























































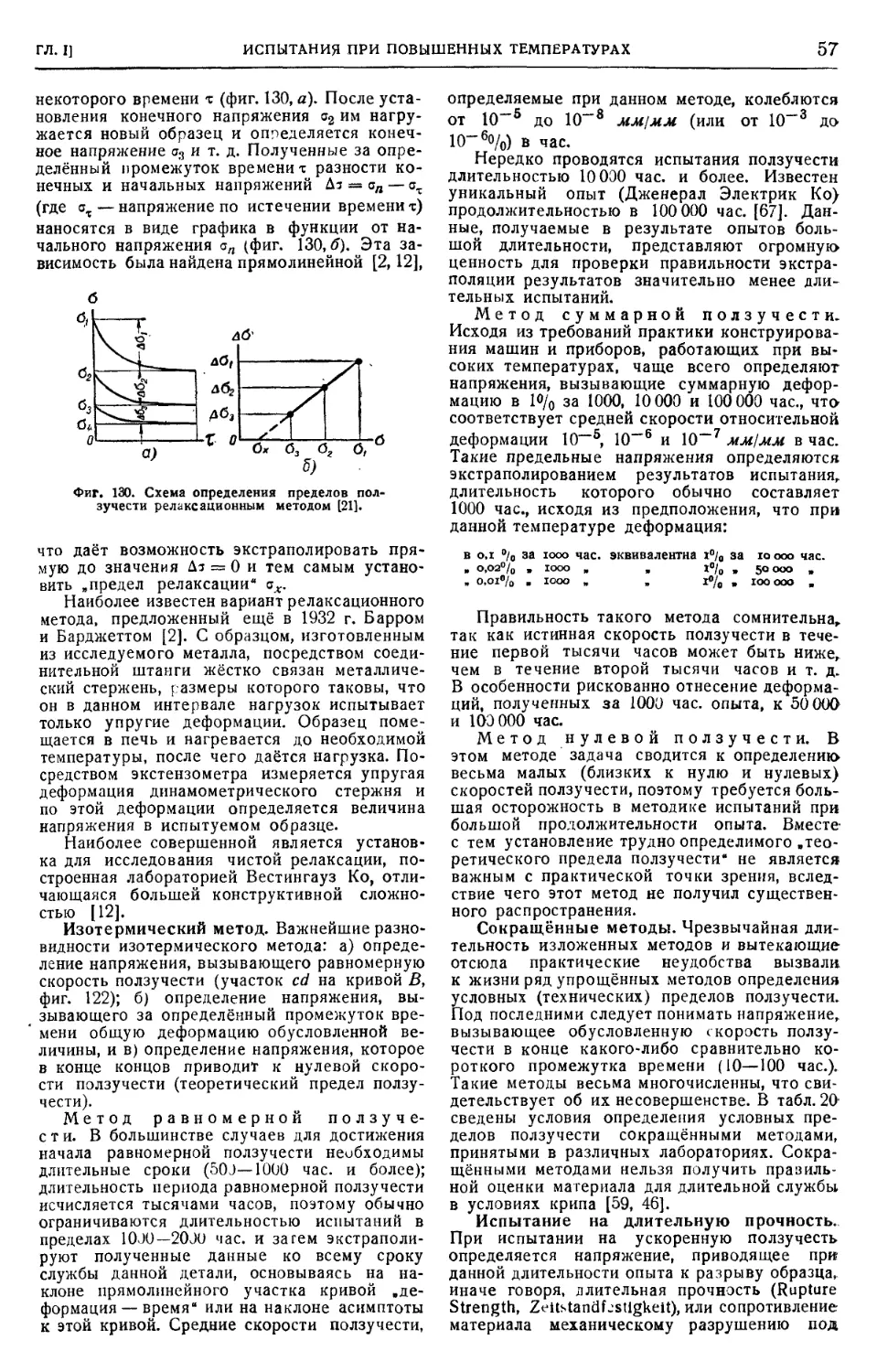








































































































































































































































































































































































































































































































































































Текст
МАШИНОСТРОЕНИЕ
ЭНЦИКЛОПЕДИЧЕСКИЙ СПРАВОЧНИК
РЕДАКЦИОННЫЙ СОВЕТ
Председатель совета и главный редактор
акад. Е. А. ЧУДАКОВ
С А. АКОПОВ, И. И. АРТОБОЛЕВСКИЙ, Л. С. АЧЕРКАН, И. М. БЕСПРОЗВАННЫЙ,
Н. Т. ГУДЦОВ, В. И. ДИКУШИН, А. И. ЕФРЕМОВ, В. К. ЗАПОРОЖЕЦ, А. И. ЗИМИН,
Н. С. КАЗАКОВ, М. В. КИРПИЧЕВ, В. М. КОВАН, Ю. П. КОНЮШАЯ, А. А. ЛИПГАРТ,
В. А. МАЛЫШЕВ, Л. К. МАРТЕНС, Л. М. МАРИЕНБАХ, Г. А. НИКОЛАЕВ, И. А. ОДИНГ
(зам. председателя Редсовета), Е. О. ПАТОН, Л. К. РАМЗИН, Н. Н. РУБЦОВ, М. А. САВЕРИН
(зам. председателя Редсовета), И. И. СЕМЕНЧЕНКО, С. В. СЕРЕНСЕН, К. К. ХРЕНОВ,
М. М. ХРУЩОВ, Н. А. ШАМИН, А. Н. ШЕЛЕСТ, Л. Я- ШУХГАЛЬТЕР (зам. главного редактора),
А. С. ЯКОВЛЕВ
РАЗДЕЛ ВТОРОЙ
МАТЕРИАЛЫ
МАШИНОСТРОЕНИЯ
том 3
Ответственный редактор
чл.-корр. АН СССР И. А. ОДИНГ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
москва - 1 94 7
ПРОИЗВОДСТВЕННАЯ ЧАСТЬ
Зам. начальника издательства Д. М. Польский. Начальник производствен-
ного отдела Машгиза С. А. Соловьев. Зав. производством „Справочника*
Б. С. Раецкий. Техн. редактор Т. Ф. Соколова. Зав. корректорской
С. А. Третьяков. Корректор Ю. Н. Николаева. Художник-оформитель
А, Л. Бельский. Руководитель графич. бюро А. И. Эйфель. График»
и ксилографы: А. М. Тетерин, А. Ф. Иваницкая, В. С. Киреева*
М. И. Серебренникова* С. М. Лотохин.
Полиграфические работы выполнены в 1-й типографии Машгиза. Директор-
типографии Н. И. Панин. Зав. производством Л. О. Машгиза Я- И. Лебедев.
Зав. производством типографии Н. С. Кондрат. Набор и вёрстка произве-
дены под руководством С. А. Павлова, технолога Э. Я. Потапенко.
Печатью руководили М. П. Седов и технолог С. М. Сундаков. Броширо-
вочно-переплётные работы выполнялись под руководством И. И. Смирнова.
Тиснением руководила Д. Г. Белова. Матрицы и стереотипы изготовлены
под руководством И. М. Беспалова. Типографская корректура проведена
под руководством Е. А. Беляйкина.
Бумага фабрики им. Володарского. Ледерин Щелковской фабрики.
Картон Калининской фабрики. Шрифт изготовлен на 1-м и 2-м шрифто-
литейных заводах.
3-й том сдан в производство 26 II 1947 г. — 2/VIII 1947 г. Подписан к пе-
чати 11/Х 1947г. А09935. Заказ № 1255. Бумага 70xl08'/i6. Уч.-изд. листов 124V,.
Печатных листов 45+17 вклеек. Тираж 50 000. 1-й завод 1—25 000 экз.
Адрес типографии: Ленинград, ул. Моисеенко д. 10.
АВТОРЫ ТОМА
П. Ф. АГАПОВ, инж.; Н. П. АГАПОВА, канд. техн. наук; Н. В. АГЕЕВ, чл.-
корр. АН СССР, проф., д-р хим. наук; Д. Л. АГЕЕВА, канд. техн. наук; А. А. АЛОВ,
проф., д-р техн. наук; С. 3. БОКШТЕЙН, канд. техн. наук; Н. Ф. БОЛХОВИТИНОВ,
проф., д-р техн. наук; А. М. БОРЗДЫКА, доц., канд. техн. наук; Б. А. ГЕНЕРОЗОВ,
ст. научн. сотр.; И. М. ГРЯЗНОВ, канд. техн. наук; А, П ГУЛЯЕВ, проф., д-р техн.
наук; П. М. ГУРА, инж.; В М. ГУТЕРМАН, канд. техн. наук; Е. А. ДАВИДОВ,
СКАЯ.канд. техн. наук; Н. М. ЗАКАШАНСКИЙ, ст. научн. сотр.; И. Ф. ЗУДИН,
канд. техн. наук; М. Б. КАЦЕНЕЛЕНБОГЕН, инж.; А. Г. КОМАРОВСКИЙ, ст.
научн. сотр.; В. А. КОНОПАСЕВИЧ, инж.; 3. И. КОПЕЛЬМАН инж.; Н. С. КРЕ-
ЩАНОВСКИЙ, канд. техн. наук; Д. В. КРОТКОВ, инж.; И. В. КУДРЯВЦЕВ,
канд. техн. наук; В. В. ЛЕВАНДО, инж.; Г. Л. ЛИВШИЦ, канд. техн. наук;
Е. С. МАКАРОВ, канд. техн. наук; А. К. ПРЕЙСС, инж.; Н. И. ПРИГОРОВСКИЙ,
проф., д-р техн. наук; А. В. РЯБЧЕНКОВ, канд. техн. наук; С. Я. СИГОЛАЕВ,
инж.; А, П. СМИРЯГИН, ст. научн. сотр.; В. С. СТРОЕВ, инж.; И. Е. ТУТОВ,
кйнд. техн. наук; Г. В. УЖИК, канд. техн. наук; Л. С. ФРЕЙМАН, проф., д-р
физ.-мат. наук; С. Б. ФУТОРЯН, канд. техн. наук; М. М. ХРУЩОВ, проф.;
Н. А. ШАМИН, инж.; И. А. ЮХВЕЦ, инж.
НАУЧНЫЕ РЕДАКТОРЫ
АГАПОВ П. Ф., инж. (гл. VI—X); БЛИЗНЯНСКИЙ А. С, инж. (терминология и обозначения):
БРОДСКИЙ Г. С, гнж. (гл. 1-Х); ВЕДЕНКИН С. Г., проф. (гл. II); ГЛИНЕР Б. М., инж. (зам. отв.
редактора тома); ДЫМОВ А. М., д-р хим. наук (гл. II); ЛЕБЕДЕВ Т. А., проф., д-р техн. наук
(гл. I—IV); ПЕТРУСЕВИЧ А. И., канд. техн. наук (гл. I); ПРОСВИРИН В. И., проф., д-р техн. наук
(гл. VI—VII); ПРОКОФЬЕВ В. К., проф., д-р физ.-мат. наук (гл. II); ШАМИН Н. А., инж. (гл. VI-X).
*
Редактор графических материалов инж. В. Г. КАРГАНОВ
Редактор-организатор тома М. И. ГИЛЬДЕНБЕРГ
*
Зав. редакцией А. Н. КЛУШИНА
Адрес редакции: Москва, Третьяковский пр., д. 1, Машгиз,
Главная редакция энциклопедического справочника „Машиностроение:
СОДЕРЖАНИЕ
От редактора VII
Глава I. ИСПЫТАНИЯ МЕХАНИЧЕСКИХ
СВОЙСТВ МЕТАЛЛОВ 1
Испытания твёрдости (канд.
техн. наук И. М. Грязное) 1
Статические методы определения твёр-
дости . . 1
. инамические методы определения твёр-
дости 12
Определение основных механических ха-
рактеристик по измерениям тзёрдости . . 14
Испытания на растяжение (канд.
техн. наук И. В. Кудрявцев) 16
Машины для испытаний на растяжение . . 16
Диаграмма растяжения 20
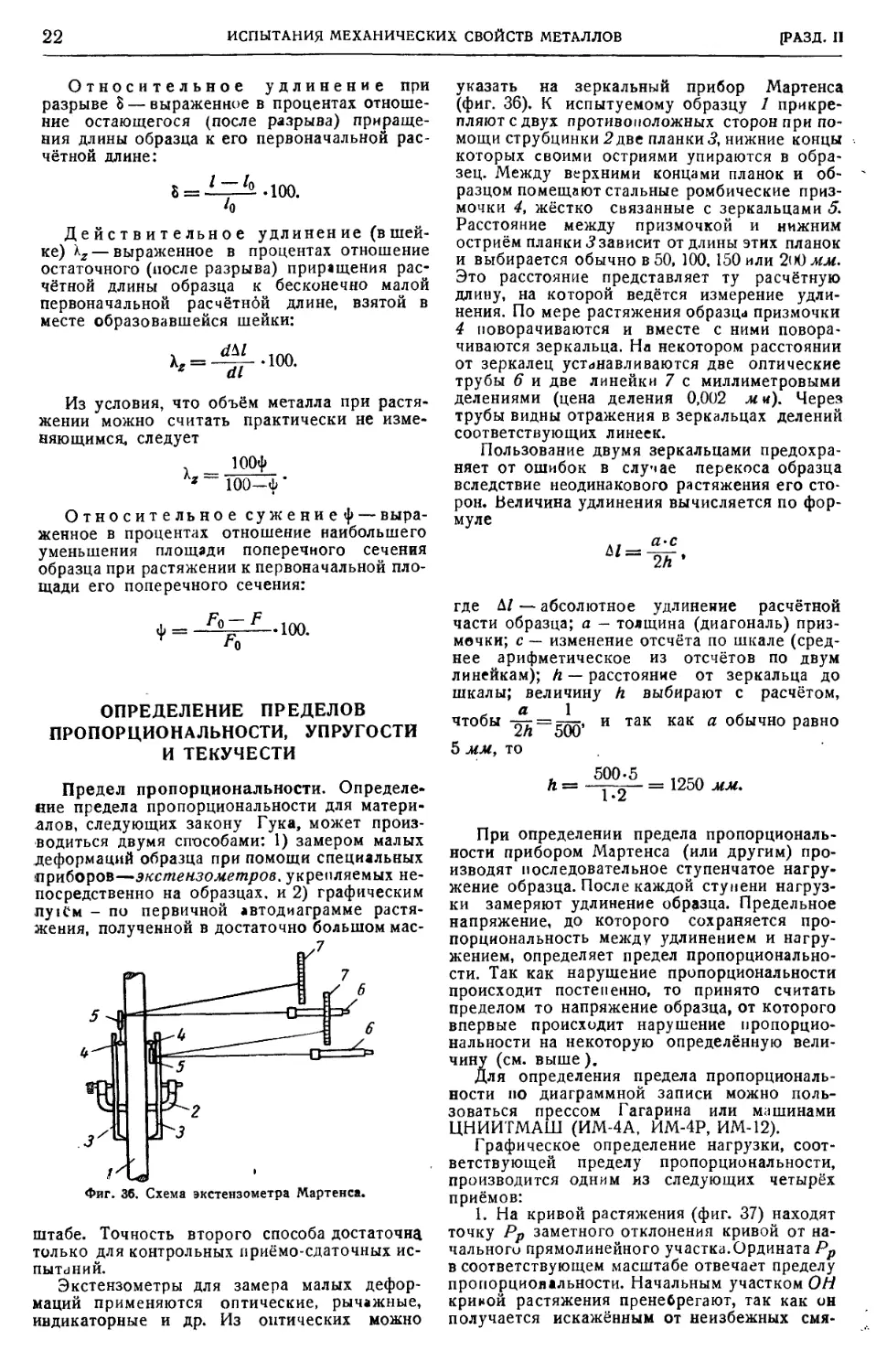
Характеристики механических свойств . . 21
Определение пределов пропорциональ-
ности, упругости и текучести 22
Определение относительного удлинения . . 24
Испытание чугуна давлением клиньев ... 26
Испытания на сжатие (канд. техн.
наук И. В. Кудрявцев) 27
Машины и приспособления для испытаний
на сжатие 27
Образцы для испытаний на сжатие .... 28
Характеристики материалов, определяе-
мые при испытаниях на сжатие 28
Испытания на изгиб (канд. техн.
наук И. В. Кудрявцев) 29
Стандартные испытания чугуна на изгиб . 31
Испытания на удар (канд. техн.
наук И. М. Грязное) . . . 31
Ударные испытания на растяжение 31
Ударные испытания надрезанных образцов
на изгиб 34
Испытания на ударное кручение 42
Испытания на срез (канд. техн.
наук И. М. Грязное) 44
Испытания на кручение (канд.
техн. наук И. М. Грязное) 45
Подсчёт напряжений и деформаций по
результатам испытаний на кручение ... 46
Испытания при повышенных
температурах (доц., канд. техн.
наук А. М. Ворздына) 49
Испытания на растяжение 49
Испытания на ползучесть 53
Испытания на кручение 60
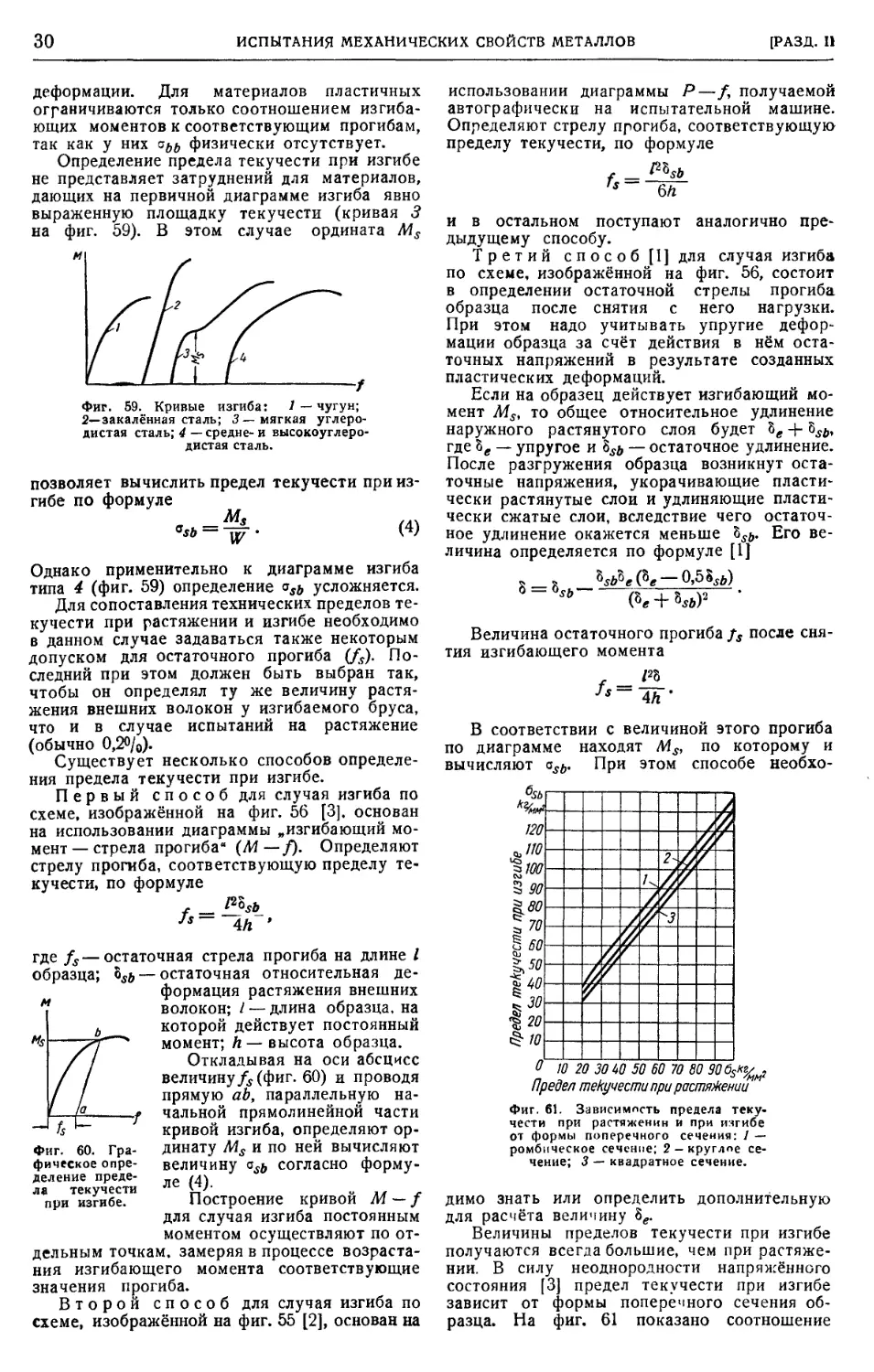
Испытания на изгиб 62
Испытание твёрдости 63
Испытания при пониженных
тем пературах (канд. техн. наук.
И. В. Кудрявцев) 66
Испытания на ударную вязкость 66
Испытания на растяжение 67
Испытания на усталость 68
Испытания твёрдости 6&
Меры предосторожности • 6&
Испытания на усталость (канд.
техн. наук Г. В. Ужак) 70
Введение 70
Изменение напряжении во времени .... 70
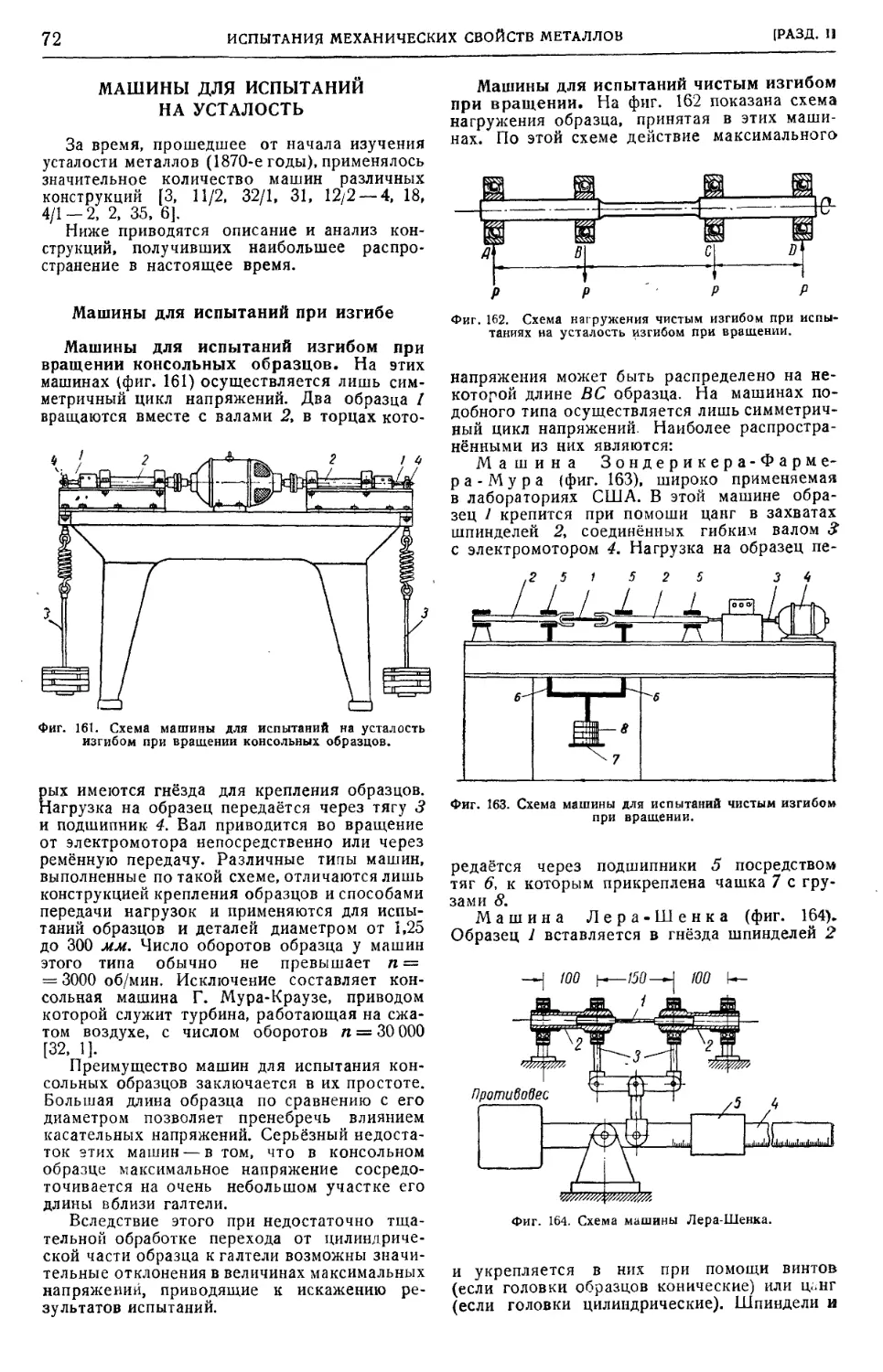
Машины для испытаний на усталость ... 72
Методика испытаний на усталость .... 81
Глава П. ИСПЫТАНИЯ ХИМИЧЕСКИХ
СВОЙСТВ МЕТАЛЛОВ 91
Химический анализ (ст. научн.
сотр. Б. А. Генерозов) 91
Отбор средней пробы для химического
анализа 91
Качественный анализ стали и чугуна ... 92
Количественный анализ стали и чугуна . . 93
Количественный анализ цветных металлов 108
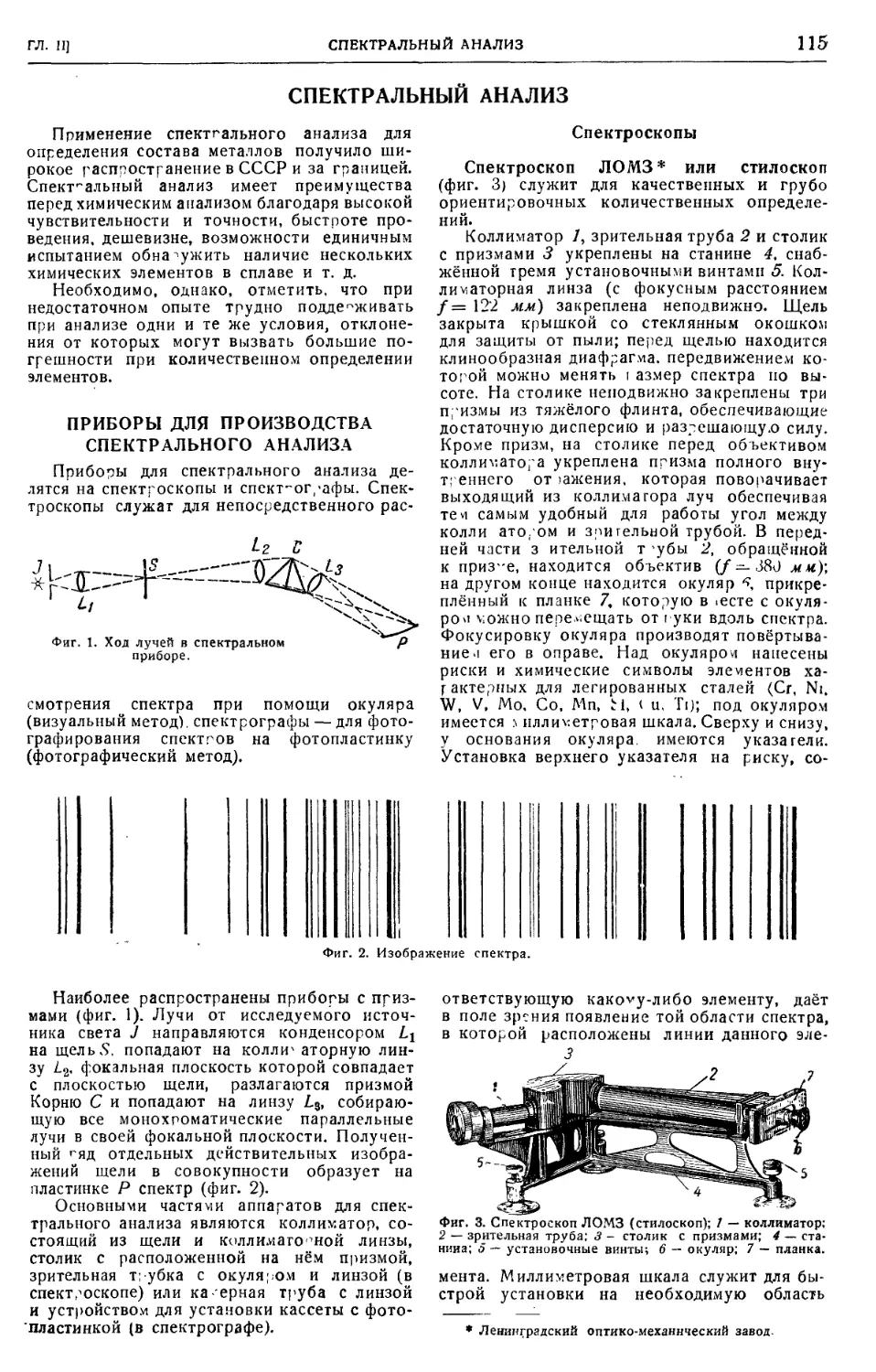
Спектральный анализ (ст. научн.
сотр. А. Г. Комаровскай) 115
Приборы для производства спектрального
анализа 115
Источники света 118
Методы спектрального анализа 119
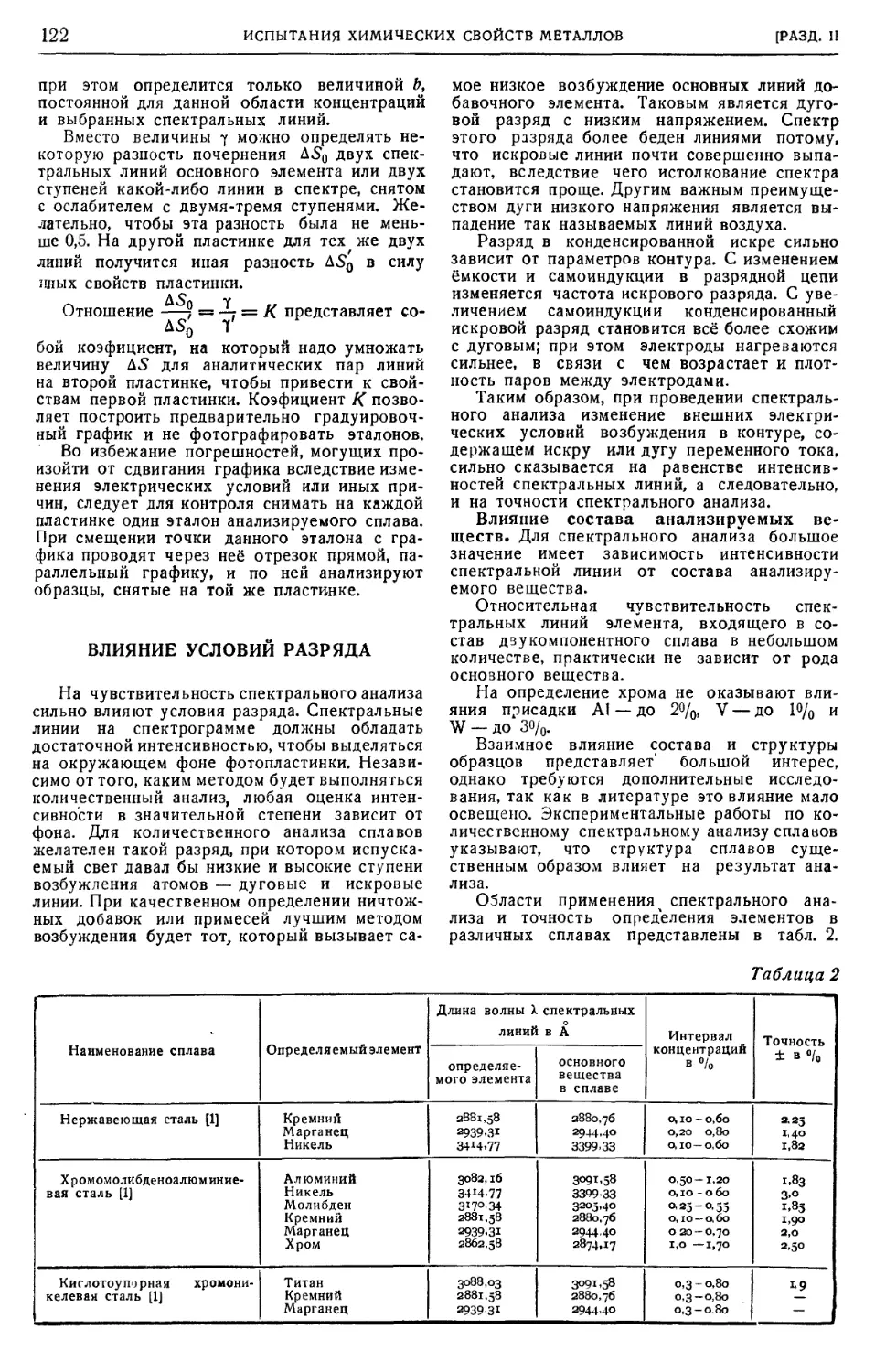
Влияние условий разряда 122
Испытания на коррозию (канд.
техн. наук Е. А. Давидовская в канд.
техн. наук. А. В. Рябченков) 124
Классификация методоз испытаний на кор-
розию 124
Общие указания к проведению испытаний
на коррозию 125
Методы снятия продуктов коррозии .... 125
Способы определения коррозии. Условные
шкалы стойкости металлов против кор-
розии 126
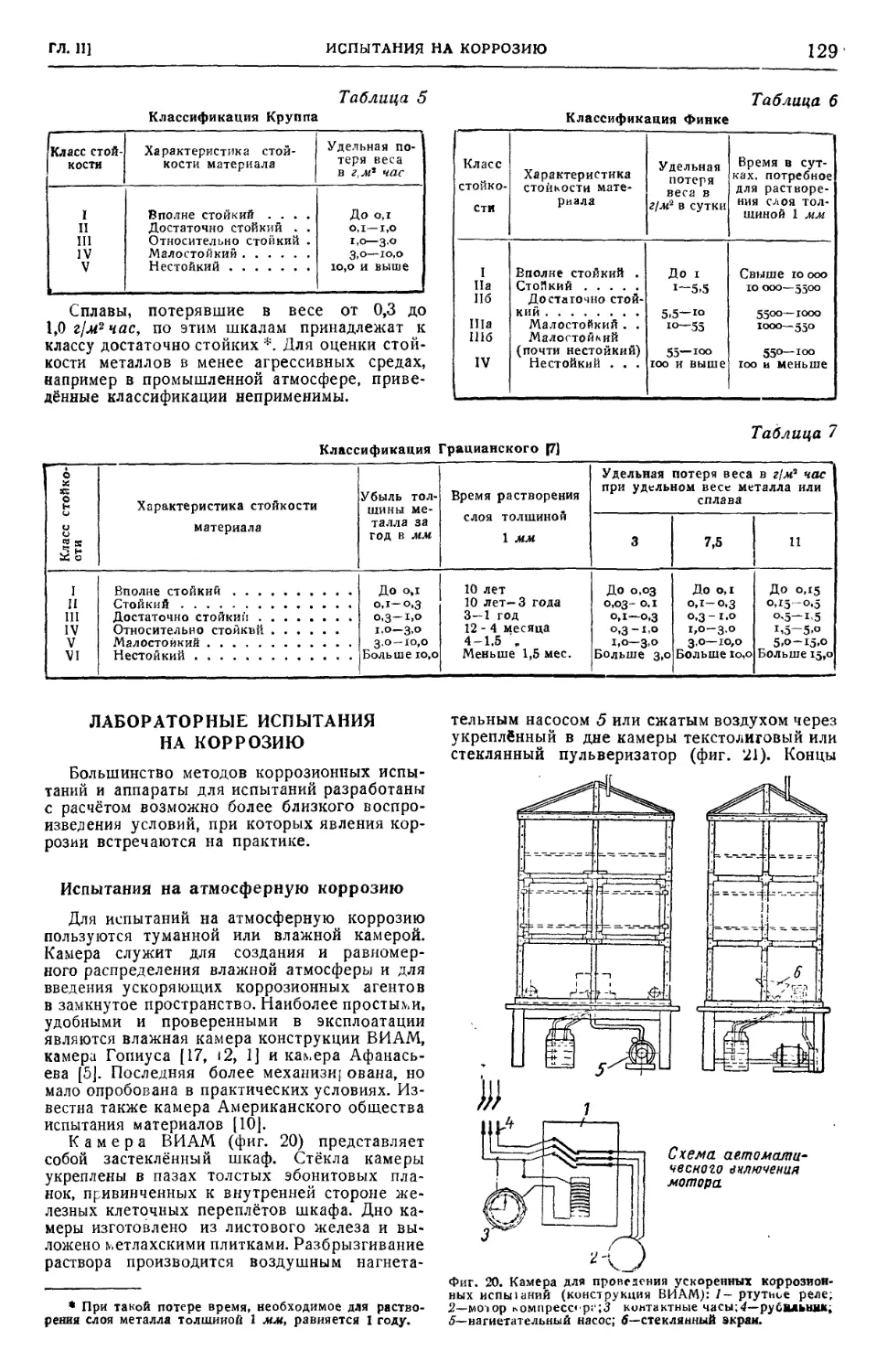
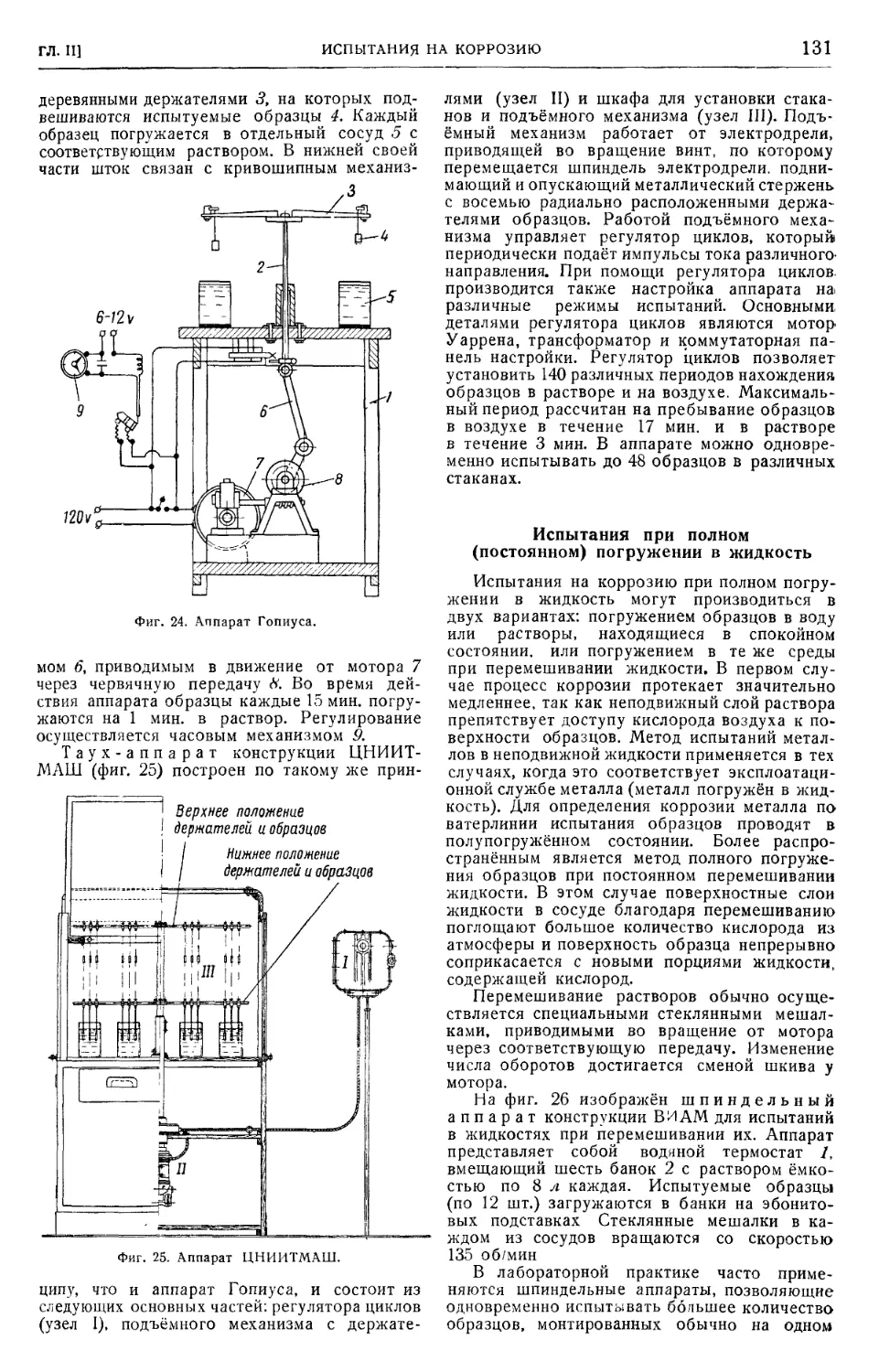
Лабораторные испытания на коррозию . . 129
Испытания в естественных эксплоатацион-
ных условиях 134
Глава III. ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫ-
ТАНИЙ 136
Металлографический метод
испытаний (инж. В- С. Строев и
канд. техн. наук В. М. Гутерман) ... 136
Техника металлографического исследова-
ния 136
Специальные виды микроисследований . . 150
СОДЕРЖАНИЕ
Рентгеновский метод испыта-
ний (чл.-корр. АН СССР Н. В. Агеев
а канд. техн. наук Е. С. Макаров) . . . 153
Область применения 153
Физика рентгеновых лучей и спектраль-
ный анализ 153
Рентгеновская дефектоскопия . ..... 158
Структурный анализ • 164
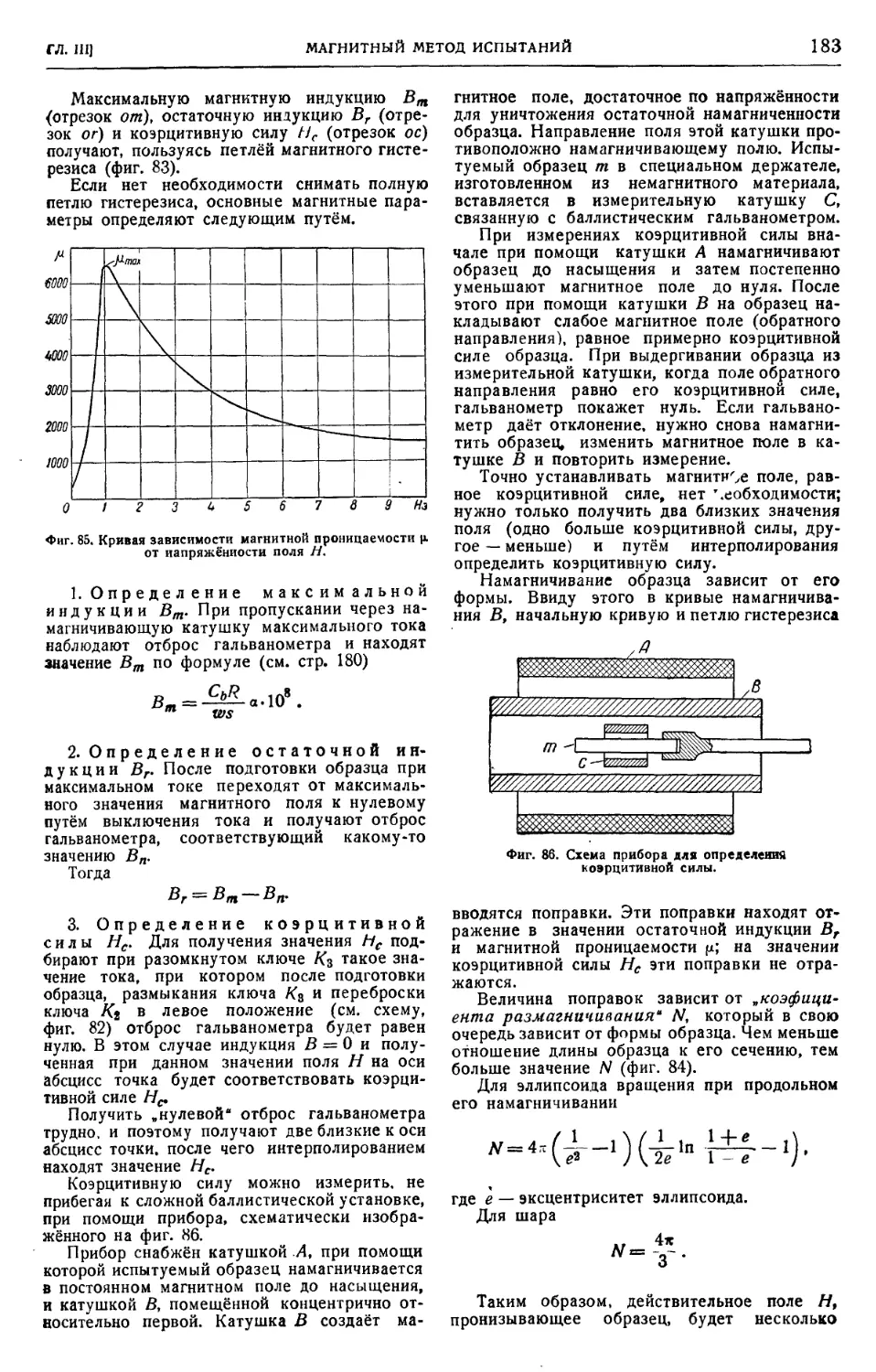
Магнитный метод испытаний
(инж. С. Я- Сиголаев) 171
Магнитная дефектоскопия 171
Магнитный анализ 177
Баллистический метод магнитных измере-
ний • • 180
Измерения над готовыми магнитами . . . 184
Термический метод испытаний
(канд. техн. наук И. Е. Тутов) 186
Термоэлектрические пирометры или термо-
пары 186
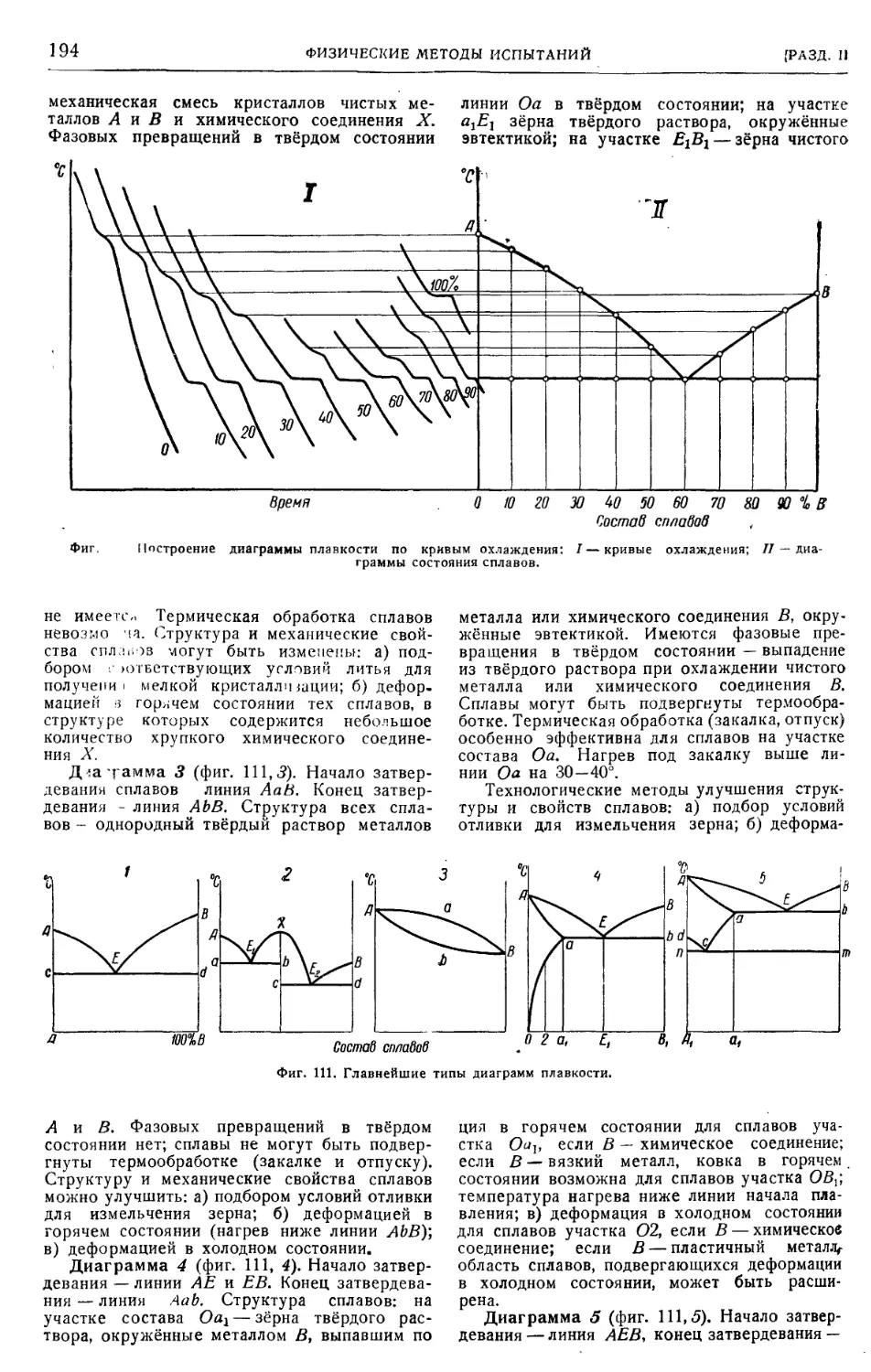
Построение кривых нагревания и охлажде-
ния металлов и сплавов 188
Дилатометрический метод определения кри-
тических точек 191
Диаграммы плавкости 193
Электропроводность, термо-
электрический метод, тепло-
проводность, плотность (чл.-
корр. АН СССР Н. В. Агеев и канд.
техн. наук Д. Л. Агеева) ........ 195
Электропроводность 195
Термоэлектрический метод 196
Теплопроводность 196
Плотность 197
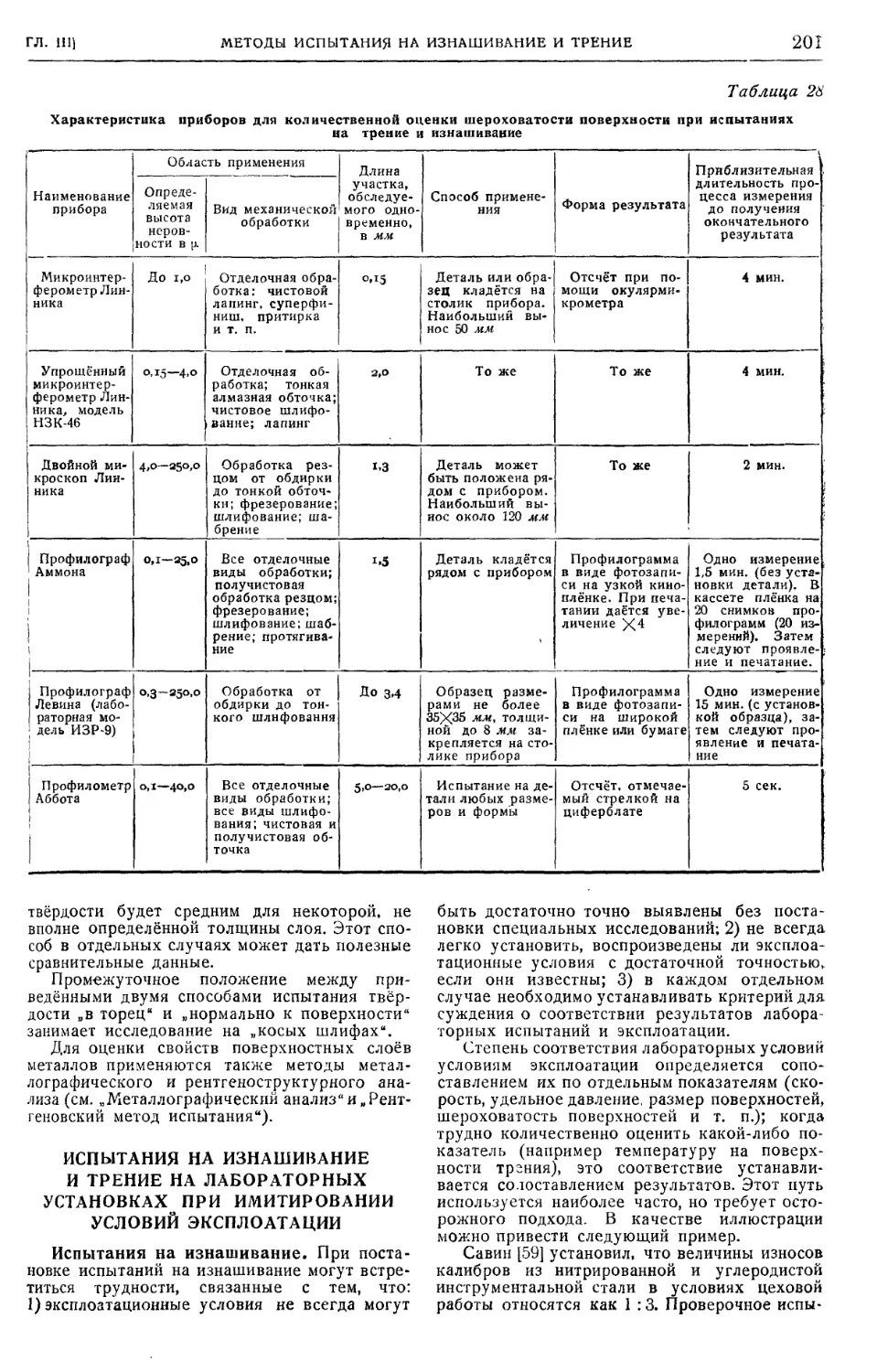
Методы испытания на изнаши-
вание и трение (проф. М. М. Хрущов) 198
Классификация методов 198
Испытания деталей на изнашивание при
работе машин 199
Испытания на изнашивание и трение на
лабораторных установках при имитиро-
вании условий эксплоатации • 201
Лабораторные машины для испытаний на
изнашивание 202
Испытание подшипниковых материалов на
трение 206
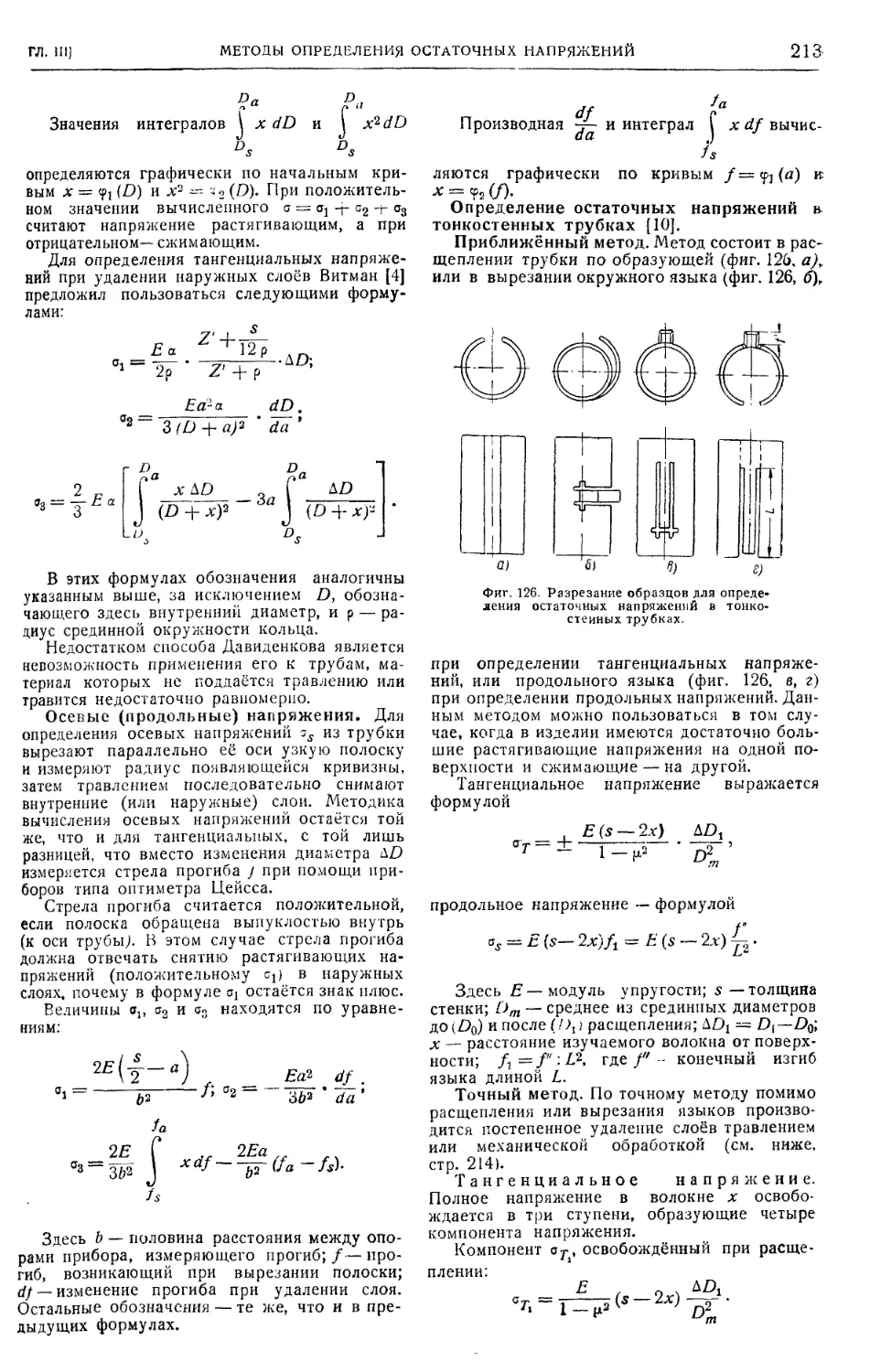
Методы определения остаточ-
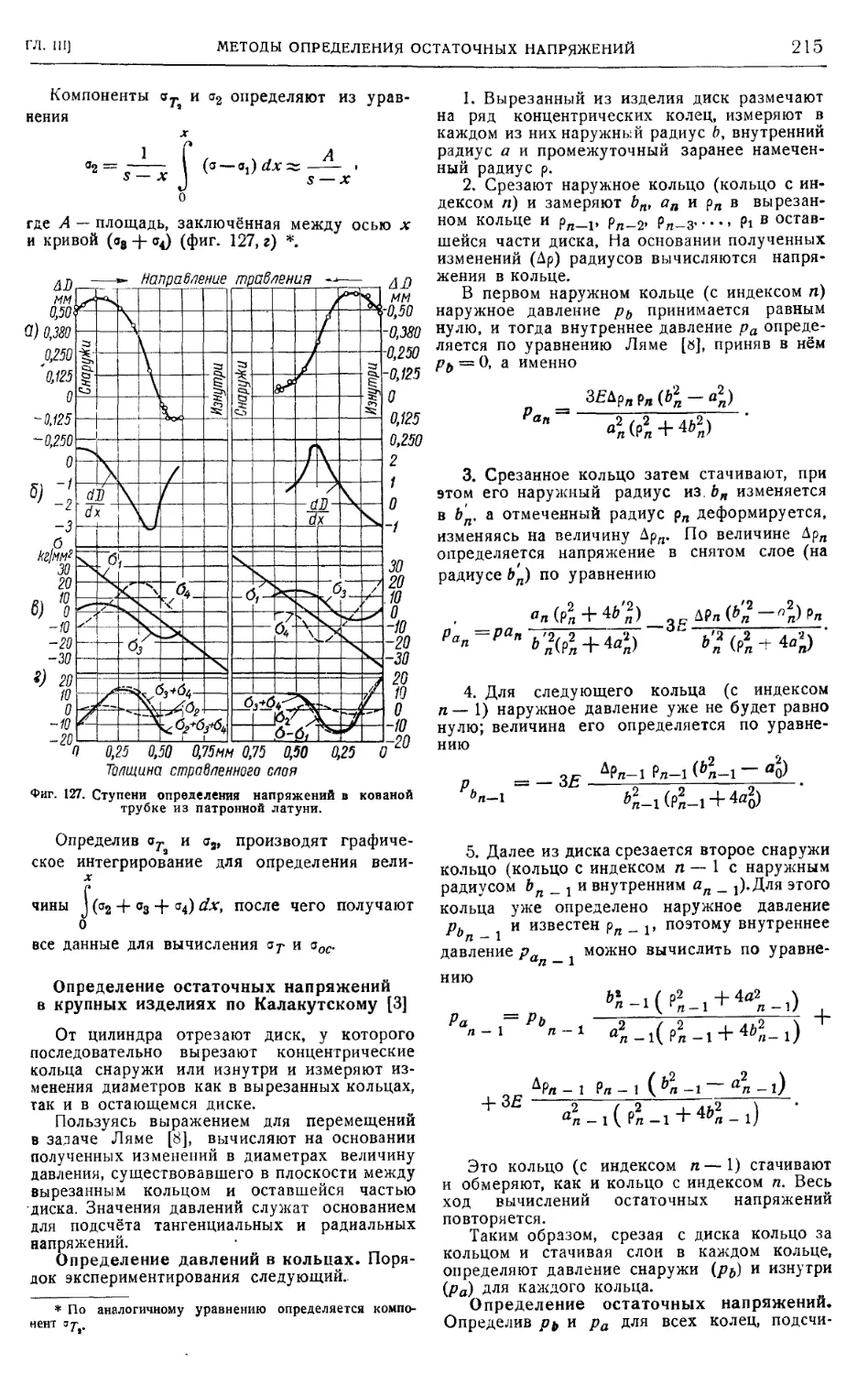
ных напряжений {инок. П. М. Гура) 209
Классификация остаточных напряжений . . 209
Проверочные уравнения при определении
остаточных напряжений 210
Методы определения остаточных напряже-
ний 210
Тензометрирование (проф., д-р.
техн. наук Н. И. Пригоровский и инж.
А. К. Прейсс) 219
Определение механических констант мате-
риала • 219
Классификация тензометров 220
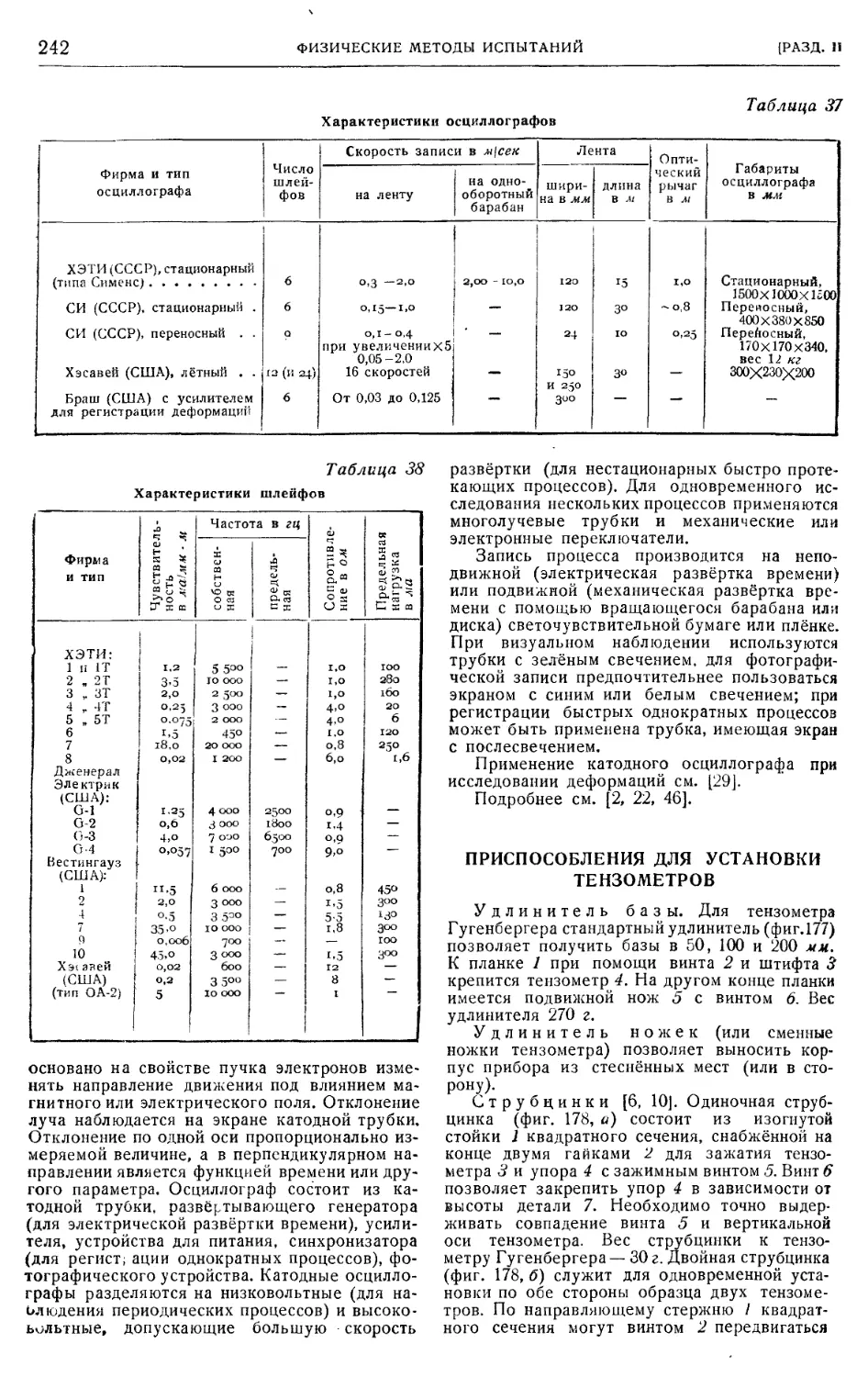
Приборы для статических измерений . . . 220
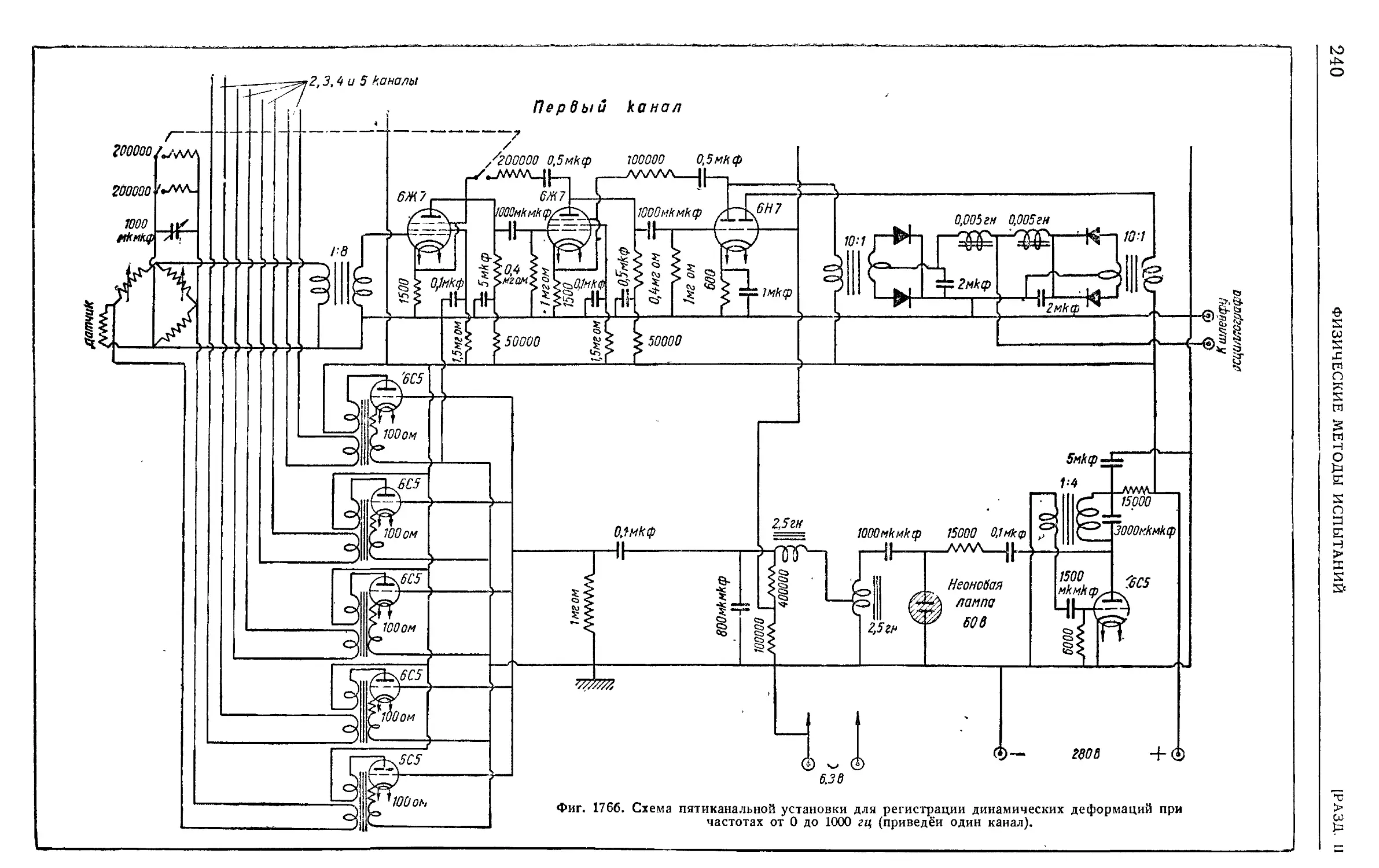
Тензометры дня динамических измерений 228
Регистрирующая аппаратура для стати-
ческих и динамических измерений .... 241
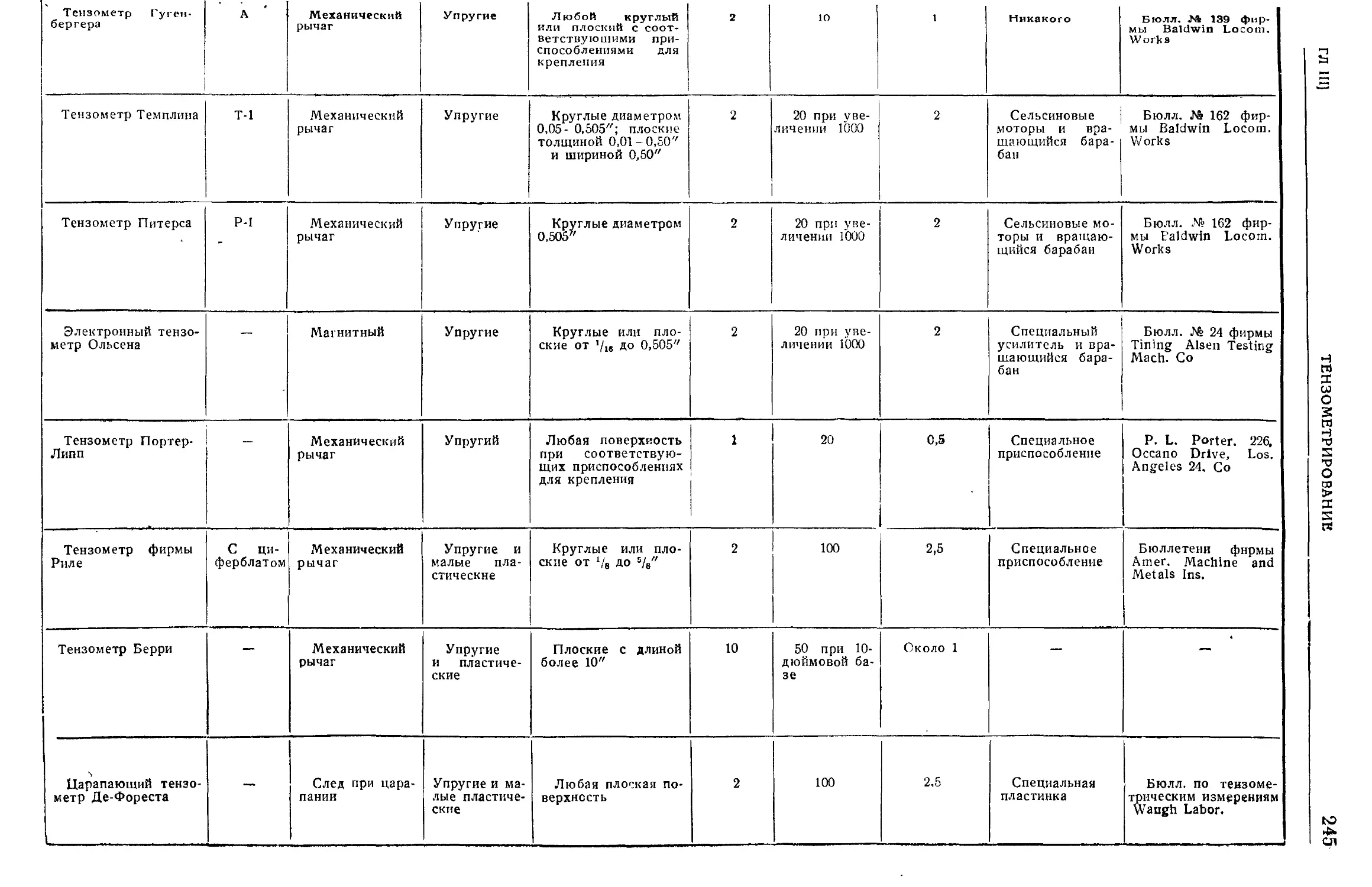
Приспособления для установки тензо-
метров 242
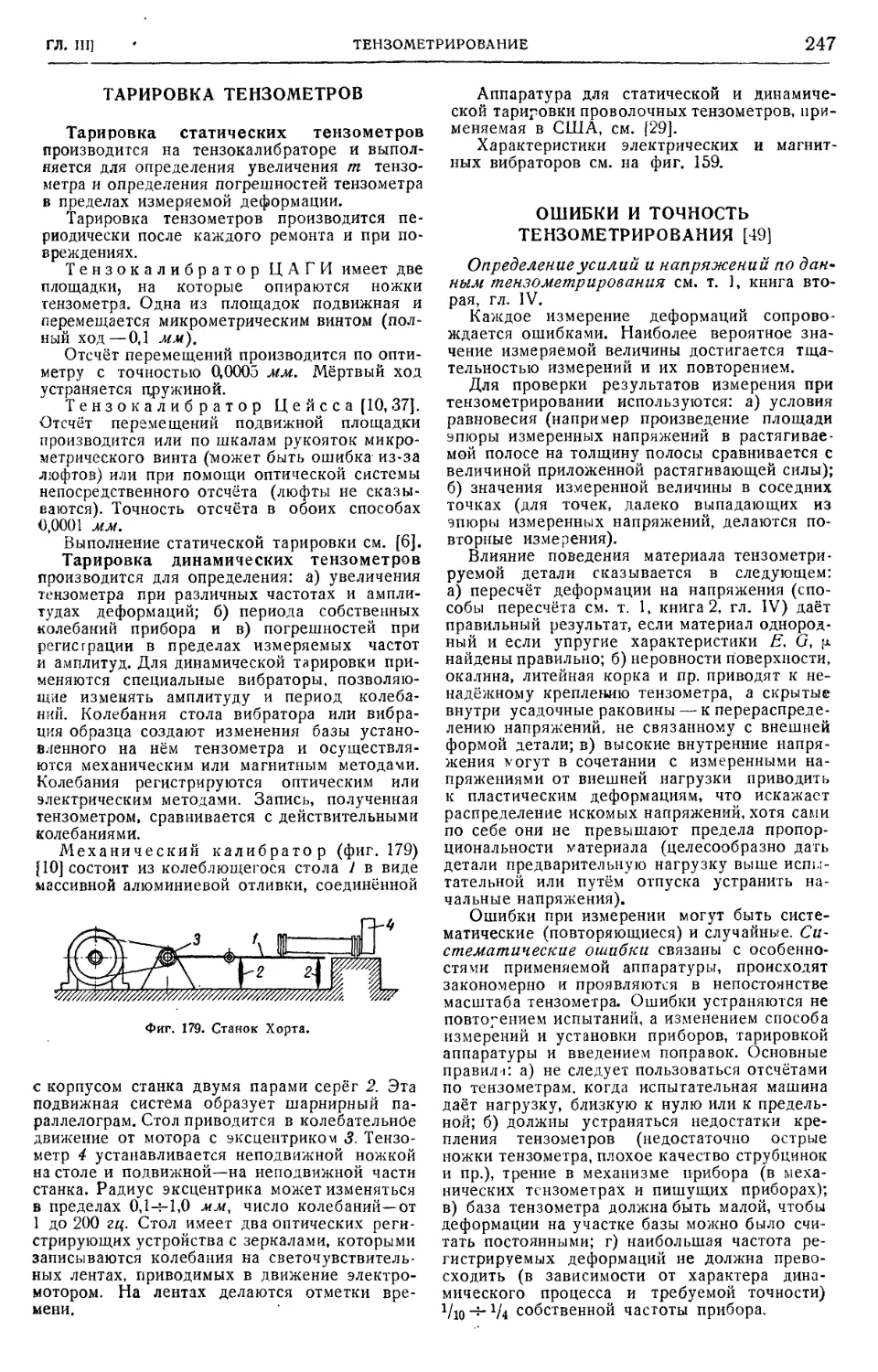
Тарировка тензометров 247
Ошибки и точность тензометрирования . • 247
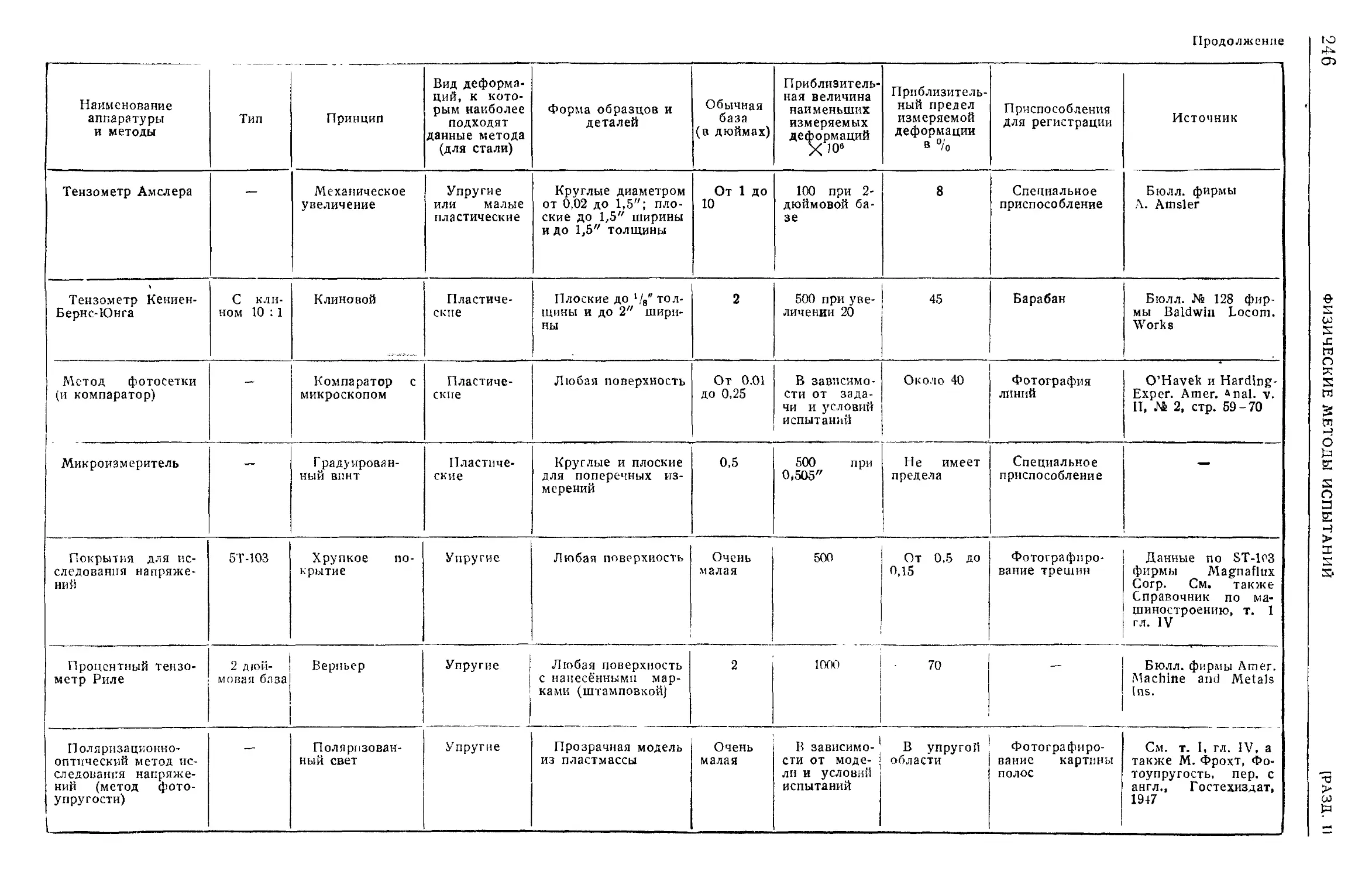
Поляризационно-о птический
метод исследования (проф., д-р
техн. наук Н. И. Пригоровский) .... 250
Оптика напряжений 250
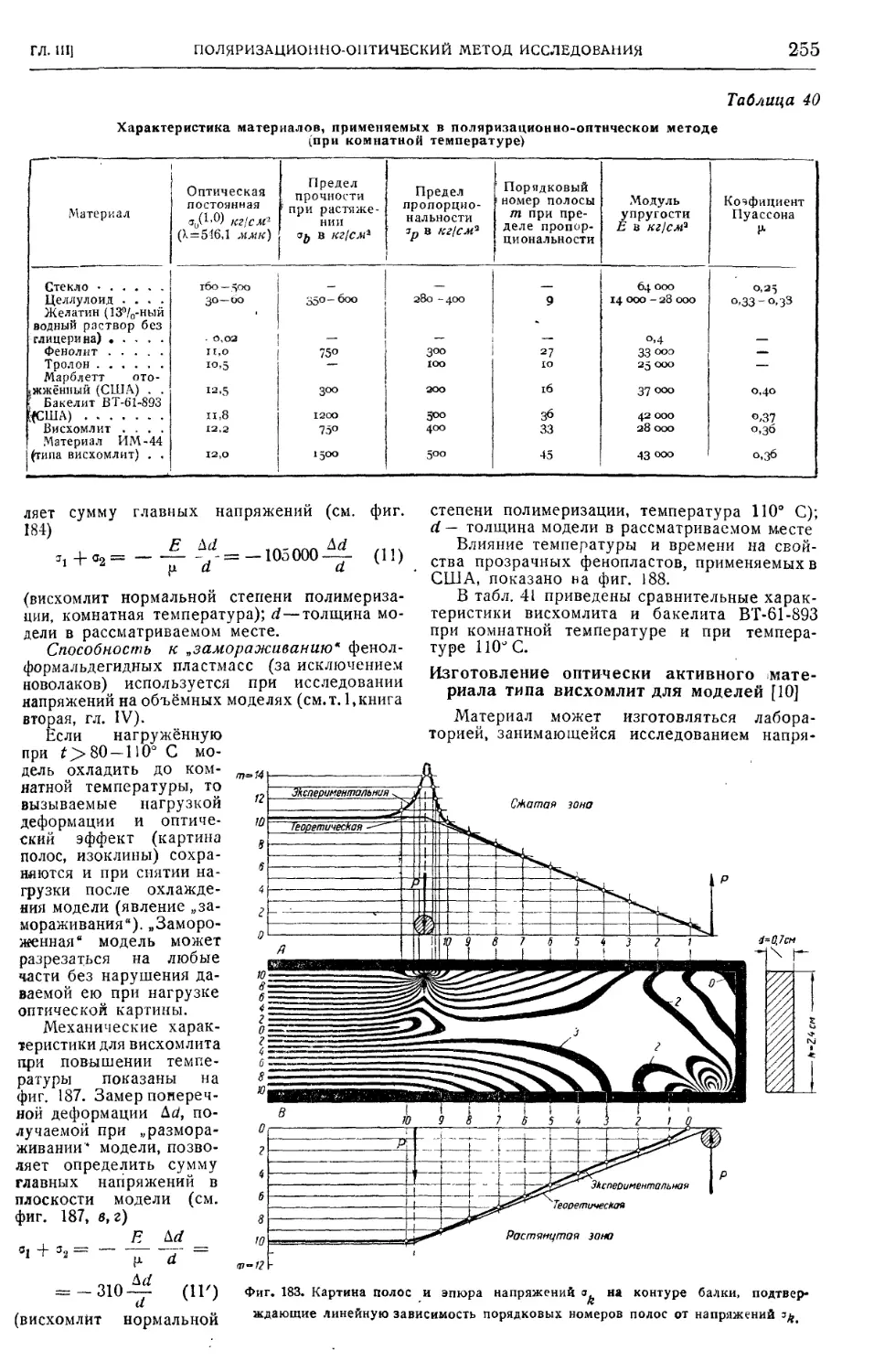
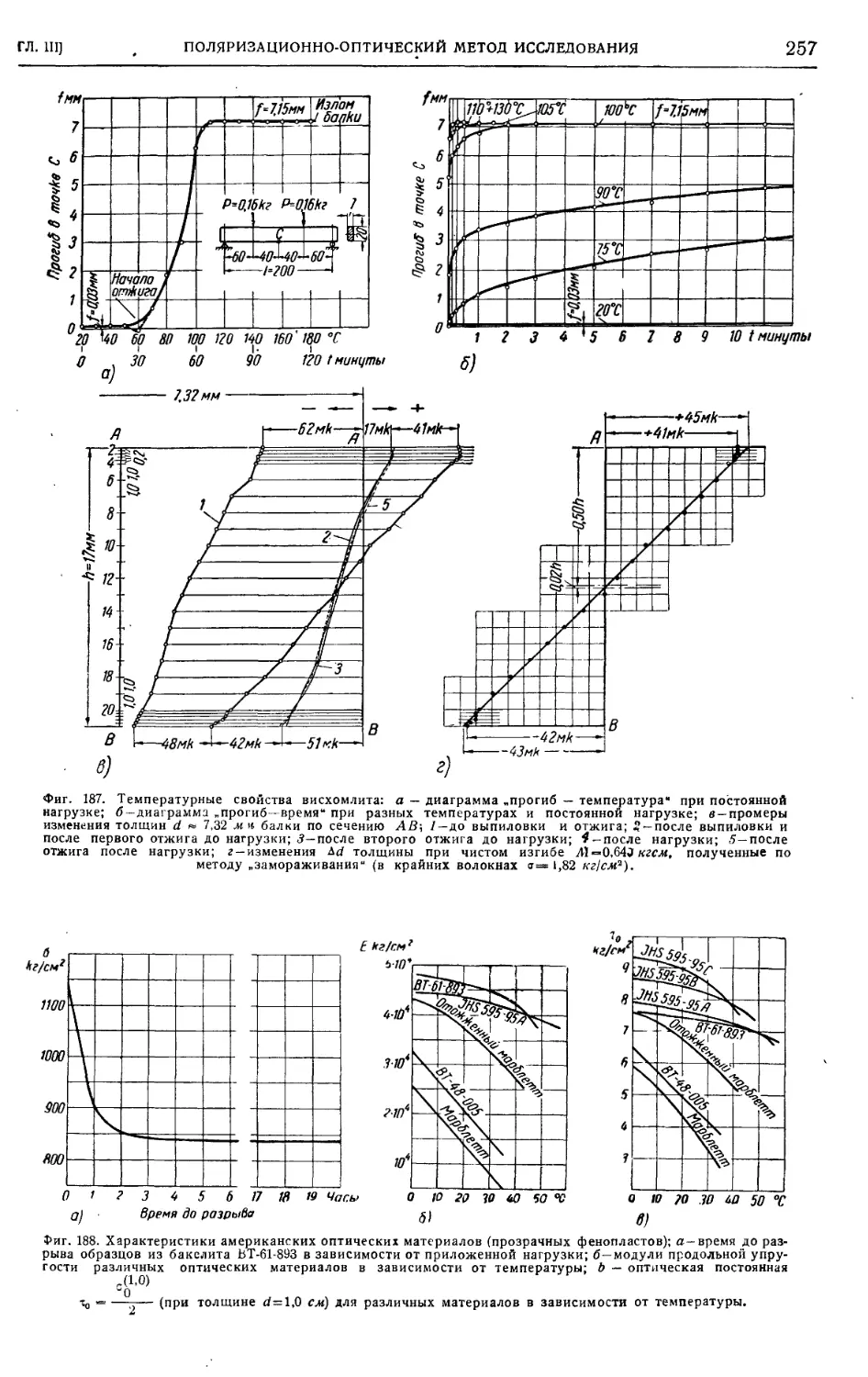
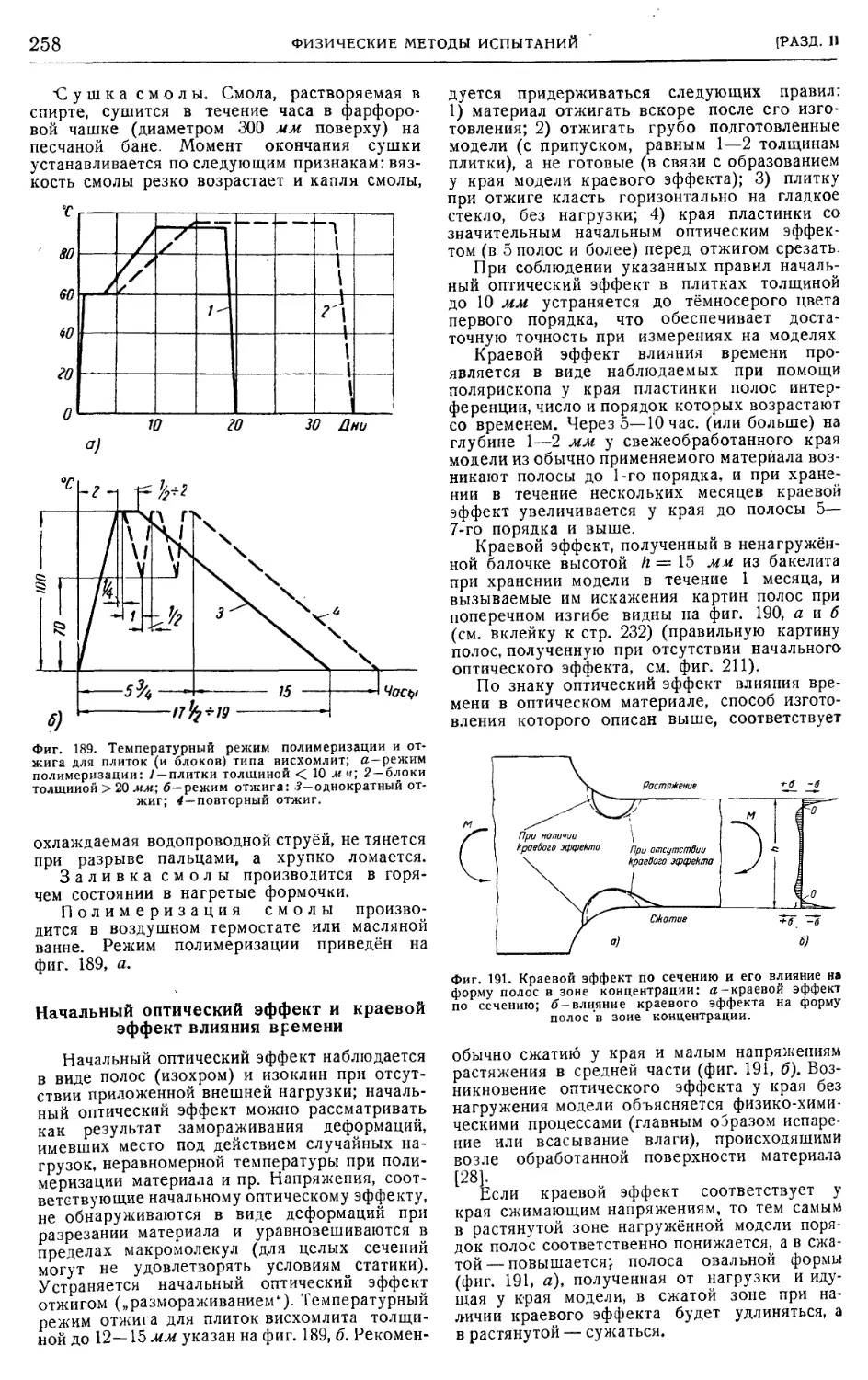
Изготовление моделей 254
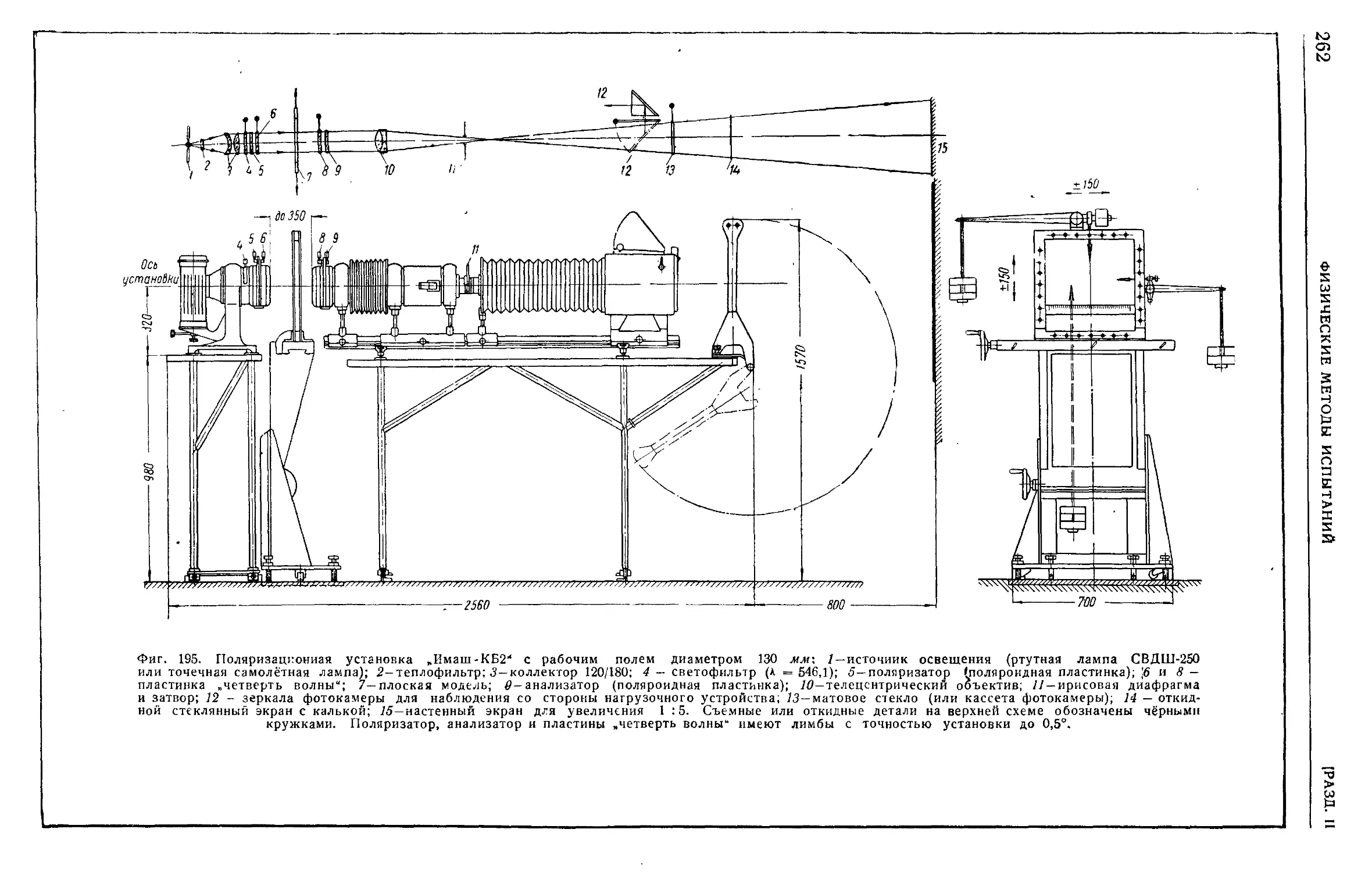
Основная аппаратура . 259
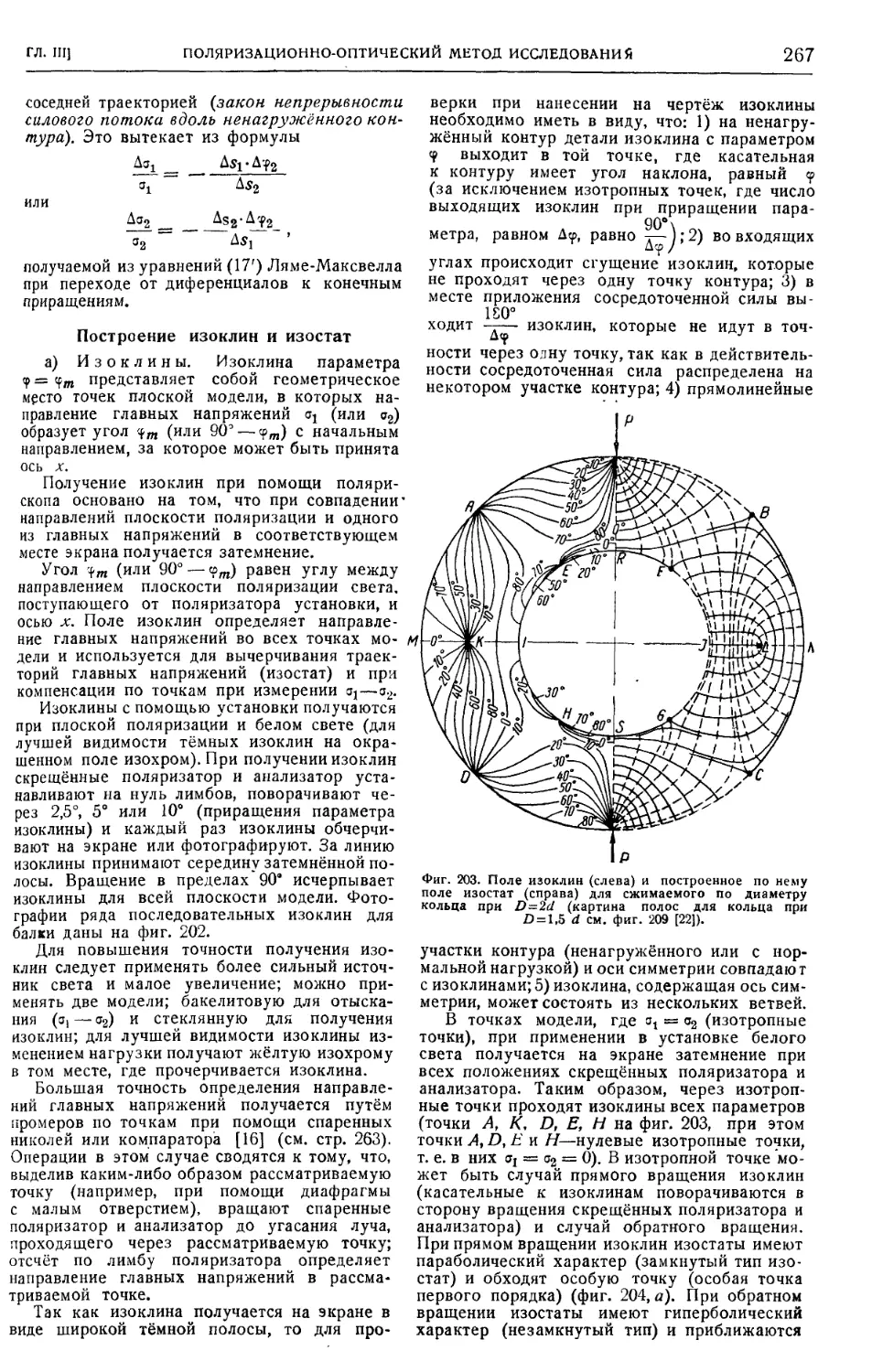
Проведение исследования 266
Ультраакустическая дефекто-
скопия (проф., д-р физ.-мат. наук
Л. С. Фрейман) 275
Физические основы метода 275
Важнейшие системы ультраакустического
метода 276
Условия применения • 277
Области применения 278
Глава IV. ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ . 280
Пробы на механическую обра-
батываемость (канд. техн. наук
С. Б. Футорян) 280
Испытание обрабатываемости металлов
резанием 280
Испытание режущего инструмента 284
Испытание на прокалива-
ем о с т ь (проф., д-р техн. наук
А. П. Гуляев) 286
Пробы на свариваемость (проф.,
д-р техн. наук А. А. Алов) 290
Прочие технологиче ские пробы
(канд. техн. наук И. М. Грязное) .... 296
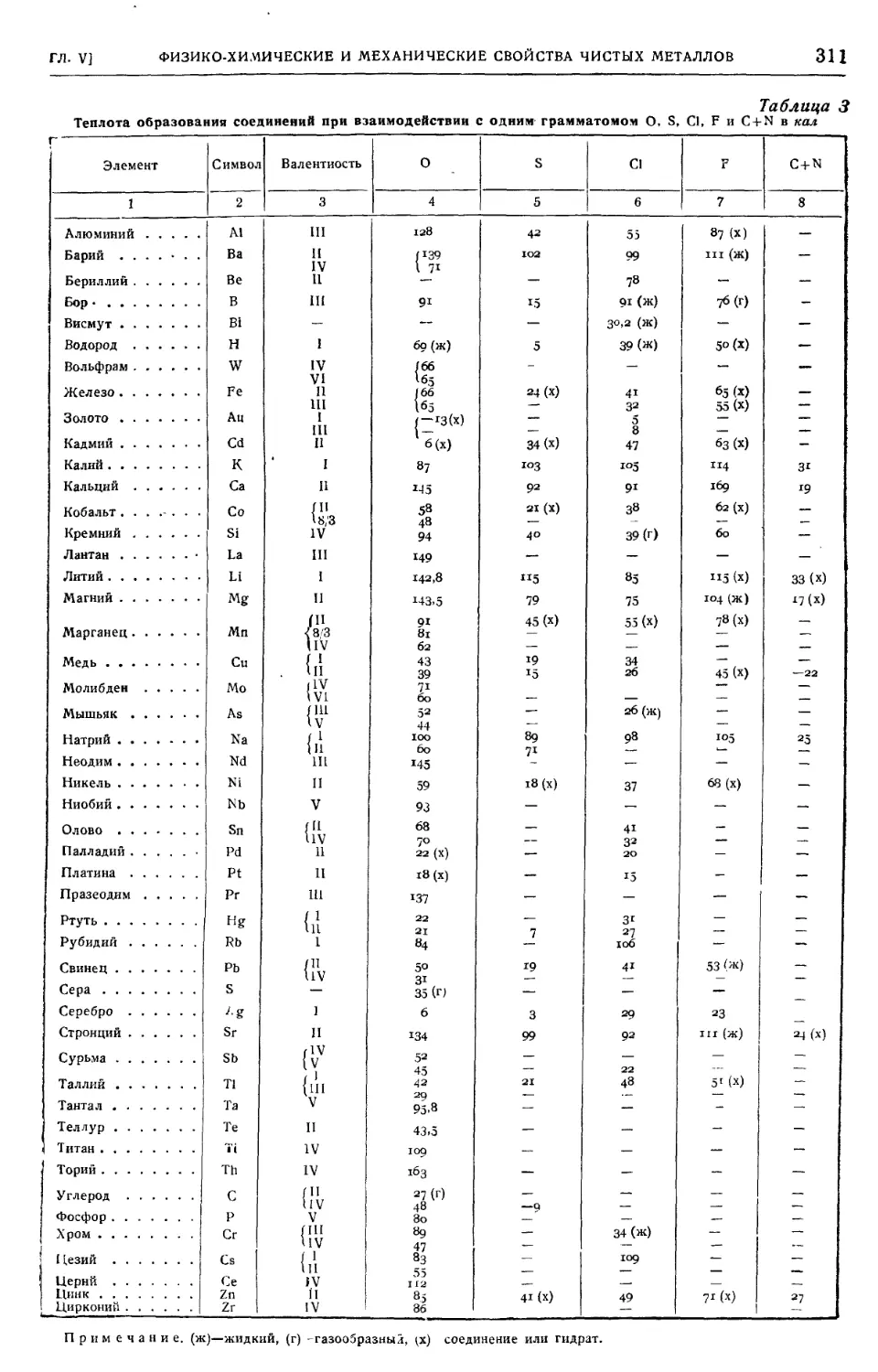
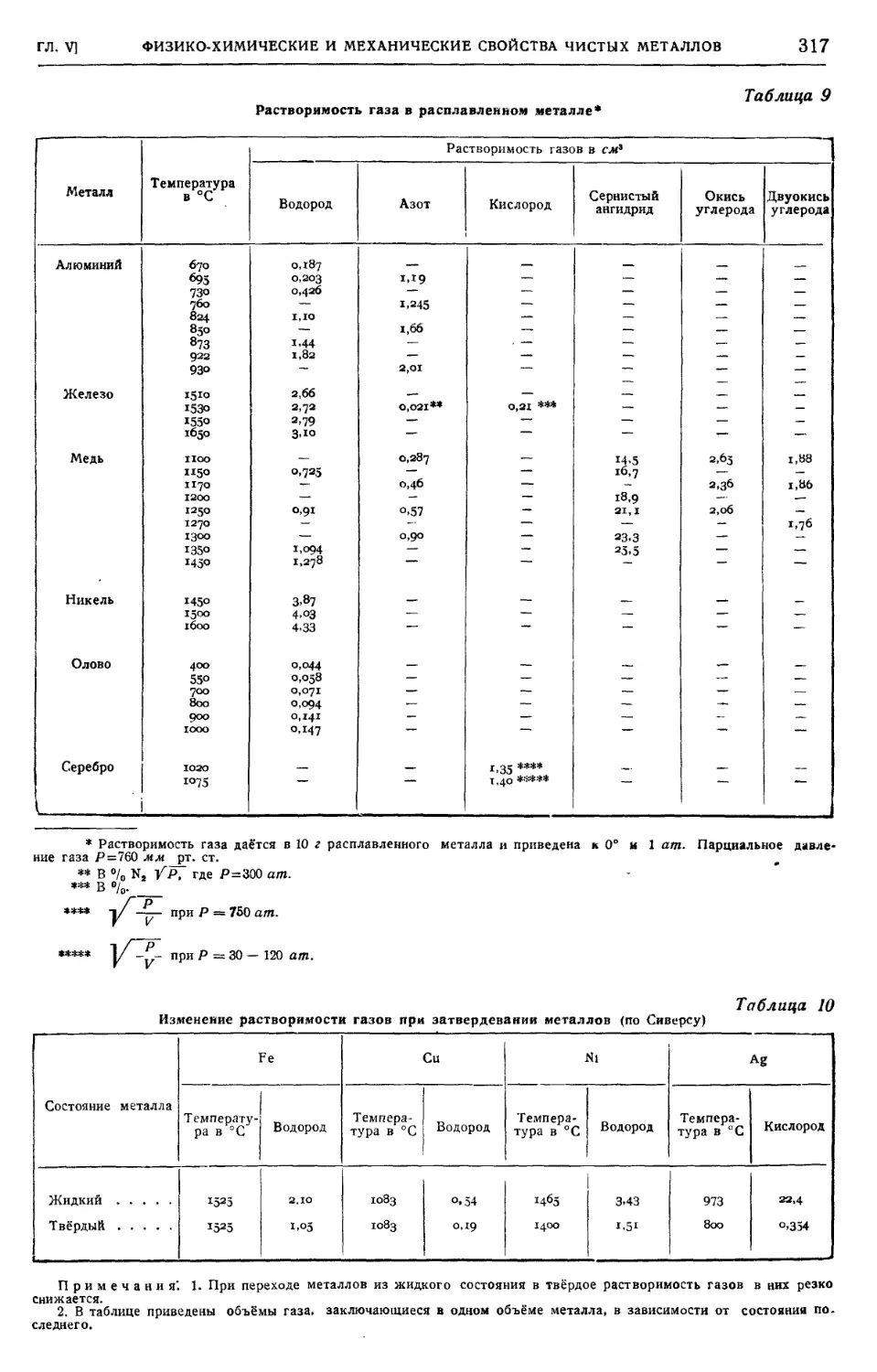
Глава V. ФИЗИКО-ХИМИЧЕСКИЕ И МЕ-
ХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕ-
ТАЛЛОВ (ст. научн.сотр.А.П. Смиряган) 301
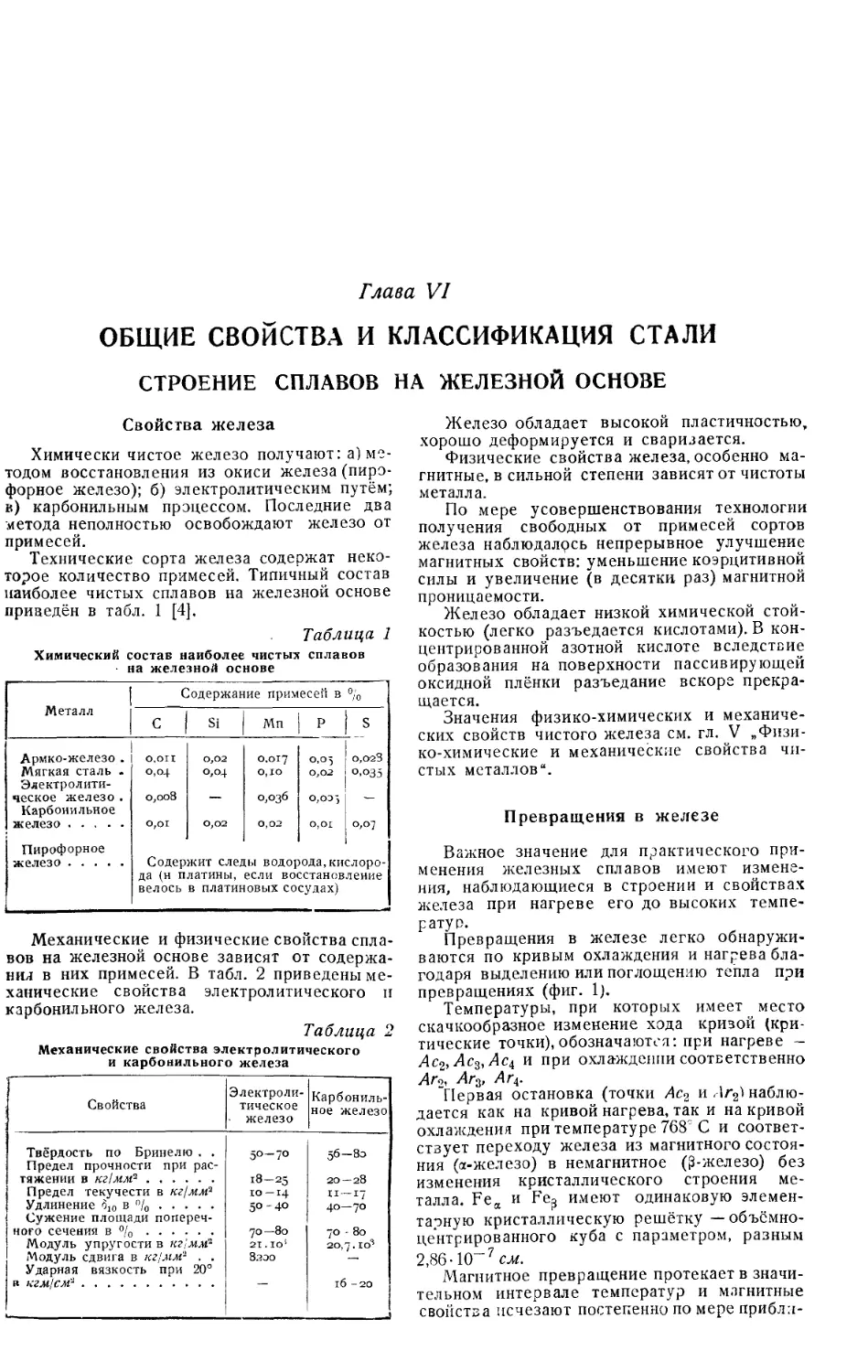
Глава VI. ОБЩИЕ СВОЙСТВА И КЛАССИ-
ФИКАЦИЯ СТАЛИ 319
Строение сплавов на желез-
ной основе (канд. техн. наук
С. 3. Бокштейн) 319
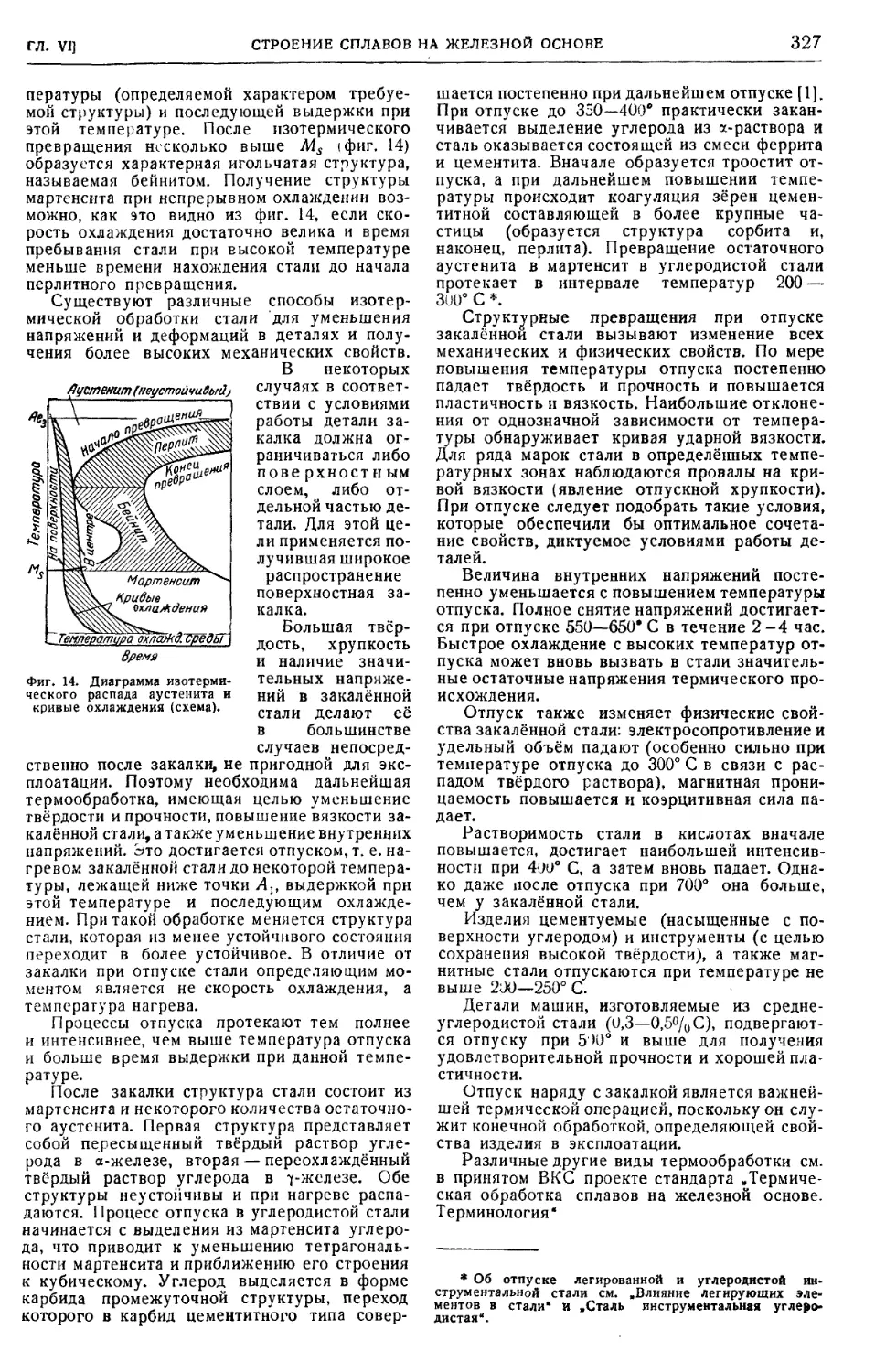
Диаграммы состояний „желез о—
легирующий элемент* (проф.,
д-р техн. наук А. П. Гуляев) 328
Влияние легирующих элемен-
тов в стали (проф., д-р техн. наук
А. П. Гуляев) 331
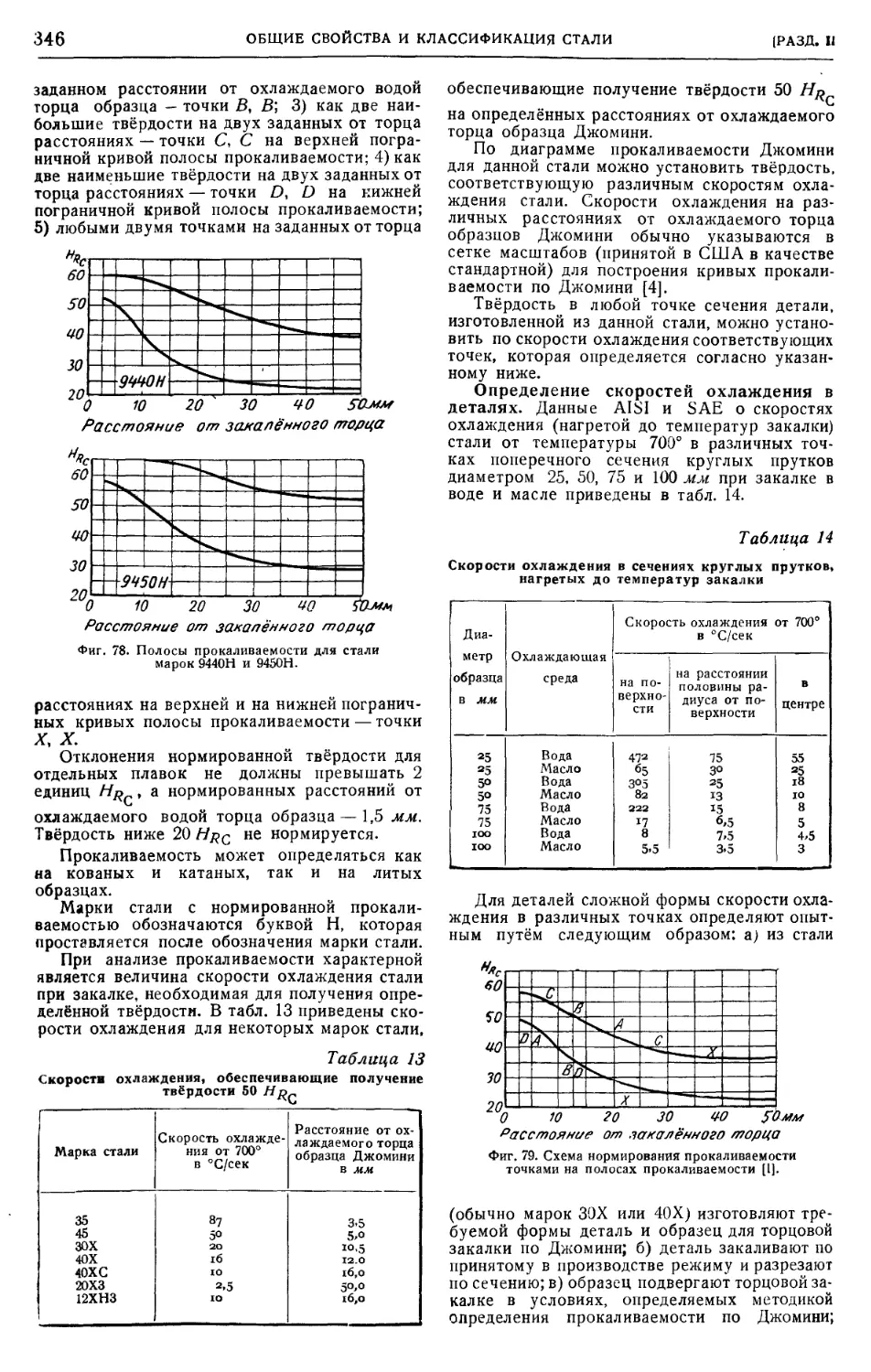
Прокаливаемость стали (проф.,
д-р техн. наук Н. Ф. Болховитинов) . 343
Обрабатываемость конструк-
ционной стали резанием (канд.
техн. наук С. Б. Футорян) 347
Свариваемость металлов (проф.,
д-р техн. наук А. А. Алов) 353
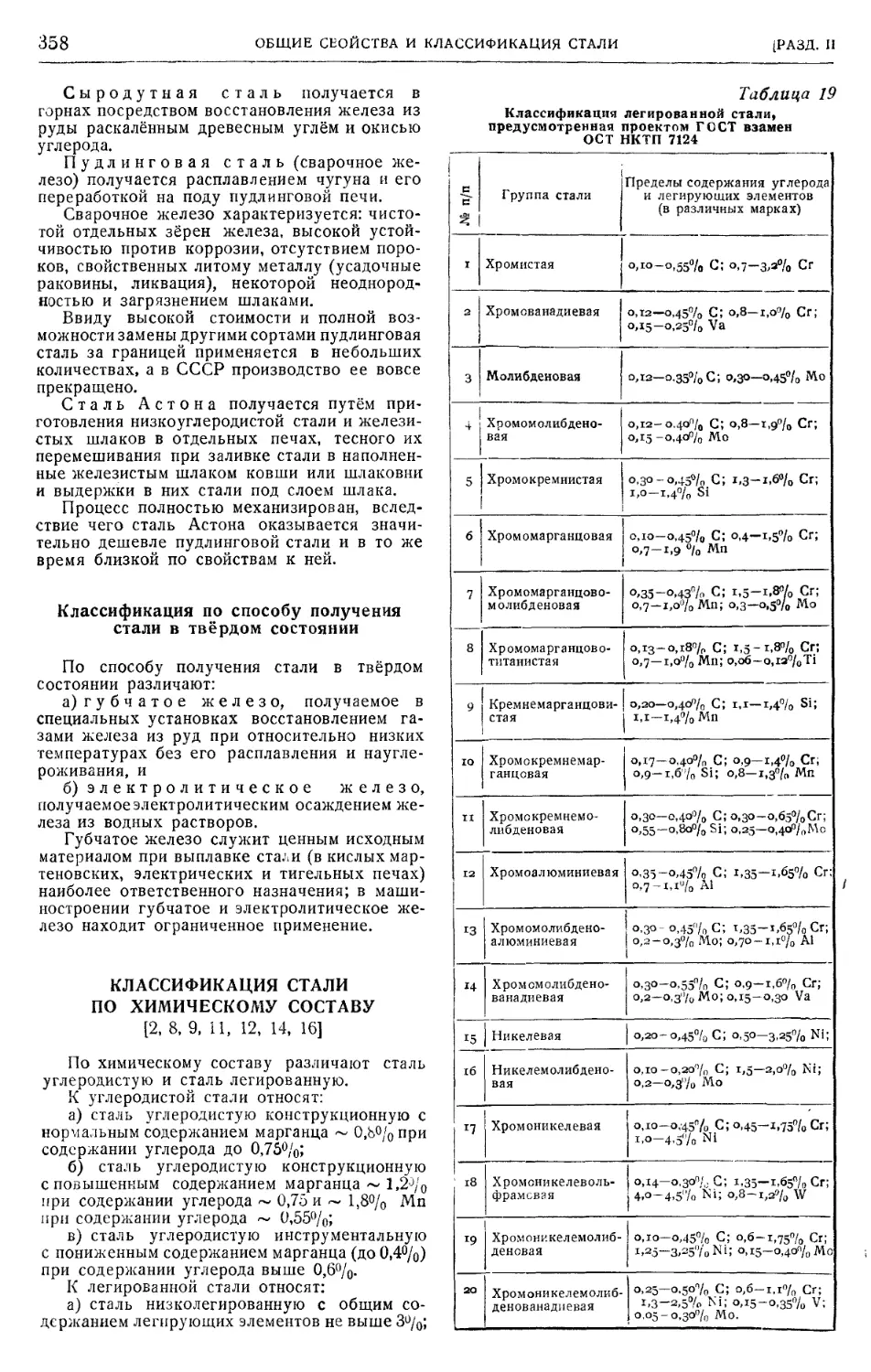
Классификация стали (инж.
П. Ф. Агапов, проф., д-р техн. наук
А. П. Гуляев, анж. Н. А. Шамин) . . . 357
Классификация и 'краткая характеристика
стали по способу её получения 357
Классификация стали по химическому со-
ставу 358
Классификация стали по механическим
свойствам 359
Классификация стали по структуре ... 359
Классификация стали по применению . . . 362
Классификация стали по качеству 362
Классификация стали по методу прида-
ния формы и размеров 362
VI
СОДЕРЖАНИЕ
Глава VII. КОНСТРУКЦИОННАЯ СТАЛЬ . 364
¦Конструкционная горячека-
таная сортовая сталь (инж.
Д. В. Кроткое) 364
Сортамент конструкционной сортовой
стали 364
Качественные характеристики 367
Сталь шарикоподшипниковая 385
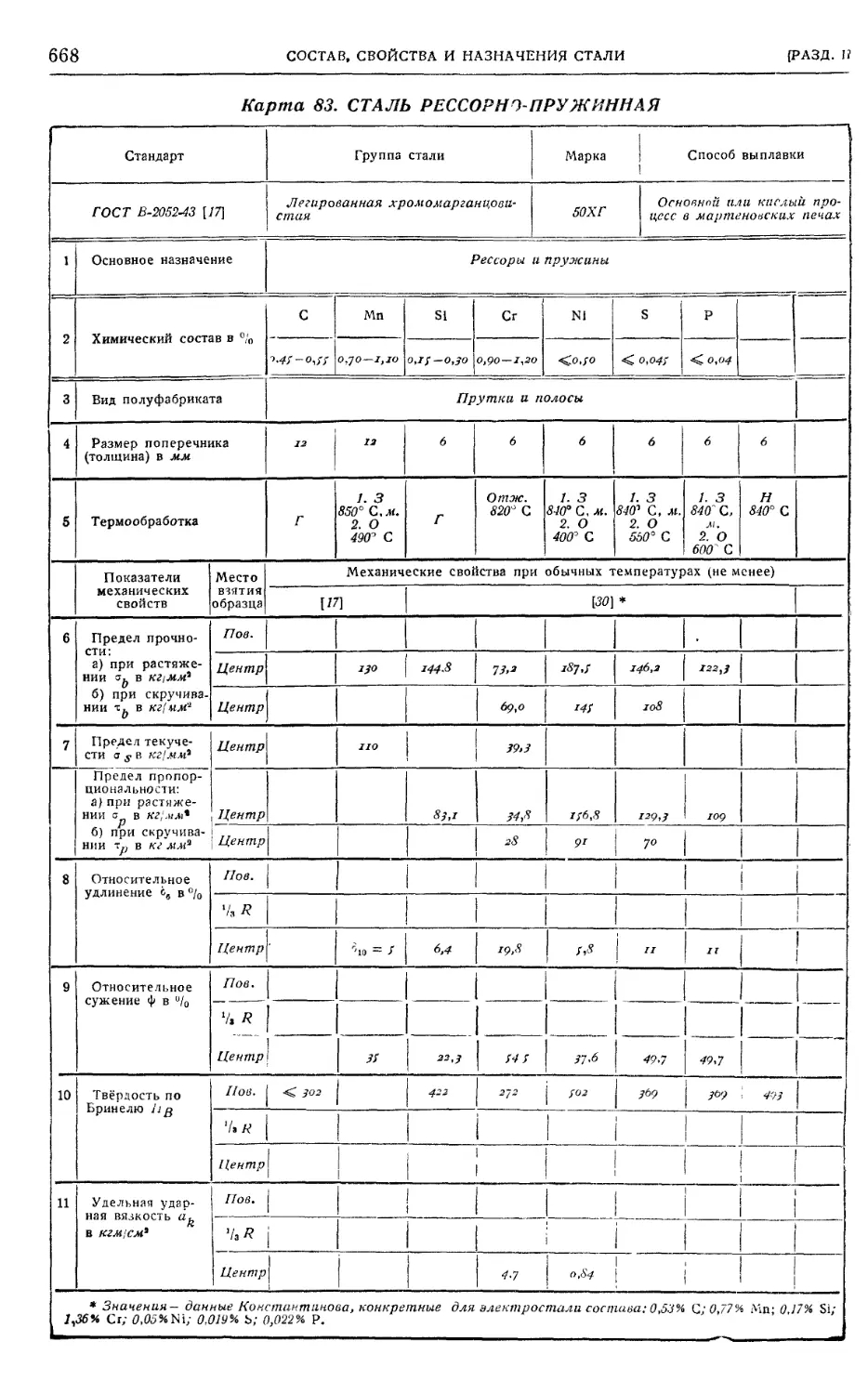
Сталь рессорно-пружинная 387
Сталь листовая (инж. М. Б. Каце-
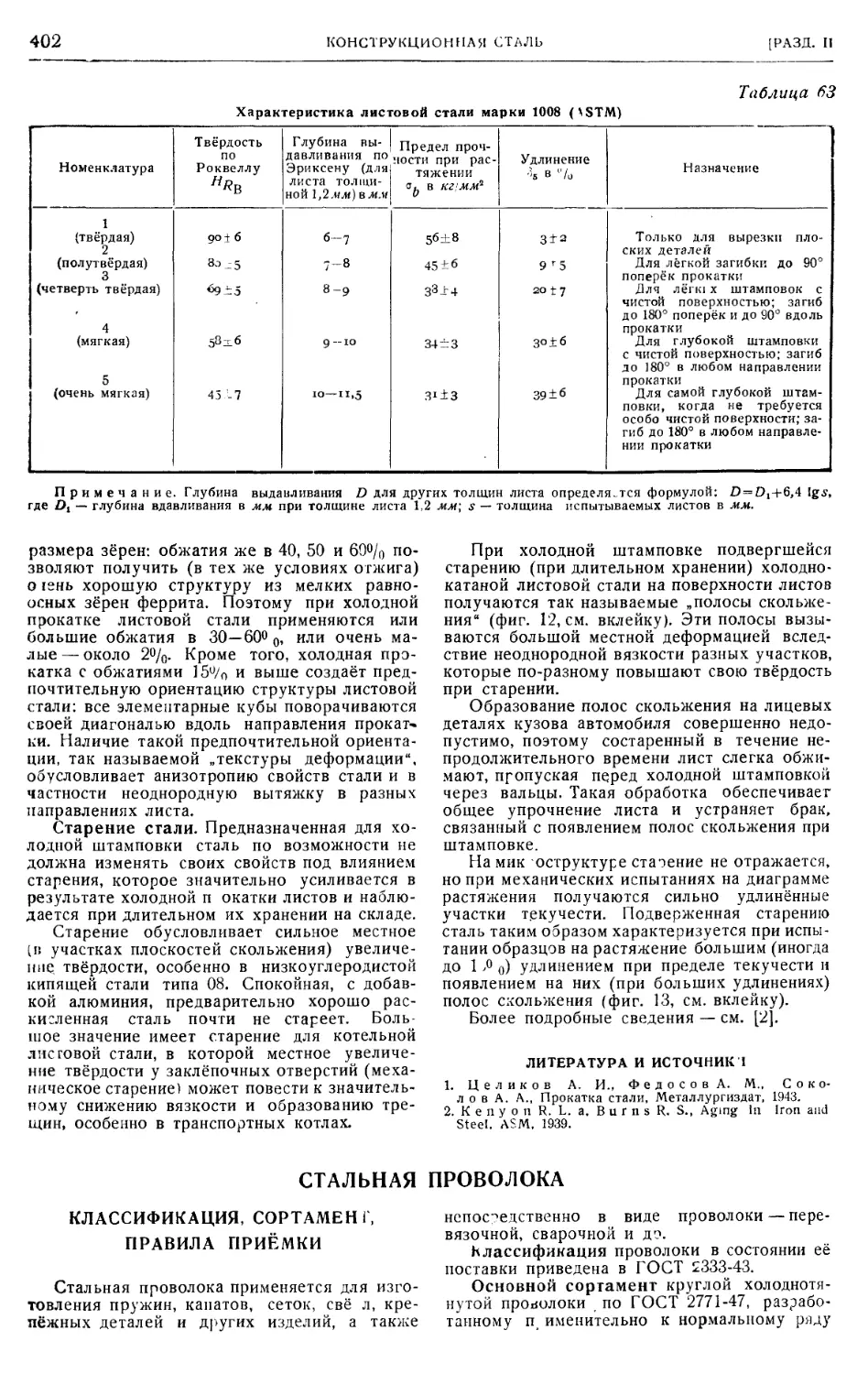
неленбоген и инж. 3. И. Копельман) . . . 389
Общая характеристика листовой стали . . 389
Сортамент и качественные характеристики
отдельных видов листовой стали 394
Сталь листовая для холодной штамповки
(проф., д-р. техн. наук Н. Ф. Болхо-
витинов) 400
Ст, аль'ная проволока (инж.
И. А. Юхвец) 402
Классификация, сортамент, правила при-
ёмки 402
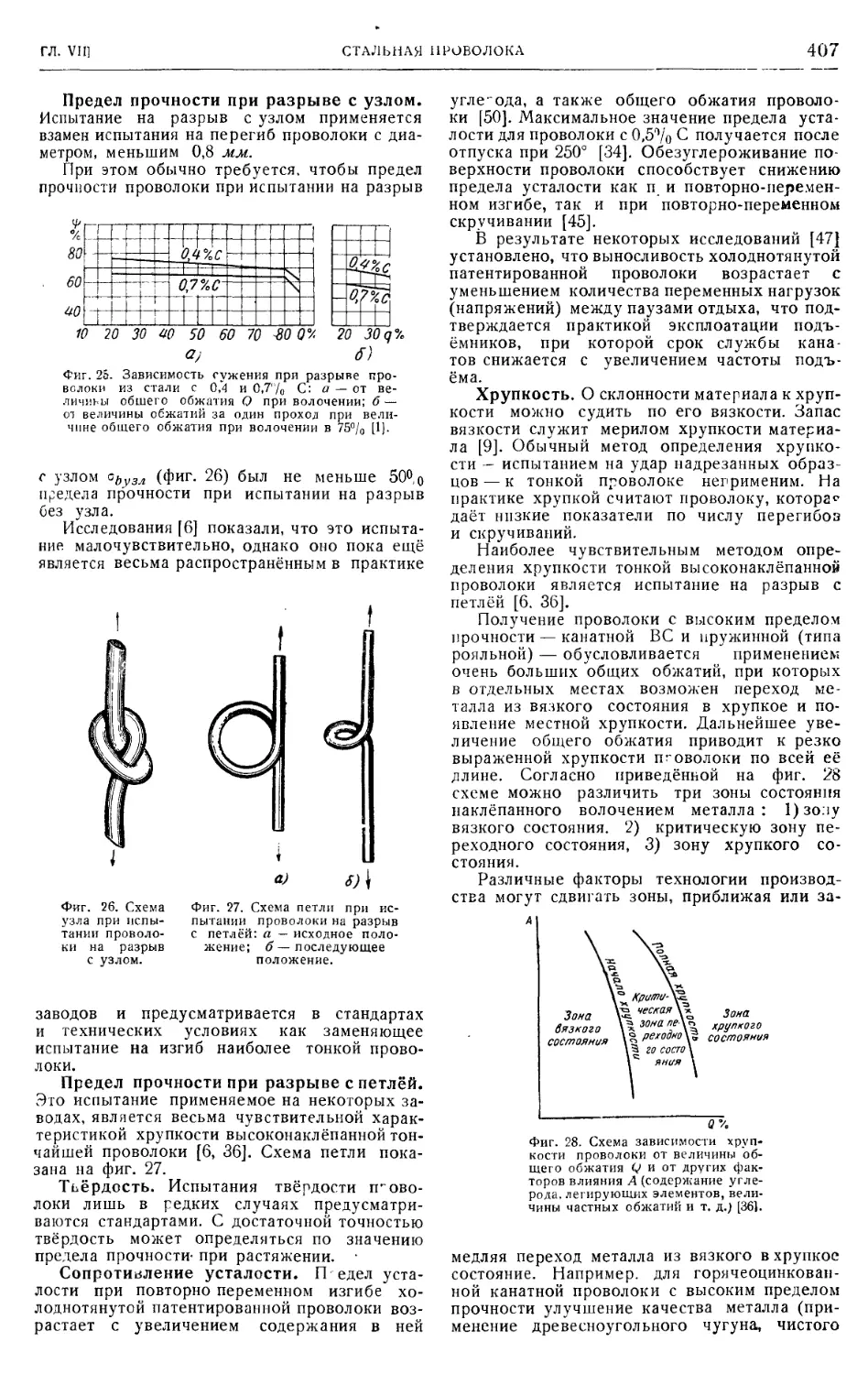
Важнейшие свойства проволоки и фак-
торы, характеризующие её качество . . . 403
Влияние последующей обработки и усло-
вий эксплоатации на свойства проволоки 410
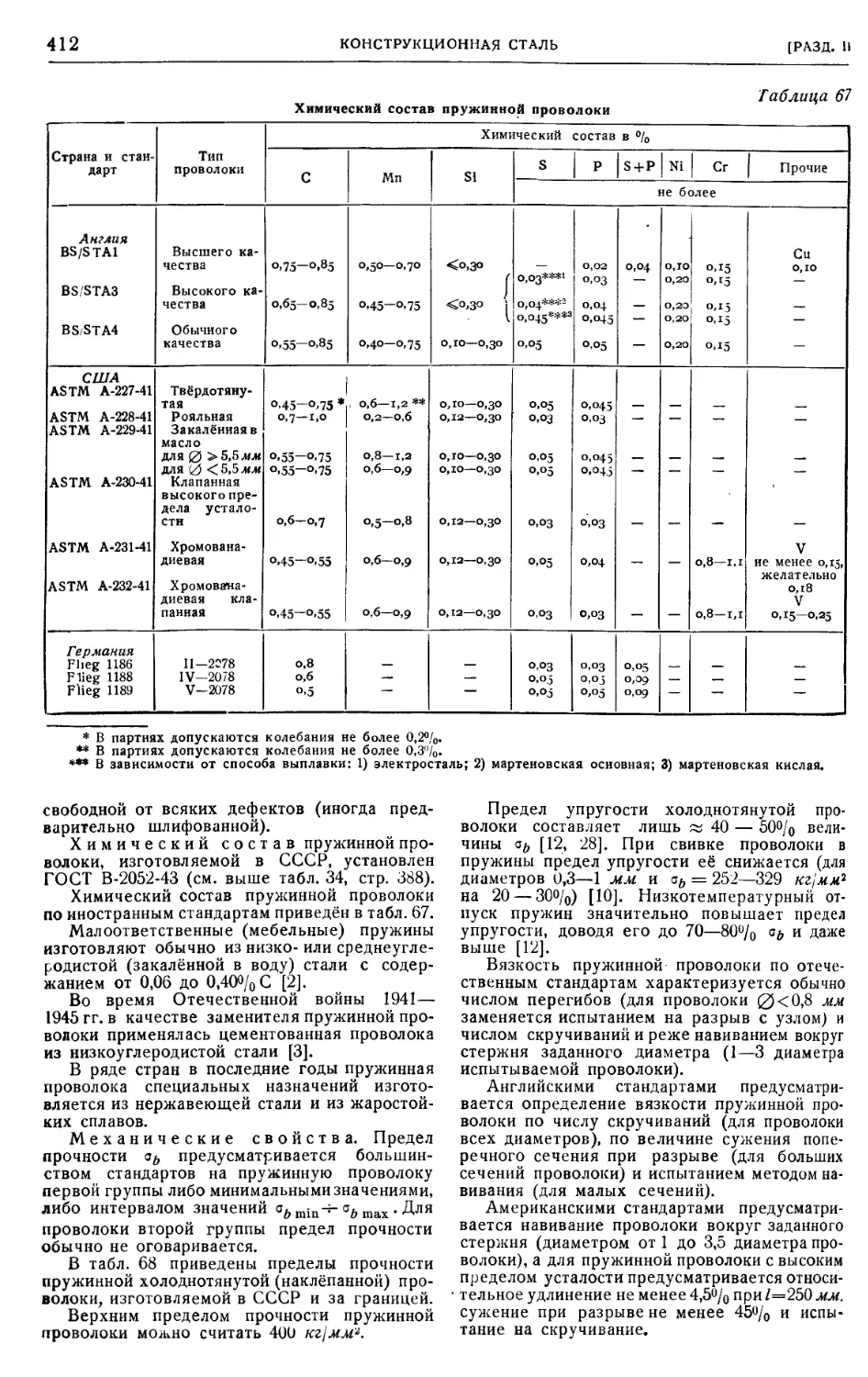
Важнейшие виды проволоки, применяемые
в машиностроении 411
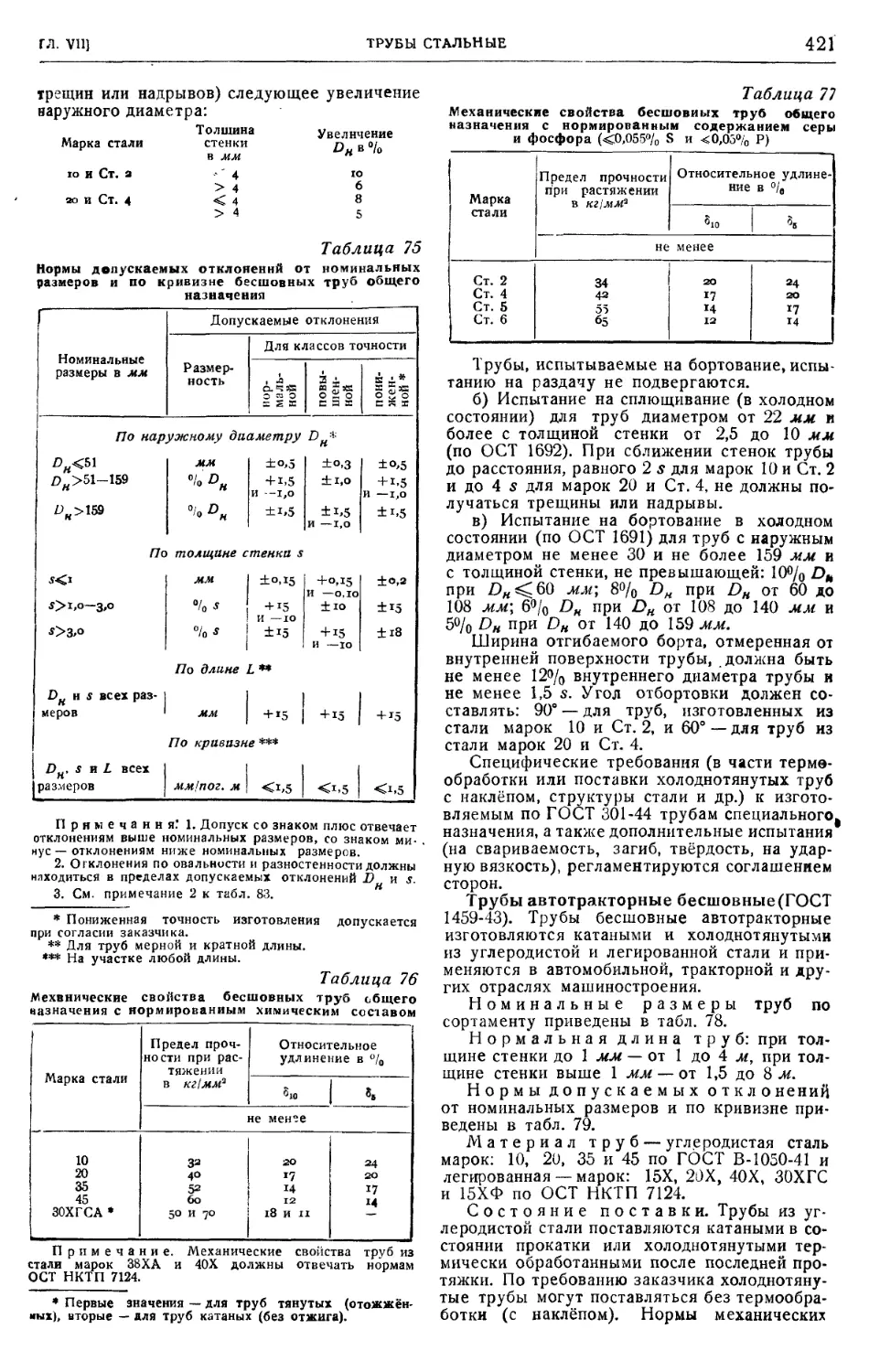
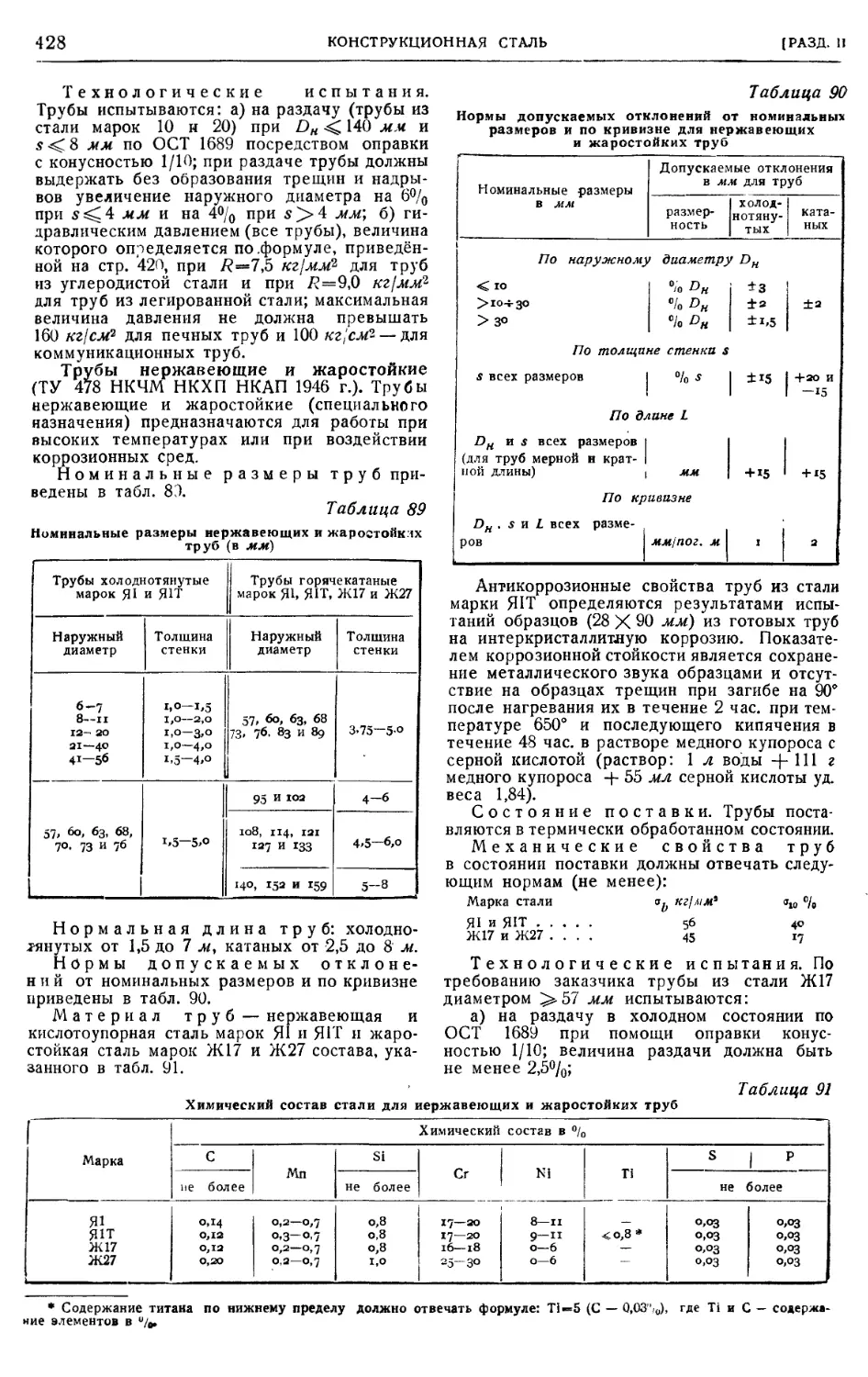
Трубы стальные (ст. научн. сотр.
Н. М. Закашанский) 420
Марки стали и их назначение 420
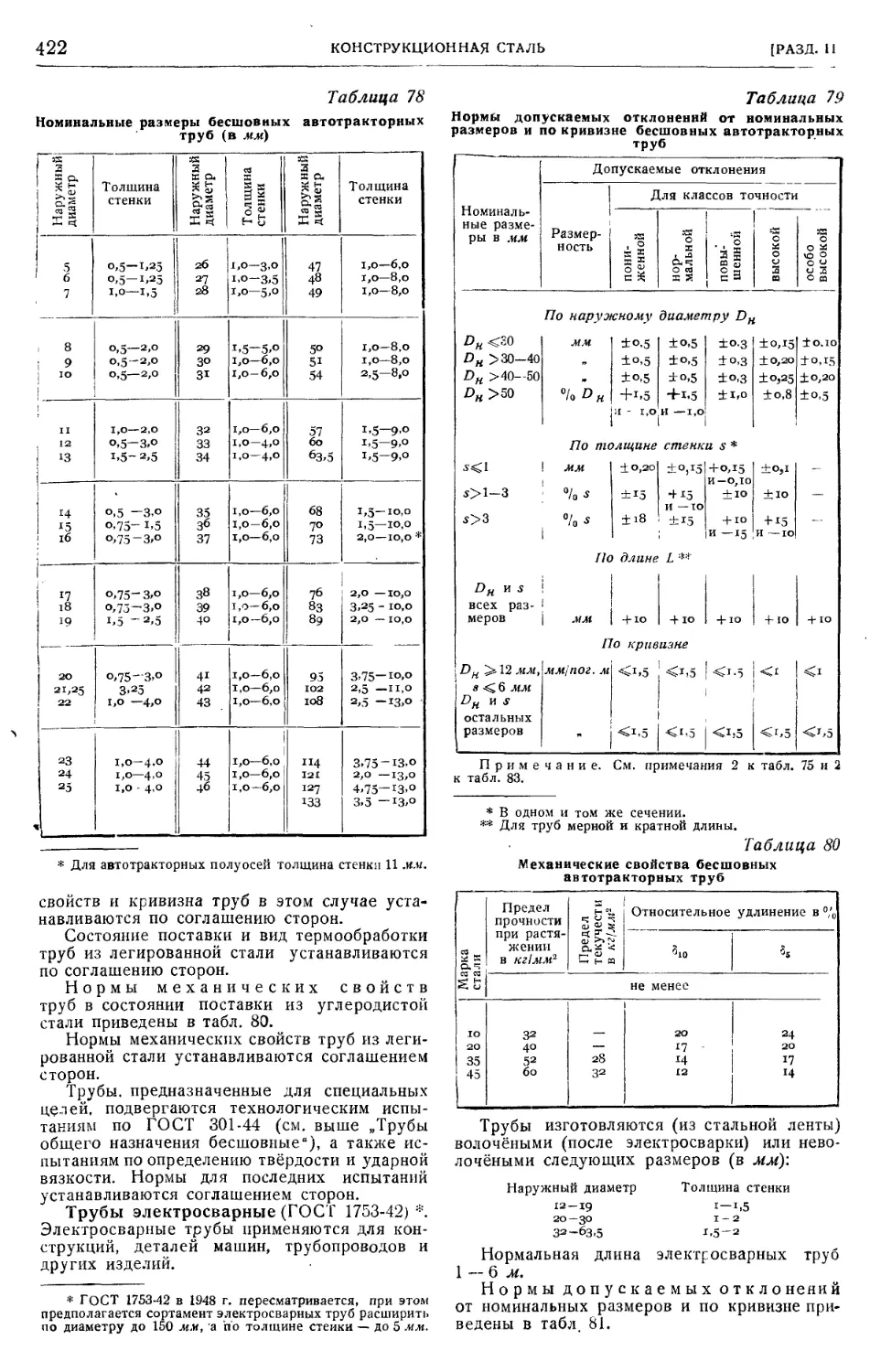
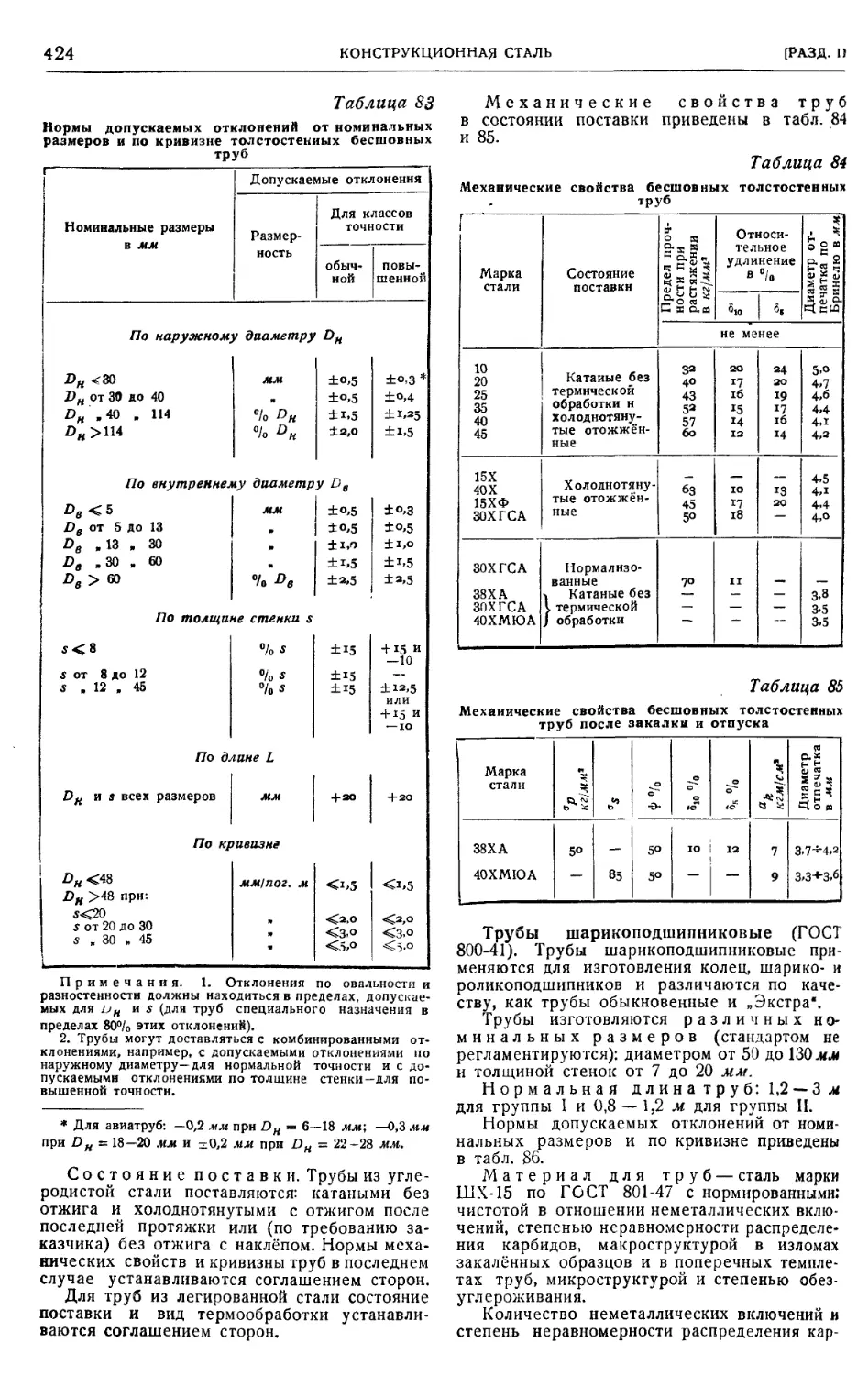
Трубы конструкционные 420
Трубы котельные бесшовные 425
Трубы бесшовные для котлов и установок
высокого давления и высоких темпера-
тур 426
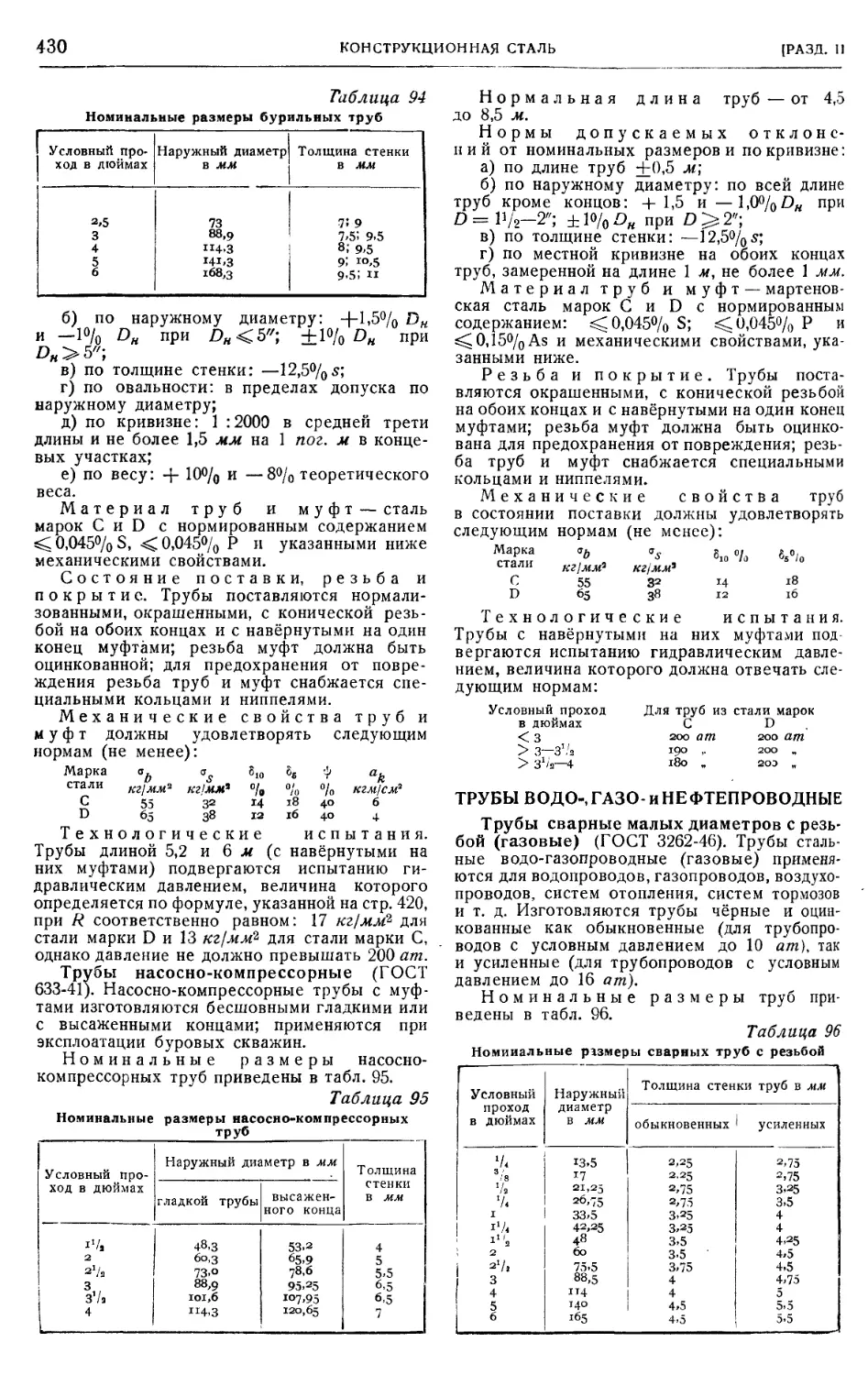
Труоы для нефтедобывающей промышлен-
ности 429
Трубы водо-, газо- и нефтепроводные . « . 430
Сталь автоматная (проф., д-р техн.
наук Н. Ф. Болховатинов) 432
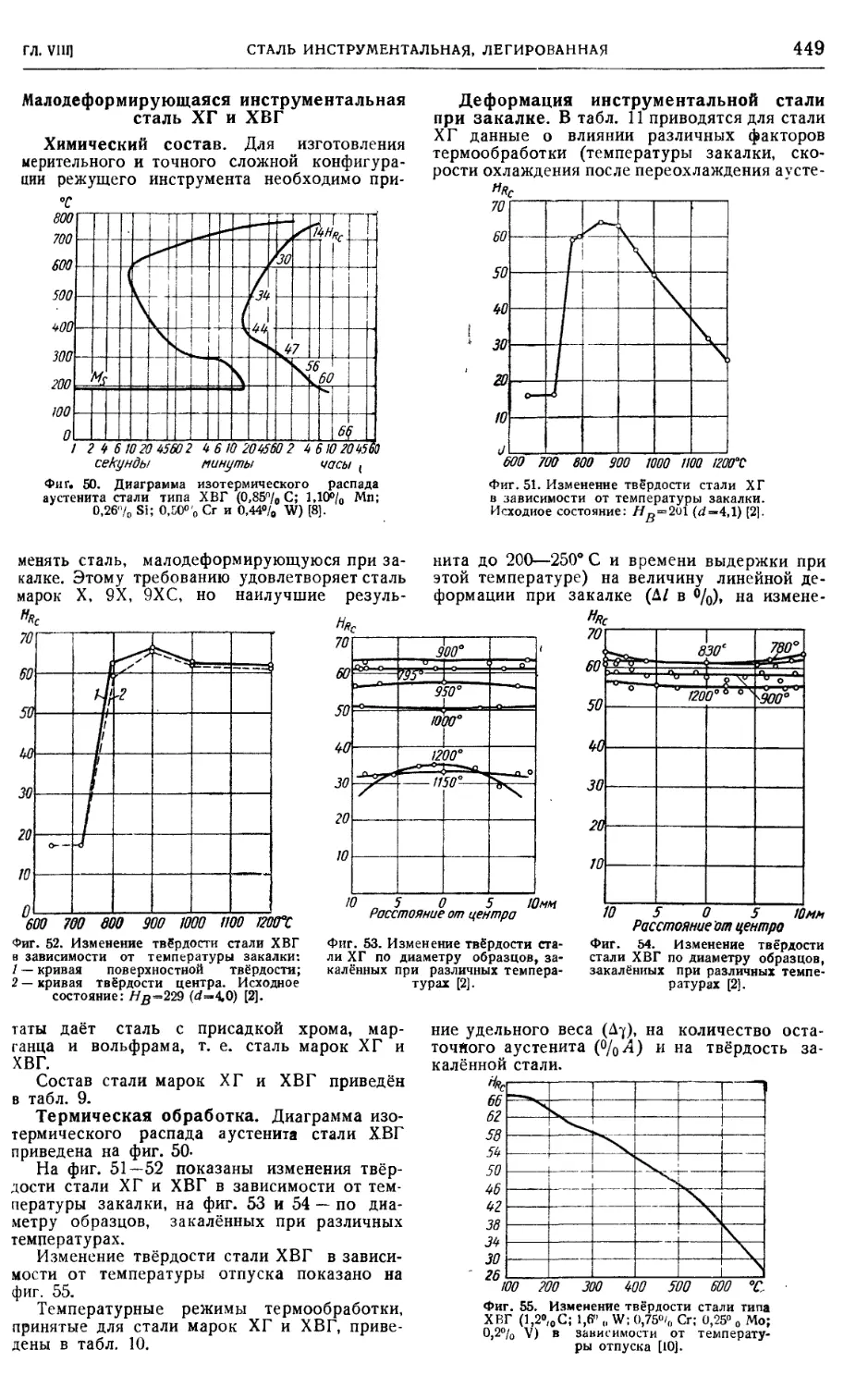
Глава VIII. ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ 434
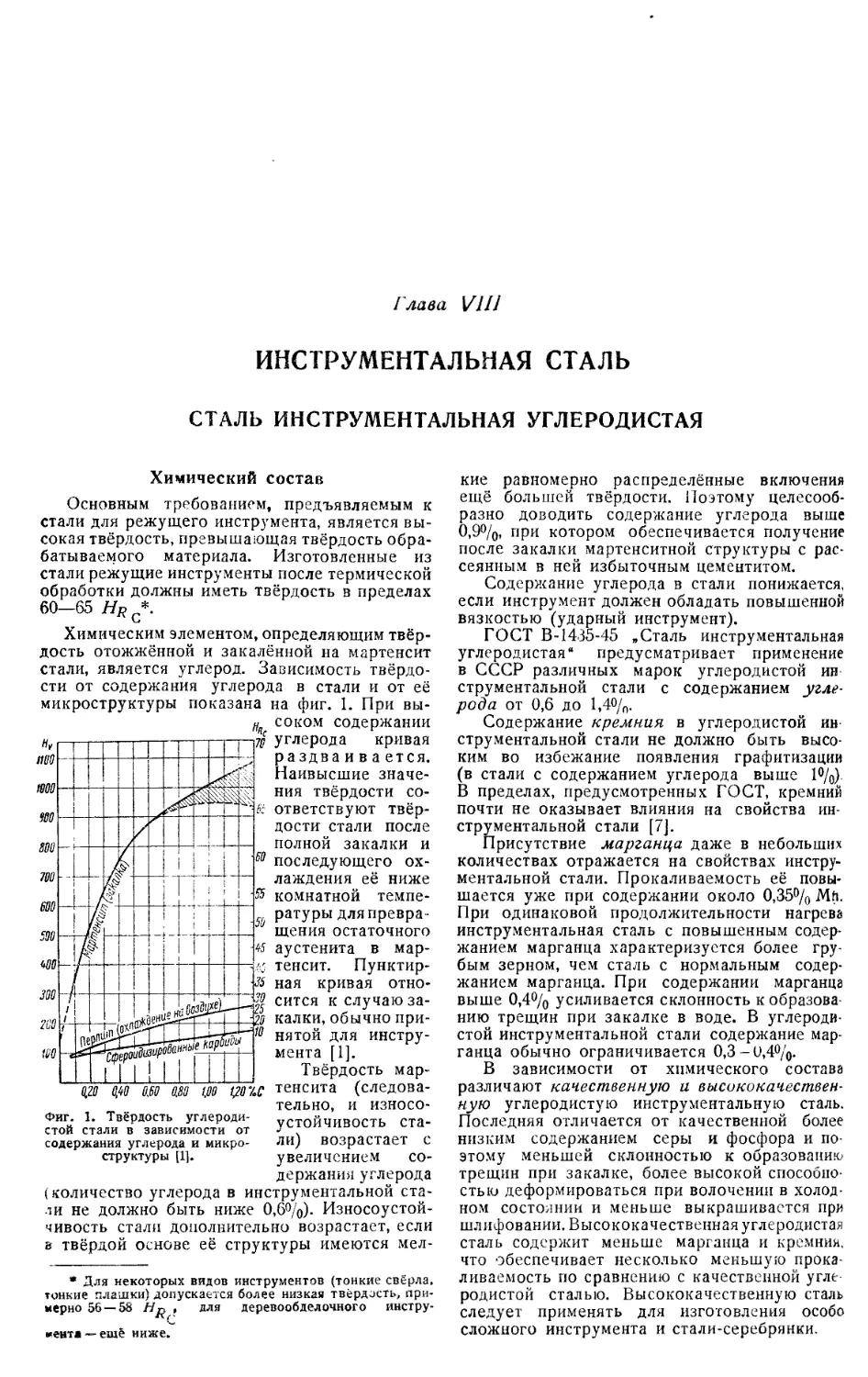
Сталь инструментальная угле-
родистая (канд. техн. наук
Н. П. Агапова) 434
Сталь инструментальная леги-
рованная (проф., д-р техн. наук
А. П. Гуляев) 44Г
Высокохромистая сталь Х12 и Х12М
(инж. В. В. Левандо) 451
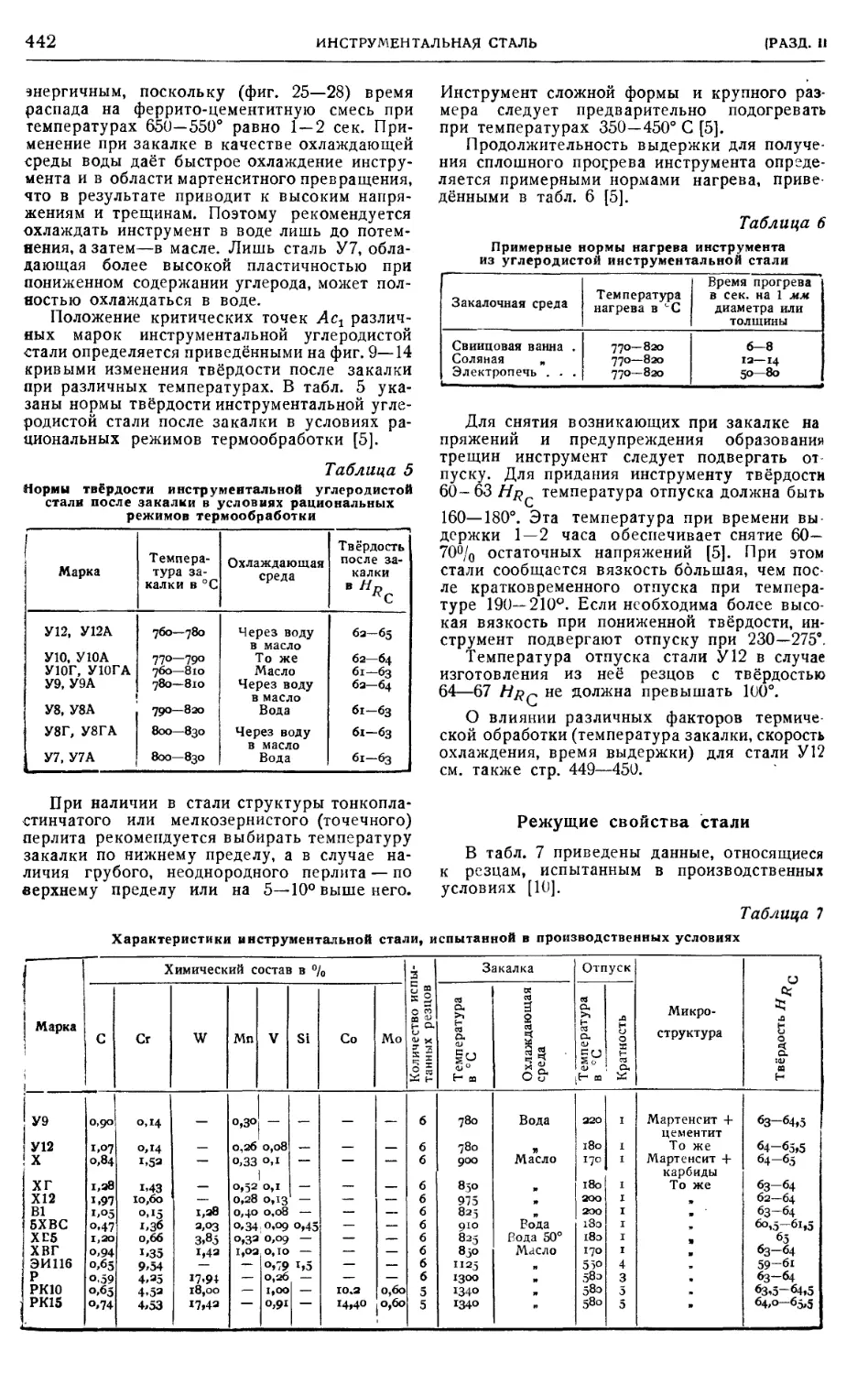
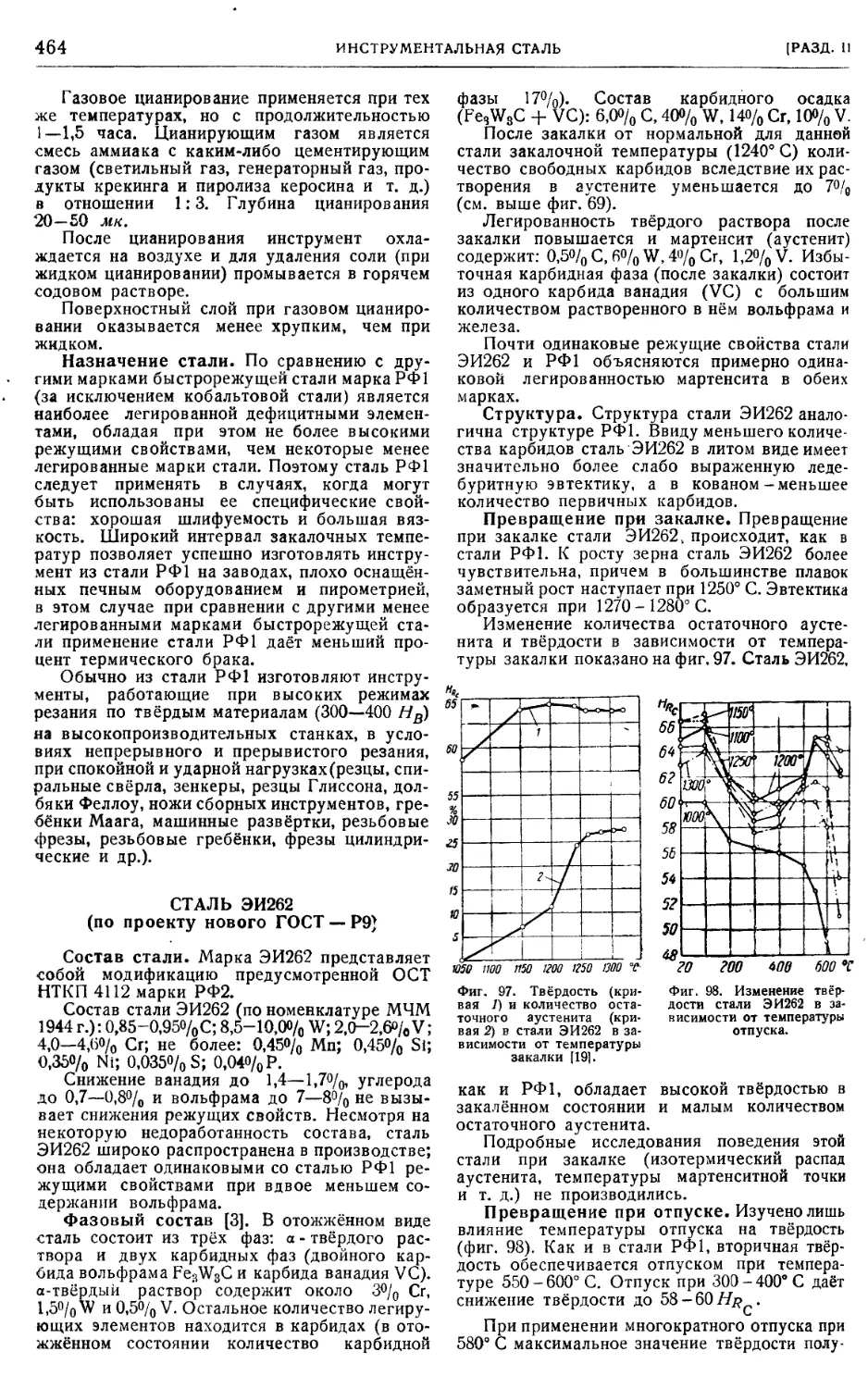
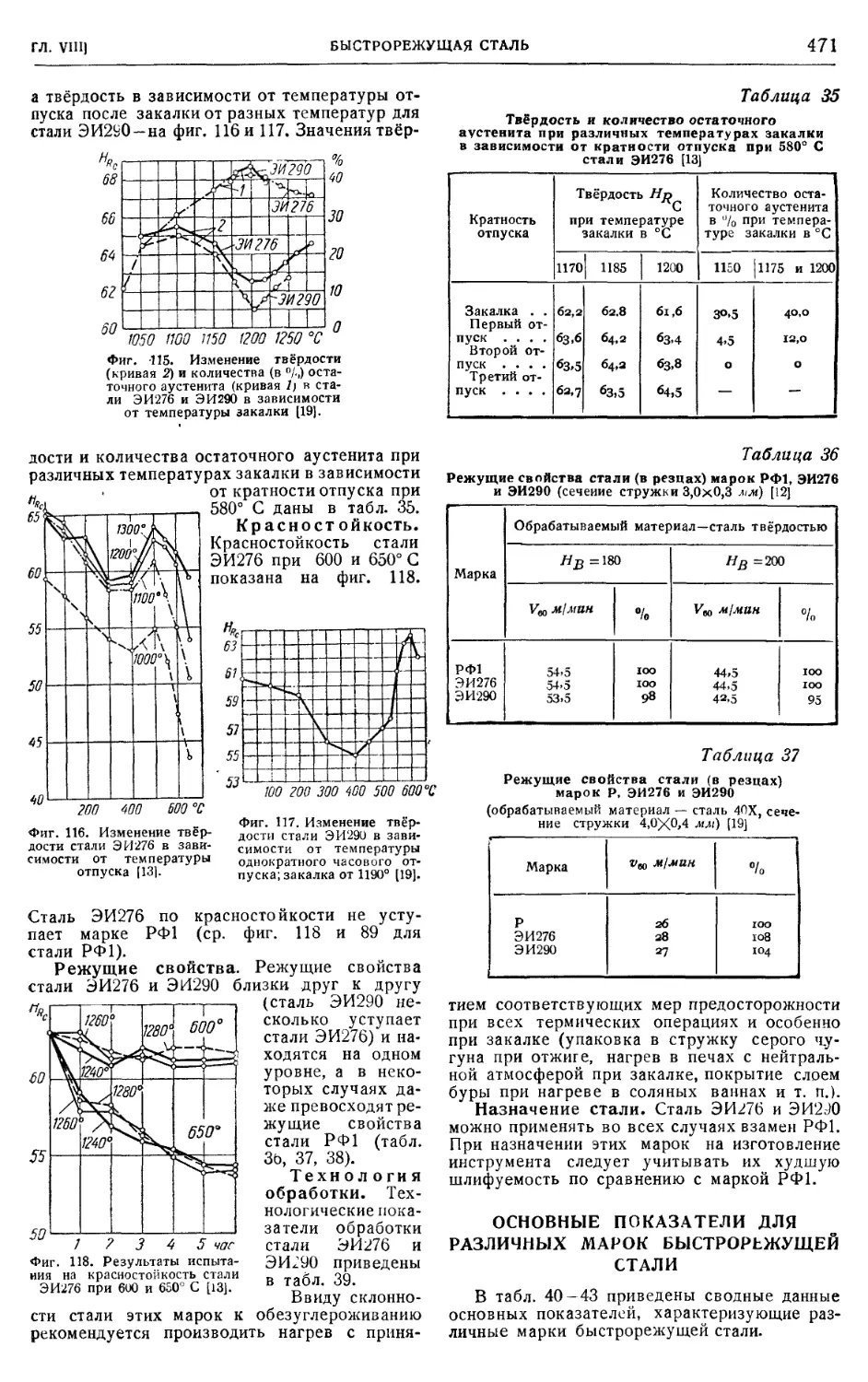
Быстрорежущая сталь (проф.,
д-р техн. наук А. /7« Гуляев) 455
Сталь РФ1 455
Сталь ЭИ262 464
Сталь ЭИ347 465
Сталь ЭИ184 466
Сталь ЭИ382 468
Сталь ЭИ276 и ЭИ290 469
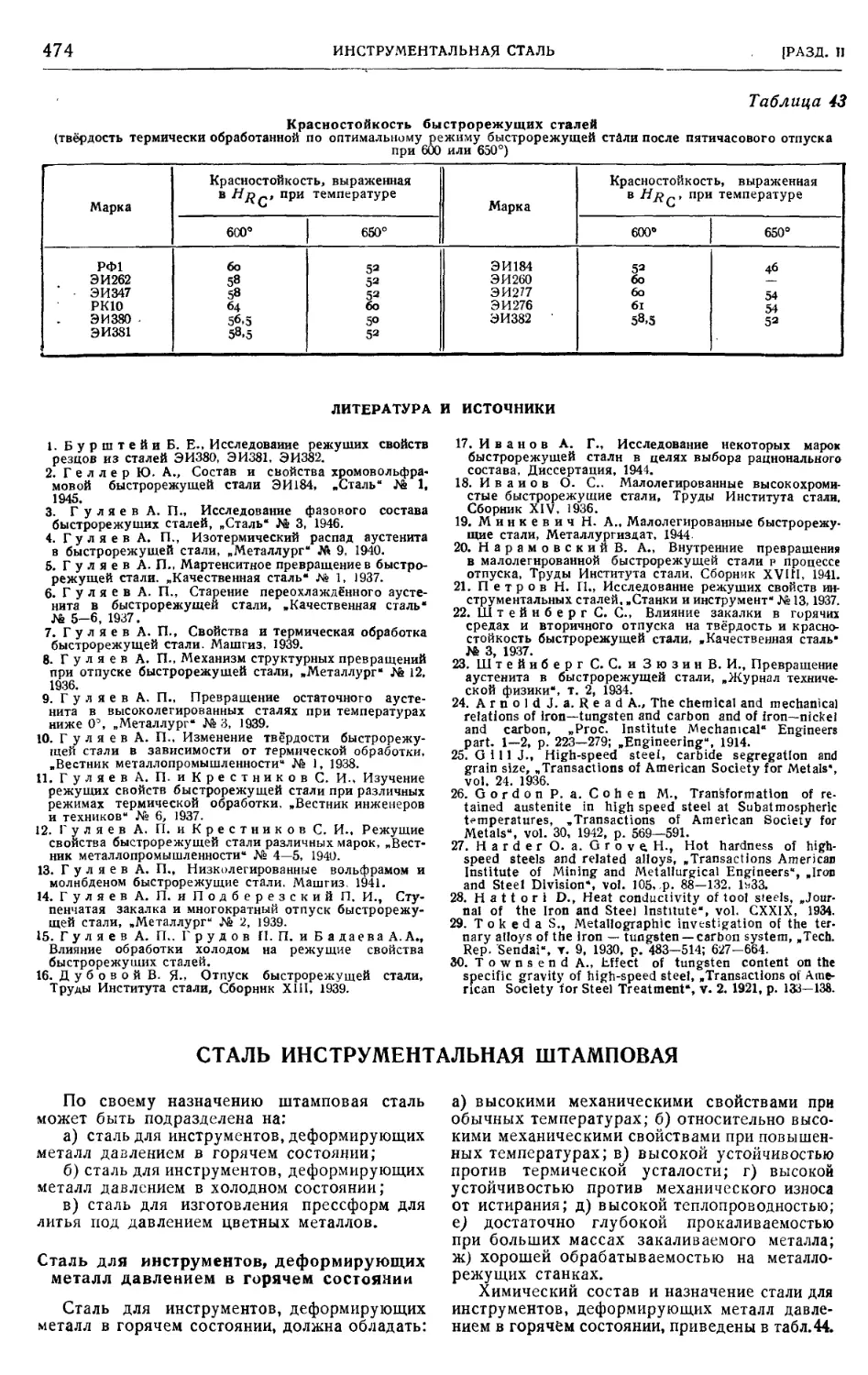
Основные показатели для различных ма-
рок быстрорежущей стали 471
Сталь инструментальная штам-
пов а я (канд. техн. наук Г. Л. Лившиц) 474
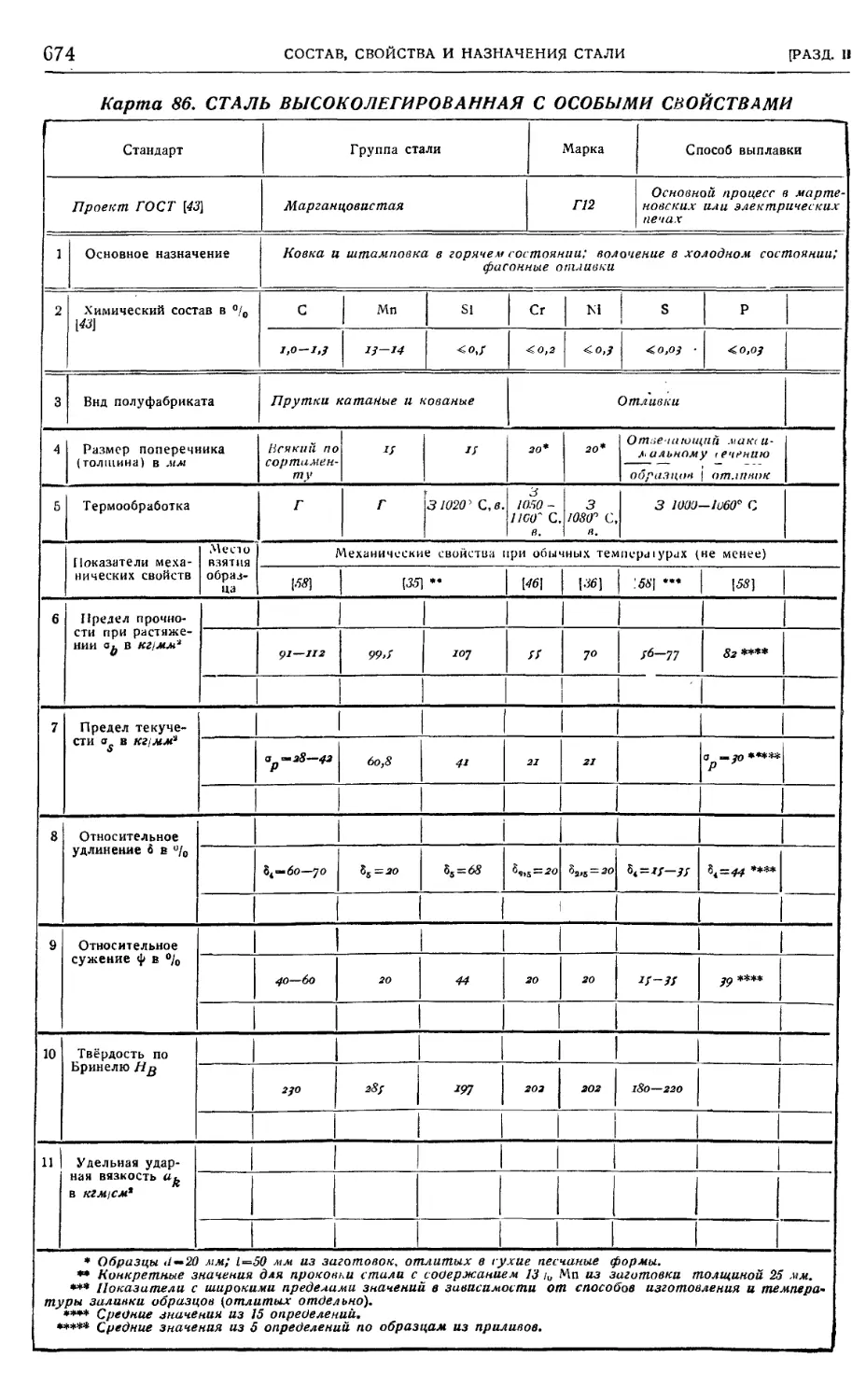
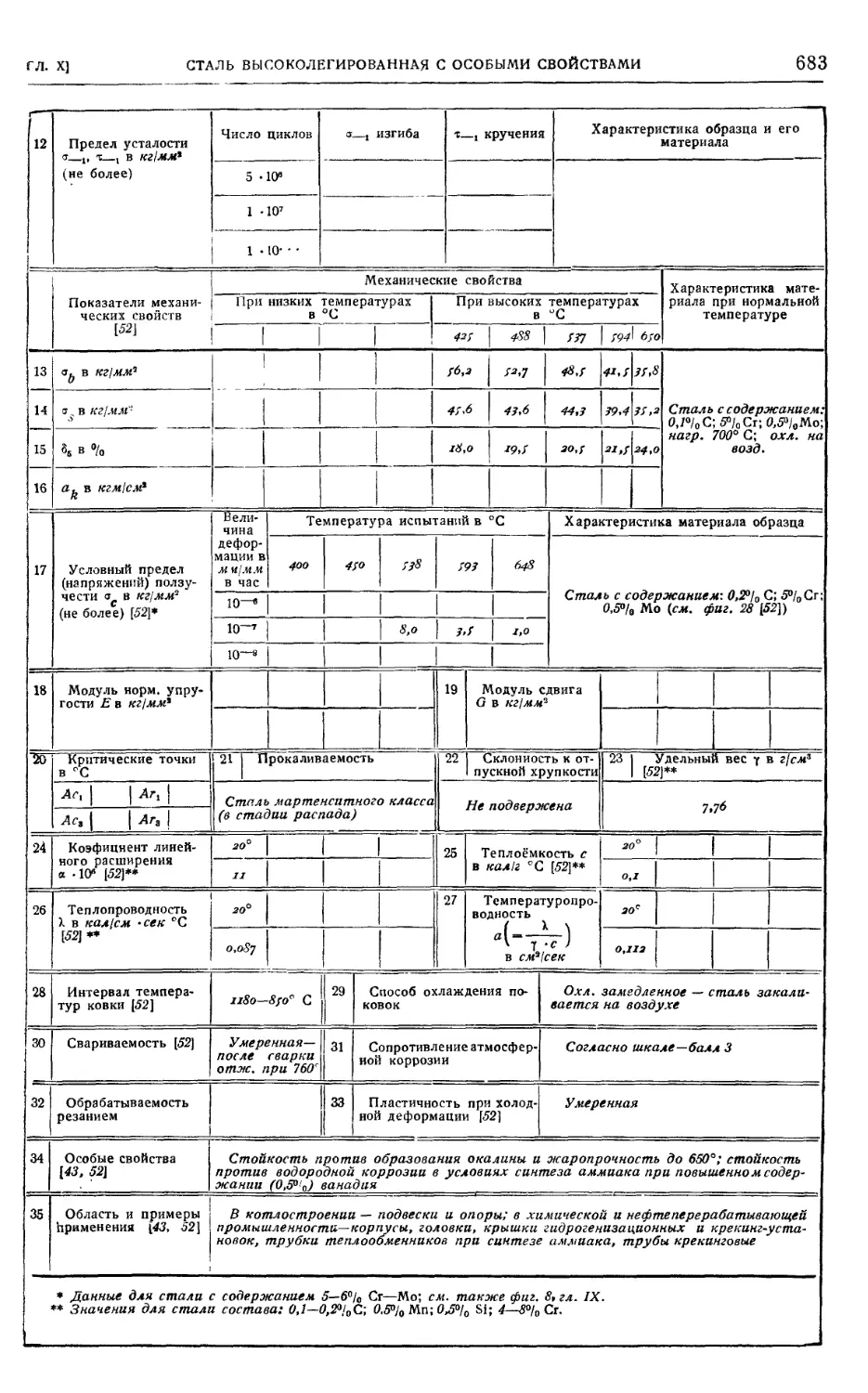
Глава IX. СТАЛЬ ВЫСОКОЛЕГИРОВАН-
НАЯ С ОСОБЫМИ СВОЙСТВАМИ (доц.,
канд. техн. наук А. М. Борздыка). . . . 485
Нержавеющая и кислотоупорная сталь . . 485
Жаростойкая сталь 491
Теплоустойчивая сталь 494
Клапанная сталь 496
Сталь и сплавы с высоким омическим со-
противлением 497
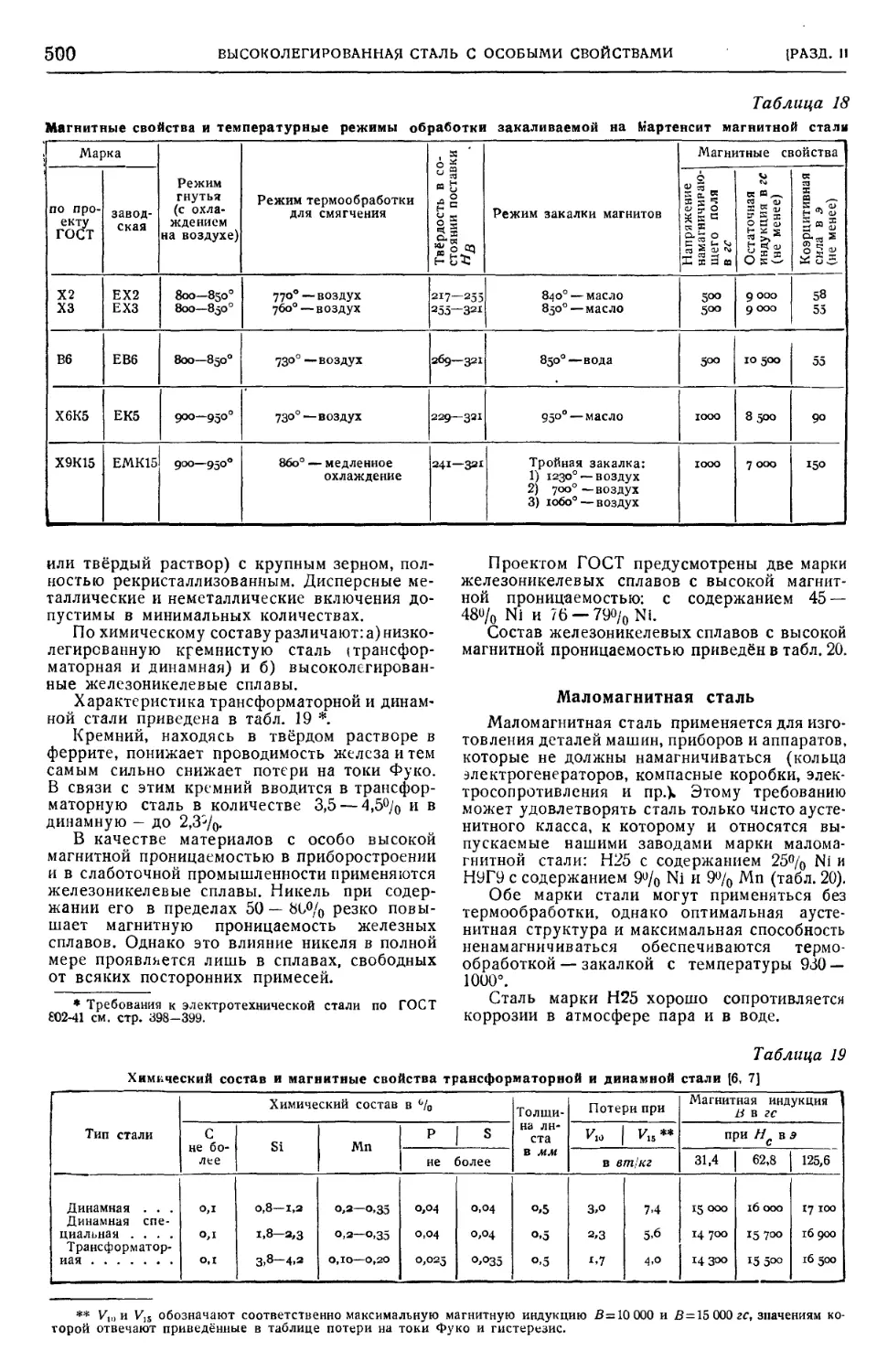
Магнитная сталь и сплавы 498
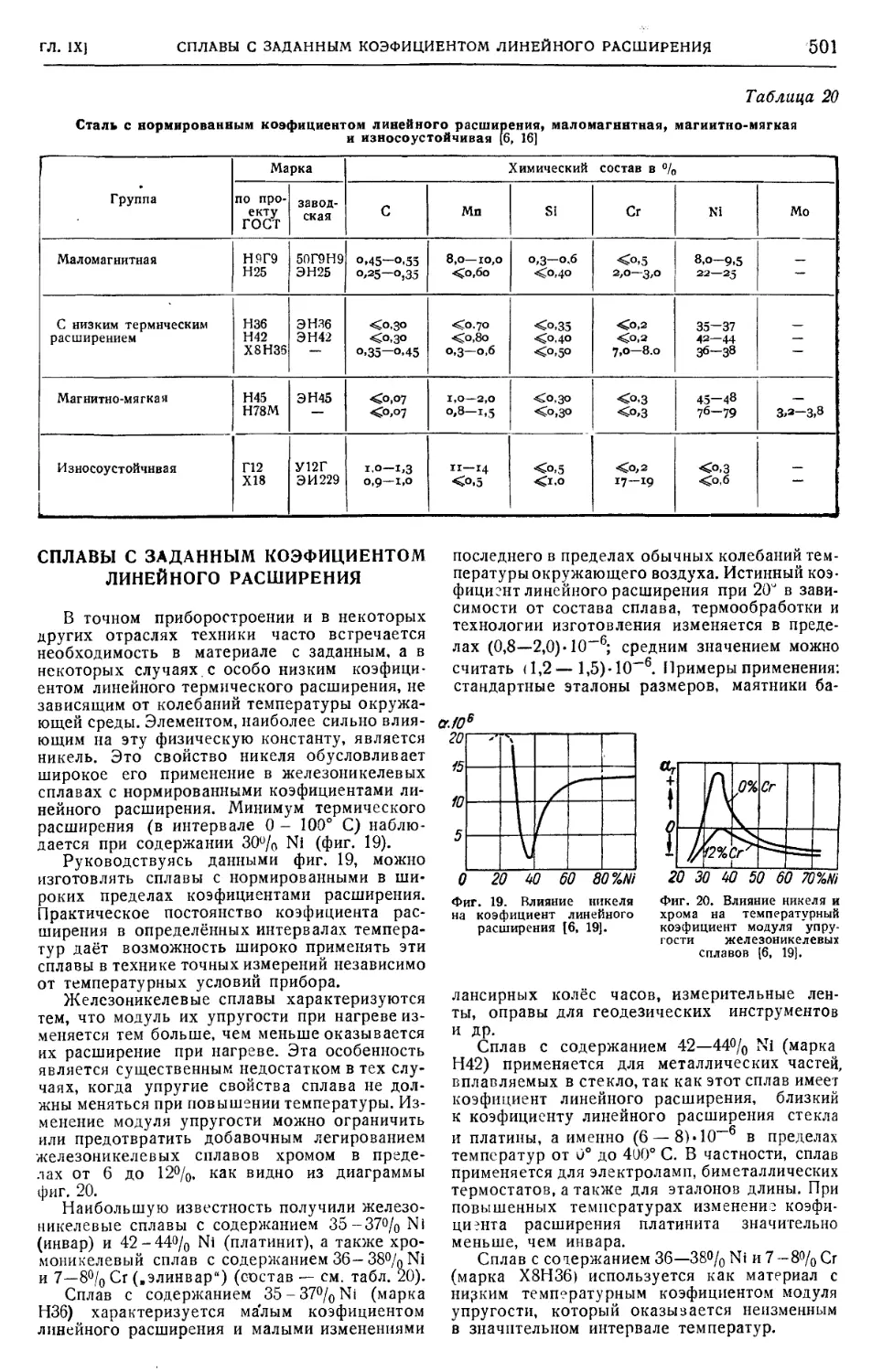
Сплавы с заданным коэфициентом линей-
ного расширения 501
Глава X. СОСТАВ, СВОЙСТВА И НАЗНА-
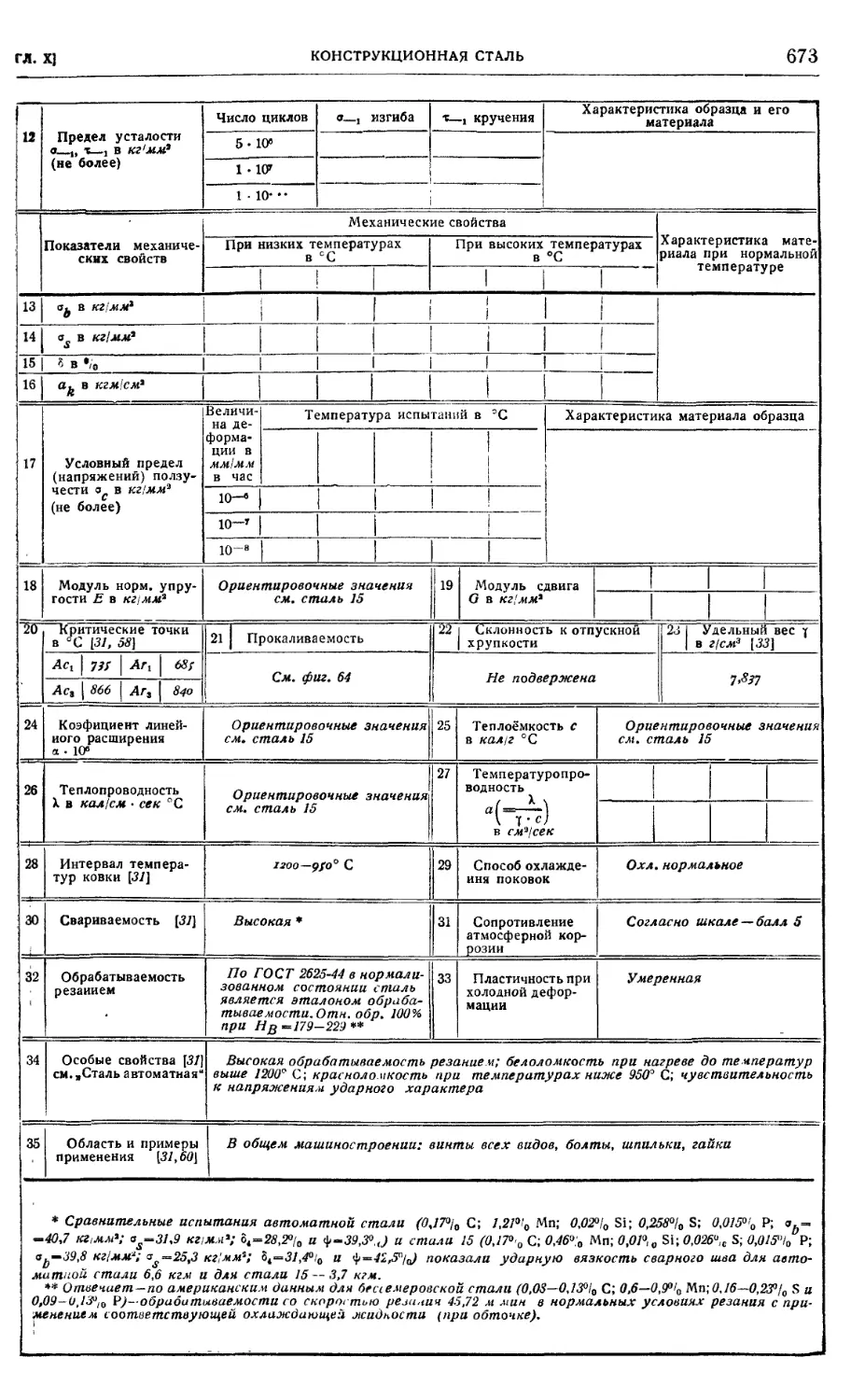
ЧЕНИЯ СТАЛИ (справочные карты) ... 503
ОТ РЕДАКТОРА
Третий том энциклопедического справочника „Машиностроение" посвящен
современным методам испытаний металлов, а также свойствам конструкционных
и инструментальных сортов стали (включая высоколегированную сталь с особыми
характеристиками). Кроме того, в настоящем томе помещена глава о физико-хи-
мических и механических свойствах чистых металлов.
Третий и четвёртый томы в совокупности (четвёртый том содержит данные с*
чугуне, цветных металлах и сплавах, твёрдых сплавах, металлокграмических и
неметаллических материалах) освещают вопросы материаловедения применительно
к задачам современного машиностроения.
Из всего обилия методов испытания материалов в „Справочнике" помещены
лишь те, которые хорошо проверены, освоены и гарантируют выявление конструк-
ционных и технологических свойств испытуемого материала. Относящиеся сюда
справочные данные и рекомендации должны помочь заводскому работнику надле-
жащим образом использовать современные машиностроительные материалы, с
максимальной пользой применить их в производстве.
Наиболее распространёнными, как известно являются методы испытания ме-
ханических свойств. Из этой области читатель найдёт главнейшие сведения, вклю-
чая данные по испытанию и поведению металла в условиях статических, динами-
ческих и знакопеременных нагрузок.
Сведения о различных прочих методах испытаний химических, термических,
антикоррозионных, износоупорных, электромагнитных и других свойств машино-
строительных материалов также рассчитаны на то, чтобы привлечь внимание
машиностроителей к этим важнейшим показателям свойств современных металлов
и сплавов.
Большую практическую ценность для машиностроителей должны представить
справочные сведения и указания, посвященные различным методам выявления
структуры металла, внутренних дефектов и напряжений в деталях и узлах машин.
В разделе, посвященном исследованию распределения напряжений в образцах
и деталях машин, даны необходимые сведения о методе тензометрирования и
поляризационно-оптическом методе исследования на прозрачных моделях. Эти
методы в настоящее время являются основными для изучении распределения на-
пря-кений. При этом наибольшее внимание уделено проведению исследований и
аппаратуре. Данные по использованию указанных методов при конструировании
машин освещены в т. 1, кн. 2 .Справочника".
Применение перечисленных методов способно оказать весьма большое влияние
на правильность расчёта и технологическую точность изготовления различных
машин и двигателей.
Технологические пробы, которым также уделено соответствующее место в
настоящем томе, хотя и являются иногда подсобными методами испытания раз-
личных материалов, однако играют видную роль в условиях производства.
Главы, посвященные рассмотрению свойств стали, весьма актуальны для ма-
шиностроителей, ибо сталь является самым распространённым материалом маши-
ностроения. В соответствующих главах читатель найдёт подробные данные о теории
строения сплавов на железной основе и важнейшие сведенля о технологических
и конструкционных свойствах стали. В главе .Конструкционная сталь" приведены
VIII ОТ РЕДАКТОРА
сведения по сортаменту и качественным характеристикам отдельных классов,
групп, категорий и типов стали, как углеродистой, так и легированной.
В главе .Инструментальная сталь" помещены данные о свойствах углероди-
стых, легированных и быстрорежущих марок инструментальной стали.
В главе ,Сталь высоколегированная с особыми свойствами' читатель найдёт
аналогичные сведения о нержавеющей и кислотоупорной, жаростойкой и тепло-
устойчивой, магнитной стали и стали с электрическими и дилатометрическими
свойствами.
Эти сведения позволят конструкторам и технологам машиностроительных
заводов решать задачи по выбору марки стали для машиностроительных дета-
лей, а также устанавливать наиболее рациональные режимы термической обра-
ботки стали, а иногда и других технологических операций.
В конце тома помещены карты, содержащие данные о составе, свойствах и
назначении наиболее распространённых марок стали. Включённые в эти карты
показатели механических свойств стали установлены в зависимости от размеров
полуфабриката и места взятия пробы.
Материалами для составления настоящего тома служили установленные стан-
дартами и ведомственными нормалями показатели свойств металла, а также
результаты новейших исследовательских работ научно-исследовательских инсти-
тутов и заводских лабораторий и наиболее ценные сведения, заимствованные из
многочисленных литературных источников, отечественных и иностранных.
Обобщение и систематизация накопленного в годы сталинских пятилеток и
во время Отечественной войны обширного научного и практического опыта в
области материаловедения явились основной задачей авторов и редакции настоя-
щего тома „Справочника".
При подготовке материалов тома значительная помощь была оказана авто-
рам и редакции со стороны рецензентов, давших свои развёрнутые отзывы и
указания по содержанию отдельных статей или целых глав. За оказанную помощь
выражаем благодарность следующим лицам: инж. С. В. Аврутину (гл. VI); чл.-
корр. АН СССР проф. И. В. Агееву (гл. Ill); действ, чл. АН БССР проф. И. С. Аку-
лову (гл. III); канд. техн. наук А. Д. Ассонову (гл. VII и IX); инж. А. В. Бибергелю
{гл. Ill); проф., д-ру техн. наук Н. Ф. Болховитинову (гл. IV); инж. Г. И. Брук
(гл. VII); канд. техн. наук С. М. Винарову (гл. VI); канд. техн. наук Ю. А. Гел-
леру (гл. VII); проф., д-ру техн. наук А. П. Гуляеву (гл. VII); проф., д-ру техн. наук
С. И. Губкину (гл. III); инж. А. Е. Гопиусу (гл. II); канд. техн. наук И. М.Гряз-
нову (гл. I); инж. Н. Ф. Ермолаеву (гл. VII); проф. А. К. Зайцеву (гл. III);
проф. С. К. Ильинскому (гл. IV); проф., д-ру физ.-мат. наук Е. И. Кондорскому
(гл. III); канд. техн. наук И. В. Кудрявцеву (гл. I и IV); инж. Ф. В. Куликову
{гл. V); канд. техн. наук Л. С. Лившицу (гл. III); канд. техн. наук С. И. Ма-
твееву (гл. I и IX); инж. Л. П. Никитиной (гл. I); чл.-корр. АН СССР, проф.
А. С. Предводителеву (гл. III); инж. В. И. Прядилову (гл. II); канд. техн. наук
И. С. Свентицкому (гл. II); инж. А. Г. Селезневу (гл. I — IV); инж. Д. М. Скорову
{гл. V11I); инж. А. Г. Спектору (гл. III); проф., д-ру техн. наук К. Г. Трубину
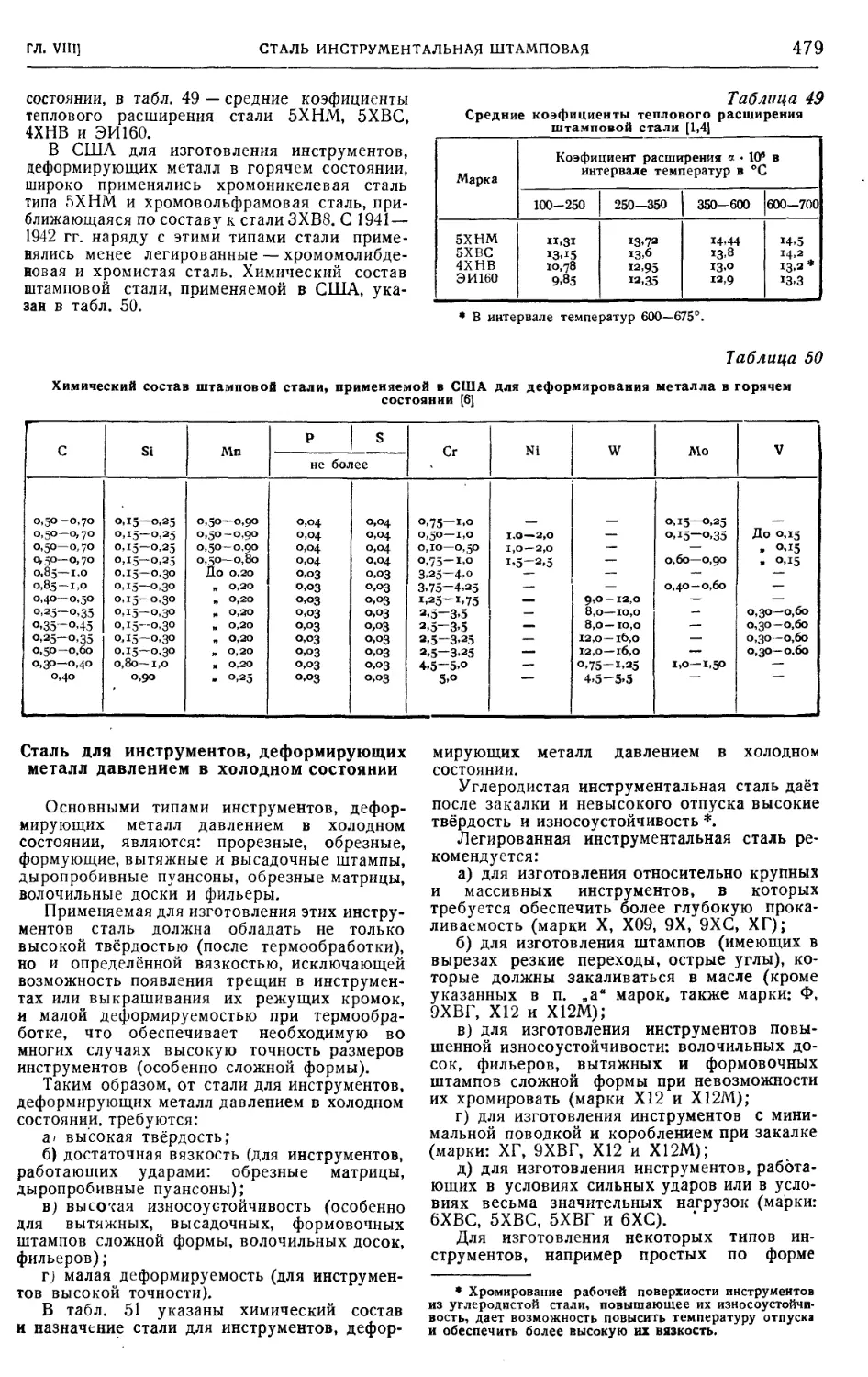
(гл. VI); инж. И. Ф. Федосову (гл. X); проф., д-ру физ.-мат. наук Л. С. Фрей-
ману (гл. III); доц. С. 3. Штерлангу (гл. IV); проф. Н. П. Щапову (гл. IV).
С особой признательностью отмечаем большой и кропотливый труд, который
затрачен заместителем отв. редактора II раздела .Справочника* инж. Б. М. Гли-
нером на комплектование и редактирование третьего и четвёртого томов.
Следует отметить также значительную работу, проведённую научными редак-
торами настоящего тома проф., д-ром техн. наук Т. А. Лебедевым (гл. I — IV),
инж. /7. Ф. Агаповым и инж. Н. А. Шаминым (гл. VI—X).
И. Одинг
Глава I
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
ИСПЫТАНИЯ ТВЁРДОСТИ
Методы определения твёрдости по способу
приложения нагрузки делятся на: 1) статиче-
ские и 2) динамические.
Определённые разными методами характе-
ристики твёрдости различны как по величине,
так и по размерности. Перевод характеристик
твёрдости из одних величин в другие произво-
дится по эмпирическим формулам или табли-
цам.
СТАТИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ТВЁРДОСТИ
Определение твёрдости по Бринелю
Шарик диаметром 10, 5 или 2,5 мм вда-
вливается в испытуемый металл силой Р(фиг.1).
Мерой твёрдости является
р
Нв = -р
где F—площадь поверхности сферического
отпечатка, вычисляемая по формуле
Определение твёрдости по диаметру отпе-
чатка d надёжнее, чем по его глубине h, так как
при изменении d в пределах 0,2 D < d <T>>5 D
величина h изменяется в пределах 0,01 D < h <
< 0,066 D (D — диаметр шарика).
Кроме того, существующие приборы позво*
ляют измерять только величину /г0, т. е. глу-
бину погружения шарика в металл от началь-
ной поверхности, отличающуюся от вели-
чины h (до 15%). Поэтому в тех случаях,
когда для ускорения испытания твёрдость
определяется по глубине отпечатка, необ-
ходимо исходить из экспериментально уста-
новленной зависимости между Ло и Нв по из-
меренным диаметрам отпечатка d.
Закон подобия. В данном материале оди-
наковые относительные деформации получа-
ются при равных напряжениях. Для получения
одинаковых значений твёрдости материала при
испытании шариками разного диалетра необхо-
* d *
димо, чтобы Yf — sin <f = const, где о — угол
вдавливания (фиг. 1). При данном диаметре
шарика Dотношение-^ зависит от нагрузки Р.
На фиг. 2 представлена зависимость Нв
d тг
от — для некоторых материалов. Нв возрастает
d
с увеличением ^, что связано с упрочнением
металла, вызванным наклёпом при вдавливании
шарика. Степень наклёпа
тем больше, чем больше
[Р d
отношение —.
\\
Щ
Фиг. 1. Схема испытания твёрдости по Бринелю:
а — отпечаток с наплывом; б— отпечаток с вмятием.
ее
э 70
| SO
I so
I 40
130!
I 20
* о
/
/
r
к
\
2
\
\
*&
> \^
\ 0
J
t-9
0,1 0,2 0.3 0A 05 0.6 0-7 0.8 0J
120
80 S
60 I
20 ^
0
Фиг. 2. Зависимость На от -=r— : /—сталь с 25°/0Ni;
2 — электрон; 3 — железо; 4 — алюминий.
Так как
2
то одинаковые значения Нв при испытании
одного и того же материала шариками разного
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. И
d
диаметра могут получаться только при -=- =
р
= const и, следовательно, должно быть: -=- =
= /С = const.
Величина К при Р в кг и D в мм прини-
мается равной: 30 для чёрных металлов, 10 для
цветных металлов и 2,5 для очень мягких ме-
таллов. Признаком правильного выбора вели-
чины К служит соотношение 0,20 < d < 0,50.
Твёрдость антифрикционных и некоторых алю-
миниевых сплавов уменьшается с увеличением
времени выдержки испытуемого образца под
нагрузкой; твёрдость стали при этих условиях
заметно не меняется. Время выдержки под
нагрузкой обычно принимают 10—30 сек.
Твёрдость шарика должна быть не менее
чем в 1,7 раза больше твёрдости испытуемого
образца во избежание остаточной деформации
шарика и связанного с этим искажения раз-
меров и формы отпечатка (понижение значе-
ния Нв).
Форма отпечатка. После удаления нагрузки
на шарик отпечаток несколько изменяет свои
размеры в результате упругого восстановле-
ния испытуемого материала (восстановленный
отпечаток). Диаметр сферы восстановленного
отпечатка несколько больше диаметра шарика,
однако практически его принято считать рав-
ным последнему. Такое допущение вносит из-
вестную погрешность в величину Нв (разную
для различных металлов).
При вдавливании шарика в металл по краям
отпечатка образуется наплыв или вмятие.
Наплыв получается у металлов с малым п в
соотношении Мейера (см.ниже „МетодМейера")
и малой склонностью к наклёпу, вмятие — у ме-
таллов с большим п и с повышенной склон-
ностью к наклёпу. Наличие наплыва или вмя-
тия уменьшает резкость очертаний краёв от-
печатка. Последняя может быть увеличена
применением травленых шариков. Травление
(после обезжиривания) можно производить в
1—5%-ном спиртовом растворе HNO3. Диаметр
шарика после травления необходимо проверить.
При твёрдости металла, не превышающей
130 кг/мм2, травленые шарики дают значения
Нв примерно на 4% выше, чем полированные;
при большей твёрдости разница получается
незначительная.
Метод Мейера. При испытании по Бринелю
материалы разной твёрдости испытываются в
несравнимых условиях, так как отношения
— получаются разной величины (несоблюде-
ние закона подобия).
Между нагрузкой на шарик Р и диаметром
восстановленного отпечатка d (мм) Мейером
была найдена зависимость, которая позволяет
сопоставлять твёрдости разных металлов в
сравнимых условиях:
P=adn,
где а и п — постоянные величины. В отли-
чие от метода Бринеля твёрдость по Мейеру
определяется отношением нагрузки к площади
проекции отпечатка
и Р
Так как
то
Р = adn; d = D sin -2-,
4 r, <¦
¦¦ — aD n~i
2 '
ф
При ~ = 90°, т. е. при d = D, или, что
то же,, при глубине вдавливания шарика, рав-
ной 7J-, величина твёрдости получается макси-
мальной:
^«-2
Hq определяется при одинаковых условиях
вдавливания шарика (на половину диаметра).
Этим обеспечивается сравнимость результатов
испытаний металлов разной твёрдости.
Коэфициент а представляет собой нагрузку,
отвечающую пределу текучести металла при
вдавливании в него шарика данного диаметра,
и зависит от материала и от D. Для данного
материала
aDn-2=^- = const.
Величина п, не зависящая от О, имеет
значения от 2,0 до 2,8 и характеризует спо-
собность металла к упрочнению от наклёпа *.
С увеличением степени наклёпа я уменьшается,
приближаясь к 2 (для отожжённой меди /г=2,52,
а для сильно наклёпанной п = 2,01). Коэфи-
циент а увеличивается с возрастанием степени
наклёпа. В табл. 1 приведены значения а и п
для некоторых материалов.
Таблица 1
Материал
Свинец
Алюминий
Медь катаная
Латунь
Белый чугун
Серый „
Железо
Сталь углеродистая . .
. никелевая . . . .
Нв при
D = 10mm
42,4
б8,з
156,7
229,2
181,7
135.3
289,0
464.0
20.З
28,5
45.O
100,0
116,0
81,0
78,5
174.0
158,0
2,07
2,09
2,13
2,31
2,38
2,18
2,20
2,32
При известных а и п величина Щ может
быть легко вычислена, однако эксперимен-
тальное определение её возможно только для
очень мягких и пластичных материалов. Для
твёрдых материалов определение /Уо затруд-
нено вследствие деформации шарика под боль-
шой нагрузкой,! необходимой для вдавливания
его на глубину, равную половине диаметра,
а хрупкие материалы разрушаются раньше,
чем шарик проникает на эту глубину.
* У свинца п < 2 вследствие разупрочнения, происхо-
дящего под влиянием „отдыха" и рекристаллизации при
комнатной температуре.
ГЛ. I]
ИСПЫТАНИЯ ТВЁРДОСТИ
Нв может быть выражено через Но урав-
нением
Таблица 3
л
Яо \!
2
,/ n(n-2)Y
V Л-1 /
л-2
л-1
Твёрдость по Мейеру //до в большей сте-
Р2
пени зависит от -^, чем //д, и на практике
измерение твёрдости по Мейеру не получило
распространения.
Стандартные методы. Величина твёрдости
Нв зависит от условий испытания. Определе-
ние Нв должно производиться в условиях, пре-
дусмотренных ОСТ 10241-40 (для Нв до 450).
Образцы в месте испытания должны иметь
гладкую плоскую поверхность, чтобы края
отпечатка получались достаточно отчётливыми
для измерений с требуемой точностью *. Тол-
щина образцов должна быть не менее 10-крат-
ной глубины отпечатка. Глубина отпечатка
В табл. 2 приведены величины минималь-
ных толщин образцов, вычисленных для раз-
ных значений Нв%
Таблица 2
Диаметр
шарика
в мм
2,5
5
Нагрузка
в кг
5
187,5
25O.O
75°.°
1000,0
Зооо.о
Твёрдость Нв в кг/мм3
100
120 150
200
300
400
500
Минимальная толщина в мм
о,8
2,4
1,6
5.о
Я ,2
о.7
2,0
1.3
4,о
2,6
—
°.5
1,6
i,i
3,2
2,1
6,4
о,4
1.2
о,8
2,4
1,6
4.8
о,3
о,а
о.5
1,6
1,1
3,2
0.2
о,6
—
1,2
2,4
Расстояние центра отпечатка от края об-
разца должно быть больше D, а от центров
соседних отпечатков больше 2D.
Шарики применяются стальные, диаметром
D = 1U; 5 и 2,5 мм. Твёрдость шарика должна
быть подобрана так, чтобы при вдавливании
его в стальную плиту с твёрдостью ЛУ^^>500
нагрузкой Р — 30D2 кг остаточное изменение
диаметра не превышало 0,0025 мм. Поверх-
ность шарика должна быть полированной, но
допускаются шарики, протравленные в азот-
ной кислоте (см. выше). Шарик перед испы-
танием должен быть тщательно вытерт.
В зависимости от толщины и природы ис-
пытуемого материала следует применять на-
грузки и диаметры шариков, приведённые в
табл. 3 (по ОСТ 10241-40).
Нагружение должно производиться плавно,
без толчков, и постепенно увеличиваться до
заданной нагрузки в течение 15 сек.
* По английскому стандарту при испытании шарика-
ми диаметром 2 и 1 мм поверхность образца должна быть
обработана наждачной бумагой 000.
Материал
Медь, латунь,
бронза, магние-
вые сплавы
Алюминий, под-
шипниковые
сплавы
а?
f s
Н а
140—450
До 14о
31,8-
I3O
8-35
it Ц
Толщина нспьп
мого металла
>6
3-6
<3
>6
3-6
>6
3—6
<3
>6
3-6
<3
р
D*
3^
3^
3°
Зо
3°
Зо
ю
IO
IO
2,5
2,5
2.5
D шарика в м
IO
5
2,5
IO
5
2,5
ю
5
2-5
ю
5
2,5
S
Нагрузка Р в
зооо
75°
187.5
Зооо
75°
187,5
IOOO
25О
б2,5
250
62,5
15.6
Выдержка под
грузкой в сек
ю
ю
ю
3°
Зо
3°
3°
3»
3°
6о
бо
6о
Диаметр отпечатка определяется как сред-
нее арифметическое результатов измерений
по двум взаимно перпендикулярным направле-
ниям (допускается расхождение значений d
не больше 2%).
Точность измерений диаметра отпечатка d
при применении шариков D •= 10 и 5 мм
должна быть в пределах ±0,05 мм, а при D=
=2,5 мм — в пределах ±0.01 мм. Значения твёр-
дости, определённые по ОСТ 10241-40, обозна-
чаются Нв. При отступлении от стандарта не-
обходимо указывать условия испытания: так,
обозначение 10/3000/15 указывает, что испы-
тание проводилось шариком D = 10 мм с на-
грузкой 3000 кг и с выдержкой под нагрузкой
в течение 15 сек.
Величины твёрдости можно определить по
диаметрам отпечатков, пользуясь данными
табл. 5 (см. ниже).
Соотношение между величинами твёр-
дости и другими механическими свойствами.
Между пределом прочности при растяже-
нии аь и твёрдостью по Бринелю Нв суще-
ствует приблизительно прямолинейная зависи-
мость при л<2,2 [22]. Ориентировочно можно
Таблица 4
Значения ад
Состояние
металла
Отожжённый .
Холоднокатаный
при обжатии
5°/о
10°/0
90%
л
й
о, 48
о,35
о,34
0,40
: Нц при Р=
ч
0)
S
X
о,57
0,38
о,35
0,40
§
o,5i
0,36
0,32
0,40
10 ZJ
Латунь
00
s
о, 47
0,36
о, 34
0,40
см
ел
о, 53
о,41
0,38
о,42
(Л
S
о,49
о.4°
о-37
о,44
'5
X
S
чю
о,4о
о,37
о,35
о,4О
о
S
ч
о.37
о,37
0,36
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
принять: для кованой и катаной стали с# =
Нв-А0
= 0,36 Нв, для серого чугуна <тй = ^—>
О
Отношения cjft к Нв для некоторых цветных
металлов и сплавов приведены в табл. 4.
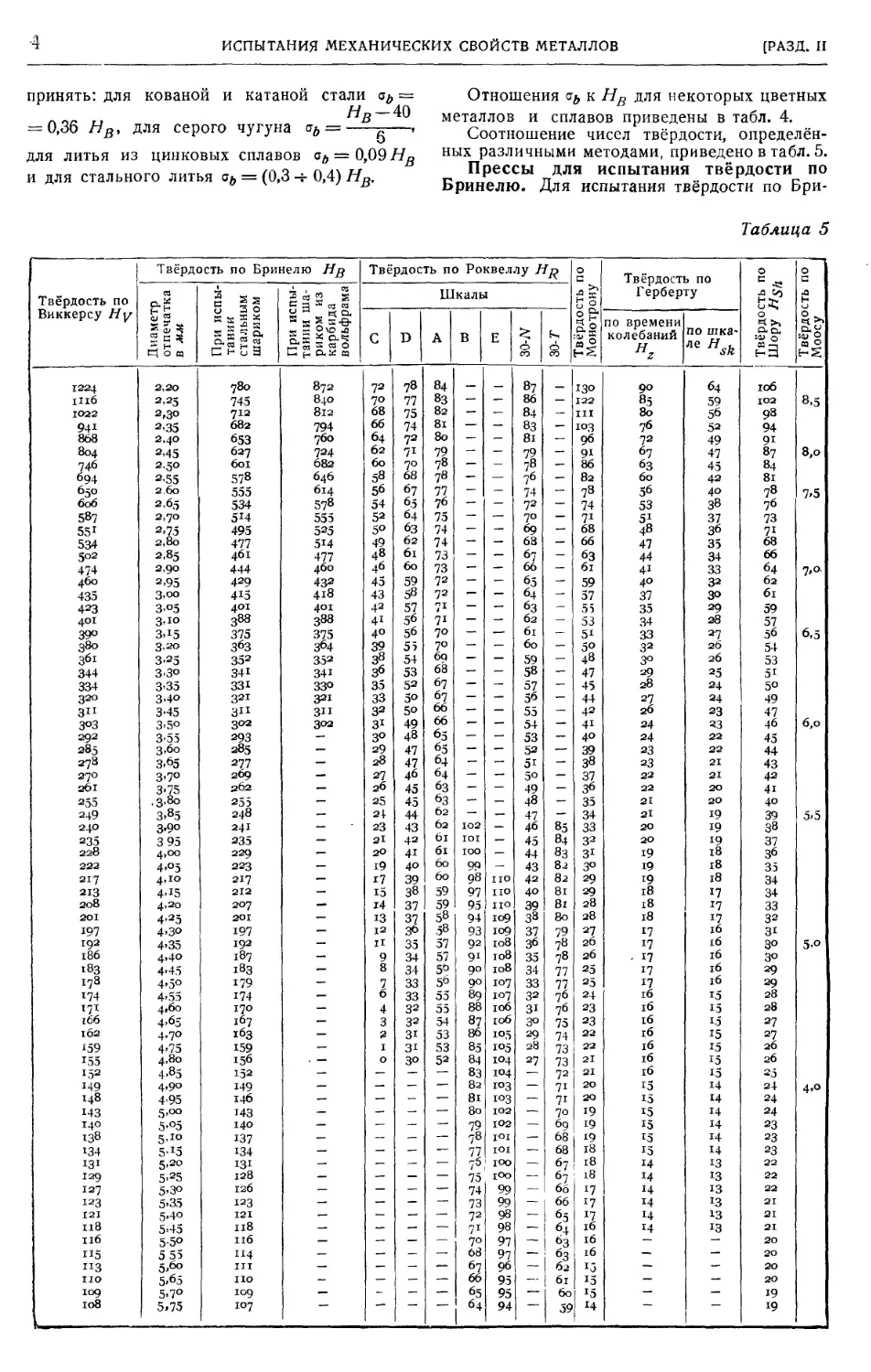
Соотношение чисел твёрдости, определён-
для литья из цинковых сплавов сй = 0,09#о ных различными методами, приведено в табл. 5.
Прессы для испытания твёрдости по
Бринелю. Для испытания твёрдости по Бри-
Таблица 5
и для стального литья oj = @,3 -5- 0,4) Нв.
Твёрдость по
Виккерсу Ну
1224
шб
Ю22
941
868
804
746
694
боб
587
551
534
474
460
435
423
401
39°
38о
36i
344
334
32О
3"
з°з
292
285
278
27°
b6i
255
249
240
235
228
222
217
213
2О8
2OI
197
192
186
i83
178
174
171
тбб
IO2
?59
155
152
149
148
143
140
138
134
i3i
129
127
123
121
и8
иб
но
по
log
io8
Твёрдость по Бринелю Нв
Диаметр
отпечатка
в мм
2.2O
2,25
2,3°
2.35
2,4°
2,45
2,55
2.6о
3.65
2,70
2.75
2,8о
2,85
2,ОХ>
2,95
З.оо
3,°5
3,ю
3.15
3-25
З.Зо
3-35
3.4°
345
3-5°
3-55
3>6о
3.65
3-7°
3-75
• 3>8о
3.85
3'9°
3 95
4>°5
4-ю
4.15
4'25
4>3°
4-35
4-4O
4-45
4-5°
4-55
4,6о
4.65
4-7°
4-75
4,8о
4,85
4,оо
4-95
5'°°
5-°5
5До
5.2°
5.25
5>3о
5-35
5.4°
5.45
5-5°
555
5,6°
5.65
5.7°
5.75
При ис
тании
стальн!
шарике
780
745
712
682
653
627
6oi
578
555
534
514
495
477
461
444
429
415
401
388
375
збз
352
341
331
321
3"
3°2
293
285
277
269
аб2
255
248
241
235
229
223
217
212
2O7
2OI
197
192
187
183
179
174
170
167
163
159
156
152
149
146
143 ,
140
137
134
131
128
126
123
121
118
116
114
ш
но
log
ю7
С я s a 5
При ис
тании i
риком
карбид
вольфр
872
840
812
794
760
724
682
646
614
578
555
525
514
477
460
432
418
401
388
375
364
352
341
33°
321
311
302
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Твёрдость по Роквеллу Hg
Шкалы
С
72
7°
68
66
64
62
6о
58
56
54
52
5°
49
48
46
45
43
42
41
4°
39
38
зб
35
33
32
з1
3°
29
28
27
2б
25
24
23
21
2°
i9
17
15
14
13
12
II
9
8
7
6
4
3
2
I
О
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
-
-
D
78
77
75
74
72
71
7°
68
65
64
63
62
61
6о
59
58
57
56
56
55
54
53
52
5°
5°
49
48
47
47
46
45
45
44
43
42
41
4°
39
38
37
37
Зб
35
34
34
33
33
32
32
З1
31
ЗО
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
А
84
83
82
8i
80
79
78
78
77
76
75
74
74
73
73
72
72
71
71
70
70
69
68
67
67
66
66
t5
65
64
64
63
63
62
62
61
61
60
60
59
59
58
58
57
57
56
56
55
55
54
53
53
52
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
В
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
IO2
IOI
IOO
99
98
97
95
94
93
92
91
9°
9°
89
88
87
86
85
84
83
8а
81
8о
79
78
77
75
75
74
73
72
7о
63
67
66
65
64
Е
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
но
но
НО
ю9
IO9
io8
io8
io8
Ю7
Ю7
1Об
io6
1О5
к>5
Ю4
Ю4
юз
юз
Ю2
Ю2
IOI
Ю1
IOO
IOO
99
99
98
98
97
97
96
95
95
94
30-/V
87
86
84
83
81
79
78
7°
74
72
7о
69
68
67
66
65
64
бз
62
61
60
59
58
57
S6
55
54
53
52
51
5°
49
48
47
46
45
44
43
42
40
39
38
37
Зб
35
34
33
32
31
30
29
28
27
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
85
84
83
82
82
8i
81
8о
79
78
78
77
77
76
76
75
74
73
73
72
71
71
7°
69
68
68
67
67
66
66
65
64
63
63
62
61
60
59
0
с
II
Si
130
122
hi
юз
96
91
86
82
78
74
71
68
66
63
61
59
57
55
53
51
5°
48
47
45
44
42
41
40
39
38
37
36
35
34
33
32
З1
3°
29
29
28
28
27
26
2б
25
25
24
23
23
22
22
21
21
2О
2О
19
19
19
18
i8
18
17
17
17
16
16
16
15
15
15
14
Твёрдость по
Герберту
по времени
колебаний
Hz
90
85
80
76
72
67
63
60
56
53
51
48
47
44
41
40
37
35
34
33
32
3°
29
28
27
26
24
24
23
23
22
22
21
21
20
20
19
19
19
18
18
18
17
17
- 17
17
ч
16
16
16
16
16
16
16
15
15
15
15
15
15
14
14
14
14
14
14
—
—
—
—
—
по шка-
64
59
56
52
49
47
45
42
40
38
37
Зб
35
34
33
32
30
29
28
27
26
26
25
24
24
23
2.3
22
22
21
21
20
20
19
19
19
18
18
18
17
17
17
16
16
16
16
16
15
15
15
15
15
15
15
14
14
14
14
14
14
13
13
13
13
13
13
—
—
—
—
—
0
Твёрдо
Шору .
1Об
юа
98
94
87
84
81
78
76
73
68
66
б4
62
61
59
57
56
54
53
51
5о
49
47
46
45
44
43
42
41
4о
39
38
37
36
35
34
34
33
32
31
3°
Зо
29
29
28
28
27
27
26
2б
2j
24
24
24
23
23
23
22
22
22
21
21
21
2О
2О
2О
2О
19
19
о
с
сть
Твёрдо
Моосу
8.5
8,о
7.5
7,о.
6,5
6,о
5,5
5-о
4.о
ГЛ 1]
ИСПЫТАНИЯ ТВЁРДОСТИ
нелю пригоден любой пресс с точностью сило-
измерения ± 1%, допускающий плавное на-
гружение и выдержку под нагрузкой в тече-
ние заданного времени.
Фиг. 3. Гидравлический пресс типа Альфа.
качивают насосом 4 масло в рабочую часть
цилиндра 5 до тех пор, пока коромысло в с
гирями (заданная нагрузка) не поднимется.
Величина давления отсчитывается по мано-
метру 7. Медленно открывая вентиль 3, сни-
мают нагрузку с шарика. Далее опускают
винт, снимают образец и производят измере-
ние диаметра отпечатка. Основным недостат-
ком работы прессов тина Альфа являются ги-
дравлические толчки во время нагружения.
Более совершенными являются автома-
тические прессы (фиг. 4), в которых
нагрузка на шарик производится грузами через
систему рычагов. Скорость нагружения, вре-
мя выдержки под нагрузкой и скорость раз-
гружения в автоматических прессах постоян-
ны, что обеспечивает однообразие условий
испытаний.
Образец укладывают на столик 1. Подъём
образца до шпинделя с шариком производят
вращением рукоятки 2, пока указатель 3 не
станет против риски. Этим создаётся предва-
рительное сжатие пружины 4 до 100 кг, предо-
храняющее образец от смещения при даль-
нейшем нагружении. После этого включают
электромотор, вращение которого через ко-
робку скоростей 5 передаётся на эксцентрик 6.
Эксцентрик опускает шатун 7, в результате
чего грузы 8 через систему рычагов 9 и 10
создают нагрузку на шарик 11. При дальней-
шем вра цении эксцентрика шатун 7 подни-
мается и снимает нагрузку с шарика. Возвра-
щение грузов в исходное положение сигнали-
зируется звонком J. Вращением рукоятки 2
в обратную сторону образец отводится от ша-
рика.
Фиг. 4. Автоматический пресс Бринеля.
Широко распространены специальные ги-
дравлические прессы типа Альфа
(фиг. 3).
Образец укладывают на столик подъёмного
винта 1. Вращением маховичка 2 поднимают
образец до соприкосновения с шариком. При
закрытом вентиле 3 масляного резервуара на-
На фиг. 5 представлены общий вид и схема
рычажного пресса конструкции
ЦНИИТМАШ* [9J.
* Центральный научно-исследовательский институт
технологии и машиностроения Министерства тяжёлого
машиностроения СССР.
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД.
Станина / состоит из двух пар швеллеров
и двух вертикальных листов, скрепляемых
болтами. Между верхними швеллерами распо-
ложен рычаг второго рода. Плунжер 2 с шари-
ком упирается в призму рычага 3, на котором
подвешен набор гирь 4. Образец 5 подводится
к шарику посредством винта предметного сто-
лика 6, рукоять 7 служит для плавного подъ-
,3
Фиг. 5. Общий вид и схема
ёма и опускания ры-
чага. Пресс рассчитан
на нагрузку до 3000 кг.
Для массовых испы-
таний однородной про-
дукции может быть
рычажного пресса кон- Применен СКОНСтруирО-
струкции цниитмаш. ванный ЦНИИТМАШ
пресс ПБ-750А, ра-
ботающий по принципу
Роквелла. Шарик диаметром 5 мм вдавли-
вается предварительной нагрузкой Ро = 40 кг
и окончательной Р = 750 кг. Показания индика-
тора, измеряющего глуби-
ну погружения шарика,
переводятся в числа твёр-
дости Нв по эксперимен-
тальной таблице, соста-
вленной по размерам диа-
метров отпечатка. Про-
изводительность пресса
в три раза больше произ-
водительности обычного
пресса Бринеля.
Для испытания гро-
моздких изделий на ме-
сте удобны переносные
прессы. На фиг. 6 пред-
ставлена скоба для опре-
деления твёрдости. Го-
ловка У с домкратным
приводом имеет шпин-
дель с шариком, кото-
рый вдавливается в из-
делие, зажатое между
опорным болтом 2 и
шпинделем с шариком. Динамометром служит
индикатор 3, измеряющий упругую дефор-
мацию скобы 4.
Определение твёрдости по Виккерсу
В приборе Виккерса наконечником служит
алмазная четырёхгранная пирамида с углом
между противоположными гранями, равным
Фиг. 6. Скоба для опре-
деления твёрдости.
136°±30'. Пирамида вдавливается в испыту-
емый образец перпендикулярно к поверхности.
Испытания могут производиться при нагрузках
от 1 до 120 кг. Рекомендуются нагрузки
5; 10; 20; 30; 50; 100 и 120 кг.
Вычисление твёрдости по Виккерсу про-
изводится по формуле
р
TJ *
v~ F
5а
кг/мм2,
где Р — нагрузка в кг; F—поверхность пира-
мидального отпечатка в мм2; d—диагональ от-
печатка в мм; а. — угол при вершине между
противоположными гранями пирамиды. Для
а =136° Ну = 1,8544-5j.
d"
Твёрдость по Виккерсу обозначается с ука-
занием нагрузки. Например, Hvm означает,
что испытание проведено при нагрузке 20 кг.
Величины Ну определяются по таблицам,
вычисленным по приведённой формуле.
Соотношения между Ну и числами твёр-
дости, определёнными другими методами, при-
ведены в табл. 5.
Так как пирамидальные отпечатки геоме-
трически подобны, то для одного и того же
материала числа твёрдости Ну не зависят от
силы вдавливания.
Угол 136° между противоположными гра-
нями алмазной пирамиды выбран с целью по-
лучения величин Hv, близких Нв. Однако со-
впадение величин Ну и Нв для стали имеет
место только при значениях Нв, не превыша-
ющих 400.
Прибор Виккерса и условия испытания.
На фиг. 7 представлена схема прибора Вик-
керса. Образец помещают на предметный сто-
лик 1. Вращением штурвала 2 образец под-
водят на расстояние 0,5—1,0 мм до вершины
алмазной пирамиды 3. Стержень 4 передаёт на-
грузку на пирамиду от неравноплечего рычага
5, на свободный конец которого при помощи
стержня 6 подвешены грузы 7. Поворотом
спусковой ручки 8 освобождают эксцентрик 9,
который приводится во вращение под дей-
ствием. груза 10, подвешенного на блок при
помощи стального тросика. При вращении
эксцентрика 9 плунжер 11 опускается, освобо-
ждая рычаг 5, и нагрузка плавно передаётся
на пирамиду. Скорость вращения эксцентрика
задаётся масляным тормозом 12, который ре-
гулируется так, что длительность нагружения
и время выдержки под нагрузкой получаются
равными 10 сек. Верхняя часть плунжера 11
представляет собой резиновую подушку, на
которую опирается конус, укреплённый на
рычаге 5. Такое устройство способствует опу-
сканию и подъёму груза без толчков. Исходное
положение рычага 5 и связанных с ним деталей
достигается нажимом на нижнюю педаль 13.
После того как отпечаток произведён, столик 1
опускают настолько, чтобы можно было под-
вести микроскоп 14, укреплённый на откидном
кронштейне. В поле зрения микроскопа име-
ются две шторки, раздвижение которых опре-
деляется по счётчику. Счётчик при сомкнутых
шторках устанавливается на нуль. В зависи-
мости от объектива (X 12,3 или X 5) одно де-
ГЛ, I]
ИСПЫТАНИЯ ТВЁРДОСТИ
ление счётчика соответствует 1,0 или 2,5 мк. ствоваться данными табл. б, а при испытании
Микроскоп устанавливается так, чтобы левый труб — табл. 7.
неподвижный край шторки совпал с левым
углом отпечатка. Правая шторка при помощи
Таблица 6
Фиг. 7. Схема прибора Виккерса.
микрометрического винта передвигается до
совпадения края с правым углом отпечатка
(фиг. 8). При массовом контроле на заданную
твёрдость применяется третья шторка (фиг. 9).
Фиг. 8. Шторки ми-
кроскопа: 1 — непо-
движная шторка;
2 — подвижная
шторка.
В
Фиг. 9. Шторки микроскопа.
Шторки устанавливают в
определённое положение в
зависимости от твёрдости.
Положение А характеризует твёрдость выше
заданной, В — твёрдость в заданных пределах,
С —твёрдость ниже заданной.
Для получения наивысшей точности на-
грузка Р выбирается наибольшей сообразно
с размерами и твёрдостью образца. Однако
нагрузка выше 100 кг может повлечь поломку
алмаза.
Расстояние между центрами двух отпечат-
ков или от центра отпечатка до края образца
должно быть не менее 2,5 диагоналей при
испытании стали и не менее 5 диагоналей при
испытании цветных металлов. Испытуемый
образец должен иметь толщину не менее 1,5
диагонали отпечатка.
При выборе нагрузки Р для определения
твёрдости сплошных образцов можно руковод-
со
к a
hoe
о,3—о,5
0,5—1,0
1—2
2—4
>4
Твёрдость по
20-50
50-100
Рекомендуемая
—
5—ю
Ю—20
>2О
—
25—ю
о—з°
>3°
Виккерсу
100-300
яагрузка Р
5-ю
IO—2О
2О—5О
>5о
300-900
в кг
5-ю
IO—2О
—
2О—5О
Таблица 7
Наружный диа-
метр трубы в мм
О—IO
[О—2О
2О—ЗО
Зо—4О
4°— 5°
50—60
60—70
7О—8о
Толщина стенки трубы
0,5
0,75
1,0
1,25
1,5
2,0
В ММ
2,5
Рекомендуемая нагрузка в
IO
5
—
—
—
—
го
5
5
5
—
—
2О
2О
IO
ю
5
5
5
5
—
—
—
ю
ю
5
5
Зо
3°
2О
2О
IO
IO
IO
—
3°
3°
Зо
2О
2О
2О
—
3°
Зо
Зо
3°
ЗО
3°
3,0
кг
—
3°
Зо
Зо
Зо
Зо
3°
При определении твёрдости цементирован-
ных и азотированных деталей следует делать
несколько отпечатков с различными нагрузками
(например 10, 20 и 50 кг). Если при этом зна-
чения Ну уменьшаются или увеличиваются,
необходимо применять меньшие нагрузки,
пока две нагрузки не дадут совпадающих ре-
зультатов. Нагрузка Р берётся равной 10 кг
при толщине цементированного (азотирован-
ного) слоя до 0,5 мм и 30 кг — при большей
толщине.
Определение твёрдости по Людвику
Твёрдость по Людвику определяется по
формуле
Р
ГДе р — сила вдавливания конуса с углом при
вершине 90°; —? площадь проекции кони-
ческого отпечатка.
Так как отпечатки конуса геометрически
подобны, то величины твёрдости не зависят
от нагрузки.
Величины твёрдости по Людвику близки
к значениям Нв, а именно: //?^1,08 Нв.
Для определения ab no Hi при вдавливании
победитового конуса с углом 90° силой 2000 кг
можно применить формулу
— 16
[б].
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
В некоторой зоне отпечатка получаются
пластические деформации. Напряжение по её
наружному контуру равно пределу текуче-
сти Оу.
Наружный диаметр деформированной зоны
может быть легко определён постепенным со-
шлифовыванием или методом, применяемым
для измерения неровностей на обработанной
поверхности.
Если а — диаметр деформированной зоны
и Р—сила вдавливания, то
.. = ? [2,23].
Монотрон Шора
Твёрдость определяется при постоянной
глубине вдавливания алмазного наконечника.
Глубина7 отпечатка до некоторого опреде-
лённого (малого) значения пропорциональна
действующей на шарик силе Р. Так как
Р » ' и
то при постоянной величине h
сила Р может служить мерой твёрдости.
Твёрдость по монотрону определяется
по нагрузке Р (в кг) на алмазный наконечник
со сферической поверхностью диаметром D =
= 0,75 мм, при которой глубина невосста-
новленного отпечатка h получается равной
0,045 мм. Наращивание или вмятие по краям
отпечатка не учитывается.
Определение твёрдости по Роквеллу
Твёрдость по Роквеллу характеризуется глу-
биной вдавливания наконечника под опреде-
лённой нагрузкой. Измерение глубины вдавли-
вания производится автоматически, благодаря
чему производительность прибора Роквелла
больше, чем приборов Бркнеля и Виккерса.
Применение алмазного наконечника позволяет
производить измерение твёрдости металлов
с Нв > 450. Измерение глубины отпечатка тре-
бует плотного контакта испытуемого предмета
с поверхностью столика и минимальной упру-
гой деформации
,0 ^2Р°-~~^ 0\ (меньше 0,002 мм)
его под нагрузкой
во время испыта-
ния.
При испытании
2 по Роквеллу ал-
мазный конус или
стальной шарик
вдавливаются в ис-
пытуемый образец.
Сначала приклады-
вается малая на-
грузка Р0) затем
нагрузка увеличи-
вается до Я и
после этого умень-
шается до Ро.
Характеристикой твёрдости является раз-
ность глубин проникновения алмазного конуса
или стального шарика при двух нагрузках Ро
и Р после уменьшения последней до Ро,
т. е. h = h' — /z0 (фиг. 10).
Числа твёрдости по Роквеллу принято выра-
жать отвлечёнными числами, равными раз-
Фиг. 10. Схема испытания по
Роквеллу: 1 — 1 — предвари-
тельная нагрузка Ро; 2—2 —
окончательная нагрузка Р;
3—3— нагрузка уменьшена до
предварительной Ро.
ности между некоторой постоянной величиной
k и значением h:
где с (цена деления индикатора) равна 0,002 мм,
a k — 130 при испытании стальным шариком
и k — 100 при испытании алмазным конусом.
Циферблат индикатора имеет 100 делений,
соответствующих глубине вдавливания до
0,2 мм, и две шкалы — чёрную и красную;
последняя смещена по отношению к чёрной
на 30 делений. При испытании алмазным ко-
нусом отсчёты производятся по чёрной шкале,
а стальным шариком — по красной.
В обычной модели прибора Роквелла при-
меняются нагрузки Ро = 10 кг, Р = 60; 10Э
или 150 кг.
В табл. 8 приведены обозначения шкал
твёрдости по Роквеллу по ОСТ 10242-40.
Таблица 8
ше-
сх
из
о
с
¦я
н
о ?Ц
aS
'« 2
Н ч
6О—23°
23O — 7OO
Свыше 7°°
3
га
X
а
<и
к
ц
са ч
в <и
сп аа
о х
ю о
О О.
В
с
А
та
S
?
в*
<и
након
аз
Стальной
шарик
0 Vie"
Алмазный
конус
То же
о
о.
рузка
[-
га
X
IOO
15°
бо
о-ч
'S 5
ь а
о о
значен
•и по
о о
ю ё
о ч
HRn
HRC
hRa
3
дел
Си
Э1Ч
устим
лы
о м
«а
25-100
20—67
Свыше 7О
Кроме стандартного шарика диаметром Vie"
иногда применяются шарики диаметром i//»
1//и1/2".
В табл. 9 представлены обозначения дру-
гих шкал Роквелла.
Таблица 9
Наконечник
Алмазный конус
Стальной шарик
диаметром
в дюймах
Ve
V*
V,e
v8
Ve
v«
'U
V.
V.
V. .
Нагрузка
P в кг
IOO
IOO
60
15°
60
150
60
IOO
150
60
IOO
150
Шкала
Чёрная
Красная
n
„
Я
к
*
Обозначе-
ние твёр-
дости по
Роквеллу
hRb
Hre
Hry
HRQ
HRu
HRK
hRl
HRn
HRP
hRr
HRs
HRV
ГЛ. I]
ИСПЫТАНИЯ ТВЁРДОСТИ
Для определения твёрдости в тонких слоях
применяют прибор „Супер-Роквелл" с Ро — 3 кг
и Р= 15, 30 и 45 кг. При испытании шариком
диаметром Yir" применяются шкалы 15-Г, 30-Г,
45-7"; при испытании алмазным конусом —
шкалы \5-N, 30-N, 45-М
Значения твёрдости по разным шкалам
прибора Роквелла несравнимы, и поэтому
в протоколах должны отмечаться условия ис-
пытания.
Для перевода значений Н% в Hq можно поль-
зоваться следующими формулами Петренко:
130—
где а — постоянная величина, равная 4030,
7300 и 3710 для шкал F, В, Е соответственно;
A00 —
где а — постоянная величина, равная 333 000
и 768 000 для шкал А и D соответственно и
а — 10 E7
100 —Я
R
где а = 25 000 для шкалы С.
Соотношения между твёрдостью по Рок-
веллу и твёрдостью, определённой другими
методами, приведены в табл. 5.
Образцы для испытаний на твёрдость по
-Роквеллу должны иметь в месте испытания
плоскую сухую и чистую поверхность. Кривые
поверхности допускаются с радиусом не меньше
5 мм. Образцы должны плотно (без зазора)
прилегать к предметному столику прибора.
Толщина образца должна быть не менее 10
глубин вдавливания. Глубина вдавливания мо-
жет быть вычислена по формулам:
h = 0,002A30 — HR )
h = 0,002 A00 — HR ).
Расстояние центра отпечатка от края об-
разца и от центра другого отпечатка должно
быть при испытании по шкалам А и С больше
2,5 мм, а по шкале В — больше 4 мм.
Приборы для испытания твёрдости по
Роквеллу. Алмазный конус имеет угол
120° ^ 1,5° в диаметральном сечении и радиус
закругления у вершины 0,2 ^ 0,02 мм.
Стальной шарик имеет диаметр, равный
1/]б" или 1,5875 ^ 0,001 мм. Шарик должен
выступать из оправки на 1/3 своего диаметра.
На фиг. 11 представлена схема прибора
Роквелла типа РВ завода ГЗИП.
Образец укладывается на подставку 1. Вра-
щением подъёмной гайки 2 поднимают образец
до соприкосновения с алмазным конусом или
стальным шариком 3. Вращение гайки про-
должают до тех пор, пока малая стрелка инди-
катора не станет против красной точки, а боль-
шая—вертикально с отклонением ^ 5 делений.
При таком положении стрелок пружина 4 сжи-
мается и создаёт предварительную нагрузку на
наконеч-ник Р$ = 10 кг. Затем циферблат инди-
катора устанавливается на нуль (или 30 делений
красной шкалы при испытании шариком) про-
тив большой стрелки поворотом обода инди-
катора. Если большая стрелка будет переве-
дена за вертикальное положение больше чем
на 5 делений, необходимо повторить испыта-
ние на новом месте образца. При помощи ры-
чага 6 с противовесами 7, 8п9 приклады-
Фиг. 11. Схема; прибора Роквелла типа РВ завода ГЗИП:
вается окончательная нагрузка Р до 60, 100
или 150 кг освобождением рукоятки 5. Плав-
ное приложение нагрузки обеспечивается
масляным демпфером (амортизатором) 10.
После того как движение рукоятки 5 прекра-
тится, её возвращают обратно, чем снимается
окончательная нагрузка. После этого стрелка
индикатора // указывает твёрдость по Рок-
веллу. Вращением подъёмной гайки 2 в об-
ратную сторону изделие отводится от нако-
нечника. Перед началом работы необходимо
проверить, оттянута ли рукоятка 5 назад до-
отказа.
Масляный демпфер должен быть отрегули-
рован так, чтобы холостой ход при Р = 100 кг
продолжался 4 — 5 сек.
Определение твёрдости по Герберту
На фиг. 12 представлена схема прибора
Герберта для испытаний твёрдости по способу
качания. Прибор применяется в лабораторной
практике и представляет собой дугообразный
маятник. Вес маятника 4 кг. Опорой маятника
служит стальной или алмазный шарик 1 диа-
метром 1,0 мм. Центр тяжести прибора нахо-
дится на 0,1 мм ниже центра шарика. Маятник
на концах снабжён шестью регулировочными
* Государственный завод измерительных приборов
10
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
винтами 2. Маятник регулируют так, чтобы при
установке на стекле он колебался строго в вер-
тикальной плоскости и давал одинаковые от-
клонения от середины шкалы, причём продол-
жительность 10 полных колебаний должна
равняться 100 сек. (проверочное испытание
маятника).
Твёрдость прибором Герберта определяется
по времени качания (Hz) или отсчётом по шкале
{HSk). В первом случае прибор ставится на
горизонтальный участок поверхности образца и
приводится в колебательное движение. Время
в секундах десяти полных колебаний маятника
является мерой твёрдости Нг.
При определении твёрдости по шкале при-
бор устанавливается на горизонтальную пло-
щадку образца и наклоняется так, чтобы пу-
чала пластически деформируется (наклёпы-
вается), а затем, когда напряжения достигают
величины истинного сопротивления разрыву 5^,
происходит разрыв. Так как для одного и того
же металла истинное сопротивление разрыву
одинаково для ненаклёпанного и наклёпанного
состояния, то и ширина царапины (при Р =
— const) получается одинаковой.
Этим объясняется нечувствительность ме-
тода царапания к наклёпу.
Метод Мартенса. На фиг. 13 представлена
схема прибора Мартенса для определения твёр-
дости по способу царапания.
Алмазным конусом / с углом у вершины 90"
проводят черту на образце 2, перемещая столик
прибора 3. Изменение нагрузки достигается пе-
ремещением груза 4. Нанеся на тщательно
полированную плоскую поверхность образца
ряд царапин при разных нагрузках, определяют
Фиг. 12. Схема прибора Герберта.
зырёк уровня стал против нуля шкалы, после
освобождения прибора он начнёт отклоняться
в противоположную сторону. Деление шкалы,
до которого дойдёт пузырёк уровня при
первом отклонении, является мерой твёрдо-
сти Hsk-
Величина твёрдости по бремени качания
связана с твёрдостью по Бринелю прибли-
жёнными соотношениями:
Нг = 0,08 Нв + 7,6 (стальной шарик);
Hq = ] 3,5 Нг (алмазный шарик).
Определение твёрдости по методу
царапания
Метод царапания состоит в проведении
царапины на поверхности испытуемого ме-
талла алмазным или другим недеформипую-
щимся остриём, нагружённым постоянной на-
грузкой. За меру твёрдости принимается или
ширина царапины при постоянной нагрузке,
или величина нагрузки, при которой получается
определённая ширина царапины.
Для испытания твёрдости по методу цара-
пания образцы должны быть тщательно отпо-
лированы, а ширина царапины должна из-
меряться с точностью до долей микрона.
Твёрдость по методу царапания опреде-
ляется в условиях местного разрушения ме-
талла, а не в условиях упругого и пластиче-
ского деформирования, как это имеет место при
определении твёрдости по методам вдавлива-
ния, качания и отскока. Поэтому между вели-
чинами твёрдости, определёнными царапанием,
и другими методами испытаний твёрдости, а
также характеристиками упругости и проч-
ности (ае, as, ab), нет надёжных соотношений.
В процессе образования царапины металл сна-
Фиг. 13. Схема прибора Мартенса.
по графику, построенному в координатах на-
грузка—ширина царапины, нагрузку в граммах,
соответствующую ширине царапины, равной
10 мк. Эта нагрузка является мерой твёрдости.
На практике твёрдость по Мартенсу часто опре-
деляют шириной царапины, полученной под
определённой нагрузкой.
Твёрдость, определённая по методу цара-
пания, может служить для оценки вели-
чины истинного сопротивления разрыву Skw
Н. Н. Давиденковым установлена следующая
зависимость [3]:
Sk = 4,02 (^-"— 22,5\ кг\мм*,
где &50 — чистая ширина царапины (без навалов)
в мм при нагрузке на конус 50 г.
Определение величины S^ по ширине ца-
рапины, полученной при помощи прибора Мар-
тенса (около 10 мк), имеет ряд недостатков,
связанных с измерением малой величины и за-
висимостью размеров царапины от состояния
поверхности. Для устранения этих недостатков
можно применить алмазный конус Роквелла,
царапание которым производится под нагрузкой
8 кг [6].
В этом случае
ЕЁ—136
b
где Ь — ширина царапины в мм.
Шкала Мооса. Твёрдость по Моосу оцени-
вается номером наиболее твёрдого минерала
шкалы, который не оставляет черты при цара-
пании на испытуемом материале. Шкала Мооса
приведена в табл. 10.
ГЛ. I]
ИСПЫТАНИЯ ТВЁРДОСТИ
11
Таблица 10
шкалы
Мооса
1
2
3
4
5
6
7
8
9
10
Материал
Тальк
Каменная соль или гипс .
Известковый шпат....
Плавиковый шпат ....
Апатит (параллельно оси)
Апатит (перпендикулярно
оси)
Полевод шпат
Альбит
Ортоклаз
Кристаллический кварц
Параллельно оси
Перпендикулярно оси . . .
Нитрированная отожжён-
ная быстрорежущая сталь .
Слой хрома, покрытие . .
Карболой
Нитрированная закалённая
быстрорежущая сталь ...
Топаз • ...
Алунд
Карбид кремния
Корунд
Карбид бора ... • . . .
Алмаз
Твёрдость
по Кнупу
За
135
i63
Збо
43°
49°
5бо
7ю
79°
8оо
850-900
1050
IIOO
1250
1635
2ОО0
зазо
8000—8500
Примечание. Жирным шрифтом обозначены
минералы шкалы Мооса.
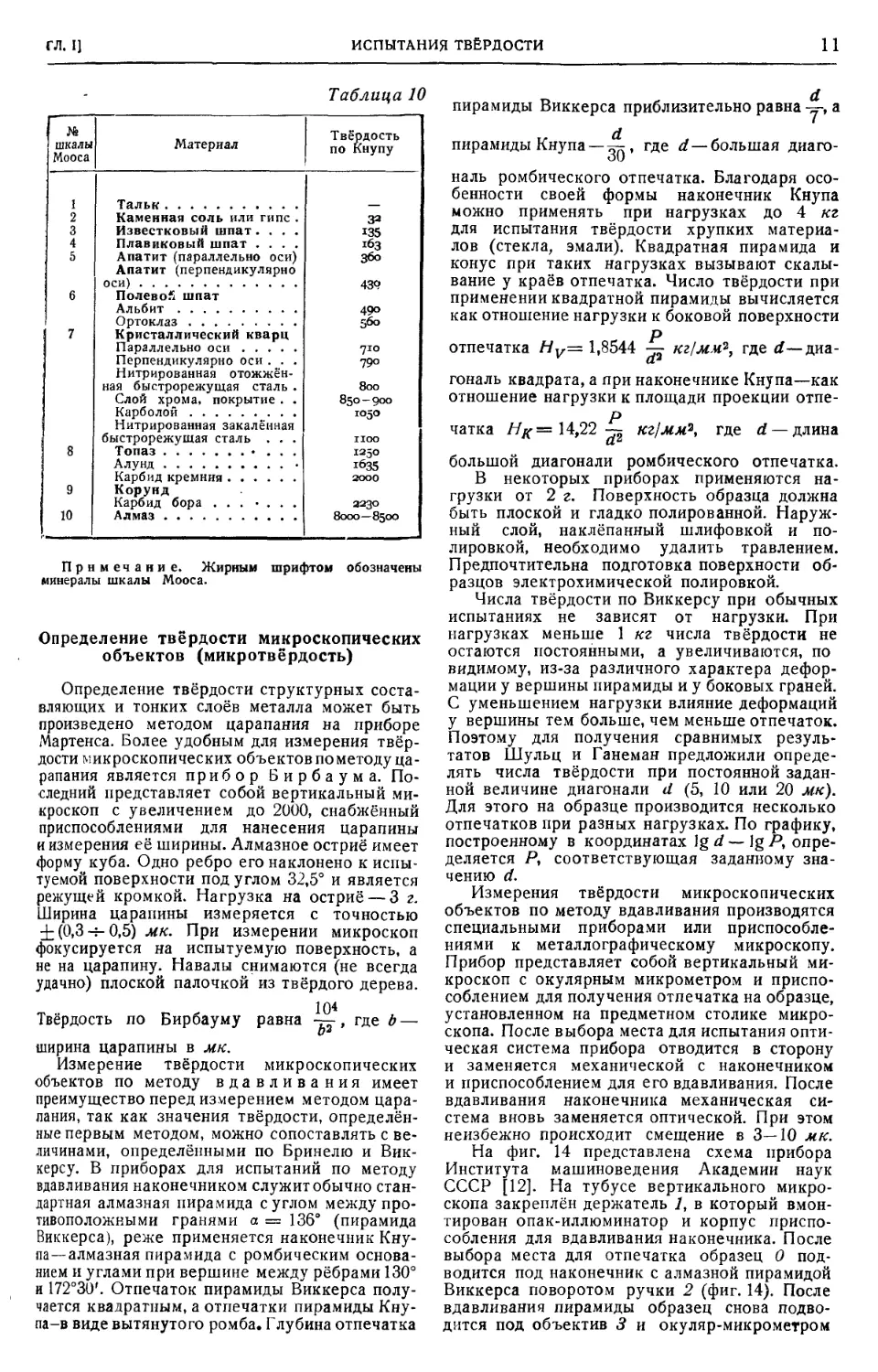
Определение твёрдости микроскопических
объектов (микротвёрдость)
Определение твёрдости структурных соста-
вляющих и тонких слоев металла может быть
произведено методом царапания на приборе
Мартенса. Более удобным для измерения твёр-
дости микроскопических объектов по методу ца-
рапания является прибор Бирбаума. По-
следний представляет собой вертикальный ми-
кроскоп с увеличением до 2000, снабжённый
приспособлениями для нанесения царапины
и измерения её ширины. Алмазное остриё имеет
форму куба. Одно ребро его наклонено к испы-
туемой поверхности под углом 32,5° и является
режущей кромкой. Нагрузка на остриё — 3 г.
Ширина царапины измеряется с точностью
i @,3 -=- 0,5) мк. При измерении микроскоп
фокусируется на испытуемую поверхность, а
не на царапину. Навалы снимаются (не всегда
удачно) плоской палочкой из твёрдого дерева.
104
Твёрдость по Бирбауму равна -j—, где b —
ширина царапины в мк.
Измерение твёрдости микроскопических
объектов по методу вдавливания имеет
преимущество перед измерением методом цара-
пания, так как значения твёрдости, определён-
ные первым методом, можно сопоставлять с ве-
личинами, определёнными по Бринелю и Вик-
керсу. В приборах для испытаний по методу
вдавливания наконечником служит обычно стан-
дартная алмазная пирамида с углом между про-
тивоположными гранями а = 136° (пирамида
Виккерса), реже применяется наконечник Кну-
па—алмазная пирамида с ромбическим основа-
нием и углами при вершине между рёбрами 130°
и 172°30'. Отпечаток пирамиды Виккерса полу-
чается квадратным, а отпечатки пирамиды Кну-
па-в виде вытянутого ромба. Глубина отпечатка
пирамиды Виккерса приблизительно равна -=-, а
пирамиды Кнупа —^, где d — большая диаго-
наль ромбического отпечатка. Благодаря осо-
бенности своей формы наконечник Кнупа
можно применять при нагрузках до 4 кг
для испытания твёрдости хрупких материа-
лов (стекла, эмали). Квадратная пирамида и
конус при таких нагрузках вызывают скалы-
вание у краёв отпечатка. Число твёрдости при
применении квадратной пирамиды вычисляется
как отношение нагрузки к боковой поверхности
р
отпечатка Hv= 1,8544 — кг/мм2, где d—диа-
гональ квадрата, а при наконечнике Кнупа—как
отношение нагрузки к площади проекции отпе-
та
чатка Нк— 14,22 — кг/мм2, где d — длина
большой диагонали ромбического отпечатка.
В некоторых приборах применяются на-
грузки от 2 г. Поверхность образца должна
быть плоской и гладко полированной. Наруж-
ный слой, наклёпанный шлифовкой и по-
лировкой, необходимо удалить травлением.
Предпочтительна подготовка поверхности об-
разцов электрохимической полировкой.
Числа твёрдости по Виккерсу при обычных
испытаниях не зависят от нагрузки. При
нагрузках меньше 1 кг числа твёрдости не
остаются постоянными, а увеличиваются, по
видимому, из-за различного характера дефор-
мации у вершины пирамиды и у боковых граней.
С уменьшением нагрузки влияние деформаций
у вершины тем больше, чем меньше отпечаток.
Поэтому для получения сравнимых резуль-
татов Шульц и Ганеман предложили опреде-
лять числа твёрдости при постоянной задан-
ной величине диагонали d E, 10 или 20 мк).
Для этого на образце производится несколько
отпечатков при разных нагрузках. По графику,
построенному в координатах lg d — lgP, опре-
деляется Р, соответствующая заданному зна-
чению d.
Измерения твёрдости микроскопических
объектов по методу вдавливания производятся
специальными приборами или приспособле-
ниями к металлографическому микроскопу.
Прибор представляет собой вертикальный ми-
кроскоп с окулярным микрометром и приспо-
соблением для получения отпечатка на образце,
установленном на предметном столике микро-
скопа. После выбора места для испытания опти-
ческая система прибора отводится в сторону
и заменяется механической с наконечником
и приспособлением для его вдавливания. После
вдавливания наконечника механическая си-
стема вновь заменяется оптической. При этом
неизбежно происходит смещение в 3—10 мк.
На фиг. 14 представлена схема прибора
Института машиноведения Академии наук
СССР [12]. На тубусе вертикального микро-
скопа закреплён держатель 1, в который вмон-
тирован опак-иллюминатор и корпус приспо-
собления для вдавливания наконечника. После
выбора места для отпечатка образец 0 под-
водится под наконечник с алмазной пирамидой
Виккерса поворотом ручки 2 (фиг. 14). После
вдавливания пирамиды образец снова подво-
дится под объектив 3 и окуляр-микрометром
12
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
производится замер отпечатка. Вдавливание
наконечника 4 производится при освобожде-
нии арретира 5. Груз Р, помещённый на под-
дон 6, через стержень 7 производит надавли-
вание алмазной пирамиды на образец. Для
применения малых нагрузок наконечник 4,
и 10 фокусируется изображение шкалы 4 и её
нуль совмещается с точкой пересечения визир-
ных линий окуляр-микрометра^
На крест визирных линий подводится вы-
бранное место шлифа. При помощи микроме-
трического винта предметный столик микро-
скопа опускается до совпадения креста визир-
ных линий с делением шкалы 4, соответству-
ющим заданной нагрузке (от 2 до 100 г). После
Фиг. 14. Схема прибора Института машиноведения Ака-
демии наук СССР.
стержень 7 и поддон 6 уравновешены противо-
весом 8, помещённым на рычаге 9. Опорой
для рычага 9 служит ролик 10.
Типичными приспособлениями к металло-
графическим микроскопам являются приспосо-
бления Липса и Ганемана [12J.
Приспособление Липса (фиг. 15)
вставляется взамен объектива после того, как
выбранное для измерения твёрдости место
шлифа подведено на крест нитей окуляра. Пере-
мещением предметного столика микроскопа
шлиф прижимается к алмаз-
ной квадратной пирамиде А
до тех пор, пока шайба
стержня 1 отойдёт от кор-
пуса. Этот момент отме-
чается сигнальной электри-
ческой лампочкой. Пру-
жина 2 прижимает шайбу
к корпусу с силой 25 или
50 г. После вдавливания
приспособление заменяется
объективом, и величина от-
печатка измеряется окуляр-
Фиг. 15. Схема при- микрометром,
способления Липса. БоЛ?е соверШенным ЯВ-
ляется приспособле-
ние Ганемана [19] к микроскопу Нео-
фот (фиг. 16). В нём оптическая и механи-
ческая системы объединены. Четырёхгранная
алмазная пирамида 1 (с углом а= 136° и осно-
ванием 0,8 мм) вделана в переднюю линзу
объектива 2. Объектив подвешен к оправе на
двух дисках-пружинах 3. При нажиме на алмаз-
ную пирамиду пружины упруго прогибаются.
По величине деформации пружины определяют
силу вдавливания. Измерение деформации
пружин производится по шкале 4 (закреплён-
ной на корпусе объектива) при помощи вспо-
могательного объектива 5 и зеркальца 6, на-
клонённого под углом 45°. Цена деления шкалы
определяется наложением грузиков на верхнюю
часть объектива. При помощи деталей 7, #, 9
Фиг. 16. Схема приспособления Ганемана.
этого тем же микрометрическим винтом отводят
столик микроскопа до появления в поле зре-
ния чёткого изображения отпечатка, который
и измеряется совмещением его контура с ква-
дратом визирных линий.
ДИНАМИЧЕСКИЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ
ТВЁРДОСТИ
Вдавливание стального шарика ударом.
д
Ударная твёрдость Hf = — kzImm2, где А =
h
=¦ \Pdh — работа удара в кгмм, поглощённая
о
образцом при вдавливании шарика; v — объём
отпечатка в мм3; h — глубина вдавливания
в мм; Р — сила вдавливания в кг.
При статическом вдавливании (см. стр. 2)
4Dn-2 й
(закономерность Мейера), где Ио — максималь-
ная твёрдость по Мейеру; а, п — постоянные;
D — диаметр шарика; d~ диаметр отпечатка.
ГЛ. 1]
ИСПЫТАНИЯ ТВЁРДОСТИ
13
Для неглубоких отпечатков
h
поэтому
dh =
4D'
ddd
ID '
После подстановки в А значений Р и dh
ял"-1 J
8 (я -t- 2)
У
т. е. при постоянном отношении — вели-
чина А пропорциональна D3 (закон подобия).
Так как для неглубоких отпечатков
32D '
-
v ~~ п + 2
(закономерность Мейера при динамическом
вдавливании шарика).
При переходе от статического вдавливания
к ударному Но увеличивается, а п умень-
шается. В последнем случае для стали п = 2.
Поэтому ударная твёрдость стали Hf = H0 и
при неглубоких отпечатках не зависит от
энергии удара и диаметра шарика.
Отношение -г/- для разных металлов и со-
стояний находится в пределах 1,6—2,8 A,7 —
у отожжённой стали) и для одного и того же
металла в разных его состояниях не является
постоянной величиной.
Приборы для измерения ударной твёр-
дости. Прибор Вюста-Барденхей-
е р а. Баба весом 1,5 кг с шариком диаметром
5 мм на нижнем конце падает с высоты 200 мм.
Энергия удара Т = 1,5 • 200 = 300 кгмм. В
этом случае Hf = —, где v—объём отпечатка
в ммК Приборы этого типа особенно удобны
для измерения твёрдости при высоких темпе-
ратурах, так как шарик находится в соприко-
сновении с образцом весьма короткое время,
в течение которого температура образца не
может измениться заметным образом, однако
ими нельзя измерить энергию упругого от-
скока бабы.
Ударную твёрдость можно более точно
определить при помощи маятникового
копра Шарли. В этом случае в маятнике
на месте ножа устанавливается шарик. Энергия
упругого огскока легко определяется по углу
отклонения маятника после удара [24].
Прибор Николаева. Прибор предста-
вляет собой трубу, оканчивающуюся с одного
конца держателем для шарика диаметром 10 мм.
Внутри трубы помещается цилиндрическая баба
весом 3 кг. У верхнего конца трубы имеется
подвес для бабы. Высота падения бабы равна
528 мм. При испытании прибор ставится верти-
кально по уровню на горизонтальную по-
верхность образца. Падающая баба произво-
дит удар по держателю шарика и вдавливает
последний в образец. По прилагае-
мым к прибору графикам и та-
блицам диаметр отпечатка перево-
дится в числа твёрдости по Бри-
нелю.
Так как показания прибора за-
висят от веса образцов и отно-
шение —/- не постоянно для мате-
ря
риалов разной твёрдости, то ре-
зультаты испытаний получаются
грубо приближёнными.
Прибор Шварца (фиг. 17)
по конструкции аналогичен при-
бору Николаева. В нём диаметр
шарика — 6,35 мм, вес бойка—1 кг
или 0,25 кг и высота падения
бойка — 500 мм.
Прибор Баумана (фиг.
18). Удар наносится при помощи
пружины. При испытании стер-
жень 1, оканчивающийся шари-
ком 2, подводят перпендикулярно
к площадке на образце и нажи-
мают на корпус прибора с его
тыльной стороны. Стержень / сжи-
мает пружину 3, которая автома-
тически при помощи спуска 4
освобождается, боёк 5 ударяет
по заплечику стержня / и шарик 2 Фиг 17
вдавливается в образец. Штифт 6 Схема при'бо-
служит для установки прибора ра для изме-
на 533 или 148 кгмм. Шарики Р^Ж
применяются диаметром 10 и 5 мм.
Диаметры отпечатков перево-
дятся в числа твёрдости по Бринелю по та-
блицам или графикам. Прибор Баумана имеет
Фиг. 18. Схема прибора Баумана.
те же недостатки, что и приборы Николаева
и Шварца, но он более компактен и не тре-
бует при испытании горизонтального положе-
ния испытуемого образца.
Прибор Польди (фиг. 19). Оценка
твёрдости производится сравнением диаметров
отпечатков шарика, полученных одновременно
на образце и эталоне с известной твёрдостью
в результате одного удара. Между шариком /
и бойком 2 находится эталон 3, прижатый к
бойку пружиной 4. Удар по бойку наносится
ручным молотком.
Можно считать, что
14
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
или приближённо
В9 2
где Яд и Нв — величины твёрдости по Бри-
О 9
нелю образца и эталона; d0 и йэ —диаметры
отпечатков на образце и
эталоне.,
Прибор Польди даёт
приближённые резуль-
таты, так как Нв опре-
деляется при статиче-
ском вдавливании, а при-
бор Польди работает при
ударной нагрузке.
Метод упругого от-
скока. При испытании
твёрдости по методу
упругого отскока мерой
твёрдости является вы-
сота отскока бойка h, па-
дающего с постоянной
У//У//77///Х//////////, высоты Н. Вес бойка Р
и высота падения подо-
браны так, что в месте
удара получаются напря-
жения выше предела
упругости, т. е. остаётся отпечаток. Величина
работы пластической* деформации металла
А = Р(И — Н) и характеризует ударную твёр-
дость металла. Чем больше h, тем выше удар-
ная твёрдость и тем меньше А. Отскок бойка
вызывается силами упругости, энергия которых
равна
Фиг. 19. Схема прибора
Польди.
где Е — модуль упругости, a v — упруго де-
формированный объём. Поэтому величины
твёрдости, определённые по методу упругого
отскока, могут быть сравнимы только при рав-
ных или близких значениях Е.
Склероскоп Шора —модель С
(фиг. 20). Мерой твёрдости по Шору Hsh
является высота отскока
h бойка 1 весом 2,5 г, па-
дающего с постоянной
высоты Н — 254 мм на
образец 2. Высота отско-
ка отмечается визуаль-
но. Боёк оканчивается
шаровым алмазным на-
конечником диаметром
2,5 мм. Шкала прибора
имеет 140 равных деле-
ний, отскоку в 100 деле-
ний соответствует твёр-
дость закалённой на мар-
тенсит высокоуглероди-
стой стали. Склероскопы
Шора снабжаются эта-
лонами твёрдости, по ко-
торым производится про-
верка правильности по-
казаний приборов.
При испытании мягких металлов приме-
няется боёк со стальным тупым наконечником.
Показания твёрдости НSh, полученные с та-
Фиг. 20. Схема склеро-
скопа Шора (модель С).
ким бойком, равны
Н
В склероскопе модели D тяжёлый боёк
падает с высоты 18 мм. Высота отскока реги-
стрируется стрелкой, что значительно удобнее.
Однако значения твёрдости получаются менее
точными, чем на модели С, вследствие увели-
чения вредных потерь.
Перед испытанием склероскоп устанавли-
вается вертикально по уровню или отвесу, а
поверхность испытуемого образца — горизон-
тально. Образец плотно зажимается в приборе.
Испытуемая поверхность образца тщательно
отшлифовывается.
Для образцов толщиной менее 2 мм скле-
роскоп непригоден, так как даёт неверные
показания.
Для определения твёрдости склероскопом
Шора рекомендуется делать не менее трёх ис-
пытаний в различных точках образца и брать
среднее из трёх отсчётов.
Приборы Шора применяются для изме-
рения твёрдости термически обработанных
стальных деталей, однако более надёжными
являются приборы Виккерса и Роквелла.
Твёрдость по Шору для углеродистой стали
находится с твёрдостью по Бринелю и пре-
делом прочности при растяжении сь в следу-
ющей зависимости [16]:
Нв =s
и 2,5//5Д.
ОПРЕДЕЛЕНИЕ ОСНОВНЫХ
МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК
ПО ИЗМЕРЕНИЯМ ТВЁРДОСТИ
Некоторые механические свойства и данные
для построения диаграмм растяжения могут
быть приближённо получены по результатам
измерения твёрдости [4]. Диаграмму целе-
сообразно строить в координатах <|< (суже-
ние)— S (истинное напряжение) (фиг. 21). Не-
С
Jo
о
/
L_
^ /00% -A
Sh
0,56
Фиг. 21. Схематизированная диаграмма рас-
тяжения.
обходимые данные могут быть определены на
основании следующего.
1. На диаграммах растяжения [21] разных
металлов значениям сужения и удлинения
(абсциссы) соответствуют величины напряже-
ний (ординаты), относящиеся друг к другу как
числа твёрдости испытуемых металлов. Поэтому
при заданных значениях абсцисс (сужения или
удлинения) ординаты диаграммы растяжения
могут быть получены умножением соответ-
ствующих значений твёрдости на постоянные
коэфициенты для всех металлов.
В табл. 11 приведены коэфициенты, по-
лученные Людвиком, для определения напря-
жений по числам твёрдости.
ГЛ. I]
ИСПЫТАНИЯ ТВЁРДОСТИ
15
Таблица 11
Форма
отпечатка
Шар
* = ?•
Конус с
углом 90" . .
Коэфициент для опре-
деления
условных
напряжений
о, 4°
о,34
О,28
истинных
напряже-
ний
о.43
о,з8
о.ЗЗ
Коэфициенты
определены
удлине-
нии
в°/0
9
12
i8
суже-
нии
в°/0
8,5
хо,7
15.3
= 4,02^-1
Примечание. По более поздним опытам Н. Н.
Давиденкова и др. [6] коэфициент для определения
истинных напряжений равен 0,32 при вдавливании по-
бедитового конуса с углом 90° силой в 2000 кг.
2. Истинное сопротивление разрыву Sft
может быть определено по ширине царапины
при измерении твёрдости по Мартенсу [3].
3. Экстраполированная величина Sq
(фиг. 21) численно равна пределу прочности
Ч [Ю].
Для построения диаграммы растяжения
производят два определения твёрдости: ^вда-
вливанием конуса и 2) нанесением царапины.
По полученным результатам вычисляют
следующие величины:
ч = So = 0,32HL — 16 кг/мм2',
SL = 0,32//jr кг\мм? (соответствует сужению
<{>= 15,2<у0, см.' табл. 11);
АР
(соответствует сужению <\> = 0);
ос
Sk= 136 кг/мм2
(конус Роквелла, груз 8 кг) или 5Й =
22,5 ) кг\мм? (алмазный ко-
нус 90°, нагрузка 50 г).
Нанеся на диаграмме фиг. 21 точки
50 = оь и Si при ф = 15,20/0, соединяют So и
51 прямой, которую продолжают до пересе-
чения с горизонтальной прямой, соответству-
ющей ординате S^. Точка пересечения опре-
делит конечную точку диаграммы растяжения
и величину полного сужения поперечного се-
чения 4*. Величина 6 может быть также вы-
числена по формуле
<|» = 15 + (Sk — SL) A,30 — 0,04SL).
По построенной диаграмме могут быть
определены ещё следующие показатели ме-
ханических свойств при растяжении:
1) SB — истинное напряжение, соответ-
ствующее пределу прочности при растяже-
нии— половина ординаты CD (фиг. 21);
2) <\>в — равномерное сужение — абсцисса,
соответствующая ординате SB;
3) величина удельной работы деформации.
Прямолинейность участка SB S^ на диаграмме
растяжения соблюдается лучше, если вместо
обычного сужения взять истинное сужение»
равное
р 1
100
Удельная работа деформации а равна пло-
щади схематизированной диаграммы растя-
жения OS0Sk (фиг. 21):
аь ~\~ Sb , 1
1 —
100
Указанный способ применим для металлов»
у которых равномерное сужение не превы-
шает 15,2%, как, например, у стали средней
твёрдости.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г а е в И. С, Испытания металлов, КУБУЧ, Л. 1933.
2. ГликманЛ. А. и Максимов Н., Определение
предела текучести методом твёрдости, „Заводская ла-
боратория" № 11—12, 1945.
3. Давиденков Н. Н., Некоторые проблемы меха-
ники материалов, Лениздат, Л. 1943.
4. Давиденков Н. Н.,„Журнал технической физики",
т. XIII, вып. 7—8, 1943.
5. Д а в и д е н к о в Н. Н., Динамические испытания ме-
таллов, ОНТИ, М.—Л. 1936.
6. Давиденков Н. Н., Беляев Е. Е. и М а р-
к о в е ц М. П., Получение основных механических ха-
рактеристик с помощью измерения твёрдости, „Завод-
ская лаборатория" № 10, 1945.
7. 3 а й ц е в Г. П., Инженерный сборник АН СССР
№ 2, 1941.
8. Кудрявцев И. В., Механические испытания ме-
таллов, Машгиз, М. 1944.
9. Кудрявцев И. В. и Чулошников М. И.,
Новая конструкция пресса Бринеля с автоматическим
замером отпечатков, тип ПБ-750-А, ЦНИИТМАШ,
М. 1943.
10. М а р к о в е ц М. П., Об экстраполированном пре-
деле текучести, „Заводская лаборатория" № 5, 1945.
11. О'Н е й л ь Г. О., Твёрдость .металлов и её измерение,
Металлургиздат, М.—Л. 1940.
12. Хрущов М. М. и Беркович Е. С, Микро-
твёрдость, определяемая методом вдавливания, изд.
АН СССР, 1943.
13. Ш а п о ш н и к о в Н. А., Основы механических
испытаний металлов, ОНТИ, М.—Л. 1936.
14. Американские стандартные методы испытания ме-
таллов, Каталогиздат НКОМ, М. 1938.
15. ОСТ 10241-40, ОСТ 10242-40 и ГОСТ 2999-45.
16. Сообщения Ленинградского института металлов № 9,
1931.
17. Стандартные методы испытания металлов, Каталог-
издат НКОМ, М. 194G.
18. Gmelins Handbuch der anorganischen Cheffiie, 8 Auf-
lage Teil C, Harteprufverfahren, 1937.
19. H a n e m a n n H. und Bernhardt E., Zs. fur
Metallkunde № 2, 1940, S. 35.
20. Lea, Hardness of Metals, London, 1936.
21. Ludwik P. VDI №71,1927.
22. S с h w a r z O., Zugfestigkeit und Harte bei Metallen,
VDI, Berlin 1929.
23. T a ra m a n n G. u. M п 11 e r W., Zs. fur Metallkunde,
Bd. 28, № 3, 1936.
24. WalzelR., „Stahl uod Eisen", Bd. 54, 1934.
25. Williams S. K-, Hardness and Hardness Measure-
ments, Amer. Soc. for Metals, Cleveland, 1942.
16
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
МАШИНЫ ДЛЯ ИСПЫТАНИЙ
НА РАСТЯЖЕНИЕ
В зависимости от назначения, машины для
испытаний на растяжение подразделяются на
два класса:
I класс — машины, осуществляющие рас-
тяжение образцов с определённой скоростью
и замеряющие усилия растяжения;
II к л а с с — машины, осуществляющие на-
гружение образцов с определённой скоростью
и замеряющие деформации образцов, вызы-
ваемые соответствующими нагружениями.
В практике испытаний материалов на рас-
тяжение (металлов, дерева, тканей и пр.) почти
исключительно пользуются машинами I класса.
Машины II класса применяются главным об-
разом для испытаний очень хрупких материа-
лов (литейных стержней, цемента и др.).
Основными частями каждой машины для
испытаний на растяжение являются: механизм,
создающий растяжение образца, и механизм,
измеряющий усилия сопротивления образца рас-
тяжению. Конструкции этих механизмов опре-
деляют тип машины.
По механизму, создающему растяжение об-
разца, различают машины: I) с гидравлическим
приводом, в которых перемещение одного из
захватов происходит от поршня гидравличе-
ского цилиндра, и 2) с механическим приво-
дом, в которых перемещение одного из за-
хватов осуществляется (непосредственно или
при помощи рычажной системы) от винтового
шпинделя с вращающейся гайкой.
По механизму, измеряющему усилия, разли-
чают несколько типов машин, из них основные:
1) машины с рычажным измерением усилий,
в которых определение силы производится ме-
тодом статического равновесия системы ры-
чагов с подвижным грузом; 2) машины с ры-
чажно-маятниковым измерением усилий,
в которых роль подвижного груза играет от-
клоняющийся тяжёлый маятник; 3) машины с
измерением усилий гидравлическим спосо-
бом (манометры, жидкостные месдозы, раз-
личные комбинации гидравлических силоиз-
мерительных цилиндров с рычажно-маятнико-
вой системой и пр.); 4) машины с пружинным
силоизмерением.
Классифицируют машины также по разви-
ваемому на их зажимах максимальному усилию
(от нескольких килограммов до нескольких
сотен тонн).
Современные испытательные машины в
зависимости от назначения различаются по ве-
личине рабочего пространства, которым
определяются возможные размеры испытуе-
мых образцов (от нескольких миллиметров до
30 м по длине образца).
Различают ещё машины вертикальные и
горизонтальные в зависимости от располо-
жения оси испытуемого образца в процессе
растяжения.
Некоторые конструкции испытательных ма-
шин позволяют помимо растяжения произво-
дить испытания и под сжимающими усилиями
(универсальные испытательные машины).
Наиболее чувствительными и точными
являются машины с рычажно-маятниковым
силоизмерением; они отличаются надёжностью
силоизмерения и сравнительно простой кон-
струкцией.
Машины с пружинным силоизмерением ме-
нее надёжны.
Машины в 50 т и выше выпускаются почти
исключительно с гидравлическим приводом.
Для мелких машин гидравлический и механи-
ческий типы привода конкурируют друг с дру-
гом по надёжности и удобствам обслужива-
ния. При гидравлическом приводе качество
машины в значительной степени определяется
равномерностью подачи и способностью не-
которое время поддерживать созданную на-
грузку.
Механический привод обеспечивает равно-
мерную подачу и сохранение созданной на-
грузки, но обладает меньшим диапазоном ско-
ростей растяжения.
На фиг. 22—28 приведены принципиальные
схемы распространённых разрывных машин
I класса.
Схема машины иа 30 т с механическим
приводом и рычажным силоизмерением
фирмы Мор и Федергаф (фиг. 22). Привод
машины состоит из червячной пары и винта с
гайкой. Измерение усилий осуществляется
Фиг. 22. Схема рычажной машины.
системой рычагов: от верхнего захвата ма-
шины посредством диференциальной подвески
усилие передаётся на короткое плечо верхнего
рычага первого рода, а затем при помощи тяги
трансформированное усилие передаётся на
силоизмерительный рычаг второго рода, равно-
весие которого осуществляется перемещением
по нему тяжёлого груза. Действующее в
образце усилие Р прямо пропорционально
расстоянию X от центра тяжести подвиж-
ного груза до точки опоры рычага. Благо-
даря этому силоизмерительная шкала у ма-
шины прямолинейна и имеет равномерные
деления.
Схема машины Шоппера на 10 m с ме-
ханическим приводом и рычажно-маятни-
ковым силоизмерением (фиг. 23). Привод
машины состоит из червячной пары и винта
с гайкой. Измерение усилия осуществляется
через верхний захват и подвеску рычагом вто-
рого рода и маятником. По мере возрастания
ГЛ. IJ
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
17
усилий левое плечо рычага опускается, вызы-
вая поворот маятника на некоторый угол а. Дей-
ствующее в образце усилие с допустимой точ-
ностью прини-
мается пропор-
циональным ве-
личине горизон-
тального пере-
мещения центра
тяжести маят-
ника от перво-
начального его
положения или
синусу угла от-
клонения маЯт-
ника. Для от-
счёга усилий
рядом с маятни-
ком укреплён
круглый цифер-
блат с равно-
мерными деле-
ниями. Через
ось указателя
перекинутасвя-
занная с маят-
ником нить с грузиком на свободном конце.
Схема машины ЦНИИТМАШ с механи-
ческим приводом и рычажно-маятниковым
силоизмерением (фиг. 24). Особенностью
этой машины является возможность автома-
Фцт. 23. Схема машины с рычажно-
маятниковым силоизмерением.
Фиг. 24. Схема четырёхтонной машины ЦНИИТМАШ
с большой диаграммной записью.
тической записи кривой „деформация — на-
грузка' в очень больших масштабах (по де-
формациям 100:1 и по усилиям 5 кг в 1 мм).
Измерение усилий производится по прямоли-
нейной равномерной шкале, вдоль которой
передвигается каретка с указателем и пишу-
щим пером. Продвижение каретки осуще-
ствляется толкателем, жёстко связанным с
осью маятника, и определяется углом а откло-
нения маятника. Вращение диаграммного ба-
рабана осуществляется синхронно с поступа-
тельным движением нагружающего шпинделя
при помощи жёсткой шестеренной передачи
от гайки привода. Привод машины работает
от электромотора @,25 кв) или по желанию
вручную. Особым преимуществом машины
является её простое устройство и небольшие
размеры.
Схема пресса Гагарина на 5 m (фиг. 25).
Испытание на растяжение осуществляется при
помощи реверсора (фиг. 26). Привод смонти-
Фиг. 26. Реверсор
к прессу Гагарина.
Фиг. 25. Схема пресса Гагарина с большой диаграмм-
ной записью.
рован в виде двух червячных пар и винта
с гайкой, с которыми соединён диаграммный
барабан больших размеров для автоматической
записи кривых растяжения в крупных мас-
штабах (масштабы записи те же, что и у
машины ЦНИИТМАШ). Силоизмерение—ры-
чажное, причём движение груза по длинному
плечу рычага осуществляется автоматически
Фиг. 27. Схема универсальной гидра-
влической машины Амслера.
от электромагнитного или пружинного устрой-
ства, блокированного с силоизмерительным
рычагом.
18
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Схема универсальной машины Амслера
на 100 т с гидравлическими приводом и
силоизмерением (фиг. 27). Создание дефор-
мации испытуемого образца осуществляется
перемещением средней траверсы, связанной
при помощи двух тяг, и поперечины с порш-
нем гидравлического цилиндра. Усилие опре-
деляется по давлению масла в рабочем ци-
лиадре при помощи специального динамометра,
состоящего из гидравлического цилиндра с
поршнем и массивного маятника. Увеличение
давления масла в цилиндре силоизмерителя
вызывает выдвижение поршня и отклонение
массивного маятника от вертикального поло-
жения. Отсчёт усилий производится по шкале
с равномерными делениями.
Принципиальная схема разрывной ма-
шины II класса (фиг. 28). Нагружение образца
осуществляется посредством рычага, на длин-
ном плече которого подвешен сосуд, посте-
пенно заполняемый в процессе испытания
Для уменьшения изгиба образца применяют
самоцентрирующиеся шаровые опоры в за-
хватах (фиг. 29).
Фиг. 28. Схема машины II класса.
каким-либо сыпучим материалом (дробью) или
жидкостью (водой). После разрушения образца
определяется вес сосуда с содержимым.
При выборе машины для испытания не-
обходимо учитывать, что силоизмеритель ма-
шины может быть надёжно использован для
отсчётов только в пределах от 10 до 100%
обозначенного на шкале максимального уси-
лия и допустимые погрешности силоизмере-
ния должны составлять не более ± 1% от
измеряемого усилия; если погрешности до-
стигают + 2J/0, то машина может быть исполь-
зована для испытаний только при условии
внесения поправок к её показаниям согласно
аттестату или поправочной кривой; машины,
дающие ошибки в показаниях свыше + 2%>,
к эксплоатации не допускаются.
Испытательная машина должна иметь
соответствующий аттестат, который периоди-
чески возобновляется (не реже одного раза в
два года после государственной проверки). Ма-
шина должна осуществлять растяжение плавно,
без ударов и толчков. Скорость растяжения
для металлических образцов не должна пре-
вышать 4 мм\мин до появления текучести
и 20 mmjmuh за пределом текучести (ГОСТ
1497-42).
Достижение линейного напряжённого со-
стояния при растяжении образца удаётся толь-
ко приближённо; неизбежные перекосы об-
разца, несовпадение осей захватов машины
и неточности изготовления образца вызывают
изгиб последнего, искажающий равномерность
распределения напряжений. При испытаниях
хрупких материалов (закалённой стали, серого
и белого чугуна и др.) изгибающие напряже-
ния могут приводить к преждевременному
разрушению образца.
Фиг. 29. Типичные схемы шаровых опор: 1 —испытуемый
образец; 2 — шаровые опоры; 3— самоуста на вливающие-
ся вкладыши; 4 — клинья для плоских образцов; 5— раз-
резные опорные кольца.
Образцы для испытаний на растяжение
Для испытаний на растяжение применяются
образцы, форма и размер которых приведены
на фиг. 30.
В СССР наиболее распространены цилин-
дрические образцы, у которых расчётная
длина равна удесятерённому диаметру (деся-
тикратные или длинные), и образцы с расчёт-
ной длиной, равной пяти диаметрам (пяти-
кратные или короткие). Образец с диаметром,
равным 20 мм, называется нормальным. Об-
разцы с другими размерами сечения назы-
ваются пропорциональными. По ГОСТ 1497-4$
образцы для испытаний на растяжение
должны удовлетворять требованиям, приве-
Фиг. 30. Типовые образцы, применяемые при испытаниях
на растяжение: Л — длина головки, при помощи которой
образец закрепляется в захватах машины; 10— расчётная
длина образца до испытания (рабочая часть); R — радиус
закругления переходной части; d0 — диаметр цилиндри-
ческого образца до испытания: а — толщина плоского
образца; b — ширина плоского образца; L— общая длина
образца в мм.
денным в табл. 12 и 13. Разрешается приме-
нять образцы, имеющие и другие соотноше-
ния между /0 и do (например, для стальных
отливок -j- — 2,5). В таких случаях при опре-
ло
делении относительного удлинения в прото-
коле испытаний указывается кратность образца
соответствующим индексом у В.
В табл. 14 приведены расчётные длины
для длинных пропорциональных плоских
образцов.
У плоских образцов отклонения от номи-
нального размера по ширине допускаются
± 0,5 мм. Колебания в ширине по всей длине
ГЛ. I]
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
19
Таблица 12
Типы образцов для испытания на растяжение [1]
Таблица I
Допускаемые отклонения от размеров образца
на длине рабочей части [1]
Образец
Нормальный:
длинный . . .
короткий . .
Пропорциональ-
длинный . . .
короткий . .
я
X
S
§
U Я
аоо
IOO
S&VK
а
сб
а.
о
О)
h
314
зн
Произ-
воль-
ное
То же
,
К я
Ч я
Я О,
Диаметр ц
ческого об
в мм
ао
2О
Произ-
воль-
ный
То же
, о
М , (.
хю в
m о Я
о -а
\О S Ч
они
о Н
к О S
Ч X "
Символы д
чения крат
разца(отнс
удлинения)
8ЗД
Диаметр
образца
в мм
До ю
Свыше ю
Допускаемые отклонения в мм
по диа-
метру
±О,1
± о,а
по расчетной
длине
±О,1
± о,а
допускаемая
разность меж-
ду наибольшим
и наимень-
шим диаме-
трами
± О.°2
± °,°5
Примечание. Для литых обработанных образ-
цов допускаемые отклонения по диаметру удваиваются.
рабочей части плоского образца не должны
превышать ± 0,1 мм. Смещение оси головки
образца относительно оси рабочей части его
не допускается. Размеры и формы головок
образцов зависят от конструкции и размеров
захватов машины. Сопряжение рабочей части
образца с головками должно быть плавным.'
На фиг. 31 показаны употребительные
формы и размеры разрывных образцов.
^
t
fe=/00 •
L = I62
S) % Л
3
I VW
*
Z.=/7Z7
<о= //, J V^7-6 Й7я длинного образца
J? to=5fi5Va~5 для короткого образца
\av
о.1
«
т-ширина шбо
@ = /п + Шмм
в=Ь+Юмм
мм
а
отТдоЗ
от 3 до 6
дт6ивыше\
Ь
10
15
25
Фиг. 31. Разрывные вбразцы: а — цилиндрический для материалов, обладающих достаточной пластичностью;
6 — цилиндрический с резьбовыми головками для испытаний, требующих особо тщательного центрирова-
ния: в—цилиндрический для испытаний закалённых сталей с малой пластичностью; г — цилиндрический с
головками для крепления клиновыми захватами, применяемый при испытаниях мягких и пластичных мате-
риалов (без помощи экстензометров); д- цилиндрические для сталей и цветных металлов, применяемые при
испытании на прессе Гагарина и машине ЦНИИТМАШ; е — плоский пропорциональный для испытаний ката-
ного листового металла (стали и цветных сплавов) толщиной до 25 мм (а по толщине листа); ж — плоский
для испытаний сварных соединений встык при снятом усилении; когда прочность сварного шва предпола-
гается заведомо меньше прочности основного металла, допускается применение образца без головок (В=Ь).
20
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Таблица 14
Расчётные длины A0=
образцов в мм (с округлением
Толщи-
на а
о,3
о,4
о,5
о,б
о,7
о,8
о,9
1,О
1,5
2,О
а.5
З.о
4,о
5,о
6,о
7.о
8,о
Шири-
на b
ю
ю
ю
15
15
15
15
15
15
15
15
15
2О
2О
25
а5
25
Расчётная
длина 10
2О
2О
3°
ЗО
4О
4о
4о
4О
5о
6о
7о
8о
IOO
по
140
*5о
i6o
Толщи-
на а
9.о
ю,о
п,о
12,О
13.о
14,о
15,о
1б,О
17,0
18,0
19,0
20,0
21,0
22,0
23,0
24,0
25.0
}) ДЛЯ ПЛОСКИХ
до целого числа)
Шири-
на Ь
25
25
Зо
Зо
Зо
3°
зо
3^
Зо
Зо
зо
Зо
25
25
25
25
25
Расчётная
длина 10
170
i8o
210
210
220
230
240
250
260
260
270
280
260
270
270
280
280
Примечание. Для коротких образцов (Zo=
=5,65 у^) указанные в таблице величины расчётной
длины следует делить на два.
Плоские образцы, изготовляемые из листо-
вого металла толщиной до 20 мм, должны
сохранять поверхностный слой нетронутым.
При большей толщине листа или при недоста-
точном максимальном усилии разрывной ма-
шины допускается вытачива-
ние из листового материала
цилиндрических образцов.
Мелкие профили, трубы,
полосы, а также литые об-
разцы могут испытываться
без механической обработ-
ки. Стальные тросы испы-
тываются на растяжение с
предварительной заливкой
концов сплавом сурьмы
E0%) и олова E0%) в ко-
нусные захваты (фиг. 32).
Места вырезки загото-
вок, количество их и ориен-
тация продольной оси образ-
цов (образцы продольные,
поперечные, радиальные,
тангенциальные) устанавли-
ваются соответствующими
техническими условиями. Вырезка заготовок
для образцов производится на металлорежу-
щих станках с соблюдением условий, предо-
храняющих металл образца от наклёпа и на-
грева.
ДИАГРАММА РАСТЯЖЕНИЯ
Машины для испытания на раетяжение
обычно снабжены записывающими аппаратами,
вычерчивающими в процессе испытания кри-
вую «нагрузка—деформация" (диаграмма рас-
тяжения). Первичная диаграмма растяжения
Фиг. 32. Крепление
образца стального
троса: / — головка
образца; 2 —оплёт-
ка; 3 — глина.
для мягкой углеродистой стали представлена
на фиг. 33. По оси абсцисс зафиксированы в
некотором масштабе абсолютные удлинения
образца Д/, а по оси ординат—соответствую-
щие нагрузки Р. На кривой растяжения ха-
рактерными являются следующие участки и
точки: а) начальный прямолинейный участок
О—Рр, на котором сохраняется прямая про-
порциональность между удлинением материала
и соответствующей нагрузкой (Рр — нагрузка
при пределе пропорциональности); б) точка
резкого перегиба кривой Ps иногда в виде
вершины острого
зуба (нагрузка при
верхнем пределе
текучести); в) уча-
сток кривой, па-
раллельный оси
абсцисс, в пределах
которого растяже-
ние образца про-
исходит без роста
УСИЛИЙ (площадка фиг- З3- Первичная диаграмма
текучести; />,-на- растяжения,
грузка при пределе
текучести); г) точка Pf,, определяющая ма-
ксимальное усилие, которое потребовалось для
разрушения образца (нагрузка при пределе
прочности при растяжении); д) точка Рг, соот-
ветствующая усилию в момент разрыва об-
разца.
Типичные кривые растяжения для некото-
рых других материалов указаны на фиг. 34.
Фиг. 34. Типичные кривые растяжения:
/ — закалённая сталь без отвуска; 2 —за-
калённая и высокоотпущенная высоко-
углеродистая сталь; 3 — сильно наклё-
панная сталь; 4— бронза; 5— чугун;
6— кожа.
Для приёмо-сдаточных и экспертных испы-
таний на растяжение ограничиваются обычно
изучением первичной диаграммы растяжения,
но для исследовательских работ по изучению
пластической деформации пользуются кри-
выми растяжения в координатах гдействи-
тельное напряжение — действительная дефор-
мация".
Действительные напряжения 5 вычисляются
отнесением действующего в каждый момент
растяжения усилия Р к действительной в
этот же момент площади поперечного сечения
образца F, т. е.
S Р
S
Действительные деформации выражаются в
виде действительного удлинения в процентах:
x==rf/-rf/p.100)
ГЛ. I]
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
21
или в виде поперечного сужения образца в
процентах:
где dla и Fo — длина и поперечное сечение
элементарного объёма образца до растяжения;
Ш и f—длина и поперечное сечение образца
в любой момент растяжения.
Типичная для большинства пластичных
металлов (в частности для мягкой стали) кри-
вая растяжения в координатах 5 — q пред-
ставлена на фиг. 35.
Для действительной кривой растяжения
характерными являются следующие моменты:
Ю0%
Фиг. 35. Кривая растяжения в координатах
S-q.
а) непрерывный рост действительных напря-
жений, по мере растяжения образца вплоть до
момента разрушения, тогда как в первичной
диаграмме отмечается падение кривой, начи-
ная с момента образования местного сужения
(шейки); б) соответствие точек Е, В и Z,
отмеченных на действительной кривой, точ-
кам Рру Рь и Рг на первичной кривой растя-
жения (фиг. 33); в) отрезок qg определяет
равномерное по всей рабочей длине образца
сужение и qz — сосредоточенное сужение.
В пределах сосредоточенной деформации
кривая растяжения имеет прямолинейный уча-
сток, у которого тангенс угла наклона о выра-
жает так называемый коэфициент упрочне-
ния. Чем больше tga, тем выше способность
металла к упрочнению в процессе деформации.
Продолжение прямолинейного участка кривой
растяжения до пересечения с условной орди-
натой, соответствующей q = 100%, отсекает
на последней отрезок S' = 2SB (правило Кер-
бера).
ХАРАКТЕРИСТИКИ МЕХАНИЧЕСКИХ
СВОЙСТВ
При испытании на растяжение могут быть
определены следующие характеризующие ма-
териал величины.
Предел прочности при растя-
жени и (временное сопротивление разрыву)
0?— условное напряжение, отвечающее наи-
большей нагрузке, предшествовавшей разру-
шению образца
Предел текучести (физический)
os — наименьшее напряжение, при котором,
несмотря на продолжающуюся деформацию
испытуемого образца, не происходит заметного
увеличения нагрузки:
р
Предел текучести (условный)
°о,2 ~ напряжение, при котором растягиваемый
образец получает остаточное удлинение, рав-
ное 0,2% своей начальной расчётной длины:
°0,2
О 2
Обусловленный заранее процент пластиче-
ской деформации называют допуском при опре-
делении условного предела текучести. На прак-
тике обычно применяют допуск в 0,2%
(допуск Джонсона).
Предел пропорциональности
ер — условное напряжение, соответствующее
первым признакам отклонения от линейной
пропорциональной зависимости между на-
пряжением и деформацией:
¦го
кг\мм?.
Величина отклонения задаётся соответству-
ющим допуском, обычно выраженным в про-
центах увеличения тангенса угла а, образуе-
мого кривой „нагрузка— деформация" с осью
нагрузок. Допуск может быть также выражен
в виде разности величин абсцисс кривой рас-
тяжения и прямой, совпадающей с начальным
участком кривой растяжения. В СССР распро-
странены допуски: по увеличению tga — в
50% (так называемый допуск Джонсона) и по
разности абсцисс — в 0,002% от /0. В исследот
вательской практике применяются также до-
пуски по tg a в 25 и в 10%, как более строго
определяющие ар.
Предел упругости ие— условное
напряжение, соответствующее появлению пер-
вых признаков остающейся при разгружении
образца пластической деформации, величина
которой задаётся определёнными допусками:
ств = -—¦ кг\мм}.
¦«о
Модуль упругости первого рода Е—
отношение напряжения к соответствующему
ему относительному удлинению в пределах
начального (упругого) участка растяжения:
?=- =
8
кг/мм2.
Действительное сопротивление
разрыву Sz — напряжение в шейке растя-
гиваемого образца, определяемое как отно-
шение растягивающего усилия, действующего
на образец непосредственно перед его разры-
вом, к площади поперечного сечения образца
в шейке:
* Значение величины q, замеренное после разрыва
образца, обозначается ф°/0.
Sz = ~~ кг\мм\
22
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Относительное удлинение при
разрыве 8 — выраженное в процентах отноше-
ние остающегося (после разрыва) прираще-
ния длины образца к его первоначальной рас-
чётной длине:
8 =
^ -100.
Действительное удлинение (вшей-
ке) kz — выраженное в процентах отношение
остаточного (после разрыва) приращения рас-
чётной длины образца к бесконечно малой
первоначальной расчётнби длине, взятой в
месте образовавшейся шейки:
-100
Из условия, что объём металла при растя-
жении можно считать практически не изме-
няющимся, следует
"*~100-ф*
Относительное сужение^ — выра-
женное в процентах отношение наибольшего
уменьшения площади поперечного сечения
образца при растяжении к первоначальной пло-
щади его поперечного сечения:
•100.
ОПРЕДЕЛЕНИЕ ПРЕДЕЛОВ
ПРОПОРЦИОНАЛЬНОСТИ, УПРУГОСТИ
И ТЕКУЧЕСТИ
Предел пропорциональности. Определе-
ние предела пропорциональности для матери-
алов, следующих закону Гука, может произ-
водиться двумя сп-особами: 1) замером малых
деформаций образца при помощи специальных
приборов—экстензометров. укрепляемых не-
посредственно на образцах, и 2) графическим
пугСм - по первичной автодиаграмме растя-
жения, полученной в достаточно большом мас-
,7
Фиг. 36. Схема экстензометра Мартенса.
штабе. Точность второго способа достаточна
только для контрольных приёмо-сдаточных ИС-
ПЫТеШИЙ.
Экстензометры для замера малых дефор-
маций применяются оптические, рычажные,
индикаторные и др. Из оптических можно
указать на зеркальный прибор Мартенса
(фиг. 36). К испытуемому образцу / прикре-
пляют с двух противоположных сторон при по-
мощи струбцинки 2 две планки 3, нижние концы
которых своими остриями упираются в обра-
зец. Между верхними концами планок и об-
разцом помещают стальные ромбические приз-
мочки 4, жёстко связанные с зеркальцами 5.
Расстояние между призмочкой и нижним
остриём планки 3зависит от длины этих планок
и выбирается обычно в 50, 100, 150 или 2(Ю мм.
Это расстояние представляет ту расчётную
длину, на которой ведётся измерение удли-
нения. По мере растяжения образца призмочки
4 поворачиваются и вместе с ними повора-
чиваются зеркальца. На некотором расстоянии
от зеркалец устанавливаются две оптические
трубы 6 и две линейки 7 с миллиметровыми
делениями (цена деления 0,002 мм). Через
трубы видны отражения в зеркальцах делений
соответствующих линеек.
Пользование двумя зеркальцами предохра-
няет от ошибок в случае перекоса образца
вследствие неодинакового растяжения его сто-
рон. Величина удлинения вычисляется по фор-
муле
п'С
где Д/ — абсолютное удлинение расчётной
части образца; а — толщина (диагональ) приз-
мечки; с — изменение отсчёта по шкале (сред-
нее арифметическое из отсчётов по двум
линейкам); Л — расстояние от зеркальца до
шкалы; величину h выбирают с расчётом,
чтобы -?гг = ?т^. и так как а обычно равно
2/Г
5 мм, то
'500'
500» 5
Ь2
= 1250 мм.
При определении предела пропорциональ-
ности прибором Мартенса (или другим) про-
изводят последовательное ступенчатое нагру-
жение образца. После каждой ступени нагруз-
ки замеряют удлинение образца. Предельное
напряжение, до которого сохраняется про-
порциональность между удлинением и нагру-
жением, определяет предел пропорционально-
сти. Так как нарушение пропорциональности
происходит постепенно, то принято считать
пределом то напряжение образца, от которого
впервые происходит нарушение пропорцио-
нальности на некоторую определённую вели-
чину (см. выше).
Для определения предела пропорциональ-
ности по диаграммной записи можно поль-
зоваться прессом Гагарина или машинами
ЦНИИТМАШ (ИМ-4А, ИМ-4Р, ИМ-12).
Графическое определение нагрузки, соот-
ветствующей пределу пропорциональности,
производится одним из следующих четырёх
приёмов:
1. На кривой растяжения (фиг. 37) находят
точку Рр заметного отклонения кривой от на-
чального прямолинейного участка.Ордината Рр
в соответствующем масштабе отвечает пределу
пропорциональности. Начальным участком ОН
кривой растяжения пренебрегают, так как он
получается искажённым от неизбежных смя-
ГЛ.1]
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
23
тий головок образца, обжатия реверсора,
а также за счёт люфтов в пишущем механизме
(ГОСТ 1497-42). Способ прост, но может вы-
звать значительную погрешность, особенно в
случае медленного и плавного отхода кривой
растяжения от прямой ММ, когда положение
точки Рр становится неопределённым.
2. По начальному прямолинейному участ-
ку диаграммы проводят прямую ОМ (фиг. 38),
О М
Фиг. 37. Определение сг-
по диаграмме растяжения
(приём 1).
Фиг. 38. Определение »д
по диаграмме растяжения
(приём 2).
которая определяет точку О и положение оси
ординат ОР. На произвольной высоте в упру-
гих пределах кривой растяжения проводят пря-
мую, параллельную оси абсцисс. Откладывая
на этой прямой отрезок КС, равный половине
отрезка ЛК, проводят через точку С и начало
координат прямую ОС, которая и определяет
требуемое уменьшение тангенса угла накло-
на ОМ к оси абсцисс. Касательная линия,
проведённая к кривой растяжения параллель-
но ОС, определяет точку Pf, ордината кото-
рой соответствует пределу пропорциональ-
ности.
3 По начальному прямолинейному участку
диаграммы проводят прямую ОМ (фиг. 39).
Ординату точки К, произвольно выбранной в
упругих пределах кривой растяжения, делят
на три равные части: КС, СН и НЛ. Через
точку С проводят прямую ОС, которая и опре-
Фиг. 39. Определение яр
по диаграмме растяжения
(Приём 3).
нительных деформаций реверсора, захватов и
самой машины, так как такие искажения
могут привести к завышенным значе-
ниям.
4. Прямую ОР\ (фиг. 40), полученную при
предварительном обжатии всей системы без
образца, принимают за ось ординат. Напра-
вление ОРХ может быть зафиксировано как по-
стоянное для данной машины и данного ревер-
сора и учитываться при испытаниях по вели-
чине угла наклона. Прямую ОЛЬ проведён-
ную перпендикулярно к ОР„ принимают за ось
абсцисс. В остальном обработка кривой та же,
что и по приёму 3. Предел пропорционально-
сти определяется в первоначальных координа-
тах по ординате РрК (данный способ учитывает
паразитные деформации машины).
Предел упругости и модуль упругости.
Определение предела упругости ов и модуля
упругости Е при растяжении производится
исключительно при помощи экстензометров.
Методика определения предела упругости ана-
логична принятой для определения предела
пропорциональности с той лишь разницей, что
после каждой ступени нагружения производят
разгружение образца. Процесс повторяют до
тех пор, пока при очередном разгружении
не будет отмечена по экстензометру заданная
величина остаточной деформации в процентах
от расчётной длины. При дальнейших нагру-
жениях величина остаточных деформаций
прогрессивно увеличивается. Допуски для
величины остаточной деформации принима-
ют в пределах 0,001 — 0,01% и чаще всего
в 0,050/0.
Модуль упругости определяется как
частное от деления прироста напряжения на
каждой ступени нагружения на среднее по сту-
пеням значение прироста деформации в упру-
гой области растяжения.
Последовательность операций та же, что
и при определении предела пропорциональ-
ности.
Предел текучести (физический и техни-
ческий). Определение физического предела те-
кучести для материалов, дающих ярко выражен-
ную площадку текучести, осуществляют либо
измерением соответствующей ординаты Ps на
Фиг. 40. Определение ег_
по диаграмме растяжения
(приём 4).
Фиг. 41. Определе-
ние^ по диаграмме
растяжения.
Фиг. 42. Определе-
ние и по диа-
0,1
грамме растяжения.
деляет искомое направление касательной для
нахождения точки Рр.
Второй и третий приёмы графического
определения предела пропорциональности с до-
пуском Джонсона могут применяться, когда
кривые растяжения не искажены за счёт допол-
диаграмме растяжения (фиг. 41), либо фикси-
рованием характерного момента прекращения
роста ^нагрузок по силоизмерителю машины.
Второй способ менее надёжен, так как визу-
альный отсчёт может содержать субъективные
погрешности наблюдения.
24
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Для материалов, не дающих на диаграмме
растяжения ярко выраженной площадки теку-
чести (фиг. 42), определяют условный предел
текучести по диаграммной записи или замером
деформаций тензометром. Более распро-
странён первый способ: от начала коорди-
нат откладывают отрезок О К =¦ 0,2 тт^и через
точку К проводят прямую, параллельную на-
чальному участку- кривой растяжения. Орди-
ната точки а принимается за нагрузку, опреде-
ляющую условный предел текучести и02. При
втором способе пользуются упрощёнными за-
мерителями деформаций индикаторного или
рычажного типа (например, тензометром Кен-
неди, фиг. 43). Прибор состоит из планок / и 2,
прижатых к образцу струбцинкой 3. Нижние
концы планок упираются в образец с проти-
воположных сторон его неподвижными остри-
ями. В верхней части между образцом и план-
ками закладываются стальные призмы 4 и 5,
поворот которых по мере растяжения образца
Фиг. 43. Тензометр Кеннеди.
вызывает перемещение укреплённых на них
стрелок 6 а 7. К нижней части каждой планки
прикреплены дуговые линейки с делениями.
По величине перемещения стрелок определяют
величину удлинения образца. Точность отсчё-
тов по прибору равна 0,02 мм. При пользо-
вании тензометрами для определения предела
текучести производят ступенчатые нагруже-
ния образца (без последующих разгружений)
и по точкам строят кривую растяжения, об-
работка которой осуществляется согласно
фиг. 42.
ОПРЕДЕЛЕНИЕ ОТНОСИТЕЛЬНОГО
УДЛИНЕНИЯ
Для вычисления относительного удлинения 8
необходимо знать величину абсолютного
удлинения М.
Определение ведётся одним из следующих
двух способов.
1. На образец наносят неглубокими кернами
или рисками границы расчётной его части /0.
После разрыва образца обе его части прикла-
дывают возможно плотнее одну к другой и
промеряют расстояние / между метками. По
этой величине находят
М = 1-10 и 8 = ^7-/о- • 100%.
2. Расчётную часть образца размечают
вручную или на делительной машине рисками
или кернами на равные участки (обычно через
каждые 5 или 10 мм). Если образец разорвался
в пределах средней трети расчётной длины, то
определение абсолютного удлинения произво-
дят по первому способу, по концевым рискам.
Если разрыв произошёл в пределах одной из
крайних третей расчётной части образца, то
делают пересчёт величины абсолютного удли-
Фиг. 44. Определение относительного удлинения.
нения с отнесением места разрыва к середине
(фиг. 44). Пусть образец разбит на п участ-
ков и разрыв произошёл в крайней трети
его расчётной длины. От ближайшей к месту
разрыва риски о откладывают на большей
части образца н- участков и ставят метку а.
От метки а откладывают в сторону разрыва
столько участков, сколько их осталось от мет-
ки а до головки В, и ставят метку d. Величину /
определяют как сумму отрезков ас и ad.
Влияние размера образца. Абсолютное
удлинение образца Д/ слагается из двух со-
ставляющих: big — равномерно распределён-
ного удлинения и Д/г — сосредоточенного
удлинения. По Баушингеру
где р и -у — коэфициенты, постоянные для дан-
ного материала. Таким образом относительное
удлинение о может быть выражено следующей
формулой:
100%.
При испытаниях одного и того же мате-
риала на образцах с разными расчётными дли-
нами будут получаться разные значения 8,
если не соблюдено условие
vw
где $, 1(q] и F§\ Fff — соответственно расчёт-
ные длины и площади поперечного сечения
двух образцов.
Влияние расчётной длины /0 и, следова-
тельно, отношения -~г- на величину отно-
ГЛ.1]
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
25
сительного удлинения связано исключительно
с наличием сосредоточенного удлинения,
вследствие чего появляется необходимость:
1) пересчёта относительного удлинения, если
имеет место разрыв не посредине расчётной
части образца; в этом случае сосредоточенное
удлинение может не развиться полностью
и, следовательно, уменьшить общую величину
абсолютного удлинения образца, и 2) сопоста-
вления величин относительных удлинений,
замеренных для одного и того же металла
на образцах с разными расчётными длинами.
Так как на большей расчётной длине доля
сосредоточенного удлинения скажется мень-
ше, то общее относительное удлинение будет
ниже, чем на меньшей расчётной длине.
Величины относительного удлинения образ-
цов одного и того же поперечного сечения,
но разных расчётных длин ffl и ffi (для со-
поставления) могут быть определены по фор-
муле Кунце
Если известны абсолютные Д/j и Д/2 или
относительные 3j и 82 удлинения для одного
и того же образца на расчётных длинах
1$ и /^2\ то для вычисления абсолютного Д/8
или относительного 83 удлинения для любой
третьей расчётной длины образца того же се-
чения служат формулы:
1) Рудлова, основанная на применении
формул Баушингера
2) Баха
X //B).
где х — кратность образца f-rj; \г — дей-
ствительное относительное удлинение; Sg- —
равномерное относительное удлинение; а и
п — коэфициенты, зависящие от формы об-
разца.
Формулы Рудлова и Баха дают удовлетво-
рительные результаты для пластичных мате-
риалов.
В табл. 15 приводятся сравнительные вели-
чины относительных удлинений, вычисленных
по экспериментальной формуле Баха для об-
разцов с различными расчётными длинами.
Таблица 15
Сравнительные величины относительных удлинений, определённых на образцах различной расчётной
длины (по Баху)
Отношение расчётной длины образца к его диаметру 1 : d
10
Длинный нормаль-
ный и пропорцио-
нальный образцы
(СССР)
8
9
ю
и
12
13
14
15
i6
17
18
19
20
21
22
23
24
25
26
27
28
8
Итальянский
нормальный
длинный обра-
зец
8,о
9.о
ю.5
".5
12,5
13.5
14.5
15-5
i6,5
17-5
i8,5
19.5
2О,5
22,0
23.°
24,0
25.O
2б,О
27,0
28.0
29,0
7,25
Француз-
ский обра-
зец
8,5
9,5
ю,5
".5
12,5
13.5
15,°
i6,o
17,0
18,0
19,0
20,0
21.5
22,5
23.5
24.5
25,5
26,5
27.5
29.0
30,0
5
Короткий нор-
мальный и про-
порциональный
образцы
(СССР)
ю
и
12
13
14
1б
ч
i8
19
20
22
23
24
25
26
2
з°
31
32
зз
4
Американский
нормальный и
пропорциональ-
ный (ASTM)
образцы и
итальянский
короткий обра-
зец
ю,5
«.5
13,°
14.5
15-5
17,о
i8,o
19,5
21,0
22,0
23.5
25,0
26,0
27.5
29,0
30,°
31.5
ЗЗ.о
34.O
35-5
36,5
3,77
3,58
Английский нормаль-
ный образец
ю,5
I2.O
13,5
14.5
1б,О
17.5
18,5
20,0
21.5
22,5
24.0
25.5
26,5
28,0
29,5
31.0
32.°
33.5
35.°
36,0
37.5
11,0
12.5
13,5
15.°
16.5
18,0
19,0
20,5
22,0
23.5
25,0
26,0
27,5
29,0
З0.5
31.5
ЗЗ.о
34,5
3°.°
37.°
38,5
2.5
Итальян-
ский же-
лезнодо-
рожный
короткий
образец
12,5
13.5
14.5
15-5
16.5
20,0
21,О
22,О
23,О
24,0
27.5
28,5
29-5
3°.5
З1.0
33.5
33.5
Зб,5
37.5
38.5
39,5
Примечание. Относительные удлинения прямоугольных образцов соответствуют относительным удлинениям
круглых с одинаковым отношением l:VF.
26
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
ИСПЫТАНИЕ ЧУГУНА ДАВЛЕНИЕМ
КЛИНЬЕВ
Испытание давлением клиньев является
косвенным методом определения предела проч-
ности при растяжении чугуна.
В ряде технических условий налитые изде-
лия этот метод регламентирован как обяза-
тельный для контрольных приёмо-сдаточных
испытаний.
Образец чугуна, преимущественно прямо-
угольного и реже круглого поперечного сече-
ния, подвергается сдавливанию между двумя
стальными закалёнными клиньями с углом
при вершине 90°. Клинья рас-
полагаются в направляющих
так, что лезвия их лежат в од-
ной вертикальной плоскости
(фиг. 45). Максимальная на-
грузка Р, необходимая для раз-
рушения образца, определяется
на любом лабораторном прессе,
допускающем отсчёты усилий
с погрешностью не более ± 1%.
Рекомендуются прессы с ма-
ксимальным усилием в 3— 5 т
(прессы Гагарина, машины
ЦНИИТМАШ, Амслера и др.).
Предел прочности при растя-
жении at определяется по
Фиг. 45. Клинья
для испытаний
чугуна.
вмпирической формуле
у {\ — 0,02-?¦
кг\мм\
где Р — разрушающая образец нагрузка в кг;
F — площадь поперечного сечения образца
в мм2. Величина а? в значительной степени
меняется в зависимости от размеров испытуе-
мых образцов и от состояния режущих лез-
вий клиньев (фиг. 46). Для имеющих пре-
имущественное применение призматических
образцов чугуна сечением 8 X 12 мм и при
радиусе закругления лезвий клиньев г= 0,3±
±0,1 мм способ испытаний клиньями даёт
достаточно близкое совпадение величины а?
массовых испытаниях чугуна можно пользо-
ваться данными табл. 16.
На фиг. 47 представлена распространённая
конструкция клинового прибора для испыта-
ния чугуна. Верхний (подвижной) плунжер
в приборе должен
быть слегка смазан
маслом и ходить в на-
правляющей втулке
свободно, без заеда-
ний (падать под дей-
ствием собственного
веса).
Форма и размеры
наиболее распростра-
нённых образцов для
испытаний клиньями
приведены на фиг. 48.
Особое значение при
изготовлении образ-
цов следует прида-
вать параллельности
поверхностей, с кото-
рыми соприкасаются
клинья прибора. При
изготовлении образ-
цов из полых ци-
линдрических отли-
вок удобно ВЫТОЧИТЬ фиг. 47. Схема прибора для
сперва кольцевые за- испытания клиньями,
готовки (фиг. 49).
Кривизна образца в этих случаях роли не
играет.
Ввиду того что при вдавливании клиньев
в образце возникает сложное напряжён-
ное состояние, проанализировать которое
затруднительно, следует рассматривать л этот
метод скорее как технологическую пробу,
которая, однако, позволяет с некоторым при-
Фиг. 48. Образцы для испытания клиньями.
V
s
ч
Г"/
г
N
1
О i 6 10
а
\
\
к
2
1 .
25 а «л Or-и б Ю 17 ZSH»,
Фиг. 46. Предел прочности при растяжении образцов,
испытанных клиньями, в зависимости от размеров
образца и радиуса закруглений лезвий: а—ширина
образца при высоте 10 мм; //—высота образца при
ширине 10 мм; 1 — тупые клинья; 2— острые клинья.
ближением [±E-т-7)%] судить о пределе проч-
ности при растяжении. Преимущества способа
клиньев по сравнению с непосредственными
испытаниями на растяжение заключаются в
Фиг. 49. Вырезка заготовок для образцов из полых ци-
линдров; а — вырезка кольца; б — кольцо; в — вырезка
образцов; г— положение образца при испытании.
с величиной аь, определённой непосредствен-
ным испытанием на. растяжение на образце
0 8 — 15 мм. Для упрощения вычислений при
возможности использования очень малых об-
разцов, в сравнительной простоте их изгото-
вления и быстроте испытаний.
ГЛ. 11
ИСПЫТАНИЯ НА СЖАТИЕ
27
Таблица 16
Значения предела
Р
F
13.°
I3.I
I3,2
13,3
13.4
13,5
13,6
13.7
13,8
13-9
14,о
I4.I
14,2
14.3
Н.4
14.5
4.6
14.7
14,8
¦14,9
„л
b
16,4
i6,5
i6,7
i6,8
17,0
I7.I
17.3
17.5
17,6
17,8
17.9
18,1
18,2
18,4
18,5
i8,7
18,9
19,0
19,2
19.3
P
F
15.0
15.1
15,2
15.З
15.4
15,5
15,6
i5,7
15-8
i5,9
16,0
16,1
16,2
16,3
16,4
16,5
16,6
16,7
16,8
16,9
прочности при растяжении, определённые методом
b
19.5
19.7
19,8
20,0
20,1
20,3
20,5
20,6
20,8
21,0
21,1
2Г.З
21,5
21,6
21,8
21,9
22,1
22,3
22,4
22,6
Р
F
17-о
*7.1
17,2
17.3
17.4
17.5
17,6
17-7
17.8
17.9
i8,o
18,1
18,2
18,3
18,4
18,5
18,6
18,7
18,8
18,9
а*
ъ
22,8
22,9
23.1
23.3
23.5
23,6
23,8
24,°
24,1
24.3
24,5
24,7
24.8
25.O
25,2
25,3
25.5
25.7
25.9
2б,О
Р
F
I9.O
19,1
19.2
19-3
19.4
19.5
19,6
19.7
19,8
19.9
20.0
2О,1
2О,2
2°l3
2О,4
2О,5
2О,б
2О,7
2О,8
2О,9
от отношения Р
а-*
b
26,2
26,4
26,6
26,7
26,9
27.1
27.З
27.5
27.7
27,8
28,0
28,2
28,3
28,5
28,7
28,9
29,1
29,3
29,5
29,6
Р
F
31,0
21,1
21,2
21.3
21,4
21,5
21,6
21,7
21,8
21,9
22.O
22,1
22,2
22,3
22,4
22,5
22,6
22,7
22,8
22,9
b
29,8
з°.°
3°.2
3°.4
3°.6
3°.7
3°»9
3i,i
3L3
3L5
3L7
3L9
32.1
32,2
32,4
32.6
32.8
ЗЗ.о
33,2
33,4
F
Р
F
23.0
23,1
23,2
23,3
23,4
23.5
23.6
23.7
23,8
23.9
24,О
24,1
24,2
24.3
24,4
24.5
24,6
24,7
24.8
24,9
b
33.6
33.8
34.O
34.2
34.4
34.5
34,7
34.9
35.1
35.3
35.5
35.7
35.9
36,1
36.З
36,5
Зб.7
Зб.9
37.1
37.3
давления
Р
F
25.O
25,1
35,2
25.3
25.4
25,5
25.6
25,7
25,8
25-9
2б,О
26,1
а6,2
2б,3
26,4
26,5
26,6
26,7
26,8
26,9
ь
37,5
37.7
37.9"
38,1
38.3
38.5
38,7
38,9
39.1
39.3
39.5
39.7
39.9
4<э,1
4°.3
4°,5
4°.8
41,о
4L2
4L4
клиньев, в
Р
F
27,0
27.1
27,2
27.3
27.4
27-5
27.6
27.7
27.8
27.9
э8,о
28,1
28,3
28,3
28,4
28.5
28,6
28,7
28,8
28,9
ял
Ь
41,6
41.8
42,0
42,2
42,4
42,6
42,8
4З.0
43 3
43.5
43,7
43,9
44.2
44.3
44.5
44.7
45,о
45,2
45.4
45.6
зависимости
1 —
F
29,0
29,1
29.2
29.3
29.4
29.5
29,6
29.7
29.8
29>9
з°.°
3°.i
3°.2
з°.з
ЗРА
ЗО.5
3°»6
вл
b
45.8
46,0
46,3
46,5
46,7
46,9
47.1
47.3
47.6
47.8
48,0
48,а
48.4
48,7
48,9
49.1
49.3
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. ГОСТ 1497-42; ГОСТ 2861-45.
2. Кудрявцев И. В., Испытание механических
свойств металлов, Металлурги»дат, 1938.
3. О д и и г И. А., Современные методы испытания мате-
риалов, Металлургиздат 1944.
4. Шапошников Н. А., Основы механических испы-
таний металлов, Машгиз, 1936.
ИСПЫТАНИЯ НА СЖАТИЕ
МАШИНЫ И ПРИСПОСОБЛЕНИЯ
ДЛЯ ИСПЫТАНИЙ НА СЖАТИЕ
Испытания материалов на сжатие произ-
водятся реже, чем испытания на растяже-
ние. При приёмо-сдаточном контроле испы-
таниям на сжатие подвергают преимуще-
ственно чугун, цемент, кирпичную кладку,
камни и дерево. Пластичные металлические
сплавы подвергаются испытаниям на сжатие
редко и главным образом для исследователь-
ских целей.
Кроме универсальных испытательных ма-
шин и пресса Гагарина (см. „Испытания на рас-
тяжение") для испытаний на сжатие исполь-
зуются лабораторные испытательные машины,
устройство которых как по приводу, так и по
силоизмерителям аналогично устройству раз-
рывных машин. Применение реверсоров поз-
воляет использовать для испытаний на сжатие
также и разрывные машины. Типичной специ-
альной машиной для испытаний на сжатие
является пресс с гидравлическим приводом.
Испытательные прессы в большинстве случаев
строятся на большие усилия (до нескольких
тысяч тонн), необходимые для испытаний круп-
ных образцов: колонн, кирпичной кладки и пр.
К прессам для испытания на сжатие предъ-
являются те же требования, что и к разрыв-
ным или универсальным машинам. Для надле-
Фиг. 50. Форма ша-
ровой опоры маши-
ны для испытаний
на сжатие.
жащего центрирова-
ния образцов и рав-
номерного распреде-
ления усилий сжатия
одна из опорных плит
пресса имеет шаро-
вую опорную поверх-
ность, играющую роль
центрирующего шар-
нира. Желательно,
Фиг. 51. Направляю-
щее приспособление
для испытаний мелких
металлических образ-
цов на сжатие.
28
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
чтсбы центр шарообразной поверхности опор-
ной подушки машины лежал на плоской по-
верхности опоры, на которую ставится образец
(фиг. 50).
Для испытаний мелких металлических об-
разцов на сжатие пользуются направляющими
приспособлениями (фиг. 51), в которых сжи-
мающий стальной шток притёрт в соответству-
ющей втулке. Поверхности приспособления,
заключающие сжимаемый образец, должны
быть хорошо отшлифованы и строго парал-
лельны.
ОБРАЗЦЫ ДЛЯ ИСПЫТАНИЙ НА СЖАТИЕ
Размеры образца оказывают существенное
влияние на результаты испытаний на сжатие.
Для металлических цилиндрических образцов
наименьшие значения предела прочности при
сжатии получаются при минимальном диаме-
тре и максимальной
высоте. ГОСТ 2055-43
рекомендует образцы
диаметром D = 10 —
25 мм и высотой Н,
равной диаметру (фиг.
52, а). Размеры образ-
цов выбирают в соот-
ветствии со средней
толщиной отливок.
Распространены так-
же образцы D = 6 мм
и Н = б мм, D =
= 10 мм и Н = 15 мм,
которые применяются
для испытаний на сжа-
тие литых чугунных
боеприпасов. Удли-
нённый образец Н =
= 8D (фиг. 52, б) упо-
требляется при испы-
таниях металлических
сплавов, преимуще-
ственно для иссле-
довательских целей,
когда требуется опре-
делять модуль упругости, предел пропорцио-
нальности и предел текучести.
Торцевые поверхности во избежание пере-
косов образца должны быть строго параллель-
ны и отшлифованы или хорошо зачищены.
Опорные подушки пресса и торцевые поверх-
ности образца должны быть тщательно очи-
щены от смазки.
Результаты испытаний на сжатие в сильной
степени зависят от величины силы трения ме-
жду торцевыми поверхностями образца и опо-
рами машины. При ослаблении трения в ре-
зультате смазки и уменьшении поперечных
сил до минимума цилиндрический образец из
пластичных материалов при сжатии не приоб-
ретает обычной бочкообразной формы; осла-
бление сил трения по торцам образца из хруп-
ких материалов значительно снижает сопро-
тивление сжатию и, кроме того, изменяется
самый характер разрушения: вместо обыч-
ных разрушений по плоскостям, идущим
под углом примерно в 45° к оси образца
(фиг. 53, а и б), получаются разрушения по
системе продольных трещин во всю длину
образца (фиг. 53, в).
Фиг. 52. Образцы для ис-
пытаний на сжатие: а—нор-
мальный образец для чу-
гуна; б — удлинённый об-
разец для металлических
сплавов.
В силу указанного влияния поперечных сил
трения результаты испытаний на сжатие не
могут претендовать на абсолютные значения,
а должны рассматриваться как условные, при
а)
Фиг. 53. Разрушение образцов при сжатии:
а — по очертанию двух конусов; б — по скошенным под
углом 45° плоскостям; в — в виде вертикальных трещин.
этом размеры образцов и унификация состоя-
ний торцевых поверхностей играют первосте-
пенную роль.
Ч>13 <Н5 417м»
Фиг. 54. Влияние размеров образцов чугуна на
величину предела прочности при сжатии.
На фиг. 54 указано влияние размеров об-
разцов чугуна на величину предела прочности
при сжатии.
ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ,
ОПРЕДЕЛЯЕМЫЕ ПРИ ИСПЫТАНИЯХ
НА СЖАТИЕ
Методы испытаний на растяжение и на сжа-
тие почти аналогичны, меняется лишь напра-
вление действия сил на обратное и вместо
деформаций удлинения и сужения (при растя-
жении) появляются деформации укорочения и
уширения (при сжатии). При испытаниях на
сжатие пластичных материалов не всегда воз-
можно определение предела прочности: многие
металлы (свинец, мягкая сталь и др). в про-
цессе сжатия не обнаруживают разрушения и
остаются монолитными.
На практике преимущественно подвергают-
ся контрольным приёмо-сда точным испытаниям
на сжатие чугунные отливки. Обычно огра-
ничиваются определением величины .пре-
дела прочности при сжатии, реже определяют
относительное укорочение. При испытаниях
чугуна особое значение приобретает место в
отливке, откуда вырезается образец. В разных
местах одной и той же отлизки металл может
иметь различные показатели механических ка-
честв вследствие различной скорости остыва-
ния отливки. Кроме того, в зависимости от
ГЛ.1]
ИСПЫТАНИЯ НА ИЗГИБ
29
способа заливки и расположения литников в
изделии могут образоваться места^ наиболь-
шего скопления раковин и рыхлостей, что так-
же может повлиять на результаты испытаний.
Для получения сравнимых результатов необ-
ходимо вырезать образцы в одном определён-
ном месте отливок, которое обычно указы-
вается в технических условиях на поставку.
Согласно ГОСТ 2055-43 при испытаниях
чугунных образцов на сжатие скорость пере-
мещения подвижной головки испытательной
машины не должна превышать 2 мм/ чин.
С этой скоростью сдавливают образец до мо-
мента появления первой трещины, чему сопут-
ствует резкое понижение нагрузки. При необ-
ходимости определить относительное укороче-
ние образца приостанавливают сдавливание об-
разца тотчас же по появлении первой тре-
щинки.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Кудрявцев И. В., Механические испытания ме-
таллов, Машгиз, М. 1944.
2. О д и н г И. А., Современные методы испытания ма-
териалов, Металлургиздат, М. 1944.
3. Шапошников Н. А., Основы механических испы-
таний металлов, ОНТИ, М. 1936.
ИСПЫТАНИЯ НА ИЗГИБ
Испытания металла на изгиб осуществляют-
ся по одной из следующих схем:
1) образец круглого или прямоугольного се-
чения, положенный на две опоры, изгибается
медленно возрастающей сосредоточенной по
середине пролёта нагрузкой (фиг. 55);
2) образец круглого или прямоугольного
сечения, положенный на две опоры, изгибает-
ся двумя равными по величине медленно воз-
растающими нагрузками, приложенными на
Фиг. 55. Схема испытания
на изгиб.
Фиг. 56. Схема испы-
тания на изгиб.
опор
одинаковых расстояниях от концевых
(фиг. 56).
Нагружение по первой схеме даёт распре-
деление изгибающих моментов по сечениям
образца (закон треугольника) с наибольшей
величиной
* "* m вт """^ л
A)
для сечения, где действует сила Р.
Нагружение по второй схеме даёт распре-
деление изгибающих моментов по сечениям
образца (закон трапеции) с наибольшей вели-
чиной
чиной
Ра
~2~
B)
постоянной для всех сечений образца на дли-
не I между точками приложения сил -^ • В этом
варианте нагружения в зоне действия посто-
янного момента создаются условия чистого
изгиба.
Расчёт наибольших изгибающих напряжении
ведется по формуле
C)
где W— момент сопротивления поперечного
сечения образца. При испытаниях на изгиб,
помимо определения напряжений по форму-
ле C), обычно замеряют и максимальную стре-
Фиг. 57. Схема определения стрелы про-
гиба при испытании на изгиб.
лу прогиба / (фиг. 55 и 56). Измерение стрелы
прогиба может быть осуществлено визуальны-
ми отсчётами по прогибомерам (фиг. 57 и 58).
Для варианта нагружений по первой схеме
возможно определение / также и по диаграмм-
ной автоматической записи.
Кривые изгиба для чугуна и стали пока-
заны на фиг. 59. Так как изгибающий момент
прямо пропорционален величине упругой стре-
лы прогиба, то на кривых изгиба могут быть
W
Фиг. 58. Схема определения стрелы про-
гиба при испытании на изгиб.
замечены величины изгибающих моментов, со-
ответствующих пределам пропорциональности
или упругости.
Величина наибольшего изгибающего мо-
мента даёт возможность определить и предел
прочности при изгибе (aw). Однако фор-
мула C), которой пользуются для расчёта на-
пряжений при изгибе, справедлива только для
упругих деформаций. Она применима с неко-
торым приближением для таких материалов,
как чугун и закалённая сталь, у которых раз-
рушение наступает без заметной пластической
30
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
деформации. Для материалов пластичных
ограничиваются только соотношением изгиба-
ющих моментов к соответствующим прогибам,
так как у них obb физически отсутствует.
Определение предела текучести при изгибе
не представляет затруднений для материалов,
дающих на первичной диаграмме изгиба явно
выраженную площадку текучести (кривая 3
на фиг. 59). В этом случае ордината Ms
Фиг. 59. Кривые изгиба: 1 — чугун;
2—закалённая сталь; 3— мягкая углеро-
дистая сталь; 4 — средне- и высокоуглеро-
дистая сталь.
позволяет вычислить предел текучести при из-
гибе по формуле
Однако применительно к диаграмме изгиба
типа 4 (фиг. 59) определение osb усложняется.
Для сопоставления технических пределов те-
кучести при растяжении и изгибе необходимо
в данном случае задаваться также некоторым
допуском для остаточного прогиба (fs). По-
следний при этом должен быть выбран так,
чтобы он определял ту же величину растя-
жения внешних волокон у изгибаемого бруса,
что и в случае испытаний на растяжение
(обычно 0,20/0).
Существует несколько способов определе-
ния предела текучести при изгибе.
Первый способ для случая изгиба по
схеме, изображённой на фиг. 56 [3]. основан
на использовании диаграммы „изгибающий мо-
мент—стрела прогиба" (М—/). Определяют
стрелу прогиба, соответствующую пределу те-
кучести, по формуле
ь
где fs—остаточная стрела прогиба на длине /
образца; bsb— остаточная относительная де-
формация растяжения внешних
волокон; I — длина образца, на
которой действует постоянный
момент; h — высота образца.
Откладывая на оси абсцисс
величину/у (фиг. 60) и проводя
прямую ab, параллельную на-
чальной прямолинейной части
кривой изгиба, определяют ор-
динату Ms и по ней вычисляют
величину asif согласно форму-
ле D).
Построение кривой М — /
для случая изгиба постоянным
моментом осуществляют по от-
дельным точкам, замеряя в процессе возраста-
ния изгибающего момента соответствующие
значения прогиба.
Второй способ для случая изгиба по
схеме, изображённой на фиг. 55 [2], основан на
Фиг. 60. Гра-
фическое опре-
деление преде-
ла текучести
при изгибе.
использовании диаграммы Р—/, получаемой
автографически на испытательной машине.
Определяют стрелу прогиба, соответствующую
пределу текучести, по формуле
6ft
и в остальном поступают аналогично пре-
дыдущему способу.
Третий способ [1] для случая изгиба
по схеме, изображённой на фиг. 56, состоит
в определении остаточной стрелы прогиба
образца после снятия с него нагрузки.
При этом надо учитывать упругие дефор-
мации образца за счёт действия в нём оста-
точных напряжений в результате созданных
пластических деформаций.
Если на образец действует изгибающий мо-
мент Ms, то общее относительное удлинение
наружного растянутого слоя будет 8e + bsb,
где Ье — упругое и 85& — остаточное удлинение.
После разгружения образца возникнут оста-
точные напряжения, укорачивающие пласти-
чески растянутые слои и удлиняющие пласти-
чески сжатые слои, вследствие чего остаточ-
ное удлинение окажется меньше bsb. Его ве-
личина определяется по формуле [1J
8 =
Величина остаточного прогиба fs после сня-
тия изгибающего момента
fs —
/28
Ж'
В соответствии с величиной этого прогиба
по диаграмме находят Ms, по которому и
вычисляют asb. При этом способе необхо-
120
3 90
§/0
у
/
V/
/
V/
2-
/
V
h
У
У
А
'//
г
0 10 20 30 40 50 60 70 5%
Предел текучести при растяжении
Фиг. 61. Зависимость предела теку,
чести при растяжении и при изгибе
от формы поперечного сечения: / —
ромбическое сечение; 2 — круглое се-
чение; 3 — квадратное сечение.
димо знать или определить дополнительную
для расчёта величину Ье.
Величины пределов текучести при изгибе
получаются всегда большие, чем при растяже-
нии. В силу неоднородности напряжённого
состояния [3] предел текучести при изгибе
зависит от формы поперечного сечения об-
разца. На фиг. 61 показано соотношение
ГЛ. I]
ИСПЫТАНИЯ НА. УДАР
31
между пределами текучести при растяжении
и при изгибе для прямоугольной, круглой и
ромбической форм поперечных сечений об-
разцов.
СТАНДАРТНЫЕ ИСПЫТАНИЯ ЧУГУНА
НА ИЗГИБ
Для серого литейного чугуна испытания
на изгиб являются основными. Образцы чугуна
изготовляются отливкой и испытываются в
литом необработанном виде по схеме фиг. 55.
Употребляются образцы: 1) диаметром 30 мм
и длиной 680 мм и 2) диаметром 30 мм и
длиной 340 мм. Допуск по диаметру устано1
влен в ± 1 мм. Расстояние между опорами —
соответственно 600 и 300 мм.
При испытаниях чугуна на изгиб может
быть использована любая испытательная ма-
шина, допускающая отсчёт нагрузок с погреш-
ностью не более ± 1%. Определяются предел
прочности при изгибе (^й) и максимальная
стрела прогиба /. При этом для образцов
круглого сечения формула C) приобретает
вид:
PI 3
*ьь » 04d3 кг/мм ,
где Р— сосредоточенная сила в момент раз-
рушения в кг', I — расстояние между опорами
в мм и d — диаметр образца в мм.
Стрела прогиба образца в момент разру-
шения может быть определена по диаграмме,
полученной на регистрирующих аппаратах
машины, или замерена специальным прогибо-
мером. Прогиб контрольного образца опреде-
ляется с точностью не ниже 0,5 мм.
В протоколе испытания обязательно указы-
вается выбранное расстояние между опорами
C00 или 600 мм). Образцы, имеющие дефекты
формы или поверхности, к испытаниям не
допускаются.
Контрольные образцы отливают в цельных
формах, сухих или сырых, в вертикальном
положении, в количестве не менее трёх для
данной плавки, ковша или отливки. При мас-
совой непрерывной плавке отливка образцов
производится не менее двух раз в смену. За-
ливка образцов производится из того же
ковша, что и отливка изделий, и образец
остаётся в форме до полного охлажде-
ния.
Результаты испытания контрольных образ-
цов, в которых при испытании были обна-
ружены внутренние пороки, во внимание не
принимаются.
Допускаемый процент образцов с внутрен-
ними дефектами устанавливается соответ-
ствующими техническими условиями.
Для испытания качества чугуна в готовых
изделиях из них вырезаются образцы по воз-
можности приведённых выше размеров. При
этом надо иметь в виду, что отсутствие литей-
ной корки приводит к понижению а^.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Д а в и д е н к о в Н. Н., „Заводская лаборатория*
№ 3, 1938.
2. Кудрявцев И. В., „Заводская лаборатория" № 10,
3. О д и н г И. А., Допускаемые напряжения в машино-
строении и циклическая прочность металлов, Машгиз,
1944.
4. ГОСТ 2055-45.
ИСПЫТАНИЯ НА УДАР
Испытания на удар служат главным обра-
зом для установления способности материала
противостоять динамическим нагрузкам и вы-
явления склонности его к хрупкому разруше-
нию. Во многих случаях хрупкость обнаружи-
вается при наличии надреза на образцах, при
пониженной температуре испытания и при боль-
шой скорости приложения нагрузки.
УДАРНЫЕ ИСПЫТАНИЯ
НА РАСТЯЖЕНИЕ
Ударные испытания на растяжение образ-
цов без надреза производятся на верти-
кальных копрах. На фиг. 62 представлена схе-
ма копра Амслера. Образец 7 закреплён кон-
цами в бабах 2 и 3. Верхняя баба 2 ходит в
направляющих 4 и при падении ложится на
опорные колонны 5. Действием нижней бабы
образец разрывается. Карандашом, укреплён-
ным на бабе 3, чертится на равномерно вра-
щающемся барабане 6 диаграмма движения
бабы до и после разрыва образца. Верхняя
баба, отскакивая при ударе (иногда несколько
раз) о колонны, участвует в разрыве об-
разца и искажает результаты испытания (по-
грешность достигает 50 6"°/0). Сравнительно
незначительная работа упругой деформации ко-
лонн и верхней бабы не учитывается. Для
уменьшения ошибки в измерении работы раз-
рыва верхнюю бабу делают возможно лёгкой
по сравнению с нижней, а живую силу по-
следней берут немного превышающей силу,
потребную для разрыва образца *.
Работа А, затраченная на разрыв образца,
без учета потерь вычисляется как разность
живых сил нижней (рабочей) бабы Здо и после
удара:
Aml )**(
4
скоро-
где т — масса нижней бабы; vt и v%
сти её падения до и после удара.
_, t/i tg Oti
Так как — = л* -. где щ
t
tg «2
— углы на-
?г g 2 „ I л
клона ветвей кривой, записанной на барабане
6 (фиг. 62), к горизонтали до и после удара, то
Здесь Р — вес нижней бабы, а Н — высота ее
падения.
Измерение оставшейся после разрушения
образца живой силы может быть произведено
* Подскакивание бабы 2 может быть устранено спе-
циальным заклинивающим устройством, как это сделано
в современных копрах Амслера.
32
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
при помощи крешеров (калиброванных брусоч-
ков из красной меди или железа). Крешер,
установленный на наковальню копра, воспри-
нимает удар от рабочей бабы 3, падающей
после разрушения образца. По усадке крешера
и калибровочной диаграмме определяют вели-
чину оставшейся живой силы. Точность опре-
деления — около 3%.
Погрешность, вноси-
мая подскоками верх-
ней бабы, может быть
учтена установкой
крешера и на опор-
ные колонны 5 [И].
В этом случае работа
разрыва выразится
формулой
А = Р (Н + h) +
+ рН -
Фиг. 62. Схема вертикального
копра Амслера.
где Р — вес бабы 3;
р — вес бабы 2;
Н — высота падения
бабы 2; Н 4- h — вы-
сота падения бабы 3;
Ъ и N2 -
работы дефор-
мации верхних
и нижних кре-
шеров.
В копрах с
неподвижным
образцом по-
следний закла-
дывается в ре-
версор. Баба
наносит удар по
верхней пере-
кладине ревер-
сора. При этом
значительная часть живой силы бабы расхо-
дуется на приведение в движение больших
масс реверсора, что в сильной степени сни-
жает точность измерения работы деформации.
Копры без направляющих позволяют про-
изводить испытания с подъёмом бабы значи-
тельно выше 4 м (обычная высота копров с
направляющими).
На фиг. 63 представлена схема копра си-
стемы Давиденкова.
Образец / закреплён концами в бабах 2
и 3. Верхняя баба 3 удерживается на определён-
ной высоте поперечиной 4 при помощи элек-
тромагнита 5. По выключении тока баба 2 с
образцом и бабой 3 свободно падают. При
ударе о воротник 6 баба 3 останавливается,
а действием бабы 2 образец разрывается. При
дальнейшем движении баба 2 ударяет укре-
плённым в её нижнем конце шариком о плиту 7,
производя на ней отпечаток, по которому
определяют избыточную живую силу бабы.
При подъёме поперечиной 4 бабы и образца
пользуются захватами 8, отводимыми в сторо-
ны после включения электромагнита. Материал
плиты 7 тарируется при разных высотах
подъёма бабы без образца.
Ударное испытание на растяжение произ-
водится иногда на маятниковых копрах, в кото-
рых образец одним концом ввинчивается в
заднюю грань диска маятника, а на другой его
конец навинчивается поперечина. Однако при
данном испытании в образце может легко воз-
никать изгиб, искажающий результаты испы-
тания.
Ударное испытание на растяжение не стан-
дартизовано. Образцы, применяемые для опре-
деления удельной работы деформации, долж-
ны иметь достаточно резко ограниченный объ-
ём рабочей части, в противном случае за-
труднительно определить величину рабочего
объёма. Переход от рабочей части к головкам
выполняется в виде галтелей радиусом, рав-
ным 0,5—0,6 диаметра рабочей части образца.
При ударном испытании на растяжение
образцов без надреза из вязких материалов
при статических и динамических нагрузках
полностью соблюдается закон подобия. Раз-
брос результатов испытаний на удар значи-
тельно больше, чем при статических испыта-
ниях. С увеличением скорости деформирова-
ния у большинства металлов возрастает сопро-
тивление металла пластической деформации,
:№ощ
-—_—'
Фиг. 63. Схема копра системы Н. Н. Давиденкова.
но значительно медленнее, чем скорость де-
формирования. На фиг. 64 представлены кривые
ударного A) и статического B) растяжений
стали.
При испытаниях определяется удельная
работа деформации
А
л = —
V
(где Л—работа, затраченная на разрыв, в кгсм,
v — рабочий объём образца в см?) и характе-
ристики пластичности: удлинение Ъ$ и суже-
ние поперечного сечения <Ьд.
При ударе не успевает произойти вырав-
нивание деформаций, и в отличие от стати-
ческих испытаний образцы тянутся неравно-
мерно. В случае разрыва образца вне сред-
ней трети расчётной части необходимо при-
ГЛ. I]
ИСПЫТАНИЯ НА УДАР
33
водить удельную работу деформации к нор-
мальному удлинению при разрыве образца
посредине согласно формуле
ан = а-
Ь '
где ан и Ьн — удельная работа и удлинение
при разрыве образца посредине; а и 8—при
разрыве вне средней трети.
Определение усилий при ударе в обычной
заводской практике не производится, так как
оно требует спе-
циальных сложных
устройств. Некото-
рое представление
о действующих на-
пряжениях даёт
среднее напряже-
ние
/
If
1
1
,—
1 —
S
2
к
10 20 30 U0 3%
Фиг. 64. Диаграмма статиче-
ского и ударного растяжения.
ИЛИ
где М— абсолютное удлинение, Fo—первона-
чальная площадь поперечного сечения.
Оценку величины предела прочности при
ударном растяжении можно получить из выра-
жения Qb = —s—, где т) — коэфициент запол-
ни
нения диаграммы. Для стали y) = 0,8—0,9.
В табл. 17 приведены сравнительные результаты
ударных и статических испытаний некоторых
сортов стали [11].
Удлинение при ударном испытании на рас-
тяжение стальных образцов больше, чем при
статическом, однако имеются и противореча-
щие результаты: так, для сталей с содержа-
нием углерода 0,08 и 0,2% были получены от-
ношения ~-, равные 0,9 и 0,98.
ьст
Показатели сужения поперечного сечения
ty при статическом и ударном испытании на
растяжение стали почти одинаковы и имеют
малый разброс. Удельная работа пластиче-
ской деформации при ударном испытании на
растяжение стали на 20—60% выше, чем при
статическом, вследствие повышенных напря-
жений при ударе. Ана-
логичные результаты
/
У
,—'
Z. •
*-—
5
——-
-гт—г
1
8
7
6
4
3
Скорость деформирования
Фиг. 65. Зависимость пре-
дела прочности от скоро-
сти деформирования при
растяжении.
Фиг. 66. Зависимость удли-
нения от скорости дефор-
мирования при растяже-
нии.
получаются и для большинства других метал-
лов за исключением цинка. У последнего аь,
8 и Ф уменьшаются ' с увеличением скорости
деформирования. На фиг. 65, 66, 67 и 68 пред-
ставлены результаты опытов [36] над следу-
ющими металлами:
1. Медь (99,86°/0 Си) с твёрдостью по Бринелю 84,4
2. Латунь E8% Си) И „ из,°
3. Алюминий (99,8% А1) с „ „ . 34.1
4. Дуралюмин > „ „ „ 96.1
5. Цинк , „ , , 29.5
6. Мягкая сталь @,09"/0 С) „ „ „ 109,0
7. Сталь @,15% С) с 115.0
8. Сталь @,5°/0 С) . 140,0
Примечание. Порядковые номера металлов соот-
ветствуют цифровым обозначениям кривых на фиг. 65, 66,
67, 68.
Таблица 17
Сравнительные
Материал
Котельное
железо . . .
То же ...
Паровозная
Вагонная ось
семеровской
стали ....
Рельс из мар-
теновской ста-
Банлаж . . .
Хромонике-
левая сталь
(Ni-2,6%,
Сг - 0,48%).
I!"
*> «
ч 4> г;
ОКО о
о,255
0,190
0,064
о,449
О.64З
°,739
°.335
результаты ударных (динамических) и статических испытаний
кг/мм1
5°>5
46.5
6i!s
61,1
79-5
86,2
77.O
%
30.5
32,0
•эп 2
21.5
2б,5
i6,=;
XV» yj
14.7
21,5
°/о
34,4
35.о
23.7
28,9
IQ 2
-7,
15.9
22,9
"cm
1.13
1,09
1,1 z
1,10
1,09
1,16
1,08
1,06
аст
кгсм/см"
12,7
12,О
II.O
13.3
Ю Q
ю',5
15-5
ад
кгсм/см3
21,5
i8,5
21 I
17.i
22,5
ТО А.
2О,4
ад
аст
1,7°
1.54
1,6о
1,69
i,"8
i,6o
1.31
%
56,4
54-5
51.5
34.6
40,6
26 0
20,8
65.З
на растяжение
Ф
°/о
57.о
56>7
52.7
З8.о
4°>7
27.3
16,7
63.0
^ст
I,OI
1,о4
1,О2
1,Ю
1,ОО
I О^
о,8о
о.97
атд
"теп
i,5°
i,4i
1,42
1.55
I ^Q
1^43
1,24
Примечание. Индекс cm — статическое испытание, д — ударное (динамическое) испытание.
34
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. 11
Ударно-хрупкие металлы при статическом
испытании дают вязкий разрыв, сопровожда-
емый значительной работой пластической де-
...
¦f-
—
V--
8
¦ ¦—' ^
3
7
ft
7
/i
2
5
кг см
, 50
W
3D
го
10
/
/'
^-'
^--
——
,S '
-
—--~
— —
7
<?
— ¦*?
4
1
3
5
' ? 3 4 5м/
Скорость десрормиройания
Фиг. 67. Зависимость
сужения поперечного
сечения от скорости де-
формирования при рас-
тяжении.
i г з 4 5м/се*
. Скорость деформирования
Фиг. 68. Зависимость удель-
ной работы разрыва а от
скорости деформирования
при растяжении.
формации, а при ударе—хрупкий разрыв (фос-
фористое железо).
Ударное испытание на растяжение надре-
занных образцов не имеет преимуществ перед
испытанием их на ударный изгиб.
УДАРНЫЕ ИСПЫТАНИЯ НАДРЕЗАННЫХ
ОБРАЗЦОВ НА ИЗГИБ
Ударные испытания надрезанных образцов
на изгиб производятся почти исключительно
на маятниковых копрах по методу Шарпи —
изгибом посредине свободно лежащего на
двух опорах образна и по методу Изода—из-
гибом образиа, жёстко закреплённого одним
концом.
Ударная вязкость металла оценивается от-
ношением работы излома к сечению образца
в месте надреза (метод Шарпи) или работой
излома (метод Изода).
Маятниковые копры
На фиг. 69 представлена схема копра типа
Шарпи. Перед испытанием маятник / от-
водится на угол а (угол подъёма) и закре-
пляется защёлкой (не показана на чертеже).
Стрелка 2, сидящая с лёгким трением на оси
качания маятника, отводится вручную до упо-
ра 3, расположенного у нуля шкалы 4. Осво-
бождённый от защёлки маятник падает, раз-
рушает образец 5 и, продолжая двигаться по
инерции, поднимается по другую сторону ста-
нины на некоторый угол 3 (угол взлёта). При
возвратном движении маятника стрелка 2 от-
клоняется от нуля и при вертикальном поло-
жении маятника указывает величину р— наи-
большего угла подъёма маятника после разру-
шения образца.
Работа А излома образца равна разности
энергии маятника в его положениях до и после
удара
А = G(H — Л) или A = Gr (cos 3 — cos a),
где G— вес маятника; г—расстояние центра
тяжести маятника от оси вращения; //—высота
подъёма центра тяжести маятника до удара;
h — высота его взлёта после удара.
Фиг. 69. Схема копра типа Шарпи.
Вследствие сложности и трудоёмкости
такие испытания производятся только при
проведении специальных исследовательских
работ.
Значения А, соответствующие углам р, с
учётом потерь на трение, приводятся в та-
блицах, прилагаемых к копру ^или считы-
ваются с градуированного в кгм лимба).
ГЛ. 1]
ИСПЫТАНИЯ НА УДАР
35
На копрах типа Амслера работа излома
определяется непосредственно по шкале спе-
циального измерительного устройства, поме-
щённого на станине копра (фиг. 70). Закре-
плённый на маятнике ролик 1 поднимает план-
ку 2 и указатель 3,
передвигающийся с
лёгким трением по
стойке 4. При отве-
дённом маятнике шка-
ла 5 устанавливается
в начальное положе-
ние опусканием план-
ки 6 до упора в ро-
лик 1. После разру-
шения образца подъём
маятника фиксирует-
ся указателем 3. Де-
ление шкалы, против
которого устанавли-
вается указатель, по-
казывает работу изло-
ма в кгм.
Чтобы удар не мог
Фиг. 70. Устройство для
измерения работы излома
у копра типа Амслера.
передаться на ось ка-
чания маятника, точка
соприкосновения ножа
маятника с образцом должна совпадать с цен-
тром удара, который должен находиться на
продолжении прямой, соединяющей центр ка-
чания маятника с его центром тяжести. Рас-
стояние rs от оси качания до центра удара
несколько больше г — расстояния центра тя-
жести от той же оси и определяется по фор-
муле
gt2
Гс = —7~^Г »
где g—ускорение силы тяжести в м/сек2;
t — время одного полного колебания маятника
в секундах, определяемое по числу колебаний
маятника при отводе на небольшой A0—15°)
угол.
При испытании образцов разной ширины
производят соответствующую установку нако-
вальни копра для обеспечения соприкоснове-
ния ножа маятника с образцом в центре
удара.
Проверка маятниковых копров произво-
дится по специальной инструкции [32].
Потеря энергии при ударе. Часть энергии
удара затрачивается на сотрясение копра
и фундамента, преодоление сопротивления
воздуха, на трение в подшипниках и в измери-
тельном устройстве, на смятие образца на опо-
рах и под ножом, на сообщение живой силы
обломкам образца и на упругую деформацию
штанги маятника. На копрах, применяемых при
обычных испытаниях металлов (скорость ножа
маятника в момент удара 4—7 м/сек), не под-
дающиеся учёту потери на сотрясение копра
и фундамента и на упругий изгиб штанги
составляют около 5% [9], остальные потери
(в исправном копре) значительно меньше. При
несовпадении центра удара и точки касания
маятника с образцом потери энергии на упру-
гую деформацию штанги маятника сильно
возрастают. При испытании образцов на ко-
прах рапных конструкций расхождение в вели-
чинах ударной вязкости иногда доходит до
20—30%, что обусловлено главным образом
разной величиной энергии, затрачиваемой на
упругую деформацию штанг маятников [17].
Копры с более жёсткой конструкцией маят-
ника дают меньшие значения ударной вяз-
кости (меньше потери на упругую деформа-
цию маятника — больше угол взлёта).
Точность определения работы излома тем
выше, чем меньше превышение запаса работы
маятника над работой излома образца.
При испытании на удар при особо высоких
скоростях (десятки и сотни м/сек) неучиты-
ваемые потери на сообщение живой силы об-
ломкам образца и на сотрясение копра и фун-
дамента становятся соизмеримыми и даже пре-
вышающими величину работы излома образца,
так что приходится отказаться от непосред-
ственного измерения последней. В этом случае
величина работы излома определяется по из-
менению размеров образца в месте излома
(стр. 41).
Типы образцов
При испытании образцов с надрезом закон
подобия не имеет места. Для обеспечения
сравнимости результатов испытаний форма и
и размеры образцов, а также условия произ-
водимого испытания должны быть строго оди-
наковы. Однако до сего времени нет междуна-
родного стандарта на образны для ударных
испытаний. Редко применяется большой обра-
зец Шарпи 30X30x160 мм. В СССР наи-
-U0±0,5
Фиг. 71. Эскиз образца с надрезом Менаже для
ударных испытаний.
более часто применяется образец с надрезом
Менаже (фиг. 71 j и реже малый образец с над-
резом Шарпи (фиг. 72).
Тип образца предусматривается техниче-
скими условиями.
Расстояние между опорами копра при ис-
пытании образцов сечением 10 X Ю- мм в0
Н5
-г—-
4--J
1 ^
и
-•— 55+7^
ют*
\
%
1
Фиг. 72. Эскиз образца с надрезом Шарпи
для ударных испытаний.
всех странах принято равным 40 мм. В Англии
и США наряду с испытаниями по Шарии
широко применяются испытания по Изоду.
На фиг. 73 представлен эскиз применяемого
36
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
в Англии образца для испытания по методу
Шарпи. а на фиг. 74 — по методу Изода.
Дно надреза этих образцов имеет радиус
0,25 мм.
Для испытаний по Шарпи и по Изоду англий-
ским стандартом допускается применение вспо-
Фиг. 73. Эскиз образца, применяемого в Ан-
глии для ударных испытаний по способу Шарпи:
а—место удара; ft —расстояние между опорами,
равное 40 мм.
могательных образцов уменьшенных размеров
сечением 5 X Ю и 5Х.5 мм. Форма над-
реза этих образцов аналогична показанной
на фиг. 72, но глубина надреза равна 1,5 мм.
Образцы для испыта-
ний по методу Шарпи
сечением 5 X Ю и 5 X
X 5 мм имеют длину
Чв
~1
Фиг. 74. Эскиз образца для ударных испытаний
по методу Изода (а) и схема испытания (б):
а — место удара; b — расстояние от места удара
до надреза, равное 22 мм.
30 мм и испытываются при расстоянии ме-
жду опорами 20 мм.
В США применяются образцы сечением
10 X Ю мм, аналогичные английским. Длина
образцов для испытаний по способу Шарпи
равна 55 мм [29].
Образцы, применяемые в других странах,
см. [29, 33 и 34].
Более удобны в изготовлении цилиндриче-
ские образцы. Английский стандарт преду-
сматривает применение цилиндрических образ-
цов для испытаний по методу Изода. В СССР
при исследовательских работах успешно при-
менялись цилиндрические образцы, форма и
размеры которых показаны на фиг. 75 [16, 19,
22, 23].
Испытания цилиндрических образцов (фиг.
75) и образцов Менаже (фиг. 7!) из угле-
родистой стали с содержанием 0,53% С и ма-
гниевых сплавов дали близкие результаты.
Однако отношение значений ударной вязкости,
определённых на этих образцах для разных
материалов, получается неодинаковым. Так,
-55±0,2
Фиг. 75. Эскиз цилиндрического образца
для ударных испытаний.
для стали с ай=70—130 кг/мм2 это отношение
не зависит от а$ и равно около 1,2, для стали
с ай>130 кг/мм? оно уменьшается с возраста-
нием CJJ,.
Ударная вязкость
Удельная ударная вязкость по ГОСТ 2415-44
характеризуется работой, расходуемой для
ударного излома на копре образца данного
типа, отнесённой к рабочему поперечному се-
чению образца (в месте надреза) *:
ак = —рт kzmJcm2,
где /я—работа удара, затраченная на излом
образца, в кгм\ F— площадь поперечного сече-
ния образца в месте надреза до испытания
в см2.
Влияние размеров образца и надреза
на ударную вязкость. Для геометрически
подобных образцов ак возрастаете увеличе-
нием размеров образца и тем больше, чем вязче
металл. При испытании надрезанных образцов
пластическая деформация локализуется в ме-
сте надреза и обе половинки образца сохра-
няют прямолинейную форму (фиг. 76) пово-
рачиваясь около
точки удара ножа
маятника. Поэтому
увеличение длины
образца почти не
сказывается на ве-
личине ак. Потеря
энергии на сообще-
ние живой силы
Фиг. 76. Локализация пласти-
ПОЛОВИНКЭМ СЛО- ческой деформации в месте
манного образца надреза образца.
изменяется незна-
чительно. Значение я„ не зависит также от
величины пролёта при отношении его к высо-
те образца от 4 до 8.
Чтобы обломки образца не заклинивались
между опорами и ножом маятника, пролёт
должен быть больше суммы удвоенной высо-
ты образца и толщины (в наибольшем сече-
нии) ножа маятника.
Влияние вы соты об ра з ца. На фиг. 77
показаны границы деформированной зоны для
образцов с нормальной и уменьшенной высо-
той. Допустимым является такое уменьшение
* В Англии и США за величину ударной вязкости
принимают работу излома.
ГЛ. I]
ИСПЫТАНИЯ НА УДАР
37
высоты образца со стороны надреза, при ко-
тором область деформации не изменяется.
Но и в тех случаях, когда добавочная дефор-
мация (со стороны над-
___^^_ реза) мала (фиг. 77,
тип //), работа деформи-
рования такого образ-
ца оказывается равной
работе деформирования
образца с нормальной
высотой. Для образцов
типа, изображённого на
фиг. 72 (Шарпи), умень-
шение высоты со сторо-
ны надреза до 8 мм не
вызывает изменения ра-
боты деформирования.
Влияние надреза на ударную
вязкость. Надрез, особенно глубокий и
острый, затрудняет развитие пластической де-
формации и поэтому является одним из эффек-
тивных средств для получения хрупкого раз-
рушения.
При испытании надрезанного образца из-
гибом (фиг. 78) в основании надреза во время
деформирования получается концентрация
напряжений и объёмное напряжённое состоя-
Тип 1
ТипД
Фиг. 77. Границы де-
формированной зоны в
образцах с нормальной
(тцп 1) и уменьшенной
(тип //) высотой.
<
Фиг. 78. Схема напряжений при испытании надре-
занного образца изгибом.
ние всестороннего растяжения. Волокна в ос-
новании надреза под влиянием напряжения ах
стремятся растянуться. Уменьшению размеров
в поперечных направлениях препятствует
нижняя надрезанная часть образца, вслед-
ствие чего появляются добавочные растяги-
вающие напряжения с2 и а3. При таком напря-
жённом состоянии уменьшается возможность
развития пластической деформации, так как
напряжения сдвига стремятся к нулю по мере
приближения к равенству величин <sv a2 и о3.
При испытании на изгиб надрезанных об-
разцов из пластичного металла, склонного
в определённых условиях * к хрупкому разру-
шению, получаются кривые, представленные
на фиг. 79.
При вполне вязком разрушении нагрузка
возрастает по плавной кривой до максимума
и затем ещё более плавно убывает до нуля.
Поверхность излома образца— серая, матовая.
Понижение температуры испытания способ-
ствует хрупкому разрушению и сначала ска-
зывается появлением на кривой изгиба участ-
ков, параллельных оси ординат (срыв нагрузки),
соответствующих хрупкому разрушению (по-
явлению трещин) в некоторой части сечения
образца. В этих местах предел текучести,
повышенный объёмным напряжённым состоя-
нием, достигает величины сопротивления от-
рыву. Перемежающиеся срывы и плавные
участки диаграммы изгиба соответствуют
хрупким (блестящим кристаллическим) и вяз-
ким (матовым) частям излома образца.
При достаточном понижении температуры
на кривой изгиба по достижении максимума
Ркг
2 и 6 8 ¦ Ю 12 мм
Прогиб
Фиг. 79. Диаграмма ударного изгиба над-
резанных образцов из стали с 0,51% С.
появляется только один срыв, трещина сразу
распространяется по всему сечению образца,
и получается хрупкий (блестящий кристалли-
ческий) излом.
Увеличение скорости деформирования и
остроты надреза сдвигает температуру начала
появления срывов в сторону повышения.
Влияние формы надреза на работу излома
представлено в табл. 18.
Таблица 18
Влияние угла надреза на работу иалома мягкой
стали
(глубина надреза 5 мм, радиус выточки у основания
надреза 0,67 мм)
Угол надреза
в град.
3°
6о
оо
I2O
i8o
Эскиз образца
Работа
излома А
в кгм
3-1
3-4
3-2
з.в
5.8
8,7
Влияние радиуса у основания надреза на
работу излома (сталь 0,65% С; надрез глуби-
ной 2 мм) видно из следующих данных:
Радиус у основания
надреза в мм
_
0,07
°,34
о,68
Работа излома А
в кгм
о.55
0,96
I.I5
1.9
* При наличии надреза, увеличении скорости дефор-
мирования и понижении температуры.
Изменение угла надреза от 0 до 60° не
сказывается на величине работы излома Ан
(табл. 18), увеличение же остроты надреза
38
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
вызывает значительное уменьшение Ак, что
связано с резким возрастанием концентрации
напряжений. Поэтому необходимо тщательно
выдерживать в образцах заданный радиус за-
кругления выточки у основания надреза.
Влияние ширины образца на
ударную вязкость. Увеличение ширины
образца с (фиг. 78) при постоянной вы-
соте рабочего се-
чения h усиливает
влияние надреза,
так как чем шире
образец, тем боль-
ше встречается за-
труднений для раз-
вития поперечной
деформации. По-
этому ударная вяз-
кость ак узких
образцов выше,
чем широких. Этим
объясняются боль-
шиезначения удар-
ной вязкости об-
разцов дефектного
W
20
10
/
/
/
/
1 -->.
1.0 1.5 2 2.5 30 с»
Ширина образца
Фиг. 80. Диаграмма зависи-
мости работы деформации
{Ак в кгм), .ударной вязкости
(ак в кгм!см2), удельной вяз-
кости (av в кгм/см3) и де-
формированного объёма (v в
fM3) от ширины большого об-
разца Шарли из углеродистой
стали (при скорости удара
7,48 м/сек).
металла с расслоем
по ширине.
Завис имость
ударной вязкости
углеродистой ста-
ли от ширины об-
разца показана на
фиг. 80.
Влияние состояния поверхности над-
реза. По исследованиям Шевандина [26] чи-
стота механической обработки не влияет на
ударную вязкость малоуглеродистой стали; ре-
зультаты других работ [7], а также практика
показывают, что ударная вязкость конструк-
ционной стали зависит от чистоты поверхности
надреза. Образцы из легированной конструк-
ционной стали с просверленными надрезами
дали более высокие значения ак, чем с фрезе-
рованными, что следует объяснить появлением
опасных царапин вдоль надреза при фрезеро-
вании и безопасных — поперёк надреза при
сверлении. Надрез должен производиться после
термической обработки, так как иначе значения
ак получаются завышенными и тем большими,
чем глубже обезуглероженный слой [8].
Науглероживание действует противоположно,
снижая величину ак.
Влияние температуры испытания на
ударную вязкость стали. Ударная вязкость
стали в сильной степени зависит от темпера-
туры испытания (фиг. 81).
В общем случае кривые ак имеют три ми-
нимума: при температурах ниже 0° С (хлад-
ноломкость), в интервале 450—550° (синелом-
кость или тепловая хрупкость) и в области
800 -1000° (красноломкость).
Красноломкость проявляется только
в стали с повышенным содержанием серы и
кислорода. Температура красноломкости не за-
висит ни от характера надреза, ни от скорости
нагружения, так как красноломкость — свой-
ство, определяемое составом металла, а не про-
цессами, протекающими в нём во времени.
Синеломкость и старение стали после
наклёпа имеют одну и ту же природу и вызы-
ваются процессами, протекающими во времени
в результате пластической деформации. Поэто-
му температура синеломкости зависит от ско-
рости испытания, повышаясь с 250—300° С при
900 "С
/
/
\
Г
1
\
—,
¦ш,
12
Ю
8
6
4
. 2
О
700 BOO 900 1000 1100 1200 "С
Фиг. 81. Зависимость ударной вязкости
стали от температуры испытания: / - со-
держание 0,0S% С; 2-0,15°/0С; 3-0,25°/0 С;
4 — 0,40°/0 С; 5 - 0,72% С.
статических испытаниях до 450—550° С при
ударных (фиг. 82), и, кроме того, в небольшой
степени зависит от характера надреза.
400
500
О +100 200 300 U00
Температура испытания
Фиг. 82. Диаграмма зависимости работы излома
стали от температуры испытания при статических
и ударных испытаниях. Криыые / ударного,
2- статическо! о испытании ненаклёпанных
образцов, 3 — ударною и 4 — статического испы-
тания после наклёпа и старения.
Хладноломкость, по определению
Н. Н. Давиденкова [12], .есть проявление истин-
ной физической хрупкости железа, обусло-
вленной особым кристаллографическим харак-
терном разрушения и поэтому часто придающей
ГЛ. I]
ИСПЫТАНИЯ НА УДАР
39
поверхности излома особый кристаллический
блеск. Механизм излома представляет собой
процесс преждевременного (до исчерпания нор-
мальной пластичности) разрыва под действием
нормальных напряжений, выходящих за предел
хрупкой прочности*.
Степень пластической деформации в случае
разрушения от отрыва определяется соотно-
шением между пределом текучести о5 (начало
пластических деформаций) и хрупкой проч-
ностью (сопротивление отрыву) 5Т j под кото-
рой понимают величину нормального растяги-
вающего разрушающего напряжения. В случае
разрушения от сдвига степень пластиче-
ской деформации определяется соотношением
между as и 2тй или между xs и х>, где ib —
предел прочности, a is—предел текучести при
сдвиге.
Хрупкая прочность St является инертной
характеристикой, мало зависящей от условий
Температура испытания
Фиг. 83. Зависимость
предела текучести (jy) и
хрупкой прочности (ST)
от температуры испыта-
ния.
Фиг. 84. Зависимость пре-
дела текучести (ху). хруп-
кой прочности (ST), пре-
дела прочности срезу Bч$)
и работы деформаций (А)
от температуры испыта-
ния в случае хладнолом-
кости.
испытания (температуры и скорости). Предел
текучести о$, наоборот, сильно зависит от ус-
ловий испытания и повышается при пониже-
нии температуры, скорости деформирования
и при наличии надреза; ib также зависит от
условий испытания, но в меньшей степени,
чем ву. Поэтому температура хладноломкости
в большой степени зависит от характера надре-
за и от скорости нагружения, причём скорость
оказывает меньшее влияние, чем надрез. На
фиг. 83 представлена зависимость os и Sr от
температуры испытания Т (схема А. Ф. Иоффе).
Более вероятной является схема, показанная
на фиг. 84, по которой наступление хладно-
ломкости определяется переходом от разруше-
ния при срезе к отрыву [20].
Момент наступления хладноломкости сме-
щается в сторону возрастания температур от
следующих причин: 1) увеличения ширины об-
разца; 2) заострения формы надреза; 3) увели-
чения скорости испытания; 4) неправильной
термической обработки, вызвавшей укруп-
нение зерна, явление отпускной хрупкости
и т. д.; 5) наклёпа и старения после наклёпа;
6) повышения содержания фосфора, крем-
ния и др.
Переход от вязкого разрушения данного
металла к хрупкому определяется температу-
рой, геометрическим фактором (формой и раз-
мерами образца и надреза) и скоростью дефор-
мирования. Наиболее эффективным фактором
является понижение температуры. Только
изменения геометрического фактора или ско-
рости удара в ряде случаев недостаточно для
получения хрупкого разрушения.
Явление хладноломкости наблюдается в ме-
таллах с решёткой объёмно-центрированного
куба и гексагональной. К таким металлам от-
носятся сталь, цинк и его сплавы и др. Хладно-
ломкость проявляется также в нехладнолом-
ких металлах с решёткой гранецентрирован-
ного куба: в алюминии, меди, никеле, аусте-
нитных сталях и др. при наличии в них при-
месей и загрязнений по границам зёрен.
Критическая температура хруп-
кости Тк соответствует пересечению кри-
вых as и 5Т (см. фиг. 83). При температурах
ниже Тк происходит хрупкое разрушение без
пластической деформации, при температурах
выше Тк — вязкое разрушение с тем большей
пластической деформацией, чем больше раз-
ность между <ss и 5Т или между о, и 2xft.
Критическая температура зависит от вида
напряжённого состояния. При изгибе Тк выше,
чем при кручении, так как хрупкое раз-
рушение при изгибе наступает при 2ту = ST,
а при кручении — при is = ST.
Переход от вязкого разрушения к хрупкому
происходит в некотором критическом интер-
вале температур t2-tv На фиг. 85 заштрихо-
ванными площадями показаны частные значе-
ния HjhSj и зона рассеяния значения ак.
Переход из области вязкого в область хруп-
кого разрушения в образцах без надреза при
изгибе и в образцах с надрезом при разрыве
вследствие одновременности излома происхо-
дит скачкообразно, с разрывом непрерывности
кривой ак — f(T). В пределах критического ин-
тервала температур t2—^
получаются или вязкие
или хрупкие изломы при
почти полном отсутствии
промежуточных. Вели-
чина интервала темпе-
ратур t2 — <i составляет
10—30° С.
Для образцов без над-
реза была обнаруже-
на зависимость темпе-
ратур критического ин-
тервала от состояния
поверхности [3]. Поли-
ровка и гальванические
покрытия вязкими метал-
лами (медью, никелем)
понижают температуру
критического интервала,
а грубая обточка, покры-
тия хрупкими металлами
(хромом повышают её.
Температура испытания \
Фиг. 85. Зона рассея-
ния значений ак в кри-
тическом интервале
температур.
Однако для оценки
качества деталей по отношению к удару эти
обстоятельства имеют малое значение.
В образцах с надрезом при изгибе в силу
последовательного излома переход из вязкой
в хрупкую область получается плавным с про-
межуточными полухрупкими изломами. Харак-
тер перехода в критическом интервале зави-
сит от сорта стали и её термической и меха-
нической обработки (фиг. 86). Хорошо обра-
ботанные легированные стали дают более плав-
ные кривые, чем углеродистые, и критический
интервал их температур t% — t\ растягивается
до 1и0° и больше.
Для углеродистых сталей с увеличением со-
держания углерода нижняя граница критиче-
ского интервала lz остаётся неизменной, а
40
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
верхняя *! перемещается в сторону высоких
температур при уменьшении ак в вязкой об-
ласти (фиг. 87).
Примесь фосфора в стали повышает тем-
пературу tx критического интервала при неиз-
-то
ого wo 2оо зоо
Температура испытания
400
500 "С
Фиг. 86. Зависимость ак от характера термической об-
работки мягкой стали @,05°/„ С):/ —закалка 950* С в воде,
отпуск 650° С (мелкозернистое строение). 2 — после горя-
чей прокатки; 3—крупнозернистое строение, вызванное
рекристаллизацией; 4 — после отжига с перегревом при
1250° и медленного охлаждения; 5 — после прокатки
при 200°.
менном положении #2- Аналогично действует
примесь серы. Добавка никеля в сталь улуч-
шает свойства стали, так как критический ин-
I
f\
'[/
V
A
f
1 rr
"-ДО-.50 0 +5G +Ш +200 +300°C
Температура испытания
Фиг. 87. Зависимость ак углеродистой
стали от температуры испытания и
содержания углерода: 1 — содержание
0,001% С; 2 - 0,048°/,, С; 3 - 0,1122% С;
4-0,5373% С.
тервал смещается при этом в сторону низких
температур.
Влияние скорости удара на ударную
вязкость. Переход от статических испытаний
к ударным для вязких металлов сопрово-
ждается повышением величин действующих на-
пряжений почти при том же или даже более
высоком удлинении. Возможное повышение ве-
личины работы пластической деформации срав-
нительно невелико: увеличение скорости в
]05 раз (переход от статического испытания к
ударному) даёт увеличение работы пластиче-
ской деформации в 1,6 раза. В случаях, когда
увеличение ско ости удара не вызывает хруп-
кого разрушения металла, величина ак прак-
тически не зависит от скорости при измене-
нии последней в пределах, получающихся на
обычных копрах. При переходе от обычных
скоростей 3—7 м\сек к скоростям 20—100 м\сек
ак заметно увеличивается. Но если повыше-
ние скорости вызывает хрупкое разрушение,
то величина ак резко уменьшается.
Влияние низких температур и скорости де-
формирования на ударную вязкость имеет один
и тот же характер, и, повидимому, оба эти
фактора взаимозаменяемы.
Увеличение скорости деформирования, так
же как и понижение температуры, вызывает
Фиг. 88. Зависимость
критического интерва-
ла от скорости дефор-
мирования: <ssj— пре-
дел текучести при ско-
рости испытания vt;
asjj — предел текуче-
сти при скорости ис-
пытания #2, причём
>
повышение предела текучести cs, поэтому точ-
ка пересечения кривых <js и ST, соответству-
ющая критической температуре, смещается
в сторону высоких температур (фиг. 88). Таким
образом критическая температура Тк является
функцией скорости деформирования. Зависи-
мость эта может быть представлена в виде
В
V=Ae T*
где Тк — критическая температура в °К;
е—основание натуральных логарифмов; А
и В — постоянные, определяемые из опыта
[4, 13 и 18].
Увеличение скорости нагружения действует
менее эффективно, чем понижение темпера-
туры. Поэтому для определения склонности
металла к хрупкому разрушению необходимо
сначала использовать понижение температур
и если при самой низкой температуре не
удастся получить хрупкий излом, следует про-
изводить испытания с увеличивающимися ско-
ростями удара.
Испытания при повышенных скоростях
удара. На фиг. 89 представлена схема копра
для испытаний на ударный изгиб при скоростях
от 5 до 100 м/сек [5]. При достижении враща-
ющимся тяжёлым диском 1 заданной скорости
под боёк 3, укреплённый на диске приспосо-
блением 2, подбрасывается образец 4. Испыта-
ние ненадрезанных образцов производится оди-
нарным бойком, а ?
надрезанных —
двойным, чтобы не
повредить образец 7—4- \ \t
над надрезом. Ко- ( - fo\. - , ^
пёр не имеет при-
способлений для
измерения работы
излома, так как
потери энергии
на сотрясение ко-
пра и сообщение
живой силы об-
ломкам образца при больших скоростях велики
и не поддаются учёту. Критическая скорость,
соответствующая переходу от вязких к хруп-
ким разрушениям при испытании ненадрезан-
ных образцов, легко определяется по харак-
теру излома образцов.
/^Ч
Фиг. 89. Схема ротационного
копра для испытаний на удар-
ный изгиб.
ГЛ. I]
ИСПЫТАНИЯ НА УДАР
41
Работа деформирования может быть опре-
делена по деформации самого образца [6].
Угол изгиба а (фиг. 90, а) у ненадрезанных об-
разцов, а у надрезанных (фиг 90,E) — вели-
чина искажения сечения образца Ь2 — Ьх (где
Фиг. 90. Деформации образцов, по которым опре-
деляется работа деформирования.
#2— наибольшая ширина в области сжатых во-
локон и Ьх — наименьшая ширина в области
растянутых волокон) прямо пропорциональны
работе деформирования.
На фиг. 91 представлены результаты испы-
таний отожжённой углеродистой стали с содер-
0.6
If'4
IIе2
II.
U0 60 м/се*
20
Скорость удара
Фиг. 91. Зависимость результатов
испытаний на ударный изгиб образ-
цов с надрезом Фремона из отожжён-
ной углеродистой стали от скорости
удара.
жанием 0,2% С при высоких скоростях удара.
С увеличением скорости удара ударная вяз-
кость этой стали непрерывно уменьшается, и
при скорости удара 50 м/сек получается хруп-
кое разрушение.
Оценка качества металла по результатам
испытаний на удар надрезанных образцов
Испытания на ударную вязкость хорошо вы-
являют отклонения металла от стандартного
качества. Чем больше ак в вязкой области и
ниже критическая температура хрупкости, тем
выше качество металла. Последнее положение
требует определения зависимости ак от тем-
пературы испытания.
На практике применяются однократные и
серийные испытания на удар.
Однократные испытания проводятся
над несколькими образцами при комнатной
температуре и применяются главным образом
для контроля правильности термической обра-
ботки, качества заготовок и готовых деталей.
Серийные испытания проводятся п^и
разных температурах и дают более полную
оценку качества металла.
Ударная вязкость является сложной вели-
чиной, .зависящей от основных (первичных)
механических свойств: предела текучести,
коэфициента упрочнения, сопротивления от-
рыву или сопротивления срезу и от вида
напряжённого состояния. При плавном изме-
нении основных механических свойств в функ-
ции какого-либо параметра ак как сложная
функция может иметь максимумы и минимумы.
Поэтому перегибы на кривой зависимости ак
от какого-либо параметра не всегда вызваны
физико-химическими процессами в металле.
Иллюстрацией может служить следующее.
В простейшем случае статического растяже-
ния гладкого образца вязкость (работа, затра-
ченная на пластическое деформирование еди-
ницы объёма металла — площадь диаграммы
на фиг. 92) равна
а =
2D
где SK — сопротивление разрушению (SK=Sr
при разрушении от отрыва или SK=2zK при
разрушении от среза); с, —предел текучести
и D — коэфициент
упрочнения, равный
тангенсу угла накло-
на касательной к кри-
вой истинных напря-
жений. Если при D=
=const, SK и Оу — ли-
нейные функции па-
раметра, то а будет
функцией второго по-
рядка и может иметь
максимум или мини-
мум и пр., не связан-
ные с процессами в металле [20].
Н. Н. Давиденковым [12] введено понятие
о температурном запасе вязкости
Деформация
Фиг. 92. Упрощённая диа-
грамма статического рас-
тяжения.
где Го—рабочая температура; Тк—критиче-
ская температура хрупкости в °К. В случае
скачкообразного перехода из вязкого в хруп-
кое состояние за Тк может быть принята верх-
няя граница критического интервала, а в слу-
чае плавного перехода — температура, соот-
ветствующая снижению ак на 40% от макси-
мального её значения. При Т0—Тк имеем ?=0,
т. е. запас вязкости отсутствует. Чем больше
величина 6, тем меньше опасность хруп-
кого разрушения и при $=1 (Тк=0) возмож-
ность хрупкого разрушения полностью исклю-
чена.
Возможность хрупкого разрушения по-
является не только при снижении рабочей тем-
пературы до критической, но и во всех слу-
чаях, когда критическая температура повы-
шается до рабочей вследствие увеличения ско-
рости приложения нагрузки или наличия в
деталях резких изменений формы и дефектов
металла или же неблагоприятного изменения
формы и свойства металла в работе.
К последнему случаю относятся возни-
кновение и развитие трещин, коррозионные
изъязвления, наклёп и старение после наклёпа
и т. п.
Так как Тк, определённая при испытании
образцов, не равна Тк для того же металла
в данной конструкции, ударные испытания мо-
гут служить только для целей сравнения ка-
чества металлов.
42
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. П.
Фиг. 93. Эскиз коль-
цевого образца для
ускоренного опреде-
ления критической
температуры хруп-
кости (Тк).
Ускоренный способ определения
критической температуры хрупкости
Для ускоренного определения Тк разрабо-
тан оригинальный и простой способ [14]. Об-
разцами служат кольца или полукольца малых
размеров (фиг. 93). Применение таких образ-
цов ускоряет процесс ис-
пытания в 2 — 3 раза, уде-
шевляет изготовление об-
разцов в 5 раз и сокращает
расход металла почти в
5 раз.
Для приближения к усло-
виям испытания надрезан-
ных образцов на копрах,
кольцам и полукольцам
должна быть сообщена огра-
ниченная степень дефор-
мации. Это достигается при
помощи ограничителя, при-
нимающего удар бойка
после того, как образец
получил заданную степень
деформации. Мерой удар-
ной вязкости является по-
перечное уширение об-
разца после излома Д=62— Ьь где Ь2 — ши-
рина образца в месте надреза после дефор-
мирования и Ь\ — до деформирования. Более
точные результаты даёт суммарная величина
изменения (увеличения и уменьшения) ширины
образца в месте надреза. Чтобы не помять
спинку образца в месте измерения, наковальня
и торец бойка снабжаются канавками шириной
2—3 мм. Образцы разбиваются бойком при
помощи удара молотка. Изменение получаю-
щихся при таком ударе скоростей не влияет
на величину поперечного уширения образ-
цов.
На фиг. 94 представлена схема прибора для
серийных испытаний колец. Небольшая круг-
лая наковальня /
имеет в центре вер-
тикальную цилин-
дрическую стойку,
на которой пере-
мещается боёк 2,
На наковальню на-
девается круглая
плоская обойма 3
с девятью радиаль-
ными прорезями с
вложенными в них
образцами. На цен-
тральную стоику
надевается круглое
кольцо 4 из зака-
лённой стали вы-
сотой 5,5 мм, яв-
ляющееся ограни-
чителем. Пружина
5 удерживает боёк в положении перед ударом
на высоте 1—2 мм от верхнего края кольца.
Прибор устанавливают в охладительный со-
суд или в электропечь. Температура изме-
ряется термопарой, припаянной к одному из
колец.
Опыты с кольцами показали, что кривые
зависимости поперечного уширения (пропор-
ционального ак) от температуры испытания по
виду совпадают с кривыми, полученными на об-
разцах Менаже, но температуры критического
интервала несколько смещены в сторону низ-
ких температур. Полукольца в большей сте-
пени, чем кольца, имитируют образец Менаже.
На фиг. 95 представлен эскиз образца в виде
Фиг. 94. Схема прибора для
серийных испытаний кольце-
образных образцов при уско-
ренном определении критиче-
ской температуры хрупкости.
Фиг. 95. Эскиз полукольца для уско-
ренного определения критической тем-
пературы хрупкости: 1 - наковальня;
2 — ограничитель деформации; 3 —
боёк; 4 — образец до испытания; 5—
образец после испытания (проекция).
полукольца, применявшегося при испытаниях
котельного железа [1]. Нагрев и охлаждение
полуколец производятся вместе с прибором.
ИСПЫТАНИЯ НА УДАРНОЕ КРУЧЕНИЕ
На фиг. 96 представлена схема копра Лар-
сена и Грина. На конец образца 1 надета
перекладина 2, другой конец образца находит-
ся в передвигающемся поступательно, но не
допускающем вращения захвате 3. На одном
Фиг. 96. Схема копра Ларсена и Грина [11].
из массивных дисков 4, насаженных на вал
электромотора 5, имеются выступы 6. Движе-
нием рукоятки 7 поперечина 2 вводится в за-
цепление с выступами 6 и образец скручи-
вается за счёт живой силы маховика.
Испытания на ударное кручение редко
применяются, хотя ими могут быть обнару-
жены механические свойства, не проявляю-
щиеся при других видах испытаний. Испыта-
ния на ударное кручение могут иметь значе-
ние при испытании твёрдых инструментальных
сталей, а также конструкционных, предна-
значенных для деталей, работающих на кру-
чение. При испытании на кручение хруп-
кому разрушению соответствует излом по вин-
товой линии (по направлению наибольших
растягивающих напряжении). При вязком раз-
рушении излом получается перпендикулярно
оси образца (по направлению наибольших
касательных напряжений).
ГЛ. II
ИСПЫТАНИЯ НА УДАР
43
В случае кручения наибольшие нормаль-
ные напряжения равны наибольшим скалыва-
ющим, а в случае растяжения, сжатия и из-
гиба они вдвое больше скалывающих. Следо-
вательно, условием хрупкого разрушения при
кручении будет is—St, а при растяжении
2xs=Sr. Поэтому результаты испытаний на
ударное кручение не могут совпадать с ре-
зультатами ударных испытаний надрезанных
образцов на изгиб и на растяжение в силу
различия характера напряжённого состоя-
ния.
Макро- и микроструктура ударного
излома
Вязкое разрушение металла характери-
зуется волокнистым матовым изломом без
блеска в противоположность кристаллическому
блестящему излому, свойственному хрупкому
разрушению. Между этими крайними видами
имеются промежуточные — полухрупкие из-
ломы — частично волокнистые и частично кри-
сталлические. Так как объёмное напряжённое
состояние, необходимое для хрупкого разрыва,
имеет место только в центральных частях
сечения образца, то сердцевина полухрупкого
излома имеет кристаллический или раковистый
вид, а верхняя и боковые части — матовый.
Хрупкому разрушению кристаллов а-железа
и стали соответствует разрыв по граням куба,
а вязкому — скольжение но граням, проходя-
щим через его диагональ. Хрупкое разруше-
ние железа и мягкой стали сопровождается
появлением двойников в феррите [11]. В силу
большой концентрации напряжений по границе
между двойником и основным кристаллом
можно полагать, что образование двойников
при деформировании предшествует появлению
хрупкой трещины [27].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А н и ч к о в В. А., Исследование ударной вязкости
металла паровых котлов. Материалы по судостроению
и судоремонту, изд. Наркомречфлота СССР, М. 1943.
2. Б е л я е в С. Е., Механические свойства авиацион-
ных металлов при низких температурах, Оборонгиз,
М. 1940.
3. В и т м а н Ф. Ф., О влиянии слоев хрома, меди и
никеля на хладноломкость стали, .Журнал технической
физики" т. V1U. вып. 16, 1938.
4. ВитманФ. Ф. и Степанове. А., О влиянии
скорости деформирования на хладноломкость стали.
„Журнал технической физики* т. IX, вып. 12, 1939.
5. В и т м а н Ф. Ф., Новая установка для исследования
хладноломкости стали при высоких скоростях удара,
„Журнал технической физики" т. IX, вып. 12, 1939.
6. Витман Ф. Ф. и Д а в и д е н к о в Н. Н., Дефор-
мация как измеритель энергии, .Журнал технической
физики" т. V111, вып. 16, 1938.
7. В о х о м с к и й Н. С., Влияние условий изготовления
и испытания образцов при определении ударной вяз-
кости конструкционных сталей, .Заводская лаборатория'
№ 3, 1941.
8. В о х о м с к и й Н. С, О практике определения
ударной вязкости хромомарганцовокремнистой стали
марки ЗОХГСА, .Заводская лаборатория" № 10, 1940.
9. Г а р ф С. Э., Потери энергии в маятниковых копрах,
.Заводская лаборатория" № 4, 1945.
10. Г л и к м а н Л. А., Влияние надреза на сопротивление
разрыву стали при высоких температурах, .Заводская
лаборатория" № 8, 1936.
11. Давиденков Н. Н., Динамические испытания
металлов, ОНТИ, М.—Л. 1936.
12. Д а в и д е н к о в Н. Н., Проблема удара в металле"
ведении, изд. Академии наук СССР, М.—Л. 1938.
13. Давиденков Н. Н., О связи критической тем-
пературы хладноломкости со скоростью деформирова-
ния, .Журнал технической физики" т. IX, вып. 12,
1939.
14. Давиденков Н. Н., ЗлатинН. А. и Шеван-
дин Е. М.. Упрошенный метод определения критиче-
ской температуры ударной хрупкости, „Журнал техни-
ческой физики" т. IX, вып. 12, 1939.
15. Давиденков Н. Н., О постановке ударных
испытании. „Заводская лаборатория" № 6, 1938.
16. Давиденков Н. Н. и Беляев С. Е., Замена
призматических ударных образцов цилиндрическими с
круговой выточкой, „Заводская лаборатория" № 1,
1945.
17. 3 а й ц е в Г. П., О сравнимости показаний маят-
никовых копров, .Заводская лаборатория" № 11,
1938.
18. К о н т о р о в а Т. А., К вопросу о критической тем-
пературе хрупкости, .Журнал технической физики"
т. IX, вып. 12, 1939.
19. К у др я в ц е в И. В. и Б л у д о в М. С» Исследова-
ние возможности замены призматических образцов
цилиндрическими для испытания на ударную вязкость,
.Заводская лаборатория* № 1, 1938.
20. П е в з н е р Л. Е., О связи между видом кривых ста-
тической и ударной вязкости и физико-химическими
процессами в сплавах, Известия Академии наук СССР,
отд. техн. наук, J4 3, 1945.
21. Погодин-Алексеев Г. И., Испытания на
удар надрезанных образцов, .Заводская лаборатория"
№ 8—9, 1938.
22. С а в и ц к и й Е. М. и К у р о.в а О. И., О воз-
можности замены призматических образцов ци-
линдрическими при испытании магниевых сплавов на
ударную вязкость, .Заводская лаборатория" № 12,
1941.
23. Т и т о в Г. Н., О возможности замены призматиче-
ских ударных образцов цилиндрическими, .Заводская
лаборатория" № 12, 1939.
24. Ц е л и ко в В. К., Влияние пролёта при ударных
испытаниях по Шарпи, „Заводская лаборатория" № 4,
1941.
26. Ш в е ц о в а Е. М., Математическая обработка
кривых температура—ударная вязкость, «Заводская лабо-
ратория" № 6, 1935.
26. Ш е в а н д и н Е. М., Влияние обработки поверхности
на хладноломкость стальных образцов, .Журнал техни-
ческой физики" т. IX, вып. 12, 1939.
27. Шевандин Е. М., О развитии трещины хрупкого
излома, „Журнал технической физики" т. V111, вып. 5,
1938.
28. Шевандин Е. М., Новый метод исследования удар-
ной хрупкости, „Журнал технической физики" т. X,
вып. 9, 1940.
29. Американские стандартные методы испытания метал-
лов, Каталогиздат НКОМ, М. 1938.
30. ГОСТ 1524-42.
31. ГОСТ В984-42.
32. Инструкция Комитета по делам мер и измеритель-
ных приборов при СНК СССР для проверки маятнико-
вых копров, № 64-42, 1944.
33. Стандартные методы испытания металлов. Каталог-
издат НКОМ, М. 194С.
34. Gmeiins Handbuch der anorganischen Chemie. 8 Auf-
Iage. Eisen. Те» С Priifung der Kerbschlagzahlgkeit,
1939.
35. M а с О г e g о г С. W. and Fisher J. C, Relation
between notched beam Impact and static test. Journ. of
Applied Mechanics, v. 11, № 1, 1944.
36. W a 11 e г G. and Мог ski S., Dinamic tensile-
propenies and stress — strain diagram of some
constructionalmaterials. Journ. lnst. ot Metals v. LXV1,
1940.
44
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. П
ИСПЫТАНИЯ НА СРЕЗ
Схемы испытания на срез представлены на
фиг. 97 и 99.
Для испытания на срез по схеме фиг. 97
образец укладывается между двумя ножами,
которые перерезают его.
При экспериментальном определении со-
противления металла срезу явление сдвига
осложняется изгибом и
смятием испытуемого
материала под ножами
прибора.
\Р
.Р
Фиг. 97
Фиг. 99.
При испытании на ножницах определённой
толщины чистое напряжение сдвига полу-
чается только в момент прикосновения
ножниц к образцу (фиг. 98). При углублении
ножниц в образец появляется изгибающий мо-
мент Ра, увеличивающийся с увеличением
плеча а. Сопротивление срезу, в силу невоз-
можности учёта величины изгибающего мо-
мента Ра, вычисляется по приближённой фор-
муле
Р
где Р—срезающая сила, F — площадь по-
перечного сечения образца. Учёт напряжений
от изгиба не производится, хотя последние
могут быть больше напряжений сдвига.
Испытания на срез часто осуществляются
по схеме, изображённой на фиг. 99 (двойной
срез). Образец 1 вставляется в закалённые
стальные кольца 2, 3 и 4, к которым он
предварительно точно пригоняется. Зажимом 5
кольца плотно прижимаются друг к другу.
Сопротивление срезу в этом случае подсчи-
тывается по формуле
Р
х= 2F '
Эта формула тоже является приближённой,
так как и при испытании на двойной срез
помимо напряжений сдвига возникают напря-
жения изгиба и смятия. Если предположить
распределение напряжений по схеме фиг. 100
и пренебречь силами трения, то изгибающий
момент в середине сечения образца будет
равен
.. Р ( а . Ь\ Р Ь Р I . Ь
Напряжения.вызванные изгибающим момен-
том, могут получиться равными пределу проч-
ности материала. Приведённое выражение для
М справедливо только
в начальный момент
испытания, когда обра-
зец ещё не изогнулся,
и оправдывается при
испытании хрупких тел,
для разрушения которых
достаточно незначитель-
ного изгиба.
Результаты испыта-
ний на срез зависят
также от диаметра об-
разца и толщины при-
меняемых колец (фиг.99).
Поэтому испытания на
срез имеют второ-
степенное значение и
пригодны только для
приближённой оценки материала. При работе
детали на срез необходимо проверить, не
являются ли напряжения изгиба опаснее на-
пряжений сдвига.
Форма излома при испытании на срез за-
висит от вида материала.
Хрупкие материалы (чугун, некоторые виды
бронз и др.) разрушаются почти без дефор-
мирования, причём обычно появляются тре-
щины от изгиба в средней части образца.
Пластичные материалы (мягкая сталь) до раз-
рушения сильно деформируются от изгиба
и смятия.
Испытания на срез применяются для оценки
качества заклёпок и заклёпочной проволоки,
причём испытания на двойной срез произво-
дятся в специальных приспособлениях, а на
Фиг. 101.
одинарный — растяжением двух пластин, склё-
панных испытуемой заклёпкой (обрезком за-
клёпочной проволоки).
На фиг. 101 представлен эскиз одного
из приспособлений, применяемых для испы-
тания на двойной срез заклёпок из алю-
миниевых сплавов с диаметром стержня до
7 мм.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1 .2е! 631-40 и 0СТ 8218
U ЦМ Ы 1*° И НКТП 1170*
2. О д и н г И. А., Современные методы испытания
металлов, Металлургиздат, М. 1944.
ГЛ. I]
ИСПЫТАНИЯ НА КРУЧЕНИЕ
45
ИСПЫТАНИЯ НА КРУЧЕНИЕ
Испытания на кручение часто дают более
наглядную картину изменения состояния метал-
ла при деформировании, чем испытания на
растяжение. При кручении форма образца
почти не изменяется, что позволяет достаточно
точно определять деформации и соответствую-
щие им напряжения до момента разрушения об-
разца включительно, тогда как при испытании
на растяжение это становится невозможным
после образования шейки. Хрупкие при растя-
жении материалы (закалённая сталь) дают при
кручении значительную деформацию. По виду
излома скрученных образцов легко установить
характер разрушения: излом, перпендикуляр-
ный оси образца, характеризует разрушение
от среза, излом по винтовой линии — разруше-
ние от отрыва. Так как при кручении шейка не
образуется, то кривая кручения не имеет ни-
сходящего участка, и крутящий момент М
непрерывно возрастает вплоть до разрушения
образца (фиг. 102), что упрощает определение
напряжений при кручении. Неравномерность
распределения напряжений при кручении не
препятствует их учёту.
При испытании на кручение ясно выра-
жается неоднородность металла, так как скру-
М
Фиг. 102. Диаграмма кручения.
чивание происходит раньше всего там, где
сопротивление наименьшее. Твёрдые места
скручиваются меньше, чем мягкие.
На фиг. 103 показано распределение на-
пряжений при кручении. Элемент abed цилин-
дрической поверхности образца, подвергае-
мого кручению (фиг. 103, а), находится в со-
стоянии чистого сдвига. Стороны ас и bd до
деформации были параллельными оси цилиндра.
ее'
Относительный сдвиг ? = —,. Так как ее' =
ас
= -^d-d<f, где d— диаметр образца, то ? =
1
^г1. Но
ах
есть угол скручивания на
единицу длины 0, а поэтому
В поперечных и продольных сечениях ци-
линдра действуют напряжения сдвига
где G — модуль сдвига. Величина напряжений
сдвига пропорциональна расстоянию от оси
цилиндра (фиг. 103, б).
В материале с меньшим сопротивлением
продольному сдвигу, чем поперечному, тре-
щины при кручении возникают раньше от на-
пряжений сдвига в про-
дольном направлении, на-
пример, при скручивании
деревянного вала с про-
дольно расположенными
в)
Фиг. 103. Распределение напряжений при кручении.
волокнами. Помимо напряжений сдвига в скру-
ченном цилиндре действуют нормальные напря-
жения: растягивающие + а и сжимающие —и,
причём по абсолютной величине все они равны.
Наибольшие нормальные напряжения и наи-
Фиг. 104. Эскизы образцов, применяемых
для испытаний на кручение (ВИАМ).
большие напряжения сдвига действуют в раз-
ных площадках, наклонённых друг к другу
под углом 45° (фиг. 103, в). Поэтому разру-
шение материала, у которого сопротивление
разрыву меньше, чем сдвигу, происходит по
46
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
винтовой линии, наклонённой к оси вала под
углом 45° (чугун).
Наилучшими образцами для испытаний на
кручение являются тонкостенные трубы, так
как в них распределение напряжений почти
равномерно. Однако трубчатые образцы во
время испытания в большинстве случаев те-
ряют устойчивость и поэтому редко приме-
няются.
Обычно для испытания на кручение служат
образцы в виде сплошных цилиндров (фиг. 104).
ПОДСЧЁТ НАПРЯЖЕНИЙ И ДЕФОРМА-
ЦИЙ ПО РЕЗУЛЬТАТАМ ИСПЫТАНИЙ
НА КРУЧЕНИЕ
На диаграмме кручения (фиг. 102) Мр, Ме,
Ms, Mf, обозначают моменты, отвечающие со-
ответственно пределам пропорциональности ip,
*
где Со и С'о — первоначальные, аС,и Cj —
последующие (после скручивания) отсчёты
по шкалам 2; L — расстояние зеркала от шка-
лы. Отсюда
ср=<х2 — а, =
радиан.
упругости
и прочности при
Фиг. 105. Зеркальный прибор для измерения углов закручивания.
кручении хь. Моменты Мр и Ме определяются
экстензометрическими методами. Удобен
зеркальный прибор (фиг. 105). Угол закру-
чивания ср (фиг. 105, а) определяется как раз-
ность углов ct2 и <*! поворота сечений ft и /2,
находящихся на концах расчётной длины об-
разца /0. Углы я, и а% отсчитываются по шка-
лам 2 (фиг. 105, б), отражающимся в зерка-
лах 1—1. Ввиду незначительного размера уг-
лов а можно принять (фиг. 105, б)'.
L обычно берётся равным 1000, 1500 и
2000 мм. Порядок определения хр и ie при
кручении аналогичен применяемому для опре-
деления ор и ае при растяжении. Допуск при
определении тр может быть взят таким же,
как и для <зр. Предел пропорциональности
при испытании на кручение определяется по-
следовательно возрастающими нагрузками
(ступенями) с замером углов закручивания на
каждой ступени нагружения. Момент круче-
ния Мр по допуску Джонсона соответствует
ступени нагружения, при которой приращение
угла закручивания равно полу-
торной величине среднего при-
ращения указанного угла в
прямолинейной начальной ча-
сти кривой кручения. При
определении предела упруго-
сти и технического предела
текучести при кручении допу-
ски по относительному сдви-
гу 7> отвечающие остаточным
относительным удлинениям 8 =
= 0,0020/0 (для а,) и 8=0,2%
(для о0 2), будут соответственно
равны 0,0030/0 для чв и 0,3
для т03, так как при малых
деформациях 7 — 1,5 8 [2]. Ве-
личина 7 должна соответство-
вать остаточной деформации
наружных волокон. Поэтому
при определении т03 необ-
ходимо учитывать действие
остаточных напряжений, вы-
званных пластической дефор-
мацией и уменьшающих вели-
чину У.
У поверхности стержня, за-
крученного до предела теку-
чести, относительный сдвиг
7е — упругий относительный
а 75 — остаточ-
7=7е + Tj- гДе
сдвиг на пределе упругости, 75
ный относительный сдвиг, являющийся допу-
ском для предела текучести. После снятия на-
грузки остаточный относительный сдвиг бу-
дет меньше из-за остаточных напряжений,
возникших при нагружении за пределом упру-
гости. Если 7о — упругий относительный
сдвиг, исчезающий при снятии нагрузки
Gо<Ле). то действительный остаточный сдвиг
7вТ# + Т« —То-
По Давиденкову [1]
у
е
* г — величина физического предела текучести при
кручении соответствует горизонтальному участку (теку-
чести) на кривой кручения (мягкая сталь). Для матери-
алов, не имеющих участка текучести, определяется тех-
нический предел текучести, обозначаемый т0 3>
(Уе + Ъ
Величиной уе обычно задаются, руковод-
ствуясь данными предварительных испытаний
на кручение или на растяжение.
Измерение углов при кручении в пласти-
ческой области (за пределом упругости) про-
изводится при помощи угломеров.
ГЛ. I]
ИСПЫТАНИЯ НА КРУЧЕНИЕ
47
Подсчёт напряжений и деформаций в пре-
делах применимости закона Гука (пропорцио-
нальности) и небольших отклонений от него
производится по обычным формулам сопро-
тивления материалов.
Для цилиндрических сплошных образцов
16 Л*
32 ML d
Для трубчатых образцов
16 М
ф —г
32 М1й
где d — внешний диаметр, d\ — внутренний
диаметр трубчатого образца.
и
Фиг. 106. Построение касательных при
помощи зеркальной линейки.
По этим формулам вычисляются пределы
пропорциональности zp, упругости т#, теку-
чести т03 и соответству-
ющие им деформации.
Напряжения в пластиче-
ской области (за пределом
пропорциональности) и пре-
дел прочности при круче-
нии zi, сплошных цилин-
дрических образцов вы- (
числяются по формуле Люд-
вика:
w
чески по кривой кручения, построенной в
* ,,' л dM
координатах в — М. Удобно определять -^
при помощи зеркальной линейки (фиг. 106) [6].
Участок текучести на кривых кручения
мягкой и средней стали параллелен оси абсцисс.
dM л 12MS
В этом случае -—^=0 и т, =—-т^--
Эту же формулу можно применить и для вы-
числения предела прочности при кручении
при весьма пологих кривых кручения (особо
пластичных металлов). Предпочтительнее, од-
нако, и в этом случае пользоваться форму-
лой Людвика как более точной.
Напряжения за пределом упругости в тон-
костенных трубчатых образцах вычисляются
по формуле
средний диаметр трубчатого се-
где F — площадь поперечного сечения трубы,"
dQ =—=—- —
чения.
Результаты испытаний на кручение целе-
сообразно представлять в виде кривых в ко-
ординатах истинный сдвиг (g) — напряже-
ние (т). Величина g вычисляется по формуле
Надаи
Мерой пластичности при кручении следует
считать величину относительного сдвига
d
где <рж — полный угол закручивания при раз-
рушении.
Машины для испытаний на кручение.
Испытания на кручение производятся обычно
4
где в = -?- — угол закру-
чивания на единицу длины.
Величина производной
dM ,
—г определяется графи-
фиг. 107. Схема машины Амслера на 600 кгм.
* Формула Людвика при больших деформациях не
является вполне точной, так как не учитывает продоль-
ных деформаций и напряжений.
на горизонтальных машинах. На фиг. 107
представлена схема машины Амслера на
6U0 кгм. Образец 1 закрепляется в захватах 2
48
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. И
и 3. Захват 2 вращается в неподвижном под-
шипнике 4 от червячного колеса 5. Углы по-
ворота захвата 2 отмечаются укреплённым на
Фиг. 103. Схема машины фирмы Ольсен на 2250 кгм.
б
Фиг. 109. Схема машины Эйвери на НО кгм.
нём указателем б на неподвижной шкале 7,
расположенной на подшипнике 4. Захват 3
составляет одно целое с тяжёлым маятником 8
и вращается в шарикоподшипнике 9. Этот
захват может перемещаться по горизонталь-
ным направляющим 10 и устанавливаться на
необходимом расстоянии от зажима 2. Крутя-
щий момент, приложенный к образцу через
захват 2, уравновешивается моментом маят-
ника 8. Отклонение маятника регистрируется
стрелкой силоизмерительного устройства 11,
шкала которого проградуирована в кгм.
На фиг. 108 представлена схема машины
фирмы Ольсена на 2250 кгм для испытания
на кручение. Вращение от электромотора пе-
редаётся через шкив / и ряд зубчатых 2 и. 4
и червячных 3 передач на образец 5, зажа-
тый в патроне шестерни 6, на котором
имеется круговая градусная шкала для изме-
рения углов закручивания. Второй конец об-
разца зажаг в патроне 7, связанном с сило-
измерительным устройством. Крутящий мо-
мент уравновешивается парой сил, одна из
которых является реакцией опоры 8, а вто-
рая передаётся через систему рычагов на
рычаг 9, где и уравновешивается подвиж-
ным грузом 10. На рычаге имеется шкала,
градуированная через 5000 кг/см; мень-
шие значения крутящего
момента берутся с ди-
ска 11.
На фиг. 109 представлена
схема машины Эйвери ре-
версивного действия на
ПО кгм. Образец закре-
пляется в захватах /извра-
щение захвата / осущест-
вляется ручным маховиком
3 при помощи червячной
шестерни 4. Этот захват
может иметь поступатель-
ное перемещение, позво-
ляющее производить на ма-
шине испытания образцов
разной длины. Крутящий мо-
мент, воспринимаемый за-
хватом 2, передаётся ры-
чагом 5 на измерительный
рычаг 6", где и уравновеши-
вается моментом груза 7,
перемещаемого вращением
рукоятки S. Противовес 9
служит для уравновеши-
вания рычага 6 при положе-
нии груза 7 на нуле. Для измерения пол-
ных углов закручивания служит градуиро-
ванное кольцо, укреплённое на червячной
шестерне 4.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Д а в и д е н к о в Н. Н., Определение условного пре-
дела текучести при изгибе и при кручении, .Завод-
ская лаборатория" № 3, 1938.
2. Д а в и д е н к о в Н. Н., О кривой течения Людвика,
Известия Академии наук СССР, отд. техн. наук,
№ 4—5, 1944.
¦3. Ж у к о в С. Л., Образцы для определения ме-
ханических свойств металлов, НКАП, Оборонгиз,
М. 1943.
4. Н а д а и А., Пластичность, ОНТИ. М.—Л. 1936.
5. Т и м о ш е н к о С. П. и Л е с е л ь с Дж., Приклад-
ная теория упругости, ГТИ» Л. 1930.
6. Ф р и д м а н Я. Б., Деформация и разрушение метал-
лов при статических и ударных нагрузках, Оборон-
гиз, М. 1916.
7. Шапошников Н. А., Основы механических ис-
пытаний металлов, ОНТИ, М.-Л. 1936.
8. F о s t e r P. F., The mechanical testing of metals and
alloys, Pitman, London 1936.
9. L u d w i k P., Eletnente der Technologischen Mecha-
nik, Berlin 1909.
10. ГОСТ 3565-47; ГОСТ 3001-45.
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
49
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
Аппаратура и образцы
Нагружающие механизмы и приспо-
собления. Нагружающими механизмами для
кратковременных испытаний на растяжение
при высоких температурах могут служить
обычные разрывные машины, рычажные (Мора
и Федергафа, Лозенгаузена и др.) и гидравли-
ческие (Амслера). Испытания, сопровождаю-
щиеся экстензометрическими измерениями
малых деформаций, производятся на машинах
рычажного типа небольшой мощности. Гидра-
влические машины для таких испытаний могут
применяться, если в процессе их работы не за-
мечается спадания нагрузки. Для горячих раз-
рывных испытаний рекомендуется пресс Гага-
рина или машина ЦНИИТМАШ ИМ-4Р. По-
следняя не требует применения реверсора,
который при нагревании может исказить
результаты испытаний.
Испытательные машины должны периоди-
чески тарироваться; отклонения в показаниях
не должны превы-
шать + 0,5%. За ча-
стями машины, под-
верженными воздей-
ствию тепла печи, не-
обходим тщательный
уход. Для горячих
испытаний рекомен-
дуется выделить от-
дельную машину.
Для зажима образ-
цов служат удлини-
тельные штанги, за-
крепляемые в зажи-
мах машины. Верхние
зажимы во время ра-
боты нагреваются,
поэтому они ча-
сто изготовляются из
легированной стали. Отношение диаметра
штанг к диаметру образца должно быть не
менее 4. Для работы при температурах
выше 500° С штанги изготовляются из жаро-
стойкой стали.
Плоские образцы закрепляются в головках
штанги при помощи шпилек из жаростойкой
стали (фиг. ПО).
Образцы. Цилиндрические образцы могут
быть нормального типа (фиг. 111, а) и умень-
шенного, если не требуется установка экстензо-
метра (фиг. 111, б). На головках образца
делается нарезка для закрепления в зажимах
машины.
Квадратная резьба предпочтительнее, так
как её не заедает при окислении. Во избе-
жание заедания треугольной резьбы её посы-
пают графитным порошком.
Плоские образцы из листовой стали изго-
товляются общепринятых размеров, но в голов-
ках просверливается по два отверстия диа-
метром 8—10 мм (фиг. 111, г) для шпилек,
которые удерживают образец в удлинитель-
ных штангах. При больших нагрузках приме-
няют плоские образцы с удлинёнными голов-
ками (фиг. 111, ж). Поверхности образцов
шлифуются. Для измерения удлинений на об-
i | i
Фиг. НО. Схема закрепле-
ния плоских образцов в
головках удлинительных
штанг [1].
разец наносятся узкие и неглубокие рискн.
Отклонения диаметра образца от номиналь-
ного размера допускаются + 0,02 мм.
а)
Фиг. 111. Образцы для горячих испытаний на растя-
жение.
Печи и терморегуляторы. Нагрев образца
до температуры испытания может осущест-
вляться пламенем газовой горелки, в электро-
печах сопротивления, в ваннах из расплавлен-
ных солей или металлов, в камерах со спе-
циальными газовыми средами, а также непо-
средственным пропусканием тока через обра-
зец. Электрические печи сопротивления наи-
более распространены.
Для равномерного прогрева образца длина
печи должна быть в 2—4 раза больше рас-
чётной длины образца. Внутренний диаметр
муфеля печи D !> 3d, где d — диаметр образца.
Для предохранения керамического муфеля
печи от повреждения при изломе образца в
печь вставляют защитный цилиндр из железа,
меди, никеля или нержавеющей стали. Цилиндр,
кроме того, способствует более равномерному
распределению тепла внутри печи.
Равномерность температуры по длине вер-
тикальной печи осуществляется следующими
мерами [4J. Длина рабочего пространства печи
делается возможно большей, а диаметр воз-
можно меньшим. Витки обмотки сопротивления
распределяются по муфелю печи наиболее
густо в нижней части его, более редко — в
верхней и еще реже — в средней, соответству-
ющей расчётной длине образца (фиг. 112, а).
В горизонтально расположенных печах витки
располагаются одинаково густо у обоих кон-
цов печи и более редко — в средней части.
50
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Обмотка печи составляется из нескольких
(обычно 2— 4) отдельных секций, соединённых
между собой параллельно (фиг. 112, б). Каждая
секция снабжается отдельным реостатом для
регулирования силы тока независимо от дру-
гих секций. Иногда применяют секционные
обогреватели по типу, изображённому на
фиг. 113 [35]. Они существенно облегчают из-
Осеть
в сеть через
реостат
В сеть через
реостат
5 сеть через,
реостат
Фиг. 112. Типы обмоток сопротивле-
ния электропечей [4].
Фиг. ИЗ.
Секционный
обогреватель
Френча [35].
готовление и ремонт печи, но не
всегда обеспечивают достаточно
равномерное распределение температуры по
длине печи.
Муфели печей изготовляются из огнеупор-
ной керамики или из металла: меди (для тем-
ператур не выше 400J), нержавеющей или
жароупорной стали, мягкого железа, нихрома
и т. п. Проволока сопротивления, заключён-
ная в фарфоровые бусы либо защищенная
прослойкой хорошо изолирующего и жаро-
упорного материала (например, высокосорт-
ной слюды), наматывается на металлическую
трубу (муфель) одним из указанных выше
способов.
Разъёмные печи, состоящие из двух поло-
винок (фиг. 114), более удобны в сборке и для
Фиг. 114. Разъёмная электропечь Гереуса.
помещения в них образца. Однако в такой
печи труднее создать равномерное распре-
деление температуры в рабочем пространстве.
Установка печи в разрывной машине осу-
ществляется при помощи бандажей 1, охва-
тывающих кожух печи, и полуколец 2, стяги-
ваемых болтами 3 на колонках 4 машины
(фиг. 115). Ось печи совмещается с верти-
кальной осью машины и, следовательно, с осью
вставленного в неё образца.
Печи должны систематически калибро-
ваться на распределение температуры в рабочем
пространстве. Калибровку проводят во всём
интервале предполагаемых температур испыта-
ния при помощи сверлёного образца (фиг. 116),
имеющего одинаковые размеры с испытуемы-
ми образцами. Расположение горячих спаев
термопар на калибровочном образце и внутри
его показано на
фиг. 116. Измене-
ние температуры
по длине образца
(между точками
TQ — Во) не должно
превышать 6е С
при испытании без
I I
Фиг. 115. Печь для горячих раз-
рывных испытаний, установлен-
ная на десятитонной машине
Амслера.
Фиг. 116. Кали-
бровочный об-
разец для изу-
чения распре-
деления темпе-
ратуры в раз-
ных точках
образца [19].
определения малых дефор-
маций A0° С при темпера-
туре выше 800" С); 3° С при
испытании с определением малых деформаций
E° С при температуре выше 600° С) [1].
Ручное регулирование температуры печи
допускается в тех случаях, когда испытания
производятся без определения малых деформа-
ций. При определении предела пропорцио-
нальности, технического предела текучести и
тем более модуля упругости требуется автома-
тическое регулирование температуры. Обыч-
ные терморегуляторы, в которых замыкание
контактов производится стрелкой гальвано-
метра, не обладают достаточной точностью,
поэтому применяют специальные регуляторы
(см. стр. 54).
Пирометрические устройства [13]. Термо-
электрические пирометры (термопары с мил-
ливольтметрами) вытеснили применявшиеся ра-
нее ртутные термометры. В механических ла-
бораториях пользуются преимущественно тер-
мопарами из неблагородных металлов, что
объясняется экономическими соображениями и
отчасти большей электродвижущей силой таких
термопар. Для механических испытаний при
температурах до 900° С могут быть рекомен-
дованы никель-нихромовые и хромель-алюме-
левые термопары. Для более высоких темпе-
ратур лучше применять платино-платиноро-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
51
диевые термопары, хотя точность отсчётов
температуры при этом уменьшается вслед-
ствие относительно малой электродвижущей
силы этих термопар.
Измерение температуры испытуемого об-
разца производится различными способами:
1) к головкам удлинительных штанг образца
прикрепляют специальные гнёзда, в них вста-
вляют кварцевую трубку, внутри которой мо-
жет передвигаться вдоль образца спай термо-
пары. Холодные концы термопары выпуска-
ются наружу через отверстие, прорезанное
в крышке печи; 2) по высоте печи делают
горизонтальные отверстия диаметром 2—4 мм,
через которые пропускают термопары до каса-
ния горячего спая с поверхностью образца [3].
Спай термопары прикрепляют непосредствен-
но к образцу при помощи нихромовой, нике-
левой или фехралевой проволоки и асбеста.
При плотном прилегании спая термопары к об-
разцу и при изоляции спая от прямого дей-
ствия лучистой теплоты раскалённого муфеля
(асбестом) термопара показывает температуру
тела образца по всему его сечению с доста-
точной точностью. Разница температуры в точ-
ках С, ТиВг внутри образца и соответственно
Со, 7п> Во на его поверхности [81], установлен-
ная при помощи калибровочного образца, пока-
занного на фиг. 116, составляет всего 1—1,5° С.
Температура образца должна измеряться не
менее чем в двух точках, лежащих между рас-
чётными рисками. При употреблении образцов
уменьшенного типа и гагарииских (фиг. 111,
б, д) допускается измерение температуры в
одной точке средней части образца.
Для сохранения гибкости термопары изоля-
цию её проводов производят асбестовым шну-
ром с последующей обмазкой жидким стеклом.
Холодные спаи термопары должны поме-
щаться в термостат (сосуд с тающим льдом или
водой 20—25° С). Концы термопары отводятся
через переключатель к точному милливольт-
метру.
Приборы для измерения деформаций. Для
измерения деформаций применяются катето-
метры, индикаторы и экстензометры. Чувстви-
тельность этих приборов определяется следу-
ющими пределами:
Деформация, соответ-
Тип измерительного ствующая наименьше-
прибора му делению шкалы,
в мм
максим. миним.
Катетометр о,го 0,0025
Индикатор о,о2 О.ОО25
Экстензометр ..... 0,005 o.coi
Перечисленные приборы пригодны для из-
мерения деформаций с целью определения
технического предела текучести и предела
пропорциональности. Наиболее удобными из
них являются катетометры и индикаторы. При-
менение зеркального экстензометра возможно
при удовлетворительном типе удлинителей,
позволяющем выносить зеркала за пределы
печи. Удлинители изготовляются из жароупор-
ной стали. Основным вопросом является ста-
бильность установки экстензометра на образце.
В ряде случаев она достигается при помощи
заострённых болтов, вставляемых в небольшие
углубления, нанесённые керном по границам
расчётной длины образца. Болты удержива-
ются на месте при помощи нихромовой про-
волоки; нижние концы удлинительных планок
соединяются пружиной. Для устранения сдвига
ножей удлинителя их иногда опирают на осо-
бые двугранные буртики (фиг. 117), ограни-
чивающие расчётную длину образца [60]. На
Фиг. 117. Разрывной образец с двугран-
ными буртиками для крепления экстензо-
метра.
фиг. 118 показано устройство удлинителей, при-
меняющихся в Британской национальной фи-
зической лаборатории на крип-установках.
Удлинители составлены из планок /, соединён-
ных между собой заклёпка-
ми, и имеют микрометриче-
ское устройство 2, позво-
ляющее учитывать удлине-
ния, выводящие шкалу из
поля зрения. Устройство
позволяет переставлять зер-
кальца и призмы без снятия
прибора, т. е. без переры-
вов в работе, и одновремен-
но даёт возможность изме-
рять всю накапливающуюся
деформацию, что важно при
длительных испытаниях.
При определении модуля
упругости металлов (спла-
вов) весьма большую точ-
ность даёт радиотехнический
метод. Он заключается в воз-
буждении в цилиндрическом
образце (диаметр которого
значительно меньше длины)
собственных продольных ко-
лебаний и в измерении их
частоты. Частота колеба-
ний связана с модулем упру-
гости Е формулой
4/2/
пр
g
Фиг. 118. Удлини-
тели, составленные
из планок [61].
где fnp — частота продольных колебаний;
р — плотность металла; g — ускорение свобод-
ного падения; / — длина образца. Теорию ме-
тода и описание установки для определения
частоты продольных колебаний при высоких
температурах см. [15, 16]. Необходимый эф-
фект радиотехнический метод даёт при тем-
пературе лишь до 700° С, так как сопротивле-
ние магнитному потоку в полюсах, нагретых
выше точки Кюри, сильно возрастает, и интен-
сивность магнитного поля падает.
Факторы, влияющие на результаты
испытаний
Фактор времени. Чем .больше нагрет
металл, тем сильнее сказывается влияние
скорости растяжения на предел прочности.
У легкоплавких металлов значение фактора
времени проявляется уже при комнатной тем-
52
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
пературе. Для стали фактоп времени следует
учить:вать, начиная с ЗСО - 350°С, в зависимости
от химического состава стали и её состояния.
На фиг. 119 дана диаграмма зависимости пре-
дела прочности zb углеродистой стали с содер-
жанием 0,5°/0 С от длительности растяжения
образца. При относительно быстром испыта-
50
30
20
/0
ч
500°
600°
10 20 30 40 50 Тмин
Фиг. 119. Зависимость предела проч-
ности углеродистой стали от дли-
тельности растяжения [1].
нии численные значения предела прочности
при растяжении колеблются в значительных
пределах. Скорость нагружения весьма зна-
чительно сказывается на техническом пределе
текучести. Ещё большее значение имеет про-
должительность выдержки при данной на-
грузке. Скорость же разгружения и продол-
жительность выдержки при разгрузке заметно
на результаты не влияют [63]. Из диаграммы
фиг. 120 видно, что величина предела текуче-
сти при любой температуре наиболее силь-
но снижается
в течение пер-
вых 5 мин. вы-
держки образца
под нагрузкой.
Для правиль-
ной оценки те-
плоустойчивых
свойств стали
продолжитель-
ность испыта-
ния на растя-
жение должна
быть не менее
15—20 мин.
AGTM регла-
ментирует не
продолжитель-
ность испыта-
ния, а скорость
движения голо-
вок разрывной
машины, кото-
рая во время определения предела текучести
не должна превышать 2,5 мм/мин [19]. По
германским стандартам D1N и DVM [30] огра-
ничивается скорость нагружения образца; она
должна быть менее 1 (рекомендуется 0,5—
0,3) кг/мм'2сек. При определении предела те-
кучести выдержку на данной ступени нагру-
жения перед отсчётом по экстензометру обыч-
но принимают 30 сек.
Фактор температуры. Скорость нагрева-
ния образца не влияет непосредственно на
5 Ю 15 20 25 Тмин.
Фиг. 120. Зависимость преде-
ла текучести от времени на-
гружения для мягкой стали
с содержанием 0,046% С [51].
результаты испытания, если при температуре
испытания даётся определённая выдержка.
Предварительная выдержка необходима для
установления термического равновесия между
образцом и рабочим пространством печи. При
обычных разрывных испытаниях для этой цели
достаточно 30 мин.; при определении малых
деформаций выдержка должна быть увеличена
до 1 часа.
При определении предела прочности при
растяжении колебания температуры во время
опыта могут составлять±5° С и даже больше.
При определении пределов текучести и про-
30
5
« /5
§ W
«¦о
а с
Э 5
0 1235
Ю
Фиг. 121. Ошибки в модуле упругости угле-
родистой стали при разных значениях пределов
пропорциональности вследствие изменения тем-
пературы испытания на 1° С [57].
порциональности допускаются меньшие коле-
бания температуры, а именно [1]:
Температура
испытания
в°С
До 600
600-900
Свыше 900
о
0-01
±2
±3
±5
Допуски в
я
О'ОЗ
±3
±3
±5
04
±3
±4
±6
°С
а
ОМ
±3
±4
±6
вР
±э
±3
—
Большое значение температурный фактор
приобретает при определении модуля упру-
гости Е (фиг. 121).
Обработка и оценка результатов
Для облегчения обработки результатов
испытания рекомендуется применять постоян-
ную форму журнала рабочих записей и после-
дующих вычислений.
Для определения относительного удлинения
и сужения образцы подвергаются обмеру
обычным порядком.
Технический предел текучести, предел
пропорциональности, модуль упругости опре-
деляются, как обычно, графические способом
из диаграммы «напряжение — удлинение", для
построения которой рекомендуется применять
следующие масштабы:
Напряжение
(Зв ИЛИ Яр)
в кг/мм*
До 25
25-5°
5о—loo
Масштаб для
напряжений
(ординаты)
i cm=i кг! мм1
» =з
. =5
Масштаб для
деформаций
(абсциссы)
i лк=0,0005 см
i , =о,оою ,
I - =0,0020 „
Для наглядного представления результатов
горячих испытаний на растяжение строятся
результативные диаграммы, в которых темпе-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
53
ратура наносится по оси абсцисс, а механи-
ческие свойства — по оси ординат.
Конструктору особенно важно знать вели-
чины Оу и 5р. Трудность определения ор по-
буждает конструкторов пользоваться главным
образом значениями as. Правильный выбор на-
пряжений для металла, предназначенного для
длительной работы в условиях высоких тем-
ператур, возможен, когда помимо as и ар из-
вестны также характеристики, получаемые
при длительном испытании металла на ползу-
честь (крип).
ИСПЫТАНИЯ НА ПОЛЗУЧЕСТЬ
Ползучесть (крип)— свойство металла
медленно и непрерывно пластически деформи-
роваться при постоянной нагрузке (особенно
при высоких температурах). Деформация по-
степенно (по истечении многих дней, недель
и месяцев) может совершенно прекратиться
или, наоборот, продолжаться вплоть до разру-
шения (фиг. 122) в зависимости от нагрузки
Фиг. 122. Типичные кривые ползучести.
и температуры, а также от сопротивления,
которое данный металл оказывает этой де-
формации.
За количественную характеристику ползу-
чести принимается так называемый предел
ползучести, который определяется как макси-
мальное длительно действующее напряжение,
при котором скорость ползучести в конце
концов становится равной нулю. На диаграмме
.удлинение — время" (фиг. 122) пределу ползу-
чести будет соответствовать участок с — d на
кривых Б я В. На практике ограничиваются
определением условного (технического) пре-
дела ползучести. Он представляет собой то
длительно действующее (при данной темпера-
туре) напряжение, при котором скорость или
суммарная деформация ползучести за опреде-
лённый промежуток времени не превосходит
некоторой допускаемой величины.
Различают ползучесть при растяжении, кру-
чении и изгибе, а также при сложном напря-
жённом состоянии, например, в случае одно-
временного приложения растягивающих и из-
гибающих нагрузок.
Основным видом испытания на ползучесть
является испытание в условиях растягивающих
нагрузок.
Аппаратура и образцы
Нагружающие механизмы: машины с нагру-
жением непосредственно грузами (фиг. 123, а);
рычажные машины с верхним положением
рычага (фиг. 123, б); рычажные машины с ниж-
ним положением рычага (фиг. 123, в); рычажные
машины с двои- .„„„
ным рычагом (фиг. <
123, г); машины с
рычагом и роликом а)
(фиг. 123, д).
Наибольшее рас-
пространение полу-
чили рычажные
нагружающие ме-
ханизмы. Отноше- о. I
ние плеч рычагов ' '
в крип-машинах в
большинстве слу-
чаев колеблется в
пределах от 1: 10
до 1 :20.
Двойной рычаж-
ный механизм на-
гружения преиму-
ществ перед одно-
рычажным не ИМе- Фиг. 123. Типовые схемы ма-
шин для испытания на пол-
ЩГ-
г) {
зучесть [1].
ет и обладает в то
же время большей
сложностью кон-
струкции и меньшей точностью нагружения.
Метод непосредственного нагружения сле-
дует применять при наиболее высоких темпера-
турах, когда крипоустойчивость материала
низка и в то же время требуется большая
точность в приложении нагрузки.
На фиг. 124 изображена машина рычаж-
ного типа, с нижним положением рычага В.
Для плавного нагружения служит приспосо-
бление К. Стойки машины заделаны в массив-
ный (бетонный) фундамент. Особенностью
установки является значительное расстояние
от зеркала М до шкал экстензометра Е
C,6 м). Большая высота машины
позволяет при закреплении об-
Фиг. 124. Схема крип-установки рычажного ти-па.
разца и монтировании на нём термопар
и измерительных приборов свободно пере-
двигать печь С, уравновешенную контргру-
зом D, вдоль оси машины.
Для экономии места и облегчения конструк-
ции крип-машины монтируются по нескольку
D—12) секций в одной станине (фиг. 125).
54
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Можно отметить установки карусельного
типа на 12 гнёзд лабораторий Вестингауз Ко
[58] и Дженерал Электрик Ко [80]. Они име-
ют, однако, то неудобство, что не позволяют
Фиг. 125. Схема шестисекционной машины рычажного
типа [1].
производить частичную перезарядку без нару-
шения положения оставляемых в машине
образцов.
Образцы. В нашей лабораторной практике
наиболее часто применяется образец d = 10 мм
и /= 100 мм (фиг. 111, а). Американский стан-
дарт предусматривает образец, показанный на
фиг. 111,8. В Англии применяется образец диа-
метром 15 мм с расчётной длиной 125 мм. При-
менение удлинённых образцов длиной до 1 м
[27, 61, 66] не оправдало себя из-за невоз-
можности достигнуть равномерной темпе-
ратуры по всей длине образца. Наилучшим
образцом для испытания на
ползучесть следует считать
образец диаметром 10 мм с
расчётной длиной 100—200 мм.
Печи. Основные требова-
ния, предъявляемые к печам
для испытания на ползучесть:
равномерность нагрева образ-
ца по всей длине и обеспечение
непрерывного нагрева в тече-
ние нескольких месяцев и даже
лет. Этим требованиям отве-
чает многосекционная печь [81],
показанная на фиг. 126. От
каждых пяти витков нагре-
вательной обмотки делается
вывод из печи через отдель-
ные фарфоровые трубочки-
изоляторы, так что получается
около 20 коротких секций.
Включением или выключением
отдельных секций можно до-
биться большой точности в
распределении температуры в
пространстве печи
для испытаний A—2° С).
на растяжение. Интерес представляет нагре-
вательное устройство [27], в
котором одновременно испыту-
емые 12 образцов находятся в однородных
температурных условиях, так как вставляются
в 12 цилиндров, изготовленных из огнеупора
и установленных в один ряд во внутренней
камере печи. На двух противоположных стен-
if , ii
ф
Фиг. 126. Схе-
ма многосек- „„г..,.,.
ционной печи раоочем
Фиг. 127. Терморегулятор
Бэйли и Робертса.
ках прямоугольной камеры вмонтированы на-
гревательные элементы. Каждая сторона обслу-
живается тремя независимыми секциями, что
позволяет установить полное термическое
равновесие во всей системе.
Печи в каркасе машины рекомендуется
подвешивать на тросах и уравновешивать
контргрузами; при на-
личии направляющих
для вертикального пе-
ремещения печи это
значительно облегчает
эксплоатацию уста-
новки.
Терморегулирую-
щие устройства. По-
стоянство температу-
ры во всё время ис-
пытания на ползу-
честь является одним
из основных условий
правильного проведе-
ния опыта. Колебания
температуры допуска-
ются не более ± 1°С.
Постоянство темпера-
туры поддерживается
терморегуляторами,
основанными на одном
из следующих принципов: 1) постоян-
ство сопротивления нагревательной печи;
2) тепловое расширение и сжатие испытуемого
образца; 3) тепловое расширение и сжатие
металлического муфеля печи; 4) тепловое рас-
ширение и сжатие специального приспособле-
ния (металлического стержня), помещаемого
в печь; 5) изменение электродвижущей силы
термопары, соединённой с нагревательным эле-
ментом. Первый принцип при пользовании
переменным током является наименее совер-
шенным вследствие трудности поддержания
постоянства сопротивления печи при наличии
значительных колебаний напряжения в питаю-
щей сети. Недостатком регуляторов, осно-
ванных на втором и четвёртом принципах,
является отставание температуры образца или
введённого в печь приспособления от действи-
тельной температуры печи. Несколько более
высокую точность терморегулирования даёт
пятый принцип (± 2,5° [61] и ±1°С [40]).
Наиболее точными являются терморегу-
ляторы, основанные на тепловом измене-
нии размеров металлического муфеля печи [22].
Они поддерживают температуру в течение
весьма длительных промежутков времени с
колебаниями .от ±1 до ±0,2° С. Регулятор,
основанный на этом принципе, схематически
изображён на фиг. 127. Изготовленный из ау-
стенитной стали муфель печи имеет снаружи
в верхнем и нижнем концах жёстко приделан-
ные призмы 1, на которые надеваются особой
формы рычаги 2 и 3 из инвара, соединённые
лёгкой пружинкой 4. При изменении длины
муфеля печи происходит взаимное перемеще-
ние концов рычагов 2 и 3, увеличивающееся
в зависимости от отношений плеч рычагов
в несколько десятков раз. Это перемещение
включает или выключает серебряные кон-
такты о, устроенные так, что расхождение их
увеличивается против раздвижения концов
рычагов и составляет 0,1—0,2 мм. Включение
контактов вызывает действие магнитного ре-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
55
ле 6 и через реле 7 — нагрев печи. Для умень-
шения сильных колебаний температуры вы-
ключается и включается только часть тока,
питающего печь. Терморегулятор работает с
точностью от ± 0,3 до ± 0,5° С.
По тому же принципу устроены саморегу-
лируемые печи во многих советских крип-
установках (ЦНИИТМАШ, Институт стали,
ЦИАТИМ, ЛМЗ). В ряде случаев в их кон-
струкцию введены значительные упрощения,
не снижающие точность их работы.
Пирометрические устройства. Наиболь-
шую точность при измерении температуры
в испытаниях на ползучесть даёт компен-
сационный способ (от ОД до 0,3° С). Полезно
иметь кривую изменения температуры за
всё время испытания, что достигается при
помощи автоматических регистраторов тем-
пературы.
Приборы для измерения деформаций.
Скорость ползучести меняется в пределах от
0,001 до 0,000010/0 в час, что при расчётной
длине образца 100 мм составляет 0,001—
0,00001 мм в час. В связи с этим при испы-
таниях применяют специальные измерительные
приборы: индикаторы, катетометры и зеркаль-
ные экстензометры.
В некоторых случаях деформации ползу-
чести могут определяться посредством инди-
каторов с ценой деления от 0,01 до 0,0025 мм,
однако они пригодны, когда интервалы между
отсчётами достаточно велики, так как чув-
ствительность их невысока. К достоинствам
катетометров относятся простота устройства
и удобство эксплоатации, к недостаткам —
трудность изготовления печи со специаль-
ными окнами, невозможность перехода к ав-
томатической записи кривой „удлинение —
время" и сравнительно малая точность (до
0,0025 мм).
Для более точных измерений деформаций
крипа прибегают к зеркальному прибору
Мартенса. Особенности его применения в
условиях горячих испытаний на растяжение
отмечены выше (стр. 51).
При длительных испытаниях крайне жела-
тельна автоматическая регистрация деформа-
ций. Принципиальная схема такого метода
5 Ю 15 20 25 30 35 Г час
Фиг. 128. Схема записи кривой „удлинение —
время" при испытаниях на ползучесть (а) и
образец автодиаграммы, полученной этим
способом (б) [18].
дана на фиг. 128, а. Луч от источника света /,
проходя через диафрагму К и собирательную
линзу е, падает на зеркало gx прибора Мар-
тенса, закреплённого на испытуемом образце
(см. стр. 22). От зеркала g, луч отражается на
зеркало g% и затем, на барабан О, обёрнутый
светочувствительной бумагой. Барабан вра-
щается с известной и постоянной скоростью
при помощи часового механизма; световой
луч записывает на барабане кривую в коор-
динатах „деформация — время" (фиг. 128,6).
Методические факторы ползучести
На численную характеристику ползучести
металла оказывают большое влияние методика
испытания и природа испытуемого материала.
Факторы, зависящие от материала: хими-
ческий состав, структурные факторы (макро-
структура, величина зерна, микроструктура),
технологические особенности (способ выплав-
ки, горячая обработка, холодная обработка,
сварка, термическая обработка).
Факторы, зависящие от методики: точность
измерения деформаций, температура, время
(длительность испытания) и длина образца.
Точность измерения деформаций при
данной чувствительности прибора для измере-
ния деформаций зависит от наблюдаемой ско-
рости ползучести (fc%B час), расчётной дли-
ны образца (/ мм) и времени между двумя от-
счётами (т час); измеряемое приращение
длины А/ связано с этими величинами следую-
щей зависимостью:
^с
vch
мм.
" 100
Из формулы видно, что увеличение прира-
щения длины при постоянной скорости ползу-
чести может быть достигнуто увеличением
расчётной длины образца / или увеличением
времени между двумя отсчётами т. Примене-
ние длинных образцов представляет значитель-
ные неудобства из-за трудности равномерного
нагрева, увеличение же времени между двумя
отсчётами вполне себя оправдывает. Измере-
ние удлинения через 1 час и даже чаще (че-
рез 10—15 мин.) необходимо лишь в началь-
ный период. В этот период скорость ползу-
чести настолько велика, что её измерение не
представляет затруднений. По мере же умень-
шения с течением времени скорости ползу-
чести интервалы между наблюдениями увели-
чиваются до 12—24 час.
Комбинируя расчётную длину образца, ин-
тервалы между отсчётами и скорость ползу-
чести в разные периоды опыта, можно подо-
брать прибор, обеспечивающий требуемую точ-
ность измерения деформаций.
Постоянство температуры. Наблюдения
над ползучестью углеродистых и специальных
сталей показали, что повышение температуры
на 1—2° С в периоде прекратившейся ползуче-
сти вызывает немедленное её возобновление, а
в периоде равномерной ползучести увеличивает
её скорость в зависимости от температуры
испытания и нагрузки на 5—20%. Повышение
температуры на 10—15° С в ряде случаев вызы-
вает увеличение скорости крипа вдвое [37].
Кроме того, термическое изменение длины
испытуемого образца за счёт колебаний тем-
пературы препятствует замерам деформаций
ползучести. Доказано [1], что удлинение сталь-
ного образца, вызываемое отклонением темпе-
ратуры испытания E00° С) только на 1°,
56
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
о
при скоростях ползучести, меньших 10 %
в час, перекрывает часовое значение удлине-
ния вследствие ползучести. Поэтому регули-
рованию температуры в крип-установках уде-
ляется большое внимание. Точность, с которой
поддерживают температуру наиболее совершен-
ные регуляторы, колеблется от ± 1 до ± 0,2°.
Время. На фиг. 122 представлены типичные
кривые ползучести „деформация — время".
На кривой В можно наметить следую-
щие основные фазы ползучести: начальная
упругая деформация, происходящая почти
мгновенно (участок ab)\ начальная ползучесть,
происходящая с уменьшающейся скоростью
(be); равномерная ползучесть, происходящая
с более или менее постоянной скоростью (ей);
конечная ползучесть, которая может протекать
различно: или с вновь увеличивающейся скоро-
стью деформации, приводящей к разрыву (de),
или с постепенно уменьшающейся скоростью
деформации, приводящей к полному „затуха-
нию" ползучести (кривая Б). Наконец, при
больших нагрузках может быть получена
кривая, подобная кривой Г, в которой участок
равномерной ползучести отсутствует.
Методы изучения ползучести
В зависимости от трёх основных факторов —
температуры, напряжения и удлинения — ме-
тоды испытаний на ползучесть разделяются на
дилатометрический, релаксационный и изотер-
мический (табл. 19).
Дилатометрический и релаксационный ме-
тоды принципиально отличаются от изотерми-
ческого метода: удлинение образца от ползу-
чести в них немедленно компенсируется за
счёт изменения одного из других факторов —
температуры в первом случае и напряжения во
втором, что приостанавливает процесс ползу-
чести. В этих двух методах о деформациях
приходится судить косвенным образом — по
дилатометрическому либо по упругому удли-
нению образца.
Изотермический метод воспроизводит в наи-
большей степени действительные условия
службы деталей (постоянство температуры
и напряжения) и является наиболее распро-
странённым.
В зависимости от длительности проведения
опыта различают методы испытаний на пол-
зучесть: длительные, сокращённые (укорочен-
ные) и испытаний на „ускоренную" ползучесть,
при которых образцы доводятся до разрыва.
Дилатометрический метод. Сущность ме-
тода [66] заключается в следующем. К не-
подвижной рамке / (фиг. 129), изготовленной
из инвара, прикре-
пляется верхний ко-
нец образца 2 (общая
длина 1300 мм, рас-
чётная — 800 мм). В
нижней части рамки /
прикреплена планка 3,
которую можно пе-
редвигать вверх и
вниз по рамке /. При
удлинении образца 2
муфточка 4, насажен-
ная на него, упирается
в планку 3 и отво-
дит контакт 5 от кон-
такта 6. При сокра-
щении образца кон-
такты 5 и 6 соединя-
ются. Эти размыкания
и замыкания регули-
руют температуру пе-
чи, а следовательно,
и образца. Остаточ-
ное вследствие ползу-
чести удлинение о б-
разца нарушает кон-
такт 5—6 и вызывает
постепенное снижение
температуры образца.
По снижению темпе-
ратуры можно на ос-
новании закона те-
плового расширения
вычислить удлинение
образца за определён-
ный промежуток вре-
мени. Условиям дли-
тельных испытаний
на ползучесть описан-
ная установка не удовлетворяет, так как даёт
недопустимые колебания температуры [71],
хотя в литературе и имеются указания на
успешное применение приведённого принципа
при температурах испытания до 1Э00° [39].
Дилатометрический принцип положен также
в основу так называемого „автостабилизаци-
онного" метода [65J, аппаратура для которого
весьма сложна.
Метод релаксации. Метод испытания за-
ключается вследующем. После нагрузки при
данной температуре образца до напряжения
аг наблюдается падение напряжения в течение
Фиг. 129. Установка Роона
для испытаний на ползу-
честь дилатометрическим
методом [66].
Классификация методов изучения ползучести
(по Шевенару)
Таблица 19
Метод
Факторы
температура напряжение длина образца
Диференциальное уравнение
Изотермический. .
Дилатометрический
Релаксационный . .
Постоянная
Переменная
Постоянная
Постоянное
Постоянное
Переменное
Переменная
Постоянная
Постоянная
о • dt°+Vcdx=0
Примечание. В диференциальных уравнениях символы имеют следующие значения: а — коэфициент
линейного термического расширения; t° — температура; а — напряжение; / — длина; г — время; v —скорость
ползучести.
ГЛ.1]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
57
некоторого времени т (фиг. 130, а). После уста-
новления конечного напряжения о2 им нагру-
жается новый образец и определяется конеч-
ное напряжение а3 и т. д. Полученные за опре-
делённый промежуток временит разности ко-
нечных и начальных напряжений Дз = <зп — ат
(где а,—напряжение по истечении временит)
наносятся в виде графика в функции от на-
чального напряжения ап (фиг. 130, б). Эта за-
висимость была найдена прямолинейной [2,12],
определяемые при данном методе, колеблются
-з
до
а)
Фиг. 130. Схема определения пределов пол-
зучести релаксационным методом [21].
что даёт возможность экстраполировать пря-
мую до значения Д? = 0 и тем самым устано-
вить „предел релаксации" qx.
Наиболее известен вариант релаксационного
метода, предложенный ещё в 1932 г. Барром
и Барджеттом [2]. С образцом, изготовленным
из исследуемого металла, посредством соеди-
нительной штанги жёстко связан металличе-
ский стержень, размеры которого таковы, что
он в данном интервале нагрузок испытывает
только упругие деформации. Образец поме-
щается в печь и нагревается до необходимой
температуры, после чего даётся нагрузка. По-
средством экстензометра измеряется упругая
деформация динамометрического стержня и
по этой деформации определяется величина
напряжения в испытуемом образце.
Наиболее совершенной является установ-
ка для исследования чистой релаксации, по-
строенная лабораторией Вестингауз Ко, отли-
чающаяся большей конструктивной сложно-
стью [12].
Изотермический метод. Важнейшие разно-
видности изотермического метода: а) опреде-
ление напряжения, вызывающего равномерную
скорость ползучести (участок cd на кривой В,
фиг. 122); б) определение напряжения, вы-
зывающего за определённый промежуток вре-
мени общую деформацию обусловленной ве-
личины, и в) определение напряжения, которое
в конце концов приводит к нулевой скоро-
сти ползучести (теоретический предел ползу-
чести).
Метод равномерной ползуче-
сти. В большинстве случаев для достижения
начала равномерной ползучести необходимы
длительные сроки E0J—1000 час. и более);
длительность периода равномерной ползучести
исчисляется тысячами часов, поэтому обычно
ограничиваются длительностью испытаний в
пределах 10J0— 20У0 час. и затем экстраполи-
руют полученные данные ко всему сроку
службы данной детали, основываясь на на-
клоне прямолинейного участка кривой .де-
формация—время" или на наклоне асимптоты
к этой кривой. Средние скорости ползучести,
от 10 ° до 10~й мм/мм (или от 10
10—6о/о) в час.
Нередко проводятся испытания ползучести
длительностью 10 000 час. и более. Известен
уникальный опыт (Дженерал Электрик Ко)
продолжительностью в 100 000 час. [67]. Дан-
ные, получаемые в результате опытов боль-
шой длительности, представляют огромную-
ценность для проверки правильности экстра-
поляции результатов значительно менее дли-
тельных испытаний.
Метод суммарной ползучести.
Исходя из требований практики конструирова-
ния машин и приборов, работающих при вы-
соких температурах, чаще всего определяют
напряжения, вызывающие суммарную дефор-
мацию в 10/0 за 1000, 10 000 и 100 000 час, что
соответствует средней скорости относительной
деформации 10~~5, 10~6 и 10~7 мм/мм в час.
Такие предельные напряжения определяются
экстраполированием результатов испытания,,
длительность которого обычно составляет
1000 час, исходя из предположения, что при
данной температуре деформация:
в од % за iooo час. эквивалентна 1% за юооо час.
„ О,020/о » IOOO я , 1°/0 . 5° ООО я
„ О,О1°/0 . IOOO , „ 1°/о » IOOOOO .
Правильность такого метода сомнительна,
так как истинная скорость ползучести в тече-
ние первой тысячи часов может быть нижег
чем в течение второй тысячи часов и т. д.
В особенности рискованно отнесение деформа-
ций, полученных за 1001) час. опыта, к 50 00О
и 1ОЭ000 час.
Метод нулевой ползучести. В
этом методе задача сводится к определению-
весьма малых (близких к нулю и нулевых)
скоростей ползучести, поэтому требуется боль-
шая осторожность в методике испытаний при
большой продолжительности опыта. Вместе
с тем установление трудно определимого .тео-
ретического предела ползучести" не являете»
важным с практической точки зрения, вслед-
ствие чего этот метод не получил существен-
ного распространения.
Сокращённые методы. Чрезвычайная дли-
тельность изложенных методов и вытекающие
отсюда практические неудобства вызвали
к жизни ряд упрощённых методов определения
условных (технических) пределов ползучести.
Под последними следует понимать напряжение,
вызывающее обусловленную скорость ползу-
чести в конце какого-либо сравнительно ко-
роткого промежутка времени A0—100 час).
Такие методы весьма многочисленны, что сви-
детельствует об их несовершенстве. В табл. 20*
сведены условия определения условных пре-
делов ползучести сокращёнными методами,
принятыми в различных лабораториях. Сокра-
щёнными методами нельзя получить правиль-
ной оценки материала для длительной службы
в условиях крипа [59, 46].
Испытание на длительную прочность.
При испытании на ускоренную ползучесть
определяется напряжение, приводящее при?
данной длительности опыта к разрыву образца^
иначе говоря, длительная прочность (Rupture
Strength, Zeitstandf jstlgkeit), или сопротивление
материала механическому разрушению иод
58
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Таблица 20
Условные пределы ползучести, принятые различ-
ными лабораториями
Название лабора-
тории
Московский ин-
ститут стали [8] .
Дюссельдорф- f
ский институт \
KWJ [51, 62, 63] 1
DIN DVM 117
Завод Круппа [59]
Штутгардтский
институт [75] . .
Гадфильд [40] . .
Институт Бредо
[60]
Условия испытания
Скорость
крипа
(% в час)
C-5) • ю-4
3,о ¦ ю-3
i,5 • 1О~~3
i,o • ю-3
О.5-Ю-3
О,1 • IO
I • ю-*
I ¦ ю-"
ежу-
реме-
час.)
S а т
о v ч—*
1—< Е- X
72-96
5—ю
25-35
25—35
25-35
*
24—72
8о—ioo
Допускаемая
суммарная де-
формация
о,5% за ioo час.
о,а°/0 за 35 час.
То же
„
—
°.5°/о за 24 часа
—
* После достижения остаточной деформации 0,2%
«(определяется экстраполяцией на базе 50 час. опыта).
действием длительно приложенной постоянной
нагрузки [7].
Нормальные испытания на ползучесть при
постоянных нагрузке и температуре (фиг. 122,
кривая В) предусматривают ползучесть со
скоростями в пределах от 10 до 10 % в
час. Определение длительной прочности свя-
зано с приложением более высоких нагрузок,
вызывающих значительно большие деформа-
ции. Кривая „деформация — время" идёт круто
вверх и через некоторый промежуток времени
й фиксирует разруше-
ние материала (кри-
вые Г и Д, фиг. 122).
График зависимо-
сти напряжения от
времени до разруше-
ния выражается в де-
картовых координатах
X кривой гиперболиче-
¦Фиг. 131. Типичная кри-
вая „напряжение — время
до разрушения" [7].
ского характера (фиг.
131), в логарифмиче-
ской анаморфозе —
прямойлинией(кривые
А и В, фиг. 132). До-
статочно иметь на такой прямолинейной ана-
морфозе 3—4 точки (например, 10,50 и 100 час),
чтобы экстраполировать полученные данные
и определить длительную прочность испытуе-
мого материала при данной температуре.
Однако установлено, что для многих сортов
стали прямая на логарифмической диаграмме
изломана книзу (кривая С, фиг. 132). Место-
положение этого излома на шкале времени
различно для разных сортов стали и темпера-
тур, поэтому экстраполяция в этом случае
может привести к неверным результатам.
Численные значения длительной прочно-
сти легированной стали и цветных металлов
обычно не совпадают с их пределами ползу-
чести, определёнными для соответствующего
промежутка времени. Однако испытания на
длительную прочность позволяют определять
остаточное удлинение и поперечное сужение
при разрыве, являющиеся показателями пласти-
1 2 4 6810 20 40 6080100200Ш800 Тж
Фиг. 132. Кривые „напряжение — время до
разрыва" в логарифмических координатах [7].
ческих свойств материала. Следует учитывать,
что в большинстве случаев достаточно дли-
тельные промежутки времени приводят к
уменьшению удлинения при разрыве [22, 80].
Например, для углеродистой стали после вы-
держки её в течение 100 час. при темпера-
туре 540" С удлинение падает с 42,5 до 28%,
т. е. в 1,5 раза, при 750° С — с 60 до 220/0, т. е.
в 2,75 раза, а при 760° С — с 70 до 13,5%, т. е.
в 5 раз [83]. Известны случаи разрыва леги-
рованных сталей под длительной нагрузкой
при остаточном удлинении 1—2%. Таким об-
разом испытание на ускоренную ползучесть
можно охарактеризовать как метод горячих
механических испытаний, имеющий своё само-
стоятельное значение и позволяющий в первом
приближении найти сравнительную теплоустой-
чивость и пластичность металлов и сплавов [7].
Обработка и оценка результатов
При испытаниях на ползучесть следует
предусматривать стандартную форму записи
и точный перечень всех условий испытания,
которые должны быть отмечены в отчёте
[1, 20].
Приведённая форма рабочего журнала
может служить для записей при любом ме-
Материал
Марка
Диаметр образца мм
Расчётная длина мм
Форма журнала
. . Нагрузка (общая) кг
Рабочее напряжение кг\мм*
Номинальная температура испытания °С
Общая длительность часов
№
отсчёта
Дата
отсче-
та
Время отсчёта
часы
минуты
Показание экс-
тензометра
левое
правое
Показания термопар
I
низ
II
сере-
дина
ill
верх
Темпе-
ратура
поме-
щения
в °С
Вычисления
прираще-
ние време-
ни At
прираще-
ние длины
М
Приме
чание
гл. i]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
59
тоде проведения испытаний на ползучесть
и при применении любого измерителя дефор-
маций.
Типичные кривые. При обработке резуль-
татов испытаний на ползучесть приходится
иметь дело с четырьмя факторами: напряже-
нием (а), удлинением (Д/), временем (-с) и тем-
пературой (t). Поэтому для получения зависи-
мостей обычно приходится строить ряд кривых
(удлинение — время, удлинение — напряжение,
напряжение — температура и т. п.).
Кривая „удлинение — время" (фиг. 133, А)
строится на основании вычисленных из резуль-
татов опыта приращений длины Д/ за соответ-
ственные промежутки времени Дт. Скорость
ползучести vc определяется как частное от де-
ления Д/ на соответствующее время Дт. Ско-
рость ползучести принято также относить к
единице длины образца / (относительная ско-
рость ползучести):
М .
vc — ——— мм/мм • час.
Кривая „скорость ползучести — напряже-
ние" (фиг. 133, Б) строится по кривым А и
служит для определения предельных напряже-
ний ползучести при данной температуре. На
фиг. 133, Б показано как пример графическое
определение напряжения, вызывающего отно-
сительную скорость ползучести 10~6 mmjmm
в час.
Кривая „предел ползучести — температура"
(фиг. 133, В), получение которой представляет
скаемой суммарной деформации за определён-
ный промежуток времени или различным ско-
ростям крипа (в нашем примере от 10~5 до
\0~7мм/мм в час).
ч
\ Г=
• Г
\ t°c
\ 0 =
в
const
const
= const
* const
Фиг. 133. Обработка результатов испытаний на ползу-
честь.
конечную цель испытаний на ползучесть,
строится на основании данных, полученных из
диаграммы Б. По оси „предел ползучести" от-
кладываются напряжения, соответствующие
обусловленной скорости крипа.
Кривая „скорость ползучести — время"
(фиг. 133, Г) может быть построена на основа-
нии данных, полученных из кривой А, и вос-
производит детали процесса ползучести во
времени.
Логарифмические диаграммы применяются
для экстраполяции данных, полученных в ре-
зультате сравнительно коротких испытаний, на
длительные промежутки времени, например,
в испытаниях на ускоренную ползучесть
(фиг. 132).
По логарифмической диаграмме „напряже-
ние—скорость ползучести" (фиг. 134) можно
выбирать напряжения, соответствующие допу-
Фиг. 134. Логарифмическая диаграмма „напряжение —
скорость ползучести".
Дополнительные данные. В акте исследо-
вания должны быть указаны следующие дан-
ные, связанные с условиями испытания [20]:
а) описание применённой машины, её точ-
ность, способ нагрузки, конструкция зажимов;
б) форма и размеры образца (чертёж); в) опи-
сание устройства печи и терморегулятора, ко-
лебания температуры за всё время опыта, рас-
пределение температуры вдоль образца, точ-
ность измерения температуры, колебания
температуры помещения; г) описание устрой-
ства экстензометра, его чувствительность и пр.;
д) характеристика испытуемого материала: со-
стояние металла (литой, прокатанный, кованый,
наклёпанный), полный химический состав, ре-
жим термической обработки, предшествовав-
шей исследованию, микроструктура материала
до и после испытания, место расположения
и способ отбора образцов; е) механические
свойства материала: при нормальной темпера-
туре и по возможности при температурах
опыта.
Все указанные моменты должны быть
учтены при оценке полученных результатов.
Однако многообразие факторов, влияющих на
крип, редко даёт полное совпадение резуль-
татов. В особенности
это относится к со-
кращённым методам. 1фнг
Сопоставление харак-
теристик ползучести 20
со свойствами, опре-
деляемыми при обыч-
ном испытании на ра- 15
стяжение, позволяет
сделать следующие
выводы. У углероди-
стой стали предел пол-
зучести ас (для vc—
= 1(Г~6) выше предела
текучести а0 2, вплоть
до температуры 350—
375Х; при 400° С и
при более высокой
температуре он опу-
скается значительно
ниже (фиг. 135). У ле-
гированной стали точ-
ка пересечения кривых смещается примерно
к 450* С. У меди и её сплавов она сдвигается
влево приблизительно до 200° С. Очевидно,
что при расчёте деталей основываться на пре-
500
боа'с
Фиг. 135. Изменение пре-
делов текучести и ползу-
чести мягкой стали (Ст. 2)
в зависимости от темпе-
ратуры [10].
60
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
делах текучести можно лишь для температур
не выше указанных. При более высоких тем-
пературах выбор допускаемых напряжений
требует обязательного учёта деформаций пол-
зучести.
ИСПЫТАНИЯ НА КРУЧЕНИЕ
Аппаратура и образцы
Нагружающие механизмы. Машины на
кручение разделяются на: машины обычного
лабораторного типа с крутящим моментом, из-
меряемым маятником или месдозой; машины
для испытания образцов в короткий и длитель-
ный периоды с моментом, осуществляемым на
блоке (при постоянном радиусе), и приборы для
испытания на кручение по методу дефлекции.
Машины обычного типа могут быть при-
менены для кратковременных испытаний на
кручение при высоких температурах. В этих
случаях машины, обычно имеющие массивные
головки для закрепления образцов, должны
быть снабжены специальными удлинёнными
захватами или же образцы должны иметь до-
статочно длинные головки для закрепления их
в зажимах машины. Для испытания на ползу-
честь машины лабораторного типа могут при-
меняться лишь при наличии дополнительного
приспособления для создания постоянства кру-
тящего момента [54].
Особенной простотой конструкции отлича-
ются машины, в которых крутящий момент
создаётся наложением гирь. К ним относится
большинство машин, применяемых для горячих
испытаний металлов на кручение. По положе-
нию образца эти машины можно разделить на
горизонтальные и вертикальные. Схема маши-
ны горизонтального типа дана на фиг. 13G.
Здесь / — образец, закреплённый одним кон-
цом в неподвижный захват 2, а другим —
в подвижной вал 3, лежащий на шарикопод-
G — модуль упругости второго рода в кг/см*;
г — радиус проволоки в см; п — число вит-
[85].
ков
Фиг. 136. Схема машины горизонтального типа
для испытания на кручение.
шипниках 4. На валу 3 сидит шкив 5 радиуса R
с подвешенным грузом Р.
Приборы для испытания по методу дефлек-
ции служат для определения модуля сдвига.
В качестве объекта испытания применяются
винтовые пружины круглого сечения; сжатие
(или растяжение) цилиндрической пружины
вызывает в ней напряжения кручения и сдвига.
Пренебрегая напряжением сдвига ввиду его
малой величины по сравнению с напряжением
кручения, считают, что сжимаемая или растя-
гиваемая пружина подвергается только скру-
чиванию. При этом деформация измеряется по
осаживанию пружины, вычисляемой по формуле
]
Модуль сдвига G может быть, так же как
и модуль упругости Е, определён радиотехни-
ческим методом. Модуль G связан с частотой
собственных крутильных колебаний fKp фор-
мулой, аналогичной приведённой на стр. 51:
APf
= — р.
Образцы. Для испытания на кручение при-
меняются образцы цилиндрические сплошные
и иногда полые.
На фиг. 137 даны размеры и формы образ-
цов. Образец по форме а употреблялся для
а)
Фиг.
137. Форма и размеры образцов, применяемых
в горячих испытаниях на кручение.
где Т — осадка пружины в см; R — средний
радиус пружины в см; Р — вес груза в кг;
длительных испытаний на кручение [41]. В об-
разце б длина вспомогательной части в 30 раз
больше расчётной [70]. Образец типа г отли-
чается небольшими размерами [33].
В испытаниях на ползучесть применялись [34]
также пустотелые (трубчатые) тонкостенные
образцы (фиг. 137, е). Малая толщина стенки
образца при сравнительно большом его диа-
метре позволяет пренебречь неравномерностью
напряжения по сечению и перераспределением
его во времени при испытании на ползучесть.
Аналогичные образцы с толщиной стенки 1 мм
показаны на фиг. 137, ж [6].
Головки образцов для кручения делаются
квадратными (фиг. 137, б, д) или имеют канавки
для шпонок, скрепляющих их с захватами ма-
шины (фиг. 137, в, г). Головки с винтовой на-
резкой для испытаний на кручение делать не-
целесообразно.
Печи и терморегуляторы. Способы регули-
рования температуры в отличие от применя-
емых при испытании на растяжение могут быть
более грубыми. На измерение угла кручения ко-
лебания температуры влияют вследствие изме-
нения модуля сдвига, длины образца и его диа-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
61
метра, а следовательно, и момента инерции
поперечного сечения. Изменения эти, однако,
чрезвычайно малы. Подсчёт показывает, что
при козфициенте линейного расширения
12,5 • 10~6, длине образца 20 см, диаметре его
1,5 см, моменте кручения 300 Kt/см и мо-
дуле G = 7-10+5 изменение температуры на 2Х
(при 400е С) даёт разницу в угле кручения всего
лишь около 5 • 10~6 радиан [9].
Приборы для измерения деформаций.
Наиболее простым и достаточно точным спо-
собом измерения угла кручения является замер
опускания точки привеса груза, действующего
на шкив (см. фиг. 136). Измерение линейного
вертикального перемещения с точ-
ностью до 0,01-0,05 мм при по-
мощи катетометров или индика-
торов не представляет затрудне-
ний. В машине на кручение, по-
казанной на фиг. 136, на нагружа-
ющем шкиве 5 (в отдельной канав-
ке) укрепляется тонкая стальная
проволока, на конце которой под-
вешивается грузик весом 40—50 г.
На его полированной поверхности
наносится тонкая риска. Переме-
щение грузика 6 измеряется по-
средством катетометра 7, стояще-
го на специальном кронштейне,
укреплённом на станине машины.
Во избежание влияния колебаний
температуры помещения приме-
няют проволоку из материала с
малым коэфициентом линейного
расширения.
Для измерения деформации кру-
чения с большей точностью приме-
няется зеркальный прибор Мар-
тенса. Зеркала зацепляются на
длинных державках, выносимых от
торцов печи (фиг. 138). При этом
необходимо тщательно избегать
тензометра «j
при испы- касания державок удлинителей к
тании на стенкам печи [6].
крученне. для полых образцов может
быть применён следующий способ
измерения деформаций [34]. Внутри трубча-
того образца (см. фиг. 137) помещается стер-
Проведение испытаний, обработка и оценка
результатов
О влиянии скорости нагружения (или де-
форуации) при горячих испытаниях на кру-
чение можно судить по следующим данным:
образцы среднеуглеродистой стали при закру-
чивании на машине Амслера до разрушения
(при 530" С) показали при быстром и медлен-
ном испытаниях (длительность 4 и 90 мин.)
падение предела прочности примерно на 30%;
угол закручивания при разрушении увеличи-
вался в 2 раза [I]. Можно полагать, что опти-
мальная продолжительность кратковременных
100 200 300 № 500 600 700 800 900 "С
Фиг. 139. Изменение предела прочности литого
железа и стали в зависимости от температуры при
кручении [70].
испытаний на кручение та же, что и на растя-
жение, т. е. 20—30 мин. Длительность испыта-
ний на ползучесть назначается по тем же со-
ображениям, что и в случае испытаний на пол-
зучесть при растяжении.
По результатам горячих испытаний на кру-
чение строятся графики, показывающие изме-
нение предела прочности, предела текучести и
модуля упругости при кручении в зависимости
от температуры. Подобные кривые приведены
на фиг. 139.
По результатам испытаний на ползучесть
при кручении строят кривые «угол кручения —
время" (фиг. 140).
По углу кручения, определяемого непосред-
ственно из опыта, можно рассчитать и относи-
Отапь ЗШ2.,Ш\
Сталь ЗИ Ш,Ш°С
20 25 30 35
Ччас
Фиг. 140. Кривая „угол кручения — время" при разных напряжениях для легированных
сталей [6].
жень, закрепляемый особыми нажимными коль-
цами, ограничивающими расчётную длину об-
разца. На выступающий конец стержня наде-
вается прибор для измерения угла кру-
чения.
В условиях длительных испытаний нередко
прибегают к автоматической записи хода опы-
та [41, 36J.
тельные касательные деформации -у по фор-
муле [9]:
где 6 — угол кручения в радианах; г—ра-
диус образца в мм; I — \ асчётная длина
образца в мм; т — время в часах.
62
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Связь между ползучестью, возникающей
в полом цилиндре в окружном, диаметральном
и продольном направлении, теоретически выра-
жается [24] уравнением
Сх — Су = 2Сг,
где Сх — продольная ползучесть (от растя-
жения); Су — касательная и Сг — диаме-
тральная ползучесть. В действительности, как
показывают экспериментальные данные (при
испытании на кручение полых образцов),
для разных сортов стали и температур Сх
колеблется от 1,0 до 1,5 Су [36].
ИСПЫТАНИЕ НА ИЗГИБ *
Аппаратура и образцы
Нагружение испытуемого бруска произво-
дится двумя способами: а) брусок помещается
на двух опорах и груз подвешивается в его
середине, б) брусок закрепляется консольно,
грузы подвешиваются к свободному концу
(фиг. 141). Известен также метод [74], заклю-
чающийся в изгибании отрезка плоской ленты
(толщиной 0,5 мм) до определённого радиуса
в специальном приспособлении — матрице, на-
греве ленты вместе с матрицей в течение 30 мин.
при данной температуре и последующем замере
остаточной кривизны.
При качественных пробах ограничиваются
измерением стрелы прогиба вынутых из печи
образцов. В некоторых установках имеются
особые устройства, позволяющие судить о про-
грессирующем прогибе образцов во время
испытания (катетометр, фиг. 141). При этом
Фиг. 141. Схема установки для горя-
чих испытаний на изгиб с измерением
прогиба при помощи катетометра:
/ — асбестовый шнур; 2 — образец;
3 — катетометр.
способе температура вдоль образца распре-
делена весьма неравномерно. При испытаниях
на изгиб, связанных с определением малых де-
формаций, образцы должны целиком находиться
в зоне высоких температур внутри печи, а для
наблюдения за их прогибом следует преду-
смотреть в нагревательной печи горизонталь-
ную прорезь, защищенную кварцевым стеклом
и приходящуюся против торцов испытуемых
образцов. Тросики грузов пропускаются сквозь
небольшие круглые отверстия в поду печи.
Установку целесообразно рассчитывать на
большое количество образцов (не менее 10—12)
и обслуживать одним катетометром, скользя-
щим по рельсу, укреплённому горизонтально
вдоль печи перед прорезью.
Образец для испытания на изгиб предста-
вляет собой брусок круглого или квадратного
сечения с длиной от 100 до 250 мм и с попе-
речными размерами от 3 до 10 мм. Наимень-
шее сопротивление ползучести при изгибе
оказывают бруски двутаврового и таврового
сечения, наибольшее — круглого и квадрат-
ного [81]. В лабораторной практике стали при-
меняться также испытания на изгиб тонкого
листового материала в виде длинных полос,
а также проволоки.
Методика ЦНИИТМАШ испытаний на
ползучесть изгибом [12, 14]. Образец /
(фиг. 143) имеет форму кольца, прорезанного
Фиг. 142. Схема печи ЦНИИТМАШ для испытаний
на ползучесть при изгибе на 20 образцов: 1—кольце-
вой образец; 2 — муфель; 3 — нагреватель; 4 — крыш-
ка; 5 — слюдяное окно; 6 — катетометр; 7 — подвес;
8 — рычаг; 9 — скоба [12].
в одном сечении. Расчётная часть образца имеет
форму бруса равного сопротивления. Образцы
помещаются в горизонтальную нагревательную
* Статическое испытание на горячий изгиб имеет в лабо-
раторной практике ограниченное применение.
Фиг. 143. Схема нагружения кольцевого
образца при испытании на ползучесть при
изгибе по методу проф. Одинга [14].
печь, рассчитанную для одновременного испы-
тания 20 образцов (фиг. 142), и нагружаются
согласно схеме фиг. 143. Расхождение концов т
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
и п образца измеряется при помощи катето-
метра 6 через продольное окно 5, прорезанное
в печи (фиг. 142). Деформации подсчитываются
по формуле
АС= 8]ГТ. ~е + п (т. + 2),
' «о
где ДС — раствор кольца в мм; г — относи-
тельная деформация крайнего волокна; г —
радиус нейтрального волокна в мм; Ло —
начальная толщина кольца E мм).
Оценка результатов
Горячие испытания на изгиб в простейшем
варианте являются качественной пробой для
грубого отбора сплавов, обладающих лучшей
теплоустойчивостью [47, 74].
Испытания на ползучесть при изгибе с опре-
делением скорости деформации в процессе
испытания дают более существенные резуль-
таты и могут быть использованы для определе-
ния условного предела ползучести [43,81], пре-
делов релаксации [12, 14] и для расчётов де-
талей и конструкций, работающих в условиях
изгиба при повышенных температурах [24,38].
Исследования соотношений между характе-
ристиками ползучести стали при изгибе и при
растяжении [24, 43] показали, что при темпера-
турах 400—500° С предел ползучести при изгибе
(определённый как на цилиндрических, так и
на прямоугольных образцах) приблизительно
на 40—50% выше, чем при растяжении.
Критерием твёрдости служит отношение
нагрузки, равной 35 кг, к площади, образовав-
шейся за 100 час. испытания
Р 35
Ндлат = -[Г=-р- ™\MM\
Это отношение считается идентичным
числу твёрдости Бринеля [48].
Аппаратура
Нагружающие устройства. При горячих
испытаниях на твёрдость статическим спосо-
бом пользуются прессом Бринеля, дюрометром
Роквелла. универсальной машиной Амслера
и т. п. Пример устройства показан на фиг. 145-
,53b
1ринципиальная схема прибора для динами-
ческих испытаний на твёрдость с измеряемой
Вода
ИСПЫТАНИЕ ТВЕРДОСТИ
Статические и динамические испытания
твёрдости при высоких температурах про-
изводятся методом отпечатка. Методы отска-
кивания (Шор) и качания (Герберт) в условиях
высоких температур не нашли широкого при-
менения. В отдельных случаях применяются
ещё два метода, специфических для высоких
температур — взаимного вдавливания и дли-
тельной твёрдости.
При методе взаимного вдавливания [29,45]
два цилиндрических образца располагаются
вплотную параллельно один другому (фиг. 144),
нагрузка к ним прилагается перпендикулярно
их осям. Критерием твёрдости служит отноше-
ние величины нагрузки к площади плоскости,
отпечатавшейся по
[образующей цилин-
дрического образца.
Способ длительно-
го испытания твёр-
дости при высоких
температурах [48] со-
стоит в следующем.
Вершина испытуемого
образца, изготовлен-
ного в форме конуса
Фиг. 144. Схема определе-
ния твёрдости методом вза-
имного вдавливания [45].
с углом 120°, надавли-
вается под постоян-
ной нагрузкой на на-
ковальню. Наковальня сделана из высокотепло-
устойчивого сплава, твёрдость которого при
температуре испытания заведомо выше, чем
испытуемого образца. Происходит постепенное
расплющивание конуса.
Фиг. 145. Прибор для горячих
испытаний на твёрдость[53]: / —
плита; 2 — печь; 3 — пуансон; 4—
образец; 5—фарфоровый цилиндр;
6 — термопара; 7 — гальванометр;
8 — крышка.
Фиг. 146. Схема
ди нам ич ее ко го-
испытан и я на
твёрдость прк
высоких темпера-
турах: О—обра-
зец; Р — падаю-
щая баба с ша-
риком-бойком
[!]
величиной ударной работы
[31,32, 52, 76, 84] показана
на фиг. 146. В некоторых
приборах свободное падение бабы заменено'
действием пружины. Шарик диаметром 5 или
10 мм (или конус) изготовляется из легирован-
ной стали (например, хромованадиевой) для
испытаний до 600° С, из алмаза или твёрдого
сплава, при температурах испытания выше
600° С. Алмазные шарики и конусы, в особен-
ности последние, менее желательны, так как
они дороги, хрупки и иногда растрескиваются
при резких изменениях температуры. Стелли-
товый конус с углом заострения 120° успешно-
применялся для испытаний на твёрдость крас-
ной меди до 1000° С [53]. При испытании стали
предельная температура применения такого
конуса несколько снижается. Шарики из побе-
дита не дают заметной деформации [3] при тем-
пературах испытания до 900—1000° С.
При динамических испытаниях иядентор
вводится в зону высокой температуры на ко-
роткое время, бойки не размягчаются и их
можно изготовлять из какой-либо специальной
стали. Форма индентора (шарик или конус)
не имеет принципиального значения.
Печи и терморегуляторы. Печь для на-
грева образцов обычно бывает цилиндрической»
с массивным стальным дном, что позволяет под-
держивать равномерную температуру образца,
помещаемого непосредственно на дно. Для
изоляции столика прибора от печи служат
64
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
асбестовые или иные теплоизоляционные про-
кладки, для защиты от окалины печь заполняют
каким-либо инертным газом, например, азотом
{фиг. 145). При испытаниях на твёрдость при-
меняют также жидкие (соляные или свинцо-
вые) ванны [32, 42]. Необходимо учитывать,
что шарик или конус, введённые в печь перед
самым испытанием без предварительного подо-
грева, вызывают в месте вдавливания падение
температуры испытуемого образца и поэтому
искажают истинную температуру испытания [3].
При динамическом способе испытания нагреву
может подвергаться только образец, чем значи-
тельно облегчается проведение опыта.
При определении твёрдости допустимы тем-
пературные колебания + E-г-8)° С. Регулирова-
ние температуры печей производится при по-
мощи простейших терморегуляторов или руч-
ными реостатами.
Спай термопары для измерения темпера-
туры должен касаться образца, а ещё лучше —
входить внутрь его. На фиг. 145 термопара 6,
пропущенная сквозь отверстие в фарфоровом
цилиндрике 5, находится внутри образца и та-
ким образом измеряет действительную его
температуру.
Факторы, влияющие на результаты
испытаний
Основными факторами, влияющими на ре-
зультаты испытаний на твёрдость при высоких
№
110
100
90
80
70
\
У
л
75
2,4
ю
151 мин.
Фиг. 147. Зависимость твёрдости по Бринелю
малоуглеродистой стали от длительности вы-
держки под нагрузкой при 500° С [3].
температурах, являются продолжительность
нагружения и величина нагрузки. Так как при
высоких температурах
металлы становятся
пластичными, то фак-
тор времени при ис-
пытании на твёрдость
в этом случае полу-
чает большое значе-
ние. Из диаграммы
фиг. 147 видно, что
наибольшее снижение
твёрдости наблюдает-
ся в начальном пери-
оде. Влияние факто-
ра времени на число
твёрдости меди иллю-
70
60
50
40
30
20
10
0
S
2^
t
\
\
\
100 200 300 МО 500 'С
Фиг. 148. Влияние продол-
жительности нагрузки на
числа твёрдости меди при
различных температурах
E6].
стрируется фиг. 148:
здесь верхняя кривая 1
получена при выдерж-
ке в 15 сек., а ниж-
няя 2— при выдержке 5 мин. Разница в твёр-
дости тем больше, чем выше температура [56].
При горячих испытаниях на твёрдость необ-
ходимо серией предварительных опытов выяс-
нить величину нагружающей силы, при кото-
рой диаметр отпечатка не превосходит до-
пускаемых величин. Во многих случаях не
приходится ограничиваться одной степенью
нагрузки для всех температур (табл. 21).
Таблица 21
Величина нагрузки в зависимости от температуры *
Испытуемый металл
Красная медь [1]
Хромомолибденовая
сталь [64]
Низколегированные
стали [10]
Быстрорежущая сталь [32]
Высоколегированные тепло-
устойчивые стали [1]
Температур-
ный интервал
испытания в
°С
2О 3°°
Зоо
2О—7°°
8оо
goo
2О 6ОО
2О—8ОО
2О 7°°
7<эо
Величина на-
грузки в кг
7<эо
4оо
Зооо
IOOO
5оо
IOOO
75°
} 5°о
Продолжи-
тельность
нагружения
в сек.
\ i8o
\
ю
**
5
* Диаметр шарика везде 10 мм.
** Шарик из сплава видиа.
Обработка и оценка результатов
Динамическая и статическая твёрдость-
Оценкой статической твёрдости Ив, как из-
вестно, является нагрузка Р к?, отнесённая к
единице сферической поверхности отпечатка
в мм% или к 1 мм2 проекции этого отпечатка
на плоскость:
Оценкой динамической твёрдости Н$ слу-
жит удельная работа удара А в кгм, отнесён-
ная к единице объёма v отпечатка в ммг,
На
0,3
0,2
>-<
V
1
\
V,
0 100 200 300 Ш 500 600 700 °С
Фиг. 149. Зависимость между со-
противлением разрыву и твёр-
достью сталей при различных тем-
пературах [10].
Величины динамической и статической твёр-
дости металлов при высоких температурах
связываются между собой переходными фор-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОВЫШЕННЫХ ТЕМПЕРАТУРАХ
65
мулами эмпирического характера.
пример, формулы Эдварса [31]
Таковы, на-
где d — диаметр отпечатка при статическом
испытании (диаметр шарика 10 мм); W — энер-
гия удара; С — константа; Нв — число твёр-
дости по Бринелю; D — диаметр отпечатка при
динамическом испытании, когда W — 0,71 (диа-
метр шарика 10 мм).
Твёрдость и предел прочности при рас-
тяжении. Между величиной предела прочности
при растяжении стали при нормальной темпе-
ратуре и числом твёрдости по Бринелю уста-
новлено определённое соотношение оь : Нв —
= 0,32-f-0,36. При повышенных температурах
отношение аь: Нв не остаётся постоянным, а
изменяется в сторону уменьшения после не-
которого максимума в области 200—400° С. Из-
менения аь : Нв в зависимости от температуры
для трёх низколегированных сталей показаны
на фиг. 149. Однако эти значения условны и
для каждой температуры могут колебаться в
достаточно широких пределах в зависимости
от длительности нагружения при определении
как 0?, так и НВф
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Борздыка А. М., Методы горячих механических
испытаний металлов, ОНТИ, М. — Л. 1938.
2. Б о р з д ы к а А. М., „Заводская лаборатория" М° 3,
стр. 262, 1934.
3. Б о р з д ы к а А. М., „Заводская лаборатория" № 11,
стр. 1015, 1934.
4. Борздыка А. М., „Заводская лаборатория" № 4
и 5, стр. 556, 1935.
5. Борздыка А. М., „Заводская лаборатория" № 10,
стр. 1262, 1935.
6. Борздыка А. М., „Заводская лаборатория" № 1,
стр. 62, 1938.
7. Борздыка А. М., „Заводская лаборатория" № 5/6,
стр. 604, 1940.
8. Борздыка А. М., Доклад на конференции по
теплоустойчивой стали, М. 1940.
9. Вольфсон С. И., „Вестник металлопромышлен-
ности" № 10, стр. 1, 1933, и № 6, стр. 36, 1935.
10. В о л ь ф с о н СИ., „Нефтяное хозяйство" № 6 и 8,
1932.
11. Михайлов-Михеев П. Б., Металл в совре-
менном котлотурбостроении, ОНТИ, М. —Л. 1937.
12. Одинг И. А., Релаксация и ползучесть металлов
(Литографированное издание ЦНИИТМАШ), М. 1946.
13. О д и н г И. А., Современные методы испытания
металлов, изд. 4, стр. i65 — 72, Металлургиздат, М. — Л.
1944.
14. О д и н г И. А., „Вестник машиностроения" № 5,
1944.
15. Остроумов., „Заводская лаборатория" № 9,
1933.
16. Томилина Л., „Рестник электропромышленности"
№ 4, 1930; № 4/5, 1931.
П. Стандартный метод испытаний металлов (стали) на
ползучесть, ГОСТ 3248-46.
18. Труды конференции по жароупорным и теплоустой-
чивым сталям, ОНТИ, М. 1935.
19. ASTM, Tentative Test Code Е21 — 34Т а. Е22 — 34Т.—
Proceed. ASTM C4) I, 1934, p. 213.
20. ASTM, Tentative Standard E22 —38T.—Book of ASTM,
Standards, p 1664,1938.
21. В а г г а. В а г d g e 11, An accelerated creep-test
for determination limiting creep-stress of metals, London
1E32.
22. В a i 1 e у R. a. R о b e г t s A., Testing of materials
for service in high temperature steam-plants, London
1932.
23. В а И е у R., Engineering, № 3361-62, p. 265, 327, 1930.
24. В а П е у R., Proceed. Instit. of Mech. Engineers A31),
Nov. — Dec, 1935, p. 131—26.
25. В a 11 e у R., „Engineering"; March 15, 1940.
26. С h e v e n a r d P., „Revue de Metallurgie" № 3,
1933, p. 85.
27. С 1 a r k a. Robinson., „Metals a. Alloys" F) /* 2,
1935, p. 46.
28. Cornelius H., Trossen W., „Stahl u. Eisen" №14,
1940, S. 293.
29. Cowdrey, Proceed. ASTM C0), p. II. 1930, p. 559.
30. DIN - DVM, Стандартные методы A112 и А117/118.
31. Edwards, „Iron & Coal Trades Rev." Jan. 27, 1932.
32. Emcke V., „Krupp. Monatshefte" A1) № 12, 1930, S.295.
33. E m m on s, Proceed. ASTM C1), 1931, p. 2.
34. E v e r e t t F., Trans. ASME. Apl. Mechanics, 1931.
35. F г e n с h Q., Proceed. ASTM B6) p. 11, 1926, p. 7.
36. F e t z e r M., Trans. ASM B6) № 3, Sept. 1938,
p. 850.
37. О i 11 e t H. а. С г о s s H., „Metals a. Alloys", July,
1933, p. 61.
38. G 1 e a s о n H. a. .VL а с g u 11 о u g h., Trans. ASME,
Apr. — June, 1933.
39. Orunert, Hessenbruch, Schlchtel,
Elektrowarme E) № 1, 1936.
40. Hat field, „Joura. Iron Steel Inst." A15), p. 483,
1927. A16) 1927, p. 573; A17) 1928, p. 288.
41. Henry P., „Revue de Metall." B4) 1927, p. 421.
42. H e r s с h m a n а. В a s i 1, Proceed. ASTM C2) p. II,
1932, p. 536.
43. H о 1 d t, „Z. VDI« № 2, 1935.
44. Honegger E., „Brown Boverle Review" A5) Nfc 11,
1928, p. 315.
45. H a r d e r a. Orovs,, „Trans. ASM & ME" A05),
1933, p. 88.
46. Houdremont E., „Stahl u. Eisen" A59) № 1,1939.
47. J u n g b 1 u t h u. M fi 11 e r, .Krupp. Monatshefte" (II),
Juli, 1931, S. 179.
48. К a i s e J., „Metal Progress", March, 1933, p. 50.
49. К a m e i t у 1 v a s a, Science Rep. Tohoku Imp. Unl-
vers. A8) 1930, p. 271.
50. Kanter a. Spring, „Proceed. ASTM" B8) p. II,
1928, p. 80.
51. К б r b e r u. Pomp, „Stahl u. Eisen", 1928, S. 273;
19 42 S 553
52. КбгЬег u. S i m о n s e n, Mitteil. KWI E), 1924,
p. 21.
53. Krupkovsky A., „Revue de Metall." № I, 1932.
54. L e a a, Parker, „Engineering" № 3442—3443, 1932.
55. L u d e w i g J., „Trans. ASM" B2) № 9, Sept., 1934.
56. L u d w i с k, „Zeitschr. f. Phys. Chemie" (91), 1916
S. 232.
57. Л, a c-V e 11 y, Proceed. ASTM B8), p. II, 1928
p. 60.
58. M а с - V e 11 y, Proceed. ASTM C7), p. II, 1937, p 235-
Trans. ASME, Febr., 1945.
59. Maiiander R. u. Ruttman W., Techn. Mitteil
Krup. Dec. 1937, S. 152.
60. M u s a 11 i et R e g g i о r i, „Revue de Metall." № Ю
1934, p. 421.
61. n о r t о n a. Fellow, „Metal Progress" B5), June
1934, p. 59. '
62. P о m p u. D a h m e n, Mitteil. KWI № 30, 1928
63. P о m p u. E n d e r s, Mitteil. KWI № Ю, 1930.
64. PruHJre M., „Revue de Metall." № 1, 2, 3,1932.
65. R a n q u e O., H e n г у P., Aciers Spec. (8), № 106
1934, p. 176.
66. R о h n I., Proceed. ASTM A), 1927, p. 389.
67. Robinson, „Mechan. Engineering", March, 1943,
p. 166.
68. S a u e r w a 1 d, Zeit. f. Metallkunde A6), 1924, S. 315.
69. Sauvagot, „Revue de Metall." № 7, 1933.
70. S a u v e r A., Trans. ASST A7), № 3, March, 1930.
71. S с h e r e r u. G e i p f e 1, Arch. f. d. Eisenhtws. (9)
Aug. 1935, S. 99.
72. Sch winning u. Matthaes, DVM-Technik G8),
1927.
73. Schwinning, Knocti, U h 1 e m a n n, „Z. VDI"
G8) № 51, 1934.
74. Scott H., Proc. ASTM C1), 1931.
75. S i e b e 1 u. U 1 r i с h, „Z. VDI" № 27, 1932.
76. S 1 a 11 e r u. Turner, „Iron & Steel Inst.", доклад
от 4/VI 1926 г.
77. T a p s e 11 H., „The Creep of Metals", Oxford, 1931.
78. T a p s e 11 H., „Engineering", March 15, 1940.
79. T a p s e 11 u. P г о s s e r, „Engineering" № 3554, 1934.
80. Thielemann a. Parker, „Metals Technology"
№ 3, 1939.
81. T h u m u. W u n d e г 1 i с h, „Z. VDI" № 31, 1933.
82. W h 11 e a. Clark, Trans. ASST B1) № 1, 1933;
B2) № 6, 1934.
83. W h i t e, Clark, Wilson, „Trans. ASf Met."
B5) № 3, Sept., 1937 и B6) № 3, Sept., 1938.
84. w ii s t u. В a r d e n h e u e r, „Stahl u. Etsen" № 1,
1922, S. 17.
85. Zimmerli, Wood, Wilson, Proceed. ASTM C0),
p. II. 1930, p, 350
66
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
(РАЗД. II
ИСПЫТАНИЯ ПРИ ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
Случаи поломок частей машин, работающих
при пониженных температурах, значительно
чаще, чем при работе в условиях нормальных
температур. Интенсивное развитие холодиль-
ного дела и производство сжиженных газов
(жидкий воздух, кислород, азот и др.), а также
работа конструкций и машин в зимних усло-
виях или при низких температурах северных
широт потребовали изучения и контроля меха-
нических свойств металла при низких темпе-
ратурах.
ИСПЫТАНИЯ НА УДАРНУЮ ВЯЗКОСТЬ
Особая опасность понижения надёжности
конструкции вызывается переходом металла из
вязкого в хрупкое состояние. К числу факто-
ров, обусловливающих такой переход, отно-
сятся: снижение температуры, при которой
эксплоатируется конструкция или производится
её испытание, повышение скорости приложе-
ния нагрузки, наличие в металле конструкции
острых выточек, царапин, отверстий и прочих
особенностей, способствующих концентрации
напряжений.
На фиг. 150 представлены кривые измене-
ния ударной вязкости с изменением темпе-
ратуры для углеродистой конструкционной
стали марки Ст. 3 производства различных
заводов. Кривые показывают, что сталь одной
и той же марки обладает различной склонно-
"&L
16
У\
_|
1
/J
г
Л
jj
41
1
I
/
'i
i
—<
7
5-
/
/
/
//
/
I
1
1
1
k
m
//
i
-80-70-60-5010-30-20-10 0 HO "C
Температура испытания
Фиг. 150. Изменение ударной вяз-
кости с понижением температуры
испытания для углеродистой стали
Ст. 3 производства различных за-
водов СССР: 1 Н.-Салдинский;
2 — Магнитогорский; 3 — Вороши-
ловский; 4 — Днепродзержинский;
5 — Керченский.
стью к потере вязкого состояния в зависимо-
сти от состава и способа выплавки.
Типичные кривые изменения ударной вяз-
кости в зависимости от температуры для
/
/I
/п
образцов формы Менаже из двух мдрок
мягких конструкционных сталей показаны на
фиг. 151. По устойчивости вязкого состояния
сталь, характеризующаяся кривой /, оказы-
вается лучше, чем сталь, характеризующаяся
кривой II. Если на образцах этих сталей сде-
лать более острые выточки, то кривые пере-
местятся в сторону более высоких темпера-
I"
-40 -20 0 +20 НО "С
Температура испытании
Фиг. 151. Типичные кривые зависимости удар-
ной вязкости от температуры.
тур и, наоборот, при наличии менее глубоких
и острых выточек или при их отсутствии кри-
вые значительно перемещаются в сторону
низких температур.
Для сравнения металлов по их склонности
к хрупким разрушениям при низких темпера-
турах необходимо произвести серию испыта-
ний при различных температурах.
Критическая температура или температур-
ный интервал, в котором появляется хруп-
кость данного металла, является надёжным кри-
терием для сравнительной оценки стали по со-
противляемости ударным нагрузкам. Пои этом
сравнительные испытания разных марок стали
должны производиться при одинаковых ско-
ростях удара и одинаковых формах и разме-
рах образцов. Однако, ударное испытание
образцов при пониженных температурах не
может полностью характеризовать поведение
детали, так как её форма иная и способ на-
гружения обычно не соответствует лабора-
торным условиям.
Для испытания на ударную вязкость при
пониженных температурах могут быть исполь-
зованы образцы формы Менаже, Шарпи или
любой другой формы. Образцы охлаждают
в ванне до необходимой температуры, затем
быстро переносят на опоры копра и произво-
дят удар. От момента изъятия образца из
ванны до момента удара проходит 2 — 3 сек.
Опыты показали, что за это время температуга
образца может повыситься на 1—2° С; этим
можно пренебречь или производить охлажде-
ние образцов в ванне с температурой на 1—2° С
ниже, чем требуется для опыта.
Охлаждающей ванной могут служить оаз-
личные незамерзающие жидкости (спирт, бен-
зин, ацетон и др.). При испытаниях до — 20° С
лучше всего пользоваться обычным льдом
или снегом, смешанным с солью, или смесью
льда с селитрой. Для более низких темпера-
тур (до — 78° С) обычно применяют твёрдую
углекислоту (сухой лёд). В этом случае испы-
тание ведут следующим образом: в сосуд, изо-
лированный оболочкой с низкой теплопровод-
ностью (пробка, дерево, шлаковая вата, бума-
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
67
га и по.) и наполненный бензином, ацетоном
или спиртом, помещают испытуемые образцы
и постепенно вводят небольшие кусочки твёр-
дой углекислоты, пока температура ванны (при
помешивании деревянной мешалкой) не сни-
зится до нужного предела. Полезно не-
сколько переохладить ванну и ждать, пока
температура её не подымется до нужного
уровня.
Когда требуется вести охлаждение образ-
цов до температур более низких, чем может
дать твёрдая углекислота, применяют жидкий
воздух ( - 190° С), жидкий кислород (—183° С)
или жидкий азот (—195° С). В этих случаях
выбирают сосуд с двойными стенками (фиг. 152)
Шлаковая
Фиг. 152. Сосуд для охлаждения образцов перед
испытанием на ударную вязкость.
и охлаждение осуществляют вливанием жид-
кого газа в пространство между наружной и
внутренней стенками сосуда.
Из общеупотребительных и доступных жид-
костей наиболее низкой температурой затвер-
девания обладает чистый авиационный бензин
(—120° С). Обычный технический бензин за-
твердевает уже при температуре от —100
до — 110° С. Пентан не замерзает до —200° С.
Затруднения в получении температур ниже
—120° С заставляют иногда пользоваться дру-
гим методом. Образцы охлаждают в каком-либо
сжиженном газе (например, в жидком кисло-
роде), помещая их для этого в вату и обильно по-
ливая охлаждающей жидкостью, затем дают
им нагреваться на воздухе до нужной темпе-
ратуры. Наибольший практический интерес
представляют испытания на удар при темпе-
ратурах от — 20° до — 50° С. Более низкие тем-
пературы используются в специальных иссле-
довательских работах.
Специальные пентановые термометры по-
зволяют измерять температуры до —200° С.
При отсутствии термометров можно пользо-
ваться термопаоой с гальванометром. Реко-
мендуется термопара медь — константан, ко-
торая даёт большую электродвижущую силу.
ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
Испытания на растяжение при низких тем-
пературах имеют меньшее значение, чем удар-
ные испытания. При испытании стали с по-
нижением температуры повышаются предел
прочности при растяжении, предел упругости
и предел текучести, причём последний воз-
растает значительно быстрее, чем предел
прочности.
Относительное удлинение мягких углеро-
дистых сталей несколько повышается при
охлаждении до температуры 70—80° С ниже
нуля, а далее начинает падать.
На фиг. 153 представлены кривые, харак-
теризующие изменения механических свойств
(процентное возрастание) при снижении тем-
пературы от + 20е до — 70° С для тех же ма-
рок стали, что были взяты для испытания на
ударную вязкость (см. фиг. 150). Какой-либо
зависимости между характеристиками металла
при статических испытаниях (на растяжение)
и результатами испытаний на удар не отме-
чается. Процесс испытания на растяжение тре-
бует значительного времени, в течение кото-
рого образец может заметно изменить перво-
~+20° -70°С
Температура испытания
Фиг. 153. Изменение механических
свойств Ст. 3 при охлаждении её до
- 70° С [1].
начальную температуру, поэтому необходимо
производить охлаждение образца во врелш его
испытания. Для охлаждения разрывного об-
разца на него надевают сосуд с отверстием
в дне, через которое выступает нижняя голов-
ка образца для захвата в зажимное приспосо-
¦Б8
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
бление машины. Уплотнение между дном со-
суда и головкой образца осуществляют за-
ливкой сиолой или набивкой шлаковой ватой
или асбестом.
Для испытаний на растяжение при низких
температурах может служить приспособление,
схематически изображённое на фиг. 154. Оно
состоит из цилинд-
рического латун-
ного сосуда с двой-
ными стенками,
наружная поверх-
ность которого для
уменьшения нагре-
вания ванны от
окружающего воз-
духа покрыта тол-
стым слоем ваты.
Образец, вставлен-
ный в сосуд, охла-
ждается ванной из
ацетона или бен-
зина причём охла-
ждение самой ван-
ны достигается
вливанием жидко-
го кислорода в про-
странство между
двойными стенка-
ми или введением
кусочков твёрдой
углекислоты не-
посредственно в
ванну.
Для измерений малых деформаций образца
при испытаниях на растяжение в области низ-
ких температур может применяться оптиче-
ский экстензометр Мартенса (фиг. 154), к
которому изготовлены
специальные удлинён-
ные планки из дерева
(дуб, бук) позволяющие
вести определение пре-
дела упругости или пре-
дела пропорционально-
сти при низких темпера-
турах. Для испытания на
растяжение в указанном
приспособлении требует-
ся длинный образец, за-
жимные концы которого
Фиг. 154. Приспособление для
испытаний на растяжение при
низких температурах.
Фиг. 155. Приспособле-
ние для охлаждения
образца при испытании
на прессе Гагарина.
должны выходить из сосуда на достаточную
длину, чтобы можно было их зажать в захваты
разрывной машины.
Для использования коротких образцов при
испытаниях на прессе Гагарина применяют
приспособление, изображённое на фиг. 155,
в котором весь реверсор п есса Гагарина
подвергается охлаждению в ванне с двойными
стенками.
Изменение температур и охлаждение ванны
в испытаниях на растяжение могут про-
изводиться любым из способов, указанных в
описании ударных испытаний при низких тем-
пературах.
ИСПЫТАНИЯ НА УСТАЛОСТЬ
Вопросам испытаний на усталость при низ-
ких температурах посвящено ограниченное
количество исследовательских работ. Это объ-
ясняется несравненно большими трудностями
проведения экспериментов, чем в кратковре-
менных испытаниях. Работы на эту тему были
опубликованы Джонсоном [8], Швинингом [9]
и May ре ром [7]. ,;,
В табл. 22 приведены результаты испыта-
ний на усталость цилиндрических и надрезан-
ных образцов [7].
При низких
температурах (до
— 183° С) испыта-
ния на усталость
были произведены
на приборе Кудряв-
цева [1], схема ко-
торого изображе-
на на фиг. 156.
Неподвижный
цилиндрический
образец 1 располо-
жен вертикально
и зажат нижним
утолщённым кон-
цом в захваты ма-
шины. На верхний
конец образца на-
дета, как на ось,
штанга 3, вращаю-
щаяся (в горизон-
тальной плоскости)
электромотором 5.
На штангу могут
насаживаться П-об-
разные металлические грузы 4 различного
веса. Развивающаяся при вращении штанги
центробежная сила вызывает круговой изгиб
Таблица 22
Фиг. 156. Схема прибора для
испытаний на усталость при
низких температурах по ме-
тоду Кудрявцева.
Результаты испытаний на усталость цилиндрических и надрезанных образцов (по Мауреру)
Марка стали
Ст. 37
Ст. 48
Ст 52
Ст. 52
Ст. 52
Ст. 52
Кремнистая
Никелевая
Предел текучести в
кг/мм* при темпера-
туре в °С
+ 20
28,5
33,6
44.8
38.7
38,5
4о,6
35-°
4°о
-25
33,5
38,о
47-4
41.8
4L2
41,8
41,о
42,1
Предел усталости
в кг,'мм3 для гладких
образцов при темпера-
туре в °С
+ 20
23
=5
33
31
32
33
23
33
-25
27
29
38
Зб
Зб
34
27
37
Предел усталости
в кг/мм3 для образцов
с выточкой при тем-
пературе в °С
+20
14
14
18
19.5
2O.5
19-5
13-5
19
-25
16
17
22
23
24
32
1б
»4
Отношение пределов
усталости образцов с
выточкой и гладких
при температуре вСС
+20
o,6i
0,56
O.55
°.t>3
0,64
G,6l
°.59
о.58
-25
о,59
°,58
0.58
о,б4
0,66
о,б5
°,59
0,65
ГЛ. I]
ИСПЫТАНИЯ ПРИ ПОНИЖЕННЫХ ТЕМПЕРАТУРАХ
69
образца. Прибор даёт до 2800 перемен нагруз-
ки в минуту. Напряжения в опасном сечении
образца подсчить ваются по обычной формуле
для консольной балки:
а = -гу= кг/мм"*.
Величина центробежной силы Р вычи-
сляется по формуле
g
где q — вес груза 4 (см. фиг. 156) или раз-
ность весов двух грузов; g — ускорение сво-
бодного падения; «о — угловая скорость штан-
ги; г — радиус вращения груза.
На неподвижный образец укрепляется
латунный сосуд 2, в котором находится охла-
ждающая среда.
До температуры — 78° С охлаждение образ-
цов осуществляется ванной из ацетона и
твёрдой углекислоты. Последняя периодически
вводится в сосуд в продолжение всего вре-
мени испытаний.
Для температур до — 183° С ванна должна
состоять из жидкого кислорода, который по
мере испарения из сосуда периодически по-
полняется.
В табл. 23 приведены результаты испыта-
ний стали и сварных швов на усталость при
низких температурах [2], показывающие зна-
чительное возрастание сопротивления устало-
сти при понижении температуры.
Таблица 23
Результаты испытаний стали и сварных швов
на усталость при низких температурах
Марка
стали
Э-8
Ст. 3
Сварные
швы
i
Предел усталости
в кг/мм' при темпе-
ратуре в °С
+20
39>°
22,6
15,8
—75
42,5
-183
5б.°
5°»5
37>°
Возрастание механи-
ческих свойств при
снижении температуры
от +2-J до —183° в °/0
предел
усталости
44
124
134
предел те-
кучести
6i
129
предел
прочности
при растя-
жении
48
8i
ИСПЫТАНИЯ ТВЁРДОСТИ
Твёрдость большинства металлов, особенно
мягкой стали, значительно повышается при
понижении температуры испытания. На фиг. 157
представлены кривые изменения твёрдости при
снижении температуры испытания от -j- 20°
до—183° С для трёх прокатных балок (угле-
родистая конструкционная сталь). График по-
казывает, что твёрдость стали в указанном
температурном интервале повысилась почти в
два раза.
На фиг. 158 приведена схема приспособле-
ния для испытания твёрдости при низких
температурах на прессе Бринеля. Приспосо-
бление состоит из латунного сосуда с двойными
стенками, изолированного снизу деревянной
подкладкой и с боковых поверхностей —ватой.
Сосуд с опущенным в него образцом поме-
щается на столик пресса Бринеля. Плунжер с
"В
„С-п
??/7
ии
wn
Г7П
у
г*
1—.
4
t
^>
Л
/
у
/>
/
Л
V
"К
Д"
>
*
f
ё
/
/
/
>
*20 0-10-20 -U0 -70
-газ °с
Фиг. 157. Изменение твёрдости по Бринелю с по-
нижением температуры для углеродистой стали.
шариком входит в сосуд и охлаждается в ванне
вместе с образцом. Охлаждение может быть
достигнуто одним
из описанных вы-
ше способов. Про-
меры лунок произ-
водятся после то-
го, как образец вы-
нут из ванны и
принял комнатную
температуру. Ана-
логичным образом
можно вести испы-
тания твёрдости и
на других прибо-
рах: на ударных
(кроме Шора),при-
Фиг. 158. Испытание твёрдо-
сти при низких температурах
на прессе Бринеля.
борах Роквелла и
др. При испыта-
ниях на приборе
Роквелла при низких температурах необхо-
димо исключить возможность оседания образца
под нагрузкой, для этого образец плотно уста-
навливается на дне сосуда, которое должно
иметь ровную и гладкую поверхность с обеих
сторон.
МЕРЫ ПРЕДОСТОРОЖНОСТИ
Испытания при низких температурах следует
производить с необходимой осторожностью,
чтобы не получить ожогов от охлаждения.
Сжиженный газ (кислород, азот и пр.), попадая
на кожу в виде брызг, быстро испаряется и
не причиняет вреда работающему, но при дей-
ствии большого количества газа может образо-
ваться весьма болезненный ожог. Кроме того,
жидкий кислород очень восприимчив к огню:
незначительная искра (возникающая, например,
при ударе металла о металл) может вызвать
взрыв; пропитанные кислородом пористые ве-
щества (войлок, тряпки, вата и пр.) предста-
вляют взрывчатые вещества. Курение и при-
менение огня в помещении, где производятся
испытания с жидким кислородом, недопустимы.
Ацетоновые, бензиновые, спиртовые и тому
подобные ванны, применяемые для охлаждения
образцов, также требуют тщательного предо-
хранения от огня.
70
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. U
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Давиденков Н. Н., Ударные испытания автотрак-
торных сталей, ОНТИ, М. 1935.
2 Кудрявцев И. В., Испытание механических свойств
"металлов, ГОНТИ, М. 1939.
3. Кудрявцев И. В., Растрескивание прокатной угле-
родистой стали на морозе, „Вестник металлопромыш-
ленности" № 3, 1937.
4. К у д р я в ц е в И. В., Новая машина для испытания
металлов на усталость (тип ЦК-1), „Вестник метал-
лопромышленности" № 10—11, 1939.
5. Кудрявцев И. В. иЧернякВ. С, Сопротивля-
емость сталей усталости при низких температурах,
.Вестник металлопромышленности" № 12, 1939.
6. 3 и н о в ь е в В. С, Механические свойства и строе-
ние сплавов типа дуралюмин при низких температурах.
„Труды Военно-воздушной академии им. Жуковского",
вып. 30, 1938.
7. М а и г е г u. H. Heine, Festigkeltseigenschaften
und Korrosionsverhalten von Hochbaustahlen. „Archlv
f. d. Elsenhiittenwesen" № 7, 1936.
8. J. Johnson and Т. О b e r g, Mechanical Properties
at minus 40 Degrees of Metals Used in Aircraft Constru-
ction, „Metals a. Alloys" № 3, 1933.
9. W. S с h w i n n i n g, Die Festigkeitseigenschaften der
Werkstoffe bei tlefen Temperaturen, „VDl" Ш, 1935.
ИСПЫТАНИЯ НА УСТАЛОСТЬ
ВВЕДЕНИЕ
Испытания на усталость позволяют опреде-
лять сопротивление металлов повторно-пере-
менным нагрузкам. Количество повторений
(циклов), которое выдерживает металл в об-
разцах или в деталях машин до разрушения,
зависит от величины и характера напряжений.
Эта зависимость для чёрных металлов имеет
вид, показанный на фиг. 159 (кривая Велера).
Выяснение подобной за-
висимости для различных
металлов в разных их со-
стояниях составляет основ-
ную задачу испытаний на
усталость.
Фиг. 159. Кривая Велера.
Кривая Велера имеет два различных
участка. В пределах первого из них выносли-
вость ограничивается вполне определённым
числом циклов. Например, при напряжении сс
произойдёт разрушение, если число циклов
превысит Nc. На втором участке кривая Ве-
лера приближается к асимптоте с ординатой Qf.
Повторное приложение af уже не связано
с разрушением металла. Это напряжение назы-
вают пределом усталости.
В первой стадии разрушения от усталости
в металле возникает трещина в наиболее напря-
жённом участке, при этом процесс разрушения
локализуется. Во второй стадии происходит
увеличение трещины и постепенное ослабле-
ние сечения. Когда сопротивление ослаблен-
ного сечения оказывается меньше приложен-
ного усилия, происходит поломка.
Характерными признаками разрушения ме-
талла от усталости являются а) отсутствие
заметных остаточных деформаций; б) наличие
на поверхности разрушения двух резко отлич-
ных друг от друга зон: зоны развития трещи-
ны усталости с гладкой поверхностью и зоны
заключительной стадии разрушения с шеро-
ховатой поверхностью и со следами хрупкого
кристаллического излома. Если разрушение
от усталости вызвано напряжениями, значи-
тельно превышающими предел усталости, то
указанного различия двух зон может и не на-
блюдаться.
Механизм возникновения и развития тре-
щины усталости ещё недостаточно изучен
[3, 24, 14]. Предел усталости образца или де-
тали из данного металла в значительной мере
зависит от состояния поверхности, характера
структуры металла и наличия в не -i внутрен-
них пороков (шлаковых включений и т. п.),
остаточных напряжений, распределения на-
пряжений по сечению и характера изменения
напряжений во времени.
Большинство поломок деталей машин от
усталости происходит из-за резких переходов
сечений, неровностей поверхности (царапин,
надрезов) и внутренних пороков. В местах
концентрации напряжений обычно и обра-
зуется трещина усталости
При статическом действии сил некоторые
из перечисленных факторов, например, состоя-
ние поверхности, не оказывают заметного
влияния на прочность металлов. Поэтому ме-
ханические свойства, определённые при стати-
ческих испытаниях, не характеризуют сопро-
тивления материала переменным нагрузкам.
ИЗМЕНЕНИЕ НАПРЯЖЕНИЙ ВО ВРЕМЕНИ
Изменение напряжений во времени может
быть периодическим и случайным. Примером
периодического изменения напряжений может
служить кривая, изображённая на фиг. 160.
Фиг. 160. Изменение нормальных (а) и касательных (б)
напряжений в коленчатом валу дизеля за один оборот.
Характерными признаками этого изменения
являются: 1) форма кривой за один цикл,
2) наибольшее (smax) и наименьшее (зт1п) на-
пряжения цикла и 3) частота циклов напря-
жений.
Из трёх перечисленных признаков наиболь-
шее влияние на усталость оказывает вели-
чина напряжений. Влияние формы кривой из-
менения напряжений во времени совсем не
ГЛ. 1]
ИСПЫТАНИЯ НА УСТАЛОСТЬ
71
изучено [12/1]. По вопросу о влиянии часто-
ты перемен напряжений единое мнение не
установлено. По одним опытам [26, 30, 32, 23]
предел усталости повышается при увели-
чении частоты от 100 до 500 гц, а по дру-
гим [28, 1] он не изменяется при повышении
частоты до 1000 гц. Снижения предела
усталости гладких образцов диаметром 5 —
10 мм при увеличении частоты не наблюда-
лось. Влияние частоты при больших размерах
образцов не исследовалось.
Изменение напряжений за один цикл при-
нято характеризовать отношением их наимень-
шей и наибольшей величин
средним напряжением цикла
5тах ¦ amin .
C)
размахом цикла
max amin —
Величина циклически изменяющегося на-
пряжения в любой момент времени опреде-
ляется уравнением
•—s qmio
w тат
A)
Это отношение называется коэфициентом
асимметрии цикла или коэфициентом ампли-
туды. Цикл характеризуется также:
амплитудой цикла напряжений
__ gmax gmin ,
—
B)
где f(t) — функция времени.
При изменении напряжений по гармониче-
скому закону это уравнение принимает вид
где <о — угловая частота перемен напряжений;
ср — угол, определяющий начальную фазу;
i — время.
Характеристика основных циклов нормаль-
ных напряжений приведена в табл. 24.
Аналогично могут быть охарактеризованы
и основные циклы касательных напряжений.
Характеристика основных циклов нормальных напряжений
Таблица 24
п/п
1
2
\
з
4
, ,^»~ Название цикла
Цикл постоянных (статических)
напряжений
Симметричный цикл
1
Знакопеременный цикл растяже-
ния (несимметричный)
2
Знакопеременный цикл сжатия
(несимметричный)
1
Знакопостоянный цикл растяже-
2
Знакопостоянный цикл сжатия
1
Пульсирующий повторный цикл
2
Пульсирующий цикл сжатия
Отличительные
признаки
а = 0
V
а > 0
т
а <0
т
а > 0
а > 0
з < 0
Коэфициент
амплитуды
г
1
— 1
<о
<о
>о
>о
0
— оо
Форма кривой цикла
б(
+)
0 l
циннии! '
\Растя)кение *ши акатие
Ш
0
0
б
о
0
(Гб!
6
0
Щ]
6
г
iiiiiii _ t
t 6I-)
^ri/x - f
\i/ \^
! .
s
\' / ¦ \
Ми. V/ >
ufd~~
/TV /Л. о"
\ t
о
&
О
л
(-6)
\ t
f
r^\^ /"\
Г / \l/ \v
4f V
t
1
I
72
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
МАШИНЫ ДЛЯ ИСПЫТАНИЙ
НА УСТАЛОСТЬ
За время, прошедшее от начала изучения
усталости металлов A870-е годы), применялось
значительное количество машин различных
конструкций [3, 11/2, 32/1, 31, 12/2 — 4. 18,
4/1—2, 2, 35, 6].
Ниже приводятся описание и анализ кон-
струкций, получивших наибольшее распро-
странение в настоящее время.
Машины для испытаний при изгибе
Машины для испытаний изгибом при
вращении консольных образцов. На этих
машинах (фиг. 161) осуществляется лишь сим-
метричный цикл напряжений. Два образца /
вращаются вместе с валами 2, в торцах кото-
Фиг. 161. Схема машины для испытаний на усталость
изгибом при вращении консольных образцов.
рых имеются гнёзда для крепления образцов.
Нагрузка на образец передаётся через тягу 3
и подшипник 4. Вал приводится во вращение
от электромотора непосредственно или через
ремённую передачу. Различные типы машин,
выполненные по такой схеме, отличаются лишь
конструкцией крепления образцов и способами
передачи нагрузок и применяются для испы-
таний образцов и деталей диаметром от 1,25
до 300 мм. Число оборотов образца у машин
этого типа обычно не превышает п =
= 3000 об/мин. Исключение составляет кон-
сольная машина Г. Мура-Краузе, приводом
которой служит турбина, работающая на сжа-
том воздухе, с числом оборотов п = 30 000
[32, 1].
Преимущество машин для испытания кон-
сольных образцов заключается в их простоте.
Большая длина образца по сравнению с его
диаметром позволяет пренебречь влиянием
касательных напряжений. Серьёзный недоста-
ток этих машин — в том, что в консольном
образце максимальное напряжение сосредо-
точивается на очень небольшом участке его
длины вблизи галтели.
Вследствие этого при недостаточно тща-
тельной обработке перехода от цилиндриче-
ской части образца к галтели возможны значи-
тельные отклонения в величинах максимальных
напряжений, приводящие к искажению ре-
зультатов испытаний.
Машины для испытаний чистым изгибом
при вращении. На фиг. 162 показана схема
нагружения образца, принятая в этих маши-
нах. По этой схеме действие максимального
Фиг. 162. Схема нагружения чистым изгибом при испы-
таниях на усталость изгибом при вращении.
напряжения может быть распределено на не-
которой длине ВС образца. На машинах по-
добного типа осуществляется лишь симметрич-
ный цикл напряжений. Наиболее распростра-
нёнными из них являются:
Машина Зондерикера-Фарме-
р а - М у р а (фиг. 163), широко применяемая
в лабораториях США. В этой машине обра-
зец / крепится при помоши цанг в захватах
шпинделей 2, соединённых гибким валом S
с электромотором 4. Нагрузка на образец пе-
Фиг. 163. Схема машины для испытаний чистым изгибом
при вращении.
редаётся через подшипники 5 посредством
тяг б, к которым прикреплена чашка 7 с гру-
зами 8.
Машина Лера-Шенка (фиг. 164).
Образец / вставляется в гнёзда шпинделей 2
Фиг. 164. Схема машины Лера-Шенка.
и укрепляется в них при помощи винтов
(если головки образцов конические) или ц;.нг
(если головки цилиндрические). Шпиндели и
ГЛ. I]
ИСПЫТАНИЯ НА УСТАЛОСТЬ
образец приводятся во вращение от электро-
мотора через гибкий вал. Нагрузка на обра-
зец передаётся через тяги 3, соединённые
с рычагом 4, по которому может переме-
щаться груз 5. Перемещение отметчика на-
грузок по шкале на t мм соответствует из-
менению напряжения а на 0,4 кг'мм? в наруж-
ном волокне образца с d = 7,52 мм и на
0,2 кг/мм2 в образце с d= 9,48 мм. Машины
этого типа работают с числом оборотов образца
п = 2700 — 3000 об/мин.
В США применяется высокоскоро-
стная машина Р. Мура, работающая
с п = 10 000 об/мин. В этой машине, так же
как и в машине Зондерикера-Фармера-Мура,
образец подвергается чистому изгибу. Боль-
шая скорость достигается в результате уста-
новки специального электромотора, надёжной
смазки и применения укороченных образцов
длиной от 60 до ПО мм.
Приспособления к машинам Зондерике-
ра-Фармера-Мура и Шенка для испытаний
укоро1:енных образцов. Конструкции рас-
смотренных выше машин рассчитаны на ис-
дерикера-Фармера-Мура показана на фиг. 165.
Образец / длиной 100 мн крепится в двух
патронах 2 винтами 3 [32,1] и гайками 4. При-
способление для испытаний укороченных об-
разцов (фиг. 166) длиной 90 мм к машине
Шенка [8] состоит из трубки /, оканчиваю-
Фиг. 165. Схема захватов для укороченных образцов.
пытания образцов длиной 275 мм (на машине
Зондерикера-Фармера-Мура) и 220 ми (на ма-
шине Шенка\ Изготовление образцов такой
длины с необходимой точностью затрудни-
тельно и не всегда возможна вырезка таких
12 Вид по стрелке К
Фиг. 166. Схема захватов для укороченных образцов.
щейся конической головкой, в которую вхо-
дит цанга 3. В полость цанги вставляется го-
ловка образца 4. При завинчивании гайки 2
цанга зажимает головку образца. Другой ко-
нец трубки устанавливается в захвате машины.
При тщательном изготовлении деталей этого
приспособления образцы можно установить
с максимально допускаемым эксцентрисите-
том, не превышающим 0,02—0,03 мм
Сравнительные испытания нормальных и
коротких образцов показали достаточно со-
гласованные результаты.
Машины для испытания изгибом при
вращении с постоянной деформацией об-
разца. В рассмотренных выше машинах осу-
ществлён принцип постоянства нагрузки в те-
чение всего периода испытаний — до полного
разрушения. При этом ничем не ограниченное
нарастание деформации, протекающее после
появления трещины с большой скоростью,
способствует быстрому разрушению образца.
Для испытаний на усталость применяются
также машины, обеспечивающие постоянство
деформации образца.
На этом принципе основан ряд конструкций
[31]. Одна из таких машин конструкции
5
Фиг. 167. Схема машины для испытаний изгибом при вращении с постоянной деформацией [9].
образцов из готового изделия. Для испытания
на этих машинах укороченных образцов при-
меняются соответствующие приспособления.
Конструкция приспособления к машине Зон-
И. И. Михайловского для испытания изгибом
при вращении круглых образцов, а также
образцов, имеющих форму балки равного со-
противления, показана на фиг. 167.
74
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Образец / правым концом закрепляется
в шпинделе, соединённом с валом электромо-
тора. На левом конце образца устанавливается
подшипник 2 с плотно насаженной на нём
обоймой 3. Обойма шарнирно соединена с
болтом 4, который проходит сквозь муфту 6
и фиксируется контргайками 5. Муфта 6 свя-
зана шарнирно с рычагом 7, имеющим ось
качания на станине 9 и несущим груз 8. По
шкале 11, помещённой на станине, отмечается
угловое перемещение рычага 7, положение
которого может быть фиксировано чекой 10.
Для получения заданной деформации рычаг 7
сначала устанавливается при помощи ориен-
тира 13 и направляющих 12 в нулевое поло-
жение и затем посредством гаек 5 поворачи-
вается на угол, соответствующий заданной
деформации образца. После этого ориентир
удаляется, а рычаг возвращается в нулевое
положение (осуществляя при этом деформа-
цию образца) и закрепляется чекой 10. Вели-
чина нагрузки может быть измерена динамо-
метром при вынутой чеке.
Машина этого типа построена для испыта-
ний образцов с длиной рабочей части от 100
до 203 мм и диаметром 10 мм.
Машины для испытания изгибом в од-
ной плоскости. Известные машины этого
типа обычно приспособлены для испытаний
образцов в форме пластин и служат главным
образом для определения усталости листового
материала. Небольшие размеры образцов по-
зволяют производить вырезки заготовок для
них из листов, поковок, штанг и опреде-
лять пределы усталости материала. При испы-
таниях плоских образцов изгибом в одной
плоскости было отмечено снижение пределов
усталости некоторых сталей по сравнению
с теми, которые были получены на круглых
образцах при изгибе с вращением. Так, для
хромоникелевых сталей (ХНВ, ХН1), хроман-
силя (ЗОХГСА) и др. это снижение в сред-
нем составило 20% [6/2]. В другом случае [33J
Фиг. 168. Образец равного сопротивления. На образце
видны трещины усталости.
на хромоникелевой и слаболегированной
углеродистой стали наблюдалось снижение до
€-14%
Многие машины для испытания изгибом
в одной плоскости основаны на принципе по-
стоянства деформаций. Условия постоянства
деформаций до начала разрушения, а также
применение образца в форме балки равного
сопротивления позволяют более полно вскрыть
картину роста и развития трещин при изуче-
нии явлений усталости. Это иллюстрирует
фиг. 168, где приведён снимок, полученный
при испытаниях пластин, покрытых баббито-
вым слоем.
МашинаМ. М. Хрущова и И. И. Ми-
хайловского [17] (фиг. 169). На машине
можно осуществлять симметричные и асим-
метричные циклы. Образец / нижним концом
зажимается в захвате, а верхним соединяется
Фиг. 169. Схема машины для испытаний изгибом
в одной плоскости образцов равного сопроти-
вления (по М. М. Хрущову).
с тягой 2. Колебания образца осуществляются
посредством соединённой с эксцентриком 6
тяги Зн балансира 4. Предусмотрена ванна 5
для жидкой среды и для нагрева. Изменением
положения оси качания балансира, для чего
служат отверстия 1 — 5, можно регулировать
амплитуду деформации, а изменением длины
тяги 2 устанавливать различную асимметрию
цикла
Машина Г. Мура (фиг. 170). Образец 1
верхним концом устанавливается в зажиме 2,
соединённом с плоской пружиной 3, служа-
X
т
J=
1
h
\
1
И
ClZ-3
II К у
Фиг. 170. Схема машины для испытаний изгибом
в одной плоскости.
щей динамометром. Перемещение и изгиб об-
разца осуществляются посредством криво-
шипа 4. Амплитуда деформации регулируется
ГЛ. I]
ИСПЫТАНИЯ НА УСТАЛОСТЬ
75
путём изменения эксцентриситета. Перемеще-
ние по шкале 5 луча, исходящего от лампы 6
и отражённого зеркалом на зажиме 2, позво-
ляет судить о деформации пружины, а по ней
и о нагрузке, приложенной к образцу. В кон-
струкции предусмотрена возможность испы-
таний при симметричных и асимметричных
циклах.
Статическая нагрузка образца и начальная
деформация создаются при перемещении
стойки с пружиной относительно станины с
приводом.
Машина работает с числом оборотов в ми-
нуту п — 1200 и создаёт максимальный изги-
бающий момент 1,75 к?м.
Машина DVL (фиг. 171). В этой маши-
не образец 1 прикрепляется к тягам 2 и 3,
шарнирно связанным со стойками 4 и 5,
образец подвергается действию чистого из-
гиба. Крепление образца посредством рычагов
показано на фиг. 173. Устройство привода,
Фиг. 171. Схема машины DVL.
Стойка 4 является динамометром, стойка 5
соединена с шатуном 6. Так как образец жё-
стко соединён с тягами, то при вращении кри-
вошипа он подвергается чистому изгибу. Ста-
тическая нагрузка на образец создаётся при
передвижении плоской пружины—динамоме-
тра 4 — на салазках, а величина переменной
деформации регулируется посредством изме-
нения эксцентриситета (длины кривошипа).
Известны два размера этой машины, позво-
ляющие осуществлять изгибающие моменты
150 и 1600 кгсм и числа циклов напряжений
соответственно 750 и 500 в минуту. В маши-
нах подобного типа при недостаточно плот-
ном закреплении образца в захвате он может
разрушиться в месте крепления (несмотря на
большую ширину участков крепления) вслед-
ствие так называемой контактной кор-
розии [16].
Применение машин на перемен-
ное кручение для испытаний изги-
бом в одной п л о с к ост и. Для испыта-
ний изгибом в одной плоскости при симме-
тричных и асимметричных циклах могут быть
использованы машины на переменное кручение,
например, машины Шенка, дополненные спе-
циальными захватами. Схема машины Шенка,
приспособленной для испытаний изгибом, по-
казана на фиг. 172. Захват 1 соединён с ко-
ленчатым валом 3, от которого получает ко-
лебательное движение, поворачиваясь на неко-
торый угол в плоскости, перпендикулярной
чертежу. Захват 2 соединён с крутильным
динамометром 4 стержневого типа. Образец 5
прикрепляется к двухколенчатым рычагам 6
и 7, концы которых устанавливаются в захва-
тах. При угловом перемещении захвата 1
Фиг. 172. схема машины на кручение, приспособленной
для испытания изгибом.
а также изменение нагрузок в этой машине
см. ниже „Машины для испытаний при кру-
чении".
Фиг. 173. Схема креплени* плоских образцов к
машине на кручение. Обозначения — qm. фиг. 172.
Применение машин на перемен-
ное растяжение —сжатие для испы-
таний изгибом в одной плоскости.
Испытания изгибом в одной плоскости могут
производиться также на машинах для растя-
жения—сжатия. Почти все машины этой кате-
гории (пульсаторные, резонансные и др.)
снабжаются приспособлениями, позволяющими
производить испытания при изгибе в одной
плоскости как с симметричными, так и асим-
метричными циклами.
Машины для испытаний при растяжении-
сжатии (осевой нагрузкой)
При растяжении —сжатии, в отличие от из-
гиба, максимальной деформации подвергается
значительно больший объём образца, и благо-
даря равномерному распределению напряжений
сопротивление материала выявляется более
полно.
Испытания при растяжении — сжатии с не-
симметричными циклами позволяют исследо-
вать усталость и за пределом текучести.
76
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Машины на растяжение-сжатие осуще-
ствляют циклы напряжений как одинаковых, так
и разных знаков. В. старых конструкциях
[3, 31, 32/1] нагружение образцов чаще всего
производилось посредством кривошипных ме-
ханизмов, применение которых вследствие
инерции масс возможно лишь при ограничен-
ных частотах (в интервале 5—15 гц). В совре-
менных конструкциях инерция масс исполь-
зуется для нагружения образцов, что позволяет
развивать частоты до 50 гц и более.
Весьма распространены гидравлические
системы, в которых переменные нагрузки со-
здаются посредством пульсаторов. В некоторых
конструкциях используется электромагнитный
принцип возбуждения сил, резонансный и др.
Машина Хея {3, 31] электромагнитного
действия (фиг. 174). Эта машина получила
распространение в Англии и США. Верхний
конец образца 1 за-
жимается в патроне,
установленном в не-
подвижной раме, на
которой укреплены
электромагниты 2 н 3,
питаемые током от
двухфазного генера-
тора. Нижний конец
образца зажимается в
патроне, установлен-
ном на подвижной тя-
ге 4, к которой кре-
пятся якорь 5 и пру-
жина 6. Начальное по-
ложение якоря регу-
лируется установкой
воздушных зазоров
между якорем и полю-
сами магнита. Обра-
зец нагружается си-
лой электромагнит-
ного взаимодействия.
Деформация образца
определяется по изме-
нению напряжения в
измерительной сети на основании результатов
предварительной тарировки шкалы вольтметра.
Система, состоящая из якоря, подвижной рамы
и пружин, настраивается в резонанс с частотой
электромагнитных импульсов. При резонансе
силы инерции всей системы уравновешиваются
упругостью пружины, и таким образом устра-
няется их влияние на нагрузку образца. Ста-
тическая нагрузка на образец создаётся при
растяжении или сжатии пружины 6 посред-
ством червяка 7 и замеряется по деформации
пружины. Машина рассчитана на работу с ча-
стотой 2000 циклов в минуту.
Пульсаторные машины гидравлического
действия. Машины этой категории дают воз-
можность развивать осевые переменные на-
грузки значительной величины — до 50—100 т.
Машины большой мощности применяются для
испытания деталей в натуральную величину
или их моделей как при растяжении-сжатии,
так и при изгибе в одной плоскости. Для опре-
деления предела усталости материалов приме-
няются пульсаторы с максимальной амплитудой
нагрузок в 2, 5, 10 и 20 т. Значительные силы
инерции в машинах большой мощности огра-
ничивают частоту перемен нагрузок макси-
мальным значением в 10—20 гц; в машинах
Фиг. 174. Схема электро-
магнитной машины для
испытаний при растяже-
нии-сжатии.
меньшей мощности (на 2, 5, 10 т) наибольшая
допустимая частота составляет 50 гц. Имеются
конструкции пульсаторных машин, позволя-
ющие осуществлять как знакопостоянные, так
и знакопеременные циклы нагрузок.
Пульсаторная машина одностороннего
действия системы Амслера 'фиг. 175). В этой
машине, как и в других машинах подобного
типа, можно задавать нагрузки лишь одного
Фиг. 175. Схема пульсаторной машины Амслера одно-
стороннего действия для испытаний при растяжении
или сжатии.
знака (знакопостоянные циклы). Образец 1
укрепляется в захватах, из которых нижний
соединён с неподвижной рамой 2, а верхний —
с подвижной траверсой 3. Масло, нагнетаемое
насосом (не показанным на схеме), поступает
через главный клапан 4 и регулятор давления 5
в цилиндр 6 с поршнем 7. Давление поршня
передаётся на траверсу 3, вызывая статиче-
ское растяжение образца.
Переменные нагрузки создаются пульса-
тором, представляющим собой двухпоршневой
насос с цилиндрами 8 и 9, причём цилиндр 8—
неподвижный, а цилиндр .9 может поворачивать-
ся вокруг оси коленчатого вала 10. При поворо-
те цилиндра 9 изменяется разность хода порш-
ней в двух цилиндрах. Когда угол между ци-
линдрами ос — 0°, ход каждого поршня оди-
наков по величине и по направлению. Это
положение цилиндров соответствует макси-
мальной амплитуде нагрузки. При а .= 18Э°ход
порашей также одинаков, но направления
движений их противоположны, так что коли-
чество масла, одновременно всасываемого и на-
гнетаемого пульсатором, одинаково. Амплитуда
нагрузки в этом положении цилиндров разна
нулю. Таким образом различным положением
цилиндра 9 можно регулировать изменение
объёма масла под поршнем 7 и соответственно
величину нагрузки на образец. Разгрузка осу-
ществляется в момент отсасывания масла
пульсатором из цилиндра 6. Постоянство наи-
большей нагрузки поддерживается при помощи
измерительного цилиндра, поршня // и пру-
жины 12. Цилиндр удерживается силой растя-
жения пружины, соответствующей заданному
максимальному давлению. Если сжатие масла
в системе выше этого давления, то поршень 11
опускается и открывает клапан 13, позволяя
уменьшить количество масла под поршнем 7,
а следовательно, и уменьшить давление в си-
стеме. Когда оно уравновесится с силой рас-
тяжения пружины, поршень 11 перекроет
ГЛ. I]
ИСПЫТАНИЯ НА УСТАЛОСТЬ
77
клапан 13, и утечка масла из системы пре-
кратится. Минимальное давление регулируется
при помощи поршня 8 и пружины внутри ци-
линдра 14. При достаточно большом весе по-
движных частей машины (траверсы, поршня,
захватов и др.) возможно влияние сил инерции
и соответствующее искажение нагрузки на
образец.
Пульсаторная машина одностороннего
действия системы Лозенгаузена (фиг. 176).
В этой машине, так же как и в машине
Амслера, верхний захват образца / соединён
с подвижной траверсой 2, а нижний — с рамой
машины 3. Масло, нагнетаемое трёхступен-
чатым насосом 17, подаётся в цилиндр 4
и одновременно подводится к цилиндру пуль-
сатора 5 и силоизмерительным манометрам 6
и 7. Давление масла в цилиндре 4 передаётся
через поршень 8 на траверсу 2, вызывая рас-
тяжение образца. Переменная нагрузка осу-
ществляется пульсатором 9, представляющим
одноцилиндровый насос. К нижнему концу
поршня 10 пульсатора прикреплён ролик 11,
установленный в направляющих рычага 12
с осью качания 13. Левый конец рычага 12
лежит на эксцентрике 14. Перемещением всего
пульсатора можно изменять положение ро-
лика 11 на рычаге 12, а с ним и ход поршня
пульсатора. Этим достигается регулирование
величины амплитуды нагрузки. В положении
пульсатора, указанном на чертеже, амплитуда
нагрузки имеет наибольшее значение. При-
ближением оси ролика 11 к оси J3 можно
уменьшить пульсирующую нагрузку и довести
её до нуля при совпадении осей. Маятниковый
динамометр 16 служит для измерения нагрузок
при статических испытаниях. Переменные на-
грузки измеряются манометрами: минималь-
ная — манометром 6 и максимальная — мано-
метром 7.
Пульсаторные машины двухстороннего
действия. Пульсатор двухстороннего
действия силой 20 т (фиг. 177). Ма-
шины двухстороннего действия системы Ло-
зенгаузена позволяют создавать нагрузки как
одного, так и разных знаков. В отличие от
машин одностороннего действия они снаб-
жаются дополнительным цилиндром 18 и сооб-
щающимся с ним сосудом 19, представляющим
собой „масляную пружину". Для получения
циклических нагрузок разных знаков об-
разец или деталь сперва нагружаются стати-
Фиг. 176. Схема пульсаторной машины одностороннего действия для испытаний при растяжении-сжатии.
Фиг. 177. Схема пульсаторной машины двухстороннего действия для испытаний при растяжении-сжатии.
78
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД II
чески — сжимающей силой, являющейся ниж-
ним пределом знакопеременного цикла. Сжатие
осуществляется поршнем нижнего цилиндра 18.
Необходимое давление создаётся нагнетанием
масла насосом 20 через сосуд 19 и поддержи-
вается на уровне, достаточном для получения не-
обходимой силы сжатия. Затем включается на-
сос 17 и масло нагнетается в верхний цилиндр.
При этом происходит разгрузка образца от
сжатия и соответственно увеличивается давле-
ние масла в сосуде 19. Дальнейшее повыше-
ние давления в верхнем цилиндре создаёт рас-
тяжение образца силой, равной верхнему
пределу цикла. После этого пульсатор выво-
дится из нулевого положения перемещением
его вдоль рычага 12 и устанавливается в по-
ложении, соответствующем необходимой ампли-
туде нагрузки. При перемещении пульсатора
вдоль рычага 12 происходит увеличение хода
его поршня и соответствующее увеличение
объёма масляной системы в момент всасыва-
ния масла поршнем. При перемещении поршня
пульсатора вниз, т. е. в момент всасывания,
происходит уменьшение давления в системе,
сообщающейся с верхним цилиндром, отмечае-
мое манометром минимального давления. Так
как верхнее крайнее положение поршня пуль-
сатора не зависит от перемещения его вдоль
\ Результирующий /
\ цикп /
\ /
\ /
\ / е1
\/ 11
.6
е
см
II *
сэ
О?
\
в)
Фиг. 178. График нагружения знакоперемен-
ным циклом в машинах двухстороннего дей-
ствия: Ртах — максимальное давление в си-
стеме пульсатора, Рт\а—минимальное давле-
ние; Рд — давление „масляной пружины".
рычага 12, то максимальное давление сохра-
няется на заданном уровне и отмечается мано-
метром максимального давления. Разность по-
казаний двух манометров даёт размах цикла
пульсирующей нагрузки или удвоенную ампли-
туду. Чтобы при пульсациях давление в цилин-
драх нагрузок не падало до нуля, минимальное
давление поддерживается на некотором посто-
янном уровне. Так, если нужно осуществить
цикл с нагрузкой Pmin=—10 т и ^Шах=+20 т,
давление в нижнем цилиндре поднимается до
уровня, соответствующего силе сжатия 12 т,
а в верхнем цилиндре —силе растяжения 32 т
(фиг. 178, а). При пульсациях минимальное да-
вление, соответствующее нагрузке 2 т, в обоих
цилиндрах будет уравновешиваться и оста-
ваться постоянным. Графики рассмотренного
цикла приведены на фиг. 178, а и б.
Машины этого типа позволяют осуществлять
нагрузки: статические — до 100 т, знакопо-
стоянные— от 0 до 100 т и знакоперемен-
ные — + 50 т. Максимальная частота циклов
равна 15 — 20 гц. Наибольшее расстояние
между захватами—750 мм.
Сделанное выше указание о возможном
влиянии сил инерции относится также и к ма-
шинам этого типа.
Пульсатор двухстороннего дей-
ствия силой 5 т (фиг. 179). Эта ма-
шина предназначается главным образом для
испытания материалов на образцах диаме-
тром 7—\0 мм. Воз-
можность работы с ча-
стотой до 50 гц обес-
печивает более высо-
кую пропускную спо-
собность этой машины
в сравнении с преды-
дущей. В этой машине
„масляная пружина"
заменена обыкновен-
ной спиральной пру-
жиной 7. Образец /
устанавливают так,
что после зажима его
в захватах подвижная
траверса 2 приподни-
мается, а вместе с
ней приподнимаются и
оказываются во взве-
шенном состоянии та-
релка 3 и винт 4. Вра-
щением червячного
колеса 5 можно сжать
пружину, причём уси-
лие сжатия пере-
даётся через тарелку,
винт и траверсу на
образец. Траверсаопу-
скается при этом на
длину, равную абсо-
лютной деформации
растяжения образца.
Разгрузка образца от
растяжения при зна-
копеременных циклах
осуществляется да-
влением масляной си-
стемы, передаваемым
поршнем 6, находя-
щимся в цилиндре на-
грузок. Конструкции
Фиг. 179. Схема нагрузоч-
ного устройства в пульса-
торной машине Лозенгау-
зена двухстороннего дей-
ствия для небольших пе-
ременных нагрузок.
пульсатора и силоизмерительного устройства в
этой машине принципиально не отличаются от
рассмотренных выше в машинах Лозенгаузена
одностороннего и двухстороннего действия.
Основное преимущество пульсаторных ма-
шин заключается в том, что они позволяют осу-
ществлять значительные переменные нагрузки и
дают возможность производить испытания при
больших переменных деформациях. Однако зна-
чительные массы подвижных частей (траверсы,
пружины и др.) и гидравлические потери ограни-
чивают частоту перемен нагрузок в этих маши-
нах в прямой зависимости от их мощности.
I]
ИСПЫТАНИЯ НА УСТАЛОСТЬ
79
Резонансные машины. Наиболее совре-
нные машины этого типа основаны на прин-
:пе резонанса системы, одним из упругих
еньев которой является испытуемый образец,
[кие машины дают возможность сочетать
>льшие нагрузки со значительной частотой
: перемен.
Деформация образца осевыми нагрузками с
аксимальной амплитудой, близкой к резо-
шсу, в области от 1 до 25 т достигается
этих машинах при незначительных затратах
гергии, расходуемой лишь на возбуждение
элебаний.
Из резонансных машин на растяжение-
катие известны конструкции, колебательные
стройства которых представляют собой
пругие системы с одной и двумя степенями
вободы.
На фиг. 180 представлена схема р е з о-
ансной машины Шенка. Образец 1
ажимается в головках, одна из которых со-
Фиг. 180. Схема резонансной машины
для испытаний при растяжении-сжатии.
единена с кольцевым динамометром 2, а дру-
гая—с упругой траверсой 3. На обоих концах
траверсы укреплены массы 4. Эксцентрик 5,
возбуждающий колебания траверсы, приво-
дится во вращение от мотора постоянного
тока (мощностью 0,5—2 кв) посредством гиб-
кого вала. Половины траверсы подобраны так,
что обе они совершают колебания в одной
фазе. Предварительная нагрузка на образец
создаётся посредством пружин 6 и винта 7.
Во время колебаний на образец действует
гармоническая сила с амплитудой Р = 2 тА ш2,
где т — масса, сосредоточенная на одном из
концов траверсы; А — амплитуда вынужденных
колебаний массы т; ш — угловая частота,
причём оз = 2 тш/60, где л — число оборотов
эксцентрика в минуту.
Амплитуда деформации образца (абсолют-
ная переменная деформация) измеряется по
деформации динамометра при помощи микро-
скопа, установленного на машине. Из графиков
предварительной тарировки по этим измере-
ниям можно найти величину переменных
усилий, а следовательно, и напряжений в об-
разце; или, наоборот, можно определять необ-
ходимую амплитуду деформации для заданного
напряжения.
Машины этой конструкции позволяют осу-
ществлять переменные нагрузки на образец
в 3, 10 и 25 т при частоте до 40—50 гц.
На этом же принципе построена другая
машина Шенка, рассчитанная на меньшие на-
грузки — от 1 до 10 т при той же частоте.
Основное отличие этой конструкции от рас-
смотренной выше заключается в замене упругой
траверсы цилиндрической пружиной прямо-
угольного сечения.
Резонансные машины рассмотренного типа
работают на режимах, соответствующих началу
восходящей ветви резонансной кривой. В этих
условиях особое значение приобретает на-
дёжность работы автоматического регулятора
частоты 8 (фиг. 180). Специальные реле этого
регулятора изменяют силу тока в обмотках
возбуждения мотора и в связи с ней — число
оборотов мотора и амплитуду вынужденных
колебаний. При уменьшении амплитуды реле
срабатывает так, что сила тока в обмотках
возбуждения мотора, а с ней и амплитуда вы-
нужденных колебаний увеличивается. С уве-
личением амплитуды реле и вся система регу-
лирования срабатывает в обратном напра-
влении.
Некоторое распространение получила также
высокочастотная резонансная
машина Лера-Шенка. Конструкция
этой машины основана на принципе электро-
магнитного возбуждения вынужденных колеба-
ний большой частоты (до 500 циклов в секунду)
[18, 11/2, 12/2—4, 31]. Отличаясь значитель-
ной производительностью, она позволяет осу-
ществлять лишь небольшие нагрузки с ма-
ксимальной амплитудой до 1,5 т. Пределы
усталости, установленные на этой машине,
могут оказаться на 5—15% выше по сравне-
нию с полученными на машинах с частотой
до 10 гц [30].
Машины для испытания на кручение
Машины с нагружением кривошипно-
шатунными и кулачковыми механизмами.
Машины на переменное кручение с передачей
крутящего момента посредством двойного
кривошипа являются наиболее распространён-
ными. К ним относятся машины Лера-Шенка,
Хэнкинсона, Иллинойского университета и др.
[31, 32/1].
Машина системы Лера-Шенка.
Схема машины показана на фиг. 181. Обра-
зец 1 укрепляется в захватах 2 и 3. Захват 3
соединён жёстко с крутильным динамоме-
тром'), а захват 2—с кривошипом 5. Угловое
перемещение в плоскости закручивания образ-
ца кривошип получает посредством шатуна 4
и эксцентрикового вала 7, проходящего внутри
приводного вала 8. Оси Oj и О3 валов 7 к 8
смещены на величину е, причём поворотом
вала 7 при помощи червячной пары 9 может
регулироваться величина эксцентриситета в
пределах от 0 до 2е, что позволяет изменять
в больших пределах амплитуду деформации.
Угловые деформации динамометра измеряются
индикаторами 10 к 11 посредством пальца 12.
Индикатор 10 связан с головкой Li, в кото-
рой крепится правый конец крутильного ди-
намометра. Палец 12 установлен на левом его
конце. Ползуны индикаторов и палец 12 при
закручивании образца перемещаются друг
относительно друга так, что отсчёт по инди-
катору 10 соответствует углу закручивания1
вала динамометра на длине между пальцем
80
ИСПЫТАНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
и центром заделки этого вала. Предваритель-
ное закручивание образца осуществляется
посредством червячной пары 14, связанной
с головкой динамометра. Конструкция захва-
7 В%
Фиг. 181. Схема машины с принудительной де-
формацией от двойного эксцентрика.
тов образца, типичная для машин на круче-
ние, показана на фиг. 182.
Различные типы машин этой конструкции
могут развивать переменный момент с макси-
мальной амплитудой от 1 до 80 кгм, что позво-
ляет производить испытания образцов диаме-
Фиг. 182. Конструкция захватов в машинах на
переменное кручение.
тром от 2 до 14 мм. Как уже было указано
выше (см. „ Испытания изгибом в одной пло-
скости"), эту машину можно использовать
для испытаний чистым изгибом в одной пло-
скости.
Машина для испытаний на кру-
чение образцов и деталей диа-
метром до 30—АО мм (фиг. 183). Крутящий
момент передаётся на образец посредством
кулисного механизма. Кулиса 1 приводится
кривошипом 2 и шатуном 3 в колебательное
движение вокруг оси 4, осуществляя при этом
деформацию образца 5 через захват 6 и свя-
занные с ним тяги 7 и 8. Другой конец об-
разца устанавливается в неподвижном захва-
те 9, соединённом с червячной шестерней 10,
служащей для статического закручивания об-
разца. Захват 9 вместе с червячной шестер-
ней 10 может передвигаться по оси образца,
чем обеспечивается возможность испытания
образцов различной длины. Наибольший мо-
мент, развиваемый машиной, равен 1000 кгм
при угле закручивания ^ 7°. Максимально до-
Ю
Фиг. 183. Схема машины для
испытаний коленчатых валов
и образцов диаметром до
30 — 40 мм.
пустимая угловая скорость — 300 об/мин, что
указывает на весьма малую пропускную спо-
собность.
Резонансные машины для испытаний на
кручение (торсаторы). Машина для ис-
пытаний при кручении симметрич-
ными циклами системы Шенка
(фиг. 184). Захваты образца / соединены с мас-
сой 2 и динамометром 3, на другом конце ко-
торого установлена масса 4. Возбуждение
колебаний массы 2 осуществляется эксцен-
триком 5, приводимым в движение посред-
ством гибкого вала от мотора постоянного
тока. Амплитуды крутящего момента (углы
закручивания вала динамометра) определя-
ются по показаниям индикаторов 6, устано-
вленных на динамометре.
Определив по разности показаний индика-
торов амплитуду относительного угла закру-
чивания <р, можно найти крутящий момент и
определить напряжения на образце:
где WK— момент сопротивления кручению
образца; К\ — жёсткость динамометра.
Регулирование амплитуды вынужденных
колебаний осуществляется в этой машине
Фиг. 184. Схема резонансного торсатора для испытаний
с симметричными циклами.
так же, как и в резонансных машинах на
растяжение-сжатие посредством автомати-
ческого регулятора.
Резонансная машина для испы-
таний при кручении с несимме-
тричными циклами системы Шен-
к а (фиг. 185). Предварительная статическая
гл. п
ИСПЫТАНИЕ НА УСТАЛОСТЬ
81
нагрузка на образец 1 передаётся в этой ма-
шине посредством стержня 2. После статиче-
ского закручивания на необходимый угол стер-
жень 2 закрепляется и затем система, состоя-
щая из массы 4, образца /, динамометра 5 и
стержня 2, приводится в колебательное дви-
жение эксцентриком 6. Один конец динамо-
Фиг. 185. Схема резонансного торсатора для испытания
с асимметричными циклами.
метра 5 закреплён, а на другом установлены
индикаторы 7, показания которых дают абсо-
лютное значение угла закручивания на длине
вала динамометра.
МЕТОДИКА ИСПЫТАНИЙ НА УСТАЛОСТЬ
Для испытаний на усталость ещё не вы-
работаны определённые правила и нормы. Ти-
пы машин для определённых видов деформа-
ции, форма образцов и методика проведения
испытаний не стандартизованы.
Нижеприводимые методические указания
по испытаниям на усталость представляют со-
бой результат обобщения опыта отдельных
лабораторий и не являются исчерпывающими.
К основным вопросам методики испытаний
на усталость следует отнести: 1) выбор мате-
риала и подготовку образцов, 2) контроль
образцов перед испытанием, 3) подготовку
машины к испытаниям, 4) установку образ-
цов в машине, 5) назначение нагрузок на
первый и последующие образцы и 6) обра-
ботку результатов испытаний.
Выбор материала и подготовка образцов
Выбор материала. Отбираемый для испы-
таний материал должен соответствовать по
химическому составу и структуре тому мате-
риалу, свойства которого подлежат изучению.
Заготовки из поковок, штанг, прутков не
должны иметь каких-либо пороков (раковин,
повреждений и т. п.).
Вырезка заготовок должна производиться
на некотором расстоянии от прокатной корки
или поверхностного слояшоковки, если целью
испытаний не является выяснение влияния
качества поверхности на усталость (у необ-
работанных деталей). При вырезке следует из-
бегать ослабленных участков, содержащих де-
фекты, зоны ликвации и др. Если заготовки для
образцов вырезаются из поковок, подвергнутых
термообработке, то необходимо учитывать
влияние массы металла (размеры сечения) на
прокаливаемость.
Необходимо иметь также в виду зависи-
мость сопротивления материала усталости от
остаточных напряжений после ковки или про-
катки и от направления волокон. Предел
усталости образцов, вырезанных из поковок
поперёк волокон, может оказаться на 20 -25%
меньше предела усталости образцов, выре-
занных вдоль волокон [22, 25, 12/5].
Механическая обработка образцов. Со-
противление материала усталости в сильней-
шей степени зависит от состояния поверхно-
сти образца или детали. Особенно опасны
острые царапины и выточки.
При недостаточно тщательной обработке
поверхности образцов результаты испытаний
окажутся неустойчивыми. Это особенно отно-
сится к обточке и шлифовке.
Данные, характеризующие влияние режи-
мов резания применительно к образцам ма-
лых размеров, диаметром 7—10 мм, приведе-
ны в табл. 25, 26 и 27.
Таблица 25
Влияние механической обработки на предел
усталости мягкой углеродистой стали [19]
опыта
i
а
3
4
Условия обработки
Обточка до диаметра 9 мм.
и кипячение в воде в течение
2 час
Обточка и отжиг в вакууме
в течение 2 час
Обточка до d — 10 мм, отжиг
в вакууме B часа) и обточка
до d - 9,0 мм
Обточка до d = 9,6 мм, отжиг
в вакууме B часа) и обточка до
d — 9,0 мм
Предел
усталости
при сим-
метричных
циклах
в кг/мм3
2О,О
1б,3
19.3
19.3
Примечание. Толщина последней стружки во
всех случаях была равна 0,3 мм.
Таблица 26
Влияние подачи и глубины резания на предел
усталости при снятии последней стружки [19]
(обточка)
№
опыта
i
3
3
4
Подача в мм
О,2
о,4
0,2
<М
Глубина в мм
0,2
О,2
о.4
о,4
Предел уста-
лости при сим-
метричных
циклах
в кг/мм*
24-5
2J О
25-O
21.5
Таблица 27
Влияние подачи и скорости резания на предел
усталости углеродистой стали [36]
№
опыта
i
2
3
4
5
6
Подача
в мм!об
о.оз
°.°3
0,178
0,178
о,25
O.23
Глубина
резания
в мм
I.O
1,О
О,2
О,2
о,3
о.З
Скорость
резания
В MlMUH
23—22
И5-13.5
юо
*4-7
I2O
Предел
усталости
в кг/мм1
27.3-32-4
3J.O-34-4
гЗ,4
зб,о
=7.5
20,0
Примечание. Предел усталости полированных
образцов был равен 35,0 кг!мм*.
82
ИСПЫТАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Из табл. 25—27 следует: а) предел уста-
лости может значительно изменяться в зави-
симости от режимов резания, поэтому при
изготовлении образцов необходимо соблюдать
постоянство режима резания; б) наибольшее
влияние на предел усталости оказывают
условия снятия последней стружки; в) из ха-
рактеристик резания при обработке образцов
малых размеров наибольшее влияние на пре-
дел усталости оказывает величина подачи;
глубина и скорость резания влияют заметно
меньше.
Приведённые в таблицах данные получены
в результате обточки острым резцом; при об-
точке тупым резцом может сказаться влияние
наклёпа, поэтому при изготовлении образцов
и особенно при снятии последних стружек
необходимо следить за состоянием резца.
Термообработка образцов (заготовок).
Термической обработке образцы могут под-
вергаться до черновой обточки, т. е. в заго-
товках, или после неё.
Режим термообработки должен обеспечить
однородность свойств по всему объёму мате-
риала образца (идентичность микро- и макро-
структуры).
Шлифовка и полировка образцов. Шли-
фовка является одной из самых ответствен-
ных операций подготовки образцов. Шлифов-
кой образцы доводятся до заданных разме-
ров, а также удаляются поверхностные дефек-
ты (царапины, риски и т. п.). Особо ответ-
ственной является обработка сопряжения гал-
тели бурта с цилиндрической частью образца.
При шлифовке мягких сталей применяются
круги средней твёрдости (марки СМ), для
твёрдых сталей — круги средней твёрдости и
мягкие (марок СМ и М), с зернистостью 60—80
в обоих случаях. Во избежание ожогов и на-
клёпа необходимо следить за состоянием кру-
га и возможно чаще править его. Не следует
fa/мм2
60
•
¦ " о
А
&
А
о
Попи
Грубо-
фуба
X
V
ровд
йЬто
равен
оЬто
й
о
нные
ченнь
юннь
»У
?••
ff
8
0
I
\
A
< A
40 50 60 70
90 100 Н0 6ькг/нм*
Фиг. 186. Зависимость предела усталости (изгиб при
вращении) от прочности стали при разном состоя-
нии поверхности.
допускать шлифовку „засаленным" кругом.
Охлаждение при шлифовке должно обеспечить
температуру образца не выше 50—60° С. В про-
цессе шлифовки возможно значительное изме-
нение свойств поверхностного слоя и его
ослабление [13].
При особо точных исследованиях образцы
обрабатываются наждачной бумагой или шли-
фовальным кругом в продольном направле-
нии и полируются.
Чистота поверхности особенно важна при
испытании сталей повышенной прочности
вследствие их большой чувствительности
к состоянию поверхности. Зависимость пре-
дела усталости от предела прочности сталей
а/, при разном состоянии поверхности показана
на фиг. 186.
Ввиду большого-- влияния качества образ-
цов на предел усталости изготовление их
лучше всего сосредоточить в лаборатории и
поручать опытным исполнителям.
Контроль образцов перед испытанием.
Внешний осмотр образцов с помощью лупы
и оценка состояния поверхности производятся
после отделки и доводки образцов. Полезно
произвести оценку рельефа поверхности и
снять профилограмму для некоторого коли-
чества образцов. Если получение профило-
граммы не представляется возможным, то на
участках действия наибольших напряжений
при помощи профилографа производят изме-
рение высоты гребешков [5, 20, 21].
Для выяснения внутренних дефектов могут
применяться методы магнитной дефектоскопии
(см. „Магнитный метод испытаний").
Соответствие размеров образца заданным
проверяется соответствующими приборами.
Качество сопряжения галтели с цилиндром
контролируют при помощи инструментального
микроскопа (при увеличении 20—30). Допу-
стимые отклонения в размерах регистрируются
в журнале испытаний и учитываются при
расчёте напряжений.
Подготовка машины к испытаниям
Проверка состояния машины. Перед на-
чалом испытаний необходимо проверить, в
состоянии ли машина обеспечить длительную
и надёжную работу. Особенно тщательно-
должна проверяться чувствительность маши-
ны [4/3], состояние нагрузочного и силоизме-
рительного устройств, а также захватов. Од-
ним из показателей нормального состояния
нагрузочного и силоизмерительного устройств
в ненагруженном положении является уста-
новленная для каждой машины её чувстви-
тельность.
Чувствительность машины определяется
величиной наименьшего груза, который начи-
нает вызывать отклонение указателя нагру-
зок. Чувствительность зависит от трения в
цапфах рычагов, передающих нагрузку, тре-
ния поршней в пульсаторах, сопротивления,
амортизаторов в машинах типа Мура. Шенка-
Лера и др.
Проверка состояния машины по данным
тарировки. Нормальное состояние нагрузоч-
ного и силоизмерительного устройств под.
нагрузкой характеризуется данными тарировки,
при помощи которой устанавливается погреш-
ность между действительными нагрузками
и кажущимися (показания силоизмерительного-
устройства). Статическая и динамическая та-
рировки могут производиться путём тензо-
ГЛ. I)
ИСПЫТАНИЕ НА УСТАЛОСТЬ
83
метрирования контрольных образцов. Зависи-
мость между нагрузкой и деформацией, уста-
новленная на контрольном образце при испы-
тании на вполне проверенной (контрольной)
машине, используется затем для суждения
о прилагаемых нагрузках по деформациям,
измеренным тензометрами.
В машинах для испытаний на усталость
при изгибе с консольным расположением об-
разца весьма существенной является проверка
длины плеча, на котором приложен груз. От
точности определения этой длины зависит точ-
ность последующих определений величины
момента, напряжений и др. Для соответству-
ющей проверки применимо простое приспосо-
бление [4/2], показанное на фиг. 187. При по-
мощи трубы / и зеркала 2, установленного
Фиг. 187. Схема приспособления Н. Н. Давиден-
кова для проверки длины консоли образцов.
вблизи подшипника, берётся первый отсчёт. За-
тем устанавливается подшипник с подвешен-
ным к нему грузом и берётся второй отсчёт. По-
сле этого подшипник снимается и вместо него
устанавливается призма с. тягой, на которую
подвешиваются те же грузы. Путём переме-
щения призмы вдоль плеча находят то поло-
жение, при котором разность первого и вто-
рого отсчётов совпадает с разностью отсчётов
при подшипнике. В этом сечении и оказывается
приложенным вес груза, передаваемый через
подшипник.
Результаты испытаний заметно зависят от
состояния захватов и надёжности крепления
образцов. Перед установкой образцов необхо-
димо подвергать тщательному осмотру па-
троны (цанги) захватов и гнёзда шпинделей,
освобождая их от загрязнений.
Проверку нормального состояния захватов
необходимо производить также при помощи
контрольных образцов, измеряя эксцентриси-
тет между осями захватов и образца. Допусти-
мая величина эксцентриситета до пуска ма-
шины и на ходу под нагрузкой для каждого
типа машины обычно устанавливается заранее
и является одной из основных характеристик
машины.
Установка образца в машине
Дополнительные напряжения при непра-
вильной установке. При установке консоль-
ного образца с перекосом точка О\ его кон-
цевого сечения смещается относительно оси
вращения О2 (фиг. 188). Вследствие эксцен-
триситета е нагрузка на образец и связан-
ные с ним массы оказы-
ваются неуравновешен-
ными. При вращении си-
лы инерции этих масс
возбуждают колебания,
вызывающие дополни-
тельные напряжения в
образце.
Эти дополнительные
напряжения могут быть
определены по формуле
се ш2
где а — напряжения в
образце при отсутствии
эксцентриситета; е — ве-
личина эксцентриситета;
о> — угловая частота вы-
нужденных колебаний;
шс — угловая частота свободных
системы.
Выразив og в процентах от а
получим
100-6@2
Фиг. 188. Схемы выну-
жденных колебаний
образцов при установ-
ке их с перекосом.
колебаний
а"" 100/
1 —
(А)
На фиг. 189 приведён график зависимости
Д от эксцентриситета е по данным расчёта по
формуле (А) для двух значений напряжения а:
20 и 50 кг/мм2, при постоянной угловой частоте
о) = 314 , что соответствует 3000 об/мин.
сек J '
Длина образца /=100 мм, диаметр 10 мм.
Этот режим (по напряжениям и частоте) наи-
более часто применяется в машинах типа Ве-
лера с консольным расположением образца
(фиг. 161).
График (фиг. 189) показывает, насколько от-
ветственна операция установки образца в ма-
1
1Q
0.02
0.06
в мм
Фиг. 189. График зависимости дополнительных
напряжений а от величины эксцентриситета е,
вызванного перекосом консольно расположенных
образцов.
шине. Перекос образца всего лишь на 0,05—
0,1 мм может вызвать дополнительные напря-
жения, составляющие 5—20% от основного.
ИСПЫТАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Необходимо поэтому, устанавливая образец,
производить всякий раз проверку эксцентриси-
тета, пользуясь индикатором. Если не удаётся
установить образец с эксцентриситетом в допу-
скаемых пределах, то следует проверить об-
разец в точных центрах, например, на инстру-
ментальном микроскопе, и исправить неточ-
ность, допущенную при изготовлении.
При испытании на растяжение-сжатие необ-
ходимо контролировать аксиальность нагрузки
путём установки тензометров в разных частях
образца (по длине и периметру сечения) и срав-
нения их показаний.
Весьма незначительные перекосы образца
или захватов, а также несовпадение направле-
ния силы с осью образца могут совершенно
обесценить результаты испытаний и привести
к грубым ошибкам.
Назначение нагрузок на первый
и последующие образцы
Правильно установленная последователь-
ность нагрузок может способствовать сокра-
щению испытаний по времени и количеству
образцов без ущерба для достоверности и на-
дёжности результатов.
Существует два метода назначения нагрузок.
Метод нисходящих нагрузок. При испы-
тании с целью получения кривой Велера коли-
чество образцов обычно составляет 8 — 12.
Первый образец устанавливается на напряже-
ние, равное 2/3 оь. Нагрузка на последний об-
разец ориентировочно может быть принята
равной той, которая вызывает в образце напря-
жение с=0,45-т-0,5 <*ь- Ступени последователь-
ного снижения нагрузок от первого образца
к последним располагаются равномерно в ин-
тервале между верхним и нижним пределами на-
пряжений. При меньших нагрузках выявляется
то напряжение, при котором образец не ло-
мается после 107 циклов. Для решения вопроса,
является ли это напряжение пределом устало-
сти производят проверку, нагружая следующий
образец на напряжение, среднее по величине
между напряжением, не вызвавшим поломки
после 107 циклов, и тем, при котором образец
сломался. Если и при этом напряжении образец
не сломается после 107 циклов и разность ме-
жду величинами напряжений — наименьшего,
вызвавшего поломку, и наибольшего, не вы-
звавшего её, — не превышает 5% и не больше
1 кг/мм12, то считают, что предел усталости
установлен. Чтобы подтвердить этот результат,
обычно производят испытание ещё одного об-
разца при напряжении, равном установленному
пределу усталости.
Метод, основанный на использовании
характеристик кривой Велера [1]. Целью
этого метода является выявление такой после-
довательности нагрузок, при которой испыта-
ние на усталость и построение кривой Велера
могут быть произведены при минимальном ко-
личестве образцов. Согласно этой методике
образец № 1 устанавливается на напряжение
о,, при котором вполне вероятна поломка при-
близительно после 3-105 циклов, причём вели-
чина о1 определяется:
для сталей с ай < 80 кг/м и2
вх = 1,'23-а_1 ?5з 1,25-0,5 яь\
для сталей с сй > 80 кг\ммг
ff4 = 1,12 »_! j=» 1,12-0,45 е»л.
Если образец № 1 сломается после 2-Ю5
циклов, то образец № 2 устанавливается на на-
пряжение а2 = ст, Н— 2 кг/мм2. Если же образец
№ 1 пройдёт меньше 2-105 циклов, то образец
№ 2 устанавливается на напряжение о2 — ^ —
—2 кг/мм%. Таким образом испытаниями пер-
вых двух образцов устанавливается верхний
предел нагрузок.
Напряжение с3 должно быть на 20% ниже
напряжения, вызвавшего поломку одного из
первых образцов в интервале от 105 до 3,5-105
циклов, или на 12% ниже напряжения, вызвав-
шего поломку одного из первых образцов в ин-
тервале от 3,5-105 до 103 циклов.
Если образец № 3 пройдёт 107 циклов и не
сломается, то образец № 4 устанавливается
на напряжение о4, равное среднему между на-
пряжениями сг3 и меньшим, из аг и а2.
В случае же поломки образца № 3 напря-
жение а4 следует взять на 2—3 кг/мм* меньше
о3. В связи с тем, что кривая Велера после Ю8
циклов для чёрных металлов становится почти
параллельной оси абсцисс, следует ожидать,
что a4t уменьшенное на 2—3 кг/мм2, в сравне-
нии с с3 не должно привести к поломке, и об-
разец пройдёт 107 циклов. Образец № 5 уста-
навливается для уточнения предела усталости.
Напряжение од выбирается средним между
минимальным, при котором произошла поломка,
и максимальным, при котором образец выдер-
жал 107 циклов, не сломавшись.
Таким образом, по 5—6 образцам устана-
вливается приблизительный вид кривой Велера.
При наличии большего количества образцов
их используют для уточнения отдельных участ-
ков, добиваясь расположения полученных ре-
зультатов либо вдоль всей кривой Велера,
либо только в верхней или нижней её частях,
в зависимости от цели испытаний. Нельзя при-
менять несломавшиеся образцы для испытаний
при увеличенных нагрузках, так как под дей-
ствием переменных напряжений ниже предела
усталости материал значительно упрочняется
[29].
Построение диаграмм усталости
Построение диаграммы „напряжение —
число циклов". Существуют три способа. При
первом способе строится кривая Велера в ко-
ординатах „напряжение — число циклов" (фиг.
190, а). Предел усталости в этом случае соот-
ветствует ординате асимптоты кривой Велера.
Выявление асимптоты иногда вызывает затруд-
нения, так как испытания обычно проводятся
при сравнительно небольшом числе циклов (до
5-106-=-10-108), поэтому предпочитают пользо-
ваться двумя другими способами.
Второй способ основан на представлении
результатов испытаний в полулогарифмических
(фиг. 190, б) или логарифмических координа-
тах (фиг. 190, в). При пользовании логарифми-
ческими или полулогарифмическими коорди-
натами критерием для суждения о пределе
усталости является, перелом кривой. Для мно-
гих чёрных металлов и некоторых цветных кри-
вая после её перелома имеет направление, па-
раллельное оси абсцисс. Для лёгких цветных
металлов и сплавов она имеет наклон к оси абс-
ГЛ. I]
ИСПЫТАНИЕ НА УСТАЛОСТЬ
85
цисс. Первый тип логарифмических диаграмм
с ясно выраженным горизонтальным участком
позволяет определять пределы усталости с
большей точностью (фиг. 190, б). Если кривая
усталости приближается к оси абсцисс под не-
которым углом, то предел усталости можно
определить лишь условно, т. е. найти величину
напряжения, которое выдерживается материа-
лом за вполне определённое число циклов.
При третьем способе по оси абсцисс откла-
дывается величина, обратная числу циклов
-J—- (фиг. 190, г). В этом случае предел уста-
38
36
a) J4
32
30
28
кг/мм2
36
34
110s 210s 3-Ю6
б)
в)
30
28
i
Iff б
35
30
28
6
36
32
30
28
sJ !
N
\
N.
^Ь-о-Ч
1
5105W6 5ЮВЮ7 5Ю71дН
H
4
10й Ю5
Igft
r
2W5 10'5
I/N
Фиг. ISO. Кривые усталости в различных
координата^.
лости определяют как ординату точки пересе-
чения кривой с осью напряжений. Этим же спо-
собом пользуются и для приближённого опре-
деления пределов усталости по результатам
испытания трёх образцов при различных на-
грузках. Прямая, проведённая по трём точкам
до пересечения с осью ординат, даёт прибли-
жённое значение предела усталости, которое
может оказаться преувеличенным [кривая, вы-
./ 1 \
ражаюшая зависимость а =/1 -г— I f имеет пря-
молинейный участок лишь при больших вели-
чинах напряжений]. Однако для быстрого и
ориентировочного определения предела уста-
лости этот способ может найти применение.
Построение полных диаграмм усталости.
Предел усталости при асимметричных циклах
может быть выражен тем максимальным на-
пряжением, при котором после заданного числа
перемен (N) материал не разрушается. Для ха-
рактеристики выносливости материала при
асимметричном изменении напряжений произ-
водится ^определение пределов усталости при
трёх-четырёх режимах, например: а) при сим-
метричном цикле: ат = 0; б) при знакоперемен-
ном цикле растяжения (или сжатия): am<jsv\
в) при пульсирующем цикле ат = qv или при
знакопостоянном цикле am~^>av. Если целью
испытаний является получение полной характе-
ристики усталости материала, то кривые Велера
должны быть получены для каждого из выбран-
ных режимов. В связи с большой продолжи-
тельностью подобных испытаний обычно по-
лучают кривую Велера для симметричных цик-
лов, а при асимметричных ограничиваются
лишь определением предела усталости. Полу-
ченные результаты представляются в диаграм-
мах, выражающих зависимость максимального
напряжения или амплитуды цикла от среднего
напряжения.
Диаграмма Смита (фиг. 191) выра-
жает зависимость предельных значений макси-
мального напряжения (атах) цикла от среднего
напряжения (<зт). Сред-
нее напряжение откла-
дывается по оси абсцисс.
Ординаты прямой ОС,
проведённой под углом
45°, также изображают
среднее напряжение цик-
ла. Напряжения, соот-
ветствующие амплитудам
BD^ и BD<i, наносятся в
виде ординат вверх и
вниз от прямой ОС. Край-
ние ординаты диаграммы
О А и OD выражают пре-
дел усталости при симме-
тричном цикле (зот — 0);
НС — предел прочности при растяжении
(ат = а$). Соединяя точки, представляющие
значения пределов усталости для трёх-четырёх
режимов асимметричных циклов, и продолжая
кривую до крайних ординат, получают график
ADiCD2D, характеризующий зависимость пре-
дельных максимальных напряжений циклов от
их средних значений.
Часто на таких диаграммах наносят ещё
прямую МТ, ограничивающую область стати-
ческих пластических деформаций. Ордината
этой прямой (NT) представляет предел теку-
чести. '
Диаграмма Хэя. Зависимость пределов
усталости при асимметричных циклах строится
в координатах „амплитуда — среднее напряже-
ние" (фиг. 192). ОЛ—предел усталости при сим-
метричном цикле; ОС —
предел прочности при
растяжении am = a6; ON—
предел текучести при
аги — °5- Найденные при
асимметричных циклах
значения предельных
амплитуд cv = ED откла-
дываются в виде ординат
при средних напряжениях
ат цикла, которые явля-
ются абсциссами ОЕ. Кривая ADC, построен-
ная по результатам испытаний, выражает за-
висимость предельных амплитуд напряжений
усталости от средних напряжений цикла.
Фиг.
191. Диаграмма
Смита.
Фиг.
192. Диаграмма
Хэя'
86
ИСПЫТАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Характер зависимостей, выражаемых диа-
граммами Смита и Хэя при средних напряже-
ниях растяжения, таков, что с увеличением
среднего напряжения пределы усталости, соот-
ветствующие максимальным напряжениям
цикла, увеличиваются. Наименьшим оказы-
вается предел усталости при симметричном
цикле (ат = 0).
Зависимость пределов усталости от средних
напряжений цикла в области сжатия мало изу-
чена. Для мягких сталей принято считать эту
зависимость по диаграммам Смита или Хэя
симметричной в двух областях — растяжения
и сжатия. Однако результаты исследований ука-
зывают на возможность значительного увели-
чения пределов усталости при средних напря-
жениях сжатия [37]. Поэтому диаграммы Смита
или Хэя в области сжатия могут существенно
отличаться от области растяжения.
Приближённые диаграммы при асимме-
тричных циклах нагрузок. Построение при-
ближённых диаграмм усталости основано на ис-
пользовании какой-либо из следующих эмпири-
ческих зависимостей между предельным макси-
мальным напряжением или амплитудой цикла
и средним напряжением при vm^>0 [15/1]:
по Герберу
по Гудману
--А1-%¦)¦•
по Зодербергу
max у ^ /
по Серенсену — Кинасошвилли
'max — "—1
2а
по Одингу
C)
D)
E)
F)
G)
(8)
О)
В приведённых уравнениях атах — предель-
ное максимальное напряжение цикла; av — пре-
дельная амплитуда цикла, а__^ — предел уста-
лости при симметричном цикле; ст— среднее
напряжение цикла; а0 — предел усталости при
пульсирующем цикле (<sm = cv); as — предел
текучести; qj, — предел прочности при растя-
жении.
Проверка соответствия зависимостей A) —
D) опытным данным [3, 7, 15/1] при испыта-
нии гладких образцов даёт хорошее прибли-
жение каждой из них лишь в частных слу-
чаях Так, зависимость Гербера даёт преуве-
личенные пределы усталости в сравнении с
установленным опытным путём, тогда как по
Гудману они в большинстве случаев оказыва-
ются уменьшенными. Уравнения Зодерберга
дают значения пределов усталости, сильно
уменьшенные в сравнении с эксперименталь-
ными.
К приближённому определению пределов
усталости при асимметричных циклах прибе-
гают главным образом при расчёте прочности
деталей, когда нет опытных данных. В этом
случае, однако, важно определить хотя бы при-
ближённо предел усталости при наличии кон-
центрации напряжений.
Если для оценки влияния концентрации на-
пряжений воспользоваться эффективными ко-
эфициентами концентрации, установленными
при симметричном никл*; К/, то [ 15/1 37] пределы
усталости при асимметричных циклах и при
наличии концентрации напряжений с хорошим
приближением могут быть вычислены по урав-
нению
*/
if)
Влияние конструкции машины, формы и
абсолютных размеров образца на предел
усталости
Влияние конструкции машин. Пределы
усталости для какого-либо вида деформации
могут существенно различаться в зависимости
от конструктивных особенностей испытатель-
ных машин. Так, например, при наличии в
машинах специальных приспособлений, умень-
шающих эксцентриситет, искажения резуль-
татов будут меньше, чем в машинах без таких
приспособлений. На результаты испытаний
могут влиять также конструкция захватов
и различие в способах нагружения. Пределы
усталости, установленные на совершенно одина-
ковых машинах, могут различаться между со-
бой в зависимости от методики и тщатель-
ности подготовки и проведения испытаний. Дан-
ные о возможном влиянии на предел уста-
лости различных видов деформаций, получек-
ные из сравнительных испытаний, приведены
в табл 28.
Влияние формы образца. Результаты
испытаний трёх форм образцов [27] (фиг. 193)
показывают, что пределы усталости мало зави-
сят от длины участка, на которой действуют
максимальные напряжения. При напряжениях
выше предела усталости форма образца ока-
зывает заметное влияние, причём предал уста-
лости увеличивается с уменьшением длины
участка действия максимальных напряжений.
Объяснение эт >му можно искать в том, что с
увеличением длины участ.а действия макси-
мальных напряжений увеличивается вероят-
ность проявления различных внешних и вну-
тренних дефектов и расширяется область изби-
рательности процесса усталости.
ГЛ.1]
ИСПЫТАНИЕ НА УСТАЛОСТЬ
87
Таблица 28
Величины пределов усталости в кг/мм*, полученные в различных лабораториях на машинах разных типов
Характер
деформации
Все виды де-
формации и ти-
j пы машин ....
Изгиб при вра-
щении
Изгиб в одной
плоскости ....
Растяжение-
Хромоникелемолибденовая
и
S
60.5
59-5
57-8
сталь а, = 106 кг/мм3
с
е>
52,8
=52.8
53-5
55.Ь
max — mm
13.7
" 14.7
ю,б
3.7
Малолегированная сталь
и
В
33-8
32,4
33,8
28,9
а
в
27,5
¦^8 о
12,4
27.5
ь = 46,8 кг/ им*
-а =
2О,7
и,4
4-2
5.°
ю,55
с
иЫ
9,8
1уралгомин
ь = 41,5 кг/ли2
'max - CTmin
6,8
Влияние абсолютных размеров образца,
С увеличением диаметра образца предел уста-
б кг/мм
30
29
28
21
2G
ад„
36
ПриЬл. прямая
90
л
\
s
7,5 5 2,5 0 2,5 5 7,3мм
Расстояние от середины
образца
\
1
•
10 6
!07М
Фиг. 193. Влияние формы образца
на усталость.
лости уменьшается. Эта зависимость особен-
но значительна в интервале (по диаметру) от
0,5 до 50 мм (фиг. 194).
Циклическая вязкость металлов
Упругий и пластический гистерезисы.
Наряду с пределом усталости весьма важной
характеристикой сопротивления усталости
является циклическая вязкость, определяющая-
способность материала выдерживать повторную
пластическую деформацию [11/1, 3, 16, 23].
Сущность этой характеристики связана с
явлением внутреннего трения, вызываемого
деформацией кристаллических материалов.
Предположительная 1 "
зависимость
0,50
0710 30 50
200 250 300DMM
Фиг. 194. Влияние абсолютных размеров образцов на
усталость. На оси ординат приведены значения коэфи-
циента г, характеризующего снижение пределов усталости
с увеличением абсолютных размеров; по оси абсцисс —
диаметры образцов:
е==-
где J/j—предел усталости образца с диаметром D > 10 мм;
а.— предел усталости образца с диаметром d — 10 мм»
а Кружками обозначены опытные данные.
Способность материала поглощать энергию в
необратимой форме как в области упругих,
так и особенно в области пластических дефор-
маций проявляется в несоответствии дефор-
мации напряжениям (явление ynpyi иго и пла-
стического гистерезиса).
Метод затухающих свободных колебаний
является одним из наиболее распространён-
ных для измерения энергии гистерезиса. По-
казателем демпфирующей способности служит
логарифмический декремент затухания
0 =
In аг — In an
где й} и ап — амплитуды, ограничивающие
п — число полных периодов затухающих коле-
баний. Свойство материала поглощать энергию
в необратимой форме принято характеризовать
ИСПЫТАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
коэфициентом относительного рассеивания
энергии (коэфициент Феппля)
Aw 2 ка Да о Да Ой
ш = — = —г—$— = 2. = / о,
т да ka2 a
где да и Д w— максимальное количество и по-
теря энергии деформации за один цикл;
k — коэфициент пропорциональности между
работой и максимальной амплитудой дефор-
мации.
Почти совсем не выяснен вопрос, насколько
показатели относительного рассеяния энергии
могут характеризовать циклическую вязкость
металла, его способность выдерживать по-
вторную пластическую деформацию. Очевидно,
показатели относительного рассеяния, уста-
навливаемые в статических условиях, не отра-
жают изменения повторной пластической де-
формации с нарастанием числа циклов.
Результаты изучения циклической вязкости,
полученные рядом исследователей [11, 16],
позволили притти к следующим заключе-
ниям [11].
1. Имеются две группы металлов, цикли-
ческая вязкость которых в процессе нара-
стания циклов изменяется резко отличным
образом.
К первой группе принадлежат металлы,
которые не проявляют способности к механи-
ческому старению при повторных напряже-
ниях. Изменение циклической вязкости ме-
N, N,
Фиг. 195. Кривые измене- Фиг. 196. Кривые измене-
ния циклической вязкости. ния циклической вязкости.
таллов этой гр"уппы имеет характер, показан-
ный на фиг. 195, где по оси ординат отложена
ширина петли гистерезиса Д и по оси абсцисс
число циклов N. Характер возрастания петли
гистерезиса зависит от величины напряжения.
При напряжении ctj ширина петли резко увели-
чивается до момента разрушения при числе
циклов TVj. При напряжении as скорость уве-
личения Д заметно меньшая и разрушение
происходит после значительно большего числа
циклов А/3. При напряжении а4 ширина петли
увеличивается незначительно лишь в самом
начале, а затем остаётся постоянной и с даль-
нейшим ростом числа циклов не изменяется.
Напряжение, соответствующее наибольшей
постоянной величине петли гистерезиса, и
является пределом усталости.
Вторая группа металлов обнаруживает
весьма заметную склонность к механическому
старению в процессе повторных нагружений.
Изменение циклической вязкости металлов
этой второй группы имеет характер, показан-
ный на фиг. 196. Также как и в случае, рассмо-
тренном выше, при напряжениях gj и а2 пре-
вышающих предел усталости, увеличение
ширины петли Д продолжается с нарастанием
числа циклов до разрушения. При напряже-
нии g3, равном пределу усталости, ширина
петли гистерезиса возрастает до максимума,
при дальнейшем увеличении N ширина петли
уменьшается, стремясь к некоторой постоян-
ной величине. То обстоятельство, что ширина
петли гистерезиса (циклическая вязкость)
при напряжениях, равных пределу усталости,
становится постоянной уже после небольшого
числа циклов /V, можно использовать для
ускоренного определения предела устало-
сти [11].
2. Величина циклической вязкости не зави-
сит от предела усталости. Чаще всего металлы
с высоким пределом усталости обладают
малой циклической вязкостью и использова-
ние их в конструкциях, где неизбежны источ-
ники концентрации напряжений, может ока-
заться менее выгодным по сравнению с метал-
лами, имеющими меньший предел усталости,
но значительно большую циклическую вязкость.
Наилучшими металлами являются те, которые
имеют высокий предел усталости при значи-
тельной циклической вязкости.
3. Наклёп и термическая обработка (закалка
с высоким отпуском) снижают циклическую
вязкость.
4. Цветные металлы и сплавы, как правило,
имеют весьма малую циклическую вязкость.
5. Из углеродистых сталей в отожжённом
состоянии наибольшую циклическую вязкость
имеет сталь с содержанием 0,35—0,4% угле-
рода.
6. Крупнозернистая сталь имеет большую
циклическую вязкость по сравнению с мелко-
зернистой.
7. Чугун имеет весьма высокую цикли-
ческую вязкость.
Циклическая вязкость как характеристика
свойств материалов ещё не получила широ-
кого распространения главным образом из-за
трудности измерения малых пластических де-
формаций в процессе нарастания числа цик-
лов. Результаты определения циклической вяз-
кости для некоторых сортов стали приводятся
в табл. 29 [11].
Таблица 29
Характеристика усталости сталей
(образцы цилиндрические, d = 10 мм) [11/1]
Материал
Ст. 10
Ст. 20
Ст. 30
Ст. 40
Ст. 50
40 X
30ХН4А
30ХН2М
Чугун
Чугун 22
4yrvn 36
Предел усталости в
Si
СЯ и
Н 1
ев 3 S
О. К Н
14
15
16,5
18,5
24.5
22,0
34-°
24
—
—
я
1б
18
2О
23
27
23,0
35.0
27,0
6,0
8.5
я
я
а4
о.
И
8
IO
12
14
17,0
23,0
17,5
6,0
8.5
кг/мм1
срез
7
8,5
ю,о
12,0
1б,О
l6,O
27,0
l6,O
—
—
И ^
Is
ч о
3 ffl
0,00025
0.00035
о,ооо45
0,00000
0,00030
0,00020
о,созю
0,00030
O.OOIOO
0,00200
Примечание, f = ^^w' 1Де Т ~~ циклическая
вязкость (ширина петли гистерезиса) при кручении, Д —
циклическая вязкость (ширина петли гистерезиса) при
изгибе.
Циклическая вязкость Д была определена по отно-
сительной пластической деформации как отношение аб-
солютного значения остаточной деформации за один
цикл (ширина петли гистерезиса) к длине, на которой
она была измерена.
ГЛ. 1]
ИСПЫТАНИЕ НА УСТАЛОСТЬ
89
Методы ускоренных испытаний
на усталость
Основные предпосылки ускоренного
определения пределов усталости. Испыта-
ния на усталость обычным длительным спо-
собом требуют значительных затрат времени
(испытание 8 — 12 образцов).
Большинство предложенных методов уско-
ренных испытаний [3, 11/2, 18] основывалось
на использовании зависимости напряжений
от ряда других величин, характеризующих
процессы, происходящие в металле при на-
растании числа циклов (температуры, энергии,
затрачиваемой на повторную деформацию,
электрического и магнитного сопротивления
и др.).
Повторные напряжения, немного превы-
шающие предел усталости, вызывают замет-
ное нарастание всех этих величин.
Комбинированный метод Лера, получив-
ший наибольшее распространение, основан
на использовании зависимостей между на-
пряжениями, с одной стороны, и темпера-
турой, деформацией, крутящим моментом и
энергией, затрачиваемой на деформацию,—
с другой.
Установка для испытаний на усталость уско-
ренным методом известна под названием ма-
шины Лера-Шенка (фиг. 197). В отличие от
Фиг. 197. Схема машины для испытаний уско-
ренным методом.
обычных машин Лера-Шенка для испытаний
чистым изгибом (фиг. 164) в этой установке
имеются следующие дополнительные устрой-
ства.
1. Т ермопара/, впаянная в латунное раз-
резное кольцо, соединённое с образцом. Конец
каждой проволоки термопары соединён с кол-
лектором, также представляющим собой ла-
тунное кольцо. Провода, соединённые со
щётками коллектора, отводят ток к милли-
вольтметру 2. Милливольтметр градуируется
по показаниям термопары и имеет шкалу
милливольт и градусов.
2. Приспособление для реги-
страции крутящего момента'
(фиг. 198). Статор мотора 1, приводящего во
вращение образец, имеет возможность свободно
поворачиваться в подшипниках относительно
оси вращения ротора и является маятниковым
измерителем. Нижняя часть имеет массу 2. Кру-
тящий момент измеряется по углу отклонения
статора от определённого положения. Поворот
статора на некоторый угол происходит при
изменении сопротивления на валу якоря, вы-
зывающего соответственное изменение силы
тока и магнитного взаимодействия между ро-
Фиг. 198. Схема приспо-
собления для регистрации
крутящего момента к ма-
шине Лера-Шенка.
тором и статором. Угол поворота статора
регистрируется по шкале 3, соединённой с ним,
отметчиком 4, укреплённым к раме машины.
3. Миллиамперметр, измеряющий ток
якоря, служит для регистрации мощности рас-
ходуемой на деформацию образца. Чтобы
обеспечить измерение только той мощности, ко-
торая расходуется на
деформацию образца,
и исключить влияние
колебаний напряже-
ния в сети, машина
приводится в действие
котором постоянного
тока, питаемым от ум-
формера, дающего по-
стоянный ток.
4. Индикаторы
3, служащие для на-
блюдения за измене-
нием прогибов образца в процессе испытаний.
Определение предела усталости на этой
установке, позволяющей испытывать образцы
диаметром 7,52 мм, осуществляется в следую-
щем порядке.
Производится регулировка образца в за-г
хватах до тех пор, пока величина эксцентри-
ситета, измеренного индикаторами на работаю-
щей машине без нагрузки, не окажется мень-
шей 0,02 мм. После этого записываются на-
чальные отсчёты приборов.
Нагружают образец первой ступенью на-
грузки, обычно соответствующей напряжению
4 кг/мм2, и после работы машины в течение
3—6 мин. записывают показания приборов.
Далее продолжают нагружение следующими
ступенями нагрузок до тех пор, пока не на-
ступит резкое изменение показаний приборов.
Этот момент соответствует переходу за пре-
дел усталости. При подходе к ожидаемому
пределу усталости рекомендуется уменьшить
ступени нагрузок до 1 кг/мм2 для более точного
его определения.
Кривые, определяющие зависимость между
напряжениями и температурой, а также про-
Ц 8 12 16 20 2U 28 6 кг/ммг
Фиг. 199. Кривые изменения температуры (t°), кру-
тящего момента (МКрУ мощности ( W) и дефор-
мации / в зависимости от величины переменных на-
пряжений а.
гибом, мощностью и крутящим моментом
показаны на фиг. 199. Для определения пре.
дела усталости находят абсциссы точек пере-
сечения касательных к двум ветвям каждой
90
ИСПЫТАНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
кривой. Средняя величина из полученных
четырёх значений и считается пределом уста-
лости. Для подтверждения полученных резуль-
татов производят испытание ещё 1—2 образ-
цов.
Сравнение результатов длительных и
ускоренных испытаний [18]. Ускоренные
испытания дают удовлетворительные резуль-
таты лишь для материалов с большой цикли-
ческой вязкостью и не дают их для цветных
металлов и сплавов, а также для сталей с вну-
тренними дефектами.
Особенность ускоренных испытаний состоит
в том, что они характеризуют сопротивление
усталости всего объёма материала, участвую-
щего в деформации, и дают поэтому средние
статистические характеристики. Между тем,
процесс нарастания усталости имеет локаль-
ный, избирательный характер.
При отсутствии внутренних повреждений
(включений и т п.), являющихся очагами
концентрации напряжений, вполне вероятно
совпадение результатов ускоренных и дли-
тельных испытаний.
Дефекты, связанные со всякого рода микро-
скопическими повреждениями, являющиеся
в большинстве случаев основной причиной
усталости, проявляются лишь при длитель-
ных испытаниях. Поэтому длительные испыта-
ния продолжают оставаться единственно на-
дёжным методом определения пределов уста-
лости. Использование ускоренных испытаний
может оправдать себя лишь для их приблизи-
тельного определения.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бахарев В. М., „Заводская лаборатория" № 4, 1941.
2. Беляев Н. М., 1) Лабораторные работы по сопро-
тивлению материалов, Госстройиздат, 1938, стр. 132—
141; 2) Сопротивление материалов, гл. XXXV, 1940.
3. Г а ф Д ж., Усталость металлов, ОНТИ, 1935.
4. Давиденков Н. Н., 1) Динамические испытания
металлов, ОНТИ, 1936, стр. 333-353; 2) „Заводская ла-
боратория" № 12, 1934; 3) Механические свойства и
испытания металлов, вып. 1, 1938, стр. 17.
5. Дьяченко П. Е., Критерии оценки микрогеоме-
трии поверхности, изд. Академии наук СССР, 1942.
6. Ж у к о в С. М., 1) „Американская техника и про-
мышленность- № 2, 1а39; 2) „Техника воздушного
флота" № 7, 1938, стр. 133.
7. К и н а с о ш в и л л и Р. С, Труды ЦИАМ № 55, 1943.
8. Куканов Л. И., Методы испытаний металлов на
усталость, Госмаштехиздат, 1932, стр. 61.
9. Михайловский И., Вестник Военно-инженерной
академии РККА им. Куйбышева, № 22, 1938, стр. 133.
10. М о р о з о в Ю. Н., 1) Инженерный сборник, изд.
Академии наук СССР, т. 1, вып. 1, 1941; 2) Инженер-
ный сборник, т. II, вып. I, 1943.
11. О д и н г И. А., 1) Усталость металлов и задачи ма-
шиностроении, изд. Ленинградского политехи, инсти-
тута им. Калинина, 1941, стр. 60—71; 2) Современные
методы испытаний металлов, Металлургиздат, 1944, стр.
256—257; 3) „Вестник металлопромышленности" № 12,
1938; 4) „Заводская лаборатория" № 4, 1937.
12. С е р е н с е н С. В.. 1) О прочности металлов и дета-
лей машин при действии переменных нагрузок, изд. Ака-
демии наук СССР, 1938; 2) „Заводская лаборатория"
№ 8, 1937: 3) № 8, 1938; 4) № 12, 1939; 5) „Сталь" № 3,
1940; 6) Зб1рник пам'яти акэдемжа Симинського,
изд. Академии наук УССР, 1933.
13. Альтшулер и Сперанская М. П., „Вестник
металлопромышленности" № 1, 1940.
14. Т е р м и н а с о в Ю. С, „Журнал технической фи-
зики": 1) т. 10, вып. 10, 1940; 2) т. 10, вып. 10, 1941.
15. У ж и к Г. В., 1) „Вестник машиностроения" № 5,
1944; 2) Сборник „Вопросы расчёта и конструирования
деталей машин", изд. Академии наук СССР, 1942.
16. Ф е п п л ь О., Беккер Е. иГайдекампфГ.,
Длительные испытания металлов, ОНТИ, 1935.
17. X р у щ о в М. М., 1) Усталость баббитов, изд. Ака-
демии наук СССР, 1943; 2) Материалы деталей авто-
мобилей и тракторов, 1940, стр. 215—220.
18. Шапошников Н. А., Основы механических ис-
пытаний металлов, ОНТИ, 1935, стр. 2t*l —301.
19. Шеваидин Е., „Журнал технической физики",
т. 10, вып. 4. 1940, стр. 295.
20. Ш м а л ь ц Г., Качество поверхности, Машгиз, 1941.
21. Schlesinger G., Surface finish, London, 1942,
22. Aitchinson and Johnson, Journal of the Iron
and Steel lnst. v. CXI, № 1925, p. 351.
23. F б p p 1 O., Journal of the Iron and Steel lnst., 1936,
№ II, 393.
24. G о u g h H. a n d W о о d W: 1) Proceedings of the
lnst. of Mech. Engineers v. 141, № 2, 1939; 2) Procee-
dings of the Royal Society (London) v. 154 A, 1936,
p. 510.
25. H a u t m a n n. Trans. Nav. East Coast lnst. of Engrs and
Shipbbuild, Jan. 1936.
26. H о p k i n s о n В., Proc. Royal Society (London), 86-A,
1911.
27. Korger O., Journal of Appl. Mechanics № 3, 1936.
28. J e n k i n J. andLehman, Proc. Royal Soc. (Lon-
don) 1930.
29. К о m m e r s J., Proceedings ASTM, 1938, 1943.
30. К 6 r b e r F., H e m p e 1 M., M i 11 e i 1. aus dem
Kaser Wilh. lnst. fur Eisenforsch. Bd XVIII S. 15 1936.
31. S i e b e 1, Handbuch der Werkstoffprufung, Bd I, S. 215,
1940.
32. M о о r e H.: 1) University of Illinois Bulletin, v. XXXI,
№ 30, 1934; 2) University of Illinois Bulletin, v. XXVII,
№ 208. 1930; 3) „Metals and Alloys" № 7, 1936, p. 297.
33. M о о г е Н., Proceedings ASTM, 1941, p. 146.
34. О г о w a n E., Proceedings of the Royal Society
(London), v. 171, № 944, 1939.
35. OschatzH., ZVDJ, 80, 1936, S. 1433.
36. S i e b e 1 E., L e у e n s e t e r W., ZVDJ, Bd. 80, № 22.
1936.
37. Smith J., University of Illinois Bulletin, № 334, 1941.
Глава II
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
ХИМИЧЕСКИЙ АНАЛИЗ
Для химического анализа металлов приме-
няются методы: а) химические (весовой и
объёмный); б) физико-химические (электро-
анализ, потенциометрия, колориметрия, фото-
колориметрия, полярография и др.) и в) физи-
ческие (спектральный и рентгеновский).
Ниже кратко описаны главным образом
химические методы и только в отдельных слу*
чаях физико-химические.
Спектральный и рентгеновский методы
см. отдельные статьи.
В зависимости от назначения методы хими-
ческого анализа подразделяются на; а) особо
точные — дли арбитражных или контрольных
анализов; б) маркировочные — для установле-
ния состава металла при сдаче-приёмке, обла-
дающие большой точностью, и в) ускоренные
(экспрессные) — для цеховых экспрессных ла-
бораторий, осуществляющих непосредственный
контроль в процессе производства.
ОТБОР СРЕДНЕЙ ПРОБЫ ДЛЯ
ХИМИЧЕСКОГО АНАЛИЗА
При отборе и приготовлении лаборатор-
ной пробы необходимо учитывать, что хими-
ческий состав исследуемых образцов никогда
не бывает вполне однородным: вследствие
сегрегации или ликвации центральная зона
слитка оказывается богаче примесями (С, P. S
и менее Мп). а периферическая—основным
компонентом [13 17]; термическая обработка
вызывает обеднение поверхностной зоны угле-
родом, фосфором и серой; специальная химико-
термическаи обработка обогащает поверхность
углеродом (при цементации), азотом (при азо-
тировании), алюминием (при алитировании)
и т. п.
Отбор проб производится пробоотборочной
мастерской, обычно подчинённой начальнику
химической лаборатории и оборудованной
в соответствии со среднесуточным коли-
чеством поступающих в химическую лабора-
торию проб и их характером.
Техника пробоотбирания. Пробы для хи-
мического анализа отбираются в виде стружки.
Обычно стружку получают путём сверления
(реже строгания или фрезерования) образца.
Твёрдые образцы закалённой стали предвари-
тельно подвергают отжигу в муфельной печи
с последующим охлаждением в соответствии
с химическим составом.
Поддаются сверлению без отжига: 1) угле-
родистые стали — мартеновские, бессемеров-
ские, томасовские, содержащие до 0,3'/о С"»
2) малолегированные стали, в том числе кон-
струкционные, содержащие до 0,2% С. 1,2°/0 Сг
и 0,25% V; 3) нержавеющие стали всех марок.
Поддаются сверлению после нагревания
в муфельных печах до 750—800° в течение 5—
10 мин и медленного охлаждения (вместе
с печью или в песке): 1) конструкционные
стали, содержащие до 0,35% С, 3,5% Сг и
5,0°/0 Ni; 2) инструментальные стали, содержа-
щие до 1,7% С, 2,5% Сг, 5% W и0,3%У.
Поддаются сверлению после нагревания
в муфельных печах до 850° в течение 10—
15 мин. и медленного охлаждения в печи или
в песке: инструментальные стали: 1) хромистые,
содержащие до 1,5 /0 С, 2,5% Сг и 0.2% Ni;
2) хромовольфрамовые, содержащие до 2,2%С,
14,5% Сг и 8,5% W; 3) быстрорежущие стали,
содержащие до 1,(H/0С, 4,5% Сг, 1,2% V, 16—
180/0 W и до 10% Со.
Во избежание обезуглероживания нагрев
рекомендуется производить без доступа воз-
духа, пользуясь, например, ваннами из рас-
плавленного свинца.
Перед взятием пробы тщательно удаляют
с поверхности образца песок, шлак, окалину,
масло и краску стальной щёткой, а затем, если
это необходимо, поверхность зачищают на
станке или при помощи наждачного круга до
получения чистой блестящей поверхности
(стараясь при этом снять как можно меньший
слой металла). Сверление (строгание) произ-
водится „насухо": смазывание сверла маслом
или смачивание его водой не допускается.
При разогревании сверла его следует заме-
нить. Необходимо следить за тем, чтобы
стружка не окислялась вследствие разогрева-
ния, т. е. не имела цветов побежалости. Сбор
стружки производится в жестяные противни;
применение бумажных листов или деревянных
• подставок недопустимо. Если материал не
поддаётся сверлению или фрезерованию, от
него отбивают в разных местах верхней, сред-
ней и нижней частей заготовки возможно
большее количество кусочков и измельчают
их в стальной ступке (Абиха). Полученную
пробу сокращают квартованием до 50—60 г
и просеивают через сито в 50 меш. Для взятия
пробы от проволоки последнюю расплющивают
в полоски, разрезают на короткие кусочки и
смешивают в среднюю пробу.
92
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Нередко необходимой операцией подго-
товки пробы к анализу является освобождение
её от механических примесей, например песка,
пыли и т. д., при помощи магнита. Эту опера-
цию, однако, не следует применять к чугун-
ной стружке во избежание потери графита.
Приготовленные пробы передаются в лаборато-
рию упакованными в специальные нумерован-
ные металлические закрытые коробки или па-
кеты из плотной гладкой бумаги (без ворса).
КАЧЕСТВЕННЫЙ АНАЛИЗ СТАЛИ
И ЧУГУНА
Химический состав стали (чугуна) — марка
или сорт — обычно бывает известен заранее,
поэтому к качественному анализу приходится
прибегать в сравнительно редких случаях.
Для качественного определения химиче-
ского состава используют: а) метод качествен-
ного химического анализа; б) метод искро-
вых проб [13, 18]; в) метод качественного
спектрального анализа.
Метод качественного химического ана-
лиза слагается из: 1) предварительных испы-
таний для установления наличия легирую-
щих элементов или группы их и 2) специаль-
ных проб (реакций) для выявления присут-
ствия определённого элемента.
Очень полезно знать качественный состав
исследуемого металла, так как в зависимости
от результатов качественного анализа выби-
рается соответствующий метод количествен-
ного анализа.
Предварительные испытания. Около 1 г
стали (чугуна) растворяют в 25—30 мл НС1
A :1). Наличие тяжёлого чёрного остатка
даёт общее указание на присутствие карбидов
легирующих элементов. Чёрный осадок, легко
всплывающий в растворе, указывает только на
высокое содержание углерода (графита); изум-
рудно-зеленоватая или зелёная окраска рас-
твора указывает на присутствие хрома или ни-
келя, синее окрашивание, возникающее непо-
средственно после приливания НС1 —на при-
сутствие кобальта. Если тяжёлый остаток при
кипячении с окислителями (HNO3, КС1О3,
KNO3 и т. п.) становится жёлтым, то это
указывает на присутствие вольфрама. Рас-
} творение осадка после обработки названными
окислителями свидетельствует о наличии хро-
ма, ванадия или молибдена. Образование
в растворе объёмистого хлопьевидного или
студенистого осадка служит указанием на
высокое содержание кремния, а также на при-
сутствие ниобия и тантала.
Специальные пробы. Реакция на
вольфрам. 0,5—1,0 г стальной стружки рас-
творяют при нагревании в 20 мл НС1 A :1).
< К горячему раствору приливают 1—2 мл HNO3
'A:1) и некоторое время нагревают. Образова-
ние жёлтого осадка указывает на присутствие
вольфрама. Для открытия малых содержаний
вольфрама к раствору после окисления HNO3
приливают 10мл раствора цинхонина [10°/0-ный
раствор в НС1 A :1)] или желатины A%-ный
раствор) и дают стоять при слабом подогрева-
нии 5—10 мин. Образование серовато-жёлтого
осадка указывает на присутствие вольфрама.
Реакция на хром. 0,1—0,2 г стальной
стружки растворяют при нагревании в 5—7 мл
H3SO4 A :Я), осадок карбидов разрушают при
помощи HNO3 (или сухого персульфата ам-
мония). К кипящему раствору приливают 2—
3 мл 4%-ного рас i вора КМпО4 и кипятят до
полного разрушения избытка КМпО4. Раствор
охлаждают, разбавляют водой до 10—15 млн
осаждают железо 8%-ным раствором Na2CO;i.
Отфильтровывают около 25 мл раствора, под-
кисляют H2SO4 A:3) и прибавляют 3—5 мл
раствора дифенилкарбазида @,1 г препарата
растворяют в 10 мл концентрированной
СН3СООН и добавляют 90 мл спирта). Фиоле-
товая окраска свидетельствует о присут-
ствии хрома.
Более чувствительной является капельная
проба: небольшую частичку стальной
стружки растворяют в нескольких каплях
НС1 A :1) при нагревании. Раствор обрабаты-
вают небольшим избытком сухой Na2O2 (дол-
жен образоваться осадок гидроокиси железа),
перемешивают и разбавляют несколькими
каплями воды. Каплю полученной смеси поме-
щают на полоску фильтровальной бумаги;
когда раствор впитается, образуются две зоны:
в центре — осадок гидроокиси железа, по
периферии - раствор. В наружную зону впи-
танного раствора наносят при помощи пи-
петки каплю раствора бензидина @,Eг бен-
зидина или его солянокислой соли растворяют
в 10 мл СНЙСООН, разбавляют до 100 мл и
фильтруют) *. В присутствии хрома возникает
интенсивное синее окрашивание. Реакция
весьма чувствительна.
Реакция на нике ль. Пробу рекомен-
дуется производить одним из вариантов ка-
пельного метода.
а) Непосредственно на зачищенную поверх-
ность испытуемого объекта помещают 2—3
капли HNO3 A : 1) и выдерживают 1—2 мин.,
или же кусочек стальной стружки растворяют
в 2-3 каплях Н1ЧО3. Раствор впитывают
фильтровальной бумагой, на пятно наносят
1—2 капли 25°/0-ного раствора винной или
лимонной кислоты и смачивают аммиачным
раствором диметилглиоксима A г диметилгли-
оксима растворяют в 60 мл 80%-ной СН3СООН,
прибавляют 30 мл концентрированного NH4OH
и 10 г CH3COONa). Красное окрашивание ука-
зывает на присутствие никеля, коричневое —
на отсутствие его. Этим способом можно
обнаружить до 0,2% №.
б) Полученный одним из указанных в п. „а"
способов азотнокислый раствор переносят на
часовое стекло и прибавляют большой избыток
аммиака. Каплю полученной смеси (осадок и
раствор) помещают на полоску фильтроваль-
ной бумаги и дают раствору впитаться. С пери-
ферической стороны впитавшегося раствора
наносят 1—2 капли раствора диметилглиоксима
A%-ный раствор в этиловом или метиловом
спирте или в 25%-ном аммиаке) и некоторое
время выдерживают в парах NH3 В присут-
ствии Ni образуется яркомалиновое окраши-
вание.
Реакция на кобальт, а) 0,5 1,0 г
стальной стружки растворяют при нагревании
в 15 мл НС1 пл. 1,19. Немедленное появление
синего окрашивания указывает на присутствие
кобальта (отсутствие окрашивания не служит
* Вместо раствора бензидина можно применять 1%-ный
раствор дифениламина в концентрированной фосфорной
или серной кислоте.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
93
доказательством отсутствия кобальта). К рас-
твору прибавляют 1—2 мл концентрированной
HNO3 и кипятят до удаления окислов азота.
Прибавляют избыток суспензии ZnO и кипя-
тят несколько минут. Фильтруют, подкисляют
фильтрат соляной кислотой и после охла-
ждения приливают 2о%-ный раствор NH4SCN.
Синее окрашивание показывает присутствие
кобальта — образование кобальт-роданистого
аммония [Co(SCNL] (NH4J.
а) Около 0,5—1,0 г стружки растворяют
в 15 мл HNO3 пл. 1,20 и упаривают раствор
до половины первоначального объёма (если
выпадает осадок H2WO4 и т. п., его отфиль-
тровывают); раствор нейтрализуют аммиаком
в небольшом избытка после чего подкисляют
СН3СООН. К охлаждённому раствору при-
бавляют избыток KNO2 при перемешивании.
Выпадение жёлтого мелкокристаллического
осадка кобальт-нитрита калия [Со (NO2N] Кз
показывает на присутствие Со.
Реакция на молибден. Около 0,5 г
стружки растворяют при нагревании в 10 мл
смеси из 3 ч. воды, 1 ч. H2SO4 и 1 ч. HNO3.
После полного растворения стружки раствор
выпаривают до появления паров SO3. По охла-
ждении приливают 20—25 мл смеси из 15 ч.
воды, 5 ч. H2SO4 и 1 ч. НС] и нагревают до
полного растворения всех растворимых солей.
После охлаждения переносят раствор (или
часть его) в широкую пробирку и приливают
5 мл экстрагирующего вещества (бутиловый
алкоголь, эфир или смесь изоамилового алко-
голя с эфиром). Приливают 5 мл раствора
KSCN @,5%) и перемешивают, затем при-
бавляют раствор SnCl2 C0 мл воды, 2§мл\\С\
пл. 1,19 и Юг SnCl2-2H2O) и снова перемеши-
вают. Дают стоять для разделения жидкостей,
после чего, в случае присутствия Мо, в верхнем
слое появляется розоватое или жёлто-красное
окрашивание, интенсивность которого зависит
от количества содержащегося молибдена.
Реакция на ванадий. Около 0,5 г
стружки растворяют в 20 мл H2SO4 (I :4),
окисляют 2—3 мл HNO3 и осторожно выпари-
вают до появления паров SO3. После охлажде-
ния раствор разбавляют водой и снова нагре-
вают до растворения солей. К охлаждённому
раствору прибавляют 2—Змл Н3РО4(для пере-
вода Fein в бесцветное комплексное соедине-
ние), а затем по каплям Н2О2 (.3%) без избытка;
в присутствии ванадия образуется буро-красное
окрашивание. Титан в этих условиях образует
соломенно-жёлтое окрашивание, исчезающее
от прибавления HF или фтористых солей. От
прибавления раствора соли Мора окраска
ванадия исчезает, жёлтая же окраска титана
сохраняется (в отсутствии F").
Реакция на титан. Присутствие ти-
тана определяется по образованию жёлтой
окраски от прибавления Н2О2. Определение
производят так же, как ванадия.
Реакция на цирконий. Около 1 г
стружки растворяют при нагревании в 20 мл
H2SO4 (I :4), раствор окисляют несколькими
миллилитрами HNO3 A:1), после чего выпари-
вают до выделения паров SO3. Охлаждённый
раствор разбавляют H2SO4 A :10) до 50 мл,
прибавляют раствор leNa2HPO4 в 10 л/л воды
и дают стоять в тёплом месте (.40°) в тече-
ние 2—3 час. В присутствии Ti перед при-
бавлением Na2HPO4 вводят 10 мл 30% Н2О2-
В присутствии циркония выделяется белый
хлопьевидный осадок фосфата циркония. Этой
реакцией возможно открыть Zr при содержа-
нии его не ниже 0,5%.
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ СТАЛИ
И ЧУГУНА
Определение углерода. Углерод в стали
находится главным образом в связанном
состоянии в виде карбидов. В сером чугуне
он присутствует преимущественно в свобод-
ном состоянии в виде графита, а также в свя-
занном состоянии в виде карбидов. Свобод-
ный углерод может находиться также в
ковком чугуне {углерод отжига).
Высокоуглеродистые стали содержат угле-
род в связанном состоянии; в результате не-
правильной термической обработки углерод
может оказаться и в свободном состоянии
(чёрный излом).
Для определения „общего" углерода (см.
определение графита) навеску металла сжи-
гают в нагревательных трубчатых печах в ат-
мосфере кислорода при 1100—1250°. В резуль-
тате весь (общий) углерод независимо от
состояния окисляется в СО2. Далее пользуются
следующими методами.
Весовой метод рекомендуется для
особо точных (арбитражных и др.) анализов.
СО2 поглощают в U-образных трубках или
специальных сосудах, содержащих аскарит
(асбест, пропитанный едким натром) или сухую
едкую щёлочь в виде небольших кусочков.
Для поглощения выделяющейся при этом
воды в те же трубки помещают отдельным
слоем „ангидрон" [Mg (С1О4J] или „дегидрит"
[Mg(ClO4J-3H2O] или же гранулированный
хлористый кальций. Взвешивая специальные
аппараты или трубки с поглотителем до и после
сжигания, находят вес СО2. Фактор для пере-
счёта СО2/С равен 0,2729. Высокая точность
получаемых результатов обеспечивается при-
менением достаточно большой навески и малой
величиной пересчётного фактора.
Газообъёмный метод. Весьма
быстрый и точный метод для маркировочных и
экспрессных анализов [7,19]. Определение про-
изводят в аппарате — волюмометре. Газовая
смесь (СО2 -f- Оа) поступает в эвдиометр (газо-
вую бюретку), измеряется и затем пропу-
скается через сосуды-поглотители, содержа-
щие 30%-ный раствор КОН или NaOH, где
освобождается отСО2. Остаток (О2) переводят
в эвдиометр и вновь измеряют. Разность, опре-
деляемая уровнем жидкости в эвдиометре,
соответствует поглощённой СО>. Шкала эвдио-
метра непосредственно показывает процентное
содержание углерода при навеске I г. В зависи-
мости от содержания С применяют эвдиометры
ёмкостью до: 0,25<V0; 0,50/0; 1,5 и 40/0 С.
Необходимо вносить поправки на температуру
и атмосферное давление, пользуясь табл. 1 [19].
Баритовый метод. Применяется для
особо точных (арбитражных и др.) анализов,
при определении содержания углерода до 0,20%.
Газовая смесь СО2 -\- О2 проходит через рас-
твор Ва(ОНJ в специальном приборе 121,13,
28]. При этом образуется осадок ВаСО3. Иссле-
дование ведут в двух вариантах — весовом
или объёмном.
Таблица 1
(О
^\ t
р \^
72O
722
724
72б
728
73O
732
734
73б
738
74°
742
744
746
748
75°
752
754
75б
758
760
762
7б4
7бб
7б8
77о
77Я
774
776
778
780
Поправки (коэфициенты) на атмосферное давление Р (в мм рт. ст.) и температуру f С
12
0,9642
0,9669
о 9696
о,9722
о,9749
о 9776
0,9803
0,9830
0,9858
о,9385
0,9912 .
O.994O
0,9967
о,9995
1,0022
I 0050
I.OO77
1,0104
1,0132
I.OI59
i oi86
1,0213
1,0240
1,0266
1,0293
1,0320
I.O347
I.O374
1,0402
1,0429
1,0456
13
о,9598
0,9625
0,9652
0,9680
0,9707
о,9734
0,9761
0,9788
0,9816
0,9843
0,9870
0,9897
0,9924
O.995I
1.9978
1,0004
1,0032
1,0059
1,0086
1,0113
1,0140
1,0167
1,0194
1,0222
1,0249
1,0276
1,0303
1.0330
1.0356
1,0383
1,0410
14
о,955б
0,9583
0,9610
09636
0,9663
0,9690
0,9717
0,9744
0,9772
о,9799
0,9826
0,9853
0,9880
0,9906
0.9933
0,9960
0,9887
1,0014
1,0042
1,0069
1,0096
1,0123
1,0150
1,0176
1,0203
1,0230
1,0257
1,0284
1,0312
1,0339
1,0366
15
0,9512
о,9539
0,9566
0,9592
0,9619
0,9646
0,9672
0,9700
0,9728
о,9755
0,9782
0,9809
0,9836
0,9864
0,9891
0,9918
о,9945
0,9972
о,9999
1,0027
1,0050
1,0077
1,0104
1,0130
1.0157
1,0184
1,0211
1,0236
1,0264
1,0291
1,0318
16
0,9468
O.9495
0,9522
O.95+5
O.9578
0,9602
0,9629
0,9656
0,9682
0,9709
0,9736
о,97бЗ
0,9790
0,9816
о,93«
0,9870
0,9897
0,9924
о,995°
0,9977
1,0000
1.0031
1,0058
1,0084
I.OIII
1,0138
1,0165
1,0192
1,0213
1.0245
1,0279
17
0,9424
0,9 \5°
о,9477
о,95°3
О.9530
о.955б
0,9582
0,9609
о.9б35
0,9662
о,9б83
O.97I5
о,9742
0,9768
O.9795
0,9822
0,9848
0,9865
0,9904
о,9931
O.9958
0,9984
I.OOII
1,ооз7
1,ооб4
1,0090
I.OH7
i,oi44
1,0170
i,oi97
I.O224
18
о,9373
09404
о,9431
O.9457
0,9484
0,9510
о,933б
о,9563
о,9589
0,9616
0,9642
0,9669
0,9696
0,9724
о,9751
0,9778
0,9804
0,9831
O.9857
0,9884
о,99ю
0,9936
0,9963
0.9989
I,OOl6
1,0042
1,0069
1,0096
I.OI22
I,OI49
1,0176
19
0,9332
о,9358
0.9385
0,9411
о,9438
0,9464
0,949°
0,9517
09543
о,957о
о,959б
0,9623
0,9650
0 9676
0,9703
0,9730
о,9757
0,9784
0,9810
0,9837
С9З64
0,9890
0,9917
о,9943
0,9970
0,9996
1,0022
1,0049
1,0075
1,0102
1,0128
20
0,9286
0,9312
о,9339
0.9365
0,9392
0,9418
о>9444
O.9471
о,9497
0,9524
о,935о
O.9577
0,9604
09630
0,9657
0,9684
0,9710
09737
0,9763
0,9790
0,9816
0,9842
0,9869
0,9895
0,9922
0,9948
O.9974
1,0001
1,0027
1,0054
1,0084
21
0,9240
0,9266
0,9293
0,9319
о,934б
0,9372
о,9398
0,9425
o,945i
0,9478
0,9504
0,9530
о,9557
0,9583
0,9610
0,9636
0,9662
0,9689
0.9715
0,974^
0,9768
о,9794
0,9821
0,9847
0,9874
0,99°°
0,9926
0,9952
0,9978
1,0004
1,0030
22
0,9194
0,9220
0,9246
0,9272
0,9298
0,9324
о,935о
о,9377
0.9403
о,943о
о,945б
0,9482
0,9508
0,9584
0,9560
0,9586
0,9612
О.9б39
0,9665
0,9692
0,9718
о,9744
0,977 х
O-9797
0,9824
0,9850
0,9876*
о,99°3
0,9929
о,995б
0,9982
к газообъёмному определении:
23
0,9146
0,9172
0,9199
0,9225
0,9252
0,9278
о,9304
о,933о
о,935б
0,9382
о,94°8
о,9434
0,9461
о,9487
о,9514
о,95+о
0,9566
о,9592
0,9618
0,9644
0,9670
0,9696
0,9722
о,9748
0,9774
0,9800
0,9826
O.9353
0,9879
0,9906
o,9932
24
0,9098
0,9124
o,9i5i
0,9177
0,9204
0,9230
0,9256
0,9282
°,93°8
о,9334
0,9360
о,938б
0,9412
о,9433
0,9464
о, 949°
0,9516
о,9542
о,95б8
O.9594
0,9620
0,9646
0,9673
0,9699
0,9726
0,9752
о,9778
о 9804
0,9830
0,9856
0,9882
25
0,9060
0,9076
0,9102
0,9128
O.9i54
0,9180
0,9206
0,9232
0,9238
0,9284
о,93ю
о,933б
0,9362
о,9з83
O.94I4
о,944о
0,9466
O9492
0,9518
о,9544
о,957°
о,959б
0,9622
0,9648
0,9674
о,97°о
0,9726
O.9752
о,9773
0,9804
0,9830
26
O.9OO2
0,9028
0,9054
0,9080
0,9106
0,9132
0,9158
0,9184
0,9210
0,9236
0,9261
0,9286
о,9312
O.9333
о,93б4
о,939о
0,9416
0,9442
0,9468
0,9494
0,9520
о,954б
O.9572
O.9593
0.9624
0,9650
0,9676
о,97о1
0,9727
0,9752
о,9778
> углерода
27
0,8952
0,8978
0,9004
0,9030
0,9056
0,9082
0,9108
0,9138
о,9159
0,9184
0,9210
0,9236
0,9262
0,9288
o,93i4
о,934о
о,9збб
O.939I
о,9417
0,9442
о, 9468
о,9494
0,9520
O.9546
O.9572
о,9598
0,9624
0,9649
о,9б75
0,9700
о,973б
28
0,8902
0,8928
0,8953
о,8979
0,9004
0,9030
0,9056
0,9082
о,9ю8
O.9I34
0,9160
0,9186
0,9211
0,9237
0,9262
0,9288
o,93i4
O.9339
0,9365
O.939O
0 94Z6
0,9442
0,9468
0,9494
09520
09546
O.9572
0.9597
0,9623
0,9648
0,9674
29
0,8850
0,8876
0,8901
0,8927
0,8952
0,8978
0,9004
0,9029
0,9055-
0,9080
0,9106
0,9132
0,9158
0,9184
0,9210
0,9236
0,9261
0,9286
0,9312
о,9337
0,9363
0,9388
0,9414
0,9440
0,9466
0,9492
0,9518
о,9543
0.9569
о,9594
0,9620
30
0,8798
0,8824
0,8849
0,8875
0,8900
0,8926
0,8951
0,8976
0,9002
0,9027
0,9052
0,9078
0,9104
0,9130
0,9156
0,9182
0,9208
0,9233
0,9259
0,9284
0,9310
09336
0,9361
09387
0,9412
0,9438
0,9464
0,9489
o,95i5
о,954о
0,9566
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
95
а) Весовой вариант. Осадок отфильтро-
вывают с применением приспособлений, исклю-
чающих возможность проникания ССЬ из атмо-
сферы, растворяют в НС1, осаждают Ва неболь-
шим избытком разбавленной H2SO4 в виде
BaSO4, прокаливают и взвешивают. Фактор
пересчёта BaS(>4 на С равен 0,0514.
б) Объёмный вариант. СО2 поглощают
отмеренным объёмом ОД 5 N раствора Ва(ОНJ.
После отфильтровывания осадка ВаСО3 ти-
труют избыток раствора Ва<ОНJпри помощи
0,05Д/НС1. По разности находят количество
Ва(ОНJ, вошедшее в реакцию с СО2, и вычи-
сляют содержание углерода.
Навеска стали: для весового метода при
содержании С до 0,25% — 3 г, до 1% — 2 г,
выше 1% — 1 г; для газообъёмного метода —
1 г с применением эвдиометров, соответствую-
щих (см. выше) содержанию углерода; для
баритового метода — 2 — 3 г. Навеска чугуна:
для весового метода — 1 г, для газообъём-
ного — 0,2 — 0,25 г, или пользуются эвдиоме-
тром до 4,0% и применяют навески 0,5—1,0 г.
При определении углерода в стали (угле-
родистой, легированной) и чугуне вышеуказан-
ными методами навеска стружки, очищенной
от масла и примесей, сжигается при темпера-
туре 1100—1150°, а в случае стали со специ-
альными свойствами (жароупорная, нержавею-
щая и т. п.) — при 1250э и выше. Если сгора-
ния при этом не происходит, применяют плавни
в виде металлического свинца или меди, для
этой цели также применяют свинцовый хром-
пик, металлическое олово, а также окислы Си,
Bi и Со. Плавни должны быть проверены на
содержание углерода для внесения поправки,
величина которой не должна превышать 0,005%
(при навеске плавня в 2 г).
Колориметрический метод при-
меняется для определения связанного углерода.
При растворении пробы в HNO3 часть угле-
рода (закала; улетучивается в виде СО2, HCN и
углеводородов, связанный же углерод остаётся
в растворе, обусловливая бурую или зелено-
ватую окраску его. Интенсивность окраски
пропорциональна общему содержанию углерода
в образце, так как имеется определённая
зависимость между общим и связанным угле-
родом для данной марки стали. Интенсивность
окраски сравнивается с окраской приготовлен-
ного в тех же условиях раствора эталона из
той же марки стали, что и испытуемая.
Метод недостаточно точен, применение его
ограничено углеродистыми медленно охлаждён-
ными сталями, в которых весь углерод нахо-
дится в связанном состоянии.
Определение графита. Чугун растворяют
в HNO3 пл. 1,2 или НС1 пл. 1,12. Графит
остаётся нерастворённым. Кремнекислоту (мо-
гущую затруднить фильтрование) удаляют
прибавлением небольшого количества HF с
последующим кипячением. Осадок графита
отфильтровывают в тигель Гуча или обыч-
ную воронку со слоем чистого прокалённого
асбеста, лучше при умеренном вакууме.
Осадок вместе с асбестом переносят в ло-
дочку, высушивают в течение 30 — 40 мин.
при 115° и сжигают одним из описанных
выше способов. При весовом способе рекомен-
дуется начать .сжигание при 7иО — 75о° и за-
кончить при 95') — Ь..0и°. Во избежание потери
графита следует для его определения пользо-
ваться кусочками металла или брать в каче-
стве навески всё высверленное количество
стружки — около 1 г. Отмагничивание пробы
не допускается.
Определение марганца [20, 11, 7, 13, 2\
Марганец в стали и в чугуне находится пре-
имущественно в виде карбида, например Мп3С
простого или двойного с цементитом и ча-
стично в твёрдом растворе в феррите; часть
его образует сульфиды, например MnS.
Для определения Мп преимущественно при-
меняются объёмные методы, основанные на
окислении его до марганцовой кислоты
(Mnii —> MnVii) и последующем титровании
растворами восстановителей.
Висмутатный метод применяется
как наиболее точный для контрольных (арби-
тражных) анализов. Окисление марганца про-
изводят в азотнокислой среде висмутатом на-
трия B—3 мин.), после чего избыток Na2BiOs
отфильтровывают через стеклянный пористый
фильтр или фильтр из асбестово-стеклянной
массы. В фильтрате определяют марганец ме-
тодом обратного титрования образовавшейся
НМпО4. растворами соли Мора и перманга-
ната калия (обычно применяются 0,03 А/ рас-
творы).
Определению мешают Сг и Со, так как
они также окисляются висмутатом натрия [25].
Влияние Сг может быть незначительным,
если все операции производить быстро и на
холоду.
Влияние Со устраняется тем, что окисление
производится не на холоду, а при 6Э — 70°; при
этом окисленные соединения Со разруша-
ются. Избыток висмутата отфильтровывают
при указанной температуре и титруют Мп обыч-
ным путём, учитывая, однако, розовую окраску
от солей Со. Некоторые затруднения созда-
ются также при высоком содержании Ni
(например в сплаве инвар) вследствие интен-
сивно-зелёной окраски раствора.
Персульфатно-арсенитный ме-
тод применяется для маркировочных и
экспрессных анализов. После растворения про-
бы в HNO3 или смеси H2SO4 и Н3РО4 окис-
ление марганца производится 12%-ным рас-
твором персульфата аммония в присутствии
AgNO3 (катализатор) при слабом кипячении
C0—40 сек.). Титрование охлаждённого рас-
твора A5 — 20°) производят раствором арсени-
та натрия до исчезновения малиновой окраски
от НМПО4. Реакция восстановления протекает
не стехиометрически, поэтому титр раствора
Na3AsO3 устанавливают по „СО" * с содер-
жанием Мп, близким к содержанию в анали-
зируемом образце. Присутствие до 2 — 3%Сг
определению не мешает. В присутствии зна-
чительного количества кобальта необходимо
считаться с розовой окраской раствора.
Персульфатный арсенитн о-н и т-
ритный метод рекомендован ГОСТ
2331-43 и 2604-44 для контрольных (арби-
тражных) анализов углеродистой и легиро-
ванной стали. По точности он не уступает
висмутатному, а по быстроте выполнения
приближается к персульфатноарсенитному.
Восстановление марганцовой кислоты раство-
* „СО" — стандартные образцы, выпускаемые Ураль-
ским институтом металлов J7}
96
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
(РАЗД. 11
ром арсенит-нитрита протекает почти сте-
хиометрически, что позволяет устанавливать
титр этого раствора по „СО" практически
с любым содержанием Мп, лучше с содержа-
нием его 0,6 — 0,8°/0. Метод применим в при-
сутствии 2 — 2,5% Сг; в присутствии кобальта
необходимо считаться с розовой окраской
раствора. После растворения пробы в смеси
кислот E25 мл воды, 10J мл концентриро-
ванной H2SO4 и Г25 мл Н3РО4) и окисления
марганца (NH4KS2O;5 в присутствии AgNO3
образовавшуюся НМпО4 титруют после приба-
вления NaCl раствором арсенит-нитрита на-
трия (эквимолекулярная смесь с общей нор-
мальностью около 0,05).
Висмутатно-арсенитный метод
(комбинированный метод) применяется для
маркировочных анализов. Окисление Мп про-
изводится Na2Bi03, титрование — раствором
арсенит-нитрита или одного арсенита.
П о т е н ц и о м е тр и ч е ский метод при-
меняется для особо точных анализов. По-
тенциометрическое титрование НМпО4 после
окисления Мп11 —*¦ Mnvn персульфатом (с Ag+)
производится растворами арсенита, арсенит-
нитрита или соли Мора (в отсутствии Сг).
X ло ратный метод (Натре) представляет
собой точный метод для контрольных анали-
зов. Применяется в присутствии больших
количеств хрома (и кобальта), а также при
высоком содержании самого марганца.
Мп осаждают в виде MnO2-JcH2O кипяче-
нием концентрированного азотнокислого рас-
твора с КС1О3. Выделение никогда не бывает
полным, поэтому рекомендуется Мп, остаю-
щийся в фильтрате, определять персульфатным
(см. выше) или колориметрическим методом
(при отсутствии значительных количеств Сг,
Со и Ni). Определение заканчивают объёмным
способом — растворением осадка MnO2-.vH2O
в титрованном растворе соли Мора или щаве-
левой кислоты и последующим титрованием их
избытка раствором КМпО4; или весовым спосо-
бом — растворением осадка МпО2-л: Н2О в НС1
и осаждением марганца в аммиачном растворе
в виде фосфата. Фактор пересчёта Мп2Р2О7/Мп
равен 0,387.
Метод осаждения Мп персуль-
фатом аммония рекомендуется для мар-
кировочных и контрольных анализов; может
быть применён при высоком содержании хрома
или кобальта. Осаждение Мп при помощи
(NH4JS2O8 производят в слабосернокислой
среде в виде МпО2-хН2О. Окончание опре-
деления — как при хлоратном методе.
Методе применением ZnO. Титро-
вание марганца производят раствором К.МпО4
после осаждения всех сопутствующих эле-
ментов (кроме Со и Ni) при помощи суспен-
зии ZnO и отфильтрования осадка. Метод не
может быть рекомендован в качестве точ-
ного ввиду эмпиричности реакции титрова-
ния; пригоден при содержании Мп выше
0,3 — 0,40/0.
Все перечисленные выше методы при-
менимы для определения марганца в чу-
гуне, углеродистых, и низколегированных
сталях.
При анализе высоколегированных сталей
легирующие элементы предварительно отде-
ляют одним из следующих методов.
Бикарбонатный м.етод. Растворяют
навеску 1—2 г в 20 мл (точно!) H2SO4 (I :9),
приливают около 30 мл 8%-ного раствора
NaHCO3 (до появления неисчезающей мути),
а затем 4—6 мл в избыток. В осадке — W, Сг,
Ti, A], Zr (Fe111) и др. Кобальт и никель оса-
ждаются лишь незначительно. В растворе —
весь Мп (и Fe11). Кипятят, фильтруют и после
подкисления определяют Мп обычным путём
(см. выше).
Метод с ZnO. Кислый раствор (лучше
H2SO4) почти нейтрализуют Na2CO3 (или амми-
аком). К слабокислому раствору прибавляют
водную суспензию ZnO (в небольшом избытке),
нагревают до кипения и фильтруют. Осадок
переосаждают *. В соединённых фильтратах
содержится весь Мп; подкислив раствор, опре-
деляют Мп обычным путём.
Метод улетучивания (по F. Smith).
При содержании хрома выше 2,5—3,0% его
отделяют методом улетучивания в виде хро-
мил-хлорида [8,32], заключающемся в следу-
ющем.
Навеску 0,5—1 г растворяют в HNO3 плот-
ностью 1,2 (или НС1 плотностью 1,12), выпа-
ривают с 25 мл НС1О4 G2%); к дымящемуся,
окрашенному в яркооранжевый цвет раствору
(CrVI) объёмом около 15 мл прибавляют не-
большими порциями 4 г сухого NaCl, в ре-
зультате чего весь хром улетучивается в виде
СгО2С12.
В присутствии Сг, Ni, Co и др. вполне
успешно могут быть применены хлоратный
метод и метод осаждения Мп персульфатом
аммония.
Вольфрам влияния не оказывает**; присут-
ствие кобальта учитывается при титровании.
Для анализа легированных сталей ГОСТ
2604-44 рекомендован висмутатно-пер-
манганатный метод.
Арсенитно-нитритный метод с
отделением хрома и др. с помощью суспензии
ZnO рекомендован ГОСТ 2604-44 в качестве
арбитражного и контрольного (маркировоч-
ного) метода
При персульфатном (арсенитно-нитритном
или арсенитном) методе определение Мп про-
изводят после отделения легирующих элемен-
тов, как в углеродистых сталях.
Определение фосфора [5, 21, 7, 13, 2].
Фосфор в стали находится преимущественно
в виде твёрдого раствора в феррите, в сером
чугуне он, кроме того, образует химические
соединения — фосфиды.
В основе методов определения фосфора
лежит окисление его в процессе растворения
пробы в азотной кислоте или царской водке
до Н3РО4 (образующиеся кислоты низших окис-
лов фосфора окисляют кипячением с КМпО4)
и образование ею с молибдатом аммония не-
растворимого в кислотах комплекса светло-
жёлтого цвета.
Весовой мет од. Рекомендуется для
особо точных (арбитражных и др.) анали-
зов. Осадок комплекса (NH,K PO4 12 МоО3
получают осаждением НаРО4 раствором
молибдата аммония [300 г (NH4)B. Мо7О24-Н2О
* При однократном осаждении в осадке oci
„г. и m — 0,05°/0 Мп.
. стаётся
около 0,03 ¦
** W при растворении в H2SO4 и Н3РО4 находится
в растворе в виде фосфатного комплекса.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
97
растворяют в 2 л воды и медленно вливают
в 2 л HNO3 пл. 1,20], тщательно отмывают от
солей Fe, HNO3 и др. и поступают по одному
из следующих способов.
а) Промытый осадок комплексного соеди-
нения растворяют в разбавленном аммиаке,
выпар.ивают в тарированном фарфоровом тигле
или чашечке на водяной бане и высушивают
при 105-т-ИО0. Жёлтый осадок взвешивают:
фактор пересчёта (NH4KPO4-12 МоО3 на Р ра-
вен 0,01639.
б) Полученный по предыдущему способу
жёлтый осадок осторожно прокаливают D50°)
до сплошного посинения и взвешивают. Фак-
тор пересчёта Р2О5-24 МоО3 на Р равен 0,01723.
в) Промытый осадок фосфомолибдата ам-
мония, полученный по предыдущему способу,
растворяют в разбавленном аммиаке и оса-
ждают Н3РО4 магнезиальной смесью из слабо-
солянокислого раствора, содержащего вин-
ную или лимонную кислоту. Осадок MgNH4PO4
отфильтровывают, прокаливают и взвеши-
вают. Фактор пересчёта Mg2P2O7 на Р ра-
вен 0,2783.
г) Осадок фосфомолибдата аммония раство-
ряют в аммиаке, нагревают до кипения, при-
ливают 6—7 мл концентрированной НС1 и
10 мл 4%-ного раствора (СН3СООJРЬ, а затем
приливают 50 мл кипящего 25%-ного раствора
CH3COONH4, содержащего 10 г NH4C1. Осадок
РЬМоО4 после 20—30 мин. отстаивания в тёп-
лом месте отфильтровывают, промывают горя-
чей водой, озоляют (без воспламенения) и про-
каливают при 600—700°. Фактор пересчёта
РЬМоО4 на Р равен 0,00701.
Весовой свинцовый метод рекомендован
ГОСТ 2604-44 в качестве арбитражного и
контрольного метода в присутствии W и т. п.
Объёмный метод, мало отличающийся
от весового по точности, но более быстрый
в выполнении, рекомендуется для маркировоч-
ных анализов. Осадок фосфомолибдата аммо-
ния, тщательно отмытый разбавленной HNO3
от солей Fe, а затем раствором KNO3 от
кислоты, растворяют в небольшом избытке
титрованного (титр устанавливают по „СО")
раствора NaOH C,3 г на 1 л; 1 мл раствора
отвечает 0,0001 г Р) в присутствии фенол-
фталеина (яркомалиновое окрашивание) и ти-
труют избыток NaOH эквивалентным раство-
ром HNO3 или H2SO4 до исчезновения окраски
раствора индикатора. По количеству милли-
литров раствора NaOH находят процентное
содержание фосфора.
Фотоколориметрический метод [7]
применяется для экспрессных анализов. 1 г
стали (чугуна) растворяют в 20 мл HNO3A :1),
окисляют КМпО4 и переливают раствор в мер-
ную колбу ёмкостью 100 мл. Отбирают пипет-
кой 10 мл, приливают 10 мл воды и аммиак
до выпадения осадка гидроокиси железа, ко-
торый растворяют в нескольких каплях НС1,
и вводят избыток её 2 мл C15 мл НС1 пл.
1,19 разбавляют до 1 л). К этому раствору
прибавляют по каплям Na2SO8 B5%-ный рас.
твор) до обесцвечивания его (Fe111 —» Fe11) и
после охлаждения — 6 мл НС1 для создания
высокой кислотности, препятствующей обра-
зованию окрашенных комплексов молибдата
с мышьяком и кремнием. Приливают по кап-
лям 4мл 5%-ного водного раствора молиб-
дата аммония. Окраска развивается в течение
1 мин. Раствор переносят в измерительную
колбу ёмкостью 50 мл и разбавляют до
метки.
Окрашенным раствором (см. выше) на-
полняют кювету (толщина слоя 20 мм), по-
мещают её в прибор и фотоколориметрируют—
определяют величину 7в#
Вычисления производят по формуле
где а — коэфициент поглощения света испы-
туемым раствором; J^ — показание гальвано-
метра для исследуемого раствора; Ja — пока-
зание гальванометра при холостом опыте.
Зная а, находят на калибровочной кривой
содержание фосфора [21]. Калибровочную
кривую строят по растворам „СО" стали или
раствору КН2РО4 с соблюдением всех усло-
вий анализа.
Определению мешает присутствие значи-
тельных количеств элементов, образующих
окрашенные ионы: Cr, Ni и Си, а также
таких элементов, как V, Ti и As; это глав-
ным образом относится к случаям примене-
ния фотоколориметров с одним оптическим
плечом.
Визуальный колориметриче-
ский метод основан на реакции Дениже;
он применяется для экспрессных анализов. 0,5 г
стали растворяют в 20 мл HNO3 пл. 1,2.
Окисляют низшие кислоты фосфора кипяче-
нием с 2%-ным раствором КМпО4, избыток ко-
торого разрушают несколькими каплями 30%
KNO2. Раствор помещают в измерительную
колбу ёмкостью в 100 мл. Отбирают пипеткой
2 мл раствора и переносят в пробирку для
колориметрирования. Приливают 1 мл 5% вод-
ного раствора молибдата аммония и перемеши-
вают. Затем прибавляют 2 мл эфира*, встря-
хивают и после расслаивания жидкостей вносят
8 — 10 капель 1%-ного раствора SnCl2. Окра-
шенный эфирный слой сравнивают визуально
с постоянной шкалой, изготовленной из солей
Cu(NO3J, Co(N03J и К2Сг2О7-
Для анализа легированной (хромистой и
хромоникелеьой) стали применимы все ме-
тоды, описанные для углеродистой стали.
Фотоколориметрический метод также может
быть применён при содержании Сг до 4%, Ni
до 9<у0, V до 10/0, Си до 1%, Ti до 0,30/0 и As
до 0,03%. Визуальному колориметрическому
методу перечисленные элементы не мешают.
В присутствии W, V, Ti или Zr метод изме-
няется следующим образом.
а) Вольфрам предварительно выделяют
обычным методом. Осадок H2WO4 растворяют
в аммиаке, прибавляют несколько капель
5%-ного раствора FeCl3. Осадок Fe (ОНK,
содержащий всю фосфорную кислоту, захва-
ченную осадком H2WO4, отфильтровывают, рас-
творяют в HNO3 и присоединяют к главному
раствору. Дальнейшее определение ведут по
одному из описанных выше методов.
б) Ванадий восстанавливают (Vv -> VIV) со-
лянокислым гидроксиламином или какой-либо
* Хорошие результаты получаются при применении
бутил-ацетата.
98
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
солью закиси железа. Сначала прибавляют
15 мл 1С0/0-ного раствора NH2OHHC1 и
после 1/2-иян. перемешивания раствор нагре-
вают до 30—40°, прибавляют ещё 0,5 мл
восстановителя, 50 мл раствора молибдата,
2 капли аммиака, перемешивают и дают стоять
2 часа. Осадок отфильтровывают и заканчивают
определение фосфора одним из методов, опи-
санных выше.
в) В присутствии Ti и Zr азотнокислый
раствор переводят в солянокислый и выпари-
вают досуха. Обрабатывают 50 мл НС1 A:1)
и по растворении отфильтровывают. Фильтрат
переводят в азотнокислый двойным выпари-
ванием с НМО3. Осадок сплавляют в плати-
новом тигле с Na2CO3, выщелачивают водой,
отфильтровывают и присоединяют фильтрат
к основному фильтрату. Осаждение фосфора
в растворе производят по одному из описан-
ных выше способов.
Для анализа чугуна применяются ме-
тоды, указанные для углеродистых сталей.
Если содержание кремния велико, его пред-
варительно отделяют. Необходимо также от-
делить мышьяк одним из следующих способов.
а) Отделение As в виде As2 S3: навеску
стали растворяют в HNO3 A:1); азотнокислый
раствор выпаривают досуха и повторно выпа-
ривают с НС1 (удаление HNO3). Сухой остаток
обрабатывают 6—7 мл НС1 и нагревают до
растворения солей, приливают 69 мл НС1
A:2) и пропускают H2S для осаждения суль-
фида мышьяка. Дают стоять около 40 мин. и
отфильтровывают осадок As2S3- К фильтрату
приливают 30 мл HNOg и выпаривают до
сиропооб озного состояния, прибавляют 30мл
HNO3 и выпаривание повторяют. В получен-
ном растворе фосфор определяют одним из
описанных способов.
б) Удаление As улетучиванием в виде AsBr3.
Азотнокислый раствор выпаривают досуха
и дважды выпаривают с концентрированной
НС1. Остаток обрабатывают 50 мл НС1 и 30—
40 мл НВг (уд. в. 1,49) и выпаривают досуха.
Мышьяк улетучивается в виде AsBr3. При
большом содержании As выпаривание с НВг
повторяют. Выпариванием с HNO3 переводят
раствор в азотнокислый.
Для экспрессных анализов может быть
использован фотоколориметрический метод
с уменьшенными навесками (до 0,5 г), причём
калибровочную кривую строят особо, или ви-
зуальный дсолориметрический метод.
Определение серы [20,7,2, 13J. Сера при-
сутствует в стали и чугуне в виде сульфидов
железа FeS или сульфидов марганца MnS.
В легированной стали сера образует также
соединения с W, Мо и Сг.
Для определения серы применяются сле-
дующие методы.
Вес "вой метод применяется для осо-
бо точных (арбитражных) анализов. Навеску
растворяют в концентрированной HNO3 и по-
вторно вьпаривают с НС1 досуха. К остатку
приливают 5 мл концентрированной НС1 и
20 мл воды, а затем добавляют 5 г чистого
гранулированного металлического алюминия
или цинка (без серы) и нагревают до восста-
новления всего железа fFe111-* Fe11)*. Избыток
цинка отфильтровывают и промывают. В филь-
трате осаждают SO—раствором ВаС12 A0%)
при 60 — 70°. После отстаивания в течение
18—24 час. * осадок BaSO4 отфильтровывают.
Фильтрат выпаривают досуха, небольшой оса-
док BaSO4 отфильтровывают. Соединённые
осадки прокаливают в платиновом тигле, обра-
батывают HF и H2SO4 и взвешивают **. Фак-
тор пересчёта ВаЬО4 на S равен 0,1373.
Метод отгонки применяется для мар-
кировочных анализов углеродистой стали и
серого чугуна***. Навеску помещают в колбу
предназначенного для этой цели прибора и
обрабатывают НС1 A; 1). Выделяющийся H2S
поглощают аммиачным раствором CdCl2****.
Содержимое колбы аппарата умеренно на-
гревают до растворения навески, а затем ки-
пятят около 30 сек. К содержимому приёмника
приливают раствор крахмала и НС1 A:1) да
кислой реакции и тотчас титруют раствором
иодид-иодата A,12 г KJO3 и 12 г KJ в 1л
воды) до перехода окраски в красноватую,
а затем чисто синюю. По количеству израс-
ходованного раствора иодид-иодата находят
содержание серы.
Для анализа легированных сталей метод
отгонки имеет ограниченное применение, так
как большинство сульфидов, присутствую-
щих в этих сталях, не растворяется в НО
или H2SO4 и, следовательно, не выделяет H2S.
При анализе отбелённого чугуна он даёт
сильно пониженные результаты; для получе-
ния правильных результатов рекомендуется
завёрнутую в фильтр навеску подвергнуть
предварительному отжигу при 600° (вишнёво-
красное каление) в течение 20—30 мин. в гер-
метически закрытом тигле.
Мет од окисления (сожжения)
в токе кислород а^наиболее быстрый и
точный метод, применимый к углеродистой и
легированной стали, а также чугуну.
Навеску стали (чугуна) сжигают в трубча-
той печи в токе кислорода при 1200 —1350%
сера окисляется до SO2. Определение образу-
ющегося SO2 (т. е. S) производят по методу
Касслера. Выделяющийся ЬО2, при весьма
быстром токе кислорода, поглощают в высоком
сосуде с водой, содержащей крахмал; к воде
предварительно прибавляют несколько капель
0,005 N раствора иода до бледноголубого
окрашивания. В процессе сожжения жидкость
в приёмнике обесцвечивается, по мере чего
приливают из бюретки раствор иода для удер-
жания исходной окраски. По количеству из-
расходованного на титрование раствора иода
находят содержание S. Метод предлагается
ГОСТ 2331-43 в качестве арбитражного и кон-
трольного.
Метод восстановления в токе
водорода. Прокаливание навески произ-
водится в атмосфере водорода (или смеси
H2-t-HCl), причём образуется H2S, который
поглощают раствором CdCl2.
Окончание анализа аналогично с методом
отгонки (см. выше).
почти не захватывается осадком BaSQ4.
* Выпадение крупнокристаллического осадка BaSQ4
можно ускорить (до 1 часа) прибавлением 10 мл 1%-ного
раствора пикриновой ьислоты.
** Одновременно с анализом следует вести в тех
же условиях „холостой" опыт для внесения поправки.
*** В присутствии Ti, Мо, свыше 0,5—1% W и свыше
2% Сг метод неприменим.
**** Можно также применять аммиачный раствор
ZnSO«.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
99
Определение кремния [20, 7, 21]. Кремний
содержится в стали и чугуне в виде твёрдого
раствора в феррите, также в форме силицидов
Fe?i, FeSi2, Fe2Si, Fe3Si2, MnSi и т. п. Крем-
ний может также содержаться в виде крем-
некислоты или силикатов (шлаковые вклю-
чения).
Почти все методы определения кремния
основаны на том, что при растворении металла
силициды разлагаются с выделением четырёх-
хлористого кремния S1CI4 иди гидридов крем-
ния SiH4, Si2He и т. п. Эти соединения легко
гидролизируют, образуя кремневую кислоту
в виде, коллоидного раствора. При выпарива-
нии с кислотами кремневая кислота из колло-
идного раствора переходит в нерастворимое
состояние (вследствие дегидратации). Опреде-
ление заканчивается взвешиванием осадка SiO2
после прокаливания его при 1050—1100°. Вы-
паривая загрязнённый осадок SiO2 с HF и
H2SO4, удаляют SiO2 в виде SiF4 и "по разно-
сти находят вес чистой SiO2. Фактор пере-
счёта SiO2 на Si равен 0,4672.
Существует ряд методов, основанных на
описанном выше принципе.
Сернокислый метод (шведский)
пригоден для арбитражных анализов. Раство-
рение производят в H2SO4 A:4) с последу-
ющим выпариванием до паров SO3, которым
дают выделяться в течение 2—3 мин. После
некоторого охлаждения приливают теплую воду
D0—50°), нагревают и отфильтровывают осалок
кремневой кислоты. Для получения более точ-
ных результатов фильтрат вновь выпаривают
до выделения паров SO3, растворяют в тёплой
воде, нагревают, отфильтровывают дополни-
тельный осадок SiO2 и присоединяют его
к основной части.
Серно-азотнокислый метод — не
менее точный, но несколько более продолжи-
тельный*. Для ускорения растворения солей
после выпаривания до паров SO3 применяют
обработку остатка НС1 A :1). Дальнейшие
операции проводят, как указано выше.
Солянокислый метод. Несколько
менее точный и более продолжительный ме-
тод, нежели предыдущие. Пригоден в каче-
стве маркировочного. Растворение производят
в НС1 A : 1), после чего выпаривают досуха**
и нагревают около часа при 1и5—11и°. После
некоторого охлаждения остатка его смачивают
НС1 A : Пи после непродолжительного отстаи-
вания разбавляют горячей водой, нагревают
и отфильтровывают. Часть кремневой кисло-
ты остаётся в пастзоре, поэтому для точных
анализов требуется повторное выпаривание
фильтратов.
Хлорнокислый метод — весьма точ-
ный метод для арбитражных анализов. Основ-
ные преимущества его: лёгкая растворимость
всех безводных хлорнокислых солей и исклю-
чительная чистота получаемого осадка SiO2.
Недостаток метода — необходимость тщатель-
ного отмывания НСЮ4, так как, оставаясь
в порах фильтра, она при сжигании реа-
гирует с . органическим веществом фильтра
со „взрывом", что приводит к частичной по-
тере осадка. Растворение производят в HCI или
HNO3* A: 1), а затем приливают НС1О4 и вы-
паривают до густых паров. Остаток разбавляют
горячей водой, размешивают до растворения
солей и тотчас же фильтруют.
Фотоколориметрический ме-
тод пригоден для экспрессных анализов. На-
веску 0,1 г растворяют в 5 мл H2SO4 (I :3,5)
с 3 — 4 каплями Н2О2 C0%) при нагревании
на водяной бане. Раствор переносят в мер-
ную колбу ёмкостью 100 мл и отбирают пи-
петкой 5 мл в мерную колбу ёмкостью 50 мл.
Прибавляют из бюретки 12 мл воды, 1 мл
10%-ного раствора гидроксиламинхлоргидрата,
5 мл 0,5 N H2SO4 и 5 мл 5°/0-ного раствора
(NH4J S2Og, перемешивают и дают стоять около
Змин. Для разрушения фосфорномолибденового
комплекса приливают 13 мл 8N H2SO4, переме-
шивают, затем прибавляют 4 мл 0,5%-ного
раствора SnCl2 и снова перемешивают. Полу-
ченным раствором заполняют кювету с рас-
стоянием между стенками 15 мм и фотоко-
лориметрируют в течение первых 10 мин.**
с применением зелёного светофильтра ГОИ.
Вычисление производится подобно приведён-
ному при фотоколориметрическом определе-
нии фосфора.
Для арбитражных анализов углеродистой
стали и чугуна рекомендуются методы выде-
ления кремнёвой кислоты из сернокислого
и хлорнокислого растворов. Для маркировоч-
ных анализов можно применять солянокислый
метод с однократным выпариванием. Для
экспрессных анализов может быть применён
фотоколориметрический метод. Рекомендуется
строить две кривые: для низких и для высоких
содержаний кремния. При анализе чугуна
фотоколориметрическим методом необходимо
строить особую кривую.
Для низколегированной стали можно исполь-
зовать все перечисленные весовые методы.
В присутствии больших количеств Сг (более
8%), выше 4% Ni и выше 0,5% А1 удобнее
применять хлорнокислый или солянокислый
метод, так как при выпаривании с серной
кислотой указанные элементы образуют труд-
норастворимые безводные соли.
Для определения Si в присутствии W при
маркировочных анализах используют фильтрат
после выделения H2WO4 обычным методом
(при растворении сплава в разбавленной со-
ляной кислоте), учитывая часть кремневой
кислоты, захваченную осадком WO, (путём
обработки прокалённого осадка WO3 с HF
и H2SO4).
Примечание. При определении Si осадок SiOa,
содержащий WO3. следует прокаливать при 1050—1100°;
после же обработки HF с H2SO4—при температуре 850°.
При определении же W осадок WO3, содержащий SiOai
нельзя прокаливать выше 850° из-за летучести WO3. Если
осадок biO2 содержит А12О3, ТЮа, ZrOa или NbaO5, его
следует прокаливать при 1200°.
Фотоколориметрический метод может быть
применён при анализе низколегированной стали,
содержащей до 3% Сг и 4% Ni.
Определение хрома [20, 21, 13, 2, 11, 7].
Хром содержится в стали (чугуне) в форме
* Растворение сернокислых солей Fe^ (шведский
способ) происходит быстрее, чем солей Fe^ (данный
способ).
** Некоторые руководства рекомендуют перед этим
прибавление NH,C1.
* Этим достигается экономия дефицитной НСЮ4, ко-
торая расходовалась бы на растворение металла.
** При более продолжительном стоянии окраска из-
меняется.
100
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
|РАЗД. II
простых или сложных (совместно с другими
металлами) карбидов; он может также нахо-
диться и в виде твёрдого раствора в железе.
Большинство методов определения хро-
ма — объёмные, основанные на предваритель-
ном окислении его до хромовой кислоты Н2Сг04.
Реже окисление хрома достигается сухим
путём — сплавлением металла с Na2O2 или
Na2CO3 совместно с KNO3 (или с КС1О3). Обыч-
но окисление хрома производится: а) в щелоч-
ной среде при помощи Н2О2, Na2O2, Br2, КМпО4,
(NH4JS2O3; б) в кислой среде посредством
KMnO4, (NH4)oS2O8 с AgNO3 (катализатор)
и РЬО2. Образовавшуюся Н3СГО4 титруют вос-
становителями, например солями закиси железа
непосредственно в присутствии редоксиинди-
каторов или с применением обратного титро-
вания. Преимущество непосредственного (пря-
мого) титрования очевидно.
Персульфатный мето д—весьма точ-
ный метод, рекомендуемый ГОСТ 2604-44 в
качестве маркировочного и для арбитражных
анализов.
Окисление Сгш -> CrVI достигается при
помощи (NH4JS2O8 в присутствии AgNO3
(катализатор) в растворе H3SO4 или смеси
H2SO4 и Н3РО4. Конец окисления Сг опре-
деляют по появлению малиновой окраски от
НМпО4 (Мп11 окисляется только после пол-
ного окисления хрома). НМпО4 и MnO,-.vH2O
разрушают кипячением с 5%-ным раствором
NaCl. Далее применяют один из следующих
вариантов.
а) Обратное титрование. Сначала прили-
вают титрованный раствор соли Мора в из-
бытке не менее 5 мл и после перемешивания
этот избыток оттитровывают раствором КМпО4.
Титрование производят при температуре
15-20°.
Примечания. 1. В присутствии V титрование
производят до получения устойчивого розового окра-
шивания, не исчезающего в течение 1—2 мин.
2. В присутствии W растворение производят в смеси
H2SO4 и НЗРО4 для удержания его в растворе в виде
комплекса,
б) Непосредственное титрование раство-
ром восстановителя, например соли Мора,
сульфата закиси железа и т. п. в присутствии
редоксииндикатора, например дифениламина,
дифенилбензидина, О-фенантролина и фенилан-
траниловой кислоты. Весьма удачным инди-
катором оказалась фенилантраниловая кислота
@,2 г индикатора растворяют при нагревании
в 100 мл воды, содержащей 0,2 г соды). Опре-
деление весьма точное и может быть рекомен-
довано для любых содержаний Сг, в том числе
и малых его концентраций в количестве сотых
долей процента.
Потенциометрический метод —
весьма точный метод, применяемый для мар-
кировочных и арбитражных анализов. Титро-
вание производят раствором восстановителей.
Прибавление Н3РО4 в случае присутствия W
нежелательно, поэтому W следует предвари-
тельно отделить. Титрование производят рас-
творами солей Fe11 на потенциометре любой
конструкции с биметаллическими (платина —
вольфрам) электродами.
Примеч ание. В присутствии V его необходимо
определить отдельно и внести соответствующую по-
правку, так как Сг и V титруются потенциометрически
совместно.
Иодометрический метод — также
весьма точный метод, но более продолжитель-
ный, чем персульфатный. Применяется для
маркировочного и арбитражного анализа при
определении любых содержаний Сг. Окисление
производят при помощи избытка КМпО4, пред-
варительно нейтрализовав кислый раствор
углекислым натрием. Избыток КМпО4 разру-
шают кипячением со спиртом. Осадок гидрата
железа и др. отфильтровывают (пользуются
аликвотнои частью) *. К щелочному фильтрату
прибавляют KJ, нейтрализуют небольшим из-
бытком НС1 (разбавленной H3SO4) и титруют
выделившийся J2 раствором Na2S2O3 обычным
путём в присутствии крахмала.
Перманганатный метод приме-
няется для маркировочных анализов; продол-
жительность его больше, чем персульфатного.
Сернокислый раствор кипятят с избытком
5%-ного раствора КМпО4 в течение 15 мин.,
прибавляют 4%-ный раствор MnSO4-7H2O и
кипятят еще 5—10 мин., охлаждают до 15—20°,
отфильтровывают осадок двуокиси марганца
(можно пользоваться аликвотнои частью) через
стеклянный или асбестовый фильтр (лучше
под вакуумом) и промывают горячей водой.
Титрование — подобно описанному выше (см.
персульфатный метод).
Хлорнокислый метод пригоден для
ускоренных анализов. Основан на окисляющем
действии НС1О4 при температуре её энергич-
ного испарения (-200°); после разбавления
водой окислительная способность НСЮ4 пре-
кращается **.
Пробу в 1 г растворяют в 30 мл смеси
кислот C ч. НС1, 1 ч. HNO3 и 20 ч. воды).
После растворения приливают 20—25 мл 70%
НС1О4 (или соответственно больше слабой
кислоты) и нагревают до выделения густых
паров и перехода окраски раствора в оран-
жево-красную (CrVI). После охлаждения раз-
бавляют водой, прибавляют 25—30 мл смеси
H2SO4 и Н3РО4 и титруют в присутствии
редоксииндикатора (например О-фенантролина
или фенилантраниловой кислоты) солью Мора
(или FeSO4) или применяют обратное титро-
вание солью Мора и перманганатом калия.
Присутствующий V также окисляется и
титруется; его можно оттитровать после опре-
деления суммы Сг и V и внести соответствую-
щую поправку.
Колориметрический метод осу-
ществляется измерением фиолетовой окраски,
образованной СгО^или СгО^с дифенилкарба-
зидом в сернокислой среде. Этому определению
мешает Мо.
Для определения хрома, содержащегося
в углеродистой стали и легированном чугуне
в количестве сотых или десятых долей процента,
могут быть применены персульфатный метод
с фенилантраниловой кислотой или колори-
метрический метод.
Определение никеля [20,21,7, 13]. Никель
находится в стали (чугуне) преимущественно
в виде твёрдого раствора в железе и частью
в виде карбида (Ni3C) Определение Ni произ-
водится следующими методами.
* Начиная с этой стадии, можно применять весовое
определение хрома при помощи HgNO3.
** По Knowies окисление Сг до Сг доходит до
99,5% его содержания.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
101
Весовой метод. Производится осажде-
ние диметилглиоксимом в аммиачном или слабо-
уксуснокислом растворе (по Чугаеву). Для
удержания в растворе Fe, A1 и др. вводят вин-
ную или лимонную кислоту. Осаждение произ-
водят при 60—80" 1%-ным раствором реактива
в этиловом спирте *. Для полного выделения
и формирования осадка дают стоять в тёплом
месте (около 60°) не менее 30 мин. **. Осадки
фильтруют через стеклянный фильтр-тигель
или тигель Гуча с асбестом. При отсутствии
фильтрующей аппаратуры применяют прокали-
вание осадка. Далее поступают по одному из
следующих вариантов.
а) Взвешивание осадка глиоксима никеля
после высушивания при 110—120°. Фактор пере-
счёта NiC8H]4O4N4 на Ni равен 20,31. Метод
рекомендуется ГОСТ 2604-44 для контрольных
(арбитражных) анализов.
б) Взвешивание в виде NiO после прокали-
вания осадка при 800—900°. При этом фильтр
с осадком рекомендуется завернуть в два без-
зольных фильтра и затем осторожно озолить
без воспламенения [потеря никеля в виде, кар-
бонила Ni(COL]. Фактор пересчёта NiO на Ni
равен 0,7858.
Электролитический метод
является одним из наиболее точных методов,
пригоден для контрольных (арбитражных) ана-
лизов. Осаждение никеля производят на пла-
тиновом электроде из сильно аммиачного рас-
твора, содержащего много (NH4JSO4 (со-
вместно осаждается Со). Осаждению мешают
Fe11, хроматы, нитраты, хлориды, виннокислые
соли и Мо. При осаждении одного никеля не
мешают W и As, при совместном же осажде-
нии с кобальтом W мешает [15].
Для отделения Ni(Co) от некоторых
мешающих элементов могут быть применены
следующие реактивы: а) купферрон — для от-
деления Fe, V, Zr и Ti; б) серный эфир — для
отделения (экстрагирования) Fe111 и большей
части Мо; в) суспензия ZnO — для отделения
Fe111, Сгш, V, Ti, Zr, Си, W и др. При особо
точных анализах необходимо переосаждение,
так как Ni(Co) увлекаются осадком, образован-
ным ZnO; г) ацетаты аммония или натрия — для
осаждения в виде основных уксуснокислых
солей Fe111 и А1; д) едкая щёлочь — для оса-
ждения Ni (Co, Fe, Сг, Си и др.) в виде плотного
хорошо фильтрующегося осадка; Мо остаётся
в растворе.
Электролитическое осаждение производят
при плотности тока 0,2—0,3 а на 1 см и при
нагревании F0- 70ь) в течение 6 — 8 час
В присутствии кобальта рекомендуется приба-
вление NaHSO3 (деполяризатор). Проверку
полноты осаждения производят при помощи
капельной реакции — см. стр. 92 „Качествен-
ный анализ".
Осаждение никогда не бывает абсолютно
полным; при выполнении особо точных анали-
зов остающиеся в растворе незначительные
количества Ni и Со (следы) осаждают при
помощи H2S.
* Можно также применять 1°/0-ные растворы диме-
тилглиоксима в метиловом спирте, 10%-ном аммиаке
или 8%-ный раствор в З'/о-ном растворе едкого натра.
** При содержании Ni менее 0,3'/0 лучше раствор
охладить, а при содержании до 0,15°/о оставить
на ночь.
Объёмный цианометрический
метод применяется для маркировочных и
экспрессных анализов.
Титрование производится в слабоаммиачном
растворе, содержащем винную или лимонную
кислоту или пирофосфат натрия для удержа-
ния в растворе Fe и др. К аммиачному рас-
твору прибавляют 5 мл 15%-ного раствора
KJ и 5 мл 0,5%-ного раствора AgNO3, при-
чём образуется осадок AgJ. Титруют раство-
ром KCN до исчезновения осадка (опалесцен-
ции), что и указывает на конечную точку ти-
трования. Совместно с Ni титруются Со и Си,
которые поэтому мешают своим присутствием
определению Ni.
В присутствии Си последнюю предвари-
тельно отделяют осаждением при помощи H2S
из кислого раствора или цементацией на
А1-пластинке; фильтрат окисляют, кипятят с
HNO3 и далее поступают так, как описано
выше.
В присутствии больших количеств Со, Сг
и Си может быть произведено предваритель-
ное осаждение никеля диметилглиоксимом.
Определение вольфрама [20.21,7]. Воль-
фрам находится в стали в виде простых
карбидов — WC, W2C, W3C, двойных карбидов
с цементитом Fe3C.WC, Fe3C.3WC или
3W2C.2FeC и др., вольфрамидов — Fe2W и ча-
стично в форме твёрдого раствора в феррите.
При растворении образца в НС1 или H2SO4
карбиды вольфрама вместе с вольфрамом из
твёрдого раствора выпадают в виде чёрного
порошка без изменения. HNO3 окисляет кар-
биды и металлический W в вольфрамовую
кислоту H2WO4, большая часть которой выпа-
дает в виде лимонно-жёлтого осадка, а часть
остаётся в форме коллоидного раствора. Для
выделения её необходимо выпаривание досуха,
но тогда выделяется вся кремнекислота и оса-
док получается загрязнённым.
Для полного выделения H2WO4 без выпари-
вания (разрушение коллоида) применяются:
бензидин, бензидин с добавкой гидроксиламина,
хинин и особенно цинхонин и желатина. Пол-
ное выделение H2WO4 желатиной заканчивается
в течение 1—1,5 часа*.
Для арбитражных и контрольных ана-
лизов ГОСТ 2604-44 рекомендует весовой
метод.
Навеску растворяют: а) при низком содер-
жании W и Сг — в HNO3 A:1) и кипятят
после прибавления НС1; б) при высоком содер-
жании W и Сг — в НС1 A:1) с последующим
осторожным окислением HNO3 при кипячении.
После выпадения главной части H2WO4 рас-
твор разбавляют водой и приливают 15 мл
0,1%-ного раствора технической желатины**.
После отстаивания в тёплом месте в течение
1 часа (при низком содержании W — дольше)
осадок отфильтровывают и прокаливают при
850-900°. Осадок WO3 освобождают от SiO2
выпариванием с HF и H2SO4 и после прокалива-
ния при 850° охлаждают и взвешивают. Затем
его сплавляют с Na2CO3 и KNO3, выщелачивают
водой, остаток отфильтровывают, промывают
2%-ным раствором (NH4JCO3, прокаливают
и взвешивают Fe2O3. Из фильтрата берут три
* Осаждение цинхонином требует оставления
на ночь.
** Действие технического продукта даёт лучшие
результаты, нежели чистого.
102
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
аликвотные части, в которых определяют:
а) Сг2О3 — иодометрически или колориметри-
чески с дифенилкарбазидом, б) V2O5 — колори-
метрически с Н2С>2 и в) МоО3 — колориметри-
чески с роданистым калием. Вычтя из веса
нечистой WO3 вес загрязнений (FevO3, Сг,О:3,
V2O5 и МоО3), находят вес чистой WO3. Фак-
тор пересчёта WO3 на W равен О,'/930.
Объёмный метод применяется для
экспрессных анализов при содержании W не
ниже 0,5—1,0%. Осадок Н2\?О4, отмытый от
кислот 2%-ным раствором KNO3, растворяют
в избытке 0,С5 N раствора NaOH. Избыток
щёлочи оттитровывают 0,05 N раствором
кислоты и вычисляют содержание W по коли-
честву миллилитров раствора NaOH, вошед-
ших в реакцию с H2WO4. Титр раствора NaOH
устанавливают по „СО" в условиях, аналогич-
ных выполнению обычного анализа.
Колориметрический метод при-
меняется для определения малых содержаний W
(до 0,5%) при маркировочных и экспрессных
анализах. После растворения навески в НС1
A :1) и окисления KNO3 раствор выпаривают
до объёма около 10 мл и приливают раствор
NaOH B0%) до щелочной реакции. Раствор
переносят в мерную колбу ёмкостью 50 мл;
20 мл прозрачного раствора переносят в
трубку Эггерца C0 мл), прибавляют 5 мл
25%-ного KbCN, перемешивают, прибавляют
4 мл свежеприготовленного раствора SnCl2
A0%) и снова перемешивают. Спустя 30 мин.,
интенсивность окраски сравнивают с окраской
стандартного раствора @,268 г Na2WO4 в
1000 мл воды; 1 ^л-=0,00015 г W).
Определение ванадия [13, 21, 22]. Вана-
дий может присутствовать в стали (чугуне) в
виде весьма устойчивых простых карбидов
V4C3. VoC, сложных карбидов с цементитом и
в состоянии твёрдого раствора в феррите. Его
вводят в качестве самостоятельного компо-
нента для придания стали специальных свойств,
а также в качестве раскислителя. Содержание V
в стали обычно ограничивается 0,2—0.3%,
только в некоторых марках быстрорежущей
стали и её заменителях содержание V доходит
до 0,5 и до 2,5<У0.
Для объёмного определения V использу-
ются реакции окисления — восстановления
(VIV T^- Vv ), которые легко осуществляются
при температуре 18—20°.
Персульфат ный метод приме-
няется для экспрессных и маркировочных
анализов. Определение производят в серно-
кислом или серно-фосфорнокислом растворах.
Ванадий окисляют на холоду раствором КМпО4.
К раствору приливают небольшой избыток
соли Мора (около 0,1 А/) или раствора сульфата
Fe11 [капельная проба на присутствие из-
бытка Fe11 с K3Fe(CNN]. Избыток соли Мора
окисляют на холоду 12%-ным раствором
(NH4JS2O8 [капельная проба на отсутствие
Feuc K3Fe(CNN]. Подготовленный таким пу-
тём раствор, содержащий VIV, титруют рас-
твором КМпО4 до появления розового окра-
шивания, не исчезающего в течение 1 - 2 мин.
На протяжении всех операций хром остаётся
в виде Сгш и не мешает определению V.
Примечания. 1. Для определения V может быть
использован раствор, в котором Сг был оттитрован пер-
сульфатным методом.
2. В присутствии W конечная точка титрования не-
отчётлива из-за тёмной окраски раствора, обусловлен-
ной образованием фосфорно-ванадиево-вольфрамового
комплекса.
Потенциометричес кий метод —
точный метод, может быть использован для
маркировочных анализов.
Определение производят в серно-фосфорно-
кислом растворе. К раствору, содержащему
после окисления при кипячении с пермангана-
том калия, CrVI, Vv и Mnlv, приливают в из-
бытке 15%-ный раствор соли Мора, при этом
в растворе оказываются Cr111, VIV и Мп11 .
После охлаждения к раствору, имеющему
зелёную окраску (Сг111), приливают КМпО4 до
отчётливо малинового окрашивания, не исче-
зающего в течение 1 мин.; затем прибавляют
15—20 мл 1%-ного раствора щавелевой кис-
лоты, 5 мл о%-ного раствора NaCl, 1 каплю
0,05%-ного раствора KJO3 и титруют раство-
ром соли Мора A2 г соли в 1000 мл воды,
содержащей 50 ил Н25Ю4) до резкого откло-
нения стрелки гальванометра без возвращения
в первоначальное положение.
Метод с применением фенилан-
траниловой кислоты рекомендуется
ГОСТ 2604-44 для контрольных (арбитражных)
анализов.
Определение производится в сернофосфор-
нокислом растворе после разрушения кар-
бидов при помощи (NH4JS2O8 или HNO3.
К охлаждённому раствору прибавляют КМпО4
в некотором избытке для окисления VIV до
Vv. Избыток КМпО4 раскисляют 2,5%-ным рас-
твором щавелевой кислоты, прибавляют 5 ка-
пель раствора фенилантраниловой кислоты @,2 г
в 100 мл 0,2%-ного раствора соды) и, спустя
2—3 мин., титруют окрашенный в вишнёвый
цвет раствор приблизительно 0,08 N раствором
FeSO4 (или соли Мора) до перехода окраски в
жёлто-зелёную.
Хлорнокислый метод (см. „Опреде-
ление хрома"). К раствору после оттитрования
суммы Сг и V прибавляют сухого CH3COONa
до полш й нейтрализации свободной НС1О4.
Раствор нагревают до 50° и медленно титруют
перманганатом калия до перехода красного
окрашивания в зелёное.
По расходу раствора КМпО4 вычисляют
содержание V.
Колориметрический метод (реак-
ция с Н2О2) применяется для маркировочных
и экспрессных анализов при малых содержа-
ниях V.
Определение производится в сернокислой
или серно-фосфорнокислой среде,после окисле-
ния ViV до Vv при помощи (NH4J'^2O8 (при
кипячении) или КМпО4. К холодному раствору
прибавляют (без избытка) Н2О2 и сравнивают
буро-красное окрашивание со стандартным
раствором, приготовленным из ванадата аммо-
ния и раствора стали (чугуна), не содержа-
щей ванадия. Метод неприменим в присут-
ствии больших количеств ряда элементов,
дающих окрашенные ионы (Сг и Ni), а также
в присутствии W. Окраска Ti может быть
устранена прибавлением HF или фтористых
солей.
Определение молибдена [11,21]. Молибден
может присутствовать в стали в виде простых
карбидов и сложных карбидов с цементитом.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
103
Частично молибден находится в твёрдом рас-
творе в феррите. .
Определение Мо производится весовым,
объёмным или колориметрическим методами.
Весовой метод, а) Осаждение яку-
проном" (а-бензоиноксим) — точный метод для
контрольных (арбитражных) анализов. Раство-
рение пробы производится в Н2ЬО4 с после-
дующим окислением карбидов HNO3 и уда-
лением кремнекислоты прибавлением HF и
кипячением и последующим связыванием из-
бытка HF с Н3ВО3.
К сернокислому раствору приливают FeSO4
для восстановления Crv до Сг и V до
VIV и после охлаждения медленно приливают
2%-ный спиртовой раствор „купрона" в не-
котором избытке, затем несколько миллилитров
Вг2-воды до заметно жёлтого окрашивания
и ещё несколько миллилитров „купрона*.
Перемешивают раствор, продолжая охлаждать
ещё 10 мин., и фильтруют. Промывают жидко-
стью, содержащей 50 мл 2%-ного раствора „ку-
прона" и \0 мл концентрированной Н.,504в1л
воды. Осадок озоляют (без воспламенения),
прокаливают до МоО3 при 500—525° и взве-
шивают. Загрязнённый осадок очищают рас-
творением в тёплом 25%-ном аммиаке, отфиль-
тровывают и промывают остаток (примеси)
3%-ным раствором аммиака, прокаливают и
взвешивают. По разности находят вес МоО3.
Фактор пересчёта МоО3 на Мо равен 0,6665.
Примечания. 1. Если присутствует W, его пред-
варительно отделяют обычным способом.
2. Вместо взвеиывания в виде MoOs можно при-
менить взвешивание в виде РЬМоО4. Для этого осадок
растворяют в NH4OH и поступают, как указано ниже
в п. „б".
б) Осаждение сероводородом — метод для
особо точных контрольных (арбитражных)
анализов. Осаждение производят в растворе
H2SO4 A:5). В присутствии W вводят винную
кислоту, чтобы удержать его в растворе. При-
бавляют избыток (NH4JS2O8 для окисления
Мо и Fe*. Раствор нейтрализуют аммиаком и
затем подкисляют из расчёта 10 мл H2SO4
A:1) на 100 мл раствора. В нагретый до 60°
раствор пропускают быстрый ток H2S в те-
чение 10—16 мин., разбавляют равным объ-
ёмом воды и продолжают пропускать H2S ещё
5 мин. После выдерживания в течение
1 — 1,5 часа при 50—60° отфильтровывают и
промывают разбавленной H2SO4 A:99), на-
сыщенной H2S. Осадок прокаливают при
500—525° и взвешивают в виде МоО8 или пе-
реводят в РЬМоО4 по описанному ниже
способу.
в) Осаждение в виде молибдата свинца
после отделения щёлочью. ГОСТ 2604-44 ре-
комендует этот метод в качестве контрольного
(арбитражного). Солянокислый раствор пробы
после окисления HNO3, имеющий объём 10 мл,
нагревают до кипения и вливают в избыток
нагретого до кипения 15%-ного раствора NaOH,
отфильтровывают (можно пользоваться алик-
вотной частью) и после подкислеиия филь-
трата СН3СООН в нагретом до кипения рас-
* Прибавление (NH4),Sj08 имеет целью вызвать при
пропускании H,S обильное выделение серы, что со-
здаёт условия для более полного выпадения MoS, и
лучшего его фильтрования. Также можно применять
H.Q,, J,.
творе осаждают Мо 0,5%-ным раствором
(СН3СООJРЬ, кипятят для укрупнения осадка,
дают стоять 25—30 мин., фильтруют и прили-
вают 2%-ный раствор CH3COONH4. Озоляют
осядок (без воспламенения) при 500—525° и
взвешивают. Фактор пересчёта РЬМоО4 на Мо
равен 0,2613.
Объёмный метод применяется для мар-
кировочных и ускоренных анализов. Опреде-
лению мешают Fe, Cr и т. п.; эти элементы
предварительно отделяют: а) щелочным спо-
собом— см. выше, б) осаждением H2S; про-
каливание до МоО3 с последующей очисткой
осадка; в) аммиачным способом. В последнем
случае после растворения МоО3 в аммиаке
приливают немного раствора соли Fe111 и от-
фильтровывают осадок гидроокиси, в котором
содержатся весь V, As и др. Фильтрат под-
кисляют избытком H2SO4 и переносят для
восстановления молибдена в редуктор Джонса,
„заряженный" металлическим Cd, Zn, или в при-
бор Сомейа с жидкой амальгамой Zn. При
восстановлении в редукторе раствору Мо111
дают стечь в приёмник, содержащий раствор
сульфата Fe111 и Н3РО4, и затем титруют об-
разовавшееся Fe11 раствором КМпО4.
При восстановлении в приборе Сомейа, по-
сле переведения амальгамы в нижнюю часть
аппарата, Мо111 титруют непосредственно рас-
твором КМпО4.
Колориметрический метод при-
меняется для ускоренных и экспрессных анали-
зов. Метод основан на образовании окрашен-
ного в красный цвет комплекса молибдена
с роданистыми солями. Определение произво-
дят в сернокислом или серно-солянокислом
растворе. Аликвотную часть раствора (в зави-
симости от содержания Мо) помещают в трубку
Эггерца и вызывают образование окрашенного
комплекса прибавлением 10 мл WVo-ного рас-
твора KSCN и 10 .ил 25%-ного раствора SnCla
в 20%-ной НС1. Окоашенное соединение эк-
страгируют бутиловым спиртом, эфиром или
смесью эфира и изоамилового спирта A :1) и
сравнивают с окраской стандартного раствора*.
Определение кобальта [20,21, 7, 13]. Ко-
бальт может находиться в стали в виде твёр-
дого раствора или карбида Со3С.
Электролитический метод приме-
няется для особо точных анализов (арбитраж-
ных).
Анализ производят аналогично определе-
нию никеля. Кобальт (совместно с Ni) оса-
ждают из раствора объёмом 150 мл при на-
пряжении 3—4 в и плотности тока 0,2—0,3 а.
Осадок растворяют в HNO3« определяют один
из металлов; содержание другого находят по
разности, поступая следующим образом: если
содержание Ni меньше, чем Со, определяют Ni
при помощи диметилглиоксима; если содержа-
ние Со меньше Ni, определяют Со при поиощи
о-нитрозо-Р-нафтола.
Примечание. В электролите осГычно остаются
0.1-1,0 мг Со (и Ni). Его выделяют при помощи серо-
водорода в аммиачной среде. Осадок сульфидов прока-
ливают и взвешивают, полученный вес умножают на
эмпирический фактор 0,75 для пересчёта в Со.
* Определение можно производить также в колори-
метре Дюбоска.
104
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. I!
Осаждение а-н и т р о з о-^-н афтолом
(методКнорр е-И л и н с к о г о). Отделение
Со от других элементов, мешающих опре-
делению, производят, как описано для Ni.
Раствор (после отделения Fe и др.) объёмом
400 мл, подкислённый 15 мл НС], нагревают
до 70° и осаждают Со 2%-ным уксуснокислым
раствором а-нитрозо-^-нафтола [20 мл рас-
твора C]0H6(OH)NO на каждый 1 мг Со].
Раствор нагревают F0—70°) до свёртывания
выпавшего пурпурно-красного осадка и филь-
труют. Осадок вместе с фильтром отжимают
от большей части воды, завёртывают в два
других фильтра, озоляют без воспламенения
и прокаливают *. Если осадок невелик, его
взвешивают в виде закиси-окиси кобальта.
Фактор пересчёта Со8О4 на Со равен 0,7344.
Если осадок значителен, его прокаливают до
получения окислов, а затем восстанавливают
нагреванием при 800—850й в токе водорода,
охлаждают (тоже в токе водорода) и взве-
шивают в виде металла. Можно также раство-
рить осадок Со3О4 в HNO3, выпарить с H2SO4
A:1) досуха и взвесить в виде сульфата. Фак-
тор для пересчёта CoSO4 на Со равен 0,3803.
Объёмный цианометрический
метод применяется для ускоренных ана-
лизов.
Определение производится аналогично опре-
делению Ni.
Примечание. Предварительно отделяют W, если
он присутствует (например в кобальтовой быстроре-
жущей стали).
Колориметрический метод при-
меняется для маркировочных и экспрессных
анализов при содержании Со до 0,5%.
После растворения пробы в НС1 и оки-
сления HNO3 прибавляют 3—б г пирофос-
фата Na, а затем аммиака до растворения
выпавшего осадка и до появления слабого
janaxa NH3. Раствор переносят в градуиро-
ванный цилиндр ёмкостью 250 мл с притёр-
той пробкой, прибавляют 5—6 г сухого KSCN,
а затем 15—20 мл смеси A:1) эфира и
изоамилового спирта; энергично перемешивают
и дают отстояться. Интенсивность голубой или
синей окраски эфирно-спиртового слоя срав-
нивают с окраской стандартного раствора.
Определение меди [20, 21, 7]. Медь нахо-
дится в стали (чугуне) в виде твёрдого рас-
твора в феррите.
Независимо от метода окончания определе-
ния Си предварительно отделяют от железа
и других компонентов: а) осаждением H2S из
кислых растворов в виде CuS (одновременно
осаждается MoS3); б) осаждением Na2S2O3 в
слабосернокислом или солянокислом растворе
при кипячении (большая часть Мо остаётся в
растворе); в) выделением при помощи более
электроположительных металлов, например А1;
г) осаждением роданидом-К в сернокислом
растворе после восстановления железа.
Электролитический ме тод—весьма
точный метод для контрольных (арбитражных)
анализов.
Электролиз меди после отделения её от
железа и других компонентов (см. выше) произ-
* Продукты горения а-нитрозо-[И-нафтола весьма
едки; рекомендуется сжигание производить в хорошо
действующем вытяжном шкафу.
водят в растворе HNO3, содержащем 2 мл
H2SO4A :1) при напряжении 2—2,5 в и силе
тока1 —1,5 а на сетчатом платиновом электроде.
При особенно точных анализах остающиеся
обычно в электролите незначительные коли-
чества Си осаждают H2S и после прокаливания
взвешивают полученную окись меди. Фактор
пересчёта СиО на Си равен 0,7989.
Тиосульфатный метод. К серно-
кислому раствору, освобождённому от HNOa
выпариванием до паров SO3, содержащему
в 100 ж л раствора 2 мл H2SO4 A:1), при-
бавляют 5 мл 20%-ного раствора Na2S2O3 и
кипятят, пока раствор над осадком не станет
прозрачным. Отфильтровывают осадок (Cu2S,
CuS и S), промывают горячей водой и про-
каливают (при 850—900° в течение 30—40 мин.)
для образования СиО. Определение заканчи-
вают: а) взвешиванием полученной окиси меди
(для маркировочных анализов), фактор пере-
счёта см. выше; б) иодометрическим способом
(см. ниже) для особо точных анализов; в) коло-
риметрическим способом для ускоренных ана-
лизов (см. ниже).
Иодометрический метод. Осадок
СиО растворяют в HNO3 и выпаривают
с H2SO4. Раствор нейтрализуют аммиаком и
подкисляют СН3СООН. К холодному раствору
прибавляют KJ и осторожно (потеря J2) пере-
мешивают. Спустя несколько минут, оттитро-
вывают выделившийся J2 0,02 N раствором
Na2S2O3 в присутствии крахмала (индикатор).
Так как определению мешают W, Мо и V,
необходимо предварительно отделить Си от
этих элементов: W выделяют обычным путём
из солянокислого раствора, Мо и V отделяют
NaOH и Na2S (в растворе Мо и V, в осад-
ке Си).
Метод внутреннего электро-
лиза. Определение производят при помощи
' специального прибора, состоящего из плати-
нового сетчатого электрода и пластинки из
А1 или Fe (чистые металлы). Размеры пла-
стинки: длина—120—150 мм, ширина 10—15мм
и толщина 1,5—2,0 мм. К сернокислому рас-
твору объёмом 200 мл, содержащему 3 —4 мл
концентрированной H2SO4, прибавляют 1 г
сернокислого гидразина и нагревают до 60—
70°. В раствор погружают прибор (платиновый
электрод должен быть предварительно взве-
шен). Электролиз продолжают 30 мин. при ука-
занной температуре, после чего проверяют на
полноту выделения Си обычным путём. В при-
сутствии W, Мо или V перед электролизом
прибавляют к раствору 1 г щавелевой кислоты.
Колориметрический метод при-
меняется при содержании Си менее 0,1%.
Осадок СиО растворяют в HNO3, медленно
вливают в избыток NH4OH, разбавляют водой
до 25—30 мл и сравнивают интенсивность
голубой окраски с окраской стандартного
раствора [0,5 г чистой металлической Си рас-
творяют в 20 мл HNO3 A:1) и разбавляют
водой до 1000 мл; 1 мл = 0,00025 г Си] в
колориметре Дюбоска, или в трубках Эггерца,
или по методу колориметрического титро-
вания.
Определение титана [20, 21, 13]. Титан
находится в стали (чугуне) в виде твёрдого
раствора в феррите, а также образует нитриды
и очень неустойчивый карбид. Ввиду незна-
чительного содержания Ti определение про-
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
105
изводят колориметрическим методом, ис-
пользуя реакцию с Н2О2 (Веллер) — образо-
вание надтитановой кислоты (H4Ti05) *, обла-
дающей характерной янтарно-жёлтой, до оран-
жевой, окраской. Определению мешают эле-
менты, образующие окрашенные ионы (Cr, Ni,
Си), в том числе от действия Н2О2 (V и Мо).
Оба последних элемента по ходу анализа
оказываются вместе с Ti и поэтому должны
быть предварительно отделены. Для этой цели
применяют: а) осаждение едкими щелочами;
Ti вместе с Fe оказываются в осадке, V
и Мо — в растворе; б) осаждение купфер-
роном; в осадке Ti (Zr, Nb, V) вместе с желе-
зом, все остальные элементы — в растворе;
в) сплавление с Na2CO3; Ti оказывается в
осадке, V — в растворе; г) осаждение Ti (и Fe )
аммиаком после окисления хрома [CrVI].
Колориметрический метод реко-
мендован ГОСТ 2604-44 в качестве контроль-
ного (арбитражного).
а) Метод „нерастворимого" остатка —
при содержании Ti до 0,1°/п. Осадок после
растворения стружек в НО, состоящий из
карбидов и других соединений, содержит, как
полагают, весь Ti; его отфильтровывают, про-
каливают и обработкой HF и H2SO4 освобо-
ждают от SiO2. Остаток сплавляют с Na2CO3,
выщелачивают горячей водой и отфильтровы-
вают. Промытый осадок Ti и Fe (V, Мо — филь-
трате) прокаливают и сплавляют с K2S2O7,
выщелачивают разбавленной Н2 SO4 A :9). при-
бавляют по каплям Н3РО4 до обесцвечивания
окраски от Fe111, после чего прибавляют 3%-
ный раствор Н2О2 (без избытка) и сравнивают
возникшую окраску с окраской стандартного
раствора Ti [0,1668 г TiO2 сплавляют с KgS2O7
и выщелачивают H2SO4A :9)]. Сравнение интен-
сивности окрасок производят: в колориметре
Дюбоска.в градуированных цилиндрах Эггерца
и др. или в фотоколориметре.
б) Купферроновый метод — при содержа-
нии Ti выше 0,1%; после растворения стружек
в НС1 A:1) разбавляют раствор и, охладив до
возможно низкой температуры, осаждают титан
(светложёлтый осадок) холодным 6%-ным рас-
твором купферрона до начал а выпадения красно-
бурого осадка соединения купферрона с Fe.
После 40 — 45 мин. отстаивания осадок от-
фильтровывают, промывают 3%-ной НС1, про-
каливают, сплавляют и производят колориме-
трирование, как описано выше.
в) Электролитический метод с примене-
нием ртутного катода. Раствор Ti, свобод-
ный от хлоридов и нитратов, содержащий 2 мл
концентрированной H2SO4 на каждые 100 мл
исследуемого раствора, переносят в специаль-
ный сосуд для электролиза с ртутным катодом
(например сосуд Кёна), подвергают электро-
лизу при 6—8 в и 3—3,5 а.
После прекращения реакции на Fe [ка-
пельная проба cK3Fe(CN)g] раствор, не вы-
ключая тока, сифонируют в стакан ёмкостью
400 мл. Охладив до возможно низкой темпера-
туры, осаждают Ti (V, Al, Zr. Nb и др.) 6%-ным
раствором купферрона (см. выше), отфильтро-
вывают и прокаливают. При отсутствии V, Al
и Zr осадок взвешивают непосредственно
в виде TiO9 (фактор пересчёта TiO2 на Ti
равен 0,5995) или колориметрируют; в при-
сутствии V прокалённый осадок сплавляют
с Na2CO3, выщелачивают водой и отфильтро-
вывают. Осадок сплавляют с K2S2O7 и после
выщелачивания H2SO4 A ;9) повторяют оса-
ждение купферроном *. Окончание анализа —
колориметрическое.
Определение алюминия [21]. Алюминий
обычно вводят в расплавленную сталь в каче-
стве раскислителя, но иногда и как легирую-
щий элемент. Алюминий находится в стали
в виде твёрдого раствора, частично в виде
окиси (А12Оа) или нитрида (A1N).
Алюминий входит в состав некоторых жаро-
упорных сталей. В ряде сплавов высокооми-
ческого сопротивления содержание А1 до-
ходит до 7%.
Метод электролиза с ртутным
катодом применяется для особо точных
(контрольных) анализов. 2%-ный сернокислый
раствор подвергают электролизу (см. „Опре-
деление титана"); весь А1, а также Ti, V, Zr, P
и т. п. остаются в растворе.
а) А1 осаждают при помощи о-оксихино-
лина — „оксина".
б) Предварительно осаждают Ti, V и Zr
купферроном (см. определение титана); филь-
трат используют для осаждения А1 воксином".
Осаждение производят в весьма слабо-
сернокислом растворе, содержащем 5—10 г
CHaCOONa, раствором „оксина" C г в 100 мл
2/V'CH3COOH).
Весовой метод. Осадок оксихинолята
алюминия A1(C9H6NOK высушивают при
120—140° и взвешивают. Фактор пересчёта
Al (C9H6ONK на А1 равен 0,0584. Осадок можно
прокалить при 1100—1150° и взвесить в виде
А12О3;фактор пересчёта А12О3 на А1 равен 0,5291.
Объёмный метод — титруют оксихи-
нолят А1 раствором бромид-бромата.
Щёлочи ый метод применяется для
ускоренных анализов. Слабокислый раствор
вливают постепенно в 50 мл 20>/о-ного рас-
твора NaOH, кипятят 15—20 мин. и переносят
в мерную колбу, отфильтровывают аликвот-
ную часть, осаждают оксином и заканчивают
по-предыдущему весовым или объёмным
методом.
Определение азота [13,21,4]. Азот в стали
содержится преимущественно в связанном со-
стоянии, т. е. в форме нитридов, может при-
сутствовать в виде твёрдого раствора в железе,
а также в свободном виде в порах, газовых
пузырях и т. п.
Связанный (нитридный) азот** определяется
следующим путём.
Навеску 1—5 г растворяют в специальной
колбе с предохранительной насадкой (для удер-
жания NH3) в разбавленной НС1 или H2SO4.
Освобождающийся при разложении нитридов
азот образует с одновременно выделяющимся
водородом аммиак,который связывается избыт-
ком кислоты в соответствующую аммониевую
соль. Наряду с этой реакцией возможен гидро-
лиз нитридов (A1N), в результате которого также
* Иногда окрашенному соединению приписывается
формула TiO3 (SO4J.
* Возможно также колориметрирование Ti без отде-
ления V: к раствору, содержащему оба элемента, при-
бавляют 3%-ный раствор Н2О2, а затем раствор FeSO«
до исчезновения окраски надванадиевой кислоты (окраска
надтитановой кислоты при этом сохраняется).
** Другие формы азота могут быть определены мето-
дом горячей экстракции.
106
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. И
образуются аммониевые соли. При действии
на полученный раствор избытка едкой щёлочи
выделяется аммиак, который отгоняется в
специальных приборах и поглощается отмерен-
ным объёмом титрованного раствора 0,01 N
кислоты. Для полного выделения аммиака от-
гоняют не менее 150 мл раствора. Избыток
кислоты оттитрозывают 0,01 N раствором ед-
кой щелочи в присутствии ализаринсульфо-
ната Na, метилрота или метилоранжа (в каче-
стве индикатора).
Примечания. 1. Для определения азота поль-
зуются свеженасверлённой стружкой средней величины
(без мелочи).
2. При определении азота в азотированном слое
пробу берут фрезерованием или строганием, сообразуясь
с данными металлографической лаборатории о глубине
азотированного слоя.
Навеску (см. примечания 1 и 2) в количе-
стве 5—10 г растворяют *: углеродистую сталь
или чугун — в H2SO4 A:4); при высоком
содержании Si прибавляют немного HF; вы-
сокохромистую и хромоникелевую сталь — в
НС1 A :1); если необходимо, также приба-
вляют немного HF. Нерастворимый остаток
(карбиды и др.) нередко содержит также
труднорастворимые нитриды, которые, как
полагают, более или менее полно разлагаются
с образованием аммиака при последующем
кипячении раствора с щёлочью (в процессе
отгонки аммиака). При выполнении контроль-
ных (особо точных) анализов этот осадок от-
фильтровывают, прокаливают при возможно
низкой температуре (порядка 200—250°) и
сплавляют с K2S2O7 в присутствии нескольких
миллилитров концентрированной H2SO4**[24J.
Сплав растворяют в воде и присоединяют рас-
твор к основной его части.
Кислый раствор переносят в прибор для
отгонки, приливают избыток щёлочи и произ-
водят дестилляцию. как указано выше.
Определение циркония [21]. Для опреде-
ления Zr применяются два способа, из которых
наиболее точным является метод с фенилар-
соновой кислотой, пригодный для контроль-
ных анализов в отсутствии Ti; второй — фос-
фатный — метод ограничен случаями, когда
содержание Zr не менее 0,05%, но может
быть применён в присутствии Ti.
Метод с ф е н и л а р с о н ов о й ки-
слотой. Осаждение производится в соляно-
кислом растворе после выделения кремневой
и вольфрамовой кислот. К нагретому до 70—80°
раствору объёмом 150—160 мл, содержащему
10% НС1 (по объёму), прибавляют 2—3 г лимон-
ной кислоты, а затем осаждают Zr 30 мл на-
сыщенного раствора фениларсоновой кислоты,
после чего дают стоять около часа при 70—
80°. Осадок отфильтровывают, промывают
4%-ньш раствором NH4NO3 и прокаливают
(тяга!). Фактор пересчёта ZrO2 на Zr равен 0,7403.
Фосфатный метод. Осаждение Zr фос-
форнокислым аммонием (натром) производится
после выделения кремневой и вольфрамовой
кислот в солянокислом растворе объёмом
50--60 мл, содержащем 4—5% по объёму НС1
(в присутствии Ti осаждение ведут в слабо-
сернокислом растворе, содержащем 5—10 мл
30%-ной Н2О2). Раствор нагревают до 80° и оса-
ждают Zr 25 мл 20%-ного раствора Na2HPO4,
перемешивают около 5 мин., после чего оста-
вляют стоять 3 —5 час. (лучше на ночь) в тёп-
лом месте. К раствору прибавляют немного ма-
церированной фильтровальной бумаги, отфиль-
тровывают и промывают, сначала слабым B—
3%) раствором соляной кислоты, а затем
5%-ным раствором азотнокислого аммония.
Осадок прокаливают и взвешивают. Фактор
пересчёта ZrP2O7 на Zr равен 0,3440.
Определение ниобия [21J. Ниобий и обычно
сопутствующий ему тантал находятся в стали
в форме карбидов, а также частично в виде
твёрдого раствора в феррите.
Для определения ниобия (тантала) обычно
применяют один из нижеописанных способов,
из которых метод с хлорной кислотой исполь-
зуют для маркировочных или ускоренных ана-
лизов, а метод с применением фениларсоновой
кислоты — для контрольных (арбитражных).
Тантал в обоих случаях определяют совместно
с ниобием.
Хлорнокислый метод. 1—1г (при со-
держании Nb до 0,05% — 4—5 г) стали раство-
ряют в концентрированной НС1 и по окончании
растворения производят окисление концентри-
рованной HNO3- Окисленный раствор кипятят
до удаления окислов азота, после чего приба-
вляют 25—30 мл 35%-ной НСЮ4 и выпаривают
до появления густых паров НСЮ4. которым
дают выделяться около 10 мин. После охлажде-
ния приливают горячей воды и нагревают до
растворения солей. Осадок земельных (ниобие-
вой и танталовой) кислот и кремнекислоты от-
фильтровывают на плотный фильтр, содер-
жащий мацерированную бумагу, и промывают
горячей водой, содержащей 10% НО, а под
конец — одной водой. Осадок прокаливают в
платиновом тигле при 1050—11ии°; обработкой
HF и H2SO4, освобождают от SiO2 и взвеши-
вают. Фактор пересчёта Nb2O5 на Nb равен
0,6990. Вольфрам оказывается в осадке вместе
с земельными и кремневой кислотами. Обработ-
кой горячим 12,5%-ным аммиаком осадок осво-
бождают от вольфрамовой кислоты и вновь
прокаливают, как описано выше* [21].
Фениларсоновый метод. Растворе-
ние и разрушение карбидов производят, как при
хлорнокислом методе. Если осадок оказывается
окрашенным в жёлтый цвет от вольфрамовой
кислоты, его отфильтровывают и обрабатывают
горячим разбавленным аммиаком. Остаток (не-
растворённая часть Nb и Та) прокаливают в
платиновом тигле, сплавляют с Na2CO3 и,
после выщелачивания в 10%-ной НС1, присо-
единяют к основному раствору.
К охлаждённому раствору приливают 10 мл
20%-ной лимонной кислоты и 150 мл 10%-ной
НС1, нагревают до 80° и осаждают Nb (Та)
30 мл насыщенного (около 3—4%) водного рас-
твора фениларсоновой кислоты. Осадок от-
фильтровывают через плотный фильтр с маце-
рированной бумагой, промывают 4%-ным рас-
• Вся работа должна производиться в помещении,
где не ведут никаких работ с NH4OH или HNO3.
** Вместо сплавления с K3SaO7 Джонсон рекомендует
отфильтровать осадок нитридов и разложить его нагре-
ванием с НС1О« и H3SO4.
Особый метод разложения нерастворимых нитридов
см. [4].
* Аммиачный раствор может быть использован дл«
определения вольфрама, для чего помещают этот
раствор во взвешенную платиновую чашку, выпари-
вают к слегка прокаливают для 'разложения аммоние-
вой соли.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
107
твором NH4NO3 до удаления хлоридов (проба
с раствором AgNO3), прокаливают, обрабаты-
вают HF и HSSO4, прокаливают снова и взве-
шивают в виде Nb2O5 (Ta2O5).
Определение бора [30]. Бор вводится в
сталь в виде ничтожно малых „гомеопатических"
добавок@,001— 0,003й/0). Определение бора про-
изводится колориметрическим методом с реак-
тивом „хинализарин* A, 2, 5—8-тетраоксиан-
трахиноном) [23]. Колориметрирование произ-
водится в концентрированной серной кислоте:
а) после отделения бора (борной кислоты) от
остальных компонентов стали методом отгонки
в виде метилбората; б) осаждением указанных
компонентов стали на ртутном катоде или
в) непосредственно в присутствии всех соста-
вляющих стали.
I 'аиболее простой метод — колориметриро-
вание поп. „в" — сводится к следующему [30].
Навеску 1 г помещают в небольшую колбу,
снабжённую водяным или воздушным холо-
дильником, и растворяют в 8 мл H2SO4 A : 4),
по окончании растворения содержимое колбы
охлаждают и осадок карбидов и прочее отфиль-
тровывают через плотный фильтр диаметром
7 см. Фильтрат, который должен иметь объём
9 мл, собирают в специальный сосуд для срав-
нения окрасок и сохраняют. Осадок промывают
сначала H2SO4 A : 2), а затем водой до исчезно-
вения кислой реакции в промывных водах.
Промывные воды выливают. Осадок карбидов
и прочее покрывают (посыпают) 0,5 г Na2CO3,
осторожно сжигают бумагу фильтра при воз-
можно низкой температуре, после чего содер-
жимое тигля сплавляют в течение 15 — 20 мин.
После охлаждения прибавляют 5 мл воды, а
затем по каплям H2SO4 A:1), пока раствор
станет слегка кислым (избыток более 4—5 ка-
пель недопустим), переносят раствор в другой
сосуд для сравнения окрасок. Тигель два раза
обмывают водой, применяя каждый раз по 1 мл.
К раствору прибавляют 0,02 г Na2SO3 (для
разрушения окисляющих соединений мар-
ганца), охлаждают, разбавляют до 10 мл
и тщательно перемешивают.
Из сосудов [содержащего растворимые и
отдельно содержащего нерастворимые в H2SO4
A:4) соединения бора] пипетируют в сухие
сосуды для сравнения окрасок по 2 мл рас-
твора. В каждый сосуд медленно, небольшими
порциями, приливают по 20 мл 98,5% H2SO4
(к 1200 мл бесцветной 95,5%-ной H2SO4, уд. в.
1,84, прибавляют 600 мл дымящей серной кис-
лоты) и после охлаждения приливают при по-
мощи пипетки по 1 мг раствора хинализарина
@,01 г его растворяют в 100 мл концентриро-
ванной H2SO4, состоящей из 1 ч. воды и 9 ч ды-
мящей 98,5°/0-ной Н28О4). Окраски сравнивают
через 15 мин. с одновременно приготовленной
из борной кислоты шкалой стандартов B,8578 г
Н3ВО3 растворяют в Ю0() мл еоды; 20 мл
этого раствора разбавляют до 1000 мл; 100 мл
второго раствора разбавляют до 1000 мл и
получают раствор, содержащий 0,001 мг
в 1 мл). Шкалу готовят в соответствии
с предполагаемым содержанием бора.
Определение свинца. Свинец вводится
в сталь для улучшения её обрабатывае-
мости в количестве 0,1—0,5%. Он находится
в стали исключительно в свободном состоя-
нии (в виде отдельных мелкораздробленных
включений).
Для определения свинца предварительно
производится его отделение, чго может быть
осуществлено следующими путями: а) осажде-
нием сероводородом; б) отделением железа
экстракцией эфиром и в) осаждением в виде
PbSO4. Первый и последний методы получили
наибольшее распространение. Кнавеске5—Юг
приливают 40 мл воды и осторожно 20 мл кон-
центрированной H2SO4. Нагревают до растворе-
ния и выпаривают до паров SO3. Осторожно
приливают 200 мл воды и кипятят до раство-
рения солей железа. Охлаждают, приливают
50 мл этилового спирта (можно применять
также метиловый спирт) для уменьшения рас-
творимости осадка PbSO4 и оставляют стоять
на 2 часа. Осадок PbSO4 отфильтровывают
через плотный фильтр, содержащий бумажную
пульпу, и промывают 5%-ной H2SO4, содер-
жащей 10% спирта. Сернокислый свинец рас-
творяют на фильтре в горячем растворе
ацетата аммония A объём ледяной уксусной
кислоты разбавляют 2 объёмами воды, ней-
трализуют аммиаком, подкисляют уксусной
кислотой и, наконец, разбавляют равным объ-
ёмом воды). Растворение производят на филь-
тре трёхкратным прибавлением указанного
раствора CH3COONH4, давая каждый раз
жидкости полностью стечь. После этого не-
сколько раз промывают фильтр горячей во-
дой. Раствор делают щелочным прибавлением
5 мл NH4OH, нагревают до кипения и оса-
ждают свинец 20 мл 5%-ного раствора молиб-
дата аммония, прибавляемого по каплям. Оса-
док отфильтровывают, промывают горячей
водой, сушат, прокаливают при температуре
не выше 650° и взвешивают. Фактор пересчёта
РЬМоО4 на РЬ равен 0,5644.
Примечания. 1. Ввиду того что свинец в свин-
цовистых сталях подвержен сегрегации, необходимо
отбирать пробу по всему сечению образца.
2. Метод не может быть рекомендован для анализа
высокохромистых сталей.
Определение селена [26]. Селен, так
же как и свинец, вводят в сталь для улуч-
шения обрабатываемости в количестве 0,10—
о,зо<у0.
Для определения селена наиболее распро-
странённым является метод выделения селена
в виде элементарного при помощи газообраз-
ной двуокиси серы или водного раствора сер-
нистой кислоты.
1-й вариант. Навеску 5—10 г растворяют
в 60 мл смеси концентрированной НС1 и HNO3
и выпаривают на водяной бане досуха, не допу-
ская пересыхания. Приливают 10 мл НС1 A :1),
20 мл воды и очень слабо нагревают на водяной
бане до растворения солей. Отфильтровывают
и промывают разбавленной НС1, а затем водой
до освобождения от хлоридов. Фильтр с осад-
ком отбрасывают, а раствор разбавляют до
150 мл и прибавляют концентрированную НС1
с тем расчётом, чтобы раствор содержал
около 70% последней. Пропускают ток газо-
образного SO2, время от времени перемеши-
вая раствор для ускорения грануляции осадка
селена. После полного осаждения селена дают
стоять около 1 часа, после чего фильтруют
через тигель Гуча с асбестом *, предвари-
тельно прокалённым при 700° (или выше).
* Очищенный и прокалённый асбест амфиболовой раз-
новидности.
108
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Осадок элементарного селена промывают раз-
бавленной НС1, а затем тёплой водой до
освобождения осадка от кислоты. Под конец
осадок промывают три раза спиртом и один раз
эфиром. Тигель с осадком высушивают при
85—95° и взвешивают. Привес считают за „не-
чистый селен". Тигель с осадком прокаливают
до полного улетучивания Se F90°), охлаждают
и взвешивают. Разность представляет собой
элементарный селен.
2-й вариант. После растворения навески
приливают 75—80 мл НС1О4 C0%) и быстро
выпаривают до выделения кристаллов хромо-
вой кислоты или начала испарения НС1О4. По
охлаждении разбавляют водой и перемеши-
вают до растворения солей. Осадок кремне-
кислоты отфильтровывают на плотный фильтр
и приливают разбавленной НС1 и воды, пока
объём фильтрата достигнет 150 мл. Приба-
вляют концентрированной НС1 из расчёта 70%
(по объёму), затем приливают 30 ил свежепри-
готовленной H2SO3 и выдерживают при 65°
в течение 3 час. Далее поступают так же, как
в первом варианте.
Определение олова [26]. Для определения
олова могут быть применены два метода: ве-
совой и объёмный — иодометрический.
Весовой метод — весьма точный, при-
годный для анализа углеродистых сталей как
свободных от меди, так и содержащих медь,
а также для легированных сталей.
Навеску 5 г растворяют в 100 мл НС1
A :1); для ускорения реакции раствор слегка
подогревают *. После окончания растворения
прибавляют 5 г КС1О3 и умеренно нагревают
до исчезновения запаха хлора. К раствору
прибавляют 50 мл воды и выдерживают его
при 100° около 30 мин., фильтруют и промы-
вают остаток горячей водой. Фильтрат разба-
вляют до 400 мл и пропускают ток H2S в те-
чение 1 часа. Оставляют на ночь для лучшего •
выделения осадка На другой день отфильтро-
вывают и промывают (для освобождения от
железа) водой с H2S, содержащей 1% НС1.
Фильтр с осадком сульфида олова (а также
сульфидов Си, РЬ и др.) осторожно озоляют
(при возможно низкой температуре), после чего
осадок переносят в стакан и обрабатывают
смесью концентрированной НС1 иНЫО3A:1)
в течение 1 часа. Содержимое стакана разбавля-
ют водой, фильтруют и тщательно промывают
горячей водой. Фильтр с осадком переносят во
взвешенный платиновый тигель, прокаливают
при низкой температуре, обрабатывают HF и
H2SO4, прокаливают при 850—900° и взвеши-
вают. Фактор пересчёта SnO2Ha Sn равен 0,7877.
Объёмный метод применяется для
ускоренных анализов; 10 г стали (можно ис-
пользовать раствор после определения S по
Шульте) растворяют в 100 мл НС1 A:1) при
нагревании (не выше 105°). Как только рас-
творение закончится, быстро охлаждают рас-
твор до комнатной температуры. При содер-
жании олова ниже 0,1% приливают 5 мл, а
при содержании выше 0,1% ~ Ю мл 0,Ш
(приблизительно) раствора иода га калия C,57 г
KJO3 и 20 г Kj в 1 л воды). Спустя 5 мин.
вносят около 2,5 г металлического А] в виде
гранул. После растворения всего А1 нагревают
раствор до кипения и очень осторожно кипя-
* В этой стадии, а также и в последующих нагрева-
ние свыше 100° недопустимо.
тят 20 мин. Быстро охлаждают, приливают
10 мл 10%-ного раствора KJ, 5 мл раствора
крахмала и титруют до конечной точки рас-
твором иодид-иодата калия @,357 г KJO3 и
2 г KJ растворяют в 200 мл воды, приба-
вляют 0,4 г КОН и разбавляют до 1000 мл.
Титр устанавливают в тех же условиях по
раствору олова с известным его содержанием).
Одновременно с определением проводят хо-
лостой опыт для нахождения „поправки".
КОЛИЧЕСТВЕННЫЙ АНАЛИЗ ЦВЕТНЫХ
МЕТАЛЛОВ
Анализ бронзы
Анализ бронзы различных марок связан
с определением следующих элементов: Sn, Си,
Pb, Fe, Nl, Al, Mn, Zn, As, Sb, Si, P.
Определение олова. Весовой метод.
При растворении бронзы в концентрированной
HNO3 большая часть Sn выпадает в виде осадка
метаоловянной кислоты H2Sn03, при этом
часть её оказывается в коллоидном растворе;
чтобы сделать выделение более полным, приме-
няется кипячение с NH4NO3*, а для особо точ-
ных определений — выпаривание раствора до-
суха. Осадок H2SnO3 отфильтровывают, прока-
ливают и взвешивают. Фактор пересчёта
SnO2 на Sn равен 0.7877. Получаемые осадки ни-
когда не бывают вполне чистыми; обычными
загрязнениями являются: Fe2O3, Sb2O3, P3O5f
PbO, CuO и т. п. Очистку осадка можно про-
изводить двумя способами.
1. Прокалённый и взвешенный осадок SnO2
сплавляют с 6-кратным количеством смеси
Na2CO3 и S A :1). Сплав выщелачивают во-
дой, Sn (Sb и As) оказывается в растворе
в виде сульфосолей, а примеси — в виде осадка
сульфидов. Осадок примесей отфильтровы-
вают, прокаливают и взвешивают; разность
от вычитания найденного веса из первого веса
осадка считают за SnO2. Более точным является
выделение сернистого олова из раствора суль-
фосолей и непосредственное его взвешивание
после прокаливания в виде SnO2**.
2. Осадок загрязнённого SnO2 сплавляют
с 4 ч. Na2O2 в никелевом (железном) тигле.
Сплав выщелачивают водой, подкисляют НС1,
кипятят до удаления С12 и определяют Sn объ-
ёмным методом (см. ниже).
Объёмный метод. Навеску сплава
растворяют в „царской водке", к раствору при-
бавляют небольшие количества солей Fe111,
NH4CI и приливают аммиак до синего окра-
шивания раствора (аммиачный комплекс Си").
Всё олово увлекается осадком гидроокиси Fe111;
осадок переосаждают. После растворения в
НС1 A :1) олово восстанавливают (SnIV —> Sn11)
в атмосфере СО3 в колбе, снабжённой насадкой
Контат-Гёккеля, при помощи спирально свёр-
нутой полоски Pb (Ni или Fe) в специальном
приборе [7] при кипячении в течение 1 -1,5 ча-
са. После охлаждения до 15—20° (в токе СО2)
раствор титруют 0,Ш раствором J2 в при-
* Необходимо иметь в виду, что в присутствии
в бронзе более 0,25% Fe выделение Нз'-'пОз неполно.
** При особо точных анализах вносят поправки
на содержание Р и SbaO3, определённые из других на-
весок.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
109
сутствии крахмала до появления синего окра-
шивания. В присутствии РЬ раствор в цар-
ской водке почти нейтрализуют Na3CO3 и оса-
ждают свинец при помощи H2SO4 A :5), после
чего осаждают Sn совместно с гидроокисью
Fe111 и продолжают далее, как указано выше.
Метод рекомендован ГОСТ 1987-43.
Определение меди. Весовые методы.
Используется раствор после выделения Sn
(см. выше).
Электролитический метод. Оса-
ждение производят из азотнокислого, серно-
азотнокислого или аммиачного растворов. Луч-
шим является осаждение из серно-азотнокис-
лого раствора. После растворения в HNO3 A :1)
прибавляют NH4NO8, кипятят и отфильтровы-
вают H2Sn03 *. Электролиз меди производят из
раствора объёмом 150 — 200 мл, содержащего
2—3 мл концентрированной HNO3 ** и 1 мл
H2SO4 A:2) на каждые 100 мл раствора. В при-
сутствии РЬ прибавление H2SO4 производят
после полного осаждения его на аноде. Оса-
ждение производят с механическим перемеши-
ванием электролита при силе тока 2йи напря-
жении 2,5 — 2 в. По ГОСТ 1987-43 осаждение
Си производят одновременно с РЬ, прибавляя
в этом случае H2SO4 только спустя 15—20 мин.
после начала электролиза.
Метод осаждения в виде CuS (при-
меняется при отсутствии установки для электро-
лиза). Навеску растворяют в царской водке
или НС1 с Вг2 и дважды выпаривают с НС1 для
выделения кремневой кислоты, которую от-
фильтровывают, а в нагретый до 60° фильтрат
пропускают H2S. Осадок сульфидов отфильтро-
вывают и обрабатывают раствором Na2S для
отделения Sn (Sb и As). Осадок CuS раство-
ряют в HNO3 A :2). выпаривают с H2SO4 A :3)
и повторяют осаждение Си сероводородом.
Если присутствует РЬ, его предварительно от-
деляют в виде сульфата. Осадок сульфида Си
прокаливают и взвешивают. Фактор пересчёта
СиО на Си равен 0,7989. Определение можно
закончить иодометрическим методом.
Определение свинца. Определению РЬ
должно предшествовать отделение Sn (Sb).
При особо точных анализах необходимо учи-
тывать содержание РЬ в осадке H2Sn03.
Метод осаждения в виде суль-
фата. К HNOg-раствору, освобождённому от
Sn(Sb), прибавляют H2SO4 и выпаривают до
выделения паров SO3. После разбавления водой
и прибавления (NH4J SO4 охлаждают раствор,
отфильтровывают осадок PbSO4, промывают
2%-ной H2SO4 и прокаливают. Лучшие ре-
зультаты получаются при взвешивании про-
мытого спиртом осадка в стеклянном тигле-
фильтре. Фактор пересчёта PbSO4 на РЬ равен
0,6833.
Электролитический метод. Оса-
ждение производится на аноде в НЬЮ3-раство-
ре, содержащем 5 мл концентрированной кис-
лоты в каждых 100 мл раствора. Взвешивается
в виде перекиси РЬО2 после высушивания при
180—200°. Фактор пересчёта (эмпирический)
РЬО2 на РЬ равен 0,865.
* При большом содержании Sn необходимо учи-
тывать количество Си, абсорбированное осадком
H3Sn03.
** В присутствии значительного количества РЬ вво-
дят 5 мл HNOa.
Если осаждение производилось на внутрен-
ней поверхности платиновой чашки (в качестве
анода), можно лёгким нагреванием превра-
тить РЬО2 в РЬО. Фактор пересчёта PbO на
РЬ равен 0,9283.
По ГОСТ 1987-43 осадок РЬО2 растворяют
в HNO3 в присутствии 3% Н2О2 и заканчи-
вают определение: а) осаждением бихрома-
том калия в виде хромата РЬ в уксусноки-
слом растворе после прибавления CH3COONa;
осадок отфильтровывают, высушивают при 100°
и взвешивают; фактор пересчёта РЬСгО4 на РЬ
равен 0,6411; б) осаждением в виде суль-
фата (см. выше).
Определение железа и алюминия. Опре-
деление Fe и А1 производится после отделе-
ния Sn (Sb), Си и РЬ, при этом пользуются
следующими приёмами.
а) При отсутствии Мп и Р осаждают Fe и
А1 аммиаком. В присутствии Zn осадок пе-
реосаждают. Гидроокиси переводят прокали-
ванием в Fe2O3 -f- A!2O3. Осадок сплавляют
с K2S2O7, выщелачивают НС1 и определяют Fe
иодометрическим методом. А1 определяют по
разности.
б) При отсутствии Мп и наличии Р в
растворе, после электролиза осаждают Fe и
А1 (Мп) небольшим избытком аммиака в при-
сутствии 3—5 г NH4CI. Осадок растворяют
в НС1 A:1), почти нейтрализуют Na2CO3 и
осаждают Fe и А1 при помощи CH3COONa
в виде основных уксуснокислых солей. Оса-
док в виде Fe2O3 -\- А12О3 прокаливают и взве-
шив.ают. Окончание определения — по преды-
дущему.
в) При наличии Мп и Р осаждают Fe и
А1 (Мп) небольшим избытком аммиака, а за-
тем переосаждают в виде основных уксусно-
кислых солей. Осадок растворяют в H2SO4
и выпаривают до удаления СН3СООН, рас-
творяют в воде и переливают в мерную колбу
ёмкостью 100 мл. В одной части раствора
определяют Fe иодометрическим методом, а в
другой — осаждают А1 в виде фосфата. Фактор
пересчёта А1РО4 на А1 равен 0,2212.
г) Для определения Fe и.А1 колориметри-
ческим способом сплав растворяют в царской
водке, приливают аммиак в небольшом из-
бытке, подкисляют H2SO4 и переливают в мер-
ную колбу ёмкостью 500 мл. Раствор насы-
щают HgS и после отстаивания отфильтровы-
вают аликвотную часть, в которой после уда-
ления H2S кипячением, осаждают Fe и А1 не-
большим избытком аммиака. Осадок раство-
ряют в НС1, переносят раствор в мерную
колбу и в аликвотных частях раствора опре-
деляют Fe и А1 колориметрическими методами:
Fe колориметрируют с роданидом в HCl-среде
или с сульфосалициловой кислотой в аммиач-
ной среде. А1 колориметрируют с ализари-
hom-S.
По ГОСТ 1987-43 определение А1 произво-
дят в растворе после отделения Sn, Си и РЬ.
Для этого производят осаждение аммиаком
в присутствии NH4C1. Осадок гидроокисей Fe
и А1 растворяют в H2SO4 и подвергают по-
лученный раствор электролизу с ртутным ка-
тодом при 4 а и 5—6 в. После отделения Мп
при помощи (NH4JS2O8 осаждают А1 о-окси-
хинолином и заканчивают определение весо-
вым методом. Фактор пересчёта А12О3 на А1
равен 0,5291.
по
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Для определения Fe ГОСТ 1987-43 реко-
мендует отделить РЬ в виде PbSO4, после чего
осадить аммиаком железо и алюминий в при-
сутствии NH4CI. Полученный осадок раство-
рить в На5О4 A:5) и далее определить же-
лезо (по Маргериту) титрованием 0,05 N рас-
твором КМпО4, после восстановления метал-
лическим цинком в колбе, снабжённой клапа-
ном Бунзена.
Определение никеля. Никель опреде-
ляют в растворе, свободном от Си, РЬ и Sn (Sb),
для чего их осаждают H2S в сернокислом или
солянокислом растворе или отделяют Sn и Sb
в азотнокислом растворе, а Си и РЬ — элек-
тролизом. Применяется осаждение диметилгли-
оксимом в присутствии винной или лимонной
кислоты и взвешивание в виде глиоксима-Ni
или в виде NiO. ГОСТ 1987-43 рекомендует
взвешивание в виде глиоксима-Ni. При от-
сутствии Zn можно применить электролитиче-
ский метод определения Ni после отделения
Fe и А1 аммиаком.
Определение марганца. Навеску бронзы
растворяют в HNO3 A:1); если выпадает
осадок H2Sn03, его отфильтровывают. К филь-
трату прибавляют смесь H2SO4 и Н3РО4 и
окисляют марганец до НМпО4 при помощи
(NH4JS2O8 в присутствии AgNO3. Марганцо-
вую кислоту титруют раствором арсенит-ни-
трита натрия. Титрование рекомендуется про-
изводить в присутствии „свидетеля" — рас-
твора такой же навески бронзы, не подвер-
гавшегося окислению (NH4JS2O8. Метод реко-
мендован ГОСТ 1987-43.
Определение цинка. Анализ производят
в растворе, из которого предварительно уда-
лены Си, РЬ и Sn (Sb) (см. выше).
Электролитический метод. Азотно-
кислый раствор концентрируют до объёма
70—80 мл, после чего приливают большой
избыток 20°/0-ного NaOH. Цинк осаждают на
омеднённом платиновом катоде при 3—5 а и 4 в.
Спустя 15—20 мин. электролиз заканчивают;
катод промывают спиртом, высушивают и
взвешивают.
Объёмный метод (при содержании
Zn выше 1%). Раствор после выделения меди
электролизом выпаривают с несколькими мил-
лилитрами H2SO4 до паров SO3, разбавляют
водой до 50 мл, нагревают до 70—80°, оса-
ждают Fe (A1) небольшим избытком аммиака
и затем переосаждают осадок. Объединённые
фильтраты концентрируют до 25 мл и под-
кисляют 20 мл 2N H2SO4. Раствор нагревают
до 60° и титруют раствором K^Fe (CNN
в присутствии дифениламина (внутренний ин-
дикатор) или азотнокислого уранила (внеш-
ний индикатор).
По ГОСТ 1987-43 цинк при содержании
его более 0,3% осаждают сероводородом из
муравьинокислого или уксуснокислого раствора
при 50—60°. Определение заканчивают электро-
лизом из аммиачной среды. При содержании
Zn до 3% его определяют весовым путём
в виде двойной соли цинк-ртуть-роданида. Фак-
тор пересчёта ZnHg(CNSL на Zn равен 0,1312.
Определение мышьяка. Мышьяк в бронзе
встречается обычно в виде „примеси", за исклю-
чением мышьяковистой бронзы, содержащей
1,&у0 As.
Объёмный метод. 5—10 г бронзы
растворяют в минимальном количестве HNO3
A:1), к раствору прибавляют немного FeCls
и осаждают содой или аммиаком; осадок гидро-
окиси Fe111 содержит весь As. Осадок рас-
творяют в НС1 и подвергают перегонке в при-
боре Ледебура (или аппарате другой конструк-
ции) в виде AsCJ3 в присутствии сернокислого
гидразина (или Си2С12) в качестве восстано-
вителя. Дестиллат собирают в сосуде с раство-
ром NaHCO3 и заканчивают определение иодо-
метрическим путём.
Колориметрический метод (по
Гутцейту). 5—50 г сплава растворяют в HNO3
и, прибавив FeCl3, осаждают аммиаком с
последующим переосаждением. Осадок гидро-
окиси Fe , содержащий весь мышьяк, раство-
ряют в НС1 и переносят в сосуд прибора [2].
Прибавляют 0,5 мл насыщенного раствора
SnCJ2, погружают спираль из А1-проволоки
и закрывают сосуд пробкой с трубочкой для
бумажной полоски, пропитанной Зи/о-ным рас-
твором HgCl2. Спустя 40 мин. бумажку вы-
нимают и сравнивают со шкалой стандартных
полосок.
ГОСТ 1987-43 рекомендует выделение As
при помощи гипофосфита Na из НС1-рас-
твора с иодометрическим окончанием опре-
деления.
Определение сурьмы. Сурьма является
одной из наиболее вредных примесей бронзы,
поэтому содержание её ограничивается весьма
малыми величинами.
К о л о р и м е т ричес к и й м етод (Блю-
менталя). Осаждение Sb (As) производят из
слабоазотнокислого раствора кипячением с
раствором MnSO4 и КМпО4 (вся Sb (As) ока-
зывается в осадке МпО3-хНаО). Осадок раство-
ряют в НС1 A:1) и осаждают сероводоро-
дом Sb (и другие металлы IV и V групп).
Осадок на фильтре обрабатывают горячим
F0е) 1о%-ным раствором NaOH, содержащим
немного Na2SO3. Фильтрат после подкисления
HaSO4 кипятят с (NH4JS?O8. Прозрачный рас-
твор охлаждают и колориметрируют в ци-
линдрах Генера с 1 мл 10%-ного раствора
пиридина и 5 мл 20^/п-ного раствора KJ в при-
сутствии H2SO3. Чтобы воспрепятствовать вы-
падению осадка, к раствору предварительно
прибавляют 1%-ный раствор гумми-арабика.
Окраску сравнивают с окраской типового рас-
твора сурьмы.
По другому варианту (Эвенса-Кларка) Sb
выделяют на свёрнутой в виде спирали мед-
ной фольге A50x20 мм). По окончании выде-
ления спираль для растворения сурьмы погру-
жают в узкий стаканчик с водой, прибавляют
1 г Na2O2 и кипятят около 10 мин. Раствор
выпаривают с H2SO4 и колориметрируют по
вышеуказанному.
ГОСТ 1987-43 рекомендует колориметриче-
ский метод, причём раствор гумми-арабика за-
меняется раствором желатины; раствор
H2SO3 — раствором Na2SO3 как более устой-
чивым.
Определение кремния. Кремний опреде-
ляют, растворяя навеску сплава в царской
водке с последующим двукратным выпарива-
нием раствора с НС1, после чего сухой оста-
ток растворяют в горячей воде, приливают
3—5 мл НС1 (уд. в. 1,19) и после растворения
солей отфильтровывают осадок кремнекислоты.
В дальнейшем поступают, как обычно.
ГЛ. II]
ХИМИЧЕСКИЙ АНАЛИЗ
111
Определение фосфора. Бронза содержит
обычно весьма незначительное количество
фосфора (следы), и только фосфористая бронза
содержит его до 1%.
5 г сплава растворяют в царской водке и
дважды выпаривают с концентрированной НС1.
Тяжёлые металлы осаждают H2S и отфильтро-
вывают; весь Р оказывается в фильтрате. После
выпаривания с HNO3 до сиропообразного со-
стояния к раствору прибавляют NH4NO3, оса-
ждают H,jPO4 раствором молибдата аммония и
заканчивают анализ весовым или объёмным
методом.
Согласно ГОСТ 1987-43 навеску сплава
растворяют в HNO3 и выпаривают с НС1. Для
удаления As дважды выпаривают с НВг и НС1
и осаждают фосфорную кислоту, как обычно.
Для окончания определения рекомендуется
объёмный метод.
Анализ латуни
В качестве примесей латунь может содер-
жать Sn, Pb, Fe, P, As, Sb и Bi, всего в сумме
от 0,2 до 1°/0.
Определение олова. Весовой ме-
тод — растворение в HNO3 A:1) и выделе-
ние H2SnO3 кипячением с NH4NO3 с последу-
ющим концентрированием раствора до поло-
вины первоначального объёма.
В присутствии Fe свыше 0,25—0,3% опре-
деление олова производят, как при анализе
бронзы.
Объёмный метод. Для определения
Sn при содержании его 1—1,5% пользуются
теми же приёмами, как и при анализе бронзы.
Определение меди. Определение меди
(одновременно и свинца) производят в растворе
после определения олова. Для этого устана-
вливают высокую кислотность (HNO3), необ-
ходимую для электролитического выделения
большей части свинца, а затем прибавляют
H2SO4 для лучшего выделения Си. Окончание
определения — см. „Анализ бронзы".
Экспрессный метод применяется
для определения Си A5 мин.). Навеску очень
мелких стружек растворяют в 5 мл HNO3
A:1), охлаждают, прибавляют 10 мл 10%-ного
раствора NaOH (избыток). Раствор подкисляют
6 мл 800/0-ной СН3СООН, прибавляют
1—1,5 г KJ и после перемешивания титруют
раствором Na2S2O3. В присутствии более 1%
Fe -f- Mn прибавляют 0,2—0,3 г Na2HPO4 (вы-
падение нерастворимых в СН3СООН фосфа-
тов Fe" и АГ").
Для экспрессного анализа (в течение 15 мин.)
может быть применено также электролитиче-
ское осаждение при плотности тока 13 а/см2.
Определение цинка. Содержание цинка
определяется или по разности (от 100%), или
осаждением его сероводородом, или электро-
литическим методом.
Сероводородный метод. Раствор
после электролитического осаждения Си и РЬ
(см. выше) выпаривают с H2SO4 до появле-
ния паров SO3 и, создав необходимую слабую
кислотность *, осаждают цинк сероводородом.
Определение заканчивают взвешиванием
в виде ZnO. Фактор пересчёта ZnO на Zn ра-
вен 0,8034. На точность определения влияет
высокое содержание Fe или Ni.
Электролитический метод. Рас-
твор после удаления из него электролизом
Си и РЬ выпаривают с H2SO4 (для удаления
HNO3), разбавляют водой, прибавляют избыток
20%-ного NaOH (свободного от СО2) и подвер-
гают электролизу при 3 — 5 а и 4 в. Осаждение
Zn ведётся на омеднённом платиновом элек-
троде (сетка Фишера и т. п.).
Определение железа. Содержание железа
в латуни колеблется в пределах 0,1—0,5%,
поэтому определение его лучше производить
колориметрическим методом. 1 г сплава раство-
ряют в HNO, A:1) и дважды осаждают Fe (A1)
аммиаком. Осадок гидроокисей растворяют в
НС1 и колориметрируют Fe111 роданидным ме-
тодом или методом с сульфосалициловой ки-
слотой в аммиачном растворе.
Определение фосфора, мышьяка и сурь-
мы— см. „Анализ бронзы".
Определение висмута. 20 г сплава раство-
ряют в HNO3A :1) и после нейтрализации боль-
шей части кислоты раствором NaOH осаждают
висмут раствором Na2CO3. После очистки по-
лученного осадка от Си, Fe, Sn, Sb As и РЬ
заканчивают определение колориметрическим
методом, сравнивая окраску, образуемую
Bi" с KJ, с окраской стандартного раствора
висмута.
Анализ алюминия и его сплавов
Методы анализа алюминиевых сплавов мало
отличаются от анализа алюминия и поэтому
приводятся ниже без разграничения.
Анализ алюминия для технических целей
ограничивается определением Si, Си и Fe, реже
определяют Zn, Mg, Sn и др.
Определение кремния. Небольшое количе-
ство кремния находится в алюминии в форме
силицидов, главным же образом — в виде сво-
бодного (графитовидного) кремния. Последняя
форма кремния при обработке сплава кисло-
тами не переходит в кремневую кислоту по-
добно силицидам, а остаётся без изменения,
поэтому необходима дополнительная его обра-
ботка, как указано ниже.
Метод сплавления. Навеску 1-3 г
(в зависимости от чистоты А1) растворяют в
смеси Отис-Ханди [1 ч. концентрированной
HNO3, 3 ч. концентрированной НС1 и 6 ч.
H2SO4 (уд. в. 1,18;] и выпаривают до появле-
ния паров SO3. Осадок отфильтровывают
и прокаливают (А12О3 -+- Si), а затем спла-
вляют с безводным Na2CO3, выщелачивают
разбавленной НС1, выпаривают досуха, отфиль-
тровывают HsSiO3 и заканчивают определение
обычным путём *.
Метод обработки HF. Прокалённый
и взвешенный осадок (SiO2 + Si) обрабатывают
HF и H2SO4, как обычно. При этом улетучи-
вается SiO2, в то время как кремний (элементар-
ный, графитовидный) остаётся без изменения.
Затем взвешивают разность (уменьшение)
* Осаждение лучше всего проискодит в муравьино-
кнслой среде, но можно получить хорошо фильтрую-
щийся осадок и в уксуснокислом или очень слабом со-
лянокислом растворе. •
* Если найденное содержание кремния не превышает
установленной нормы, очистку осадка SiOa при обычных
анализах не производят.
112
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
веса соответствует SiO2. Умножив на фак-
тор пересчёта 0,4672, находят Si. Остаток
обрабатывают HF и HNO3, выпаривают, про-
каливают и взвешивают. Разность (умень-
шение) веса определяет содержание Si (без
умножения на фактор). Сумма обоих резуль-
татов представляет общее количество кремния
в навеске.
Щёлочи ый метод. Растворяют на-
веску A—3 г) в никелевом (железном или се-
ребряном) тигле в 10—12%-ном растворе
NaOH*. Содержимое тигля переносят в фар-
форовую чашку, тут же нейтрализуют 60%-ной
H2SO4 и вводят избыток последней — 20 мл,
прибавляют немного HNO3 (для растворения
Си) и НС1 (для растворения Fe), выпаривают
раствор до обильного выделения паров
SO3 **. Определение заканчивают обычным
путём.
Определение меди. Определение меди мо-
жет быть произведено электролитическим пу-
тём, после растворения в HNO3 и H2SO4, или
в растворе NaOH. В последнем случае осадок,
содержащий Си, Fe, Mg и др. ***, отфильтро-
вывают, растворяют в HNO3 и подвергают
электролизу обычным путём. Одновременно
определяется РЬ. Очень малое содержание Си
можно с успехом определить колориметриче-
ским путём в виде аммиачного комплекса,
после растворения навески в 10—12<>/0-ном рас-
творе NaOH, растворения полученного при
этом осадка (Си -J- Fe) в HNO3 и отделе-
ния Fe в виде гидроокиси (см. ,Анализ чёрных
металлов").
Определение железа. Железо можно
определить из раствора после отделения меди
электролизом. К раствору прибавляют несколь-
ко капель Н2О2 для окисления железа и оса-
ждают его раствором чистой щёлочи или ам-
миака. Если осадок гидроокиси Fe111 велик,
его растворяют и заканчивают определение
титрованием: иодометрическим, перманганоме-
трическим или бихроматным методами.
Малые количества Fe лучше определять
колориметрическим методом с применением
роданида или сульфосалициловой кислоты в
аммиачной среде.
Определение цинка. Для определения
цинка удобно использовать щёлочный раствор
от непосредственного растворения навески в
10—12%-ном растворе NaOH или, если раство-
рение навески производилось в кислоте, после
отделения меди электролизом и прибавления
к полученному раствору избытка 15%-ного
раствора NaOH. Из щелочного раствора цинк
можно выделить:
а) прибавлением раствора Na2S, причём
образуется осадок ZnS (а также сульфидов
других металлов, если они не были отде-
лены); далее цинк можно переосадить из му-
равьинокислого или уксуснокислого раствора
также в виде сульфида и после прокаливания
взвесить в виде ZnO (см. также „Анализ
бронзы");
* Необходимо проверять NaOH на содержание Si.
** Весьма полезно бросить в чашку ljt часть без-
зольного фильтра (9 см), образующийся при выпарива-
нии уголь сильно ускоряет фильтрование и промывку
осадка.
*** Часть меди при этом переходит в раствор, для
предупреждения этого прибавляют несколько капель
Na,S или HjO,.
б) электролитическим путём (см. „Ана-
лиз бронзы").
Определение марганца. Марганец опреде-
ляют персульфатным методом (с AgNO3 в ка-
честве катализатора) после растворения навески
сплава в HNO3 и H2SO4 с объёмным оконча-
нием или колориметрируют полученный окра-
шенный раствор НМпО4 в серно-фосфорноки-
слом растворе.
Определение магния. Магний определяют
(после двукратного отделения железа осажде-
нием аммиаком в виде гидроокиси) фосфатным
способом. Фактор пересчёта Mg2P2O7 на Mg ра-
вен 0,2185.
Магний можно определить также осажде-
нием его о-оксихинолином с весовым или объ-
ёмным (броматометрическим) окончанием.
Определение никеля. Никель осаждают ди-
метилглиоксимом непосредственно после элек-
тролитического отделения Си и РЬ обычным
путём или в растворе — после осаждения Mg
в виде фосфата (в общем ходе анализа).
Никель можно также определить электро-
литическим методом, используя раствор после
выделения (электролизом) меди.
Ускоренный анализ алюминиевого спла-
ва на содержание Си, Fe и Zn. 1—3 г сплава
(в зависимости от его чистоты) осторожно
разлагают в никелевом тигле 10—12%-ным рас-
твором NaOH. Разбавив водой, отфильтровы-
вают осадок, заключающий в себе Си, Fe и др.
Фильтрат, содержащий весь Zn, сохраняют.
Осадок растворяют на фильтре в HNO3 A:1)
и выделяют Си электролизом. В фильтрате
определяют Fe по одному из описанных мето-
дов. Zn осаждают электролизом на омеднён-
ном катоде [для этого удобно использовать
электрод с осадком Си (см. выше — определе-
ние Си)].
Анализ металлического магния
и его сплавов
Электролитический магний содержит 99,5 —
99,9% Mg, остальное составляют примеси, глав-
ным образом Si, Fe, A1, Си и Zn; их обычно
и определяют.
Определение кремния. Силицид магния
(Mg2Si) при обработке кислотами (НС1 и H2SO4)
образует преимущественно гидриды (силаны)
SiH4, Si2H6 и т. д., которые легко улетучи-
ваются. Чтобы избежать потерь кремния, рас-
творение производят в концентрированной
HNO3 с особыми предосторожностями *.
Навеску сплава E—10 г) помещают в кол-
бу ёмкостью 500 мл, покрытую небольшой
воронкой, смачивают несколькими миллили-
трами воды и растворяют, прибавляя неболь-
шими порциями концентрированную HNO3.
Раствор переносят в фарфоровую чашку и выпа-
ривают с H2SO4 (на каждый 1 г — 3—4 мл H2SO4
пл. 1,84) до выделения паров SO3. Определение
Si заканчивают колориметрическим путём.
Определение железа и алюминия. В филь-
трате после отделения кремневой кислоты (см.
выше) осаждают Fe и AI аммиаком [не со-
держащим (NH4/JCO3]. в присутствии боль-
шого количества NH4C1 (для удержания Mg в
растворе). Чтобы избежать потерь А1 (вслед-
* Для предупреждения потерь кремневодородов
стружку Mg-сплава предложено растворять в концен-
трированном растворе NH4C1, насыщенном бромом.
ГЛ И]
ХИМИЧЕСКИЙ АНАЛИЗ
113
ствие растворения его гидроокиси в избытке
NH4OH, осаждение лучше производить в при-
сутствии индикатора „фенолрот" (рН = 6,4—
т—8,0—переход окраски из жёлтой в красную),,
Осадок гидроокисей отфильтровывают и пере-
осаждают. Определение заканчивают методами,
описанными в разделах „Анализ бронзы" и
„Анализ латуни".
Ускоренное определение Fe может быть
произведено растворением навески в H2SO4
A:5) в колбе с длинной шейкой, снабжён-
ной клапаном Бунзена, с последующим
непосредственным титрованием раствором
КМпО4.
Определение меди. Определение меди про-
изводят электролитическим методом или оса-
ждением сероводородом (см. „Анализ алюми-
ния").
Анализ „электрона"
Название „электрон" относится к ряду спла-
вов магния с присадками Si, Pb, Cu, Zn, Al,
Мп и др.
Определение кремния (свинца). Анализ
производят растворением в HNO3 и выпарива-
нием с H2SO4. В осадке, кроме кремневой ки-
слоты, находится свинец в виде PbS,.O4. Осадок
в этом случае промывают разбавленной H2SO4
(около 4%). лучше спиртом. Обработкой осад-
ка в стакане горячим 2С%-ным раствором
CH3COONH4 в течение 15—25 мин. переводят
FbSO4 в раствор и отфильтровывают. Остаю-
щийся на фильтре осадок кремневой кислоты
прокаливают и заканчивают определение
обычным путём.
В фильтрате, содержащем весь свинец,
осаждают последний в виде хромата или молиб-
дата и заканчивают определение, как описано
выше („Анализ бронзы").
Определение меди. Определение меди
можно произвести в сернокислом фильтрате
после выделения кремневой кислоты (и суль-
фата свинца), осадив в нём медь электролити-
ческим путём или сероводородом. В последнем
случае анализ заканчивают весовым или иодо-
метрическим методом.
Значительно лучше производить определе-
ние Си(РЬ) из отдельной навески сплава,
для чего растворяют его в HNO3, нейтрали-
зуют аммиаком, подкисляют HNO3 и произво-
дят электролитическое осаждение обоих эле-
ментов. После осаждения главной массы свинца
прибавляют H2SO4 и заканчивают электролиз
меди обычным путём.
Определение цинка. Цинк осаждают серо-
водородом в кипящем растворе, освобождён-
ном от Си, РЬ и А1, затем нейтрализованном
и подкислённом 25 мл муравьиной кислоты
(85° о).
Дальнейшую обработку осадка сульфида
цинка — см. „Анализ бронзы".
Определение алюминия. Определение про-
изводят в растворе после осаждения цинка серо-
водородом. Al-(Fe) осаждают аммиаком (см.
выше), осадок гидроокисей растворяют в ук-
сусной кислоте, Fe111 восстанавливают до Fe11
при помощи H2SO3 и осаждают алюминий 25—
30 мл 12%-ного раствора Na2HPO4. После ки-
пячения для формирования осадка дают стоять
около 1 часа, затем фильтруют. Осадок промы-
вают гсрячим 2%-ным раствором NH4NO3, со-
держащим несколько капель JMH4OH, затем
прокаливают и взвешивают. Фактор пересчёта
А1РО4 на AI равен 0,2212.
Определение марганца. При содержании
марганца до 1,5% анализ производят персуль-
фатным методом, если содержание марганца
значительно выше — висмутатным (см. „Ана-
лиз стали').
Анализ баббитов
Определение сурьмы. Для анализа при-
меняются следующие методы.
Титрование перманганатом калия.
Навеску растворяют при нагревании в концен-
трированной H2SO4. Охлаждённый раствор раз-
бавляют водой с прибавлением 10 мл HCU
В разбавленном растворе титруют Sb111 на хо-
лоду раствором КМпО4 после прибавления
MnSO4. Метод даёт несколько повышенные
результаты, так как титруется и железо, при-
сутствующее в форме Fen«
Титрование броматомкалия. Рас-
творение производят по предыдущему. Ти-
труют 0,1 N раствором КВгО3 при 70° в при-
сутствии индикатора — метилоранжа. Конец
реакции определяют по исчезновению окраски
индикатора. Преимущества этого метода в
том, что железо не мешает титрованию Sb111*
ГОСТ 1380-42 рекомендует метод титрова-
ния КВгО3 с внесением поправки на содержа-
ние As, который определяют в отдельной на-
веске.
Определение олова*. Анализ произво-
дится иодометрическим методом (см. „Анализ
бронзы") *.
ГОСТ 1380-42 рекомендует иодометрический
метод с восстановлением Snlv -> Sn11 металли-
ческим свинцом.
Определение меди. Анализ производится
электролитическим методом после осаждения
Си при помощи раствора Na2S (не содержа-
щего многосернистого натра, в котором CuS
частично растворима). Осадок CuS растворяют
в HNO3 A:1), устанавливают необходимую
кислотность и производят осаждение Си элек-
тролитическим путём или же заканчивают
определение иодометрическим методом (см.
„Анализ бронзы").
ГОСТ 1380-42 рекомендует для определения
Си электролитический метод — осаждение из
азотнокислого раствора. Одновременно с Си
определяют и РЬ.
Определение железа. Для определения Fe
применяются объёмный и колориметрический
методы.
Объёмный метод. К раствору (после
выделения меди электролизом) приливают не-
сколько капель Н2О2 для окисления Fe —¦> Fe
и нагревают до кипения. После этого прили-
вают аммиак до заметного запаха, умеренно
нагревают до коагуляции осадка гидроокисей,
которые затем отфильтровывают. Осадок рас-
творяют на фильтре в горячей НС1 (I :3), со-
бирая раствор в колбу, охлаждают, нейтрали-
зуют раствором Na2CO3 или NaHCO3 до выпа-
дения осадка, который растворяют в несколь-
ких каплях HCI. Кислотность раствора при
иодометрическом определении железа должна
быть равной 0,5JV.
* В баббите Б83 содержание Sn находят по разности.
114
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
К слабокислому раствору прибавляют 1 г
KJ (срободною от KJO3), закрывают резиновой
пробкой и дают стоить в тёмном месте 15—
20 мин. Выделившийся J2 титруют 0.05Д/ раство-
ром Na.jSsO3, прибавляя под конец раствор
крахмала.
Можно также определить железо по мето-
ду Рейгардта. ГОСТ 13FG-42 рекомендует ко-
лориметрический метод. Для этого осадок
гидроокиси Fe111, полученный по предыду-
щему, растворяют в НС! A:1), собирая рас-
твор в мерную колбу ёмкостью 250 мл, 25 мл
раствора переливают в градуированный ци-
линдр, прибавляют 2 > мл воды, несколько
миллилитров НС1, 10 мл 15° q-ного раствора
KbCN и после перемешивания приливают \Ъмл
изоамилового спирта.
Колориметрируют по методу „колориметри-
ческого титрования", сравнивая окраску с
окраской, полученной от введения в другой
цилиндр всех тех реактивов, которые приба-
вляются в цилиндр с исследуемым раствором,
а также стандартного раствора FeCl111 @,0001 г
Fe в 1 мл раствора).
Определение кадмия. По ГОСТ 1380-42 ана-
лиз производят электролитическим методом в
слабосернокислом растворе (на 120 мл рас-
твора прибавляют 4 мл Н2.<- О4 A :10)]. Оса-
ждение приизводят на омеднённой сетке при
силе тока в 0,5 а.
Определение никеля. Анализ производят
из отдельной навески осаждением диметилгли-
оксимом (после отделения свинца в виде РЬ^О4)
в присутствии винной или лимонной кислоты.
ГОСТ 1380-42 предлагает взвешивать осадок
в виде NiO.
Определение цинка. По ГОСТ 13Я0-42
определение производят из отдельной навески.
Сернокислый раствор, освобождённый от
свинца (PbSO4), обрабатывают избытком рас-
твсра щёлочи и осаждают Zn электролизом
на омеднённой сетке, подобно определению
его в Al-сплавах.
Анализ кальциевых баббитов
Определение кальция. Определение каль-
ция производят после отделения главной мас-
сы свинца в виде PbSO^ Кальций осаждают
в виде щавелевокислого из раствора, содер-
жащего лимонную кислоту (для удержания в
расi воре остающегося свинца и пр.). Опреде-
ление заканчивают объёмным методом —титро-
ванием КМпО4 после растворения осадка
СаС2О4 в горячей Н.,ЬО4 A:10). Метод реко-
мендован ГОСТ 1219-41.
Определение натрия. Навеску помещают
в фарфоровый тигель и прокаливают в муфеле
при 400—450е (продувка воздуха) для окисле-
ния всех компонентов сплава. Содержимое
тигля после окисления выщелачивают водой,
насыщенной СО2, фильтруют и в фильтрате
титруют Na (едкая щёлочь) 0,1 N раствором
Н^О4 в присутствии метилоранжа.
Определение сурьмы. Сначала в азотно-
кислом растворе отделяют 5,Ь кипячением с
MnSO4 и КМпО4 (по методу Блюменталя).
Осадок растворяют в НС) (с добавлением Н2О2),
раствор нейтрализуют аммиаком, прибавляют
10 мл НС1 A:1) на 150 мл раствора и про-
пускают H2S. Сульфиды отфильтровывают и
обрабатывают на фильтре раствором Na2S.
Полученный раствор выпаривают с H2SO4 до
паров SO3 и титруют Sb раствором бромата
калия в присутствии метилоранжа (см. опре-
деление Lb в баббите).
Определение висмута. Определение вис-
мута производят колориметрическим путём,
ера» нивая интенсивность окраски его йоди-
стого соединения с интенсивностью стандарт-
ного раствора BL
Определение магния. Определение магния
производят в растворе (после отделения каль-
ция в виде оксалата) осаждением о-оксихи-
нолином в аммиачной среде. Определение за-
канчивают весовым путём, высушивая оса
док оксихинолята при 130°. Фактор пересчёта
Mg (C9H6NOJ на Mg равен 0,0778.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Берг Р., Применение оксихинолина в аналитиче-
ской химии, ОНТИ. Главная редакция химической лите-
ратуры, 1937.
2. Б е р л ь-Л у н г е Г., Химико-технические методы ис-
следования т. II, ч. 2, вып. I и 2, ГОмТИ, Главная
редакция химической литературы, 1938.
3. Васильев К. А. иВегринМ. Л., Определение
кремния в металлическом магнии, „Заводская лаборато-
рия- № ;•<, 193S.
4. Генерозов Б. А., Определение азота в сложнолеги-
рованных сталях, .Заводская лаборатория" № 3,
314, 1947.
5. Ге р к е Ф. К., Руководство по химическому анализу
специальных сталей, ГОНТИ, 19j2.
6. Д е й с с fc.., Анализ чугуна и стали, Госхимтехиздат,
1933.
7. Дымов А. М., Технический анализ металлов, Ме-
таллургиздат, 1944.
8. Д ы м о в А. М., Заводские методы металлургиче-
ского анализа (быстрые и арбитражные), ОНТИ, Гос-
химтехиздат. 1933.
9. Д ы м о в А. М., Химико-аналитические методы иссле-
дования чёрных металлов, „Труды института стали
им. Сталина", 1936.
30. И о у Д. Г., Колориметрия, ч. 1 и 2, ОНТИ. Глав-
няя редакция химической литературы, 1935 — 1936.
11. К о л ь т г о ф И. М. и С е н д е л Е. Б„ Количе-
ственный анализ, ГОНТИ, Главная редакция химиче-
ской литературы, 1938.
12. Кольтгоф И. М. и Фурман Н., Потенциоме-
трическое титрование, ОНТИ, Главная редакция хими-
ческой литературы. 1У35.
13. Л е н д е л Г., Гофман Дж. и Б р а й т Г., Ана-
лиз чёрных металлов, ОНТИ, Госхимтехиздат, 1934.
14. Монастырский Д. Н., Примеры технического
анализа в металлургическом производстве, ОНТИ,
Гланная редакция химической литературы, 1935.
15. М у х и н а 3. С, Методы анализа металлов, Оборон-
гиз, 1944.
16. Мухина 3. С, Применение хлорной кислоты к анали-
зу чёрных металлов. „Заводская лаборатория" № 2, 1939.
17. О д и н г. И. А., Прочность металлов, ОНТИ, 1934.
18. Прянишников С. С. и Елисеев А. А.,
Химический анализ в производстве спецстали. Экс-
пр. сс-?нализ, ОНТИ, Госмашметиздат, 1932.
19. Стали и чугуны (нелегированные). Методы химиче-
ского анализа, ГОСТ 2331-43. Стандартгиз. 1943,
20. Стали и чугуны (легированные). Методы химического
анализа, ГОСТ 2HU4-44. Стандартгиз, 1944.
21. Стандартные методы химического анализа чугунов и
сталей. ОСТ НКЧМ (проект), Изд. АН СССР. 1940.
22. Унифицированные методы анализа чугуна и стали.
Изд. АН СССР, 1944.
23. F a i g I F. и К г u m h о 1 z P., Pregl Festschrift
Mikrochemie, 1929.
24. J о h n s о п С. М., „Iron Age" № 4, July 26, 1934.
25. L о m b a r d о D., „Metallurgia Italiana", 26. 705-11,
IX, 1934.
26. Metals Handbook, 1939.
27. Metals Handbook, 1941.
28. Methods of Chemical Analysis of Metals, ASTM.1939.
29. M ii 1 1 e г Е г i с h, Elektrometrische Massanalyse, 1932.
30. R u d о 1 p h O. A. and F 1 i n k i n g e n J. C, Colori-
metric Determination of Boron in Steel using Quinalizarin
Reaction, ,Steel", 1943, v. 112. Apr. 5. 131.
31. Scott W., Standard Methods of Chemical Analysis, 1940.
32. Smith F., „Ind. Eng. Chem. Anal. E-it.", т. 10, № 7,
360 -A, 1938.
ГЛ. II]
СПЕКТРАЛЬНЫЙ АНАЛИЗ
115
СПЕКТРАЛЬНЫЙ АНАЛИЗ
Применение спектгального анализа для
определения состава металлов получило ши-
рокое распространение в СССР и за границей.
Спектральный анализ имеет преимущества
перед химическим анализом благодаря высокой
чувствительности и точности, быстроте про-
ведения, дешевизне, возможности единичным
испытанием обнаружить наличие нескольких
химических элементов в сплаве и т. д.
Необходимо, однако, отметить, что при
недостаточном опыте трудно поддерживать
при анализе одни и те же условия, отклоне-
ния от которых могут вызвать большие по-
грешности при количественном определении
элементов.
ПРИБОРЫ ДЛЯ ПРОИЗВОДСТВА
СПЕКТРАЛЬНОГО АНАЛИЗА
Приборы для спектрального анализа де-
лятся на спектроскопы и спект-ографы. Спек-
троскопы служат для непосредственного рас-
Фиг. 1. Ход лучей в спектральном
приборе.
смотрения спектра при помощи окуляра
(визуальный метод), спектрографы — для фото-
графирования спектров на фотопластинку
(фотографический метод).
Спектроскопы
Спектроскоп ЛОМЗ* или стилоскоп
(фиг. 3) служит для качественных и грубо
ориентировочных количественных определе-
ний.
Коллиматор 7, зрительная труба 2 и столик
с призмами 3 укреплены на станине 4, снаб-
жённой тремя установочными винтами 5. Кол-
лиматорная линза (с фокусным расстоянием
/= 122 мм) закреплена неподвижно. Щель
закрыта крышкой со стеклянным окошком
для защиты от пыли; перед щелью находится
клинообразная диафрагма, передвижением ко-
торой можно менять iазмер спектра по вы-
соте. На столике неподвижно закреплены три
призмы из тяжёлого флинта, обеспечивающие
достаточную дисперсию и разрешающую силу.
Кроме призм, на столике перед объективом
коллиматора укреплена призма полного вну-
треннего отражения, которая поворачивает
выходящий из коллиматора луч обеспечивая
тем самым удобный для работы угол между
колли ато/ом и зрительной трубой. В перед-
ней части з ительной т^убы 2, обращенной
к приз-е, находится объектив (f — 380 ми);
на другом конце находится окуляр *>, прикре-
плённый к планке 7, которую в гесте с окуля-
ров можно перемещать от руки вдоль спектра.
Фокусировку окуляра производят повёртыва-
ние ч его в оправе. Над окуляров нанесены
риски и химические символы элементов ха-
рактерных для легированных сталей (Cr, Ni.
W, V, Mo, Co, Mn, M, t.u, Ti); под окуляром
имеется n иллиметровая шкала. Сверху и снизу,
у основания окуляра, имеются указатели.
Установка верхнего указателя на риску, со-
Фиг. 2. Изображение спектра.
Наиболее распространены приборы с приз-
мами (фиг. 1). Лучи от исследуемого источ-
ника света J направляются конденсором L\
на щель?. попадают на колли^ аторную лин-
зу Ц, фокальная плоскость которой совпадает
с плоскостью щели, разлагаются призмой
Корню С и попадают на линзу Z.3, собираю-
щую все монохроматические параллельные
лучи в своей фокальной плоскости. Получен-
ный гяд отдельных действительных изобра-
жений щели в совокупности образует на
пластинке Р спектр (фиг. 2).
Основными частями аппаратов для спек-
трального анализа являются коллиматор, со-
стоящий из щели и коллиматорной линзы,
столик с расположенной на нём призмой,
зрительная т: убка с окуляром и линзой (в
спектроскопе) или ка-ерная труба с линзой
и устройством для установки кассеты с фото-
пластинкой (в спектрографе).
ответствующую KaKovy-либо элементу, даёт
в поле зрения появление той области спектра,
в которой расположены линии данного эле-
3
Фиг. 3. Спектроскоп ЛОМЗ (стилоскоп); / — коллиматор;
2 — зрительная труба; 3 - столик с призмами; 4 — ста-
нина; 5 — установочные винты; 6 — окуляр; 7 — планка.
мента. Миллиметровая шкала служит для бы-
строй установки на необходимую область
* Ленинградский оптико-механический завод.
116
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
спектра при рассортировке цветных металлов
и сплавов. Шкала может быть проградуиро-
вана по длинам волн, что даёт возможность,
хотя и грубо, промерять неизвестные линии
спектра (не отмеченные в таблицах спектраль-
ных линий).
Спектроскоп с поляризационным фото-
метром (стилометр) применяется для коли-
чественного спектрального анализа. Схема
прибора изображена на фиг. 4. Щель спектро-
скопа 5 снабжена клинообразной диафрагмой
Фиг. 4. Схема спектроскопа с поляриза-
ционным фотометром.
SB—SB', позволяющей изменять длину щели;
О\ и Оч — объективы коллиматора и зритель-
ной трубы; Р — призма, поворотом которой
можно привести в поле зрения любую часть
видимого спектра; W — призма Волластона,
благодаря которой в поле зрения получаются
два спектра Б, и Б2> поляризованных во вза-
имно перпендикулярных плоскостях; L — линза
окуляра; N—призма Николя, служащая ана-
лизатором.
Фиг. 5. Спектроскоп с поляризационным фотометром
(стилометр).
Общий вид спектроскопа с поляризацион-
ным фотометром конструкции Научно-иссле-
довательского института физики МГУ приве-
дён на фиг. 5.
Спектрографы
Спектрограф отличается от спектроскопа
с поляризационным фотометром тем, что он
снабжён фотокамерой, прикреплённой к зри-
тельной трубе, вместо фотометра. Спектро-
графы изготовляются со стеклянной и квар-
цевой оптикой. Первые служат для съёмки
видимого участка спектра, вторые — для уль-
трафиолетового. Так как весь спектр на одной
фотопластинке не размещается, то его при-
ходится снимать по частям на отдельных
фотопластинках.
Кварцевый спектрограф Цейсса мо-
дель III (фиг. 6). Коллиматор, камера и столик
с призмами укреплены на особой поде i авке. По-
следняя опирается двумя ножками на рейтер,
установленный параллельно оптической оси,
и третьей ножкой — на особую деревянную
стойку. Призму Корню, установленную на
столике, ориентируют при помощи шпилек
и закрепляют наглухо болтом. Щель регули-
руют микрометрическим винтом, цена деления
которого равна 0,01 мм. Щель предохранена
от пыли крышкой с кварцевым окном. Камера
снабжена особым перемещающимся по верти-
кали устройством для вкладывания кассеты
A3 X 18 см). Это позволяет на одну пластинку
снять до 35 спектров. Фокусировку аппарата
Фиг. 6. Кварцевый спектрограф Цейсса (модель Ш).
производят передвижением объектива камеры,
поворотом кассеты и перемещением коллима-
торного объектива.
Длина спектра в интервале длин волн от
5800 до 2000 А равна 148 мм, дисперсия:
в области 4000 А равна 53,4 К/мм
3000 К „ 21,3 ,
2500 А* . 11,5 ,
2000 ? „ 4,85 ,
Кварцевый спектрограф Q-24 (фиг. 7).
Чугунная станина, на которой установлены
коллиматор, камера и столик с призмами,
опирается двумя ножками на оптическую
скамью и третьей — на круглую подставку.
Фокусировку производят микрометрическим
винтом, которым перемещают щель по напра-
влению оптической оси коллиматора. Свето-
силу спектрографа можно изменять посред-
Фиг. 7. Кварцевый спектрограф Q-24.
ством диафрагмы, находящейся между призмой
и объективом камеры. Аппараты выпускаются
для пластинок размеров 6 X 24 см, 9 X 24 см
и 4 X Ю см.
Для размещения наибольшего количества
спектров на одной фотопластинке наиболее
удобна камера 9 X 24 см. Пластинки в кассете
немного выгибаются, и поэтому они не должны
быть толще 1,7 мм.
Длина спектра в интервале длин волн от
2000 до 5800 А составляет 203 мм. Дисперсия:
о о
в области 4000 А равна 32 А/мм
5000 А „ 13,3 .
„ 2500 А. 7,8 ,
2000 А 3,8 ,
Цельнометаллический кварцевый спек-
трограф Хильгера среднего размера (фиг. 8).
Оптическая часть заключена в металличе-
ский кожух; крышка, помещённая сверху,
прикрывает линзы и призму. Впереди щели
ГЛ. II)
СПЕКТРАЛЬНЫЙ АНАЛИЗ
117
на оптической скамье расположены шта-
тив для искры и конденсор. Фокусировку
производят при помощи объективов колли-
матора и камеры. Аппарат выпускают с ка-
мерой для пластинок 9 X 24 см, которые в кас-
сете немного выгибаются. Длина спектра в
интервале длин волн от 10 000 до 2000 А равна
мой. Рабочие грани призмы защищены от дей-
ствия влаги атмосферного воздуха тонкими
кварцевыми пластинками, наклеенными на
призму с помощью оптического контакта.
Оптические данные спектрографа: фокусное
расстояние объектива коллиматора — 400 мм,
световой диаметр— 30 мм, фокусное расстояние
объектива камеры — 530 мм, световой диа-
метр— 45 мм, преломляющий угол призмы 60°,
высота — 30 мм, основание — 45 мм. Линей-
ная дисперсия:
в области 4000 А равна 60,4 А/мм
3500 А , 37,3 ,
3000 А . 20,3 ,
«Риг. 8. Кварцевый
спектрограф Хильгера.
. 2500 А"
10,5
Длина спектра в интервале длин волн от 4000 до
225 мм; дисперсия в области 4000 А равна 2тп & составляет около 130 мм.
1^ мм, дпч1сНч. о ^ Q у Дисперсия прибора позволяет работать
36 А и в области 2300 А — 5 А на 1 мм. лишь со спектрами, содержащими сравнительно
Автоколлимационный спектрограф мало линий (лёгкие сплавы, цветные металлы).
Хильгера (фиг. 9) установлен на передвижной для работ со спектрами стали дисперсия при
подставке. Диаметр линзы 70 мм, фокусное бора недостаточна, и для увеличения её при-
бегают к полуторному увеличению фокусного
расстояния. Опытные образцы прибора с кас-
!ll!!!!!i!li!ll!!l!:fniliil!iiiliiiii сетои9Х24 см (для длины спектра 24 см)
были сконструированы и построены в ГОИ.
Испытания их дали хорошие результаты. Ле-
нинградский оптико-механический завод по
этому образцу выпускает кварцевый спектро-
граф ИСП-22 (фиг. 11) с пластинкой 9>СПсм.
Этот прибор используется для тех же целей,
Фиг. 9. Автоколлимационныи спектрограф.
расстояние 170 см; светосила спектрографа
равна примерно 1:24. Общая длина спек-
тра в интервале от 2000 до 8000 А достигает
67 см. Длина спектра:
о
в интервале ?000—8000 А равна 5,6 см
4000-8000 К . 14
„ 3000—8000 А » 24,6 „
2500-8000 А . 38,5 .
Средняя линейная дисперсия в интервале
2500—3000 А составляет около 3 А на
1 мм. Весь спектр снимается при четырёх по-
следовательных экспозициях на четырёх пла-
стинках размером 10 X'^5 см.
Спектрограф для ультрафиолетовой об-
ласти спектра конструкции ГОИ* — ЛОМЗ
(фиг. 10) предназначен для фотографирова-
ния спектров в ультрафиолетовой области на
Фиг. 10. Спектрограф для ультрафиолетовой
области спектра.
пластинку размером 13 X 18 см. Спектрограф
снабжен кварц-флюоритовыми объективами
коллиматора и камеры и сильвиновой приз-
* Государственный оптический институт.
Фиг. 11. кварцевый спектрограф ИСП-22.
что и Q-24 (фиг. 7) или средняя мо-
дель прибора Хильгера. Данные дисперсии
примерно такие же, как у этих последних
приборов. Прибор отличается только наличием
сферического зеркала в качестве объектива
коллиматора. К прибору завод прилагает шта-
тивы для электродов, дуговой генератор пере-
менного тока (фиг. 16), ступенчатый ослабитель,
микрофотометр системы Государственного
оптического института с отсчётными приспо-
соблениями, спектропроектор для рассматри-
вания спектрограмм и измерительный микро-
скоп для измерения длин волн спектральных
линий.
Фотометрирование спектральных
линий производится на микрофотометре, пред-
назначенном для количественного спектраль-
ного анализа. Оптическая схема микрофото-
метра показана на фиг. 12. В этой схеме кроме
основной оптической системы (позиции 1—9)
имеется вспомогательная система освещения
A0, 11, 12), предназначенная для облегчения
118
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
{РАЗД. II
установки и фокусировки спектральных линий
на экран фотоэлемента. Поворотом рычага
вспомогательная система освещения исклю-
чается, и автоматически открывается фото-
Щ46
J н. призме k
Фиг. 12. Оптическая схема микро-
фотометра: /—лампочка 12в,25вот;
2 — сферическое зеркало-реф-
лектор, 3 — двойная линза конден-
сатора;.'*—отражательные прямо-
угольные призмы; 5 — объективы
микроскопа X 0,30 и X 10; 6 — фо-
кусирующая двойная линза; 7 —
экран с раздвижной щелью (точ-
ность установки и отсчёта щели
0,01 мм, за экраном находится се-
леновый фотоэлемент диаметром
45 мм); 8 — фотопластинка; 9 —
щель; 10, 11, 12 — система вспомо-
гательного освещения A0 — отра-
жательная призма; 11 — конден-
сорная линза; 12 —поворотная
призма).
элемент. Фототок измеряется зеркальным галь-
9
ванометром с чувствительностью 10 а. От-
счёт производится по шкале при помощи
трубы.
Фокусировка спектральных приборов.
Фокусировку производят передвижением оку-
ляра (спектроскоп JIOM3), передвижением
объектива зрительной трубы (спектроскоп с
поляризационным фотометром), передвиже-
нием объектива коллимаюра (спектрограф
Хильгера), передвижением щели (спектрограф
Цейсса Q-24), поворотом кассеты и совмест-
ным передвижением объективов колли...атора
и камеры {.спектрографы Цейсса модели 1
и Ш). Спектроскоп фокусируют, рассматривая
спектр непосредственно глазом. Фокусировку
спектрографа производяг фогографиривани^м.
ИСТОЧНИКИ СВЕТА
В качестве основных источников света
применяют электрическую дугу постоянного
тока, конденсированную искру и дугу пере-
менного тока.
Дуга постоянного тока
Пригодна для обнаружения ничтожных ко-
личеств примесей и загрязнений. Спектр дуги
постоянного тока проще спектра искры, так
как в парах дуги преобладают нейтральные
атомы, между которыми распределяется боль-
шая часть энергии возбуждения и в спектре
появляются почти исключительно „дуговые"
линии, искровые же очень слабы или вовсе
отсутствуют. Дуговой спектр в отличие от
искрового обычно свободен от молекуляр-
ного и атомного спектров сосгазных частей
воздуха, что позволяет при съёмке спектро-
грамм соответственно увеличивать экспозицию
и тем самым обнаруживать слабые линии ни-
чтожных загрязнений, кото >ые в спектре
искры сливаются с общим фонол. Дут посто-
янного tokj имеет, однако, существенные не-
достатки, мешающие её применению для коли-
чественных определений. Наиболее важным из
них является сравнительно малая воспроиз-
водимость и стабильность условий возбужде-
ния спектра. Поэтому дугу используют глав-
ным о'разом для качественных анализов. Элек-
трическая схема
дуги постоянно-
го тока приве-
дена на фиг. 13.
Источником 1Ю-Ш>
элек тронов $
является прей-
мущественно
тер миче< кая
эмиссия от на-
тре 1 ого катода.
Исследуемое Be- Фиг. 13. Электрическая схема
испа- дуги п_остояьного.тока:* - рео
стат; 2 - дуговой промежуток;
3 — рубильник на распредели-
тельном щите; 4 — рабочий
рубильник.
щесгво
ряется с анода,
температура ко-
торого опреде-
ляется темпера-
турой плавления или возгонки материала
ан^да. Возбуждение и ионизация в дуге носят
термический характер.
Конденсированная искра
Успешно применяется для количественных
определений. В спектре искры наряду с ли-
ниями нейтральных атомов появляются также
линии ионов. Относительная интенсивность
этих линий при различной энергии возбужде-
ния различна.
Для пот учения искры пользуются обычной
электрической схемой или схемой Фейснера.
Схема обычной искры по-
казана на фиг. 14, схема
искры Фейснера — на
фиг. 15.
Трансформатор имеет
четыре секции, дающие
различные напряжения во
вторичной цепи (S000,
930»). 10 6):) и 12 000 в).
Вольфрамовые элек-
троды синхронного пре-
рывателя устанавливают
в таком положении, что-
бы искровой промежуток
был равен 0,3 мм. При
продолжительной работе
концы вольфрамовых
электродов окисляются и
их приходится периоди-
чески зачищать для получения чистой пло-
ской поверхности.
Схема Фейснера отличается От схемы обыч-
ной искры'тем, что в высокочастотную цепь
/ 2 б
Фиг. 14. Схема простой
искры: / - трансфор-
матора—реостат; •? —
ёмкость; 4 - катушка
самоиндукции; 5 —
искровой промежуток.
Фиг. 15. Схема искри Фейснера: /—транс-
форматор; 2 и 3 -дроссельные катушки;
4— ёчкость; -5-вращаю иийся синхронный
прерыватель; 6 - катушка самоиндукции;
7 — искровой промежуток.
введён прерыватель, который вращается при
помощи синхронною мотора. Прерыватель
служит для разрлдки конденсатора через
искровой промежуток, когда переменное на-
ГЛ. IT]
СПЕКТРАЛЬНЫЙ АНАЛИЗ
119
пряжение достигает определённого значения
в течение полупериода, в силу чего начальное
напряжение и сила тока при различных раз-
рядах остаются неизменными и разрядный
процесс становится независимым от состояния
поверхности электрода и от искрового про-
межутка.
Схема Фейснера обеспечивает получение
более стабильного разряда, что в значительной
мере повышает точность спектрального ана-
лиза и имеет значение при анализе высоколе-
гированных сталей.
Дуга переменного тока
Занимает промежуточное положение между
конденсированной искрой и дугой постоянного
тока. Возбуждение спектра в дуге перемен-
ного тока достаточно стабильно, чтобы обес-
печить хорошую воспроизводимость количе-
К держателя** злектродов
Фиг. 16. Схема питания дуги переменного тока: 1— вклю-
чатель установки; 2 — плавкие предохранители; 3 —
тельного конi ура; / — ка|ущка самоиндукции килеиа-
тельного контура; 8 — катушка связи с контуром дуги;
9 — блокировочный конденсатор; 10 — реостат цепи пи-
тания дуги; // — амперметр; 2, 13, 14 — переключатели;
15 — конденсатор; 16 — рубильник.
ственныхопределений. Чувствительность опре-
делений в дуге переменного тока значительно
выше, чем в искре. Дуговой разряд между
металлическими электродами при переменном
токе обычно не может поддерживаться само-
стоятельно и прекращается после перехода
тока через нулевую фазу. Поэтому для зажи-
гания разряда к электродам дуги подводится,
кроме обычного переменного тока, ток высокой
частоты малой мощности. Схема питании дуги
переменного тока представлена на фиг. 16.
К держателям электродов дуги подаётся двой-
ное питание: через реостат 10, амперметр //
и катушку 8 —обычный технический перемен-
ный ток; от катушки 8 через конденсатор 9 —
высокочастотный ток высокого напряжения.
Дуга зажигается без соприкосновения электро-
дов включением рубильника /. Получаемая
от подобной схемы дуга переменного тока
успешно применяется при качественном и коли-
чественном анализах сплавов. Характер возбу-
ждения в дуге переменного тока можно изме-
нить так, чтобы наряду с дуговыми линиями
возбуждались также искровые спектральные
линии. Переключением контакта 12 в положе-
ние 14 можно выключить из контура дуги часть
витков катушки 8 (фиг. 16) и уменьшить индук-
тивность в контуре дуги, что приведёт к силь-
ному затуханию высокочастотных колебаний и
обусловит дробление вспышек дуги на кратко-
временные импульсы разряда с большой плотно-
стью тока. Шунтирование дуги конденса-
тором 15 емкостью 20—30 мкф в значитель-
ной мере увеличивает энергию отдельных
импульсных разрядов. При таком режиме дуги
переменного тока, который для краткости на-
зывают „искровым", наряду с другими спек-
тральными линиями возбуждаются искровые
линии металлов и металлоидов, а также газов.
Кроме того, искровой режим дуги переменного
тока оказывает меньшее тепловое воздействие
на электроды и поэтому удобен для анализа
легкоплавких проб и готовых изделий. Пере-
ход от искрового режима к обычному осуще-
ствляется выключением рубильника /6 и уста-
новкой переключателя 12 в положение 14.
Дуга переменного тока обеспечивает посто-
янство процесса испарения вещества электро-
дов, что имеет особое значение для количе-
ственного спектрального анализа.
МЕТОДЫ СПЕКТРАЛЬНОГО АНАЛИЗА
Методы количественного спектрального
анализа делятся на две группы: приближён-
ные, не требующие вспомогательных фото-
метрических средств, и точные, основанные
на фотометрировании спектральных линий.
Приближённые методы спектрального
анализа
К приближённым методам относятся: метод
последних линий, метод спектров сравнения
и метод соответственных дублетов. Точность
их—от 5 до 20%. Приближённые методы при-
меняются главным образом для определения
типа сплава.
Метод последних линий основан
на том, что с убыванием концентрации эле-
ментов число линий в испытуемом веществе
уменьшается с известной закономерностью.
Пользуясь этим методом, заранее составляют
по эталонным образцам таблицы концентрации
для отдельных элементов, которые служат
для определения концентраций исследуемых
элементов сплава.
Пользование таблицами возможно при
условна сохранения постоянства: а) электри-
ческих условий возбуждения в источнике
света (си чл тока в контуре), величины
ёмкости и самоиндукции; б) формы и разме-
ров электродов, а также расстояний между
ними; в) времени экспозиции и условий про-
явления. Система применяемого при работе
спектрографа должна соответствовать той си-
стеме, которая была применена и, и соста-
влении таблиц.
Число линий элемента при равных электри-
ческих и оптических условиях при одной и той
же концентрации элемента зависит от рода
вещества, в состав которого входит данный
120
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
элемент. Так например, число линий цинка при
одний и той же концентрации будет различно
в зависимости от того, заключается ли этот
цинк как примесь в золоте или в свинце.
Метод последних линий можно применять
для оценки приблизительного содержания не-
значительных примесей в чистых металлах.
Метод спектров сравнения со-
стоит в том, что между каждыми двумя спек-
трами предварительно подготовленных эта-
лонных образцов снимают при одних и тех же
электрических условиях спектр испытуемого
вещества. Сравнением интенсивности линий
определяемого элемента с интенсивностью
линии того же элемента в спектрах эталонных
образцов устанавливают концентрацию опре-
деляемого элемента.
Метод соответственных дубле-
тов или гомологических пар основан на том,
что основное вещество Q в сплаве обладает
линиями различной интенсивности и среди них
всегда можно найти такую линию, которая
при определённом процентном содержании при-
меси z по интенсивности равна какой-либо
линии этой примеси. Такую пару линий назы-
вают соответственным дублетом или гомо-
логической парой линий. Равенство интенсив-
ностей можно распознать без помощи фото-
метрии и определить процентное содержание
примесей.
Пример. Требуется определить содержание хрома
в сплаве на железной основе.
На одной и той же пластинке снимают несколько
эталонных образцов сплава с заранее известным процент-
ным содержанием хрома (например 1,0; 0,3; 0,04; 0,002)
и испытуемый образец.
Пусть интенсивность линии хрома с Х=2677,2 А;
при 1% Сг равна интенсивности линии Fe с >=2660 А
, 0,3% Сг . , Fe с Х=2649 Я
, 0,04°/0 Сг . , Fe с Х=2599 А
.0.002°/0Сг. . . Fee X=2684,2 1
Если интенсивность линии хрома испытуемого образца
равна интенсивности одной из указанных линий железа,
например линии Fe с Х-=2599 А, то процентное содер-
жание хрома будет равно 0,04.
При изменении условий разряда равен-
ство интенсивности линий нарушается особенно
сильно, если одна линия дуговая, а другая искро-
вая, поэтому при подборе соответственных
дублетов или гомологических пар линий нужно
следить за тем, чтобы линии пары были
однородны — обе дуговые или обе искровые.
Длины волн линий, составляющих пару, не
должны сильно отличаться друг от друга.
Для контроля условий разряда обычно вы-
бирают две близкие линии (искровую и дуго-
вую) основного элемента или примеси, интен-
сивности которых сильно меняются с измене-
нием условий разряда. Устанавливают такие
условия разряда (главным образом самоиндук-
цию искрового контура), при которых обе
линии пары одинаковы по интенсивности. Эту
пару линий называют фиксирующим дублетом.
Для применения метода гомологических пар
необходимо воспроизвести условия равенства
фиксирующей пары.
Для дугового разряда установление фикси-
рующей пары не требуется.
Метод соответственных дублетов позволяет
составлять таблицы, которыми удобно пользо-
ваться при исследованиях.
Точные методы спектрального анализа
К точным методам относятся: 1) визуаль-
ный метод количественного спектрального ана-
лиза (метод Шайбе и Лиммера), i) метод фото-
метрического интерполирования и 3) метод
фотографического фотометрирования с учётом
свойств пластинки. Сравнение интенсивностей
спектральных линий при точных методах про-
изводится при помощи фотометрических при-
способлений.
Визуальный метод количествен-
ного спектрального анализа (метод
Шайбе и Лиммера) заключается в том, что
из числа линий спектра исследуемого сплава
выбирают две: одну, принадлежащую элементу
главного компонента сплава, другую — эле-
менту примеси. Длины волн выбранных ли-
ний не должны сильно отличаться друг от
друга. Кроме того, линия примеси должна обла-
дать достаточной интенсивностью и относи-
тельной чувствительностью. Интенсивности
обеих линий по возможности не должны
сильно зависеть от условий разряда и долж-
ны быть одинаковыми по ширине.
С изменением концентрации примеси ме-
няется отношение интенсивности выбранных
линий. Установив фотометрическим приспосо-
блением отношение для исследуемого сплава,
можно по градуировочной кривой, изображаю-
щей зависимость отношения интенсивности от
концентраций, найти величину концентрации.
Градуировочная кривая строится по эталонным
образцам, химически проверенным для каждого
сплава. Визуальный метод широко распростра-
нён в СССР и осуществляется при помощи
стилометров.
Точность определений данным методом
равна +E-7-7)%. Продолжительность опре-
деления одного элемента в сталях 6 —
8 мин.
Метод фотометрического ин-
терполирования заключается в том, что
В
\ I
спектр образца сплава фотогра-
фируется в стеклянном или
кварцевом спектрографе через
ступенчатый ослабитель, рас-
положенный непосредственно /
перед щелью спектрографа.
Ослабитель состоит из сте- 2
клянной или кварцевой пла- ?
стинки, покрытой слоями пла-
тины с последовательно воз- 4
растающей плотностью, про- j
зрачность а которых заранее
известна и составляет градуи- «
ровку ослабителя. Обычно осла- у
битель имеет семь напылённых п
слоев различной плотности
(ступеней) и два крайних слоя 9
неослабленных. Последние слу- фиг 17> Вид
жат для контроля освещения спектра," засня-
щели. Вид спектральных линий того при помо-
изображён на фиг. 17. Линии ^?2К!е?Г
состоят из отдельных участ-
ков (ступеней) уменьшающейся интенсив-
ности.
Фотометрическая оценка почернения де-
лается при достаточном навыке с точностью
до десятых долей интервала почернений двух
ступеней, между которыми находится искомая
ступень.
Ill
1111
1 1
1II
I 1
1 1
1 1
Ililll
¦1
Hill 1
1Ш 1
111 1
и i
II 1
I 1
l
i
Ililll
ГЛ. II]
СПЕКТРАЛЬНЫЙ АНАЛИЗ
121
Пример. Пусть А—линия примеси, В —линия основ-
ного вещества (выбираются линии, близко расположен-
ные друг к дру>у для удобства их сравнения). Визуально
производится оценка интенсивности какой-либо ступени
линии А (приуеси) относительно ступеней линии В
(основного вещества). Результат записывается условно:
например 4 = 6,3. что означает, что 4-я оупень линии А
(примеси) по своей интенсивности близка к интенсив-
ности 6-й ступени линии В (основного вешества) и слабее
её на 0,3 интервала между 6-й и 7-й ступенями линии В.
В общем виде это выражается формулой
\
ак~ ак- 1) •
A)
где а — значение интенсивностей соответствующих
ступеней; я и ft —индексы, обозначающие номера ступе-
ней линий А и В; т — доля интервала. Величины а. при
разных значениях k = l, 2, 3 и т. д. определяются по
градуировке ослабителя.
Логарифм/относительной интенсивности вычисляется
по формуле
B)
Градуировочный график строится в логарифмических
координатах lg / и lg С.
По графику, построенному по эталонным образцам,
проверенным химическим путём, можно по фотометри-
ческой оценке найти процентное содержание примеси
в образце.
Методы фотографического фо-
тометрирования с учётом свойств
пластинки. Плотность S почернения фото-
пластинки в зависимости от интенсивности /
спектральной линии и времени экспозиции t
определяется по формуле
S = Tlg/^-H, C)
тельно, то ею можно пренебречь и вычисле-
ние вести по формуле
AS = fb lg C-f- Y lg a. G)
Если в анализируемом интервале концен-
траций величина Ь не зависит от концентра-
ции, то в координатной системе AS и lg С
(фиг. 18) имеем линейную зависимость между
разностью плотностей двух спектральных ли-
ний и концентрацией и угол наклона прямой
определится произведением ~\Ъ и будет зави-
сеть от фактора контрастности пластинки.
Для правильного применения формулы G)
необходимо учесть фактор контрастности, ко-
торый подвержен значительным изменениям
в зависимости от эмульсии на пластинках, ко-
торая на разных пластинках различна.
Наиболее распространённым методом опре-
деления фактора контрастности является метод
трёх эталонов. Анализируемые образцы и три
соответствующих эталона фотографируются
на одной фотопластинке. По эталонам строится
градуировочный график [в соответствии
с фиг. 18 слева и формулой G)], справедливый
где f — фактор контрастности фотопластинки;
Р — константа Шварцшильда; / — константа
фотопластинки.
При количественном спектральном анализе
измеряются плотности почернения двух спек-
тральных линий. Если эти две линии достаточно
близки дпуг к другу, так что константы ?, Р
и i для них не различаются, и если оба почер-
нения 5j и S2 находятся в области прямоли-
нейного участка характеристической кривой,
то можно определить разность плотностей
по формуле
«Si —
D)
Эта формула даёт исходную аналитическую
зависимость. Для перехода от интенсивности
к концентрации С применяется формула
1=аСь,
E)
где а и Ь — константы, зависящие от сорта
сплава и от состава рассматриваемых спек-
тральных линий [14].
Отнеся индекс 1 к анализируемой ппи-
меси, концентрацию которой можно обозначить
через С, индекс 2 — к основному элементу,
интенсивность спектральных линий которого
в пределах изменения концентрации примеси
принимается постоянной, формулу D) можно
переписать в следующем виде:
Так как величина /2 меняется в пределах
изменения концентрации примеси незначи-
для данной фотопластинки, по которому и про-
водится количественный анализ образцов, сфо-
тографированных на этой же пластинке. Этот
метод требует большой затраты времени на
фотографирование, фотометрирование и обра-
ботку результатов трёх эталонных образцов,
особенно если для большей надёжности ре-
зультатов каждый эталонный образец фотогра-
фируется дважды. Кроме того, снимки эталон-
ных образцов занимают много места на фото-
пластинке и задерживают анализ при большой
серии однородных образцов.
Для ускорения анализа определяют фактор
контрастности -у на каждой пластинке. Для
этого первый спектр любого анализируемого
образца фотографируется со ступенчатым осла-
бителем, остальные — без ослабителя, причём
с ослабителем не обязательно фотографиро-
вать эталонный образец. Можно фотографи-
ровать любой анализируемый образец. Полу-
ченный спектр с ослабителем и даёт для дан-
ных спектральных линий марки интенсивности,
по которым можно построить значительный
участок характеристической кривой фотопла-
стинки, установить границы прямолинейного
участка и определить величину у.
Формуле G) придают вид
AS
— = Ъ lg С + const
(8)
и строят градуировочный график не в коор-
AS и lg С а в координатах
динатах
lg С, а в координатах —
и lg С (фиг. 18, справа), т. е. независимо от
константы фотопластинки -\. Угловой наклон
122
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
при этом определится только величиной Ь,
постоянной для данной области концентраций
и выбранных спектральных линий.
Вместо величины у можно определять не-
которую разность почернения Д50 двух спек-
тральных линий основного элемента или двух
ступеней какой-либо линии в спектре, снятом
с ослабителем с двумя-тремя ступенями. Же-
лательно, чтобы эта разность была не мень-
ше 0,5. На другой пластинке для тех же двух
линий получится иная разность А50 в силу
иных свойств пластинки.
„. ASn у .,
Отношение —-, = -Ч = К представляет со-
бой коэфициент, на который надо умножать
величину AS для аналитических пар линий
на второй пластинке, чтобы привести к свой-
ствам первой пластинки. Коэфициент К позво-
ляет построить предварительно градуировоч-
ный график и не фотографировать эталонов.
Во избежание погрешностей, могущих про-
изойти от сдвигания графика вследствие изме-
нения электрических условий или иных при-
чин, следует для контроля снимать на каждой
пластинке один эталон анализируемого сплава.
При смещении точки данного эталона с гра-
фика проводят через неё отрезок прямой, па-
раллельный графику, и по ней анализируют
образцы, снятые на той же пластинке.
ВЛИЯНИЕ УСЛОВИЙ РАЗРЯДА
На чувствительность спектрального анализа
сильно влияют условия разряда. Спектральные
линии на спектрограмме должны обладать
достаточной интенсивностью, чтобы выделяться
на окружающем фоне фотопластинки. Незави-
симо от того, каким методом будет выполняться
количественный анализ, любая оценка интен-
сивности в значительной степени зависит от
фона. Для количественного анализа сплавов
желателен такой разряд, при котором испуска-
емый свет давал бы низкие и высокие ступени
возбужления атомов — дуговые и искровые
линии. При качественном определении ничтож-
ных добавок или примесей лучшим методом
возбуждения будет тот, который вызывает са-
мое низкое возбуждение основных линий до-
бавочного элемента. Таковым является дуго-
вой разряд с низким напряжением. Спектр
этого разряда более беден линиями потому,
что искровые линии почти совершенно выпа-
дают, вследствие чего истолкование спектра
становится проще. Другим важным преимуще-
ством дуги низкого напряжения является вы-
падение так называемых линий воздуха.
Разряд в конденсированной искре сильно
зависит от параметров контура. С изменением
ёмкости и самоиндукции в разрядной цепи
изменяется частота искрового разряда. С уве-
личением самоиндукции конденсированный
искровой разряд становится всё более схожим
с дуговым; при этом электроды нагреваются
сильнее, в связи с чем возрастает и плот-
ность паров между электродами.
Таким образом, при проведении спектраль-
ного анализа изменение внешних электри-
ческих условий возбуждения в контуре, со-
держащем искру или дугу переменного тока,
сильно сказывается на равенстве интенсив-
ностей спектральных линий, а следовательно,
и на точности спектрального анализа.
Влияние состава анализируемых ве-
ществ. Для спектрального анализа большое
значение имеет зависимость интенсивности
спектральной линии от состава анализиру-
емого вещества.
Относительная чувствительность спек-
тральных линий элемента, входящего в со-
став дзукомпонентного сплава в небольшом
количестве, практически не зависит от рода
основного вещества.
На определение хрома не оказывают вли-
яния присадки AI — до 2%, V — до 1% и
W - до Зо/о.
Взаимное влияние состава и структуры
образцов представляет' большой интерес,
однако требуются дополнительные исследо-
вания, так как в литературе это влияние мало
освещено. Экспериментальные работы по ко-
личественному спектральному анализу сплавов
указывают, что структура сплавов суще-
ственным образом влияет на результат ана-
лиза.
Области применения ^ спектрального ана-
лиза и точность определения элементов в
различных сплавах представлены в табл. 2.
Таблица 2
Наименование сплава
Нержавеющая сталь [1]
Хромомолибденоалюминие-
вая сталь [1]
Кислотоупорная хромони-
келевая сталь [1J
Определяемый элемент
Кремний
Марганец
Никель
Алюминий
Никель
Молибден
Кремний
Марганец
Хром
Титан
Кремний
Марганец
Длина волны X
лини?
определяе-
мого элемента
2881,58
2939.31
3414.77
3083, i6
344.77
317034
2881,58
2939.31
2862,58
3088,03
2881,58
293931
спектральных
в А
основного
в сплаве
2880,76
2944.4O
3399.33
ЗО9Т.58
3399-33
3205,40
2880.76
2944-4°
2874,17
3O9I.58
2880,76
2944.4O
Интервал
концентраций
в %
о, ю - о,бо
О,2О О,8о
о, ю—о,6о
0,50—1,20
о,ю -обо
°.25-о,55
О, IO —О.ОО
о 20-0,70
i,o —1,7о
о,з - о,8о
0,3—0,80
о,з —о,8о
Точность
± в %
3.23
1,4°
1,82
1.83
З.о
1.85
1,ОО
2,О
з,5°
1.9
—
ГЛ. II]
СПЕКТРАЛЬНЫЙ АНАЛИЗ
123
Продолжение табл. 2
Наименование сплава
Углеродистая сталь [1]
Сталь [4]
Сталь [23]
Сталь и чугун [2]
Алюминиевые сплавы [18]
Алюминиевые сплавы [1]
Алюминиевые сплавы [23]
Магниевые сплавы [23]
Латунь [1]
Латунь [15]
Бронза [Ь\
Бронза [15]
Определяемый элемент
Хром
Никель
Марганец
Кремний
Бор
Хром
Нчкель
Молибден
Ванадий
Медь
Кремний
Марганец
Углерод
Медь
Магний
Марганец
„
Железо
Кгемний
Никель
Титан
Кобальт
Медь
„
Кремний
Магний
„
Марганец
„
Железо
Хром
Олово
Никель
Молибден1
Титян
Алюминий
Цинк
Марганец
Медь
Кремний
Олово
Алюминий
Желез >
Свинец
Марганец
Олово
Марганец
Цинк
Алюминий
„
Никель
Свинец
Железо
Марганец
Железо
„
„
Олово
Цимк
Свинец
Никель
„
Алюминий
Алюминий
Цинк
Железо
Марганец
Никель
Длина волны X спектральных
линий в А.
определяе-
мого элемента
2677,17
344.77
2939.3*
2881,58
2496,7°
3822,4
3414.8
2816,2
3IQ2,3
3274.0
2881,6
2933.1
2297
3274
2247
2790.8
2593.7
293ЗД
2755.7
2516,1
2416,1
3349.4
2307
3274,0
2961,2
25140
2852,1
2783.0
2949.2
2688,0
23596
2822,4
3I75.I
344.8
31703
3372.8
2652,5
3282,3
2942,2 ¦
3274.0
2881,6
2839,99
3082.16
2382.04
2833.06
2933,06
2863
29ЗЗ
2756
3082
2660
2416
2614
2383
2933
2739
2749
2741
3175
ЗЗОЗ
2833
2394
2416
3082
2660
3345
23З2
2933
2416
основного
вещества
в сплаве
2684,76
3399.33
2944.4O
2880,76
2496,54
3°О9,6
3009.6
3009,6
ЗО09.6
3009,6
30096
3009,6
2294,3
2652,5
2321,6
28l6,2
23l6,2
ЗО5О,1
28l6,2
2652,5
2б525
3082,2
2321
ЗО59.9
ЗО599
3°59>9
ЗО5°,9
3°59.9
3°59 9
30599
3°59>9
ЗО599
3°59-9
ЗО599
3°59-9
ЗО59.9
3°74.о
3329-2
3329.2
3329.2
33=9.2
2824,38
3°63.4
2369,9
2824,38
2961,18
288з
2961
288з
Зоба
2441
2441
3441
2357
2824
2824
2961
2824
33о8
33о8
2824
2400
2506
2824
3441
3329
2357
2OOI
2406
Интервал
концентраций
в°/0
од— о,5о
О,1—О,6Ъ
О,2—О,8о
o,i—о.бо
0,001—1,0
о,13 —2,8
o,i —1,5
О,14 —1,2
0,025 - о,з
O.OI5 - О,22
о, 12 - о,43
О,2 —1,5
o,i —4,5
O,I —2.O
а.° 5-5
O.OI - 2,О
o,oi—о,5
од —i,5
О,1 — 2,О
О,2 - 2,О
о,5 —2,5
0,05—0,25
О,2 — 1,О
o,oi4 —0,092
о.8 -5 3
о,о45 -4.о
о,оо4 —о,о25
О,22 —1,6
о.ооз " °i°6
о,4 —и
о,о8 — о,42
о,ои —0,044
О,О2 - О,1
o,oi — 0,064
0,0072 — 0,053
0,0072—0,054
3-4 -14,5
о, 72 — 4.2
0,067 - 0,46
о,о15 - о, и
0,029— o,io
О.З —х>2
о,4— i,o
О,1 - 1,О
о,6-5,5
з,о - 4,о
о,3 -1-5
о,5 - 2,о
2§-38
0,1—0,3
2.5 " 3-5
2,О З.О
о,8—1,9
О,6—1,2
о,7- 2,5
o,t- о.5
1,5- 2,6
3.5- 5°
3.2 II.O
о,5— 4.6
2О - 3.5
э,о— 4.о
3.5- 6,5
9,о -12 о
5-О 12,1
До -0,1
°'5- 7.°
о,8— 2,5
3,о— 7,о
Точность
± в °/0
_
1,7о
я.5
2,9
-
1.4
1.4
1.4
1-7
1,6
-
4.4
5.о
З.а
35
3-а
4,о
З.з
3,а
2.3
1,2
—
1.4
—
о.59
О,72
—
1-7
1,2
—
О,6б
2,3
1.3
1,2
O.66
1,6
1,1
—
2,9
2,9
4.4
4,8
6,6
з,8
2,4
1.7
39
1-3
2-3
3,3
4.1
—
—
—
—
—
—
—
—
—
1.4
о,9
2,1
2,3
1.4
124
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
Продолжение табл. 2
Наименование сплава
Алюминиевые бронзы [23]
Цинковые сплавы [23]
Пермаллой [8]
Сплавы на железной
основе [7]
Определяемый элемент
Медь
Алюминий
Железо
Никель
Цинк
Свинец
Олово
Марганец
Кремний
Алюминий
Медь
„
Железо
Магний
Марганец
Никель
Молибден
Медь
Марганец
Хром
Длина волны X спектральных
линий в А
определяе-
мого элемента
2882,9
2660.40
2832,4
3°37.9
33°2,6
2833,1
3°34,i
2933. i
288i,6
2ббо,4
3274.O
2961,2
2395.6
2790.8
2949.2
ЗЮ5.48
2775.4
3273.96
4823,5
5345,8
основного
вещества
в сплаве
2441.6
2882,9
2882,9
2832,9
2882,9
2332 9
2882,9
2882,9
2882,9
3018,4
3018,4
3018,4
3018,4
3018,4
3018,4
3067,23
2779,3
3227,81
4859,8
5324,2
Интервал
концентраций
в°/0
75.° —93-°
7,4 —17.°
!#° — 5-5
о, ю — 4»°
o,i7 — 2,4
о,о55— 1.3
o,i6 — 1,3
0,01 — 0,46
0,051— 0,29
З.о —7.4
0,12 — 0,47
1.6 -3.3
0,014- 0,094
0,023 ~ 0,076
~
2О—8о
1—4
0,1—2
0,3—20
О,3—2О
Точность
± в °/0
1,8
°-5
1,О
1.83
0,82
1-9
!.4
о,6з
1,8
1,2
—
1Д
3.9
2,3
0,87
1,О
1,О
1,о
3.5
3,3
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е л ь к е в и ч Я- П., Б р у к Л. Е. и Свентиц-
кий Н. С, Спектральный метод количественного опре-
деления алюминия и других легирующих элементов
в сталях с применением дуги переменного тока как
источника света, „Заводская лаборатория* № 6, 1941.
2. Б л а н к О. В., Спектрально-аналитическое количе-
ственное определение углерода в чугуне и стали, „За-
водская лаборатория" № 4, 1945.
3. Вальтер и Вернер Герлах, Спектральный
эмиссионный анализ, пер. с нем., ОНТИ, Л. 1936.
4. Ге гечкори Н. М. и Фалькова О. Б., Опреде-
ление бора в стали, „Заводская лаборатория"
№ 1, 1945.
5. Известия АН СССР, Серия физическая, т. IV, № 1, 1940.
6. Известия АН СССР, Серия физическая, т. V.
№ 2-3, 1941.
7. Известия АН СССР, Серия физическая,т. IX, № 6, 1945.
8. ЛуценкоА. В. и Сорокина Н. Н., Спектраль-
ный анализ пермаллоев, „Журнал технической физики",
т. XV, вып. 1V-5, 1У45.
9. Мандельштам С. Л., Общая характеристика про-
цессов в пламени дуги и искры, „Заводская лаборато-
рия" № 6, 1941.
10. Мандельштам С. Л., Введение в спектральный
анализ, ОГИЗ, М. — Л. 1946.
11. МандельштамС. Л. и Райский С. М., Та-
блицы спектральных линий, ГОНТИ, 1938.
12. П р о к о ф ь е в В. К., Фотографические методы
спектрального анализа (готовится к печати).
13. Прокофьев В. К., Построение градуировочных
графиков при работе со стилометром в логарифмиче-
ском масштабе, „Заводская лаборатория" № 9, 11
и 12, 1940.
14. Прокофьев В. К., Визуклонный метод фотогра-
фического фотометрирования, .Журнал технической
физики* т. 13, вып. 7-8, 1943.
15. Прокофьев В. К., Труды конференции по анали-
тической химии, т. II, 1945.
16. С в е н т и ц к и й Н. С, Инструкция по сортировке
цветных сплавов стилоскопом. Госмориздат, 1942.
17. С в е н т и ц к и й Н. С, Активизированная дуга пере-
менного тока и её применение, „Заводская лаборатория"
№ 4-5, 1939.
18. С т р и г а н о в А. Р., Спектральный анализ алюми-
ния и его сплавов, Оборонгиз, М. 1940.
19. Ф и л л и п п о в А. Н., Спектральный анализ, ОНТИ,
Л. 1937.
20. Ф р и ш С. Э., Техника спектроскопии, изд. ЛГУ, Л.
1936.
21. Шайбе Г., Химический спектральный анализ, пер.
с нем., под ред. проф В. К. Прокофьева, ОНТИ, 1938.
22. Gerhard Hartleif, Dortmund — Horde. Arch. f. d. Eisen-
huttenwesen, 13, 295, 1940.
23. H a s 1 e r M. F and Kemp J. W., Journ. Opt. Soc.
Amer, 34. № 1, 21-22, 1944.
24. S с h 1 i e s s m a n n O., Z&nker V. K. Arch. f. d. Elsen-
hiittenwesen, 10, 383, 1937.
25. bchliessmann O., Zanker V. K. Arch. f. d. Eisen-
huttenwesen, lo, 345, 1937.
26. Von Jochln Wllken, Arch. f. d. Elsenhuttenw. 12, 133,
Bonn 1939.
27. Twaymonn F., The Spectrochemlcal Analysis of
Metals and Alloys, London 1941.
ИСПЫТАНИЯ НА КОРРОЗИЮ
КЛАССИФИКАЦИЯ МЕТОДОВ
ИСПЫТАНИЙ НА КОРРОЗИЮ
Коррозионное разрушение металла вызы-
вается химическими или электрохимическими
процессами. Коррозионная стойкость металла
зависит от его особенностей (химического со-
става и структуры сплава, его электродного
потенциала, условий плавки и отливки и т. д.)
и от характера окружающей его внешней среды
(состава и концентрации веществ, воздей-
ствующих на металл, температуры, доступа ки-
слорода, движения раствора или газа относи-
тельно металла и др.).
Коррозионные испытания по применяе-
мым методам разделяются на лаборатор-
ные— испытания образцов в искусственно
создаваемых условши; полевые — испытания
образцов в эксплоагационных условиях; зке-
плоатационные — испытания конструкций,
ГЛ. И]
ИСПЫТАНИЯ НА КОРРОЗИЮ
125
машин, аппаратов и т. д. в условиях эксплоа-
тации.
Лабораторные и полевые испытания по ха-
рактеру действующей среды подразделяются
на испытания: в атмосфере, в жидкости (при
полном, частичном или переменном погруже-
ниях образцов), в газовой среде (при высокой
температуре) и в почве.
К лабораторным испытаниям относятся
также электрохимические измерения и специ-
альные испытания: определение коррозионной
усталости, склонности к интеркристаллитной
коррозии и др.
ОБЩИЕ УКАЗАНИЯ К ПРОВЕДЕНИЮ
ИСПЫТАНИЙ НА КОРРОЗИЮ
При выборе метода испытания на коррозию
исходят из необходимости наиболее полно
воспроизвести условия, в которых испытуе-
мому металлу или сплаву придётся работать.
Отступление от этих условий может привести
к неправильным ьыводам.
Ускоренные методы испытания допуска-
ются, если они не меняют характера корро-
зионного процесса. Сокращение времени ис-
пытаний достигается усилением действия фак-
тора (или факторов), вызывающего коррозию
B, 22, 27].
Результаты лабораторных коррозионных
испытаний проверяются полевыми, а в ответ-
ственных случаях — эксплоатационными испы-
таниями.
Одновременно с испытаниями металлов или
сплавов проводят испытание образца металла,
обладающего определённой коррозионной
стойкостью (эталона). Для получения сравни-
мых результатов коррозионных испытаний со-
блюдаются следующие условия.
Размеры и форма образцов для серии ис-
пытаний выбираются одинаковыми; поверх-
ность образцов принимается не меньше 10 см2.
Подготовка поверхности образцов опреде-
ляется условиями и целью испытания.
При необходимости определить сравни-
тельную коррозионную стойкость нескольких
металлов или сплавов поверхности образцов
шлифуются. Для определения отражательной
способности и устойчивости чистых металлов,
а также для измерения потенциалов поверх-
ности образцов шлифуются и полируются до
зеркального олеска.
Для испытаний, результаты которых дол-
жны непосредственно характеризовать корро-
зионную стойкость металлов в эксплоатации,
металл берётся в том состоянии, в котором
он будет использован на практике. Поверхно-
сти образцов выбираются однородными и оди-
наковыми (плёнка не должна быть нарушена),
заусенцы осторожно удаляются, срезы и ка-
тодные покрытия изолируются лаком или па-
стой для предохранения от интенсивной кор-
розии.
Непосредственно перед испытаниями об-
разцы очищаются химически чистыми органи-
ческими растворителями (бензином, ацетоном
и др.) от жира и других загрязнений (после
очистки брать образцы голыми руками кате-
горически запрещается).
Для испытуемых металлов или сплавов ука-
зываются способ их изготовления, термическая
обработка, химический состав, структура и
место вырезки образцов (эскиз).
Испытания производятся в сосудах одина-
кового размера и формы и нейтральных в от-
ношении коррозионной среды. Образцы рас-
полагают в сосудах или аппаратах так, чтобы
условия воздействия на них коррозионной
среды были одинаковыми и чтобы они не ка-
сались друг друга и стенок сосуда. Расстояние
между образцами выдерживается одинаковым.
Материал подвесок для образцов выбирается
вполне индиферентный к металлу образца и
к коррозионной среде, не проводящий элек-
трического тока и достаточно прочный для
длительного удержания образца в коррозион-
ной среде. В сосуд помещаются только одно-
родные образцы. Сосуды предохраняются
от попадания пыли, песка и других посторон-
них тел.
При лабораторных испытаниях коррозион-
ная среда выбирается наиболее близкой по
составу и концентрации к среде, в которой
металл или сплав будет работать на практике.
Состав и состояние коррозионной среды при
сравнительных испытаниях выбираются строго
одинаковыми. При испытаниях в движущихся
растворах производится перемешивание рас-
твора специальными мешалками. Испытания,
не допускающие колебаний температуры, про-
водятся в термостатах, снабжённых терморе-
гуляторами. По мере испарения воды из
растворов сосуд дополняется дестиллирован-
ной водой. Коррозионная среда заготовляется
в количестве, достаточном для всего цикла
испытаний. Химический состав среды указы-
вается в единицах веса на литр или в весовых
или объёмных процентах.
При установлении продолжительности испы-
тания исходят из кинетики коррозионно-
го процесса. Протекание
процесса коррозии во
времени может происхо-
дить ускоренно, равно-
мерно или замедленно
(фиг. 19, 1, 2, 3). Мини-
мальное время испытания
определяется моментом
стабилизации кривой
К — t (коррозия—время).
Чтобы убедиться в сов-
падении эксперименталь-
ных результатов с дан-
ными, полученными от экстраполяции кривой
К. — t4 процесс испытания несколько удлиняет-
ся. Построение кривой К— t производится по
результатам испытаний серии образцов с
различной длительностью выдержки их в кор-
розионной среде. Для определения каждой
точки испытываются не менее трёх образцов.
МЕТОДЫ СНЯТИЯ ПРОДУКТОВ КОРРОЗИИ
Точное определение потери веса в резуль-
тате коррозии требует полного удаления про-
дуктов коррозии без повреждения металла.
В случаях, когда слой продуктов коррозии
представляет рыхлые, слабо связанные с ме-
таллом образования, полная очистка металла
часто достигается при помощи волосяной щёт-
ки, мягкой резины, деревянного или костяного
шпателя. Очистка происходит легче и быстрее
Фиг. 19. Схема проте-
кания коррозии во вре-
мени: К—коррозия,
t — время.
126
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
под струёй воды. При невозможности меха-
ническим путём снять продукты коррозии, они
удаляются одним из указанных в табл. 3 спо-
собов. При химическом или электрохимиче-
ском способе снятия продуктов коррозии не-
обходимо предварительно убедиться в нерас-
творимости самого металла образца.
Таблица 3
Химические и электрохимические способы снятия
продуктов коррозии
Наимено-
вание ме-
талла или
сплава
Сталь
Медь и
медные
сплавы
Алюминий
и алюми-
ниевые
сплавы
Магний и
магниевые
сплавы
Цинк и
свинец
Метод снятия продуктов
коррозии с образцов
1. Химическая обработка
5-10°/0-ным раствором H3SO4
с добавлением 0,1% As2O3
2. Химическая обработка в
3—10"/0-ном растворе лимонно-
аммониевой соли
3. Химическая обработка в
5°/0-ном холодном растворе
HNO3
4. Химическая обработка в
10°/0-ном растворе винно-аммо-
ниевой соли при подогреве
до 50-60'
5. Химическая обработка в
20°/0-ном растворе NaOH с до-
бавлением цинковой пыли или
порошка алюминия при кипя-
чении
6. Химическая обработка в
20°/0-ном растворе H3SO4 с до-
бавлением органического инги-
битора
7. Химическая обработка в
концентрированной соляной ки-
слоте, содержащей 2°/0 окиси
сурьмы и 5°/0 хлористого олова
8. Электрохимическая катод-
ная обработка в 8°/0-ном рас-
творе КОН
9. Электрохимическая катод-
ная обработка в 2°/„-ном рас-
творе H2SO4 при использова-
нии нерастворимого анода
10. Электрохимическая ка-
тодная обработка в 15%-ном
растворе соды с последующей
катодной обработкой в 10%-ной
лимонной кислоте
11. Электрохимическая ка-
тодная обработка в лимонной
кислоте или цианистом калии
1. Химическая обработка в
°/0-ном растворе HaSO4
1. Химическая обработка в
5°/0-ном растворе HNOa с до-
бавлением 1% К3Сга07
2. Химическая обработка в
5°/0-ной холодной HNO3
3. Электрохимическая катод-
ная обработка в 8%-ном рас-
творе NaOH
1. Химическая обработка в
20%-ном растворе хромового
ангидрида
1. Химическая обработка в
концентрированном растворе
уксуснокислого аммония
Литератур1
ный источ
ник
[10]
[10, 23, 27]
Американ-
ское бюро
стандартов
[ю]
[ю]
[28]
[ю]
СПОСОБЫ ОПРЕДЕЛЕНИЯ КОРРОЗИИ.
УСЛОВНЫЕ ШКАЛЫ СТОЙКОСТИ
МЕТАЛЛОВ ПРОТИВ КОРРОЗИИ
Способы определения коррозии разделяются
на качественные и количественные. Способы
качественного определения процесса разруше-
ния металла часто представляют собой допол-
нения к количественным методам. В табл. 3
приведены основные методы определения
коррозии и их характеристики. Каждый из них
прямо или косвенно связан с каким-либо со-
пряжённым звеном общего процесса и поэтому
может служить мерой самого коррозионного
процесса, т. е. количества металла, перешед-
шего в форму коррозионных продуктов. Ме-
тод оценки результатов испытаний опреде-
ляется в зависимости от того, имеет ли корро-
зионное разрушение равномерный, местный
или интеркристаллитный характер. В случае
равномерной коррозии применяется весовой
метод определения количества прокорродиро-
вавшего металла. Он даёт непосредственную
меру коррозии Kw, т. е. потерю веса в г/л*2 час.
Показатель коррозии Кф характеризующий
уменьшение толщины металла, можно полу-
чить из формулы
2±^^ ^ мм/год,
±ка 1000 г '
где 7 — удельный вес металла.
Для неравномерной (местной) коррозии
показателем, определяющим величину разру-
шения, является глубина коррозионного слоя,
образовавшегося за год. Местная коррозия
оценивается по местам, где глубина корро-
зионных разрушений наибольшая.
Степень неравномерности коррозии опре-
деляется в % по формуле
п = ^-100,
где .Р/с — площадь, поражённая коррозией;
Fo — общая площадь, подвергающаяся воздей-
ствию корродирующих агентов.
Для металлов, подверженных местной кор-
розии и работающих в условиях механиче-
ской нагрузки, оценку производят как по кор-
розионным разрушениям, так и по снижению
механических свойств. Показателем снижения
механических свойств в результате коррозии
является (табл. 4, метод IX) уменьшение пре-
дела прочности при растяжении и относи-
тельного удлинения (в процентах от первона-
чальных значений).
Количественным выражением интеркристал-
литной коррозии служит глубина коррозион-
ного разрушения по границам зёрен в мм за
год. Эта величина непосредственно опре-
деляется на шлифе под микроскопом. Полная
оценка сплавов, подверженных интеркристал-
литной коррозии, независимо от того, рабо-
тают или не работают они при механических
нагрузках, производится не только по корро-
зионному разрушению, но и по снижению
механических свойств, причём так же, как и
во всех других случаях, количественная оценка
сопровождается описанием результатов наблю-
дения за ходом коррозионного процесса. При
этом отмечают: 1) характер образования и
распределения продуктов коррозии, выпавших
ГЛ. II]
ИСПЫТАНИЯ НА КОРРОЗИЮ
127
Таблица 4
Характеристика методов определения коррозии [2]
Метод
1
I. Визуальное на-
блюдение и фотогра-
фирование образца
II. Визуальное на-
блюдение за измене-
ниями в растворе
III. Макроисследо-
вание и стереома-
кроисследование
IV. Микроисследо-
вание
V. Измерение тол-
шины образца и
определение глубины
питтинга
VI. Определение
потери в весе
VII. Определение
приращения веса
VIII. Количествен-
ный анализ пробы
раствора и поляро-
графический анализ
Область применения
2
1. Лабораторные, по-
левые и эксплоатацион-
ные испытания
1. Лабораторные ис-
пытания, при которых
появляется окраска рас-
твора или в растворе и
на дне сосуда образу-
ются хлопья и осадки
1. Лабораторные, по-
левые и эксплоатацион-
ные испытания в слу-
чаях, когда коррозия
идёт неравномерно или
когда продукты корро-
зии остаются на образце
1. Определение харак-
тера корразии (интер-
кристаллитная)
2. Определение харак-
тера и глубины пит-
тинга
3. Установление хода
начальных стадий про-
цесса коррозии (микро-
исследование в процес-
се испытания)
1. Исследования в слу-
чаях поражений, захва-
тывающих достаточную
для измерения площадь
(газгольдеры, трубы, ци-
стерны)
1. Лабораторные испы-
тания
2. Полевые испытания
(в случаях, когда воз-
можно удаление продук-
тов коррозии)
1. Лабораторные испы-
тания
2. Полевые испытания
(если продукты корро-
зии нерастворимы и
п ютно держатся на об-
разце)
1. Лабораторные испы-
тания в случае раство-
римых продуктов кор-
розии
2. Испытания в нату-
ре химической аппара-
туры, баков, охладитель-
ных систем и др.
Положительные стороны
метода
3
1. Простота
2. Возможность грубо
количественной оценки
1. Простота
1. Те же, что у метода I
2. Возможность качест-
венно оценить характер
распределения коррозии,
глубину питтингов и ха-
рактер расположения
продуктов коррозии при
стереомакроисследова-
нии
1. Единственный пря-
мой метод обнаруже-
ния интерьристаллитной
и избирательной корро-
зии
1. Простота
1. Простота
2. Количественное вы-
ражение коррозии
1. Отсутствие необхо-
димости удаления про-
дуктов коррозии с об-
разца
2. Возможность опре-
делении в случаях интер-
кристаллитной коррозии
1. Возможность полу-
чения всей кривой K—t
по одному образцу
2. Возможность изме-
рения скорости в случае
очень медленных про-
цессов коррозии мето-
дом полярографического
анализа
Отрицательные стороны
метода
4
—
1. Грубо качественный
характер данных
2. Ограниченность при-
менения
1. Трудность при из-
готовлении шлифов
1. Груб<1 количествен-
ный характер коррозион-
ных данных
2. Малая чувствитель-
ность
1. Трудность полного
Удаления продуктов
коррозии без поврежде-
ния металла
2. Средняя характери-
стика разрушения (не
учитывает неравномер-
ность коррозии)
3. Необходимость в
большом количестве об-
разцов для построения
кривой K — t
4. Возможность ошиб-
ки при интеркристаллит-
ном или избирательном
характере коррозии
1. Iрудно^ть полною
собирания продуктов
коррозии
2. Необходимость ана-
лиза продуктов корро-
зии для вычисления ко-
личества прокорродиро-
вавшего металла
3. Избирательный тип
коррозии даёт неверные
результаты
4. Неточность резуль-
татов при растворимости
продуктов коррозии
(требуется осаждение
продуктов коррозии)
1. Ограниченность при-
менения
2. Ошибки при нали-
чии нерастворимых про-
дуктов коррозии
Символ и
размер-
ность
5
—
-
мм/год
Kw
г/м2 час
или при
пересчете
мм/год
г 1м* час
zjm* час
128
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. И
Продолжение табл. 4
Метод
1
IX. Определение
изменения механи-
ческих свойств при
растяжении (предела
прочности и удлине-
ния)
X. Определение
ивменения числа за-
гибов или угла за-
гиба
XI. Определение
количества выделя-
ющегося водорода
(или определение по-
вышения давления)
XII. Определение
количества погло-
щённого кислорода
ХШ. Определение
изменения электри-
ческого сопротивле-
ния образца
XIV. Определение
теплового эффекта
XV. Определение
изменения отража-
тельной способности
Область применения
2
1. Лабораторные ис-
пытания, особенно в
случаях интеркристан-
литно i и избирательной
коррозии
1. Лабораторные ис-
пытания в случаях
интеркристаллитной кор-
розии
1. Лабораторные ис-
пытания в случае про-
цессов с деполяризацией
за счёт выделения водо-
рода
1. Лабораторные ис-
пытания в случае про-
цессов с преобладанием
кислородной деполяри-
зации
1. Лабораторные ис-
пытания
2. Полевые испытания
(только для мат1.риалов
с развитой поверх-
ностью, т. е. для доста-
точно тонких листов и
проволоки)
1. Лабораторные ис-
пытания в случае энер-
гичных коррозионных
процессов
1. Лабораторные ис-
пытания
2. Полевые испытания
(для определения лишь
самых начальных стадий
процесса коррозии в
атмосфере на полиро-
ванных образцах)
Положительные стороны
метода
3
1. Отсутствие необхо-
димости снятия продук-
тов коррозии
2. Возможность авто-
матического отнесения
результата к наиболее
слабому сечению
3. Возможность изме-
рить интсркристаллит-
ную коррозию
1. Отсутствие необхо-
димости снятия продук-
тов коррозии
2. На результат влияет
только интеркристаллит-
ная коррозия и сильный
питтинг
1. Возможность постро-
ения кривой К — t по ре-
зультатам испытания од-
ного образца
2. Большая чувстви-
тельность (в 10 — 20 раз
большая, чем при весо-
вом методе)
3. Простота
4. Отсутствие необхо-
димости удалять и соби-
рать продукты коррозии
в растворе и на образце
1. Те же, что у метода XI
2. Возможность разде-
ления коррозии за счёт
кислородной деполяри-
зации и выделения водо-
рода (при некотором
усложнении аппаратуры)
1. Возможность постро-
ения кривой К — t по
результатам испытания
одного образца
2. Отсутствие необхо-
димости снимать про-
дукты коррозии
3. Отражение интер-
кристаллитной коррозии
на результатах
1. Возможность постро-
ения кривой К — t по
результатам испытания
одного образца
2. Отсутствие необхо-
димости снимать про-
дукты коррозии
1. Возможность постро-
ения кривой К — t для
начальных стадий про-
цесса коррозии по ре-
зультатам испытания од-
ного образца
Отрицательные стороны
метода
4
1. Меньшая чувстви-
тельность по сравнению
с весовым методом
2. Трудность выделе-
ния интеркристаллитной
коррозии из общего по-
i азателя
1. Ограниченность при-
менения
2. Получение только
косвенного представле-
ния о размерах коррозии
3. Невысокая чувстви-
тельность
1. Ограниченность при-
менения
2. Трудность переме-
шивания раствора
3. Ошибки, если наря-
ду с выделением водо-
рода идёт и кислородная
деполяризация
1. Трудность переме-
шивания раствора
2. Распределение кор-
розии не учитывается
3. Расчёт прокорроди-
ровавшего металла за-
трудняется при нали-
чии нескольких степе-
ней окисления или при
появлении химически
сложных продуктов кор-
розии
1. Ограниченность при-
менения
2. Возможность ошиб-
ки при перенесении ре-
зультатов, полученных
на образцах малого се-
чения, на массивные об-
разцы
1, Экспериментальные
трудности
2. Повышение темпе-
ратуры и изменение
условий коррозии с те-
чением времени в резуль-
тате тепловой изоляции
1. Ограниченное при-
менение
Символ и
размер-
ность
5
-
-
в день
-
"U в год
кал/см^
в день
KR
°/о в год
в осадок и находящихся на образце (цвет,
плотность, строение, форма); 2) начало и ско-
рость выделения газов, Л) появление плёнок
или наслоений на образце. Результаты наблю-
дений рекомендуется записывать кратко и
точно на стандартных картах [21].
Для отнесения металла, эксплоатируемого
в агрессивных средах, к определённому
классу коррозионной стойкости пользуются
условными шкалами, основные из которых
приведены в табл. 5—7. Шкалы построены
на основе определения коррозии по потере
веса на единицу поверхности металла и по-
этому относятся только к равномерной кор-
розии.
ГЛ. И]
ИСПЫТАНИЯ НА КОРРОЗИЮ
129
Таблица 5
Класс стой-
кости
I
II
III
IV
V
Классификация Круппа
Характеристика стой-
кости материала
Вполне стойкий ....
Достаточно стойкий . .
Относительно стойкий .
Нестойкий
Удельная по-
в г;м3 час
До од
О,1—1,О
1,0—3.0
3,о—ю,о
ю,о и выше
Классификация Финке
Таблица 6
Сплавы, потерявшие в весе от 0,3 до
1,0 г/м2час, по этим шкалам принадлежат к
классу достаточно стойких *. Для оценки стой-
кости металлов в менее агрессивных средах,
например в промышленной атмосфере, приве-
дённые классификации неприменимы.
Класс
стойко-
сти
I
Па
Иб
Ша
Шб
IV
Характеристика
стойкости мате-
риала
Вполне стойкий .
Стойкий
Достаточно стой-
кий
Малостойкий . .
Малостойкий
(почти нестойкий)
Нестойкий . . .
Удельная
потеря
веса в
г/м? в сутки
До i
1-5-5
5>5-ю
i°— 55
55—ioo
ioo и выше
Время в сут-
ках, потребное
для растворе-
ния слоя тол-
щиной 1 мм
Свыше ю ооо
ю ооо—55°°
55°о—iooo
1000-55°
550— ioo
юо и меньше
Классификация Грацианского |7]
Таблица 7
Удельная потеря веса в г/м? час
при удельном весе металла или
сплава
Характеристика стойкости
материала
Убыль тол-
щины ме-
талла за
год в мм
Время растворения
слоя толщиной
1 мм
7,5
I
II
III
IV
V
VI
Вполне стойкий . . .
Стойкий
Достаточно стойкий .
Относительно стойквй
Малостойкий
Нестойкий
До о*1
од~о,з
о,з— i>o
i,o—з,о
З.о —ю,о
Больше ю,о
10 лет
10 лет-3 года
3-1 год
12-4 месяца
4-1.5 '„
Меньше 1,5 мес.
До о,оз До o,i
0,03-0,1 o,i—о,з
0,1—0,3 0,3-1.0
0,3-1,0
1,0—3,0 з
Больше з>° Больше ю,о
До o,i5
5,о-15,о
Больше i5,c
ЛАБОРАТОРНЫЕ ИСПЫТАНИЯ
НА КОРРОЗИЮ
Большинство методов коррозионных испы-
таний и аппараты для испытаний разработаны
с расчётом возможно более близкого воспро-
изведения условий, при которых явления кор-
розии встречаются на практике.
Испытания на атмосферную коррозию
Для испытаний на атмосферную коррозию
пользуются туманной или влажной камерой.
Камера служит для создания и равномер-
ного распределения влажной атмосферы и для
введения ускоряющих коррозионных агентов
в замкнутое пространство. Наиболее простыми,
удобными и проверенными в эксплоатации
являются влажная камера конструкции ВИАМ,
камера Гопиуса [17, B, 1] и камера Афанась-
ева [5]. Последняя более механизирована, но
мало опробована в практических условиях. Из-
вестна также камера Американского общества
испытания материалов [10].
Камера ВИАМ (фиг. 20) представляет
собой застеклённый шкаф. Стёкла камеры
укреплены в пазах толстых эбонитовых пла-
нок, привинченных к внутренней стороне же-
лезных клеточных переплётов шкафа. Дно ка-
меры изготовлено из листового железа и вы-
ложено метлахскими плитками. Разбрызгивание
раствора производится воздушным нагнета-
тельным насосом 5 или сжатым воздухом через
укреплённый в дне камеры текстолиговый или
стеклянный пульверизатор (фиг. '21). Концы
• При такой потере время, необходимое для раство-
рения слоя металла толщиной 1 мм, равняется 1 году.
Схема аетомати-
чвсного включения
мотора
Фиг. 20. Камера для проведения ускоренных коррозион-
ных испьпаний (конструкция ВИАМ): /— ртутное реле;
2—MOiop 1чомпресс«'р;';3 контактные часы;4—рубильник,
5—нагнетательный насос; б—стеклянный экран.
130
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
засасывающей и распиливающей трубок пуль-
веризатора выводятся наружу через просвер-
лённые в дне камеры отверстия. Сосуд с рас-
твором для разбрызгивания помещается под
камерой. Во избежание попадания капель рас-
твора на испытуемые де-
тали перед пульверизатором
на расстоянии 150—'iOO мм
укрепляется стеклянный эк-
ран 6 (фиг. 20), наклонён-
ный к струе под углом 45°.
Выбрасываемый пульвериза-
тором раствор ударяется в
стеклянный экран и в рас-
пылённом виде (тумана) за-
полняет камеру. Излишек
раствора стекает по шлангу
обратно в сосуд. Равномер-
ное распределение влаги по
всей камере обеспечивается
вентилятором с числом обо-
ротов, не превышающим 70
в минуту. Распыление рас-
твора производится периоди-
чески через каждые 15 мин. и длится 30 сек.
Чередование производится автоматически при
помощи реле и часового механизма. Схема ав-
томатического включения указана на фиг. У0.
Постоянство температуры во- влажной камере
поддерживается нагревательными элементами
и терморегуляторами, смонтированными на дне
камеры.
Камера Гопиуса (фиг. 22) предста-
вляет собой деревянный застеклённый шкаф,
разделённый на два изолированных отделе-
ния, позволяющих одновременно проводить
испытания в различных условиях. Стеклянный
Ф;.т. 2!. Схема сте-
клянного пульве-
ризатора для раз-
брызгивания
раствора.
Фиг. 22. Камера Гопиуса для ускоренных корро-
зионных испытаний мелких деталей: /—образец;
2—экран.
пульверизатор монтируется в отверстии, про-
сверлённом в боковой стеклянной стенке.
Испытания проводятся при комнатной темпе-
ратуре. Периодическое распыление раствора
производится так же, как в камере ВИАМ
Образцы подвешиваются во влажной камере
в вертикальном (при нормальных испытаниях)
или горизонтальном положении (при уско-
ренных) на подставки или горизонтальные
стеклянные стержни. При выборе среды
следует в основном руководствоваться усло-
виями службы испытуемого материала. Для
приближения к обычным атмосферным усло-
виям создают повышенную влажность раз-
брызгиванием воды. Распылением Й%-ного
раствора поваренной соли создают атмо> фе;.-.у
приморских местностей. Для воспроизведения
наиболее агрессивной атмосферы промышлен-
ных центров вводят в камеру сернистый газ
до 0,1% по объёму или распыляют 0,01 N рас-
твор серной кислоты. Камеры .работают пе-
риодически. Точно установленных циклов не-
существует, поэтому методика испытаний отли-
чается значительной индивидуальностью.
Испытания при периодическом
(попеременном) погружении в жидкость
Метод попеременного смачивания и высу-
шивания испытуемых деталей, получивший
широкое распространение, является обычно бо-
лее энергичным в коррозионном отношении,
чем метод постоянного погружения в воду
или в растворы солей. Для испытания на корро-
зию по методу периодического погружения
применяются разнообразные приборы, из ко-
торых следует отметить колесо Гарднера [12]„
а также аппараты Гопиуса и ЦНИИТМАШ,
так называемые таух-аппараты.
Основной частью прибора Гарднера
(фиг. 23) является колесо с укреплёнными на
ободе эбонитовыми держателями 1 для зажи-
мания образцов. Колесо медленно вращается
от электромотора с червячной передачей, со-
вершая один оборот в 15 мин. Зажатые образцы
поочерёдно погружаются во время вращения
на 1—2 мин. в расположенный под колесом
резервуар, наполненный соответствующим рас-
твором, и затем в течение 13—14 мин. подсу-
Фиг. 23. Схема прибора Гарднера.
шиваются на воздухе. Окончательное высуши-
вание производится при помощи лампового
реостата, укреплённого в кожухе 2 в правой
стороне прибора.
Существенными недостатками прибора Гард-
нера являются относительная трудность регу-
лирования времени пребывания образцов в-
растворе и на воздухе и невозможность одно-
временного испытания разных металлов и по-
крытий. Таух-аппараты лишены указанных
недостатков и являются более удобными и
совершенными приборами для периодического
погружения образцов в жидкость.
Аппарат Гопиуса (фиг. 24) состоит
из деревянной стойки /, в центре которой в
направляющих перемещается вертикальный
шток 2. Последний в верхней части связан с
ГЛ. II]
ИСПЫТАНИЯ НА КОРРОЗИЮ
131
деревянными держателями 3, на которых под-
вешиваются испытуемые образцы 4. Каждый
образец погружается в отдельный сосуд 5 с
соответствующим раствором. В нижней своей
части шток связан с кривошипным механиз-
Фиг. 24. Аппарат Гопиуса.
мом 6, приводимым в движение от мотора 7
через червячную передачу #. Во время дей-
ствия аппарата образцы каждые 15 мин. погру-
жаются на 1 мин. в раствор. Регулирование
осуществляется часовым механизмом 9.
Таух-аппарат конструкции ЦНИИТ-
МАШ (фиг. 25) построен по такому же прин-
Верхнее положение
держателей и образцов
Нижнее положение
держателей и образцов
Фиг. 25. Аппарат ЦНИИТМАШ.
ципу, что и аппарат Гопиуса, и состоит из
следующих основных частей: регулятора циклов
(узел I), подъёмного механизма с держате-
лями (узел II) и шкафа для установки стака-
нов и подъёмного механизма (узел III). Подъ-
ёмный механизм работает от электродрели,
приводящей во вращение винт, по которому
перемещается шпиндель электродрели, подни-
мающий и опускающий металлический стержень
с восемью радиально расположенными держа-
телями образцов. Работой подъёмного меха-
низма управляет регулятор циклов, который
периодически подаёт импульсы тока различного-
направления. При помощи регулятора циклов;
производится также настройка аппарата на>
различные режимы испытаний. Основными;
деталями регулятора циклов являются мотор
Уаррена, трансформатор и коммутаторная па-
нель настройки. Регулятор циклов позволяет
установить 140 различных периодов нахождения,
образцов в растворе и на воздухе. Максималь-
ный период рассчитан на пребывание образцов
в воздухе в течение 17 мин. и в растворе
в течение 3 мин. В аппарате можно одновре-
менно испытывать до 48 образцов в различных
стаканах.
Испытания при полном
(постоянном) погружении в жидкость
Испытания на коррозию при полном погру-
жении в жидкость могут производиться в
двух вариантах: погружением образцов в воду
или растворы, находящиеся в спокойном
состоянии, или погружением в те же среды
при перемешивании жидкости. В первом слу-
чае процесс коррозии протекает значительно
медленнее, так как неподвижный слой раствора
препятствует доступу кислорода воздуха к по-
верхности образцов. Метод испытаний метал-
лов в неподвижной жидкости применяется в тех
случаях, когда это соответствует эксплоатаци-
онной службе металла (металл погружён в жид-
кость). Для определения коррозии металла по
ватерлинии испытания образцов проводят в
полупогружённом состоянии. Более распро-
странённым является метод полного погруже-
ния образцов при постоянном перемешивании
жидкости. В этом случае поверхностные слои
жидкости в сосуде благодаря перемешиванию
поглощают большое количество кислорода из
атмосферы и поверхность образца непрерывно
соприкасается с новыми порциями жидкости,
содержащей кислород.
Перемешивание растворов обычно осуще-
ствляется специальными стеклянными мешал-
ками, приводимыми во вращение от мотора
через соответствующую передачу. Изменение
числа оборотов достигается сменой шкива у
мотора.
На фиг. 26 изображён шпиндельный
аппарат конструкции В И AM для испытаний
в жидкостях при перемешивании их. Аппарат
представляет собой водяной термостат 1,
вмещающий шесть банок 2 с раствором ёмко-
стью по 8 л каждая. Испытуемые образцы
(по 12 шт.) загружаются в банки на эбонито-
вых подставках Стеклянные мешалки в ка-
ждом из сосудов вращаются со скоростью
135 об/мин
В лабораторной практике часто приме-
няются шпиндельные аппараты, позволяющие
одновременно испытывать большее количество
образцов, монтированных обычно на одном
132
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. II
общем горизонтальном валу. Стаканы с подве-
шенными в них образцами располагаются под
каждой мешалкой непосредственно на столе
или в термостате в зависимости от условий
испытаний; количество образцов в стакане не
превышает 2—3.
Оценка коррозионной устойчивости при
испытании образцов металлов во влажной
камере, на колесе Гарднера, в таух- и шпин-
дельном аппаратах производится по методам
I, II, V. VII, изложенным в табл. 3. Перед на-
чалом опыта в журнале испытаний регистри-
руются внешний вид поверхности и вес об-
разцов; в некоторых случаях отмечаются меха-
нические свойства металла. В процессе испы-
— I!! -™
по ЛД
f
—^
о
Г
г ;
_
п
i;
: |Ь="
-L:fj»o-
Фиг. 26. Схема шпиндельного аппарата.
таний производится систематическое наблюде-
ние за изменением внешнего вида и веса образ-
цов. В начале опыта осмотр производится чаще,
в соответствии с более быстрым протеканием
процесса коррозии в начальные периоды. Про-
должительность опыта в каждом отдельном
случае обусловливается поведением испытуе-
мого металла и характером коррозионной среды.
Об окончании опыта судят по характеру кривой
К— * (фиг. 19), наличию видимых признаков
разрушений и изменению механических свойств.
Объёмные методы испытаний
Объёмные методы количественного опреде-
ления коррозии распадаются на две группы
(табл. 3, методы XII и XIII): 1) метод учёта
количества газа, выделившегося в процессе
коррозии; 2) метод учёта количества газа,
поглощённого в процессе коррозии. Первый
метод применяется при коррозии в кислотах,
причём процесс протекает с выделением водо-
рода. Количество водорода в см3, выделившееся
в определённый промежуток времени, служит
выражением скорости процесса коррозии.
Наиболее простым прибором для объёмных
испытаний является обычный стеклян-
ный стакан с раствором кислоты или соли
](фиг. 27). В раствор помещают в подвешен-
Фиг. 27. Схема
установки для
испытания на
коррозию по
количеству вы-
деляемого во-
дорода.
ном состоянии на шейке воронки образец.
Над воронкой укрепляют градуированную про-
бирку, наполненную раствором. Водород, вы-
деляющийся при коррозии образца, подни-
мается в пробирку и вытесняет из неё раствор.
Количество выделившегося во-
дорода определяется по деле-
ниям пробирки. При испыта-
ниях магниевых сплавов в мор-
ской воде или в растворе по-
варенной соли отсчёты газа
производятся в течение пер-
вого часа испытаний через
каждые 5 мин., а затем через
каждый час [10, 17, 9]. Продол-
жительность испытания уста-
навливается от 5—6 час. до 5
суток в зависимости от интен-
сивности процесса коррозии.
Недостатком данной установки
является то, что объём газа
не приведён к определённому
давлению и существует некото-
рая потеря газа вследствие за-
держивания пузырьков его на
поверхности образца.
Указанные недостатки устра-
нены в приборе Гопиуса.
На принципе определения
количества газа, поглощённого при коррозии,
построен прибор Бенгоу, Стюарт и
Л и. Этот прибор чрезвычайно чувствителен
и позволяет количественно проследить весь
процесс коррозии на одном и том же образце.
Вследствие сложности изготовления и кро-
потливости в работе он применяется глав-
ным образом для особо точных исследований
[Ю, 9].
Электрохимические методы
К основным электрохимическим методам
изучения процесса коррозии относится опре-
деление: а) электродного потенциала металла,
б) силы тока при контакте двух металлов.
Электродные потенциалы металлов суще-
ственно меняются от состояния поверхности
образцов, состава и концентрации растворов,
присутствия различных газов, температуры,
движения жидкости. Определение электрод-
ных потенциалов производится компенсацион-
ным методом, заключающимся в том, что не-
известная электродвижущая сила компенси-
руется известным напряжением какого-либо
постоянного источника тока. Для приведения
измерений электродных потенциалов необхо-
димы следующие электроизмерительные при-
боры: чувствительный гальванометр или капил-
лярный электрометр, нормальный элемент Ве-
стона, реохорд или мостик Уитстона, каломе-
левый электрод, магазин сопротивлений. Для
более точных измерений вместо мостика при-
меняют компенсационные приборы — потен-
циометры.
Наиболее чувствительным и удобным в ра-
боте является потенциометр системы Рапс,
Лидс и Нортроп, модель К2.
Схема измерений электродного потенциала
металлов приведена на фиг. 24. Измеряемый
элемент составляется из стандартного кало-
мелевого электрода и электрода исследуемого
металла в определённом растворе. Электро-
ГЛ. II]
ИСПЫТАНИЯ НА КОРРОЗИЮ
133
движущая сила неизвестного элемента еа
определяется из соотношения
где Г\ — величина сопротивления на мостике
для еи] г2 — величина сопротивления на мо-
стике для ен] ен — электродвижущая сила нор-
мального элемента Вестона, равная 1,0139 в.
Из этих данных легко вычислить электрод-
ный потенциал металла.
Для изучения поведения двух металлов
при их контакте помещают два исследуемых
образца в раствор и замыкают их внешней
цепью через гальванометр. По результатам
наблюдений строится кривая „сила тока —
время" (удобно пользоваться при этом авто-
матическим регистратором).
Для электрических измерений силы тока
и электродных потенциалов без принципа
5000Q
Фиг. 28. Установка для измерения э. д. с. компенсацион-
ным способом (Акимов): / — каломелевый электрод;
2 — капиллярный электрометр.
компенсации может служить аппарат Дюффека
[10, 12, 9], дающий приближённый результат.
Исследование поляризационных процессов,
наблюдаемых при явлениях коррозии, осуще-
ствляется в результате определения электрод-
ных потенциалов и силы тока во времени. По
характеру кривых судят о появлении или
разрушении окисных плёнок на металле.
Испытания в газовой среде при высоких
температурах
Разрушение металлов при высоких тем-
пературах — газовая коррозия — происходит
от воздействия газовой среды.
Коррозионные испытания при высоких
температурах проводятся в различных газо-
вых средах соответственно требуемым усло-
виям эксплоатации. Общепринятыми средами
являются воздух, выхлопные и печные газы,
а также воздух с искусственно введёнными
примесями *ЬО2, СО, СО2, О2.
Испытания на коррозию при высоких тем-
пературах в условиях обычной атмосферы
принято называть испытаниями на жаростой-
кость. Для испытания образцов на жаро-
стойкость применяются любые лабораторные
нагревательные печи (муфельные, трубчатые,
тигельные), позволяющие получать и длительно
поддерживать заданную температуру.
Печь для нагревания образцов должна удо-
влетворять следующим требованиям.
Температура в зоне нагрева должна быть
равномерна; колебания температуры допу-
скаются не более r? 103 (проверка произво-
дится термопарой).
Доступ воздуха в печь должен быть сво-
бодным (достигается наличием в дверце печи
отверстия диаметром не менее 10 мм).
Печь должна допускать регулирование
температуры и возможность поддерживать
заданную температуру во время опыта.
Во время испытания термопара для изме-
рения температуры должна касаться образцов.
Испытания в других газовых средах тре-
буют создания специальных установок, соот-
ветствующих заданным условиям.
Форма и поверхность образцов для испы-
таний на газовую коррозию весьма разнооб-
разны (цилиндры, призмы, диски^ пластинки).
Размеры образцов приведены в табл. 8.
Таблица 8
Размер
Цилиндрический
образец
HL. «
к 5 ^
el S и
IO
15
га
*!
И
В
2О
3°
5°
По-
верх-
ность
в см*
7.8
17-7
49
образцов
[17, 20]
Плоский образец
я
5°
too
Шири-
на в мм
IO
15
3°
Толщи-
на в мм
я
я
я
Поверх-
ность в см*
б
15.
Чем более жароупорна сталь и чем ниже
температура испытаний, тем больше должна
быть поверхность образца. Общепринятой про-
должительностью испытаний образцов при воз-
действии высоких температур является обычно
100-часовой непрерывный нагрев при заданной
температуре с промежуточным извлечением
части образцов для осмотра и взвешивания.
Оценка коррозионной устойчивости образцов
производится чаще всего по увеличению их
веса. Взвешивание образцов до и после опыта
(а в ряде случаев и через определённые про-
межутки времени) проводят в прокалённых
фарфоровых лодочках или тиглях во избежа-
ние потери продуктов коррозии.
Для легированных сталей после опыта про-
изводят дополнительные исследования образцов
на интеркристаллитную коррозию. В случаях,
когда металл находится под нагрузкой, после
опытов целесообразно производить испытания
механических свойств образцов (удлинения,
ударной вязкости).
Испытания на интеркристаллитную
коррозию
Интеркристаллитная коррозия характери-
зуется преимущественно распространением
коррозионного разрушения по границам зёрен
и быстрым прониканием коррозионного про-
цесса в глубь металла. Случаи интеркристал-
литной коррозии встречаются на практике глав-
ным образом у нержавеющих сталей (типа 18/8)
134
ИСПЫТАНИЯ ХИМИЧЕСКИХ СВОЙСТВ МЕТАЛЛОВ
[РАЗД. И
при нагреве их в интервале 500—900° и у
лёгких сплавов при искусственном старении.
Изучение характера и места интеркристал-
литной коррозии производится:
1) микроскопическим исследованием шлифов
в местах, поражённых коррозией (табл. 4, IV);
для хромоникелевой нержавеющей стали ре-
комендуется предварительное кипячение в вод-
ном растворе H2SO4 и CuSO4 (проба Штра-
уса);
2) определением изменения механических
свойств при растяжении (табл. 2, X);
3) определением изменения электрического
сопротивления образца (табл. 2, XIV);
4) определением изменения металлического
звука и склонности к растрескиванию.
Для сталей типа 18/8 разработана стандарт-
ная методика испытаний на интеркристаллит-
ную коррозию [17]. Образцы, имеющие форму
пластинок B8 X 20 мм), подвергаются кипя-
чению в растворе медного купороса и серной
кислоты A11 г CuSO45H2O и 55 г H2SO4 в 1 л
воды). Кипячение раствора осуществляется
в эрленмейеровской колбе ёмкостью 700 —
1000 смъ с обратным холодильником. Продол-
жительность кипячения — 48 час.
Если при кипячении раствор сильно меняет
свой состав, что обнаруживается по измене-
нию цвета, он заменяется новой порцией. По
окончании кипячения промытые и высушенные
образцы исследуют на изменение звука и по-
явление трещин. Потеря металлического звука
и появление трещин после загиба под углом 90°
служат указанием на разрушение материала
интеркристаллитной коррозией.
Для сталей 18/8 с низким содержанием угле-
рода @,06°/о) и ЭЯ1Т, идущих на изготовление
свариваемых деталей, и для стали, предназна-
ченной для работы при повышенных температу-
рах, перед кипячением вводится нагрев образ-
цов при температуре 650° с последующим
охлаждением на воздухе.
Испытания на коррозионную усталость
Испытания металла на коррозионную уста-
лость в условиях одновременного воздействия
на него повторно-переменных нагрузок и кор-
розионной среды производят на стандартных
машинах для определения усталости с приме-
нением приспособлений, позволяющих подвер-
гать образец воздействию коррозионных сред,
и на специальных машинах.
Прибор И. В. Кудрявцева (см. „Ис-
пытания при пониженных температурах") по-
зволяет вести испытания в любых жидких и
Фиг. 29. Образец для испытания на усталость.
газообразных средах как при комнатных, так
и при повышенных температурах. Форма и
размеры образца, применяемого для испытания
на данном приборе, указаны на фиг. 29. Испы-
тания проводятся на базе 5-10 переменных
нагрузок. В результате испытаний строится
кривая усталости при коррозии.
ИСПЫТАНИЯ В ЕСТЕСТВЕ.ННЫХ
ЭКСПЛОАТАЦИОННЫХ УСЛОВИЯХ
Полевые испытания образцов
Одним из важных факторов полевых испы-
таний образцов является наличие естественной
коррозионной среды. В практике коррозион-
ных испытаний полевые испытания образцов
являются наиболее распространёнными. Для
испытания в атмосфере организуются спе-
циальные станции в различных климатических
условиях. Образцы располагаются обычно на
стеллажах так, чтобы испытуемые поверхности
были обращены к северу и югу под углом на-
клона к горизонту, приблизительно равным ши-
роте данной местности [23, 16]. При испытании
в водной среде образцы на деревянных рамах
прочно укрепляются под водой озера, реки,
канала или иного водоёма. В случае испытания
образцов в условиях службы химического реак-
ционного аппарата, резервуара или котла пред-
варительно устанавливают наличие зон (паро-
вой, жидкой, газообразной). В этих случаях
образцы должны помещаться в различных зо-
нах: а) полностью погружённые в жидкость,
б) в паровой зоне над жидкостью и в) напо-
ловину погружённые в жидкость.
При испытании в почве образцы зарывают
в различных точках, в соответствии с разно-
видностью почвы, на длительное время. Через
отдельные промежутки времени образцы вы-
нимаются для осмотра. Оценка степени кор-
розии образцов при испытании в естественных
условиях производится так же, как при лабо-
раторных испытаниях, на основании методов
I, III, V, VI, VII табл. 4. При наличии образ-
цов большого размера основным методом
учёта степени коррозии является внешний ос-
мотр. На основании результатов наблюдений
составляются графики поведения образцов в
исследуемых условиях.
Испытания аппаратов, машин, деталей
и металлических конструкций
в эксплоатационных условиях
Непосредственное испытание готовых из-
делий из металла в натуре является самым
совершенным видом испытаний на коррозию.
При этом виде испытаний полностью отсут-
ствуют всякие искусственно вводимые факторы,
обусловливающие процесс коррозии. Как среда,
так и поведение самого металла вполне есте-
ственны. Однако при испытанииобразцовв есте-
ственных условиях ещё нельзя говорить о пол-
ной аналогии с условиями работы конструкции
или аппарата. Образец обычно не находится
под тем напряжением, температурным воздей-
ствием и давлением, под каким находится тот
или иной аппарат в работе (в перегонном
аппарате, например, внутренняя поверхность
металла находится под воздействием жидкости,
окружающей атмосферы и пр.). Основным ме-
тодом определения степени коррозии при этом
способе испытания является тщательное си-
стематическое наблюдение за развитием про-
ГЛ. II]
ИСПЫТАНИЯ НА КОРРОЗИЮ
135
цесса коррозии с точной фиксацией наблю-
даемых изменений. Динамика процесса кор-
розии выявляется на основании внешних
изменений поверхности металла конструкций,
определения характера появляющихся разру-
шений, их расположения и глубины, а также
анализа состава продуктов коррозии, удержи-
вающихся на металлической поверхности.
В качестве примера можно привести метод *
определения динамики процесса коррозии паро-
возных котлов в эксплоатационных условиях
путём сопоставления результатов системати-
ческих измерений глубины типичных для дан-
ного котла коррозионных поражений во вре-
мени с водным режимом котлов. Полученные
результаты позволяют уточнить причины кор-
розии и установить режим, наиболее благо-
приятный для борьбы с ней.
При определении коррозионных поражений
в журналах осмотра котла необходимо точно
указать участки, подверженные коррозионным
повреждениям; площадь, занятую ими; актив-
ность и тип повреждений;среднюю и максималь-
ную для данного котла глубину повреждений.
Следует также давать эскизы и слепки по-
вреждений, по которым затем тщательно из-
меряют глубины повреждений. Измерение глу-
бины повреждений производится микроме-
трическим глубиномером с точностью отсчёта
до 0,01 мм. Для точного фиксирования пора-
жений и контроля за измерением глубины и
площади периодически делаются фотографиче-
ские снимки, эскизы, слепки и оттиски с наи-
более типичных повреждений. Слепки повре-
ждённых мест обычно изготовляются из гипса,
менделеевской замазки, воска, битума, а от-
тиски — из свинца или тонкого листа латуни.
Сравнение эскизов и слепков может дать
точную картину развития коррозии только в
том случае, если их имеется достаточно (на-
пример 5 шт.). Необходимо учитывать, что на
различных участках коррозия развивается
с различной скоростью и что зачистка мест
повреждений от ржавчины и накипи, необхо-
димая перед снятием слепка, может иногда
повлиять на изменение скорости развития кор-
розии на данном участке. Слепки перед изме-
рением глубины повреждений обрабатыва-
ются с обратной стороны наждачной бумагой,
для того чтобы достигнуть плотного прилега-
ния слепка к плите, на которую они кладутся
при измерении. Результаты измерений каверн
в котлах изображаются графически. В зави-
симости от скорости развития повреждений
в глубину коррозионные процессы в паровоз-
ных котлах характеризуются соответственно
табл. 9.
Таблица 9
Характеристика коррозионных процессов
в паровозных котлах
* Разработан проф. С. Г. Веденкиным.
Характеристика кор-
розионного процесса
Очень слабый . . .
Слабый
Умеренный
Интенсивный ....
Очень интенсивный
Аварийный
Глубина повреждений в мм
за месяц
До о,оо8
о,оо8—o,oi6
0,016—0,030
0,030—о-?>8
о,о8—одб
>О,1б
за год
До о,ю
0,10—0,20
0,20—0,40
о,4о—i,o
I.O—2.5
2,5
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Абрамсон Д. С. и Орлова С. И., Контроль
электролитов и качества гальванопокрытий, М. 1944.
2. А к и м о в Г. В., Методы коррозионных испытаний и
исследований, „Известия Академии наук", отдел техни-
ческих наук, № 6, М. 1940.
3. А к и м о в Г. В., Коррозия металлов, под ред. проф.
Изгарышева, 1931.
4. А к и м о в Г. В., Теория и методы исследования кор-
розии металлов, изд. Академии наук СССР, М.—Л.
1945.
5. А ф а н а с ь е в А. С, Усовершенствованные конструк-
ции камер для испытаний на атмосферную коррозию,
„Труды второй конференции по коррозии металлов",
т. 1, М. - Л. 1941.
6. Г е ц о в Б. Б., К методике коррозионных испытаний,
журнал „Коррозия и борьба с ней" № 3, т. Ill, M. 1937.
7. Грацианский Н. Н., Единицы определения хими-
ческой стойкости металлов и сплавов, „Химическое
машиностроение" № 6, М. 1938.
8. К р е н и г В. О., Методы изучения коррозии ме-
таллов. Борьба с коррозией металлов, сборник статей
под ред. Рубинштейна и др.
9. К р е н и г В. О., Методы изучения коррозии и уста-
новления стандартной методики массовых испытаний.
Коррозия металлов, под ред. проф. Н. А. Изгары-
шева, 1931.
10. К р е н и г В. О., Коррозия металлов, М. 1938.
11. Кудрявцев И. В., Испытание механических
свойств металлов, М. 1939.
12. „Лаборатория металловедения", под ред. Н. В. Ге-
велинга, 1939.
13. О д и н г И. А., Современные методы испытания ме-
таллов, Металлургиздат, 1944.
14. Отчёт лаборатории коррозии, НИИЖТ, 1943.
15. П о г о д и н С. А. и Д ы р м о н т Е. И., Ржавление
и предохранение железа. М. — Л. 1933.
16. Спеллер Ф. Н., Коррозия железа, 1936.
17. Стандартные методы испытания авиационных ме-
таллических материалов и полуфабрикатов, ВИАМ,
1943.
18. Техсо, серия 3, № 1835, 1939.
19 „Труды второй конференции по коррозии металлов",
т. II, М. — Л. 1943.
20. Химушин Ф. Ф., Нержавеющие кислотоупорные
и жароупорные стали, М. —Л. 1940.
21. Чемпион Ф. А., Новые способы исследования
коррозии металлов 62, 12, 178/181, 1943; Metal Industry
62—13, 202/204, 1943.
22. Ш и к о р р Г., Основы испытания металлов на кор- .
розию, перевод статьи из „Bautechnic", 18, 49; 555/561,
1940.
23. Э в а н с Ю. Р., Коррозия, пассивность и защита
металлов, М. — Л. 1941.
24. С 1 а г k e S. G., Trans. Electrochem. Soc, 69, 131, 1936.
25. Hudson, Rep. Corr. Comm. Iron Steel Inst., 'c, 60,
1935.
26. Portevin et Herzog, 14-e Congr. Chim. Ind.,
1934.
27 Speller F. N., Corrosion and prevention, 1935.
28. Zeitschr. Met. 28, 22, 1936.
Глава HI
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
Металлографический метод испытаний
позволяет изучать внутреннее строение спла-
вов и осуществляется макроскопическим и
микроскопическим анализами.
Макроскопический анализ —
исследование металлов невооружённым глазом
или при помощи лупы — часто является пред-
варительной стадией микроанализа, имеющей
целью правильный выбор места взятия пробы.
Микроскопический анализ— ис-
следование металлов при больших увеличениях.
Металлографическое исследование в сово-
купности с другими видами испытаний позво-
ляет определять природу и характеристику
сплава, делать выбор сплава для данного на-
значения, контролировать и корректировать
технологический процесс изготовления дета-
лей и качество готовой продукции, а также
следить за поведением металла в эксплоата-
ционных условиях.
ТЕХНИКА МЕТАЛЛОГРАФИЧЕСКОГО
ИССЛЕДОВАНИЯ
Приготовление макро- и микрошлифов
(темплетов)
Вырезка образцов. Место вырезки образца
и плоскость шлифа определяются задачами ис-
следования и технологией обработки изделия.
При макроанализе литья и сварных швов
темплет обычно вырезается перпендикулярно
к поверхности изделия; при макроанализе ко-
ваных, штампованных, катаных и термически об-
работанных изделий темплет вырезается как в
продольном, так и поперечном направлениях и
снабжается соответствующей маркировкой. При
определении места вырезки образца для микро-
исследования учитывают результаты макроис-
пытаний, просвечивания рентгеновыми лучами,
магнитной дефектоскопии и других физических
методов испытаний. Для вырезки образцов при-
меняют при низкой и средней твёрдости металла
металлорежущие станки и механическую или
ручную ножовку, при более высокой твёрдо-
сти—быстроходные алундовые диски толщиной
1—2 мм. Образцы хрупкого материала отби-
ваются приводным молотом или ручным молот-
ком. При невозможности осуществить взятие
проб одним из перечисленных способов прибе-
гают к электродуговой или газовой резке; при
этом исследуемая поверхность должна отстоять
на 15 — 50 мм от плоскости среза во избежание
термического влияния резки на структуру ме-
талла. Вырезка и последующая механическая
обработка шлифов не должны сопровождаться
большим местным нагревом (для закалённых
деталей не выше 60 — 100°). Вырезку закалённых
образцов можно производить также электрохи-
мическим или электроэррозионным способом.
Электрохимический способ резания ме-
таллов основан на процессе анодного раство-
рения металла в сочетании с непрерывным уда-
лением продуктов анодного процесса (фиг. 1).
Разрезаемый металл соединяется с положи-
тельным полюсом источника тока. Режущий
металлический диск, погру-
жённый на одну треть в элек-
тролит, соединяется с отри-
цательным полюсом. Толщи-
на диска принимается равной
0,1—0,2 мм. Замыкание элек-
трической цепи осущест-
вляется тонкой плёнкой
электролита. Продукты анод-
ной реакции, образующие на
металле плотную пассивную
плёнку, непрерывно удаля-
ются кромкой быстро вра-
щающегося диска (окружная
скоростьдиска 20—25м/сек).
Подача электролита может
осуществляться сверху, ана-
логично подаче охлаждаю-
щей эмульсии к резцу токарного станка. Ско-
рость резания не зависит от толщины разре-
заемого изделия; при плотности тока около
200 а/с,и^(напряжение постоянного тока не ниже
20 в) она доходит до 50 мм/мин.
Электроэррозионный способ резания
металлов основан на вырывании частиц ме-
талла электрическим разрядом. Схема уста-
новки показана на фиг. 2.
Режущим инструментом служит железный
или латунный диск диаметром 250 мм и
толщиной 1 мм. Скорость вращения диска
2000 об/мин. Во избежание сильного разогре-
вания диск поливается водой. При разрезании
закалённой быстрорежущей стали марки РФ-1
Фиг. 1. Схема элек-
трохимического
способа резнния
металла: / — резку-
ший металличе-
ский диск; 2—ван-
на с электролитом;
3 — разрезаемый
металл.
ГЛ. Ill]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
137
Фиг. 2. Схема электро-
эррозионного способа
резания металла: /—ре-
жущий инструмент;
2 — разрезаемый ме-
талл; 3— конденсаторы
переменной ёмкости.
ёмкость конденсаторов принимается равной
400 мф, сила тока при коротком замыкании
равна 15 а (при напряжении 120 в), скорость
резания при этом соста-
вляет 1—2 мм/мин. Не-
достатки способа—малые
скорости резания и боль-
шой износ режущего
диска; преимущество —
простота осуществления.
Поверхность микро-
шлифов не должна пре-
вышать 4 см?. Если по
ходу анализа требуется
большая исследуемая по-
верхность, то производят
вырезку двух и более
образцов.
Монтаж микрошли-
фов. Микрошлифы не-
правильной формы или
с размерами меньше 10 мм в поперечнике, а
также порошки заливаются в оправки (фиг. 3).
Материалом для заливки служит легкоплавкий
сплав с температурой пла-
вления, не вызывающей из-
менения в структуре метал-
ла. В табл. 1 приведены ма-
териалы, применяемые для
заливки образцов. Кроме
указанных в таблице приме-
няются также бакелит и ре-
зиноид (первая сушка при
60°, вторая при 120°) и канад-
ский бальзам (застывает при
комнатной температуре).
Образцы, у которых предполагается изу-
чение микроструктуры в непосредственной
близости от края, заливаются в оправки или
зажимаются в струбцины (фиг. 4).
Фиг. 3. Микро-
шлиф, залитый в
оправку.
ГПТ1
гггп
(ТТЛ
J.J
Фиг. 4. Струбцины.
При монтаже шлифов с тонким хрупким
наружным слоем между ними и струбциной
Таблица 1
Материалы, применяемые для заливки образцов
Материал
Сплав Вуда ....
Сплав Розе ....
Сплав Липовитца
Сера
Сплав типа Буда
без висмута . .
Свинец
¦ w
2" 1
Is я"
Н е- с и
76
96
7о
112,8
124
327
Химический
Bi
5°.°
52>5
5°,о
—
—
Cd
12,5
-
ю,о
i8,o
—
состаь
РЬ
25.O
3L5
37,о
32>°
в °1,,
Sn
13.5
16,0
13.0
5°.°
—
прокладывается лист тонкой медной фольги
или стальной ленты толщиной 0,5—1 мм.
Приготовление макрошлифов. Вырезан-
ный образец (темплет) грубо обрабатывается
на строгальном станке, слесарным напильником
или на наждачном точиле, а затем шлифуется
Фиг. 5. Станок для шлифования темплетов.
поперёк рисок при помощи шлифовальной бу-
маги на специальных станках (фиг. 5). Крупные
макрошлифы устанавливаются неподвижно на
столе, и шлифование производится ровной ли-
нейкой, обёрнутой наждачной бумагой. От
наиболее грубых номеров бумаги постепенно
переходят к более тонким по мере исчезнове-
ния рисок от предыдущей операции, очищая
каждый раз шлиф от следов абразивов преды-
дущего номера. Тонкое шлифование можно про-
изводить также пастами ГОИ. металлическими
пропарафиненными кругами с канавками, по-
ливаемыми суспензией из абразивов соответ-
ствующей зернистости, и, наконец, свинцовыми
кругами с сеткой канавок, расположенных на
расстоянии 10 мм друг от друга; предвари-
тельно в свинец втирают чугунным кругом абра-
зив-минутник [5,30,60]. Для ряда макроскопиче-
ских исследований (глубокое травление, проба
на серу) обработка поверхности шлифа закан-
чивается грубым шлифованием наждачной бу-
магой №2. Выявление макроструктуры травле-
нием растворами Гейна, персульфатом аммония
и другими растворами солей и слабых кислот
(табл. 3) требует шлифования на тонких номе-
рах наждачной бумаги (№ 00, 000) и в исклю-
чительных случаях—полирования.
Приготовление микрошлифов. При микро-
исследовании требуется гладко отполирован-
ная поверхность образца, и поэтому микро-
Фиг. 6. Горизонтальный
полировальный станок.
Фиг. 7. Вертикальный
полировальный станок.
шлифы шлифуются на всех номерах наждач-
ной бумаги, вплоть до самых тонких, и затем
полируются механическим или электролитиче-
ским методом.
Механическое полирование производится на
полировальном станке с кругом диаметром
200 -25о мм (фиг. 6 и 7). Образец прижи-
мается вручную или при помощи специальных
зажимов к кругу, обтянутому тонкошёрстным
Режимы электрополировки и электролиты * [7]
Таблица 2
Группа
1
2
3
4
5
6
7
8
Металл
Сталь углеродистая
Армко-железо
Сталь с 3% Si
Чугун белый
Сталь (кроме пизкоуглеродистой)
Сталь с 12-13% Сг
, » 18% Сг
с 29% Сг и 9%Ni
18/8
Сталь с 18% Сг и 13% Ni
18/8
Сталь 18/8
Сталь:
низкоуглеродистая
среднеуглеродистая отожжённая
закалённая
высокоуглеродистая отожжённая
закалённая
низколегированная хромистая
хромоникелевая
нержавеющая типа 18/8
жароупорная ЭИ6Э
Сталь аустенитная
Чугун серый и белый
„ кремнистый
Состав ванны
Хлорная кислота уд. в. 1,61 F5%)
185 мл
Уксусный ангидрид 765 мл
Вода 50 „
Алюминий 0,5% (по весу)
Хлорная кислота G0%) 54 мл
Спирт с 3% эфира 800 .
Вода 146 .
Серная кислота 15—20% (по весу)
Ортофосфорная кислота 63—67%
(по весу)
Вода —остальное
Серная кислота 40% (по весу)
Ортофосфорная кислота 44—48%
(по весу)
Вода — остальное
Серная кислота 60% (по весу)
, Ортофосфорная кислота 30% (по
весу)
Вода 10%
Ортофосфорная кислота 83 мл
Хромовый ангидрид И г
Серная кислота (конц.) 15 мл
Вода 5 мл
Хлорная кислота F5%) 2 части
Уксусный ангидрид 1 часть
Ортофосфорная кислота уд. в. 1,316
И
X Ч
|§«
Сне
4-6
2-6
14—28
\ 7-2^
( 8-14
16.5-28
28-55
2—4
4-6
5—7
3-5
3—5
3-5
3—5
4-6
4-6
6
о.б
Напряже-
ние тока
в в
5°*
7о *
-
-
-
М М М М 1
5°*
о,75 —2.о
я
и.
\&
Е- ня
Зо
Комнатная
90—140
76-88
^ 76-88
) 4б-65
76-9о
Комнатная
90-96
<3°
Комнатная
Время
в мин.
4-5
°.5
I-I5
i-i5
I-I5
3-5
4-5
4-5
3-8
3-8
5-8
5-8
5-8
5-8
4-5
-
Примечание
Состав ванны —взрывчатая смесь, а потому дер-
жат её холодной, мешают медленно, не применяя
монтировки в бакелит, люцит или сплавы
висмута. Раствор приготовляют за 24 часа до
употребления. Алюминий увеличивает вязкость,
допускает более энергичное размешивание и плот-
ность тока, равную 3 ajdMu. Образцы шлифуются
бумагой до № 000. Катод из железа или алюминия
Состав ванны—взрывчатая смесь (см. примеча-
ние к гр. 1). Предварительное шлифование алун-
довым кругом, номер зерна 60
Для лучшей работы ванны добавляют 0,1—10%
хромового ангидрида [13]
См. примечание для гр. 3.
См. примечание для гр. 3.
Катод из нержавеющей стали
Состав ванны—взрывчатая смесь (см. примечание
к гр. 1). Раствор приготовляется за 24 часа до
употребления. Образцы шлифуются бумагой N000
Катод из чугуна
9
10
И
12
13
14
15
16
17
18
Медь
Медь
Медь с 3,2% Со
. - 2,4% Fe
Алюминий
Свинец и его сплавы
Латунь состава 70% Си, 30% Zn
Латунь состава 66,7% Си, 33,3% Zn
Латунь состава 60% Си, 40% Zn
Бронза алюминиевая
Бронза свинцовистая (85% Си,
10% Sn, 3%Zn, 2% Pb)
Бронза фосфористая
„ кремнистая
Монель
Нихром
Никель
Ортофосфорная кислота уд. в 1,316
Пирофосфорная кислота
Ортофосфорная кислота уд. в. 1.35
Хлорная кислота уд. в. 1,48—7 частей
Уксусный ангидрид —2 части
Хлорная кислота 250—350 мл
Уксусная „ 750—650 „
Ортофосфорная кислота 430 г на
1 л воды
Ортофосфорная кислота 990 г на
1 л воды
Пирофосфорная кислота 530 г на
1 л еоды
Ортофосфорная кислота 990 г на
1 л воды
Метиловый спирт (абс.) 1 часть
Азотная кислота (конц.) 2 части
о,6з о,75
8-ю
°,°7
3—5
12
13-15
25-3,о
9-и
1—2
2
1,6—2,О
2
5О —IOO
I—2
-
i.9
-
4о -до
Комнатная
15-22
Комнатная
< 5°
Комнатная
Комнатная
-
Комнатная
-
2О-ЗО
5
ю—15
5-ю
15
3-5
ю—15
-
-
--
Не-
сколь-
ко се-
кунд
Образцы шлифуются бумагой № 0000. Катод
медный. Расстояние между электродами 2,2 см
Образцы шлифуются бумагой № 00000. Катод
медный
Образцы шлифуются бумагой № 000. Катод мед-
ный. Электроды горизонтальные с расстоянием
в 1,2 см
Образцы шлифуются бумагой № 000. Катод из
алюминии. Можно ввести в раствор 4—5 г алюми-
ния. Состав ванны взрывчатая смесь (см. приме-
чание для гр. 1)
Образцы шлифуются бумагой № 0000. Анод гори-
зонтальный. Для удаления верхнего слоя плотность
тока 20—25 а! дм* в течение 1-2 мин. Катод мед-
ный. Состав ванны—взрывчатая смесь (см. приме-
чание к гр. 1)
Обработка шлифа напильником до полиро-
вания. Большой медный анод, горизонтальный.
Расстояние между электродами 1,2-5,0 см
-
-
-
Катод из нержавеющей стали. Расстояние между
электродами 1,2—2,5 см
* Извне сообщённый вольтаж.
140
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. 11
сукном. При полировании чёрных mi
гу придают скорость 400—800 об/Mi
металлов кру-
шн. при поли-
ровании цветных металлов — 200—400 об/мин.
Материалом для полирования служит окись алю-
миния „тонерде* № 1 и 2 для чёрных металлов
и № 3-для цветных. Можно применять также
реактивную окись алюминия, окись хрома и
крокус, размельчённые на шаровой мельнице
и отмученные в течение 2-5 мин. Конечные
стадии полирования, особенно мягких металлов,
рекомендуется производить при помощи окиси
магния. Полировальный материал наносится
на сукно круга пульверизатором во взмучен-
ном в воде виде. Отполированный образец про-
мывается водой,
протирается гигро-
скопической ватой,
смоченной спиртом,
и сушится фильтро-
вальной бумагой
или струёй тёплого
воздуха. Механиче-
ское полирование
даёт гладкую и бле-
стящую поверх-
ность, но несколько
деформирует по-
верхностный слой
металла, а иногда
выкрашивает хруп-
кие структурные
составляющие.
Электролити-
ческое полирова-
ние. На фиг. 8
представлена схе-
ма установки для
э л ектрополиро-
вания. Образец обезжиривают и помещают
в качестве анода в ванну с электролитом. Като-
дом служит пластина из нержавеющей стали.
Через ванну в течение 1 — 15 мин. пропускается
подогрев
Фиг. 8. Схема установки для
электролитического полирова-
ния образцов: / — анод (обра-
зец); 2— ванна с электролитом;
3 — катод; 4 — ванна с водой;
5 — термометр.
постоянный ток, после чего образец промы-
вается и сушится, как после механического
полирования.
В табл. 2 приведены электролиты и режимы
электрополирования для цветных и чёрных ме-
таллов. При электрополировании чёрных ме-
таллов основной характеристикой режима
является плотность тока.
Выявление структуры сплавов
Макро- и микроструктура сплава вы-
являются травлением поверхности шлифов.
Основные способы: химическое и электроли-
тическое травление, травящее полирование,
цветное и окисное травление.
Наибольшее распространение получили хи-
мическое и электролитическое травления.
Химическое травление основано на раз-
личной растворимости структурных составля-
ющих сплава в реактиве, создающеи оптиче-
ские контрасты на поверхности шлифа. Шлиф
погружается в соответствующий реактив, про-
мывается водой и спиртом и высушивается
фильтровальной бумагой или струёй тёплого
воздуха. В табл. 3, 4, 5 и 6 даны составы ре-
активов и условия химического травления для
выявления структуры чёрных и цветных ме-
таллов.
Структуры сплавов, выявленные химическим
травлением, представлены на фиг. 9 и 10 (см.
вклейку).
В табл. 7 приведены химические способы
распознавания включений в стали, в табл. 8 —
реактивы и условия выявления структурных
составляющих специальных сталей.
Электролитическое травление основано
на различной скорости электролитического ра-
створения отдельных структурных составля-
ющих сплава. Схема установки показана на
фиг. 11.
Таблица 3
Реактивы травления для макроисследоваяия чёрных металлов [1,3]
Реактивы
травления
1
2
(смесь кислот
Яцевича)
2а (см(сь
кислот Кешь-
яна)
3
4
Состав
Соляная
(конц.)
Вода
Соляная
(конц.)
Серная
(конц.)
Вода
Соляная
(конц.)
Серная
(конц.)
Вода
Азотная
(конц.)
Вода
реактива
кислота
50 мл
50 ,
кислота
38 мл
кислота
12 мл
50 .
кислота
50ч мл
кислота
70 мл
80 ,
кислота
25 мл
75 мл
Персульфат аммо-
ния
Ьода
Ш г
90 мл
Условия травления
Применяется горячим или кипя-
щим. Продолжительность травления
10-15 мин.
Применяется горячим или ки-
if а ЦТ ы ъя Г~1 ПОЛЛ Л УК иТР 7ТКНЛРТК
11Н ЩгИМ, 1 1ридиЛ№ к1 ICVlDrUJvifc»
травления 15—45 мин.
Применяется холодным. Служит
для травления больших поверхно-
стей, например расколотых слитков,
которые нельзя нагреть
При травлении поверхность про-
тирать гигроскопической ватой
Примечание
Выявление сегрегации примесей,
пористости, третий, глубины зоны и
мягких пятен, образующихся при за-
калке
То же, что и при реактиве № 1.
'ЗСППОНТП TIP HTTRVPT НЯ MAfl^lf Л R Р1ЛП1 \7U°l
сталь
To же, что и при реактивах .N° 1-2
Выявление структуры зёрен, (в
случаях чрезмерною роста их) и
рекристаллизации в сварных швах
ГЛ. III]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
141
Продолжение табл. 3
Реактив
травления
Состав реактива
Условия травления
Примечание
5
(Стэда)
Хлорная медь 2,5 г
Хлористый магний
10 г
Соляная кислита
(конц.) 5 мл
Винный спирт до
250 мл
Соли растворяются в соляной кис
лоте с добавлением минимального
количества горячей воды
Выявление богатых фосфором уча-
стков и полосчатых образований
фосфора
(Фри)
Хлорная медь 90 г
Соляная кислота
(конц.) 120 мл
Вода 100 .
Применяется для мягкой стали, осо-
бенно для бессемеровской и других
сталей с высоким содержанием азо-
та. Перед травлением образец нагре-
вать до 200—250° в течение 5—30
мин. в зависимости от состояния
стали. При травлении поверхность
вытирать тканью, пропитанной тра-
вящим раствором. После травления
промывать винным спиртом или
прополаскивать в соляной кислоте
A:1), чтобы предотвратить осажде-
ние меди
Выявление линий деформации,
вызванных холодной обработкой
(Ниталь)
Азотная кислота
(конц.) 5 мл
Этиловый спирт 95 мл
Травить в течение 5 мин,, затем
погрузить на 1 сек. в 10°/0-нук> соля-
ную кислоту
Выявление чистоты поверхности
и усиление контрастов
8
(Кэнфильд)
Азотно-никелевая
соль 5 г
Хлорная медь 1,5 г
Хлорное железо 6 г
Рода 12 мл
Метанол (при мед-
ленном действии реак-
тива) 150 мл
Травить, погружая образец в
раствор. Продолжительность травле-
ния от 90 сек. до нескольких ми-
нут
Выявление сегрегации примесей,
особенно фосфора. Чистый металл
получает наслоение. Цвет отложе-
ния от пурпурно-красного до бледно
коричневого. Участки, богатые фос-
фором, остаются яркими
(Дикенсон)
1. Азотная кислота
(конц.) 10 мл
Этилокмй спирт9ожл
2. Хлорное железо
40 г
Хлорная медь 3 г
Соляная кислота
(конц.) 4D мл
Вода 500 »
Травить реактивом 1, затем
вторично реактивом 2
Выявление сегрегации примесей
10
(Гэмфри)
Медно-хлористый
аммоний 120 г
Соляная кислота
(конц.) 50 мл
Вода 1000 мл
Реактив можно применять без со-
ляной кислоты, в этом случае оса-
ждающийся слой не пристаёт к
поверхности
Выявление сегрегации примесей
11
(Гейн)
Двойная соль хлор-
ной меди и аммония
10 г
Вода 100 мл
Травить в течение 1 мин. Осевшую
на поверхности макрошлифа медь
осторожно счищать ватой
Выявление сегрегации примесей.
Места, богатые фосфором, серой,
углеродом и другими примесями,
окрашиваются в тёмный цвет
Насыщенный на хо-
лоде раствор пикри-
новой кислоты в воде
Травить в несколько приёмов (до
6 раз) с продолжительностью
каждого 6—8 час. После каждого
травления макрошлиф прочищать
самой мелкой наждачной бу.игой
и снова травить до получения
ясного изображения
Выявление сетчатой и дендритной
кристаллизации
13
(отпечатки
по Ба>ману)
Серная
(конц.)
Вода
2 г
мл
Пропитать 2%-ным водным раство-
ром серной кислоты полуматовую
бромо-серебряную фотобумагу и
наложить последнюю эмульсионной
стороной на гладко отшлифованную
чистую понерхность образца. Дер-
жать в течение 1-2 мин., затем про-
полоскать бумагу, закрепить в рас-
творе гипосульфита, тщательно
промыть и просушить
Выявление распределения серы.
Полученные на бумаге пятна корич-
невого цвета (узоры i указывают на
размещение сульфидов Чем темнее
окраска отпечатка, тем больше серы
142
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. 11
Таблица 4
Реактив
травления
Для
сплавов
алюминия
(Тэкер)
Реактивы травления для
Состав реактива
Фтористо-водородная кислота
(конц.) 15 мл
Соляная кислота (конц.) 45 мл
Азотная кислота (конц.) 15 мл
Вода 25 мл
макроисследования сплавов алюминия и магния
Условия
травления
Травить
погруже-
нием
Реактив
травления
Для спла-
вов магния
Состав реактива
Уксусная кислота (конц.) 10 мл
Вода 90 мл
Условия
травления
Протирать
ватой в те-
чение 0,5—
2 мин.
Таблица 5
Реактив
травления
1
2
3
4
5
(Стэд)
6
(Фри)
7
(Крупп)
8
(Вилелла)
9
(Вилелла)
10
Реактивы травления для микроисследования железа
Состав реактива
Азотная кислота (конц.) 1мл
Этиловый спирт 98 „
Азотная кислота (конц.) 1 мл
Этиловый спирт 99 „
Пикриновая кислота 5 г
Этиловый спирт 100 мл
Пикриновая кислота 2 г
Едкий натр 25 „
Вода 100 мл
Хлорная медь 1 г
Хлористый магний 1 „
Соляная кислота (конц.) 1 мл
Вода 20 „
Этиловый спирт 100 „
Соляная кислота (конц.) 40мл
Рода 30 „
Хлорная медь 5 г
Этиловый спирт 25 мл
Соляная кислота (конц.) 50лог
Азотная „ » 5 „
Вода 50 „
Азотная кислота (конц.) 1 мл
Соляная „ „ 2 „
Глицерин 3 „
Азотная кислота (кони.I мл
Соляная „ „ 2 „
Глицерин 2 „
Перекись водорода 2 „
Хлорное железо 5 г
Соляная кислота (конц.M0мл
Вода 100 „
Условия травления
Применяется только чистая бе-
лая НКО3 (уд. в. 1.42)
Продолжительность травления
от нескольких секунд до 1 мин.
Аналогичны указанным для ре-
актива № 1
Применяется чистая сухая кри-
сталлическая пикриновая ки-лота.
Продолжительность травления от
нескольких секунд до 1 мин. и
дольше
Применяется в кипящем состо-
янии. Продолжительность травле-
ния 5—10 мин.
Соли растворяют в минималь-
ном количестве горячей воды.
Продолжительность травления
1 мин.
Продолжительность травления
10 сек.
Применяется нагретым до
50-60°
Применяется в свежепригото-
вленном в.1Д1. Перед травленг ем
образец подо1ревать в воде.
Продолжительность травления
10-30 сек.
Аналогичны указанным для ре-
актива № 8
Продолжительность травления
около 1 мин.
и стали [1, 3]
Примечание
Применяется для травления углеро-
дистой стали, железа и чугуна. Выя-
вляет структуру азотированной стали.
Резко выявляет границы зёрен. Кар-
биды не подвергаются травлению
Применяется для травления отпу-
щенной углеродистой стали
Применяется для травления отпу-
щенной углеродистой стали. Размер
зёрен закалённой стали выявляется
после продолжительного травления.
Структура выявляется более чётко.
чем притравлении реактивами №1и 2
Окрашивает цементит, вольфрамид
железа, железо вольфрамовый кар-
бид и карбиды с высоким содержа-
нием хрома. Карбид вольфрама не
травится. Сульфиды травятся
Выявление сегрегации фосфора.
Медь сначала осаждается на участ-
ках, бедных фосфором
Выявление линий напряжения. Влия-
ет на выделения в стали, подвергну-
той старению. Требуется тщательное
исследование
Выявление структуры сталей аусте-
HiTHoro класса (ЭЯЬ ЭЯ2, ЭИ100,
ЭИ69 и др.)
Выявление структуры хромистых и
хромоникелевых сталей
Выявление структуры аустенитных
нержавеющих и жароупорных сталей
Применяется для травления аусте-
нитных никелевых сталей
ГЛ III]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
143
Продолжение табл. 5
Реактив
травления
11
(Марбль)
12
(Вилелла)
13
(Мураками)
14
15
(Бенедикс)
Состав реактива
Медный купорос 4 г
Соляная кислота (конц.) 20 мл
Вода ' 20 „
Пикриновая кислота 1 г
Соляная кислота (конц.) 5 мл
Этиловый спирт 100 „
Железо-синеродистый ка-
лий 10 г
Едкое кали 10 „
Вода 100 мл
Соляная кислота (конц.) 3 мл
Азотная „ 1 „
Метанитробензосульфоно-
вая кислота 5 г
Этиловый спирт 95 мл
Условия травления
Может применяться в горячем
состоянии. Продолжительность
травления около 1 мин.
Применяется в холодном состо-
янии
Может применяться свежеизго-
товленным холодным, но рекомен-
дуется применять горячим. Про-
должительность травления 5 —
10 мин.
Перед применением насыщается
хлорной медью и отстаивается
20-30 мин. Травление произво-
дить натиранием
Продолжительность травления
15-30 сек.
Примечание
Выявление структуры нержавею-
щей стали
Выявление структуры мартенсит-
ных и ферритных нержавеющих и
жароупорных сталей
Вызывает потемнение карбида хро-
ма и вольфрамидов в вольфрамистой
и в быстрорежущей сталях. При ком-
натной температуре окрашивает трой-
ные карбиды в несколько секунд,
вольфрамид железа в несколько ми-
нут, слабо окрашивает цементит
Применяется для травления нержа-
веющих сплавов и сплавов с высо-
ким содержанием никеля или ко-
бальта
Окрашивает мартенсит в более
тёмный цвет по сравнению с аусте-
нитом
Таблица 6
Реактивы травления для микроисследования цветных металлов и их сплавов [1, 3, 9]
Реактив
травления
1
2
3
(Грард)
4
5
6
Состав реактива
Персульфат аммония 10 г
Вода 90 мл
Насыщенный водный рас-
твор хромового ангидрида
Хлорное железо 5 г
Соляная кислота (конц.) 50 „
Вода 100 мл
Гидрат скиси аммония
(уд. в. 0,88) 5мл
Вода 5 „
Перекись водорода C"/0)
2-5 мг
Смесь 10°/0-ного водного рас-
твора меднохлорного аммония
и гидрата окиси аммония до
нейтральной или щелочной
реакции
Фтористоводородная кис-
лота 0.5 мл
Вода 99,5 „
Условия травления
Применяется холодным или ки-
пящим. Травление погружением
Травление погружением или
протиранием
Травление погружением или
лёгким протиранием (одно за
другим до желательного резуль-
тата)
Содержание перекиси водорода
изменять в зависимости от содер-
жания меди в сплаве. Травление
погружением или протиранием в
течение приблизительно 11 мин.
Для получения хороших резуль-
татов требуется свежепригото-
вленная перекись водорода
Травление погружением. Обра-,
зец тщательно промывать
Протирать мягкой ватой в те-
чение 15 сек.
Примечание
Выявление структуры меди,латуни,
бронзы, никеля, серебра, алюминие-
вой бронзы
Выявление структуры меди, латуни,
бронзы, никеля, серебра
Выявление структуры меди, латуни,
бронзы, алюминиевой бронзы. Вызы-
вает потемнение р-фазы в латуни.
Даёт контрасты после травления
Выявление структуры меди и её спла-
вов. Плёнка на протравленной алю-
миниевой бронзе устраняется слабым
раствором Грарда
Выявление структуры меди, латуни,
никеля, серебра. Вызывает потемне-
ние -больших участков р-фазы и ла-
туни а—р
Выявление микроструктуры алю-
миния
144
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Продолжение табл. 6
Реактив
травления
7
8
9
10
(Келлер)
11
12
13
14
15
16
17
(Пальмер-
тон)
Состав реактива
1. Едкий натр 1 г
Вода 99 мл
2. Едкий натр 10 г
Вода 90 мл
Серная кислота (конц.) 20 мл
Вода 80 .
Азотная кислота (конц.) 25 мл
Вода 75 ,
Фтористоводородная кис-
лота (ионц.) 1,0 мл
Соляная кислота (конц.) 1.5 „
Азотная . » 2,5 „
Вода 95,0 „
Щавелевая кислота 2 г
Вода 93 мл
Винная кислота 2 г
Вода 98 мл
Лимонная кислота 5 г
Вода 95 мл
Азотная кислота (конц.) 50мл
Ледяная уксусная кислота
50 ,
Хлорное железо ¦ 10 г
Соляная кислота (конц.) 2 мл
Вода 95»
Азотная кислота (конц.) 5 мл
Этиловый спирт (абс.) 95 »
Хромовый ангидрид 200 г
(99- 95'Vo)
Сернокислый натрий
(химически чистый) 15 „
Вода 1000 мл
Условия травления
Протирать в течение 10 сек.
Погружать в реактив на 5 сек.
при 70~, затем прополаскивать в
холодной воде
Травить погружением в тече-
ние 30 сек. при 70°. Закалка в
холодную воду
Травить погружением в тече-
ние 40 сек. при 70°.
Закалка в холодную воду
Травить погружением в тече-
ние 10—20 сек. Обмывать под
струёй теплой воды
Протирать в течение 2—5 сек.
Травить погружением в тече-
ние 10—20 сек.
Протирать мягкой ватой.
Споласкивать горячей водой
Применяется свежепригото-
вленный раствор и чистая белая
азотная кислота, чтобы избежать
коррозии. Травить погруже-
нием при комнатной температуре
в течение 5—20 сек.
Травить погружением в тече-
ние 0,5 5 мин. при комнатной
температуре
Травить погружением при
слабом помешивании. Пропола-
скивание в paciBope:
Хромовый ангидрид 0 г
Вода 1000 мл
Примечание
Выявляет микроструктуру алю-
миния
Может применяться также при макро-
травлении
Выявляет структуру сплавов: алю-
миний-медь-железо-марганец, алюми-
ний-железо-марганец, алюминий-медь-
железо
Выявляет микроструктуру сплавов
алюминий-железо-кремний
Выявляет микроструктуру сплавов
типа дуралюмин
Выявляет структуру литого и де-
формированного магния и большин-
ства его сплавов в литом виде
Выявляет CTpvKTypy ковких сплавов
магний-марганец и термически обра-
ботанных отливок из сплавов магний-
алюминий-марганец-цинк
Выявляет структуру ковких спла-
вов магний-марганец и границы зёрен
Выявляет структуру никеля, мо-
нель-металла и других сплавов ни-
кель-^гль. Для сплавов с еодержан ем
никеля менее 25% добавляется25-50/„
ацетона
выявляет структуру баббита с высо-
ким содержанием олова
Выявляет структуру чистого олова
Выявляет структуру цинковых
сплавов. При выявлении зернистой
структуры сплавов, содержании медь,
следует уменьшать количество серно-
кислого натрия до 7,5 г
Фиг. 9. Электролитическое железо, химическое
травление в 5°/„-ном растворе HNOa > этиловом
спирте. X 150
Фиг. 10. Перлит. Эвтектоидняя сталь, химиче-
ское травление в 5°/0-ном растворе пикриновой
кислоты в этиловом спирте. X 50U
Фиг. 12. Аустенит в хромоникелевои стали, элек-
тролитическое травление в 10%-ном растворе НС1
в этиловом спирте. X 500
Фиг. 13. Аустенит и карбиды в кобальтовой
стали, электролитическое травление в 10"/0-hom
растворе щавелевой кислоты в воде. X 100
Фиг. 14. Сормайт, электролитическое травленче
в 3°/0-ном водном растворе сернокислого же-
леза. X 500
Фиг. 19. Волокнистость, выявленная глу-
боким травлением, х 1
Фкг. 18. Дендриты в литой стали- X 2,5
ГЛ. Ill]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
145
Таблица 7
Метод распознавания включений в железе и стали (по Кемпбеллу и Комштоку)
Образец осторожно полируется, чтобы сохранить включения. Увеличенное изображение проектируется на матовое
стекло без применения цветных фильтров
Сильно
травятся —
известко-
вые соеди-
нения из
обмазки
изложниц
Включения серые или чёрные.
Травить 10 мин. 10%-ным раствором
азотной кислоты в спирте
Слабо травятся (немного тем-
неют или изъязвляются) — сложные
оксиды:
a) FeO -\- FeS в растворе или
б) FeO-j-MnO и другие окиси в рас-
творе.
Примечания. 1. Восьмигран-
ные кристаллы (октаэдры)-вероятно
магнетит.
2. Окислы FeO+FeS и FeO+MnO
темнеют при снятии отпечатка на
серу в течение 20 сек. (при помощи
2%-ного раствора H2SO4) и разру-
шаются при травлении хлористым
оловом (см. ниже)
Если не
действует,
травить 5
мин. 10°/0-
ным вод-
ным рас-
твором
хромовой
кислоты
(строго сле-
дить, чтобы
поверх-
ность сма-
чивалась
раствором)!
Включения кремового, жёлтого, красного
•или пурпурового цвета.
Травить 10 мин. кипящим щелочным пи-
кратом натрия
Травится —
сернистое
железо
(бледно-
жёлтого
цвета)
Если не действует, то
различают:
1. Пурпуровый цвет,
легко и гладко поли-
руется—окись хрома.
2. Жёлтые кубики —
нитрид циркония.
3. Розоватый цвет,
сильно угловатая форма,
довольно трудно поли-
руется без образования
раковин — цианонитрид
титана
Травится -FeS—MnS, бога-
тый MnS. Травление не всег-
да бывает полным. Некото-
рые непротравленные вклю-
чения чернеют при после-
дующем травлении
Если не действует — тра-
вить в течение 5 мин. кипя-
щим щелочным пикратом
натрия
Травится с со-
вершенным почер-
нением:
а) FeS-MnS
б) кислородные
включения, очень
богатые МпО
Травится с ча-
стичным разъеда-
нием: а) оксид с
высоким содер-
жанием МпО (мо-
жет быть разру-
шен хлористым
оловом);
б) силикат с не-
большим содер-
жанием МпО (мо-
жет быть разру-
шен фтористово-
дородной кисло-
той)
ДОПОЛНИТЕЛЬНЫЕ ИССЛЕДОВАНИЯ
В тех случаях, когда химический анализ
не даёт возможности определить точное со-
держание включений, применяются следую-
щие методы:
1. Отпечатки на серу B°/0-ным водным рас-
твором HjSO* в течение 20 сек.):
а) растворяются все включения FeS—
MnS;
б) частично растворяются (с образова-
нием ямок) FeO, содержащий FeS,
и окиси других металлов в растворе;
в) остаются без изменения: сернистое
железо (бледножёлгое), окись чистого
железа (среднесерого цвета), сили-
каты (тёмносерого цвета).
2. Исследование по Матвееву [8].
3. Исследование по Ролю ,(»Испытания
сульфидов") [8]
10 Том 3
Если не действует (или частично протравлено при пре-
дыдущих обработках)—травить 10 мин. насыщенным рас-
твором хлористого олова в спирте
Травится — окись железа
или сложные кислородные
включения (если были заме-
чены раковины)
Травится — силикаты (если
ранее были замечены рако-
вины, то это указывает на
присутствие Мп)
[
Если мелкие частицы ок-
рашены в очень тёмный цвет,
трудно поддаются полирова-
нию и при горячей обработ-
ке не получили удлинённой
формы,то они представляют
собой окись алюминия
[
Крупные остроугольные
включения, дающие мерцаю-
щие блики при изменении
фокусного расстояния—зёрна
песка (в стальных отливках)
Если не действует—тра-
вить 10 мин. 20%-ным вод-
ным раствором фтористово-
дородной кислоты
Если не действует—под-
вергнуть вновь полирова-
нию и заметить цвет и фор-
му включений
Если цвет не особенно
тёмный, шлиф легко и глад-
ко полируется в плоскость
без выкрашивания
Мелкие остроугольные ча-
стицы синеватого цвета—
вероятно, окись титана (в
стали с присадкой титана)
146
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Таблица 8
Реактивы и условия выявления структурных составляющих специальных сталей (по Гросбеку)
Реактив травления
Продолжительность травления (в мин.)
шлифа для выявления структурной
составляющей
Я «
«О S
СО
я а.
10°/0-ный раствор NaOH при комнатной температуре . . .
Кипящий раствор NaOH:
lO'Vu-ный
25%-ный • • . .
50°/0-ный
10%-ный раствор NaOH при комнатной температуре с
добавлением:
кислорода
перекиси водорода
Кипящий 2(У7о-ный раствор NaOH с добавлением:
кислорода . . .
перекиси водорода • . .
Кипящий раствор аммиака C% весовых NH3)
Кипящий раствор пикрата натрия:
нейтральный . .
щелочной • •
Кипящий КГ/о-ный раствор бензойнонатриевой соли . . .
Кипящий раствор железосинеродистого калия A0 г
K3Fe (CN)a + X г NaOH на 100 мл воды)
при Х- 0
Х= 0,8
Jf = 10
Кипящий раствор перманганата калия D г КМпО4 + X г
NaOH на 100 мл воды)
при Х = 0
Х = \
Х = А
Кипящий раствор медносинеродистого калия поровну с
Х°/0-ным раствором NaOH
при Х= 0
Х=Ю
3°
5—10
5
3*
3°
i8
6о
5—10
30--45**
5-ю
5*
5-10
3- 5
5
3-5
3-5
1-5
3°
45
25
3°
3°
10
1
ai*
1
1
3°
16
3°
2О
3°
5
0,5
1
0,25
30
4о
3°
*5
3°
3-4
1-5
1
1-2
1—2
1
2
2-5
6*
1
1
i-o,5
10
10
10
3-4»
3-5
10
1
10
10
1—0,5
10
10
1
6*
1
0,25
2
2-3
Примечание. Числа, набранные жирным шрифтом, указывают время, после которого наступило потем-
нение составляющей; остальные числа указывают время травления, не вызывавшее потемнения составляющей.
* Основная масса шлифа—матовая.
** Пластинчатые карбиды сильно чернеют; глобулярные карбиды только слегка окрашиваются.
Образец погружается в качестве анода в
ванну с электролитом. Через ванну пропускают
постоянный ток определённой плотности до
тех пор, пока чётко не выявится структура
сплава. В табл. 9 приведены наиболее распро-
странённые реактивы
и режимы электротра-
вления чёрных и цвет-
ных металлов. Элек-
тролитическое травле-
ние позволяет чётко
выявить структуру хи-
мически стойких спла-
вов.
На фиг. 12, 13
и 14 (см. вклейку)
представлены микро-
структуры специаль-
ных сталей, выяв-
ленные электролити-
Фиг. П. Схема установки ческим травлением;
для электропитического химическое травле-
травления металлографи- ние-в данном случае
ческих образцов: 1 ~- анод ё хупшие
(образец); 2-ванна с элек- дает хУДшие
тродитом; 3 — катод. ТЭТЫ.
Травящее полирование представляет со-
бой совмещение процессов травления и полиро-
вания путём введения травящего реактива на
полировальный круг. Получаемый в результате
травящего полирования рельеф выявляет струк-
туру сплава.
Цветное травление основано на раз-
личном окрашивании структурных соста-
вляющих сплава действием специальных ре-
активов.
Окисное травление (метод цветов по-
бежалости) основано на неравной скорости
окисления структурных составляющих сплава
при нагреве. Образец нагревается до тем-
пературы, соответствующей определённому
цвету побежалости, выдерживается при этой
температуре 10—15 мин. и затем просматри-
вается под микроскопом. Окисленная поверх-
ность вследствие интерференции света при-
обретает различную окраску в местах, соот-
ветствующих различным структурным со-
ставляющим. Данный вид травления с успе-
хом применяется для многофазных сплавов,,
трудно поддающихся травлению другими ме-
тодами.
ГЛ. Ill]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
147
Таблица 9
Реактивы для электролитического выявления микроструктуры металлов (по ASTM и др.)
Реактив
травления
1
2
3
4
5
6
7
8
9
10
И
12
13
14
Состав реактива
Щавелевая кис-
лота 10 г
Вода 100 мл
Хромовый ангид-
рид 10 г
Вода 100 мл
ТО^/о-ная хлорная
кислота 20 мл
Вода 80 »
Этиловый спирт 50 мл
Соляная кисло-
та (конц.) 10 „
Цианистый натрий
(примесь хрома
менее 0,20°/0) 10 г
Вода 90 мл
Пикриновая кис-
лота 2 г
Едкяй натр 25 „
Вода 100 мл
Соляная кислота
(конц.) 10 мл
Этиловый спирт 90 .
Азотная кислота
(конц.)
Красная кровя-
ная соль 10 г
Вода 90 мл
Сернокислое же-
лезо 10 г
Вода 200 мл
Сернокислое же-
лезо 30 г
Едкий натр 4 ,
Серная кислота
(конц.) 100 мл
Вода 1900 .
Ледяная уксус-
ная кислота 5 мл
Азотная кислота
(конц.) 10 „
Вода 31 ,
Едкий натр 10 г
Вода 90 мл
Ледяная уксус-
ная кислота 5 мл
Азотная кислота
(конц.) 10 „
Вода 85 .
Условия травления
Напряжение 3-6 а от сухого эле-
мента или аккумуляторной батареи.
Продолжительность травления 15—
45 сек. Катод из платины
Напряжение 6 в, продолжитель-
ность травления 30—90 сек.
Продолжительность травления от
20 сек. до 2 мин.
Продолжительность травления
10-30 сек.
Продолжительность травления
1—5 мин. Сила тока 0.5—1 а, напря-
жение ь в
Плотность тока 85 - 32 а/дм1. Про-
должительность травления 0,5-2,0
мин. Применяется кипящим
Плотность тока 10—20 а/дм.
Продолжительность травления
10-30 сек.
Плотность тока 5—10 а/дм1.
Продолжительность травления
10— 2.J сек.
Плотность тока 10—20 а/дм-.
Продолжительность травления
20-40 сек.
Плотность тока 10—20 а/дм*.
Продолжительность травления
5-10 сек.
Плотность тока 10-20 а/дм3. Про-
должительность травления 5—40 сек.
1. Плотность тока 10 — 20 а/дм*.
Продолжительность травления
100-120 сек
2. Плотность тока 10—20 а/дм1.
Продолжительность травления
10 -20 сек.
Низкая плотность тока
Сила тока 0,1 а, напряжение 8—10в.
Продолжительность травления не
свыше 15 сек.
-
Напряжение 4 в, плотность тока
около 0,5 а/дм'1. Продолжительность
травления 2—4 мин., катод медный.
Напряжение 1,5 в от сухого эле-
мента. Продолжительность травле-
ния 20—60 сек.
Примечание
Выявляет карбиды и границы зё-
рен в нержавеющих сталях
Выявляет структуры углеродистой
и нержавеющей стали. Действует
на цементит очень быстро, на
аустенит—менее быстро, на фер-
рит -очень медленно. Границ зёрен
не выявляет
Выявляет аустенит в нержавею-
щей стали
Выявляет структуру мартенсито-
вой и ферритовой нержавеющей
стали
Выявляет свободные карбиды в
нержавеющей и жароупорной стали
Окрашивает цементит, но не окра-
шивает карбидов, богатых хромом.
Вольфрамид железа и двойной кар-
бид вольфрама и железа окраши-
вает более быстро, чем цементит.
Выявляет границы зёрен в отожжён-
ной заэвтектоидной стали
Выявляет зёрна аустенита и кар-
биды в нержавеющей хромоникеле-
вой и кобальтовой стали B5% Со)
Выявляет зёрна аустенита в нер-
жавеющей марганцовистой стали
типа Гадфильда
Выявляет ледебуритную сетку в
кремнистом чугуне и зёрна ферри-
та в железе Армко
Выявляет карбиды и мартенсит в
закалённой быстрорежущей стали
Выявляет зёрна аустенита и кар-
биды: в нержавеющей хромоникеле-
вой, нержавеющей кобальтовой и
нержавеющей никелевой стали
1. Выявляет ледебуритную сетку
В литой быстрорежущей стали
2. Выявляет карбиды и твёрдый
раствор в хромистом чугуне
Хорошо выявляет карбиды, леде-
буритную сетку и мартенситовую
структуру в высокохромистых спла-
вах и нержавеющей стали
Вызывает потемнение р-фазы в
латуни и даёт контрасты после
дальнейшего травления перекисью
водорода с нашатырным спиртом.
Также действует на никель, сереб-
ро и бронзу (не вытирать поверх-
ности после травления)
Применяется для травления спла-
вов медь—никель; избегается появ-
ление .межкристаллической" сегре-
гации
Выявляет структуру сплавов ма-
гния, содержащих алюминий, цинк,
кадмий и висмут (травить немедлен-
но после полирования)
Выявляет контрастно составляю-
щие структуры никеля и его спла-
вов. Успешно выявляет границы
зёрен
148
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Металлографические микроскопы
Для металлографических исследований
применяются оптические системы, начиная от
простейшей чечевицы — лупы и кончая слож-
ными металлогра-
фическими микро-
скопами. Для мак-
роанализа служат
простые и сложные
лупы, дающие уве-
личение до 30 крат.
Микроанализ про-
водится на метал-
лографических ми-
кроскопах при уве-
личениях до 2500
крат (после объек-
тива). Металлогра-
фические микро-
скопы работают на
отражённом свете
по схеме, показан-
ной на фиг. 15.
металлографических микроскопов.
В зависимости от расположения тубуса с оку-
ляром различают микроскопы вертикальные
и горизонтальные.
Вертикальные микроскопы предназначены
для предварительных исследований в за-
водских условиях и рассчитаны на увели-
чения до 400 крат. К ним относится и бино-
кулярный микроскоп, позволяющий наблюдать
пространственную картину объекта и иссле-
довать поверхности с глубоким рельефом
(изломы).
Горизонтальные микроскопы служат для
всестороннего металлографического исследо-
вания (микроскопы завода № 69 в СССР, а
также Цейса, Лейтца, Рейхерта, Бауш и Ломб
и др.). Эти микроскопы снабжены фотокаме-
рой, имеют приспособления для косого и пря-
объектива). Предельное полезное увеличение
(по Аббе) равно отношению разрешающей
силы глаза к разрешающей силе объектива.
Разрешающая сила объектива
От
источника
осдещения
Фиг. 15. Схема микроскопа
при работе с отражённым све-
том: / — образец; 2 — объек-
тив; 3 — призма.
Фиг. 16. Большой металлографический
микроскоп.
мого освещения, а также для освещения в тём-
ном поле и исследования в поляризованном
свете.
На фиг. 16 изображён современный большой
горизонтальный микроскоп.
Увеличение микроскопа. Наиболее суще-
ственной характеристикой микроскопа является
его увеличение. Общее увеличение микроскопа
равно произведению увеличения объектива
на увеличение окуляра (или проекционного
ЧпА
где X — длина световой волны; п — показатель
преломления; А — апертура объектива.
Так как А не превышает 0,95, п^ 1,6, А для
видимого света равна 0,6, то R = 0,2 р. и при
разрешающей силе глаза, равной 0,3 мм, пре-
дельное полезное увели-
чение микроскопа соста-
вляет 1500 крат. Боль-
шие увеличения ведут к
уменьшению поля зре-
ния, не давая новых де-
талей изображения. При-
менение ультрафиолето-
вых лучей увеличивает
предельное полезное уве-
личение до 2500 крат
(микроскопы со специ-
альной оптикой).
Электронный микро-
скоп. В электронном ми-
кроскопе лучи света за-
менены потоком электро-
нов, поэтому разрешаю-
щая сила его и предель-
ное увеличение ограни-
чиваются не длиной вол-
ны, а аберрациями гео-
метрической оптики. Пре-
дельные увеличения элек-
тронного микроскопа мо-
гут достигать сотен тысяч
крат. Другими преиму-
Фиг. 17. Электронный
микроскоп.
ществами электронного микроскопа являются
большая глубина резкости (вследствие малых
угловых апертур), позволяющая получать сте-
реоснимки и исследовать рельеф поверхности,
а также возможность исследовать процессы
при повышенных температурах. На фиг. 17
изображён электронный микроскоп с увеличе-
нием до 25000 крат.
Фотографирование
Для лучшей сравнимости результатов ми-
кроанализа рекомендуются линейные увеличе-
ния микрофотографии в 25, 50, 75, 1С0, 150,
200, 250, 500, 750, 1000, 1500 и 2500 крат.
Лучшими пластинками для фотографирова-
ния микроструктуры считаются контрастные
ортохроматические и изоортохроматические
с применением при экспозиции жёлто-оранже-
вых (X = 5100А) или зелёных (А = 4600А)
светофильтров. Чувствительность пластинок
желательна 200—300 по X и Д. Пластинки с
большей чувствительностью, а равно диапо-
зитивные и штриховые не рекомендуются, так
как они дают резкий контраст и тем самым
скрывают тонкие детали структуры. Фотогра-
фирование макроструктуры, наоборот, лучше
производить на штриховых пластинках с чув-
ствительностью 50—100 по шкале X и Д.
ГЛ. Ill]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
149
Репродукции макро- и микроструктуры
печатаются на глянцевой или матовой бромо-
серебряной бумаге. В зависимости от каче-
ства негативов и характера структуры при-
меняют контрастную (для вялых негативов)
или нормальную бумагу (для резких).
Проявление негативов и позитивов можно
вести обычными гидрохиноновым, метолги-
дрохиноновым или же парамидофеноловым
проявителями.
Зарекомендовал себя проявитель следую-
щего состава: вода дестиллированная 1000 см3,
метол 2 г, гидрохинон 16 г, сульфит (кристал-
лический) 320 г, бромистый калий 2 г, поташ
320 г. При проявлении берётся одна часть рас-
твора проявителя и 3—4 части дестиллирован-
ной воды. В качестве фиксирующего раствора
рекомендуется кислый фиксаж состава: вода
1000 смъ, гипосульфит 250 г, сульфит 50 г,
серная кислота 5 смв.
Передержанные негативы могут быть осла-
блены в фермеровском ослабителе (раствор
А—1000 смь воды, 100 г гипосульфита; раствор
Б—100 см% воды, 10 г красной кровяной соли.
Перед употреблением смешивают 10 частей
раствора А и 1 часть раствора Б).
Макроисследование
В зависимости от задачи исследования тем-
плет просматривается в нетравленом виде
или после специального травления. Наряду
с исследованием темплетов при макроанализе
изучается характеристика излома металла:
характер, цвет и блеск. Оценка излома произ-
водится при помощи специально составленных
шкал.
Макроисследование литого металла
Исследование макроструктуры литого металла
позволяет определить величину и формы уса-
дочных раковин, усадочную рыхлость, её про-
тяжённость и степень плотности металла,вели-
чину и форму ликвационной зоны, дендритную
ликвацию — форму, величину дендритов и их
ориентировку (фиг 18, см. вклейку), зоны пер-
вичной кристаллизации, газовые пузыри, мак-
ропоры, трещины и засорённость металла не-
металлическими включениями.
Макроисследование металла, прошедшего
горячую механическую обработку-прокатку,
ковку или штамповку, даёт возможность обна-
ружить трещины, волосовины, закаты, флокены,
распределение в металле серы и фосфора.
Выявляя глубоким травлением волокни-
стость (фиг. 19—см. вклейку), макроанализ по-
зволяет судить о соответствии между направле-
нием волокна и конфигурацией изделия, а
иногда и о способе изготовления изделия
(штамповка, прокатка и пр.).
Макроисследование металла, прошедшего
термическую обработку, позволяет по макро-
структуре отчётливо выявить и измерить зоны
термического влияния, зоны полной и непол-
ной закалки, глубину цементации и обезугле-
роживания.
Макроисследование холоднодеформирован-
ного металла для определения следов пласти-
ческой деформации производится специальным
травлением по Фри, выявляющим линии де-
формации; используя явление рекристаллизации
после специального отжига, можно получить
отчётливую картину деформации, так как зёрна
металла после рекристаллизации получают
различную величину в зависимости от степени
деформации. Реактивы для выявления особен-
ностей макроструктуры металла, условия их
применения и назначения указаны в табл. 3.
Микроисследование
Микроанализу подвергаются сплавы для ис-
следования: а) загрязнённости металла неметал-
лическими включениями; б) микроплотности ме-
талла; в)общей структуры сплава (типа струк-
турных составляющих, их величины, формы и
расположения); г) различных дефектов сплава
(перегрев — крупное зерно, видманштеттовая
структура, пережог—крупное зерно, оторочен-
ное тёмной сеткой окислов, интеркристаллитная
коррозия, строчечность, обезуглероженность в
изделиях из чёрных металлов и др.); д) степени
деформации металла в результате предшеству-
ющей холодной деформации в условиях из-
готовления или службы его (вытянутость зёрен,
наличие линий сдвига и двойников скольжения
и т. д.); е) качества и режима горячей механи-
ческой обработки (ковка, штамповка, прокатка)
по степени раздробления и расположению хруп-
ких составляющих сплава, по степени вытяну-
тости зерна (наличие вытянутого зерна характе-
ризует низкие температуры конечных стадий
обработки); ж) термически обработанного ме-
талла для суждения о соответствии его струк-
туры требуемой.
Микроисследование сталей позволяет вы-
явить структуры полной (аустенит, мартенсит)
и неполной закалки (троосто-мартенсит, тро-
остит, троосто-сорбит).
Основные структурные составляющие спла-
вов — зёрна чистых металлов, зёрна твёрдого
раствора (см. вклейку, фиг. 9 и 12), кристаллы
химических соединений компонентов сплава и
продукты одновременного выделения несколь-
ких структурных составляющих из жидкого
расплава — эвтектики и из твёрдого рас-
твора—эвтектоиды (см. вклейку, фиг. 10). Чи-
стые металлы и твёрдые растворы при микро-
скопическом исследовании выявляются в виде
однородных полиэдров. Химические соединения
в зависимости от условий их выделения и по-
следующей обработки сплава либо образуют
сетку вокруг зёрен основной металлической
массы, либо залегают в ней в виде игл, либо
имеют форму глобулей. Эвтектики, кристалли-
зуясь из расплава, имеют дендритное строение.
Эвтектоиды сохраняют очертания исходных зё-
рен твёрдого раствора. В зависимости от сте-
пени диференциации составляющих фаз эвтек-
тики и эвтектоиды сильнее или слабее про-
являют свою неоднородность. Реактивы для
выявления микроструктуры чёрных и цветных
металлов приведены выше в табл. 5, б, 8 и 9,
где даны условия их применения и назначение.
Методика просмотра микроструктуры
под микроскопом. Просмотр микроструктуры
следует начинать при -небольших увеличениях
A00-250 крат) и постепенно переходить к
большим для выявления мельчайших деталей.
При исследовании сначала бегло просматри-
вают всю поверхность шлифа для суждения о
структуре металла в целом, а затем исследуют
отдельные наиболее интересные или типичные
участки шлифа; внимательно просматривают
150
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
нетравленый шлиф для оценки качества изго-
товления его, а также загрязнённости металла
неметаллическими включениями, после чего
травят шлиф и исследуют структуру основной
металлической массы сплава.
СПЕЦИАЛЬНЫЕ ВИДЫ МИКРО-
ИССЛЕДОВАНИЙ
Определение величины зерна
Для литых и отожжённых сплавов приме-
няют способ Джеффриса: изображение микро-
структуры проектируется на матовое стекло;
подсчитывается число зёрен, заключённых
внутри круга диаметром 80 мм, и число зёрен,
пересечённых окружностью.
Средняя площадь зерна в мк?
— ?:l0!L
п~ п&х '
где F'—площадь, на которой ведётся под-
счёт зёрен (при круге диаметром 80 мм,
F ^ 5000 мм2); т — линейное увеличение ми-
кроскопа; х— сумма числа зёрен, заключённых
внутри окружности, и половины числа зё-
рен, перерезанных окружностью.
Средний диаметр зерна в як
d= fa.
Для сплавов с неравноосными зёрнами
(деформированный металл) определение вели-
чины зерна производится по способу Гейна.
Изображение структуры проектируется на
матовое стекло с двумя взаимно перпен-
дикулярными осями. Шлиф устанавливают
так, чтобы одна из осей совпадала с напра-
влением, в котором вытянуты зёрна, и подсчи-
тывают число зёрен, пересекаемых каждой
осью на определённой длине К мм.
Средняя площадь зерна в мк*
где р и q — числа зёрен по двум осям на
длине К', тп — линейное увеличение микро-
скопа.
Способ сравнения со шкалой. Видимая
структура сравнивается со шкалой стандарт-
ных структур. Величина зерна цветных ме-
таллов оценивается по шкале стандарта
Е2-41Т АЬТМ.
Шкала применима для всех однофазных
цветных сплавов.
Для чёрных металлов все существующие
шкалы относятся к величине аустенитного
зерна.
Определение величины аустенитного
зерна в стали. Величина зерна характеризует
склонность стали к перегреву, а также её
механические и технологические свойства.
Основными методами определения вели-
чины аустенитного зерна являются цемента-
ция для цементуемых сталей (метод Мак-
Кведа и Эна) и метод окисления для не-
цементуемых сталей.
Цементация ведётся при температуре
930 + 15° в течение 8 час. Полученная цемен-
титная сетка выявляется пикратом натрия
(тёмная сетка на светлом фоне) или раство-
рами азотной кислоты (светлая сетка на тём-
ном фоне).
По методу окисления образец нагревается
в нейтральной или же слегка восстановитель-
ной атмосфере на 30° выше верхней критиче-
ской точки и с выдержкой в 1,5 раза большей,
нежели нормальная для стали данной марки,
с последующим переносом в окислительную
атмосферу на 10 20 мин. Зерно после травле-
ния шлифа выявляется по тёмной сетке окислов.
Кроме приведённых могут быть использо-
ваны следующие методы: для заэвтектоидных
сталей — отжиг с последующим медленным
охлаждением (сетка цементита располагается
вокруг аустенитных зёрен); для доэвтектоид-
ных сталей — нормализация (сетка феррита
располагается преимущественно вокруг быв-
ших зёрен аустенита;; неполная закалка (тон-
кая сетка феррита вокруг мартенситных зё-
рен); для сталей с любым содержанием угле-
рода — закалка со скоростью немного ниже
критической ^тонкая оторочка из троостита
вокруг мартенсита) [10].
Величина аустенитного зерна, выявленная
тем или иным методом, определяется путём
сравнения видимых под микроскопом при
увеличении X Ю0 зёрен с эталоном шкалы
ASTM (фиг. 20 и табл. 10). Для весьма мелко-
зернистой стали просмотр ведётся пои большем
увеличении; подобрав соответствующий дан-
ному изображению балл шкалы, прибавляют
к нему число единиц, показывающее, во сколько
раз увеличено наблюдаемое зерно по сравне-
нию со стандартным 100-кратным увеличением.
Таблица 10
Величина аустенитного зерна по шкале ASTM
о.
«
ч
ч
ш
I
2
.4
4
Л
ь
7
а
Число зёрен на
площади 1 кв.
дюйм X W0
наимень-
шее
°.75
1.5
3
6
12
24
48
об
среднее
i
э
4
8
гб
33
64
128
наиболь-
шее
1.5
3
Ь
12
24
48
ОЬ
IO.2
о!
3°
Среднее ч
зёрен на п
ди 1 мм'2
i6
32
64
128
=56
513
IO24
2048
Истинная площадь
зерна в мк1
наимень-
шая
4ОО0О
20 000
юооо
5 ооо
2500
I 200
боо
средняя
64 ооо
32 ООО
i6 000
8 000
4 000
2 000
1 000
500
наиболь-
шая
4оооо
2ООО0
IO ООО
5°оо
3 5°°
I 2OO
боо
Определение графита в чугуне
Графитовые включения исследуют на не-
травленом шлифе. Во избежание выкрашива-
ния включений шлифование и полирование шли-
фа производят очень осторожно. Графитовые
включения оцениваются по их величине (круп-
ный, средний, мелкий, очень мелкий графит),
по расположению и форме (прямолинейные,
пластинки, „завихренные пластинки*.точечный
графит и т. д.) и по количеству. Для исклю-
чения неопределённости и субъективности
ГЛ. HI]
МЕТАЛЛОГРАФИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
151
Фиг. 20. Шкала величины зерна в стали по ASTM.
152
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
в оценке пользуются, шкалой, помещённой в
ОСТ НКТМ 26049 „Классификация структур
отливок из серого чугуна", шкалой, изобра-
жённой на фиг. 21 [11], или шкалой графито-
вых включений стандарта А247-41Т ASTM [5J
(см. вклейку).
Определение неметаллических включений
в стали
Содержание неметаллических включений,
характер их (хрупкие или пластичные включе-
ния), а также их расположение оказывают
серьёзное влияние на свойства стали. Каче-
ственный характер неметаллических включе-
ний в стали может быть определён методом
балл
Okcudt»
мелкие крупные
Сулосридш и
силикаты
мелкие крупные
Карбиды
Фиг. 22. Шкала' неметаллических включений
(по ГОСТ 1778-42).
Кемпбелла и Комштока (табл. 7). Количествен-
ная оценка загрязнённости металла неметалли-
ческими включениями, согласно ГОСТ 1778-42,
должна производиться при просмотре нетра-
вленого шлифа.либо определением индекса, ха-
рактеризующего длину неметаллических вклю-
чений в поле зрения микроскопа, либо путём
сравнения со шкалой (фиг. 22). Большое рас-
пространение в заводской практике получила
шкала неметаллических включений SKF и
шведского общества металлургов Jernkonto-
rets [12], помещённая в стандарте Е45-41Т
ASTM [5].
Допустимая загрязнённость металла, харак-
теризуемая тем или иным индексом или баллом
шкалы, устанавливается техническими усло-
виями на продукцию.
Определение глубины термохимической
обработки и толщины покрытий
Глубина проникания углерода при цемен-
тации, углерода и азота при цианировании,
азота при азотировании и других элементов
при иных видах термохимической обработки
определяются с большой точностью по микро-
структуре соответствующего образца. Глубина
термохимической обработки измеряется слоем,
в котором произошло насыщение тем или иным
элементом. Так.при цементации глубина обра-
ботки определяется заэвтектоидной, эвтектоид-
ной и переходной зонами, а для закалённого
после цементации образца — зонами от мар-
тенсита с карбидами до феррито-мартенсито-
вой. При цианировании глубина обработки
измеряется по микроструктуре в закалённом
состоянии и определяется мартенситовым и
троосто-мартенситовым слоем. За толщину азо-
тированного слоя принимают толщину всей
тёмнотравящейся зоны до заметного перехода
к структуре сердцевины. Измерение слоя про-
изводится при помощи микрометрического
окуляра или микрометрического винта пред-
метного столика микроскопа Кроме того, изо-
бражение может быть спроектировано на мато-
вое стекло микроскопа и там промерено. Тол-
щина слоя покрытия, нанесённого на металл,
также может быть промерена на микроскопе.
Определение слоя обезуглероживания
Обезуглероживание является серьёзным де-
фектом при термической обработке стали.
Степень обезуглероживания определяется по
микроструктуре образца. Различают обезугле-
роживание полное — до чистого феррита и
частичное — с переходным слоем к основной
структуре. Промер слоя обезуглероживания
производится при помощи микрометрического
окуляра, микрометрического винта предметного
столика микроскопа или же промером изобра-
жения, спроектированного на матовое стекло
микроскопа.
Определение микротвёрдости
Определение твёрдости структурных соста-
вляющих (микротвёрдость) часто позволяет
расшифровать структуру сплава в тех случаях,
когда один микроскопический просмотр не-
достаточен.
Приборы для определения микротвёрдости,
позволяющие определить твёрдость отдельных
структурных составляющих сплава, отдельных
зёрен металла, тонких слоев электролитиче-
ских покрытий и термохимической обработки,
см. в главе „Испытания твёрдости металлов".
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Американские стандартные методы испытания ме-
таллов под ред. Авдеева, Каталогиздат НКОМ СССР,
М. 1939.
2. Болховитинов Н. Ф., Металлография и терми-
ческая обработка, Металлургиздат, М. — Л. — Сверд-
ловск 19*33.
3. О д и н г И. А., Современные методы испытания ме-
таллов, Металлургиздат, М. 1944.
4. М и н к е в и ч, Н. А., Тепловая обработка стали и
чугуна, ч. I, ОНТИ, М. — Л. 1932.
5. Book of ASTM Standards, Part I, Philadelphia, 1942.
6. George L. Kehl, The principles of metailographic
laboratory practice, New-York a. London, 1943.
7. Meyer, Rohrer u. Vilella, Electrolytic polishing
of steel specimens. „Metals a. Alloys" № 4, 1941.
8. SauverA., Metallographie et traitements thermiques
du fer et de l'acier, Paris, 1937.
9. V i 1 e 11 a J. R., Metullographie technique for steel,
New Yersey Cleveland, uhio, 1938.
10. Bastien, „Revue de Metallurgie" № 1, т. 36, 1939.
11. Mahin a. Hamilton, „Jron Age" № 8, 1937.
12. Jernkontorets Annaler, № 5, S. 199, 1936.
13. Faust Ch. L. and Pray U. A. „Steel" № 20, 1941, v. 109.
' Г
r
Балл /—длина включений свыше 100мм.
Балл 2—длина включений 50-^100 мм.
Билл Л — длина включений 25—50
Балл 4 — длина включений 12—25 мм.
¦ • г
V.I v^
¦*: . • /:
Балл о — длина включений 6—12 мм.
б — длина включений 3—6 мм.
. '¦«' "Г
7 — длина включений 1,5—3 мм,.
—длина включений менее 1,5,«.«.
Фиг. 21. Шкала графитовых включений н сером чугуне A1). Увеличение Х100.
Том 3. гл. III
ГЛ. III]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
153
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
ОБЛАСТЬ ПРИМЕНЕНИЯ
Рентгеновский метод испытания металлов
делится на три раздела: 1) рентгеновская де-
фектоскопия (просвечивание); 2) рентгенов-
ский спектральный анализ; 3) рентгенострук-
турный анализ.
Рентгенов с, кая дефектоскопия
позволяет обнаруживать внутренние пороки
(трещины, раковины, поры, включения, ликва-
цию и т. п.) изделий без их разрушения. Этот
метод особенно удобен при контроле литья
и сварки. •
Рентгеновский спектральный
анализ — важное вспомогательное средство
к химическому анализу при решении задач,
когда последний не может быть применён для
качественного обнаружения чрезвычайно ма-
лых количеств элемента, анализа редких зе-
мель и химически аналогичных элементов
и т. п.
Рентгеноструктурный анализ
применяется при определении фазового со-
става, растворимости элементов в твёрдом
•состоянии, фазовых превращений, величины
кристаллитов, изучении преимущественной
ориентации кристаллитов (текстуры), напря-
жённого состояния и др.
ФИЗИКА РЕНТГЕНОВЫХ ЛУЧЕЙ
И СПЕКТРАЛЬНЫЙ АНАЛИЗ
Рентгеновы лучи
В спектре электромагнитных колебаний
рентгеновы лучи занимают промежуточное по-
ложение между наиболее жёсткими ультрафио-
летовыми лучами и у-лучами радия. Они воз-
никают, когда поток электронов в поле вы-
сокого напряжения падает на твёрдое тело
(обычно металлическое), что приводит к пре-
вращению части кинетической энергии пада-
ющих электронов в энергию рентгеновых лу-
чей сплошного спектра. Применяемые на
практике рентгеновы лучи имеют длины волн
о
примерно от 2 до 0,02 А *.
Рентгеновские трубки
Получение рентгеновых лучей осуще-
ствляется при помощи рентгеновских трубок,
которые в зависимости от способа получе-
ния электронного (катодного) пучка разделя-
ются на электронные и ионные.
В электронных трубках для получения
пучка электронов используется эффект Ри-
чардсона— испускания электронов накалён-
ной вольфрамовой нитью в высоком вакууме
(~Л0~7 мм рт. ст.). Трубка (фиг. 23) предста-
вляет собой стеклянный цилиндр / с вмонти-
рованными на концах электродами, к которым
подводится ток высокого напряжения. Катод
несёт вольфрамовую спираль 8, имеющую при-
способление для фокусирования электронного
пучка на поверхности анода. Разогревающийся
в процессе работы трубки анод 6 охлаждается
проточной водой 5.
Различают электронные трубки для про-
свечивания и для структурного анализа (см.
ниже). Электронные трубки бывают запаянные
(эвакуированные до необходимого вакуума)
и разборные. В последних можно менять анод,
что важно при работах по спектральному и
структурному анализу, но для установления
при этом необходимого высокого вакуума
* 1 А-ю см.
Фиг. 23. Разрез электронной рентгеновской трубки:
1 __ стеклянный цилиндр; 2 — металлическая трубка;
3 — металлическая фольга; 4 — защитная металлическая
бленда; 5 — водяное охлаждение; 6— анод; 7 — окно из
линдемановского стекла; 8—спираль катода; 9 — патрон.
A0—7 мм рт. ст.) требуется наличие специаль-
ной сложной аппаратуры.
В ионных трубках для получения элек-
тронного пучка используется ионизация нахо-
дящегося в трубке разреженного газа (воздуха)
при столкновении атомов и ионов друг с дру-
гом и с электронами в поле тока высокого
напряжения. Ионные трубки допускают замену
анода и катода, но при этом также тре-
буется наличие вакуумной установки для
создания необходимой степени разрежения
(~ 10—^ мм рт. ст.). Ион-
ные трубки менее удоб-
ны в обращении, чем
электронные, но они
вполне обеспечивают ра-
боту по структурному
анализу. Лучше всех за-
рекомендовала себя ион-
ная трубка Хаддинга
(фиг. 24). Металлический
корпус трубки имеет
двойные стенки для охла-
ждения проточной водой.
Снизу в трубку вводится
на металлическом шлифе
анод 1, также охлаждае-
мый проточной водой.
Анод и корпус трубки
вместе с одним из полю-
сов трансформатора за-
землены. Катод 2 прохо-
дит в трубку сверху че-
рез фарфоровый изоля-
тор 4, который в местах
соединения с корпусом
трубки заливается ва-
куумной замазкой — пи-
цеином. Катод предста-
вляет собой вогнутое зер-
кало 3 из отполированного алюминия, охла-
ждаемое проточной водой. В стенках! трубки
имеются 4—6 отверстий (окон) 5 для выхода
рентгеновых лучей. Для удержания в трубке
вакуума окна закрыты алюминиевой фольгой
толщиной 0,01 - 0,04 мм, прижатой специаль-
Фиг. 24. Разрез трубки
Хаддинга.
154
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
ными плоскими шлифами. Шлифы трубки и
вакуумной системы смазываются рамзаевской
вакуумной смазкой.
Рентгеновское излучение
Кинетическая энергия электронов при тор-
можении электронного пучка в веществе ан-
тикатода расходуется в большей своей части
на теплоту, остальная часть идёт на образо-
вание квантов рентгеновых лучей. Для одного
электрона имеет место следующее соотноше-
ние:
2 '
где т — масса электрона; v — его скорость;
Ц7— тепловая энергия; h— постоянная Планка;
v — частота колебаний. Так как кинетическая
энергия электронов приобретается ими в элек-
трическом поле с напряжением и, то (не при-
нимая во внимание W)
Таблица 11
mv1
= ей = fa =
hc_
X
B)
где е — заряд электрона; с—скорость света;
X — длина волны.
Рентгеновы лучи, полученные при обычных
условиях, неоднородны в отношении частоты
колебаний м или длины волны X и предста-
вляют собой набор лучей с различными дли-
нами волн. Такое рентгеновское излучение по
аналогии с видимым белым светом называют
белым рентгеновским излучением (спектр
торможения). Спектральный состав белого
рентгеновского излучения и интенсивность его
при различных длинах волн, измеренная при
помощи ионизационной камеры, показаны для
различных напряжений на фиг. 25.
С увеличением напряжения увеличивается
жёсткость рентгеновых лучей, при этом ка-
.2 ЦЗ Ofi 0,5 0,S 0,7 0,8 0,9 г
Длина доты
Фиг. 25. Зависимость интен-
сивности сплошного спектра
от напряжения.
/
[
/
/
fSfr
\
w
Длина волны
Фиг. 26. Спектр харак-
теристического К-из-
лучения молибдена.
ждой величине напряжения соответствует своя
определённая минимальная длина волны, опре-
деляемая из уравнения
, 12,345
miD и '
C)
где Xmin выражают в А, а и — в кв. В табл. 11
приведены наименьшие длины волн (границы
спектра торможения) белого рентгеновского
излучения, полученного при разных напряже-
ниях [10].
Граница спектра торможения при
min
в А
О,О1
О,О2
о,оз
о,о4
О,Од
о,о6
0,07
о,о8
о,о9
о,ю
о,и
0,12
о,13
о, 14
о, 15
O,l6
0,17
0,18
0,19
0,20
6,21
О,23
O.23
0,24
О,25
шах
в кв
1235
6i8
412
3°9
2+7
2об
176
154
137
124
112
юз
95
88
8г
77
73
69
65
бз
59
56
54
52
49
X .
mm
в А
О,2б
о,27
О,28
о,29
о зо
°,31
°-32
°,33
°.34
°.35
о.зб
°.37
°,38
°.39
о>4°
0,41
0,42
°.43
°,44
°,45
0,46
°.47
0,48
о,49
°,5°
напряжениях
и
га ах
в кв
47.5
45-7
44-1
42,6
41.2
39.8
38.<5
37-4
зб.з
35-3
34.4
33.4
32,5
3L7
3°.9
3°.i
29.4
23,7
28,1
27.4
26,8
26,3
25-7
25.2
24.7
\nin
вА
o,5i
О.52
о. 53
о,54
°.55
0,56
°-57
о,38
°-59
о,6о
o,6i
0,62
0,63
0,64
0,65
0,66
0,67
068
0,69
0,70
0,71
0 72
0,73
о,74
O.75
"max
в кв
24.2
23.8
23.3
22,9
22,5
22,1
21,7
21,3
2О,9
2О,6
2О,2
19.9
19.6
193
19.0
18,7
18,4
18.2
17.9
17,б
17>4
17.2
i6,9
16,7
16,5
разных
»
min
в А
э,8о
э,83
э,9о
з.95
1,ОО
i.°5
[,Ю
«Д5
[,2О
t.25
[,3°
,35
[,40
с-45
t,5°
[>55
,6о
,65
.7°
¦75
,8о
.85
.9°
1.95
,оо
"max
в кв
15.4
14,5
13-7
13-°
12,4
и,8
11,3
ю,7
ю,3
9,9
9.5
9.1
8,8
85
8, а
7>9
7.7
7-5
7.3
7,1
6,9
6,7
6,5
6,3
6,2
Кроме белого рентгеновского излучения,
которое возникает при любых малых скоро-
стях движения электронов и на любых анодах,
каждый химический элемент, применённый
в качестве анода, испускает свой собствен-
ный характеристический рентгеновский спектр,
накладывающийся на спектр торможения. Ха-
рактеристический спектр в отличие от спек-
тра торможения является не сплошным, а со-
стоящим из нескольких серий волн с харак-
терными для каждого данного элемента дли-
нами волн и минимальными напряжениями
возбуждения (в кв), при которых эти характе-
ристические рентгеновы лучи возникают. На
суммарной спектральной кривой длины волн
характеристического спектра отличаются рез-
кими максимумами интенсивности.
На фиг. /в приведена кривая спектрального
распределения относительной интенсивности
для анода, изготовленного из молибдена. При
напряжении не менее 20 кв возникают харак-
теристические лучи молибдена, принадлежа-
щие к серии К и имеющие длины волн: Ха =
= 0,710( А;Х„ =0,639 А. При иных напряже-
ниях могут быть получены лучи других серий:
L, М, N и т. д., названные так по наименова-
нию соответствующих электронных орбит ато-
ма. Минимальное напряжение, возбуждения ха-
рактеристических лучей находится по фор-
муле
12,345
где Ад — длина волны границы полосы погло-
щения элемента, из которого сделан антика-
тод. Значение 1А для любой серии можно
найти в соответствующих рентгеноспектраль-
ных таблицах [17].
В табл. 12 приведены значения длины волн
серии К характеристического излучения для
ГЛ. HI)
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
155
Таблица 12
Длины волн X серии К в икс-единицах (ХЕ) *, напряжения возбуждения (я , ) н длина волны границы
К-полосы поглощения (Хд)
Атомный
номер
4
6
1
9
и
13
Ig
ц
Г5
16
Ч
20
31
33
аЗ
25
26
2
г9
Зо
3i
32
33
34
35
37
38
39
4о
41
42
43
44
45
46
47
48
49
5°
51
52
53
55
56
57
58
59
6о
6i
62
63
64
65
66
67
68
69
70
71
72
73
74
76
77
78
79
81
82
83.
90
92
Элемент
Be
В
С
М
IN
0
F
Na
Mg
Al
Si
P
S
Cl
к
Ca
Sc
Ti
V
Cr
Mn
Fe
Co
Ni
Cu
Zn
Ga
Ge
As
Se
Br
Rb
Sr
Y
Zr
Nb
Mo
Ma
.Ru
Rh
Pd
Ag
Cd
In
Sn
Sb
Те
J
Cs
Ba
La
Ce
Pr
Nd
M
Sm
Eu
Gd
Tb
Dy
Ho
Er
Tu
Yb
Lu
Hf
Та
W
Os
Ir
Pt
Au
Tl
Pb
Bi
Th
U
Интенсивность
очень
сильная
ч
сильная
ч
ИЗ 2ОО
67 5°°
44 5°°
23610
18300
И 885
9869
8
32O
7HI
6142
5361
4718
3733
335 !
Зоа5
2743
2498
2285
2097
1932
1785
1654
1537
1432
1337
1251
«73
ЦО2
Ю37
923
873
827
784
744
7о3
672
643
613
584
558
534
5«
489
469
45°
432
399
384
37°
356
343
331
32O
3°8
298
288
278
269
эбо
252
344
236
229
231
215
вод
196
190
185
i8o
170
165
160
132
126
53°3
4721
3737
3355
3°28
2747
25O2
2289
2IOI
1936
1789
1658
1541
НЗ6
1341
1255
«77
ноб
Ю41
928
877
831
788
749
713
675
646
6i6
588
562
538
515
494
474
455
437
404
389
374
361
348
ЗЗб
334
3*3
303
293
283
274
265
256
248
241
333
226
319
213
201
195
190
185
174
170
165
137
131
очень
слабая
ч
—
—
_
II 805
9801
8267
7о65
бюз
5329
4683
37U
3333
3°°6
27а7
2484
2273
го88
1923
1777
1647
1531
1429
—
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
_
_
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
средняя
—
—
_
—
«594
9539
7965
67*+
5793
5021
4394
3447
3083
2774
2509
2279
2080
1906
1753
1617
1497
1389
1292
1205
1126
i°55
990
931
827
781
739
700
664
631
601
571
544
496
474
453
434
416
399
383
353
34O
327
3J5
3°3
293
28l
273
263
354
345
237
222
215
209
201
195
190
184
17З
168
163
159
15°
146
142
117
на
слабая
_
—
—
_
—
—
—
—
—
—
—
3434
3°68
2758
2493
22бд
2066
1893
1741
1бо5
Ч85
1378
I28l
1194
1114
1043
978
918
815
769
727
688
653
бзо
—
5бо
534
5°9
486
4б4
444
425
407
39°
374
345
333
319
3°7
296
286
—
2бб
256
247
239
231
217
—
2ОЗ
196
190
184
179
IO9
1б4
159
154
145
i4i
136
«3
io8
очень
слабая
—
-
и 7°4
9648
8о43
6794
58ао
5°45
44об
—
3°9i
2517
2238
2O86
igio
1756
1б2О
1499
—
—
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
пА
—
-
—
1.3
1.5
1,8
2,1
2,5
2,8
3,6
4,о
4,5
4,9
5.4
6,о
6,5
7',7
8,3
8,9
9,6
ю,4
Ю,1
II.9
12,7
Х3.5
15.2
i6. i
I7i 0
18,0
:9,о
2О,О
21,о
22,1
33,3
24.4
25,5
26,7
27,9
29,1
3°,4
31,8
33,2
35,9
37.4
38,7
4о,з
41,9
43.6
—
46,8
48,6
5°,3
52,о
53,8
55,8
57.5
59,5
6i,4
63.4
65.4
67,4
69,3
73,8
76,0
78,1
8о,5
85.2
87,6
9о,1
log
«5
_
-
—
95«
7947
6731
5775
5°°9
4384
3431
3°б4
2753
2491
22бЗ
2О66
189O
1740
1бо2
1484
1280
1190
1114
1043
977
918,1
814,1
768,4
7255
687,3
651.5
618,5
558
533
508
485
463.1
443
4*4
406
389
' 373.5
344.1
33о,7
318,2
3°6,4
295
284,6
эб4
255
246
338
23°
222
315
2О8
2O2
195
190
184
178,1
i68
163
158
153
143
138,5
135
112,8
107
• 1000 ХЕ=1А.
156
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
(РАЗД. П
всех изученных элементов [15]. а также зна-
чения напряжений возбуждения иА и длины
волн границ К полос поглощения.
Поглощение рентгеновых лучей
Рентгеновы лучи обладают способностью
проникать через значительные толщи материи.
Чем более жёстки лучи (чем меньше длина
их волны), тем больше их проникающая спо-
собность. При прохождении рентгеновых лу-
чей через материю имеет место ослабление
их интенсивности, связанное с поглощением
(абсорбцией) рентгеновых лучей веществом
и рассеянием их и подчиняющееся следую-
щей зависимости
-V-*
E)
где е — основание неперовых логарифмов; х —
толщина ослабляющего слоя в см\ ja - коэфи-
циент ослабления; /0 - интенсивность лучей,
падающих на вещество; / — интенсивность
лучей после прохождения через вещество.
Ослабление складывается из двух членов: по-
глощения и рассеяния. Поэтому коэфициент
ослабления fx равен сумме истинного коэфи-
циента поглощения \х и коэфициента рассея-
ния Ь. На практике все указанные коэфици-
енты относят к плотности р данного веще-
ства и называют: — — массовый коэфициент
Р
ослабления;——массовый коэфициент погло-
щения; — — массовый коэфициент рассеяния.
Очевидно, что
Р
F)
Чем мягче излучение (чем больше X) и чем
больше атомный номер облучаемого элемента,
тем больше поглощение. Различие в коэфи-
циентах поглощения тел и составляет основу
дефектоскопии (просвечивания, абсорбцион-
ного анализа).
В табл. 13 и 14 приводятся значения мас-
совых коэфициентов поглощения для разных
элементов.
Таблица 13
Массовые
Длина
волны
в А
о.о9
0,12
одб
0,22
о.3°
о>4°
о,5<>
о,5б
о,63
0,71
1,00
о
о
о
о
о
о
о
о
о
о
I
коэфициенты
с
148
!5Г
154
1б7
19О
245
Зоб
4о
55
68
2О
поглощения некоторых
элементов [15]
0
—
—
—
О,24
о.34
о,52
—
о,86
i,i6
2,92
А1
0,16
о, 18
О,21
o,3i
о,55
1.93
2,65
3.78
5.35
14,о
Элементы
Fe
0,25
O.37
0,66
1,40
3.3°
7.25
19,0
26
37
91
Си
о.Зо
0,46
о, 9°
2,О
4.5
Ю,2
17.8
26,5
37-8
53.7
*5°
Zn
о.ЗЗ
—
1,0
2,3
5.1
11,6
—
30,8
43.O
60
о,9
1,60
—
7-4
17.9
38,2
9-5
15.0
20,5
28,5
80
Pb
3.6
5,2
2,7
59
13,6
31,8
57-O
101
140
400
Построенные по данным табл. 13 графики
показывают, что для некоторых элементов
кривая поглощения имеет монотонный харак-
тер, как, например, у меди (фиг. 27). У дру-
гих элементов при некоторых длинах волн
кривая поглощения имеет скачок, как, напри-
мер, у серебра (фиг. 27) при длине волны
0,49 А. Это так называемая граница или ска-
чок поглощения серии К. Подобные же скачки
поглощения имеются у всех химических эле-
ментов, но они часто лежат вне области дли-
ны волн, имеющих
практическое приме-
нение при просвечи-
вании. Природа скач-
ков поглощения и
характеристического
излучения кроется во
взаимодействии рент-
геновых лучей с элек-
o,v о;е о,в
Длина волны
Фиг. 27. Кривая поглоще-
ния меди и серебра.
тронными оболочками
К, L, М и т. д. атомов
химических элемен-
тов и составляет об-
ласть рентгеновской спектроскопии [17].
Поглощение является атомным свойством,
поэтому коэфициент поглощения 'для данного
элемента будет практически постоянным не-
зависимо от того, присутствует ли элемент
в чистом виде или он входит в химическое
соединение, твёрдый раствор или механиче-
скую смесь. В случае сложных- тел коэфици-
ент поглощения будет слагаться по аддитив-
ному закону как сумма произведений коэфи-
циентов поглощения отдельных элементов, со-
ставляющих сложное тело, на соответствую-
щие весовые доли их.
Спектрографы и методы химического
анализа
Спектры характеристического рентгенов-
ского излучения (спектры испускания) и спек-
тры характеристической абсорбции (спектры
поглощения) рентгеновых лучей составляют
экспериментальную основу современного уче-
ния о строении атомов химических элементов,
объединяемых периодической системой Мен-
делеева [8, 4].
Рентгеновские спектры получают в при-
борах, называемых спектрограф гми. Роль
диффракционной решётки в рентгеновских
спектрографах вы-
полняет кристалличе-
ская решётка веществ,
образующих хорошие
монокристаллы, на-
пример каменная соль,
кальцит и др.
Параллельный пу-
чок Р рентгеновых
лучей (фиг. 26) падает
на грани /С, или К*
кристалла, проникает
на некоторую глуби-
ну и отражается от
внутренних атомных
плоскостей кристалла,
расстояние между ко-
торыми (межплоскостное расстояние) оказы-
вается соизмеримым с длиной волны падаю-
щих рентгеновых лучей (~ 10~8 см). Отражён-
Pi
Фиг. 28. Принцип спектро-
графа с вращающимся
кристаллом; РЬ — свинцо-
вая диафрагма; Р1 — фото-
пластинка.
ГЛ. HI]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
157
Таблица 14
Массовые коэфициенты поглощения различных элементов для длины волн, меньших границы абсорбции
серии К по Аллену [7]
Атомны
номер
i
3
4
5
6
7
8
9
ю
II
12
13
14
15
i6
17
18
19
20
21
22
23
24
25
26
27
28
29
3°
31
32
33
34
35
36
37
38
39
40
41
42
ДО
т-О
44
45
4о
47
48
49
5°
51
52
53
54
55
56
57
58
"О
ЭУ
6о
65
73
74
75
. 76
77
78
79
8о
8i
82
83
88
90
92
й Эле-
мент
Н
Li
Be
В
С
N
О
F
Ne
Na
Mg
Al
Si
P
S
Cl
A
К
Ca
Sc
Ti
V
Cr
Mn
Fe
Co
Ni
Cu
Zn
Ga
Ge
As
• Se
Br
Kr
Rb
Sr
Y
Zr
Nb
Mo
Ma
Ru
Rh
Pd
Ag
Cd
In
Sn
bb
Те
J
Xe
Cs
Ba
La
Ce
Pr
Nd
Tb
Та
W
Re
Os
Ir
Pt
Au
Hg
Tl
Pb
Bi
Ra
Th
U
0,05
—
—
—
O,I2O
—
—
—
—
—
—
O,H5
—
—
—
—
—
—
—
—
—
—
—
—
0,140
—
—
—
O.I55
—
—
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
O,32
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
O,86
O,88
—
¦—
I,OO
—
•-
Ц
0,064
0245
0,110
—
0,126
0,130
—
0,130
—
—
0,130
0,130
0,130
—
—
0,139
0,143
—
—
o,i55
—
_
—
—
0,178
—
—
0,198
—
—
—
—
—
—
—
—
—
—
—
—
0,4*3
_
—
—
0,465
—
—
0,490
—
—
—
—
—
—
—
—
—
—
i,35
—
—
—
—
1,52
1,55
—
—
1,64
—
—
. —
i,8o
0,072
0,250
0,118
—
0,132
0,136
—
0,137
—
—
0,139
0,140
0,143
—
—
0,150
0,150
—
—
0,180
—
—
—
—
—
0,202
—
—
O,232
—
—
—
—
—
—
—
—
—
—
—
—
_
—
—
0,584
—
—
0,614
—
—
—
—
—
—
—
—
—
—
1.75
—
—
—
2,OO
2,O5
—
—
2,IO
—
—
2,22
2,25
0,098
0,280
0,125
—
o,i38
0,142
0,143
0,144
0,146
0,148
0,150
0,152
0,156
ОД59
0,162
0.166
0,176
0,184
0,191
0,200
0,208
0,217
0,227
0,238
0,250
0,265
0,287
0,310
0,325
0.350
0.380
0,41
o,44
0,48
052
0,56
o,59
0,61
066
0,71
0,75
0,79
n As
О,GO
O,95
°,99
!,°5
1,09
Li3
M7
1,21
J-25
!,33
I,4O
1 46
J,52
1,60
1,68
I»75
1,81
2,13
2 80
2,88
2 95
3,02
3,°9
3,15
З.21
3.31
3-41
3,5°
3,57
3,75
3.75
3,9°
Длина волны Х в
0,130
O.32O
o,i32
—
о, 149
o^S2
—
o,i57
—
o,i59
—
0,168
0,186
—
0,220
—
0,245
—
0,290
—
0,330
O.375
—
0,424
0,46
°,5°
Оо7
О,02
—
о.75
-
0,87
—
—
i,o7
—
—
—
1,39
i 6о
—
i,8i
1.94
—
—
2.15
—
—
2,52
—
—
2,88
—
—
3.4O
4,00
5-10
5.35
—
—
—
6,30
6,40
—
—
6,55
6,70
—
—
0,175
. 0,360
0,144
0,15°
0,155
0,163
—
0,169
—
0,185
0195
0,205
0,228
—
—
о,335
—
0,400
—
0,460
—
о,55
0,69
—
0,85
0,92
1,О1
1,12
1,23
—
1,48
—
1.73
1,89
—
2,3°
—
2,62
—
2,98
3,32
3-7°
3-92
—
__
I.5O
—
5.Ю
5-35
5.8о
—
6,7°
7,9°
ю,о
—
—
—
—
—
—
— :
—
—
—
—
—
0,200
о, 375
0,151
o,i6o
0,165
0,175
¦—
0,183
—
0,210
0,225
0,250
0,270
—
—
0,400
—
0.445
—
0,52
—
0,78
—
0,92
—
1,10
1,26
1,42
1.59
1,76
—
2,10
—
—
2,67
2,90
—
3,30
—
3,74
4,20
4,66
—
5.15
5.4O
—
—
6,10
—
6,60
6,94
—
—
8,0
—
8,6
9.2
и,4
—
—
—
—
—
—
—
, —
—
—
—
—
—
А
0,260
о,375
0,156
O.I66
о,175
o,i88
—
0,210
—
0,270
о,3°5
о, 343
1 О,4О2
—
—
0,650
—
0,850
—
1,Ю
—
1,42
—
1,85
—
2,ЗО
2,6о
2,9°
3,25
3.55
—
4,*5
—
—
5,26
5,65
—
6,5о
—
7.35
8,зо
9-3°
—
ю,5
Ц.4
—
—
12,8
—
14,4
14.8
—
—
l6,2
—
17,2
18,4
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,417
0,390
0,180
0,185
¦0,198
0,256
—
0,372
0,580
0,750
о,945
1,18
—
—
2,10
2,47
2,95
—
3,95
—
5.17
6.75
8.45
9-45
ю,45
11,4
12,4
—
14,9
—
19.1
20,7
—
24,0
—
27,1
—
з°.з
34,3
—
33,2
4°,5
—
—
45о
_
. —
—
—
—
—
—
—
.—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,497
о,435
0,198
О,2Ю
0,220
°.3*5
—
O.52O
—
о,93°
i,i8
1.52
1,90
—
—
3,5О
4,20
5.00
6,0
—
8.9
—
".3
—
14,0
15-9
17,9
18,9
21,0
—
25,2
—
32.0
34,7
—
40,2
—
45,1
—
5°>2
эб.о
—
62,О
—
—
—
—
—
—
—
—
—
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
0,631
о,435
0,225
о.255
0,303
°,474
—
0,900
—
i,8o
2,ЗО
3?оо
3,73
—
—
б,ОХ>
8,4о
9,8о
—
13^3
—
17,0
—
32,0
—
27-5
Зо,7
34,2
37,2
41,6
—
48,о
—
_
59.о
°4j°
—
72.5
82,0
87.0
—
_
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
— .
—
—
—
_
—
—
—
—
—
—
—
—
—
1
0,710
O-435
0,260
о.З^З
0,365
0635
0870
1,22
1.85
2,50
З.30
4,30
5.22
о-35
8,0
9.90
11.7
130
*5»4
i8,6
24,а
зз.о
—
38,5
43.о
48,1
5i,°
08,0
67,0
_
84.0
91,0
—
106
114
—
;
_
—
—
—
—
158
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. I)
ные лучи улавливаются фотопластинкой или
ионизационной камерой.
Отражение рентгеновых лучей от кристал-
ла является избирательным и подчиняется
уравнению Брэггов
Пределы напряжения и толщин, технически
освоенные в СССР по некоторым металлам,
следующие.
Id sin в,
G)
которое можно прочитать так: от данного се-
мейства кристаллических плоскостей с меж-
плоскостным расстоянием d при данном угле
отражения 9 могут отразиться лишь лучи с не-
которой определённой длиной волны или её
обертоны (п = 1, 2, 3, 4 и т. д.). Отражение,
получающееся при я = 1, называется отраже-
нием первого порядка, при п= 2, — второго
порядка и т. д. Для получения отражения всех
длин волн, содержащихся в пучке лучей, не-
обходимо направить пучок рентгеновых лучей
на поверхность кристалла в спектрографе под
различными углами в, что осуществляется вра-
щением кристалла К\, К% (фиг. 28), или приме-
нить сильно расходящий пучок лучей. В зави-
симости от этого различают спектрографы
с вращающимся кристаллом и с неподвижным
кристаллом.
Длинноволновые рентгеновы лучи сильно
поглощаются воздухом, поэтому спектро-
графы, рассчитанные на эту область спектра,
делаются вакуумными (вакуум-спектрограф
Зигбана [11], вакуум-спектрограф Зеемана [15].
Для получения спектра испускания веще-
ство наносят в виде порошка на антикатод
рентгеновской трубки и полученное излуче-
ние разлагают при помощи спектрографа
в спектр. Положение появляющихся спектраль-
ных линий на шкале длин волн является ха-
рактерным для данного элемента.
Для получения спектра поглощения пропу-
скают рентгеновы лучи сплошного спектраль-
ного состава через исследуемое вещество и
разлагают их в спектрографе. На спектро-
грамме поглощения каждому элементу отве-
чают свои характерные края полос поглоще-
ния, лежащие при некоторых определённых
длинах волн.
Качественный рентгеноспектральный анализ
проводится главным образом по спектрам ис-
пускания. Наличие на спектрограмме линий
характеристического спектра искомого эле-
мента (при содержании его не меньше 0,03 —
0,01 и/0) указывает на его присутствие в иссле-
дуемом веществе.
Точность количественного рентгеноспек-
трального анализа различна для разных эле-
ментов и составляет в среднем zt 5%.
РЕНТГЕНОВСКАЯ ДЕФЕКТОСКОПИЯ
Общие основы просвечивания металлов
Металлические изделия по отношению к
просвечиванию можно делить на две группы:
1) изготовленные из тяжёлых металлов, на-
пример железо (сталь), медь, бронза, латунь,
и 2) изготовленные из лёгких металлов, на-
пример алюминий или сплавы на алюминие-
вой и магниевой основе. Для первой группы
требуются значительно более высокие напря-
жения (большая жёсткость лучей), причём
просвечены могут быть значительно меньшие
толщины.
Металл
Железо . .
Медь . . .
Алюминий
Напряжение
в кв
100—250
юо—250
30-130
Предельная
толщина в мм
IOO
6о
Зоо—4оо
Принципиальная схема просвечивания (вер-
тикальный разрез) представлена на фиг. 29.
На плоскость Р проектируется картина про-
свечивания, которая или наблюдается визуаль-
но при помощи флюоресцирующих экранов
(диаскопический метод просвечивания) или же
регистрируется на рентгеноплёнке (фотогра-
фический метод). Для упро-
щения принимается, что:
1) пучок рентгеновых лучей,
падающих на тело толщи-
ной D, параллелен; 2) лучи
являются монохроматиче-
скими, т. е. имеют опреде-
лённую длину волны К и,
следовательно, определён-
ный коэфициент поглоще-
ния по отношению к данно-
му телу; 3) дефект размером d (фиг. 29) за-
полнен воздухом, поглотительной способностью
которого пренебрегают.
Согласно уравнению E) ослабление- интен-
сивности лучей в месте А на плёнке будет
в а
Фиг. 29. Схема про*
свечивания.
_ - V- (D - й)
а в месте В рентгеновской плёнки
Из уравнений (8) и (9) следует
(8)
(9)
A0)
Уравнение A0) показывает, что чем больше
1а
отличается отношение -== от единицы, тем
1в
сильнее будет выявлена контрастность дефекта
на рентгеновском снимке, и чем больше р.,
т. е. чем мягче излучение, тем более мелкие
дефекты можно выявить. Время экспозиции
прямо пропорционально /#, которое из урав-
нения (9) при /0 = const определится как
функция е • Чем больше \*D, тем слабее
будет интенсивность /# и тем, следовательно,
потребуется большее время экспозиции.
Кроме жёсткости рентгеновского излучения
при просвечивании "играют существенную роль
следующие факторы: защита от вторичного
(рассеянного) излучения, условия фокусирова-
ния, фотографическая техника.
При прохождении через тела первичные
рентгеновы лучи претерпевают рассеяние, что
неблагоприятно сказывается на чёткости кар-
тины просвечивания. Чтобы избежать влияния
рассеянного излучения, между просвечиваемым
телом и рентгеновской плёнкой помещают
специальные движущиеся фильтры (бленды
Букки), поглощающие рассеянные лучи. На
фиг. 30 дан схематический вертикальный раз-
ГЛ. III]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
159
рез бленды В. Стрелками показано напра-
вление рентгеновых лучей. Заштрихованные
полоски изображают свинцовые ширмы, про-
светы пропускают лишь первичные лучи.
Бленда во время экспозиции перемещается в
направлении R и обратно. Для поглощения рас-
сеянного излучения в настоящее время упо-
требляют также фольгу из тяжёлых металлов,
прикладываемую к светочувствительному слою
Фиг. 30. Схема действия бленды Бук-
ки: Р — рентгеновская плёнка; В —
бленда; К — просвечиваемое тело;
F — дефект.
плёнки со стороны рентгеновской трубки.
Некоторые виды фольги, например оловян-
ная, служат одновременно усиливающими
экранами [15].
Условия фокусирования при рентгено-
съёмке ясны из рассмотрения фиг. 31. Наиболь-
шая чёткость изо-
бражения дефекта
будет при точеч-
ном фокусе /^(фиг.
31,а). Фиг. 31,6 по-
казывает, что при
переходе к площа-
дочному фокусу F}
изображение по-
лучает размытые
края U, Ub Вели-
чина размытия вы-
ражается форму-
лой
u=q4-> (И)
Фиг. 31. Влияние величины
фокуса на чёткость картины
просвечивания.
где Q — ПЛОШДДЬ
фокуса.
При просвечивании нужно иметь наи-
более острофокусную трубку. Расстояние
а-\-Ь (фиг. 31,5) не должно быть меньше
50 см. Если размеры дефекта значительно
меньше размеров фокусного пятна, изображе-
ние будет размыто и искажено появлением
так называемых „псевдотеней" [10].
В отличие от фотографии видимого спектра
рентгенофотография употребляет специальную
рентгеноплёнку, на которой фотографическая
эмульсия нанесена с обеих сторон целлулоид-
ной основы для более полного использования
энергии рентгеновых лучей. Хорошая рентге-
ноплёнка наибслее чувствительна к рентгено-
вым лучам и наименее чувствительна к види-
мому свету. Техника проявления, фиксирова-
ния, промывания и высушивания рентгено-
плёнки — обычная фотографическая.
Для обработки рентгеноплёнок можно ре-
комендовать следующие рецепты.
1. Метолгидрохиноновый про-
явитель: вода — 800 смг; метол — 3,5 г;
сульфит кристаллический —120 г; гидрохи-
нон— 9 г; сода кристаллическая—100 г; бро-
мистый калий —2 г. После растворения всех
указанных веществ раствор доливают до
1000 ел3 водой.
2. Параамидофенолгидрохино-
новый проявитель: вода — ЮОо си3;
параамидофенол — 8 г; сульфит кристалличе-
ский— 50 г; гидрохинон—2,5 г; поташ—40 г;
бромистый калий — 1г.
3. Кислый фиксаж: вода — 1000 см*;
сульфит кристаллический -50 г; серная кислота
концентрированная—5 ел3; гипосульфит—4иО г.
Для сокращения времени экспозиции при
просвечивании рентгеновская плёнка поме-
щается между двумя флюоресцирующими
слоями экрана (картон, покрытый слоем воль-
фрамата кальция или кадмия) и в таком виде
экспонируется [14]. Фотографическое действие
рентгеновых лучей усиливается благодаря све-
чению экранов, и тем самым экспозиция со-
кращается в среднем в 10 раз.
Основной задачей при фотографировании
картины просвечивания является . получение
контрастного снимка. Это достигается экспе-
риментальным выбором для каждой рентгено-
плёнки оптимальной продолжительности экспо-
зиции и проявления. Наилучшая контрастность
снимка отвечает почернению, лежащему в пре-
делах значений 0,7—0,9, измеренному фото-
метрически. Почернение 5 — мера фотографи-
ческого действия — определяется по формуле
= ]g —-— , (.*'-/
где Z.0 — интенсивность света, падающего-
на рентгеноплёнку; L — интенсивность света,,
прошедшего через рентгеноплёнку.
Зависимость между интенсивностью рент-
геновых лучей и почернением (при 5 < 1,5)
находят путём экспериментального определе-
ния кривой почернения. При этом вместо интен-
сивности / измеряют время экспозиции tv
так как характер кривых S (/) и 5 (t) является
одинаковым (по закону Шварцшильда)
ft = const.
A3>
Измеряя при помощи микрофотометра Lq,
и L, находят по уравнению A2) почернение
для ряда снимков с различными временами
экспозиции (марки почернения) при одних
и тех же условиях проявления и затем строят
график S — t или 5 — Ig / (фиг. 32), отклады-
is
1 Ю
«S
°-2 -/ О 12 3 V S В 7 8 Я W fft213tf Iqt
Фиг. 32. Кривая почернения.
вая t в логарифмическом масштабе. Характер
кривой почернения показан на фиг. 32. Опти-
мальным временем экспозиции при данной ин-
тенсивности / (определяемой напряжением в к&
160
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
и силой токавлт) считают экспозицию, кото-
рая отвечает начальному участку ВС кривой
почернения, лежащему в пределах от 0,7 до
0,9 [5].
Рентгеновские аппараты и трубки
для просвечивания
Рентгеновские аппараты служат для пре-
образования переменного тока низкого напря-
жения (обычно 110—220 в) в постоянный ток
высокого напряжения (десятки и сотни тысяч
вольт).
Для просвечивания металлов известны аппа-
раты, обеспечивающие напряжение до 800 000 в
и даже до 1000000 в [20].
Московский рентгеновский завод изгото-
влял аппараты для просвечивания четырёх
типов: 1) полуволновой на ПО кв, 2) стацио-
нарный на 180 не типа „Стабиливольт" по схе-
ме Грейнахера, 3) переносный на 200 кв по
удвоенной схеме Виллара (тип РУ-285), 4) ста-
ционарный на 300 кв типа 2-КТ-250 по схеме
утраивания.
Современный рентгеновский аппарат рас-
считан на питание от электрической сети 110—
220 в (при потреблении мощности в среднем
4—7 кет). Выпрямление переменного тока про-
изводится при помощи вентильных трубок,
называемых кенотронами и пропускающих ток
лишь в одном направлении. Применение кон-
денсаторов позволяет увеличивать подаваемое
на трубку напряжение в 2—3 раза.
На фиг. 33 приведены схематические кри-
вые напряжения, характерные для полуволно-
/Л /\
V /
Фиг. 33. Типы кри-
вых напряжений на
рентген овской
трубке: 1 — полу-
волновая схема:
2— схема удваива-
ния Виллара: 3~
схема удваивания
Грейнахера; U—на-
пряжение; t —
время.
вой схемы, схемы удваивания по Виллару и
схемы удваивания по Грейнахеру.
Кривой напряжения типа 1 (фиг. 33) отве-
чает простейшая схема с одним кенотрсчом G,
представленная на фиг. 34. Ток
проходит через трубку R толь-
ко в течение одного полупе-
риода, трубка находится под
пульсирующим напряжением.
По данной схеме строят рент-
геновские аппараты для „лёг-
кого" просвечивания с макси-
мальным напряжением 100—
ПО кв.
Фиг 34 Схема °ДИН И3 пР°СТеЙшИХ ва"
однокенотрон риантов схемы Виллара пред-
ного аппарата: ставлен на фиг. 35. Эта схема
т - трансфор- позволяет при помощи конден-
"нагфяжения^0 саторов повышать напряжения
G-кенотрон; с трансформатора почти вдвое
R — рентгенов- (схема удваивания). В первый
VJ полупериод ток, проходя через
кенотрон G, заряжает конден-
сатор С, при этом рентгеновская трубка R
замкнута накоротко. Во второй полупериод,
когда ток меняет направление, кенотрон G
u—vwwwv—
оказывается запертым и напряжение на
трубке R складывается из напряжений на транс-
форматоре и конденсаторе. Таким образом,
напряжение на трубке пульсирует в течение
периода между 0 и 2U (см. фиг. 33, кри-
вая 2), где U — напряжение на трансформа-
торе.
Схема удваивания Грейнахера представлена
на фиг. 36. В течение первого полупериода
Фиг. 35. Схема Виллара.
Фиг. 36. Схема ГреР
нахера.
Фиг. 37. Схема
утраивания Мо-
сковского рентге-
новского завода.
заряжается конденсатор Cv в течение вто-
рого — конденсатор С2, каждый соответ-
ственно до напряжения U трансформатора Т.
Разряд конденсаторов может проходить только
через параллельно приключённую к ним рент-
геновскую трубку R. Последняя находится
почти под постоянным напряжением 2U., отсюда
и название аппарата „стабиливольт"; неболь-
шая пульсация напряжения (фиг. 33, кри-
вая 3) обусловлена сдвигом напряжения кон-
денсатора С] по отношению к С% при раз-
ряде на полпериода. Коле-
бания напряжения соста-
вляют в среднем 5% и могут
быть уменьшены примене-
нием больших ёмкостей.
Схема утраивания Мо-
сковского рентгеновского
завода представлена на фиг.
37. Кривая напряжения ана-
логична кривой 2 на фиг. 33,
но синусоида поднята ещё
на одну амплитуду, так как
напряжение складывается из
напряжений двух конденса-
торов и вторичной обмотки трансформатора,
и в сумме получается напряжение, равное
примерно утроенному вторичному напряжению
трансформатора.
Рентгеновские трубки разделяются на
четыре группы по напряжению.
1. Трубки для напряжения до
70 кв применяются для структурного анализа;
пригодны также для просвечивания лёгких ме-
таллических деталей. Наиболее распространён-
ные типы трубок данного напряжения сведены
в табл. 15.
2. Трубки для напряжения до
ПО кв (медицинские диагностические трубки).
3. Трубки для напряжения до
200 кв. Для просвечивания в стационарных
условиях при напряжениях выше ПО ив
употребляют терапевтические рентгеновские
трубки типа Т или 1ТВ-160, ITB-lfcO и 1ТВ-20Э
производства завода „Светлана". Трубки эти
не защищены. Охлаждение анода у трубки ТВ
производится проточной водой, а у трубок
Т — воздухом. Максимальная сила тока 6 ма,
Завод „Светлана" выпускает также трубки
ГЛ. III]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
161
Таблица 15
Типы рентгеновских трубок для напряжений до
сть
о
2«
а »
о и
Sm
о,6
о.э
0,6
о.5
о.З
о.З
о.З
О,25
о.5
(завод „Светлана")
Тип
трубки *
СВ W 100
ев kg 70
СВ Мо 70
СВ Си 60
СВ Ni 60
СВ Со 60
СВ Fe 60
СВ Сг 50
БДМ 60
O.2II
0,560
0,710
х.539
1.656
1.787
1.934
2,287
—
Сила тока в
70 кв
ма при
напряжении в
30
-
-
i8
12
12
12
8
—
40
18
14
18
14
9
9
9
6
—
50
Ч
и
14
и
7
7
7
5
ю
60
12
9
12
9
6
6
6
-
4
кв
70
ю
8
ю
—
—
-
—
-
—
* Обозначения: С— структурная; В — водяное охла-
ждение; W, Ag и т. д.— металл, из которого сделан анод;
100, 70 и т. д. - максимальное допустимое напряжение
в кв; БДМ—безопасная диагностическая с масляным ох-
лаждением.
типа 1БТМ-180 и 1БТМ-200 для передвижных
рентгеновских установок с напряжением до
200 кв. Трубки эти помещаются в специаль-
ные защитные бленды и снабжены масляным
насосом для охлаждения анода. Бленда, шта-
тив для неё и насос выпускаются Московским
4. Трубки для напряжения выше
200 кв. Повышение напряжения, приклады-
ваемого к трубке, усиливает проявление
побочных электрических эффектов, мешающих
нормальной спокойной работе трубки. При
высоких напряжениях электроны начинают
вырываться не только из раскалённой спирали
катода, но и из его заострённых холодных ча-
стей, несущих и окружающих спираль, по-
этому между анодом и катодом появляются раз-
ряды с током в несколько ампер, в конце кон-
цов разрушающие трубку (автоэлектронный
эффект Лилиенфельда или „остриевой эффект").
Рассеяние электронов анодом ведёт к появле-
нию статических отрицательных зарядов на
стеклянных стенках трубки в средней её части,
и между анодом и заряжёнными отрицательно
стенками трубки начинают протекать в окру-
жающем воздухе ионизационные токи, мешаю-
щие работе трубки. Устранение „остриевого
эффекта* достигается закруглением частей
катода, а уменьшение рассеяния электронов —
окружением анода массивным металлическим
колпачком с отверстием для выхода рентгено-
вых лучей [10].
Распространены также полостные трубки,
трубки с микрофокусом и секционированные
трубки на 1000 кв [10, 12].
Режим просвечивания
Для просвечивания употребляется белое
рентгеновское излучение. Напряжение тока,
подводимого к рентгеновской трубке, опре-
деляет проникающую способность рентгено-
вых лучей: чем оно выше, тем большая тол-
щина материала может быть просвечена при
прочих равных условиях. К прочим условиям,
Фиг. 38. Рентгеновский аппарат на 200 кв.
рентгеновским заводом как части к перенос-
ному рентгеновскому аппарату по удвоен-
ной схеме Виллара на 200 кв максимально
(фиг. 38). Из заграничных трубок этого типа
можно отметить защитную „Multix" для напря-
жений до 190 кв при 8 ма и американские тера-
певтические трубки фирмы „General Electric
X-Ray Corporation", допускающие нагрузку
30 ма при 200 кв.
определяющим качество рентгеновых лучей,
относится прежде всего сила тока в трубке.
Чем она больше, тем больше электронов сры-
вается с катода (электронная эмиссия) и па-
дает на анод, тем интенсивнее выходящий из
трубки пучок рентгеновых лучей. При данном
напряжении время экспозиции будет тем мень-
ше, чем больше сила тока. Напряжение (жёст-
кость лучей), сила тока (интенсивность лучей)
162
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
и время экспозиции составляют режим просве-
чивания. Для каждого просвечиваемого пред-
мета вырабатывают сообразно его химиче-
мд-мин
180
WO
№
120
100
80
60
40
Z0\
0
у
/
J
/
J
/
/
/
/
j
/
f
/
/
/
6 8~~ W t?
Толщина
Фиг. 39. Кривые экспозиции для стали.
мамин
'V 8 12 16 ZO ZV Z8 31 36 90 ЧЧ 48 мм
Толщина
Фиг. 40. Кривые экспозиции для дуралюмина.
скому составу и толщине свой режим просвечи-
вания. Для главнейших металлов (железа, ме-
ди и алюминия) экспериментальным путём вы-
работан оптимальный режим просвечивания,
который графически представляют в виде кри-
вых экспозиции. По оси абсцисс откладывается
толщина данного металла в миллиметрах, а по
оси ординат—произведение времени экспози-
5 W IS ZO IS 3D 35 if 0 мм
Толщина
Фиг. 41. Кривые экспозиции для
железа без усиливающего экрана.
строят ряд кривых для различных напряжений
[10, 14]. Кривые экспозиции для ряда материа-
лов представлены на фиг. 39—45 [10]. В соот-
мисек
7000
" W ZO 30
Толщина
Фиг. 42. Кривые экспозиции для
железа с двумя усиливающими
экранами.
ма-мин
"W 20 30 40 50 60 70 80. 90 мм
Толщина
Фиг. 43. Кривые экспозиции для
алюминия.
ветствии с толщиной просвечиваемого мате-
риала на графике определяют число миллиам-
и0 <f в 12 16 ZO Zf 28 32 36
Толщина
Фиг. 44. Кривые экспозиции для меди или сплавов
на медной основе.
ции в секундах (или минутах) на силу тока в
миллиамперах (миллиамперсекунды) при посто-
янном напряжении. На одном и том же графике
персекунд и делением этого числа на силу то
ка в трубке находят время экспозиции. Най
денный режим — ориентировочный, так как
ГЛ. Ill]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
163
качество снимка зависит от сорта рентгенов-
ской плёнки и усиливающих экранов и других
причин. При пользовании кривыми экспозиции
W 40 SO.. 10 30 SO ? 3 V S S 7 мм
Fe Си рь
Толщина
Фиг. 45. Кривые экспозиции для железа, меди
и свинца.
учитывают условия эксперимента и вносят
соответствующие исправления для окончатель-
ного выбора режима просвечивания.
Чувствительность визуального и фото-
графического методов просвечивания
Чувствительность просвечивания опреде-
ляют как процентное отношение толщины d
порока в направлении пучка лучей к общей
толщине D просвечиваемого изделия в том же
направлении (см. фиг. 29).
Визуальный метод имеет преимущество по
быстроте получения картины просвечивания,
однако точность его по сравнению с фотогра-
фическим значительно ниже, не говоря о дру-
гих его существенных недостатках, как-то:
невозможность оставления документального
снимка после просвечивания, большой вред для
здоровья наблюдателя, стоящего перед экра-
ном, и ряд других. Визуальным методом часто
пользуются для быстрого контроля изделия
на наличие в нём крупных дефектов. Этим ме-
тодом рационально пользоваться при просве-
чивании лёгких металлов толщиной до 40 мм,
а тяжёлых — до 8 мм. Средняя чувствитель-
ность составляет для алюминия около 5%, а для
железа и меди — около 8°/0 от просвечиваемой
толщины. Чувствительность фотографического
метода в среднем равна 2°/0,для толщин до55 мм
она может быть повышена до 1%. Для оценки
достигнутой чувствительности пользуются эта-
лонами чувствительности. Из того же материа-
ла, что и просвечиваемый объект, изготовляют
проволочки или пластиночки различной тол-
щины — от 0,5 до 2% толщины объекта. Их
накладывают на просвечиваемый объект и по-
лучают снимок. Проволочка или пластинка наи-
меньшей толщины, ещё различимая на снимке,
будет определять предел чувствительности ме-
тода. Постепенно выбирают такой режим про-
свечивания и прочие условия, влияющие на
качество снимка, когда „искусственный де-
фект", выявляемый при помощи эталонов чув-
ствительности, становится предельно мини-
мальным.
Естественные дефекты должны выявиться
на снимке с той же самой чувствительностью,
что и искусственные дефекты.
Просвечивание отливок (слитков)
и сварных соединений
Метод просвечивания особенно широко-
применяется при контроле литых деталей и
сварных соединений. Ограничения при про-
свечивании встречаются со стороны толщины;
и в особенности со стороны формы просвечи-
ваемого объекта. Так как картина просвечи-
вания представляет собой плоскостную проек-
цию (см. фиг. 29), то наиболее удобными для
просвечивания являются простые формы, в ко-
торых не происходит перекрывания отдельных,
деталей и контуров в направлении просвечи-
вания. Объекты сложной формы просвечивают
по частям так, чтобы просвечиваемая тол-
щина на площади данного участка была при-
мерно одинакова. Различная толщина объекта
искажает действительную картину просвечи-
вания. При наличии в деталях отверстий или
резких краёв (зубчатые* шбстерни) забивают
отверстия (промежутки между зубьями) силь-
но поглощающими веществами: свинцовыми
опилками, суриковой пастой, ртутью, раство-
ром хлористого бария и др. Этим избегают
образования вуали от вторичного излучения.
Для компенсации различных толщин изделия
часто прибегают к различным жидким, твёр-
дым или пластичным компенсаторам. Изделия
погружают в ванну с компенсирующим .рас-
твором с тем расчётом, чтобы на меньшую тол-
щину просвечиваемого объекта приходился
больший слой жидкости (фиг. 46). Для желез-
ных изделий могут быть применены растворы:
15 г йодистого бария на 100 см* воды или на-
сыщенный раствор хлористого бария в воде.
Пластичные компенсаторы приготовляют из
барита, сурика, глёта, замешивая их на воске,
парафине или других пластичных веществах.
Твёрдые компенсаторы изготовляют из мате-
риала просвечиваемого объекта по форме того
Пленка
Фиг. 46. Схема применения жидкого Фиг. 47. Приме-
компенсатора. нение клина при
просвечивании
сварных соедине-
ний.
пространства, которое должно быть скомпен-
сировано (например при помощи железных
клиньев в сварных соединениях, см. фиг. 47).
Задача просвечивания литья сводится к
установлению однородности строения слитка-
Однородность (сплошность) металла может
быть нарушена газовыми и шлаковыми вклю-
чениями, трещинами, раковинами, ликвацией
и другими пороками литья. Особенно широ-
кое распространение получило просвечивание-
деталей, отлитых из лёгких сплавов типа
дуралюмина и силумина, в авиационной про-
мышленности. Просвечивание чёрных металлов
лимитируется толщинами изделий. Однако
мелкие ответственные части машин, моторов.
164
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
а также корпуса снарядов и стволы орудии
с успехом контролируются методом рентгено-
дефектоскопии. Этот метод особенно эффек-
тивен при контроле сварных швов и соединений.
Наиболее легко установить непровар, напра-
вляя пучок рентгеновых лучей вдоль плоскости
соприкосновения основного и наплавленного
металлов. На снимке непровар даёт тёмную
линию, резко выделяющуюся на общем фоне
картины просвечивания.
На фиг. 48, а показана схема просвечива-
ния для шва встык; направление пучка лучей,
перпендикулярное поверхности свариваемых
листов, показано стрелками; плёнка поме-
щается за листами параллельно их поверх-
ностям. На фиг. 48, б дана схема просвечива-
ния шва внахлёстку. Для сглаживания раз-
ницы толщин рекомендуется применение ком-
пенсирующего клина К. Схемы просвечива-
Фиг. 48. Схемы просвечивания различных сварных соеди-
нений: Р — плёнка; К— клин; Л — свинцовый лист.
ния для V- и Х-образных швов показаны на
фиг. 48, виг. Для получения полной картины
просвечивания в этом случае необходимо
сделать по крайней мере два снимка вдоль
скосов стыка по направлению R^ и /?3, но
рекомендуется также делать снимок и вдоль
нормали /?j. Оба снимка можно сделать одно-
временно на одну и ту же плёнку при помощи
специального штатива [10], несущего две
рентгеновские трубки.
Полный контроль просвечиванием наиболее
труден при сварных швах под углом и тавро-
вых соединениях. Разнообразные схемы про-
свечивания этих соединений показаны на
фиг. 48, д, е, ж, з, и, к. Просвечивание слож-
ных и больших объектов (шов котла и тол-
щина его стенок) производится так же, как
просвечивание отливок и сварных соединений.
При просвечивании „на месте" крупных
объектов пользуются переносными рентгенов-
скими аппаратами (см. фиг. 38). Особое вни-
мание должно быть уделено полной электри-
ческой защите высоковольтных подводок и
трубки при работе в цехе. Для просвечива-
ния котлов приходится прибегать к помеще-
нию трубки или плёнки внутрь котла [10].
Защита от рентгеновых лучей
Рентгеновы лучи оказывают вредное влия-
ние на организм человека. Работающие с рент-
геновыми лучами должны быть защищены от
прямых и рассеянных лучей. Предельная доза
энергии рентгеновых лучей не должна превы-
шать 10 \i.rjceK [10 микрорентген в секунду;
1 |хг= 10~6г; 1 рентген (г) — единица энергии
рентгеновых лучей — равна 0,11 эрг/см% что
отвечает 4 г в месяц при четырёхчасовом ра-
бочем дне, узаконенном в СССР для работни-
ков рентгеновских лабораторий.
В табл. 16 приведены минимальные толщины
свинцовых листов, применяемых для ширм при
защите от лучей в зависимости от их жёст-
кости.
Таблица 16
Защитная толщина слоя свинца при
Напряжение
на трубке
в кв до
75
IOO
125
15°
17О
2ОО
напряжениях
Толщина
слоя
свинца
в мм
i
i,6
2
2,5
3
4
Напряжение
на трубке
в кв до
25°
Зоо
35°
4оо
боо
разных
Толщина
слоя
свинца
в мм
6
9
12
15
35
Примечание. 1 мм свинца эквивалентны 14 мм
барита, 62 мм бетона и 110 мм кирпича.
СТРУКТУРНЫЙ АНАЛИЗ
Интерференционная картина
Рентгеновский структурный анализ позво-
ляет экспериментальным путём находить рас-
пределение электронной плотности в кристал-
лических и аморфных, в жидких и газообраз-
ных телах. В применении к кристаллическим
телам структурный анализ позволяет опре-
делять кристаллическую структуру, т. е. коор-
динаты центров тяжести атомов (или ионов)
в кристаллической решётке.
Пучок рентгеновых лучей, проходя через
кристалл, отражается от различных внутрен-
них плоскостей его, усаженных атомами
(атомных плоскостей), под различными углами,
определяемыми уравнением Брэггов:
sin 6 =
пк_
2d
[см. выше уравнение G)]. Интерферируя между
собой, волны с различной разностью хода (от-
ражённые от атомных плоскостей, лежащих
на различной глубине) усиливают или ослаб-
ляют или, наконец, совершенно погашают
друг друга. Чем гуще усажена атомами пло-
скость кристалла, тем интенсивнее отражение
ГЛ. III]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
165
от неё. Интенсивность отражения зависит также
от сорта атомов, образующих данную атомную
плоскость, или в случае сложного тела (сплава)
от взаимного расположения атомов разного
сорта в узлах кристаллической решётки. Отра-
жения рентгеновых лучей, полученные в резуль-
тате интерференции, так называемые интерфе-
ренционные максимумы, связаны определённым
образом с внутренним строением кристаллов
и с расположением атомов в них.
Практические методы получения и фик-
сирования интерференционной картины за-
висят от того, берётся ли для исследования
монокристалл или поликристаллическое веще-
ство, а также употребляется ли белое или
монохроматическое рентгеновское излучение.
Технические металлы и сплавы представляют
собой псликристаллические агрегаты, для
которых ниже приводятся два метода получе-
ния интерференционной картины, а именно:
метод порошков (Дебая-Шерера) и метод
Закса.
Кристаллографические данные
По внешней форме кристаллы разделяются
на шесть кристаллических систем, или син-
гоний: кубическая, тетрагональная, гексаго-
нальная, ромбическая, моноклинная и триклин-
ная. Имеется ещё одна подсингония — ромбо-
эдрическая. На фиг. 49 показаны для раз-
личных сингоний формы элементарных ячеек
Элементарная ячейка каждой сингоний харак-
теризуется соотношениями отрезков (постоян-
ных решётки), отсекаемых на трёх координат-
ных осях кристаллическими плоскостями, а
также тремя углами, определяющими коорди-
натную систему. Так, кубическая ячейка
(фиг. 49, ж) имеет три одинаковых отрезка
длиной а, взаимно перпендикулярных между
собой (все три угла прямые). В тетрагональ-
Фиг. 49. Элементарные ячейки: а — триклинная; б — мо-
ноклинная; в — ромбическая; г — гексагональная; д — ром-
боэдрическая; е — тетрагональная; ж — кубическая.
ной ячейке (фиг. 49, е) все углы прямые, но
отрезок по вертикальной оси с не равен
сторонам а квадрата, лежащего в основании
тетрагональной призмы. В ромбической ячейке
(фиг. 49, е) все три отрезка а, Ъ и с не равны
друг другу, но образуют между собой прямые
углы и т. д. [6]. Обозначение кристаллических
граней — внутренних атомных плоскостей (пло-
ских сеток кристаллической решётки) — про-
изводится при помощи миллеровских индексов
(Л, к, I). Индексы h, k, I—¦ целые числа, про-
порциональные соответственно обратным зна-
чениям отрезков а, Ь и с, отсекаемых данной
плоскостью на координатных осях х, у, z. При
этом за единицы измерения по каждой из
осей лг, у, г берут соответственные отрезки а0,
Ьо, с0, отсекаемые на этих осях одной из гра-
ней кристалла, называемой единичной гранью.
Тогда, по закону рациональных отношений
отрезков
a:b:c — paQ:qbQ: rc0,
где р, q, г — коэфициеиты, имеющие целые
численные значения. Индексы /г, k, l полу-
чают из обратных значений коэфициентов 1\р,
1jq, 1jr, соответственно приводя последние к це-
лым числам, не имеющим общих множителей.
Если оси координат х, у, г выбраны так, что
длины трёх осей относятся между собой так же,
как отрезки а0, Ьо, с0 единичной грани, то ин-
дексы Л, k, l будут равны обратным значениям
отрезков, отсекаемых данной плоскостью на
соответствующих координатных осях. Если, на-
пример (фиг.50), плоскость проходит параллель-
Фиг. 50. Плоскость Фиг. 51. Пло- Фиг. 52. Плоскость
@01). скость (ПО). A23).
но координатной плоскости аЬ, отсекая на оси с
отрезок, равный единице, то отрезки на осях
а = Ъ = оо,
и
h = k = — = 0; / = -L = 1;
оо 1
таким образом, эта плоскость имеет индексы
001. Если плоскость (фиг. 51) параллельна
оси с и отсекает на осях а и b единичные
отрезки, то индексы такой плоскости будут ПО.
Наконец, в наиболее общем случае на всех
трёх осях (фиг. 52) плоскостью будут отсе-
чены различные отрезки: а = 1; Ь = -~- и
1
с — - -; тогда
и плоскость будет иметь обозначение A23). Эле-
ментарные ячейки, представленные на фиг. 49,
являются примитивными ячейками, каждая из
которых включает только один атом. Простран-
ственные кристаллические решётки, построен-
ные из таких примитивных ячеек прикладыва-
нием их друг к другу (фиг. 53), называются
трансляционными решётками.
Любые сложные пространственные решётки
могут быть рассмотрены как совокупность
нескольких трансляционных решёток, вста-
вленных друг в друга определённым образом.
166
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Среди металлов особенно часто наблю-
дается кубическая пространственно-центриро-
ванная структура (фиг. 54) или кубическая
гранецентрирован-
ная структура
(фиг. 55). В отли-
чие от примитив-
ных решёток ре-
шётки с несколь-
кими атомами в
элементарнойячей-
Фиг. 53. Пространственная
решётка триклинной системы.
ке называются ре-
шётками с бази-
сом. Под бази-
сом здесь понимают число атомов и их коор-
динаты в элементарной ячейке *. Между кри-
сталлическими плоскостями (hkl), межпло-
скостным расстоянием d для данного семей-
71
Фиг. 54. Куби-
ческая про-
странственно-
центрирован-
ная ячейка.
Фиг. 55. Куби-
ческая гране-
центрирован-
ная ячейка.
ства плоскостей и постоянными решётки а, Ь, с
для наиболее симметричных кристаллических
¦систем существуют следующие соотношения:
кубическая система
тетрагональная система
1
(И)
A5)
ромбическая система
гексагональная
1 _ 4
№ ~ 3
система
h? + & + hk
а2
A7)
Подставляя в уравнение Брэггов G) зна-
чение d из формулы A4) и принимая во вни-
мание лишь первый порядок отражения
(л=1), получим выражение, называемое ква-
дратичной формой для кубической системы
I2
Подобно этому получают квадратичные формы
и для других кристаллических систем при
помощи формул A5), A6), A7) и уравнения
Бреггов G) Квадратичные формы позволяют
определять постоянные решётки, зная из экс-
перимента значения синусов брэгговских углов
б для ряда кристаллических плоскостей (hkl)
и длины волны X применяемого излучения.
* Вывод 14 решёток Бравэ, 32 кристаллических клас-
сов и 230 пространственных групп можно найти в спе-
циальных книгах по рентгеноструктурному анализу,
а частности у Жданова [6].
Метод порошков
Всякая плоскость (hkl) кристалла отражает
рентгеновский луч только в том случае, если
он падает на эту плоскость под некото-
рым определённым „брэгговским" углом в,
удовлетворяющим уравнению Брэггов [фор-
мула G)].
Для данной плоскости (hkl) это условие
можно переписать так:
sin %иы =
лХ
A9)
Если мы имеем один монокристалл (см.
стр. 156), то для получения отражения от ка-
кой-либо плоскости (hkl) этот кристалл надо
облучать „белым" рентгеновским излучением,
в составе которого всегда найдётся такая длина
волны К которая будет удовлетворять уравне-
нию A9). В методе порошков (Дебая-Шеррера)
применяется не белое, а монохроматическое
(характеристическое, см. стр. 154) излучение и
в качестве образца не один монокристалл, а
порошок (или другой агрегат), состоящий из
множества мельчайших монокристалликов ве-
9
личиной не более 10 см, беспорядочно ори-
ентированных в пространстве. В виде образца
для исследования в случае пластичных метал-
лов или сплавов может служить проволочка
диаметром 0,2-0,5 мм и длиной около 5—
7 мм. Если пропускать параллельный пучок
рентгеновых лучей через такой порошковый
образец О (фиг. 56), то в нём всегда найдётся
большое число монокристальных крупинок,
в которых данная плоскость (hkl) будет ори-
ентирована по отношению к направлению
луча под брэгговским углом 6. В то же время
все эти попадающие под условие отражения
плоскости (hkl) не будут параллельны между
собой в различных крупинках, поэтому в сумме
все отражённые лучи дадут конус отражения
с характерным для данной плоскости (hkl)
Фиг. 56. Схема образования
дебаевских конусов.
углом DOD; какая-либо другая плоскость
0°) (/?, kx /j) дает другой конус с углом СОСп т. д.
(, x j) ру у
Если относительно образца О (фиг. 57, а) по-
местить концентрически свёрнутую по ци-
линдру ABCD полоску рентгеновской плёнки,
то конусы отражённых лучей пересекут её во
всём интервале углов (фиг. 57, б) и после про-
явления получится рентгенограмма (фиг. 57, в),
на которой симметрично отверстию С будут
запечатлены в виде линий различной кри-
визны рентгеновские отражения. Расстояние L
между двумя симметричными линиями на рент-
генограмме отвечает, как это видно из фиг. 57,а,
четырём брэгговским углам 6. Измеряя L для
всех пар линий в единицах длины, зная
ГЛ. III]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
167
радиус плёнки г, находят брэгговские углы б
из формулы
= 46-
360
5
Рентгенограммы порошка получают в ка-
мерах Дебая, в которых радиус г обычно де-
лают таким, чтобы между L в мм и 0 в гра-
дусах была наиболее простая связь. Так, если
г = 28,7 мм, то 6° = ^- мм. Знание брэг-
говских углов 6 и интенсивности линий на
рентгенограммах служит основой для нахо-
ждения формы и размеров элементарной ячейки
)ТТ11ШГо ВИНИЛ
Фиг. 57. Схема метода Дебая: а — цилиндриче-
ская камера Дебая в плане и схема получения
отражения от кристаллической плоскости РР;
б — цилиндрическая свёрнутая рентгенограмма;
в — развёрнутая рентгенограмма Дебая.
излучаемого вещества и расположения атомов
в этой ячейке. При помощи рентгенограмм
порошка можно расшифровывать лишь про-
стые структуры, т. е. наиболее симметричные
(кубические, тетрагональные, гексагональные,
реже ромбические) и содержащие небольшое
число атомов в элементарной ячейке. В насто-
ящее время структуры всех важнейших ме-
таллов и большинства интерметаллических со-
единений определены. В табл. 17 для важней-
ших металлов указаны тип структуры и по-
стоянные решётки, определённые прецизион-
ными методами*.
Зная структуру, производят расшифровку
(индицирование) рентгенограммы порошка
путём сравнения экспериментально наблюдён-
ных и теоретически рассчитанных по квадра-
тичной форме [см. уравнение A8) для кубиче-
ской структуры] синусов брэгговских углов.
Расшифровка сводится к тому, что каждой
линии на рентгенограмме приписываются мил-
леровские индексы (/?<?/) той плоскости в кри-
сталле, от которой эта линия получилась. Зна-
чения постоянных решётки , а, с и индексы
(hkl), свойственные данной структуре, берутся
из „Справочника по рентгеноструктурному ана-
лизу" [9]. Для расшифровки рентгенограмм
веществ с неизвестной кристаллической струк-
Таблица 17
Данные о кристаллической структуре важнейших
ч
ч
та
<ц
А1
Ag
Pb
Си
Ni
Со
Be
Mg
Ti
Zn
Fe
W
Cr
Sn
Кристалли-
ческая систе-
ма и тип ре-
шётки
Кубическая
гранецентри-
рованная
То же
„
„
т
Гексагональ-
ная
То же
Кубическая
пространствен-
но-центриро-
ванная
То же
„
Тетрагональ-
ная
о. о.05
е оя
S я
Q^ cd О)
25
25
25
2О
25
2О
эо
25
2О
25
2а
2О
Г7
25
о
а в А
4.О4Н5±2
4,07784 i3
4,94оо6+3
3,6080 ±4
З.5169 ±1
3.545 ±5
2,2680 ±3
3,2О28о±3
2,953 ±3
2,6595 ±1
2,86о5 ±з
3.1586 ±з
2,8786 ±5
о
с в А
_
—
—
—
—
—
3.5943 ±4
5,19983±5
4.729 ±5
4,9368 ±з
—
—
—
3,17488 ±5
X
X
о
S
[18
[18
18
9
9
9
9
18
9
9
18
[18
[ 9
18
турой пользуются кривыми Гулля-Дэвея [16].
Полное определение структуры по рентгено-
граммам порошка легко удаётся провести лишь
Таблица 18
Прецизионные значения длин волн серии К
в А для наиболее распространённых анодов
Сг
Fe
Со
Ni
Си
Мо
н
2,08059
I.753QI3
1,6i744
i.497°5
1,38935
0,630978
Длина волны в А
ч
2,28503
1,932076
1.78529
1,65450
L537395
0,707831
ч
2,28891
i 936012
1,78919
1.65835
1,541332
0,712105
• См. также гл. V, табл. 2, данные которой опреде-
лены обыкновенным рентгенографическим методом.
в простейших случаях; чаще всего требуется
проведение структурного анализа на монокри-
сталлах, что составляет специальную довольно
трудную задачу, решаемую в различных слу-
чаях различными путями [15, 6. 16].
Наиболее точные (прецизионные) значения
постоянных решётки можно получить, если
для расчёта пользоваться линиями, отвечаю-
щими брэгговским углам отражения, лежа-
щим вблизи значений 90° (практически около
80°), так называемыми „задними" линиями на
рентгенограмме. В отличие от передних линий
задние /Са-линии дублетизированы, что даёт
возможность точно учесть разницы длин волн
/?а и /С- излучения. В табл. 18 приведены
прецизионные значения длин волн всех трёх
Р-, аг- и ^-составляющих серии К для наиболее
употребительных анодов структурных трубок.
Наиболее распространёнными методами
прецизионного измерения постоянных решётки
являются: асимметрический метод Страуманиса
и Евинса [18] и метод обратной съёмки по
Заксу [5].
Метод Страуманиса. Съёмка по Страума-
нису может производиться в обычной камере
Дебая с точностью центрирования образца
не меньше чем 0,02 мм. Толщина порошкового
образца или проволочки не должна пре-
168
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
вышать 0,2 мм. В отличие от обычного ме-
тода Дебая, где плёнка располагается так
(фиг. 57), что концы её сходятся симметрично
по отношению к оси диафрагмы, в методе
Страуманиса плёнка располагается (фиг. 58)
так, что концы её сходятся под прямым углом
к оси диафрагмы (т. е. асимметрично). В раз-
вёрнутом виде снимок по Страуманису схе-
матически показан на фиг. 58, б. Дебаевские
линии группируются концентрически вокруг
двух центров, находящихся на плёнке в местах
А и В, отвечающих соответственно выходу и
входу первичного пучка рентгеновых лучей,
показанного на фиг. 58, а стрелкой. Вокруг А
6)
(То) ((от)
Фиг. 58. Рентгенограмма по Страуманису: а — схема
расположения плёнки в камере; б — рентгенограмма в
развёрнутом виде.
группируются линии с малыми углами б @—45°),
а вокруг В— линии с большими углами G D5—
9Э°). расчёт рентгенограммы Страуманиса не
требует предварительного знания точного зна-
чения радиуса камеры R, получаемого в обыч-
ном методе Дебая при помощи съёмок эталонов,
и содержит в себе все необходимые данные для
прецизионного расчёта брэгговских углов от-
ражения G. Этот расчёт основан на том, что рас-
стояние между двумя центрами А и В на плёнке
равно половине окружности плёнки: АВ — тс?.
Установив из измерения расстояний между
идентичными линиями точное положение цен-
тров А и В на плёнке, находят цену I мм окруж-
ности плёнки в градусах и рассчитывают углы
6 для каждой линии на рентгенограмме. Точ-
ность метода Страуманиса в определении по-
стоянных решётки достигает 0.001%.
Метод Закса. Принцип метода ясен из
фиг. 59. Из щели 1 узкий пучок рентгеновых
лучей падает перпен-
/ дикулярно на плос-
кость образца 2 и
отражённые в обрат-
ном направлении (от-
сюда название „ме-
тод обратной съём-
ки") лучи попадают
на плоскую плёнку 3,
поставленную парал-
лельно плоскости об-
разца на таком рас-
стоянии А от него,
чтобы можно было за-
фиксировать отраже-
ния с углами около
80J. Расстояние а от
щели (ближайшей к трубке) до плёнки долж-
но удовлетворять равенству
Фиг. 59. Принцип метода
Закса; 1 — щель; 2 — объ-
ект; 3 — фотоплёнка.
а = Л tg2 20,
B1)
где А — расстояние от плёнки до образца; б —
брэгговский угол той линии, по которой про-
изводят измерение. Это условие требует, чтобы
при правильной фокусировке щель, образец
и симметричные дебаевские линии на плёнке
располагались бы на одной и той же окруж-
ности. Перед употреблением камеру Закса
калибруют, определяя расстояние А при по-
мощи съёмки эталонов, например серебра, зо-
лота, платины. Из фиг. 59 видно, что поло-
вина расстояния между двумя симметричными
линиями на заксограмме
— 20)°, B2)
откуда и находят значения брэгговского угла 6
для данной кристаллической плоскости (hkl).
В табл. 19 приведены рекомендуемые из-
лучения для наиболее важных металлов при
исследовании их по методу Закса, получаемые
при этом отражения от кристаллических пло-
скостей {hkl) и примерные значения брэггов-
ских углов 0.
Таблица 19
Выбор излучения при съёмке по методу Закса
важнейших металлов
Металл
a-Fe <
i
T-Fe
{
(
Ni {
\
Cu I
Al \
Щ
(
Ag |
j
Pt {
t
Au {
Рекомендуе-
мое излучение
Ka Co
Ka' Сг
Ка, Со
Л^д Сг
Ка, Fe
A'a' V
Ка' Си
A-a; Ni
Л'а' Си
А-а' Со
Ка, Си
/Га' Со
/Са' Fe
/Са Си
/Са' Ni
Ка Со
^а> Fe
^а.Си
Ка Ni
(ЛИ/)
A3°)
A12)
Dоо)
()
B22)
B2O)
D2О)
Dоо)
B2O)
D2O)
Dоо)
E") C33)
D2O)
(IOj)
E") C33)
B24)
C3i)
D00)
E11) C33)
(-4)
в
79°33'
78°об'
82°
73°
69°
79°
73°55'
6д°оз'
86°ю'
72°17'
8ic4o'
8i°i6'
8i°o6'
81°10'
78е10'
82°12'
84° н'
8l°I2'
78°5i'
84°34'
Скоростные методы рентгеноструктурной
съёмки
Для фиксирования быстро протекающих
во времени структурных изменений вещества
применяется специальная аппаратура для по-
лучения в течение нескольких минут и даже се-
кунд рентгенограмм с массивных металлических
образцов [1, 2,13]. Увеличение светосилы рент-
геновской аппаратуры, приводящее к резкому
сокращению экспозиции, достигается особыми
условиями фокусирования пучков рентгеновых
лучей и увеличением их мощности. На фиг. 60
схематически показан разрез светосильной
вакуумной камеры Болина, выполненной кон-
структивно в единую оптическую систему
с мощной разборной рентгеновской трубкой
с вращающимся анодом. Роль источника рас-
ходящегося пучка рентгеновых лучей выпол-
няет фокусное пятно, лежащее на одной фо-
кусирующей окружности с образцом и фото-
плёнкой. Диапазон брэгговских углов 6, ко-
торые могут быть получены в камере, соста-
ГЛ. Ill]
РЕНТГЕНОВСКИЙ МЕТОД ИСПЫТАНИЙ
169
вляет от 30 до 80°. На основании указанного
принципа фокусировки в настоящее время
разработана универсальная установка для ско-
ростного рентгеноструктурного анализа, на ко-
Фиг. 60. Вакуумная камера Болина:
/ — корпус прибора; 2—вращающийся
анод трубки; 3 -направляющие кассеты;
4 — фотоплёнка; 5 — исследуемый обра-
зец; 6 — окно для выпуска лучей в ка-
меру; А — рабочая поверхность анода.
торой можно получать рентгенограммы Дебая
с цилиндрических и плоских образцов, а так-
же рентгенограммы по Заксу и по Болину за
время экспозиции от нескольких минут до не-
скольких секунд *. Применяется также уста-
новка для сверхскоростной структурной рент-
генографии [3], на которой можно получить
рентгенограммы Болина за сотые, тысячные и
стотысячные доли секунды. Схема нового спо-
соба фокусирования широко расходящегося
пучка рентгеновых лучей вместе со схемой им-
пульсного генератора рентгеновских вспышек
(катод Слека) показана на фиг. 61. Образец 2
в виде цилиндра концентрически окружает
по АВ
Фит. 61. Схема установки для сверхско-
ростной рентгенографии: /—фотоплёнка;
2 — образец; 3 — анод.
анод 3 импульсной рентгеновской трубки. Вее-
рообразный пучок лучей, расходящийся в плос-
кости поперечного сечения цилиндра, освещает
на его образующей поверхности сектора 2а в
несколько десятков дуговых градусов. Отра-
жённые лучи фиксируются на фотоплёнке 1. по-
мещающейся на фокусирующей окружности
болиновской камеры, расположенной внутри
цилиндрического образца 2. В отличие от обыч-
ного фокусирования образец изогнут не по
окружности камеры, а в плоскости, ей пер-
пендикулярной, по дуге, радиус которой равен
диаметру камеры; при этом ось цилиндриче-
ского образца является касательной к окруж-
ности камеры и в точке касания находится фо-
кус рентгеновской трубки. Такое устройство
даёт весьма резкую фокусировку, что вместе
с высокой мощностью импульсной рентгенов-
ской трубки (ток до 500 ма) обеспечивает по-
лучение „мгновенных" рентгенограмм.
Технические приложения структурного
анализа
Определение фазового состава. При
съёмке по Дебаю бинарной механической
смеси на рентгенограмме получается наложе-
ние двух интерференционных картин, так как
каждая фаза имеет индивидуальную структуру.
Зная структуру и постоянные решётки фаз,
составляющих смесь, можно рассчитать теоре-
тические углы отражений для каждой из фаз
и путём сравнения с наблюдёнными из рентге-
нограммы углами отражения определить линии,
отвечающие той или другой фазе. Этим спосо-
бом часто пользуются в практике для обнару-
жения и идентификации различных примесей
(не менее 1—20/0) и структурных составляющих
в сплавах. Из соотношения интенсивности ли-
ний различных фаз можно в некоторых случаях
решать вопросы о количественном составе
смеси [5].
Определение растворимости в твёрдом
состоянии. На фиг. 62, а схематически пока-
зана часть диаграммы состояния, примыкаю-
щая к компоненту А. Для того чтобы иссле-
довать, растворяется ли компонент В в А
в твёрдом состоянии и какова растворимость
с изменением температуры, приготовляют ряд
сплавов состава Х\, х2, xs, х^, х*,, х6 и т д.
и определяют постоянную решётки а этих.
* Установка разработана Л. В. Альтшуллером и
В. А. Цукерманом (Институт машиноведения Академии
наук СССР).
Фиг. 62. Схема определения кривой растворимости
в бинарной системе А—В рентгенографическим мето-
дом.
сплавов либо в закалённом от температур Tif
72, Г3 и т. д. состоянии, либо, ещё лучше, в
температурных камерах при тех же самых
температурах. В пределах твёрдого раствора
с изменением состава изменяется постоянная
решётки, а в двухфазной области постоянная
решётки при переходе через границу насыще-
170
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
ния при данной температуре остаётся посто-
янной. Если атомный радиус элемента В
больше, чем у А и если образуются твёрдые
растворы замещения, то при растворении В
в А постоянная решётки а будет увеличи-
ваться. При температуре Тх граница раствори-
мости лежит между составами х2 и хв; при
Г2 > Тл растворимость увеличивается, сплав хг
становится однородным и граница раствори-
мости лежит между составами х^ и дг4; при
7^> 7 растворимость ещё более повышается,
сплав состава х4 становится однородным и
граница сдвигается к составу х5. Так, посте-
пенно повышая температуру, определяют ход
кривой растворимости (фиг. 62, б). Всякие пре-
вращения в твёрдом состоянии, связанные с
изменением кристаллической структуры, могут
быть фиксированы рентгенографическим путём,
как, например, аллотропические переходы,
переход неупорядоченного твёрдого раствора
в упорядоченный (или наоборот), распад пере-
сыщенного твёрдого раствора с выделением
избыточной растворённой фазы (процессы ста-
рения).
Определение величины субмикроскопи-
ческих кристаллитов, меньших чем 10 см,
основано на том, что между величиной кристал-
литов и шириной линий на рентгенограммах
Дебая существует определённая зависимость.
С уменьшением размеров кристаллитов линии
на рентгенограммах становятся шире, пока,
наконец, при величине кристаллитов в не-
сколько атомных слоев они совсем не расплы-
ваются на общем фоне рентгенограммы. Для
определения размера ча-
стиц линии на рентгено-
граммах исследуемого
вещества подвергают ми-
крофото мет ри ров анию.
Каждая линия даёт ми-
крофотометрическую
кривую, подобную изо-
бражённой на фиг. 63, где
по оси абсцисс отложена
ширина линии в мм, а
по оси ординат — интен-
сивность линий. Обычно измеряют ширину
пика на высоте, равной половине интенсивности
максимума, так называемую полушироту В,
связанную с размером кристаллита формулой
Фиг. 63. К определе-
нию полушироты В.
0,088 Г В cos 6 — 1- B1VI cosa 6,
I о \К / \
B3)
где R — радиус камеры в мм; г—радиус об-
разца в мм; 6 — брэгговский угол отражения;
BQ D
В = -~;Bq — полуширота в мм; т) — величина,
обратная линейному размеру кристаллита.
Изучение преимущественной ориента-
ции кристаллитов. При волочении проволоки,
прокатке и вальцовке, а также в результате
направленной кристаллизации при литье и
электроосаждении металлов часто возникает
преимущественная ориентация кристаллитов.
Так, например в холоднотянутой алюминиевой
проволоке диагонали кубов отдельных кри-
сталлитов направлены вдоль оси проволоки;
в вальцованном железе кристаллиты располага-
ются так, что одна из граней куба оказы-
вается параллельной направлению вальцовки.
В противоположность образцам с беспорядоч-
ной ориентацией кристаллитов, где получаются
сплошные конусы отражения (см. фиг. 56),
образцы с преимущественной ориентацией кри-
сталлитов будут давать на рентгенограммах
не сплошные линии, а разорванные, особенно
затемнённые в одних местах и почти совсем не
затемнённые в других. Эти разрывы в сплош-
ности линий заставляют прибегать к съёмке
рентгенограммы не на цилиндрическую плёнку,
а на плоскую пластинку, и тогда всё кольцо,
получающееся от пересечения конуса отраже-
ния, становится доступным наблюдению. Места
особенно сильного затемнения на кольцах рент-
генограммы образуются вследствие сложения
отражений от множества одинаково ориен-
тированных кристаллитов. Такая преимуще-
ственная ориентация кристаллитов в поликри-
сталлическом образце называется текстурой.
Расшифровка текстурдиаграмм позволяет опре-
делять кристаллографические направления тек-
стур [5].
Изучение напряжённого состояния. При
механической обработке металлических объ-
ектов вследствие пластической деформации
и наклёпа кристаллическая решётка приходит
в напряжённое состояние. На рентгенограм-
мах Дебая и Закса эффекты напряжения сказы-
ваются либо в незначительном смещении линий
(напряжения I рода), либо в их расширении
(напряжения II рода), либо в ослаблении интен-
сивности линий (напряжения III рода).
Особенно чувствительны к напряжению зад-
ние линии на рентгенограммах, т. е. те линии,
которые отвечают брэгговским углам, большим
чем 45°. Если металл находится в равновесном
состоянии, то задние линии на рентгенограм-
мах порошка представляют собой дублеты,
т. е. двойные линии, отвечающие соответственно
двум длинам волн at и а% К-серии применяе-
мого рентгеновского излучения. Для напря-
жённого состояния эти дублеты Ка и Ка на
рентгенограммах слиты вместе и общая интен-
сивность линий значительно ослаблена. Ука-
занный способ служит для качественной
оценки напряжённости решётки в случае напря-
жения II рода. Количественное измерение упру-
гих напряжений I рода разработано Заксом и
Виртсом [19] для линейно напряжённого со-
стояния и Глоккером с сотрудниками [15] для
плосконапряжённого состояния. В обоих слу-
чаях производят рентгеносъёмку по методу
Закса (см. стр. 168) для прецизионного опреде-
ления тех межплоскостных расстояний кри-
сталлической решётки, перпендикулярно ко-
торым производилась деформация. Для ли-
нейнонапряжённого состояния напряжение а.
определяют по изменению брэгговского угла До
при растяжении цилиндра (проволоки) с
помощью формулы
B4)
где (а — коэфициент Пуассона; Е—модуль
упругости. Ошибка измерения для железных
образцов составляет ±2,5 кг/мм2; для дур-
алюминиевых — 0,7—0,8 кг\мм\ Для плоско-
напряжённого состояния наиболее просто опре-
деляется сумма главных взаимно перпендику-
лярных напряжений ot + <*2a«=(J. на поверх*
ГЛ. HI)
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
171
ности изделия. Для этого получают две заксо-
граммы: одну — с направлением пучка рентге-
новых лучей перпендикулярно поверхности
образца для расчёта d^\ другую с косым на-
правлением пучка, под углом <Ь к нормали для
расчёта flL.
Тогда суммарное напряжение <*5 может быть
найдено из формулы
**Ф ~~ **1 ПК\
• . s= о sin* ф. ****/
Угол ф следует выбирать в пределах от 45е
до 60°.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Альтшуллер Л. В. и Цукерман В. А.,
«Заводская лаборатория", VIII, 449, 1939.
2. Альтшуллер Л. В., „Заводская лаборатория",
№ 8, IX, 1940.
3. Альтшуллер Л. В., „Журн. эксп. теор. физики",
13, 388, 1943.
4. Боровский И. Б. и Блохи н, Рентгеновский
спектральный анализ, Гостехиздат, М. 1940.
5. Жданов Г. С. и У'майский Я- С, Рентгено-
графия металлов, ч. I и II, ОНТИ, М. 1937.
6. Жданов Г. С. Основы рентгеноструктурного ана-
лиза, Гостехиздат, М. 1940.
7. Комптон и Алисой, Рентгеновы лучи, теория
и эксперимент, перевод с английского, Гостехиздат,
М. 1936.
8. Т и л о Е. и Рабинович Э., Периодическая
система элементов, ГТТИ, М. 1933.
9. Справочник по рентгеноструктурному анализу, под
ред. А. И. Китайгородского, Гостехиздат, М. 1940.
10. Трапезников А. К,, Просвечивание материа-
лов лучами Рентгена, Оборонгиз, М. 1939.
11. Хевеши Г. и Александров 3., Примене-
ние рентгеновых лучей в химическом анализе, ОНТИ,
Л. 1935.
12. X а р а д ж а, Рентгенотехника, Гостехиздат, М. 1940.
13. Ц у к е р м а н В. А., .Заводская лаборатория" № 10.
IX, 1940.
14. В е г t h о I d. Atlas d. zerstorungsfreien Prufverfahren,
Ion. Anibr. Barth., Berlin 1938.
15. G 1 о с k e г R., Materlalprufung mit R6ntgenstrahlea.
Zweite Auflage, Julius Springer, Berlin 1936.
16. D a v e у W. P., A. Study of Crystal Structure and
its Applications, M. Graw-Hill Book Co, New York.
17. S i e g b a h n M., Spektroskopie der Rdntgenstrahlen
Julius Springer, Berlin 1931.
18. S t г a u m a n 1 s M. u. I e v I n s A., Die Prazlsions-
bestimmung von Gitterkonstanten nach der asymmet-
rischen Methode, Julius Springer, Berlin 1940.
19. Sachs G. u. Weerts, Z. S. f. Physik 64, 344
1930.
20. Ir. and St. Ing., № 9, 19, 1942.
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
Магнитные методы испытаний стальных
изделий применяются для контроля качества
продукции (обнаружение как поверхностных,
так и скрытых дефектов в металле, проверка
качества термообработки и т. д.). Магнитный
метод испытаний не связан с повреждением
испытуемых изделий. Аппаратура для испыта-
ний весьма проста и может быть изготовлена
силами любого завода или заводской лабора-
тории.
Магнитные методы испытаний отличаются
высокой точностью, кратковременностью и
простотой и поэтому удобны для организации
массового контроля продукции.
К магнитным методам испытаний металлов
относятся: 1) магнитная дефектоскопия; 2) ма-
гнитный анализ; 3) магнитные измерения;
4) испытания готовых магнитов.
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ
Дефекты в стальных изделиях обнаружи-
ваются следующими методами.
Пондеромоторный метод [3]. Прибор
пондеромоторного действия (фиг. 64) снабжён
магнитной стрелкой У, на конце которой имеется
якорь 2, составленный из листовой трансформа-
торной стали. Стрелка вращается на оси 3. Дру-
гой конец стрелки служит для замыкания сиг-
нальной цепи 4. В нулевом положении стрелка
удерживается при помощи пружинки. Прибор
ставится на изделие 5 так, чтобы магнитный
поток в намагничиваемом изделии был напра-
влен перпендикулярно стрелке. Прибор пере-
двигается вдоль испытуемого изделия: когда
он проходит над местом залегания дефекта,
стрелка / под влиянием неоднородного поля
рассеяния около дефекта притягивается и за-
мыкает сигнальную цепь.
Фиг. 64. Схема прибора пондеромоторного
действия: 1 — стрелка; 2 — якорь; 3 — ось
стрелки; 4 — контакты сигнальной цепи;
5 —образец; 6— реле; 7 — сигнальная лампа.
Индукционный метод применяется пре-
имущественно для обнаружения раковин, не-
провара и других скрытых дефектов.
В приборах индукционного действия иска-
телями (индикаторами) служат катушки. Ка-
тушки надеваются на испытуемое изделие
172
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. 11
или размещаются на его поверхности. Изде-
лие в этих случаях намагничивается перемен-
ным магнитным полем. Если катушку заста-
влять вибрировать, то изделие может намагни-
чиваться также постоянным магнитным полем.
Индукционная катушка соединяется с реги-
стрирующим прибором непосредственно или
через ламповые усилители. Катушку переме-
щают вдоль изделия (или изделие протаскивают
через катушку); в момент пересечения места
залегания дефекта в витках катушки вследствие
изменения магнитного потока возникает элек-
тродвижущая сила индукции, которая регистри-
руется соответствующими приборами (галь-
ванометрами, лампами, звуковыми сигнальными
приборами и др.).
К индукционным приборам относится ма-
гнитно-электрический искатель ВЭИ [3].
Прибор представляет собой ярмо с воздушным
: Дефект
Фиг. р5. Магнитоэлектрический искатель ВЭИ:
/ — образец: 2 и 3 — провода к регистрирую-
щему прибору; /0 — ток в рамке; / — ток в
обмогке ярма.
зазором,где помещается вращающаяся катушка
с прикреплённой к ней стрелкой для электро-
контакта (фиг. 65). Сила тока в намагничиваю-
щей обмотке ярма подбирается так, чтобы
стрелка стояла на нуле. Через подвижную рамку
пропускается (от отдельной батареи) постоян-
ный ток, сила которого подбирается в соответ-
ствии с желательной чувствительностью при-
бора. Магнитный поток, создаваемый ярмом,
проходит через исследуемый участок изделия.
Встречая на пути дефект, поток изменяется по
величине, что сказывается на положении по-
движной катушки, стрелка отклоняется и за-
мыкает сигнальную цепь.
Метод магнитных суспензий (порошков)
[5, 8]. Этот метод даёт возможность обнару-
жить всевозможные поверхностные дефекты
(закалочные, шлифовочные трещины, волосо-
вины, включения, трещины усталости и т. п.)
и при некоторых видоизменённых условиях —
внутренние дефекты.
Испытания по этому методу быстры,
надёжны и позволяют осуществлять массовый
контроль продукции. В качестве индикатора
(искателя) применяется магнитный порошок.
Перед покрытием изделия суспензией его
намагничивают. Намагничивание может про-
изводиться в поле соленоида, в поле электро-
магнита или магнитным полем тока, пропуска-
емого непосредственно через изделие („цирку-
лярное" намагничивание). Во всех случаяхможет
применяться постоянный и переменный ток,
однако для выявления подповерхностных де-
фектов предпочтительнее применять постоян-
ный ток. Ток для намагничивания получают
от силового трансформатора или батареи спе-
циальных аккумуляторов, так как в этих слу-
чаях требуется ток большой силы, доходящий
до 2000 — 3000 а (в зависимости от попереч-
ного сечения испытуемого изделия). Для про-
пускания тока через изделие применяются спе-
циальные приспособления. Частицы магнитного
порошка, будучи затянуты неоднородным ма-
гнитным полем около дефекта, оседают на нём
в виде жилок, что легко обнаруживается при
последующем осмотре изделия.
Испытания намагниченного изделия произ-
водят путём покрытия изделия суспензией после
его намагничивания (испытание „на остаточной
намагниченности") или в присутствии нама-
гничивающего поля (испытание „при наложен-
ном магнитном поле").
Испытания на остаточной намагниченности
производятся в том случае, когда контроли-
руются закалённые изделия, а также изделия,
изготовленные из легированных сталей. Испы-
тания при наложенном магнитном поле при-
меняются при контроле сырых изделий, а
также для обнаружения подповерхностных
дефектов.
Для обнаружения дефектов методом ма-
гнитных суспензий применяются специальные
аппараты — магнитные дефектоскопы.
Выбор способа намагничивания и метода
испытания в зависимости от характера
и типа дефектов [5, 8]
Поверхностные дефекты — закалочные и
шлифовочные трещины волосовины, закаты,
плёны и т. п. — хорошо выявляются при цир-
кулярном намагничивании, при этом может
применяться как постоянный, так и перемен-
ный ток.
Испытания могут проводиться на остаточ-
ной намагниченности (покрытие изделия су-
спензией после намагничивания).
Испытания магнитно-мягких сталей (неле-
гированных, малоуглеродистых) и железа при-
ходится производить при наложенном магнит-
ном поле (поливка суспензий при намагничи-
вании).
Внутренние дефекты (раковины, непровар,
внутренние трещины, а также неметалличе-
ские включения на поверхности) выявляются
при наложенном магнитном поле и лучше — в
постоянном поле. В этом случае удобно поль-
зоваться электромагнитом.
При выборе способа намагничивания нужно
иметь в виду, что наиболее чётко выявляются
дефекты (например трещины), направленные
перпендикулярно к магнитному потоку. Тре-
щины, лежащие при намагничивании парал-
лельно потоку, иногда могут остаться необна-
руженными.
Размагничивание изделий
Детали, намагниченные в соленоиде или в
поле электромагнита, после проверки их ма-
гнитной суспензией необходимо размагнитить.
Размагничивание [5] производится в специаль-
ГЛ. HI]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
173
ных камерах или электромагнитах (демагнети-
заторы), питаемых переменным током. В по-
следнем случае деталь протаскивается через
демагнетизатор (проходит через переменное
магнитное поле, напряжённость которого убы-
вает от максимума до нуля). Такой способ
размагничивания применим тогда, когда изде-
лия намагничивались в переменном магнитном
поле. Если намагничивание проводилось в по-
стоянном магнитном поле, то и размагничива-
ние достигается в постоянном поле, но при обя-
зательной перемене направления поля (комму-
тированием) и постепенном уменьшении его на-
пряжённости до нуля. Изделия, намагниченные
„циркулярно", полярностью почти не обладают
и поэтому размагничивать их нет надобности.
Напряжённость магнитного поля соленоида
или электромагнита, при которой начинается
размагничивание, должна быть несколько
выше, чем напряжённость поля, в котором
производилось намагничивание.
Расчёт напряжённости магнитного поля [91
Расчёт соленоида (если он достаточно длин-
ный и тонкий) производится по формуле
H== ^ A)
где Я—напряжённость поля в.э; w — число
витков; i — сила тока в а; I — длина обмотки
в см. Для намагничивания углеродистых и
малолегированных сталей требуется поле на-
пряжённостью 150 — 200 э. Катушка должна
быть длиннее испытуемого образца не менее
чем в 3 раза.
Из формулы A) следует, что число ампер-
витков в катушке при Н = 200 э
. 200-/
WI = т—5
0,4 -к
Сила тока при намагничивании постоянным
циркулярным полем определяется по формуле
где /-—наибольший радиус изделия в см, а
i — сила постоянного тока в а.
Напряжённость поля намагничивающей об-
мотки на кольцевом образце рассчитывается
по формуле
о2г
При точных измерениях, когда учиты-
вается внешний и внутренний радиусы кольца,
напряжённость магнитного поля вычисляется
по формуле
0,2 wi In ^
г
где га — внешний радиус кольца; Г{ — внутрен-
ний его радиус.
Приготовление магнитной суспензии [5]
Магнитная суспензия состоит из мелких ча-
стиц ферромагнитного порошка, находящихся
во взвешенном (взмученном) состоянии в
жидкости — в масле, керосине, воде и др.
Одним из наиболее доступных методов изго-
товления порошков в производственных усло-
виях является метод восстановления немагнит-
ной окиси железа a-Fe2O3 окисью углерода
[5, 8]. Исходным материалом в данном случае
служит окись железа в виде крокуса или же-
лезного сурика. В качестве восстановительной
атмосферы применяют светильный газ, содер-
жащий смесь СО -н СО2. Мелкоизмельчённый
порошок (пудра) закладывается в железную ка-
меру, снабжённую двумя приваренными сверху
железными трубками для ввода и выпуска
светильного газа. Газ, входя в камеру с одной
стороны, наполняет её и выходит с другой
стороны. Камера внутри имеет две полочки,
на которые устанавливаются одна над другой
неглубокие открытые сверху железные коробки
для порошка. Камера снабжена плотной с асбе-
стовой прокладкой дверцой, прикрепляющейся
к камере четырьмя винтами. Порошок насы-
пается слоем до 3—5 мм. Заполненная камера
помещается в электропечь, где и нагревается.
При достижении температуры печи 230° С через
камеру пропускается газ небольшой струёй,
затем при температуре 500—550° С — сильной
струёй. Выходящий наружу газ поджигается.
Обработка порошка при этой температуре
длится около одного часа. Печь охлаждается
до 80—100° С при включённом газе, после
чего доступ его в камеру прекращается.
После полного охлаждения камера вынимается
из печи и раскрывается. Порошок, получен-
ный таким способом, имеет чёрный цвет. Для
получения порошка светлокоричневого или
тёмнокрасного цвета его извлекают из печи
при температуре в 80—100° С, быстро рассы-
пают на железном листе и размешивают. Ох-
лаждаясь на воздухе, порошок приобретает
светлокоричневую окраску.
Применяется и следующий способ восста-
новления окиси. Порошок смешивается с ке-
росином до получения тестообразной массы.
Смесь закладывается в железную коробку и
плотно закрывается сверху асбестовой крыш-
кой. Коробка помещается в электропечь при
температуре 500— 55и° С, где выдерживается
до полного сгорания керосина. Так как при
данном способе восстановления выделяется
много дыма, печь устанавливается в вытяж-
ном шкафу.
После прекращения выделения дыма по-
рошок выдерживается в печи ещё около полу-
часа, затем печь охлаждается и далее посту-
пают так же, как и в первом случае.
Магнитный порошок можно также получать
синтетически [5]. Для этой цели растворяют
26 г NaOH и 20 г KNO3 в 3500 см* воды. Раствор
подогревают и вносят в него 127 г соли Мора
lNH4J Fe(SO4J'6H2O, растворённой в 600 см*
воды. Реакцию ведут при температуре 100э С
в открытом сосуде в течение 45—60 мин. По-
лученный порошок (магнетит) промывают
2—3 раза в тёплой воде.
Получаемые указанными или иными спо-
собами порошки перед составлением суспен-
зии проверяют на магнитность при помощи
постоянного магнита. Для этого небольшое
количество порошка насыпают на лист бумаги
и снизу подносят магнит. Магнитный порошок
хорошего качества даёт высокий „ёрш", в то
время как слабо магнитный порошок остаётся
почти неподвижным.
174
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. I)
Для получения водной магнитной суспен-
зии [5] приготовляют мыльный раствор (олеи-
нового мыла: ядрового или клеевого) с кон-
центрацией мыла от 0,2 до 0,3%- В раствор
вводят 10—15 г синтетического порошка (или
20—30 г технического) на 1 л раствора. При
большей концентрации мыла происходит склеи-
вание порошка в студнеобразную массу (же-
латинизация), при меньшей концентрации по-
рошок в течение 5—3 мин. полностью оса-
ждается на дно ванны. Для получения кероси-
новой или масляной суспензии количество по-
рошка увеличивается до 25—35 г на 1 л.
Для предохранения испытуемых изделий от
коррозии следует удалять кислород воздуха
из воды кипячением её перед вводом мыла в
течение 15—20 мин.; для уменьшения раство-
римости кислорода вводят на 1 л воды 2,5—3 г
жидкого стекла, 75 мг Na3PO4, 5 мг ISaOH,
25 мг экстракта дубовой коры и 2—Змг тан-
нина. Это способствует образованию на поверх-
ности изделий тонкой пассивирующей плёнки.
Водную магнитную суспензию необходимо обе-
регать от засорения и загрязнения. Попадание
в ванну электролитов портит суспензию. Низ-
кая температура окружающей среды также
вредно отражается на суспензии.
При массозом контроле магнитный поро-
шок постепенно уносится испытуемыми из-
делиями, поэтому надо следить за концентра-
цией порошка и время от времени вводить
его в ванну в виде заранее приготовленной
суспензии с большим содержанием порошка.
При избытке порошка добавляют в ванну по-
догретый мыльный раствор.
Магнитные дефектоскопы
Магнитный дефектоскоп ЦНИИТ-
МАШ типа АЕС-2 [8, 5] приспособлен
для проведения исследований при продольном
и поперечном намагничивании в постоянном
и переменном магнитных полях, а также при
циркулярном намагничивании. На фиг. 66 изо-
бражён внешний вид прибора. Дефектоскоп
Фиг. 66. Магнитный дефектоскоп ЦНИИТМАШ типа
АЕС-2.
имеет ярмо J, набранное из листов трансфор-
маторной стали, намагничивающую катушку 2
с клеммной доской 3 и две алюминиевые
стойки 4, установленные на доске. Ярмо
устроено так, что при вращении штурвалов 5
в нём может быть получен зазор желаемой
величины в пределах от 0 до 300 мм. В этом
зазоре могут намагничиваться изделия, и по-
этому дефектоскоп может быть использован
так же, как электромагнит. Обмотка намагни-
чивающей катушки состоит из шести секций.
которые при помощи переключений могут
соединяться между собой последовательно
и параллельно. Дефектоскоп рассчитан на
питание от сети постоянного тока напряжением
120 в и переменного тока 220/380 в.
Для циркулярного намагничивания служит
прибор, изображённый на фиг. 67. Прибор имеет
контактную головку / с диском 2, перемещаю-
щуюся по стальной
рейке, и столик с
медной контактной
плитой 3. На кон-
тактной
имеется
головке
кнопка 4
магнитного пуска-
теля, включающе-
го трансформатор
(или батарею акку-
муляторов) в мо-
мент плотного за-
жима изделия 5
между контактным
диском 2 и плитой.
Напряжение D —
бе от вторичной
обмотки трансфор-
матора или от
клемм аккумуля-
торов) подводится
к контактному ди-
ску и плите через
медный кабель.
При нажиме руко-
ятки вначале зажи-
мается изделие, затем включается кнопка пу-
скателя и через изделие проходит намагничива-
ющий ток B500 а). При освобождении рукоятки
вначале выключается трансформатор (батарея),
затем освобождается изделие. При проверке
изделий со сквозным отверстием (кольцеобраз-
Фиг. 67. Прибор для цирку-
лярного намагничивания.
Фиг. 68. Схема магнитной дефектоскопической
установки: / — прибор для циркулярного на-
магничивания; 2 —трансформатор; 3— магнитный
пускатель; 4 — испытуемое изделие.
ные изделия) ток может пропускаться через
медный стержень, вставляемый в деталь, или
через кабель, пропущенный через неё. Про-
должительность намагничивания 1 — 2 сек. По-
сле намагничивания изделие погружается на
ГЛ. III]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
175
1 мин. в ванну с магнитной суспензией, затем
вынимается и осматривается.
Принципиальная схема дефектоскопической
установки с трансформатором, пускателем
и прибором для циркулярного намагничивания
представлена на фиг. 68.
Аппарат „Ферропульс" FPC-100
(фиг. 69) служит главным образом для выявле-
Фиг. 69. Аппарат .Ферропульс" с зажимным прибором.
ловкой и зажимается при помощи рычага.
В момент зажатия изделия через него прохо-
дит импульс тока, который своим полем на-
магничивает тонкий поверхностный слой изде-
лия. При длительном зажиме импульсы тока
повторяются. Для намагничивания достаточно
2 — 3 импульсов, т. е. долей секунды.
Аппарат потребляет мощность около 200 вт
и рассчитан на включение в осветительную
сеть напряжением в 220 в.
Схема включения аппарата „Ферропульс*
представлена на фиг. 70.
Аппарат „Феррофлюкс" TFL-1500
(фиг. 71) представляет собой понижающий
трансформатор с бесступенчатой регулиров-
кой силы тока от 0 до 1500 а и служит для
циркулярного намагничивания стальных изде-
лий при испытании их на дефекты мето-
дом магнитной суспензии. Аппарат
снабжается приспособлением для зажатия из-
делий и пропускания через них тока. Аппа-
рат рассчитан на питание от сети перемен-
ного тока напряжением 220 в. Максимальная
потребляемая мощность 7,5 ква.
Фиг. 70. Схема включений аппарата „Ферропульс": / — кон-
денсаторы для намагничивания изяелий импульсом тока;
2 — купроксный или селеновый выпрямитель; 3 — понижа-
ющий трансформатор; 4 — ртутный разрядник; 5— зажимной
прибор для намагничивания изделий.
ния методом магнитной суспензии поверх-
ностных трещин. Испытуемое изделие на-
магничивается импульсом тока большой силы
(около 4000 а), получаемым путём разряда
через изделие двух параллельно включённых
конденсаторов емкостью в 10 000 мкф. На-
пряжение на выходных клеммах аппарата
около 100 в.
Аппарат применяется обычно с зажимным
прибором FPS-50, устройство которого не
отличается существенно от описанного выше
прибора для циркулярного намагничивания
(фиг. 67).
Испытуемое изделие при намагничивании
помещается между плитой и контактной го-
Фиг. 71. Аппарат .Феррофлюкс" TFL-1500: 1 — штепсель-
ное гнездо для подводки напряжения; 2— кнопка вклю-
чателя; 3 — маховичок для регулирования силы тока;
4 — две пластины для подводки силового кабеля;
5— амперметр; 6— штепсельная розетка для насоса 7,
подающего суспензию; 8 — штепсельная розетка для
вспомогательной аппаратуры; 9 — штепсельная розетка
для педального включателя.
176
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Фиг. 72. Схема включений аппарата „Феррофлюкс":
1 — трансформатор для регулирования силы намагничи-
вающего тока; 2—силовой трансформатор; 3, 4— выклю-
чатели; 5 — пусковая кнопка; 6,7 — штепсельные
розетки для вспомогательной аппаратуры.
Схема электрических включений этого
аппарата представлена на фиг. 72.
Аппарат „Ф е р рос к оп - Ф е р ро -
ф л ю к с" (фиг. 73) служит для продольного
и циркулярного намагничивания изделий при
выявлении в них дефектов любого направления
при помощи магнитной суспензии или сухого
порошка. Изделие зажимается между полю-
сами аппарата (при продольном
намагничивании) или между вра-
щающимися электродами (при цир-
кулярном намагничивании). Рассто-
яние между полюсами может ме-
няться от 0 до 800 мм и от 350
до 1200 мм в зависимости от мо-
дели аппарата. На фиг. 74 дана схе-
ма электрических соединений в ап-
парате „Ферроскоп-Феррофлюкс".
Фиг. 73. Аппарат „Ферроскоп-Феррофлюкс*
Фиг. 74. Схема включений аппарата .Ферроскоп-Феррофлюкс": / — обмотка электромагнита; 2 — трансфор-
матор для peiулирокания силы тока при циркулярном намагничивании;3 — силовой трансформатор для циркуляр-
ного намагничивания; 4— мотор-генератор для получения постоянного тока; 5—предохранители; 6, 7, 8 — пе-
реключатели; 9 — штепсельная розетка для вспомогательной аппаратуры; 10 — полюсы электромагнита.
ГЛ. Ill]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
177
МАГНИТНЫЙ АНАЛИЗ
Под магнитным анализом подразумевается
совокупность методов, применяемых для опре-
деления или изучения состояния ферромагнит-
ных металлов и сплавов путём измерения их
{часто относительных) магнитных характери-
стик, зависящих от вида обработки металлов
и их химического состава.
Магнитный анализ применяется при иссле-
довании структуры и состава стали и чугуна,
а также для определения толщин немагнитных
покрытий на ферромагнитных основах и не-
которых других свойств ферромагнитных спла-
вов.
Контроль структуры [10] осуществляется
при помощи приборов, действие которых осно-
вано на зависимости магнитных свойств стали
от её структуры. Приборы для контроля струк-
туры обычно состоят из двух одинаковых ка-.
тушек, имеющих первичную (намагничиваю-
щую) и вторичную (измерительную) обмотки.
Вторичные обмотки соединены друг с другом
таким образом, что электродвижущая сила ин-
дукции одной из них направлена навстречу
з. д. с. индукции другой. В цепь измеритель-
ных обмоток включены стрелочный гальвано-
метр на 17 мв и купроксный выпрямитель.
В одну из катушек закладывается испытуемый
образец, в другую — компенсирующий (обычно
„сырой" или отожжённый) образец, одинаковый
с первым по размеру и химическому составу.
При одинаковой структуре образцов в схеме
устанавливается равновесие и гальванометр по-
казывает нуль, в противном случае равновесие
нарушается, и стрелка гальванометра откло-
няется. Прибор градуируется по образцам с
заранее известной структурой или известным
режимом термообработки, причём образцы под-
готовляются так, что структура в них меняется
от одного образца к другому.
Схема прибора для магнитного контроля
структуры представлена на фиг. 75.
стемы Акулова (фиг. 76). Основными ча-
стями анизометра являются индикаторная го-
ловка, качающаяся печь и электромагнит.
VWWVW-'?
Фиг. 75. Схема прибора для магнитного контроля струк-
туры: А — амперметр; G — гальванометр; L,L3 — нама-
гничивающие обмотки; 1,1ц — измерительные обмотки;
D — выпрямитель; /?, — реостат; /?2 — переменное шун-
тирующее сопротивление; т, — компенсирующий обра-
зец; та — испытуемый образец.
Для определения количества остаточного
аустенита и для изучения изотермического
распада его применяется анизометр си-
Фиг. 76. Схема анизометра Акулова: I— тензометр;
2 — зеркало; 3 — фрикционное устройство; 4 — фарфо-
ровая трубка; 5 — образец; 6— лимб; 7 — ось зеркала.
Индикаторная головка изображена на
фиг. 76. Образец благодаря упругим свойствам
пластинок тензометра может поворачиваться
на некоторый угол. Угол поворота увеличи-
вается при помощи фрикционного устройства
в 9 раз и фиксируется на шкале, на которую
зеркалом отбрасывается пучок лучей.
Качающаяся печь состоит из двух тиглей /
и 2 (фиг. 77). Один из тиглей приспособлен
для нагрева образца при высокой температуре,
другой — при низкой. Печь установлена на
качелях, дающих возможность при помощи
рукоятки быстро подставлять под образец
Фиг. 77. Устройство качающейся печи.
тигель с нужной температурой нагрева.
Испытуемый образец, изготовленный в форме
эллипсоида вращения, помещается в однород-
ное магнитное поле электромагнита так, что
большая ось образца образует с направлением
магнитного поля некоторый угол ср(8—10°),
который отсчитывается по лимбу (фиг. 76).
178
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
Количество остаточного аустенита опре-
деляется по формуле
V ср
V (<ро—?) 0,0672'
где V — объём образца; v — объём продуктов
распада аустенита; tp0 — начальный угол, соста-
вленный большой осью образца с направле-
нием магнитного поля; <р — угол после начала
распада аустенита.
При изучении изотермического распада
аустенита пучок лучей посылается на фото-
бумагу, которая во время таких исследований
наматывается на барабан, находящийся в фото-
камере.
Прибор даёт возможность получить 5-диа-
грамму и изучить зависимость намагничен-
ности насыщения Is от температуры нагрева
образца.
Метод количественного определения
ферромагнитных структурных составляю-
щих [3]. При известных магнитных свойствах
отдельных составляющих можно определить
их количество. Расчёт намагниченности насы-
щения, соответствующей количеству одной
из составляющих, производится по формуле
Is ~~ Ig 100
fYi.
MOO
где Is, Is ,..., V\, Vj, • • • — соответственно
намагниченность насыщения и объёмный
процент составляющих.
Если обозначить через рх, р% — весовые
проценты и через vlt v2 — удельные объёмы
компонентов, то намагниченность насыщения
смеси двух составляющих будет определяться
формулой
?2^2
/ — /'
S S
Этот расчёт можно распространить на п
составляющих.
Если предположить, что частицы смеси
равномерно распределены по объёму, то расчёт
может вестись по отношению к сечению
образца 5
г ж' S\ . Jl S%
s * s s s
где s^ и s2 — сечения составляющих. Если одна
из составляющих парамагнитна, то формула
примет вид
Величина Is в данном случае характери-
зует намагниченность насыщения образца в це-
лом.
Отношение измеренной намагниченности на-
сыщения к максимальной намагниченности (об-
разец без аустенита) даёт (при умножении на
100) процент распавшегося аустенита. При этом
пользуются относительными измерениями ве-
личины намагниченности насыщения по откло-
нениям гальванометра, флюксметра или ма-
гнетометра.
Напряжённость магнитного поля при опре-
делении структурных составляющих прини-
мается равной 6000—7000 э.
Определение остаточного аустенита.
При определении количества структурных
. составляющих можно ограничиться относи-
тельными измерениями, т. е. вместо значе-
ний /у принимать максимальный отброс галь-
ванометра а (см. „Баллистический метод"). Для
определения процентного содержания аусте-
нита измеряют при достаточно сильном ма-
гнитном поле отожжённый образец @% аусте-
нита) и замечают отброс гальванометра а,.
После этого измеряют испытуемый образец
при том же магнитном поле и замечают отброс
гальванометра <х2.
Содержание аустенита А в процентах опре-
делится по формуле
Выявление структуры стали методом
магнитной суспензии [10]. Подготовленный
обычным способом шлиф помещают в неодно-
родное магнитное поле, образуемое при по-
мощи специального электромагнита, и покры-
вают его при наложенном поле магнитным кол-
лоидом (суспензией). Частицы магнитного по-
рошка, затягиваясь магнитным полем поверх-
ности шлифа, образуют узор, характер кото-
рого обусловливается распределением магнит-
ного потока в зависимости от ферромагнетизма
структурных составляющих. Узор этот рас-
сматривается под обычным металломикроско-
пом при увеличении в 100, 200, 400 раз в за-
висимости от сложности структуры. Получен-
ные изображения структуры стали по окраске
своей дают часто негативное изображение
структуры, выявленной травлением. Метод поз-
воляет производить быстрый анализ структуры
стали, трудно поддающейся травлению.
Определение химического состава [10].
Магнитным методом наиболее хорошо опре-
деляется химический состав углеродистой стали,
подвергнутой совершенно такой же термооб-
работке, как и эталон. Для этой цели можно
воспользоваться схемой, изображённой на
фиг. 75. В качестве компенсирующего образца
берётся образец с наименьшим содержанием
углерода. Испытуемые образцы должны быть
строго одинаковых размеров.
Градуировка прибора производится по на-
бору образцов с известным химическим содер-
жанием углерода.
Определение твёрдости [10]. Для опре-
деления относительной твёрдости стали поль-
зуются приборами, действие которых основано
на наблюдаемом в некоторых сортах стали
изменении коэрцитивной силы в зависимости
от структуры.
На фиг. 78 показана схема прибора, назы-
ваемого мессгенератором. Намагниченный об-
разец помещают в катушку L и над ним рас-
полагают вращающуюся катушку /. При вра-
щении последней в витках её от пересечения
магнитных силовых линий образца возникает
э. д. с. индукции. Напряжение, подаваемое на
гальванометр, снимается щётками / с коллек-
торного кольца 2, сидящего на валу мотора.
Стрелка гальванометра при этом отклоняется.
ГЛ. III]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
179
После этого включают в намагничивающую
катушку минимальный ток такого направле-
ния, чтобы магнитный поток в середине ка-
тушки шёл навстречу магнитному потоку об-
разца. Далее постепенно увеличивают ток в
намагничивающей катушке, уменьшая этим по-
Фиг. 78. Схема мессгенератора: М —моторчик; А — амперметр; G— галь-
ванометр; L — намагничивающая катушка; т — образец; / — измери-
тельная катушка; / — токоснимаюшие щётки; 2 —. кольцо коллектора;
//, — магнитное поле катушки; На — магнитное поле образца; RuRi — рео-
статы; KltKa — ключи.
ток, создаваемый образцом. Показания галь-
ванометра при этом начинают уменьшаться. Как
только гальванометр покажет нуль, замечают
показания амперметра. По силе тока, извест-
ному числу витков и размерам катушки опре-
деляют коэрцитивную силу образца. Прибор
градуируют сопоставлением значений коэрци-
тивной силы ряда образцов с их твёрдостью.
Так как намагничивающая катушка остаётся
неизменной, то прибор можно градуировать,
сопоставляя показания амперметра с твёрдо-
стью образцов.
Более простой по устройству прибор со-
стоит из намагничивающей катушки и ком-
пасной стрелки, находящейся вблизи ка-
тушки.
Эталонный образец с известной твёрдостью
закладывают в катушку и намагничивают до
насыщения. После этого при помощи двухпо-
люсного переключателя меняют направление
тока, а следовательно, направление магнитного
поля в катушке, вследствие чего образец пе-
ремагничивается.
При перемене направления магнитного поля
одновременно вводится сопротивление в виде
реостата Рустрата, что уменьшает силу тока
и напряжённость магнитного поля. При помо-
щи реостата сила тока обратного направления
подбирается так, чтобы магнитное поле было
достаточным для уничтожения остаточной на-
магниченности в образце. Если это достигнуто,
стрелка компаса не даст отклонения от перво-
начального положения, что и служит мерой
твёрдости.
При испытании исследуемых образцов те из
них, которые после размагничивания вызывают
отклонение стрелки, несомненно, отличаются по
твёрдости от эталонного образца. Чтобы опре-
делить, твёрже или мягче эталона испытуемый
образец, измеряют наравне с эталоном более
твёрдый и более мягкий образцы и замечают,
в какую сторону отклоняется стрелка в одном
и другом случае.
Такой прибор может применяться, напри-
мер, для разбраковки поковок шарикоподшип-
никовых колец перед их механической обра-
боткой на автоматах.
Определение толщины не-
магнитных покрытий на сталь-
ных изделиях. Прибор
Акулова [1]. Принцип дей-
ствия прибора (фиг. 79) осно-
ван на измерении силы отры-
ва постоянного магнита от по-
верхности испытуемого фер-
ромагнитного изделия. Сила
отрыва будет уменьшаться с
увеличением толщины немаг-
нитной прослойки 1 (покрытия)
между полюсом магнита 2 и
поверхностью изделия. При
установке прибора на испыту-
емую поверхность магнит „при-
липает" к ней. При нажатии на
рукоятку 3 корпус 4 прибора
приподнимается, пружина 5
закручивается и стремится ото-
рвать магнит 2 от испытуемой
поверхности. В это время
стрелка 6 удерживается повод-
ком 7 и шкала 8 под ней пере-
мещается. Когда пружина от-
рывает магнит от изделия, рычаг 7 подни-
мается в исходное положение, а стрелка, удер-
живаемая силой трения, остаётся на месте.
Показания стрелки характеризуют силу отрыва.
Для разных толщин покрытий сила отрыва
и, следовательно, показания стрелки раз-
личны, что позволяет после соответствующей
Фиг. 79. Схема прибора Акулова для опре-
деления толщины немагнитных покрытий.
градуировки прибора по эталонным образцам
использовать его для измерения толщины по-
крытий, полученных путём эмалирования,,
хромирования, оцинкования и т. п.
Электромагнитный зонд [10]. При-
бор состоит из индикаторной части и пульту
настройки. Индикаторная часть имеет заострён-
ный с одного конца сердечник, набранный из
пластин пермаллоя. Посредине стержня имеется
первичная (намагничивающая) обмотка, на кон-
цах его—две секции вторичной обмотки. По-
следние -включены „навстречу" одна другой,
причём одна из них, находящаяся на заострён-
ном конце сердечника, служит измерительной
обмоткой, а другая — компенсирующей. Во вто-
ричной цепи имеются купроксные выпрями-
тели, соединённые по схеме Гретца, стрелочный
180
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
гальванометр на 17 мв, сопротивление, шун-
тирующее гальванометр, и сопротивление (по-
тенциометр) для настройки прибора. В пер-
вичную цепь включены амперметр, сопротивле-
ние для регулирования силы тока и предохра-
яитель (фиг. 80).
Действие прибора основано на изменении
магнитного потока в конце заострённого стер-
жня при соприкосновении его с поверхностью
стального изделия, что вызывает нарушение
равновесия во вторичной цепи и отклонение
стрелки гальванометра. Изменение потока за-
висит от толщины немагнитного покрытия на
изделии (полученного методом хромирования,
кадмирования, оцинкования, эмалирования
и т. п.). Прибор настраивается при помощи по-
тенциометра на „нулевое положение" при под-
несении стержня к изделию с чистой (без по-
крытия) поверхностью. Прибор чувствителен
к структурным изменениям стали и её хими-
цепи гальванометра в ом; Сь — баллистическая
постоянная гальванометра. Увеличивая ток
(скачком) на некоторую величину, снова изме-
ряют отОрос гальванометра а, по которому
Фиг. 80. Схема электромагнитного зонда
Еремина: А — амперметр; О — гальвано-
метр; L — первичная обмотка; I — вторич-
ная обмотка; т — пермаллои-вый сердеч-
ник; Rx — шунт; R3, R3, R, — реостаты;
D— выпрямители.
ческому составу, и градуирование его должно
производиться по образцам с различной тол-
щиной слоя покрытия, но одинаковым по
составу и структуре.
БАЛЛИСТИЧЕСКИЙ МЕТОД
МАГНИТНЫХ ИЗМЕРЕНИЙ [3]
Баллистический метод основан на измере-
нии количества электричества, протекающего
через витки обмотки, охватывающей образец,
в момент изменения магнитного потока, про-
низывающего образец. Метод применяется при
снятии основной кривой намагничивания и
петли гистерезиса ферромагнитного материала.
Для снятия кривой намагничивания поме-
щают размагниченный образец с имеющейся на
нём обмоткой в катушку (или электромагнит),
через которую пропускают ток, соответствую-
щий минимальной напряжённости магнитного
поля для данного материала. По отбросу галь-
ванометра а находят значение первой точки Вг
(фиг. 81), пользуясь формулой
и
Фиг. 81. Основная кривая намагничива-
ния: В — магнитная индукция; // — на-
пряжённость магнитного поля.
определяют изменение индукции ДВ2 по той
же формуле, что для Вх, и затем значение ин-
дукции для точки Вч по формуле
В2 = Вх + Дб3-
Таким же методом получают все точки основ-
ной кривой намагничивания (Bs, Z?4 и т- Д-)-
Частным случаем баллистического метода
служит метод коммутирования^ который
отличается большой точностью.
После установления минимального нама-
гничивающего тока изменяют его направление
в катушке на обратное и измеряют отброс галь-
ванометра. В этом случае изменение индукции
&Вх будет равно С1ВХ и индукция первой точки
Вх кривой намагничивания определится по
формуле
в = ¦C»/L
1 ~2wS
Юз.
где w — число витков; 5 —сечение измери-
тельной обмотки в см%; R— сопротивление
Для получения второй точки кривой увели-
чивают ток в намагничивающей катушке и, из-
меняя в ней направление тока, получают зна-
чение В2 и т. д.
Для получения петли гистерезиса пользу-
ются схемой баллистической установки, приве-
дённой на фиг. 82. После определения макси-
мальной индукции Вт (фиг. 83, отрезок от)
приступают к снятию нисходящей ветви петли
гистерезиса аг. Для этого при разомкнутом
ключе Кг (фиг.82)подбирают ток, соответствую-
щий значению индукции Вт _ j, меньшей Вт.
Затем замыкают ключ /< и при токе, соот-
ветствующем Вт, производят подготовку об-
разца путём коммутирования. Далее включают
цепь гальванометра, переключают ключ /С2 и
после этого сразу размыкают ключ К5п наблю-
дают отброс гальванометра. Последний будет
соответствовать уменьшению индукции Вт на
ГЛ. III]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
181
величину ABV Значение индукции Вт__1 опре- производят подготовку образца (коммутиро-
делится по формуле
Устанавливая ещё меньшую силу тока
соответственно значению Вт - 2 и получив,
как указано выше, отброс гальванометра,
Фиг. 82. Схема баллистической установки: АиА, — ам-
перметры; G — гальванометр; Ц, yHj —намагничивающие
катушки; Z-3, М2 — измерительные катушки; т — обра-
зец; Ri — шунт; /?,,, Ra, Rt — реостаты.
вычисляют значение В,
т. д. Получив
ряд точек на участке аг петли гистерезиса,
измеряют значение остаточной индукции Вг.
Для этого после подготовки, оставляя ключ К%
замкнутым, включают К%, переходя таким
образом от максимального тока к нулевому
его значению. Полученное при этом значение
-н
а'
и
У
/1
с
\
\
/
i R
т
'А
1
и
/
-в
/
1
Г
1
/
—¦
/
п
/
/
/1
1
1
/
/
с'
/
а
Фиг. 83. Петля магнитного гистерезиса:
± В — магнитная индукция; ± Н — напря-
жённость магнитного поля.
индукции Вт _ п будет соответствовать оста-
точной индукции Вг (фиг. 83, отрезок or).
Для получения значений индукции на
участке гса' подбирают новые значения тока
при разомкнутом ключе /С3, замыкают ключ К&
вание), оставляют ключ Кч в правом положе-
нии, размыкают ключ К% и перебрасывают
ключ /С2 в левое положение (фиг. 82). Полу-
ченное значение индукции будет также
отвечать уменьшению индукции Вт на вели-
чину &В{, откуда новое значение индукции
Bi будет равно
Таким образом, можно получить полную
петлю гистерезиса, строя кривую а' г' с' а
(фиг. 83) аналогично кривой area'.
Форма образцов. При баллистических
измерениях могут быть использованы образцы
замкнутой и незамкнутой формы. При точных
измерениях пользуются образцами кольцевой
и эллипсоидальной формы. При технических
измерениях могут быть взяты образцы в виде
полос, стержней и т. д. В этих случаях реко-
0,07
0,06
0,05
0,0k
0,03
от
0,01
\
л
sV
\
20
25
30
35
Фиг. 84. Зависимость козфициента размагничивания N
от отношения длины к диаметру —— образца (по данным
различных исследователей).
мендуется вносить поправку на размагничиваю-
щий фактор, пользуясь табл. 20 (см. стр. 184)
или кривыми, изображёнными на фиг. 84.
Ширина кольца должна быть по сравне-
нию с диаметром мала (не более 0,1 диаметра),
чтобы намагничивающее поле можно было
считать однородным по сечению образца; на-
пряжённость истинного магнитного поля внутри
кольца будет равна
I '
где «/ — число витков намагничивающей об-
мотки; i — сила тока; / — длина средней линии
кольца. Эта формула справедлива для очень
тонкого (теоретически бесконечно тонкого)
кольца.
Так как напряжённость поля убывает от
внутреннего к наружному краю кольца, то
формула для Н будет справедлива, если
/_ 2тс (га — П)
l~g га — lg n '
где га—радиус внешней окружности кольца;
ri — внутренней. Индукция В рассчитывается
182
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
по формулам, приведённым на стр. 181. При
малых сечениях образца учитывается поток
силовых линий, проходящих между поверх-
ностью образца и вторичной (баллистической)
Обмоткой. В этом случае полный магнитный
поток, проходящий через баллистическую об-
мотку, будет равен
Ф = Bs + H(S — s),
откуда
Здесь 5 — сечение обмотки; s — сечения об-
разца.
Измерения образцов разомкну-
той формы в намагничивающей
катушке. Длина катушки должна быть та-
кова, чтобы магнитное поле в ней было одно-
родным (/>12tf). Поле внутри катушки при
одинаковом числе витков на сантиметр длины
определится формулой
„ _
где / — длина катушки; d — её средний диа-
метр; w — число витков. При точных измере-
ниях поле внутри катушки определяется бал-
листическим методом при использовании вспо-
могательной однослойной катушки с извест-
ным числом витков, помещаемой в намагни-
чивающей катушке, причём ток, питающий
намагничивающую катушку, берётся разных
значений. В этом случае поле внутри катушки
определится формулой
Магнитная индукция определяется по фор-
муле [3J
где 5 — среднее сечение вспомогательной ка-
тушки; w — число её витков; а — отброс при
переключении тока в намагничивающей ка-
тушке; R — сопротивление цепи баллистиче-
ской области.
Сечение многослойной вспомогательной
катушки определяется баллистическим мето-
дом. Для этого она помещается в достаточно
сильное магнитное поле, напряжённость кото-
рого заранее известна. Из вышеприведённой
формулы для Н находят значение величины 5.
При измерениях образцов любой формы
учитывается поправка на магнитный поток,
проходящий между образцом и измеритель-
ной обмоткой.
Если витки обмотки лежат достаточно
близко от поверхности образца, полный ма-
гнитный поток Ф, проходящий через витки
баллистической обмотки, будет равен
Ф =»
HtS,
где . Hi = Не — N1) He — напряжённость ма-
гнитного поля намагничивающей катушки;
N — коэфициент размагничивания; 5 и 5 — се-
чения образца и баллистической обмотки;
/'— интенсивность намагниченности.
Из последних соотношений следует, что
Ф 5
. Т~"вТ
i-JLA.
4тс s
Определение баллистической
постоянной. Для определения баллистиче-
ской постоянной гальванометра пользуются нор-
мальной катушкой или эталоном взаимной
индукции в 0,01 гн. Определение произво-
дится при помощи баллистической установки
(фиг. 82), причём рубильник Ki должен быть
включён в нижнее положение.
Магнитный поток, проходящий через вто-
ричную обмотку при токе /, будет:
Ф = Hswo =
0,4л ш, S w2
где I и S — длина и сечение первичной об-
мотки; w-[ и w2 — числа витков первичной и
вторичной обмоток.
Если употребляется эталон взаимной ин-
дукции, то
Ф = Mi,
где М — коэфициент взаимной индукции.
При включении или выключении тока че-
рез рамку гальванометра проходит количество
электричества
К
где ДФ — изменение потока, R — сопротивле-
ние рамки. При переключении тока это коли-
чество увеличится вдвое.
По отбросу гальванометра а вычисляется
баллистическая постоянная Си-
Измерение Q, следует производить при
различных значениях внешнего сопротивления
гальванометра с построением графика зависи-
мости Cft от R, что при работах ускоряет вы-
числения.
Определение магнитных параметров
Пользуясь основной кривой намагничивания
ферромагнитного тела (фиг. Ы), можно опре-
делить начальную магнитную проницаемость ^
Для этого нужно провести из начала ко-
ординат О касательную Ob к кривой намагни-
чивания. Значение начальной магнитной про-
ницаемости получается из соотношения
По той же кривой можно определить макси-
мальную магнитную проницаемость Umax» про-
ведя касательную ОС
Максимальную проницаемость ртшх (и дру-
гие её значения) можно также получить по-
строением кривой зависимости р от И (фиг. 85).
ГЛ. III]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
183
Максимальную магнитную индукцию Вт
(отрезок от), остаточную индукцию Вг (отре-
зок or) и коэрцитивную силу Нс (отрезок ос)
получают, пользуясь петлёй магнитного гисте-
резиса (фиг. 83).
Если нет необходимости снимать полную
петлю гистерезиса, основные магнитные пара-
метры определяют следующим путём.
5000
№0
3000
2000
10Q0
Фиг. 85. Кривая зависимости магнитной проницаемости ц
от напряжённости поля Н.
1. Опре де л ение максимальной
индукции Вт. При пропускании через на-
магничивающую катушку максимального тока
наблюдают отброс гальванометра и находят
значение Вт по формуле (см. стр. 180)
ws
2. Определение остаточной ин-
дукции ВТ. После подготовки образца при
максимальном токе переходят от максималь-
ного значения магнитного поля к нулевому
путём выключения тока и получают отброс
гальванометра, соответствующий какому-то
значению Вп.
Тогда
гнитное поле, достаточное по напряжённости
для уничтожения остаточной намагниченности
образца. Направление поля этой катушки про-
тивоположно намагничивающему полю. Испы-
туемый образец m в специальном держателе,
изготовленном из немагнитного материала,
вставляется в измерительную катушку С,
связанную с баллистическим гальванометром.
При измерениях коэрцитивной силы вна-
чале при помощи катушки А намагничивают
образец до насыщения и затем постепенно
уменьшают магнитное поле до нуля. После
этого при помощи катушки В на образец на-
кладывают слабое магнитное поле (обратного
направления), равное примерно коэрцитивной
силе образца. При выдергивании образца из
измерительной катушки, когда поле обратного
направления равно его коэрцитивной силе,
гальванометр покажет нуль. Если гальвано-
метр даёт отклонение, нужно снова намагни-
тить образец, изменить магнитное поле в ка-
тушке В и повторить измерение.
Точно устанавливать магнитное поле, рав-
ное коэрцитивной силе, нет ".еобходимости;
нужно только получить два близких значения
поля (одно больше коэрцитивной силы, дру-
гое — меньше) и путём интерполирования
определить коэрцитивную силу.
Намагничивание образца зависит от его
формы. Ввиду этого в кривые намагничива-
ния В, начальную кривую и петлю гистерезиса
Фиг.
S. Схема прибора для определения
коэрцитивной силы.
3. Определение коэрцитивной
силы Нс. Для получения значения Нс под-
бирают при разомкнутом ключе К% такое зна-
чение тока, при котором после подготовки
образца, размыкания ключа К% и переброски
ключа Кг в левое положение (см. схему,
фиг. 82) отброс гальванометра будет равен
нулю. В этом случае индукция В = 0 и полу-
ченная при данном значении поля Н на оси
абсцисс точка будет соответствовать коэрци-
тивной силе Hp
Получить «нулевой" отброс гальванометра
трудно, и поэтому получают две близкие к оси
абсцисс точки, после чего интерполированием
находят значение Нс.
Коэрцитивную силу можно измерить, не
прибегая к сложной баллистической установке,
при помощи прибора, схематически изобра-
жённого на фиг. 86.
Прибор снабжён катушкой А, при помощи
которой испытуемый образец намагничивается
в постоянном магнитном поле до насыщения,
и катушкой В, помещённой концентрично от-
носительно первой. Катушка В создаёт ма-
вводятся поправки. Эти поправки находят от-
ражение в значении остаточной индукции Вг
и магнитной проницаемости ц; на значении
коэрцитивной силы Нс эти поправки не отра-
жаются.
Величина поправок зависит от „коэфици-
енпга размагничивания" А/, который в свою
очередь зависит от формы образца. Чем меньше
отношение длины образца к его сечению, тем
больше значение N (фиг. 84).
Для эллипсоида вращения при продольном
его намагничивании
2е
где е — эксцентриситет эллипсоида.
Для шара
Таким образом, действительное поле Н,
пронизывающее образец, будет несколько
184
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
меньше наложенного внешнего поля Н', при-
чём значение Н' определяется формулой
или
так как /= -:—
4u
В табл. 20 приведены значения коэфици-
ента размагничивания для цилиндрических
образцов.
Таблица 20
Значения баллистического коэфициента размагни-
чивания N для цилиндрических образцов в зависи-
мости от отношения -, [71
1
d
49.25
48,23
47.23
46,22
45.38
44.54
43.70
42,86
42,02
N
0
0
0
0
0
0
0
0
0
0156
0160
0166
0173
0179
0185
0190
0195
0203
1
d
41,18
40.3°
39'45
38.59
37.75
36,91
3°.о7
35.24
34-39
N
O.O2I9
0,0220
О,О22б
о,о234
0,0246
о,о253
О,О2бз
0,0277
0,0292
d
33.56
32.70
31,86
31,02
30,19
29.32
28,45
27.56
26,78
N
0,0301
0,0313
0,0331
0,0344
0,0357
0,0372
0,0392
0,0413
0,0432
1
d
25.94
25.10
24.27
23.43
22,60
21,76
20,92
_ 20,09
' 19.25
N
0,0450
0,0473
0,0500
0,0525
5.°566
0,0598
0,0636
0,0671
0,0721
Приближённые формулы и аналитическое
выражение кривой намагничивания см. [7],
испытания ферромагнитных сплавов см. [3].
Измерения потерь ваттметрическим мето-
дом см. [3].
Определение потерь на целых листах и еди-
ничных полосках см. [7, 11].
Измерение начальной проницаемости на
переменном токе см. [7].
Испытания магнитных свойств при различ-
ных температурах см. [3].
ИЗМЕРЕНИЯ НАД ГОТОВЫМИ
МАГНИТАМИ
Расчёт постоянных магнитов [6]. По дан-
ному магнитному потоку Ф = Bs, где В — ин-
дукция и s — сечение магнита, можно опре-
делить длину / прямолинейного магнита сле-
дующим образом. По петле гистерезиса находят
значение магнитного поля Н, соответствующее
N
данной индукции " "~
Н
В. Из соотношения -г- —
Для расчёта подковообразного магнита
можно применить способ Эджкемба [6]. При
этом учитывается сопротивление воздушного
/'
зазора между концами магнита R = — (где/'—
о
длина зазора, as' — его сечение). Это сопро-
тивление снизит магнитодвижущую силу маг-
нита Н01 на величину (pR — Bs-r и она при-
zj , BsV
мет значение #0/ —, а на единицу длины
S
т. BsV
магнита Но ту .
S t
По фиг. 87 можно принять
т. е..значение коэрцитивной силы ОЩ умень-
шится на величину ОН. Таким образом, вну-
треннему полю Я0О соответствует остаточная
индукция ОВГ, а отрезку '0Нй — 7Ш= Н0Н
соответствует индукция в серединном значе-
нии В = НВ.
Если концы магнита снабжены наконечни-
ками, а в середине между ними помещено
Фиг. 87. Нахождение размагничи-
вающей силы.
цилиндрическое тело, то магнитное сопротивле-
ние будет состоять из суммы сопротивлений
R = \ г и общее размагничивающее дей-
_ _ -V- определяют величину размагничива- ствие будет 0R = — BsR, а на единицу длины
В
ющего фактора N. По полученному значе- магнита —j~ —
0R —BsR
= Big а', Причём а'< а
/v
нию N определяют / из соотношения -— =
= /( — ), пользуясь следующими данными [6]:
1
d
[О
[5
го
«
JV
0,0172
0,0096
o,oo6l
0,0042
1
~d
30
50
100
N
4r-
0.0031
0,00x3
0,0003
Здесь d — диаметр магнита.
По данной длине магнита / можно подбором
определить сечение s.
j~ — .
(фиг. 87)
В случае учёта потока рассеяния соот-
ветствующее уменьшение используемой индук-
ции может быть представлено в виде наклон-
ной линии О К' и полезно используемая ин-
дукция будет
Е'Н' — ТсТг = 'вИ1.
Для получения сильного действия в воздуш-
ном зазоре необходимо, чтобы Н' = 0.7' было
возможно больше, но это в свою очерець
уменьшает полезно используемую индукцию
в середине магнита В'К'-
ГЛ. Ill]
МАГНИТНЫЙ МЕТОД ИСПЫТАНИЙ
185
Оптимальный результат получается при
максимальном значении произведения отрез-
ков ОН' и В'К' или площади прямоуголь-
ника B'K'kb', т. е. когда
Определение магнитных характеристик
готовых магнитов [9]. Измерение индукции
магнита Ва производится при помощи баллисти-
ческого гальванометра или флюксметра при
быстром удалении измерительной катушки,
предварительно надетой на магнит. При этом
где Q, — баллистическая постоянная прибора;
а—отброс прибора; s — площадь сечения ма-
гнита в смг\ w — число витков измерительной
катушки.
При измерении плотности потока Ва в воз-
душном зазоре катушка помещается в зазоре
так, чтобы плоскость её витков была перпен-
дикулярна направлению потока. Катушка при
этом быстро удаляется из воздушного зазора.
Плотность потока определяется по формуле
sw
Магнитная энергия Wa в воздушном зазоре
вычисляется по формуле
5
о тс
ЭРГ0В'
где Va — объём воздушного зазора.
Измерение остаточной индукции [9].
Остаточную индукцию определяют при помощи
флюксметра и измерительной катушки. Ка-
тушку надевают на нейтральную часть ма-
гнита, магнит замыкают якорем и намагни-
чивают до насыщения. Далее соединяют
катушку с флюксме\гром и отрывают якорь.
Показание флюксметра будет пропорционально
изменению ЬВГ остаточной индукции Вг (до
индукции Bd), которая зависит от формы и
размеров магнита. Величина изменения оста-
точной индукции определяется по формуле
r sw
Быстро удаляя катушку с магнита, замечают
показание флюксметра а2 и находят индукцию
SW
Искомая индукция
SW
Изложенный процесс определения Вг необра-
тим, т. е. нельзя проводить измерения при
накладывании якоря.
Определение силы отрыва производится по
формуле
k = ~f В* duujcM\
где/—площадь сечения полюсов в см2, а В —
индукция в гауссах.
Эта формула даёт приближённые значения
силы отрыва; более точно она определяется
при помощи специальных приборов [7].
Измерение температурного коэфициента
магнита [7]. После устранения необратимых
изменений (структурная и магнитная стабили-
зация) магнитного потока в магните в про-
цессе его эксплоатации могут иметь место
обратимые изменения (температурные). Эти
изменения заключаются в изменении магнит-
ного потока в зависимости от колебаний тем-
пературы магнита.
При определении температурного коэфи-
циента (величины изменения единицы магнит-
ного потока при изменении температуры на 1°)
необходимо устранить все необратимые изме-
нения магнитного потока. Для этого магнит
100
95
90
85
V
\
V
/
\
,5°С
/
юиг
\
\
/
/
\
\
/
4 6
Число циклод
Фиг
г. 88. Схема определения температурного коэфициента
магнита: Ф — магнитный поток; N — число циклов.
подвергается циклическим нагреваниям винтер-
вале температур 100—15° С, причём после ка-
ждого цикла измеряется магнитный поток. По
полученным данным строится график зависи-
мости изменения потока от числа перемен
температуры как для 15° С, так и для 100*
(фиг. 88). Нагревания и измерения продол-
жают до тех пор, пока кривые будут иттк
горизонтально и параллельно одна другой.
Тогда температурный коэфициент определится
по формуле
Фг-Ф2 ,
Ф2
- 15) '
где Ф] — магнитный поток при горячем состоя-
нии, Ф% — поток при t — 15°.
Если разность Ф, — Ф, отрицательна, то и
температурный коэфициент будет отрицатель-
ным, и наоборот.
Намагничивание готовых магнитов и их
испытания см. [6, 10].
Намагничивание одновременным действием
постоянного и переменного тока см. [9]
Структурная и магнитная стабилизация
см. [9].
Текущие заводские измерения над готовыми
магнитами см. [10].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А к у л о в Н. С, Магнитный анализ металлов, .Вест-
ник металлопромышленности" № 4-5, 1^40.
2. А к у л о в Н. С, Ферромагнетизм, ГИТТЛ, Л.-М. 1939.
3. А н т и х И. В., К о н д о р с к и й Е. И., Остро.в-
с к и й Е. П. и С а д и к о в Б. А., Магнитные измере-
ния, ОНТИ. НКТП, Л. - М. 1939.
186
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
4. А р к а д ь е в В. К., Электромагнитные процессы в
металлах, ч. I и II, ОНТИ, Л. - М. 1936.
5. Е р е м и н Н. И., Магнитная порошковая дефекто-
скопия, Машгиз, 1947.
6. Круг К. А., Основы электротехники, т. I, ГНТИ,
М. 1931.
7. М е с ь к и н В. С, Ферромагнитные сплавы, ОНТИ,
НКТП, Л. — М. 1937.
в. С и г о л а е в С. Я-. Метод магнитной дефектоскопии
в условиях заводской практики, ИТЭИН, Х-116.М. 1945.
9. Электрические и магнитные измерения, под ред.
Е. Г. Шрамкова, ОНТИ. НКТП, Л. — М. 1937.
10. Э н т и н С. Д.. Приборы для магнитной дефектоско-
пии и магнитного анализа, .Заводская лаборатория"
№ 2, 1941.
П. „Journ. of Physics.» I. Ill J* 1, 1940.
ТЕРМИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
В задачи термического анализа входит:
1) построение и исследование кривых нагрева-
ния и охлаждения металлов и сплавов для опре-
деления критических точек; 2) построение диа-
грамм состояния сплавов по критическим тем-
пературам (точкам); 3) анализ фазовых превра-
щений при нагреве и охлаждении сплавов и
оценка технологических характеристик систем
(сплавов) по их диаграммам плавкости.
Для решения перечисленных задач приме-
няются термоэлектрические пирометры или
термопары и специальные приборы или уста-
новки для термического и дилатометрического
определения критических температур.
ТЕРМОЭЛЕКТРИЧЕСКИЕ ПИРОМЕТРЫ
ИЛИ ТЕРМОПАРЫ [6, 8]
При нагревании места спая / двух разно-
имённых металлических проводников 2 и 3
(фиг. 89) на их свободных концах появляется
разность потенциалов, пропорциональная раз-
ности темпера-
тур спаянных и
неспаянных
концов (прин-
цип Зеебека).
Электродвижу -
щая сила подоб-
ного устройства
(термопары) из-
меряется в мил-
ливольтах. С за-
жимами мил-
ливольтметра
или гальвано-
метра свобод-
ные концы тер-
мопары соеди-
няются при по-
мощи компен-
сационных про-
водников 4 и 5.
Материал
для термопар.
Металлы, при-
меняемые для
изготовления
термопар, дол-
жны обладать
высокой жаро-
стойкостью, вы-
сокой электродвижущей силой (постоянной при
многократном нагревании спая термопары), вы-
сокой электропроводностью и малым темпера-
турным коэфициентом электрического сопро-
тивления.
Термоэлектродвижущая сила, возникающая
при контакте этих металлов с платиной (при
температуре горячего спая 100°, холодного 0°С),
приведена в табл. 21.
Фиг. 89. Термопара: / —спай; 2 и
3 — электроды термопары; 4 и
5 — компенсационные провода;
G — гальванометр.
Кривые изменения термоэлектродвижущей
силы наиболее распространённых термопар в
зависимости от температуры горячего спая
приведены на фиг. 90.
60
so
30
20
W
о гоо ш боо 8оо woo ш шю то °с
Фиг. 90. Изменения электродвижущей
силы в зависимости от температуры
нагрева горячего спая термопары.
Проверка материала термопар
на однородность термоэлектри-
ческих свойств. Отрезок проволоки
отожжённого материала длиной 2000 мм скру-
чивают в одном месте узлом.Место скручивания
нагревают и определяют термоэлектродвижу-
щую силу. При более детальной проверке скру-
чивание повторяют через каждые 300—400 мм.
Однородный материал при таких испытаниях
даёт ничтожно малые отклонения стрелки
гальванометра.
Изготовление термопар. Горячий спай тер-
мопары получают при помощи электродуговой
или кислородно-водородной сварки. Электро-
изолирующие материалы для термопар выби-
рают в зависимости от температуры:
к
k
i
V
1
T.
A
<
/
Г/.
A
A
V
1
i/
7
¦*/
1
й
V
f
/
Д;
t-
|
4
e
i-
1
Рабочая
температура
в °С
бо-8о «
loo—iao
150 -350
До 7°°
8оо—iaoo
IOOO—IIOO
Иаоляционныи
материал
Резина
Шёлк
Эмаль
Стеклянные бусы, асбест
Фарфоровые и керамиче-
ские бусы
Асбест, пропитанный
раствором жидкого
стекла и каолина
На термопару обычно надевают две защит-
ные трубки: внутреннюю — фарфоровую, квар-
цевую или керамическую и наружную — метал-
лическую (при нагревании до 1200е С); для
определения более высокой температуры на-
ружная трубка термопары делается графито-
ГЛ. Ill]
ТЕРМИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
187
Таблица 21
Металл
или сплав
Медь
Константан
Серебро
Железо
1 Никель
См.
То
То
См.
Химический
состав
т. 4, гл. II, стр. 97
же, стр. 227
же, стр. 233
-
т. 4, гл. II, стр. 223
Термоэлектродви-
жущая сила
в контакте с пла-
тиной
+о,76
—3-4O
+°.7*
+1,80
-I.5O
Металл
или сплав
Нихром
Хромель
Алюмель
Платино'ро-
См.
То
То
То
Химический
т. 4
же,
же,
же,
состав
гл.
стр.
стр.
стр.
II, стр.
227
227
234
227
Термоэлектродви-
жущая сила
в контакте с пла-
тиной
+2,ао
+2.4O
-1.7°
—0,64
вой или кварцевой; защитные трубки должны
обладать непроницаемостью для газов, жаро-
упорностью, хорошей теплопроводностью, ма-
лым коэфициентом теплового расширения (спо-
собностью выдерживать резкий нагрев и охла-
ждение) и высокой механической прочностью.
Характеристика применяемых на практике
термопар приведена в табл. 22.
Таблица 22
Характеристика типовых термопар
Термопара
Серебро—константан . . .
Железо— константен ....
Никель—нихром ......
Хромель —алюмель ....
Нихром-константан ....
Платина - платннородий . .
Средняя электро-
движущая сила
в интервале на-
грева на 100° С
в мв
4,i6
4. и
53
5.а
3.7
4.1
о,б4
Диаметр прово-
локи в мм
О.5-З.О
0,5-2,0
0,5—1,0
2.O-4.O
2,О—3,О
2.О--З.О
2,О—3,О
о,5
Предел измеря-
емой температуры
в СС
4оо
650
7оо
7оо
ооо
IIOO
ооо
iooo
Компенсационные провода служат для от-
даления холодного спая термопары от печи,
что исключает возможную погрешность пока-
заний (см. фиг. 89). Термоэлектродвижущая
сила компенсационных проводов должна быть
близкой к электродвижущей силе термопары.
Компенсационные провода для платиновой тер-
мопары изготовляются из медно-никелевой про-
волоки, для платинородиевой термопары — из
медной, для всех остальных термопар компен-
сационные провода изготовляются из того же
материала, что и термопары.
Поправки к показаниям термопары. Тер-
мопары градуируются при 0° или 20° С для хо-
лодного спая. Если во время работы термопары
температура её холодных спаев отличается от
градуировочной температуры, необходимо вво-
дить соответствующую поправку в показания
гальванометра.
Поправка, алгебраически прибавляемая к
показанию гальванометра, подсчитывается по
формуле
tt — температура холодного спая термопары в
данных условиях; С — коэфициент, зависящий
от материала термопары. Значения коэфициен-
та С для наиболее распространённых термо-
пар приведены в табл. 23.
Таблица 23
Значение коэфициента С при различных температу-
рах, измеряемых термопарой [6]
Термопара
Платина—платинородий
Медь—константан
Железо—константан
Хромель—алюмель
Темпера-
тура в °С
265—450
45о- 650
650—iooo
iooo—1450
о—5о
5о-8о
8о—но
но—150
150—200
200—270
37° -35°
О—IOO
ioo— боо
боо—iooo
0— 8оЬ
8оо—iooo
Коэфици-
ент С
о,б5
о,бо
о. 55
0,50
I.O0
о.95
о,оо
о,85
о,8о
о.75
0,70
1,ОО
о.95
о,8з
I.O
i.°5
Поправка может производиться непосред-
ственно перестановкой стрелки гальванометра
вперёд от исходного положения её на tt -10
градусов.
Потенциометрическии или компенсационный
метод измерения температуры более точен, так
как на измерение термоэлектродвижущей силы
здесь не влияют ошибки, связанные, например,
с изменением электросопротивления термо-
пары. Наиболее простая схема этого метода
представлена на фиг. 91.
Электродвижущая сила термопары E-j- опре-
деляется при нулевом положении стрелки галь-
ванометра G, которое достигается передвиже-
нием ползуна С
-
К
АВ
где Д* — поправка в °С; *0 - температура хо-
лодного спая термопары при градуировке;
где Е — напряжение элемента; RAB — электро-
сопротивление потенциометра АВ; /?дС—элек-
тросопротивление ветви АС.
188
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Известны и другие более точные, но более
сложные потенциометрические схемы [8, 6].
Т
Фиг. 91. Схема измерения электродвижущей
силы термопары потенциометром: Е — нормаль-
ный элемент; С—контакт (ползун); Г—термо-
пара; G—весьма чувствительный гальванометр;
А В — реостат.
Градуировка термопар производится не-
сколькими способами.
а) Градуировка по температу-
рам кристаллизации чистых ме-
таллов. Применяемые для градуировки ме-
таллы и их температуры кристаллизации при-
ведены в табл. 24. Ёмкость тигля для распла-
вления металла берётся равной 50—100 см3.
Запись показаний температуры производится
через каждые 20 — 30 сек. Опыт проводят 2—
3 раза. По данным наблюдения строится кри-
вая t — т (см. ниже фиг. 93).
Таблица 24-
Металлы для градуировки термопар
Металл
Ртуть ....
Олово . . .
Висмут . . .
Кадмий . . .
Свинец . . .
Цинк ....
Сурьма . .
Алюминий .
Серебро . .
Медь ....
Палладий . .
Платина . .
5 Сия Я
Е- е- а
—38,39
231,85
271,0
32O.9
327.3
419.4
630
658,9
96о>5
io83
1557
1764
Материал
тигля
Иенское
стекло,
фарфор
Графит,
фарфор
То же
Графит,
шамот
Графит,
уголь
Магнезит
То же
Покрытие
зеркала
металла
Без покры-
тия
Графит,
уголь
То же
„
„
ш
я
п
Уголь
древесный
То же
KCl+NaCl
То же
3.3
осфе
тигл
S cf
< Я
Воздух
Восста-
нови-
тельная
То же
п
п
я
»
Точность градуировки термопар по распла-
вленным металлам при 1000° находится в пре-
делах 0,5 — 1° и зависит от чистоты применяе-
мых металлов, скорости охлаждения (должна
быть небольшой во избежание переохлажде-
ния) и способа предохранения поверхности рас-
плавленного металла от окисления и поглоще-
ния газов.
б) Градуировка по солям. Способ
имеет следующие преимущества: 1) соли в хими-
ческом отношении чище, чем металлы; 2) гра-
дуировка не требует восстановительной атмо-
сферы.
Соответствующие критические точки (тем-
пература плавления) определяются при нагре-
вании со скоростью 2—5° в минуту. Материал
тигля — платина. Точность градуировки по со-
лям ± Г. Состав применяемых солей приведён
в табл. 25.
Таблица 25
Состав применяемых солей для градуировки
термопар
Соль или смесь
солей в моле-
кулярных про-
центах
46,6 КС1 +
+53,4 CuCI
50,05KNO3+
+49,5NaNO3
SnCla
73 CuCl +
+ 27 NaCl
Na2CO3
CuCI
AgCl
PbCl2
35 BaCl2+
+65 CaCl2
a
Cu
§. в
41 %
Eb'J
H С в
136
2l8
250
314
3°2
420
453
495
600
Соль или смесь
солей в моле-
кулярных про-
центах
65,3 Na2CO3+
+ 34,7 NaCl
50 Ва,СО3 +
+50 NaaCO3
СаС1а
NaCl
ВаС12
K,CrO4
Mgso4
CaSO4
ее 1
Cu
>.«
s.;
620
690
772
801
940
980
II2O
I360
1
в) Градуировка по эталонной
термопаре. Метод отличается быстротой и
достаточной точностью. Эталонная и испытуе-
мая термопары помещаются в нагреваемую
среду (масло, расплавленная соль, расплавлен-
ные металлы) в непосредственной близости
друг к другу. При нагреве термопар в труб-
чатых печах электросопротивления (типа Ге-
реуса) для достижения равномерного нагрева
обеих термопар" пользуются металлическими
цилиндрами (блоками) с просверленными ка-
налами, в которые вводятся термопары. При
градуировке толстых железо-константановых и
хромель-алюмелевых термопар по платиноро-
диевой эталонной термопаре в горячем спае
испытуемой термопары просверливается отвер-
стие, в которое вставляется спай эталонной
термопары.
По показаниям гальванометров эталонной
и испытуемой термопары строят градуировоч-
ную кривую.
ПОСТРОЕНИЕ КРИВЫХ НАГРЕВАНИЯ
И ОХЛАЖДЕНИЯ МЕТАЛЛОВ
И СПЛАВОВ [б, 8]
В металлах и сплавах могут иметь место
следующие основные виды превращений: 1) пе-
реход чистого металла из твёрдого состояния
в жидкое и обратно; 2) переход металла из
одной аллотропической формы в другую; 3) кри-
сталлизация избыточного компонента (чистого
металла, твёрдого раствора или химического
соединения) из жидкого сплава, 'затвердеваю-
щего по соответствующей диаграмме плав-
кости; 4) выпадение одного из компонентов из
твёрдого раствора в случае его пересыщен-
ностп при данной температуре. Превращения
(критические точки) могут быть обнаружены
построением и анализом кривых нагревания и
охлаждения металлов и сплавов.
ГЛ. Ill]
ТЕРМИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
189
Построение кривых может быть произве-
дено в координатах: 1) температура — время
f(t,т) = 0; 2) температура—скорость охла-
ждения или нагревания/ (t, ¦^)—®'> 3) темпе-
ратура — величина, обратная скорости охла-
ждения или нагревания/(*, ,г~) = 0; 4) темпе-
ратура - разность температур образца и эта-
лона (так называемая диференциальная кривая)
f[tt {t— tx)\ — 0; 5) температура — производная
разности температур образца и эталона по тем-
пературе / t, -^ = 0.
Если металл (сплав) не имеет превращений
в заданном интервале температур, кривая на-
гревания В и охлаждения А данного вещества
(в координатах температура — время) будет
иметь вид, представленный на фиг. 92.
Для целей термического анализа использу-
ются главным образом кривые охлаждения вви-
Температура нагревающей °q
,/7 ^^ среды
f
Температура охлаййакщей
Фиг. 92. Кривые нагрева-
ния и охлаждения тела, не
испытывающего превраще-
ния [8].
Фиг. 93. Кривая охлажде-
ния чистого цинка [8]:
В — начало кристаллиза-
ции; С- конец кристалли-
зации.
ду удобства наблюдений за температурой испы-
туемого образца. На фиг. 93 представлена кри-
вая охлаждения чистого цинка. Металлы и
сплавы, обладающие сложной атомной решёт-
кой, склонны к переохлаждению даже при уме-
ренных скоростях охлаждения (фиг. 94). На
фиг. 95 показаны кривые охлаждения, записан-
ные в различных координатах [6]. Из всех пяти
способов построения кривых охлаждения пер-
вый способ даёт наименее чёткую картину
превращения; второй и третий способы запи-
сывают превращение более резко, но на кри-
вых охлаждения отражаются неправильности
нагревания и охлаждения печи и поэтому сла-
бые превращения в металле могут остаться не-
замеченными; четвёртый и пятый способы наи-
более точны. Этими способами критические точ
ки определяются только разницей температур
между эталоном и образцом, таким образом ди-
ференциальные кривые лишены влияния внеш-
ней среды. Для наи • ,
большей точности »» i
показаний необхо- \
димо подбирать r-V-
эталон с теплоём-
костью, возможно
близкой к теплоём-
кости образца.
При определе-
нии превращений
в стали эталоном
обыкновенно слу-
жит медь, при опре-
делении критиче-
ских точек в алю-
миниевых спла-
вах—чистый алюминий. Форма образца и эта-
лона—полуцилиндры. Между эталоном и образ-
цом помещают асбестовую прокладку и свя-
зывают асбестовым шнуром.
Для записи диференциальных кривых слу-
жит особая схема, состоящая из двух подклю-
чённых друг к другу термопар (фиг. 96). За-
пись диференциальной кривой осуществляется
автоматически при помощи так называемых
регистрирующих пирометров.
Схема регистрирующего пиро-
метра Курнакова показана на фиг. 97.
Гальванометр G\ соединён с обычной термо-
парой, гальванометр G%—с диференциальной
термопарой; S-^n 52 — пучки света, падающие
на зеркальца гальванометров. Барабан В при-
водится во вращение
с определённой скоро- ( /\з ( /\Ь
стью часовым механиз-
мом. При нагреве образ-
Фиг. 94. Кривые охлаждения
чистого металла при различ-
ных скоростях охлаждения:
/ — медленное; 2 — среднее;
3 — быстрое [8].
Фиг. 95. Методы определения критических температур [6]: I — превращение происходит
в некотором интервале температур; II — превращение происходит при постоянной
температуре; III — превращение сопровождается переохлаждением.
Фиг. 96. Схема уста-
новки для диференци-
ального метода опре-
деления критических
точек: 1 —испытуемый
образец; 2 — эталон,
не претерпевающий
превращений; 3 -галь-
ванометр, соединённый
с обычной термопарой;
4 — гальванометр, со-
единённый с диферен-
циальной термопарой.
190
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
ца и эталона отражённый от зеркальца галь-
ванометра Gj луч света падает на барабан и
чертит на фотобумаге кривую температура —
время. В момент превращения в сплаве при
температуре f2 диференциальнаятермопара по-
Фиг. 97. Схема регистрирующего
пирометра Курнакова: 1 — испы-
туемый материал; 2 — эталон.
казывает разность температур между эталоном
и образцом и гальванометр G^ записывает на
фотобумаге барабана кривую t — tx (фиг. 98).
Перегибы на кри-
вой отвечают тем-
t-t
пературам превра-
щения. Барабан
для записи поме-
щён в специальную
тёмную комнату,
что делает уста-
новку пирометра
Курнакова не впол-
не удобной.
Схема при-
бора Леша-
телье — Сала-
дена показана на
фиг. 99. Тёмная
комната заменена камерой. Луч света от лам-
пы 1 через линзу 2 падает на зеркало 4
гальванометра 3, соединённого с диферен-
циальной термопарой. Отражённый от зеркала
луч проходит через
трёхгранную призму
5 и падает на зерка-
ло 6 гальванометра 7,
соединённого с обыч-
ной термопарой, и,
отражаясь от него,
попадает через лин-
Фиг. 98. Кривые, записанные
пирометром Курнакова [6].
Фиг. 99. Схема регистри-
рующего пирометра Леша-
телье—Саладена [8].
зу 9 на фотопластин-
ку 8, помещённую в
камере.
При нагреве образ-
ца и эталона, когда в
образце нет превращений, поворачивается толь-
ко зеркальце гальванометра 6, и луч, переме-
щаемый в горизонтальной плоскости, записы-
вает на пластинке участок кривой Оа (фиг. 100).
В момент превращения в металле зеркало галь-
ванометра 4 перемещает луч в вертикальной
плоскости, а зеркало гальванометра 6 остаётся
в покое. Когда превращение заканчивается,
разность температур в эталоне и образце по-
степенно убывает и луч света начинает пере-
ado goo Itooo'c
Нагрев
Фиг. 100. Диференциальная кривая, записанная
пирометром [6].
мещаться зеркалом гальванометра 6 в горизон-
тальной плоскости. При охлаждении происхо-
дит обратный процесс. Пирометр даёт только
диференциальную кривую, кривая же темпе-
ратура— время строится отдельно по показа-
нию другой, введённой в печь, термопары. По
показаниям последней на кривой t—t\ могут
быть сделаны отметки,
на основании которых
на оси абсцисс нано-
сится температурная
шкала.
Для автоматиче-
ской записи кривой
f(t, -^•^
ются схемой Де-
жа н а. В этой схеме
(фиг. 101) отпадает
необходимость в эта-
лоне. В исследуемый
образец вставляются
две термопары. Одна
из термопар подклю-
чается к гальваноме-
тру G% и показывает
температуру при по-
мощи горизонтального
перемещения зайчика, другая включается в ин-
дукционный гальванометр А, рамка которого
имеет две самостоятельные обмотки: одну—
приключённую к термопаре и вторую — при-
соединённую к зажимам гальванометра Gv
При прохождении тока термопары через
первую обмотку рамка гальванометра А при-
ходит в движение и во второй обмотке ин-
дуктируется ток, который вызывает откло-
нение гальванометра Gt. Так как индуктиро-
ванный ток второй катушки увеличивается с
ускорением вращения рамки, способ Дежана
удобен для определения превращений в спла-
вах во время ускоренного охлаждения.
Для регистрации в сплавах быстро проте-
кающих процессов (например во время закалки)
требуются безинерционные приборы: струнный
гальванометр или шлейфовый осциллограф.
Струнный гальванометр (фиг. 102)
[8] состоит из тонкой „волластоновской" нити 8
диаметром от 0,01 до 0,001 мм, помещённой
в межполюсное пространство сильного электро-
магнита. При пропускании тока через нить
вокруг неё образуется круговое магнитное
поле. Вследствие взаимодействия магнитных
Фиг. 101. Схема прибора
Дежана [6].
¦л. ш]
ТЕРМИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
191
юлей электромагнита и нити последняя стре-
лится выйти из магнитного поля и, будучи
скреплена в двух точках, упруго изгибается.
1учок света 11, пройдя через оптическую
:истему 10 и 9, микроскоп 7 и 6 и линзу 4,
нражается на шкале 2, которая закрывает
котором учитывается не абсолютное, а отно-
сительное изменение (разность) длины испы-
туемого образца и эталона. Эталон изгото-
вляется из особого сплава „пирос", по градуи-
рованному расширению которого определяют
температуру превращения в металле.
Фиг. 102. Схема струнного гальванометра [8].
У
}
щель камеры 7 продвигающейся в ней све-
точувствительной бумагой. При открытой ще-
ли на бумаге фиксируются величина и харак-
тер отклонения нити, которые за-
висят от изменения измеряемой
э. д. с.
Шлейфов ый осцилло-
граф (фиг. 103) [8] отличается от
струнного гальванометра тем, что
измерительный шлейф имеет фор-
му петли 3, а не прямой линии.
В результате взаимодействия ма-
гнитного поля сильного электро-
магнита 4, питаемого постоянным
Фиг. юз. током, и переменного электромаг-
Схема устрой- нитного поля шлейфов зеркальце 6,
ствашлейфо- прикреплённое к средней части
*лографаЦ[8]!' петли, поворачивается и соответ-
ственно этому перемещает отра-
жённый луч, след которого фиксируется на
светочувствительной бумаге или плёнке.
ДИЛАТОМЕТРИЧЕСКИЙ МЕТОД
ОПРЕДЕЛЕНИЯ КРИТИЧЕСКИХ
ТОЧЕК
Дилатометрический метод определения
критических точек [6, 8] применяется, когда
тепловой эффект фазовых превращений при
критической температуре очень мал.
Зеркальный дилатометр, выпол-
няемый с оптической записью [8}„
В кварцевые трубки 7 и 2 помещаются эта-
лон 3 и испытуемый образец 4 (фиг. 104). Трубки
помещаются в печь Гереуса. Изменение длины
эталона и образца при нагреве и охлаждении
передаётся зеркальцу 5 при помощи квар-
цевых стержней 6 и 7 и стальных 8 и 9 с
пружинами. Зеркальце имеет три опоры. Опо-
ры 10 и 77, соединённые с эталоном и об-
разцом, подвижны, опора 12 неподвижна.
Равномерное изменение температуры эта-
лона и образца до температуры фазовых пре-
вращений в образце вызывает плавное пе-
редвижение зеркальца вокруг неподвижной
опоры 12, и луч, отражённый зеркальцем 5,
записывает горизонтальную (или наклонную)
линию на фотопластинке в камере прибора.
В момент фазового превращения образец
изменяет свою длину, что вызывает поворот зер-
кальца вокруг подвижной опоры 77, соединён-
ной с эталоном. Записываемая на пластинке
кривая резко изменяет своё направление, ха-
рактеризующее изменение длины образца.
Зеркальный дилатометр даёт достаточно
точные результаты, но требует тщательной
настройки.
На фиг. 105 показана кривая, записанная
на пластинке зеркальным дилатометром рас-
смотренного выше типа. Температурная шкала
получается обычно на самой кривой в виде
световых засечек, производимых через опреде-
Фиг. 104. Зеркальный дилатометр [8].
Метод основан на изменении объёма иссле-
дуемого сплава в момент фазовых превра-
щений. Для повышения чувствительности ме-
тода применяется, так же как и в терми-
ческом анализе, диференциальный способ, при
ленное число градусов. Изменение объёма
имеет относительное значение. Для работы на
зеркальном дилатометре с оптической записью
требуется помещение, изолированное от вибра-
ций и сотрясения.
192
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
1РАЗД. II
•Дилатометры с механической
записью пригодны для заводских лабора-
торий как менее чувствительные к вибрациям.
Имеются две модели.
v т 2оо зоо ш mm wo ттюоох
X.
1 .
-----
¦—С
-—
614'-
\]
\
710-
Dr,
^720-Дс.
v
\ ^
—
t
Ц 850-4С,
Фиг. 105. Кривая, записанная зеркальным
дилатометром.
Модель I отличается от зеркального ди-
латометра с оптической записью способом ре-
гистрации
(фиг. 106).
Кварцевые
стержни / и
2 передают
изменения
длины испы-
туемого об-
разца и эта-
лона (помещённых, как и
в зеркальном дилатоме-
тре, в запаянные с одного
конца кварцевые трубки)
стальным стержням Зп4,
опирающимся на острия
5 и Ь подвижных рычагов
7 и 8. Рычаги, передви-
гаясь, поворачивают пло-
щадку 9, заменяющую
зеркало оптического ди-
латометра. Положение
подвижных опор 10 и 11
определяется тепловым
расширением образца и
Фиг. Ю6. Дилатометр эталона. Опора 12 непо-
с механической записью, движна. На площадке 9
модель I. перпендикулярно к ней
закреплена длинная алю-
поворачиваются немного вниз и вправо, а в
момент превращения в образце — резко вниз.
Записываемая кривая даёт увеличение дей-
ствительного расширения образца и эталона
пропорционально произведению длин рычагов
7 и 8 и стрелки 13. Это увеличение, однако,
меньше даваемого дилатометром с оптической
записью. Записанная кривая по своему виду
аналогична кривой зеркального дилатометра
с оптической записью (фиг. 105).
Запись кривой производится на бумаге,
прикреплённой к вертикальной перемещаю-
щейся плоскости.
Модель //. Схематическое устройство и
действие прибора показаны на фиг. 107. В квар-
цевую трубку / вставлен испытуемый образец
2 с отверстием, в которое вставлен эталон 3
из сплава „пирос". Такое расположение испы-
туемого образца и эталона обеспечивает наибо-
лее равномерный прогрев системы. Кварцевая
трубка / помещается в трубчатую печь Гереуса
и подвергается нагреву до требуемой темпера-
туры и охлаждению с. этой температуры до
нормальной. Скорость нагрева и охлаждения
варьируется в зависимости от цели исследова-
ния. Изменение длины эталона и испытуемого
образца передаётся при помощи кварцевых
стержней 4 и 5 на систему рычагов 6, 7 и 8,
которые имеют графитовые наконечники 9 и 10,
записывающие соответствующие кривые на бу-
маге, надетой на барабан П. Барабан вращается
с определённой скоростью от часового меха-
низма 12. На бумаге, надеваемой на барабан,
заранее (фирмой) наносится сетка по темпе-
ратуре (вертикальное направление) и времени
(горизонтальное). Предварительное нанесение
сетки основано на строгой пропорциональ-
ности теплового расширения эталона и регу-
лируемой скорости вращения барабана. При
отсутствии сетки температурная шкала может
быть построена по показаниям термопар,
вводимых в печь, или при помощи специаль-
ной масштабной линейки.
Кривые, записанные механическим дила-
тометром, приведены на фиг. 108. Кривая 1
записана рычагом, соединённым с эталоном,
кривая 2 — рычагом, соединённым с испытуе-
мым образцом. По кривой / определяется тем-
Фиг. 107. Дилатометр с механической записью,
модель II [8].
миниевая стрелка 13 с пером на конце для
записи кривой. При равномерном расширении
образца и эталона площадка 9 и стрелка 13
пература превращения, по кривой 2—момен-
ты превращений, характеризующиеся уступами
на этой кривой.
ГЛ. Ill]
ТЕРМИЧЕСКИЙ МЕТОД ИСПЫТАНИЙ
193
Ввиду того что эталон находится внутри
испытуемого образца, на кривой 1 частично
отражаются также моменты фазовых превра-
щений в образце в виде неясно выраженных
уступов и площадок, что является допол-
ч
ш
(
\
/
\/
1
/
1
\/
х
1
680
J
/
ас,
/
\
т
/
U
2
\
[s
У
i
/•
V
1
\
\
\ \ \
\
вг,
1
ш
\
\
ч
А
1
1
время
Фиг. 108. Кривые, записанные механическим
дилатометром.
нительным фактором для суждения о досто-
верности уступов на кривой 2, отвечаю-
щих фазовым превращениям в исследуемом
сплаве.
Для определения критических точек от
начала уступа на кривой 2 проводится линия
B
3
Фиг. 109. Схема дилатометра Роквелла [8J.
параллельно вертикальной линии сетки до
пересечения с кривой / и далее параллельно
оси абсцисс. Полученная на ординате точка
определяет температуру превращения.
Дилатометр Роквелла (фиг. 109) [8]
имеет преимущество перед описанными выше;
на нём может быть исследована любая деталь
и нет необходимости в изготовлении специ-
альных образцов. Печь / укреплена на стой-
ке 2; на подкладке 3 устанавливается обра-
зец 4, в который упирается кварцевый стер-
жень 5. Изменение длины образца передаётся
через кварцевый стержень горизонтальному
рычагу 6, который связан с нитью 7, переки-
нутой через блок 8 и прикреплённой к пру-
жинке 9. При расширении образца рычаг (по-
ворачиваясь вокруг опоры 15) поднимается и
контакт 10 соединяется с левым контактом.
Достигнув критической точки, образец начи-
нает сокращаться, отчего рычаг опускается и
натягивает нить. При этом контакт 10 замы-
кает правый контакт, включающий звонок. Тем-
пература образца измеряется термопарой 11.
По индикатору 12 можно наблюдать за изме-
нением длины образца. Изменение длины
образца записывается также автоматически
пером, прикреплённым к нити 14. Барабан
вращается при помощи нити 13. Запись про-
изводится на ленте 17, передвигаемой часо-
вым механизмом 18.
Универсальный прибор Эссера-
Обергоффера. Прибор позволяет опреде-
лять расширение, изменение электропроводно-
сти и магнитных свойств сплавов в зависимо-
сти от температуры.
ДИАГРАММЫ ПЛАВКОСТИ
Бинарные диаграммы плавкости строятся
по кривым охлаждения отдельных компонентов
(фиг. ПО).
По диаграмме плавкости можно судить:
о температуре начала и конца затвердевания
(или плавления) сплава, о превращениях в
твёрдом состоянии при нагреве и охлаждении
сплава, о строении (структуре) сплава, о воз-
можностях технологической обработки данного
сплава.
На фиг. 111 приведены типичные диаграммы
плавкости бинарных сплавов.
Диаграмма / (фиг. 111, /). Начало затвер-
девания (конец плавления) сплавов—линия АЕ
и ЕВ (ликвидус), конец затвердевания (начало
плавления) — линия cd (солидус). Структура:
механическая смесь чистых металлов А и В;
левее точки Е — крупные кристаллы метал-
ла А, окружённые смесью мелких кристал-
лов А и В (эвтектикой); правее точки Е —
крупные кристаллы металла В, окружённые
эвтектикой. Структура сплава, отвечающего
по составу точке Е, — чистая эвтектика. Фа-
зовых превращений в твёрдом состоянии в
сплавах не имеется. Термическая обработка
сплавов невозможна. Структура и механиче-
ские свойства сплавов могут быть изменены
(улучшены): а) подбором соответствующих
условий литья для получения мелкой кристал-
лизации; б) ковкой при нагреве до темпе-
ратуры, лежащей ниже линии начала плавле-
ния cd; в) ковкой в холодном состоянии всех
сплавов, если компоненты Л и В не обла-
дают хрупкостью, и некоторых сплавов,
если один из компонентов обладает хруп-
костью.
Диаграмма 2 (фиг. 111, 2). Начало затвер-
девания — линии AEh Et X, ХЕг, Еч В. Конец
затвердевания — линии ab и cd. Структура —
194
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
механическая смесь кристаллов чистых ме- линии Оа в твёрдом состоянии; на участке
таллов Л и В и химического соединения X. aJE1 зёрна твёрдого раствора, окружённые
Фазовых превращений в твёрдом состоянии эвтектикой; на участке Еф^— зёрна чистого
Время
Q 10 20 30 40 50 60 70 80 90 % В
Состав сппавов
Фиг.
Построение диаграммы плавкости по кривым охлаждения: J—кривые охлаждения; // — диа-
граммы состояния сплавов.
не имеете; Термическая обработка сплавов
невозмо на. Структура и механические свой-
ства спллг.оз гиогут быть изменены: а) под-
бором соответствующих условий литья для
получепи i мелкой кристаллизации; б) дефор-
мацией г) горячем состоянии тех сплавов, в
структуре которых содержится небольшое
количество хрупкого химического соедине-
ния X.
Дча.-гамма 3 (фиг. 111,5). Начало затвер-
девания сплавов линия АаВ. Конец затвер-
девания - линия АЬВ. Структура всех спла-
вов — однородный твёрдый раствор металлов
металла или химического соединения В, окру-
жённые эвтектикой. Имеются фазовые пре-
вращения в твёрдом состоянии — выпадение
из твёрдого раствора при охлаждении чистого
металла или химического соединения В.
Сплавы могут быть подвергнуты термообра-
ботке. Термическая обработка (закалка, отпуск)
особенно эффективна для сплавов на участке
состава Оа. Нагрев под закалку выше ли-
нии Оа на 30—40°.
Технологические методы улучшения струк-
туры и свойств сплавов: а) подбор условий
отливки для измельчения зерна; б) деформа-
100%В
'С
в
а
п
d
V
г
\
h \ г- ^.
Состав сппавов 0 2 а, Е,
Фиг. 111. Главнейшие типы диаграмм плавкости.
в, я;
И и В. Фазовых превращений в твёрдом
состоянии нет; сплавы не могут быть подвер-
гнуты термообработке (закалке и отпуску).
Структуру и механические свойства сплавов
можно улучшить: а) подбором условий отливки
для измельчения зерна; б) деформацией в
горячем состоянии (нагрев ниже линии АЬВ);
в) деформацией в холодном состоянии.
Диаграмма 4 (фиг. 111, 4). Начало затвер-
девания — линии АЕ и ЕВ. Конец затвердева-
ния — линия Aab. Структура сплавов: на
участке состава Оах—зёрна твёрдого рас-
твора, окружённые металлом В, выпавшим по
ция в горячем состоянии для сплавов уча-
стка Оаь если В — химическое соединение;
если В — вязкий металл, ковка в горячем
состоянии возможна для сплавов участка ОВ{,
температура нагрева ниже линии начала пла-
вления; в) деформация в холодном состоянии
для сплавов участка 02, если В — химическое
соединение; если В — пластичный металл
область сплавов, подвергающихся деформации
в холодном состоянии, может быть расши-
рена.
Диаграмма 5 (фиг. 111,5). Начало затвер-
девания— линия АЕВ, конец затвердевания —
ГЛ. III] ЭЛЕКТРОПРОВОДНОСТЬ, ТЕРМОЭЛЕКТРИЧЕСКИЙ МЕТОД, ТЕПЛОПРОВОДНОСТЬ
195
линия АаЪ. Начало фазовых превращений в
твёрдом состоянии — линия dca. Конец фазо-
вых превращений в твёрдом состоянии — ли-
ния пт. Сплавы изменяют структуру и свой-
ства под влиянием термообработки. Сплавы
подвергаются деформации в горячем состоя-
нии на участке состава Ахаг. Нагрев ниже
линий начала плавления. Возможна деформа-
ция в холодном состоянии сплавов, бедных
компонентом В.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А г е е в Н. В. и Ш о й х е т Д. И., Термический
анализ металлов и сплавов, Кубуч, М. 1936.
2. Б о ч в а р А. А., Металловедение, Металлургиздат,
М. 1945.
З.ГевелингН. В. и Зиновьев В. С, Оборудо-
вание лаборатории испытания материалов и работа
в ней, ОНТИ, М. 1934.
4. К у л ь б у ш Г. П., Электрические пирометры, ОНТИ,
М. 1932.
5. Минкевич Н. А., Печи и оборудование термиче-
ских цехов, ОНТИ, М. 1932.
6. О д и н г И. А., Современные методы испытания
материалов, Металлургиздат, М. 1944.
7. П о п о в М. И., Термометрия и калориметрия, ОНТИ.
М. 1934.
8. С а м о й л о в и ч Г. С, В у л ь ф Б. К., Г е в е-
л и и г Н. В. и др. под редакцией Н. В. Гевелинга,
Лаборатория металловедения, Оборонгиз, М. 1939.
ЭЛЕКТРОПРОВОДНОСТЬ, ТЕРМОЭЛЕКТРИЧЕСКИЙ МЕТОД,
ТЕПЛОПРОВОДНОСТЬ, ПЛОТНОСТЬ
ЭЛЕКТРОПР ОВОДНОСТЬ
Электропроводность является существен-
ной характеристикой металлов и их сплавов,
так как она значительно меняется в зависи-
мости от их состояния. На практике измеряется
не электропроводность, а величина, ей обрат-
ная, — электросопротивление.
Электросопротивление образца с длиной /
в м и площадью поперечного сечения s
в мм2 выражается формулой
где
р — удельное электросопротивление в
m^jm. Иначе можно выразить
где 1 — удельная проводимость (величина,
обратная удельному электросопротивлению).
Для измерения электросопротивления суще-
ствуют различные методы, из которых наи-
более распространены способ моста Уит-
стона для измерения больших сопротивлений
(от 10 до 10000 ом) и способ двойного моста
Томсона для измерения малых сопротивлений
(от 1 мким до 1 ом).
На фиг. 112 изображена схема двойного
моста Томсона. Искомое сопротивление х по-
Фиг. 112. Схема двойного моста Томсона.
следовательно соединено с сопротивлением г,
амперметром А, регулировочным реостатом Р
и аккумуляторной батареей Е. К подвижным
контактам присоединены сопротивления а, Ь,
av b\. Сопротивления а и Ь подбираются так.
к а Ь
чтобы = -г— и отношение это могло быть
установлено равным 1, или 100, или 1000. Из-
меняя известное сопротивление г, приводят
стрелку гальванометра к нулю. В этом случае
— _*_
x-r v
Для измерений при температурах, отлич-
ных от комнатной, образец в токопроводящих
зажимах помещают в термостат. При примене-
нии масляных термостатов можно измерять
электросопротивление при температурах до
120—130°; если масло имеет высокую темпе-
ратуру вспышки (например „вапор Т"), то и
до 250°.
Аппаратуру для измерения электросопро-
тивления при повышенных температурах см.
[6, 10, 181 для измерения при низких темпе-
ратурах — см. [26].
Величины удельных электросопротивлений
приведены: для чистых металлов — в гл. V,
для сталей—^в гл. III настоящего тома и для
сплавов цветных металлов — в т. 4, гл. II.
Электропроводность сплавов значительно
отличается от электропроводности чистых
металлов. Изменение её в зависимости от
концентрации элементов, составляющих сплав,
даёт существенные указания относительно
природы и строения последнего. В области
строения сплавов установлены следующие за-
кономерности [3].
1. Электропроводность сплавов двух метал-
лов А и В, не образующих твёрдых растворов
и кристаллизующихся в виде смеси двух видов
кристаллов, изменяется прямолинейно в зави-
симости от состава (в объёмных процентах)
(фиг. 113, а, кривая /).
2. Электропроводность сплавов двух метал-
лов А и В, образующих непрерывный ряд
твёрдых растворов, изменяется по кривой,
имеющей минимум (фиг. 113, о, кривая //). На-
личие даже незначительного количества при-
месей резко снижает электропроводность ме-
таллов-
196
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. Ii
3. При ограниченной растворимости зави-
симость изменения электропроводности от кон-
центрации выражается в виде комбинации
кривой, отвечающей твёрдым растворам, и
прямой для области кристаллизации их смеси
(фиг. 113, а, кривая 111).
4. При наличии химического соединения,
которое в зависимости от характера связи
может иметь электропроводность, близкую
к электропроводности чистых металлов или
значительно от них отличающуюся, повто-
ряются все перечисленные случаи с той раз-
ницей, что здесь роль элемента играет хими-
ческое соединение (фиг. 113,6).
Электропроводность металлов падает с по-
вышением температуры. Зависимость удель-
Объемный %
6)
Фиг. 113. Зависимость электропроводности сплавов
металлов от их состава.
ного электросопротивления от температуры
может быть выражена формулой
где р0 и pt— электросопротивление при 0° и
при данной температуре t. Ограничиваясь пер-
выми двумя членами ряда, получаем
Р* = Ро
где а — средний температурный коэфициент
электросопротивления в интервале температур
от 0 до t° С. Отсюда
а = Р/~ Ро
Температурный коэфициент электросопроти-
вления меняется с температурой и поэтому
значение его, близкое к действительному,
может быть получено только в достаточно
малом интервале температур (например от 25
до 100° С).
Зависимость температуриого коэфициента
электросопротивления от состава сплавов ана-
логична приведённым закономерностям для
электропроводности.
Некоторые широко применяемые в технике
сплавы характеризуются тем, что лишь в не-
значительной степени изменяют своё электро-
сопротивление с температурой (манганин со-
става: 800/0 Си, 12% Мп и 40/0 Ni). Электро-
сопротивление большинства металлов в .точке
плавления резко возрастает [28], а электро-
проводность с повышением давления умень-
шается [11].
Некоторые металлы при температурах,
близких к абсолютному нулю (ниже 10,5" К),
обнаруживают эффект сверхпроводимости.
заключающийся в том, что сопротивление
металла резким скачком падает практически
до нуля. Такой эффект найден у ртути, алю-
миния, галлия, индия, таллия, титана, олова,
свинца, тория, ниобия, тантала и др. [12, 15J.
ТЕРМОЭЛЕКТРИЧЕСКИЙ МЕТОД
Испытания по термоэлектрическому методу
сводятся к измерению электродвижущей силы
спая, образованного металлическим эталоном
и исследуемым сплавом. При этом эталон не
должен претерпевать внутренних превращений
в интервале испытуемых температур.
Обычно измеряют термоэлектродвижущую
силу исследуемого образца по отношению
к платине. Для низких температур в качестве
эталона применяют свинец.
Термоэлектродвижущая сила некоторых ме-
таллов и сплавов по отношению к платине
приведена в статье „Термический метод испы-
тания". Там же изложены основные принципы
термоэлектрического метода.
Термоэлектродвижущая сила сплавов зави-
сит от их строения. Наблюдаемые закономер-
ности близки к закономерностям изменения
электропроводности от состава. Так, в случае
образования смесей двух видов кристаллов
получается прямолинейная зависимость межд)
составом и термоэлектродвижущей силой, при
образовании твёрдых растворов кривые имеют
сильно изогнутую форму, причём выпуклость
кривой чаще всего обращена вниз (для метал-
лов группы платины и никеля наблюдались
кривые с выпуклостью, обращенной кверху)
[14, 20].
По кривым, построенным в координатной
системе „температура — электродвижущая си-
ла", можно определить критические точки. В
момент начала внутренних превращений в ис-
следуемом металле плавное изменение термо-
электродвижущей силы нарушается, чем и от-
мечаются критические точки соответствующих
превращений.
Лешателье предложил следующий метод
термоэлектрического исследования. К концам
проволоки, изготовленной из исследуемого ма-
териала, привариваются электроды из платино-
вой проволоки. Нагревая каждый спай до раз-
ной температуры, измеряют э. д. с. цепи галь-
ванометром. В момент превращения разность
потенциалов скачкообразно изменяет своё зна-
чение [2, 5]. По показаниям термометра и
гальванометра строят искомую кривую / (t, e).
ТЕПЛОПРОВОДНОСТЬ
Через поперечное сечение 5 металличе-
ского стержня, в котором по длине существует
температурный градиент uTjdx, протекает за
время т количество тепла w, определяемое
формулой
w = \s —— т.
dx
Величина А — удельная теплопроводность,
выражаемая в вт/см-град, кал/см -град -сек
либо в эрг\см'град • сек.
Наилучшие проводники тока среди метал-
лов являются одновременно и наилучшими
проводниками тепла. Количественно это явле-
ГЛ. Ill]
ЭЛЕКТРОПРОВОДНОСТЬ, ТЕРМОЭЛЕКТРИЧЕСКИЙ МЕТОД, ТЕПЛОПРОВОДНОСТЬ
197
ние выражается в том, что отношение -у-(тепло-
проводности к удельной проводимости) при
данной температуре для всех металлов почти
одинаково. При 0°
-?-=140. КГ8 (ЗДесь л
выражено вкал/см град сек, а X—в ом~ -см~ ).
В отличие от электропроводности тепло-
проводность чистых металлов при нормальных
и высоких температурах почти не зависит от
температуры (на сплавы это не распростра-
няется). Теплопроводность изоляторов изме-
няется обратно пропорционально абсолютной
температуре.
Для измерения теплопроводности при не-
высоких температурах можно применить сле-
дующий метод [25]. Образец в форме стержня
помещается одним концом в специальную
электрическую печь, в то время как другой
конец сохраняет определённую температуру.
Вдоль образца будет иметь место стационар-
ное распределение температур.
Температура измеряется термоэлементами
или термометрами сопротивления (низкие тем-
пературы). Удельная теплопроводность опре-
, wl
деляется из выражения л = я /-т,—:р-г для
А{Ту—Т9)
средней температуры
где w — ко-
личество тепла, выделившегося в единицу
времени.
Для измерений при высоких температурах
требуется более сложная аппаратура [17, 22,
26, 19, 4]. Существуют методы, использующие
тепло, выделяющееся в самом образце вслед-
ствие прохождения тока [4, 21, 16, 22].
Значения теплопроводности металлов при-
ведены в гл. V.
Исследования теплопроводности углероди-
стой стали с содержанием 0,14—1,5% С; 0,27—
0,67% Мп; 0,25—0,34% Si при 30° С дали сле-
дующие зависимости [19]:
для прокованного
сплава X =
для отожжённого
при 900° X:
для закалённого
от 900° X = 0,1284-0,0308С— 0,0310Мп—0,0620 Si
= 0,1335-0,0194С-0,0393 Мп-0,0646Si
= 0,1217-0,0194С-0,0199 Мп-0,0398 S1
Исследования теплопроводности железо-
углеродистых сплавов при разных температу-
рах дали результаты, приведённые в табл. 26
[19, 24].
Таблица 26
Коэфициент теплопроводности железоуглеродистых
сплавов (в кал/см град сек)
Сплавы
Шведское железо .
Fe + 0,18°/0 С . . . .
Fe + 0,44% С ....
Fe + 0,64% С ....
Fe + 0,80°/0C. . . .
Fe + 1,30% С ....
Температура в °С
100
о, 131
о, log
0,081
0,105
0,103
0,088
300
о,пб
0,103
0,080
0,102
0,101
0,087
600
0,087
0,08а
0,063
o,o8i
0,084
°.°75
900
0,078
°.°75
0,063
0,072
O.O77
0,067
ПЛОТНОСТЬ
Для определения при обычной температуре
плотности D металлов, или обратной ей вели-
чины удельного объёма # = -=г-, могут быть
применены два метода. По первому методу
производится взвешивание металла в двух
средах известной плотности (например в воз-
духе и воде). Искомая плотность D опреде-
ляется по формуле
D-Dx
D2-A Pi-Pa"
где ?>i и D2— плотность воздуха и воды; Рх и
р2 — вес тела в воздухе и в воде. Вследствие
присутствия в воде пузырьков воздуха удоб-
нее пользоваться какой-либо органической,
жидкостью (спирт, бензол, толуол и т. п.).
По второму методу плотность находят,,
исходя из структуры и межатомного расстоя-
ния, определённых при помощи рентгеногра-
фического метода. При известном атомном
весе и числе атомов в грамматоме исследуе-
мого металла (N = 6,06-1023) легко вычислить-
плотность. Рентгенографический метод имеет
то преимущество, что он позволяет вычи-
слить истинную плотность, тогда как метод
взвешивания даёт макроскопическую плотность,
меньшую истинной вследствие пористости
металла.
Значения плотности чистых металлов при-
ведены в гл. V.
Плотность твёрдых металлов при высоких
и низких температурах может быть вычислена
из определённых при комнатной температуре
значений плотности.
Плотность жидких металлов определяется
экспериментально. Для этого жидкий металл
может быть использован в качестве среды,
куда погружается некоторое тело известного
веса [27].
Для определения изменения плотности при
плавлении [29] помещают исследуемый металл
в вольфрамовый сосуд и определяют „плову-
честь" сосуда с металлом в соляной ванне [29].
Для легкоплавких металлов применимы ме-
тоды пикнометрического определения плот-
ности [13].
Для очень высоких температур разработан
метод [7], при помощи которого произведено
исследование железа и железных сплавов.
Значения плотности металлов в жидком со-
стоянии приведены в гл. V.
Исследования металлических сплавов при-
вели к следующим закономерностям измене-
ния плотности в зависимости от состава.
1. Сплавы двух металлов, не образующих
твёрдых растворов, имеют линейную зави-
симость плотности от концентрации, выра-
женной в объёмных процентах (если пре-
небречь пористостью и эффектом деформации).
Аналогично этому удельный объём линейно
зависит от концентрации, выраженной в ве-
совых процентах.
2. В случае образования твёрдых раство-
ров значения плотности отклоняются от за-
кона аддитивности.
198
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
РАЗД. II
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Вильсон П., Квантовая теория металлов, М. — Л.,
Гостехиздат, 1941.
2. В у л ь ф Б. К., Г е в е л и н г Н. В. и др. (под ред.
Н. В. Гевелинга), Лаборатория металловедения, Обо-
ронгиз, М. 1939.
3. Курнаков Н. С, Введение в физико-химический
анализ, изд. Академии наук, 1940.
4. МикрюковВ. Е. иРаботнов С. Н., Учёные
записки МГУ, вып. 74, Физика, стр. 167, 1944.
Б. О ди н г И. А., Современные методы испытания ме-
таллов, Металлургиздат, М. 1944.
6. С а льда у П. Я-, Метод электропроводности при
высоких температурах, П. 1917.
7. Benedic k s С., Ericsson N., Ericsson О.,
Arch. Eisenhiittenwesen, 3, 473, 1930.
8. В i d w e 11 С. С, L e w i s E. J., Phys. Rev., 32, 311,
1928.
9. Block O., Ann. Chim. Phys., 26, 7, 1912.
10. Borelius G., Johansson G. H., L i n d e J. O.,
Ann. Physik, 86, 291, 1928.
11. В r i d g m a n P. W., The Physics of high Pressure,
London 1931.
12. Cl u s i u s K., Z. Elektrochem., 38, 312, 1932.
!3. Edwards J.D., Trans. Amer. Inst. Min. Met., 69,
1070. 1923.
14. G e i b e 1 W., Z. anorg. allg. Chem, 69, 38, 1911.
15. G г а у s о п H., Smith J., Wilhelffl, Rev.
mod Physik, 7, 237, 1935.
16. G г e g о г у H., Archer СТ., Phil. Mag., 3, 231,
1927.
17. G r 1 f f 11 h s E., Proc. Roy. Soc, 115, 236, 1927.
18. Haughton J., P а у n e R. J. M., J. Inst. Met., 46,
457, 1931.
19. H о n d a K., S i m i d u Т., Sci Rep.Tohoku Imp. Univ.,
6, 219, 1917.
20. I n g e r s о 11 L. R., Phys Rev., 16, 126, 1920.
21. J a g e r W., D i e s s e 1 h о г s t H., Wiss. Abh. Phys.
Techn.. Reichanst, 3, 269, 1900.
22. К о h 1 r a u s с h F. Z., Ann. Physik, 1, 132, 1900.
23. К о n n о s, Phil. Mag., 40, 542r 1920.
24. Landolt—Bornstein, Tabcllen, 1291, 1923.
25. L e e s С H., Proc. Roy. Soc, 80, 143, 1907.
26. M e i s s n e r W., V о i g t В., Ann. Phys. 7 G61),
892, 1930.
27. Pascal P., J о u n i e a u x A., Comptes, rendus,
158, 414, 1914.
28. P e r 1 i t z H., Phil. Mag., 7, 1148, 1926.
29. Sauerwald F., W e с к e r Y., Z. anorg. allg. Chem.,
149, 273, 1925.
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
КЛАССИФИКАЦИЯ МЕТОДОВ
Существующие методы испытаний целесо-
образно подразделить в зависимости от на-
значения на две группы: группа I — испы-
тания, целью которых является изучение са-
мого процесса трения или изнашивания и со-
провождающих его явлений; группа II — испы-
тания с целью оценки трения или сопротивле-
ния изнашиванию применительно к конкрет-
ным деталям определённых машин.
Испытания, относящиеся к группе I, по
своему значению являются главным образом
исследовательскими и в настоящем справоч-
нике не рассматриваются.
Методы испытания группы II подразде-
ляются на несколько категорий по признаку
большего или меньшего отдаления условий
испытаний от действительных условий службы
материала [23, 24]:
1) испытания материала на деталях при
действительной эксплоатации машин;
2) испытания материала на деталях при ра-
боте машины в условиях, копирующих усло-
вия эксплоатации;
3) испытания материала на деталях при ра-
боте машин в условиях лаборатории;
4) испытания материала на образцах на
лабораторных установках в условиях, имити-
рующих условия службы (или процесс изнаши-
вания) соответственной детали машины;
5) испытания материала на образцах на
лабораторных установках в условиях, не ими-
тирующих работу детали.
Признак, положенный в основу приведён-
ного подразделения, является основным, так
как он сообщает большую или меньшую прак-
тическую ценность получаемым результатам;
признак является общим как применимый
ко всем возможным случаям работы материала
или деталей и ко всем случаям проявления
изнашивания. Точно предвидеть поведение ма-
териалов при трении, исходя из знания их от-
дельных свойств и внешних условий трения,
не всегда возможно, так как: 1) недостаточно
изучены явления при трении и зависимость
трения от отдельных свойств или сочетания
свойств материалов; 2) внешние условия тре-
ния являются не единственными факторами,
определяющими действительные условия на
поверхности трения. Поэтому суждение о веро-
ятном служебном изнашивании материала, сде-
ланное на базе испытания без воспроизведе-
ния условий трения, характерных для службы
материала, не может считаться достаточно
обоснованным.
Решающие для практических выводов ре-
зультаты даёт эксплоатационный опыт, т. е.
испытания 1-й категории.
Однако часто встречаются трудности в по-
лучении достаточных эксплоатационных дан-
ных, вследствие чего широкое практическое
применение получили испытания 2-й, 3-й и 4-й
категорий.
Различие между испытаниями 1-й, 2-й и 3-й
категорий видно из примера, относящегося к
испытанию на изнашивание деталей автомо-
бильных двигателей. При работе в действи-
тельной эксплоатации A-я категория) значи-
тельное влияние на износ оказывают такие
факторы, как характер использования машины,
её загрузка, режим работы, уход, профилактика
и т. д., которые во многих случаях трудно
учесть и воспроизвести. При специальных
испытаниях B-я категория) автомобилей на из-
нашивание пробегом (например легковых авто-
мобилей под мёртвым грузом) вся совокупность
действительных условий эксплоатации не может
быть точно воспроизведена, соответственно
чему машина работает в несколько иных усло-
виях и поэтому результаты испытания на
износ могут отличаться от износа в эксплоа-
тации. Лабораторное испытание автомобильного.
двигателя на стенде C-я категория) даёт ещё
большее отдаление условий работы от эксплоа-
тационных, соответственно чему износ деталей
получает значительное отличие от износа
в эксплоатации за тот же период работы
ГЛ. Ill]
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
199
машины. Испытания 4-й категории применяются
весьма часто и дают предварительные резуль-
таты, которые могут быть уточнены при окон-
чательных эксшюатационных испытаниях (по
1-й категории). Испытания 5-й категории не
имеют надёжной базы для решения практиче-
ских задач, но эти испытания всё же часто
применяются и поэтому включены в данную
здесь классификацию.
По своему характеру и значению испыта-
ния группы II на изнашивание относятся к об-
ласти машиностроительного металловедения.
Их постановка и проведение успешнее всего
осуществляются при совместной работе специа-
листов в области конструкции (и эксплоата-
ции) данных машин и специалистов в области
машиностроительного металловедения.
ИСПЫТАНИЯ ДЕТАЛЕЙ
НА ИЗНАШИВАНИЕ ПРИ РАБОТЕ МАШИН
Сюда относятся испытания 1-й, 2-й и 3-й
категорий; общим для них является^ то, что
испытуемый материал применён в той детали,
для которой проверяется его пригодность,
т. е. испытуемым образцом служит деталь,
и что испытание производится при действи-
тельной работе машин. Ввиду разнообразия де-
талей машин и самих машин, на которых могут
вестись испытания, приходится ограничить из-
лбжение некоторыми общими методическими
указаниями по следующим вопросам: а) спо-
собы выражения величины износа; б) способы
измерения величины износа; в) учёт периода
приработки и г) учёт качества поверхности.
Способы выражения величины износа.
Износ проявляется в виде постепенного измене-
ния размеров трущейся поверхности детали,
происходящего как вследствие пластического
деформирования материала, так и отделения
частиц. При трении скольжения износ чаще
всего заключается в отделении частиц (напри-
мер цапфы валов); при трении качения или
трении качения с проскальзыванием наблю-
дается также износ в виде пластического де-
формирования.
Износ удобнее всего выражать как умень-
шение линейного размера в направлении,
нормальном к поверхности (линейный износ).
Если линейный износ ДЛ произошёл на пути
трения Д5 за время Дт, то отношение —
До
явится „интенсивностью линейного износа",
Д/г
а отношение-г „скоростью линейного из-
носа". При различном износе на разных участ-
ках одной и той же поверхности трения за
одинаковое время (вследствие различных
условий трения) за характеристику величины
износа принимают линейный износ в каком-либо
определённом месте, или среднюю величину
его для всей поверхности трения, вычислен-
ную, например, по потере веса.
Способы измерения величины износа.
Величину линейного износа детали часто опре-
деляют по изменению её размеров в результате
испытания. Один из наиболее употребительных
инструментов — микрометр с индикатором —
позволяет производить измерение расстояний
между тонко обработанными поверхностями
с точностью ±5 (J. на длине 100 мм.
При измерении микрометром расстояния
между двумя изнашивающимися поверхностями
одной и той же детали (напр, высоты поршне-
вого кольца) результат определяет только сум-
марный износ; равным образом при применении
штихмаса или нутромера определяется износ
цилиндра по диаметру, а не износ стенки по
радиусу, что было бы более правильным.
Одним из возможных методов определения
величины износа является метод отпечатков.
Перед испытанием на изнашивание на испы-
туемую поверхность наносят в разных её
точках отпечатки при помощи, например,
алмазной пирамиды, применяемой при испыта-
нии твёрдости (пирамида имеет квадратное
основание и угол между гранями при вершине
136°; отношение длины диагонали к высоте
равно 7:1). Разность между первоначальной
длиной диагонали отпечатка и измеренной пос-
ле испытания на изнашивание, делённая на 7,
даёт величину линейного износа в данном
месте.
Отпечатки не должны быть слишком ма-
лыми, чтобы их было легко отыскать для вто-
ричного измерения. Способ отпечатков при-
меним в том случае, если при износе нет пла-
стического деформирования поверхностного
слоя.
Для оценки износа деталей небольшого
размера и веса может применяться метод
взвешивания на точных весах. Допустимые
нагрузки и чувствительность весов разных си-
стем приведены в табл. 27.
Таблица 27
Характеристика весов
¦ Тип весов
Аналитические весы „Сарториус"
(с оптическим отсчётом и воздуш-
ным демпфером)
То же
Технические весы завода .Гос-
метр" — модель i T-200
| Т-1
' Т-5-
Наибольшая
грузоподъём-
ность в г
2ОО
5°°
2ОО
IOOO
Чувствитель-
ность в мг
од
5°-°
2ОО,О
5оо,о
Перед испытанием путём взвешивания не-
обходимо предварительно удалить смазку не
только с поверхности, но и из пор металла.
Это достигается определёнными приёмами
очистки.
Количество смазки, удерживаемой в объёме
образца или детали, иногда (в случае литых
металлов) бывает значительным и полностью
её удалить трудно. Иногда может быть при-
менён другой приём подготовки к взвешива-
нию, состоящий в том, что деталь (как до,
так и после испытания) проходит в точности
одинаковые операции очистки поверхности от
смазки; при этом заведомо не всё масло из
объёма удаляется, но остающееся его количе-
ство, при повторении одинаковой операции
подготовки, остаётся почти одинаковым (что
должно быть проверено в предварительных
опытах).
200
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Метод взвешивания успешно применяется
для оценки износа небольших деталей (порш-
невые кольца, вкладыши подшипников и пр.).
Результат определяет суммарный износ, при-
чём распределение его по поверхности трения
может быть неравномерным.
В 1932 г. в Англии был предложен способ
оценки износа по изменению содержания же-
леза в смазочном масле (определяется хими-
ческим анализом). Этот способ оказался осо-
бенно эффективным для определения износа
деталей (главным образом поршневых колец,
цилиндров и т. д.) работающего двигателя. Он
позволяет, не разбирая двигатель, судить о ходе
износа, сравнивать влияние на износ разных
топлив и смазок; исследовать влияние на из-
нос различных конструктивных факторов,
свойств материалов деталей поршневой группы
и т. д. [39, 45, 22].
Учёт периода приработки. При поста-
новке сравнительных испытаний на изнашива-
ние необходимо учитывать период приработки,
в течение которого происходит изменение
микрогеометрии
поверхностей тре-
ния, а иногда и
механических
свойств поверх-
ностного слоя ме-
талла. В периоде
приработки обыч-
но также изме-
няется прилегание
сопряжённых дета-
лей и уменьшает-
ся интенсивность
износа. На фиг. 114
представлена кри-
вая изменения ве-
ЛутЬ трения S
Фиг. 114. Диаграмма изме-
нения величины износа по пути
трения: а— период приработ-
ки; б — период нормальной
работы.
личины износа на пути трения S. В результате
испытания на изнашивание обычно опреде-
Д/г
ляется интенсивность линейного износа -т-т?>
Д5
характерная для нормального периода работы
(участок б фиг. 114).
Заданным внешним условиям трения (на-
грузка, скорость, смазка и т. п.) соответствует
определённое состояние приработанности; по-
этому условия, в которых работают детали
в период приработки, должны находиться под
контролем во всех случаях постановки срав-
нительных испытаний на изнашивание.
Учёт качества поверхности. Понятие ка-
чества поверхности охватывает: 1) геометри-
ческие его характеристики, описывающие от-
клонения формы поверхности от установленной
чертежом (отклонения в макрогеометрии) и
шерохонатость поверхности (микрогеометрия);
2) характеристики механических свойств и
структуры поверхностного слоя материала.
Реальные поверхности трения деталей всегда
имеют отступления от заданной правильной
геометрической формы, всегда обладают той
или иной шероховатостью и их поверхностный
слой обычно бывает непредвиденным образом
изменён в своих свойствах вследствие нагревов
и наклёпа при механической обработке и
других причин.
Из точных методов оценки макрогеометрии
поверхности можно указать на метод макро-
интерференции, реализованный в приборах
Линника для оценки прямолинейности обра-
зующих цилиндрических и плоских поверх-
ностей |(на длине от 0,2 до 1,7 м).
Для оценки микрогеометрии служат про-
филографы, профилометры и ряд других спе-
циальных приборов.
Основные практические характеристики и
области возможного применения приборов,
служащих для количественной оценки шеро-
ховатости поверхности, приведены в табл. 28.
На износ влияет не только величина микро-
неровностей, но и ориентировка шероховатости
по отношению к направлению относительного
движения поверхностей (направление „греб-
ней"). В процессе приработки изменяются и
высота неровностей и их ориентировка. Спо-
собы учёта этой ориентировки ещё не разра-
ботаны. Снятие профилограмм и оценка вы-
соты неровностей производятся обычно в на-
правлении, перпендикулярном к следам меха-
нической обработки; реже оценивается высота
неровностей в направлении движения резца.
Для оценки механических свойств поверх-
ностных слоев металлов может применяться
испытание на твёрдость вдавливанием при
малых нагрузках на индентер.
Прибор Роквелл — Superficial, служащий
для определения поверхностной твёрдости,
снабжён индентером в виде алмазного конуса
с углом при вершине 120° (конус скруглён
сферой радиуса 0,2 мм) или стальным шари-
ком диаметром */1в дюйма; нагрузки на ин-
дентер 15, 30 или 45 кг.
Иногда более удобен индентер в виде алмаз-
ной пирамиды с квадратным основанием и
углом между гранями при вершине 136° и при-
менение нагрузок от 0,5 до 5,0 кг. Этим усло-
виям удовлетворяет переносный прибор для
испытания твёрдости, разработанный Инсти-
тутом машиноведения Академии наук СССР.
Наиболее тонкие исследования поверхност-
ных слоев возможны при помощи приборов
для испытания микротвёрдости; в этом слу-
чае применяются, как правило, алмазная пи-
рамида и нагрузки, меньшие 0,5 кг. При по-
мощи этих приборов определяется также
твёрдость отдельных структурных элементов
сплавов (прибор системы Хрущова и Берко-
вича для нагрузок от 2 до 200 г).
При проведении испытаний с малыми на-
грузками получаемые из опыта числа твёрдости
имеют физическое значение лишь при правиль-
ном проведении испытаний [25].
Целью испытаний твёрдости поверхност-
ных слоев является определение распределения
твёрдости по глубине. Вдавливание индентера
рекомендуется производить параллельно иссле-
дуемой поверхности, т. е.„в.торец", для чего де-
таль или образец должны быть разрез шы и по-
верхность разреза отполирована, как шлиф (без
завалов). Твёрдость определяется на разных
расстояниях от края испытуемой поверхности.
На практике иногда применяется менее точ-
ный метод, состоящий в определении твёрдости
непосредственно на исследуемой поверхности,
причём внедрение индентера производится нор-
мально к этой поверхности в нескольких рядом
расположенных местах при разных нагрузках
(например от 50 г до 30 кг). По мере повыше-
ния нагрузки в деформированную область от-
печатка вовлекаются всё более глубоко лежа-
щие слои металла; поэтому каждое число
ГЛ. Ill)
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
201
Таблица 28
Характеристика приборов для количественной оценки шероховатости поверхности при испытаниях
иа трение и изнашивание
Наименование
прибора
Микроинтер-
ферометр Лин-
ника
Упрощённый
микроинтер-
ферометр Лин-
ника, модель
НЗК-46
Двойной ми-
кроскоп Лин-
ника
Профилограф
Аммона
Профилограф
Левина (лабо-
раторная мо-
дель ИЗР-9)
Профилометр
Аббота
Область применения
Опреде-
ляемая
высота
неров-
ности В [J.
До i,o
о, 1д— 4.о
4,о—250,0
о,1—а5,о
°.3— 35°>°
од—4°»°
Вид механической
обработки
Отделочная обра-
ботка: чистовой
лапинг, суперфи-
ниш, притирка
и т. п.
Отделочная об-
работка; тонкая
алмазная обточка;
чистовое шлифо-
вание; лапинг
Обработка рез-
цом от обдирки
до тонкой обточ-
ки; фрезерование;
шлифование; ша-
брение
Все отделочные
виды обработки;
получистовая
обработка резцом;
фрезерование;
шлифование; шаб-
рение; протягива-
ние
Обработка от
обдирки до тон-
кого шлифования
Все отделочные
виды обработки;
все виды шлифо-
вания; чистовая и
получистовая об-
точка
Длина
участка,
обследуе-
мого одно-
временно,
o,i5
2,О
1.3
1.5
До 3.4
5>о—2о,о
Способ примене-
ния
Деталь или обра-
зец кладётся на
столик прибора.
Наибольший вы-
нос 50 мм
То же
Деталь может
быть положена ря-
дом с прибором.
Наибольший вы-
нос около 120 мм
Деталь кладётся
рядом с прибором
Образец разме-
рами не более
35X35 мм, толщи-
ной до 8 мм за-
крепляется на сто-
лике прибора
Испытание на де-
тали любых разме-
ров и формы
Форма результата
Отсчёт при по-
мощи окулярми-
крометра
То же
То же
Профи лограмма
в виде фотозапи-
си на узкой кино-
плёнке. При печа-
тании даётся уве-
личение Х4
Профилограмма
в виде фотозапи-
си на широкой
плёнке или бумаге
Отсчёт, отмечае-
мый стрелкой на
циферблате
Приблизительная
длительность про-
цесса измерения
до получения
окончательного
результата
4 мин.
4 мин.
2 мин.
Одно измерение
1,5 мин. (без уста-
новки детали). В
кассете плёнка на
20 снимков про-
филограмм B0 из-
мерений). Затем
следуют проявле-
ние и печатание.
Одно измерение
15 мин. (с установ-
кой образца), за-
тем следуют про-
явление и печата-
ние
5 сек.
твёрдости будет средним для некоторой, не
вполне определённой толщины слоя. Этот спо-
соб в отдельных случаях может дать полезные
сравнительные данные.
П ром-ежу точное положение между при-
ведёнными двумя способами испытания твёр-
дости „в торец" и „нормально к поверхности"
занимает исследование на „косых шлифах".
Для оценки свойств поверхностных слоев
металлов применяются также методы метал-
лографического и рентгеноструктурного ана-
лиза (см. „Металлографический анализ" и „Рент-
геновский метод испытания").
ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ
И ТРЕНИЕ НА ЛАБОРАТОРНЫХ
УСТАНОВКАХ ПРИ ИМИТИРОВАНИИ
УСЛОВИЙ ЭКСПЛОАТАЦИИ
Испытания на изнашивание. При поста-
новке испытаний на изнашивание могут встре-
титься трудности, связанные с тем, что:
1) эксплоатационные условия не всегда могут
быть достаточно точно выявлены без поста-
новки специальных исследований; 2) не всегда
легко установить, воспроизведены ли эксплоа-
тационные условия с достаточной точностькп
если они известны; 3) в каждом отдельном
случае необходимо устанавливать критерий для
суждения о соответствии результатов лабора-
торных испытаний и эксплоатации.
Степень соответствия лабораторных условий
условиям эксплоатации определяется сопо-
ставлением их по отдельным показателям (ско-
рость, удельное давление, размер поверхностей,
шероховатость поверхностей и т. п.); когда
трудно количественно оценить какой-либо по-
казатель (например температуру на поверх-
ности тргния), это соответствие устанавли-
вается солоставлением результатов. Этот путь
используется наиболее часто, но требует осто-
рожного подхода. В качестве иллюстрации
можно привести следующий пример.
Савин [59] установил, что величины износов
калибров из нитрированной и углеродистой
инструментальной стали в условиях цеховой
работы относятся как 1 :3. Проверочное испы-
202
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
тание на построенной Савиным специальной
машине, имитирующей условия службы кали-
бров, показало отношение величин износов
тех же сталей 1:3,4; аналогичное отношение
получено на образцах, испытанных на диско-
вой машине системы Савина, а именно 1 :3,1.
Сходство полученных результатов, однако,
-ещё не даёт оснований для заключения об оди-
наковых условиях трения во всех трёх слу-
чаях, так как применённый для ускорения про-
цесса изнашивания на дисковой машине в ка-
честве среды раствор хромовокислого калия
изменил самый характер износа.
Лабораторное испытание на изнашивание
в условиях, полностью имитирующих экспло-
атационное, может проводиться форсированно,
•если сохранить то же самое относительное
влияние на износ отдельных факторов и если
при этом не возникают качественно новые
проявления износа.
Испытания, относящиеся к рассматриваемой
категории, должны проводиться каждый раз
по отдельным, тщательно разработанным ме-
тодикам, при этом часто возникает необходи-
мость применения специальных испытательных
машин.
Испытания на трение применяются к анти-
фрикционным и фрикционным материалам
{материалы тормозных устройств, фрикцион-
ных муфт и т п.). Целесообразность испыта-
ния при имитировании эксплоатационных
условий трения основана на тех же сообра-
жениях, что и приведённые для испытаний на
изнашивание.
ЛАБОРАТОРНЫЕ МАШИНЫ ДЛЯ
ИСПЫТАНИЙ НА ИЗНАШИВАНИЕ
В соответствии с изложенной выше клас-
сификацией методов испытания лабораторные
машины можно подразделить следующим об-
разом:
ционных условий в большом числе случаев.
Такие машины можно назвать универсальными;
б) машины, специализированные для испы-
таний материалов применительно к типовым
условиям службы отдельных деталей машин;
в) машины для испытания в частных усло-
виях трения.
Машина Амслера. Машина Амслера [12,
62] является в настоящее время наиболее удач-
ной по конструкции лабораторной машиной,
допускающей широкое варьирование условий
трения (фиг. 115). На этой машине можно
вести испытания (как при смазке, так и без
неё): а) при трении скольжения, б) при трении
качения и в) при трении качения с проскаль-
зыванием.
На концы валов / и 2 насажены образцы 3
и 4 в виде роликов (для случая чистого каче-
ния или качения с проскальзыванием) с диа-
метрами 30-^-50 мм (обычно 40 мм). Форма
образцов показана на фиг. 116. Ролики вра-
щаются вместе с валами в разные стороны.
Нижний вал делает 200, верхний ISO об/мин,
поэтому при образцах одинакового диаметра
имеет место 10% скольжения; процент сколь-
жения может быть изменён при изменении
диаметров образцов. Нижний вал 2 покоится
в трёх шарикоподшипниках; верхний вал /
лежит в шарикоподшипниках рамки 5, которая
может поворачиватьс. вокруг оси 6. Пружина 7
создаёт нагрузку B5 — 200 кг) на образцы.
Вал 2 приводится в движение от мотора через
шестеренную передачу, позволяющую при по-
мощи маятника 8 и грузов 9 уравновешивать
крутящий момент, величина которого указы-
вается на шкале 10. Связанный с маятником
интегратор 11, 12, 13 даёт суммарную работу
трения. Величина измеряемого крутящего мо-
мента составляет 0,1 — 150,0 кгсм. Счётчик ука-
зывает суммарное число оборотов. При по-
мощи приспособлений 14 и 15 рамка 5 может
'' 10
Фиг. 115. Машина Амслера
для испытания на трение
и изнашивание.
а) машины, допускающие варьирование за время части одного оборота образца при-
условий трения; подбором сочетания послед- подниматься; ей может также сообщаться воз-
яих можно достичь имитирования эксплоата- вратно-поступательное движение вдоль оси
ГЛ. Ill]
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
203
образцов до + 5 мм. Мощность электромотора
0,8 кв, вес машины 275 кг, габариты 1,2 X
X 0,45 м. Машина может устанавливаться на
массивном столе или на фундаменте, что пред-
почтительнее.
Машина Амслера применялась исследовате-
лями для: 1) изучения влияния на процесс из-
нашивания металлов газовой среды [46]; 2) изу-
чения влияния удаления продуктов износа
-Л10"?
•Фиг. 116. Образцы для испытания на машине Амслера:
а — при чистом качении (верхний образец свободен на
оси) и при качении.с проскальзыванием (верхний обра-
зец вращается с осью); б — при скольжении; в — при
скольжении, схема испытания ,врезанием".
с поверхности трения; 3) сравнительного испы-
тания сталей применительно к шестерням [40];
к деталям фрикционных аппаратов железно-
дорожной автосцепки [10], к паровозным бан-
дажам [11]; 4) сравнительного испытания под-
шипниковых материалов — баббитов [49], спе-
циальных бронз [47]; 5) исследования влияния
чистоты отделки цапфы на трение свинцови-
стой бронзы [42].
Некоторые методические указания о ра-
боте на машине Амслера см. [14].
Машины специализированные служат для
испытания материалов применительно к ти-
повым условиям трения отдельных деталей.
Среди большого количества машин, по-
строенных с целью воспроизводить типовые
условия трения отдельных деталей, мало таких,
которые действительно отвечают этой цели;
в большинстве случаев это объясняется тем,
что какой-либо фактор, влияющий на износ
и являющийся существенным, не был при раз-
работке машины или методике испытания
должным образом учтён. Ниже приводятся
краткие данные о машинах для испытания ма-
териала некоторых деталей.
Материал шестерён. На поверхности
зубьев шестерён в результате эксплоагации
могут возникать: питтинги (выкрашивание),
наволакивание и другие проявления переноса
материала, истирание и пластическая дефор-
мация. Питтинги возникают на поверхности
зубьев нагружённых шестерён, обеспеченных
смазкой, и являются проявлением усталости
поверхностного слоя при контактных напряже-
ниях, а не изнашиванием в принятом понимании.
Для испытания материала шестерён в работе
применяются два разных метода.
1. Испытание целых шестерён в условиях,
соответствующих условиям работы детали
в эксплоатации (скорость, удельное давление,
смазка, температура). Для такого испытания
применяют разные по своей конструкции уста-
новки для цилиндрических и конических шесте-
рён с »разомкнутым" и „замкнутым" силовыми
контурами [36, 18, 21]. Простейшую установку
для испытания чугунных шестерён сельско-
хозяйственных машин на истирание см. [3].
2. Испытание на образцах и роликах.
По возможному сочетанию условий трения
метод является более далёким от эксплоата-
ционных условий и применяется преимуще-
ственно для изучения явлений износа и условий
питтингообразования.
Материалы траков и пальцев гу-
сениц тракторов. Интенсивный износ
этих деталей наблюдается при работе трактора
на песчаных почвах, в соответствии с чем лабо-
раторные испытания на износ на этих машинах
ставятся обычно с введением песка на поверх-
ность трения. На машине Вержбицкого (НАТИ)
испытуемыми образцами (фиг. 117) являются
пара траков 2 и 4 и один палец 3, причём трак 4
неподвижен, а трак 2 совершает качательное
движение. В зазор проушин сыплется песок.
Нагрузка, амплитуда и скорость качания мо-
гут меняться и подбираются в соответствии с
эксплоатационными условиями; износ опреде-
ляется как обмером, так и взвешиванием на
специальных точных весах. На машине
X р у щ о в а [20] испытуемыми образцами
являются специальные кольцевые втулки и
пальцы; машина осуществляет износ при воз-
Фиг. 117. Схема испытания траков "и пальцев гу-
сениц тракторов на машине Вержбицкого: 1 — кача-
ющаяся рама машин; 2 — испытуемый трак, привёр-
нутый к раме 7; ось звена 2 совпадает с осью кача-
ния рамы 1; 3 — испытуемый палец звена трактора;
4 — испытуемый неподвижный трак.
вратно-вращательном движении, в зазоры ме-
жду втулкой и пальцами (оси которых верти-
кальны) может подаваться песок.
Материалдля цепей Эварт а, при-
меняемых в сельскохозяйствен-
ных машинах. Звенья цепей Эварта от-
ливаются из ковкого чугуна и не обрабаты-
ваются. При их износе цепь удлиняется и её
прочность понижается. Специальная установка
для испытания на износ этих цепей разрабо-
тана Лоренцем [16].
Материал направляющих вту-
лок клапанов двигателей вну-
треннего сгорания. Испытания мате-
риала для втулок клапанов проводятся в усло-
виях их действительной службы. Возможны
также лабораторные испытания материала на
установке, имитирующей эксплоатационные
условия. Такая установка (фиг. 118) была раз-
работана применительно к втулкам кла-
панов выхлопа авиамотора М5. Образцом
является сама втулка. Условия трения втулки
в основном соответствуют таковым на ра-
ботающем моторе (размеры и обработка со-
пряжённых деталей, путь трения, скорости и
ускорения, температура втулки); изменение
температуры втулки достигается нагревом
конца детали 2, заменяющей клапан. Износ
204
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
определяется обмером и взвешиванием втулки,
учитывается также отсутствие наволакивания
на стержне детали 2.
Материал поршневых колец дви-
гателей внутреннего сгорания. Наиболее на-
дёжным способом оценки поведения мате-
риала поршневых колец является испытание
самих колец на своих двигателях. То же от-
носится к материа-
лу гильз цилин-
дров.
Из лаборатор-
ных машин, специ-
ально предназна-
ченных для испы-
тания материала
поршневых колец
двигателей вну-
треннего сгорания,
в литературе опи-
сана машина для ис-
пытания при возв-
ратно-поступатель-
ном движении [44]
и др., результаты
применения кото-
рых не приведены.
Материал
калибров. Для
оценки износостой-
кости материала
цилиндрических ка-
либров (пробок)
разными исследо-
вателями применя-
лись различные ма-
шины, в частности
машина [48], в ко-
торой цилиндриче-
ский образец испы-
Фиг. 118. Схема прибора для
испытания на изнашивание
направляющих втулок кла-
панов: / — испытуемая втулка;
2— деталь, соответствующая
клапану; 3 — нагревательная
печь;4 — термопара; 5— галь-
ванометр; 6 — питание печи
током; 7, 8 и 9 — детали ме-
ханизма привода клапана [26].
туемого материала
движется при по-
мощи кривошипно-
го механизма возвратно-поступательно; к нему
прижимаются два полувкладыша, имеющих
только возвратно-вращательное движение во-
круг оси цилиндра; материал для изготовления
полувкладышей берётся такой же, как и для
деталей, измеряемых калибром. Недостаток
этой схемы заключается в том [12], что началь-
ная шероховатость поверхности полувклады-
шей в процессе трения постепенно изменяется,
в то время как в действительной работе один
и тот же калибр постоянно встречает поверх-
ности с одинаковой шероховатостью. Анало-
гичную машину для той же цели применял
Савин [59].
Фрикционные материалы (матери-
алы для дисков сцепления и для тормозных об-
шивок). Пример простейшей лабораторной уста-
новки для испытаний на трение и на изнашива-
ние фрикционных материалов (в основном неме-
таллических)",, позволяющей раздельно изучать
влияние разных факторов ^в том числе ско-
рости и нагрузки), см. [30]. У материалов ти-
па феродо величина коэфициента трения за-
висит от температуры и в связи с этим испы-
тания одного и того же материала на разных
испытательных машинах или разными мето-
дами дают неодинаковые результаты. Более
надёжными являются результаты испытаний
фрикционных материалов в том виде, в каком
они применяются в условиях, возможно
ближе соответствующих эксплоатационным.
Некоторые данные о лабораторных машинах
и методах испытаний материалов для сцепле-
ний и тормозов см. [36]. На фиг. 119 приведена,
в качестве примера схема машины Брискина
(НАМИ) для испытаний на изнашивание тор-
мозных обшивок. Вращение маховика 1 до-
водится до определённой угловой скорости
электромотором 2, который затем выключается,
Фиг. 119, Схема машины Брискина для испытания авто-
мобильных тормозных обшивок.
и маховик затормаживается укреплённым на его
оси автомобильным тормозом 3, после чего цикл
повторяется. Момент инерции и скорость махо-
вика подобраны так, что машина воспроизводит
как бы торможение автомобиля при заданной
скорости его движения. Величина тормозящего
момента и его изменение по времени записы-
ваются на диаграмму. Приведением в движение
и торможением маховика управляет автомат,
в котором ползун 4, движущийся вдоль винта 5,
приводимого в движение отдельным мотором,
производит последовательно необходимые опе-
рации включения и выключения мотора так
же, как включения и выключения тормоза.
Один цикл длится от 1 до 3 мин.
Материал подшипников сколь-
жения. Описание методов и машин для испы-
тания подшипниковых (антифрикционных) ма-.
териалов см. стр. 206.
Лабораторные машины, не воспроизво-
дящие эксплоатационных условий трения.
Наиболее распространёнными машинами этого
типа являются:
а) Лабораторные машины Зайцева
(А и АЭ) и других исследователей, отличаю-
щиеся тем, что в них трение осуществляется
на плоском стыке. Основные данные приве-
дены в табл. 29.
б) Лабораторные машины для ис-
пытания образцов с постепенно
увеличивающейся поверхностью
трения. Характеристики машин приведены
в табл. 30. В этих машинах вращающийся диск
или цапфа вытирает под постоянной нагрузкой
углубление (канавку или лунку) на плоской
поверхности образца. В процессе испытания
удельное давление понижается, начиная от
весьма высоких значений, соответствующих
упругому смятию в первый момент контакта;
этот недостаток несколько уменьшается, если
испытание прекращать по получении лунки не-
большой длины (по Савину). В начальный мо-
мент испытания вследствие высоких удельных
давлений развивается высокая температура, что
иногда приводит к налипанию мелких частиц
испытуемого металла на диск. Условия трения
на разных этапах образования лунки различны.
ГЛ. III]
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
205
Это важно в том отношении, что предыдущие
условия оказывают влияние на свойства поверх-
ностного слоя и тем самым на последующее
поведение материала. Из лабораторных машин
наибольший интерес представляет машина Са-
вина (фиг. 120) для использования её в целях,
указанных в табл. 30.
К рассматриваемой группе машин с непре-
рывно изменяющейся поверхностью трения
Фиг. 120. Схема машины Савина: / — диск
из сверхтвёрдого сплава; 2 — испытуемый
образец; 3 — гибкий привод; 4 — нагрузочный
рычаг; 5 — груз; 6 — индикатор.
образца относятся машины, предложенные
Конвисаровым [12] и другими исследователями
[41, 57].
в) Лаб ораторные машины для ис-
пытания на абразивное изнашива-
ние, получаемое воздействием на испытуе-
мый металл твёрдых, обычно минеральных ча-
стиц. Минеральные частицы, попадающие на
поверхности трения деталей машин ^смазанных
или несмазанных), часто являются основной
причиной изнашивания материала деталей.
В соответствии с условиями службы материала
получили развитие методы лабораторного испы-
тания на абразивное изнашивание с имитиро-
ванием эксплоатационных условий службы.
Равным образом получили развитие такие ла-
бораторные методы испытаний на абразивное
изнашивание, в которых имитирование соблю-
дается только в отношении характера самого
процесса.
Специальные лабораторные машины и ме-
тоды, применяемые при абразивном изнашива-
нии: 1) изнашивание образца об абразивную
поверхность наждачного полотна; изложение
развития методов такого рода испытания см.
[27]; примеры применений таких методов
к испытанию сталей см. [9] и [29], цветных
металлов и сплавов [28]; 2) изнашивание песком,
протаскиваемым между плоской поверхностью
испытуемого образца и железным диском (ме-
тод Бринеля) [37]; 3)> изнашивание при трении
вращающегося круглого образца о песок, на-
сыпанный в сосуд („способ гильзы", предло-
женный В. Ф. Лоренцем) [15]; 4) изнашивание
при трении при возвратно-поступательном дви-
жении, при смазке маслом со взвешенным
абразивом [4].
г) Лабораторные машины и при-
боры для определения коэфициен-
та трения. Величина коэфициента трения
скольжения или качения при движении может
быть определена в результате испытания на тех
указанных выше машинах, которые позволяют
измерить величину силы трения. Для изучения
явления трения применяются также другие
схемы приборов, классификацию и описание
которых см. [13].
Таблица 29
Лабораторные машины для испытания на изнашивание при трении на плоском стыке
Наименование
машины
Зайцева, мо-
дель А
Зайцева, мо-
дель АЭ
Siebel и
KehJ
Suzuki
Место и год
выпуска
СССР A925)
СССР A933)
Германия
A936)
Япония A928)
Схема действия
Трение трёх цилиндрических
образцов торцами о плоскую
поверхность или трение друг
о друга двух плоских колец
Момент трения записы-
вается на диаграмму. Испы-
тание может производиться
при смазке и без неё
То же, что модель А
Трение друг о друга пло-
ских колец. Измеряется вели-
чина момента трения. Испы-
тание может производиться
при смазке и без неё. Преду-
смотрена возможность охла-
ждения образцов сжатым
воздухом, подаваемым сквозь
шпиндель
Трение друг о друга торцов
двух цилиндрических трубча-
тых образцов. Измеряется
величина момента трения (за-
писывается на диаграмму)
Основные данные
Диаметр кольца трения
внешний 52 мм, внутренний
34 мм
Числа оборотов в минуту
200 — 500. Нагрузка—до 50 кг
[12. 2]
Диаметр кольца трения
внешний 52 мм, внутренний
34 мм. Поверхность трения
испытуемого образца 0,5 см3.
Число оборотов 2000—5000
в минуту, нагрузка до 125 кг
И
Диаметр кольца (образца)
по поверхности трения внеш-
ний 28 мм, внутренний 20 мм.
Числа оборотов 50—900 в ми-
нуту. Нагрузка до 150 кг [52,
62]
Диаметр цилиндра (образца)
по поверхности трения:внеш-
ний 19,6 мм, внутренний
16,0 мм. Удельное давление
до 14 кг\см% 112, 62, 66J
Данные о применении
(примеры)
Применялась для
исследования влияния
наклёпа на износ ста-
ли [7] и для абра-
зивных испытаний
стали [9]
Применялась для
исследования трения
свинцовистых бронз
[8] и для исследова-
ния трения свинцови-
стых баббитов [19]
Применялась для
испытаний чугуна и
стали [52]
Применялась для
исследования связи
износа и коэфициен-
та трения для стали
[66] и для автомобиль-
ного чугуна [65]
206
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
Таблица 30
Лабораторные машины для испытания иа изнашивание образцов с постепенно
поверхностью трения
Наименование
машины
А1
Sawin
Brownsdon
Spindel
Место и год
выпуска
СССР НИДИ
A937)
Чехослова-
кия, завод Sko
da A933)
Англия, завод
Avery A936)
Германия,
завод MAN
A922)
Схема действия
Вытирание цапфой под по-
стоянной нагрузкой углубле-
ния (канавки) на плоской по-
верхности образца. Испыта-
ние производится при смазке.
Ось цапфы горизонтальна
Вытирание твёрдым диском
иа сплава видиа под посто-
янной нагрузкой углубления
(лунки) на плоской поверх-
ности образца. На поверх-
ность подаётся струя жидко-
сти (обычно 0,5°/0-ный раствор
КаСгО4 в дестиллированнои
воде). Ось диска горизон-
тальна
Вытирание диском под по-
стоянной нагрузкой углубле-
ния (лунки) на плоской по-
верхности образца. Испыта-
ние производится при смазке.
Ось диска горизонтальна
Вытирание диском под по-
стоянной нагрузкой углубле-
ния (лунки) на плоской по-
верхности образца. Испыта-
ние проводится всухую. Ось
диска горизонтальна
Основные данные
Диаметр цапфы 40 мн, ши-
рина образца 15 мм. Число
оборотов цапфы 1475 в мину-
ту. Нагрузка 20 кг. Описа-
ние см. [19]
Диаметр диска 30 мм, ши-
рина диска 2,5 мм, число
оборотов диска 675 в минуту
Нагрузка 15 кг. Испытание
заканчивается при длине лун-
ки 1 мм. Измерение длины
лунки при помощи микроско-
па, вделанного в прибор.
Описание см. [59]
Диаметр диска 25,4 мм,
ширина диска 2,54 мм. Ребро
диска скруглено; радиус
скругления равен половине
толщины диска. Число оборо-
тов диска 500 в минуту.
Нагрузка 10 кг. Описание
см. [38]
Диаметр диска 320 мм, ши-
рина диска 1 мм. Материал
диска — мягкая сталь. Ди-
ску перед испытанием при-
даётся шероховатость посред-
ством напильника. Число
оборотов диска от 10 до 120
в минуту. Нагрузка до 15 кг.
Испытание заканчивается при
длине лунки 40 мм. Описа-
ние см. [12. 2, 63, 64]
увел и чивающейся
Назначение или дан-
ные о применении
Для испытания
баббитов [19] и алю-
миниевых сплавов [1]
а) Для оценки срав-
нительной износо-
стойкости калибров
[59]
б) Для сравнитель-
ной оценки изменений
свойств поверхност-
ных слоев стали
вследствие внутренних
напряжений, наклёпа
и старения после ме-
ханической обработки
[60]
Для испытания сма-
зок, применяемых при
глубокой вытяжке
Для испытания рель-
совой стали [63, 64] и
материалов для с.-х.
машин [2, 17]
ИСПЫТАНИЕ ПОДШИПНИКОВЫХ
МАТЕРИАЛОВ НА ТРЕНИЕ
Материалы для подшипников скольжения
должны обладать следующими свойствами,
в своей совокупности определяющими анти-
фрикционность: 1) способностью прирабаты-
ваться; 2) способностью не налипать, не на-
волакиваться и не привариваться к материалу
вала; 3) способностью давать в сопряжении
с материалом вала в условиях несовершенной
смазки невысокий коэфициент трения; 4) не
царапать материал вала.
Оценка этих свойств производится при
сравнительных испытаниях на трение в усло-
виях применения смазки и материала вала,
однородных с применяемыми в эксплоатации.
Испытание подшипниковых материалов на
трение производится на образцах или на де-
талях (втулки, подшипники) и соответственно
этому выбираются различные испытательные
машины. Изложенные выше соображения о зна-
чении различных видов испытания и о возмож-
ности форсирования условий трения остаются
справедливыми и для случая подшипниковых
материалов.
Испытание на прирабатывае-
мо с т ь [31] можно проводить способом „испы-
тания на краевое давление" на целых подшип-
никах [51].Подшипник с испытуемым антифрик-
ционным материалом устанавливается с заранее
выбранным перекосом относительно вала. Ис-
пытание ведётся при постоянной скорости и при
разных заранее выбранных нагрузках. Через
равные промежутки времени (например 30 мин.)
отмечается изменение температуры подшипни-
ка. При небольших углах перекоса кривая тем-
пературы (по времени) после начального подъё-
ма снижается и в дальнейшем остаётся постоян-
ной; при некотором угле перекоса снижения
температуры не происходит, и температура по-
вышается до расплавления или заедания под-
шипникового материала. Предельный угол пере-
коса для данных условий испытания характери-
зует способность материала прирабатываться.
Другой способ состоит в определении зави-
симости от длительности испытания (при вы-
бранных условиях) той критической величины
„характеристики гидродинамического режима"
/ T.CD
I величины —, где т] — вязкость смазки при
температуре подшипника, w — угловая скорость
ГЛ. III]
МЕТОДЫ ИСПЫТАНИЯ НА ИЗНАШИВАНИЕ И ТРЕНИЕ
207
вала, р — средняя удельная нагрузка на проек-
цию подшипника), при которой коэфициент
трения достигает своей наименьшей величины
[55, 56]. Для этого через различные периоды
работы подшипника при постоянном режиме
определяется величина коэфициента трения
для разных нагрузок.
Лабораторный метод испытания на прира-
батываемость на образцах [31, 32] основан на
моделировании процесса местного изнашива-
нияь имеющего место при приработке, путём
вытирания диском под постоянной нагрузкой
лунки на плоской поверхности образца; при
этом по мере изнашивания соответственно из-
меняются величины поверхности трения, фак-
тического удельного давления и температуры.
Нагрузка должна быть небольшой, чтобы
не вызвать в начальный момент трения слиш-
ком высокой местной температуры и налипа-
ния испытуемого материала на диск. Испыта-
ние ведётся в ванне со смазкой до видимого
прекращения увеличения длины лунки (точнее,
до достижения определённой малой интенсив-
ности линейного износа), после чего нагрузка
увеличивается, и вновь ведётся вытирание до
видимого прекращения износа и т. д. В резуль-
тате такого испытания при «ступенчатом на-
гружении" возможно количественно оценить
способность материала прирабатываться и,
кроме того, выявить и другие характеристики
(в том числе способность к налипанию на диск).
Испытание на трение часто произво-
дится для сравнительной оценки величины коэ-
фициента трения разных материалов в паре со
сталью в условиях несовершенной смазки.
Коэфициент трения при несовершенной смазке
зависит не только от свойств испытуемого ма-
териала, но и от ряда других факторов, из ко-
торых одни могут легко поддерживаться в те-
чение испытания постоянными (скорость сколь-
жения, нагрузка, смазочный материал), в то
время как другие изменяются в процессе тре-
ния вследствие приработки (фактическая по-
верхность соприкосновения, температура и
вязкость смазки в зазоре, шероховатость по-
верхностей трения).
Поэтому коэфициенты трения, определён-
ные при несовершенной смазке, в большин-
стве случаев характеризуют условия трения;
если при одинаковых условиях испытания для
двух разных материалов получились разные
коэфициенты трения, то прежде всего следует
выяснить, не была ли различной приработан-
ность образцов.
При производственных испытаниях на тре-
ние оценка испытуемого материала даётся
суммарной без выделения прирабатываемости.
При этом разные сравниваемые материалы
обычно ставятся в равные начальные условия:
после одинаковой отделочной операции меха-
нической обработки или после приработки,
длившейся одинаковое время в аналогичных
знешних условиях.
Испытания проводятся в следующем по-
рядке. Начав со сравнительно лёгких внешних
условий, при которых коэфициент трения не-
высок и испытуемый материал не нагревается,
постепенно утяжеляют их,, наблюдая при этом
за постепенным изменением коэфициента тре-
ния. Утяжеление условий испытания дости-
гается чаще всего повышением нагрузки,
реже — подогревом цапфы с целью понижения
вязкости смазки [50] или понижением скоро-
сти скольжения. При некоторой нагрузке коэ-
фициент трения начинает резко повышаться,
указывая на возможность заедания; опыт пре-
кращается, когда коэфициент трения достиг
обусловленной величины (например 0,05 или
0,10). Нагрузку повышают небольшими сту-
пенями. На каждой ступени испытание длится
одинаковое время или же время,, которое не-
обходимо для достижения установившегося
состояния (результаты при этих двух способах
могут быть разными). В результате испытания
определяется наибольшее достигнутое удель-
ное давление (соответствующее обусловленной
предельной величине коэфициента трения),
условно называемое удельным давлением „при
начале заедания*.
Испытание на трение проводится на об-
разцах на лабораторных машинах Амслера
[49, 47, 42], Шварца [61] и др.
Испытание на изнашивание. В ос-
нове постановки испытаний на изнашивание
материалов для подшипников лежат те же об-
щие положения, что и для испытания других
металлов (см. выше). Подшипники в эксплоата-
ции часто выбывают из строя вследствие вы-
крашивания или растрескивания антифрик-
ционного металла. Эти дефекты нельзя отно-
сить к разновидностям износа, так как они
возникают по другим причинам.
Для испытаний на изнашивание применяются
лабораторные машины для испытания образцов
и машины для испытания целых подшипников.
Установки и машины для испы-
тания подшипниковых материалов
на вкладышах, втулках и целых под-
шипниках различают для испытания при
постоянной нагрузке и для испытания при пе-
ременной или ударной нагрузке. Первые исполь-
зуются для испытаний подшипниковых мате-
риалов на трение и изнашивание, вторые - для
испытаний тех же материалов по совокупности
свойств в условиях, имитирующих эксплуата-
ционные в части характера нагружения, а также
для испытаний на усталость.
Установки и машины первой группы снаб-
жаются устройствами для измерения величины
момента трения; в установках и машинах вто-
рой группы эти устройства обычно отсут-
ствуют. И те и другие установки и машины
используются также для изучения влияния
конструктивных факторов на работу подшип-
ников. Данные о машинах второй группы, ис-
пользуемых для оценки усталости подшипни-
ковых материалов, см. [33].
Установки и машины для испытания под-
шипниковых материалов на вкладышах, втул-
ках и целых подшипниках при постоянной на-
грузке в свою очередь можно разделить на две
группы по методу измерения момента трения:
а) измерение момента трения на валу и 2) из-
мерение момента трения на подшипнике.
В одной из специальных машин для испы-
тания трансмиссионных подшипников [51, 35]
оценка момента трения производилась по рас-
ходу тока электромотором; такая оценка не-
точна, так как вместе с сопротивлением испы-
туемого подшипника здесь учитываются со-
противления опорных роликоподшипников и
сопротивления в моторе. Нагрузка на под-
шипник осуществляется при помощи рычага
и гирь.
208
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
В машине Мс Кее [55, 56] четыре одина-
ковых подшипника сидят на общем валу, так
что измеряется момент трения сразу от че-
тырёх подшипников. Нагрузка на подшипники
•осуществляется при помощи пружин.
В стенде Kurrein [53] между двумя испы-
туемыми подшипниками скольжения располо-
V///////////////////////////////////////
Фиг. 121. Схема машины для испытания под-
шипниковых материалов и подшипников.
жены два шарикоподшипника, через которые
передаётся нагрузка; здесь измеряется сум-
марный момент трения от двух испытуемых
и двух шариковых подшипников. Нагрузка
создаётся при помощи рычага и гидравличе-
ского цилиндра. Для измерения момента тре-
ния на валу в этом стенде применяется кру-
тильный динамометр.
Измерение момента трения на подшипнике
может быть осуществлено точнее, так как по
конструкции соответственных машин он может
быть прямо определён для одного испытуе-
мого подшипника. Одна из распространённых
схем таких машин представлена на фиг. 121.
Испытуемый подшипник / закреплён в го-
ловке 2 верхней горизонтальной балки 14.
Нагрузка создаётся пружиной 3, действую-
щей на конец нагрузочного рычага 4, который
имеет ось вращения 5; от нагрузочного ры-
чага усилие передаётся к верхней балке при
помощи параллелограма, имеющего звенья 6,
7, 8 и шарниры 9, 10, 11, 12. Ось подшип-
ника 1 должна лежать посредине и точно на
одной линии с 9 и 10; ось шарнира 13 должна
лежать посредине и на одной линии с 11 и 12.
При вращении вала верхняя балка 14 увле-
кается силой трения в подшипнике в сторону
вращения; момент треняя уравновешивается
натяжением пружины 15, действующей на ко-
нец 16 балки 14.
В некоторых машинах направление нагрузки
на подшипник при этой же схеме делается
обратным, т. е. подшипник прижимается к валу
сверху.
Указанная схема осуществлена в маши-
не Р НАТИ [34] и др. [43].
Более полное описание машин для испыта-
ния подшипников см. [62] и [54]..
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Андреевский Н. А. и Андреев А. С, Алю-
миниевые подшипниковые сплавы взамен высокооловя-
нистых баббитов и бронз, „Материалы Всесоюзной
конференции курсов по экономии цветных металлов",
изд. Бюро технической помощи ВНИТО металлургов,
М. 1939.
2. Волхов и тинов Н. Ф., Металлография и тер-
мическая обработка, Металлургиздат, М. 1933.
3. ВейштордтВ. В., Исследование износоустойчи-
вости чугунных зубчаток с необработанными зубьями,
Сб. „Исследование напряжений и износа материалов
в сельскохозяйственных машинах". «Труды ВИСХОМ"
вып. 4, М. 1937.
4. Гостев Б. И., Влияние термической обработки на
сопротивление абразивному износу простого и легиро-
ванного серого чугуна, Сб. I, „Трение и износ в маши-
нах", АН СССР, 1941.
5. Зайцев А. К., Антифрикционные сплавы, „Журнал
Российского металлургического общества", ЖРМО № 3,
1925.
6. 3 а й ц е в А. К., Типовые баббиты, Цветметиздат, М.
1932.
7. 3 а й ц е в А. К., Методика лабораторного испытания
материалов на износ (методы и машины), „Всесоюзная
конференция по трению и износу в машинах", т. I
АН СССР, 1989.
8. 3 а й ц е в А. К., Исследование антифрикционных
свойств свинцовистых бронз, Сб. „Антифрикционные
материалы", ОНТИ, М. 1936.
9. Замоторин М. И., Износ углеродистых сталей
в зависимости от условий термической обработки и
твёрдости, Институт механизации сельского хозяйства,
Л. 1931.
10. И н ь ш а к о в Н. Н., Износ литой стали при сухом
трении скольжения, „Всесоюзная конференция по тре-
нию и износу в машинах", т. I, АН СССР, 1939.
11. К и с л и к В. А., Износ углеродистой бандажной стали,
Трансжелдориздат, 1938.
12. К о н в и с а р о в Д. В., Износ металлов, ОНТИ, М.
1938.
13. К р а г е л ь с к и й И. В., О методике определения
силы трения скольжения несмазанных поверхностей,
„Всесоюзная конференция по трению и износу в ма-
шинах", т. II, АН СССР, 1940.
14. Куканов Л. И., О методике испытания стали на
износ на машине Амслера, „Заводская лаборатория"
№ 7. т. V, 1936.
15. Л о р е н ц В. Ф., Износ деталей, работающих в абра-
зивной среде, „Всесоюзная конференция по трению и
наносу в машинах', Т. 1, АН СССР, 1939.
16. Л о р е н ц В. Ф,, Исследование износоустойчивости
цепей Эварта, Сб. „Исследование напряжений и износа
материалов в сельскохозяйственных машинах", Труды
ВИСХОМ, вып. 4, 1937.
17. Л о р е н ц В. Ф., Износ металлов, Сб. „Исследование
напряжений и износа материалов в сельскохозяйствен-
ных машинах". Труды ВИСХОМ, вып. 4, 1937.
18. О с и п я н А. В., Экспериментальное исследование
износа зубчатых колёс, „Всесоюзная конференция
по трению и износу в машинах, т. I, АН СССР,
1939.
19. Пичугин И. В. и Андреевский Н. А., Тре-
ние и износ баббитов на свинцовистой основе. Мало-
оловянистые и безоловянистые баббиты, вып. II,
ОНТИ, М. 1937.
20. Прядилов В. И., Износ сопряжённых сталей
при возвратно-вращательном движении и при трении
всухую и с абразивом, „Всесоюзная конференция по
трению и износу в машинах", т. II, АН СССР,
1940.
21. П р о н и н Б. А., Испытания зубчатых передач и
редукторов, „Справочное руководство по зубчатым пере-
дачам и редукторам", вып. 5, М. 1944.
22. Т и х о л а з Т. Н. и Воробьева А. Ф„ Опре-
деление износа авиамотора по содержанию желе-
за в работавшем масле. „Всесоюзная конференция
по трению и износу в машинах", т.. II, АН СССР,
1940.
23. ХрущовМ, М., О рациональной постановке испы-
таний на износ, „Заводская лаборатория" № 5, т. VII,
1937.
24. X р у щ о в М. М., Основные положения к методам
испытания на изнашивание. „Всесоюзная конференция
по трению и износу в машинах", т. 1, АН СССР,
1939.
25. ХрущовМ. М. иБеркович Е. С, Микротвёр-
дость, определяемая методом вдавливания, АН СССР,
1943.
26. X р у щ о в М. М. и Э л ь к и н д И. А., Сравнительные
испытания материалов для направляющих втулок кла-
панов. Сб. исследовательских работ технологического
отдела, Труды НАГИ, вып. 14, 1931.
27. X р у щ о в М. М. и Б а б и ч е в М. А., Методика
испытания металлов на изнашивание при трении об аб-
разивную поверхность, Сб. 1, „Трение и износ в маши-
нах", АН СССР, 1941.
28.: X р у щ о в М. М. и Б а б и ч е в М. А., Испытание на
изнашивание чистых металлов и антифрикционных спла-
вов при трении об абразивную поверхность, Сб. 1, АН
СССР, 1941.
ГЛ. 1I1J
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
209
29. X р у щ о в М. М. и Бабичев М. А., К оценке
влияния термообработки на износостойкость стали, Сб.
„Исследования в области машиноведения", АН СССР,
1944.
30. X р у щ о в М. М. и Ш в е ц о в а Е. М., Механиче-
ские свойства тормозных обшивок автомобиля, .Изве-
стия НАТИ" № 3, 1933.
31. Хрущев М. М., Пластичные антифрикционные мате-
риалы, „Всесоюзная конференция по трению и износу
в машинах- т. 1, АН СССР, 1939.
32. X р у щ о в М. М., Исследования приработки под-
шипниковых сплавов и цапф, АН СССР. 1946.
33. X р у щ о в М. М., Усталость баббитов, АН СССР,
1943.
34. X р у щ о в М. М., Опыты по трению и износу баб-
битов, .Вестник металлопромышленности" № 5, 1939.
35. Чохральский Н. и Вельтер Г., Анти-
фрикционные металлы и их технологическая оценка,
ГНТИ, М. 1928.
36. Чудаков Е. А., Испытание автомобиля и его
механизмов, Труды НАТИ вып. 17, Гострансиздат, 1931.
37. В г i п е 1 1 J. A., L'ndersokning rorande jams och
stals en del andra kroppars formaga att motsta n6tning,
„Jernkontorets Annaler" № 9, v. 105, 1921.
38. В г о w n s d о n H. W., The wear of metallic mate-
rials: a) „Journal of the Institute of Meials" №1, vol. 58,
1936; b) „Engineer" № 4184, vol. 161, 1936.
39. Boer lag e С D. a. G r a v e s t y.n B. J. J., Cy-
lindtr wear in dlesel engines, The Motorship (Brit.),
vol. 13, 1932.
•10. В о n d i W., Beitrage zum Abnutzungsproblem mit
besonderer Beriicksiclnigung der Abnutzung von Zahnra-
dern „VD1"-Verlag, Berlin 1927.
41. С о n n e 11 у J., A new method of investigating per-
formances of bearing metals, ,Transact ions ASME",
vol. 57, 1935.
42. Dayton R. W., N e 1 s о n H. В., Milligan L. H.,
Bearing seizure as affected by surface finish, „Machine
Design" № 8, vol. 14, 1942.
43. D u f f i n g G., Reibmgsversuche an Gleitlagern, „Z. d.
VDI" № 15. Bd. 12, 1928.
44. E n g 1 i s h С „Bemerkenswerte Verschleissvorga'nge
und Untersuchungen an Kolbenringen und Zylindern,
„Reibung und Verschltiss" VDl-Verlag, 1939.
45. E v e r e t t H. A. a. Stewait F.C., Performance
tests of lubricating oil in automobile engines, „Bulletin"
№ 44, Pennsylvania State College, 19j5.
46. F i n k M., eucre Ergebnisse der Abnutzungs-
forschung: a) Organ f. d. „Fortchritte d. Eisenbalm-
wesen- № 20, Bd. 84, 1929; b) „Z. d. VDI" № 3, Bd. 74,
1930.
47. French H. J., Wear testing of metals, Proceed. ASTM,
vol. 27, 1927.
48. F r e n с h H. J. a. H e r sc h m a n K., Wear of steels
with particular reference fo plug gauges, .Transact.
ASbT", vol. 10, 1926.
49. Herschman H. a. Basil J., White - metal
bearing alloys: mechanical properties at different
temperatures and service tests: a) Proceed, ASTM,
vol. 32, 1932, part II; б) русский перевод в сборнике
..Мялиоловянистые и безоловянистые баббиты", т. II,
1937.
50. J a k e m a n С. a. Bar r G., Test on tin-base and
lead-base metals, „Engineering" № 3448, vol. 133, 1932.
51. К a m e r e r. We 11 e r O. u.WeberG., Entstehung
und Durchfiihrung der Lagerversuche, „Versuchsftld f.
Maschinenelemente d. Technischen Hochschule" № 2,
Berlin 1920.
52. К e h 1 B. u. S 1 e b e 1 E., Untersuchurgen fiber das
Verschlelssverhalten der Metalle bel gleiten der Reibung,
„Archiv f. d. Eisenhiittenwesen- № Ц, 1936.
53. К u г r e 1 n M. u. Meyer—Jagenberg G.,
Gleit, Kugel— und Roilenl?get und ihre Schmierung im
Prufstand und in der Transmission. .Berichte d. Versuchs-
feldes f. Werkzeugmaschinen d. Technischen Hochschule",
Berlin 1932.
54. К u h n e 1 R., Werkstoffe fflr Gleitlager, Berlin 1939.
55. M с К e e S. A., The effect of running—in on jour-
nal — bearing performance, „Mechanical Engineering»
№ 12, vol. 49, 1927.
56. M с К e e S. A. a. M с К e e T. R., Running characte-
ristics of white metal bearings, „Transactions ASME",
vol. 59, 1937.
57. Nieberding O., Abnutzung von Metallen unter
besonderer Berucksichtigung der Messflachen von Lehren,
Berlin 1930.
58. S a w i n N.. La machine Skoda-Sawin pour es-
sais d'usure des metaux, „Genie Civil" № 2, vol. 114,
1939.
59. Sawin N., Mesure de l'usure an frottement des pie-
ces a surface dure, „Genie Civil" № 11, 12, vol. 103,
1933.
60. S a w I n N.. Prufungen von Metallen und Hartmetal-
len miters Hanmetallschtibe, „Werkstattstechnik u.
Werksleiter" № 6, 1939.
61. Sctiwarz M. v. u. F 1 e 1 s с h m a n n E., Die La-
gerprufmaschine bauart nach v. Schwarz, „Z. d. VDI",
Bd. 72, 1928.
62. S i e b e 1 E., Handbuch d. Werkstoffprufung, Bd. 1.
Berlin 1940.
63. S p I n d e 1 M., Uber Abnutzungsprufung von Werk-
stof'en fur Eisenbahnen und Fabrikbetriebe, „Z. d. VDI*
№ 12, Bd. 70, 1926.
64. Spindel M., Neues Prufverfahren fur den Abnut-
zungswiJerstand von Eisenbahnmaterial, „Z. d. VDI",
Ed. 66, 1922.
65. Suzuki M., An investigation of abrasion in cast
iron, „The Science Reports of the Tohoku Imperial Uni-
versity" № 5, vol. 24, 1936.
66. Suzuki M., An Investigation of abrasion in steel
„The Science Reports of the T6hoku Imperial University",
vol. 17, 1928.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
КЛАССИФИКАЦИЯ ОСТАТОЧНЫХ
НАПРЯЖЕНИЙ
Остаточными напряжениями (собственными,
начальными) называются такие напряжения,
которые остаются в изделии при снятии внеш-
них нагрузок.
В зависимости от причин возникновения
напряжения называются тепловыми, литей-
ными, усадочными, ковочными, сварочными,
фазовыми и т. п.
И. А. Одинг [6] разбивает напряжения
в зависимости от вызывающих их причин на
две группы: 1) конструкционные напряже-
ния и 2) технологические напряжения.
Конструкционные напряжения
вызываются в изделии нормальными или
анормальными процессами, происходящими в
конструкции.
Технологические напряжения
вызываются процессами, происходящими в ме-
талле в период изготовления изделия или
в процессе его эксплоатации.
Остаточные напряжения образуются вслед-
ствие неоднородности линейных или объём-
ных изменений в смежных макро-, микро- или
ультрамикроскопических объёмах металла. В
соответствии с этим различаются остаточные
напряжения: а) / рода, или зональные, когда
размеры зон имеют макроскопический харак-
тер, т. е. охватывают или весь объём изделия
или значительную часть его; б) U рода, когда
размеры зон имеют микроскопический харак-
тер, т. е. охватывают объём одного или не-
скольких зёрен металла; в) /// рода, когда
размеры зон имеют ультрамикроскопический
характер, т. е. охватывают объём нескольких
кристаллических ячеек зерна.
Механическими методами можно опреде-
лить остаточные напряжения только I рода.
Напряжения II и 111 рода определяются рентге-
нографически.
210
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
(РАЗД. 1)
В зависимости от факторов, создающих
неодинаковые линейные или объёмные изме-
нения в смежных объёмах металлического
изделия, остаточные напряжения разделяются
на: а) тепловые или температурные напря-
жения, возникающие вследствие неоднород-
ного охлаждения или нагревания; б) напря-
жения от наклёпа, возникающие вследствие
неоднородного линейного или объёмного изме-
нения при пластической деформации; в) фа-
зовые напряжения, возникающие при фазо-
вых и структурных превращениях и диффу-
зионных процессах в металле.
В зависимости от технологического про-
цесса остаточные напряжения разделяются на:
а) термические, возникающие при термиче-
ской обработке; б) литейные, возникающие
при застывании отливок; в) ковочные и прес-
совочные; г) сварочные; д) напряжения от
наклёпа, возникающие при холодной обра-
ботке металлов давлением (холодная прокатка,
штамповка, дробеструйная обработка и др.);
е) напряжения резания, возникающие при
обработке металлов снятием стружки; ж) элек-
тролитические, возникающие при электро-
литическом покрытии.
По времени существования остаточные
напряжения делятся на: а) временные на-
пряжения, возникающие в процессе прове-
дения какой-либо технологической операции
и исчезающие по окончании этой операции;
б) остаточные внутренние напряжения,
возникающие, как и временные, в процессе про-
ведения какой-либо технологической операции,
но после окончания этого процесса остаю-
щиеся в изделии (необратимое изменение).
ПРОВЕРОЧНЫЕ УРАВНЕНИЯ ПРИ ОПРЕ-
ДЕЛЕНИИ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
Правильность произведённых эксперимен-
тальных определений остаточных напряжений
проверяется следующими условиями равно-
весия в диаграмме остаточных напряжений [12J:
Ртах
=0; 2)
3) <'
Здесь зос — осевые (продольные) остаточ-
ные напряжения: а-р—тангенциальные (каса-
тельные) напряжения; а^ — радиальные оста-
точные напряжения; /— текущая площадь се-
чения; р — текущий радиус окружности ци-
линдра.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ
НАПРЯЖЕНИЙ
Определение остаточных напряжений
в толстостенных трубах и прутках
методом расточки [9]
Толстостенная труба (или цилиндрический
пруток) подвергается постепенному растачива-
нию тонкими слоями изнутри (или обточке сна-
ружи) с измерением после снятия каждого слоя
величины изменения его длины и диаметра.
(Еопоставляя величину снятого слоя ме-
талла с деформацией оставшейся части образ-
ца, определяют величину и знак напряжений,
существовавших в удалённом слое, в осе-
вом (аос), радиальном (aR) и касательном к
окружности (тангенциальные напряжения — аТ)
направлениях.
Для определения напряжений иос, ат и aR
можно пользоваться следующими уравнениями.
а) При растачивании внутренних слоев ци-
линдра:
Fb-F
2F
б) При растачивании внутренних слоев
узкого кольца или диска
-F)db -1ъ±*-
П dF 2F
в) При обтачивании наружных слоев ци-
линдра:
Е
F-Fa
IF
G.
Здесь Е — модуль упругости; р. — коэфи-
циент Пуассона; Fb — площадь круга по на-
ружному диаметру; /^ — площадь круга по
внутреннему диаметру; F—переменная пло-
щадь, соответствующая диаметрам после ка-
ждой расточки; А = (е -f- рЛ) — функция, пред-
ставляющая пространственное изменение дли-
ны; 6 = (о ¦+- ре) — пространственное изменение
диаметра; е — относительное изменение длины;
5 — относительное изменение диаметра.
Производная , определяется графиче-
ским диференцированием по эксперименталь-
u ,, / r-ч dA db
ной кривой о = ср (/-), производные -г= и -гр,—
dr dr
графическим диференцированием по кривым
А = <fi (F) и 6 — ср2 (F). Последние две кривые
представлены на фиг. 122.
Подготовка образцов к испытаниям и
техника экспериментирования. Торцы ци-
линдра должны быть параллельны между со-
бой и перпендикулярны к его оси. Боковую
поверхность и торцы желательно шлифовать.
Необходимые риски наносятся чётко и шири-
ной не более 0,0i0—0,015 мм.
При расточке образец зажимается в спе-
циальную оправку [i, 5J, предохраняющую
образец от какой-либо внешней деформа-
ции, в особенности при обработке тонких сте-
нок; во избежание разогрева расточку произ-
ГЛ. Ill)
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
211
водят при небольшой скорости и глубине реза-
ния, при небольшой скорости подачи и усилен-
ном охлаждении.
После каждой расточки (обточки) образец
выдерживают 8—12 час. в помещении, где
производятся замеры.
Л-Ю*
-80
Таблица 31
120 Ш 500 600
Внцтр. поперечн. сечение
700мм*
Фиг. 122. Кривые деформации при расточке
латунной трубы.
Производство замеров. Замеры выпол-
няются следующим образом: а) наружный диа-
метр измеряется оптиметром или микрометри-
ческим винтом с точностью до 0,001 мм, при-
чём измерения производятся в двух-трёх по-
ясах по высоте цилиндра в трёх направлениях
(под углом 120°); б) длина измеряется по трём
образующим линиям при помощи компаратора
с окулярным микрометром (точность до
0,001 мм); в) толщина стенки измеряется
микрометром с выпуклой вставкой для
установки её на внутренней поверхности ци-
линдра; г) каждое измерение длины, диаметра
и толщины цилиндра повторяется несколько
раз, и результатом замера считается средне-
арифметическая величина; увеличение диа-
метра и длины принято считать положитель-
ным.
Замеры следует поручать одному и тому же
лицу и производить при постоянной темпера-
туре в утренние часы в помещении, выходя-
щем на север.
Порядок вычислений, записей и графи-
ческих построений. Все первичные замеры
вписываются в журнал испытаний (табл. 31).
По измеренным длине и диаметру строятся
уравнительные кривые в функции попереч-
ного сечения е = ср (F) (см. фиг. 122) и о — ср (F).
Из этих кривых определяют исправленные
величины изменений длины и диаметра, кото-
рыми заменяют первичные измерения вели-
чины. Их вносят в табл. 31. По исправленным
величинам s и 5 определяют функции А = е -j- p.8
и 6 = 6 -f- р-Е и строят уравнительные кривые
А = cf (F) и 6 = у (F) по площади расточен-
ного отверстия (см. фиг. 122). Затем подсчи-
тывают величины остаточных напряжений
№
п/п
1
2
3
4
5
6
7
8
9
10
Первичные
замеры и
Коэфициент Пуассона
Наименование
Наружный
диаметр в мм
Толщина
стенки в мм .
Внутренний
диаметр рас-
точки в мм . .
Внутреннее
поперечное се-
чение в мм? .
Изменение
диаметра . . .
Изменение
ДЛИНЫ • • ¦ ¦
Исправленное
изменение диа-
метра (по урав-
нительной кри-
вой} .....
Исправленное
изменение дли-
ны
Величина
функции . . .
Величина
функции . . .
Обозначе-
ние
D
Ь—р
2р
f = K • р2
D —Do
Ьо-—~—
Ln~L0
г П
в = 6 -f (J.E
Л = е -(- [iB
подсчёты
1
№
2
расточек
3
4
5
Таблица 32
Подсчёт остаточных напряжений
Модуль упругости Е= . . . ; коэфициент Пуассона
п/п
1
о
3
4
с
о
6
8
9
10
11
12
13
14
15
Элементы подсчетов
3 к
Я I
л а>
ч м
о 2
Прод
напр!
альны
;ния
5§
? S.
Танг
наг
[ьные
кения
« К
ч а
Си в
/?=тс ¦ pJ В ЛЛа
^ft—F » >
~2>~
2F
Л • Ю5
dF
I ^6 ~"^ J ~др
-А . 105
J
аос в кг/мм"
в . Ю5
( Fb -p\^p-
F 4- F 1
--p— • в ¦ 105
а у- в кг/мм*
Fb-F
2F
<jg в kzjmm*
1
2
расточек
3
4
5
1
6
212
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
1
7
у
W
/
/
1
/ППП\
л
1
1 1
_!.
со
(табл. 32) и строят кривые распределения их
по поперечному сечению (фиг. 123, 124, 125).
На фиг. 123 представлена эпюра распре-
деления и величины продольных напряжений,
кг/к*
8
6
ч
2
О
-2
-ч
-6
-8
-10
Ш 500 600 700ммг
Внутр. поперечн. сечение
Фиг. 123. Продольные остаточные напря-
жения в латунной трубе.
на фиг. 124 — тангенциальных напряжений и
на фиг. 125 — радиальных напряжений в ла-
тунной трубе после протягивания.
6Т
кг/мм?
8
6
4
2
О
-2
-it
-6
-8
-10
t
у
1
f
у
А
Ш
Л
Ум
¦А- -
1
ару
400 500 600 700мм
Внутр. поперечн. сечение
Фиг. 124. Тангенциальные остаточные
напряжения в латунной трубе.
кг/мм*
2
¦JJ4
mill
Him
iiiin
ниш
иди
Ш 500 600 7D0mm*
Внутр. поперечн сечение
Фиг. 125. Радиальные остаточные напря-
жения в латунной трубе.
Принято считать растягивающие напряже-
ния положительными, а сжимающие — отри-
цательными.
Определение остаточных напряжений
в тонкостенных трубках методом
Давиденкова [3]
Тангенциальные напряжения. Для опре-
деления тангенциальных напряжений (аТ) от-
резок трубки (образец) разрезают по одной
из образующих и измеряют происходящие
при этом изменения диаметра; далее образец
подвергают травлению кислотой со стороны
внутренней (или наружной) поверхности после-
довательными слоями небольшой толщины и
также измеряют изменения диаметра.
Полное исходное остаточное напряжение
для любого (кроме первого) кольцевого слоя
отрезка трубы при снятии слоев изнутри
определяется как сумма трёх составляющих
gt— a, -f- g2 -f- о3 ,
где о,—напряжение, удаляемое в слое в момент
распиловки кольца по образующей; а2 — доля
общего напряжения, которая сохранилась в
рассматриваемом слое к моменту, когда закон-
чено удаление всех предыдущих слоев (а2 уда-
ляется вместе со слоем); а3 — часть напряже-
ния, которая была снята в слое при удалении
всех предыдущих слоев.
Составляющие напряжения выражаются сле-
дующими формулами:
иср у» , Ucp
dD_
3(D— «J ' da '
3 (А, —2а) А,
Dp —2а
Здесь Е—модуль упругости; а = г
J (Л4
(р.— коэфициент Пуассона); Z' = —~ а —
расстояние между срединной линией кольца
и серединой рассматриваемого слоя; 5 — тол-
щина стенки кольца; а — расстояние середины
рассматриваемого слоя от наружной поверх-
ности кольца; da — толщина удаляемого слоя,
находящегося в расстоянии а от наружной по-
верхности; \ —текущая координата всех слоев,
снятых ранее вплоть до слоя da; Dcp — диаметр
срединной окружности кольца; D — наруж-
ный диаметр (переменный); AD— изменение
наружного диаметра; Do — начальный наруж-
ный диаметр.
Положительными считаются: AD -- при уве-
личении диаметра; а — от периферии к центру
кольца.
Производная —— определяется графиче-
ским способом по начальной кривой D=/(а).
ГЛ. HI]
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
213
Значения интегралов \ x dD и \ x2dD Производная
определяются графически по начальным кри-
вым х == 9i (D) их2 — ц-о (D). При положитель-
ном значении вычисленного с = oj -j- o2 -t- с3
считают напряжение растягивающим, а при
отрицательном— сжимающим.
Для определения тангенциальных напряже-
ний при удалении наружных слоев Витман [4]
предложил пользоваться следующими форму-
лами:
Еа
Z'4- —
Z ^ 12 р
о2
2P Z' +
Ea2a
•ДД
За
^D
(D
В этих формулах обозначения аналогичны
указанным выше, за исключением D, обозна-
чающего здесь внутренний диаметр, и р — ра-
диус срединной окружности кольца.
Недостатком способа Давиденкова является
невозможность применения его к трубам, ма-
териал которых не поддаётся травлению или
травится недостаточно равномерно.
Осевые (продольные) напряжения. Для
определения осевых напряжений as из трубки
вырезают параллельно её оси узкую полоску
и измеряют радиус появляющейся кривизны,
затем травлением последовательно снимают
внутренние (или наружные) слои. Методика
вычисления осевых напряжений остаётся той
же, что и для тангенциальных, с той лишь
разницей, что вместо изменения диаметра Д?>
измеряется стрела прогиба J при помощи при-
боров типа оптиметра Цейсса.
Стрела прогиба считается положительной,
если полоска обращена выпуклостью внутрь
(к оси трубы,). В этом случае стрела прогиба
должна отвечать снятию растягивающих на-
пряжений (положительному сл) в наружных
слоях, почему в формуле oj остаётся знак плюс.
Величины о3, а2 и а3 находятся по уравне-
ниям:
2?(У-Й)
df.
fa
2Е
2Еа
Здесь Ь — половина расстояния между опо-
рами прибора, измеряющего прогиб; /— про-
гиб, возникающий при вырезании полоски;
(// — изменение прогиба при удалении слоя.
Остальные обозначения — те же, что и в пре-
дыдущих формулах.
df p
~— и интеграл I x df вычис-
f's
графически по кривым /=<pj(a) к
ляются
х-^Ъ (/)•
Определение остаточных напряжений &
тонкостенных трубках [10].
Приближённый метод. Метод состоит в рас-
щеплении трубки по образующей (фиг. 126, а)г
или в вырезании окружного языка (фиг. 126, б)г
а>
Фиг. 126. Разрезание образцов для опреде-
ления остаточных напряжений в тонко-
стенных трубках.
при определении тангенциальных напряже-
ний, или продольного языка (фиг. 126, в, г)
при определении продольных напряжений. Дан-
ным методом можно пользоваться в том слу-
чае, когда в изделии имеются достаточно боль-
шие растягивающие напряжения на одной по-
верхности и сжимающие — на другой.
Тангенциальное напряжение выражается
формулой
, E(s — 2x) Д?>,
продольное напряжение -- формулой
а5 = Е {s- 2*)Д = Е (s — 2х) ^ .
Здесь Е — модуль упругости; s — толщина
стенки; С)т — среднее из срединных диаметров
до(О0) и после (О]) расщепления; ДО! — D\—Do\
х — расстояние изучаемого волокна от поверх-
ности; /.(—/":/Я где/"- конечный изгиб
языка длиной L.
Точный метод. По точному методу помимо
расщепления или вырезания языков произво-
дится постепенное удаление слоев травлением
или механической обработкой (см. ниже,
стр. 214).
Тангенциальное напряжение.
Полное напряжение в волокне х освобо-
ждается в три ступени, образующие четыре
компонента напряжения.
Компонент qt, освобождённый при расще-
плении:
214
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Компоненты <зт и ат, освобождённые при
предшествующих расточках:
а т = I (ит — а т ) dx\
'» S - X ,) ' ll
— л:)
до
Компонент а-р, освобождённый вместе с
удалением слоя dx:
Е (s - лJ dD
Полное напряжение
аг,
3Di
г,
dx
Здесь ДО'—суммарное изменение диаметра
после расщепления и травления; ДО = ДО'—
—ДО! — изменение диаметра после травления
слоя dx; fi — отклонения языка после выреза-
ния и травления. Остальные обозначения см.
стр. 213.
Продольное напряжение. Для под-
счёта продольных напряжений пользуются
уравнением
— E
= E(s- 2x)fx + E(s -x)f—
x
i — xy aj y
dx s—.
где f\ — изгиб языка после вырезания; / =
= /' —/jj /' — изгиб языка после вырезания и
травления.
Изгибы положительны, когда языки откло-
няются в направлении травления.
dD df
Производные — и ~ определяются
Мл CIJC
графическим диференцированием, интегралы
X X
\(<зт— <Jr) dx и j (aoc ~
j) dx — графическим
интегрированием.
Техника экспериментирования. Опыты
могут быть проведены по одному из следую-
щих вариантов:
1. Для всей серии опытов берётся только
один образец, который расщепляется вдоль
образующей и в нём же вырезаются языки.
Далее образец подвергается последователь-
ному травлению с внутренней или наружной
стороны.
Недостатки варианта — трудности при про-
изводстве травления и замеров разрезанных
образцов.
2. Количество образцов соответствует числу
вариантов в исследовании; каждый образец
сперва травится до желаемой толщины стенок,
а затем замеряется и расщепляется; со сторо-
ны, противоположной расщеплению, выре-
заются продольные языки.
По этому варианту упрощается проведение
опытов, но требуется много образцов.
Перед травлением поверхность латунных и
стальных образцов очищается четырёххлори-
стым углеродом и затем промывается горячей
водой.
Снятие слоев латунной трубки осущест-
вляется растворением трубки в 200/0-ном рас-
творе HNO3 при 70—80° С. Образующиеся в
процессе травления на поверхности образца
пузырьки' время от времени удаляются. По-
верхности трубки, которые должны быть
предохранены от травления, покрываются ас-
фальтовым лаком или парафином. Последний
быстрее застывает и легко удаляется в четы-
рёххлористом углероде.
При растворении (травлении) стальных
образцов применяется 10%-ный раствор HNO8
при температуре 70-?0° С.
В образцах из нержавеющей стали для уда-
ления слоев применим метод электролитиче-
ского травления. При этом анодом служит об-
разец, катодом — стенки ванны или какая-либо
пластинка. Электролит — 15—20%-ный водный
раствор H;,SO4.
Для определения толщины удалённого тон-
кого слоя металла образец взвешивается до и
после травления.
По удалённому весу слоя определяется
объём, а делением последнего на поверхность
растворения вычисляется толщина удалённого
слоя.
Образцы для испытания должны иметь длину,
равную 2—3 диаметрам, продольный язык вы-
резается шириной 0,1—0,2 диаметра; основа-
ние языка должно быть перпендикулярно оси
трубки.
Расстояние между рисками измеряется пе-
ред и после расщепления при помощи изме-
рительного микроскопа или компаратора. Так
как хорды мало отличаются от соответству-
ющих им дуг, длину их можно без поправки
принять за длину соответствующих дуг. Откло-
нение продольного языка измеряется при по-
мощи измерительного микроскопа в конечной
плоскости, перпендикулярной к оси трубки.
Изгибы считаются положительными, когда
языки искривляются по направлению травле-
ния.
Порядок вычисления напряжений состоит
из нескольких ступеней.
1. Строится уравнительная кривая ^D = ^(x)
(фиг. 127, а), при этом х является положитель-
ным при наружном травлении и отрицатель-
ным — при внутреннем травлении.
2. Пользуясь уравнительной кривой, гра-
фическим диференцированием определяют про-
dD
изводные -г— (фиг. 127, б) для разных произ-
вольных величин х, например, через 0,05 мм:
при х = 0; 0,05; 0,10 мм и т. д. до предела воз-
можных точных показаний.
„ „ „ dU
3. По кривой — cfa (x) вычисляют компо-
ненты тангенциальных напряжений аТ, от. ат
и осевых aj, g3 и а4 для соответствующих вели-
чин х (фиг. 127, е).
ГЛ. III]
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
215
Компоненты <зт и а2 определяют из урав-
нения
(о —dj) dx^z
S — X
где А — площадь, заключённая между осью х
и кривой (и8 + о4) (фиг. 127, г) *.
Направление травления
1. Вырезанный из изделия диск размечают
на ряд концентрических колец, измеряют в
каждом из них наружный радиус Ь, внутренний
радиус а и промежуточный заранее намечен-
ный радиус р.
2. Срезают наружное кольцо (кольцо с ин-
дексом п) и замеряют Ьп, а„ и р„ в вырезан-
ном кольце и pn_v рп_2> Рл_з Pi в остав"
шейся части диска, На основании полученных
изменений (Др) радиусов вычисляются напря-
жения в кольце.
В первом наружном кольце (с индексом л)
наружное давление р^ принимается равным
нулю, и тогда внутреннее давление ра опреде-
ляется по уравнению Ляме [»], приняв в нём
рь~0, а именно
'ап
0,25 0,50 0,75мм 0,75 0,50
Толщина стравленного спов
0,25 О
,-20
Фиг. 127. Ступени определения напряжений в кованой
трубке из патронной латуни.
Определив аТ и а8, производят графиче-
ское интегрирование для определения вели-
X
р
чины ] (а2 + °з + Gi) ^х> после чего получают
все данные для вычисления аг и аос.
Определение остаточных напряжений
в крупных изделиях по Калакутскому [3]
От цилиндра отрезают диск, у которого
последовательно вырезают концентрические
кольца снаружи или изнутри и измеряют из-
менения диаметров как в вырезанных кольцах,
так и в остающемся диске.
Пользуясь выражением для перемещений
в задаче Ляме [8], вычисляют на основании
полученных изменений в диаметрах величину
давления, существовавшего в плоскости между
вырезанным кольцом и оставшейся частью
диска. Значения давлений служат основанием
для подсчёта тангенциальных и радиальных
напряжений.
Определение давлений в кольцах. Поря-
док экспериментирования следующий.
3. Срезанное кольцо затем стачивают, при
этом его наружный радиус из. Ьп изменяется
в Ьп, а отмеченный радиус рп деформируется,
изменяясь на величину Дрл. По величине Др„
определяется напряжение в снятом слое (на
радиусе b'n) по уравнению
ДР„
-п2п) Р„
=Рап
4. Для следующего кольца (с индексом
п— 1) наружное давление уже не будет равно
нулю; величина его определяется по уравне-
нию
рл_1 (&л_1 — flo)
_ ... .
= - ZE
5. Далее из диска срезается второе снаружи
кольцо (кольцо с индексом л~1 с наружным
радиусом Ьп _ а и внутренним ап _ ]).Для этого
кольца уже определено наружное давление
рь и известен pn_v поэтому внутреннее
давление р„ можно вычислить по уравне-
ап — 1
Ра =
п — \
я - 1
* По аналогичному уравнению определяется компо-
Это кольцо (с индексом п — 1) стачивают
и обмеряют, как и кольцо с индексом п. Весь
ход вычислений остаточных напряжений
повторяется.
Таким образом, срезая с диска кольцо за
кольцом и стачивая слои в каждом кольце,
определяют давление снаружи (рь) и изнутри
(ра) для каждого кольца.
Определение остаточных напряжений.
Определив рь и ра для всех колец, подсчи-
216
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
тывают напряжения по следующим уравне-
ниям [8]:
1" р2
4. По кривой К = <р (х) графически опреде-
л Q& . Q_? П& \ О CL }
В результате всех подсчётов можно* по-
строить диаграмму распределения остаточных
напряжений по всему сечению изучаемого
диска.
Определение напряжений
в призматических брусках [13]
Способ состоит в последовательном состра-
гивании ряда слоев с одной из сторон бруска
с одновременным измерением возникающих
прогибов. Измеренные деформации пересчиты-
вают на напряжения по уравнению
где s—исходная толщина бруска; х — теку-
щая толщина; f(x = E-kx = произведе-
ние модуля упругости Е на кривизну бруска kx,
когда он состроган до толщины х мм;
Ks — Eks— величина до начала сострагиваний.
Если допустить, что брусок изгибается по
кривой, близкой к окружности, то
/2 + 4/2 '
где / — стрела прогиба и / — расчётная длина
бруска.
Техника экспериментирования. Наносится
горизонтальная риска вдоль не подвергаю-
щегося сострагиванию основания бруска
(фиг. 128). Отмечается расчётная длина / на-
Фиг. 128. Схема определения стрелы прогиба.
несением у концов бруска рисок, перпен-
дикулярных к горизонтальной риске.
Вычисление напряжений производится в
следующем порядке.
1. По прогибу горизонтальной риски на
длине / определяют стрелу прогиба / с точ-
ностью 0,001 мм.
2. Вычисляют кривизну образца k =
«= ¦— для каждого снятого слоя х, по кото-
рой находят К = кЕ.
3. Вычерчивают уравнительную кривую
К = <? (х) (фиг. 129).
ляют производную -г- и интеграл \ К их.
х
5. Вычисляют напряжения ах.
6. Строят диаграмму распределения напря-
жений по сечению бруска <зх = <j> (л-) (фиг. 129).
20 30 40 50
Толщина образца
Фиг. 129. Диаграмма рас-
пределения напряжений по
сечению бруска из литой
стали @,1% Q-
Сострагивание слоев можно заменить боль-
шим числом запилов на ту же глубину, нанося
пропилы в расстоянии друг от друга не ме-
нее утроенной их глубины.
Прочие методы определения остаточных
напряжений
Метод кольца [7] применяется для опре-
деления склонности материала к снятию оста-
точных напряжений путём отпуска. Сущность
метода состоит в том, что кольца прореза-
ются в одном месте,
остаточные напряже-
ния, а затем уже
вставкой в прорезь
распорного клина
определённой толщи-
ны в кольцах созда-
ются заданные напря-
жения. Кольца в на-
пряжённом состоя-
нии (со вставленными
клиньями) подверга-
ются отпуску, после
чего клин вынимается
и измеряется проис-
шедшая деформация,
по величине которой
отжигом снимаются
Фиг. 130. Схема установки
распорного клина.
напряжении
определяют величину
при данном режиме
снятых
отпуска.
Порядок экспериментирования. Из ис-
пытуемого материала вытачивают ряд колец-
образцов. Кольца освобождаются путём от-
жига от существующих в них остаточных
напряжений, а затем в них прорезают шлицы
шириной 1,5 мм (фиг. 130). В середине тол-
щины кольца, в расстоянии 1 мм от краёв
прорези, на приборе Виккерса или нанесением
креста отмечаются точки тип. Расстояние с
между этими точками будет служить мерилом
при подборе клина для создания заданной
171. Ill]
МЕТОДЫ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ
217
деформации Cj и при изменении этого рас-
стояния в результате отпуска с2. После нане-
сения точек тип концы кольца хромируют.
Увеличение расстояния с до С] производят
подгонкой толщины клина. По изменению рас-
стояния вычисляют остаточные напряжения
в образцах после отпуска, пользуясь урав-
нением
Esu
и с укреплённым на нём экстензометром, зажа-
тый в разрывной машине, постепенно нагру-
жается и при этом измеряется нагрузка и вы-
званная ею деформация.
Для получения окончательной тарировочной
кривой необходимо из полученных значений
деформации вычесть величину деформаций,
имевших место в листе до просверливания в
нём отверстия.
Метод Mathar применим при определении
остаточных напряжений в отливках, сварных
кг/мм?
20
18
i
н
¦-!
^ ,и
i ,з
'А
¦¦—<
¦—¦—
13 Ю 15 40
Время выдержки
ВО часы
Фиг. 131. Влияние длительно-
сти отпуска при температуре
350° на снятие остаточных на-
пряжений в стали Ст. 20. Залан-
ные напряжения: 7 — 19 кг/мм1;
2 — 15 кг/мм2; 3 — 10 кг/мм* и
4 — 7 кг /мм2.
где Е — модуль упругости; s — толщина кольца
по радиусу; и = С\— с2 — изменение расстоя-
ния за счёт отпу-
ска; сг — расстоя-
ние между тип
(см. фиг. 130) до
отпуска со вста-
вленным клином;
с2—расстояние ме-
жду т и п после
отпуска без клина;
г—срединный ра-
диус.
Влияние дли-
тельности отпуска
на изменение оста-
точных напряже-
ний представлено
на фиг. 131. Для
установления влия-
ния выдержки при
отпуске можно
пользоваться для
всех опытов одним
образцом, если вы-
держку начать с
наименьшей вели-
чины и в последующем увеличивать время
отпуска до намеченного экспериментом дли-
тельности отпуска.
Метод Mathar [14]. Все рассмотренные
выше методы требуют разрезки или расточки
изделий, после чего изделие становится не
пригодным к дальнейшему использованию. По
методу Mathar в испытуемом изделии высвер-
ливают небольшие-отверстия (диаметром 12мм)
и измеряют возникающие при этом деформа-
ции в поверхностном слое вблизи отверстия.
Тонкие изделия просверливают насквозь, а тол-
стые— на глубину 25 мм. При помощи спе-
циального тарировочного экстензометра по
величине деформации определяют остаточное
внутреннее напряжение.
Экстензометр устанавливают на изделии в
направлении предполагаемого главного напря-
жения. Если между основаниями экстензо-
метра будет просверлено отверстие, то оно
должно под действием напряжений принять
форму эллипса, что изменит первоначальное
расстояние между его опорами.
В случае сложного напряжённого состоя-
ния применяются три отверстия (фиг. 132, а),
дающие деформации в трёх направлениях. Та
же цель может быть достигнута путём точ-
ного измерения радиального смещения (я', Ьг
и с'.) трёх точек А, В и С на окружности во-
круг одного отверстия (рис. 132, б).
Тарировка экстензометра проводится сле-
дующим образом: широкий плоский образец
с просверлённым отверстием диаметром 12 мм
Фиг. 132. Схема определения остаточных
напряжений.
деталях, прокатных профилях и готовых соору-
жениях, причём определяются напряжения
только в поверхностных слоях изделия.
Метод Benson и Allison A5) применим
при изучении различных режимов термической
обработки металлов. Вытачивают и отшлифо-
вывают до точного размера (фиг. 133) проб-
ные образцы /, которые затем" соединяют по-
парно скобой 2, а
концы их разде-
ляют распорками 3.
Размеры скоб и
толщину распорок
выбирают с таким
расчётом, чтобы по-
Фиг. 133. Схема сборки
образцов.
лучить максималь-
ные напряжения
на изгиб по сере-
дине образцов. Каждую пару образцов в
собранном виде подвергают термообработке,
после которой остаточные напряжения
вычисляют по степени выпрямления, проис-
ходящего после освобождения образцов из
скобы.
Максимальные напряжения волокна бру-
сков вычисляют по уравнению
Ehs
3~ 0,17/2'
где Е — модуль упругости; h — прогиб образца,
измеренный посредине; 5 — толщина образца»
I — длина образца между опорами.
При проведении опытов необходимо соблю-
дать: а) правильность формы и полную иден-
тичность всех размеров в брусках, распор-
ках и скобах и б) правильность установки
распорок и скоб, для чего на брусках на-
носятся риски, определяющие места для их
расстановки.
Образцы не должны иметь дефектов литья.
Все замеры и вычисления вписываются в жур-
нал испытаний (табл. 33).
218
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
|РАЗД. И
Журнал испытаний
(пример заполнения при снятии напряжений в бронзовой отливке [15])
Таблица 33
№ образца
i и а
8 и 9
3 и 4
5а и 6а
Термообработка
темпера-
тура
отпуска
в °С
Зоо
35°
35°
4<х>
время
выдержки
в час.
3
3
3
3
Расчётная
длина /
в мм
215
2Г5
215
215
Толщина
s в мм
956
8,6о
9,6о
9.56
Прогиб / в мн
вначале
0,56
О,б2
0,58
0,48
в конце
о, 43
0-57
o,3i
0,48
Напряжение а в кг/мм3
вначале
7-48
7.48
7.7°
6,45
в конце
1,б3
°.бз
3>6*
0,10
К
Снятие Hai
жений в (
77^5
92,5
54.5
IOO
Метод Bauer и Sipp [16]*. Для изучения на-
пряжений в отливках из одного ковша отли-
вают основное изделие и несколько решёток
для испытаний (фиг. 134). Решётки подверга-
ют отпуску по различному режиму, после чего
в них производят фрезерование стержня II
(фиг. 135). Фрезерованием последовательно,
слой за слоем, уменьшают толщину стержня II,
который при достижении некоторой толщины х
разрывается под влиянием растягивающего
Фиг. 134. Решётка напряжений.
Испытывая ряд решёток с различной их
термообработкой, устанавливают зависимость
величины остаточных напряжений от харак-
тера термообработки (температура отпуска,
время выдержки). Зависимость представляют
в виде кривой (температуры отпуска, времени
выдержки).
Методом Bauer и Sipp можно пользоваться
при изучении величины остаточных напряже-
ний в зависимости от других факторов: со-
става чугуна, технологии выплавки и заливки
чугуна, характера формы, состава формовоч-
ного песка и др.
Метод качественного определения оста-
точных напряжений пробои на растрески-
вание. Испытание латунных трубок на рас
трескивание заключается в погружении в кор-
розионную ванну отрезка трубы в виде кольце;
и наблюдении за появлением трещин. Про-
межуток времени от погружения кольца в
ванну до появления первых трещин зависит
от величины остаточных напряжений и корро-
дирующего действия ванны.
Ртутная ванна, состоящая из смеси 2%-ного
раствора азотнокислой ртути с равным количе-
ством 2%-ной азотной кислоты, не выявляет
напряжений ниже 10 кг/мм-. Испытание в парах
аммиака даёт более точную зависимость про-
должительности испытания от величины оста-
напряжения, оставшегося в нём после термо-
обработки.
Величину растягивающей силы определяют
по уравнению
где F\ — площадь поперечного сечения при
разрыве; а$—предел прочности, определённый
на обломках стержня II.
Направление
давления фрезы
Фиг. 135. Схема фрезерования.
Зная величины р и исходное сечение
стержня // (Fo), определяют остаточное напря-
жение а — р: Fo.
12
X
у
\
°\
\
\
\
* См. также т. 6.
20 30 Ь 0 6080100 200 300 50Вмин
ПродопЖительн. испытаний
Фиг. 136. Зависимость продолжи-
тельности испытания латунной
трубки в парах аммиака от веди-
чины напряжений.
точных напряжений и весьма резко сокращает
продолжительность испытаний при напряжении
около 4 кг\мм\
На фиг. 136 приведена кривая зависимо-
сти продолжительности испытаний латунной
трубки в парах аммиака от величины на-
пряжений.
ГЛ. lllj
ТЕНЗОМЕТРИРОВАНИЕ
219
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. В и т м а и Ф. Ф., Остаточные напряжения, ГТТИ,
М. 1933.
2. Гликман Л. А. и Гончарове. П., Сравни-
тельное изучение различных методов испытания
латунных изделий (трубок) на склонность к растре-
скиванию, „Журнал технической физики", т. V, вып. 9,
М. 1935.
3. Давиденков Н. Н., Измерение остаточных на-
пряжений в трубах, „Журнал технической физики",
т. I, вып. 1, стр. 5-18, М. 1931.
4. К а л а к у т с к и й Н. В., Исследование внутренних
напряжений в чугуне и стали, СПБ 1887.
5. Конторович И. Е. и Лившиц Л. С, Оста-
точные напряжения в стали, Оборонгиз, М. 1943.
¦6. О д и н г И. А., Метод анализа объёмных изменений
и внутренних напряжений, ч. I, ЦНИИТМАШ, М.
1943 (литографированное издание).
7. О д и н г И. А., Исследование склонности стали
к снятию остаточных напряжений путём отпуска,
ЦНИИТМАШ, М. 1944 (рукопись).
S. Тимошенко С. П., Курс сопротивления материа-
лов, ГНТИ, стр. 399, М. 1932.
9. Sachs G., Der Nachwels innerer Spannungen in Stan-
gen und Rohren, „Zeitschrlft fur Metalkunde" № 19, 1927.
10. S а с h s G. and E s p e у О., A new method for
determination of stress distribution in thin walled,
tubing, Transactions Inst. of Metals Division ASME.v. 147,
p. 348, 1942.
11. S а с h s G. a. Es p ey G., The measurement cf residual
stresses in metal. The Iron Age, Sept. 18, p. 63, 1941.
12. В fi h 1 e r H., Beitragezur Frage der Eigenspannungen
in Stahl durch Warmebehandl.. Mitteilungen Forsch. der
Vereinigte Stahlwerke A. O. Dortmund Ed. 2, № 8, 1931.
13. S t a b 1 e i n F., Spannungsmessungen an einseitlg-
abgeloschten Kniippeln. Kruppsche, Monatsh. 12, 1931.
14. M a t h а г J., Ermittlung von Eigenspannungen durch
Messung von Bohrloch — Verfommngen. Arch. Eisen-
hflttenwesen № 7, 1933.
15. В e n s о n L. E. a. Allison H., Relief of internal
stress in castings „Foundry Trade Journal", Hk 1140
и 1141, 1938.
16. В a u e r O. a. S i p p K., Ueber Gusspannungen
und die Mitteln zu ihrer Peseitigung. .Die Giesserei".
23, № 11, Mai 22, S. 253, 1936.
ТЕНЗОМЕТРИРОВАНИЕ *
Тензометр — прибор, предназначенный
для измерения деформаций (линейных и угло-
вых). Тензометр состоит из частей, восприни-
мающих деформацию (датчик), передающих
и увеличивающих эффект её действия, и устрой-
ства для отсчёта или регистрации показаний.
Электрические, электромеханические и звуко-
вые тензометры имеют источники электриче-
ского или механического возбуждения. Тензо-
метр воспринимает деформацию с участка
некоторой длины (база тензометра) на
поверхности (или на некотором расстоянии от
поверхности) детали или образца.
ОПРЕДЕЛЕНИЕ МЕХАНИЧЕСКИХ
КОНСТАНТ МАТЕРИАЛА [23]
Модуль продольной упругости
? при растяжении или сжатии ма-
териала определяется при помощи глад-
кого образца по формуле
A)
где Ро'= Рп — Рп _х— ступень нагрузки, при-
лагаемой к испытуемому образцу; s — база
тензометра; F—площадь поперечного сечения
Д» —Д.
образца; (As) =
Ы-\
т
— изменение базы,
вызываемое деформацией образца; д — отсчёт
по шкале тензометра; т — увеличение тензо-
метра.
Модуль продольной упругости
Е при изгибе определяется:
а) По замеру удлинения волокна
дл-1
B)
здесь Мо—приращение изгибающего момента
з сечении, где установлен тензометр, /—мо-
мент инерции сечения по отношению кнейтраль-
* Применение метода тензометрирования см. т. 1,
книга вторая, гл. IV .
ной линии; у—расстояние измеряемого волокна
от нейтральной линии; Дл—Д« — 1—прираще-
ние отсчёта по тензометру, вызванное мо-
ментом yVf0; а — напряжение; е — относительное
удлинение.
б) По замеру прогиба
/3
р
C)
где Р — поперечная нагрузка на консольный
жёстко защемлённый образец из испытуемого
материала;/—стрела прогиба (на конце кон-
соли); / — длина консоли.
При других схемах нагружения балки
используется формула
D)
где k — коэфициент, зависящий от размеров
образца, места нагружения, условий закрепле-
ния и т. д. (см. т. 1, книга вторая, гл. IV).
Модуль сдвига G при кручении
круглого образца определяется по
формуле
п
E)
где MQ = Мп — Мп _ х — приращение крутя-
щего момента; (А<р) = уп — <р„ —1 — прираще-
ние угла закручивания в радианах; /$ — поляр-
ный момент инерции сечения образца.
Коэфициент Пуассона \>. при рас-
тяжении или сжатии гладкого образца опре-
деляется по формуле
F)
где 5' и s- базы тензометров, установлен-
ных поперёк и вдоль растягиваемого или
сжимаемого образца; As' и As — удлинения
в поперечном и продольном направлениях
образца.
220
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
(РАЗД. И
При установке двух поперечных и двух
продольных тензометров (с обеих сторон
образца):
где Aj и Д2 — приращения показаний попереч-
ных тензометров; Д3 и А4 — продольных; mlt
т2, т3, т4 — соответствующие увеличения.
Определение напряжений и усилий методом
тензометрирования — см. т. 1, книга вторая,
гл. III и IV.
Лабораторные и производственные измере-
ния (длин, весов, давлений и пр.) см. [4,
23, 46].
КЛАССИФИКАЦИЯ ТЕНЗОМЕТРОВ
По назначению различают тензоме-
тры: а) для статических измерений (при ста-
тических или медленно меняющихся нагруз-
ках) и б) для динамических измерений.
В зависимости от длины базы
тензометры разделяются на: а) малобазные
@,5— 3 мм) для исследований в зонах кон-
центрации напряжений; б) со средними базами
C — 25 мм) для исследований стержневых
конструкций, деталей машин с небольшим гра-
диентом напряжений и образцов; в) с боль-
шими базами (более 25 мм) для исследова-
ния конструкций и образцов.
По положению измеряемого во-
локна тензометры делятся на: а) измеряю-
щие деформации на поверхности детали или
образца (по действительному волокну); б) из-
меряющие деформации фиктивного волокна,
расположенного на некотором расстоянии от
поверхности.
По виду деформации различают тен-
зометры: а) для измерения линейных дефор-
маций (т. е. изменения расстояния между нож-
ками тензометра или длины наклеиваемого
датчика); б) для измерения деформаций сдви-
га, при котором две неподвижные по отноше-
нию к корпусу прибора ножки __ устанавли-
ваются на одной линии, а третья подвижная
ножка — на другой, к ней перпендикулярной;
измеряется получаемое при деформации изме-
нение прямого угла (сдвиг); в) для измерения
нескольких компонентов деформации.
По принципу действия и спо-
собу увеличения различают тензометры:
а) С механической передачей. Деформа-
ция воспринимается двумя призмами: непо-
движной, соединённой с корпусом прибора, и
подвижной, обычно являющейся продолже-
нием главного рычага передаточного меха-
низма. Отсчёт деформации производится ви-
зуально по шкале. Увеличение /и = 30-т-
-5- 2000 раз.
б) Оптико-механические. Воспринимаю-
щий орган выполнен в виде призм. Увеличе-
ние достигается частично рычажной передачей
(до т = 100), частично использованием све-
тового рычага или микроскопа (увеличение
до т = 100). Отсчёт ведётся по шкале при
помощи зрительной трубы или непосред-
ственно.
в) Оптические. Используется интерферен-
ция луча при прохождении его через две
плоскопараллельные полупрозрачные пластин-
ки. Приборы особенно точны и позволяют из-
мерять деформацию менее 0,1 мк.
г) Звуковые. Величина деформации опре-
деляется по изменению звучания струны.
д) Электромеханические. Разделяются в
свою очередь на тензометры: 1) электрома-
гнитные, в которых при деформации детали,
воспринимаемой ножками прибора, изменяется
воздушный промежуток между якорем и сер-
дечником электромагнита, что приводит к из-
менению индуктивного сопротивления электри-
ческой цепи тензометра; 2) омического сопро-
тивления, где перемещение рычага тензометра
вызывает изменение омического сопротивле-
ния тензометра; 3) фотоэлектрические, в ко-
торых перемещение главного рычага вызывает
изменение ширины щели диафрагмы, через
которую падает луч света на фотоэлемент;
4) ёмкостные, в которых при деформации из-
меняется ёмкость электрической цепи; при-
меняются для точных лабораторных исследо-
ваний.
е) Электрические. Датчик не имеет меха-
нической передачи и укрепляется непосред-
ственно на поверхности исследуемого образца
или детали. При деформации происходит изме-
нение в электрической цепи (изменение сопро-
тивления, магнитной проницаемости, явление
магнитострикции) или возникают электрические
заряды (пьезозффект, получаемый в кристал-
лической пластинке кварца или сегнетовой со-
ли при деформации). Пьезоэлектрические тен-
зометры используются главным образом для
качественных исследований. Магнито-стрик-
ционные тензометры — см. [18].
По способу отсчёта различают тен-
зометры: а) с визуальным отсчётом по шкале
и б) с записью механической, оптической,
электронной, благодаря которой достигается
возможность регистрации деформации во вре-
мени и дистанционность наблюдений.
ПРИБОРЫ ДЛЯ СТАТИЧЕСКИХ
ИЗМЕРЕНИЙ
Приборы для измерения прогибов — см.
табл. 34 [16].
Iаблица 34
Способ и прибор
Непосредственное
Прогибомер Клеб-
Прогибомер Макси-
мова, тип 1
То же, тип 2 ...
Стрелочный инди-
катор
Прибор Ришара .
Нивелир с трубой
Пьезометр
Масштаб
увеличения
i
i
i
5
IOO
ОТ 2
ДО 2
О
I
I
I
I
I
I
5 :i
? : i
i
i
Точность
измерения
в мм
о,а
0,2
О,2
о,о4
0,002
O,I-J-O,OI
О,О4
О,2
Механические тензометры [15, 24, 29, 33].
Масштабная накладываемая ли-
нейка (фиг. 137) может быть использована
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
221
5""")
для измерения больших продольных деформа-
ций. Изготовляется в виде латунной или сталь-
ной полосы, длина которой со-
ответствует длине измеряемого
участка. Точность измерения
продольных деформаций образ-
ца около 0,25 мм. Применение
подвижного масштаба позво-
ляет определять предел про-
порциональности и предел те-
кучести на образцах значитель-
ной длины (проволока, тросы,
ремни).
Тензометр с малым
увеличением (фиг. 138) [24]
з-и применяется для определения
1 модуля упругости материала и
У У для исследования распределения
напряжений в стержневых кон-
струкциях. Увеличение т -=300;
вес 12 г; цена деления 0,0001";
точность отсчёта 0,00002" на
один дюйм базы.
Тензометр Мартене-
Кеннеди (фиг. 139, а) [37].
Два тензометра устанавливают-
ся при помощи пружинных
струбцинок на диаметрально
противоположных сторонах круглого образца.
Среднее из показаний двух шкал устраняет
влияние изгиба образца. Увеличение т =
длина стрелки о
= = /.О -г- О\).
высота призмы
Усовершенствованная конструкция прибора,
принятая в тензометре „МИЛ" отечественного
производства, показана на фиг. 139, б. Отсчёт
ния индикаторов для измерения деформаций.
Индикаторы Государственного завода измери-
тельных приборов (ГЗИП) изготовляются с це-
ной деления 0,01 мм.
Фиг. 137. Мас-
штабная накла-
дываемая ли-
нейка.
Фиг. 138. Тензометр Портер-Липп.
производится по шкалам, имеющим 70 милли-
метровых делений. База тензометра 100 мм,
увеличение т — 500, точность измерения
0,0004 мм.
Стрелочный индикатор (фиг. 140,а)
измеряет перемещения и может быть исполь-
зован для измерения деформаций. Точность из-
мерения до 0,002 мм. Одному обороту стрелки
соответствует продольное перемещение штиф-
та индикатора на 1 мм. Предельная иеличина
измерения 5 или 10 мм. Увеличение дости-
гается при помощи зубчатой передачи. Для
производства измерения перемещений индика-
тор устанавливается на стойке (фиг. 140, б).
На фиг. 140, виг показаны примеры примене-
Фиг. 139. Механические тензометры для изме-
рений на гладких образцах: а —тензометр Мар-
тене-Кеннеди: / — планка; 2 — нож; 3 — гнездо;
4 — призма; 5—стрелка; б—тензометр „МИЛ": 1—
корпус; 2 — нож; 3- главный рыч»г; ? —шарнир;
5—подвижной нож; 6— Г-образная пластинка;
7—стрелка.
Тензометр Мура [24] применяется
при испытании образцов на растяжение. База
тензометра — от 50 до 200 мм. Отсчёт дефор-
маций производится по стрелочному индика-
тору. Точность прибора 0,0001" на один дюйм
базы.
Расцепляющийся тензометр
(фиг. 141) [24] служит для определения мо-
дуля упругости листового металла (образцы
шириной до 12 мм и толщиной до б мм).
Состоит из двух скоб 1 и 2, создающих базу.
При помощи противовеса 3 прибор уравнове-
шивается, вследствие чего листовой образец не
подвергается дополнительному изгибу. В каче-
стве измерителя применён стрелочный индика-
тор. Цена деления индикатора 0,0001', что при
базе прибора в 2" соответствует относитель-
ной деформации 0,00005. Измерения деформа-
ций могут производиться вплоть до разрыва
образца, так как телескопическое соединение
обеспечивает разъём прибора при разрыве об-
разца между скобами.
222
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
б)
Фиг. 140. Стрелочный индикатор; а--
схема индикатора; б — индикаторная
стойка; в—установка на образце;
г—установка на исследуемой поверх-
ности.
Тензометр Аистова (фиг. 142) [1].
Величина деформации определяется перемеще-
нием микрометрического винта до замыкания
электрической цепи. Остриё 10 вращением
диска 9 приводится в соприкосновение с кон-
13
Фиг. 142. Тензометр Аистова: 1 и 2—неподвижный и по-
движный ножи; 3—корпус; 4— винт для закрепления не-
подвижного ножа на корпусе; 5—рычаг подвижной приз-
мы; 6—серебряный контакт рычага; 7—изолирующая про-
кладка корпуса; 8 — микрометрический винте шагом
0,5 мм; 9—диск микрометрического винта, одно деление
которого соответствует перемещению винта на 5 (д.;
10 — остриё винта для замыкания электрической цепи.
тактом 6. Производится отсчёт, после чего
остриё вращением диска отводится назад. Осу-
ществляется нагружение, вызывающее измене-
ние базы и поворот рычага б. Затем остриё
снова подводится к рычагу, осуществляется
контакт и производится второй отсчёт. Раз-
ность отсчётов определяет величину деформа-
ции. Для фиксации момента замыкания кон-
Фиг. 141. Расцепляющийся
тензометр.
такта b тензометр вклю-
чается в электрическую
сеть, состоящую из соеди-
нённых последовательно
источников тока D в) и элек-
трического звонка или лам-
почки, или лучше гальванометра.
Характеристики тензометра Аистова: увели-
чение т = 1000; цена деления шкалы 1: т =
= 0,001 мм; число
делений на шкале
диска п = 100; чис-
ло оборотов вин-
та пх= 10; пре-
дельная величина
измеряемой де-
формации 1,0 мм\
база переменная
15—25 мм; вес без
креплений 50 г; вы-
сота тензометра
64 мм, длина 40мм.
Тензометр
Гугенбергера
(фиг. 143). Главный
рычаг тензометра
опирается нижней
гранью призмы 1
на поверхность ис-
следуемой детали.
Призма 1 рычага 2
входит в гнездо 3
корпуса прибора.
Вторая ножка 4,
опирающаяся на
деталь, неподвиж- фиг- 143 Тензометр типа
НО связана С КОр- Гугенбергера, модель А.
пусом 5 прибора.
Верхний конец рычага при помощи Т-образ-
ной пластинки 6 передаёт поступательное дви-
жение через штифт 7 стрелке 8, которая вра-
щается вокруг оси 9. Стрелка 8 уравнове-
шивается противовесом 10. Спиральная пру-
жина 11 обеспечивает надёжное примыкание
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
223
пластинки 6 к штифтам 7 и 12. Винтом 13
осуществляется перемещение стрелки 8 в нуж-
ное положение на шкале 14 перед эксперимен-
том или при исследовании деформаций, выво-
дящих стрелку за пределы шкалы. Число воз-
можных перестановок стрелки 8 тензометра
на всю шкалу — от 2,5 до 8 (в зависимости от
модели тензометра). Арретир 15 служит для
запирания рычага 2 при хранении прибора.
Тензометр при опущенном арретире прижи-
мается к исследуемой детали винтом 16 струб-
цинки, конец которой проходит через отвер-
стие диаметром 3,5 мм в корпусе прибора. Ба-
зой прибора является расстояние между гра-
нями призм 1 п 4 A0 и 20 мм). Отсчёт про-
изводится по шкале 14, имеющей 40—50 мил-
лиметровых делений.
Увеличение тензометра
т =
(от 300 до 2000).
Предельная величина измеряемой деформации
0,15—0,20 мм. Вес тензометра в зависимости
от модели 26—70 г. Габаритные размеры: вы-
сота ПО—160 мм, ширина по шкале 48—52 мм,
Фиг. 144. Измерение поперечных деформаций:
/—тензометр; 2 — плоская деталь.
толщина (поверху) 10 — 18 мм, длина опорных
призм 4,5—9,0 мм.
Зеркало над шкалой позволяет отсчёт по
стрелке производить без параллакса.
В тензометре Гугенбер-
гера с переменной базой
(модель ^Y) неподвижная
ножка может быть пере-
мещена микрометрическим
винтом вдоль базы; точность
установки базы 0,02 мм.
Применение тензометра с
переменной базой см. метод
Рюля-Фишера (стр. 227).
Отечественными заво-
дами тензометры изгото-
вляются с базой 20 и
10 мм.
На фиг. 144 показан при-
мер использования тензо-
метра Гугенбергера для из-
мерения поперечных дефор-
маций в плоской детали
[41]. См. также [37, 42].
Прибор для изме-
рения усадочных де-
формаций (фиг. 145) [37].
Две ножки / и 2 прибора шарнирно соединены
сверху. В торцах ножек имеются два кониче-
ских углубления 3, опирающихся на два сталь-
ных шарика диаметром 1,5 мм. Последние
Фиг. 145. Тензо-
метр для измерения
усадочных дефор-
маций.
в свою очередь лежат в накерненных лунках
на исследуемой поверхности. Лунки накерни-
ваются при помощи шаблона. На ножке 2
имеется скос для клина ч\ клин выжимается
вверх или опускается вниз при относительном
перемещении ножек. По шкале индикатора Ь
производится отсчёт. При установке прибора
необходимо осуществить равномерное распре-
деление давления на оба шарика. База — от 20
до 70 мм. Увеличение т = 500.
Оптико-механические тензометры. Зер-
кальный тензометр Мартенса (фиг. 146)
(изготовляется ГЗИП) применяется для точ-
б)
Фиг. 146. Зеркальный прибор Мартенса: а—схема;
б — установка двух тензометров.
ного измерения деформаций в образцах. Основ-
ной частью прибора является призма /, на
длинной оси которой укреплено зеркальце 2.
Призма прижата при помощи пружинной ско-
бы к образцу 3. Один конец скобы образует
нож 4, а другой — гнездо для призмы /. Для
устрадения влияния изгиба образца на резуль-
таты измерения прибор сдваивается. Набор
планок позволяет получить базы (расстояние
между 1 и 4) в 50, 100, 150 и 200 мм. На неко-
тором расстоянии L (обычно L = 1000 мм) от
зеркала устанавливаются две вертикальные
миллиметровые шкалы 5, отражения которых
в зеркальцах 2 наблюдаются через зрительные
трубы 6.
Увеличение прибора:
224
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
При <х<2* можно принять
2/
Л '
т =
G')
Тензометр
личение двойное:
поворотом рычага,
через микроскоп.
Зеркальный тензометр Лорен-
ца [13]. Измерения ведутся так же, как и
в приборе Мартенса. При расстояниях от
шкалы до зеркала соответственно Lt = 1230 мм,
L2 — 3075 мм и 13 = 3386 мм увеличения
равны /И] = 2000, т2 = 5000 и ms — 10 000. Ба-
за тензометра 100 мм (тип А), 5 мм (тип Б)
и 2,5 мм (тип В).
Зеркальный тензометр Юнкерса
[37]. При расстоянии от зеркала до трубы
1500 мм, увеличении т — 10000 и базе 1,5 мм
точность измерения напряжения равна 0,7 кг/мм*
(сталь).
Майбаха [37, 41]. Уве-
механическое, достигаемое
и оптическое при отсчёте
База тензометра —¦ от 2 до
10 мм. Высота тензометра 35 мм. Механиче-
ское увеличение т, == Ы), увеличение микро-
скопа т2 = 100. Полное увеличение т =
— т\ • /и2 = 3000. Тензометр широкими опор-
ными площадками припаивается к детали.
Оптико-механический тензо-
метр Лера [41] имеет подвижную и не-
подвижную ножки, соединённые пружинным
шарниром. Соотношение плеч ножек даёт уве-
личение т1 — 100. Изменение ширины щели
между верхними концами ножек отсчитывается
при помощи микроскопа с увеличением т2 =
= 100. Полное увеличение т = тутг — 10 000.
При базе тензометра
в 2 мм напряжения
измеряются с точно-
стью 0,5 ягг/лш^ ста ль).
Высота тензометра
50 мм.
Т е н з о м етр П е-
т е рсона (фиг. 147)
[45]. Две пустотелые
лёгкие стойки / со-
единены двумя пла-
стинчатыми пружи-
нами 2, образующи-
ми упругий шарнир.
Верхние концы стоек
отогнуты под прямым
углом по направле-
нию друг к другу и
образуют небольшой
зазор, меняющийся по
величине при дефор-
мации исследуемой
детали. Зазор изме-
ряется микроскопом 3.
Тензометр прижи-
мается к детали силой Р. База прибора —
2,5 мм. Увеличение т = 45С0. Аналогичную
конструкцию см. [29].
Тензометр Фишера (фиг. 148) [20,37]
по конструкции аналогичен тензометру Мар-
тенса, но имеет переменную базу. Измери-
тельная линейка / снабжена на одном конце
остриём 2, а на другом — движком 3, устана-
вливаемым при помощи прецизионного мас-
штаба. База может меняться в пределах от 25 до
130 мм. Увеличение 2510 при высоте призмы
4.5 мм и расстоянии от зеркала до шкалы
5.6 м. Для тех же целей, что и тензометр
Фиг. 147.Тензометр Петер-
сона.
Фишера, применяется тензометр Рюля (увели-
чение 35 000). Применение тензометров с пе-
ременной базой см. метод Рюля-Фишера.
-*-i/WVJ|
Фиг. 148. Тензометр Фишера.
Оптические тензометры см. [37].
Струнные тензометры [7]. Деформацш
определяется по изменению частоты v соб-
ственных колебаний натянутой струны
-1
21
8 '
где I — длина струны; Ъ—плотность материала
струны; о — напряжение в струне.
При малом Av приращение напряжений
в струне
До = 8/2 В \Av;
при большом
Да = 4/2 oAv (v2-f v2);
(9)
A0)
vjH v2 — начальная и конечная частоты.
Приращение напряжения в детали, вызван-
ное нагрузкой, равно Да- -„—. Здесь Ev — мо-
?<ь
дуль упругости материала детали и Е% — мо-
дуль упругости материала струны.
Для повышения точности измерения вели-
чины Av уменьшают длину струны и её натя-
жение. При /<<4 см и а<15 кг\см1 на зву-
чание струны оказывает сильное влияние за-
делка её концов и релаксация материала стру-
ны. Точность измерения частоты v от 1 до
0,1 гц, что соответствует точности измерения
напряжений в 1,75 кг/см- (сталь). Влияние
температуры устраняется сочетанием металлов,
обладающих различными коэфициентами ли-
нейного расширения. Измерение частоты коле-
бания струны производится одним из следую-
щих методов: а) резонанса, б) самовозбужде-
ния струны, в) затухающих колебаний.
Струнный метод вследствие большой базы
тензометра применим главным образом для
исследования конструкций.
Электромеханические тензометры. Элек-
тромагнитный тензометр Лера
(фиг. 149, а) [37]. Линейная деформация вызы-
ГЛ. Ill]
ТЕНЗОМЕТРИРОВАНИЕ
225
вает изменения величины воздушного проме-
жутка между якорем / и сердечником электро-
магнита 2. Электромагнит состоит из U-образ-
ного сердечника, собранного из трансформа-
торного железа, и двух обмоток — первичной
и вторичной. Якорь укреплён на подвижной
ножке 3, имеющей шарнир 4. Арретир тензо-
Электромагнитный тензометр
ЦИАМ [12]. В корпусе 1 (фиг. 150, а), изготов-
ленном из немагнитного сплава, укреплены две
втулки 2 с запрессованными в них сердечни-
ками 3 из ферромагнитного материала. На
цилиндрическом конце сердечника уложены
обмотки катушек 4. Якорь 5 посредством пру-
Фиг. 149. Электромагнитный тензометр
Лера: в—конструкция; б—электрическая
схема: /—датчик; // — выпрямительный
мост; III— гальванометр; IV— компен-
сатор.
Фиг. 150. Электромагнитный тензометр ЦИАМ: а — конструкция;
б— рабочая схема; /-ламповый генератор; //—измерительный мост
BS и z2—датчики); ///—усилитель; IV— выпрямительный мост;
V— гальванометр.
метра состоит из плоской пружины 5 и эксцен-
трика б. Диференциальный микрометрический
винт служит для установки индикатора на нуль.
Базы тензометров равны: 0,5; 1; 1,5 и 2 мм;
изменение базы достигается сменой опорных
призм. Увеличение тензометра (отношение пе-
ремещения конца стрелки измерительного при-
бора по шкале к приращению базы при де-
формации) т — 100 0С0. Прибор прижимается
к детали через заплечики 7. Электрическая
схема дана на фиг. 149, б. Воздушный зазор ме-
жду сердечником и якорем электромагнита IV,
установленного на панели прибора, регули-
руется с точностью до \0~5 мм, что даёт воз-
можность получать тарировочные кривые ра-
бочего тензометра после установки его на
детали.
жинки 6 связан с главным рычагом 7. Шарнир
осуществлён листовой пружинкой 8. Винт 9
служит для регулировки зазоров между яко-
рем и сердечниками (установка на нуль). При-
бор опирается на исследуемую поверхность
призмами 10 и 11. База тензометра 2 или 4 мм.
При увеличении до т = 25 000 -s- 40 000 харак-
теристика линейная. На фиг. 150, tf дана рабо-
чая схема установки при измерении.
Электромагнитный тензометр
МРА (фиг. 151) [28, 37]. При изменении рас-
стояния между пружинными*' ножками / и 2
меняется индуктивное сопротивление дрос-
сельных катушек 3 и 4 датчика. Катушки со-
стоят из железных сердечников, в кольцевые
проточки которых уложены обмотки. Сердеч-
ники обращены открытыми сторонами друг
226
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
к другу и скреплены между собой четырьмя
винтами. Между сердечниками зажата мем-
брана 3, середина которой посредством тяги 6
соединена с подвижной ножкой 2 тензометра.
Отверстие 7 предназначено для крепления
тензометра. Увеличение до 300 000. При базах
Датчик
Фиг. 151. Электромагнитный тензометр МРА.
от 1 до 10 мм тензометры имеют высоту от
18 до 40 мм и вес от 6 до 25 г.
Фотоэлектрический тензометр
Лера (фиг. 152) [37]. Подвижная призма 1
соединена с рычагом 2. Неподвижная призма 3
12
рычагу 6, который вращается на пружинном
шарнире 7. На верхнем конце рычага имеется
шторка 8, расположенная в заднем фокусе
конденсора 9. Между подвижными 8 и не-
подвижными 10 частями диафрагмы образуется
щель, ширина которой меняется при дефор-
мации. Изменение ширины щели в 5С раз
больше линейного изменения базы. Луч света,
испускаемый электрической лампой 11, падает
на фотоэлемент 12. Возникающий при этом
фототок регистрируется гальванометром. Сила
фототока пропорциональна интенсивности
освещения и, следовательно, деформации. База
тензометра 1,0; 1,5 и 2,0 мм; увеличение т до-
стигает 30 000, но при применении чувстви-
тельного гальванометра может быть доведено
до 300 000 ч- 500 000.
В тензометре Лера для измерения деформа-
ций сдвига [37] использован тот же принцип.
Корпус тензометра имеет два острия, обра-
зующих одну сторону прямого угла; другая
сторона угла образована неподвижным остриём
и ножкой, соединённой с главным рычагом.
Листовая пружина, расположенная в плоско-
сти неподвижного острия и ножки, допуска-
ет только относительное вращение сторон
угла. Увеличение т = 15 000. Точность изме-
рения напряжения сдвига равна ± 10 кг/сл2
(сталь).
Фотоэлектрический тензометр
(без усиления) (фиг. 153). Луч света от
электрической лампочки 1 проходит через
конденсор 2 и встречает на своём пути диа-
К измерительному
мостику
Фиг. 152. Фотоэлектрический тензометр Лера.
является частью корпуса 4. Движение рычага 2
при помощи ленточной пружины 5 передаётся
Фиг. 153. Фотоэлектрический тензометр [33].
фрагму 3. Диафрагма выполнена из двух на-
ложенных друг на друга решёток, одна из
которых соединена с корпусом прибора (не-
подвижная решётка), другая — с главным ры-
чагом (подвижная решётка). Свет падает на
фотоэлемент 4, соединённый с микроампер-
метром 5. Благодаря наличию решёток, дающих
несколько щелей, увеличивается изменение
интенсивности светового по-
тока, что позволяет произво-
дить измерения без элек-
трического усиления. Прибо-
ры строятся с базами, рав-
ными 1,5; 3,0 и 6,0 мм.
Высота тензометра 60 мм.
Увеличение т ~- 30000.
Емкостные тензо-
метры [37]. На фиг. 154
показана схема ёмкостного
тензометра с базой 1 мм.
Две стойки корпуса соеди-
нены между собой упругим
шарниром 1, опирающимся
на исследуемую поверх-
ность остриями 2. На верх-
них концах стоек укреплены две изолирован-
ные от корпуса конденсаторные пластинки 3
диаметром около 15 мм. Так как изменение
воздушного промежутка d при деформации
1мм
Фиг. 154. Ёмкост-
ный тензометр.
ГЛ. ш]
ТЕНЗОМЕТРИРОВАНИЕ
227
детали мало, то приращение ёмкости С при
изменении d равно АС — — (Cjd) Ad (линейная
характеристика). Измерительную схему ёмко-
стного моста переменного тока см. [48]. Все
детали моста и подводящие провода должны
быть экранированы.
Электрические тензометры сопротивле-
ния широко применяются для статического
тензометрирования. Описание их см. в раз-
деле „Наклеиваемые датчики сопротивления",
стр. 232.
Измерение деформаций по методу Рюля-
Фишера. Для измерения деформаций по ме-
тоду Рюля-Фишера применяются тензометры,
базы которых могут быть изменены в широких
пределах: тензометр Гугенбергера с перемен-
ной базой, тензометр Рюля и тензометр Фи-
шера.
Метод позволяет измерять с большой точно-
стью деформации в вершине надреза плоского
образца. При измерениях одно остриё тензо-
метра закрепляется
.Я .р неподвижно, а дру-
t \ гое устанавливается
It. ~ J последовательно в ря-
де точек, расположен-
ных на измерительной
линии. У основания
надреза точки выби-
раются плотно одна
возле другой. Каждый
раз измеряются длина
s базы и получаемая
деформация при од-
ной и той же нагруз-
ке. Замеренные по ли-
нии АВ величины (As)
откладываются на ор-
динатах в точках за-
мера (фиг. 155). Ли-
ния, соединяющая кон-
цы полученных орди-
нат, даёт кривую удлинений As; наклон каса-
тельных к ней пропорционален относительным
деформациям вх в соответствующих точках:
tx = tg a = d (As)ldx.
Приборы для определения углов закру-
чивания. При замере угла закручивания изме-
рения сводятся к определению относительного
поворота двух поперечных сечений образца,
расположенных на определённом расстоянии /
друг от друга.
Грубое измерение. На одном конце
базы укрепляется установочными винтами раз-
резное кольцо со шкалой в градусах (фиг. 156, а)
и на другом конце — кольцо, имеющее изо-
гнутую стрелку. Точность измерения углов
закручивания—до 0,5°.
Измерение при помощи индика-
торов. В сечении 1 — 1 (фиг. 156,6) укре-
пляется зажимными винтами разъёмное кольцо,
на котором укреплены с противоположных
сторон два индикатора. В сечении // — // на
таком же кольце укреплены два кронштейна,
на концы которых в плоскости диаметрального
сечения опираются штифты индикаторов. Отно-
сительный угол закручивания
Фиг. 155. Измерения дефор-
маций по методу Рюля.
Д, 4- Д2
где До = ——н—- — среднее арифметическое из
приращений отсчётов по индикаторам; 5 — рас-
стояние между осями индикаторов; / — расстоя-
ние между сечениями / и //. Способ приме-
няется при Д? •< 2°.
Измерение при помощи зеркал.
По концам базы крепятся хомутиками зер-
кала 1 (фиг. 156, в). Угловые перемещения
зеркал наблюдаются при помощи масштаба 2,
Фиг. 156. Измерения углов закручивания: а—при помо-
щи стрелки; б— при помощи индикаторов; в—при помощи
зеркал.
нанесённого на цилиндрическую поверхность,
и зрительных труб 3. Нормаль зеркала пер-
пендикулярна к оси образца.
Приспособление к испытательным ма-
шинам для записи деформаций. Приспо-
собление позволяет при испытании образца
автоматически получить запись диаграммы
„усилие — деформация".
В упрощённом приспособлении
старой конструкции перо связано с силоизме-
рительным механизмом испытательной ма-
шины, а барабан (с укреплённой на нём лентой
для записи) — с подвижным захватом машины
или для большей точности с двумя точками
образца (фиг. 157). Участок образца между
этими точками является базой измерения
удлинения.
Приборы для точной записи диа-
граммы [24]. Барабан с бумажной лентой
(шириной 350 мм) для записи диаграммы вра-
1228
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
щается от электромотора, управляемого серво-
мотором (фиг. 15Ь). Последний соединён кар-
данным валом с тензометром, установлен-
ным на образце. Сервомотор обеспечивает
высокую точность движения барабана в за-
Фиг. 157. Схема устройства для записи диаграммы „на-
пряжение—деформация": /—образец; 2—барабан; 3— ма-
ятник испытательной машины; 4 -шаровой упор; 5—при-
водная штанга; 6-пишущее перо; 7—груз пера; 8—груз
барабана.
Фиг. 158. Прибор для записи диаграммы „напряжение—
деформация": /—сервомотор; 2-карданный вал; Л—тен-
зометр; 4- образец; 5-кронштейн для крепления серво-
мотора; б—подводка к рекордеру; 7—струбцинка тензо-
метра; 8 и 9—неподвижная и подвижная точки тензо-
метра; 10-контрольное отверстие; 11— шнур.
висимости от деформации. Пишущее перо ре-
кордера связано с силоизмерительным устрой-
ством механически, электрически, или
гидравлически. Точность записи нагрузки 0,5%.
Обычно при базе тензометра 50 мм при-
меняются увеличения деформаций: т = 500
(стальные образцы); пг = 1000 (образцы из
цветных металлов); т ~ 2000 (для более точ-
ных исследований).
ТЕНЗОМЕТРЫ ДЛЯ ДИНАМИЧЕСКИХ
ИЗМЕРЕНИЙ*
На фиг. 159 даны характеристики по пере-
мещениям, скоростям, ускорениям и частотам
современной виброизмерительной аппаратуры,
а также вибраторов, применяемых для осу-
ществления вибраций. Характеристики укла-
дываются в координатной сетке внутри за-
штрихованных фигур.
Механические тензометры. Самопи-
шущий прибор Гейгера (фиг. 160).
На одном конце измеряемого участка 5 при-
креплён пишущий механизм 1, а на другом
струбцинкой 4 укреплён держатель 2, несу-
щий остриё 3. Перемещение держателя 2
передаётся при помощи раздвижной тяги 5
угловому рычагу 6. Рычаг в сцеплен с рыча-
гом 7, который в свою очередь ведёт пишущее
перо 8. Пружина 9 держит весь рычажный ме-
ханизм в натянутом состоянии. Ведущий валик
пишущего механизма приводится во вращение
часовым механизмом 10 при посредстве вали-
ка Л. Изменение передаточного числа рычаж-
ного механизма достигается перестановкой ва-
лика в угловом рычаге 7.
Прибор имеет относительно небольшое
увеличение т = 50-Т-250 при базе 200—500 мм.
Запись производится чернилами на бумажной
ленте. Максимальная частота записываемой де-
формации 300 щ. Деформация измеряется в
фиктивном волокне расположенном на 20 мм
(приблизительно) выше плоскости, на которой
установлен прибор.
Самопишущий прибор Кем-
бридж [37]. Запись производится с помощью
острия царапанием на целлулоидной ленте
с увеличением по амплитуде в 15 раз. Лента
* Некоторые конструкции могут быть использованы
и для статических измерений, в частности проволочные
тензометры сопротивления.
Перемещение (мм)
10 1 1Q-'
сек
х I у I у fx
' Оптико-механический А
\ /виброметр ^ Л
Механический^.
Перемещение (мм)
1 Ю"
ю-2
Ю'3
Ю*д
ю-'
103д
мм
сек
Ю3
Юг
10
ю to2 r
Частота
Датчики электрического\
сопротивления /я X
Перемещение (мм)
10 1 Я"'
Ж
Магнитный Шратор
К3
Ю'д
Ю''д
10 Ю! 10' ю* иикщсек i 10 Юг Ю3 Ю
Частота Частота
Фиг. 159. Характеристики современной виброизмерительной аппаратуры и вибраторов (США).
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
229
приводится в движение часовым механизмом.
В дальнейшем запись расшифровывается под
микроскопом. Полное увеличение т = 450. База
Фиг. 160. Самопишущий прибор Гейгера [37].
прибора 200 мм. Регистрируются деформации
действительного волокна детали. Прибор при-
жимается к исследуемой поверхности с по-
мощью пружинного приспособления, располо-
женного в центре тяжести прибора.
Самопишущий прибор DVL [37].
Прибор (фиг. 161) имеет две вставленные
друг в друга трубки / и 2 с остриями 3 и 4,
образующими базу измерения. В головке
внешней неподвижной трубки помещено само-
пишущее устройство. В левый конец внутрен-
ней трубки вставлена подушка штифта 5 с ша-
риком 6 на конце. Надёжность примыкания
шарика к подушке обеспечивается двумя пло-
скими пружинами 7. Со штифтом 5 связан
держатель алмаза 5". Запись производится в
натуральную величину царапанием на стеклян-
ном цилиндре 9 диаметром 32 (и 25) мм. Для
отметки времени служит второе алмазное
остриё, периодически прижимаемое к цилин-
дру 9 электромагнитом. Цилиндр приводится
100-200
Фиг. 161. Самопишущий прибор DVL.
во вращение часовым механизмом. Точность
измерения линейных деформаций 0,002 мм.
Предельная частота записываемых колебаний
300 гц. Длительная (до 22 час.) запись на один
цилиндр достигается осевым перемещением ци-
линдра (запись по спирали).
Тензометр Де-Фореста [24]. Цара-
пающий рычаг 1 с абразивным остриём
(фиг. 162, и см. вклейку) производит запись на
полированной хромовой пластинке 2. Постоян-
ство нажатия острия достигается пружинной
скобой 3. Пластинка 2 и рычаг 1 укрепляются
на поверхности исследуемой детали. Перед за-
писью рычаг отклоняется в крайнее положе-
ние и при деформации приводится в движение
пружиной 4 (коэфициент трения скольжения
меньше коэфициента трения покоя). Рычаг /,
скоба 3 и пластинка для записи 2 крепятся на
подкладках 5 и 6, прикрепляемых к детали
припайкой или винтами. При установке под-
кладок используется шаблон.
Образец записи тензометром Де-Фореста
показан на фиг. 162, б (см. вклейку). Изучение
записи производится при помощи металлогра-
фического микроскопа с увеличением 100 —
250 раз. Величина записываемой деформации
от 2,5-10~3 до 1,25 жм. База тензометра 50 мм.
вес 2 г.
Оптико-механические тензометры [37,47].
Оптико-механический тензометр
с записью на светочувствительной бумаге или
плёнке показан на фиг. 163. На исследуемой
детали укрепляется корпус 1, имеющий кача-
ющуюся ножку с зеркалом 2, на которое па-
дает луч света от осветителя 3 с направля-
ющим зеркалом 4. Деформация вдоль базы
тензометра приводит к перемещению отражён-
ного луча вдоль образующей вращающегося
7777777/
Фиг. 163. Оптико-механический тензометр.
барабана 5. Барабан с укреплённой на нём
светочувствительной бумагой или плёнкой на-
ходится внутри кассеты. При малых массах
зеркала и ножки тензометра достигается без
искажений запись деформаций при частотах
до 300 гц.
Электромагнитные (индуктив-
ные) т е н з о м е т р ы [15, 29, 38, 5п]. Изме-
нение базы датчика меняет воздушный про-
межуток в магнитной цепи, что приводит к
изменению магнитного сопротивления. Наибо-
лее часто используются мостикозая и транс-
форматорная схемы, питаемые переменным то-
ком повышенной частоты (до 10 СОО гц).
В мастиковой схеме одно или два пле-
ча являются переменными самоиндукциями,
а два других плеча мостика состоят из индук-
тивного сопротивления со средним выводом.
Переменная самоиндукция образована катуш-
кой, намотанной на сердечник датчика, на-
бранный из листового железа, и якорем, пере-
кеишющимся относительно катушки при де-
формации детали.
Сила тока в измерительной диагонали
мостика (фиг. 164) с двумя переменными ин-
дуктивными сопротивлениями / и 2 и якорем 3
равна
/с = . -,
-г-
1
1
Наиболылая мощность l\ R5 в измеритель-
ной диагонали получится при полном сопро-
230
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
тнвлении гъ = R5 + ix5 измерительного прибо-
ра, выбранном из условия /?5 — ^ (омическое
сопротивление) и х5 = — 5 (индуктивное со-
противление), где
1 1
I
1
1
Фиг. 164. Схема индуктивного
тензометра. Сердечники 1 и 2
укреплены на корпусе датчи-
ка. Якорь 3 связан с подвиж-
ной ножкой.
Это достигается или соответствующим вы-
бором измерительного прибора или включением
его через проме-
жуточный транс-
форматор и после-
довательным вклю-
чением конденса-
тора С.
В тензометрах
фирмы Вестингауз
используются схе-
мы фиг. 165, а (для
лабораторных из-
мерений) и фиг.
165, б (для про-
мышленных изме-
рений).
При малых раз-
мерах датчика
электромагнитного
тензометра необ-
ходимо дополнительное усиление на выходе
мостика. Выход моста (см. схему фиг. 165, е)
питает усилитель через потенциометр, а выход
усилителя питает шлейфы через избиратель-
ную схему, при которой определённому знаку
напряжения соответствует отклонение шлейфа
в определённую сторону. Подача низкого
напряжения на вход усилителя даёт возмож-
ность установить шлейф на нуль. Для стати-
ческих измерений вместо шлейфа осцилло-
графа включается стрелочный гальванометр.
В трансформаторной схеме (переменная
взаимоиндукция), не требующей дополнитель-
ного усиления, обмотки на крайних сердечни-
ках датчика соединены последовательно на-
встречу так, что магнитные потоки, возбуждае-
мые ими в среднем сердечнике, несущем об-
мотку, вычитаются. При перемещении сред-
него сердечника относительно соединённых
между собой крайних изменяются зазоры ма-
гнитопровода, в результате чего меняется ток в
средней обмотке. В тензометре Рудашевского
(фиг. 165, г) [19] первичная обмотка датчика
через трансформатор Трг питается током70C0 гц
от лампового генератора. Вторичные обмотки,
соединённые последовательно (индуцируемые
в них токи вычитаются), питают выпрямитель-
ный мост ВМр собранный по схеме Греца.
Мост ВМ% позволяет установить знак дефор-
мации. Выходы выпрямительных мостов питают
стрелочный гальванометр или шлейф осцилло-
графа.
Тензометр Центрального института
авиамоторостроения (ЦИАМ) [12] (фиг.
166, а) имеет электрическую схему датчика.
В подвижную ферромагнитную трубку / за-
прессованы сердечники 2 с обмотками воз-
буждения 3. Трубка 1 помещена в трубке 4
из немагнитного материала, в прорезах кото-
рой укреплён якорь 5. Воздушные зазоры
между якорем и сердечниками выравниваются
и фиксируются штифтом о. Базы тензометров
5, 8 и 10 мм; вес соответственно 1,5, 2 и 10 г.
Тензометр ЦИАМ проверен при центробежных
ускорениях до 100 g.
Индуктивный тензометр Лера [37]
имеет подковообразный сердечник 1, набранный
из тонких листов трансформаторного железа,
б)
Шпепф
Фильтр
Фиг. 165. Электрические схемы индуктивных тензоме-
тров: а и б — мостиковые схемы без усиления (/ — сопро-
тивление для тарировки, i—выпрямитель, 3- фильтр,
4 — миллиамперметр, 5 — шлейф осциллографа, 6 — про-
межуточный трансформатор, 7— прибор типа ваттметр-
стрелочный или регистрирующий)^ -то же, с усилением;
г —трансформаторная с.хема.
укреплённый в корпусе прибора (фиг. 166,5).
Корпус закрепляется на поверхности иссле-
дуемой детали посредством конического
штифта 2. Против концов сердечника помещён
якорь 3, который находится в оправе 4, имею-
щей конический штифт 5, закреплённый на
детали в другом конце базы. Для регулирова-
ния воздушного зазора между якорем и магни-
том в корпусе прибора имеется винт 6 с дифе-
ренциальной нарезкой (одному обороту винта
соответствует изменение зазора на 0,05 мм).
Штифты 2 и 5 припаиваются к детали заранее.
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
231
Регистрируемые деформации относятся к фик-
тивному волокну. Датчики имеют базы 50, 20
и 10 мм; вес их соответственно равен 180,
17 и 6 г. Запись получается без искажений
при частотах до 300 гц. Первичная обмотка
электромагнита датчика включена в электри-
ческую цепь последовательно с обмоткой
такого же магнита регистрирующего устрой-
мотками укреплены на корпусе тензометра по
обе стороны от якоря.
Характеристики тензометра:
I и
База в мм. ю 25
Вес в г 13 \о
Предельные регистрируемые де-
формации в мк ю—15 2о—зо
Наибольшие регистрируемые ча-
стоты в гц 5°° 2°°
Зазоры между сердечником и яко-
рем в мм 0,05 o.i
Увеличение до 10 000 при шлейфе чув-
ствительностью 10~4 ма1мм-м.
Для измерения деформаций сдвига в тензо-
метре Рудашевского две неподвижные кони-
ческие ножки связаны с корпусом прибора,
а третья, подвижная, укреплена на рычаге.
Мембрана допускает поворот рычага по от-
— 29 -
Фиг. 166. Датчики индуктированных тензометров: а —тензометр ЦИАМ;
б — датчики Лера.
ства. Магнит (воздушный зазор устанавли-
вается с точностью 0,0001 мм) служит для
уравновешивания тока во вторичной цепи и
для тарировки датчика, укреплённого на ис-
следуемой детали. В цепь генератора частотой
10 000 гц включён потенциометр, являющийся
делителем напряжений. Вторичные обмотки
электромагнитов питают мостиковый выпря-
митель. При равновесии электрической си-
стемы ток во вторичной цепи отсутствует.
Выпрямленный ток питает шлейф осцилло-
графа, параллельно которому включено шун-
тирующее сопротивление. Ток во вторичной
цепи достигает 3 ма.
В конструкции датчика Рудашевского (схе-
ма — см. фиг. 165, г) на подвижной ножке, свя-
занной с корпусом пружинным шарниром,
укреплён якорь из трансформаторного железа,
на котором помещена первичная обмотка транс-
форматора. Два сердечника со вторичными об-
ношению к корпусу, чем из-
меняется величина воздушного
промежутка между якорем и
сердечником магнита.
Электромеханические тен-
зометры омического сопро-
тивления. Применение
подвижного контакта
(реохорда) для реги-
страции перемещений
(и скорости). Устройство ис-
пользуется как тензометр при
больших деформациях [18, 48].
Контакт А (фиг. 167), связан-
ный с деталью, перемещение
которой должно быть зареги-
стрировано, скользит по про-
волочному сопротивлению (на-
пример, никелиновая прово-
лока диаметром 0,1 — 0,2 мм)
ВС длиной /. В качестве индикатора при-
меняется стрелочный гальванометр (для от-
счёта) или осциллограф (для регистрации).
При Rx ~ /?2 — К и #з = #4 = пН сопротивле-
ние участка А0А струны, равное Д/?, связано
с силой тока I в измерительной диагонали мо-
ста формулой
R
R
A2)
п Л#
Прит,
малом по сравнению с Ь, зависи-
мость может рассматриваться как линейная.
232
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Формулы для общего случая сопротивлений
мостика см. стр. 237.
Прибор фирмы Аскания для регистрации
перемещений, работающий по схеме фиг. 167,
имеет проволочное сопротивление, уложенное
по кольцу.
Прибор позволяет регистрировать переме-
щения с точностью до 0,1 мм при ускорениях
до 70 g.
0,1 мм для проволочного и 0,5—1,0 мм для
угольного) деформация его равна той, которая
получается в исследуемой поверхности в месте
наклейки датчика.
По числу и расположению наклеиваемых
элементов в одном месте детали (или образца)
различают датчики простые и комбинирован-
ные. Простые (одиночные) датчики (фиг. 169,
типы А и В) применяются при известных на-
правлениях главных деформаций или при из-
мерении деформации в заданном направлении.
Комбинированные включают в себя три или
ЛЛ
Фиг. 167. Схема моста с реохордом.
Фиг. 168. Тензометры с угольными столбиками: а-с од-
ним столбиком; б—с двумя столбиками: / сопротивле-
ние из тонких пришлифованных угольных колец или
пластинок; 2 — место прикрепления подвижной ножки
тензометра.
Тензометры с угольными стол-
биками [18]. Тензометр имеет один (вначале
нелинейная зависимость силы тока от дефор-
мации) или два (линейная зависимость) уголь-
ных столбика, являющихся плечами мостика
Уитстона (фиг. 168, а и б), в измерительную
диагональ которого включён стрелочный галь-
ванометр или шлейф осциллографа. Неподвиж-
ная ножка связана с корпусом тензометра.
Создание начального сжатия столбика осуще-
ствляется имеющимся в корпусе прибора на-
жимным винтом с контргайками. Прибор
прижимается ножками к детали при помощи
струбцинки.
Тензометры ЦНИИТМАШ [18] с двумя
столбиками имеют базы 115 и 30 мм; вес со-
ответственно 465 и 130 г; собственная частота
1?00 ?ц, предельное измеряемое напряжение
6001 кг/см? (сталь); точность измерения 50 кг/см°.
Предварительная обработка тензометра на
вибрационном столе устраняет гистерезис и
способствует стабильности прибора.
Для статических измерений прибор недо-
статочно надёжен.
Наклеиваемые датчики сопротивления
(электрические тензометры) [5, 24]. Наклеи-
ваемое на поверхность детали (или образца)
чувствительные элементы (датчики), меняющие
при деформации детали своё омическое сопро-
тивление, различают двух типов: металли-
ческие (проволочные) и угольные. Прослойка
клея, связь вающая датчик с поверхностью
детали, i ередаёт датчикI без искажений от
поверхности детали деформации растяжения и
сжатия. При малой высоте датчика (около
четыре чувствительных элемента, образующие
так называемую „розетку". Розетка типа
„дельта" („Д-тензометр") состоит из трёх со-
противлений, оси которых расположены по
сторонам равноугольного треугольника под
углами 0°, 60°, 120°; „розетка прямоугольная*
имеет три сопротивления, расположенных под
углами 0', 45°, 90° (фиг. 169, тип С), розетка
типа ,Т - дельта* — четыре сопротивления
под углами 0\ 60°, 90°, 120° (фиг. 169, тип D);
розетка типа .веер"—четыре сопротивления
под углами 0', 45°, 90°, 135°. При однородном
напряжённом состоянии три датчика в месте
наклейки полностью определяют напряжён-
ное состояние, четвёртый датчик служит для
повышения точности измерений или кон-
троля.
Наклеиваемые датчики могут быть исполь-
зованы для статического и динамического
тензометрирования. Предельные частоты прак-
тически ограничены только измерительной
аппаратурой. Угольные датчики для длитель-
ных статических измерений менее пригодны
вследствие относительно больших изменений
их сопротивления под влиянием температуры
и влажности; влияние последних факторов
при динамических измерениях менее суще-
ственно.
а) Проволочные датчики сопро-
тивления (электрические измерительные
схемы см. стр. 236) [14, 24, 29, 44]. Чувстви-
тельный элемент датчика состоит из прово-
локи диаметром 0,02 — 0,05 мм, образующей
в направлении базы ряд петель длиной 3— 25 мм
(или больше). Проволока наклеена на лист
Фиг. 162. Тензометр Де-Фореста: а—конструкция; 6— образец~записи^(вверху—излишнее нажатие, внизу
нормальное).
К ст. ,П0ЛЯРИЗАЦИОНН0-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ"
а)
6)
Фиг. 190. Краевой эффект влияния времени: а-ненагружённый образец; б—нагружённый
образец. Цифры означают порядок полос, стрелки—схему нагружеиия.
Том 3. гл. Ill
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
233
тонкой бумаги толщиной около 0,01 мм.
К концам проволоки припаяны два медных
проводника диаметром 0,1—0,2 мм для вклю-
иметь возможность производить подстройку
электрической схемы.
Температурный коэфициент сопротивления
чения датчика в измерительную схему. Изго- представляет собой изменение сопротивления
" " датчика при изменении температуры на ГС
и зависит от датчика и материала, на котором
он наклеен. Существуют два метода темпе-
ратурной компенсации: 1) проволока датчика
выполняется из двух материалов с темпера-
турными коэфициентами сопротивления про-
тивоположных знаков, или обычно 2) в элек-
трическую схему включается компенсаторный
товленныи в таком виде датчик наклеивается
на деталь. На деталь проволока, располагаемая
на изоляционной подкладке, может наклеи-
ваться непосредственно.
Opotionnka
Кпей
Тип Л
бумага
Тип 8
Типе
Тип D
Фетр
Фето
Фиг. 169. Наклеиваемые датчики сопротивления: типы А и В— простые датчики; С и D комбиниро-
ванные датчики.
Коэфициент чувствительности
выражается отношением
5 =
&R/R
S датчика
A3)
где &R— изменение сопротивления R датчика
при деформации; е — относительная линейная
деформация вдоль базы s. Для данного дат-
чика величина 5 постоянна. С уменьшением
базы величина S при данном R уменьшается,
так как уменьшается активная часть длины
проволоки датчика.
Изменение сопротивления датчика связано
с увеличением длины проволоки, уменьшением
площади поперечного сечения и изменением
удельного сопротивления материала проволоки
при деформации.
Наиоольшая относительная измеряемая де-
формация обычных проволочных тензометров
равна 1% при неизменном 6' и при возвращении
к исходному сопротивлению R после снятия
нагрузки и 2—о0/о при неизменном S, но без
возвращения к исходному R.
Разность потенциалов V, прилагаемая к дат-
чику, ограничивается его нагревом. Для ста-
тических измерений (при датчике R — 120 см)
1/<;3 б и для динамических измерений У-<>10 в
(в связи с кратковременностью включения
в цепь).
Отклонения в сопротивлениях R датчиков
одного и того же типа должны быть для удоб-
ства измерений минимальными, особенно при
статическом тензометрировании, когда при-
меняется значительное число датчиков (дости-
гается ± 0,25% от номинального). В резуль-
тате наклейки это отклонение может увели-
читься, поэтому при измерениях необходимо
неработающий датчик, наклеенный на тот же
материал и находящийся в температурных
условиях рабочего датчика.
Сопротивление утечки „на землю" должно
быть не ниже 50 мгом; нормально — 200 мгом.
Датчики для измерения в условиях по-
вышенных и высоких температур приме-
няются в лабораториях отраслевых инсти-
тутов.
В табл. 35 приведены характеристики
проволок, применяемых для изготовления
проволочных датчиков. В табл. 36 даны ос-
новные типы датчиков, применяемые в США.
Изготовление датчиков. Простейшее при-
способление для намотки датчика состоит
[18] из двух колодок, имеющих по одному
ряду тонких игл с шагом—'0,2 мм. Колодка
при помощи прокладок переменной ширины
закрепляется так, чтобы расстояние между
рядами игл равнялось требуемой базе. Между
рядами игл на прокладку кладётся тонкая
пластинка, покрытая сверху папиросной бу-
магой или калькой, два края которой загнуты
под пластинку и приклеены к ней. На иглы
зигзагами укладывается в один слой прово-
лочка датчика, необходимая длина которой
определяется требуемым сопротивлением дат-
чика (обычно для работы со шлейфовым
осциллографом или со стрелочным гальвано-
метром R = 100 — 300 ом и с катодным осцил-
лографом /?= 1000 -2000 ом). Параллель-
ность и равномерность натяжки витков про-
волочки контролируются с помощью лупы.
Наложенная проволочка (исключал петли)
смазывается раствором целлулоида в ацетоне
или бакелитовым лаком. После подсыхания
пластинка снимается с игл, бумага подре-
зается по краю пластинки и заготовка осво-
бождается от пластинки. Другой листок
234
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Таблица 35
Наименование
сплава
Константам . .
Копель ....
Манганин . . .
Эдванс ....
Нихром ....
Изоэластик . .
Никель ....
Фосфористая
бронза
Характеристики проволок, применяемых для
Химический состав в °/0
См. т. 4, гл. II, стр. 227
То же
»
•54,5-54,3 Си; 44 Ni; 0,5 Fe;
1 1 9Mn
1 —¦ l,Zi>lXl
См. т. 4. гл. II, стр 227
55-51 Fe; 36 Ni; 8 Cr; 1-5 Mo
99,5 Ni
Коэфициеит
чувствитель-
ности S
2,2
2,4
2,1
2,1
3,6
-12,1 *
i.9
изготовления
Удельное
сопротивление
мком • см
47-51
48-50
48
охз—но
_
_
2-6
датчиков
Температур-
ный коэфи-
циент сопро-
тивления в и/00
на 1°С
От—о,о4
ДО +О,О21
_
От—о,оз
ДО -J-0,02
0.01—0,02
0,05 — 0,40
_
L~ 5
3-4
Эквивалент-
ное напряже-
ние в кг/см1
при изменении
температуры
на 1°С (на
стальной
детали)
-14
-28
±О,2
+ 145
+35°
-93°
+ 54о
* При растяжении сопротивление вначале падает, при удлинении 0,15% сопротивление начинает возрастать
(нестабильность, вызываемая изменением текстуры).
Основные типы датчиков SR-4 (США) [11, 18]
Таблица 36
с
?-
А-1
А-5
А-8
А-9
АВ-1
АВ-5
С-1
С-5
С-7
С-11
СВ-1
СВ-7
AR-1
AR-4
ш
ч
к*
0 m
о.
С 0J
О К
cj я
I2O
I2O
I2O
Зоо
35°
75
5оо
35°
5оо
IOOO
IOOO
0
120
120
j-A
g И О
« в- x
2,O4
2,04
1,80
2,13
2,04
2,02
3,53
3,53
3-3°
3.05
3-53
3,3°
2,04
2.04
0
eg
I ?
u-e-
A
A
В
A
A
A
A
A
В
В
A
В
С
и
Л
Ч
Н Я Ц)
в о *
о о ."
11§
Э" с «
6
ю
4о
Двойной
i6
6
8
10
30
50
16
30
Размер пс
база
s
2О,6
12,7
3.2
152,0
28,О
12,7
28,О
12,7
6,3
3.2
28,О
6.3
2О,6
2О,б
а
4,о
6,о
5.6
о,8
7-6
2,4
5-2
3,2
2,4
6,3
7.6
34-9
44.4
схеме
Ъ
2О,6
19,о
8,о
6,3
12,7
8,о
2О,б
19,о
6,3
12,7
12,7
9,5
41,2
44,4
(фиг. 169) ** в мм
С
9-5
и,о
9,5
95
е
57.2
50,8
•С4>3
177,о
38,1
28,6
57-2
50,8
15.9
20,6
зал
17.2
f
34,9
19,0
34,9
17,5
Сторона 63,5X63,5
Сторона 63.5X63 5
и
Я)
1 2 1
IOO
IOO
юо
IOO
2ОО
2ОО
IOO
IOO
юо
IOO
200
2ОЭ
юо
IOO
Приклейка
Целлулоид-
ным клеем
Бакелито-
вым клеем
Целлулоид-
ным клеем
Бакелито-
вым клеем
Целлулоид-
ным клеем
* Обозначения (в типе): А и АВ — проволока датчика из медноникелевого сплава (для статических испы-
таний); С и СВ — проволока датчика из сплава „изоэластик" (для динамических испытаний); AR—комбинированные
датчики.
** База и ширина датчика выполняются с точностью 0,4 мм.
бумаги прошивается двумя медными провод- дением сопротивления датчика до номиналь-
яиками диаметром 0,1—0,2^^ и наклеивается ного с точностью ± 0,250/0. Более совершен-
на заготовку. После этого производится спайка ный способ изготовления датчиков методом
проволоки заготовки и проводников с дове- переноса разработан лабораторией ЦАГИ.
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
235
Для тарировки берётся один датчик из
партии одинаковых датчиков и наклеивается
на" стальную балочку. В том же сечении ба-
лочки устанавливается тензометр (например,
Гугенбергера). Если середины баз тарируемого
тензометра, принятого для тарировки, совпа-
дают, то коэфициент чувствительности
A4)
плённой на пружине массы. Сила, вызыва-
ющая изгиб, определяется по регистрируемой
деформации и пропорциональна ускорению в
направлении, перпендикулярном к плоскости
пружины.
3. При определении отдельно растягива-
ющего усилия, изгибающего момента и мо-
мента кручения в сечении испытуемого образца
или стержня, работающего в условиях сложного
Здесь т — увеличение тензометра, использу-
емого при тарировке; 5 — его база; До — при-
ращение отсчётов по тензометру, вызываемое
прилагаемой к балочке нагрузкой; Д/? — соот-
ветствующее приращение сопротивления R
тарируемого датчика.
Наклейка датчиков. Для наклейки дат-
чиков применяется раствор целлулоида в аце-
тоне при статическом тензометрировании и
бакелитовый лак и цементы при динамическом
тензометрировании. Место наклейки тщательно
очищается от краски и ржавчины и промы-
вается растворителем (ацетон, спирт, бензин).
Кроме того, полированная поверхность пред-
варительно обрабатывается наждачным полот-
ном. Наклеиваемая сторона датчика смазы-
вается клеем, датчик накладывается на деталь
с должной ориентировкой и прижимается к
детали грузом или струбцинкой через мягкую
прокладку (картон, резина, фетр). При наклей-
ке на криволинейную поверхность датчик при-
жимается к детали через прокладку (деревян-
ная, резиновая), выполненную по форме по-
верхности детали. Сушка под нагрузкой при
нормальных условиях длится 5—20 час. (в за-
висимости от клея). При пониженной темпера-
туре или повышенной влажности время сушки
увеличивается, при подогреве (рефлектором) —
уменьшается. Для целлулоидного клея подо-
грев не выше 80—90° С. При применении це-
ментов температура доводится до 120° С. При
работе в условиях повышенной влажности для
уменьшения утечки тока датчик и подводящие
провода покрываются слоем воска или смолы.
Применение американского клея см. [14, 24].
Использование датчиков [8, 14, 25, 29].
Проволочные датчики применяются для изме-
рения и регистрации статических и динами-
ческих деформаций, а также для большого
числа других измерений: давлений, нагрузок,
вибраций, скоростей, ускорений, температур,
влажности и пр.
Преимущества по сравнению с другими ти-
пами динамических тензометров заключаются
в малой массе и малых размерах датчика над
поверхностью детали, надёжностью крепления
и возможностью измерений при значительных
ускорениях. Примеры использования [29]:
1. При испытании (фиг. 170, а) образца /
на растягивающий удар датчик 2 наклеивается
вдоль утолщённой части образца, использу-
емой как динамометр. Пример записи удлине-
ний базы датчика и ускорений конца 3, по кото-
рому производится удар, показан на фиг. 170, б.
Момент разрыва узкой части образца характе-
ризуется падением кривой деформации.
2. Запись ускорений может быть осуще-
ствлена при помощи двух датчиков, наклеенных
с обеих сторон стальной плоской пружины,
изгибаемой под действием силы инерции укре-
Динамическое
сопротивление
растяжению
Фиг. 170. Исследование деформаций при
ударе при помощи проволочных датчи-
ков: а- расположение датчика, б— осцил-
лограммы (деформация и ускорение).
сопротивления, датчики наклеиваются и вклю-
чаются в схему мостика, как показано на
фиг. 171. Такое комбинированное включение
датчиков при исследовании усилий в стволе
при выстреле приведено на фиг. 171, г; коль-
цевые датчики Сь С2, Сд применены для записи
расширения ствола при прохождении снаряда.
При последовательном включении датчиков в
одно плечо мостика одна запись позволяет
получить время прохождения снаряда по от-
дельным участкам ствола.
б) Угольные датчики сопроти-
вления [18, 51]. Угольный датчик в виде
пластинки. На тонкую прямоугольную по-
лоску из пластмассы толщиной 0,5 мм или
изолированную металлическую толщиной
0,01 мм наносится графитовый слой. От
концов графитового элемента отводятся про-
водники для включения в схему мостика; по-
лоска наклеивается на исследуемую деталь в
направлении измерения. Изменение сопроти-
вления датчика при деформации объясняется
изменением контактного давления между ча-
стицами нанесённого слоя.
Коэфициент чувствительности 5 датчика
определяется тарировкой на образце путём
измерения деформации другим тензометром и
измерения ДА? сопротивления R [см. формулы
A3) и A4)]: для угольных датчиков 6' =
= 15—20.
236
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
(РАЗД. II
Ц
?«/0» t+500
Lt+Lt, Продольные колебания
АААЛ/V
Фиг.
171. Схемы включения датчиков для определения: а—продольной силы; б— изгибающего момента; в—момента
кручения; г—усилий в стволе.
При тарировке и последующих измерениях
деформаций е в детали не обязательно на-
ходить абсолютную величину Д/?; можно поль-
зоваться формулой
Е=^-Д, A5)
где До — приращение отсчёта, полученное при
деформации е0 в направлении базы при тари-
ровке, и Л — приращение отсчёта при экспери-
менте с датчиком и измерительной аппара-
турой, имеющими те же характеристики, что
и при тарировке.
Чувствительность датчика к внешним воз-
действиям весьма велика ввиду большой ве-
личины коэфициента чувствительности. Для
уменьшения влияния влажности датчик покры-
вается воском или лаком. Под действием тока
сопротивление R датчика падает, достигая че-
рез 1—2 часа прибл. 0,93 /?, и при выключении
восстанавливается (образуя петлю гистерезиса).
Сопротивление датчика меняется со временем
и без нагрузки (старение). Температурный коэ-
фициент сопротивления (приращение сопроти-
вления датчика при изменении температуры
на 1° С) равен ~(-0,510-3) ом/ГС.
Кольцевой датчик [51]. На тонкое ме-
таллическое кольцо диаметром 20—100 мм,
1ысотой 3 — 10 мм со слоем изоляции
(фиг. 172) наклеиваются четыре графитовых
элемента, являющихся чувствительными эле-
ментами моста. Кольцо двумя лапками, опре-
деляющими базу тензометра, крепится к де-
тали или используется как динамометр.
При Rt = /?8 = Rs = /^4 = R и считая Д/?х =
= Д/?2 = — Д-^8 == — А./?4 =3! &R [см- формулу
A7)] имеем:
A6)
A6')
R '
Деформация е в направлении базы
1 Д/?
Вес датчика 2 -г- 50 г; измеряемые дефор-
мации 0,001 -и 1 мм. Сопротивление одной на-
до
клейки около 10 000 ом. При—D-= 0,04 (со-
противление /?0 значительно меньше R) и
V= 60 в ток в измерительной диагонали /=
= 2,4-10~V
¦=- ч
Фиг. 172. Кольцевой датчик.
в) Измерительные схемы и аппа-
ратура (для статического и динамического
тензометрирования). Измерительные схемы для
тензометров сопротивления выполняются в ви-
де: а) потенциометра из последовательно вклю-
чённых датчика и дополнительного сопро-
тивления; б) мостика, питаемого постоянным
или переменным (схема амплитудной моду-
ляции) током. Получаемое на выходе мостика
напряжение усиливается и регистрируется. При
статических деформациях с работой без уси-
лителя применяется мостик Уитстона, в диаго-
наль которого включается стрелочный гальва-
нометр. Измерительное устройство должно
иметь приспособление, позволяющее произво-
дить измерение с датчиками различных сопро-
тивлений.
При измерении деформаций во mhoihx точ-
ках используются специальные переключа-
тели.
Статические измерения [9]. При деформа-
ции датчика его сопротивление меняется, и про-
ГЛ. Ill)
ТЕНЗОМЕТРИРОВАНИЕ
237
исходит разбалансировка моста, в котором
датчик является плечом. Для определения по-
лученного изменения сопротивления датчика
необходимо замерить
изменение плеча мо-
ста при достижении
балансировки („нуль-
метод") или восполь-
зоваться величиной
отклонения гальвано-
метра, включённого в
измерительную диаго-
наль моста.
При отсутствии де-
формации ток / в из-
мерительной диагона-
ли моста (фиг. 173)
равен нулю. При де-
формации
Фиг. 173. Схема моста
Уитстона.
,
Здесь
/?0 — сопротивление измерительной диагонали;
/—сила тока на входе моста; Rlt R2, #з> #4 —
сопротивления плеч моста при отсутствии де-
формации; Д.?!, Д/?2!» д#з> д^4 ~ изменения
сопротивлений, вызывающие в измерительной
диагонали ток i.
Частные случаи: 1) Датчик и темпера-
турный компенсатор, имеющие сопротивле-
ние R, включены по разные стороны измери-
тельной диагонали. При Rt = R% = R; /?з =
= Ri==nR; A#1 = A#; ДЯ2 = д#з = д#4 = °
ДД
R
л)A+л-Н2
R
A8)
2) Датчик и температурный компенсатор,
имеющие сопротивление R, включены по одну
сторону измерительной диагонали. При /?х =
= #3 = R; /?2 = /?4 = nR\ Д/?х = Щ\ Д/?а =
= Д#8 = Д/?4 = О
При статическом тензометрировании при-
меняется мостик, работающий по нулевому ме-
тоду (фиг. 174, а). Он имеет рабочий датчик с
начальным сопротивлением R + г, температур-
ный компенсатор с сопротивлением R, плечи
с сопротивлением nR; сопротивление 7-2 для
уравновешивания дополнительного сопроти-
вления г (отклонение сопротивления рабочего
датчика от номинальной величины R) и сопро-
тивление 3—4 для возвращения стрелки гальва-
нометра на нуль при деформации рабочего дат-
чика (рабочий датчик меняет сопротивление
на величину &R). Сопротивления 1—2 и 3—4
могут быть выполнены в виде проводника со
скользящими контактами, имеющими програ-
дуированные шкалы, или в виде двух датчиков
сопротивления, наклеенных по обе стороны
плоской изгибаемой проградуированной пру-
жины (балочки).
Величина г определяется через q при до-
стижении балансировки
Относительное изменение сопротивления
рабочего датчика
(*1) = B + ?.\Р-. B0)
\ *\ / \ *\ / -*v
Ошибка в определении этой величины,
если не учитывать г, равна rBR.
Фиг. 174. Схемы статического тензометрирования: а—по
„нуль-методу"; б—с зеркальным гальванометром.
-Т -. 08')
При л>1 по схеме 1 достигается ббльшая
чувствительность, чем по схеме 2.
Прил = 1 схемы 1 и 2 равноценны:
Относительная средняя деформация е базы
тензометра [см. формулу A3)j
1 ДА!
где S — коэфициент чувствительносги датчика.
Вместо приведённых расчётных формул
пользуются зависимостью между i и Д/^, полу-
ченной путём тарировки моста.
Относительная деформация базы датчика
при нагружении детали (см. фиг. 174, а)
\ U r\ n B1)
где 5 — коэфициент чувствительности для дан-
ного датчика, найденный для номинального
сопротивления /¦'.
Если температурный компенсатор не тре-
буется, то измерения могут вестись на мо-
стике фиг. 174,о [18]. Грубая настройка моста
для данного датчика выполняется переменным
сопротивление\ R (декадный магазин сопро-
тивления) до 2000 ом со ступенями в 0,1 ом.
После грубой настройки мостика на нуль по
стрелочному гальванометру Ог (\° = 2мка)
ведутся отсчёты по зеркальному гальваноме-
тру G2 [I mmjm соответствует @,5—0,8)• 10 f*a].
При определении цены деления шкалы
зеркального гальванометра последовательно с
238
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
датчиком включается сопротивление г — 0,1 ом.
Изменение AR сопротивления датчика выра-
жается через изменение сопротивления /?' при
балансировке по G\ и добавочную величину
Д/? = §.Д/? + ^-о, B2)
получаемого при помощи шкалы Q^. Здесь 8q—
отклонение по Gb вызванное включением со-
противления г = 0,1 ом, Ь — отклонение по G2,
вызванное неполным уравновешиванием моста
при переменном сопротивлении, равном
А" + ДА?'.
Мостик SR-4 фирмы Балдвин см. [24].
Электронный измеритель деформаций оте-
чественного изготовления предназначен для
измерения при помощи проволочных датчиков
деформаций в одной или в ряде точек (при
наличии переключателя на требуемое число
точек). Предел измерения относительной линей-
ной деформации от 0 до 6• 10~3 при 5 диапа-
зонах; погрешность измерения + 0,7% от диа-
пазона измерения. Предназначен для работы
с проволочными датчиками сопротивлением
от 50 до 1000 ом с тензочувствительностью
от 1,8 до 2,2. Генератор измерителя даёт на-
пряжение 2—4—6 в при частоте 1000 гц. Пи-
тание установки от сети переменного тока
127/220 в или постоянным током 6 в.
Динамические измерения. Для за-
писи деформаций высоких частот применяется
наиболее простая схема потенциометра с уси-
лителем переменного тока (фиг. 175, а). Верх-
ний предел измеряемых частот около 8000 гц
может быть поднят применением очень корот-
ких низкоёмкостных проводников и понижением
коэфициента усиления отдельных ступеней уси-
лителя. Нижний предел измеряемых частот
5—10 гц. Изменяющееся электрическое напря-
жение датчика подается на усилитель. Послед-
ний должен иметь линейную частотную харак-
теристику во всём диапазоне измерений. При
измерении статических деформаций схема по-
тенциометра не применяется из-за неустойчи-
вости усилителя постоянного тока при дли-
тельной работе.
Градуировка затруднена тем, что нельзя
воспользоваться статическими напряжениями,
поэтому для тарировки применяется косвен-
ный метод. На вилку камертона, электрически
возбуждаемого с частотой, которая допускается
применяемым потенциометром *, наклеивается
датчик сопротивления, включаемый в схему,
а камертон тарируется при помощи другого
тензометра.
Схема потенциометра исключает пользова-
ние датчиком для температурной компенсации.
Катодно-осциллографическая установка для
регистрации деформаций при ударе см. [18, 25,
29].
Для записи деформаций низких частот от
0 до 300 гц и выше применяется мост пере-
менного тока (фиг. 175, б). В соседние плечи
моста включены рабочий и компенсационный
датчики. На выходе моста имеется несущая
частота 1000—2000 гц; амплитуда модулируется
изменением сопротивления рабочего датчика.
Измеряемая частота должна быть не более 15°/0
несущей частоты, что является ограничением
для применения схемы при высоких частотах
деформаций. Схема при простом усилителе даёт
высокое усиление и стабильность. Изменение
коэфициента усиления позволяет изменять
масштаб записи. Сопротивление компенсатор-
Г
Датчик
Усилитепь
переменного
тока
> Шлейф
Выпрямитель
* Этот способ
случаях.
Шпейф
Фиг. 175. Схемы динамического тензометрирова-
ния: а—схема потенциометра; б—мост перемен-
ного тока; в—мост постоянного тока.
ного датчика берётся несколько меньше рабо-
чего, чем достигается возможность устанавли-
вать знак деформации.
Схема установки, разработанной А. А. Мар-
ковым для Института машиноведения АН СССР,
представлена на фиг. 176а*.
Установка позволяет измерять как стати-
ческие, так и динамические деформации при
среднем сопротивлении проволочного датчика
в 200 ом. Питание установки от сети перемен-
ного тока на 110/220 в (выпрямитель У). В уста-
новке используется вспомогательная несущая
частота 2030 гц, вырабатываемая гетеродином
//. Напряжение этой частоты модулируется по
амплитуде за счёт изменения сопротивления
датчика, включённого в одно из плеч моста на
входе усилителя ///. Установка допускает неза-
висимую работу одновременно трёх каналов.
Один из них, кроме исследования деформации
по одному датчику (аналогично двум первым
каналам), позволяет вести по четырём датчи-
кам измерение деформации кручения (в валах).
Выход рассчитан на применение шлейфового
осциллографа A-5-5 класса), стрелочного при-
бора или рекордера и катодного осциллографа.
При работе на шлейф, стрелочный прибор и
рекордер несущая частота подавлена пол-
ностью.
В случае регистрации деформации по ка-
налу с одним рабочим (активным) датчиком ам-
плитудная балансировка моста осуществляется
бесконтактным потенциометром /?] — /?3.
Активный и компенсационный датчики под-
ключаются соответственно к клеммам а и k.
тарировки применяется и в других
* Описание установки сделано А. А. Марковым.
ГЛ. III]
ТЕИЗОМЕТРИРОВАНИЕ
239
СОЕДИНЕНИЕ АГРЕГАТОВ УСТАНОВКИ
ш
1 + 255 1
каналы к
измерительным
мостом
ш
Фиг. 176а. Схема установки для регистрации деформаций (при частотах от 0 до 300 гц): /—выпрямитель,
//—генератор несущей частоты, ///—усилитель. Клеимы ШЛ для включения шлейфа, стрелочного прибора
или рекордера; клеммы Л" Г-катодного осциллографа (приведён один канал).
200000
200000
woo
цкмкф
^,2,3,4 а 5 каналы
Первый канал
6Ж?,
/200000 0,5мкф
'ЛМЛЛ_||__.
6Ю
100000 0,5мк ф
ллллл Г
/0.7
Фиг. 1766. Схема пятиканальной установки для регистрации динамических деформаций при
частотах от 0 до 1000 гц (приведён один канал).
ГЛ. HI]
ТЕНЗОМЕТРИРОВАНИЕ
241
Вторые концы датчиков соединяются с бронёй
экранированного шланга; последняя соеди-
няется (клемма о) с металлическим экраном
установки. Фазовая балансировка моста осу-
ществляется комбинацией из компенсирую-
щего дебаланс конденсатора С и потенцио-
метра /?3.
Потенциометр /?4 служит для баланси-
ровки выходного кольцевого демодулятора при
отсутствии напряжения на входе усилителя.
Усилитель напряжения осуществлён на двух
лампах 6Ж7. Излишнее усиление компенси-
руется действием отрицательной обратной
связи (потенциометр R5, служащий одновре-
менно и регулятором усиления). Выходной кас-
кад выполнен по трансформаторной схеме и
работает на лампе типа 6С5. Сопротивления
Р8 и А>7 и переключатель /7 позволяют во время
работы осуществлять тарировку прибора на
два номинала деформаций.
Для повышения стабильности величина вы-
ходного тока ограничена 75—100 ма, что вполне
достаточно для работы на шлейф. Ампли-
тудная характеристика установки линейна в
пределах от—7и до -(-70 ма. Регулировка уси-
ления позволяет иметь полное отклонение
шлейфа при напряжении от 1000 до 20000 kzjcm2
(для стали).
Аппаратура отечественного производства с
четырьмя параллельными каналами предназна-
чена для регистрации с помощью проволочных
датчиков динамических деформаций при диапа-
зоне их частот от 0 до 60U гц. Несущая частота
3500 гц. Имеет переключения на ряд диапазонов
измерений от -^ 2\Ю kzjcm'1 до ^ 20 000 kzjcm2
(сталь). Выходной ток 15 ма рассчитан на
шлейф ХЭТИ—Сименса IV класса. Точность
аппаратуры 1% от выбранного диапазона. Ап-
паратура имеет высокую степень стабильности
и пригодна для испытаний в различных условиях.
Установка (фиг. 176, б) (В. В. Киценко) на
1 и 5 каналов позволяет производить реги-
страцию статических и динамических дефор-
маций при частотах от 0 до 1000 гц. Несущая
частота 6000 zu,. Величина выходного тока
100 ма. Амплитудная характеристика уста-
новки линейна в пределах ^ Ю0 ма. Уста-
новка обеспечивает регистрацию деформаций
при напряжениях в стальных деталях от 500 до
25000 кг!см2 (при полном отклонении шлейфа).
Отличается высокой стабильностью.
Схема с усилителем постоянного тока
(фиг. 175, в) предназначена для измерения ста-
тических и динамических деформаций. Однако
эта схема не обеспечивает достаточной ста-
бильности. Применяется для исследований .в
лабораториях, где все условия работы схемы
могут строго контролироваться.
РЕГИСТРИРУЮЩАЯ АППАРАТУРА ДЛЯ
СТАТИЧЕСКИХ И ДИНАМИЧЕСКИХ
ИЗМЕРЕНИЙ
Для записи электрических изменений в цепи
датчика, вызываемых деформацией детали, при-
меняются: рекордеры, шлейфовые и катодные
осциллографы. Рекордеры применяются глав-
ным образом для записи статических деформа-
ций в большом числе точек (сто и больше);
запись обычно ведётся чернилами на бумаж-
ной ленте или диске, а также печатанием.
Рекордеры имеют: а) часть, воспринима-
ющую электрические изменения в цепи; б) ре-
гистрирующую часть (с лентопротяжным меха-
низмом или вращающимся диском). Бумажная
лента шириной от 15 до 300 мм имеет прямо-
линейные или криволинейные ординаты; бу-
мажный диск диаметром до 300 мм имеет по-
лярную сетку; в) индикатор (стрелочный или
оптический) для визуальных наблюдений (в ре-
кордерах с бумажной лентой).
По способу приведения в движение пера
различают:
а) Рекордеры непосредственного действия
(стрелка гальванометра снабжена пером). Для
регистрации слабых токов снабжаются усили-
телем. В рекордерах обычного типа фирмы
Вестингауз [30] скорость ленты от 1500 мм]час
до 150 мм/мин (с длительностью записи до
2 месяцев) и скорость вращения диска от
1 об/неделя до 2 об/сутки. В рекордере SR-4
фирмы Балдвин [24] бумажный диск имеет от
1 об/сутки до 2 об/мин (собственная частота
прибора 120 гц); рекордер снабжён переклю-
чателем на 49 одновременно работающих про-
волочных датчиков.
б) Рекордеры с сервомотором (перо при-
водится в движение сервомотором, управляе-
мым реле). Электронный автоматический потен-
циометр и мосты отечественного производства
предназначаются для регистрации деформаций
проволочными тензометрами и температур с по-
мощью термопар и имеют характеристики: вре-
мя прохождения пером шкалы 1,5 сек. при ши-
рине ленты 230 лог, чувствительность 15-10"~6в,
точность + 0,2%; позволяют вести регистрацию
с 400 точек.
в) Рекордеры с точечной записью (запись
печатается точками на ленте). Запись с не-
скольких датчиков ведётся различными цве-
тами или их сочетанием.
Подробнее см. [24, 30, 48].
Электромагнитные осциллогра-
фы (шлейфовые и струнные) применяются при
частотах от 0 до 10UOO гц для фотографиче-
ской записи деформаций и других процессов
на подвижных бумажной ленте или плёнке в
одной или нескольких точках. Осциллограф
имеет воспринимающий орган (шлейф, струна),
осветитель, устройство для записи (лентопро-
тяжный механизм,однооборотный барабан для
записи на бумагу с большой скоростью) и при-
способление для визуального наблюдения; от-
метка времени при записи может производиться
камертоном с электрическим возбуждением
(частота 50 или 100 гц). Развёртка (движение
ленты) при записи изучаемого процесса может
осуществляться не в функции времени, а в за-
висимости от какого-либо другого процесса.
Число одновременно записываемых процессов
определяется числом шлейфов в осциллографе.
Шлейф характеризуется чувствительностью
(сила тока в ма, вызывающая перемещение
в 1 мм зайчика на экране при длине светового
рычага в 1 л) и собственной частотой. Для
погашения собственных колебаний шлейфа
применяется демпфирование.
Характеристики некоторых типов магнитных
осциллографов и шлейфов см. табл. 37 и 38.
Подробнее см. [11, 30, 46, 48].
Катодные осциллографы приме-
няются при частотах измеряемого процесса
до 106 гц и выше. Действие осциллографа
242
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. 11
Характеристики осциллографов
Таблица 37
Фирма и тип
осциллографа
ХЭТИ (СССР), стационарный
СИ (СССР), стационарный .
СИ (СССР), переносный . .
Хэсавей (США), лётный . .
Браш (США) с усилителем
для регистрации деформации
Число
шлей-
фов
6
6
Q
12 (И 24)
6
Скорость записи в м\сек
на ленту
О,3 —2,0
ОД5— i.o
о,1- о,4
при увеличенииХ5
0,05 -2,0
16 скоростей
От 0,03 до 0,125
на одно-
оборотный
барабан
2,00 — 1О,О
_
—
—
Лента
шири-
на в мм
I2O
I2O
24
*5°
и 250
3°°
длина
В М
15
3°
IO
3"
—
Опти-
ческий
рычаг
в м
1,О
~о,8
°.25
—
—
Габариты
осциллографа
в мм
Стационарный,
1500X1000X1500
Переносный,
ДОЛ v *}Яп v й^А
Переносный,
170x170x340,
вес 12 кг
300X230X200
—
Таблица 38
Характеристики
Фирма
и тип
ХЭТИ:
1 и IT
2 „ 2Т
3 „ ЗТ
4 „ 4Т
5 „ 5Т
6
7
8
Дженерал
Электрик
(США):
G-1
G-2
0-3
G-4
Вестингауз
(США):
1
2
4
7
9
10
Хэ( эвей
(США)
(тип ОА-2)
1 *
1,2
3.5
2,0
0,25
0,075
i,5
i8,o
0,02
1,25
о,6
4,о
"•5
2,0
о, 5
35-°
о.ооб
45-°
О,О2
0,2
5
шлейфов
Частота в гц
i
Н
ю о:
о «
5 5°°
IO ООО
2 5ОО
3 ооо
2 ООО
45°
2О ООО
I 2OO
4 ооо
3 ооо
7 ооо
I 5оо
6 ооо
3 ооо
3 5°°
IO ООО
7ОО
Зооо
ооо
3 5°°
IOOOO
-С
ч
с я
—
—
—
—
—
—
—
—
25OO
iBoo
6500
700
—
—
—
—
—
—
—
—
is
а»
С о,
О •?
U S
1,О
1,О
1,О
4,о
4.°
I.O
о,8
6,о
о,9
1.4
9»°
о,8
1.5
5-5
1,8
—
1.5
12
8
I
№
ч
Cso
100
280
160
20
6
120
25°
i,6
—
—
—
¦—
45°
Зоо
13°
Зоо
IOO
Зоо
—
—
основано на свойстве пучка электронов изме-
нять направление движения под влиянием ма-
гнитного или электрического поля. Отклонение
луча наблюдается на экране катодной трубки.
Отклонение по одной оси пропорционально из-
меряемой величине, а в перпендикулярном на-
правлении является функцией времени или дру-
гого параметра. Осциллограф состоит из ка-
тодной трубки, развёртывающего генератора
(для электрической развёртки времени), усили-
теля, устройства для питания, синхронизатора
(для регистрации однократных процессов), фо-
тографического устройства. Катодные осцилло-
графы разделяются на низковольтные (для на-
блюдения периодических процессов) и высоко-
ьольтные, допускающие большую скорость
развёртки (для нестационарных быстро проте-
кающих процессов). Для одновременного ис-
следования нескольких процессов применяются
многолучевые трубки и механические или
электронные переключатели.
Запись процесса производится на непо-
движной (электрическая развёртка времени)
или подвижной (механическая развёртка вре-
мени с помощью вращающегося барабана или
диска) светочувствительной бумаге или плёнке.
При визуальном наблюдении используются
трубки с зелёным свечением, для фотографи-
ческой записи предпочтительнее пользоваться
экраном с синим или белым свечением; при
регистрации быстрых однократных процессов
может быть применена трубка, имеющая экран
с послесвечением.
Применение катодного осциллографа при
исследовании деформаций см. [29].
Подробнее см. [2, 22, 46].
ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ
ТЕНЗОМЕТРОВ
Удлинитель базы. Для тензометра
Гугенбергера стандартный удлинитель (фиг.177)
позволяет получить базы в 50, 100 и 200 мм.
К планке 1 при помощи винта 2 и штифта 3
крепится тензометр 4. На другом конце планки
имеется подвижной нож 5 с винтом 6. Вес
удлинителя 270 г.
Удлинитель ножек (или сменные
ножки тензометра) позволяет выносить кор-
пус прибора из стеснённых мест (или в сто-
рону).
Струбцинки [6, 10]. Одиночная струб-
цинка (фиг. 178, а) состоит из изогнутой
стойки 1 квадратного сечения, снабжённой на
конце двумя гайками 2 для зажатия тензо-
метра 3 и упора 4 с зажимным винтом 5. Винт?
позволяет закрепить упор 4 в зависимости от
высоты детали 7. Необходимо точно выдер-
живать совпадение винта 5 и вертикальной
оси тензометра. Вес струбцинки к тензо-
метру Гугенбергера— 30 г. Двойная струбцинка
(фиг. 178, б) служит для одновременной уста-
новки по обе стороны образца двух тензоме-
тров. По направляющему стержню / квадрат-
ного сечения могут винтом 2 передвигаться
ГЛ. Ill]
ТЕНЗОМЕТРИРОВАНИЕ
243
при установке и закреплении две поперечины 3,
которые держат два тензометра или один
тензометр 4 и опору 5. Вес струбцинки к тензо-
метру Гугенбергера — около 60 г.
Тяги, тросы. На стержневых конструк-
циях (балки, части фермы и пр.) тензометр
можно установить при помощи троса или
стального прута диаметром 1—1,5 мм, оття-
гиваемого распоркой, прижимающей тензометр.
Проволочные тяги диаметром 1—2 мм для
крепления пропускаются через тонкий лист.
В случае толстой детали проволочные тяги
припаиваются по накернованным местам
(фиг. 178?в).
Резиновые присоски (фиг. 178,г)
позволяют устанавливать тензометр на пло-
ской поверхности детали без её сверления.
Вогнутая поверхность присоски смазывается
маслом. При прижатии присоски к детали вы-
жимается воздух из полости 1 и присоска
прочно удерживается на месте. Вес присоски
с валиком 20 г.
Магниты (фиг. 178,д) применяются при
установке тензометра на стальных деталях.
'Приспособление для установки малобазного
тензометра см. [45].
.Припайка и приклейка применя-
ются для динамических тензометров. Для при-
плавляемым цементом деталь нагревается до
температуры 120° С, при которой цемент раз-
мягчается.
6
Фиг. 177. Удлинитель базы.
Установка на штифтах, болтах
для динамических тензометров см. [29, 37].
Нснернить
пайки используются мягкие припои (металл
Вуда и др.). Для приклейки применяются цел-
лулоидный и карбинолевый клей, бакелитовый
лак и различные цементы. При креплении рас-
Фиг. 178. Приспосо-
бления для установки
тензометров: а — оди-
ночная струбцинка;
б — двойная струбцин-
ка; в — тяги; г — рези-
новая присоска; д — ма-
гниты.
г)
Приспособление с микрометренными вин-
тами, пружинами и поворотной головкой
для точной установки и упругого крепления
малобазного тензометра см. [23].
Характеристика аппаратуры и методов, применяемых в США, для намерения деформаций (по данным К. Смита—см. «Product Eng." ЛЬ 1, 1947, стр. 107—110)
Наименование
аппаратуры
и методы
Наклеиваемый элек-
трический тензометр
SK-4
Тензометр Такер-
мана
Тензометр фирмы
Дженерал Моторс
Тензометр, основан-
ный на интерферен-
ции
Ненаклеиваемый
проволочный тензо-
метр сопротивления,
типа Статам
Электромагнитный
тензометр
Тензометр Уиттмора
Тип
А-1
0,2-я юй-
мовая
призма
Вестин-
гауз, ма-
логабарит-
ный
С 10-дюй-
мовой
базой
Принцип
Изменение
электрического
сопротивления
Оптический ры-
чаг
Фотоэлемент и
решётки
Световая интер-
ференция
Изменение
электрического
сопротивления
Магнитный
Механический
рычаг
Вид деформа-
ций, к кото-
рым наиболее
подходят дан-
ные метода
(для стали)
Упругие
Упругие
Упругие
Упругие
Упругие
Упругие
Упругие
Форма образцов и
деталей
Плоские 0,5 X *"
или больше. Криво-
линейная поверхность
более чем V в ра-
диусе (по длине) и
0,5" (в ширине)
Почти все круглые
или плоские поверх-
ности (при соответ-
ствующих приспосо-
блениях для крепле-
ния)
Любой круглый
или плоский при со-
ответствующих кре-
плениях
Зависит от кре-
пления
Любая поверхность
при соответствую-
щих креплениях
Любой ^круглый
или плоский с соот-
ветствующими при-
способлениям^ для
крепления
Плоские с длиной
более 10"
Обычная
база
[в дюймах)
1 (от
6 до Vie
в других
типах)
1 или 2
От »/„
до V*
От V»
до 6
3
10
Приблизитель-
ная величина
наименьших
измеряемых
деформаций
Xio»
0,5
2 при 0,2-дюй-
мовой
призме
2
2
4 при 2-дюй-
мовой базе
4
10
Приблизитель-
ный предел
измеряемой
деформации
в%
1
(статические
нагрузки)
*
0,25 при 0,2-
дюймовой
базе
1
Зависит от
креплений
1
1
Приспособления
для регистрации
Осциллограф,
рекордер
Специальные
приспособления
Осциллограф
Специальные
приспособления
Осциллограф
Осциллограф,
рекордер
-
Источник
Бюлл. № 179 фир-
мы Baldwin Locom.
Works, а также сбор-
ники Exper. Stress.
Analysis т. I, II, III
Бюлл. № 2084
Americ. lnstr. Co
Gadd u Van de Grift.
Trans. ASME. 1942,
т. 64, стр. А-15
Каталог лаборато-
рии btatham
Langer.Exper. Stress
Anal., т. 1, № 2, стр.
•82-89
Бюлл. № 167 фирмы
Baldwin Locom.
Works.
Тензометр Гуген-
Тензометр Темплина
Тензометр Питерса
Электронный тензо-
метр Ольсена
Тензометр Портер-
Липп
Тензометр фирмы
Риле
Тензометр Берри
Царапающий тензо-
метр Де-Фореста
А
Т-1
р-1
С ци-
ферблатом
Механический
рычаг
Механический
рычаг
Механический
рычаг
Магнитный
Механический
рычаг
Механический
рычаг
Механический
рычаг
След при цара-
пании
Упругие
Упругие
Упругие
Упругие
Упругий
Упругие и
малые пла-
стические
Упругие
и пластиче-
ские
Упругие и ма-
лые пластиче-
ские
Любой круглый
или плоский с соот-
ветствующими при-
способлениями для
крепления
Круглые диаметром
0,05- 0,605"; плоские
толщиной 0,01-0,50"
и шириной 0,50"
Круглые диаметром
0,505У/
Круглые или пло-
ские от Vie Д° 0,505"
Любая поверхность
при соответствую-
щих приспособлениях
для крепления
Круглые или пло-
ские от 7в до 5/8"
Плоские с длиной
более 10"
Любая плоская по-
верхность
2
2
2
2
1
2
10
2
1
10
20 при уве-
личении 1000
20 при уве-
личении 1000
20 при уве-
личении 1000
20
100
50 при 10-
дюймовой ба-
зе
100
1
2
2
2
0,5
2,5
Около 1
2,5
Никакого
Сельсиновые
моторы и вра-
щающийся бара-
бан
Сельсиновые мо-
торы и вращаю-
щийся барабан
Специальный
усилитель и вра-
щающийся бара-
бан
Специальное
приспособление
Специальное
приспособление
Специальная
пластинка
Бюлл. J* 139 фир-
мы Baldwin Locom.
Works
Бюлл. № 162 фир-
мы Baldwin Locorn.
Works
Бюлл. № 162 фир-
мы Baldwin Locom.
Works
Бюлл. № 24 фирмы
Tining Alsen Testing
Mach. Co
P. L. Porter. 226,
Occano Drive, Los.
Angeles 24. Co
Бюллетени фирмы
Amer. Machine and
Metals Ins.
Бюлл. по тензоме-
трическим измерениям
Waugh Labor.
Продолжение
Наименование
аппаратуры
и методы
Тензометр Амслера
Тензометр Кениен-
Бернс-Юнга
Метод фотосетки
(и компаратор)
Микроизмеритель
Покрытия для ис-
следования напряже-
ний
Процентный тензо-
метр Риле
Поляризацконно-
оптический метод ис-
следования напряже-
ний (метод фото-
упругости)
1
Тип
_
С кли-
ном 10 : 1
_
5Т-103
2 дюй-
мовая база
_
Принцип
Механическое
увеличение
Клиновой
Компаратор с
микроскопом
Градуирован-
ный винт
Хрупкое по-
крытие
Верньер
Поляризован-
ный свет
Вид деформа-
ций, к кото-
рым наиболее
подходят
данные метода
(для стали)
Упругие
или малые
пластические
Пластиче-
ские
Пластиче-
ские
Пластиче-
ские
Упругие
Упругие
Упругие
Форма образцов и
деталей
Круглые диаметром
от 0,02 до 1,5"; пло-
ские до 1,5" ширины
и до 1,5" толщины
Плоские до Vg" тол-
щины и до 2" шири-
ны
Любая поверхность
Круглые и плоские
для поперечных из-
мерений
Любая поверхность
Любая поверхность
с нанесенными мар-
ками (штамповкой)
Прозрачная модель
из пластмассы
Обычная
база
(в дюймах)
От 1 до
10
2
От 0.01
до 0,25
0,5
Очень
малая
2
Очень
малая
Приблизитель-
ная величина
наименьших
измеряемых
деформаций
100 при 2-
дюймовой ба-
зе
500 при уве-
личении 20
В зависимо-
сти от зада-
чи и условий
испытаний
500 при
0,505"
500
1000
В зависимо-
сти от моде-
ли и условий
испытаний
Приблизитель-
ный предел
измеряемой
деформации
в /о
8
45
Около 40
Не имеет
предела
От 0,5 до
0,15
70
В упругой
области
Приспособления
для регистрации
Специальное
приспособление
Барабан
Фотография
линий
Специальное
приспособление
Фотографиро-
вание трещин
Фотографиро-
вание картины
полос
Источник
Бюлл. фирмы
A. Amsler
Бюлл. № 128 фир-
мы Baldwin Locom.
Works
O'Havek и Harding-
Exper. Amer. Anal. v.
II, № 2, стр. 59-70
Данные по ST-ЮЗ
фирмы Magnaflux
Corp. См. также
Справочник по ма-
шиностроению, т. 1
гл. IV
Бюлл. фирмы Amer.
Machine and Metals
Ins.
См. т. I, гл. IV, a
также М. Фрохт, Фо-
тоупругость, пер. с
англ., Гостехиздат,
1947
ГЛ. III]
ТЕНЗОМЕТРИРОВАНИЕ
247
ТАРИРОВКА ТЕНЗОМЕТРОВ
Тарировка статических тензометров
производится на тензокалибраторе и выпол-
няется для определения увеличения т тензо-
метра и определения погрешностей тензометра
в пределах измеряемой деформации.
Тарировка тензометров производится пе-
риодически после каждого ремонта и при по-
вреждениях.
Тензокалибратор ЦАГИ имеет две
площадки, на которые опираются ножки
тензометра. Одна из площадок подвижная и
перемещается микрометрическим винтом (пол-
ный ход—0,1 мм).
Отсчёт перемещений производится по опти-
метру с точностью 0,0005 мм. Мёртвый ход
устраняется пружиной.
Тензокалибратор Це й с с а [10, 37].
Отсчёт перемещений подвижной площадки
производится или по шкалам рукояток микро-
метрического винта ("может быть ошибка из-за
люфтов) или при помощи оптической системы
непосредственного отсчёта (люфты не сказы-
ваются). Точность отсчёта в обоих способах
0,0001 мм.
Выполнение статической тарировки см. [6].
Тарировка динамических тензометров
производится для определения: а) увеличения
тензометра при различных частотах и ампли-
тудах деформаций; б) периода собственных
колебаний прибора и в) погрешностей при
регистрации в пределах измеряемых частот
и.амплитуд. Для динамической тарировки при-
меняются специальные вибраторы, позволяю-
щие изменять амплитуду и период колеба-
ний. Колебания стола вибратора или вибра-
ция образца создают изменения базы устано-
вленного на нём тензометра и осуществля-
ются механическим или магнитным методами.
Колебания регистрируются оптическим или
электрическим методами. Запись, полученная
тензометром, сравнивается с действительными
колебаниями.
Механический калибратор (фиг. 179)
f 10] состоит из колеблющегося стола 1 в виде
массивной алюминиевой отливки, соединённой
Фиг. 179. Станок Хорта.
с корпусом станка двумя парами серёг 2. Эта
подвижная система образует шарнирный па-
раллелограм. Стол приводится в колебательное
движение от мотора с эксцентриком 3. Тензо-
метр 4 устанавливается неподвижной ножкой
на столе и подвижной—на неподвижной части
станка. Радиус эксцентрика может изменяться
в пределах ОД-т-1,0 мм, число колебаний—от
1 до 200 гц. Стол имеет два оптических реги-
стрирующих устройства с зеркалами, которыми
записываются колебания на светочувствитель-
ных лентах, приводимых в движение электро-
мотором. На лентах делаются отметки вре-
мени.
Аппаратура для статической и динамиче-
ской тарировки проволочных тензометров, при-
меняемая в США, см. [29].
Характеристики электрических и магнит-
ных вибраторов см. на фиг. 159.
ОШИБКИ И ТОЧНОСТЬ
ТЕНЗОМЕТРИРОВАНИЯ [49]
Определение усилий и напряжений по дан-
ным тензометрирования см. т. 1, книга вто-
рая, гл. IV.
Каждое измерение деформаций сопрово-
ждается ошибками. Наиболее вероятное зна-
чение измеряемой величины достигается тща-
тельностью измерений и их повторением.
Для проверки результатов измерения при
тензометрировании используются: а) условия
равновесия (например произведение площади
эпюры измеренных напряжений в растягивае-
мой полосе на толщину полосы сравнивается с
величиной приложенной растягивающей силы);
б) значения измеренной величины в соседних
точках (для точек, далеко выпадающих из
эпюры измеренных напряжений, делаются по-
вторные измерения).
Влияние поведения материала тензометри-
руемой детали сказывается в следующем:
а) пересчёт деформации на напряжения (спо-
собы пересчёта см. т. 1, книга 2, гл. IV) даёт
правильный результат, если материал однород-
ный и если упругие характеристики Е, G, fx
найдены правильно; б) неровности поверхности,
окалина, литейная корка и пр. приводят к не-
надёжному креплению тензометра, а скрытые
внутри усадочные раковины — к перераспреде-
лению напряжений, не связанному с внешней
формой детали; в) высокие внутренние напря-
жения \огут в сочетании с измеренными на-
пряжениями от внешней нагрузки приводить
к пластическим деформациям, что искажает
распределение искомых напряжений, хотя сами
по себе они не превышают предела пропор-
циональности материала (целесообразно дать
детали предварительную нагрузку выше испы-
тательной или путём отпуска устранить на-
чальные напряжения).
Ошибки при измерении могут быть систе-
матические (повторяющиеся) и случайные. Си-
стематические ошибки связаны с особенно-
стями применяемой аппаратуры, происходят
закономерно и проявляются в непостоянстве
масштаба тензометра. Ошибки устраняются не
повторением испытаний, а изменением способа
измерений и установки приборов, тарировкой
аппаратуры и введением поправок. Основные
правила: а) не следует пользоваться отсчётами
по тензометрам, когда испытательная машина
даёт нагрузку, близкую к нулю или к предель-
ной; б) должны устраняться недостатки кре-
пления тензометров (недостаточно острые
ножки тензометра, плохое качество струбцинок
и пр.), трение в механизме прибора (в меха-
нических тензометрах и пишущих приборах);
в) база тензометра должна быть малой, чтобы
деформации на участке базы можно было счи-
тать постоянными; г) наибольшая частота ре-
гистрируемых деформаций не должна прево-
сходить (в зависимости от характера дина-
мического процесса и требуемой точности)
i/10 -j-1/4 собственной частоты прибора.
248
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
Примеры. 1. В зеркальных приборах применение
упрощённой формулы G) для увеличения т вместо точ-
ной формулы G') даёт (см. стр. 223) следующие система-
тические ошибки (при начальном <р = 0);
ср° = 1 2 3 4 5 10 15
Ошибка в °/0 = 0.005 0,18 0,43 0,73 1,15 4,80 11,5
При допускаемой в случае пользования формулой
G') ошибке в 1°/0 угол 9=4°40'; -? = sin 4°40'=0,08 и база
тензометра должна быть
„ 0,08 • НЕ
Ошибка уменьшается наклонной установкой зеркала
так, чтобы при половинной нагрузке <р — 0. Прочие си-
стематические ошибки при пользовании зеркальным
тензометром могут исходить от скольжения острия,
наклона зеркала относительно средней линии острия,
ошибки в положении шкалы, ' деформации прибора
и пр.
2. В рычажных приборах следует применять прижатие
в пределах 0,2 — 1,0 кг через пружинящее натяжное
устройство (статические тензометры); величина внедре-
ния острия в поверхность не должна быть значи-
тельной.
Рекомендуется при установке тензометра с ножевыми
опорами приподнимать неподвижное остриё, оставляя по-
движное слегка внедрённым, и движением корпуса пере-
мещать стрелку прибора несколько раз в пределах всей
шкалы. На увеличение прибора влияет его положение
{например для тензометра Гугенбергера может быть при
горизонтальном положении /и=1030, вертикальном—эт =
¦=1020 и в подвешенном —от =¦ 1040). Зависимость мас-
штаба т тензометра Гугенбергера от силы Р прижатия
его к детали может быть следующая:
Прижатие Р в кг 2 б 10 14
Масштаб т 1212 1225 1234 1240
Случайные ошибки не закономерны и вызы-
ваются: а) несовершенством наблюдения и не-
достаточной опытностью наблюдателя и б) внеш-
ними условиями (температурные изменения,
сотрясения прибора, условия освещения). Сле-
дует избегать ошибок, связанных с параллак-
сом при отсчёте по шкале, и применять при-
боры, у которых пределы измерений лишь на
малую величину больше измеряемой; колеба-
ния температуры сильнее сказываются на более
чувствительных приборах и при меньшей массе
прибора и образца. Если материалы прибора
и исследуемой детали имеют одинаковый коэ-
фициент линейного расширения <ц, то разность
в температурах тензометра и детали на Г
г
приводит к ошибке Да = щ Е! для стали Да =
= - ^- = 22 кг/см2 J. В большинстве слу-
чаев ошибки, получаемые из-за температурных
изменений, носят случайный характер и не под-
даются расчёту. Их можно избежать при по-
стоянстве температуры во время эксперимента
(применение температурных компенсаторов см.
стр. 237).
Порядок величин случайных ошибок опре-
деляется по колебаниям результатов измерений
при многократном их повторении в одинако-
вых условиях. Однако следует иметь не более
5—10 повторных измерений одной и той же
велччины, так как последующие многократные
измерения не улучшают полученных резуль-
татов.
Определение вероятного значения. Ве-
роятное значение может быть принято равным
среднему арифметическому из значений отдель-
ных наблюдений или определено по методу
Гаусса. Точность измерений оценивается вели-
чиной отклонения отдельных значений от сред-
него. Результат приводится с таким коли-
честром значащих цифр, чтобы на предпослед-
нюю цифру не влиял существенно предел
точности. Последняя значащая цифра приво-
дится как оценочная.
Пример 1. По миллиметровой шкале тензометра по-
лучены при измерении значения: 10,3; 10,4; 10,3; 10,5;
10,3. Среднее арифметическое равно 10,36 при кажущихся
ошибках: —0,06; +0,04; —0,06; +0,14; —0,06. Средняя ка-
жущаяся ошибка равна ±0,07. Результат записывается
так: 10,36±0,07 (верхний предел измеренной величины
равен 10,4, нижний —10,3). При пересчёте на удлинения
(при /п=1200; ^=20 мм)
Пример 2. Средняя ошибка i\ ряда наблюдений по
Гауссу
п (я -1)
B3)
где /lf /a, ..., Sn — кажущиеся ошибки. При возведе-
нии в квадрат исключаются знаки ошибок и увеличи-
вается влияние значительных ошибок. Для значений
кажущихся ошибок предыдущего примера
Средняя ошибка среднего значения
/а=0,032„
Г 0,032
0'04-
Результат принимается равным 10,36±0,04.
Выравнивание случайных ошибок при
тензометрировании. Предполагается, что оши-
бок направления нет и что измерения в раз-
ных направлениях дают одинаковую среднюю
ошибку г]. Искомые (вероятные) исправленные
значения главных деформаций Sj и г% и угла <р°
направления главных деформаций по отно-
шению к основному ср = 0 находятся по
приведённым ниже формулам из условия
минимума суммы квадратов поправок (по
Гауссу).
а) Направление главных дефор-
маций ?] и е2 известно.
Измерения проводятся в направлении глав-
ных деформаций ср = 0° и ср = 90° (см. т. 1,
книга 2, гл. IV) и дополнительно с одним
(ср = 45*) или двумя (ср = ±45°) замерами.
При одном дополнительном замере (<р =»
= 45°):
5,1 1
е1 = 7Г ?0 + Т ?45 — -^ Чэ'>
= — ~р- Ч + -п- е45 + -R
B4)
(средняя ошибка исправленных значений равва
0^)
ГЛ. Ill]
ТЕНЗОМЕТРИРОВАНИЕ
249
При двух дополнительных замерах (<р =
' ±45°):
~~ ?80 + s_45
— е0 + s45 + 8г90 + е_45
(средняя ошибка исправленных значений равна
087
Средние ошибки r\s и ч\г исправленных
значений переносятся на главные напряжения
(см. т. 1, книга вторая, гл. IV):
B5)
(ц. — коэфициент Пуассона, Е — модуль про-
дольной упругости).
Измерения проводятся под любыми угла-
ми 'fi, <р2» •.., <рп к направлению наибольшей
деформации ej. Результирующие деформации
в зтих направлениях получены равными е
— А-\-В] е2 = Л — J3,
B6)
где
Для главных деформаций
(cos2 2<p+l) - (eo-e9
_
E1.2
2 (cos2 2(p+2)
«_„ — е„
±
i
— 2 sin 2cp sin 2<p0
Это даёт:
при ^ = ±60':
(?-60-
2
Cfifl 3 СЦЛ
B8')
B9)
и средние ошибки исправленных значений
\,3 =Yi V j|-
= ±45°:
tg2<po =
е—45 — ?4
е0 — е90
o; B9")
C0)
5
42
C0")
?=
cos 2 ? - я
cos 2 у)
cos 2 <pJ — n ^ cos2 2 ?
• B7')
tg2?0 =
-30 — 5 е90 '
C1)
б) Направление главных дефор-
маций неизвестно.
Производятся четыре измерения под углами
0, ± ср, 90° к направлению, выбранному за
основное.
Для угла <р0, определяющего направление
главных деформаций,
2 (ео— е90) + (е<р + s- tp— %—
XCOS-1 z cp -f- J. /oc\
—ЙЕ^—• B8)
18
(ЗГ)
^ = Т1 Г l8"±T
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А и с т о в Н. Н., Испытание статической нагрузкой
строительных конструкций, их элементов и моделей,
изд. Наркомхоза РСФСР, 1938.
2. А р Д е н е М., Электронно-лучевая трубка, Радио-
издат, 1936.
3 БезуховК. И., Испытание инженерных конструк-
ций, ОНТИ, 1937.
4. Б е л я е в Н. М., Лабораторные работы по сопро-
тивлению материалов, Госстройиздат, 1938.
5. Б о б р о в А. А., Г л у х о в с к и й Б. X., Тензометры
проволочного сопротивления. „Техника Воздушного
флота" № б, 1946 г. См. также Колочи некий,
Коровянский, Орлов, Метод проволочных
сопротивлений, „Заводская лаборатория" № 6, 7, 8,
1946.
6. Голованов И. П., Методы измерения напряже-
ний при статических испытаниях конструкций самолё-
тов, Труды ЦАГИ, вып. 398, М. 1938.
7. Давиденков Н. Н., Струнный метод измерения
деформаций, ГТТИ. 1933.
8. Д а н и л и н А. В., Электрический прибор для опре-
деления деформаций по данным, полученным при но-
250
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
мощи „розетки". „Американская техника и промышлен-
ность" № 8, 1945.
9. Дмитриев Е. И., „Измерение малых перемещений
индуктивным методом", изд. Академии Наук СССР,
1945.
10. Качурин В. К. и Крыжановский В. И.,
Обследование мостов, Гострансиздат, М. 1932.
11. К е и н а т, Электромеханические измерения, ГТТИ,
1937.
12. К и н а с о ш в и л и Р. С, Расчёт шатунов авиа-
ционных двигателей, Труды ЦИАМ, 1946.
13. Л о р е н ц В. Ф., Тензометры с малой базой, „Завод-
ская лаборатория" № 4, 1938.
14. М а т в е е в С. И., Электроэкстензометры сопроти-
вления. „Американская техника и промышленность"
№ 9, 1945.
15. М и л ь ш т е й н В. Н., Основы электрического рас-
чёта индуктивных измерителей малых перемещений,
„Автоматика и телемеханика" № 2, 1940.
16. Н и л е н д е р Ю. А., Испытание сооружений, Спра-
вочник инженера-проектировщика промсооружений,
т. 11, Госстройиздат, 1934.
17. П а п к о в и ч II. Ф., Техника измерения деформаций
судовых конструкций, Гострансиздат, 1931.
18. Раевский Н. П., Новые методы измерения де-
формаций при динамических нагрузках, Исследования
в области машиноведения, Сборник статей, изд. Ака-
демии Наук СССР, 1944, см. также журнал „Завод-
ская лаборатория" № 7 — 8, 1945.
19. Р у д а ш е в с к и й Г. Е., Крутильный деформо-
метр, „Известия ОТН" АН СССР № 11, 1946.
20. Сборник докладов по динамической прочности дета-
лей машин, Институт машиноведения Академии наук
СССР, 1946. См. статьи Н. И. Пригоровского, Н. П.
Раевского, Г. Л. Шнирмана.
21. С е р е н с е н С. В., Тензометры и тензографы в ма-
шиностроении, .Вестник металлопромышленности"
№ 10, 1935.
22. С т е к о л ь н и к о в И. С, Катодные осциллографы,
Энергоиздат, 1934.
23. Шапошников Н. А.. Основы механических
испытаний металлов, ОНТИ, 1936.
24. Бюллетени № 162, 163, 179 фирмы Baldwin, Филадель-
фия, США, 1940 — 1943.
25. С h a b t а с h С. S., F.ehr R. О., Measurement of the
damping of engineering materials during flexural vibra-
tion at elevated temperatures, „Journal of Applied Mecha-
nics" № 2, 1944.
. 26. С u r t i s W. F.. Measurement of stress in rotating
shafts, „Electronics", July, 1945.
27. Dohrenwend C. O., Mehaffey W. R.,
Measurement of dynamic strain, „Journal of Applied
Mechanics" № 2, June, 1943.
28. „Ein neuer induktiver statischer
Feindehnungsuiesser", Feinmechanik und Pra-
zision, 1/2, 1943.
29. „Experimental stress analysis". Procee-
dings of the Society for Experimental stress analysis,
vol. I, № l a. 2; vol. II, № 1 a. 2; vol. Ill, № 1 a. 2; vol.
IV, № 1 и 2.
30. „Extension course on electrical in-
struments" № 12, Westinghouse Electric Com-
pany, 1942.
31. F e h r R. O., P a r k e r E R., D e M i с h a e 1 D. J..
Measurement of dynamic stress and strain ¦ in tensile
test specimens", „Journal of Applied Mechanics", № 2,
1944.
32. F e h r R. O., „Vibration testing" General Electric Re-
view, № 12, 1942.
33. G a d d C. W. v a n-D e r g i f t Т. С, A short
gage-length extensometer and its application to the
study of crankschait stresses, „Journal of Applied Me-
chanics" № 1, 1942.
34. G e i s e r K., Hancock J., The latest in mag-
netic oscillographs, „General Electric Review, 1943,
p. 289.
35. G 1 a b i t z H., Beanspruchung —Messungen an Kraft-
fahr?eugen, inbesondere mit elektrischen Messmitteln,
„ATZ", 7/8, 1944.
36. Hancock J., Oscillograph, „General Electric Re-
view", 1942. p. 527.
37. „Handbuch der Werkstoffprufung*,
под ред. Siebel E., Springer, 1940.
38. Kuehni H. P., Electric gages, „General Electric
Review", № 9, 1°42.
39. Kramer W., Electron tubes, their principles and
their instrumentation applications, „Instruments", vol. 17,
1944.
40. Van LeeuwenE. G., Gunning W. E., Resi-
stance wire strain gage, application and circuits, .Pro-
duct Engineering", July, 1945.
41. L e h г Е., Spannungsverteilung in Konstruktionsele-
menten, VDI, 1934.
42. L e h r E., Dehnungsmessgerat mit sehr kleiner Mess-
strecke und Anzeige mittels Sperrschicht-photozeHe.
Forschung auf detn Gebite des Ingenieurwesens, Bd. f,
№ 2, 1936.
43. Neitelberger F.. Electric strain gages for mea-
suring load on maschine parts, „Product Engineering*
№ 6, 1942.
44. Nielsen D. M., Strain gages, „Electronics" J* 12,
1943.
45. P e t e r s о n R. E., Wahl A.M., Two and three-di-
mensional cases of stress concentration and сотрая-
sion with fatigue test, „Journal of Applied Mechanics*,
№ l, 1936.
46. P f 1 i e r P. M.. Elektrische Messung mechanischer
Grossen, 2 Aufl. Springer, Berlin 1943.
47. „Prufung und Messung*, VDI, Verlag,
Berlin, 1939.
48. R о b e r t s H., Electric gaging methods for strain,
movement, pressure and vibration, „Instruments", vol. 17,
p. 192, 1944-1945.
49. Rotscher F., J a s с h k e R., Dehnungsmessungen,
ihre Auswertung, Berlin, Springer, 1939.
50. S t e u d i n g, „Messung mechanischer Schwingungen,
Berlin, VDI, 1940.
51. Theis A., Eine neues Messgerat fur langsame und
schnelle Langenanderung, ATZ, Mai 1943, S. 51: Electri-
cal measurement of stresses, „Aircraft Engineering",
April 1943.
52. „Westinghouse General Catalog", p. 723—844, 1939—
1940.
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
Поляризационно-оптический метод исследо-
вания напряжений на прозрачных моделях
(метод фотоупругости) позволяет находить
распределение и величину напряжений (в пре-
делах упругости *) в зависимости от формы
(плоской и объёмной) деталей при различных
способах нагружения модели (статическом,
динамическом, центробежными силами). Метод
основан на том. что вызванные нагрузкой
изменения оптических свойств в точках про-
зрачной модели могут быть измерены и выра-
жены количественно в величинах, определяю-
щих напряжения.
* Показаны возможности исследования напряже-
ний при пластическом деформировании стальных де-
талей.
Применение метода к исследованию рас-
пределения напряжений в деталях машин на
плоских и объёмных моделях см. т. 1, книга
вторая, гл. IV, а также [2, 5, 9, 11, 16].
ОПТИКА НАПРЯЖЕНИЙ
(Законы оптических явлений см. [2, 3]).
Распространение света в оптически
изотропной и анизотропной средах
Световые волны согласно электромагнит-
ной теории света представляют собой пере-
мещение периодически меняющихся, связан-
ных между собой электрического и магнитного
полей.
ГЛ. Ш]
ПОЛЯРИЗАЦИОННО-ОПТИЧВСКИЙ МЕТОД ИССЛЕДОВАНИЯ
251
Совокупность точек пространства, находя-
щихся в данный момент в одинаковом состо-
янии колебания (в одной фазе), называется
волновой поверхностью или фронЬгом волны.
Распространение фронта волны происходит в
направлении его нормали — волновой нор-
мали. Направление распространения энергии
называется лучом. Электрический и магнит-
ный векторы всегда перпендикулярны лучу
(поперечные волны). Их колебания могут про-
исходить незакономерно (естественный свет)
или совершаться в одном направлении (ли-
нейно или плоско поляризованный свет).
В изотропной среде свет распространяется
во всех направлениях с одинаковой скоростью.
Световая волна, распространяющаяся от точеч-
ного источника, имеет сферический фронт с
источником в центре. При этом лучи совпа-
дают с нормалями.
В анизотропной среде (кристаллы, мате-
риал моделей при наличии напряжений) свет
по различным направлениям распространяется
с различной скоростью. При точечном источ-
нике волновая поверхность уже не шаровая,
а в общем случае сложная двухполостная
поверхность. В каждом направлении возни-
кают одновременно две плоско поляризован-
ные волны (двойное лучепреломление).
Одному лучу монохроматического света соот-
ветствуют две не совпадающие с ним нормали
и обратно — одной нормали соответствуют
два луча. При этом направления колебаний
для обеих волн взаимно перпендикулярны.
Волну с фронтом малой кривизны (на боль-
шом расстоянии от источника, за линзой, в
фокусе которой помещён точечный источник)
можно рассматривать как плоскую волну.
Плоская волна может быть представлена в
виде суммы плоских гармонических волн, за-
писываемых уравнением
s = а0 sin
[Ч-
1х
nz
(I)
где а^ — амплитуда светового колебания;
Т — период колебаний; v = —— частота,
определяющая цвет монохроматического света;
v — скорость распространения колебания в
направлении волновой нормали; t — время.
Г 2л/, lx+my'-\-nz\ . Л
Величина -тН* - ) ' 6 на'
зывается фазой волны (фазовая постоянная Ь
нужна, если сравниваются фазы двух волн).
Показатель преломления п среды есть
отношение скорости v0 света в воздухе (при-
нимаемой равной скорости света в пустоте,
vt] = 3-1U10 см/сек) к скорости v света в среде,
т. е.
п —
v
Закон преломлении для перехода света
из одной изотропной среды / в изотропную
среду 2 выражается формулой
sin i
— = П\л,
sin г l'?
где i иг — соответственно углы падения и
преломления, nll2 = -- ¦ =
ный показатель преломления из среды 1 в
среду 2. Приближённые значения длин волн X
в воздухе (Av = vq = 3-Ю10 см\сек) для спек-
тральных цветов выражаются следующими
величинами в ммк:
Цвет
Длина
волны X
в ммк
Цвет
Длина
волны X
в ммк
Фиолетовый . 400—430 Зелено-желтый 530-570
Синий .... 430-480 Жёлтый . . 570-590
Голубой . • • 480—500 Оранжевый . . 590-630
Зелёный . • • 500—530 Красный . . . 630—800
В анизотропной среде различают лучевую
скорость и скорость по нормали (волновая
скорость) и соответственно показатели пре-
ломления для лучей и для волновых норма-
лей.
Луч в противоположность нормали при
преломлении не остаётся в плоскости падения.
Закон преломления при переходе из изотроп-
ной среды 1 в анизотропную среду 2 записы-
вается для нормалей через коэфициенты пре-
ломления пх (для среды /), л'2= —\ и щ"=—%
(для среды 2):
sin r'
Щ # sin I
«1*
л0
sin r"
(v.?' и v2" — скорости по нормали для среды 2).
При этом колебания для обеих получаемых
в среде 2 волн взаимно перпендикулярны.
Оптические свойства в каждой точке О
анизотропной среды (модели) выражаются
эллипсоидом показателей преломления (эл-
липсоид Френеля) (фиг. 180) с полуосями, рав-
ными главным показателям преломления
Щ<Сп2<:Сп& среды. Если световая монохро-
матическая * волна направлена по N, то она
распространяется в виде двух плоско поляри-
зованных во взаимно перпендикулярных на-
правлениях волн с показателями преломления
nt и пП, равными полуосям 01 и 011 эллипса
получаемого при сечении эллипсоида в точке О
плоскостью, нормальной к N; направления 01
и ОН являются направлениями колебаний
nl — ПП = ("з — ni) sin
B)
Расположение осей эллипсоида показателей
преломления для различных длин волн оди-
наково*, но отношение полуосей разное (диспер-
сия двупреломления). Главные оси оптической
симметрии 01, 02, 03 эллипсоида аналогичны
главным осям напряжений и деформаций в
упругом теле. Плоскости, содержащие две оси
симметрии, называются плоскостями опти-
ческой симметрии.
Оптически одноосный кристалл (точки
модели, в которых два главных напряжения
равны) соответствует эллипсоиду показателей
преломления в виде эллипсоида вращения
(щ — п2 <С Лз —оптически положительный,
п\ <Г пч — Щ — оптически отрицательный кри-
сталл). Ось вращения эллипсоида показателей
относитель-
* Для кристаллов ромбического класса и при искус-
ственной анизотропии.
252
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
является единственным направлением оптиче-
ской изотропии кристалла (оптическая ось).
Плоскость, в которой лежит оптическая ось,
называется главным сечением. Для каждого
направления один показатель преломления по-
стоянный и соответствует волне с колебаниями,
перпендикулярными главному сечению, в ко-
тором лежит данное направление (обыкновен-
ная волна), другой — переменный и соответ-
ствует волне с колебаниями лежащими в этом
главном сечении (необыкновенная волна).
Фиг. 180. Эллипсоид показателей пре-
ломления.
Оптически двуосный кристалл (точка мо-
дели в общем случае напряжённого состояния)
(щ ф «2 Ф Щ)> Эллипсоид показателей пре-
ломления имеет два круговых сечения; нор-
мали к круговым сечениям являются оптиче-
скими осями.
Угол 2 О, между оптическими осями опре-
деляется по формуле (разность между глав-
ными показателями мала)
cos2 Q:
л3—
п3 —
B')
Величины «2 — пь пз — пь пг — rh называются
главными двупреломлениями. Если волновая
нормаль лежит в одной из плоскостей опти-
ческой симметрии (например в плоскости
1—3, фиг. 180), показатель преломления волны
с колебаниями, перпендикулярными этой пло-
скости, равен одному главному показателю
(па = л2), а для другой волны
пь =
1
sin2 a
COSZ а
B")
п
Абсолютная разность фаз bj и ЬП (в ра-
дианах, по отношению к неизменной волне)
для двух плоско поляризованных волн света
с длиной волны X. прошедшего (по нормали)
однородную кристаллическую пластинку (пло-
скую модель) толщиной d, определяется по
формулам
C)
где п — показатель преломления среды вне
пластинки, tij я rijj—показатели преломления,
соответствующие рассматриваемому напра-
влению N в пластинке.
Относительная разность фаз обеих
волн
8 = 8,
- п
Относительная разность хода
D)
D')
Здесь а — угол нормали с направлением /.
Интерференция света, прошедшего
кристаллическую пластинку
(напряжённую плоскую модель)
Для определения относительной разности
фаз о, создаваемой кристаллической пластин-
кой или плоской моделью, используется явле-
ние интерференции света.
Для осуществления интерференции необ-
ходимо, чтобы разность фаз обоих взаимо-
действующих монохроматических лучей сохра-
нялась при наблюдении постоянной и колеба-
ния лежали бы в одной плоскости (когерент-
ность двух волн, получаемая при наличии
одного источника) [3]. Эти условия выполня-
ются в установке по следующей схеме, име-
ющей источник 5 монохроматического света
(фиг. 181, а): поляризатор Р даёт поляризован-
ный свет, обусловливающий когерентность
волн; кристаллическая пластинка О (или мо-
дель) даёт некоторую разность фаз 8 между
обоими компонентами, на которые разлагается
поступающая в неё волна; анализатор А при-
водит колебания обоих компонентов в одну
плоскость.
Колебания в лучах, прошедших пластинку
(плоскую модель), записываются уравнениями:
х = «о cos a-cos mt; y = aQsin a.cos(u>? — 8), E)
где х и у — компоненты, параллельные соот-
ветственно главным осям 0J и ОН пластинки
(фиг. 181,6); а0 — амплитуда в падающей на
пластинку (модель) волне плоско поляризован-
ного света; а — угол наклона плоскости коле-
бания света, поступающего от Р, с направле-
нием Of главной оси пластинки в точке 0;
о = -.— (tij — rijj) — разность фаз, получаемая
при прохождении кристаллической пластинки
ГЛ. Ill]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
253
Экран
<*)
Фиг. 181. Схема поляризационно-оптической установки.
ТОЛЩИНОЙ й\ ш =
циклическая частота.
Сложение двух взаимно перпендикулярных
колебаний с амплитудамиXo = aoCOSa И.У— ^os'na
и с разностью фаз Ъ света, вышедшего из
кристаллической пластинки, даёт эллиптически
поляризованный свет; траектория конца ре-
зультирующего вектора является эллипсом
2ху
Частные случаи: 1) 8
E')
:к- („пластинка
в четверть волны"). Оси эллипса совпадают
с направлениями осей 01 и ОН пластинки.
При а = 45° эллипс обращается в круг (поля-
¦гс
ризация по кругу: при ь = -\- -= левая, при
В = „ правая).
2) В = тс („пластинка в полволны"). Свет,
выходящий из пластинки, плоско поляризован,
но направления колебаний повёрнуты на
угол 180' — 2а.
3) 3 = 2тс (разность хода равна 1-Х). Луч
остаётся плоско поляризованным без измене-
ния направления колебаний.
Свет, вышедший из анализатора, имеет
амплитуду а, определяемую уравнением
где р — угол между направлениями А и 01
(фиг. 181, б); у= р — а — угол, образованный
направлениями колебаний в поляризаторе и
анализаторе. Яркость света, вышедшего из
анализатора, в рассматриваемой точке нахо-
дится по формуле F). так как яркость про-
порциональна квадрату амплитуды.
В случае немонохроматического (белого)
света указанные правила применяются к ка-
ждому из монохроматических лучей, составляю-
щих белый свет. Первый член формулы F)
выражает яркость белой компоненты прошед-
ших лучей (так как не зависит от о), второй—
яркость лучей, сообщающих окраску.
Инте ференция в сходящемся пучке поля-
ризованных лучей см. [13, 20, 27].
Интерференция рассеянного света—см.
11, 3).
Замер разности фаз 5 при помощи поля-
ризационной установки см. стр. 2&9.
Оптическая анизотропия в модели
при деформации
Большинство прозрачных материалов,
первоначально изотропных, под действием
деформации или напряжений становится дву-
преломляющим (оптически активные мате-
риалы, явление искусственной анизотропии [2]).
В обычно используемых материалах, при на-
пряжениях в пределах пропорциональности,
направления главных напряжений совпадают
с главными осями оптической симметрии и
величины главных напряжений oj, a>. а;! линейно
связаны с главными показателями преломления
пь п2> /7з следующими зависимостями [2, 26].
а) Для объёмного напряжённого состоя-
ния
1 ° г [ г^ г 1. \ [ (уравнения ПЛ
«2 —ло — Ч»1 + ^2 у-6 + ^) ? Максвелла).A)
Щ — ^0 == ^1аЗ "Г ^-2 (СТ1 "г а2) )
Здесь щ — показатель преломления при от-
сутствии напряжений; С\ и С% — оптические
коэфициенты напряжений материала для дан-
ной длины волны и температуры (имеют раз-
мерность, обратную напряжению; измеряются
в брюстерах; см. стр. 269)
б) Для плоского напряжённого состоя-
ния 5 -,
_~ = _М_ =
(8)
Если измерены абсолютные разности
фаз 5j и о-> [см. формулу C)], то по уравне-
ниям (8) определяются ох и з2 (см. метод Фавра)
[5, 19].
Если измерена относительная разность
фаз 6 [см. формулу D)], то по уравнению
S = —~- С (^ — о2) (закон Вертгейма) (9)
к
определяется разность (а: — ?2) главных на-
пряжений. Относительный оптический коэфи-
циент напряжений (коэфициент фотоупругости
материала) С -~ С\ — С2 (см. стр. 269).
в) Для линейного напряжённого состоя-
ния (при простом растяжении или сжатии или
при чистом изгибе,в точках ненагружённого кон-
тура плоской модели) измерение относитель-
ной разности фаз S полностью определяет на-
пряжённое состояние в рассматриваемой точке
А 1 .
где a — главное напряжение; при рассмотре-
нии напряжений на ненагружённом контуре;
о — напряжение вдоль контура.
254
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
ИЗГОТОВЛЕНИЕ МОДЕЛЕЙ
Материалы, применяемые
изготовления моделей
для
Требования, предъявляемые к материалам
для изготовления моделей, а также определе-
ние оптической постоянной см. т. 1, книга
вторая, гл. IV.
Основными оптически активными материа-
лами являются целлулоид и фенолформальде-
гидные прозрачные пластмассы (фенопласты).
К последним относятся применяемые за гра-
ницей бакелит (США), родоид и орка (Франция).
Применяются также стекло, желатин и пр. [2].
При исследовании составных конструкций одна
часть модели, в которой определяются напряже-
ния, изготовляется из оптически активного ма-
териала, а остальная часть—из материала опти-
чески неактивного (инактина), например плек-
сигласа.
а) Целлулоид. Об-
щие физические и механи-
ческие свойства см. т. 4,
„Пластическиемассы",а так-
же [2, 21].
Наиболее ценным свой-
ством целлулоида является
хорошая способность к скле-
иванию при помощи аце-
тона, бутил- или этилацета-
та и др. Способностью к „за-
мораживанию" (см. стр.255
и т. 1, книга вторая) не обла-
дает. С течением времени
свойства целлулоида улуч-
шаются: целлулоид, выдер-
жанный несколько лет, имеет
весьма незначительный крип
[21].
б) Фенолформ аль-
дегидные пластмассы.
В зависимости от способа
изготовления (марки) имеет
прозрачность воды, окраску
по всему объёму или поверх-
ностный окрашенный слой.
При комнатной температу-
ре оптическая чувствитель-
ность в 4—5 раз выше, чем
у целлулоида. Механической
обработке поддаётся хоро-
шо. Фенолформальдегидная
пластмасса типа.висхомлит"
(в настоящее время этот
материал с улучшенными
свойствами изготовляется
под маркой ИМ-44) изгото-
вляется в плитках толщиной
5—10 мм, размером до 250Х
Х400 мм и в блоках диаме-
тром до 30—50 мм (без на-
чального оптического эф-
фекта). Физико-механиче-
скиегвойства сильнозависят
от степени полимеризации и
температуры. До температу-
ры t ~ 50J С фенолформаль-
дегидная пластмасса являет-
ся материалом упругим; в
области температур 50 —
110° С—упруго-вязким; при
температурах от 80—110° до 180° (в зависимости
от марки) материал упруг и его свойства мало
зависят от самой температуры. При комнатной
температуре обнаруживает механический и оп-
тический крипы, наличие которых не приводит
к ошибкам, если измерения при напряжениях
в пределах пропорциональности делаются через
10-15 мин. после нагружения модели. Физико-
механические свойства висхомлита при ком-
натной температуре иллю*стрируются на фиг.
182, 183, 184; размеры и форма образцов, при-
меняемых в методе фотоупругости для опре-
деления механических и оптических констант
материала, даны на фиг. 185. Основные харак-
теристики, связанные с величиной твёрдости,
представлены на фиг. 186.
В табл. 40 приведены ориентировочные ха-
рактеристики материалов, применяемых в по-
ляризационно-оптическом методе.
Поперечная деформация А/ в плоской
модели (измеряется оптиметром) опреде-
390иг /см
Фиг. 182. Относительные продольные деформации волокон балки прямоуголь*
ного сечения шириной 12 мм, найденные тензометрированием (отсчёты дефор-
маций через 10 мин. после нагрузки).
ГЛ. HI]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
255
Таблица 40
Характеристика материалов, применяемых в поляризационно-оптическом методе
(при комнатной температуре)
Материал
Стекло -
Целлулоид ....
Желатин A3°/„-ный
водный раствор без
глицерина) .....
Фенолит
Тролон
Марблетт ото-
(Жжённый (США) . .
1 Бакелит ВТ-61-893
•(США)
Висхомлит ....
Материал ИМ-44
ф-ипа висхомлит) . .
Оптическая
постоянная
яиA'0) кг/см'1
(X —546,1 ммк)
хбо — 500
30—00
. 0,02
11,0
10,5
12.5
11,8
12,2
I2,O
Предел
прочности
; при растяже-
нии
i^ в кг1см%
350-600
75°
3°°
I2QO
75°
1500
Предел
пропорцио-
нальности
Sp в кг/см1
г8о -4°°
3°о
IOO
200
5оо
4оо
5°°
! Порядковый
>номер полосы
т при пре-
деле пропор-
циональности
9
27
IO
16
3°
33
45
Модуль
упругости
Е в кг/см3
64 ооо
14 ооо - 28 ооо
о,4
33 ооо
25000
37 ооо
42 ООО
28 ООО
43 ооо
Коэфициент
Пуассона
0,2д
о,33-о,зЗ
о,4о
о,37
о.зб
о.зб
ляет сумму главных напряжений (см. фиг.
184)
5. + о2 = — -V- = -105000 ~ A3)
{висхомлит нормальной степени полимериза-
ции, комнатная температура); d—толщина мо-
дели в рассматриваемом месте.
Способность к „замораживанию" фенол-
формальдегидных пластмасс (за исключением
новолаков) используется при исследовании
напряжений на объёмных моделях (см. т. 1, книга
вторая, гл. IV).
Если нагружённую
при t> 80-110° С мо-
дель охладить до ком-
натной температуры, то
вызываемые нагрузкой
деформации и оптиче-
ский эффект (картина
полос, изоклины) сохра-
няются и при снятии на-
грузки после охлажде-
ния модели (явление „за-
мораживания"). „Заморо-
женная" модель может
разрезаться на любые
части без нарушения да-
ваемой ею при нагрузке
оптической картины.
Механические харак-
теристики для висхомлита
ори повышении темпе-
ратуры показаны на
фиг. 187. Замер пояереч-
ной деформации Ad, по-
лучаемой при „размора-
живании* модели, позво-
ляет определить сумму
главных напряжений в
плоскости модели (см.
фиг. 187, в, г)
Е Ad
степени полимеризации, температура 110° С);
d— толщина модели в рассматриваемом месте.
Влияние температуры и времени на свой-
ства прозрачных фенопластов, применяемых в
США, показано на фиг. 188.
В табл. 41 приведены сравнительные харак-
теристики висхомлита и бакелита ВТ-61-893
при комнатной температуре и при темпера-
туре 110° С.
Изготовление оптически активного мате-
риала типа висхомлит для моделей [10]
Материал может изготовляться лабора-
торией, занимающейся исследованием напря-
СЖатая зона
Ростянцтоя зона
(ВИСХОМЛЙТ
)-^ (in
d
нормальной
т-12 -
Фиг. 183. Картина полос и эпюра напряжений я на контуре балки, подтвер-
ждающие линейную зависимость порядковых номеров полос от напряжений зь
256
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
7.32мм
/7
т
\
К
J~— -21 мк—
t— -?2мк—1
п
1
/
¦lot
?2м
/
к-
il
чески чистой —12,5 г, спирта ректи-
фиката (при сушке) 300 — 500 г.
Так как 40%-ного формалина не
встречается, то необходимое его ко-
личество /?! находится по формуле
Л = 2
40_
~Я
до нагрузки
при нагрузке
после нагрузки
Фиг. 184. Поперечные деформации Ad при чистом изгибе:
а —промеры толщин по сечению А В балки толщиной ~ 7,32 мм;
б—величины kd (в мк), получаемые при Л1 = 128 кгсм (напря-
жения в крайних волокнах о^ =320 кг/см'2).
жений. Для получения в одну варку ~ 200 см%
оптического материала необходимо следующее
количество исходных продуктов: фенола кри-
сталлического очищенного — f.00 г, формалина
40°/о-ного—1000 г, щавелевой кислоты хими-
где р2 — вес взятого фенола и q —
процент содержания (по весу) фор-
мальдегида в формалине, устанавли-
ваемое ареометром (должно быть не
ниже 30%)При применении безводной
щавелевой кислоты, последняя бе-
рётся в количестве 9 г на 500 г фенола.
Процесс изготовления висхомлита
состоит из следующих операций.
Варка. Варка смеси из фенола,
формалина и щавелевой кислоты
производится в течение 100—120 мин. в колбе
(на 5л) с обратным холодильником. Мри варке
образуются два слоя: нижний — смола и верх-
ний— надсмольный, который сливается после
отстаивания в течение 20 час.
I--J5—Ь- 50-
зь ~
Фиг. 185. Форма и размеры образцов при испытаниях (толщина образцов 5 — 10 мм): а и б— испытания
на растяжение, в —на сжатие, г—на изгиб.
80 Юр Дни
4 Омм
Фиг. 186. Зависимости (приближённые) модуля продоль-
ной упругости Е нг/см- и числа полос т при (з, — аа)=и
= 100 кг\см1 от диаметра Г> отпечатка (кривые Е и т).
Зависимость модуля продольной упругости от срока
(кривые ?, и Е3) хранения оптического материала на
воздухе при комнатной температуре (кривая Е, — при.
нормальной степени полимеризации; кривая Е2—при ма-
лой степени полимеризации); толщина модели 7 мм.
Таблица 41
Сравнительные характеристики
оптического
материала ИМ-44 и бакелита ВТ-61-893 *
Характеристика
A.0)
Цена полосы т
в kzIcm2 (при толщи-
не модели \,0 см) . .
Модуль продольной
упругости в кг/см'2 .
Коэфициент Пуас-
Предел пропорцио-
нальности Ир В KljCM*
Предел прочности
при растяжении j^
в кг/см*
Материал
ИМ-44 1типа
ВИ1 ХОМЛИТ)
при
20°
б,о
4.3 " 1°'
5оо
1500
при
110э
о,3°
14°
о,45
ю
35
Бакелит
ВГ-6
при
20J
5'9
4.2 ¦ ю4
0,37
500
1200
1-893
при
ПО'
0,27
75
о..5°
— II
-3°
• Нагрев обоих материалов при заморажлвании
должен быть до ПО'1 С. Бакелит ВТ-61 893 является луч-
шим из применяемых в США (по опубликованным дан-
ным).
ГЛ. III]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
257
О , 30
о)
120 ПО 160' 180 Т
I I- I
60 90 1?0 t минуты
1 234 *5 6289 10 t минуты
5)
г)
Фиг. 187. Температурные свойства висхомлита: а — диаграмма „прогиб — температура" при постоянной
нагрузке; б—диаграмма „прогиб—время" при разных температурах и постоянной нагрузке; в —промеры
изменения толщин d « 7,32 м % балки по сечению АВ; /—до выпиловки и отжига; 2 — после выпиловки и
после первого отжига до нагрузки; 3— после второго отжига до нагрузки; 4 — после нагрузки; 5—после
отжига после нагрузки; г —изменения bd толщины при чистом изгибе Л1—O,64J кгсм, полученные по
методу „замораживания" (в крайних волокнах j=I,82 кг/см*).
1100
W00
900
[
\
\
\
\
ч
О t.
о) ¦
3 4 5 6 17
время до разрыва
18 19 Чась>
50 °С
Фиг. 188. Характеристики американских оптических материалов (прозрачных фенопластов); а—время до раз-
рыва образцов из бакелита ВТ-61-893 в зависимости от приложенной нагрузки; б—модули продольной упру-
гости различных оптических материалов в зависимости от температуры; * — оптическая постоянная
-A.0) ;
0
г,, — —-— (при толщине d=l,0 см) для различных материалов в зависимости от температуры.
258
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
¦Сушка смолы. Смола, растворяемая в
спирте, сушится в течение часа в фарфоро-
вой чашке (диаметром 300 мм поверху) на
песчаной бане. Момент окончания сушки
устанавливается последующим признакам: вяз-
кость смолы резко возрастает и капля смолы,
"С г
1
1
/
-7*
h
i
i
l
л
\
i
W
го
30 Дни
Часу
Фиг. 189. Температурный режим полимеризации и от-
жига для плиток (и блоков) типа висхомлит; а—режим
полимеризации: / — плитки толщиной < 10 мм; 2 —блоки
толщиной > 20 мм; б—режим отжига: 3-однократный от-
жиг; 4—повторный отжиг.
охлаждаемая водопроводной струёй, не тянется
при разрыве пальцами, а хрупко ломается.
Заливка смолы производится в горя-
чем состоянии в нагретые формочки.
Полимеризация смолы произво-
дится в воздушном термостате или масляной
ванне. Режим полимеризации приведён на
фиг. 189, а.
Начальный оптический эффект и краевой
эффект влияния времени
Начальный оптический эффект наблюдается
в виде полос (изохром) и изоклин при отсут-
ствии приложенной внешней нагрузки; началь-
ный оптический эффект можно рассматривать
как результат замораживания деформаций,
имевших место под действием случайных на-
грузок, неравномерной температуры при поли-
меризации материала и пр. Напряжения, соот-
ветствующие начальному оптическому эффекту,
не обнаруживаются в виде деформаций при
разрезании материала и уравновешиваются в
пределах макромолекул (для целых сечений
могут не удовлетворять условиям ^ статики).
Устраняется начальный оптический эффект
отжигом („размораживанием"). Температурный
режим отжига для плиток висхомлита толщи-
ной до 12-—15 мм указан на фиг. 189, б. Рекомен-
дуется придерживаться следующих правил:
1) материал отжигать вскоре после его изго-
товления; 2) отжигать грубо подготовленные
модели (с припуском, равным 1—2 толщинам
плитки), а не готовые (в связи с образованием
у края модели краевого эффекта); 3) плитку
при отжиге класть горизонтально на гладкое
стекло, без нагрузки; 4) края пластинки со
значительным начальным оптическим эффек-
том (в 5 полос и более) перед отжигом срезать.
При соблюдении указанных правил началь-
ный оптический эффект в плитках толщиной
до 10 мм устраняется до тёмносерого цвета
первого порядка, что обеспечивает доста-
точную точность при измерениях на моделях
Краевой эффект влияния времени про-
является в виде наблюдаемых при помощи
полярископа у края пластинки полос интер-
ференции, число и порядок которых возрастают
со временем. Через 5—10 час. (или больше) на
глубине 1—2 мм у свежеобработанного края
модели из обычно применяемого материала воз-
никают полосы до 1-го порядка, и при хране-
нии в течение нескольких месяцев краевой
эффект увеличивается у края до полосы 5—
7-го порядка и выше.
Краевой эффект, полученный в ненагружён-
ной балочке высотой h — 15 мм из бакелита
при хранении модели в течение 1 месяца, и
вызываемые им искажения картин полос при
поперечном изгибе видны на фиг. 190, а и б
(см. вклейку к стр. 232) (правильную картину
полос, полученную при отсутствии начального
оптического эффекта, см. фиг. 211).
По знаку оптический эффект влияния вре-
мени в оптическом материале, способ изгото-
вления которого описан выше, соответствует
>—
При наличии
Растяжение
краевого эффекта f]pu отсутствии
\ *
\/
раевого эффекта
»^_
М
) *
J
+ 0
1
|
-б
Uikamue ^g ITg
б)
Фиг. 191. Краевой эффект по сечению и его влияние на
форму полос в зоне концентрации: я-краевой эффект
по сечению; б-влияние краевого эффекта на форму
полос "в зоне концентрации.
обычно сжатию у края и малым напряжениям
растяжения в средней части (фиг. 191, б). Воз-
никновение оптического эффекта у края без
нагружения модели объясняется физико-хими-
ческими процессами (главным образом испаре-
ние или всасывание влаги), происходящими
возле обработанной поверхности материала
[28].
Если краевой эффект соответствует у
края сжимающим напряжениям, то тем самым
в растянутой зоне нагружённой модели поря-
док полос соответственно понижается, а в сжа-
той— повышается; полоса овальной формы
(фиг. 191, а), полученная от нагрузки и иду-
щая у края модели, в сжатой зоне при на-
личии краевого эффекта будет удлиняться, а
в растянутой — сужаться.
ГЛ. Ill]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
259
Краевой эффект влияния времени в мате-
риале марки ИМ-44 значительно меньший.
При применении разработанного способа хра-
нения изготовленной модели краевой эффект
влияния времени в моделях отсутствует.
Неправильные приёмы механической обра-
ботки края модел'и приводят к аналогичному
начальному оптическому эффекту.
Если начальный или краевой эффект зна-
чительны (т^>\), то при числовой обработке
картины полос напряжённое состояние, соот-
ветствующее краевому эффекту, должно вычи-
таться из суммарного (см. т. 1, книга вторая,
гл. IV).
Изготовление моделей
Условия моделирования см. т. 1, книга вто-
рая, гл. IV.
Приёмы, применяемые при изготовлении
модели из бакелита и целлулоида, одни и те
же. У целлулоида, который мягче бакелита,
не так скалываются кромки, но нельзя полу-
чить острые края; нагрев целлулоида при из-
готовлении моделей сказывается сильнее. При
изготовлении моделей необходимо избегать
длительных и больших нажатий и нагрева ма-
териала, которые приводят к начальному опти-
ческому эффекту. Следует применять острый
слесарный инструмент; могут быть использо-
ваны металлорежущие станки со средней ско-
ростью резания и малыми подачей и глубиной
резания (порядка 0,1 мм). Применяемый инстру-
мент должен обеспечивать свободный выход
стружки, так как наличие её затрудняет отвод
тепла. Торцевое фрезерование даёт меньшие
остаточные напряжения, чем боковое. Для пре-
дохранения от выкрашивания при выходе ин-
струмента под обрабатываемый материал под-
кладывается толстый слой картона. Сверление
производят в несколько приёмов с последова-
тельным увеличением диаметра сверла. Отвер-
стия большого диаметра растачиваются.
Порядок операций при вырезании из плитки
плоской модели следующий: а) в месте, сво-
бодном от начального оптического эффекта,
вырезается лобзиковой пилкой пластинка
с припуском сверх размеров модели на 3—5 мм,
которая проверяется в полярископе, отжи-
гается и проверяется вторично (если плитка
материала имеет значительный начальный опти-
ческий эффект, то необходимо её предвари-
тельно отжечь); б) на пластинку накладывается
и прижимается струбцинками металлический
односторонний (или двухсторонний) шаблон
толщиной 1—4 мм по форме модели (с про-
кладкой слоя бумаги); в) пластинка с шаблоном
зажимается через деревянные прокладки в ти-
сках, а края пластинки, выступающие за ша-
блон, снимаются напильником. Доводка края
модели A—2 мм) делается натфилями и шабе-
ром перед самым испытанием в начале рабочего
дня во избежание краевого эффекта. Обра-
ботка и более точная доводка (особенно не-
обходимая в местах контакта) может произво-
диться торцевой фрезой по копиру. Для чёт-
кости контура на экране край модели срезается
строго нормально к плоскости модели и без
завала углов.
Если лицевые грани плитки материала не
прозрачны или имеют царапины, которые же-
лательно устранить, то вырезка лобзиковой
пилой делается с большим припуском A0 —
15 мм), а затем после отжига лицевые стороны*
обрабатываются на станке (или вручную) и шли-
фуются последовательно на грубой и более
тонкой наждачной бумаге; после этого при по-
мощи тонкого порошка окиси алюминия (или-
пасты ГОИ) производится полировка на вра-
щающемся диске с сукном (диаметр диска
300—350 мм, число оборотов 20Э-300 в ми-
нуту). Обрезка по контуру модели во избежа-
ние завалов краёв делается после окончаний
полировки плитки.
Прозрачность боковых граней модели после
шлифовки может быть достигнута и без по-
лировки следующим приёмом: на грани модели
наносится слой жидкости (или лака), имею-
щей приблизительно одинаковый с моделью
коэфициент преломления, или модель погру-
жается в сосуд с плоско параллельными сте-
клянными стенками, наполненный той же жид-
костью (метод иммерсии).
Коэфициенты преломления nD (жёлтая ли-
ния натрия, X = 5S9,3 ммк) при 20° С для
основных материалов имеют следующие вели-
чины:
Материал п~
Вода 1,333
Ацетон 1,359
Керосин * .... 1,460
Глицерин . . . • 1,485
Бензол i.5O1
Монобромбензол* 1,562
Бромоформ * . . 1.59°
Материал п^
ХИНОЛИН I.62O
Сероуглерод 1,631
а-монохлорнафталин* 1,645
а-монобромнафталин* 1,658
Йодистый метилен . . 1,74а
Висхомлит • 1,63—1,64
Минеральные масла . 1,40—1,65
• Можно смешивать в любых пропорциях.
ОСНОВНАЯ АППАРАТУРА
Поляризационные установки (полярископы)
Типы поляризационных установок. По-
ляризационные установки для исследования
напряжений различаются: а) по способу полу-
чения поляризованного света, б) по оптиче-
ской системе, в) по ходу лучей в модели,
г) по назначению.
По способу получения поляри-
зованного света: 1) отражением (зер-
кальные установки), 2) преломлением (установ-
ки со стопой стеклянных пластинок). 3) поля-
ризационными призмами (Николя, Аренса,
Глана-Томсона и др.), 4) поляроидами (или
другими искусственными поляризаторами).
Типы 1 и 2 менее совершенны и приме-
няются только для качественных исследований.
Типы 3 и 4 дают наиболее интенсивный свет.
Применением поляризационных призм достига-
ются наибольшая равномерность и наилучшая
поляризация, но поляроиды позволяют с малым
числом линз (или без них) иметь большое ра-
бочее поле установки.
По оптической системе: 1) поля-
рископы со стеклянными линзами (фиг. 192,
а, б, в, г), 2) полярископы без линз и поля-
рископы с зеркалами (фиг. 192, с>), 3) поляри-
скопы смешанного типа.
Полярископы с зеркалами применяются
при необходимости иметь большое рабочее
иоле установки при значительной интенсивно-
сти освещения.
В установке по схеме фиг. 193, а источ-
ником света является матовое стекло С, осве-
щаемое рядами ламп О (диффузор). Модель
260
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
находится в пучке сходящихся лучей. Уста-
новка по схеме фиг. 193, б с малым расстоя-
нием между анализатором А (поляроидная
Фиг. 192. Схема поляризационных установок с прямым
ходом лучей (схема Кокера): О—точечный источник
света; Ра А— поляризатор и анализатор; Х/4—пластинки
в четверть волны; 5—экран или фотопластинка.
0 С
плёнка) и матовым стеклом (или фотопла-
стинкой) 5 позволяет получить весьма рез-
кое изображение модели в натуральную ве-
личину.
По ходу лучей в модели: 1) поля-
рископы с прямым ходом лучей (фиг. 192,
193); 2) полярископы с
двойным ходом лучей
(установка с односторон-
ним монтажом) (фиг. 194).
Полярископ с двой-
ным ходом лучей удваи-
вает наблюдаемую раз-
« ность хода, так как ка-
U ждый луч проходит модель
два раза (до и после от-
Фиг. 193. Схемы полярископов смешанного типа.
фиг. 194. Схемы полярископов с двойным ходом лучей
(односторонний монтаж).
ражения от зеркала или фольги). Для чёткости
получаемой картины. необходима параллель-
ность плоскостей модели и зеркала. Поляри-
скоп с двумя призмами (фиг. 194, а) [16] поз-
воляет иметь скрещенную или параллельную
установку поляризатора и анализатора и по-
лучать для поля полос тёмный или светлый
фон и обычные изоклины. Полярископ с од-
ной призмой (фиг. 194, б), одновременно явля-
ющейся поляризатором и анализатором, поз-
воляет получить только тёмный фон при кру-
говой поляризации к светлый фон при плос-
кой, при этом изоклины получаются в виде
нечётких светлых полос. Полярископ с двой-
ным ходом применяется при исследовании
тонких моделей и при необходимости иметь
все части установки по одну сторону модели
(при исследовании замкнутых оболочек, изме-
рениях в сложных моделях и оптически актив-
ных наклейках на непрозрачных моделях или
деталях).
По назначению: 1) для качественных
исследований, 2) для исследования плоских
моделей, 3) для зональных исследований (по
ГЛ. Ill]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
261
отдельным точкам плоской модели), 4) для
исследования объёмных моделей.
Устройство основных поляризационных
установок.
а) Поляризационные установки
для качественных исследований.
Простейшая установка состоит из двух по-
ляроидных дисков. Свет получается от осве-
щаемого матового стекла или используется
дневной свет. Модель располагается между по-
ляроидными дисками и рассматривается нево-
оружённым глазом через светофильтр или
без него. Установка используется для контроля
изготовляемых моделей и отбора плиток мате-
риала. Если рабочую часть между поляроид-
ными пластинками защитить от проникновения
постороннего света, применить для получения
круговой поляризации две пластинки в четверть
волны, то установка позволяет вести без
фотографирования количественные измерения
с оценкой порядковых номеров полос с точ-
ностью до половины полосы.
Зеркальная установка (типа Кирпи-
чёва—Зайцева) изготовлялась ЛГУ [16] с рабо-
чим полем 600 X 600 мм и 1000 X 1000 мм.
Она снабжена склеенными пластинками Х/4 на
весь размер поля. Свет направляется к мар-
блитовому зеркалу под углом полной поляри-
зации. Зеркальные поляризатор и анализатор
неподвижны, так что при неповорачиваемой
модели нельзя получить поле изоклин. Для
исключения лучей, сильно отклонённых от
нормали к модели фотоаппарат помешают на
большом расстоянии за анализатором. При этом
наблюдается лишь малая область, лежащая
в соответствующем направлении.
б) Установки для плоских моде-
лей изготовляются Ленинградским универси-
тетом (ЛГУ), Институтом машиноведения Ака-
демии наук СССР и др.
Установка Института машиноведения
и завода № 2 (фиг. 19е») состоит из двух отдель-
ных частей: поляризационной (левая часть уста-
новки) и наблюдательной (прмвая часть уста-
новки). При работе с компенсатором наблюда-
тельная часть отводится в сторону и на её
место устанавливается анализатор с трубой (см.
стр. 263). В свободном промежутке в пучке
параллельных лучей поляризованного света
устанавливается нз координатном столе нагру-
зочное устройство 3 для модели. Рабочее поле
установки 130 мм. Установка имеет освети-
тель с ртутной точечной лампой высокой ярко-
сти или лампой накаливания,поляроидныйполя-
ризатор с коллектором, светофильтром (X =
— 5461 А) и теплофильтром, поворотным
устройством с делениями через 5° (для полу-
чения изоклин), откидной пластинкой Х/4,
имеющей самостоятельное поворотное устрой-
ство, поляроиднь.й анализатор 4, имеющий те
же поворотные устройства, что и поляриза-
тор, фотокамеру A3X18 см); прозрачный
откидной экран, оптическую скамью 8 на-
блюдательной части, допускающую продоль-
ное перемещение отдельных частей установки
при проектировании модели в масштабе от
IX до 5 X •
Схема оптики дана в верхней части фиг. 195.
Телецентрический объектив (/=4(j0mm) со-
вместно с коллектором (/, = 180 мм) даёт
изображение источника света в плоскости
диафрагмы в масштабе 2,2, равном отноше-
нию фокусных расстояний объектива и кол-
лектора.
Коллектор рассчитан на минимум сфери-
ческой аберрации для точки на оси. Расстоя-
ние от модели до первой вершины объектива
s— — -\-v; расстояние от второй вершины
объектива до изображения sJ=/-p + t;1.
Здесь /—фокусное расстояние объектива.
ГР — его увеличение, v и v, — расстояния от
фокусов до соответствующих вершин объектива.
Расстояние 5 увеличивается на величину As,
если на пути пучка находится пластинка (им-
мерсионная ванна) толщиной d
п—\
: 0,4 d.
A2)
Потеря в интенсивности света при прохо-
ждении через прозрачную линзу или пластинку
составляет
1000/«-
где п — показатель преломления материала
пластинки или линзы.
Поляризационные установки ЛГУ с поля-
ризационными призмами имеют диаметр рабо-
чего поля 70 и 120 мм [16].
Характеристики установки для плоских
моделей и её проверка. Поле экрана должно
быть резко очерченным, не иметь окраски и
пятен. Это достигается при соответствующем
качестве оптики и при правильной установке
лампы и оптических частей; оптические части
не должны давать искажений и должны быть
совершенно чистыми. Установление нуле-
вого отсчёта изоклин делается при помощи
нагружаемой модели, для которой положение
изоклины известно, например симметричной
модели, дающей нулевую изоклину при верти-
кальной нагрузке. Проверка правильности по-
лучения картин полос делается при помощи
модели, для которой концентрация напряже-
ний известна (например полоса с отверстием)
устанавливаемой в различных местах рабочего
поля установки. Получение изображения в
нужном масштабе достигается передвижением
объектива и экрана. Правильное положение
пластинок л/4 для получения круговой поляри-
зации проверяется следующим образом: сна-
чала пластинки Х/4 отводятся в сторону и поля-
ризатор и анализатор взаимно скрещиваются
до получения наибольшего потемнения поля;
затем включается одна из пластинок Х/4 и
поворачивается в оправе до полного потемне-
ния поля, после чего она поворачивается
в любую сторону на 45° (наибольшая освещён-
ность экрана); получаемое положение фикси-
руется, и пластинка Х/4 отводится в сторону;
так же устанавливается вторая пластинка Х/4;
после этого вводится в поле первая пластин-
ка Х/4. что даёт полное погасание экрана или
он остаётся светлым; в последнем случае одна
из пластинок Х/4 поворачивается на 90° (тём-
ный экран).
Ось
установки
Фиг. 195. Поляризационная установка „Имаш-КБ2' с рабочим полем диаметром 130 мм; /—источник освещения (ртутная лампа СВДШ-250
или точечная самолётная лампа); 2— теплофильтр; 3—коллектор 120/180; 4 — светофильтр (К = 546,1); 5— поляризатор 'поляроидная пластинка); \6 и 8 —
пластинка „четверть волны"; 7—плоская модель; 0— анализатор (поляроидная пластинка); 10—телецентрический объектив; И — ирисовая диафрагма
и затвор; 12 - зеркала фотокамеры для наблюдения со стороны нагрузочного устройства; 13— матовое стекло (или кассета фотокамеры); 14 — откид-
ной стеклянный экран с калькой; 15—настенный экран для увеличения 1 :5. Съемные или откидные детали на верхней схеме обозначены чёрными
кружками. Поляризатор, анализатор и пластины „четверть волны" имеют лимбы с точностью установки до 0,5°.
ГЛ. III]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
263
в) Установки для зональных ис-
следований. Компаратор ЛГУ с трубой
(фиг. 196, а, б) может применяться в установ-
ках (фиг. 195) взамен наблюдательной части
и служить для измерений по точкам плоской
модели разности хода поляризованных лучей
(при помощи компенсатора, закрепляемого на
трубе) и измерения направлений главных на-
пряжений (при помощи лимба / при повороте
трубы у её оси). Труба компаратора устана-
вливается на заданную точку модели парал-
Фиг. 196. Компаратор ЛГУ с трубой.
лельным перемещением (с точностью 0,1 мм)
с помощью винтов координатника. Лучи,идущие
от модели, проходят компенсатор К и анали-
затор А; узкая диафрагма D располагается
в плоскости изображения модели, получаемо-
го от линзы L. При наводке трубы на задан-
ную точку модели диафрагма D снимается и
открывается стеклянная пластинка Р, на ко-
торую проекти-
руется изображе-
ние модели, рас-
сматриваемое че-
рез откидную лин-
зу L2 B на фиг.
196, а).
Установка ЛГУ
(фиг. 197) со спа-
ренными николя-
ми (крепится на
стойках или крон-
штейнах) предста-
вляет собой тот же
поляризационный
компаратор А и
спаренный с ним
поляризатор Р, так
что при повороте
призмы анализатора, имеющейся в трубе,
поворачивается на тот же угол и призма
поляризатора (Р и А всегда скрещены). Мо-
дель устанавливается между Р и А.
Поляризационная микроустановка ЛГУ
позволяет наблюдать и фотографировать кар-
тину полос плоской модели с увеличением до 16.
Установка позволяет с большой точностью
определять напряжения на контуре модели
[11. 16].
г) Установки для исследований
объёмных моделей. Для измерений по
методу замораживания в тонких срезах может
быть использована
любая установка, до-
пускающая измерения
небольших разностей
хода (компенсация по
точкам). Измерение
объёмного напряжён-
ного состояния в сре-
зах может делаться
на кристаллографиче-
ском микроскопе при
параллельном (с при-
менением столика Фе-
дорова) [7,12] или ко-
ническом пучке про-
ходящего поляризо-
ванного света [13, 20,
Фиг. 197. Установка ЛГУ со
спаренными николями.
Спой, дающий
рассеяние Гр
(Наблюдаемое сечение)
6)
Фиг. 198. Схема установки типа Веллера (а): /—ртутная
точечная лампа на 500 —1000 вт; 2— конденсор; 3— поля-
роидный диск; 4 — диск со щелью; 5 — исследуемая
объёмная модель, помещаемая в иммерсионную ванну;
бив — наблюдение полос интерференции рассеянного
света.
27]. Для исследования объёмных моделей при
помощи рассеянного света применяется уста-
новка [33], дающая полосу интенсивного по-
ляризованного света, получаемую от узкой
щели длиной 50—100 мм и шириной от 0,3 до
3 мм\ ширина щели регулируется (фиг. 198, а).
Наблюдение полос интерференции рассеянного
света делается в направлении О под углом
к проходящему свету (фиг. 198, б, в). Схему
установки Менгеса с микрофотометром для
исследований по методу рассеянного света
см. [29].
Отдельные приборы и части
поляризационной оптики
Стеклянная оптика и оптические инстру-
менты см. [14, 17, 18].
а) Поляризационные приспосо-
бления служат для получения поляризован-
ного света. Они подразделяются на поляриза-
ционные призмы и поляроиды.
Поляризационные призмы. Призма Николя
(николь) склеивается по плоскости АС канад-
ским бальзамом из двух половин кристаллов
264
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. I»
исландского шпата (фиг. 199, а). Главная плос-
кость кристалла совпадает с плоскостью сим-
метрии A BCD призмы. Отношение рёбер
ВС к ВА равно 3,65. Показатель преломления
канадского бальзама п— 1,550 лежит между
показателями п0 =• 1.65S и пр — 1,486 для обык-
новенного и необыкновенного лучей. Обыкно-
венный луч претерпевает полное внутреннее
отражение на прослойке канадского бальзама
и поглощается зачернённой нижней гранью.
Плоскость колебаний выходящего поляризо-
ванного света совпадает с плоскостью симме-
трии ABCD призмы. Наибольшее отклонение
падающих лучей от оси (допускаемый апертур-
ный угол), при котором выходящий из призмы
свет полностью поляризован, равно 15°. При
вращении николя у его оси лучи света сме-
щаются, так как они выходят не перпендику-
лярно грани CD. Призма Глана-Томсона (фиг.
199. б) делается из исландского шпата и не
дает поперечного смещения лучей при пово-
роте призмы у её оси. Направление колеба-
ний пропускаемых волн обозначено стрелкой.
Отношение ребер равно 3,2; апертурный угол
равен 16°. Призма Арене а (фиг. 199, в) пред-
Нанадский бальзам
\
Фиг. 199. Поляризационные призмы: а— призма Николя;
б— призма Глана-Томсона; в— призма Аренса.
ставляет собой сдвоенную призму Глана-Том-
сона. Обыкновенный луч не задерживается
оправой призмы, а отклоняется за основной
конус поляризованных лучей. При вращении
не даёт бокового смещения.
Поляроиды. Их действие основано на ди-
хроизме, т. е. свойстве некоторых кристаллов
поглощать свет с колебаниями в одной плоско-
сти большими, чем с колебаниями в другой. По-
ляроид — искусственно нанесённая (на целлу-
лоид) плёнка толщиной от 0,002 до 0,25мм силь-
но дихроичного кристалла —герапатита (серно-
кислый иод-хинин). Из-за поглощения второго
луча поляроид ослабляет (на 13%) и слегка
окрашивает проходящий свет; степень поля
ризации (отношение интенсивности плоско
поляризованного света к интенсивности всего
пропущенного) равна. 0,98 (фиг. 200). Изго-
товляется в виде листов в несколько ква-
дратных дециметров. Допускаемый апертур-
ный угол около 60°.
б) Компенсаторы применяются для
количественного определения разности хода
двух взаимно перпендикулярных компонентов
эллиптически поляризованного света, получа-
емой после прохождения светом модели (для
измерении разности главных напряжений в
модели). Действие компенсаторов основано на
компенсировании до нуля (или дополнении
до 7t/2) разности фаз, получаемой светом при
о
1
/
7
/
/
h
\
г
\
\
\
\
i>
\
460
540
620
700 ммк
Фиг. 200. Характеристики поля-
роида типа J: 1 — степень поля-
ризации; 2 — видимый спектр;
3 — прозрачность.
прохождении различных точек модели. Изме-
рение компенсатором см. стр. 270.
Слюдяной клин изготовляется ступенчатым,
обычно с разностью хода через одну четверть
волны A/4*) на диапазон от 0 до 4Х. Поло-
жение компенсации достигается при совпадении
направления длины клина и наибольшего
главного напряжения.
Кварцевый клин даёт по длине клина не-
прерывно меняющуюся разность хода. Изгото-
вляется на разность хода от 0 до 2А -?- 4К
Кварцевый клин, помещённый в установке
между поляризатором и анализатором, при
белом свете даёт на экране по длине клина
распределение цветов, определяемое простым
наложением картин, отвечающих монохрома-
тическим лучам, входящим в состав белого
света. Изменение окрасок в сторону увели-
чения толщины клина называется повышением
окраски, а обратное—понижением окраски.
Компенсатор с поворотной кристалли-
ческой пластинкой (Федорова, Берека, Крас-
нова) [13, 16] даёт переменную разность хода
поворотом кристаллической пластинки вокруг
оси, лежащей в её плоскости и перпендику-
лярной к лучу. Угол поворота а, необходимый
для достижения компенсации, отсчитывается
при помощи шкалы, имеющей равномерные
деления.
Разность хода в модели
A4)
где К — постоянная компенсатора, опреде-
ляемая тарировкой. Для достижения компен-
сации необходимо ось вращения компенсатора
располагать перпендикулярно к направлению
большей деформации (и под углом 45й к осям
скрещенных поляризатора и анализатора).
Точность измерений [±(Ю-~20) ммк\ зави-
сит от условий эксперимента и разности
хода.
Компенсатор Бабине [13] состоит из двух
призматических кварцевых клиньев (фиг. 201)
с малым двугранным углом B-=-3°). Клин, имею-
щий визирный крест А, связан с корпусом
компенсатора, другой клин может перемещать-
ся микрометрическим винтом, снабжённым ба-
рабаном с делениями. Клинья находятся в по-
10°
20»
30°
45°
60°
75°
Фиг. 202. Изоклины разных параметров <р0, получаемые для балки из бакелита
при плоской поляризации. Справа указан параметр изоклина.
Том 3, гл. III
ГЛ. III]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
265
ложении вычитания; если d^,™ = du то разность
хода равна нулю. При применении монохрома-
тического света на экране получается ряд тём-
ных полос, соответствующих разностям хода
Направление
движения
Фиг. 201. Неподвижный (/) и подвижный B)
кварцевые клинья компенсатора.
... + ЗА, -f 2А,+ Х,0,->., —21, — ЗХ,...; при белом
свете распределение цветов определяется про-
стым наложением картин, отвечающих моно-
хроматическим лучам, входящим в состав бе-
лого света. Линейная разность хода Дк при
сдвинутом клине (размер d2 на линии луча)
к = (di — d2) (ne —
A4')
Здесь пе и щ — показатели преломления
необыкновенного и обыкновенного лучей в
кварце. Цена одного деления компенсатора
X ...
равна -тг~» где о0 — разность отсчетов по бара-
А 0
бану, получаемая при смещении соседних
чёрных полос на крест А. Напряжение в мо-
дели
ь
(И*)
где S — приращение отсчёта при переходе по-
движного клина от нулевого положения в по-
ложение компенсации. Точность измерения—до
0,01 длины волны. Точность измерения раз-
ности хода может быть повышена до вели-
чины ±0,05 ммк при применении полутеневого
метода.
Компенсатор Солейля имеет два кварцевых
клина и пластинку и даёт одинаковую раз-
ность хода для всего поля.
в) Пласт.инка в „четверть волны"
даёт разность хода в четверть длины волны
света, для которого она изготовлена, и при-
меняется для преобразования линейной поля-
ризации в круговую, а также в качестве ком-
пенсатора (см. стр. 271). Для получения света,
поляризованного по кругу, пластинка уста-
навливается так, чтобы плоскость колебания
падающего света составляла угол в 45° с её
главными плоскостями. Пластинка Х/4 обычно
изготовляется из слюды, заклеиваемой между
стеклянными пластинками, или из целлофана
или стекла (разность хода создаётся за счёт
внутренних напряжений). Толщина (в мк) слю-
дяной пластинки в четверть волны может быть
приближённо установлена по формуле
d = 0,051,
где К — длина волны в ммк.
Нагрузочные устройства
Нагрузочные устройства должны допускать
регулировку и измерение величин прилагаемых
к модели нагрузок. Место приложения к модели
нагрузок и их соотношение назначаются из усло-
вия подобия натуры и модели (см. т. 1, книга
вторая,гл. IV). Величина прилагаемой нагрузки
(измеряемой граммами при работе по методу
замораживания и доходящей до сотен кило-
граммов при растяжении моделей в условиях
комнатной температуры) устанавливается за-
ранее или же на основании оптической картины
в процессе эксперимента с тем, чтобы напряже-
ния в модели не превосходили предела пропор-
циональности (при исследовании упругих де-
формаций); однако нагрузка должна быть до-
статочно большой для получения разности хода
лучей, обеспечивающей требуемую точность
измерений. При нагружении может требоваться
или постоянство нагрузки (нагружение осу-
ществляется грузами), или постоянство дефор-
мации (нагружение винтом). Непрерывное на-
гружение осуществляется водой, выпускаемой
постепенно через кран в сосуд с деле-
ниями.
Нагрузочное устройство устанавливается в
рабочем поле установки на координатный стол
(см. фиг. 195, справа), допускающий передви-
жение модели по двум направлениям в пло-
скости, перпендикулярной к ходу лучей (для
плоских моделей). Нагрузка должна прила-
гаться равномерно по всей толщине модели.
Распределение нагрузки по длине контура пло-
ской модели достигается при помощи жёсткой
подкладки (распределение приближённо по за-
кону трапеции), ряда накладок (любой заданный
закон нагрузки), гидравлического устройства
(равномерное по контуру давление). Нагруже-
ние осуществляется, при помощи или универ-
сального приспособления, или специального для
данного испытания.
В качестве универсальных нагрузочных
устройств рекомендуются:
1. Универсальная нагрузочная рамка с при-
способлениями, имеющая рабочие габариты
250 X 350 мм; части рамки двойные для про-
пуска тяг и упоров в средней плоскости, в ко-
торой устанавливается модель.
2. Прибор ЛГУ для изгиба с нагрузкой до
100 кг и более.
3. Прибор ЛГУ для сжатия (для тарировки
образцов).
4. Поворотное устройство с нагрузкой через
динамометры.
5. Деформатор Беггса и др. для осущест-
вления заданных (малых) деформаций.
6. Термостат с нагрузочным устройством
для работы по методу замораживания. При-
способления для исследования по методу за-
мораживания напряжений, вызываемых центро-
бежными силами, см. [30].
7. Центрифуга для моделирования нагрузок
от собственного веса.
266
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. Ц
ПРОВЕДЕНИЕ ИССЛЕДОВАНИЯ
Исследования на объёмных моделях см.
стр. 263 и т. 1, книга вторая, гл. IV.
Примеры выполненных исследований см.
т. 1, книга вторая, гл. IV и [2, 5, 9, 11,16, 19].
Основные зависимости для напряжений
Зависимости для напряжений и для де-
формаций в одной и той же точке, а также
зависимости между напряжениями и деформа-
циями см. т. 1, книга вторая, гл. IV, а также
[6, 15, 22, 26].
Расчёт напряжений для основных форм
деталей см. т. 1, книга вторая, гл. IV.
При исследовании напряжений в плоских
моделях поляризационно-оптическим методом
используются следующие основные зависи-
мости.
а) Диференциальные уравнения
равновесия для бесконечно малого эле-
мента, выделенного из пластинки сечениями,
перпендикулярными к плоскости пластинки.
В прямоугольных координатах
дх.
ду
ду
дх
Здесь zx, а у, xXy=iyX—напряжения по коор-
динатным площадкам гх и гу; X, Y—объём-
ная нагрузка единицы объёма элемента в на-
правлении осей х и у. Если объёмная нагрузка
элемента равна нулю, то
В полярных координатах при действии
объёмной нагрузки R в направлении радиуса г
(центробежная сила)
даг dt -e
A6)
Здесь сг, а9, хв/. = х/-в — напряжения по коор-
динатным площадкам, перпендикулярным к
радиусу гик тангенциальному направлению;
Ь, R — нагрузка в направлении радиуса г на
единицу объёма элемента.
Для элемента, выделенного по траекто-
риям главных напряжений, при отсутствии
объёмной нагрузки (уравнения равновесия Ля-
ме-Максвелла):
_ q.
ds2
или
ds2
-О A7)
A7')
Здесь ffj и a2 — соответственно главные на-
пряжения в направлении траекторий si и s2
в рассматриваемой точке; pj и р2 — радиусы
кривизны траекторий st и s2; cpt и «р2 — наклон
касательных к траекториям s2 и ^ по отно-
шению к неподвижным осям. Положительное
направление одной траектории (например s{)
выбирается произвольно; тогда положительное
направление другой (s2) определяется пово-
ротом на 90° против часовой стрелки от по-
ложительного направления первой траектории
Ej). Величины р] и р2 положительны, если
касательные к траекториям поворачиваются
против часовой стрелки при увеличении Sj и s2.
Для элемента, выделенного сечениями,
параллельными направлениям lt и /2 наи-
большего и наименьшего касательного на-
пряжений,
dS d/? /? dS dR
dt2
P2
A8)
Здесь S = (^ -j- °2 и R ~ °i — а2> Pi и ?2 — Ра'
диусы кривизны траекторий tt и t2 наибольшего
и наименьшего касательного напряжений в
рассматриваемой точке.
б) Зависимость для сумм (&1 + °:>)
главных напряжений выражается ди-
ференциальным уравнением Лапласа
j
A9)
Зависимость A9) используется для опре-
деления сумм главных напряжений (а1 -f a2) в
точках плоской модели внутри её контура
по значениям (а, -\- а2)к на контуре; значения
(а1 + °2)« находятся предварительно по вели-
чинам нагрузок, прилагаемых к контуру, и по
картине полос (по значениям cj — а2), полу-
чаемой при помощи полярископа.
Методы решения уравнения A9) см. стр. 272.
в) Основные зависимости для
величин напряжений, устанавливаемые
по расположению траекторий и изоклин, сле-
дующие.
Первая теорема Менаже. В той точке,
где изоклина перпендикулярна к главному
напряжению (кривизна траектории главного
напряжения, нормального к рассматриваемому,
равна нулю), последнее на своей траектории
достигает максимума или минимума. След-
ствие — напряжение вдоль ненагружённого
контура имеет экстремум в точке, где изоклина
перпендикулярна к контуру.
Вторая теорема Менаже выражается
зависимостью
ях = — fa — о2)
или д<52
о2)
P
B0)
Здесь rf-f — приращение угла наклона каса-
тельной к траектории главных напряжений
(приращение параметра изоклины). Отсюда
можно видеть, что приращения главных на-
пряжений О] и ст2 вдоль их траекторий имеют
один и тот же знак при переходе к точкам
соседней изоклины и пропорциональны ква-
дратам длин отрезков между соседними изо-
клинами.
Напряжение вдоль ненагружённого кон-
тура (<j] или о2) увеличивается обратно про-
порционально расстоянию между контуром и
ГЛ. III]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
267
соседней траекторией {закон непрерывности
силового потока вдоль ненагруже иного кон-
тура). Это вытекает из формулы
получаемой из уравнений A7') Ляме-Максвелла
при переходе от диференциалов к конечным
приращениям.
Построение изоклин и изостат
а) Изоклины. Изоклина параметра
<р = «рт представляет собой геометрическое
место точек плоской модели, в которых на-
правление главных напряжений oj (или а2)
образует угол «fm (или 90° — срт) с начальным
направлением, за которое может быть принята
ОСЬ X.
Получение изоклин при помощи поляри-
скопа основано на том, что при совпадении*
направлений плоскости поляризации и одного
из главных напряжений в соответствующем
месте экрана получается затемнение.
Угол -fm (или 90° — от) равен углу между
направлением плоскости поляризации света,
поступающего от поляризатора установки, и
осью х. Поле изоклин определяет направле-
ние главных напряжений во всех точках мо-
дели и используется для вычерчивания траек-
торий главных напряжений (изостат) и при
компенсации по точкам при измерении <jj—о2.
Изоклины с помощью установки получаются
при плоской поляризации и белом свете (для
лучшей видимости тёмных изоклин на окра-
шенном поле изохром). При получении изоклин
скрещенные поляризатор и анализатор уста-
навливают на нуль лимбов, поворачивают че-
рез 2,5°, 5° или 10° (приращения параметра
изоклины) и каждый раз изоклины обчерчи-
вают на экране или фотографируют. За линию
изоклины принимают середину затемнённой по-
лосы. Вращение в пределах 90" исчерпывает
изоклины для всей плоскости модели. Фото-
графии ряда последовательных изоклин для
балки даны на фиг. 202.
Для повышения точности получения изо-
клин следует применять более сильный источ-
ник света и малое увеличение; можно при-
менять две модели; бакелитовую для отыска-
ния (а, — а2) и стеклянную для получения
изоклин; для лучшей видимости изоклины из-
менением нагрузки получают жёлтую изохрому
в том месте, где прочерчивается изоклина.
Большая точность определения направле-
ний главных напряжений получается путём
промеров по точкам при помощи спаренных
николей или компаратора [16] (см. стр. 263).
Операции в этом случае сводятся к тому, что,
выделив каким-либо образом рассматриваемую
точку (например, при помощи диафрагмы
с малым отверстием), вращают спаренные
поляризатор и анализатор до угасания луча,
проходящего через рассматриваемую точку;
отсчёт по лимбу поляризатора определяет
направление главных напряжений в рассма-
триваемой точке.
Так как изоклина получается на экране в
виде широкой тёмной полосы, то для про-
верки при нанесении на чертёж изоклины
необходимо иметь в виду, что: 1) на ненагру-
жённый контур детали изоклина с параметром
<р выходит в той точке, где касательная
к контуру имеет угол наклона, равный <р
(за исключением изотропных точек, где число
выходящих изоклин при приращении пара-
90° \
метра, равном Дер, равно т—);2) во входящих
углах происходит сгущение изоклин, которые
не проходят через одну точку контура; 3) в
месте приложения сосредоточенной силы вы-
150°
ходит —— изоклин, которые не идут в точ-
ности через одну точку, так как в действитель-
ности сосредоточенная сила распределена на
некотором участке контура; 4) прямолинейные
м-о
Фиг. 203. Поле изоклин (слева) и построенное по нему
поле изостат (справа) для сжимаемого по диаметру
кольца при D—2d (картина полос для кольца при
D = l,5 d см. фиг. 209 [22]).
участки контура (ненагружённого или с нор-
мальной нагрузкой) и оси симметрии совпадают
с изоклинами; 5) изоклина, содержащая ось сим-
метрии, может состоять из нескольких ветвей.
В точках модели, где ct = о2 (изотропные
точки), при применении в установке белого
света получается на экране затемнение при
всех положениях скрещенных поляризатора и
анализатора. Таким образом, через изотроп-
ные точки проходят изоклины всех параметров
(точки А, К, D, Е, Н на фиг. 203, при этом
точки A, D, Е и Н—нулевые изотропные точки,
т. е. в них oj = а2.= 0). В изотропной точке мо-
жет быть случай прямого вращения изоклин
(касательные к изоклинам поворачиваются в
сторону вращения скрещенных поляризатора и
анализатора) и случай обратного вращения.
При прямом вращении изоклин изостаты имеют
параболический характер (замкнутый тип изо-
стат) и обходят особую точку (особая точка
первого порядка) (фиг. 204, а). При обратном
вращении изостаты имеют гиперболический
характер (незамкнутый тип) и приближаются
268
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
(РАЗД. II
к особой точке, не заходя за неё (особая
точка второго порядка) — фиг. 204, б, в, г. На
Фиг. 204. Типы изотропных точек.
Направление
Вращения плоскости
поляризации
Фиг. 205. Изоклины при двух (вверху) и трёх (внизу)
соседних изотропных точках.
контуре (в частности в месте приложения
сосредоточенной силы) вращение изоклин
при наличии третьей промежуточной изотроп-
ной точки.
Теорию изотропных точек см. [16, 19, 24].
б) Изостаты (траектории главных на-
пряжений). Изостаты представляют собой две
системы взаимно ортогональных кривых, каса-
тельные к которым совпадают с направле-
ниями главных' напряжений в точке касания.
Поле изостат получается по полю изоклин
геометрическим построением (непосредствен-
ное получение изостат методом покрытий
см. т. 1, книга вторая, гл. IV и [23]). Приме-
няется один из приёмов, показанных на фиг. 206.
Построение начинается от произвольной точки
Oj на изоклине 1^. Описанная или вписанная
кривая даёт изостату, проходящую через точку
Ot. Если построение произвести, исходя из ряда
точек, то можно получить первую систему
изостат с любым их числом и густотой. Вторая
система изостатических кривых получается по
первой проведением ортогональных к ним
кривых.
Траектории наибольших и наименьших ка-
сательных напряжений строятся по изостатам
как линии, идущие к ним под углом 45°.
Форма изостат вблизи изотропных точек
зависит от числа и ориентации направлений,
для которых касательная к изоклине обра-
зует с осью х угол, равный параметру изо-
клины. В большинстве случаев встречается
одно, два или три таких асимптотических
направлений изостат, которые проходят через
изотропную точку (см. фиг. 204). В случае,
изображённом на фиг. 204, угол <Ь между
•к
асимптотами меньше -^ и третье направле-
ние чь проходит внутри этого угла.
Пример исследования изотропной точки (на кон-
туре отверстия растягиваемой полосы) [5]. На четверти
окружности получается одна изотропная точка А (см. поле
изоклин фиг. 207, а); в увеличенном масштабе изоклины
возле точки А показаны на фиг. 207, б. Строится для
точки А кривая, в которой за абсциссу приняты пара-
метры <р изоклин и за ординаты—углы ? между изокли-
Фиг. 206. Основные способы построения изостат по изоклинам: а — по секущим; 6 — по касательным;
в — по секущей и касательной.
прямое. Как следует из фиг. 205, в двух
соседних изотропных точках вращение изо
клин должно быть противоположным; одина-
ковое вращение изоклин может быть только
нами и осью х (фиг. 207, в). Прямая <p=i пересекает кри-
вые ? (tp) в трёх точках, по числу асимптотических напра-
влений; пересечения получаются при (р=60°, 120°, и 169°.
Следовательно, изотропная точка А (фиг. 207, а) отно-
сится к типу, показанному на фиг. 204, в.
ГЛ. Ill]
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
269
Если система траекторий главных напря- лежат траекториям а, (растяжение), а участки АР В и
wphmu ЛЪиг 9ПЧ л\ ПЯГПЯП1РТГЯ ня лия грмрй- DPC — траекториям аа сжатие). Это разделение вну-
жении (фиг. гиб, а) распадается на два семей- треНних и наружных контуров на участки растяжения и
СТВа Ортогональных Кривых Sx (СПЛОШНые сжатия показано на фиг. 208, б.
ч
ч
\
/
/
\
\
\
/
ч
/
/
/
\
¦\
/
\
\
\
¦к
1
О 40
в)
80 120 160 <р
Фиг. 207. Анализ изотропной точки на контуре ненагружённого отверстия (нулевая точка).
линии) и s2 (пунктирные), то все напряжения",
касательные к кривым одного семейства,
будут наибольшими (о,), а другие — наимень-
шими (о2). Из этого правила получаются след-
ствия: 1) если в какой-либо точке ненагружён-
ного контура напряжения меняют свой знак,
то примыкающие участки контура, располо-
женные на разных противоположных сторонах
от этой точки, принадлежат к различным
семействам ортогональных траекторий; 2) если
известно направление о1 (или а2) в какой-либо
одной точке, то при помощи изостат можно
установить знаки напряжений во всех точках
ненагружённого контура; 3) пока траектории
главных напряжений идут вдоль контура, знак
напряжений на контуре не меняется, если же
траектория резко меняет своё направление,
приближаясь к нормали, то напряжение на
контуре меняет знак.
Пример [22]. Просмотр траекторий для кольца, сжи-
маемого по диаметру (см. фиг. 203), показывает, что в
нулевых изотропных точках (в, —ая=0) F, Е, О, Н траек-
тории вдоль контура меняются с траекторией <jj на траек-
Фиг. 208! Поля напряжений: а — два семейства ортого-
нальных изостат (всюду з, > з2); б — разделение конту-
ров кольца на растянутые и сжатые зоны (см. фиг. 203).
торни в2. Если в точках / и J имеет место сжатие, то
участки ERF и HSG контура работают на растяжение.
Переходя по траекториям на наружный контур, можно
установить, что участки контура AMD и BNC принад-
Определение разности главных напряжений
и напряжений на контуре
При измерениях используются зависимости
D'), (9) и A0) для точек внутри контура и на
нагружённом контуре
1
— °2 = -^—j Л илИ
й C-d
.аа = с^'и>-^-/га. B1)
и для точек на ненагружённом контуре
или
=ooii0L-m- B2>
Здесь &] —ст2—разность главных напряжений,
од — главное напряжение, действующее вдоль
контура (одно из главных напряжений а, или
а2 в точке контура; второе равно нулю); d— тол-
щина модели; Д — линейная разность хода двух
компонентов поляризованного света, прохо-
дящего через рассматриваемую точку модели;
т—та же разность хода, но выраженная
числом длин волн применяемого монохромати-
ческого света (порядковый номер полосы
интерференции); С см'Цдн — коэфициент фото-
упругости материала (при Д и d в см и
сг — а2 в дн/см-). Если Д — в А (А = 10~ мм),
d — в мм, aj—а2 — в барах A бар ~ 10е
дн/см2), то коэфициент фотоупругости изме-
ряется в брюстерах и обозначается В
(В=Ю~13 С). Оптическая постоянная i$'0) кг/гм
связана с коэфициентом фотоупругости
о
В в -,- — зависимостью В — тля > гДе
d мм 9,81-ob(ll0)
X—в А.
Определение постоянной а^1>0^ и её вели-
чины для разных материалов см. т. 1, книга
вторая, гл. IV.
Для возможности точной оценки величины Д
или т на контуре (в зоне концентрации на-
пряжений) необходимы правильная обработка
края модели (см. стр. 259) и правильная её
установка в полярископе относительно хода лу-
чей. Регулировка положения модели делается
270
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД, II
при светлом фоне экрана и заключается в вы-
боре (путём небольшого поворота модели от-
носительно осей в её плоскости) положения,
дающего изображение рассматриваемого края
в виде тонкой линии. Чёткость контура в од-
ном месте достигается (фиг. 209, а, слева
внизу— см. вклейку) за счёт некоторого утол-
щения в другом месте (справа вверху); тонкий
контур во всех местах при больших размерах
модели может быть получен (что является по
существу необязательным) лишь при особо
строгой параллельности лучей (качество оп-
тики, точечный источник света) и особой тща-
тельности выполнения края модели. Этот „эф-
фект толщины" увеличивается с толщиной
модели. |
Способы замера Д и т применяются сле-
дующие.
а) Сопоставление о красок (фиг. 210
и 211, см. вклейки) для качественной оценки
при полосах интерференции до 4-го порядка.
Окраска, получаемая на экране в рассматри-
ваемой точке (белый свет в установке), сопо-
ставляется с цветами колец Ньютона, которые
берутся по таблице, по цветной шкале или
по цветному изображению на экране нагру-
жаемого эталона в виде растягиваемого или
изгибаемого плоского образца из того же
материала, что и модель. Фиолетовая окраска,
соответствующая разности хода Д = 5S0 ммк,
называется чувствительной, так как при не-
большом отклонении от этой величины Д по-
лучается резкое (для глаза) изменение окраски.
Наиболее резко выражаются оттенки цветов
в первом и втором порядках; в следующих
порядках они постепенно бледнеют и при
очень большой разности хода (т > 5 -т- 6)
почти совершенно пропадают, переходя в серую
окраску (белые цвета высших порядков) [7].
Нормальные интерференционные цвета для
белого света в зависимости от разности хода
см. табл. 42.
Окраска при параллельных поляризаторе
и анализаторе является дополнительной до
белого цвета к окраске при скрещенных.
б) Применение эталона. Нагрузка
в эталоне и в модели доводится до получения
в местах экрана, соответствующих эталону и
исследуемой точке модели,чувствительной ок-
раски (напряжения в эталоне и модели не
должны превосходить предел пропорциональ-
ности). При нагрузке Р в исследуемой точке
модели
d3 P
°1 — °2 = (а1 — а2)э "Г " "п~ " B3)
Здесь (c?i — о2)э — напряжение в эталоне при
чувствительной окраске; йэ и «/—толщины
эталона и модели; Рм — нагрузка модели
-j-— масштаб нагрузок ) при чувствитель-
Таблица 42
Таблица цветов Ньютона
ной окраске в рассматриваемой точке.
в) Метод компенсации. Этот способ
позволяет замер разности хода вести с боль-
шой точностью Применяется при малой
оптической активности материала модели
(стекло, целлулоид) или малой толщине мо-
дели (срезы толщиной 1 — 3 мм „заморожен-
ной" модели из фенопластов). Метод заклю-
чается в уничтожении компенсацией разности
хода поляризованных лучей, создаваемой мо-
делью, т. е. в приведении при помощи прибора
«
о
X
н *
я ^
я я
а.<
о
153
259
275
43°
551
565
575
747
дю
IIOI
1128
I376
1650
i68o
1930
2010
Интерференционные цвета
и
Од
Э- О
п <"
О. о,
° Я
С а
i
2
3
4
Скрещенные
поляризатор и
анализатор
Чёрный (тёмно-
серый)
Серовато-голу-
бой
Почти белый
Жёлтый
Оранжево-жёл-
тый
Тёмнокрасный
Пурпуровый
Фиолетовый
Зелёный
Чистый жёлтый
Тёмный фиоле-
тово-красный
Светлый голу-
бовато-фиолето-
вый
Яркозелёный
Светлый мясо-
красный
Серо-фиолето-
вый
Серо-голубой
Светлый серо-
зелёный
Беловато-серый
Параллельные
поляризатор
и анализатор
Светлобе-
лый
Желтовато-
белый
Светлокрас-
ный
Буро-крас-
ный
Серо-голу-
бой
Желтовато-
зелёный
Светлозелё-
ный
Зеленовато-
жёлтый
Светлый
карминово-
красный
Индиго
Зелёный
Желтовато-
зелёный
Фиолетовый
Зеленовато-
голубой
Желтовато-
зелёный
Зеленовато-
жёлтый
Серовато-
красный
Голубовато-
серый
Разность
главных
напряже-
ний (j,—js)
в/сг/сл13 для
целлулоид-
ной модели
толщиной
1,0 мм
0*
14*4
23.6
25.0
38,о
5о,2
52,3
68,о
82 8
юа,о
юз,о
I2J.O
136,0
I51»0
Г54.о
173.0
i8i,o
* При отсутствии начального оптического эффекта.
(см. стр. 264) интерференционной окраски
к тёмносерому цвету 1-го порядка. Для по-
вышения точности измерений следует повы-
шать яркость источника света и прозрачность
модели. Компенсация осуществляется по
точкам по одной из схем фиг. 212.
1. По схеме на фиг. 212, а поляризатор
и анализатор скрещены. Плоскость поляриза-
ции располагается под углом 45° к направле-
ниям главных напряжений в рассматриваемой
точке. Оси компенсатора (клин, компенсатор
Бабине или Солейля, компенсатор Берека или
Федорова с вращающейся пластинкой), уста-
навливаемого впереди или за моделью,
параллельны направлениям главных напряже-
ний. На модели выделяется точка, подлежа-
щая измерению (например, на поверхность
модели накладывается тонкий непрозрачный
лист с отверстиями); скрещенные поляризатор
и анализатор поворачиваются до изоклини-
ческого затемнения для определения напра-
влений главных напряжений (эта операция
ГЛ. Ill]
ПОЛЯРИЗАЦИОННО.ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
271
не нужна, если направление известно по
ранее полученным изоклинам). После этого
поляризатор и анализатор поворачиваются
на 45° (наибольшее просветление поля); оси
компенсатора располагаются параллельно на-
правлениям главных напряжений. Если при-
меняется компенсатор Бабине или Солейля,
то поворотом барабана компенсатора дости-
гается наибольшее затемнение точки, делается
отсчёт по компенсатору, поляризатор и ана-
лизатор поворачиваются на 90° и вращением
барабана в обратную сторону достигается
второе затемнение точки и делается второй
отсчёт. Если применяется компенсатор Берека
или Федорова (или клин), то поворот бара-
бана компенсатора (или движение клина тон-
ким концом вперёд) может давать повышение
порядка цветов (положение сложения); в этом
случае необходимо поляризатор и анализатор
повернуть на 90°, вращением барабана (или
движением клина) достигнуть затемнения, после
чего делается первый отсчёт. Вращением
барабана компенсатора Берека или Федорова
в обратную сторону достигается второе по-
ложение затемнения и делается второй отсчёт.
Из двух отсчётов по барабану компенсатора
берётся средний (или делается промер. по
длине клина до места, дающего компенсацию)
и по тарировочной кривой и значению Д или т
определяется величина разности главных на-
пряжений на основании формул B1) или B2).
Угол е между направлениями главных
напряжений и главных осей компенсатора
даёт ошибку в измерении разности хода т,
„ sin 4 it m
равную еа у , где е выражено в радиа-
нах, а т — в числе полос. Если плоскость
поляризации не образует угол в 45° с осями
компенсатора, то это лишь косвенно отра-
жается на точности в связи с падением яр-
кости на экране.
2. По схеме на фиг. 212, б поляризатор
и анализатор скрещены. В установке приме-
няется круговая поляризация. Оси компенса-
тора (клин, компенсатор Бабине или Солейля,
компенсатор Берека или Федорова) парал-
лельны направлениям главных напряжений,
но угол 3 — произвольный. Порядок измерений
аналогичен указанному для схемы фиг. 212, а.
3. По схеме на фиг. 212, в компенсация
достигается при помощи пластинки А/4. Ана
лизатор поворачивается на угол <р до получе-
ния темноты в рассматриваемой точке. Раз-
ность хода в числе длин волн т — у/ъ.
Ошибки при измерениях: 1) если пластинка
даёт разность хода, равную f — •+ е J X, то для
измеряемого т имеется зависимость tg2cp =
= A -\- 2-кг) tg 2тс т; 2) если ось пластинки
расположена не под углом 45е к главному
направлению в точке модели, а повёрнута на
некоторый угол 8 к нему, отсчёту изменится на
ту же величину, причём ошибка устраняется,
если сделать замеры при двух величинах
нагрузок и найти приращение (аг — о2) для
приращения нагрузок; 3) если модель и пла-
стинка А/4 установлены относительно пра-
вильно, но повёрнуты на угол ty по отноше-
нию к положению плоскости поляризации, то
это не влияет на измеряемую величину, но
даёт с увеличением ty всё большее просвет-
ление при компенсации, так что при
компенсация невозможна.
4. Схема на фиг 212, г аналогична схеме на
фиг. 212, в, но модель устанавливается в поле
с круговой поляризацией, так что величина
угла р произвольна.
Так как число точек, в которых может по-
требоваться компенсация, велико, то при ма-
лой оптической чувствительности материала
(стекло, целлулоид) можно применить следу-
Фиг. 212. Основные схемы компенсации. Разность ход»
определяется при помощи клинового компенсатора кл»
поворачиваемого анализатора.
ющий метод (способ Миура): по одну сто-
рону от модели при круговой поляризации
поочерёдно устанавливаются и поворачива-
ются в пределах угла 90° пластинки на весь
размер поля установки, дающие разность хода
1 . 1 . 3 ,
-о- л, -j- А, — А; при повороте пластинки про-
ходит на экране зачерчиваемое тёмное пятно,
которое даёт изохрому (полосу) соответству-
ющего порядка (т — у8; 1/4; з/8).
г) Применение микрофотометра.
Способ основан на том, что при круговой
поляризации (отсутствуют изоклины) точки
изображения модели (на экране или негативе),
имеющие одинаковую яркость, относятся
к изохромам (полосам) с одинаковыми дроб-
ными частями порядковых номеров или
дополняющими одна другую до единицы.
Описание способа см. [4].
д) Метод полос. Способ применим для
моделей из материала с высокой оптической
активностью и является наиболее совершен-
ным благодаря простоте эксперимента и до-
стигаемой точности при практических иссле-
дованиях [10, 22].. Основан на том, что для
плоских моделей толщиной 5 — 10 мм, изгото-
272
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
вленных из фенолформальдегидной пластмассы,
при напряжениях в пределах пропорциональ-
ности получается поде с полосами интерфе-
ренции высоких порядков; благодаря этому
полосы располагаются густо, что обеспечивает
для всех точек модели высокую относитель-
ную точность определения разности хода.
Для наблюдения картины полос обязательно
применение в установке света, близкого к моно-
хроматическому (ртутная лампа со светофиль-
тром или без него; лампа накаливания со свето-
фильтром). Разность хода устанавливается пу-
тём счёта при постоянной или возрастающей
нагрузке порядковых номеров т полос, начиная
от нулевой. При этом в любых двух точках, ле-
жащих на соседних полосах (порядковые номера
соседних полос отличаются на единицу или
равны), разность величин ст^—с2 равна постоян-
ной а!,1>0) • — (или нулю при одинаковых поряд-
ковых номерах полос), зависящей от материала,
длины X волны света в установке и толщины d
модели. В любой точке плоской модели вели-
чина si — с2 находится по формуле B1).
В точках ненагружённого контура главное
напряжение вдоль контура fa или о2) нахо-
дится по формуле B2).
Нарастание полос при нагружении модели
сводится к следующим случаям: 1) полосы по-
являются у контура, перемещаются в сред-
нюю часть модели и сближаются; при полной
нагрузке модели имеются полосы всех поряд-
ков, что упрощает установление по фотогра-
фии картины полос их порядковых номеров;
2) полосы появляются у края, передвигаются в
среднюю часть модели и там исчезают (в точке
.стока" полос); при полной нагрузке имеются
лишь полосы высших порядков; 3) в средней
части модели возникают полосы (в „источнике"
полос), которые перемещаются к краю и там
исчезают; 4) полосы возникают на одной
стороне модели и исчезают на другой; пре-
дельный случай— растягиваемый по оси стер-
жень, когда модель при нагружении стано-
вится попеременно то светлой, то тёмной.
Для Определения порядковых номеров т
полос в случаях 2. 3, 4- (и в сложных моделях,
когда переплетаются все эти случаи) необходим
счёт полос в процессе нагружения или их не-
прерывное фотографирование (киносъёмка).
Густоту полос можно удвоить, если восполь-
зоваться двумя фотоснимками: при скрещен-
ных поляризаторе и анализаторе (тёмный фон
вокруг модели; полисы порядков т = 0, 1,
2,...) и при параллельных (светлый фон; т =
— /2» /2» B )•
Примеры Определения т по фотографии
картины, полос и применение метода полос
см. т. 1, книга вторая, гл. IV.
Разделение главных напряжений
Поляризационная установка при просвечи-
вании плоской модели по нормали к ней
позволяет по картине полос непосредственно
получить лишь разность а1 — о2 главных на-
пряжений. В точках ненагружённого контура
величины разности главных напряжений пол-
ностью определяют напряжённое состояние,
так как одно из главных напряжений равно
нулю, а другое направлено вдоль контура
и равно по, величине этой разности. Для
определения внутри контура модели отцельно
величин каждого из главных напряжений uj
и ст2» действующих в плоскости модели, не-
обходимо дополнительно применение специ-
альных методов, позволяющих определять
или суммы <j! + а2 главных напряжений, или
величины одного из главных напряжений.
Если известна разность R = at — a3 и сумма
S = ot -f~ a2 главных напряжений, то
S + R.
S—R
B4)
Наиболее употребительными методами
разделения главных напряжений являются
следующие.
Наклонная установка плоской модели
в обычном полярископе (или на столике
Фёдорова в поляризационном микроскопе).
Плоская модель устанавливается не нормально,
а под некоторым углом к направлению парал-
лельного пучка лучей полярископа [12]. На-
клонная установка модели осуществляется по-
воротом её на угол 6 у оси, лежащей в плоско-
сти модели под углом <р к направлению в рас-
сматриваемой точке наибольшего главного
напряжения oj. Наблюдаемый в этой точке по-
рядковый номер /% полосы связан с величи-
нами О[ и ff2 зависимостью
* ~~ sin2 ? cos2 б) +
cos2 в)]. B5)
cos 6
о2 (sina <р —
Кроме т0, для той же точки определяется
порядковый номер т полосы при нормальном
просвечивании
0A,0) ' B5')
где d—толщина модели в см, а^1>0)— оптиче-
ская' постоянная материала (цена полосы)
при толщине в 1,0 см.
Из этих двух зависимостей по замеренным
т и т0 находятся а} и о2.
Если применить метод замораживания
и вырезать в направлении аг полоску шири-
ной Щ, то, принимая 6 = 90°, можно непо-
средственно получить ,
d0 <J u {/о)
Для возможности косого просвечивания мо-
дель устанавливается в ванне, имеющей плоско-
параллельные стенки, перпендикулярные к на-
правлению лучей, и наполненной иммерсион-
ной жидкостью (см. стр. 259).
Поворот модели позволяет также для изо-
тропной точки установить, какой случай имеет
место: ох = а2 ф 0, или ах = о2 = 0, так как
в случае сл = с2 ф 0 изотропная точка при ко-
сом просвечивании раздваивается. Точность
метода увеличивается с уменьшением гра-
диента напряжений и толщины модели.
Метод аналогии. При этом методе исполь-
зуется совпадение законов (диференциальное
уравнение Лапласа) распределения по точкам
Фиг. 209. Определение порядкового номера полосы на контуре: а — влияние эффекта толщины
при плохой установке модели; б — правильная установка модели для получения чёткого контура
в левой средней и нижней части кольца; /гатах = 10,0 [22].
о)
Фиг. 211. Картины полос, соответствующие изохромам фиг. 210. Монохроматический
свет при круговой поляризации. Величины (зх — а2) определяются счётом порядковых
номеров т полос [22].
а)
6) в)
Фиг. 210. Картины изохром для балки при чисток изгибе (а), растягиваемой полосы с отвер-
стием (б) и сжимаемого по двум диаметрам диска (в). Белый свет в установке (лампа
накаливания без светофильтра) при круговой поляризации; величины (at— о3) оцениваются
по окраске.
Том 3 гл. III
ГЛ. Ill)
ПОЛЯРИЗАЦИОННО-ОПТИЧЕСКИЙ МЕТОД ИССЛЕДОВАНИЯ
273
плоской модели величин (аг -4- а2) и величин
малых прогибов ненагружённой плёнки (мем-
бранная аналогия) или величин потенциалов в
плоском электрическом поле, не имеющем" вну-
три источников (электроаналогия). При этом
на контуре задаются ординаты плёнки или
потенциалы, пропорциональные сумме (cr, -f o2)a
на контуре, найденной при помощи обычной
поляризационной установки и по заданной
внешней нагрузке. Описание установок метода
аналогий см. т. 1, книга вторая, гл. IV.
Метод Файлона [2, 22]. Уравнения равно-
весия A7') для выполнения вычисления запи-
сываются в форме
-@)
1
B6)
Здесь у — угол между изоклиной и изостатой oj,
измеряемый по чертежу; <? — угол между изо-
статой Cj и выбранным начальным направле-
нием х; cj ' и а^ — известные значения aj и а2
в начальной точке с0, выбираемой на конту-
ре. Порядок интегрирования: 1) для ряда то-
чек Cq, cv с2,..., лежащих на выбранной изо-
стате oj, определяются значения а3 — а2> Т и Т (по
данным измерения в полярископе); 2) строится
график величин (^ — a2) ctg у в функции <р и
J
находятся i (ц — a2) ctg
равные пло-
щадям, ограниченным осью <р, кривой (^ — о2)
ctg т, ординатой в точке с0 и последующими
ординатами в точках clt с2,... Сумма этих ве-
личин и значение at в точке сх определяет ах
в последующих точках на рассматриваемой
изостате. По <jj и (<jj — <т2) находятся а2 в этих
точках. Вычисления делаются для ряда изо-
стат ffj. Основные неточности вычисления про-
исходят из-за ошибок в измерении углов <р и у
и расплывчатости изоклин, наблюдаемых в по-
лярископе.
Упрощение для симметричных моделей и
случаи сосредоточенных нагрузок (с приме-
рами решения) см. [22].
Метод Нейбера позволяет по данным, по-
лученным при помощи полярископа, построить
кривые равных сумм (tij + og) (изопахи).
Описание метода см. [2,19].
Метод приращения касательных напря-
жений. По данным оптических измерений (по
картине полос) определяется приращение ка-
сательных напряжений (Дт) между двумя па-
раллельными прямыми (при плоской задаче),
расположенными по обе стороны от прямой,
в точках которой должны быть найдены глав-
ные напряжения. Это легко может быть сде-
лано по формуле
\.ху
1 sin 2cp,
B7)
где ах—а2 и '+ (фиг. 213, а)—величины, измерен-
ные при помощи полярископа. Направление
касательного
18 Том 3
ляется по направлению большего главного на-
пряжения (фиг. 213, а). При плоском напря-
жённом состоянии первое из уравнений равно-
весия A5') позволяет приближённо выразить
величину <7Л через приращение касательных
напряжений
Ау
Ах.
B8)
Порядок вычисления нормальных напряже-
ний <зх для точек прямой ОС (фиг. 213, б)
следующий: 1) находятся при помощи форму-
лы B7) касательные
напряжения т^удля
точек, лежащих на
двух вспомога-
тельных прямых
DE и FG; 2) для
точек прямой ОС
строится график
Лт
-?&¦ (кривая АВ),
где А хху — прира-
щение касатель-
У
й
D
0
F
A?
5)
_^-——¦
1 E
1 ^1^ Q
? ,
X
Фиг. 213. Касательное напряжение iXy в точ-
ке С прямой АВ (а) и расчёт напряжений зх
для точек прямой ОС (б).
ных напряжений для каждой пары точек пря-
мых DE и FG, лежащих на одной верти-
кали; 3) находится о*, в точке С вычитанием из
величины ах для точки О величины площади
ОАВС.
Для построения эпюры ох для точек пря-
мой ОС находятся приращения площади; для
упрощения берётся Дл = Ау. Примеры приме-
нения см. [22].
В случае объёмного напряжённого состоя-
ния аналогично получается [16]:
r. B8')
напряжения хХу легко опреде-
„Рапид-метод" Фрохта позволяет при по-
мощи нулевой изоклины и картины полос (зна-
чения <jj — a2) получить приближённо для
точек, лежащих на оси симметрии (модели и
нагрузки), эпюры главных напряжений uj и а2.
Используются правила: 1) ось симметрии
является траекторией одного из главных на-
пряжений; 2) главное напряжение имеет макси-
мум или минимум (экстремальная точка)
там, где изоклина пересекает траекторию этого
главного напряжения под прямым углом (тео-
274
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
рема Менаже); 3) в экстремальной точке каса-
тельные к кривой напряжения, нормального
к оси симметрии и к кривой (а2 —с2), между со-
бой параллельны; 4) из условия равновесия
OS2
следует, что величина
(на-
2 Pj 2
клон касательной в эпюре <т2) возрастает с умень-
шением радиуса кривизны pj траектории s^
главного напряжения аг. Примеры использова-
ния метода см. [22].
Метод конечных разностей заключается
в замене диференциального уравнения Лапласа
для сумм (a, -+- a2) главных напряжений прибли-
жённым уравнением в конечных разностях, ре-
шаемых последовательным приближением. При
выполнении расчёта на область, ограничен-
ную контуром плоской модели, наносится ква-
дратная (или другого вида) сетка. Значения
(Ji + с2) = 5 в узлах квадратной сетки будут
равняться истинным, если для каждого узла
величина (а., -+- а2) будет оказываться равной
среднему из четырёх значений в соседних уз-
лах (правило Либмана).
S(x,y) =
B9)
а на контуре (<jj -f- o2) имеют значения, найден-
ные при помощи полярископа по картине по-
лос (на ненагружённом контуре): (а, -+- с2)# =
= i (ffj — 32)ft. Если точка не находится на
равном расстоянии h от соседних точек (для
узлов сетки возле контура), то для значений
$s> $t- $и< ^w *^о (фиг. 214, о) вместо формулы
B9) применяется зависимость
1
и)
t(t+v)K
4-
Число требуемых приближений уменьшается
при более удачном выборе начальных значе-
ний. Для этих целей применяются следующие
два способа:
1) Графический способ, при кото-
ром заданная область вычерчивается в аксоно-
метрии (фиг. 214, б) и на её границе в масштабе
откладываются по оси z известные значения
5* — (^i -+- Oj,). Через построенную проетран-
ственную кривую S^ на-глаз проводится плавная
поверхность с кривыми, представляющими сле-
ды плоскостей, параллельных xz и yz (форма
натянутой плёнки); в этих сечениях не должно
быть точек выше или ниже точек кривой S^.
Форма кривых в сечениях может быть улуч-
шена, если, пользуясь масштабом, последова-
тельно исправить каждую ординату, принимая
её равной среднему арифметическому из четы-
рёх соседних ординат для квадратной сетки.
2) Метод влияния четырёх точек
(Фрохт), позволяющий найти приближённое
значение о, + о2 для любой заданной точки I,
лежащей внутри контура. Через рассматри-
ваемую точку проводится несколько пар взаим-
но перпендикулярных прямых до пересечения
их с контуром, где значения (aj -\- а2)А известны,
и по ним измеряются расстояния до точек кон-
тура. Делается по формуле B9') расчёт So для
каждой пары прямых, и полученные значения
откладываются по оси ординат в функции угла
наклона (фиг. 214, в). Среднее значение орди-
наты, найденное по площади графика (фиг. 214, в
справа), даёт ориентировочную величину S =
= ai + а2 в рассматриваемой точке 1.
3) Нахождение начальных значений при по-
мощи крупной сетки с большим шагом (на
10—15 внутренних точек).
После выбора начальных значений произво-
дится процесс последовательного приближения
по всем узлам сетки. Для ускорения процесса
3420
3100
(ТТТТТТТТТТТГ ( f
31W W'3 полосы
1 \
/ L
_ \f—i—,
/ -3300
1
1
в го to s
Углы
Фиг. 214. Метод сетки: а — переход от точек 5у и S^
контура к узлу So сетки; б — приближённая оценка
5=(з1 + з2) прочерчиванием кривых поверхности; в—при-
менение метода влияния четырёх точек.
сходимости [34] рекомендуется обработка то-
чек по группам D и 9 точек и отдельные остав-
шиеся точки) и использование разностной (по-
правочной) функции, которая выражает изме-
нение искомых 5 за одну операцию. Возле
входящих углов контура необходимо применять
более мелкую сетку.
Формулы для неквадратных сеток см. [8].
Решение плоской задачи вычислительным
методом без применения поляризационной
установки см., в частности [31].
Наряду с изложенными методами разделе-
ния главных напряжений применяются также
следующие экспериментальные методы, кото-
рые здесь не описываются и могут быть най-
дены в указанной литературе:
измерение толщемером поперечных дефор-
маций [2, 5];
интерференционный метод воздушного
слоя [5, 25];
метод Фавра [5, 19];
кристалло-оптический метод (с примене-
нием метода „замораживания") [7, 12, 27];
метод отверстий см. т. 1, книга вторая,
гл. IV и [5].
ГЛ.. Ill]
УЛЬТРААКУСТИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
275
ЛИТЕРАТУРА И ИСТОЧНИКИ *
1. Гинзбург В. Л., Об исследовании напряжений
оптическим методом, „Журнал технической физики",
т. XIV, вып. 3, 1944.
2. Кокер Э"., Ф а й л о н Л., Оптический метод иссле-
дования напряжений, ОНТИ, 1936.
3. Ландсберг Г. С, Оптика, ОГИЗ, 1940.
4. Линии к, Шихобалов, Новый метод опре-
деления оптической разности хода. Сборник ЛГУ
„Экспериментальные методы определения напряже-
ний", ОНТИ, 1935.
5. М и н д л и н Р., Изучение напряжений методом фото-
упругости, „Успехи физических наук", т. XXIII, вып. I,
ОНТИ, 1940.
6. М у с х е л и ш в и л и Н. И., Некоторые задачи тео-
рии упругости, изд. Академии наук СССР, 1933.
7. Н и к и т и н В. В., Универсальный метод Федо-
рова, ч. 1, 2,3, изд. Петроградского горного инсти-
тута, 1923.
8. П а н о в Д. Ю., Справочник по численному реше-
нию диферендиальных уравнений в частных произ-
водных, изд. Академии наук СССР, 1938.
9. Попов А. А., Изучение напряжений в поляризо-
ванном свете, Трансжелдориздат, 1934.
10. П р и го р о в с к и й Н. И., Курочкина Н. А.,
Оптически активный материал для экспериментального
решения плоской задачи теории упругости, „Вестник
инженеров и техников" № 11,1938. См. также „Вестник
инженеров и техников" № 2, 1940.
11. П р и г о р о в с к и й Н. И., Применение поляриза-
ционно-оптического метода к исследованию напряже-
ний в деталях сельскохозяйственных машин. Сборник
Висхом „Теория, конструкция и производство с.-х.
машин", т. V, Машгиз, 1940. См. также сборник Инсти-
тута машиноведения Академии наук СССР „Дина
мическая прочность", изд. Академии наук СССР, l?4ti.
12. Пригоровский Н. И., Метод пространствен-
ной фотоупругости для исследования распределения
напряжений. Сборник Института машиноведения
Академии наук СССР, „Исследование в области
машиноведения", 1944.
13. Р и н н е, Б е р е к, Оптические исследования при
помощи поляризационного микроскопа, ОНТИ, 1937.
14. Справочная книга оптико-механика, под ред. Титова,
т. I, 11, ОНТИ, 1936.
15. Т и м о ш е н к о СП.. Теория упругости,ОНТИ, 1934.
16. Труды лаборатории оптического метода Ленинград-
ского университета.
а) Сборник „Оптический метод изучения напряжений",
.Труды лаборатории оптического метода ЛГУ", под
редакцией Одинга И. А., ОНТИ, 1935.
* Полный перечень, систематизированный по годам,
:м. B, 19, 22].
б) Сборник ЛГУ „Экспериментальные методы опре-
деления-напряжений", ОНТИ, 1935.
в) Сборник ЛГУ „Труды конференции по оптическому
методу", ОНТИ, 1940.
г) Учёные записки ЛГУ, вып. 8, 1939 и вып. 13, 1944,
статьи В. М. Краснова.
17. Т у д о р о в с к и й А. И., Теория оптических при-
боров, изд. Академии наук СССР, 1937.
18. Тяжелое С. С, Оптические измерения, Оборон-
гиз, 1939.
19. Ч е н ц о в, Озеров, Основные положения опти-
ческого метода исследования напряжений, .Труды
ЦАГИ", вып. 270, 1936.
20. Шубников, Флинт, Б о к и й, Основы кри-
сталлографии, изд. Академии наук СССР, 1940.
21. Ф а й л о н Л., Оптический метод исследования на-
пряжений, ОГИЗ, 1940.
22. Ф р о х т М.. Фотоупругость, ч. I, пер. с англ.,
Гостехиздат, 1947.
23. D u г е 1 li J., Experimental determination of the iso-.
static lines, „Journ.of Appl. Median.",Dec, 1942, p. 158-160.
24. F i 1 о n L.,The exploration of stress in the neighbourhood
of the isotopic point in an elastic plate, „Philos.
Maga2ine", № 145, July, 1936, p. 187-212.
25. F г о с h t M., Isopachic stress patterns, „Journ. of Appl.
Physics", Apr., 1939, p. 248-257.
26. Handbuch d. Physik, под ред. Н. Geleer,
К. Schell, т. XIX, XX, XXI.
27. H i 11 s с h e r R., Polarisationsoptische Untersuchung
des raumlichen Spannungszustandes in fconvergenten
Licht, „Forschung Ing. - Wes." № 2, 1938, S. 91-102.
28. Kuske A., Berechnung von Fehler in folge von
Vorspannungen in t^er Spannungsoptik, „Zeitschr. VDI",
Dez.,1938, S. 1455-1458.
29. Menges H., Die experimentelle Ermittlung raum-
licher Spannungszustande an durchsichtigen Modellen
mit Hilfe des Tyndaleffects, „Zeitschr. fur angew.
Mathem. und Mechan.", Aug, 1940, p. 210-217.
30. Merian J.. Centrifugal stresses in impellers,
„Aircraft Eng.«. Sept., 1943, p. 257-263.
31. Poritsky H., Snivel у Н., Numerical and
graphical method of solving two-dimensional stress
problems; „Journ. Appl. Mechan.", March, 1939.
32. Tesar V., Revue d'Optique,1932,Т.Н.1932,p.97-104.
33. W e 11 e r R., Three-dimensional photoelasticity by
using scattered light, „Journ. Appl. Physics", Aug., 1941,
p. 610-616.
34. Shortley H., WellerR., FriedB., Numerical
solution of Laplace's and Poisson's equations, Ohio
state university studies engineering series, Bull. 107,
стр. 1-51,1940; см. также Weiier R., Short leyH.,
Calculation of stresses within boundary of photoeiastic
models, Journ. Appl. Mechan., June, 1939, p. 71—78; Journ.
Appl. Physic, № 1, 1947.
УЛЬТРААКУСТИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
ФИЗИЧЕСКИЕ ОСНОВЫ МЕТОДА
Ультраакустическая дефектоскопия отно-
ится к группе неразрушающих методов испы-
ания материалов. Назначение — обнаруже-
ние неоднородностей (пу-
стот, включений и др.) в
толще металла [23].
При распространении
~7 параллельного пучка ка-
/ кого-либо излучения, на-
/ пример, упругих колеба-
^^^ ний, граница раздела
двух сред (фиг.215),обра-
зуемая неоднородностью
/, вызывает отражение
колебательной энергии.
По другую сторону гра-
ницы образуется тень
(отсутствие колебаний).
Прибор 2, реагирующий
на упругие колебания,
даёт возможность отме-
тить наличие тени, а сле-
довательно, и неоднород-
ности в среде.
иг. 215. Принцип уль-
)аакустической де-
ектоскопии; / — не-
шородность в толще
:талла; 2 — приёмник
фугих колебаний (пе-
редвижной).
При сравнимости длины волны излучения
с поперечными размерами неоднородности
явление диффракции размывает тень, и прибор
не обнаруживает включения. Поэтому для
успешной работы дефектоскопа необходимо,
чтобы поперечные (перпендикулярные ходу лу-
чей) размеры дефекта были не меньше дли-
ны волны.
Зависимость частоты колебаний от длины
волны для важнейших сред представлена дан-
ными табл. 43.
Таблица 43
Зависимость частоты колебаний от длины волны для
Часто-
та в
10° гц
о-5
i
5
ю
12
важнейших
Длина волны ?
Металл
ю
5
i
о,5
О,42
Вода
3-°
1.5
о.З
о. 15
O.I25
сред
мм
Воздух
о,66
о,33
о.обб
°.°33
О,О28
Радиоволна
в м*
боо
Зоо
6о
3°
* Характеристика радиогенератора.
276
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. II
Упругие колебания столь высокой частоты
возбуждаются с помощью кварцевой пластины,
на обкладки которой подаётся переменный по-
тенциал от радиогенератора. Передача коле-
бательной энергии от кварца (или его об-
кладки) к изделию сопровождается потерями
из-за отражения на границе кварц—воздух и
воздух — изделие даже при наилучшей при-
шлифовке кварца к изделию.
Для уменьшения потерь на отражение квар-
цевый излучатель и изделие погружаются в
жидкую среду. Расчёт потерянной энергии про-
изводится по формуле
сразу всё сечение прозвучиваемого образца и
позволяют наблюдать визуально за пронес-
«V
V
)
где wr и wi — отражённая и падающая энер-
гии; р и v — плотность и скорость звука (упру-
гих колебаний) в каждой из сред. Акустиче-
ские свойства важнейших сред приведены
в табл. 44.
Таблица 44
Акустические свойства важнейших сред
!
Среда
¦
Сталь
Алюминий ....
Латунь
Медь
Свинец
Ртуть
Стекло
Кварц
Бакелит
Полистирен . . .
Масло
Вода
Воздух
Скорость
звука v в
Ш см/сек
5.8i
6,22
4'43
4.62
2,13
1,42
5.20
5'75
2.59
2,67
1.39
1.45
о, 34
Плотность
р в г/см3
7.8
2.7
8,4
8,9
ц.з
I3'6
2,5
2,65»
1.4
I.X
0,92
1,ОО
0,00129
pv ¦ Ю-6
4.54
1,68
3.72
4,ю
2,41
1.93
1.3°
1.52
0,36
0.20
0.128
о, из. 6
4L3 ¦ ю
Потери на отражение энергии на границе
раздела важнейших сред выражаются следую-
щими величинами:
хо
Граница раздела сред —-
wl
Сталь — масло 0,89
Сталь — ртуть ¦ o,i6
Сталь — вода о,88
Сталь — кварц 0,25
Кварц - вода о,б8
Кварц - масло 0,71
Жидкость - воздух ~ i,oo
Тнёрдое тело — воздух ~ i,oo
Приём упругих колебаний на поверхности
изделия производится почти исключительно с
помощью кварцевого зонда (щупа) [3]. Вос-
принимая упругие колебания, кварц-приём-
ник развивает электрический заряд на своих
обкладках. Приёмно усилительное устройство
позволяет весги наблюдение по стрелочному
прибору или с помощью записи на фотобумагу,
восковку и т. п. Описание оптических приём-
ных устройств см. [12, i9, 21]. Для цехового
контроля эти устройства мало пригодны, но
для некоторых исследований могут быть ис-
пользованы: они дают возможность обозреть
Фиг. 216. Скелетная схема сквозного зондирова-
ния: 1 —радиогенератор; 2 — ванна; 3 — кварц-
излучатель; 4 — испытуемый образец; 5 — про-
межуточная жидкость; б — кварц-приёмник;
7 — приёмник-усилитель; 8 — питание радио-
аппаратуры.
сами, протекающими в образце [12, 19,21,25].
Скелетная схема установки дляультраакуетиче-
ской дефектоскопии представлена на фиг. 216.
ВАЖНЕЙШИЕ СИСТЕМЫ
УЛЬТРААКУСТИЧЕСКОГО МЕТОДА
Система сквозного зондирова-
ния [1, 2, 3, 4, 5, 6, 7, 8, 17, 18, 24, 31, 33]
осуществляется по схеме на фиг. 216. В каче-
стве промежуточной жидкости применяется
обычно вода или трансформаторное масло.Мощ-
ность генератора .15—20 вт, напряжение на
кварце — до 1000 в, частота — от нескольких
сотен тысяч до 2 -5- 3• 10s гц. Диаметр кварца —
15—20 мм. Ввиду сравнительно хорошей пере-
дачи через жидкость кварц отстоит от изде-
лия на несколько миллиметров. Кварцевый
приёмник по размерам и по конструктивному
оформлению сходен с кварцевым излучателем.
Радиоустройства обычно собираются по обще-
употребительным схемам: генератор — по трёх-
точечной схеме, приёмник — на 3—4 ступени
усиления, с общим коэфициентом усиления —
от 4-104 до 105. На выходе ставится либо
стрелочный прибор, либо (при желании иметь
документ) самозаписывающее устройство.
Использование изгибного резо-
нанса [13] позволяет обойтись исключительно
малыми мощностями и напряжениями. Си-
стема(фиг. 217) разра-
ботана применитель-
но к листовому мате-
риалу (прокат, лента
и т. д). При падении
параллельного пучка
излучения на пласти-
ну под некоторым
углом 0 в пластине
возникают- двоякого
рода колебания: пла-
стина колеблется как
жёсткое целое и, кро-
ме того, в ней рас-
пространяются волны
изгиба, причём длина
волны Хйл связана с
длиной волны X в
окружающей среде очевидным соотношением:
1пл = X : sin 0. Отсюда следует, что скорость
изгибной волны, возникающей в пластине,
будет Спл = С: sin Ь; с другой стороны, пла-
Фиг. 217. Изгибные волны
в пластине при косом паде-
нии лучей.
ГЛ. HI]
УЛЬТРААКУСТИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
277
стина обладает скоростью распространения
свободных колебаний изгиба:
EJ ,—
A — Ф)т * " '
где
EJ
, . обычная жёсткость на изгиб;
1 — <5г
т — плотность в г\см^\ « — угловая частота ко-
лебаний. При соблюдении равенства Св =
= С: sin S наступает пространственно-времен-
ный резонанс, и пластина развивает максималь-
ную амплитуду колебаний. Передача колеба-
тельной энергии через пластину достигает 1ОО0/о
(если пренебречь внутренними потерями). При
наличии неоднородности в пластине резонанс-
ная амплитуда резко снижается, и приёмный
кварц показывает отсутствие поступления
энергии.
Зависимость углов & наилучшего пропу-
скания для пластин толщиной d мм при ча-
стоте f гц приведена в табл. 45.
Таблица 45
fd- 10—•
0,7125
1,425
2,375
2,850
Углы наилучшего пропускания 0
42Di3''
Зб°оог
34°оог
33°35Г
17°
i9°47''
з°°з°'
3i°3°r
_
юо3б'
i6°48r
I9°49'
_
-
*4О35'
15° -4° r
_
-
-
7°5°'
Ультраакустическая дефекто-
скопия по принципу эхолота [9, 10,
11, 22, 26] не только обнаруживает дефект
в толще изделия, но и определяет глубину его
залегания. На поверхность изделия / (фиг. 218)
накладывается кварцевый кристалл — щуп 3,
возбуждаемый импульсным генератором 4 и
Фиг. 218. Скелетная схема ультраакустического дефекто-
скопа, использующего принцип эхолота.
соединённый с усилителем 5. Работой схемы
управляет синхронизатор 9, посылающий ко-
манду импульсному генератору 4, развёртке 6
и отметчику 7. Получив команду, импульсный
генератор 4 посылает в кварц 3 импульс про-
должительностью около 1 мксек A0~6 сек.),
что при частоте 5- 1С6 гц представляет собой
пять полных циклов колебаний. Кварц пере-
даёт в изделие этот импульс, который и рас-
пространяется в глубь изделия со скоростью
около 5-1С6 мм/сек. Одновременно с импульс-
ным генератором приводится в действие раз-
вёртка 6. Она практически мгновенно пере-
брасывает зайчик катодного осциллографа 8
из крайнего правого положения на горизон-
тальном диаметре экрана в крайнее левое по-
ложение, после чего зайчик с почти постоян-
ной скоростью движется по горизонтали слева
направо. В то же время импульс упругих ко-
лебаний, распространяясь в толще изделия,
доходит до неоднородности 2. Отразившись
от неё, импульс возвращается к кварцу 3.
Успев успокоиться после излучения импульса
в глубь изделия, кварц готов принять отра-
жённый импульс и передать его усилителю 5.
Последний, после соответствующего усиления,
подаёт импульс в катодный осциллограф на
вертикальные пластины. Зайчик на экране
осциллографа, прошедший за время движения
импульса в изделии некоторый путь вдоль
диаметра экрана, смещается в вертикальном
направлении. Расстояние от начала пути зай-
чика до момента вертикального смещения про-
порционально времени движения импульса
в толще изделия, а следовательно, и глубине
залегания неоднородности в изделии. Для
удобства отсчёта глубины залегания на гори-
зонтальном пути зайчика через определённые
промежутки времени, например, через ЪОмксек,
отметчиком 7 делаются небольшие отметки.
Вертикальное смещение зайчика на 4-й от-
метке указывает, что импульс путешествовал
в изделии 4 X 50 = 200 мксек, следовательно,
глубина залегания дефекта 100 мксек X 5 мм =
= 50 Э мм.
Описанное действие прибора повторяется
60 раз в секунду, по числу команд, подаваемых
синхронизатором. Устойчивая картина на экране
осциллографа позволяет производить уверен-
ный отсчёт и фотосъёмку дефектограммы.
УСЛОВИЯ ПРИМЕНЕНИЯ
Дефекты, их природа и размеры
[9, 15, 20]. Ультраакустическая дефектоско-
пия применяется для обнаружения волосовин,
внутренних трещин, сегрегации, усадочных
раковин, слоеватости, пористости, пустот, уста-
лостных трещин, шлаковых включений, не-
проваров в сварных швах.
Применение метода будет успешным при
расположении плоскости дефекта перпендику-
лярно ходу лучей. Нередко протяжение де-
фекта можно предвидеть, исходя из техноло-
гических соображений; например, слоеватость
в листах располагается параллельно плоскости
листов и подобным же образом она следует
глубокой вытяжке.
При невозможности заранее предвидеть
расположение плоскости дефекта следует про-
изводить испытание параллельно трём коорди-
натным осям.
Если плоскость дефекта перпендикулярна
ходу лучей^ достаточно 1 мк толщины для
уверенного v показания прибора. Дефект
0 4 мм х 0,05 мм был обнаружен на глубине
1200 мм. В образце 165 X 165 °Дна единствен-
278
ФИЗИЧЕСКИЕ МЕТОДЫ ИСПЫТАНИЙ
[РАЗД. И
ная волосовина в б мм была обнаружена
с ошибкой по глубине залегания в 5 мм.
Ультраакустическая дефектоскопия практи-
чески применима ко всем материалам [5, 6,
14, 28]: стальное литьё, стальные поковки,
чугун, алюминий, медь, латунь, бронза, свинец,
серебро, пластмассы и др. Чем крупнее зерно
материала, тем больше рассеяние, внутреннее
отражение и другие потери в толще здорового
материала. Сталь и алюминий — наилучшие
материалы для применения ультраакустиче-
ского метода. Хуже ведёт себя медь и осо-
бенно свинец и цинк.
Большое значение имеет термическая исто-
рия изделия, поскольку она отражается на
величине зерна и других особенностях струк-
туры здорового металла.
Состояние поверхности изде-
лия [3,9,14,16, 17,29] существенно влияет на
качество работы, однако применение жидких
ванн сильно уменьшает это влияние. Так, напри-
мер, испытание сварного шва в жидкой ванне
даёт хорошие результаты, применение же кон-
такта кварца со швом не даёт положительных
результатов. Поэтому контакт кварца с поверх-
ностью изделия производится обязательно с по-
мощью жидкой плёнки: трансформаторного
масла, глицерина, терпентина, вазелина и т. д.
При контактном испытании (по способу эхо-
лота) положительные результаты могут быть
получены при обработанных поверхностях
(после распила, после опиловки, после чистой
строжки и т. п.). Вполне удовлетворительная
работа получается, если небольшая площадь на
изделии, к которой прикасается кварц, прохо-
дится хотя бы ручным шлифовальным кругом.
Ржавчина, волнистость, окалины и закаты на
поверхности недопустимы.
ОБЛАСТИ ПРИМЕНЕНИЯ
Испытание заготовок [11,15,20,22,
28, 29, 33]. Ультраакустическая дефектоскопия
успешно применяется при испытании: прямо-
угольных заготовок 375X375X425, 400 X
X 400 X 1350 и др.; цилиндрических заготовок
диаметром до 450 мм; заготовок для зубчатых
колёс (до нарезания зубьев); плит, слябов,
блюмсов до 3 м; тонких листов от 0,5 до 10 мм
толщиной, размерами до 4 X 6 ж2; наваренных
плит (например, нержавеющая сталь на обы-
кновенную).
Испытание изделий [5, 20, 27, 28]:
сварные швы; лопасти винта из алюминия;
ж.-д. бандажи; рельсы"; стаканы снарядов; кор-
пуса бомб; кованые оси для тяжёлых трак-
торов; валы роторов 0 450, длиной 4000 мм
(с торца) и др.
Примеры применения [9, 22, 29,
30, 32]. В цехе алюминиевого проката ультра-
акустическая дефектоскопия (по принципу эхо-
лота) была введена непосредственно в техно-
логический процесс для сплошного контроля
проката по всей длине. Метод оказался в 6 раз
дешевле и в б раз производительнее, чем
метод срезания проб с торцов, которым до
того пользовались.
На заводе тяжёлых тракторов и самоход-
ных дорожных машин проходили испытание
все 100о/о кованых заготовок осей, поступав-
ших от завода-поставщика. При этом кон-
троль производился простым наблюдением
картины на экране катодного осциллографа.
При обнаружении дефекта картина на экране
фотографировалась и поставщику предъ-
являлся документ.
На металлургическом заводе испытывались
полосы длиной до 9 м. Они прогонялись по
рольгангу с электроприводом. В перерывах ра-
боты рольганга контролёр прижимает кварц
к полосе.
Этим избегается неопределённость и дру-
гие помехи, сопровождающие измерения в
случае скольжения кварца относительно по-
верхности изделия.
Метод изгибного резонанса применялся в
полупромышленном варианте. Смещение ис-
пытуемого листа относительно неподвижной
аппаратуры связано со смещением пишущего
приспособления относительно бумаги. К концу
испытания листа заканчивается вычерчивание
дефектограммы, на которой в известном мас-
штабе изображён и самый лист и имеющиеся
внутри листа дефекты. Их координаты легко
определяются по расположению изображений
дефектов на дефектограмме.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Отпущенников Н. Ф., Ультразвуковой метод
испытания металлов, „Заводская лаборатория" № 8,
1937, стр. 999-1002.
2. Рамп С, Исследование металла методом ультра-
акустических колебаний, „Заводская лаборатория" № 8,
1934, стр. 719.
3. С о к о л о в С. Я-. Ультраакустические колебания
и их применения, „Заводская лаборатория" № 5, 1935,
стр. 527-538.
4. Ш рай б ер Д. С, Авт. свид. по заявке № 6078
НКАП 1938 г.
5. Ш р а й б е р Д. С, Исследование металлов с по-
мощью ультразвуков, „Заводская лаборатория" № 9,
1940, стр. 1001 -1008.
6. Ш р а й б е р Д. С, Некоторые вопросы ультразву-
ковой дефектоскопии, „Заводская лаборатория" № 11 —
12, 1945, стр. 1051-1059.
7. Ш р а й б е р Д. С, Определение пороков в метал-
лических изделиях ультразвуковым методом, „Завод-
ская лаборатория" № 8, 1939, стр. 816-826.
8. С о s га Я'П С. М., Ultrasonics — a new metallurgical
Tool, „Iron Age", May 15 1941, p. 48—50.
9. D e 1 a n о R., Supersonic flaw detector, Electronics,
Jan. 1946, p. 132-136.
10. F i r e s t о n e F. A., U. S. pt № 2280226 27/V 1940 r.
11. Firestone F. A., The supersonic r.^lectoscope
for interior inspection, „iMetal Progress", Sept. 1945,
p. 505-512.
12. G i а с о m i n i А., В е г t i n i A.. Perfecianomento
del metodo per accertare l'omogeiita. dei solidi mediante
ultrasuoni, „Ricerca Saentifica" № 10, 1939, p. 921.
13. G 61 z J., Obtr den Schalldurch^ang durch Metall-
platten in Fliissigkeiten bei schrSgem Einfall einer
ebenen Welle, „Ak.vZS", 1943, № 5, S. 145-168.
14. H a 11 w о r t h Fr. D,, Bond testing of silver — plated
engine bearings, „Automotive a Aviation Ind.", Juli
1946, p. 30.
15. Hypersonic analyser betters testing technique, „Iron
Age", № 24, 1945, v. 156, p. 74.
16. JuppenlatzJ. W., Nondestructive testing for cas-
tings „Amer. Foundryman", v. 9, p. 38—41, Jan. 1946.
17. KruseF.,Zur Werkstiickpriifung mittels Ultraschalls,
„Akust. ZS", v. 4, p. 153-168. 1939 u. v. 6, p. 137-149,
1941.
18. MfihlhSuser O., DRP, № 569593 10/1 1931.
19. M fl 11 e r H. K., Werkstoffprflfung mittels Ultraschalls,
Elektr. Batmen, v. 14, S. 205. 1938.
20. N i с k о 1 s о n H. a. R ot h e r d a m L.. Inspecting
metals with supersonics, „Steel", 24 Febr. 1947, p. 72-
75 a. 114-126.
ГЛ. Ill]
УЛЬТРААКУСТИЧЕСКАЯ ДЕФЕКТОСКОПИЯ
279
21. Pohlmann R., Uber die Moglichkeit einer akusti-
sehen Abbildung in Analogie zur optischen, „ZS f. Phys.",
Bd. 113, S. 697, 1939.
22. Rank in A., The supersonic flaw detector, „Sheet
Metal Ind." № 229, 1946, p. 893—898 a. 901.
23. S о к о 1 о f f S., Zur Frage der Fortpflanzung ultraaku-
stischer Schwingungen in verscniedener Koppern, ENT,
№ 11, Bd. 6, Juni 1929, S. 454—461.
-24 S о к о 1 о f f S., Ultrasonic oscillations and their appli-
cations, „Techn. Physics of USSR," v. 2, 1935. p. 522.
25. S о к о 1 о f f S., (jber die praktische Ausnutzung der
Beugung des Lichtes an Ultraschallwellen, «Phys. ZS",
Bb. 36, 1935, S. 142.
36. S i m о n s E. N.. The supersonic flaw detector „Metal
Progress", v. 48, Sept. 1945, p. 513—516.
27. S m а с к J. С., Inspecting forged axles at le Tournean
plant by means of supersonic waves, „Automot. and
Aviation Ind.". v. 93, 1945, p. 32-35.
28. S p г о u 1 e D. O., Detection of deep flaws in metals
by supersonic waves, „Machinist", London, Dec. 8,
1945, p. 2013-2016.
29. S t a n f о r d E. a. Taylor H. W., The supersonic
method for the detection of internal flaws, Metallurgia,
№ 200, 1946, V. 34, p. 59-66.
30. S t a n f о r d E. a. Taylor H. W., Supersonic in-
spection, „Met. lnd.«, April 4, 1947, v. 70, p. 228.
31. Stanford E. a. Taylor H. W., Supersonic
inspection, „Steel", Dec. 24, 1945, v. 117, p. 94—96.
32. S t a n f о г d E. a. Taylor H. W., Supersonic
inspection of aluminium alloy, „Mat. a. Methods",
Nov. 1946, p. 1172—1174.
33. T г о s t A., Nachweis von Werkstofftrennungen in
Blechen mit Ultraschall, „VDI", Bd. 87, № 23, S.
352—354, 1943.
Глава IV
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
ПРОБЫ НА МЕХАНИЧЕСКУЮ ОБРАБАТЫВАЕМОСТЬ
ИСПЫТАНИЕ ОБРАБАТЫВАЕМОСТИ
МЕТАЛЛОВ РЕЗАНИЕМ
Обрабатываемость металлов (способность
поддаваться обработке резанием) определяется
комплексом физико-механических свойств об-
рабатываемого материала (твёрдостью, вяз-
костью, прочностью и др.) и режущего инстру-
мента, обусловливающих наивысшую произво-
дительность и чистоту обработанной поверхно-
сти. Последняя не всегда соответствует наивыс-
шей производительности, иногда оба условия
противоречат друг другу и вопрос обрабатывае-
мости решается в зависимости от технологи-
ческих требований, предъявляемых к изделию.
Наивысшая производительность опреде-
ляется максимальным объёмом стружки,
снимаемой в единицу времени, и зависит от
качества обрабатываемого материала, качества
и геометрии режущего инструмента, охлажда-
ющей жидкости и других условий. Чистота
обработанной поверхности характеризуется
высотой неровностей и зависит от качества
обрабатываемого материала, выбранного ре-
жима обработки, смазывающе-охлаждающей
жидкости, состояния станка и ряда других
условий.
В результате многочисленных исследований
обрабатываемости стали установлено, что:
а) при одном и том же значении предела
прочности различные марки стали допускают
различную скорость резания и б) одна и та же
марка стали может иметь различную обраба-
тываемость в зависимости от метода её терми-
ческой обработки.
Влияние структуры материала на обрабаты-
ваемость ещё недостаточно изучено. Отдель-
ные исследования показали, что величина зерна
перлита в структуре стали имеет большое
значение для обрабатываемости данной стали.
Наилучшая обрабатываемость одной и той
же стали, подвергнутой различной термообра-
ботке, достигается при большей величине
зерна. При обработке кованой стали (марки
ШХ-15), имеющей более высокую твёрдость,
чем прокатанная, усилия резания оказались
больше, так как зёрна перлита у кованой стали
более раздроблены [1J. Наличие графита и фер-
рита в структуре чугуна улучшает его обра-
батываемость, наличие перлита даёт среднюю
обрабатываемость. Большую роль играет также
химический состав материала.
Критерии обрабатываемости
Критериями обрабатываемости служат:
а) скорость резания, допускаемая режущим
инструментом при определённой его стойкости;
б) усилия, возникающие при резании; в) мощ-
ность, расходуемая при резании; г) темпера-
тура на лезвии инструмента; д) чистота обра-
ботанной поверхности.
Скорость резания при заданной стойкости
инструмента является основным и наиболее
надёжным критерием обрабатываемости. При
заданной геометрии режущего инструмента
лучшей обрабатываемостью обладают металлы,
допускающие большую скорость резания при
определённой, условно принятой стойкости
режущего инструмента [5].
Усилие резакия не является достаточно
надёжным критерием обрабатываемости [4],
так как оно зависит от состояния металла
и ряда других факторов. Вязкие металлы,
требуя больших усилий резания, чем хрупкие
(например чугун), допускают одновременно
и большую скорость резания при их обра-
ботке. Поэтому усилие резания может быть
принято лишь в качестве дополнительного
критерия при сравнении обрабатываемости
определённой группы одноимённых металлов
(например, разных марок хромоникелевой
стали или одного сорта чугуна разной твёр-
дости).
Мощность, расходуемая в процессе реза
ния, так же как и усилие, не может служить
основным критерием обрабатываемости, так
как она является величиной, пропорциональ-
ной произведению усилия на скорость резания.
Температура на лезвии инструмента, за
висящая в основном при прочих равных усло-
виях от скорости резания, является достаточно
надёжным критерием и может быть исполь-
зована при сокращённых методах испытаний
обрабатываемости. [8].
Чистота обработанной поверхности, как
исключительно важный технологический фак-
тор, служит основным критерием обрабаты-
ваемости при отделочных операциях и вспо-
могательным — при предварительных. Иссле-
дования свидетельствуют о влиянии на чистоту
поверхности: структуры обрабатываемого
материала, нароста на инструменте, получаю-
щегося в процессе резания, качества и меха-
нических свойств материала, геометрии
ГЛ. IV!
ПРОБЫ НА МЕХАНИЧЕСКУЮ ОБРАБАТЫВАЕМОСТЬ
281
инструмента, режимов резания и ряда других
факторов. Наиболее заметное влияние на чи-
стоту поверхности оказывает скорость реза-
ния и связанное с ней явление нароста.
Методы определения обрабатываемости
металла
Полные испытания обрабатываемости.
При заданном режущем инструменте испыта-
ние ведётся до затупления режущего инстру-
мента при разных скоростях резания, но при
равных прочих условиях обработки. Сопоста-
вление кривых зависимости скорости резания
от стойкости инструмента v=f(T) позволяет
судить об обрабатываемости испытуемых
материалов. Сравнение обычно ведётся по
экономической скорости резания, установден-
'ной для данного вида обработки. Так, при
точении резцами из быстрорежущей стали
обрабатываемость сравнивают по скорости
резания, соответствующей 60-минутной стой-
кости, т. е. по Vq0 m/muh; при фрезеровании —
по t/]8o mImuh и т. д.
Построение кривых v=f(T) позволяет опре-
делить параметры резания С и m в основной
формуле, применяемой при расчётах режимов
резания
где v — скорость резания в м/мин', Т—стой-
кость "режущего инструмента в мин.; С—по-
стоянная величина, характеризующая свойства
обрабатываемого материала и условия обра-
ботки; m -- показатель относительной стой-
кости инструмента, определяемый как тангенс
угла наклона прямой Т — v к оси абсцисс.
Условия проведения испытаний на обра-
батываемость (по ГОСТ 2625-44). Испытания
проводятся на заготовках, применяемых
в пмризводственных условиях. При испытании
на скорость и на усилия резания размеры за-
готовок принимаются: диаметр ?)^60 мм,
длина L^8D. Заготовки должны иметь
проверенные в лабораторных условиях харак-
Фиг. 1. Форма и размер образцов при испы-
тании на чистоту обработанной поверхности.
теристики механических свойств, химический
состав, структуру металла и режим предше-
ствующей термической обработки. При испы-
тании на чистоту обработанной поверхности
форма и размеры образцов должны соответ-
ствовать указанным на фиг. 1. Для испытаний
на продолжительность резания заготовки пред-
варительно обтачиваются на глубину t — 1 мм
(не менее) с подачей s = 0,5 мм/об, а при испы-
таниях на чистоту обработанной поверхности—
с подачей s = 0,15 мм/об. Колебания твёр-
дости образцов не должны превышать 10—15
единиц по Бринелю.
Материал и технология изготовления
режущего инструмента для проведения испы-
таний на обрабатываемость принимаются
в соответствии с ГОСТ 2625-44. При изгото-
влении резцов должны быть по возможности
соблюдены идентичные условия механической
и особенно термической обработки (закалка
и отпуск) и заточки. Твёрдость режущих гра-
ней, проверенная в нескольких точках, должна
находиться в пределах 63—65 Нд . Структура
С
режущих частей после трёхкратного отпуска
должна быть мартенситной с равномерно
распределёнными карбидами. После оконча-
тельной заточки производится доводка осел-
ком.
Геометрия и размеры резцов (державки и
пластинки) устанавливаются в соответствии с
ГОСТ 2625-44 и ГОСТ 2320-43.
Испытания производятся с оптимальными
углами заточки — передним 7 и задним а, ко-
торые устанавливаются экспериментально при
постоянных значениях: главного угла в плане
<Р—-45", вспомогательного угла в плане <pi — Ю°,
угла наклона главной режущей кромки Х=0°,
радиуса сопряжения задних граней г= 1,5 мм.
Оптимальные углы определяются при постоян-
ной скорости резания u=const, глубине реза-
ния t = 2 мм, подаче s = 0,5 мм/об и стой-
кости резцов не
менее 10 мин. Об- Т
работка стали про-
изводится с охла-
ждением 5%-ным
.раствором эмуль-
сола в количестве
10 л/мин, обработ-
ка чугуна—всухую.
Для установле-
ния оптимального
переднего угла 7
производят точе-
ние четырьмя рез-
цами с разными
Фиг. 2. График зависимости
Т — у. Т — стойкость резца в
мин.; 7 — передний угол в гра-
дусах.
передними углами 7i>
7а»
Тз и 74 ПРИ постоянном заднем угле а, вы-
бранном по ГОСТ 2320-43 для марок металла,
наиболее близких к
испытуемой,
полученным
и по
дан-
ным строится гра-
фик зависимости
Г-Т(фиг.2).
Для установле-
ния оптимального
заднего угла а то-
чение производят
четырьмя резцами
с разными задними
углами а и по-
стоянным опти-
мальным передним
углом 7, установленным в результате опытов,
и по полученным данным строят график зави-
симости Т — а (фиг. 3). Каждое испытание ш>
установлению оптимальных углов у и а прово-
дят 2 раза (фиг. 2 и 3).
—<?
Фиг. 3. График зависимости
Т —«: а — задний угол в гра-
дусах; Т — стойкость резца
в мин.
282
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. И
Испытания производятся на токарном
станке с высотой центров не менее 200 мм
и расстоянием между центрами не менее 1000мм
с плавным регулированием числа оборотов
шпинделя в пределах 12 — 1000 об/мин и мощ-
ностью мотора не менее 5 кет. Замер усилий
резания производят токарным измерительным
супортом.
Определение обрабатываемости
металлов по скорости резания ме-
тодом продольного обтачивания.
Основной характеристикой (критерием) обра-
батываемости металлов в этом случае служит
скорость резания г»60 при определённых
постоянных условиях резания и при стойкости
резцов 7" = 60 мин. В качестве критерия зату-
пления при обработке стали (ГОСТ 2625-44)
принимается полное затупление режущей
кромки инструмента, характеризующееся по-
явлением блестящей полоски на поверхности
резания (критерий Тэйлора).
При детальном исследовании обрабатывае-
мости, предусматривающем выявление взаимо-
зависимости всех или некоторых факторов
резания (при разработке нормативных мате-
риалов по режимам резания), пользуются
критерием затупления (см. стр. 285).
При обработке чугуна критерием затупле-
ния служит появление желтоватой окраски
поверхности резания, а в некоторых случаях
блестящей поверхности; мелкая стружка при
этом горит и рассыпается в виде искр.
При определении скорости резания v60 для
каждого испытуемого материала устанавли-
вают на основании экспериментальных данных
зависимость стойкости резца от скорости ре-
зания по пяти скоростям vlf v2, v3, t>4 и v5,
соответствующим стойкости резцов в пределах
от 10 до 60 мин. Опыты проводят с постоян-
ным сечением стружки (ГОСТ 2625-44 рекомен-
дует t-s—2-0,5 мм2) и прочими' постоянными
факторами резания. По результатам испытаний
(оформленным про-
токолами по ГОСТ
2525-44) строят -гра-
фики зависимости
f = f(v) в логариф-
мическом масштабе
(фиг. 4), из которых
определяют я60.
При установлении
относительной обраба-
тываемости получен-
ную скорость резания
v60 сравнивают со ско-
ростью резания г>60
для нормализован-
ной конструкционной
автоматной стали мар-
ки А12 по ГОСТ
В-1414-42 или для лю-
¦а
\
N
v< ц К? ^ v, v
Фиг. 4. График зависимо-
сти Т -- v: v — скорость
резания и м/мин; Т—стой-
кость резца в мин.
бой другой марки, об-
рабатываемость которой определяется тем же
методом при аналогичных условиях резания.
Определение обрабатываемо-
сти металлов по усилиям резания
(дополнительная характеристика). Испытания
производят при тех же условиях и тем же
методом, что и при определении обрабатывав
мости по скорости резания. Усилия резания
замеряют согласно ГОСТ 2625-44 при помощи
измерительного токарного супорта при работе
незатудившимся резцом через '1—2 мин.
после начала резания. При установлении
относительной обрабатываемости испытуемого
материала сравнивают полученные результаты
с усилием резания для нормализованной
конструкционной автоматной стали марки А12.
Определение обрабатываемости
металлов по чистоте обработан-
ной поверхности. Критерием обраба-
тываемости служит высота неровностей Ит&1,
образующихся на поверхности образцов при
их обтачивании острым резцом с геометриче-
скими параметрами режущих
частей согласно ГОСТ 2320-43.
Сечение стружки, скорости ре-
зания и прочие условия испы-
таний принимаются по ГОСТ
Фяг. 5. График зависимости //— v. v — скорость
резания в м/мин; Н — высота неровностей в мк.
2625-44. Для определения чистоты поверхности
(высоты неровностей) пользуются двойным ми-
кроскопом системы Линника. По результатам
испытаний строят графики зависимости Н—v
(фиг. 5).
В соответствии с ГОСТ 2789-45 оценку микро-
геометрии обработанной поверхности следует
производить по средней квадратичной'высоте
неровностей Нск. Для этого можно пользо
ваться профилометрами типа Аббота или про-
изводить математический расчёт Нск по про-
филограммам поверхности, снятым профило-
графами системы Аммона или Левина.
Сокращённые методы испытаний обра-
батываемости. Сокращённые методы дают при-
ближённые результаты, но при этом получается
значительная экономия материалов и времени.
Метод Кип-Лоренца (Бауэра) [8]
осуществляется путём сверления испытуемого
материала при постоянном усилии подачи,
определяемом весом груза Р, действующего
на шпиндель сверлильного станка. Критерием
обрабатываемости
является величина
углубления сверла Ln
в испытуемый металл
за п оборотов сверла
(обычно п принимает-
ся равным 100 оборо-
там). Величина Ln со-
поставляется с вели-
чиной углубления L
сверла в сравнивае-
мый с испытуемым
металл; по отношению
этих величин судят
об относительной об-
п =100 -
Фиг. б. Глубина проникно-
вения L и Ln сверла в
испытуемые и сравнивае-
мые материалы в мм.
рабатываемости разных металлов (фиг. 6). Этот
метод не даёт достаточных (достоверных) дан-
ных для расчёта допускаемого режима реза-
ния, но может быть использован для класси-
фикации металла по его обрабатываемости. При
испытании чугуна этим методом получаются ре-
зультаты лучшие, чем при испытании стали.
ГЛ. IV]
ПРОБЫ НА МЕХАНИЧЕСКУЮ ОБРАБАТЫВАЕМОСТЬ
283
Метод Лейензеттера [4, 11] при-
меняется при исследовании обрабатываемости
снятием чистовых стружек малого сечения и
осуществляется при помощи маятникового при-
бора. Трёхгранный острый резец / (фиг. 7, а) со
стороной 10 мм закрепляется на конце маят-
ника. Маятник отклоняют на угол, равный
15—20°. При возвращении маятника в исход-
ное положение резец ударом образует в ис-
пытуемом эталонном образце 2 луночку.
Реакция удара вдоль маятника фиксируется
отклонением индикатора 3. Тем же резцом про-
Перемещен
маятника
а) б)
Фиг. 7. Схема маятникового прибора Лейензеттера.
водится испытание обрабатываемого материала
в процессе резания на токарном станке. Продол-
жительность резания на станке устанавливается
такой, чтобы путь резца по винтовой линии со-
ставлял I = 25 м при глубине резания t = 0,2 мм
и подаче s = 0,45 мм/об. Резец, доведённый
при этом испытании на станке до некоторой
степени затупления, подвергается вторичному
испытанию на маятниковом приборе при тех
же условиях на том же эталонном образце
(фиг. 7, б). Новое отклонение индикатора ха-
рактеризует степень затупления резца и обра-
батываемость. Повторение опытов при разных
скоростях резания без переточки резца позво-
ляет строить сравнительные диаграммы, ха-
0,06
OfiS
О/В
OflZ
A
f
J
J
f
1
f
Ф
H
/
/
A
/
l
5 Ю 15 20 25 30 35
v%UH
Фиг. 8. График зависимости а — v: а -от-
клонение индикатора в мм; I и II — испы-
туемые материалы
рактеризующие обрабатываемость испытуемых
материалов (фиг. 8) [4, 11].
Метод торцевого точения (ван-
Донгена) [12] осуществляется обработкой
торца диска из испытуемого материала при
постоянном числе оборотов, но при возраста-
ющей скорости резания вследствие перемеще-
ния, резца от центра просверлённого отверстия
к периферии диска (фиг. 9). Этим методом
устанавливается зависимость Т—v стойкости
от скорости резания. Последние применяются
повышенного значения с расчётом доведения
"*~ Umax
резца до затупления на первом проходе на
диаметре диска DH, равном 70—80 мм, т, е.
в 2—2,5 раза большем, чем диаметр предвари-
тельно просверлённо-
го отверстия Do в цен-
тре диска (см. ГОСТ
2625-44). Критерием
затупления служит
появление блестящей
полоски на поверхно-
сти резания(критерий
Тэйлора).
Для установления
С
зависимости v = —~i—
7" 'm Фиг. 9. Форма образца
(диска) испытуемого ма-
прОВОДЯТ два Кратко- териала.
временных испытания
при числах оборотов шпинделя щ и щ, обес-
печивающих затупление резцов на одном про-
ходе на диаметрах торца диска DHi hD^.
Значения Сит определяют по формулам
щ
-lnC=vnW
Dn
2sn (m -f 1)
V,
где vn, vn и vn — скорости резания в м/мин,
соответствующие затуплению резца на диа-
метрах диска Dn, Dni и Dn ; п, щ и л2 —
числа оборотов шпинделя; s — подача в мм/об
шпинделя; m — показатель относительной стой-
кости.
Скорость резания Vf, соответствующая за-
данной стойкости инструмента при определён-
ном сечении стружки, выражается формулой
Сравнение скорости резания v^ испытуе-
мого материала со скоростью резани я v^,
установленной при тех же условиях испыта-
ния для нормализованной автоматной стали
марки А12, определяет относительную обраба-
тываемость испытуемого материала. Сравне-
ние по %) можно производить также с другим
материалом, обрабатываемость которого из-
вестна и была определена в одинаковых с дан-
ными условиях испытаний.
Метод Рейхеля (температурный)
[8 и 12] основан на измерении температуры
резания при следующих допущениях: а) тем-
пература, возникающая на режущей кромке,
является основным показателем, предопреде-
ляющим продолжительность работы резца до
затупления; б) все скорости, соответствующие
одному и тому же времени работы до приту-
пления (при любых комбинациях элементов
поперечного сечения стружки и других фак-
торов), соответствуют одной и той же темпе-
ратуре на режущей кромке (при одном и том
же обрабатываемом материале и резце).
Определение обрабатываемости производят
в следующей последовательности.
Несколько резцов доводят до полного за-
тупления при определённом сечении стружки
и устанавливают зависимость T = f(v). Одно-
временно измеряют электродвижущую силу
284
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
(РАЗД. И
термотока, возникающего в процессе резания.
По результатам измерений строят графики за-
висимости (тV) =/(/¦) и (mV)=f(v), где
mV—электродвижущая сила в милливольтах.
Задавшись определённой стойкостью Т,
устанавливают по кривой, на основании вы«
явленной зависимости (mV)=f(T), соответ-
ствующее выбранной стойкости Т значение
электродвижущей силы (mV).
Далее проводят сокращённые испытания
резанием и регулированием оборотов шпин-
деля определяют скорость резания, при кото-
рой показания милливольтметра соответствуют
выбранной величине m V, и выводят зависимость
скорости резания от стойкости резца, глубины
резани-я, подачи и других исследуемых факто-
ров. Проградуировав естественную термопару
.резец—изделие" [2] для испытуемых материа-
лов и определив температуру, соответствую-
щую показаниям m V, устанавливают зависи-
мость температуры резания от скорости ре-
зания V — t(v) или других исследуемых пара-
метров.Применяется также и другой метод Рей-
хеля без построения тарировочных графиков,
получивший название метода двух резцов [2].
Сущность его заключается в том, что двумя
изолированными друг от друга резцами оди-
> наковой формы и геометрии режущих частей,
но изготовленными из разных материалов (на-
пример быстрорежущая сталь и твёрдый сплав)
и поэтому обладающими неодинаковыми тер-
моэлектрическими свойствами, одновременно
снимаются стружки одинакового сечения. Если
считать, что температура резания на обоих
резцах одинакова в силу одинаковых условий
работы, то получится как бы один термоэле-
мент, составленный из двух различных мате-
риалов резцов; обрабатываемый материал в
данном случае играет роль спайки и на по-
казания милливольтметра влияния не оказы-
вает. Показание милливольтметра обусловли-
вается термоэлектрическими свойствами мате- •
риалов резцов и температурой резания. Метод
двух резцов позволяет сравнивать обрабаты-
ваемость различных материалов путём экспе-
риментального установления скоростей реза-
ния, вызывающих одинаковую температуру на
режущей кромке.
Сравнением полученных скоростей резания
при одинаковой температуре резания для раз-
ных испытуемых материалов устанавливают
относительную обрабатываемость металлов.
ИСПЫТАНИЕ РЕЖУЩЕГО ИНСТРУМЕНТА
Механическая работа, совершаемая в про-
цессе резания, расходуется на: а) преодоление
сил сцепления разъединяемых частиц металла;
б) взаимное перемещение частиц металла
внутри каждого отделяемого элемента стружки,
сдвиг и скалывание элементов стружки один
относительно другого; в) трение сходящей
стружки по передней грани и трение задней
грани режущего инструмента об обработанную
поверхность.
В результате механической работы, затра-
чиваемой на деформацию стружки и трение
её о режущий инструмент, возникает теплота,
количество которой зависит от качества обра-
батываемого материала, режима резания, гео-
метрии инструмента, охлаждения инструмента
и других переменных факторов.
Стойкость инструмента тем выше, чем мень-
ше тепла образуется в процессе резания и чем
интенсивнее это тепло отводится. По мере уве-
личения теплоты (повышения температуры) ре-
жущий инструмент отпускается (теряет твёр-
дость), вследствие чего истирание передней
грани инструмента сходящей по ней стружкой
увеличивается и при определённой темпера-
туре инструмент затупляется. Режущие свой-
ства разных марок инструментальной стали
различны и характеризуются главным образом
температурой, при которой наступают интен-
сивный отпуск и полное затупление инстру-
мента при резании. Чем эта температура выше,
тем выше качество и производительность
инструмента. Для углеродистой инструменталь-
ной стали она равна 250—300°, для быстроре-
жущей стали и её заменителей около 600°, для
твёрдых сплавов 800—900°.
Качество режущего инструмента в основ-
ном зависит от химического состава и струк-
туры стали, качества термической обработки,
твёрдости после соответствующей термообра-
ботки, качества заточки и ряда других факто-
ров и определяется по ГОСТ 3379-46 „Мето-
дика определения режущих свойств быстроре-
жущей стали".
Критериями оценки режущих свойств
инструмента служат: а) скорость резания, до-
пускаемая режущим инструментом при опре-
делённой (условно принятой) стойкости его до
затупления; б) температура режущих лезвий,
при которой наступает затупление инструмента;
в) характер и величина износа режущих лез-
вий инструмента.
Методы испытаний режущих свойств
инструмента
Испытания ведутся до затупления инстру-
мента при разных скоростях резания с устано-
влением зависимости стойкости инструмента
от скорости резания T = f(v) при определён-
ных условиях резания. По кривым Т—V, по-
строенным в логарифмическом масштабе, опре-
деляют параметры Си Т, пользуясь формулой
_ С
V~ flm-
Сравнение режущих свойств инструмента
ведётся по скорости резания, соответствующей
определённой стойкости, близкой к экономи-
ческой (для резцов из. быстрорежущей стали
и её заменителей принимается скорость Vqq,
для резцов твёрдых сплавов—1/90, для фрез-Pigo,
для свёрл — по нормативным материалам в
зависимости от диаметра сверла, для зуборез-
ного инструмента — fjqo и т. д.).
Методика определения режущих свойств
инструмента по скорости резания %) при
продольной обточке аналогична принятой при
определении обрабатываемости металлов по
тому же критерию с той лишь разницей, что
в данном случае сравниваются t>60 для разных
инструментальных сталей, работающих на
одном и том же обрабатываемом материале
при прочих постоянных факторах резания.
Условия проведения опытов (выбор образ-
цов и измерительной аппаратуры, установле-
ние оптимальной геометрии и т. д.) сохра-
няются те же, что и при определении обраба-
тываемости, и проводятся в соответствии
ГЛ. 1VJ
ПРОБЫ НА МЕХАНИЧЕСКУЮ ОБРАБАТЫВАЕМОСТЬ
285
с ГОСТ 2625-44 и ГОСТ 3379-46, но режущий
инструмент изготовляется из исследуемой
инструментальной стали с соответствующей
этой марке термической обработкой. Методика
сравнения режущих свойств других видов ин-
струментов (фрез, свёрл) в основном не отли-
чается от методики испытания резцов.
Кроме скорости резания критерием каче-
ства режущего инструмента могут служить
также характер и величина износа инстру-
мента в процессе резания.
По износу за определённые промежутки
времени строят кривые зависимости величины
износа от времени G—Л), по которым судят
об относительном качестве той или иной
марки инструментальной стали и её режущих
способностях (фиг. 10).
При одинаковых условиях работы допу-
скаемые скорости резания для инструмента
п.
Фиг. 10. График зависимости 7" — ft: ht — износ
по задней грани в мм; h — износ по передней
грани в мм; Т - продолжительность работы
инструмента в мин.
разных марок инструментальных сталей выра-
жаются характеризующими их режущие спо-
собности коэфициентами, приведёнными в
табл. 1 и 2 [6].
Таблица 1
Коэфициенты скоростей резания для ияструмента
из разных марок инструментальной стали
Марка
инструмен-
тальной
стали
РФ-1
Р
РО
ЭИ262
ЭИ290
ЭИ277
ЭИ276
ЭИ260
ЭИ1Й4
ЭИ172
ЭИ173
ЭИ161
Х12М
ЭИ116
ЭУ10
и ЭУ12
Резцы
1,ОО
о,95
1,00
о.93
O-95
о.95
о,95
°,72
—
—
—
Фреэы
гали
гуна
° Р
ly v
I.O5
х,оо
о,95
1,Ю
—
_
1,ОО
I.OO
о,8о
0,90
1,ОО
0,85
о, 7°
—
тали
гуна i
U >>
^ ¦
Го 9
ооо та
1ад
1,00
1,00
о,8о
I.OO
1,00
_
—
0,90
0,90—0,80
—
0,80—0,70
0,90—о,$о
_
ill
pa6t
селе
0 (Э
HHOI
00-
Ю гт * га
о§й а и
_
1,00
—
1,03
0,77
0,78
—
0,71
—
—
—
—
_
—
—
нкеры
СО
S3
о.
о
и
i,o5
I.OO
0.95
I.IO
I.IO
—
—
1,00
O.QO
0,80
0,80
0,80
0,83
0,70
0,50
Таблица 2
Коэфициенты скоростей резания для инструмента
из твёрдых сплавов [6]
Марки твёрдых сплавов
РЭ-6
РЭ-8
РЭН-6
РЭН-12
Резцы по чугуну
I.IO
1,00
0,80
0,75-0,80
Критерии затупления
За критерий затупления инструмента при
токарной обработке обычно принимают полное
затупление резцов с разрушением режущей
кромки..
Внешние признаки затупления те же, что
при испытании на обрабатываемость.
При детальных исследованиях режущих
свойств инструмента с выявлением влияния
и взаимозависимости различных факторов
режима резания, геометрии инструмента и
других исследуемых факторов рекомендуется
критерий затупления, характеризуемый вели-
чиной износа инструмента [6] (по задней или
передней грани).
Характер износа резцов, изготовленных
из быстрорежущей инструментальной стали,
во многом зависит от формы и сечения
стружки, геометрии режущих элементов резца,
качества обрабатываемого материала, харак-
тера обработки, условий работы и т. д. Наи-
более достоверным признаком нарастающего
в процессе работы износа, легко поддающе-
гося количественному определению, является
износ по задней грани резца (принят при раз-
работке нормативных материалов по режимам
резания) [6]. Нарастание износа протекает
равномерно до определённой величины, после
которой обычно наступает резкое нарастание,
сопровождающееся повышением компонентов
усилия резания, расхода мощности и показа-
ний милливольтметра (при температурном ме-
тоде испытаний). Изменяется цвет "сходящей
стружки, нарушается плавность работы станка
и возникают вибрации. Перечисленные явле-
ния служат признаками быстрого возрастания
износа инструмента, в зоне которого дальней-
шее резание резко сокращает срок службы
инструмента. Вследствие этого в качестве кри-
терия затупления принимается оптимальный
износ инструмента, при котором достигается
максимальная продолжительность работы его
до полного использования (фиг. 11).
Расчёт максимальной продолжительности
работы инструмента производится для каждого
Фиг. 11. Влияние износа на продол-
жительное* ь работы инструмента до
Полного ею использования и на стои-
мость операции F]: Т% — продолжи-
тельность работы до полного исполь-
зования режущего инструмента в
мин.; А — стоимость операции в коп.;
Л, — износ по задней грани в мм.
опыта в зависимости от величины снимаемого
при заточке слоя металла, соответственно дан-
ной величине износа, максимально допусти-
мого количества переточек и стойкости инстру-
мента между переточками. Указанному крите-
286
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. И
рию затупления соответствует минимальная (или
близкая к ней) стоимость операции (фиг. 11).
Основными критериями затупления явля-
ются следующие [6].
При токарной обработке: а) при обработке
стали, стального литья и ковкого чугуна
с-охлаждением — износ по задней грани 2 мм,
без охлаждения — появление блестящей по-
лоски на поверхности резания (критерий Тэй-
лора); б) при черновой обточке чугуна — из-
нос по задней грани 4 мм, причём внешним
признаком затупления являются чёрные че-
шуйки на поверхности резания; при чистовой
обточке — износ по задней грани 2 мм.
При фрезеровании — оптимальная величина
износа, при которой достигается наибольшая
общая продолжительность работы фрез при
максимально допустимом числе переточек. Ре-
комендуемые средние значения оптимальных
величин износа, в зависимости от обрабаты-
ваемого материала, вида фрез и характера
обработки, приведены в табл. 3.
При сверлении и рассверливании: а) при
обработке стали—износ по задней грани 1,0—
1,2 мм; б) при обработке твёрдого чугуна —
износ по уголкам 0,5—0,8 мм, чугуна средней
твёрдости — 0,9—1,2 мм.
Таблица 3
Фрезы
Цилиндри-
ческие ....
Концевые .
Торцевые .
Дисковые
трёхсторонние
Шлице вые
прорезные . .
Фасонные .
Средний оптимальный износ в мм
Черновая
обработка
сталь
о,5-в.З
о,5-о,8.
1,8-2,2 .
о,5-о,8
0,15-0,2
чугун
о,5-о,8
о,5-о,8
о,5-о,8
0,15-0,2
Чистовая
обработка
сталь
о,2-о,з
0,2 — 0,3
о,з-о,8
0,2-0,3
—
О,2-О,3
чугун
0,2-0,3
О,2-О,3
о,з—о,8
О,2 —О,3
—
О,2—О,3
Для других видов обработки и режущих
инструментов принятые критерии затуплении
помещены в соответствующих нормативных
справочниках по режимам резания [6].
По установленным величинам оптимального
износа строится зависимость между скоростью
резания и стойкостью инструмента T—f(v)
для каждого типа инструмента и данного обра-
батываемого материала.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. БеспрозванныйИ. М., Физические основы уче-
ния о резании металлов, Оборонгиз, М. 1941.
2. ДаниелянА. М., Износ инструмента и тепло-
вые явления при резании металлов, ч. II, Машгиз,
1946.
3. 3 н а м е н с к и й, А. Т., Справочник металлиста, т. I
и II, Госмашметиздат, М. — Л. 1933.
4. И с а е в А. И., Сокращённый способ определения
обрабатываемости сталей методом Лейензеттера,
„Вестник металлопромышленности" № 7—8, М. 1937.
5. Кривоухов В. А., Резание металлов, ОНТИ,
М. - Л. 1938.
6. Нормативные материалы по режимам резания метал-
лов, Бюро нормативов.
7. С а в в и н Н. Н., Резание металлов и инструменты,
Госмашметиздат, М. — Л. 1934.
8. Сборник сокращённых докладов конференции по
резанию металлов, изд. Академии наук СССР, М.— Л.
1937.
9. Фельдштейн Э. И., Методы определения обра-
батываемости металлов, Машгиз, 1946.
10. Ф у т о р я н С. Б., Исследование режущих свойств
дисковых трёхсторонних фрез со вставными ножами
из малолегированных быстрорежущих сталей,
ЦНИИТМАШ, Лаборатория холодной обработки ме-
таллов, технический отчёт, 1941.
11. LeyensetterW., „Maschinenbau" № 15, 1929.
12. R e i с h e 1 W., „Maschinenbau" № 22, 1932.
13. S с h a 11 b г о с h H., Die Zerspanbarkeit als Teil der
Werkstoffpruffung, „Maschinenbau" № 21/22, 1936.
14. Van Dongen u. Steirnell, Metallbewerkung,
1938-1937.
ИСПЫТАНИЕ НА ПРОКАЛИВАЕМОСТЬ
Под прокаливаемостью понимается способ-
ность стали принимать закалку, измеряемая
глубиной мартенситной или троостомартенсит-
ной зоны в закалённой стали.
Твёрдость закалённой стали не определяет
прокаливаемости. Твёрдость мартенсита
(закалённой стали) определяется почти исклю-
чительно содержанием в стали углерода,
тогда как прокаливаемость зависит от содер-
жания углерода и легирующих элементов, раз-
мера зерна, однородности аустенита и других
факторов.
Сталь при малой твёрдости в закалённом
состоянии может иметь глубокую прокаливае-
мость (например сталь 18ХНВА) или при вы-
сокой твёрдости — малую прокаливаемость
(например сталь У10).
Физические основы прокаливаемости
В процессе закалки центр и периферия
сечения образца охлаждаются с различной
скоростью (фиг. 12). На некотором расстоянии
от поверхности сталь охлаждается с критиче-
ской скоростью (vKpam), а все точки сечения,
¦ft
Фиг. 12. Схема, показывающая различную скорость
охлаждения по сечению и в связи с этим несквозную
прокаливаемость.
лежащие ближе к поверхности, охлаждаются
со скоростью больше критической и, следо-
вательно, закаливаются на мартенсит; точки
ГЛ. IV]
ИСПЫТАНИЕ НА ПРОКАЛИВАЕМОСТЬ
287
сечения, лежащие ближе к центру, в этом слу-
чае на мартенсит не закалятся.
Основным физическим фактором, опре-
деляющим глубину прокаливаемости стали,
является скорость распада аустенита в обла-
сти температур ?00—700° С. Скорость рас-
пада зависит от скорости зарождения (числа)
центров кристаллизации (ЧЦ) и от скорости
роста кристаллов (СК). Все факторы, кото-
рые уменьшают эти параметры кристаллиза-
ции, способствуют более глубокой прокали-
ваемости.
На величину СК влияет только состав
стали. Углерод и все легирующие элементы
(кроме кобальта) уменьшают значение СК и
увеличивают прокаливаемость.
На величине ЧЦ сказываются и состав
стали, и многие другие факторы. Углерод и
легирующие элементы, если они находятся в
растворе (в аустените), уменьшают её значе-
ние, но если они находятся в виде второй
фазы (избыточные карбиды, нитриды, окси-
ды и т. п.), то эти частицы служат дополни-
тельными центрами кристаллизации, увеличи-
вая тем самым значение ЧЦ (уменьшают про-
каливаемость). Так как кристаллы новой фазы
образуются главным образом по границам
зёрен, то чем меньше общая протяжённость
границ зерна, тем меньше при прочих равных
условиях значение ЧЦ (глубже прокаливае-
мость). Установлено также, что чем меньше
однородность зерна аустенита, тем больше
значение ЧЦ (меньше прокаливаемость).
Количественное выражение
прокаливаемости
Глубина закалённой зоны для
данной стали зависит от сечения и способа
охлаждения при закалке. Глубина закалённой
зоны определяется толщиной слоя от поверх-
ности до слоя с полумартенситной структу-
рой E0% мартенсита и 50% троостита,
фиг. 13).
Твёрдость полумартенситной (как и чисто
мартенситной) зоны есть функция содержания
углерода в стали и почти не зависит от содер-
жания обычных легирующих элементов: хрома,
никеля, марганца, вольфрама, молибдена и др.
(фиг. 14).
Зная значение твёрдости полумартенситной
зоны, легко по кривой распределения твёр
дости в закалённом прутке (фиг. 15) опреде-
лить глубину прокаливаемости h.
Глубину закалённой зоны можно выражать
также отношением -~ , где Du—диаметр не-
закалённого сердечника, a t>—-диаметр об-
разца.
Способ характеризовать прокаливаемость
D
по глубине Л или отношению
D
имеет тот
недостаток, что полученные значения отно-
сятся к определённым размерам сечения и
условиям охлаждения при закалке; с изме-
нением их меняются значения h и —~ .
Критический диаметр. С умень-
шением диаметра закаливаемого изделия воз-
растает скорость охлаждения, увеличивается
h и уменьшается отношение —~. При некото-
^ ?)„
ром сечении величина Da и, следовательно, -~
становятся равными нулю и h принимает зна-
1
чение -н- D. Сталь
в этом сечении бу-
дет закаливаться
насквозь. Макси-
мальное сечение и
его диаметр (Д>)>
при которых изде-
лие в данных усло-
виях охлаждения
прокаливается на-
сквозь, называют
критическими.
Из кривых рас-
пределения твёр-
дости по закалён-
ному сечению вид-
но, что твёрдость
в центре критиче-
ского сечения рав-
на твёрдости полу-
мартенситной зоны
(что облегчает оп-
ределение ?>0). У се-
чений, где D<D0,
твёрдость в цен-
тре больше, а где
D^>D0 ¦— меньше
твёрдости полумар-
тенситной зоны.
Размер крити-
ческого диаметра
определяет прока-
ливаемость стали
при данных усло-
виях охлаждения.
Идеальны й
критический
диаметр. Чтобы
не связывать зака-
ливаемость стали
с закалочной сре-
дой, вводят по-
нятие идеального
критического диа-
метра (?>]). кото-
рый представляет
собой критический
диаметр, опреде-
ляемый не в реаль-
ной закалочной
жидкости (как ?>0),
а в идеальной, от-
нимающей тепло с
бесконечно боль-
шой скоростью.
Край обрата Ин
63
62 >
В01
56
¦50
35
1 Середина оброзш
Фиг. 13. Микроструктура за-
калённого слоя (Винаров).
Экспериментальное определение
прокаливаемости (классический способ)
Закаливают серию брусков разного диа-
метра в воду (низколегированные и углеро-
дистые стали) или в масло (среднелегированные
стали). Отношение длины брусков к диаметру
288
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД, II
их jz берётся равным или больше четырёх
во избежание закаливающего влияния торцов.
Из середины брусков победитовым резцом или
А
ь
601/
550
500
-400
¦350
300
О 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 С%
Фиг. 14. Твёрдость полумартенситной зоны
в зависимости от содержания углерода.
камнем вырезаются темплеты. На приборе
Роквелла в двух взаимно перпендикулярных
вой является средней
- Фиг. 15. Распределение твёрдости
по сечению закалённого бруска.
направлениях определяется твёрдость. Для
каждого сечения строится кривая распре-
деления твёрдости (каждая точка на кри-
по крайней мере
из четырёх изме-
рений), подобная
приведённым на
фиг. 16. Зная со-
держание углеро-
да в стали и, сле-
довательно, твёр
дость её полумар-
тенситной зоны
(фиг. 14), опреде-
ляют критический
диаметр Do при
данных условиях
охлаждения, а так-
же h тл-j!* для всех
эксперименталь-
ных сечений. При
Фиг. 16. Распределение твёр- этом способе вели-
дости в закалённых в воду „„„„ п „ «~
брусках диаме1Ром 30, 36, 50 Чина Dl Неопреде-
и 75 мм. ЛИМЭ.
Расчёт прокаливаемости по ограниченным
экспериментальным данным
Полное определение прокаливаемости пре-
дусматривает определение распределения твёр-
дости в различных сечениях при закалке в
разных охладителях, что представляет собой
чрезвычайно трудоёмкое исследование. Пред-
полагая, что полученная в закалённом со-
стоянии твёрдость определяет условия охла-
ждения при закалке, можно расчётом опре-
делить прокалив'аемость в разных охладите-
лях и в разных сечениях по ограниченным
экспериментальным данным (если определено
отношение ¦—* хотя бы для одного сечения
при закалке в одном охладителе). Для осу-
ществления этих расчётов вводится коэфициент
Н, характеризующий интенсивность закалоч-
ной среды. Для идеальной закалочной среды
Н = со, а для реальных сред Н имеет значе
ние, приведённое в табл. 4.
Таблица 4
Циркуляция
Без движения . . .
Слабое движение .
Умеренное движе-
ние
Скорое движение .
Сильное движение .
Бурное движение .
Величина Н
Масло
О,2-О,3
о.3-о.35
°,35-°4°
0.4-0,5
о,5-о,8
о,8— i,i
Вода
о,9~ i
1,О—1,1
1,2-1,3
1,4-1.5
1,6 —2,0
До 4
Солёная
вода
а
2 — 2,3
2,3-2,5
2,5-2,8
З.О-35
До 6
Для определения величины Do пользуются
номограммой фиг. 17.
10 20 30 40 50 60 70 80 90 100 11012B130WHD
Фиг. 17. Номограмма для определения критического
диаметра Do.
Промер. Брусок диаметром D «= 50 мм закалён
в воде со скорым движением (Н — 1,5). Полученная глу-
бина закалки А — 10 мм. В этом случае отношение
350
Произведение ЯО—1,5 • 50=75. Находят точку пере-
сечения соответствующей вертикали HD—75 с лучом
-—- = 0,6 (фиг. 17).
Спускаясь от этой точки вниз по ближайшей кривой
до оси абсцисс, находят значение Но, т. е. произведение Н
ГЛ. IV]
ИСПЫТАНИЕ НА ПРОКАЛИВАЕМОСТЬ
289
на критический диаметр. Для взятого примера HD0 равно
55 и критические диаметр f>o<y-g -= 37 мм. Все сечения
с диаметром менее 37 мм в данном охладителе закалятся
насквозь, а большие сечения не дадут сквозной закалки.
Характеристическая кривая, исходящая из точки, где
Ни «- 55, покажет, на какую глубину закалятся в дан-
ном охладителе (Н = 1,5) сечения, имеющие больший
диаметр, чем критический. Так, например, в случае се-
чения диаметром D = 75 мм для определения глубины
прокаливания находят на оси абсцисс произчедение
HI) {HD =¦ 1,5 • 75*110) и восстанавливают из найденной
точки перпендикуляр до пересечения с характеристиче-
ской кривой, исходящей из точки HD = 55. Ближайший
к этой точке луч соответствует отношению
¦0,8,
Du - 0,8 • 75 - 60 мм
ног о критического диаметра D, E3 мм). На этой верти-
кали будут лежать все критические диаметры стали при
различной интенсивности закалочной среды - от весьма
медленного охлаждения (Я = 0,01) до закалки в идеаль-
ной жидкости (//= ос). В последнем случае Dt = D9.
Определение способности стали к закалке
сводится к следующему: находят распределение
твёрдости в одном сечении, закалённом в охла-
дителе известной интенсивности. При помощи
номограммы фиг. 17 находят критический
диаметр и затем по номограмме фиг. 18 —
идеальный критический диаметр. По получен-
ной величине можно определить в любой жид-
кости критический диаметр и прокаливаемость
изделия любого сечения.
По найденному критическому диаметру ?>0
при закалке в данном охладителе можно опре-
делить глубину прокаливаемости в этом охла-
дителе для любого сечения
Чтобы определить прокаливаемость в дру-
гих жидкостях, следует воспользоваться номо-
граммой, изображённой на фиг, 18, а к б.
25 50 ?5 100 125 150 175 200 225 250 275 300 325 1527 ft л
о.)
Ю 15 20 25 30 35 W U5 50 55 60 65 70й,мм
б)
Фиг. 18. Номограмма для определения идеального
критического диаметра Dt по данным Н и 1)и.
Для приведённого выше примера был найден ОО^37
при Л = 1,5. Находя значение Do на оси ординат (фиг. 18),
проводят на этом уровне горизонталь до пересечения
с лучевой линией, соответствующей Н =1,5. Проекция
точки пересечения на ось абсцисс даёт значение идеаль-
Экспериментальное определение
прокаливаемости методом торцевой
закалки (по Джо мини)
Образец диаметром 25 мм и длиной 100 мм
(фиг. 19) в специальном аппарате (фиг. 20) за-
каливается с одного торца. При этом нижняя
торцевая поверхность охлаждается с очень
большой скоростью (на расстоянии от поверх-
¦30
Фиг. 19. Эскиз Фиг. 20. Устройство аппарата
образца для для торцевой закалки,
торцевой за-
калки.
ности 2,5 мм скорость охлаждения равна
150е в секунду, фиг. 21), тогда как у дру-
гого торца обра-
зец охлаждается Vo/л
медленно, как на
спокойном воздухе
C—5° в секунду,
фиг. 22).
Нагретый до
с о о т в е тствуюш.ей
температуры обра-
зец быстро поме-
щают в аппарат и
пускают струю во-
ды высотой 50 мм.
После полного
остывания проме-
ряют по образую-
щей образца твёр-
дость по Гоквеллу
и строят график " „твёрдость — расстояние or
закаливаемого торца" (фиг. 23).
II
1
\
у
\
ч
—-
——
¦ —
I Ц 5,0 7,5 (Они
Расстояние от закалиНаеного
торца
Фиг. 21. Скорость охлаждения
при торцевой закалке в зави-
симости от расстояния до
закаливаемого торца.
290
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. II
\1ох/)
рад
55
44
S3
22
\
ч
Ю . W 30 40 50
Расстояние от оллаЖдаетго торца
60мм
Фиг. 22. Скорость охлаждения при тор-
певой закалке в зависимости от расстоя-
ния до закаливаемого торца.
торца. По этому расстоянию находят по- диа-
грамме фиг. 24 соответствующий ему идеаль-
ный критический диаметр. Для малых расстоя-
ний зон полумартенситнои твёрдости от за-
каливаемого торца следует пользоваться диа-
граммой фиг. 25.
Так„ если расстояние полумартенситнои зоны
до закаливаемого торца было найдено равным
25 Мм, то ему соответствует идеальный кри-
тический диаметр D] = 110 мм. Зная .идеаль-
ный критический диаметр, можно, как это ука-
зывалось выше, Определить реальный критиче-
ский диаметр в любой закалочной жидкости
и глубину прокаливания сечения любого диа-
метра.
Иногда, для простоты, в технических усло-
виях прокаливаемость определяется числом
Джомини — У, которое характеризует расстоя-
\
\
~
\
\
^
то
<wo
,3150
— ¦ —
* <
Твердость
п/мартен-
ситной зоны
---^
/
*¦——
10 20 30 40 50 60т
Расстояниелт закаливаемого торца
Фиг. 23. Результата опыта по торцевой за-
калке трёх марок стали (твёрдость в зависи-
мости от расстояния до закаливаемого торца).
А
«и
150
т
то
75
50
25
и 10 20 30 Щ 50мм
Расстояние п/мартенситной зоны
от закаливаемого торца
Фиг. 24. Кривая определения идеаль-
ного критического диаметра по ре-
зультатам торцевой закалки.
/ 2 3 4 5мм
Расстояние от закади-
йаемого
'
/
/
/
/
/ ¦
Фиг. 25. Кривая определе-
ния идеального критиче-
ского диаметра по резуль-
татам торцевой закалки
Зная содержание углерода в испытуемой
стали и, следовательно, твёрдость полумар-
тенситнои зоны (по фиг. 14), находят расстоя-
ние полумартенситного слоя от закаливаемого
ние от закаливаемого торца до места с за-
данной твёрдостью. Например, в соответствии
с кривой для стали 3150 (фиг. 23) J50 = 15 мм
и 74о = 20 мм.
ПРОБЫ НА СВАРИВАЕМОСТЬ
Качество сварного соединения зависит
от природы свариваемых металлов и от
технологических особенностей принятого ме-
тода сварки *. Большинство металлов при
надлежащем выборе сварочного процесса
может быть успешно сварено. Однако произ-
водственные условия, а также форма и
характер конструкции ограничивают воз-
можности применения оптимального метода
сварки. '
Наиболее распространёнными способами
сварки являются дуговая электросварка и
сварка газовым пламенем. При сварке этими спо-
собами часто наблюдается понижение свойств
стали в околошовных участках и иногда по-
явление трещин, связанное с возникнове-
нием внутренних напряжений в свариваемой
конструкции. Напряжения возникают в ре-
зультате воздействия на металл тепла, выде-
См. гл. VI „Свариваемость металлов".
ляемого вольтовой дугой или газовым пламе-
нем. Быстрый сосредоточенный нагрев и бы-
строе охлаждение вызывают местные струк-
турные превращения, расширение и усадку
металла. Величина и форма возникающих при
этом внутренних напряжений в сильной сте-
пени зависят от свойств металла в интервале
температур от точки плавления до комнатной.
Способность стали противостоять возника-
ющим напряжениям зависит от состава и
структурного состояния металла, наличия
различных включений, метода выплавки и по-
следующей обработки и от некоторых других
факторов.
Термическое воздействие при сварке на
сталь, особенно легированную и с высоким
содержанием углерода, затрудняет производ-
ство и определяет в конечном итоге возмож-
ность сваривания, а потому его принимают
за критерий „свариваемости стали", а методы
проверки чувствительности стали к термиче-
ГЛ. IV]
ПРОБЫ НА СВАРИВАЕМОСТЬ
291
скому воздействию при сварке называют
„пробами на свариваемость стали".
Существующие методы проверки чувстви-
тельности стали к термическому воздействию
процесса сварки можно подразделить на две
основные группы. Методами первой группы
непосредственно определяют чувствительность
стали к появлению трещин. Методы второй
группы основаны на определении степени сни-
жения свойств стали в наиболее опасных око-
лошовных зонах.
Технологические пробы для непосред-
ственного определения чувствительности
стали к появлению трещин при сварке
1. Наиболее простым и доступным методом
проверки чувствительности стали к появле-
нию трещин является наплавка валика на пла-
стину из испытываемой стали (фиг. 26). Метод
этот наиболее пригоден при проверке тонкой
листовой стали (до 1,5 мм). Наплавка ве-
дётся от края пласти-
ны к центру перпен-
дикулярно направле-
нию проката. Режимы
сварки принимаются
аналогичными уста-
новленным для кон-
струкций из испыту-
емой стали. При чув-
ствительности стали
к появлению трещин
последние обнаружи-
ваются обычно на
Ш«((((К(И«(ЩЦЦЦ(Я)
Направпение
наплавки
Фиг. 26. Простейший обра-
зец для проверки чувстви-
тельности стали к появле-
нию трещин при сварке.
обратной стороне на-
плавленной пласти-
ны [2]. Метод даёт показатели только для ка-
чественной оценки.
Для получения Также и количественных
показателей может быть использован следую-
щий метод [2]. Из испытуемой стали выре-
заются две пластинки (фиг. 27).
Ъ
*- направление
| проката
Фиг. 27. Образец для проверки стали
в зажимном приспособлении: 1 — вмя-
тины, образующиеся при зажатии образ-
цов в приспособлении.
Сталь должна находиться в том структур-
ном состоянии, в котором она в дальнейшем
будет свариваться. Кромки пластин обрабаты-
ваются на станке. Для сварки пластины зажи-
маются в приспособлении (фиг. 28) так, чтобы
направление сварки было перпендикулярно
направлению проката и зазор был равен тол-
щине пластины. Пластины зажимаются с та-
кой силой, чтобы на листах образовались
вмятины под нажимными винтами. Далее про-
изводится сварка листов встык при режимах,
нормальных для сварки конструкций из испы-
туемой марки стали данной толщины. Сва-
ренные образцы после охлаждения до .темпе-
240
Фиг. 28. Общий вид приспособления: 7 — пружина;
2 — планка (Ст. 45); 3 — шайба; 4 — гайка; S — болт;
<? —упор; 7—основание; ?—стойка. Материал, за исклю-
чением детали 2— Ст. 4.
ратуры ниже 500° вынимаются из приспосо-
бления, обдуваютсй пескоструйным аппаратом
и просматриваются под лупой или биноку-
ляром. ¦ ?
Склонность к образованию трещин опре-
деляют процентным отношением суммарной
длины обнаруженных трещин к длине шва;
при этом в расчёт принимаются лишь трещийы,
расположенные с одной стороны шва, где они
оказались наибольшими по длине.
Критерием свариваемости считают среднее
значение склонности к образованию трещин,
определённое по пяти образцам. Для ответ-
ственных конструкций допускается сталь, по-
казавшая при испытаниях склонность к обра-
зованию трещин не выше 10%.
Описанный метод применяется преимуще-
ственно для стали, свариваемой газовым
пламенем.
Для определения свариваемости стали тол-
щиной 12 мм и выше может быть применён
метод, разработанный Кировским (Ленинград)
заводом [1, 4]. Из исследуемой стали выре-
заются квадратные планки 130 X 130 мм.
В центре планок вытачиваются углубления
Фиг. 29. Образец для испытания по методу
Кировского завода.
диаметром 80 мм так, чтобы остающиеся
донышки имели толщину а в 2, 4 и 6 мм
(фиг. 29). На внутренней поверхности донышек
292
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД.
производится наплавка валиков. На одних
образцах наплавляется по одному валику
(фиг. 30, а), на других — по два валика, распо-
ложенных крестообразно (фиг. 30, б). Если
при наплавке с охлаждением внешней (ниж-
и
Фиг. 30. Схема наппавви валиков на образ-
цах Кировского завода.
ней) поверхности образца водой не образу-
ются трещины, то исследуемая сталь относится
к группе, сваривающейся без каких-либо
ограничений.
К удовлетворительно сваривающейся от-
носится сталь, у которой при наплавке вали-
ков на образцах с охлаждением на воздухе,
трещины не обнаруживаются, но появляются
при сварке с водяным охлаждением.
К ограниченно сваривающейся относится
сталь, дающая при наплавке трещины в об-
разцах, охлаждаемых на воздухе. Такая сталь
обычно требует предварительного подогрева
перед сваркой до температуры 100—150° С.
К плохо сваривающейся относится сталь,
у которой обнаруживаются трещины в об-
разцах даже в том случае, если последние
предварительно подогревались до 100—150эС.
Сталь этих марок при сварке обычно тре-
бует предварительного подогрева до 300° С
и выше.
По данным Кировского завода к 1-й группе
относится малоуглеродистая сталь с содержа-
нием углерода до 0,15%; ко 2-й — сталь со
средним содержанием углерода и низколеги-
рованная с содержанием углерода до 0,25%
(Ст. 5; 25НЗ и т. п.); к 3-й — сталь с содержа-
нием углерода свыше 0,35% и более высоко-
легированная конструкционная D0, 45, 35Х,
О X, ОХМ и т. п.). Высокоуглеродистая инстру-
ментальная и некоторые специальные стали
требуют при сварке специальных условий
предварительного подогрева и последующего
охлаждения.
Технологические пробы для определения
степени изменения свойств стали в около-
шовных зонах
Метод по СТ 1729-г [3]. В основу метода
положено сравнение свойств стали в состоянии
поставки (после нормализации) и после спе-
циальной термической обработки. Режимы
термообработки примерно совпадают с усло-
виями нагрева и охлаждения стали при дуго-
вой сварке. Сопоставление результатов испы-
таний образцов позволяет установить ориен-
тировочную величину и характер изменения
свойств стали в наиболее опасных околошов-
ных участках.
Для испытания листовой стали толщиной
до 15 мм от края листов вырезают вдоль
проката три заготовки для разрывных об-
разцов размером ?00X45 мм и три заго-
товки для испытания на изгиб по ОСТ 1633.
Заготовки поочерёдно устанавливают в зажимы
стыковой сварочной машины при расстоя-
нии между последними 65 мм (фиг. 31),
после чего включают ток, который выбирается
такой силы, чтобы средняя часть каждой заго-
товки нагрелась до температуры 1320—1360"
в течение не более 30 сек". Затем выключают ток,
вынимают из зажимов заготовки и охлаждают
их на воздухе при расстоянии b между ними
не менее 80 мм (фиг. 32). После охлаждении
из двух заготовок изготовляют разрывной
образец (фиг. 33) и образец для испытания
на гиб. Из остальных заготовок изготовляются
аналогичные образцы после нормализации по
режимам, принятым для данной марки стали.
Если исследуемая сталь предназначается для
изделий, термически обрабатываемых после
Фиг. 31. Схема установки заготовок в стыковой сва-
рочной машине: а = 65 мм для заготовок из листов
толщиной до 15 мм; а — 100 мм для заготовок из стали
толщиной более 15 мм.
сварки (закалка, отпуск, отжиг и т. п.), то
число заготовок (следовательно, и образцов),
подвергаемых высокому нагреву A320—1360°),
увеличивают с таким расчётом, чтобы на ка-
ждую конечную термическую операцию при-
Фиг. 32. Схема положения образцов при охлаждении.
ходилось по два образца для каждого вида
механических испытаний.
При испытаниях стали толщиной более
15 мм изготовляют шесть заготовок диа-
метром 15rtO,l мм и длиной 150 ± 1 мм.
Степень чистоты обработки v. Обточенные
Фиг. 33. Плоский разрывной образец.
заготовки устанавливают в стыковую свароч-
ную машину при расстоянии между зажимами,
равном 100 мм. Нагрев заготовок ведётся
подобно предыдущему, но ток подбирается
такой силы, чтобы нагрев до температуры
1320—1360° длился не более 10 сек. Охла-
ГЛ. IV!
ПРОБЫ НА СВАРИВАЕМОСТЬ
293
ждают заготовки, как указано выше. Затем
из части, нагревавшейся до 1320— 136(Р, изго-
товляют образцы: один гагаринский (ОСТ 7687,
черт. 12) и один ударный (ОСТ 26040, рис; 7).
Остальные четыре заготовки нормализуются
и из них изготовляют два гагаринских и два
ударных образца.
Если сварные конструкции из исследуемой
стали подвергаются последующей термообра-
ботке, изготовляются дополнительные образцы
(см. выше).
Результаты испытаний заносят в таблицу
(табл. 5), причём для термообработанных об-
разцов принимают средние значения.
На основе данных табл. 5 сталь классифи-
цируется по трём группам.
плавки. Для испытания берут планку из нор-
мализованной стали (фиг. 34). Перед наплав-
кой поверхность планки очищается от окалины
и ржавчины. Испытания рекомендуется про-
изводить при стандартных температурах: нор-
мальная 15—20° С, повышенная 150' С, пони-
женная — 30° С. На планку наплавляется валик
при следующих режимах.
Тип электрода
Диаметр электрода
Ток
Напряжение на
дуге
Сила тока
Скорость наплавки
Результаты испытаний образцов
?6010 (по временным тех-
ническим условиям AWS—
ASTM)
»/„• D,75 мм)
постоянный, обратная по-
лярность
24 - 26 в
180 а
5" в минуту A27 мм)
Таблица 5
Состояние материала образца
По сертификату
После термообработки в стыко-
вой машине.
То же и нормализации при тем-
пературе °С •
То же и отжига при °С . . • . .
То же и последующего отпуска
при °С
То же и закалки при СС . . . .
и отпуска при °С
Предел
пропорцио-
нальности
в кг/мм*
Предел
прочности
при
растяжении
в кг/мм*
Относи-
тельное
удлинение
в °/0
Относи-
тельное
сужение
¦%
Удельная
ударная
вязкость
в кгм/см3
Угол
загиба
в град.
1. Сталь, обладающая хорошей свари-
ваемостью. К этой группе относится сталь,
значения пластических свойств (удлинение,
сужение, гибкость и ударная вязкость) кото-
рой после определения свариваемости не вы-
ходят за нижние пределы свойств данной
марки стали, требуемые соответствующим
стандартом. »
2. Сталь, обладающая средней свари-
ваемостью. К данной группе относится
сталь, значения пластических свойств которой
после технологической пробы на свариваемость
перешли за нижние пределы, требуемые стан-
дартом, но восстанавливаются после соответ-
ствующей термической обработки в пределах
наименьших требований стандарта.
3. Сталь, обладающая плохой свари-
ваемостью. К этой группе относится сталь,
пластические свойства которой после опреде-
ления свариваемости резко перешли нижний
предел, требуемый стандартом, и не восста-
навливаются после соответствующей термиче-
ской обработки.
Поданным СТ 1729-2 к 1-й группе относится
сталь марок: 10, 15, 25, 12ХН2А и 25Н; ко
2-й —35, 40, ОХ, ОХМ, ЗОХ-НЗ и 25НЗ и к
3-й —50, 50Г, 60С2 и ОХНЗМ.
Метод СТ 1729-2 позволяет ориентировочно
определять снижение свойств стали в около-
шовных участках при дуговой сварке.
Методы AWS [5]. Американским обще-
ством сварщиков (AWS) рекомендуются два
метода контроля стали, подвергающейся дуго-
вой сварке.
Первый метод основан на определении
изменения твёрдости стали в околошовных
зонах при стандартных условиях дуговой на-
Наплавку при повышенной или понижен-
ной температуре необходимо производить
через 1 мин. после извлечения планки из
нагревающей или охлаждающей среды. Валик
наплавляется без колебательных движений
j I
1
1
— 38
1
t~3
1
/3
76 —r
2
— 38 —
Фиг. 34. Планка для наплавки и образец
для испытаний на твёрдость: / — начало
валика; 2 - центр кратера; 3 — выре-
заемый образец для измерения твёрдости;
4 — испытуемая сторона образца.
электрода. После наплавки планка охлаждается
до комнатной температуры в спокойной атмо-
сфере.
Наплавку рекомендуется производить ка
автомате или при механическом передвижении
планки и неподвижном электроде.
В СССР электроды Е6010 не применяются.
Взамен их можно рекомендовать широко
распространённые на заводах электроды (на-
пример ОММ-5), подобрав соответствующие
режимы наплавки и строго их выдерживая.
294
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. И
После наплавки из планки механическим
путём вырезают образец (см. фиг. 34). Иссле-
дуемая поверхность шлифуется и полируется
аналогично шлифам для микроисследования,
а затем травится для выявления точной гра-
ницы расплавленного металла.
¦ На подготовленной поверхности шлифа
производится измерение твёрдости стали по
Виккерсу при выдержке под нагрузкой 10 кг
в течение 10 сек. Первый отсчёт делается на
средней линии валика (фиг. 35) на расстоя-
нии от 0,00" до 0,02" @,5 мм) ниже границы
расплавленного металла в зоне термического
влияния. Последующие отсчёты производятся
с правой и левой стороны с интервалом 0,03"
@,76 ям)'по линии, параллельной поверхности
планки, до -значительного понижения твёрдо-
сти. Исходная твёрдость стали определяется
вне зоны термического влияния.на расстоянии
около \" B5,4 мм) от средней линии валика.
Фиг. 35. Схема замера твёрдости на образце
при контроле по первому методу AWS:
1 — расплавленный металл; 2 — зона термиче-
ского влияния;-3 ~ места замера твёрдости
в зоне влияния; 4 — места замера исходной
твёрдости.
Отсчёты производятся в трёх точках по той же
горизонтали.
Для проверки наличия трещин под лупой
с увеличением в 5—10 раз просматриваются
обе стороны образца.
В протоколе испытаний записываются:
а) результаты внешнего осмотра (наличие и
положение трещин); б) максимальное значе
ние твёрдости стали в зоне термического
влияния справа и слева от валика и в) сред-
няя твёрдость ненагретого металла.
Рекомендуется следующая форма про-
токола.
1. Тип стали :
2. Химический состав в вес. процентах (указываются
элементы С, Мп, Si, S, Р, Ы, Сг, Мо, V, Си)
3. Способ раскисления стали: спокойная, полууспо-
коенная, кипящая
4. Величина зерна (по Мак-Квед-Эну)
5. Режимы нормализации
6. Режимы наплавки:
а) Тип и размер электрода ¦---
б) Род тока полярность
в) Сила тока - -
г) Напряжение на дуге
д) Скорость наплавки- —
е) Температура планки -
7. Твёрдость в зоне влияния (максимальная)
справа слева
8. Исходная твёрдость (средняя) •--
9. Визуальное исследование на трещины
10. Примечания.
Если твёрдость ни на одном участке в
зоне термического влияния не превышает
исходную на 100 единиц по Виккерсу, сталь
можно отнести к группе стали, обладающей
хорошей свариваемостью.
При контроле по второму методу свари-
вается в определенных условиях тавровое
соединение. Сварной образец подвергается
изгибу и определяется угол загиба до по-
явления трещин. Кроме того, сравнивается ис-
ходная твёрдость стали с твёрдостью в зоне
термического влияния
Для испытания берут планки стали в
состоянии поставки (без термообработки) с
размерами, указанными на фиг. 36. Планки
Отрезать
после сборки
Направ/1ение_
проката
и
Т
Фиг. 3S. Планки для сварки
таврового соединения и схема
вырезки образцов: 1—образцы
для испытания на изгиб; 2—обра-
зец для измерения твёрдости.
очищаются стальными щётками. Для контроля
параллельно может испытываться "сталь и после
термообработки. Испытания обычно произ-
водятся при комнатной температуре A5—20° С),
но могут осуществляться и при повышенной
A50' С) или пониженной (—30° С) температуре
планок.
Сварка швов производится вручную пооче-
рёдно в строго горизонтальном положении
(фиг. 37). Второй шов выполняется по охла-
ждении планок до исходной температуры
после сварки первого шва. Режимы сварки
рекомендуются следующие:
Тип электрода • Е6010
Диаметр электрода . . . • 5/и" C,9 мм)
Напряжение на дуге . . . • 26 — 28 в
Сила тока ¦ 130-135 а
Оба шва делятся на участки длиной в 211Дв*
F8,2 мм). Каждый из них сваривается после-
Фиг. 37. Положение тавра при сварке.
довательно и непрерывно точно за 45 сек.
На каждый участок расходуется отдельный
электрод, который расплавляется на длине в
9V4-W B35-248 мм). Сварка обоих швов
ГЛ. IV]
ПРОБЫ НА СВАРИВАЕМОСТЬ
295
начинается с одной стороны. Швы должны
быть ровные с сечением, приближающимся к
прямоугольному равнобедренному треуголь-
нику, без подрезов с минимальным усилием.
Как в предыдущем случае, действительные
условия сварки при применении отечествен-
ных электродов должны быть специально по-
добраны.
Образцы для испытаний вырезаются меха-
ническим путём по схеме, указанной на
фиг. 36. Края могут быть слегка опилены на-
пильником. Стороны образца для измерения
твёрдости обрабаты-
ваются так, чтобы
можно было измерить
отпечатки по Вик-
керсу.
Нормально при
комнатной темпера-
туре испытаниям на
изгиб подвергаются
три образца, осталь-
ные являются запас-
дыми или используют-
ся для испытаний при
других температурах.
Испытания произво-
дятся в приспособле-
нии (фиг. 38) на испы-
тательном прессе за-
гибом до угла в 120J
(сумма углов An В
на фиг. 39) или до
Фиг. 38. Приспособления
для изгиба таврового об-
разца: / — плунжер из ле-
гированной стали, закат
ленной до 40 Rq ;на боко-
вой поверхности впаи-
вается планка со шка-
лой с делениями 0,25' мм;
2 — ролики, (из - той же
стали, что и плунжер);
3 — каркас; 4 — траверза;
5—основная плита.
ПОЛОМКИ об-
ПОЛНОИ
разца.
При испытаниях
записываются: а) ма-
ксимальная нагрузка
и угол загиба образца при ней (сумма углов А
и В) и б) нагрузка и угол загиба при первом
признаке образования
трещин.
Образцы по результа-
там испытаний разли-
чают четырёх типов.
Тип 0. Образец, изо-
гнутый 'до угла в 120°
без образования трещин
или надрывов
Тип 1. Образец, у кото-
рого трещина начинается
в пограничной зоне у
края шва и распростра-
няется вдоль зоны плав-
ления, но не заходит в основной металл.
Тип 2. Образец, у которого трещина мед-
ленно прогрессирует. Начинается у края шва
и проходит либо прямо в основной металл,
либо заходит в зону плавления на короткое
Фиг. 39. Схема изме-
рения угла изгиба об-
разцов.
расстояние, а затем распространяется в основ-
ной металл, но не проходит поперёк всей
планки.
Тип 3. Образец с широкой трещиной, на-
чинающейся обычно у края шва и проходящей
через основной металл.
Измерения твёрдости по Виккерсу (на-
грузка 30 кг, время 10 сек.) производятся по
линии,параллельной плоскости нижней планки и
лежащей ниже её верхнего края на Vie*
A,6 мм). Первый отпечаток делается на рас-
стоянии 0,16" D им) от границы между основ-
ным и расплавленным металлом первого шва
(фиг. 40). Последующие отпечатки проводятся
Фиг. 40. Схема замера твёрдости
на образце при контроле по вто-
рому методу A WS; 1 —зона тер-
мического влияния; 2 — места за-
мера твёрдости в зоне влияния;
3 — места замера исходной твёр-
дости.
с интервалом в 0,04" A мм) и заканчиваются
на расстоянии 0,16" D мм) от границы между
основным и расплавленным металлом второго
шва. Исходная твёрдость измеряется вне зоны
термического влияния в трёх точках на рас-
стоянии 114' C,17 мм) от низа, приблизи-
тельно между швами.
Форма протокола рекомендуется следую-
щая.
1. Тип стали
2. Химический состав в весовых процентах —
3. Способ раскисления стали: спокойная, полууспо-
коенная, кипящая ¦:—,
4. Величина зерна (по Мак-Квед-Эну) --•¦
5. Вид термообработки
6.. Тип электрода ..:..,
7. Исходная температура планок •¦••¦-— ,
8. Температура испытаний -
Показатели
Максимальная нагрузка
Угол загиба при максимальной на-
грузке
Нагрузка в момент образования
трещины
Угол загиба в момент образования
трещины
Тип
Твёрдость в зоне влияния (максимальная)
Твёрдость исходная (средняя)
Примечания
Образцы
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. П е т р а н ь К. В., Хорошо сваривающаяся сталь
средней и высокой прочности (диссертация) НИИ-13,
ЦНИИТМАШ, 1944.
2. Производственные инструкции по сварке и терми-
ческой обработке, Оборонгиз, М. 1941.
3. СТ 1729-г. Методика определения свариваемости
металлов.
4. Ш а ш к о в А. Н., „Автогенное дело" № 6, 1941.
5. The Welding Journal, Proposed tentative tests fo. met.il
arc weldability of Steels № 6, 1943.
296
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. II
ПРОЧИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
Проба на изгиб в холодном и нагретом
состоянии (по ОСТ 1683) служит для опреде-
ления способности металла принимать задан-
ный по размерам и форме загиб.
Образцы изготовляются без нарушения
первоначальной поверхности и имеют размер
по длине L — 5а + 150 мм и ширине b = 2а
(не менее 10 мм), где а — толщина материала.
При толщине материала более 30 мм испыта-
ние на изгиб обычно не производится. Образцы
вырезаются в холодном состоянии при помощи
пилы, фрезы и т. д. Острые рёбра опилива-
ются, но не более, чем на 2 мм. Схемы испы-
таний приведены на фиг. 41.
L »5п*150ММ
фиг. 41. Схемы испытаний на загиб: а — схема уста-
новки образца; б — загиб до определённого угла;
• — загиб до параллельности сторон; г — загиб вплотную.
Виды загиба зависят от назначения мате-
риала и предусматриваются техническими
условиями.
Образец считается выдержавшим пробу,
если на нём после загиба отсутствуют тре-
щины, надрывы, расслоения или излом.
Испытание на загиб сварных швов
(по ГОСТ 3242-46). Определяется угол загиба
при появлении первой трещины (фиг. 42). До-
Фиг. 42. Схема испытания на загиб
сварных швов.
кромки шва на той стороне образца, волокна
которой будут растягиваться при изгибе:
/0 — /0 — 2 мм,
где /0 — ширина шва в мм.
н :1
и
L
0
\Ч
В
м
в
Ь-?,5а
Фиг. 43. Разметка образца при испытании на загиб свар-
ного шва: L=5o+15u мм при Ь = 100 мм для а > 20 мм;
L > 150+/0 при * = 50 мм для а < 20 мм; М — место
маркировки образца.
Удлинение наружных волокон 5 опреде-
ляется по формуле
И 'л
101
где /,—длина волокна между кернами после
изгиба.
Определение удлинения возможно также
и на несварных образцах. В этом случае на
наружной стороне образца наносятся риски
через 10 или 5 мм. Расчётную длину можно
взять равной 50 мм и расположить её в месте
наибольшего изгиба в средней трети ширины
образца.
Проба на осадку в холодном состоянии
(по ОСТ 16S6) служит для определения спо-
собности металла принимать заданную по раз-
пускается определение удлинения наружных
волокон Ьн.
До испытания отмечают кернами (фиг. 43)
расчётную длину 10 на расстоянии 1 мм от в холодном состоянии широких полос и' ли-
Фиг. 44.
мерам и форме деформацию сжатия и приме-
няется для испытания круглого болто-заклё-
почного и связевого материала диаметром до
30 мм. Образец должен иметь диаметр, рав
ный диаметру материала, и высоту, равную
двум диаметрам. Образец считается выдер-
жавшим пробу, если при осадке до заданной,
высоты h\ (фиг. 44) в нём не появляются тре-
щины, надрывы или излом.
Проба на расплющивание (по ОСТ 1693)
служит для определения способности металла
принимать заданную степень расплющивания
и применяется для прокатного полосового,
пруткового листового металла и для заклё-
пок. Образцы для расплющивания в холод-
ном или горячем состоянии отрезаются без
изменения сечения материала; при пробе
ГЛ. IV]
ПРОЧИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
297
стов образцы отрезаются в форме полос, тол-
щина которых равна толщине материала,
а ширина в 3 раза больше толщины. Образцы
должны вырезаться в холодном состоянии.
Острые рёбра образца опиливаются, но не
более чем на 2 м и.
Образцы расплющиваются ударами молотка
или кувалды с закруглёнными головками или
при помощи механиче-
ского молота до получе-
ния полосы, ширина ко-
мощи киянки на деревянной подкладке. Пере-
гиб не допускается. После испытания на об-
разце не должны обнаруживаться отслаива-
ния, трещины, надрывы и излом как в мате-
Фиг. 45. Образец для испыта-
ния на расплющивание.
D -J
Фиг. 46. Испытание на
расплющивание заклё-
почной головки.
торой указывается в технических условиях,
а длина равна двойной ширине (фиг. 45).
Расплющивание головки заклёпки произво-
дится ударами молотка с закруглённой головкой
U
до пределов отношения -j, заданных техниче-
скими условиями (фиг. 46).
Образец считается выдержавшим пробу,
если в нём после расплющивания отсутствуют
трещины и надрывы.
Проба на развёртывание фасонного ма-
териала (по ОСТ 1694) служит для опреде-
ления способности фасонного материала под-
вергаться развёртыва-
нию. Испытание состоит
в развёртывании ударами
молотка, кувалды или
механического молота
уг*а фасонного материа-
ла в плоскость с после-
дующим загибом (фиг. 47)
согласно техническим
условиям. После испыта-
ния на образце не долж-
ны обнаруживаться тре-
щины, надрывы или из-
лом.
Проба на двойной
кровельный замок (по
ОСТ 1697) служит для
определения способности металла прини-
мать заданную по размерам и форме де-
формацию и применяется для листов толщи-
ной менее 0,8 мм. Образцы могут иметь произ-
вольные размеры с' тем, однако, чтобы
линия замка. была не менее 150 мм. Испы-
тание состоит в соединении двух кусков
листа вплотную двойным замком (фиг. 4t),
с последующим загибом по линии, перпенди-
кулярной к линии замка, на угол не более
45° и разгибом в плоскость; число загибов
и разгибов указывается в технических усло-
виях. Загиб и разгиб производятся при по-
Фиг. 47. Проба на раз-
вёртывание фасонного
материала.
i •"¦• ^^_____^
Фиг. 49. Проба на за-
гио трубы.
Фиг. 48. Проба на двойной кровельный замок.
риале, так и в его покровном слое (оцинковке
полуде и т. д.).
Проба на загиб трубы в холодном и го-
рячем состоянии (по ОСТ 1687) служит для
определения способности металла трубы при-
нимать заданный по раз-
мерам и форме загиб и
распространяется на тру-
бы с внешним диаметром
не свыше 115 мм.
Образец отрезается
от конца трубы длиной,
равной десятикратному
диаметру, но не менее
200 мм. Испытание со-
стоит в загибе запол-
ненного сухим песком
или залитого канифолью
образца (фиг. 49) на ?0°
вокруг оправки, радиус
закругления которой указывается в техниче-
ских условиях.
После загиба образец не должен иметь
трещин, волосовин, надрывов, расслоений иг
излома. Размер допустимой при загибе оваль-
ности оговаривается в технических усло-
виях.
Проба на раздачу труб (по ОСТ 16S9)
служит для определения способности металла
трубы подвергаться деформации при раздаче
до определённого диаметра.
Образец длиной L ^ 1,5 d -j- 50 мм, где
d—наружный диаметр трубы, отрезается от
конца трубы.
Плоскость отреза образца должна быть
перпендикулярна оси трубы, заусенцы должны
быть опилены.
Испытание состоит в раздаче трубы (фиг. 50}
при помощи вколачивания в неё ударами мо-
лотка или кувалды или нажимом под прессом
конической оправки до пределов, указанных
в технических условиях и выраженных в про-
центах от первоначального наружного диа-
метра трубы d, т. е. -1 у— 1С0%, где^—диа-
метр трубы после раздачи.
После испытания на образце не должны
обнаруживаться трещины или надрывы.
Проба на обжатие труб (по ОСТ 1690>
служит для определения способности труб
298
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
[РАЗД. II
принимать деформации, соответствующие обжа-
тию до определённого диам.етра.
Образец длиной L^ 2,5 d -t- 50 ми, где d—
наружный диаметр трубы, отрезается от конца
трубы. Испытание состоит в обжатии образца
при помощи загонки его в кольцо с кониче-
ским отверстием /(фиг. 51) до пределов, ука-
Фиг. 50. Проба на раздачу
трубы.
Фиг. 51, Проба; на .обжа-
тие, трубы.
занных в -технических условиях " и выражен-
ных в процентах от первоначального наружного
диаметра трубы d, т. е: —-~ 100%, где dx —
диаметр конца трубы после обжатия.
После обжатия на трубе не должны обна-
руживаться трещины и надрывы. При появле-
нии складок пробу следует повторить.
Проба на бортование труб (по ОСТ 1691)
служит для определения способности стенок
труб подвергаться отгибанию на 90° и пример
няется исключительно для труб с внутренним
диаметром от 30 мм и выше.
Испытание производится над целыми тру-
бами и, в виде исключения, над образцами
длиной L = 1,5 d -\- 100 мм, где d — наружный
диаметр трубы. Образование борта (фиг. 52)
производится лёгкими
ударами молотка с ша-
ровой головкой. Размер
Фиг. 52. Проба на бортование труб.
борта //определяется техническими условиями.
Отгибание производится на подставке с полу-
круглым вырезом радиуса ~0,52 d. Радиус за-
кругления должен быть равен толщине труб,
если в технических условиях нет других ука-
заний, i
Проба на сплющивание труб (по ОСТ 1692)
служит для определения способности металла
подвергаться деформациям при сплющивании
труб до определённого размера.
Сварка
Фиг. .§3., Проба на сплющивание труб.
Образец отрезается от конца трубы и дол-
жен иметь длину, примерно равную наружному
диаметру трубы;
Испытание состоит в сплющивании образца
ударами молотка, кувалды, механического мо-
лота или под прессом до пределов, указанных
в технических условиях или заданных величи-
ной' Ь (фиг. 53). :
После сплющивания на образце не должны
обнаруживаться трещины, надрывы или рас-
крытие шва.
Проба на перегиб (по ОСТ 1688 и
ГОСТ 1579-42) служит для определения спо-
собности металла выдерживать повторный за-
гиб и разгиб и применяется: для круглой прово-
локи и прутков диаметром от 0,8 до 7 мм; для
проволоки и прутков фасонного сечения площа-
дью до J.20 мм2; для полосового и листового ма-
териала толщиной до 5 мм. Толщина образцов
равна толщине (диаметру) материала (поверх-
ностный слой сохраняется). Для полосового
материала шириной более 20 мм и листового
всех размеров ширина образца равна
2а ¦-)- 10 мм, где а — толщина материала. Для
полосового материала шириной менее 20 мм
ширина образца равна ширине полосы. Дли-
на образцов приблизительно равна 100 —
150 мм.
Образец перед испытанием выпрямляется на
деревянной подкладке лёгкими ударами мо-
лотка из мягкого материала или плавным
давлением на образец. Не допускается вы-
прямление проволок из тросов, такая прово-
лока подвергается пробе в натуральном со-
стоянии.
Испытание состоит в загибе и разгибе об-
разца в плоскости, перпендикулярной к линии
касания губок прибора, в котором образец за-
жимается в вертикальном положении (фиг. 54).
Загиб образца производится попеременно в
правую и левую сторону на 90* с равномерной
скоростью около 60 перегибов в минуту до
излома .образца.
Первым перегибом считается; загиб образца
на 90° вправо (считая от начального положе-
ния). Вторым перегибом считается разгиб об-
разца до начального положения и загиб его
на 90" влево. Третьим перегибом считается
разгиб образца до начального положения и
загиб его снова на 90° вправо и т. д. до
ГЛ. IV)
ПРОЧИЕ ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
299
разрушения образца. Последний перегиб, на
котором произошло разрушение образца, в
расчёт не принимается.
Для устранения смятия проволоки в губках
{понижающего число перегибов) верхние грани
зажимных прокладок должны быть ниже ли-
нии, соединяющей центры губок: на 1,5 мм для
губок диаметром 5 мм и на 3 мм для губок
большего диаметра. Этим устраняется возмож-
ность появления добавочных напряжений
в месте перегиба.
При испытании тонких проволок и листов
с большой жёсткостью образец часто не оги-
бает губки. Для устранения этого прибор
Фиг. 54. Проба на' перегиб.
снабжается приспособлением, для предвари-
тельного натяжения образца.
Число перегибов N до разрушения зависит
от диаметра проволоки d и диаметра губок D.
Для одной и той же проволоки диаметром d
приближённо можно считать, что
n (D + </J
где iVx — число перегибов проволоки в губках
диаметра Dt; N — в губках диаметра D.
При постоянном диаметре губок для про-
волок из одного и того же металла, но раз-
ного диаметра,
d\
где jVj — число перегибов проволоки диаме-
тром d{, N — диаметром d.
Также
где А и В — постоянные, определяемые опыт-
ным путём.
Проба на перегиб имеет важное значение
для оценки способности к деформированию
проволоки, при испытании которой на разрыв
невозможно определить о и ty.
Некоторое, представление о вязкости ме-
талла тонкой проволоки даёт испытание на
разрыв с узлом (по ГОСТ В-1796-42). Образец
проволоки завязывается простым узлом без
сильного затягивания его. Концы образца за-
жимают захватами разрывной машины. Отно-
шение с? при разрыве с узлом к аь без узла
характеризует вязкость проволоки.
Проба на скручивание (по ГОСТ 1545-42)
служит для оценки способности . металла
к пластической деформации при постоянном
или переменном направлении кручения, для
выявления неоднородности, а также поверх-
ностных и частично внутренних дефектов ме-
талла. О способности металла к пластической
деформации судят по числу скручиваний,
а о неоднородности металла и о наличии де-
фектов—по виду излома и поверхности скру-
ченного образца. Испытанию подвергается
холоднотянутая и горячекатаная проволока
диаметром до 10 мм-
Усилие для натяжения образца должно со-
ставлять около 2°/о от разрывного усилия
исследуемой проволоки. Расчётная длина об-
разца берётся равной 100 диаметрам проволоки,
причём наименьшая длина его 50 мм, а наи-
большая — 500 мм.
Выпрямление образца допускается только
в случае особой необходимости, при этом оно
должно производиться на деревянной под-
кладке лёгкими ударами молотка из мягкого
материала или плавным давлением на образец.
Скручивание производят до разрушения
проволоки с равномерной скоростью около;
60 об/мин для проволоки диаметром менее
3 мм и около 30 об/мин для проволоки диа-
метром 3 мм и более.
При постоянном направлении кручения за
одно скручивание принимается один полный
оборот (на 360°) вращающегося конца испы-
туемой проволоки.
При скручивании с переменой направле-
ния кручения за одно скручивание принимается
один полный оборот (на 360е) вращающегося
конца образца независимо от направления кру-
чения; при этом. число скручиваний в одном
и в другом направлении отмечают отдельно.
Кроме того, производят скручивание двух
рядом зажатых образцов (в одном направле-
нии); при этом за одно скручивание прини-
мается один полный оборот (на 360°) враща-
ющегося захвата.
При испытании на скручивание хорошо
обнаруживаются неоднородность проволоки
и наличие в ней внутренних дефектов, так как
число скручиваний в этом случае резко по-
нижается. Неоднородность часто выражается
в неравномерном скручивании проволоки по
длине.
Характеристики проволоки, полученные при
пробе на скручивание, хорошо согласуются
с результатами наблюдений за стальными ка-
натами в условиях их службы.
Хорошим методом определения качества
термически обработанной и холодноволочёной
пружинной проволоки является испытание на
переменное скручивание. При термообработке,
повышающей вязкость стали, число перемен-
ных скручиваний увеличивается.
Проба на навивание проволоки (по
ОСТ 1695) служит для определения способ-
ности металла принимать заданное навивание
и применяется исключительно для проволоки
диаметром <;б мм. Образцом служит отрезок
проволоки достаточной длины.
Испытание состоит в навивании проволоки
плотно прилегающими витками по винтовой
линии на цилиндр диаметра D (фиг. 55) со-
гласно техническим условиям. При отсутствии
указаний проволока навивается на самое себя.
300
ТЕХНОЛОГИЧЕСКИЕ ПРОБЫ
|РАЗД. II
для чего от неё отрезается образец дли-
ной 50 мм. Образец сгибается V-образно и за-
жимается в тиски (со свинцовой прокладкой
для проволоки из цветных металлов) между
губками. Один конец проволоки, загнутой
V-образно, навивается вокруг другого конца
Фиг. 55. Проба на навивание проволоки.
плотной спиралью. Число витков должно быть
от 5 до 10.
В материале образца и на его покровном
слое (оцинковке, полуде) после навивания
(и развивания) не должны обнаруживаться
расслоения, отслаивания, трещины, надрывы
или излом.
Проба на выдавливание по Эриксену
служит для определения способности к холод-
ной штамповке и вытяжке тонкого листового
материала.
Испытание состоит в продавливании шаро-
вого штемпеля до появления трещины в пла-
стине, зажатой по кольцевой поверхности.
Глубина Н выдавленной лунки (в мм), соот-
ветствующая появлению первой трещины,
и является характеристическим числом (число
Эриксена).
Схема одного из применяемых для испы-
тания приборов представлена на фиг. 56.
Пуансон 1 имеет на одном конце сфериче-
скую головку 2, другой его конец соединён
со штурвалом 3. При помощи защёлок 4 пуан-
сон может быть соединён с полым винтом 5.
Пуансон 1 и винт 5 отводятся от матрицы 6
и в образовавшийся просвет вставляется обра-
зец. Обратным вращением штурвала при вклю-
чённом штифте образец плотно прижимается
к матрице. Шкала измерителя продавливания и
лимб 8 ставятся на нуль. Выключив защёлку,
вращением штурвала вдавливают шаровую
головку пуансона в образец до появления
в нём трещины, наблюдая за поверхностью
образца в зеркало 7. Измерение глубины
отпечатка производится по шкале и лимбу.
Шаровая головка соединена с пуансоном
через упорный шарикоподшипник, благодаря
чему головка не вращается, а имеет только
поступательное движение.
Стандартная головка пуансона имеет диа-
метр 20 мм при диаметре отверстия ма-
трицы 27 ми. Для испытаний применяются
образцы в виде квадратных карточек 70 X 70 мм
или в виде полос шириной 70 мм.
При ширине полос менее 70 мм применя-
ются матрицы и пуансоны указанных в табл. 6
размеров.
Таблица 6
Толщина
полосы
в мм
2—4
<2
<1.5
<i.5
<1,О
Ширина
полосы
в мм
>7°
>7°
30-70
ао—з°
Ю—2О
Внутренний
диаметр
матрицы
в мм
27
27
17
и
5
Диаметр
пуансона
в мм
1+
2О
14
8
3
Глубина вдавливания по Эриксену зависит
от размеров испытуемого образца, диаметра
шаровой головки, степени прижима образца,
смазки головки и образца, состояния поверх-
ности образца, диаметра матрицы, радиуса за-
кругления кромки отверстия в матрице и т. д.
Фиг. 56. Схема прибора Эриксена.
Сравнимые результаты могут быть получены
только при испытании в одинаковых условиях
образцов, величина, форма и толщина которых
полностью соответствуют друг другу.
Между глубиной вдавливания Н и толщи-
ной а металла (исключая цинк) существует за-
висимость [2]
Н = А-ав,
тд,е А и В—величины, определяемые из опыта.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Владимирский Т. А. и Чернашкинй. Г.,
О технологической пробе на загиб и незакаливаемость
для котельной и топочной стали, „Заводская лабора-
тория" № 4: 1936.
2. К у к а н о в Л. И., О методе определения пластич-
ности металлов, „Заводская лаборатория" № 12, 1937.
Глава V
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА
ЧИСТЫХ МЕТАЛЛОВ
Чистые металлы вследствие разнообразия
их физико-химических и механических свойств
играют весьма важную роль в машиностроении
и аппаратостроении.
Характерной особенностью металлов являет-
ся их металлический блеск и большая элек-
тропроводность и теплопроводность. На ска-
лярные свойства чистых металлов структура
и примеси до 0,01% не оказывают существен-
ного влияния. При определении же термоэлек-
тродвижущей силы, магнитного гистерезиса и
электросопротивления при низких температурах
структура и примеси в количестве даже менее
0,01% могут изменить числовые значения бо-
лее, чем на 100%, поэтому для векториальных
свойств чистота металла играет важнейшую
роль и, следовательно, в металлах некубиче-
ской системы характерные векториальные свой-
ства могут быть получены лишь на чистых
монокристаллах.
В табл. 1* даны основные физико-химиче-
ские свойства чистых металлов, а также ме-
таллоидов и газообразных элементов. Послед-
ние приводятся ввиду того, что технологиче-
ские процессы получения чистых металлов и их
эксплоатация протекают в самых разнообраз-
ных жидких и газовых средах в присутствии
редких и рассеянных металлов и металлоидов,
применяемых в качестве раскислителей, ката-
лизаторов и пр.
Данные, помещённые в табл. 1, относятся
к поликристаллам; для металлов некубиче-
ской системы в примечаниях указываются
свойства монокристаллов по главным осям сим-
метрии.
В табл. 2 приведена кристаллическая струк-
тура элементов.
Табл. 3—8 содержат новейшие данные
характеризующие химические, механические и
физико-химические свойства чистых металлов
при различных температурах.
В табл. 9 и 10 показано влияние газов на
основные и наиболее распространённые ме-
таллы.
В табл. 11 и 12 даны температуры ре-
кристаллизации и аллотропических превраще-
ний чистых металлов.
* При пользовании табл. 1 учесть, что:
1. Sn (монокристалл) в зависимости от ориентации
кристалла имеет коэфициент линейного расширения: в на-
правлении, параллельном главной оси, а30 = 30,5-10~6 и
в направлении, перпендикулярном главной оси, а20=
= 15,4 • Ю-6.
2. Zn (монокристалл) имеет коэфициент линейного
расширения: в направлении, параллельном главной оси,
яао = 63 • 10~в и в перпендикулярном а20=14 ¦ 10~°. Цинк,
прокатанный вгорячую, имеет коэфициент линейного
расширения вдоль проката а20=32,5 • 10~в и поперёк про-
ката аао = 23 • 10"~в.
Электросопротивление монокристалла Zn: парал-
лельно главной оси кристалла равно 6,2 мком • см и пер-
пендикулярно оси равно 5,8 мком ¦ см; напряжение сдвига
у предела упругости равно 0,036 кг/мм1 и у предела те-
кучести равно 0,074 кг\мм*.
3. Cd (монокристалл) имеет коэфициент линейного
расширения параллельно главной оси а30 = 52 ¦ 10~6 и
перпендикулярно а20 = 21 • 10~в.
4. Sb (монокристалл) имеет коэфициент линейного
расширения параллельно главной оси <*,,<,= 15,6 • 10~в и
перпендикулярно а2О=7,9 • 10~в.
5. Re (монокристалл) имеет коэфициент линейного
расширения параллельно главной оси аа0 = 12.5 • Ы"* и
перпендикулярно ам = 4,7 • 10~'•
Физико-химические свойства элементов
Таблица 1
си
о
to
а
Я
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Свойства
Атомный номер ....
объём ....
Удельный вес в твёрдом
Плотность в жидком
при температуре . . .
Температура плавления
„ кипения .
Коэфициент линейного
Удельная теплоёмкость
в твёрдом состоянии . . .
То же в жидком ....
Коэфициент объёмного
расширения в жидком
при температуре . . .
Скрытая теплота пла-
То же испарения ....
Теплопроводность . . .
Модуль упругости . . .
Поверхностное натяже-
Вязкость в пуазах:
а) в точке плавления .
б) при 110u° С
Электросопротивление .
Удельная электропро-
водность при 0° С ....
Удельное электросопро-
тивление при 20 С ...
Электропроводность в
жидком состоянии ....
Температурный коэфи-
циент электросопроти-
Удельная магнитная вос-
приимчивость
Нормальный потенциал
по отношению к электроду:
водородному ....
каломелевому . . .
Термоэлектродвижущая
Символ и раз-
мерность
—
Y
г/см3
°С
°с
°с
«20 • 1°в
с кал/час • град
Ср(ж)
С -п/лт \
Р(п)
в^, • ю1
°С
кал
кал
У. кал/см-сек-град
Е-Ю~3 кг/'мм3
UrtjtM
*] г/см • сек
мком • см
у mjom • мм?
р ОМ • MM?lM
ёж
п . 1ПЗ
аз 1и^
"/. • 10е
в
в
М8
¦Азот
N
7
14,008
1.1649.10 8
о,Йо8
-195.8
—2IO
—196
0,247
—
¦
бооо
-195
—
о,6 • ю~4
—
—
_
—
—
—
—
Акти-
ний Ас
89
227
i "|
-
i8oo
1700
__
—
—
—
—
Алюминий
А1
13
26,97
999
2,7
з,38
658
658
i8oo
24
—t
О,2259
0,308
О 18^
Т ГО
658—IIOO
Уо
2227
O.52
7.2
eon
2655
37
0,0269
20,1
4,26
_1_Q ^O
Al —
—1,7
+0,39
Аргон
Ar
18
39,944
1,6626-ю—3
I,4O2
-185,4-
-189,3
-185,85
0,1252
—
4500
-183
—
0,4 • io~*
_
—
—
: —
—
_
Барий
Ba
56
137,36
3925
3,5
—
850
1637,7
—
O,O68
—
.....
_
—
—
—
_
_
—
¦ —
—
Ba-
—2,3
—3,1
Верил
лий Be
4
9,02
" 4.96
1,85
—'J
1285
2780
12,3
0,425
—
452O
O.3847
Зо
¦
.
i8,5
4
0,25
—
" —;
—
Бор
В
5
Ю,82
4-7
- 3,3
.
—
2300
2550
2
0,309
—
_
—
- —
;
1,8 • ioia
—
—
— .
—•
—
¦ —
Бром
Вг
35
79'9Х6
25.62
3,12
3,119 ¦
2О
—7-25
58,75
-
0,0703
поо
о—Зо
—
-
_
—
_
—¦
—
7,8 • IQ—12
—
¦ ¦ -— .
Вана-
дий V
23
5° 95
8,97
5,68
_
. —
1710
Зооо
—
" -
—
—
—¦ ¦;"
26
•" —
—
—
—
—
Висмут
Bi
Ь
зод
' 21,33
Q8
;?'"
Ю,1
271
-271
то дг.
0,029
0,3^3
122
271 - 630
12,46
188
0,О2
3.2
o,oi8
h- О,ООб^
• 0,91
1,198
127
д 4.6
'—1,4^
-Bi—
+ 0,2
— 0,1
— п о*\
Водород
Н
I
I,oo8i
0,08375 ' *о '
0,0709
—2527
-257
-252,8
_
3,415
—
13 ооо
-255
-
4 ¦ ю-«
—
—
-
—
—
—
Н2/2Н
о,о
-О,28
Воль-
фрам W
74
183,92
958
ю. ч
—
337O
592O
о,оз4
—
.
_
¦4
0,476
42
5-48
i8,i
0,0601
—
4,64
—
- —
—
Галлий
Ga
31
бола
11,8
4,01
6.OQ4
29,8
29,8
2070
18,3
0,0788
—
_
IQ 16
—
_
—
_
1,87
O.534*
27
_
—
—
Продолжение табл. \
а
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Свойства
Атомный номер . •
„ вес ....
„ объём . .
Удельный вес в твёр-
дом состоянии ....
Плотность в жидком
при температуре . .
Температура плав-
ления *
Температуракипения
Коэфициент линей-
ного расширения . . .
Удельная теплоём-
кость в твёрдом со-
То же в жидком . .
„ паров ....
Коэфициент объём-
ного расширения в
жидком состоянии . .
при температуре . .
Скрытая теплота
То же испарения . .
Теплопроводность .
Модуль упругости .
Поверхностное на-
Вязкость в пуазах:
а)в точке плавления
б) при 1100° С ...
Электросопротивле-
Удельная электро-
проводность при 0° С .
Удельное электросо-
противление при 20° С
Электропроводность
в жидком состоянии .
при температуре . .
Температурный
коэфициент электро-
сопротивления ....
Удельная магнитная
восприимчивость . . .
Нормальный потен-
циал по отношению-
к электроду:
водородному . . .
каломелевому . . .
Термоэлектродви-
жущая сила
Символ и раз-
мерность
_
—
—
1
г1 см?
°С
°С
ааэ • 10°
с ко.л\г * zpud
Р ср(ж)
сР(п)
$ж ' 1^в
°С
кал
кал
кал/см • сек-град
Е ¦ 10—3 кг/мм3
Ohjcm
t) г/см • сек
Л1КО М * СМ
1 м,!ом ¦ мм"
р ом ¦ мм21м
&ж
°с
аэ .10»
X ¦ 104
в
в
мв
Гафний
Hf
72
178,6
15.66
11,4
ш
—
I7OO
5400
|Г.
-
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
Гелий
Не
2
4.OQ3
—
0,1664- ю
О,12б
-268,9
<^—272
\ ¦*/¦">
-2б9
1.25
—
—
—
_
3 32 • ю—*
—
—
—
57-!
—
—
—
_
—
—
—
—
Герма-
ний Ge
32
72,6
13,54
5.36
_
—
960
2700
_
0,0733
—
—
—
—
—
—¦
—
89 • 103
3,33
0.3
—
_
—
—
—
—
Железо
Fe
25
55,84
7.1
7.87
60
1530 *
1530
3000
11.9
0.107^
0,22
1595
С
Fe-
—о,43
—0,71
+0.79
O,I9
21
8l
98
1.1
0,921
6.57
Fe-
—0,04
—0,32
+ 1,71
Золото
Аи
79
197,2
TO,22
19,3
17
1обз
1063
2966
14.4
Q
о^о8
ifi.TT
3,707
7-9
6l2 —тэт8
о
45
о
Ч-*
6
O22I
Зо,8
юбз
3.98
Аи-
+ 1.5
+ 1,2
Аи-
+ 1,3
+ 1,О
¦
Индий
In
49
114,76
15-7°
7.31
_
l6l
>i45°
33
0,0568
—
—
—
_
0.057
—
—
—
п
У
п,9
0,0845
29
161
4.74
—
—
—
Иод
J
53
126,92
25-7°
4.93
4
. И3,5
114,5
184
93
0,0523
—
800
114—15°
15.76
O,0OI
—
—
—
1,3 * iot5
—
—
78
-5
—
—
—
—
Иридий
lr
77
193.1
8,6
22,4
—
1400
4900
6,41
0,0322
—
. —
—
—
0,141
52,2
—
—
6,08
16.5
0.0658
—
—
3.93
'—:
—".
—
Иттрий
Y
39
88,92
16,13
5.51
. „
-
1482
4600
_
-
—
—
—
_
—
—
—
—
—
—
—
—
—
—
—
—
Кадмий
Cd
48
112,41
12,99
8,65
8
321
320,8
767
29,8
0,0547
0,062
0,044
150
321 ^540
210'
0,217
5,i
815
—,.
o,ci4
IO.C
0,108
34
40c
4.24
—0,18
Cd"
—0,4
- 0,68
+ 0,89
Калий
К
i9
39.O96
45.5
o,86
о 8q
62,2
62,2
' 774
83
О 177
' / /
0,23
О 128
29°
62.2 — I5O
59з'
о. 237
—
4.II ^
-г-
—
?
i4<i
0.0781
13
62,2
5>8i
'' ' —
к-
— 2,92
-3,2
.- !
—о,94
1
! Каль-
ций Са
1 ¦
20
4о,о8
25.86
т>55
_
851
1487
25
о, 157
—
—
—
86,8
—
2,6
—
4.6
9-5
о,Ю5*
39
—
—
+о,4с
Са-
-=,5
—2,8
Кислород
О
8
i6
—
1,3318-10—3
I 1Л
А, Х4|
~183
— "
O,2l84
4IOO
-I95
Ч.Ч2
0,589 ¦ ю—1
—
"
—
—
—
—-
—
—
—
—•¦ '
—
—
*!
!
2
3
4
5
6
7
8
9
10
И
12
13
11
15
16
1/
18
19
20
21
22
23
24
25
26
Свойства
Атомный номер . . .
„ вес ....
и объём . .
Удельный вес в твёр-
дом состоянии ....
Плотность в жидком
при температуре . .
Температура пла-
Температура кипе-
ния
Коэфициент линей-
ного расширения . . .
Удельная теплоём-
кость в твёрдом со-
стоянии
То же в жидком . .
„ паров . . .
Коэфициент объём-
ного расширения в
жидком состоянии . .
при температуре . .
Скрытая теплота
То же испарения . .
Теплопроводность .
Модуль упругости .
Поверхностное натя-
Вязкость в пуазах:
а) в точке плавления
б) при 1100° С ...
Электросопротивле-
Удельная электро-
проводность при 0° С .
Удельное электросо-
противление при 20° С
Электропроводность
в жидком состоянии
при температуре . .
Температурный
коэфициент электро-
сопротивления ....
Удельная магнитная
восприимчивость . . .
Нормальный потен-
циал по отношению
к электроду:
водородному . . .
каломелевому . . .
Термоэлектродви-
Символ и раз-
мерность
.
—
—
т
г 1см3
СС
"С
°с
«20 • «У
С IV П /7 iti/y/> ш ''TtfiFi
t' rt i\ UJhl 4.U-L- * fJUU
ср(ж)
cp(n)
$ж ' 1®B
°C
кал
кал
кал/см • сек ¦ град
Е ¦ 10—3 кг/мм1
дн/см
т> г!см • сек
МпОМ • СМ
Y м1ом ¦ мм?
р ом ¦ мм21м
&Ж
°С
о.э ¦ 10»
7 • 10»
в
в
мв
Кобальт
Со
2ОХК
27
58,94
6,6о
8,оо
I2.O8
0,0989
О,2О4
58,38
I24O
+ 1,1
Со-
+ о,4
+ О,1
0,165
2О,О
9>7
Ю,2
О.1Э4
3,66
—
Со-
—о,29
- о-57
' 79
Крем-
ний 51
14
23,О6
и,7°
2,4
_
2287
6,95
о 1762
—
0,107
—
_
1262
0,20
11,2
Я- т ?
—
—
—
0,14
- о,13
—
—
Криптон
Кг
36
83,7
34^8 • ю—3
2,6
— пт
j ~2
—
—
—
—
_
—
О,2 ¦ IO—'
—
-
—
—
—
—
—
—
—
Ксенон
Хе
54
I3L3
—
5,495 ¦ ю-9
Q пб
— log,i
— Ю7
—
—
—
—
1,24 ¦ ю-4
_
—
—
—
—
—
—
—
я
н
X
57
13892
22,6
6,15
8г5
i8oo
_
0,0446
—
_
--
—
—
_
59
1,68
O.595*
—
—
—
—
—
—
Литий
Li
3
6,94
13.1
O.53
i85
56
1-/4
0,975
0,714
1З0
186—240
32,81
2i4O
0,17
O,j
Q -
11,7
O,O93
45
230
4,5
—
Li-
—3.02
—3.3
Магний
Mg
24,32
1-74
°_
651
IIO7
257
—
0,208
380
651-800
7°
1315
O.37
3.75
4,46
23
0,047
—
3-9
+0,5;
Mg"
— 1,55
-1,83
+0,41
Марга-
нец Mn
a5
54,93
7.4
7.44
—
_
2151
23
0 ют
—
—
—
_
64,8
910
—
—
_
22,7
o,o^4*
—
—
—
+9-9
Mir-
— 1,0
— x>3
Медь
Cu
89
63.57
7."
8,94
8.3
2r
~-%>
юо
t6o
16,42
0,0918
0,13
90
I083-I3OO
50,6
858
0,923
11,2
Q
0,038
O,O36
1,682
64
O,0I7
2O,3
IO83
4-33
—O,o86
Cu-
+O.34
+0,06
+o,74
Cu-
+ 0, -,i
+0,24
Молиб-
ден Mo
42
95.9.5
94
10,2
—
_
4800
5-49
0 06 n
—
—
—
_
-_
o,35
35
4, П
22,7
0,0478
—
—
4.35.
—
—
—
*—
X
1 "*
33
74,91
13.07
5.73
808
fit 1
3,86
—
—
—
_
56
—
35
2.85
o,35i*
—
—
3,89
-0,31
As-
+0,3
0,0
Натрий' i
Na ji
11
22,997
23,7
°,97
°93
от 8
У/,°
97.7
8Г2
7i
О 2Qr
олз
0,217
28o
100—200
1015
0,3225
—
293.6
.—
_
4,6
33.3
0,0465
9,7
100
4.34
+ 0,51
Na-
—2,71
—2,99
°,ai
Неодим i
Nd 1:
60
144.27
20,5
7,05
—
_
840
—
О O±A *~
._
—
—
_
_
7У
--
—
—
—
—
—
—
—
I
— 1
i
i
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Свойства
Атомный номер ....
„ объём ....
Удельный вес в твёрдом»
Плотность в жидком со-
при температуре ....
Температура плавления
„ кипения . .
Коэфициент линейного
Удельная теплоёмкость
в твёрдом состоянии . . .
То же в жидком ....
" паров
Коэфициент объёмного
расширения в жидком со-
при температуре ....
Скрытаятеплотаплавле-
То же испарения ....
Теплопроводность . . .
Модуль упругости . . .
Поверхностное натяже-
ние
Вязкость в пуазах:
а) в точке плавления
б) при 1100° С
Электросопротивление .
Удельная электропро-
водность при 0° С ....
Удельное электросо-
противление при 2О°С . .
Электропроводность в
жидком состоянии ....
при температуре ....
Температурный коэфи-
циент электросопротивле-
ния ...
Удельная магнитная
восприимчивость
Нормальный потенциал
по отношению к элек-
троду:
водородному
каломелевому
Термоэлектродвижущая
сила
Символ и раз-
мерность
___
—
у
1
г/см3
1С
°С
а20 • 10е
с„ кал/час ¦ град
ср(ж)
сР(п)
Рж • 10е
°С
кал
кал
кал/см • сек-град
Е ¦ 10 ~3 кг/мм3
дн/см
т] г/см ¦ сек
мком ¦ см
5 м\ом ¦ мм1
р ОМ • ММ*/М
^ж
°С
а~ • 10s
Э
X • 10е
в
в
мв
Неон
Ке
ю
20,183
0,8387 ¦ го~ '
I.2O4
—245,9
—249
—246
—
—
—
_
-
_
—
—
—
—
-
—
—
—
_
-¦
кель
28
58.69
6,64
8.9
I452
2900
13.7
0,112
О,1О
—
—
-
73,8
1040
о,14
21
135°
—
—
",75
8.5
0,130
109
15°°
5,21
Ni"
—0,22
—1.54
обий
кё
41
02,91
io,8
8,57
195°
37°°
7.2
0,071
—
—
—
_
' —
—
—
—
—
—
5.35
0,187*
—
—
—
—
—
Олово
Sn
50
118,7
16,23
7.3
6,98
232
232
2270
23.4
0,054
0,061
0,042
100
232—1600
14,4
271
0,157
4.9
480
0,020
0,0075
«-5
8,95
0,124
49
300
4-47
+0,025
Sir-
— 0,1
—0,38
+0,43
¦я
IS
00
76
190,2
8,45
22,5
11
2700
5493
—
0,031
—
-
—
_
—
—
-
—
—
—
9
10,5
0,103
—
—
4.2
—
—
лладий
c2
46
106,7
8,9
12
—
1555
39З0
и,б
0,0587
—
—
—
-
34,2
O,l6l
".9
—
—
—
10
9.7
0,110
—
—
3'77
—
—
Я-
H
<я
Ca
78
195,23
9.1
21,45
19
1773
4389
8,8
0,0319
—
-
—
27,1
0,166
15
1819
—
—
9.83
9.9
0,109
—
—
3,92
—
—
азеодим
Ca
59
140,92
21,3
6,63
—
I
834
—
—
o,453
—
—
—
—
_
—
—
—
—
—
—
83
—
—
—
—
—
—
—
•s
s
га я
P. OS
83
226,05
45.2
5
—
960
1140
—
—
—
-
-
—
—
—
—
—
—
—
—
—
—
—
—
.—
86
222
5°>45
4.4
—7^>^
—61,8
—
—
—
-
—
—
—
—
—
—
—
—
—
—
—*
—
—
—
в
'&.&
75
i86,3i
—
3000
5860
0,0346
—
—
-
—
_
—
—
—
—
—
—
31
—
—
—
—
—
—
Продолжение табл. 1
•s
OJS
aw
45
102,91
З.23
12,44
—
1966
45°°
8,9
0,0598
—
—
—
—
_
—
0,213
29,8
—
—
—
4.93
21,3
0,0512
—
4.43
—
—
Ртуть
Hg
80
200,61
14,8
13'55
1.4,546
20
-38,89
357
0,0332
182
20
2,66
0,02
447
Hg-
+0,8
+0,53
—"
0,020
1,04
O.975
95> °
20
0,92
Hg"
+o,86
+0,58
Продолжение табл. 1 *
Свойства
Символ и размер-
Руби-
дий Rb
Руте-
ний Ru
Атомный номер
„ вес
„ объём
Удельный вес в твёрдом со-
стоянии
Плотность в жидком состо-
янии
при температуре
Температура плавления . .
„ кипения . . .
Коэфициент линейного рас-
ширения
Удельная теплоёмкость в
твёрдом состоянии
То же в жидком
„ паров
Коэфициент объёмного рас-
ширения в жидком состоянии
при температуре
Скрытая теплота плавления
То же испарения
Теплопроводность
Модуль упругости . . . . .
Поверхностное натяжение .
Вязкость в пуазах:
а) в точке плавления . . . .
б) при 1100° С
Электросопротивление . . .
Удельная электропровод-
ность при 0° С
Удельное электросопроти-
вление при 20 С
Электропроводность в
жидком состоянии
при температуре .
Температурный коэфициент
электросопротивления . .
Удельная магнитная воспри-
имчивость
Нормальный потенциал по
отношению к электроду:
водородному
каломелевому
Термоэлектродвижущая сил
г',см3
"С
"С
кал/час ¦ град
сР(п)
рж . 10°
'С
кал
кал
кал1см-сек ¦ град
Е ¦ Ю~ 3 кг/мм
дн'\см
т) г1см • сек
миом ¦ см
0 мом • мм"*
1 ом ¦ mm?jm
°С
аэ .10»
X • 10"
37
85.48
55.87
i-53
J.475
q8 ^
о°о
38-3
бзб
до
о,с8о2
34°
40—140
6.С9.5
"о
8,6
о,пб*
44
юг,7
8,33
12,2
-
245°
4733
8,5
о, об
-
III!
10
1<
о 144
19 2
33.5
Сама-
рий Sm
62
'5°,43
ig,4
77
1300
Свинец
РЪ
237,21
•'8.3
Ц.34
юз
327.3
327-3
1744
29 5
о,оз
0,041
I2O
327,3—825
б,2б
2OI
0,083
i,8
424-5
Селен Se
4,22
— O,I2
Pb-
— O,I2
-О,4
+ 0,43
34
78,96
16.4
220
688
37
0,084
0,03
0,0105
20,65
4.9
0,204*
93
400
—
—
12
-
-
76 б ¦ i о—9
39°
Сера S
Серебро
Ag
Скан-
дий Sc
Строн-
ций Sr
Сурьма
Sb
Таллий
Т1
Тантал
Та
i6
32,об
15.46
2,07
1,8
ИЗ
445
67.48
ОЛ75
о, 199
43°
9.3
362
о,ооо6 {
95 '
- -O.49
&••
-0.55
47
107,88
IO27
9.4
q6i
961
2000
189
0.05 58
0,076
0,046
но
6i—I2OO
24.3
397
о,974
7.2
i,6a
68
o,oi59
17
IOOO
4,1
—O,2
g
+0,8
+0,52
+0,74
21
45' i.
18
2,5
-
1204
' 2+17
-
_
—
—
_
—
—
—
—
_
_
_
—
-
-
_
—
-
-
—
—
—
38
87,63
33-7
2,6
-
77 r
1417
-
_
—
—
—
—
25
—
—
—
_
—
22,76
4,o
0,247*
—
—
-
-
sr •
-2.7
—3,0
—
51
18,39
6,62
6-55
630
1440
11,29
0,0493
0,06
0,042
100
630—
— 1050
38,26
359
0,0444
7,9
274
0,015
0,0082
39
2,56
0,427
127
860
4,73
-0,87
Sb-
+0,1
—0,2
+4,8
81
204,39
17,24
11,85
II
0Ч5
304
1457
28
0,0311
-
—
140
305—35°
7.18
—
0,093
—
18,1
5,68
0,195
74
3°5
5,i7
—
—
—
73
180,83
10,9
16,6
2З50
6093
6,5
18,9
6,85
0,156
3.47
Теллур
Те
52
127,61
6,24
452
1087
1б,8
о o_j63
7-3
300
0,014
Те- — Те
-о,зз +°,
—o,6i +0,44
Продолжение табл. 1
п/п
1
2
3
4
5
6
7
8
9
10
И
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Свойства
Атомный номер-
„ вес • •
„ объём
Удельный вес в твёрдом со-
стоянли
Плотность в жидком состо-
янии
при температуре
Температура плавления . .
„ кипенпя . . .
Коэфициеит линейного рас-
ширения
Удельная теплоёмкость в
твердом состоянии
То же в жидком
„ паров
Коэфициент объёмного рас-
ширения в жидком состоянии
при температуре
Скрытая теплота плавления
Теплопроводность
Модуль упругости
Поверхностное натяжение .
Вязкость в пуазьх:
а) в,точке плавления
б) при 1100е С
Электросопротивление . . .
Удельная электропровод-
Удельное электросопроти-
вление при 20°С
Электропроводность в
жидком состоянии
при температуре
Температурный коэфициент
электросопротивления ....
Удельная магнитная воспри-
Нормальный потенциал
по отношению к электроду:
водородному
каломелевому
Термоэл t ктродвижушая
сила
Символ и размерност
г 'смя
°С
СС
«jo • Юа
с„ кал/час ¦ град
ср{ж)
ср{п)
6 * 10^
°с
кал
кал
кал/см ¦ сек ¦ град
Е • 10-3 кг/мм1
дн 'см
т г/см ¦ сек
мком ¦ см
м'ом ¦ мм'2
р ом • мм'21м
ёж
"С
аэ ¦ 103
X • 10е
8
в
мв
Титан
Ti
47-9
ю,б
4-5
i8i3
5100
7.4
0,142
1425
о,23
3.571
1,25
Торий
Тп
Углерод
С,
9°
232,12
2О,2
".5
1845
5200
12,3
6
12 OI
5-41
2,22
4825
1,2
О,1б5
O,2j
3837
о,о57
о. 49
IOOO
о,о8—o,oi
13— ioo
(графит)
Уран
U
238,07
12,73
i8,7
1690
35°°
0,0276
6о
Фосфор
р
15
31,02
17
1,82
1.745
44.5
44.1
23о
125
O.I77
О,2О4
0,064
5° °
5.°4
2З7
2.3
4—5
Фтор
F
-187
-223
-I87
Хлор
С1
17
35.457
1.557
-33.6
— ioi
-34,8
".44
О,22б
IOOO
—2ОО -34
10,061 22, р7
— 1005
0,172 • 10'
Хром
Сг
Цезий
Cs
Церий
Се
Цинк
Zn
24
52.°i
7.29
7.14
2480
8.1
0,12
—
3L75
0,165
i3.i
38.4
О,О2б *
—
+3.6
Сг- Сг-
- О,б —О,;
—о,9 —о»-
55
132,91
69,95
1.9
1,84
аб
26
670 ,
97
0,0521
37°
27-123
3-76
-
2О
5-5
o,i8i*
36,6
28
¦ —
—
-
53
140.13
30,3
6.9
—
775
400
-
0,05
—
—
-
78
1,28
0,7а*
—
—
-
3°
65.38
7.14
6,7
4бЗ
419,4
907
32,6
0,076
419,4-543
24,09
425 ?о
О,2б8
13
7°7о
6,2
174
43
44°
4.17
-о, 157
Zn"
—0,76
—1,04
+0,76
Цирко-
ний Zr
40
91,22
14.З
6,14
700
;о so
0,066
6,2
4.1
*При 0° С.
308
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
[РАЗД. 1Г
Таблица 2
Кристаллическая структура элементов
10
12
13
18
19
20
21
22
Элемент
Алюминий
Барий
Бериллий
Ванадий
Висмут
Г
Вольфрам
Гадолиний
Галлий
Гафний
Германий
Диспрозий
Кипппий
а
Р
W
Gd
Ga
Hf
Ge
Dy
Eu
Железо
Золото
Индий
Иод
Иридий
Иттербий
Иттрий
Кадмий
Калий
Кальций а
Устойчив,
выше 460° ^
А1
Ва
Be
Bi
Fe
Au
In
J
lr
Yb
Y
Cd
К
Ca
Структура
Кубическая гранецентриро-
ванная
Кубическая пространствен-
но-центрированная
Гексагональная компактная
То же
Кубическая пространствен-
но-центрированная
Ромбоэдрическая гекса-
гональная
Кубическая пространствен-
но-центрированная
То же
Гексагональная компактная
Тетрагональная
Гексагональная компактная
Кубическая типа алмаза
Гексагональная компактная
Кубическая пространствен-
но-центрированная
То же
Кубическая гранецентриро-
ванная
То же
Тетрагональная гранецен-
трированная
Тетрагональная
Кубическая гранецентриро-
ванная .
То же
Гексагональная компактная
То же
Кубическая пространствен-
но-центрированная
Кубическая гранецентриро-
ванная
Гексагональная компактная
8
6,6
3.3
6.6
4
6,6
Постоянные решётки
в А
4.0413
2,28l
7,10
З.°33
4,73б
3.153
3.158
3,622
4,5°6
3.2OO
5.647
3-578
—
—
12
4.8
—
—
-
6,6
6,6
4-573
2.861
3-65
4.°7
4.585
4.791
3.831
5.468
3.663
2,973
4-3°
E.33)
3.98
Междуатомное
расстояние в А
10
4.506
7,248
—
3.577
10,8
2,627
-
'-
5.74S
7,642
5.077
-
5.648
-
_
—
4.941
9.771
2,709
5.814
5,606
-
6,52
3,856
4,34
2,225
-
-
З.104
-
—
2,447
ЗД4
2,44
2,478
2,52
2,878
З.24
2,70
-
3.59
2,973
3.72
D,62)
3.93
3,98
_
. —
2,269
—
-
3.474
2,735
—
-
З.20
-
—
-
—
3.3б
—
-
—
3.286
_
-
3.99
ГЛ. V]
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
309
Продолжение табл. 2
№ п/п
1
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
Элемент
2
Кобальт ]
Кремний
Лантан
Литий
Лютеций
Магний
Марганец.
Медь
Молибден
Мышьяк
Натрий
Неодим
а
Р
а
Р
а
Р
Т
а
Никель <
Ниобий
_ 1 лое р
Олово\ ге_
1
\ рое а
Осмий
Палладий
Платина
Празеодии
Полоний
Рений
1
Символ
3
Со
Si
La
Li
Lu
' Mgf
Mn
Cu
Mo
As
Na
Nd
Ni
Nb
Sn
Os
Pd
Pt
Pr
Po
Re
Структура
4
- To же
Кубическая гранецентри-
Тип алмаза
Гексагональная компактная
Кубическая гранецентриро-
Кубическая пространствен-
но-центрированная
Гексагональная компактная
То же
Кубическая (сложная) . . .
То же
Тетрагональная гранецен-
Кубическая гранецентриро-
Кубическая пространствен-
но-центрированная
Ромбоэдрическая
Кубическая пространствен-
Гексагональная компактная
То же
Кубическая гранецентриро-
Кубическая пространствен-
но-центрированная .....
Тетрагональная
Кубическая гранецентри-
рованная
Гексагональная компактная
Кубическая гранецентри-
То же
Гексагональная компактная
Моноклиническая р=92° .
Гексагональная компактная
о
яони
Координац]
число
5
4
6,6
8
6,6
-
-
12
8
з.з
8
6,6
8
4.2
_
_
6,6
-
Постоянные решётки
а
6
2,5°7
„ _
5,4173
3.75
S 20
О» V
ОО1
3.5°9
3.2O2
8,894
6,29
о ппл
О» У /4
3,бо8
3) 14^3
4-3°
E-333)
3-65
2.49
3.517
3-294
5.819
6 Л.6
3.882
3.9^5
3.657
7.42
2-755
в А
b
7
_
-
—
-
-
-
3,533
_
--
_
_
-
_
_
-
4.29
с
8
4,072
_
б,об
_
5.559
5Д99
-
-
54°75'
5-88
4,оЗ
3.1753
_
4-ЗО99
_
5-924
14ДО
4.449
Междуатомное
расстояние в А
9
2,5»
2,507
3-72
3-745
3>°4
3.19
1.065
-
2,551
2,72
2,508
3-72
D.6а)
3-619
2,486
2,486
2,852
3,oi6
2,67
2 ПДА
2,768
З.64
2,8l
2.734
d.
10
2.507
_
3.75
—
3.202
-
-
3146
З.657
2,49
3-1753
2,724
_
З.657
-
2,755
S S
Атомный д
по Гольдш
i
11
2 ЧО7
3.741
члд.4
О» /*rj
„ I3
3.474
3.20
-
—
2,551
2,80
3,82
З.64
2,49
2 487
2.OJ.
2,7O
2,745
2,769
3.65
-
2.75
310
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ [РАЗД. II
Продолжение табл. 2
Элемент
Структура
Постоянные решётки
в А
Междуатомное
расстояние А
VI
Родий
Рубидий
Рутений
Ртуть
Свинец
Селен
Сера а
Серебро
Стронций
Сурьма
Таллий
Тантал
Теллур
Тербий
Титан
Торий
Тулий
Углерод (ал-
маз)
Графит
Уран
Фосфор
Хром
Цезий
Церий
Цинк
Цирконий/
Эрбий
Rh
Rb
Ru
Hg
Pb
Se
S
Ag
Sr
Sb
Tl
Та
Те
Tb
Ti
Th
Tu
С
P
Cr
Cs
Ce
Zn
Zr
Er
Кубическая гранецентри-
рованная
Кубическая пространствен-
но-центрированная
Гексагональная компакт-
ная
Ромбоэдрическая простран-
ственная
Кубическая гранецентри-
рованная
Гексагональная
Орторомбическая гране-
центрированная
Кубическая гранецентри-
рованная
То же
Ромбоэдрическая
Гексагональная компакт-
ная
Кубическая гранецентри-
рованная
Кубическая пространствен-
но-центрированная
Гексагональная
Гексагональная компакт-
ная
То же
Кубическая гранецентри-
рованная
Гексагональная компакт-
ная
Тип алмаза
Гексагональная неком-
пактная
Моноклиническая гране-
центрированная
Кубическая пространствен-
но-центрированная . • . • .
Ромбоэдрическая
Кубическая пространствен-
но-центрированная
Гексагональная компакт-
ная
Кубическая пространствен-
но-центрированная
То же
Гексагональная компакт-
ная
Кубическая гранецентри-
рованная
Гексагональная компакт-
ная
Гексагональная компакт-
ная
Кубическая пространствен-
но-центрированная ......
Гексагональная компакт-
ная
3.3
6,6
8
2.4
6,6
9-а
3.795
5.62
E.7)
2,69
2,999
(-46°)
4.9389
4.337
10,48
4.°77
6,°75
4.4974
3-45
4.84
3.2959
4.445
3.5%
2,953
5>°77
—
4
6
-
—
3-3
8
6,6
-
8
6,6
12
6,6
6,6
8
6,6
3.5=3
3.56°6
2,46
2,8.52
3-43
5-14
2,878
2,71
8,71
6,2
(б.о5)
3.65
5,143
2,659
3.223
3.61
3.74
4.27
4.944
24.55
57°б'
5.52
5-912
5,664
4.7^9
5>°9
6,79
34°7'
5-91
4-936
5.123
6,с>9
2,684
4.87
D.9)
2,644
2,999
3,4923
2,32
2,12
2,882
4.3°
2,878
3.4°
3.42
2,854
2,86
2,9°
3,59
1,74
2,492
2,709
5.3
З.бЗ
3,64
2,658
3,i6
3,12
3-74
2,695
3.457
3,35
3.45
2.95
2,717
3,6.5
2,906
3.22
Примечание. Для элементов, кристаллизующихся в пространственно-центрированную структуру, между-
атомные расстояния умножены на 1,03 для учёта 3% сжатия, которое имеет место при переходе из структур с коор-
динационным числом 12 к структурам с координационным числом 8.
ГЛ. V]
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
311
Таблица 3
Теплота образования соединений при взаимодействии с одним грамматомом О, S, Cl, F и C + N в кал
Элемент
Символ
Валентность
С1
1
Алюминий
Барий . .
Бериллий .
Бор ¦ . . .
Висмут . .
Водород .
Вольфрам .
Железо . .
Золото . .
Кадмий . .
Калий. • ¦
Кальций .
Кобальт . .
Кремний .
Лантан . .
Литий . . .
Магний . .
Марганец.
Медь • . .
Молибден
Мышьяк .
Натрий . .
Неодим . .
Никель . .
Ниобий . .
Олово . .
Палладий .
Платина .
Празеодим
Ртуть . . .
Рубидий .
Свинец . .
Сера . . .
Серебро .
Стронций .
Сурьма . .
Таллий . .
Тантал . .
Теллур . .
Титан . . .
Торий . . .
Углерод .
Фосфор . .
Хром . . .
I (.езий . .
Церий . .
Цинк . . .
Цирконий .
А1
Ва
Be
В
Bi
Н
W
Fe
Аи
Cd
К
Са
Со
Si
La
Li
Mg
Mn
Си
Mo
As
Na
Nd
Ni
Nb
Sn
Pd
Pt
Pr
Hg
Rb
Pb
S
Js
Sr
Sb
Tl
Та
Те
Ti
Th
С
P
Cr
Cs
Ce
Zn
Zr
III
11
IV
II
111
IV
VI
II
III
I
III
II
I
II
(u
18/3
IV
III
I
(II
8/3
IIV
a
a
(
in
и
v
in
uv
11
II
111
UV
1
II
/IV
IV
IV
IV
/II
uv
V
(I1,!
Ill
IV
ii
IV
128
\7i
60 (ж)
/66
*63
166
6(x)
87
М5
58
48
94
149
142,8
143.5
9i
81
62
43
39
7i
60
52
44
100
60
45
59
93
68
70
22 (x)
18 (x)
137
5°
31 ,
35 (П
134
52
45
42
29
95.8
43.5
163
27 (г)
48
80
89
47 .
83
55
1x2
42
102
34 W
34 (x)
103
92
ai (x)
40
79
45 (x)
19
89
7i
18 (x)
3
99
41 (х)
99
78
91 (ж)
ЗО,2 (Ж)
39 (ж)
32
5
8
47
9i
38
39 (г)
85
75
55 (x)
34
2б
аб(ж)
37
32
29
92
34 (ж)
ход
49
87 (х)
III (Ж)
7б(г)
65 (х)
55 (х)
63 (х)
И4
i69
62(Х)
6о
(х)
Ю4 (ж)
78 (х)
45 (х)
68 (х)
53 (ж)
23
III (Ж)
5'М
Прим ечание. (ж)—жидкий, (г) -газообразный, ^) соединение или гидрат.
312
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
[РАЗД. И
Таблица 4
Механические свойства чистых металлов и металлоидов
Элемент
В.*
Cm
О к
10
Алюминий
„ наклёп 95 % . .
Бериллий
Висмут
Вольфрам
„ твёрдая проволока .
Железо
, наклёп 50%
Золото
„ наклёп 85°/0
Индий
Иридий
Кадмий
Калий
Кальций
Кобальт
Кремний
Лантан
Литий
Магний
Марганец
Медь
„ наклёп 90%
Молибден
„ твёрдая проволока
Мышьяк •
Натрий
Никель
наклёп 70% ....
Олово
наклёп 90%
Осмий
Палладий
Платина
и твёрдая проволока . .
Родий
Рубидий
Рутений
Свинец
Сера •
Серебро
наклёп 90% ....
Сурьма ...
Таллий • ....
Тантал
Теллур
Титан
Углерод
Уран
Фосфор
Хром
Церий
Цинк*
Цинк прокат и отожжённый
Цирконий
А1
Мо
Zr
8-и
2,1
НО
45°
25—33
45
6,4
7о
7°
1,8
17—2о
45
7°
240
40-50
8о
2-4
3
1,8
9°
8.5
3—4
И—12
о.З
5
6,5
6-8
о. 25
9—ю
4о
5-6
21-55
4
3°
бо
3°
4°
55
5°
5°
5°
35
5—2О
5°
75
5°
оо
9°
IOO
оо
2760
8о5о
2З90
22бо
424°
73°°
i8io
4900
7240
780
2700
1500
3800
1,49
о,бг
0,69
2.7
2,1
3Li
5.8
0,325
9
2,9
о, 8 5
0,76
о,45
4.55
i8,8
O.435
1.9
O.53
о,37
2.36
12,6
O.34
о.ЗЗ
0,28
0,42
0,3
°.34
0,31
о,33
о,39
о,39
о,45
0,38
2.43 ' —
1-54
3
1.7
о,9-2,-|
зо—37
45
140
9.о
i6o
5о
но
2О
—
I
I2O
2О
4О
25
2О
35
120
70
60
160
5—хо
7.5
25
—
4о
4-6
25
~
3
3
ю8
30-42
82
4.5
15
—
—
-
8
Зо
3.5
2О
_
—
б
:
—
—
7
25
-
IO
43
—
ю
17
—
2
4
3°
-
_
-
8
-
* Предел прочности горячекатаного цинка вдоль проката равен 13,7 кг/мм3, поперёк проката—15,3 кг'мм', относи-
тельное удлинение вдоль проката равно 12,2%, поперёк проката—12,6%.
ГЛ. V]
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
313
Таблица 5
Усталость и ползучесть чистых металлов
Металл
Медь
Никель
Свинец
Предел усталости в кг/мм'
при
литого
7,6
-
переменное.
а.
а.(-
деформ*
ванного
дого
3
IX—18
28
5,5*
-
1 изгибе
о
онн
отожжё
2.7
7—ю
17,9
7,1**
19 8
Предел ползучести в кг/мм* при температуре
15-20
2
О,21***
100
-
в
200
с
-
"С
400
1.4.
-
003
16
-
675
5
-
* Осаженного.
** Горячекатаного.
<*• При нагрузке 0,1 кг/мм* скорость ползучести равна 0,1 • 10~*70 в час.
Таблица 6
Механические свойства чистых металлов при высоких температурах
Металл
А1
re
Gd
Температура
отжига дефор-
мируемого
металла в °С
35°
9оо
IOO
35°
Темпера-
тура испы-
тания ме-
талла в ЬС
2О
75
*35
Зю
4оо
51°
боо
2О
22.5
335
4оо
62O
8оо
835
1сюо
IIOO
I20O
2О
13°
237
2О
83
175
273
355
55°
Истинный пре-
дел прочности
в кг/мм3
14.3°
13,1О
и,3°
4.25
2Д5
1,ОО
о,бо
42,50
45.°о
45- lo
34,оо
13.8о
3-75
З-бо
—
—
7,75
3.7°
1,ОО
17,оо
14.8о
ю,4о
5.45
32О
о, 5°
Предел проч-
ности
в кг/мм1
II.OO
ю,бо
7.65
2,бо
1,25
°. 55
°.35
33,4°
43.со
37.ю
27,00
7,6о
2.3O
2,2О
2,90
2,7°
1,3°
б,4о
2,45
°>55
17,оо
13,4°
6,75
2,95
i,6o
°,3°
Относитель-
ное удлинение
В°/о
2о,45
24
32
39
42
45
4а
21
4
18
21
45
39
39
—
—
20
34
45
15
10—20
35
46
50
40
Твёрдость
по Бринелю
в кг/мм1
37
34
31
13
6,4
3>5
5°
—
—
—
—
—
—
—
зо
6,5
2,7
25
—
—
—
—
Относи-
тельное
сужение
В°/о
85
83
83
97
99
99
IOO
68
57
6i
6В
95
89
83
—
—
5°
59
44
20
13
45
76
87
IOO
314
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ [РАЗД. II
Продолжение табл. 6
1
Металл
Си
NS
Sr.
Pb
Z-л
Температура
отжига дефор-
мируемого
металла в СС
бос
906
5°
IOC
2О0
Темпера-
тура испы-
тания ме-
талла в °С
30
1б0
Зоо
4Ю
5OQ
555
650
79о
97°
i
20
195
300
455
593
800
1000
1100
20
5°
100.
150
180
270
20
82
150
195
265
20
112
150
247
33°
4°5
Истинный пре-
дел прочности
в кг/мм?
33.5«
2б,б0
18,70
10,50
-
5-6.5
3,9*
2,20
0.85
66,50
60,20
64,60
37.7O
24,40
10,30
4.5°
2,80
4.55
З.20
1,9°
1,10
0,5°
0,25
1,95
1,05
о,75
0,5с
С,25
11,9с
7.85
5.35
2,40
1,35
О.ОР
j
Предел проч-
ности
в кг/мма
22,0
18,40
I3.2O
8.5о
-
4.85
3.3°
1,9о
о,8о
49.3°
44.8о
44.3O
30.2О
2О,6Ъ
9.2O
4,оо
2.5С
2-75
1-75
1.о5
0,65
о,45
О,25
1.35-1,8
о,8о
о,5о
о,4о
О,2О
и.Зо
7.25
5-°°
2,25
1.25
cog
Относитель-
ное удлинение
в %
32-ОО
32
So
19
-
14
15
14
6
26—4°
26
31
20
16
II
II
II
40
45
45
41
10
о
ЗГ-5О
24
33
2О
20
5
8
7
б
8
2
Твёрдость
по Бринелю
в кг/мм2
41-35
-
37
-
35
-
-
-
—
6о
-
-
-
-
-
—
7,6о
6,оо
4,ю
2,5°
i,8o
1,4°
5
3
1,44
1,20
о.7
42
25
_
6,7
2,2
1.4
Относи-
тельное
сужение
67-75
71
5°
24
-
19
20
34
15
7°
66
67
31
25
i8
15
24
74
72
82
97
12
0
100
100
100
100
100
7
15
10
11
15
2
ГЛ. V]
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
315
Таблица 7
Металл
А1
1
Fe (Армко)
Cd
Си
Ni
Pb
Zn
Механические
Состояние
металла
Отожжённый
при 380° С
-
Отожжённый
Деформиро-
TJ q HHKltt
Отожжённый
-
Деформиро-
ванный
Темпера-
тура
испыта-
ния
в °С
+ 2О
— 4о
- 7о
— IOO
-195
+ 20
— 4о
— 7о
— I0O
-195
+ 2О
— 4о
- 7о
— IOO
-195
+ 2О
— 4о
- 7°
— IOO
-i83
-253
+ 2О
-i83
-253
+ 2О
-i83
-253
+ 20
— 4°
- 7о
— IOO
-195
свойства чистых металлов при низких температурах
Предел
прочности
при растя-
жении
в кг [мм*
8-и
7-9
8,9
—
—
зо-зз
-
33
-
бз
3.4-6
6,3
7>5
-
-
3°
33.5
43.5
-
4L3
—
5°
-
1,8
4.4
II—13
14.3
15
-
—
Предел
текучести
В KZJMM*
3.6
4,i
4.2
—
-
16
-
23
-
58
-
-
-
-
29.3
31.6
32.2
-
35
—
19.5
-
_
-
10,6
12,8
13.2
-
—
Предел
пропор-
циональ-
ности
в кг/мм"
3
3.5
3.7
—
—
-
-
-
-
-
- .
-
-
24.7
28,8
28,8
—
—
15
-
_
-
8,9
n,i
Ц.7
-
Относи-
тельное
удлинение
В °/п
" /0
45.9
43
42.2
—
—
21—46
-
45
-
i6
20-46,5
42,6
37.9
-
—
18,2
23.З
23.7
—
635
—
26—4°
-
33—5°
40.З
"
5-9
1,8
2
-
Относи-
тельное
сужение
В °/п
"* /0
89.3
89,3
87
—
—
65—74
-
72
. -
53
5°
-
-
-
—
7° .6
68,5
69,2
-
-
-
7°
-
IOO
-
—
142
5.8
—
-
Ударная
вязкость
в кгм/см3
9.3
10,71
".54
I3.72
I6.2O,
21—24
8
2
1
0
[0,4
7.49
-
З.83
0,84
ю.95
12,33
12,73
14.03
15-20
12,8
18-32
32,7
22,1
0,6—2,3
3-7
44
O.53
0 22
0,16
0,16
0,12
Твёр-
дость
по Бри-
нелю
в кг/мм1
31-37
32
35
—
-
8О— I2O
-
77
-
259
2О
-
-
-
-
89
96
IOO
-
Ю5
—
IOO
159
4-3-5
9
—"
42
_
—
-
—
Таблица 8
Металл
А1
Bi
W
Fe
*
Аи
In
Ir
К
Cd
Co
Si
Li
Mg
Си
Mo
Na
Ni
Sn
Os
Pd
Pt
Rh
Hg
Ru
Pb
Ag
Sb
Та
TI
Ti
Cs
Zn
Zt
Удельное электросопротивление чистых
металлов в
микроомах в зависимости от температуры
Температура в °С
-253
0,1140
24.06
—
0,1024
—
0,014
—
—
-
0,166
—
-
0,062
-
0,00908
—
—
—
—
—
°>°95°3
0,0618
—
54°
-
o.5874
0,00793
—
-
—
—
—
0,05981
-192
o,5749
39Д75
0,860
0,9092
—
0,4904
—
1.375
1,856
1.9659
—
297
I.J49
1.233
0,2333
1,041
0,982
З083
—
—
2,0131
2,09
0,761
7.38
—
5.O73
0,3040
8,812
4-3I4
—
630
4,6
1,2652
123
-78
1,8087
78,175
3.538
5-258
—
1,43бз
—
4.232
4.795
5-3755
1,16
150
-
З.О53
1,0253
3,016
З.23
8,043
—
—
7,048
6-73
ЗД01
18,78
-
13.З"
1,0043
24.95
10,66
11,829
432
«-7
3.946
10
0
2,670
110,0
5.50
9.065
9.57
2,065
8,37
6,10
7,168
7.758
-
93
8,55
4.312
1.533
4.4O
5.087
12
11,14
9-5°
10,219
9,81
4,7°
95.8
— ¦
19,26
1,46
38,99
14,6
17.633
360
18,12
5.751
20
+20
119
—
—
—
2,213
8,449
-
8,0
—
9,73
—
9.293
—
1,672
-
—
—
12,08
—
—
10,51
-
97,542
14,4
20,68
-
43.O45
—
18,923
—
—
-
60
—
—
—
—
—
8,608
—
9,667
—
—
—
10,781
—
—
—
6.175
—
—
—
—
-
—
101,253
—
—
—
—
-
22,006
_
_
-
100
3,7бзб
I59-O3
8.O55
I5.O23
15.39
2,8873
—
8,5
15-49
ii,o44
Г4,2б
6о
12,269
5-915
2,223
б,2О4
9,65
18,2б
i6,37
13,49
14,027
13.656
6,78
105,27
—
—
2,0696
59,8
19,68
-
293
—
8,135
45
200
4.8599
227,87
W.77
22,414
23,67
3.735
—
10,946
21,8
—¦
21,31
4о
32,09
7.57б
2,897
8,О7
13.18
26,143
—
17,48
17.593
17.387
8.945
пб,37
—
27.39
2,6854
8i
24.245
24.76
333
_
10,672
78
300
5.992
—
13.64
31.652
34.15
4.615
—
13.4
28,2
14.63
30.33
120
—
9.536
3.5335
9.99
16,7
36,523
49.45
21,47
20,95
21,0
11,19
130,04
—
—
3,32i
102,5
28,6
_
—
_
13-461
400
7,1906
136
16,64
42,185
47,8
5-534
—
16,048
—
—
39,25
93
—
",893
4,236
ii,95
—
49
51,6
—
24,09
24.509
13.57
—
—
36.15
3.979
125
33
—
472
_
-
500
—
17,60
54.762
62,35
б,492
—
18,727
—
—
48,2
85
—
—
5,008
13.94
—
54.335
53,85
-
27
27,90
16,05
—
—
—
4.651
144
37.1
—
675
35-45
800
29.28
159,5
26,79
—
118,60
—
—
-
--
34.12
-
23
-
—
—
21.93
—
-
60,45
—
—
—
—
—
—
98
-
130,76
49.3
-
—
_
35.7O
1000
32,22
—
33
—
122,4
. —
—
—
—
35.78
—
—
—
--
27,37
-
—
64,93
—
—
-
—
-
_
107,2
19,22
134,98
57.2
_
—
1300
—
43.01
_
—
—
_
_
_
—
—
—
22,05
36,32
—
71.7
—
_
—
—
_
_
121,1
22,79
—
66,6
_
—
-
1600
. —
53.1
-
—
—
-¦
-
-
—
—
—
—
—
—
46,2
—
—
78,51
—
—
—
—
--
—
134,1
—
—
78,5
—
-
-
-
CO
»—»
О5
* Fe, содержащее углерод.
ГЛ. V]
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
317
Растворимость газа в расплавленном металле*
Таблица 9
Металл
Алюминий
Железо
Медь
Никель
Олово
Серебро
Температура
в °С
670
695
73°
760
8а4
85о
873
922
93°
igio
1530
155°
1650
1100
1150
1170
1200
1250
1270
1300
1350
145°
1450
1500
1600
400
55°
700
800
900
1000
IO3O
1075
Растворимость газов в см3
Водород
о, 187
О.2ОЗ
0,426
—
I.IO
—
1.44
1,82
—
2,66
2,72
2.79
З.ю
_
O.725
—
0,91
—
—
I.O94
1,278
3.87
4.ОЗ
4.33
O.O44
0,058
0,071
о,о94
0,141
о, 147
Азот
1.19
—
1.245
1,66
—
—
2,ol
O.O2I**
—
—
0,287
—
0,46
—
о-57
—
о.9°
—
•—
—
—
—
Кислород
—
—
—
—
—
. —
—
—
О,21 ***
—
—
—
—
—
—
—
—
—
—
—
—
—
—
1.35 ****
т,4о *****
Сернистый
ангидрид
—
—
—
—
—
—
—
—
—
—
—
14.5
IO.7
-
i8,o
21,1
—
23.З
25.5
_
—
—
—
—
—
—
Окись
углерода
_
—
—
—
—
—
—
—
—
—
—
2,63
2,36
—
2,об
—
—
— .
—
—
—
—
—
—
—
Двуокись
углерода
—
—
—
_
—
—
—
—
—
—
I.B8
—
1,Ь6
—
—
1,76
—
—
—
_
—
—
—
z
—
—
* Растворимость газа даётся в 10 г расплавленного металла и приведена к 0° и 1 am. Парциальное давле-
ние газа Р=760 мм рт. ст.
** В % Ns Yp7 где Р=300 am.
*** В %.
Г~Р~
•у —— при Р = 750 am.
- - при Р — 30 — 120 am.
Изменение растворимости газов при затвердевании металлов (по Сиверсу)
Таблица 10
Состояние металла
Жидкий
Твёрдый
1
Температу-
ра в °С
1525
1525
Fe
Водород
2,Ю
1,о5
Темпера-
тура в °С
ю83
ю8з
Си
Водород
о. 54
о, 19
J
Темпера-
тура в °С
1465
1400
Si
Водород
3-43
1.51
Темпера-
тура в °С
973
8оо
Кислород
22,4
о,354
Примечания'. 1. При переходе металлов из жидкого состояния в твёрдое растворимость газов в них резко
снижается.
2. В таблице приведены объёмы газа, заключающиеся в одном объёме металла, в зависимости от состояния по.
следнего.
318
ФИЗИКО-ХИМИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА ЧИСТЫХ МЕТАЛЛОВ
[РАЗД. II
Таблица 1!
Рекристаллизация чистых металлов
Металл
Al
W
Fe
Au
Cd
ЛЛ rr
mg
Cu
Mo
Ni
Sn
Pt
Pb
Ag
Ti
Zn
Начало изменения
механических
свойств
Начало рекристал-
лизации
Полное восстано-
вление механиче-
ских свойств
(время 30 мин.)
Температура нор-
мального отжига
(выдержка 30 мин.)
Температура силь-
ного роста зерна
(перегрев)
Температура в °С
. 8о
—
Зоо
IOO
—
I5O
Зоо
IO
—
2О
125
5о
15°—25°
1200
350-460
200
IO
2ОО*
9°°
Зоо—4°о
10—25
45°
Ю-20
2ОО
IOOO
ю-75
4оо
—
боо
2ОО
—
4оо
—
700
I0O
—
Ю—20
4оо
—
8о
350-450
—
85о-95°
4оо
-
65о-75°
—
9оо
150—200
-—
IOO
5°°
—
IOO
55°
—
9.5°
—
—
8оо—9°°
—
1300
l8o—210
--
—
—
—
100
* Начало рекристаллизации меди высокой чистоты лежит в пределах 100° С.
Аллотропические превращения в чистых металлах
Таблица 12
Наименование элемента
Символ
Аллотропи-
ческая
форма
Температура превращения в °С
Бериллий .
Вольфрам
Железо . ,
Кальций .
Кобальт
Кремний
Лантан .
Марганец
Никель . .
Олово» .
Родий .
Рутений
Таллий .
Уран . .
Хром . . ,
Церий .
Цирконий
Be
W
Fe
Са
Со
Si
La
Мп
Ni
Sn
Rh
Ru
Tl
U
Ст
Ce
Zr
a, j3, у
a (e), J3
768, магнитное превращение
9io; у-—^5 1401
з°о; Р^т 450
1140—ибо, магнитное превращение
! а<
«. ?'¦ Y
«. Р
а, р 362, магнитное превращение
а, 3 <х~—»[3 i3
а, ? ! а:—>Р IIOO-I200
а, р, у, о | а^—*-р юзз; р(—*"{ 1200; y^—>-j 1500
а, р | а^^Р 226—233
а, Р
a, p
иб, магнитное превращение,
а—^Р 360 — 510
Примечание. Постоянные решётки и параметры см. в табл. 2.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Беляев С. Е., Механические свойства авиа-
ционных металлов при низких температурах, Оборон-
гиз, К4С.
2. Б о ч в <i p А. А., Металловедение, Металлургиздат,
М.-Л. 1940.
3. Бурхардт А., Механические и технологические
свойства чистых металлов, ГНТИ, М.—Л. 1941.
4. Г л о к е р Р., Рентгеноиы лучи и испытание материа-
лов, ГТТИ, М.-Л. 1932.
5. Градусов П. И., Справочник по цветным метал-
лам и сплавам, НКТП, М.-Л. 1938.
6. Нейбургер М., Рентгенография металлов и
сплавов, Госхимтехиздат, Ленинградское отделение,
1932.
7. Справочник по рентгеноструктурному анализу, под ред.
А. И. Китайгородского, Гостехиздат, М.—Л. 1940.
8. Справочник физических, химических и технологиче-
ских величин, Т. Э., т. II. под ред. Л. К. Мартене,
Акционерное общество „Советская энциклопедия",
М. 1929.
9. Энциклопедия металлофизики, т. I, ОНТИ НКТП
СССР, М.-Л. 1Е37.
10. G ц е г t 1 е г W., Metalltechnische Taschenbuch,
Berlin 1939.
11. Landolt-Bornstein, Physikalisch — Chemische
Tabellen, Berlin, 1923—1935.
12. Metrls Handbook, Edition. Amer. Soc. for Metals,
Cleveland Ohio, 1939.
Глава VI
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
СТРОЕНИЕ СПЛАВОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
Свойства железа
Химически чистое железо получают: а) ме-
тодом восстановления из окиси железа(пиро-
форное железо); б) электролитическим путём;
в) карбонильным процессом. Последние два
метода неполностью освобождают железо от
примесей.
Технические сорта железа содержат неко-
торое количество примесей. Типичный состав
наиболее чистых сплавов на железной основе
приведён в табл. 1 [4].
Таблица 1
Химический состав наиболее
чистых
¦ на железной основе
Металл
Армко-железо .
Мягкая сталь -
Электролити-
ческое железо .
Карбонильное
железо .....
Пирофорное
сплавов
Содержание примесей в °/0
С
о,он
о,о4
о,оо8
О,О1
Si
0,02
0,04
—
0,02
Мп
0.017
о,ю
0,036
0,02
Р
о,о5
О,О2
O,O3j
О,О1
S
О,СК23
°.°35
—
о,о7
Содержит СлеДЬ! кгтог>пля.ь*иглппг>-
да (и платины,
велось
если восстановление
в платиновых сосудах)
Механические и физические свойства спла-
вов на железной основе зависят от содержа-
ния в них примесей. В табл. 2 приведены ме-
ханические свойства электролитического и
карбонильного железа.
Таблица 2
Механические свойства электролитического
и карбонильного железа
Свойства
Твёрдость по Бринелю . .
Предел прочности при рас-
тяжении в кг/мм2
Предел текучести в кг/мм*
Удлинение 610 в °/0
Сужение площади попереч-
ного сечения в %
Модуль упругости в кг/мм*
Модуль сдвига в кг'/мм2 . .
Ударная вязкость при 20°
в кгм/см'2
Электроли-
тическое
• железо
50-70
i8-25
ю —14
5о -4О
70—8о
21.IO1
8.-?оо
Карбониль-
ное железо
56-8э
2O-28
и-17
40—70
7о - 8о
20,7.10s
—
16 -20
Железо обладает высокой пластичностью,
хорошо деформируется и сваризается.
Физические свойства железа, особенно ма-
гнитные, в сильной степени зависят от чистоты
металла.
По мере усовершенствования технологии
получения свободных от примесей сортов
железа наблюдалось непрерывное улучшение
магнитных свойств: уменьшение коэрцитивной
силы и увеличение (в десятки раз) магнитной
проницаемости.
Железо обладает низкой химической стой-
костью (легко разъедается кислотами). В кон-
центрированной азотной кислоте вследствие
образования на поверхности пассивирующей
оксидной плёнки разъедание вскоре прекра-
щается.
Значения физико-химических и механиче-
ских свойств чистого железа см. гл. V „Физи-
ко-химические и механические свойства чи-
стых металлов".
Превращения в железе
Важное значение для практического при-
менения железных сплавов имеют измене-
ния, наблюдающиеся в строении и свойствах
железа при нагреве его до высоких темпе-
ратур.
Превращения в железе легко обнаружи-
ваются по кривым охлаждения и нагрева бла-
годаря выделению или поглощению тепла при
превращениях (фиг. 1).
Температуры, при которых имеет ^ место
скачкообразное изменение хода кривой (кри-
тические точки), обозначаются: при нагреве -
Ac2,Acs,AcA и при охлаждении соответственно
Аго, Агй, АгА.
"Первая остановка (точки Ас2 и Лг2) наблю-
дается как на кривой нагрева, так и на кривой
охлаждения при температуре 768е С и соответ-
ствует переходу железа из магнитного состоя-
ния (ос-железо) в немагнитное (^-железо) без
изменения кристаллического строения ме-
талла. Fea и Fe^ имеют одинаковую элемен-
тарную кристаллическую решётку —объёмно-
центрированного куба с параметром, разным
2,86 -10"'7 см.
Магнитное превращение протекает в значи-
тельном интервале температур и магнитные
свойства исчезают постепенно по мере прибли-
320
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
жения к точке превращения. Точка А$ (точка
Кюри) соответствует наибольшей потере ин-
тенсивности намагничивания. Других измене-
ний физических (кроме электрических) или
механических свойств при этой температуре
2 не наблюдается.
Вторая остановка (точка А3) наблюдается
на Kfивой нагрева при температуре 910° С и
соответствует фазовому превращению (которое
сопровождается изменением кристаллического
ш
коо
1300
то
то
то
90V
чем больше скорость охлаждения, что под-
тверждается следующими данными.
Время
Фиг. 1. Схема аллотропических превращений в чистом
железе при нагреве и охлаждении.
строения металла) железа р.(а) в железо ?•
Элементарная кристаллическая решётка из
объёмноцентрированной перестраивается в
гранецентрированную с параметром, равным
3,65- \0~7 см. Последняя имеет по сравнению
с атомной решёткой а- и р-железа значительно
более плотную упаковку атомов, вследствие
чего аллотропическое превращение в точке Acs
сопровождается сильным сокращением объёма
металла. В точке А% наблюдается прерывное из-
менение других физических свойств, меняется
также растворимость элементов в железе и,
что особенно важно, сильно увеличивается при
переходе а-железа в -у"желез0 растворимость
углерода в железе.
Кристаллическое строение а- и 7"железа
показано на фиг. 2.
Обратное превращение ^-железа в а-железо
при охлаждении (точка А ^происходит при
it"
!
С—
/
/
V
г-\
«
}
/
/
/
>
а)
б)
Фиг. 2. Кристаллическое строение о- и
^-железа: а — схематическое изображение
решётки центрированного куба; о—то же
решётки куба с центрированными гранями.
температуре ниже 910°. Это запаздывание пре-
вращения называется гистерезисом. Гистере-
зис превращения 7- B а-железо тем больший,
Скорость
охлаждения °С в мин.
i
2
3
4
6
Положение
точки А гг в °С
899
8?6
895
Следующая остановка на кривых нагрева-
ния при 1390° С соответствует фазовому пре-
вращению -у-железа в 5-железо и обратно.
6-железо, подобно а- и {i-железу, имеет кри-
сталлическую решётку объёмноцентрирован-
ного куба; физические свойства В-железа (па-
раметр решётки, магнитные свойства и др.)
как бы продолжают свойства а-железа с той
лишь разницей, которую вносит температурный
интервал (910 —1390°), отделяющий оба состоя-
ния металла.
Последняя остановка на температурных кри-
вых отвечает либо плавлению металла, либо
кристаллизации его из жидкого расплава. Та-
ким образом, железо в твёрдом состоянии спо-
собно к превращениям и, следовательно, мо-
жет иметь в зависимости от температуры раз-
ные состояния, а именно:
температура в l.
до 768
768—910
910—1390
1393—1535
состояние
а-железо (магнитное)
а-железо (немагнитное)
или р-железо
7-железо
8-железо
Соответственно имеют место превращения:
a j—*- р, Ас% или Аг2\
Р^=?-7> Асд или Агв;
; 7;=±5' Act или Аг±.
Наибольший практический интерес пред-
ставляет собой превращение a^>-f» сопрово-
ждающееся изменением кристаллической ре-
шётки, физических свойств и растворимости
углерода и специальных элементов.
Структура a-железа после травления имеет
под микроскопом вид неправильной формы
многогранных зерен — полиэдров (фиг. 3, см.
вклейку). Размер относительно мелкого зерна
феррита изменяется в пределах от 300 до
100U мк'К В отдельных случаях (после нагрева
до очень высоких температур или после нагре-
ва деформированного металла) зерно железа
может вырасти в десятки и сотни раз.
Диаграмма состояния „железо —углерод"
Фазовые и структурные превращения, на-
блюдаемые при различных температурах в же-
лезоуглеродистых сплавах, находящихся в рав-
новесном состоянии, т. е. полученных в усло-
виях очень медленного охлаждения, иллю-
стрируются диаграммой состояния „железо —
углерод".
Углерод в железе может присутствовать
в элементарном виде в форме графита, либо
в связанном виде в форме карбида железа —
цементита (Fe3C). Наибольший практический
интерес для понимания процессов, происходя-
щих в стали, имеет система Fe — Fe3C (фиг. 4).
Диаграмма равновесия „железо — углерод"
ограничена содержанием углерода до 6,67%,
что соответствует весовому процентному со-
держанию углерода в карбиде железа, т. е.
Фиг. 3. Микроструктура а-железа, X 100.
Фиг. 5. Микроструктура эвтектоидной стали —
пластинчатый перлит, X 900.
Фиг. 6. Микроструктура доэвтектоидной стали —
феррит (светлая составляющая) и перлит, X 450.
Фиг. 7. Микроструктура заэвтектоиднои стали
цементит (в виде сетки) и перлит, X 450.
Фиг. 11. Макростроение стального слитка (поперечный разрез), X 5.
Фиг. 12. Микроструктура .лигой стали,'х 40.
Фиг. 13. Микроструктура закалённой стали — мар-
тенсит, X 600.
К ст. .СВАРИВАЕМОСТЬ МЕТАЛЛОВ".
Фиг. 83. Структура стали СХЛ2 в переходной
зоне при дуговой сварке (к стр. 355).
Чем 3, гл. VI
ГЛ. VI)
СТРОЕНИЕ СПЛАВОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
321
образованию чистого цементита. Эта часть си-
стемы, богатая железом, вполне достаточна
для изучения процессов превращений в стали
и чугуне, так как практически применяемые
сплавы содержат значительно меньше углерода.
По мере увеличения содержания углерода
в железе увеличивается количество цементита,
что очень сильно сказывается на всех свой-
ствах металла.
Содержание в сплаве 1,7% С (точка Е)
является как бы границей между двумя основ-
ными группами железоуглеродистых сплавов—
заэвтектического чугуна (содержащего больше
4,3% С), кроме того, содержится свободный
цементит, а в структуре доэвтектического
A,7-ь 4,3% С) — аустенит. Ниже линии SK
аустенит ледебурита превращается в перлит и
в структуре чугуна остаётся превращенный
ледебурит.
Сталь с любым содержанием углерода (до
1,7%) непосредственно после затвердевания
представляет собой однофазный сплав, состоя-
щий из аустенита. При дальнейшем охлажде-
нии твёрдый раствор претерпевает ряд пре-
Jfiuo'кость
+ Kpucrnamti
твёрдого
раствора i
Твёрдый .
раствор о
Твёрдый
раствор 8
+ твёрдый
раствор %
1600
твердого раствора
(аустенит)
two
Ю00\
Дустенит
фроиг
Твёрдый раствор %¦
( аустенит)
Твёрдый
раствор а
(феррит)
Феррит
¦* цементит
(третичный/
Дцстенит
цементит [вторичный)
ледебурит
(аустенит + цементит)'
723'
—Перлит *¦ цементит (вторичный)- -
_ + ледебурит _ и
| (перлит* цементит)
Цементит(первичнтй)
ледебурит *~
(аустенит * цементит)
Цементит (первичный)
+ледебурит
(перлит* цементит)
i i i i 11 i 11 11 i i I I 11 11
1,7
ю
±
J V
20
30
SO
60
70
60
90
Фиг. 4. Диаграмма состояния „железо — карбид железа".
стали и чугуна. Сплавы с содержанием
до 1,7% С принято считать сталью, а с более
высоким процентным содержанием углерода—
чугуном.
До концентрации 1,7% С кристаллизация
сплава заканчивается образованием твёрдого
раствора углерода в -|-железе, называемого
аустенитом (при малых концентрациях угле-
рода образуется твёрдый раствор углерода
в о-железе). В более богатых углеродом спла-
вах кристаллизация заканчивается образова-
нием эвтектики — механической смеси, состоя-
щей из аустенита и цементита, называемой
ледебуритом (точка С: содержание в сплаве
4,ЗО/о С).
Затвердевание (или при нагреве—плавле-
ние) чугуна любого состава всегда заканчи-
вается при постоянной температуре — 1135°, что
иллюстрируется эвтектической линией ECF.
Температура конца затвердевания стали (со-
держание углерода до 1,7%) меняется по ли-
нии IE (солидус), показывающей вместе с тем
изменение растворимости углерода в т-железе.
Точка Е соответствует предельной раствори-
мости углерода в аустените A,7% С).
Выше линии SK, в структуре чугуна всегда
присутствует ледебурит, причём в структуре
21 Том 3
вращений, в результате которых полностью
меняются структура и конечные свойства стали.
По мере охлаждения из аустенита выде-
ляется либо феррит (линия GOS), либо цемен-
тит (линия ?5). Эти процессы завершаются при
охлаждении стали до 723° С и приводят к изме-
нению содержания углерода в аустените.
Аустенит стали любого состава при дости-
жении 723° С содержит 0,83% углерода (точ-
ка 6). В результате превращения при дальней-
шем охлаждении из аустенита образуется ме-
ханическая смесь из феррита и цементита (при
нагреве из феррито-цементитной смеси обра-
зуется аустенит). Это превращение, подобно
эвтектическому, протекает при постоянной тем-
пературе G23°), соответствует определённому
фазовому составу @,83% С) и отличается от
эвтектического образованием смеси не из жид-
кого расплава, а из твёрдого раствора. Превра-
щение названо эвтектоидным, а образующаяся
смесь—перлитом.
Превращение перлита в аустенит и обратно
имеет место в любом железоуглеродистом спла-
ве (в разбираемом интервале концентраций)
при достижении линии PSK и является одним
из наиболее важных в процессах, происходя-
щих при термообработке стали.
322
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
100 —=»
80
60
го
20 25
Микроструктура железоуглеродистых
сплавов
В стали доэвтектоидного состава (содержа-
ние углерода до 0,83%) после медленного охла-
ждения структура состоит из избыточного фер-
рита, который выделяется из аусте-
нита во время охлаждения в интер- .
вале между линиями GOS и PS, и г/мм?
перлита, образующегося из аусте-
нита, по линии PSK. Количество
каждой структурной составляющей
зависит от содержания углерода.
Феррита образуется тем больше,
чем меньше в стали углерода. При
0,83% С сталь имеет чисто перли-
товую структуру. При содержании
углерода больше 0,83% помимо
перлита в стали присутствует из-
быточный цементит, ранее выде-
лившийся из аустенита в интер-
вале между линиями ES и PSK.
Типичные структуры эвтекто-
идной, до- и заэвтектоидной ста-
лей приведены на фиг. 5—7 (см.
вклейку).
Перлит представляется под ми-
кроскопом при значительных уве-
личениях в виде тонких пластинок
цементита, равномерно распреде-
лённых в основной массе феррита.
В некоторых случаях цементит
выделяется не в виде пластинок, а в виде зёр-
нышек. Избыточный феррит в доэвтектоидной
стали, близкой к эвтектоидному составу @,6—
0,7% С), выделяется в виде сетки, располага-
ющейся вокруг зёрен перлита, при меньшем
содержании углерода—в виде светлых скопле-
ний. Цементит в заэвтектондной стали распо-
лагается в виде мелких равномерно распреде-
лённых включений или тонкой сеткой по гра-
ницам перлитных зёрен, иногда в виде игл
внутри зёрен. По соотношению структурных
составляющих, особенно в доэвтектоидной ста-
ли, можно достаточно точно определять содер-
жание в стали углерода.
Механические и физические свойства
стали
Феррит представляет собой мягкую, пла-
стичную структурную составляющую, ме-
Цементит является хрупкой и очень твёр-
дой составляющей, твёрдость которой доходит
до 700 Hq при нулевом значении 8 и ф.
С изменением количественного соотноше-
ния феррита и цементита свойства изме-
няются.
^ 2
2
8
2"
ф[
7
-?—
30
35//„
20
10
Фиг. 9. Характеристика ме-
ханических свойств стали
@,8Уо С), имеющей зернистую
ипластинчатую структуру при
одинаковой твёрдости: /—зер-
нистая структура; 2—пластин-
чатая структура.
ОЛ 1.0 \5%С
Фиг. 10. Влияние содержания углерода
на магнитные свойства закалённой в
отожжённой стали: В — остаточная
индукция; Нс — коэрцитивная сила;
|х — максимальная магнитная про-
ницаемость; 4 tt/j,—магнитное на-
сыщение.
кг/мм-
70
60
50
ЬО
SO
20
10
-
dl.
0,2
0,6 1,0 %С
Фиг. 8. Влияние содержания угле-
рода на механические свойства ото-
жжённой стали.
ханические свойства которой в среднем соста-
вляют [7]: аь = 30 кг/мм2; ар = 20 кг/мм2;
k =45<V0;4< =70%; Нв = 80.
Чем больше углерода в стали, а следо-
вательно, и цементита (при 0,83<у0 С цемен-
тит составляет по весу и объёму около 13 Vo).
тем выше твёрдость и тем менее пластичен
материал вследствие уменьшения в нём фер-
ритной составляющей.
На фиг. 8 приведены кривые, характери-
зующие влияние содержания углерода на ме-
ханические свойства стали после медленного
охлаждения [8].
Некоторое падение прочности при 1,0% С
объясняется значительной потерей пластич-
ности материала.
Механические свойства стали зависят не
только от количества феррита и цементита, но
также от формы и размеров структурных со-
ставляющих. Чем тоньше пластинки перлита
и меньше частички цементита, тем выше твёр-
дость и крепость стали. В пластинчатом пер-
лите твёрдость может, например, изменяться
от 190 tiB (крупные пластинки) до 290 Нв и
выше (тонкие пластинки цементита). В перлите
с зернистой формой цементита твёрдость из-
меняется от 14о Нв (крупные частицы) до
190 Нв (мелкие частицы цементита).
Сильное укрупнение размера зёрен (напри-
мер при перегреве) может привести к резкому
падению вязкости стали.
Зернистая форма цементита по сравнению
с пластинчатой при одинаковой твёрдости ха-
рактеризуется более высокой пластичностью
(фиг. 9).
Изменение содержания углерода сказы-
вается также на физических свойствах как за-
калённой, так и отожжённой стали (фиг. 10) [10].
С увеличением содержания углерода умень-
шаются плотность стали, остаточная индукция,
магнитное насыщение и магнитная проницае-
мость, повышается электросопротивление и
ГЛ. VI]
СТРОЕНИЕ СПЛАВОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
323
коэрцитивная сила. Сопротивление железа воз-
действию кислот при добавке углерода умень-
шается [9].
Примеси в стали
Сталь помимо железа и углерода содержит
некоторое количество примесей, попадающих
в сплав при производстве стали. Обычно,
в технических сортах стали примесями
являются марганец, кремний, фосфор, сера и
кислород.
Нормально в стали содержится от 0,25 до
0,8% Мп и до 0,35% Si. Присутствие этих при-
месей в указанных количествах считается же-
лательным. В ряде случаев вводят в сталь зна-
чительно больше марганца и кремния для до-
стижения определённых физико-механических
свойств.
Фосфор, находясь в твёрдом растворе в же-
лезе, сильно повышает твёрдость и прочность
и понижает пластичность и особенно ударную
вязкость стали. Фосфор делает сталь хладно-
ломкой.
Вредное влияние фосфора на пластические
свойства стали сильно проявляется при содер-
жании углерода более 0,2%.
В некоторые сорта стали для улучшения
обрабатываемости специально добавляют до
0,20/0 Р.
Сера растворяется в железе в очень неболь-
ших количествах (до 0,025%); включения серы
в стали обычно присутствуют в виде соедине-
ния с железом (FeS) или марганцем (MnS).
Вредными являются включения сернистого же-
леза, вызывающие красноломкость—хрупкость
стали при повышенных температурах, связан-
ную с образованием легкоплавкой эвтектики,
располагающейся по границам зёрен. Красно-
ломкость стали уменьшается при добавке мар-
ганца, так как последний связывает .серу и пре-
пятствует образованию легкоплавкой эвтек-
тики Fe — FeS. Включения серы понижают
сопротивление стали усталости и износу.
Содержание фосфора и серы в стали ре-
гламентируется стандартами *.
Кислород содержится в стали либо в рас-
творе, либо в виде соединений с железом (FeO),
марганцем (МпО), кремнием (SiO2) и алюми-
нием (А12О3). Включения кислородных соеди-
нений в стали разнообразны как по составу,
так и по форме. Поэтому й влияние кислорода
на свойства стали может быть различным.
Наиболее вредными кислородными включе-
ниями являются FeO и SiO2. Заметное пони-
жение прочности и пластичности наблюдается
при содержании кислорода в стали выше
0,03—0,040/,).
Кристаллизация стали и строение слитка
В современных условиях металлургиче-
ского производства сталь получается либо
в слитках, предназначенных для последующей
горячей обработки (прокатки или ковки), либо
в виде фасонного литья, большая часть стали
получается в виде слитков отливкой в ме-
таллические изложницы.
* О влиянии Р и S на обрабатываемость стали реза-
нием си. «Сталь автоматная".
Первичная кристаллизация металла (из жид-
кого расплава) начинается с возникновения
центров кристаллизации в отдельных участказ
жидкости, где создались наиболее благоприят-
ные условия для устойчивости кристалличе-
ского зародыша. Такой зародыш является на-
чалом (центром), от которого идёт рост кри-
сталла. Столкновение между собой соседних
растущих кристаллов ограничивает их даль-
нейший рост и является причиной неправиль-
ной внешней огранки кристаллов. Величина
зерна зависит от скорости кристаллизации
(числа центров, возникающих в единице объё-
ма в единицу времени) и линейной скорости
роста кристаллов. Чем больше отношение ско-
рости кристаллизации к скорости роста, тем
мельче кристаллическое строение металла.
Число центров и скорость роста, а следова-
тельно, и величина зерна зависят от степени
переохлаждения металла (разности температур
начала кристаллизации и плавления). С увели-
чением степени переохлаждения скорость за-
рождения центров и скорость роста вначале
возрастают, а затем уменьшаются, но с раз-
личной интенсивностью. Степень переохлажде-
ния данного сплава зависит от скорости охла-
ждения и ряда других причин. С увеличением
скорости охлаждения степень переохлаждения
повышается.
Кристаллизация слитка представляет собой
сложный процесс, зависящий от многих фак
торов. Кроме природы металла и. скорости
охлаждения, большое значение имеют темпе-
ратура жидкого металла при отливке, способ
заливки, материал и форма изложницы и т. д.
После затвердевания металла, залитого в из-
ложницу, на поперечном разрезе слитка можно
обнаружить три характерные зоны первичной
кристаллизации (фиг. 11, см. вклейку). Наруж
ная зона (а) состоит из мелких неориентирован-
ных (глобулярных) зёрен, образующихся в на-
чальный момент затвердевания, в результате
большой скорости охлаждения (соприкоснове-
ние жидкого металла с металлической изложни-
цей) и неровной поверхности изложницы. Вслед
за тонким глобулярным слоем образуется вторая
основная зона (б) так называемых столбчатых
кристаллов, или зона транскристаллизации;
рост столбчатых кристаллов происходит пер^
пендикулярно к стенкам изложницы в напра-
влении, обратном тепловому потоку. В середине
слитка, где скорость охлаждения наименьшая
и центры кристаллизации возникают во всей
массе металла, снова образуется зона не-
ориентированных зёрен, однако относительно
более крупных, чем в наружном слое.
Кристаллы металла, отливаемого обычным
способом, получаются крупными и имеют ха-
рактерное дендритное(древовидное) строение,
в котором можно различать оси (ветви) 1-го,
2-го и т. д. порядка и междуосные простран-
ства.
Образование дендритной формы кристалла
объясняется недостатком питания его жидким
металлом.
Мелкозернистый литой металл получают или
методами специального раскисления или осо-
быми методами отливки (встряхивание, центро-
бежное литьё, литьё под давлением).
Слиток неоднороден не только по своему
кристаллическому строению, но и по химиче*
скому составу.
324
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
Неоднородность стального слитка по соста-
ву (ликвация) связана с самим процессом кри-
сталлизации стали (явление избирательного за-
твердевания). Химическая неоднородность мо-
жет быть в пределах отдельного зерна (ден-
дритная ликвация) или по всему объёму слитка
(зональная ликвация). В первом случае оси
дендритов оказываются менее обогащенными
примесями по сравнению с междуосными уча-
стками зерна. При зональной ликвации отдель-
ные зоны слитка (в зависимости от условий
отливки), чаще всего верхняя и средняя части,
содержат повышенное количество примесей.
Зональная ликвация обычно проявляется тем
слабее, чем сильнее выражена дендритная
ликвация.
Ликвация различных элементов зависит от
их природы и условий затвердевания металла.
Среди элементов, обычно присутствующих в
стали, больше других ликвируют сера и фос-
фор, затем углерод и меньше других — марга-
нец и кремний [5]. В табл. 3 приведены дан-
ные, характеризующие степень неоднородности
слитка. Ликвация различных элементов может
быть обнаружена путём травления в кислотах
продольных или поперечных макрошлифов или
при тщательном химическом анализе стали в
различных участках.
Таблица 3
Степень неоднородности слитка стали
Вес слитка в т
i
а
8
64
172
S
22
33
54
70
6о
29б
Неоднородность
Р
17
44
32
ар
бз
2ОЗ
с
13
аЗ
35
За
43
гор
в % по:
Мп
6
7
9
9
IO
и
Si
ю
4
-
7
6
23
Неоднородность металла сказывается на
механических и технологических свойствах.
Ликвационные участки металла отличаются по-
ниженной пластичностью и вязкостью. Сильно
выраженная ликвация может явиться причиной
возникновения ряда пороков в стали.
Уменьшение неоднородности стали дости-
гается (кроме улучшения методов выплавки
и разливки) длительной выдержкой металла
при высоких температурах A100—1200* С),
способствующей благодаря процессу диффузии
выравниванию концентрации элементов. Ука-
занная обработка, называемая „гомогениза-
цией", обязательна для высококачественного
металла, предназначаемого для сильнонагру-
женных деталей в ответственном машино-
строении.
Дефекты слитка
Разница в объёме жидкого и твёрдого ме-
талла приводит к сокращению объёма ме-
талла при его затвердевании (усадка). В ре-
зультате усадки металла в слитке неизбежно
образуются пустоты: а) макроскопические (уса-
дочная раковина), располагающиеся обычно
в верхней части слитка, и б) микроскопиче-
ские в пределах небольшого объёма ме-
талла (усадочная рыхлость, представляющая
собой скопление большого числа пор). Слиток,
совершенно свободный от пустот и усадочной
раковины, практически получить невозможно,
однако более совершенной отливкой можно
обеспечить получение металла достаточной
плотности.
Усадочная раковина обычно располагается
в верхней прибыльной части слитка (образо-
ванной утеплённой наставкой), которую затем
удаляют. Для получения достаточно здорового
металла удаляют иногда до */з по весу всего
слитка.
Неплотное строение металла может также
явиться следствием выделения при остывании
поглощённых жидкой сталью газов (кислорода,
азота, водорода, окиси углерода и углекислого
газа). Последние попадают в сталь из воздуха
или в результате химических процессов, про-
текающих в металлической ванне. Метод вы-
плавки и разливки стали имеет решающее влия-
ние на количество газов и их распределение
в металле. В слитке газы могут находиться
в виде газовых пузырей, в растворе или в ви-
де соединений с металлом (окислы, нитриды
и т. д.) Распределение и форма газовых пузы-
рей могут быть разнообразными.
При горячей механической обработке слитка
газовые пузыри, имеющие неокисленную обо-
лочку, обычно завариваются. При близком рас-
положении к поверхности газовые пузыри мо-
гут явиться причиной поверхностных дефектов
стали.
Газы, находящиеся в твёрдом растворе или
в виде химических соединений, понижают пла-
стичность и вязкость стали.
Наиболее сильным средством борьбы с га-
зами в металле является правильно проведён-
ный процесс выплавки и тщательная дегазифи-
кация стали.
Большое значение имеет также правильная
разливка стали.
Качество металла зависит также от чистоты
его в отношении различных неметаллических
включений. Последние могут попадать в сплав
в виде инородных частиц или образоваться
в процессе раскисления стали и в результате
взаимодействия металла со шлаком.
К неметаллическим включениям относятся
главным образом: 1) сульфиды, сернистые со-
единения марганца и железа; 2) окислы
(Fe3O4, FeO, MnO, А12О3 и др.); 3) силикаты —
соединения кремнекислоты с различными
окислами и др.
Неметаллические включения имеют разно-
образные, однако характерные различимые
под микроскопом формы.
Вредное действие включения зависит от
природьГ и в значительной степени от формы,
размера и расположения его.
Разработанные в ряде отраслей промышлен-
ности стандартные шкалы по неметаллическим
включениям дают возможность судить о сте-
пени загрязнённости металла и его пригодно-
сти для той или иной детали.
Весьма важной операцией для пригото-
вления стали хорошего качества является рас-
кисление, т. е. удаление из металла окислов
железа, присутствие которых резко понижает
пластичность металла при высоких темпера-
ГЛ. VI]
СТРОЕНИЕ СПЛАВОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
325'
турах (красноломкость). Раскисление обычно
производится одним из элементов: Si, Mn, A1
и др. или одновременным введением несколь-
ких элементов в виде комплексных раскиели-
гелей. Действие комплексных раскислителей
имеет свои особенности и обеспечивает полу-
чение наиболее чистого металла. В практике
изготовления стали получили применение и спе-
циальные присадки небольших количеств эле-
ментов и сплавов: Va, Ti, Zr, Nb, боросодер-
жащих сплавов и др. [6]. Добавка небольшого
количества этих элементов позволяет получить
значительно более чистую сталь в отношении
кислорода, серы, фосфора и азота. Сталь
получается более однородной с более плотным
макростроением, более тонкой микрострукту-
рой и более высокого качества.
Особенно эффективное улучшение стали
достигается с помощью специального раскис-
ления бором или сплавом Грейнал (А1 — V —
Ti—Fe). В присутствии тысячных долей бора
наблюдается улучшение механических свойств
стали и сильное увеличение прокаливаемости,
позволяющие в ряде случаев применять угле-
родистую и малолегированную сталь взамен
легированной.
Величина зерна в стали
Вопрос о „наследственном зерне" в стали
тесно связан с вопросом специального раскис-
ления. Под велжчиной наследственного зерна
стали понимается величина зерна аустенита,
т. е. размер зерна, образующегося при высо-
ких температурах (выше Ась). По шкале ASTM
величину зерна определяют числом зёрен, при-
ходящихся на один дюйм поля зрения шлифа
при стократном увеличении микроскопа. В соот-
ветствии с этим сталь разделяют по номерам
следующим образом:
Номера ....
Число зёрен на
1 кв. дюйм . .
64 u8
Первые четыре номера характеризуют
крупнозернистую сталь, остальные — мелко-
зернистую (зерно № 5 иногда относят к сред-
нему зерну).
Сталь одинакового химического состава,
обработанная в одинаковых условиях и на-
гретая до одной температуры, может иметь
разную величину зерна. Различная склон-
ность к росту зерна у стали одного и того
же состава связана с условиями её изгото-
вления.
Величина зерна имеет большое влияние на
свойства стали. Мелкозернистая сталь при оди-
наковой прочности по сравнению с крупнозер-
нистой более вязка, менее склонна к перегреву
и даёт меньше дефектов при термообработке.
На деталях больших сечений из крупнозерни-
стой стали удаётся получить высокие механи-
ческие свойства благодаря лучшей её прока-
ливаемости.
Горячая механическая обработка стали
Структура литой стали отличается неодно-
родностью и грубым строением (фиг. 12, см.
вклейку). Фазовые превращения, сопровожда-
ющие нагрев стали до высокой температуры
и охлаждение* мало сказываются на структур?
литой стали. Лишь сильной пластической де-
формацией при высокой температуре (горячая
механическая обработка) удаётся разрушить
структуру литой стали и получить равномер-
ное мелкозернистое строение стали.
По мере увеличения степени обжатия ме-
талла при горячей обработке и одновременной
его вытяжке дендриты постепенно разрушаются
и вытягиваются в направлении деформации,
зерно меняет свою равноосную форму на вы-
тянутую, постепенно разрушаются межкристал-
лические плёнки, измельчаются и вытягиваются
неметаллические включения. В результате
вместо дендритного строения сталь приобре-
тает характерное для горячедеформированного
металла волокнистое строение (первичная по-
лосчатость) [3].
Горячая механическая обработка уничто-
жает частично пустоты и микропоры, что ска-
зывается благоприятно на механических свой-
ствах стали: повышается по сравнению с ли-
тым состоянием прочность и особенно пластич-
ность и вязкость стали [11].
Волокнистое строение стали после горячей
обработки приводит к резко выраженной ани-
зотропии свойств, тем большей, чем больше
степень деформации. Образцы, вырезанные по-
перёк волокна, показывают при испытании по-
ниженные механические свойства по сравне-
нию с образцами, вырезанными вдоль волокна.
Направление волокна сказывается преимуще-
ственно на пластичности и вязкости стали (при
определении сопротивления стали разруше-
нию при растяжении можно обнаружить в
поперечных образцах также пониженную
прочность) [12]. При горячей механической
обработке следует стремиться располагать во-
локно металла параллельно конфигурации де-
тали.
Пониженные свойства в поперечном на-
правлении являются иногда причиной разру-
шения деталей в эксплоатации, особенно таких,
в которых напряжения действуют перпенди-
кулярно направлению волокна.
Способность стали к пластической дефор-
мации зависит от химического состава стали,
чистоты её и условий, при которых деформация
производится (температуры, скорости, вели-
чины и типа деформации). Чем сложнее состав
стали, тем больше усилий требуется для её
деформации и тем осторожнее последняя
должна производиться.
Определяющее значение при горячей меха-
нической обработке имеет температура, с по-
вышением которой снижаются твёрдость и
прочность, увеличивается пластичность и ме-
талл легче обрабатывается. Температурный
интервал начала и конца горячей обработки
зависит от состава стали. Сталь деформируют
обычно, когда она находится в однофазном
аустенитном состоянии, т. е. при нагреве выше
точки Л8. Слишком высокий нагрев во время
горячей обработки может привести к опла-
влению и пережогу и образованию вследствие
этого трещин, а иногда и к разрушению ме-
талла. Образование трещин возможно также,
если деформация заканчивается при слишком
низкой температуре, когда сильно уменьшает-
ся пластичность стали.
Для высокоуглеродистой стали и многих ма-
рок легированной стали охлаждение после
326
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
горячей обработки желательно замедленное
(в золе, колодцах,-печах) во избежание обра-
эования больших внутренних напряжений и по-
явления трещин, особенно при крупных сече-
яиях.
В процессе горячей механической обра-
ботки уничтожается ряд дефектов литья (круп-
яокристаллическое строение, рыхлость, от-
дельные пузыри). Несовершенная горячая пла-
стическая деформация может сама явиться
источником некоторых дефектов. Весьма опас-
ным дефектом, встречающимся в горячедефор-
мированной легированной стали, являются тре-
щины, выявляющиеся в виде характерных бе-
лых пятен, называемых флокенамй. Появление
»того дефекта связано с возникновением боль-
ших внутренних напряжений и является осо-
бенно вредным для деталей, испытывающих
знакопеременные нагрузки.
Термическая обработка стали
Детали различных конструкций подвергают
обычно специальной термической обработке
для придания им требуемых физико-механи-
ческих свойств. Непосредственно после го-
рячей механической обработки (без термообра-
ботки) применяется относительно небольшая
часть малоответственных изделий.
Сталь, нагретая выше Acs, имеет структуру
аустенита, который при последующем медлен-
иом охлаждении распадается на перлит и
избыточный феррит (при содержании углерода
меньше 0,8%) или цементит (при содержании
углерода больше 0,8%). По мере увеличения
скорости охлаждения понижается температура,
яри которой происходит превращение аусте-
аита, что приводит вначале к уменьшению ко-
личества свободного феррита (в доэвтектоид-
яой стали), а затем и к полному его исчезно-
вению. Образуется один перлит тем более тон-
кого строения, чем ниже температура его обра-
зования. Одновременно с изменением структу-
ры меняются свойства: повышаются твёрдость
и крепость и уменьшаются пластичность и вяз-
кость. Так, при охлаждении стали, содержащей
0,4—0,5% С, со скоростью 1° в минуту твёр-
дость перлита равна 200 Нв, при скорости 60°
в минуту — 230 Нв, при скорости 600° в ми-
нуту — 250-Г-270 Нв и, наконец, при скорости
3000° в минуту достигает 400 Нв.
Феррито-цементитная смесь, образующаяся
при пониженных температурах, носит название
не перлита, а в зависимости от дисперсности
её составляющих—сорбита или троостита
закалки. Троостит образуется при более низ-
ких температурах и отличается более тонким
строением и большей твёрдостью.
При дальнейшем увеличении скорости
охлаждения до 3600° в минуту и больше наряду
с трооститом при ещё более низких темпе-
ратурах появляется новая структура, отличаю-
щаяся игольчатым строением и называемая
мартенситом. При некоторой скорости охла-
ждения (критической) остаётся один мартен-
сит, являющийся характерной структурой за-
калённой стали (фиг. 13, см. вклейку). Таким
образом, под закалкой подразумевается тер-
иическая операция, состоящая из нагрева стали
выше Ас3 с последующим охлаждением со
скоростью, обеспечивающей получение струк-
туры мартенсита.
Кроме мартенсита в структуре закалённой
стали может оставаться некоторое количество
остаточного аустенита. Наиболее распростра-
нённой средой охлаждения при закалке являет-
ся вода (для стали с критической скоростью
закалки больше 100° в секунду). Скорость
охлаждения, необходимая для достижения мар-
тенситной точки, зависит и от состава стали.
Увеличение содержания углерода (до 0,9%)
или добавка легирующих элементов (боль-
шинства из них) уменьшает критическую
скорость охлаждения, почему сталь может за-
каливаться в масле (при критической скорости
меньшей, чем 50° в секунду). Некоторые мар-
ки стали приобретают мартенситную структуру
при охлаждений на воздухе (скорость меньше
5° в секунду) и даже при медленном охлажде-
нии в печи (если критическая скорость мень-
ше 1° в секунду).
Мартенсит представляет собой пересыщен-
ный твёрдый раствор углерода в а-железе,
имеет тетрагональную решётку (вытянутого
куба) с отношением осей, меняющимся в за-
висимости от содержания углерода до 1:1,07.
Образуется мартенсит из аустенита при низ-
ких температурах.
Характерной особенностью стали, закалён-
ной на мартенсит, является обнаруживаемая
при испытании весьма высокая твёрдость и
крепость, а также повышенная хрупкость. По-
лучение высокой твёрдости и крепости есть
основная цель закалки. Твёрдость мартенсита,
зависящая от содержания углерода, доходит
до 650 Нв.
Закалка сильно сказывается и на физических
свойствах стали. Удельный объём закалённой
стали увеличивается на 1% (при 0,9% С),
сильно повышается коэрцитивная сила и
стойкость против воздействия кислот, увели-
чивается электросопротивление и падает
магнитная проницаемость [9].
Применяемые призакалке большие скорости
охлаждения (углеродистые стали обычно за-
каливаются в воде или масле), а также про-
текающее мартенситное превращение, сопро-
вождающееся сильным увеличением объёма,
вызывают в закалённой стали значительные
напряжения, которые приводят к деформа-
ции изделия, а иногда и к образованию тре-
щин.
Сохранить аустенит в углеродистой стали
при охлаждении до комнатной температуры
не удаётся даже при очень больших скоростях
охлаждения. Изучение превращения аустенита
при постоянной температуре (ниже Ас{) по-
казало, что он обладает различной устойчи-
востью в разных температурных областях.
Время устойчивости аустенита до начала его
распада и время распада зависят от условий об-
работки и главным образом от состава стали.
Кривые зависимости времени распада от тем-
пературы имеют характерную S-образную (или
С-образную) форму (фиг. 14) [2]. В соответ-
ствии с этим структуру перлита различной
степени дисперсности или структуру мартен-
сита можно получить не только в результате
непрерывного охлаждения, как это обычно
практикуется, но и посредством процесса
изотермического превращения, состоящего из
быстрого охлаждения стали до заданной тем-
ГЛ. VI]
СТРОЕНИЕ СПЛАВОВ НА ЖЕЛЕЗНОЙ ОСНОВЕ
327
_ Температура охлаЖд. среды
пературы (определяемой характером требуе-
мой структуры) и последующей выдержки при
этой температуре. После изотермического
превращения несколько выше Ms (фиг. 14)
образуется характерная игольчатая структура,
называемая бейнитом. Получение структуры
мартенсита при непрерывном охлаждении воз-
можно, как это видно из фиг. 14, если ско-
рость охлаждения достаточно велика и время
пребывания стали при высокой температуре
меньше времени нахождения стали до начала
перлитного превращения.
Существуют различные способы изотер-
мической обработки стали для уменьшения
напряжений и деформаций в деталях и полу-
чения более высоких механических свойств.
В некоторых
Аустенит(неустойчивыйj случаях в соответ-
ствии с условиями
работы детали за-
калка должна ог-
раничиваться либо
поверхности ым
слоем, либо от-
дельной частью де-
тали. Для этой це-
ли применяется по-
лучившая широкое
распространение
поверхностная за-
калка.
Большая твёр-
дость, хрупкость
и наличие значи-
тельных напряже-
ний в закалённой
стали делают её
в большинстве
случаев непосред-
ственно после закалки, не пригодной для экс-
плоатации. Поэтому необходима дальнейшая
термообработка, имеющая целью уменьшение
твёрдости и прочности, повышение вязкости за-
калённой стали,атакжеуменьшение внутренних
напряжений, это достигается отпуском, т. е. на-
гревом закалённой стали до некоторой темпера-
туры, лежащей ниже точки Л,, выдержкой при
этой температуре и последующим охлажде-
нием. При такой обработке меняется структура
стали, которая из менее устойчивого состояния
переходит в более устойчивое. В отличие от
закалки при отпуске стали определяющим мо-
ментом является не скорость охлаждения, а
температура нагрева.
Процессы отпуска протекают тем полнее
и ¦интенсивнее, чем выше температура отпуска
и больше время выдержки при данной темпе-
ратуре.
После закалки структура стали состоит из
мартенсита и некоторого количества остаточно-
го аустенита. Первая структура представляет
собой пересыщенный твёрдый раствор угле-
рода в а-железе, вторая — переохлаждённый
твёрдый раствор углерода в ^-железе. Обе
структуры неустойчивы и при нагреве распа-
даются. Процесс отпуска в углеродистой стали
начинается с выделения из мартенсита углеро-
да, что приводит к уменьшению тетрагональ-
ности мартенсита и приближению его строения
к кубическому. Углерод выделяется в форме
карбида промежуточной структуры, переход
которого в карбид цементитного типа совер-
Врема
Фиг. 14. Диаграмма изотерми-
ческого распада аустенита и
кривые охлаждения (схема).
шается постепенно при дальнейшем отпуске [1].
При отпуске до 350—400° практически закан-
чивается выделение углерода из а-раствора и
сталь оказывается состоящей из смеси феррита
и цементита. Вначале образуется троостит от-
пуска, а при дальнейшем повышении темпе-
ратуры происходит коагуляция зёрен цемен-
титной составляющей в более крупные ча-
стицы (образуется структура сорбита и,
наконец, перлита). Превращение остаточного
аустенита в мартенсит в углеродистой стали
протекает в интервале температур 200 —
ЗиО° С *.
Структурные превращения при отпуске
закалённой стали вызывают изменение всех
механических и физических свойств. По мере
повышения температуры отпуска постепенно
падает твёрдость и прочность и повышается
пластичность и вязкость. Наибольшие отклоне-
ния от однозначной зависимости от темпера-
туры обнаруживает кривая ударной вязкости.
Для ряда марок стали в определённых темпе-
ратурных зонах наблюдаются провалы на кри-
вой вязкости (явление отпускной хрупкости).
При отпуске следует подобрать такие условия,
которые обеспечили бы оптимальное сочета-
ние свойств, диктуемое условиями работы де-
талей.
Величина внутренних напряжений посте-
пенно уменьшается с повышением температуры
отпуска. Полное снятие напряжений достигает-
ся при отпуске 550—650* С в течение 2-4 час.
Быстрое охлаждение с высоких температур от-
пуска может вновь вызвать в стали значитель-
ные остаточные напряжения термического про-
исхождения.
Отпуск также изменяет физические свой-
ства закалённой стали: электросопротивление и
удельный объём падают (особенно сильно при
температуре отпуска до 300° С в связи с рас-
падом твёрдого раствора), магнитная прони-
цаемость повышается и коэрцитивная сила па-
дает.
Растворимость стали в кислотах вначале
повышается, достигает наибольшей интенсив-
ности при 400° С, а затем вновь падает. Одна-
ко даже после отпуска при 700° она больше,
чем у закалённой стали.
Изделия цементуемые (насыщенные с по-
верхности углеродом) и инструменты (с целью
сохранения высокой твёрдости), а также маг-
нитные стали отпускаются при температуре не
выше 200—250° С.
Детали машин, изготовляемые из средне-
углеродистой стали @,3—0,5%С), подвергают-
ся отпуску при 5H° и выше для получения
удовлетворительной прочности и хорошей пла-
стичности.
Отпуск наряду с закалкой является важней-
шей термической операцией, поскольку он слу-
жит конечной обработкой, определяющей свой-
ства изделия в эксплоатации.
Различные другие виды термообработки см.
в принятом ВКС проекте стандарта .Термиче-
ская обработка сплавов на железной основе.
Терминология"
* Об отпуске легированной и углеродистой ин-
струментальной стали см. .Влияние легирующих эле-
ментов в стали* и .Сталь инструментальная углеро-
дистая".
328
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
{РАЗД. 11
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Арбузов М. и Курдгомов Г. В., Состояние
углерода в отпущенной стали. Журнал технической
физики, вып. 10 A940), 1093.
2. Б е й н Э., Влияние легирующих элементов на свой-
ства стали, Металлургиздат, М. 1945.
3. Б о ч в а р А. А., Основы термической обработки
сплавов, Металлургиздат, М. 1940.
4. Гудремон Э., Учение о специальной стали, ОНТИ
НКТП, М.-Л.
5. Г у д ц о в Н. Т., Термическая обработка чёрных ме-
таллов, Курс лекций.
6 Г у л я е в А. П., Л а х т и н Ю. М., Т а р у с и н А. И.,
Термическая обработка стали, Машгиз, 1946.
7. Кащенко Г. А., Курс металловедения, Металлург-
издат, М. 1940.
8. К о н т о р о в и ч И. Е., Термическая обработка ста-
ли, Металлургиздат, М- 1945.
9. Лившиц Б. Г., Физические свойства металлов.
Металлургиздат, М. 1946.
10. М и н к е в и ч Н. А., Курс термической обработки
стали и чугуна, ОНТИ НКТП СССР, М. 1935.
И. О б е р г о ф е р П., Техническое железо, Металлург-
издат, М. 1910.
12. Ф р и д м а н Я- Б., Механические свойства металлов,
Оборонгиз, М. 1946.
13. Штейнберг С. С-. Термическая обработка стали,
Металлургиздат. Москва—Свердловск. 1945.
ДИАГРАММЫ СОСТОЯНИЙ „ЖЕЛЕЗО —ЛЕГИРУЮЩИЙ ЭЛЕМЕНТ'
Система „железо — никель" (фиг. 15)
Никель имеет кубическую гранецентриро-
ванную решётку с параметром 3,51 А, близ-
ким к параметру ?-железа C,65 А). Это обес-
печивает образование непрерывного твёрдого
раствора от Fe до Ni.
Никель повышает точку А4 и снижает А3,
расширяя ^-область. Превращение А4 повы-
шается и при 1500е переходит в трёхфазное
нонвариантное равновесие 7з=±а+?-
В соответствии с современными предста-
влениями следует различать (при значительных
содержаниях Ni) превращение Л3 при охлажде-
нии и нагревании. При охлаждении превраще-
ние лежит ниже, чем при нагревании, но это
не связано с гистерезисом превращений. При
охлаждении превращение 7 -> « происходит по
мартенситному типу без изменения концентра-
ции. При нагревании превращение а-» у про-
исходит по обычным законам превращения
твёрдых растворов.
°С
1500
то
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
0
-100
лдкесть+
\ fi-hV
v~
TV
а
\
\
\
\
\
S I I ¦
Жидкость
У
ач-у(нагрев)
V
^
ч
si
I
а+у (охлаждение)
ч
1500
1400
1300
1200
1100
1000
900
800
700
600
500
400
300
200
100
{.^Жидкость
П»
Г
г
1
t
V
А
\
+У*
а
\_
N
i
Жидкость
Жидкость +у
У
+¦ у(нагрев)
.(х+у
i (охлаЖдени
i
1
1
ш
I
/
1
1
•
1
¦к/
Я'
/З'+а
\
а'
—
Система „железо — марганец" (фиг. 16)
Марганец имеет три аллотропические фор-
мы: a-марганец и ^-марганец имеют сложную
многоатомную кубическую решётку, у-марга-
нец — тетрагональную гранецентрированную
решётку. По большой оси параметр равен
3,77А, по малой — 3,53 А. Небольшое различие
в параметрах между Fe и Мп и почти оди-
наковое кристаллическое строение допускают
возможность образования неограниченной рас-
творимости между этими двумя аллотропиче-
скими формами. Здесь надо предположить, что
при прибавлении марганца кубическая решётка
Fe изменяется в размерах и при определённом
содержании марганца переходит в тетрагональ-
ную.
Особенности при превращении f т~* а. от-
меченные при рассмотрении системы Fe — Ni,
справедливы и к системе Fe — Мп.
При содержании марганца от 12 до 29°/0
обнаружено, что 7 Фаза переходит в а-фазу
°С
1800
t700
1600
1500
М0О
1300
1200
НОО
Ю00
900
800
700
600
500
Ш 20 30 40 50 60 70 80 90100
F* Вес. %n: Ni
Фиг. 15. Система Fe — N1. Обозначе-
ние фаз: о — твёрдый раствор никеля
в а-железе —Fea (Ni); f — то же в
т-железе — Fe« (Ni); 8—то же в 6-же-
лезе Feg (Nl).
О 10 20 30 40 50 60 70 80 90 100
Fe Вес. %Мг. И о
Фиг. 16. Система Fe — Мп. Обозна-
чение фаз: а — твёрдый раствор мар-
ганца в а-железе — Fea (Мп); у — то
же в -(-железе — Fe« (Mn); о — то же
в 3-железе - Feg (Mn);a'~ твёрдый рас-
твор железа в a-марганце-Mna (Fe);
Р' — то же ^-марганце — Ми» (Fe).
\
V
/
i
Жидкость
Жидкость+а
L
+У
I
1
1
ей
/
а
X1
^^
FeCr
i j
11
¦ i
\
и
1
1
1
1
у*
У
У
А
7
.
ш
О Ю W 30 40 50 60 70 80 90 100
fe 8рс % С г Сг
Фиг. 17. Система Fe — Сг. Обозначе-
ние фаз: a — твёрдый раствор хрома
в a-железе — Fea (Cr); у — то же в
у-железе — Fe- /Cr); * — упорядочен-
ный твёрдый раствор а или интерме-
таллическое соединение — FeCr.
ГЛ. VI]
ДИАГРАММЫ СОСТОЯНИЙ „ЖЕЛЕЗО - ЛЕГИРУЮЩИЙ ЭЛЕМЕНТ'
329
через промежуточную е-фазу. Условия обра-
зования последней (имеюшд й плотно упакован-
ную гексагональную решётку) не вполне ясны.
На диаграмме фиг. 16 это превращение не ука-
зано.
Система „железо — хром" (фиг. 17)
Хром имеет аллотропическую форму объ-
?мноцентрированной кубической решётки. Па-
раметр её (а=2,88 А) близок к параметру
а-железа (д=2,8б А) и поэтому возможно обра-
зование неограниченного раствора Fea и Сг.
Хром понижает точки А± и Аг, но так как Ai
понижается быстрее, чем Аь, то ^"Область за-
мыкается примерно при 13% Сг.
В интервале 44—52% Сг образуется не-
устойчивое соединение FeCr D8,2% Сг). Воз-
можно, что эта фаза является не неустойчивым
химическим соединением, а упорядоченным
твёрдым раствором. Фаза FeCr (упорядоченный
твёрдый раствор) очень хрупка и известна в
литературе под разными названиями: „В-соста-
вляющая"; .хрупкая составляющая*; „о-фаза".
Образование этой фазы в чистых хроми-
стых сплавах происходит с большим трудом
при продолжительных выдержках в интервале
температур превращения. При достаточно
быстром охлаждении a-твёрдый раствор пере-
охлаждается до комнатной температуры без
превращений. Однако многие примеси (напри-
мер Ni) способствуют этому превращению.
Слева и справа от гомогенной области FeCr
находятся двухфазные области, которые в сто-
рону железа распространяются до 28% Сг (по
Веферу) или до 15—20% Сг (по Бейну).
Система „железо — ванадий" (фиг. 18)
Ванадий имеет объёмноцентрированную ку-
бическую решётку с параметром а = 3,03 А.
Система аналогична системе Fe — Сг. Так как
1600
two
1400
1300
120С
1000
900
800
700
600
500
400
300
'/ПО
у
Жидкость 1
Жидкость +<х
OC-I-
а
-X.
1
I
11
i
i
i
1
I
1
i
•
i
1;
1
||
i
FeV
о
с
\\
и
\\
\\
\\
V
i
i
'
i
i
i
i
i
¦
„-^
П
i 1
1 '
i
ванадий понижает точку Л4 и повышает Л8,
то у-область выклинивается, как и у других
металлических элементов, аналогично влия-
ющих на точки Ai и Л3, примерно при 2 ат%.
Ванадий изоморфен о-железу и даёт с ним.
неограниченный твёрдый раствор.
Для раствора с атомным соотношением'
VI Q
-рг- = -у- возможен процесс упорядочения. Этот
процесс находит свое' выражение на диаграм-
ме в пунктирных кривых, определяющих
область существования s-фазы и области
существования двух а- и е-фаз.
Система „железо—молибден" (фиг. 19)
Молибден имеет кубическую объёмноцен-
трированную решётку с параметром я=3,14А.
Значительно больший параметр решётки у мо-
-^ область ЯвЩ
22001450
1440
6 381
- Жиакость+а .—
Жидкость +q I,
0 10 20 30 40 50 60 70 80 90 100
Fe Bee %V V
Фчг. 18. Система Fe —V. Обозначение фаз:
«— твёрдый раствор ванадия в a-железе —
Реа (V); у — то же в у- железе — Fe^ (V);
• — упорядоченный твёрдый раствор а или
интерметаллическое соединение — FeV.
W 20 30 40 50 60 70 80 90 100
Fe 8ес.%Мо Мо
Фиг. 19. Система Fe — Мо. Обозначение
фаз: «— твёрдый раствор молибдена в
«-железе — Fea (Мо); у — то же в у-желе-
зе - Fe7 (Мо); г - Fe,Mo2; ij — FeMo;
С—твёрдый раствор железа в молибдене
Мо (Fe).
либдена, чем у о-железа, исключает возмож-
ность получения неограниченного ряда твёр-
дых растворов.
Молибден повышает точку Л3 и понижает А^
выклинивая полностью -^область при 3,5%
Мо B,09 ато/о).
Растворимость молибдена в Fe<* приблизи-
тельно равна 5% при 20° и 38% при 1450°"
(максимальная). Столь значительная разница
в растворимости при нормальной и высокой
температуре позволяет применить к сплавам
(от 5 до 38% Мо, но главным образом при со-
держании Мо от 20 до 35%) закалку с после-
дующим искусственным старением, что ведёт
к весьма значительным изменениям их свойств.
В результате старения из пересыщенного твёр-
дого раствора выпадают кристаллы интерме-
таллического соединения Fe3Mo2 (молибде-
ниды).
В участке диаграммы, показанной в увели-
ченном масштабе, видно, что линии солидус
иликзидус имеют минимум при 36%МоA440°),
е-фаза (Fe3Moo) образуется при 1480° в резуль-
тате перитектической реакции между жид-
костью и выпавшими при более высокой тем-
пературе Tj-кристаллами (L -\-r\-*i).
330
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
Другое неустойчивое соединение FeMo
(т)-фаза) существует только в интервале тем-
ператур от 1540 до 11SO°. При нормальной
температуре в равновесном состоянии суще-
ствует, таким образом, только один молибденид
<Fe3Mo2).
Система „железо — вольфрам" (фиг. 20)
Вольфрам имеет кубическую объёмноцен-
трировэнную решётку с параметром а — 3.15А.
Ввиду большого различия в параметрах ре-
Система „железо — кремний" (фиг. 21)
Кремний имеет решётку алмаза. Раствори-
мость кремния в железе —14,5и/0 при 20° и
18,5% при 1030° (максимальная). Небольшая
разница в растворимости с изменением темпе-
ратуры делает эти сплавы мало склонными
к дисперсионному твердению.
Кремний позышает точку А3 и понижает At,
выклинивая ^-область при 2% Si.
Кремний образует с железом ряд соедине-
ний — силицидов: т^-фазу — FesSi2; е-фазу —
FeSi; С-фазу — Fe2Si5. Из этих трёх соедине-
3400
3200
3000
2800
2600
2400
2200
2000
/800
то
1400
*200
WOO
800
600
WO
0 Ш 20 30 40 50 60 70 80 90 100
Fe Вес %U/ U/
Фиг. 20. Система Fe — W. Обозначение
фаз: а — твёрдый раствор вольфрама в
о-железе — Fea (W); 7 — то же в f-желе-
se-FeT (W); X - Fe,W; e-Fe3W,; t-твёр-
' дый раствор железа в вольфраме — W(Fe).
Жидкость
Жидкость
Wv
iJ
Try
111
\
V
В —
a/
J
H
Ы
/
/
/
7
T
/
J
/
p
Жидкосюь+%
^Жидкость+е
—
(Г+
I
1040"
к
—J
к
с
К
¦"
1 1640°
L
?
5bO°
X-
-L
iinn
nnn
1100
1000
QOO
onn
700
600
500
400
inn
200
wo
\ x\ \
\ \ \
1 \
\a+r.
Ы
a
1
dkocm
/
J
\ 1
!!'
1
ь-н
or Жидкость
tMuo-
V
n
e
-f-f
сть.
X
Жидк.+в ;
o-
X+6
о
Fe
BO 30 40 50 60 70 80 90 WO
Bee. %Si Si
Фиг. 21. Система Fe — SI. Обозначение
фаз: о — твёрдый раствор кремния в а-же-
лезе — Fea (Si); у — то же в у-железе —
FeT (Si); T)-FeaSi3; t—FeSi; t—FeaSi6; 9—
твёрдый раствор железа в кремнии—SI (Fe).
шётки W и Fea вольфрам ограниченно раство-
рим в железе F% при 20°; 320/0 при 1540°).
Сплавы с содержанием вольфрама от б
до 32% способны к дисперсионному твер-
дению.
Вольфрам повышает точку Л3 и пони-
жает /44» выклинивая т-Фазу при 6,5% W
<2,05 ато/о).
Железо и вольфрам образуют два интерме-
таллических соединения: Fe2W (Х-фаза) и Fe3W2
(е-фаза). ).-фаза образуется путём перитекти-
ческой реакции (при 1040°) из ранее выпав-
ших кристаллов е-фазы и a-фазы (at -f- e-»-A).
Однако ввиду большой склонности к переохла-
ждению в обычных условиях охлаждения это
превращение не протекает и второй фазой
в железовольфрамовых сплавах (при содержа-
нии W > 6%) являются е-кристаллы (вольфра-
мид Fe3W2), а не Х-кристаллы (Fe2W).
ний твёрдо установлено наличие силицида FeSi.
Существование остальных силицидов спорно.
Не вполне определена температура их обра-
зования, а также и их стехиометрическая фор-
мула. Например, С-фаза некоторыми авторами
обозначается формулой FeSi2 (а не Fe2Si5).
¦г)-фаза образуется при 1020° путём соеди-
нения а- и е-фазы (а + е-**)), но затем при
дальнейшем охлаждении при 820° вновь рас-
падается на эти же две фазы (у]-»-а + 6)-
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Обергоффер П., Техническое железо, Метал-
лургиздат, М. — Л. 1940.
2. Хансен М., Структура бинарных сплавов, т. I и II.
Металлургиздат, М. — Л., 1941.
3. Metals Handbook American Society of Metals, 1939.
гл. vq
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
331
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
Влияние элементов на полиморфизм
железа
Для чистого железа характерно наличие
двух аллотропических модификаций:
1) а — с объёмноцентрированной решёткой,
существующая в двух интервалах темпера-
тур—ниже 910° и от 1395 до 1535°, и
2) y — с гранецентрированной решёткой,
существующая в интервале температур от
910 до 1395°.
Высокотемпературное (при 1395°) а ±=j -у пРе"
вращение обозначается Л4, низкотемператур-
ное (при 910°) а±^-( превращение — Л3-
Легирующие элементы, растворяясь в же-
лезе, влияют на температуры превращения
j43 и Aif повышая (f) или понижая D-) их
по следующей схеме:
растворимостью в железе и дают обычно диа-
граммы подгруппы Л; элементы, расположен-
ные в периодической системе вдали от железа,
дают диаграммы подгруппы В;
б) элементы, изоморфные ужелезУ> дают
диаграмму с .открытой" 7-°бластью (типы /
и ///, фиг. 22); элементы, изоморфные а-желе-
зу, дают диаграмму с закрытой -^-областью
(типы // и IV).
Из указанных положений могут быть
исключения: например медь, расположенная
достаточно близко к железу, даёт диаграмму
типа 1 подгруппы В\ А1, изоморфный у-железу,
даёт диаграмму с закрытой -^-областью.
Влияние легирующих элементов на феррит
Растворение легирующего элемента в а-же-
лезе происходит путём замещения в его ре-
А,
t
t
t
Mn,
Mn,
Ni,
Ni,
C,
С
N,
N,
Cu,
Cu.
Zn,
Zn,
<Au,
Au,
As,
As,
0,
o,
Zr,
Zr,
B,
B,
Sn,
Sn,
Be,
Be,
Al,
Al,
Si,
Si»
P,
P,
Ti,
Ti,
V,
V,
Mo,
Mo,
W,
w,
Та,
Та,
Nb, Sb,
Nb, Sb,
Co
Co,
Cr,
Cr
Большинство элементов либо расширяет
интервал существования -f-фазы (л4 ^ ; д21),
либо сужает (Л4 Ф ; Л3 f).
Если Л4 повысится до линии солидуса, а Л3
понизится до комнатной температуры, то во
всём интервале температур от комнатной до
температуры плавления устойчивой будет-^-фа-
за и сплав не испытает превращений при
нагревании. Такой сплав называется аусте-
нитным. Если точки Л3 и Л4 сольются при
определённом содержании легирующего эле-
мента, то сплавы с таким или большим содер-
жанием легирующих элементов также не будут
испытывать превращений при нагревании и
устойчивой формой будет а-фаза. Такие спла-
вы называются ферритными.
Если растворимость легирующего элемента
в сплаве невелика или он образует ограни-
ченно растворимые соединения в железе, то
при расширении у-области точка Л4 может не
достигнуть линии солидуса и Л3 не опустится
до нуля, а при сужении ^-области точки Л3 и
А\ могут не встретиться.
На фиг. 22 приведены схемы диаграмм
фазового равновесия, показывающие возмож-
ные случаи влияния элементов на точки Л3
и Л4 [1, 22, 23].
Диаграммы подгруппы А относятся к слу-
чаю, когда легирующий элемент достаточно
растворим в железе для снижения Л3 до нуля
или для замыкания -^-области; диаграммы под-
группы В — к случаю, когда растворимость ле-
гирующего элемента или его соединения мень-
ше этого предела (элементов, дающих диа-
граммы типа IIIB и IVB, не обнаружено,
поэтому они опущены).
Закономерность влияния легирующего эле-
мента на полиморфизм железа обусловлена
его положением в периодической системе и
его кристаллическим строением [15, 22, 23}:
а) элементы, расположенные в периодической
системе вблизи от железа, обладают большой
шётке атомов железа атомами легирующих
элементов. Ввиду различия в атомных разме-
Фиг. 22. Схемы диаграмм состояний железных
сплавов [1].
рах железа и легирующего элемента раство-
рение последнего ведёт к изменению пара-
метра а-решётки и свойств.
332
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
ГРАЗД. II
На фиг. 23 показано изменение параметра
а-решётки в зависимости от содержания
в растворе легирующего элемента. Элементы
с большим, чем у железа, атомным радиусом
увеличивают параметр решётки, а с мень-
шим—уменьшают [12, 16].
В табл. 4 приведены данные о кристалли-
ческом строении и атомных размерах некото-
рых элементов, обычно являющихся легирую-
щими в стали.
В углеродистой стали феррит является
почти чистым железом — а с высокой пластич-
ностью и малой прочностью (аь к 30 кг\мл&\
cs » 15 кг}мм*\ HB » 90; & « 40%; ф « 70%;
ak « 30 kzmjcm1).
В легированной стали вследствие раство-
рения в феррите легирующего элемента и
изменения параметра его решётки феррит
обладает иными свойствами.
Приведённые на фиг. 24 — 28 кривые ха-
рактеризуют влияние легирующего элемента
(Cr, W, Mo, Ni, Mn, Si) на механические свойства
феррита (сплавы содержат менее 0,02% С).
Слабее других элементов упрочняют феррит
хром, молибден и вольфрам — элементы, изо-
морфные а-железу; сильнее — марганец, ни-
д
Таблица 4
Кристаллическая структура основных легирующих
элементов
Элементы
Si
Ni
Со
Fe
Мп
Cr
V
Mo
W
Ti
Атомный
радиус
в А*
i>r7
1,25
1,25
1,2б
1,27
1,30
1.36
1-39
1,41
1,47
Кристаллическая структура **
Алмаза
Кубическая гранецентриро-
ванная
Гексагональная
Кубическая объёмноцентриро-
ванная
Кубическая сложная
Кубическая объёмноцентри-
рованная
То же
„
Гексагональная
* Для координационного числа 12.
** Для элементов, имеющих аллотропические превра-
щения, указана низкотемпературная модификация.
!
I
С;
/
Л
/
-=
у
--^
"Л
Сг
—-¦—
М+,
Л
IBSY
i i I i [ i
0 I 2 3 Ч 5 6 7ат.%
Содержание легирующего
элемента
Фиг. 23. Изменение параметра
а-решётки в зависимости от
содержания в растворе леги-
руюшего элемента (по данным
различных источников).
Л
1
г
Мп
/
.—
Si
At
*^
/к,
99/7
inn
ion
WO
и,п
I9f
inn
1
/
^ /
/y
7
/
/
7
/
/
LA'
л
Ni
Mo
^"
д 1 ? 3 4 f o
Содержание легирующего злемента
Фиг. 26. Влияние легирующих
элементов на твёрдость фер-
рита [3].
'0 1 2 3 к 5 S %
Содержание легирующего
злемента
Фиг. 24. Влияние легирующих
элементов на предел прочности
при растяжении феррита [3].
Щ
80
70
60
50
30
20
W
0 1 2 3 к 5 6 %
Содержание легирующегь
элемента
Фиг. 27. Влияние легирующих
элементов на относительное
сужение феррита [3].
/
/
/
/
\.Мп
/
---
<
/Si
Ni-
'о
0 1 2 3 6 5 61
Содержание легирующего
Фиг. 25. Влияние легирующих
элементов на предел текучести
феррита [3].
-—
4
*—-
-1. —
у
\
\
^_—
4
\
\
Ni
Cr
Мп\
w\
\
\\
\
\
\
—i
г—
\
\
чЛ
N
\
<—-.
——
Мп
—9/
'Ni
Ma
I 2 3 if " 6 %
Содержание легирующего элемента '
Фиг. 28. Влияние легирующих
элементов на ударную вязкость
феррита (при 0° С) [3].
кель и кремний, имеющие отличную от а-же-
Наиболее ценным элементом, упрочняющим
леза кристаллическую структуру. Чем больше феррит, является никель (имеет при близких
различие в атомных размерах, тем сильнее ле-
гирующие элементы снижают вязкость и пла-
стичность феррита.
атомных размерах иную решётку, чем а-же-
лезо), повышающий прочность феррита без
снижения его вязкости и пластичности. Ана-
ГЛ. VI]
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
333
логично влияет марганец при содержании его
1 — 1,5%*.
Изложенные положения позволяют предпо-
ложительно указать, как будут влиять другие
(кроме указанных выше) элементы на механи-
ческие свойства тройных и более сложных
систем твёрдых растворов с железом.
Растворение в феррите легирующего эле-
мента приводит к уменьшению коэфициента
линейного расширения (фиг. 29), повышению
электросопротивления (фиг. 30) и уменьшению
полосой, чем у железа, являются карбидо-
образующими в стали; активность их
как карбидообразователей тем сильнее и
устойчивость образующихся карбидных фаз
тем больше, чем менее достроена d-полоса
у металлического атома. Закон карбидо-
образозания может относиться к любому спла-
ву металла переходных групп, если слова „чем
у железа" заменить словами „чем v основно-
го металла". Условия образования нитридов
в стали аналогичны карбидам.
а-юА-
!2WS
U JO-6
да/И
/
¦*¦»¦
у—J
-—.
v
s
""^
f4
—O—0-
\
Jin
¦^
к
Si
N1
XCr
P
MA 0П
35
30
25
20
15
ч
12
7 ami
Содержание легирующего элемента
Фиг. 29. Влияние легирующих
элементов на кеэфициент
линейного расширения фер-
рита [13].
L
-
4
f
**•
'Сг
0 1 2 3 и 5 6ат%
Содержание лещующего элемента
Фиг. 30. Влияние легирующих
элементов на электросопроти-
вление феррита [3].
0
Содержание легирующего элемента
Фиг. 32. Влияние легирующих
элементов на коэрцитивную
силу феррита [3].
Фиг. 33 Влияние легирующих
элементов на магнитную про-
ницаемость феррита [3].
магнитной индукции (фиг. 31). Коэрцитивная
сила и магнитная проницаемость (максималь-
ная) изменяются под влиянием легирующего
элемента по более сложному закону (фиг. 32
и 33).
Карбидная фаза в легированной стали
Условия образования карбидов в стали
подчиняются следующему общему положению
(закон карбидообразования) [2]: только эле-
менты с менее состроенной й-электронной
* Более высокое содержание марганца резко повы-
шает прочность и снижает пластичность и вязкость, что
объясняется образованием мартенситовой структуры в мар-
ганцонметых сплгвах (при Мп > 1,5'/о). Такая структура
образуется в хромистых и никелевых сплавах лишь при
закалке из у-области.
2 3 4 5am%*
Содержание легирующего элемента, ,
Фиг. 31. Влияние легирующих
элементов на магнитную ин-
дукцию феррита [3].
В соответствии с указанным
положением карбиды образуют
только те элементы, которые рас-
полагаются левее железа в перио-
дической системе элементов, т. е.
имеющие менее достроенную d-
электронную полосу.
Устойчивость карбидных фаз
возрастает в следующем порядке:
из элементов:
IV периода Fe -> Мп -> Сг ->• V -> Ti,
V Mo -> Nb -» Zr,
VI W -»Ta -> Hf.
Никель, кобальт и другие эле-
менты переходной группы, имею-
щие более достроенную ri-полосу,
чем железо, не образуют карбидов
в железных сплавах. Элементы
с полностью достроенной </-поло-
сой (медь, цинк и т. д.) карбидов
в металлических сплавах вообще не образуют.
При наличии в сплаве двух карбидообра-
зующих элементов углерод соединяется с бо-
лее активным карбидообразующим элементом
(например при наличии в сплаве V и Сг ско-
рее следует ожидать присутствия карбидов
ванадия, чем хрома).
В табл. 5 приведены данные о строении
карбидообразующих элементов [10, 14].
При величине атомного радиуса углерода
(металлоида) гс = 0,79 А для всех карбидообра-
зующих элементов, кроме Fe, Mn и Сг, отно-
шение атомного радиуса углеро ia к атомному
радиусу металла получается меньше 0,59; при
таком отношении атомного радиуса металлоида
(О, С или N) к атомному радиусу металла пе-
реходной группы образуются так называемые
фазы внедрения.
334
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. И
(номер элемента, распределе
Атомное строение карбидообразующих элементов
1еление электронов у нейтрального атома, атомный радиус)
Таблица б
Ti
22
B) (8) B+6+а) а
Zr
(=)
Hf
1,47 А
40
(8) A8) B + 6+2) I
i,6o A
72
(я)(8)Aв)(за)(з+6+а)а
Th
i,58 A
90
(8) A8) (за) A8)
B+6+s)a
i,8o A
V
B)
Nb
B) (
Та
23
(8) B+6+3) 2
1.35 A
41
8) A8) B+6+4) i
i,47 A
73
B)(8)(l8)C2H2+6+3J
Pa
(a)
1,47 A
91
(8) A8) C2) A8)
B+6+3J
1.37 A
Cr 24
B) (8) B+6+5) *
1,29 A
Mo 42
B) (8) A8) B+6+5) 1
1,40 A
W 74
B) (8) A8) C2)^2+6+4J
1,41 A
U 92
B) (8) (i8) C2) A8)
B+6+4) 2
1,60 A
Mn 25
B) (8) B+6+5) 2
1,27 A
Ma 43
B) (8) A8) B+6+5) 2
Re 75
(a) (8) A8) C2)^2+6+5J
1.37 A
Fe 26
B) (8) B+6+6) 2
1,26 A
Фазы внедрения отличаются следующим:
а) имеют простую стехиометрическую фор-
мулу (чаще всего МеХ и Ме2Х, где Me —
металл, X — металлоид, в нашем случае угле-
род);
б) имеют простую кристаллическую решёт-
ку, образованную металлическими атомами
(чаще всего гранецентрированную кубическую
или гексагональную) с внедрением в неё ато-
мов металлоида;
в) кристаллизуются с дефицитом по метал-
лоиду, имея строение так называемых твёр-
дых растворов вычитания;
г) являются оч2нь устойчивыми соедине-
ниями, почти нерастворимыми в аустените.
При гс : гМе>0,59 образуются карбиды
типа интерметаллических соединений. Послед-
ние имеют сложную стехиометричоскую фор-
мулу и обычно сложную кристаллическую ре-
шётку, кристаллизуются без дефицита по угле-
роду (или с малым дефицитом, например,
карбид Сг2зС(з), менее устойчивы, чем фазы
внедрения, и при соответствующих темпера-
турах растворяются в аустените.
Элементы Fe, Mn и Cr образуют карбиды
только типа интерметаллических соединений,
элементы V, Ti, Nb, Та, Zr — только типа фаз
внедрения, элементы Мо и W в зависимости от
условий кристаллизации образуют карбиды того
или другого типа.
В настоящее время установлено, что в стали
могут образоваться следующие карбидные
соединения*
а) интерметаллические соединения — Fe3C,
Мп3С, Cr23C6, Cr7C3, Fe3Mo3C, Fe3W^C;
б) фазы внедрения — МоХ, W2C, WC, VC,
TiC, NbC, TaC, Ta2C ZrC. *
Типичным представителем карбидов интер-
металлического соединения является цемен-
тит—карбид желгза.
Кристаллическая структура цементита по-
казана на фиг. 34.
Карбид марганца — Мп3С — изоморфен кар-
биду железа Fe3C и друг с другом они дают
неограниченную растворимость.
Хром образует два карбида: 1) Сг23С6 (в ме-
талловедческой практике обозначается чаще
через Сг4С), имеющий элементарную кубиче-
скую решётку, которая содержит 116 атомов,
с параметром 10,63 А и 2) Сг7С3, имеющий
элементарную гексагональную решётку, содер-
Фиг. 34. Кристаллическая структура цементита Fe,C.
жащую 80 атомов, с параметрами с = 13,98 А
и а=4,53 А.
Хром растворяется в цементите, замещая
в решётке цементита атомы железа; железо
растворяется в хромистом карбиде, замещая
в нём атомы хрома
(Fe, CrK С; (Cr, FeO C3.
Все прочие (кроме Fe, Mn и Cr) карбидо-
образующие элементы дают карбидные фазы
Фиг. 35. Кристаллическая структура карбида VC:
а —с дефицитом углерода; б— полная решётка
( v Л
I при стехиометрическом соотношении -^- = 11.
внедрения. Типичной для карбидной фазы вне-
дрения является решётка карбида VC (фиг. 35).
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
335
Фазы внедрения растворяют в себе дру-
ие элементы, которые замещают в решётке
томы основного элемента.
В отличие от других карбидообразующих
лементов Мо и W образуют оба типа карби-
,ов. При медленном охлаждении вольфрами-
той и молибденовой стали образуются устой-
[ивые карбиды — фазы внедрения WC, W2C,
До2С.
Образование таких нерастворимых в аусте-
[ите карбидов вызывает ухудшение свойств
тали (явление так называемой „порчи" маг-
щтной й быстрорежущей стали). При обыч-
ном (не очень медленном) охлаждении из жид-
кой фазы или из аустенита выпадают двой-
ные карбиды Fe3W3C или Fe3Mo3C. Последние
являются типичными интерметаллическими
соединениями (имеют сложную кристалличе-
скую решётку, растворимы в аустените и
т. д.).
В табл. 6 приводятся основные данные о кар-
бидных фазах [10]. В этой таблице не указаны:
1) карбиды Мп4С и V2C, так как их существо-
вание сомнительно; 2) карбид Nb4C, который
можно рассматривать как карбид NbC, кри-
сталлизующийся с дефицитом по углероду;
Таблица 6
Металл
Fe
Mn
Сг
W
Mo
V
Nb
Ti
Zr
Отношение
атомных
радиусов
r~
0,61
0,60
0,60
о.И
0,57
...
o,53
0,48
о, 53
Стехиоме-
трическая
формула
Fe3C
Мп3С
Сг7С,
СгмСв
FesW3C
W3C
WC
Fe,Mo3C
Mo2C
VC
NbC
TiC
ZrC
TaC
Ta3C
Основные данные о карбидных
Тип решётки
Орторомбическая призма
То же
Гексагональная
Кубическая гранецентрированная
Кубическая
Гексагональная
Кубическая объёмноцентрированная
Кубическая
Гексагональная
Кубическая гранецентрированная
То же
То же
То же
То же
Гексагональная
фазах
Параметры
решётки
в А
<г =6,736
-
с=13,98
о=4.53
а = 10,63
в=2,986
с
я=2,901
0=11,05
«=2,993
?-,,53
а=4.461
а=4,32
а=4,445
а-з,°9
а
Температура пла-
вления или диссо-
циации в °С
~i6oo
~i6oo
Г670
1550 (диссоциация)
-
375O
2боо (диссоциация)
-
3700
35°°
Ззоо
35°°
39°°
1
-
Твёр-
дость
по
Моосу
-
-
-
-
9—ю
-
7-8
9
8-9
8-9
9
-
336
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
3) карбид Fe6W6C, который можно рассматри- терметаллические соединения — вольфрамиды
вать как карбид Fe3W3C, кристаллизующийся (Fe3W2) или молибдениды (Fe3Mo2).
с дефицитом по углероду; 4) карбиды Fe2C, Для стали с несколькими карбидообразу-
FeC, Сг3С2, которые могут иметь место в же- ющими элементами условия образования кар-
О" Q2 ' 0,6 1,0 D ' №С
Фиг. 36. Изотермическое сечение
системы Fe- Сг—С (при 20°) [20].
0 0.2 ОА 0,6 0.8 W 12
Фиг. 37. Изотермическое сечение
системы Fe—Mo—С (при 20е) [18].
V 0,2 Q4 0.6 08 Jfi 12
Фиг. 38. Изотермическое сечение
системы Fe—W—С (при 20°) [17).
ZV
о
7
а
7
/
/
/
Ч?
/
О
l~a'+(Fe,VhC
J
7
*(Fe
/
/
*(V.I
*е)С
0,2 QA 0,6 0,8 1.0 12
Фиг. 39.
системы
Изотермическое сечение
Fe-V-C (при 20°) [21].
лезных сплавах при содержании углерода более
7 — 9% (эти карбиды, следовательно, не встре-
чаются в стали и чугуне).
Изотермические сечения соответствующих
пространственных диаграмм состояний, при-
ведённые на фиг. 36 — 40, показывают, какие
карбидные фазы образуются в стали в зависи-
мости от содержания легирующего элемента
и углерода [9, 17, 18, 19, 20, 21].
Во всех случаях при малом содержании ле-
гирующих элементов специального карбида
не образуется, так как легирующий элемент
оказывается растворённым в цементите или
в феррите.
В определённой области возможно сущест-
вование двух карбидов — цементита и специ-
ального карбида.
При высоком содержании легирующего эле-
мента и малом содержании углерода в системе
Fe — С — Мо и Fe — С —W образуются ин-
бидов определяются сфор-
мулированным выше зако-
ном карбидообразования [2].
При наличии в стали не-
скольких карбидообразую-
щих элементов (например
W, Мо и Сг) при некотором
небольшом содержании в
ней углерода, последний бу-
дет вначале образовывать
карбиды с наиболее актив-
ным карбидообразующим
элементом (W и Мо), при
большем содержании угле-
рода он будет соединяться
с менее активными карби-
дообразователями (Сг и Fe).
Таким образом, последо-
вательно образуются сле-
дующие карбидные фазы
(фиг. 41): Fe3 (W, МоK С->
-* Cr4C-> Cr7C3^ Fe3C. При
этомСг4С образуется раньше
Сг7С3, так как для его образования требуется
меньше углерода.
При введении в сталь с несколькими кар-
бидными фазами более сильного карбидообра-
зующего элемента (например ванадия в сталь,
Hi
3,5
7/7
J,U
T)
14
10
a
a
/
HTi.l
/
-e)C
/
/
/
/
/
'-e3c
/
f
Fe)C
0,2 0,4 0,6 0,8 1,0 1,2 ifi
Фиг. 40. Изотермическое сечение
системы Fe — Ti—С (при 20°) [3J.
/
\
0*
s
Д
ш
ш
—
---
ш
7-
щ
-—
^—¦
я—-*"
1
.—
^——
Л г
0 0,1 02. 0J Ofi 0,5 0,6 0,7 ОД 0,9 1,0 1.1 1.2 U IAU
Фиг. 41. Изотермическое сечение псевдотройной системы
FeD%Cr, 3%W, 3u/0Mo) - V - С: /-а; // - a+VC;
//7-a-t-VC + Fes(W. Mo), С; /V-a+VC + Fe3(W, MoKC +
-t-Сг4С; V— a+VC + Fea(W, MoK C + Cr4C + Cr7Cs; V/-a +
+ VC -г Ье3 (W, MoK C + Cr7C,; VII — a + Fe3 (W, MoK С;
Vlll - o+Feg (W, MoK Сч Сг С; /X - a + Fe3 (W, Mo)aC +
+ Сг(С+Сг,С3; X - «+Fe8 (W, МоKС + Сг7Сэ [2]. .
ГЛ. VI]
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
337
содержащую W, Мо и Сг) он будет отнимать уг-
лерод от наименее сильного карбидообразую-
щего элемента. Например, при введении вана-
дия в сталь, содержащую карбиды Fe3 (W,
Мо3) С и Сг7С3, он вначале будет отнимать
углерод от карбида Сг7С3 и затем от карбида
Fe3 (W, МоKС.
Закон карбидообразования даёт возмож-
ность, таким образом, предугадать, какие
именно карбиды будут образовываться в стали
и в чугуне при изменении их состава.
Последовательность растворения карбидов
в аустените также определяется устойчивостью
карбида.
Образование аустенита в легированной
стали
Влияние некоторых легирующих элементов
на область аустенита (область NIESG на диа-
°С
то
1300
1200
1100
1000
900
600
700
600
/
—
—~
ч
*%*.
щ
Мп
Ц35
ад
I
--
*,'
%
0,2 М 0,6 0,8 10 1,2 1,к 1,6 1,81С
1400
1300
'200
1100
W00
900
800
700
600
/
/
7
/
/
1
1
~—
i
А
.л
С
%
>
/
с
/
>ч
>
Фиг. 42. Влияние марганца на
область аустенита при повышен-
ных температурах [13].
О 0,2 ОА OJB 0,8 1,0 Ц tfi 1,6 ЩС
Фиг. 43. Влияние хрома на область
аустенита при повышенных тем-
пературах [20].
системе. Однофазная у-область постепенно су-
жается й сходится в одну точку при опре-
делённом содержании углерода и легирую-
щего элемента. Положение этой точки для
тройных систем отвечает предельному со-
ставу гомогенного аустенита, что указано в
табл. 7.
В сплавах с большим, чем указано в табл. 7,
содержанием легирующего элемента не обра-
зуется ни при каких температурах гомогенного
аустенита. ,
Возможность получения при различных кон-
центрациях легирующего элемента и углерода
однофазного аустенитного строения показывает
сводный график на фиг. 47. , ,
Сплавы, лежащие внутри фигур TRE, могут
получить при нагреве однофазную f-структуру.
Сплавы, лежащие правее линий RE, являются
ледебуритнои сталью и в избытке у них всегда
"С
1400
1300
1200
П00
WOO
900
800
700
600
/
л
(
/
"¦^
^>
.-—
•
¦—,
/§
1 ¦
>
0,2 0Л 0,6 0,8 1,0 1,2 1,4 1fi1.8%C
Фиг. 44. Влияние молибдена на
область аустенита при повышен-
ных температурах [18].
t
\
L/OU).
А
V
~У
т5
/
\*>
у ^
> ¦
/$
i ,
/
S
s
•--
>
Фиг. 45, Влияние кремния на
область аустенита при повышен-
ных температурах [13].
0,2 ОА 0,6 0,8 1,0 1,2 /,« 1,6 WU
Фиг. 46. Влияние титана на область
аустенита при повышенных темпе-
ратурах [19].
0,2 0,4 0,6 0,8 W 12 U 1.6
Фиг. 47. Область существования
у-раствора в системах"Fe — С—ле-
гирующий элемент [13].
грамме железо—углерод) иллюстрируют
вертикальные сечения пространственных диа-
грамм состояния, приведённые на фиг. 42—46*
[9, 13, 17, 18, 19, 20, 21].
Марганец, так же как никель, кобальт и дру-
гие элементы, расширяющие -у-область в двой-
ной системе Fe — легирующий элемент, суще-
ственно не изменяет у-область в тройной си-
стеме. Основное их влияние сводится к сдвигу
линии GS вниз и к смещению точки 5 влево.
Хром, молибден, кремний и титан, а также
вольфрам, цирконий, ванадий и другие эле-
менты, выклинивающие у-область в двойной си-
стеме, выклинивают ^-область и в тройной
* Пунктирные
область аустенита
щих элементов.
линии на диаграммах обозначают
в сплавах, не содержащих легирую-
будут первичные, нерастворимые в аустените
карбиды.
Сплавы, лежащие левее линий TR, имеют
в избытке феррит и являются полуферритной
сталью.
Таблица 7
Предельный состав гомогенного аустенита
в тройных системах
Fe - С - Сг
Fe - С - W
Ке — С - Мо
Fe - С - V
Fe - С - Ti
Fe- С - Si
Предельный состав
Сг
2О,О
—
—
—
W
_
I 1,О
—
—
—
Мо
_
—
7
—
.
—
4,о
зустенита в
Ti
_
I,O
Si
_
8,о
С
о,6
°'3
о,з
О,2
О,1
о,4
338
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. П
Эвтектоидное превращение
в легированной стали
Превращение аустенита сопровождается
предварительным выделением феррита (доэвтек-
тоидная сталь) или цементита (заэвтектоидная
сталь). Эти два случая в углеродистой стали
разделяет эвтектоидная концентрация 0,83% С.
Большинство легирующих элементов умень-
шает содержание углерода в эвтектоиде (сдви-
гает точку 5 влево). Легирующие элементы
влияют также и на температурное положение
точки S (фиг. 48) [13].
При данном содержании легирующего эле-
мента сталь с содержанием углерода ниже
ПОО
поо
1000
900\
700
600
500
2 Ь 6 3 /0 12 /4 16 %
Содержание легирующего элемента
Фиг. 48. Влияние легирующих элемен-
тов на температуру эвтектоидного пре-
вращения и содержание углерода в
эвтектоиде [13].
определяемого соответствующими кривыми на
фиг. 48 будет доэвтектоидной, а выше — за-
эвтектоидной. Ni и Мп снижают точку 5 (тем-
пературу эвтектоидного превращения), Сг, Si,
W, Mo, V, Ti — повышают.
При эвтектоидном превращении аустенит
распадается на феррит и цементит по схеме
-,_*a + Fe3C.
В системах Fe — С — Ni, Fe — С—Мп,
Fe — С — Si, а также в системах при содержа-
нии легирующего элемента, недостаточном для
образования специального карбида (фиг. 36 —
40), эвтектоидный распад происходит в соот-
ветствии с указанной схемой; однако превра-
щение будет происходить в интервале темпе-
ратур (моновариантная система—3 компонента
и 3 фазы), и верхний график на фиг. 48 пока-
жет температуру начала превращения при
охлаждении.
При содержании карбидообразующего эле-
мента, достаточного для образования специ-
альных карбидов при медленном охлаждении
системы, аустенит распадается с образованием
эвтектоида из феррита и специального кар-
бида (например для хромистой стали по схеме
1 ->¦ a -f Cr7C3). Превращение происходит в
интервале температур (система моновариант-
ная), причём состав превращающегося аусте-
нита изменяется. В сплавах, лежащих в
области существования двух карбидных фаз
(фиг. 36 — 40), при достижении определённой
температуры и определённой концентрации
твёрдого раствора превращение будет проис-
ходить при постоянной температуре (нонва-
риантная система — 3 компонента и 4 фазы),
например для хромистой стали по схеме
у 4- Сг7С3 -* a + Fe3C *.
Если в результате превращения исчерпав
аустенит, то при температурах ниже темпера-
туры эвтектоидного превращения останутся три
фазы: феррит, цементит и специальный карбид
(для хромистой стали a, Fe3C, Cr7C3). Если
исчерпан специальный карбид, превращение
будет продолжаться при снижении темпера-
туры с образованием феррита и цементита
(Y-* a + Fe8C).
В табл. 8 указаны температуры, при кото-
рых происходят превращения при постоянной
температуре и концентрации ^-твердых рас-
творов.
Таблица 8
Состав аустенита и температуры нонвариантных
превращений в тройных системах
Системы
Fe-
Fe-
Fe-
Fe-
-C-
-C -
-C-
-C -
Cr
Mo
W
Ti
Содержание
Cr
2,0
—
—
Mo
_
1,2
—
¦
в аустените в
W
_
—
1,0
Ti
—
—
O.I
%
С
o',85
0,85
0,72
й •
с
s
o>
H
X Ш
§3
§.«
rag-
CQ ™
S Co
790
73°
740
740
Влияние легирующих элементов
на изотермический распад аустенита
Диаграмма, показывающая характер изотер-
мического превращения аустенита для угле-
родистой стали, приведена (в координатах
температура — скорость превращения) в общем
виде на фиг. 49.
Элементы (Ni, Si, Си, А1, Мп и др.), раство-
римые в феррите или цементите, замедляют
превращение или ускоряют его (Со) (фиг. 53).
Карбидообразующие элементы не только
количественно, но и качественно изменяют
кинетику превращения, которое разбивается
на две зоны: 700—500° и 400—250°. В первой
(верхней) зоне превращение идёт, как и в угле-
родистой стали, с образованием перлитных
структур. Скорость превращения меньше, чем
в углеродистой стали. Вэ второй (средней) зоне
превращение идёт с образованием бейнита,
причём не заканчивается полным исчерпанием
аустенита (после превращения остаётся значи-
тельное количество остаточного аустенита).
В интервале между обоими превращениями
аустенит обладает значительной устойчивостью
(фиг. 51).
На фиг. 52—61 приведены диаграммы изо-
термического превращения аустенита (в коор-
динатах температура — время) с кривыми на-
чала и конца превращения в стали с разным
содержанием легирующего элемента (Ni, Си,
Si, Cr, W. Mo, Co, A!, V и Мп) [5].
* Где т и a — соответственно твёрдые растворы
углерода и хрома в -j- и а-железе.
ГЛ. VI]
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
339
При наличии в стали двух или более эле-
ментов изотермический распад аустенита
обычно замедляется, причём добавка второго
элемента более эффективна, чем увеличение
Г
800
в,
Увеличение содержания углерода в стали
с осложнённой диаграммой изотермического
распада аустенита приводит к ускорению пре-
вращения в первой зоне и к замедлению во вто-
1
Скорость превращения
Фиг. 49. Скорость превра-
щения аустенита в углеро-
дистой стали (схема).
Скорость превращения
Фиг. 50. Скорость превра-
щения аустенита в углеро-
дистой, кобальтовой и нике-
левой стали (схема).
Скорость превращения
Фиг. 51. Скорость пре-
вращения аустенита в
углеродистой и хроми-
стой стали (схема).
содержания одного элемента. Диаграмма на
фиг. 62 показывает влияние Ni в хромоникеле-
вой стали, на фиг. 63 — влияние Мп в хромо-
марганцовой стали на изотермический распад
аустенита [8].
рой (фиг. 64) [8]. Малоуглеродистая, высоколе-
гированная сталь, например 18ХНВА, не имеет
вовсе первой зоны превращения, тогда как
во второй зоне превращение происходит с за-
метной скоростью.
"С зс
12 5ШЗОН 51030121I0
Секунды Минуты Часы
2 5Ю30125Ю30124 It)
Секунды Минуты Чащ
Фиг. 52. Изотермическое превращение аусте-
нита в никелевой ст?ли.
'")¦¦¦' ¦ ¦ ¦
12 510301 г 51030/24 W
Секунды Минуты Часы Секунды Минуты Часы
Фиг. 64. Изотермическое превращение аусте-
нита в кремнистой стали.
"С "С
800
125Ю301\'5103012^ /о' /UU'l2 5Ю3012' 5103012 i Ю '
Секунды Минуты Часы Секунды Минуты Часы
Фиг. 53. Изотермическое превращение аусте-
нита в медистой стали.
щи
",Z3%Cr
^>
i,
4^
t
j
1
i
i
л—
i
H
\
1,ОЪС, 7fi%Cr\
=<
1
ll
1 L .
ll,,
200
1? 5Ю30125103012U10 Г2 SIUJQ12 5Ю3012 ЬЮ '"
Секунды Минуты Часы Секундь'/ Минуты Часы
Фиг. 55. Изотермическое превращение аустенита
в хромистой стали.
340
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
°С
800
12 510 3012 5103012 « 10 12 510301 2 510 3012 * 10
Секунды Минуты Часы Секунды Минуты Часы
Фиг. 56. Изотермическое превращение аустенита
. в вольфрамовой стали.
12 'stow гЫозо'ггЪю
Секунды Минуты Часы
1 3SW 301 3510301 3510
Секунды Минуты Часы
Фиг. 58. Изотермическое Фиг. 59. Изотермическое
превращение аустенита в превращение аустенита в
кобальтовой стали. алюминиевой стали.
700
600
500
Ш
300
200
WO
,0 20 kO 60 80 100%
Распад аустенита за 15мин
Фиг. 62. Изотермический
распад аустенита в хромо-
никелевой стали @,45% С,
1,5% Сг) с разным содер-
жанием никеля [8].
1,05%C,0J6%Mo
ш
=4
\
!4
1,0
<
<
%,C',1,
—^
Z^5s.
0
1
I
I
I
4
ЩС;2,72%М0
i—_
jA
?=
I
4
3
Секунды Минуты Часы Секунды Минуты Часы
Фиг. 57. Изотермическое превращение аустенита
в молибденовой стали.
600
600
Ш
200
800
600
(ДО
200
800
боа
иоо
i,o%c;o,5%y
i,o\c;i,o%v
W%C;f,6\V
12510301251030124 Ю
Секунды Минуты Часы
.12 5103012 5103012 Ив
Секунды Минуты Чаш
Фиг. 60. Изотермическое Фиг. 61. Изотермическое
превращение аустенита в превращение аустенита в
ванадиевой стали. марганцовистой стали.
/
)
I
—~.
J
•—.
r—-^
\
О 20 40 60 80 100\
Распад аустенита за 15 мин
Фиг. 63. Изотермический
распад аустенита в хро-
момарганцовистой стали
@,45% С, 1,5%, Сг) с раз-
ным содержанием мар-
ганца [8].
0 20 40 60 80 100%
Распад аустенито
за 30 мин
Фиг. 64. Изотермиче-
ский распад аустенита
в хромоникелевой ста-
ли A,5% Сг, 3,5% N1)
с разным содержанием
углерода [8].
ГЛ. VI]
ВЛИЯНИЕ ЛЕГИРУЮЩИХ ЭЛЕМЕНТОВ В СТАЛИ
341
Описанный характер превращений аустенита отно-
сится к случаю полного растворения легирующего эле-
мента в аустените. Если легирующие элементы нахо-
дятся вне раствора в виде избыточной фазы (например,
з виде карбидов), то эта вторая фаза служит центрами
кристаллизации перлита, и изотермическое превращение
ускоряется.
Влияние легирующих элементов на мартенситное
превращение и количество остаточного аустенитэ
Легирующие элементы не влияют на кинетику мар-
тенситного превращения, которая остаётся одинаковой
для всякой стали, но изменяют температуру аустенито-
мартенситного превращения, что приводит к изменению
количества остаточного аустенита, фиксируемого за-
калкой. Влияние различных легирующих элементов в
стали (с содержанием 0,76 —1,0% С) на положение мар-
/ 2 3 b 5 «
Содержаниелегирующего
элемента
Фиг. 65. Влияние легирующих
элементов на положение мар-
тенситной точки М{Аг") [7].
" I 2 3 4 5 6 7 в%
Содержание /тегирующего эле-
мента
Фиг. 66. Влияние легирующих эле-
ментов на количество остаточного
аустенита в закалённой стали [7]-
тенситной точки и количество остаточного аустенита
характеризуется кривыми на фиг. 65 и 66 [7].
Большинство элементов, в том числе и выклиниваю-
щие v-область, снижает мартенситную точку и увеличи-
вает количество остаточного аустенита. Чем больше
в стали углерода, тем влияние легирующих элементов
на положение точки Ms сильнее (фиг. 67, 68) [4, 6].
Влияние элементов на положение мартенситной точки
и на количество остаточного аустенита близко к пря-
молинейной зависимости, и поэтому для расчётов можно
принять приведённые в табл. 9 коэфициенты влияния
легирующих элементов на положение точки М^знак плюс
обозначает повышение
температуры, знак ми-
нус — понижение).
Г
т
-- —
—1 ¦
¦—-^
¦—-*¦
ПС
ж
——.
омгс
— —
I/O?
б а ф
Фиг. 67. Влияние хрома при
разном содержании углерода на
температуру начала мартенсит-
ного превращения [4].
—-<:
ож
—¦—
—..
тс
¦¦-¦•^
0 QJ W /,5 ^ Z? WiMo.
Фиг. 68. Влияние молибдена на
температуру мартенситного пре-
вращения [6].
При наличии нескольких легирующих элементов ха-
рактер влияния легирующего элемента остается тот же,
что и в тройной стали. Марганец, например, снижает
мартенентную точку в хромомарган-
цовистой стали (фиг. 69) [8], а ни-
кель снижает мартенситную точку в
хромоникелевой стали (фиг. 70) [8].
Таблица 9
Коэфициенты влияния легирующих эле-
ментов на положение мартенситной точки
Легирующий
Марганец . .
Хром ....
Никель . . .
Молибден . .
Медь ....
Кобальт . .
Кремний . .
Коэфициенты влияния в °С
на 1°/
мента
0,4
— 5°
- 8
— 12
— 17
легирующего эле-
при содержании угле
рода в %
0,8
— !5
1,0
55
— 22
— 2О
— 4О
— 7
+ 12
О
1,2
— 30
Если в сложнолегированной стали
с изменением содержания одного
легирующего элемента меняется фа-
зовый состав, то положение мартен-
ситной точки и количества оста-
г50
300
'—*
h->-
^250
&
* W У 2,0 2,5 10 15
Фиг. 69. Влияние марганца на по-
ложение мартенситной точки в хро-
момарганцовистой стали @,45% С,
1,4% Сг) [8].
¦
в
.
¦——,
,
Ш 1.5 10 2,5 3.Q 15 >ф %Ш
Фиг. 70. Влияние никеля на положе-
ние мартенситной точки в хромонике-
левой стали @,45% С, 1,4% Сг) [8].
Фиг. 71. Влияние ванадия на количе-
ство аустенита в закалённой стали
A% С; 3% W; 3% Мо; 4°/0 Сг):
1 — температура закалки 1100° С;
2 — температура закалки 1250° С [2].
точного аустенита определяется из-
менением фазового состава стали.
Так, например, введение ванадия в
сталь, содержащую 3% W, 3% Мо
и 4% Сг, ведёт к отнятию углерода
342
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
от этих элементов для образования нераство-
римого карбида VC и к уменьшению содержа-
ния углерода в аустените. В этом случае вана-
дий в отличие от его влияния в тройной
стали (фиг. 65 и 66) повышает мартенситную
точку и уменьшает количество остаточного
аустенита (фиг. 71) [2].
Влияние легирующих элементов на рост
зерна аустенита
Все легирующие элементы, за исключением
марганца, уменьшают склонность аустенитного
зерна к росту. Некарбидообразующие элемен-
ты Ni, Co, Si, Си относительно слабо влияют
на эту склонность. Карбидообразующие эле-
менты Cr, Mo, W, V, Ti сильно препятствуют
росту зерна аустенита. причём степень их
влияния определяется устойчивостью их кар-
бидов (и оксидов).
Аналогично карбидообразующим элементам
влияет алюминий, который при малом содер-
жании его в стали образует устойчивые про-
тив растворения оксиды (А^Оз), препятству-
ющие росту зерна.
Влияние легирующих элементов
на прокаливаемость
Все легирующие элементы (кроме Со) сдви-
гают С-образную кривую вправо и способ-
ствуют прокаливаемости.
По результатам определения прокаливае-
мости через идеальный критический диаметр
(см. „Испытание на прокаливаемость") можно
установить, что
наиболее активным
среди других эле-
ментов оказывает-
ся Сг, затем Мп,
Si и Ni (фиг. 72).
Легирующие
элементы, обра-
зующие стойкие
карбиды (W, V, Ti),
оставаясь при за
калочном нагреве
вне раствора, спо-
б
Дюймы
1.8
.1,5
1.2
i.05
If,
У
f
Cr
Ni
. '
0,1 0,2 OJ Ofi 0,5 OJS%
Содержание легирующего
элемента
Фиг. 72. Влияние легирующих
элементов на прокаливаемость
стали.
р
собствуют превра-
щению аустенита
в перлит и умень-
шают прокаливае-
мость. Но при до-
статочно высокой
температуре за-
калки, обеспечивающей растворение этих кар-
бидов, влияние этих легирующих элементов
оказывается аналогичным и даже более силь-
ным, чем влияние указанных выше легирую-
щих элементов Cr, Mn, Si и Ni.
Установлено благоприятное влияние на про-
каливаемость минимальных добавок некото-
рых специальных легирующих элементов. Осо-
бенно характерно в этом отношении влияние
бора:—0,005% В даёт наибольшую прокали-
ваемость, более высокое содержание ухуд-
шает прокаливаемость.
Влияние легирующих элементов
на превращение при отпуске
При отпуске углеродистой стали наблюда-
ются следующие три превращения:
1. Превращение тетрагонального мартен-
сита в „кубический" вследствие выделения
карбида Fe^-C по схеме
Температура, при которой наиболее интенсивно
протекает это превращение, 80—170°.
2. Превращение остаточного аустенита в
„кубический" мартенсит по схеме
Наиболее интенсивно протекает это превра-
щение при температуре 220—270°.
3. Превращение „кубического" мартенсита
в троостит отпуска (полное выделение угле-
рода из а-раствора и карбидное превращение)
по схеме
При 350—400° превращение заканчивается,
и дальнейшее повышение температуры при-
водит к коагуляции частиц феррита и цемен-
тита.
Влияние легирующих элементов опреде-
ляется фактором растворимости их в феррите
или цементите или образованием специальных
карбидов.
Легирующие элементы, растворённые в
феррите, не влияют на указанные три превра-
щения при отпуске. Превращение происходит
V
N
\
OWh
he
ОЛСУ
\
OUr~
то-
\
\
V
гоо зоо 4оо 500 600 т°с зоо too soo боо 7оп
а) Температура отпуска 5)
Фиг. 73. Влияние температуры отпуска «а твёрдость ни-
келевой и хромистой стали с содержанием углерода
0,65% [3].
так же и в тех же температурных интервалах,
что и в углеродистой стали (фиг. 73, а).
Легирующие
элементы, раство-
рённые в цементи-
40
ч
>
\
Ч
N
те,затрудняют пре-
вращения при от-
пуске (в первом и
втором в меньшей
степени, в третьем
превращении — в
большей степени),
повышают темпе-
ратурные интерва-
лы превращений и
делают сталь бо-
лее устойчивой
против отпуска (твёрдость с повышением тем-
пературы отпуска снижается слабее)(фиг.73,6).
Легирующие элементы, образующие спе-
циальные карбиды, принципиально изменяют
схему превращений. Выделение специального
карбида происходит при в'ысокой температуре
(порядка 500—600°) и до этой температуры
kO
30
20
Ю
100 200 300 Ш 500 600 "С
Фиг. 74. Влияние температуры
отпуска на твёрдость закалён-
ной стали @,35% С) [3].
ГЛ. VI]
ПРОКАЛИВАЕМОСТЬ СТАЛИ
343
мартенсит и остаточный аустенит сохраняются.
Специальный карбид (Ме^С) выделяется из
аустенита и из мартенсита по схемам:
превращение аустенита:
FeT (С, Me) -* FeT (С, Me) + Me^C—
-> Fea (С, Me) + Ме*С;
превращение мартенсита:
Fea (С, Me) -+ Fea (Me) + Me.vC.
Первая схема превращений происходит при
более низкой температуре, чем вторая, и
если произойдёт только выделение из аусте-
нита специальных карбидов без превращения
его при температуре отпуска в ферритокар-
бидную смесь (верхняя строчка первой схе-
мы), то при последующем охлаждении обеднён-
ный углеродом и легирующим элементом аусте-
нит превратится в мартенсит: Fe (с, Me)-*
Fea (С, Me). Превращение сопровождается по-
вышением твёрдости (фиг. 74). Явление это
называется вторичной закалкой, а продукт пре-
вращения — вторичным мартенситом.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Г у л я е в А. П., Некоторые обобщения диаграмм
состояния железных сплавов, „Металлург" № 6, 1936.
2. Г у л я е в А. П., Низколегированные вольфрамом и
молибденом быстрорежущие стали, Машгиз, 1941 и
Гуляев А. П., Карбидная фаза в сталях, Труды МАИ,
вып. 111, 1946.
3. Гуляев А. П. и Емелина В. П., Влияние элемен-
тов на свойства феррита, „Сталь" № 2,1941.
4. Г у л я е в А. П., Л а х т и н Ю. М., Т а р у с и н А. И.,
Термическая обработка стали, Машгиз, 1946.
5. 3 ю з и н В. И., Влияние легирующих элементов на
кинетику изотермического превращения и распада аусте-
нита, Труды Уральского филиала Академии наук СССР,
вып. 10, 1941.
6. Зюзин В. И., Баранчук С. И., превращение
аустенита в молибденовых сталях, Труды Уральского
филиала Академии наук СССР, вып. 10, 1941.
7. Зюзин В. И., Садовский В. Д., Баран-
чук С. И., Влияние легирующих элементов на поло-
жение мартенситной точки, количество остаточного
аустенита и стойкость его при отпуске, Труды Ураль-
ского филиала Академии наук СССР, вып. 10, 1941.
8. Садовский В. Д., Структурные превращения при
закалке • и отпуске конструкционных сталей, Труды
Института металлофизики и металлургии Академии
наук СССР, вып. 3, 1945.
9. Свешников В., Алферов Н., Исследование
системы железо — углерод —молибден, „Теория и прак-
тика металлургии" .Ne 4, 1936.
10. У м а н с к и й Я. С, Карбиды твёрдых сплавов, Ме-
таллургиздат, 1947.
11. Э й к е н А., Курс химической физики, т. Ill, ОНТИ,
1933.
12. Энциклопедия металлофизики под ред. Г. Мазинга,
ОНТИ, 1937.
13. В а i n E., Function of the alloying elements In steel,
ASM, 1939.
14. H a g g G., Zeitschrift Phys. Chemie, Bd. 12, 1933.
15. Houdremont E., Handbuch der Sonderstahlkunde,
1942.
16. P a u 11 n g L., Chemical Band., 1940.
17. Takedo S., Iron—Tungsten —Carbon System, Tokio,
v. 9, 1930.
18. T ak e i Т., The Iron —Carbon —Molybdenum System.
Работа в оригинале не опубликована. Об этой работе
см. её изложение в книге Д. Грэгга „Сплавы железа
с молибденом", ГНТИ У., 1938.
19. Т о f a u t e W. и. В fi 11 i n g h а и s A., Das System
Eisen — Eisentitanid — Tltankarbid — Zementit, Technl-
sche Miteilungen Krupp, Bd. 4, 1938.
20. Tofaute, Kiitner u. Btittlnghaus, Das
System Elsen — Chrom — Chromkarbid-Zementit, Archiv
ffir das Eisenhuttenwesen, Bd. 9, 1936.
21. V о g e 1 R. и М a r t i n E., Ueber das Sernare System
Eisen — Kohlenstoff — Vanadin, Archiv fur das Eisen-
huttenwesen, v. 4, 1930-31.
22. W e v e г F., Archiv fur das Eisenhuttenwesen, Bd. 2,
1928/29.
23. WeverF. u. Jellinghaus W.,Mltteilungen Kais.
Wllhelm Inst., Bd. 13, 1931.
ПРОКАЛИВАЕМОСТЬ СТАЛИ
Значение прокаливаемое™. Вопрос о про-
каливаемости стали, тесно связанный с расши-
рением применения малолегированной стали,
является важнейшей проблемой современного
металловедения и термообработки. Внедрение
в производство стали с регламентированной
прокаливаемостью приводит к экономии де-
фицитных и дорогих легирующих элементов,
уменьшению расхода стали, облегчению веса
изделий и общему повышению качества про-
дукции машиностроения, а также стандартиза-
ции технологических процессов.
Регламентированию прокаливаемости спо-
собствуют простота, надёжность и удобство её
определения торцевым методом (по Джомини).
Диаграммы прокаливаемости дают возмож-
ность легко установить зависимость между
твёрдостью стали и скоростью её охлаждения
и, следовательно, быстро и просто определять
скорости охлаждения в различных точках се-
чений как простых, так и сложных (по сече-
ниям) деталей. Это позволяет конструктору
установить необходимую в различных местах
сечений детали твёрдость и, руководствуясь
соображениями прочности, выбрать наиболее
дешёвую и подходящую для производства мар-
ку стали (см. ниже).
Испытание на прокаливаемость — важней-
ший метод оценки влияния на свойства стали
легирующих элементов, величины зерна, одно-
родности аустенита, сегрегации и пр. и в общей
форме — оценки условий выплавки стали. В не-
обходимых случаях испытание на прокаливае-
мость должно дополняться исследованием мик-
роструктуры, которая является лучшей харак-
теристикой поведения стали в производстве.
При выборе марки стали и разработке для
неё технологии термообработки большую по-
мощь оказывают диаграммы изотермического
превращения аустенита (S-образные или С-об-
разные кривые). Построение S-образных кри-
вых требует испытания большого количества
образцов и практически возможно только для
отдельных марок стали, а не для отдельных её
плавок. Кроме того, определение точек петли
кривой вблизи оси ординат для неглубоко про-
каливающейся стали недостаточно точно.
Показатели прокаливаемости стали. По-
казатели прокаливаемости легированной средне-
углеродистой стали (по спецификациям SAE*
и AISI **) по Джомини приведены в табл. 10.
Особенно глубокой прокаливаемостью обла-
дают: хромоникелевая сталь марки А3150, хро-
момолибденовая сталь марок А4142 и А4340,
а также хромоникелемолибденовая сталь ма-
рок NE8744 и кремнемарганцовохромонике-
лемолибденовая сталь марки NE9650.
Показатели прокаливаемости легированной
низкоуглеродистой цементуемой стали при-
ведены в табл. 11. Особенно глубокой прока-
ливаемостью обладает сталь марок А4120.
А4320, А4820 и NE8724.
* Американское общество инженеров по моторостроению.
•* Американский институт стали и железа.
344
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
Таблица 10
Показатели прокаливаемости легированной средле-
углеродистоЯ стали
(спецификации SAE и AISI) по Джомини [3J
1
Марка
А1330
А1340
А2340
А3140
А3150
А3240
А4130
А4142
А4340
А5130
А5140
NE8744
NE9650
и
-
845
835
845
830
870
845
790
845
845
86о
845
Твёрдость Нрс на
расстоянии
от охлаждаемого торца в
1,5
48
.57
59
57
6о
57
54
6о
6о
54
58
6а
63
6
45
52
57
57
6о
52
44
57
59
5°
53
бо
62
12
31
38
52
43
59
49
34
52
58
34
37
55
6о
24
32
28
36
31
54
38
2б
37
52
27
28
4°
53
мм
48
19
24
3°
2О
44
33
2О
33
ф
21
19
35
32
Таблица 11
Показатели прокаливаемости легированной
низкоуглеродистой цементуемой стали
(спецификации SAE и AISI) по Джомини [3]
Марка
А1320
А2317
А3120
А4120
А4320
А4820
А512О
NE8724
н «
?¦§
с 5
s м
870
843
845
915
815
845
915,
845
Твёрдость
СТОЯНИИ 01
1,5
47
44
43
—
45
43
43
52
на рас-
охлаждаемого
торца в мм
6
36
37
33
43
43
39
34
47
12
24
20
22
3°
33
32
23
35
24
16
12
II
24
27
23
IO
26
48
12
4
4
i8
25
20
—
23
0.
s
"^ ^ га
6-7
6-8
Мелкое
„
6-8
Мелкое
7
3-8
Приведённые в табл. 12 показатели прока-
ливаемости некоторых отечественных марок
стали, полученные на основании небольшого
количества испытаний, не исчерпывают всей
совокупности технологических факторов и не
могут считаться характерными для производ-
ства стали в условиях строгого контроля тех-
нологии её изготовления. Однако данные
табл. 12 позволяют сделать следующие вы-
воды:
а) для углеродистой стали марок А12, 35,
45 и У12А твёрдость HRc на расстоя-
нии 1,5 мм от закалённого торца резко воз-
растает по мере увеличения содержания угле-
рода, глубина же прокаливаемости изменяется
меньше;
б) легированная сталь характеризуется
значительно более глубокой прокаливае-
мостью;
в) наиболее высокую прокаливаемость (без
цементации) имеет сталь марки 40ХС, что сле-
дует объяснить высокой температурой закалки
и благоприятным сочетанием в хромокр ^мни-
стой стали свойств кремнистой стали (малая
чувствительность к температуре закалки) и
хромистой (высокая прокаливаемость, незначи-
тельное обезуглероживание);
г) для одной и той же марки стали A2ХНЗА)
в зависимости от индивидуальных свойств
Таблица 12
Показатели прокаливаемости стали (по отдельным
испытаниям) некоторых отечественных марок
Марка
А12
35
45
У12 А
ЗОХ
40Х
40ХС
ЗОХНЗ
20X3 ***
18ХГМ ***
18ХНВА ***
12ХНЗА ***
я
¦5
га
X
м
со
1
н
пер
Н ш
870
850
840
770
8бо
850
93°
840
830
8бо
850
780
t-
а о га
я w я
^ о,
^ о
б 11
о ?? га
рдо
:тоя
ажд
•¦<и 5ч
а « х
н а,о
30-29
53
57
б4
55
57
56
52
6о
58
5°
64
Глуби-
на про-
кали-
ваемо-
сти
в мм*
4.5
4.5
4.5—6
4,5
9
12
18
15
5°
10
35
7.5-24
Обозначение
прокаливаемо-
сти по Джо-
мини**
^30 = 2
Лз-3
Ло = 3-4
Ло = 3
Л8 = 5-7
Ло = 6—9
./„=12
Лб = Ю
Ло = 34
Ло = 7
Лв = 24
/,=4,5-6,5
OF-
га
на зерн
шкале
S О
sn
ч с
РЗ S
1-3
5-7
6
• -
8
3-4
8
-
4-5
-
5-6
7-8
* Глубина прокаливаемости подсчитана условно на
основании испытания по Джомини.
** В обозначениях прокаливаемости по Джомини дву-
значное число справа (внизу) от индекса прокаливаемо-
сти — J— показывает твёрдость IHj^^\, число после
знака равенства — расстояние в мм от охлаждаемого тор-
ца образца Джомини, на котором получается твёрдость
выше обозначенной двузначным числом.
*** Прокаливаемость стали определялась после цемен-
тации при 950° в течение б час. в карбюризаторе из
смеси берёзового угля с 15% соды.
отдельных плавок получаются различные пока-
затели прокаливаемости. Твёрдость 50 Ндс для
стали 12ХНЗА, испытанной послэ цементации,
находится на расстоянии от охлаждаемого торца
в пределах 4,5 —16,5 мм. Значительное сужение
этих пределов может быть обеспечено после
внедрения в производство контроля стали на
прокаливаемость.
Нормирование прокаливаемости. На
фиг. 75—78 приведены полосы прокаливаемо-
сти (определяемой по Джомини) некоторых
марок стали по спецификациям SAE и AISI
с нормированной (ограниченной верхней и
нижней кривой) прокаливаемостью, исчерпы
вающей индивидуальные свойства отдельных
плавок данной марки стали [2].
Из наиболее характерных марок цементу-
емой стали высокой прокаливаемостью обла-
дает хромоникелевая и никелемолибденовая
сталь марок 3310Н и 4820Н (фиг. 75). Эти марки
применяются для изготовления наиболее ответ-
ГЛ. VI]
ПРОКАЛИВАЕМОСТЬ СТАЛИ
345
ственных деталей, -работающих в условиях
высоких напряжений и ударных нагрузок
(марка 3310 — для шестерён авиационных мо-
торов, марка 4820— для шестерён заднего моста
тяжёлых грузовиков).
Хромоникелемарганцовомолибденовая сталь
марок 8620Н и 9420Н с меньшим содержанием
никеля (фиг. 75) характеризуется несколько
меньшей, но для многих целей вполне доста-
точной прокаливаемостью, ввиду чего она по-
лучила широкое применение в США.
Из марок легированной стали с содержа-
нием 0,3% С (фиг. 76) марка 41 ЗОН характе-
ризуется достаточной ирокаливаемостью и
относительно узкой полосой прокаливаемости.
Прокаливаемость стали марок 863ОН и 9430Н
близка к прокаливаемости стали марки 41ЗОН
и характеризуется такими же узкими полосами
прокаливаемости.
Более глубокой прокаливаемостью и высо-
кой твёрдостью обладает сталь марки 4140Н
40
30
20
—~-
Ч»,
-—
> .
пи
О 10 20 30 40 SO
Расстояние от закалённого торца
ч-о
10
>
ч
4
—.
¦ —
*82OH
—' —
10 20 30 40
Расстояние от закалённого торца
ио
30
20
\
V
ч
ч
ч^.
К—^.
8620Н
О 10 20 30 Ч-О 50+11*
Расстояние от закалённого торца
ч,
1
\
\
S
Ч
ч„
Oil
in и.
50
40
30
О 10 20 30 40 5~0мм
Расстояние от закалённого торца
Фиг. 75. Полосы прокаливаемости для це-
ментуемой легированной стали.
(фиг. 77). Марка-заменитель 8640Н характери-
зуется несколько меньшей прокаливаемостью
и суженной полосой прокаливаемости.
Сталь марки 9440Н (фиг. 78) характери-
зуется широкой полосой прокаливаемости,
сталь марки 9450Н — наиболее глубокой про-
каливаемостью и наиболее широкой полосой
прокаливаемости.
В большинстве случаев для установления
норм прокаливаемости стали не требуется
указывать полную полосу её прокаливаемости,
а можно ограничиться только двумя точками на
кривых, ограничивающих эту полосу (фиг. 79)
so
Ч
\
S
s
Ч
1—,
¦*—
А/3
п и
— -
W
20
0 10 20 30 40 50 мм
Расстояние от закалённого торца
59
ЧО\
30
20
8630 И
0 10 20 30 40 50мм
Расстояние от закалённого торца
с
50
30
20
\
\
\
\
s
¦ ¦
пцяпи.
0 10 20 30 40 5~Ом/«
Расстояние от закалённого торца
Фиг. 76. Полосы прокаливаемости для легиро-
ванной стали с содержанием 0,3% С.
60
40
30
—в
4140Н
1
1
¦
—¦
штша
0 10 20 30 U0
Расстояние от закалённого
50мм
""*¦¦¦«,
"-¦
_\
ОСГ
ч
ч
ч^
4s
¦ ¦
¦— ¦¦
— м
О '10 20 30 40 50 *>м
Расстояние от закалённого торца
Фиг. 77. Полосы прокаливаемости для стали
марок 4140Н и 8640Н.
[2]. Эти точки рекомендуется выбирать одним
из следующих способов: 1) как наибольшее и
наименьшее расстояние точек А, А с заданной
твёрдостью от охлаждаемого водой торца;
2) как наибольшая и наименьшая твёрдость на
346
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
(РАЗД. II
заданном расстоянии от охлаждаемого водой
торца образца — точки В, В; 3) как две наи-
большие твёрдости на двух заданных от торца
расстояниях — точки С, С на верхней погра-
ничной кривой полосы прокаливаемости; 4) как
две наименьшие твёрдости на двух заданных от
торца расстояниях — точки D, D на нижней
пограничной кривой полосы прокаливаемости;
5) любыми двумя точками на заданных от торца
60
50
40
30
20
S,
\
\
V
9?ЮН
__
— Ч
S,
)UfJ~
1
*—
Г"»—
^->
- -I
¦1 1
мм
О Ю 20 " 30 40 50мм
Расстояние от закалённого торца
60
50
40
30
on
О 10 20 Ж40
Расстояние от закалённого торца
Фиг. 78. Полосы прокаливаемости для стали
марок 9440Н и 9450Н.
расстояниях на верхней и на нижней погранич-
ных кривых полосы прокаливаемости — точки
X, X.
Отклонения нормированной твёрдости для
отдельных плавок не должны превышать 2
единиц Нц , а нормированных расстояний от
охлаждаемого водой торца образца — 1,5 мм.
Твёрдость ниже 20 Hrc не нормируется.
Прокаливаемость может определяться как
на кованых и катаных, так и на литых
образцах.
Марки стали с нормированной прокали-
ваемостью обозначаются буквой Н, которая
проставляется после обозначения марки стали.
При анализе прокаливаемости характерной
является величина скорости охлаждения стали
при закалке, необходимая для получения опре-
делённой твёрдости. В табл. 13 приведены ско-
рости охлаждения для некоторых марок стали,
Таблица 13
Скорости охлаждения, обеспечивающие получение
твёрдости 50 Нg-
Марка стали
35
45
ЗОХ
40Х
40ХС
20X3
12ХНЗ
Скорость охлажде-
ния от 700°
в °С/сек
87
5°
2О
1б
IO
2,5
IO
Расстояние от ох-
лаждаемого торца
образца Джомини
в мм
3-5
5,°
ю.5
12.0
1б,О
5°»°
i6,o
обеспечивающие получение твёрдости 50 Н%
на определённых расстояниях от охлаждаемого
торца образца Джомини.
По диаграмме прокаливаемости Джомини
для данной стали можно установить твёрдость,
соответствующую различным скоростям охла-
ждения стали. Скорости охлаждения на раз-
личных расстояниях от охлаждаемого торца
образцов Джомини обычно указываются в
сетке масштабов (принятой в США в качестве
стандартной) для построения кривых прокали-
ваемости по Джомини [4].
Твёрдость в любой точке сечения детали,
изготовленной из данной стали, можно устано-
вить по скорости охлаждения соответствующих
точек, которая определяется согласно указан-
ному ниже.
Определение скоростей охлаждения в
деталях. Данные AISI и SAE о скоростях
охлаждения (нагретой до температур закалки)
стали от температуры 700° в различных точ-
ках поперечного сечения круглых прутков
диаметром 25, 50, 75 и 100 мм при закалке в
воде и масле приведены в табл. 14.
Таблица 14
Скорости охлаждения в сечениях круглых прутков,
нагретых до температур закалки
Диа-
метр
образца
в мм
25
=5
5°
5о
75
75
IOO
IOO
Охлаждающая
среда
Вода
Масло
Вода
Масло
Вода
Масло
Вода
Масло
Скорость охлаждения
на по-
верхно-
сти
472
65
3°5
82
222
17
8
5.5
в °С/сек
на расстоянии
половины ра-
диуса от по-
верхности
75
3°
25
13
15
6,5
7»5
3.5
от 700°
в
центре
55
25
i8
ю
8
5
4.5
3
Для деталей сложной формы скорости охла-
ждения в различных точках определяют опыт-
ным путём следующим образом: а) из стали
60
D
Л
s
ч
в
if
X
с
ио
30
20
0 10 20 30 W 50мм
Расстояние от закалённого торца
Фиг. 79. Схема нормирования прокаливаемости
точками на полосах прокаливаемости [I].
(обычно марок ЗОХ или 40Х) изготовляют тре-
буемой формы деталь и образец для торцовой
закалки по Джомини; б) деталь закаливают по
принятому в производстве режиму и разрезают
по сечению; в) образец подвергают торцовой за-
калке в условиях, определяемых методикой
определения прокаливаемости по Джомини;
ГЛ. VI]
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ РЕЗАНИЕМ
347
г) измеряют твёрдость в точках сечения детали,
а также в различных точках по длине образца
Джомини, для которого строят по стандартной
форме диаграмму прокаливаемости; д) по длине
образца Джомини устанавливают точки, твёр-
дость в которых получается приблизительно
одинаковой с. твёрдостью соответствующих
(интересующих конструктора) точек в сечении
детали, и измеряют расстояния этих точек от
торца образца; е) по диаграмме прокаливае-
мости образца определяют скорости охлажде-
ния, которые будут приблизительно одинаковы-
ми для соответствующих точек (в сечении де-
тали и по длине образца).
Скорости охлаждения в соответствующих
точках сечения детали, изготовленной из вся-
кой другой (новой) марки стали, будут также
приблизительно одинаковыми. Твёрдость же
в этих точках будет иная (соответственно иной
прокаливаемости стали по Джомини).
Распределение твёрдости и механических
свойств по сечению изделий см. гл. X .Состав,
свойства и назначение стали".
Химический состав указанных в табл. 10,
11 и 12 марок стали см. гл. VII „Конструк-
ционная горячекатаная сортовая сталь".
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Козловский И. С. Прокаливаемость стали,
Машгиз, 1945.
2. Е k h о 1 m L. E., „N" Steels and their Specifications*.
Metal Progress, October, 1945.
3. H о у t S. L., Metals and Alloys Data Book, 1943.
4. SAE, Handbook, 1942.
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ РЕЗАНИЕМ
Факторы обрабатываемости
Способность металлов поддаваться обра-
ботке резанием приобретает особенно большое
значение в связи с широким распространением
высокопрочной конструкционной легированной
стали в машиностроении.
Целесообразный выбор соответствующей
марки стали для изготовления наиболее ответ-
ственных деталей машин должен определяться
не только её прочностью, но и обрабатывае-
мостью резанием.
В качестве критериев, определяющих обра-
батываемость металлов резанием, ГОСТ 2625-44
предусматривает: а) скорость резания, б) уси-
лие резания и в) чистоту обработанной по-
верхности.
Обрабатываемость конструкционной стали
зависит от метода изготовления стали (вы-
плавка и прокатка), её химического состава,
структуры, механических и физических
свойств.
Значительное влияние на обрабатываемость
стали оказывают также материал, качество и
геометрия режущего инструмента, охлаждение
режущей части инструмента и другие факторы
[7]. Точная количественная зависимость обра-
батываемости от каждого из указанных фак-
торов пока не установлена, но качественное
влияние их известно.
Обрабатываемость определяется совокуп-
ностью нескольких факторов. Химический
состав стали без учёта её механических свойств
и структуры не определяет степень обраба-
тываемости. Изменения скорости резания для
одной и той же марки стали в различных
состояниях термообработки достигают значи-
тельной величины. Эти изменения для одной
марки стали могут быть значительно больше,
чем для различных марок с разным химиче-
ским составом.
Влияние на обрабатываемость метода
изготовления стали
Выплавка стали. Сталь, выплавляемая в
мартеновских и электрических печах и в кон-
верторах, характеризуется различной обрабаты-
ваемостью. Конверторная сталь (бессемеров-
ская и томасовская) характеризуется более вы-
соким содержанием серы и фосфора. Повышен-
ное содержание серы и фосфора обеспечивает
низкоуглеродистой бессемеровской стали более
высокую обрабатываемость резанием. Сталь,
выплавляемая в мартеновских и электрических
печах, характеризуется более низким содержа-
нием серы и фосфора, что ухудшает её обраба-
тываемость.
На обрабатываемость стали влияет также
и метод получения стали — кипящей и успо-
коенной.
Кипящая сталь характеризуется повышен-
ным содержанием окислов и газов, более
высокой микропористостью, большей неравно-
мерностью распределения серы и фосфора и
в результате — более высокой обработочной
хрупкостью и хорошим отделением стружки [2].
Кипящая сталь обладает поэтому более
высокой обрабатываемостью резанием (по про-
изводительности и чистоте обработанной по-
верхности). Успокоенная сталь с более высо-
кой плотностью и вязкостью обрабатывается
хуже.
Прокатка и волочение стали. Обрабаты-
ваемость горячекатаной стали зависит от опре-
деляющей величину зерна температуры окон-
чания прокатки. Чем выше температура конца
прокатки, тем крупнее зерно и выше обраба-
тываемость. Улучшение обрабатываемости ме-
тодом укрупнения величины зерна при горячей
обработке может быть рекомендовано в слу-
чаях, когда деталь после обработки резанием
подвергается термообработке. Последняя устра-
няет крупнозернистость, характеризующую не-
достаточно высокую вязкость стали.
Холоднокатаная или волочёная углероди-
стая сталь с содержанием до 0,3% С обраба-
тывается резанием лучше, чем горячекатаная
сталь.
Углеродистая сталь с содержанием 0,3—
0,4<у0 С обрабатывается резанием приблизитель-
но одинаково как в горячекатаном, так и в хо-
лоднокатаном или волочёном состоянии. Угле-
родистая сталь с содержанием >0,40/0 С в горя-
чекатаном состоянии обрабатывается лучше,
чем в холоднокатаном или волочёном состоя-
нии [8].
348
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. И
Влияние на обрабатываемость химического
состава стали
Влияние химического состава стали на обра-
батываемость резанием может быть охаракте-
ризовано следующим [2]:а) карбидообразующие
элементы, способствующие повышению твёр-
дости стали, ухудшают обрабатываемость;
б) элементы, образующие твёрдые растворы
с ферритом и упрочняющие его при сохранении
вязкости, ухудшают обрабатываемость: в) эле-
менты, упрочняющие феррит со снижением
вязкости, повышают обрабатываемость; г) эле-
менты, образующие неметаллические твёрдые
включения, обладающие абразивным дей-
ствием на режущий инструмент (А12О3 и SiO2),
ухудшают обрабатываемость; элементы, обра-
зующие хрупкие или мягкие включения (MnS
и FeS), улучшают обрабатываемость.
Углерод. Влияние углерода на обраба-
тываемость следует рассматривать в связи
с изменением механических свойств стали,
определяемых содержанием углерода. Повыше-
ние содержания углерода приводит к повы-
шению прочности стали (предела прочности
при растяжении, предела текучести и твёр-
дости), что ухудшает обрабатываемость; повы-
шенное содержание углерода приводит к сни-
жению вязкости (удлинения, относительного
сужения и ударной вязкости), что улучшает
обрабатываемость стали резанием.
Конструкционная низкоуглеродистая сталь
(до 0,1—0,15% С) при повышенной вязкости
вследствие преобладающего количества фер-
рита в структуре стали обрабатывается плохо.
Интенсивное образование нароста и налипание
металла на режущих гранях инструмента резко
ухудшают качество обрабатываемой поверх-
ности.
При обработке вязкой стали повышается
также трение отделяемой сливной стружки
о переднюю грань режущего инструмента, что
способствует более интенсивному теплообра-
зованию и затуплению инструмента.
Увеличение содержания углерода до 0,25—
0,35% улучшает обрабатываемость благодаря
уменьшению вязкости и некоторому повы-
шению твёрдости, создающим благоприят-
ные условия для отделения стружки скалы-
вания. Дальнейшее повышение содержания
углерода повышает твёрдость и приводит к
ухудшению обрабатываемости стали.
Марганец. Влияние марганца анало-
гично влиянию углерода: с увеличением со-
держания марганца повышается твёрдость и
предел прочности и уменьшается вязкость.
Обрабатываемость стали улучшается при со-
держании углерода ниже 0,2% и увеличении со-
держания марганца до 1,5%; дальнейшее уве-
личение содержания марганца при одновремен-
ном увеличении углерода ухудшает обрабаты-
ваемость стали. Марганец способствует обра-
зованию сульфидов в относительно безвредной
форме, улучшая обрабатываемость стали реза-
нием [1].
Кремний. Кремний повышает твёрдость
феррита более, чем марганец, и менее, чем
фосфор. Упрочнение сопровождается только
умеренным уменьшением пластичности при
содержании примерно до l%Si [1]. В виде
включений крупных размеров SiO2 ухудшает
обрабатываемость стали вследствие абразив-
ного действия таких включений на режущие
кромки инструмента [2].
Фосфор. Влияние фосфора на обрабаты-
ваемость стали изучено недостаточно. Имеются
указания, что фосфор влияет аналогично угле-
роду и марганцу, незначительно увеличивая
твёрдость стали и уменьшая её вязкость, а тем
самым повышая обрабатываемость. Введение
в сталь, предназначенную для изготовления
гаек, до 0,3% Р уменьшает задирание стали рез-
цом, сама же обрабатываемость, определяемая
стойкостью инструмента, скорее снижается, чем
повышается [3]. ¦
При одновременном повышении содержания
серы и фосфора до нормы их содержания
в автоматной стали (см. стр. 432) обрабатывае-
мость резанием повышается.
Сера является одним из элементов, наи-
более резко влияющих на обрабатываемость
стали.
Сера находится в стали преимущественно
в виде сернистого марганца (MnS), включения
которого распределяются в виде мельчайших
частиц во всей массе металла, нарушая непре-
рывность феррита. Это создаёт благоприятные
условия при резании стали с высоким содер-
жанием серы. При обработке высокосернистой
стали получается коротколомкая стружка ска-
лывания и чистая поверхность обработки
(о влиянии серы см. также стр. 432—433).
¦ Легирующие элементы. Содержание
легирующих элементов свыше 0,3% в основном
снижает обрабатываемость стали перлитного
класса вследствие повышения твёрдости и вяз-
кости стали. Наиболее трудно обрабатывается
сталь аустенитного класса, характеризующаяся
высокой склонностью к наклёпу (при относи-
тельно невысокой исходной твёрдости аусте-
нита) и особенно при низком содержании
углерода.
Значительное влияние на снижение обраба-
тываемости оказывает никель, образующий
твёрдый раствор с ферритом. Несколько мень-
шее влияние оказывает карбидообразующий
элемент ванадий и ещё меньшее влияние—
хромимолибден.
По данным некоторых исследователей, при
одинаковых механических свойствах, сталь с
молибденом обрабатывается лучше, чем сталь
с другими легирующими элементами [2], осо-
бенно в отожжённом состоянии.
Тончайшие включения свинца способ-
ствуют лёгкому отделению коротколомкой
стружки аналогично сернистому марганцу MnS.
Кроме того, эти включения действуют на ре-
жущий инструмент как смазывающий материал,
снижая износ и нагрев инструмента. Присадка
свинца способствует уменьшению величины
зерна и раздроблению феррита на очень мел-
кие частицы. Обрабатываемость стали улуч-
шается при введении от 0,1 до 0,5% свинца.
Большее содержание свинца приводит к не-
равномерному его распределению в стали.
О влиянии свинца на свойства стали см. также
стр. 433.
Влияние на обрабатываемость структуры
стали
Влияние структуры стали на её обрабатывае-
мость резанием следует рассматривать в связи
с величиной зерна стали и термообработкой.
ГЛ. VI]
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ РЕЗАНИЕМ
349
Обрабатываемость резанием стали с преобла-
дающим количеством в микроструктуре фер-
рита повышается при укрупнении зерна, что
обеспечивается нормализацией с высоких тем-
ператур. Наилучшей структурой для обрабаты-
ваемости резанием стали с преобладающим
количеством в микроструктуре перлита являет-
ся структура пластинчатого перлита с тонкой
разорванной сеткой, получаемая в результате
специального отжига или нормализации с по-
следующим отпуском при 720° С, Наилучшей
структурой для обрабатываемости резанием
высокоуглеродистой стали (шарикоподшипни-
ковой) является структура мелкозернистого
(точечного) перлита [2]. Для грубой обдирки,
для которой чистота обработки не имеет су-
щественного значения, наиболее подходящей
является „наследственно" крупнозернистая
сталь. Мелкозернистая (номера зерна 5—8 по
шкале ASTM) вязкая сталь является наиболее
подходящей для цементации и чистовой обра-
ботки [7]. Горяче- и холоднокатаная и волочё-
ная углеродистая сталь с содержанием угле-
рода выше 0,4% и легированная с содержа-
нием углерода выше 0,3% для улучшения об-
рабатываемости должна подвергаться отжи-
гу [8].
Влияние на обрабатываемость
механических свойств стали
Зависимость между механическими свой-
ствами и обрабатываемостью резанием не под-
чиняется общему для всех групп и марок
стали закону.
Сталь в пределах одной и той же группы,
в зависимости от характера термообработки
и структуры, может различно обрабатываться
даже при примерно одинаковых механических
свойствах.
Достаточно надёжным критерием для су-
ждения об обрабатываемости стали в пре-
делах одной группы (сталь углеродистая, хро-
мистая, марганцовистая и др.) может слу-
жить твёрдость по Бринелю или предел
прочности при растяжении. При этом, однако,
необходимо учитывать также и вязкие свой-
ства стали.
Повышение твёрдости стали с повышением
содержания углерода в пределах одной группы
ухудшает обрабатываемость стали, однако
обрабатываемость низкоуглеродистой стали 08
с твёрдостью ~ 120 Нв и с пределом проч-
ности при растяжении <зь.= 32—42 кг 1мм3 при
относительном удлинении 8 = 25% оказывается
ниже обрабатываемости углеродистой стали 40
с aft = 5и—65 кг/мм2 и 5 = 16%. Это объяс-
няется более высокой вязкостью стали 08 по
сравнению со сталью 40.
Слишком низкая твёрдость при весьма вы-
сокой вязкости также приводит к снижению
обрабатываемости, как и высокая твёрдость
при относительно низкой вязкости.
Влияние механических свойств на обраба-
тываемость различно для пластичного и хруп-
кого металла: для хрупких металлов повышение
твёрдости и прочности ухудшает обрабаты-
ваемость; для пластичных и вязких металлов
значительное понижение твёрдости при повы-
шенной вязкости, равно как и высокая твёр-
дость стали, ухудшает обрабатываемость. По
данным американской практики (США), наи-
более благоприятная для обрабатываемости
твёрдость должна быть в пределах 187—217 Нв
что примерно соответствует пределу прочности
а6 = 64—74 kzjmm2.
Экспериментальные работы, проведённые
под руководством Комиссии по резанию ме-
таллов, позволили установить для каждой груп-
пы стали зависимость между пределом проч-
ности стали в определённом её состоянии
(прокат, отжиг, нормализация) и скоростью
резания v, выраженную следующей форму-
лой [6]:
А i
V = - Ml MUH,
где А — постоянный коэфициент, q — показатель
степени влияния а$ кг/мм2 на скорость реза-
ния v mjmuh.
В табл. 15 приведены числовые значения q
для различных групп конструкционной стали
при обработке различным инструментом.
Таблица 15
Значения показателя степени q
Группа стали
Углеродистая
Хромистая
Марганцовистая ....
Остальные группы * . .
При об
резцами
из быстро-
режущей
стали и
твёрдых
сплавов**
1.75
1.5
1.5
>аботке
свёрла-
ми и
зенке-
рами
о,9
о,9
о,9
о,9
стали
фреза-
ми
1-7
2,О
1,О
I.O
* Хромоникелевая, хромованадиевая, хромомолибде-
новая, хромоникелемолибденовая, хромовольфрамистая,
никелевая, хромомолибденоалюминиевая, кремнемарган-
цовистая, хромокремнемарганцовистая, нержавеющая, хро-
мокремнистая, хромомарганцовистая, хромоникелевана-
диевая.
** При обработке резцами из твёрдых сплавов с
а. > 120 кг/мм" значение q = 2,5/
Показатели обрабатываемости
Основной характеристикой обрабатывае-
мости металлов резанием (ГОСТ 2625-44) при
продольной и торцевой обточке является ско-
рость резания, соответствующая 60-минутной
скорости г/60 при определённых условиях ре-
зания.
Предусмотренные тем же ГОСТ показатели
относительной обрабатываемости в процентах
определяются сравнением скоростей резания %)
испытуемого металла и эталонной стали, об-
рабатываемость которой принимается за 10Э%.
В качестве эталонной принимается нормали-
зованная автоматная сталь марки А12 состава:
0,08 0,16% С; 0,6-0,90/п Мп; 0,15-0,35% Si;
0,08—0,200/0 S; 0,08—0,15% Р.
В табл. 16 приведены показатели (коэфици-
енты) обрабатываемости различных групп и
350
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛ И
[РАЗД. 11
Таблица 16
Показатели (коэфициенты) обрабатываемости для различных групп марок конструкционной стали [6]
Марка
08
20
30
35
40
45
85
15Х
38ХА
45Х
36ХН*
45ХН*
ЗОХНЗ
12ХН2А
37ХНЗА*
12ХНЗА
50ХН2*
Вид термообработки
Нормализация или высокий
отпуск
Прокат или нормализация
Нормализация
Улучшение
Прокат или нормализация
Отжиг
Улучшение
Отжиг
Нормализация
Улучшение
Отжиг
Нормализация
Улучшение
Улучшение
Прокат
Отжиг
Нормализация
Прокат
Отжиг
Отжиг
Нормализация
Поковка
Улучшение
Отжиг
Улучшение
Отжиг
Отжиг
Нормализация
Нормализация
Улучшение
Прокат
Отжиг
Нормализация
Улучшение
Улучшение
Улучшение
Цементация и улучшение
Отжиг
Нормализация
Улучшение
Улучшение
Улучшение
Улучшение
Улучшение
Механические свойства
Твёрдость
Предел
прочности
при
растяжении
в
кг/мм*
Углеродистая сталь
88-И7
121 —156
126-152
i8o—210
170—187
143-163
195-212
140—183
167—207
207 — 240
170-197
183—207
107-224
224-235
255
32-42
42-55
45-56
65-75
6о-67
52-0О
70—80
50-65
6о-75
75-85
60—70
65-75
70-80
8о-85
9»
Хромистая сталь
107-137
143-17°
212 — 228
163-179
l87-I97
2O7 — 228
285
250—270
23O
Зоо
38-45
5о—6о
75-8о
5б-63
65-70
73-80
IOO
9°-95
8о
i°5
Коэфициенты обрабатываемости
из быстро-
режущей
стали РФ1
и ЭИ262
о,8
0,9
1,8
1,15
' 1-55
1,2
о,95
I.O5
1,5
о,8
1,15
i.x5
о,9
о, 75
о,б5
2,6
1,6
о,95
1,4
1,2
о,95
0,65
°,7
о,9
о.б
Хромоникелевая сталь
179-197
207—217
217 — 229
241-255
265-295
24O 2б2
2O5—236
240—270
285—310
2бО 29O
ЗО2—34O
235—27°
205—235
235—27°
260—310
290—32°
260—29O
2O7—229
235—270
61—67
7°-74
74-78
82-87
9О—loo
8о—9°
7О—8о
8о—од
95—1°5
9О—ioo
i°5—
8о—92
70—8о
80—92
95— г°5
1ОО—110
90—юо
70—8о
8о—оо
1,25
г,о5
Г,О
о,85
°,7
о,85
1,0
о,85
0,65
о,7
о,6
0,85
1,О
о,85
°,б5
о,6
о,7
1,О
о,85
для резцов
из твёрдых сплавов
ВК8
о,8
о,9
1,8
I-I5
i,55
1,2
о,95
i,5
0,8
1,15
*,*5
о,9
о. 75
о,б5
2,5
1,5
о,9
1.35
I.I5
о,9
о,6
о,б5
о,85
о,55
1,25
i,o5
1,О
0,85
о,7
0,85
1,О
о.85
0,65
о.7
о, 6
о,85
1,О
о,85
0,65
о,6
°,7
1,О
0,85
Т21К8
о,8
о,9
1,8
i,i5
1.55
1.2
о,95
i,°5
1-5
о,8
1,15
I.I5
о,9
о,75
о,б5
2,5
i,5
о,9
1,35
i,i5
о,9
о,6
0,65
о,85
о,55
1,25
1,О5
1,О
о,85
°,7
о,85
1,О
о,85
0,65
о, 7
о.б
о,85
1,О
о,85
°,б5
о,6
°,7
1,О
о,85
Поправоч-
ный коэфи-
циент
на усилие
1,О
1,О
о. 75
о,95
о,8
о,9
1,О
о,95
о,85
i,o5
о,9
о,95
1,О
i,O5
1Д5
о, 7
о,8
I.O5
о,85
о,9
i,°5
1,25
1,2
i,O5
1,3
о,9
о,95
1,О
i.i
1.2
1,1
1,О
1,1
1,25
1,2
1,35
i,i
1,О
1,1
1.25
1,3
I,2
1,О
I,1
ГЛ. VI]
ОБРАБАТЫВАЕМОСТЬ КОНСТРУКЦИОННОЙ СТАЛИ РЕЗАНИЕМ
351
Продолжение табл. 16
Марка
ЗОХМА
35ХМА
38ХМЮА *
13Н2А*
50Г
6ОГ
18ХНВА
25ХНВА
20ХН4ФА *
50ХФА
Вид термообработки
Механические свойства
Твёрдость
нв
Предел
прочности
при
растяжении
в кг/мм'2
Коэфициенты обрабатываемости
Из быстро-
режущей
стали РФ1
и ЭИ262
для резцов
Из твёрдых сплавов
ВК8
Хромомолибденовая и хромомолибденоалюминаевая
Отжиг
Отжиг
Нормализация
Нормализация
Улучшение
Улучшение
Прокат
Улучшение
Отжиг
Нормализация
Улучшение
Отжиг
Отжиг
Нормализация
Нормализация
Улучшение
Улучшение
Поковка без отжига
Нормализация
Нормализация
Улучшение
Улучшение
149—165
163—187
197—23°
230—255
=55—3°°
а55—3°°
187—212
285—32O
5о—бо
бо—72
70—8о
8о—9°
9о—ioo
9О—гоо
85—75
lOO—II2
Никелевая
12б—176
126—200
i8o—200
45—бо
45—7°
бо—7°
Марганцовистая
i8o—197
197—235
187—207
207—255
241—270
270—285
241—270
187—207
207—241
241—^55
270—285
бо—7°
70—82
65-75
75—9°
85—95
93—1О3
85-95
65—75
75—85
85-9°
95—юо
i,6
1,0
0,85
0,7
0,7
0,9
о,55
i,35
1.35
1,2
1,0
0,8
0,9
0,7
0,65
о,55
0,65
0.75
0,65
°.5э
i,75
i,35
i,i
о,95
о,75
о,75
о,95
о,5
1,35
1,35
1.2
1,О
о,8
0,9
о,7
0,65
о,55
0,65
о.9
о,75
0,65
о,55
Т21К8
i,75
1,35
о,95
°,75
о,75
о, 95
о,5
1,35
1,35
1,2
1,О
0,8
о,9
о,7
0,65
о.53
0,65
о,9
°, 75
0,65
°.55
Хромоникелевольфрамовая, хромоникелеванадаевая и хромованадиевая
Нормализация
Улучшение
Улучшение
Отжиг
Отжиг
Нормализация
Улучшение
Отжиг
Улучшение
Отжиг
Улучшение
270
321—353
355—385
207—229
335—260
270
321—370
270
321
270
370—420
9°
НО—120
12O—I3O
7О—8о
8о—95
90
НО—125
оо
но
9°
130—140
о,75
о.5
I.O
о,8
°>75
о.5
о,75
о, 55
°. 75
о,75
°,5
о,45
I.O
о, 8
о,75
о,5
°,75
о,55
о,75
о.ЗЗ
о-75
о,5
о,45
I.O
о,8
о,75
о,5
о.75
о.55
о.75
о,35
Поправоч-
ный коэфи-
цнент на
усилие
о,8
о,9
х,о
1,1
ЪЯ
1,2
0,95
1.3
0,7
о,9
о,9
1,О
о,95
i,o5
1,15
1,2
I.I5
о,95
i,O5
!,*5
1,35
I.O5
1.35
1.45
I.O
М5
1.4
i.i5
1,35
1,15
1,55
Хромокремнемарганцовая, хромомарганцовая, хромомарганцовотитанистая, хромомарганцовомолабденовая,
ЗОХГСА
35ХГ2
15Х2Г2Т
38ХГМ *
ЗЗХГСА*
38ХСА
4ОХС
ЗОСГ*
2X13
Х13Н4Г9
Х14Н14В
Х10СМ
| У12Г
хромокремнистая
Нормализация, отпуск
Улучшение
Отжиг
Улучшение
Отжиг
Отжиг
Улучшение
Отжиг
Улучшение
Нормализация
Улучшение
Нормализация
Улучшение
Улучшение
Улучшение
Улучшение
Отжиг
Прокат
Нормализация
Нормализация
180—220
302—320
200
280
217—270
190—217
380—4°°
250—260
295—328
179
250—280
250—280
250—270
280 3°2
444—477
514—545
170—207
235—255
217—235
235—255
и кремнемарганцовая
65—75
IOO—НО
7°
95
75—9°
65—75
130—136
85—9°
юо—но
бо
85-95
85-95
85-95
95—юо
150—170
175—*9°
бо—7°
80—85
7о—8о
8о-83
0,95
о,5
о.95
о,6
о, 75
о. 95
о,7
о,5
I.O5
о,65
0,65
о,55
—
—
°>9
°,7
о,8
°,7
Сталь мартенситного и аустенитного класса (прокат
| Улучшение
Закалка
Закалка
Улучшение
Закалка
241
229
270
255—34о
163—207
85
до
72
о,8
о,6
о,7
9о—12о I о,7
57—73
о,4
1,О
о.55
1,О
0,65
о,8
1,О
о,35
о,7
о.55
I,3j
О,7
о»7
0,7
0,6
0,25
0,2
i,i
о,75 :
0,85
о,75
I.O
о.55
1,О
0,65
о,8
I.O
о,35
°,7
о,55
1,25
о. 7
°. 7
о,6
О, 25
О,2
1,1
°,75
о, 85
о.75
или поковка)
о, 8
о,8
°,7
о.7
о,4
о,8
о,8
о,7
°,7
о.4
о»95
°,95
1.2
1,1
о,95
' 1.55
1>15
1,3
0,85
1»15
1>13
1,15
1,25
1,8
2,0
о,9
1,1
1,О
1,1
1,1
i,o
1,3
о,9
Примечание. Звёздочкой отмечены марки стали, не предусмотренные стандартами.
352
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
марок стали при различных видах термообра-
ботки по данным Бюро технических нормативов
министерства станкостроения. В качестве
эталонной принята отожжённая хромоникеле-
вая сталь марки 37ХНЗА состава: 0,33-0,41%С;
0,25-0,550/0 Мп: 0,17—0,370/0 Si; 1,2-1,6% Сг;
3,O-3J0/0 Ni; <0,0350/0 S и <0,035% Р с пре-
делом прочности аь-=70—80 к?\мм% [6]. Об-
рабатываемость этой стали определяется коэ-
фициентом обрабатываемости, равным единице.
Более высокие значения коэфициента характе-
ризуют более высокую обрабатываемость, и
наоборот.
При продольной обточке резцами из быстро-
режущей стали РФ1 при 60-минутной стойкости
резца и из твёрдых сплавов марок ВК8 и Т21К8
при 90-минутной стойкости резца величина
скорости резания v м\мин для эталонной стали
37ХНЗА при различных сечениях стружки мо-
жет быть установлена по формуле [6]
Таблица 18
Показатели относительной обрабатываемости стали
где t — глубина резания в мм; s — подача
в мм!об\- Cv, х и у — постоянные и показа-
тели степени, значения которых приведены в
табл. 17.
Таблица 17
Значения
х и у
Материал резца
Сталь РФ1 с охла-
ждением .......
Твёрдые сплавы (без
охлаждения) марок:
ВК8 (P38J
Т21К8 (а 21)
При подаче
s <
Cv
45.6
57.6
1*3/6
0,3 мм
X
о, 24
О,22
O,l8
У
0,36
о,4
0,2
S >
Cv
34.4
51.3
124,5
0,3 мм
X
O.24
О, 22
o,i8
У
о,б
о. 35
Величина усилия резания Рг в кг для той
же стали определяется по формуле [6]
Указанные формулы можно считать дей-
ствительными для сечений стружки до ]8 мм2,
глубины резания до 12 мм и подачи до
],5 мм\об.
Для более крупных сечений стружки зави-
симости не установлены. См. также т. 7, гл И.
Данные для установления режимов резания,
определения усилий резания и затрачиваемой
мощности для различных марок конструкцион-
ной стали и различных видов её термообра-
ботки см. [4, 5 и 6].
В табл. 18 приведены показатели относи
тельной обрабатываемости марок стали по
спецификациям SAE и AISI (США) [8]. В ка-
честве эталонной стали в США применяется хо-
лоднокатаная или волочёная автоматная сталь
В1112 состава: 0,08-0,13% С;-0,60-0,90% Мп;
Марка
СИЮ
СШ5
С1117
С1118
С1120
С1132
СП37
С1022
С1016
ВИН
В1112
ВШЗ
А4023
А4027
А4119
С1141
С1020
С1030
С1035
С1040
С1045
А2317
А3045
A3120
А3130
А3140
А 3145
А4032
А4037
А4042
А4047
А4130
А4137
А4145
А4150
А4615
А4640
А4815
А5120
А5140
А5150
А5045
NE8024
NE8124
NE8233
NE8339
NE8620
NE8630
NE8724
NE8739
N Е8744
NE8749
NE8817
С1008
С1010
С1015
С1050
С1070
А1320
А1330
А1335
А1340
А2330
А2340
А3240
А4340
А6120
А6145
А6152
А9260
NE8442
NE8447
NE8949
А2515
Е3310
Е5210
Показатели обрабаты-
ваемости в °/0
70 и -выше
85
85
85
8о
8о
75
7о
7°
7°
95
1ОО
Х35
7°
7°
7О
от 50 до 65
65
65
65
65
6о
6о
55
6о
6о
55
55
5°
65
65
6о
55
65
6о
55
5°
65
55
5°
65
6о
55
63
6о
55
6о
to
60
65
65
60
55
5°
60
от 40 до 50
5°
5°
5°
5°
45
5°
5°
5°
45
5°
45
45
45
5°
5°
45
45
45
4°
5°
Ниже 40°10
3°
4°
3°
Твёрдость Hg
137—166
143—179
143—179
143-179
143—179
187—229
187—229
159—192
137-174
179—229
179-229
179—229
156—207
166—212
170—217
183-241
137—174
170—212
174—217
179—229
179-—229
174—217
179—229
163—207
179-217
187—229
187—235
170—229
179— 229
183-235
183-235
187—229
187—229
187—229
187—235
174-217
i37-235
187—229
170—212
174—229
179—235
179—229
174-217
174-217
179—229
179-229
170—217
179—229
179-229
179-229
183-235
183—241
170—229
126—163
131—176
131-170
179-229
183—241
170—229
179—235
179-235
179—235
179—229
179-235
183 -235
187-241
179—217
179-235
183-241
187-255
187-255
187-255
187-255
179-229
170—229
183—229
Примечание. А — сталь основная мартеновская
легированная; В — бессемеровская углеродистая; С — ос-
новная мартеновская углеродистая; Е — электросталь;
NE — сталь военного времени.
ГЛ. VI]
СВАРИВАЕМОСТЬ МЕТАЛЛОВ
353
0,16—0,23% S и 0,09—0,13% Р с твёрдостью в
пределах 179—229 Нв. Обрабатываемость этой
стали при скорости резания 54 м/мин в нор-
мальных условиях резания с охлаждением
принимается за 100%. О химическом составе
приведённых в табл. 16 и 18 марок стали см.
статьи „Конструкционная горлчекатаная сор-
товая сталь" и „Сталь автоматная".
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е й н Э., Влияние легирующих элементов на свой-
ства стали, М. 1945.
2. Болховитинов Н. Ф., Величина зерна и свой-
ства стали, М. 1943.
3. Гудремон Э., Учение о специальных сталях,
М. - Л. 1937.
4. Режимы резания при работе резцами из мало-
легированной быстрорежущей стали, Оборонгиз,
1941.
5. Справочник по режимам резания на фрезерных стан-
ках, Машгиз, 1942.
6. Справочник (проект) по режимам резания при об-
работке углеродистых и легированных конструкцион-
ных сталей, НКГП, Бюро технических нормативов,
1943.
7. Boston О. W., Boegehold A. L. a. French
Н. J., „Machlnabllity of Steels", Metals Handbook,
1942.
8. В о s t о n O. W., M о 1 г H. L.f О 1 d а с r e W. H.,
Stuart D. A.a. Slaughter E. M., MachinabiHty
Ratings of Metals and Cutting Fluid Recommendations,
Metal Progress. October, 19-13.
СВАРИВАЕМОСТЬ МЕТАЛЛОВ
Основная задача процесса сварки — полу-
чение прочного неразъёмного соединения сва-
риваемых металлов.
Свойства сварных соединений зависят глав-
ным образом от вида свариваемых металлов,
применённых методов сварки и их технологи-
ческих режимов.
Существующие методы сварки значительно
отличаются друг от друга по технологии её
выполнения.
По характеру процесса различные методы
сварки могут быть объединены в следующие
две основные группы.
1. Методы, при которых подлежащие сварке
металлы нагреваются до пластического
состояния и сжимаются действием определён-
ной механической силы (сварка под давлени-
ем). В этом случае происходят одновременно два
основных процесса: соединение (сваривание)
металлов и их специфическая местная термо-
обработка в околошовных зонах (зонах влия-
ния).
2. Методы, при которых подлежащие сварке
металлы совместно расплавляются с образо-
ванием общей жидкой ванночки, в которую
обычно вводится дополнительный (присадоч-
ный) расплавленный металл (сварка плавлени-
ем). В этом случае одновременно протекают три
основных процесса: плавление и металлурги-
ческая обработка присадочного металла и рас-
плавляемой части основного, соединение (сва-
ривание) основного твёрдого металла с жидким
в процессе их последующего охлаждения и
термообработка металла в участках, близких
к ванночке.
Классификацию методов сварки см. т. 5,
гл. IV.
При всех методах сварки свойства свар-
ного соединения (шов и околошовные участки)
определяются свойствами свариваемых метал-
лов и их отношением к протекающим про-
цессам.
Условия плавления и металлургической
обработки жидкого металла и режимы терми-
ческого воздействия на свариваемый металл
могут относительно легко регулироваться.
Однако способность различных металлов сва-
риваться зависит главным образом от их при-
роды.
Процессы соединения металлов (сварива-
ние) при сварке различными методами внешне
отличаются, но принципиально имеют много
общего.
При сварке под давлением металлы
нагреваются до пластического состояния, т. е.
до температуры, при которой возможен доста-
точно быстрый рост зёрен металлов (кристал-
литов).
В металлах, подвергавшихся предвари-
тельной пластической деформации, сопрово-
ждающейся разрушением межкристаллитных
прослоек (прокатка, ковка и т. п.), рост зёрен
металлов происходит значительно интенсивнее.
Способностью роста обладают и те зёрна ме-
талла, которые расположены у нагреваемых
поверхностей деталей. Поэтому при соответ-
ствующем нагреве и плотном взаимном сопри-
косновении деталей в процессе сварки будет
происходить взаимное объединение зёрен, на-
ходящихся на обеих пограничных поверхно-
стях. Объединению зёрен способствует прила-
гаемое механическое усилие, сближающее зёр-
на (кристаллиты) и отчасти разрушающее меж-
кристаллитные прослойки. Всякого рода загряз-
нения поверхностей мешают сращиванию зёрен
металлов.
При сварке плавлением кромки сва-
риваемых деталей оплавляются. Примыкающие
к ним участки металла нагреваются до высо-
ких температур. Расплавленная часть свари-
ваемых металлов с присадочным металлом об-
разует жидкую ванночку. Вслед за этим насту-
пает охлаждение металла преимущественно за
счёт отвода тепла в свариваемые детали. По-
верхностные нерасплавившиеся кристаллиты
по кромкам деталей служат центрами, от кото-
рых начинают расти дендриты. Они растут от
поверхностей обеих кромок деталей к центру
ванночки. В последней происходит соединение
встречных дендритов.
В обоих случаях сварное соединение обра-
зуется вследствие возникновения общих вза-
имных кристаллов.
Изложенное позволяет определить в общей
форме сущность сварочного процесса (соеди-
нения металлов) как процесс взаимной кристал-
лизации свариваемых металлов. Последнее по-
зволяет сформулировать и понятие о с в а -
354
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
риваемости металлов (способности их
соединения в процессах сварки).
Не все элементы, входящие в металличе-
ские сплавы, в любых сочетаниях и концен-
трациях могут придавать сплавам требуемые
качественные характеристики. При сварке раз-
нородных металлов концентрация отдельных
элементов в металле сварного шва может
изменяться в широких пределах и в случаях
образования в нём сплава с неудовлетвори-
тельными свойствами получение качественного
сварного соединения становится невозможным.
Например, при сварке меди с алюминием или
железа с алюминием в сварном шве обра-
зуются хрупкие и непрочные сплавы, которые
не дают удовлетворительного сварного соеди-
нения.
Исходя из этого, понятию свариваемости
металлов можно дать следующее общее прин-
ципиальное определение: свариваемостью ме-
таллов является их способность давать в про-
цессе взаимной кристаллизации соединения
(сплавы) с требуемыми свойствами.
В большинстве случаев, особенно при сварке
однородных металлов (в частности стали), мож-
но обеспечить получение сплавов, обладающих
вполне удовлетворительными свойствами.
Однако в производственных условиях получе-
ние сварных соединений удовлетворительного
качества часто связано с большими затрудне-
ниями.
Эти затруднения обычно связаны с влия-
нием на свойства сварного соединения тер-
мического воздействия на околошовные зоны
основного металла или с характером и усло-
виями плавления и металлургической обработ-
ки металла шва (присадочного металла и рас-
плавленной части основного).
Для большинства применяемых методов
сварки характерны исключительно быстрый на-
грев металла до высоких температур и быстрое
последующее охлаждение. Действительные ско-
рости нагрева и последующего охлаждения,
максимальные температуры и ширина зоны
нагреваемого металла (зоны влияния) изме-
няются в широких пределах [5, 6].
На фиг. 80 приведены кривые изменения
температуры в зонах влияния при сварке ме-
U321
Время
Фиг. 80. Кривые изменения температуры
стали в зоне влияния при сварке плавлением
(схема).
тодами плавления (дуговая и газовая сварка).
По мере приближения источника тепла тем-
пература металла резко возрастает, дости-
гает максимума в данном сечении [1, 2, 3, 4]
зоны влияния и затем быстро понижается.
Максимальные температуры и скорости нагрева
и охлаждения в сечениях, непосредственно при-
мыкающих к сварному шву, наибольшие. По
мере удаления от шва максимальные температу-
ры и скорости нагрева и охлаждения снижаются.
При дуговой сварке ширина зоны влияния
в основном металле получается более узкой,
чем при газовой, так как при газовой сварке
температура пламени ниже, чем в вольтовой
дуге, и передача тепла происходит на боль-
шей поверхности. Поэтому скорости после-
дующего охлаждения металла при дуговой свар-
ке значительно выше.
Характер нагрева и охлаждения металла
при сварке другими распространёнными ме-
тодами принципиально аналогичен, отличаясь
преимущественно лишь значениями макси-
мальных температур, шириной нагреваемой
зоны й скоростями нагргва и охлаждения.
Последние зависят главным образом от ис-
ходной температуры и толщины (массы) сва-
риваемого металла. При увеличении толщины
и понижении исходной температуры скорость
охлаждения увеличивается. В отдельных слу-
чаях скорости охлаждения могут достигать
сотен градусов в секунду, в особенности в
области высоких температур.
Термическое воздействие процесса сварки
определённым образом сказывается на свой-
ствах металла в зонах влияния. Наиболее
характерным является изменение исходной
структуры металла.
При сварке стали наблюдается: рост зерна,
часто сопровождающийся появлением вйдман-
штедтовой структуры, появление структур за-
калённой стали, рекристаллизация, отпуск ра-
нее закалённого сплава, выпадение карби-
дов и т. п.
Для удобства рассмотрения влияния терми-
ческого воздействия на изменение свойств ме-
талла в зонах влияния сплавы целесообразно
разделять на две группы: 1) сплавы, не име-
ющие аллотропических превращений при
нагреве до температуры плавления и при по-
следующем охлаждении до исходного состо-
яния, и 2) сплавы, имеющие аллотропические
превращения.
К первой группе относятся сталь: малоугле-
родистая, высокохромистая и хромоникеле-
вая—со стабильной ферритной или аустенитной
структурой. .
При сварке чисто ферритной высокохро-
мистой стали под влиянием термического
воздействия в зонах влияния при нагреве
выше 800° наблюдается сильный рост исходного
зерна и особенно в стали, предварительно под-
вергшейся наклёпу. Местная крупнозернистость
стали вблизи шва влечёт за собой понижение
её механических и особенно пластических
свойств. Интенсивность роста зерна понижается
введением в сталь ниобия, титана или тантала.
Образуя стойкие карбиды, не успевающие рас-
твориться при нагреве стали, эти элементы пре-
пятствуют росту зерна [3,4].
Аустенитная хромоникелевая сталь также
чувствительна к сильному росту зерна в зонах
термического влияния, но в несколько мень-
шей степени, чем ферритная. Особенно силь-
ный рост зерна наблюдается при сварке хо-
лоднодеформированной хромоникелевой стали
вследствие рекристаллизации. В хромонике-
левой аустенитной стали (типа 18% Сг и
ГЛ. VI)
СВАРИВАЕМОСТЬ МЕТАЛЛОВ
355
8% Ni) под термическим влиянием процесса
сварки в тех участках, где сталь нагревается
выше 400—500°, наблюдается также резкое
снижение стойкости против интеркристаллит-
ной коррозии и понижение механических
свойств вследствие выпадения карбидов хрома
по границам зёрен. Введение в эту сталь ти-
тана или" ниобия, препятствующих выпадению
из аустенита карбидов хрома, устраняет ука-
занное явление.
Сварку аустенитной или ферритной стали
целесообразно производить теми методами,
при которых нагрев металла в зоне термиче-
ского влияния получается минимальным, а ско-
рость охлаждения — максимальной. Дуговая
сварка для этих видов стали предпочтительнее
газовой.
Наибольшие затруднения при сварке стали
с аллотропическими превращениями может
вызвать возникновение в зонах термического
влияния структур с высокой или повышенной
твёрдостью. В зависимости от толщины, со-
става и исходного состояния стали и режимов
принятого метода сварки в зонах влияния
иногда наблюдаются структуры мартенсита или
других форм распада аустенита. Если известны
кривые охлаждения, максимальные температу-
ры металла в отдельных участках зоны влия-
ния и С-образные кривые свариваемой стали,
то при сопоставлении их можно предугадать
конечную структуру стали в зонах влияния
после сварки. Например, при охлаждении ста-
ли / (фиг. 81) в определённой точке зоны тер-
мического влияния по кривой / аустенит будет
Логарифм времени
Фиг. 81. Кривые охлаждения и
С-образные кривые (начала пре-
вращения) стали двух марок I и II
(схема).
распадаться преимущественно в области мар-
тенситных превращений и, наоборот, охлажде-
ние по кривой 2 приведёт к значительному
распаду аустенита в перлит в области высо-
ких температур. При охлаждении стали II по
кривой 1 в зоне влияния будет наблюдаться
чистый мартенсит, а при охлаждении по кри-
вой 2 аустенит может частично разложиться
в перлит различной степени дисперсности. Как
следствие образования мартенсита или тонко-
дисперсных форм перлита твёрдость стали в
зоне влияния в отдельных слоях резко возра-
стает.
На фиг. 82 в качестве примера приведены
кривые изменения твёрдости стали марки СХЛ2
под термическим воздействием дуговой сварки.
Повышение твёрдости связано с сильным рос-
том зерна и появлением видманштедтовой струк-
туры (фиг. 83, см. вклейку к стр. 321).
В зоне термического влияния свойства и
структура стали непрерывно изменяются вслед-
ствие неодинаковых условий нагрева и охла-
ждения в различных местах сечений сварного
соединения.
Наличие участков металла с резко пони-
женными пластическими свойствами сильно
снижает качество сварного соединения. В
некоторых случаях под влиянием возникаю-
щихприсварке внутреннихнапряжений в около-
шовных зонах и в швах появляются трещины.
Ю 15 20мм
Фиг. 82. Схема измерения твёрдости и её значения
в тавровом шве пластин из стали СХЛ2: 1 — сварной
шов; 2 — зона термического влияния.
Снижение пластических свойств стали в со-
седних со швом участках почти всегда можно
предупредить или довести до допустимых пре-
делов. Для этой цели или несколько изменяется
состав стали, или меняются режимы сварки.
Введение элементов, образующих медленно рас-
творяющиеся в аустените карбиды, понижает
в условиях сварки закаливаемость стали. Од-
ним из наиболее интересных элементов с этой
точки зрения является ниобий. Кроме того,
целесообразно снижение (до возможных пре-
делов) содержания в стали углерода.
При невозможности изменения состава
стали удовлетворительные результаты можно
получить путём предварительного подогрева
свариваемых деталей или подачи к сварному
шву большего количества тепла. При этих
условиях скорость охлаждения металла в зо-
нах влияния снижается.
При подборе режимов сварки следует учи-
тывать также влияние их на другие процессы,
происходящие в стали (рост зерна, увеличение
зоны термического влияния и т. п.).
Наиболее широко применяемую в сварных
конструкциях сталь перлитного класса по
чувствительности к термическому действию
сварки можно подразделить на следующие
основные группы.
1. Сталь, свойства которой в зонах влия-
ния при нормальном процессе сварки не выхо-
356
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
дят из пределов, предусмотренных технически-
ми условиями. Эта сталь сваривается без пред-
варительного подогрева. К этой группе отно-
сится малоуглеродистая сталь с содержанием
углерода примерно до 0,25% и большинство
марок малолегированной стали с содержанием
углерода не выше 0,15%.
2. Сталь, свойства которой в зоне влияния
выходят за нижний предел свойств, требуемых
техническими условиями. Однако последую-
щей термообработкой свойства стали восста-
навливаются. Во многих случаях сталь этой
группы сваривается удовлетворительно в усло-
виях нормального процесса. При сварке в усло-
виях низких температур или сварке деталей,
имеющих большую толщину, а также когда
требуются высокие свойства соединения, сва-
риваемые детали подвергают относительно не-
высокому подогреву и последующей термо-
обработке. К этой группе относятся углероди-
стая сталь с содержанием углерода примерно
до 0,35% и значительное количество марок
конструкционной малолегированной стали с
содержанием углерода примерно до 0,25%.
3. Конструкционная сталь с более высоким
содержанием углерода и легирующих элемен-
тов, повышающих чувствительность к термо-
обработке. Сталь этой группы сваривается с
предварительным подогревом и после сварки
подвергается термообработке.
Типичными представителями этой группы
является сталь марок 50, 50Г и др.
Сталь инструментальная и многие марки спе-
циальной легированной стали обычно свари-
ваются с предварительным, относительно высо-
ким подогревом, если свариваемые детали
сравнительно велики. Мелкие детали, которые
быстро нагреваются за счёт сварочного тепла,
специальному предварительному подогреву ча-
сто не подвергаются.
В настоящее время технология сварки на-
столько разработана, что можно или полностью
устранить или снизить до требуемых пределов
вредное влияние термического воздействия
сварки на свойства стали в зонах влияния для
большинства марок стали.
В условиях сварки плавлением основной за-
дачей металлургической обработки металла шва
является защита его от окисления и очищение
от неметаллических включений [2]. Металл мо-
жет окисляться газами, окружающими место
сварки, шлаками, образующимися из покры-
тий электродов и флюсов, и различными за-
грязнениями (ржавчина, окалина), имевшимися
на свариваемой поверхности.
При окислении стали в первую очередь
образуется закись железа. Последняя, будучи
растворима в жидкой стали, непосредственно
особо вредного влияния на процесс сварки
не оказывает. При возрастании содержания
закиси железа будут лишь несколько сни-
жаться механические свойства металла шва.
Однако повышение концентрации закиси же-
леза вызывает развитие вторичных реакций.
Находящиеся в стали примеси (С, Mn, Cr, Si,
Ч, Ti, A1 и др.), упругость диссоциации окислов
которых ниже упругости диссоциации закиси
железа, начинают взаимодействовать с закисью
железа с образованием газов (СО) или шла-
ковых включений (МпО, SiO2, Cr2O3 и т. п.).
(Сак окись углерода, так и остальные окислы
практически в стали не растворяются. Поэто-
му по мере образования они, имея меньший
удельный вес, чем сталь, стремятся всплыть.
В большинстве случаев окись углерода успе-
вает достигнуть поверхности ванночки и уда-
литься в атмосферу. Остальные же включения,
обладая значительно большим удельным ве-
сом, чем окись углерода, и малой способностью
к коагуляции1 как более тугоплавкие, чем
сталь, могут в значительной части остаться
в металле в виде дисперсных шлаковых вклю-
чений.
При невысоком содержании легирующих
элементов окислившаяся их часть сравнительно
мало влияет на технологию процесса сварки.
Их присутствие будет сказываться лишь в не-
котором снижении свойств металла шва. При
высоком содержании легко окисляющихся ле-
гирующих элементов интенсивное окисление
последних может сказаться более резко. В этом
случае образующееся значительное количество
окислов может скапливаться на кромках дета-
лей и в металле шва крупными прослойками,
вследствие чего получаются непровары, нару-
шение сплошности металла шва и т. п., при-
водящие в конечном итоге к резкому сниже-
нию плотности шва и прочности сварного сое-
динения.
При сварке под давлением свариваемые по-
верхности могут быть окислены. Плёнки окис-
лов будут препятствовать процессу взаимной
кристаллизации металла, что также может при-
вести к снижению прочности шва.
Для предупреждения образования вклю-
чений в шве помимо предварительной
тщательной очистки свариваемых поверхно-
стей принимаются следующие специальные
меры:
1) вокруг зоны плавления и ванночки
жидкого металла создают защитные газы,
препятствующие доступу воздуха;
2) на жидкий металл действуют специаль-
ными шлаками, образующимися в результате
плавления флюсов или покрытий электродов.
Основное назначение шлака — очистить ме-
талл от включений. Благодаря большой кон-
тактной поверхности металла и шлака между
ними возникают обменные реакции. Если обра-
зующие окислы химически активны (например
имеют явно основной характер), они связы-
ваются кислыми шлаками. При достаточном
количестве шлака, соответствующей темпера-
туре его затвердевания и удельном весе можно
обеспечить достаточно полное удаление вклю-
чений из металла сварного шва. Если окислы
химически мало активны, применяются шлаки,
хорошо их растворяющие (например, криолит
для растворения А12О3). Наиболее вредными
в стали являются окислы SiOa и Сг2О3 и за-
кись железа.
Для очищения металла от первых двух
окислов применяются основные шлаки. Закись
железа может быть лучше удалена кислыми
шлаками.
При газовой сварке стали с содержанием
хрома более 4—6% и кремния более 1—1,5%
образующиеся включения могут уже сильно за-
труднить процесс сварки и снизить прочность
сварного шва. Сварку их желательно произ-
водить с флюсами.
При дуговой сварке возможность окисления
металла больше. Поэтому для получения каче-
ственного соединения необходимо стремиться
гл. vi]
КЛАССИФИКАЦИЯ СТАЛИ
357
во всех случаях применять электроды со спе-
циальными защитными покрытиями.
В процессе сварки возникает и ряд других
затруднений. Однако они имеют относительно
меньшее значение, чем рассмотренные выше,
и преодоление их сравнительно проще.
При правильном подборе соответствующие
методов сварки, их режимов и требуемых
материалов большинство металлов и, в част-
ности, сталь могут быть сварены вполне-
успешно [5, 6].
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А л о в А. А., Сварка—процесс взаимной кристалли-
зации, «Автогенное дело" № 12, 1936.
2. А л о в А. А., Раскисление металла шва при дуговой
сварке, „Автогенное дело" № 1, 1947.
3. Т у м Е., Справочная книга по нержавеющей стали,
Металлургиздат, 1940.
4. X и м у ш и н Ф. Ф., Нержавеющие, кислотоупорные
и жароупорные стали, Металлургиздат, М. 1945.
5. KInzel А. В., Doan О. Е., Stout R. D. ».
F г у е J. H., Guide on the weldability of steels. „Thi
Welding Journal", August, 1943.
6. О b e r t С W., David E. V., Meeker L. D.,
Smith E. W., W 1 k о f f A. O., .Welding of metals',
Metals Handbook ASM, 1939.
КЛАССИФИКАЦИЯ СТАЛИ
Сталь можно классифицировать по: а) спо-
собу получения; б) химическому составу; в) ме-
ханическим свойствам; г) структуре; д) приме-
нению; е) качеству; ж) методу придания формы
и размеров.
КЛАССИФИКАЦИЯ И КРАТКАЯ
ХАРАКТЕРИСТИКА СТАЛИ
ПО СПОСОБУ ЕЁ ПОЛУЧЕНИЯ [5, 13, 15]
Классификация по способу получения
в жидком состоянии
По способу получения стали в жидком
состоянии различают: а) сталь мартеновскую
основную; б) сталь мартеновскую кислую;
в) сталь бессемеровскую; г) сталь томасов-
скую; д) электросталь; е) тигельную сталь.
Мартеновская основная сталь
выплавляется в пламенных регенеративных
сименс-мартеновских печах, имеющих ста-
ционарную или качающуюся ванну с ос-
новным магнезитовым или доломитовым по-
дом.
В машиностроении мартеновская основная
сталь получила наиболее широкое применение
благодаря своим достаточно хорошим каче-
ствам, относительно невысокой стоимости и
возможности получения её в больших коли-
чествах.
Мартеновская кислая сталь вы-
плавляется в таких же сименс-мартеновских
печах, но с ваннами, имеющими под, футеро-
ванный кислым (кварц) огнеупорным матери-
алом. Некоторые преимущества кислой стали
по сравнению с основной (меньшее содержа-
ние неметаллических включений, лучшие пла-
стические свойства и т. п.) оправдывают её
применение для наиболее ответственных из-
делий. Однако ряд исследований и большой
опыт лучших заводов СССР и заграничных
показывают, что правильно поставленный ос-
новной мартеновский процесс даёт сталь, по
совокупности технических качеств не уступа-
ющую высокосортной кислой мартеновской
стали.
Бессемеровская сталь получается
продуванием воздуха через расплавленный
чугун в конверторе (реторте), футерованном
динасовой кладкой или набойкой.
Бессемеровская сталь применяется в слу-
чаях, когда к изделиям из неё не предъявляются
высокие требования.
Томасовская сталь выплавляется
тем же способом, что и бессемеровская, в
конверторе с основной доломитовой набойкой,
но из чугуна, богатого фосфором (до 2,5%),
и характеризуется теми же качествами.
Электросталь выплавляе гея в электри-
ческих печах (дуговых, индукционных, сопро-
тивления) и преимущественно в основных
дуговых. Электросталь как основная, так и
кислая чище мартеновской (в ней меньше по-
сторонних включений) и характеризуется луч-
шей раскисленностью металла, более высокими
механическими свойствами и надёжностью i
работе.
Тигельная сталь выплавляется в
огнеупорных тиглях вместимостью от 20 до
40 кг. Тигельный процесс является наиболее
дорогим и поэтому применяется преимуще-
ственно для выплавки самых сложных и высо-
косортных марок стали (быстрорежущей, ко-
бальтовой и др.).
Сталь, получаемая комбинированными про-
цессами, так называемым дуплекс-процессом
(бессемеровский конвертор — мартеновская
печь основная или кислая; бессемеровский
конвертор — электропечь; основная мартенов-
ская печь — кислая мартеновская печь и т. п.)
или триплекс-процессом (бессемеровский кон-
вертор — мартеновская печь — электропечь;
бессемеровский конвертор — основная марте-
новская печь — кислая мартеновская печь;
бессемеровская печь — обработка шлаками—
мартеновская печь и т. д.) характеризуется
свойствами стали, получаемой из последнего
плавильного агрегата.
Классификация по способу получения стали
(сварочного железа) в тестообразном
состоянии
По способу получения стали в тестообраз-
ном состоянии различают: а) сталь сыродутную;
б) сталь пудлинговую; в) сталь Астона.
358
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
(РАЗД. II
Сыродутная сталь получается в
горнах посредством восстановления железа из
руды раскалённым древесным углём и окисью
углерода.
Пудлинговая сталь (сварочное же-
лезо) получается расплавлением чугуна и его
,переработкой на поду пудлинговой печи.
Сварочное железо характеризуется: чисто-
той отдельных зёрен железа, высокой устой-
чивостью против коррозии, отсутствием поро-
ков, свойственных литому металлу (усадочные
раковины, ликвация), некоторой неоднород-
ностью и загрязнением шлаками.
Ввиду высокой стоимости и полной воз-
можности замены другими сортами пудлинговая
сталь за границей применяется в небольших
количествах, а в СССР производство ее вовсе
прекращено.
Сталь Астона получается путём при-
готовления низкоуглеродистой стали и желези-
стых шлаков в отдельных печах, тесного их
перемешивания при заливке стали в наполнен-
ные железистым шлаком ковши или шлаковни
и выдержки в них стали под слоем шлака.
Процесс полностью механизирован, вслед-
ствие чего сталь Астона оказывается значи-
тельно дешевле пудлинговой стали и в то же
время близкой по свойствам к ней.
Классификация по способу получения
стали в твёрдом состоянии
По способу получения стали в твёрдом
состоянии различают:
а) губчатое железо, получаемое в
специальных установках восстановлением га-
зами железа из руд при относительно низких
температурах без его расплавления и наугле-
роживания, и
б) электролитическое железо,
получаемое электролитическим осаждением же-
леза из водных растворов.
Губчатое железо служит ценным исходным
материалом при выплавке стали (в кислых мар-
теновских, электрических и тигельных печах)
наиболее ответственного назначения; в маши-
ностроении губчатое и электролитическое же-
лезо находит ограниченное применение.
КЛАССИФИКАЦИЯ СТАЛИ
ПО ХИМИЧЕСКОМУ СОСТАВУ
[2, 8, 9, 11, 12, 14, 16]
По химическому составу различают сталь
углеродистую и сталь легированную.
К углеродистой стали относят:
а) сталь углеродистую конструкционную с
нормальным содержанием марганца ~ 0,8% при
содержании углерода до 0,75%;
б) сталь углеродистую конструкционную
с повышенным содержанием марганца ~ 1,2°/0
при содержании углерода ~ 0,75 и ~ 1,8% Мп
при содержании углерода ~ 0,55%;
в) сталь углеродистую инструментальную
с пониженным содержанием марганца (до 0,4%)
при содержании углерода выше 0,6%.
К легированной стали относят:
а) сталь низколегированную с общим со-
держанием легирующих элементов не выше 3%;
Таблица 19
Классификация легированной стали,
предусмотренная проектом ГОСТ взамен
ОСТ НКТП 7124
"с"
I
2
3
5
6
7
8
9
ю
ii
12
13
14
15
18
19
20
Группа стали
Хромистая
Хромованадиевая
Молибденовая
Хромомолибдено-
вая
Хромокремнистая
Хромомарганцовая
Хромомарганцово-
молибденовая
Хромомарганцово-
титанистая
Кремнемарганцови-
стая
Хромокремнемар-
ганцовая
Хромскремнемо-
либденовая
Хромоалюминиевая
Хромомолибдено-
алюминиевая
Хромомолибдено-
ванадиевая
Никелевая
Никелемолибдено-
вая
Хромоникелевая
Хромоникелеволь-
фрамсвая
Хромоникелемолиб-
деновая
Хромоникелемолиб-
денованадиевая
Пределы содержания углерода
и легирующих элементов
(в различных марках)
о,ю-о,55% С; о,7-з,з% Сг
о,12—о,45% С; о,8—i,o% Сг;
0,15-0,25% Va
0,12—0,35% С; 0,30—0,45% Мо
0,12-0,40% С; o,8-i,9% Сг;
о, 15 -о,4О% Мо
0,30-0,45% С; i,3-i,6% Сг;
i,o—1,4% Si
0,10—0,45% С; о,4—1,5% Сг;
о,7—1,9 % Мп
о,35-о,43% С; i,5-i.8% Сг;
о,7—i,o%Mn; о,з—о,5% Мо
0,13-0,18% С; i,5-i,8% Сг;
о,7—1,о% Мп; о,об—o,i2%Ti
0,20—0,40% С; i,i—i,4% Si;
1,1—1,4% Мп
0,17—0,40% С; о,9—1,4% Сг;
о,9—1,6% Si; 0,8—1,3% Мп
0,30—0,40% С;о,зо-о,б5%Сг;
о,55-о,8о% Si; о,25-о,40<70Мо
о,35-о,45% С; i,35-i,65% Cr;
o,7-i,i% A1
о,з°-о,45% С; 1,35—1,65% Сг;
о,2-о,з% Мо; 0,70 — 1,1% A1
0,30-0,55% С; о,9-1,б% Сг;
о,2—о,з%Мо; 0,15—о,зо Va
0,20-0,45% С; 0,50—3,25% Ni;
0,10-0,20% С; 1,5—2,о% Ni;
0,2—0,3% Мо
о,ю—о,-45% С; 0,45—1,75% Сг;
i.o—4.5% Ni
0,14—0,30% С; 1,35—1.65% Сг;
4,о-4,5% Ni; 0,8-1,2% W
0,10-0,45% С; o,6-i,75% Сг;
i,25—3,25"/oNi; 0,15—0,40% Мо
0,25—0,50% С; о,б—i,i% Сг;
i,3-2,5% Ni; 0,15-0,35% V;
0,05-0,30% Мо.
ГЛ. VI]
КЛАССИФИКАЦИЯ СТАЛИ
359
б) сталь среднелегированную с общим со-
держанием легирующих элементов от 3 до 5,5%;
в) сталь высоколегированную с общим со-
держанием легирующих элементов выше 5,5%.
В зависимости от состава легированная
сталь может быть: хромистой, никелевой, хро-
моникелевой и т. д. [5, 6, 7, 8, 9, 10]. Проект
ГОСТ „Сталь конструкционная легированная
(взамен ОСТ НКТП 7124)" предусматривает
20 групп легированной стали (табл. 19).
Принятая государственными стандартами
СССР система обозначения марок стали даёт
возможность легко установить химический
состав данной марки стали. В этой системе дву-
значные числа с левой стороны букв в обозна-
чениях марки стали показывают среднее содер-
жание углерода в сотых долях процента, а
буквы справа от этих чисел обозначают: Г—мар-
ганец, С — кремний, X—хром, Н—никель, В—
вольфрам, Ф —ванадий, М—молибден, Ю—-алю-
миний; цифры после букв обозначают процент-
ное содержание соответствующего элемента в
целых единицах. Обозначения марок высоко-
качественной стали, более чистой по сравнению
с качественной в отношении серы и фосфора
и с повышенными механическими свойствами,
дополняются буквой А в конце обозначения.
Пример. Марка 40Х2Г —хромомаргакцовая сталь с со-
держанием: 0,35—0,45% С, около 2% Сг и около 1% Мп.
В системе обозначений, принятой в Америке инсти-
тутом стали и железа (AISI), обществом инженеров по
двигателям внутреннего сгорания (SAE) и управлением
военных производств (Am. War Production Board) для
марок стали военного времени (NE-Steels) — первая цифра
обозначения марки указывает на тип стали A — углероди-
стая, 2 —никелевая, 3 — хромоникелевая, 4 — молибдено-
вая, 5 — хромистая, 6 — хромованадиевая, 7 — вольфрамо-
вая, 8 — кремнемарганцовая); вторая цифра — приблизи-
тельное процентное содержание определяющего тип стали
элемента и последние две или три цифры — приблизитель-
ное содержание углерода в сотых долях процента.
Пример, Марка „2340" — никелевая сталь с содержа-
нием 3,25 — 3,75°/О Ni и 0,38 — 0,43% С.
В немецких стандартах (DIN) цементуемая сталь обоз-
начается буквой Е (Einsatzhartung), улучшаемая
(закалка + высокий отпуск) — буквой V (V е г g 'i t e n),
поставленными впереди обозначения. Легирующие эле-
менты обозначаются буквами справа: С xpoM.N —никель,
Мо — молибден. Для улучшаемой стали по DIN 1662
предусмотрены индексы w (weich — мягкая) и h (hart —
твёрдая), которые ставятся в конце обозначения марки.
Содержание основного легирующего элемента указывается
двузначным числом (DIN 1662), либо двузначным или
трёхзначным числом (DIN vornorm 1663) — справа от букв;
двузначное число по DIN 1662 обозначает среднее со-
держание легирующего элемента в целых и десятых до-
лях процента; двузначное число в цементуемых марках
по DIN vornorm 1663 обозначает минимальное содержание
легирующего элемента в сотых долях процента; первая
цифра трёхзначного числа в улучшаемых марках по DIN
vornorm 1663 обозначает приблизительно среднее содержа-
ние легирующего элемента в целых процентах, а две по-
следующие цифры - содержание углерода в сотых долях
процента.
Примеры. 1. Марка ECN 25 — цементуемая хромо-
никелевая сталь с содержанием 2,5°/0 Ni @,75—0,95°|0 Сг).
2. VCN 25W — улучшаемая хромоникелевая сталь
с содержанием 2,5% Ni @,75-0,95% Сг), мягкая.
3. Марка VC60 — улучшаемая хромистая сталь с ми-
нимальным содержанием 0,6% Сг @,6—0,9°|0 Сг).
КЛАССИФИКАЦИЯ СТАЛИ
ПО МЕХАНИЧЕСКИМ СВОЙСТВАМ [3, 10]
Классификация поковок (из легированной
стали) по механическим свойствам (по ГОСТ
2334-43)* одновременно является классифика-
ГОСТ рекомендуемый.
циеи легированной стали по механическим
свойствам. Система обозначений: КТ-35; КТ-40;
КТ-45; КТ-50; КТ-55; КТ-60; КТ-70; КТ-75;
КТ-80.
Классы поковок (классы стали) характери-
зуются значениями предела текучести (опре-
деляемыми на продольных образцах, вырезае-
мых на расстоянии ]/з радиуса от поверхности
поковки).
В этой системе буква К обозначает сталь
качественную, буква Т — сталь термически
обработанную, двузначная цифра — значение
предела текучести.
Пример. КТ-40 — качественная легированная терми-
чески обработанная сталь с пределом текучести не ниже
40 кг/мм'2.
Британский стандарт ES 971 1944 г. предусматри-
вает около 10 классов легированной стали, характери-
зующихся значениями предела прочности при растяжении.
Система обозначения: 40/50, 45/55, 50/60, 60/70, 65]75, 70/80,
75/85, 80/100 и 100. Числа в числителе обозначают нижний
предел, в знаменателе — верхний предел прочности при
растяжении в тоннах на квадратный дюйм.
Стандарт регламентирует: а) достаточно широкие пре-
делы химического состава различных типов стали, кото-
рая может отвечать данному классу стали, и б) предель-
ные размеры сечений (термически обработанных заготовок
для каждого типа стали), в которых можно получить ме-
ханические свойства, отвечающие данному классу стали.
Классификация стали по механическим свойствам
нашла отражение в системе обозначений марок углеро-
дистой стали и в немецких стандартах (DIN). В этой
системе двузначным числом справа от индекса st (Stahl)
обозначается предел прочности при растяжении в кг/мм*;
последние две цифры обозначения марки отвечают двум
последним цифрам наименования стандарта, двумя пер-
выми цифрами которого является групповое число 16.
Пример. Марка St 3711 — углеродистая сталь с пре-
делом прочности 37 кг/мм1, подробные данные о которой
следует искать в DIN 1611.
КЛАССИФИКАЦИЯ СТАЛИ ПО СТРУКТУРЕ
Классификация стали по структуре
в отожжённом состоянии [7]
Как углеродистая, так и легированная сталь
по структуре в отожжённом (медленно охла-
ждённом) состоянии может быть:
а) доэвтектоидной, имеющей в структуре
избыточный (доэвтектоидный) феррит;
б) заэвтектоидной, имеющей в структуре из-
быточные (вторичные, выделившиеся из аусте-
нита) карбиды;
в) ледебуритной, имеющей в структуре
первичные карбиды (в литом состоянии в виде
эвтектики — типа ледебурита, в кованом или
прокатанном состоянии — в виде обособленных
включений).
В соответствии с диаграммой „железо —
углерод" чистые железоуглеродистые сплавы
и углеродистая сталь относятся: при содер-
жании углерода до 0,83% — к доэвтектоидной
стали; при содержаний более 0,83% С (прак-
тически 1,0—1,7% С) —к заэвтектоидной стали
и при содержании углерода выше 1,7% — к ле-
дебуритной. Большинство легирующих элемен-
тов сдвигают точки S @,83% С) и ? (ljo/o С),
а следовательно, и границы между перечислен-
ными классами влево в направлении меньшего
содержания углерода, чем в чистой углероди-
стой стали (фиг. 84).
В стали с высоким содержанием элементов,
выклинивающих у-область (Сг, W, Mo, V, Ti,
360
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
(РАЗД. II
Si, A1 и др.). при малом содержании углерода
а т^± 7 превращения при нагревании (охлажде-
нии) или совсем не происходят, или происходят
только частично. Сталь, имеющая устойчи-
вую а-фазу при всех температурах, вплоть
ментов, расширяющих 7"°бласть) показаны
в общем виде на фиг. 86.
Принадлежность стали с одним легирующим
элементом к тому или другому классу может
0 0,1 0,2 ЦЗЦЬ 0,50,6 0,7 Q8 OS W V i2 13 Ik 15 tf
Фиг. 84. Влияние легирующих элементов на положение
точек S и Е (по различным источникам).
до плавления» называется ферритной (а при
частичном а ЙР^ у превращении — полуфер-
ритной).
В стали, легированной элементами, выкли-
нивающими 7-область, возможны, таким обра-
зом, следующие 5 классов: доэвтектоидный.
заэвтектоидный, ледебуритный, ферритный и
полуферритный. Области существования ка-
ждого из этих классов в тройной системе „же-
лезо— углерод — легирующий элемент" (для
элемента, сужающего f-область) показаны в
общем виде на фиг. 85.
В стали, легированной элементами, расши-
ряющими у-область (Ni, Mn, Со) при высоком
1
1
В/
yJ
А
Пп
ъ
У
\
\
л
тоидный
Ледебуритный
\
N
0,2 0,Ь 0,6 0,8 W 1,2 1,i* 1,6 1,8%С
Фиг. 85. Области существования различных клас-
сов в тройной системе Fe—С— легирующий эле-
мент (для элемента, сужающего у-область) (схема).
содержании этих элементов, a Z=Z ^ превраще-
ния также могут не происходить во всём ин-
тервале температур существований сплава в
твёрдом состоянии. Устойчивой фазой в такой
стали является т-фаза, и такая сталь называется
аустенитной (при частичном а 5=^ превраще-
нии — полуаустенитной).
В стали, легированной элементами, расши-
ряющими 7-область, возможны, таким образом,
следующие 5 классов: доэвтектоидный, заэвтек-
тоидный, ледебуритный, аустенитный и полу-
аустснитный.
Области существования каждого из пере-
численных классов в тройной системе „желе-
зо—углерод — легирующий элемент" (для эле-
t1
\
Дустенитный
¦^.
Полиаустенитный
к;
1
Доэвтек-
тоидный
¦——
|
1
\
V
—1
\3аэвтектоид-
I
>
\
1
fededypi
\
\
\
а? О Q5 ^5 /,0 1,2 1,t* 1,6 1,8%С
Фиг. 86. Области существования различных клас-
сов в тройной системе Fe — С—легирующий эле-
мент (для элемента, расширяющего у-область)
(схема).
быть заранее определена по диаграмме рав-
новесия «железо — углерод — легирующий
элемент".
В более сложных случаях при наличии в
стали нескольких легирующих элементов во-
прос об отнесении стали к тому или другому
классу мЪжет быть решён только исследова-
нием стали под микроскопом в отожжённом
состоянии.
Классификация по структуре
в нормализованном состоянии
(по Гийэ) [4]
Класс стали определяется структурой после
охлаждения в спокойном воздухе небольших
@25 мм) образцов, предварительно нагретых
до 9U0°.
В зависимости от полученной в результате
такого охлаждения структуры различают три
основных класса: перлитный, мартенситный и
аустенитный.
Получение при нормализации той или иной
структуры является результатом влияния леги-
рующих элементов на склонность аустенита
к превращению и переохлаждению.
Превращение аустенита характеризуется
диаграммой изотермического распада аусте-
нита (С-кривой).
Каждый из указанных классов может харак-
теризоваться типичным видом С-кривой и кри-
вой охлаждения (фиг. 87).
Для стали перлитного класса С-кривая
(фиг. 87, а) пересекается кривой охлаждения
при высоких температурах в области обра-
зования перлитных структур (перлит, сорбит,
троостит).
Для стали мартенситного класса С-кривая
оказывается сдвинутой вправо (фиг. 87, б). Кри-
вая охлаждения не пересекает С-кривую. Охла-
ждение на воздухе, таким образом, не приводит
к превращению в верхней зоне, и аустенит
переохлаждается до мартенситного превра-
щения.
ГЛ. VI]
КЛАССИФИКАЦИЯ СТАЛИ
361
Увеличение содержания углерода и леги-
рующего элемента характеризуется не только
сдвигом вправо С-кривой, но и снижением мар-
тенситной точки. У стали аустенитного класса
мартенситная точка лежит ниже 0°. При охла-
ждении стали аусте-
нитного класса до 0°
превращения не про-
исходит: аустенитная
структура сохра-
няется при комнат-
ной температуре (фиг.
87, в). Однако и в ста-
ли аустенитного клас-
са мартенситное пре-
вращение может быть
вызвано охлаждением
ниже 0° и ниже тем-
ператур мартенситно-
го превращения.
Структура стали
перечисленных клас-
карбидного класса состоит из основного струк-
турного фона (перлитного, мартенситного, ау-
стенитного, бейнитового — в зависимости от
состава стали, температуры нагрева и скоро-
сти охлаждения) и избыточных карбидов.
Время
Время
сов может меняться
в зависимости от усло-
вий охлаждения. При
скорости охлаждения
меньшей, чем охлаждение на воздухе, в стали
мартенситного и аустенитного классов могут
быть получены структуры перлитного типа.
61
М
Время
10
'С
1П
б
с
л
\
^ s
\
ч
\
ч
ч
м+д
п+м
д
ч
\
\
i
и
\
I
-I—
у—
Фиг. 87. Диаграмма изотермического превращения в стали различных классов: а — пер-
литного; б — мартенситного; в — аустенитного (схема).
На фиг. 88—91 приводятся структурные
диаграммы типа Гийэ (по современным данным),
которые показывают, к какому классу отно-
2ч
20
0 0,2 ОМ 0,6 0,8 1,0 1,2 %С
Фиг. 88. Структурная диаграмма марган-
цовистой стали.
ч
ч
ч
—,
д
м+д
—.—
II
0,4 0,6 0,8 1,0 12 %С
Фиг. 89. Структурная диаграмма нике-
левой стали.
При скорости охлаждения большей, чем ско-
рость охлаждения на воздухе, в стали перлит-
ного класса можно получить мартенситную
структуру.
Простая классификация по структуре стали
в нормализованном состояний теряет свою
стройность при наличии в стали большого ко-
личества карбидообразующих элементов (Сг,
W, Mo, V, Ti). Это объясняется наличием вто-
рой зоны изотермического распада аустенита,
её положением и двояким действием карбидо-
образующих элементов на превращение аусте-
нита. С одной стороны, карбидообразующие
элементы, как и большинство легирующих эле-
ментов, задерживают превращение аустенита;
с другой стороны, они, образуя карбиды, обед-
няют аустенит углеродом и тем самым уско-
ряют превращение аустенита. Сталь с карбидо-
образующими элементами при достаточно вы-
соком содержании углерода и легирующих эле-
ментов может быть выделена в особый чет-
вёртый класс — карбидный. Структура стали
сится сталь в зависимости от содержания угле-
рода и легирующего элемента [1J.
%Сг
10
\
м+
*•—
Б+М
Л
У
У//
у/
\
п
S
ч
О 0,2 0,U 0,6 0,8 1,0 %С
Фиг. 90. Структурная диаграмма хроми-
стой стали.
Для отнесения сложнолегированной стали
к тому или иному классу можно пользоваться
362
ОБЩИЕ СВОЙСТВА И КЛАССИФИКАЦИЯ СТАЛИ
[РАЗД. II
диаграммами изотермического превращения
данной стали или данными структурного ана-
лиза стали в нормализованном состоянии.
ш
б
ft
2
с
-Л
/
П+Б
0,2
0,6 0,8 1,0 \2
Фиг. 91. Структурная диаграмма молибде-
новой стали.
КЛАССИФИКАЦИЯ СТАЛИ
ПО ПРИМЕНЕНИЮ
В зависимости от назначения стали могут
быть установлены следующие 3 класса.
1. Конструкционная сталь, приме-
няемая для изготовления деталей машин.
В зависимости от условий работы сталь под-
вергается или цементации или улучшению и
делится на: а) конструкционную цементуе-
мую сталь (малоуглеродистую, обычно менее
0,25 % С); б) конструкционную улучшаемую
сталь (среднеуглеродистую, обычно в пределах
0,35—0,55 о/п С).
Конструкционная сталь может классифици-
роваться по признаку более узкого назначения:
рессорная, пружинная, котельная, осевая, ша-
рикоподшипниковая и т. д.
2. Инструментальная сталь, при-
меняемая для изготовления различного инстру-
мента. Этот класс стали объединяет: а) угле-
родистую инструментальную сталь; б) легиро-
ванную инструментальную сталь; в) штамповую
сталь; г) быстрорежущую сталь.
3. Сталь с особыми свойствами.
Этот класс объединяет: а) нержавеющую и ки-
слотоупорную сталь; б) жароупорную и тепло-
устойчивую сталь (окалиностойкую и жаропроч-
ную); в) износоустойчивую сталь; г) сплав с
особым тепловым расширением; д) сталь с осо-
быми магнитными свойствами;.е) сталь высо-
кого электросопротивления; ж) хладоустойчи-
вую сталь и т. д.
КЛАССИФИКАЦИЯ СТАЛИ ПО КАЧЕСТВУ [6]
Качество стали определяется не только её
химическим составом, но и плотностью и одно-
родностью её строения, чистотой, содержанием
неметаллических включений, дефектами наруж-
ными и внутренними, газонасыщенностью, ве-
личиной зерна и другими факторами (модифи-
кация, инокуляция стали, „гомеопатические"
присадки специальных элементов: бора, цир-
кония, ниобия, титана и др.).
Качество стали зависит от: а) методов вы-
плавки стали и способа ее разливки; б) способа
наружной чистки слитков; в) механической об-
работки стали в горячем состоянии; г) терми-
ческой обработки; д) контроля на разных ста-
диях производства стали, начиная с процесса
плавки и кончая стадией получения полуфабри-
катов и готовых изделий.
Классификация Главчермета ВСНХ преду-
сматривает 4 группы по качестзу, а именно:
группа 1 — сталь торговая (Т);
2 — „ повышенного качества (ПК);
„ 3 — „ качественная (К);
„ 4 — „ высококачественная (ВК).
К группе 1 отнесена углеродистая сталь
широкого потребления, выпускаемая заводами
без испытаний её качества по сортам приме-
нительно к заводской номенклатуре на осно-
вании химического анализа её. Характеристи-
ки этой стали при поставках не гарантируются.
К группе 2 отнесена углеродистая сталь,
изготовленная по техническим условиям сред-
ней сложности. К этой группе относятся: ко-
тельное железо, сталь для бандажей, сталь для
паровозных и вагонных осей, сталь для станко-
строения и общего машиностроения, сталь для
крупного фасонного литья (отливки гидротур-
бин, станины прокатных станов), стальная про-
волока обыкновенного качества и др.
К группе 3 отнесены сталь с небольшой
примесью специальных элементов (низколеги-
рованная сталь) и углеродистая, изготовляемые
по определённым техническим условиям и по
однородности и чистоте приближающиеся к вы-
сокосортным сталям. К этой группе относятся:
большая часть марок стали для тракторострое-
ния; низколегированная и углеродистая для
деталей автомобилей средней ответственности;
сталь для велосипедного производства; сталь
для ножей разного назначения (ножи древорез-
ные, бумажные, кожевенные, табачные и т. п.);
сталь для ответственных частей станков (шпин-
дели, ходовые винты и пр.); сталь углеродистая
для штампов; сталь для фасонного литья от-
ветственного назначения.
К группе 4 отнесены легированная сталь
сложного состава (высоколегированная и средне-
легированная), а также углеродистая, отвечаю-
щие особо высоким требованиям (легированная
сталь для турбинных дисков и валов, ответ-
ственных деталей дизелей, ответственных пру-
жин и рессор, для шарико- и роликоподшипни-
ков; легированная инструментальная сталь; ле-
гированная сталь для штампов; сталь для прово-
локи особо высокого качества и др.).
Общепринятой рациональной классифика-
ции стали по качеству нет. В практике на-
шла применение классификация стали по каче-
ству, предусматривающая следующие 3 класса:
сталь обычного качества, сталь качественная
и сталь высококачественная.
Требования к углеродистой стали обычного
качества изложены в ГОСТ 380-41. Требования
к углеродистой стали качественной регламен-
тируются ГОСТ В-1050-41.
Сталь легированная может быть качествен-
ной и высококачественной в зависимости от
содержания вредных примесей и вязкости.
Требования к легированной стали регла-
ментируются ОСТ НКТП 7124.
КЛАССИФИКАЦИЯ СТАЛИ ПО МЕТОДУ
ПРИДАНИЯ ФОРМЫ И РАЗМЕРОВ
По методу придания формы различают
сталь: литую, кованую и катаную.
Литая сталь, получаемая отливкой в зем-
ляные или металлические формы (кокили или
изложницы), имеет пониженные (по сравнению
ГЛ. VI]
КЛАССИФИКАЦИЯ СТАЛИ
363
с кованой или катаной сталью) пластические
свойства и ударную вязкость. Механические
свойства проб литой стали в сильной степени
зависят от места взятия этих проб из от-
ливки.
Кованая сталь, получаемая ковкой или штам-
повкой, имеет механические свойства (после
отжига или нормальной термообработки), бо-
лее характерные для взятой марки стали; при
значительной вытяжке свойства кованой стали
зависят от места и направления взятия проб-
ных образцов.
Катаная сталь, получаемая прокаткой слит-
ков или заготовок в прокатных станах, харак-
теризуется различием механических свойств
вдоль и поперёк проката; более высокие меха-
нические свойства катаная сталь имеет вдоль
направления проката.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бей н, Влияние легирующих элементов на свойства
стали, Металлургиздат, 1945.
2. ГОСТ В-1050-41, Сталь качественная конструкционная
углеродистая горячекатаная сортовая.
3. ГОСТ 2334-43, Поковки из легированной стали общего
назначения.
4. Г у л я е в А. П., К вопросу о классификации легиро-
ванных сталей, „Вестник инженеров и техников" № 3.
5. Л е й к и н А. Е„ Технология металлов, Металлург-
издат, М. — Л. 1941.
6. Минкевич Н. А., Свойства, тепловая обработка
и назначения стали и чугуна, М. — Л. 1934.
7. Обергоффер, Техническое железо, ОНТИ, 1940.
8. Проект ГОСТ, Сталь высоколегированная с особыми
свойствами.
9 Проект ГОСТ, Сталь конструкционная легированная
сортовая (взамен ОСТ НКТП 7124).
10. BS 971, 1944, Wraught Steels (Carbon and Alloy steels)
Erit. Stand., London 1944.
11. British Standard 1111, 1943 „Summary of British and
American Standard Spcifications for Iron and Steel"
London 1943.
12. G i 11 e t H. W., High Tensile Strength Low Alloy
Steels, Metals Handbook, Clevelend, Ohio 1939.
13. G r e e n W. Т., Wrought Iron, Metals Handbook ASM,
Cleveland, Ohio 1939.
14. SAE, Handbook, 1942.
15. Jordan L, Production, heat treatment and properties
of Iron Alloys. Circular C409 of the Nat. Bur. of Stand.
Washington, 1936.
16. W e 1 d i n g of Metals, Metals Handbook, 1939.
Глава VII
КОНСТРУКЦИОННАЯ СТАЛЬ
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
СОРТАМЕНТ КОНСТРУКЦИОННОЙ СОРТОВОЙ СТАЛИ [17]
В табл. 1—7 приведён сортамент стандартной конструкционной сортовой стали.
Таблица 1
Сортамент круглой (ГОСТ 2590-44), квадратной (ГОСТ 2591-44) и шестигранной (ГОСТ 2879-45)
сортовой стали
Размеры в мм
Круг,
лая
5
5.5
б
6,5
8
9
до
и
12
13
14
15
16
17
18
Х9
2О
21
22
23
24
25
—
26
27
28
32
33
34
35
36
38
39
4°
42
43
45
48
Квадратная
_
—
б
—
7
8
9
ю
и
13
—
14
15
1б
—
i8
—
2О
—
22
—
—
=5
—
—
28
32
—
—
35
38
—
4о
—
45
Шестигран-
ная
—
8
9
10
и
12
13
14
15
1б
—
i8
—
зо
—
22
—
24
—
2б
—
28
Зо
32
—
34
38
—
4°
42
44
46
48
Допускаемые отклоне-
ния в мм (±)
при обыч-
ной точно-
сти проката
о,5
о,5
о,5
о*5
о,5
о,5
о,5
о,5
о,5
°,5
о,5
о, 5
о,5
о, 5
о,5
о,5
о,5
о,5
о,5
о,5
о,5
о,5
о,5
о,75
о, 75
о, 75
°,75
о, 75
о, 75
¦¦ о, 75
о. 75
о,75
O.75
о,75 .
о,75
о. 75
о. 75
о,75
о. 75
при по-
вышенной
точности
проката
0,25
О, 2
°.2
0,2
5
5
5
°,25
5
0.2.5
о,3о
о,3
о
о,3о
о,3о
°>3
о
о,3о
о,3о
о,3о
о,3о
о.Зо
о,3о
о,3о
о,3о
о,3о
о,3о
о.Зо
о.Зо
°i5
о'=
о>1
°>:
о,-
О,;
о,
О,
О,;
о,
о,;
°,t
о,
о,
5
Размеры в мм
Круглая
5°
52
54
55
58
бо
_
65
7°
75
8о
85
9°
95
IOO
i°5
но
I2O
125
13°
140
Х5°
1бО
170
i8o
190
200
* Сталь
Квадратная
5о
—
—
55
—
—
бо
_
65
7°
75
8о
85
9°
95
IOO
юз*
но
I2O
125
130
140
Х5°
1бО
170
i8o
190
200
Шестигран-
ная
5°
52
* 55
—
58
бо
63
65
68
7О
_
_
—
—
—
—
-
—
—
—
Допускаемые отклоне-
ния в мм (±)
при обыч-
ной точно-
сти проката
1,О
1,О
1@
1,О
1,О
1,О
1,1
1,1
1,1
1,1
1,1
1,3
1,3
1,3
1,3
1,7
1.7
1*7
2,0
2,0
2,0
2,О
2, О
2,5
2,5
2,5
з.5
2,5
квадратная этого и последующих
изготовляется с закруглёнными
повышенной точности
гламентируются.
при по-
вышенной
точности
проката
о,б
о,6
о,6
0,6
0,6
0,6
о,7
0 7
°»7
о,8
о,8
о,9
о,9
1,О
1.3
1.3
х.З
1,3
*,5
1*5
1,7
1.7
г.7
\ Не рег-
1 ламен-
} тируют-
1 ся
)
размеров
углами. Допуски при
проката для этих размеров не ре-
Примечания: 1. Размеры указаны для круглой стали по диаметру, для квадратной — по стороне и по ше-
стигранной — по диаметру вписанного круга.
2. Допускаемые отклонения по длине мерных (или кратных) прутков: при длине до 4 м — плюс 50 мм, от 4 до
6 м — плюс 75 мм и свыше 6м — плюс 100 мм.
ГЛ. VII)
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
365
Таблица 2
Размеры в мл
Ширина
12
i6
18
20
22
25
3°
35
40
Сортамент полосы
(
Толщина
Полоса
4-8
4-8
4-ю
4-ю
4—12
4-12
4-16
4—го
4—2О
4-25
Лента
—
—
—
L5-3.5
J.5-3.5
L5-3.5
1.5-3-5
1,5-3.5
1.5—3,5
Допускаемые отклонения:
а) по
ширине: для
Ширина
45
5О
?
65
7°
75
8о
9°
IOO
ширины полос и лент
б) по толщине: для полос толщиной <
шириной
в) по
более 16
< 100 мм -
длине полос
+ 0,20 мм,
(ГОСТ 103-41)
Размеры в мм
и ленты
Толщина
Полоса
4-35
4—35
4-35
4—4°
4—4О
4—4°
4—4°
4-5°
4-6о
4—бо
< 50 мм— ±1
16
110-150 мм
: (от заказанной мерно?
мм и длиной до 4 м — плюс 50 мм,
мм - ±0,5
— ±0,25 мм
Лента
1.5-3-5
г,5—3.5
2.5-3<5
2,5-3,5
2.5—3,5
2.5-3-5
2.5-3.5
2,5-3-5
2.5-3-5
2,5-3.5
(ОСТ ККТП
Ширина
но
I2O
13°
140
*5°
i6o
170
180
190
200
мм, > 50 мм — ±2°/0
мм, > 16 мм +2% и
длины): при
более 16 мм
160 -200 мм - ±0.30
толщине i
и длиной (
юлосы от
Золее 4 м
2397)
Размеры в мм
Толщина
Полоса
4—бо
4-6о
4—бо
4—бо
4—бо
4-6о
—
4-бо
—
4-6о
от ширины;
Лента
а.5-3.5
2,5—3,5
2,5-3,5
2.5-3.5
2,5-3,5
3-O-3.5
3>°—3.5
3-O-3.5
3,°-35
З.о—3,5
—4% от толщины; для ленты
мм;
4 до 16 мм — i
плюс 100 мм.
1ЛЮС
50 мм.
Таблица 3
Сортамент угловой равнобокой (ОСТ 10014-39) и угловой неравнобокой (ОСТ 10015-39) стали
4^
Угловая равнобокая сталь
Угловая неравнобокая сталь
профиля
Размеры в мм
№
профиля
Размеры в мм
3.5
3
3,5
4
4,5
6.5
7,5
8
9
3°
35
4О
45
IP
бо
65
75
8о
IOO
I2O
I3O
18о"
2ОО
22O
ЗЗО
4
4
5
5
5! 6
5! б
6
б; 8
8; до
8; до; 12
8; ю
го; 12; 14
до; 12; 14; i6
12; 14; 16; 18
12; 14; 16
14! 16; 18; 20
16; 18
18; 20; 34; з°
20; 24; 28
24
3.5
3.5
4.5
4.5
5
5
5,5
6,5
8
9
9
11
12
13
13
15
15
18
,2
.5
.5
1-7
!в
2,2
2,7
3
3
3.7
4
4.3
4-3
5
I
7
7
З/з
3>5/з
4.5/3
6/4
7.5/5
8/5,5
96
к>/7.5
is/8
13/9
15/ю
18,12
20/12
20/15
30
35
45
со
75
8о
90
loo
120
130
Х5°
i8o
200
200
3°
40
50
55
60
9°
IOO
I2O
I2O
3! 4
4! 5
4! 6
б; 8:
8; га
8; ю
8; ю;
8; до
12; 14
ю; 12; 14; до
12; 14; i6;
12; 14; 16;
12; 16; 18; 20
3,5
3.5
2,3
2,7
2.7
3
3-3
3.7
4
4.3
4-7
4.7
5>7
Длина и допускаемые отклонения
профиля угловой стали
равнобокой
неравнобокой
Длина
в м
Допускаемые отклонения в мм
по ширине полки
по толщине полки
а-4.5
5-9
ю-15
i8 и выше
3/2-4.5'3
6/4—9/6
га'7.5—JS/10
18/12 и выше
4-9
4-12
4-19
6—19
±i
±1,5
±з
±4
±о,5
±о,7
i,a и —о,8
1,5 и — i,o
Допускаемые отклонения по длине (при мерной длине): а) +50 мм при нефрезерованных концах и длине
до 4 м и +100 мм при длине свыше 4 м; б) + 10 мм при фрезерованных концах.
366
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. 11
Таблица 4
№
профиля
IO
12
14
16
18
яо а
30 b
22 а
b
24 u
24 b
37 b
a
30 b
с
a
33 b
с
Л
100
120
140
160
180
200
200
220
220
240
240
270
270
300
300
300
330
33°
ЗЗо
Ъ
68
74
8о
88
94
IOO
102
НО
112
Нб
н8
122
124
12б
128
13°
I3O
132
134
J№ ПрОфИЛЯ
IO, 12,
l6, l8
2O, 22,
40, 45,
14
24, 27, 3°. 33. 36
5°. 55.
5о
Сортамент двутавровых
эазмеры
й
4.5
5.°
5.5
6
,0
6,5
7
,о
9.о
7
,5
9.5
8,о
ю,о
8,5
IQ
9
и
I?
9
и
.5
,о
,о
,о
.5
,5
,5
в мм
t
7.6
8,4
9,1
9,9
10,7
11,4
11,4
12,3
12,3
13.0
13.°
13.7
13.7
14.4
14,4
14.4
15.0
15.°
15.0
г
Длина и
Длина в
5-19
)
6—19
6—19
Допускаемые отклонения при мерной
и + 100 мм при длине
свыше 6 м; б) +
6,5
7.о
7,5
8,о
8,5
9,о
9.о
9.5
9-5
о,о
о,о
о, 5
о, 5
1,О
1,О
1,О
1.5
z>5
1.5
:
г,
3.3
3,5
3,8
4.о
4,3
4.5
4.5
4.8
4,8
5,о
5.о
5,3
5,3
5,5
5.5
5.5
5.8
5,8
5,8
балок
d
№
профиля
допускаемые
а
ЗбЬ
с
а
4о b
с
а
45 b
с
а
50 b
с
а
55 b
с
а
6о b
с
(ОСТ 10016-39)
-f
Л
Збо
36о
Збо
400
4оо
400
45°
45°
45°
5оо
5оо
5оо
55°
55O
550
боо
боо
боо
отклонения в
b
136
138
140
142
144
146
150
152
154
158
160
162
166
168
170
176
178
180
мм
Размеры
d
10,0
12,0
14.0
10,5
12,5
14,5
11,5
13.5
15,5
12,0
14,0
16,0
12,5
14.5
16,5
13.0.
150
17.°
в мм
t
15.8
15,8
15,8
16,5
16,5
i8,o
18.0
18,0
20,0
20,0
20,0
21,0
21,0
21,0
22,0
22,0
22,0
г
12,0
I2.O
12,О
12,5
12,5
ia,5
13.5
13,5
13.5
14,0
14,0
14,°
Н.5
14.5
14,5
15,0
15,0
15.0
г,
6, о
6,о
6,0
6,3
6,3
6,3
6,8
6,8
6,8
7,о
7.о
7.о
7,3
7-3
7,3
7.5
7.5
7.5
Допускаемые отклонения
длине:
по высоте (±)
а) -
-
2,О
2,О
З.о
4.0
_>Э мм
при
10 мм при фрезерованных
по
ширине полки
+ !,<
+ 1,3
—2,0
+ 1.7
-2,3
+ 2,2
-З.о
по толшине стенки (±)
0,6
0,7
1,0
1,2
нефрезерованных концах и длине до
концах.
6 м
Таблица 5
№
профиля
5
6,5
8
ю
12
Сортамент швеллеров (ОСТ 10017-39)
¦с
Размеры в мм
h
50
65
80
100
120
Ь
37
4°
43
48
53
d
4,5
4.8
5.°
5.3
5.5
t
7.0
7.5
8,о
8.5
9>°
г
7,°
7.5
8, о
8-5
9>°
1
3.5
3.75
4
4
0
25
45
№
профиля
14 а
4 b
16 а
b
18 а
b
Размеры в мм
h
140
140
160
160
180
180
b
58
60
63
65
68
70
d
6,О
8,о
6-5
8,5
7°
9.°
t
95
9.5
10,0
10,0
10,5
10,5
f
9.5
9.5
10,0
10,0
10,5
10,5
г,
4.75
4.75
5,о
5.0
5.25
5 25
ГЛ. VII]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
367
Продолжение табл.
№
профиля
а
b
22 *
b
а
24 b
с
а
27 b
с
h
200
200
220
220
240
240
240
270
270
270
№ профиля
5-8
ю—14
i6-i8
20—30
33-4O
Допускаемые
Ъ
73
75
77
79
78
8о
82
82
84
86
Размеры в
d
7.0
9,0
7.0
9.0
7.0
9,°
II,O
7.5
9.5
".5
Длина в
5
ММ
I
[I
I
[I
[2
[2
[2
[2
[2
[2
f
О
О
0
л
о
о
о
5
5
5
i
i
i
[I
Г
,о
,О
.5
[2,О
[2,О
[2,0
[2
[2
[2
Длина
— 12
5-19
5-19
6—19
6—19
,5
.5
.5
5,5
5,5
5-75
5-75
6,о
6,о
6,о
Ь.25
°,25
6,25
№
профиля
а
3° b
с
а
33 b
с
а
36 b
с
а
4о b
с
ь
3°°
Зоо
3°°
аз°
33°
33°
Збо
Збо
Збо
400
400
4оо
и допускаемые отклонения
этклонения при мерной длине те
по высоте (±)
1.5
2,0
2,0
3.°
b
8.s
87
89
88
90
92
Об
98
юо
юо
IO2
Ю4
Размеры
d
7,5 '
9.5
"•5
8,0
10,0
12,0
9.0
II.O
13.0
10,5
12,5
14.5
Попускаемые отклонения
же, что для балок
по ширине
I
I
2
2
2
(см. табл. 4).
ПОЛКИ (±
2
Я
о
о
о
в ми
t
13,5
13 5
14,о
14,о
14»°
i6,o
16,0
16,0
18,0
18,0
18,0
в мм
г
13.5
13-5
13-5
i4j°
14,0
14,0
16,0
16,0
16,0
18,0
18,0
18,0
6.75
6.75
6,75
7.о
7.о
8,о
8,о
8,о
9»°
9°
9,°
по толщине стенки (±)
о, 6
0,7
о,9
I.O
Таблица 6 Таблица 7
Сортамент желобчатой и гладкой рессорной стали Сортамент пружинной стали гладкой и для тележек
(ОСТ 10028-39) пульмановских вагонов (ОСТ 10028-39)
Размеры в мм
Рессорная желобчатая
63
63
7б
76
76
7б.
89
юо
но
I2O
b
10
13
7
IO
11
13
9-5
IO
13
13
13
12
IO
r
5
5
0
5
5
5
5
5
э
5
5
5
5
k г,
4,5
4.5
3.5
4,5
4.5
4.5
4-5
4,5
4,5
4,5
4.5
4,5
4,5
3.75
3.75
2.75
3.75
3,75
3.75
3*75
3.75
3.75
3.75
3.75
3.75
3,75
Рессорная гладкая
37* 3 1О2 13
76 7 7
76
76
89
89 | 13
IO2 | IO
* Нестандартный
профиль для элек-
тровозов.
Допускаемые отклонения: + 1,5% для о;
+0,4 и — 0,2 мм для b при толщине < 11 мм и
+ 0,6 и -0,2 жл при толщине 12-13 мм; +0,6 мм
для k\ —0,6 мм для ft,.
V/77777////////////////////X о
а
1 1
B
'////А'///
\
0—
Размеры в мм
Пружинная гладкая
а
40
5о
13°
*5°
ь
3
3
7
7
а
15о
15°
IDO
-
b
IO
12
12
-
Допускаемые отклонения:
по ширине а:
± 1,0 мм для
размеров 40 и 50 мм, ±1,5 мм
для размеров 13Э—160
мм; по
толщине Ь: ±0,3 мм для раз-
мера
3 мм,
±0,5 л
размеров 7—12 мм.
Л ДЛЯ
Пружинная для
пульмановских
а
2О
28
35
4°
14
15
1б
i8
тележек
вагонов
R
ю
14
i8
го
Допускаемые от-
клонения: ± 2% для а
и ±
4% ДЛЯ 0
КАЧЕСТВЕННЫЕ ХАРАКТЕРИСТИКИ
Сталь углеродистая обыкновенного
качества общего назначения
Сталь горячекатаная углеродистая обыкно-
венного качества общего назначения (ГОСТ
380-41) является основным материалом для
производства машин, станков, строительных
металлоконструкций, крепёжных и других ме-
таллических изделий. Сталь этого вида выпла-
вляется преимущественно в основных марте-
новских печах, причём малоуглеродистая сталь
(до 0,20% С) разливается обычно кипящей,
а сталь с содержанием 0,250/0С и выше—успо-
коенной путём присадки ферросилиция и дру-
гих раскислителей.
Бессемеровская и томасовская сталь при
существующих методах производства обычно
характеризуется повышенным содержанием га-
зов (в частности азота), вредных примесей и
шлаковых включений, более низкими по срав-
нению с мартеновской сталью пластическими
свойствами (при равной прочности), а также
368
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. М
значительной склонностью к старению и хлад-
ноломкости. Эти недостатки ограничивают
применение конверторнойсортовой стали. Бес-
семеровская и томасовская сталь применяется
для железнодорожных рельсов, строительных
и машинных конструкций, несущих статиче-
скую нагрузку, неответственных мелких де-
талей сельскохозяйственных машин и пр.
В зависимости от условий применения сталь
обыкновенного качества подразделяется на две
категории.
Сталь первой категории применяется пре-
имущественно в состоянии поставки, не под-
вергаясь термической обработке. Эта катего-
рия подразделяется на марки по механическим
свойствам (ГОСТ 380-41, группа А), гаранти-
руемым в состоянии поставки. К ней относятся
также германские марки: St ООП, St 3711 (по
DIN 1611); чехословацкие марки: С34 — С70
(по CSN 1016) и др.
Сталь второй категории с гарантированным
химическим составом (ГОСТ 380-41, группа В)
предназначается обычно для изготовления по-
луфабрикатов, подвергающихся горячей обра-
ботке, и подразделяется на марки по химиче-
скому составу. К этой категории могут быть
отнесены марки 1—19 стандарта США А107-42
(ASTM).
Сталь группы А. Механические свой-
ства и нормы испытания на загиб стали груп-
пы А приведены в табл. 8.
Таблица 8
Механические свойства и нормы испытания на загиб
стали группы А обыкновенного качества (ГОСТ 380-41)
Марка
Ст. Ос
Ст. 1
Ст. 2
Ст. 3
Ст. 4
Ст. 5
Ст. 6
Ст. 7
s
О S
Е К
S* 0)
5 §.Ц
Сет
32-47
32—40
34—42
38-47
42-52
50-62
60—72
70 и
более
Относительное
удлинение
менее
при аь
кг/мм3
32-47
32—4о
34—42
( 38-4°
< 41—43
1 44-47
( 42—44
< 45-48
1 49-53
( 5°-53
< 54-57
1 58-62
| 60-63
{ 64-67
( 68-72
( 7°-74
} 75—79
\ от 8о и
( бэлее
10
i8
28
26
аз
22
21
21
2О
19
i6
15
13
12
11
9
8
7
Зне
22
33
31
3}
25)
24 >
23;
;}
15 \
14 г
13 /
ХМ
9 (
)
В а
ы
S ^
s ^
С ш
19
21
22
24
27
3°
—
Толщина оправ-
ки й в зависи-
мости от тол-
шины образца а
при испытании
на загиб в хо-
лодном состоя-
нии на 180°
d=2a
d = 0
d = 0
d = Q,5a
-
Из указанных в таблице механических
свойств гарантируются во всех случаях предел
прочности при растяжении и относительное
удлинение; по требованию заказчика гаран-
тируются также предел текучести и нормы
испытания на загиб в холодном состоянии; в
стали для особо ответственных конструкций
помимо этого определяется ударная вязкость,
нормы которой устанавливаются дополнитель-
ными техническими условиями. В томасовской
стали, предназначенной для конструкций, ра-
ботающих на холоду при динамических или
вибрационных нагрузках, а. также для других
ответственных конструкций, контролируется
ударная вязкость при пониженной температу-
ре; условия и нормы этого испытания устана-
вливаются специальными техническими усло-
виями. Сталь, предназначенная для холодной
механической обработки, может заказываться
с гарантированной нормой твёрдости в состоя-
нии поставки.
Химический состав стали группы А не
гарантируется, однако в необходимых случаях
содержание в ней отдельных элементов, вред-
но влияющих на изготовление или службу из-
делий, — фосфора, серы, хрома, никеля и угле-
рода (для сварных изделий), может ограни-
чиваться заказчиком. При этом содержа-
ние фосфора, серы и углерода не должно
превышать норм, указанных в табл. 9; содер-
жание хрома не должно превышать 0,3% и
никеля — 0,5%.
В стали данной группы марки Ст. 1 и Ст. 2
обладают наиболее высокой пластичностью
и применяются для изготовления котельных свя-
зей, анкерных болтов, заклёпок и т. п. Наи-
большее значение для машиностроения имеют
марки Ст. 3 — Ст. 5 с соответственно возра-
стающими показателями прочности и твёрдо-
сти при ещё значительной пластичности и вяз-
кости. Эти марки широко применяются для
производства различных машинных деталей и
метизов: крюков, тяг, серёг, дышл, шатунов,
клиньев, болтов, рельсовых накладок и пр.
Для строительных конструкций основными мар-
ками являются Ст. 3 и Ст. Ос с гарантирован-
ными нормами предела текучести, определяю-
щего допустимые напряжения в расчётных
элементах конструкций. Статистическая обра
ботка результатов испытаний стали этих марок
на заводах СССР показала, что стандартные
нормы предела текучести для них, указанные
в табл. 8, значительно ниже фактических.
Поэтому целесообразно введение в стандарт
дополнительных марок Ст. 3 и Ст. Ос повы-
шенного качества с пределом текучести для
первой марки не менее 25 кг/мм2 и для вто-
рой — 22 кг/мм2, что позволило бы увеличить
нормы допускаемых напряжений и снизить
расход металла. Марки Ст. 6 и Ст. 7 характе-
ризуются высокой прочностью и износостой-
костью при пониженных показателях пластич-
ности. Марка Ст. 6 применяется преимуще-
ственно для деталей сельскохозяйственных ма-
шин (валов комбайнов, косилок, льнотеребилок
и других уборочных машин, осей тракторных
плугов, штифтов молотильных барабанов и т.п.).
Марка Ст. 7 имеет ограниченное применение;
сталь подобного типа подвергается обычно
термообработке и заказывается по химиче-
скому составу.
Сталь группы В. В табл. 9 приведены
нормы химического состава, являющегося га-
рантируемой характеристикой этой группы
стали.
Углерод является главным из элементов,
определяющих структуру и свойства углероди-
стой конструкционной стали. В доэвтектоидных
маркЗх её при нормальной температуре угле-
род находится частично в феррите (характе-
ризующемся большой пластичностью), в основ-
ном же в виде карбида железа (цементита),
имеющего высокую твёрдость. Повышение
ГЛ. Vll]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
369
Таблица 9
Нормы химического состава стали группы В
обыкновенного качества (ГОСТ 380-41)
¦Марка
М Ст. 0
М Ст. 1
М Ст. 2
М Ст. 3
М Ст. 4
М Ст. 5
М Ст. 6
М Ст. 7
Б Ст. 0
Б Ст. 3
Б Ст. 4
Б Ст. ft
Б Ст. 6
Т Ст. 0
Т Ст. 3
Т Ст. 4
Т Ст. 5
с
Химический состав
Мп
Si *
Сталь мартеновская
ДО О,23
О,О7— 0,13
о,с>9 -ОД5
o,i4-o.22
0.18—0,27
0,28—0,37
0,38-0,50
0,50—0,63
о,35-о,5"э
о,35-°.5°
о,35—о.60
0,40—0,70
о,50 -о,8о
0,50 - о,8о
о,55—о,8о
—
—
—
0,12-0,35
ода-0,35
0,17-0.35
0,17-0,35
0,17-0,35
Сталь бессемеровская
До о, 14
До 0,12
0,12—0,20
0,17—0,30
О2б-О,40
_
0.25-0,55
о, 35—°. 5 5
0,50—0,80
0,60-0,90
—
одо-0,35
одо-о,35
одо—о,35
одо— о,35
Сталь томасовская
До о, 14
До о,12
0,13—0,20
0,21— О ЗО
—
°.25-о,55
0,40—0,70
0,50-0,80
—
одо-о,35
одо-0,35
о ю-о,35
в°/о
S
Р
не более
о,обо
°.О55
о,о55
O-O55
°-о55
°.О55
°.oj5
°>О55
0,070
0,065
0,065
0,065
0,065
0,070
0,065
0,065
0,065
0,070
0,050
0,050
0,050
0,050
0,050
O.OjO
0,050
0,090
0,085
0,08)
0,085
0,085
0,090
0,080
0,080
0,080
* Нормы Si даны для успокоенной стали, в кипя-
щей — следы.
содержания последнего приводит к увеличению
прочности и твёрдости и к понижению пласти-
ческих свойств стали. В ещё большей степени
сказывается упрочняющее действие углерода
при закалке стали. Поэтому содержание его
в углеродистой стали определяет в основном
её механические свойства, способность при-
нимать закалку и свариваемость.
Марганец вводится в сталь при выплавке
в качестве раскислителя и для уменьшения вред-
ного влияния серы. Марганец повышает пре-
дел текучести и прочность стали (снижая ча-
стично пластичность и вязкость), увеличивает
её прокаливаемость, а также склонность к ро-
сту зерна при высоком и длительном нагреве.
Кремний является энергичным раскислите-
лем и вводится в виде ферросилиция при вы-
плавке (предварительное раскисление) и вы-
пуске (в жёлоб или в ковш) спокойной стали.
Кремний увеличивает прочность стали, пони-
жая её пластичность. Минимальная норма со-
держания кремния в углеродистой спокойной
стали (~ 0,15%) устанавливается для обеспе-
чения её раскислённости.
Сера в стали находится в виде сернистого
железа или сернистого марганца. Первое
образует с у-железом эвтектику с низкой (985°)
температурой плавления, что является при-
чиной возникновения рванин при горячей ме-
ханической обработке — „красноломкости" ста-
ли. Марганец переводит почти полностью FeS
в MnS, устраняя указанное свойство металла
(красноломкость). Однако пластичные включе-
ния MnS, концентрируясь вследствие ликва-
ции и вытягиваясь при прокатке, образуют
прослойки и нити с оторочкой феррита возле
них, создавая неоднородность структуры и
местное понижение механических характери-
стик стали, особенно в поперечных образцах.
Таким образом на механические свойства стали
сера влияет отрицательно и содержание её
ограничивается. С другой стороны, прослойки
MnS улучшают обрабатываемость стали реза-
нием, создавая ко откую и ломкую стружку,
что имеет существенное значение при изгото-
влении из мягких марок стали малоответствен-
ных изделий, обрабатываемых на быстроход-
ных станках и требующих чистой поверхности
или резьбы.
Фосфор находится в стали в виде твёрдого
раствора в феррите. Повышение содержания Р
приводит к повышению предела текучести
и прочности стали, повышению отношения ——
и уменьшению ударной вязкости, особенно
при пониженной температуре (хладноломкость).
В мягких марках при содержании С 4- Р до
0,25% хладноломкости не наблюдается, в сред-
не- и высокоуглеродистых мазках при увели-
чении содержания Р это явление резко воз-
растает.
Сталь обыкновенного и повышенного
качества специального назначения !
Сталь для заклёпок. Требования¦
к заклёпочной стали определяются необходи-
мостью обеспечить заданную прочность клё-
паных конструкций и высокую пластичность
металла для образования головки без трещин
и надрывов. Пластичность должна сохранять-
ся также после резкого охлаждения, т. е. сталь
должна практически не закаливаться. Для за-
клёпок применяется мягкая мартеновская сталь
марок Ст. 2 и Ст. 3, с содержанием фосфора
и серы не более 0,05% каждого элемента, раз-
ливаемая с особой тщательностью (желатель-
но сифоном) для предупреждения подкорко-
вых и наружных дефектов. Сталь испытывает-
ся на осадку в горячем (до х/з высоты образ-
ца) и в холодном состоянии (до 0,4 высоты
образца для марки Ст. 2 и до 0,5 — для марки
Ст. 3). Кроме этого производится технологиче-
ская проба на образование головки и расплю-
щивание в холодном состоянии до диаметра,
равного 2,5 диаметра прутка (по ОСТ 1693).
В случае необходимости сталь проверяется
на незакаливаемость загибом на 180° вплотную
(по ОСТ 1684).
Сталь высокой обрабатываемо-
сти резанием для гаек, винтов, болтов
и тому подобных изделий -- см. „Сталь авто-
матная".
Сталь для мостостроения. Материа-
лом для мостов служит сталь строительного
типа с гарантируемыми механическими свой-
ствами в состоянии поставки. Эта сталь по
ОСТ 12535-38 выплавляется в мартеновских
печах (конверторная сталь, склонная к обра-
зованию трещин около заклёпочных отверстий
и к хладноломкости, не допускается). Усадоч-
ная раковина и рыхлость должны полностью
удаляться отрезкой, что периодически прове-
ряется травлением по Бауману темплета, взя-
того непосредственно после отрезки головной
части заготовки.
Для мостовых конструкций применяется
Ст. 3 мост., для заклепок — Ст. 2 мост., причём
требования к этим маркам стали повышены
против обычных норм.
Нормы прочности и вязкости стали для
мостостроения приведены в табл. 10.
370
КОНСТРУКЦИОННАЯ СТАЛЬ
(РАЗД. I)
Таблица 10
Механические свойства стали для мостостроения
(ОСТ 12535-38)
Характеристика и виды
испытаний
Предел прочности в кг/мм2
Предел текучести в кг мм?
(не менее)
Относительное удлинение
в % (не менее):
§,„
Ударная вязкость на про-
дольном образце в кгм/см*
Проба загибом(поОСТ1683):
в холодном состоянии .
в горячем состоянии . .
Проба на незакаливаемость
загибом (по ОСТ 1684) ....
Проба на осадку (по ОСТ 1586):
в холодном состоянии .
в горячем состоянии . .
Проба на образование го-
ловки и на расплющивание в
холодном состоянии
Вид проката и марка
стали
Ст. 3
мост, фа-
сонная и по-
лосовая
38-45
23
28
IO
d=o
d = o
d=3a
—
—
—
Ст. 2
мост, круг-
лая (для за-
клёпок)
34-42
^_
26
от
О—
-—
—
—
d = o
До о,4 вы-
соты
До '/а вы-
соты
До з,5 диа-
метра
Для контроля хладноломкости периодиче-
ски (для каждой третьей плавки) определяет-
ся ударная вязкость при температуре — 20° С,
причём средний результат испытания четырёх
образцов должен быть не менее 4 кгм/см2.
Химический состав углеродистой мостовой
стали не оговаривается, но содержание серы и
фосфора не должно превышать следующих
значений в %:
Марка S Р
Ст. 3 мост. 0,05 о,о45
Ст. 2 мост. 0,05 0,040
Для придания повышенной устойчивости
против коррозии в сталь может вводиться
медь, содержание которой регламентируется
соглашением сторон.
В США для мостовых конструкций при-
меняется преимущественно углеродистая сталь
более высокой прочности, чем Ст. 3 мост.
По стандарту ASTM (A7-42) [22] механические
свойства её характеризуются: пределом проч-
ности не ниже 42 — 50,5 кг/мм2, пределом те-
кучести ^0,5 аь (но не менее 23 kzjmm2)
и удлинением на 8" образце ^ 20,8 — 25%
(в зависимости от фактического значения аь).
По нормам механических свойств эта сталь
близка к марке Ст. 4. Для повышения допу-
скаемых напряжений представляется актуаль-
ным проведение опытов применения подобной
марки для мостовых конструкций в условиях
СССР. Для этой цели сталь марки Ст. 4 должна
выплавляться успокоенной, так как кипящая
сталь менее надёжна в эксплоатации вслед-
ствие неоднородности (резкая зональная ликва-
ция), а также повышенной склонности к ста-
рению и хладноломкости.
Помимо углеродистой стали для постройки
мостов (преимущественно крупных) применяет-
ся легированная сталь повышенной прочности.
Преимущественное распространение получили
комплексные легированные марки строитель-
ного типа (см. ниже „Сталь низколегирован-
ная").
Сталь осевая. Для осей паровозов,
тендеров и вагонов железных дорог приме-
няется мартеновская среднеуглеродистая сталь
с повышенными требованиями в отношении
вредных примесей и механических свойств.
Химический состав (в %) стали для паро-
возных, тендерных и вагонных осей по ГОСТ
3281-46 и ГОСТ 74-40 следующий:
Тип осей
Мп
Si
Р S
(не более >
Паровозные 0,35 — о,45 0,5— о,8 0,15 — 0,35 0,05 0,05
Вагонные и тен-
дерные 0,30 — 0,45 °,5 — 6,9 о, 15 — °»35 °,°5 °,°5
В стали для паровозных осей ограничи-
вается также содержание хрома (не более 0,3%)'
и никеля (не более 0,5%)- Снижение содержа-
ния углерода с 0,35 до 0,30% не служит при-
чиной забракования, если сталь отвечает всем
остальным требованиям стандарта.
Для обеспечения в осевой стали повышен-
ной ударной вязкости при обычной и понижен-
ной температурах (падение ударной вязкости
при — 5и° не более Зи%), более благоприятного
соотношения прочности и вязкости, а также
меньшей склонности к флокенообразованию,
можно рекомендовать сталь с мелким наслед-
ственным зерном (№ 5 — 8 по шкале ASTM).
Для испытания механических свойств за-
готовки для вагонных и тендерных осей из
неё вырезается кусок сечением 100x103 ло*
и длиной не менее 300 мм, подвергаемый нор-
мализации. Из вырезанного куска изготовляет-
ся один образец для испытания на растяжение
и 4 образца для испытания на удар. В табл. 11
приведены нормы механических свойств заго-
товок для вагонных и тендерных осей.
Таблица 11
Механические свойства заготовок
Предел проч-
ности при рас-
тяжении
в кг/мм3
52-55.9
56-58 9
59—6i,9
62 и более
и тендерных осей
i>
X о о
№-|
§| ?
О g § S
Р с^ СО (у
23
22
21
2О
для вагонных
Ударная вязкость в кглцсм*
Среднее значе-
ние по четырём
образцам
(не менее)
б,о
5,°
4,о
3.5
Минимальное
значение для
каждого об-
разца
3-5
3.»
25
з,о
Минимальный предел прочности стали для
паровозных осей по стандарту СССР устано-
влен 55 кг/мм2.
Для повышения живучести оси, т. е. её
способности продолжать работу после образо-
вания первоначальной трещинки усталости,
нормы ударной вязкости для паровозных осей
также увеличены. Оси подвергаются нормали-
зации с отпуском; последний обязателен лишь
для стали с содержанием углерода 0,40% и
выше. Нормы механических свойств, опреде-
ляемых на образцах, вырезанных из припусков
к оси со стороны усадочного конца, приве-
дены в табл. 12.
ГЛ. VII]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
371
Таблица 12
Механические свойства заготовок
1 6
9 се
ф щ S
<" S У* v
¦ЬГО К
С я н ю
55-58
58,1—61
Более 6i
возных осей
CD ,
О \о о
е; QJ n ^ГТ*
аз
22
31
для паро-
Ударная вязкость в кгм/см1
Среднее зна-
чение по четы-
рём образцам
(не менее)
7
б
5
Минимальное
значение для
каждого об-
разца
3.5
3
25
Американский стандарт А238-42 ASTM пре-
дусматривает для осей и других деталей паро-
возов, тендеров и вагонов применение легиро-
ванной стали нескольких классов с различными
механическими свойствами (в поковках), кото-
рые для различных видов термообработки и
разных сечений приведены в табл. 13.
стали. Сталь разливается обычно успокоенной,
только самые мягкие марки @8, 10, 15) могут
выплавляться кипящими. Разливка в излож-
ницы с утепляющими надставками и повышен-
ная норма отрезки усадочного конца прокатан-
ной полосы должны обеспечивать удаление не
только усадочной раковины, но также и зоны
рыхлости и концентрированной ликвации. Для
улучшения поверхности слитка предпочтитель-
на разливка стали сифоном. Вся сталь в блюм-
сах или заготовках, а также в готовом сорте,
подвергается осмотру и зачистке. Сортовая
сталь поставляется обычно без термообработки,
так как она большей частью предназначается
для горячей механической обработки; в не-
обходимых случаях сталь может заказы-
ваться в отожжённом или нормализованном
состоянии.
По химическому составу конструкционная
углеродистая сталь подразделяется на марки
с нормальным и повышенным содержанием
марганца. Последний сообщает стали свойства,
приближающиеся к свойствам легированной
стали.
Таблица 13
Механические свойства различных классов поковок для осей и других деталей паровозов,
тендеров и вагонов
Класс
поко-
вок
А
В
С
D
Е
F
Вид термической обработки
Нормализация и отпуск
То же
То же .
Нормализации,закалка и
отпуск
То же
То же
Размеры поковок в мм
сплошного се-
чения диаме-
тром или тол-
щиной
ДО 2ОО
200—500
ДО 125
125-225
225-325
325-500
До 125
125-225
225-325
325-500
До 175
175-250
. 250—500
До 175
175 -25о
250-500
До юо
юо-175
175-250
полых
с толщиной
-
ММ
1 1 1 1
До 89
89-125
125—200
До 89
89-125
125—2ОО
До 5°
50-89
89-125
Предел
при растя-
жении в
кг) мм*
текучести
в кг, мм3
Относи-
удлинение
50-лш об-
разца в %
Относи-
тельное
сужение
образца в%
не менее
56
56
63
63
63
6i,5
66,5
66,5
65
64
66,5
63
59.5
73.5
7°
66,5
87-5
8о,5
77
3»
38
42
42
4°.5
39
5о
49
47
45.5
49
45.5
42
56
52,5
49
735
66,5
59-5
28
28
24
22
21
2О
23
22
22
21
23
20
2О
2О
19
19
16
1б
16
бо
55
48
44
42
4О
55
53
5°
48
54
5о
5°
5о
5=>
5°
5°
45
45
Сталь углеродистая качественная
В углеродистой качественной стали (ГОСТ
В-1(Mи-41) гарантируемыми характеристиками
являются одновременно химический состав и
механические свойства стали (в нормализован-
ном состоянии). Углеродистая качественная
сталь должна также отвечать предусмотренным
стандартом требованиям к макроструктуре.
По требованию заказчика сталь может поста-
вляться с определённой величиной зерна.
Выплавка качественной стали производится
в мартеновских основных и кислых печах;
плавка и раскисление ведутся по методике,
обеспечивающей удаление до требуемых преде-
лов вредных примесей, а также дегазификацию
Марганец [8,9] понижает критические точ-
ки АЛ и А3, увеличивает гистерезис, улучшает
прокаливаемость стали, позволяя применять
более низкие температуры закалки и обеспе-
чивая получение после высокого отпуска дис-
персной структуры сорбитообразного перлита.
Частично растворяясь в феррите и упрочняй
его, а также образуя двойные карбиды, мар-
ганец значительно повышает предел текуче-
сти, прочность, твёрдость и износоустойчи-
вость стали, несколько понижая пластичность
и вязкость, особенно в марках с повышенным
содержанием углерода. Недостатком марган-
цовистой стали является чувствительность к
перегреву, а также некоторая склонность к об-
разованию полосчатой структуры и отпускной.
372
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
хрупкости (при содержании более 10/0 Мп).
Применение мелкозернистой стали и оптималь-
ного режима термической обработки обеспечи-
вает получение хороших пластических свойств
наряду с высокой прочностью стали.
По содержанию углерода, определяющему
основные характеристики, вид термообработки
и область применения, конструкционная угле-
родистая сталь может быть подразделена на
низкоуглеродистую с содержанием до 0,3% С,
среднеуглеродистую с содержанием 0,3—0,5°/0 С
и с повышенным содержанием углерода—свы-
ше О,5<7о С.
Сталь низкоуглеродистая харак-
теризуется относительно невысокой прочно-
стью при большой пластичности и вязкости.
Марки этой стали частично предназначаются
для изготовления цементуемых изделий, кото-
рые по условиям работы должны иметь высо-
кую поверхностную твёрдость и износоустой-
чивость при сохранении вязкой сердцевины,
а также широко применяются для изготовления
изделий, не подвергающихся термообработке.
Все они хорошо куются и свариваются. Наибо-
лее мягкая сталь с невысоким содержанием мар-
ганца плохо обрабатывается на станках, не
дает чистой поверхности при обточке, строж-
ке и нарезке резьбы. Обрабатываемость её
может быть улучшена „высокой" нормализа-
цией и холодным волочением. Сталь с повы-
шенным содержанием марганца обрабатывается
удовлетворительно [19].
Нормы химического состава качественной
яизкоуглеродистой стали приведены в табл. 14.
Сталь марок 08 и 10 характеризуется
весьма высокой пластичностью и применяется
для изготовления изделий гибом, высадкой,
штампованием в горячем и холодном состоя-
нии и волочением. Кипящая сталь этих марок
используется главным образом для изготовле-
ния листов, ленты прутков и проволоки.
Спокойная сталь применяется преимуще-
ственно для цементуемых изделий. Использо-
вание для цементации кипящей стали, характе-
ризующейся повышенной склонностью к лик-
вации, не рекомендуется.
Существенное повышение прочности для
этих марок (и улучшение обрабатываемости
резанием) достигается холодной обработкой
давлением (прокаткой, волочением). Нормали-
зация горячекатаной стали повышает вязкие
свойства; слишком медленное охлаждение при
отжиге приводит к выделению обособленного
структурно свободного цементита по грани-
цам зёрен [12].
Сталь указанных марок не рекомендуется
применять в отожжённом состоянии (вслед-
ствие неудовлетворительной обрабатываемо-
сти резанием) для изготовления гаек, нарез-
ных болтов, винтов и изделий, которые дол-,
жны иметь чистую поверхность после обра-
ботки режущим инструментом.
Сталь марок M, 20 и 25 применяется для
изготовления изделий (стяжек, крюков, тяг,
крепёжных изделий и пр.), не подвергающихся
высоким напряжениям, но требующих боль-
шой вязкости. Эти марки используются также
для цементуемых деталей, работающих на тре-
ние при невысоком напряжении: автомобиль-
ных и тракторных роликов, валиков, муфт, вту-
лок, пальцев поршня, распределительных вали-
ков и пр.
Таблица 14
Нормы химического
состава
низкоуглеродисто*
стали, изготовляемой в СССР и за гран щей
Марка
и стандарт
СССР, ГОСТ
В-10.Ч0-41*
08**
10
15
20
25
15Г***
20Г
США SAE
1945 г.
1008
1010
1015
1016
(Х1015)
1020
1025
1022
(Х1020)
1024
1320
BS 971-44
En 2A
En 2
En 3
En 4
Германия
DIN 1661
a r IN 1667-43
StC10-61
StC16 • 61
C22
С
o,o5—o
o,o5—о
о,ю—о
о, 15—о
O,2O—О
O,IO—О
о, is—о
Химический
та
15
2О
25
3°
2О
2д
< о, ю
о,оЗ—о
0,13—0
0,13—0
o.i8—о
0,22 О
o,i8—о
13
i8
18
23
28
23
О,2О—О,2б
од8—0,23
<О,2О
O.I5—O
<о,зс
35
5
>
о,об—о, 13
о,п—о
i8
0,19—0,25
Мп
0,25—0,50
035—0.65
состав в
Si
«0,03
0,17—0,37
0.35—0.650.17—037
о.35—о.б5.о.17—о,37
°/о.
Р
S
не более
0,040
э,о45
j,o45
O.O45
о,5о—о,8о-о 17—о.37 о 045
0,70—i,oo
0,70—i,oo
0,30—0,50
0,30—0,50
о,зо—о,5о
о,6о—0,90
0,30—0,50
0,30—0,50
0,70—1,оэ
1,35—1,65
i,6o—1,90
<о,8о
о,4о—о,8о
<1,О0
<1,20
<о,5о
<о,4о
о,2о—0,40
о,17—о,37 о O45
0,17—0,37 °.°45
Не ре-
гламен-
тируется
То же
О,2О—О,35
<o,i5
о<°4
°,°4
°»°4
о,о4
о о4
о,о4
о,04
о,о4
о,об
0,05—о,2О о,об
о, ю—0,35 о>°6
о,ю—о,35 о.°6
<о,35
о, 15—о,4°
о,о4
о,о4
о.°5
0,040
O.O45
°>°45
O.O45
о.°45
O.O45
°>°45
0,05
о,°5
о 05
о,05
о,о5
°,°5
О, Од
°.°5
о,о4
о об
о, об
о,об
о,об
0,04
о,О4
о,о5
* В ГОСТ В-1050-41 предусмотрено тякже ограниче-
ние содержания никеля (не более 0,30э/) и хрома (для
марок 08 и 10 не более 0,15%, для остальных — не более
0,30'/J.
** Двузначные цифры в марке обозначают среднее
содержание углерода в сотых долях процента.
*** Буква Г — повышенное содержание марганца.
Марки5Г и 20Г применяются как для неце-
ментуемых, так и для цементуемых деталей:
кулачковых валов, шестерён и т. п. В послед-
нем случае они дают весьма твёрдый поверх-
ностный слой при прочной и вязкой сердце-
вине.
Сталь среднеуглеродистая и с
повышенным содержанием угле-
род а характеризуется более высокой проч-
ностью, относительно меньшей вязкостью, хо-
рошей свариваемостью при 0,3—О,4°/о С, уме-
ренной при 0,4—О,5*/о С и низкой лри содер-
жании выше О,5*/о С. Сталь подвергается
обычно улучшению, т. е. закалке с высоким
отпуском. Этим видом термообработки дости-
гается получение мелкозернистой сорбитной
структуры и оптимальных для данного назна-
чения стали механических свойств. Темпера-
тура закалки определяется главным образом
положением верхней критической точки стали,
температура отпуска — заданной твёрдостью.
Марганцовистые марки этой стали по сравне-
нию с соответствующими углеродистыми ха-
рактеризуются повышенной прочностью и из-
носостойкостью при несколько пониженной
ГЛ. VII]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
373
вязкости; им свойственна также лучшая про-
каливаемость, имеющая особое значение в при-
менении к улучшаемым крупным деталям.
Химический состав стали среднеуглероди-
стой и с повышенным содержанием марганца
приведён в табл. 15.
Таблица 15
Химический состав стали среднеуглеродистой и с
повышенным содержанием марганца, изготовляемой
в СССР v за границей
Марка
и стандарт
СССР, ГОСТ
B-10S0-41
30
35
40
45
50
55
60
65
70
ЗОГ
40Г
50Г
60Г
65Г
70Г
30Г2
35Г2
40Г2
45Г2
Е0Г2
США
SAE 1945 г.
1030
1035
1036
1040
1045
1050
1052
Юс 5
1060
1066
1Л AUVJcJI
1070
1080
1085
1330
13-45
1340
А Н2ЛИН
BS 971-44
En 5
En 9
Германия
DIN 1667-43
С35
С45
С60
40МЗ
32М5
Химический
с
0,25—0,35
0,30—0,40
O.35—°ЛЪ
о,4о—0,50
O.45—°»55
о,5о—о,6о
о, 5 s—о,6л
,jj . j
0,60—0,70
0,65—0,75
0,25—0,35
о,35—°>45
о,45—°,55
о, 5 5—°>б5
о,6о—0,70
0,65—0,75
0,25—0,35
0,30—0,40
о,35—°,45
о,4о—0,50
о,45-о.55
о,а8—о,34
о, 32—0,38
о, 32—о, 39
о,37—о,44
q jg . ф -q
0,48—0,55
о,47—о,55
о,5о—о,6о
о» 55—°,б5
о,бо—о, 71
0,65—о,75
о,75—о,88
о,8о—о,93
о,28—о,зз
о.ЗЗ—°,38
0,38—о,43
о,25—о,35
0,50—о,6о
0,32—о,4О
0,42—0,50
о,57—0,65
о,зб—о,44
о,28—0,36
Мп
0,50—0,80
о, до—о,8о
0,50—о,8о
0,50—о,8о
0,50—о,8о
0,50—о,8о
о, 5°—<•
1 Яп
0,50—0,80
о,5о—<
о, 7°—
о, 7°—
о,7°—
0,70—
о,9°—
о,оо—
i,4o—
i,4o—
1,40—
i,4O—
),8о
[,ОО
с,оо
[,ОО
,оо
[,2О
[,2О
с,8о
с,8о
,8о
,8о
i,4o—i,8o
о,6о—о,ох>
о,6о—о,9о
1,2О—
[,5°
о,6о—о,9о
о,6о—0,90
1,20—1,50
о,6о—0,90
о,6о—0,90
о,8о—i,io
0,70—
t,oo
о,6о—о,оо
°,7°—
1,00
i,6o—i,oo
1,6о—1,00
i,6o—1,9°
о, 50
г,20
о, 5°—°,8о
о,4о—о,бо
о,45—o,6j
0,50—0,70
0,70—
1,20—
1,ОО
г,5о
состав в
Si
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—°.37
о,17—о,37
о,17—о,37
о,17—о,37
о,17—о,37
0,17—0,37
0,17—0,37
о, 17—о,37
о,17—о,37
0,17—0,37
о,17—о,37
о,17—о,37
о,17—о,37
0,17—0,37
Не ре-
гламен-
тируется
То же
„
„
я
„
0.20—0,35
О,2О—О,35
0,20—0,35
о,1о—о,з5
о,10—о',з5
0,30—0,50
0,30—0,50
0,30—0,50
0,30—0,50
<о,4о
%
Р
S
не более
о,о45
о, 045
о,045
о, 045
о, о45
°,°45
О 045
О,О45
о,о45
о, 04
о, 04
о,04
о,°4
о, 04
°.°4
о, 04
о, 04
°,°4
о, 04
о,04
0,04
0,04
Oj°4
0,04
0 04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,04
0,06
0,06
0,05
0,05
°,°5
о,°4
о,°4
о,о45
O.O45
о,о45
0,045
O.O45
°.°45
о O4S
О,О45
°>°45
о,°45
°,°45
О,°45
о,°45
0,045
о,О45
о,О45
о,°45
о»°45
о,О45
0,045
о,о5
о,о5
о,о5
0,05
о оч
о,о5
°,°5
°,°5
°,°5
o,oj
о,о5
о,°5
о,о5
о,О4
°,°4
0,04
о,об
о,о6
о,О5
о,о5
о,о5
о,04
о,04
Сталь марки 30 характеризуется сочета-
нием значительной прочности и относительно
высокой вязкости и используется как для из-
делий, не подвергаемых термообработке, так
и для улучшаемых. Сталь этой марки приме-
няется для поковок, а также для изделий, из-
готовляемых волочением и обработкой на ме-
таллорежущих станках. Для цементуемых де-
талей она применяется в тех случаях, когда
требуется обеспечить брлее высокую проч-
ность в сердцевине изделий.
Сталь марок 35 и 40 назначается для из-
делий, несущих более значительную нагрузку
и изготовляемых либо ковкой и штамповкой,
либо обработкой на станках катаного и ото-
жжённого металла, в последнем состоянии сталь
этих марок относительно хорошо обрабаты-
вается. Мелкозернистая сталь марки 35 нашла
широкое применение в США [28J для изгото-
вления проволоки и прутков, предназначенных
для холодной высадки.
Сталь марки 40 применяется для изготовле-
ния коленчатых валов, трубчатых и сплош-
ного сечения передних осей, шатунов и дру-
гих деталей в автотракторной промышлен-
ности, паровозных и вагонных осей (в норма-
лизованном состоянии) и т. п.
Сталь марок 45—55 характеризуется высо-
кой прочностью и твёрдостью при удовлетво-
рительной вязкости после улучшения и приме-
няется для крупных поковок, прокатных валков,
шестеренных валков, штоков, осей, шестерён
и шлицевых валиков [16].
Сталь с содержанием 0,60—0,70% С при-
меняется преимущественно для изготовления
пружин и рессор, а также для изготовления
накладок к рельсам тяжёлого типа.
Сталь с повышенным содержанием марганца
характеризуется высокой прочностью и износо-
устойчивостью в сочетании с удовлетворитель-
ной вязкостью после закалки и отпуска. Мар-
ганцовистая сталь (марок 50Г—70Г и 30Г2 —
50Г2) склонна к отпускной хрупкости, которая
устраняется при быстром охлаждении после
отпуска (в масле или на воздухе). Марганцо-
вистая сталь с содержанием 0,30—0,40°/о С и
1,40 —1,80°;о Мп применяется для тракторных
коленчатых валов, цапф, полуосей и других
улучшаемых деталей. Сталь с содержанием
0,45-0,55% С и 0,70—1,10% Мп предназна-
чается для деталей, испытывающих высокое
трение: шестерён, червяков, шестеренных ва-
лов, болтов, дисков трения и пр. [16]. Сталь с
содержанием 0,60—0,75% С используется пре-
имущественно для рессор и пружин, а также для
подвергаемых абразивному износу деталей сель-
скохозяйственных машин:зубьев конных и трак-
торных грабель, звеньев элеваторов и пр. [13].
В табл. 16 приведены нормы твёрдости в
состоянии поставки качественной углероди-
стой стали, предназначенной для холодной
механической обработки.
Сталь диаметром не более 60 мм, предна-
значенная для горячей высадки и штамповки,
должна выдерживать испытание на осадку в
горячем состоянии до !/з первоначальной вы-
соты, а сталь, назначаемая на холодную вы-
садку диаметром до 30 мм — выдерживать
испытание на осадку в холодном состоянии до
ПОЛОЕ ИНЫ ВЫСОТЫ.
При применении стали для менее ответ-
ственных деталей, не требующих высокой проч-
ности и вязкости, в отдельных случаях пред-
почитают крупное зерно, которое обеспечивает
лучшую обрабатываемость и прокаливаемость.
Наоборот, для ответственных деталей, особен-
но подвергаемых высоким напряжениям и уда-
рам (например, для автомобильных полуосей,
шатунов, поворотных кулаков, шестерён, ша-
тунных болтов и т. п.), рекомендуется сталь
с мелким зерном № 6—8, дающая после термо-
обработки на требуемую твёрдость более вы-
сокую вязкость [3].
374
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 16
Нормы твёрдости в состоянии поставки качественной
углеродистой стали, предназначенной для холодной
механической обработки
Таблица 18
Нормы ударной вязкости, определяемой
на термически обработанных образцах Менаже
!
Марка
08
10
15
20
25
30
35
40
45
50
55
60
65
70
Твёрдость
нелю (не
горячека-
таная
сталь
I31
137
143
156
170
179
187
217
241
241
255
255
255
ю Бри-
более)
ото-
жжён-
ная
сталь
—
—
—
—
—
—
197
2O7
217
229
229
229
229
Марка
15Г
20Г
ЗОГ
40Г
50Г
60Г
65Г
70 Г
30Г2
ЗЯГ2
40Г2
45Г2
50Г2
Твёрдость
нелю (не
горяче-
ката-
ная
сталь
i63
197
217
229
255
2б9
2б9
269
241
241
255
269
2б9
то Бри-
более)
ото-
жжён-
ная
сталь
—
187
2O7
229
229
229
229
2O7
207
217
229
229
В табл. 17 приведены механические свой-
ства стали, определённые на образцах, изгото-
вленных из нормализованных заготовок диа-
метром 25 мм. Заготовки вырезаются из про-
катанных штанг с расчётом совпадения оси
образца с осью штанги (для размеров 60 мм
и ниже) или прохождения на расстоянии поло-
вины радиуса или четверти диагонали от по-
верхности штанги (для размеров>6Э мм).
В табл. 18 даны нормы ударной вязкости не-
которых марок стали (по требованию заказ-
чика), определяемой на термически обработан-
ных образцах Менаже.
Механические свойства в зависимости от
размеров сечения, термообработки, места
взятия (в сечении) образца и прочие характе-
Таблица 17
Механические
ев
Марк
08
10
15
20
25
30
35
40
45
50
55
60
65
70
к
с ^
s 3
о *
X ш
В"
О S
O.S
[редел п
астяжен:
С о.
32
32
35
4°
43
48
52
57
6о
63
64
65
66
б7
s
и
О)
в-
>>
||
С в
не
i8
18
21
24
26
28
30
32
34
35
36
37
38
39
свойства
о
П
к?
СО
длинени
качественной углеродистой
стали
1 О
Сю
S к
я 5
о -1*
ужение
еречноп
U с
менее
33
31
27
25
22
2О
18
17
15
13
12
Ю
Ю
8
бо
55
55
55
5°
5°
45
45
40
4°
35
35
3°
3°
Марка
15Г
20Г
ЗОГ
40Г
50Г
60!"
65Г
70Г
30Г2
35Г2
40Г2
45Г2
50Г2
s_
*\
si
О
х а
р4
CS
[редел п
астяжен
С О.
4О
43
55
6о
65
7°
75
8о
6о
63
67
7°
75
к
н
U
0"
>>
и
1-1
S.S
не
23
25
29
33
37
38
4О
42
35
37
39
41
43
о
ш
01
длинени
¦ о
См
S се
я S
о ^*
ужение
еречногс
U с
менее
24
22
15
14
II
9
8
7
15
13
12
II
10
55
5°
45
45
35
35
3°
45
4°
4°
35
Марка
ЗОУ
35У
40У
45У
50У
50ГУ
Термическа5
Температура
закалки * в °С
(ориентиро-
вочно)
890
88о
86о
85°
840
850
1 обработка
Температура
отпуска в °С
(ориентиро-
вочно)
боо
боо
боо
боо
боо
боо
Ударная
вязкость
в кгм/см*
(не менее)
8
7
б
5
4
4
* Марки ЗОУ-50У закаливаются в воде, марка 50ГУ —
в масле.
ристики отдельных марок качественной угле-
родистой стали см. гл. X „Состав, свойства и
назначение стали".
Сталь низколегированная
В зависимости от назначения низколегиро-
ванная сталь подразделяется на две катего-
рии: 1) сталь высокой прочности в состоянии
поставки для строительных конструкций и
2) сталь для машиностроения, подвергаемая
термообработке.
Сталь для строительных кон-
струкций [18,29]. Основными характери-
стиками этой категории стали являются повы-
шенная прочность (при относительно высокой
вязкости), свариваемость и коррозионная стой-
кость.
Механические свойства. Важнейший пока-
затель — предел текучести стали в состоянии
поставки превышает на 50% и более предел
текучести обычной углеродистой стали; мини-
мальное значение этого показателя для различ-
ных марок и профилей катаной стали соста-
вляет 32 — 36 кг\мм%. Минимальный предел
прочности равен соответственно 48—55 кг/мм2.
Отношение
0,65 — 0,75. Минимальные
нормы вязкости на продольных образцах:
о]0 = 18J/0, ф = 50% и ak — 8 кгм1см\ Снижение
ударной вязкости при температуре до — 50° С
(хладноломкость) допускается не более 40°/о
Эти показатели механических свойств опреде-
ляют эффективность применения низколегиро-
ванной стали взамен углеродистой для умень-
шения веса сооружений, особенно крупных
мостов, тяжёлых конструкций и т. п. По рас-
чёту Гипромеза замена марки Ст. 3 низколе-
гированной сталью даёт следующее уменьше-
ние веса отдельных элементов конструкций:
колонн с анкерными креплениями — 27%, под-
крановых балок — 34%, ригелей рам — 37%.
Наиболее эффективным является применение
низколегированной стали в транспортном ма-
шиностроении, где помимо уменьшения веса
(для вагонов до 30%) повышается грузоподъём-
ность и удешевляется эксплоатация изделий.
Свариваемость. Большинство марок отно-
сится к категории „абсолютно свариваемых*,
даёт в зоне термического влияния шва
гл. vii]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
375
твёрдость не выше 200 Hq и не требует ни
предварительного подогрева, ни последующей
термообработки для снятия напряжений.
Коррозионная стойкость. Основные»мар-
ки низколегированной стали характеризуются
повышенным сопротивлением атмосферной
коррозии. Коррозионная стойкость стали луч-
ших марок в 2—3 раза выше, чем углероди-
стой стали типа Ст. 3.
Химический состав низколегированной
стали определяется как указанными требова-
ниями, так и экономическими факторами
(сырьевые ресурсы, отходы, технологические
свойства и пр.).
Углерод повышает прочность и предел те-
кучести стали, но снижает показатели пласти-
ческих свойств. Отношение — с повышением
Ч
содержания углерода понижается. Увеличивая
более других элементов способность прини-
мать закалку, углерод ухудшает сваривае-
мость стали. Этим определяется содержание
не более 0,15°/0С в марках, применяемых для
сварных конструкций без предварительного
подогрева и последующей термообработки, и
до 0,3° 0 С — в марках, используемых для клё-
паных конструкций.
Другими элементами, увеличивающими пре-
дел текучести за счёт упрочнения феррита
(а также частично за счёт образования спе-
циальных карбидов), являются: кремний, мар-
ганец, хром, никель и медь; из них последние
два повышают отношение —. Увеличение со-
Ч
держания марганца (свыше 1%) сообщает по-
вышенную чувствительность стали к перегреву;
это влияние ослабляется введением в сталь
0,1-0,2% V.
Фосфор является весьма эффективным
упрочняющим элементом, но содержание его
во избежание понижения ударной вязкости (осо-
бенно при низких температурах) допускают
не выше 0,2%, причём сумма С -4- Р должна
быть не более 0,25%.
Элементами, малые присадки которых суще-
ственно увеличивают сопротивление атмосфер-
ной кор;;озии, являются: медь, фосфор, хром
и никель. Наибольшее значение имеет медь,
присутствующая в сочетании с другими эле-
ментами в большинстве марок. Нежелательное
явление „выпотевания" меди при нагревании
выше температуры её плавления устраняется
присадкой никеля в количестве не менее поло-
вины содержания меди. Химический состав
стали высокой прочности, применяемой для
строительных конструкций (типичные марки)
за границей, приведён в табл. 19.
В СССР получила применение в судо-
строении марганцовистая сталь повышенной
прочности марок 20Г (для сварки) и ЗОГ
(для клёпаных конструкций). С 1933 г. для
строительства Дворца Советов была применена
высокопрочная хромомарганцовомедистая сталь
марки ДС. Помимо этого с 1939 г. разработа-
ны и ныне внедрены в производство марки
типа СХЛ, выплавляемые на базе природноле-
гированных хромоникелевых руд Орско-Хали-
ловского района. При выплавке этих марок
используется также легированный лом, медь
вводится в виде отходов биметалла. Химиче-
ский состав стали высокой прочности для строи-
тельных конструкций, изготовляемой в СССР,
приведён в табл. 20.
Марка СХЛЗ применяется для изготовле-
ния заклёпок, марка СХЛФ изготовляется в
опытном порядке.
Механические свойства стали некоторых
марок в состоянии поставки (испытание на
продольных образцах) приведены в табл. 21.
Помимо испытания на растяжение и на
удар пластические свойства низколегирован-
ной стали контролируются пробой на загиб в
Таблица 19
Химический состав стали высокой прочности для строительных конструкций *
Марка
Кортен
Мантен
Хромансиль
Хромадор
Майяри
Майяри R
Hy-Steel
Унион
Химический состав в %
С
не более
О,12
о,зо
о 14
О,25
о, 14
0.12
. 0,12
О,2О
«мз
Мп
O2-O.5
1,1-1,7
i,i — i,4
о,б-о9
o,5-i,o
о 5 -i,o
о.5-о,7
о,7 — 1,о
о,4—о,7
Si
0,5-1.0
<о,з
о,7-о 9
<од5
<о,4
<о,4
<о,з
О,2—О,5
<о,з
Си
о,з о,5
O-3-O.5
О.З-О.5
оз о,7
03-0,7
0,9 —1,2
о,4 о,6
о,4—о,б
Сг
о,5—i.o
о,4-о,7
о 7—1 i
о,5-1,о
0,5—1.0
o,5-i.o
о,5—о,8
Ni
0,4-0,8
0,4—0,8
0.4—0,7
Р
О.Ю—О,2О
<ОО5
<о,од
<ор5
^OOj
0,08-0,13
0,10 — 0,15
<о,о5
<о,о5
* Марки не стандартизованы, химический состав их заимствован из фирменных данных и литературы.
Таблица 20
Химический состав стали высокой прочности для строительных конструкций
Марка
СХЛ2
СХЛЗ
СХЛФ
ДС
с
0,12— О,22
«о 15
<О,12
0,12—0,22
Мп
0,5—0,8
°>5-°.8
о,5-о8
oj-1,1
S1
°.3-°.5
°3-°,5
о, 15 -о,зо
о,2д—о,4о
Химический
Си
O-3-O.5
0,3-0,5
°,3-°о
о,4—о,7
состав в •/„
Сг
0,4—0,8
о,4 о,8
о,4—о,8 -
о,4—о,б
Ni
0,3 -0,7
0,3 о 7
о.З о 7
Р
<о,О4
¦^о,О4
о,о8 о,15
<о,О4
S не более
°.°45
0,045
°>°45
0,040
376
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 21
Механические свойства стали высокой прочности
для строительных конструкций
Марка
СХЛ2
САЛЗ
ДС
Предел
прочности
при растя-
жении
в кг/мм?
48-60
4О—52
5о—6а
Предел те-
кучести
в ks/mm3
(не менее)
33
3°
Зб
Отно-
сительное
удлинение
5,о в %
(не менее)
i8 .
20
20
Ударная
вязкость на
образцах
Менаже
в кгм 1см*
(не менее)
со о о
холодном состоянии на 180° вокруг оправки
диаметром, равным 2а; для марки ДС при тол-
щине материала более 16 мм — вокруг оправки
диаметром, равным За. Сталь марки СХЛЗ для
заклёпок подвергается пробе на осадку в хо-
лодном и горячем состоянии на 50%.
Ввиду повышенной чувствительности низко-
легированной строительной стали к концен-
трации напряжений, поверхность сортовых и
фасонных профилей должна быть по возмож-
ности чистой.
Стальдля машиностроения. Сталь
этой категории назначается для изготовления
деталей, подлежащих термообработке. После
закалки и отпуска сталь приобретает повы-
шенные и более равномерно распределённые
по сечению механические свойства по сравне-
нию с аналогичной углеродистой сталью. Повы-
шение прокаливаемости и улучшение механи-
ческих свойств достигается введением в сталь
небольших количеств нескольких легирующих
элементов.
Химический состав стали марок NE Steels
Таблица 22
Марка
NE8612
NEi-615
NE86 7
NE862O
NE4625
N Е8630
NE8635
NE8637
N Е8640
N Е8645
NE8650
NE872O
NE1330
NE1335
NE1340
К El345
NE1350
NE9415
КЕ9420
КЕ9422
• NE9430
N E9435
NE9437
N E9440
Nb9442
NE9445
NE945O
NE9537 ***
NEP540 ***
NE?542 '***
fcE?545 ***
NE9550 ***
NE9255
NE9260
J\ E9262
С
o,io—0,15
0,13—0,18
0,15—0.20
0,18—0 23
0,23—0 28
0,28—0,33
O-33—°-38
O,35 0,40
0,38-0,43
0,43—0,48
0,48—0,53
0,18—0,23
0,08—0,33
0,33—0,38
0,38—0,43
0,43—0,48
0,48—0.53
Mn
Химически}
SI
состав в
Сг
Хромоникельмолибденовая сталь *
о, 70—о go
0,70—0,90
0,70—0 90
0,70—
0,70—
э,9о
D.9O
0,70—0,90
0 75—1 00
о,75—
1,ОО
0,75—1,00
0.75—
O-75—
1,ОО
1,ОО
0,70—0,90
О,2О—0,35
О 2О 0,35
0,20—0.35
O.2O—O.35
О,2О—О,35
О,2О—О 35
О,2О—0,35
О 20—0,35
0,20—0,35
О.2О—О 35
О 20—О 35
0,20—0.35
Mai ганцовистая сталь
i,6o—
г,60—
i,6o—
i,6o—
1,60—
1,9°
[ 9о
[,9О
•9°
[,9О
0,25—0,35
0,24 Oj35
0,25—0,35
0^5—0,35
0,40—0 бо
о,4о—о,6о
о 4о—о,
бо
0,40—0 бо
0,40—о.
0.40—о
0,40—о,
бо
бо
6э
о,4о—о.бэ
о,4о—о,
бо
о,4О—о,6о
о,4О—о,
0.40—о
**
—
-
бо
бо
N1
0,40—0,70
0,40—0,70
0,40—0,70
о,4о—0,70
0,40—0,70
о,4о—0.70
о,4о—0,70
о 40—о 70
о 4О—0,70
о,4о—0,70
0,40—0,70
0,40—0,70
—
-
Марганцовокремнистохромонакельмолабденовая сталь
одз—o.i8
0,18—0,23
0,20—0,2 j
0,28—0,33
о-ЗЗ— °.38
°,35—°,4o
0,38—0,43
0,40—0,45
0,43—0,48
0 48—0,53
0.35—o,4o
0.38—0,43
0,40—0,45
0,43—0,48
0,48—0,53
0,80—
0,80—
0,80—
0,90—
0,90—
0,90—
0.90—
1,00—
1,ОЭ—
1.23—
I,2O—
1,2О—
1,2О—
1,2О—
1,2О—
[,Ю
[ДО
[,1О
[,20
С,2О
[,20
Е,20
1.3O
t,3°
С 5°
t<5°
г, 50
г 5°
г,5О
Кремнемарганцовистая ** и
o,5o—0,60
o,55—°63
°.55—0,65
0,70—0,95
o,75—i,oo
о,7э—
[,О0
0,40—0,60
0,40—о,6э
о,4о—о,6о
о, 4о—о бо
0,40—о.бэ
о, 4о—о,6о
0,40—о,6о
о 4о—о,6о
о,4о—о,6о
0,40—0,60
0,40—0,60
о,4о—о бо
о 4о—о бо
о 4о—о,6о
о,4о—о,6о
о,зо—о,
о,зо—о,
о.зо—о,
о.зо—о,
о,зо—о,
о,зо-о,
о,зо—о,
о,зэ—о.
о,зо—о
0,30—о,
5о
5°
5°
5°
5°
5°
5°
5°
5°
5°
0,40—о бо
0,40—о,6о
0,40—о
бо
о,4о—о,бо
о,40—о бо
хромокреу немарганцовцстая
г,8о—2 го
I,8o—2.2O
1,8о—2,20
_
0,25 О,
4°
о зо—о,бо
0,30—о,6о
0,30—о,6о
0,30—о бо
0,30—о,6э
0,30—0,60
0,30—о,6о
0,30—о,6о
0,30 —о,6о
0,30—о,бо
0,40—0.70
0,40—0,70
0,40—0,70
о,4°—°,7°
0,40—0,70
сталь
_
_
О,]
од
од
од
о,
од
о,
од
о.
о
о,
о,:
о,с
Мо
5-O.2
5—0,2
5—о 2
5
5
5
5
5
5—0,25
5—°>2
5—0,2
5
5
5-O.25
5—0-2
—
-
5
5
5
8—о 15
о,о8—о 1^
о,о8—одч
о,оЗ— од,
о, с
8—од
о,о8—од
о,о8—од^
о,оЗ—од^
о,с
о,с
8—од5
8—о, 15
0Д5—о,25
О ]
5—о 25
0,15—0,25
0,]
с о, 2
0,15—0,35
_
_
Примечание. Содержание S и Р не более 0,04% каждого для основной стали и не более 0,05% — для кислой
стали.
* йве послеДние Цифры серий NE Steels определяют среднее содержание углерода в сотых долях процента.
** Серия аналогична соответствующей серии SAE.
*** Марки, применяемые для крупных сечений.
ГЛ. VII]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
377
Наибольшее применение эти комплексные
марки получили в США в качестве марок
военного времени.
Хромоникельмолибденовая сталь марок се-
рии 8600-8700 содержит хром и никель около
0,5% каждого и около 0,2% молибдена и вы-
плавляется из сортированного легированного
скрапа; марганцовокремнехромоникельмолиб-
деновая сталь (марки серии 9400 9500) вы-
плавляется из той же шихты с повышенной
присадкой ферромарганца и ферросилиция.
Наиболее дешёвой является кремнемарганцо-
вистая и хромокремнемарганцовистая сталь
(марки серии 9200) и марганцовистая (марки
серии 13С0).
Химический состав стали марок NE Steels
приведён в табл. 22.
Приведённые марки являются эффектив-
ными заменителями более дорогих легиро-
ванных марок. Так, цементуемая сталь мар-
ки NE 9420 рекомендуется взамен стали хромо-
никелевых и никельмолибденовых марок 3120
@,17-0,220/0 С; 1,10—1,40/0 Ni; 0,55-0,70/0 Сг)
и 4620 @,17-0,220/о С; 1,65—2,00% Ni; 0,20—
0,30% Mo) для автотакторных шестерён, паль-
цев, кулачков, валов и пр. Улучшаемая мар-
ка NE 9430 служит заменителем никелевой
марки 2330 @,28-0,33%C;3,25-3,75o/0Ni) для
шестерён станков, роликов текстильных и пе-
чатных машин, валов моторов и пр. [18].
В СССР из марок низколегированной стали
применяется марганцовистая сталь перлитово-
го класса, которая согласно ГОСТ В-1 50-41
отнесена к углеродистой качественной стали.
Также успешно применена для изготовле-
ния тендерных и паровозных ведущих бандажей
сталь с содержанием 0,6—О,7°7О С, 0,6—0,8% Сг,
0,15-0,20% Мо, около 1,0»/0 Ni или без него
(остальные элементы в обычной норме). После
закалки с 830—870° в масле и отпуска при
560—640° бандажи обладали следующими меха-
ническими свойствами: предел прочности 92—
ПО kzJmm2; удлинение на четырёхкратном об-
разце 10—18%; сжатие 33—46%. При испыта-
нии под копром бандажи выдержали 40—80 уда-
ров, т. е. в 2—3 раза больше, чем обычные
углеродистые. Раковинообразование на поверх-
ностях катания тендерных бандажей резко
уменьшилось, величина пробега их увеличилась
на 20-300/0.
Проведены также опыты по применению
бандажей из стали с содержанием 0,4—0,5% Ni
и около 0,5% Сг без молибдена. Эти бандажи
дали удлинение пробега на 20—25%.
Области применения низколегированной
стали: авто-тракторостроение; сельскохозяй-
ственное машиностроение (валы комбайнов,
косилок и льнотеребилок, коленчатые валы мо-
лотилок, пальцевые брусья косилок и пр.);
транспортное машиностроение (паровозные
штоки, дышла, пальцы, кривошипы, паровоз-
ные оси, рельсы повышенной износостойкости,
рельсовые накладки, болты и пр.); станкострое-
ние (шестерни, шпиндели, втулки, зубчатые
рейки, червяки и пр.) и т. д.
Сталь легированная
Легированная конструкционная сталь при-
меняется в машиностроении в качестве мате-
риала ответственного назначения.
По степени чистоты (по вредным примесям)
и в зависимости от способа изготовления ле-
гированная сталь (ОСТ НКТП 7124) * подраз-
деляется на качественную и высококачествен-
ную. Качественная сталь (без индекса А в обо-
значении марки) выплавляется в основных и
кислых мартеновских печах; высококачествен-
ная (с индексом А) также в электропечах и
дуплекспроцессом: основная мартеновская
печь — электропечь, частично — в кислых мар-
теновских печах при применении особо чистых
шихтовых материалов и топлива; производство
и контроль этой стали ведутся особо тщательно.
Различают сталь с одним, двумя, тремя и
большим числом легирующих элементов. Наи-
более распространённой с одним легирующим
элементом является сталь хромистая и никеле-
вая; с двумя легирующими элементами — сталь
хромоникелевая, хромованадиевая, хромомар-
ганцовая, хромомолибденовая, никельмолибде-
новая и хромоалюминиевая; с тремя — сталь
хромоникельмолибденовая, хромоникельволь-
фрамовая, хромомолибденоалюминиевая и др.
Хромистая сталь. Хром в стали
находится частью в твёрдом растворе в фер-
рите и частью в виде прочных простых и двой-
ных карбидов, которые более медленно, чем
цементит, переходят в твёрдый раствор, а также
выделяются из него, задерживая распад аусте-
нита и снижая критическую скорость охлажде-
ния стали при закалке. Хром повышает предел
прочности, предел текучести и износоустойчи-
вость стали. При этом вследствие увеличения
дисперсности структуры пластические свойства
стали в термообработанном состоянии при при-
садке до 1,0—1,5% Сг не снижаются [8]. Не ока-
зывая влияния на размеры зерна при корот
ких выдержках, хром способствует росту зерна
при длительной цементации. Хром снижает
теплопроводность и свариваемость стали и уве-
личивает устойчивость против коррозии.
Хромистая сталь подвержена отпускной
хрупкости, при содержании 0,4% С ударная
вязкость этой стали после отпуска с медлен-
ным охлаждением на воздухе ниже, чем после
отпуска с быстрым охлаждением в воде ил»
масле.
Хромистая сталь широко применяется
в СССР и США для цементуемых и улучшае-
мых деталей автомобилей и тракторов; мень-
шее применение получила хромистая сталь в
странах Западной Европы. Нормы химического
состава стандартных марок хромистой стали,,
изготовляемой в СССР и за границей, приве-
дены в табл. 23.
Сталь марок 15Х и 20Х применяется для
изготовления цементуемых деталей: поршне-
вых пальцев, валиков, шестерён и пр. Эти марки
в ряде случаев являются заменителями марок
15ХН и 20ХН хромоникелевой стали и имеют
примерно одинаковые с ними механические
свойства. Однако изготовленные из цементу-
емой хромистой стали детали не имеют такой
вязкой волокнистой сердцевины, которая харак-
терна для хромоникелевой цементуемой ста-
ли [28], и подвержены в большей степени ко-
роблению и поводке при закалке.
Хромистая сталь с содержанием 0,3% С и
выше применяется для улучшаемых деталей.
Сталь марок ЗОХ и 35Х применяется для
изготовления осей, валиков, шестерён [16].
Разработан и одобрен ВКС проект нового ГОСТ.
378
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 23
Химический состав хромистой стали, изготовляемой
в СССР и за границей
Марка
и стандарт
СССР,
ОСТ 7124
15Х
15ХА
20Х
ЗОХ
35Х
38ХА
40Х
45Х
СССР,
проект ГОСТ
50Х ,
20X3
США,
SAE - AISI
1945 г.
А5120
А5140
А5150
Англия,
BS 971,
1944 г.,
Еп48
Германия,
DIN 1663,
1939 г.
ЕСЗО
ЕС60
Химический
С
О,1О—О,2О
0,12—О,20
0,15— О 2j
O.25—O.35
Э,30—0,40
О,з4—о,42
°.35—о,45
О,40 О.дО
о,45—°'55
ОД5—O,2j
0,17—0,22
0,38-0,43
0,48—0,55
о,45—о.55
Мп
о.зо—о,бо
0.30—о,бо
состав в
Si
0,17—0.37
0,17—0,37
о.зо—о 6о о, 17—о,з7
0,50—о,8о
0,17—0,37
о 5О—о,8о о, 17—о,37
0,50—0 8э в 17—о,37
о, jo—о 8з
0,50—о,8э
о,50—о,8о
0,30—о,6о
0,17—°,37
ОД7—о,37
од5—о.зо
0
0
Сг
о
о
о
о
о
о
о
о
о
7о—
7О-
х
8э—
8о—
8о—
8о—
8о—
8о—
соэ
,оо
,оо
до
1,10
до
[ДО
ДО
до
о, 15—0,30,2,60—3,20
о,7о—о 9э о 2э—о,зз
о,7о—о до о,2э—о,35
о,70—0,90
о,5о—о,3о
одо—одб 0,40—о бо
о,12—од8 о,4о—о,бо
О,2О—0,3.5
одо—о 50
<о,з5
<°35
о
о
о
I
о,
о.
70—09Э
70—о до
7о-<:
,9°
оо—1,40
Зо—о
5°
бо—0,90
Примечание. Содержание фосфора и серы до-
пускается: 1) по ОСТ 7124 для качественной стали не более
0,04% каждого, для высококачественной—не более 0,03%
серы и не более 0,035% фосфора; 2) по стандарту США
SAE—AISI, 1945 г. для мартеновских марок с индексом
А — не более 0,04°/0, для электрических с индексом Е —
не более 0,025% каждого элемента; 3) по английскому
¦стандарту BS 971, 1944 г. — не более 0,05% каждого;
4) по германским стандартам DIN 1662 и 1663 A933 г.) —
«е более 0,035% каждого; DIN 1666 и 1667 A943 г.) -
«е более 0,04% каждого.
Сталь марок 40Х и 45Х используется для
валиков и шестерён с высокой устойчивостью
против износа. Охлаждение в воде при закалке
стали этих последних марок не рекомендуется.
Сталь марки 50Х, закаливаемая в масле,
применяется для изготовления шестерён, вали-
ков, опорных шайб и пружин.
Хромованадиевая сталь. Ванадий
в стали является раскисляющим и карбидообра-
зующим элементом. Незначительное (до 0,2<V0)
присутствие его в хромистой стали, обеспечивая
полноту раскисления и способствуя получению
мелкого зерна и тонкой структуоы, повышает
механические свойства и в особенности удар-
ную вязкость. Ванадий уменьшает чувствитель-
ность стали к перегреву. Критическая скорость
охлаждения при закалке с высоких температур,
обеспечивающих перевод карбидов ванадия
в твёрдый раствор, для хромованадиевой стали
меньше, чем для хромистой. Прокализаемость
хромованадиевой стали при недостаточно вы-
сокой температуре закалки ниже прокаливае-
мости хромистой стали [8]. Хромованадиевая
сталь получила наибольшее распространение
в США в автомобильной и других отраслях
промышленности; в Западной Европе она назна-
чается преимущественно для изготовления от-
ветственных пружин.
Химический состав стандартных марок хро-
мованадиевой стали, изготовляемой в СССР и
за границей, приведён в табл. 24.
Цементуемая сталь марок 15ХФ и 20ХФ
даёт твёрдый, вязкий и прочно связанный
с сердцевиной слой с весьма высоким сопро-
тивлением износу и применяется для изгото-
вления автомобильных шестерён, поршневых
пальцев, распределительных валиков и т. п.
Сталь этих марок характеризуется мелкозер-
нистостью, сохраняемой и после цементации
в поверхностном слое и в сердцевине, что даёт
возможность обычно не применять специаль-
ной закалки цементуемых деталей для ре-
генерации зерна. Сталь марки 20ХФ исполь-
зуется также и для цианируемых деталей: бол-
тов, шайб, небольших штамповок и поковок.
Сталь марок ЗиХФ и 40ХФ применяется
для изготовления улучшаемых деталей: колен-
чатых валов, шатунов, шестерён и рулевых ры-
чагов в автомобильной промышленности; шпин-
делей и валиков — в станкостроительной про-
мышленности.
Таблица 24
Химический состав
Марка и стандарт
СССР, ОГТ 7124
15ХФ
СССР, проект нового ГОСТ
ЮХФ
ЗОХФ
40ХФ
США, SAE— A1SI1945 г.
А6120
А6150
Англия, BS 971, 1944 г.
Еп50
Еп47
Германия, DIN 1667, 1943 г.
50Cr V4
53Cr V4
хромованадиевой стали, изготовляемой в СССР и за границей
Химический состав в %
С
0,12—О,ЗО
од5—о,25
°,25—о 35
о,35—о,45
ОД7 0,22
0,48—0 55
0,40—о,5о
о,45—о,55
о,47—о,55
о,55—о,6з
Мп
о,зо—о,6о
о,4о—0,70
0,50—о,8о
0,50—о,8о
0,70—0,90
0,65—о,9о
0,50—0,70
0,50—о,8о
0,70—i,oo
о,8о—1,ю
0,17—0,37
0 15—0,30
0 15—0 30
0 15—о,3°
О 2О 0,35
О20 О,35
одо—о, 35
о, 10—0,50
<о,4
<о,4
Сг
о,8—i,i
o,8-i,i
о 8—i,i
о,8—1,1
0.7—0,9
о,8—i,i
i,o—1,5
О,8—1,2
О,9 1,2
О,9—1,2
V
ОДО—О,2О
од5—о 25
од5—о 25
о 15—о,25
Не менее
одо
од5
О15
одо
одо
Примечание. Нормы содержания Р и S указаны в примечании к табл. 23, для марки Еп50 допускается
«е более 0,04% каждого элемента отдельно.
гл. viij
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
379
Хромомолибденовая сталь. Мо-
либден в стали находится частично в твёрдой
растворе, а также образует стойкие сложные
карбиды. Введение молибдена в хромистую
сталь сообщает ей мелкозернистость и тонкую
структуру, повышает прочность при равных
показателях пластичности и увеличивает про-
каливаемость. Молибден устраняет склонность
хромистой стали к отпускной хрупкости и
к росту зерна при перегреве. Ценным свойством
стали, содержащей молибден, является её по-
вышенное сопротивление ползучести (крипу).
Химический состав стандартных марок хро-
момолибденовой стали, изготовляемой в СССР
и за границей, приведён в табл. 25.
Сталь марки 15ХМ применяется для изго-
товления труб, котлов и перегревателей высо-
кого давления (см. „Трубы стальные").
Цементуемая сталь, аналогичная по со-
ставу марке 20ХМ, используется в США для
изготовления шестеренных передач в сельско-
хозяйственном и автотракторном машинострое-
нии [28]. '
Улучшаемая сталь марок ЗОХМ, 35ХМ и
35Х2М применяется в автотракторном и тя-
жёлом машиностроении (в турбостроении для
изготовления роторов, валов, дисков паротур-
бин'!.
Никелевая и никельмолибдено-
вая сталь. Никель в стали находится в твёр-
дом растворе в феррите. Присутствие никеля
снижает критические точки и увеличивает
устойчивость аустенита, позволяя применять
более низкие по сравнению с углеродистой
сталью температуры нагрева при закалке. Ни-
кель задерживает рост зерна при высоких тем-
пературах, уменьшая опасность перегрева при
горячей механической и термической обра-
ботке. Мелкозернистость и тонкая струк-
тура термообработанной никельсодержащей
стали сказывается на повышении пластичности
и вязкости её на одинаковых ступенях твёр-
дости. Никель, характеризующийся значитель-
ной растворимостью в аустените, увеличивает
прокаливаемость стали, хотя и в меньшей
степени по сравнению с другими легирую-
щими элементами [2, 25].
Особенно эффективным является присут-
ствие никеля совместно с карбидообразующими
элементами: хромом, молибденом и др. Никель-
молибденовая сталь в частности обладает вы-
соким пределом усталости. Никелевая и ни-
кельмолибденовая стали широко распростра-
нены в США. Химический состав стандартных
марок никелевой и никельмолибденовой стали,
изготовляемой в СССР и за границей, приве-
дён в табл. 26.
Цементуемая никельмолибденовая сталь
американской марки 4615, близкая по составу
к отечественной марке 15НМ, находит в США
весьма широкое применение для автомобиль-
ных шестерён (в частности диференциала),
Таблица 25
Химический состав кромомолибденовой стали, изготовляемой в СССР и за границей
Марка
и стандарт
СССР, ОСТ 7124
ЗОХМА
СССР,
проект ГОСТ
15ХМ
20ХМ
35ХМ
35Х2М
CUIA.SAE—AISI
1945 г.
А4119
А4125
А413О
А4137
А4140
А4145
А4150
Англия, BS 971,
1944 г.
Еп1Э
Еп20*
Еп29*
Германия, DIN
1663, 19j9 г.
ЕС Мо 80
ЕС Мо 100
VC Мо 125
VC Мо 135
VC Мо 140
С
0,25—о,я5
0,12 О,2О
0,15—0,25
о,зо—0,40
0,30—0,40
0,17 О,23
O.23 O.28
о,28—о,зз
°.35—°>4О
0,38—о,43
°.43—°-48
о,46—о,53
O.35—«45
0,22—О,5О
0,15—0.35
0,13—0.17
o,i8—0,23
0,22—0,29
0,30—0,37
0,38—0,45
Химический состав в °/с
Мп
о,4о—о,7о
о,4о—0,70
о 4о—0,70
о,4О—0,70
о,4о—0,70
0,70—о,9О
о,7'>—о,9О
0,40—о,6о
0,70—0,90
о,75—J.oo
0 75—1.00
0,75—1.°°
0,50—о,8о
о,4о—о,8о
< о,б5
о,8о—i,io
о,9о—1,зо
0,50—о,8о
0,50—0,80
0,50—о,8о
Si
0,17—0,37
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
0,20—0,35
0,20—0,35
0 20—0,35
0,20—0,35
0,20—0,35
020—0,35
0,20—0,35
0,10—0,35
0,10—0,35
0,10—0,35
<о,35
<о.з5
<о,з5
<о.35
<оз5
Сг
о,8—i,i
о,о—i,i
о,8—i,i
о,8—1,1
1,6—1,9
о,4о—о,бо
о,4о—о,6о
о 8о—i,io
о,8о—1,ю
о,8о—1,ю
о8о—i,io
о,8о—i,io
оо—1.5
О.5—1.5
2.5—3-5
1,о—1,з
i.i—М
о 9—-1,2
О,9—1,9
°>9—1>а
Мо
0,15—0,25
0,4—0,6
0,15—0,25
о, 15—о,25
0,15—0,25
О,2О—О.ЗО
0,20^-0,30
о, 15—о,25
0,15—0,25
0,15—0.25
0,15—0,25
о,15—о,а5
0,20—0,40
0,40—1,оо
о,зо—о,7о
о,ао—о,зо
О,2О 0,ЗО
о, 15—о.25
0,15—0,25
o,i5—0,25
Примечание. Нормы содержания Р и S см. в примечаниях к табл. 23.
* Эти индексы объединяют несколько марок, определяемых механическими свойствами, которые получаются
в заготовках предельного размера (диаметра или толщины) при данной термической обработке. Хромомолибденовая
сталь с высоким содержанием хрома и молибдена в Англии применяется в частности: Еп20 — для авиационных шату-
нов, винтов пропеллера и высоконапряженных фитингов; Еп29 — для болтов, работающих при высоких температу -
pax.
380
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 26
Химический состав никелевой и никельмолибденовой стали, изготовляемой в СССР и за границей
Марка и станаарт
СССР, проект ГОСТ
25 Н
ЗОН
40Н
25НЗ
США, SAE-AISL 1945 г.
А2317
А2330
А2Н4О
А2345
А2515
Англия, BS 971, 1944 г.
Еп21
Еи22
ЕпЗЗ
Еп37
Германия, DIN 1662
EN 15
СССР, ОСТ 7124
15НМ
США, SAE — AISI, 1945 г.
А4615
А4620
А464О
А4645
А4815
А4820
Англия BS 971. 1944 г.
Ел34
En 35
Еп38
Химический состав в °/0
С
Мп
Никелевая сталь
О,2О—О,ЗО
о,25—о,з5
O.37—о.45
о,2о—0,30
0,15—О,2О
о,28—о,зЗ
0,38—0,43
0,43—0,48
0,12—0,17
о,25—о,з5
0,35—0,45
<O,l6
<O,l6
0,10—0,17
0,50—о,8о
0,50—о 8о
0,50—о,8о
0,40—0,70
-
о,4о—о,бо
о,6о—о,8о
0,70—0,90
0,70—о,оо
0,40—о,6о
0,35—0.75
0,50—о,8о
О,2О О,6о
<о,45
<о,5О
Si
0,15—0,30
0,15—0,30
0,15—0,30
0.15—0.30
0,20—0,35
0,20—0,35
0,20—0,35
0,20—0,35
0,20—0,35
0,10—0,35
0,10—0,35
0,10—0,35
0,10—0,35
<о,35
Никельмолибденовая сталь
О,1О—О,2О
о,13—o,i8
0,17—0,22
0,38—0,43
0,43—0,48
0,13—0,18
0,18—0,23
0,14—0,20
0,20—0,28
¦^ O,l6
0,40—0,70
0,45—0,65
о,45—°>б5
о,6о—о,8о
о,6о—о,8о
о,4о—о,6о
0,50—0,70
0,30—о,6о
0,30—о,6о
< о,6о
о, 17—0,37
О,2О—О,35
0,20—0,35
0,20—0,35
0,20—0,35
О,2О—О,35
О,2О—О,35
0,10—0,35
о,1о—о,35
о,1о—о,з5
Ni
0,50—0,90
0,90—1,20
0,90—1,20
2,75—3.25
3.25—3.75
З.25—З.75
3,25—3.75
3.25—3.75
4.75—5.25
2,75—3.5о
3.25—3.75
2,75—3.5о
4.5—5.2
1.25—1.75
1,50-^,00
1,65—2,00
1,65—2,00
1,65—2,00
1,65—2,00
3.25—3.75
3,25—3.75
1,5—2,0
1,5—2,0
4.5—5.5
Mo
—
—
—
—
—
—
—
—
—
—
—
—
—
—
о,з—0,3
0,2—0,3
0,2—0,3
0,2—0,3
0,2—0,3
0,2—0,3
0,2—0,3
о,а —о,з
О,2 —О,3
о, 15—о,з
Примечание. Предельные нормы содержания Р и S см. в примечаниях к табл. 23.
валиков и других деталей с высокими пре-
делами усталости и прочности, а также для це-
ментуемых роликоподшипников. Мелкозерни-
стая сталь этой марки характеризуется малой
поводкой изделий при закалке [28].
Сталь марок 25Н, ЗОН и 40Н в нормали-
зованном или улучшенном состоянии (в из-
делиях) применяется в тяжёлом машинострое-
нии для коленчатых валов и других крупных
поковок [16].
Улучшаемая сталь марки Еп21, близкая по
составу к отечественной марке 25НЗ, исполь-
зуется в Англии для шатунов, коленчатых валов,
болтов ответственного назначения, авиацион-
ных фитингов и других деталей ответствен-
ного назначения [23].
Хромоникелевая сталь. Совместное
присутствие хрома и никеля сообщает стали
особо высокие механические и технологиче-
ские свойства. Высокая прочность и износо-
стойкость, связанные с содержанием в стали
карбидов хрома, сочетается с повышенной вяз-
костью, связанной с содержанием в стали ни-
келя. Никель, повышающий прочность ферри-
та, усиливает благотворное действие вводимых
в сталь карбидообразующих элементов, в част-
ности хрома, сообщающего стали высокую про-
каливаемость.
Улучшаемые марки с 0,8—1,0% Сг и
3,0—3,5% Ni, как правило, закаливаются
в масло, а при 4,0-4,50/0 Ni и 1,2—1,5% О
хорошие результаты получаются после воз-
душной закалки. Малолегированная хромо-
никелевая сталь @,5% Сг и 1,0—1,5% Ni)
может закаливаться в воду [8]. Хромоникеле-
вая сталь подвержена отпускной хрупкости
(которая может быть устранена быстрым охла-
ждением после отпуска) и характеризуется по-
вышенной склонностью к образованию флоке-
нов. Последнее устраняется при соблюдении
правильных режимов выплавки, горячей меха-
нической обработки и охлаждения стали.
Химический состав стандартных марок
хромоникелевой стали, изготовляемой в СССР
и за границей, приведён в табл. 27.
Различные марки хромоникелевой стали
могут использоваться по следующему назна-
чению [4, 7, 13, 28],
Марки типа 15ХН и 20ХН— главным
образом для цементуемых деталей (шестерён
авюмобилей и тракторов, червяков руля, паль-
цев поршня, валиков ходового механизма и пр.).
Однако при большей чувствительности к термо-
обработке по сравнению с углеродистой сталью
эти марки находят применение и для не-
цементуемых деталей повышенной прочно-
ГЛ VII]
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
381
Таблица 27
Химический состав хромоникелевой стали, изготовляемой в СССР и за границей
Марка и стандарт
СССР, ОСТ 7124
40ХН
БОХН
12ХН2
12ХН2А
12ХНЗ
12ХНЗА
20ХНЗА
12Х2Н4 1
12Х2Н4А (
| СССР, проект нового ГОСТ
15ХН
20ХН
ЗОХН
20ХН2
ЗОХНЗ
40ХНЗ
25ХН4
США, SAE-A1SI, 1945 г.
А3115
А3120
А31Я0
А3135
А314О
А3141
А3145
А3150
А3240
Е3310
Англия, BS 971, 1944 г.
Еп23
ЕпЗб
Германия, DIN 1662
ECN25
ECN35
ЕС N45
VCNISw
VC> 15h
VCN25w
VCN25h
VCT MEw
VCv35h
VCN45
С
0,35—0.45
o,45—o,55
<o,i7
<o,i7
<o,i7
<o,i7
0,15—0,25
<o,i7
0,10—0,20
0,15—0,25
0.25—0,35
0,17—0,25
0,25—0,35
0,33—0.42
0,17—0,27
0,13—0.18
0,17—0 22
0,28—0.33
o,33—o,s8
0,38—0,43
0,38—0,43
0,43—0,48
0,48—0,53
0,38—0,45
0,08—0,13
0,25—0,35
< 0,18
0,10—0,17
0,10—0,17
0,10—0,17
0,25—0,32
0,33—0,40
0.25—0,32
0,33—0.40
0,20—0,27
0,28—0,35
0,30—0,40
Химический состав
Mn
0,50—0,80
0,50—0.80
0,30—0,60
0,30—о.бо
0,25—0,55
0.25—0,55
0,30—0,60
0,30—0,60
0,30—0,60
0,40—0,70
0,50—0,80
0,30—0,60
0,30—0,60
0,30—0,60
0,30—0,60
0,4 —0,6
0,6 —0,8
0,6 —o,8
0,6 —0,8
0,7 —0,9
0,7 —0,9
0.7 —°-9
0,7 —0,9
0,4 ¦—0.6
0,45—0,6
0,45—0,7
0,3 —0,6
<o,5
<o,5
<o-5
0,4—0,8
0,4—0,8
0,4—0,8
0,4—0,8
0,4—0.8
0,4—0,8
0,4—0,8
Si
0,17—0,37
0,17—0,37
0.17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0,17—0,37
0.17—0,37
0,15—0,30
0,15—030
0,15—0,30
0,15—0,30
0,15-0,30
0,15—0,30
0,15—0,30
0,20—0,35
0,20—0,35
0,20—0,35
0,20—0,35
0,20—0,35
0,20—0 35
0,20—0,35
0,20—0,35
О.2Э—0,35
0,20 0,35
O,IO—O,35
0,10—0,35
<o,35
<°,35
<o,35
<o,35
<°-35
<o,35
< °,35 .
<°,35
<°,35
<°,35
в °/0
Ni
1,00—1,50
i,oo—1,50
1,50—2,00
1,50—2,00
2,75—3,25
2,75—3,25
2,75—3.25
3,25—3.75
1,00—1,50
1,00—1,50
1,00—1,50
2,00—2,50
2,75—3,25
3,00—3,70
4,00—4,50
1,1 —1.4
1,1 —1,4
1,1 —1,4
1,1 —1,4
1,1 —1 4
1,1 —1,4
1,1 •—1,4
1.1 —i,4
1,65—2,00
3.2J—3.75
2,75—3,50
3.00-3,75
2,25—2,75
3,25—3,75
4,25—4,75
1,25—1,75
1,25—1,75
2,2j—2,75
2,2j—2,75
3.2 5—3,75
3,25-3.75
4,25—4.73
Cr
O.45—O.75
O.45—O-75
0,60—0,90
0,60—0,90
0,80—1,10
0,60—0,90
0,60—0,90
1.25—1,75
0,45—0,75
0,45—0,75
0,45—0,75
0,60—0,90
0,60—0,93
1,20—1,60
0,80—1,10
o,55—o.75
0,55—0,75
o,55—o.75
o,55—o.75
0,55—0,75
0,70—0,90
0,70—0.90
0 70—090
0,9 —1,a
1,40—1,75
0,5—1,0
0,6—1,1
o,55—o 95
0,55—0.95
0,9 —1.3
0,3 —0,7
o,3 —0,7
o.55—o,95
0.55—O.95
O.55—O.95
o.55—o,95
г,1 —1,5
Примечание. Нормы содержания S и Р см. в примечаниях к табл. 23.
сти, которая обеспечивается их термообра-
боткой.
Марка ЗОХН—для деталей более высокой
точности (штифтов, шпонок, болтов шатуна,
гаек и пр.), обеспечиваемых закалкой в воду
или масло и отпуском на желаемую твёрдость.
Марка 40ХН—ц,ля большого количества
термически обрабатываемых деталей: колен-
чатых валов, полуосей шлицевых валиков,
звеньев цепных передач, болтов, штифтов и др.
Марки ЗОХНЗ н 40ХНЗ—для термически
обрабатываемых поковок и деталей, работаю-
щих в тяжёлых условиях эксплоатации, с более
высокими механическими характеристиками,
чем можно получить в стали с меньшим со-
держанием легирующих элементов. Обладая
(при более высоком содержании никеля и
хрома) более глубокой прокаливаемостью,
сталь этой марки находит применение для дета-
лей крупных размеров.
Марки типа Г2ХНЗ — для цементуемых
сильно нагружённых деталей, подвергаемых
.динамическим знакопеременным напряжениям
(червячные колёса, распределшельные валики,
шестерни заднего моста и трансмиссий тяжё-
лых грузовых машин и автобусов) при требо-
вании весьма высокой прочности и вязкости
в сердцевине деталей.
Марки типа Г2Х2Н4 применяются для
изготовления ответственных цементуемых де-
талей особо мощных моторов: шестерён, вер-
тикальных валиков и т. п.
Хромомарганцовая сталь. Эта
сталь широко распространена в СССР и За-
падной Европе (особенно в Германии) как
заменитель хромоникелевой стали. Улучшаемая
хромомарганцовая сталь при правильном вы-
бопе соотношения хрома и марганца даёт после
термообработки механические свойства, близ-
кие к свойствам улучшаемой хромоникелевой
стали [9], и характеризуется высокой износо-
устойчивостью. Пластические свойства мелко-
зернистой хтомомарганцовой стали выше, чем
крупнозернистой; это особо выявляется на
стали с более высоким содержанием углерода.
Сталь имеет повышенную склонность к росту
зерна при высоких температурах и подвержена
отпускной хрупкости, устраняемой ускоренным
382
КОНСТРУКЦИОННАЯ СТАЛЬ
(РАЗД. Н
охлаждением деталей в масле или на воздухе
после отпуска.
Химический состав стандартных марок хоо-
момарганцовой стали, изготовляемой в СССР
к за границей, приведён в табл. 28.
Цементуемая сталь марки 15ХГ наме-
чается к введению в стандарт для замены
Химический состав стандартных марок
хромоалюминиевой, хзомомолибденоалюминие-
вой и хромоникельалюминиевои (азотируемой)
стали приведён в табл. 29.
Помимо указанных в табл. 29 нашла при-
менение хромоалюминиевая автоматная сталь
с содержанием до О,1°/о S и до 0,1% Р (Гер-
Га б л и ца 28
Химический состав хромомарганцовой стали, изготовляемой в СССР и за границей
Марка и стандарт
СССР, ОСТ 7124
20ХГ
СССР, проект ГОСТ
15ХГ
35ХГ2
4ОХ2Г
Англия, BS 971, 1944 г.
Еп18
Германия, DIN 1666, 1943 г.
16МпСг5
20МпСг5
22МпСг6
С
о, 15—°»25
О,1О О,2О
о,зо—о,4о
0,35—0.42
O.35—<М5
о, 14—о, 19
0,17—0,22
О,2О—О,25
Химический
Мп
О.ОЭ—1,2О
1,ю—1,4<э
1,6о—1,90
0,70—i,oo
о,бо—i,ao
i.o—1.3
i.i—1,4
1,3—1,6
состав в %
Si
0,17-0,37
0,15—°.з°
0,15—0,30
0,15—0,30
o.io—о,з5
<о,4
<о,4
<о,4
Сг
о,9<з—1,зо
о,4о—о,6о
о,40—0,70
1,20—1,50
о,8—i,a
о,8—i.i
1,0—1,3
1,2—1,5
Примечание. Нормы содержания Р и S см. в примечаниях к табл. 23.
менее подходящей для цементации стали мар-
ки 20ХГ.
Улучшаемая сталь марки 35ХГ2 находит
применение как для штамповки, так и для
фасонной отливки звеньев гусеницы тракто-
ров [15]; сталь типа марки 35Х2ГМ применяется
в Англии для болтов высокой прочности, мо-
торных валов, коленчатых валов, шатунов
авиационных моторов, винтов пропеллера и
высокопрочных фитингов [23].
Хромоалюминиевая и хромомо-
либденоалюминиевая (азотируе-
мая) сталь. Алюминий характеризуется
высокой растворимостью в а-железе (свыше
30%) и невысокой — в у-железе (около 1,1%)
[2, 8]. Алюминий повышает точку Ас3 и темпе-
ратуры закалки, нормализации и отжига, а так-
же обусловливает вследствие уменьшения
устойчивости аустенита повышение критиче-
ской скорости охлаждения при закалке. Алю-
миний наиболее эффективно действует на повы-
шение поверхностной твёрдости (до 1100—1200
по Виккерсу) азотируемых деталей благодаря
образованию стойких нитридов алюминия.
Алюминий является одним из лучших рас-
кислителей и дегазификаторов стали, но
ухудшает условия получения слитков с чистой
поверхностью вследствие густоты расплавлен-
ной стали.
Структура хромоалюминиевой стали после
закалки даже с высоких температур оказы-
вается двухфазной и состоит из мартенсита и
алюминиевого феррита.
Хром и молибден в азотируемой стали
устраняют крупнозернистость, свойственную
алюминиевой стали, и повышают механические
свойства.
мания), а также с содержанием до 0,2% Se
(США) [18].
Сложнолегированная сталь. Стре-
мление получить оптимальное сочетание меха-
нических, технологических и других свойств
привело к изготовлению стали с тремя леги-
рующими элементами и более сложного состава.
Наибольшее применение получила хромони-
кельмолибденовая и хромоникельвольфрамо-
вая сталь.
Введение в хромоникелевую сталь молиб-
дена снижает чувствительность стали к пере-
греву, уменьшает критическую скорость пре-
вращений при закалке, сообщает стали (при
содержании около 1% Сг и 3,5% Ni или 2% Сг
и 2% Ni) способность закаливаться на воз-
духе и устраняет отпускную хрупкость [4, 8).
Во многих случаях молибден в хромоникель-
молибденовой стали может быть заменён пол-
ностью или частично вольфрамом (одна весо-
вая часть молибдена заменяется двумя-трем»
частями вольфрама).
Введённый в хромомолибденовую или хро-
моникельмолибденовую сталь ванадий как
сильный раскислитель, дегазификатор и кар-
бидообразующий элемент облегчает получе-
ние хорошо раскисленной плотной мелкозер-
нистой стали с высокими механическими свой-
ствами и понижает скорость роста зерна ау-
стенита.
В качестве заменителя указанных дорогих
групп стали частично применяется хромомар-
ганцовомолибденовая и хромомарганцовотита-
новая сталь. Большое распространение полу-
чила хромокремнемарганцовая сталь—хроман-
силь, легированная менее дефицитными эле-
ментами.
СЛ.-УЩ
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
383
Таблица 29
Химический состав азотируемой стали, изготовляемой в СССР и за границей
Марка и стандарт
СССР, ОС Т 7124
35ХЮА
35ХМЮА
СССР, проект ГОСТ
40ХЮ
40ХМЮ
США
N125
N135
N135 мод.
Англия
Еп41 *
Германия
FP15
FP12
FP23
С
0,30—о,40
0,30—0,38
о,35—о,45
о,35—о,45
О,20 О,ЗО
0,30—0,40
0,38—о,45
o,i8—0,45
0,25—0,31
0,30—0,35
0,30—0,37
Мп
0,30—о,бо
о,зо—о,6о
о,зо—о,6о
о,зо—о,6о
о,4—о,6
о,4—о .6
о,4—о,7
До 0,65
о,5—о,бз
о,5—о,7
о,4—о. 55
Химический состаЕ
Si
0,17—0,37
0,17—0,37
0,15—0,30
0,15—0,30
о,а—о,4
О,2—О,4
<о,зо
o,io—o,45
о,15—о,35
<о,4
<о,4
Сг
1,35—1.65
1»35—1.63
1.35—1.65
!.35—1.65
0,9—1,4
0,9—1,4
1,4—1,8
1,4—1,8
1,2—1,4
1,3—1,5
1,6—1,8
В °/о
А1
0,65—1,25
о,75—1,25
0,70—i,io
0,70—i,io
о,9 —1,4
о,9 —1,4
о,9о—1,35
о,9—1,3
о,9—i,i
1,О—1,3
1,0—1,3
Мо
_
о,40—о,6о
—
0,15—0,30
0,15—0,25
о, 15—о,25
о,зо—о,45
o,io—о,э5
—
—
Ni
—
—
—
—
—
—
—
—
°,9—*#*
• Группа стали, объединяющая несколько марок, различаемых механическими свойствами и твёрдостью поверх-
ностного слоя азотированных деталей.
Нормы химического состава сложнолегиро-
ванной стали, изготовляемой в СССР, приведены
в табл. 30.
В табл. 31 приведены механические свойства
марок легированной стали, изготовляемой
в СССР.
Образцы для испытания изготовляются из
термически обработанных (по указанному в
табл. 31 режиму) заготовок, которые в сечении
должны иметь следующие размеры: для цемен-
туемой стали 15 мм и для нецементуемой —
25 мм.
В табл. 32 приведены нормы твёрдости
легированной стали (неотожжённой и ото-
жжённой) в состоянии поставки.
Механические свойства в зависимости от
термообработки, размеров сечения и места
взятия (в сечении) образца, а также прочие
характеристики отдельных марок легирован
ной стали см. гл. X, „Состав, свойства и назна-
чение стали".
Подробно о влиянии легирующих элемен-
тов на структуру и свойства см. «Влияние
легирующих элементов на свойства стали".
Химический состав сложнолегированной стали, изготовляемой в СССР
Таблица 30
Марка
и стандарт
ОСТ 7124
ЗОХГС; ЗОХГСА
18ХНВА
25ХНВА
Проект нового ГОСТ
20ХГС
25ХГС
35ХГС
15Х2Г2Т
40Х2ГМ
35ХСМ
25ХМФ
35ХМФ
50ХМФ
12Х2НЗМ
35ХНМ
40ХНМ
35ХНЗМ
ЗПХН2МФ
45ХН2МФ
Химический состав в °/0
С
0,25—0,35
0,15—0,22
О,2О—О,ЗО
0,17—0,25
о,2о—0,30
0,30—о,4о
о,13—o,i8
0,35—0,43
0,30—0,40
0,22—0,30
0,30—0,40
0,45—0,55
0,10—0,17
0,30—0,40
о,35—о,45
0,28—6,38
0,25—0,35
0,42—0,50
Мп
о,8о—i,io
о,25—о,55
о,25-о,55
i,oo—1,зо
о,8о—i,io
о,8о—i,io
1,50—1,70
0,70—i,oo
0,30—0,65
0,40— о,7о
0,40—о,7о
0,70—i,oo
0,30—о,6о
0,30—0,60
0,40—0,70
0,40—0,70
0,30—о,6о
0,50—о,8о
Si
0,90—1,20
0,17—0,37
0,17—0,37
0,90—1,20
0,90—1,20
1,30—1,60
0,15—0,30
0,15—0.30
°.55—0.90
0,15—0,30
о, 15—°,3°
0,15—0,30
0,15—0,30
0,15—0,30
0,15—0,30
о, 15—о,3°
0,15—0,30
0,15—0,30
Сг
о,8о—i,io
1,35—1.65
1.35—1'65
О,9О 1,2О
о,8о—i,io
i,io—i,4o
i,5o-i,8o
1,50—1,80
1,3°—1,9°
i,6o—i,8o
о,до—i,2o
1,30—i,6o
1-45—1.75
О,8о— 1,2О
0,60—0,90
0.70—i,io
о,бо—0,90
о,8о—i.io
Ni
4,10—4.60
4,10—\,6о
—
—
—
—
—
—
—
—
—
2,75—3.25
1,40—i,8o
1,25—1,75
2,75—3,25
2,ОО—2,5О
1,30—i,8o
W
О,8—1,2 *
О,8—1,2 *
—
—
—
—
—
—
—
—•
—
—
—
—
—
—
Мо
—
—
—
—
—
—
0,30—0,50
о,25—о,4О
0,20—0,30
0,15—0,30
0,15—0,30
о,25—о,4о
0,15—0,30
0,15—0,30
0,20—0,30
о,25—о,з5
о, 15—о,зо
V
—
—
—
—
—
—
—
—
о,2о—0,30
0,20—0,30
О.2О—О,ЗО
—
—
—¦
—
0,15—0,30
o,oj—0,15
Ti
—
—
—
—
—
—
0,06—0,12
—
—
—
—
—
—¦
—
—
—
—
• Или 0,25 - 0,45 Мо.
384
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Механические свойства марок легированной стали, изготовляемой в СССР
Таблица 31
Стандарт
Марка
Термическая обработка заготовки
Закалка
Темпе-
ратура
в °С
Охлаждающая среда
Отпуск
Охлаждающая среда
Механические
свойства
С а
ОСТ 7124 .
То же . .
Проект ГОСТ
ОСТ 7124 . . .
Проект ГОСТ
То же . ¦ . .
ОСТ 7124 . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 .
То же . .
Проект ГОСТ
ОСТ 7124 . . .
То же . . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 . . .
То же . . . .
Проект ГОСТ
То же . . . .
ОСТ 7124 . . .
То же . . . .
Проект ГОСТ
То же . . . .
15Х
.20Х
ЗОХ
35Х
40 X
45 X
20X3
15ХФ
20ХФ
ЗОХФ
40ХФ
ЗОХМА
35ХМ
35ХШ
25Н
40Н
25НЗ
15НМ
35ХГ2
4ОХ2Г
15ХН
20ХН
ЗОХН
40ХН
S0XH
12ХН2
20ХН2
12ХНЗ
20ХНЗА
ЗОХНЗ
25ХН4
12Х2Н4
20ХГС
25ХГС
ЗОХ ГС
Й5ХГС
35ХСМ
40Х2ГМ
35ХМФ
50ХМФ
18ХНВА
25ХНВА
12Х2НЗМ
40ХНМ
30ХН2МФ
45ХН2МФ
35ХЮА
35ХМЮА
40ХЮ
4аХМЮ
78о
86о
780
86о
86о
86о
86о
850
840
88о
86о
88о
88о
88о
88о
86о
870
86о
83о
840
8бо
8ю
850
860
840
820
820
820
860
820
860
820
820
82O! _
880 780
88O _
780
78о
850
Вода
Масло
Вода
Вода или масло
Масло
Вода или масло
Масло
Вода или масло
Масло
Масло или вода
То же
Масло
Масло или вода
Масло
Масло или вода
Масло
Воздух
Масло
5°°
5оо
5°°
200
2ОО
5°°
боо
650
56о
62O
63°
65O
650
520
200
62O
54°
i8o
500
500
500
500
200
500
200
500
53°
530
2Э0
500
520
520
55°
600
55°
620
620
2Э0
55о
14°
боо
боо
боо
65о
6 5°
65о
6-гР
Вода, воздух или масло
Вода или масло
То же
Воздух
Вода или масло
Вода или масло
То же
Вода, воздух или масло
Вода или масло
То же
Вода или масло
Вода или масло
То же
Вода или масло
То же
Вода или масло
Вода, воздух или масло
Вода или масло
То же
Воздух
Вода или масло
То же
Вода или масло
То же
8о
9°
6о
9О 7°
95 j 7°
ioo' 85
100¦ 8o
юэ j 80
no; 8,5
80! 60
80 I 6э
юэ j 8э
ioo 8э
95
95
6э
9o 8э
, 95
юэ; 8э
ioo, 8э
9о ! 8э
ioj 90
95 75
юэ 85
95 ; 75
юэ; 8т
Таблица 32
Стандарт
ОСТ 7124
То же
я
„
п
Проект ГОСТ
ОСТ 7124
Проект ГОСТ
Марка
15Х
20Х
?0Х
35Х
40Х
45Х
20X3
15ХФ
20ХФ
Нормы
твёрдости
Твёрдость по
Бринелю
неото-
жжён-
ной
(не бо-
лее)
241
241
241
241
241
241
255
241
241
отожжён-
ной '
(не более)
179
179
187
197
207
229
217—131
i87
197—131
легированной стали
Стандарт
Проект ГОСТ
То же
ОСТ 7124
Проект ГОСТ
То же
„
ОСТ 7124
Марка
ЗОХФ
40ХФ
ЗОХМА
3-Х.М
35Х2М
25Н
40Н
25НЗ
15НМ
Твёрдость по Бринелю
неото-
жжён-
ной
(не бо-
лее)
241
255
241
255
—
241
241
255
241
отожжённой
217—149
239—156
229
220-156
269—187
207—131
207—143
217—149
207
Балл 3
Фиг. 1. Шкала развития карбидной сетки, X 500 *.
Балл 4
Оксиды
Балл 2
'¦>/
Балл 3
ilJ:':-4»;v ;v*:*»?Hi'
Сульфиды
Балл
. •
. iiff*;H:MWs-' -- '''.V-'.,
Балл 3
Фиг. 2. [Икала неметаллических включений, X 100 *.
Балл 4
* Баллы 1 к фиг. 1 и 2 не приведены по техническим причинам.
Балл 0,5
Балл 1
Балл 2
Балл 3 Балл 4
Фиг. 3. Шкала карбидной неоднородности, X100-
*> '•
*WV ,'
0 — содержание графита до 0,03°;0.
Балл 1 —содержание графита 0,01-0,08°0.
§
2—содержание графита 0,09—0,15%.
Балл 3—содержание графита > 0,15%
Фиг. 5. Шкала степени графитизации, X 250.
Том 3, гл. VII
ГЛ. VII)
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
385
Продолжение табл. 32
Стяндарт
ОСТ 71?1
Проект ГОСТ
То же
ОСТ 7124
То же
к
Проект ГОСТ
ОСТ 712-}
То же
Проект ГОСТ
То же
ОСТ 7124
Марка
20ХГ
35ХГ2
40Х2Г
15ХН
20 ХН
ЗОХН
40ХН
50ХН
12ХН2
20 X Н2
12ХНЗ
20ХНЗА
ЗОХНЗ
24ХН4
12Х2Н4
Твёрдость по
Бринелю
не ото-
жжён-
ной
(не бо-
лее)
241
—
241
241
241
241
241
241
255
241
269
збд
отожжён-
ной
<i87
229—170
255—i7o
197—126
197—126
207—131
<2°7
<2О7
<2Э7
217-143
<217
<24Г
255— 17°
пор— тв7
<2б9
Стандарт
Проект ГОСТ
То же
ОСТ 7124
Проект ГОСТ
То же
„
ОСТ 7124
То же
Проект ГОСТ
То же
ОСТ 7124
То же
Проект ГОСТ
То же
Марка
20ХГС
25ХГС
ЗОХГС
35ХГС
35ХСМ
35ХМФ
50ХМФ
18ХНВА
25ХНВА
12Х2НЗМ
30ХН2МФ
45ХН2МФ
35ХЮА
35 ХМ 10 А
40ХЮ
40ХМЮ
Твёрдость по Бринелю
неото-
жжён-
ной
(не бо-
лее)
241
255
255
269
—
—
—
—
—
—
—
_
—
—
—
отожжённой
207—143
217—149
<229
241—163
241—163
217—149
241—163
<2б9
<277
269—197
241—163
255—17°
<229
<229
229—156
229—156
СТАЛЬ ШАРИКОПОДШИПНИКОВАЯ
Основные детали шарико- и роликоподшип-
ников по условиям работы должны иметь вы-
сокую стойкость против истирания, смятия и
раздавливания. Для их изготовления приме-
няется преимущественно высокоуглеродистая
хромистая сталь (около 1% С и 0,5—1,5и/0 Сг),
которая после термообработки даёт высокую
и равномерную твёрдость поверхности детали,
высокую прочность и достаточную вязкость,
предотвращающую образование трещин при
перегрузке подшипников. Частично на заводах
США применяется цементуемая никельмолиб-
деновая сталь типа марки 15НМ, однако труд-
ность получения в цементованном слое вполне
равномерной структуры и твёрдости ограни-
чивает распространение этой стали.
Нормы химического состава стандартных
марок шарикоподшипниковой стали, изгото-
вляемых в СССР и за границей, приведены
в табл. 33.
Хром способствует повышению прокали-
ваемости, твёрдости, прочности и сопротивле-
ния истиранию стали.
Марганец также способствует повышению
твёрдости и стойкости стали против износа,
но содержание его обычно ограничивают во
избежание получения при тепловой обработ-
ке крупнозернистой структуры перегретой
стали.
Содержание кремния также ограничивается
из опасения уменьшения вязкости металла.
Однако в Германии (Крупп) для изготовления
колец с сечением стенки свыше 30 мм при-
менялись марки F213 и BCF53 с повышенным
содержанием марганца и кремния; подобная
марка намечена к внесению в стандарт СССР
(ма ка ШХ15СГ с содержанием 0,95 —
1,10/,С; 0,9—1.2o/0Mn;.0,4-0,63i7oSi и 1,30—
1,65% Сг).
Никель в стали этого типа является неже-
лательным, так как он приводит к снижению
твёрдости закалённого слоя.
Медь в шарикоподшипниковой стали также
нежелательна. По проекту нового стандарта
25 Том 3
Таблица 35
Химический состав шарикоподшипниковой стали,
изготовляемой в СССР и за границей
Марка
и стандарт
СССР.
ОСТ НЮП
3426
ШХ6
ШХ9
ШХ10
ШХ12
ШХ15
США,
ESSa,
1942 г.,
AS1M
NE-52 100 А
NE-52 100В
NE-52 100C
Англия,
BS 971,
1944 г.
Еп31
Химический состав в %
С
о,95—1,ю
o,95-i.i°
0,32—0,42
0,95-1,™
0,95-1,10
O.95—i.IQ
o.95-i.i°
о,95—1.Ю
О,9О—1,2О
Мп
0,20—0,40
О,2О—О,4О
о,4о—0,70
О,20—О,4О
О,2О—О 4О
о,25—о,45
0,25—0,45
°.25—о. 45
°,3°—°.75
Содержание фосфора и
ОСТ 3426 фосфора не более
0,020%; для
марки ШХЮ — не
Si
°Д5—о,35
°.i5-°.35
¦°.15-о.35
°.15-°.35
Сг
о,45—о,75
0,75—1,05
о,8о—i го
1,05—1,40
°Д5—°,35 Т/Зо— !,б5
0,20-0,35
0,20—0,35
1,ЗО—i,6o
0,90—1,15
о,2о—о,35 °.4°—о.бо
о,ю—о,з5
1,ОО—1,бо
серы допускается:
Ni
не
бо-
лее
о,з°
О2О
О,2О
О2О
о.35
O35
о,35
—
по
3,027%, серы не более
более 0,03)°/,, каждого;
по стандарту ES-5a, 1942 г. — не более 0,025% каждо-
го; по стандарту BS 971, 1944 г
ждого.
. — не более 0,05%
Указанные пределы содержания
серы в отечественных марказ
выплавленной в электрической
фосфора
ка-
и
относятся к стали,
или кислой мартенов-
ской печи. При выплавке в основной i
1артеновской
печи допускается содержание серы до 0,030% и фос-
фора до 0,035% за исключением особо ответственных
типов подшипников,
содержание
указанными
для которых и в
этом случае
серы и фосфора должно ограничиваться
выше нормами.
содержание меди не должно превышать 0.25%.
Повышенное содержание меди может приво-
дить к дисперсионному твердению и к нару-
386
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
шению точности изготовленных элементов под-
шипника во время их эксплоатации.
Механические свойства шарико-
подшипниковой стали характеризуются следую-
щими данными.
По ОСТ НКТП 3426 твёрдость в состоянии
поставки: холоднотянутой стали 170—207 Нв,
горячекатаной в отожжённом состоянии —
187— 207 Нв (или по требованию заказчика
170—187 Нв); твёрдость после закалки: шлифо-
ванной холоднотянутой ]>62///? , нешлифо-
ванной—для марки ШХ15 ^бОЯ^, для ма-
рок ШХ12, ШХ9 и ШХ6 >59#дс и для
марки ШХ10 ^45HRc.
Холоднотянутая сталь марки ШХ10 в со-
стоянии поставки: в виде полоски толщиной
<4,5мм должна иметь аА—60—75 кг/мм2 и
1 = 7-16% (по расчётной длине >50 мм);
в виде полоски толщиной ^4,5 мм —
а^52 кг/мм* и о = 16—250/0.
Требования к наружной поверх-
ности. Для штанг, идущих в горячую меха-
ническую обработку, допускаются без за-
чистки лишь наиболее безвредные дефекты:
мелкие риски, вмятины и рябизна в пределах
половины допускаемого отклонения; для ото-
жжённых штанг, назначаемых в обточку, до-
пускаются и другие единичные дефекты глу-
биной в тех же пределах. В холоднотянутой
стали, назначаемой для изготовления деталей
путем высадки, не допускаются раковины,
плёны, песочины, волосовины, трещины, зака-
ты и даже риски; в стали, подвергаемой то-
карной обработке, допускаются риски и отдель-
ные местные раковины на глубину ^ 1% диа-
метра.
Основные требования к структу-
р е шарикоподшипниковой стали следующие.
а) Обезуглероженный слой в горячекатаной
стали не должен превышать следующих норм:
Диаметр
или
Толщина
в мм
До 15
15-3°
Зо—5°
Глубина
слоя
в мм
О,25
о,5о
°'75
Диаметр
или
толщина
в мм
5о- 7°
70—ioo
к>о—150
Глубина
слоя
в мм
I.OO
1'25
i.5°
В холоднотянутой стали обезуглероженный
слой не должен превышать 1% диаметра или
толщины; для шлифованной стали обезуглеро-
женный слой не допускается.
б) Излом горячекатаной и холоднотянутой
стали должен быть однородным, мелкозер-
нистым, без флокенов, остатков усадочной
раковины и признаков перегрева при от-
жиге; в закалённом состоянии излом должен
быть фарфоровидным, шелковистым без фло-
кенов и заметных на-глаз прослоек и вклю-
чений.
в) Микроструктура горячекатаной ото-
жжённой и холоднотянутой стали марок ШХ6,
ШХ9, ШХ12 и ШХ15 должна состоять из рав-
номерно распределённого зернистого перлита
без участков пластинчатого перлита и карбид-
ной сетки; последняя должна быть раздро-
блена до степени, отвечающей баллу не выше
3-го по шкале, указанной на фиг. 1 (см.
вклейку).
г) Количество неметаллических включений,
которыми объясняют образование в стали тре-
щинок усталости, приводящих в дальнейшем
к „шелушению" и преждевременному разруше-
нию деталей подшипников, должно быть мини-
мальным. Наиболее опасными являются, пови-
димому, хрупкие включения типа силикатов и
алюминатов (группы оксидов), а также более
пластичные включения (группы сульфидов).
По шкале SK.F эти две группы исчерпывают
все виды неметаллических включений. Наряду
с этой шкалой в стандартах Швеции и США
применяется шкала „Iernkontoret* [22] с более
детальным подразделением неметаллических
включений, которая предусматривает следую-
щие группы неметаллических включений:
А — сульфиды, В — алюминаты, С — силикаты
и D — оксиды глобулярного типа.
д) Степень карбидной неоднородности (обус-
ловленной карбидной сегрегацией) должна быть
минимальной.
Оценка качества стали по неметаллическим
включениям и карбидной неоднородности про-
изводится в СССР по шкале SKF (фиг. 2 и 3
см. вклейку). Балл по каждому виду включе-
у—*
А
у
1
1
\
\\
\
—
т
/
/
к
\
\
12 3 4 5 баллы
т
/
/
V
\
\
\
2 3 I* 5 баллы
г)
56аппы
Фиг. 4. Кривые частоты баллов по сульфидам в зависи-
мости от величины обжатий; а — 0 87 мм, 4 мк; б —
0 51 мм, 3 мк; в — 0 28 мм, 1 мк; г—0 15 мм, 1 мк; д—
0 9 мм, < 1 мк; е — 0 6,5 мм, < 1 мк.
ний устанавливается сравнением с эталонной
шкалой самого худшего места шлифа, который
вырезается таким образом, чтобы плоскость
его была параллельна осям включений. По
ОСТ НКТП 3426 при плавочном контроле на
ГЛ. V1IJ
КОНСТРУКЦИОННАЯ ГОРЯЧЕКАТАНАЯ СОРТОВАЯ СТАЛЬ
387
Оксиды
2.5
З.о
3,о
3»5
Суль-
фиды
2,5
З.о
3,о
3.5
Кар-
биды
З.о
1.5
Сумма
баллов
5.5
6,0
6,О
6,5
заготовке 90 X 90 мм допускаются следующие
предельные нормы баллов:
Вид стали
Электрическая и кислая
мартеновская ото-
жжённая
То же неотожжённая . .
Основная мартеновская
отожжённая
Те же неотожжённая .
При контроле неметаллических включений
и карбидной неоднородности в готовом сорте
следует учитывать повышение дисперсности
включений и карбидов при обжатии стали.
В наибольшей степени измельчению подверга-
ются карбиды и включения сульфидного типа.
На фиг. 4 приведены кривые частоты баллов
по сульфидам одной и той же стали, прокатан-
ной из 2>2Ь-мм слитка с различными обжатиями
до указанных размеров сечений, и отвечающие
этим кривым средние размеры включений в ми-
кронах (поданным lernkontoret).Из приведённых
на фиг. 4 данных можно видеть, в какой мере
при увеличении обжатий уменьшаются средний
размер включений в микронах и величина бал-
ла, отвечающего максимальной частоте при
каждом данном обжатии стали.
Для обеспечения оптимальных условий про-
изводства и службы деталей ОСТ НКТП 3426
предусматривает при плавочном контроле фа-
культативную пробу на зерно, величина кото-
рого должна отвечать № 5—7 по шкале ASTM.
СТАЛЬ РЕССОРНО-ПРУЖИННАЯ
Специальным видом конструкционной стали
является углеродистая и легированная сталь,
применяемая для изготовления рессор, буферов
и пружин в машиностроении и транспорте. Эти
детали работают преимущественно в условиях
воспринятия динамических нагрузок — толчков
и сотрясений или многократных вибрацион-
ных колебаний нагрузки, а также при длитель-
ных плавно изменяющихся напряжениях (пру-
жины, применяемые в качестве аккумуляторов
энергии). Металл для этих деталей, во избежа-
ние их поломок или осадки, должен обладать
высокими пределами упругости и выносливо-
сти (усталости) при достаточной вязкости.
Поэтому для изготовления таких деталей при-
меняется термически обрабатываемая сталь ря-
да марок, общим признаком которых является
относительно высокое содержание углерода
@,5—1,2'Vo)- Наряду с более дешёвыми углеро-
дистыми марками для ответственных рессор и
пружин применяются марки с повышенным со-
держанием кремния и марганца. Для весьма
напряжённых деталей, подвергающихся много-
кратным переменным нагрузкам, применяются
легированные марки с присадкой хрома и ва-
надия, а для работающих при особых усло-
виях—также вольфрама'или никеля.
Углеродистые и качественные легирован-
ные марки изготовляются обычно основным
мартеновским процессом. Высококачественные
марки, более чистые по содержанию фосфора
и серы, выплавляются в электропечах или
в кислых мартеновских печах на чистой
шихте.
Нормы химического состава стандартных
марок рессорно-пружинной стали, изгото-
вляемых в СССР и за границей, приведены
в табл. 34.
Содержание серы допускается не выше
норм, установленных для конструкционной
качественной углеродистой стали или соответ-
ственно для качественной и высококачествен-
ной легированной стали. То же по содержанию
фосфора, не для углеродистых марок предель-
ная норма его снижена до 0,04%.
К поверхности рессорно-пружинной стали
предъявляются повышенные требования, так
как наружные дефекты могут являться местами
концентрации напряжений и причиной образо-
вания очагов усталости. На горячекатаных
штангах стали не допускается наличия трещин,
плен, раковин, расслоений, песочин, волосовин
и закатов, видимых невооружённым глазом. До-
пускаются лишь неглубокие неопасные де-
фекты: риски, вмятины и т. п.
Высокие требования предъявляются также
к структуре стали. При макроконтроле её
в изломах и на протравленных поперечных
темплетах не допускается усадочной рыхлости,
трещин, пустот и неметаллических включений,
видимых невооружённым глазом. В особо от-
ветственных марках контролируется степень
сегрегации карбидов, а в марках с высоким
содержанием кремния — также выделение гра-
фита, так как места скопления карбидов и
включения графита могут являться очагами
усталостных трещин в стали. При контроле вы-
деления графита на изломах сталь с чёрным из-
ломом бракуется. С этой целью может произво-
диться также химический анализ на свободный
углерод, содержание которого допускается не
более 0,08%. Помимо этого применяется микро-
контроль стали на степень графитизации; оценка
производится по шкале баллов, приведённых
на фиг. 5 (см. вклейку).
Обезуглероживание поверхности рессорно-
пружинной стали существенно понижает её
усталостную прочность, поэтому для ответ-
ственных марок глубина обезуглероженного
слоя ограничивается. Так, техническими усло-
виями и нормалями потребителей стали для
пружин и рессор ответственного назначения
общая глубина обезуглероживания в горячека-
таной стали сечением свыше 10 мм допускается
не более 1,5% диаметра или стороны квадрата
(для трапеции — стороны равновеликого ква-
драта). При этом под общей глубиной обезугле-
роживания подразумевается суммарная глу-
бина двух зон: а) полного обезуглероживания
(чистого феррита) и б) частичного обезуглеро-
живания (смешанной структуры).
В горячекатаной стали, предназначенной
для холодной механической обработки (резки
и т. п.), твёрдость в состоянии поставки огра-
ничивается следующими нормами.
Марка , Р .
(не более)
65 255
70 269
75 . 285
85 з°2
65Г 269
55ГС 285
55С2 а85
60С2, 60С2А, 70СЗА. 50ХГ,
50ХГАи т. д. до60С2Н2А . . 3°з
Механические свойства, определённые испы-
таниями на растяжение термически обработан-
ных образцов, должны отвечать нормам, при-
ведённым в табл. 35-
388
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 34
Химический состав стандартных марок рессорно-пружинной стали, изготовляемой в СССР и за границей
Стандарт и группа стали
Марка
Химический состав в %
Мп
Si
Сг
NJ
СССР, ГОСТ В-2052-43
Углеродистая
Марганцовистая .......
Кремнистая
Хромомарганцовистая ....
Хромокремнистая .... • . .
Хромованадиевая
Хромокремневанадиевая . . .
Вольфрамокремнистая ....
Никелекремнистая
США, ASTM, A14-44; А59-39;
А 60-42
Углеродистая
щ ••••••*¦.
Кремнемарганцовистая ....
Хромованадиевая
США, SAE - AISI 1945 г.
Углеродистая
Марганцовистая
Кремнемарганцовистая ....
Хромованадиевая
Англия, BS 971-44
Углеродистая
Кремнемарганцовистая . . . .
Хромистая
Хромованадиевая.......
Германия, DIN 1669-43
Марганцовистая
Кремнистая
•в
Хромованадиевая
65
70
75
85
65Г
55ГС
55С2
60 С2
60С2А
70СЗА
50ХГ
50ХГА
60С2ХА
50ХФА
6СС2ХФА
65С2ВА
60С2Н2А
1070
1080
1085
1095
1066
9255
9260
6150
Еп42
Еп43
Еп44
Еп49
Еп45
Еп46
Еп48
Еч47
Еп50
50М7
48S7
55S7
65S7
50CV4
0,60—0,70
0,65—о,75
о, 7°—°»8°
о,8о—о,90
о,6о—о,7О
0,50—о,бо
о,5°—о,6о
о,55~°.б5
о,55—°»65
0,65-0,75
о,45—°»55
о,45—о.55
0,55—0,65
о,45-о.55
O.55—0,65
о,бо—0,70
о,55—о»б5
0,90—i
955
0,85—1,05
о,55—°.65
0,50—о,6о
0,65—о, 75
0,75-0,88
0,80—0,93
0,90—1,05
с,бо—о, 71
о,5°—о,6о
о,55 -°.65
0,48—0,55
O.75—°.9°
о,45—о 65
О,9О—1,2О
о, 7°—о,8о
0,50—о,бо
о.ЗЗ—°.5°
O45—о.55
0,45—0,55
°.4°—0,50
о,45—о.55
о,4о—о,55
0,50—о,6о
о,6о—о,7°
O.45—O.55
5>
0,50—о,8о
о,45—о,75
O.45—O.75
0,70—1,00
о,6о—0,90
о,6о—0,90
о, 6о—о,90
о 6о—0,90
о,бо—0,90
0,70—i,oo
о,8о—i,oo
0,45—0,70
о,3°—о.°°
о,45—о.7°
0,70—i,oo
0,45—0,70
0,25—0,50
0,25—0,50
0.25—0,50
о,6о—0,90
о,6о—0,90
0,70—i,oo
о,6о—0,90
0,70—i,oo
о,3°—°.5°
о,8о—1,ю
0,70—0,95
0,70—i,oo
с,б5—0,90
о,35—о,7о
0,50—i,oo
о,45—о,75
<1,О
0,70—i,oo
о,6о—i,oo
0,50—о,8о
0,50—о,8о
0,50—0,70
1,5°—2>°°
0,50—0,75
о,5°—°,9°
°,5°—°,9°
о,6о—о,9о
0,17—0,37
0,17—0,37
0,15—0,30
0,15—0,30
0,17—о,37
о,5о—о,8о
i,5°—2,оо
1,5°—2.°°
i,6o—2,оо
2,4О—2,8о
0,15—0,30
0,15—0,30
i,4o—i,8o
0,15—0,30
i,4o—i,8o
i,5O—2,oo
1,4°—1,8°
Не норми-
рован
То же
1,8о—2,20
Не норми-
рован
То же
1,8о—2,2О
1,8О—2,2О
0,20—0,35
о,ю—о,4о
о,ю-о,з5
0,10-0,35
о, ю—о,з5
1,50—2,00
1,5°—2,оо
о,ю—о,5о
о,ю—0,50
o,io—о,з5
1,50—^So
1,40—1,90
1,40—1,90
<о,3
<о,3
<о,3
<о,3
<о,3
<о,3
<о,3
<о,3
<о,3
<о,3
О,9О—I.2O
O.95—I.2O
0,70—1,00
о,75—1»ю
0,90—1,20
<о,з
о,8о—i,i
1,00—1,40
0,80— 1,2О
1,00—1,50
1,9—1,2
<о,з
<о,з
<о,з
<о,3
<о,з
<о,5
<о,5
<о,5
<о.5
<о,5
<О,2
<о,3
<о,3
<о,3
<о,з
i,4o— i,8o
о,15-
о,ю—
р,8о—:
0,25
-О,2О
Таблица 35
Механические свойства термически обработанных образцов стандартных марок рессорно-пружинной стали
!
Марка
65
70
75
85
65Г
55ГС
55С2
60С2
i 60C2A
i
Термическая обра-
ботка (ориентиро-
яи
Темпера
закалки
830
82O
8ю
8ю
8^о
88о
86о
86о
вочно)
ts
са
Закалоч!
среда
Масло
Воз/iyx
Масло
и
се U
Темпера
отпуска
З8о
38о
З8о
З8о
—
—
4О0-510
400-510
400—510
Минимальные
нор-
мы механических
о ^
Q.—
С м
Предел
ности в /
100
i°5
но
7°
65
130
130
i6o
свойств
>^
Предел
чести в /
8о
85
9°
IOO
38
35
I2O
I2O
140
CJ
S
X
4) _2
1;
9
8
7
6
8
ю
б
5
5
6 в- _
г- о «
•= S"i
<i> с о
Сужешк
щади по
ного сеч
в %
35
3°
3°
3°
35
35
3°
25
2О
Марка
70СЧА
50ХГ
50ХГА
50ХФА
60С2ХА
60С2ХФА
65С2ВА
60С2Н2А
Термическая обра-
ботка (ориентиро-
яи
^а
Темпера
закалки
850
850
850
86о
8бо
840
840
840
вочно)
ная
Закалоч
среда
Масло
«и
>.еа
Темпера
отпуска
400—510
49O
49°
400—450
42O
45°
45°
4оо
Минимальные нор-
мы механических
V 3
о ^
с «
Предел
ности в
i8o
130
130
130
180
190
190
175
свойств
ч ва
м
1бо
но
I2O
ПО
i6o
170
170
160
<и
S
X
х5~
§«
5
5
6
ю
5
5
5
5
?¦??
с ш я
,с«
ы О ?
|с«
и 3 я и
25
35
35
45
20
20
20
20
Примечание. Результаты определения сужения площади поперечного сечения плоских образцов имеют
факультативное значение.
ГЛ. VII]
СТАЛЬ ЛИСТОВАЯ
389
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Афонский И. Р., В е р А. И., Смирнов А. В.,
Теория и практика азотирования стали, М. — Л. 1933.
2. Б е й н Э., Влияние легирующих элементов на свойства
стали, М. 1945.
3. Болховитинов Н. Ф., Величина зерна и свой-
ства стали, М. 1945.
4. Винаров С. М., Авиационные стали, Оборонгиз,
1945.
5. Г р у м-Г р ж и м а й л о В. Е., Металлургия стали,
ГНТИ, М. — Л. 1931.
6. Г у д р е м о н Э., Учение о специальных сталях,
М. — Л. 1937.
7. Качественные конструкционные стали. Сталинградский
зявод „Красный Октябрь", Сталгиз, 1935.
8. Конторович И. Ё., Термическая обработка
стали, М. 1945.
9. Конторович И. Е- и Бокштейн С- 3.,
Конструкционные стали, легированные хромом и мар-
ганцем, Оборонгиз, 1942.
10. Краткий справочник по технологии и контролю метал-
лургического производства для заводов Юга СССР,
Металлургиздат, М. 1943.
11. Материалы к справочнику Министерства автомобиль-
ной промышленности.
12. М и н к е в и ч Н. А., Курс термической обработки
стали и чугуна, ОНТИ, 1935.
13. М и н к е в и ч Н. А., Свойства, тепловая обработка
и назначение стали и чугуна, М. — Л. 1934.
14. Минкевич, Паисов и Геллер, Физические
и механические свойства стали и сплавов. Труды МИС,
1940.
15. Нормативные материалы Ведомств и Институтов.
16. НКТМ, Марочник сталей НКТМ, М. 1912.
17. НКЧМ, Сортамент и специализация прокатных ста-
нов СССР, М. 1939.
18. НКЧМ, Центральный институт информации, Бюлле-
тени за 1944—1946 гг., Металлургиздат.
19. Ф у т о р я н С. Б., Обрабатываемость стали резанием.
Энциклопедический справочник „Машиностроение", М.
1947.
20. Целиков А. И., Федосов Н. М. иСоколов
М. А., Прокатка стали, 1943.
21. Штейнберг С. С, Металловедение, т. III,
ОНТИ, 1935.
22. ASTM, Standards. American Society for testing mate-
rials U. S. A., 1944.
23. BS 971-44, Wrought Steels, London, 1944.
24. D a n i 1 о f f, Mehl and Herty, „Influence of Deoxi-
dants on the Aging of Mild Steels", Trans. Amer. Soc. f.
Metals. Dec. 1935.
25. G г о s s m a n E., Hardenability calculated from com-
position, Metal Progress, October, 1943.
26. National Metals Handbook ASST (русский перевод).
27. Parker М„ Standard Engineering Steels, Metals
and Alloys, September 1945.
28. SAE Handbook (Society of Automotive Engineers)
U. S. A., 1945.
29. Welding Handbook (American Welding Society) U. S. A.,
СТАЛЬ ЛИСТОВАЯ
ОБЩАЯ ХАРАКТЕРИСТИКА ЛИСТОВОЙ
СТАЛИ
Классификация. Листовая сталь по тол-
щине подразделяется на сталь тонколистовую
(толщина'листа до 4 мм) и толстолистовую
(толщина листа свыше 4 мм).
По качеству различают: сталь обыкновен-
ного качества (изготовляется из марок стали
обыкновенного качества по ГОСТ 380-41) и
сталь качественную (изготовляется из марок
качественной стали по ГОСТ В-1050-41 и из
легированной стали).
Каждая из указанных групп объединяет раз-
личные виды стали. На основе указанных при-
знаков можно установить следующую класси-
фикацию листовой стали:
Группа Виды
1. Сталь тонколисто- 1 — сталь оцинкованная; 2 —
вая обыкновенного ка- жесть белая; 3 — жесть чёрная;
чества 4 — сталь декапированная; 5 —
сталь кровельная; 6 — сталь
углеродистая горячекатаная
толщиной от 0,88 до 3,75 мм;
7 — сталь углеродистая для
судостроения
1 — сталь углеродистая горя-
чекатаная толщиной от 4 до
60 мм и широкополосная тол-
щиной от 6 до 50 мм; 2—
сталь котельная и топочная
для котлов речных и морских
судов *; 3 — сталь котельная
топочная для паровозов *; 4 —
сталь котельная и топочная —
для котлов разного назначе-
ния *; 5 — сталь углеродистая
для мостостроения; 6 — сталь
углеродистая для судострое-
ния *
1 — сталь углеродистая горя-
че- и холоднокатаная толщи-
ной до 4 мм общего назначе-
ния; 2 — сталь углеродистая и
легированная для авиастрое-
ния; 3 — сталь типа Армко для
электропромышленности и для
глубокой штамповки; 4—сталь
электротехническая; 5— сталь
легированная листовая общего
назначения
Группа
IV. Сталь толстоли-
стовая качественная
II. Сталь толстоли-
стовая обыкновенного
качества
III. Сталь тонколи-
сювая качественная
Виды
1—сталь толстолистовая тол-
щиной свыше 4 мм; 2 — сталь
для авиастроения; 3 — сталь
марганцовистая для судострое-
ния.
Примечание. Виды листовой стали, отмеченные
звёздочкой, по своим качественным показателям могут
быть отнесены к группе стали повышенного качества.
Химический состав. Номенклатура марок
и химический состав листовой стали приве-
дены ниже при рассмотрении отдельных групп
и видов стали.
Показатели и нормы качества. Показа-
тели механических свойств и нормы техноло-
гических испытаний отдельных видов стали
приведены в табл. 36, 37, 38, 39, 40, 41. Все
прочие нормы качества при рассмотрении от-
дельных групп и видов стали.
Таблица 36
Механические свойства тонколистовой стали
обыкновенного качества
Вид стали
Сталь углеродистая
горячекатаная
(ГОСТ 501-41) и
сталь углеродистая
для судостроения
(ОСТ НКТП 2904)
i
Марка
Ст. 2
Ст. 3
Ст. 4
Ст. 5
Предел
прочно-
сти при
pauiм-
жении
в
кг/мм2
34—42
38-47
43—52
5о—6з
Удлинение 8,0
в % при тол-
щине
3 мм
не j
21
17
15
и
листа
2 мм
1енее
20
i6
14
10
390
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. И
Таблица 31
Нормы испытаний поЭриксену тонколистовой стали обыкновенного качества
Вид стали
Жесть белая
(ОСТ 4098)
Жесть чёрная
полированная
(ГОСТ В-1127-41)
Толшина
листа
в мм
0,21—0,27
0,24—0,30
0,27-0,33
0,30—0,40
0,36—0,48
o,i8— 0,26
0,21—0,29
0,24— 0,32
0,27—0,35
0,30—0,40
0.36—0,50
о,45-°.55
0,46—0,64
Глубина вылавливания
в мм (нечиенее)
5.5
5.7
6,о
6,5
6.7
I гр.
5»о
5-5
5.7
6,о
6,5
6.7
6,9
7,2
И гр.
4.7
5.з
5.4
6,о
6,2
6,4
6,7
111 гр.
4,5
5-о
5.2
5-4
5.7
5.9
6,i
6,4
Вид стали
Сталь декапи-
рованная
(ГОСТ В-1386-42)
Толщина
листа
в мм
0,30-0,35
о,4о-о,45
о,5о-о.55
0,60—0,65
о,7°- о, 75
о,8о
°,9°
I.OO
1-25
1,5°
1.75
2,00
Глубина выдавливания
в мм (не менее)
I гр.
I'5
6,9
7.3
7.8
8,2
8.5
8,3
9Д
9,3
9,6
9.8
ю,о
II гр.
6,2
6,5
6.9
7»а
7,5
7.8
8,2
8,6
8,8
9-о
9.а
9.5
Таблица 38
Механические свойства и нормы технологических испытаний толстоластовой стали обыкновенного качества
Вид стали
i
Углеродистая горячека-
таная листовая и широко-
полосная (ГОСТ 500-41) и
углеродистая для судо-
строения (ОСТ НКТП 2904)
Углеродистая для мосто-
строения (ОСТ 12535-38)
Углеродистая котельная
и топочная для котлов реч-
ных и морских судов тол-
шиной 5 мм и выше
(ОСТ НКТП 4034)
Марка
Ст. Ос
Ст. 1
Ст. 2
Ст. 3
Ст. 4
Ст. S
Ст. 3 мост.
Ст. ЗТС
Ст. 4Т
Ст. 5К
Механические свойства
Предел
прочно-
сти при
растя-
жении в
кг/мм3
32—47
32—4°
34—42
38-40
41—43
44-47
42—44
45-48
49—52
5°-53
5J— 57
58—62
38-45
38-41
Св. 41 ДО 43
» 43 ДО 45
41—48
47—52
Св. 52 до ф
Предел
текуче-
сти в
кг/мм'
19
21
22
22
22
24
24
24
27
27
27
23
_
—
—
—
Удли-
нение
в
X
не
18
28
26
23
22
21
2О
19
17
гб
15
22
25
24
23
23
21
2О
%
•
Ударная
вязкость
в кгм/см?
j, Q.
чо
о о
с .с о>
С Ж со
менее
22
33
31
27
2б
25
25
24
23
21
2О
19
2б
_
—
—
—
-
8
—
—
В" О.
о
o's 3*
с х т
—
—
—
-
—
и
7
8
8
8
8
6
6
Технологические испытания при
загибе на 180°
в холодном
состоянии
Диаметр
на незака-
ливаемость
оправки d в
толщине листа а
аа
о
о
о,5а
о,5Д
0,5а
аа
ъа
на
за
3«
га
о
Не испы-
тывается
То же
Не испыты-
вгется
Х5«
i,5«
ется
ев
а
•&
и
?
о
о
о
а
Не испы-
тываете»
То же
на свари-
ваемость
мм при
в мм
я
а
03
2
3
1
?
Не испы-
тывается
за
за
3«
за
ГЛ. VII]
СТАЛЬ ЛИСТОВАЯ
391
Продолжение табл. 38
Виды стали
Топочная для котлов
разного назначения
(ОСТ 4134)
Котельная для котлов
разного назначения
(ОСТ 4133)
Г
Котельная и топочная
для паровозов
(ГОСТ 399-41)
Марка
типа Ст. 2
Ст. 2 норм.
Ст.3 норм.
Ст. 4 норм.
Ст. ЗТ
Ст. ЗК
Механические свойства
Предел
прочно-
сти при
растя-
жении в
в кг/мм-
33—42
34—42
38-45
42—5°
Св. зб ДО 38
» 38 „ 4°
» 4° - 42
. 42 . Ф
„ 38-4°
Св. 4° Д° 42
- 42 „ 44
» 44
Предел
текуче-
сти в
кг/мм3
—
—
—
—
—
—
Удли-
нение
в
н«
2б
26
23
2О
2б
25
24
23
24
23
22
21
/о
„
Ударная
вязкость
в кгм/см*
¦
л а.
о*о
О«
Q.3 3*
с X т
менее
_
—
—
—
—
—
—
—
—
—
—
—
__
—
—
в- о.
О.О
с* —
о S Й
С В m
_
8
8
7
7
7
7
6
6
Технологические испытания при
загибе на 180°
в холодном
состоянии
диаметр
на незака-
ливаемость
оправки d в
толщине листа а
о
о
1,5«
о
о
о
о
о.5а
°>5а
°'°а
Не испы-
тывается
о
а
2п
к
н
а
со
Н;
С
а
о
X
на свари-
ваемость
лгл при
в мм
на
Не испы-
тывается
"
га
СП
?
С
о
S
<и
Ж
Таблица 39
Механические свойства тонколистовой
!
1
Виды стали
Углеродистая горяче- и хо-
лоднокатаная толщиной до 4мм
общего назначения
(ГОСТ 914-41)
¦
Углеродистая и легирован-
ная горяче- и холоднокатаная
толщиной до 4 мм для авиа-
строения (ГОСТ 2672-44)
Типа Армко для весьма глу-
бокой штамповки (ОСТ 10006-38)
Марка
08 кп
08; 10 кп
15 к и
20
25
30
35
40
45
50
20
10Г2
25ХГСА
ЗиХГСА
А
. Предел проч-
ности при рас-
тяжении
в кг/мм1
2З-38
23-42
32—45
35-5°
4O-55
45— бо
50—65
53 ~б7
55-7°
55-75
35-5°
40-58
50-70
55- 75
>23
качественной стали
Механические свойства
Удлинение ъю в °/0 при
<1,5 мм
2б
24
23
22
21
19
1б
15
Х3
24
22
i8
16
26
1,5—2,0 мм
не менее
28
2б
25
23
22
2О
17
16
14
12
24
22
13
16
28
толщине
>2,0 мм
3°
27
26
24
23
21
18
17
15
13
24
22
18
16
ЗО
392
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 40
Нормы испытаний по Эриксену тонколистовой качественной стали (глубина выдавливания)
к
га а
Толщш
ста в м
о,5
о,'б
о, 7
о,8
о,9
1,О
i.i
1,2
i,3
г.4
f-> S
1,6
i,7
i,8
1,9
2,О
Сталь углеродистая, конструкционная горяче-
и
08
08кп
холоднокатаная толщиной до 4
авто-
}(ВГ)
9,о
9,4
9,7
[О,О
[О,з
о, 5
со,8
[1,О
1,2
1,3
т г
i,6
i,8
[1,9
2,О
2,1
и авиастроения
08 \
08кп } (Г)
Юкп |
8,4
8,9
9,2
9,5
9,9
ю,4
1О,б
ю,8
п,о
11,2
и,4
и,6
и,7
и,8
11>9
мм для
ГОСТ 914-14)
Юкп
(Н)
8,о
8,5
8,9
93
9,6
9,9
[О,2
[о,4
[О,6
[о,8
1,О
[1,2
[1,4
[i,5
[i,7
[1,8
15 и 20
7,5
8,о
8,3
8,7
8,9
9,°
—
—
—
—
_
—
—
—
—
Сталь
углеродистая и легированная горя-
че- и холоднокатаная для авиастроения
20
7'5
8,о
8,3
8,7
8,9
9,°
—
—
—
—
—
—
—
—
(ГОСТ 2672-44)
10Г2
7,3 '
7,7
8,о
8,5
8,8
9,°
—
—
—-
—
—
—
—
—
—
25ХГСА
7,о
7,4
7,6
7,8
8,о
8,2
—
—
—
—
—
—
—
—
ЗОХГСА
7,о
7,а
7,5
7,7
8,о
8,з
—
—
—
—
_
—
—
—
Сталь типа
Армко для. глу-
бокой штам-
повки
(ОСТ
10006-38)
А
9,о
9,4
9,7
[О,О
[О,з
[о,5
[О,8
[1,О
[1,2
ч,3
1,с
[1,6
[1,8
[i,9
[2,О
[2,1
Примечание. Для стали марок 15кп, 20 и 25 производится также испытание загибом на 180° через оправку
диаметром d = 0 при толщине листов до 2 мм и d — а (толщине листа) при толщине выше 2 мм.
Таблица 41
Механические свойства толстолистовой качественной
стали
Марка
Сталь
08
10
15
20
25
30
35
40
45
50
55
60
65
70
15Г
20Г
ЗОГ
40Г
БОГ
60Г
65 Г
70Г
ЮГ2
34 Г 2
35Г2
40Г2
45Г2
50Г2
Сталь
10
20
S5
25ХГСА
ЗОХГСА
Предел
прочности
при растя-
жении
в кг/мм1
Предел
теку-
чести
в кг/мм"
Удлинение
й о 0/
»5 В 'О
Сужение
площади
поперечно-
го сечения
в°/0
не менее
горячекатаная конструкционная
свыше 4 мм (по ГОСТ 1577-42)
32
32
35
4°
43
48
52
57
6о
63
64
65
66
67
4О
43
55
6о
65
7°
75
8о
43
бо
бз
67
7°
75
18
18
21
24
26
28
3°
32
34
35
36
37
38
39
23
25
29
33
37
38
40
42
25
35
37
39
41
43
33
31
27
25
22
2О
18
17
15
13
12
Ю
IO
8
24
22
15
14
11
9
8
7
22
15
13
12
11
10
горячекатаная толщиной свыше
авиастроения (по ГОСТ 2672-44)
28—42
4°-55
5°-б5
50—70
6о—75
_
—
—
—
—
27 *
24
18
—
15
толщиной
6о
55
55
55
5°
5°
45
45
4°
4О
35
35
3°
Зо
55
5°
45
45
4о
35
35
3°
5°
45
4°
4о
4О
35
4 мм для
—
—
—
—
Сталь марганцовистая для судостроения (ОСТ 10222-39)
—
6о—75
40
16 **
—
Сортамент. Номинальные размеры (по дли-
не, ширине и толщине) и допускаемые откло-
нения от них приведены: для тонколистовой
стали общего назначения — в табл. 42—45, для
толстолистовой стали общего назначения —
в табл. 46—50, для листовой стали с минималь-
ными размерами листов — в табл. 51; для от-
дельных групп и видов стали — в соответству-
ющих местах текста.
Таблица 42
Номинальные размеры и допускаемые отклонения
в мм тонколистовой стали общего назначения
(по ОСТ 10020-39)
• Удлинение для 10-кратного образца 8,0.
•* Для листов толщиной выше 8 мм.
Толщина
о,88
1,ОО
JM3
1.25
1.38
1,5°
1,75
2,ОЭ
2,25
2,5°
2,75
3-°°
325
3,5»
3-75
Ширина
7Ю—8оо
7Ю—юоо
7ю—юоо
7ю—юоо
710—юэо
710—1250
710—1250
710—1250
7Ю—1250
710—1250
710—1250
7Ю—1400
7Ю—1400
7Ю—1400
7ю—1400
Длина
1420—i6oo
1420—2000
1420—2000
1420—2000
1420—2000
1420—2500
1420—2500
1420—2500
1420—2500
1420—2500
1420—2500
14-J—2800
1420—2800
1420—2800
1420—2800
Допускаемые отклонения по ширине
стов шириной до 800 мм
1 JQ Д1М
+ 6 мм, свыше
Допускаемые отклонения по длине:
стов шириной до 1420 мм + 10 мм.
1420 мм
+ 15 мм.
Допускае-
мые откло-
нения по
толщине
0,10
0,12
0,12
0,12
0,12
О 12
о, 15
О,2О
О,2О
О,23
О,23
О,23
0,23
О,23
О,23
: для ли-
800 мм
для ли-
свыше
Нормы коробоватости правленых листов — не J
выше 6 мм на 1 пог. м.
j
ГЛ. VII]
СТАЛЬ ЛИСТОВАЯ
393
Таблица 43
Номинальные размеры в мм листов особых размеров
тонколистовой стали общего назначения
(по ОСТ 10020-39)
Таблица 46
Номинальные размеры лист on толстолистовой стали
(по ОСТ 10019 39) ^^
я
X
1
1 Тол
о,88
1,ОО
1,13
1,25
1.38
I.5O
1,75
2,О0
X
а.
К
3
IOO
250
250
25°
25°
[40а
400
цяо
Отклонения пс
се
X
Дли
22OO
25OO
2500
25°°
2500
2ЙОО
гЗоэ
2800
ВИИ
g
Тол
2,25
2,5°
2-75
З.оэ
3.25
350
3.75
<я
X
а.
s
3
!4ОО
14оо
1400
1400
15°°
1500
15°°
*
28 ОО
2800
28оа
28ЭО
Зооо
Зооо
Зооо
толщине, ширине и длине и
нормы коробоватости те :
¦ке, что и для листов
нормальных размеров (см. табл. 42).
Таблица 44
Номинальные размеры в мм листов
(складские размеры) тонколистовой стали
общего назначения (по ОСТ 10020-39)
II
о,88
1,00
1,25
2,00
2. SO
3,оо
3-5°
Ширина и длина
600Х12ОО
710 I42O
710X1420
7ЮХН2О
7I0Xt42O
710X Ч2°
7-го, ч 1420
710X1420
710X1420
ЮЭ0Х2000
юооХгооо
IO00V2OOO
1000X2000
Ю0Э V2OOO
юооХгооо
юооХ2ооо
—
1=5°Х25°о
1250X2500
1250Х2500
1250Х2500
125оХ25°°
—-
—
—
—
1400X2800
1400X280U
Отклонения по толщине, ширине, длине и
нормы коробоватости те же, что и
нормальных размеров (см. табл. 42).
для листов
Толщина
в мм
4
4,5-5.5
6-7
8— ю
и-15
16—20
21—25
26—30
32—34
Зб—4О
42—so
52—6о
Максимальная длина в м при ширине в мм
8
7
6
6
6
5,5! 5
4,5 4
Таблица 41
Номинальные размеры листов (складские размеры)
толстолистовой стали (по ОСТ 10019-39)
Толщина
в мм
4—5
6-7
8—ю
II —14
15—2о
Свыше го
Ширина и длина в мм
5Х5
1250X2500
1400X4200
1400X6°°°
1500X6000
1400X2800
1400X420°
1500X6000
1500X6000 X
1500X8000:1600X6000
1400X4200
1500X4500
18Э0Х6000
1500X45°°
1500Х60ЭО
18ЭЭХ8ОЭО
1600X8000
1800)
1600X8000 1800)
1500X6000
1600X6000
'8000
'8000
По соглашению
Таблица 45
Допускаемые отклонения для листов тонколистовой
качественной стали (по ГОСТ 914-41)
Таблица 48
Допускаемые отклонения по ширине и длине
листов толстолистовой стали (по ОСТ 10019-39)
Толщина
ЛИСТОВ
в мм
О,2—О,5
о,5—о,6
о,6—о, 7
о,7—о,9
о,9—1,1
1,1—г.З
1.3—1,5
1.5-1,7
1,7-1-9
1,9—22
2,2—2,5
2,5—3,0
3,о-3.5
3,5—4-о
Допускаемые
отклонения
+ ) по тол-
щине в мм при степени точности
А
о,о4
°.°5
о,об
о, об
0,07
0,09
о,и
0,12
о, 13
о,14
о,15
0,10
o,i8
0,20
Допускаемые отклонения
рине до ЬСО
(для листов
ных + 20 мм
+ 10 мм).
Б
cos
о, об
о,о7
о,о8
0,09
0,11
0,12
о, 14
о,15
O,l6
0,17
0,18
О.2О
О,22
по ширине:
мм + 6 мм, свыше 800 мм
В
о,о7
о]о8
О,О9
о,ю
0,12
°, 13
о,15
O,l6
0,17
0,18
0,20
0,22
0,25
0,30
при ши-
+ 10 мм
непрерывной прокатки: горячеката-
холоднокатаных толщиной
Допускаемые отклоненш
не до 1500
+ 15 ММ (ДЛ5
мм + 10 мм.
по длине:
свыше
до 2 ми
при дли-
1500 мм-
листов непрерывной прокатки при
длине до 1500 мм + 15 мм, свыше
1 О^ 7UI ъА
—р itO JVIAI).
Коробоватость по ширине и длине
1500 мм
листа на
1 пог. м: для группы I до 6 мм, группы II
до 10 мм, группы III до 15 мм и группы IV
до 20 мм.
Допускаемые отклонения
Ширина листа
в мм
До 2000
Свыше 2000
ИЛИ ?
по ширине листа (в мм
от длины)
1лина листа в мм
до 8000
до 16
+ 10 ММ
+ о,5%
Толщина
свыше 16
+
4
Допускаемые отклонения
Длина листа
в мм
ДО 2ООО
20ОО—7000
Свыше 7°о°
или в
15 мм
-15°/о
свыше 8000
листа в
ДО 16
+0,2%
+О,2°/0
мм
свыше 16
+о,3%
+о,з%
по длине листа (в мм
°/0 от длины)
Толщина
до 16 мм
+ IO Л
+о,57с
+35 •*
м
м
Длина
в
листа
мм
До зооо
Зооо—
8ооо
Свыше 8ооо
Толщина
листа
свыше
16 мм
+ 15 мм
+о,5%
+4о мм
394
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 49
Допускаемые отклонения от номинальной тоицчны в самом тонком месте листа толстолистовой стали
(ОСТ 10019-39) в мм
Толщи-
на
в мм
4
4.5-5-5
6-7
8—ю
и-15
16—2О
21—25
26— 3°
32—34
36—40
42-5°
52—бО
до 1500
о,3
°.з
о,4
°. 5
о,6
о,б
об
о,6
о,6
°.7
о, 8
1,О
1501—1700
о,4
о,4
°5
о>5
о,6
о,7
°,7
о.7
о-7
°,8
°,9
i,i
1701—1800
°-5
°5
о,6
о,6
о.7
о. 7
°7
о.7
о8
о,8
I.O
1,2
При ширине листов в мм
1801—2000
_
°-5
о,6
о,б
о,7
°»7
о,?
о.7
о,8
°,9
1,О
1,2
2001—2300
_
—
—
о, 6
°.7
о, 8
о8
о,8
о,8
о,9
i,i
*з
2301-2500
—
—
о.8
о.8
о,8
о,8
о,8
о,9
1 О
1,2
1/3
2501-2GO0
—
—
—
о8
о, 8
о, 8
о.8
о, 9
I.O
—
—
2601-2800
—
—
_
0.8
о, 8
о8
о,9
1,О
—
—
2801-3000
—
—
о,8
о,8
о,8
о, 9
I.O
—
—
Для листов больших размеров по толщине и длине отклонения увеличиваются в 1,5 раза
Таблица 50
Допускаемое повышению веса в % от теоретического
веса листов толстолистовой стали (по ОСТ 10019-39)
Толщи-
на
4.5-5.5
G-7
8— ю
II—15
i6—20
21—25
26—30
32-34
36—40
42—5°
52—60
При ширине листа в мм
Условия поставки листовой стали. При
заказе листовой стали следует руководство-
ваться соответствующими техническими усло-
виями и стандартами, а также данными
табл. 42—50 и инструкцией, утверждённой по-
становлением Экономсовета при СНК СССР
№ 332 от 7 марта 1940 г. Согласно последней
исходными данными должны служить размеры
заготовки на одну или несколько деталей.
При заказе листов по раскрою подбор наи-
более эффективных размеров листа произво-
дится металлургическим заводом. Потребитель
может ограничить максимальные размеры по-
ставляемых ему листов, если этого требуют
производственные условия их дальнейшей
обработки (подъёмные устройства, ножницы,
площади и т. п.).
Для заводов автотракторостроения устано-
вление размеров листов, кратных заготовке,
производится потребителем по соглашению
с металлургическим заводом.
Когда размеры листа для потребителя не-
существенны, листы заказываются по весу и
могут быть поставлены любых размеров, но
не менее предусмотренных в табл. 51.
Когда раскрой заранее неизвестен, листы вы-
бираются по табл. 44 и 47 складских размеров.
Если листы не раскраиваются или распо-
ложение на листе 2—3 деталей обеспечивает
Таблица 51
Минимальные размеры в мм листовой стали
для мелких деталей (по инструкции НКЧМ)
Толщина
До о,88
i,oo—i,75
2, о—з,9
4.°—5.5
6 о—7,о
8,о—14.о
Свыше 15
Ширина
35°
4оо
5оо
боо
8оо
юоо
125°
Длина
боо
8оо
IOOO
I2OO
IOOO
2ООО
25°°
экономное использование листов, они заказы-
ваются твёрдых мерных размеров.
При отсутствии производственных возмож-
ностей у завода-поставщика прокатать тонкие
листы толщиной от 1,0 до 3,9 мм по задан-
ному раскрою эти листы заказываются согласно
табл. 44 с дополнением её размерами 750 >(
X 1500 мм для толщины выше 1 мм.
Сталь кровельная, декапированная, оцинко-
ванная, жесть чёрная и белая заказываются
по размерам и допускам, предусмотренным
действующими стандартами; нестандартных
размеров — по данным инструкции Экономсо-
вета при СНК СССР № 332.
СОРТАМЕНТ И КАЧЕСТВЕННЫЕ
ХАРАКТЕРИСТИКИ ОТДЕЛЬНЫХ ВИДОВ
ЛИСТОВОЙ СТАЛИ
Сталь тонколистовая обыкновенного
качества
Сталь тонколистовая оцинкованная
(ОСТ НКТП 3212). По состоянию поверхности
листов и другим признакам сталь оцинкованная
подразделяется на четыре сорта: 1-й, 2-й, 3-й
и 4-й. Номинальные размеры листов, вес и
допускаемые отклонения по весу и размерам
приведены в табл. 52.
При испытании на перегиб в холодном со-
стоянии на 90° в тисках с радиусом губок
3 мм сталь должна выдерживать: 6 перегибов
при толщине 0,44—0,76 мм; 5 перегибов при
толщине 0,82 мм; 4 перегиба при толщине от
0,88 до 1,25 мм; 2 перегиба при толщине
от 1,5 мм и выше.
ГЛ. Vll]
СТАЛЬ ЛИСТОВАЯ
395
Таблица 52
Тол-
шина
в мм
о,44
°>5°
°>57
0,63
0,70
0,76
о,8а
Размеры и вес тонколистовой оцинкованной стали
Ширина и
480 X1440
Вес одного
—
—
—
3,8
—
Допускаемые
длина в мм
710X1420
листа в кг
3.5
4,о
4.5
5.°
5.5
6,о
6,5
отклонения:
Вес
1 л2
в кг
3-45
3.93
4L8
4,95
5,5°
5-97
6,44
Число
ЛИСТОВ
в пач-
ке
22
2О
i8
16
15
13
12
по весу
одного листа +0,25 кг, по ширине
±3 мм, по длине +10 мм и
—3 мм
Толщина
о,88
1,ОО
1.25
1.5
по ОСТ НКТП
Ширина и длина в
750x1500
900x2000
3212)
мм
1000X2000
Вес одного листа в кг
7.8
8,8
II,О
13.3
12,4
I4,i
17.7
21,2
Допускаемые отклонения: по весу
теоретического веса при толщине 0,88
не 1-1,
13.8
15'1
19,6
23.6
эдного листа
Вес
1 ж5
в кг
6,9i
7.85
9,8i
11,78
±10%
мм, ±9°/0 при толщи-
25 мм и ±8% при толщине 1,о мм; по ширине +6 мм
и по длине +10 мм
Прочность оцинковки контролируется испы-
танием на отслаивание цинка методом загиба
образцов на 180° (с прокладкой, равной тол-
щине листа) деревянным молотком без после-
дующего разгиба. На месте сгиба не должно
быть отслоений цинка или трещин, обнажа-
ющих поверхность стали. Плотность оцинковки
проверяется методом погружения испытуемого
образца в раствор медного купороса с после-
дующим промыванием. Показателем удовлетво-
рительного качества плотности оцинковки
является отсутствие омеднённых мест или точек
после двукратного погружения.
Жесть белая (ОСТ 4098). По состоянию
поверхности листов и толщине покрытия оло-
вом жесть белая подразделяется на четыре
марки: АА, А. В и С.
Номинальные размеры листов — 510 X
Х710 мм.
Номинальные размеры по толщине листов
и допускаемые отклонения от них приведены
в табл. 53.
Химический состав стали не регламенти-
руется. Нормы технологических испытаний
по Эгиксену — см. табл. 37. Жесть должна
выдерживать шестикратный загиб в холодном
состоянии на 90° в тисках с радиусом губок
1,5 мм при любой толщине.
Количество олова на 200 см2 облуженной
поверхности листа, считая полуду с обеих
сторон, должно составлять для жести марки АА,
предназначенной для изготовления консервных
банок, 40—45 г, при ином назначении марки АА
и для жести марок А, В и С — 0,27 — 0,32 г.
Жесть чёрная полированная (ГОСТ
1127-41). По величине вытяжки при испытании
по Эриксену жесть подразделяется на три
группы: I, II и III.
Номинальные размеры листов по ширине
¦л длине: 510X710, 510X640, 510X510,490X710,
355Х5Ю, 355X710 мм.
Номинальные размеры по толщине листов
см. табл. 53. Химический состав: регламенти-
руется лишь предельное содержание серы и
фосфора (для мартеновской стали 0,05% S и
<0,05% Р, для бессемеровской— $$ 0,06% S
и <.0.09% pt для томасовской — <] 0,065% S
и < 0,09% Р).
Нормы испытаний по Эриксену см.
табл. 37.
Таблица 53
Номинальные размеры по толщине листов
и допускаемые отклонения жести белой и чёрной
полированной
Вид
жести
Белая
Чёрная
полированная
Я
S
Щ
бознач
омер)
О 33
QJ -а
S X
?§
§1
5§
24
27
3°
35
42
22
25
28
.31
35
42
5°
55
Предельная
толщина
листов в лю-
бом месте
листа в мм
0,21—0,27
0,24—0,30
0,27—0,33
°>3°—°.4°
°.3б—0,48
o,i8—0,26
0,21—0,29
0,24—0,32
0,27—0,35
0,30—0,40
0,36—0,50
о.45—о,55
0,46—0,64
Наибольшая
разность тол-
щины
в раз-
ных точках
одного листа
в мм
обыч-
ная
точ-
ность
о.об
о,об
о,об
о,о8
о,о8
о,об
о,об
о,об
о,об
о, об
о,о8
о,о8
о,о8
повы-
шенная
точ-
ность
0,04
0,04
°,Q4
0,08
0,08
0,06
0,06
0,06
0,08
0,08
0,08
0,08
0,10
Сталь листовая декапированная (ГОСТ
1386-42). По состоянию поверхности листов
сталь декапированная подразделяется на три
группы: I, II и III.
Номинальные размеры, вес и допускаемые
отклонения приведены в табл. 54.
Химический состав стали не регламенти-
руется.
Нормы технологических испытаний по Эрик-
сену см. табл. 37. Сталь должна выдерживать
загиб в холодном состоянии на 180° на оправке
диаметром d=2a, где а — толщина листа.
Сталь листовая кровельная (ГОСТ
1393-42). По состоянию поверхности сталь кро-
вельная подразделяется на три группы: I, II, III.
Номинальные размеры: ширина 710 мм,
длина 1420 мм. Толщина, вес и допускаемые
отклонения по весу приведены в табл. 55.
396
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 54
Номинальные размеры, вес и допускаемые
отклонения от размеров листов дека-
пированной стали (ГОСТ 1336-42)
Толщи-
на ли-
ста
в мм
о,зо
о.35
о,4о
°,45
о,5°
о,55
о,6о
0,65
о, 7°
о, 75
о,8о
°.9°
1,ОО
1.!5
1,25
1,5°
1.75
2,ОО
Вес листа
510X710
0,85
о,99
—
—
—•
—
—
—
—
—
—
—
—
—
—
—
—
в кг при ширине и длине в мм
710X1420
2,37
2.77
3.17
3.56
3.9б
4.35
4.75
ъ,ч
5.54
5-94
6,33
7,12
7,91
9,io
9.89
11,87
13,85
15,82
750x1500
—
3.53
3.97
4,41
4.86
5,3°
5.74
6,г8
6,62
7,°7
7,95
8,83
IO,l6
11,04
13.25
15,46
17,66
Допускаемые отклонения: по толщине
0,05 мм для листов
толщиной
1000x2000
—
—
—
—
—
—
—
ю,99
11,78
12,56
14.13
15-7°
i8.o6
19.63
23,55
27,48
3I.4O
не более
от 0,30 до 0,55 и не бо-
лее ±10% от толщины для остальных толщин; по
длине
и ширине не более ±1°/
для листов всех толщин.
0 от длины
и ширины
Таблица 55
Номинальные размеры по толщине, вес и допускаемые
отклонения по весу кровельной стали (ГОСТ 1393-42)
Толщина
в мм
0,38
o,4i
0,44
°,5*
о,57
Допускаемые
±0,5%.
Вес листа
в кг
з.°°
3.25
3,5°
4,оо
4.5°
отклонения
Толщина
в мм
о,бз
°, 7°
0,76
о,8э
по весу
Вес листа
в кг
5-°°
5,5°
6,оо
6,5О
пачки листов
Химический состав стали не регламенти-
руется.
Сталь кровельная должна выдерживать
испытание на „двойной кровельный замок" по
ОСТ 1697.
Сталь тонколистовая углеродистая горя-
чекатаная общего назначения (ГОСТ 501-41).
Номинальные размеры листов и допускаемые
отклонения см. табл. 42, 43 и 44.
Сталь изготовляется следующих марок
(по ГОСТ 380-41): Ст. 2, Ст. 3, Ст. 4, Ст. 5,
МСт. 0, БСт. 0, МСт. 2, МСт. 3, БСт. 3, МСт. 4,
МСт. 5.
Механические свойства (для листов с га-
рантируемыми механическими свойствами) см.
табл. 36. Сталь должна выдерживать загиб
в холодном состоянии на 180° на оправках:
d = 0 для стали МСт. 2; d = 0,5а для МСт. 3 и
БСт. 3; d = 2а для МСт. 0. МСт. 4 и БСт. Q;d =
= За для МСт. 5.
Сталь углеродистая для судостроения
(ОСТ НКТП 29С4). Номинальные размеры ли-
стов и допускаемые отклонения по размерам
не стандартизованы. Сталь изготовляется преи-
мущественно следующих марок: Ст. 2, Ст. 3,
Ст. 4, Ст. 5 (по ГОСТ 380-41 с предельным со-
депжанием серы и фосфора не выше 0,05%
каждого элемента).
Нормы механических свойств см. табл. 36.
Пределы текучести стали марки Ст. 3
ст.?;>22 кг/мм2 и марки Ст. 5 as > 30 кг\мм^.
Сталь должна выдерживать испытание загибом
в холодном состоянии на 180° на оправках:
d = 0 для Ст. 2, d = 0,5а для Ст. 3; d—2a для
Ст. 4 и d = За для Ст. 5; испытание загибом в
нагретом состоянии на 180° на оправках диа-
метром d = 0 для марки Ст. 3 и d = а для мар-
ки Ст. 5; испытание на незакаливаемость — за-
гибом на 18и° на оправке диаметром d = За
(по ОСТ 1684) для марки Ст. 3.
Сталь толстолистовая обыкновенного
качества
Сталь листовая и широкополосная
(ГОСТ 500-4!) разного назначения. Номи-
нальные размеры листов и допускаемые откло-
нения по размерам и весу листовой стали
см. табл. 46 — 50.
Сталь широкополосная универсальная
(ГОСТ 82-41) прокатывается следующих раз-
меров: при толщина 4 мм — ширина * 20 J—
300 мм, при толщине 5 мм — ширина 200—
350 мм; при толщине 6, 7, 8, 9, 1о, 12, 14, 16,
18, 20, 22, 25, 28, 30, 32. 36, 40, 45, 5J мм -
ширина 200—1050 мм. Длина полос от 5 до
18 м.
Допускаемые отклонения:
а) по толщине: для полос толщиной до
20 мм вкл. +0,5 мм, от 22 до 30 мм +0,6 мм,
от 32 до 50 мм ±0,7 мм;
б) по ширине: для полос шириной до
400 мм вкл.+2,5 мм, от 400 до 800 мм+3,0 мм,
от 800 до 1050 мм + 4,0 мм;
в) по длине: для полос толщиной до 12 мм
вкл.+ lo мм, от 12 до 25 мм+ЛЪ мм, от 25 до
50 мм+20 мм.
Сталь изготовляется следующих марок
(по ГОСТ 380-41): Ст. Ос, Ст. 1, Ст. 2, Ст. 3,
Ст. 4, Ст. 5.
Нормы механических свойств и технологи-
ческих испытаний см. табл. 38.
Сталь котельная и топочная для котлов
речных и морских судов (ОСТ НКТП 4034).
Номинальные размеры листов не стандарти-
зованы.
Допускаемые отклонения по размерам и
весу назначаются по табл. 48, 49 и 50 или по
соглашению сторон.
Сталь изготовляется следующих марок (по
ОСТ НКТП 4034): Ст. ЗТС @,12-0 20% С,
<0,04о/0 S,<0,040'0P), Ст. 4Т (до 0,26% С,
<0,60/„Мп, <0,04"/0S, < 0,040/0 Р) и Ст. 5К
(до 0,30% С, < 0,050/0 S, < 0,05% Р).
Механические свойства и нормы техноло-
гических испытаний см. табл. 38.
Стандарт предусматривает: а) обязательную
по требованию заказчика проверку ударной
вязкости на поперечных образцах; б) терми-
ческую обработку после прокатки и обрезки
листов, обеспечивающую получение разномер-
ной мелкокристаллической структуры; в) испы-
тания на свариваемость и незакаливаемость
для марок Ст. ЗТС и Ст. 4Т.
* Ширина полос через каждые 10 мм.
ГЛ. VII]
СТАЛЬ ЛИСТОВАЯ
397
Сталь котельная и топочная для паро-
возов (ГОСТ 3i)9-41). Номинальные размеры
листов не стандартизованы. Допускаемые от-
клонения см. табл 48, 49 и 50.
Сталь изготовляется следующих марок (по
ГОСТ 399-41): Ст. ЗК @,12—0,220/0 С, <0,050/0 S,
<0,05%Р), Ст. ЗТ @,12—0,220/0 С, <0,040/0S,
^ 0,04% Р). Механические свойства и нормы
технологических испытаний см. табл. 38.
Стандарт предусматривает: а) нормы одно-
родности структуры в изломах образцов;
б) нормы ударной вязкости на поперечных
образцах; в) нормы чувствительности (стали
марки ЗТ) к старению, определяемой ударной
вязкостью не ниже 3 кгм/см* после искусствен-
ного старения образцов.
Сталь котельная (ОСТ 4133) и сталь
топочная для котлов разного назначения
(ОСТ 4134). Номинальные размеры листов не
стандартизованы. Допускаемые отклонения см.
табл. 48, 49 и 50.
Сталь изготовляется следующих марок:
котельная — Ст. 2 норм., Ст. 3 норм., Ст. 4
норм., с содержанием ^ 0,05% S и< 0,05%Р;
топочная, типа Ст. 2, с содержанием <;0,04% S
и < 0,04% Р.
Механические свойства и нормы техноло-
гических испытаний см. табл. 38.
Стандарты предусматривают: а) нормы одно-
родности структуры в изломах образцов;
б) нормы отжига топочной стали (ОСТ 4134);
в) испытания на свариваемость топочной стали
(ОСТ 4134); г) испытания на незакаливаемость
котельной стали (ОСТ 4133).
Сталь углеродистая для мостостроения
(ОСТ 12535-38). Номинальные размеры листов
см. табл. 46 и 47. Допускаемые отклонения по
размерам см. табл. 48 и 49. Сталь изготовляется
марки Ст. 3 мост, с содержанием -<0,05%S и
0,045% Р. Механические свойства и нормы тех-
нологических испытаний см. табл. 38.
Стандарт предусматривает: а) испытание на
загиб в нагретом состоянии на 180° без оправки
при толщине листа до 20 мм; б) ударную вяз-
кость на продольных и поперечных образцах;
в) введение в сталь меди для повышения кор-
розионной стойкости стали.
Сталь углеродистая для судостроения
(ОСТ 2904). Номинальные размеры и допускае-
мые отклонения см. табл. 46—50. Сталь изгото-
вляется всех марок, но преимущественно марок
Ст. 2, Ст.З, Ст. 4 и Ст. 5 по ГОСТ 380-41. Пока-
затели механических свойств и нормы техно-
логических испытаний см. табл. 38.
Стандарт предусматривает дополнительно:
а) испытание стали на загиб в нагретом
состоянии на 180° по оправке диаметром ^=0
для стали марки Ст. 3 и й—а для марки Ст. 5;
б) испытание на незакаливаемость загибом на
180° по оправке d=3a для марки Ст. 3.
Сталь тонколистовая качественная
Сталь углеродистая горяче- и холодно-
катаная общего назначения (ГОСТ 914-41).
По состоянию поверхности листов сталь под-
разделяется на четыре группы: I, И, III и IV;
по штампуемости — на три группы: ВГ (весьма
глубокая штамповка), Г (глубокая) и Н (нор-
мальная); по степени точности толщины ли-
стов сталь делится на три группы: А, Б и В.
Номинальные размеры не стандартизованы.
Допускаемые отклонения от номинальных раз-
меров и нормы коробоватости см. табл. 45.
Номенклатура и химический состав приве-
дены в табл. 56. Механические свойства и
нормы технологических испытаний см. табл. 39
и 40.
Стандарт предусматривает: а) по требова-
нию заказчика поставку стали марок 25, 30,
35, 40, 45 и 50 в отожжённом (на зернистый
или зернистый -J- пластинчатый перлит) состоя-
нии; б) величину зерна феррита не более
0,С45 мм; в) допустимую форму включений
структурно свободного цементита; г) допусти-
мую степень полосчатости структуры, опреде-
ляемой отношением средних величин зерна
по горизонтали и вертикали не выше 1.5 для
группы В и не выше 1,4 для группы ВГ; д) по
требованию заказчика контроль обезуглеро-
живания поверхности листов из стали марок:
35, 40, 45 и 50.
Сталь углеродистая и легированная для
авиастроения (ГОСТ 2672-44). По состоянию
поверхности листов сталь марки 20 подраз-
деляется на четыре группы: I, II, III и IV
(ГОСТ 914-41) и сталь марок 10Г2, 25ХГСА
и 30ХГСА —на три группы: I, II и III
(ГОСТ В-1542-42). Номинальные размеры ли-
стов см. табл. 42, 43, 44. Допускаемые откло-
нения от размеров и нормы коробоватости см.
табл. 45. Механические свойства и нормы тех-
нологических испытаний см. табл. 39 и 40.
Химический состав стали марки 20 при-
ведён в табл. 56, состав остальных марок —
в табл. 57.
Таблица 56
Номенклатура и химический состав листовой
(ГОСТ 914-41)
Марка
08кп
08
Юкп
15кп
20
25
30
35
40
45
50
С
О,О5—0,12
< О,12
0,05—0,15
О,Ю—О,2О
0,15—0,25
О,2О—О,ЗО
о,25-о,35
0,30—0,40
°.35—о-45
°>4°—°>5°
о.45-о,55
Химический
Мп
0,25—0,50
<о,55
0,25—0,50
0,25—0,50
о,35—°-65
0,50—о,8о
0,50—о,8о
о,5О—о,8о
о,5о—о,8о
о,5о—о,8о
0,50—о,8о
состав в °/0
о
о
о
о
о
о
о
Si
< 0,03
< 0,15
< 0,03
< 0,03
17—0.37
17—°>37
i7-o,37
17—o.s7
i7—o,37
i7—o,37
17—°'37
Р
стали
ь
не более
0,040
0,040
о,о45
о,о45
о,о45
0,045
о,о45
о,о45
о,о45
O.O45
о,о45
0,040
0,040
°'°45
о,о45
о,о45
O.O45
о,о45
о,о45
о,о.E
о,°45
O.O45
Примечания; 1. Двузначные цифры в марки-
ровке стали означают среднее содержание углерода в
сотых долях процента, „кп"- сталь кипящая.
2. Во всех марках допускаются никель и хром в коли-
честве не более 0,Зп/0 каждого элемента отдельно, за
исключением марок 08кп и Юкп, в которых содержание
хрома допускается не более 0,15°'о, и марки 08, в кото-
рой содержание хрома должно быть не более 0,2°/0.
Стандарт предусматривает: а) допустимую
степень полосчатости структуры для стали
с содержанием выше 0,2% С согласно ГОСТ
914-41; б) глубину зоны полного обезуглеро-
живания (до чистого феррита) для стали марок
25ХСА и ЗОХГСА не выше 3<у0 на сторону и
с обеих сторон не выше 5°/0 фактической
толщины листа.
398
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 57
Номенклатура и химический состав тонколистовой качественной углеродистой стали для авиастроения
общего назначения (ГОСТ 2672-44)
Марка
10Г2
25Х ГСА
ЗОХГСА
0,08—0,17
О,22—О,29
о,28—о,35
Si
0,17—0,27
0,9 —1,2
0,9 —1,2
Химический
Мп
1,2О—1,бо
о,8 —1,1
о,8 —i,i
состав в °/0
S
Р
Сг
не более
0,OcjO
0,030
0,030
°.°35
о,оз5
°,°35
¦<О,2
o,S—i,i
0,8—1,1
Сталь типа Армко для электротехниче-
ской промышленности и для глубокой штам-
ловки (ОСТ 10006-38). По состоянию поверх-
ности листов сталь подразделяется на две
группы: В (высокая отделка) и П (повышенная
отделка); по степени точности — на три груп-
пы: первой, второй и третьей степени точности.
Номинальные размеры листов: 710 X 1420 мм
при толщине от 0,5 до 4,0 м.
Допускаемые отклонения по толщине, ши-
рине и длине указаны в табл. 58. Сталь из-
готовляется марок Э и А следующего состава
(не более):
Марка Э:
Марка А:
Марка Э:
Марка А:
о,о25°/о С;
0,025% С;
0,025% S;
0,025% S;
0,3% S1;
о,оз% S1;
°,o57o
о,о15%
P;
о,а'70 Мп;
о.°35% Мп;
Продолжение
о,о8"/0 Си
о,о8>/0 Си
Таблица 58
Допускаемые отклонения по толщине, длине
и ширине листовой стали типа Армко
Толщина листа
о,5—о,6
о,6—о,7
о,7-о,9
0,9—1,1
I.I —ЬЗ
Ь5-1.7
!.7—1.9
1,9—2,2
2,2—2,5
2.5-3,о
3,°-3.5
3.5-4,°
Допускаемые
ширине ±6 мм.
Отклонения (±) по толщине
для
первой
°.°5
о,об
о,об
0,07
о,о9
О, II
О,12
о,13
о,14
°, 15
О,1О
o,iS
О,2О
отклонения
степени точности
второй
о
о
о
о
о
0
о
о
о
о
о
о
о
об
°7
о8
°9
и
12
14
15
i6
17
18
20
22
по длине
в мм
третьей
о
о
о
о
о
о
о
о
°
о
о
о
о
о8
°9
ю
12
13
15
i6
17
i8
20
22
25
3°
±10 мм, по
Нормы механических свойств и технологи-
ческих испытаний штампуемой стали марки А
см. табл. 39 и 40.
Стандарт регламентирует для стали марки Э
норму коэрцитивной силы не более 1,25 э
в термически обработанном состоянии.
Сталь электротехническая (ГОСТ 802-41).
Номинальные размеры листов приведены в
табл. 59.
Допускаемые отклонения: по длине -\- 1,5%;
по ширине -f- 1,0%; по толщине для листов
толщиной 0,42 и 0,30 мм и высоколегирован-
ной стали толщиной 0,5 мм±8,0%, для листов
Таблица 59
Номинальные размеры листов электротехнической
стали
Г
Марка
Э1
Э1А,
Э1АБ
Э1,
41 А
Э1АБ
А1АА
Э1ААБ
Э1ААБ
I
Длина
в мм
IOOO
1500
1500
1500
1500
2000
2000
IOOO
s
55
к
к
0.
а
75°
75°
75°
75°
75°
IOOO
IOOO
IOOO
IOOO
a.
0
ivcrm
0
ь
2,O
1,5
I,O
°,5
0,42
0,42
0,42
°.5
Марка
Э2, Э2В
ЭЗ, ЭЗА
Э4, )
Э4А, I
, Э4АА I
1 J
Длина
в мм
i5oo
2000
15°°
190°
igoo
1500
1500
1500
1500
1500
1500
s;
¦s
со
?
Ь.
a
700
IOOO
700
700
700
700
700
75°
75°
75°
7b°
03
«
1ЩИН
Toj
°,5
°,5
0,42
0,50
0,42
о,Я5
0,30
°,5°
0,42
o,35
0,30
Таблица 60
Магнитные и электрические свойства
электротехнической стали
Марка
Э1
Э1А
Э1АБ
Э1АА
Э1ААБ
Э2
Э2Б
ЭЗ
ЭЗА
ЭЗ
ЭЗА
Э4
Э4А
Э4АА
Э4
Э4А
Э4АА
Тол-
щина
в мм
°>5
°>5
°>5
°,5
°.5
°-5
°о
°,5
°-5
°,35
°,35
°.5
°, 5
°>5
°,35
°,35
°,35
О,42
О, 42
О,42
О,42
0,42
о, 42
О,42
0,42
О,42
°,3
°>3
°,42
о, 42
О,42
°.з
°,3
°,3
Магнитная индукция
в*
14 7°°
15 ооо
15 4°°
14 9°°
15 4°°
14 7°°
15 3°с'
14 ооо
14 боо
14600
14600
14 4°°
14 4°°
14 4°°
14 4°°
14 4°°
14 4°°
в гауссах
не менее
i58oo
1б2ОО
16 4°°
16 000
l6 4OO
158ОО
l6 4°О
15 7°°
15 7°°
15 7°°
15 7°°
*ъь°°
15 5°°
15 5°°
15 5°°
15 5°°
15 5°°
17 ооо
17 5°°
17 8оо
17 3°°
17800
17 ооо
17 ооо
1б9°°
1б9°°
i6ooo
16000
16 600
16600
16600
16600
16600
16600
19 2ОО
19700
2О 2ОО
19 боо
20 200
19 2ОО
2О юо
i8 900
18 900
18900
18 900
18 700
18 700
18 700
18 700
18 700
18 700
Удель-
ные
по-
тери в
ваттах
на
Р,о
1 кг
Ра
не
более
3,6
3.3
3,3
2,83
2,8j
2,6
2,6
2,3
2,0
2,0
1,6
1,8
1,6
i,45
i,45
i,3
1,2
8,6
7-9
7-9
7.°
7.о
6,4
6,4
5.6
4.7
4.2
з.б
3.9
3.6
3,3
3.4
3,2
2,9
Примечание. Bi5; Bsn: Blao и Вю—магнитная ин
дукция при напряжённости поля 25; 100 и 300 ампер-витков
на 1 см; Р10 и Ри—полные удельные потери от гистере-
зиса и токов Фуко при максимальном значении индукции
в 10 000 и 15 000 гауссов.
ГЛ. VH]
СТАЛЬ ЛИСТОВАЯ
399
всех остальных марок и толщин ±10%; по ко-
робоватости на 1 пог. м\ для стали повышен-
ной и высокой легированности — до 25 мм,
для стали средней и слабой легированности —
до 30 мм (при толщине листа 1,0; 1,5 и 2 мм)
и до 25 мм (при толщине листа 0,42 и 0,50 мм).
Сталь изготовляется следующих марок (по
ГОСТ 802-41): Э1, Э1А, Э1АБ, Э1АА, Э1ААБ,
Э2, Э2Б, ЭЗ, ЭЗА, Э4, Э4А, Э4АА.
Цифры 1, 2, 3, 4 обозначают степень леги-
рованности кремнием (для марок Э2 до 3,3%,
для марок ЭЗ до 3,85% и для марок Э4 до 5%).
Нормы магнитных и электрических свойств и
нормы технологических испытаний на хруп-
кость (определяемую числом перегибов выре-
занных вдоль прокатки образцов шириной
30 мм) указаны в табл. 60 и 61.
Таблица 61
Нормы технологических испытаний
на хрупкость
электротехнической стали
Марка
Э1
Э1
Э1А, Э1АБ
Э1, Э1А. Э1АБ,
Э1АА, Э1ААБ
Э2, Э2Б
ЭЗ
ЭЗА
ЭЗ
ЭЗА
Э4, Э4А, Э4АА
Э4, Э4А, Э4АА
Номинальная
толщина
листа в мм
а,о
*»5
1,0
о,5; о,42
о,5; о,42
0,5; о,42
о,35; о,з
0.35! о,з
о, 5Г °,42
0,35! о.З
Количество
перегибов
(в тисках с ра-
диусом губок
не менее 5 мм)
По соглаше-
нию сторон
То же
»
1О
IO
б
4
8
5
I
1.5
Стандарт регламентирует нормы старения,
определяемого по увеличению потерь на ги-
стерезис и токи Фуко после нагрева образцов
(в течение 600 час. при температуре 100° или
в течение 120 час. при температуре 120°): не
более 7% для стали слаболегированной; не
более 6% для стали средней и повышенной
легированности и неощутимое увеличение для
стали высокой легированности.
Сталь легированная (ГОСТ В-1542-42).
По состоянию поверхности листов стали под-
разделяются на три группы — I, II и III, по
штампуемости — на две группы Г и Н.
Номинальные размеры листов стандартом
не регламентируются. Номенклатура и хими-
ческий состав приведены в табл. 62. Допускае-
мые отклонения по размерам и нормы коро-
боватости см. табл. 45. Нормы механических
свойств не стандартизованы. Нормы техноло-
гических испытаний на глубину выдавливания
по Эгиксену см. табл. 40.
Стандарт предусматривает в технически
обоснованных случаях проверку полосчатости
структуры стали и глубину обезуглероженного
слоя, нормы для которых определяются согла-
шением сторон.
Сталь толстолистовая качественная
Сталь углеродистая общего назначения
(ГОСТ 1577-42). Номинальные размеры листов
и допускаемые отклонения по размерам см.
табл. 46, 47, 48, 49, 5U. Нормы коробоватости:
для листов толщиной до 20 мм — не более
10 мм на 1 пог.м, при толщине выше 20 мм —
не более 20 мм на 1 пог. м.
Номенклатура и химический состав по ГОСТ
В-1050-41 см. „Конструкционная горячекатаная
сортовая сталь", табл. 14 и 15. Нормы механиче-
ских свойств см. табл. 41.
Стандарт предусматривает: а) поставку
листов в термически обработанном состоянии;
б) проверку глубины (нормы которой устана-
вливаются соглашением сторон) обезуглеро-
женного слоя в технически обоснованных слу-
чаях.
Сталь углеродистая и легированная для
авиастроения (ГОСТ 2672-44). Номинальные
размеры и допускаемые отклонения см.
табл. 46—50. Нормы коробоватости: для листов
толщиной до 20 мм — не более 10 мм на 1 пог. м,
при толщине выше 20 мм — не более 20 мм
на 1 пог. м. Марки применяемой стали: 10, 20,
35 (с химическим составом по ГОСТ В-1050-41
см. табл. 14 и 15); 25ХГСА @,22—0,29<>/0 С)
и ЗОХГСА @,23—0,350/0 С) — с содержанием
прочих элементов: 0,9—1,2%Si, 0,8—1Д0/0Мп,
до 0,03% S, до 0,0350/0Р, 0,8- 1,1% Сг. Нормы
механических свойств см. табл. 41.
Стандарт предусматривает: а) допустимую
степень полосчатости структуры, определяе-
мой отношением средних величин зерна по
горизонтали и вертикали не выше 1,5; б) для
стали марок 25ХГСА и ЗОХГСА — глу-
бину зоны полного обезуглероживания (до
чистого феррита) не выше 3% на сторону и
с обеих сторон не выше 5% фактической тол-
щины.
Сталь марганцовистая для судостроения
(ОСТ 10222-39). Номинальные размеры листов
не стандартизованы.
Таблица 62
Номенклатура и химический состав легированной листовой стали (ГОСТ В-1542-42)
Марка
ЮГ2
20ХГСА
25ХГСА
ЗОХГСА
2SC1 А
25НА
25НЗА
С
0,05—0,15
0,15—0,25
0,20—0,30
0,25-0,35
0,20—0,30
о,2О—0,30
О,2О—О,ЗО
о
I
о
о
I
о
о
Химический состав в °/
Si
I7—O.37
0 —1,з
8 —1,1
8 —1,1
i —i,4
15—°.3°
*5—°-3°
Мп
1,2—1,6
O.9—I.2
О,9—1,2
О,9—1,2
1,1—1,4
о.45—°.7°
о,4о—о,7о
D
Сг
<о.З
О,9—1,2
о,8— i,i
о,8—i,i
До о,з
¦> °'3
» °>з
Ni
«5,03
До 0,3
я о,з
» о,з
» о,з
о,5—о,9
2.75-3.75
Для марки 10Г2 — <0,057« S,<0,045% Р; Для прочих марок S и Р не более О,04'70 каждого-элемента отдельно.
400
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Допускаемые отклонения по ширине и
длине см. табл. 48.
Допускаемые отклонения по толщине листов:
Толщина
в мм
4
4.5-7*5
> 7.5
8-ю, 5
11—25
Ширина
в мм
—
—
<2СЮО
>2000
>20ОО
Допускаемые
отклонения в мм
—о.4
—ю'7„ тол-
щины
листа
-о. 75
—о,8
—eg
Допускаемые отклонения по весу не должны
превышать 5% от теоретического веса. Норма
коробоватости для правленых листов — не
более 5 мм на 1 пог. м.
Химический состав стали: <^0,32%С; 1,3—
1,65% Мп; < 0,450,0 Si; < 0,045°,0 S; < 0,04% Р;
(S ч- р < о.оао/о).
Нормы механических свойств см. табл. 41.
Стандарт предусматривает: а) обязатель-
ность термической обработки листов; б) испы-
тание на холодный загиб на 180° через оправку
диаметром d — За на поперечных образцах.
СТАЛЬ ЛИСТОВАЯ ДЛЯ ХОЛОДНОЙ
ШТАМПОВКИ
Состав стали. Номенклатуру и состав
стали см. „Сталь листовая", табл. 56 и 57.
Сталь, предназначенная для глубокой штам-
повки, должна удовлетворять ряду требований
в отношении химического состава, микрострук-
туры, твёрдости, механических свойств и пробы
на выдавливание по Эриксену.
Низкое содержание углерода обеспечивает
получение значительной вытяжки стали при
штамповке. Элементы, образующие с железом
твёрдые растворы, особенно кремний и фосфор,
делают феррит листовой стали более жёстким,
твёрдым и хрупким.
Макроструктура. При применении листо-
вой стали для штамповки следует иметь в виду
неоднородность химического состава слитков
(особенно значительную в слитках кипящей
стали) и связанную с ней неоднородность мак-
роструктуры (фиг. 6, см. вклейку).
Листы, изготовленные из разных частей слит-
ка, имеют различный химический состав. Так,
например, верхняя часть слитка может содер-
жать: 0,1% С, 0,38% M.i, 0,и18%Р и О,О450/о S,
а нижняя 0,05J/0 С, 0,35% Мп, 0,0с8% Р и
0,02% S. Химический состав стали может быть
также различным в начале и в конце разливки
стали: последние слитки могут содержать в
верхней части и,12% С и увеличенное количе-
ство других элементов.
Микроструктура. Особенно важное значе-
ние для листовой стали, предназначенной для
холодной шамповки, имеет микроструктура.
Листовая сталь хорошего качества должна
иметь микроструктуру из однородных мелких
зёрен феррита, отвечающих при толщине листа
до 2 мм номерам зеьна 6—7 (фиг. 7, см.
вклейку). Для более толстых листов допускает-
ся более крупное зерно № 5, которое обеспе-
чивает лучшую формуемость при штамповке,
причём листы меньше пружинятся. Средняя ли-
нейная величина зерна феррита в стали, пред-
назначенной для весьма глубокой вытяжки, по
ГОСТ 914-41 должна быть не более 0,и45 мм.
Оптимальный размер зерна феррита листо-
вой стали для холодной штамповки опреде-
ляется требованиями, предъявляемыми к из-
делиям формой и зазорами штампа и условиями
производства в прессовом цехе.
Слишком крупное зерно, отвечающее
№ 1 —4, приводит к трещинам и разрывам при
глубокой штамповке и к получению шерохова-
той поверхности („апельсиновой корки") штам-
пуемого изделия (фиг. 8, см. вклейку). Для
деталей, подвергаемых покрытиям (лицевые
детали автомобиля), зерно крупнее № 7—6
недопустимо.
Слишком мелкое зерно (выше № 7) обычно
сопровождается тонким сорбитообразным пер-
литом и приводит к жёсткости, большой упру-
гой отдаче при штамповке и к сильному из-
носу штампов.
Исключительно большое значение для глу-
бокой вытяжки имеет однородность зерна.
Наличие крупных и мелких зёрен — смешан-
ное или пёстрое зерно (фиг. 9, см. вклейку) —
приводит к неоднородности деформации при
штамповке, трещинам и разрывам. Крупные
зёрна менее прочны в отношении образования
в них сплошных плоскостей скольжения и де-
формируются в первую очередь; мелкие (более
прочные) зёрна в деформации участия не при-
нимают. При деформировании только части зё-
рен (объёма стали) пластические свойства стали
быстро исчерпываются и в штампуемых ли-
стах появляются трещины и разрывы. Смешан-
ное зерно в листовой стали для холодной
штамповки недопустимо.
Наличие чрезмерно крупных зёрен в поверх-
ностных слоях листовой стали можно объяснить
следующими причинами. Сердцевина слитка,
заготовки и листа, особенно в кипящей стали,
оказывается обогащенной углеродом и фосфо-
ром и поэтому более твёрдой, чем поверхно-
стные слои. При холодной прокатке деформи-
руется главным образом поверхностный слой
листа, а сердцевина может остаться почти или
совсем не деформированной. Последующий ре-
кристаллизационный отжиг в условиях града-
ции наклёпа приводит к сильному росту зерна
именно в поверхностных слоях листов. Серд-
цевина же, на которую деформация не распро-
странилась и где при большем количестве при-
месей имеется больше препятствий росту зерна
при нагреве, остаётся мелкозернистой.
Наиболее благоприятной для холодной
штамповки формой является зернистый перлит.
Наличие зернистого перлита внутри зёрен
феррита указывает на достаточно высокое
обжатие при холодной прокатке и на достаточно
высокую температуру отжига, обеспечивающе-
го завершение процесса рекристаллизации, что
и является признаком хорошей штампуемости
листа. Пластинчатый перлит деформируется
вполне удовлетворительно. Сорбитообразный
перлит, связанный с зерном выше № 8, дефор-
мируется значительно хуже.
В мягкой стали марки 08 на границах зёрен
почти всегда наблюдается структурно свобод-
ный третичный цементит, выделяющийся из
твёрдого раствора с а-железом.
Сплошные массивные выделения хрупкого
цементита (фиг. 9, а, см. вклейку) в виде сет-
ки или цепочки, разделяющие зёрна вязкого
феррита, разламываясь на остроугольные ча-
стицы (фиг. 9, б, см. вклейку), служат причиной
трещин и разрыва.
Фиг. 6. Отпечаток по Бауману листовой заготовки кипяшей стгли.
Фиг 8. Появление при холодной штамповке „апельсиновой корки" в зависимости
от величины зерна стали.
Фиг. 7. Микроструктура листозой стали
хорошего качества, X ЮО.
Фиг 9. Неоднородность зерна листовой стали,
Xioo.
Фиг. 9а и б. Структурно свободный цементит, X 500: а—до деформации,
б—после деформации.
а)
Фиг. 10, Строчечные структуры стали, X Ю0: а — без включений, б — с неметаллическими
включениями.
4""'9'5"
Фиг. 11. Влияние температуры нагрева на структуру листовой стали, х 150: а — горяче-
катаной, б—холоднокатаной.
-r*^^;r. i
Фиг. 12. .Полосы скольжения" в состаренной Фиг. 13. Появление полос скольжения в зависимости от
листовой стали. вида ^диаграмм растяжения (удлинение при пределе
текучести) листовой стали.
Том 3. гл. VII
ГЛ. VII]
СТАЛЬ ЛИСТОВАЯ
401
Встречающиеся в листовой стали строчеч-
ные (полосчатые) структуры (фиг. 10,см. вклей-
ку) являются продуктом первичной кристалли-
зации (дендритной ликвации) в условиях
медленного охлаждения слитков (фиг. 10, а).
Часто строчечные структуры сопровождаются
неметаллическими включениями (фиг. 10, б).
Резко выраженные строчечные структуры,
особенно с неметаллическими включениями
в листовой стали марки 20, являются основ-
ной причиной разрывов и брака при штам-
повке лонжеронов и тормозных барабанов
автомобилей.
Термическая обработка или совсем не
уничтожает строчечность или уничтожает её
с большим трудом. Поэтому следует избегать
слишком медленного охлаждения слитков, осо-
бенно очень крупных, и не выпускать сталь
с резко выраженной строчечностью.
По ГОСТ 914-41 допускается степень полос-
чатости (определяемая отношением линейных
размеров зерна по вертикали и горизонтали)
листовой стали для глубокой вытяжки не бо-
лее 1,5 и для весьма глубокой — не более 1,4.
Заготовки для штампуемых деталей следует
вырезать из листов таким образом, чтобы на-
правление прокатки листов по возможности
не совпадало с линией изгиба заготовок.
Твёрдость. Большое значение для штам-
пуемости листа в холодном состоянии имеет
низкая твёрдость (обычно определяемая по
Роквеллу, шкала В) с узкими пределами её
колебания. Одна и та же плавка стали вслед-
ствие указанной неоднородности химического
состава может дать листы различной твёрдо-
сти. По американским техническим условиям
различие твёрдости отдельных листов партии
не должно превышать 10//^ . Промстандарт
9 о
ГУТАП —оо~ »Углеродистая тонколистовая
сталь для автотракторостроения" предусма-
тривает: для стали марок 08кп, 08 и 10 твёр-
дость в пределах 52—65 Я™, для стали марки
20 - твёрдость 63—77 Но .
Условия поставки. Листовая, сталь для
холодной штамповки должна отвечать опреде-
лённым нормам механических свойств (при
испытании стали на растяжение) и технологи-
ческих испытаний.
В зависимости от состояния поверхности
и штампуемости качественная листовая сталь
по ГОСТ 914-41 разделяется на 4 группы:
I — с особо высокой отделкой поверхности;
II — с высокой отделкой поверхности; III —
с повышенной отделкой, поверхности; IV —
с. нормальной отделкой поверхности.
Сталь может поставляться как по механи-
ческим свойствам, так и по штампуемости.
Обычно листы поставляются в термически
обработанном состоянии, но для стали, прока-
танной на станах непрерывной прокатки, до-
пускается поставка и без термообработки при
условии соблюдения всех требований стандарта.
Листы групп I, II и III предназначаются
для весьма глубокой (ВГ), глубокой (Г) и нор-
мальной (Н) штамповки; листы группы IV — для
глубокой и нормальной штамповки.
Для хорошей штампуемости весьма важно
соблюдение установленных допусков по тол-
щине листов (см. табл. 45).
26 том з
Механические свойства листовой стали —
см. табл. 39.
Листы толщиной до 1 мм из стали марок
08, 08кп и 10кп испытываются только по
Эриксену.
По данным Горьковского автозавода для
особо глубокой вытяжки наилучшей оказалась
сталь с пределом прочности при растяжении
вд = 32—40 кг/мм*.
Технологические испытания. Нормы глу-
бины выдавливания по Эриксену для разной
толщины листов — см. табл. 40.
Листовая сталь марок 15кп, 20 и 25 тол-
щиной до 2 мм должна выдерживать без ви-
димых надрывов пробы на загиб на 180° да
соприкосновения сторон. При толщине более
2 мм листы испытываются на изгиб с про-
кладкой, толщина которой равна толщине
листа.
В табл. 63 приведена характеристика ли-
стовой стали марки 1008 (соответствует мар-
ке 08 по ГОСТ 914-41) по спецификации ASTM.
Термообработка стали. Для получения
однородной мелкозернистой структуры горяче-
катаные листы нормализуются при темпера-
турах около 920° С. На фиг. 11 (см. вклейку)
показано изменение микроструктуры листовой
стали в зависимости от температуры нагрева
листов после горячей и холодной прокатки.
Вытянутость зерна феррита в горячекатаной
стали (фиг. 11, а) устраняется после нагрева при
температурах выше 900° (выше верхней крити-
ческой точки), а в холоднокатаной (фиг. 11, б)—
при температурах рекристаллизации (около
650°).
Нормализация листовой стали производится
в печах непрерывного действия (желательно
с защитной атмосферой) с температурой 950° С.
Листы укладываются стопами не толще 6 мм.
Время прохождения через печь в зависимости
от конструкции печи, способа укладки, марки
стали, обжатия листов может изменяться в
широких пределах E,5—40 мин.).
Рекристаллизационный отжиг после холод-
ной прокатки производится в печах с темпе-
ратурой 700° С в течение 10—12 час. Листы
укладываются толстыми стопами по Юти
для предохранения их от окисления отжига-
ются в сварных ящиках или под колпаками
с защитной атмосферой. При замедленном охла-
ждении листов в толстых стопах увеличи-
вается опасность получения малопластичной
(хрупкой) стали с значительными выделениями
структурно свободного цементита.
Применение печей непрерывного действия
(с защитной атмосферой), с шагающим или ро-
ликовым подом, с укладкой листов на поду
тонкими стопами, может оказаться более ра-
циональным и для этого вида термической
обработки.
При рекристаллизационном отжиге большое
значение имеет степень обжатия.
Для мягкой стали имеется так называемая
„критическая степень наклёпа", которая даже
при невысоких температурах рекристаллизации
приводит к чрезмерному росту зерна стали.
Небольшие обжатия, например 6—16%, при-
водят к получению после нагрева при 730°
в течение 4 час. очень крупного зерна фер-
рита; наибольший рост зерна наблюдается
при нижнем пределе обжатий. Увеличение об-
жатия до 20 и ЗО°/о приводит к уменьшению
402
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 63
Характеристика листовой стали марки 1008 (ASTM)
Номенклатура
1
(твёрдая)
2
(полутвёрдая)
3
(четверть твёрдая)
4
(мягкая)
5
(очень мягкая)
Твёрдость
по
Роквеллу
'vts
9°±б
8о ±5
<*>±5
53+6
43 -1
Глубина вы-
давливания по
Эриксену (для
листа толщи-
ной 1,2 мм) в мм
6-7
7-8
8-9
9— ш
ю—п,5
Предел проч-
ности при рас-
тяжении
П. В KZJMM*
5б±8
45+6
33±4
34 ±3
31 ±3
Удлинение
о5 в "/о
3±2
9 ?5
2О± 7
30 ±6
39±б
Назначение
Только для вырезки пло-
ских деталей
Для лёгкой загибки до 90°
поперёк прокатки
Для лёгкт х штамповок с
чистой поверхностью; загиб
до 180° поперёк и до 90° вдоль
прокатки
Для глубокой штамповки
с чистой поверхностью; загиб
до 180° в любом направлении
прокатки
Для самой глубокой штам-
повки, когда не требуется
особо чистой поверхности; за-
гиб до 180° в любом направле-
нии прокатки
Примечание. Глубина выдавливания D для других толщин листа определяется формулой: 0=0,4-6,4 \gs,
где Z>i — глубина вдавливания в мм при толщине листа 1,2 мм; s — толщина испытываемых листов в мм.
размера зёрен: обжатия же в 40, 50 и 60% по-
зволяют получить (в тех же условиях отжига)
олень хорошую структуру из мелких равно-
осных зёрен феррита. Поэтому при холодной
прокатке листовой стали применяются или
большие обжатия в 30—60° 0, или очень ма-
лые—около 2%. Кроме того, холодная про-
катка с обжатиями ]5% и выше создаёт пред-
почтительную ориентацию структуры листовой
стали: все элементарные кубы поворачиваются
своей диагональю вдоль направления прокат-
ки. Наличие такой предпочтительной ориента-
ции, так называемой „текстуры деформации",
обусловливает анизотропию свойств стали и в
частности неоднородную вытяжку в разных
направлениях листа.
Старение стали. Предназначенная для хо-
лодной штамповки сталь по возможности не
должна изменять своих свойств под влиянием
старения, которое значительно усиливается в
результате холодной п окатки листов и наблю-
дается при длительном их хранении на складе.
Старение обусловливает сильное местное
(п участках плоскостей скольжения) увеличе-
ние, твёрдости, особенно в низкоуглеродистой
кипящей стали типа 08. Спокойная, с добав-
кой алюминия, предварительно хорошо рас-
кисленная сталь почти не стареет. Боль-
шое значение имеет старение для котельной
листовой стали, в которой местное увеличе-
ние твёрдости у заклёпочных отверстий (меха-
ническое старение) может повести к значитель-
ному снижению вязкости и образованию тре-
щин, особенно в транспортных котлах.
При холодной штамповке подвергшейся
старению (при длительном хранении) холодно-
катаной листовой стали на поверхности листов
получаются так называемые „полосы скольже-
ния" (фиг. 12, см. вклейку). Эти полосы вызы-
ваются большой местной деформацией вслед-
ствие неоднородной вязкости разных участков,
которые по-разному повышают свою твёрдость
при старении.
Образование полос скольжения на лицевых
деталях кузова автомобиля совершенно недо-
пустимо, поэтому состаренный в течение не-
продолжительного времени лист слегка обжи-
мают, пропуская перед холодной штамповкой
через вальцы. Такая обработка обеспечивает
общее упрочнение листа и устраняет брак,
связанный с появлением полос скольжения при
штамповке.
На мик оструктуре старение не отражается,
но при механических испытаниях на диаграмме
растяжения получаются сильно удлинённые
участки текучести. Подверженная старению
сталь таким образом характеризуется при испы-
тании образцов на растяжение большим (иногда
до 1 fi о) удлинением при пределе текучести и
появлением на них (при больших удлинениях)
полос скольжения (фиг. 13, см. вклейку).
Более подробные сведения — см. [2].
ЛИТЕРАТУРА И ИСТОЧНИК I
1. Целиков А. И., Федосов А. М., Соко-
лова. А., Прокатка стали, Металлургиздат, 1943.
2. К е п у о n R. L. а. В u r n s R. S., Aging in Iron and
Steel, ASM, 1939.
СТАЛЬНАЯ ПРОВОЛОКА
КЛАССИФИКАЦИЯ, СОРТАМЕНТ,
ПРАВИЛА ПРИЁМКИ
Стальная проволока применяется для изго-
товления пружин, канатов, сеток, свё л, кре-
пёжных деталей и других изделий, а также
непосредственно в виде проволоки — пере-
вязочной, сварочной и до.
Классификация проволоки в состоянии её
поставки приведена в ГОСТ 2333-43.
Основной сортамент круглой холоднотя-
нутой проволоки по ГОСТ 2771-47, разрабо-
танному п/именительно к нормальному ряду
гл. vrr
СТАЛЬНАЯ ПРОВОЛОКА
403
чисел (ОСТ 3530), установлен следующий *:
0,10; 0,11; 0,12; 0,14; 0,16; 0,18; 0,20; 0,22;
0,25; 0,28; 0,30; 0.35; 0,40; 0,45; 0,50; 0,55;
0,60; 0,70; 0,80; 0,90; 1,0; 1,1; 1,2; 1,4; 1,6;
1,8; 2,0; 2,2; 25; 2,8; 3,0; 3,5; 4,0; 4,5; 5,0;
5,5; 6,0; 7,0; 8,0; 9,0; 10; 11; 12; 14; 16 мм.
Допускаемые отклонения от размеров
диаметра проволоки приведены в табл. 64.
Таблица 64
Допускаемые отклонения (—) в мм от размеров
диаметра проволоки (по классам точности)
(ГОСТ 2771-47)
Диаметр
проволоки
в мм
о,ю - 0,30
св. о,зо—
о,6о
„ о,6о— 1,0
(искл.)
св. I.о—з,о
. зо-б.о
, б,О—IO
„ Ю—1б
2
0,035
о,оэб
—
—
-
-
—
Класс точности
2i
0,008
о,ою
0,012
—
-
-
—
о,О13
°.О15
o,oi8
О,О2
О,О25
о,о3
о,оз5
За
О,О2
О,О2д
о,оз
о,о4
0,048
0,058
0,07
4
0.035
о,О4
о,о45
о,об
о,оЗ
о,ю
0,12
5
_
о,об
о,о7
0,12
O,l6
О,2О
О,24
В технически обоснованных случаях ГОСТ
2771-47 допускает также установление двусто-
ронних ( ^) отклонений, указанных в табл. 64а.
Таблица 64а
Допускаемые отклонения в мм от
проволоки (по группам
Диаметр
проволоки
в мм
0,10—Э,2О
(искл.)
0,20—0.30
св. о,з - о,6
„ 0,6 —1,О
(искл.)
св. i,o—з>°
» 3^о-6.о
„ 6,о—ю,о
„ IO.O —1б,О
размеров
точности) (ГОСТ 2771-47)
Группа точности
ГТ 3
±о,оо5
±0,005
+ O.OI
— O.OOJ
+ 0,01
±0,01
+ 0,03
- О,О1
+ 0,02
— о,ог
±0,02
ГТ За
+ O.OI
+ 0,015
— 0,О1
±О,О1
+ О,О2
— 0,01
±0,02
+ о,оз
— 0,02
±0,03
-о.'оз
ГТ 4
+ 0,О2
— 0,01
+ 0,02
— 0,01
+ 0,02
+ о,оз
— 0,02
±о,оз
±0,04
±0,05
±о,об
ГТ4а
1 0 02
+ о,оз
— 0,02
±°.°3
±°.°5
±о,о6
±о,о8
±о,о9
ГТ 5
—
±0,03
+ О.О4
—о.оЗ
±о,оё
± о,о8
±о,ю
±0,12
ГТ5а
—
—
±о,о6
Л 0,09
±0,12
±о,15
+ o,i8
Овальностьпроволоки не должна превышать
половины допуска на диаметр; проволока не-
ответственного назначения может по соглаше-
нию поставляться с овальностью, не превы-
шающей допуска на диаметр.
Сортамент проволоки фасонных сечений,
широко распространённой за границей [38], не
стандартизован. Преимуществами этой прово
локи по сравнению с круглой являются: сокра-
щение числа операций механической обработки
при изготовлении изделий фасонных сечений
*' Жирным шрифтом указаны диаметры предпочти-
тельные.
и экономия металла (меньшие потери на струж-
ку). На фиг. 14 указаны поперечные сечения
некоторых фасонных профилей стальной про-
волоки. Для машиностроения необходимо зна-
чительное расширение сортамента такой про-
волоки и самое широкое внедрение её в произ-
водство.
Длина или вес мотков проволоки регламен-
тируется в отдельных стандартах, где обычно
оговариваются минимальные и максимальные
в G D 0
D
0D о
Фиг. 14. Поперечные сечения фасонных профи-
лей стальной проволоки.
(вес не более 80 кг) значения их. В связи с
внедрением на современных механизированных
проволочных станах большого исходного веса
мотков катанки (~250 кг) и с широким при-
менением сварки мотков проволоки при её
волочении предельный вес мотка может быть
увеличен. Использование таких тяжёлых мот-
ков в машиностроении требует механизации
транспортных средств по крайней мере на
крупных предприятиях.
Минимальный вес мотков проволоки опре-
деляется главным образом качеством исход-
ного материала и технологией обработки про-
волоки. Некоторые современные волочильные
станы, а также конструкции вспомогательных
приспособлений допускают изготовление про-
волоки заданной длины (на катушке). Габарит-
ные размеры мотков еще (до 1948 г.) не стан-
дартизованы.
Правила приёмки, упаковки и маркировки
проволоки приведены в ГОСТ 1794-47 и в соот-
ветствующих разделах стандартов на отдель-
ные виды проволоки.
Производство стальной проволоки опи-
сано в специальной литературе [2, 12, 39,
41, 57].
ВАЖНЕЙШИЕ СВОЙСТВА ПРОВОЛОКИ
И ФАКТОРЫ, ХАРАКТЕРИЗУЮЩИЕ
ЕЁ КАЧЕСТВО
Механические свойства и технологические
испытания
Предел прочности при растяжении.
Одним из важнейших свойств стальной про-
волоки, определяющим её качество, является
предел прочности при растяжении (а6), кото-
рый колеблется от 30 нг/мм2 (проволока из
железа типа Армко) до 400 кг(мм2 (проволока
рояльная и СВС) в зависимости от химиче-
ского сэстава, структуры и наклёпа прово-
локи.
404
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
На фиг. 15 приведена построенная И. А. Ка-
рякиным по заводским материалам простран-
ственная диаграмма, характеризующая зависи-
Таблица 65
Допускаемые изменения предела прочности стальной
проволоки [43]
Фиг. 15. Зависимость предела прочности при растяжении
стальной проволоки от содержания углерода в стали
и от величины общего обжатия проволоки.
мость предела прочности стальной проволоки
от содержания углерода и от величины общего
обжатия проволоки при волочении. На фиг. 16
приведены кривые зависимости предела проч-
ности от величины общего обжатия и от вида
термообработки проволоки из стали с 0,5% С,
волочёной с обжатием за каждый проход в 30
и 15%.
Наряду с абсолютной величиной а^ для
качества проволоки имеет большое значение
KZ
MM?
">0Q
180
160
1it(l
120
inn
80
60
***
I
*Й
^^
1
И
!'¦'
'¦f
у
/>
//
///
у
/
//
1
fr
/
/
/
0 19 20 30 40 50 60 70 80 90 Q%
Фиг. 16. Зависимость предела прочности при растяжении
проволоки из стали с 0,5°/0 С от величины общего обжа-
тия Q% и от вида термической обработки. При обжатии
за один проход ^ = 30°/0: /—патентирование; 2 — закалка
струёй воздуха; 3 — нормализация; 4 — отжиг. При об-
жатии за один проход в 15"/0:5— патентирование; 6 — за-
калка струёй воздуха; 7— нормализация; 8 — отжиг [40].
также постоянство значений <зь в пределах
мотка и партии проволоки.
В табл. 65 приведены типовые нормы AISI
допускаемых изменений значений оь для сталь-
ной проволоки в зависимости от диаметра,
номинального измененияа& и применения. До-
пускаемые колебания чь отдельных видов про-
волоки указываются в соответствующих стан-
дартах.
Диаметр
в мм
>1.О
о>35—i,o
в кг/мм*
<84
84—169
>1б9
<84
84—169
>1б9
Допускаемые изменения
Обыч-
ные
14
25
35
17
23
42
<*?, в кг/мм3
Ограничен-
менения
ю.5
17
«5
14
21
3L5
Специаль-
ные
7
ю,5
14
ю,5
14
21
Примечание. Допускаемые изменения предела
прочности проволоки диаметром <0,35 мм и специальных
видов проволоки—пружинной, закалённой в масле, рояль-
ной, канатной и др.—устанавливаются специальными стан-
дартами и ТУ.
Изменения предела прочности обычно тем
выше, чем он больше. При высоких значе-
ниях аь , связанных с очень большим наклё-
пом, увеличивается опасность получения хруп-
кой проволоки.
Предел упругости. Определение предела
упругости при растяжении (ае) тонкой про-
волоки практически затруднительно. Более
200
160
120
80
II
\
¦-Г7°
I*'
—>
•
0,5
0,3
0,2
а/
О 80 160 240 320 йь кг/мм*
Фиг. 17. Зависимость предела упругости
при кручении -ze от предела прочности при
растяжении j для проволоки из стали
марки У9А.
распространено определение предела упруго-
сти при кручении (те), характеризующего отно-
сительный упругий сдвиг при кручении прово-
локи (ГОСТ 3001-45). Зависимость te от чь
в проволоке из стали марки У9А показана на
фиг. 17 [28]. Величина %е для пружинной про-
волоки в среднем ^; 65% величины предела
упругости при растяжении (ае) [28].
Испытание на перегиб. Приведённые на
фиг. 18 кривые характеризуют зависимость
числа перегибов проволоки от содержания
углерода и от величины общего обжатия
проволоки при волочении. На фиг. 19 приве-
дены кривые зависимости числа перегибов
от величины общего обжатия и от вида тер-
мообработки проволоки из стали с 0,5% С,
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
405
волочёной с обжатием за каждый проход в 30
и 15%; на фиг. 20 приведены кривые зависи-
мости числа перегибов проволоки разных диа-
перегибов при данном испытании; Bgd — коэ-
фициент перегиба, определяемый по формуле
Чю
-7-
0 0,1 0,2 0,3 QM 0,5 0,6 0,7 0,8 %С
Фиг. 18. Зависимость числа перегибов стальной проволо-
ки от содержания углерода в стали и от величины об-
щего обжатия проволоки при волочении: 1 — обжатие 0°'о;
2 - 20%; 3 - 48%; 4 - t-9>/0; 5 - 67%; 6 - 70% [57].
метров от диаметра валиков испытательного
прибора.
Испытания проволоки на перегиб иногда
проводятся на приборах с валиками разных
80
70
S0
50
30
20
.да
N..
й
2
'/
\
>
\
V
6
,5
\
щ
i
1
i
w
r
3
/
20
40
60
80
1000%
Фиг. 19. Зависимость числа перегибов проволоки из
стали с 0,5% С от величины общего обжатия Q% и от
вида термической обработки. При обжатии за один про-
ход <з"=ЗО%: /—патентирование; 2 закалка струёй воз-
духа; 3—нормализация; 4—отжиг. При обжатии за один
проход q = 15%: 5— патентированке; 6 — закалка струёй
воздуха; 7 — нормализация; 8 — отжиг (исходный диа-
метр проволоки — 3 мм; диаметр валиков при испыта-
нии проволоки 0 •< 2 мм равен 10 мм и 0 > 2 мм ра-
вен 15 мм) [40].
диаметров. Для унифицированного определе-
ния вязкости проволоки при испытании её
перегибом чаще всего применяется формула
[46, 18]
где Bf — максимальное число перегибов про-
волоки вокруг валиков диаметром, равным
диаметру проволоки; Вг — число фактических
где d — диаметр проволоки, R — радиус вали-
ков, С—константа, равная 1,65 + 0,05 d.
Основные требования, предъявляемые к
прибору для, испытания и к подготовке об-
разца, а также методика испытания указаны
в ГОСТ 1579-42.
Теоретическое обоснование выбора диа-
метра валиков прибора на перегиб и влияние
10 15 20 25 мм
Диаметр валиков
Фиг. 20. Зависимость числа перегибов
стальной проволоки от диаметра ва-
ликов испытательного прибора [39].
ряда факторов на результат испытаний см. [7].
Для проволоки диаметром <0,8 мм испытание
на перегиб обычно заменяют испытанием на
разрыв с узлом (см. ниже стр. 407).
Испытание на скручивание. Испытание на
скручивание применяется для оценки способ-
ности проволоки к пластической деформации
(определяемой главным образом по числу
скручиваний) при постоянном или перемен-
ном направлении кручения и для выявления
неоднородности, а также поверхностных и ча-
стично внутренних дефектов металла (опре-
деляемых по виду излома и поверхности скру-
ченного образца).
Характеристике по числу скручиваний осо-
бенно большое значение придается при испы-
таниях канатной и пружинной проволок. В ряде
иностранных стандартов на канаты в качестве
характеристики вязкости проволоки принято
минимальное число скручиваний.
Горячее оцинкование приводит к значи-
тельному снижению числа скручиваний про-
волоки.
Приведённые на фиг. 21 и 22 кривые ха-
рактеризуют зависимость числа скручиваний
от величины общего обжатия, содержания
углерода в стали, вида термической обра-
ботки и величины обжатий за один проход.
Число оборотов при скручивании до раз-
рушения проволоки прямо пропорционально
длине образца между зажимами и обратно
пропорционально диаметру проволоки.
В качестве расчётной длины образца при
скручивании многими стандартами на про-
волоку предусматривается длина / = 200 мм,
реже / = 100 мм, что делает несравнимыми
406
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗЛ. II
между собой результаты испытаний прово-
локи различных диаметров.
Для получения сравнимых результатов по
скручиванию ГОСТ 1545-42 предусматривает
80
70
•| 60
$40
,—i
<""
\—'
\
V
2'
—,
>3
N
..—
S
\
\\
'•
л
20
10
О 10 20 30 40 50 60 70 80 Q °А
0
/ ~2 3 5 7 91216.
Количество протяжек
Фиг. 21. Зависимость числа скручипаний стальной
проволоки от содержания углерода в стали от ве-
личины общего обжатия Q%: 1 — содержание уг-
лерода 0.03%; 2-О,35'"О; 3 - 0,70>/„; 4 0,84% [591.
расчётную длину / скручиваемого образца,
равную 100-кратному диаметру испытуемой
проволоки (причём наименьшая длина образца
90 Q%
Фиг. 22. Зависимость числа скручиваний про-
волоки из стали с 0,5% С от величины общего
обжатия Q% и от вида термической обработки.
При обжатии за проход д — Эд'/0: 1— патентиро-
вание; 2—закалка струёй воздуха; ¦?—нормали-
зация; 4 — отжиг. При q — 15/0: 5 — патеити-
роиание; 6 - закалка струёй воздуха; 7 — нор-
мализация; 8—отжиг (исходный диаметр про-
волоки 3 мм, I = 200 мм) [40].
устанавливается равной 50 мм и наиболь-
шая — 500 мм).
Кроме наиболее распространённого метода
испытания на скручивание при постоянном на-
правлении кручения в специальных случаях
применяются: а) скручивание с переменой на-
правления кручения и б) скручивание в одном
направлении двух рядом зажатых образцов (так
называемое „двойное скручивание").
Требования, предъявляемые к прибору для
испытания и к подготовке образцов, а также
порядок испытаний указаны в ГОСТ 1545-42.
Удлинение при разрыве. Удлинение про
волоки обычно измеряется на разрывных
образцах с расчётной длиной, равной 100 или
200 мм.
На фиг. 23 приведены кривые зависимо-
сти абсолютного и относительного удлине-
ния от расчёт-
ной длины об-
разцов. Для тя-
нутой проволо-
ки удлинение с
практически до-
статочной точ-
V
i —;
_—\
У
.—-*
ЮО 200 300400 500600700мм
Расчетная длина образца
Фиг. 24. Зависимость абсолютного
и относительного удлинения ка-
натной проволоки от расчётной
длины образцов: 1 — абсолютное
удлинение в мм; 2 — относитель-
ное удлинение в % [53].
ностью полу-
чается постоян-
ным прирасчёт-
нойдлине/>-10Э
диаметров для
низкоуглеро-
дистой и > 50
диаметров для
средне- и высо-
коуглеродистой
проволоки [53].
Относительно низкие значения удлинения воло-
чёной стальной проволоки недостаточно точно
характеризуют её пластические свойства; при
удлинении в 2% проволока остаётся вязкой и
хорошо деформируется при волочении. Это
объясняется тем, что удлинение [ аспределяется
неравномерно по дли- «
не образца и при воз-
растании упрочнения,
обусловленного де-
формацией волочения,
сосредоточивается
главным образом на
небольшой длине в
шейке образца.
Следует иметь в
виду, что характе-
ризуемые удлинением
свойства стальной про-
волоки не могут со-
поставляться со свой-
ствами стали, опреде-
ляемыми на образ-
цах с большими по-
Г""
V-
\
\
ч
т
,
С 2 Ч 6 8 Ю 12 14 Ц 0%
Фиг. 24. Зависимость отно-
сительного удлинения от
величины общего обжатия
Q проволоки из стали с
0,9'/„ С, отожжённой на
зернистый перлит [39].
перечными сечениями.
На фиг. 24 приведена кривая зависимости
относительного удлинения (определяемого на
обычной расчётной длине/= 200 мм) от обжа-
тия при малых общих обжатиях проволоки из
стали с 0,9°/0С, отожжённой на зернистый
перлит.
Отпуск наклёпанной проволоки повышает
её удлинение.
Сужение при разрыве. Зависимость су-
жения при разрыве волочёной проволоки от
величины общего обжатия и величины обжа-
тия за один проход при общем обжатии в 75%
показана на фиг. 25.
Трудность точного определения сужения
при разрыве в образцах малых сечений обу-
словливает сравнительно малую распростра-
нённость этого метода для характеристики ка-
чества проволоки, особенно тонких размеров.
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
407
Предел прочности при разрыве с узлом.
Испытание на разрыв с узлом применяется
взамен испытания на перегиб проволоки с диа-
метром, меньшим 0,8 мм.
При этом обычно требуется, чтобы предел
прочности проволоки при испытании на разрыв
10 20 30 UO 50 60 70 -80 Q У. 20 30 q%
j 6)
Фиг. 25. Зависимость сужения при разрыве про-
волоки из стали с 0,4 и 0,7"/0 С: а — от ве-
личины обшего обжатия О при волочении; б —
от величины обжатий за один проход при вели-
чине общего обжатия при волочении в 75°/0 [1).
с узлом оЬузл (фиг. 26) был не меньше 50%
предела прочности при испытании на разрыв
без узла.
Исследования [6] показали, что это испыта-
ние малочувствительно, однако оно пока ещё
является весьма распространённым в практике
Фиг. 26. Схема
узла при испы-
тании проволо-
ки на разрыв
с узлом.
a) s)\
Фиг. 27. Схема петли при ис-
пытании проволоки на разрыв
с петлёй: а — исходное поло-
жение; б—последующее
положение.
заводов и предусматривается в стандартах
и технических условиях как заменяющее
испытание на изгиб наиболее тонкой прово-
локи.
Предел прочности при разрыве с петлёй.
Это испытание применяемое на некоторых за-
водах, является весьма чувствительной харак-
теристикой хрупкости высоконаклёпанной тон-
чайшей проволоки [б, 36]. Схема петли пока-
зана на фиг. 27.
Твёрдость. Испытания твёрдости прово-
локи лишь в редких случаях предусматри-
ваются стандартами. С достаточной точностью
твёрдость может определяться по значению
предела прочности- при растяжении.
Сопротивление усталости. П едел уста-
лости при повторно переменном изгибе хо-
лоднотянутой патентированнои проволоки воз-
растает с увеличением содержания в ней
угле-ода, а также общего обжатия проволо-
ки [50]. Максимальное значение предела уста-
лости для проволоки с 0,5% С получается после
отпуска при 250° [34]. Обезуглероживание по-
верхности проволоки способствует снижению
предела усталости как п и повторно-перемен-
ном изгибе, так и при повторно-переменном
скручивании [45].
В результате некоторых исследований [47]
установлено, что выносливость холоднотянутой
патентированнои проволоки возрастает с
уменьшением количества переменных нагрузок
(напряжений) между паузами отдыха, что под-
тверждается практикой эксплоатации подъ-
ёмников, при которой срок службы кана-
тов снижается с увеличением частоты подъ-
ёма.
Хрупкость. О склонности материала к хруп-
кости можно судить по его вязкости. Запас
вязкости служит мерилом хрупкости материа-
ла [9]. Обычный метод определения хрупко-
сти — испытанием на удар надрезанных образ-
цов — к тонкой проволоке неприменим. На
практике хрупкой считают проволоку, которая
даёт низкие показатели по числу перегибоз
и скручиваний.
Наиболее чувствительным методом опре-
деления хрупкости тонкой высоконаклёпанной
проволоки является испытание на разрыв с
петлёй [6, 36].
Получение проволоки с высоким пределом
прочности — канатной ВС и пружинной (типа
рояльной)— обусловливается применением
очень больших общих обжатий, при которых
в отдельных местах возможен переход ме-
талла из вязкого состояния в хрупкое и по-
явление местной хрупкости. Дальнейшее уве-
личение общего обжатия приводит к резко
выраженной хрупкости пговолоки по всей её
длине. Согласно приведённой на фиг. 28
схеме можно различить три зоны состояния
наклёпанного волочением металла: 1)зо.чу
вязкого состояния. 2) критическую зону пе-
реходного состояния, 3) зону хрупкого со-
стояния.
Различные факторы технологии производ-
ства могут сдвигать зоны, приближая или за-
А
Крита- ч
ческая '
Зона
рехоано\Ъ состояния
го состо\
яния
Фиг. 28. Схема зависимости хруп-
кости проволоки от величины об-
щего обжатия Q и от других фак-
торов влияния А (содержание угле-
рода, легирующих элементов,вели-
чины частных обжатий и т. д.) [361.
медляя переход металла из вязкого в хрупкое
состояние. Например, для горячеоцинкован-
ной канатной проволоки с высоким пределом
прочности улучшение качества металла (при-
менение древесноугольного чугуна, чистого
408
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
скрапа и т. п.), уменьшение частных обжатий,
снижение температуры и длительности про-
цесса оцинкования и т. п. отодвигают насту-
пление критической зоны хрупкости [36].
Физические свойства
Удельный вес. Изменения (главным обра-
зом уменьшение) удельного веса стали при
холодной деформации волочением [4, 23, 51]
не превышают 1—2% и поэтому их обычно
не учитывают.
Электросопротивление. Холодное воло-
чение сказывается на изменении электропро-
водности стали меньше по сравнению с изме-
нением электросопротивления других металлов
(например, меди, никеля, серебра и т. д.). Удель-
ное электросопротивление при наклёпе метал-
лов обычно возрастает. Наклёпанная стальная
проволока обладает электросопротивлением
почти на 1% выше, чем отожжённая при
600° [24].
Удельное электросопротивление проволоки
из аустенитной стали типа 18/8 возрастает при
волочении почти на 30°/0 [33].
Магнитные свойства. Волочение сильно
сказывается на магнитных свойствах про-
волоки.
Приведённые на фиг. 29 кривые характе-
ризуют зависимость остаточной индукции — Вг,
Вг
гс
10000
9000
8000
7000
6000
5000
\
l\
4
y^
<?
/
/
У*
ma
Hc
*
\
He
0
7
?
fl
2
Птах
1800
1Ш
1400
1200
1000
800
600
400
о 20 т во во о%
Фиг. 29. Зависимость магнитных свойств
проволоки из стали с 0,07% С от величины
общего обжатия при волочении [20].
коэрцитивной силы Нс и максимальной магнит-
ной проницаемости fj.max от величины обжатия
волочёной стальной проволоки с содержанием
Мтах
1000
800
600
«00
200
V
s
V
ч
— —
— -
/
t_2
/
/
*
1
J 20 40 60 80 QV
С 20 40 60 80 0%
Фиг. 30. Зависимость магнитных свойств проволоки из
стали: 1-е содержанием 0,07"/0С, 2—0,55%С и 3- 0,78J/0 С
от величины общего обжатия при волочении [51].
0,07% С. На фиг. 30 приведены кривые зависи-
мости f*max и Нс от величины обжатия и со-
держания углерода в проволоке. По неко-
торым исследованиям в сердцевине железной
проволоки Нс оказывается больше, а |д.шах
меньше, чем в наружных слоях [22].
Стойкость против коррозии. Это свойство
особенно важно для оценки качества проволоки.
Малые поперечные размеры проволоки делают
её особенно чувствительной к коррозии. На-
клёп в результате волочения (или холодной
прокатки) сильно снижает устойчивость про-
волоки против коррозии. Повышение стой-
кости против коррозии обеспечивается: улуч-
шением качества поверхности (лучше всего
полированием), легированием состава (нержа-
веющая сталь, медистая сталь и т. п.), чисто-
той металла (например, железо типа Армко),
защитными металлопокрытиями (оцинкование,
кадмирование и т. п.), протекторной защи-
той [32] и смазкой.
Микроструктура
Изменения микроструктуры при волочении
отожжённой низкоуглеродистой @,03% С) и
патентированной средне- и высокоуглеродистой
стальной @,35% С и 0,84% С) проволоки по-
казаны на фиг. 31 (см. вклейку) [59].
Структура холоднотянутой высоколегиро-
ванной стальной проволоки аустенитного
класса (например, из нержавеющей стали 18/8)
характеризуется помимо обычной для во-
лочёного материала вытянутости зёрен по
направлению протяжки наличием карбидов,
выпадающих из твёрдого раствора аусте-
нита.
В качестве сдаточной характеристики
микроструктура предусматривается в стан-
дартах на проволоку: игольную, шарикопод-
шипниковую, а также на некоторые сорта
проволоки, поставляемой в закалённом и от-
пущенном состоянии.
Неметаллические включения
Загрязнённость стали неметаллическими
включениями характеризуется количеством и
размерами их в катаной заготовке. Наличие
неметаллических включений обычно ухудшает
качество проволоки. В отдельных случаях не-
металлические включения при определённом
виде и расположении их могут даже несколько
улучшать некоторые свойства пружинной про-
волоки [27, 29], а также сварочные свойства
голых электродов из низкоуглеродистой ста-
ли [31]. Большое количество неметаллических
включений предопределяет невысокий предел
усталости и быстрый выход пружин из строя
[29].
Величина зерна
Крупнозернистая сталь (с зерном № 4 по
шкале ASTM при определении по Мак-Кведу
и Эну) для канатной проволоки обеспечи-
вает лучшие свойства, чем мелкозернистая
[44,54].
Исследования влияния „природной" и истин-
ной величины зерна стали на свойства па-
тентированной проволоки из стали с 0,53% С
и 0,55% Мп привели к следующим выводам
а) предел прочности «природной крупно-
зернистой стали, патентированной от темпе-
ратуры 950°, выше, чем у природной мелкозер-
нистой стали, а также крупнозернистой,
патентированной от более низкой (810s)
Обжатие
Фиг. 31. Микроструктура волочёной проволоки: а) с 0,03°/0 С отожжённой, X 100; б) с 0,35% С
патентированной, х 5Оо и в) с 0,84°/„ С патентированной, X 500, в зависимости от величины общих
обжатий.
Том 3, гл. VII
ГЛ. VTI]
СТАЛЬНАЯ ПРОВОЛОКА
409
температуры (с более мелким истинным зер-
ном);
б) крупнозернистая сталь характеризуется
более высокой вязкостью (число перегибов и
скручиваний проволоки выше на 25%);
в) запас пластических свойств („предел
протягиваемости" до начала обрывов) у
крупнозернистой стали также оказался выше.
Качество поверхности
На поверхности проволоки не должно быть
раковин, трещин, плен, закатов, ржавчины и
окалины.
К качеству поверхности ответственных ви-
дов проволоки (проволока для клапанных
пружин, для подшипниковых шариков и роли-
ков и т. п.) предъявляются повышенные тре-
бования.
Уточнённые общепризнанные характери-
стики качества поверхности указаны в
ГОСТ 2789-45.
Улучшение качества отделки поверхности
повышает устойчивость проволоки против кор-
розии и предел усталости.
Исследования влияния продольных царапин
на предел усталости проволоки для клапанных
пружин показали [64]: а) предел усталости при
скручивании проволоки с полированной поверх-
ностью значительно выше, чем проволоки с ца-
рапинами на поверхности; б) контуры поверх-
ностных царапин оказывают более значитель-
ное влияние на изменение предела усталости,
чем их глубина; в) дефекты механической об-
работки (царапины), а также дефекты, получен-
ные при волочении проволоки и изготовлении
пружин, сказываются в меньшей степени на
снижении предела усталости проволоки, чем
волосовины, получающиеся в процессе выплав-
ки и прокатки стали.
Химический состав
О влиянии отдельных элементов хими-
ческого состава проволоки на её свойства
и технологию производства см. [12, 17,30, 39,
41, 57].
Химический состав и особенно максимально
допустимые количества примесей в стали для
изготовления проволоки регламентированы
во многих отечественных и иностранных стан-
дартах.
Наиболее высокая прочность (о^) проволоки
обеспечивается повышением содержания в ста-
ли углерода. Повышение содержания дру-
гих исследованных элементов оказывает мень-
шее влияние на прочность (Cr, Ni, Мп) или
даже несколько её снижает (Al, Va, Ti) [12
17, 30].
Наиболее высокие вязкие свойства (число
перегибов и скручиваний) проволоки из стали
с содержанием 0,50/0 С получаются при введе-
нии в сталь небольших добавок Ni, Ni -f- Cr
Си и Ti [30].
Влияние химического состава на различные
эксплоатационные свойства проволоки и из-
делий из неё изучено недостаточно, а резуль-
таты немногочисленных опубликованных ис-
следований в этой области часто не совпа-
дают друг с другом [5, 63].
Напряжения в волочёной проволоке
Многочисленными исследованиями уста-
новлено наличие в волочёной проволоке раз-
ного рода упругих и остаточных напряжений
[12, 15, 19], влияющих на службу проволоки.
Эти напряжения могут быть измерены только
сложными лабораторными методами [15, 19]
и потому в технических условиях на поставку
проволоки требования к характеру и величине
напряжений не предусматриваются.
Исходные материалы
Основной мартеновский металл, выплавлен-
ный на древесноугольном чугуне, даёт более
высококачественную, менее подверженную пе-
реходу в хрупкое состояние и значительно бо-
лее выносливую после свивки её в трос про-
волоку, чем обычный мартеновский металл,
выплавленный на коксовом чугуне [36].
Более высокое качество скрапа обеспечи-
вает более высокий выход канатной прово-
локи [36].
Применение в шихте губчатого железа
приводит к повышению вязкости стали, а сле-
довательно, и проволоки и изделий из неё.
Это преимущество губчатого железа осо-
бенно сильно сказывается на высокоуглеро-
дистой проволоке с высоким пределом проч-
ности [26].
Способ выплавки стали
Наибольшее количество проволоки изго-
товляется из мартеновской стали, выплавлен-
ной в печах с основной набойкой. В Англии
и США некоторые виды ответственной (ка-
натной, пружинной и др.) проволоки изгото-
вляют из кислой мартеновской стали.
Сталь инструментальная высокоуглероди-
стая и легированная высококачественная для
проволоки выплавляется в электропечах.
Сталь для высококачественной углеро-
дистой пружинной проволоки по американским
стандартам можно изготовлять как в электро-,
так и в мартеновских печах; по английским
стандартам — только в электропечах. В оте-
чественных стандартах способ выплавки стали
для пружинной проволоки не указывается.
Имеются указания [58J, что вязкие свойства
(число изгибов и скручиваний) канатной про-
волоки из стали, выплавленной в электро-
печах, ниже, чем у проволоки из мартеновской
стали.
Бессемеровская и томасовская сталь, ме-
нее однородная и вязкая, чем мартеновская
сталь, применяется лишь для производства
малоответственной проволоки из низко- и сред-
неуглеродистой стали.
Проведённые опыты [13, 21] показали при-
годность бессемеровской стали для произ-
водства гвоздей и некоторых крепёжных де-
талей (болтов, винтов).
Вес и зоны слитка
Некоторые стандарты 1943 г. на пружинную
проволоку (BS/STA1 и BS/STA3) предусма-
тривают изготовление пружинной проволоки
высшего и высокого класса из слитков воз-
можно малого веса: не более 1 т для прово-
410
КОНСТРУКЦИОННАЯ СТАЛЬ
(РАЗД. II
локи высшего качества и 2 т для проволоки
высокого класса (вес слитка для пружинной
проволоки обычного качества стандартами не
предусмотрен).
Исследования качества канатной проволоки
(с высоким пределом прочности), выплавлен-
ной в слитках весом 760 и 600 кг, показали
несколько более высокий выход годной про-
волоки (меньший процент брака по хруп-
кости) из слитков меньшего веса [36]. Ка-
натная проволока ВС, изготовленная из сред-
ней части слитков (весом 760 кг), дала по срав-
нению с проволокой, изготовленной из верхней
и нижней частей тех же слитков, лучшие
результаты по механическим свойствам и
выносливости изготовленных из неё тро-
сов [36].
На качество проволоки влияет неодно-
родность состава и свойств стали (из-за лик-
вации) не только по длине, но и по попереч-
ному сечению слитка.
Отдельными стандартами на пружинную
проволоку предусматривается минимальное
подлежащее удалению количество металла
по длине слитка: 15% от головной и 2% от
нижней части слитка
ВЛИЯНИЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ
И УСЛОВИЙ ЭКСПЛОАТАЦИИ
НА СВОЙСТВА ПРОВОЛОКИ
Естественное старение
На фиг. 32 показана зависимость пре-
дела прочности от продолжительности
естественного старения низкоуглеродистой
стальной проволоки, закалённой на 90J° в
воду [2].
Влияние естественного старения на аь почти
прекращается в конце месячного „отдыха" не-
о^ зависимо от степе-
ни обжатия про-
волоки.
Старение отсут-
ствует, если прово-
локу пе, ед воло-
чением обезугле-
роживают [56].
После естест-
венного старения
в течение месяца
сильно наклёпан-
ной светлой сталь-
/и
60
гп
JU
tin
Щ/
7Л
JU
1П
/и
10
у
О 5 Ю15 20 25 30 35дни
Продолжительность
старения
<Гиг. 32. Зависимость предела
прочности от продолжитель-
ности естественного старения
низкоуглеродистой стальной
проволоки, закалённой при
900° в воду [2].
нои проволоки как
низкоуглеродистой
(наклёпанной или
отожжённой), так
и высокоуглероди-
стой (с содержа-
нием 0,7% С, патентированной — сй = 175 —
— 225 кг\ммг или отожжённой) можно обна-
ружить увеличение относительного сужения
при испытании на растяжение, увеличение
числа перегибов и снижение числа скручива-
ний [2].
Механические свойства горячеоцинкован-
пой канатной проволоки при хранении её на
складе в течение двух месяцев не подвергаются
изменениям [11].
Отпуск
Отпуск высоконаклёпанной проволоки зна-
чительно снижает внутренние напряжения, воз-
никшие в результате деформации при волоче-
нии. Так, проволока, протянутая с общим об-
жатием 95.8% без последующего отпуска,
расслаивалась на части в поодольном напра-
влении при травлении её в течение 48 час.
в 20%-ной соляной кислоте, в то время как
проволока с общим обжатием, даже несколько
большим (96,70 0), после отпуска её в течение
5 сек. при 5 0° в этих условиях не разруша-
лась [60]. Состояние равновесия в стальной
наклёпанной проволоке восстанавливалось при
температуре 550° в течение 5 сек., п и темпе-
ратуре 450°— в течение 5 мин. Для частичного
(на 55-70%) снятия напряжений был достато-
чен нагрев при 450э в течение 5 сек. и при 350°
в течение 1,5 мин.
Применение для высоконаклёпанной прово-
локи (в частности канатной и пружинной) низ-
котемпературного отпуска даёт возможность
при сохранении высокого значения <зь резко
снизить вредные напряжения и повысить пре-
дел упругости и усталости. В литературе име-
ются указания [60], что кратковременный от-
пуск проволоки перед свивкой из неё канатов
способствует увеличению (почти в 2 раза)
срока службы по сравнению с канатами, изго-
товленными из неотпущенной проволоки.
Весьма благоприятно влияет также низко-'
температурный отпуск поволоки после свивки
её в пряди и тросы. Выносливость канатов п и
этих условиях увеличивалась примерно в 2 раза
[36. 37].
Низкотемпературный отпуск пружин из
холоднотянутой прозолоки широко приме-
няется на практике и рекомендуется некото-
рыми стандартами на пружинную проволоку.
Влияние низких температур
Значительное количество изделий из про-
волоки (в частности пружины и канаты) рабо-
тает при температурах ниже 0° (до — 603;.
Испытания на усталость канатов при тем-
пературах +20°, —20", —35° и —55° показали
повышение предела усталости при понижении
температуры до —55° С.
Особенно значительным оказалось воз-
растание предела усталости каната из нержа-
веющей стали 18/8, что даёт основание реко-
мендовать применение этих канатов в морском
и воздушном флоте в условиях Арктики [14].
Дополнительные деформации
Проволока в процессе её производства и
изготовления из неё изделий во многих случаях
подвергается дополнительным деформациям,
чаще всего изгибу (например, при рихтовании,
свивании канатов, навивании пружин и т. п.).
При деформации тянутой проволоки в ре-
зультате изгиба несколько меняются её меха-
нические свойства: уменьшается предел проч-
ности и предел текучести, увеличивается удли-
нение и в некоторых случаях несколько ме-
няется сечение. Чем выше предел прочности
проволоки, тем значительнее изменяются её
механические свойства [15, 42, 60]. Изменение
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
411
механических свойств объясняется перераспре-
делением остаточных напряжений по сечению
проволоки при добавочной деформации. Это
обстоятельство может быть практически ис-
пользовано для улучшения качества проволоки
и изделий из неё. Так, например, специальное
рихтование пружинной проволоки перед свива-
нием её в пружины уменьшает расслаивание
проволоки при кручении [16].
Канатная проволока перед свиванием её в ка-
наты, выправленная по способу Рата [49], за-
метно отличается по свойствам от проволоки
невыправленной. Если при остановке машины,
свивающей пряди, перерезать невыправленные
проволоки, то все они вследствие наличия
в них растягивающих напряжений сильно про-
гнутся; проволоки, выправленные по способу
Рата, остаются прямыми. Выносливость кана-
тов из правленой проволоки повышается по
сравнению с выносливостью канатов, свитых
из обычной проволоки [60].
Последующая обработка поверхности
проволоки
На фиг. 33 приведены кривые зависи-
мости предела усталости при кручении холод-
нотянутой стальной проволоки @ 3,6 мм,
ей^160 кг\мм1) от последующей обработки
llu0
^ V 55
It -w
Z^ 25
^ 20
0.01-Ю6
¦ч
У,
\
ч
2
¦ .J.
3
10-10 s
0,110е 1,0-1 О6
Чиспо циклов
Фиг. 33. Зависимость предела усталости стальной прово-
локи диаметром 3,6 мм с а »> 160 кг/мм* • от последую-
щей обработки её поверхности' 1 — без последующей об-
работки поверхности; 2-е обработкой поверхности дрэ-
бью; 3-е обработкой поверхности кварцевым песком [55].
её поверхности стальной дробью или струёй
песка [СО].
Дополнительная полировка проволоки также
повышает предел усталости свитых из неё
канатов.
ВАЖНЕЙШИЕ ВИДЫ ПРОВОЛОКИ,
ПРИМЕНЯЕМЫЕ В МАШИНОСТРОЕНИИ
Пружинная проволока
ГОСТ 2333-43 подразделяет пружинную
проволоку на две группы: 1) проволока для
пружин, не подвергающихся термической об-
работке или подвергающихся только низкотем-
пературному отпуску, и 2) проволока для пру-
жин, подвергающихся термической обработке
(обычно закалка -(- отпуск).
Пружинная проволока первой группы (ОСТ
2С006 и ГОСТ В-1793-42, пересматриваемые
в 1948 г., ГОСТ 1070-41 марка X; ГОСТ 1071-41)
должна обладать свойствами, которые отвечают
предъявляемым к готовой пружине требова-
ниям. Важнейшими из этих свойств являются
высокие пределы упругости и усталости.
Пружинная проволока второй группы (ГОСТ
В-1769-42; ГОСТ 1070-41 марка XT) должна
иметь химический состав и структуру, обеспе-
чивающие после соответствующей термиче-
ской обработки пружины требуемые свойства.
Профиль проволоки для пружин пре-
имущественно круглый и в отдельных случаях
фасонный (квадратный и трапецевидный —
для шайб Гровера и др.).
Точность размеров пружинной про-
волоки имеет особо важное значение, так как
стрела прогиба пружины при одинаковой на-
грузке обратно пропорциональна четвёртой
степени её диаметра [2]. Абсолютные значе-
ния допускаемых отклонений от номинальных
размеров по диаметру в различных странах при-
ведены в табл. 66. Как было указано, поверхно-
стные дефекты оказывают вредное влияние на
предел усталости проволоки, поэтому наиболее
ответственные виды пружинной проволоки
поставляются с полированной поверхностью,
Таблица 66
Допускаемые отклонения размеров пружинной проволоки по диаметру
1 Номи-
1 наль-
ный
диаметр
в мм
о 07
0,2
о,3
о,5
i
2
3
5
7
ю
14
17
СССР
гост
В-17У6-42
-
/ +О,О2
/ +О,О2
1 +О.О2
I + О,О2
1 '__
1
1
1
—
—
—
Р
-
+ 0,02
— О,О1
+ О,О2
— О,О1
-f О, 02
- О,О1
—О,О2
—О,О2
+ о,о5
—
—
—
ОСТ
ПК
-
+ О,О2
—О,О1
+ О,О2
— 0,01
+ О,О2
—О,О1
— О,О2
— О,О2
—О,О2
+ о,о8
—
—
—
2:ооь
HKI
+о
—о
—о
+ о
—о
+ о
—о
—о
—о
—о
О2
01
02
OI
О2
OI
ОЗ
О2
О5
О2
°5
О2
о8
нкп
+о
о
+о
—о
+ 0
—о
+о
—о
+о
—о
- о
+о
—о
°3
О2
О2
03
О2
О5
О5
об
об
об
об
IO
IO
США
AS
А 228-41
рояльная
—
— > /Э
±°,оэ75
±о.оэ75
±О,О12
±О,О25
±О,О25
-
—
—
—
тм
А-227-41
тв^рдотяну-
тая
-
-
-
±0,025
±0,050
±0,050
±0,050
±0,050
±о,о;5
—
Англия
В ..STA
1-3-4
-
+ О,О12
±О,О12
±О,О12
±О,О25
±О,О25
±0,025
±0,025
—
—
В ММ
I и II
±о,оэ5
±О,О1
±О,О1
±О,О1
±о,о15
±О,О25
±О,О25
±о,о3
±°,°4
±о,о6
—
выборочные данные)
Германия
DIN
III
-
±0,015
±0,015
±0,020
±0,030
±0,030
±0,04
±0,05
+ o,u/
+0,08
2076
IV
-
-
±0,02
±0,03
±0,05
±0,05
±0,01
±0,08
+ 0,10
±0,15
±0,15
V
-
±0,02
±0,025
±0,035
±0,06
±0,06
±0,08
±0,10
±0,12
±0,15
±0,15
412
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Химический состав пружинной проволоки
Таблица 67
Страна и стан-
дарт
Англия
BS/STA1
BS/STA3
BS/STA4
США
ASTM A-227-41
ASTM A-228-41
ASTM A-229-41
ASTM A-230-41
ASTM A-231-41
ASTM A-232-41
Германия
Flieg 1186
Flieg 1188
Flieg 1189
Тип
проволоки
Высшего ка-
чества
Высокого ка-
чества
Обычного
качества
Твёрдотяну-
тая
Рояльная
Закалённая в
масло
для 0 > 5,5 мм
для 0 < 5,5 .ил
Клапанная
высокого пре-
дела устало-
сти
Хромована-
диевая
Хромована-
диевая кла-
панная
II-2078
IV-2O78
V—2078
с
о,75-о,85
0,65—0,85
о,55—°>85
о,45—о,75 *
о,7—i,o
о,55-о,75
O.55-O.75
о, 6—о, 7
о,45—о,55
0,45—0,55
о,8
о,6
°о
Мп
°,5°—°'7°
о,45-о,75
0,40—0,75
О,6—1,2 **
О,2—О,6
О,8—1,2
О,6—OjQ
0,5—0,8
0,6—0,9
0,6—0,9
—
—
Химический
SI
<о,зо
(
J
<°,з° i
1
о,ю—0,30
0,10—0,30
0,12—0,30
о,ю—0,30
о,ю—0,30
0,12—0,30
0,12—0,30
0,12—0,30
—
—
s
—
0,03***'
о,о4***2
о,о45***3
о,о5
о>°5
о,оз
о,о5
О,Од
о,оз
о,о5
о,оз
о,оз
O,Oj
O.Oj
состав
Р
0,02
°.°3
о,о4
O.O45
°,О5
°,°45
0,03
0,045
O.O4J
о.оз
о,о4
°'°3
°<°3
O,Oj
0,05
в %
S + P
о,о4
—
—
—
—
—
—
—
о,оч
0,09
0,09
Ni
Сг
ле более
о,ю
О,2О
О,20
О,2О
О,2О
—
—
—
—
о,15
°,i5
o,ij
о, 15
°Д5
—
о,8—i.i
о,8—i,i
—
Прочие
Си
о,ю
_
—
¦
—
V
не менее 0,15,
желательно
o,i8
V
0,15—0,25
—
* В партиях допускаются колебания не более 0,2°/0.
** В партиях допускаются колебания не более 0,3°/0.
*** В зависимости от способа выплавки: 1) электросталь; 2) мартеновская основная; 3) мартеновская кислая.
свободной от всяких дефектов (иногда пред-
варительно шлифованной).
Химический состав пружинной про-
волоки, изготовляемой в СССР, установлен
ГОСТ В-2052-43 (см. выше табл. 34, стр. 388).
Химический состав пружинной проволоки
по иностранным стандартам приведён в табл. 67.
Малоответственные (мебельные) пружины
изготозляют обычно из низко-или среднеугле-
родистой (закалённой в воду) стали с содер-
жанием от 0,06 до 0,400/0С [2].
Во время Отечественной войны 1941—
1945 гг. в качестве заменителя пружинной про-
волоки применялась цементованная проволока
из низкоуглеродистой стали [3].
В ряде стран в последние годы пружинная
проволока специальных назначений изгото-
вляется из нержавеющей стали и из жаростой-
ких сплавов.
Механические свойства. Предел
прочности <зь предусматривается большин-
ством стандартов на пружинную проволоку
первой группы либо минимальнымизначениями,
либо интервалом значений ab min-*- <*b max . Для
проволоки второй группы предел прочности
обычно не оговаривается.
В табл. 68 приведены пределы прочности
пружинной холоднотянутой (наклёпанной) про-
волоки, изготовляемой в СССР и за границей.
Верхним пределом прочности пружинной
проволоки можно считать 400 кг\мм2.
Предел упругости холоднотянутой про-
волоки составляет лишь и 40 — 50°/0 вели-
чины аь [12, 28]. При свивке проволоки в
пружины предел упругости её снижается (для
диаметров 0,3—1 мм и аь = 252—329 kzjmm1
на 20 — 30%) [10]. Низкотемпературный от-
пуск пружин значительно повышает предел
упругости, доводя его до 70—80% а# и даже
выше [12].
Вязкость пружинной проволоки по отече-
ственным стандартам характеризуется обычно
числом перегибов (для проволоки 0<О,8 мм
заменяется испытанием на разрыв с узлом) и
числом скручиваний и реже навиванием вокруг
стержня заданного диаметра A—3 диаметра
испытываемой проволоки).
Английскими стандартами предусматри-
вается определение вязкости пружинной про-
волоки по числу скручиваний (для проволоки
всех диаметров), по величине сужения попе-
речного сечения при разрыве (для больших
сечений проволоки) и испытанием методом на-
вивания (для малых сечений).
Американскими стандартами предусматри-
вается навивание проволоки вокруг заданного
стержня (диаметром от 1 до 3,5 диаметра про-
волоки), а для пружинной проволоки с высоким
пределом усталости предусматривается относи-
• тельное удлинение не менее 4,5% при /=250 мм.
сужение при разрыве не менее 45% и испы-
тание на скручивание.
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
413
в "8
„ о
?й*
I I I I I I I . I I I
ГО м м
I I I I
сч 8
тою
¦с? а г
i i i
о о о о ю
w О СО -^- м
со со сч о сч
о о о «¦> о
Г~» ^» Ю W О\
« « « Я н
i i i i i
8 5 Й
I I
I I I I
I I I I
I I
со со
I I I I I
л л
I I I I
I I
со сч
^h О О\ СО Ю
Л Л со ю
I I I I
о' s ffi
СЧ м м
I I I
8 & №
о о о о о
1> Ю СО О О
о о о о
Оч СО Ю С4 I
" сч «"
111
I I I I I I I
I I
I I
I I I
I I I
2" ! II I
Ц| ' | I I
Г- V?
сч п
I I
I I I I I I I .1
О* н Я СО >О Г~ "? СО
со
Некоторые виды высококачественной и от-
ветственной проволоки (например, проволока
для клапанных пружин) проверяются на уста-
лость испытанием пружин на вибрацию.
В отдельных стандартах предусматри-
ваются требования по микроструктуре.
Большое значение имеет правильная н а-
мотка витков проволоки в бунте.
По стандартам BS/STA A и 3) любой конец
мотка высококачественной пружинной прово-
локи должен быть почти прямым и неподвиж-
ным и не должен быть скрученным (винтооб-
разным).
Всё увеличивающееся применение для из-
готовления пружин ответственного назначения
находит проволока первой группы, поставляе-
мая в термически обработанном виде, имею-
щая повышенный предел упругости (ГОСТ
1071-41).
Канатная проволока
Канатная проволока подразделяется:
а) по профилю — на круглую и фасонную
(z-образная, трапецевидная, трёхгранная, оваль-
ная);
б) по виду покрытия —на светлую (без по-
крытия), оцинкованную, оцинкованную и затем
освинцованную, кадмированную, лужёную;
в) по химическому составу — на углеро-
дистую и легированную;
г) по пределу прочности при растяжении—
на проволоку с минимальным значением а$
и проволоку с минимальным и максимальным
значениями а^;
д) по вязкости — на проволоку с минималь-
ным числом перегибов, минимальным числом
скручиваний, минимальным относительным
удлинением.
Сортамент канатной проволоки, при-
меняемой в СССР, приведён в ГОСТ 3241-46.
Значительная часть канатной проволоки
поставляется оцинкованной: горячеоцинкован-
ная, гальванически оцинкованная и оцинкован-
ная и протянутая. Гальваническое оцинкование
проволоки применяется главным образом для
обеспечения особо высокого предела проч-
ности при растяжении в сочетании с высокой
вязкостью или для получения на поверхности
проволоки толстого слоя цинка.
За границей (в годы второй мировой войны)
получило широкое развитие производство
горячеоцинкованной и тянутой канатной про-
волоки, обладающей высокой прочностью при
растяжении и высокой вязкостью. Итальянский
проект стандарта UNI 0260 предусматривает из-
готовление также кадмированной (82,7% Cd-f-
+17,3% Zn) и лужёной канатной проволоки.
В Германии выпускалась канатная проволока
оцинкованная и сверху освинцованная для ка-
натов, работающих в шахтах с сильно кислот-
ными водами [25, 57].
Нормы стойкости цинкового покрытия ка-
натной проволоки, установленные в стандар-
тах СССР и за границей, указаны в табл. 69.
Химический состав. В табл. 70 при-
ведён химический состав стали для канатной
проволоки, изготовляемой в СССР и за грани-
цей.
Закономерной связи между химическим
составом проволочных канатов и их эксплоата-
ционными свойствами пока не установлено [63].
414
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. 11
Таблица 69
Стандартные нормы стойкости (по методу Приса) цинкового покрытия канатной проволоки
Диа-
метр
прово-
локи
в мм
О,2
о,5
I
2
3
5
СССР
гост
Группа
Ж
х'зо
i/6o
2 6о
З'бо
4 6о
4 6о
3241-46
Группа
С
i/зо
I3O
230
2,6О
3/6о
4'6о
США
К
gs
_
1/6о
260-Г-1/30
3 6о
360
d
«а
К
<
_
—
—
—
4/6о
Англия
СО
со
ей
_
з'з°
2;'6о
Збо
4'60
4/6о
Чехо-
слова-
кия
_
СО
_
I/6O
Збо
5бо
5бо
Канада
с*
<
W
и
_
—
З/бо
Збо
56о
56о
Германия
DIN 2078
DIN E1548
Обычное по-
крытие
мягко-
оцинко-
ванное
i/^o
1'6э
2 бО
' 4 6о
ббо
твердо-
оцинко-
ванное
i/зо
i6o
2 6о
4 6о
6/6о
Усиленное по-
крытие
мягко-
оцинко-
ванное
i/6o
2/6О
4 6о
6 6о
8,6о
твердо-
оцинко-
ванное
i/бо
2/бо
4/6о
б/бо
DIN
berg
1254
1'60
1/60
2/60
2/60
Голлан-
дия
г.
3 3°
2/'бО
Збо
4/6о
4/бо
Примечание. В числителе указано минимальное число погружений в раствор медного купороса, в знаме-
нателе — длительность каждого погружения в секундах.
Таблица 70
Химический состав канатной проволоки
Страна
СССР
(ТУ
№ 350
МЧМ)
США
144]
Герма-
ния [52J
С
о,4-о,5
0.45-0-55
о,55 о,65
0,65-0,75
°.75-°.85
0,05—0,25
0,25-0,45
0,40—0,50
0,50 — о,6э
о,6о-о,7.5
0,5-0,85
о,2о 0,40
о.бо—о,8о
о.7о о,8о
Химический состав
Мп
0,3—о,6
о,з-о,6
0,3 — 0,6
0,3—0,6
о,з о,6
0.30 - о,6о
0,50—0,70
0,50—0,80
0,50 - о,8о
0,50 — 0,80
0,50—0,80
~о,5о - о,8о
~о,50
~о,зо
Si
0,17—0,37
0,17—0,37
ОД7-О-37
0 17—0,37
0,17-0,37
максим.
О,2О
максим.
О,2О
0,15-0,25
0,15-0,25
0,15—0,25
O,I5—O,2j
~о,зо
-O.25
~о,15
в %
S
не
о,О4
0,04
о,о4
°,°4
°,°4
о О4
°,°4
о,о4
о,о4
°,°4
о,О4
~о,о4
O.O25
Р
более
о,о4
0,04
0,04
о,о4
0,04
о,о4
°,°4
о,о4
°,°4
о,о4
0,04
~о,о4
O.O25
Примечание. Для отечественной проволоки со-
держание Сг и Ni находится в пределах O,i2'/o каждого
элемента.
Предел усталости канатов, изготовленных из
термически обработанной проволоки хромомо-
либденовой стали @,26% С,. 0,95% Сг, 0,26%Мо),
значительно выше, чем у канатов, изготовлен-
ных из углеродистой проволоки @,5% С) [45].
Среди канатов высокой прочности из углероди-
стой стали с различным содержанием углерода
@,5%, 0 65% и 0,900/0 С) наибольшую выносли-
вость и вязкость показали канаты, изготовлен-
ные из проволоки с содержанием 0,5% С.
Легирование стали для канатной проволоки
небольшим количеством меди увеличивает срок
службы канатов [5]. Для работы в среде
с повышенной корродирующей способностью,
а также при низких температурах рекомен-
дуется применять канаты из проволоки нержа-
веющей стали типа 18/8 [14].
Механические свойства. Основ-
ные требования, к канату (а следовательно, и
канатной проволоке) — высокая прочность и
высокая вязкость (гибкость), так как в усло-
виях эксплоатации канатная проволока испы-
тывает кроме растягивающих усилий также
изгибающие и скручивающие напряжения.
В ГОСТ 3241-46 и большинстве иностранных
стандартов нормы механических свойств от-
носятся к канатной проволоке, взятой из ка-
ната и выпрямленной перед испытанием. DIN
2078 предусматривает механические свойства
канатной проволоки до её свивания в канаты;
британские стандарты приводят механические
свойства проволоки до и после свивания её в
канаты, предусматривая снижение числа скру-
чиваний проволоки при её свивании и постоян-
ство значений а^, в проволоке и в канате.
Потери прочности каната при свивании за-
висят: от числа проволок и их расположения
в прядях и канате, от конструкции каната,
числа органических сердечников, величины сй
проволоки и некоторых других факторов и до-
ходят до 15—20% и даже более при канатах
С ОСОбО ВЫСОКИМ О/) [в].
Нормы прочности канатной проволоки, опре-
деляемой значениями з6, приводятся в соот-
ветствующих стандартах.
Анализ данных фиг. 15 показывает, что за-
данное значение оь в проволоке может быть по-
лучено как за счёт величины общего обжатия
проволоки при волочении,так и за счёт содер-
жания углерода в стали, из которой проволока
изготовлена.
Исследованиями установлено [36, 34], что
лишь оптимальные величины общего обжа-
тия могут обеспечить получение требуемых
свойств канатной проволоки; невысокие общие
обжатия проволоки не обеспечивают достаточ-
ной выносливости канатов [5], а слишком высо-
кие обжатия приводят к снижению вязких
свойств проволоки.
Нормы прочности и вязкости по ГОСТ
3241-46 и вязкости, определяемой по числу
скручиваний и перегибов канатной проволоки,
по иностранным стандартам приведены (выбо-
рочно) в табл. 71, 72 и 1б.
Нормы вязкости, определяемой удлинением
при испытании на растяжение, предусмотрены
проектом итальянского стандарта UN1 и26>
(в зависимости от класса проволоки и диаметра
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
415
Нормы прочности и вязкости канатной проволоки (по ГОСТ 3241-46)
Таблица 71
о
ш
о
а.
%"
°>5
1 5
3'°
4.о
5-0
Предел прочно-
сти при растя-
жении в
кг/мм?
i8d—190
2ЭО—2IO
220 230
240 - 260
130-150
160-170
180—190
200-210
130—150
160—170
180—190
190—200
120—140
150 — 160
170—180
>I9O
120—140
150 — 160
170—180
>ioo
но —130
140—150
i6o -170
>i8o
100 — 120
130—140
100-110
>I2O
X
И О
? a
s g *
ct a: a
—
—
—
_
—
—
—
5
5
5
5
10
10
10
10
10
10
10
10
15
15
15
15
;o
20
20
20
Испытание
на перегиб
Минимальное число перегибов
для группы
В
—
_
—
—
-
13 '
12
II
IO
2О
18
16
15
II
IO
9
3
и
IO
9
8
9
8
7
6
I
_
—
—
—
—
—¦
12
II
IO
9
17
Х5
*4
13
ю
9
8
7
ю
9
8
7
8
7
6
5
II
—
—
—
_
—
—
9
8
7
6
14
12
II
IO
8
7
6
5
8
7
6
5
6
5
4
3
Испытание на раз-
рыв с узлом
*Ьузл
для
В
не
58
58
53
53
58
53
53
53
—
—
_
—
—
—
—
—
—
_
_
в % от ib
группы
I и II
менее
5°
5?
5°
5°
5э
5°
5Э
5°
—
—
—
—
—
—
—
—
_
Испытание на скручивание при
длине образца L — 100 Z)
Минимальное число^скручива-
ний
В
78
71
66
62
Зб
34
32
3°
ЗО
28
26
24
ЗО
23
26
24
ЗО
28
26
24
2б
24
22
2О
22
2Э
14
12
для группы
I
69
63
53
55
31
29
27
25
25
23
21
19
25
23
21
19
25
23
21
19
21
19
17
15
17
15
12
IO
II
5б
52
49
47
26
24
22
2О
2О
18
г,6
ч
2О
i8
16
14
20
18
16
14
16
14
12
IO
12
IO
6
4
5 = 1,4—3,6°/q) и американским стандартом API
№9-А.
Выносливость канатов. Для опре-
деления выносливости канатов рекомендуется
пользоваться результатами испытаний прово-
локи на изгиб вокруг шкивов большого диа-
метра под растягивающей нагрузкой. Это опре-
деление является более точным критерием
выносливости канатов в условиях их работы,
чем показатели обычных механических испы-
таний проволоки.
Низкотемпературный отпуск проволоки до
или после свивания её в пряди и канаты, а так-
же смазка канатов весьма значительно увели-
чивают выносливость последних.
Выносливость канатов сильно зависит от
диаметра и свойств проволоки, конструкции
каната, диаметра, формы и материала блока,
1.0 которому работает канат, от натяжения ка-
ната, характера приложенной нагрузки к ка-
нату (плавная, ударная), температурного режи-
ма работы, коррозионного воздействия окру-
жающей среды, простоев в работе каната
и т. д. [5, 36, 47, G3J. .
Проволока для сеток
Сортамент круглой проволоки для се-
ток, охватывающий размеры от 0,03 до 10 мм,
предусматривается ГОСТ 2852-45. Сортамент
квадратной, трапецевидной, полукруглой и
плоской проволоки устанавливается в техни-
ческих условиях и каталогах на сетку.
Технические требования к свой-
ствам проволоки указываются в стандартах и
технических условиях на отдельные виды се-
ток. Они обусловливаются требованиями техно-
логии производства (вязкость и способность
проволоки деформироваться) и условиями
эксплоатации сеток (прочность, гибкость,
устойчивость против коррозии, устойчивость
против износа, стойкость при вибрациях, при
ударных нагрузках и т. п.).
Химический состав стали, приме-
няемой для изготовления проволоки для сеток,
весьма разнообразен: от железа типа Армко и
низкоуглеродистой стали (основная масса се-
ток) до высэкоуглеродистой и высоколегиро-
ванной стали.
Таблица 72
м
S
о
ч
й
о
о.
Диам
I.O
2,0
3,о
Чехословакия
юо 0
юо 0
юо 0
ЮО 0
""СМ
14O.fi
»? кг/мм*
130
24
24
23
21
160
23
23
21
2О
180
21
21
2О
18
Нормы вязкости по числу
Англия
BSS
(для лифтов и
1
ЮО 0
ЮО 0
ЮО 0
IOO 0
329
подъёмников)
и. кг /мм3
125-157
34
34
34
34
157-173
32
32
32
32
173-189
3°
3°
Зо
скручиваний канатной
США
юо 0
юо 0
API J
** 9А
<*? кг/мм3
140-173
27-5
27,5
127-167
Зо
3°
120-153
32,5
32,5
проволоки
(по иностранны»»
Голландия
1
мм
2О0
2ОО
2ОО
200
№297
3^ кг/мм3
130-160
юо
59
2б
io-i4
170-180
,05
56
23
IO
стандартам)
Италия
г
мм
200
200
200
2ОО
¦
0265*
(Ti кг/мм3
120
А3
25
25
Аз
62
31
31
31**
150
Аа
45
23
23
23**
А3
56
23
28
28**
180
А8
2О
2О
А3
25
25
Германия
юо 0
юо 0
ЮО 0
ЮО 0
DIN ОП7Я *
<sb кг/мм1
130
32
32
3°
28
160
Зо
Зо
28
26
180
28
28
26
24
200
24
24
—
220
22
22
—
¦ Нормы относятся к канатной проволоке, не свитой в пряди.
** Те же значения вязкости для 0 4 и 5 мм.
Нормы вязкости по числу перегибов канатной проволоки (по иностранным стандартам)
Таблица 73
13
05
К
О
о
а
о.
с
о.
V
к
et
0,2
0.5
1,0
2,0
3,о
з
вал
s«
s g
_
—
5
ю
20
Чехословакия
CSN 1396
с. кг/мм3
<160
_
—
ii
ii
9
160—180
—
ю
IO
9
Англия
BSS 329
s
вал
п. а
5
IO
10
20
b
кг/мм2
125—189
33
36
9
9
Франция
s
вал
a«
5
5
10
IO
—
А-37-
301
(для шахтных подъёмников)
140-159
89
24
Зо
8
—
а, кг/мм3
160—179
86
22
27
7
—
180—199
84
2О
зб
б
—
200—219
8i
i8
—
—
—
Голландия
s
вал
IO
IO
IO
IO
№ 297
3
130—140
no
42
11
4
. кг/мм'
150-160 l/u—1K0
no
40
9
4
.. -
IOO
34
7
4
-
Италия
s
вал
O.5
else
5
IO
IO
IO
UNI 0265
с
120
Aa
36
26
9
9
4
A3
42,
ЗО
IO
IO
7
5
. кг/мм'
150
I
A3
28
21
6
7
4
3
A3
35
26
8
9
5
4
180
A,"
21
15
5
-
—
A3
26
19
6
—
я
a
0. а
?«
s S
5
5
IO
15
3°
3°
130
35
11
n
9
7
Германия
DIN 2078
0
160
31
IO
9
8
. KZJMM
180
28
9
8
7
9
5
200
26
8
7
—
220
24
7
6
—
ГЛ. VII]
СТАЛЬНАЯ ПРОВОЛОКА
417
Специальные исследования по выбору хими-
ческого состава стали для проволоки сеток
грохотов горнорудной и угольной промышлен-
ности, работающих в особо тяжёлых условиях
эксплоатации, показали, что сопротивление из-
носу, проволоки (диаметром 6 мм) увеличи-
вается с увеличением аь и содержания угле-
рода в углеродистой стали. Наилучшие резуль-
таты испытаний (по сравнению с сетками из
высокоуглеродистой стальной проволоки) по-
казали сетки из марганцовистой стали Гад-
фильда [48]. Наряду с этим установлено, что
прочие факторы (конструкции сеток, темпера-
турный режим, атмосферные условия, влаж-
ность, кислотность, удельная нагрузка, состав
и свойства просеиваемого материала и др.)
влияют на качество проволоки больше, чем хи-
мический состав исходной стали.
Для сеток, работающих в условиях повышен-
ной коррозии, целесообразно применять про-
волоку из нержавеющей стали (типа 18/8), за-
калённую, с хорошо подготовленной поверх-
ностью (полированной).
Покрытия проволоки (оцинкование,
лужение и др.), так же как покрытия сетки
(цельнопаяной оцинкованной, цельнопаяной
лужёной и т. п.), весьма широко приме-
няются в производстве сеток разного назна-
чения.
Для сеток, работающих в условиях высоких
температур, рекомендуется применять про-
волоку из соответствующих жаростойких
сталей и сплавов.
Сварочная проволока (см. т. 5. гл. IV
.Стальные электроды для дуговой электро-
сварки").
Проволока для высадки
Ряд деталей, изготовляемых из стальной
проволоки, в процессе их производства или
применения (заклёпки, болты, спицы и др.)
подвергаются операции высадки головки часто
в холодном состоянии. Эта весьма ответствен-
ная операция требует высоких пластических
свойств.проволоки, определяемых технологи-
ческой пробой на осадку (ОСТ 1686) или на
высадку головки (ГОСТ 3110-46).
До 1948 г. разработаны ведомственные
и заводские нормали и ТУ (например, за-
вода „Красная Этна") и стандарты на отдель-
ные виды данной проволоки (ГОСТ 3110-46 на
проволоку спицевую). В 1948 г. намечена раз-
работка специального стандарта на проволоку
для холодной высадки.
Основное требование к этой проволоке —
хорошая высадка — обеспечивается соответ-
ствующим качеством металла проволоки (его
химическим составом, структурой и вязкостью,
определяемой относительным удлинением или
числом изгибов и скручиваний) и качеством
её поверхности. Незначительные риски и
вмятины механического порядка на поверхно-
сти проволоки для высадки обычно не являются
браковочным признаком.
Химический состав, механические свойства,
сортамент и допуски различных видов про-
волоки, применяемой для высадки, весьма
разнообразны и определяются эксплоатаци-
онными требованиями, размерами изготовляе-
мых изделий и технологией их производства
[61].
Проволока конструкционная
Проволока из конструкционной низко-
углеродистой качественной стали поста-
вляется по ГОСТ В-1798-42, предусматриваю-
щему изготовление её из стали марок 08, 10
и 20 (по ГОСТ В-1050-41). Сортамент прово-
локи охватывает диаметры от С 4 до 10 мм.
Минимальные значения оь = 35—50 кг/мм2
(в зависимости от диаметра проволоки и
марки стали); 5 (при /=100 мм) не ниже
2% для 0<4 мм и не ниже 3°/0 для
0>4 мм.
Проволока низкоуглеродистая для особо
ответственных узлов машин и деталей дол-
жна удовлетворять требованиям ГОСТ 792-41.
Стандарт предусматривает изготовление про-
волоки двух марок: светлой КС и оцинкован-
ной КО и регламентирует максимальное содер-
жание вредных примесей в стали: <Д045% S,
<0,0450/0 Р и <O,OS%(S + P). Прочие эле-
менты химического состава стандартом не пре-
дусматриваются. При испытании проволоки на
перегиб в изломе её не должны обнаружи-
ваться трещины, закаты, надрывы, раскатан-
ные пузыри и следы усадочных раковин. Ми-
нимальное значение сй светлой проволоки —
40 kzjmm? для 0>3 мм и 45 кг/мм2 для
0 <3 мм и оцинкованной проволоки 38 кг/мм2
для всех диаметров. По требованию заказчика
устанавливается верхний предел а^=80 кг\мм1.
Вязкость проволоки гарантируется минималь-
ной вязкостью, определяемой испытаниями на
перегиб и скручивание.
В оцинкованной проволоке проверяется
также качество защитного покрытия—проч-
ность (испытанием на навивание) и стойкость
(испытывается погружением в раствор мед-
ного купороса).
Проволока из конструкционной средне-
углеродистой качественной стали светлая
поставляется по ГОСТ 1982-43. Изготовляется
из стали марок: 25, 30, 35, 40, 45, 50 по ГОСТ
В-1050-41. Сортамент проволоки — от 0,3 до
7,5 мм. Допускаемые отклонения — равные,
двухсторонние, двух степеней точности. Мини-
мальные значения аь = 60—110 кг /мм2 в зави-
симости от диаметра проволоки и марки ста-
ли. По указанию потребителя проволока может
поставляться только по химическому составу
(без механических испытаний). Отдельные
специфические требования, предъявляемые
к проволоке специального назначения, уста-
навливаются дополнительными техническими
условиями.
Проволока из автоматной стали
Основное специфическое требование к про-
волоке этого вида — хорошая обрабатывае-
мость резанием. Проволока изготовляется из
всех марок автоматной стали углеродистой
и легированной, свойства её весьма разно-
образны.
Проволока круглая, шестигранная и дру-
гих фасонных профилей применяется для про-
изводства гаек., винтов, осей, цапф и мно-
гих других мелких деталей, изготовляемых
на станках-автоматах.
Специального стандарта на проволоку из
автоматной стали не имеется. Химический
418
КОНСТРУКЦИОННАЯ СТАЛЬ
[Р\ЗД. И
состав автоматной углеродистой стали должен
отвечать ГОСТ В-1414-42 (см. ,Сталь авто-
матная").
Возрастающее значение приобретает про-
волока из автоматной нержавеющей стали.
Проволока из инструментальной стали
Проволока из инструментальной стали при-
меняется главным образом при производстве
мелкого инструмента: свёрл, метчиков, напиль-
ников, хирургического и зубоврачебного ин-
струмента и т. д.
Основные требования, предъявляемые к
проволоке: а) хорошая обрабатываемость
резанием при изготовлении из неё инструмен-
та; б) высокая твёрдость и высокая режущая
способность готовых изделий, гарантируемая
соответствующим химическим составом и со-
ответствующей термической обработкой (обыч-
но закалкой и отпуском) и отсутствием обез-
углероженного поверхностного слоя прово-
локи.
Химический состав инструментальной про-
волоки должен отвечать составу инструмен-
тальной углеродистой стали, изготовляемой
по ГОСТ В-1435-42, легированной — по
ОСТ 14958-39 и быстрорежущей — по ОСТ
НКТП 4112 (см. гл. VIII „Сталь инструменталь-
ная"). Микроструктура — равномерно распре-
делённый мелкозернистый перлит. Поставка
проволоки производится (как в мотках, так
и в прутках) главным образом в виде „се-
ребрянки".
Проволоку изготовляют преимущественно
круглую; для инструмента специальной формы
применяют и фасонную проволоку (например,
трёхгранную для напильников и т. п.).
Технические условия на углеродистую про-
волоку, применяемую для изготовления инстру-
мента и поставляемую в прутках от 0 3 мм
и более, регламентируются ГОСТ В-1435-42.
Технические условия на проволоку круглую по-
вышенной точности и повышенной отделки по-
верхности (серебрянка) предусмотрены ГОСТ
2588-44.
Сортамент и допускаемые отклонения (по
классам точности III, IV, V для круглого про-
филя и IV, V для квадратного и шестигран-
ного профиля) установлены ОСТ НКТП 7128.
7129 и 7130.
Сортамент и допускаемые отклонения круг-
лой проволоки повышенной точности и повы-
шенной отделки поверхности (серебрянка)
должны отвечать ГОСТ 2589-44.
Прочие виды проволоки
Проволока для нагревательных элемен-
тов промышленных и лабораторных печей
поставляется по ГОСТ 2238-43 из жаростой-
ких сплавов высокого омического сопротивле-
ния марок Х25Ю5, Х13Ю5, Х15Н60 и Х20Н80.
Основное требование к этой проволоке: про-
должительность её работы (срок службы) при
высоких температурах. Метод ускоренного
определения срока службы проволоки устано-
влен ГОСТ 2419-44.
Проволока для шарикоподшипниковой
промышленности. Наиболее ответственные
виды этой проволоки поставляются по стандар-
там: проволока круглая из высококачествен-
ной высокоуглеродистохромистой шарикопод-
шипниковой стали для шарико- и роликопод-
шипников по ОСТ 20015-38 и проволока пло-
ская для витых роликов по ГОСТ 808-41.
Проволока для распорок подшипников
(низкоуглеродистая)поставляется по специаль-
ным ТУ Министерства чёрной металлургии
СССР.
Проволока для текстильной и лёгкой
промышленности. Виды этой проволоки, их
назначение и свойства крайне разнообразны.
К большинству из них предъявляются весьма
высокие и специальные требования. Наиболее
ответственные виды проволоки стандартизованы:
проволока кардная (среднеуглеродистая) для
изготовления скоб кардных лент—Г ОСТ 3875-47;
проволока ремизная (среднеуглеродистая),
применяемая для изготовления ремиз к ткац-
ким станкам, представляющая собой две спаян-
ные оловом проволоки—ОСТ НКМ 20034: про-
волока бердная (низкоуглеродистая), приме-
няемая для изготовления бердных зубов, глаз-
ков ремиз и деталей арматуры для металли-
ческих ремиз —ОСТ НКМ 20003.
Проволока игольная применяется для
производства швейных (машинных и ручных),
трикотажных, технических и других игл
и разного мелкого инструмента. Игольная
проволока поставляется по специальному стан-
дарту ОСТ 20005-38 (намечен к пересмотру
в 1948 г.).
В зависимости от химического состава
игольная проволока изготовляется трех марок:
Hj @,65—0,750/п С), И2 @,75—0,850/0 С) и И3
@,95—1,090/0 С).
Проволока стальная общего назна-
чения из низкоуглеродистой стали. Про-
волока изготовляется по ГОСТ 3282-46, кото-
рый распространяется только на непокрытую
проволоку. Проволока того же назначения
оцинкованная, олифованная и т. п. поставляется
по специальным ТУ. Применяется для увязки
(упаковочная) и для изготовления малоответ-
ственных деталей.
Проволока поставляется в термически не-
обработанном виде (светлая) и термически
обработанная (светлая и чёрная). Сортамент —
от 0,16 до 10 мм по ГОСТ 2771-44.
Допускаемые отклонения от размеров уста-
новлены следующие:
Диаметр в мм .
Допускаемые
отклонения вмм .
одб—0,18
0,20—0,30
—о,оз
Диаметр в мм . 0,70—0,90 1,0—3,0
Допускаемые
отклонения в мм. —о,о8 —ода
Продолжение
з>5—6,о 7>°~10
—o(i6 —0,20
Проволока диаметром более 2 мм с согла-
сия потребителя может поставляться с рас-
ширенными на 50% допусками.
Проволока термически обработанная
должна иметь ой=30—50 кг/мм^. По согла-
шению сторон для проволоки 0 0,8—7,0 мм
испытание на растяжение может быть заме-
нено испытанием на перегиб; при этом про-
волока должна выдержать без разрушения не
менее 10 перегибов (по ГОСТ 157У-42).
ГЛ. VI!]
СТАЛЬНАЯ ПРОВОЛОКА
419
Для проволоки термически необработанной
установлены в зависимости от её размеров
следующие верхние пределы значений с#:
Диаметр в мм . 0,16—0,45; 0,50 — 1,2; 1,4—2,5;
Gfo кг/мм1 . . . 140 тзо 120
Продолжение
Диаметр в мм . 2,8—3,5; 4>°—5»°; 5*5 и выше
j. кг!мм'' . юо 85 7°
Проволока диаметром 0,8—7,0 мм терми-
чески обработанная должна без разрушения
выдержать не менее 4 перегибов. При испыта-
нии на разрыв с узлом проволока диаметром
меньше 0,8 мм должна иметь аь узл не менее
50% <*Ь' определяемого обычным испытанием
проволоки на растяжение.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бабошин А. Л., Смирнов А. В. и М а с а- 29.
л о в Н. И. , Исследование обработки и свойств канат-
ной проволоки, „Вестник металлопромышленности" 30.
№ 4 и 5, 1935.
2. Бонзе ль М., Производство стальной проволоки,
пер. с франц. под ред. И. А. Юхвец, Металлургиз-
дат, 1941. 31.
3. Б о р з д ы к а А. М., Замена высокоуглеродистых
пружинных сталей низкоуглеродистой со сквозной 32.
цементацией, „Сталь" № 1 — 2, 1943.
4. Брюханов А. Е., Изменения свойств железа и 33.
стали при высоких степенях наклёпа, „Сборник тех-
нических статей по производству стальной проволоки 34.
и канатов", ОНТИ НКТП, 1935.
5. В а п н а М. Л., Испытание проволочных канатов,
1932.
6. Васильев П. Н., Изучение существующей ме- 35.
тодики испытания проволоки и нахождение наиболее
рационального и экономически выгодного метода. 36.
Отчёт УИИ им. С. М. Кирова № 64/12, 1938.
7. Васильев П. Н., К вопросу об испытании повтор-
ным гибом, „Производственно-технический инфор-
мационный бюллетень Главметиза" № 4 — 5, 1940.
Я. Влияние свивки на механические свойства проволок
в канатах. Отчет УИИ им. С. М. Кирова № 67/7, 1937.
9. Давиденков Н. Н., Проблема удара в метал- 37.
ловедении, изд. Академии наук СССР, 1938.
10. Давиденков Н.Н., Воскресенский С. Н.,
Зависимость между механическими свойствами про- 38.
волоки и изготовленной из неё пружины. Отчёт
Ленинградского индустриального института, 1940.
11. 3 а л о г и н С. А., Старение, оцинкованной проволоки
в зависимости от времени пребывания в атмосферных 39.
условиях, „Бюллетень Главметиза" № 4, 1936.
12. Зубов В. Я-, Патентирование и волочение сталь- 40.
ной проволоки, Металлургиздат, 1945.
13. Каменский В., Нетесени А., Тесля А.,
Левин С., Прохоров Ю., Кузнецов М.,
Славиковский П., Исследование возможности
использования бессемеровской стали для разных из- 41.
делий, „Сталь" № 8, 1934.
14. К а р я к и н И. А., Испытание тросов на вынос ти- 42.
вость, „Производственно-технический информацион- 43.
ный бюллетень Главметиза" № 4 — 5, 1940.
15. К о л ч и н К. П., Влияние дополнительной деформа- 44.
ции проволоки на её свойства, „Бюллетень Главме-
тиза" № 3 - 4, 193а 45.
16. К о л ч и н К. П., Установление причин расслаива-
ния проволоки при кручении и изыскание способов 46.
его устранения, „Производственно-технический ин-
формационный бюллетень Главметиза" №4 — 5, 1939. 47.
17. К о л ч и н К. П. и Б у л а в к и н Я- В., Вопросы из-
готовления проволоки особо высокого сопротивления 43.
из хромистой и хромомолибденовой стали, „Бюлле-
тень Главметиза" № 7, 1937. 49.
18. К о м а р о в Н. В., Сопротивляемость проволоки 50.
изгибу, „Бюллетень Главметиза" №5 — 6, 1935.
19. Лапотышкин Н. М., Напряжения в холоднотя- 51.
нутоЙ стальной проволоке в зависимости от величины 52.
частных обжатий, „Уральская металлургия" № 6, 1938.
20. Л и в ш и ц Б. Г., Физические свойства сплавов, Me- БЗ.
таллургиздат, 1946.
21. Л о щи лов С. и Фастовский Б., Исполь- 54
зование бессемеровского металла для некоторых про- 55.
филей и изделий, „Сталь" № 1 и 2, 1940. 56.
22. М е с ь к и н В. С, Ферромагнитные сплавы, ОНТИ, 57.
1937.
23. О к н о в М. Г.. Объёмные и дилатометрические ис- 58.
следования сплавов, „Металлург", 1930. 59.
24. П о г о д и н С. А., Проводниковые и реостатные
сплавы, ОНТИ, 1936. 60.
25. Помп А., Сталь для канатной проволоки, „Справоч- 61.
ник по чёрным металлам" пер. с нем. под ред. В. А. 62.
Тиховского, 1934.
26. „Производство губчатого железа" под ред. Л.О.Траут-
мана, Металлургиздат, 1933. 63.
27. Р а п а т ц, Качественная сталь, пер. с нем. под ред.
В. С. Меськина, 1938. 64.
28. С а х а р о в П. С, Предел упругости проволоки,
.Сталь" № 6, 1941.
Смирнов В. И., Термическая обработка стальных
рессор и пружин, Металлургиздат, 1944.
Соколов К. Н., Изучение возможности и целе-
сообразности легирования для повышения механиче-
ских свойств стальной канатной проволоки. Отчёт
УИИ за 1938 г.
Тиходеев Г. М., Контроль качества сварки, изд.
Академии наук СССР, 1935.
Томашов Н. Д., Защита металлических конструк-
ций от коррозии протекторами, Оборонгиз, 1940.
Т у м Е. , Справочная книга по нержавеющей стали,
пер. с англ., Металлургиздат, М. — Л., 1940.
Ч е г и с В., Испытания на переменный изгиб канат-
ной проволоки вокруг шкивов больших диаметров.
„Сборник технических статей по производству про-
волоки", 1938.
Шапошников Н. А. , Основы механических ис-
пытаний металлов, ОНТИ, 1936.
Юхвец И. А., Влияние некоторых факторов вы-
плавки металла, технологии волочения и оцинкова-
ния на хрупкость и механические свойства канатной
проволоки В. С, а также на выносливость тросов.
„Производственно-технический информационный бюл-
летень Главного управления метизной промышленно-
сти" № 4—5, 1940.
Юхвец И. А. , Вопросы производства стальных
канатов („Труды совещания по шахтным подъёмным
канатам", изд. Академии наук СССР), 1945.
Юхвец И. А., Пути развития техники сталепрово-
лочного производства в СССР в третьей пятилетке.
„Производственно-технический информационный бюл-
летень Главметиза" № 3, 1939.
Юхвец И. А. и Алексеенк о-С е р б и н Т. М.,
Холодное волочение чёрных металлов, ОНТИ 1938.
Юхвец И. А. иГендина М. Я-. Изменение
свойств стальной проволоки с содержанием 0,3 —
0,5'/0 С (канатной) при волочении в зависимости от
способа термообработки и маршрута протяжки. Отчёт
ЦИЛ завода „Серп и молот", 1939.
Adam Т. , Wire-Drawing and the Cold Working of
Steel B-е изд.), 1936.
AltpeterH., Draht-Welt, N 33, 1926.
American Iron and Steel Institute, Steel Products Ma-
nual, Carbon Steel Wire, Section 16, 1942.
В 1 о x d о r f W. R. , Wire a. Wire Products, N 10,
1938, N 1, 1939.
Bollenrath u. Bungardt W., Archiv f. d.
Eisenhiittenwesen, Bd. 12, 1938.
В u r g a 1 1 e r W., Untersuchungen an gezogcnen
Stahldrahten, Dr. Ing. Diss. Techn. Hochschule, 1932.
Daeves K., G e г о 1 d E. u. Schulz E. H.,
Stahl und Eisen, S. 100 — 103, 1940.
Diepschlag E. u. Kerner E., Metallwirtschaft,
B. XIII, 1934.
DRP 665027 от 28/111 1934; DRP 699485 от 27/VI 1936.
G i 11 E. T. a. G о о d а с г e, Iron a. Steel Inst., p.
293 - 323, 1934.
Goer ens P., Stahl u. Eisen, 1913.
Houdremont Ed. , Handbuch der Sonderstahl-
kunde, 1943.
Krasman E., Felton u. GuHleaume,
Carlswerk Rundschau, N 4, 1928,
Me С a r t h у В., Wire and Wire Products, N 9, 1935
Mitteilungen Wohler Inst. , N 36, 1939.
P f e i 1, iron a. Steel Inst. , IX, 1928.
P о m p A. . Stahldraht, seine Herstellung und Eigen
schaften, 1941.
P о m p A. , Stahl und Eisen, s. 777 - 786, 1925.
Pomp A. u. Knackstedt W., Mitt. K. Wilh.
Inst. Eisenforschung 10, 1928,
P u n g e 1 W. , Stahl und Eisen, N 41 u. 42, 1942.
Seymour K-, Wire and Wire Products, N 9, 1935.
VD1, № 26, 1939 (реферат), см. также и „Производ-
ственно-технический информационный бюллетень
Главметиза" № 2, стр. 113 —114, 1940.
Wernle VDI, 1929, S. 417; VDI 1930, S. 188; VDI, 1930,
S. 1418; VDI, N 2Э, 1933.
ZimmerliF. P., Wood W. P., Wilson G. D,,
Trans. Amer. Soc. Metals, XII, 1938 «Металлург"
№ 6, 1939, (реферат^.
420
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
ТРУБЫ СТАЛЬНЫЕ
МАРКИ СТАЛИ И ИХ НАЗНАЧЕНИЕ
Наиболее типичные марки стали для изго-
товления труб:
а) Ст. 1 — сварные водо-газопроводные
грубы;
б) 10 и 20 — бесшовные и электросварные
трубы, котельные и конструкционные;
в) 35 и 45 — трубы для конструкций с повы-
шенным напряжением;
г) 40Х и ЗОХГСА —наиболее ответственные
конструкционные трубы для авто- и авиапро-
мышленности;
д) ШХ15 — трубы для колец шариковых и
роликовых подшипников;
е) 15М и 15ХМ с повышенным сопротивле-
нием ползучести (крипу) — трубы для котлов
и перегревателей высокого давления;
ж) Х5М с высоким сопротивлением ползу-
чести при температурах до 500° С — трубы
крекинговых печей;
з) Ж17 и Ж27 (ферритного класса), облада-
ющие высокой жаростойкостью — трубы спе-
циального назначения;
и) Я1 и Я1Т (аустенитного класса), устой-
чивые против коррозии в различных коррозий-
ных средах, — трубы специального назначения.
О свойствах стали см. гл. VII „Конструкцион-
яая горячекатаная сортовая сталь",гл.IX „Сталь
высоколегированная с особыми свойствами",
гл. X „Состав, свойства и назначение стали".
О технологии производства труб см. [1,2].
ТРУБЫ КОНСТРУКЦИОННЫЕ
Трубы общего назначения бесшовные
(ГОСТ 301-44). Трубы общего назначения из-
готовляются из углеродистой и легированной
стали катаными или тянутыми нормальной и
повышенной точности. Применяются как для
изготовления конструкций и деталей машин,
так и для трубопроводов нефти, воды, газа
и пара.
Номинальные размеры труб по сортаменту
приведены в табл. 74. Трубы поставляются:
а) нормальной длины, б) определённой (мерной)
длины в пределах нормальной, с допускаемым
отклонением + 15 мм и в) кратной длины
с припуском на каждый разрез по 5 мм с
допускаемым отклонением по общей дли-
не -|-15 мм.
Нормальная длина труб холодно-
тянутых: при толщине стенки до 1 мм — от 2
до 4 м и при толщине стенки выше 1 мм — от 3
до 7 м; горячекатаных (кроме пильгерных) —
от 4 до 9 м и пильгерных — от 6 до 19 м.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне при-
ведены в табл. 75.
Материал труб. Трубы поставляются:
а) по химическому составу и механическим
свойствам из углеродистой стали марок: 10, 20,
35, 45 (по ГОСТ В-1050-41), а также из леги-
рованной стали марок 38ХА, 40Х и ЗОХГСА
(по ОСТ НКТП 7124); б) по механическим
свойствам и с нормированным содержанием
серы до 0,055% и фосфора до 0,05% из стали
марок Ст. 2, Ст. 4, Ст. 5 и Ст. 6; в) без норми-
Таблица 74
Номинальные размеры бесшовных труб общего
назначения (в мм)
Наруж-
ный
диа-
метр
. 5
6
8
IO
12
14
i6
i8
2О
22
24
25
2б
28
29
3°
З2
33
Толщина
стенки
о
о
5-1.°
,5-1.5
о,5—2,о
о
о
о
5-2,о
5—3.°
5-3.°
O.75—3.°
°.75—3.°
о/
i
i
i
i
i
i
¦5—3.°
о—4,о
о—4.°
°—4.5
°-4.5
°-5-5
о-5>5
1,0—6,0
I
I
о—6,о
о—6,о
Наруж-
ный
диа-
метр
35
38
4°
42
44.5
48
51
54
57
6о
63.5
7°
76
83
89
95
IO2
ю8
Толщина
стенки
1,О—б,О
1,О—6,0
1,О—6,О
1,О—б,О
1,О—
i.o—
1.5—
6,о
8,о
8,о
1.5—8,о
1.5-
9.°
I.5-9-O
1.5-
1.5—
2,0—
2,О—
2,0—
4.О—
4,°—
4.°—
9,о
10,0
[О,О
го,о
[О,О
о,о
[1,О
Наруж-
ный
диа-
метр
»4
121
127
133
140
146
152
159
168
194
219
245
273
299
325
351
377
426
Толщина
стенки
4,о—13,о
4,о—i3,o
4,о— i3,o
4,°—13.°
4.5-13.°
4.5—13.°
4.5—13.°
4.5—13,°
4.5—13,°
4.5—13.°
6,о—14 to
7,0—14,0
7,0—16.0
8,0—16,0
8,0—18,0
8,0—18,0
8,0—20,0
9,0—2о,о
рования химического состава и механических
свойств — по их испытанию гидравлическим
давлением.
Нормы механических свойств
в состоянии поставки приведены: для труб
с нормированным химическим составом и ме-
ханическими свойствами — в табл. 76; для труб
с нормированным содержанием только серы и
фосфора — в табл. 77.
Технологические испытания.
Трубы, работающие под давлением, должны
выдерживать гидравлическое давление, опре-
деляемое в кг/см2 по формуле:
Р =
200 sR
DR
где s — минимальная толщина стенки в мм;
R — допускаемое напряжение в кг\ммг, рав-
ное 35% аь или 10 кг\ммг для труб, поставля-
емых без нормированных химического состава
и механических свойств; Da — внутренний диа-
метр трубы в мм.
Испытание холодной водой производится
(по ГОСТ 3845-47) под давлением 60 am (по
обоснованному требованию заказчика давление
может быть повышено). При легком обсту-
кивании молотком труб, находящихся под
давлением, в них не должно быть обнаружено
течи.
В зависимости от назначения и условий
работы по требованию заказчика трубы должны
выдерживать следующие технологические ис-
пытания.
а) Испытание на раздачу (в холодном со-
стоянии) для труб с наружным диаметром не
менее 24 и не более 140 мм и с толщиной
стенки не более 8 мм (по ОСТ 1689), при по-
мощи оправки с конусностью 1/10. При разда-
че трубы должны выдержать (без образования
ГЛ. VII]
ТРУБЫ СТАЛЬНЫЕ
421
трещин или надрывов) следующее увеличение
наружного диаметра:
Марка стали
ю и Ст. 9
зо и Ст. 4
Толщина
стенки
в мм
< 4
> 4
< 4
> 4
Увеличение
DH в %
ю
6
8
5
Таблица 75
Нормы допускаемых отклонений от номинальных
размеров и по кривизне бесшовных труб общего
назначения
поминальные
размеры в мм
Допускаемые
Размер-
ность
отклонения
Для классов точности
¦ -я
ото
-21
По наружному диаметру
DH<b\
?и>51-159
1>н>159
По
*<i
s>i,o—3,0
*>3>°
DH и s всех раз-
меров
DH, s и L всех
размеров
мм
% DH
%DH
±о,5
+ 1.5
и — i,o
±i,5
толщине стенка s
мм
°/о S
По длине
мм
+0.15
+ 15
и —ю
±15
+ 15
По кривизне ***
мм/пог. м
<i,5
la?
с я я
±о,з
±1,О
±1.5
И —1,О
+о,15
и —о, ю
±ю
+ 15
И —10
+ 15
<i.5
они-
сен-
ой*
С Я X
±о,5
+ 1.5
И — 1,О
±i.5
±в,а
±15
±18
+ '5
<i,5
Примечания." 1. Допуск со знаком плюс отвечает
отклонениям выше номинальных размеров, со знаком ми-
нус — отклонениям ниже номинальных размеров.
2. Отклонения по овальности и разностенности должны
няходиться в пределах допускаемых отклонении D и s.
3. См. примечание 2 к табл. 83.
изготовления допускается
* Пониженная точность
при согласии заказчика.
** Для труб мерной и кратной длины.
*** На участке любой длины.
Таблица 76
Механические свойства бесшовных труб общего
назначения с нормированным химическим составом
10
20
35
45
ЗОХГСА •
Предел проч-
ности при рас-
тяжении
в кг 1мм2
32
4°
52
6о
5° и 7°
Относительное
удлинение в °/0
8,0
не мен°е
2О
17
14
12
i8 и и
8.
24
2О
17
14
Примечание. Механические свойства труб из
стали марок 38ХА и 40Х должны отвечать нормам
ОСТ НКТП 7124.
Таблица 77
Механические свойства бесшовных труб общего
назначения с нормированным содержанием серы
и фосфора «0,055% S и <0,05°/0 Р)
Марка
стали
Ст. 2
Ст. 4
Ст. 5
Ст. 6
Предел прочности
при растяжении
не
34
42
55
65
Относительное удлине-
но
менее
20
17
14
12
в и/„
V
24
2О
17
14
* Первые значения — для труб тянутых (отожжён-
ных), иторые — для труб катаных (без отжига).
Трубы, испытываемые на бортование, испы-
танию на раздачу не подвергаются.
б) Испытание на сплющивание (в холодном
состоянии) для труб диаметром от 22 мм и
более с толщиной стенки от 2,5 до 10 мм
(по ОСТ 1692). При сближении стенок трубы
до расстояния, равного 2 5 для марок 10 и Ст. 2
и до 4 5 для марок 20 и Ст. 4, не должны по-
лучаться трещины или надрывы.
в) Испытание на бортование в холодном
состоянии (по ОСТ 1691) для труб с наружным
диаметром не менее 30 и не более 159 мм и
с толщиной стенки, не превышающей: 10% Dh
при ?>м<^60 мм; 8% DH при DH от 60 до
108 мм; 6% DH при DH от 108 до 140 мм и
5% DH при DH от 140 до 159 мм.
Ширина отгибаемого борта, отмеренная от
внутренней поверхности трубы, должна быть
не менее 12% внутреннего диаметра трубы и
не менее 1,5 s. Угол отбортовки должен со-
ставлять: 90° — для труб, изготовленных из
стали марок 10 и Ст. 2, и 60° — для труб из
стали марок 20 и Ст. 4.
Специфические требования (в части термв-
обработки или поставки холоднотянутых труб
с наклёпом, структуры стали и др.) к изгото-
вляемым по ГОСТ 301-44 трубам специального§
назначения, а также дополнительные испытания
(на свариваемость, загиб, твёрдость, на удар-
ную вязкость), регламентируются соглашением
сторон.
Трубы автотракторные бесшовные (ГОСТ
1459-43). Трубы бесшовные автотракторные
изготовляются катаными и холоднотянутыми
из углеродистой и легированной стали и при-
меняются в автомобильной, тракторной и дру-
гих отраслях машиностроения.
Номинальные размеры труб по
сортаменту приведены в табл. 78.
Нормальная длина труб: при тол-
щине стенки до 1 мм — от 1 до 4 м, при тол-
щине стенки выше 1 мм — от 1,5 до 8 м.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне при-
ведены в табл. 79.
Материал труб — углеродистая сталь
марок: 10, 20, 35 и 45 по ГОСТ В-1050-41 и
легированная — марок: 15Х, 20Х, 40Х, ЗОХГС
и 15ХФ по ОСТ НКТП 7124.
Состояние поставки. Трубы из уг-
леродистой стали поставляются катаными в со-
стоянии прокатки или холоднотянутыми тер-
мически обработанными после последней про-
тяжки. По требованию заказчика холоднотяну-
тые трубы могут поставляться без термообра-
ботки (с наклёпом). Нормы механических
422
КОНСТРУКЦИОННАЯ СТАЛЬ
{РАЗД. 11
Таблица 78
Номинальные размеры бесшовных автотракторных
труб (в мм)
¦¦«
S
ж о.
*?
«1
5
6
7
8
9
ю
и
12
13
Н
15
16
17
18
19
ао
21,25
22
23
24
25
Толщина
стенки
°,5—1,25
°,5—1,25
i.o—1,5
о,5—2,о
0,5-2,0
°.5—2>°
1,О—2,0
О.5—3,о
1.5-2,5
о,5 —3.°
°.7э- 1.5
°,75-3,°
°,75- 3,°
°,73—3,°
i,5 -2,5
о,75-3.о
3.25
i,o —4,°
1,0—4,0
i,o—4,о
1,о - 4,°
SS
3
к си
*5
?§
26
27
28
29
3°
31
32
33
34
35
з°
37
38
39
4о
41
42
43
44
45
4б
X
5*
1,0—3,0
1.0—3,5
1,0—5,0
1.5—5.°
1,0—6,0
1,0—6,0
1,0—6,0
1,0—4,0
1,0—4,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
1,0—6,0
ЯЗ
3
X Си
й?
?•«
47
48
49
5°
51
54
57
6о
°3,5
68
7°
73
76
83
89
95
IO2
io8
И4
121
127
133
Толщина
стенки
1,О—6,О
i,o—8,о
i,o—8,о
i,o—8,о
i,o—8,о
2,5—8,о
1,5—9.°
1.5—9,°
1,5—9,°
1,5—ю,о
i,5—1О,°
2,О—10,0 *
2,О — Ю,О
3,25 - ю,о
2,О —10,О
3,75—ю.о
2,5 —II.O
2,5 —13,°
3.75-I3.O
2,О —13,О
4,75-13.°
3.5 —13,°
* Для автотракторных полуосей толщина стенкн 11 мм.
свойств и кривизна труб в этом случае уста-
навливаются по соглашению сторон.
Состояние поставки и вид термообработки
труб из легированной стали устанавливаются
по соглашению сторон.
Нормы механических свойств
труб в состоянии поставки из углеродистой
стали приведены в табл. 80.
Нормы механических свойств труб из леги-
рованной стали устанавливаются соглашением
сторон.
Трубы, предназначенные для специальных
целей, подвергаются технологическим испы-
таниям по ГОСТ 301-44 (см. выше „Трубы
общего назначения бесшовные"), а также ис-
пытаниям по определению твёрдости и ударной
вязкости. Нормы для последних испытаний
устанавливаются соглашением сторон.
Трубы электросварные (ГОСТ 1753-42) *.
Электросварные трубы применяются для кон-
струкций, деталей машин, трубопроводов и
других изделий.
Таблица 79
Нормы допускаемых отклонений от номинальных
размеров и по кривизне бесшовных автотракторных
труб
Номиналь-
ные разме-
ры в мм
DH <S0
DH >30—40
DH >40—50
DH>50
5<1
5>l-3
5>3
DH и s
всех раз-
меров
DH > 12 мм,
в <; 6 мм
DH и s
остальных
размеров
Допускаемые отклонения
Размер-
ность
Для классов точности
XS
о
S Х
о ?
с ?
По наружному
мм
„
°loDH
±°,5
±°.5
±°,5
+1.5
И-1.О
По толщине
мм
°las
°!о s
Пс
мм
±°.2О
+ 15
±i8
длине
+ ю
ЗЯ
о
X
, Л
О.Ч
О CS
X й
° я
са
диаметру Dh
±°,5
±°.5
±о,5
+1.5
И —1,О
±о,з
±о,з
±о,з
±1,о
стенки s *
±0,151+0,15
+ 15
и — ю
±15
L**
+ ю
По кривизне
мм/'пог. м
-
<i,5
<i,5
<i,5
<г,5
и—о,ю
±ю
+ IO
и-is
+ ю
<i-5
<i,5
*
о
сок
3
а
±о,15
±0,20
±°525
±О,8
±О,1
±1О
+ 15
И —10
+ IO
<х
<i,5
о
о х
о у
о да
±оло
+ °,15
±О,2О
±о,5
—
—
+ 10
<д
<i,5
Примечание. См. примечания 2 к табл. 75 и 2
к табл. 83.
* В одном и том же сечении.
** Для труб мерной и кратной длины.
Таблица
Механические свойства бесшовных
автотракторных труб
3 S
So
10
20
35
Предел
прочности
при растя-
жении
в «г/лгж2
32
4°
52
6о
н «
С н т
—
28
32
Относительное
не менее
2О
17 •
14
12
удлинение в °,'„
S
24
2О
17
Ч
Трубы изготовляются (из стальной ленты)
волочёными (после электросварки) или нево-
лочёными следующих размеров (в мм):
Наружный диаметр
12—19
2О-ЗО
32-63,5
Толщина стенки
1—1,5
1-2
1.5-2
* ГОСТ 1753-42 в 1948 г. пересматривается, при этом
предполагается сортамент электросварных труб расширить
по диаметру до 150 мм, а "по толщине стенки — до 5 мм.
Нормальная длина электросварных труб
1 — 6 м.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне при-
ведены в табл. 81.
ГЛ. VII]
ТРУБЫ СТАЛЬНЫЕ
423
Таблица 81
Нормы допускаемых отклонений от номинальных
размеров и по кривизне электросварных труб
Номинальные
размеры в мм
Допускаемые отклонения
Размер-
ность
Для
X
V
3
NO
о
По наружному диаметру DH
DH<30
DH >30-40
DH >40-50
DH >50
мм
„
ш
±о,5
±о,5
±о,5
+ 1.5 и
По толщине стенки s (в
DHt s и L
всех размеров
'без учёта гра-
та)
%s
По длине L (для труб
DH , s и L
всех разме-
ров
DH. s и L
всех размеров
(для волочё-
ных труб)
То же (для
неволочёных
труб)
мм
По
мм/пог. м
*
±15
мерной
+ ю
классов
X
0>
d
3
пя
о о
Е X
точности
«а
О
х
о
2
са
о
О i!
NO О
О <->
и 3
О ш
(в любом сечении)
±о,зо
±о,зо
±°.35
+ 1
±o,i5
±°,2О
±О,25
+о,8
любом сечении
+ 15
и —ю
+ IO
±о,ю
±о,15
±О,2О
±о,5
±8
а кратной длины)
+ IO
кривизне
<i,5
<3,о
•О»5
<3-о
+ 1О
<1,5
<з.°
+ ю
<i,5
<3,°
Примечание. См. примечание 2 к табл. 75 и 83.
* Неволочёные трубы поставляются только обычной
точности.
Материал труб — углеродистая сталь
марок: 08, 10 и 20 по ГОСТ В-1050-41 и из
других марок стали по соглашению сторон.
Состояние поставки. Трубы поста-
вляются в термически обработанном состоянии,
обеспечивающем получение требуемых меха-
нических свойств (или без термообработки по
соглашению сторон).
Механические свойства в состоянии по-
ставки электросварных труб должны удовле-
творять следующим нормам:
Марка стали
о8 и ю
Технологические испытания.
Трубы должны выдержать без образования
трещин и надрывов испытание на прочность
шва раздачей до увеличения наружного диа-
метра на 6% первоначального диаметра. Ис-
пытание производится (в холодном состоянии)
по ОСТ 1689 при помощи оправки с конус-
ностью 1/10.
Трубы, предназначенные для работы под
давлением, подвергаются испытанию гидра-
влическим давлением, величина которого уста-
навливается соглашением сторон.
В зависимости от назначения и условий ра-
боты трубы могут подвергаться другим техно-
(не
кг/мм*
менее)
32
4°
8,
(не
о в%
менее)
2О
2О
логическим испытаниям (на бортование, загиб,
сплющивание), нормы которых устанавли-
ваются соглашением сторон.
Трубы толстостенные бесшовные (ГОСТ
1464-43). Трубы толстостенные применяются
для различных конструкций, деталей машин и
трубопроводов высокого давления.
Номинальные размеры труб по
сортаменту приведены в табл. 82.
Таблица 82
Номинальные размеры
КЗ
А
* О.
У н
и
6
7
8
ю
12
14
16
18
2О
¦2-2
24
26
28
ЗО.
32
33
35
38
4О
42
45
\
Толщина
стенки
2
а; 2,5
2.5
2.5;з; (з,5)
3,5; 4
3,5! 4
3,5—4,5
3,5-5
3.5-5
4-5—6
4.5-7
4,5—7
6; 7
7
7; 8
7-8
7! 8; (9)
7J 8
7; 8
7; 8
бесшовных толстостенных
труб (в мм)
*3
3
х о.
Нару
диам
48
51
57
6i
Ь5
63
73
7б
83
89
оо
IO2
(Ю5)
ю8
(но)
И4
121
127
133
140
I52
Толщина
стенки
9- ю
9; ю; (и)
IO—12
ю—14
ю —14
и—15
и-(ао)
11—20
11 — 21
II—24
II—2E
12—27
A2—28)
14—28
A4-28)
14—28
14—28
14—23
14—(зо)
14- C2)
14—C5)
=5
3
X О.
Я щ
159
168
174
i8o
A90)
194
208
213
219
245
273
299
З25
351
377
426
Толщина
стенки
14—C3)
Н-35
14—4°
14—40
(i8); B0)
14—40
15—40
15—40
15—40
15—40
18—40
18—40
20—40
20—40
22 — 40
22—4°
Примечание. Трубы, размеры которых заклю-
чены в скобки, к применению не рекомендуются.
Нормальная длина труб: при на-
ружном диаметре до 76 мм—не менее 1 м; при
наружном диаметре выше 76 мм—не менее 1,5 м
(для трубопроводов высокого давления—не ме-
нее 3 м); при максимальной длине, устана-
вливаемой заказчиком, — в пределах 6 — 9 м.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне при-
ведены в табл. 83.
Материал труб — углеродистая сталь
марок: 10, 20, 35, 40 и 45 по ГОСТ В-1050-41
и легированная сталь марок: 15Х, 40Х, 15ХФ,
30ХГСА,38ХА и 40ХМЮА по ОСТ НКГП 7124
(в технически обоснованных случаях с норми-
руемым — по соглашению сторон — количе-
ством волосовин, определяемых при ступен-
чатой обточке образцов). Определяемая в го-
товых трубах макроструктура стали должна
быть без следов усадочной рыхлости, без ино-
родных включений, трещин, флокенов и дру-
гих пороков, видимых невооружённым глазом
424
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 83
Нормы допускаемых отклонений от номинальных
размеров и по кривизне толстостенных бесшовных
труб
г
Номинальные размеры
Вн
Vh
DH
D»
De
Dg
De
De
De
s<
s от
s .
t>H
DH
DH
Допускаемые отклонения
Размер-
ность
По наружному диаметру
<30
от 30 до 40
.40 . 114
>114
мм
„
% DH
% DH
Для классов
точности
обыч-
ной
±о,5
±°,5
±1.5
±2,О
По внутреннему диаметру De
<5
от 5 до 13
,13 . 30
.30 . 60
> 60
мм
¦щ
%»е
По толщине стенки s
8
8 до 12
12 . 45
По
и s всех размеров
По
<48
>48 при:
s от 20 до 30
„ 30 „ 45
•/о*
°JoS
длине L
ММ
кривизне
мм/пог. м
-
±о,5
±о,5
±1,О
±i»5
±2,5
±15
±15
±15
+ао
<
<2,О
<|о
повы-
шенной
±о,з*
±о,4
±1,25
±1.5
±о,3
±°,5
±1,О
±i,5
±2,5
+ 15 и
10
±12,5
или
+ 15 и
— IO
+ 2О
<i,5
¦<2,О
Примечания. 1. Отклонения по овальности и
разностенности должны находиться в пределах, допускае-
мых для ин и s (для труб специального назначения в
пределах 80°/0 этих отклонений).
2. Трубы могут доставляться с комбинированными от-
клонениями, например, с допускаемыми отклонениями по
наружному диаметру—для нормальной точности и с до-
пускаемыми отклонениями по толщине стенки—для по-
вышенной точности.
* Для авиатруб: —0,2 мм при DH — 6—18 мм; —0,3 мм
при DH = 18—20 мм и ±0,2 мм при DH = 22-28 мм.
Состояние поставки. Трубы из угле-
родистой стали поставляются: катаными без
отжига и холоднотянутыми с отжигом после
последней протяжки или (по требованию за-
казчика) без отжига с наклёпом. Нормы меха-
нических свойств и кривизны труб в последнем
случае устанавливаются соглашением сторон.
Для труб из легированной стали состояние
поставки и вид термообработки устанавли-
ваются соглашением сторон.
Механические свойства труб
в состоянии поставки приведены в табл. 84
и 85.
Таблица 84
Механические свойства бесшовных толстостенных
труб
Марка
стали
10
20
25
35
40
45
15Х
40Х
15ХФ
ЗОХГСА
ЗОХГСА
38ХА
ЗОХГСА
40ХМЮА
Состояние
поставки
Катаные без
термической
обработки и
холоднотяну-
тые отожжён-
ные
Холоднотяну-
тые отожжён-
ные
Нормализо-
ванные
¦. Катаные без
1 термической
J обработки
едел проч-
ти при
тяжении
г/мм*
Относи-
тельное
удлинение
в /о
8И
Л
а, 2
sja
не менее
32
43
52
57
6о
63
45
5°
so
16
15
12
IO
17
18
II
24
зо
19
17
16
14
so
Ml!
4,7
4,6
4,4
4,8
4.5
4.1
4.4
3.3
3-5
3,5
Таблица 85
Механические свойства бесшовных толстостенных
труб после закалки и отпуска
Марка
стали
38ХА
40ХМЮА
а?
50
—
_
85
0
-Э-
5°
5°
?~
о
ю
IO
—
О
13
—
7
9
я
3.7-5-4,2
3,3+3/6
Трубы шарикоподшипниковые (ГОСТ
800-41). Трубы шарикоподшипниковые при-
меняются для изготовления колец, шарико- и
роликоподшипников и различаются по каче-
ству, как трубы обыкновенные и „Экстра".
Трубы изготовляются различных но-
минальных размеров (стандартом не
регламентируются): диаметром от 50 до 130мм
и толщиной стенок от 7 до 20 мм.
Нормальная дл и н а тр у б: 1,2 — 3 м
для группы I и 0,8 — 1,2 м для группы II.
Нормы допускаемых отклонений от номи-
нальных размеров и по кривизне приведены
в табл. 86.
Материал для труб — сталь марки
ШХ-15 по ГОСТ 801-47 с нормированными:
чистотой в отношении неметаллических вклю-
чений, степенью неравномерности распределе-
ния карбидов, макроструктурой в изломах
закалённых образцов и в поперечных темпле-
тах труб, микроструктурой и степенью обез-
углероживания.
Количество неметаллических включений и
степень неравномерности распределения кар-
ГЛ. VII]
ТРУБЫ СТАЛЬНЫЕ
425
Таблица 86
Нормы допускаемых отклонений от номинальных
размеров и по кривизне шарикоподшипниковых
труб
/
DH,
ров
Dh
Dh
Dh,
ров
Номинальные
размеры в мм
1
По наружному
s и L всех разме-
По толщине
<80
>80
Допускаемые отклонения
Размер-
ность
диаметру
мм
стенка s
eios
По кривизне
s и L всех разме-
мм1пог. м
Для классов
точности
обык-
новен-
ной
Dh
+0,2
+30
+25
«1
повы-
шенной
+О,2
+ 2О
+ 15
<1
Примечание. Отклонения по овальности, гран-
ности и разностенности должны находиться в пределах,
яопускаемых для DH и s.
бидов (карбидная ликвация) не должны прево-
сходить следующих баллов (по шкале завода
„Днепроспецсталь"):
Вид включения
Оксиды .......
Сульфиды
Карбидная ликвация
Сумма баллов . . .
Трубы обыкно- Трубы
венные .Экстра"
2,5 2
=,5 а
1,5 !
5,5 4
В изломе закалённого образца и протра-
вленного поперечного темплета трубы не до-
пускаются: трещины, усадочная рыхлость,
пережог, пузыри, пористость, флокены и по-
сторонние включения, видимые невооружённым
глазом.
Микроструктура стали труб в состоянии
поставки должна представлять зернистый пер-
лит с равномерно распределёнными избыточ-
ными карбидами. Участки пластинчатого пер-
лита не допускаются. Ориентация карбидов по
сетке не должна превышать балла 3 для труб
обыкновенных и балла 2 для труб „Экстра"
по шкале завода „2-й ГПЗ".
Обезуглероженный слой с внутренней по-
верхности трубы допускается не более 1,0 мм:
на наружной поверхности обточенной трубы
никаких следов обезуглероживания не до-
пускается.
Состояние поставки. Трубы поста-
вляются отожжёнными, обточенными с наруж-
ной поверхности.
Механические свойства. В состоя-
нии поставки трубы должны иметь твёрдость
в пределах 207—179 Ив (диаметр отпечатка
4,2 — 4,5 мм).
ТРУБЫ КОТЕЛЬНЫЕ БЕСШОВНЫЕ
Трубы котельные (ГОСТ 3099-46). Котель-
ные трубы применяются в качестве паропе-
регревательных и кипятильных для котлов всех
назначений и как дымогарные и жаровые для
паровозов.
Номинальные разме р ы труб по сор-
таменту приведены в табл. 87.
Таблица 87
Номинальные
размеры бесшовных котельных
труб
Трубы для котлов раз-
ных конструкций
(кроме
Тип
Паро-
пере-
грева-
тель- ~
ные
Кипя-
тиль-
ные
паровозных)
Наруж-
ный
диа-
метр
22
24
25
29
32
35
зз
4О
42
51
57
6о
63,5
7°
76
83
89
95
IO2
io8
Толщи-
на
стенки
2,5—4
2.5—4
2,5-4
2,5-5.5
2,5—6
2,5—6
2,5-6
2,5-6
2,5—6
2,5-8
2,5-8
3-9
3-9
3—ю
3,5-ю
3,5—ю
3,5—ю
4—ю
4—ю
4—ю
(в мм)
Трубы
Тип
Паропере-
греватель-
ные
Кипятиль-
ные
Дымогар-
ные
Жаровые
паровозные
Наруж-
ный
диа-
метр
24
29
35
38
42
76
89
44.5
51
57
89
127
133
140
152
Тол-
шина
стенки
3
3
3-5
3.5
4
5
5
2,5
2.5
3
3,5
4
4
4.5
4,5
отклоне-
мм
Нормы допускаемых
ний от номинальных размеров:
а) по наружному диаметру: при DH^
±0,5 мм; при Dw>51 mm ±io/o DH;
б) по толщине стенки: для катаных труб —
±15%^ или (по требованию заказчика) -l-20%s
и — 1Ь%5; для тянутых труб -f- 15% s и.
-10% *•
Овальность и разностенность—не бо-
лее 80% допуска (суммы отклонений) соответ-
ственно по наружному диаметру и по толщине
стенки.
Материал труб — углеродистая (успо-
коенная) сталь марок (по указанию заказчика):
10 и 20 по ГОСТ B-1U50-41 для всех труб,
кроме паровозных, и марки 10 — для паровоз-
ных труб, кроме кипятильных. Последние из-
готовляются из легированной стали по особым-
техническим условиям.
Нормы механических свойств
труб в состоянии поставки — согласно ука-
занным в табл. 76 для труб из стали марок
1U и 20.
Технологические испытания.
Трубы подвергаются испытаниям на сплющи-
вание, раздачу (трубы паровозные диаметром,
более fc9 мм вместо испытания на раздачу
испытываются на бортование) и гидравличе-
ским давлением.
Условия и нормы испытаний см. стр. 420—
421 „Технологические испытания труб бес-
шовных общего назначения". При испытании
на бортование ширина отгибаемого борта
должна быть не менее 6 мм.
Трубы паропроводные (ГОСТ 3100-46).
Трубы паропроводные с наружным диа-
метром 114—426 мм применяются для па-
ропроводов с температурой пара не выше'
450°.
426
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Номинальные размеры труб —
те же, что для труб бесшовных общего назна-
чения (табл. 74).
Нормы допускаемых отклоне-
ний:
а) по наружному диаметрушри DK<!159 мм
±10/0?)я; при ?>и>159 mm—±1&I0Dh)
б) по толщине стенки ± 15% 5 или по
требованию заказчика + 20% s и —10% s.
Овальность и разностенность не выше "
допуска (суммы отклонений) соответственно
по наружному диаметру или по толщине
стенки.
Материал труб — углеродистая (успо-
коенная) сталь марок (по указанию заказ-
чика) 10 и 20 по ГОСТ В-1050-41 для всех
труб, кроме паровозных, и марки 10 — для па-
ровозных.
По требованию заказчика трубы особо от-
ветственного назначения (для паропроводов
с температурой пара 375° и более) проверяются
на макроструктуру в изломе образца или на
протравленном темплете; при этом не должно
обнаруживаться следов усадочной раковины,
пустот, трещин, посторонних включений и
других дефектов, видимых невооружённым
глазом.
Нормы механических свойств
труб в состоянии поставки — согласно ука-
занным в табл. 76 для труб из стали ма-
рок 10 и 20.
Технологические испытания.
Трубы испытываются на сплющивание и гидра-
влическое давление. Трубы особо ответствен-
ного назначения (для паропроводов, работа-
ющих при температуре 375° и более) подвер-
гаются также испытанию на раздачу (трубы
диаметром не более 140 мм и с толщиной
стенки не более 8 мм) или на холодный загиб
продольного образца на угол 180° на оправке
диаметром, равным двойной толщине стенки
трубы (трубы остальных размеров).
Условия и нормы испытаний см. стр. 420—
421 .Технологические испытания труб бесшов-
ных общего назначения".
Трубы для судостроения (ГОСТ 1С60-41).
Трубы бесшовные качественные изготовляются
холоднотянутыми и холоднокатаными для кот-
лов, пароперегревателей и нефтеподогревате-
лей в судостроении.
Номинальные размеры труб должны
соответствовать спецификации заказа.
Нормальная длина -не более 10 м.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне:
а) по наружному диаметру: npnDH<40MM
±0,3 мм, при ?>к>40 мм ±0,80/0 DH\
б) по толщине стенки ± 10% s;
в) по длине (мерных и кратных труб)
-f-50 мм;
г) по кривизне: местной—не более 2мм/пог.м,
общей — на длину до 6 м — не более 5 мм, на
длину выше 6 м — не более 8 мм;
д) по весу: для партии весом 16 т и более
+ 8%; для отдельных труб + 10% теоретиче-
ского веса; минусовые отклонения по весу
определяются допускаемыми отклонениями по
толщине стенки.
Материал труб — сталь марки 10 по
ГОСТ В-10Е0-41.
Состояние поставки. Трубы поста-
? л яются отожжёнными (после холодной прокатки
или протяжки) по режиму, обеспечивающему
требуемые нормы механических свойств и тех-
нологических испытаний.
Нормы механических свойств
труб в состоянии поставки: 5й>35 кг[мм2,
510>23<у0.
Технологические испытания.
Трубы испытываются:
а) на раздачу по ОСТ 1689 в холодном
состоянии при помощи оправки с конусностью
1/10 до увеличения наружного диаметра трубы
на 15<>/0;
б) на сплющивание . по ОСТ 1692 до сбли-
жения стенок на расстояние, равное двойной
толщине стенки.
Все трубы перед установкой их в котел или
другой агрегат испытываются ещё заказ-
чиком гидравлическим давлением 150 am при
DH < 50 мм и 100 am при DH >> 50 мм, но не
выше определяемого формулой на стр. 420,
причём R принимается равным 12 кг /мм2.
ТРУБЫ БЕСШОВНЫЕ ДЛЯ КОТЛОВ
И УСТАНОВОК ВЫСОКОГО ДАВЛЕНИЯ
И ВЫСОКИХ ТЕМПЕРАТУР
Трубы для котлов и перегревателей вы-
сокого давления (ТУ 111 НКЧМ НКТМ ред.
1944 г.). Номинальные размеры труб —
наружный диаметр и толщина стенки DH~X_s
в мм: 22X4; 25X3; 28X4; 38X3; 38X4;
40X5; 42X5; 42X6; 52X5; 52X6; 54X7;
57X7; 57X7,5; 60X7,5, 70x7; 76X6; 76X7.
Нормальная длина труб: ;>4 м при
DH -< 52 мм и ]> 3 м при DH > 52 мм.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне:
а) по наружному диаметру: + 0,4 мм при
Dhs^AQ>mm и + 1% DH при Dw>40 мм;
б) по толщине стенки всех размеров-}-15% s
H-1CO/0s;
в) по кривизне не более 1,5 мм на 1 пог.м
трубы;
г) по длине мерных труб -)- 30 мм.
Материал трубы — углеродистая сталь
марки 20 по ГОСТ В-1050-41 и легированная
сталь марок 15М и 15ХМ следующего химиче-
ского состава в %:
Марка
15М
15ХМ
Марка
15М
15ХМ
С
0,12—О, 20
< О, l6
Мо
о,4—о,6
о, 4—о,6
Si
0,17—0,37
од 7-O.37
S
•^ 0,04
^^о,о^
Мп
о,4—о, 7
о,4-о,7
Сг
< о, 25
o,8-i,i
Продолжение
Р
<°,°4
<°-°4
Ni
<о,з
<о,3
Макроструктура стали, определяе-
мая при плавочном контроле, должна отвечать
баллам (по шкале Запорожстали) не выше: по
центральной пористости — балла 2, по общей
пористости — балла 3, по ликвации — балла 3,
по флокенам — балла 0, по подкорковым
пузырям — балла 3, при глубине залегания не
более 2 мм.
Микроструктура стали в трубах —
однородная феррито-перлитная при величине
зерна не крупнее № 4 и не мельче № 7 по
шкале ASTM.
¦ГЛ. VII]
ТРУБЫ СТАЛЬНЫЕ
427
Состояние поставки. Трубы поста-
вляются в отожжённом состоянии.
Механические свойства труб в со-
стоянии поставки должны отвечать следующим
нормам:
Механические свойства труб в со-
стоянии поставки должны отвечать следующим
нормам (не менее):
Марка стали
20
15М
15ХМ
з^ кг/мм*
> 4°
4O-55
45-6о
5Ш°/О (не менее)
*7
i8
18
Технологические испытания. Тру-
бы испытываются:
а) на сплющивание — по ОСТ 1692 до по-
лучения просвета между стенками, равного
тройной толщине стенки;
б) на раздачу — по ОСТ 1689 в холодном
состоянии оправкой конусностью 1/10 до уве-
личения наружного диаметра на 6%;
в) гидравлическим давлением, равным
удвоенному рабочему давлению.
Трубы для паропроводов и коллекторов
высокого давления (ТУ 250 НКЧМ НКТМ
1943 г.). Номинальные размеры труб —
наружный диаметр и толщина стенки DHy_s
в мм: 219X19,5; 273x26,5; 273X36,5;
325 X 52,5.
Нормальная длина паропроводных
труб^8 м; коллекторных ^4,8 м при мерной
длине.
Нормы допускаемых отклонений
от номинальных размеров и по кривизне:
а) по наружному диаметру ±1,5%?)я;
б) по толщине стенки + 20% s й—10% s;
в) по разностенности — в пределах допусков
по толщине стенки;
г) по овальности — в пределах допусков
по наружному диаметру;
д) по кривизне — не более 3 мм на 1 пог. м
при общей стреле прогиба для всей трубы не
более 2 мм на 1 пог. м;
е) по длине коллекторных труб мерной
длины + 50 мм.
Материал т р у б — углеродистая сталь
марки 20 по ГОСТ В-10^0-41 и легированная
сталь марки 15М состава: 0,12—0,25% С;
0,17 — 0,37% Si; 0,4 — 0,70/0 Мп; < 0,3% Сг;
0,4b — 0,65<70 Mo; <0,3% Ni; < О,О4о/о S;
<0,040/0 Р.
Микроструктура стали, определяемая
на поперечных и продольных микрошлифах
(при 100—125-кратном увеличении), должна
отвечать следующим нормам:
а) На нетравленых шлифах загрязнённость
неметаллическими включениями не должна
превышать (по шкале „Запорожстали" или
„Электростали"): для стали 20 — балла 4 по
оксидам и балла 4 по сульфидам; для ста-
ли 15М — балла 3 по оксидам и балла 3 по
сульфидам.
б) На травленых шлифах структура должна
быть однородной, без резко выраженной по-
лосчатости, шлаковых включений и других
дефектов.
Состояние поставки. Трубы, изгото-
вляемые из ободранных й просверленных
заготовок (слитков), поставляются с удалением
пильгерной головки с усадочной раковиной
весом не менее 20% общего веса трубы;
трубы поставляются в состоянии прокатки—без
термообработки.
Марка
стали
20
15М
кг/мм*
4О
45
кг/мм3
22
28
8.о7о
17
i8
По ,
5°
5»
5
7
dg •
4.8
4.5
Технологические испытания.
Трубы испытываются на сплющивание отре-
занного от трубы кольца шириной 25—50 мм
до получения просвета, равного четырёхкрат-
ной толщине стенки трубы, а также на загиб
по ОСТ 1683 в холодном состоянии, продоль-
ного образца на угол 180° на оправке диаме-
тром, равным двойной толщине стенки.
Трубы крекинговые (ГОСТ 550-41). Трубы
крекинговые изготовляются бесшовными горя-
чекатаными. Применяются в трубопроводах
для перекачки под давлением горячих нефте-
продуктов и в нагревательной части трубчатых
печей нефтеперерабатывающих установок.
В соответствии с этим трубы крекинговые
разделяются на коммуникационные и печные.
Номинальные размеры труб при-
ведены в табл. 88.
Таблица 88
Номинальные размеры крекинговых труб
Наружный
диаметр
в мм
6о
76
89
IO2
114
127
Hi
*52
Толщина стенки
в мм
4-6
5—9
5—9
6-13
6-13
6-15
6—и
6—и
Максимальная
длина труб
в м
ю
ю
IO
ю—9,3
ю—8
ю—8
ю
ю
Нормы допускаемых отклоне-
ний:
а) по наружному диаметру: для печных
труб + 0,5% DH и — 1,75% DH; для коммуни-
кационных ± 1,5% DH;
б) по толщине стенки: для печных труб
-f- 20% 5 и — 10% s; для коммуникационных
+ 200/0 5 и-15О/о5;
в) по кривизне: при5-<!6 мм не более^
1,5 мм; при s > 6 мм не более 2 мм на 1 пог. м
и не более 8 мм для всей длины трубы;
г) по длине: для труб мерной длины -\-15 мм.
Материал труб — углеродистая сталь
марок 10 и 20 (для труб, работающих при тем-
пературе до 450° и давлении до 60 am с некор-
розионными жидкостями) и легированная сталь
марки 15ХМ состава: <0,160/0С; <0,5% Мп;
<0,5% Si; 4-6% Сг; 0,45—0,65% Mo; <0,03%S
и <Ю,03% Р (для труб, работающих при тем-
пературе до 600° и давлении до 100 am с кор-
розионными жидкостями).
Состояние поставки. Трубы из
стали 10 и 20 поставляются горячекатаными,
без отжига, а из стали 15ХМ—отожжёнными.
Механические свойства труб в состоянии
поставки должны отвечать следующим нор-
мам:
Марка
стали
10
20
15ХМ
сг^ кг/мм2
(не менее)
32
4О
4°
(не менее)
2О 24
1б 19
l8 22
428
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. И
Технологические испытания.
Трубы испытываются: а) на раздачу (трубы из
стали марок 10 н 20) при DH <; 140 мм и
5<[8 мм по ОСТ 1689 посредством оправки
с конусностью 1/Ю; при раздаче трубы должны
выдержать без образования трещин и надры-
вов увеличение наружного диаметра на 6°/0
при s^4 мм и на 4°/0 при s>4 мм; б) ги-
дравлическим давлением (все трубы), величина
которого определяется по .формуле, приведён-
ной на стр. 420, при /?=7,5 кг/мм2 для труб
из углеродистой стали и при Я=9,0 кг/мм2-
для труб из легированной стали; максимальная
величина давления не должна превышать
160 kzjcm2 для печных труб и 100 кг\см» — для
коммуникационных труб.
Трубы нержавеющие и жаростойкие
(ТУ 478 НКЧМ НКХП НКАП 1946 г.). Трубы
нержавеющие и жаростойкие (специального
назначения) предназначаются для работы при
высоких температурах или при воздействии
коррозионных сред.
Номинальные размеры труб при-
ведены в табл. 81
Таблица 89
Номинальные размеры нержавеющих и жаростойких
труб (в мм)
Трубы холоднотянутые
марок Я1
Наружный
диаметр
6-7
8—11
12- 2О
21— 4О
41—56
57. 6°. 63> 68,
7о. 73 и 76
и Я1Т
Толщина
стенки
i,o—1,5
1,О—2,О
i.o—3.°
i,o—4,о
1-5—4.°
1.5—5>°
Трубы горячекатаные
марок Я1. Я1Т, Ж17 и Ж27
Наружный
диаметр
57, бо, 6з, 68
73. 76. 8з и 89
95 и юг
ю8, И4, 121
127 и 133
Но, 152 и 159
Толщина
стенки
3.75—5-0
4-6
4.5—6,0
5-8
Нормальная длина труб: холодно-
тянутых от 1,5 до 7 м, катаных от 2,5 до 8 м.
Нормы допускаемых отклоне-
ний от номинальных размеров и по кривизне
приведены в табл. 90.
Материал труб — нержавеющая и
кислотоупорная сталь марок Я1 и ЯГГ и жаро-
стойкая сталь марок Ж17 и Ж27 состава, ука-
занного в табл. 91.
Таблица 90
Нормы допускаемых отклонений от номинальных
размеров и по кривизне для нержавеющих
и жаростойких труб
Номинальные размеры
в мм
Допускаемые отклонения
в мм для труб
размер-
ность
холод-
нотяну-
тых
По наружному диаметру DH
¦< ю
> юч-30
>зо
% DH
°Iodh
По толщине стенка s
s всех размеров
%s
По длине L
DH и s всех размеров
(для труб мерной и крат-
ной длины)
мм
По кривизне
DH , s и L всех разме-
ров
MMjnoz. м
±3
±2
±1.5
±15
+ 15
i
ката-
ных
±а
+ 2О И
—15
+ 15
2
Антикоррозионные свойства труб из стали
марки Я1Т определяются результатами испы-
таний образцов B8 X 90 мм) из готовых труб
на интеркристаллитлую коррозию. Показате-
лем коррозионной стойкости является сохране-
ние металлического звука образцами и отсут-
ствие на образцах трещин при загибе на 90°
после нагревания их в течение 2 час. при тем-
пературе 650° и последующего кипячения в
течение 48 час. в растворе медного купороса с
серной кислотой (раствор: 1 л воды +111 г
медного купороса + 55 мл серной кислоты уд.
веса 1,84).
Состояние поставки. Трубы поста-
вляются в термически обработанном состоянии.
Механические свойства труб
в состоянии поставки должны отвечать следу-
ющим нормам (не менее):
Марка стали о-^ кг/мм' и,0 %
Я1 и Я1Т
Ж17 и Ж27
Технологические испытания. По
требованию заказчика трубы из стали Ж17
диаметром !>57 мм испытываются:
а) на раздачу в холодном состоянии по
ОСТ 1689 при помощи оправки конус-
ностью 1/10; величина раздачи должна быть
не менее 2,5%;
Таблица 91
Химический состав стали для нержавеющих и жаростойких труб
1
Марка
Я1
Я1Т
Ж17
Ж27
С
не более
о,14
0,12
0,12
0,20
Мп
О,2—О,7
о,з-о,7
О,2—0,7
О,2—О,7
Si
не более
о,8
о,8
о,8
1,О
Химический
Сг
17—2°
17—2О
i6—18
25-30
состав в °/0
Ni
8—11
9—11
0—6
0—6
Ti
_
<о,8*
—
S
не (
о,оз
о,оз
о,оз
о,оз
Р
5олее
о,оз
о.оз
о,оз
о,оз
* Содержание титана по нижнему пределу должно отвечать формуле: Ti-=5 (С — Q,03V0), где Ti и С — содержа-
ние элементов в %.
ГЛ. VII]
ТРУБЫ СТАЛЬНЫЕ
429
б) на сплющивание по ОСТ 1692 до рас-
стояния между стенками, равного шестикрат-
ной толщине стенки трубы.
По требованию заказчика трубы с наруж-
ным диаметром ;> 25 мм и с толщиной стенки
>2,5 мм, работающие под внутренним давле-
нием, испытываются гидравлическим давле-
нием 60 am или по соглашению сторон под
большим давлением.
Трубы хлебопекарные (ГОСТ 3102-46)
применяются для образования поверхности
нагрева в конструкциях хлебопекарных печей.
Материал труб — сталь марки 10
или 20 (по указанию заказчика) по ГОСТ
В-1050-41.
Номинальные размеры труб —
наружный диаметр и толщина стенки DHXs
в мм: 32x6; 35X6 и 35x5.
Нормы допускаемых отклоне-
ний: по наружному диаметру +0,5 мм и по
толщине стенки +15% 5 и —10%s.
Трубы подвергаются испытанию гидравли-
ческим давлением в 400 am. Длина труб, до-
пуски по длине, кривизне, а также методы и
нормы прочих испытаний аналогичны бесшов-
ным трубам общего назначения.
ТРУБЫ ДЛЯ НЕФТЕДОБЫВАЮЩЕЙ
ПРОМЫШЛЕННОСТИ
Трубы обсадные (ГОСТ 632-41). Применяе-
мые в нефтяной и других отраслях промыш-
ленности для обсаживания буровых скважин
обсадные трубы делятся на,два класса: I — для
обсаживания скважин, пробуренных в обыч-
ных и сложных геологических условиях, и
II — для менее ответственных скважин.
Номинальные размеры труб при-
ведены в табл. 92.
Таблица 92
Номинальные размеры обсадных труб
Таблица 93
Условный
проход
в дюймах
4
5
5
6
7
8
9
ю
и
12
13
Ч
16
18
2О
22
24
Наружный
диаметр
в мм
121
Hi
146
163
194
219
245
273
299
325
351
377
426
478
529
58о
630
Толщина стенки
в мм
9
9! ю-5
8; ю; и; ia
7,5; 9". 1о; «; и
8; 9.5; «; 12,5
8; 9.5; «; ",5
8; 95; «; !2,5
9; ю,5; 12,5
9,5; и; 12,5
9-5; «; 12,5
9\ 1О; 12
и; 12,5
ч; 12; 13
[i; 12
[2
[3
[2
Примечание. Трубы более 11" могут быть из-
готовлены сварными.
Длина труб: а) бесшовных при DH=4—10"
L=8—14 м\ при DH=U —12" 1=7—13 м\ при
DK=13—16" /.=5—11 м\ б) сварных /,=4,5—
6,5 м.
Нормы допускаемых отклоне-
ний от номинальных размеров по весу и
кривизне приведены в табл. 93.
Материал труб и муфт: мартеновская
сталь марок А, С и D для бесшовных труб и
Нормы допускаемых
отклонени
размеров
Класс труб и вид
муфт
Бесшовные 1 клас-
са:
а) при диаметре
. 4" и 5" и для
всех труб со
станов Бриде
б) для остальных
труб
Бесшовные II клас-
са
Сварные
Муфты бесшовные
и сварные
л от номинальных
Допускаемые отклонения
по наруж-
ному диа-
метру В °/о
О„
+ i,5 и —i.o
±1,О
±1.5
±2,О
+ i,5 и —i,o
Допускаемые отклонения по
по
В °/n S
—12,5
— 12,5
—2О
—
голщине
в мм
+ i,o и —о,5
Пошву±1,о
кривизне: общая
кривизна в средней трети длины не более 1/2000 L;
местная кривизна на
1,5 мм на 1 пог. м.
концевых участках
Допускаемые отклонения по весу для
ных партий труб и муфт: +10°/0
ческого веса.
и -8%
не более
отдель-
теорети-
муфт и марки А для сварных труб с содер-
жанием < 0,045% S, < 0,045% Р и < 0,15% As.
Резьба и покрытие. Трубы поста-
вляются с конической резьбой на обоих кон-
цах и с муфтой, навёрнутой на один конец.
Для предохранения от коррозии трубы и
муфты окрашиваются. Резьба муфт оцинковы-
вается. Для предохранения от повреждения
резьба труб и муфт снабжается специальными
кольцами и ниппелями.
Механичес к и е свойства обсадных
труб в состоянии поставки должны отвечать
следующим нормам (не менее):
Марка
стали
А
С
D
кг 1мм*
43
55
65
KZJMM*
25
32
за
Относительное
удлинение в °/
19 25
14 i8
13 l6
Технологические испытания. Тру-
бы с навёрнутыми на них муфтами подвер-
гаются испытанию гидравлическим давлением,
величина которого определяется по формуле,
указанной на стр. 420 при R соответственно
равном: 17kzjmm2для стали маркиD, \3кг/мм*
для стали марки С и 11 кг]мм? для стали
марки А, однако давление не должно превы-
шать 190 am.
Трубы бурильные (ГОСТ 631-41). Трубы
бурильные изготовляются бесшовными с вы-
саженными внутрь концами и применяются
для бурения скважин в нефтяной и других
отраслях промышленности.
Номинальные размеры бурильных
труб приведены в табл. 94.
Номинальная длина (в м)\ 5,2; 6;
8 и 11,7.
Нормы допускаемых отклоне-
ни й от номинальных размеров и по кривизне:
а) по длине: +0,3 м при L—6 м\ +0,45 м
при L=8 м и +0,7 м при /.=11,7 м;
430
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. II
Таблица 94
Номинальные размеры бурильных труб
Условный про-
ход в дюймах
2,5
3
4
5
б
Наружный диаметр
в мм
73
88,9
.3
I4I.3
1б8,з
Толщина стенки
в мм
7! 9
7.51 9.5
8; 9.5
9; ю,5
9-51 «
б) по наружному диаметру: +1,5% DH
и -1% DH при DH<5"; + 1% DH при
5"
по
в) по толщине стенки: —12,5%s;
г) по овальности: в пределах допуска
наружному диаметру;
д) по кривизне: 1 :2000 в средней трети
длины и не более 1,5 мм на 1 пог. м в конце-
вых участках;
е) по весу: + 10% и —8% теоретического
веса.
Материал труб и муфт — сталь
марок С и D с нормированным содержанием
< 0,045% S, < 0,045% Р и указанными ниже
механическими свойствами.
Состояние поставки, резьба и
покрытие. Трубы поставляются нормали-
зованными, окрашенными, с конической резь-
бой на обоих концах и с навёрнутыми на один
конец муфтами; резьба муфт должна быть
оцинкованной; для предохранения от повре-
ждения резьба труб и муфт снабжается спе-
циальными кольцами и ниппелями.
Механические свойства труб и
муфт должны удовлетворять следующим
нормам (не менее):
Марка а а 810 6S ф а.
Стали uiluu* viluu* о/
С 55 32 14
D 65 38 ia
Технологические
Трубы длиной 5,2 и 6 м (с навёрнутыми на
них муфтами) подвергаются испытанию ги-
дравлическим давлением, величина которого
определяется по формуле, указанной на стр. 420,
при R соответственно равном: 17 кг/мм2 для
стали марки D и 13 кг/мм2 для стали марки С,
однако давление не должно превышать 200 am.
Трубы насосно-компрессорные (ГОСТ
633-41). Насосно-компрессорные трубы с муф-
тами изготовляются бесшовными гладкими или
с высаженными концами; применяются при
эксплоатации буровых скважин.
Номинальные размеры насосно-
компрессорных труб приведены в табл. 95.
Таблица 95
Номинальные размеры насосно-компрессорных
труб
k
% % кгм/см*
i8 4° 6
16 4° 4
испытания.
Условный про-
ход в дюймах
2
а1/»
3
З'/а
1 4
Наружный диаметр в мм
гладкой трубы
48,з
6о,з
73.°
88,9
101,6
.3
высажен-
ного конца
53.2
65.9
78,6
95.25
Ю7.95
I2O.65
Толщина
стенки
в мм
4
5
5.5
6.5
6.5
7
Нормальная длина труб — от 4,5
до 8,5 м.
Нормы допускаемых отклоне-
ний от номинальных размеров и по кривизне:
а) по длине труб +0,5 м\
б) по наружному диаметру: по всей длине
труб кроме концов: +1,5 и —1.0%DH при
D = 1!/2—2"; ± 1<>/0 DH при D ^ 2";
в) по толщине стенки: — 12,5%s;
г) по местной кривизне на обоих концах
труб, замеренной на длине 1 м, не более 1 мм.
Материал труб и муфт — мартенов-
ская сталь марок С и D с нормированным
содержанием: < 0,045% S; <. 0,045% Р и
=5^0,15% As и механическими свойствами, ука-
занными ниже.
Резьба и покрытие. Трубы поста-
вляются окрашенными, с конической резьбой
на обоих концах и с навёрнутыми на один конец
муфтами; резьба муфт должна быть оцинко-
вана для предохранения от повреждения; резь-
ба труб и муфт снабжается специальными
кольцами и ниппелями.
Механические свойства труб
в состоянии поставки должны удовлетворять
следующим нормам (не менее):
Марка Qfj us go/ g о,
стали кг/мм3 кг/мм3 ' 6 °
С 55 32 i4 i8
D 65 з8 I2 i6
Технологические испытания.
Трубы с навёрнутыми на них муфтами под-
вергаются испытанию гидравлическим давле-
нием, величина которого должна отвечать сле-
дующим нормам:
Условный проход
в дюймах
<3
> з-з\'а
Для труб из стали марок
С D
2оо am 200 am
190 ,. 200 „
180 „ 2оэ „
ТРУБЫ ВОДО-,ГАЗО-иНЕФТЕПРОВОДНЫЕ
Трубы сварные малых диаметров с резь-
бой (газовые) (ГОСТ 3262-46). Трубы сталь-
ные водо-газопроводные (газовые) применя-
ются для водопроводов, газопроводов, воздухо-
проводов, систем отопления, систем тормозов
и т. д. Изготовляются трубы чёрные и оцин-
кованные как обыкновенные (для трубопро-
водов с условным давлением до 10 am), так
и усиленные (для трубопроводов с условным
давлением до 16 am).
Номинальные размеры труб при-
ведены в табл. 96.
Таблица 96
Номинальные размеры сварных труб с резьбой
Условный
проход
в дюймах
V<
Ve
72
V.
i
1'Д
1"а
2
а1/.
3
4
5
6
Наружный
диаметр
в мм
13-5
Т7
21.25
26,75
33.5
42,25
48
6о
75.5
88,5
U4
140
i65
Толщина стенки труб в мм
обыкновенных
2.25
2.25
2,75
2,75
3.25
3.25
3.5
3-5
3,75
4
4
4,5
4,5
усиленных
2,75
2,75
3.25
3.5
4
4
4.25
4,5
4,5
4,75
5
5,5
5.5
ГЛ. VII i
ТРУБЫ СТАЛЬНЫЕ
431
Нормальная длина труб—от 4 до 7 л/.
Нормы допускаемых отклоне-
ний от номинальных размеров:
а) по наружному диаметру: ±0,5 мм при
?<2" 1%? ?>^2"
„<; ±%„ рл^;
б) по толщине стенки: —15% номинальной
толщины стенки (+ не нормируется).
в) по длине для труб мерной длины: +10 мм.
Материал труб — любая марка мяг-
кой, хорошо сваривающейся стали по ГОСТ
380-41 (выбор завода-изготовителя).
Резьба и покрытие. Трубы диаме-
тром i/4" и 3/8" поставляются без резьбы и
муфт, трубы остальных размеров — с цилин-
дрической резьбой с обоих концов и муфтой,
навёрнутой на один из концов трубы (в тру-
бах размером ^ 21/2" второй конец должен
снабжаться предохранительным кольцом).
Оцинкованные трубы поставляются с оцинко-
ванными муфтами.
Технологические испытания.
Трубы до нарезки испытываются гидравличе-
ским давлением: обыкновенные на 16 am и
усиленные на 25 am.
Трубы диаметром до 2" по требованию
заказчика подвергаются испытанию на загиб
по ГОСТ 3728-47 в нагретом состоянии вокруг
оправки радиусом, равным трём наружным
диаметрам, или в холодном — вокруг оправки
радиусом, равным шести наружным диаметрам.
Качество оцинковки проверяется четырёх-
кратным погружением труб в раствор мед-
ного купороса (с вытиранием труб насухо
после каждого погружения): трубы не должны
краснеть (омедняться).
Трубы сварные средних диаметров
разного назначения (ОСТ 18865-39). Трубы
стальные сварные разного назначения приме-
няются преимущественно для парового и водя-
ного отопления при условном давлении до 16 am.
Номинальные размеры труб:
в мм
76
89
IO2
В ММ
3
3,25
3.75
»н
в мм
И4
127
14о
S
в мм
3.75
4
5
Нормальная длина труб — от 4 до 7 м.
Нормы допускаемых отклоне-
ний: а) по наружному диаметру + 1% DH;
б) по толщине стенки + 10% s\ в) по длине
для труб мерной длины: + 10 мм.
Материал труб — любая марка мягкой
стали по ГОСТ 380-41 (по выбору завода-из-
готовителя).
Технологические испытания.
Трубы испытываются гидравлическим давле-
нием не менее 25 am.
Трубы сварные больших диаметров
(ОСТ 12370-39). Трубы сварные больших диа-
метров применяются в качестве трубопроводов
для воды, газа и других назначений.
Номинальные размеры труб:
Условный
проход в мм
4<эо
45°
5оо
боо
Наружный
диаметр в мм
426
476
529
Условный
проход в мм
8оо
9оо
IOO0
I2OO
Наружный
диаметр в мм
82O
92O
1020
I22O
Толщина стенки — от 9 до 14 мм (для труб
диаметром 1200 мм — от 10 до 14 мм).
Нормальная длина труб — от 5 до
6 м.
Нормы допускаемых отклоне-
ний:
а) по наружному диаметру
ГХН Допуск DH Допуск
в мм в мм в мм
426 ±5,о 82о
476 ±5.5 92O
529 ±6,О IO2O
63I ±6,5 I220
72O ±7,о
б) по толщине стенки — те же, что и для
соответствующих листов по ОСТ 10019-39;
в) по овальности (с учётом сплющивания
трубы от собственного веса) в % DH:
s в мм % DH s в мм % DH
В ММ
±7.5
±8,о
±8>5
±9.°
.7
i,6o
1.55
1,5
1,4.6
1.43
г) по весу + 7,5% теоретического веса;
д) по длине — для труб мерной длины
+ 25 мм.
Материал труб — любая марка мягкой,
хорошо сваривающейся стали по ГОСТ 380-41
(по выбору завода-изготовителя).
Технологические испытания.
Трубы испытываются гидравлическим давле-
нием 15 am.
Трубы бесшовные средних и больших
диаметров (ГОСТ 3101-46). Нефтепроводные
трубы с наружным диаметром 146—426 мм
применяются для нефте-, газо-, водопроводов,
а также для трубопроводов других назначе-
ний. Изготовляются двух классов: 1 — для от-
ветственных магистральных трубопроводов и
II — для обычных внутризаводских, внутри-
промысловых и других подобных трубопро-
водов.
Номинальные размеры труб:
DH в мм
146
i68
194
219
245
27З
S В ММ
4.5—13
4.5—13
4.5—13
6—14
7—14
7—16
DH в мм
299
325
351
377
426
S В ММ
8—16
8—i8
8-i8
8-ао
9—20
Нормальная длина труб класса
I — от 8 до 19 м, класса II — от 5 до 19 м.
Нормы допускаемых отклоне-
ний:
а) по наружному диаметру: для труб
класса I +1,5% DH и —1% dh и класса
II ± 1,5% ZV,
б) по толщине стенки: для труб класса
1+ 15% s и класса II ±20% s;
в) по кривизне: для труб класса I < 1,5 мм
на 1 not. м и класса П<^2 мм на 1 пог. м.
Материал труб класса I — сталь ма-
рок: Ст. 2, Ст. 4 или Ст. 5 по ГОСТ 380-41,
а для труб класса II — те же марки и, с
согласия потребителя, марка Ст. 6 с ограни-
ченным содержанием серы и фосфора или без
нормирования химического состава и механи-
ческих свойств, но с гарантией испытания
гидравлическим давлением.
Механические свойства и технологические
испытания аналогичны указанным для труб
бесшовных общего назначения (ГОСТ 301-44).
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Безклубенко Н. П., Технология производства
труб, Металлургиздат, М.—Л. 1941.
2. Е м е л ь я н е н к о П. Т., Шевченко А. А.,
Борисов С. И., Трубопрокатное производство,
Металлургиздат, М. 1940.
432
КОНСТРУКЦИОННАЯ СТАЛЬ
[РАЗД. И
СТАЛЬ АВТОМАТНАЯ
Характеристика стали. Основным требо-
ванием к автоматной стали является хорошая
обрабатываемость её режущим инструментом,
которая обычно достигается повышением со-
держания в ней серы и фосфора. Поэтому
автоматная сталь применяется, когда от изгото-
вляемых из нее изделий требуется не высокая
прочность, а главным образом хорошая обра-
батываемость. Последняя обусловливается так
называемой „обработочной хрупкостью", обес-
печивающей лёгкое отделение стружки (струж-
коломание). Образующееся при резании тепло
удаляется вместе с легко отделяемой струж-
меняемым при производстве автоматной стали,
можно получить даже при недостаточном со-
держании марганца более благоприятное рас-
пределение по объёму металла сульфидов и
сернистой эвтектики. Диффузионный отжиг
даёт возможность удалить сульфиды с границ
зёрен и получить их в виде округлых изоли-
рованных включений, исключающих краснолом-
кость и хрупкость стали при белом кале-
нии.
Сера характеризуется весьма высокой
склонностью к ликвации, поэтому она распре-
деляется в слитке неравномерно: в середине
Таблица 97
Химический состав автоматной стали по ГОСТ В-1414-42
f
Марка
1
i A12
A15
А15Г
A20
. A30
А35
Химический состав в %
С
о,о8—o,i6
O,IO—O,2O
О,Ю—О,2О
0,15—0.25
о,25-о,35
о,3°—0,40
Мп
о,6о—0,90
0,70—i,oo
1,оэ—i,4o
о,6о—о,9о
0,70—i,oo
О,8о—1,2О
Si
o-i5-o,35
0,15—0,35
0,15—0,35
ОД5—О.35
0,15—0,35
o,i5—o,35
S
0,08—0,20
0,08—0,15
0,08—0,15
0,08—0,15
0,08—0,15
0,08—0,15
Р
о,о8—о,15
<о,об
<о,об
<о,об
<о,об
<о,о8
Прим е"ч а н и я. 1. При содержании фосфора менее 0,1% для стали марки А12 содержание серы должно быть
Таблаца 98
Химический состав автоматной стали
по спецификациям AISI и SAE (США)
не менее 0,1%.
2. Во всех марках по требованию заказчика допускается повышение содержания серы до 0,2%.
кой, стойкость резца повышается, и скорость
резания может быть высокой. Повышение
скорости резания при уменьшенной вязкости
стружки приводит, кроме того, к более гладкой
и чистой поверхности.
Состав стали. В табл. 97 и 98 приведён
химический состав применяемых в машино-
строении марок автоматной стали по ГОСТ
В-1414-42 (сталь конструкционная автоматная)
и по спецификациям AISI * и SAE ** 1943 г.
Значение элементов состава. Важнейшей
примесью автоматной стали является сера
(см. табл. 97 и 98). Обычно сера в стали счи-
тается вредной примесью. Сернистое железо
(FeS) и железо образуют легкоплавкую серни-
стую эвтектику, которая становится ещё более
легкоплавкой в присутствии закиси железа
(FeO). Сернистые включения располагаются по
границам зёрен и, нарушая сплошность стали,
вызывают её красноломкость при нагреве
выше 800°. Сера таким образом затрудняет
обработку стали давлением в горячем состоя-
нии.
Марганец с серой образует соединение MnS,
которое резко повышает температуру плавле-
ния сернистой эвтектики. При достаточном
содержании марганца вся сера связывается
марганцем в виде тугоплавких округлых изо-
лированных включений пластичного MnS, кото-
рый, вытягиваясь при прокатке в нити, не
вызывает красноломкости и хрупкости при бе-
лом калении. Наиболее благоприятное содер-
жание марганца — около 0,75% в бессемеров-
ской стали и 1,0% в мартеновской. Диффузион-
ным ОТЖИГОМ СЛИТКОВ (при 1100—1150), При- Примечания. 1. „В" обозначает бессемеровскую
сталь, „С " — основную мартенситовую.
2. Содержание кремния в бессемеровской стали не
регламентируется, а в основной мартеновской стали
* Американский институт стали и железа. может назначаться (как и во всех стандартных марках
** Американское общество инженеров по моторо- основной стали AISI — SAE) в пределах: до 0,1%, от ОД
строению. до 0,2/у, от 0,15 до 0,30'/о.
Марка
BU06
СИОН
.С1109
В1110
сшо
ВИН
спи
ВШ2
С1112
Б1113
С1113
С1114
С1П5
С1116
СШ7
С1118
С1119
С1120
С1121
С1122
CU32
С1137
С1140
С1141
С1144
С1145
С1205
С1206
С1209
С1210
С1217
С
<о,о9
о,о8—о, 13
о,о8—о, 13
<о,13
0,08—0,13
о,о8—о, 13
о,о8—о, 13
о,о8—о, 13
О,1О—О,1б
0,08—0,13
0,10—0,16
0,12—0,18
0,13—0,18
0,14—0,20
0,14—0,20
0,14—0,20
0,14—0,20
0,18—0,23
0,18—0,23
0,17—0,23
0,27—0,34
0,32—0,39
о,37—о.44
O.37—O.45
0,40—0,48
0,42—0,49
<о,о8
<о,о8
о,оЗ—о, 13
о,о8—о, 13
о, 14—о, 19
Химический
Мп ¦
<°,5°
°>5°—°»7°
о,6о—0,90
<о,6о
о,6о—0,90
о,6о—0,90
о,6о—0,90
о,6о—о,оо
1,оо—1,зо
о,6о—0,90
i,oo—1,зо
O.45—°'65
0,70—i,oo
i,oo—i,4O
1,оо—1,зо
1,30—1,60
!.35—!.б5
о,6о—0,90
0,70—i,oo
!.35—1»б5
^Зэ-1.^
о,оо—о,9о
1.35—1.б5
1.35—1»65
0,70—i,oo
0,25—0,40
0,25—0,40
0,30—0,50
0,30—0,50
о, 70—i,oo
состав в
Р
<о,и
<о,о45
<о,о45
¦<о,и
<о,о45
0,09—0,13
<о,о45
0,09—0,13
<о,о45
0,09—0,13
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
<о,о45
0,04—0,07
о,об—о,ю
0,04—0,07
О,0б—0,10
0,09—0,13
0
S
0,04—0,09
0,07—о, 12
о,о8—о, 13
0,045—0,075
о, ю—о, 15
о,ю—о, 15
0,16—0,23
o,i6—0,23
0,08—0,13
0,24—0,33
0,24—0,33
0,075—0,15
0,10—0,15
0,16—0,23
0,08—0,13
0,08—0,13
0,16—0,23
0,08—0,13
0,08—0,13
0,08—0,13
0,08—0,13
0,08—0,13
0,04—0,070
0,08—0,13
0,24—0,33
0,04—0,07
<о,05
<о,о5
<о,о5
<о,о5
О,20—О,29
-
1
t
i
i i
t
я
*?, i.-.::•
ЯРЩ[:ф.>г,*.4
Фиг. 34. Автоматная сталь А12, X 100: а — продольное сечение до травления; б— поперечное сечение
после травления.
rJWt-Т
Фиг. 35. Автоматная сталь С1120, х 100; а—до введения свинца; б—после введения свинца.
а) б)
Фиг. 36. Вид стружки при точении и сверлении автоматной стзл;1 С1120: а.— до введения свинца:
о—после введения свинца.
ГЛ. VH1
СТАЛЬ АВТОМАТНАЯ
433
слитка, особенно кипящей стали, содержание
серы оказывается значительно более высоким,
чем на поверхности. Такое распределение серы
оказывается иногда даже выгодным: так, при
нарезании гаек резьба их будет находиться в
зоне с повышенным содержанием серы. Для
других целей оказывается выгодным характер-
ное для спокойной стали более равномерное
распределение серы.
На фиг. 34, а и б (см. вклейку) приведена
микроструктура автоматной стали А12 до тра-
вления в продольном шлифе с вытянутыми
вдоль направления прокатки сульфидными
включениями и после травления в поперечном
шлифе.
При высокой пластичности (MnS) и невы-
соких механических свойствах сульфиды обес-
печивают: появление обработочной хрупкости,
снижение трения на обрабатываемых поверх-
ностях и получение при повышенных ско-
ростях резания надлежащей чистоты обработки
этих поверхностей.
Подобным же образом действуют селен и
теллур.
Вводимый в автоматную сталь в количестве
до 0,13—0,15% фосфор, находясь в твёрдом ра-
створе в феррите, делает последний хрупким,
способствуя лучшему стружколоманию. Фос-
фор в количестве выше 0,13—0,15% сильно
увеличивает твёрдость и хрупкость стали и не
улучшает её обрабатываемости. Особенно эф-
фективно действие фосфора на бессемеров-
скую сталь. Легирование автоматной стали азо-
том, который снижает вязкость феррита, также
обеспечивает появление обработочной хруп-
кости.
Свинец в небольшом количестве (око-
ло 0,2°/0) улучшает обрабатываемость стали
не входя в твёрдый раствор с железом, при-
сутствует в стали в виде отдельных частичек.
Обрабатываемость автоматной стали при
содержании в ней 0,2% РЬ резко улучшается:
увеличиваются производительность и чистота
обработки. Сравнение стружки до и после
введения в неё свинца (фиг.36, а и б, см.
вклейку) показывает, что свинец сильно облег-
чает стружколомание. Подобно сернистому
марганцу свинцовистые включения оказывают
также и смазывающее действие.
Оптимальным содержанием углерода сле-
дует считать: в бессемеровской стали 0,10—
0,15% и в мартеновской - 0,2—0,3%. Более
низкое содержание углерода (повышение вяз-
кости) и более высокое (повышение твёрдо-
сти) приводят к ухудшению обрабатываемости
автоматной стали.
Алюминий и кремний, находясь в стали
в виде весьма,твёрдых неметаллических вклю-
чений (А12О3 и SiO2) крупных размеров, зна-
чительно ухудшают обрабатываемость стали.
Режущее лезвие инструмента, попадая на эти
абразивные частицы, быстро выкрашивается
и затупляется.
Легирующие элементы, увеличивая проч-
ность и вязкость стали, как правило, ухуд-
шают её обрабатываемость. Неблагоприятное
действие карбидообразующих элементов может
быть уменьшено термообработкой; но действие
элементов, образующих твёрдые растворы
с ферритом (например, никеля), оказывается
более значительным, и термообработка в этом
случае менее эффективна.
Механические свойства стали. В табл. 99
приведены механические свойства автомат-
ной стали марок А12, А15, А15Г и А20 по
ГОСТ В-1414-42.
Механические свойства автоматной стали по ГОСТ В-1414-42
Таблица 99
Марка
А12 и А15
А15Г и А20
Горячекатаная
в кг 1м н-
42— 6о
5°-65
85в«/о
Ф в °/0
не менее
22
19
35
ЗО
X олодн отянутая
Диаметр
в мм
ДО 2О
20—3°
более з°
-
в кг/мм3
6о-85
55—8о
5O-75
-
не менее
6
6
6
-
Твёрдость
170—236
163—222
156—2O9
-
и в то же время не оказывает влияния на её
механические свойства и не изменяет её
прокаливаемое™ и величины зерна. На фиг.35,
а и. б (см. вклейку) приведена микрострук-
тура нормализованной автоматной ста л до и
после введения в неё свинца. В микрострук-
туре на фиг. 35, б свинец не обнаруживается
и наблюдается лишь некоторое небольшое из-
мельчение ферритного зерна Однако физиче-
ские исследования показывают, что свинец,
Холодное волочение и прокатка, повышая
прочность и понижая вязкость автоматной
стали, улучшают её обрабатываемость.
Применение автоматной стали. Из авто-
матной стали на станках-автоматах изгото-
вляются болты, гайки, винты, шплинты и дру-
гие детали в условиях массового производ-
ства. Низкоуглеродистая автоматная сталь
применяется также для малоответственных
цементуемых деталей.
28 том з
Глава VIII
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
Химический состав
Основным требованием, предъявляемым к
стали для режущего инструмента, является вы-
сокая твёрдость, превышающая твёрдость обра-
батываемого материала. Изготовленные из
стали режущие инструменты после термической
обработки должны иметь твёрдость в пределах
60—65 Нц *.
Химическим элементом, определяющим твёр-
дость отожжённой и закалённой на мартенсит
стали, является углерод. Зависимость твёрдо-
сти от содержания углерода в стали и от её
микроструктуры показана на фиг. 1. При вы-
Нп соком содержании
70 углерода кривая
раздваив а ется.
Наивысшие значе-
ния твёрдости со-
ответствуют твёр-
дости стали после
полной закалки и
последующего ох-
лаждения её ниже
& комнатной темпе-
ратуры дляпревра-
0 щения остаточного
к аустенита в мар-
тенсит. Пунктир-
35 ная кривая отно-
сится к случаю за-
Ъ калки, обычно при-
нятой для инстру-
мента [1].
Твёрдость мар-
Щ Щ 0,60
Фиг. 1. Твёрдость углероди-
стой стали в зависимости от
содержания углерода и микро-
структуры [1].
Щ%5 тенсита (следова-
тельно, и износо-
устойчивость ста-
ли) возрастает с
увеличением со-
держания углерода
(количество углерода в инструментальной ста-
ли не должно быть ниже 0,6%). Износоустой-
чивость стали дополнительно возрастает, если
в твёрдой основе её структуры имеются мел-
• Для некоторых видов инструментов (тонкие свёрла,
тонкие плашки) допускается более низкая твёрдость, при-
мерно 56 — 58 Нп » Для деревообделочного инстру-
мента — ещё ниже.
кие равномерно распределённые включения
ещё большей твёрдости. Поэтому целесооб-
разно доводить содержание углерода выше
0,9%, при котором обеспечивается получение
после закалки мартенситной структуры с рас-
сеянным в ней избыточным цементитом.
Содержание углерода в стали понижается,
если инструмент должен обладать повышенной
вязкостью (ударный инструмент).
ГОСТ В-1435-45 „Сталь инструментальная
углеродистая" предусматривает применение
в СССР различных марок углеродистой ин
струментальной стали с содержанием угле-
рода от 0,6 до 1,4%.
Содержание кремния в углеродистой ин
струментальной стали не должно быть высо-
ким во избежание появления графитизации
(в стали с содержанием углерода выше 1%).
В пределах, предусмотренных ГОСТ, кремний
почти не оказывает влияния на свойства ин-
струментальной стали [7J.
Присутствие марганца даже в небольших
количествах отражается на свойствах инстру-
ментальной стали. Прокаливаемость её повы-
шается уже при содержании около 0,35% Mft.
При одинаковой продолжительности нагрева
инструментальная сталь с повышенным содер-
жанием марганца характеризуется более гру-
бым зерном, чем сталь с нормальным содер-
жанием марганца. При содержании марганца
выше 0,4% усиливается склонность к образова-
нию трещин при закалке в воде. В углероди-
стой инструментальной стали содержание мар-
ганца обычно ограничивается 0,3-U,4%.
В зависимости от химического состава
различают качественную и высококачествен-
ную углеродистую инструментальную сталь.
Последняя отличается от качественной более
низким содержанием серы и фосфора и по-
этому меньшей склонностью к образованию
трещин при закалке, более высокой способно-
стью деформироваться при волочении в холод-
ном состоянии и меньше выкрашивается при
шлифовании. Высококачественная углеродистая
сталь содержит меньше марганца и кремния,
что обеспечивает несколько меньшую прока-
ливаемость по сравнению с качественной угле-
родистой сталью. Высококачественную сталь
следует применять для изготовления особо
сложного инструмента и стали-серебрянки.
ГЛ. VIII)
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
435
Химический состав инструментальной угле-
родистой стали приведён в табл. 1.
Таблица 1
Химический состав
Марка
У7
У8
У8Г
У9
У10
У10Г
У12
У13
У7А
У8А
У8ГА
У9А
У10 А
У10ГА
У12А
У13А
С
о,6о—о, 74
0,75—0,85
о,8о—о,оо
о,8б—о,94
о, 95— i *о9
0,95—*,О9
1,10—1,25
1,з6— i,4O
инструментальной углеродистой
стали
Химический состав
Мп
SI
Cr
в °/о
| Ni
S | Р
не более
Качественная сталь
<
<
Со,4о
=»о»4°
о, 35—о,6о
<
С°»35
i°>3°
о, 15—о,4о
<
<
i°>3°
о,35
о,35
о.ЗЗ
о,35
о,35
о,35
о,35
о,35
О,2О
О,2О
о, зо
О,2О
О,2О
о,зо
О,2О
О,2О
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
Высококачественная сталь
о,6о—о,74| о»2.
о.75—о,8о
о,8о—0,90
О,2^
о,з
о,86— о,94 о,2с
о,95—1>°9
о,95—г>°9
1,10—1,25
1,26—1,40
0,1^
0,1^
0,2
)—о,35
)—о,35
,—0,60
>—0,30
5—0,25
>—0,40
>—°>25
>—о-35(
0,30 I
Q.3°
о,35
0.30
0,3°
о,35
0,30
0,30
О,2О
О,2О
0,30
О,2О
О, 20
°,3°
О,2О
О,2О
0,25 |
0,25
0,25
0,25
0,25
0.25
0,25
0,25
о,озо
о
о
о
о
о
о
о
о
о,
о
о,
о
о,
о,
о,
,030
,030
,03°
озо
озо
озо
озо
озо
°3°
о->о
°3°
030
030
030
0,040
0,040
0,040
о, 040
0,040
0,040
0,040
0,040
0,030
0,030
0,030
0,030
0,030
0,030
0,030
0,030
Примечание. Буква „У означает „углероди-
стая"; следующие за ней цифры указывают содержание
углерода в десятых долях процента; буква „Г" означает
.марганцовая сталь", буква „А"—высококачественная.
Условия горячей механической обработки
Инструментальная углеродистая сталь изго-
товляется как в основных, так и в кислых
электрических или мартеновских печах. От-
ливка стали производится преимущественно
сверху (реже сифоном) в нормальные излож-
ницы. Вес слитков 4иО—800 кг и более. Каче-
ственная сталь отливается обычно в более круп-
ные слитки, чем высококачественная. Слитки
после осмотра и зачистки поступают в прокат-
ку, реже куются. Горячая механическая обра-
ботка углеродистой инструментальной стали
должна производиться в строго определённых
интервалах температур. Максимальная темпе-
ратура начала горячей механической обработ-
ки определяется кривой верхних пределов тем-
ператур ковки, фиксируемой на диаграммах
состояния системы „железо — углерод" [7].
Температуры окончания горячей механической
обработки определяются линиями GS для до-
эвтектоидной стали и PSK — для заэвтектоид-
ной стали.
По данным Американского общества ме-
таллов [16] температуры начала горячей меха-
нической обработки не должны быть выше
для стали: с 0,70/оС—1218°; 0,9% С—1177°-
1Д0/0С-1115о и 1,50/оС—1035°. Излишне высо-
кий нагрев, обусловливающий рост зерна аусте-
нита (так же как чрезмерно замедленное охла-
ждение), ухудшает качество стали и, в част-
ности, ведёт к образованию (в заэвтектоидной
стали) хрупкой цементитнои сетки.
Действительные температуры нагрева ин-
струментальной стали (отвечающие температу-
рам начала горячей механической обработки)
должны быть установлены в соответствии с
окончанием горячей обработки при температу-
рах, определяемых линиями GS для доэвтек-
тоидной стали и PSK.—для заэвтектоидной
стали. Первое условие (для доэвтектоидной
стали) обусловливается желательностью окон-
чания горячей обработки ещё в области аусте-
нитового состояния стали без последующей
деформации выделяющегося из твёрдого рас-
твора (в интервале температур между линиями
GS и PSK) феррита. Второе условие (для
заэвтектоидной стали) определяется необхо-
димостью возможно большего измельчения
выделяющегося из твёрдого раствора (в интер-
вале температур между линиями SE и PSK)
цементита [7, 8].
При выборе температур нагрева для горя-
чей механической обработки следует учиты-
вать не только увеличение пластичности стали
с повышением температуры нагрева, но и рост
зерна стали, а также и критические степени
деформации, приводящие к чрезмерному росту
зерна.
Нагревание стали следует производить по
возможности в печах с нейтральной или вос-
становительной атмосферой во избежание
обезуглероживания, выходящего за нормы,
регламентируемые стандартом.
Степень обжатия при ковке или прокатке
стали должна быть достаточной для уничто-
жения следов дендритной кристаллизации и
получения мелкозернистой структуры, обеспе-
чивающей успешность последующей термооб-
работки инструмента.
Охлаждение после ковки стали, особенно
марок У12 и У13, обладающих повышенной
склонностью к образованию цементитнои сетки,
следует до 700° вести ускоренно, а затем
в песке, золе или шлаке.
Микроструктура стали
и обрабатываемость резанием
Углеродистая инструментальная сталь ох-
ватывает группы доэвтектоидной и заэвтекто-
идной стали (табл. 1). Доэвтектоидная сталь
после медленного охлаждения с температур
выше Ас3 характеризуется структурой, со-
стоящей из перлита и феррита различных сте-
пеней дисперсности, определяемой скоростью
охлаждения. Для повышения обрабатываемо-
сти доэвтектоидной стали на металлорежущих
станках [2] и для снятия внутренних напряже-
ний следует применять низкий отжиг (высо-
кий отпуск) в интервале температур 650—720°,
который приводит к получению диференциро-
ванной смеси цементита и феррита и к струк-
туре мелкозернистого перлита.
При нагреве заэвтектоидной стали вы-
ше А ст. (температуры, определяемой линией SE
на диаграмме состояния) и медленном затем
охлаждении избыточный цементит выделяется
в виде сетки по границам зерна аустенита,
который при дальнейшем охлаждении превра-
щается в пластинчатый перлит.
Сталь с такой микроструктурой будет от-
носительно твёрдой, трудно обрабатываемой
резанием и не может считаться удовлетвори
тельно подготовленной для термообработки
инструмента. Цементитная сетка обычно
остаётся в структуре стали и после нормаль-
ной закалки инструмента, который окажется
хрупким. Лишь применение предварительной
436
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
(РАЗД. II
нормализации или закалки с высоких темпе-
ратур (обеспечивающих перевод цементитной
сетки в твёрдый раствор у-железа) приводит
к уничтожению цементитной сетки.
При температуре отжига не выше Аст
в структуре всегда остаются избыточные кар-
биды, и получение цементитной сетки и пла-
стинчатого перлита при охлаждении затруд-
няется. Чрезмерно длительная выдержка заэв-
тектоидной стали при температуре около
Асг -4- 60° приводит к коагуляции не перешед-
ших в твёрдый раствор карбидов с образова-
нием более или менее крупных глобулей
и скоплений. При слишком медленном охла-
ждении с температур нагрева для отжига также
наблюдается коагуляция избыточного цемен-
тита, приводящая к структуре крупнозерни-
стого или грубопластинчатого перлита. Такая
структура характеризуется более низкой про-
каливаемостью и более низкой обрабатывае-
мостью резанием, несмотря на относительно
невысокую A70/fg) твёрдость [3, 8].
Структура мелкозернистого (точечного) или
сорбитообразного и тонкопластинчатого пер-
лита образуется при повышенных скоростях
охлаждения после нормального для заэвтекто-
идной стали отжига. Сталь с такой структурой
характеризуется повышенной обрабатываемо-
стью резанием, но обладает, однако, несколько
более высокой склонностью к перегреву [3,8].
Прокаливаемость стали
При полной закалке углеродистой стали
структура её состоит из мартенсита и оста-
точного аустенита. Количество последнего
возрастает с увеличением содержания угле-
рода в стали и повышением температур за-
калки. Точные измерения и расчёты количе-
ства остаточного аустенита [14] дали для об-
разцов 0 6 мм результаты, приведённые
в табл. 2.
Таблица 2
Количество остаточного аустенита после закалки
углеродистой стали
Содержание
углерода в %
о,49
°>94
1,О2
1,26
Температура
закалки в "Q
8x5
815
86о
980
Количество оста-
3
О
2
13
21
35
Увеличение количества остаточного аусте-
нита в закалённой стали при повышении со-
держания углерода и температуры закалки
можно объяснить снижением в этих условиях
температуры мартенситного превращения.
В тонких образцах стали с 1,78% С после
закалки с 1095° содержание остаточного аусте-
нита близко к 100% [15]. При погружении в
жидкий воздух весь остаточный аустенит пе-
реходит в мартенсит. Мартенситная точка для
этой стали лежит ниже температуры окружа-
ющего воздуха.
При повышенном содержании углерода
аустенит углеродистой стали делается более
устойчивым. На фиг. 2 приводятся участки
S-образных кривых [17] в области температур
отжига трёх марок углеродистой стали.
/
/
/|
/
--
¦A
Тег
=1
.—i—-
7га
7»
—1
H
?ff/T
цра нагреда 775°С
=
lamqpa нагрева 7VI
van
tJ6%C
цра нагреда
V
"C
rc
Следствием увеличения устойчивости аусте-
нита при увеличении содержания углерода в
стали является увеличение её прокаливаемости.
При одинаковом размере аустенитного зерна
и при отсутствии в структуре нерастворивше-
гося цементита сталь с высоким содержанием
углерода црокаливается более глубоко, чем
сталь с более низким содержанием углерода.
В действительности эти условия не реализуют-
ся, особенно для заэвтектоидной стали, поэтому
прокаливаемость возрастает при увеличении
содержания углерода до эвтектоидного состава
'С
750
700
650
600
750
700
650
600
750
700
?50
Ш1 2 4 8 15 30 60 2 4 8 15 30 60 2 4 8 15 30
Секунды Минуты Часы
Фиг. 2. S-образные кривые углеродистой стали
(в области температур отжига) с содержанием
0,46; 0,85 и 1,16% С [17].
и уменьшается при дальнейшем увеличении
его.
Влияние углерода на прокаливаемость за-
темняется влиянием других факторов и в пер-
вую очередь частиц избыточного цементита,
играющих роль центров кристаллизации в про-
цессе превращения аустенита в перлит.
Общим и характерным свойством углеро-
дистой стали является её весьма низкая про-
каливаемость.
В нормально закалённом образце углеро-
дистой инструментальной стали 020 мм
наблюдается твёрдая поверхностная зона и
мягкая вязкая сердцевина. На фиг. 3, 4, 5, б,
7 и 8 приведены кривые изменения твёрдости
по сечению закалённых образцов различных
марок инструментальной углеродистой ста-
ли [4].
Для температур закалки свыше 10002 твёр-
дость центральных зон образцов приближается
к твёрдости поверхностных, что отвечает усло-
виям перевода избыточного цементита в твёр-
дый раствор у-:железа, укрупнению аустенит-
ного зерна и повышению устойчивости аусте-
нита (фиг. 9, 10, 11, 12, 13 и 14).
На фиг. 15 приведена шкала прокаливае-
мости завода „Электросталь" инструментальной
углеродистой стали в баллах, определяемых
приведёнными в табл. 3 нормами глубины за-
калки Г5[.
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
437
10мм
10 5 0 5
Расстояние от центра
Фиг. 3. Кривые изменения твёр-
дости стали У7 по диаметру об-
разцов, закалённых при различных
температурах в воду [4].
10 5 О 5 Юмм
Расстояние от центра
Фиг. 4. Кривые изменения твёр-
дости стали У8 по диаметру об-
разцов, закалённых при различных
температурах в воду [4].
Юмм
Расстояние от центра
Фиг. 6. Кривые изменения твёр-
дости стали У10 по диаметру об-
разцов, закалённых при различных
температурах в воду [4].
Расстояние от центра
Фиг. 7. Кривые изменения твёр-
дости стали У12 по диаметру об-
разцов, закалённых при различных
температурах в воду [4].
"«с
70
60
50
U0
30
2Ь
Ю
-
80
7i
Г
Ы
/Омп
/0505
Расстояние от центра
Фиг. 5. Кривые изменения твёр-
дости стали @,9% С, 0,6'7о Мп) по
диаметру образцов, закалённых при
различных температурах в воду [4].
to
/0505 Юмм
Расстояние от центра
Фиг. 8. Кривые изменения твёр-
дости стали У13 по диаметру об-
разцов, закалённых при различных
температурах в воду [4].
60
50
?3\
30
20
10
0
-10
о—<
н
J
1!
1/
<
/
/
h-
1
/
/
1
2
600 700 800 900 1000 1100 /200 "С
Фиг. 9. Кривые изменения твёрдости стали
У7 в зависимости от температуры закалки:
1 — твёрдость поверхности, 2— твёрдость
центра [4].
/0
60
СП
10
20
п
с*—
г1
J
1
i
i
J
1
/
А2
>
600 700 800 900 1000 1100 I2OO°Q
Фиг. 10. Кривые изменения твёрдости стали
У8 @,77% С, 0,23% Мп) в зависимости от
температуры закалки: /—твёрдость по-
верхности; 2 —твёрдость центра [4].
438
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
о—
7
1
70
60
30
20
0
/
1 (.
1
ij
1
¦аз- -i
f~-2
„.
600 700 800 900 WOO //00 120<fC 600 700 800 900 Ю00 400 I2OO°C
700 800 900 WOO /100 /Z00°C
Фиг. 11. Кривые изменения твёрдости Фиг. 12. Кривые изменения твёрдости Фиг. 13. Кривые изменения твёрдости
стали (с 0,9% С и 0,6% Мп) в зависи- стали У10А A,05% С, 0,23% Мп) в за- стали У12 A,16%С, 0,25% Мп) в зависи-
мости оттемпературы закалки:/—твёр- висимости от температуры закалки: мости от температуры закалки:/—твёр-
дость поверхности; 2 — твёрдость /—твёрдость поверхности; 2—твёр- дость поверхности; 2— твёрдость
центра [4]. дость центра [4]. центра [4].
70
СП
50
' П
чО
J0
/0
10
П
о—
Г
н
1 /
/
/
1/
f
J
/
/
А?
Темпеа
закат.
860
820
78S
Ваппы
О
о
О
0
О
О
О
t
ted излома
О
о
2
о
3
ш
о
k
Усповнш
обознач^
аязш
свроцед.
Перегреб
L—J
Трещина
№ 700 800 900 Ю00 1100120~0°С
Фиг. 14. Кривые изменения твёрдости
стали У13 A,3% С, 0,28% Мп) в зависи-
мости от температуры закалки: / — твёр-
дость поверхностная; 2 — твёрдость
центра [4].
Испытание на прокаливаемость по шкале
.Электросталь" производится на образцах се-
чением 20X20-ил*, длиной 100 мм с надрезом
для излома. Образцы нагреваются в печи до
температур 780, 820 и 860° с выдержкой после
прогрева 30 мин. и охлаждаются в воде с тем-
пературой 20—25°.
Таблица 3
Фиг. 15. Шкала прокаливаемости углеродистой инструмен-
тальной стали [11].
На фиг. 16 показана нормированная про-
каливаемость по Джомини двух марок инстру-
ментальной углеродистой стали, отличающихся
лишь содержанием 0,1% Сг [13]. Полоса про-
каливаемости стали /исчерпывает все случаи
прокаливаемости стали с различной величиной
зерна. Полоса прокаливаемости стали 2 исчер-
пывает случай прокаливаемости стали с величи-
ной зерна 7—9 (по шкале ASTM). Наличие
Нормы
Балл
о
(
а
3
4
глубины закалки, соответствующие баллам
шкалы завода „Электросталь"
Глубина закалки стали в мм при нагреве
780°
I.O
^5
3,о—4,о
3.5—4,°
Сквозная
закалка
до температурь
820°
1.5
3,о
б,о—7,0
Сквозная
закалка
То же
i
860°
а,о
4.о
Сквозная
закалка
То же
ш
\
К
и.
г1
1
г?
\\
х\
4?
>
1 2 3 b5 678W12U162№321 2 3 4 5 578 10121416262ku
Расстояние от закаленного торце образин 0 шестнадцатых долях дюйма)
Фиг. 16. Нормированная прокаливаемость (по Джомини) ин-
струментальной углеродистой стали: / — сталь состава:
1,О7оС;0,37оМп;0.3С105ии,1%Сг;0,03'<05;а03%Р;2-сталь
состава: 1,0% С; 0,3% Мп; 0,3% Si; 0,03% S; 0,03% Р.
в инструментальной углеродистой стали только
0,1% Сг приводит к некоторому сужению по-
лосы и повышению прокаливаемости.
ГЛ. VIIlj
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
439
При невысокой прокаливаемости углероди-
стая инструментальная сталь характеризуется
меньшим изменением размеров изделий при
закалке по сравнению с инструментальной ле-
гированной сталью, закаливаемой в воду.
Фазовые превращения при отпуске
стали [6, 14]
В процессе медленного нагрева после за-
калки (при отпуске) в углеродистой инстру-
ментальной стали наблюдаются три стадии
превращений в интервалах температур: 70—
160, 230-280 и 260-360°.
Отпуск при 100° в первой стадии превра-
щений (фиг. 17) приводит при увеличении
времени выдержки к уменьшению удельного
объёма образца, некоторому увеличению твёр-
дости и уменьшению отношения осей с:а ре-
шётки а-мартенсита. За 10 час. основная часть
превращения заканчивается. Эти изменения
связаны с выделением из тетрагонального мар-
тенсита некоторой промежуточной фазы, что
H0SOJ 0,5 1 5 10
Время быдерЖки
50 ЮОчасы
Фиг. 17. Влияние отпуска при 100° в первой ста-
дии превращений на свойства углеродистой стали:
с 0,94'/о С (температура закалки 815°, количество
остаточного аустенита 12%), с 1,02"/0 С (темпера-
тура закалки 860°, количество остаточного аусте-
нита 21°¦¦„) и с 1,26°/0 С (температура закалки 980°,
количество остаточного аустенита 35°/„). Кривые;
1 — отношение осей -— решётки тетрагональ-
ного мартенсита; 2-~твёрдость; 3—удельный объём;
4 — интенсивность намагничивания [14].
ариводит к сокращению параметра с решётки
тетрагонального а-мартенсита до размеров
кубического ^-мартенсита (смесь кубиче-
ского мартенсита с указанной промежуточной
фазой называют отпущенным мартенситом
(И])-
Увеличение выдержки при 100° сверх
10 час. приводит лишь к снятию напряжений
закалки.
На фиг. 18 приведены кривые изменений
свойств стали при температуре отпуска 230° С
во второй стадии превращений. Разложение
остаточного аустенита выражается в значитель-
ном увеличении интенсивности намагничива-
ния, увеличении объёма и изменении твёрдо-
сти (для стали с 1,26°/0 С — в появлении .вто-
ричной" твёрдости).
Значительное снижение удельного объёма,
некоторое уменьшение твёрдости и лёгкое
,01 0,05 0,1 0,5 1 5 10
Время выдержки
50 Щчасы
Фиг. 18. Влияние отпуска при 230° во второй
стадии превращений на свойства углеродистой
стали: с и,94°/0 С (температура закалки 815°, коли-
чество остаточного аустенита 13%), с 1,02''„С (тем-
пература закалки 860°, количество остаточного ау-
стенита 21°/0) и с 1,26% С (температура закалки 980°,
количество остаточного аустенита 35°/0). Кривые:
1 — параметр решётки аустенита; 2 —количество
остаточного аустенита; 3—твёрдость; 4 — удельный
объём; 5 —интенсивность намагничивания [14].
изменение магнитных свойств после 10 час.
отпуска указывают на развитие третьей ста-
дии превращений (отвечающей формирова-
нию цементита из промежуточных фаз, воз-
никших в первых двух стадиях превращений)
Распад остаточного аустенита при 230° закан-
чивается в стали с содержанием 0,94 и 1,02% С
примерно за 5 час, а в стали с 1,26% С — за
10 час. Третья стадия начинается несколько
ранее, когда остаётся 2—3% ещё не разложив-
шегося аустенита.
Во время второй стадии распад аустенита
происходит без заметного изменения его со-
става, поскольку параметр решётки -\ остаётся
всё время постоянным (фиг. 18).
Продуктом распада остаточного аустенита
является также отпущенный мартенсит.
Выделение промежуточной фазы продол-
жается и во второй стадии (примерно до со-
держания 0,15—0/2% С в твёрдом растворе а-же-
леза — в мартенсите) [6]. В третьей стадии
завершается образование цементита из про-
межуточных фаз, выделившихся в первых двух
стадиях, и распад твёрдого раствора углерода
в а-железе — мартенсите — в феррито-цемен-
титную смесь. Дальнейшее повышение темпе-
ратуры отпуска приводит к последующей коа-
гуляции частиц феррита и цементита и дифе-
440
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
(РАЗД. 11
Таблица 4
Объёмные изменения в различных стадиях отпуска и удельные объёмы структурных составляющих
углеродистой инструментальной стали
Содержа-
ние угле-
рода
в стали
в%
о.94
1,О2
1,26
1
Темпе-
oaTvoa
закалки
в °С
8i5
8бо
980
Количество
остаточного
аустенита
после за-
калки в °/0
13
21
35
Относительное уменьшение
в первой
о,оо45
0,0X34!
0,0042
во второй
и третьей
стадиях
0,0071
0,0058
о,ооз7
во всех
трёх ста-
диях
о,оп6
0,0099
0,0079
аустенита
0,12471
0,12518
о. 12579
Удельные объёмы в см31г
тетраго-
нального
мартенсита
0,12984
0,13014
о, 13074
отпущен-
ного мар-
тенсита
0,12916
о, 12947
о, 12990
феррито-
цементит-
ной смеси
третьей
стадии
0,12766
0,12780
0,12788
ренциации феррито-цементитной смеси с по-
следовательным образованием структур тро-
остита, сорбита и различной степени дисперс-
ности перлита.
В табл. 4 приведены данные объёмных
изменений в различных стадиях превращений
и удельных объёмов аустенита, тетрагональ-
ного мартенсита, отпущенного аустенита и
феррито-цементитной смеси (отвечающей
третьей стадии превращений) инструменталь-
ной углеродистой стали с различным содер-
жанием углерода.
На фиг. 19 приведены кривые зависимости
твёрдости стали (с различными содержанием
углерода и количеством остаточного после
закалки аустенита) от температуры отпуска с
N
\
\
\
г\
\
Sl
\
\
\
О 50 100 150 200 250 300 "С
Фиг. 19. Влияние температуры отпуска при
выдержке 1 час на твёрдость углеродистой
стали. Кривые: 1 — для стали с 0,49% С
(количество остаточного аустенита после
закалки < L%); 2—для стали с 0,79% С (ко-
личество остаточного аустенита после за-
калки 6%); 3—для стали с 1.02% С (коли-
чество остаточного аустенита после за-
калки 35%); 4 — для стали с 1,26 '/„ С (ко-
личество остаточного аустенита после за-
калки 35%) [14].
выдержкой при этой температуре 1 час; на
фиг. 20—кривые зависимости твёрдости ста-
ли с 1,02% С от температуры отпуска и про-
должительности выдержки при той же тем-
пературе; на фиг. 21—24 приведены кривые
зависимости твёрдости закалённой в воду ста-
ли марок У7, У8, У10 и У12 от температур
отпуска.
64
60
56
52
48
\
N
N X
— -^У
о/
3^
ч.
•К \
\
ч.,
\N
\ \
\
1
Л
\
\ \
\
ч
a so m is! гТо 250 300 °t
Фиг. 20. Влияние температуры и продол-
жительности отпуска на твёрдость угле-
родистой стали с 1,02"/0С, закалённой с 855°.
Кривые: 1 — выдержка при температуре
отпуска 0,10 час; 2 — выдержка 1 час;
3 — выдержка 10 час; 4 — выдержка
100 час. [14].
2,7
V
150 200 250 300 350 Ш Ш °С
Фиг. 21. Влияние температуры отпуска на
твёрдость стали У7, закалённой при 800°
в воду [И].
s
\
12
41
-/
к
150 200 250 300 350 WO 459 "С
2,5
2,7
V
-У
3fi
Фиг. 22. Влияние температуры отпуска на твёр-
дость стали У8, закалённой при 760° в воду. Кри-
вые: 1 — твёрдости по Роквеллу; 2 — твёрдости
по Бринелю [11].
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
441
64
60
56
51
«а
и
40
зв
зг
28
24
150
\
ч
,2
*Ч
ч
Ч
s
\
s
к.
S
S
Секунды 1
100
WOO W000
200 250 300 350 WO 450 "С
2,5'
2,7
2?
3,1
3,5
Фиг. 23. Влияние температуры отпуска на твёр-
дость стали У10, закалённой при 780° в воду. Кри-
вые: / — твёрдости по Роквеллу; 2 — твёрдости
по Бринелю [111.
Фиг. 24. Влияние температуры отпуска на твёр-
дость стали У12, закалённой при 780° в воду. Кри-
вые: /.— твёрдости по Роквеллу; 2 — твёрдости
по Бринелю [11].
Свойства стали при термической
обработке
На фиг. 25—28 приведены диаграммы изо-
термического распада аустенита для стали
марок У7, У8, У9 и У12 [2, 9, 17]. Анализ мик-
роструктур после закалки показывает, что
инструментальная углеродистая сталь характе-
Секунды 1
10
100 1000 10000
"С
700
600
500
Ш
300
200
100
°0J 1 2 3 5 10 203012 5'10 2030 1 2
Секунды Минуты Часы
Время превращения
Фиг. 25. Диаграмма изотермического распада
аустенита стали У7 с 0,60и/и С и 0,27°'о Мп [9].
ризуется весьма узким интервалом оптималь-
ных температур нагрева и весьма высокой
чувствительностью к перегреву. Так, например,
при нагревании сталиУ 12 в интервале 75Э—780°
ъ
"
¦
-
X
ТОО
600
500
Ш
300
200
100
0.1 1 23 5 102030 1 2 5 10 2030 1 2
Секунды Минуты Часы
Время превращения
Фиг. 26. Диаграмма изотермического распада
аустенита стали У8 с 0,810/о С и 0,25°/0Мп [9].
к С
1 •
—-
"в
2j
V
3J
Т
700
600
500
W
300
200
WO
0
(
L -
~—
-
к.
¦ —
-
—
-
=
р—
^^
10 100 1000
Время превращения
10000 сек.
Фиг. 27. Диаграмма изотермического распада
аустенита стали У9 с О,89°/О С и О,29°/О Мп [2].
получается твёрдость 62—65 Нц и структура
скрытнокристаллического мартенсита, а при
нагреве до 790—800° твёрдость сохраняется в
тех же пределах, но в структуре обнаружи-
'С
760
650
Ш
U3Q
320
210
100
/
4
V
ч
S
ч
4*
"Ч
ч,
ев»
«*"
ч,
ч
—~
ч,
ч
ч
ч.
ч
*ч
ч
ч.
=
ч
ч
sr
/ Z k 1153066 2 4 8153060 2 ¦ 8
Секунды Минуты Часы
Время превращения
Фиг. 28. Диаграмма изотермиче-
ского распада аустенита стали У12
с 1,14°/о С [17].
вается игольчатый мартенсит [5]. При дальней-
шем повышении температуры размер игл мар-
тенсита увеличивается, что приводит уже к
увеличению хрупкости инструмента и, следо-
вательно, к снижению его стойкости в работе.
Охлаждение углеродистой инструменталь-
ной стали при закалке должно быть весьма
442
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
(РАЗД. II
энергичным, поскольку (фиг. 25—28) время
распада на феррито-цементитную смесь при
температурах 650—550° равно 1—2 сек. При-
менение при закалке в качестве охлаждающей
среды воды даёт быстрое охлаждение инстру-
мента и в области мартенситного превращения,
что в результате приводит к высоким напря-
жениям и трещинам. Поэтому рекомендуется
охлаждать инструмент в воде лишь до потем-
нения, а затем—в масле. Лишь сталь У7, обла-
дающая более высокой пластичностью при
пониженном содержании углерода, может пол-
ностью охлаждаться в воде.
Положение критических точек Асх различ-
ных марок инструментальной углеродистой
стали определяется приведёнными на фиг. 9—14
кривыми изменения твёрдости после закалки
яри различных температурах. В табл. 5 ука-
заны нормы твёрдости инструментальной угле-
родистой стали после закалки в условиях ра-
циональных режимов термообработки [5].
Таблица 5
Нормы твёрдости инструментальной углеродистой
стали после закалки в условиях рациональных
режимов термообработки
j
Марка
У12, У12А
У10, У10А
У10Г, У10ГА
У9, У9А
У8, У8А
У8Г, У8ГА
У7, У7А
Темпера-
тура за-
калки в °С
7бо—780
770-79°
760—810
780—810
790—820
800—830
800—830
Охлаждающая
среда
Через воду
в масло
То же
Масло
Через воду
в масло
Вода
Через воду
в масло
Вода
Твёрдость
после за-
калки
в Н„
*С
ба—65
ба—64
б1-63
6а—64
б1-б3
61—бз
6i—63
При наличии в стали структуры тонкопла-
стинчатого или мелкозернистого (точечного)
перлита рекомендуется выбирать температуру
закалки по нижнему пределу, а в случае на-
личия грубого, неоднородного перлита — по
верхнему пределу или на 5—10° выше него.
Инструмент сложной формы и крупного раз-
мера следует предварительно подогревать
при температурах 350—450° С [5].
Продолжительность выдержки для получе-
ния сплошного прогрева инструмента опреде-
ляется примерными нормами нагрева, приве
денными в табл. 6 [5].
Таблица 6
Примерные нормы нагрева инструмента
из углеродистой инструментальной стали
Закалочная среда
Свинцовая ванна .
Соляная „
Электропечь . . .
Температура
нагрева в иС
770—820
77°—820
770—820
Время прогрева
в сек. на 1 мм
диаметра или
ТОЛЩИНЫ
6-8
13—14
5°—8о
Для снятия возникающих при закалке на
пряжений и предупреждения образования
трещин инструмент следует подвергать от
пуску. Для придания инструменту твёрдости
60 63 Н б
уу
60- 63
у р
температура отпуска должна быть
С*
160—180°. Эта температура при времени вы-
держки 1—2 часа обеспечивает снятие 60—
70% остаточных напряжений [5]. При этом
стали сообщается вязкость большая, чем пос-
ле кратковременного отпуска при темпера-
туре 190—210°. Если необходима более высо-
кая вязкость при пониженной твёрдости, ин-
струмент подвергают отпуску при 230—275°.
Температура отпуска стали У12 в случае
изготовления из неё резцов с твёрдостью
64—67 Нд~ не должна превышать 100°.
О влиянии различных факторов термиче-
ской обработки (температура закалки, скорость
охлаждения, время выдержки) для стали У12
см. также стр. 449—450.
Режущие свойства стали
В табл. 7 приведены данные, относящиеся
к резцам, испытанным в производственных
условиях [10].
Таблица 7
Марка
!
i
У9
У12
X
хг
Х12
Bl
БХВС
ХЕ5
ХВГ
ЭИ116
Р
РК10
РК15
Характеристики
С
о,9°
1,О7
0,84
1,э8
1.97
Q.47
1,2О
о,94
°59
0,65
о,74
инструментальной
Химический состав в °j
Сг
о, 14
о, 14
L53
1.43
ю,бо
о, 15
1.36
о,6б
J.35
9,54
4.35
4.5а
4,53
W
_
—
—
1,28
з,оз
3,85
1,42
17.9+
i8,oo
17,4а
Мп
о,3°
V
о,2б о,о8
о,33
о, 52
о'г8
о,4О
о, 34
°,За
1,02
—
—
—
О,1
О,1
о,13
о,о8
о.ор
о,о§
о,ю
°»79
О,2б
1,0О
о,91
Si
_
—
—
.—
°,45
—
Ь5
—
0
Со
—
—
—
—
—
—
—
—
—
ю.з
Н,4°
стали, испытанной в производственных условиях
Мо
—
_
—
—
—
—
—
—
о,бо
о,6о
3
50 ИСГ
езцов
t- 0.
<и ^
элич
1ННЫ
б
б
б
б
б
б
б
б
б
6
б
5
5
Закалка
ура
С9
О.
|о
Н о
78о
780
9ОО
850
975
825
910
835
830
1125
1300
1340
1340
к
сЗ
о
кда!
|з •
о&
Вода
Масло
„
п
Вода
Вода 50°
Масло
„
•
Отпуск
ура
г-
м
о.
емп<
е- я
22O
i8o
I7O
I80
2ОО
2ОО
180
183
170
55°
у8э
58о
Э8о
j
а
юст:
рати
4
3
5
5
Микро-
структура
Мартенсит +
цементит
То
же
Мартенсит +
карб
То
иды
же
и
о;
а;
J3
lOCTi
0Q
бЗ—64,5
64-65,5
64-65
63-64
62—64
63—64
6o,5-6i,5
65
63—64
59-61
63-64
63,5-64,5
64,0-65,5
гл.
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ УГЛЕРОДИСТАЯ
443
Геометрия резцов характеризовалась сле-
дующими данными: угол резания Ь = 75°; пе-
редний угол 7 = 15°; задний угол а = 6°; угол
в плане -f = 45°; вспомогательный угол в плане
tpss Ю°; угол наклона кромки — 0°.
Испытания производились на станке Шисс
Дефриз на высоких скоростях с двумя сече-
ниями стружки — чистовой 0,8 X 0,25 мм и об-
дирочной 2,0 X 0,25 мм. За ЮС% принималась
средняя приведённая к 20-минутной стойкости
скорость резания резцов из быстрорежущей
стали марки Р.
Режущие свойства инструментальной стали
по результатам испытаний в производствен-
ных условиях приведены в табл. 8 [10]. Резцы
из углеродистой инструментальной стали ма-
рок У9 и У12 характеризуются весьма низ-
кой производительностью по сравнению с рез-
цами из быстрорежущей стали, но очень
мало отличаются от резцов из легированной
инструментальной стали.
Таблица 8
Режущие свойства инструментальной стали (в %
по отношению к производительности резцов
из быстрорежущей стали марки Р)
Марка ин-
струмен-
тальной
стали
У9
У12
X
ХГ
Х12
BI
5ХВС
ХВ5
ХВГ
ЭИ116
Р
РК10
РК15
По стали
37ХНЗА
с крупными
стружками
37.6
37.1
Зб,4
35,з
36,4
37.6
36.7
37-6
—
100,0
109,0
«5.°
По стали 40 с
крупными
стружками
24.3
22,7
23.5
2О,8
24.3
22,7
23.O
23.5
42,4
100,0
113.°
.8
По стали
18ХНВА с
мелкими
стружками
28,з
3L5
3°>3
31,5
27.6
33.8
33,3
31,5
32.9
39.2
1ОО,О
ш,о
И5.о
В табл. 8а приведены результаты испытаний
режущих свойств различных марок инстру-
ментальной стали (углеродистой, легирован-
ной и быстрорежущей) в лабораторных усло-
виях на станке Герберта [121.
Сопоставление построенных при испыта-
нии на станке Герберта для различных ма-
рок стали графиков .дебет (производитель-
ность работы резца) — скорость резания"
(фиг. 29) позволяет оценить режущие свой-
ства по характеристике F кривой дебета и
по скорости резания vm, отвечающей макси-
мальному дебету.
Характеристика кривой дебета опреде-
ляется как функция
F =
1
Фиг. 29. График — дебет (d) —
скорость резания {v) (схема)
[12].
100 m v 2 ^ а"
где (фиг. 29) S\ — площадь (ограниченная
кривой дебета, осью абсцисс и ординатами,
отвечающими зна-
чениям Vi И V-i),
характеризующая
кривизну кривой J
дебета(значения d\ г
и rf2) около её ма-
ксимума и положе-
ние кривой по вы-
соте относительно
оси абсцисс; 52 —
величина площади
(ограниченной пра-
вой ветвью кривой
дебета, осью абс-
цисс и ординатой,
отвечающей значе-
нию vm), характе-
ризующая разви-
тие кривой вправо от её максимума.
Значения V\ и v2 на 3 м/мин меньше или
больше значений скорости резания — vm.
Назначение углеродистой
инструментальной стали
Свойства углеродистой инструментальной
стали определяют области её применения
в промышленности. Сталь с относительно невы-
соким содержанием углерода является подхо-
дящим материалом для ударного инструмента.
Последний должен обладать значительной
вязкостью и одновременно иметь достаточно
твёрдую и устойчивую против смятия и из-
носа рабочую поверхность. Ударный инстру-
мент больше других подвергается опасности
излома и выкрашивания режущей кромки.
Для разного рода зубил и других инструмен-
тов следует применять наиболее вязкие удар-
ностойкие, неглубоко прокаливающиеся сорта
Таблица 8а
Режущие свойства инструментальной стали по лабораторным испытаниям
Тип стали
Углеродистая
То же . . .
Вольфрамистая .
То же
Хромистая . . .
То же
Быстрорежущая
То же
1,2б
1,14
о.95
0,91
0,70
о,6о
1.3°
I.O3
1,63
95
0,65
0,67
о.57
°<57
Химический состав в %
Mn S1
о, 27
О,24
о.о8
7
о, 58
о-.57
о,а8
О,21
0,48
о. аз
О,2О
О,32
о,о8
0,21
о,27
0,22
о, 19
О, II
3
O,l6
0,05
0,09
0,17
0,20
Сг
3.4O
2,19
342
2,23
З.ОЗ
6,51
5.41
Wo
3,53
4,Г9
18.39
17-53
13.31
13,37
о,35
N1 о, 73
О,О1
О,О1
О,О2
О,О2
о,о4
О О2
О,О1
О,О2
О,О1
О,О2
°,°3
О,О2
О.О1
О,О1
О,О2
ft, <L
O.OI
Следы
О,О2
Следы
О,О2
О,О1
О.О2
о.оз
Следы
O.OI
O.OI
О..О2
О,О2
О,О1
O.OI
95
85
85
42
64
45
5°
75
60
250
200
160
155
145
Скорость
резания
vm
В MJMUH
18
18
17
19
18
19
19
17
18
27
444
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. 11
стали, которые однако обеспечили бы необ-
ходимую твёрдость рабочей кромки. Углеро-
дистая сталь с содержанием не свыше 0,85% С
и с возможно меньшим содержанием марганца
вполне удовлетворяет предъявляемым требо-
ваниям. Сталь с тем же и несколько большим
содержанием углерода применяется для всех
видов деревообрабатывающего инструмента
(пилы, свёрла, фрезы, стамески, топоры [8]).
Несколько затрудняется термообработка круп-
ного деревообделочного инструмента вслед-
ствие появления трещин при закалке в воде
(особенно при высоком содержании углерода)
и недостаточной твёрдости поверхности при
закалке в масле. Введением в углеродистую
инструментальную сталь 0,5% Сг обеспечи-
вается хорошая закаливаемость такой ста-
ли в масле и отсутствие трещин в инстру-
менте.
Более твёрдые марки углеродистой инстру-
ментальной стали могут быть использованы и
для режущего инструмента по металлу с отно-
сительно невысокой производительностью на
малых скоростях резания и с небольшими по-
дачами. Для такого типа режущего инструмента,
как свёрла, от которого требуется сквозная
закалка, углеродистая сталь может применяться
лишь для мелких размеров и при повышенной
прокаливаемости (баллы 2, 3 и 4 по шкале
„Электросталь"). Для метчиков и плашек сквоз-
ная прокаливаемость не требуется, нужна лишь
высокая твёрдость на рабочей поверхности
при возможно большей вязкости сердцевины.
При выборе углеродистой стали для метчиков
предпочтительны плавки с меньшей прокали-
ваемостью, отвечающие баллу 1 для метчиков
диаметром до 20 мм и баллу 2 — для более
крупных метчиков [5].
Сталь марок У10 и У12 может применяться
также для вытяжных штампов простой формы
с применением в качестве отделочной опера-
ции хромирования, а также для обрезных и
вырубных штампов, не имеющих резких пе-
реходов. Эти же марки углеродистой стали
можно использовать для изготовления ка-
либров простой формы и пониженной точ-
ности [5].
По ГОСТ В-1435-42 предусматривается
следующее примерное назначение различ-
ных марок углеродистой инструментальной
стали.
Марка У7А — для инструмента, подвергаю-
щегося ударам и толчкам и требующего боль-
шой вязкости при умеренной твёрдости (зу-
била, кузнечные штампы, обжимки, отвёртки,
центры токарных станков, ножницы для резки
жести, клейма по железу, штампы по коже,
бурава по мягким породам, тупые хирургиче-
ские инструменты и пр.).
Марка У7, кроме указанного для марки
У7А инструмента, — также для кувалд, куз-
нечных и слесарных молотков, гладилок,
плотничьего инструмента и пр.
Марка У8ГА - для поперечных пил, руч-
ных ножовок, лент и пр.
Марка У8А — для инструмента, подвергаю-
щегося ударам и требующего повышенной
твёрдости при наличии достаточной вязкости
(матрицы простой формы, пробойники, нож-
ницы и ножи по металлу, пуансоны, клейма,
столярный инструмент, пилы по мягкому ме-
таллу и дереву, резцы по меди, инструмент для
болтового и гвоздильного производства, кер-
неры, пневматический инструмент, штампы
по коже, цапфы и подпятники, лезвия хоро-
ших ножей, бурава для пород средней твёр-
дости).
Марки У8 и У8Г, кроме указанного для
марки У8А инструмента, — также для ти-
сочных губок, зубил для угля, зубил для обтёски
камней и пр.
Марка У9А — для инструмента с высокой
твёрдостью при наличии некоторой вязкости
(дыропробивные штемпели, кернеры, деревооб-
делочный инструмент и пр.).
Марка У9, кроме указанного для марки
У9А инструмента, — также для зубил по ка-
менным породам и пр.
Марка У ЮГА — для пил поперечных, лен-
точных по дереву и металлу, ручных ножовок.
Марка У 10А —для инструмента, не подвер-
гающегося резким и сильным ударам и тре-
бующего некоторой вязкости на острых лез-
виях (токарные и строгальные резцы, воло-
чильные кольца, свёрла, метчики, развёртки,
плашки, фрезы, монетные штемпели, ножовоч-
ные полотна, фасонные штампы, ножи бумаго-
и табакорезальных машин, бурава по весь-
ма твёрдым породам, инструмент для болто-
вого и гвоздильного производства, гребёнки
и пр.).
Марки У10 и У10Г, кроме указанного для
марки У10А инструмента,—также для камне-
тёсного инструмента, зубил для насечки на-
пильников и пр.
Марки У12А и У12 — для инструмента, не
подвергающегося ударам и требующего очень
большой твёрдости (токарные и строгальные
резцы, фрезерные свёрла, метчики, развёртки,
плашки, бритвы, острый хирургический ин-
струмент, шаберы, калибры, пилы по металлу,
часовой инструмент, резцы по латуни, монет-
ные штампы, ножи бумаго- и табакорезальных
машин, напильники и пр.).
Марка У13А — для инструмента, не под-
вергающегося ударам и требующего исключи-
тельной твёрдости.
Марка У13 — для резцов по твёрдому ме-
таллу, бритв, шаберов, волочильного инстру-
мента, зубил для насечки напильников, свёрл,
инструмента для обработки твёрдого камня,
граверного инструмента, напильников и пр.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е й н Э., Влияние легирующих элементов на свойства
стали (перевод), М. — Л. 1946.
2. Болховитинов Н. Ф., Металловедение и тер-
мическая обработка стали, М. 1946.
3. Болховитинов Н. Ф., Величина зерна и свойства
стали, М. 1943.
4. Г а е в И. С, Металлографический атлас, М. —Л.
1941.
5. Геллер Ю. А. и Б а б а е в Б. С, Инструменталь-
ная сталь, М. 1945.
6. Гуляев А. П., Л а х т и н Ю. М., Тарусин А. И.,
Термическая обработка стали, 1946.
7. К о н т о р о в и ч И. Е., Термическая обработка стали,
М. 1945.
8. Минкевич Н. А., Свойства, тепловая обработка
и назначение стали и чугуна, ч. I, II, 111, М. 1943.
9. Миркии И. Л, и Розанов А. Н., Изотермиче-
ское превращение аустенита в углеродистых и специ-
альных сталях, Труды МИС, вып. 7, 1935.
10. Петров, Исследование режущих качеств инстру-
ментальных сталей, „Станки и инструмент" № 13, 1937.
ГЛ. V1I11
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ЛЕГИРОВАННАЯ
445
11. Электросталь, Высокосортные стали — руководство по
обращению с ними, 1931.
12. D е п у J., Etudes sur la propriete de coupe des aciers a
outlls, .Revue de Metallurgie", Janvier, 1914 — 1915
(русский перевод: Д е н и, Исследование главных свойств
инструментальных сталей, ИТС ГУВП, М. 1926).
13. D е Р о у S.M., Hardenability of Common Tool Steels,
.Metal Progress", October, 1943.
14. Fletcher S. G. a. M. Cowen, „Trans. Amer. Soc. f.
Metals", vol. 32,1944, p. 333-362.
15. Gill J., „Tool steels", ASM, 1944.
16. Jominy W. E.,Spears H.M. a. SteeverA.M.,
Heating Steel Bars for Forging, .Metals Handbook".
1939.
17. P а у s о n P., The Annealing of Steel, .Iron Age*,
v. 151, № 25, 26, 27, V. 152, № 3, 4, 1943.
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ЛЕГИРОВАННАЯ
Вольфрамовая и ванадиевая
инструментальная сталь Bl, B2 и Ф
Химический состав. Небольшие присадки
вольфрама или ванадия к высокоуглеродистой
стали не увеличивают её способности к закалке,
так как эти элементы или дают специальные
карбиды (V), или растворяются в заэвтектоид-
ном цементите (W) и при применяемых темпера-
турах закалки находятся вне раствора. Поэтому
режимы термообработки для вольфрамовой и
Назначение. Сталь В1 применяется для
металлорежущего инструмента, работающего
по режимам резания, близким к инструментам
из углеродистой стали: спиральные свёрла,
метчики, плашки, ножи и т. д. Целесообраз-
нее, однако, эти виды инструмента изготовлять
из марок У10, У12 или из хромистой стали X,
9ХС.
Сталь В2 применяется для ножовочных по-
лотен по металлу высокой производитель-
ности.
Таблица 9
Химический состав легированной стали, применяемой для изготовления режущего и мерительного
инструмента (ОСТ 14958-39)
Марка
В1
В2
Ф
Х05
9Х
X
9ХС
ХГ
ХВГ
ХВ5
Х12
Х12М
Химический состав в %
С
1,05—1.25
1,10—1,25
о,95— I.O5
1,25—1,4°
о,8о—о,95
O.95—i,i°
°,8э—°-95
1,3°— if 5°
0,90—1,05
1,25—1,5°
2,0—2,3
1,45— 1.7°
Мп
0,20—0,4О
О,2О—О,4О
О.2О—О,4О
0,20—О,4°
о,25—о,35
<°.4°
о,зо—о.бо
O.45—°.7°
о,8о—i,io
<°,3°
<°>35
<°,35
Si
<°,35
<°>35
<°,35
О,2О—О,35
°.25—°,45
<°.35
1,2О—1,6о
<°>35
o,i5—o,35
<°.3°
'Со, 4°
<!о,4о
Сг
°.1—°.3
o.l— о,з
о.4— °.б
1,4—1.7
!,3—1.6
Q.95— *'25
1-3— J>6
О,9О—1,2О
О.4—°.7
11,5—13.°
II.O—12,5
W
О,8—1,2
1,8—2,2
—
—
—
—
-
1,2—1,6
4,5—5,5
—
о,5—о,8 Мо
V
0,15—0,30
—
О,2О—О,4О
—
—
—
—
_
—
—
_
°, 15—°.3°
N1
не более
°.3
о.З
°-3
О,25
°.3
О,25
°,3
О,25
о.З
°»25
°.35
O.35
Примечание. Содержание S и Р во всех марках стали не более 0,03°/о каждого.
ванадиевой стали назначаются такие же, как и
для углеродистой с равным содержанием угле-
рода. Свойства их также близки, отличие заклю-
чается лишь в меньшей чувствительности к пе-
регреву и в более высокой твёрдости и износо-
устойчивости в закалённом состоянии.
ОСТ 14958-39 предусматривает три марки
вольфрамовой и ванадиевой инструментальной
стали: Bl, B2 и Ф. Состав их приводится в
табл. 9.
Термическая обработка. Диаграмма изо-
термического распада аустенита в стали Ф
дана на фиг. 30.
Режимы термообработки марок Bl, B2 и Ф
приведены в табл. • 10.
На фиг. 31—36 показаны изменения твёр-
дости стали Ф, В1 и .В2: 1) на поверхности
и в центре образцов (диаметром 20 мм и
длиной 60 мм) в зависимости от температуры
закалки в воду (фиг. 31, 33,35) и 2) по диаметру
образцов, закалённых при различных темпе-
ратурах, характеризующих прокаливаемость
стали (фиг. 32, 34, 36).
Изменение твёрдости стали В1 в зависи-
мости от температуры отпуска показано фиг. 37.
Таблица 10
Температурные режимы термической обработки
легированной стали, применяемой для изготовления
режущего и мерительного инструмента
Марка
В1
В2
Ф
Х05
9Х
9Х
X
X
9ХС
ХГ
хвг
ХВ5
Темпе-
ратура
отжига
в °С
75о—77°
780—800
74°—72°
77°—79°
77°—79°
77°—79о
77°—79°
770—790
780—810
790—810
77°—79°
8оо—82O
Темпера-
тура за-
калки в °С
79°—8ю
77°—79°
790—8ю
780- 8оо
780—800
820—840
780—800
820—84°
850—870
820—850
820—850
Г 8оо—820
\ 850—870
Охла-
ждаю-
щая
среда
при за-
калке
Вода
Масло
Рода
Масло
Вода
Масло
Твёр-
дость
после
закалки
HRC
65-67
65-67
°3-б5
63-65
64—66
62—64
64—66
62—64
62—64
62—64
63-65
65-67
62—69
Темпе-
ратура
отпуска
в °С
150—170*
150—170**
150—170
150—250
150—250
150—250
150-250
150—250
15°—2ОО
/ IOO—22O
| 120—15°
* Для плашек температура отпуска 220—240° С.
** Для ножовок температура отпуска 240—260° С.
446
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. П
Q5 1 2 5 Ю 20 5010г210гЯОг1(РгЮ3$!(РЮ''ЯО'$10<1Ю*ц.
Фиг. 30. Диаграмма изотермического распада ау-
стенита встали Ф (О,87°/О С; 0,30% Мп; 0,27% V);
10 5 0 5 ЮмИ
Расстояние от центра
Фиг. 32. Изменение твёрдости
стали Ф по диаметру образцов, за-
калённых при различных темпера-
турах [2].
20
10
0 7
Г
1 У
1
г<2
/
WO0 1100 I200X
Фиг. 31. Изменение твёрдости
стали Ф (исходное состояние 170 Hg)
в зависимости от температуры за-
калки: / — кривая поверхностной
твёрдости; 2 — кривая твёрдости
центра [2].
Hrc
701
600 700 &)Q 900 WOO I10Q 1200°С
Фиг. 33. Изменение твёрдости стали
В1 в зависимости от температуры за-
калки: / — кривая поверхностной твёр-
дости; 2— кривая твёрдости центра [2].
5 0 5 Ют
Расстояние от центра
Фиг. 34. Изменение твёрдости
стали В1 по диаметру образцов, за-
калённых при различных темпера-
турах [2].
70
60
50
30
10
0
600 700 800 900 1000 1100 1200°С
Фиг. 35. Изменение твёрдости стали В2
в зависимости от температуры закалки:
/ — кривая поверхностной закалки;
2 - кривая твёрдости центра [2].
Исходное состояние //g = 229 (d—4,0).
Г
1
1
!
i
J
с
70
60
5.0
30
20
10-
10 5
Расстояние от центра
Фиг. 36. Изменение твёрдости
стали В2 по диаметру образцов,
закаленных при различных темпе-
ратурах [2].
1000° ,900
—да°-—
V 790° /
^—с
—о*^
°
7-
1
\
100 200 300 400'"С
Фиг. 37. Изменение твёрдости
стали В1 в зависимости от темпе-
ратуры отпуска [4].
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ЛЕГИРОВАННАЯ
447
Сталь Ф используется в тех же случаях,
что и В1 или У10 и У12. Ввиду повышенной
вязкости её применяют также для изготовле-
ния штампов для чеканки монет и ударного
инструмента при производстве болтов, гаек
и заклёпок.
Хромистая инструментальная сталь Х05,
9Х и X
Химический состав. Хром при содержа-
вии в стали меньше 2°0 растворяется в фер-
рите и цементите. После нагрева до темпера-
700
600-
500
U0O
200-
юо
о
Ms
-¦
4
/
К
35
?7
/
s
J
1—
N
1
ч
4
=4
i
!
f
-1
~/5Л
??
s
k
1
66
I 2 4 61020U56Q 2 46 Ю 2045602 4 6 10?
секунды минуты часы
Фиг. 38. Диаграмма изотермического распада
аустенита стали X [8].
г>ры закалки основная часть хрома находится
8 твёрдом растворе, что приводит к сниже-
нию критической скорости закалки. Хромистая
инструментальная сталь отличается от угле-
родистой инструментальной с равным содер-
жанием углерода более глубокой прокаливав-
Сталь Х05 при малом содержании в ней
хрома занимает промежуточное положение
между углеродистой сталью У13 и нормаль-
ной хромистой инструментальной сталью ма-
рок 9Х и X.
Термическая обработка. Диаграмма изо-
термического распада аустенита в стали X
приводится на фиг. 38.
На фиг. 39, 40 и 41 показаны изменения
твёрдости стали Х05, X и 9Х в зависимости
от температуры закалки, на фиг. 42, 43 и
44 — по диаметру образцов, закалённых при
различных температурах.
70
50
600 700 800 900 1000 1100 12Q0°C
Фиг. 34. Изменение твердости стали Х05
в зависимости от температуры закалки:
1 — кривая поверхностной твёрдости; 2 —
кривая твёрдости центра. Исходное состоя-
ние: #5=207 (d=4,2) [5].
Изменение твёрдости стали X в зависи-
мости от температуры отпуска показано на
фиг. 45 (для сравнения на том же графике
приведена кривая для углеродистой стали У10).
О—
о
\
\
1
J
1
—5
/s
?—г
-н
L
30
—I ю
о
О——
Г
i
1
600 700 800 900 1000 1100 !200"С 600 700 800 900 1000 1100 1200"С
Фиг. 40. Изменение твёрдости стали X
s зависимости от температуры закал-
ки: 1—кривая поверхностной твердо-
сти; 2 — кривая твёрдости центра. Ис-
годное состояние: 11^—201 (d=4,2) [2].
Фиг. 41. Изменение твёрдости стали
ЭХ в зависимости от температуры за-
калки. Исходное состояние: //?—197
(d-4,3) [2].
70
60
50
UO
30
20
W
10 5 0 5 Ют
Расстояние от центра
Фиг. 42.Изменение твёрдости стали
Х05 по диаметру образцов, зака-
лённых при различных темпера-
турах [2].
-1200*-
10
¦900^.
JU .
«остью, позволяющей применять при закалке
я качестве охлаждающей среды масло, а также
меньшей деформацией при закалке, а следо-
вательно, большей устойчивостью против от-
пуска.
Состав хромистой инструментальной стали
марок Х05, 9Х и X см. в табл. 9.
Температурные режимы термообработки
для стали Х05, УХ и X указаны в табл. 10.
Назначение. Сталь Х05 применяется в тех
же случаях, что и сталь У12 и У13, но с неко-
торым преимуществом, так как она не даёт
характерного для углеродистой стали брака
по мягким пятнам на поверхности.
448
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Сталь X применяется для инструмента, от которого
требуется высокая твёрдость и износоустойчивость при
глубокой прокаливаемости и небольшой деформации при
закалке. Из этой стали изготовляются режущие и мери-
—*—IOO(A
50
900°
ШЮ'.
800°
70
во
50
Ц)
30
20
W
10 5 0 5 Юмм
Расстояние от центра
Фиг. 43. Изменение твёрдости
стали X по диаметру образцов,
закалённых при различных темпе-
ратурах [2].
800-900-1200"
1С
00°
|
10
5 0 5 10мм
Расстояние от центра
Фиг. 44. Изменение твёрдости ста-
ли 9Х по диаметру образцов, за-
калённых при различных темпе-
ратурах [2].
тельные инструменты (резцы, фрезы, зубила для насечки
напильников), работающие по режимам, близким для ин-
струмента из углеродистой стали.
Сталь 9Х применяется в тех же случаях, что и сталь X.
Фиг. 45. Изменение твёрдости сталиX
в зависимости от температуры отпу-
ска: / — кривая изменения твёрдо-
сти стали X; 2 — кривая изменения
твёрдости стали У10 (для сравне-
ния) [4].
О 5 15 451 35 9 15301 2
секунды минуты часы
Фиг. 46. Диаграмма изотер-
мического распада аусте-
нита стали 9ХС.
Хромокремнистая сталь 9ХС
Химический состав. Хромокремнистая сталь, благо-
даря присадке кремния, обладает ещё более повышенной
склонностью к закалке, чем хромистая инструментальная
сталь.
Состав стали 9ХС — см. табл. 9.
Термическая обработка. Хромокремнистая сталь по
сравнению с хромистой требует более высокой температуры
закалки (так как кремний сильно повышает критические
точки) и поэтому обладает повышенной склонностью к обез-
углероживанию.
На фиг. 46 приведена диаграмма изотермического рас-
пада аустенита стали 9ХС, на фиг. 47 — изменение
твёрдости этой стали в зависимости от температуры за-
калки, на фиг. 48 — изменение твёрдости по диаметру
образцов, закалённых при различных температурах (про-
каливаемость), и на фиг. 49 — из-
менение твёрдости в зависимости
от температуры отпуска.
Температурные режимы термо-
обработки см. табл. 10.
700 800 900 W00 1100 I200X
Фиг. 47. Изменение твёрдости стали 9ХС
в зависимости от температуры закалки.
Исходное состояние: Яд = 229 (d=4,0) [2J.
10 5 0 5 10мр
Расстояние от центра
Фиг. 48. Изменение твёрдости стали
9ХС по диаметру образцов, закалённых
при различных температурах [2].
Назначение. Сталь 9ХС при-
меняется для изготовления режу-
щего инструмента: свёрл, развёр-
ток, фрез, метчиков, плашек, гре-
/900
°х/20
' /1000'
0° х850
200 300 400°С
Фиг. 49. Изменение твёрдости стали
9ХС в зависимости от температуры
отпуска.
бёнок. Режимы резания для этого
инструмента на 10—^0% выше (по
скорости резания), чем из стали
У10-У12.
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ, ЛЕГИРОВАННАЯ
449
Малодеформирующаяся инструментальная
сталь ХГ и ХВГ
Химический состав. Для изготовления
мерительного и точного сложной конфигура-
ции режущего инструмента необходимо при-
"С
700
600
500
400
300
200
ЮО
I 2 4 6/020 45602 U 610 2045602 4 6Ю20Ш
секунды минуты часы ,
Фиг. 50. Диаграмма изотермического распада
аустенита стали типа ХВГ @,85"/0 С; 1,10°/0 Мп;
0,26% Si; 0,50% Сг и 0,44°/0 W) [8].
\
1
п
1
Si
Ч
1
|
Г
„»•
N
—-
1
——
>
1 ,
4*7
Г
14Н
R
60
\
ч
Деформация инструментальной стали
при закалке. В табл. 11 приводятся для стали
ХГ данные о влиянии различных факторов
термообработки (температуры закалки, ско-
рости охлаждения после переохлаждения аусте-
600 700 800 900 W00 /100 /WC
Фиг. 51. Изменение твёрдости стали ХГ
в зависимости от температуры закалки.
Исходное состояние: //„=201 (<2=-4,1) [2].
о—
J
ч
\
N
\
s
менять сталь, малодеформирующуюся при за- нита до 200—250° С и времени выдержки при
калке. Этому требованию удовлетворяет сталь этой температуре) на величину линейной де-
марок X, 9Х, 9ХС, но наилучшие резуль- формации при закалке (Д/ в %), На измене-
70
60
1 П
20
10
п
0
f
—л
У
i
и
г
1
-2
1
600 700 800 900 Ю00 t/00 /20OX
Фиг. 52. Изменение твёрдости стали ХВГ
в зависимости от температуры закалки:
/ — кривая поверхностной твёрдости;
2 — кривая твёрдости центра. Исходное
состояние: Яд=229 (rf=4,0) [2].
10 „ 5 0 5 10мм
Расстояние от центра
Фиг. 53. Изменение твёрдости ста-
ли ХГ по диаметру образцов, за-
калённых при различных темпера-
турах [2].
9
795
00°
950"
10
ТО"
1200°
//
ьи-—
¦ о
830е
1200°
900°
10 5 О 5 10мм
Расстояние от центре
Фиг. 54. Изменение твёрдости
стали ХВГ по диаметру образцов,
закалённых при различных темпе-
ратурах [2].
таты даёт сталь с присадкой хрома, мар-
ганца и вольфрама, т. е. сталь марок ХГ и
ХВГ.
Состав стали марок ХГ и ХВГ приведён
в табл. 9.
Термическая обработка. Диаграмма изо-
термического распада аустенита стали ХВГ
приведена на фиг. 50-
На фиг. 51—52 показаны изменения твёр-
дости стали ХГ и ХВГ в зависимости от тем-
пературы закалки, на фиг. 53 и 54 — по диа-
метру образцов, закалённых при различных
температурах.
Изменение твёрдости стали ХВГ в зависи-
мости от температуры отпуска показано на
фиг. 55.
Температурные режимы термообработки,
принятые для стали марок ХГ и ХВГ, приве-
дены в табл. 10.
ние удельного веса (Д-у), на количество оста-
точйого аустенита (%Л) и на твёрдость за-
калённой стали.
¦
s
...
Г х
\
\
200 300 400 500 600 "С
Фиг. 55. Изменение твёрдости стали типа
ХВГ A,2<>,0С; 1,6" „ W; 0,75% Сг; 0,25° „ Мо;
0,2% V) в зависимости от температу-
ры отпуска [10J.
450
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
{разд. а
Таблица 11
Таблица 12
Влияющий
фактор
Обычный
режим
Температура
закалки:
800°
850е
900°
950°
Скорость ох-
лаждения (ох-
лаждающая
среда):
Вода
Масло
Печь
Частичное
изотермиче-
ское разложе-
ние (время
выдержки в
мин.):
3
30
60
ч
Рекомендуе-
мый режим
а
+о,и
+о,п
+о,15
+ О.2О
+о,17
+¦0,15
+O.II
+о,о8
+о,и
+ O.II
+ O.II
+ O.OI
Стал
дт
-~0,028
—О,О28
—O.O25
—0,037
—0,048
—о,О4О
—O.O44
—O.OOj
—0,020
—0,030
—0,040
—0,005
> ХГ
О**
18
т8
2О
27
29
1.4
2О
тЯ
ЗО
18
12
8
32
и
S?
65
65
бя
64
64
бз
63
6а
6i
W
56
54
6i
Режим
*1гЁ-800°
V \ _^ Масло
Время
t° ,
Д—800-950"
Ч V———Масло
Время
t° 1
1 Гх\Ц- у Масло
p^gjteo^. печь
Время "*
U v^f- Селитра
1 \\V—Воздух
Время
[ \^_ Печь
Время
Влияющий
фактор
Обычный ре-
жим
Температура
закалки:
770°
800°
850°
900°
Скорость ох-
лаждения (ох-
лаждающая .
среда):
Вода
Масло
Воздух
Печь
Частичное
изотермиче-
ское разложе-
ние (время
выдержки в
мин.):
3
30
60
180
Рекомендуе-
мый режим
о
(8
+ О,28
+O.28
+0,25
+ O.25
+ O.27
+ O.23
+о,35
+о,15
+о,ю
+O.I7
+Q.I5
+о. 17
+ O.3I
+о,о8
Сталь
дт
-о,оз7
—0,057
—о,о57
—0,052
—0,046
—о,о8о
—0,064
—о,об2
—0,056
—O.O49
—O.O55
—
—O.O57
—0,025
У12
е
о
15
15
19
—
19
аз
24
29
За
27
15
б
38
О
а?
65
65
64
64
64
б4
63
62
62
63
58
59
55
6i
Режим
"*j^t—770°
\1 \^ Вода
Время
f^'Jr-—770°-'900°
1 V ^Масло
Время
у
/1—^®®
]/-L/?— a масло
Время
tiris'-'во'
1/ \Г*| 250*
1 \К|\~-—Воздух
Время
* Тгр-—7—Селитра
УШ°{~200о
Время
Аналогичные табл. 12 и 13 для стали ма-
рок У12 и Х12М приводятся для сравнения.
При оптимальных режимах в стали X и
Х12М деформация практически отсутствует.
Однако оптимальные режимы следует при-
менять в случае, когда твёрдость 60—62 Нцс
удовлетворяет техническим условиям на
инструмент (более низкая твёрдость при об-
работке по оптимальным режимам является
следствием более высокого процента остаточ-
ного аустенита, фиксируемого при этом способе
закалки).
Назначение. Сталь марок ХГ и ХВГ при-
меняется для изготовления инструмента, ко-
торый должен иметь минимальную деформа-
цию при закалке (т. е. изготовленного с мини-
мальным припуском на шлифовку в закалённом
состоянии), а также для длинного стержневого
инструмента (свёрла, развёртки, протяжки).
Инструмент из стали ХГ работает по режимам
резания, аналогичным принятым для углеро-
дистой стали УЮ-У12. Сталь ХВГ обладает
лучшими режущими свойствами, чем сталь ХГ.
Алмазная сталь ХВ5
Химический состав. Алмазная или рифель-
ная сталь благодаря высокому содержанию
углерода и вольфрама обладает после закалки
х
700
600
500
300
200
S
р
ч
—<
22
\А5
1—т
55
61
1 2 U 6810 20 50Ю0200 5QQW0Q SOQQcek.
Фиг. 56. Диаграмма изотермического распада
аустенита в стали типа ХВ5 A,32°/0С; 0,28% Мл;
0,50% Si; 0,22% Сг; 3,51% W) [8].
в воде от сравнительно низких температур
чрезвычайно высокой твёрдостью Гдо 70 Hrc\
и устойчивостью против истирания (ввиду на-
гл. мщ
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ, ЛЕГИРОВАННАЯ
451
Таблица 13
Влияющий
фактор
Обычный
режим
Температура
закалки:
950°
1000°
1050°
1100°
Скорость ох-
лаждения (ох-
лаждающая
среда):
Вода
Масло
Воздух
Печь
Рекомен-
дуемый режим
Сталь Х12М
а
+0,21
-
-О,О7
+СМЗ
-fo,i6
-f-O,O2
-
-
-o,i8
-о,ю
-о, 13
-о,оз
о,оо
—о,о4
—0,022
—о,оз4
—°>°35
—о,о1з
—0,031
—О,О27
—0,021
—о,ою
—О.О05
15
5
12
35
51
5
IO
—
35
и
64
53
.5»
62
56
03
59
с8
58
62
Режим
t
1"
с'
"*1
время
Г
Л—-9504100°
1 1
\ Масло
у
Время
3'
Х-у—1000°
/tit——Сет/тро
\&?0° масло
Boda^/s Воздух
Время
г
4— юso"
"\Lt- Селитра
XL—250°
Время
личия большого количества весьма твёрдых
избыточных карбидов вольфрама). Красностой-
костью, несмотря на высокое содержание воль-
фрама, алмазная сталь не обладает, так как
при низкой температуре закалки карбиды воль-
фрама не переходят в твёрдый раствор. Хими-
ческий состав стали марки ХВ5 см. табл. 9.
70
60
50
U0
30
20
10
О .
600 700 600 900 1000 1100 Ж)°С
Фиг. 57. Изменение твёрдости стали ХВ5
в зависимости от температуры закалки.
Исходное состояние: //g=241 (d=3,9) [2].
Термическая обработка. Диаграмма изо-
термического распада аустенита стали, по со-
ставу близкой к ХВ5, приведена на фиг. 56.
Изменения твёрдости в зависимости от темпе-
ратуры закалки и твёрдости по диаметру об-
разцов, закалённых при различных температу-
рах, показаны на фиг. 57 и 58. Изменение твёр-
о—
J
к.
¦—а.
\
о8С0-900° .
о
1150° \
" 1200°
000°
дости в зависимости от температуры отпуска
показано на фиг. 59.
Температурные режимы термообработки
стали ХВ5 указаны в табл. 10.
70
50
ло
30
20
H
10 5 0 5 Юмм
Расстояние от центра
Фиг. 58. Изменение твёрдости ста-
ли ХВ5 по диаметру образцов, за-
калённых при различных темпера*
турах 12].
Назначение. Сталь ХВ5 применяется для
отделочного инструмента (токарные, строгаль-
ные и рифельные резцы и фрезы), работающего
N
\
ч
V
\
\
у
\
100 200 300 W0 500 600Т
Фиг. 59. Изменение твёрдости
стали типа ХВ5 A,35°/ОС; 3—4u/0 W;
0,5°/0 Сг) в зависимости от темпера-
туры отпуска [10].
при малых сечениях стружки и при обработке
твёрдых материалов (чугун с отбелённой по-
верхностью, закалённая сталь и др.).
ВЫСОКОХРОМИСТАЯ СТАЛЬ
Х12 И Х12М
Химический состав. Состав стали марок
Х12 и Х12М по ОСТ 14958-39 приведён в
табл. 9.
Сталь Х12 и Х12М в литом'состоянии имеет
структуру ледебуритного типа.
Фазовые превращения и структура. На-
личие хрома в стали Х12 приводит к замет-
ному сужению области аустенита и к значи-
тельному повышению критической точки Ас\.
Из дилатометрической кривой этой стали
(фиг. 60) видно, что превращение а—*-\ проис-
ходит при температуре 830—890°, а превра-
452
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
щение 7—>а—ПРИ 760—680°; сталь характе-
ризуется значительным температурным гисте-
резисом.
На фиг. 61 показано изменение твёрдости
стали Х12 в зависимости от температуры за-
калки. Максималь-
ная твёрдость по-
лучается при за-
калке с 1000° в ма-
сло; при этом об-
разуется структу-
ра, состоящая из
карбидов, располо-
женных в основной
массе мартенсита.
С повышением тем-
пературы закалки
твёрдость умень-
шается, что объяс-
количества остаточного
690°
Температура
Фиг. 60. Дилатометрическая
кривая стали Х12 [6].
няется увеличением
аустенита.
При нагреве до температуры 1200° и выше
начинается оплавление и появляется эвтектика
типа ледебурита, приводящая к повышению
твёрдости и хрупкости.
После закалки сталь приобретает аусте-
нито-мартенситную структуру
с ббльшим или меньшим количеством распре-
делённых в основной массе карбидов. Коли-
чество карбидов уменьшается с увеличением
температуры закалки.
При высоких температурах закалки можно
получить почти чистую аустенитную структуру.
При отпуске стали, закалённой на макси-
мальную твёрдость с температур 1000° и ниже,
наблюдается постепенное понижение твёрдости
по мере повышения температуры отпуска (как
при отпуске инструментальной углеродистой
стали). При отпуске же стали, закалённой с
температуры выше 1000° (до 1175°), появляется
вторичная твёрдость (как при отпуске быстро-
режущей стали). Максимум вторичной твёр-
дости стали зависит от температуры закалки
и от времени выдержки при отпуске. Чем
выше температура закалки, тем выше должна
быть температура отпуска, и чем длительнее
время отпуска, тем ниже должна быть темпе-
ратура отпуска. С повышением температуры
закалки интервал температур отпуска на ма-
ксимальную твёрдость сильно суживается. Ма-
ксимальная вторичная твёрдость стали Х12
несколько ниже вторичной твёрдости быстро-
режущей стали.
\
'J
ю
о
—1
ч
ч
1
ПС
у
_
60
55
а) 50
к
поог.
I175X
И
i
1150°
> <
700 800 900 1000 ПОО 1200 1300"С
Фиг. 61. Изменение твёрдости стали
Х12 в зависимости от температуры за-
калки. Охлаждение в масле [6].
"в
750
650
550
450
350
О 5 Ю 15 20 25 30 35\
Степень деформации
Фиг. 62. Изменение твёрдости ста-
ли Х12^ закалённой от 1150, 1175 и
1200° С, в зависимости от степени
деформации под прессом [6].
ч
80
75
35
\
60
55
5) 50
ЬО
35
60
55
8) 50
«5
L
/
ч
\
\
ГЧ
ч
О 100 200 300 U00 500 600"С
——
ч.
М
\
\
\
\
1
О ЮО 200 300 Ш 500 600 X
50
ЬО
30
20
10
О
%
50
U0
30
20
W
О
/
1
/
ч
1
у
А
/ \
i i
2
\
\
у
100
90
80
70
60
50
40
30
го
ю.
0
35
60
55
г) 50
U5
1*0
35
Фиг.
1000 1100 1200Х
Фиг. 63. Изменение количе-
ства остаточного аустенита
(крикая 1) и твёрдости (кри-
вая 2) стали X12М в зависимо-
сти от температуры закалки[1].
Твёрдость отожжённой стали
под влиянием холодной деформа-
ции повышается не более, чем
на 45 единиц по Виккерсу, а
твёрдость закалённой (при доста-
точно высоких температурах) по-
вышается на 300—320 единиц по
Виккерсу (до твёрдости нормаль-
ной закалённой инструментальной
стали).
Изменение твёрдости стали
Х12 в зависимости от степени де-
формации (под прессом) после
предварительной закалки показа-
но на фиг. 62.
Кривые изменения твёрдости
показывают, что с увеличением
степени деформации твёрдость
возрастает и при обжатии, рав-
ном 25%, достигает максималь-
но ной величины.
w Изменение микроструктуры
закалённых деформированных об-
разцов определяется главным об-
разом появлением линий сдвигов
по плоскостям скольжения вну-
три отдельных кристаллитов. Раз-
рушения зёрен или их вытяги-
вания в направлении деформации
не наблюдалось.
Сталь Х12М отличается от
стали Х12 несколько пониженным
содержанием углерода и нали-
чием молибдена и ванадия. Мо-
либден повышает самозакаливае-
мость и сильно снижает чувстви-
тельность стали к отпускной
20 хрупкости; молибден и ванадий
о увеличивают стойкость против
о too 2оо зоо иоо500 6ОО"С отпуска.
64. Изменение количества В ОГОЖЖёННОМ СОСТОЯНИИ МИ-
остаточного аустенита Скривая /) кпоструктура стали СОСТОИТ ИЗ
и твёрдости (кривая 2) стали „.Г^итя и Гшльшпго количества
Х12М при отпуске на различные СОрОИТа И ООЛЬШОГО количества
температуры в зависимости от крупных И мелких КарбИДОВ.
температуры закалки: а — темпе- Влияние температуры за-
--1050; калки на ТБёрдость и коли-
\
U
А
У
—
л
0 100 200 300 W0 500 600 °С
—
—*
\
А
У
А
К
\
60
W
20
О
%
100
80
60
ГЛ. VIII)
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ, ЛЕГИРОВАННАЯ
453
чество остаточного аустенита в стали Х12М
показано на фиг. 63.
Максимум твёрдости F5Нрс\ наблюдается
при температуре закалки 1050°. При 1200°
твёрдость снижается до 35 Нр (перегрева
стали при этой температуре не происхо-
дит).
Изменение твёрдости и количества оста-
точного аустенита стали Х12М при отпуске
на различные температуры (в зависимости от
температуры закалки) показано на фиг. 64.
Анализ кривых фиг. 64 приводит к следую-
щим выводам.
1. При закалке с температур 960 и 1050°
(фиг. 64, а и б) твёрдость и количество оста-
точного аустенита уменьшаются. Одновремен-
ное уменьшение твёрдости и количества оста-
точного аустенита объясняется распадом мар-
тенсита и остаточного аустенита закалки на
троостит и сорбит.
2. При закалке с температур 1120 и 1150°
(фиг. 64, в и г) отпуск до температуры 375°
практически не изменяет ни твёрдости, ни ко-
личества остаточного аустенита. Начиная с тем-
пературы отпуска около 450° и выше, наблю-
дается значительное увеличение твёрдости и
уменьшение количества остаточного аустенита.
При отпуске на 550° получается максимальная
твёрдость и минимальное A5—20%) количе-
ство аустенита. При температурах отпуска до
375° в закалённой (на 1120 и 1150°) стали пре-
вращений, могущих влиять на изменение твёр-
дости, не происходит. При температурах от-
пуска, начиная с 375° и особенно с 450°, боль-
шое количество остаточного аустенита превра-
щается во вторичный мартенсит. При темпе-
ратуре отпуска 550° и выше происходят одно-
временно два процесса: превращение остаточ-
ного аустенита в мартенсит и распад как пер-
вичного, так и вторичного мартенсита с обра-
зованием троостита и сорбита.
3. Вторичная твёрдость стали Х12М может
быть получена лишь при закалке с высоких
температур A120—1150°). Изменение твёрдости
и количества остаточного аустенита в зависи-
мости от числа отпусков стали Х12М, зака-
лённой с температуры 1130° и отпущенной
при температурах 500, 525 и 550°, показано
на фиг. 65. Девятикратный отпуск при 500°
даёт лишь незначительное уменьшение коли-
чества остаточного аустенита и соответственно
незначительное увеличение твёрдости. После
пятого отпуска при 525° устойчивость аусте-
нита уменьшается: после девятого отпуска его
остаётся не более 10%; твёрдость при этом
соответственно возрастает до 62 Нд . При
550° устойчивость аустенита настолько мала,
что он практически распадается после второ-
го-третьего отпуска; твёрдость достигает ма-
ксимального значения после третьего-четвёр-
гого отпуска.
Термическая обработка. При обычном
отжиге заготовок садка нагревается до 850—
870° и выдерживается при этой температуре
в течение 2—3 час. Чем длительнее выдержка,
тем ниже может быть получена твёрдость, од-
нако слишком длительная выдержка приводит
к чрезмерной коагуляции карбидов и к сниже-
нию способности стали принимать закалку.
/и
65
йП
Л 1
—<|
к
?
I
|
|
1
то
б)
По окончании выдержки заготовки охлажда-
ются вместе с печью до 450—550°; последу-
ющее охлаждение может быть проведено на
воздухе.
При отжиге готового инструмента во избе-
жание обезуглероживания рекомендуется на-
гревать инструмент в железных ящиках с за-
сыпкой смесью из молотого древесного угля
(90%) и соды A00/0).
Для снятия напряжений, возникающих при
механической обработке резанием, в отдель-
ных случаях перед н
закалкой (инстру-
мента ответствен-
ного назначения)
производят непол-
ный отжиг или вы-
сокий отпуск. При
таком отжиге ин-
струмент нагре-
вается до 780—
800°, выдерживает-
ся при этой тем-
пературе в течение
1—2 час. и затем
охлаждается с пе-
чью до температу-
ры 450—550°.
Изотермический
отжиг, характери-
зующийся боль-
шей скоростью его
проведения, не-
сколько отличает-
ся от обычного:
садка нагревается
до температуры
900е, выдерживает-
ся при этой тем-
пературе в тече-
ние 1—2 час. и
охлаждается с пе-
чью до 700°. При
700° даётся вы-
держка в течение
2,5—3,5 час, после
чего следует охла-
ждение на воздухе.
После закалки сталь Х12 и Х12М в зави-
симости от температуры закалки может иметь
или высокую твёрдость (закалка на первич-
ную твёрдость), или относительно низкую (за-
калка на вторичную твёрдость). Инструмент,
изготовленный из стали Х12 и Х12М, требу-
ющий высокой твёрдости и в процессе своей
работы незаметно нагревающийся, может быть
закалён на первичную твёрдость. Инструмент,
нагревающийся в процессе резания до 400—
500°, должен иметь повышенную красностой-
кость (твёрдость) и поэтому закаливается на
вторичную твёрдость.
При закалке на первичную (высокую)
твёрдость может быть рекомендован следую-
щий режим: предварительный нагрев до тем-
пературы 400—500° — выдержка при этой тем-
пературе в течение времени, необходимого для
прогрева инструмента; окончательный нагрев
до 950—975° для стали X12 и до 975—1000°
для стали Х12М — выдержка при этой темпе-
ратуре в 'т?чёние времени, необходимого для
прогрева инструментов, и дополнительно в те-
чение 25% этого времени для обеспечения
1
/
\
J_J_Lj
г
у*
к
_
23456789
Число отпусков
В)
100
80
60
W
,20
О
Фиг. 65. Изменение количества
остаточного аустенита (кри-
вая 1) и твёрдости (кривая 2}
стали Х12М, закалённой с
температуры 1130° в зависи-
мости от числа отпускав:
а — отпуск при 500°; б —от-
пуск при 525°; в — отпуск при
550° [1].
454
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
структурных превращений; последующее охла-
ждение в масле. В результате такого режима
инструмент получает твёрдость 62—64 Нр .
При закалке на вторичную твёрдость реко-
мендуется следующий режим: нагрев под закал-
ку с двумя предварительными подогревами —
первый до температуры 400—500° и второй -
до 840—860° в течение времени, необходимого
для полного прогрева инструмента; оконча-
тельный нагрев — до 1100—1120° для стали
Х12 и до 1120—1140° для стали Х12М; после
соответствующей выдержки на температурах
окончательного нагрева — охлаждение в масле.
В результате этого режима инструмент полу-
чает твёрдость 40—45 Нр
Отпуск инструмента из стали Х12 и Х12М
(закалённого на первичную твёрдость) при
температуре 160—180° в течение 1 часа с по-
следующим охлаждением на воздухе обеспе-
чивает твёрдость 62—65 Нр .
При закалке на вторичную твёрдость (при
наличия в стали после закалки большого ко-
личества остаточного аустенита) отпуск имеет
целью получение высокой твёрдости за счёт
превращения остаточного аустенита во вторич-
ный мартенсит, характеризующийся высокой
устойчивостью при последующих нагревах.
Для получения максимальной твёрдости
/62—65 Нр Л необходимо применять при тем-
пературе 500—540° 2—3-кратный отпуск про-
должительностью по 1 часу каждый с охла-
ждением инструмента на воздухе.
Режущие свойства. Инструмент из стали
Х12 и Х12М, обработанной на первичную (вы-
сокую) твёрдость, обладает такими же режу-
щими свойствами, как инструмент из углероди-
стой инструментальной стали. Более высокие
режущие свойства получаются при обработке
инструмента из стали Х12М на вторичную твёр-
дость.
Заводские испытания режущих свойств по-
казали [10], что сталь Х12М, обработанная на
вторичную твёрдость, может быть использо-
вана в качестве заменителя быстрорежущей
стали Р и РФ1 для фрез, развёрток, свёрл при
механической обработке резанием углероди-
стой и легированной стали с твёрдостью до
250 Нв и при обработке хромансиля с твёрдо-
стью до 340 Нв. Фрезы из стали Х12М оказы-
ваются наиболее устойчивыми и производи-
тельными после первой переточки (после пе-
реточки стойкость инструмента в отдельных
случаях возрастает в 4—5 раз), что объясняется
снятием при переточке обезуглероженного
слоя, полученного при закалке.
Особые свойства. При высоком содержа-
нии углерода и хрома высокохромистая сталь
(Х12 и Х12М) характеризуется значительной
склонностью к обезуглероживанию, что опре-
деляет необходимость принятия мер предосто-
рожности при нагреве инструмента под за-
калку.
При закалке сталь мало деформируется и
поэтому её можно применять для изготовле-
ния инструмента с точными размерами.
При наличии в литом состоянии эвтектики
типа ледебурита сталь обладает склонностью
к карбидной ликвации. В мелких сечениях,
подвергавшихся значительному деформирова-
нию, карбидная ликвация почти не наблю-
дается; в крупных сечениях она обнаружи-
вается.
Сталь Х12 характеризуется некоторой
склонностью к отпускной хрупкости, которая
отсутствует у стали Х12М.
Обе марки стали обладают свойством само-
закаливаемости на воздухе и высокой стой-
костью против истирания.
Сталь Х12М обладает (при большем коли
честве после закалки и отпуска остаточного
аустенита) повышенной склонностью к наклёпу
режущей кромки инструмента при заточке
последнего и в процессе резания.
Назначение. ОСТ 14958-39 предусматри
вает следующее примерное назначение стали
Х12 и Х12М. Сталь Х12 может применяться:
для холодных штампов высокой устойчивости
против истирания, преимущественно с оваль-
ной формой рабочей части, и не подвергаю-
щихся сильным ударам и толчкам; для воло-
чильных досок, глазков для редуцирования
пруткового металла под накатку резьбы, ги
бочных и формовочных штампов, сложных
секций кузовных штампов, не подвергающихся
при закалке значительным объёмным измене
ниям и короблению. Сталь Х12М может при
меняться в тех же случаях, что и сталь Х12,
но когда требуется большая вязкость: для про-
филировочных роликов сложных форм, секций
кузовных матриц сложных форм; секций об-
резных, отрезных и вырубных штампов слож-
ных форм; сложных и весьма ответственных
дыропрошивных матриц и пуансонов; матриц
глубокой высадки листового металла; сложных
формовочных матриц при формовке листового
металла; эталонных шестерён и накатных пла
шек.
Кроме указанного в ОСТ 14958-39 приме-
нения, сталь Х12М может служить при над
лежащей термообработке, как указано выше.
в качестве заменителя быстрорежущей стали
Р и РФ1.
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Б е р х я и В. И., Высокохромистые стали Х12 и
Х12М, „Авиационная промышленность" Л6 4, 1941.
2. Гаев И. С, Металлографический атлас, Металлург-
издат, Л. — М. 1941.
3. Г е л л е р Ю. А. и Б а б а е в В. С, Инструменталь-
ная сталь, Металлургиздат, 1945. ,,
4. Г у л я е в А. П., Инструментальные'стали и их тер-
мическая обработка, Машгиз, 1943.
5. Г у л я е в А. П. и Б е л о в а А. П., Закалка с ми-
нимальными изменениями объёма, .Вестник металло-
промышленности", 1939.
6. Лапотышкин Н. М. и Толкачева Г. А.,
.Труды уральского индустриального института" № 8,
1938.
7. Нормативные материалы ведомств и институтов.
8. П а й с о н и К л е й н, Прокаливаемость инструмен-
тальных сталей, ASM, 1942.
9. Р у с т е м С. Л., Справочник-руководство по тер-
мической обработке инструментов, ОНТИ НКТП.
1937.
10. GUI, Инструментальные стали, ASM, 1944.
ГЛ. ЩЩ
БЫСТРОРЕЖУЩАЯ СТАЛЬ
455
БЫСТРОРЕЖУЩАЯ СТАЛЬ
СТАЛЬ РФ1
Высоковольфрамовая быстрорежущая сталь
впервые была применена в 1906 г. Вскоре
сталь была улучшена добавкой ванадия.
В большинстве стран сталь, аналогичная по
составу марке РФ1, является наиболее рас-
пространённой быстрорежущей сталью. По
проекту нового ГОСТ сталь РФ1 маркирует-
ся Р18. В США сталь, по составу аналогич-
ная РФ1, обозначается 18-4-1, что указывает
аа примерное содержание вольфрама, хрома
и ванадия.
Состав стали РФ1
4112, 1938 г.):
0,7-0,80/0С; 17,5—19,0o/0W; 1,0-1,4% V;.
3,8-4,6<V0 Сг; не более: 0,4% Мп; 0,4<у0 Si;
O,2<Vo Ni; 0,030/0 S; 0,03% P.
Содержание в стали молибдена до 0,3%
оговаривается в заказе. Согласно постановле-
нию ВКС от 23/V 1946 г. в стали допускается
повышенное содержание никеля (до 0,4%).
Предусмотренная тем же ОСТ сталь Р от-
личается от стали РФ1 меньшим содержанием
ванадия @,5—0,8%). По своей природе и по-
ведению при термообработке сталь Р не от-
личается от стали РФ1, но вследствие худших
режущих свойств (см. ниже) применение этой
стали нецелесообразно ввиду высокого содер-
жания в ней вольфрама.
Условия поставки. Сталь РФ1 поставляется
в отожжённом виде с твёрдостью по Брннелю
255—205 (диаметр отпечатка rf = 3,8-=-4,2 мм
при D — 10 мм и Р= 3000 кг). Для прутков,
подвергающихся ковке, гарантируется й(==3,6—
4,2 мм.
Прутки стали должны быть прямыми, без
заметной на-глаз винтообразности с ровно об-
резанными концами. На наружной поверхности
не должно быть трещин, закатов, плен, волосо-
вин и других пороков, после удаления которых
уменьшаются размеры сечения по сравнению
с номинальными более чем на половину до-
пуска на данный размер. На наружной поверх-
ности шлифованной стали (серебрянки) ника-
ких дефектов не допускается.
Излом должен быть однородным, мелкозер-
нистым и без блёсток.
Глубина обезуглероженного слоя в изломе
прутков горячекатаной и горячекованой стали
не должна превышать:
о,9 мм для диаметра (толщины) прутка от 5 Д° *5 мм
1,з „. » » , , 15 . Зо ,
i,7 .- ¦ » » - 3° . 5° »
3,2 ... , , . „ 5° - 1° »
г,7 ... > » выше 7° мм
У холоднотянутой шлифованной стали (се-
ребрянки) обезуглероженный слой не допу-
скается.
После закалки от температуры 1300° С и
отпуска продолжительностью 4 часа при 560° С
твёрдость стали не должна быть ниже 62 Н% .
Микроструктура поставляемой быстрорежу-
щей стали должна состоять из сорбита с равно-
мерно распределёнными в нём первичными и
вторичными карбидами.
Недопустимым дефектом микроструктуры
является карбидная сетка. Карбидная строчеч-
ность и значительные скопления первичных
карбидов нежелательны, так как они ухудшают
поведение стали при закалке и шлифовке и
снижают режущие свойства инструмента.
Фазовый состав. В отожжённом виде сталь
состоит из двух основных фаз: а-твбрдого ра-
створа и карбидной фазы.
В стали, содержащей 18% W, 4% Сг и
1% V, а-твёрдый раствор содержит около
1% W, 3°/о Сг и 0,3% V, остальное количество
легирующих элементов находится в карбидной
фазе.
Карбидной фазой является двойной карбид
вольфрама Fe3W3C, имеющий кубическую
решётку с параметром 11.05А.
Состав карбида в стали по различным
источникам следующий: 2,3% С; 61%W;6,3% Cr;
3,6% V [24]. 2,10/в с; 63<70 W; 4,90/0 Сг; 3,0% V
[25]. 2,50/0С; 63<VO W; 6Д0/0 Сг; 4,5<>/0 V [3].
Данные химического и рентгеновского ана-
лиза позволяют предположить, что карбид
Fe3W3C растворяет некоторое количество Сг
и V. Хром и ванадий заменяют в решётке
вольфрам, поэтому формулу карбида можно
написать в виде Fe8(W, Cr, V)aC.
Кроме карбида Fe3W3C, в быстрорежущей
стали, вероятно, присутствует в незначитель-
ном количестве цементит Fe3C. Однако суще-
ствующими методами рентгеновского и хими-
ческого (карбидного) анализа он не обнару-
живается.
Количество карбидов в отожжённой стали
зависит от её состава, главным образом от
содержания углерода, и колеблется в пределах
от 25 до 300/0.
Структура. Хром и ванадий в стали РФ1
не образуют новых фаз, поэтому процесс кри-
сталлизации можно рассматривать по тройной
системе Fe — W — С или по псевдобинарному
разрезу четвертной системы Fe — W — Сг — С
для сплавов с постоянным содержанием воль-
1500
1300
поо
О 0.? 0/1 0,6 0.8 10 12 1,4 1.6 IS %C
Фиг. 66. Псевдобпнарная диаграмма
состояния для сплава с 18°/0 W и 4в/0 Сг
при переменном содержании угле-
рода. Обозначение фаз: /.—жидкость.
Y—аустенит, о и S—феррит, in—Fe.W»C.
в _ Fe3C, t - Fe.W, [291.
фрама и хрома и переменным содержанием
углерода (фиг. 66).
Для сплавов, содержащих менее 1,2% С,
кристаллизация начинается выделением 5-твёр-
дого раствора.
В области gBf происходит перитектическая
реакция L -\- Ь -*¦ > Превращение должно
456
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. И
заканчиваться исчерпанием 8-фазы, и при
1345° С происходит эвтектическая кристалли-
зация L —*¦ у + у\.
В результате первичной кристаллизации
структура состоит из первичных кристаллов -/
(образованных в результате перитектической
реакции) и эвтектики -у -+-•*] типа ледебурита.
При последующем охлаждении из ^-фазы вы-
деляются кристаллы irj-фазы, а в интервале
между линиями gk и ак — кристаллы vj-фазы
и 8-фазы. При 785° С происходит образование
эвтектоида ч—ю.4-Ь.
В реальных условиях эвтектическая кри-
сталлизация L -> y + т) начинается, когда пери-
тектическая реакция L + 8 —*¦ f ещё не закон-
чилась. Не успевают также произойти пре-
вращения при охлаждении литой стали на
воздухе или в форме (в нижней области), а
именно выделение из 7-Раств°ра а- и т,-фаз
и эвтектоидное превращение. Поэтому струк-
тура литой стали состоит (фиг. 67, см. вклей-
ку) из первичных выделений 5-твёрдого
раствора (на шлифе тёмные), f-фазы и эвтек-
тики 7 4- !•
В результате ковки ледебуритная эвтектика
разбивается, а при медленном охлаждении
после отжига происходит выделение вторичных
yj-кристаллов и протекает эвтектоидное пре-
вращение. В кованом и отожжённом состоянии
структура состоит из сорбитового фона (а + 6)
вторичных кристаллов и первичных кристал-
лов т] (фиг. 68, см. вклейку).
Превращение при закалке. Критическая
точка (начало образования аустенита) для
стандартного состава стали РФ1 лежит при тем-
пературе около 800° С. При нагреве до 900° С
в структуре ещё сохраняется а-фаза. Выше
900—950° С структура состоит из аустенита и
карбидов. Повышение
температуры ведёт к
растворению карби-
дов (фиг. 69.) и к
росту зерна аустенита
(фиг. 70, см. вклейку).
При 1320—1350° С
происходит оплавле-
ние, что ведёт к по-
явлению после закал-
ки ледебуритной эв-
тектики. При более
высокой температуре
появляется так на-
зываемая 5-фаза (ди-
сперсная смесьа-твёр-
дого раствора и кар-
бидов, напоминающая
троостит в обычной
стали). Наличие выделений дисперсных карби-
дов объясняется различной растворимостью
углерода в железе при высокой A350° С) и
низкой (комнатной) температуре (фиг. 71, см.
вклейку).
Повышение температуры закалки ведёт
к обогащению аустенита легирующими элемен-
тами (наиболее существенно — вольфрамом)
(фиг. 72). Состав избыточной карбидной фазы
остаётся при этом неизменным (фиг. 73), так
как карбидная фаза, как указывалось выше,
по данным рентгеновского и химического ана-
лизов, состоит из одного карбида Fe3W3C.
Изотермический распад аустенита. Сталь
РФ1, легированная карбидообразующими эле-
ментами, имеет две области (зоны) ускорен-
ного распада аустенита: первую — в интер-
70
РФ/
ЭИ347
эиш
ЗИ2В2
¦ V
15 —^
800 900 Ю00 П00 1200 "С
Фиг. 69. Зависимость ко-
личества (в %) избыточных
карбидов от температуры
закалки [3].
а, 900 юоо то то
Фиг. 72. Зависимость
состава (в %) аусте-
нита (мартенсита) от
температуры закалки
стали РФ1. Пунктиром
показана зависимость
по данным Гроссмана
и Бэйна [3].
Л, 900 ЮОО П00 1200 °С
Фиг. 73. Зависимость состава
(в %) карбидной фазы от тем-
пературы закалки стали
РФ1 [3].
вале температур 800—
600° С и вторую — в
интервале 400 — 200° С
(фиг. 74). Между 400 и
600° аустенит устойчив и практически не
склонен к превращению.
Р а сп ад в
первой зо-
н е. С-образная
диаграмма рас-
пада аустенита
в первой зоне
для случаяпред-
варительного
нагрева на
1280° С (случай
закалки) и на
900° С (случай
отжига) приво-
дится на фиг. 75
и 76. При пред-
варительномна-
гревена1280°С
превра щение
час. даже при температуре
# мм
| 60
1го
1 1
1
\
N
/
\
\
\
о
800 600 400 200
Температура распада
0Х
Фиг. 74. Степень распада аусте-
нита в стали РФ1 при различных
температурах за время выдержки
в 100 мин. [23].
рр щ
длится более 5
наиболее скорого превращения аустенита
G10° С). По этим данным критическая ско-
рость закалки (при нагреве на 1280° С) опреде-
НО пин
Фиг. 75. Изотермический распад аустенита в ста-
ли РФ1 (О.бЗЧоС; 17,6% W; 4,18% Сг; 0,98% V)
после предварительного нагрева до 1280° С [4].
ляется (по методу Штейнберга и Шейля) равной
5° С в минуту; максимальная скорость охлажде-
ния при отжиге (при нагреве на 900° С) опре-
деляется (по методу Гуляева и Осипова,
являющемуся видоизменением метода Штейн-
берга и Шейля) равной 56° С в час.
Распад во второй зоне. Кинетиче-
ские кривые превращения аустенита в этой
Фиг. 67. Структура литой быстро-
режущей стали РФ1, X ЮОО [7].
Фиг. 68. Структура отожжённой
быстрорежущей стали РФ1,
X ЮОО 17).
Фиг. 70. Структура стали РФ1: а — закалена с температуры 1240° С,
б — закалена с температуры 1300° С, X 500Г
Фиг. 71. „Трооститовый" участок
(,6-фаза) в перегретой быстроре-
жущей стали, Х1000 [7).
Фиг. 78. Структура стали РФ1
после старения переохлаждённого
аустенита при 700° С в течение
30 мин., Х500 [14].
Том 3, гл. VU1
Фиг. 84. Структура закаленной
и отпущенной стали РФ1 [7].
Фиг. 95. Структура нормально
закалённой стали РФ1, X 500.
Фиг. 96. Структура нормально
закалённой и отпущенной стали
РФ1, X 500.
Фиг. 104. Структура закалённой
(температура закалки 1200° С) стали
ЭИ184, X 500.
Фиг. 105. Структура закаленной
и отпущенной (однократный от-
пуск) стали ЭИ184, Х500.
Том 3, гл. VII1
ГЛ. VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ
457
зоне показаны на фиг. 77. Максимальная ско-
рссть распада лежит около 300° С. При всех
температурах превращение не идёт до конца
(полное превращение соответствовало бы в
140 мин.
Фиг. 76. Изотермический распад аустенита в стали РФ1
@,63% С; 17,6% W; 4,18% Сг; 0,98% V) после предвари-
тельного нагрева до 900° С [4].
данных условиях опыта отклонению гальвано-
метра на 300 мм).
Мартенситное превращение. Переохла-
ждённый до определённых температур аусте-
нит при дальнейшем охлаждении претерпевает
бездиффузионное мартенситное превращение.
мм
300
Цгоо
II
!§ юо
п о
>
у
к-
*•*
=
г50°
i
*~•
ч
-h
200°
1
400"
10 го 30 40 час
Фиг. 77. Превращение аустенита в ста-
ли РФ1 во второй зоне при постоянной
температуре [23].
Температура мартенситного превращения тем
ниже, чем более насыщен аустенит углеродом
и легирующими элементами. Повышение тем-
пературы закалки и увеличение времени вы-
держки при этой температуре снижают темпе-
ратуру начала мартенситного превращения
(табл. 14).
Таблица 14
Температура в °С начала мартенситного превращения
в зависимости от температуры закалки и времени
выдержки [5]
Время
выдержки
в мин.
i
3
б
12
1000
_
3=5
259
235
Температура закалки в
1100
313
2O5
i8o
175
1200
205
168
172
149
1250
157
169
162
142
°С
1300
150
146
134
124
1325
124
-
112
Ю5
Температура окончания мартенситного пре-
вращения лежит выше 0° лишь при нагреве
до 1000° С (и одноминутном нагреве до 1100°).
При остальных температурах нагрева оконча-
ние мартенситного превращения лежит ниже 0°.
Структура закалённой стали. После
закалки (мартенситного превращения) сталь
состоит из мартенсита, остаточного аустенита
и карбидов (если нагрев под закалку был выше
1000° С, но ниже температуры оплавления).
Количество избыточных карбидов, а также
остаточного аустенита (табл. 15) зависит от
температуры нагрева под закалку и от про-
должительности выдержки при этой темпера-
туре.
х Таблица 15
Количество остаточного аустенита в % в зависимо-
сти от температуры закалки и времени выдержки [7]
Время
выдержки
в мин.
3
б
12
1000
—
12
—
Температура закалки в
1100
-
2О
—
1200
—
27
—
1250
-
З2
—
°с
1300
33
35
37
1325
—
42
—
Изменение структуры с повышением темпе-
ратуры закалки показано на фиг. 70 (см. вклей-
ку). Увеличение времени выдержки при темпе-
ратуре закалки приводит к аналогичным изме-
нениям микроструктур (т. е. к росту аустенитно-
го зерна и растворению карбидов). Одинаковая
структура может быть получена при разных
температурах закалки и при разных выдерж-
ках, если варьировать эти факторы так, чтобы
положение мартенситнои точки оставалось
неизменным.
Влияние частичного превращения в пер-
вой и второй зонах на мартенситное пре-
вращение и структуру закалённой стали.
Превращение в первой зоне сопровождается
выделением карбидов, что ведёт к повышению
мартенситнои точки (табл. 16).
Таблица 16
Температура в°С начала мартенситного превращения
в зависимости от времени выдержки в первой зоне [6ь
Температу-
ра распада
в СС
боо
65°
Продолжительность выдержки в мин.
10
135
140
30
140
*55
60
140
180
145
185
360
^55
—
540
1бо
—
Выдержка при температуре 600—650° С,
указанная в табл. 16, ещё не привела к пре-
вращению аустенита в троостит. Повышение
мартенситнои точки связывается только с обед-
нением аустенита карбидами. Выделяющиеся
при 600 и 650° С карбиды дисперсны и под
микроскопом неразличимы; при 700° С они
отчётливо видны (фиг. 78, см. вклейку).
Хотя изотермический распад аустенита во
второй зоне протекает не до полного превра-
щения, однако при последующем охлаждении
аустенит или совсем не превращается в мар-
тенсит (фиг. 79, кривая 4), или превращается
частично, но при низких температурах (фиг. 79,
кривые /, 2пЗ). В результате изотермического
превращения во второй зоне вместо нормаль-
ного (около 30%) количества остаточного
аустенита в закалённой стали получается его
значительно больше, а твёрдость закалённой
стали значительно снижается (фиг. 80).
458
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
{РАЗД. II
Превращение при температурах ниже 0°.
При закалке стали, у которой температура окон-
чания мартенситного превращения лежит ни-
Изотермическое
превращение
Мартенситное
превращение
у
—
1
w—
4
^-
/
(
V
J
и*
Л 5
$ ?0 40 60 80 100 120 140 №0180 минЗОО 250 Ж150100 50 0°С
ВыдерЖка Охлаждение
-Фиг. 79. Влияние выдержки при 300° С на превращение
лустенита в стали РФ1. Кривые: 1—мартенситное превра-
щение без выдержки, 2—с выдержкой 30 мин., 3-е вы-
держкой 60 мин., 4 — с выдержкой 180 мин. [4].
же 0°, охлаждение ниже 0° ведет к дополни-
тельному образованию мартенсита.
Для нормальных температур закалки
1300° С) (фиг. 81)
температура окон-
чания мартенсит-
ного превраще-
ния лежит около
—100° С. При охла-
ждении до этой
температуры (бо-
лее глубокое охла-
ждение не ведёт
к дополнительному
образованию мар-
тенсита) количе-
120мм. ство остаточного
аустенита, дости-
гавшее при ком-
натной температу-
ре 41%, умень-
шается до 24%.
Чтобы вызвать наи-
более полное превращение, необходимо охла-
ждение до отрицательных температур произво-
Начапо охлаждения
быстрорежущей стали (
i
J
г
\
J
ч
s
>—
;
2
¦/
-
30 60
Фиг. 80. Зависимость количе-
ства (в °/„) остаточного аусте-
нита (кривая /) и твёрдости
(кривая 2) стали РФ1 от продол-
жительности изотермического
распаде при 300° С [7].
woo imo то wot
"Фиг. 81. Зависимость
температуры начала и
конца мартенситного
превращения и количе-
ства остаточного аусте-
пита до и после охла-
ждения в жидком
кислороде от темпера-
туры закалки стали:
0,74 ¦'/„ С; 18,2% W;
IS!? Щ -5н8а'ч°ало прТ-
«ращений; Mf -конец
„ревращений [9].
10 100 час.
Фиг. 82. Влияние выдержки
при комнатной температуре на
температуру начала и конца
превращения при охлаждении
в жидком азоте. Сталь:
18% W; 4% Сг; 1,0°/0 V [26].
е ПОСле за"
калки без„ выдержки при
ф
Превращение при отпуске. При низких
температурах отпуска A00—200° С) происходит
уменьшение тетрагональной решётки мартен-
-сита и сокращение объёма (фиг. 83j, вероятно,
за счёт выделения карбида Fe^C. Более высо-
кий нагрев не фиксирует на дилатометрических
кривых превращения, однако нагрев на 550° С
и выше вызывает выделение специальных кар-
бидов из остаточного аустенита; при последу-
ющем охлаждении остаточный аустенит пре-
вращается в мартенсит (вторичная закалка)
Температура вторичного мартенситного пре-
вращения определяется степенью обеднения
аустенита при температуре отпуска (табл.17).
Таблица 17
Температура в °С вторичного мартенситного превра-
щения в зависимости от температуры и продолжи-
тельности отпуска 17]
Продолжи-
тельность
отпуска
в мин.
IO
3°
i8o
400
Температург
500
520
1 отпуска в
540
Нет превращений
То
же
560
«5
°С
580
1
600
I2O
1ф
280
Температура отпуска ниже 500° С не вызы-
вает превращения остаточного аустенита в мар-
тенсит.
Температура отпуска выше 600° С приводит
к превращению аустенита и мартенсита в струк-
туру трооститного типа при
самой температуре отпуска.
Повторение процесса от-
пуска (применение много-
кратного отпуска) ведёт к
превращению в мартенсит
дополнительных количеств
аустенита (фиг. 83 и табл. 18).
Структура закалённой
и отпущенной стали. По-
сле отпуска мартенсит лег-
ко обнаруживается обыч-
ным травлением. Струк-
тура состоит из игольчатого
мартенсита (размер игл за-
висит от размера зёрен ау-
стенита) и избыточных кар-
бидов (фиг. 84, см. вклейку).
Выделившиеся при отпуске
дисперсные карбиды обыч-
ным микроанализом не обна-
руживаются. При недоста-
точном отпуске между игла-
ми мартенсита обнаружи-
вается остаточный аустенит.
Количество остаточного
аустеннта уменьшается по
мере повышения температуры отпуска, уве
личения его продолжительности или числа от-
пусков, что подтверждается данными табл. 19
Таблица 18
Температура вторичного мартенситного превраще-
ния при многократном отпуске [8]
0 200 400 560Х
Фиг. 83. Дилатоме-
трические кривые
стали РФ1 (тем-
пература закалки
1300" С, температу-
ра отпуска 560° С,
выдержка при тем-
пературе отпуска
30 мин.): 1—первый
отпуск; 2 — второй
отпуск; 3 — третий
отпуск [8].
Температура
отпуска в °С
(продолжитель-
ность 30 мин.)
56о
58о
Температура в °С вторичного мартен-
ситного превращения
Первый
отпуск
гбо
Второй
отпуск
IOO
IOO
Третий
отпуск
IOO
IOO
гл.
БЫСТРОРЕЖУЩАЯ СТАЛЬ
459
Таблица 19
Количество остаточного аустенита в закалённой
и отпущенной стали в зависимости от режима
отпуска [7J
Температу-
ра отпуска
в мин.
52О
560
56о
боо
боо
боо
боо
Продолжи-
тельность
отпуска
в мин.
бо
бо
i8o
ю
3°
бо
i8o
Количество оставшегося после
отпуска аустенита
Первый
отпуск
33
и
9
13
ю
9
7
Второй
отпуск
33
7
б
б
5
i
о
Третий
отпуск
33
4
3
2
О
О
/
-/
г'
Ту
3
к
для стали, закалённой от 1300° С и содержа-
щей в закалённом (неотпущенном) состоя-
нии 33% остаточного аустенита.
При одинаковой сте-
пени превращения оста-
точного аустенита полу-
чается мартенсит, более
легированный при мно-
гократном отпуске, чем
при длительном одно-
кратном отпуске. Более
высокая температура за-
калки способствует со-
хранению большего ко-
личества остаточного
аустенита и в отпущен-
ном состоянии.
Твёрдость стали.
В закалённом состоянии
твёрдость стали опре-
деляется количеством
остаточного аустенита и
степенью легированности
мартенсита (фиг. 85).
Максимум твёрдости для
каждой температуры за-
калки наблюдается при
определённом времени
выдержки при темпера-
туре закалки (фиг. Ьб).
Максимальная твёрдость (~ЬЬН% ) в закалён-
ном состоянии соответствует положению мар-
тенситной точки при 170° С (фиг. 87).
65
60
55
60
45
900 то то то то °с
Фиг. 85. Изменение
твёрдости (кривая /),
количества остаточного
аустенита (кривая 2)
я количества нераство-
рённых карбидов (кри-
вая 3) стали РФ1 в
зависимости от темпе-
ратуры закалки [10].
1300°
-^
\
\
\/
/
г
<¦
1100°
А
/
/
4
¦—..
1000°
У
—.
1—•
¦ ..ид
—¦ —
"^
т
>
10°
z!
1325°
8
10 мин.
1
1
N
\|
\
При отпуске на 100—150° твёрдость нор-
мально закалённой стали (температура закалки
1250—1325°) повышается на 1—2 единицы по
65
60
500 100 150 200 250 300 "С
Положение мартенсит ной точки
Фиг. 87. Зависимость твёрдости
стали РФ1 от положения мартен-
ситной точки [10].
Роквеллу (фиг. 88) за счёт превращения тетра-
гонального мартенсита в кубический. При тем-
пературе отпуска 300—500° твёрдость сни-
жается до значения 57—60 HR за счёт снятия
напряжений (возврат свойств остаточного
аустенита, наклё-
панного мартен- я
ситным превраще- 64
ннем). Повышение
твёрдости (появле-
ние вторичной
твёрдости) при
отпуске на 550—
600° происходит
вследствие явления
вторичной закал-
ки. При этом твёр-
дость оказывается
тем выше, чем вы-
ше температура
закалки (макси»
100 200 300 400 500 600 Т
64-
Фиг. 88. Изменение твёрдостя
стали РФ1 в зависимости от
температуры отпуска.
Фиг. 86. Зависимость твёрдости стали РФ1 от
длительности времени выдержки при закалке
от различных (указанных на диаграмме) темпе-
ратур [5].
мум су
При температуре
отпуска 600° и вы-
ше происходит смягчение стали вследствие
распада аустенита и мартенсита на троостит
при самой температуре отпуска.
Красностойкость. Под красностойкостью
понимается сопротивление размягчению (во
времени) при температурах 500—600° С и выше.
Красностойкость определяет режущие свойства
быстрорежущей стали.
При 600° за 5 час. твёрдость стали РФ1 сни-
жается до 58—60 #дс, при 650°— до 52-
54 Ирс (фиг. 89).
Менее устойчивая (краенретойкая) сталь
обладает худшими режущими свойствами, а бо-
лее красностойкая — лучшими.
Твёрдость в горячем состоянии. Между
режущими свойствами и твёрдостью, измерен-
ной при температурах ниже 600°, прямой зави-
симости не установлено. Более высокая твёр-
дость при 650 — 700° обеспечивает и более высо-
кие режущие свойства стали.
В последнем случае имеет значение, пови-
димому, красностойкость, а не абсолютное зна-
чение твёрдости стали в нагретом состоянии.
Значения твёрдости стали в нагретом состоя-
нии даны на фиг. 90. Отпуск не меняет су-
щественно значений твёрдости в горячем
состоянии.
460
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. И
Теплопроводность. Высокая теплопровод-
ность обеспечивает лучший отвод тепла от ре-
жущей кромки и повышает производительность
IN
, р<р1
к ¦
| \ЗИ262?$\}
ЗИГ84-
[ЭИ347
N
} г Г 4 5 час
4 5 час
Фиг. 89. Красностойкость различных марок бы-
строрежущей стали при 600° (слева) и 650"
(справа) [3].
инструмента. Увеличение степени легирования
стали ухудшает её теплопроводность, поэтому
высокие режущие
свойства высоко-
легированной бы-
строрежущей ста-
ли определяются
не теплопровод-
ностью, а высокой
красностойкостью
и твёрдостью (из-
носоустойчиво-
стью) в нагретом
состоянии.
Теплопровод-
ность стали РФ1
примерно в 2 раза
ниже теплопровод-
ности углеродистой
стали с тем же со-
держанием углеро-
700
600
500
т
300
200
100
M
i
I
! V
i ¦
\
200 300 400 500 600 700 800%
Температура испытания
Фиг. 90. Твёрдость стали РФ1
в горячем состоянии: 1 — за-
калка и отпуск; 2 — закал-
ка [27].
да. Закалка сни-
жает теплопровод-
ность (по сравне-
нию с отожжённым состоянием) в 1,5—2 ра-
за; отпуск повышает её — с повышением тем-
0,09
Ъ 0,07
§ 0,05
* 0,04
°'°30 200 400 600 800 "С
Фиг. 91. Теплопроводность быстрорежу-
щей стали в зависимости от температуры
отпуска. Состав стали: /—0,67%С; 19,22'/0
W; 3.457о Сг; 0 85% V; 0,27% Мо; 0,76'/оСо;
2 — с.60% С; 15,53% W; 3,29'/0 Сг; 1,13°/0 V;
3 - 0,70 /„ С; 15,05% W; 3.24'/о Сг; 0,86% V.
Крестиками показана теплопроводность
стали соответствующего состава в ото-
жжённом состоянии [28].
пературы отпуска теплопроводность прибли-
жается к теплопроводности стали в отожжён-
ном состоянии (фиг. 91).
i
3
2~
¦ 1
Г
f
Г
у
п
|
f
Удельный вес. Удельный вес стали РФ1
(в отожжённом состоянии) равен 8,7. Значи-
тельно более высокий удельный вес быстро-
режущей стали по сравнению с углеродистой
объясняется высоким со-
держанием вольфрама
(фиг. 92).
Режущие свойства.
Режущие свойства основ- is
ных видов инструмен-
тальной стали и твёр- п
дых сплавов характери-
зуются примерными от- "
носительными величина- f5
ми (за критерий взята 8fio 8.64 8.68 8,72 8J6 8JS0
Удельный вес
/
и'
1
1 1
Фиг. 92. Удельный вес
отожжённой быстроре-
жущей стали в зависи -
мости от содержания
вольфрама [30].
экономическая скорость
резания): углеродистая
сталь—1, быстрорежу-
щая сталь — 3, твёрдые
сплавы — 6 при обточке
стали, углеродистая
сталь—1, быстрорежущая сталь—2, твёрдые
сплавы—10 при обточке чугуна.
В зависимости от типа инструмента, твёр-
дости обрабатываемого материала и других
факторов указанные соотношения могут изме-
няться.
На фиг. 93 приведено сопоставление данных
по испытанию резцов из различных марок
V
н/мин
Фиг. 93. Сравнение режущих свойств (ско-
рости резания) различных марок стали.
Заштрихованная часть столбика соответ-
ствует обточке полуобдирочноя стружкой
B,0 X 0,25 мм); весь столбик — обточке
чистовой стружкой @,8Х0>25 мм) [21].
инструментальной стали при обработке твёр-
дой легированной стали.
Инструментальная легированная сталь по
режущим свойствам мало отличается от углеро-
дистой (ввиду низкой красностойкости), произ-
водительность её составляет 30—400/0 от произ-
водительности быстрорежущей стали. Послед-
няя в зависимости от марки колеблется в пре-
делах 80—120% (за 100% принимается эконо-
мическая или типическая скорость резания
стали РФ1). Подробные данные о режущих
свойствах быстрорежущей стали изложены
в разделах, посвященных отдельным маркам
стали.
Влияние термической обработ-
ки на режущие свойства. Режим
термообработки существенно влияет на режу-
щие свойства быстрорежущей стали.
а) Влияние отжига на режущие свойства
иллюстрируется следующими данными [12J:
после закалки от 1280° и трёхкратного отпуска
при 560° (вариант I) резцы при точении угле-
родистой стали A50—160Нв) при глубине ре-
зания t—Ъмм и подаче 5=0,48 мм/об показали
скорости резания 1/20=50,5 м/мин и %)=
=48 Ml мин.
ГЛ. VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ
461
После термообработки, аналогичной ва-
рианту I, но проведённой дважды с промежу-
точным отжигом по обычному режиму (ва-
риант II), получены значения t»2o=50 м/мин и
%=47 м/мин.
После обработки по варианту II, но без про-
межуточного отжига (образовался нафталино-
вый излом), получены значения t%)=48 м/мин
и %)=44 м/мин.
б) Повышение температуры закалки при-
водит вследствие растворения карбидов (см.
выше фиг. 69) к увеличению легированности
аустенита и к повышению красностойкости и
режущих свойств. Оптимальная температура
лежит немного ниже предела, при котором
появляется по границам зёрен эвтектическая
составляющая или происходит интенсивный
рост зерна — явления, способствующие увели-
чению хрупкости и снижению работоспособ-
ности инструмента.
Для большинства инструментов из стали РФ1
эта температура равна 1300°, но для фасонного
инструмента рекомендуется применять более
низкую температуру закалки 1260—1280°, так
как от этого инструмента требуется большая
вязкость.
в) При нагреве под закалку режущего
инструмента предварительный подогрев предо-
храняет инструмент от резких и неравномерно
распределённых по сечению термических напря-
жений, которые могут привести к короблению
и трещинам. Температура предварительного
подогрева не влияет на режущие свойства
инструмента.
г) Увеличение выдержки при темпера-
туре закалки, так же как повышение темпе-
ратуры закалки, способствует растворению кар-
бидов и приводит к увеличению легированности
мартенсита (после закалки) и повышению стой-
кости инструментов. Так, закалка резцов с тем-
пературы 1280° С с выдержкой при этой темпе-
ратуре в течение 3 мин. и последующим трёх-
кратным отпуском при 560° С даёт: v<Xi=
=50,5 м/мин и fgo=48 м/мин. При тех же усло-
виях, но с 12-минутной выдержкой получаются
значения у^=Ъ2 м/мин и v$i=4:9,5 м/мин [11].
Однако увеличение выдержки связано с
опасностью окисления и обезуглероживания по-
верхности, не позволяющих рекомендовать ши-
роко пользоваться этим способом для повыше-
ния стойкости инструмента. Увеличение вы-
держки при температуре закалки, способствуя
росту зерна, снижает вязкость, что недопустимо
для фасонного инструмента.
д) Влияние способа охлаждения при
закалке характеризуется следующими дан-
ными [И].
Вариант термообработки I с охлаждением
при закалке в масле привёл к показателям:
1>2<)=50,5 м/мин и г/60=48 м/мин.
Вариант термообработки IV, аналогичный
варианту I, но с охлаждением резцов при закалке
в струе воздуха, дал показатели: f2o=48,5 м/мин
и %)=43 м/мин.
Вариант термообработки V, аналогичный
варианту I, но с охлаждением резцов при за-
калке в расплавленном свинце с выдержкой
1 мин. и с последующим охлаждением на воз-
духе, привёл к показателям: v2q=47 м/мин и
fgo=42 м/мин. Нормальным охладителем при
закалке является масло. Применение ступенча-
той закалки (без длительной выдержки в го-
мин
30
20
10
О
л
^м
рячей среде) или применение воздушной струи
не даёт результатов, равноценных получаемым
при закалке в масле.
е) Несмотря на примерно одинаковую твёр-
дость стали как в закалённом, так и в закалён-
ном и отпущенном
состоянии, отпуск
стали существенно
повышает режущие
свойства и тем в боль-
шей степени, чем вы-
ше была температура
закалки (фиг. 94).
Повышение режу-
щих свойств наблю-
дается только при
температуре отпуска
выше 500° С.Чем ниже
(в интервале 500—
600° С) температура
отпуска, тем более
продолжительной дол-
жна быть выдержка для получения опти-
мальных режущих свойств стали (табл. 20).
Таблица 20
Влияние продолжительности отпуска на режущие
свойства стали РФ1 при обработке стали 5140
и сечении стружки t • s — 3 • 0,53 мм3 [16]
1200 1250 W01325X
Фиг. 94. Изменение стой-
кости стали типа РФ1
(в мин.) в зависимости
от температуры закалки:
1 — сталь отпущенная;
2— сталь неотпущенная.
Температу-
ра закалки
в °С
1290
1290
129°
Температу-
ра отпуска
в °С
525
Продолжи-
тельность
отпуска
в час.
я
8
2
4
8
2
4
8
Скорость резания
в м/мин
29.8
29,8
32,О
28,0
3°»а
29,2
29.4
3<М
29,6
37.3
37,2
з8,8
35.2
27-7
37,0
яб,о
27.5
27.5
На режущие свойства закалённой (неотпу-
щенной) быстрорежущей стали отрицательно
влияет наличие в ней значительного количе-
ства остаточного аустенита.
Применение многократного отпуска обеспе-
чивает 'более полное превращение остаточного
аустенита и придает стали более высокие ре-
жущие свойства даже в том случае, когда об-
щая продолжительность многократного отпуска
оказывается равной продолжительности одно-
кратного (табл. 21).
Таблица 21
Влияние продолжительности и кратности отпуска
на режущие свойства стали РФ1 [22]
Температура
отпуска в °С
5б5
Продолжитель-
ность каждого
отпуска в мин.
i8o
60
Кратность
отпуска
X
3
Скорость
резания vM
в м/мин
42
44.7
462
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
{РАЗД. 1!
Многократный (двух-, четырёхкратный) от-
пуск по сравнению с однократным той же про-
должительности повышает скорость резания
приблизительно на 5%. Применение к однократ-
но отпущенному с небольшой длительностью
выдержки инструменту второго и третьего от-
пуска даёт более значительный эффект. Это
обнаруживается как на резцах, так и на фа-
сонном инструменте.
ж) Ступенчато-изотермическая закалка.
Выдержка в интервале температур 550—650° С
во время охлаждения при закалке вызывает
выделение мелкодисперсных карбидов, что при
последующем охлаждении способствует более
полному превращению аустенита. Выделив-
шиеся дисперсные карбиды повышают износо-
упорность стали. В целом применение ступен-
чато-изотермической закалки ведёт к повыше-
нию режущих свойств.
Для температуры в указанном выше интер-
вале имеется оптимальная продолжительность
выдержки. Более длительная выдержка ведёт
к чрезмерному обеднению аустенита и к ухуд-
шению режущих свойств вследствие падения
красностойкости. При температуре 630° С опти-
мальная выдержка равна 20 мин., при более
низких температурах выдержка должна быть
более длительной. В табл. 22 приведены дан-
ные, характеризующие влияние изотермиче-
ской выдержки при 630° С на режущие свойства
резцов.
Целесообразно также применение ступен-
чатой закалки при температуре закалочной
среды в районе второго превращения C00—
400° С).
Таблица 22
Таблица 23
Режущие свойства стали РФ1 при различных
вариантах термообработки инструмента
(обточка стали 35ХМЮА при твёрдости 229—241 Яд)[15]
Влияние изотермической выдержки
«и
Си0
>чв
н
N g
н 3
13°°
13°о
13°о
1300
13°о
к
S
а
|«
О о
Масло
Свинец
„
свойства резцов [И]
Изотермическая
выдержка
темпе-
ратура
в'С
2О
бзо
630
630
630
продол-
житель-
ность
в мин.
IO
2О
4О
6о
Режим
отпуска
3 раза
по 1
часу
при
560°С
То же
„
„
на режущие
Скорость ре-
зания В MJMUH
50.5
52
54
49
44
48
5О
52
46
42,5
3) Закалка с охлаждением до темпера-
тур ниже 0° (обработка холодом), обеспе-
чивая превращение остаточного аустенита в
мартенсит, приводит к повышению режущих
свойств стали (табл. 23) [15].
Табл. 23 показывает: 1) охлаждение после за-
калки до температур ниже 0° приводит в ва-
рианте 2 к производительности примерно на
5% выше по сравнению с вариантом 1; 2) охла-
ждение ниже 0° после отпуска существенного
влияния на режущие свойства не оказывает (ср.
варианты 3, 4, 5); 6) режущие свойства при
применении холода в случае однократного от-
пуска значительно повышаются (ср. варианты
б и 7); 4) применение охлаждения ниже 0° в
вариантах, где было допущено отклонение от
оптимальных режимов (пониженная темпера-
X
га
s
о,
се
CQ
1
2
3
4
5
6
7
8
9
10
И
12
Режим термообработки
Закалка 1280°, 3 отпуска
Закалка 1280°, холод,
3 отпуска
Закалка 1280", отпуск,
холод, 2 отпуска .....
Закалка 1280°, отпуск,
холод, отпуск, холод,
отпуск ... .
Закалка 1280°, холод.
отпуск, холод, 2 отпуска-
Закалка 1280°, холод,
отпуск
Закалка 1280°, отпуск .
Закалка 1240°, 3 отпуска
Закалка 1240°, холод,
3 отпуска
Закалка 1240°, отпуск,
холод, 2 отпуска
Закалка 1280°, холод.
старение при 120° ....
Закалка 1280°, отпуск,
холод, старение при 120° .
Скорость резания
сечении
2,0X0,48 мм
ж
09
Зб,о
37.5
З7.о
36.5
37-5
Q7 О
О /»w
ЗЗ.о
34.0
or 0
З2'0
37.0
ЗЗ.о
%
ТОО
IO4.
IO2
IOI
Ю4
IO2
91
95
С7
У /
89
IO2
91
при
стружки
1,0x0,15. ям
а;
|-|
о
69,0
2.Ч
/ .Д
69,0
*7О О
69,0
68,О
67,0
64.O
68,О
б2,О
67,5
65.O
•/.
IOO
IOO
103
IOO
оо
97
93
оо
УУ
9°
98
94
тура закалки — вариант 9, однократный от-
пуск — вариант 6), даёт повышение режущих
свойств до уровня, отвечающего оптимальным
режимам.
и) Цианирование (насыщение азотом и угле-
родом) сообщает поверхности инструмента вы-
сокую красностойкость и износоустойчивость.
Свойства эти возрастают с увеличением про-
должительности цианирования, но одновремен-
но возрастает и хрупкость цианировашгого
слоя. Поэтому цианирование в жидких средах
ограничивают 20—30 мин., а в газовых— 1,0—
1,5 часа. Цианирование повышает производи-
тельность резания на 10—20%.
Сравнение режущих свойств
стали марок РФ1 и Р. Режущие свойства
резцов из стали РФ1 иР сопоставлены в табл.24.
Для других инструментов и иных условий ре-
зания производительность стали Р составляет
приблизительно R50/0 от производительности
стали РФ1. Более низкие режущие свойства
стали Р являются следствием меньшей её крас-
ностойкости. Сталь Р содержит меньше вана-
дия, который растворим в карбидах воль-
фрама, а последние при меньшем содержа-
нии ванадия более склонны к выделению и
коагуляции.
Технология обработки быстрорежущей
стали. Горячая механическая обработка
имеет целью не только изменить форму изде-
лия, но и улучшить структуру металла: в литой
стали разбить ледебуритную эвтектику, в де-
формированной — добиться измельчения и луч-
шего расположения карбидов.
Температура ковки (прокатки): начало —
1200° С, конец -- 900° С. Ковка стали должна
производиться частыми и несильными ударами.
ГЛ. V1B]
Марка
РФ1
Р
БЫСТРОРЕЖУЩАЯ СТАЛЬ
Режущие свойства
Стружка 2,0x0,2 мм2; обраба-
тываемый материал—сталь с
твёрдостью 150 7/g
vm м/мин
i°5
IOO
°/о
IOO
95
стали марок
РФ1 и Р A2)
Стружка 3,0x0,31 мм3; обраба-
тываемый материал—сталь с
твёрдостью 150 Hq
vm м/мин
77
7i
%
IOO
463
Таблица 24
Стружка 5,0X0,49 мм*; обраба-
тываемый материал—сталь с
твёрдостью 165 Нд
Pw M/MUH
5°
47
%
IOO
95
Окончание ковки при температуре]>900° часто
ведёт к образованию нафталинового излома.
Отжиг слитков и заготовок быстрорежу-
щей стали предпочтительнее производить
изотермически. Изделия загружаются в печь
при температуре 6О(Р С и нагреваются с печью
до 860—880° С. Нагревать можно со скоростью
50 100—150" в час. После 2—4-часовой выдерж-
ки при температуре отжига следует охлажде-
ние до 700—750° С. По достижении температу-
ры изотермической ступени для полного завер-
шения процесса распада аустенита на феррито-
карбидную смесь (эвтектоид) садка снова вы-
держивается в течение 2—4 час. и далее охла-
ждается с печью сравнительно медленно до
600° С и затем на воздухе.
Снижение твёрдости быстрорежущей стали
можно получить и путём высокого отпуска
при температуре 700—720° С. После отжига
твёрдость должна быть не выше 260 Нв. Вы-
сокий отпуск не гарантирует получения ука-
занной твёрдости, почему он имеет лишь огра-
ниченное применение (непосредственно после
окончания ковки).
Выдержка при температуре отжига 860—880°
не должна быть излишне длительной (более
10 час.) во избежание образования стабильных
карбидов, труднорастворимых при нагреве под
закалку; плохая растворимость карбидов в
аустените приводит к снижению вторичной
твёрдости и красностойкости стали. Для наи-
лучшей обрабатываемости на станках (чистота
поверхности) стали придают твёрдость 32—
37 Нр путём нормализации от 900 до 1000° С.
Закалка требует предварительного на-
грева до высоких температур, что заставляет
применять специальный подогрев. Обычно про-
изводят два подогрева: первый—до 600—650* С
я второй — до 850—900° С. Для инструмента
несложной конфигурации и небольших сече-
ний (диаметром до 30—50 мм) можно ограни-
читься одним подогревом до 850—900°.
Температура окончательного нагрева
1260—1320* С. Фасонные инструменты закали-
вают от 1260 до 1280°, резцы — от 1300 до
1320°. Ориентировочное время нагрева опре-
деляется, исходя из размеров сечения.
На 1 мм диаметра или толщины материала
устанавливается следующее время:
6о сек. для нагрева в печи до 6500;
30 - . 8°
12
6—7
в солях я
5;
12бо—I3OO0;
1260—13000.
Охлаждение после нагрева следует произ-
водить в масле. Для фасонного инструмента
сложной конфигурации, во избежание коро-
бления и трещин, целесообразно применять
ступенчатое охлаждение в калийной селитре
(KNO3), температура которой поддерживается
в пределах 450—550°. Более высокие режущие
свойства получаются при изотермической за-
калке, которая производится в калийной се-
литре с точным регулированием температуры
ванны F20—630°) и времени выдержки в ней
B0 мин.).
Микроструктура стали марки РФ1 после
правильной закалки должна состоять из нор-
мальных по величине полиэдров аустенита
(зерно № 5—6 по шкале ASTM) и равномерна
распределённых первичных карбидов (фиг. 95,
см. вклейку). При достаточной степени рас-
творения карбидов в микроструктуре должны
наблюдаться только первичные карбиды. Ле-
дебуритная эвтектика (наличие которой указы-
вает на перегрев) в структуре закалённой стали,
особенно в случае тонколезвийных инструмен-
тов, недопустима. Первичный мартенсит обыч-
ным травлением не выявляется. Количество
остаточного аустенита в нормально закалённой
стали составляет 30—40%. Твёрдость после за-
калки 61—64 Ирс.
Отпуск при температурах 560—580° С сле-
дует применять многократный B или 3 раза) с
выдержкой при температуре отпуска по 1 часу
и последующим охлаждением на спокойном
воздухе. Твёрдость после отпуска—62—65 Нр
(для тонколезвийного и резьбонарезного ин-
струмента желательна твёрдость 62—63 tip ).
Вместо многократного отпуска можно приме-
нять однократный при той же температуре
560—580° С с выдержкой при температуре от-
пуска не менее 3—4 час. Микроструктура ста-
ли РФ1 после отпуска должна состоять из мел-
коигольчатого мартенсита, на фоне которого
распределяются первичные, не перешедшие в
твёрдый раствор при закалке карбиды (фиг. 96,
см. вклейку).
Цианированию подвергается инструмент
окончательно обработанный — закалённый,
отпущенный и отшлифованный. После цианиро-
вания допустимы лишь полировка и доводка.
Цианирование жидкое производится при
температуре 540—550° С в течение 10—20 мин.
(продолжительность в зависимости от разме-
ров инструмента и концентрации цианистых
соединений) обычно в ваннах следующего со-
става: а) цианистый калий и цианистый на-
трий— в отношении 1:1; б) цианистый калий
или цианистый натрий — 60%, сода — 25%, хло-
ристый натрий 15%; в) жёлтая кровяная соль —
90%, едкое кали (едкий натр) — 10%.
Глубина цианированного слоя после обыч-
ных режимов цианирования составляет 10 —
20 мк.
464
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. 11
Газовое цианирование применяется при тех
же температурах, но с продолжительностью
1—1,5 часа. Цианирующим газом является
смесь аммиака с каким-либо цементирующим
газом (светильный газ, генераторный газ, про-
дукты крекинга и пиролиза керосина и т. д.)
в отношении 1:3. Глубина цианирования
20-50 мк.
После цианирования инструмент охла-
ждается на воздухе и для удаления соли (при
жидком цианировании) промывается в горячем
содовом растворе.
Поверхностный слой при газовом цианиро-
вании оказывается менее хрупким, чем при
жидком.
Назначение стали. По сравнению с дру-
гими марками быстрорежущей стали марка РФ1
(за исключением кобальтовой стали) является
наиболее легированной дефицитными элемен-
тами, обладая при этом не более высокими
режущими свойствами, чем некоторые менее
легированные марки стали. Поэтому сталь РФ1
следует применять в случаях, когда могут
быть использованы ее специфические свой-
ства: хорошая шлифуемость и большая вяз-
кость. Широкий интервал закалочных темпе-
ратур позволяет успешно изготовлять инстру-
мент из стали РФ1 на заводах, плохо оснащён-
ных печным оборудованием и пирометрией,
в этом случае при сравнении с другими менее
легированными марками быстрорежущей ста-
ли применение стали РФ1 даёт меньший про-
цент термического брака.
Обычно из стали РФ1 изготовляют инстру-
менты, работающие при высоких режимах
резания по твёрдым материалам C00—400 Нв)
на высокопроизводительных станках, в усло-
виях непрерывного и прерывистого резания,
при спокойной и ударной нагрузках (резцы, спи-
ральные свёрла, зенкеры, резцы Глиссона, дол-
бя ки Феллоу, ножи сборных инструментов, гре-
бёнки Маага, машинные развёртки, резьбовые
фрезы, резьбовые гребёнки, фрезы цилиндри-
ческие и др.).
СТАЛЬ ЭИ262
(по проекту нового ГОСТ — Р9>
Состав стали. Марка ЭИ262 представляет
собой модификацию предусмотренной ОСТ
НТКП 4112 марки РФ2.
Состав стали ЭИ262 (по номенклатуре МЧМ
1944 г.): 0,85-0,950/0С; 8,5-10,00/0 W; 2,0-2,6% V;
4,О—4,EО/о Сг; не более: 0,45% Мп; 0,45<у0 Si;
0,35<у0 Ni; 0,035<V0S; 0,04<>/0P.
Снижение ванадия до 1,4—1,7%, углерода
до 0,7—0,8% и вольфрама до 7—8% не вызы-
вает снижения режущих свойств. Несмотря на
некоторую недоработанность состава, сталь
ЭИ262 широко распространена в производстве;
она обладает одинаковыми со сталью РФ1 ре-
жущими свойствами при вдвое меньшем со-
держании вольфрама.
Фазовый состав [3]. В отожжённом виде
сталь состоит из трёх фаз: а - твёрдого рас-
твора и двух карбидных фаз (двойного кар-
бида вольфрама FeBW3C и карбида ванадия VC).
а-твёрдый раствор содержит около 3% Сг,
1,5% W и 0,5% V. Остальное количество легиру-
ющих элементов находится в карбидах (в ото-
жжённом состоянии количество карбидной
фазы 17%). Состав карбидного осадка
(Fe,W3C + VC): 6,0% С, 40% W, 14»/0 Сг, 10% V.
После закалки от нормальной для данной
стали закалочной температуры A240° С) коли-
чество свободных карбидов вследствие их рас-
творения в аустените уменьшается до 7%
(см. выше фиг. 69).
Легированность твёрдого раствора после
закалки повышается и мартенсит (аустенит)
содержит: 0,50/0 С, 6% W, 4% Сг, 1,2% V. Избы-
точная карбидная фаза (после закалки) состоит
из одного карбида ванадия (VC) с большим
количеством растворенного в нём вольфрама и
железа.
Почти одинаковые режущие свойства стали
ЭИ262 и РФ1 объясняются примерно одина-
ковой легированностью мартенсита в обеих
марках.
Структура. Структура стали ЭИ262 анало-
гична структуре РФ 1. Ввиду меньшего количе-
ства карбидов сталь ЭИ262 в литом виде имеет
значительно более слабо выраженную леде-
буритную эвтектику, а в кованом-меньшее
количество первичных карбидов.
Превращение при закалке. Превращение
при закалке стали ЭИ262, происходит, как в
стали РФ1. К росту зерна сталь ЭИ262 более
чувствительна, причем в большинстве плавок
заметный рост наступает при 1250° С. Эвтектика
образуется при 1270-1280° С.
Изменение количества остаточного аусте-
нита и твёрдости в зависимости от темпера-
туры закалки показано на фиг. 97. Сталь ЭИ262,
55
%
30
а
30
15
а
S
Ю50 1100
1
/
у
1
>гоо i?5o on
го
400 600 'С
Фиг. 97. Твёрдость (кри-
вая 1) и количество оста-
точного аустенита (кри-
вая 2) в стали ЭИ262 в за-
висимости от температуры
закалки [19].
Фиг. 98. Изменение твёр-
дости стали ЭИ262 в за-
висимости от температуры
отпуска.
как и РФ1, обладает высокой твёрдостью в
закалённом состоянии и малым количеством
остаточного аустенита.
Подробные исследования поведения этой
стали при закалке (изотермический распад
аустенита, температуры мартенситной точки
и т. д.) не производились.
Превращение при отпуске. Изучено лишь
влияние температуры отпуска на твёрдость
(фиг. 98). Как и в стали РФ1, вторичная твёр-
дость обеспечивается отпуском при темпера-
туре 550-600° С. Отпуск при 300-400° С даёт
снижение твёрдости до 58-60//© .
При применении многократного отпуска при
580° С максимальное значение твёрдости полу-
ГЛ. VIIlj
БЫСТРОРЕЖУЩАЯ СТАЛЬ
465
Сравнительные показатели режущих свойств стали ЭИ262 и Р
Таблица 25
Инструмент
Резцы (данные ЗИС)
Свёрла (данные заво-
да „Фрезер")
То же
Фреза торцевая (дан-
ные ЗИС) ... •..
Обрабатываемый
материал
Марка
40Х
45
Серый
45
Твёр-
ИВ
Т.ф—21']
2ОО
200
J36—*79
Режим механической
обработки
Стружка 3,0x0,4 м и3
Диаметр сверла 18,5 мм;
подача 0,65 мм,об
То же
Подача на зуб фрезы
0,2 мм
Характеристика
Показатель
Vm MjMUH
щ0 м/мин
v.M mjmuh
Относительный коэ-
фициент производи-
тельности по скорости
резания
режущих свойств
Марка стали (материал
инструмента)
ЭИ262 | Р
3°.5
Ф
22
1,1—1,2
Я5,5
33
2О
1,О (РФ1)
чается уже при втором отпуске, что подтвер-
ждается следующими данными:
Термообработка #_
^С
Закалка от 1240° 64
Первый отпуск 64
Второй „ 6«
Третий 61
Четвёртый » . 64
Пятый „ . 64
Красностойкость [3]. Твёрдость стали
ЭИ262, термически обработанной по оптималь-
ному режиму (закалка от 1240°, отпуск трёх-
кратный при 560° С), после пятичасовой вы-
держки при 660° С снижается до 58 Нд , т. е.
по красностойкости сталь ЭИ262 незначительно
уступает стали РФ1. При 650° С красностой-
кость этих марок одинаковая.
Режущие свойства. Многократные испы-
тания показали, что по режущим свойствам
сталь ЭИ262 не уступает стали РФ1 и прево-
сходит сталь Р. В табл. 25 приведены сравни-
тельные показатели режущих свойств стали
ЭИ262 и Р.
Технология обработки. Режимы горячей
механической обработки стали ЭИ262, а также
отжиг слитков и заготовок аналогичны тако-
вым для стали РФ1.
Оптимальная температура закалки стали
ЭИ262 - 1210 - 1260° С (для фасонного инстру-
мента 1210-1240°, для резцов 124U- 1260°С).
Твёрдость после закалки 62—63 Щ .
Отпуск следует применять двукратный при
гемпературе 560° С с выдержкой при каждом
отпуске по 1 часу. Твёрдость после отпуска
52—65 Я^ . По сравнению с РФ1 сталь ЭИ262
хуже шлифуется и обладает меньшей вязко-
стью. Для повышения стойкости инструмента
последний подвергают цианированию по ре-
жимам, указанным для стали РФ1.
Сталь ЭИ262 хорошо сваривается встык
на сварочных машинах, легко и хорошо под-
даётся правке, что является её существенным
[юложительным свойством при производстве
:тержневых инструментов.
Назначение стали. Сталь ЭИ262 может
применяться вместо стали РФ1 за исключе-
нием случаев, когда изготовляемый из неё
инструмент подвергается значительной шли-
фовке. Также не всегда оправдывается замена
стали РФ1 сталью ЭИ^62 для инструментов,
подвергающихся ударной нагрузке.
СТАЛЬ ЭИ347
Состав стали. Сталь ЭИ347 представляет
собой модификацию стали ЭИ262 (или даль-
нейшее изменение стали РФ2) и отличается
от неё более низким содержанием ванадия.
Состав стали (по номенклатуре марок ста-
ли НКЧМ 1944 г.) ЭИ347: 0,7—0,8% С; 8,5—
9,5% W; 4,0-4,6% Cr; l,3-l,70/0V.
Марганец, кремний, сера, фосфор и никель
содержатся в пределах, обычных для быстро-
режущей стали (см. сталь РФ1).
Приведённый состав не может считаться
оптимальным для хромовольфрамованадиевой
быстрорежущей стали. Снижение содержания
вольфрама до 7—8% не вызывает ухудшения
режущих свойств.
Фазовый состав изучен для стали ЭИ347 с
пониженным содержанием вольфрама [3], а
именно для состава: и,9<у0 С; 7,7% W; 4,0 Сг;
1,60/qV.
В отожжённом виде сталь состоит из трёх
фаз: а-твёрдого раствора A,4% W; 1,6%Сг;
°.6% v) и ДВУХ карбидов — Fe3W3C и VC.
Количество карбидной фазы — 17%.
1
J
(-
У
у
w\
У
""
Сг
3
2
7
Q
Й, 900 1000 1100 1200"С
Фиг. 99. Изменение состава (в °/о)
мартенсита (аустенита) в.зависимо-
сти от температуры закалки ста-
ли типа ЭИ347 [3].
Нагрев под закалку ведёт к насыщению
аустенита вначале хромом (при более низких
температурах), а затем вольфрамом и вана-
дием (фиг. 99).
После закалки от 12С0С количество кар-
бидов составляет 6 % Состав мартенсита
(О,5»/о С, 5%W. 4% Сг, 1,3% V) близок к составу
мартенсита стали ЭИ262, что обусловливает
их одинаковые красностойкость и режущие
свойства.
Структура стали ЭИ347 аналогична струк-
туре стали ЭИ262.
466
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Превращение при закалке происходит,
как в стали ЭИ262. Сталь ЭИ347 более чув-
ствительна к росту зерна, чем сталь ЭИ262.
Температура начала
интенсивного роста
зерна при постоянном
содержании ванадия
A,5%) определяется
содержанием в стали
вольфрама: при нали-
чии 7% W она рав-
на 1220—1240°, при
9% W- 1260-1280°.
Твёрдость и коли-
чество аустенита в
зависимости от темпе-
ратуры закалки пока-
заны на фиг. 100.
Превращение при
отпуске происходит,
как у стали ЭИ /62.
Твёрдость для разных температур закалки
в зависимости от температуры отпуска приве-
дена на фиг. 101.
Для температуры закалки 1240°С при много-
кратном отпуске изменение твёрдости приве-
дено в табл. 26.
Таблица 26
Изменение твёрдости стали в зависимости
от температуры и кратности отпуска при температуре
закалки 1240°С [17]
то то ш°с
Фиг. 100. Влияние темпера-
туры закалки на твёрдость
(кривая Т) и количестпо
(в °/0) остаточного аустени-
та (кривая 2) стали ЭИ347
состава: 0,82»/,, С; 9,28% W;
1,45% V; 4,48% Сг; 0,23%
Мп; 0,4% Si [17].
Температура отпу-
ска в °С
55°
575
боэ
Твёрдость Н%„ при отпуске
однократ-
ном
65,2
6з,8
6i,o
двукрат-
ном
64,1
62,О
58-5
трёхкрат-
ном
65-5
62,О
58.5
Твёрдость и количество остаточного аусте-
нита в стали ЭИ347 в зависимости от продол-
жительности отпуска при 5оО'С (после закалки
от 1260°) характеризуются следующими дан-
ными [17].
Продолжительность
отпуска в час
Твердость Нп • •
Количество остаточ-
ного аустенита в °/0 . .
63
37
о.ч
63.5
15
i
64
ю
65
3
О
о
65
—
4
64,8
—
Красностойкость [3] изучена для стали с
содержанием 7,7%W. По красностойкости сталь
ЭШ47 при 600 и 650° С (см. фиг. 89) аналогична
стали ЭИ262.
Режущие свойства. Многократные испы-
тания показали, что сталь ЭИ347 по режущим
свойствам аналогична ЭИ262. Добавка к стали
ЭИ34/ молибдена в количестве 0,5—0,6%
(в Германии до и во время войны применя-
лась сталь, аналогичная по составу ЭИ347, с
добавкой 0,5% Мо) несколько улучшает ре-
жущие свойства.
Режущие свойства резцов из стали ЭИ347,
ЭИ262 и РФ1 приведены в табл. 27.
Режущие свойства свёрл из стали ЭИ347
и ЭИ262 приведены в табл. 28.
Испытанная в производственных условиях
на широкой номенклатуре инструмента (резцы,
свёрла, фрезы и т. д.) сталь ЭИ347 показала
одинаковую стойкость со сталью ЭИ262.
Таблица 27
Режущие свойства резцов из стали ЭИ347, ЭИ262
и РФ1 [17]
Марка
РФ1
ЭИ262
ЭИ347
ЭИ347(с~0,5%
Мо)
ЭИ347 (с 8°/0W)
Обработка чугуна
(//? = 196), стружка
3x0,73 мм
Vea м/мин
22
21
аз. 5
24
23,5
°/о
IOO
96
IO7
io3
IO3
Обработка стали
(//о = 156), стружка
3x0,73 мм
vm м'ман
34
36-5
°/о
IOO
IOO
Ю7
1Об
Таблица 28
Режущие свойства свёрл из стали ЭИ347
и ЭИ262 [17]
Марка
ЭИ262
ЭИ347
ЭИ347
(с добавкой Мо)
Сверление стали (//^=210—230), подача
0,28 мм/об, диаметр сверла 18 мм
v^ м';мин
4L3
42,0
43,9
%
IOO
IO2
юз
Технология обработки. Термообработка
стали ЭИ347 проводится так же, как стали
ЭИ262. Ввиду большей чувствительности к пе-
регреву рекомен-
дуется для стали
ЭИ347 более низ-
температура
64}
кая рур
закалки A220—
1240°) и более вни-
мательный кон-
троль за результа-
тами закалки.
Назначение
стали. Сталь
ЭИ347 применяет-
ся взамен стали
РФ1для изготовле-
ния инструмента,
работающего в тя-
жёлых условиях
резания. Шлифуе-
мость стали ЭИ347
лучше, чем стали
ЭИ262.
66
1
1200
рк
-Л
|°\<
то
1150е
11001
>
1250"
«-^^
э
i
ft
к
V
\
—i-
1 ¦¦
\
|-
\\
Л
\
А
20 200 400 600 "С
Фиг. 101. Изменение твёрдости
стали ЭИ347 в зависимости от
температуры отпуска [17].
СТАЛЬ ЭИ184
Состав стали. Низковольфрамовая быстро-
режущая сталь ЭИ184 имеет ограниченное
применение взиду невысоких режущих свойств
и затруднений при её горячей обработке да-
влением и при термообработке.
Состав стали: 0,8-1,0% С; 3,5-4,8% W;
1,0—1,5^/qV; 7,0-9,0%Сг; не более: 0,4%Мп;
0,50/0Si;0,350/0Ni;0,0350/0S;0,04%P.CTajb3M184
с содержанием углерода и хрома на верхнем
пределе существенно отличается от стали той
же марки с содержанием углерода и хрома на
нижнем пределе (карбидная ликвация, более
ГЛ. VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ
467
высокое содержание остаточного аустенита в
закалённом состоянии и т. д.) [2].
Фазовый состав [3]. В отожжённом виде в
стали обнаружены две фазы: а-твёрдый рас-
твор и карбид хрома Сго3С6.
Количество карбидов в отожжённой ста-
ли - Г/о/о. Состав феррита: 2,5%Сг, 0,5<у0 W
и 0,50/0 V.
Карбиды хрома растворяют в значительном
количестве вольфрам и ванадий. Состав кар-
бидов: 5,8<У0 С; 21,5% W; 32,0% Сг; 7,0% V.
После закалки от 1200° концентрация твёрдого
раствора повышается до 0,7% С; 7,С^/0Сг;
1,1% V и 3,0% W. Количество избыточной кар-
бидной фазы соот-
ветственно умень-
шается до 4% (см.
фиг. 69).
Превращение
при закалке. Кри-
тический интервал
превращения при
нагреве 870-950°.
Полиэдры аусте-
нита выявляются
металлографически
после закалки от
температур 1150° С
ивыше.При1220°С
и выше начинается
у большинства пла-
вок интенсивный
рост зерна, а при
эвтектическая со-
Ю'сек
Фиг. 102. Диаграмма изотерми-
ческого превращения аустенита
в эвтектоид стали ЭИ184;
предварительный нагрев
11,50° С [18].
1240—1260° С появляется
ставляющая.
Изотермический распад аустенита. С-об-
разная диаграмма для температуры предвари-
тельного нагрева 1150° С дана на фиг. 102 [18].
Исследования изотермического распада аусте-
нита при температурах ниже 550° С пока не
производились. Вероятно, сталь не имеет вто-
рой зоны ускоренного превращения.
Мартенситное превращение. Количество
остаточного аустенита в зависимости от тем-
60
20
""с
НА
60
bb
ч?
К
V
(\
U
V
S
/
/
/
к-
К
V,
2
\
:
О -40 -80 -120 -160 °С
Фиг. 103. Влияние переохлаждения
(ниже 0 ) на количество (в и/0) оста-
точного аустенита (кривая 1) и на
твёрдость (кривая 2) стали ЭИ184
[19].
около минус 70-7-80° С. Более глубокое охла-
ждение не вызывает увеличения количества
остаточного аустенита и повышения твёрдости.
Превращение при отпуске. Температуры
вторичного мартенситного превращения в за-
висимости от температуры отпуска характери-
зуются следующими данными [19]:
Температура отпуска в °С . . 520 54° 5б° 580
Температура мартенситной
точки (М ) в °С ¦ . . 65 95 125 20°
Микроструктура. Сталь ЭИ184 отличается
по микроструктуре от стали РФ1 более круп-
ным зерном аустенита, меньшим количеством
избыточных карбидов в закалённом состоянии,
при закалке от нормальных температур
(фиг 104,см. вклейку), и более крупными иглами
мартенсита в отпущенном состоянии (фиг. 105,
см. вклейку).
Твёрдость. Более низкая твёрдость стали
ЭИ184 в закалённом состоянии по сравнению
сРФ1,ЭИ2б2 и не-
которыми другими
марками является
следствием боль- 64
шого количества
остаточного аусте-
нита, фиксируемо-
го закалкой (фиг.
105). Охлаждение 5S
до температур ниже
0° продолжает мар- 52
тенситное превра-
щение и вызывает
повышение твёр-
дости (фиг. 103).
Значительное сни-
жение твёрдости
при средних тем-
пературах отпуска
C0J-4000 С) вы-
зывается высоким
процентом оста-
точного аустенита,
фиксируемым закалкой. Вторичная твёрдость,
как и у других марок быстрорежущей стали,
появляется после отпуска на550—6^0° (фиг. 107).
После закалки от опти-
мальных температур ма- мин
300
40
1300 "С
Фиг. 106. Изменение твёрдости
быстрорежущей стали в зави-
симости от температуры за-
калки.
пературы закалки выражается следующими
данными [20]:
Температура закалки в "С 1050 поо 1150 1200 1350
Количество остаточного
аустенита в % го зо 5° 7° 8°
Превращение при температурах ниже 0°
[19]. Количество остаточного аустенита в стали,
закалённой от 1200° С, в зависимости от темпе-
ратуры охлаждения ниже 0° приводится на
фиг. 103. Окончание мартенситного превраще-
ния для указанной температуры закалки лежит
о
\
\
2'
1
i
п
VI
\
\
\
400 600 °С
Фиг. 107. Изменение твёр-
дости стали ЭИ184 в зави-
симости от температуры
отпуска.
15 20 25 405060 80м/мин
Скорость резания
Фиг. 108. График результа-
тов испытаний цилиндри-
ческих фрез: / — стали R;
2 — сталь ЭИ184.
ксимальное значение твёрдости F0 Н#Л дости-
гается : пятью отпусками при 520°, четырьмя —
468
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД Н
при 540°, тремя — при 560°, двумя — при 580° С
и одним — при 600°.
Оптимальной температурой отпуска следует
признать 540—560°. Чем выше температура
закалки, тем при большем числе отпусков до-
стигается твёрдость нормального значения.
Красностойкость [3] стали ЭИ184 при 600
и 650° существенно уступает по красностой-
кости маркам РФ 1 и ЭИ262, что является след-
ствием более скорой коагуляции хромистых
карбидов по сравнению с вольфрамовыми
(фиг. 89).
Режущие свойства. Сталь ЭИ184 обла-
дает значительно более низкими режущими
свойствами, чем РФ1 и ЭИ262, что объясняется
более низкой её красностойкостью. Чем тяже-
лее условия резания, тем сильнее сталь ЭИ184
уступает стали марок РФ1 и ЭИ262. Стой-
кость инструмента из стали ЭИ184 оказывается
достаточно удовлетворительной лишь для не-
которых видов инструмента, работающих в
условиях не слишком интенсивной тепловой
нагрузки. Режущие свойства (скорость реза-
ния) стали марок РФ1 и ЭИ184 приведены в
табл. 29. На фрезах и некоторых других ин-
струментах с переменными режущими элемен-
тами при работе по мягкому материалу B50 /fg)
сталь ЭИ184 часто даёт результаты, равноцен-
ные с получаемыми при работе инструмента
из высоковольфрамовой стали (фиг. 108).
ждающую среду инструмент подстуживают до
1000° во избежание образования трещин и ко-
робления. Применением 3 - 4-кратного отпуска
обеспечивается получение твёрдости выше
62///?с и мартенситной микроструктуры. Ин-
тервал температур отпуска стали ЭИ184 для
получения твёрдости не ниже 62 Нцс очень
узок. Во избежание потери твёрдости реко-
мендуется производить отпуск при темпера-
туре 540° и увеличивать число отпусков до 4—5.
Сталь ЭИ184 требует особых мер предо-
сторожности не только при охлаждении, но и
при нагревании. Скорость нагрева инструмента
из стали ЭИ184 должна быть меньшей, чем
для инструмента из стали РФ1, и нагревание
более равномерным.
По сравнению со сталью РФ1 продолжи-
тельность выдержки при температуре закалки
для стали ЭИ184 принимается обычно в пол-
тора раза больше.
Сталь ЭИ184 удовлетворительно свари-
вается, рихтуется, но хуже обрабатывается на
станках и плохо шлифуется. Производитель-
ность (особенно резьбошлифовальных работ)
на 10—20% меньше, чем производительность
при обработке инструментом из стали РФ1.
Назначение стали. Сталь ЭИ184 приме-
няется для изготовления инструмента, работа-
ющего при средних режимах резания по угле-
Режущие свойства стали марок РФ1 и ЭИ184
Таблица 29
Марка
РФ1
ЭИ184
Обрабатываемый материал-
сталь твёрдостью 150 //g
стружка 2,0X0,2 м и
Vw MJMUH
i°5
85
%
100
81
Обрабатываемый материал-
сталь твёрдостью 150 Hq,
стружка 3,0x0,3 мм
vei mjmuh
И
°/о
IOO
82
Обрабатываемый материал-
сталь твёрдостью 165 Hq,
стружка 5,0x0,48 мм
ve0 mjmuh
5°
45
%
IOO
Технология обработки. Температура на-
чала ковки (или прокатки) стали ЭИ184 равна
1140—1160° и конца ковки — не выше 900°.
Отжиг слитков, заготовок и инструмента про-
изводится при температурах 860 — 880°. Микро-
структура после отжига: сорбитообразный пер-
лит и карбиды. Скорости нагрева и охлажде-
ния— те же, что и при отжиге стали РФ1.
Сталь хорошо отжигается и её твёрдость после
отжига оказывается не выше 260 Нв.
Сталь ЭИ184 проявляет склонность подка-
ливаться в процессе охлаждения после горя-
чей механической обработки. Во избежание
образования трещин в заготовках рекомен-
дуется производить медленное охлаждение в
печи или в утеплённых колодцах. Рациональ-
"нее применять изотермический отжиг.
Оптимальные условия термообработки ин-
струментов из стали ЭИ184: температура за-
калки 1180 —11Ю0°; температура 3—4-кратного
отпуска 540—550° с выдержкой по 1 часу при
каждом отпуске. Твёрдость после закалки
56—59 Hrq и после отпуска 62-65 Нцс . Охла-
ждение инструментов из стали ЭИ184 реко-
мендуется производить или в селитровой ванне
с температурой 450—550' или неполностью
(до 300°) в масле. Перед погружением в охла-
родистой и низколегированной стали с твёрдо-
стью не выше 200 Нв или по серому чугуну
той же. твёрдости, так как режущие свойства
стали ЭИ184 составляют около 80% режущих
свойств марки РФ1 и только при лёгких режи-
мах резания на фрезах достигают 100%.
Ударная нагрузка весьма отрицательно
сказывается на стойкости ' инструментов из
стали ЭИ184.
Ввиду необходимости точного соблюдения
режимов термообработки изготовление инстру-
мента из стали ЭИ184 требует наличия на за-
водах хорошо оборудованных термических
цехов и квалифицированной рабочей силы.
СТАЛЬ ЭИ382*
Состав стали. Сталь ЭИ382 содержит
меньше вольфрама, чем сталь марок ЭИ262 и
ЭИ347. От других марок быстрорежущей стали
она отличается небольшой присадкой титана
(до 0,Зи,о), которая, как показали исследова-
ния, улучшает технологические свойства (рас-
* Предложена в 1942 г. ЦНИИТМАШ. Раньше обо-
значалась маркой Ц.
ГЛ. VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ-
469
ширяет интервал закалочных температур), но
не способствует повышению режущих свойств.
Сталь содержит: 0.8-0.9% С; 4,0-5,0% W;
1,8-2.30/q V; 4,5 - 5,5<Vo Cr; 0.1 - 0,3<70 Ti; не
более: 0,40/0 Мп; 0,50/V Si; 0,350/0 Ni; 0,035% S
и О,О4О/о Р.
В сравнении с другими марками быстро-
режущей стали (кроме ЭИ184) сталь ЭИ382
является значительно менее легированной.
Фазовый состав. В отожжённом состоя-
нии обнаружены три карбидные фазы: VC,
Сг2дС6 и Fe3W3C. Карбид ванадия растворяет,
повидимому, титан. Феррит содержит только
хром D,0%). Количество карбидной фазы в
отожжённом состоянии - 14(!/0-
Структура стали ЭИ382 аналогична струк-
туре других марок быстрорежущей стали.
Попадаются в поле зре-
ния кубические карбиды,
нерастворимые в аусте-
ните. Повидимому, это
НС или (V, Ti) С.
Превращение при
закалке. Сталь ЭИ382
чувствительна к изме-
нениям1 температуры за-
калки, хотя присадка
титана делает её менее
склонной к росту зерна,
чем сталь марок ЭИ184,
ЭИ380 и др. Оптимальная
температура закалки
124СГ С.
Твёрдость в зависи-
мости от температуры
закалки (выдержка 5 мин.) и от продолжи-
тельности выдержки при температуре закалки
A240° С) приводится на фиг. 109 и ПО.
ч
I
/
/¦
V
900 woo то то °с
Фиг. 109. Влиянге тем-
пературы закалки на
твёрдость стали
ЭИ382.
1
'
——.
ю
го 30 40 50 мин.
Фиг. НО. Влияние времени выдержки
при 1240° С на твёрдость закалённой стали
ЭИ382.
Превращение при отпуске. Высокая твёр-
дость (СО—62 Я/? ) стали ЭИ382, закалённой
от оптимальных температур, свидетельствует о
небольшом количестве остаточного аустенита
в закалённом состоянии. Твёрдость до 63,2 Hr
достигается однократным отпуском при 560° С.
Целесообразность применения для инструмента
многократного отпуска при этой температуре
подтверждается следующими данными:
Термообработка //#
Закалка от 1240° С 6о
Первый отпуск ..••••• 63,2
Второй отпуск . • 63,8
Третий отпуск 64.°
Твёрдость в зависимости от температуры
отпуска (для стали, закалённой от 1240" С)
показана на фиг. 111.
Красностойкость. По красностойкости
сталь ЭИ382 не уступает РФ1. На фиг. 112
приведены результаты испытания на красно-
стойкость стали ЭИ382 при 600 и 650° С.
54
1 1
к
\
\
1
А
/
/
1
1
\
F
Iv 1
XT—1
"^
650°
600°
1 1
—^
N
1
100 700300400 500 600 °С
Фиг. 111. Изменение твёр-
дости стали ЭИ382 в зави-
симости от температуры от-
пуска. Температура закал-
ки 1240° С, выдержка 5 мин.
58
56
0 ' 2 3 4 we.
Фиг. 112. Результаты испы-
тания на красностойкость
стали ЭИ382 при 600 и 650е
Режущие свойства. По режущим свой-
ствам сталь ЭИ382 близка к стали РФ1 и ЭИ262,
но при тяжёлых условиях резэния (обработка
материалов высокой твёрдости) она им усту-
пает.
Режущие свойства стали РФ1 и ЭИ382
(в резцах) приведены в табл. 30.
Таблица 30
Режущие свойства стали марок РФ1 и ЗИ382
Марка
РФ1
ЭИ382
Обработка <
:тали 38ХМЮА при сечении
стружки в мм
3,0X0,48
1)в() MJMUH
27
°/о
IOO
IOO
1,0X0,19
V60 MJMUH
51
50.5
%
IOO
99
СТАЛЬ ЭИ276 и ЭИ290
Состав стали. Сталь ЭИ276 и ЭИ290 при
3% вольфрама содержит 3% молибдена.
Аналогичная по составу с маркой ЭИ276
сталь применялась в 1942—1945 гг. в Германии
(марка ABC III — Dreier Stahl с содержанием
2,50/0 W, 2,50/0 Mo, 2E0/0 V).
Сталь ЭИ276, предложенная в 1938 г., отли-
чается от стали ЭИ290 (предложена в 1939 г.)
более высоким содержанием ванадия, что суще-.,
ственно улучшает технологические свойства
(расширяет интервал закалочных температур,
уменьшает количество остаточного аустенита
в закалённом состоянии, облегчает проведение
отпуска и т. д.) и несколько повышает режу-
щие свойства. Различия в свойствах стали ма-
рок ЭИ276 и ЭИ290 являются главным образом
следствием различного содержания ванадия.
Состав стали ЭИ276 и ЭЙ290 приведён в
табл. 31.
Фазовый состав [13]. В отожжённом со-
стоянии сталь состоит из ос-твёрдого раствора,
карбида Fe3 (W, Мо):}С и некоторого количества
карбида С%С6. Количество карбидов хрома
возрастает по мере уменьшения содержания
ванадия, поэтому в стали ЭИ276 при содержа-
нии ванадия на верхнем пределе карбиды хрома
470
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Таблица 3J
Марка
ЭИ276
ЭИ290
Состав
стали ЭИ276 и ЭИ290
Химический состав в %
С
i,o-i,i5
o,9-i,o5
W
2,2—2,9
2.6—3,3
Мо
2.3—2>9
2,б—з,3
V
2,2—2,8
I,5—2,O
Сг
3.8-4.6
3.6-4.3
Мп
<о,4о
<о,4о
<о,4о
<о,4о
Ni
<о,35
<о,35
S
<о,о35
<о.о35
Р
<о,о4
<о,о4
(
Or
V
А
1
Л
[/
|
А
к,
\
-
О
то поо то °с
Фиг. 113. Изменение
состава аустенита ста-
ли ЭИ276 в зависимости
от температуры закал-
ки [13].
отсутствуют, тогда как в стали ЭИ290 они
имеются в значительном количестве. Сталь
ЗИ276 в отожжённом состоянии содержит всего
140/0 карбидов.
Состав феррита: 0,2% V; 1,0<>/0 Мо; 0,5% W
и 3<У0Сг.
Растворимость карбидов в зависимости от
температуры закалки и насыщения аустенита
(после закалки мартенси-
та) легирующими эле-
ментами подтверждается
фиг. ИЗ.
После закалки от оп-
тимальной температуры
A200° С) количество из-
быточной карбидной фа-
зы в стали ЭИ276 соста-
вляет 4,5%, а мартенсит
содержит: 4,5% Сг; 2,7%
Мо; 1%W; 1,7% V. Ко-
личество избыточных
карбидов в стали ЭИ290
после закалки от той же
температуры несколько
меньше (так как она со-
держит меньше ванадия
и углерода), что делает
эту сталь более чувствительной к росту зерна.
Меньшая красностойкость стали ЭИ290
является следствием наличия в ней хромистых
карбидов: красностойкость стали ЭИ276, в ко-
торой хромистые карбиды почти отсутствуют,
более высокая, так как создаётся растворе-
нием двойного вольфрамомолибденового кар-
бида.
Превращение при закалке. Критический
интервал превращения 800—850°. Началом
интенсивного роста зерна
в стали ЭИ290 следует счи-
тать температуру 1210" С
(при содержании ванадия
на нижнем пределе 1200" С
а стали ЭИ276—1240
Образование ледебуритной
эвтектики в первой стали
происходит при температуре
1240° С, а во второй -- при
температуре 1260—1280° С.
Нижняя температура зака-
лочного интервала в стали
ЭИ290 и ЭИ276 равна
1180°С.
Изотермический рас-
пад аустенита [13]. Кри-
вая начала изотермическо-
го превращения в первой зоне стали ЭИ276
(температура предварительного нагрева 1250° С)
приводится на фиг. 114.
Мартенситное превращение. Положение
мартенситной точки и количество остаточного
с<*
5 10 2040 П
Минуты Часы
Фиг. 114. Диаграм-
ма изотермическо-
го превращения
аустенита в энтек-
тоид стали ЭИ276
[13].
аустенита в стали ЭИ276 и ЭИ290 в зависи-
мости от температуры закалки приведены в
табл. 32.
Таблица 32
Превращения при закалке стали
и ЭИ290 [19]
Параметры
превращений
Положение мартенситной
точки в °С
Количество остаточного
аустенита в %
марок ЭИ276
При температуре в
1150
276
S
CD
25
37
290
S
7)
5
—
1190
276
5
СО
«5
41
290
S
СО
9°
44
°С
1230
276
СО
IOO
39
290
М
«5
—
Превращение при отпуске. Температура
вторичного мартенситного превращения и
количество оставшегося аустенита в зависи-
мости от температуры отпуска продолжитель-
ностью 1 час стали ЭИ276, закалённой от
1250° С, указана в табл. 33, а в зависимости
от продолжительности отпуска при темпера-
туре 560° С — в табл. 34.
Таблица 33
Превращения при отпуске стали
марки ЭИ276
в зависимости от температуры отпуска
Параметры
превращений
Положение мартенсит-
Количество оставшегося
после отпуска аустенита
в %
[13]
Температура отпуска в "С
500
Нет пре-
вращений
32
560
28о
9
600
35°
б
Таблица 34
Превращения при отпуске стали марки ЭИ278
в зависимости от продолжительности отпуска [13]
Параметры превращений
Положение мартенситной
точки в °С. . ......
Количество оставшегося
после отпуска аустенита в °/с
Продолжительность
отпуска
10 мин. 1 час 3 часа
I4O
15
28о
9
34°
Для стали ЭИ276 и ЭИ290 твёрдость и ко-
личество остаточного аустенита в зависимости
от температуры закалки приведены на фиг. 115,
ГЛ. VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ
471
а твёрдость в зависимости от температуры от-
пуска после закалки от разных температур для
стали ЭИ290~на фиг. 116 и 117. Значениятвёр-
66
60
щ
2
-/
>--
[о
ЗИ276
W276
ч
-ЭИ29О
1050 П00 1150 1200 1250 "С
Фиг. 115. Изменение твёрдости
(кривая 2) и количества (в °/.,) оста-
точного аустенита (кривая 1) r ста-
ли ЭИ276 и ЭИ290 в зависимости
от температуры закалки [19].
Таблица 35
Твёрдость и количество остаточного
аустенита при различных температурах закалки
в зависимости от кратности отпуска при 580° С
стали ЭИ276 [13]
Кратность
отпуска
Закалка . .
Первый от-
пуск ....
Второй от-
пуск ....
Третий от-
пуск ....
Твёрдость Нр
4J
при температуре
1170
ба,2
63.6
63,5
6а, 7
закалки
1185
62.8
6~4,2
64,2
63,5
в °С
1200
6i,6
6>4
6з,8
64,5
Количество оста-
точного аустенита
в % при темпера-
туре закалки в °С
1150
3°.5
4.5
о
1175 и 1200
4°>°
I2.O
о
дости и количества остаточного аустенита при
различных температурах закалки в зависимости
от кратности отпуска при
580° С даны в табл. 35.
Красностой кость.
Красностойкость стали
ЭИ276 при 600 и 650° С
показана на фиг. 118.
Таблица 36
Режущие свойства стали (в резцах) марок РФ1, ЭИ276
и ЭИ290 (сечение стружки 3,0x0,3 мм) [12]
Фиг. 116. Изменение твёр-
дости стали ЭИ276 в зави-
симости от температуры
отпуска [131.
Сталь ЭИ276 по красностойкости не усту-
пает марке РФ1 (ср. фиг. 118 и 89 для
стали РФ1).
Режущие свойства. Режущие свойства
стали ЭИ276 и ЭИ290 близки друг к другу
(сталь ЭИ290 не-
сколько уступает
стали ЭИ276) и на-
ходятся на одном
уровне, а в неко-
торых случаях да-
же превосходят ре-
жущие свойства
стали РФ1 (табл.
36, 37, 38).
Технол огия
обработки. Тех-
нологические пока-
затели обработки
/ ? 3 4 5 час
Фиг. 1.18. Результаты испыта-
ния на красностойкость стали
ЭИ276 при 600 и 650° С [13].
стали ЭЙ276 и
ЭИ29О приведены
в табл. 39.
Ввиду склонно-
сти стали этих марок к обезуглероживанию
рекомендуется производить нагрев с приня-
Марка
РФ1
ЭИ276
ЭИ290
Обрабатываемый материал—сталь твёрдостью
ЯБ=180
Vm м\мин
54.5
54,5
53.5
IOO
IOO
98
Нв =200
Vm mImuh
44,5
44,5
42,5
°/о
IOO
IOO
95
100 200 300 400 500 600"С
Фиг. 117. Изменение твёр-
дости стали ЭИ291) в зави-
симости от температуры
однократного часового от-
пуска; закалка от 1190° [19].
Таблица 37
Режущие свойства стали (в резцах)
марок Р, ЭИ276 и ЭИ290
(обрабатываемый материал — сталь 40Х, сече-
ние стружки 4,0X0,4 мм) [19]
Марка
Р
ЭИ276
ЭИ290
Vgo м/ман
26
28
27
°/о
IOO
ю8
IO4
тием соответствующих мер предосторожности
при всех термических операциях и особенно
при закалке (упаковка в стружку серого чу-
гуна при отжиге, нагрев в печах с нейтраль-
ной атмосферой при закалке, покрытие слоем
буры при нагреве в соляных ваннах и т. п.).
Назначение стали. Сталь ЭИ276 и ЭИ2Л)
можно применять во всех случаях взамен РФ1.
При назначении этих марок на изготовление
инструмента следует учитывать их худшую
шлифуемость по сравнению с маркой РФ1.
ОСНОВНЫЕ ПОКАЗАТЕЛИ ДЛЯ
РАЗЛИЧНЫХ МАРОК БЫСТРОРЬЖУЩЕЙ
СТАЛИ
В табл. 40—43 приведены сводные данные
основных показателей, характеризующие раз-
личные марки быстрорежущей стали.
472
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Таблица 38
Режущие свойства стали марок РФ1, ЭИ276 и ЭИ290 при различных видах обработки резанием
(коэфициенты по скорости резания)
инструмента
РФ1
¦. ЭИ276
ЭИ290
стали 45
стружка
3,0X^.3 мм
IOO
IOO
98
Обтачивание
стали 50
стружка
3,0X0,88 мм
IOO
- ¦ ¦
IOO
чугуна
стружка
3,0X0,73 мм
IOO
юз
Ш2
Строгание
стали 35,
стружка
3,0X0,16 мм
IOO
-
99
Сверление
стали 45,
подача
0,28 мм/об,
диаметр сверла
19,5 мм
IOO
-
io8
Фрезерование
стали 40ХНЗ,
диаметр фрезы
ПО мм
IOO
-
ф
Средний коэ-
фициент
IOO
IOI
IOO
Таблица 39
Показатели
Температура в "С:
начала ковки не вы-
ше
конца ковки ....
охлаждения в печи .
Отжиг
Температура за-
калки в СС
Технологические показатели обработки стали ЭИ276 и
ЭИ276
изо
9оо
75°
См. сталь РФ1
1200—1240
ЭИ290
изо
900
75°
См. сталь РФ1
Il80— I20O
Показатели
Твёрдость после
закалки НD ....
^С
Краткость отпуска
при 560° .
Твёрдость после от-
пуска Ир не ниже .
ЭИ290
ЭИ276
6о—64
2—3
62
ЭИ29О
38-6о
3
6а
Составы различных марок быстрорежущей стали
Таблица 40
Марка
Сталь
вольфрамо-
вая
РФ1
Р
РО
.РФ2
ЭИ262
ЭИ347
РК5
РК10
Сталь
хромистая
ЭИ116
ЭИ172
ЭИ243
ЭИ244
ЭИ313
ЭИ314
ЭИ380
ЭИ331
ЭИ173
ЭИ184
Сталь
малолеги-
рованная
ЭИ260
ЭИ277
ЭИ276
ЭИ290
ЭИ234
ЭИ298
ЭИ382
ЭИ386
С
0,70—о,8о
0,66—0,78
о,6о—о. 7 5
0,76—o,8j
0,85—0,95
0,70—0,80
0,65—0,75
0,65—0,77
O.75—°>85
i,o—1,15
1,О—1,2
1,о—1,15
о,9—i.o
0,78—0,88
о,8—о,95
0,82—0,92
0,90—i,o
0,80—1,0
0,90—i,o5
I.IO— I,2j
1,0—1,15
0,85—1,0
0,90—1,10
0,80—0,95
0,83—0,90
0,85—0,95
W
17.5— *9°
I7.O—18,5
15,0—17,5
11,8—12,8
8,5—10,0
8.5-95
17,0—18,5
17,0—18,5
—
—
—
—
З.О -2,5
Зо—4.5
2,О—3>°
3.5-4.8
3,2—2,9
2,6—3,3
3.°—3.7
5,о—б,о
4,о—5,о
4.О—о.о
Мо
—
—
—
—
—
о,з—о,б
0,3-0,6
_
_
3,0—4,0
—
—
—¦
—
—
3.2—4.о
2,3—2,9
2,3—2,9
2,6-3.3
3-7-4-5
4.°-4.5
Химический соста!
V
1,0—1,4
0,5—0,8
0,2—0,6
2,3-2,6
2,0—2,6
1.З-1.7
1,0—1,4
1,0—1,4
1,0-1,35
2,0—2,6
2,0-2,5
2,0—2,6
2,4—2,8
2,4-2,8
2,4-2,8
2,8-3,2
1,0-1,5
1.0—r,5
2,0—2,6
2.6—3.3
2,2-2,8
1,5—2,0
2,0—2,6
2,0—2,6
1.8—2,3
1,5—2,0
Cr
3,8—4,6
3.8-4.6
3.8-4.5
4.1—4.6
4.0—4.6
4,0—4.6
3.6-4.5
3-6-4.5
9.5—10.8
11,0—13.0
10,0—13,0
10,0-12,0
10,0—12,0
7.9-9.1
7,0 - 9,0
6,0 — 7,0
8,0—10,0
7,0-9,0
4.O—5-O
3.8-4.6
3.8-4,6
3.6-4-3
4.°-5>°
3-7-4.5
4.5—5-5
4.O-5-O
в %.
Со
—
—
—
—
—
4.5-5-5
9.5-Ю-5
—
—
—
—
—
—•
—
—
—
—
—
—
—
—
—
—
Svo
0,4
О,4
О.4
0,4
О,45
0,4
0,4
0,4
0,4
О,4
0,4
0,4
0,4
0,4
О.4
0,4
О,4
О,4
0,4
О.4
0,4
0,4
о,4
о,4
о,4
о.4
N1
<о,4
<о,4
<о,4
<о,4
<°.45
<о,4
<о,4
<о,4
1.5—1.8
0.9—1,6
о,9—1,6
о,9—1,6
о,9—1,2
0,9 — 1,2
о,6—о,д
<о,4
<о,6
<о,5
<о,4
<о,4
<о,4
<о,4
<о,4
<о,4
<о,4
<о,4
Т1
—
—
—
—
—
—
—
—
—
—
о,з—о,б
—
—
—
—
—
—
_
—
—
—
—
—
од-о.з
о,5—о,8А1
Кто и когда предло-
жил марку стали
ОСТ НКТП 4112
То же
„
„
Гланспецсталь и др.
организации, 1940
НИИКСФ, 1941
ОСТ НКТП 4112
Комиссия ,при Гос-
плане СССР, 1945
Ленинградский инду-
стриальный институт,
1939
То же ¦ 1935
19Г9
1939
1940
1942
НКТП. 1942
НКВ, 1942
Московский инсти-
тут стали, 1936
То же, 1936
То же, 1933
ЦНИИТМАШ, 1938
То же, 1938
ЗИС, 1939
Московский инсти-
тут стали, 1939
ЗИС, 1940
ЦНИИТМАШ, 1942
НКТП, 1945
Примечания. 1. Во всех марках (кроме предусмотренных ОСТ НКТП 4112) допускается содержание не бо-
лее: 0,35Л'и Si; 0,0304 S; 0,040°/,. Р.
2 Из перечисленных в таблице марок стали в настоящее время A947 г.) имеют практическое применение марки
стали: РФ1, ЭИ262, ЭИ347, РК10 и ЭИ184.
ГЛ VIII]
БЫСТРОРЕЖУЩАЯ СТАЛЬ
473
Режимы термообработки различных марок быстрорежущей стали
Таблица 41
Марка
РФ1
Р
РО
РФ2
ЭИ262
ЭИ347
РК5
РК10
ЭИП6
ЭИ172
ЭИ243
ЭИ244
ЭИ313
ЭИ314
ЭИ380
ЭИ381
ЭИ173
ЭИ184
ЭИ26О
ЭИ277
ЭИ276
ЭИ29О
ЭИ284
ЭИ298
ЭИ382
Температура
горячей
ботки
нием
начало
I2OO
I2OO
I2OO
1200
I2O0
I2OO
I2OO
I2O0
Идо
°
U5O-
И5о
1150
°
изо
И3° ,
°
И5°
1150
1150
1150
П5°
И5°
1150
1130
i обра-
давле-
в°С
конец
9оо
9оо
9оо
9оо
9оо
9<эо
9оо
9оо
850
856
850
850 .
850
850
900
900
850
850
850
850
850
850
850
850
900
Отжиг
и
а
ура
5
Темпер!
86о
86о
86о
86о
86о
86о
86о
86о
86о
86о
86о
86о
86о
86о
88о
88о
86о
8бо
86о
86о
86о
8бо
86о
86о
83о
0J
к;
CJ &>
о а
С<4
н<;
Твёрдое
отжига
более
2бЪ
2бО
200
2бо
2бо
2ЙО
28O
280
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бО
2бо
2бО
Закалка
Температура
в С
I28o—I3OO
128о—]
12бо—
I24O—
1240—]
1220—]
128о—
128О—]
I2O0—
I22O—
I22O—
I22O—
I2OO—
KOO-
DOO—
I24O—
ii8j—
1180—
1200—
1220—
1220—
1180—
1220—
1230—
1220—
3°°
г8о
2бО
2бо
24O
32О
32O
22O
24O
240
240
22O
22Э
22O
С27О
[2О0
[2ОО
22O
С24О
[240
2ОО
240
25О
2бо
Твёрдость
после за-
калки Нцп
62—64
62-64
60—64
60—64
6о—64
6о—6з
6о—64
6О—62
57—59
57—59
57—59
57—59
57-59
57—59
56—59
59—61
56—59
56—59
6о—62
62—64
62—64
59—61
6о—бз
6о—62
6i-63
н|
О f-.
°Э се
н
Количе!
точного
та в %
3°—35
3°—35
3°—35
3°-35
Зо—35
35-4°
4°—45
45—5°
7О—8о
7О—8о
7О—8о
70—8о
6о—7°
60—70
65-75
5о—6о
65-75
65-75
35—45
3°—4°
30—40
40—50
35—45
35—4°
40—50
Темпе-
ратура
в°С
- 5бо
5бо
56о
5б°
56°
5бо
5бо
560
55°
55"
56°
550
55°
55°
55°
55°
55°
55°
56о
5бо
56о
56э
56о
560
56о
Отпуск
Число <
этпусков X
продолжительность
i
одно-
крат-
ный
1X3
1X3
1X3
1X3
1X3
1X3
—
—
—
—
—
—
—
—¦
—
—
—
—
—
1X3
1X3
—
—
—
>
час
многократ-
ный
2-3) XI
2-3) XI
2-3) XI
2-3) XI
2-3) XI
B-3) XI
3X1
3X1
3X1
C-4) XI
3-4) XI
C-4) Xi
C-4) Xi
C-4) XI
3X1
B-3) XI
C-4) Xi
C-4) XI
3X1
B-3) Xi
B-3) XI
3X1
3X1
B-3) XI
2X1
tu
ч
о
О CJ
в?
ЛЬ
в.;
is
62-65
62-65
62-65
62-65
62-65
63-65
62-65
62-65
61-63
61—63
61—64
61-63
61-63
61-63
62—64
62—64
61—63
61—64
62—64
62—64
62—64
62—64
62—64
62—64
62—64
Примечания. 1. Для всех марок стали следует применять изотермический отжиг с выдержкой на темпера-
туре изотермического превращения G00—720°) не менее 2 час.
2. При нагреве под закалку производятся два подогрева: пгрвый — до 600—650°, второй — до 850—900°.
3. Выдержка при температуре закалки хромистой стали должна быть увеличена в 1,5 раза по сравнению с вы-
держкой для вольфрамовой и малолегированной стали.
4. Охлаждение при закалке производится в масле или селитре, нагретых до температуры 450—550°.
5. Для марок стали, по которым указаны режимы однократного и многократного отпуска, предпочтительно
применять последний, как обеспечивающий несколько более высокие режущие свойства.
Таблица 42
Коэфициенты (ориентировочные) режущих свойств различных марок быстрорежущей стали
(по скорости резания)
Марка
РФ1
Р
РО
ЭИ262
ЭИ347
РК5
РК10
ЭИ116
ЭИ172
ЭИ243
ЭИ244
ЭИ313
Э№14
ЭИ380
ЭИ381
ЭИ173
ЭИ184
ЭИ26О
ЭИ277
ЭИ276
ЭИ29О
ЭИ284
ЭИ298
ЭИ382
ЭИ386
Обтачивание стали с твёрдостью /
120-150
юо
95
9°
i°5
юо
i°5
НО
65
8о
ро
8о
8о
8о
85
юо
85
9°
юо
н>5
i°5
юо
юо
i°5
юо
юо
150—200
юо
95
оо
юо
юо
Ю5
но
6о
75
85
75
75
75
8о
юо
8о
85
95
юо
юо
юо
юо
юо
95
95
200—250
юо
9°
85
юо
95
но
55
65
8о
65
65
65
95
75
8о
90
оо
95
9°
90
оо
90
90
fB
250-300
юо
85
8о
95
оо
i°5
но
45
5°
75
5°
5°
55
75
бо
7°
8о
85
9°
85
85
85
85
85
Обтачивание
чугуна с твёр-
достью Hg
150-200
100
95
90
100
100
105
но
65
75
85
75
75
75
IOO
8о
9°
юо
юо
юо
95
юо
IOO
юо
юо
Сверление
стали с твёр-
достью Hft
150-200
100
95
100
IOO
105
110
60
75
85
75
75
75
80
9°
80
85
95
105
IO5
IOO
IOO
95
95
Фрезерование
стали с твёр-
достью Hg
150-200
100
95
95
100
100
100
но
7°
8о
95
8о
8о
8о
9°
юо
9°
95
IOO
юо
юо
юо
юо
юо
юо
юо
474
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Таблица 43
Красностойкость быстрорежущих сталей
(твёрдость термически обработанной по оптимальному режиму быстрорежущей стали после пятичасового отпуска
при 600 или 650°)
Марка
РФ1
ЭИ262
ЭИ347
РК10
ЭИ38О :
ЭИ381
Красностойкость, выраженная
в Hj^—, при
600°
бо
58
58
64
56,5
58,5
температуре
650" |
52
5а
бо
5°
53
Марка
ЭИ184
ЭИ260
ЭИ277
ЭИ276
ЭИ382 ¦
Красностойкость, выраженная
в Нд„, при температуре
600е
5а
бо
бо
6i
58,5
650°
46
54
54
52
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Бурштейн Б. Е., Исследование режущих свойств
резцов из сталей ЭИ380, ЭИ381, ЭИ382.
2. Геллер Ю. А., Состав и свойства хромовольфра-
мовой быстрорежущей стали ЭИ184, „Сталь" № 1,
1945.
3. Г у л я е в А. П., Исследование фазового состава
быстрорежущих сталей, „Сталь" № 3, 1946.
4. Гуляев А. П., Изотермический распад аустенита
в быстрорежущей стали, „Металлург" Jft 9, 1940.
5. Гуляев А. П., Мартенситное превращение в быстро-
режущей стали. „Качественная сталь" № 1, 1937.
6. Гуляев А. П., Старение переохлаждённого аусте-
нита в быстрорежущей стали, .Качественная сталь"
№ 5-6, 1937.
7. Г у л я е в А. П., Свойства и термическая обработка
быстрорежущей стали. Машгиз, 1939.
8. Гуляев А. П., Механизм структурных превращений
при отпуске быстрорежущей стали, „Металлург" № 12,
1936.
9. Гуляев А. П., Превращение остаточного аусте-
нита в высоколегированных сталях при температурах
ниже 0°, „Металлург" № 3, 1939.
10. Г у л я е в А. П., Изменение твёрдости быстрорежу-
щей стали в зависимости от термической обработки,
„Вестник металлопромышленности" № 1, 1938.
11. Г у л я е в А. П. и К р е с т н и к о в С. И., Изучение
режущих свойств быстрорежущей стали при различных
режимах термической обработки, „Вестник инженеров
и техников" № 6, 1937.
12. Гуляев А. П. и Крестников С. И., Режущие
свойства быстрорежущей стали различных марок, „Вест-
ник металлопромышленности" № 4—5, 1940.
13. Г у л я е в А. П., Низколегированные вольфрамом и
молибденом быстрорежущие стали, Машгиз. 1941.
14. Гуляев А. П. иПодберезский П. И., Сту-
пенчатая закалка и многократный отпуск быстрорежу-
щей стали, .Металлург" № 2, 1939.
15. Г у л я е в А. П., Трудов П. П. и Б а даева А. А.,
Влияние обработки холодом на режущие свойства
быстрорежущих сталей.
16. Д у б о в о й В. Я.. Отпуск быстрорежущей стали,
Труды Института стали. Сборник XIII, 1939.
17. И в а н о в А. Г., Исследование некоторых марок
быстрорежущей стали в целях выбора рационального
состава, Диссертация, 1944.
18. И в а н о в О. С. Малолегированные высокохроми-
стые быстрорежущие стали, Труды Института стали.
Сборник XIV, 1936.
19. М и и к е в и ч Н. А., Малолегированные быстрорежу-
щие стали, Металлургиздат, 1944.
20. Нарамовский В. А., Внутренние превращения
в малолегированной быстрорежущей стали р Процессе
отпуска, Труды Института стали, Сборник XVIH, 1941.
21. Петров Н. П., Исследование режущих свойств ин-
струментальных сталей. „Станки и инструмент" № 13,1937.
22. Ш т е й н б е р г С. С, Влияние закалки в горячих
средах и вторичного отпуска на твёрдость и красно-
стойкость быстрорежущей стали, „Качественная сталь'
№ 3, 1937.
23. Ш т е й н б е р г С. С. и 3 ю з и н В. И., Превращение
аустенита в быстрорежущей стали, „Журнал техниче-
ской физики", т. 2, 1934.
24. А г п о 1 d J. a. R e a d A., The chemical and mechanical
relations of iron—tungsten and carbon and of iron—nickel
and carbon, „Proc. Institute Mechanical" Engineers
part. 1—2, p. 223—279; „Engineering", 1914.
25. Gill J., High-speed steel, carbide segregation and
grain size, „Transactions of American Society for Metals",
vol. 24. 1936.
26. Gordon P. a. Cohen M-, Transformation of re-
tained austenite in high speed steel at Subatmospheric
temperatures, „Transactions of American Society for
Metals", vol. 30, 1942, p. 569—591.
27. H а г d e r O. a. G г о v e. H., Hot hardness of high-
speed steels and related alloys, „Transactions American
Institute of Mining and Metallurgical Engineers", „Iron
and Steel Division", vol. 105,,p. 88—132, ЬЗЗ.
28. H a 11 о r 1 D., Heat conductivity of tool steels, „Jour-
nal of the Iron and Steel Institute", vol. CXXIX, 1934.
29. T о k e d a S., Metallographic investigation of the ter.
nary alloys of the iron — tungsten —carbon system, „Tech.
Rep. Sendai", т. 9, 1930, p. 483—514; 627—664.
30. Townsend A., hffect of tungsten content on the
specific gravity of high-speed steel, „Transactions of Ame-
rican Society for Steel Treatment", V. 2. 1921, p. 133-138.
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ
По своему назначению штампован сталь
может быть подразделена на:
а) сталь для инструментов, деформирующих
металл давлением в горячем состоянии;
б) сталь для инструментов, деформирующих
металл давлением в холодном состоянии;
в) сталь для изготовления прессформ для
литья под давлением цветных металлов.
Сталь для инструментов, деформирующих
металл давлением в горячем состоянии
Сталь для инструментов, деформирующих
металл в горячем состоянии, должна обладать:
а) высокими механическими свойствами при
обычных температурах; б) относительно высо-
кими механическими свойствами при повышен-
ных температурах; в) высокой устойчивостью
против термической усталости; г) высокой
устойчивостью против механического износа
от истирания; д) высокой теплопроводностью;
е^ достаточно глубокой прокаливаемостью
при больших массах закаливаемого металла;
ж) хорошей обрабатываемостью на металло-
режущих станках.
Химический состав и назначение стали для
инструментов, деформирующих металл давле-
нием в горячем состоянии, приведены в табл.44.
ГЛ. VIII)
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ
475
Таблица 44
Химический состав и назначение стали для инструментов, 'деформирующих металл давлением в горячем
состоянии [3, 4, 7]
Стан-
дарт
ГОСТ
В-1435-
42
То же
»
ОСТ
14958-39
То же
»
То же
-
Проект
ГОСТ
ОСТ
14958
То же
—
№
п/п
1
2
3
4
5
6
7
8
9
10
11
12
13
Марка
У7А
5ХНМ
6ХНМ
5ХГМ
6ХВС*
5ХВС*
4ХВС*
4ХС
4ХНВ
35ХГСА
7X3
8X3
5ХВГ
С
о,6о—о,74
0,50—о,6о
о,бо—0,70
0,50—о,6о
о,55-о,б5
O.45—°.54
O.35—о,44
о,35—о.45
о,з5—о,45
0,30—0,40
о,6о—о,75
0,76—0,85
°>55—°/7°
Мп
<о,4о
0,50—о,8о
о,5Р—о,8о
1,20—1,бо
О,2О—О,4О
О,20—О,4О
6,2О—О,4О
<о,4о
о,зо—о,бо
о,8о—i,io
0,20—0,40
О,2О—0,4О
0,90—1,30
Химический
S1
<о,35
<о.35
<о-35
0,25—0,65
о,5°—о,8°
0,50—о,8о
о,6о—0,90
1,2О— 1,бо
<о,35
1,30—1,60
<о,35
<о,з5
о,15—о,35
Сг
<о,а
0,50—0,80
0,50—0,80
о,6о—0,90
1,оо—1,зо
г,оо—1,зо
1,00—1,30
1,30—1,60
1,зо—i,5o
i,io—i,4O
3.2O—3.8°
З.30—З-80
0,50—0,80
состав в
Ni
<о,з5
1,4О—1,8о
1,4о—i,8o
<о,зо
<о,зо
<о,зо
<о,зо
<О,25
3,80—4,50
<о,5о
<о,зо
<о,зо
<о,зо
'/о
W
—
—
—
2,2О—2,7О
Я,ОО—2,5О
2,ОО—2,5О
—
о,5о—i,oo
—
—
0,50—0,80
V
—
—
—
—
—
—
—
—
—
Мо
-
0,15—0,30
0,15—0,30
0,15—0,30
-
—
—
—
—
—
—
Примерное
назначение
Неответствен-
ные простые
по форме мел-
кие кузнечные
штампы, об-
жимки, бойки
Блоки круп-
ных штампов
ответственного
назначения
То же
Блоки штам-
пов средних и
мелких разме-
ров, правочные
штампы, пуан-
соны
Штампы ко-
вочно-осадоч-
ных машин пре-
имущественно
для первых
формующих
операций
Вставки, про-
кладки в штам-
пах, матрицы
для штамповки
болтов, заклё-
пок
Прошивные
пуансоны, об-
жимки
Крупные
штампы, пуан-
соны и матри-
цы для обрез-
ки заусенцев
Прошивные
и протяжные
пуансоны
Матрицы для
высадки на го-
ризонтально-
ковочных' ма-
шинах со смен-
ными рабочими
вставками; чфор-
мовочные и
прошивные пу-
ансоны; матри-
цы и пуансоны
для высадки
болтов и гаек;
обрезные ма-
трицы; гибоч-
ные штампы
для загибки на
бульдозере
Штампы с ма-
лой деформа-
цией при тер-
мообработке
476
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
Продолжение табл. 44
Стан-
дарт
14958-39
—
—
-
№
п/п
14
15
16
17
Марка
ЗХВ8
ЭИ1С0
ЭИ328
ЭИЗЗО
С
о>3°—°-4о
0,35—0,45
о,do—0,50
0,40—0,50
Мп
О,2О—О.4О
<о,4о
1.35—1.65
о,2о—0,40
Химический
Si
<°.35
<о,45
о,8о—1,30
1,10—1,70
Сг
2,2О—2,7О
7,00—9,00
2,50—3,00
б,оо—8,5о
:остав в °/
Ni
<о,зо
<о,зо
< о,5
<о,5
W
7.5°—9°°
2,00—3'°°
О,8о —1,2О
1,2О—1,6о
V
0,2—О, 5
.—
0,2—О,4
—
Мо
—
—
—
о,6о-о,8о
воль-
фрама)
Примерное
назначение
Матрицы и
пуансоны, рабо-
тающие в весь-
ма тяжёлых
условиях
Гибочные и
обрезные штам-
пы; матрицы с
максимальной
нагрузкой; ма-
трицы и пуан-
соны горизон-
тально-ковоч-
ных машин
Матрицы и
пуансоны гори-
зонтально-ко-
вочных машин
То же
Примечание. Содержание серы и фосфора для всех марок стали (кроме марки 35ХГСА) не более 0,04%; для
стали марки 35ХГСА не более 0,о4°'0 каждого элемента отдельно.
* Применение марок 6ХВС, 5ХВС и 4ХВС для указанного назначения стандартами не предусмотрено.
Механические свойства штамповой стали при нормальных температурах [7,10, 11]
Марка
У6
5ХНМ
5ХГМ
4ХС
ЭИ328
эи
Химический состав
в /о
0.6 С
0,56 С; 0,66 Сг; 1,5 N1;
0,36 Мо
0,55 С; 1,51 Мп;
0,67 Сг; 0,26 Мо
0,36 С; 1,2 Si; 1,5 Сг
0,4 С; 1,22 Si; 1,21 Мп;
2,08 W; 2,82 Сг; 0,36 V
0,5 С; 1,48 Si; 0,31 Мп;
1,73 W; 7,8 Сг
Термическая обработка
и
Cm 0
Ь ?3
о* >> я
Е- е- к
8оо
8оо
8оо
8оо
85°
8jo
8jo
850
850
850
8jo
850
850
925
925
925
925
95O
95°
95°
95°
95°
9j°
1000
1000
1000
1000
1000
1000
Охлаждаю-
щая среда
Вода
„
»
Масло
Масло
„
„
„
»
Масло
„
„
Масло
„
„
„
„
Масло
Температу-
ра отпуска
в °С
3°о
350
4оо
45°
5оо
55O
боо
45»
5°о
55O
боо
6jO
700
200
300
400
600
400
450
500
550
600
650
400
450
500
550
600
650
а. в кг/мм*
—
142
134
146
137
I2O
1б4
i6o
144
126
112
94
180
178
160
по
183
179
165
157
140
—
—
157
128
ю8
Механические свойства
8 в %
—
8-5
ю,о
9.5
II,О
12.0
5-1
ю,о
ю,о
14,о
17,о
II,О
ю,о
ю,о
17.о
II,О
Ю,2
Ю,6
11,2
12,3
~
—
—
8,6
7.о
15,5
_
—
44
5О
4= '
44
49
Ч
ю,5
ЗО
43
45
4°
4о
42
5°
28,з
27,О
299
359
37.8
—
—
28,4
35-1
<*i.9
ак
в кгм'см?
1.5
1-5
3-4
5.1
3.8
5.1
7.3
1.9
2,0
2.7
4.3
З.о
7.7
7.о
6,о
5.°
8,о
6,2
—
2.5
2.5
3.9
6.9
2,2
—
2,1
2,4
5.2
5-7
Примечание. Механические свойства определялись на термически обработанных образцах 0 20 мм.
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ
477
Таблица 46
Механические свойства штамповой стали при повышенных температурах [4, 10, 11]
Марка
У6
5ХНМ
6ХНМ
5ХГМ
6ХВС
5ХВС
4ХВС
ЭИ160
Химический состав
0,6 С
0,57 С; 0,66 Сг;
1,5 Ni; 0,36 Мо
0,7 С; 0,6 Сг;
1,67 N1; 0,41 Мо
0,55 С; 1,51 Мп;
0,67 Сг; 0,26 Мо
0,55 С; 0,75 Si;
1,12 Сг; 2.5ZW
0,54 С
0,36 С
0.4 С
о
С —
1-
не
2О
2ОО
Зоо
4оо
5°о
2О
Зоо
4оо
5оо
боо
2О
Зоо
4ОО
5°°
боо
IOO
Зоо
4оо
goo
боо
2ОО
Зоо
4оо
5оо
боо
Зоо
4оо
5оо
боо
Зоо
4оо
5О0
боо
2ОО
Зоо
400
5оо
боо
7оо
Механические свойства
со
ь
142
142
135
97
53
146
137
ш
86
47
139
13°
юз
89
45
и8
IOI
78
43
2ОО
195
i6o
но
5°
195
1бо
но
5°
i8o
155
112
150
_
—
135
126
85
31
и
125
135
125
95
51
138
1Об
9°
78
41
124
127
98
75
31
97
99
86
69
41
170
1б2
13°
95
38
_
—
—
—
_
—
—
_
—
ш
IOI
74
25
ш
.о
8,5
8,8
11,2
24,О
23,О
9.5
17.1
15.2
i8,8
3°.°
11,0
16,4
15.3
17,0
35.°
9-3
11,0
и,1
17.5
26,7
9,0
9.О
10,0
15.0
30,0
_
—
—
—
_
—
—
—
—
6,7
8.3
10,7
о
m
-э-
44
32
41
8о
86
42
6о
65
68
74
44
47
68
74
83
37
47
6i
8о
84
28
35
5°
бз
85
_
—
—
—
_
—
—
—
—
31
42
54
68
чг
03
3.4
5,5
4,8
4,4
3,7
3.8
4,2
4,8
3,7
12,5
3.2
4Д
4.2
—
3>8
6.5
4,9
3-2
3.8
2,8
2,8
2,О
2,О
З.о
2,4
2,О
2,О
З.о
4.о
3.8
4.2
н,о
_
4.3
4.7
5.9
8,о
14.7
375
333
285
229
143
4i8
363
351
285
109
388
351
332
248
143
351
331
3"
302
235
578
555
460
321
137
_
—
—
—
514
444
331
460
460
460
444
321
Предварительная терми-
ческая обработка
Закалка при 820°С в масло,
отпуск при 300°С
Закалка при 820°С в масло,
отпуск при 500°С
Закалка при 82О°С в масло,
отпуск при 550°С
Закалка при 850°С на воз-
духе, отпуск при 600°С
Закалка при 920°С в масло,
отпуск при температуре испы-
тания в течение 2 час.
Закалка при 950°С в масло,
отпуск при температуре испы-
тания в течение 1 часа
Закалка при 950°С в масло,
отпуск при температуре испы-
тания
Закалка при 1000°С в масло,
отпуск при 550°С
Хромоникелевая сталь марки 5ХНМ счи-
тается типичной штамповой сталью. Наличие
в ней хрома и никеля обеспечивает высокую
прокаливаемость, наличие молибдена снижает
хрупкость при отпуске. Благодаря содержанию
всех трёх указанных элементов сталь 5ХНМ
обладает высокими механическими свойствами
при повышенных температурах.
Сталь 5ХГМ отличается от стали 5ХНМ бо-
лее высоким содержанием марганца и более
низким содержанием никеля.. Замена никеля
марганцем не ухудшает характеристик прочно-
сти, удлинения и сужения поперечного сече-
ния стали, но снижает ударную вязкость при
обычных и повышенных температурах. Более
низкая ударная вязкость, чувствительность к
перегреву благодаря высокому содержанию
марганца ограничивают применение стали
марки 5ХГМ для изготовления особо крупных
штампов (со стороной ~>. 400 мм).
Хромовольфрамовая сталь марки ЗХВ8
и хромовольфрамокремнистая сталь марок
6XBG и 5ХВС также характеризуются глубо-
кой прокаливаемостью и относительно высо-
кими механическими свойствами при повы-
шенных температурах.
В табл. 45 приведены механические свой-
ства стали марок У6: 5ХНМ, 5ХГМ, 4.ХС,
ЭИ328 и ЭиЗЗОпри нормальных температурах.
В табл. 46 приведены механические свой-
ства стали марок: У6, 5ХНМ, 6ХНМ, 5ХГМ,
6ХВС, 5ХВС, 4ХВС и ЭИ160 при повышенных
температурах.
Сталь марки 5ХНМ характеризуется более
высокой теплопроводностью по сравнению
с теплопрово'дностью стали марки ЗХВ8. Более
478
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. II
высокая теплопроводность обеспечивает более
совершенный отвод тепла и меньшее разогре-
вание поверхностных слоев стали.
Сталь марки 7X3 обладает относительно
высоким сопротивлением износу при относи-
тельно невысокой её вязкости.
Применение стали марки 7X3 ограничи-
вается главным образом изготовлением из неё
штампов, работающих в менее тяжёлых усло-
виях.
Таблица 47
Положение критических точек Дс,- и Агг
превращений стали различных марок [1, 4, 7]
Марка
5ХГМ
5ХНМ
5ХВС
4ХС
4ХНВ
7X3
ЭИ160
35ХГСА
ЭИ328
При нагреве
Л^-превраще-
ние
О
о
S
В"
а
7Ю
73°
775
765
7°5
78о
850
77°
74°
а
S
X
760
78о
82O
—
760
8оо
885
840
825
на-
с
5 ^
%$
X
о се
о. о,
а <*
IOO
бо
бо
IOO
бо
бо
бо
бо
35
При охлажде-
НИИ
.А/упревраще-
ние
и
о
а1
X
65°
69O
75°
725
362
725
/8оо
1415
72O
250
(Аг")
О
а
ж
о
X
_
625
73°
325
7°5
74°
195
14О
(Аг»)
О д.
s вз
gu
O.W
О S
X Ж
u ч
§.«
а ч
4о—5°
40-50
4°
40—50
4°
4°
4°
ю
40—50
7°
(ДО
5°°°С)
2О (С
5°° до
25°° С)
Сталь марок: ЗХВ8, 4ХВС, 4ХС и 35ХГС
характеризуется (по сравнению со сталью
марок 5ХНМ и 5ХГМ) более высоким положе-
нием критических точек Асх- и Аг\- превраще-
ний.
Сталь этих марок отличается высоким со-
противлением разгару.
В табл. 47 указано положение критических
точек Ас\- и Аг\- превращений стали марок:
5ХГМ, 5ХНМ, 5ХВС, 4ХС, 4ХНВ, 7X3, ЭИ160,
35ХГСА и ЭИ328.
Прокаливаемость стали для инструментов,
деформирующих металл в горячем состоянии,
характеризуется следующими данными: круп-
ные блоки из стали 5ХНМ и 5ХГМ прокали-
ваются на глубину более 400 мм, из стали
'7X3 — на глубину до 150 мм, из стали 4ХС
и 35ХГС—на глубину 90—100 мм. Сталь ЗХВ8
прокаливается также на большую глубину,
но применять её во многих случаях нецеле-
сообразно вследствие дефицитности воль-
фрама.
Для штампов, работающих в тяжёлых
условиях, сталь ЗХВ8 может быть заменена
сталью, с более высоким содержанием хрома
и с меньшим содержанием вольфрама, марки
ЭИ160.
Применение углеродистой стали ограничи-
вается низкой её прокаливаемостью.
Стойкость штампов в эксплоатации опре-
деляется не только маркой стали, но и техно-
логией изготовления штампов и условиями их
эксплоатации.
В табл. 48 приведена характеристика режи-
мов ковки и термообработки стали для ин-
струментов, деформирующих металл в горячем
Таблица 48
Характеристика режимов ковки и термообработки стали
Марка
У7А
6ХНМ
6ХНМ
5ХГМ
6ХВС
5ХВС
4ХВС
4ХС
4ХНВ
35ХГСА
7X3
8X3
5ХВГ
ЗХВ8
ЭИ160
ЭИ328
ЭИЗЗО
Температура
в
начало
ковки
1050
IIOO
IIOO
IIOO
ибо
ибо
ибо
ибо
ибо
ибо
ибо
ибо
ибо
и8о
ибо
1150
1150
°с
gs
3 я
У 5 щ
я х Я
о о S
Ж О 3
О X S
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
8оо
850
85о
850
850
для инструментов, деформирующих
давлением в горячем состоянии [4, 7, 8, 9
Условия охлажде-
ния после ковки
В штабелях или
на полу
Медленное
То же
То же
В штабелях
То же
„
Медленное
„
В штабелях
То же
Медленное
ш
„
Я
О
CS
>О
О. 05
О)
Н Я
68о—720
7оо
7оо
700
760
760
760
8оо
ббо
82O
760
760
79O
820
83о
8эо
8бо
н
5 о. о. 5
¦а с 1 т
т ^ Ч Я*
я н щ щ
Е-1 о Я К
3.9—4.3
3.8-4.2
39-4-3
3.6-4.°
3.8-4.2
4.1—4.5
4,2—4,6
3.6-4.O
3.8-4.4
4,° -4-4
3.8-4,2
3.9—4.3
4.°-4.4
>39
>3-8
>3-8
а
со
о. в
0) —
is
800—830
820—8бо
82O—86о
820—850
880-900
86о—88о
8jo—900
890- 900
840 - 870
900—940
860-880
820 -860
810-830
1050—1100
1020—1050
95°—975
1000
, 13] *
Охлаждающая
среда
Вода
Масло
Струя i
Мае
оздуха
10
И
о
>Р
1в
й> _
г и
<и >,
Н с
2ОЭ—42O
5оо **
525 ***
--о ****
54°
550-600
55°—боо
550-600
боо—66о
45° -55°
650-670
480-530
4З0-550
54O—боо
6О0—62O
55° -575
54о-55°
54° -55°
металл
Твёрдость
после от-
пуска Hjj
321—600
364—418
34°-387
321-364
321-375
Зоз-ЗЗ1
277-3"
333-464
277—3"
364-418
387-444
321 -4i8
364-477
373 -4°3
418-430
418-444
* Более подробные данные, несколько отличающиеся от приведённых -в табл. 48, см. [ 1 ].
** Небольшие штампы с неглубокими вырезами (ручьями).
*** Средние и мелкие штампы со средней глубиной вырезов.
**** Крупные штампы с глубокими вырезами.
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ
479
состоянии, в табл. 49 — средние коэфициенты
теплового расширения стали 5ХНМ, 5ХВС,
4ХНВ и ЭИ160.
В США для изготовления инструментов,
деформирующих металл в горячем состоянии,
широко применялись хромоникелевая сталь
типа 5ХНМ и хромовольфрамовая сталь, при-
ближающаяся по составу к. стали ЗХВ8. С 1941—
1942 гг. наряду с этими типами стали приме-
нялись менее легированные — хромомолибде-
новая и хромистая сталь. Химический состав
штамповой стали, применяемой в США, ука-
зан в табл. 50.
Таблица 49
Средние коэфициенты теплового расширения
штамповой стали [1,4]
Марка
5ХНМ
5ХВС
4ХНВ
ЭИ160
Коэфициент расширения « • 10е
интервале температур в °С
100-250
и.31
13-15
10,78
9.85
250-350
13.72
13.6
12,95
13,35
350-600
14.44
13-8
13-о
12,9
в
600-700
14.5
14,2
13.2*
13.3
• В интервале температур 600—675°.
Таблица 50
Химический состав штамповой стали, применяемой в США для деформирования металла в горячем
состоянии [6]
о,5о -0,70
0,50—0,7O
0,50—о, 7°
0,50—0,70
0,85—1,0
0,85 — 1,0
0,40—0,50
0,25—0,35
°>35—°.45
о,25-о,з5
0,50—0,60
0,30—о,4О
о,4°
о,
о,
о,
о,
о,
о,
о,
0,
о,
Q»
о,
Si
15-0,25
!5—°.25
15-0,25
15—о.2д
15—о.зо
15—о,3°
15—о.зо
15—°.3°
15—0,30
15-0,30
15-0,30
о,8о—i,o
о,9о
Мп
0,50—0,90
0,50-0,90
0,50—0,90
0,50—0,80
ДО О,2О
, О,2О
, О,2О
• О,2О
О,2О
, О,2О
О,2О
О,2О
О,25
Р
S
не более
о,о4
0,04
о,О4
о,о4
о,оз
о,оз
о.оз
о,оз
о,оз
о,оз
о,оз
о,оз
о,оз
0,04
0,04
о,О4
О,О4
о,оз
о.оз
о,оз
о,оз
о,оз
о.оз
о.оз
о,оз
о.оз
О
0,75—1.0
0,50—1,0
0,10—0,50
0,75—1.0
3,25—4.0
3.75—4.25
I.25-I.75
2,5—3.5
2,5—3.5
3,5-3.25
а.5—3.35
4-5-5.O
5.о
N1
1,0—2,0
1,О — 2,О
i'5-2>5
—
—
—
—
.—
—
—
W
—
—
—
—
—
9,0 — 12,0
8,о—ю,о
8,о—ю,о
12,О— 1б,О
12,0—16,0
0.75-1.35
4,5-5.5
Mo
0,15—0,25
0,15—о.Зэ
—
0,60—0,90
—
0,40—0,60
—
—
—
—
—
1,0—1,50
v
До о, is
. О,15
. о, 15
—
—
—
0,30—0,60
0,30—0,60
0,30—0,60
0,30—0,60
—
Сталь для инструментов, деформирующих
металл давлением в холодном состоянии
Основными типами инструментов, дефор-
мирующих металл давлением в холодном
состоянии, являются: прорезные, обрезные,
формующие, вытяжные и высадочные штампы,
дыропробивные пуансоны, обрезные матрицы,
волочильные доски и фильеры.
Применяемая для изготовления этих инстру-
ментов сталь должна обладать не только
высокой твёрдостью (после термообработки),
но и определённой вязкостью, исключающей
возможность появления трещин в инструмен-
тах или выкрашивания их режущих кромок,
и малой деформируемостью при термообра-
ботке, что обеспечивает необходимую во
многих случаях высокую точность размеров
инструментов (особенно сложной формы).
Таким образом, от стали для инструментов,
деформирующих металл давлением в холодном
состоянии, требуются:
ai высокая твёрдость;
б) достаточная вязкость (для инструментов,
работающих ударами: обрезные матрицы,
дыропробивные пуансоны);
в) высокая износоустойчивость (особенно
для вытяжных, высадочных, формовочных
штампов сложной формы, волочильных досок,
фильеров);
г) малая деформируемость (для инструмен-
тов высокой точности).
В табл. 51 указаны химический состав
и назначение стали для инструментов, дефор-
мирующих металл давлением в холодном
состоянии.
Углеродистая инструментальная сталь даёт
после закалки и невысокого отпуска высокие
твёрдость и износоустойчивость *.
Легированная инструментальная сталь ре-
комендуется:
а) для изготовления относительно крупных
и массивных инструментов, в которых
требуется обеспечить более глубокую прока-
ливаемость (марки X, Х09, 9Х, 9ХС, ХГ);
б) для изготовления штампов (имеющих в
вырезах резкие переходы, острые углы), ко-
торые должны закаливаться в масле (кроме
указанных в п. „а" марок, также марки: Ф,
9ХВГ, Х12 и Х12М);
в) для изготовления инструментов повы-
шенной износоустойчивости: волочильных до-
сок, фильеров, вытяжных и формовочных
штампов сложной формы при невозможности
их хромировать (марки Х12 и Х12М);
г) для изготовления инструментов с мини-
мальной поводкой и короблением при закалке
(марки: ХГ, 9ХВГ, Х12 и Х12М);
д) для изготовления инструментов, работа-
ющих в условиях сильных ударов или в усло-
виях весьма значительных нагрузок (марки:
6ХВС, 5ХВС, 5ХВГ и 6ХС). *
Для изготовления некоторых типов ин-
струментов, например простых по форме
• Хромирование рабочей поверхности инструментов
из углеродистой стали, повышающее их износоустойчи-
вость, дает возможность повысить температуру отпуска
и обеспечить более высокую их вязкость.
480
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. 1С
Таблица 51
Химический состав и назначение стали для инструментов, деформирующих металл в холодном состоянии
Станд арты
гост
В-1435-42
ОСТ
14958-39
Тоже
Проект
ГОСТ
ОСТ
14958-39
То же
-
•
-
Марка
У10А
X
9ХС
6ХС
ХГ
5ХВС
6ХВС
Ф
5ХВГ
Х12
Х12М
С
о,95 -i.°9
°»95—МО
о,85-о,95
0,55-0,65
1,3°—1.5°
о,45—о,54
о,55-о,б5
°,95—i.Oj
0,55-0,70
2,00—2,30
1.45—1.70
Мп
0,15—0,25
<о,4о
о,з°—°.6о
о,з°—о,бо
о.45-°.7°
О,2О—0,40
О,2О- О,4О
0,20—0.40
0,90—1,20
<°.35
<о,35
Si
<о,зо
<о,35
1,2О— 1,бо
о,8о—i,oo
<о,35
°,5°—°,8о
о, 50—о,8о
<о,35
о,15—о,35
<о,4о
<о,4О
Химический состав в %
Сг
<О,2О
1,3°—J,6o
O.95-I.25
х,3—1.6
1,3°—1.6°
i,oo—1,зо
1,00—1,30
-
о,5о—о,8о
«¦5—Ч.0
11,0—12,5
Ni
<0.25
-
-
<о,зо
<°.3°
<о,зо
<о,зо
<о,зо
<о,зо
<°.35
<о.35
W
-
-
-
-
-
2,ОО—2,5О
2,2О—2,7О
-
о,5—о,8
-
V
-
-
-
-
-
-
О,2О—О,4О
-
0,15-0,3°
Mo
-
-
-
-
-
-
-
-
0,50-0,80
Примерное назначение
Менее ответственные
инструменты: чеканоч-
ные пуансоны и ма-
трицы; дыропрошивные
пуансоны; обрезные
матрицы и пуансоны,
высадочные штампы,
гибочные штампы
Штемпели крупных
размеров, ролики для
накатки резьбы
Штемпели средних
размеров
Ответственные мел-
кие штампы
Вытяжные пуансоны
и матрицы
Инструменты для об-
резки заусенцев в хо-
лодном состоянии; пу-
ансоны; высадочные,
вытяжные и обрезные
штампы для штамповки
деталей из листового
железа и стали; ролики
для накатки резьбы
Штампы для болтов,
заклёпок, гаек; штампы
для чеканки монет
Пуансоны для про-
колки и прошивки ли-
стов
Износоустойчивые,
малодеформирующиеся
при закалке, работаю-
щие в тяжёлых усло-
виях на истирание фор-
мовочные и гибочные
штампы; штампы для
чеканки; сложные сек-
ции кузовных штампов;
прорезные штампы в
электротехнической
промышленности; сек-
ции обрезных и выруб-
ных штампов; обжим-
ные штампы; резьбона-
катные плашки; ролики
для профилирования
листового и полосового
металла; матрицы и
пуансоны сложных
форм; ответственные
дыропрошивные ма-
трицы и пуансоны.
Примечание.
Марку стали Х12М
следует выбирать в
случаях, когда тре-
буется более высокая
вязкость
Примечания. 1. Содержание серы и фосфора во всех марках стали — не выше 0,03°/п каждого элемента.
2. Кроме указанных в табл.51 марок, ОСТ 14958-39 предусматривает марки: Х09 @,95-1,10% С; <0,4'/0Мп;
«0,35% Si; 0,75-1,05% Сг); 9Х @,80-0,95% С; 0,25 0,35% Мп; 0,25-0,45% Si; 1,40-1,70% Сг); 9ХВГ @,85-0,95% С;
0,90-1,20% Мп; 0,15-0,35% Si; 0,5-0,8% Сг; 0,5-0,8% W).
ГЛ. VIII]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМПОВАЯ
481
вытяжных штампов, можно применять и кон-
струкционную сталь марок 35, 40, 40Х, 40ХС,
ЗОХГС и 35ХГС. Высокие твёрдость, износо-
устойчивость и вязкость обеспечизаются в
этом случае цементацией инструмента после
его механической обработки. Применение для
цементации стали с позышенным содержанием
углерода определяется необходимостью иметь
под цементированным слоем достаточно высо-
кую твёрдость (порядка 50—55 //# при твёр-
дости в цементированном слог 60 — 62 ///?),
при которой цементирозэнный слой не будет
продавливаться.
В табл. 52 указано положение критических
точек стали марок УЮА, X, 9ХС, ХГ, 5ХВС,
Ф, Х12 и Х12М.
В табл. 53 приведена характеристика режи-
мов ковки и термообработки стали для ин-
струментов, деформирующих металл давлением
в холодном состоянии.
В США для изготовления инструментов,
деформирующих металл давлением в холодном
состоянии, применяются главным образом сле-
дующие типы легированной стали.
1. Высокохромистая сталь с содержанием
1,5-2,2% С, 1О-14о/о Сг и не более 1,00/0Мо.
Для повышения устойчивости против отпуска
и сопротивления износу допускается введение
кобальта в пределах до 1,00/0.
2. Хромистая воздушно-закаливающаяся
сталь с содержанием в среднем 1,0% С, 5°/0Сг,
0,7% Мп и не более 1,25% Мо.
Таблица 52
Положение критических точек некоторых марок
стали [1]
Марка
У10А
X
9ХС
ХГ
5ХВС
Ф
Х12
XI.М
Критические точки в
Ас,
73о
75°
785
75°
775
735
8ю
8ю
Ас3
—
—
—
82O
—
—
°с
715
7IO
73°
7Г5
73°
725
73°
73O
Примечание. Положения критических точек Art
установлены при скорости охлаждения 6J0 в час.
3. Хромоникелевая сталь с содержанием
0,6-0,8% С, не более 0,85<у0 Сг и не более
1,75<>/о №.
4. Кремнемарганцовистая сталь с содержа-
нием 0,4—0,7<70 С, около 0,80/0 Мп, 2,0% Si и
не более 0,5% Сг и 0,5% Мо.
Сталь для изготовления прессформ для
литья под давлением цветных металлов
Сталь для прессформ должна обладать:
а) относительно высокой теплопроводно-
стью, обеспечивающей достаточно интенсиз-
Таблица 53
Характеристика режимов ковки и термообработки стали для инструментов,
Марка
У10А
X
9ХС
6ХС
ХГ
5ХВС
6ХВС
Ф
ЬХВГ
Х12
Х12М
Температура в °С
начало
ковки
юоо
J°5°
IOOO
°
IOOO
1050
IOJO
IOOO
IOOO
IOOO
IOOO
окончание
ковки
не ниже
8оо
8оо
8.50
83о
8оэ
9оэ
goo
8оо
8оо
85о
8оо
в холодном состоянии |8, 15,
Условия охлажде-
ния после ковки
В штабелях
В ящиках с золой
(крупные размеры)
В штабелях
То же
В ящиках с золой
(крупные размеры)
То же
»
То же
В ящиках с золой
То же
>>°
Йш
О. се
С S
*t
Н О
680—720
77°—79°
790—810
760-780
79° ~ -8ю
760—*;8о
760—^80
740-780
_
86о
8бо
Твёрдость
после отжига
(по Бринелю,
диаметр отпе-
чатка в мм)
4,3-4,7
4,о—4,4
3,9-4,3
>3,9
3,9-4,3
3.8-4,2
3,°— 4,о
4,1—4,5
4,1—4,5
3.7—4,1
3,8-4,2
lbj
Температура
закалки в °С
770—800
820—840
820-850
840-860
-850
85э—о°э
86о—ооо
79°—<*io»
850' ооэ
9)О—юоо
1025—i°5°
деформирующих металл
2
§
Щч
*о.
О и
Вода
Масло
Ма ло
Масло
Масло
Масло
Года
Масло
Масло
«и
?¦«
&2
§р
Но
2ОО—3°О
2ОО—Збо
275—32O
I5O—2ОО
200—2О0
240—27O
24O—27O
22O—2бо
2 |О —250
dp—4"
400-525
400-525
ска
ja с
е- н
К
«is?
44-6о
53-59
55-6о
54-5б
55-58
54-58
54-о8
41—48
52-55
47-5O
57-60
57-6о
482
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. I)
ный отвод тепла от поверхностных слоев к
внутренним при заливке прессформ и обрат-
ный отвод при освобождении прессформ от
отливок;
б) высоким сопротивлением термической
усталости;
в) стойкостью против коррозии и эрозии;
г) высокими механическими свойствами при
повышенных температурах.
Последние три свойства определяют необ-
ходимость применения для прессформ стали,
легированной хромом и вольфрамом или хро-
мом, вольфрамом и кремнием.
Хром, особенно при высоком его содержа-
нии, способствует образованию на рабочих
поверхностях прессформ пассивной плёнки
окислов и повышает износоустойчивость стали.
Вольфрам и кремний (совместно с хромом)
повышают механические свойства при повы-
шенных температурах и сопротивление стали
термической усталости.
Для улучшения теплопроводности и для
повышения сопротивления коррозии содер-
жание углерода в стали должно быть воз-
можно низким, но не ниже требуемого для
получения достаточно высоких механических
свойств.
В табл. 54 указаны химический состав и
назначение стали для прессформ для литья
под давлением.
В табл. 55 приведены механические свой-
ства стали марок ЗХВ8 и. ЭИ329.
Таблица 54
Химический состав марок и назначение стали для изготовления прессформ для литья под давлением
цветных металлов [3, 7, 14, 17]
Стандарт
ОСТ
14953-39
ОСТ
14958-39
Проект
ГОСТ
ОСТ
14958-39
То же
ГОСТ
В-1435-42
То же
Марка
ЗХВ8
ЭИ121
ЭИ329
5ХНМ
3X13
5ХВС
4ХВС
У8А
У10А
С
0,30—0,40
о,за—о,42
0,40—0,50
0,50—0,60
0,25-0,35
о,45-о,54
о,35—°>44
o,75-o-85
o,9j-i.°9
Мп
о,зо—о,4о
0,2О—О.4О
<о,4о
о, 5° - о,8о
<о,5О
О,23 - О,4О
О,2О -О,4О
0,25-0,35
O,Ij-O,25
Si
<о.35
<°-35
о,8о—1,зо
<о,35
<о,7о
о,5~ о.8о
о,6—о,до
<о,зо
<озо
Химический
Сг
3,2О—2,7О
4,75-5-75
ii.oo—12,50
0,50-0,80
12,ОЭ 14,О0
1,оо—1,зо
1,оо—1,зо
<О,2О
<О,2О
состав в
W
7,50—9,00
4,00—5,00
i,3O—i,8o
—
—
2,ОО- 2,5О
2,00—2,50
—
—
°/о
V
0,20—0,50
кобальт
о,4—о,5
—
—
— .
—
—
—
Ni
<о,зо
<о,5
i,4o—i,8o
<о,6о
<о,зо
<о,зо
<°,25
<О,25
Мо
—
0,70—0,90
.(взамен
вольфрама)
0,15-0,30
—
—
—
—
—
Примерное
назначение
Формы для
литья под да-
влением спла-
вов на медной
основе и алю-
миниевых
То же
Применяется
в качестве за-
менителя стали
ЗХВ8
Основные
плиты и литни-
ковые буксы
форм для литья
под давлением
цинковых спла-
вов; литнико-
вые буксы для
оловянно-свин-
цовых сплавов
Формы для
литья под да-
влением алю-
миниевых спла-
вов
Формы для
литья под да-
влением магни-
евых и алюми-
ниевых сплавов
Основные
плиты, стержни
для форм при
литье под да-
влением оло-
вянно-свинцо-
вых сплавов
Примечания. 1. Содержание серы и фосфора во ссгх марках стали не выше 0,03% каждого элемента. ..
2. Применение марок 5ХНМ, 3X13 и 5XLC для указанного назначения стандартами не предусмотрено.
3. Изготовление прессформ для литья под давлением сплавов на цинковой, свинцовой и оловянной основе проек-
том ГОСТ (взамен 149?8-39) предусматривается из стали марки 4ХС следующего состава: 0,35-0,45% С; 0,4% Мп;
1.20-1,60% Si; 1.3-1,6% Ст.
ГЛ. VIH]
СТАЛЬ ИНСТРУМЕНТАЛЬНАЯ ШТАМГЮВАЯ
483
Таблица 55
Механические свойства стали марок ЗХВ8 и ЭИ329 при повышенных температурах [7]
Марка
ЗХВ8
ЭИ329
Химический
состав
Р,36<%С;
2,3% Сг;
8,65°/0 W;
0.29°/, V
0,42°/0 С;
1,32"/О Si;
1,63% W;
11,25°/оСг
Температура ис-
пытания в °С
2О
3°°
4оо
45°
5°о
55°
боо
650
2ОО
4°о
45°
5оо
55°
боо
Механические свойства
в кгШм1
170 о
—
152-°
152.6
143°
134.°
I28.O
189.3
171 о
165,8
154 .о
145.8
94-5
8 в °/0
7,°
—
—
—
—
—
—
7.2
—
—
—
Ф В °/0
25.O
—
—
-—
—
—
—
23.°5
—
—
—
ak
В KZMjCM?
З.о
—
6.iq
5.16
5.67
5.81
6,33
2,28
7.71
8,15
8.16
8,21
7.85
"в
481
429
429
4<Э2
4°5
збз
325
29O
415
483
473
447
4i6
288
Предварительная тер-
мическая обработка
Закалка при 1100°
в масло, отпуск при 550°
Закалка при 1050°
в масло, отпуск при 500°
Таблица 56
Положение критических точек стали марок ЗХВ8,
ЭИ329 и 3X13 [7]
Приведённые в табл. 54 и 55 марки стали
ЭИ329 и 3X13, не предусмотренные стандар-
тами, являются заменителями стали ЗХВ8. Воз-
можность применения их должна быть прове-
рена в производственных условиях.
Прессформы для отливок из сплавов на!
медной основе обычно изготовляют из стали
ЗХВ8, а для отливок из сплавов на алюминие-
вой и магниевой основе — из стали 4ХВС.
Сталь этой марки может быть заменена с
удовлетворительными результатами конструк-
ционной сталью марок ЗиХГС, 35ХМЮ к
ЗОХМА [2].
Последние марки могут, повидимому, при-
меняться наряду со сталью 4ХС и для изгото-
вления прессформ для отливок из сплавов на
цинковой, свинцовой и оловянной основе.
В табл. 56 указано положение критических
точек стали марок ЗХВ8, ЭИ329 и 3X13.
В табл. 57 приведена характеристика режи-
мов ковки и термообработки стали для пресс-
форм для литья под давлением.
Таблица 57
Характеристика режимов ковки и термообработки стали для прессформ для литья под давлением [3, 7,14]
Марка
ЗХВ8
ЭИ329
3X13
При нагреве
Дс,-превра-
шение
о
СГ
1о
83о
8о5
8зо
а
<и
S
ои
Хо
9оо
86о
¦рева
я
s
¦a u
о &
о
¦** CJ
°°
IOO
3°
IOO
При охлаждении
Arj-превра-
щение
о
га
В*
Во
8го
854
49°
8°5
375
78°
ег
о и
Ко
79°
74°
355
3°°
ч
X
о
л
и «
О S
Си Зр
На возду-
хе с 900°
Медлен-
ная с печыо
То же
»
50° в час
Марка
ЗХЕ8
ЭИ121
ЭИ329
4ХВС
5ХВС
3X13
5ХНМ
У8А
У 1С А
Температура в ГС
начала
ковки
[15°
45°
[ijo
ti6o
160
ti8o .
IOO
050
000
окончания
ковки
не ниже
ооо
QOO
9°°
8оо
8оо
9оо
8оо
8оо
8оо
Условия охлажде-
ния после ковки
В яшике с золой
То же
В штабелях
То же
В ящике с золой
То же
В штабелях
То же
«о
грат
га в
с —
Н о
760
760
86о
760
760
8бо
640
780
78о
Твёрдость
после отжига
(по Бринелю,
диаметр отпе-
чатков в мм)
3.8-4-2
>3.8
>3.9
4.1—4.5
3.8-4.2
>4.а
3.9—4.3
4.4-4.8
4.3-4-7
Температура
закалки в °С
ЮдО—IIOO
980—1000
IO25—1050
860—900
860—900
1050
820—850
8оо—82O
780—800
се
о
Си
О и
Масло
Масло,
воздух
Масло
„
Масло,
воздух
Масло
Вода
Вода
«и
S.S
Но
575—боо
55°
54°—5°°
2О0
240—270
боо
520—55°
На требуе-
мую твёр-
То же
¦ска
us с
Is
сх* о
оа 0 ^
4O-44
44—48
4°—43*
—
4°—43
35—39
—
* Твёрдость после закалки 56—54. Н,
484
ИНСТРУМЕНТАЛЬНАЯ СТАЛЬ
[РАЗД. И
Средние коэфициенты теплового расшире-
ния стали марки ЗХВ8:
Интервал тем-
ператур в °С . .
а • 10"
IOO—2д
IO.28
=5°—35° 35°—б0°
I3.O5 I3.ao
боо — 7°°
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. Геллер Ю. А. и Бабаев В. С, Инструмен-
тальная сталь, Металлургиздат, М. 1945.
2. Геллер Ю. А. и Турсунов А. В., Подбор
стали для изготовления штампов, „Сталь" № 5—6,
1943.
3 Дуб о вой В. .51., Выбор стали и термическая обра-
ботка штампов в автотракторном производстве, ОНТИ,
М. 1938.
4. Ермилина, Исследовательская работа лаборато-
рии 1-го ГПЗ.
5. Инструкция по производству и обработке штампов на
заводе „Электросталь", 1932.
6. К е м п и Френсис, Производство и обработка
стали, Металлургиздат, М. 1947.
7. Лившиц Г. Л., Новые штамповые стали, диссер-
тация, 1944.
8. Минкевич Н. А., Свойства, тепловая обра-
ботка и назначение стали и чугуна. Металлургиздат.
М. 1934. :
9. Остапенко А. В. и Виноградов М. И.,
Хромокремнистая инструментальная сталь 6ХС, .Сталь"
№ 1. 19^5. ........
10. П р и д а н ц е в М. В., Новая сталь для горячих штам-
пов, „Металлург" № 6, 1935.
И. Приданцев М. В. и Ш е й н и н Б. Е., Механи-
ческие свойства штамповых сталей, «Гестник металло-
промышленности" № 5—6. 1933.
12. Проект ГиСТ взамен 14958-39, Сталь инструментальная
легированная. Классификация и технические условия.
13. С к о р о в Д. М., Термическая обработка штампов,
ОНТИ, 1936.
14. Ф р о м е р Л., Литьё под давлением, ОНТИ, 1935.
15. Э р а х т и н В. А , Хромовольфрамокремнистая сталь
для холодных и горячих штампов, „Качественная сталь"
№ 10, 1937.
16. Э р а х т и н В. А., Хромокремнистая штамповая сталь,
„Качественная сталь" № 3, 1938.
17. ЮнгмеЙстер, Проектирование форм литья под
давлением, ОНТИ, 1936.
Глава IX
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
Сталь с особыми физическими и химиче-
скими свойствами характеризуется высоким
содержанием легирующих элементов.
По назначению различают сталь: нержа-
веющую, кислотоупорную, жаростойкую (ока-
линостойкую), теплоустойчивую (жаропроч-
ную), клапанную, с высоким омическим со-
противлением, с определёнными магнитными
свойствами (магнитная, магнитно-мягкая, мало-
магнитная) и с нормированным коэфициентом
термического расширения. Указанное деление
условно, так как сталь одинакового химиче:
ского состава может иметь различное назна-
чение. Так, жаростойкая сталь обычно является
также и нержавеющей; теплоустойчивая в из-
вестной мере является и жаростойкой; некото-
рые железоникелевые сплавы с нормирован-
ным коэфициентом термического расширения,
обладающие высокой начальной магнитной
проницаемостью, могут быть отнесены к группе
маломагнитной стали и т. д.
Количество марок стали с особыми свой-
ствами весьма велико, но не все они приме-
няются в промышленности
Ниже приводятся характеристики типичных
марок стали, получивших промышленное при-
менение и предусмотренных проектом ГОСТ
«Сталь высоколегированная с особыми свой-
ствами".
НЕРЖАВЕЮЩАЯ И КИСЛОТОУПОРНАЯ
СТАЛЬ
Сталь нержавеющая и кислотоупорная
характеризуется стойкостью против влияния
атмосферного воздуха (атмосферная коррозия)
и химических реагентов (электролитическая
коррозия). •'•
Стойкость против коррозии объясняется
образованием (сопровождающимся повыше-
нием электродного потенциала стали) на по-
верхности ^тали весьма тонкой, но стойкой
плёнки окислов, которая предохраняет металл
от окисления и разрушения.
Образованию на поверхности стали устой-
чивой защитной—пассивной — плёнки способ-
ствуют лишь некоторые легирующие элементы.
К ним относятся хром и твёрдые растворы
хрома с железом. При содержании хрома в
стали свыше 12°/0 электродный потенциал спла-
ва резко возрастает (фиг. 1) и сталь стано-
вится нержавеющей. Таким образом, хром
является обязательным компонентом нержа-
веющей стали. Несколько слабее действуют ни-
кель, кремний и отчасти марганец.
По химическому составу нержавеющая и
кислотоупорная сталь подразделяется на сталь
хромистую, хромоникелевую и хромомарган-
цовую (хромоникельмарганцовую).
Химический состав изготовляемых в СССР
марок нержавеющей и кислотоупорной стали
приведён в табл. 1 *.
В табл. 2 приведена спецификация нержа-
веющей и кислотоупорной стали, изготовляе-
мой в США.
Большинство марок (за исключением неко-
торых специальных) нержавеющей и кисло-
в
+0,2
О
-0.2
-ОМ
Г
I
О
'02
-ОМ
-0.6
6 8 1012 П1618 2022%С?
Фиг. 1. Изменение электродного по-
тенциала в зависимости от содержания
хрома: в окислительной атмосфере
(Н2О2) и на воздухе [1а].
тоупорной стали характеризуется низким содер-
жанием углерода. Соединяясь с хромом, угле-
род образует богатые хромом сложные кар
биды, что приводит к обеднению хромом основ-
ной массы металла и, следовательно, к сниже-
нию стойкости против коррозии. Поэтому
решающим является не столько общее содер-
жание хрома в стали, сколько его содержание
в твёрдом растворе.
Стойкость стали против коррозии опреде-
ляется не только химическим составом, но и
микроструктурой; оба эти фактора должны
рассматриваться в их взаимной связи.
По микроструктуре приведённые в табл. 1
и 2 марки стали могут быть отнесены к одному
н
•
tO
/
1
Воз
%«
7
i
j
¦ Кроме указанных в табл. 1 марок проект ГОСТ
«Сталь высоколегированная с особыми свойствами" пре-
дусматривает марки Х18, Х25Н20 и Х18Н25С, которые
имеют основное применение в качестве жаростойких
(табл. 12).
486
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II
Химический состав нержавеющей и кислотоупорной стали, изготовляемой в СССР
Таблица 1
Марка
по проекту
ГОСТ
Х13
2X13
3X13
4X13
АХ14
Х17
Х25
ХЗО
ОХ18Н9
Х18Н9
Х18Н9Т
Х18Н9М
Х25Н15
Х13Н4Г9
заводская
ЭЖ1
ЭЖ2
ЭЖЗ
ЭЖ4
ЭИ241
ЭЖ17
ЭИ181
ЭИ59
ЭЯО
ЭЯ1
ЭЯ1Т
ЭИ183
ЭИ319
ЭИ100
С
<о,15
0,15—0,25
0,25—0,35
о,35—°.45
<о,17
<О,12
<О,2О
<о,Г5
Мп
Хромистая
<о,5
<°>5
<о,5
< о,7
<о,7
<о,7
<i,5
<i,5
Химический
Si
сталь
<о,7
• <о,7
<о,7
<о,7
<о,7
<о,9
<1,3
<о,5
Хромоникелевая сталь ¦
<о,о7
<o,i4
<o,i4
<о,14
<О,2О
<а,о
<2,О
<2,О
<2,О
<2,О
<о,8
<о,8
<о,8
<о,8
<1,О
состав в °/0
Сг
13-14
13—14
13—14.
12—14
13-15
16—18
аз—27
26—ЗО
17—зо
17—ао
17—ао
17—19
22—26
Хромоникельмарганцовая сталь
о, is—о,25
8,о—ю
<о,8
13—14
N1
<о,6
<о,6
<о,б
<о,б
<о,6
<о,6
<о,6
<о,6
8—II
8-ii
8—и
8—ю
13—16
4,0—5,0
Мо
_
—
—
—
—
—
р —
_
—
—
3,5—3.0
Т1
_
—
—
—
о,25—°.5oS
—
—
—
—
<о,8
—
—
-
Примечания. 1. Во всех марках содержание серы допускается не выше 0,03%, фосфора —не выше О,035°/0.
2. Для улучшения обрабатываемости резанием в марках Х13, 2X13 и 3X13 допускаются селен, цирконий, молибден,'
свинец.
3. В марках Х25 и ХЗО допускается до 0,2°/0 азота или до 1,2°/0 титана.
4. Нижний предел содержания титана в марке Х18Н9Т не должен быть меньше произведения 5 (С—0,03)°/№ где
С — процентное содержание углерода.
Таблица 2
Спецификация нержавеющей и кислотоупорной стали Американского института стали и железа (AISI, 1945)
Марка
Химический состав в
Сг
Ni
Мп
S1
не более
Прочие элементы
501
562
403
405
406
410
414
416*
420
431
440А
440В
440С
430
430F*
442
443
446
301
302
302В
303*
304
308
309
310
316
321
347
>о,ю
<о,го
<о,15
<о,о8
<о,15
>о,15
<О,2О
о,6о—о,75
O.75—о-95
0,95—i.ao
Закаливающаяся хро чистая сталь
4.О—6,о
4,о—6,о
Ц.5—13.°
II.5—13.5
12,О—I4.O
1I.5-I3.5
II.5—13.5
12,О— 14,О
12,О—14,О
15,0—17,0
1б,о—18,0
16,0—18,0
16,0—18,0
Ферритная хромистая сталь
—
—
—
—
—
1.35—3,50
—
—
1,35—3,50
—
—
—
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
I
I
I
I
.0
.0
,0
,0
,0
,0
,0
,0
,0
,0
,0
,0
,0
0,04
0,04
0,04
0,04
0,04
0,04
0,04
>о,О7
о,о4
О,О4
°,°4
о,о4
о,О4
о,О4
о,о4
о,о4
о,О4
0,04
о,о4
о,о4
>о,о7
о,о4
о,о4
о,о4
0,04
о,О4
1-3 А1
3.5—4.5 А1
<о,6 Zr (или Мо)
<О,12
<О,12
<о,35
<О,2О
о,35
в,о8—о,2о
О,О8—О,2О
о,о8—о,зо
<О,2О
<о,о8
<о,о8
<О,2О
<О|25
<о,ю
<о,ю
<о,ю
14,о— i8,o
14,0—18,0
18,0—23,0
18,0—23,0
23,0- 27.0
Аустенип
i6,o—18,0
17.0—19.0
17.0—19,0
17,0—19,0
18,0—20,0
19,0—21,0
22,0—24,0
24,0—26,0
16,0—18,0
17,0—19,0
17.0-19.0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1,0
1.0
0,04
>о,о7
о,о4
о,°4
О,О4
о,О4
>о,о7
о,о4
о,О4
о,сц
6,о-
8,о-
8,о-
8,о-
8,о-
ю,о-
12,О-
19.о-
ю,о-
8,о-
9>о
-8,о
-1О,О
-ю,о
-1О,О
-ю,о
-12,О
-I5-O
-22,О
-и,о
- Х2,О
э,о
2,О
2,0
2,О
2,О
2,0
2,О
2', О
2,0
2,О
2,О
1,О
1,О
2,О—3.°
1,О
I.O
I.O
1,О
1.5
1,О
1»О
1,О
о,О4
0,04
О.О4
>о,о7
0,04
о,О4
0,04
о,О4
о,о4
0,04
о,О4
о,О4
0,04
о,о4
>о,о7
о,О4
о,о4
о,°4
о,О4
о,о4
О,О4
о,о4
<о,6 Zr (или Мо)
0,90—1,25 Си
<о,б Zr (или Мо)
1.75—3,5° Л
>4ХС% Ti
>юхС% Nb
.Марки автоматной стали — с цирконием и повышенным содержанием серы и фосфора.
'ГЛ.IX]
НЕРЖАВЕЮЩАЯ И КИСЛОТОУПОРНАЯ СТАЛЬ
487
Корродирующая среда
Воздух сельских мест-
Воздух морской ....
Воздух промышленных
районов
„ рудничная ....
„ морская
Влажный пар
Растворы кислот (при
нормальной температуре
с концентрацией 5—15%);
соляная
азотная
уксусная
ортофосфорная ....
Щёлочи:
растворы с концентра-
цией 1—20°'о
в расплавленном со-
стоянии
Органические вещества:
сероуглерод
четырёххлористый уг-
лерод
этиловый спирт . . .
серный эфир
сырая нефть при
20—200°
Пищевые продукты:
соки фруктовые и
овощные
углекислые напитки .
мясо
молочные продукты .
Продукты химических
производств:
горячий водный рас-
твор сульфита ....
водный раствор кра-
сок
водный раствор ам-
миака
смесь газов NH3, Ha,
мыло ...... ...
Закаливающаяся
хромистая
5Сг
0.15С
V
У
У
п
п
У
п
п
II
п
х
п
п
п
п
п
п
X
п
п
п
п
п
п
п
и
X
X
X
х
У
у
X
п
X
X
У
п
х
X
X
X
х
О
х
О
о
у
X
У
О
и
17 Сг
-1,0
X
X
X
х
X
у
О
х
X
У
п
X
О
О
У
о
у
О
17 Сг
2,0 N
0,15 С
о
о
о
х
X
х
о
п
о
о
У
о
п
о
о
о
X
о
у
о
Ферритная
хромистая
Химический состав
17 Сг
0,10 С
о
X
X
х
X
у
X
п
о
о
У
п
о
о
о
о
X
о
у
о
20 Сг
0,15 С
о
X
X
X
X
у
о
п
о
о
У
п
о
о
о
X
о
у
о
28 Сг
0,25 С
о
X
X
о
X
у
о
п
о
о
X
о
п
о
о
о
X
о
X
_
о
Аустенитная хромоникелевая
стали в %
18 Сг
8 Ni
<0,15С
о
о
о
о
о
у
о
п
о
о
о
У
о
о
о
о
о
X
о
18 Сг
8 Ni
-0,8 Т1
<0,15 С
о
о
о
о
о
у
о
п
о
о
' X
о
У
о
о
о
о
о
о
о
о
X
о
18 Сг
10 Ni
2,0 Mo
<0,15 С
о
о
о
о
о
X
о
п
о
о
о
о
У
о
о
о
о
о
о
о
о
о
о
24 Сг
12 Mi
0,15 С
о
о
о
о
о
у
о
п
о
о
X
о
У
о
о
о
о
о
о
о
о
о
X
о
25 Сг
20 Ni
0,15 С
о
о
о
о
о
у
о
п
о
X
У
о
о
о
о
о
о
а
о
Примечание. Характеристика стойкости в условной оценке: (о) —отличная, (х) —хорошая, (у)—удовлетвори-
тельная, (п)—плохая.
488
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. И
из следующих основных классов: I — мартен-
ситный (хромистая сталь с содержанием
12 - 14°/о Сг и ОЛ—ОДО/о С); II - ферритный
(хромистая сталь с содержанием более
18% Сг); III — аустенитный (хромоникелевая
и хромоникельмарганцовая сталь).
, При известном сочетании легирующих эле-
ментов могут встречаться также и проме-
жуточные структуры, например, феррито-аусте-
нигная. Такие многофазные структуры нежела-
тельны, так как различные структурные фазы
с разными электродными потенциалами могут
образовать так называемые „микропары", при-
водящие к „микрокоррозии". Типичным приме-
ром такой микрокоррозии является „межкри-
сталлитная коррозия" (см. стр. 490). Наиболее
стойкими против коррозии являются гомоген-
ные структуры твёрдых растворов легирующих
элементов в а- или у-железе.
Сравнительная характеристика стойкости
против коррозии различных групп стали при-
ведена в табл. 3.
Хромистая сталь
Хромистая нержавеющая сталь хорошо
сопротивляется действию влажной атмосферы,
речной и морской воды, пара, некоторых орга-
нических кислот и растворов солей и щелочей,
азотной кислоты, крови, алкоголя, борной
кислоты, цианистого калия, марганцовокислого
калия, медного купороса и др.
Хромистая нержавеющая сталь плохо со-
противляется действию соляной, серной и пла-
виковой кислот и их солей (за исключением
хлористого натрия), фосфорной, сернистой и
муравьиной кислот, хлора, брома, иода, рас-
твора сулемы и др.
Хромистая сталь с содержанием 5—6% Сг
(марка Х6М см. табл. 12) применяется как не-
ржавеющая и теплоустойчивая сталь в нефтепе-
рерабатывающе.й (для крекинговых и гидроге-
низационных установок) и в химической (для ап-
паратуры синтеза аммиака) ^промышленности.
Хромистая сталь с содержанием 12—14% Сг
является основным типом нержавеющей стали
и в зависимости от содержания углерода
применяется в СССР по следующему назна-
чению:
а) сталь малоуглеродистая (марка Х13)
применяется в термически обработанном виде
(после закалки и отпуска) как конструкцион-
ный материал для деталей, работающих при
невысоких напряжениях и на удар (турбинные
лопатки, бандажная лента, клапаны гидравли-
ческих прессов, арматура крекинг-установок,
внутренние части аппаратуры синтеза мета-
нола, гайки, болты и другие детали машин и
приборов);
б) сталь с содержанием углерода около
0,2% (марка 2X13) применяется в термически
обработанном виде (после закалки и отпуска)
в случаях, когда требуется более высокая
прочность по сравнению со сталью Х13;
в) сталь с содержанием углерода около
0,3% (марка 3X13} применяется в термически
обработанном виде (после закалки и отпуска)
главным образом как инструментальная сталь
для медицинского и ножевого инструмента
(ножи, вилки) и как конструкционная — повы-
шенной прочности, когда не требуется высо-
кая ударная вязкость;
г) сталь с содержанием углерода около
0,4% (марка 4X13) применяется в термически
обработанном виде главным образцом как
инструментальная сталь для хирургического,
зубоврачебного, измерительного инструмента
и как конструкционная—для шарикоподшип-
ников, карбюраторных игл, призм для весов,
медицинских зеркал и других деталей, требую-
щих высокой твёрдости.
Механические свойства стали марок Х13,
2X13, 3X13 и 4X13 в зависимости от термо-
обработки приведены в табл. 4.
Механические свойства хромистой стали
Таблица 4
Марка
по проекту
ГОСТ
Х13
2X13
3X13
4X13
заводская
ЭЖ1
ЭЖ2
эжз
ЭЖ4
Термическая обработка
Отжиг при Я^°
Закалка 1050°, воздух, отпуск 5°
1050° „ „ 600° .
„ 1050° „ „ 730° .
Отжиг при 860°
Закалка 1050°, воздух, отпуск 500° .
„ 1050° „ „ 6@° .
1050° „ , 730° .
. Отжиг при 860°
Закалка 105<>°, воздух, отпуск 600° .
1050°, » „ 72j° .
Отжиг при 860°
Закалка 1050°, воздух, отпуск 700° .
Механические свойства
"Р
кг/мм*
Ф
о/
0
8.
%
ak
кгм см'-
не менее
2О
8о
55
42
2б
95
65
42
3°
8о
5°
35
7°
4°
юо
75
бо
5°
125
85
бо
55
95
7°
бо
до
7°
55
бо
65
45
55
бо
бо
45
55
бо
45
23
8
12
2О
22
7
ю
2О
2О
9
15
2О
Ю
ю
9
9
5
8
7
5
5
7
4
ГЛ. IX]
НЕРЖАВЕЮЩАЯ И КИСЛОТОУПОРНАЯ СТАЛЬ
489
Хромистая сталь с содержанием 16—18°/о Сг
может иметь как однофазную (ферритную)
структуру, так и двухфазную (ферритно-мар-
тенситную) структуру. Однофазная хроми-
стая сталь с содержанием 16—18% Сг более
устойчива против коррозии, чем хромистая
сталь с содержанием 12—14% Сг. Она приме-
няется: в химической промышленности — для
абсорбционных башен, теплообменников, ком-
муникаций, труб, баков для хранения и ци-
стерн для перевозки азотной кислоты; в авто-
тракторной — для газогенераторов; в других
отраслях промышленности—для всевозмож-
ной аппаратуры и деталей с низкой твёрдо-
стью, не работающих на удар, а также для
предметов домашнего обихода. При содержа-
нии 0,08—0,12% С в отожжённом состоянии
эта сталь имеет следующие механические свой-
ства: предел прочности при растяжении
45—60 кг/мм", предел пропорциональности
25—30 кг/мм'*, удлинение Ь5 — 25—30%, суже-
ние 55—700/0.
Хромистая сталь с содержанием 23—32% Сг
(марки Х25 и ХЗО) относится к ферритному
классу и применяется без термообработки.
Она устойчива против коррозии в условиях,
общих для хромистых сталей, а также против
действия горячей фосфорной кислоты (кон-
центрацией до 70—75%), горячей вытяжки
фосфорной кислоты из флотированного апа-
тита, кипящей уксусной кислоты, растворов
гипохлорита натрия, дымящей азотной кислоты,
концентрированной серной кислоты и пр., и
очень устойчива против коррозии при высо-
ких температурах. Сталь применяется для
изготовления деталей аппаратуры, не испыты-
вающих ударных нагрузок, в химической и
других отраслях промышленности. По меха-
ническим свойствам сталь близка к хромистой
с содержанием 16—18% Сг. Для получения
более высоких пластических свойств после
отжига при 850° требуется быстрое охлажде-
ние. Существенным недостатком стали, общим
для всех железохромистых сплавов феррит-
ного класса, является её хрупкость, проявляе-
мая в условиях динамических нагрузок. Вве-
дение в сталь 0,2-0,3% N2 или 1—1,20/0 Ti
в значительной степени устраняет хрупкость.
Физические свойства хромистой стали с
различным содержанием хрома приведены в
табл. 5.
Физические свойства хромистой стали [18, 24]
няются мало Наименьшей твёрдостью и наи-
большей вязкостью эта сталь обладает после
закалки с высоких температур. Повышение
твёрдости достигается посредством холодной
деформации.
Стойкость против коррозии аустенитной
хромоникелевой стали выше, чем стойкость
хромистой стали. Сталь хорошо сопроти-
вляется действию холодной фосфорной и дру-
гих слабых неорганических кислот, растворов
многих солей и щелочей, органических кислот,
влажного воздуха, морской воды, пара и т д.
Сталь плохо сопротивляется действию соля-
ной, серной, плавиковой кислот, хлора, брома,
иода, хлорного железа, горячей фосфорной
кислоты при концентрации более 50- 60%.
кипящей муравьиной, щавелевой и техниче-
ской хромовой кислот, хлорной меди, четы-
рёх- и двухлористого олова и расплавленных
едкого кали и соды.
Механические свойства хромоникелевой ста-
ли характеризуются: низкой, присущей аусте-
ниту, твёрдостью, невысоким пределом проч-
ности при растяжении,низкими пределами упру-
гости и пропорциональности, весьма высокой
пластичностью (определяемой относительным
удлинением, поперечным сужением при раз-
рыве, ударной вязкостью и „штампуемостыо")
и сравнительно высоким сопротивлением исти-
ранию.
Механические свойства изготовляемых
в СССР марок хромоникелевой аустенитной
стали приведены в табл. 6, физические свой-
ства — в табл. 7.
Аустенитная хромоникелевая сталь характе-
ризуется особой склонностью к наклёпу. Де-
формация в холодном состоянии — в частности
холодная прокатка листовой стали—сильно
изменяет механические и физические свойства
стали (фиг. 2), сближая между собой предел
прочности при растяжении и предел пропорцио-
нальности при одновременном резком их повы-
шении. Так, при 51)%-ном обжатии листовой
стали с 18% Сг и 8% Ni предел прочности
может быть повышен с 60 до 150 кг/мм2, т. е.
в 2,5 раза, и предел пропорциональности —
с 20—25 до 100—120 кг/мм2, т. е. в четыре
с лишним раза, при сохранении удлинения в
5-8%.
Хромоникелевая нержавеющая сталь хоро-
шо сваривается как точечной, так и дуговой
Таблица 5
Свойства
При содержании хрома в °/0
5-6
12-14
16-18
25-30
Удельный вес в г!см3
Удельное электросопротивление в ом • млР'м .
Теплопроводность в кал1см град сек при 100°
То же при 500°
Теплоёмкость в кал!г град
Коэфициент линейного расширения, а • 10е . .
Температура плавления в °С . .'
7.75
0,0874
0,0803
о,и
Ю,1
1515-154°
7.°5
о,6о
О.0595
о,р686
о,и
1510 -153°
7.65
0,0583
0,0624
O.II
149°-з
7.48
о,68
0,0500
°.°58з
о,и
Ю,О7
Хромоникелевая сталь
Хромоникелевая стал^ относится преиму-
щественно к аустенитному классу и её меха-
нические свойства при термообработке изме-
электросваркой и допускает глубокую вытяжку
в холодном состоянии.
Сталь марок ОХ18Н9 и Х18Н9 наиболее
распространена и применяется: в авиационной
490
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II
промышленности — для конструкции самолё-
тов, поплавков гидросамолётов, дирижаблей;
в химической промышленности (в производ-
стве азотной кислоты) — для абсорбционных
d кг
75 150
55 110
35 70
/5 30
О О
Р
%
0,82
0,78
0.74
L
400
300
200
100
0
t; to
||
16
12
8
4
0
В-Н
гс
2J00L
1
1000
о
0 20 40 60 80%
Степень обЖатия
Фиг. 2. Изменение механических и физи-
ческих свойств в зависимости от степени
обжатия аустенитной хромоникелевой
@,2% С, 17,8% Сг и 8.5% Ni) стали [13].
башен, теплообменников, кислотных баков,
коммуникаций; в промышленности взрывча-
тых веществ — для нитрационных баков,
мешалок, центрифуг, отделителей кислот; в ла-
кокрасочной промышленности — для автокла-
вов, мешалок, перегонных кубов; в судострои-
тельной, турбостроительной, машинострои-
тельной, пищевой и многих других отраслям
промышленности — для различных деталей ма-
шин, аппаратуры и пр.
Существенным недостатком этой стали
является её склонность- к межкристаллитнои
коррозии вследствие выделения (при нагреве
стали) из твёрдого раствора по границам
зёрен хромосодержащих карбидов и сопут-
ствующего этому обеднения близлежащих
участков зёрен хромом. Интенсивность этого
процесса зависит от содержания углерода:
сталь с содержанием менее 0,07<>/0С практи-
чески не подвержена межкристаллитнои кор-
розии, с содержанием 0,08—0,14% С —подвер-
жена ей в небольшой степени; более высокое
содержание углерода приводит к интенсив-
ному развитию межкристаллитнои коррозии.
Во избежание этого сталь марки Х18Н9 при-
меняется после термообработки (закалки), обя-
зательной после сварки.
Сталь марки ОХ18Н9 может применяться
без термообработки.
Сталь марки Х18Н9Т не требует термо-
обработки после сварки, так как при наличии
в ней связывающего углерод титана она не
подвержена межкристаллитнои коррозии. Сталь
применяется: в авиационной промышленности —
для патрубков и коллекторов выхлопных си-
стем; в автотракторной — для газогенерато-
ров; в текстильной для аппаратов крашения
шёлка; для сварочных электродов и пр.
Марка
по проекту
ГОСТ
ОХ18Н9
Х18Н9
Х18Н9М
Х18Н9Т
заводская
ЭЯО
ЭЯ1
ЭИ183
ЭЯ1Т
Механические свойства
Термическая обработка
Нагрев при 1020—1050°, ох-
лаждение в воде
То же при 1080—1150°
. 1050—1100°
„ 1050-1100°
хромоникелевой стали [13]
в кг/мм*
не менее
22
25
25
25
Механические свойства
в кг мм'2
56-70
6о-75
6о—75
56-75
Sio в %
не менее
45
45
45
45
Таблица 6
1
"в
в кг/мм"
I4O—170
150—i8o
160—180
145—180
Таблица 7
Физические свойства аустенитной хромоникелевой
стали (типа Х18Н9) 118, 24]
Свойства
Удельный вес в г/см* . . .
Температура плавления в °С
Удельная теплоёмкость в
кал/г град
Теплопроводность при 100°
в кал/см град сек
Электросопротивление при
Средний коэфициент линей-
ного расширения а • 106:
в пределах 0°—100° ....
0°—200° ....
0°-300° ....
0°-400°
0°-500° ....
Температура интенсивного
образования окалины в С . .
Без мо-
либдена
и тита-
на
7.9
1400
0,12
о,о4
°.73
l6,o
16,8
17.5
18,1
18,5
850
С Тита-
ном
7-9
14.00
0,12
о,о4
°.73
1б,6
850
С мо-
либде-
ном
7-9
1400
0,12
о,о4
о.73
1б,2
17.5
18,3
i8,8
19,0
850
Сталь марки Х18Н9М применяется для де-
талей и аппаратуры, работающих в условиях
воздействия сернистой кислоты под давлением.
3—4%-ной серной кислоты, кипящей фосфор-
ной и уксусной кислот, горячих растворов
белильной извести и сульфатных щёлоков.
После сварки требуется термообработка, так
как сталь подвержена межкристаллитнои кор-
розии.
Хромомарганцовая
(хромоникельмарганцовая)
сталь
Дефицитность никеля вызвала появление
ряда марок хромомарганцовой стали в каче-
стве заменителей нержавеющей и кислото-
упорной стали. Хотя хромомарганцовая сталь
уступает по качеству хромоникелевой aycTi -
нитной, тем не менее некоторые марки этой
стали могут найти промышленное примене-
I ГЛ. IX]
ЖАРОСТОЙКАЯ СТАЛЬ
491
ние. В ряде случаев оказывается целесооб-
разным применять хромомарганцовую сталь
с содержанием 2—5% Ni и 8-10% Мп *.
Замена никеля марганцем в аустенитной
стали затрудняется тем, что марганец в зна-
чительно меньшей степени способствует обра-
зованию аустенита, чем никель. При содер-
жании в стали 16—18% Сг марганец заметно
расширяет область двухфазных состояний
(фиг. 3). Получение чисто аустенитной струк-
1400
1200
wool
800
600
/
\
оС
S
/
у
\
Y"
/
V
\^
У
\
\
°с
1400
1200
1000
800
600
У
т
¦ у
\
а\
\ \
0 5 10 15 2025%Мп О 5 10 15 2025%Л/<
а) 6)
Фиг. 3. Диаграммы состояний: а —системы
" ""¦ ~ +•-*:% М [11] tf " ¦
+ 18%
Fe + 16% Сг+л-% Мп [11] и б— системы Fe +
"""¦ "¦+•*% Ni [18].
т
120
100
80,
60 i
У
туры в малоуглеродистой стали с содержанием
18% Сг и 8—10% Мп оказывается невозмож-
ным. Повышение же содержания углерода в
большинстве случаев приводит к значитель-
ному усилению склонности стали к межкристал-
5а литной коррозии. Удо-
влетворительные резуль-
таты получаются лишь
при наличии в стали не-
которого количества B—
5%) никеля.
Коррозионные и ме-
ханические свойства хро-
момарганцовой стали в
значительной степени
определяются её струк-
турой. Данные о механи-
ческих свойствах хромо-
марганцовой стали с со-
держанием 18% Сг при-
ведены на фиг. 4. Состав
некоторых марок хромо-
марганцовой и хромони-
кельмарганцовой стали
Фиг. 4. Механические указан в табл. 8.
У
1
"-SI
I ^
свойства хромомарганцо-
вой стали с 18% Сг в за-
висимости от содержания
марганца: 1—сталь с
0,10—0.14% С; 2— сталь
с 0,21-0,300/п С [11].
Сталь марки Х18Г9
является типичной двух-
фазной и содержит в
структуре примерно оди-
наковое количество фер-
рита и аустенита. Сталь
атмосферной коррозии.
Может применяться для отделки зданий и для
изготовления предметов домашнего обихода.
Хорошо обрабатывается резанием, но не при-
годна для глубокой штамповки.
Сталь марки Х18Г9НЗ также двухфазная,
но содержит значительно меньше феррита
A0—20%). Она устойчива против коррозии
устойчива против
Таблица 8
Составы нержавеющей и кислотоупорной
хромомарганцовой и хромоникельмарганцовой
Марка
Х18Г9
Х18Г9НЗ
Х13Н4Г9*
Х14П2Н2
Химический
С
<о,а
<О,12
0,15—0,25
<О,12
Si
<о,8
<о,8
<о,8
<о,8
состав в °/
Мп
8-ю
8—ю
8—ю
12—14
Сг
i6—19
16—18
ia—14
ia—15
Ni
3-4
4—5
з-З
Структура
Аустени-
то-феррит-
ная
Аустени-
то-феррит-
ная
Аустенит-
ная
Аустенит-
ная
* Марка предусмотрена проектом ГОСТ.
как в холодной, так и в горячей азотной кис-
лоте крепостью' до 50% и в слабых органи-
ческих кислотах. Может применяться для из-
готовления аппаратуры азотнокислотного про-
изводства, в том числе для свариваемых дета-
лей, но с обязательной термообработкой после
сварки. Добавление к этой стали титана (в пя-
тикратном количестве по отношению к угле-
роду) предохраняет её от межкристаллитной
коррозии.
Сталь марки Х13Н4Г9 применяется в
качестве заменителя хромоникелевой стали
типа Х18Н9 в высокопрочных и лёгких кон-
струкциях (в самолётостроении и на транс-
порте), изготовляемых из холоднокатаной
стали точечной электросваркой. Также при-
годна для изготовления деталей глубокой штам-
повкой. Сталь обладает высокой плаепш-
ностью и устойчивостью против атмосферной
коррозии.
Сталь марки Х14П2Н2 может приме-
няться в молочном и пивоваренном производ-
стве. Чувствительна к межкристаллитной кор-
розии.
Все марки хромомарганцовой стали обнару-
живают надлежащую стойкость против корро-
зии только в термически обработанном состоя-
нии (закалка с высоких температур).
ЖАРОСТОЙКАЯ СТАЛЬ
Жаростойкая * (жароупорная, окалиностой-
кая, огнестойкая) сталь характеризуется спо-
собностью противостоять химическому разру-
шению поверхности под воздействием горячего
газа или; воздуха (газовая коррозия).
Жаростойкая сталь должна легироваться
элементами, способствующими образованию
при- высоких температурах на поверхности
стального изделия плотной, прочно прилегаю-
щей к металлу плёнки огнеупорных окислов
(окалины). К числу таких элементов в первую
очередь относятся хром, кремний и алюминий;
никель добавляется главным образом как
аустенитообразующий элемент.
* Указанным проектом ГОСТ применение хромомар-
ганцовой стали без никедя не предусмотрено.
• По проекту ГОСТ—„Окалиностойкая" сталь.
492
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
РРАЗД. II
Наиболее широкое применение в качестве
жаростойкой стали получила хромистая сталь
с высоким содержанием A2—30%) хрома.
По соображениям технологического порядка
чисто кремнистая или алюминиевая сталь
не применяется, но добавление к хромистой
стали кремния до 3% и алюминия до 5%
(даже до 7,5%) широко практикуется.
В зависимости от содержания углерода
и кремния изделия из хромистой стали изго-
товляются или обработкой давлением, или
отливкой.
Классификация и характеристика жаростой-
кой хромистой стали приведены в табл. 9.
Предельные рабочие температуры для хро-
мистой стали изменяются в зависимости от
содержания кремния и отчасти углерода, а так-
же от состава рабочей атмосферы.
Прочность хромистой и хромокремнистой
(сильхромы) стали при высоких температурах
(„теплоустойчивость") сравнительно невысока,
а потому применение её под нагрузкой при
температуре выше 600—650° недопустимо. Для
более высоких температур следует применять
хромоникелевую аустеиитную сталь.
Классификация и характеристика жаростой-
кой хромоникелевой стали приведены в та-
блице 10.
Количественной характеристикой жаростой-
кости является привес испытуемого образца
стали за счёт поглощения кислорода его
поверхностью в процессе образования окалины,
отнесённый к единице поверхности и иногда
к единице времени. Сравнительная характе-
ристика жаростойкости различных типов стали
дана на фиг. 5. Допустимым привесом за
250 час. можно считать примерно 0,025 г/см*,
что соответствует средней скорости обра-
зования окалины в Ы0~4 г/см'1 (или 1 г м2)
в час.
Как для хромистой, так и для хромонике-
левой стали окислительная атмосфера горяче-
го воздуха в отношении газовой коррозии
является наиболее благоприятной. Восстано-
вительная атмосфера значительно усиливает
поверхностное разрушение стали. Ещё более
неблагоприятна газовая атмосфера при нали-
чии в ней сернистых соединений (SO2, SO3).
г/смг
035
0
540 650 705 760 815 870 925"С
Фиг. 5. Характеристика жаростойкости различных
типов стали: / — углеродистая; //—низколегиро-
ванная; ///—хромистая F% Сг); IV—хромистая
A2-17% Сг); V— сильхром (8-12°/0 Cr, 2—3U/O Si);
VI — хромоникелевая аустеяитная; VII — высоко-
хромистая B5—30°/о Сг).
Присутствие в стали никеля особенно ухуд-
шает её стойкость: никель с серой образует
сульфиды, обладающие низкой температурой
плавления (около 625° С).
Для стали с содержанием хрома свыше 25°/0
предельной рабочей температурой в окисли-
тельной атмосфере можно считать 1250°, в вос-
Таблица 9
Классификация и характеристика жаростойкой хромистой стали [3]
Группа стали
Низкоуглеродистая . . .
Среднеуглеродистая . . .
Высокоуглеродистая . . .
Среднеуглеродистая . . .
Высокоуглеродистая . . .
Низкоуглеродистая ....
Высокоуглеродистая . . .
Низкоуглеродистая ....
Высокоуглеродистая . . .
Близкие марки
по ГОСТ
Х6С
Х8С
—
<
Х10СМ
Х12М
<
Х17
Х18
Х25, ХЗО
Х28, Х34
Содержание
С
Сталь с S—8°i0
До о,2
о.з—о,5
о,5—i,o
В°/о
N1
Сг
0,5—2,0
1—3
1-3
Сталь с 12—14>10 Сг
О.З—О.5"
1-1.7
1-3
Сталь с 16—20°10 Сг
До о,2
1—2
Сталь с 25—30°!
До о,2
1—2
о,5—i,o
1-3
оСг
о.5
I—2
Технология изгото-
вления
Обработка давлением
—
Литьё
1 Обработка давле-
I нием и литьё
Обработка давлением
Литьё
Обработка давлением
Литьё
Предельная
рабочая тем-
пература в СС
7оо—8jc
700—8jo
700—8jc
800—900
800—900
850—1000
850—iooo
IIOO—I2OO
IIOO—I2OO
ГЛ. IX]
ЖАРОСТОЙКАЯ СТАЛЬ
493
Классификация и характеристика жаростойкой хромоникелевой стали
Таблица 10
Тип
стали
18/9
25/2O
¦ 2O/2J
25/12
15/35
15,60
Близкие
марки по
п[ оекту
ГОСТ
Х18Н9
Х25Н20
Х18Н25С
Х25Н15
—
Х15Н60
Химический состав в °/0
С
поковки
<o,i5
<Со,2
0,3-0,4
<О,2
<О,2
<О,2
отливки
<о,3
<о,б
о,з-о,6
0,5-0,6
о,5-о,6
о,5-о,6
Si
поковки
о,5
о, 5—2
2-3
о,5 - i,o
o,5-i.o
O.5-I.2
отливки
о,5— i,o
i.o—2,5
2-3
i,o—2,5
1,О—2,5
1,О —2
Мп *
о,5-1,о
о,5—1,о
o,5-i,o
о,5— i,o
0,5-1,0
о,5-1.о
Сг
17—2О
2O-25
16 — 2О
22 — 27
15-iS
I5-2O
Ni
8—ю
20-25
23-27
12-15
30-40
50-60
Предельная
рабочая
температу-
ра в °С**
8оо
U50
IIOO
IOJO
1000
1150
* По проекту ГОСТ содержание марганца во всех перечисленных марках стали допускается до 2%.
** Проектом ГОСТ для марок Х18Н25С и Х15Н6О предусмотрена рабочая температура 1000° С.
становительной — 1100—1150°, а в атмосфере
сернистых газов — 1000°.
В специфических условиях синтеза аммиака
(в атмосфере из смеси азота и водорода при
температуре 500—600° С), а также для гидро-
генизационных установок целесообразно при-
менять хромистую сталь с б—8% Сг с неболь-
шими добавками вольфрама (~ 1%), молиб-
дена (-0,5%) или ванадия (-0,3%).
Наиболее неблагоприятной средой для
жаростойкой стали является сероводород.
Область промышленного применения жаро-
стойкой стали весьма обширна. Из этой стали
изготовляются: воздухоподогреватели, пере-
кидные клапаны отражательных печей, венти-
ляторы для горячих газов, звенья конвейеров
механизированных печей, литые детали печ-
ной арматуры, подвески, газовые горелки,
ящики, горшки и ванны для термической и тер-
мохимической обработки, муфели печей для
газовой цементации и пр.
При конструировании деталей и аппара-
туры из жаростойкой стали в ряде случаев
необходимо учитывать физические свойства
стали при рабочих температурах.
На фиг. 6 приведены значения теплопровод-
ности жаростойкой стали при различных тем-
пературах. При температуре 800° и выше те-
плопроводность железных сплавов оказывается
почти одинаковой. В табл. 11 приведены зна-
чения средних коэфициентов линейного рас-
ширения некоторых жаростойких материалов.
Значения коэфициентов линейного расширения
хромоникелевой стали марок 25/20, 20/25, 25/12,
20/14 (и других, не включённых в таблицу ма-
мчас'С
40
35
30
25
20
15
10
5
О/о
Xr;3%Si
т i »
-—
, —¦
„ "
i
\
1
[С
Wr;2
•
Ш
Р
\}28%Сг
Cr-N
•
В
w
Средние коэфициенты линейного расширения (а • 10е)
100 200 300 400 500 600 700 °С
Фиг. 6. Теплопроводность различных типов
жаростойкой стали при различных темпе-
ратурах.
рок) находятся в пределах значений для хро-
моникелевой стали 18/9 и нихрома 80/20, ука-
занных в табл. 11.
Таблица 11
Темпера-
турный ин-
тервал в °С
2О—IOO
2О — 2ОО
2О—3°°
2О—4ОО
2О— 5°°
2О—боо
20-700
ао- 8оо
ао-900
ао—iooo
Углероди-
стая сталь
(ОД—0,3 70С)
12,0
12,6
13.2
13.6
13-9
14,2
—
—
—
Хромистая сталь с содержанием
Ь
II,О
—
—
11,8
12,0
12,2
12,3
12,1
—
хрома в °
Y2
II.O
11,15
ii,45
Ц.7
12,0
12,3
12.55
12,6
—
17
ю,8
ю,7
и,о
«.3
И.55
и,8
12,Од
12.35
12,8
0
25
о,6
о,4
[о, 7
и,о
".3
и,7
12,0
12,5
30
о,5
о,а
о.5
[о,8
II.O
[1,1
ч,4
—
Высокохроми-
стый
чугун
C0-34°/0 Сг) с
содержанием
1% С
9,8
0,2
О,6
ю,9
[1,2
[1,4
[1,6
[2,2
[2,7
2% С
9.4
ю,з
ю,8
".3
и,4
".о
H.9
12,3
12,7
13,о
Хромо-
никеле-
вая
сталь
18/9
i6,6
17,о
17-2
17,5
17.2
18,2
18,6
18,9
19.3
19.2
Хромо-
никеле-
вый
сплав
20/80
14.7
15.2
15-3
15.6
15-9
16,4
17.°
17.5
Нике-
левый
сплав
C6°/о^ О
2,1
3.2
6,1
8,9
11,2
12,1
12,8
13-4
14.°
Серый
чугун
C7О С;
> /0 J
8,4
п,6
—
—
494
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II !
ТЕПЛОУСТОЙЧИВАЯ СТАЛЬ
Теплоустойчивая (крипоустойчивая, жаро-
прочная) сталь * характеризуется достаточно
высокой механической прочностью при повы-
шенных температурах и, в частности, высоким
сопротивлением ползучести (крипу), т. е. не-
прерывной пластической деформации под дей-
ствием постоянной нагрузки.
Теплоустойчивая сталь должна обладать
известным минимумом жаростойких свойств
и стойкостью против химического разрушения
её поверхности при рабочих температурах.
К числу элементов, повышающих тепло-
устойчивость стали, относятся: вольфрам,
молибден, ванадий и отчасти хром, медь
и никель. Последний (наряду с марганцем)
имеет значение главным образом как аусте-
нитообразующий элемент, поскольку структура
аустенита в связи с его меньшей способностью
к рекристаллизации для теплоустойчивой стали
оказывается наиболее благоприятной.
В отношении теплоустойчивости хром
является значительно менее эффективным эле-
ментом, чем, например, вольфрам или молибден.
Однако его присутствие в стали обеспечивает
получение жаростойких свойств. Поэтому хром
находит широкое применение, часто совме-
стно с другими элементами, при изготовлении
теплоустойчивой стали хромомолибденовой,
хромовольфрамовой, хромоникелевой, хромо-
медистой, хромоникельмолибденовой, хромо-
никельвольфрамовой.хромоникельмарганцовой.
• По указанному проекту ГОСТ — „Жаропрочная"
сталь
В зависимости от содержания легирующих
элементов теплоустойчивая сталь может быть
низко-, средне- и высоколегированной. Сталь
низко- и среднелегированная (перлитного
класса) характеризуется достаточно высокой
прочностью при температурах до 550° С.
Сталь высоколегированная относится либо
к карбидному, либо к аустенитному классу и
в последнем случае применяется под нагруз-
кой при температурах до 900—1000° С. Сравни-
тельная характеристика теплоустойчивости
аустенитной и ферритной стали приведена на
800°С
Фиг. 7. Сравнительная характеристика
ползучести стали аустенитного и фер-
ритного типов.
фиг. 7. Классификация и состав теплоустойчи-
вой и жаростойкой стали, изготовляемой заво-
дами СССР, приведены в табл. 12.
Основным критерием для оценки тепло-
устойчивости стали является напряжение, кото-
Таблица 12
Классификация и химический состав теплоустойчивой и жаростойкой стали, изготовляемой в СССР
Тип стали
Низко- и
среднеле-
гированная
Сильхро-
мы
Высоко-
хромистая
Хромо-
никелевая
Хромо-
марганцовая
и хромони-
Кельмарган-
: цовая
Марка
по проекту
ГОСТ
ХМ*
ХМФ *
хнзм*
хзм*
Х6М
Х6С
Х6СМ
Х8С
Х8СМ
. Х12С *
хюсм
Х12М
Х17
Х18
Х25
ХЗО
Х12Н7С
Х20Н14С
Х25Н20
Х18Н25С.
Х14Н14В
Х14Н14ВС
Х14Г14В*
Х18И6Г5
Х18Н6Г4,
¦ :> i . ;
завод-
ская
_
эию
—
ЭИ150-
ЭИ151
ЭСХ6
ЭСХ6М
ЭСХ8
ЭИ86
ЭСХ12
ЭИ1и7
ЭЖ17
ЭИ229
ЭИ181
ЭИ72
ЭИ211
ЭИ332
зязс
ЭК69
ЭИ240
ЭИ203
;ЭИ310
ЭИ312
с
О,1О—О,25
0,20—0,30
о,25-о,з5
О, I2-O,l8
<о,15
<о,15
^о, 15
О,35-о,5°
о,35—0,50
0,40 - 0,50
о.35-о,45
1.45—1.7°
<С°,12
о д— i.o
<О,2О
<o.iS
O,2j O,35
<JO,2O
<O,25
0,30—0,40
0,40-0,50
О,4О—0,50
о,35-о,45
о,35-о,45
о,35-о,45
Si
<о,4о
<о.4О
<о,4О
¦^°, 5°
<000
1,5-2,0
1,5-2,0
2,0—3.°
2,0-3,0
З.О-4.О
1,9—2,6
<о,4
<Ь 9
<о,9
<1,2
<О,0
2,0-3-0
2,0-3.0
¦<1.О
2,0 - 3»°
О,3:-О,8
2,7-3.3
1,4—1.8
:i,oi-i,6
1,4-2,3
Химический состав в °/0
Мп
О,2—О,6
0,5—0,7
О,2—О,6
°, 2—0,5
<°,5
о,з—о.7
о,3-о,7
о,3~ °.7
0,3-0,7
<о,7
<?о,7
<о,6
<i>5
<i,5
<о,6
О,7~ 1,2
<2,О
<2,О
«Со, 7
<о.7
13-15
4.0—6,0
3,о— 5»о
Ni
<о,6
<о,6
2,5-Э.о
<о,6
<о,6
<о,6
<о,6
<о,6
<о,6
<о,6
<о,б
<о,6
<о,6
<о,6
<о,6
<о,6
6,5-7.5
19-22
23-27
13-15
_
5-° -7.О'
5>° 7»°
Сг
о,8 -1,1
о,6—1.8
0,6—1,0
2,5-3.°
5.0-6,5
5.О—6,5
5.°-6,5
8,о-9,5
8,о-9,5
IO—12
9,о-ю,5
11-12,5
i6-i8
17—19
23-27
25-30
".5-14
18-22
24-27
16 20
13 - 15
13-15
13-15
17—20
17—20
Mo
0,4—0,6
0,2-0,3
0,5—0,7
. 0,3—0,4
0,45 - 0,6
0,45—0,6
— ¦
0,2—0,4
—
0,7—0,9
0,5—0,8
—
—
—
_
—
—
—
0,25- o,4o
<°,5
Прочие
O,2-O,3V
—
о,ю—0,25V
—
—
o,i5-o,3oV
—
<O,2N
<O,2N
_
—
—
2,0—2,8 W
2,0-2,8 W
2,0—2.8 W
0,8-1,0 W
Марки, не предусмотренные отечественными стандартами.
ГЛ. IX]
ТЕПЛОУСТОЙЧИВАЯ СТАЛЬ
495
рое вызывает при данной температуре за
определённый промежуток времени (срок
службы) заданное суммарное удлинение или
заданную скорость равномерной ползучести
(„условный предел ползучести" по ГОСТ
3248-46). На практике чаще всего определяют
напряжения, вызывающие суммарное удлине-
ние 1% за 1000, 10 000 и 100 000 час, что-
Иг
ммг
г
и лабораториями для стали одинакового
состава, часто объясняется именно различием
технологии её изготовления.
450 500 550 600 650 "С
Фиг. 8. Условные пределы ползучести (при
относительной деформации 10""^) типичных
марок низко- и среднелегированной стали [3].
соответствует средней скорости ползучести
10~3, 10~4, 10~°% в час или относительной
деформации 10~5, 10~6, 10~7 мм\мм час.
Характеристики ползучести (определяемой
как напряжение для относительной деформа-
ции 10~~6 мм/мм час) при различных темпера-
турах приведены на фиг. 8 и 9. На фиг. 10 по-
казана в логарифмической, сетке диаграмма
.напряжение—деформация" для типичных аме-
Фиг. 9. Условные пределы ползучести (при относитель-
ной деформации 10~6 ) высоколегированной стали.
риканских марок (химический состав — см.
табл. 2) хромистой и хромоникелевои стали при
разных температурах. Пользуясь такой диа-
граммой, конструктор может выбирать напря-
жения, соответствующие заданной скорости
ползучести.
Сопротивление ползучести зависит не толь-
ко от химического состава стали, но и в зна-
чительной, степени от технологии её изгото-
вления (способа выплавки, обработки давле-
нием, термообработки и пр.). Расхождение
числовых значений сопротивления ползучести,
которые приводятся различными авторами
0,01 0,03 0,05 0,1 OJ 0,5% 1,0
Деформация За 1000 час
Фиг. 10. Зависимость напряжений ползучести от вели-
чины деформации при различных температурах для не-
которых типичных американских марок хромистой и хро-
моникелевои стали (число слева от тире обозначает со-
держание в процентах хрома, число справа — никеля) [25].
Приведенные в табл. 13 для основных
типов высоколегированной стали напряжения,
соответствующие деформации в 1<у0 за
10 000 час, являются средними из наиболее
Таблица 13
Средние значения напряжений ползучести в кг 1см',
соответствующие деформации в 1°/0 за 10 000 час.
Темпе-
ратура
5°°
55°
боо
6jO
700
750
800
850
900
95°
1000
Высокохромистая сталь
без воль-
фрама и
молибдена
IOOO
боо
Зоо
15°
7°
3°
ю
3
—
—
—
с вольфра-
мом или
молибденом
1500
IOOO
5оо
Я5о
IOO
4О
15
5
—
—
Хромоникелевая сталь
без воль-
фрама и
молибдена
гбоо
I2OO
8оо .
5°°
Зоо
2ОО
<1ОО
5о—6о
ЗО—4О
ао—25
ю—15
с вольфра-
мом или
молибденом
34OO
i8oo
1200
75°
400
250
150
80
5°
ЗО
20
достоверных числовых значений сопротивле-
ния ползучести, опубликованных в техниче-
ской литературе. С этими усреднёнными зна-
Фиг. 11. Изменение модуля
упругости Е некоторых
типов стали в зависимости
от температуры (по разным
источникам): 1—'Низколе-
гированная (перлитная);
2 — среднелегированная с
6п10 Сг; 3 — аустенитная
хромоникелевая типа 18/9;
4—высокожаропрочные
аустенитные сплавы.
%
100
%
I50
§40
—
N
V
1
ч
!\Ч
|\
\<
\
|\
\
N
зл
,\
\'
\
\
А
100 300 500 700 900"
чениями достаточно хорошо согласуются при-
ведённые на фиг. 9 экспериментальные данные
для стали отечественного производства,.
496
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II
В некоторых случаях при конструкторских
расчётах необходимо учитывать изменения
значений модуля упругости Е при высоких
температурах. Изменения значений ? (в % от
значения Е при 20°) в зависимости от темпе-
ратуры для трёх типов стали: 1 низколе-
гированной (перлитной); 2 — среднелегирован-
ной с 6% Сг; 3 — аустенитной хромонике-
левой типа 18/9 и 4 — высокожаропрочных
аустенитных сплавов характеризуются кривы-
ми, изображёнными на фиг. 11.
Теплоустойчивая сталь применяется для
изготовления изделий, деталей и аппаратуры,
работающих при высоких температурах и, в
частности, для котлотурбостроения, химиче-
ской и нефтеперегонной аппаратуры, промыш-
ленных печей, двигателей внутреннего сгора-
ния.
КЛАПАННАЯ СТАЛЬ
Сталь для клапанов двигателей внутреннего
сгорания должна удовлетворять следующим
требованиям: а) хорошо сопротивляться дей-
ствию повторных динамических нагрузок при
высоких температурах (до 900" С в мощных
авиамоторах); б) иметь достаточно высокую по-
верхностную твёрдость; в) противостоять
разъедающему действию продуктов сгорания;
г) обладать достаточной теплопроводностью и
ограниченным коэфициентом термического рас-
ширения. Кроме того, клапанная сталь во из-
бежание хрупкости не должна закаливаться на
воздухе при охлаждении клапана с его рабо-
чих температ р. Всем перечисленным требова-
ниям в полной мере ни одна из известных ма-
рок стали (при крайнем разнообразии их) не
удовлетворяет.
Применяемые марки клапанной стали по
химическому составу могут быть объединены
в следующие группы.
1. Высокохромистая сталь состава:
11—13% Сг при 1,0-1,5% С и 16—170/0Сг при
0,5-0,7% С.
2. Хромомолибденовая (хромокобальтомо-
либденовая) сталь при том же содержании уг-
лерода и хрома, что и у стали предыдущей
группы, но с добавлением до 1% Мо и иногда
от 2 до 4<у0 Со.
3. Хромовольфрамовая сталь типа инстру-
ментальной быстрорежущей, но с несколько
пониженным содержанием углерода (макси-
мум 0,6—0,70/0).
4. Хромокремнистая (сильхромы) сталь
с содержанием 0,3 — 0,5% С, 2,0 — 3,5% Si
при различном содержании хрома, а именно:
3%, 8-90/0 и 10—12%.
5. Хромокремнемолибденовая сталь при
том же содержании углерода, кремния и хрома,
что и у стали предыдущей группы, но с до-
бавлением: 0,3 — 0,6% Мо при содержании
8 — 9% Сг или 0,5—1,0% Мо при содержа-
нии 10 — 12% Сг.
6. Хромоникелевая (аустенитная) сталь раз-
личного состава с содержанием: углерода —
в пределах от 0,1 до 0,5%, никеля — от 8
до 25% и хрома — от 8 до 25%, иногда с по-
вышенным (до 2 — 3%) содержанием кремния.
7. Хромоникельвольфрамовая сталь с со-
держанием 0,4 -0,6%С, 12—14%Сг, 12—150/oNi,
2 — 40/0 W и иногда 0,5 — 1% Мо. По содер-
жанию кремния эта группа может быть под-
разделена на две подгруппы: с содержанием
около 0,5% Si и 1,5 — 3% Si.
Сталь первых пяти групп относится к кар-
бидному классу и закаливается на воздухе,
что связано с высокой твёрдостью (до 500 Нд)
и хрупкостью, являющейся существенным
недостатком клапанной стали. Для подготовки
стали этой группы к механической обработке
на станках необходимо подвергать её высо-
кому отпуску, снижающему твёрдость до
240 - 270 Нр.
Хромоникелевая аустенитная клапанная
сталь обладает более высокой прочностью
при температурах 600 — 900° С, более высокой
пластичностью и не закаливается на воздухе.
Недостатком её является, низкая твёрдость
A60 - 200 Нв), которая не может быть по-
вышена термообработкой, а также свойствен-
ная аустенитной стали недостаточно хорошая
обрабатываемость резанием.
Хромоникельвольфрамовая аустенитная
сталь (марки Х14Н14В и Х14Н14ВС) отли-
чается исключительно высокой теплоустойчи-
востью, высокой динамической прочностью
и сопротивлением усталости при высоких
температурах и вместе с тем достаточной
пластичностью. Её жаростойкие свойства
практически одинаковы с жаростойкостью
хромоникелевой аустенитной стали без воль-
фрама.
Сталь марок Х14Н14В и Х14Н14ВС счи-
тается лучшей клапанной сталью и находит
широкое применение как материал для вы-
пускных клапанов наиболее мощных авиацион-
ных моторов.
Хромоникельмарганцовая и хромомарганцо-
вая сталь по совокупности эксплоатационных
и технологических свойств уступает хромони-
700 750 800
500
600
800 X
Фиг. 12. Напряжения ползучести (при
удлинении в 0,1 /„ за 100 час.) различ-
ных марок клапанной стали: кривая
1 — сталь Х8.С; 2 - сталь ХЮСМ;
3—сталь Х12К; 4- сталь X4R20 (ЭР);
5-сталь Х14Н14В; б —сталь Х14Н26В.
кельвольфрамовой стали. Указанные в табл. 12
марки Х14Г14В и Х18Н6Г5 являются, таким
образом, лишь заменителями марок Х14Н14В
и Х14Н14ВС.
В менее ответственных случаях в дизеле-
моторостроении применяют неаустенитную
клапанную сталь: хромоникелькремнистую —
ХГ2Н7С, хромистую — Х12М, хромокремни-
стую — Х8С и хромокремнемолибденовую —
Х8СМ и ХЮСМ.
ГЛ. IX}
СТАЛЬ И СПЛАВЫ С ВЫСОКИМ ОМИЧЕСКИМ СОПРОТИВЛЕНИЕМ
497
Для впускных клапанов пригодна хромо-
кремнистая сталь с содержанием 3% Сг
и 8% Сг и в некоторых случаях ещё менее
легированные марки.
Химический состав различных марок кла-
панной стали указан в табл. 10 и 12. Проч-
ность <j? (при кратковременном растяжении)
клапанной стали указанных ниже марок при
20 и 800° характеризуется следующими данными:
Х18Н9 Х12Н7С Х18Н25С Х14Н14В Х14Н26В
при 20° . . 6о 65 65 75 72 кг!мм?
, 800° . . 15 ю 14 Я5 3° я
Х8С Х8СМ ХЮСМ Х12М. Х12К
при 20° . . 74 75 75 8о 9° кг/мм4
. 800° . . 7 8 и> к) » »
Сравнительная характеристика длительной
прочности (напряжения ползучести при удли-
нении в 0,1% за 10J час.) типичных марок
клапанной стали приведена на фиг. 12. В обоих
случаях преимущество аустенитной хромони-
келевой стали очевидно.
СТАЛЬ И СПЛАВЫ С ВЫСОКИМ
ОМИЧЕСКИМ СОПРОТИВЛЕНИЕМ*
Сталь и сплавы с высоким омическим со-
противлением по их химическому составу можно
объединить в следующие группы: 1) меднони-
келевые и медномарганцовые сплавы; 2) мар-
ганцовокремнемедистая и хромомарганцово-
кремнистая сталь; 3) хромокремнемедистоалю-
миниевая сталь; 4) хромоникелевая сталь и
сплавы (нихромы); 5) хромоалюминиевая сталь.
По применению различают: а) сталь и сплавы
для реостатов, работающие при температурах
300 — 450°; б) сталь и сплавы для бытовых
и лабораторных электроприборов, работающие
при температурах 500—750.°; в) сталь и сплавы
• См. также т. 4, гл. II, стр. 222 —227.
для лабораторных и заводских печей, рабо-
тающие при температурах 700—1300°.
Медноникелевые и медномарганцовые
сплавы являются типичными реостатными спла-
вами. К этой группе относятся никелин, кон-
стантан и манганин.
Марганцовокремнемедистая, хромомар-
ганцовокремнистая и хромокремнемедисто-
алюминиевая сталь является заменителем
медноникелевых и медномарганцовых сплавов
при дефицитности их как сплавов на медной
основе.
Хромоникелевая сталь и сплавы приме-
няются для изготовления нагревателей лабо-
раторных и заводских печей сопротивления
с рабочей температурой 700—1300°. Все они
относятся к аустенитному классу и по своему
омическому сопротивлению мало отличаются
друг от друга, но отличаются по своей жаро-
стойкости.
Хромоалюминиевая сталь получила широ-
кое применение в качестве заменителя хромо-
никелевой стали и сплавов. Некоторые марки
хромоалюминиевои стали по омическому сопро-
тивлению, жаростойкости, продолжительности
службы в эксплоатации не только не уступают
хромоникелевой стали и сплавам, но даже за-
метно их превосходят (фиг. 13 и 14). Однако
механическая прочность хромоалюминиевои
стали в условиях длительной службы при вы-
соких температурах значительно (в несколько
раз) ниже прочности последних (фиг. 15). К этой
группе относятся марки, известные за грани-
цей под названием „фехраль", „хромаль", „ме-
гапир", а также марки, предусмотренные ука-
занным выше проектом ГОСТ.
Характеристика изготовляемыхв СССР стали
и сплавов с высоким омическим сопротивле-
нием на медной и железной основе для темпе-
ратур не выше 800° С приведена в табл. 14
Таблица 14
Сталь и сплавы с высоким омическим сопротивлением на медной
Тип стали
и сплава
Медноникелевые
и медномарганцо-
вые сплавы
Марганцовокрем-
немедистая сталь
Хромомарганцо-
вокремнистая
сталь
Хромокремнёмеди-
стоалюминиевая
сталь
Марка
Кон-
стантан
Нике-
лин
Ман-
ганин
МСМ1
Х18Г9С
МСМ2
МСМЗ
С
_
—
—
о,3-о,7
О,1—0,2
О,2-О,25
0,1—0,15
не выше 800° С [2,
Химический
Si
_
—
—
о,8—1,з
1,О—2,О
L5-I.8
Мп
состав
N1
3,7]
s°/o
Сг
На медной основе
I—2
I—2
и—13
39-41
33-35
з-З
__
—
—
На железной основе
18—23
8,о—ю
о,4-о,7
I.3-I.5
—
17—20
1,5-1.8
2.3-2,7
и железной основе для
А1
—
—
_
—
L7-2.5
2,7-3.2
Си
Осталь-
ное
»
о,8-1,5
—
0,5-0,6
1.3-1,5
гро-
? я
ч g Д
щ а Ч
Удельно
сопроти
в ом • м
0,47-0,50
0,40—0,42
0,43—0,45
~о,85
о,73-о,75
0,65—0,70
0,78-о,8а
температур
Темпера
кoэфиц^
тросопрс
0,00001
0,00002
о,ооооз
о,оообо
—
о,оообо
O.OOOjO
к §_
Предель
! чая тем1
в °С
5оо
45°
45O
5оо
8оо
5оо
7оо
498
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. И
Сталь и сплавь
Марка
по проекту
ГОСТ
Х20Н25
Х15Н60
Х20Н80
Х13Ю5
Х17Ю5
Х25Ю5
ОХ17Ю5
ОХ25Ю5
заводская
ЭХ425
ЭХН60
ЭХН80
ЭИ60
ЭИ341
ЭИ340
ЭИ318
ЭИ292
с высоким омическим
С
0,20
о,15
о, 15
О,2О
0,12
0,12
о,об
о,об
Мп
не более
сопротивлением для
Химический состав
Si
Сг
Хромоникелевые сталь
I О
1.5
1,О
о,7
о,7
l,o
1,2
о.5
18—22
i5-i8
2O-23
в %
N1
гемператур
А1
г сплавы (нихромы)
24-27
55-61
Осталь-
ное
Хромоалюминиевая сталь
1,О
1,2
1,2
О,6
О,6
12-15
16 —19
23-27
16—19
23-27
<о,6
<о,6
<о,б
<о,6
<о,6
—
—
3>5 5>5
4.о-6,5
4.о-б,5
4,о-6,5
4.о-6,5
выше 800°
электро-
сопротивле-
ние
в ом.мм? 1м
~1,О
i,i—i,i5
1,05—1,1
о,9-1,о
1,2—1,3
1,3—1,4
1,2—1,3
1.3-1.4
Таблица 15
С [3, 6, 16]
Темпера-
турный ко-
эфициент
электросо-
противле-
ния
0,00017
O.O00I8
0,00022
0,00005
о,оооо4
0,00002
о,оооо4
О,Э0СЮ2
»1и
>едельна
эочая тед
тура в °
IOOO
1050
1150
850
IOO0
IIJO
1000
1200
Характеристика изготовляемых в СССР
стали и сплавов с высоким омическим сопро-
тивлением для температур выше 8UO0 С при-
ведена в табл. 15.
Характеристика типовых сплавов сопро-
тивления, изготовляемых заграничными фир-
мами, приведена в табл. 16 и на фиг. 13—14.
ом.мм*
м
jb
|-
0,8
пр.
ЗО%СП5°Ш
/
ЖСг
..
0%
№
'о
\
4,20%
f jlD "oil a> Lr
/
р
Сг/
f
-Fe
@.1
%с
)
1500МО 1300 1200 1/00 1000X 0 200 400 600 .800 ЮОО°С
\\
S
\
\^
N
Сг-йР"
30/5
.20/80
25/20
\
К
^\
8/8^
15/60
Фиг. 13. Сравнительная стойкость
различных (указанных в табл. 16)
сплавов сопротивления, определяе-
мая продолжительностью службы в
эксплоатации.
Фиг. 14. Электросопротивление не-
которых типов стали при различ-
ных температурах (по разным
источникам).
Таблица 16
Типовые сплавы сопротивления, изготовляемые
заграничными фирмами [26]
Название
сплава
Химический состав в %
Fe
Ni
Cr
Al
Другие
элементы
Длитель-
ность служ-
бы вэкспло-
атации по
диаграмме
фиг. 13
(№ кривых
диаграммы)
Железохромоникелевые сплавы (нихромы)
Хромель . .
Хромель В .
Хромель А .
Хромель D .
Сплав 1М . .
Сплав В7М .
СплавЕ . . .
_
—
—
10
20
17
17
90
85
80
65
65
60
50
ю
15
20
25
15
15
33
—
—
—
—
—
—
_
—
—
—
—
7°/0Мо
—
_
—
6
—
8
—
7
Д<.елезохромоалюминиевые сплавы
Смит № ю .
Мегапир . .
Канталь . .
Канталь . .
Хромаль . .
Фехраль . .
55
65
67
72
75
85
-
—
—
—
—
—
37.5
30
25
20
20
12
7.5
5
5
5
3-5
3-5
—
Зп/0Со
3°/сСо
—
—
I И 2
5
3
4
—
г
0 600 650 700 750 800 "С
Фиг. 15. Условные пределы ползучести
при относительной деформации \0~~^>
хромоалюминиевой стали ( ~ 30% Сг,
5'7о A1J в сопоставлении с хромо-
никелевыми сталью и сплавами (в чи-
слителе— содержание хрома, в знаме-
нателе— содержание никеля).
МАГНИТНАЯ СТАЛЬ И СПЛАВЫ
При оценке магнитных свойств стали дол-
жны быть известны: кривая магнитной индук-
ции B=f(H), кривая магнитной проницае-
мости fA = /(f/) (фиг. 16) и петля магнитного
гистерезиса (фиг. 17).
Сталь и сплавы для постоянных
магнитов
Сталь для постоянных магнитов должна
обладать высокой остаточной магнитной индук-
цией Вг и высокой коэрцитивной силой Ис;
магнитная мощность стали может характери-
зоваться произведением этих двух величии
(ВГНС).
Из марок стали с высокой магнитной
мощностью особенно распространены некото-
рые марки хромистой, вольфрамовой и хромо-
молибденовой стали. Наиболее высокой коэр-
цитиенон силой обладает сталь, содержащая
ГЛ. IX]
МАГНИТНАЯ СТАЛЬ И СПЛАВЫ
499
кобальт, однако в силу высокой её стоимости
применение этой стали ограничено.
Сталь для постоянных магнитов характери-
зуется высоким содержанием углерода, спо-
Мтах
Фиг.16. Кривые намагничивания В
и магнитной проницаемости р. [7].
собствующего в форме ультрамелкодисперсных
карбидов повышению коэрцитивной силы.
Магнитные свойства стали находятся в тес-
ной зависимости от её микроструктуры. Сталь
с мелким зерном обладает более высокой
коэрцитивной силой и меньшей магнитной про-
ницаемостью. Коэрцитивная сила зависит от
степени дисперсности и количества карбидов,
распределённых в а-железе. При отпуске зака-
лённой на мартенсит стали вследствие коагу-
ляции ультрамелкодисперсных частиц карбидов
коэрцитивная сила уменьшается. Наоборот, при
отпуске (старении) закалённой ферритной стали,
Фиг. 17. Петля магнитного гистерезиса [7].
который приводит к выделению ультрамелко-
дисперсных частиц карбидов, коэрцитивная сила
увеличивается. Внутренние напряжения в ме-
талле также способствуют повышению коэрци-
тивной силы (особенно велико при этом влия-
ние внутрикристаллических напряжений в
искажённой решётке а-мартенсита). В соответ-
ствии с указанным высокая коэрцитивная сила
получается либо при наличии в стали напря-
жённой структуры мелкоигольчатого а-мартен-
сита, либо при наличии ультрамелкодисперсных-
частиц в основной массе а-железа. Таким обра-
зом, термическая обработка постоянных магни-
тов (соответственно классу стали) может заклю-
чаться либо в закалке на мартенсит, либо вн
дисперсионном твердении (старении).
В табл. 17 и 18 приведены химический со-'
став, магнитные свойства и температурный ре-
жим обработки различных применяемых в СССР
марок закаливаемой на мартенсит магнитной!
стали. ;
Наряду с указанными марками получили рас-
пространение „стареющие" магнитные сплавы,:
имеющие обычно сложный химический состав;
с высоким содержанием легирующих элементов.
По химическому составу различают следующие
„стареющие" сплавы на железной основе: мо-
либденовые, вольфрамовые, кобальтомолибде-
новые, никелькобальтовые, никелькобальт-,
титановые, никельалюминиевые и никелько-
бальталюминиевые. Примером таких сплавов
может служить сплав состава: 25—30% Ni;
10—15% А1;55 — 65% Fe. Микроструктура этого
сплава после закалки с температуры 1250°
и после отпуска (старения) показана на фиг. 18
(см. вклейку).
„Стареющие" сплавы имеют исключительно
высокие магнитные свойства. При остаточной
индукции 5000—7500 гс коэрцитивная сила
составляет 500—700 э, достигая в отдельных
случаях до 1000 э. Большинство сплавов этой
категории обладает высокой твёрдостью и хруп-
костью и часто не поддается никакой механи-
ческой обработке (кроме шлифовки), в связи
с чем они могут применяться только для изго-
товления литых магнитов.
Трансформаторная сталь и магнитно-
мягкие сплавы
Магнитные материалы этой группы имеют
высокую начальную (в слабых полях) магнит-
ную проницаемость, низкую коэрцитивную силу
и малые потери на гистерезис, т. е. характери-
зуются магнитными свойствами, противополож-
ными свойствам стали для постоянных магни-
тов. Микроструктура сплава и в данном случае
имеет сущеЬтвенное значение. Оптимальной
является однородная структура (чистый металл
Таблица 17
Химический состав закаливаемой на мартенсит магнитной стали [16]
Марка
по проекту
ГОСТ
Х2
ХЗ
В6
Х6КЗ
Х6К5
Х7К10М
Х9К15М
заводская
ЕХ2
ЕХЗ
ЕВ6
ЕКЗ
ЕК5
ЕМК10
ЕМК15
С
о,95—1,ю
о,д—1,ю
о,68—о,78
0,9—1,05
о,9—1,°5
о,9—i,o5
0.9—1,05
Si
Мп
не более
о,4о
о,4о
0,40
0,40
°.4°
о,4о
о.35
0,40
о,4о
о,4о
0,40
0.40
о,4о
0,40
Химический состав
Сг
it3—1.6
2,8-3,8
°.3—°.5
5.5—6,5
5,5—6,5
6,0—7.0
8,о -ю
Ni
не бо-
°.з
°.з
о.З
о,6
О.6
о,6
о,б
в %
Со
—
—
2,5— 3.5
5.5— 6,5
9,о—и,о
13,5-16,5
W
—
5,0-6,5
—
Мо
—
—
—
1,2—1,7
1,2-1,7
500
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II
Таблица 18
Магнитные свойства и температурные режимы обработки закаливаемой на Мартенсит магнитной стали
Марка
екту
гост
Х2
хз
В6
Х6К5
Х9К15
завод-
ская
ЕХ2
ЕХЗ
ЕВ6
ЕК5
ЕМК15
Режим
гнутья
ждением
на воздухе)
8оо—8500
8оо—8jo°
800—8500
900—9500
900—9500
Режим термообработки
для смягчения
77°° — воздух
7бо° — воздух
73°°— воздух
73о°— воздух
86о° — медленное
охлаждение
¦° с
;рдо
ЯНИ1
217—2д5
255—321
269—з21
229—321
241—321
Режим закалки магнитов
8400 — масло
850° — масло
8500—вода
95°° — масло
Тройная закалка:
1) 12зо° —воздух
2) 7о°° —воздух
3) io6o° —воздух
Магнитные свойства
2
ш я
а а §
°-св °
с s !г, &
X. х 3 ю
5оо
5оо
5оо
IOOO
IOOO
XT S д
9 000
9000
10500
8500
7 000
58
55
55
90
150
или твёрдый раствор) с крупным зерном, пол-
ностью рекристаллизованным. Дисперсные ме-
таллические и неметаллические включения до-
пустимы в минимальных количествах.
По химическому составу различают: а) низко-
легированную кремнистую сталь (трансфор-
маторная и динамная) и б) высоколегирован-
ные железоникелевые сплавы.
Характеристика трансформаторной и динам-
ной стали приведена в табл. 19 *.
Кремний, находясь в твёрдом растворе в
феррите, понижает проводимость железа и тем
самым сильно снижает потери на токи Фуко.
В связи с этим кремний вводится в трансфор-
маторную сталь в количестве 3,5 — 4,5% и в
динамную - до 2,3"j/o-
В качестве материалов с особо высокой
магнитной проницаемостью в приборостроении
и в слаботочной промышленности применяются
железоникелевые сплавы. Никель при содер-
жании его в пределах 50 — 80% резко повы-
шает магнитную проницаемость железных
сплавов. Однако это влияние никеля в полной
мере проявляется лишь в сплавах, свободных
от всяких посторонних примесей.
* Требования к электротехнической стали по ГОСТ
?02-41 см. стр. 398-399.
Проектом ГОСТ предусмотрены две марки
железоникелевых сплавов с высокой магнит-
ной проницаемостью: с содержанием 45 —
48% Ni и 76 — 790/0 Ni.
Состав железоникелевых сплавов с высокой
магнитной проницаемостью приведён в табл. 20.
Маломагнитная сталь
Маломагнитная сталь применяется для изго-
товления деталей машин, приборов и аппаратов,
которые не должны намагничиваться (кольца
электрогенераторов, компасные коробки, элек-
тросопротивления и пр.). Этому требованию
может удовлетворять сталь только чисто аусте-
нитного класса, к которому и относятся вы-
пускаемые нашими заводами марки малома-
гнитной стали: Н25 с содержанием 25% Ni и
Н9Г9 с содержанием 9% Ni и 9% Мп (табл. 20).
Обе марки стали могут применяться без
термообработки, однако оптимальная аусте-
нитная структура и максимальная способность
ненамагничиваться обеспечиваются термо-
обработкой — закалкой с температуры 930 —
10U0°.
Сталь марки Н25 хорошо сопротивляется
коррозии в атмосфере пара и в воде.
Таблица 19
Химический состав и магнитные свойства трансформаторной и динамной стали [6, 7]
Тип стали
Динамная . . .
Динамная спе-
циальная ....
Трансформатор-
ная
С
лее
О,1
О,1
O.I
Химический состав
О,8—1,2
1,8—а,з
3,8-4.2
0,2—0,35
о,а—о,з5
О,1О—О,2О
в %
Р
не
°,°А
о,о4
О,О25
S
эолее
о,О4
о,°4
о,о35
Толщи-
на ли-
ста
в мм
о,5
о.5
о,5
Потери при
vi0
в вт/кг
3»о
2,3
*.7
74
5-6
4.о
Магнитная индукция
В в гс
ПрИ Н_ В 9
31,4
15 ооо
14700
14 3°о
62,8
i6 000
15700
15500
125,6
17 100
16900
16500
** V,,, и Vlb обозначают соответственно максимальную магнитную индукцию J5= 10 000 и В=\Ь 000 гс, значениям ко-
торой отвечают приведённые в таблице потери на токи Фуко и гистерезис.
а)
)
Фиг. 18. Микроструктура Fe-Ni-Al сплава;
а — после закажи, б—после старения.
Том 3, гл. IX
ГЛ. IX)
СПЛАВЫ С ЗАДАННЫМ КОЭФИЦИЕНТОМ ЛИНЕЙНОГО РАСШИРЕНИЯ
501
Таблица 20
Сталь с нормированным коэфициентом линейного расширения, маломагнитная, магнитно-мягкая
и износоустойчивая [6, 16]
Группа
Маломагнитная
С низким термическим
расширением
Магнитно-м я гка я
Износоустойчивая
Марка
по про-
екту
ГОСТ
Н9Г9
Н25
Н36
Н42
Х8Н36
Н45
Н78М
Г12
Х18
завод-
ская
5ПГ9Н9
ЭН25
ЭНЯ6
ЭН42
ЭН45
—
У12Г
ЭИ229
С
O.45—о.55
о,25—о,35
<о,зо
<о,зо
о,35—о,45
<о.°7
<о,о7
i.o—1,3
о,9—i,o
Мп
8,о— ю,о
•<о,бо
<о.7о
<о,8о
о,з—о,б
Г,О— 2,О
0,8-1,5
н-14
<о,5
Химический
Si
0,3—о.б
"Омо
<°.35
<о,4О
<о,5о
<о,зо
<°.3°
<о,5
<1,О
состав в %
Сг
<о,5
2,0—3,0
<Ъ,3
¦<о,а
7,о—8,о
<о.З
<о,з
<о,а
17-19
Ni
8,0—9,5
22—25
35—37
42—44
36-38
45-48
76—79
<°,3
<о,6
Мо
—
—
З.а—3.8
СПЛАВЫ С ЗАДАННЫМ КОЭФИЦИЕНТОМ
ЛИНЕЙНОГО РАСШИРЕНИЯ
В точном приборостроении и в некоторых
других отраслях техники часто встречается
необходимость в материале с заданным, а в
некоторых случаях с особо низким коэфици-
ентом линейного термического расширения, не
зависящим от колебаний температуры окружа-
ющей среды. Элементом, наиболее сильно влия-
ющим на эту физическую константу, является
никель. Это свойство никеля обусловливает
широкое его применение в железоникелевых
сплавах с нормированными коэфициентами ли-
нейного расширения. Минимум термического
расширения (в интервале 0 - 100° С) наблю-
дается при содержании 30% Ni (фиг. 19).
Руководствуясь данными фиг. 19, можно
изготовлять сплавы с нормированными в ши-
роких пределах коэфициентами расширения.
Практическое постоянство коэфициента рас-
ширения в определённых интервалах темпера-
тур даёт возможность широко применять эти
сплавы в технике точных измерений независимо
от температурных условий прибора.
Железоникелевые сплавы характеризуются
тем, что модуль их упругости при нагреве из-
меняется тем больше, чем меньше оказывается
их расширение при нагреве. Эта особенность
является существенным недостатком в тех слу-
чаях, когда упругие свойства сплава не дол-
жны меняться при повышении температуры. Из-
менение модуля упругости можно ограничить
или предотвратить добавочным легированием
железоникелевых сплавов хромом в преде-
лах от 6 до 12%, как видно из диаграммы
фиг. 20.
Наибольшую известность получили железо-
никелевые сплавы с содержанием 35-37% Ni
(инвар) и 42 - 44% Ni (платинит), а также хро-
моникелевый сплав с содержанием 36—38% Ni
и 7—8°/0 Сг (.элинвар") (состав — см. табл. 20).
Сплав с содержанием 35-37%Ni (марка
НЗб) характеризуется малым коэфициентом
линейного расширения и малыми изменениями
последнего в пределах обычных колебаний тем-
пературы окружающего воздуха. Истинный коэ-
фициент линейного расширения при 20° в зави-
симости от состава сплава, термообработки и
технологии изготовления изменяется в преде-
лах @,8—2,0)-10"; средним значением можно
считать A,2—1,5)-10 6. Примеры применения:
стандартные эталоны размеров, маятники ба-
сг.Ю*
20
О 20 W 60 8Q%Ni 20 30 U0
1
(
+¦—
60 70%Ni
Фиг. 19. Влияние никеля
на коэфициент линейного
расширения [6, 19].
Фиг. 20. Влияние никеля и
хрома на температурный
коэфициент модуля упру-
гости железоникелевых
сплавов [6, 19).
лансирных колёс часов, измерительные лен-
ты, оправы для геодезических инструментов
и др.
Сплав с содержанием 42—44% Ni (марка
Н42) применяется для металлических частей,
вплавляемых в стекло, так как этот сплав имеет
коэфициент линейного расширения, близкий
к коэфициенту линейного расширения стекла
и платины, а именно F — 8)« 10 6 в пределах
температур от 0° до 4U0° С. В частности, сплав
применяется для электроламп, биметаллических
термостатов, а также для эталонов длины. При
повышенных температурах изменение коэфи-
циента расширения платинита значительно
меньше, чем инвара.
Сплав с содержанием 36—38% Ni и 7 -80/0 Сг
(марка Х8Н36) используется как материал с
низким температурным коэфициентом модуля
упругости, который оказывается неизменным
в значительном интервале температур.
502
ВЫСОКОЛЕГИРОВАННАЯ СТАЛЬ С ОСОБЫМИ СВОЙСТВАМИ
[РАЗД. II
ЛИТЕРАТУРА И ИСТОЧНИКИ
1. А к и м о в Г. В.. Металлы и сплавы в химическом
аппаратостроении, ГНТИ, 1933.
1а. А к и м о в Г. В., Теория и методы исследования кор-
розии металлов, Академия наук СССР. М. — Л. 1945.
2. Берковский И. Я- и Колоколова А. Г.,
Никелевые сплавы. Металлургиздат, 1941.
3. Б о р з д ы к а А. М., Жароупорные и теплоустойчи-
вые стали. ОНТИ. 1937.
4. Кистяковский В. А., Коррозия металлов,
ГНТИ, 1931.
5. Крещановский Н. С, Литьё из нержавеющих
и жароупорных сталей, Машгиз, 1941.
6. Л и ф ш и ц Б. Г., Физические свойства сплавов,
изд. 2-е, Металлургиздат, 1946.
7. М е с ьк ин В. С. Ферромагнитные сплавы, ОНТИ,
М.—Л. 1937.
8. М и н к е в и ч Н. А., Свойства, тепловая обработка и
назначение стали и чугуна, ч. I, 11, III. Госмашмет-
издат, 1932.
9. О д и н г И. А. и Михайлов-Михеев П. Б.,
Материалы турбин и турбогенераторов, Энергомздат,
1934.
10. Р о м а н о в М. М. и Вер О. И., Огнестойкие
сплавы, ОНТИ, 1935.
¦ 11. С к о р ч е л л е т и В. В. и Ш у л т и н А. И., Хи-
мическое разрушение металлов, ОНТИ, 1935.
12. Смирнов А. В.. Белоручев Л. В., Окисле-
ние и обезуглероживание стали. ОНТИ, 1934.
13. X и м у ш и н Ф. Ф., Нержавеющие, кислотоупорные
и жароупорные стали, изд. 2-е, Металлургиздат, 1944.
14. X и м"у шин Ф. Ф., Жароупорные стали для авиа-
двигателей, Оборонгиз, 1942.
15. Труды коррозионных конференций Академии наук
СССР. 1931, 1935, 1938.
16. Проект ГОСТ A946 г.). Сталь высоколегированная
с особыми свойствами.
17. Материалы конференции по теплоустойчивой стали
Академии наук СССР. 1940.
18. „The Book of Stainless, Corrosion a. Heat-resisting
Chromium Alloys", 2 ed. Ernst Thum, Cleveland, Ohio,
1934*.
19. Houdremont Ed., Einfuhrung in die Sonder-
stahlkunde. v. J, Springer, Berlin, 1943*.
20. M on у penny J., „Stainless Iron a. Steel", N.-Y,
1926*.
21. „National Metals Handbook", ASST, Cleveland, Ohio,
1934*.
22. Robaid, Werkstoffe u. Korrosion, B. I, Berlin, 1931.
23. „Symposium on effect of temperature on the properties
of metals", ASTM a. ASME, N.-Y., 1932.
24. „Tables of compositions, physical a. corrosion resisting
properties of corrosion-resistant a. heat-resistant alloys,
ASTM, 1930.
25. „Creep Data" ASTM a. ASME (Compilation of high -
temperature creep-characteristics of metals a. alloys)
Philadelphia a. N.-Y., 1938.
26. Hessenbruch W., Metalle u. Legierungen fur
hohe Temperaturen, B. I и II, v. J. Springer, Berlin,
1940.
27. „Werkstoff-Handbuch", VDE, Diisseldorf, 1934*.
* Книги, отмеченные звёздочкой, имеются в русском
переводе.
Глава X
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(СПРАВОЧНЫЕ КАРТЫ)
Приведённые в картах свойства, характер-
ные для данной марки стали, не могут рас-
сматриваться в качестве арбитражных пара-
метров, регламентируемых действующими в
СССР государственными стандартами или
ведомственными техническими условиями из-
готовления и постазки стали.
Значения механических свойств, устано-
вленные по действующим стандартам, проектам
ГОСТ и ведомственным нормалям, могут слу-
жить руководящими при конструировании ма-
шин и проектировании технологических про-
цессов прзизводства.
Дополнительно приведённые значения ме-
ханических свойств, установленные по резуль-
татам отдельных исследований (конкретные
для данного состава стали), оговариваются в
примечаниях к картам.
В целях обеспечения сопоставимости, зна-
чения удельного веса (п. 23) для стали (в ото-
жжённом состоянии) углеродистой, а также ле-
гированной одним или несколькими элемен-
тами, установлены по формуле Гумлиха при
значении удельного веса чистого железа (вы-
численного по параметру а-железа), равном
7,877 г/смз [33].
По тем же соображениям значение средней
теплоёмкости (п. 25) углеродистой стали с
нормальным и повышенным (до 1%) содержа-
нием марганца установлены по графикам Умино
(если не указаны другие источники) [33].
Показатели свариваемости (п. 30) опреде-
лены в терминах: весьма высокая (соответ-
ствует свариваемости углеродистой стали с со-
держанием до 0,3% С), высокая (то же с содер-
Перечень марок стали,
жанием от 0,3 до 0,4°/0С), умеренная (то же
с содержанием от 0,4 до 0,5°/0 С) и низкая
(с более высоким содержанием углерода)
(см. гл. VI, стр. 353, а также [58, 59]).
Показатели сопротивления атмосферной
коррозии (п. 31) определены в баллах: 1 — со-
противление весьма высокое (защитных по-
крытий не требуется — сталь типа Х18Н9);
2 - высокое (может применяться без защитных
покрытий — хромистая сталь с 12—15°/о Сг);
3 — умеренное (требуются защитные покры-
тия — медистая сталь); 4 — низкое (не следует
применять без защитных покрытий — углеро-
дистая сталь); 5 — весьма низкое (может при-
меняться в условиях особо тщательной защиты
покрытиями) [1].
В тексте карт приняты следующие условные
обозначения:
Отжиг — Отж; нормализация — Н; закал-
ка — 3; отпуск — О; цементация — Ц; нитри-
рование для азотируемой стали — Hump; улуч-
шение (закалка с высоким отпуском) — З./В.о;
вода — е; масло—м; воздух — возд.; печь—п;
состояние поставки в термически обработан-
ном состоянии (без фиксации режима)—Т; то же
в горячекатаном состоянии без термической
обработки — Г; то же в холоднокатаном или
волочёном (нагартованном) состоянии — X; ме-
сто взятия образца у поверхности — Нов.; то же
на расстоянии одной трети радиуса от поверх-
ности — !/3 R, половины радиуса — */2 Л, в цен-
тре сечения—Центр; размеры образцов: диа-
метр— d, длина — /; размеры труб: наружный
диаметр — DH; толщина стенок — s; ковка-—К,
штамповка — Шт.
помещённых в картотеке
карты
i
2
3
4
5
6
7
3
9
ю
и
12
13
14
15
1б
17
iS
Х9
20
Марка
о8
ю
15
20
25
30
35
40
45
50
55
6о
65
7о
15Г
2оГ
ЗоГ
4оГ
5оГ
6оГ
№
карты
21
22
23
24
25
26
27
28
29
Зо
3*
32
33
34
35
Зб
37
38
39
4°
Марка
65Г
юГа
30Г2
35Г2
40Г2
45 Г2
5оГ2
I5X
2оХ
3оХ
35 X
4оХ
45Х
5оХ
2ОХФ
3оХФ
• 4оХФ
15М
ЗоМ
2оХМ
№
карты
41
42
43
44
45
46
47
48
49
5°
51
52
53
54
55
об
57
58
59
6о
Марка
ЗоХМА
35ХМ
35*2М
ЗэХС
4оХС
40Х2Г
40Х2ГМ
15Х2Г2Т
2оСГ
35СГ
50СГ
20ХГС
25ХГС
30ХГС
35ХГС
35ХМЮА
35ХМФ
25Н
30 Н
4оН
№
карты
6i
62
63
64
65
66
67
68
6о
7о
71
72
73
74
75
76
77
78
79
8о
Марка
25Н3
2ОХН
з°хн
4оХН
5°ХН
I2XH2
12ХН3
20ХН3
ЗоХНз
40ХН3
12ХН4А
I8XHB
25ХНВ
35ХНМ
ЗоХНаМ
35ХН3М
30ХН4М
45ХНаМФ
ШХд
ШХх3
№
карты
8i
82
83
84
0е?
86
87
88
89
9о
9i
92
93
94
95
96
97
98
Марка
55С2
боСг
5оХГ
50ХФА
Ам
Г12
Х13
2X13
3X13
Х6М
Х8С
ХюСМ
Xi7
Х25
Х18Н9
Xi8H9T
Х18Н25С
Х14Н14В
504
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 1. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
ГОСТ В-1050-41
1
2
3
4
5
6
7
с
g
10
11
16]
Основное назна-
чение
Химический состав
в % [16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел проч-
ности при рас-
тяжении а^
в кг/мм'1
Предел теку-
чести о„
в кг/мм3
ное удлинение
8 в °/0
ное сужение
+ в %
Бринелю Hq
Удельная
кость а^
в кгм/см'1
Место
взятия
об-
разца
Нов.
»/,Я
Центр
Пов.
»/,Я
'Л,ентр
Пов.
Ч R
3
Центр
Пов.
чя.
Центр
Пов.
Центр
Пов.
•/,я
Группа стали
Углеродистая качественная
Холодная штамповка
С
0,0/—0,12
Прутки i
Всякий по
мент\г
Г
Мп
O,2S—O,S0
i поковки
¦2/
Н 940°
Si
<o,oS
Листы
До 4
Гили X
Марка
OS
из Aucmot
1 толщиной
Способ
выплавки
Основной процесс в марте-
новской печи
до 4 мм; проволока
и холоднокатаная лента
Сг
9.-ГГ
Про-
волока
0,4
-10,0
к
Ni
<о,з
Лента
o,os—j,6o
X
S
•< 0,040
Трубы
зле к тро-
се арные
D =12-1- 6},f
н
S = 1 -*• 2
Т
Р
< о,о4о
Механические свойства при обычных температурах (не менее)
[Щ
<i3i
Центру
* Длина образцов
00 мм.
** Длина образцов 20—80 мм.
*** В первой
(полумягкая) и в >
строке
третьей
33
i8
85 — 33
60
[21]
28-43
„
[8}*
3S-4
2 — 3
[6]**
28-40 ***
3S-S0
SO—80
10
4
1
значения для группы твёрдости ON
i — для группы 1 (твёрдая).
[ (особо мягкая),
[26]
32
610 — 20
1
во второй — для группы ЛМ
**** q указанных пределах (не менее) в зависимости от толщины или диаметра.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
505
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
в
(не
t
в кг мм'
более)
Показатели механи-
ческих свойств
"s в
8 в
аи
t кг/мм*
кг/ми*
%
j кгм/см1 *
Условный
предел
(напряжений) ползу-
чести ас в
(не более)
кг/мм*
Модуль норм.
гости Е в
[31]
Упру-
кг/мм*
Критические
точки в °С [ЗГ\
Асх
Ас3
73-»
874
Art
Аг3
68о
8/4
Коэфициент линей-
ного расширения
с
t • 10е
[31]
Теплопроводность
X кал/см • сек °С
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием
[5J,
Ь4\
Особые свойства
Область
и примеры
применения
* Данные
определены
** Для стали с
Число i
5-
1-
1 •
10»
Ют
а
изгиба
— 1
кручения
Характеристика образца и его
материала
Механические свойства
При низких температурах в °С
Вели-
чина
дефор-
мации в
в час
ю-в
ю-т
20°
19 ооо
При высоких температурах в
[1]
$00
4
6
14
34
0°
18
Температура испытаний
400
а
8
4
/о
7,0
4,7
foo
4,з
з,7
21 Прокаливаемость
20 — 100°
и,6
100°
0,193
1JOO—с
Весьма
20 — 200°
126
200°
O,l6f
Чоо° С
высо-
кая
Коэф. обр. 0,8
при
18+117
Отн. обр. 50%
при
Hq = 126+163
20 -
300°
,о
400°
0
29
31
33
12)
20—600"
14,6
;оо°
о,ю9
S
B
(I
19
22
25
27
в °
3)
400
36
12
3/
100°
17
С
soo
2!
11
S3
Зоо°
°С
600
16
6
6
fOO°
9
I
Характеристик*
Характеристика мате-
эиала при нормальной
температуре
Состав стали:
0,08°10 С; 0,47% Мп;
0,09°1а
(
0
Q 5=
= 4
¦ п пчч
/5°/0 Р
Ю,5 кг/мм?;
26,2 кг/мм';
5 = 20,5%; ф =
При
7
содержании
0,05°/0 С
i материала образца
Нормализованная сталь
нием
Модуль сдвига
G
в кг/мм
0,08"/
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г "С
Температуро-
проводность
Л >• ^
Способ охлаждение
Сопротивление
в смг/сек
[ ПОКОВОК
0—100°
0,111
100
0,224
атмосферной коррозии
Пластичность при холодной деформации
„
=
с содержа-
2; мартеновская
= 35 +
9С
)
23 1 Удельны?
1 ^ в г/см*
0—200'
о,И4
200°
o,i8f
7 5з
о—4оо°
1,122
4оо°
0,12<)
Охл. нормальное
Согласно
балл 4
шкале
Весьма высокая
вес
33]
о—6оо°
o,ii;
foo°
0,102
В общем машиностроении для указанного в п. 1 назначения
по графику.
содержанием
0,06501о С и
0,40% Мп.
506
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 2. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
[16]
Основное назна-
чение
Химический
в % [Щ
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
в кг/мм*
Предел теку-
чести 0_
В K2JMM1
Относитель-
ное удлинение
8» в °/0
Относитель-
ное сужение
Ф в °/0
Твёрдость по
Бринелю fig
Удельная
ударная вяз-
кость ад
в кгм!см2
Место
взятия
образца
Пов.
V. R
Центр
Пов.
¦/,«
Центр
Пов.
'/,Я
Центр
Пов.
4.R
Центр
Пов.
'/зЯ
Центр
Пов.
Центр
Группа стали
Углеродистая качественная
Марка
10
Способ выплавки
Основной процесс в марте-
новских печах
Штамповка в виде листов толщиной до 4 мм в холодном состоянии; низкоугле-
родистая проволока и ленты; волочение а высадка в холодном состоянии, сварные
детали; изготовление подлежащих цементации деталей на металлорежущих
станках
С
о,о!—о,1!
Мп
о,3,-о.6о
Прутки
Всякий по
сорта-
менту
Г
Я 930'
Si
o,,7-o,S7
Листы
До 4
Гили X
Сг
< o,i!
Прово-
лока
о,4—ю,о
X
Ni'
< 0,30
Лента
о,о!—3 6°
X
S
< 0,04!
1
Грубы бес-
шовные
Э = S-i-426
- = 0J-.-20
Г или X
Р
<о,04!
Прутки кали-
брованные
До 6о
X
До 6о
Отж.
Механические свойства при обычных температурах (не менее)
[16]
г*
-
i8
>¦
а
[21]
28-43
— 24— 27***
[8] *
40-4! ***
*-
з ***
[6]**
28—40****
38-!О
10
4
[23]
$2
20
•
!О
[15]
42
8
а
<*87
3"
26
* Длина образцов 100 мм.
** Длина образцов (в зависимости от толщины) 20—80 мм.
*** В указанных пределах (не менее) в зависимости от толщины или диаметра.
**** Значения первой строки для группы твёрдости ОМ (особо мягкая), второй — для группы ПМ
(полумягкая), третьей — для группы Г (твёриая).
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
507
12
13
14
IS
16
17
18
20
24
26
28
33
32
34
35
Предел усталости
(не
¦с , в кг/мм2
более)
VI
Показатели механи-
ческих свойств
<J в
«ю в
akB
кг/мм'
кг/мм'
°/о
кгм/смг
Условный предел
(напряжений) ползу-
чести зг в кг/мм?
(не
5олее) [3/]
Модуль норм.
упру-
гости Е в кг/мм' [Ц
Критические
точки в °С [31]
Act
Ас3
73* 1 Аг1
874 | Аг3
68о
8/4
Коэфициент линей-
ного
расширения
о- • 108 Отж. [47, 31]
Теплопроводность
X кал/см • сек [33] **
Интервал температур
ковки [57] •
Свариваемость
Обрабатываемость
резанием [54]
Особые свойства
Область и примеры
применения
31]
Число ]
5-
1 .
1 •
Д.ИКЛОВ
10»
107
10* ••
i—1 изгиба
16—22 *
т
i кручения
Характеристика образца и
материала
Сталь в
его
нормализованном состоя-
кии. Образец
Механические свойства
При низких температурах в °С
—20
4,о
Вели-
чина
дефор-
мации в
мм/мм
в час
10-
-.
10-7
10"
+
-8
if
^9 8оо
21
20—100°
11
6
100°
°'J
1}ОО—
1
—40
40,/
29,4
35,о
2,28
п
-8о
4/,о
с
6,9
3.3
,/8
—iSo
82,2
77.9
0,41
При высоких температурах е
100
3°
а
о»
=
,6
г
to,4
iS,o
14,9
Температура испытаний
11,0
7 7
3>3/
—40*
21 200
4/о
7,о
4,7
i,8j
—8о°
21 ООО
1рокаливаемость
20—200°
12,6
200°
O,l6/
800° С
Весьма высо-
кая
Omh
ИВ
1. обр. 50°/0
при
= 131+170
20—4^0°
11,0
4оо°
0,12}
29
31
33
/00
4,2
—180е
21 200
20—6ОО°
14,6
/00°
о,юр
>
2
1
19
22
25
27
в °
/о
.3
.3
[31]
200
40,5
0.3
= 30,9
,3
14Л
С
i00
$8,/
а =¦
о.а
= 10,6
24,0
СС
/00
2С
о>*
==
3
9.
.3
27
глаакип
Характеристика мате-
риала при нормальной
температуре
Для испытаний при
низках температ.,
механ
15°
8 =
С:
свойства при
'(,- 37,8
: 9Я 1 U?l
кг/мм3;
?30°/0; ф = 70,6°/0 и
а? = 15 кгм/с и2.
Для испытаний при
высоких температ.
0,07й/
0,1
0,019°10
„ С; 0,27°!0 Мп;
Si; 0,022n/0S;
Р; механ. свой-
ства при 20°
—
01,С
=yff,o нгшм'
=34,7°'/„; ф =
^: пь =
76,9°/а
(Вольфсон и Мягкое)
Характеристика
материала образца
Сталь мартеновская с содержанием
U,U8°/
0 '
п; 1
'В
Сталь состава: 0,07й
О,1о/о S
Модуль сдвига
G
в кг/мм1
0 С; 0,27°/о Мп;
1; 0,022:>IJS;0,019%P; Г. <
сон
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °С
Температуро-
проводность
а{ - М
Способ охлаждения
Сопротивление
К ч ¦ с)
в см^/сек
поковок
атмосферной
Пластичность при холодной
0—100°
0,110
100°
0,224
коррозии
деформации
i Мягков)
23
Т
0—200°
о,и4
200
o,i8/
Охл. i
гВольф-
Удельны5Гвес
в г/см3 [33]
о—4оо°\
0,122
4оо°
0,129
юрмальное
Согласно
о—боо13
0,1}/
/00°
0,102
шкале—балл 4
Весьма высокая
В общем машиностроении
для указанного
тали кузова автомашины, тяги, вилки
¦ В указанных пределах
? зависимости
** Для стали с содержанием 0,06б°/0 С
от размеров
и 0,40%
Мп.
в п. 1 назначения,
в частности де-
1, трубки, прокладки, шайбы
сечений полуфабриката.
508
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
• [РАЗД. II
Стандарт
Карта
ГОСТ В-1050-41 [16]
1
2
3
4
5
6
7
8
9
10
11
Основное назна-
чение
Химический состав в °/„
[16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
нии чь в кг/мм2
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная удар-
ная вязкость а%
в кгм/см*
Место
взятия
образца
Пов.
4,R
Центр
Пов.
'У?
Центр
Пов.
'У?
Центр
Пов.
4,R
Центр
Пов.
4,R
Центр
Пов.
4,R
Центр
3. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
Углеродистая i
Ковка и
стали
качественная
Марка
It
Способ выплавки
Основной процесс в марте-
новских печах
штамповка в горячем состоянии; штамповка (с вытяжкой) в .
ном состоянии; волочение а высадка
ленты, проволока;
С
0,10—0,20
Всякий
по сорта-
менту
Г
Мп
о,з;-о,6о
фасонные
холод-
в холодном состоянии; стальные листы,
отливки; изготовление
металлорежущих
Si
0,17—0,37
Сг
<о,з
Прутки а поковка
31
Н 9*°°
До zoo
И
юо—зоо
9оо—920
Механические свойства при
[16]
«43
¦
зг
21
27
ff
20
27
SS
<141
б,/
[46]
34
17
2S
N1
<о,з
Зоо—/оо
с
станках
S
f
Ласты*
До 4
Г или
X
цементуемых деталей на
Р
<o,o4S
Ленты
о,1—з,о
X
обычных температурах (не
33
if
24
1
/о
<143
6,0
4f
<I43
f,f
1
[21]
32—4f
23—
26*****
* Из стали, кипящей с уменьшением содержания марганца до 0,25—0,50'7и и
** Образцы 0 20 .
[7]***
4f—8o
Прутки
калибро-
ванные
До 6о
X
менее)
[Щ
4f****
8
4f
Отлив-
ки
20**
Н или
Отж.
9оо" С
[14]
4о
20
3S
1
кремния 0,03 Jq.
iM, 1=50 мм из заготовок (сталь с содержанием 0,5—0,9% MnJ, отлитых в сухие песчаные
*** Длина образцов 20—80 мм.
**** Для холодной высадки:
*#
*** В указанных пределах
зь>55 кг/мм1; ь,>18°/а и <р>50°10.
(не менее;
в зависимости от
толщины листов.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
509
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
(не более)
в кг/мм3
Показатели механи-
ческих свойств
аЬ в
«0-2 <
5,о в
акв
кг/мм1*
» кг/мм-
%
кгм/см1
Условный
предел
'напряжений) ползуче-
сти
зг в кг/мм1
более) \31\
Модуль норм.
гости Е в
'Волъфсон
кг'мл
(не
vnpy-
а \31\
и Мягков)?
Критические точки
в °С [31]
Ас1
Ас3
863
Аг,
Аг3
68;
840
Коэфициент линей-
ного расширение
[58]
\ а.10»
Теплопроводность
X в i
кал ел
i < ек
[33]*
Интервал
тур
ковки
Ч,
темпера-
[57]
Свариваемость
Обрабатываемость
резанием
[54]
Особые свойства [60]
Область
и примеры
применения [31,
46]
Число 1
5-1
1- 1
1.
При i
—10
9,02
Вели-
чина
дефор-
лации в
мм, мм
в час
_я
10—7
10
—8
20°
20 200
21
циклов
0»
О7
0-
шзких т
в °С
—Зо
2,21
а , изгиба
х—, кручения
Механические
гемпературах
[31]
—;о
1,0^
—6о
1,01
свойства
При высоких
в "С
ТОО
37,8
21,1
21,3
12,99
Температура испытаний в с
*3
9
100°
i8 700
4;о
8,о
;,;
Зоо9
17 ооо
Прокаливаемость
20—100°
11
,9
100°
o,i8s
>-> 1
20—200°
i2,s
200°
0,1 S9
20—4°°°
13,6
4оо°
о,из
1300—800 °С
Весьма высокая
1.
При с/, —50
кг/мм3,
;оо
4,;
3,0
4SO*
IS loo
[31]
20—;оо':
14,2
Sod'
0,098
=66 м\мин, при гл\бинг р>-
занггя Змм и подаче 0,5 м и! об.
2.
ны
Отн
. обр. 50°10 при
= 111-170
Склонность
обжатия,
В тяжёлом,
п •
Нв-
к росту зерна i
времени
сраОнем
)
1
Г/©
•*
19
22
25
27
29
31
33
три
200
48,;
з;,1
16,2
13,49
С
Характеристика
образца и его
материала
температурах
[31]
Зоо
44,3
14,9
26,0
12,19
fOO
21,;
10,9
29,9
6,78
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
0,18Чо
0,12°/0
С 0,«0/оМп;
0,011°10Р. Величина,
зерна 1—2. Г. i^ —
жа
40,3 кг/мм1;
-= 23,8 кг/мм3; о ,„=
8,6'7,J at
•32,7°10;
=10,62 кгм\см*(Вольф-
1он и Мнгков)
Характеристика материала образца
нормализованная, J
Модуль сдвига
G г
Склонность к отпускной
хрупкости
Теплоёмкость с в
Температуропро-
водность
а[
v т-
-
в см?\сек
Способ охлажде-
ния поковок
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной
содержании
и температурь
с
деформа-
<0,13°!t
0—100°
0,11a
100°
0,210
Охл.
13
iB = ЮС
Удельный
в г/см3 [33]
0—200°
О
И4
200°
o,z68
1,82
о—4оо°
0,123
4(юа
0,112
нормальное
Согласно
вес т
о—6оо°
0,136
;оо°
0,082
шкале — балл 4
Весьма высокая
С в зависимости от величи-
и олцеи машиностроении для указанного
а'-тно.тл- цементуемые или цианируемые
ключи
* Значения интерполированы по данным для
болты,
стали с содержанием 0.06501,, С
винты,
и 0,29°1
в п.
1 назначения,
гайки, вилки, рычаги,
0С.
510
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. М
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
[16]
Основное назна-
чение
i
Карта
4. СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
Ковка и штамповка
холодном состоянии;
Марка
в горячем состоянии;
листы,
цементации или цианированию
Химический состав в %
[16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Пределпрочности
ай в кг!мх1
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная удар-
в кгм/см3
Место
ВЗЯТИЯ
образца
Пов.
lkR
Центр
Пов.
4,R
Центр
Пов.
4*R
Центр
Пов.
ЧЛ
Центр
Пов.
43R
Центр
Пов.
'У?
Центр
с
о,ц—о,2;
ч
Г
Мп
о,з;—о,6о
Прутки
¦»/
Н 900°
[16]
До
лента,
20
штамповка
проволока и трубы;
1
Способ выплавки
Основной процесс в
невских печах
(с t
ытяжкой) и
марте-
волочение в
изготовление подлежащих
деталей на металлорежущих станках; фасонные отливки
Si
0,17—0,37
1 поковки
100
Сг
<о,з
1
юо—з00
Н880-
N1
<о,з
Зоо—;оо
900°
Механические свойства npi
40
24
я;
;;
40
32
24
S3
<*#
* Образцы 9) 20 мм, 1=50 мм из заготовок (сталь
** Длина образцов
*** Длина образцов
[46]
3*
20
21
;о
1,0
37
i (
19
22
4!
<!*
1,0
s
<о,о4;
Листы
До
4
Г или X
Р
«*,о4;
Лента
0
1—3,0
X
Прово-
лока
о,4—ю,о
X
эбычных температурах (не
[21]
з>-:о
%%*
&
[71*
¦<¦
{o-~8f
3
1
Прутки кали-
брованные
X
менее)
[8]***
4I—W
с***
2-3*
***
[15]
fo
7,1
40
У/
Трубы бес-
шовные
.
С
j
* 1
Г
25]
40
30
Отливки
20*
|
[46]
4о
20
21
3!
—
ссодержанпем 0,5—0,8°jaNin), отлитых в сухие песчаные формы.
20—80 мм (в зависимости от толщины)
100 мм.
**** В указанных пределах {не менее
в
зависимости
от толщины
листов
или
диаметра поковки
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
511
I
и
13
14
15
16
17
18
20
•л
26
28
30
32
34
Предел
а
(не
р т—1
усталости
в кг/мм?
более)
Л
Показатели механиче-
ских свойств
Ч
ф!
в кг/мм3
в кг/а
В°'о
» %
м3
Условный предел
(напряжений) ползуче-
сти
¦„ в кг мм'
(не более)
[31]
Модуль норм.
гости Е в
Упру-
кг/мм3 [37]
Критические точки 1
в СС [31]
Асх
Ас3
73!
8/4
АГ\
Аг3
682
S3;
Коэфициент линей-
ного расширения
о •
[О3 Отж. [31, 47]
Теплопроводность
X в
[33]
кал са
• сек
DC
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием [53, 54
Особые свойства
Область i
\ поимеоы
применения [3*
U 46]
Число
1 •
1 .
1
При
-40
;;
38,6
13
и
Величи-
на де-
форма-
ции в
MMJMM
в
11
«с
—»
10-'
1С
—з
20°
20 000
21
циклов
10е
107
10—
а ! I
гагиба
21
х—, кручения
Механические
низких температурах
в °С
-70
6i
3S—49
¦ 34
62
—1ОО
6з
41—/I
30
64
—140
68
44—6;
34
6о
свойства
При
100
38
22
22
64
Температура испытаний в
4оо
i3,o
9,;
4;о
8,о
;<;
Прокаливаемость
20—100° 1
11
,i
100°
о,
г8Ь
20—200°
12,1
200°
o,i;9
¦> 9 п Ч
20—400°
13,4
4оо°
о,114
1300—800° С
Весьма высокая
Коэф
обр. 0,9 при Н
= 121+156. Отн.
"в
=137+174
/00
4,;
3,0
[31]
20—6ОО°
14,4
/00°
О,1ОО
обр. 65°L nvu
боо
2,4
I,;
19
2,
25
27
29
31
33
высоких
в °С
200
48
24
16
;б
сс
Характеристика образца i
Стал*'
состаь
материала
i его
it- 0.2/0/. Г- Л7б°/„ Мп:
0,2°/n Si; *ь =42 кг/мм»
температурах
[Ц
Зоо
44
16
24
64
400
Зб
13,/
29
70
;о
2/
1О
29
Характеристика мате-
риала при нормальной
температуре
Для испытаний при
низких температу-
рах сталь состава:
0,2'"ПС
; 0,52°/пМп;0,25°/о
Si; 0,028°!a S; 0,077%Р;
а^ =51,7 кг/мм-; as =
=37,3 кг/мм3;
<Ь— /«./о/
Для
=2У,7и/„;
испытании при
высоких температ.
стпль состчва:0,18° 0С;
0 45" /„
0,017о/0
Мп; 0,
S; 0,011°
2°0 Si;
40кг(мм3;<з3=34 кг/мм3;
Характеристика материала образца
Модуль сдвига
G в кг/мм3
Склонность
хрупкости
нием (
7,2°
к отпускной
Теплоёмкость с
в кал/г °С
[33]
Температуропро-
водность
а
( х
V 7 • i
\
1
., J
к
Способ охлажде-
ния
поковок
Сопротивление ат-
мосферной
зии
корро-
Пластичность при
холодной дефор-
мации
t
)—100°
0,112
100°
0,211
Охл
/о С; Н
'; НВ -1
15
23 1 Удельный вес
| y в г/см3 [33]
О—200°
0,11/
200°
о,174
7,82
о—4оо°
0,128
4оо°
о,из
нормальное
0—6оо°
0,136
/00°
0,094
Согласно шкале — балл 4
Высокая
В тяжёлом и
Среднем машиностроении — кованые
крюки, траверзы, рычаги, втулки,
паровозов, крышки цилиндров
* Значения, определённые
одинаковом содержании
' интерполяцией по
@,84°i0) марганца.
вкладыши; литые
и
штампованные тяги,
серьги,
крейцкопфы, поршни, колеса
данным для стали с содержанием
0,29°/п С и 0,065"/п
С при
512
СОСТАВ. СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. П
Карта 5. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
7
Q
9
10
11
ГОСТ В-1050-41
[16]
Основное назна-
чение
Химический состав
в % [16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении j.
в кг/мм3
Предел теку-
чести ег.
ное удлинение
86 В 0/0
Относитель-
ное сужение
Ф В °/0
Твёрдость по
Бринелю Hg
Удельная
ударная вяз-
кость Од
в кгм/с-н*
Место
взятия
образца
Пов.
lUR
Центр
Пов.
ЧЯ
Центр
Пов.
lkR
Центр
Пов.
43R
4*R
Центр
Пов.
43R
»/,я
Центр
Пов.
lUR
Центр
Групш
Углеродистая
стали
качественная
Марка
25
Способ !
шплавки
Основной или кислый
цесс в мартеновских i
Ковка а штамповка в горячем состоянии; волочение в холодном
листы, ленты, проволока и трубы; изготовление (подлежащих, t
цианированию) деталей на металлорежущих станках; фасонные
С
О,20-О,3О
Всякий
по
сорта-
менту
Г
Мп
о,;о—о,8о
Si
0,77-0,37
а
<о,з
Прутка и поковка
я;
Н 880° С
3*
;. з
860-
890° С.
в.
2. О
200° С
1. з
860 -
890° С,
в.
2. О
600° С
N1
<о,3
До
ТОО
S
< о,о4;
юо—з00
Н 870—890"'С
Р
<о,о4;
Ли
сть
1
До 4
Г или
X
Лента
0,1—},0
X
Про-
воло-
ка
о,з-7,/
X
про-
чечпх
состоянии;
1 частности,
отливки *
Прут-
ки ка-
либро-
ван-
ные
Добо
X
Грубы
бес-
шов-
ные
чо so" ,|.
«+ II
Г
Механические свойства при обычных температурах (не менее)
\16]
41
26
22
;о
[45]
64
4;
84 = *3
6о
797
/о
3/
\ = Ь4
7°
17О
41
24
22
46]
40
22
2О
1
/0
< 770
/
48
[21]
4о-;;
¦***
/ 1
[7]**
т
1
//—90
я
6о—
200***
2—
[15]
//
[25]
4}
1
7
40
<2'7
'9
* По ГОСТ 977-41 из стала с повышенным содержанием марганца @,5 — 0,9°/q); о. > 42 кг/мм'; я >
> 22 кг/мм*; ?2,5 > 18°1о'< Ф > 30° 1 о в нормализованных литых образцах 0 20 мм, 1 — 50 мм (из заготовок, от-
литых в сухие песчаные формы).
** Длина образца 20—80 мм {в зависимости от толщины).
*** В указанных пределах (не менее) в зависимости от толщины листа или диаметра проволока.
**** Число перегибов на 180° (максимальное число отвечает минимальному диаметру проволоки).
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
513
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
и ,,
х—, в кг/мм2
(не более)
\ЗЦ
\36]
Показатели механи-
ческих свойств
<j? в кг/мм1
я в кг/мм1
6,0 В
ф В
%
%
кгм/см*
Условный предел
(напряжений) ползу-
чести ¦ур в кг/мм'1
(не
5олее) [31]
Модуль норм.
гости Е в кг/мл
Критические
точки в °С [3/]
Ас
Ас3
13! 1 Агх
840 \ Аг3
УФУ-
1 [31]
68о
824
Коэфициент линей-
ного
расширения
а ¦ да [/]
Теплопроводность
X в кал см ¦ сек °С
[Щ **
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием [54]
Особые свойства
Область и примеры
применения [31,
* Значение под
46]
Число циклов
5-
,. _
0"
10е
1 • W
я.
_, изгиба
23
!
2!
16*
кручения
Характеристика образца и
материала
Сталь
0,08°/
состава: 0,21%
о Si;
= 28,5 кг/мм?;
Сталь
•' %=
84 = 32,4%;
Сталь
0,27%
= 51,6
=
- 49,7
С; 0,8°/(
кг/мм;
% = 35,3°/0; ф =
- 41 кг/мм3;
ф =
его
Мп;
о =
62,9<>10
я =20,5 кг/мм*;
64% (Одинг и Ефимов)
состава: 0,28°/с
С: 0,55°U Мп;
Si; 0,027% S; 0,017% Р;
кг/мм?;
30,6%;
Механические свойства
При низких температурах в °С
—60
1,01
Рели-
чина
дефор-
мации в
мм/мм
в час
ю-
ю-7
ю-8
20°
20 200
21
—!о
1,09
2
-30
27
—10
9,02
При
высоких температурах в
1ОО
!О,8
33,7
;б
9,i
Температура испытаний
14,о
10,0
100°
20 000
¦fiV
1,3
!,6
Зоо°
i8
9оо
Прокаливаемость
2!—100°
II,
100
1
°
o,i8o
2!—200°
12,3
200°
o,i!4
1280—800° С
Весьма высо-
кая
Отн
Нв --
обр. 65%
при
= 170 ч- 212
4
2;—400°
400°,
О
29
31
33
ю!
4,6
i,o
4!0°
I! 2OO
[31]
2!—6оо°
14,3
!оо°
0,090
!
2
1
¦2
В °
0
!
s
19
22
25
27
200
П,3
32,9
12,!
44,2
9,88
С
Зоо
!!,о
20,2
22,0
И,*
9,8!
°С
4оо
47,6
i6,8
24,8
б!,7
7а
0
з = 33
кг/ммя;
а. =
S =
а^ = 16,5 кгм/см'2
Характеристика
мате-
TeMnenaTvnp
Сталь состава:
0,28°/0 С; 0,64% Мп;
0,25%
0,019°/0 Р; Г.; величина
зерна 3—4; механ. свой-
= 50,2
кг/мм*,
• "й ~
= 27,8°10; ф = 58,4%
Скорость деформаций
0,8 мм/мин. Ударный
образец Шарпи
(Вольфсон и Мягков)
Характеристика материала образца
Г
нием 0,25%
Модуль сдвига
а
в кг/мм'
С;
Склонность к отпускной
хрупкости
Теплоёмкость с
В 1
сал/г "L.
Температуро-
проводность
Способ охлаждени!
Сопротивление
а =-
-J
в смй/сек
I ПОКОВОК
100°
0,112
100°
О,20б
атмосферной коррозии
i
Пластичность при холодной деформации
Л
Отж. или И; j
= 125
нв =
23 | ;* дельный вес
1 т в г/см3 [33]
200°
о,и!
200°
0,170
7,82
4оо°
0,124
4ооа
о,ю8
6оо°
о,1з6
!оо°
0,о8!
Охл. нормальное
Согласно шкале—балл 4
Высокая
В
болты
чертой —
** Данные для стали с
для
тяжёлой и
, гайки,
среднем машиностроении -
винты
образцов с
содержанием 0,29°
и шайбы, не
— оси, валы,
испытывающие высоких
надрезом радиусом 0,75 мм
'„ С и 0,84%
VI п.
соединительные муфты,
напряжении
и диаметром в
надрезе 7,5 мм
514
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 11
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Ф
ГОСТ В-1050-41
[16]
Основное назна-
чение
Химический состав
в °/о [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
ности при рас-
тяжении 5^
в кг/мм1
Предел теку-
чести а.
в кг/мм1
Относитель-
ное удлинение
8* в %
Относитель-
ное сужение
Ф в°/0
Твёрдость по
Бринелю //jg
Удельная
ударная вяз-
кость а%
в кгм1см~
* Из стали с
Место
взятия
образца
Пов.
Центр
Пов.
V» R
Центр
Пов.
Уа Я
Центр
Пов.
V» R
Центр
Пов.
Ч3 R
Центр
Пов.
43R
Центр
Карта
6. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
Ковка i
С
0,2/—о,з!
Всякий по
Сорта-
менту
Г
[16
¦К 4Э
Марка
30
Способ
выплавки
Основной процесс в марте-
новских печах
i штамповка в горячем состоянии; волочение в холодном
листы, лента, проволока; фасонные
Мп
о,!о—о,8о
Si
0,11—0,31
Сг
< о,з
Прутка и поковки
Н870"
До юо
юо—з°°
Н 860-
Ni
< 0,3
300—/оо
поло
они
S
< 0,04!
;oo~i;o
<
отливки *
Р
0.04S
Листы
До 4
Г
" или
X
Механические свойства при обычных температура»
48
»8
30
SO
повышенным содержанием
> 30°10 в нормализованных литых
образцах
48
3!
19
48
< 49
4,о
марганца
0 20 мм;
[46]
41
19
4!
< 49
3,!
46
33
18
40
< 49
3,!
@,5-0,8°/J; *ь
4!
33
4
3!
<49
3,о
[21]
4!—Ьо
Лента
о,х—з,о
X
состоянии;
Про-
волока
0,3—1,!
X
(не менее)
[7] *»
6 s—9!
2
[9]
во—
100***
2—6****
Прутки
калиб-
рован-
ные
До 6о
X
[15]
!7
7
3S
> 45 кг/мн3; сг > 22 кг/мм1; 82M > 5О°/о/
1=50 мм из заготовок,
** Длина образца 20—80 мм (в зависимости от толщины).
*** в указанных пределах (не менее) в зависимое ти от толщины листа или
**** Число перегибов на 180° (максимальное
число отвечает
отлитых в сухие песчаные
диаметра проволоки.
минимальному диаметру проволоки).
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
1
12
13
14
IS
16
17
18
20
24
26
28
30
32
34
35
3
Предел усталости
а—j, i
— 1 В
(не более)
кг/мм1
Показатели механи-
ческих
ст. В
а
Oil
8,о в
кг/мм
свойств
2
а кг/мм'1
0/
/о
Ф в °/0
а% в кгм/см*
Условный
предел
(напряжений) ползу-
чести а в
(не более)
кг/мм3
11}
См. фиг. 5
Модуль норм, упру-
гости Е в
кг/мм'
Критические
точки в °С [31]
Ас,
Ас3
732
813
Аг,
1 677
796
Коэфициент линей-
ного расширения
« • 10е [33]
Теплопроводность
) кал\см • сек °С
[33] **
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием
[53, 54]
Особые свойства
Область и
примененш
примеры
I [31,
46]
Число
1 •
1-
ЦИКЛОВ
10»
10 • • •
а j изгиба
го—27*
-1 кручения
Характеристика образца и
материала
Сталь в
нормализованном
стоянии.
Механические свойства
При низких температурах в °С
—10
4,7/
Вели-
чина
дефор-
мации в
мм/мм
в час
ю-в
ю-7
ю-8
[31]
—30
4,66
—/о
1,44
—6о
i,i8
При высоких температурах в
100
/1,6
31,3
19,8
73,8
7,33
Температура испытаний в °
4з/
11,0
7,о
7.0
3,/
21 Прокаливаемость
100°
12,6
1ОО°
o,i8o
200°
13,9
200°
o,i/4
i28o—8oo°C
Высокая
Коэф.
1,8 при
= 126,
1,15 при
обр.
Н в =
г 152;
Нв =
= lSO-i-200.
Отн. об
о. 65%
при
Нв =170 -4- 212
и 7
4оо°
Г,о
300°
о
29
31
33
ю/
/ю
/,о
2,0
[31]
6оо°
1/,6
foo°
0,09
/40
3,/
19
22
25
27
[31]
200
/9
31,3
9'/
39,1
8,43
С
0,6
о
Зоо
/9,з
20,7
21,3
/i,7
7,21
°С
Soo
36,/
¦ х/,4
24
7°,3
4,4
его
¦' *
со-
Образец, гладкий
Характеристика мате-
риала
при нормальной
температуре .
0,36°/
0 С; 0,53°i0 Mb;
0 SI; 0,018°l0 S;,.
J,019°/n F
Скорость деформации
0 8
образцы Шарпа
(Вольфсон и Мягков)
Характеристика материала образца
Сталь с
Модуль сдвига
G в кг/мм?
содержанием 0,33°10 С ;
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °С
[33]
Температуро-
проводность
с
Способ охлаждения
Сопротивление
Пластичность
•
м = —
в см2/сек
поковок
О—100°
0,112
100°
0,206
атмосферной коррозии
при холодной деформации
23"
Удельный вес
V в г!см* [33]
О—2ОО°
0,11/
200°
0,170
7.^7
0—400°
0,12f
4OO°
O,1O8
Охл. нормальное
Согласно
Высокая
о—66о°
0,136
/ОО°
о,о8/
шкале—балл 4
В тяжёлом
шеннои
турбин
и общем машиностроении — кованые и штампованные
вязкости:
оси,
валы,
ЩЛ1
1нд*
станины прокатных станов и
* Б указанных пределах в зависимости от размеров сечений
** Данные для стали с
содержанием 0,29и/в С и 0,84°/0 Ми.
ы, тяги
, траверзы,
серьги
металлорежу щах станков,
полуфабриката
детали повы-
; литые корпусы
маховики
:516
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. И
Карта 7. СТАЛЬ КОНСТРУКЦИОННАЯ
1
9
3
4
5
6
7
8
9
10
11
Стандарт
ГОСТ В-1050-41 [16]
Основное назначение
Химический состав в °L
[16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии <J? в кг 1мм3
Предел текуче-
сти gs в кг 1мм1
Относительное
удлинение 65 в °/0
Относительное
сужение ф в %
Твёрдость по
Бринелю Hft
Удельная удар-
ная вязкость а^
в кгм/см-
Место
взятия
образца
Нов.
1I3R
: Центр
Пов.
4.R
Цент гi
Пов.
; Va R
Центр
Пов.
V.K
Центр
Пов.
•/,я
Центр
Пов.
"зЯ
"руппа
Углеродистая качественная
Ковка а штамповка в
со< тоя ши *; штамповке
изеотовление деталей
С
о,4о
Мп
O.4S—
Si
0,17—0,37
Марка
35
Способ выплавки
Основной ала (редко) ки-
слый процесс в мартенов-
ских печах
горячен состоянии; волочение и высадка в холодном
i листов в холодно ч состоянии **; бесшовные трубы;
на металлорежущих станках; фасонные отливки
Сг
<о,з
Ni
<о,3
S
<O,O4S
Р
<0,04Х
Прутка а поковки
Всякий
по сор-
тамен-
ту
I
3S
Н860°С
До юо
Н 850-
870еС
Механические
[16]
«87
Центр
S3
30
i8
4S
юо—з00
Н 850<-
870°С
fOO—fOO
H 850-
87O°C
yoo—7/0
H 850—
870°C
До 40
Отж:.
860-880°С
Трубы
бесшов-
ные
DH =
•=6-i-426
Г
свойства при обычных температурах (не менее
ЩНИИТМАШ]
|
27
i8
43
3.S ¦
SO
26
18
40
<i87
3,0
48
34
17
37
<iS7
3,o
46
33
16
33
<i87
2,;
[36]
S2—6S
28
IS
4S
143—187
* По ГОСТ В-1051-43 для размеров до 60 мм в нагартованном состоянии: з^ > 60 кг/мм2;
i НВ =229.
** По ГОСТ 914-41 при толщине листов до 4 мм в горячем или холодном состоянии а^
¦** Образцы й=20 мм; 1=50 мм из заготовок, отлитых в сухие песчаные формы.
[23,25]
S3
28
17
Отлив-
ки
зо***
1. Н 880—
900°С
2. О 680-
700°С,
ох л. с
печью
[46]
SO
¦2/
3S
134
— 50—65 кг!мм3;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
517
12
13
14
lb
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
" i
(не
См.
т ,
более)
фиг.
в кг/мм*
8 и 9
Показатели механи-
ческих свойств
(j? в кг,!мм
«,л В
г кг/м
"!о
2
м1
а^ в кгм;см*
Условны}
предел
(напряжений) ползу-
(не более)
Си. '
фиг.
[31]
10
Модуль норм.
гости Е в
(Вольфсон
KZIMj
упру-
•:> [31]
и Мягков)
Критические точки
в °С [31]
Ас1
Ас3
110
802
Аг,
Аг3
691
191
Коэфициент линей-
ного
а • 10" [31]
Теплопроводность
X в
[31]
кал!см • сен
Интервал
тур
<овки
i темпера-
[57]
Свариваемость
[59]
Обрабатываемость
резанием [53, 54
J
Особые свойства
Область 1
i примеры
применения [31
46]
Число
5-
1 •
1 •
При
—10
4.1S
Величи-
на де-
форма-
мм 'мм
в час
10
10
—а
10—s
20°
20 1ОО
21
циклов
10"
ю-
низких
в °С
—30
4,66
о j изгиба
-, кручения
Механические
температурах
[31]
—So
1,44
—6о
i,i8
свойства
При
zoo
Si,6
3i,3
i
7
9,8
33
Температура испытаний в
1
100°
20 100
$00°
11 9оо
Прокаливаемость.
20—100°
11
,°9
100°
о,
г8о
20—200°
11,89
200°
O.1S4
6 и 7
20—400°\
13,42
$00°
0,12 S
128о -8оо° С
Высокая
Коэф. обр. 1,55 при Hq
1
4fo°
IS 100
[31]
20—6ОО°
14,43
Soo°
0,090
= 143+
+163; 1,2 при Нв = 170+187;
0,95 при Нп=195+212;отн.обр.
65',
, при Нв =174+217
|
1
19
22
25
27
29
31
33
Характеристик
высоких температурах
в °С [-3/]
200
Х9,°
31,3
9,Х
8,43
°С
$00
59,2
20,1
21,3
1,21
\ образца и
материала
Soo
36.S
ISA
24,0
4,4О
его
Характеристика мате-
риала при нормальней
температуре
Сталь состава: >
0,36"
/„ С; 0,53*1,, Мп;
0,19°10 Si; 0,018%j S;
0,019%,, Р
Скорость растяже-
ния
- 0,8 мм/мин; .
ударные образиы
III ар пи
(Воль/f сон и
Мягков)
Характеристика материала образца
Модуль сдвига
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °С Ш1
Температуропро-
водность
1 V ¦ 1-е)
в см^/сек
Способ охлажде-
ния
поковои
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации [15, 21]
В тяжелом и среднем машиностроении —
шпиндели, тяги, валы
шайбы,
литые корпусы
турбин,
турбш
валы
20 — 100°
j
кованые
редукторов.
0,112
100°
0,21
Ох л. .
ООв 0
23
Удельный вес
ТГ в г! см3 [33]
20—200°
0,1,
200°
0,112
20 — 400°
0,12S
$00°
0,130
2О—6ОО°
ОЬ1$6 '
fOO°
0,08s
замедленное с разме- ¦
700 мм и
выше
Согласно шкале — балл 4
Высокая
валы,
роторы
t; обоймы турбин, цилиндры,
маховики, станины прокатных станов
и металлорезюущих <
(.
зги.
цилиндры прессов,
болты
гайки,
винты,
диафрагмы, балансиры,,
"танков
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЕ СТАЛИ
[РАЗД. II
1
i
2
] 3
u
! -
6
!
' 7
; ..
6
9
10
11
! ,
Стандарт
ГОСТ В-1050-41
Карта
A6}
Основное назначение
Химический состав в %
[16]
Вид полуфабриката
Размер поперечника
(толщина);в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти о^ в кг/мм*
Предел текуче-
сти Oj в кг/мм*
Относительное
удлинение 6Й в °/0
Относительное
Твёрдость по
Бринелю tig
Удельная удар-
в кгм/см3
Место
взятия
образца
Пов.
1
8.
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
Ковка
листы
С
и штамповка
в
*, ленты**, провс
o,3S—o,4S
юо—з°°
Мп
о,;о—о,8о
юо—з00
о.
уоо—7°°
Я 840-860°С
Механические
[ЦНИИТМАШ]
43R | S4
4,R
Центр
Пов.
43 R
",«
Центр
Пов.
V, R
Центр
Пов.
4s R
Центр
Пов.
43R
Центр
Пов.
4,R
Центр
27
Z7
Зб
<2О7
3,о
S2
Зб
16
32
<
207
a,S
So
IS
30
<207
>,s
горячем
лока***
Марка
40
состоянии
бесшовные
СпосоС
Основной
> выплавки
или кислый про-
цесс в мартеновских печах
волочение в холодном состоянии;
трубы****; изготовление
на металлорежущих станках
Si
17—0,37
Прутки
1. Я
W
свойства
Сг
<о,3
и
°С
при
N1
<о,3
поковка
8о
2.0
i. О
обь
120
660°С, возе
560—580°С
S
<0,04S
160
Р
<0,04Х
200
.; 3.3 850°С, в.:
, возд.
чных температурах
не
менее)
[36]
74 | 72
72
S2
So
17
SS
197
7
* По ГОСТ 914-41 при толщине листов до 4 мм в горячем или
** По ГОСТ 2284-43 при толщине 0,1—3 мм в нагартованном
*** По ГОСТ 1982-43 при диаметрi
' 0,3
7°
So
46
17
So
187
6
74
72
68
So
46
42
17
4S
197
179
6
холоднокатаном
состоянии
—7,5 мм в нагартоьанном
••*** [jo ГОСТ 1464-43 при наружном диаметре DH
' ном состоянии <ц. ",
i
>57 кг/мм1; 8ь>/0°/о.
—
6+426 мм
и
72
70
66
48
44
40
17
4S
197
170
S
68
64
6о
44
40
зб
.19
So
187
IS6
s
деталей
Прутки
калибро-
ванные
До 6о
X
US]
62
6
3S
<24>
состоянии о. = 62+67 кг1мм';
cb •= 65+
состоянии аА
—
100 кг\мм
; 5 - 2»/,.
70+100 кг/мм1.
толщине стенок s=2+40
мм в горячеката-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
519
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
a j
(не
"С ! I
1 кг 1мм3
более)
\36\*
Показатели механиче-
аЬ
вп
Р
ских
свойств
в' кг/мм.3
з кг!мм3
г. в %
ak
в кгм/см*
Снижение а^ в
Условный
о/
/о
предел
(напряжений) ползу-
чести яг в кг/мл
(не
более)
Модуль норм.
упру-
ГОСТИ Е В KZJMM* [JOJ*
Критические точки
°С [36]
Ас,
Ас3
730
790
Аг,
Аг3
69О
Коэфициент линей-
ного
а- 11
расширения
)« [36]
*
Теплопроводность
к в кал, см
[36V
Интервал
тур
ковки
. сек
темпера-
[57]
Свариваемость
Обрабать
резанием
ваемо
53, 54
[1,59]
сть
Особые свойства
Область и примеры
применения [46]
* Данные
для стали
Число
5-
1 .
5-
Прр
— 20
6,8
г/
Величи-
на де-
форма-
мм/'мм
В t
iac
10—7
ю—8
20°
21
21
3SO
циклов
105
10"
1Ов..
низких
изгиба
Зб,Х
34
,0
30,Х
¦t—, кручения
22
Механические
температурах
в °С [36\ *
-4о
S.6
30
f,2
3S
—8о
4,4
ss
:войства
При i
ТОО
ТО
W
Температура испытаний в
4оо
100°
21 000
4SO
S,o
300°
19 800
/00
3,о
;оо°
IT 9/о
Прокаливаемость
(
20—100°
12,4
100°
0,142
20—200°
12,6
200°
0,121
11 и 12
20—4ОО
H,S
300°
0,112
12б0—800° С
20—6оо°
14,6
400°
о,о97
Умеренная, подогрев перед
сваркой до 7.50е
С
Коэф. обр. 1,5 при HR =140+
-.-183; 1,
0,8 при
15 при t
Нв =207
обр. 60'Ч0 при
!в =167+207;
+240; отн.
Нв =179\-229
19
22
25
27
29
31
33
зысоких
в °С
200
72
40
20
°с
Характеристикг
1 образца и
материала
его
улучшенном
С о и
(З.+В.о.) состоянии,
= 70 кг!мм? и
температурах
[31]
зоо
8о
3/
19
/00
4!
22
20
•=40 кг/мм3
Характеристика мате-
риала при нормальной
температуре
0,56%
0,05"!
П 900/ Г.
Мп; 0,24% Si;
, Сг; 0,27% N1
Образец гладкий, из
термообработанной
заготовки </) 30 мм.
1 Н
err
3. 3 850
580° С; з
3 Се; 4.
О560-
=60 kzjmm? ;й?=8 кгм!мм%
Характеристика материала образца
Сталь с содержанием > 0,4"/„ С в
нормализованном
и отпущенном со-
стоянии, мелкозернистая
(завод им. Сталина
Модуль сдвига
G 1
I KZIMM*
Склонность
хрупкости
ICSOJ »
20°
8400
к отпускной
Теплоёмкость с
в кал /г °С
[Mi
Температуропро-
водность
а 1~т.
\
с)
в см-jceK
Способ охлажде-
[ЦНИИТМАШ]
Сопротивление
атмосферной кор-
розии
Пластичность
при холодной де-
формации [1,15,21]
20—100°
0,112
100°
0,1//
1ОО°
8i/o
23
в Ленинграде)
Зоо
7/оо
/00°
6400
Удельный вес ^
в г,см3 [33]
7,81/
20—200°
O,II/
200
0,142
20~400°
0,12/
Зоо"
0,120
20—боо"
о,137
4оо°
0,100
Охл. замедленное для раз-
меров 0 ЗОО мм и выше
Согласно шкале — балл 4
Умеренная
ньи
В тяжёлом
машиностроении—коленчатые
' валы блюмингов. Ь
нии — шатуны,
нии — фланцы.
валы, шестерни, oci
Среднем машиностроении — в
шестерни, оси
диски, шайбы
в улучшенном (З.+В.о.)
валы
состоянии
при
и бандажи;
ib -70
1, штоки, привод-
термоооработанном состоя-
в нормализованном состоя-
°Р=40
•сг/мм*.
520
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 9. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
ГОСТ В-1050-41
[16]
т
2
3
4
5
6
7
9
10
Основное назна-
чение
Химический
в % [16]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности
при растя-
жении <j?
в кг/мм3
Предел
текучести
as в кг/мм2
тельное уд-
линение 6
в °/о
тельное су-
жение ф
в °/о
Твёрдость
по Бринелю
"В
ударная вяз-
кость air
в кгм/см"
Место
взятия
образца
Пов.
43R
Центр
Пов.
•/.*
Центр
Пов.
'/,*
Центр
Пов.
\'з ^?
Центр
Пов.
«/.*
Центр
Пов.
V,*
Центр
Группа стали
Углеродистая качественная
Ковка и
С
о,4о — о,/о
Марка
45
штамповка в горячем состоянии;
листы, лента и проволока,
Мп
о,/о—о,8о
Si
1
0,17—0,37 [ <
Cr
0,3
Прутки а поковки
2S
[16] **
6о
34
IS
40
До
100
юо—з°°
300—foo
Н 830-850° С
/00—7/0
До юо
1. 3
820-
840° С,
в.;
2. О
580 -
640е С,
возд.
Способ
выплавки
Основной или кислый про-
цесс в мартеновских, печах
волочение в холодно и
фасонные отливки *
Ni
<о
Листы
До 4
Г
или
X
,3
Лента
0
X
Механические свойства при обычных температурах
[46]
6о
30
IS
3S
<217
3,о
S8
IS
3S
3,S
S6
2S
14
32
<217
S4
27
13
30
1
2,S
2,0
6S
3/
17
38
192—228
[21]
SS—70
****
13—IS
7] ***
70—70/
i,S
состоянии;
S
< o,o4S
Прово-
лока
о,3—7,S
X
Р
< 0,04!
Трубы
бес-
шовные
-6
Г
(не менее)
[9]
70-ио
*****
I—S
[25]
6о
14
Прут-
ки ка-
либро-
ванные
До Ьо
А
[15]
б!
6
30
* По 1 ОС i У/7-41 из стали с повышенны* содержанием марганца @,5—0,9" ц): о. > 55 кг;мм'г; js ^.27 кг/мм2,
82>5 > 15" & > 20\'„ в нормализованных литых образцах ел 20 мм, 1-^50 мм из заготовок, отлитых в сухие
песчаные формы. ** Для всех размеров по сортаменту твёрдость на поверхности в горячекатано и состоя-
нии Hft " 241, в отожжённом состоянии fig -^ 207. *** Длина образца 20—80 мм (в зависимости от тол-
щины). ***s Я указанных пределах ше менее) с зависимости от толщины листов или диаметра проволоки.
***** Число перегибов на 180" (максимальное число отвечает минимальному диаметру проволоки).
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
521
V2
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
5 j, т , в кг 1мм'1
(не более*
Показатели механи-
ческих свойств
зь в
а Е
81Пв
ak в
кг/мм*
кг/мм'
/о
кг и!см3
Условный предел
(напряжений) пол-
зучести зс
(не более)
Модуль
упругости
Л
Ас,
Ас3
в кг/мм*
И
норм.
Е в кг/мм'
итические точки
[31]
7з/
77о
Аг,
Аг3
бдо
720
Коэфициент линей-
а • 10» [58
Теплопроводность X
в кал см •
[33]
Интервал
тур ковки
сек l.
темпера-
[57]
Свариваемость
Обрабатываемость ре-
занием [53,
54]
Особые свойства
Область j
i примеры
применения [31,
* Значения
** Данные
под
46]
Число
5-
1 •
циклов
0е
а j изгиоа
-?- C.1 В. о.)
24 * V
30
18 *
(Н.)
Т—
Механические (
При низких температурах СС
[31]
-6о
1,39
Вели-
чина
дефор-
MMjMM
в час
10 ~в
10 ~7
ю -8
So
1,28
—30
3,8о
— 10
3,99
1 кручения
:войства
Характеристика образца и
материала
его
Сталь состава: 0,46% С; 0,73°10 Мп;
027J'O Si*
П nOdil
S- П Л9.Т
>/.. р
Механ. свойства при Н 850" С:
К'
3 850°
s
ь
*=69 кг!мм?;
-20,7%;
С, в. + (
s - 70,4
ak
При высоких температурах °С
[31]
1ОО
6о,/
33,8
16
6,32
Температура испытаний в
4оо
8,3
4H
7,6
4,4
/00
4,1
2,8
21 Прокаливаемость
Си Я
16-7/"
11,649
100°
0,162
иг. 13, 1
200°
0,132
12бо—<
Л 7% и
400"
о,о8/
?оо°С
'в
/оо"
0,07/
У меренная
Коэф.
обр. 1
= 170+207; 0,9
+224;
Отн.
0,7") при
15 при
при Нв
¦=197*-
i Я о =224+235
обр. 60° /„ при
= 179+229
Нв =
sso
2,4
1
,8
19
22
25
27
29
31
33
О
200
70,2
3S.7
ю,з
6,47
СС
боо
о,9
о,8
Модуль
в кг/.им*
Зоо
72,8
26,3
22,3
6,78
/00
38,3
17,9
23,:
4,03
afy .
"s
= 40 кг/мм2;
= 7,9 кгм/см*
0 55и l.
кг/мм3;
; при
Ьт=13,6%;
-= 12 кгм\см3
Характеристика мате-
риала при нормаль-
ной температуре
Сталь состава:
0,47% С; 0,49% Мп;
0,21'/
0,02%
ства:
о »i; y,№
0 /о О,
Р. Механ. свой-
зь =63,9 кг/мм3;
= 22,2°10 и ф *
Скорость деф
= 49,6%
юрми-
Ударные образцы
Шарпи (Вольфсон
и
Мягков)
Характеристика материала образца
при скорости
11 1 ПI an
сдвига
Склонность к отпускной
хрупкости
Не подвержена
Теплоёмкость с
Температуропро-
водность °С
[ к
\
в см^/сек
Способ охлажде-
ния
поковок
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной деформа-
о-юо
0,112
100
0,1/6
Охл.
деформации
23
о-
Удельный
Y в г/см3
200°
0,11/
20С
о,147
нор
О-4ОО'
0,12/
4оо
о,о88
9 4Ф1 С
0,1
вес
[33]
о—боо"
0*137
/00
°,°79
чальное для раз-
меров до 300 мм и замедлен-
ное для размеров выше 300 мм
Согласно
шкале—балл 4
Умеренная
И тяжёлом
1 средней машиностроении—прокатные валки,
прокатных станов, плунжеры
ционные диски,
сцепления, шее
чертой относятся к
для стали i
- содержанием
насосов, шпиндели, зубчатые
шестеренные
колеса
муфты, втулки, валики, болты, шпильки, гайки
терпи поворотного
механизма,
а рейки,
валки
фрик-
диски главного
втулки вентилятора
образцам с надрезом радиусом 0,75 мм
),52~>,0 С
U 0,63>;и
Мп
и диаметром в надрезе
8 мм.
522
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
ГОСТ В-1050-41
[16]
1
2
3
4
5
С
7
8
У
10
11
"Ь
i
Основное назна-
Химический
в % [16]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механиче-
ских
свойств
Предел
прочности
НИИ Qfr
в кг/мм*
Предел те-
в кг/мм3
Относи-
тельное удли-
нение 85 в °/„
Относи-
тельное су-
Твёрдость
по Бринелю
нв
Удельная
ударная вяз-
в кгм1сма
* По ГОСТ
Место
взятия
образца
Пов.
43R
7* R
Центр
Пов.
43R
Ч* R
Центр
Пов.
Ч3 R
Центр
Пов.
Чз R
Центр
Пов.
Ч3 R
4>R
Центр
Пов.
43R
Центр
914-41
= 55+75 кг\мм-; б,п=/7
** По ГОСТ
*** По ГОСТ j
**** Образцы а
Карта 10. СТАЛЬ
Группа
Углеродистая
Ковка
листы
стали
КОНСТРУКЦИОННАЯ
качественная
Марка
50
к штамповка в горячем состоянии
*, ленты**,
С •
o,4S—o,SS
120
1. И
850° С
2. О
660° С,
возд.
6о
Зо
20
40
iyo
3
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах
; волочение в
проволока***; изготовление деталей
Мп
о,so—о,So
юо—зоо
Н
820-8
40° С
ках; фасонные
Si
0,17-0,37
отливки
Сг
Прутки и поковки
Зоо—soo
Н
820-840
Механические <
0 С
30
So
3
8с
1. Н 850° С; 2. О 660
4.
з. з ььо" u i
0 590 -600° С,
i
холодном состоянии;
на металлорежущих стан-
Ni
<о,3
°С
120
возд.;
.;
возд
:войства при обычных температурах
[ЦНИИТМАШ]
6о
Зо
I*
3i
< 229
-2.J
при толщине
+13°-0.
2284-43 при толщине
Г
ss
29
12
30
<229
2.S
листов до
0,1—3,0 мм в
4
[36]
78
S6
IS
SO
223
8
мм в
8о
78
S6
S4
IS
SO
229
217
6
горяче-
8с
7*
S4
S2
IS
4S
223
212
6
или
So
7*
76
S6
S3
48
13
40
229
213
4
S
< O.O4S
До во
X
Р
< o,04S
Прут-
ки ка-
либро-
ванные
20
От-
ливки
****
1. И
870-890° С
2. О
600-650° С
(не менее)
[15]
67
6
30
холоднокатаном
нагартованном состоянии:
982-43 при диаметре 0,3—7,5 мм в нагартованном состоянии:
=20 мм
1—50 мм из заготовок, отлитых в сухие песчаные
)
[ЦНИИТМАШ]
62
31
¦
0
= 12
20
170
состоянии:
;, =75+110 kzImm1;
- 70+110 кг/мм1.
формы.
5 > Л5°/о.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
523
Предел усталости
а ,, -с , в кг/мм*
(не более)
[36]
Число циклов
5- 10е
1 -107
1 • 107
изгиба
43
24*
i8*
кручения
Характеристика образца и его
материала
Сталь состава: 0,46°/,, С; 0,73?!'о
0,27% Si; 0j024°l0 S; 0,025"/о Р
1. 3 850°, в.; 2. О 550°, возд.;
b =90,3 кг!мм3; °s =70,4 кг/мм1;
Н 850°; <sb=69,2 кг/мм*;
as =40 кг/мм2; bi0=20°l0
Механические свойства
Показатели механи-
ческих свойств
При низких температурах С
[36]
При высоких температурах °С
[31]
—40 —;о —so
9S
20S
S3S
Характеристика
материала при нор-
мальной температуре
13 3? в кг/мм"
в кг1мм3
66
7°
зГ
Для испытаний при
высоких температу-
рах сталь в норма-
лизованном состоя-
нии
в кгм/см'
Снижение а^ в %
6,8
S.6
4,4
3S
Образец (Шарпи) из термообработанной заго-
товки 0 30 мм. 1. Н 850°; 2. О 660°; 3. 3 850°, в.;
4. О 590-600°; аь =78 кг\мм?; ak =8 кгм\см*
Условный предел
(напряжений) ползу-
чести чс в кг/мм"
(не более) [31]
Вели-
чина
дефор-
мации в
мм'мм
в час
Температура испытаний °С
4SO
Soo
SSO
ю-
8,S
2,3
2,8
10-8
Характеристика материала образца
Сталь мартеновская с содержа-
нием 0,5% С в отожжённом
состоянии.
Модуль норм,
упругости Е в кг1мм*
[37]
Soar
22 000 I 21 SOO | 20 000 j l8 000
19
Модуль сдвига
G в кг/мм3
Критические точки
в °С
[31]
21 Прокаливаемость [31]
22 Склонность к отпускной
хрупкости
23 Удельный вес
у в г 1см3 [33]
Асх
Ас3 убо At,
"J20
См. фиг. 17 и 18
Не подвержена
7,8и
Коэфициент линей-
ного расширения
а • 106 [31]
0—100° О—200° 0—400° О—6ОО
25
12,0 | 12,4 | 13,3
Теплоёмкость с
в кал/г °С
[33]
6оо°
0,114 O,Il6 0,122 О,1}6
Теплопроводность
X в кал\см~ сек °С
[33] **
O,l62
0,1}2
JOOT
0,109
Soo°
27
0,07/
Температуропро-
водность
1
в см3'сек
0,182
0,146
300°
0,114
Soo
0,07
Интервал температур
ковки [57, 36]
1260—800°
129 I
I
Способ охлаждения
поковок
Охл. замедленное для размеров, начиная
с 0 300 мм и выше
Свариваемость
[1. 59]
Умеренная;
при содержа-
нии углерода
выше 0,5 Чо—
низкая
31
Сопротивление ат-
мосферной коррозии
Согласно шкале—балл 4
Обрабатываемость
резанием [54]
Отн. обр.
5(PiQ при
Нв =170+229
33
Пластичность при
холодной деформации
[/, 15]
Низкая
Особые свойства
Область и примеры
применения [31, 46]
В тяжёлом машиностроении: кованые шестерни, штоки, валы, оси, прокатные
валки; литые шестерни, бегунка, колёса. В среднем машиностроении те же изде-
лия, а также малоответственные пружины и рессоры* подвергаемые высокому
отпуску
* Значения под чертой относятся к образцам с надрезом радиусом 0,75 мм при диаметре в над-
резе 8 мм.
¦¦ Данные для стали с содержанием 0,52° 10 С и 0,63°/0 Мп.
524
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
ГРАЗД I!
Карта П. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
\Щ
Основное назначение
Химический состав в °/„
[16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
НИИ а. В KZJMM?
Предел текуче-
сти <j_j в кг/мм1
Относительное
удлинение 85 в%
Относительное
сужение ф в %
Твёрдость по
Бринелю fig
Удельная ударная
вязкость а.
в кгмсм?
Место
взятия
образ-
ца
Поз.
•/•Я
Центр
Пов.
ll*R
Цгнтр
Пов.
7» Я
Центр
Пов.
4SR
Центр
Пов.
Центр
Пов.
Va R
Центр
Группа
Углеродистая
Ковка и
С
о,/о—о,6о
стали
качественная
Марка
55
Способ выплавки
Основной или
цесс t
кислый про-
мартеновских печах
штамповка в горячем состоянии; холоднокатаная лента; фасонные
Мп
o,fo—о,8о
Всякий по сорта-
менту
Г
<2/;
Отж.
Si
0,17-0,37
Прутки
25
Н 810*
отливя
Сг
[ <о,ЗО
и поковки
До юо
1
о5
а;
и
ы
<
юо — зоо
с
а
Механические свойства при
[16
<229
64
36
12
зг
1
66
33
12
30
о,зо
Зоо— 5
1
¦а
°о
а;
S
<o.O4S
10
До 28
||
со О
Р
<o,o4S
Лента
о,1—з,о
X
Отливки
20*
Отж. 850^С
эбычных температурах (не менее)
[46]
64
32
и
2S
62
31
10
2S
[62]
86
if
1
1 I
1 1
* Образцы 0 20 мм, 1 = 100 мм из заготовок, отлитых в сухие
** Длина образца
*** В зависимости
20~80 мм.
[7]**
у; —юо***
if
!
песчаные формы.
от толщины (максимальное значение отвечает минимальной толщине).
i »*** для отливок повышенного качества.
[14]
6о
30
10
-
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
525
11!
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
а ,
т .
(не более)
в кг/мл1%
Показатели механи-
ческих слоиста
а. в кг/мм?
8 в0
в кг/мм*
/о
в кгм/см*
Условный предел
(напряжений) ползуче-
сти
т„ в kzimm*
более) 131]
Модуль i
гости Е в
1орм.
кг/мл
кне
упру-
Критические точки i
в °С [5<?1
Ас,
Ас3
угу
774
Аг,
Аи
бдо
7SS
Коэфициент линей-
ного
а • 10е [31
Теплопроводность
в кал/см •
сек "(
^ [33\*
Интервал темпера-
тур ковки
Свариваемость
U, 58]
Обрабатываемость
резанием [54]
Особые свойства
Область
и примеры
применения [46
1
* Данные для стала с
Число
5
1
1
циклов
103
107
ю- • •
«гиба
х , кручения
Характеристика образца и
материала
его
Механические свойства
При низких температурах в °С
Величи-
на де-
форма-
мм мм
в
час
ю-7
КГ"8
21
20—700°
11,0
1О0°
О,1б2
При
высоких температурах в °С
Температура испытаний в
4оо
I,!
io,s
4SO
°>Х
¦/.7
Прокаливаемость
20—200°
и,8
200°
0,1J
I2SO-
Низкая
Отн. обр. 50°,
= 179+229
В тяжёлом
также
0.52°10 С
19 и 26
20—^ОО
13,4
4оос
о,о8/
-8оо°С
0 при Н
foo
4,4
2,8
[31]
20—6ОО°
14,!
;оо°
о,оу;
В =
/
и
so
А
Л
19
22
25
27
29
31
33
DC 1
Характеристика мате-
риала при нормальной
температуре
Характеристика
материала образца
Сталь с сооержанае н и,07п *¦
теновская отожжённая; Hq =
Модуль сдвига
G
в кг'мм*
Склонность к отпускной
хрупкости
Теплоёмкость
с в кал/г °С 133]
Температуропро-
водность
с
( X
\
Л- ,.с)
в см?1сек
Способ охлажде-
ния
поковок
Сопротивление
атмосферной кор-
розии
Пластичность
при холодной де-
формации [1\
О —100*
O.IJ4
1ОО°
0,182
Охл.
и
., мар.
=170
Удельный вег
у в г'см3 [33]
0—2ОО°
0,1Z6
200°
0,148
1 Яз
о ¦—4оо
0,12S
4оо°
0,087
о—6оо°
0,1N
/оо°
о,о8
замедленное, начиная
от размера
Согласно
Низкая
г общем машиностроении (согласно указанному в
прокатные валы, эксцентрики
и 0,63Р:(.
Мп.
Z 200 мм и выше
шкале — балл 4
п.
' назначению):
526
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 11
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
16)
Основное назначение
Химический состав
В "/о [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
НИИ <J. В KZJMM3
Предел текуче-
сти о в кг1мм*
Относительное
Относительное
Твёрдость по
Бринелю Hq
Удельная удар-
ная вязкость
а. в кгмсм'1
* Сталь с пониж
Место
взятия
образца
Пов.
V.K
Центр
Пов.
Центр
Пов.
V.K
Цгнтр
Пов.
lUR
Центр
Пов.
XI,R
Центр
Пов.
Ч R
Цгнтр
Карта 12. СТАЛЬ
> КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
Ковка i
С
o,ff— 0,6;
г штамповка в горячем
Мп
о,;о—о,8о
S1
0,17—0,37
Прутки и поковки
Всякий по сорта-
менту
Г
1
<*ss
Отж.
MS
Н 810°С
Марка
60
Г
Способ выплавки
Основной процесс в марте-
новских печах
состоянии; бандажи, лента и проволока
о,
Механические свойства при
[16]
<229
6;
37
10
3!
гнним содержанием остаточных никеля
сфора (менее 0,035°% каждого).
** Длина образца
20-80 мм.
*** В указанных пределах
**** Число скручивании на
***** Число перегибов на 180
Сг
<о,з
в
S
1—3,0
X
N1
<о,3
танка
г тро-
*
'б,00
Г
<
S
Zo,o4;
канат-
fcl « a;
o,3-f,o
X
Р
<о,о4;
Бандажи
Н1—Нб
1.
2.
3 830-
О 610—
670° С
обычных температурах (не менее
[7]**
7S—HS
1
И
<9О.
и хрома (менее
(не ленее) в зависимости от диаметра и
360° (не менее) в зависимости от
3 (не менее)
[10]
но—
гбо**
*
,_75****
1
I
1 14]
7/
8*=^
i6
0,12'1а каждого) и серы и фо-
класса проволоки.
диаметра и класса проволоки.
в зависимости от диаметра и класса
проволоки.
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
527
i2
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел
(не более)
усталости
[31]
Показатели механи-
ческих свойств
j, в
Я I
810 в
кг/мм1
кг/мм1
%
а. в кгм/см*
Условный
предел
(напряжений) ползуче-
сти о
в кг/мм3 (не
более) [1]
**
Модуль норм, упру-
гости Е в
3/В
кг!мм3
W\
Критические точки
°С [31\
Act
Ас3
7^7
766
Аг,
Аг3
690
743
Коэфициент линей-
ного
а -10
расширения
1 [58]
Теплопроводность
X в кал\см
[33] ***
Интервал
тур
ковки
• сек '
С
темпера-
[571
Свариваемость
Обрабатываемость
резанием
Особые свойства
Область
и примеры
применения [31]
* Значения под чертою
* Напряжения,
Число
с
1. 1
циклов
Q7
О9
а , изгиба
39,2
i6,s*
38,1
18,9*
., кручения
Характеристика образца и
материала
Сталь состава
Ъ =
10
2гю/ • л—
Механические свойства
При
-2f
77,8
SS,3
21
2
Величи-
на де-
форма-
ции
В
мм/мм
час
10
ю-7
ю-
—8
з • ю-*
20°
20 800
21
низких температурах
в°С \ЗП
—40
8о
ss,3
23,2
300
S2
200°
21 200
При
I0O
72
S3
16
"емпература испытаний е
4оо
20
Зоо°
1р з00
Прокаливаемость
20—100°
11,1
ЮС
0
O,l6l
20—200°
11,9
200°
0,12 J
20 — 400°
4оо°
о,о86
1240—800° С
Низкая
Уоо
10
4оо°
ij 8оо
[31]
20—600°
14,6
/00°
0,0у2
19
22
25
27
29
31
33
ВЫСОКИ}
в °
200
70
S4
14
°С
температурах
С [31]
Зоо
7/
46
27
fOO
47
33
30
61°/
его
О'Э
- 52 ЗР10
кг/мм2;
Характеристика мате-
риала при нормальной
температуре
Для испытаний при
низких температу-
рах; сталь с
0,6°!0
содер-
г „
Мп в улучшен-
ном состоянии: з, =
=72, 3 кг/мм1; 3^52,3
й 9ЛГ
1 77 ло
испытаний при высо-
ких 'температурах
сталь с содержанием
J,b»l
•=52 кг
Характеристика
С и 0,6°10 Мп:
2 кг\мм?
[ММ ', Oig
-«*
материала образца
Модуль сдвига
О
в кг\мм?
Склонность к отпускной 1
хрупкости |
Теплоёмкость
с в кал1г °С 13.31
Температуропро-
водность
а{
ус)
см*1сек
Способ охлажде-
ния ПОКОВО11
с
Сопротивление
атмосферной кор-
розии
Пластичность
при холодной де-
формации
1
30-^00° |
0,11s
100°
0,179
Охл.
23
С; 310
Удельный вес
Y в г/см3 [33]
10—200°
0,
200°
0,
142
7,8
20—400°
0,126
400°
0,087
20 — б00°
0,137
;оо°
0,068
нормальное для ука-
занных в
товых
п.
4 размеров го-
изделий
Согласно шкале — балл 4
Низкая
В автотракторном
и общем машиностроении — прокатные валки, эксцентрики,
оси, шпиндели, бандажи, пружинные
ны
сцепления,
шаиоы
дисков с
кольца,
пружины амортизаторов, пружи-
щепления, регулировочные прокладки
X — для образцов d = 14 мм с надрезом глубиной 3,5 мм, с углом надреза при вершине 45°.
отвечающие скорости удлинения 0,0J3°/o
* Интерполировано для стали с содержанием 0,52%
между 5 и
С; 0,63°/
10 час.
, Мп и 0,85'/0 С;
испытании
0,65°10 Мп.
528
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
1РАЗД. 11
Стандарт
ГОСТ В-1050-41
1
2
3
4
5
6
7
8
9
10
11
[16]
Основное назна-
чение
Химический (
в% [Щ
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении а^
в кг/мм"
Предел теку-
чести а?
в кг/мм3
Относитель-
ное удлинение
«5 В %
Число скру-
чиваний на 360°
Относитель-
ное сужение
Ф в°/0
Число пере-
гибов на 180°
Твёрдость по
Бринелю Hg
Удельная
ударная вяз-
кость а^
в кгм/см3
Место
взятия
образца
Пов.
Ч3 R
Цгнтр
Пов.
'/з R
Центр
Пов.
Центр
Центр
Пов.
Цгнтр
Центр
Пов.
V, R
Центр
Пов.
V, Я
Центр
Карта
13.
СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
С
0,60—0,70
Марка
65
°ессоры, пружинная и канатная проволока,
Мп
о,/о—о,8о
Пруты
Всякий по
сортаменту
Г
66
38
10
30
<3Sf
* Длина образцов 2J-—80 мм.
Отж.
i
-г/
Н810°
Si
0,17-0,37
Полосы и
прутки
ДО 12
1. 3 830еС,
м.
2. 0 380° С
; Механические свойства
[16]
66
38
10
30
[17]
100
8о
3S
Сг
<о,3
Катанка
для тро-
сов
/, 2/—6,00
Г
1
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах
ленточная сталь
N1
<о,3
Проволока
1ри обычных
[5]
ро
канатная
0,2—/,0
X
S
<о,о
Проволока
ная
температурах
[10]
100—2б0
**
4-78 **
3—20 **
1-6,0
X
4S
(не менее)
\щ
140—320 ¦*
|
** В зависимости от диаметра или толщины максимальные значения
диаметру или толщине
Р
<o,o4f
Лента
о,1-з.о
X
[7]*
7X-izf **
1
отвечают минимальному
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
529
12
j 13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
" i
. X
(не более)
в кг /мм'
Показатели механи-
ческих
Vfr в кг/мм
кг/мм
8 в °/0
свойств
г
3
а- в кгм/см"
Условный
предел
(напряжений) ползу-
чести а в кг/мм*
(не более)
Модуль норм, упру-
гости Е в кг/мм2
Критические точки
в °С [58]
Ас,
Ас3
727
7S2
Arx I 696
Аг3 | 730
Коэфициент линейно-
го расширения о. 1UJ
[58]
Теплопроводность
[33] *
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием [54] **
Особые свойства
Область
л примеры
применения
Число
5.
1 .
1 •
циклов
107
ю- • ¦
<3
, изгиба
г , кручения
Механические свойства
При низких температурах в С
Вели-
чина
дефор-
мации в
мм 1мм
в час
10
'ю
7
— 8
21
20-100°
11,8
100°
O,l6l
1230—
При
Характеристика образца и
высоких температурах в °С
Температура испытаний в
Прокаливаемость [31]
См 1
20—200°
12,6
200°
0,12!
-8оо°С
Низкая
Отн.
обр.
45'10 при п „ —
--=183*241
20
20—$00°
13,3
400°
0,0
29
31
33
86
20—400°
14,о
100°
0,073
Способ
19
22
25
27
°С
материала
его
Характеристика мате-
риала при нормальной
температуре
Характеристика материала -образца
Модуль сдвига
G в кгШм'1
Склонность к отпускной
хрупкости
Теплоёмкость
с в
кал, г °С
[33]
Температуропро-
водность
а
1- • ¦-
v Y •
— 1
/
в сма1сек
охлаждения поковок
Сопротивление атмосферной
коррозии
Пластичность при холодной
деформации
О—100°
о,Ш \
100°
o,i8o
23
Удельный
Y в г/ см3
О—200°
о,иб
200°
0,142
7,8i
о—4°°а
0,12!
400°
о,о88
вес
[33]
о - 6оос
о,137
!оо°
0,074
Охл. нормальное для ука-
занных в п. 4размеров гото-
вых изделий
Согласно
Низкая
шклле — балл 4
3 соеднем и
общем
* Интерполировано по данным для стали с
¦f* Значения интерполированы
машиностроении для указанного в п. 1
содержанием 0,52°1а а 0,85°/0 С.
по данным указанного
источника и карт для
назначения
стали близкого
состаза.
530
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
[16]
Основное назначение
Химический состав
в °/о [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении Я.
в кг/мм1
Предел теку-
чести Я
в кг/мМ*
Относитель-
ное удлинение
8 в %
Число скру-
чиваний на 360°
Относитель-
ное сужение
Ф в °/0
Число пере-
гибов на 180°
Твёрдость по
Бринелю Нg
Удельная
кость ajf
в кгм/см*
Место
взятия
образца
Лов.
7з R
Центр
Пов.
7з R
Центр
Пов.
Центр
Центр
Пов.
Центр
Центр
Пов.
7з R
Центр
Пов.
7, Я
Карта
14. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная
С
Марка
70
Способ выплавки
Основной или кислый про-
цессе в мартеновских пенах
Рессоры, пружины и бандажи локомотивов
Мп
о,so—о,8о
Прутки и поковки
Всякий по сорта-
ме>
Г
¦tmy
Отж.
Si
Бандажи
III—НО
1. 3 830-
850°С. м.
2. О 610-
670 °С
Сг
<о,з
Полосы и
1.
С
Механические свойства
[Щ
О//
1
Центр\
[ЗП
9°
tt-8
12
*ss
• В зависимости от диаметра проволоки максимальные
прутки
ДО 12
3 820' С,
в- или м.
. О 380° С
Ni
<o.s
Прово-
лока
о,з—/,о
X
s
<o,4S
три обычных температурах (не
[17]
10}
8;
3°
[Щ
140—220 *
6 — 120 *
4 -40 *
i
Р
<о,о4;
менее)
значения отвечают минимальному диаметру.
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
531
12
¦
1
13
14
IS
16
17
18
"ИГ
Я4
26
28
30
3?
34
35
Предел усталости
а ,,
t—, в кг мм*
(не более) [1]
Показатели механи-
ческих свойств
кг! мм''
я в кг/мм*
г в °
9
ttj в кгм\смг
Условный предел
(напряжений) ползу-
более)
Модуль норм.
ГОСТИ
[36]
рпру-
Е в кг/мм3 [**1
Критические точки
°С [58]
Ас,
Ас3
730 | Агу
743 1 Ars
693
727
Коэфициент линейно-
го расширения а • 10е
[58] Г
Теплопроводность
X в кал/см • сек
[33]
***
4
Интервал темпера-
тур
ковки [57]
Свариваемость
Обрабатываемость
резанием [54]
Особые свойства
Область и примеры
при
менения
* Значения под
Число циклов
При
i
5 • 10" i
1 . 10' |
1 • 10е 1
3
изгиба
42
21
.9
о*
1 коученкя
Механические свойства
низких температурах в °С
Величи-
на де-
форма-
н час
10-
10-
10"
—8
20°-
21 ООО
21
j
j
При
Характеристик;
) образца и
материала
его
Сталь с содержанием 0,72?!0 С при
температуре
испытания 27 С: при
соответствующие
высоких температурах в "С
Температура испытаний
1
Прокаливаемость
20—100°
11'if
100°
o,i6t
20—2ОО°
12,,
200°
0,124
12If—800° С
Низкая
Отн. обр. 45'7
+ 241
В
чеотой д
** Для стали состав,
20—JOO°
13
4ос
о
о,о8у
29
31
1 33
транспортном
гя образцов
зо—4ooD
гзЛ
/00°
O,0J0
в с
1
19
22
25
27
С
значения
51,3
Хаоактеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Модуль сдвига
О
в кг\мм*
[36]
20°
8ооо
Склонность к отпускной
хрупкости
Теплоёмкость с
в
кал!г °С
[33]
Температуропро-
водность
п I
^ Т
*• 1
с >
в смй1сек
Способ охлаждения поковок
Сопротивление атмосферной
коррозии
Пластичность при холодной
деформации
и общем машиностроении
с надреза»/.
: Q,7—0,8aL, С: 0.3-О.Ь
*** Интерполировано по данным для стили с
Mn; «?,.
2"/0 Сг; <0,3% N
о—юо°
cut
юо"
o,j8o
Оха
23
|
1
Удельный вес
Y в г/см3 [33]
О—2ОО°
0,1
иб
200°
О,
Hi
7,8i .
о—4оо°
0,124
4оо°
0,OfH
о—боо"
o.W
;оо°
о,о6у
. нормальное для ука-
занных в г
¦4
вых изделий
Согласно
Низкая
по указанному
в п.
; <0,035°l0 S; ^0,035
содержанием 0,52>/п и 0Л5'Чс С.
размеров гото-
шкале — балл 4
1 назначению
532
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
{РАЗД. И
j
1
1
2
3
4
5
6
7
8
9
10
11
Стандарт
Карта 15. СТАЛЬ
ГОСТ В-1050-41 [16]
Основное назначение
Химический состав в °/„
[16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти оЛ в кг/мм2
Предел текуче-
сти <jy в кг 1мм?
Относительное
удлинение 66 в %
Относительное
сужение ф в °/0
Твёрдость по
Ерлнелю Hg
Удельная удар-
ная ВЯЗКОСТЬ Я?
в кг и /см*
Место
взятия
образца
Пов.
'/.Я
Центр
Пов.
'/.я
Центр
Пов.
V* я
Центр
Пов.
V. я
Центр
Пов.
'/.Я
Цгнтр
Пов.
V, Я
Центр
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая
вишенным
Ковка
и
стоянии;
С
O,JO—0,20
Прутки
поковки
Всякий
по (ор
тамен-
ту
Г
[
Значена? (данные Без челъницына,
0,20°'оSI; 0,027% S; 0,028 „ P.
качественная, с по-
содержанием
штамповка
6
изготовление
Мп
о,уо—i,oo
и
2S
н
920°
марганца
горячем
Марка
15Г
состоянии
г
Способ выплавки
Основной
процесс
в чар-
теноеских печах
г; волочение и высадка в холодном со-
подлежащих цементации
или
цианированию деталей
на металлорежущих станках
Si
0,17-0,37
Прутки 1ашбро-
l CL Иг Ы(?
До 6й
X
Механические
16]
4»
23
24
SS
До 6о
Отж.
свойства при
[15]
So
7,S
40
<20
40
21
So
Ci
<о,оз
Прутки и поковки
19
6о
1. 3 890° С,
2. О 450° С,
в.
м
N1
Co,jo
обычных температурах
[31]
ор о
оо,о
So,4
S7
i
42
S
V-A7
12,i
г
1
..А
12
S
<о, 04;
(не менее'
Антипова и Попова), конкретные для стали состава:
Р
<o,o4S
0,19V0 С; 0,960 Мп;
ГЛ. Xj
КОНСТРУКЦИОННАЯ СТАЛЬ
533
12
i
j
13
14
!
15
if;
17
18
20
24
26
23
30
32
34
35
Предел усталости
a ,
*—1 1
(не более
i кг/мм"
Показатели механиче-
ских свойств
С, В
кг /мл
I3
Зу в кг/мм*
1 в"
ak B
0
Условный
предел
(напряжений) ползуче-
сти С
(не (
ic в кг/мм'
Золее)
[31]
Модуль норм.
гости Е в кг /мм3
ynpv-
[3/] *
Критические точки
в °С [58]
Ас,
Ас3
735
86}
Аг,
Аг3
68{
840
Коэфициент линей-
а • 10е [31] **
Теплопроводность
А. в кал 1см
¦ сек
L
Интервал температур
ковки
Свариваемость
Обрабатываемость
резанием [54]
Особые свойства 160]
Область и примеры
применения
Число
1 •
циклов
10"
О7
1 • 10-
При
-40
57
48
Т
14,2
Величи-
на де-
форма-
ции в
ММ! ММ
в
час
ю—7
10
—s
20С
20
21
§00
низких
в°С
-.'00
6/
6i~ 41
.14
— 20^
14,2
<!__, изгиба
Механические
температурах
[31]
—140
7з
7! S3
27
—4(>°
12.;
-195
S3
98-76
6,Г
—70°
1,3
I
_! кручения
свойства
Три
20
Температура испытаний в
4оо
13
Прокаливаемость
2;—юо°
J2
17 97
2;—зоас
2$—600°
14,9
Ориентировочно,
см. значения
[31]
6оо°
16,5
для стали 15
12JO—8OO°C
Высокая
Отн.
ябр. <50"'/с при На=
= 131-176
Более высокая обрабатывав
ческой
См.
обработкой по
19
22
25
27
29
31
33
VOCI
сравнению
примеры для стали 201
Данные для отожжённой стали с содержанием 0,20
Данные для стали состава: 0,20°ю С;
0,05 s0 Mn; 0,5,о
"о С
Сг;
Характеристика образца и его
материала
высоких температурах
в °С [31]
50
°С
300
500
Характеристика мате-
риала при нормальной
температуре
Состав стали:
0,19°10 С; 0,7/
/о Мп;
0,24°/0S\; O,035°/oS;
0,032й/о t
Состав стали для
определения
0,23"i0 С; 0,731/п Мп;
Шарпа 15У15У160 мм
с
надрезом
Характеристика материала образца
Сталь с содержанием O,lU"sa L
Модуль сдвига
G Е
кг/мм*
и 1,0'Vo Mn.
Склонность к отпускной
хрупкости
Теплоёмкость с
Температуропро-
водность
а 1 = —
в см'/сек
Способ охлажде-
ния
поковок
Сопротивление
атмосферно?
розии
i кор-
Пластичность при
холодной дефор-
мации
пь резанием
со сталью
и 1,(Г'О Мп.
0,5°s
23
J
Отж.
Удельный вес y
в г/см3 [33]
7,8i6
Ориентировочно, см. значе-
Ориентировочно, см.
ния для
стали 15
Охл. нормальное
значе-
Согласно шкале —балл 4
Высокая
и более высокое упрочнение терми-
15
D N1; 0,05% S;
9,05% Р.
534
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
{РАЗД. Ц
Карта 16. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
Группа стали
Марка
Способ выплавки
ГОСТ В-1050-41 [16]
Углеродистая качественная с по-
вышенным содержанием марганца
20Г
Основной процесс в марте-
новских печах
Основное назначение
Химический состав в °/0
№
Ковка и штамповка в горячек состоянии; волочение в холодном состоянии;
изготовление подлежащих цементации или цианированию деталей на металло-
режущих станках
Мп
Si
Сг
o,is—о,г;
о,у—i
0,17—0,37
to,04/
Вид полуфабриката
Прутки и поковки
Размер поперечника
(толщина) в мм
\всякий j
то сорА
та иен А
ту I
Термообработка
/. 3 890" С, в.
H910PQ
2. О
425° С, м.
2. О
450°С, м.
2. О
425еС, м.
2. О
450° С, м,
Показатели меха-
нических свойств
Место
взятия
образца
Механические свойства при обычных температурах (не менее)
[16]
[31] ¦¦
Предел прочно-
сти при растяже-
нии <j? в иг 1мм*
Пов.
Центр
П-7
Предел текуче-
сти а. в кг 1мм3
Пов. |
I
Центр |
!
Относительное
удлинение 8,0 в %
Пов.
Центр
6,4
7,8
r? | 16,7
9 I Относительное i Поп.
сужение Ф в °/0
Центр
67,1
у8 72'1
10
Твёрдость по
Бринелю fig
Пов.
Центр*
Удельная удар-
ная вязкость а?
в кгм/см*
Пов.
4.R
Центр
* Значения {данные Тагер, Безмельницына, Антипова а Попова), конкретные для стала состава: 0,19°lt С;
0,96°10 Мп; 0,20% Si; 0,027% S; 0,028°10 Р.
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
535
12
Н
14
Г-
1
1
17
IS
IS"
1
24
26
|
j
28
!зо
32
i34
35
Предел усталости
О—,, Т—! В KZJM-M1
Показатели механи-
ческих свойств
3fy в кг'мм*
<ss в кг! мм*
7> в °/п
Условный предел
(напряжений) ползу-
чести <зс в к г/мм2
(не более) [31]
Модуль норм, упру-
гости Е В K2JMM1 \31\
. Отж.
Критические точки
в °С [58]
ACi | 7J; i Аг^ j 6S2
Ac3 1 8f4 \ Ar3 | S37
Коэфицпент линей-
ного расширения
« - 10» [31\
Теплопроводность
X в кал/см • сек °С
Интервал температур
ковки [57]
Свариваемость [/]
Обрабатываемость
резанием
Особые свойства
Область и примеры
применения [60]
Число
циклов
1 • 107
1 •
При
4о
77,4
48,6
с
2О°
14,2
Величи-
на де-
форма-
ции в
мм! мм
в час.
10—'
0-
низких
а—, из-гиба
Механичес<
температурах
в °L [J/j'
—ТОО
67,3
6i—41
33,7
.—4°°
—140
72,4
—7°°
из
—I&3
79
93—74
Температура испь"
4оо
—13
ю-' j
20°
20 8ОО
'¦
21[ Прокалнваемость
i
г з,3
2,-300^
2$—6ОО°
Ориентировочно см.
ния для
fOO
3>7
[31]
{00 —
OOif
'if',7
значе-
стали 20
1230—Soo°C
Высокая
По сравнению со сталью 20
t
-1 кручения
ие свойства
¦
>
При
' i
70°
а ни
".о
i в -
19
22
25
27
29
31
33
5оле
высокое упрочнение термической
В моторостроении -
высоких
в °(
310
42
!
\
Зоо°
13,6
С
Характеристика образца и
материала
температурах
^ [31]'л
48о
24
/00°
7,8
790
14
его
Характеристика мате-
риала
1
при нормальной
температуре
Сталь состава:
0 IT'»
0.24'
0,032°!0
ства .
=57
=38,4
С' 0 71
J/. Мп-
0 Si; 0,035'% S;
Р. Механ. свой-
ipu 20°C
kzjmm1;
о9 =
кг/мм* Ъ=30,9°1с
Сталь состава:
0,17°U
С; 0,77
и/о Мп;
0,032°l0 S; 0,024';0 Р
Сталь состава:
3"!п
2"п
) 02
650'С
С; 0,73% Мп;
Si; «CO.ffl'loS;
при 20ГС ak =
17,3 кгм/см*
Характеристика материала образца
Сталь с саоержанием U,Jvle U;
1,0"! (
Модуль сдвига
G
в кг 1мм'
Склонность
хрупкости
Не поде
Мп. Отж.
к отпускной
Теплоёмкость с
в кал/г °С
Tt
мпературопро-
водность
В CM*jCl
-с)
Способ охлажде-
ния
поковок
Сопротивление
атмосферной кор-
р»зии
Пластичность
npi
холодной де-
формации
23
1
Удельный
в
г/см3 [33
I,8i4
¦
вес f
Ориентировочно см. значе-
нии для стала 20
Охл. нормальное
Согласно шкале — балл 4
Высокая
е высокая обрабатываемость резанием и
обработкой
- поршневые пальцы, кулачковые валики
более
пяги рулевого
управления, шарниры Myjfim, крылья вентиляторов, сварные трубы, листы и лента.
536
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 17. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
l
2
3
4
5
6
7
8
У
10
11
ГОСТ В-1050-41
[16]
Основное назначение
Химический
в % [16]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механиче-
ских
свойств
Предел
прочности
при растя-
жении <i?
в кг/мм2
Предел
текучести
as в KIJMM3
Относи-
тельное
о в°/о
Относи-
тельное
Твёрдость
по Бри-
нелю Яg
Удельная
ударная
afc в кгм!см*
Место
взятия
образца
Пов.
/з к
Центр
Пов.
'/ Q
Центр
Пов.
7з Я
Центр
Пов.
Va R
Центр
Пов.
/з "
Центр
Пов.
V» Я
Центр
\ Группа стали
Углеродистая качествен-
ная с повышенным содержа-
нием марганца
Ковка и штамповка в
С
о. 2/ —0,35
Мп
0,70 i,o
•
Марка
ЗОГ
горячем состоянии
Cnocof
выплавки
Основной процесс в марте-
новских печах
изготовление деталей
режущих станках
Si
0,17-0.37
Сг
<о,з
Ni
<о,з
S
< 0,045
Р
< 0,04
на леталло-
Прутки и поковки
Всякий по
сортаменту
Г
< 217
* Значения, стандартные в
** Значения,
Отж.
^5
Я 880°С
Механические
[16]
, !S7
29
15
45
Англии для стали с
конкретные для стали состава:
Всякий
по сор-
тамен-
ту
-ц
50
1
/. 3 840° С, в.
2. О 550
возд.
ЭС,
свойства при обычных температурах (не менее)
[62]*
44~т~6о
0,-2/
о
68
5S
56
24
23
64
64
14
7¦ j
[31
*«
72
64
/6
54
2,
20
6.
6.
15
10
70
6/
J6
46
2S
27
6/
63
11 ,
10
содержанием не выше 0,сР/о С и не выше 1,2°¦¦„ Мп
0,36 /п С; /
длине заготовки и у ковки: 1) 0 50 мм—1=200 мм; уковка 135; 2)
1 =
300 мм; уковка 8.
17а1о Мп; 0,25% Si
; 0,027"j0 S:
0 100 мм-Ы200 мм;уковка 34,
0,017%
? при
3) О 200 мм -
ГЛ. Х{
КОНСТРУКЦИОННАЯ СТАЛЬ
537
12
13
14
1Ь
16
17
IS
20
24
26
28
30
32
34
35
Предел усталости
а—,, т—j в кг/мм3
(не более) [31]
(Куканов)
Показатели механи-
ческих
аЬ в
сгу В
0 В
6
ак в
кг/мм
кг/мм
/о
свойств
2
3
кгм/см'
Условный
предел
(напряжений) ползу-
чести ас в
(не более)
Модуль
гости Е в
И 925° С
3 85
кг/мм
[31]
норм.
vnov-
кг/мм1 [31]
V С
Критические точки
в-°С [31]
Ас,
Ас3
734
812
Ат,
Аг3
67;
796
Коэфициент линейно-
го расширения а. • 10е
[31]
Aроицкии и
Швидковский)
Теплопроводность
Интервал температур
ковки \57]
Свариваемость
[1]
Обрабатываемость
резанием
Особые
Область
[53, 54
:войства
и примеры
применения
Число циклов
5-
1 •
5 ¦
0*
0'
10й
а—j изгиба
f
/А',6
х
, кручения
Механические свойства
При низких температурах в °С
о
67
14
22
,7
,Л'
,2
14,8
Вели-
чина
дефор-
мации в
ММ/МЛ1
В 1
10
10
10
ас
_7
—7
20°
21 010
21
[31]
—20
13
31,9
^9,9
13,9
При
по
6о,4
31,4
-
2L
1,6
А
Температура испытаний в
4оо
4;о
8,8
9,о
Прокаливаемость
100°
о
1
i8o
200°
Х3,9
200°
O.IS4
4оо°
iS.o
Зоо°
оио;
12}0—800°С
Умеренная
Коэф. обр. 1,8 при
_
126+
7.Т2: 1.1 Я ппи
180-1-210. Отн. обр
при Нq = 170-1
Некоторая
В среднем
-212
;оо
S.S
I,2
[31]
6оо°
i;,6
;оо°
О,ОС/О
\\
Н -
65%
>
2:
SO
-S
3,1
19
22
высоких
в °С
;С
Характеристика
образца и его
материала
Сталь состава: 0,33°10 С; 1,06'Ч0 Мп;
0,39а10 i i; 0,04V0 S; 0,0310 P.
Механ. свойства: а^ —58,9 кг/мм?;
ak "
Сталь
d=10 мм;
1=99
состава: 0,1Пп
Механ.
ak =7,1
1=99
свойства
J кгм/см
и, =
ММ
'**¦*¦•
С; 0,89»!п Мп.
57 кгШм":
. Образец (d=10 мм;
мм) С надрезом
надреза 2
температурах
[31]
i
; глубина
мм с углом 60
а
Характеристика
материала при
нормальной темпе-
ратуре
Сталь состава:
0,31„ С; 1,01'in Mn;
П 17»,
0A/ С-
0,033'1Л Р. Механ.
свойства при 20°С:
b =64,8 кг1мм*; а^ =
=33,7 кг/мм*,
=29,2 °!0; ф=
Характеристика матер
Отж.
810°С
Н 910°С + О 600°С
Модуль сдвига
а
i кг/мм2
Склонность к отпускной
хрупкости [31]
Подвержена
25
2/
29
31
33
чувствительность
при содержа-
нии около 7,0'Vo У
Теплоёмкость с
в кал/г °С
LcWJ
Температуропро-
водность
а =• —
\
—
V у • С
в см31 сек
In
0
Способ охлаждения
поковок
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной деформации
m
к перегреву
машиностроении—болты, винты, гайки;
сцепления, тормозные педали
, вилки
вления, ступицы заднего колеса
— 100°
100°
О,2О6
Охл
85=
-14,8 кгм/сж*
нала образца
Сталь с содерж.
q 20' t г- 1 i
23
Удельны?
у в г/см*
вес
[33]
7,8и
о
о
200°
н;
200"
о
17О
о—4оо°
o,i2;
4оо°
o,io8
нормальное
о—6оос
o,i}6
;оос
о,о8;
Согласно шкале—балл 4
Умеренная
переводные рычаги, рычаги
переключения передач,
тяги рулевого
упра-
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 18. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
Группа стали
Марка стали
Способ выплавки
ГОСТ В-1050-41
[16]
Углеродистая качественная с
повышенным содержанием мар-
ганца
40Г
Основной процесс в марте-
новских пенах
Основное назна-
чение
Ковка и штамповка в горяче ч состоянии; изготовление деталей на металлорежу-
щих станках
Химический состав
в % [16]
Мп
Si
0,70—1,00 o,tj—o
Cr
Ni
< 0,^0
0,30
0,04s I <¦ 0,040
3 J Вид полуфабриката
Прутки и поковки
Размер поперечника
(толщина) в мм
Всякий по сорта-
менту
Термообработка
Отж.
И 8вО°С
1. 3 7Э0"С, в.
2. О 600° С, в.
I. 3 840°С, в.
2. О 550° С, возд.
Показатели
механиче-
ских
свойств
Место
взятия
образца
Механические свойства при обычных температурах (не менее)
[16]
[31]
Предел
прочности
при растя-
жении <зь
в кг/мм'2
Пов.
Центр]
87,7
84 8;
Si,f
84
Hi 77
Предел
текучести
as в кг/мм1
Нов.
67,7
S9
Центр
Предел
пропорц.
сг р в кг/мм*
Центр
Относи-
тельное
удлинение
г, в.«.'„
Пов.
•/.Я
Центр
20 | 22 I 24
Пов.
Относи-
тельное
сужение
V,/?
Центр;
10
Твёрдость
по Бри-
нелю Н$
Пов.
< 229
<2О7
Центр
11
Пов.
8,1
Удельная
ударная
вязкость
а^в кгм.см'
Центр\
8,о
* Значения — данные Подопригора—конкретные для стали состава: 0,47°',, С; 1,08°!а Мп; 0,3% SJ;r
0,15% Сг; 0,29% Ni; 0,0J6V0 S; 0,045 Ia P.
** Значения, конкретные для стгля состзчя: 0,43% С; 0,76% Мп; 0,25°./,, Si; 0,028п!„ S; 0,024°!0 Р при длине
заготовок и уковки: 1) для 0 50 мм~ 1=200 мм, уковка 41; 2) 0 100 мм—1=200 им, уковка 10; 3) 0 200 мм—
1—300. уковка 3.
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
539
12
13
14
15
16
1/
18
Предел усталости
(не более)
Показатели механи-
ческих СВОЙСТЕ
<sjj в кг/мм?
о о в кг/мм?
5 8%
!
Условный предел
(напряжений) ползу-
чести of в кг/мм1
Модуль норм, упру-
гости Е в кг мм?
(Туляков) Г
[3J\
SO! Критические точки
1 Ac, i 126 1 Аг,
24
26
30
32
34
• \ 1 !
АСз ' 79° -А^з
689
768
Коэфициент линей-
а ¦ 10е D7)
Теплопроводность >.
в кал см-сек "С
3 ДВ.о. при <ц
= 70 кг;мм*
i ""
Интервал температур
ковки [57]
Свариваемость
[59]
Обрабатываемость
резанием [54]
Особые свойства
Число циклов
5- 10е
1 • 107
1.10--
о j изгиба
с
кручения
1 ~
Характеристика
Механические свойства
При низких температу-
рах
—4о
SU8
$6,2
28,0
o,S
Вели-
чина
дефор-
мации в
ММ/ММ
ю-*
го-'
ю-г
Л-lf
20 4ОО
в °С [31]>
8О
>4,8
42,4
28,4
—т8о
о,4
При
20
высоких
температурах
в °С [31]*
/о
?,4
1
Температура испытаний
—4о°
20 дао
4S4
i6,8
".7
8,0
—So"
20 800
] 21 ' Прокаливаемость
20 100°
9,4
100°
0,142
См ф"? 94
100—
200°
12,0
200°
0,127
-400°
if, 9
$00°
0,112
t
31]
;оо—
6оо:>
17,1
|
4оо
о,о;7
1200—SOO°C
\ Отн
Низкая
обр.
Нв =-179-229
j Некоторая ч
||
60% при
в с
19
22
2
5
1
29
31
33
увствительносшь
к
?оо
6,4
С
Модуль
G
fOO
4,1
7,3
1
1
образца и его
материала
Характеристика материала
при
нормальной
1 Сталь состава: 0,39°/0 С;
0,7*% Мп; 0,33° 10 Si;
0,1°1о
Сг; 0,047% Р
Г. Механ. свойства
при
15° С: зь =48,6 кг/мм»;
36,1 кг/мм?; Ъ-26,9»/0'
ф=-65,2% (Туляков)
а Сталь
0.76'%
-С 0,05"/
Г
3 IB. 0.
650° С,
состава: 0,40°/„С:
Мп;
. Ь;
возд.
Характеристика
Сталь
0.21
0,17'% Si;
< 0,03S°/
оР
Образцы
Шарпи
материала образца
состава: 0,41"!„
Si: 0.03 П
С; 0,92°/п Мп:
• 0.014PL
р
Г. Механ. свойства: при 20° С—а^ •>
=64 кг/мм1; us =30 кг1мм?; ^—28*/^'
<\»=46,4>
8,=27»
сдвига
в кг/мм?
0; при
Склонность к отпускной
хрупкости [31]
Не поЯяепжена
Теплоёмкость с
¦ в у„ , ', ор | VJ1
Температуропро-
водность
в см^\сек
Способ охлаждения
поковок
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной
[/, 15)
перегрев}
2С
деформации
— 100°
О,11б
Oylff
454
С: с
| 23
2О —
? =50 кг/мм?;
Удельный вес
Y в г/см3 [33]
200°
0,142
7 8i
20 - 4ОО°
300"
0,120
зо—6оо°
0,197
0,100
Охл. нормальное для
указанных в п. 4 размеров
Согласно шкале—балл 4
Область и примеры
применения [31, 60]
По данным практика за границей в автотракторостроении—полу оса, карданные
валы, распределительные валики, коленчатые валы, шатуны, передние оси,
тормозные рычаги, анкерные болты, шпильки; в холоднотянутом состоянии—
болты и гайки высокой прочности
Для стали С содержанием 0,45-0,55Р/0 С; 0,7-1,О°!о Мп; 0,17~0,37"/а SI [36].
540
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. 1»
Карта 19. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
fi
7
8
9
10
11
ГОСТ В-1050-41
[16]
Основное назна-
чение
Химический
в°/0 [Щ
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении а^
в кг/мм1
Предел теку-
чести <Т„
в кг/мм*
Относитель-
ное удлинение
«5 в %
Относитель-
ное сужение
ф в %
Твёрдость по
Бринелю Hq
Удельная
ударная вяз-
кость afr
. .1
Место
взятия
образца
Пов.
Ve Я
'/•я
Центр
Пов.
'/а Я
«/.я
Центр
Пов.
ч,я
Центр
'/.Я
Центр
Пов.
г/.я
Центр
Пов.
'/» /?
Центр
Группа
:тали
Углеродистая качественная,
вишенным
Ковка
С
о,4/-о,//
С ПО-
содержанием марганца
Марка
50/
Способ
выплавки
Основной процесс а
новских печах
и штамповка в горячем состоянии; волочение в холодно ч
Мп
0,70—1,00
Si
0,17—0,37
Cr
< 0,3
M
< 0,3
S
<o,4S
P
< 0,04
Прутки и поковки
30
;о
So
120
тбо
1. Н 860° С; 2. О 550° С, воза.; 5. 3 *40° С, в;
4. О 560—580° С, возд.
82
;б
i8
SS
ггд
8
240
1
До юо
H820-
Механические свойства при обычных температурах
8о
78
S2
So
18
SS
217
7
[36]
78
76
SO
48
iS
SO
217
6
82
78
76
S2
48
46
it
So
229
212
6
82
78
76
S3
4S
44
16
4S
223
207
6
80
78
76
So
46
44
16
4S
217
197
6
юо—зоо
-840° С
нар те-
состоянии
Прутка ка-
либрованные
! 60
X
(не менее)
[46]
34
3S
i, 241
32
12
33
< 241
бе
Отж.
[15]
7°
r,s
30
<
269
1
1
1
6о
10
3S
< 22Q
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
541
12
13
1 15
16
17
|
18
20
24
26
28
30
32
34 |
35
*
Предел усталости
а—,
'—1
в кг/мм1
[36]
Показатели механи-
ческих свойств \36]
'/> в
0
0s "
0 В
ak в
кг, мм
/¦>
i
2
K2MICM-
Снижение а^в"
а
Условный предел
(напряжений) ползу-
чести з в кг/мм1
(не более)
Модуль норм, упру-
гости Е в
кг/мм
[00 \
критические
точки в ° С [36]
Ас,
Ас,
720
?6о
Аг,
Аг3
66о
Коэфициент линей-
ного
расширения
а ¦ 10е [36]
Теплопроводность
X в кал/см ¦ сек °С
L36]
Интервал температур
ковки [57]
Свариваемость
1,59]
Обрабатываемость
резанием [53]
Особые свойства
Область и
применения
[52]
примеры
[31,
46]
Данные для стали в
Число
1 •
5 •
1 •
циклов
105
105
10"
¦з , i
«гиба
42, Г
Зб,о
,о
Х-
~i кручения
Механические свойства
При низких температурах в СС
—20
1
I
1
ю
Вели-
чина
дефор-
мации в
MMJ
мм
в час
ю-
10"
-6
-7
10—8
20
22
21
000
—40
4,8
10
— о
4,о
so
—So
3,2
6О
Характеристика образца i
материала
i его
Образец гладкий, термически обра-
ботанный: 3 1В. 0.; <*ь = 68
aD = 36 кг/мм3
При высоких температурах
в °С
Температура испытаний в °
100°
21 700
4SO
300°
20 800
Прокаливаемость
20—100°
11
,6
200°
0,092
Козф
= 180+
+ 235;
Си rfit
-> ос
20—200°
11,9
300°
0,090
20—4°о0
1?,8
400°
0,087
1200—8оо° С
Низкая
. обр.
197; 0,8 i
0,65 при
0,55 при Нв =
Некоторая
В тяжёлом
диски трения,
1,0 при
ipu Нв
;оо
too"
19 100
[31]
20—600°
14,6
600°
0,082
\
f
Нв =
= 197 +
Нв=241+270;\
270+285
19
22
25
27
29
31
¦33
чувствительность
С
кг/ мм';
Характеристика мате-
риала при нормальной
температуре
Образец (Шарпи) из
термообработанной
заготовки 0
30 мм
1 М ОСЛО Г • О Г% ЛЛЛ° Г*
возд.
4. О
— 56
¦ 3. 3 841
560—580
82 кг/мм
кг/мм*
Г С, в.;
0 С, в.;
2У а- =
• ak =
= 8 кгм/см'1
Характеристика материала образца
Модуль сдвига
G в
кг/мм?
Склонность
хрупкости
20°
84SO
к отпускной
Теплоёмкость С
в кал1г °С.
[33]
Температуро-
проводность
а У^у
-
в см*1сек
20—100° 2
0,11
100
0,10
Способ охлаждения
поковок [ЦНИИ Г МАШ]
Сопротивление атмо-
сферной коррозии
Пластичность при
хо-
лодной деформации [1,15\
к перегреву
и среднем машинострч
чнии — детали,
3
э
4
100°
8300
Зоо°
8юо
23 I Удельный
1 в г/см3
0—200°
о,иS
200°
0,100
j,8o6
20—400°
0,I2f
300°
0,089
fOO°
1Soo
вес т
[33]
20—6ОО°
;оо°
o,o8i
Охл. нормальное до раз-
меров 0 200 мм,
ленное с
за мед-
ля размеров
диаметром выше
200 мм
Согласно шкале—балл 4
Низкая
подвергиющиеся истиранию:
шестерни непрерывного зацепления, шлицевые и шестеренные валы
улучшенном C IB. о.) состоянии при с.
= 68 кг 1мм?; о
Р
= 36 кг/мм'.
542
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 11
Стандарт
ГОСТ В-1050-41
ч
2
3
4
I
1
5
i
6
У
8
9
Ш
11
[16]
Основное назначение
Химический состав
в % [16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении а.
в кг/мм?
Предел теку-
чести о
в кг/мм'
Относитель-
ное удлинение
8 в о/о
Относитель-
ное сужение
Ф в °/0
Твёрдость по
Бринелю Hq
Удельная
ударная вяз-
в кгн/см*
Место
взятия
образца
Лов.
Ч R
Центр
Карта
20. СТАЛЬ КОНСТРУКЦИОННАЯ
"руппа стали
Углеродистая качественная с повы-
шенным содержанием марганца
С
o,;;—o,6f
Мп
о,7—I,о* j
Пружины,
S1
Ы7-о,„
Прутки и поковки
Всякий по сорта-
менту
Г
Лов. j
V.tf
Центр
Лов.
г/ р
Центр
Лов.
ЧшЯ
Центр
Лов.
V.*
Цент]
Лов.
I/, О
j <2б9
Центр]
Отж.
2"
Я 840° С
Марка
60Г
• 1
Способ выплавки
Основной процесс в марте-
новских печах
проволока и бандажи
Сг
<
о,3
Проволока
луженая
о,;— 2,;
X
Ni
<о,3
Бандажи
т—иб
1. 3 830—
850° См.
2. О 610—
670° С
i
|
S
< 0,04
i
Механические свойства при обычных температурах (не
[16]
70
1
< 22С,
38
3S
* Для бандажей содержание марганца 0,6—0,9"fv.
** Образец тангенциальный.
\
38]
iSo—
i6o ***
[4] **
8о
!
20
j. *****
Р
<о.о4
менее)
j
64 — ю
Н
\
I
[
J
1
j
j
1
|
j
\ \
*** В указанных пределах (не менее) в зависимости от диаметра максимальные значения
минимальному диаметру.
••** Число скручиваний на 360° в указанных
' предела.
- (не
менее)
в зависимости
***** Число перегибов на 180° в указанных пределах (не менее) в зависимости
от
от диаметра.
Оиаметра.
i
отвечают
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
543
12
13
14
15
i6
17
18
20
24
26
28
30
32
34
35
Предел усталости
а—1,
•с . j
Пока?ате.
ческих
с. в кг,;мм
о
3 В
6 к °
ak в
в кг!мм1
ти механи-
свойств
KZJMM*
а
кгм!с
Условный
к'
предел
(напряженки) ползу-
чести и в
(не более)
KZ'jMM?
Модуль норм. ;
гости Е в кг/мм* при
20° С [31]
Критические точки
в°С
ACi
Ас3
W\
726
76/
Аг}
Ar3
680
741
Коэфициент линей-
ного расширение
а • 10е [47]
Теплопроводность
X в кал 1см ¦ сек °С
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием
Особые свойства
'Область и примеры
Число циклов
5- 10"
1 -
Ю'
1 - 10-" -
При i
—
7о !
1,2
О
8
Вели-
чина
дефор-
мации в
.\,MjMM
в час
10-
-в
ю—'
10"
Н 8
—8
-nor
2i одз
21
1.
—, изгиба
МеханическЕ
шзких температурах
в °С
—40
2,4
о,9
[671
-
20
1
,«
.2
-
О
7.о
1.7
X—
, кручения
; свойства
При
so.
II
2
Температура испытаний
3 950
¦
1
"С,
Н и О при
температуре
20 79°
20 8QO
Прокаливаемость
2J— 100°
11
1200—
См ф?1У
2S-300°
12,9
8оо°С
Низкая
21-
6оос
14,6
29
31
33
SS°
21 093
[31]
/00—
16,8
,-*
,9
высоких
в °С
So
12,0
4,7
в °С
1 1»
|22
1
25
27
Характеристика образца и
материала
температурах
[31]
Зоо
10,2
4,;
)ОО
;,
з.
г
I
его
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
0,58"
0,18'%
3
Характеристика
Модуль сдвига
О
20°
а кг!мм%
С [31]
при
¦
н
850 С
8367
3
¦j С; 0,72
/» Мп;
S1; < 0,05% S:
«Г 0.028",:,
в воду -|- О
650' С
Г
Р
Об-
Шарпа
материала образца
950-
400'
8i;6
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал!г °С
[33]
Температуро-
проводность
к т
с1
в см* сек
Способ охлаждения поковок
_
Сопротивление
О 100°
0,11
атмосферной коррозии
Пластичность при холодной деформации
Некоторая чувствателъноспи
В
для в
среднел
к
перегреву
а транспортном машиностроении —
лектромагнитов, тормозные диска, тормозно
ные, амортиз
23
. и О при те.п-
пературе
- i
4;о- j ;оо"
8297 j 8297
1
j 8297
Удельный вес т
0 200°
О,
иб
в г/смл
7,8i4
о—4оо"
0,126
о—6оо°
O.I37
Охл.нормальное дляука-
занных в
готовых
Согласно
Низкая
п. 4 размеров
изделий
шкале—
-балл 4
бандажи вагонные, бандажи
е барабаны
пружины клапан-
аторив и луфт; шайбы Гровера, фрикционные диски и упорные кольца
544
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
Карта 21. СТАЛЬ КОНСТРУКЦИОННАЯ
1
2
3
4
5
6
7
8
9
10
111
0,
Стандарт
ГОСТ В-1050-41
[16]
Основное назначение
Химический состав
в °/0 [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
тяжении з^
в кг/мма
Предел теку-
чести 3„
в кг/мм?
Относитель-
«S В '/о
Число скру-
чиваний на С 60°
Относитель-
Ф В °/о
Число пере-
гибов на 180°
Твёрдость по
Бринелю Нg
Удельная
ударная вяз-
кость afe
в кгл 1см-
Место
взятия
образца
Пов.
V R
Центр
Пов.
lUR
Группа стали
Углеродистая с повышенным
содержанием марганца
С
о,6о—0,70
Мп
О,,()О—1,20 *
Рессоры
Si
0,17—0,37
Прутки и полосы
Всякий по сорта-
менту
Г
Центр]
Пов.
Центр
Центр
Пов.
Центр
Центр
Пов.
Центр
< 2б<)
I
Отж:.
2)
Н 840° С
Механические сво
[16]
< 229
7/
40
8
Марка
65Г
Способ
выплавки
Основной процесс в
новских печах
пружины, проволока и бандажи
Сг
<о,з
До и
Н
820° С
N1
<о,з
S
< 0,04s
Проволока
термиче-
ски об-
работан.
1,2—S,S
1. 3, м.
2. 0, свин-
цовая
ванна
*ства при обычных
[17]
7°
&
S
[12]
jg0 „, **¦
,9-6 -
9—2 ***
* Для патентированной проволоки и рессорно-пружинной стали
9"/о Мп.
ная
0 . 2 ;
X
Р
<! о,о4
отож-
жен-
1,
чая
2—f,f
Отж:.
800 ±10° С
температурах (нг
[38]
iSo—i6o***
US
***
20—/
***
марте-
Бандажи
111—1
1. 3 830-
16
850° С, м.
2. 0 610—
670° С
менее)
[36]
SS-7!
[4
8;
— 10
14
0,7—1,0'/0 Мп; для бандажей 0,6-
*** В указанных пределах (не менее) в зависимости от диаметра проволоки; максимальные значения отве-
чают минимальному диаметру.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
545
12
13
14
15
16
17
18
20
24
26
28
30
32
34
*
Предел усталости
3—1,
(не
¦с—, в кг/мм"
5олее)
Показатели механи-
ческих свойств \31]
а. в
J В
кг/мм1
кг/мм3
8 в °L
ak i
i кгм/см^
Условный предел
(напряжений) ползу-
чести о в кг\мм'2
(не более)
Модуль норм, упру-
гости Е в кг /мм" [31]*
(при 20° С)
Критические точки
в dC
Ас,
Ас3
\5S\
724 I An I 694
ISO | Ar3 J 721
Коэфициент линей-
ного
расширения
а • 10е [5*] ** Отж.
Теплопроводность
X в кал/см • сек °С
Интервал температур
ковки [57]
Свариваемость [1]
Обрабатываемость
резанием [54] ***
Особые свойства
Область и примеры
применения 131. 46]
Число
5-
1 •
1 •
циклов
10е
107
ю- ••
а , изгиба
¦с
1 кручения
Характеристика образца и
материала
Механические свойства
При
о
7
Вели-
чина
дефор-
мм! мм
в час
ю—
ю—7
ю-8
Я
21 О9У
низких
20
2,8
температурах
в °С
—40
2,4
-7о
1,2
При
20
11
,2
Температура испытаний в
4оо
3 9So°
О 4оо°
20 79°
1
4SO
3
О
4SO°
2о89о
21 | Прокаливаемость
1
20—100°
11,1
20—200°
11,9
1200—800° С
Низкая
Отн. обр.
45% при
Нв = 183+241
26
20—^00°
12,9
29
3,
33
Soo
3 9S°°
О soo°
20 8<H
[31]
20—400°
I3.S
19
22
25
27
зысоких температурах
в °С
/о
12
°с
Зоо
10,2
Я
!
ю
I
;го
Характеристика мате-
риала при нормальной
температуре
Состав стали:
0,18°/
0,028%
Шарпи U
0,05% S;
Р; образец
?>A5-
1ои мм
с надрезом на глубину
7 j
км,
paouyc
отвер-
стия j,b мм
Характеристика материала образца
Модуль сдвига
G в кг/мм1 [31]*
Н
8Ь67
Склонность к отпускной
хрупкости
[36]
Теплоёмкость с
в к
ал!г °С
[33]
Температуро-
проводность
/ X \
Способ охлажденш
Сопротивление
а \ Т
~с
в см2!сек
поковок
О —10 О
0,11
атмосферной коррозии
Пластичность при холодной деформации
[1]
/
О 4оо°
8is6
п
23
O4S°o°
8297
О;оо
8297
Удельный
У—200°
о,п6
Охл.
в
г\см
7,Si2
о—40о°
0,126
о
о
o9/s°o°
8297
вес y
[33]
о—6оо°
нормальное
указанных
в
ров готовых
Согласно
Низкая
п. 4
o,i fS
для
раэме-
изделий
шкале—балл 4
Пружинные кольца, шайбы Гровера,
практике (США): пружины
пружины из
* Данные для стали состава:
* Данные для стали состава:
* Данные для стали состава:
0,6% С;
0,59% С
скобы;
клапанов (при
бандажи тендерные; в
"одержании
< 0,9°/0
холоднотянутой проволоки или из проволоки,
отпущенной
0,77% Мп; 0,21%
0,92°1а Мп; 0,25°
0,60—0,75%
С; 0,6—0,9Ч0
Si; <
/0 Si
Mn;
0,08% Ni; 0,007°l0 S; 0,011%
; 0.033PL S; 0,024% Р
0,14% S; 0,04% Р.
американской
\),
спиральные
закалённой в масле и
546
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ.
[РАЗД.
Стандарт
1
2
3
4
5
6
7
8
9
Ю
11
ГОСТ В-1050-41
[16]
Основное назначение
Химический состав
в °\0 [16]
Вид полуфабриката
Размер поперечника
^толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
тяжении з^
в кгм1 мм'1
Предел теку-
в кг/мм2
Относитель-
ное удлинение
8,0 в %
Относитель-
Ф в »/о
Твёрдость по
Удельная
ударная вяз-
кость а^
в кгм/см1
Место
взятия
образца
Пов.
I/ ^
Центр
Пов.
l!3R
Центр
Пов.
4»R
Центр
Пов.
4aR
Центр
Пов.
43R
Центр
Пов.
XI D
Центр.
Карта 22. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
стали
Углеродистая с повышенным содер-
жанием марганца (легированная)
Ковка
Марка
10Г2 *
Способ
выплавки
Основной процесс в марте-
и штамповка в горячем состоянии; штамповка (с
новских печах
зытяжкой) в холодном
состоянии; листы и цельнотянутые трубы; изготовление подлежащих цементации
С
о.о;—o,iу
Прутки
и цианированию
Мп
1,2 1,6
и поковки
Всякий по сорта-
мент v
Г
Отж.
920° С
Si
o,i7-o,37
! До 4 мм
Отж. 890
± 10° С
дета^
ей на металлорежущих станках
Сг
<о
оз
Ласты
1. X C5"
2. 3 850°
3. О 400" С
Механические свойства прр
[16]
[36]
4о—;8
!
< 32$
* Ведомственное обозначение 12Г1А.
** Данные завода „Серп а молот", конкретные для
0,028й'0 S и 0,022°%
на
воздухе.
Р е условиях охлаждения
9-2
Ki
<! 0,03
2
о обж.)
С, в,
3. 0 60(Р G
S
<о,о4;
Трубы
Р
'-< 0,04/
цельно-
тянутые
Отж.
II
обычных температурах (не менее)
[31
282
~тали
**
68
бол
*,*
64.2
состава: 0,14°L С
[36]
40
30
4S
20
|
; 1
V\n; 0J9°!0Si; 0,06°'0 N1;
образцов 2Х 30x270 мм после отпуска до 300 С с печью и затем
1
ГЛ. Xj
КОНСТРУКЦИОННАЯ СТАЛЬ
547
12
13
14
15
Ifi
17
18
20
24
26
28
30
32
34
35
Предел усталости
(не более'
в kzjmm?
[Зо\
Показатели ме
ческих
<?, в кг/мл
о„ в кг!мл
s
;ани-
свойств
(''
¦г
S в о/о
пъ в кг ли см2
Условный
Н.
Отж.
предел
(напряжений) ползу-
чести а в кг/мм2
(не более)
\6l, Oi
Модуль норм.
гости Е в
П
упру-
кг/мм3
Критические точки
в °С [31]
Лс, | 720
Ас3 8$о
АгЛ
Аг3
620
JIO
Коэфициент линейно-
го расширения о
•10е
Теплопроводность
X в кал/см ¦ сек С
Интервал температур
ковки [31]
Свариваемость
Обрабатываемость
резанием
Особые свойства [60]
Область i
применени
1 примеры
1
Число
+
1
1 •
1 •
При
20
37
2
28,6
Вели-
чина
дефор-
мации в
ММ 'ММ
в час
10'
в
m—7
10
8
21
циклов
10т
107
ю- •¦
низких
в °С
—40
28,2
If,6
С
, i
изгиба
29,S
t—
Механические
температурах
[-3/1
—7°
12,0
1
, кручения
свойства
1рИ
!
Температура- испытания в с
4оо
14 {42 У)
4H
6
;оо
7 D8П
Прокаливаемость
1200 8ОО° С
Высокая для
листов тол-
щиной <: 4 мм
Более
В
* Данные завода „Серп и
200^/час для стали состава:
высокая
29
31
33
2
Но
,6
19
22
25
27
высоких
R °
С
//о
Характеристика образца и
материала
Сталь листовая:
0,21
la Si;
0,022'/0
его
0,17% С; 1,24% Мп;
S;
== 54,12 кг/мм"; б
Сталь пру
0,36
=
Yo Si;
60,0
температура>
С
тковая
0,018п,0
i
0,026% F
ш = 25,2% "
0,/7"/0С;/.557пМп;
S;
25'
О,02'/о Р
= 41,0 Кс
• a/i ™
/мм*;
Характеристика мате-
риала
при нормальной
температуре
Состав стали:
0,17% С; 1,23°/0 Мп;
O,28°/o bi; 0,033°1„ S;
0,028% Р (Ю. Лахтин)
Характеристика материала образца
Сталь с <
1,46°/0
Значения,
"одержанием 0,07°
С «
скорректированные для
стали с содержанием 1\5"/0 Мп, для
стали 10
Модуль сдвига
О
в кг/мм2
с нормальным содержа-
1
Склонность к отпускной
хрупкости
[32}
Теплоёмкость с
в кал/г °С
Температуро-
проводность
Способ охлажденш
Сопротивление
Пластичность
а = —
v 7
в слР-.с
"К
I ПОКОВОК
атмосферной коррозии
при холодной деформации
обрабатываемость резанием по сравнению
нием Мп
Удельный
Охл.
в г/см3
i вес y
[33]
1
нормальное
Согласно
Высокая
со
шкале—балл 4
сталью 10
среднем машиностроении для изготовления сварных (толщиноь
повинных
деталей
.• под моторных рам, узлов,
молот", определённые дилатометрическим метод
l.M'k С; 1,65% Мп; 0,19% Si; 0,028% S; 0,022°^ Р.
косынок
Ом при
i <
4 мм) и штам-
и др.
нагреве
со скоростью
548
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД II
Карта
Стандарт
1
2
3
J
4
5
j
6
7
К
9
10
11
ГОСТ В-1050-41 [
W]
Основное назначение
Химический состав в °L
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а. в KZlMM3
Предел текучести
о в кг/мм3
Относительное
удлинение S,. в °/0
Относительное
сужение ф в °/о
Твёрдость по
Удельная удар-
в кгм/см*
Место
взятия
образца
Пов.
4S R
4,R
Центр
Пов.
4*R
Ч, R
Центр
Пов.
Ч, R
V, Я
Центр
Пов.
4tR
•/•я
Центр
Пов.
4,R
Центр
Пов.
4.R
Центр
23
. СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая качественная с
вишенным содержанием марганца
^легированная)
Ковка
С
а штамповка i
o,«-o,3S
Всякий по
Мп
1,40—i,8o
сор-
таменту
Г
Отж.
1
Н 870°
по-
Марка
30Г2
Способ выплавки
Основной процесс в марте-
новских печах
1 горячем состоянии; изготовление
0,1
С
режущих станках
Si
7—0.^7
Прутки
До юо
Сг
<о,з
а
N1
<о,з
поковки
100—3°°
Н 840—860° С
У1еханические свойства
[16]
1
I
1
<241
* Сталь с содержанием <0,32'10 С
207
при
3*
S
<o,O4S
38
деталей на металло-
Р
,0,04
38
1. И 900 -955° С
2. 3
3. О
425° С
830-856
3. 0
540" С
° С, в.
3. 0 650° С
Листы *
3—3S
Г или Т
обычных температурах (не менее)
[46]
6о
6о |
| 3°
I
3S
20
1
IS
4S
; 1,30—1,65 U Mr
и
So
<24I
8
<0,04"lo
[60]
1
28
iS
48
C24I
6
S.
;
100
87
п
63
63
4S
1
K-J3 \ \-i9
42
321
Га
248
Ъ*-23
6о
201
[41]
6o—7s
40
16
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
549
12
13
14
15
16
17
18
20
24
26
28
30
32
34
85
Предел i
п
(не более
усталости
в кг/мм1
) 131]
Показатели меха-
нических свойств
а В
кг/мм%
а в кг\ммг
§ в °
/о
пи в кгм/см* [31]
Условный
предел
(напряжений) ползу-
чести Ст/. в
(не (
5олее)
кг/мм*
[31]
Модуль норм, уПру-
ГОСТ!
i E в
Я 850°С
кг/мм2
3 850°С. м. + О600°С
[31]
Критические точки
в °С [31]
Аг
Ас3
7i8
804
Аг 1 6 21
Аг* | 7^7
Коэфициент линей-
ного расширения <х • 106
Теплопроводность
X в кал/см
• сек "С
Интервал температур
ковки [57]
Свариваемость [59]
Обрабатываемость
резанием
[54]
Особые свойства
Область i
i примеры
применения [31, 32, 46}\
Число
о ¦
1 •
5-
циклов
10е
10т
10*
а
лзгиба
27
i8,6
г_! кручения
Характеристика образца и его материала
Сталь
0,27% Si;
Ь=24°ц
кий: d
;
состава: 0,32°Цо С; 1
0,04%*
10
=8,о
мм;
3; 0,04%
кгм/см
Р; °6=«
2% Мп;
),7«г/жл2
. Образец глад-
1=99 мм (Куканов)
Сталь cocmaea:0,30PjQ С; 7,27% Мп;
af~=59,9 кг1мм3;а^10,2кгм1см3. Обра-
зец:
d
резом
=
10 мм: 1 =
= 99 мм.
с наа-
глубиной 2 мм и углом 60°
СКуканов)
Механические свойства
При низких температурах в °С
—So
2,4—2,Х
3,6—4,4
Вели-
чина
дефор-
мации в
MMJMM
в час
10—•
10—7
ю—*
2
21 110
21 120
21
[31]
—4о
2,6—2,9
4,6-sa
—30
2
6
4,8
—20
2,6-2.J
4,7—4,8
При высоких температурах в °С
¦*'
0
4,4—4.6
7'3
Температура испытание
и
4ХО
6,Х
з.г
!
Прокаливаемость
Умеренная; по-
догрев
перед
сваркой до
200е
С
и выше
Отн. обр. 50%
"В =
179+235
29
31
33
[31]
IB С
SXO
1,6
19
22
[31
100
S,7-S,8
7,*-7.3
С
1
Отж. 838° С;
со скоростью
Н 885° С,
скоростью
Характеристика мате-
риала при нормальной
температуре
0,26%
0,44%
С; 1,32а10 Мп;
Si; 0,022°/0 S;
0 01I°lt D
выдержка 2,5 часа; охл.
3 град! мин
выдержка 1,5 часа;
39 град/мин
охл. со
Характеристика материала образца
Сталь
нием
W
с нормальным содержа-
марганца, по
ректированы
Модуль сдвига
G
в кг!мм-
Склонность к от-
пускной хрупкости
[32
Подвержена
25
27
Теплоёмкость с
в кал/г °С
Температуропро-
водность
а
( X
1
V " у.с )
в см2 Ice к
Способ охлаждения поковок
Сопротивление
ЗИН
Пластичность i
мации [1]
23
которой скор-
значения для
30Г2
Удельный
[33]
вес y в
стали
г/см3
у,8о7
атмосферной корро-
1ри
холодно!
i дефор-
Повышенное сопротивление износу; чувствительность
В
тяжёлом и
Охл
мер oi
к
среднем машиностроении — оси крановых
лонжероны; в американской практике
1 1
замедленное с
раз-
0 60 мм и выше
Согласно шкале—балл 4
Умеренная
перегреву
тележек, полуоси.
— шестерни коробки скоростей, болты
цапфы;
550
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
1
2
3
4
5
6
7
8
9
10
И
[16]
Основное назна-
чение
Химический состав
в % [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении <j?
в кг 1мм-
Предел теку-
в кг]мм*
Относите ль-
85 в %
Относитель-
Ф в %
Твёрдость по
Удельная
кость а,
в кг Mjмм?
Место
взятия
образца
Пов.
V»*
Центр
Пов.
7, Я
Центр
Пов.
1I3R
Центр
Пов.
Карта
24.
СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая с повышенным содер-
жанием марганца (легированная)
Ковка и
штамповка
жущих станках
С
o,jo—о
40
Всякий
i,4
по
сортаменту
Г
'/•Я |
Центр
Пов.
'/а Я
Центр
Пов.
Va Я
Центр
<241
Отж.
Мп
о—i,8o
Н
S60° С
в горячем
Si
0,17—0,37
¦
Марка
35Г2
состоянии;
Сг
<о,3
Способ выплавки
Основной процесс в мар-
теновских печах
изготовление деталей
Ni
Прутки и поковка
И 840—860° С
Механические свойстве
• Значения—данные Подопригора,
в;
37
13
40
конкретные
6;
33
18
4S
241
До 6о
1. 3 800—
—820° С,
в.:
2. О 620—
—640° С,
в.
S
<o,o4S
-г/
Г
на
i при обычных температурах (не менее)
[46]
!9
3»
18
4S
241
для стали
с
So
6;
16
So
2SS—301
6
содержанием 0,38°/0
С
go, H
°р =43,2
12,8
Зо,&
2SS
о,8
; i, 81% Мп;
[42\-
металлоре-
Р
*Со,04о
2)
Отж.
775° С
68,9
30
(<Зр =32,2)
23,1
S7A
179
4,8s
0,28°fn Si.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
551
12
13
; 14
1b
16
17
18
20
i
24
26
28
30
32
34
35
Предел усталости
0 j, t i В KZiMM*
(не более) *
Показатели механи-
ческих свойств
г, в кг!мм2
о в кг'мм-
0 В %
в. В KZMJCM3
Условный предел
(напряжений) ползуче-
сти и в кг/мм*
(не более)
Модуль норм.
гости /: б кг.мм"
[31]
упру-
131]**
Критические точки
в С
Асх 7*3 А-г\
Ас-Л | 794 1 •А/'з
[5ti]
Ь3о
7ю
Коэфициент линей-
ного расширения а-10"
Теплопроводность
X в кал 1 см-се к °
С [31]
Интервал темпера-
тур ковки
Свариваемость
Обрабатываемость
резанием [54]
Особые свойства
{32, 60]
Область и примеры
применения [46, 60]
Число
I
циклов
5 • 10е
1 • 107
1 10- ••
изгиба
_, кручения
Механические свойства
При низких температурах в °С
[31]
*-,
Вели-
чина
дефор-
мации в
мм/мм
в час
10—u
ю-7
ю—з
20
20 У,00
21
200
о.оуо
-6о
2^-6,0
-
4°
-6
— 20
>—7
емпература испь
4
11
.л
Трокаливаем
См. фи
0,089
Низкая
Отн. обр. 50%
при Нв = 179+
+235
Повышенное
трещин при
В тяжело и
'. 28
JCTi
1,6
[31]
а 29
40
о,г
29
31
33
Характеристика образца
При высоких температурах
|
•
ший в
19
22
(—•
-
27
!
°С
irC
\
|
1
и его
Характеристика мате-
риала при нормальной
температуре
Сталь различного со-
става С а^ =
90 —
Менаже, вырезанные
V
\
Характеристика
Модуль сдвига
ом° и,
Склонность к отпускной
хрупкости
[32]
Подвержена
Теплоемкость с в
°С
кал\г
Температуропроводность
а\~ -(.с )
в см^-'сек
Способ охлаждения поковок
Сопротивление
розни
Пластичность
мации
атмосферной кор-
при
сопротивление износу;
зака
лке
в воду
холодной дефо
-
чувствительность к
Ni;
поверхности заго-
натериала образца
О тле. 800° С
23
УдельныГ
в
Охл.
меров
>\смл [Jo
7-79
пес •;
]
замедленное с раз-
0
50 мм и выше
Согласно шкале—балл 4
Умеренная
перегреву
и среднем машиностроении— коленчатые валы
данным заграничной практики
леи: шатуны,
валы моторов,
пляющие кожухи
* Ориентировочные значения
** Сталь с содержанием 0,4°10
(Англия) при а
рулевые рычаги,
и кольца, затворы
см. сталь 30Г2
С; i,5°/0Mn.
Отж.
орудии,
h>63 кг/мм'2
болты
буксы,
по
и образованию
, полуоси, цапф
всему сечению
фиттинги
ванты
самолётов
7Ы. ПО
дета-
скре-
552
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
Стандарт
1
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41 [16]
Основное назначение
Химический состав
в "/0 [16]
Вид полуфабриката
Размер поперечника
(толщш а) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии Ofy в кг/мм3
Предел текуче-
Относительное
Относительное
сужение ф в %
Твёрдость по
Бринелю Hg
Удельная удар-
ная вязкость afr
в кгм/см3
Место
взятия
образца
Пов.
lkR
Центр
Пов.
4,R
Центр
Пов.
%R
Центр
Пов.
4aR
Центр
Пов.
Vi R
Центр
Пов.
%R
Центр
25. СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая
с повышенным со-
держанием марганца (легированная)
Ковка и штамповка
в горячем
Марка
40Г2
состоянии;
термообработке деталей на
С
о,3/—ot4/
Всякий по
сортаменту
Г
Отж.
Мп
1,4—1,8
Н 850°
Si
о,17—о,37
С
Механические
[16]
| 67
<217
39
12
4о
1
* Значения—данные Подопригора, конкретные
0,044% P.
<
Сх
о,оз
Прутки и
1.
2.
1$
И 870—92?
3
З.О425°С
свойства i
Способ выплавки
Основной
теновских
процесс в мар-
печах
изготовление подлежащих
металлорежущих станках
NI
<о,оз
поковки
°
800—830°
З.О 540е
С
38
С,м *
3.0 650е
С
S
/о
1.
2.
3
О
1ри обычных температурах (не
[60]
112
9S
84—ю
40
331
9/
7/
64—16
;о
-77
1
для стали состава
72
Р
Ко,04
71
820° С,
600° С,
менее)
100
6. '
в.
[42]*
84
I
Si
\-20
S9
223
0,38% С;
63
6о
17
17
62
/9
7-/
6,/
1,81% Мп;
84
77
6г
/6
16
16
6о
/4
6
82
уб
6о
/¦2
3
1
0,28% Si; С
2
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
553
12
13
14
15
16
17
18
20
94
26
28
30
32
34
35
Предел
а—и т_, в кг!ммг
(не более)
(Показатели
1 СКИХ
механиче-
;войств
Oft в кг1мм*
<j0>} в кг/мм'
85 в %
а^ в кгм1см*
Условный
предел
(напряжений) ползуче-
сти стс в кг/мм'
(не более)
[31]
Модуль норм.
гости Е в
Гпру-
кг/мм*
Критические точки
в°С [31]
Aci | jij
1
Асг \ 780
An
Art
б27
7Ю
го расширения а
¦ 10е
Теплопроводность
X в кал!ел
Интервал
• сек
"С
темпера-
тур ковки [31]
Свариваемость
[59]
Обрабатываемость
резанием
Ь4]
Особые свойства
[60, 31]
Область i
i примеры
применения [62]
Число циклов
5
1
1
При
—20
4S,7
11,9
Ь,о
Величи-
на де-
форма-
ции в
мм мм
в час
ю-»
10-'
10—8
• 10°
W
10—
низких
в
0
$3,2
44,3
18,8
} ^—1
изгиба
Механические
температурах
°С [31]
1
, кручения
свойства
1ри
го
79,8
43,4
20,6
9.6
Температура испытаний в °
400
450
17 1 ю
12
7
21| Прокаливаемость
1200—800°С
Низкая, подогрев
сваркой до 100-425° С
500
6,0
3,7
[31]
перед
Отн. обр. 50% при #в =•
=179-*
235
Склонность к
550
2,6
1,7
19
22
25
27
29
31
33
высоких
в
100
1б,з
42,0
i6,6
8,6
С
Характеристика образца *
материала
температурах
°С [31]
i его
Характеристика мате-
риала
при нормальной
гемператуое
Состав стали
1,75%
•0,44°LC;
Мп; 0,19% Si;
0,031% S; 0,0
О тле.
900° С;
38°!с Р.
О. 680-
710°С,п. Ударн. образ-
цы Шарпи 30 X 30 X
X160 мм; надрез глу-
биной
15мм, диаметр
отверстия
4 мм
Характеристика материала образца
Сталь 40 с нормальным содержа-
нием
марганца, по
ректированы
40Г2
Модуль сдвига
G в
кг/мм*
Склонность к отпускной
хрупкости [32]
в кал/г "С
Температуропро-
водность .
с
г \
1 1=y • с'
в см31сек
Способ охлажде-
ния
ПОКОВОК
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
перегреву, образованию флокенов и
хорошая закаливаемость в
истирания
масле;
которой
значения о ля
скор-
стали
23 | Удельный вес y
1 в г/см3 [33]
7,799
Охл. замедленное для раз-
меров,
выше
начинав
( с 0 60 мм и
Согласно шкале — балл 5
Низкая
трещин
повышенная прочность
при закалке
з воде;
против износа от
По данным заграничной практики (Англия) при содержании 0,3—0,4°10С; 1,3—7,7%Мп
a''ft >63 кг>мм'
+ В. о.)
тинги i
по всему сечению
изделии в термообработанном состоянии C+
: коленчатые валы, шатуны, валики моторов.
амолё'тов, скрепляющий
' кольца
рулевые
рычаги, болты, фит-
, клинья затворов орудии, винты
554
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
1РАЗД. II
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41 [16]
Основное назначение
Химический состав в и/0
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии ct? в кг/мм1
Предел текуче-
сти з^, в кг 1мм2
Предел пропор-
циональности сг
в кг/мм2
Относительное
удлинение Ss в %
Относительное
сужение ф в %
Твердость по
Бринелю Hg
Удельная удар-
ная ВЯЗКОСТЬ «?
в кгм/см2
Место
взятия
образца
Пов.
'/.«
Центр
Пов.
'/.Я
Центр
Центр
Пов.
'/ЯЯ
Центр
Пов.
'/.Я
Центр
Пов.
Vs R
26. СТАЛЬ
КОНС ТРУ КЦИО ИНАЯ
Группа стали
Углеродистая
качественная с по-
вишенным содержанием марганца
(легированная)
Ковка и штамповка
С
1
о,4о-о,;о | I,*,
Всякий по
сортаменту
Г
<2б9
Центр]
Пов.
•/,я
Центр
1
1
Отж.
Мп
o—i,8o
¦2/
Н 840°
в
о
С
Механические
[16\
.Марка
45Г2
горячем состоянии
Si |
,17—0,37]
Сг
Прутка и
До юо
Н 830
-
Ni
<о,з
юковки
юо—з°°
450е С
До 6с
Способ выпланкп
Основной
теновских
1. 3 830—
850- С, м.
2.0 550-
600 С,
в.
s I
<о,о4Х ]
1 -
Г
свойства при обычных температурах (не
1
70
41
и
40
7°
>ъ
Тб
<241
46]
6$
14
1!
<241
* Значения — данные Подопригора, конкретные для стала состава:
0,36% Ni; 0,016°:Q S;
Шарпа 10X10X80 мм
0,034%
Р. Образцы Гагарина
1
10
11
4S
269-3
21
4,;
0,45% С;
S3.2
4,;,s
г, ,=i6,2
4S,S
241
0,7
процесс
печах
P
<o,o4
Отж.
менее)
[42]*
1
&J,2
JO, I
30
b^20,S
44
187
в мар-
•
or
H
Hi J)
43,6
;i,2
241
T,2S
&>L Mn: 0,2(PI0 Si; 0,16% Cr;
на растяжение: d=6 мм; 1^36 мм: образцы ударные
; расстояние между опорами 60 мм.
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
555
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
а—„ -с—! в кг,1м .:>
(не более)
Показатели механи-
ческих
свойств
(j? в кг/мм2
jo,2 в кг/мм*
aii в кгм/слР {образец
Шар пи)
Условный
предел
(напряжений) ползу-
чести аг в
(не более)
кг/мм*
Модуль норм, упру-
гости и в
кг; мм"
Критические точки
в °С [31]
а г 1 ir'
1
Асг | 766
Arx 62-j
|
АГ3 j ]Oi
Коэфициент линей-
а • 10» [47]
Теплопроводность X.
в кал!см •
Интервал
тур ковки
сек "^
темпера-
Свариваемость
Обрабатываемость
резанием
[54]
Особые свойства
Область ъ
i примеры
Число
5 ¦
1 •
1 ¦
При
-20
82,3
41,7
17,9
6
Величи-
на де-
форма-
ции в
мм) мм
в час
ю-а
Ю-8
j
1ИКЛОВ
10" .
107
ю-¦¦
низких
в °С
з , изгиба
'-
Механические
температурах
0 j
; 82,2
44,3
iS,8
[3!]
-j кручения
свойства
При
100
7
6,?
4^,0
id,6
8,6
зысоких
в °С
Температура испытаний в °С
21 [~ Прокаливаемость
;
2}— 100°
См. фиг. jy
г;—6оои
12,2
izSo—Si
Низкая
Отн
JOO
16,}
юа С
. обр. 45°1п при
=170-* 229
Повышенное
'[31] -
i6,s
пв-
сопротивление i
1
19
22
25
27
29
31
33
Характеристика образца к
материала
температурах
W
его
Характеристика мате-
риала
при нормальной
температуре
Сталь состава:
0,44й!
о ь; i./o" „ ш;
0,19°10 Si; 0,038"/0 P.
Механические свой-
ства при 20°
= 79,8 кг/мм";
=43.4 кг/мм'2: Ъг
\7,5
"k;ak=9,
=20,6а1р\
6кгм!сл&
Характеристика материала образца
Модуль сдвига
G
в кг/мм
лонность к отпускной
хрупкости
Подвержена
Теплоёмкость с
Температуропро-
водность
/ 1
а\ ¦=•—
)
в см*\сек
Способ охлажде-
ния
поковок
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
гзносу;
t
1
L
23
Удельный
в
вес <
г! см3 Ш]
7»^
Охл. замедленное с разме-
ров 0 60 мм и
выше
Согласно шкале — балл 4
Низкая
чувствительность к перегреву
В тяжёлом, среднем и транспортном машиностроении —карданные валы, полуоси,
* Значения, определённые на
ветственно следующие: j
крышки
шатуна и
дилатометре Шевенара и
1С! 715"С; Art 59L
)°С; Ас3
725еС: Ar3 t
шатуны; трамвайные, вагонные и паровозные осп
по твёрдости закалённых
С (Подопрагора).
цилиндриков.
соопь*
556
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-1050-41
[39]
Основное назначение
Химический состав
в °/о [16]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел
прочности при
растяжении
Предел те-
кучести Jy
в кг/мм*
Относитель-
ное удлине-
ние 56 в °/„
Относитель-
ное сужение
Ф в%
Твёрдость
по Бринелю
нв
Удельная
ударная вяз-
кость аь
в кгм/см*
Место
образца
Карта
27. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая с повышенным
содержанием марганца (легиро-
ванная)
Ковка и
штамповка в горячем
Марка
50Г2
Способ
выплавки
Основной процесс в марте-
новских печах
состоянии; волочение
изготовление деталей на металлорежущих станках
С
о,4/—о,//
Мп
i,4o—i,8o
Si
oai—0,31
Сг
о,}
Прутки и поковка
Всякий по сорта-
менту
Г
Отж
Н 830° С
До
2.
100
Ni
<о,3
юо—зоо
S
< 0,04s
300—/оо
1. Н 810-830° С
О 400—500° С, еозд.
в .голодном состоянии,
р
<; о,о4
Прутки
калибро-
ванные
Всякий по
сорта-
менту
X
Механические свойства при обычных температурах (не менее)
[16]
Пов. 1
V, R
Центр
Пов.
*/• К
Центр
ПО:.
V, Я
Центр
Пов.
Центр
Пов.
"¦«
Центр
Пов.
Vs r
Центр
\46]
|
7/
4)
10
1
|
3S
40
IS
?&
1
14
9S
-
241
13
33
241
70
36
13
30
i
[Щ
| <28;
241
1
ГЛ. X!
КОНСТРУКЦИОННАЯ СТАЛЬ
557
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
j ,
(не
более
з кг/мм'
Показатели механи-
ческих свойств
зь в
Зу В
S в '
«ft "
кг /мм2
кг/мм1
0
кгмсм-
Условный предел
(напряжений) ползу-
чести ас в
(не
Золее)
кг/мм*
Модуль норм, упру-
гости Е в
KZiMM1
Критические точки |
в °С
Ас,
Аса
[58]
7-го
76о
Аг
Атг
68о
Коэфициент линей-
а • 10е [47]
Теплопроводность
X в кал1см • сек °С
[31] Н 900° С
Интервал
тур
швки
темпера-
Свариваемость
Обрабатываемость
резанием
Особые свойства
[31, 32]
Область и
примеры
применения [31,
46\
Число
5-
1 •
1 •
При
Вели-
чина
дефор-
мации в
мм, мм
в
in
час
в
циклов
10е
ш
ю- •¦
низких
в
<j ,, изгиба
j
-i кручения
Механические (
температурах
свойства
При
Температура испытаний в с
ю-' |
10
'21
8
Прокаливаемость
2$—100
li
,* !
100°
0,096s
и Но—
100 —
200°
12,7
200°
0.09SX
Soo°C
Низкая
Повышенное
V-
6оо°
14,7
41
0°
о,о86;
29
31
33
зоо
6оо°
16,;
Soo°
0,083s
19
22
1
25
27
зысоких
в
С
Характеристика
образца и его
материала
температурах
I
Характеристика
материала при нор-
мальной температуре
Характеристика
Модуль сдвига
G в
[30,
кг/мм'
31] (Нон-
Склонность
хрупкости
При 20°
Отж.
8460
к отпускной
Теплоёмкость с
в кал/г °С
Температуро-
проводность
t х ^
Способ охлаждения
поковок
в
Сопротивление ат-
мосферной коррозии
Пластичность
при
холодной деформации
см?\сек
Охл
. замедленное с
и выше
С /
<
материала образца
i термообработке
образца
3+0
4оо
°С
8з6о
3
3+0
41 f С
829О
Удельный
Т
В 2JCM3
1
размеров 0 60
Согласно шкале—балл
4
сопротивление износу от истирания; склонность к перегреву и
разованию трещин при закалке в
кенов
вооу;
чувствительность
к образованию
3+0
f/o° С
8?S<>
вес
[33]
мм
к об-
фло-
В тяжёлом и среднем машиностроении —шестеренные валки, шестерни, червяки,
карданные валы
558
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
1
2
3
4
5
6
7
8
9
10
11
Стандарт
ОСТ НКТП 7124
[39]
Основное назначение
Химический состав
в % [39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел
растяжении
Предел те-
в кг/мм3
Относитель-
ное удлинение
8» в »,„
Относитель-
ное сужение
ф в %
Твёрдость по
Бринелю Hg
Удельная
ударная вяз-
кость
a/i в кгм.'см3
Место
образца
Пов.
Vs R
Центр
Пов.
V» R
Центр
Пов.
V» R
Центр
Пов.
\.«
Центр
Пов.
% R
Центр
Пов.
' Vs R '
Центр
Карта
28. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромистая
Ковка и
стоянии',
С
0,10 — 0,20
штамповка в горячем
бесшовные
Марка
состоянии;
15Х
волочение
Способ выплавки
Основной процесс
тенооских печах
j мар-
и высадка в холодном со-
толстостенные трубы; изготовление на
станках деталей
Мп
о,зо —о,во
Si
0,17—0,37
Прутки
Всякий по
сортаменту
Г
Отж.
1;
1. 3
86о° С, в.;
2. 3
760° С, в.;
3. О 200° С
подлежащих цементации
Сг
о,
L
2.
уо~ i,oo
До оо
Ц QOO —
920° С
3 i8o —
8ооа С, в.;
3.
О iSo —
200° С,
возд.
Ni
S
< 0,30 j < 0,04
Отж,
Трубы
толсто-
стенные
DH =
=6+426
Отж.
Механические свойства при обычных температурах (не
139]
< 241
< 119
-о
(О
8
[46]
62
}8
Ч
¦ff
179
6
[36]
40
го
10
If
123]
металлорежущих
Р
<о,о4
Прутки
калибро-
ванные
Всякий по
сорта-
менту
X
менее)
[15]
< 1-9
< 217
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
559
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел з
а и t !
/сталости
в кг/мм3
(не более"»
Показател,'
механических свойств
5-1 в кг мм3
т5 кг.'мм3
8 в %
afc в кгм;сма
Условны?
предел
(напряжений) пол-
(не более)
в кг\ммл
Модуль норм, упру-
Отж.
Критические точки
в °С [5*]
Асх | 7V
Аса \ 87о
Аг,
Аг3
720
Коэфициент линей-
а • 106 [31]
Теплопроводность
Интервал
тур ковки
¦ сек
темпера-
[57]
Свариваемость
[59]
Обрабатываемость
резанием
Ь3\
Особые свойства
Область и примеры
применения
Число
5-
1 •
1 •
При
Вели-
чина
дефор-
мм мм
В 1
iac
10—7
10—8
20>
20
21
7оо
циклов
10е
107
10 ¦ ¦ •
х_, изгиба
X-
Механические
низких температурах
в
С
Температура
-1 кручения
свойства
При
испытаний в
Прокаливаемость [31]
20—100°
, Я1
20—200°
Т2бо—8оо
20—400°
Г?,2
¦
•с
20—600°
1
Высокая
Knaib. nnn.
2,6 при Hq =
1,6 при Hq =
107+137
143+17С
г 4,2
29
31
33
19
22
9С.
27
высоких
в °
>С
Характеристика образца и его
температурах
С
матери
ала
Характеристика
материала при нор-
алыгой температуре
Характеристика
Модуль сдвига
О в
кг: мм'
Склонность
хрупкости
к отпускной
Теплоёмкость с
в кал/г "'L,
Температуро-
проводность
! X \
Способ
поковок
а —
Y ¦(
)
в см2 сек
охлаждения
Сопротивление ат-
мосферной коррозии
Пластичность
при холодной
деформации [15]
материала образца
23
Удельный
К в г,'см3
7.8*7
Охл. нормальное
Согласно
Высокая
шкале—балл
вес
[33]
i
См. сталь 20Х
560
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ОСТНКТП 7124
[39]
Основное назначение
Химический состав в %
{39}
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии в кг/мм*
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная ударная
вязкость а. в
кгм1см*
Место
образца
Пов.
V, R
Центр
Пов.
43R
Центр
Пов.
V.*
Центр
Пов.
Ч3 R
Центр
Пов.
»/, R
Центр
Пов.
V. R
Центр
29. СТАЛЬ
Группа стали
КОНСТРУКЦИОННАЯ
Легированная хромистая
Ковка и
Марка
20Х
штамповка в горячем
Спосо(
) выплавки
Основной процесс в марте-
новских печах
состоянии; волочение в холодном состоянии;
изготовление на металлорежущих станках деталей, подлежащих цементации
С
о,is—0,2s
Мп
o,jo—о,6о
Всякий по
сортаменту
Г
<241
1
Отж.
S1
0,1
Прутки и
is
1. 3 860
м.
и с.
2. О 500° С
7-о,Л
Сг
0,70—i,o
поковки
1. Ц 920° С
2. 3 82(
0 С,
3. О 180-
200°
Г
возд
Механические свойства
[39]
<*79
8о
6о
12
So
Ni
<
1.Ц900 —
920"
2 3 780
800° С,
в.
3. 0 180—
200° С,
возд
при обычных
[36]
6S
40
11
40
S3— о Л г.
Re
5
[46]
^о
во
S
<о,о4
Прутки кали-
брованные
Всякий по сор-
таменту
X
Р
<о,04
температурах (не менее)
6S
40
13
40
iS7
s
[15]
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
561
12
13
14
lb
16
17
18
20
24
26
28
30
32
134
35
Предел усталости
а ,,
(не
т , 1
5олее)
кг/мм*
Показатели механи-
ческих (
а. в
:войств
кг/млР
а, в кг 1мм
8 в%
Ф в °/о
Условный
предел
(напряжений) ползу-
чести 0Г„ В
(не (
юлее)
кг/мл
Модуль норм.
гости Е в кгшм
¦¦>
упру-
Критические точки
в СС [5*]
Ас:
Ас,
-,66
8;8
Аг,
¦
Аг3
•702
799
Коэфициенг линей-
ного
оасшиоения
а . 106 [31]
Отж.
Теплопроводность
X в кал/см
• сек
Интервал температур
ковки [57]
Свариваемость
\59]
Обрабатываемость
резанием [54]
Особые свойства [31]
Область ]
л примеры
применения [31]
Число
5-
1.
1 .
циклов
10е
107
10-••
-1 изгиба
-С-
-1 кручения
Характеристика образца и
материала
его
Механические свойства
При
чина
дефор-
мации в
a 4dL
10
10
10
—в
—8
21
низких
в
гемпературах
°С
При
8оо
4,
88
ЗЬ.4
*7
Температура испытаний в
!
Прокаливаемость
20—100°
11
3
20—200°
11,6
1260—800°С
Умеренная,
подогрев пе-
ред сваркой
до 100—150° С
Отн. обр. 65%
при
} =
* 170+212
31
г V
20—400'
1?.2
29
31
33
Закаливается в
стали
1
3 тяжёлом
подшипника.
[31]
20—6ОО°
14,2
19
J.2
2о
27
высоких
в°С
goo
4,71
*9<z
2S.2
°с
температурах
[31]
IOOO
3,2!
29>!
S.3
1100
3,29
42,!
96,7
Характеристика мате-
риала
при нормальной
температуре
Состоя стала:
0,39%
0,19>Чо
С; 0,56а
>п Мп:
Si; 0,91% Сг;
~Ni: 0.0I7°u S.
Величина зерна 5
Отж.
Oh =
830° С. При 20° С
52.J кг?мм?'
Характеристика материала образца
Модуль сдвига
О
i кг/мм1
Склонность к от-
пускной хрупкости
Не i
Теплоёмкость с
в кал/г СС
Температуропро-
водность
1
-J
в см? сек
23
Удельный вес у в г/см3 [33]
Способ охлаждения поковок [57]
Сопротивление атмосферной корро-
зии
Пластичность
мации
при
масле; применены
холодной дефор-
1 А
Охл. замедленное с раз-
мера 0 75 мм и выше
Согласно шкале —
Умеренная
балл 4
» в качестве цементуемой и нецементуемой
и среднем машиностроении: шестерни
поршневые пальцы, кулачковые .
рулевого управления
чуфты,
, валики
, втулки роликового
толкатели, шаровые
пальцы
562
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. 11
Карта
Стандарт
1
2
3
4
5-
6
7
8
9
10
11
ОСТ НКТП 7124
[39]
Основное назначение
Химический состав в °!»
[39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а. в кг/мм3
Ь
Предел текуче-
сти <з в кг/мм*
Относительное
удлинение 8 в %
Относительное
сужение ф в %
Твёрдость по
Бринелю Hq
Удельная удар-
В К2м!см*
Место
взятия
образца
Пов.
'/зЯ
Центр
Пов.
V,/?
Центр
Пов.
4.R
Ценггр
Поо.
V.R
Центр
Пов.
V.*
Центр
Пов.
•/•я
Центр
30. СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромистая
Ковка и
С
o,af—o,3f
штамповка
Мп
о,/о—о,8о
Всякий по
сортаменту
Г
ила
X
[15
<241
39
if
* Значения, конкретные для стали
ударные образцы 10 X Ю X 55
Отж.
2f
в горячем
Si
о,17—о,з7
1.3 860° С,
м.
2. О 500" С
Механические
39]
<
i87
Марка
301
состоянии;
Сг
о,8о—i,io
Способ выплавки
Основной или кислый про-
цесс в мартеновских печах
волочение в
Прутка а поковкг.
До юо
1. 3
2. О
юо—з00
850—870° С,
550—570° С,
или м.
свойства при
[39]
90
70
а
4f
обычных
в.
в.
Ni
>,3
холодном состоянии
S
<о,о4
30
Р
<о,О4
7. 3 820—850" С, в.
2. О 540—580° С
температурах (не менее)
[46]
73
fo
14
4f
212
f,o
1
i состава'.0,3]10
мм с надрезом
С; 0,75% Мп
радиусом
70
4f
13
40
212
4,f
; 0,344о Si; 0
1 мм, глубиной 3 л1
м.
[37]*
934
S3,f
18,4
6f
14,2
92,9
91,7
8i а
8o,i
'7.7
л8,о
64
64
10
8,9
9f.8
89,2
83,1
73,7
16,3
16,8 |
f9
ff
6,4
f.4
Сг; 0,110 Ni; 0,039% S; 0,Ш>/о Р:
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
563
12
13
14
15
16
17
18
2U
24
26
23
-
32
=
34
35
сг_,, х_, в кг/мм3
(не более) \36\
Показатели механи-
ческих свойств
аЛ в кг\мм%
о в кг/мм3
8 в°/0
пу в кгм!см'
3 860° С, *.+О -5?Ю° С
Условный предел
(напряжений) ползу-
чести а в кгцчм2 *
(не более)
Модуль норм, упру-
гости Е в кг, мм3
3jВ. о. при 0? —
=70 кг:мм? [31]
Критические точки
в °С [31]
1 \ л i л
Ас3 \ 8i; 1 Ar3\
Коэфициент линей-
ного расширения х- 10б
31В. о. [31]
Теплопроводность
> в кал!см - сек *С [31]
3,8. о.
Интервал температур
ковки [57]
Свариваемость [59]
Обрабатываемость
резанием
Особые свойства
Область и примеры
применения [31,46]
Число
5
1
5
При
—30
13
7>8
Вели-
чина
дефор-
мации в
мя мм
в час
10—°
10-
ю—з
20°
21 SjO
циклов
10s
10"
10е
низких
в °С
1 -40
1
1
I
1
1
10,2
а_,
изгиба
39
37
34
т_, кручения
Механические
температурах
[31
-70
i
1
7<3
| 4,9
1
:войства
При
I ¦
i
1
|
Температура испытание
100°
31 ;оо
30
0°
20 100
21 ! Прокаливаемость
20—100°
134
1ОО°
0,11
20—200°
13,3
0,101
1230—8000 С
Умеренная;
подогрев перед
сваркой do
150
°с
20—400°
14,8
О,(
29
31
33
93
500°
17 9SO
[31]
20—6ОО°
14,8
о,о8;
в с
19
|22
25
27
высоких
вс
!
Характеристика образца i
Сталь
материала
д его
состава: 0,32~0,40°/п С:
0,40—0,70% Мп; 0,18—0,35'/0
1,1% О
Термообработка образца:
Механ.
°„=46 t
1
свойства:
сг/мл
температурах
С
1
!
С
1
1
е
51; 0,8—
3+В. о.
о. =70 кг,мм2;
0
Характеристика мате-
риала
при нормальной
температуре
Сталь состава:
0,3"!
о (J; 0,4Ш, Мп;
1,0ГУ0 Сг; 0,24'/0 Si;
15° С:
а^—15,2 кгм/см
при 3 860° С, м. + О
500° С
(Шлямин)
Характеристика материала образца
Модуль сдвига
О
з;б
i кг/мм*
. о. при
=70 кг/мм2
[31]
3ft-
Склонность к от-
пускной хрупкости
[31]
Не подвержена
Теплоёмкость с
в кал/г °С
Температуропро-
водность
а
Способ охлажденш
Сопротивление
зии
Пластичность
Чувствительность к
В тяжёлом и
шестерни
* Ориентировочные значения,
общем
см. сталь 40Х.
образование
1 \
\
\ 1 .с 1
в сМЦсек
1 ПОКОВОК
атмосферной корро
1рИ
холодной
флокенов
дефор-
машиностроении — балансиры,
30° 1
8{оо
23
1ОО°
8joo
Зоо°
убоо
Удельный вес y
[36]
1
Охл.
меров
оси,
7,82s
!
1
1 /оо°
ббоо
з г/см3
замгдленное с раз-
0 60 мм и выше
Согласно шкале —
Умеренная
подушки, 1
Чалл 4
чашки, валики,
564
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 31. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ОСТ НКТП 7124
№
Основное назначение
Химический
в °/0 [39]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел проч-
ности при рас-
тяжении <i?
В KZjMM*
Предел теку-
чести Оу
в кг\мм%
Относитель-
ное удлинение
8» в о/о
Относитель-
ное сужение
Ф в %
Твёрдость
по Бринелю
НВ
Удельная
ударная вяз-
кость
Место
образца
Пов.
V, Я
V. Я
Центр
Пов.
Чз Я
V» R
Центр
Пов.
•/.я
Центр
Пов.
V. Я
Центр
Пов.
1/,я
Центр
Пов.
Х1а Я
Центр
Группа стали
Легированная хромистая
Ковка и
С
о,зо-о
120
,40
штамповка в горячем
Марка
35X
состоянии
Способ
выплавки
Основной или кислый поо-
цесс t
} мартеновских
волочение в холодно*
изготовление на металлорежущих станках
Мп
о,so—о,8о
200
1. Н 850°
2. О 660°
возд.
L
С,
*
Si
0,17—0,37
Cr
0,80—1,10
Прутки
So
1. Н 850° С
2. О
660° С.
воз<).
3. 3 850° С, в.
4. О
580° (
560-
2, возд.
80
Механические свойства
Л
2.
4.
при
М
<о,зо
а поковки
120
И 850°
i6o
С
О 660° С, возд.
3 850° С, в.
S
<о,о4
240
О 600-620° С, возд.
обычных температурах
[36]
SS
30
22
4S
4
So
2S
22
4S
149
i
90
78
IS
So
262
8
9°
84
74
66
IS
SO
248
8
84
76
66
S6
IS
So
84
7S
72
64
S8
SO
IS
So
\ 23s
217
8
207
6
8о
74
68
6о
S2
46
IS
So
229
197
6
76
6S
64
¦ S6
46
40
IS
So
212
iS7
6
Р
<о.о4
печах
состоянии;
До юо
1. 3 840—
860° С, м.
2. О 620—
660°
в. или
^»
м.
не менее)
[46
6S
4S
14
4S
187
S
Прут-
либро-
ванные
До 6о
X
[15]
<ю
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
565
15
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
я_,, т—, в кг/мм3
(не более)
[36]
Показатели механи-
ческих свойств
<ц, в кг/мм3
<ss в кг!мм*
В в %
а/; в кгм1см*
Условный предел
(напряжений) ползу-
чести зс в кг/мм3
(не более) [31]
Модуль норм, упру-
гости Е в кг/мм* [36] *
Критические точки
в "С [36] *
Ас! 1 740 1 Ат^ 1 670
Ас3 | &/ 1 Дг3 |
Коэфициент линей-
а- 10е [36]* [3/]
Теплопроводность
). в кал;см ¦ сек °С *
Интервал темпера-
тур ковки [36]
Свариваемость [59]
Обрабатываемость
резанием [53, 54]
Особые свойства [3/]
Область и примеры
применения [3/, 46]
* Данные для стали в
Число
5-
циклов
105
10"
5.
При
+ 20
8
Вели-
чина
дефор-
мации в
ММ: ММ
в час.
10—7
Ю-8
20°
21 8/О
106
низких
в '
— 20
7.
а , изгиба
39
37
34
х , кручения
Механические
температурах
С [35]
-40
6,4
-So
>•*
24,}
свойства
При
Температура испытаний в
42/
юо° | }оо°
21 /ОО
20 IOO
/00°
17 9ХО
211 Прокаливаемость
Ориентировочно
ЗОХ и 40Х
20—100°
13,4
100°
О,11
К 1190-
Шт.
800
20 — 200°
13,3
200°
0,101
-800° С
1260—
° С
Умеренная, по-}
догрев перед
Сваркой
до 100—150° С !
Ковф.
при Hq
обр. 1,4.
= 163+
+ 179; 0.9 при \
Нв = 207+228'\
0,7 при
На —
—250+270.Отн.
обр. 60% при I
Нв =174+229
см.
20—400°
14,8
joo°
0,093
29
31
33
дан-
20—6ОО°
14,8
400°
о,о8/
Г4о
19
Т
25
27
высоких
в
Характеристика (
8
образца
Образец гладкий,
обработанный,
ЯР '
16 кг/мл
температурах
°с
и его
термически
•70 кг/мм*,
Характеристика мате-
риала при нормальной
температуре
Образцы из терми-
чески
обработанной
заготовки 0
1
\3
60 мм;
Н 850° О 2 О лял° с-
.3 850° Св.:
580°С,
с
4. О560-
в.; au*~90 kzjmm3;
Ч кг'мм'
Характеристика материала образца
Сталь состава: 0,Зб°/0 С; 1,0°/0 Сг;
0,72°10 Мп; 0,24°/0
2 О
Модуль сдвига
G в
кг/мм"
ы;
560° С [ASTM]
20° \
8/оо
Склоннссгь к отпускной
хрупкости [31]
Теплоёмкость с
в кал/г "С [
Температуропро-
водность
Способ охлаждения
поковок [57]
в
Сопротивление атмо-
сферной коррозии
Пластичность при хо-
лодной деформации
Чувствительность к с
В тяжёлом i
стерни
Т -с
см'/се
)
к
100°
8300
23
I. а бои
Зоо"
убоо
Удельньй
у в г/см*
7,8i8
/оо°
ббоо
вес
33]
Охл. замедленное с размеров 0 75 мм и
выше
Согласно шкале —
Умеренная
образованию флокенов
шлл 4
г среднем машиностроении—оси, валики, катки,
; крепёжные детали —
улучшенном C+В. о.)
болты.
состоянии: (ц,
'aw/си, силовые
• 70 кг/мм3; зр
шпильки
балансиры
— 46 кг/мм1.
ше-
566
СОСТАВ, СВОЙСТВА. И НАЗНАЧЕНИЯ СТАЛИ
1РАЗД. П
Стандарт
ОСТ НКТП 7124
1
2
3
4
5
6
7
8
9
10
11
! «
[ЗР]
Основное назначение
Химический состав
в °/0 [39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Показатели
свойств
Предел проч-
ности при рас-
тяжении Gfr
в кг/мм*
Предел теку-
в кг!мм*
Относитель-
Относитель-
ное сужение
ф в %
Твёрдость
по Бринелю
"В
Удельная
ударная вяз-
кость a/i
в кгм/см'1
Место
образца
Пов.
ц К
Центр
Пов.
'/• R
Центр
Пов.
4,R
Центр
Пов.
V» R
Центр
Пов.
4aR
Центр
Пов.
Ч, R
Центр
Карта
32.
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромистая
Ковка
и
штамповка
бесшовные
С
о, if—о,4;
трубы
Мп
о,;о—о,8о
Всякий по 1
сортаменту 1
•г/
/. 3
850° С
в горячем
**¦
Марка
40Л
состоянии;
Способ
выплавки
Основной или кислый про-
цесс
волочение
изготовление деталей на .
si
0,77—о>37
2. О 500° С
Механические
[ЗР]
<24М
* В виде калиброванных прутков
**¦ В отожженном состоянии
** Значения, конкретные для
0,02/°/о Р.
юс
So
9
4S
¦
Сг
0
8o—i,io
Прутки
3°
|
38 1
1. Н 885-940"
2. 3 815
3.0
425° С
свойства
870°
3.0
540" С
N1
в поковки
С
3
и.
О
650° С
J
2.
Q
4.
в мартеновских
печах
в холодном состоянии *;
металлорежущих станках
S
¦<
И
О
¦->
о
С о
04
85(Г t
660° С
85С
560-
V С °
при обычных температурах
\60]
И4
100
42
36}
твёрдостью <: 269 Hq
>63
стали
кг\м м*;
13Г)/О.
состава: 0,38°10 С;
90
76
1
293
в
71
Я"
S9
223
Р I
<! о,о4
(не
9*
И 850°
О 66^
С
с
О 600-620° С
менее)
[36]***
?о
?/
73
67
i6
;8
262
248
нагартованном
0,564, Мп;
0,340
10
88
<
°4
68
6з
14
so
2//
*3S
8
•остояниа.
/о Si;
1,1
77
73
63
П
го
i8
»
229
212
9
Сг; 0,2/°/
% Ni;
74
7о
60
S3
47
17
S6
223
196
8
0,022°1в S;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
567
1
12
13
14
lb
16
17
18
20
124
26
28
30
32
Предел усталости
(не"
.T-i »
эолее)
кг/мм*
[36]
Показатели механи-
ческих свойств
<г? в кг/мм"
аР 1
6 в
ak в
кг/мм3
К
KZMJCM*
Условный
предел
(напряжений) ползу-
чести зс i
(не более)
i кг/мм'
[31]
Модуль норм, упру-
гости Е в
3,В.
-86
кг/мм1
О. при Hjj
кг/мм3
[36]
Критические точки
в °С
Act
Ас3
[58]
143
782
Дг,
Аг,
бдз
730
Коэфициент линей-
ного расширения
а • 10" •• . .
Теплопроводность
X в /
<ал\см
¦ сек
Интервал темпера-
тур
ковки
[О/]
Свариваемость
Обрабат
резанием
[Ь9]
ываемость
54)
Особые свойства
[3/,
Область
и поимесы
применения \31.
* Значения под
60]
Число
5 •
1 ,
циклов
10е
107
1 • 10 • • •
При
Бели-
чина
дефор-
мации в
мм/мм
В J
iac
Ю-7
ю-8
21
)°
20 000
низких
в
_! изгиба
3&
2J*
X
Механические
температурах
°С
., кручения
свойства
При
ТОО
70
44
26
1
Температура испытаний в с
|
12 JO—<
Soo° С
Умеренная; по-
догрев перед
сваркой до
100-150" С
Отн. обр. 60%
при Нв -
=174^-229
1клонность
и 36
29
31
33
/4°
19
22
25
27
Характеристика образца и
его 1
Сталь состава: 0,38^1^ С; 0,60% Мп;
0,28V, i
И; 0,95"
разца:
3 860° (
Механические
кг/мл1г;
„ Cr; 0,16Vn Ni;<
го:8%
:, м.+о
550° С,
свойства: а
as — 69 кг/мл
ф=59">/0. Образец гладкий
зысоких температурах
в °С [31]
200
71
С
40
32
Зоо
69
37
32
foo
40
26
8
м.
„=86
12,8°1й\
Характеристика
материала при нор-
мальной температуре
0,34%
0.95°/0
Механ
20° С:
С; 0,48 %
Сг; 0,32'
Мп;
0Si.
. свойства при
ah =70 1
a/мм2;
vp ~47 кг/мм1; 8-2Я°/0;
<\i=65n/
Характеристика материала образца
Сталь состава: 0,36°l0 C;J7,72% Mn;
1 >0^ ,<о
ы; и,/4"
образца: 1. 3
нв =
Модуль сдвига
О i
( кг; мм3
Склонность
**
¦= 2/V [А<
к отпускной
хрупкости [31]
i
Теплоёмкость с
в кал; г °С
Температуро-
проводность
Способ охлаждени$
поковок
и\
в
i
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной деформации
к образованию
закалке в холодную воду
в тяжёлом
стерни
ки
чертой -
и
флокенов,
Т ' '
см2 /сек
Охл
выше
840° С,
м. 2. О
SME]
23 I Удельный
1 Т
в г,'сма
7'8*7
540° С;
вес
[33]
. замедленное с размеров 0 75 мм и
Согласно шкале —
балл 4
Умеренная
склонность
среднем машиностроении
; пальцы, рычаги, втулки,
, болты, шпильки —
- для
образца с
** Ориентировочные значения см. Сталь
с широким
кривошипы;
к образованию
трещин при
— коленчатые валы, валики, оси, ше-
полуоси
, всасывающие клапаны
применением закалки в циановых ваннах
надрезом радиусом
35Х.
Х75 мм
и диаметром в
надрезе
8 мм.
; гаи-
568
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ОСТ НКТП 7124
[39]
Основное назна-
чение
Карта
33
Группа
Легированная
Ковка
Химический состав в °/0
[39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии if, в кг/мм3
Предел текуче-
сти <jy в кг/мм*
Относительное
удлинение 85 в °/0
Относительное
сужение ф в %
Твёрдость по
Бринелю Hg
Удельная удар-
ная вязкость аь
в кгм1см"
Место
взятия
образ-
ца
Пов.
*/,Я
Центр
Пов.
•'/.*
Центр
Пов.
>/,я
Центр
Пов.
'/,Я
Центр
Пов.
•/.я
Центр
Пов.
'/.Я
Центр
. СТАЛЬ
стали
хромистая
и штамповка
С
о,4о—o,fo
Всякий
в горячб
» 1
КОНСТРУКЦИОННАЯ
Марка
'м состоянии
вление деталей
Мп
o,fo—o,8o
по
сортаменту
Г
<241
Отж.
Si
на
0,17-0,37
Прутки
1.3 840"
С,
2. О 500° С
Механические
[39]
О
29*
«/
8;
8
40
* По проекту ГОСТ (взамен ОСТ НКТП 7124)
я
45Х
Способ
Основной
выплавки
или кислый про-
цесс в мартеновских печах
; волочение в холодном состоянии: изгото-
металлорежущих
Сг
о,8о—1,ю
поковки
гг
1. 3 840° С,
2.0
в. г
530° С,
гли
м.
свойства i
[
44]
100
8о
6
40
4
НВ -156^-229
До 6о
Ni
станках
<о,3
1.3 820-
840° С, м.
2. 0 600-
660° С,
или м
в.
6с
S
<о,о4
1. 3825еС,
2. О 485° С,
возд.
Р
<0,04
Прутки
калибро-
ванные
Всякий
по сор-
тамен-
ту
X
1ри обычных температурах (не менее)
[46]
8S
[36]
ю;
1
6S
10
4S
241
S
8S
(
ч
40
302-
34
[15]
1
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
569
со-
14
16
17
20
24
26
28
30
32
34
35
Предел
0—1
(не
t х—1
усталости
в кг/мм*
более) [31 \
Показатели механи-
ческих
"Ь
as
свойств
в кг!мм"
в кг/мм1
8 в°/0
ф в
%
Условны?
i предел
(напряжений) ползу-
чести ас в
(не
более
кг/мм'
Модуль норм.
гости Е в
20° С [31,
упру-
кг!мм? при
Критические точки
в °С
Ас,
Ас3
- №
721
771
Аг,
Агя
66о
691
Коэфициент линей-
ного расширения
а ¦ 10* [5*]
Теплопроводность
X в кал/см • сек °С
Интервал
тур
темпера-
ковки [57]
Свариваемость
[59]
Обрабатываемость
резанием
[ЬЗ]
Особые свойства
[31,
50]
Область и
примеры
применения [31
46]
Число
5
5
5
При
Величи-
на де-
форма-
ции в
ММ,'ММ
В 1
iac
10—7
10—я
3 820°
3S
0°
21 020
21
циклов
10е
105
10'
низких
в
а , изгиба
78.7
71,6
6i,f
¦с-
-! кручения
Механические
температурах
°С
свойства
При
8оо
8,9
21,2
36,8
высоких
в °С
goo
4,3
14,0
22,S
Температура испытаний в °С
С, м. и
1
О при 1
р ату pax
42S0
20 9/О
/00°
21 ООО
Прокаливаемость
Сл
20—100°
12,8
*. фиг. 3
6 37 и
пемпе-
21 1бО
[31]
'8
2О — ЗОО°\
13,8
1230—800° С
Умеренная; подогрев
сваркой до 100—150~С
Коэф
перед
обр. 0,9 при Нr =
=230; 0,6 при Нв =300
Склонность к
калке в
'L
воду
тяжёлом t
образованию ф
22
25
27
29
31
33
Характеристика образца и
материала
Термообработка:
3 830°С, м.
+
С
350° С
3 83ГС, м.+
+ О 425°С
3 830° С, ж.+
+ О 550°С
температурах
: [31]
1О0О
2,6
IS.8
19,8
его
Сталь состава:
0,4S>!0 C;0,69°l0 Мп;
0,12°10 Si; 1,14°10 Сг
Образцы гладкие,
ботанные
Характеристика мате-
(
гемпературе
Сталь состава:
l,45°i0 С; 0,56% Мп;
1,33% Si; 7,7o/o Cr;
% 17% N1; 0,075о/о S.
Механические свой-
ства.
1
—21
чь =68 кг/мм3;
?,5°/0; Ф=
52,5°:0;
ния 0,4—0,5 mmImuh
(Рудбах и Федосов)
Характеристика материала образца
Модуль сдвига
G при 20° С
кг/мм* [31 ]
в
3 820° С, м
3SO*
794S
Склонность к отпускной
хрупкости
[31, 36]
Теплоёмкость с
в кал!г °С
Температуропро-
водность
! *¦ \
а — 1
1 А-с)
в см* сек
Способ охлажде-
ния
поковок 157]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
локенов
склонность к
и
О при темпе-
ратурах
42;°
8oi/
23
хоо"
801s
Удельны]
в <
>!cms [33
7,816
ns°
8086
: вес 1
Охл. замедленное с разме-
ров 0 ,
75 мм 1
1 выше
Согласно шкале — балл 4
Умеренная
образованию трещин при за-
i среднем машиностроении — валы, шестерни.
всасывающие клапаны
оси
болты шатуна,
570
СОСТАВ. СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
Стандарт
2
3
4
5
ii
Проект ГОСТ [44]
Основное назначение
Химический состав в %
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
сти при растяжении
СТИ Оу В KZJMM*
удлинение 810 в °/0
сужение ф в °/0
Бринелю Ид
Удельная -ударная
ВЯЗКОСТЬ Й? В
кгмсм*
Место
взятия
образца
Пов.
4»R
Центр
Пов.
4aR
»>R
Центр
Пов.
'/»#
l!3R
Центр
Пов.
1/з Я
*/,я
Центр
Пов.
4tR
Центр
Пов.
ч3н
Центр
34
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромистая
Ковка
С
0,45-0,55
и штамповке
Мп
0,50-0,80
Всякий по
сортаменту
Г
Отж.
До хос
Марка
50Х
i в горячем состоянии:
металле р ежу щ их
S1
0,15-0,30
1. 3810—
840° С, м.
2.0 540-
580° С,
или м
в.
Механические
[44]
О//
* Значения для стали состава:
•• Значения, конкретные
IS6
-229
Сг
Способ выплавки
Основной
цесс в
или кислый про-
мартеновских печах
изготовление деталей на
станках
0,80-1,10
N
1
<0,3
Прутки а поковки
1. 3 810-
830° С,м.
2. 0 610-
650° С, п.
свойства
[46]*
84
6f
248
0,50 -0,6(Р!0 С;
для стали
состава:
8о
5S
4-7
So
229
8о
1.3 820°С,
2.0650°С
при обычных 1
[31]*'
9S
98
100
100
78
78
79
79
11,6
4.2
10,;
10,6
47
46
49
4S
6,7
6,4
6,0
>
<0,05
Р
<0,05
гемпературах (не менее)
!
1,35-О,65°!о Мп; 1,0—7,3% Сг; -
0,56а0 С; 0,54J/0 Мп; 1
Сг
Пов. — 8 мм от поверхности; 1lt R—15 мм;Чя R—27 мм; Центр—35 мм. Ударные (
резом 45° на глубину
2 мм.
S 0,04 I.S;<Q,04°l0 N
Мести взятия
образцы
I.
образцов:
10ХЮХ70 мм, с над-
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
571
Предел усталости
д_„ т 1 в кг/мм1
(не более)
Число циклов
5- 10е
1- 107
1-Ю-
в_, изгиба
Ориентиро-
вочные значе-
ния см. сталь
45Х
кручения
Характеристика образца и его
материала
Механические свойства
Показатели механи-
ческих свойств
При низких температурах
в °С
При высоких температурах
в °С
Характеристика мате
риала при нормально]
температуре
в кг'мм*
as в кг/мм'
Ориентировочные значения
см. сталь 45Х
8 вв/в
в кгм/см*
Условный предел
(напряжений) ползу-
чести ас в кг/мм1
(не более)
Вёличи-1
на де-
форма-
ции в
мм 1м и
в час
Температура испытаний в СС
Характеристика материала образца
10—•
ю—т
10 8
Модуль норм, упру-
гости Е в кг/мм1 при
20° С [31]
3 820" С, м. и О при темпе-
ратурах
;оо
21 020 ! 20 9/0 | 21 ОрО \ 21 l6o
Модуль сдвига
G в кг!мн3
при 2U° С [31]
3 820° С, м. и О
794Г
;оо°
/7/°
8oif
8086
Критические точки
в°С [6S]_
Прокаливаемость [31]
ci | 720 I Art I 660
ТГ\ Склонность к отпускной
хрупкости [31]
77°
См. фиг. 38
Подвержена
23
Удельный вес
в г!сн* [33]
7,821
I Коэфициент линей-
!ного расширения о. • 10'
25
Теплоёмкость с
в кал'г °С
26
Теплопроводность
X в кал1см ¦ сек СС
27
Температуропро-
водность
" V тс)
в е.н'/сек
28
Интервал температур
ковки [57]
1200 — 800° С
29
Способ охлажде-
ния поковок [31]
Охл. замедленное с разме-
ров 0 60 мм и выше
130
Свариваемость [59]
Низкая
31
Сопротивление
атмосферной кор-
розии
Согласно шкале — балл 4
32
Обрабатываемость
резанием [54]
Отн. обр. 55°10 при
-179+255
33
П ластичность при
холодной дефор-
мации
Низкая
34
Особые свойства
[31, 60]
Склонность к образованию трещин при закалке в воде; чувствительность к об-
разованию флокенов
35
Область и примеры
применения [46, 60]
В тяжёлом и среднем машиностроении -г- валка для горячей прокатки твёрдых
сортов стали, редукторные валы, шестерни; валики передач, упорные кольца,
пружины
572
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 35. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
I
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ
[44]
Химический (
в % [44]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
тяжении а^
в кг/мм*
Предел теку-
в кг/мм*
Относитель-
8 в %
Относитель-
Фв%
Твёрдость по
Бринелю Hft
Удельная
кость ak
в кгм/см1
Место
взятия
образца
Пов.
V R
Центр
Пов.
V.R
Центр
Пов.
•/,л
Центр
Пов.
Центр
Пов.
Центр
Пов.
Центр
* Данные графика.
** Для стали
Группа
стали
Легированная хромованадиевая
Ковка
труб в
и штамповка (небольших
горячем и холодном
при^0,2°10 С, цианированию
С
0,1/—0,2/
Мп
о,4о—о, J0
Всякий по сорта-
менту
Г
Отж.
Si
o,i/—о,jo
Марка
20ХФ
Способ выплавки
Основной процесс в марте-
новских печах
сечении) в горячем состоянии; изготовление
состоянии;
изготовление
и улучшению при > 0,2°/
жущих
Сг
о,8—i.io
Прутки и поковки
1.3 880° С,
м.
2. О 500 °С,
в. или м.
1. И 900° С
2. 3 850° С,
в
3. О 430° С
станках
Ni
<o,oj
1. Н 900° С
2. 3 850° С
в.
3. О 540" С
1
(подлежащих цементации
j С) деталей на металлоре-
V
0,1/—0,2/
2/
. И 900° С
2. 3850° С.
3
в.
О 650° С
Механические свойства при обычных температурах (не
[44]
<241
iji—197
8о
во
$,=.10
4/
7
[31]*
10/
91
1
12
4&
J2O
с содержанием углерода не выше 0,2°j0.
94
84
^ = 14
48
29/
90
8о
«4 = 7б
/'
27О
S
<о,о/
Трубы бес-
шовные
толсто-
стенные
D -2+426
S — 6 ¦*¦ 40
1. X
2. Отж:.
менее)
[25] •*
4/
Р
<о,о/
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
573
12
13
14
Ifi
16
17
18
20
24
26
28
30
32
¦
34
35
Предел усталости
а
—1
(не
% г
i кг/мн1
более)
Показатели механи-
ческих свойств
°ьв
о в
S в
<jj в
кг/мм*
кг\мл
X
%
afr в кгм/см?
Условны}
предел
(напряжений) лолзу-
(не
с
5олее) [31]
Модуль норм, упру-
гости Е в кг/мм" \'А1\*
3 885'
Н 9 Ж
, в.+ 0 635°
Критические точки
в°С [31]
Ас,
Ас,
766
84о |
Аг, 704
Ars \ 7S2
Коэфициент линей-
а • 10° 131]
Теплопроводность
X. в кал/см
Интервал
ковки [57]
¦ сек "С
температур
Свариваемость [59]
Обрабатываемость
резанием
[54]
Особые свойства [32]
Область и
применена
* Данные
[31, 60]
для стали
Число
5-
циклов
10»
1 • 107
1 •
При
Вели-
чина
дефор-
мации в
мм 1м м
в
10
10
10"
час
—7
—8
+ 20°
18 6т,о
21 ООО
21
ю- ••
низких
в
*згиба
1 , кручения
Механические свойстве
температурах
°С
I
1ри
8оо
,м
23,4
6
J.S
Температура испытаний в
-78а
iS6;o
21 090
$00
8
Прокаливаемость
20—10ОП
12
См
20—200°
12,!
„ „ 1
Умеренная, не
применяется
для
сварки под
давлением ме-
тодом
элек-
тросопроти-
ел гния
Отн.обрабат.
50°'/0 при
НВ
-179^217
20—40°°
13
31
33
20—б00"
13,7
То
4
19
22
25
27
[31]
Характеристика образца
материала
1 его
высоких температурах
в
goo
4,87
2f,9
33,f
СС
С
I0C.0
42,S
67,8
I1OO
2,42
46,7
94
Характеристика мате-
риала при нормальной
температуре
Состав стали:
0,18°10 С; 0,43«;0 Мп;
0,28"ia Si: ЛД5°/„ Сг:
0,22
,'0V; 0,13°L Ni;
0,008n/0S. Отж.
Сг""
0,i> мм/мин (ИуОбах,
Характеристика i
Состав стали
0,8—1,0°'/0
Модуль сдвига
G
в
кг/мм1
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал1г СС
Температуропро-
водность
Способ охлажденш
поковок [57
1
а
ъ
Сопротивление атмо-
сферной коррозии
Пластичность при
холодной деформации
Мелкозернистость,
износу
при наличии в
шая прокаливаемость
сохраняющаяся
и
стали нитр.,дов;
Шестерни коробки передач -
пальцы
ков
- задне.
распределительные валики, то
, трубы для
состава
¦ 0,29%
трубопроводов высокогс
С;
0,09' i
,Мп; 0,9%
сильно отличающиеся для нормализованного и улучшенного
о
Л1
( *¦
см*1сек
Охл
иг;
J/B.
Федосов)
материала образца
: 0,/5—0,20°1аС;
0,15—0,2Оа1о
о.
23
Удельный
в г/см3
|
замедленное с
и выше
размеров 0 7и.
Согласно шкале—балл
Умеренная
после
4
V.
вес f
> мм
цементации; высокое сопротивление
нечувствительность
моста
сатель
к перегреву; неболь-
и червячной передачи; поршневые
клапана; кольца шарикоподшипни-
давления
Сг; 0,17°'/„ V;
состояния.
0,022°/0
s; 0,017% р
по
значениям Е,
574
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
1РАЗД. 1!
Карта 36. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
S
6
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический
в % [44]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении а.
в кг /мм*
Предел теку-
чести а
в кг/мм3
Относитель-
ное удлинение
84 в %
Относитель-
фв°/„
Твёрдость по
Удельная
кость a/j
в кгм/см*
Место
взятия
образца
Пов.
»/.*
Центр
Пов.
»/,*
Центр
Пов.
V, Я
Центр
Пов.
'/•*
Центр
Пов.
V.*
Центр
Пов.
7а R
Центр
Группа стали
Легированная
Ковка
С
0,2$— 0,3$
хромованадиевая
Марка
ЗОХФ
и штамповка в горячем состоянии; при
Способ выплави!
Основной
теновских
ских печах
процесс
)
в мар~
или ялектриче-
содержании до 0,3°i0 С — для
товления листов, труб и цилиндров высокого давления
Мп
о,$—о.
Si
? o,i$—0,30
Сг
o,8-i,i
N1
<о,}
V
О,1$—
0,2$
S
Р
из го-
Прутки и поковки
Всякий по сор-
таменту
Г
Огпж.
2S
1. 3 880а С,
м.
2. О 600" С
в. или м.
3*
1. Н
2. 3
3. О
425°С
98
900—950°
38
С
845—900° С, м.
3. О
540° С
3. О
650° С
13
1.
2.
3. О
300° С
ч
Н 885е С
3 855° С,
3.
475
в.
О
•С
Механические свойства при обычных температурах (не менее)
<**
[44]
149—217
9°
70
8.-»
4S
7
Ю4
91
12
(о
363
[60]
s$
78
IS
ss
302
70
63
19
62
241
1S8
142
i6
S8
[45^
12$
12$
17
6о
фи
Збо
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
575
12
13
14
15
16
17
18
20
¦><
26
28
30
32
34
35
—г
5олее)
[31]
Показатели механи-
ческих свойств [ЗУ]
%,*
5 в<
кг/мл
I3
г кг/мм3
и
ajf в кгм/си3
Условны*
предел
(напряжений) ползу-
не более) [31, 55]
Модуль ноом. vnov-
гости Е в
кг/мм%
Критические точки
в °С [58]
Ас,
Аса
7S4
8о8
Ar, I 694
Ar3 \ 741
Коэфициент линей-
ного
расширения
о • 10е [3/1
Теплопроводность
X в i
кал, с л
[31 ] **
i ¦ сек "t,
* Отж.
Интервал температур
ковки [57]
Свариваемость
Обрабатываемость
резанием
Особые
Область
[54]
:войства [32]
и примеры
применения [32, 45]
* Данные для стали
Число
циклов
10'
1С
O
а.
_! изгиоа
49
43
38
X—
, кручения
Характеристика образца и
материала
Состав стали: 0,36°/п
0,37°/0
Si; 1,154
3 820" С, м
DCr;
. 0
его
С; 0,65°/. Мп:
0,22°!в V; 0,27% Ni
230
з. — 125 кг/мм3
3 820° С, м.;
О 550°
а. = 101 кг/мм*
3 820- С, м.
: о
650
°ь=98 кг/мм3
Механические свойства
При
низких температурах
в
Вели-
чина
дефор-
мм/ нм
в час
КГ'
ю-7
ю-8
]
<
1ри высоких
ТОО
74
60
12,3
Температура испытаний в °
4
2S
—20
~ 7
/00
8,0—8,4
3—4
21 Прокаливаемость
2J—1OO0
11,0
100°
о,12;
См
2/-300°
12,9
200°
о,н6
1240—800° С
Отн.
обр.
50% при
Нв = 179+235
фиг
2f—6oo° \foo-6oo0
i'
us
)ОО°
o,ioS
29
31
33
i6,f
400°
0,100
SSO
2,7—3,1
1,0—1,4
19
22
?5
27
в
20О
73
/8
12,8
С
боо
-1,2
Модуль
G
температурах
'С
Зоо
78
fOO
So
3S
10
С;
С;
С;
чина
зерна
7
Характеристика мате-
риала при нормальной
температуре
Состав стали:
0,36°
„ С: 0.55°L Mn;
0,35% Si; i.45% Cr;
0,19°l0 V<3 и О
Образцы: d —
= 8 ММ!
I = 80 нм
Скорость растяже-
Характеристика
(Гликман)
материала образца
п я
П Ml Г
/,2% Сг; 0,15—0,25°/0 V; 3
М ОЯК Ч/Л
сдвига
в кг/мм3
"а
Склонность к отпускной
хрупкости
Теплоёмкость с
в к ал!г °
Температуро-
проводность
i
а \ — -
к
\
J
\ | - ь-
в см3/сек
Способ охлаждения по-
ковок [57]
Сопротивление
атмо-
сферной коррозии
Пластичность при холод-
но{
i деформации
23
Удельный
в г/см*
• п я
в.; О;
вес y
Охл. замедленное с размеров 0 75 мм
и выше
Согласно шкале
Мелкозернистость, невысокая прокаливаемость при
ратуре закалки, высокая прочность и
В автомобильной промышленности:
передаточные
i состава: 0,34%
** Данные Чёрной для стали: 0,36%
вязкость
— (
5алл
недостаточно
4
высокой
темпе-
оси, рычаги рулевого управления, шатуны,
и коленчатые валы; в станкостроении
С; 0,72°/
С;
„ Мп; 0,/7% Si; 1
0,50йU Мп; 0,350/, bi;
17°/0 Сг;
0
Ci
0W V
: оси, шпиндели
; 0,0/% $
; 0.3% Ni; 0,/9%
5; 0,09%
V.
, валики.
Р.
576
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Стандарт
1
2
3
4
с
6
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
стяжении iff
в кг/мм*
Предел теку-
в кг/мм'
Относитель-
8* в °/о
Относитель-
Ф в %
Твёрдость по
Удельная
кость а^
в кгм1см3
* Значения по
Место
взятия
образца
V.*
I/, R
Центр
%R
V.*
Центр
%R
4*R
Центр
43R
V, R
Центр
Пов.
V'e R
v. /г
Центр
Пов.
Чз R
Центр
данным
Карта 37.
СТАЛЬ КОНСТРУКЦИОННАЯ
группа стали
Легированная хромованадиевая
Ковке
I U 1
итамповка
изготовление (в
С
o,3S—
о,4/
Всякий
Мп
о,/—о,8
по
сортаменту
Г
Отж.
1.3
м.
2 0
в.
Марка
10ХФ
в горячем состоянии
некоторых
Si
o,i/—0,30
2/
880° С,
650° С
гли м.
Способ
Основной
выплавки
процесс в марте-
невских или
печах
волочение
в холодном
электрических
состоянии;
случаях азотируемых) деталей на металлорежущих
Сг
о.,
Прутки
ц
о
РОС
им.
2
станках
Ni
<о,3
V
0,1/-0,2/
и поковки
1. И 900—955° С
2. 3 845—900° С. м.
3. О 425°С
3. 0 650° С
S
<о,о/
/о
Р
<о,о/
/. Я 900° С
2. Отж
3. 3 850° С,
в.
4
. О 425" С
\ 840° С
3
4
3 850' С,
в.
. 0 65(Р С
а 6
Прут
калибj
ванны
Добо
х
Механические свойства при обычных температурах (не менее)
<2//
[44\
1/6—229
90
70
10
4/
[46}
90
7/
10
;о
7
завода „Красный
?
Октябрь" <
взятия по сечению образцов предположительное
№
114
100
6
<=13
73
/¦2
1
42
збз
S9
229
1
123
юз
13
Р
и\*
!
82
70
20
6о
1
1
<2б9
относятся к стали с содержанием 0,3—0,4'1а С, место
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
577
12
13
14
15
16
17
18
20
?4
26
15"
30
Ж
Ж
ж
Предел усталости
я и
х. ,
(не более)
В K2JMM'
[31]
Показатели механи-
ческих свойств
ад в кг\мм
<ss в кг\мм
8в°/
ф в °
0
/о
Условный
предел
(напряжений) ползу-
чест]
(не более)
KZJMM1
[31]
Модуль норм, упру-
гости
Е в
Отж:. при
=55 кг\мм?
кг/мм* [36]
Критические точки
в °С [31] *
Ас,
Лсг
1D
790
Атх I 702
Аг3 | 74&
Коэфициент линей-
ного расширения
а • 10а З + О [31] **
Теплопроводность
X в кал\см
Отж
. [31
¦ сек Ь
***
Интервал температур
ковки [57]
Свариваемость [59]
_
Обрабатываемость
резанием
Особые (
[31, 32]
Область
щ ****
;войства
л примеры
применения [31, 46,60]
* Данные
** Данные
для стали
для стали
и
1
j
1 -W
1 -10т
1-1
При
Вели-
чина
дефор-
мации в
мм/мм
в час
10
10"
—7
10—8
20°
20
21
17О
О7
низких
в
40
43
3
8
Механические свойства
гемпературах
'С
1
При
97
89,1
3
/4,7
Температура испытаний
42/
~2О
~7
1
Прокаливаемость
2!—100°
II
,о
100°
0,12/
2/^00°
12,9
200°
о,и6
/00
8,о—8,4
3-4
[31]
\ 41 и 4?
2/—б00°
14,/
Зоо°
o,io8
Умеренная или
/оо—6оо°
16,/
400°
0,100
низкая в зави-
симости от толщины свари-
ваемых листов, подогрев пе-
ped
Отн
j
сваркой—100—425" С
. обр. 50% при
= 179-
i-235
Щелкозернистост ь,
пределом текучести;
пературе закалки
1
i тяжело.
в °
з,7-
1,0—
-3,3
-1,4
19
22
25
27
129
1
31
33
высоких
в С
93,4
8з,4
22J
46,8
С
боо
~1,2
Характеристика образца и
Сталь
0,37%
Si;
материала
его
юстава: 0,36% С; 0,65%Мп;
7,75% Сг; 0,27% Ni; 0,22°l0 V
3 820° С, м. + О 230° С;
<зь=1
3 820°
3 820
сь
25 кг'мм*
С
=7Л
С,
=98
ж. + О550°С;
кг/мм*
М.+
О650°С-
кг/мм3
температурах
: [31]
Зоо
86,2
28,7
3S.S
87,3
86,2
28,0
/0,6
зерна 7
Характеристика мате-
риала
1ри нормальной
температуре
Состав стали:
0,59*1
1,14°
0,034°
3850°
о Мп; 0,i
0,43% С
>2%Si;
0 Сг; 0,18% V;
о S; 0,039% Р
С, м.+О 640° С
и =94,6 кг/мм'
=86,1 кг1мм3; 8
.1, ЛЗО/
; а =
=25% в
Характеристика материала образца
Состав стали: 0,3—0,4%
0,8
— 1
31В о.
Модуль сдвига
G в кг1мм?
Склонность к от-
пускной хрупкости
Теплоёмкость с
в
кал/г °С
Температуропро-
водность
а(
в ел3/
\
•с)
сек
23
С;
L,r; и, jo—u,zi>u я v
НВ =285+316 [ASTM]
Удельный
[33]
Способ охлаждения
поковок
31]
Сопротивление атмо-
сферной коррозии
Пластичность при хо-
лодной деформации
вес у в
1 Яг
г/см*
Охл. замедленное
с раз-
меров 0 50 мм и выше
Согласно
шкале—балл 4
Умеренная
флокеночуаствительность; высокая прочность с высоким
невысокая прокаливаемость при недостаточно высокой тем-
к и среднем машиностроении
шестерни, толкатели
ных винтов (втулки,
; азотируемые—валики
кронштейны,
шатуны, валы пропеллеров
состава: 0,35—0,45п!0 С;
состава: 0,34%
*** Данные Р. Чёрной для
*¦** Данные
для стали
С; 0,727
0,6—0,9/
— коленчатые
шестерни,
траверсы, болты);
j 7,/°/
э Мп; 0,77% Si; 1,17% Сг
стали состава: 0,36°10 С; 0,5% Мп; 0,35% Si;
с содержанием углерода выше
0,4-1
Сг; >0,75%
валы, нецементуемые
пальцы; Оетали воздуш-
силовые шпильки, е
V.
0,74% V; 0,070/0
7,45% Сг; 0,3°U
S; 0,009% Р.
N1; 0,7Р'/О V.
инты
578
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
1
2
3
4
5
6
7
8
9
10
11
Стандарт
Проект ГОСТ
[44]
Основное назначение
Химический состав
в °/о [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
тяжении <??
в кг/мм3
Предел теку-
в кг/мм3
Относитель-
6,о В о/о
Относитель-
Ф В %
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость а.
в кгм'см*
Место
взятия
образца
Пов.
V Я
Центр
Пов.
4.R
Центр
Пов.
%R
Центр
Пов.
4.R
Центр
V.*
Центр
Пов.
Центр
Карта 38.
СТАЛЬ
Группа
стали
КОНСТРУКЦИОННАЯ
Легированная молибденовая
Изготовлении
С
0,2.2 0,20
' бесшовных
Мп
о,4о—0,70
Прутки и
поковки
Всякий
по
сортаменту
Г
Отж:.
[44]
Si
0,If
Трубы бес-
котлов и
гревателей
D
s
- 22+76
=3,0+
+7,5
1. Отж.
2. Г или X
труб в
t
Марка
15М
горячем состоянии
юлочением
Cr
<
Трубы бес-
шовные
паропро-
водные и
коллек-
торные
О
=2/5-4-
-325
19,5 +
-52,5
Г
Механические свойства при
* Для стали с содержанием
[49]
4O—SS
i8
18
0,12—0,25% С.
** Для стали состава: 0,10-0\2О7о С
*** Для стали
**** Для стал1,
t состава: 0,15—0,25"j0 С
г состава: 0,08—0,14ajo С
***** Над чертой значения для
0,10—OJ5(PU
[50]*
4!
28
i8
SO
St;
0,10—0,50'% Si;
0,10—0,5ОЧ0 Si;
ч>5 мм, под чертой —
7
Ni
Трубы **
бесшовные
и электро-
сварные
Способ выплавки
Основной процесс в марте-
новских или электрических
печах
прокаткой и в холодном —
Мс
о,4> —
Трубы ***
бесшовные
и электро-
сварные
s > 5 мм
Т
7
>
o,6s
S
<0,0)
Трубы ****
бесшовные и
электросвар-
ные
a s < 5 мм
обычных температурах
39
21
<1
<7
17 НВ
7HRb
[61]
42
2?
8з
'В
=30
->
<79
/
НВ
%
Т
(не
менее)
19,7
<i37HB *****
<77 Я#в
I
0,3—0,6°l0 Mn; 0,45—0,65
'/с
0,3—0,6al0 Mn; 0,45—0,65"!0
Мо;
Мо;
0,3—0,6°l0 Mn; 0,45—0,65°y0 Mo;
для s
мм.
^.0,06
^0,06
7>10 S; <0,
'"/о S; <0,
'"/о S; <0,
Р
<о,о;
04»10 Р.
04°'0 Р.
04°10 Г
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
579
12
|13
14
15
16
17
18
Л)
9A
26
28
30
32
34
35
Предел усталости
а ! т j в кг /мм3
(не более)
Показатели механи-
а. в kzjmm?
о В KZjMM*
Ь в%
вс в кгм/см*
Условный предел
(напряжений) ползуче-
сти а в кг/мм3 (не бо-
лее) [551
Модуль норм, упру-
гости Е в кг/мм3
Критические точки
в °С [32]
Ас, | пчо Атх 1 <*л>
Коэфициент линейно-
го расширения о»103
Теплопроводность
X в кал1см • сек °С
Интервал температур
ковки [57]
Свариваемость [61]
Обрабатываемость
резанием
Особые свойства
[49, 61]
Область и примеры
применения
Число
О '
1 •
1 •
циклов
да
i
10*
ю-• •
а—.,
изгиба
-1 кручения
Механические с
При низких температурах в °С
Вели-
чина
дефор-
мации в
mmImm
в час
КГ
10 в
4оо
Г}
20
ю—Б |
21 |
i
Температур;
4SO
I
Прокаливаемосп
|
12б0~800° С
Высокая
29
31
33
;оо
7<f
12
>
При
войства
Характеристика образца и
его
высоких температура?
1 испытаний в °"С
/
4
°
7'S
19
22
боо
B,0)
3,S
421*
*f
19
23.9
Модуль сдвига
Q
в кг/мм3
D
о
1
[ i
5 °С
о *
•7
18,3
Склонность к от-
iпускной хрупкости
25
27
п f Г>с
1
Теплоёмкость с
в кал/г °С
Температуропро-
водность
\
'-)
в см*!сек
Способ охлаждения поковок
Сопротивление
зии
Пластичность
мации
бго*
(
2
»//
АГ
23
Характеристика мате-
риала при нормальной
температуре
Характеристика мате-
риала образца
Электросталь соста-
ва: 0,10—0,18% С;
0,4—0,6%
или п
на зерна 5—7
Удельный
атмосферной корро-
при
Устойчивость против ползучести
Согласно указанному в п. 1
* Данные для отожжённой стали: 0,16%
С;
9,49°!0 Mi
холодной дефор-
при температурах
назначению
i; 0,5%
Si; 0,49°/
j Mo.
вес у в
Охл. нормальное
Согласно
Высокая
430—550' С
шкале —
Мо
Величи-
[ASTM]
г!см3
балл 4
580
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 39. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
0,2
Проект ГОСТ
[44]
Основное назначение
Химический
в % [44]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел
прочности
при растяже-
в кг!мм*
Предел
текучести
as в кг 1мм*
Относитель-
ное удлинение
8В в о/0
Относитель-
ное сужение
Ф в «Го
Твёрдость
по Бринелю
"в
Удельная
ударная вяз-
кость
Место
образца
Пов.
»/, R
Центр
Пов.
V,R
Центр
Пов.
4*R
Центр
Пов.
V* R
Центр
Пов.
7» R
Центр
Пов.
7. R
Центр
* Образцы й=20 мм, 1
Группа стали
Легированная молибденовая
С
0,2f— O.3S
Ковка и штамповка в
Мп
o,so—o,8o
1 Si
o,is—o,3O
Марка
горячем
Сг
<о,з
ЗОЛ!
состоянии
Ni
< 0,3
Прутки а поковки
Всякий по
сортаменту
Г
Отэк.
Отэк. 850—870е С,
охл. с печью
До loo
1. 3 850-
870°С, в.
2. О550-
¦ 600°С,
возд.
Способ выплавки
Основной или кислый про-
цесс в мартеновских печах
; фасонные
Мо
o,3S-o,4f
Отливки
1
2
. Н880-
890° С
. О 630-
650° С
Механические свойства при обычных температурах (не
[44]
<241
IJI 20J
1
•=50 мм из заготовок,
So
*S
30
40
146
4,о
отлитых в
[46] **
So—
3S
гб
¦
JS
146
1
3,о
IS
16
[46]
47
20
1
4!
21J
1
6,0
28
128
сухие песчаные формь
** Данные ЦНИИТМАШ для стали состава: 0,25-0,350
5~0,4№L Mo; <,
*** Данные (по
0,04% S,
< 0,04Jlt Р.
всей колонке) для тангенциальных образцов.
С; О,5-О,8°!о Мп
; с
1.
,17 — 0,37е-
отливки
S
< o,os
менее)
Р
<o,os
1
1
|
}
/. Si; <
О,20>1<, Сг;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
581
12
13
14
15
16
7
18
20
24
26
28
30
32'
34
ЗЬ
Предел
9—1
(не
, т ,
более
усталости
в кг/мм*
)
Показатели
механических свойств
•ft»
Оу в
8 в
ak B
кг/мм1
кг/мм*
1
кгм'см*
Условный предел
(напряжений) пол-
зучести зс
(не
5олее)
в кг/мм* ¦
Модуль норм, упру-
гости Е в кг/мм
Критические точки
в *С [3]
Aci
Act
740
8rf
Аг,
Агя
666
76°
Коэфициент линейно-
го расширения
Теплопроводность
X в
кал/см • сек
"(_;
Интервал температур
ковки ЩНИИТМАШ,
57}
Свариваемость
[Щ
Обрабатываемость
резанием
Особые с
Область
№
войства [46]
и примеры
применения [46]
*
**
*¦*
1,(Р!а за 10 000 чм
0.5%
Число
5-
1-
1.
При
циклов
10е
107
ю-••
низких
в
Величина
деформации
в мм/мм
в час
10-7*
0,83- 1
а
• 10"
21
0-7***
в , изгиба
х , кручения
Механические
температурах
°С
1
|
свойства
При i
зысоких
в °
Температура испытаний i
4
ю, Г
47!
8,2
14,3
Прокаливаемость
к
См tht
1180 -800° С
111т.
1230—800° С
Умеренная,
подогрев перед
сваркой
до 180° С
Отн.обр. 65%
Нв =170-229
1
29
31
33
Soo
7
19
22
25
27
i °С
2,4
4,8
Характеристика образца в
температурах
С
1
|
|
его
X арактеристика
мальной температуре
Характеристика материала образца
\5о\
Кованая сталь состава:
0,27%
900° С
завод
Модуль сдвига
О i
» кг/мм*
Склонность
хрупкости
На
С; 0,48—0,50°k
Мо;
024-
1. И
2. О 600° С (Ленинградский
им. Сталина)
к отпускной
Теплоёмкость с
в кал1г °С
Температуро-
проводность
а( =—^J в см'/сек
Способ охлаждения
поковок [57]
Сопротивление ат-
мосферной коррозии
Пластичность
при
холодной деформации
Стойкость против ползучести
3 тяжёлом.
машиностроении-
до 450°
деталь
ОХА
¦V, | Удельный
23 1 1 в г[см»
вес
1 1
. замедленное с размеров 0 76 мм
и выше
Согласно шкале —
Умеренная
С
балл 4
t турбин: диафрагмы, диски и др.,
тающие при повышенных температурах (до
назначения паротурбин; отливки
турах
за 100 000 час.
за 60 000 час.
от 400°
до
д00и
С.
450° С};
деталей турбин,
рабо-
редукторы и поковки общего
работающих при темпера-
582
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Стандарт
1
2
3
4
5
6.
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический
в °/0 [44]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении
Предел
текучести
з^ в кг/мм"
Относитель-
ное удлинение
йв в %
Относитель-
ное сужение
Ф в %
Твёрдость
по Бринелю
НВ
Удельная
ударная вяз-
кость
* Значения
<0.04% Р.
Место
взятия
образца
Пое.
7» R
Центр
Пое.
7, R
Центр
Пое.
7. R
Центр
Пое.
7, R
Центр
Пое.
4,R
Центр
Карта
40. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромомолибденовая
Трубы для котлов и >
содержании 0,5 - 0,&'1„
Марка
20ХЛ1
Способ выплавки
Основной процесс в мар-
теновских или
ских
печах
электриче-
черегревателей высокого давления, сварочная проволока (при
MoJ, изготовляемые в горячем и холодном состоянии; иэгото-
вленае подлежащих цементации деталей на металлорежущих станках
С
0,1/—0,2/
Мп
о,4о—0,70
Si
0,1/—0,30
Прутки
Всякий
по сортаменту
Г
Отж.
1. 3 880+
±20° С, в.
или м.
2 О 500+
±20 С
Сг
0
8o-i
,10
Ni
< 0,03
Мо
с
1,1/—С
S
< 0,0/
Прутка
1. а
Г 840
0 С. м.
2.
О 160° С
Механические свойства при обычных температураз
[44]
4
1
I
1
|
<24l J 136—197
Пое. |
7, R
Центр
{данные
[36]*
So
60
12
/0
9
122
88,9
¦
ззь
[31] ••
io8,/
16.S
12,8
48
308
1
Министерства чёрной металлургии)
*¦ Конкретные значения для стали состава
QQ1QV. Р
*** Значения
: О,18°1о С; 0,76°/0 Mr
для стали с содержанием <0,16°'иС; 0,4-0,6aia
Мо;
9
для
стали
i; 0,28al0 Si;
<0,04°,'о S и
i
47,S
j
B,1
19,6
51
241
t
9,4
[ (не
менее)
83,6
<>
79
,9,i
44,2
¦
9,4
/4
1
243
217
9*
9,4
' содержанием ¦>
1,01% Сг
<0,04°!с
; 0,23Р10 Мо;
Р
A5ХМ).
Р
< 0,0/
Трубы
бесшовные
DH-22
S=3>°—
1. X
-76
7-/
2. Отж.
[49] *"
*
4/-6о
iO,03°!a I
0,024°!os
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
583
12
>
:14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
(не
т 1 1
более]
кг/мм1
\ЗЦ
Показатели механи-
ческих
b
сг "Е
О'З
81Ов
akB
свойств
кг! мм9
%
кгм/см'
(напряжений) пол-
зучести ас в кг/мм'
(не t
олее)
131}
Модуль норм, упру-
гости Е в
к !мм<
Критические точки
в °С [31]
Ас,
Ас3
743
8i8
Аг,
Аг3
$о4
746
Коэфициент линей-
ного расширения
7-Ш"
Теплопроводность
Отж. \31\ **
Интервал температур
ковки [3/,
Свариваемость
[32]
Обрабатываемость
резанием
Особые
[31, 32]
Область
;войства
и примеры
применения [321
Число циклов
-
5 •
о •
1 •
При
'$
ю,4
Вели-
чина
дефор-
мации в
мм/мм
10
-.
10~7
к
21
10"
0е
L0-- ¦
НИЗКИХ 1
В °1
—3$
10,1
сг—, изгиба
43
=•
зб
при
юН
при
кг/мм"
8з кг/мм*
¦z , кручения
Механические
гемпературах
: [зп
_
6о
9.4
:войства
При высоких
100
..?
66,4
9-7
i8,8
Температура испытаний в
4оо
i7-f
11,0
4Ю
is,; *
7,/*
;оо
$,о
Прокаливаемость [37]
100°
о
и
1200—
200°
0,10$
8оо° С
Высокая
1
Повышенное
JOO°
0,103
29
31
33
1
$00*
0,09$
$$о
$,о*
0*
19
22
25
27
в °С
200
t
(
to,/
$9,8
8,8
<
°С
г$,3
Характеристика образца и
Состав стали: 0,18°/,
0,28° /о S
0,019%
ванные
ка 3
У, 1,иГ/0
^r; u,zj"!r
его
С; 0,76% Мп;
Mo;0,024°,aS;
Р; образцы гладкие, полиро-
0 7,52
и О
температурах
[37]
86,1
70,3
и,3
18,
Хоо
7°,$
$9*
9,9
11,2
мм; термообработ-
Характеристика
мальной температуре
Сталь с содержа-
нием 0,23° 10 С;
и 0,26'Ч0 Мо; /
обработка:
880° С,
м.; 2. О
Сзь=84
).9,"PlnCr
пермо-
1. 3
660' С-
о ^ = 74,9 кг/мм1; 810-
=77,5%; ф-=<55"/с: аг, —
= 15 кгм/см3
сон и Мягков)
^Вольф-
Характеристика материала образца
Электросталь с
7,0% Сг; 0,25'% Мо, Н
содержанием
Значения, скорректированные
для стали 75Х/И с содержанием
1,0% Cr a
0,4—0,5°
/0 Мо
*
Модуль сдвига
О в
кг/мм*
Склонность к отпускной
хрупкости
Не
Теплоёмкость с
в кал/г °С
Температуро-
проводность
а ( =
К
Способ охлаждения
поковок [371
Сопротивление ат-
мосферной коррозии
Пластичность
при
холодной деформации
"опротивление ползучесгт
Кроме указанного а
п. 1 назначенш
При содержании углерода до
ным содержанием
марганца
* Значения интерполированные [ЦИАТИМ].
** Данные Р. Черной для стали состава: 0,22"/0 С;
0,028°/а
Р.
0,3й
— j в см/сек2
• С'
1
23 j Удельный
1 y в 2/сл<?
вес
Охл. замедленное с размеров, 0 60 мм
и выше
Согласно шкале—балл 4
1, также сварные узлы
0, цементуемые шестерни
9% Мп;
0,31% Si; 0,93°i0 Cr
из труб и листов
из стали, с повышен-
0,44%
Мо; 0,01% S;
584
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 41. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ОСТНКТП 7124 [39]
Основное назначение
Химический состав
в 7о [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении <j^
в кг/мм3
Предел теку-
чести и_
в кг/мм"
Относитель-
ное удлинение
°5 В °/0
Относитель-
ное сужение
Ф в %
Твёрдость по
Бринелю Hg
Удельная
ударная вяз-
кость Я?
в кгм/см'
Место
образца
Пов.
Ч» R
Центр
Пов.
V.*
Центр
Пов.
V.*
Центр
Пов.
V. Я
Центр
Пов.
Группа стали
Марка
|
Легированная хромомолабденовая \ ЗОХМА *
Ковка
!
Способ выплавки
Основной или кислый про-
цесс в мартеновских и элек-
трических печах
в штамповка в горячем состоянии; волочение в
листы и трубы
С
о,г/—o,3f
Всякай
Отж.
Мп
о,4о—о,уо
1
25
1. 3 880° С,
2. 0 560° С
Si
0,17—0,37
Прутки
До юо
1. 3 860-
Сг
о,8о—1,ю
и поковки
100 JOO
-880° С. в.
или м.;
2. О 600—640° С, в.
или м.
N1
<о,3
/00
М(
•>
0,1/—0,3/
/00
1. 3 890—
900
2. С
С, м
> 640°
С
холодном
S
<o,oj
Прутка
калибро-
ванные
Всякий по
сорта-
менту
X
состоянии;
Р
< о,о3/
Механические свойства при обычных температурах (не менее)
[39]
<229
3 1
Центр
Пов.
7з R
Центр
9/
7/
12
SO
9
[46] **
42
i6
40
196
S
6о
40
3S
196
4.S
* Для стала близкого состава: 0,24—0,30<>10 С; 0,50—0,75% Сг;
ние — 27 ХМ.
*¦ Значения механических свойств относятся к стали 27ХМ.
*** Значения,
конкретные для
0 500 мм; 1 = 1000 мм
стали состава: 0,31°/(
**** Значения для поперечных образцов.
[31
'69
6/
S°A
36,3
Н
21,3
63
4S
9,9
7,'
1 ***
6/,8****
6i
9
47,7
33.6
21,7
19,3
/2
44
7,
|
1
7.*
[15]
<2б9
0,15—0,40'J!Q Mo — ведомственное обозначе-
С; 0,52% Мп; 1,35°10
Сг; 0,22%
Мо. Размеры заготовки:
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
585
12
13
14
15
. _
17
18
20
24
26
7Я
ЗП
32
34
ЗЬ
Предел усталости
<7_ , X В
(не более)
кг/мм'
[Щ
Показатели механи-
ческих свойств
о. в кг/мм1
а в кг/ммя
8 в%
ak B
О 250" С
.Л
Условный
О 350° С
предел
(напряжений) ползу-
чести ас в
(не более)
Модуль норм.
гости Е в
З/В
кг/мм
Шру-
. о. при
76 кг/мм1 [36]**
Критические точки
в °С [58]
Ас,
Ас3
7П
\8о7
Аг,
Аг3
691
76з
Коэфициент линей-
ного расширения
а • 10е
3IB.0. при <з
-
h
76 кг/мм1 [36] **
Теплопроводность
[31]*
Интервал температур
ковки [57]
Свариваемость
[32, 59\
О брабатываемость
резанием [53, 54]
Особые свойства
Область и примеры
применения [31, 46]
* Значения под
Число циклов
5-1
5 • 1
0е
0е
1 • 10 ' *
а_, изгиба
49
28
*
S3
Т
—1
кручения
Механические
При низких температурах в °С
[31]
-70
1
¦>з
ЗА
Вели-
чина
дефор-
мации в
мм/мм
в час
10"
10"
-7
ю-8
30°
21
21
9/о
—40
7>7
4,3
:войства
Характеристика образца и его
материала
3 м. и О;
а ь=100,1 кг/мм1
3 м.
и О:
а. =108,7 кг/мм*
При высоких температурах в
Температура испытаний
1ОО°
21 600
Зоо°
20 /ОО
Прокаливаемость
20—100°
12,3
О,
го
102
См.
20—200°
12,!
Зоо
o.oyj
фиг. 46
20—400°
13.Э
К 1180—800° С
Шт. 1230-800"
Высокая при
/00°
i8 боо
[31]
2О—6ОО°
14,4
С
нижних пре-
делах содержания С, Мп, Cr a
Мс
>; умеренна}
i при верхних
пределах этих элементов; по-
догрев перед сваркой до 175° С
=
Коэф. обр.
149+156; 1.2L
==163+
1,6 при Нв =
' при Нв =
187; 1,0при НВ =197+230
0,85 при Нв =
230 + 255. Отн.
обр. 65% при Нв — 187+229
в °
С
19
122
|
25
27
[29
1
31
33
°С
1
Сталь состава:
0,29% С; 0,47% Мп;
0 15°/0 Si- / (Мои С.т-
Мо; 0,01% S;
0,014% Р. Образцы:
d = 7,52 мм, полиро-
ванные гладкие и с
надрезом
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
0,28°
0,ЗР10
0,2°>0
3 880
о С; 0,5°/ь Мп;
Si; 0.96% Сг;
Мо; 0,014alo P;
3 С, м.
(Беляев)
Характеристика материала образца
Модуль сдвига
О в кг/мм3
а. = 76 кг/мм'
[36]**
IOO
>
8400
Склонность к отпускной
хрупкости
Не пос
твержен
Теплоёмкость с
в кал/г °С
Температуропро-
водность
V Т • С/
в смЧсек
а
Способ охлаждения
поковок [57]
Сопротивление атмо-
сферной коррозии
Пластичность при
холодной деформации
200°
83OO
зоо°
7SSO
23 1 Удельный
| в г/см*
/00°
ббоо
вес т
Охл. замедленное с раз-
меров 0
75 мм
а выше
Согласно шкале—балл 4
1
/меренная
В тяжёлол
i машиностроении (марка 27ХА1) — роторы,
турбостроения; в среднем машиностроении
диски и другие детали
— веоущие валы, оси, шарниры руля.
болты; сварные детали и конструкции из труб и листов
чертой -
- для образцов с надрезам глубиной
** Для стали состава: 0,30—0,38°/0 С;
>*¦ Для стали состава: 0,35%
2; 0,59%
0,9-1,2% Сг; 0.25-0,40:/
Мп; 0,21% Si; 0,26%
Ni;
0,75 мм
> Мо.
и углом надреза 60°.
0,88°/0 Сг; 0,2°/0 Мо.
586
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. П
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ \44\
Основное назна-
чение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении а^
в кг/мма
Предел теку-
чести о.
в кг/мм*
Относитель-
8A в 0/°
Относитель-
Ф в °/0
Твёрдость по
Бринелю Нц
Удельная
КОСТЬ ufc
в kzmjcm1
Место
образца
Пов.
I» R
Центр
Пов.
%R
Центр
Пов.
43R
Центр
Пов.
V,*
Центр
Пов.
V.*
Центр
Пов.
VsR
Центр
* Данные для стали
** Данные для стала
Карта 42. СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромомолибденовая
С
о,}0—о,4о
Всякийпс
менту
О тж.
156 229
\
\
Ковка и штамповка i
Mn
0,40—0,70
' as
1
I 1. 3 860° С,
м.
2. О 620° С,
в. или м.
Si
0,15—0,30
Сг
о,8о—
Прутки i
30
1.
2.
3. О
И
50
?80 С
1,10
Марка
35ХМ
горячем
Ni
г 0,3
i поковки
8о
3 850° С, в.
550-560° С,
возд.
Способ
выплавки
Основной или кислый процесс
в мартеновских печах; основ-
ной процесс в электрических
печах
состоянии
Мо
0,15—0,25
120
i6o
1. И 880°
2. .
3. 0
S
<о,о5
200
С
3 850й G, в.
600—610" С,
возо
Механические свойства при обычных температурах
[44]
95
75
10
40
6
98
до
12
SO
285
8
92
So
-
12
ГО
277
S
[36]*
82
68
12
So
241
7
с содержанием < 0,03°/,, S; <; о,039/0 P; <
с содержанием <; 0,03°1„ S и
< 0,0391 о
*** Данные для стали состава: 0,30—0,38°10 С; 0,40—0,70°10
0,40°lo Mo; < 0,03% S; < 0,035°!0 Р.
Р.
Мп;
С
86
8о
68
6.
1
15
SO
248
241
7
Ni.
7$
6о
15
SO
235
217
7
76
70
58
So
IS
45
229
207
6
Р
<о,о5
до
100
1. 3 850—
870°
или
2. О
640°
или
С, в.
м.
600—
С, в.
м.
[не менее)
[46]**
7°
j
го
1)
4(
7
>2i7
t
t
0,18-0,35°/,, Si; 0,9-1,2°l0 Сг; <
i
0,3°!0
1 Трубы бес-
1 шовные
толсто-
стенные
н
S — 2 -г- 40
3+0
[23] ***
ар = //
,о
6
Ni; 0,25-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
587
12
i
13
14
15
i jg
17
18
i 20
24
26
28
30
32
34
'14
*
Предел усталости
3
(не'
г~
¦с в кг/мм*
более) ,щ
Показатели механи-
ческих свойств
"Ь в
V
8 в
ф в
акв
кг/мм*
кг/мм3
%
кгм[см%
Условный предел
(напряжений) ползу-
чести о^ в кг/мм"
(не
более) [55]
Модуль норм.
упру-
гости Е в кг/мм"
[36]
Критические точки
в°С
Асг
Acs
[36]
74! | Arl
820 | Аг3
620
Коэфициент линей-
ного
расширения
а ¦ 10° [36] **
Теплопроводность
\ в кал/см ¦ сек °С
[36] **
Интервал температур
ковки
[ЦНИИТМАШ]
Свариваемость
• [*^6 ]
[59]
Обрабатываемость
резанием [53, 54]
Особые свойства
[31, -
1
Область и примеры
применения 131. 46]
* Значение под
Число
!
Ь
1
1
циклов
Ш
107
ю- ••
2t
изгиба
t
Механические
При низких температурах в °С
Вели-
чина
дефор-
мации в
мм/мм
в
10
10
10
час
-.»
20°
21 9!0
21
L
1
1
кручения
свойства
Характеристика образца
материала
Сталь состава.
0,29%
Si; 0,95% Сг
0,028°/0
3 «70° С, м
При высоких температурах ?
[31]
100
7°
44
18
72
Температура испытаний в °
1ОО°
21 6ОО
4so
i6
ю,!
1 8,S
1
3
00°
20 !ОО
Прокаливаемость
20—100°
100°
о,
099
С v
20—200°
t
12,!
200°
0,097
К 1180-850° С
Ц1т 1990
850
о р
Низкая; подо-
грев перед свар-
кой
до темпе-
pamvpu
400°
150—
С
Коэф. обр.
0,7 при Нв =
= 255+300
Отн. обр.
55%
=
при Нв =
170 -*- 229
Л7
20 —400°
13,9
Зоо*
0,
29
31
33
094
!оо°
i8 600
1
[31]
\
20—6ОО°\
НА |
4оо°
0,092
Г/о
19
22
?Я
27
200
70
38
18
7г
С
Зоо
8о
з8
JQ
68
3
»°с
!оо
SO
|
1
9
30
7/
Ь ~
а его
0,34°!0 С; 0,56% Мп;
0,75% Hi; 0,23°l0 Мо;
S; 0,020% Р
.; о
107
600° С, Mi,
кг/мм*
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
0 39°'- с- п к
0,87»/
—
3.
0L Мп-
0 Сг; 0,2/% Мо;
Я 555° С;
3 845°
О 705"
1 9П° С
= 72 кг/мм7
54 кг/мм?;
ь, м.;
С.
Ь
8= 20%;
- 70°/0 [ASTM]
Характеристика материала образца
Электросталь t
0,2%
Модуль сдвига
О г
кг/мм*
Склонность
[36]
Мо;
20
840
К ОТПУСКНО!
хрупкости [31]
Теплоёмкость с
В KPil? °С-
Температуро-
проводность
Способ охлаждения
Сопротивление
а\ = —
V Y •
в см'/сек
поковок
атмосферной
7)
[31]
3 I
)
i
коррозии
Пластичность при холодной деформации
Стойкость против ползучести
телъность
В тяжёлом и
при
температуре до 450
"остава: i.
Г 845° С; 2. О
[ASTM]
10t
)"
8300
23
Зоо°
7SSO
Удельны}
в
Охл.
меров
г/см3
У/о Сг;
620Р С
!оо°
ббоо
вес у
замедленное с раз-
0 50 мм и выше
Согласно
шкале—балл 4
Умеренная
0 С;
флокеночувстви-
Среднем машиностроении—валы, роторы, диска, крепёжные детали
паротурбин; коленчатые и трансмиссионные валы; цилиндры л
ты
буры, перфораторы; зажимные патроны, цапфы,
чертой относится к образцу
* Данные для стали с
отора, втулкь
шестерни
1, бол-
с надрезом радиусом 0,75 мм при диаметре в надрезе 8 мм
содержанием 0,25—0,40°/0 Мо, закалённой и отпущенной; и.=
= 76 кг/.
км*
; о — 56 кг/мм',
588
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ [44]
Основное назначение
Химический состав
в % [Щ
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии ag в кг 1мм*
Предел текуче-
сти <jy в кг/мм3
Относительное
удлинение 8, в °/0
Относительное
сужение ф в °/0
Твёрдость по
Бринелю Нд
Удельная ударная
вязкость а& в
мм/см* [Шарпа]
Место
взятия
образ-
ца
Пов.
Vai?
Центр
Пов.
1/,я
Центр
Пов.
4>R
Центр
Пов.
7, К
Центр
Пов.
4.R
Центр
Пов.
'/.*
Центр
43. СТАЛЬ
Группа
стали
КОНСТРУКЦИОННАЯ
Легированная хромо мо-
либденовая
С
о,33-о,4о
Всякий
по сор-
тамен-
ту
Отж.
*
i
Ковка и
Мп
Of^-0—Orf О
г
см ад
До /о
Марка
35Х2М
Способ выплавки
Основной или
кислый
новских печах;
штамповка
S1
о.
Z/-0
До
1. И 860-88
2. 3
3. О
111
Сг
1,60—1,90
Прутки а
9°
ГС
860-880° С
600—650° С
возд.
Механические
[44]
i8y—269
9!
7/
ю
40
6
До 4/
и.;
п.
свойства при
[46] *
ю/
90
8
4/
302
6
90
или
в
процесс в
основной
марте-
процесс в элек-
трических печах
горячем
N4
поковки
состоянии
Мо
0,1/—0,2/
/о
I. 3
2. О
S
<o,os
IOO
850° С, м.
700° С
обычных температурах (не
[46]**
9S
7/
8/
10
-
t/
6
* Значения для стали состава: 0,33—0,40°10 С; 0,4—0,7% Мп; 0,1
1 лчо/ <;• tcn ntKoi p
** Значения для тангенциальных
образцов.
"** Значения, конкретные для стали состава: 0,35°!с
С; (
*
°/о
30
286
94
[62]
93
\
78
Л/
7—0,4О°1с
s
Мп; l,30°k
76
;1,6-!,9УоСг,<0,6
Cr; 0,40°lt
Мо.
менее)
»**
88
71
NlidU-C
Р
<o,os
12S
88
69
ч.-«
,дМо;
ГЛ. Xj
КОНСТРУКЦИОННАЯ СТАЛЬ
589
12
13
14
15
16
17
18
20
24
?6
28
30
32
34
35
Предел усталости
(не
¦с ,
более
Показатели механи-
ческих
°Ь
0
5 в
свойств
в кг/ммй
s кг/мм*
в кгм/см1
УСЛОВНЫ!
предел
(напряжений) ползу-
(не (
>олее)
[55]
Модуль норм.
гости Е в
упру-
критические точки
в °С [58]
Ас,
Асж
7'f
776
Ат,
Аг3
6о7
70S
Коэйшшент линей-
ного
расширения
а- 10е
Теплопроводность
X в кал\см
Интервал
тур
ковки
• сек
°С
темпера-
[57]
Гвариваем'ость
[59]
Обрабатываемость
резанием
Ь4\
Особые свойства
[31, 32]
Область \
i примеры
применения [46
Ь0\
Число
5 •
1 •
1 •
При
Величи-
на де-
форма-
мм/мм
в час
10—»
10—т
циклов
10е
107
ю-••
низких
в
о 1 изгиба
т
_1 кручения
Механические
температурах
°С
свойства
При
высоких
в
Температура испытаний в °С
400
14
10—8 j
4SO
*7,:
-10
Ориентировочно см
чени>
Soo
13
7»/
. зна-
х для стали 35ХМ
21 Прокаливаемость
Сквозная до А
0 100
мм
[32]
размеров
Ориентировочно см
чения
зна-
i для стала 35ХМ
12?0— 8ОО°С
t
Низкая
Отн
=187-
. обр. 55°10 при 1
>-235
//о
6-7
-4
19
22
25
27
29
31
33
боо
3—4
1,7
Характеристика образца и
материала
температурах
°С
его
Характеристика мате-
риала
1ри нормальной
температуре
Характеристика материала образца
1,8-2,5% Сг;
Модуль сдвига
а в
кг/мм3
Склонность
хрупкости
Не
0,4-0,6% Мп
TASTM1
Ориентировочно см.
чения t
к отпускной
подвержена
Теплоёмкость
с в
кал\г °С
Температуропро-
водность
/ }
а
1=Г7
:)
в см?1сек
Способ охлажде-
ния
поковок
[57]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
Глубокая прокаливаемость; чувствительность к i
В тяжёлом
машиностроении для ответственных
Охл.
ров 0
зна-
1ля стали 35ХМ
23 1 Удельный вес т
| в г 1см3
замедленное с
75 мм и
! выше
разме-
Согласно шкале — балл 4
Низкая
образованию флокенов
деталей
а„ >70
глийской практике сталь с содержанием 0,35—0,45% С; 0,9—1,5% Сг и
бля валов моторов, коленчатых
залов
кг/мм'1.
В ан-
0,2-0,4% Мо-
шатунов, валов пропеллеров и высокона-
пряженных фиттингов в авиастроении
590
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. И
Карта 44. СТАЛЬ КОНСТРУКЦИОННАЯ
1
2
3
4
5
•
6
7
8
9
10
11
Стандарт
Проект ГОСТ
[44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
сти при растяже-
нии о? в кг/мм3
Предел текуче-
сти Оу в кг 1мм*
Относительное
удлинение 85 в %
Относительное
сужение ф в %
Твёрдость по
Бринелю Нц
\
Удельная удар-
ная вязкость a/i
в кгм/см*
Место
взятия
образца
Пов.
4.R
ViR
Центр
Пов.
V.*
Центр
Пов.
4.R
Центр
Пов.
•/./г
Центр
Пов.
v./г
Центр
Пов.
4.R
Центр
Группа стали
Легированная
хромокремнистая
Марка
35ХС
*
(
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах
Ковка и штамповка в горячем состоянии; изготовление
режущих станках
С
о,зо—с
АО
Всякий по
сортамен-
ту
Отж.
Г
Мп
о,зо—о,6о
з/
1.3900°С
м.; 2. О
620° С, в.
или м.
Механические
[Щ
!
|
х;6—229
00
70
10
4S
6
Si
1,0—i
240
1. Н
920° С
2. О
660° С,
возд.
Сг
1,3—1,6
Трутни t
30
Ni
<o,S
поковки
So
1. Я 920" С
2. О 660° С, возд*;
3. 3 910° С, л*.;
4. 0 600—620° Св.
S
1
8о
деталей на металла-
Р
¦<о,
i6o
о/
\
J
240
1. И 920° С
2. О 660° С,
3. 3 910° С,
4. 0 600—620
свойства при обычных температурах( не
возд.
в.
3 Се
менее)
[36] **
6о
?о
17
40
179
3
об
So
12
So
28;
6
* Ведомственное обозначение ЗЗХСА.
** Приведённые данные относятся к стали с содержанием не выше
I 98
88
68
12
So
2SS
6
t
7,37% C,
93
82
74
i6
So
262
6
<со,оз°
86
8о
74
66
S8
S3
хб
So
748
212
6
0
78
•J2
68
S8
46
40
хб
So
¦
192
6
S, КО,035%
До 40
1. 3 920-
940° С, м.
2. О 250-
270° С,
возд.
[46] **
IJ0
8
4S
444—SU
S
Р.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
591
12
1
13
f 14
IS
16
17
18
120
24
26
28
30
32
34
1.
,'
Предел i
»—1. ."К—1
(не
j
оолее
в кг/мм3
)
Показатели механи-
ческих свойств
аЬ
5 в
«ft
в кг/мм1
в кг 1мм"
°/
в кгм!см?
! Снижение аи
1
Условный
в °/о
предел
(напряжений) ползу-
чести <зс е
(не более)
Модуль норм.
Кр
в°С
Ad
Act
кг/мл
упру-
а [36]*
итические точки
[36]*
76о
86о
Аг,
Ara
Коэфициент линей-
ного
расширения
а • 10° [36]
*
Теплопроводность
X в кал/сл
[36] *
Интервал
тур ковки
• сек
"С
темпера-
[ЦНИИГМАШ,
Свариваемость
ЩНИИТМАШ]
36]
Обрабатываемость '
резанием
[оЗ]
Особые свойства
[36]
Область i
i примеры
применения [36,
4 ]
Данные для стали с
Число
5-
1 •
1 •
При
—20
циклов
10е
10'
ю- ••
низких
в °С
—40
1
4,Х
Величи-
на де-
форма-
ции в
мм/мм
в час
10—°
10—'
10—8
20°
22 JOO
21 1
20—100°
200°
о,о88
40
9—1
изгиба
х—! кручения
Механические
температурах
. [36]*
—/О
1,0
So
-Во
з,4
60
свойства
При
высоких
в
|
Температура испытаний в
100°
32 ООО
;оо°
21 IOO
!
!
1
;оо°
19 2/0
Прокаливаемость
20—300°
13,7
}ОО°
о,о8/
К 1150-800" С
Шт. 1240—800
20—4ОО°
i4,o
4оо°
o,o8j
С
20—6ОО°
14,8
6оо°
о,о8о
Низкая, подогрев перед
сваркой до 250—300J С
Коэф.
*
обр. 1,05 при На —
= 179; 0,65 при j
Нв = 250Л-280
!
19
22
25
27
29
31
33
°С
Модуль а
G i
кг /мм1
Характеристика образца и
материала
его
температурах
°С
Характеристика мате-
риала
!
ив
при нормальной
гемпературе
Образец (Шарпи)
термообработан-
ной заготовки
1. Н 920°С; 2
я ат°п ,. •
620° С
Оу-
Характеристика
1вига
[36] *
30°
8уоо
Склонность к отпускной
хрупкости
Теплоёмкость
с в кал!г °С
Температуропро-
водность
i \
%\= —
А
в см*jceк
Способ охлажде-
ния
поковок
[57]
Сопротивление
атмосферной
розии
кор-
Пластичность при
холодной дес
мации
рор-
в. <J?=S
80 кг/мм
030м.
О 650°С;
6 кг!мм*;
•=6 кгм!смж
материала образца
ТОО0
А.
23
foo
JOO°
8о;о
;ооа
73оо
Удельный вес
у в г1см* [33]
7,74
Оха. замедленное с раз-
меров 0.
75 мм
и выше
Согласно шкале — балл 4
Низкая
Недостаточная прокаливаемость при нижнем пределе
@,За1о)
для сечений 0 выше 60
В тяжёлом i
мм
i среднем машиностроении — детали <
валы, оси, балансиры
содержания уг
аерода
тсокой прочности и вязкости:
содержанием 0,30—0,36% С в улучшенном состоянии (З+В.о.).
592
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
Стандарт
Проект ГОСТ [44]
1 ) Основное назначение
2
3
4
5
6
7
8
9
10
11
-
Химический состав в °/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии и& в кг/мм*
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная ударная
вязкость а^
в кгм^см3
* Вгоомипвенные
Место
взятия
образца
Пов.
V. Я
Центр
Пов.
'/.*
Центр
Пов.
V. Я
Центр
Пов.
Уз Я
Центр
Пов.
'/•я
Центр
Пов.
1/ V
/а К
Центр
45. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
Легированная
Ковка
С
стали
хромокремнистая
в штамповка; изготовление
o,ss-o,4S
Всякий
по сор-
тамен-
ту
Отж.
[
1J0 — 229
Мп
0,^0 0,60
1. 3 880° С,
м.
2. О 440—
480°
С
Si
Марка
40ХС
деталей
J
1. Н 900 °С
2. О 660° С,.
возд.
Сг
1,30—j
*
в
Способ
выплавки
Основной и кислый процесс
мартеновских печах; основ-
ной процесс в
печах
электр ическах
на металлорежущих станках
,6о
Прутки и поковки
3°
1.
So
Отж. 880е
2.
3.
Механические свойства при <
36] **
12S
ios
12
40
4
обозначения: 38ХСА; 40СХ.
** Данные относятся к стали состава:
*=** Данные относятся к стали состава:
<?0,030°!п S; <?0,035°/L
Р.
3 900° С
С, л
м.
О 640° С, в.
эбычных
.
<o,so
SO
S
<OOf
1. Отж.
880° (
. п.
2. 3 900° С,
в.
3. О 640° С,
в.
температурах
Р
<о,о;
До 40
1. 3 900—
920° С ,
м.
2. О 250—
280° С,
возд.
не менее)
[36] ***
8о
6о
4S
4
0,38—0,45^1
0,35—0,42°!0
, С;
94
78
12
So
269
8
<0,4°
0
С; 0,3—0,6%
90
72
12
4S
2SS
\
1
6
Мп; 1,2-
Мп; 1,1-
88
68
12
4S
241
6
-1,6%
-1,4°!
92
16
и
4i
7-/
Si; 1,3—1,6%
S
i; 1,3—1,6%
[46]
IS
7
4S
444
Сг; <0,Я, Ni;
Сг;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
593
12
Ьз
j 14
i ir>
i lfi
17
i
18
20
I'M
I
j
26
28
30
32
,A
35
Предел усталости
a j,
(не более!
в кг/мм*
Показатели механи-
ческих свойств [36]
0. В
кг/мм
о в кг/мм
о в г
akB
/о
кгм/см*
Снижение
Условный
akB
предел
(напряжений) ползу-
чести
ас в
(не более)
кг/мм'
Модуль норм, упру-
гости Е в кг/мм3
Критичес
в °С \36}*
Ас,
Ас3
7//
8;о
[36]*
сие точки
Аг1
Агя
КоэсЬициент линей-
ного
a •
расшиоени?
10" [36 у-
Теплопроводность
В КО. А/СМ ¦
сек" С
[35]*
Интервал температур
ковки [36]
Свариваемость
[5S, 59]
Обрабатываемость
резанием
[од]
Особые свойства
[ЦНИИТМАШ]
Область и примеры
применения [36]
Число
Пр!
й-
1 .
1-
днклов
0"
О7
ю- •
и
—1
изгиба
¦z —1 кручения
Механические
низких температурах в °С
— 20
S.6
Вели-
чина
дефор-
мации в
мм!мм
в час
ю-б
10-
—7
—з
го0
22
21
¦'ОО
-40
—So
4,
э
/о
При
свойства
Характеристика образца и
материала
высоких температурах в
Температура испытаний
100°
22 ООО
JO(
21
7°
100
;оо°
II) 2JO
Прокаливаемость
20 JOO"
II
7
200°
o,o,S'S
20 200'
o,oS;
1200 8f0' С
Низкая
Коэф. обр.
0,65 при На =
=250+
при
280; 0,55
Hn =
280*320
20
14.0
400°
0 0
29
!
31
33
20—6ОО:
14Я
6оо°
о oSo
f
в
19
22
25
27
"С
С
его
Характеристика мате-
риала при нормальной
температуре
ной заготовки
030 мм:
1. Отж. 880° С;
2. 3 900" С, м
610° С,
в. а =.
сг =78 кг/мм*'
¦; j. и
14 кг/мм*
¦ а.—
=8 кгм/см''
Характеристика материала образца
Модуль сдвига
О
в кг/мм*
Склонность к от-
пускной хрупкости
Теплоёмкость с
в
во
кал/г '~ С
'емпературопро-
ЦНОСТЬ
^ Т ¦
С 1
в см1/сек
23
/дельный вес ¦; в г
Способ охлаждения поковок [57]
Сопротивление атмосферной коррозии
Пластичность
мации
Высокая прочность
при
холодной дефор-
при высокой вязкости;
усилия»; высокая износоустойчивость
В тяжёлом и среднем машиностроении —
* Данные для стали состава:
<0,035"j0 P.
0,30—0,36 Чо
с; о,з—о,б%
Мп;
'смЦЗЗ,
Охл. замедленное с раз-
меров 0 75 мм и выше
Согласно
Низкая
шкале —балл 4
высокое сопротивление скручивающим
валы (тор^
1,0—1,3°10 Si; 1,3—1,6%
ионные), кривошипы
Сг;
0,5% Ni,
S;
594
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
1РАЗД. II
Стандарт
1
2
3
4
е
6
7
8
9
10
11
а
Проект ГОСТ
[44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Показатели
механических
свойств
Предел проч-
тяжении <j?
в кг\мм?
Предел теку-
в кг!мм3
Относитель-
55 В %
Относитель-
Ф в «/о
Твёрдость по
Удельная удар-
ная вязкость
а. в кгм!сл-й
Место
взятия
образца
Пов.
'/• R
Центр
Пов.
1/ D
/а *\
Центр
Пов.
•/, /г
Центр
Пов.
v, /г
Центр
Пов.
V, Л
Центр
Пов.
v3 я
Центг
Карта
45. СГЛЛ6 КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромомарганцовиста
С
Марка
я 40Х2Г •
Способ выплавки
Основной процесс в марте-
новских печах
Ковка а штамповка в горячем состоянии
Мп
0,70—.г.оо
Si
0,lf 0,}0
Сг
1,2—1,5
Ni
<о,оз
S
J
Р
<о,о/
Прутки и поковки
Всякий
по сор-
тамен-
ту
* Ведомственное обозначение —
•2/
;. з дате,
и*;
2. О540>С,
в. или м.
¦2/
I. И 900 +-
±20'С
2. 3 870+
±20° С, м.
3. 0 620°±
±40" С
1. 3 865°
2. 0 650°С
29
С, л.
2. 0
700° С
7. 3 836
2. 0
650" С
Механические свойства при обычных температурах
4]
100
8о
10
40
7
ЭИ273.
[36] **
9°
8о
13
SO
270—320
10
** Данные дли стала ЭИ273 состава: 0,30—0,42у0 С; 0,8
?0,035% S; *СО,035'1о Р.
i
[62] *** |
1
1
91
8о
— l.P/o Mn;
*** Конкретные значения для стала с содержанием 0,45nL С; Q,7TlQ
¦*** конкретные значения для стали с содержанием 0.46л',0 С; 0,7!0/(
?о
6f
К<~26
[62]
оз
0 С* л.
2. 0
700" С
(не менее
****
8з
3+0
)
[52] *****
¦J0
п
0,17—0,37Чо Si; 1,2—1,3°/0 Cr; <0,5"/n Ni;
Мп; 0,/2-Уо Pi; 1.28°ln Сг.
Мп; 0.2Р"/О Si; 7,2
***** Стандартные значения (Англия) минимальные для стали состава: 0,30—0,45% С;
9,35":О Si; 0,8—1,2^10 Сг; <0,05»1а а; <0,05% Р.
/Vn Cr; 0,20°/о Ni.
0,6—1,2>/0 Мп; 0J0—
ГЛ. Х|
КОНСТРУКЦИОННАЯ СТАЛЬ
595
12
13
14
15
16
17
18
20
24
26
28
30
32
34
5
Предел усталости
а
(не
более
в кг/мм'
) [36]
Показатели механи-
ческих свойств
<j^ в кг/мм1
о в кг/мм
s
8 в °/0
ak
в кгм!см?
Условный предел
(напряжений) ползу-
чести ас
(не более)
i кг/мм*
[31]
Модуль норм.
гости Е в
кг/мм
З'В.о. при
98,5 кг/мм1
упру-
а [36]
Критические точки
в °С
Ас,
Ас3
[S8]
743
Аг,
782 | Аг„
73о
693
Коэфициент линей-
ного расширения
а- 10"
Теплопроводность
X в кал!см
¦ сек
Интервал температур
ковки [ЗЬ]
Свариваемость
[50]
Обрабатываемость
резанием
Особые свойства
[36]
Обл
асть i
применения
* Значения
примеры
\62\
под
Число
1 •
1-
циклов
107
ю- • •
i
изгиба
4S
г? *
¦с
кручения
Механические
При низких температурах в °С
Вели-
чина
дефор-
мации в
MMj
в
10
мм
час
10^
10
—8
20°
20
21
¦;по
Г
Р1
свойства
Характеристика образца и его
материала
Сталь состава: 0,4% С; 1,0"/0 Мп;
0 28"' l;I
—98,5 кг}мм\
<])-63,5°/а; а
гладкий; 1
высоких температурах в
1 1
Температура испытаний в
42S
л
1
Прокаливаемость
См
К 1150—850° С
Шт. 1240-
800" С
Чизкая
Склонность
ность
фиг
48
29
31
33
S4O
2,1
[36]
1
9
12
25
27
°С
. 3
°с
0,019%
3S~°83 кг/мм3; 51и
• ь
.=/2 кгм/см3; образец
850° С,
м.; 2. С
> 530° С
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Сталь с
0,72° 1а
Модуль сдвига
а 1
j кг/мм1
Склонность к от-
пускной хрупкости
Теплоёмкость с
в кал/г °С
Температуропро-
водность
( ^
\
1
'1™ f -с )
в см2!сек
Способ охлаждения поковок [57]
Сопротивление
зии
Пластичность
мации
к росту зерна
к образованию
и
флокенов
1. 3
I
23
содержанием 0,36п10 С;
840
1в-
С, м.;
2. О 560
= 270 [аым\
Удельный
[33
вес y в
п Rer
1
атмосферной корро-
три
холодной
дефор
ai;
3 С;
г/см3
|
Охл. замедленное с раз-
меров 0 60 мм и выше
Согласно шкале—балл 4
Низкая
i образованию трещин при закалке;
По данным заграничной (Англия,
тые валы, болты.
практики:
рычаги управления
пляющие кольца, клинья затворов
чертой—для образца
** Ориентировочно см.
сталь 45Х.
залы моторов.
ф/иттинги самолетов
орудии, буксы, винты
чувствитель-
оси, шатуны, коленча-
в авиастроение
с надрезом радиусом 0,75 мм, диаметром в надрезе 8
нм.
1, СКрв-
596
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Стандарт
ГОСТ В-1449-42
1
2
3
4
5
6
7
8
9
10
11
Основное назна-
чение
Химический
в % [19]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении
Предел
текучести
vs в кг) мм?
Относитель-
ное удлинение
55 в %
Относитель-
ное сужение
Ф в %
Твёрдость
по Бринелю
Удельная
ударная
вязкость
Место
взятия
образца
Пов.
V. Я
Центр
Пов.
V. ^
Центр
Пов.
V» Я
Центр
Пов.
iu к
Центр
Пов.
•/,я
Центр
Пов.
'/з Я
Центр
Карта
47. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромомарганцово-
молибденовая
Ковка
С
Всякий по
сорта-
менту
Отж.
[36]
17О-2б9
Марка
40Х2ГМ *
Способ выплавки
Основной процесс в мар-
теновских и электриче-
ских печах
и штамповка в горячем состоянии; изготовление деталей на метал-
Мп
0,70 — 1,1О
Прутки
ЯГ
1. Н950"С
2. 3 860+
+ №С, м.
3. О 590+
±30 " С
лорежущих станках
Si
о,is—0,30
и поковки
¦г/
/ 3 840° С
2 0 550' С,
в. или м.
Механические свойств
***
но
9о
12
/0
9
* Ведомственное обозначение—ЭИ275
** Содержание
•** Для стали С
[44] ****
но
9/
10
4S
8
Сг
А
2.
So—i,8o
t
82
Н 835° С
3 835° С,
м.
3. О 565' С,
возд.
Ni
<o,S
Mo
0,3—o,s
1 при обычных температурах (не
[36]
но
100
IS
60
3*1
серы и фосфора отвечает высококачественной стали
содержанием 0,25—0,40% Мо; < 0,035% S; <0,
J35% P.
¦ S
<о,о4**
менее)
Р
< о,о4 **
(с индексом А) —марка 40Х2ГМА.
1
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
597
1
12
13
14
15
16
Г/
18
0"
24
26
28
30
32
34
35
Предел усталости
(не
х t
более
Показателе
в кг\мм*
[561
механи-
ческих свойств
а6 в
сг, В
KZJMM? ,
кг/мм3
5 в %
ak B
кгм/см3
Условный
предел
(напряжений) пол-
зучести ас
(не
эолее
в кг/л
Модуль норм, упру-
3IB. о
¦ [36]
Критические точки
в °С [36]
Ас,
Ас3
7/о
77/
АтЛ
Атг
340
440
Коэфициент линей-
ного
расширенш
a- 10s
I
Теплопроводность
X в
кал/см ¦ сек
Интервал
тур
темпера-
ковки [36]
Свариваемость
[59]
Обрабатываемость
резанием
Особые свойства
Область
и примеры
применения [об]
* Значение
резе Ь мм.
под
Число
5-
1 •
1 ¦
При
Вели-
чина
дей
тр-
мациив
мм /мм
в час
1С
1С
1С
—*
~7
8
30°
20 уоо
21
циклов
106
107
10- ••
низких
в
j изгиба
х , кручения
С
Ьиг
. 50
Механические
температурах
°С
свойства
При
Температура испытаний
Прокаливаемость
А
См
1150-850'С,
850
Низкая
Коэф.
при Нi
-i-260;
Нв =
1
эбр. 0,7
i =250+
0,5 при
фиг.
49
29
31
33
в °
19
высоких
в
С
Характеристика образца у
Сталь соста
0.26>0 Si; 1,46'it
Mo. ОС
ва:
0,4"
его
, С; 0,92\ Мп;
Сг; <7,0% Ш
'разец гладкий,
шлифов
термически обработанный C
м.\ О
580" С,
as=*100 кг/мм
температурах
°С
1
м.
2; 8
• 3J,
= 114
%; ф=6
; o,4j/o
анныи,
850°С,
кг/мм3;
1,5%
Характеристика
мальной температуре
Характеристика
Модуль сдвига
О
в кг/мм*
22 1 Склонность к отпускной
1 хрупкости
25
27
Теплоёмкость с
в кал/г °С
Температуро-
проводность
/ X \
а
в
Способ охлаждения
поковок [57]
Сопротивление ат-
мосферной коррозии
Пластичность
при
холодной деформации
3 среднем машиностроении-
траверсы шестерни,
чертой
относится
к
цапфы,
образцу с
-с)
см- /се к
Охл. замедленное
выше
материала <
23
....
Удельны?
в г/см3
" размеров 0 75
Согласно шкале-балл
Низкая
4
- коленчатые валы, шатуны, кривошип
болты,
силовые
надрезом
шпильки
радиусом 0,75 мм
при
образца
вес у
мм и
ы, балансиры,
диаметре
в над-
598
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
1
2
3
4
5
в
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел
растяжении
Предел
текучести
Оу в кг/мм1
Относитель-
ное удлинение
85 в %
Относитель-
ное сужение
<j/ В %
Твёрдость
по Бринелю
НВ
Удельная
ударная вяз-
кость
Место
образца
Карта
48. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
стали
Легированная хромомарганцово-
титанистая
Ковка и
С
0,13-0,18
Марка
15Х2Г2Т *
Способ выплавки
Основной процесс в мар-
теновских или электриче-
ских печах
штамповка в горячем состоянии; изготовление деталей на металлоре-
жущих станках
t
Мп
1,5-1,1
Si
0,15—0,30
Cr
1,5—1,8
Ki
Прутки и поковки
Всякий по
сорта-
менту
Отяс.
IS
1. Н
950'С
2. 3
870 ±
±20^ С
3 О
170 ±
+ 10° с
IS
Отж.
15
1. Ц .
1/0" С
2. О 650° С,
воза.
3. 3 850° С,
м
4. 0 180° С,
возд.
60
1. И 950° С
2. 3 850° С,
м.
3. 0 190" С,
еозд.
Ti
с
,06—0,12
Механические свойства при обычных температурах (не
[36] **
Пов. |
Va R
Центр
Пов.
Va R
Центр
Пов.
l/sR
Центр
Пов.
V. R
Центр
Пов.
Ч3 R
Центр
Пов.
Ч3 R
Центр
170—269
•—
[36]
|
ns
90
12
SO
10
So
20
65
197-269
[36]
|
но
100
9,5
43
321
us
95
12
50
W-3SS
а
* Ведомственное и заводское обозначения—ЭИ274, 15ХГТ (с содержанием 0,10—0,18°/0 С)
** Данные для
стали
с содержанием <0,50i0 N1; <0
04% S
; <0,04';0 Р.
S
<o,os
менее)
Р
KOfif
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
599
12
13
14
15
16
1/
18
20
24
26
28
dU
32
34
Предел усталости
¦z в кг/мм'
(не более)
№
Показатели механи-
ческих
чь в
Oj В
5 в °
Ч в
кг/мм
свойств
2
кг/мм1
0
кгм/см*
Условный
предел
(напряжений) пол-
зучести зс
(не более)
в кг/мм"
Модуль норм, упру-
гости Е в кг/мм". 3 О
nS
Ас,
Ас,
143 кг/мм* [36]
тические точки
[36]
убо
8}о
Аг,
Агг
6ю
JIO
Коэфициент линей-
ного расширения
Теплопроводность
X кал! см •
Интервал
ковки [об]
сек "L
температур
Свариваемость
С брабатываемость
резанием
Область
применения F ifil
Число циклов
5-
0е
1 • 107
1 .
а
изгиба
6
X
кручения
См. фиг
Механические свойства
При низких температурах
Вели-
чина
дефор-
мации в
мм/мм
в час
1С
1С
—в
~'
-8
в
:
При
Температура испытаний
20°
21 ООО
21
Прокаливаемость
1
nSo—8;oa С
29
31
33
->
в °
19
22
25
27
51
Характеристика образца и
Сталь
материала
состава: 0,15°1„
0,34% Si; l,57°l,
обработка: 1.
м.; 3. О
170° С,
ак -
высоких температурах
в
С
°С
Сг;
его
С; l,55°k Mn;
0,06% Ti- Термо-
Н 950= С
возд
., =7,
=7,6
; 2. 3 <5
50° С,
•43 кг/ммй;
j .
11 кгм/см'
Характеристика
КА ЧЧ1 .
мате-
температуре
Характеристика материала образца
Модуль сдвига
G
в кг!ммг
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °С
Температуро-
проводность
/ М
а
в
Способ охлаждения
поковок
Сопротивление
атмо-
сферной коррозии
Пластичность
при
холодной деформации
Резкое падение ударной вязкости в
550° С.
Склонность к
\Л
11
23
УдельныГ
в г/сма
вес 1
Охл. замедленное с размеров 0 75 мм и
выше
Согласно шкале—балл 4
Умеренная
интерпале температур отпуска от
шлифовочным тре
цинам
250 до
В среднем машиностроении—как цементуемая, так и нецементуемая сталь,
заменитель хро иомике
ва
4Ы,
'левой с
тали (мирок 12ХНЗ, 12Х2Н4,
чалы редукторов, шестерни
* Значение под чертой относится к
резе 7,52 мм.
образцу с
, оси,
надрезом
ролики
радиусом 0,75 мм
1SXHB)
коленчатые
при диаметре
в над-
600
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 1!
1
2
3
4
5
6
7
8
9
10
11
Стандарт
Проект ГОСТ
144]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении СТ?
в кг/мм3
Предел теку-
чести СТу
в кг/мм3
Относитель-
ное удлинение
Относитель-
ное сужение
Ф в о/о
Твёрдость по
Бринелю Hq
Удельная
ударная вяз-
кость а.
в кгм/см'2
* Образцы 0
** Для листоь
*** Значения д
<0,04$% P.
**** Для стала
Место
взятия
образца
Пов.
I/O
Центр
Пов.
7. Я
Центр
Пов.
7, Я
Центр
Пов.
43R
Центр
Пов.
4,R
Центр
Пов.
1: г>
Центр
20 мм,
! 6S > 7%
Карта 49. СТАЛЬ
Группа
:тали
КО ИСТРУКЦИОННАЯ
Легированная кремнемарганцова>
Штамповка в горячел
С
0,20
о.зо
Мп
1,10-
Всякий по сор-
таменту
Г
<241
1—50 мл
Отж.
i
1
"остоянии
Марка
25СГ
листы;
Способ
5 выплавки
Основной процесс в марте-
новских печах
изготовление деталей
жущих станках, фасонные отливки
Si
1,10—1,40
Прутки и
2S
1. 3
920° С,
в.;
2. О
580° С,
в. или
м.
Механические
[4
143—207
До 40
1. а
910—
930еС
в.
2. 0
580—
620 С
вМЛим.
свойства
So
6о
7
40
S
[46]
8о
6о
10**
40
228
f
из заготовок, отлитых в
4Я стала состава: 0,22—0,32% С;
состава: 0,26—0,3?10 С; 7,2—7,5%
7,7—7,4%
Сг
<о„
поковки
До зо
Н
930° С
7
Ni
<o,3
До зо
1. 3
2. 0
940° C,
в.
475°
в.
c.
S
<о,
До зо
1.3920" С,в.
2. 0
230° С,
возд.
при обычных температурах
6у
40
ЯГ
6о
1
87~229
10
[36] ***
100
8o
12
40
SO
'-&.
сухие песчаные
Мп
; /,/_7,4
Мп; 7,7-7,4% Si; < 0,,
ii si
S
формы
<0,3
ча металлоре-
р
Отливка
20*
1.
2.
Я 950° С
3 920° С,
в.
3. 0 680' С
(не менее)
ifO
100
8
40
388—477
Сг;
J% Cr; <:0,5% Ni;
4
< 0,04°
36] ****
7/
10
20
/о«;
10,04% S;
< 0,04°/о Р.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
601
12
13
14
15
16
17
18
20
24
26
28
1
30
32
1
а
35
Предел усталости
а
х в кг1мм3
(не более)
Показатели механи-
ческих свойств
I
°Ь в
°sB
кг/мм?
кг/мм3
* в %
а. в кгм/см1
Условный предел
(напряжений) ползу-
(не
5олее)
Модуль норм.
упру-
гости Е в кг /мм?
Критические точки
°С [36]
Асг
Ас3
7/о | Art
88о | Аг3
Коэфициент линей-
ного
засширения а-106
Теплопроводность
X в кал\см • сек
°С
Интервал температур
ковки [57]
Свариваемость
[58, 59]
Обрабатываемость
резанием [53]*-
!
Особые свойства [46]
Область и примеры
применения [46
* Данные для стали
Число
5 ¦
1 ¦
1 •
циклов
106
107
ю- ••
с
7
1
изгиба
X
—1
•фучения
Характеристика образца
материала
и его
Механические свойства
При низких температурах в °С
Вели-
чина
дефор-
мации в
мм/мм
В '
iac
-в
10-7
10—а
I
1
Tlpv
высоких температурах в °С
Температура испытаний в
!
1рокаливаемость
12б0—800° С
Умеренная
Коэф.
при //с
обр. 0,8,
^217+
S-235; 0,7 при
нв
= 235± 255
29
31
33
При содержании
3 тяжёлом
стью
19
22
25
27
!
°с
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Модуль сдвига
О i
} кг/мм*
Склонность к от-
пускной хрупкости
Теплоёмкость с
в кал/г СС
Температуропро-
водность
а
( ^
w т.
г)
в см^/сек
23
Удельный вес y в
[33]
Способ охлаждения поковок [57]
Сопротивление атмосферной корро-
зи'и
Пластичность
мации
до 0,3 % С
при холодной дефор-
применение для
закалки
7.78
г/ см3
Охл. за медленное с раз-
меров 0 75 мм и выше
в
Согласно шкале—балл 4
Умеренная
воде
и среднем машиностроении — для штамповок,
при закалке
сечения до 30
" содержанием
мм
в воду, е качестве заменителя стали
0,25-0,35% С
с повышенной
вязко-
марки 25НЗ для деталей
602
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
1
2
3
4
b
6
7
8
9
10
11
<
Стандарт
парта 50
Проект ГОСТ [44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии чь в иг/мм3
Предел текуче-
сти а в кг/лш1
Относительное
удлинение 85 в %
Относительное
сужение ф в %
Твёрдость по
Бринелю Нд
Удельная удар-
ная вязкость afr
в кгм1сма
Место
взятия
образца
Пов.
%R
Центр
Пов.
•/,*
Центр
Пов.
'/1 R
Центр
Пов.
V.*
Центр
Пов.
•/,*
Центр
Пов.
'/.«
Цгнтр
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная кремнемарганцо-
вистая
Ковка и
С
о,зо—о,4о
*S
1. 3 900" С,
в.
2. О 600° С,
в. илим.
штамповке
ние
Мп
1,ю—i,4o
<~
240
1. Н 920° С
2. О 660° С,
возд.
г в горячем
Марка
35СГ
состоянии;
Способ выплавки
Основной процесс в марте-
новских печах
тонкостенные трубы;
деталей на металлорежущих
Si
1,10—1,40
Прутки
зо
SO
а
1. Н 920° С. 2.
Механические свойства
[44]
8о
6о
7
4о
S
Данные для стали с содержанием ш
SS
30
20
4S
4
86
66
i8
So
24$
10
' выше 0,04°la S и Р
<
Сг
<о,з
Ni
<о,3
поковки
8о
0 660° С
ipn обычных
So
76
(
i
70
¦6
18
Го
217
8
I2C
, возд
600°
. 3
с,
станках
. 3
в.
<
160
900°
s
0,0;
200
С, в. 4
изготовле-
Р
<o,os
240
О 580—
температурах (не менее)
[36]*
74
70
S4
SO
18
So
•
7
72
68
66
S2
48
46
18
SO
207
iS
7
7
70
66
64
So
46
44
18
So
201
iS}
6
'каждого элемента отдельно).
68
64
62
48
42
40
18
So
197
170
6
66
62
6о
46
40
38
i8
So
192
167
6
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
603
12
13
14
15
17
18
20
24
J26
28
30 1
32
34
35
Предел
9
(не
5олее)
усталости
ь кг/мм*
136]
Показатели механи-
ческих свойств
аЬ в
кг/мм1
о в кг/мм*
8 в
аъ н
V.
кгм/см*
Снижение
Условны?
ake
предел
(напряжений) ползу-
чести 3 В
(не более)
кг/мм*
Модуль норм.
гости Е в
vnpv-
кг/мм? [361*
Критические точки
в °С [36] *
Ас,
Ас,
7/о
8зо
Аг
Аг%
64/
Коэфициент линей-
ного расширения а ¦ 10я
|361 *
Теплопроводность
X в кал: см • сек °С *
[361*
Интервал температур
ковки [36]
Свариваемость
[ЦНИИТМАШ]
Обрабатынаемость
резанием
[0J]
Особые свойства
[36]*
Область i
применен!!}
1 примеры
I [36]
Число циклов
1 .
5 •
1 •
105
105
10е
а
— •
изгиба
о /
43.S
40,
¦с
кручения
Характеристика <
)бразш и его
материала
Образец гладкий, термически обра-
ботанный (З+В.о.);
"„—74 кг 1мм*
Механические свойства
При низких температурах в °С
[36]*
—
20
9
40
Вели-
чина
дефор-
ЛаЦИИв
мм мм
в
10
iac
g
ю-*
к>-«
.20°
21 400
21
—40
3,6
4S
SO
3,
SO
—So
2,9
SS
Прр
i высоких температурах
в °С
1
Образец (Шарпа)
Температура испытаний в
100°
21 I/O
300°
го /оо
/00°
18900
Прокаливаемость
20 1ОО°
II
200°
o,io8
к
20 200°
12,6
Зоо°
0,102
1200-800° С
Шт.
800
1260—
3 С
i череннах;
подогрев перед
свиркой Оля
сечении
>J мм
Кояф. обр. 0,8
при It и — 217 а-
+ 235; 0,7 при
"в
35+255
20 4°0°
Н
1
4оо"
0,1
29
31
33
У)8
20—600°
14,6
600°
0,087
1
9
22
&
27
из
ЯЬ "За*
Характеристика мате-
риала при нормальной
температуре
¦пермообработанной заго-
и и /4-J-R п \-
= 74 кг! мм*;
°С
6,5 кгм/см*
р
Характеристика материала образца
Модуль сдвига
С,
s кг, мм"
[36]*
Склонность к от-
пускной хрупкости
77/
Теплоёмкость с
в кал1г °С
Температуропро-
водность
i \ \
-
в смЧсек
Способ охлаждения поковок [57]
Сопротивленш
ЗИ1
Пластичность
мадии
Высокая прочность
В тяжёлом
нутые
трубы
: атмосферной коррс
при
при повышенной
30°
8400
23
100°
8300
300°
8юо
Удельный вес т i
[33]
)-
холодной дефор-
вязкоста
я
Охл. замедленное
размеров 0 75 мм и
/00"
73SO
с
выше
Согласно шкале—балл 4
Умеренная
и среднем машиностроении—валы, шатуны, кривошипы, цельнотя-
(с толщиной cmettku do
* Данные для закалённой и отпущенной стали: з^ —
%
кг/мм
25 мм)
'; о -74 кг/мм>.
604
ДОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. П
Карта
Стандарт
1
2
3
4
5
6
7
8
g
10
11
Нестандартная j
'46]
Основное назначение
Химический состав в °/„
[46]
Вид полуфабриката
Размер поперечника
(толщина) в мл
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии <j? в кг/мм1
Предел текуче-
сти Оу в кг/мм1
Относительное
удлинение й5 в %
Относительное
сужение ф в %
Твёрдость по
Удельная удар-
ная вязкость afo
В KZMJCM3
Место
взятия
образ-
ца
Пов.
43R
Центр
Пов.
Центр
Пов.
»/»Я
Центр
Пов.
V.*
Центр
Пов.
V,*
Центр
Пов.
'/.Я
Центр
51.
СТАЛЬ
Группа
стали
коне труп ционная
Легированная кремнемарганцовая
Ковка и штамповка
С
0,45—0,55
До юо
О тж.
ОХ Л.
72
40
i8
35
196
4,5
100
800-
Мп
0,70—0,90
с печью
Дс
Марка
50СГ
в горячем состоянии
Si
1,30—
) 100
i,6o
Ci
< 0
Прутки и
100
1. 3 820-840" С
2. О 500—550" С,
Механические
7"
38
i6
35
196
4,5
[46]
300
м.
возд.
3
Способ
выплавки
Основной процесс в мар-
теновских печах
Ni
<о,з
поковки
Зоо—foo
1. 3
2. О
свойства при обычных
8о
45
12
35
241
4,0
78
43
а
34
241
3,5
fOO
800-820° С
500-550° С
S
<о,О4
-7/0
, м.
возд.
Р
<о,О4
температурах (не менее)
Заводы МТМ
76
42
10
32
220—гбс
>
3,о
74
41
9
30
220 —260
2,5
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
605
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
о—1
(не
более
[30]
Показатели механи-
ческих свойств
«Ь
з кг/мм2
as в кг/мм3
8 в°/0
ak
в кгм!см?
Условны?
предел
(напряжений) ползу-
не
Золее)
Модуль
гости Е в
1ОрМ.
кг 1мл
упру-
I2
Критические точки
в °С
Ас,
Ас3
Аг,
Ars
Коэфициент линей-
ного расш
а ¦ 10е
1рени
я
Теплопроводность
X в кал!сл
Интервал
• сек
С
темпера-
тур ковки ***
Свариваемость
[58, 59]
Обрабатываемость
резанием ***
Особые свойства
Область и примеры
применения [46]
* Число циклов
Число
5
циклов
• 106
Любое *
1 •
ю- ••
При
Величи-
на де-
форма-
ции в
мм/мм
в час
10—7
10—8
низких
в
41
изгиба
,7**
X
Механические
температурах
°С
—1 кручения
свойства
При
Температура испытаний в
21 Прокаливаемость
и8о—8оо° С
Низкая
Отн
1
. обр. 50а/0 обрабаты-
ваемости стали 30
19
22
25
27
29
31
33
высоких
в
Характеристика образца и
материала
Сталь состава.
0,54"L С; 1,
1,42"/0 Si; термообработка: 1.
м. 2.
О 540°С: г
\у = 102 кг/мм
Образцы гладкие;
его
/2% Мп;
3900° С,
¦2
испытание на
машине Вёлера
температурах
i
°С
Характеристика мате-
риала при нормальной
температуре
Характеристика
Модуль сдвига
G
в кг/мм3
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал'г °С
Температуропро-
водность
/ \
а 1 ¦=—
v к ¦
\
-с)
в см3 /сек
Способ охлажде-
ния
поковок
[57]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
материала образца
23
Уде льный
в г/см3 [33]
Охл. заме
ров 0
вес y
дленное с разме-
75 мм и
Согласно
Низкая
выше
шкале — балл 4
В тяжёлом
тых колес
машиностроении: шестеренные
на машине Вёлера предположительное.
валки
, шестерни,
бандажи зубча-
•• Значение под чертой для образца, термически обработанного после полировки, над чертой —
** По данным заводов МТЛ1.
до полировки.
606
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 11
Карта 52.
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ [44)
Основное назначение
Химический состав в %
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии аь в кг/мм*
Предел текуче-
сти Су в кг/мм3
Относительное
удлинение 65 в %
Относительное
сужение Ф в %
Твёрдость по
Бринелю Hq
Удельная удар-
ная вязкость а^
в кгм/см3
Место
взятия
образ-
ца
Пов.
•/.я
Центр
Пов.
Центр
Пов.
•/.я
Центр
Лов.
»/,Я
Центр
Пов.
4.R
Центр
Пов.
»/,Я
Центр
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Ле
жированная хромокремнемар;ан
цопая
Ковка и штамповка в
Марка
20ХГС
Способ выплавки
Основной процесс в мар-
теновских печах
горячем состоянии; изготовление
листов в горячек и
холодном состоянии; волочение и высадка в холодном состоянии; трубы для
сварных конструкций
о
С
Z7~O,2f
Всякий по
сортаменту
Г
Отж.
;.
2.
Мп
i,o—1,3
Si
0,90—1,20
Прутки, поковки.
3 880° С,
0 500° С,
з. или м.
Механические
[44]
<241
* При содержании углерода >
** Для стали с содержанием <
I43-3OJ
8о
6о
10
40
6
0.22% (см
:о,ог,а s
и
До 40
1. 3 880-
890° С, м.
2. О 500-
520° С, в.
Сг
0,90—1,20
штамповки
S
1. 3 900° С,
в.
2. О 400° С,
возд.
N1
<о,з
S
<о,о/
листы и трубы *
1.3
2.0
900° С,
в.
520° С,
возд.
S
1. 3 900° С
2. 0 640° С
возд.
свойства при обычных температурах (не менее]
[46]**
8о
6о
10
4о
228
6
. сталь 25ХГС).
0,04 о Р.
••* Для стали состава: 0,17- 0,25¦/„ С; 0,8—1,1% Мп; 0,8—1,1 Vo Si;
[36]***
138
8
/о
370
юз
и
fo
29/
; <0,5%Ni;
83
73
*7
/4
23)
<0,04% S; <
Р
<о,о/
i.0,04°U P.-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
607
12
13
14
15
16
17
18
2U
24
26
28
30
32
34
35
Предел усталости
X . В
(не более)
(см.
'•таль
K2JMM'
25X1
С)
Показатели механи-
ческих свойств
[36]
<j? в кг/мм'
as в
8 вс
ak B
кг\ммш
/о
кгм/см%
Снижение
Условный
а/гв
%
предел
(напряжений) ползу-
чести <зс в
(не более)
кг/мм'
Модуль норм.
гости Е в
упру-
кг/мм1
Критические точки
в С [36]
Ас,
Аса
7SS
840
At,
Аг3
690
Коэфициент линей-
ного
расширения
а- 10е
Теплопроводность
X в
кал 1 см • сек
Интервал
тур
ковки
темпера-
[57]
Свариваемость
[36]
Обрабатываемость
резанием
Особые
Область
свойства
и примеры
применения [об
* По
46]
Число циклов
5 •
1 •
1 .
0е
Ю7
ю- ••
а , изгиба
х
,кручения
Характеристика образца и
материала
Механические свойства
При
—20
6,8
is
Величи-
на де-
форма-
UJU
1 В
MM JMM
в
час
10—•
10—»
10—8
21
низких
в
-40
6,4
30
температурах "
"С
-SO
S>3
-8о
4,о
SO
При
Температура испытаний в
Прокаливаемость
I2S0—800° С
Высокая
Отн. обр.
(при На <Д12)
6&>1в обр. стали 30
В тяжёлом
19
22
25
27
29
|31
1
33
высоких
3
СС
температурах
°С
Характеристика
риала
его
мате-
при нормальной
TeMneoaTvoe
Сталь состава
0,2S"u С: 0,8-J,
0,8-
<о,
7,.
04»/
,;<•/<, Si;
Jr; <0.
,S:<.0,04f
: 0,17-
/". Ми,-
0,8-
5 '„ N1;
пР.Об-
разцы 12^12 мм, тер-
мообработанные; 1.3
880е
С,
в. 2. О
580° С;
-=8 кгм/см3
Характеристика материала образца
Модуль сдвига
а
s кг 1мм'
Склонность к отпускной
хрупкости
Теплоёмкость с
в /
чал/г °С
Температуропро-
водность
1 \
в см* i сек
Способ охлажде-
ния поковок [57]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
г а среднем машиностроении согласно
данным Новокраматорского завода.
Охл
23
Удельный
в г/см3 [33
замедленное с
рое 0 75
Согласно
Высокая
указанному
мм
и выше
вес t
разме-
шкале — балл 4
8 П
I назначению
608
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД.
Стандарт
Проект ГОСТ [44]
1
2
3
4
5
6
7
8
9
10
II
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
свойств
Предел
прочности при
растяжении
Предел
текучести
as в кг/мм1
Относитель-
ное удлинение
Относитель-
ное сужение
Ф в %
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость
Место
образца
Пов.
V» Я
Центр
Пов.
V, Я
Центр
Пов.
V. я
Центр
Пов.
'/;< Я
Центр
Пов.
V, Я
Центр
Пов.
4,R
Центр
* При содержании >
Карта 53
СТАЛЬ
Группа
стали
КОНСТРУКЦИОННАЯ
Легированная хромокремне-
марганцовая
Ковка
лодном
Марка
25ХГС
Способ выплавки
Основной процесс в мар-
теновских печах
и штамповка в горячем состоянии; изготовление листов в горячем и хо-
состоянии; волочение в холодном состоянии; трубы; сварные конструкции
С
0,20—0,^0
Прутки и
Мп
о,8о—1,ю
поковки
Всякий по
сортаменту
Г
Отж.
Si
0,90—1,20
2S
1. 3 880°,
м.
2. О 520S
в. или м.
Механические
Сг
o,8o-i,zo
Листы
>4
Отж:.
703±20°,
или Н
900 ±10°,
или В. о.
Ki
<о,з
Трубы.
Отж:.
890±10°
н
909 ±10°
или
В. о.
S
< o,os
Р
<o,os
Поковки
8о
120
1.3860 880°,м.
2. 0 540-560,°
м.
свойства при обычных температурах (не
[44]
Т49 —217
0,22910 С.
So
6о
10
40
6
So -
70
т8
36]*
4S
6s-90
\ '
1
[Заводь
So
6s
12 .
4S
менее)
МТМ]
7"
S6
12
До iso
1. 3 860-
880°, м.
2. 0 640-
660°, в.
[46]
6s
So
12
1
4~>
So
8
ГЛ. X].
КОНСТРУКЦИОННАЯ СТАЛЬ
609
Предел усталости
я—1, х—, в кг\мм*
(не более) [36]
Число циклов
5- 10е
1 • 107
1 -107
а , изгиба
4S
кручения
Характеристика образца и его
материала
Образцы из листов стали с со-
держанием 0,24% С; 0,85°10 Мп; 1,0°10
Si; 0,84й!о Сг
1. 3 890+10°; 2. О 200°; <*ь =
= 160 кг 1мм3
1. 3 890+10°; 2. О 600°;
^87 кг/мм2
Механические свойства
Показатели
механических свойств
При низких температурах
в °С
При высоких температурах
в СС
Характеристика
материала при нор-
мальной температуре
в кг м и*
в кг/мм3
15 § в
16 I а/; в кгм-см3
Условный предел
(напряжений) пол-
зучести ?с в кг/мм1
(не более)
Рели-
чина
дефор-
мации в
м и/мм
в час
Температура испытаний в °С
Характеристика материала образца
10"
10"
Модуль норм, упру-
гости Е в *
19
Модуль сдвига
G в кг/мм1
20
Крити
в ^С •
ческие точки
Прокаливаемость
22 I Склонность к отпускной
| хрупкости
Удельный вес
у в г/см3 [33]
Ас1
6So
Aca
Art
Подвержена
7.7*
24
Коэфициент линей-
ного расширения
а • 10е .
25
Теплоёмкость с
в кал/г °С
26
Теплопроводность
X в кал/см • сек °С
27
Температуро-
проводность
г I — )ъсм*/сек
Интервал темпера-
тур ковки [36]
1240—8оо"
29
Способ охлаждения
поковок [57]
Ьхл. замедленное с размеров 0 75 мм и
Свариваемость [36] \ Высокая
Сопротивление ат-
мосферной коррозии
Согласно шкале—балл 4
Обрабатываемость
резанием **
Отн. обр. при
Нв<212-65и0
обр. стали 30
33
Пластичность при
холодной деформации
[36]
Высокая
34
Особые свойства
35
Область и примеры
применения [46]
В тяжёлом и среднем машиностроении: дышла, штоки, ответственные сварные
и штампованные детали и узлы (из листов и труб)
* Интерполировано по данным для стали марок 20ХГС и ЗОХГСА.
** По данным Ноьокраматорского завода.
610
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 54. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
ОСТ НКТП 7124
1
2
3
4
5
6
7
8
10
И
[39]
Основное назна-
чение
Химический состав
в <•,„ \Щ
Вид полуфабриката
Размер поперечника
(толщина) в' мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении 9^
в кг/мм3
Предел те-
кучести <з5
Относитель-
ное удлинение
Относитель-
ное сужение
Ф в °/0
Твёрдость
по Бринелю
Ив
Удельная
ударная вяз-
кость
Место
взятия
образца
Пов.
7э#
•/•/г
Центр
Пов.
ч, к
7i*
Центр
Пов.
7, Я
Центр
Пов.
7t Я
Центр
Пов.
7, R
Центр
Пов.
7, R
Центр
Группа
стали
Легированная хромокремне-
марганцовая
Марка
ЗОХГС •
<
Способ выплавки
Основной процесс в марте-
новских печах
Ковка и штамповка в горячем состоянии; изготовление листов и труб в горячем и
в холодком (О(тояьии; волочение
С
0,2f-0,3S
Всякий по
сорта-
менту
Г
[39]
<229
Мп
Si
о,8^-1,/ о,9—1,2
3S
1. 3
880° С,
м.
2. О
520°Q
Сг
o,S-i,i
Прутки 1
So
200
1. И 880° С
2. 0 650° С,
возд.
Механические
100
8о
ю
4S
/
6S
40
свойства
в
холодном со<
М
1 i
S
<о,04
10K08KU
30
1
2
3
4
So
Я 880° С
О 6,50е С
возд.
3 880
1 См.
О580-
600° С
, в.
тоннии **,
]
?
-< 0,04
До
1. 3
880°
6о
860-
С, м.
2. О 540-
660"
или
С, в.
м.
при обычных температурах
[36]
6о
3S
1
16
40
i87
9
* Ведомственное и заводское обозначения—ЭИШ
** С твёрдостью в нагартованном состоянии <
16
40
17о
3
? я ХСЗ
269Н Q .
102
ОО
13
SO
293
7
94
90
82
78
13
So
262
7
[46]
<
ю
;
Ю
9
is
2SS
6
гварные
До юо
1. 3
860—
880' С,
м.
в. или
м.
конструкции
Листы
Отж.
при
s<4 мм
Отж.
или Н
при
s>4 мм
Трубы
бес-
шовные
-6-426
Г
не менее)
7S
SS
12
4S
241
6
[36]
S0-7S
ы
[25]
7о
1
ГЛ. Х|
КОНСТРУКЦИОННАЯ СТАЛЬ
6П
12
13
14
15
'¦*
17
18
20
24
26
8
30
32
34
35
Предел усталости
(не
X ,
бодее]
в кг!мм?
[36]
Показатели
механических свойств
[36]
'**
5 f В
ак *
кг!мм*
кг/мм*
'-'о .
см"
Снижение а^ в °/0
Условны?
предел
(напряжений) пол-
зуче
сти з(
(не более)
, в кг/мм*
Модуль норм, упру-
гости Е в
кг/мм
Ьритическне точки
в С [36]
Ас,
Ас3
7/о
8}о
Аг\
Ara
буо
Коэфициент линей-
а • 10* [36i
Теплопроводность
[36]
Интервал
тур
ковки
темпера-
[36\
Свариваемость
[ЦНИИГМАШ]
Обрабатываемость
резанием
Особые свойства
применения [об, 46\
Число
5-
1 •
1 •
При
-20
' ,6
20
Ре ли-
чина
дефор-
мации в
Л'М ММ
в
час
1Р—в
ю-7
ю-
21
ао-
циклов
10е
107
107
низких
Е
—40
4,'
40
а—, изгиба
ГО
tS
х_
Механические
температурах
1С
-6о
B.S
50
-So
2,4
6;
-, кручения
свойства
При
Температура испытаний в
Прокаливасмость
100°
и
20°
О,ОС)
См фи? -'»'
or-
Высокая при
^3 мм,
умерен-
нан при толщине >3 м и; по-
догрев перед сваркой до 150° С
Коэф. обр.
0,95 при
=180 i-220; 0,5 при Нв =
нв~
302+320
19
22
25
27
129
1
31
33
Характеристика образца
материала
/1 его
Образцыиз ластовой стала с содер-
жанием 0
0 91°,. Гг
1. 3
,32°1а
880 f10"
zb =170
1. 3
С; 0,95\
С, м.\
кг/мм3
880t10°
кг
мм3
высокях температурах
в °С
С
\
1
0 Мп; О,87°!о si;
2. О 200
С, м.\ 2. 0 600°
э С;
С;
Характеристика
материала при нор-
мальной температуре
Образец из
термо-
обработанной заго-
товки 0 30 мм: 1. Н
880° С; 2. О
3. 3
880'С,
580-600°С, в.
кг/'м.и2: а. =7
¦ R
650° С;
*.; 4. О
<*Ь-=Ю2
кг м/с м"
Характеристика материала образца
Модуль сдвига
G в
кг/мм3
Склонность
хрупкости
к отпускной
Теплоёмкость с
в кал/г °С
Температуро-
проводность
а ( -. )всм3!сек
V 1-е)
Способ охлаждения
поковок [57
мосфернои
коррозии
Пластичность при
холодной деформации
'23 1 Удельный вес
| Y в г/см3 [33]
1
7,75
Охл. замедленное
меров 0 75
с раз-
мм и выше
Согласно шкале—балл 4
Умеренная
В тялсёлом и среднем машиностроении—валики, шестерни,
новочные кольца, муфты, гайки,
Паи
оси, ролики,
уста-
втулки, болты, сварные и клёпаные конструк-
612
COCTAR, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. I!
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
i
Проект ГОСТ
44]
Основное назначение
Химический состав в °/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а. В KZJMM-*
Предел текучести
о в кг!мм?
s
Относительное
удлинение <Зв в %
Относительное
сужение ф в и/0
Твёрдость по
Бринелю Hq
Удельная удар-
* Ведомственное с
Место
взятия
образш
Пов.
'/• R
Центр
Пов.
V, R
Центр
Пов.
4,R
Центр
Пов.
'/,/?
Центр
Пов.
*UR
Центр
Пов.
"¦ R
Центр
55. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
стали
Легированная хро иомарганцово-
кремнистая
С
о,3—о,4
Всякий
Ковка и штамповка
Мп
о,8—1,1
по сорта-
менту
Г
Отж.
S1
1,3—1,6
1. 3 880^ С,
м.
2. О 550° С,
в. или м.
Марка
35ХГС* ,
Способ выплавки
Основной процесс в марте-
ювеких печах
в горячем состоянии; листы
Сг
1,1—1,4
Прутки и
7°
1. Н880° С,
2.3
860—
880' С, м.
3. О 500* С.
я. или м.
Ni
<о,з
поковки
1. 3 880° С
м.
2. О 160 ±
±20° С
S
<0,0f
Р
<о,о;
Механические свойства при обычных температурах (не менее)
[44]
<2б9
i;6—229
100
So
9
40
s
обозначение: ЭИ75, ХКМ, ЭИ288.
!¦¦ Длнные для стали состава: 0,32
0,04% P.
—0,38°j0 С; 0,8—1,1% Мп
[46]
IOO
V
5
4S
28s
t
; l,15—l,35°k
[36]**
130
6
40
*
Si; 1,2—1,4% Сг; <6
-¦У/о Ni;
<0,04%
S;
ТЛ. XJ
КОНСТРУКЦИОННАЯ СТАЛЬ
613
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел i
<з ,,
(не
X ,
усталости
в кг1мм"
более)*
Показатели механи-
ческих свойств *
аЬ в
°,в
S в1
кг 1мм*
кг/мл
/о
1*
а^ в кгм/см*
Условны?
предел
(напряжений) ползу-
(не более]
Модуль норм, упру-
ГОСТ1
1 Jb В
кг/мм*
Критические точки
в °С
Ас,
Ас,
Arv
Аг3
Коэфициент линей-
ного расширения
о 10е
Теплопроводность
X в кал/см
• сек
С *
Интервал темпера-
тур i
<овки
[5У\
Свариваемость
[591
Обрабатываемость
резанием
Особые свойства
Область
и примеры
применения [46]
Число
5 •
1 •
циклов
10"
107
1 -10-••
<
j
изгиба
•
с
—1
кручения
Характеристика
Механические свойства
При
низких температурах в °С
Рели-
чина
дефор-
мац in в
10
ia~
—в
ю—7
10
—8
21
При
высоких температурах в °С
Температура испытаний в
Прокаливаемость
Ориентировочно
52 для
стали
Низкая
гм.
фиг.
марки ЗОХГС
29
31
33
;
9
и
25
27
СС
образца
материала
и его :
Характеристика мате-
риала при нормаль-
ной
температуре
Характеристика материала
Модуль сдвига
G в кг/мм*
Склонность к от-
пускной хрупкости
Теплоёмкость
с в
кал\г °С
Температуропро-
водность
/ X
в см* сек
Способ охлаждения поковок [57]
Сопротивление
ЗИП
Пластичность
мации
23 | Удельный
\ [33
вес -( в
7 Л Г Г
| 1
атмосферной корро-
при
г-
холодной дефор-
Охл.
эбразца
г, см3
замедленное с раз-
меров 0 75
мм и выше
Согласно шкале—балл 4
Низкая
В тяжёлом
теля .
машиностроении
чарок, содержащих N1
¦ Ориентировочные значения см. сталь марки ЗОХГС.
и
для ответственных
Мо
деталей
в качестве замени-
614
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 56. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
;
3
1 4
' 5
! 6
7
8
9
10
11
ОСТЩКТП 7124
[39]
Основное назначение
Химический состав в в/п
[5S]
Вид полуфабриката
Размер поперечника
(толщина) в л*л*
Термообработка
Показатели меха-
нических свойств
Предел проч-
ности при растя-
жении Zfy в кг/мм1
Предел текучести
о в кг/мм3
о
Относительное
удлинение 85 в %
Относительное
сужение ф в %
Твёрдость по
Бринелю Hq
Удельная удар-
ная ВЯЗКОСТЬ й.
в кгм/см?
Место
взятия
образца
Пов.
Центр
Пов.
ЧгП
Центр
Пов.
«/,«
Центр
Пов.
V,ff
Центр
Лов. |
Va«
Центр
Пов.
Центр
Группа стали
Легированная хромомолибдено-
алюминиевая
Марка
35ХМЮА
Способ
выплавки
Основной процесс в марте-
новских или электрических
печах
Подлежащие азотированию поковки и штамповки; детали, изготовляемые
на металлорежущих станках; бесшовные трубы; детали машин и трубо-
проводов высокого давления
С
Всякий
по <ор-
тамен -
mv
О тж.
Мп
о,зо—о,6о
SI
0,17—0,17
Сг
1,35-
Прутки и поковки
>S
1.3 950" С,
2. О 6Ж С
в. или м.
40
1.3 950° С,
м.
2. 0 650"С,
в. или м.
-l,6s
П
1. 3 У40 С,
2.0 660" С.
в.
3. Нптр.
520-56") С
Механические свойства при
[39]
100
Sf
IS
So
9
[44]*
100
Sf
10
40
7
обыч
[36] **
9S
Ni
<o,S
Трубь
бгсшов
ные
426
1. 3
2. О
Mo
0,40—
0,60
А1
S
<о,озо
пых температурах (не менее)
\2S\***
1
So
10
4S
9
Sf
SO
9
* По проекту ГОСТ для стали с содержанием 0,35—0.45"!» О, <<Ш"'„ Ni; 0,7—1.V!0M: <0,0J°
1 *¦ Для стали с содержание.*, 0,35—0.42% С; <0,4>:i> N'; 0 7—/,/',„ Al; 0,25—0,50'i,. Mo; <0.0J"/,, S;
*** Для {тили с содержание и 0.35—0,45и С; <0,J"O К. 0,7—},Г% А1; 0,2—0,Л% Мо; <0/М° „ S; <
Р
<о,о„
, S; <0.0J% p.
^0,03"'в Р.
0,04 % Р.
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
615
12
13
14
15
16
17
IS
20
24
26
28
30
32
34
35
Предел усталости
о
X
в кг/мм3
Показатели механи-
ческих свойств
а/, в кг/мл
S в в
кг'мм
/о
г3
а^ в кгм/см*
Условный
предел
(напряжений) ползу-
чее^
а в
(не более).
кг/мм1
См. фиг. 53
Модуль норм.
госп-
Е В
кг/мм
упру-
Критические точки
в СС [Щ
Ас,
Ас,
8оо
940
Аг,
Аг3
7-?°
Коэфпциент линей-
ного расш1:рения
а • 10"
Теплопроводно
X в кал/см -сек
гть
Интервал температур
ковки 1,36"]
Свариваемость
[56', 59]
Обрабатываемость
резанием [53]
Особые свойства \36\
Область
л примеры
применения [36]
Число
5 •
1 •
циклов
10"
107
1 -10-••
а
изгиба
—1
кручения
Характеристика образца и
материала
Механические свойства
При н
Вели-
чина
дефор-
мации в
мм мм
в час
11Г
10"
_.
10-8
21
зких температурах в °С
При
высоких температурах в ПС
Температура испытаний в
[lpoкaл^ ь
4SO
20
аемс
сть
/00
8,4
//о
4
|
jiSo—8/o" С
Низкая
h'os
при
ф.
И
+ 212; 0
"в
эбр. 0,.(
? «Шч-
.Л.5 при
-2К+320
29
31
33
19
22
25
27
°С
его
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Модуль сдвига
О в кг/мм*
Склонность к от-
пускной хрупкости
Подвержена
(слабо)
Теплоёмкость
с в
кал/г "
С
Температуропро-
водность
•1-г
7)
в см* сек
23
Удельный вес у
в г/см3
Способ охлаждения поковок [57]
Сопротивление атмосферной корро-
зии
Пластичность
мации [32]
при
Повышенное сопротивление коррозии
обе чу г j
вые
В
lepojicin
холодной дефо{
; теплоустойчи
-
О*л. замедленное с раз-
меров 0 75 мм и выше
Согласно шкале—балл 3
Низкая
кость до 500° С
анию, к развитию пороков металлургического
включения)
тяжёлом и среднем машиностроении: шестерни,
дров
валики,
склонность к
характера (шлако-
ролики,
гильзы
цилин-
616
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
Карта
Стандарт
Проект ГОСТ [44]
1
2
3
4
S
6
7
8
9
10
11
Основное назначение
Химический состав в °/«
[«1
Вид полуфабриката
Размер поперечника
[толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии <j? в кг/мм
Предел текуче-
сти Oj в кг/мм3
Относительное
удлинение 6в в %
Относительное
сужение ty в %
Твёрдость по
Бринелю Hq
Удельная удар-
в кгм/см1
Место
взятия
образца
Пов.
'',Л
Центр
Пов.
4,R
•/.л
Центр
Пов.
4.R
Центр
Пов.
4.R
Центр
Пов.
V,/?
Центр
57. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
стали
Легированная хромомолибденова-
надиевая
С
0),о-о,,о
Всякий
по сор-
тамен-
ту
От ж.
Марка
35ХМФ
Ковка и штамповка
Мп
0,40—0,10
2S
1.
2.
3 860° С,
м.
О 620° С,
в. или м.
Si
o,is—o,3c
240
1
2
Я 860° С
О 660° С,
возд.
Сг
о,9
-1
Пруткь
30
1.
3.
Я
3
Механические свойства при
[44]
149—2*7
Пов.
4,R
Центр
1
8о
6о
10
4S
6
6о
30
IS
4S
4
юб
94
IS
//
302
10
,2
1
в горячем
V
о,is—0,30
и поковки
So
8о
Способ
выплавки
Кислый или основной про-
цесс в мартеновских печах;
основной процесс в электри-
ческих печах
состоянии
Мо
0,20—
120
о,зо
20С
N1
<о,з
S
< o,os
24O
860" С; 2. О 660" С, возд.;
860° С, в; 4. О 600-620' С,
возд.
обычных температурах
ГО4
9Г
дг
86
IS
SS
293
10
36] *
100
94
8S
82
SS
28s
8
р
<o,os
До 6о
1. 3 840-
850° С, я.
2. О 620-
650° С, а.
(не менее)
98 | 94
96
90
86
84
7*
IS
So
293
277
7
92
90 | 88
8t
82
76
7-
12
4S
377
6
• Данные для стали состава: 0,30—0,38°/0 С; 0,40-0,70»/. Mn; 0,/<S—0,Л5% Si; 1,O—1J>%
0,10- ОМ¦'„ V; ±0,0.4,„ Ь; ь.0.035 „Р.
•• Данные для стали с содержанием 0,30-0,38°10 С; 0,18—0,35°/,, Si; 0,10—0,20°l0 V; 0,25-
< 0.<Ш°/, Р.
84
8о
J2
68
12
4S
2б9
74$
6
[46] **
7/
6о
IS
40
223
S
¦
Сг; 0,25—0,40% Мо;
0,40я!,, Мо; <0,ЛЗ°/, S;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
617
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
(не"
5олее]
в кг/мм'
[36]
Показатели механи-
ческих свойств 1361
в кг/мм?
в кг/мм1
а.
k
в кгм/см*
Снижение a,, i
» °/
Условный предел
(напряжений) ползу-
чести 0^ В
(не (
Золее)
Модуль норм.
гости Е в
3/В.о
[36]
Kpi
в "С
Асх
Ас,
. при
кг> мл
упру-
га
з =90 кг/мм4
тические точки
[36]
7SS
8JS
Art
Ara
боо
Коэфициент линей-
ного расш
З/В.о
136)
. прис
фении а-10е
b = iH
Теплопроводность
X в
ЗВо
[36]
кал,см • сек
. при е
,b-90
кг/мм'
Интервал температур
ковки [ЦНИИ 1 МАШ]
Гварчвяемость
[ЦН/'ИТМАШ]
Обрабатываемость
резанием
Особые свойства
Область
я примеры
применения [Л,
40 J
Число
5
1
5
При
- 20
9-0
10
be/
на
нчг-
де-
форма-
Ц'
мм
в
и в
1мм
час
10—¦>
10—8
го°
21 уОО
21
20 -
1
циклов
• 105
• 10е
• 10е
*->
изгиба
48,/
4б,о
?S,/
х 1 кручения
24,/
Механические
низких температурах
в
So
7'7
?о
°С
—So
/0
свойства
При
Температура испытаний в
100°
21 300
4/о
22,4
14
300°
20 з/о
1 »рокаливаемость
100°
х,3
100°
0,100
20—200°
И.7
200°
I
С099
20—400°
',*
300°
0,098
и8о—8/о СС
/00
9>о
S.S
/00°
i8 3S0
20 —6оо°
14,3
4оо°
0,097
Низкая, подогрев перед
Сваркой Z50-.WC
//о
2,0
1
19
22
высоких
в
°С
Характеристика образца и
материала
Образец гладкий.
его
шлиФованный.
термически обработанный;
__ (i/i ,
7Л
' р
температурах
°С
"*"
Характеристика мате-
температуре
Образец термически
обработанный C/В.о.)
о
1
0 кг/мм
кг/мм3;
; а =»
' Р
— 11 кгм/см3
Характеристика материала образца
Ста
ль состава:
0,38и/0 Мо;
Модуль сдвига
G в кг/мм3
3/В. о. при
ст.-
= 90 кг/мм2
г. и
20°
8//о
Склонность к отпускной
1 хрупкости
25
27
29
31
33
31]
Теплоёмкость
с в
кал/г 'С
Температуропро-
водность
а
(-F-J
в см'21сек
Способ охлажде-
ния
поковок
Сопротивление
атмосферной
розии
кор-
Пластичность при
холодной дефор-
мации
0.16-
100
0.28°/п С: 1.5*<п Сг:
С
83S0
23
; 7. 3 900° С;
[ЛМЗ]
Зоо"
убоо
/00"
68оо
Удельный вес т
в
г/см»
Охл. замедленное с оазме-
ров 0 50 мм и
выше
Согласно шкале — балл 4
Низкая
Ь
тяжёлом i
1 среднем машиностроении — детали машин, работающие not
ком напряжении; О иски, роторы
ста моторов
паротурбин; коленчатые валы i
высо-
яевысокпи мощно-
618
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
РАЗД.,!!
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ \44\
Основное назначение
Химический состав в %
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии 0^ в кгШм2
Предел текуче-
сти а в кг/мм1
Относительное
удлинение 8S в %
Относительное
сужение ^ в °/,
Твёрдость по
Брннелю Hq
Удельная удар-
ная вязкость а.
в кгм/см3
Место
взятия
образца
4,R
4,R
Центр
V, R
4,R
Центр
1/.Я
1/,Я
Центр
lkR
Vi*
Центр
Лов.
43R
Центр
58. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная никелевая
Ковка в
С
0,20 — 0
30
Всякий 1
Марка
25h
\
горячем состоянии заготовок (сечением
о,/с
го
сортаменту
Г
Отж.
Мп
-o,So
2}
Si
0,Jf—O,JO
Прутки
1. 3 860° С,
в. и.-ги м.
2. О 650° С,
возд.
Механическ!
[44]
1
<241
1/,Я |
•/.Я
Центр
131-
-2О7
h
tie
листов
Cr
<o,O3
и
if
1. If 900°
2. 0 660'
возд.
е свойства
/о
30
20
Я
>
7
* Данные относятся к стали с содержанием 0.17—0.
nc
С
С,
при
ковки
3°
N1
o.f
fo
l. Отж. 880
2. 3
3. 0
Способ выплавки
Основной процесс в марте-
новских или
печах
эл ектр ических
не ниже 100 мм); изготовле-
о.9
,с
480 С, п.;
600-620' С,
возд.
S
<o,of
P
<o,o;
H
850-
870' С
эбычных температурах (не
[36] *
ff
3f
20
6o
8
?7°/o Si,
76
62
IS
ff
217
Н
*0,04""., S i
68
*2
iS
ff
197
14
Листы
3
1. 3
2. 0
620° С
менее)
[46] **
380° C,
3.
600-
, возд.
[36] «
1 » I
66
fo
18
ff
iS7
14
<004"l, N1
** Данные относятся к стали с содержанием 0,25—0,35'% С; 0J7—UJ7il,t> Si; 0,9—1.24 л
N
26
23
4f
6
\<0,0
0 •
7f
6f
10
fo
217
7o
60
JO
fo
197
JO
<0,04nltP.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
619
12
13
14
15
16
17
18
20
24
26
!
28
30
¦6-г
34
35
¦
Предел усталости
j _j
(не
i кг мм'
более)
[36]*
Показатели механи-
ческих свойств \36\
5 в
ak
в кг/мм3
в кг!м и2
0/
в кгм/см*
Снижение а^
Условный
в%
предел
(напряжений) ползу-
чести а н
(не
5олее
кг/май
Модуль норм.
гост
i E в
[36] *
Kpt
в °С
Ас,
Art
упру-
кг/мм* *
тические точки
730
820
Аг,
Аг3
66о
Коэфициент линей-
ного
оасш
о • 10е [36
рения
*
Теплопроводность X
в кал. см •
\36\ *
Интервал
тур
<овки
сек "
темпера-
[57]
Свариваемость
[591
Обрабатываемость
резанием
Особые свойства
[46, 60]
Область v
примеры
применения [36]
Число
циклов
5-
105
10°
При
—20
1
*
Величи-
на де-
форма-
ции в
МЛ
в
мм
час
ю-в
10—7
10—в
20°
21 fOO
21
низких
в
—4о
12,6
10
изгиба
31
3
30,!
х—j кручения
Механические
температурах
°С
~8о
9S
3S
свойства
При
'1 емпература испытаний в
100°
21 000
Зоо°
20 200
/00°
i8 joo
Прокаливаемость
20—100°
12,2
200°
О,
12
20—2ОО°
12,2
$ОО°
O,ll6
20—400°
13,8
4оо°
0,11
1240—800° С
Высокая
Повышенная вязкость
ка
В
20—600°
14,4
600°
0,10
19
22
высоких
в
СС
Характеристика образца
материала
Образец глаокип
- 28 кг/мм1
температурах
СС
Хара
Модуль сдвига
0 в
кг/мм*
Склонность
хрупкости
[36]*
аЬ
и его
— 56 кг /мм'; о —
Характеристика мате-
при нормальной
температуре
работанной заготов-
ки
0
30 мм: j
. Отж.
880° С; 2. 3 880° С, в.
3. 0. 600~620°С, возд.;
а =*76 кг! мм'1; о =
=
14 кгм/см*
ктеристика материала образца
50°
8400
к отпускной
fjp ппдаепжйнп.
25
27
29
31
33
Теплоёмкость с
в кал/г °С
Температуропро-
водность
а
i \
1 —
в слР/сен
-1
Способ охлажде-
ния
поковок
Сопротивление
атмосферноГ
розни
кор-
Пластичность при
холодной деформа-
ции
/00°
23
Зоо°
79fo
/00°
7'fo
Удельный вес y
в г/см* [33]
*j 8зс
Охл. нормальное для листов.
замедленное для поковок
Согласно шкале — балл 4
Высокая
при повышенном пределе текучести в улучшенном (закал-
с высоким отпуском) состоянии
тяжёлом машиностроении.
Данные для горячекатаной стали с <з.-=56 кг/мм*; а
— крупные поковки и листы повышенной вязкости
=28 кг/ммК
620
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 1!
Карта 59
! Стандарт
! Проект ГОСТ [44]
1
2
S
4
5
6
7
8
9
10
И
Основное назначение
Химический состав в °/0
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
НИИ 3. В KljMM*
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная удар-
в кгм/см*
Место
взятия
образца
Пов.
4,R
Центр
Пов.
'/.«
Центр
Пов.
V.*
Центр
Пов.
lkR
Центр
Пов.
V,R
Центр
Пов.
4»R
Центр
СТАЛЬ
КОНСТРУКЦИОННАЯ
Группа стали
Легированная никелевая
Марка
ЗОН
Ковка в горячем состоянии заготовок
С
o,3f—o,3f
Мп
o,so—o,8o
Si
0,7/— 0,30
Cr
,3
(сечением
Ni
0,9—1>3
Hi
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах
7 ниже 100 мм); листы
S
to.os
Прутки и поковки
юо—зоо
S'
26
S3
4S
149
6
• Данные для стали с содержанием *
300 - soo
Soo—yso
Н 850-870° С
Механические свойств<
[46]*
So
3S
20
42
149
s,s
48
24
19
37
30
1.
0
3.
1 npj
SO
Отж. 880° С
О 600-620° С,
80
возд.
Р
< o,os
Листы
3-18
Г
i обычных те.мпературах (не менее)
76
62
18
Si
\
149
S,o
• 0,04\S; <0,04% P.
2T-,
И
* Данные для стали с содержанием 0,2-0,3°1в С; 0,5-0,9% Ni; 0,04й/<,
[36] **
68
S3
18
SS
197
14
66
So
18
SS
187
14
S; < 0,04°l01
48
>S
13
4S
143
1
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
621
12
13
14
15
lb
17
18
20
24
26
28
30
32
34
35
Предел усталости
3 1,
(не
х ,
Золее
в кг/мм*
[36]*
Показатели механи-
ческих свойств
а. в
кг/ммп
'' В °/„
akB
а
kzmjcm?
Снижение а. в °/0
Условный предел
(напряженки) ползу-
чести ил е
(не
более
Модуль i
гости ? в
при
юрм. упру-
к:1мм% Г;
3.-56 кг1ммя [36]*
Критические точки
в *С
Ас,
Ас3
№ *
730
8зо
Art \ 66о
Ага\
Коэфициент линей-
ного
расширения
о • 10° / ;
-56 кг/мм3 [36\*
Теплопроводность
/'; при ай
= 56 кг/мм2
Интервал температур
ковки [57]
Свариваемость
ЩН И ИГ МАШ]
Обрабатываемость
резанием
Особые (
Область
:войства
и примеры
применения [45]
* Данные
Число
5
1
При
-
20
13,з
!
Вели-
чгна
дефор-
мации в
ММ1, ММ
в
10
10
час
0
— 8
20°
21 /ОО
21
20
12
циклов
105
105
10е
а
—, изгиба
17
30,!
-1 кручения
Механические
1изких температурах
в СС [36\
-4о
12,6
10
9
8о
?!
I
! свойства
Три
Температура испытаний в
100°
21 ООО
Зоо°
20 300
Прокаливаемость
100°
,3
200°
о,
120
1200—i
20—200°
12,2
о,л6
ЬОО у^
Умеренная,
подогрев пергд
сваркой до
203° С
В тяжёлол
20 — 400°
13,8
4оо°
о,
29
31
33
но
!оо°
i8!oo
20- 6оО°
14,4
6оо°
О,1О0
19
22
25
27
зысоких
в
°С
Характеристика образца и его
материала
ЯЬ
= 56 кг/мм3; а =
температураз
•¦с
с
= 23 кг/мм*
Характеристика мате-
риала при нормальной
температуре
работанной заготов-
ки 0 30 мм: 1
880J С
. Отж.
г. а вои с, в.:
3. О 600-620° С
b
=62
к г 1мм*;
, еозд.\
• s
14 KiMfcM*
Характеристика материала образца
Модуль сдвига
G в кг/мм3 Г;
при
№
з. — оо кг/мм*
30
э
84!о
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °С
Температуро-
проводность
а 1 = в см2! се к
v f • С>
Способ охлаждения поковок [57]
i
Сопротивление атмосферной коррозии
Пластичность
[ май иностроении -
изаелия поаыи.еннои
вязкости
для горячекатаной стали с содержанием
при
колодной деформации
— крупные i
чоковки
1ОО°
82/0
79/о
23 1 Удельный
1
в г см*
!оо°
7»!0
ве,сД
[36]
Охл. замедленное с раз-
меров 0 76 мм и выше
Согласно шкал»—балл 4
Умеренная
коленчатых валов и другие
0,2-0,3°10 С; 0,5— 0,9е!, Ni; <
0,0-
4°l0 S; < 0,04»1п Р
622
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ'
[РАЗД. И
Карта 60. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ [44]
Основное назначение
Химический состав в •/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
нии а. в кг 1мм*
Предел текучести
Относительное
Относительное
Твёрдость по
Удельная ударная
в кгм/сл13
Место
взятия
образца
Пов
Центр
Пов*
V. R
Центр
Пов.
V, Я
Центр
Пов.
'/• R
Центр
Пов.
v. /г |
Центр
Пов.
V, R
Центр
Группа стали
Легированная
С
0,37-0,4!
Всякий
Ковка в
Мп
о,;о—о,8о
по сор-
таменту
Г
[44
<*4i
Отж.
никелевая
Марка
40Н
Способ
выплавки
Основной или кислый про-
цесс
в мартеновских печах
горячем состоянии (для сечений выше 100 мм)
Si
о,ц-о,зо
Сг
<°
,3
Прутки
юо—зоо
Отж.
840-880° С
с охл. в
печи
700—$00
Механические свойства npi-
]
143-207
[Заводы
МТМ]
S4
30
24
4S
<1бз
S.S
Н
Ni
0,90—1,20
и поковки
joo—soo
S
Zo,os
S00—7S0
840-860° С
Р
<o,of
100—з°°
Зоо—s°°
1. 3 820-840°
2. 0 550-600"
или м.
обычных температурах (не менее)
S8
29
1&
3&
170
S
* Для стали с содержанием 0,35-0,45а С; < 0,04°!а S; < 0,04п!е
Р.
/6
2S
17
зб
170
4.S
[46]
27
16
32
170
4,0
*
6S
34
17
40
192
6
63
33
16
3S
192
S
S00—7S0
С, м.
С. в.
во
3°
IS
30
193
4,о
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
623
12
13
14
15
16
17
.,
20
24
26
28
30
32
34
35
Предел усталости
а „ 1_, в кг/мм3
(ые более)
Показатели механи-
ческих свойств
<?? в кг/мм
о в /сг/мл
2
1
8l в кгм/см1
Условный
предел
(напряжений) ползу-
не более)
Модуль ноом.
гости Е в
vnoy-
кг/мм?
Критические точки
в °С [32\ *
Ас, I 6х/
!б2
Ас3 1 \Аг%\
Коэфициент линейно-
го расширения
а- 10е
Теплопроводность
X в кал[ см • сек
"С
Интервал температур
ковки **
Свариваемость **
Обрабатываемость
резанием **
Особые
Область
свойства
и примеры
применения [46
* Данные,
Число
5-
1 •
циклов
10»
L07
1 - 10" * "
а , изгиба
¦с
1 кручения
Характеристика образца и
материала
его
Механические свойства
При низких температурах в °С
Вели-
чина
дефор-
мации в
мм/мм
в час
ю-
—4
ю—7
ю-»
21
Темпера
тура
При высоких температурах в
испытаний
1
Прокаливаемость
и8о—8;о° С
Умеренная,
подогрев перед
сваркой до
2Ж С
Отн.
в И.О.
нии -
обр.
состоя-
¦60°!а
обраб. стали
30
I
29
31
33
1
в °С
19
22
25
27
°С
Характеристика мате-
риала при нормальной
температуре
Характеристика
Модуль сдвига
а
в кг/мм3
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г "С
Температуро-
проводность
а ( = }всм3/сек
Способ охлаждения поковок [57]
Сопротивление
Пластичность
атмосферной коррозии
при холодной деформации
материала образца
1
23
Удельный вес т
в г/см* [33]
Охл
7,84
. замедленное с раз-
меров 0 75 мм и
Согласно
выше
шкале—балл 4
Умеренная
В тяжёлом
чатые
машиностроении —
вилы, валы
крупные поковки с
повышенной вязкостью:
гидротурбин, роторы, цилиндры аккумуляторов,
установленные ориентировочно, с
против соответств\)ющ,а.х ..
** По данным заводов
учётом
значении оля стали 40.
ЛПМ.
снижения [32,
Щ Ас,
на 70% и Аг, на
баллоны
колен-
20% на 1% N1
€24
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в ми
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении
Предел
текучести
Оу в кг!мм1
Относитель-
ное удлинение
8, в »/,
Относитель-
ное сужение
4» ¦•/.
Твёрдость
по Бринелю
"в
Удельная
ударная вяз-
кость
• Данные для <
Место
взятия
образца
Пов.
4,R
Центр
Пов.
ll,R
Центр
Пов.
7» Я
Центр
Пов.
V, R
Центр
Пов.
V. R
Центр
По а.
Vs R
Центр
-тала с
Карте
i 61. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная никелевая
Ковка и
С
0,20—O,JO
штамповка в горячем
Мп
о,4о—о,7о
Всякий по
сортаменту
Г
<2Ц
О тж.
Марка
25НЗ
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах
состоянии; изготовление деталей
лорежущих станках
Si
o,i!—о, jo
Сг
<о,зо
Прутки и
яг
1. 3 МТС,
в. ила м.
2. О 520° С,
в. или м.
Механические свойства
[44]
1. И
850 С
2. 0
650 С,
возд.
N1
3,71—3,3!
поковки
30
1. Н 850°
2. 0 65(Р
3. 3 820
S
< °>°!
SO
С
Г,
С, м.
4. О 480-500° С
при обычных температурах
8о
So
7
45
149-217 j
содержанием <0,(М;)/П
6
S; <0,04% Р
6о
6о
30
So.
170
6
96
88
I!
!0
277
9
[36]
88
78
I!
SO
262
9
р
<о,о;
8о
, возд.
на метал-
120
1. Н
2. 0
160
850° С
550° С
3. 3 820 ¦ С, в.
4. 0
500°
(не менее)
*
8о
68
-г/
So
241
7
96
90
88
84
78
74
12
SO
277
2SS
вв« —
Z, возд.
94
86
84
8о
73
68
12
So
277
248
1
7
6
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
625
г 12
13
14
16
!
17
j
20
i24!
26
i28
I
30
32
34
35
Предел усталости
в „ т , в кг/мм*
(не более) [36]
Показатели меха-
нических свойств
uft в кг/мм'
as в кг/мм'
5 в /о
а,, в кгм/см*
Снижение а^ в в
(напряжений) ползу-
чести зс в кг!мм'
(не более)
Модуль норм, упру-
гости ? в кг/мм*
Критические точки
в Х [36] *
Асг | 7о/ j Ar,
Af, |7&»_|_Аг,
бхо
Коэфициент линей-
а • 10е [36] *
Теплопроводность X
в кал/см ¦ сек °С [36]*
Интервал темпера-
тур ковки *•
Свариваемость
[59]
Обрабатываемость
резанием
Особые свойства
Область и примеры
применения [32,
* В термически
Ь2\
Число
1 .
Ь-
циклов
10s
10s
1 • 10*
При
—20
9*
1!
Вели-
чина
дефор-
мации в
мм/мм
в
час
—»
ю-'
ю-»
20°
21 ISO
21
низких
в °
—40
а
_, изгиба
S1.S
43.S
42,0
т_, коучения
Механические
гемпературах
С [36]
—6о
|
7.7
30
5,6
40
-8о
S.S
/о
свойства
При
Температура испытаний в '
100"
20 9X0
цоо"
2О IOO
Soo"
i8 400
Прокаливаемость
2О—100°
1
Ь7
200°
о,о84
20-200°
"Л
Зоо°
0,082
ii8o—7SO°C
Высокая или
умеренная;при
содержании
>0,25%
догрев
С—по-
перед
сваркой до
150
С и выше j
1
20-
-4оо°
12,9
400°
0
29
31
ЗЗГ
о8о
20—600°
13,6
6оо°
0,078
19
22
25
27
Характеристика образца и
материала
Образец гладкий.
его
шлифованный.
термически обработанный C1В. о,)\
°Ь -82
кг/мм\
высоких температурах
в °С
С
аР
—60 кг/ мм'
Характеристика мате-
риала при нормальной
Образец (Шарпи)
из термически обра-
ботанной заготовки
0
Характеристика
Модуль сдвига
G в
кг/мм3
Склонность
хрупкости
На я
20"
Siso
к отпускной
Теплоёмкость с
в кал
/г U
Температуропро-
водность
( х \
а>
Способ охлаждения
поковок [57]
Сопротивление ат-
мосферной
коррозии
в
Пластичность при
холодной деформации
-
w Y • г.'
смЧсек
Охл
. замедленное
и выше
6U MM (J/.B. О.), 3^=*
•= 82 кг/мм';
— 60 кг/мм'
=
11 кгм/см'
материала образца
100^
8iso
23
Зоо°
7800
Soo"
7400
Удельный вес
у в г/см* [33]
С
Согласно шкале—балл
7,8s
|
размеров 0 75 мм
4
Высокая при содержании
< 0,25%
С
В тяжёлом
прочности и
и
среднем машиностроении
вязкости в условиях ударной
скрепляющие кожухи.
винты,
втулки
обоймы
, фитинги)
кольца
обработанном состоянии 3/В. о. при с
** По данным заводов
МТМ.
,„-82
клинья
для деталей и
нагрузки (по
, валы
кг /мм'.
изделий повышенной
английским данным:
моторов,
шатуны, оолты,
626
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 62. СТАЛЬ КОНСТРУКЦИОННАЯ
1
2
3
4
¦ с
6
7
8
i 9
10
11
Стандарт
Проект ГОСТ
[44]
Основное нячня-
Химический
в % [44]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении CSfy
в кг\мм*
Предел теку-
чести Оу
в кг/мм*
Относитель-
ное удлинение
54 в %
Относитель-
ное сужение
Ф в %
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость
Место
взятия
образца
Пов.
Va R
Центр
Группа стали
Легированная хромоникелевая
Марка
20ХН
Ковка и штамповка в горячем состоянии; волочение
имущественно для изготовления
шаемых
С
0,1/—0,2/
цементуемых (при
Способ
выплавки
Основной процесс
в мар-
теновских или электриче-
ских
печах
1 холодном состоянии—пре-
содержании ^.0,2°j0 С)
и улуч-
с применением цианирования деталей на металлорежущих станках
Мп
Oft^O —О /70
S1
о,1/—о,зо
0,
Сг
4/—о,7/
N1
J,OO—1,/С
S
^0,0/
Р
<о,о/
Прутки и поковка
Всякий по
сортаменту
Г
Отж.
2/
1. 3 840" С,
в. или м.
2. О 500° С,
в. или м.
Механические свойства
Пов. 1 1
/з "
Центр
Пов.
V» ^
Центр
Пов.
V. Я
Центр
Пов.
1
V. Л 1
Центр
Пов.
V. Я
Центр
^241 | 126-197
1
1
8о
во
4S
126—197
8
2.
3<>
38
1. 3 855-885' С
О 425° С
2. О
540' С
м.
2. О
650" С
при обычных температурах
86
66
17
64
241
69
48
24
201
3$
1. 3
2. О
425' С
38
855-885
2. 0
540° С
(не менее)
[34]
п
37
30
7/
170
\
\
IOO
82
6
6о
269
76
fS
12
70
212
38
?С, в.
2. 0
650° С
64
48
34
78
*74
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
627
12
13
14
15
16
1/
18
20
24
26
28
30
32
34
as
Предел усталости
(не <
¦Z , I
Золее^
i кг/мм*
Показатели меха-
нических свойств
"Ь в
кг/ми'
<jy в кг/мм3
5 в °
ak в
/о
KZMJCM?
Условный предел
(напряжен
чести зс в
(не
оолее
ий) ползу-
кг/мм1
Модуль норм, упру-
гости Е в
Крг
в °С
Ас
Ас3
кг'.мм
тпческие точки
[58]
8о4
Art
Ага
_J
666
790
Коэфицпент линей-
<х- 10е
Теплопроводность
X в /
ШЛ1СЛ
Интервал
тур
ковки
i • сек
"С
темпера-
[57]
Свариваемость
[59\
Обрабатываемость
резанием [54]
Особые свойства [45]
Область
и поимеоы
применения [45,
60]
Число
5 •
1 •
1 .
циклов
10»
10'
10- ••
а j изгиба
., кручения
Механические
При низких температурах
Вели-
чина
дефор-
мации в
ммЫм
в час
ДО в
ю—8
1
в °
С
свойства
При
Температура испытаний в г
|
21 Прокаливаемость
и ча
1260—8оо° С
Умеренная;
подогрев перед
сваркой
100—150' С
Отн. обр.
60°,'о при
Нв-163-207
29
31
33
19
2
25
27
высоких
в
С
Характеристика образца и
температурах
°С
1
F
его
X арактеристика
мальной температуре
Характеристика материала образца
Модуль сдвига
О Е
кг 1мм3
Склонност!
хрупкости
, к отпускной
Теплоёмкость с
в кал /г С
Температуропро-
водность
С Х
а 1 —
v т-
В CM'/Ct
Способ охлаждения
поковок
Сопротивление ат-
мосферной коррозш
i
Пластичность при
холодной деформации
[Ц
г)
'К
Охл. замедленное
и выше
23 j Удельны?
| в г/сж3 [33]
f с размеров 0
Согласно шкале—балл 4
i вес y
75 мм
Умеренная
Чувствительность к термообработке: хрупкость
деталей малых сечений
В американской
робок
валики
скоростей,
практике:
шпонки и
цилиндрические
валики
сердцевины при
шестерни приводов, t
цементации
иестерни ко-
контрприводов, пальцы поршня, шлацевые
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 63. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
Ь
6
7
8
:
9
10
11
Проект ГОСТ [44]
Основное назначение
Химический состав
в°/0 [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии if, в кг1мм7
Предел текуче-
сти <js в кг!мм*
Относительное
Относительное
сужение ф в °/0
Твёрдость по
Брпнелю Нд
Удельная удар-
ная вязкость aft
в кгм>см*
Место
взятия
образца
Пов.
4,R
Центр
Пов.
'/,#
Центр
Пов.
4>R
Центр
Пов.
v.s
Центр
Пов.
V,*
Центр
Центр
Группа стали
Легированная
С
0,3/ 0
Всякий
,3S
o,S
по сор-
таменту
Г
<241
Отж.
хромонакелевая
Ковка
Мп
о—оДо
1. 3 82С
ж.
Марка
ЗОХН
и штамповка в горячем
Si
o,is—o,jo
>°С,
2. О 50СР С.
в. или
Механические
[44]
1I 20J
м.
Сг
o,4S—o,7S
Прутки
2.
Н
Способ выплавки
Основной процесс в марте-
новских или электрических
печах
состоянии
N1
1,00 I,/O
i и поковки
900—955
3 815—845°
с
С л
*8
3. О 425°С. 3. О 540°С.
3. О 650
г свойства при обычных
90
7"
4о
6
ios
°с
S
Р
<о,о}
1. Н 900—955° С
2. 3
3. 0 425
Г °с
815—845
ЗА
0 540
'С
температурах (не менее)
8а
[45]
66
до
18
/8
6s
30
6s
239
1
48
as
7°
IJO
и7
98
10
SS
?о
3С, в.
3.0 650
°с
7"
1
IS
30
S3
*
1
t
-7
148
72
187
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
629
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
j
Предел усталости
а ,,„ т ,
(не более
в кг/мм'
Показатели механи-
ческих свойств
а. в кг/мм*
а в кг/мм3
8в°/0
afe в кгм/см*
Условный предел
(напряжений) ползу-
чести СГ В
(не более)
кг/мл
Модуль норм.
гости Е в
кг/мм
1'
Упру-
Критические точки
в°С [58]
Ас1 | 7f<>
Acs \ 793
Аг,
Аг3
66а
73*
Коэфициент линей-
ного расширения
о • 10»
Теплопроводность
X кал/см •
~ек
> iM\
Интервал температур
ковки [57]
Свариваемость
[59]
Обрабатываемость
резанием |
53, 54
Особые свойства [32]
Область i
примененш
i примеры
I [60]
* Данные дли. стали с
Число
5 •
1 ¦
1 •
При
Вели-
чина
дефор-
мации в
мм/мм
в >
10
lac
—в
ю-*
10
-8
21
!
циклов
10*
107
ю-••
низких
в
я—,
изгиба
—1 коучения
Механические
температурах
свойства
При высоких
в
Температура испытаний в
1
Прокаливаемость
300°
0,6
,00"
о,о6;
12}0—800° С
Умеренная;по-
до
грев
перед
сваркой выше
150°
Коэф. обр. 1,25
+197; 1,0 при
НВ
=217+229;
0,7 при
п в-
«= 265+295.0 тн.
обр
ИВ
55а'о при
= 179+217
|
4»
Oft
29
31
33
/00°
о,о/8
19
п
25
27
СС
Характеристика образца и его
материала
температурах
С
|
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Модуль сдвига
О
Склонность к от-
пускной хрупкости
Теплоёмкость
с в
кал/г
°(
Температуропро-
водность
/
1
к Т
в см
Способ охлаждения по-
ковок [57]
Сопротивление
атмо-
сферной коррозии
Пластичность при холод-
ной
Высокая прочность и
В а.
1ериканской
деформации
•1
\
/сек
\
23 1 Удельный вес т в г/см* [33]
7 Яба
Охл. замедленное с размеров
0 75 мм и выше
Согласно шкале
Умеренная
вязкость; чувствительность к режиму
практике
рычагов управления, шпонки,
прочности
содержанием 0,3"!в
С; 0,6"/о Мп;
в
моторос троении:
'айки, болты
0,5';
о Сг
1Л%
шатунов
Ni.
> — балл 4
термообработка
шпильки цилиндров,
болты
и другие детали повышенной
630
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 64. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
S
6
¦
7
8
9
10
11
4
ОСТ1НКТП 7124
[Щ
Основное назначение
Химический состав в °/„
[39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
\
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии ст. В KZJMM*
Предел текуче-
сти о в кг\мм>
Относительное
удлинение 66 в °/0
Относительное
сужение ф в %
Твёрдость по
Бринелю //g
Удельная удар-
ная вязкость а^
в кгм/см*
С твёрдостью в
Место
взятия
образца
Пов.
v./г
Центр
Пов.
•/.я
Центр
Пов.
V3R
Центр
Пов.
4*R
Центр
Пов.
«/•я
Центр
Пов.
Центр
Группа стали
Легированная хромоникелевая
качественная
1
Ковка и
С
о,3/—о,4/
Всякий
по сор-
тамен-
ту
Г
Марка
40ХН
Способ выплавки
Основной или кислый про-
цесс в мартеновских печах;
основной процесс в электри-
ческих печах
штамповка в горячем состоянии; волочение в
Мп
о./о-
2/
1. 3 820° С
м.
2. О 600° С
о,8о
Si
0,17—0,37
До zoo
<
Сг
Прутки и
1
100 JOO
Отж. 820—850°
Механические свойства при
{39}
<241
нагартованном
10О
8о
10
¦
4/
состоянии
[Заводы
68
зб
о,7/
.._
поковки
/оо—700
С
NI
00-
1
—1,50
До zoo
1. 3
2. О
холодном состоянии*
S
<о,о4
юо—jol
Р
<о,о4
300—/ос
820°—840J С, м
550—600° С, в.
обычных температурах (не менее)
МТМ
6/
34
|
30
1
to
'JVJ
4,5
не выше 269
а
<
4о
4,0
НВ.
3>
16
35
<z
S7
/оо—7°°
или м.
{46}
8/
6о
ю
40
я
|
8о
58
9
38
5,о
75
56
8
зб
155
4,5
70
54
8
35
»55
4,о
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
631
12
13
14
15
16
17
18
20
94
26
28
30
32
34
35
Предел усталости
(не
х х )
Золее
кг/мм
Показатели механи-
ческих
°Ь в
5 в °
ak B
свойств
кг/мм*
кг/м *
'п
KZMjCM'
Условный
предел
(напряжений) ползу-
чести ас в
кг/мм'
(не более) \55\
(см.
также фиг. 54)
Модуль норм.
гости Е в кг!мм
упру-
Критические точки
в СС [58]
Асх
Ас,
7^9
Агх
Ars
66о
702
КоэАиииент линей-
ного
3/0
Число
i
Ь •
1 •
1 •
1ри
Вели-
чина
дефор-
ММ/ММ
в час
1П
10
s
д
ю-7
21
20
расширения а -10е
W* 1 IJ
Теплопроводность
X. в кал1см
• сек
X,
Интервал температур
ковки [571
Свариваемость
[58,59]
Обрабатываемость
резанием **
Особые свойства
Область
и примеры
применения [46]
* Данные
** По
для стали
данным заводов
циклов
10»
10*
ю-••
низких
в
о—,
изгиба
Механически
температурах
х , кручения
е свойства
Характеристика образца и
При высоких температурах
Температура испытание
Прокаливаемость
100°
,8
K.U70-
Шт.
См ф"? -*
20—200^
J2J
820° С**
то—
850° С
Низкая
Отн.
обр. в
отожженном
состоянаи43°/п
обработали 30
т
20 4ОО°
13,4
29
31
33
20-S00*
14,о
в с
/38
0,72
3,61
19
22
25
27
н
С
Модуль
О
з кг/мм
его
Характеоистика мате-
риала
при нормальной
температуре
Характеристика материала образца
Сталь состава; 0,36п
0,26"/,,
1. 3
сдвига
Склонность к от-
пускной хрупкости
Теплоёмкость
с в
кал\г
С
Температуропро-
водность
а[
v 7
в см
Способ охлаждения по-
ковок [57]
Сопротивление атмо-
сферной коррозии
Пластичность
НОЙ
при холод-
деформации
)
с }
'сек
Охл.
Si
850й
/0 С; 0.6(Р10 Мп;
0,56 у0 Cr; l,3r'l
С,
23
м. г. и
Удельный
[33]
вес -у в
7 Hi
замедленное с
0 75 мм и зыше
о ^i:
в.
г/см*
размеров
Согласно шкале—балл 4
Умеренная
В
тяжёлом машиностроении-
с содержанием
МТМ.
-0,5»
„С.
—валы,
иестерни, диска, роторы и валы паротурбин
632
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. И
Карта 65. СТАЛЬ КОНСТРУКЦИОННАЯ
1
2
3
4
Ь
6
7
8
9
10
11
Стандарт
ОСТ1НКТП 7124 [39]
Основное назначение
Химический состав в %
[39]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии ii в кг/мм"
Предел текуче-
сти о в кг/лии3
Относительное
удлинение о4 в °'о
Относительное
сужение ф в %
Твёрдость по Бри-
Удельная удар-
ная вязкость а.
в кгм/см*
Место
взятия
образца
Пов.
7, R
Центр
Пов.
'/.«
Центр
Пов.
Vi #
Центр
Пов.
V, Я
Центр
Пов.
V, Я
Центр
Пов.
•/, /г
Центр
Группа
стали
Легированная хромонакелевая
С
Мп
о,/о—о,5о
Всякий по сорта-
менту
Г
<241
О/ил/е.
Ковка а
Si
o,i7—o,j7
Прутки
1. 3
820° С, ж.
2.0
200° С
Марка
50ХН
Способ
выплавки
Основной процесс в
невских или
печах
штамповка в горячем состояний
Сг
о,4/—о,7/
и поковки
}8
J
2. 0
425° С
Механические свойства при
[39]
207
но
8f
8, = 5
/4/
/.го
J0
44
Ni
1,00—1,@
38
S
< 0,04
3 790—815° С
2. 0
540= С
2.
J8
0
650° С
Р
<о,о4
марте-
электрических
обычных температурах (не менее)
[60]
16
So
*/
I3
to
6о
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
633
12
13
14
15
16
Г/
18
20
24
26
28
30
32
34
35
Предел усталости
(не более)
кг/мм*
Показатели механи-
ческих свойств
*? в кг/мм
*
а в кг 1мм'
8 в •/„
а. в кгм/см*
Условный
предел
(напряжений) ползу-
(не более)
кг; мм'
Модуль норм.
гости Е в
кг/ мм
упру-
а V
Критические точки
в °С [5*]
ACi 7//
Ас3 | 7/о |
Аг,
Аг,
6/7
690
Коэфнциент линей-
ного расширения
а • 10е [58] *
Теплопроводность
X в кал/см
Интервал
тур ковки
• сек
С
темпера-
W]
Свариваемость
[58, 59]
Обрабатываемость
резанием
[54] **
Особые свойства
[32]
Область i
i примеры
применения [60]
* Данные
** Данные
для стали
для стали
Число
5
1 •
1 ¦
циклов
10е
10'
10 ""
а
, изгиба
г_, кручения
Характеристика образца и
материала
его
Механические свойства
При
Вели-
чина
дефор-
мации в
мм 1мм
в час
ю-'
ю-7
ю-8
низких
в
гемпературах
°С
При
шсоких
в
Температура испытаний в °С
21 j Прокаливаемость
20 -100°
11,8
20—$00°
12,3
1200—800° С
Низкая
Отн.
обр.
Нв = 187 ч- 255
Склонность
20—400*
29
31
33
t,4
20-/00°
14
19
W
25
27
Модуль
О
температурах
2°
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
сдвига
в кг/мм'
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/г °
С
Температуропро-
водность
1
а [
в см*
Способ охлаждения по-
ковок [57]
Сопротивление
атмо-
сферной коррозии
Пластичность
при
лодной деформации
к образованию
В американской
для закалки в
практике
масле
хо-
X
г •
\
с)
сек
и
23
Удельны?
в г/еж1 [33
7,86i
i вес у
Охл. замедленное с размеров 0 75 мм
выше
Согласно шкале—балл 4
Низкая
флокенов и трещин при закалке в i
году
моторостроения— преимущественно предназначенные
шестерни и
^АЕ 3145, содержащей 0,4—0,5°1а
SAE 3145.
С;
детали более крупных сечении
0,45°l0Cr, t
,0- 1,5°10
Ni.
634
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
j
I
1
2
3
4
b
j
6
7
8
a
10
и
Щ
Стандарт
Карта 66
ОСТ/НКТП 7124 [39]
Основное назначение
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии з. в кг/мм3
Предел текуче-
Относительное
Относительное
Твёрдость по
ная вязкость аъ
Место
образца
V. Я
V, R
Центр
V. R
Центр
V. R
V. R
Центр
Vs R
7* Я
Центр
Пов.
*/• я
Центр
Пов.
V Я
Центр
Значения для стали SAE
СТАЛЬ
Группа стали
КОНСТРУКЦИОННАЯ
Легированная хромоникелевая
Ковка и
нии — я/
штамповка
в горячем
еимущественно для
Марка
12ХН2
состоянии
изготоаления на
лей повышенной прочности и
С
Всякий по
Мп
о,)о~о,6о
сорта-
менту
Г
Отж.
1.
860
2.
780°
3.
20i
Механические
[39]
<*о7
3120 состава: 0,15—
S1
Способ выплавки
Оснояной процесс
новских
печах
, волочение
е
в марте-
или в электрических
холодном состоя-
металлорежущих станках дета-
вязкости, поОлежащих цементации
Сг
о,6о — о,9о
Прутки и
if
3
С, м.
3
С,л».
О
)°С
СВ0ЙС1
8о
6о
12
So
0,25е
8
1.
900
2.
80(Г
3.
180
iO
ц
1
с
0
еозо
С
м.
.
чоковки
6о
1. Ц 900-
920й
С
2. 3 760—
780° С,
м.
3. О 180-
200' С, возд.
Ni
ГО—2,00
l.H
2. 3
3. О
425° С
S
<о,о4
}8
885-940' С
815-870' С
гва при обычных температурах
[36]
Ю
SS
12
so
/0С; 0,30-
9
0,60°,в
[46]
So
Ьо
12
SO
Q
3. О
540° С
(не менее'
Р
¦<! о,О4
. 3*
, м.
3, О
700" С
[34]*
ю6
9°
Б, = 20
S4
311
Мп; 0,9-1,25ЧвСг,
S3
67
Ь^ 26
62
248
1,5-2,(Ги Ni
37
84= зо
7°
Щ
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
635
12
13
14
15
16
17
18
20
24
26
28
30
32
34
as
Предел усталости
a—lt x i В
(не более)
кг1м~>
и3
Показатели механи-
ческих
а^ в кг/мл
з в кг/мм
8 в %
свойств
а. в кии/см*
Условны)
i предел
(напряжений) ползу-
чести о в
(не более)
кг) мм*
Модуль норм.
гости Е в
кг/мм
^пру-
•2
Критические точки
в °С [58]
Ас, | 732
Ac, \j94
Аг,
Аг3
671
16}
Коэфициент линей-
ного расширения
а ¦ 106 [33
Теплопроводность
X в кал1сл
\33\*
Интерва/
тур ковки
i • сек
темпера-
[57, 36]
Свариваемость
[59]
Обрабатываемость
резанием
Особые
Область
[53, 54}
свойства [60]
и примеры
применения [60]
* Данные
Число
Ь-
1-
1 •
При
Вели-
чина
дефор-
мации в
.1 Ml ММ
в *
10
10
10
21
А
iac
-J
—8
циклов
10е
10'
10 ' *'
a_j изгиба
Механические
низких температурах
в
С
1 кручения
свойства
При высоких
Температура испытаний
Прокаливаемость
1ОО°
12,6
34°
о.
О/2
200°
13,8
126°
0,0/7
1200—800° С
Умеренная
Коэф
0,85 ппп
- 'Ж
Отн.
60°
-
обр.
На -
¦t-270
обр.
0 при Ид =
163
+ 207
4оо°
14,8
479^
0,074
2Э
31
33
6оо°
14,3
ро8°
О,О/1
в с
Е
С
j
1
19
22
25
27
Модуль
G
Характеристика образца и
материала
температурах
"С
его
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
гдвига
в кг/мм"
Склонность к отпускной
хрупкости [36]
Г
Теплоёмкость с
в кал!г VC
Температуропро-
водность
Способ охлаждения по-
ковок [57]
Сопротивление атмо-
сферной коррозии
Пластичность при
ной
деформации
Высокая прочность при высокой
Те же, что и
[ для стали 20ХН -
холод-
в смЧсек
/8°
o,io8
34°
О,0б2
23 1 Удельный
|в г: см3 [33]
49°°
о,о/7
479°
0,0/1
7,88
920°
о,о}8
9о8°
о,о,8
вес y
Охл. замедленное с размеров 0 75 мм
и выше
Согласно шкале—балл 4
Умеренная
пластичности
- для деталей более
завода ^Электросталь" для стали с содержанием 0,10—
0,16°/о С;
крупных сечений
0,2-0,5°10 Сг; 1,7-2,3>/в Ni.
636
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
ОСТ/НКТП 7124
1
2
3
4
5
6
7
8
9
10
11
2.
щ
[39]
Основное назна-
чение
Химический (
в % [39]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении С.
в кг/мм*
Предел теку-
чести а
в кг/мм'
Относитель-
ное удлинение
Se в °/а
Относитель-
ное сужение
Твёрдость по
Бринелю Hq
Удельная
ударная вяз-
кость а. в
кгм1см*
Место
взятия
образ-
ца
Пов.
V,/?
Центр
Пов.
V,*
Центр
Пов.
V,*
Центр
Пов.
'/,#
Центр
Пов.
4.R
Центр
Пов.
V,/?
Центр
Карта
67.
СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная
Ковка
хромоникелевая
и штамповка
преимущественно для
(в том
С
числе i
7
0
1 литых
Мп
,2{—О,//
в
*
горячем
Марка
12ХНЗ
состоянии,
Способ выплавки
Основной процесс в марте-
новских и
чах
волочение
в
электрических пе-
холодном состоянии *;
изготовления на металлорежущих
станках деталей
*) повышенной прочности и вязкости, подлежащих
Si
0,17—0,3
7
тациа
Сг
о,8—1,1
N1
*,7Г-
'S
S
<o,os
Р
цемен-
<о,о;
Прутки и поковки
Всякий по
сортаменту
Г
Отж.
Отж.
L
2.
3.
t
Механические
[39]
|
№)
So
<241
7
|
* При твёрдости Hq < 269 Hg в
•• С содержанием < 0,03°!о S и
3 790° С, м. 3.
*** Конкретные
6"U Mo.
О 170° С
, возд.
30
20
г/
3 860° С,
м.
3 780° С,
м.
О 200° С,
1., м. или
возд.
свойства
[39]
9S
7°
10
6о
1/6—229
14
SO
[
1.
2.
2.
30
Ц 900° С
3 780" С,
м.
О 180° С,
возд.
1.
До 40
Ц 900-
920" С
2. 3 780-
800° С, м.
3.
Ш
О 180-
°С, возд.
при обычных температурах
[36]
9S
7°
ю
SO
*SS-302
10
нагартованноп состоянии.
0,035°1а
1 при твёрдости Hq -
значения для электростали состава: 0,105°1с
[46]
8S
70
10
1
So
. 3 830°
2, 3 770°
(не
менее)
IS
С, м
С, м.
[62]***
1Об
СО
ао
So
241
8
I
IOO
84
%,^9
1
- 255 -г- 302 после термообработки: 1
С; 0,42%
Mn; O,18°/o !
Я; 1,№10 Сг;
i
}
9/
67
100
92
6г
. Ц 910° С.
3,45°
0Nl;
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
637
V2
13
14
15
16
17
!
18
20
24
j
|
26
28
30
32
34
35
Предел усталости
о ,, т , в кг 1мм*
(не
оолее)
Показатели механи-
ческих свойств
°Ь
о
в кг!мм>
в кг/мм*
8 в °/0
ak
в кгм/слР
Условный предел
(напряжений) ползу-
чести о в кг/мм*
(не более)
Модуль норм.
УПРУ-
гости Е в кг 1мм'
[36]
Г
Критические точки
в °С
Ас
1
Ас,
[36]
W 1 Аг>
8]О | Агг
&JO
Коэфициент линейно-
го расшиоения
\Щ*
а • 10»
Теплопроводность
X в кал!см - сек *С
[53]*
Интервал темпера-
тур
ковки [57]
Свариваемость
[59]
Обрабатываемость
резанием [53]
Особые свойства [36]
Область и примеры
применения [46
Щ
Число
5-
1.
1 •
При
Величи-
на де-
форма-
ции в
мм/мм
в час
10—*
10-'
10—8
30°
зо 400
циклов
10»
1С
10-••
низких
в
изгиба
х , кручения
См
фиг. 51
Механические
температурах
°С
свойства
При
Температура испытаний в
211 Прокаливаемость
1
zoo"
и*
S7°
0,074
300°
13,о
/03е
o,o6i
4оо°
14.7
747°
О,О/1
1200 8оО° С
Умеренная
Коэф обр. 0,7 при
- 260 -t- 290; 0,6 при
— 290
4- 320
6оо°
IS.6
pio°
O.O4S
19
22
25
27
29
31
33
высоких
в
•с
Характеристика образца и
материала
его
температурах
°С
1
Характеристика мате-
температуре
Характеристика материала образца
Модуль сдвига
G в кгшм*
Склонность
хрупкости
к отпускной
Теплоёмкость с
в кал1г °С
[33]*
Температуропро-
водность
( \
\ у ¦ с)
в см'/сек
Способ охлажде-
ния
поковок
16/]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
}8о°
o,iS7
/03°
0,0/
Охл.
ров 0
23
43}
O.Z)
Удельный вес -j
в
о
'4
г/см3 [АЗ
7.884
замедленное с разме-
75 мм
Согласно
и выше
шкале —балл 4
Умеренная
Высокая прочность при высокой пластичности
В среднем машиностроении -
валики.
ролики,
- шестерни, поршневые
пальцы
распределительные
оси, ролики, регулировочные винты, шпильки, валики передач, упорные
толкатели клапанов
• Данные завода „Электросталь" для стала высокоотпущенной
3,4-4,0% N1.
с содержанием 0,10-~0,16°j0
С;
9,75—1,1&>1, Сг;
638
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
1
2
3
4
Б
fi
7
8
9
10
11
Стандарт
Карта
Проект ГОСТ [44]
Основное назначение
Химический состав в °/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а^ в кг/мм1
Предел текуче-
сти а в кг/мм'
Относительное
удлинение §5 в %
Относительное
сужение ф в °/0
Твёрдость по
Бринелю Нд
\
Удельная удар-
ная вязкость а^
в кгм!см*
Место
взятия
образца
Пов.
4.R
Центр
Пов.
Центр
Пов.
•/,/?
Центр
Пов.
4,R
V,R
Центр
Пов.
•/,я
Центр
Лов.
Ч Р
'/•«
Центр
68.
СТАЛЬ
КОНС ТРУКЦИОННАЯ
Группа стали
Легированная
Ковка
а
хром оникелевая
штамповка
изготовление
С
О,Г]—0,2/
Марк.
1
20ХНЗ
в горячем состоянии;
улучшаемых и цементуемых
Мп
0,30—0,60
Всякий по
сортаменту
Г
Отж:.
i
> 6о
Отж.
Механические
[44]
<2SS
1
!
1?6—22<)
* Для стали с содержанием <0,035"/о S;
** Данные по ОСТ НКТП
7124 для стали
**• Данные для стали с содержанием
{36}*
6S
20
6S
I JO -241
0,035"!0
Si
o,is—o,jo
О
станках
Ст
,6о— OfOO
Прутки и поковки
1. 3 820" С,
м, или в.
2. 0 480° С,
в. или м.
1
. 3 820° С
2. О 500° С
; свойства при обычных
[44]
100
8о
9
4S
S
Р.
Способ выплавки
Основной процесс в марте-
новских или электрических
печах
золочение в
деталей
VI
3,2?
, м. или в.
холодном
состоянии;
на металлорежущих
S
<o,os
До 6о
1. 3 820-
840° С, :«.
2. О 400-
550° С, м.
Р
<o,os
Прутки
ванные
До 6о
X
температурах (не менее)
[39] **
100
SS
10
So
9!
7/
и
SS
10
20ХНЗА, содержащей 0,15—0,25°ja С;
<0,0j% S и
[46] ***
zoo
8о
9
SS
9
[15]
<2б9
<0,03°/0 S; <0,0Що Р.
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
639
12
13
|14
115
|16
i 17
18
20
24
26
28
30
32
34
35
Предел усталости
а—1>
¦z—, в кг!мм1
(не более) см.
также фиг. 57
[36]
Показатели механи-
ческих свойств
V
8 в
ak
i кг/мм*
! кг/м.н*
%
в кгм/см*
Условный предел
(напряжений) ползу-
чести а в кг/мм*
(не более^
Модуль норм.
гости Е в кг!мм
3JB.0
[36]
упру-
.призf =96 кг/мм3
Критические точки
в СС [36]
Ас,
Ас,
loo | Агх
76о \ Аг±
Soo
j бзо
Коэфициент линей-
ного расширения a - 10е
[36] '
Теплопроводность
X в
•сал/см - сек
Интервал темпера-
тур
ковки [36, 57]
Свариваемость
\Щ
Обрабатываемость
резанием
Особые свойства [46]
Область и примеры
применения [36,
46]
' Значение под чертой
Число
к.
1 •
1 •
циклов
с&
ю- ••
а j
изгиба
43*
27
1—, кручения
Характеристика образца к
материала
Состав стали: 0,24"
0 3"!
1. 3
Si- л 7"/„
860 °С,
> кг/мм1;
его
/о С; 0,56°!п Мп;
Cf 2 65П1 >л- ПП1Я01. р:
м. 2.
О 560
°С. м.
vs*=87 кг/мм"; 81О-9,9°/„;
Механические свойства
При
Величи-
на де-
форма-
ции в
мм
в
К
К
'ММ
час
ю-8
30°
20 300
21
низких
в
температурах
°С
При высоких
в
Температура испытаний в
Прокаливаемость
1
1
К. 1160-800" С
Шт. 1230—800° С
Умеренная,
подогрее
сваркой до 100—150° С
Повышенная
Б
тяжё'лом.
i перед
]
19
22
25
27
29
31
33
°С
температурах
°С
Характеристика мате-
риала при нормальной
температуре
Характеристика материала образца
Модуль сдвига
П в
к г, мм?
Склонность
хрупкости
к отпускной
Подвержена
Теплоёмкость
С Е
кал!г °
С
Температуропро-
водность
\
а 1 = 1
V 1-е/
в см3/сек
Способ охлажде-
ния
поковок
[57]
Сопротивление
атмосфернох
роз
-ш
кор-
Пластичность при
холодной дефор-
мации
прочность и вязкость
и средне ч машиностроении —
прочности и вязкости
для образца с
(шестерни,
надрезом радиусом
Охл.
23 1 Удельный
1 в г,!см3
вес 1
замедленное с
ров 0 75 мм и
( выше
разме-
Согласно шкале—балл 4
Умеренная
ответственные детали повышенной
валики, втулки, болты, силовые шпильки)
i 0,75 мм, диаметром в надрезе 7?2 мм.
640
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 69. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ
[44]
Основное назначение
Химический состав
в °/0 [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении <Г?
в кг/мм*
Предел теку-
чести <Jy
в кг/мм*
Относитель-
ное удлинение
8» в %
Относитель-
ное сужение
ф в %
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость а^
в кгм/см1
* Для стали с
Место
взятия
образца
Пов.
1* К
4,R
Группа стали
Легированная хромоникелевая
С
о,а/—о,^/
1
Марка
зохнз
Способ
выплавки
Основной ила кислый про-
цесс в мартеновских печах;
основной процесс в элек-
трических печах
Ковка и штамповка в горячем состоянии
Мп
0,^0—0,б0
Si
o,is—o,jo
Сг
о,бо—о,9о
2,
7S
N1
-3.2S
S
<0,0[
Р
<о,оу
Прутки и поковка
Всякий по
сортаменту
Г
Центр 1
Пов.
Vi R
1 / г?
/а *^
Центр
Пов.
/a R
•/•*
Центр
Пов.
V. «
Центр
Пов.
'/•/?
Центр
Пов.
V. Я
Центр
<2б9
' содержанием <0,С
;.
6
»S
3 820° С,
0 530° С,
. или Ji.
1.
IS
Н 860° С
2. О 660° С.
возо.
1
2
3
So
. Отж. 840е
3
и
820" С,
580-601
Механические свойства при обычных температура*
/70—-г//
ZOO
So
9 .
4S
6s
¦
So
18
[36
дб
86
IS
SS
197
!
7
М% S; <0,04°/
P.
8
SO
28s
IO
]*
94
8з
и
So
2б9
ю
8в
С
м.
)° С
До ^
1.
g
2.
wo
3
О
650°
(не менее)
86
7б
IS
SO
2SS
10
820-
С м
620—
С, м.
\46]*
/5
it
241
5
7
1
7/
Я
'/
4S
241
6
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
641
12
13
14
15
16
IV
18
20
24
26
28
30
32
34
35
Предел з
9—и
(не
усталости
в кг!мм1
более)
Показатели механи-
ческих
=Г?В
"s в
5 в (
ak в
свойств
кг\мм*
кг!мм'
L
кгм/см'
Снижение
Условны!
ak в
'/о
[ предел
(напряжений) пол-
зучести <з(
(не
золее)
в кг/мм1
Модуль норм, упру-
3/В. о. [36]
Kpv
в °С
Act
Асх
1тические точки
[36]
74
77/
Ату
Аи
Коэфициент линей-
а • 10е 3/В
о. [36]
Теплопроводность X
31В. о. [36]
Интервал
тур
ковки
темпера-
[36, 57]
Свариваемость *
Обрабатываемость
резанием
Особые свойства [32]
применения [46,
• По
62]
Число
5-
1-
1 ¦
При i
-20
ТО
о
Вели-
чина
дефор-
мации в
мм/мм
в
час
ю-"*
10^
ю-*
го°
21 200
21
циклов
10е
W
Уд---
а , изгиба
х—, кручения
Механические
газких температурах
в с
4
9
10
С [36]
-~6о
6,;
—Но
6,0
40
свойства
При
Температура испытаний в
юоа
21 ООО
Зоо°
20 200
Прокаливаемость
20—700°
11,6
0,000
См фи* 52
20—200°
13,2
о,о86
u8o—8fo° С
20—4°О°
13,4
0,08,
Низкая, подогрев
сваркой до 200—300° С
Коэф. обр.
0,7 при
260 + 290; 0,6 при
302+340
Чувствительность к
i
3 тяжёлом
foo"
18 400
20—600°
'3,5
о,оу8
перед
Нв-
нв-
I
19
22
25
27
29
31
Я?
высоких
в
С
Характеристика образца и
температурах
°С
|
1
материала
его
Характеристика мате-
температуре
Образцы из термо-
обработанной заго-
1. О тж. 840° С, п.
2. 3
Характеристика
Модуль сдвига
О в кг/мм7
31В
. о.
Склонность
хрупкости
20°
8300
к отпускной
Теплоёмкость с
в кал1г °С
Температуропро-
водность
1 X
а
\
\"~с)
в смг1сек
Способ охлаждения
поковок [57]
Сопротивление атмо-
сферной коррозии
холодной деформации
образованию флокенов
820° С, м. 3. О
580-600* С,
8t
96 кг/мм
возд.):
= 10 кгм/'см'
материала образца
100°
8юо
23
Зоо-
у8оо
Удельный
в г1см3 [33
Охл.
7,83
замедленное
меров 0 75
/00°
у 200
вес у
с раз-
мм и выше
Согласно шкале —
Низкая
а среднем машиностроении—штоки, валы, шестерни;
практике (Англия)—коленчатые валы,
женные болты, фитинги
данным ЦНИИТМАШ.
шатуны, пропеллерные
валы,
балл 4
j заграничной
высоконагру-
642
СОСТАВ, СЕОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Карта 70. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
V
3
4
5
6
7
8
g
10
и
Проект ГОСТ [44]
Основное назначение
Химический
b'Vo.I"]
состав
Вид полуфабриката
Размер поперечника
(толшьна) в мм
Термообработка
Показатели
механических
СВОЙСТВ
"Предел проч-
ности при рас-
тяжении О?
в кг/мм'
Предел теку-
чести as
в кг\мм*
Относитель-
ное удлинение
85 в %
Относитель-
ное сужение
Ф в°/о
Твёрдость
по Брннелю
»В
Удельная
ударная вяз-
кость
й? в кгм/см'
Место
взятгя
образца
Пов.
XU *
Центр
Пой.
4SR
Центр
Пов.
'/, *
Центр
Пов.
•/з*
Центр
Пов.
'/.Я
Центр
Пов.
V* Я
Центр
Группа стали
Легированная хро моникелевая
Ковка и
с
0.^- 0,42
Отж.
6S
40
12
SS
197—262
8
штамповка
Ми
о,}о —о,6о
1. 3 820° С
м.
2. О 550+
±25° С, м
Мсханич
[Щ **
US
100
ТО
So
3Si—4i8
6
в горячем
Марка
40ХНЗ *
согтоянии:
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах;
основной процесс в электри-
ческих печа.
изготовление деталей
режущих станках
Si
o,i; ~o,}0
I
1
Сг
1,20—l,6o
Ni
3.°—ЗЛ
Прутки и поковки
1. 3 820° С,
м.
2. О 550 ±
±2о °С, м.
1.
3 810—
830' С м.
2.
0 550—
575° См.
еекпе свойства
110
9S
10
So
341—?S7
1
|
7
* Ведомственные обозначения—37 X ИЗ А, ЭИЮ, Х4И.
** Для (тали
с содержание и < 0Д'к7>10 S и
*** Для стали с содержанием <
< 0.0.i5"i0 P.
0,03°10 S; < 0,03°10 Р.
S
< 0,0!
р
<0,0/
с
на металла-
при обычных температурах (не менее)
[46] ***
US
110
10
So
3!i-4i8
6
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
643
12
13
14
15
16
17
18
20
24
26
28
30
32
34
*
Предел усталости
°—1»
(не (
Т_, I
5олее'
i кг/мм2
[OUJ
Показатели механи-
ческих
Ч в
as в
свойств
кг/мм2
кг/мм3
S в «/0
ak в
кгм/см'
Условны?
предел
(напряжений) пол-
зучести яс
(не
эолее
в кг)ммЛ
Модуль норм, упру-
гости Е в
3 О при
кг/мм
Qb "
¦=126 кг 1мм1 [36]
Критические точки
в °С [36]
Ас,
Ас3
JJO
770
Аг,
Ar3
640
Коэфициент линей-
о • 10» [58]
Теплопроводность
X в кал/см
• сек
Интервал темпера-
тур
ковки
[JOJ
Свариваемость
**
Обрабатываемость
резанием [53]
Особые свойства [36]
Область и примепы
применения [36]
* Значение
Ms no
под
Число
5 ¦
1 •
циклов
10е
т
ю- • ¦
я—, изгиба
*
•С—
Механические
При низких температурах
Вели-
чина
дефор-
мации в
мм/мм
в
час
10-*
ю—7
1С
)—"
1Q9OO
21
в с
С
J
-, кручения
свойства
При
высоких
в
1
Температура испытаний в с
Прокаливае«1ость
20—100°
Л
См ф"? -^
20—300°
12,8
800° С
Низкая, подогрев перед
Сваркой
300—406
Коэф
=
=
=
2J0 4
г оо температуры
° С
обр. 1,0 при 1
235; 0,85 при i
ЧВ =
255-т 270; 0,65 при Нв =
260 i-
310
Высокие прочность и
нию флокенов
В тяжёлом
сти против
шайбы
tepmou -
для
данным ЦНИИ Г МАШ.
19
22
25
27
29
31
33
С
Характеристика образца и
Сталь
3,64'll0 I
5 =О
материала
состава:
1. 3
126 кг/
820°
его
0,34% С; 1,42°!0 Сг;
С, м. 2. 0 560° С,
ММ , и.
Ф—52°'
температурах
°С
-121
Характеристика мате-
риала
при нормальной
температуре
Характеристика
Модуль сдвига
G
в кг/мл1'
Склонность к отпускной
хрупкости
Теплоёмкость с
в пил,г ' С
Температуропро-
водность
1 X
\
a i — i
* т • с 1
в см^/сек
Способ охлаждения
поковок [57
Сопротивление атмо-
сферной коррозии
Пластичность при
холодной деформации
сопротивление
26
материала образца
Удельный
в г см" [33
Охл.
мер о в
7,8*7
вес т
замедленное с раз-
3 75
ми и выше
Согласно шкале — <
Низкая
5алл 4
истиранию; чувствительность к образова-
и среднем машиностроении — детали высокой
истирания: шестерни,
прочности и стойко-
барабаны, валики, втулки,
образца с надрезом радиусом 0,75 мм при диаметре в
надрезе
пружинящие
7,52 мм
644
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
ОСТ НКТП 7124
1
9
г
4
Ь
6
7
8
9
10
11
\39\
Основное назначение
Химический с
в % [39]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
тяэкении <ф
Предел теку-
в кг1мм*
Относитель-
¦
Относитель-
¦ в %
Твёрдость
"В
Удельная
ударная вяз-
кость <Zg
в кгм\см%
Место
взятия
образца
Пов.
4»R
Центр
Пов.
7* R
Центр
Пов.
4.:R
Центр
Пов.
V.J?
Центр
Пов.
ll,R
Центр
Пов.
V, Я
Центр
Карта 71. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Легированная хромонакелевая
Ковка
и штамповка в
товление i
С
7
о,ц
Марка
12Х2Н4А
горячем состоянии; волочение в
ш металлорежущих
Мп
Ы
0.17-0,27
1,
станках
Сг
деталей,
Ni
Способ выплавки
Основной процесс в марте-
новских и электрических
печах
холодном состоянии; изго-
подлежащих
S
S
<о,О2
цементации
Р
< 0,02!
Прутки и поковки
Всякий
по сор-
тамен-
ту
Отж.
<2б9
\
1.
3 880° С, м.
2. 3 780° С, м.
3i О 200° С
40
Отж.
Механические свойства
[39]
1
00
So
10
110
8S
10
SO
1
ю
9
[36]
$о
So
20
6о
1.
?..
3.
А
S°
Ц 900° С
0 650° С,
возд.
3 780° С,
1. О 18Q°C
возд.
2&
1. 3 815—
845° С, л
2. О 200°
и
С
2Ь
1. 3 815—
845° С, м.
2. О 500° С
1. 3 815—
845е С, м.
2. О 650° С
при обычных температурах (не менее)
[36] | ; [45]
120
и?
10
SS
2O2-2S8
8
120
ios
«. = ./
SO
S3S
70
5, = *,
68
2fO
73
6s
70
!
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
,645-
12
13
14
15
16
17
18
20
?4
26
28
30
32
34
35
¦ ¦
Предел усталости
(не
¦с—,
I кг!мм'
более)
Показатели механи-
ческих свойств
"Ь в
кг/мм1
о_у в кг/мм
Ь в °
/о
9
а. в кгм/см
Условный
предел
(напряжений) ползу-
че СП
i ас В кг/мм
(не более)
Модуль норм.
гости Е в
упру-
кг/мм1 \36\
Отж., при <*ij
=50 кг/мм'
Критические точки
в °С
Ас,
Ас3
№
J1O
820
Аг,
Аг»
66о
Коэфициент линей-
ного расширения
о • 10« [33] * 3/5.
о.
Теплопроводность
X в кал,см
3/В.
О.
¦сек"
Интервал температур
KOBKI
1
Свариваемость
[36]
HI
Обрабатываемость
резанием **
Особые свойства
Область i
1 примеры
применения [J6J
Число
5 ¦
1 •
1 •
циклов
10е
10'
10- • •
o—i
шгиба
•с
—1 кручения
Характеристика образца и его
материала
Механические свойства
При
Вели-
чина
дефор-
мации в
мм 1мм
в час
m
10
—7
—8
20°
20
ЮС
4оо
низких температурах
в
С
При высоких температурах
Температура испытаний в
Прокаливаемость
°
11,8
S1
0,074
300°
13,о
Soa
0,061
К. 1180—800^ С
Шт.
850 С
1220—
Умеренная,
подогрев перес
сваркой
15J0 С
При
=50 кг;.
до
Gb =
•=45 м мин при
глубине реза-
ния
3 мм и по-
даче 0,5 мм/об
4оо=
14,7
747
0,0/0
29
31
33
6оо°
1S.6
дю
0,043
9
12
25
27
в
°С
"С
Характеристика мате-
риала
при нормальной
температуре
Характеристика материала образца
Модуль сдвига
О
в кг/мм1
Склонность к от-
пускной хрупкости
77
Теплоёмкость с
в кал/г °С
3IB. о.
[33]*
Температуропро-
водность
= ) в см3/сек
Т . с>
Способ охлаждения по-
ковок [57]
Сопротивление
атмо-
сферной коррозии
Пластичность
при
лодной деформации
хо-
23
Удельный
[33\
#&»
о,1/7
/02°
0,1
у/
вес у в г/см3
423°
о,1/4
\
Охл. замедленное с размеров
0 75 мл
и выше
Согласно шкале—балл 4
Умеренная
В среднем машиностроении—наиболее ответственные
шестерни, валики
* Значения относятся к
** По данным ЗИС.
, ролики, пальцы поршня
стали, содержащей
0.,J0—O,J6uj0
С; (
цементуемые детали:
7,75—1,Ша10 Сг; 3,4—4№
, Ni.
646
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 72. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
6
7
8
9
10
11
*
Проект ГОСТ [44]
Основное назначение
Химический состав в °/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии 4fj в кг/мм?
Предел текуче-
сти о в кг/мм*
о
Относительное
удлинение 85 в %
Относительное
сужение ф в °/0
Твёрдость по
Бринелю Hq
Удельная ударная
вязкость а.
в кгм/см'
Место
взятия
образца
Лов.
'/зЯ
Центр
Пов.
•/,я
Центр
Пов.
¦/3Я
Центр
Пов.
*/»я
Центр
Пов.
'/•я
Центр
Пов.
V Я
Центр
Группа
стали
Легированная хромоникельволь-
фрамовая
Марка
18ХНВ *
Способ выплавки
Основной или
кислый про-
цесс в мартеновских печах;
основной процесс в электри-
ческих печах
Ковка и штамповка в горячем состоянии
С
0,14 0,21
Мп
0,2/—0,//
Si
0,7/ 0,30
1
Сг
N
4,о—4,S
0
W**
8—1,2**
<
S
0,0/
Р
<o,os
Прутки и поковка
Всякий
по сор-
тамен-
ту
От ж.
197-269
)
. 3 950
2. 3 850
J. <
в.
Э ISO'',
, возд.
или м.
3 С,
3 С,
3.
¦2/
возд.
возд.
0 150—
170° С
л
2.
3
3
¦г/
950° С,
возд.
3
О
Механические свойства при
44]
8S
10
4S
1 8
[36] ***
ss
11
4S
10
850° С,
зозд.
200° С
обычных
[39]
.,<
8/
12
So
9
* По ОСТЩКТП 7124—18ХНВА ведомственное и заводское обозначение -
** Вольфрам можс
т заменяться молибденом
** Данные для стали с содержанием
не более
из расчета
0,035"L S и
3 вес.
До
1.3
879
860-
С,
возд.
2. 0
170°
150-
с.
возд.
ДО I
1.3 860-
870° С,
2. 0 550—
575° С,
м.
температурах (не менее)
[46]
1
8S
1
SO
132-
-3*7
12
- 53 А1
, Э16.
ч. W заменяются i
не более 0,035Ч0
Р.
** Данные для стали с содержанием не более 0,03°/„ S и не более 0,035°10 Р.
**¦*
110
8о
12
SO
321—387
12
вес. ч. Мо.
ГЛ. XJ
КОНСТРУКЦИОННАЯ СТАЛЬ
647
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
*
Предел
'—
(не
(см
58)
, 1 ]
усталости
В K2JMM1
более)
также фаг. 50 и
36]
Показатели механи-
ческих
°Ь*
<js в
§ в
свойств
кг 1мм1
кг/мм1
/о
а. в кгм/см*
Условный предел
(напряжений) ползу-
чести ас в
(не более)
кг, мм1
Модуль норм.
3 0
при
= 116,5 кг/.
IJM»
упру-
Критические точки
в СС [36]
Асх
Ас,
7оо
8ю
Агх
Аг3
31°
Коэфициент линей-
ного
о -10
расширен!»
' Н [33]
Теплопроводность X
в кал;см ¦
Интервал
тур ковки
сек °С [33]
темпера-
[36]
Свариваемость
Обрабатываемость
резанием [53]
Особые свойства
[36, 46]
Область и
применения
примеры
[36,
1Ь\
Значение под чертой
Число
j
о ¦
1 •
циклов
0е
(V
10- • •
о ! изгиба
/б
29*
Механическ
При низких температурах
Вели-
чина
дефор-
мации в
М.У/М-И
в час
10
Ю-8
20°
20 ООО
21
юс
14,
в
С
Температура пси
¦с_, кручения
е
свойства
При
>1ганий в
Прокаливаемость
Сталь мартенситного
''
S
6f
o,o?J
К.
класса
200°
14,;
210°
о,о6о
1181—80(Р
Шт. 1200-850
Низкая
Коэф. обр.
0,75
при
Н D я=г
=270; 0,5 при
"В
= 321+385
400°
14,3
S3'
о,о67
29
31
33
био"
14, г
S97"
о,о/8
19
22
высок
X
в J
С
Модуль
Характеристика образца
материала
и его
Сталь состава: 0,15п1п С; 0,4Wa Mn;
- 0 ^6'
3.
as
41-
1. 3
С
1 46
i
9Ж
170",
77
j С ; 4 2°i- M: П61Ч.. W:
. м. 2
возд.; о
кг/мм
температурах
С
3 «М
ь =116,5
f/^'/uJ ф
кг/ 4 иа;
Характеристика мате-
риала
при нормальной
температуре
Характеристика материала образца
сдвига
Склонность к от-
пускной хрупкости
[.52]
25
27
Теплоемкость
с в
/V
кал /г
[JJJ
Температуропро-
(
а{~^
Спо.'об охлаждения
поковок
Сопротквленме
атмо-
сфернон коррозии
Пластичность
при хо-
лодной деформации
Высокая прочность
X
\
¦с)
i ек
Ох л.
23
Удельный
[33\
67
о,и6
о.обз
вес у в
2}0°
0,123
о
2H
о.обг
S34"
o,iS;
131°
0,046
замедленное — сталь
ливается
на
воздухе
Согласно шкале—балл 4
Низкая
з условиях вибраций; применение в
шенном состоянии как для закалки в
В тяжёлом
масло
, так и
<H2°
о,'73
897°
0,043
зака-
цементованном и улуч-
для закалки на
и среднем машиностроении—высокой прочности
шестерни, шатуны, валы редуктора,
относится к образцу с
ответственные
надрезом радиусом 0,75 мм и
болть
воздухе
: коленчатые
валы,
силовые шпильки
диаметром в надрезе 7,52 мм.
648
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. )»
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ
44]
Основное назначение
Химический состав
в % [44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении з.
в кг) мм'
Предел
текучести я5
в кг/мм3
Относитель-
ное удлинение
6 в ^/
Относитель-
ное сужение
Твёрдость
по Ьринелю
нв
Удельная
ударная вяз-
кость aj(
в кгм/см?
Место
ВЗЯТьЯ
образца
Лов.
4»R
Центр
Лов.
'/»#
Центр
Лов.
V.*
Центр
Лов.
4,R
Центр
Лов.
lUR
Центр
Лов.
l/3R
Центр
Карта
73. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Хромоникельвольфрамовая
С
0,20—0,30
Всякий по
сорта-
менту
Отж.
Мп
0,2/— 0,//
'S
1. 3 850" С,
2. О 550° С,
в. или м.
Марка
25ХНВ *
<
Способ
выплавки
Основной или кислый про-
цесс в мартеновских
основной процесс в
трических печах
{овка и штамповка в горячем состоянии
Si
0,1/—0,}0
i
Прутки
1.3 850" С
2. О 560z
Механические свойства
[44]
2OJ-.8/
* По ОСТ НКТП 7124 - 25ХНВА
** Вольфрам
может заменяться
110
9/
4о
8
[39]
м
С.
при
110
9!
4/
9
с содержанием 4,1—4,6''
молибденом из расчёта
*** Стандартные (Англия) значения для
3,0-4.5 „ Hi; 0,75-1,5O'iu
Сг; 0,20—0,65"'о Мо.
**** Конкретные значения для стали состава
Сг
-1,6}
W**
0,80—1,20
и поковки
Всякий
сорта
ПО
-
менту
3+0
J
'4
4
Ni
0-4,/
is
1. 3 830° С,
2. О 600° С
обычных температурах
[62] ***
94
7S
П
S
<0,0/
io8
м.
м.
(не менее)
[62] ****
10
, Ni, 0,03°!a S и 0,035'h
i вес. ч.
стали состава: 0,25—0,40
: О,28'Чо С; 0,34
/0
Мп; 3,5
Р.
заменяются
о С;
Ni; i.
<
J>7 /0
U;
10/
92
20
1 вес. ч
104
91
20
. Мо.
печах;
элек-
Р
<О,О}
До 1/о
1. Н
920-
980° Q
2. О
150—
200" С
[32]
9S
so
11
Мп; 0,10-0,35% Si;
0,290 ^
1111'
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
649
12
13
14
| 15
16
IV
18
20
24
26
28
30
32
34
35
Предел усталости
0—1,
т—,
(не более)
1 кг/мм'
[Щ
Показатели меха-
нических свойств
1
as в
3 в
ak в
кг/мм'
X
кгм/см1
Условны?
предел
(напряжений) пол-
зучести ас
(не С
юлее)
Модуль
гости Е в
в кг 1мм'
-трм.
кг! мм
упру-
J w
Критические точки
в *С [36]
Ас,
Ас3
7оо
•J20
Коэфици-
Ат,
An
$00
нт линей-
<х • 10е [33]
* Г
Теплопроводность
[33] Г
Интервал температур
ковки [об]
Свариваемость
Обрабатываемость
резанием [53]
Особые свойства \32]
* Данные
4,0-4,7°/0 Ni.
я [60]
Число
Ь-
1 •
1 • 1
циклов
10е
10'
0- • •
<!_, изгиба
-о
*—i кручения
Механические
При низких температурах
Вели-
чина
дефор-
мации в
мм, мм
в
К
час
i —в
ю-7
Ю-8
20е
20 000
21
в
С
I
свойства
1ри
Температура испытаний в с
1
Прокаливаемость
Стал t
класса
100°
i
ю.7 |
40°
о,об 5
1200 —
мартенситного
200 '
4.1
2ОО°
o,o6j
850" С
Низкая
Коэф
обр.
Нв -
=207^239; 0,8
при И^
=235+
+260; 0,5 при
НЬ
{ =321 i-370
4оо°
14,6
494°
o,o6i
29
31
33
6оо°
1},2
945°
0,055
19
2
25
27
высоких*
в
С
Характеристика образца и
материала
Сталь состава: 0,26
О Vfil 51- 1 тл rv. л о
а^ — 7/2
Т "™ /и
кг/мм3;
t " fe
его
°/0 С; 0,37% Мп;
as=84 кг /мм3; Ь,0~~13°1а:
Образец гладкий
температурах
°С
Характеристика мате-
при нормальной
Характеристика материала образца
Модуль сдвига
G ?
кг! мм4
Склонность к отпускной 1
хрупкости [32]
И"
Теплоёмкость с
в кал/г СС
М\ 1
Температуропро-
водность
а(-
"т
Способ охлаждения
ПОКОВОК
Сопротивление атмо-
сферной коррозии
Пластичность
при
холодной деформации
Высокая прочность;
нию флокенов
В английской
закаливаемость
—J в см31сек
0,111
40°
0,05
23 1 1
| в г
534°
o,i8o
494°
0,042
Олл. замедленное—сталь
на воздухе
'дельны*
'см3 [33]
о ЯоЯ
901°
945°
0.028
i вес у
закаливается
Согласно шкале—балл 4
на воздухе; чувствительность к образова-
практике—в средней машиностроении: болты высокого напряже-
ния, валы моторо
i, коленчатые валы;
конапрнжённые фитинги (в авиации);
завода .Электросталь' <
Эля
стали 18ХНВ
шитуны моторов, валы пропеллеров,
:илоше
шпильки
состава: 0,15-0,22°/
j С; 1,3-1,7°/о Cr
высо-
; 0,8-l,2°/ttW;
650
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. 11
Карта 74. СТАЛЬ КОНСТРУКЦИОННАЯ
1
2
3
4
5
7
8
9
10
11
Стандарт
Проект ГОСТ [44]
Основное назначение
Химический
в X [44]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении CTJj
в кг 1мм*
Предел те-
кучести Оу
Относитель-
ное удлинение
\ в %
Относитель-
ное сужение
+ в °/0
Твёрдость
по Бринелю
Нв
Удельная
ударная вяз-
кость
ад, в кгЩсм*
* Данные для
Место
взятия
образца
Пов.
Va R
Va R
Центр
Пов.
% R
V, R
Центр
Пои.
Центр
Пов.
/з К
Центр
Пов.
Va #
Центр
Пов.
Va Я
Центр
Группа стали
Легированная хромоникельмолиб-
деновая
Ковка
С
о.*-о*
Всякий
по сорта-
менту
Отж.
[44]
163—241
и штамповка в
Мп
) 0,30—о,6о
200
0
240
1. И 860" С
2. О 660° С
Механические
6S
4S
18
4S
i87
I
стали состава: 0,30—0,38°10
0,25-0,4(PI0 Mo; «0,0?% S;
** Данные для
стали
0,25-0,40f>i0 Mo; <0,04% S
<0,035% Р.
60
40
18
4S
179
S
C; 0,35
состава: 0,32—0,38°10 С
<0,04°la Р
;
горячел
Марка
35ХНМ
состоянии:
Способ
выплавки
Основной или кислый про-
цесс в мартеновских печах;
основной процесс в электри-
tecKtix печах
изготовление деталей
режущих станках
Si
.it-o.30
Cr
О,8о—1,20
Ni
i,4o—i,8o
Прутки и поковки
*
1
so
. И 860
3. 3
550°
80
" С,
С, л
120
2. О 660° С.
. 4.
Мо
o,i!—о,зо
i6o
яозд.
на металло-
<о
200
О 600—620° С, возд
свойства при обычных температурах (не
100
9°
13
fo
29З
10
100
96
S3
84
¦
13
¦
Го
¦
28S
¦
- 0,65°10 Мп;
?,3-0,6°/
ТО
98
94
84
So
»
So
S
92
86
74
68
13
SO
269
т
8
0,17-0,37°l0 Si; 0,8-1,
8S
82
70
64
13
SO
262
241
6
менее)
86
So
68
60
13
4S
2SS
«г
1°/0Сг; 1,25-
5
S
,os
Р
<о,о;
zoo—з°°
1. 3 860-
88
2.
(Г С, м.
0 620-
возд.
[46] **
7°
So
IS
40
217
0
-l,75»la Ni;
Мп; 0,17-0,37% Si; 0,8-l,2°i0 Cr; 1,4-1,8°!Й
Ni;
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
651
12
|
1
13
; 14
15
16
17
18
20
24
26
28
.TO
32
34
35!
Предел ;
a ,
(не'
•с
более
усталости
в кг/мм*
Показатели механи-
ческих
ab в
as в
84 в
свойств
кг/мм'
кг/мм'
%
ад в кгм/сма
Снижение
Условны?
ak B
/о '
предел
(напряжений) пол-
зучести зс
(не '
юлее
в кг/мм1
[55]
Модуль норм, упру-
гости Е в
3,0
при
кг/мм1
°Ь '
¦= 114 кг/мм*
[36]*
Критические точки
в °РС
Act
Acs
[36]
730 | АГг
8ю
Аг3
Коэфициент линейно-
го расширения а
¦ 10е
Теплопроводность
X в кал/см
Интервал
тур ковки
• сек
"С
темпера-
36]
Свариваемость
**
Обрабатываемость
резанием
Особые свойства [46] \
Область i
i примеры
применения [46]
* Данные
для стали
Число
5-
1 •
1 •
циклов
10»
107
10-••
<г изгиба
1
t
кручения
1
Механические
• При низких температурах
—20
9,S
S
Вели-
чина
дефор-
мации в
мм/мм
в час
ю-»
10—7
10—8
20°
20 400
в °С
—40
9,о
10
[36]
—So
8,;
1;
—8о
7.о
зо
|
свойства
При
482
70-7
/
i
высоких
в СС
Ц8
;8,i
32,9
19,!
Характеристика образца i
температурах
[55]
S93
42,7
IS.8
23,8
Образец (Шарпи)
ной заготовки
1
648
28,2
0 30 мм.
6,S
49,8
1а
i его
рактеристика мате-
Сталь состава:
0,3<Р!0 С; 0,68°/„ Мп;
0,72°/с " - - ¦ •
0,32°/п
м.\ 2
иг; 1,/Р/о м;
Мо. /. 3 830° С,
О 600° С; <зь-=
89,3 кг/мм
70,2 кг\мм*
; ъ -
[55]
1 термически обработпн-
1. Н 860а С
3. 3 850° См.; 4. О 600-620° С,
[56]
Температура испытаний в с
4оо
4SO
28
14,7
21 Прокаливаемость
К. 1180-800^0.
Шт. 1220-850} С
Низкая, подогрев перед свар-
коь
i до температуры
200—300" С
Стойкость
В тяжёлом
турах
40ХНМ
•* По данным ЦНИИТМАШ.
до 450°
против
8,6
4,!
19
22
25
27
29
31
33
С
S93
2J
1,16
возд.; с
Характеристика
Сталь
(наиболее
ва): 0,36% С;
1,19°!01>
о,ы%
= 100 кг/мм*; <ss
<\>=69°/в
Модуль сдвига
G
в кг/мм
1
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал /г °С
Температуро-
проводность
\
«1- —
\ у . с>
в см"/сек
Способ охлаждения
поковок [40]
Сопротивление ат-
мосферной
коррозии
Пластичность при
холодной деформации
Oxj
; 2. О
560° С:
ifo *=10 кгм/см2
материала образца
> близкого
0,58%
Мо
соста-
Мп; 0,51% Сг;
0,022°loS;0,022°l0P.
-=86 кг /мм'; 64=
23
в
b ~
-24,5°/0;
Удельный вес т
г\см*
s. замедленное с раз-
меров 2
76
мм и выше
ползучести при температурах до 450° С
машиностроении—
С; крепёжный
диски, роторы, валы паротурбин
материал—болты, шпильки
балл 4
при темпера-
652
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД .1II
Карта 75. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
б
6
7
8
9
10
11
Основное назначение
Химический состав в %
[36]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
жении яь в кг/мм*
Предел теку-
чести сх в кг)мм?
Относительное
Относительное
Твёрдость по
Бринелю Hg
Удельная удар-
в кгм/см3
Место
взятия
образца
Пов.
V, Я
Центр
Пов.
Центр
Пов.
Va R
Центр
Пов.
»/,*
Центр
Пов.
lUR
Центр
Пов.
Ч3 R
Центр
Группа стали
Легированная хромоникель-
молибденовая
Марка
Способ
выплавки
Преимущественно
процесс в
кислый
мартеновских
печах; основной процесс в
электрических печах
Ковка и штамповка в горячем состоянии; изготовление
С
о,зо—о,з8
i6o
Отж.
870° С,
печь
Мп
o,3S-o,6s
30
Si
0,17-0,37
So
1. Отж. 670°
лорежущих станках
Сг
о,8о-1,ю
Пруткь
So
С, возд.
3. О 580-600' С,
Ni
0,2 s
а поковки
12O
2. 3 850"
возд.
Мо
-о,4о
i6o
С, м.
деталей на метал-
S
<о,оз
200
Р
< 0.O3S
240
1. Отж. 870°С,
печь
2. 3 850" С, м.
3. О 600—
620° С
возд.
Механические свойства при обычных температурах (не менее)
6о
40
18
4S
179
S
100
Q2
12
So
302
10
98
86
12
So
28s
10
[36]
94
8о
12
SO
*77
20
90
76
12
So
8
86
7-2
12
SO
248
6
86
82
уо
66
13
4S
2SS
241
6
84
8о
68
62
13
4S
248
23S
6
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
653
12
13
14
1b
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
а „ т 1 в
(не более)
кг 1мм
1
Показатели механи-
ческих свойств
я в кг!мл,
or в кг\мм
3
9
*< в %
Ф в о/о
а^ в кгм1см»
Условный
предел
(напряжении; ползу-
чести сг В
(не более]
кг/мм
[55]
Модуль hodm.
гости Е в
кг/мм
)гпру-
2
Критические точки
в ^С
Асх \ 72;
Ас, 1 8оо
Аг,
Коэфициент линейно-
го расширения а
• 10е
Теплопроводность
Интервал температур
ковки
Свариваемость
[ЦНИИТМАШ]
[36]
Обрабатываемость
резанием
Особые свойства [46\
Область
и примеры
применения [46\
Число 1
Ь- 1
1 •
1 •
При
+ 20
100
92
12
50
10
Вели-
чина
циклов
О6
0'
10
НИЗКИХ 1
в °С
— 20
дефор-
мации в
мм/мл
в
V •
0,7
час
10—
10—
1
2,6
¦ 10—7
21
1
ю
_, изгиоа
Механические
гемпературах
[36]
-40
9.S
—6о
9
кручения
свойства
При
482
70,1
Г?
i8,;
69,Ь
Ч
7
Температура испытаний в
4оо
4SO
28
9'
а
ь,з
Прокаливаемость
и8о—8;о° С
Низкая
подо-
грев перед
сваркой до
500" С
к
Стойкость
шг
59
29
31
33
[32]*
Характеристика образца и
зысоких температурах
в °С [55]
Х38
;8,i
32,9
20,2
8l,0
7,2
11,0
'С
I
19
22
25
27
Модуль
G
!93
42,7
i;,8
23,8
82,0
13,0
648
28,2
6,6
49,8
91,о
ю,;
материала
его
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
0 39" 1
Г- П КЯПГ- Мп-
0,28°l0 S1; 0.72У0 Сг;
J
74
„Ni; 0.3?чп Мо;
0,017 %S: 0,018°!a P;
термообработка:
1
3
330° С, л
г. 2. О
600° С, возд.
После
краткоь
времен-
ной выдержки
После
100 час
. выдер-
жки при указанных
температурах
Характеристика материала образца
Сталь состава: 0,37°1„ С;
0.63PI
„ Mn; 0,16°L
1,77-1,78°
сдвига
в кг/мм
Склонность к отпускной
хрупкосп
i
Теплоёмкость с
в кал/г °<
Температуро-
проводность
а[ - —
в см'/сек
Способ охлаждения
поковок
Сопротивление атмо-
сферной коррозии
Пластичность
при
лодной деформации
против
ползучести
образованию флокенов
В тяжёлом машиностроении
материал — t
¦ Значения твёрдости Яп„
December, 194Л.):
Расстояние
"RC
юлты, шпильки
для литых и
от закалённого торца в
для кованого образца . . .
мм
хо-
Si;
0,55-
0,69-0J7°L Сг;
о Ni; 0,33-0,36°/с
23
Мо
Удельный вес f
в г/см3
Охл. замедленное с размеров 0 60 мм
и выше
Согласно шкале—балл 4
при температурах до 450
3 С;
чувствительность
— валы, диска, роторы паротурбин; крепёжный
кованых образцов по Джомини (см. Metal Progress,
1.5
Я
55
6
55
10 12
54 54
54 54
i
\5 20 22 25 28 &
53 53 53 53 5_
54 53 53 53 5i
<;
5с
> 38
53
45 50
52 53
53 53
654
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
Стандарт
1
2
3
4
5
ft
7
8
9
10
11
Проект ГОСТ [44]
Основное назначение
Химический состав в °/„
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии <jfc в кг\мм3
Предел текуче-
сти 5 В KZjMM3
о
Относительное
Относительное
Твёрдость по
Удельная удар-
в кгм1см?
Место
взятия
образца
Пов.
Vj R
V. Я
Центр
Пов.
76. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
Легированная .
молибденовая
Ковка и
С
о,г8—о,з&
;тали
кромоникел*г
Марка
35ХНЗМ
r
Способ выплавки
Прей существенно
процесс в
печах или
три
штамповка в горячем состоянии: изготовление
Мп
о,4о— о,]с
SI
o,ij—o,3<j
режущих станках
Сг
о,7°
-1,1С
N1
Мо
0,20—0,3с
кислый
мартеновских
основной в влек-
печах
деталей на металло-
S
<o,oj
Р
- <о,о;
Прутки и поковки
i6o
1. Н
850° С
2. О
65СР С,
возд.
30
1. Н
SO
85€Р С 2
«0
О 650° С
7.30
i6o
возд. 3. 3 550
О 580-600" С, воз<Э
0 С,
Механические свойства при обычных температурах
8о
/з К |
/з «
Центр
Пов
Ч» R
Центр
Пов.
4,R
Центр
Пов.
V.*
Центр
Пов.
43R
Центр
во
10
40
229
4
* Для стали состава: 0,30-0,38°;*
0,40°/и Мо; < 0,03т0 Ъ;
i
< 0,035 ¦'
.Р.
'* Для стали состава: 0,28—0,3S°L С
0,30°@ Мо; < 0,04% S;
< 0,605% Р.
ю8
96
12
SO
10
70S
/об
94
92
12
So
10
С; 0,35- 0,65°, о Мп;
s
706
9-2
90
•'
So
302
1С
юб
Ю4
92
со
оо
12
SO
321
302
8
Ю4
102
90
I
?6
10
4S
293
6
0,18-0,35% Ы; 0,8—1,1% Сг
0,50-0,804^ Мп; 0,17-0,37%
Si; 0,7-ljOPI
, Сг;
.200
100—J00
1.3 830-
850^ С, м.
2. О 550—
630' С,
п. j возд.
(не менее)
Ю4
[46] **
90
1
700
88
82
10
4S
302
28/
6
7S
40
26,
6
; 2,25-3,00°i0 Ki;
2,75-3,25°/0 N1;
0,25-
0,20-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
655
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел
»_,
усталости
в кг/мм*
более)
[36]
Показатели механи-
ческих
a. i
5 В
S в
аъ
свойств
кг/мм*
%
i KZMJCM*
Снижение
%
Условный предел
чести и в
(не
эолее)
Модуль \
гости Ь в
кг/мм3
[55]
юрм.
упру-
кг/мм3 [36\ ¦
3 В. о. при з.
= 94 кг/мм3
—
Критические точки
в °С
Асх
Ас3
[36] *
720
790
А'3
4оо
Коэфициент линей-
ного расширения
о- 10е [36]*
3/В. О. при а
=
94 кг/мм1
Теплопроводность
X в кал/см
31В
=
. о.
• сек
при j
94 кг 1мм3
"С
> —
Интервал температур
¦совки
[ЦНИИТМАШ\
Свариваемость
[ЦНИИ 1 МАШ
Обрабатываемость
резанием
Особые свойства [46]
Область и примеры
применения
[ЦНИИ/МАШ
Число
5-
1 •
1 •
циклов
10е
107
10е
9—1 •
1згиба
44
47
—1 кручения
3
о
Характеристика образца
материала
¦ 94 кг/мм3; а
Механические свойства
При
—20
10
о
Вели-
чина
дефор-
мм!мм
в час
1С
10
1С
\—«
—1
_а
4-10—">
30°
21 1ОО
21
низких температурах
в°С
1 -40
9,/
[36
—80
8
20
При высоких температурах
100
о8
10
Ь,з
Температура испытаний в °
4ОО
100°
го 700
4/о
foo
1
24.3
300°
19 600
Прокаливаемость
[Зб\
20—100°
10,8
100°
0,098
20—200е
11,6
200°
0,01H
и8о—8/о° С
Низкая,
подо-
грев перед
сваркой до
500 С
к
52
20—400°
13.3
300°
o.oSi
29
31
33
10,4
$00°
17 600
20—6ОО°
'S-7
4оо"
0,073
SSO
19
22
25
27
г<7
в
200
10
8
i
С
1
Модуль
G ?
[55]
Зоо
Ю7
8о
9
Ч
4оо
9s
80
13
14,2
=
3/В о '
и его
—
= 72 кг/мм3
Характеристика мате-
риала
/.
при нормальной
температуре
Для испытаний при
низких температурах
из
термообра
Ширпи)
ботан-
ной заготовки 0 30 мм
3/Р п ' п- —ОЛ lr>l и u2-
0
2.
= 75 кг/мм3; аь =
Для испытаний при
высоких температу-
нием 0,25-0,35*10 С;
3/0 на сорбит
Характеристика материала образца
Сталь состава: 0,ЗР1п С; 0,65о Мп;
0,26% Si; /,//;",, Сг,\2.Убо.о М;_0,49"/0М°;
А 3
сдвига
j кг/мм"
3/В. о. при
о
[36]*
= 94 кг/мм3
Склонность
хрупкости
830—840
См.
Ив =
20°
8гоо
к отпускной
Теплоёмкость с
в кал)г °С
Тем п ературопро-
водность
а
1 —
R СМ1*
Способ охлаждения
поковок
Сопротивление атмо-
сферной коррозии
Пластичность
при
лодной деформации
Стойкость против ползучести
образованию флокенов
В тяжёлом
стерни
* Для стали состава:
0,40 °/o Mo; <
0,03%
S; 0.035»!,
¦),30-0,380С
Р.
при
хо-
X
—
-,)
/сек
юс
J7i
>°
8оОо
23
2. О 500-540° С;
Ч
Зоо°
72/0
Удельный
в г!см3
$00°
62/0
вес у
Охл. замедленное, сталь закали-
вается на воздухе
Согласно шкале—балл '
Низкая
температурах
и среднем машиностроении —
0,35-0,65% Mr
i; <
1,18-0,35%
до 450°
i
С, чувствительность
- валы, диски, роторы
S
; 0,8-1
,1% Сг;
паротурбин; ше-
2,25-3,0О>!0 N1;
0,25—
656
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
j
1
2
3
4
Ь
ft
7
8
9
10
11
Стандарт
Карта 77
Основное назначение
Химический состав в °/„
[46]
Вид полуфабриката
Размер поперечника
(толщина) в лж
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии о.в кг1ммх
Ь
Предел текуче-
сти о„ в кг1мм?
s
Относительное
удлинение •„ в °/0
Относител ьное
сужение ф в %
Твёрдость по
Бринелю Hg
Удельная удар-
ная вязкость а.
в кгм'см*
Место
взятия
образ-
ца
Пов.
ч R
1С
¦•/. R
Центр
Пов.
V3R
v, R
Центр
Пов.
Центр
Пов.
43R
Центр
Пов.
V.S
Центр
Пов.
43R
Центр
СТАЛЬ
Группа
КОНСТРУКЦИОННАЯ
стали
Легированная хромоникелъ-
молибденовая
С
0,28—0,33
Мп
o,3S- о,6;
Ковка в ,
S1
о,18-0,„
Марка
30ХН4М
Способ
выплавки
Основной или кислый про-
цесс
в мартеновских
печах;
основной процесс в электри-
ческих печах
орячем состоянии
1
Сг
,ю—1,4о
3,1
г-
i
Мо
о,3~о,4
<о,о,
Р
<о,оз;
Прутки и поковки
2ОО
1. Н 860" С
2. О 660° С,
возд.
8о
6о
10
40
329
4
,0
So
и
3.
«с
Н 860° С. 2.
3 850° С, м
>
О
возд
Механические свойства при
io8
дб
12
3»
10
io8
юб
96
94
12
SO
321
1
о
* Данные относятся к стали состава: 0,30 -O,S8°L С
3,75°lb Ni; 0,3~0,4°lQ Mo; <0,03f% S; <0,035% P.
•* Образцы тангенциа гьные — ударные
по Шарпи.
[36]*
ю8
юб
I2C
>
660' С, возд.
4
с
94
92
12
So
за
10
¦ 0 35-
0,6
5°
О 660"
)бычных
юб
i6o
До rjo
1. 3 820-
830° С,
м.
U. О 560—
600° С,
м.
температурах (не менее)
ю4
92
88
12
ГО
121
}О2
8
104
102
90
86
10
4S
121
102
6
[46]**
ю;
QO
4о
in
S
/0 Mn; 0,18—0,35°la Si; 1,1—
14*1
,Сп
3J.5-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
657
и
13
15
16
IV
18
20
24
26
28
1
30
32
I
34
35
Предел усталости
о—„ -с—, в кг/мм*
(не более)
Показатели механи-
ческих
<Jh В
S
6 в с
ak l
'ВОИСТВ
[36]
kz:mj
1
кг mi см"
Снижение
Условный
akB
%
предел
(напряжений) ползу-
(не более)
кг/мм-1
Модуль норм.
гости Е в
Кри
Ас,
Ас,
кг/мм
/пру-
тические точки
[36]
At,
77S | Аг3
Коэфициент линей-
ного
расширения а. 10е
Теплопроводность
X в кал!см
Интервал
тур
ковки
• сек
°С *
темпера-
[ЦНИИТМАШ'.
Свариваемость
[ЦНИИТМАШ,
Ь9\
Обрабатываемость
резанием
Особые свойства {46}
Область
\ примеры
применения [46]
Число
циклов
5 • 10е
1 ¦ 107
1 ¦ 10- ••
При
— 20
0
Величи-
на де-
форма-
ции в
мм 'мм
в
час
ю-7
1С
—8
21
а—j изгиба
t__, кручения
Механические ев
низких температурах
в
—SO
9
ТО
С
-8о
8
20
ойства
При высоких
Температура испытаний в
Прокаливаемость
[32]
Сталь маотенситного
класса
и8о
-5/о° С
Низкая, пос
погрев перед
сваркой до температуры
400-500' С
Стойкость против
19
22
25
27
29
31
33,
юлзучести
в
°С
Характеристика образца и
материала
его
температурах
3С
Характеристика
мате-
тиала при нормальной
температуре
Ооразец (jjjapnuj
из
т?.
рмообработая-
ной заготовки
ПЗОмм:
1 Н 86п0 п ° п ккп° f
возд.
3. 3 850"С, м.
4. О. 600 620°
°Ь
а
С, возд.
= 108 кг 'мм*;
= 96 кг/мм*;
= 10 кгм,смй
Характеристика материала образца
Модуль сдвига
G в кг/мм3
Склонность к отпускной
хрупкости
Не подвержена
Теплоёмкость с
в кал,г °С
Температуропро-
водность
«(
= ) ъ см2!сек
1 . С'
Способ охлажде-
ния поково
<
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
при
тельность к образованию флокенов
В тяжёлом
жении
диска,
машиностроении —
роторы
для
Охл
23
Удельный
в г/см3
вес 7
замедленное
Согласно шкале — балл 4
Низкая
температурах до 450
"С,
высокая чувстви-
деталей, работающих при высоком
, валы паротурбин
напря-
* Ориентировочные значения могут быть установлены по данным для стали 35ХНЗМ.
658
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ [44]
Основное назначение
Химический состав в %
[44]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а. в кг1мм%
Предел текуче-
сти о в кг/мм3
Относительное
удлинение 88 в %
Относительное
сужение «V в °/0
Твёрдость по
Бринелю Hq
Удельная удар-
ная вязкость a^
в кгм/сма
Место
ВЗЯТИЯ
образ-
ца
Пов.
4,R
Центр
Пов.
4,R
Центр
Пов.
ll,R
Центр
78. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа
стали
Легированная хромоникелъмолиб-
денованадиевая
С
0,4-2 —
0,@
Мп
о,;о—о,8о
Марка
45ХН2МФ
Ковка в горячем
SI
0,1/—0,^0
Сг
о,8о—
i,ii
V
0,0/ —
0,1/
Способ
выплавки
Преимущественно
кислый
процесс в мартеновских пе-
чах; основной процесс в элек-
трических печах
состоянии
Мо
о,1/—о,зо
N1
1,30—
i,8o
S
<о,о/
р
<о,о/
Прутки и поковки
Всякий
по сор-
та 1вН-
ту
Отж.
2S
1. 3 850° С,
м.
2. 0 600* С,
в. или м.
if
1. 3 850° С,
2. 0 390-
430° С, м.
До юо
До юо
До
1. Отж. 850-860° С.
с печью
2. 3 860 -880° С
З.О
390-
420° С,
возд.
Механические свойства при
[44]
Лов. 1
43R
Центр
Лов.
170- 2J;
Центр\
Пов. |
Центр
го;
до
8
7
* Данные для стали состава: 0,42—0,50',, С
0,10- 0,20 /„ V; 0,2-0,3
*
,, Mo; <0,04 L S
; <0,04'п Р.
* Данные для стали состава: QA2—0,49''0 С
0,05-0.15'Ч0 V; 0,2- 0,i
70 Мо; -
s, 0,030%
Ь; <0,03% F
[36]*
I/O
13S
7
; 0,5-0,8*10
; 0,5-0,8а1о
3. О
550-
600° С,
возд.
обычных
3. 0
650° С
100
охл.
600-
,возд.
температурах (не менее)
[46]**
ISO
140
7
3S
41S—4H
3,!
| iot
90
9
40
321—363
!,о
|
<
?о
70
-
го
4S
збо—ззх
>
Мп; 0,17 — 0,37в10 Si;
Мп; 0,17-0,37%
0,8-1,1% Сг;
Si; 0,8-l,PI0 Сг;
1,3-1,8% М;
lj-1,8% Ni;
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
659^
12
13
14
15
16
17
18
w
24
26
28
30
32
34
35
Предел
a—„ x—!
(не
усталости
в кг/мм*
более)
Показатели механи-
ческих
%
as
в кг/л
свойств
и*
в кг/мм3
5 в°/о
ak
в кгм/см*
Условный предел
(напряжений) i
чести ае
(не
5олее)
юлзу-
i кг/мм'
Модуль норм.
гости Е в
кг/мл
упру-
3
Критические точки
в °С [36]
Ас,
Ас3
8оо
Аг,
Аг3
Коэфициент линей-
ного
расширения о-10"
Теплопроводность
X в кал 1см
Интервал
тур i
<овки
• сек
С
темпера-
Свариваемость
ЩНИИТМАШ]
[об]
Обрабатываемость
резанием
[64]
Особые свойства [36]
Область и
примеры
применения
Для
W
Числе
5-
1 •
1 •
циклов
10е
Ю7
ю- ••
При низких
Величи-
на де-
форма-
ции в
мл
в
'ММ
час
10—"
10—"
ю—«
21
в
0—1
изгиба
с_! кручения
Механические
температурах
1С
1
свойства
При
Температура испытаний в
Прокаливаемость
zz8o—8;o° С
Низкая
Отн
• 187-
обр. 45°/0 при
-241 *
НВ-
19
22
25
27
29
31
33
высоких
в
°С
Карактеристика <
образца
материала
и его
температурах
°С
1
Характеристиь
риала
са мате-
при нормальной
температуре
Характеристика
Модуль сдвига
G в
кг/мм3
Склонность
хрупкости
к отпускной j
ржена
Теплоёмкость с
в кал/г СС
Температуропро-
водность
в(-
—:—1 всм^/сек
^ ¦ су
Способ охлажде-
ния
поковок
Сопротивление
атмосферной
розии
кор-
Пластичность при
холодной дефор-
мации
Охл.
материала образца
Удельный
в г/см3
замедленное
Согласно
Низкая
вес у
шкале—балл 4
Высокое сопротивление скручивающим напряжениям
В
дач
тяжёлом и
среднем машиностроении — валы торсионные,
, валы фрикционов
стала (без ванадия) с
0,30-0,4(^/0 Mo.
содержанием: 0,35—0,45°/а
С; 0,50-0,80°10 Мп;
валы
0,50—0,80°1о
Сг:
коробка
пере-
/о Ni;
660
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Стандарт
1
2
3
4
5
6
7
8
9
10
11
я
ГОСГ 801-47 [20]
Основное назначение
Химический состав
в °/0 [20]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении 3?
в кг/мм1
Предел те-
кучести Оу
в кг/мм3
Предел про-
порциональ-
ности
<jp в кг!ммг
Относитель-
ное удлинение
К в °/о
Относитель-
ное сужение
Ф в °/0
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость
fe Значения для
Место
взятия
образца
Пов.
V, R
Центр
Пов.
V* R
Пов.
Пов.
4,R
Центр
Пов.
»/,д
Центр
Пов.
V, Я
Центр
Пов.
'/з R
Центр
стали
* Данные завода .Серп
Карта
79. СТАЛЬ КОНСТРУКЦИОННАЯ
Группа стали
Шарикоподшипниковая хроми-
стая
Ковка и
С
1,00—1,10
По
1. Г
2. Отж.
[20]
l8j—2OJ
штамповка в горячем
14 мм)
Мп
0,20—0,40
S1
o,zr-ot3f
Марка
ШХ9
состоянии,
в холодном
о
Прутки и поковки
сортаменту
О тле.
Я
Сг
90—1,20
2!
Я.
1. 3
О 500° С
Способ
Основной Uj
выплавки
ги кислый про-
цесс в мартеновских печах;
основной процесс в электри-
ческих печах
волочение и высадка (размерое
состоянии
N1
<0,20
1. 3
2. 0
700° С
Си
iO,2f
Прово-
лока
1
До ю
. X
2 Отж.
780-
800° С
Механические свойства при обычных температура;
[31]*
73
42
34
21
4Ь
49
4-S
ШХ15 с содержанием
и молот"
-)ля стали с
гбо
[31]
140
4
30
г
содержанием
78
19
ориентировочные
1,3—1,65
/в Сг.
[40]
6
о-73
IJO—20-]
S
< 0, 020
р
< 0,02^
i (не менее)
|
0 6-
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
©61»
г"
12
16
14
15
16
17
18
20
24
26
28
30
32
1
34
35
Предел усталости
t_i в
(не более)
Показателг
кг* мм*
мехапи-
ческих свойств
Qfj в кг/.ил/3
3 830° +О 150" С
Отж.
а5 в кг/мм'
8 в °
ak в
0
KZMJCM*
3 830° +О
Условный
1
150" С
предел
(напряжений) пол-
зучести зс
(не более)
в кг/мм1
Модуль норм.
упру-
2 1?/ ]
Критические точки
в °С [31] *
Ас,
Ас3
730—
7/о
890
Art
Аг3
7/0-
690
Коэфициент линей-
а- 10° [31] *** Отж.
Теплопроводность
[31]
i ей
"С
Отж. 900" С;
3 1000 С
Интервал
тур i
vOBKH
тсмпера-
31, ,
Свариваемость
Обрабат!.п
/J
аемость
резанием [о:)] *'
Особые свойства [31]
Область и
применения
* Данные
примеры
[31
ГПЗ
** Данные для стали
*** Данные
7роицкого
**** Данные для
***** Сталь с
~тали
Число
1 ,
циклов
№
о , изгиба
i
I
SS
Механические
При низких температурах
0
2J0
76
*'
Вели-
чина
дес
)ор-
мациив
мм мм
в час
Ш
10
10
в
-7
в С '.
-з;
27S
So
7
«1
-7/
26s
82
s
свойства
j кручения
При высоких тем-
пературях
JOO
2IO
6о
12
,/
Температура испытаний
20°
21
21
000—22 ООО
Прокаливаемость
100°
1
20°
0,0964
о/>88о
-
200°
i},9
1200—800°С
Низкая
Отн
400°
1;
. обр. 30°!о при
183 -i-229
600°
if
,2
Высокое сопротивление
В шарикоподшипниковой
до
¦с)
/ ,0 ММ
с содержанием
1
в °
н (.
1
1
С
[31]
1
!
19
22
25
27
29
31
33
износу;
Характеристика образца и
Состав
О,29°'П
Мп
материалг
стали: 1.05'
0,17"
170" С; HR
о --.i; 0.01
его
'о С; 1,45°'о Сг;
,^°'0S; 0,0i3°laV.
_ =62. При повышении
температмпь
снижается
Пайсо в и
дс
закалки до 845е
С. я .
25 кг/мм3 (Манкевич,
Геллер)
Характеристика мате-
при нор
мальноя
Состав стали: 1,03°10 С; 0.45»0 Мп;
1,ЗУ>1„ Cr,VJO°.o ,Mi; 0,3(Уч0 Si; 0.01° 0 S
ние:
Ь
МЛ
и 1~50 мм; на
(Кудрявце
в)
удар:
l=tiu мм; рас-
Характеристика материала образца
Модуль сдвига
G в
кг/мм3
Склонность к от-
пускной хрупкости
Теплоёмкость с
[31
***»¦
Температуропро"
ВОДНОСТ
X
!•<¦
Способ
поковок
J в см*1сек
23
3 °
С
srr
)
4S
Удельный вес т в г/см3
31] **
Без
omnvcKa
0,122
20
_
4S°
o,O9S
охлаждения
[31]
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной деформации
чувствительность
промышленности:
0.9S°:0 С и 0,55",
и Шпионов! кого.
COi
содержанием
та с
a 0,95-l,lff>JQ С;
0,9S°j0 С и 1
,12°l0 Cr
п Сг
0,20 -0,50° /0
Мп;
(НИИФМГУ).
7788
7,7&7
/*/°
o,i8S
О 777°
7-7*9
7.77S
981°
o,i74
Охл. замедленное
О 316°
779/
7.78а
с раз-
мера 2) 60 мм и выше
Согласно шкале—балл 4
к образованию
шарики
1,20-1,50°!0 Сг
. <С
и
24
Ш>
флокенов
мм; ролики и кольца
/„S,
662
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Карта 80. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
*
**
ГОСТ 801-47
[20]
Химический
в о/о [20]
состав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ности при рас-
тяжении Зи
в кг/мм'
Предел те-
в кг/мм*
Предел про-
порционально-
сти а в кг/мм2
Относитель-
ное удлинение
8» в °0
Относитель
ное сужение
Ф в %
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость ak
в кгм/см3
Данные заводе
Место
взятия
образца
Пов.
V. R
Центр
Пов.
V, Я
Пов.
Пов.
4»R
Центр
Пов.
7а R
Центр
Пов.
V. Я
Центр
Пов.
7а Я
Центр
„Серп
Группа стали
Легированная хромистая
1
Ковка ь
С
о,9Г—j,jo
Марка
ШХ15
Способ выплавки
Преимущественно
кислый
процесс в мартеновских пе-
чах; основной процесс в
электрических печах
штамповка в горячем состоянии; волочение в холодном состоянии:
Мп
0,20—0,40
шарикоподшипниковые трубы
Si
о,Ц-0,3!
Сг
1,30—1,6!
Ni
<o,s
Прутки
Всякий по
сортаменту
1. Г
2. Отж.
[20]
189—20J
г молот".
Отж.
1. 3
2. О 500°, С
Механические свойства
[31]
73
42
34
21
46
179
4,!
2.
3!
1. 3
0 700° С
О тле,
780-
800п С
<
S
'0,03
Прово
л ока
Ди ю
Отж.
при обычных температурах
[31]*
140
4
30
Данные для поперечных образцов [ЦНИИТМАШ].
78
19
!8
**
62-6!
*
зз—зб
196—201
[40]
6о
-73
-2О7
р
< 0,027
Трубь
—50+
+130
s=7+2C
Отж.
i
(не менее)
[22]
170—207
|
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
663
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
я. 1(
Т , I
(не более)
кг\мм*
[31]
Показатели механи-
ческих свойств
&? В KZJMM*
а„ в
8 в °
ak B
К2/ММ
L
кгм/см*
Условный
предел
(напряжений) пол-
зучести зс
(не более)
¦
в кг/мм"
Модуль норм, упру-
гости Е в
кг/мм
[31]
Критические точки
в 'С
Ас,
Ас3
№
768
Аг,
Аг3
694
7V
Коэфициент линей-
ного расширенш
(Троицкий
ковский)
1
и ШвиО-
Этгж.
Теплопроводность X
в кал/см ¦
сек "С [31]
Отж. 900° С
3 100J
° С
Интервал температур
ковки [36]
Свариваемость
[59]
Обрабатываемость
резанием [54]
Особые свойства [31]
Область
применени
* Значенш
и прим
я [31]
еры
Число
5 ¦
1,5-
1 •
циклов
10»
107
ю- ••
При низких
в
Рели-
чина
дефор-
мации в
мм мм
в l
1С
iac
10—7
Ю-
20 '
21 ООО—
22 ООО
21
я
j изгиба
-S9.S
¦с
, кручения
Механические
температурах
свойства
При
8;о
9.8
-
Температура испытаний в °
Прокаливаемость
100°
I
4
20°
0,0
9Г.9
o,oS77
1180-
См ф
200°
на
850° С
Низкая
Отн. обр.
30°/0 при Нв -
= 183+229
60
4оо°
29
31
оЗ
.6
31] *
6оо°
IS.8
19
22
25
27
высоких
в °(
900
1,4
С
Характеристик,
1 образца и
175° С;
его
HR - 59,0-61,8
температурах
: [31]
9>о
6,2
41,2
1ООО
4.8
42
риала при нормальной
= 10 мм; 1 = 100 мм; ско-
0,5
мм!сек (Зильбер-
ман и
Охрименко)
Характеристика материала образца
Модуль сдвига
п
в
кг 1мм"
Склонность к отпускной
хрупкости
31]
Теплоёмкость с
в кал'г °С
Этж.
Температуропро-
водность
а
в
Способ охлаждения
поковок [31]
Сопротивление ат-
мосферной коррозии
Пластичность при хо-
лодной деформации
Высокая износоустойчивость
кенов
; высокая
(
ц. \
С'
с л'/се к
4S°
0,132
20"
0,09;
23
УдельныР
в г
7.811
1см» [21]
вес у
. Для стали:
0,98°LC: 0.220/.J
и
0,28°/п Мп
o.iSS
98i°
0,114
Охл. замедленное с размеров 0 60
выше
Согласно шкале—балл
Умеренная
4
(в отожжённом на
стый перлит состо
янии)
чувствительность к образованию
В шарикоподшипниковой промышленности:
кольца
i твёрдости И
Расстояние
h
всех размеров
литых и кованых
Rr
от закалённого торца в
г, для литого обоазаа .
"С
Нп для косоного
образца ....
мм
шарики
И; / 68°U
; Отж.
мм и
зерни-
фло-
до 200 мм, ролики до 60 мм,
¦ образцов по Джомини (см. Metal Progress
1,5 6 К
) 12
56 63 48 41
15 20 22 25 28 32 38
di do яа .97 ?
45 50
7 ЧЧ 41 ОО ОО
66 64 52 42 42 42 39 37 36 34 32 30 30
, December,
1943):
664
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД.! Г
Карта
Стандарт
1
2
3
4
5
6
7
8
9
10
11
ГОСТ В-2052-43
[17]
Основное назначение
Химический состав в %
[17]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
а) при растяже-
нии а^ в кг 1мм3
б) при скручива-
нии т. в кг;мм?
Предел текуче-
сти U В К2;ММ3
Предел пропор-
циональности:
а) при растяже-
нии Од в кг/мм2
б) при скручи-
вании ip в кг/мм'
Относительное
Относительное
Твёрдость по
Бринелю Нg
Удельная ударная
вязкость а.
Место
образца
Пов.
Центр
Центр
Центр
Центр
Центр
Пов.
%R
Центр
Пов.
•/.я
Центр
Пов.
Центр
Пов.
li» R
81. СТАЛЬ
Группа
КОНСТРУКЦИОННАЯ
стали
Легированная кремнистая
Марка
55С2
Способ выплавки
Основной или кислый про-
цесс в мартеновских печах
Рессоры и пружины
С
O,fO 0
12
Г
Центр
* Значения — данные Кона
6о
Мп
о,6о—о
12
1. 3 880° С,
2.
м.
О 400 -
510" С
S1
10—IJ
1.
3 870-
90j° С.
2.
м.
О400—
450" С,
возд.
,0
Сг
<о,3
Прутки и
t>
Г
Механические свойства при
[17
130
120
01В = 6
30
пантинова.
0 05"!а Сг; 0,03°1„Х\; 0,01 и, S; 0,01 /% Р
** Значении для образцов Шарпа,
щадью в месте излома 0,5 см
\
[46]
130
100
9S
б;
2S
364
9'-
А
Ni
<o,S
полосы
6
О тле.
7503 С
обычных
,4,
48,4
lS,2
39-6
234
7S.7
4!,6
42,3
21,1
42,!
222
,s **
880
S
<o,o4s
6
И
с
Р
•^.0,04
6
1. 3 880' С,
м.
20 400° С
1
2
6
. 3 880° С,
м.
. 0 600° С
температурах (не менее)
9f,9
/2,9
г,
!О,6
244
конкретные для электростали состава.
сечением 10ХЮ мм, длиной
50
30]*
149,6
8,8
40,3
43S
2,2**
0,55°1с
мм, с диаметрол
102
86,3
77-6
V*
Si,3
—
2О0
С: 0ЛПа Mn; 2,05°I0S\;
i отверстия 1,3 мм и пло-
ГЛ. X)
КОНСТРУКЦИОННАЯ СТАЛЬ
12
13
14
15
16
i 17
IS
20
24
26
28
30
32
34
35
Предел усталости
3 i, t i В
(не более)
кг\м iia
[30, 46]
лости при
повторных
удпрах вращающихся
образцов
30\
Показатели механи-
ческих свойств
Jl в кг!мл
о в кг/мм
3
9
8 в %
йл в кгм/см3
Условный
предел
(напряжений) ползу-
чести и в
(не более)
кг/мм*
Модуль норм, упру-
гости Е в
кг/мм" [46]
Критические точки
в °С [30]
Ас, ' ;?/
Ас3 ! 840
А', !
Аг, ,
Коэфициент линей-
ного расширения а - 10"
Теплопроводность
X в кал/см
• сек L,
Интервал темпера-
тур ковки [36\
Свариваемость [59]
Обрабатываемость
резанием
Особые свойства [32
Область
и примеры
применения [46]
Число
циклов
Любое *
То же *
При
Вели-
чина
дефор-
мации в
мм/мм
в час
irv
ю-
—а
~7
10-8
20
20 ООО
21
а—, изгиба
So
Число ударов
х_
до излома ~
Механические
низких температурах
в
С
-I кручения
ЯГ
3°
ООО
свойства
При
С
Характеристикг
образца и
материала
Образец гладкий
(испытание
3
880 С,
на
его
неполированный
машине
Щенка):
ли (Константинов)
Образец гладкий:
м.
3 870-.
2. О 400 450° С, возд.;
•=130 кг/ч
п -95 1
а/м
ЩНИИГМАШ]
Образец 1*= 175 мм,
100Р С,
°ь =
ж3
d=12,7 мм (в месте
выточки cl=10,75 мм): 3
С
880° С, м.
40Эс С; высота падения молотка
на машине Стентона
(Коне шантанов)
высоких температурах
в
Температура испытаний в
1рокал!
См. $
1200—800° С
Низкая
ваемость
29
п
33
°С
1
19
22
25
27
Модуль
сдвига О
в к г] мм*
ч_
25 мм
Характеоистика мате-
риала
три нормальной
температуре
Характеристика материалг
При 20
J
7980
Склонность
К
ной хрупкости
образца
° и термообработке образца
3 + и ми ь
8160
отпуск-
Теплоёмкость
а кал/г СС
с
Температуропро-
водность
•(
=—— ) в см*!
Способ охлаждения
поковок
Сопротивление атмо-
сферной коррозии
Пластичность
НО!
при
деформации
Склонность к обезуглероживанию
В
транспортном
предоi
30 i
ринит*
отниконого
* Число циклов предположительное.
льно
машиностроении —
'О h
лапана
сальники
холод-
I
сек
3+и «даъ
23
3230
Удел
в г /см3
3+и оии'У,
8420
ьный вес 1
[33
i
1
Охл. нормальное
Соглас
но шкале—балл
Низкая
рессоры
ведущей оса,
цилиндра; пружины оиратно
тендере
4
; пру тины
:о клапана,
заднего
666
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. И
Карта 82. СТАЛЬ
Стандарт
ГОСТ В-2052-43 [17]
1
2
3
4
Ь
6
7
8
9
10
II
Основное назначение
Химический состав в °/0
[17]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
а) при растяже-
нии а, в кг!мм?
б) при скручи-
вании т. в кг/мм*
Предел текуче-
сти сг в кг/мм2
Предел пропор-
циональности;
а) при растя-
жении а„ в кг/мм*
6) при скручива-
нии ip в кг/мм3
Относительное
Относительное
Твердость по
Удельная удар-
ная вязкость а^
Место
взятия
образца
Пов.
Центр
Центр
Центр
Центр
Цент о
Пов.
V,*
Центр
Пов.
V. R
Центр
Пов.
V, R
Центр
Пов.
V. Л
Центр
Группа
КОНСТРУКЦИОННАЯ
стали
Легированная кремнистая
С
о, ft-о
12
Г
<302
Мп
о,6о—о
13
1. 3 860° С,
2.
м.
Э 400—
510" С
J
17]
90
S1
Т.Г-*
10 If
1.
3 820—
840° С, м.
2.
0 400—
450° С,
возд.
Марка
60С2
Рессоры
.0
и пружины
Сг
<
0,3
Прутки и
6
I
Механические свойства
130
120
3S
* Значения -данные Константинова,
0,06° „ Сг; 0,05<"п М; 0.0-'4°/„ S;
** Значения для образцов
1027^1 F
[46]
14о
110
но
70
«е-/
3f
387
tipi
1
9f>9
,2
2,7
.г,,
$6,1
2S2
Ni
<
o.S
полосы
6
Отж.
75L
с с
эбычных
79,6
43,4
40,8
2л
',6
4'
',4
222
1,9! **
¦4
Способ выплавки
Основной или кислый про-
цесс в мартеновских печах
*<
6
И
850
С
5
>,О4!
Р
¦^ Of
6
1. 3 850° С,
м.
2. 0 400° С,
возд.
Ч
6
1. 3 850°С,
м.
2. 0 600°С,
возд.
температурах (не менее
[30]
Х9,о
П
.3
2O.S
4$
,2
2S4
конкретные для электростали состава
Шарпи сечением
площадью в месте излома 0,5 см*.
10X10 мм,
длиной 50 мм, t
*
210 •
i8o
34
4S!
1,
: 0,58°10
28**
н8
'06,1
%7А
*Ы
43,4
С; 0,52% Мп; 1,66°!
" диаметром отверстия
n Si;
1,3 мм и
ГЛ. XI
КОНСТРУКЦИОННАЯ СТАЛЬ
667
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
*
Предел
о
(не
усталости
в кг/мм1
более) [30, 46]
Сопротивление уста
лости при повторных
ударах прощающихся
Показатели механи-
сг I
ческих свойств
з кг/мм*
i кг/мм1
§ в *ty
ak
з кгм/см1
Условный предел
(напряжений) ползу-
(не более)
Модуль
гости Е в
кг/мм'
-юрм.
кг/мл
упру-
2 [46\
Критические точки
в С
Ас,
Ас3
[30]
7/0
820
Аг,
Аг3
Коэфициент линей-
о. 1С
)в
Теплопроводность
X в кал/ см
Интервал
тур ковки
• сек
С
темпера-
[Щ
Свариваемость
[59]
Обрабатываемость
резанием [54]
Особые свойства [32]
Область и примеры
применени?
№
Число
циклов
Любое *
То
же *
изгиба
/о
Число ударов до излома
При низких
Ь'ели-
чина
дефор-
мации Е
AIM ММ
в
10
10
«с
-7
-8
20°
20
21
000
в
, i
срученш
I
31,5 при О 350°С
29,0 при О 400°С
13 000
Механические
температурах
СС
30
свойства
Характеристика образца
материала
и его
Образец гладкий неполированный
(испытание на машине Шенка)
3 850°, м. (Константинов)
Образец гладкий:
2. О 400-450
с
Р
1. 3 820—840° С;
0 С,возд.;а.
= 140 кг/мм1;
110 кг/мм [ЦНИИТМАШ]
Образец 1=175 мм, d=I2,7 мм (в месте
выточки d=* 10,75 мм): 3 850°, м.;
О 400°; высота падения молотка
на машине Стентона—25 мм
(Константинов)
При высоких температурах
в
Температура испытаний в °С
Трокаливаемость
В указанных
"ечениях
сквозная
1200 8ОО° С
Низкая
0тч.обр.45°;„
1-255
Склонность
В тяжёлом
ным и
29
31
33
19
22
25
27
Модуль
сдвига G
в кг/мм1
[30]
с
Характеоистика мате-
риала
при
нормальной
температуре
Характеристика материала образца
3
При 20°
SoSo
Склонность
пускной
>
и термообработке образца
3 + и аии (^
к
хрупкости
Не поовержена
Теплоёмкость
в кал/г 1
Температуро-
проводность
«(-
Способ охлажденш
поковок
Сопротивление
vc)
i
атмос-
ферной коррозии
Пластичность при холод-
ной
деформации
к обезуглероживанию
в
с
см^/сек
Охл
8220
JT
23
3+0 4ии ^
8340
3+и ооу~1_.
8;оо
Удельный вес ¦{
в г /ел
1
. нормальное
Согласно шкале—балл
Низкая
х среднем Лгашиностроении: рессорь
квадратным сечением,
Число циклов предположительное.
торсионные валы
1, пружины
3 [33
4
с круглым,
оваль-
668
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 83.
Стандарт
ГОСТ В-2052-43 [17]
\
2
3
4
5
6
7
8
9
10
11
Основное назначение
О D 01
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
а) при растяже-
нии з. в кг/мм*
б) при скручива-
нии х. в кг! им'1
Предел текуче-
сти a s в кг\мм?
Предел пропор-
циональности:
а) при растяже-
нии а в KZJMM*
б) при скручива-
нии т„ в кг мм?
Относительное
удлинение б„ в %
Относительное
Твёрдость по
Удельная удар-
в кгм'см*
Место
взятия
образца
Пов.
Центр
Центр
Центр
Центр
Центр
Пов.
Центр
Пов.
V. R
Центр
Пов.
ЧшИ
Центр
Пов.
43R
Центр
СТАЛЬ РЕССОР НО-ПРУЖИННАЯ
Группа
стали
Легированная хромомарганцови-
стая
С
12
Г
Мп
0,0-1,10
12
1. 3
850° См.
2. О
490" С
Рессоры
S1
о,1т—о,зо
Сг
Марка
50ХГ
и пружины
0,90 — 1,20
Прутки и
6
Г
6
О ток.
820° С
N1
<о,;о
полосы
Механические свойства при
[17]
но
3» = /
3!
144-8
83,1
6,4
73,2
6о,о
39,3
34,8
28
19,8
1
22,3
422
S4;
212
\
|
4.7
6
1. 3
840° См.
2. О
400° С
Способ
выплавки
Основной пли кислый про-
цесс в мартеновских печах
S
<о,о4;
1.
840
2.
6
3
С, м.
О
5Ь0° С
Р
< о,о4
6
1. 3
840' С
м.
2. 0
600^ С
6
Н
840° С
обычных температурах (не менее)
[30]
i8U
И!
if6,8
9^
f,8
37,6
{02
0,84
146,2
ю8
129,3
70
и
49-7
* Значения— данные Константинова, конкретные для электростали состава
1,36% Сг; 0,06%Ni; 0,019% Ь; 0,022% Р.
:0,53%
122,3
Ю9
it
49,7
309
\ 493
С; 0,77% Мп: 0.17% Si;
СЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
669
12
13
14
15
16
IV
18
20
24
26
28
30
32
34
35
Предел усталости
Z ,,
(не более)
Сопротив
лости мри
ударах врл
ление уста-
повгорных
таемых об-
разцов [30]
Показатели механи-
ческих
J5 в
аЬ в
СВОПСТВ
[31 \
кг/мм*
кг! мл
%
3
кгм/см*
Условны!
предел
(напряжений) ползу-
чести <Jr в кг/мм1
(не
Золее)
гости Е в
кг/мл
[31
vnov-
2
*
Критические точки
в °С
Ас,
Ac't
7/о
77/
Агх\
Аг3
Коэфициент линей-
ного
расширения
а- 10"
[58] **
Теплопроводность
Интервал температур
ковки [57]
Свариваемость
[55,5.91
О брабатываемость
резанием
[о4]
Особые свойства
иблзсть
[30\
i примеры
применения
* Данные для
**
Данные для
[60]
Число
5.
\.
При
о
12
Вели-
чина
дефор-
мации в
MM/ VM
в
11
час
Ю-?
ю~«
И
830
21
21
20'
циклов
107
и t изгиба
т ., кручения
Число ударов до излома
9000
Механические свойства
низких температурах
в
-"-
8
С
При
высоких
/о
8,s
Температура испытаний
при термообработке
\з 820" С,
. г! ¦¦"•
О 350' С
3 1
21 022
3 850" С
О
20
м.
425° С
9S*
Прокаливаемость
So —iso"
ii,l
1200—
См.
4SO - SSO
14,8
Soo° С
Низкая
Оти.
нв = ;
обр.
9 - 235
фиг. 38
э
29
31
33
38201
м.
: о 5оо
21 093
3
в
L
IOO
12,3
•с
1
С,
С
!
1
19
22
25
27
Модуль
Характеристика образца и
материала
Сталь
состав!
: 0,53%
0,17% Si; /,J6%Cr; С
0,022%
,05
Р. Образец
d - 12,7 мм
\в
%
его
J7. 0,77%
Мп:
Ni; 0,013% S;
1 = 17,
мм,
месте выточки
10,65 м м): 3 840° С. м.;О 500° С, возд.;
j. —¦ 156 кг/мм'1; 8б = 7,6%; высота
подъёха молотка на машине Стен-
то на 25 м ч
температурах
[31]
сдвига
G в кг/мм*
[30]
(Константин
ов
Характеристика
риала
)
мате-
при нормальной
температуре
Сталь соста
0,4Э°/
0,15°/
1.
» С; 0,85
44
м; 1,14
Т С, м
400° С
4
%
за:
Мп;
Сг.
2. О
Характеристика материала образца
20° при термообработке
^-
О
86оо
3
ио° с,
м.
8240
Склонность к отпускной
хрупкости [30]
г
Не
подвержена
Теплоёмкость с
кал/г
С
Температуро-
проводность
а
А
1 =—
v Т-
Способ охлаждения по-
ковок [57]
Сопротивление атмо-
сферной коррозии
Пластичность
лодной дефорт
Чувствительность
500° С
при
шции
хо-
с)
и
в CM?/cet
с
3 +
300
83*
23
О
С
о
3 + 0
400° С
8190
3 + 0
600° С
_
8630
Удельный вес -г
в г/см3 [33]
Охл. замедленное с
выше
Согласно
< перегреву; хрупкость
: глубокая прокаливаел.ость в
По а черикански '< данным (d/tf
0,6-0,9% Mu u
стали с
стали с
содержание.
0,8—1,1% Сг) —
ч 0,45% (
содержанием 0,6% С
I; 0,69%
и 1,0%
шкале
7,8i2
1
размера 2
балл 4
при температурах
75 мм
отпуска
масле; закаливаемость на воздухе
i ста
шест
Ь.'
ш марки
'рниЛ валы,
п; 1,14% Сг
Сг.
5150
с содержанием
упорные кольца
0,12% Si.
ниже
9,45-0,55% С;
670
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 84. СТАЛЬ КОНСТРУКЦИОННАЯ
Стандарт
1
2
3
4
Ь
6
7
8
9
10
11
ГОСГ B-2052-43
т
Основное назначение
Химический состав в %
[17]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
а) при растяже-
нии а. в кг/мм"
б) при кручении
1. в кг/мм3
Предел текуче-
сти о „ в кг/м»а
Предел пропор-
циональности 3
в кг/мм3 V
Относительное
Относительное
сужение ф в %
Твёрдость по
Удельная удар-
В KZMJCM3
Место
взятия
образца
Пов.
Центр
Центр
Пов.
Центр
Центр
Пов.
'/,*
Центр
Пов.
Центр
Пов.
Чш*
Центр
Пов.
V.*
Центр
Группа
стали
Легированная хромованадиевая
Марка
50ХФА
Способ выплавки
Основной процесс
з марте-
новских или электрических
печах
Изготовление рессор и пружин в горячем и холодном
С
o,4S—o,SS
До 13
Г
Мп
о,$о—ot6o
До 13
1. 3
860е С, м.
2. О 400—
450- С
Si
о,is—0,30
Cr
o,7s-i,io
Прутки, полосы
ю— is
1.3 860-
880 С, я.
2.0 350-
400' С
i-S
1. 3
860 См.
2. О
450' С, в.
Механические свойства при
130 ¦
|
по
«ю-и
4S
[46]
ISO
140
I/O
|
120
Р
S6=/
2S
401
* Значения — данные Константинова, конкретные
0,18% Si; 1,27% Cr; 0,45% V; 0,0/6И S; 0,0/7% P.
по
8 -ю
4S
1
Ni
< 0,30
V
п.is—0,2s
и проволока
o,s-i4
I. 3 850 +
+ 10° См
2. О 37.) -
420° С
обычных
36]
ISO
4S
6
О тж.
81С
'С
юстоянии; проволока
S
<о,оз
6
Н
830° С
Р
< о,озS
6
1. 3
830" С,
м.
2. О
600' С
температурах (не менее)
68
4Г
39
24
63
7
[30]*
77
;;
49
20
63
,88
для электростали состава: 0,53У
юб
101
89
а 1
Я»
1
С; 0,36% Мп:
ГЛ. X]
КОНСТРУКЦИОННАЯ СТАЛЬ
671
13
14
15
16
17
1Я
20
24
26
2а
30
32
34
35
3—lf 1—1 В KZj.HM3
(не более) \ЗП
Сопротивление уста-
лости при повторных
ударах вращающихся
образцов
Показатели механи-
ческих свойств
и. в кг1мма
а в кг/мм3
64 в %
Ot в кгм/см3
Условный предел
(напряжений) ползу-
чести О Е
кг/мм3
(не более) \31\
Модуль ноом.
гости Е в
кг/мл
при 20° [31]
упру-
*
3/0
Критические точки
в *С [31]
Ac \ 7S2
1
Ас3 j 7S8
Art
688
746
Коэфициент линей-
ного расширения а-10е
[31]
Отж:.
Теплопроводность
Интервал температур!
ковки [57]
Свариваемость
[59]
Обрабатываемость
резанием [53, 54]
Особые свойства [ЗбА
Область у
[ ппимепы
применения [46]
Число
1
1
ЦИКЛ 01
10т
• 107
\
я
Число удара
—i изгиба
31,3
66
в до изломе
Механическ
При низких температурах
в °С [31]
—2!
6 3
'
Вели-
чина
дефор-
мации в
Л1М/ММ
в час
10—"
10—7
10—8
-7°
4,6
Температура
42S
~ 20
~;
7,0
Температуры отпуска в
Без от-
пуска
iq 8оо
100
20 000
JOO
20 fOO
4i
ie
При
700
nS
QC
20
—1 кручения
1 31000
свойства
высоких
в С
20С
81,4
16
испытаний в °
8,0—8,4
3-
о—4,о
С
°
21 200
21 Прокаливаемость
См
20—100°
12,4
фиг.
20—
13,8
1
62 " к
20—
13,9
С
[
20—
«./
Низкая—подогрев перед
сваркой до температуры
100—430°
L; электросвар-
ка методом сопротивле-
ния не применяется
Коэф. обр. С
Hg - 270; отн.
при Нв = 183 +
1,75
обр
241
при
45%
Высокая прочность с
В тяжёлом.
19
22
25
27
29
31
33
(
2
Sto
7-3-3
i,o-i,4
Модуль
•двига
а в
С
Характеристика образца и его
материала
Отж. 900° С; ^ = 71,6 кг/мм3;
<jy = 36,2 кг/мм3; 84 - 25,5%;
Ф
=
б
= 48,5'%;
3. 900
141,3
= L
\ в,
ч
о
кг/мм3;
?^
У/о,
-€-
= 2,24 кгм/см3
. 480°; а
h ~
и = 116 кг/мм3;
= 53.5%,
- 1,35 кгм/см3
Образец 1
(в месте
1. 3 830"
156 кг 1мм
ка на
гемпературах
31]
JOO
&7.S
77,*
20
r*sl,2
кг! мм3
при 20° [30]
fOO
42,6
26
=
1'5 мм.
шточки d
, л
:«
ak =
d - 12,
= 10,63
Сталь
со-
0,55% С;
0.99% Сг;
0,19% V
7 мм
мм):
1. 2. 0 400° С; з. =
ысота падения молот-
машине Стгнтона —
25 мм
(Константинов)
Характеристика мате-
риала при нормальной
Стпль состава: 0.43^!„С;
0,59"ic
=
й"
64С
46
Мп; 0.22 i^ Si; 1,14 /0 Сг;
о V; 1. 3
'¦¦ С. При 20° С
кг/мм3;
8, =22%0
М. 2. U
*ь =
а = 87,5 кг/мм*;
; ф = 62%
Сталь состава: 0,47", С;
0,72"/0 Мп: 0 27% Si; 0,95'/ Сг{
0,12"
0,06"/
UV; 0,05"/0Mo\0,14'lo Ni;
jS; 0,022
м. 2.
0 600° i
3 850' С,
Характеристика материала образца
Сталь
1.2%
состава: 0.3-
Сг: 0,15 - 0,25°/0
= 285+316
0,4°In C;
V: 3 4
0,8-
- В. о.;
]
Термообработка
3
8220
Склонность к отпускной
хрупкости [36]
в
Теплоёмкость с
кал/г
"С
Температуропро
водность
а
1 к \
= в см
\ 1 . С 1
Способ
вок
[Й/J
эхлаждени
Сопротивление i
коооозии
ек
? +
300
О
8з:о
23 Т
3 + 0
400^
8420
Удельный
] ПОКО-
пгмосферной
Пластичность при
деформации
высокими 1
холодной
феделами упругости
среднем и транспортном
секционных колец, поршней цилиндров,
стовые рессоры
3 + 0
500^
8S3O
вес у в
13 + 0
600°
866о
г/см-
Охл. замедленное с раз-
¦
мера 0
Согласно
75 мм и выше
шкале—балл 4
х усталости
машиностроении —
сальниковые и <
пружины
(клапанные,
1р.) и автомобильные ли-
672
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 85. СТАЛЬ
Стандарт
1
2
3
4
6
7
8
9
10
11
ГОСТ В-1414-42 [18]
Основное назначение
Химический состав в %
[18]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
Предел текуче-
сти о в кг/мм*
Относительное
удлинение 65 в %
Относительное
сужение ф в %
Твёрдость по
Бринелю Hq
Удельная удар-
в kzmJcm*
Место
взятия
образца
По
ГОСТ
380-41
lUR
Центр
Пов.
4,R
Центр
По
ГОСТ
380-41
4,R
Центр
По
ГОСТ
380-41
4aR
Центр
По
ГОСТ
380-41
4,R
Центр
Пов.
Центр
КОНСТРУКЦИОННАЯ
Группа стали
Углеродистая автоматная
Волочение
С
o,o8—o,i6
в холодном состоянии;
Мп
о,6о—о,9О
Марка
АП
>
Способ
выплавки
Основной или кислый про-
цесс
в мартеновских
печах,
бессемеровских или томасов-
ских
конверторах
обработка на высокоскоростных
резных станках и автоматах
S1
o,if—o,3f
с
S
,08—0,20
Р
o,o8—o,if
винто-
Прутки горячекатаные и волочёные
Всякий по
сортамен-
ту
ДО 20
20—$0
X
Механические свойства f
42—6о
32
\18]
6o~8S
6
170-236
Ss-80
6
163— 222
* Данные для стали состава: 0,08-0,13% С; 0,60-0,90% Мп
ipn
}О—100
у
обычных
/о-7/
6
¦
Г/6—209
; (
40
40
40
X при различных степенях
обжатии в
4
12
температурах (не i
%
20
ленее)
[31]* |
Г/
22
Го
6}
S6
bt = i7
4S
1,16-0,23% S; 0,08-0,13% Р.
7"
6S
42 1
гл. xj
КОНСТРУКЦИОННАЯ СТАЛЬ
673
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
9—1,
(не <
х_, в
>олее)
Показатели
<
кг'мм'
механиче-
:ких свойств
и. в кг/мм1
ч в кг/мм3
8 в
«ft
•/о
в кгм/см*
Условный предел
(напряжений) ползу-
чести а? в
(не более)
кг/мм'
Модуль норм.
гости Е в
УПРУ-
кг/мм1
Критические точки
в *С
Ас,
Ас,
[31, 1
11S
866
Щ
Ату
Аг3
68s
840
Коэфициент линей-
ного расширения
а. ¦ 10е
Теплопроводность
X в
Интервал
тур
ковки
темпера-
[31]
Свариваемость
[31]
Обрабатываемость
резанием
Особые
см.„
:войства [3/
Сталь автоматная"
Область и примеры
применения
31,60\
Число
циклов
5 • 1°"
1 -ICC
1 • 10- • •
9—,
1згиба
X—
-1 кручения
Характеристика образца и
материала
Механические свойства
При низких температурах
Величи-
на де-
форма-
ции в
mmImm
в
час
10-»
10
1С
—т
-8
в
С
При
высоких
в
|
температурах
°С
i I
1
Температура испытаний в °С
1
Ориентировочные значения
21
см. сталь 15
Прокаливаемость
См ф1
Ориентировочные значения
см. сталь 15
Ориентировочные значения
см. сталь 15
1200—9/0° С
Высокая *¦
По ГОСТ 2625-44 в нормали-
зованном состоянии сталь
является эталоном обраба^
тывае мости.
Этн. обр. 100%
при Нв =179-223**
1
19
22
25
27
29
31
33
Характеристика
его
мате-
Характеристика материала образца
Модуль сдвига
О
з кг/мм1
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал /г °С
Температуропро-
водность
1
г =-^-
\- ТС
)
в сма/сек
Способ охлажде-
ния
поковок
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
2,1
Удельный
в
вес y
г/см3 [33]
7.8S7
Ориентировочные значения
см. сталг
Охл
16
нормальное
Согласие
> шкале — балл 5
Умеренная
-
Высокая обрабатываемость резанием; белоломкость при нагреве до температур
выше 1200" С; красноломкость
при
температурах ниже 950°
к напряжениям ударного характера
В общем машиностроении:
* Сравнительные испытания
—40,7 кг/мм1
a
¦ а =31,9 кг 1мм'; 64=
.-39,8 кг/мм*; <у
матной стали 6,6
*=25,3
кг,'мм?;
С; чувствительность
тнты всех видов, болты, шпильки,
автоматной стали @,17°/с
28,2?/0 и
<i>—39,3° ,J и стали
\=31,4°i0 и <]>=
кгм и для стали 15 -
- 3,7 кгл
С;
1.2PU Мп; 0,02°/о Si; 0,258%
15 @,1Т>!а С;
42^/а) показали
1.
0,46°:0 Мп; 0,0/%
Si;<
гайки
S;
0,015% Р; »,=
1,026"'/„ S; 0,0150"Р;
ударную вязкость сварного
** Отвечает—по американским данным для бессемеровской стали @,08—0,13°10
0,09-0,
Лу'/о Vj—обраоатываемости со скоростью резииич 45,72 м мин в
мене наем соответствующей охлаждающей лсидкости
(при обточке).
С; 0,6-0,9Г>!0 Мп;
шва для
авто-
0,16-0,23>/о S и
нормальных условиях резания
с при-
G74
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 86.
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Проект ГОСТ [43\
Основное назначение
Химический состав в °/„
[43\
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии а, в kzjmm1
Предел текуче-
сти а в кг/мм*
Относительное
удлинение в в °/0
Относительное
сужение ф в %
Твёрдость по
Бринелю tig
Удельная удар-
ная ВЯЗКОСТЬ «l
в кглцем*
* Образцы d-20
Место
взятия
образ-
ца
Группа стали
Марганцовистая
Ковка и
С
J,o—i,3
Прутки
Всякий по
сортамен-
ту
Г
1
№
|
91—112
о—з8—43
64=60—70
40—6о
230
С ОСОБЫМИ СВОЙСТВАМИ
Марка
П2
Способ выплавки
Основной процесс
новских
печах
s марте-
или электрических
штамповка в горячем состоянии: волочение в холодном состоянии;
Мп
13—14
катаные и
is
Г
фасонные отливки
S1
<о,/
кованые
IS
31020" С,в.
Механические свойства
[35
99.S
6о,8
Ьъ-зо
20
28;
••
Ю7
41
44
197
Сг
<0,2
Ы
<о,з
S
<О,О} ¦
Р
<о,оз
Отливки
20*
3
№0 -
11С0~ С,
фИ
в.
20*
3
1080" С,
п.
Отвечающий макси-
jiильному /ечунию
ооразцч»
i ~ —
от.i инок
3 1000—1060° С
обычных температурах (не менее)
[46]
11
К
= 20
20
203
мм; 1=50 мм из заготовок, отлитых в сухие
** Конкретные значения
*** Показатели с
для проковки стали с
соОержанием j
\щ
70
21
Ьш = 20
20
302
58] «•
/6-77
-IS-3S
1S-3S
l80—220
песчаные формы.
[58]
8з ****
О _/0 *****
1
39 ****
Чп из заготовки толщиной 25
широкими пределами значении в зависимости от способов
туры залипни образцов (отлитых отдельно).
¦*** СреОние значения из 15 опреоелении.
***** Средние значения из 5
определений, по образцам из приливов.
мм.
изготовления и темпера'
ГЛ. XI
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
675
12
13
14
15
16
17
18
иг
24
26
28
30
32
34
35
Предел усталости
(не
X , Е
Золее)
кг/мм3
Показатели механиче-
ских свойств [58]
ч
<*, !
s
bt Е
в кг':мм3
г кг/мм'
%
а. в кгм/см3
Условный предел
(напряжений) ползу-
чести о в
(не более)
кг/мм*
Модуль норм.
гости Е в
кг/мм
Упру-
а [35]
Критические точки
в "С
Ас,
Ас3
Аг,
j Аг,
Коэфициент линей-
ного расширения
о ¦ 10е [45]
Теплопроводность
X в кал 1см
Интервал
тур
ковки
• сек
С [33]
темпера-
[27]
Свариваемость [27,45]
Обрабатываемость
резанием
27]
Особые свойства [27]J
Область и
примеры
применения [46
Щ
* Медленный нагрев, i
кого расширения и
** По
Число
1 •
1 •
Пр*
—гдб
96
ы
Vеличи-
на де-
форма-
ции в
м >
в
1мм
час
ю-*
10—'
10—8
20°
го 8оо
21
циклов
Ю7
ю-¦•
низких
в °
—423
101
101
о ,
изгиба
х , кручения
Механические
температурах
С [58]
свойства
При
Температура испытаний в
Прокаливаемость
[27]
Сталь аустенитного клас-
ках температур)
О—100°
18
1ОО°
0,044^
200°
0,0448
}ОО°
0.04SS
a So—900° С *
Умеренная**
Низкая ***
Высокое упрочнение
против
износа
400°
0,0478
19
22
высоких
в
°С
Характеристика образца и
материала
температурах
°С
его
Характеристика мате-
риала при нормальной
Сталь с содержани-
ем
°Ъ
f,27%Cul2,69'uMn;
= 103 kzimm
—54 кг/'мм3; ?4«
Характеристика материала образца
Модуль сдвига
Q в
кг/мм*
Склонность
хрупкости
к отпускной
25
27
29
31
33
Теплоёмкость с
в кал /г ГС
Температуропро-
водность
а [ = 1 в см3/сек
\ у ¦ с>
Способ охлажде-
ния
поковок
Сопротивление
атмосферной
розии
кор-
Пластичность при
холодной дефор-
мации
0—20°
0,120
юо"
0,046
Охл.
23
Удельны?
в г;см3
8 о
нормальное
Согласно
вес y
1271
шкале —балл 3
Весьма высокая
при холодной деформации; весьма высокая
в условиях наклёпа давлением или ударом; <
постному обезуглероживанию;
недостаточная стабильность
устойчивость
-клонность к поверх-
аустенитного
состо-
янин; выпадение карбидов по границам зёрен при нагревании или в плоскостях сколь-
жения
В
из
при холодной деформации
общем машиностроении и .
стали Гадфильда
катки
железнодорожном транспорте
'компаунд)
труб, болты, проволока
броня несгораемых
для
гит; корпусы
землечерпательных ковшей; звенья гусениц, ролики,
крестовины, переходные стрелки
i т.
гсключающий образование внутренних
низкой температуропроводности стали.
данным американской
0,6—О,й°!о С; J3—15ai
л.еталла.
*** По
а Мп
и .
3—ff^i
практики [27]
, М прочностг
п.
трещин
1
• рельсы с головками
шкафов, сердечники для про-
i щеки
дробилок, козырьки
звёздочки; железнодорожные
, при высокой
при применении электродов
> сварного
шва
составляет i
W
коэфициенте
из стали
—60"/щ
данным немецкой практика [27] обрабатываемость резанием повышается при
мых изделий до 400* С.
с
линей-
содержанием
прочности основного
нагреве обрабатывав-
676
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Карта 87. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
Стандарт
1
3
4
5
6
7
8
9
10
11
Проект ГОСТ
[43]
Основное назначение
Химический состав
в % [43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении
Предел
<iy в кг;мм*
Предел про-
порциональ-
ности
чр в кг 1мм*
Относитель-
ное удлинение
os в %
Отиоснтель
ное сужение
Ф в °/0
Твердость
по Брииелю
"в
Удельная
ударная вяз-
кость
Место
тяти я
образца
Пов.
V» R
Центр
Пов.
4,R
Центр
Пов.
4,R
Центр
Пов.
Vs R
Центр
Пов.
'/а «
Центр
Пов.
''» R
Центр
Группа стали
Нержавеющая хромистая
Ковка и
С
<O.lf
штамповка в горячем
Мп
<o,f
Марка
Х13 *
Способ
Кислый или
выплавки
основной про-
цесс в электрических и
мартеновских печах
состоянии; штамповка (с вытяжкой) в
ном состоянии; сварные конструкции
Si
«0,7
Сг
12—14
Ni
<о,6
Прутки и поковки
Всякий по
сорта-
менту
Отж.
860° С
[2S]
40
20
23
70
10
До юо
1. 3 1050—
1100° С, м.
2. О 550—
600 С,
возд.
*
1. 3 1050" С,
возд.
2. О 500" С
Механические свойств!
[46]
6з
40
14
43
ids
100
8о
8
го
7
ЯГ
1.
2.
31050° С,
возд.
О 600° С
1. 3 1000°С,
возд.
2. О 730° С
S
<о,о,
Листы
'""
Отж.
(рекри-
сталлиза-
ция)
780 С,
охл. с п.
Р
< 0,0-is
1 при обычных температурах (не менее)
[28\
7S
//
12
»
8
¦ Ведомственные и заводские обозначения—}К1, 9Х14А AX13), ЭЖ1
6о
43
20
6о
9
[46]
So
30
'S
1
|
холод-
1
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
677
12
13
14
15
16
1/
18
20
24
26
28
30
32
34
35
Предел усталости
¦С 1
(не более
3 KZIMM'
\48]
Показатели механи-
ческих свойств
3fy В
°s в
8 в с
ak в
KljMM3
кг/мм3
/о
кгм!см3
Условный предел
(напряжений) пол-
зучести 3
(не f
)олее
Модуль i
[5*1
с в кг/мм3
1^1
«>рм. упру-
Критические точки
в С [48[
Ас,
Ас,
730
8;о
Ат,
Аг3
7оо
820
Коэфициент линей-
а • 10» [33
Н
Теплопроводность
[33]
Г
Интервал темпера-
тур
ковки [52]
Свариваемость
[48,
Ь2\
Обрабатываемость
резанием
Особые
[48, 52]
Область
свойства
и примеры
применения [46,
Ь2\
Число циклов
]
5-
1 •
2-
1ри I
Вели-
чина
дефор-
мации в
в
час
ю—»
ю-»
ю-*
20°
21 ООО
21
0е
10'
10'
э , изгиба
42
39>4
¦с
Механические
шзких температурах
в "С
, кручения
свойства
При i
Температура испытаний в °
!38
9,о
7.о
Прокаливаемость [48]
Сталь мартенсатного (или
полуферритного) класса
1ОО°
11,2
29°
o.oss
1
150-
200°
12,6
377"
0,0 f2
9WC д.
4оо°
Н,1
66з°
о,о;8
боо*
14,3
16Г
о,о;4
1Я стали мар-
тенситного класса; 450—
766» С
для стали полуфер-
ратного класса
^меренная; при закаливае-
мости
на возд. — низкия
Снижение—провал -ударной
4С0-э5О С
S93
.
3
19
22
25
27
29
31
33
шеоких
в
Характеристика образца и
материала
Сталь с содержанием
=71 кг1мм\-о5=^
0,Р1о С
его
/2°/0Сг,
Сталь с содержанием: 0,//°/0 С;
12,90 Сг; образец консольный,
а^ = 63 кг/мм3
температурах
С
648
¦*•/
*>*
отж.;
Характеристика мате
риала при нормальной
температуре
Характеристика материала образца
Сталь r 13PJ
Модуль сдвига
О Е
кг/мм"
Склонность к отпускной
хрупкости [35]
Теплоёмкость с
в кали °С
Температуро-
проводность
\~1 • с
в см3/сек
Способ охлажде-
ния поковок
[52]
Сопротивление
атмосферно
розии
й кор-
Пластичность при
холодной деформа-
ции [4S. 52]
вязкости при отпуске
В тяжёлом машиностроении- штоки, валы
патки
НОНОК,
84°
о,ю7
29°
0,071
, Сг (см
. фаг. 238 [52])
\ |
23 1
1 в
S8s°
0,220
662°
0,034
1
Удельный вес y
>/см3 [52]
909°
0,202
Охл. замедленное — сталь
закаливается
на воздухе
Согласно шкале—балл 2
Высокая в отожжённом
состоянии
в интервале
температур
рубашки насосов, турбинные ло-
в нефтеперерабатывающей промышленности—арматура
в авиастроении—поплавки
домашнего обихода
бензобаков,
крекинг- угта-
детали кароюраторов; предметы
678
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 88. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
1
2
3
4
5
6
7
8
9
10
11
Стандарт
Проект ГОСТ
[43]
Основное назначение
Химический состав
в % [43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел
прочности при
растяжении аь
в кг/мм^
Предел
текучести в?
в кг /мм*
Предел про-
порциональ-
ности Зр
в кг/мм2
Относитель-
ное удлинение
h в К
Относитель-
ное сужение
ф В И
Твердость
по Боннелю
»В
Удельная
ударная вяз-
кость Clfc
в кгм/см*
Место
взятия
образца
Пов.
V» #
Центр
Пов.
V» Я
Центр
Пов.
'/,«
Центр
Пов.
4tR
Центр
Пов.
V, Я
Центр
Пов.
4»R
Центр
Группа стали
Нержавеющая хромистая
с
О,If— 0,2f
Марка
2X13*
Ковка и штамповка в горячем
Мп
Si
Сг
12—14
Ni
<о,6
Способ
Кислый или
цесс
выплавки
i основной про-
в электрических и
мартеновских печах
состоянии
S
<O,OJ
р
< o,ofj-
Прутки и поковка
Всякий по
сорта-
менту
Отж.
860° С
/о
«/
<5/
9
¦г/
/. 3 7050'' С,
возд.
2. О 500° С
1. 3 1050е С,
вози.
2. О 600° С
Механические свойства
128]
12!
9S
7
8S
6s
10
4S
Ь
ss
7
* Ведомственные и заводские обозначения—/К2, 18Х14А
** Образец тангенциальный.
2t
1. .
2.
31000° С,
возд.
О 730° С
До юо
1. 3
990°
2. О
750° С
До юо
970-
С м.
680-
возд.
при обычных температурах
6о
43
20
6о
8
[46]
6о
40
16
4S
174
8
BX13), ЭЖЪ
[46] **
6о
40
1}
3S
*74
0
(не менее)
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
679
12
13
14
15
16
17
18
LO
24
26
28
30
32
34
35
Предел
3 1
(не
, т ,
усталости
в кг/мм3
более)
Показатели механи-
ческих свойств
,ь в
а5 В
кг/мм"
кг 1мм1
S в г'„
ak в
кем 1см"
Условный предел
(напряжений) пол-
зуч*
(не
СТП 3
с в кг/
более;
Модуль i
гост^ Е в
Kpt
в "V.
Ас,
А'э
мм'
юрм. упру-
кг,мм
гические точки
SJO
| Аг,
Аг3
¦}8о
Когфмцнент лиией-
Hoi о рсК'ширения
а ¦ 10е [52]
*
Теплопроводность X
Интервал
гур ковки
темпера-
29, 52,
Свариваемость
58]
[52]
Обрабатываемость
резанием [53] **
Особые свойства [52]
Область и примеры
применения [52]
* Значения для
** О t
Число
I
5.
1 •
1 ¦
Три I
Вели-
чина
дефор-
мации В
мм/мм
в
час
10-»
ю-7
10—8
циклов
10»
107
10-••
s , изгиба
т , кручения
Механические
шзких температурах
в "('¦
свойства
При
100
69
/¦2
13
высоких
R СС.
200
63
49
12
Температура испытаний в "
1
21
(
Прокаливаемость
[52]
"таль мартенситного
класса
о—юо°
9,6
O&J
0—200°
Ю.4
!
Низкая
Коэф. обр. 0,8
при Hft-241
о—зоос\
ТО
29
31
33
.9
о—;оо"
и,з
19
22
25
27
С
Характеристика образца и
температурах
[52]
зоо
6о
48
и
JOO
43
30
18
его
Характеристика мате-
риала при нормальной
температуре
наем:
Сг
фиг.
Характеристика
Модуль сдвига
G i
1 кг/мм1
Склонность к отпускной
хрупкости [35]
Теплоёмкость с
в кал\г °С
Температуро-
проводность
Способ охлаждения
поковок [52]
Сопротивление ат-
мосферной коррозии
[29]
и
в
Пластичность при
холодной деформации
Снижение—провал—ударной
400-55J0 С
Те же, что и
вязкости
"v • (
J
Охл
)
с
20°
0,11
0,082
0,18% С
; 14,09„
rt ДО. \]1 /,,„
53 [52])
материала образца
23
j
т
/дельный вес
в г,сма [52] *
7-7/
. замедленное—сталь
на воздухе
Согласно шкале—балл
чем у стали Х13
Умеренная
при отпуске
закаливается
2; менее высокое,
[в отожжённом состоянии)
в интервале
температур
для стали Х13, в условиях более высоких напряжений
стали состава: 0,17—0,21
7„ С
оежимах обработки резанием см. [52].
; м% а
; о.
т.
680
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. Ш
1
1
•2
3
4
5
6
7
8
9
10
11
Карта 89. (
Стандарт
СТАЛЬ
Проект ГОСТ [43]
Основное назначение
Химический состав в К
[43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии а. в кг/мм*
Предел текуче-
Предел пропор-
циональности <3р
в кг/нм*
Относительное
Относительное
сужение ф в И
Твёрдость по
Брннелю Hq
Удельная удар-
ная ВЯЗКОСТЬ flt
в кгм/см*
* Ведо мственные
Место
взятия
образца
Пов.
V,/г
Центр
Пов.
4*R
Центр
Пов.
l!,R
Центр
Пов.
7. Я
Центр
Пов.
Центр
Центр
• ВЫСОКОЛЕГИРОВАННАЯ (
Группа стали
Нержавеющая хромистая
С ОСОБЫМИ
Марка
3X13*
СВОЙСТВАМИ
Способ выплавки
Кислый
или основной пво-
цесс в электрических а
мартеновских печах
Ковка и штамповка в горячем состоянии
С
о,з/—о,з/
Всякий по
сортамен-
ту
Отж.
860° С
Мп
<о,/
1.3 1050" С,
возд.
2. 0 600" С
Механическ
[28]
//
30
30
6о
7
9/
8о
9
45
/
SI
<о.7
Сг
12—J4
N1
<о,6
Прутки и поковки
До гоо
До юо
1. 3 980-1050° С. м.
2. 0 600°
С,
возд.
S
<o,oj
Р
е свойства при обычных температурах (не менее)
[46]
8/
6/
12
4/
241
[46] *¦
8!
6/
10
241
4
и заводские обозначения-ЖЗ, 30Х14-А DX13), ЭЖЗ,
** Тангенциальный образец.
-
ГЛ. X)
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
681
12
13
14
15
16
1/
18
20
24
26
28
30
32
34
35
Предел усталости
ОТ j,
*—1 1
(не более]
кг/мм*
[52]
Показатели механи-
ческих
а. в
свойств
кг/мм*
а в кг/мм
8вв/0
4> в
/в
Условный предел
(напряжений) ползу-
чести а в
(не более)
кг/мм*
Модуль норм.
гости Е в
кг/мм
упру-
Критические точки
в°С
Ас,
Ас,
8оо
Аг,
Ara
Коэфициент линей*
ного расширения
а .10* [52]**
Теплопроводность
X в
[52]*
кал/см -сек
К**
"С
Интервал температур
ковки [29,
52, 58]
Свариваемость
[52]
Обрабатываемость
резанием
52. 53
****
Особые свойства [52]
Область
и примеры
применения [29
* По графику
, о2]
Число
5 •
1 •
2 •
При
Вели-
чина
дефор-
мации в
мм/мм
в час
—л
ю-'
10
—8
2f
ЦИКЛОВ
0е
0'
О7
а_, изгиба
37,8
•с , кручения
Механические с
низких температурах
в '
С
:войства
Характеристика образца и
материала
его
Ста»** г гпдрпттпыпйм: 0.38е!. С:
14,5°10
Cr; aft=
При высоких температурах
100
7
2
г
Г
54
Температура испытаний
Прокаливаемость
[52]
О—700е
11
,0
20°
o,os
0—2ОО°
Низкая
Кодф, обр.
= 241
Снижение —
400-550° С
о—зоо°
29
31
33
0—400'
".7
В
19
22
25
27
в °С
200
74
21
Х8
С
[52]
J00
71
19
57
/00
60
22
6/
82,5
кг/мм1
Характеристика мате-
риала
при нормальной
температуре
Сталь с содержанием:
0,26°!0С; 14,7°1а
°Ь
=83
кг/мм*,
frit
фиг. 62 [52])
Характеристика
Модуль сдвига
О
в кг/ммЛ
Склонность к отпускной
хрупкости
[35]
Теплоёмкость
с в кал/г °С
: [52]***
Температуропро-
водность
V у • с '
Способ охлаждения по-
ковок [52]
Сопротивление
сферной коррозии
Пластичность
HOf
провал -
при
i деформации
атмо-
[29]
холод-
20°
0,117
20°
0,0/!
Сг; 3/0:
материала образца
23
Удельный
в г/см» [52]
Охл. замедленное
вается
на воздухе
вес т
**
— сталь закали-
Согласно шкале—балл 2; менее высо-
кое, чем у стали марок Х13 и
Низкая
- ударной вязкости при отпуске в интервале
Нержавеющие изделия высокой твёрдости •
ческии инструмент; нержавеющие
изменения твёрдости в
** Для стали состава: 0.32—0,40"!а С
*** Для стали
**** О режимах
состава: 0,3—0.4°/„ С;
обработки резанием
; 14»
2X13
температур
— режущий, мерительный и хирурга-
высоконапряженные детали машин
зависимости от температуры закалки (Родина).
/0 Сг; 0.4-0,8°/а ^
13-W!a
см.
[52]
Сг; ~0
5°1п
-1.
Wn;
~0,5°10
Si.
€82
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта
90. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
[43]
Основное назначение
Химический (
в % [43]
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел проч-
ра стяжении
а. в кг/мм1
Предел теку-
в кг/мм3
Относитель-
й, в о/о
Относитель-
ФВ<>/0
Твёрдость по
Удельная
ударная вяз-
в кгм/см1
Место
взятия
образца
Пов.
UR
Центр
Пов.
V.*
Центр
Пов.
'/.*
Центр
Пов.
4,R
Центр
Пов.
4,R
Центр
Пов.
4»R
Центр
Группа
Жаропрочная (
стали
жалиностойкая
хромомолибденованадиевая
Марка
Способ выплавки
Кислый или основной
про-
песс в электрических и мар-
теновских печах
Ковка и штамповка в горячем состоянии; прокатка и волочение в холодном
С
<О,1/
Мп
<о,/
Si
<O,f
состоянии
Сг
-6,5
Прутки и поковки
Всякий
по сор-
та мен-
mv
Отж.
850° С
46
Всякий по
сорта-
менту
3 900° С,
возд.
Всякий по
менту
1. 3 900° С,
м.
2. 0 600° С,
возд.
Всякий по
сорта-
менту
1. 3 950" С,
м
2. О 650" С,
м
V
0,1/ 0,2/
Листы
1. 3 950°С,
М-
2. 0800° С,
возд.
1
Мо
?,45—о,6о
Трубы
Он =60-
s-4-^-U
Отж.
Механические свойства при обычных температурах (не
[52]**
U7.S
1
26
76
17,6
10
Ji,6
4,5
93
».-«./
6i,8
6,3/
[46
***
7°
50
i8
40
207
6,с
* Ведомственные и заводские обозначения — 20Х6МФ AХ6Ф),
[52]****
57
[24]*****
40
33
I
153
ЭХ6М, ЭИ151
** Значении—данные Минкевича и Борздыка, конкретные для стали состава:
5,02°l0 Cr; 0,2i% V
: 0.5°/„ Мо.
*** Значения для стали
0,1
5°1п V; 0,45-0J0°!n Mo: <
**** Значения —
данные
состава: 0,10-0,20°[0 С; 0,-30-0^5°/о Мп; 0,18-0,35°!,, Si;
S; <0,035°la
Р.
Химушина, конкретные для стали состава: 0,09°10 С
***** Значения для стали состава: <0,15% С; 4—6% Сг;
<0,05°/о S; <0,035% Р.
0,45-0,654» Мо; <0,5°/о
N1
<о,6
i менее)
S
<о,о4
Р
<о,о4
1
0,13°10 С; 0,30°!0 Мг
5— б,6°/0 С
0,51% Мп;
i; 0,3391
ПЫ;
•; <0,35°10 Ni; 0,15-
0,28°l0 S1
Мп; <0«5°/о Si; <
; 6,19"!
<0,5°l.
»Сг;
Ni;
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
683
г
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
(не более
i кг/мм1
)
Показатели механи-
ческих
свойств
[52]
а. в кг/мл
а в кг/мм
л
8в в %
а. в кгм/см1
Условны?
предел
(напряжений) ползу-
чести <jc в
(не более)
кг/мм'
[52]*
Модуль норм.
гости Е в
кг/мм
тру-
Критические точки
в °С
Ас, |
Асш\
Аг,
Аг3
Коэфициент линей-
а. .10е [52]**
Теплопроводность
X в кал/сл
[52] **
• сек
Интервал темпера-
тур ковки
[Ь2\
Свариваемость
[52]
Обрабатываемость
резанием
Особые свойства
[43, 521
Область i
\ примеры
применения [43
* Данные
52]
для стали
** Значения для
Число
5 •
1 •
1 •
При
Вели-
чина
дефор-
мм/мм
в «
10
10
10
iac
в
—7
—8
rgi
циклов
10е
107
ю- ••
низких
в
—1
1згиба
т_
-1 кручения
Механические
температурах
свойства
При высоких
42;
f6,2
18
6
о
Температура испытаний
4оо
4ХО
Прокаливаемость
Х38
8,о
Сталь мартенситного класса
(в стадии распада)
20°
л
20°
о,о8у
Умеренная—
после сварки
отж. при 760е
29
31
33
1В
да
3.S
19
п
25
27
В
488
43,6
'С
648
1,0
Характеристика образца и
температурах
"С
48,Х
44,3
20,!
594
41,!
19,4
21,!
Ыо
з;,8
IS,2
24,0
материала
его
Характеристика мате-
риала
при нормальной
температуре
Сталь с содержанием:
0,1°10С
нагр.
5°10 Сг; (
700° С;
возд.
Ш0Мо;
охл. на
Характеристика материала образца
Сталь с сооержанаем: (/,270«-.; йи/оиг;
Модуль сдвига
О
в кг/мм
Склонность к от-
пускной хрупкости
Теплоёмкость с
в кал1г СС
[52]**
Температуропро-
водность
{ ;
а\
\
....
в см31сек
Способ охлаждения по-
ковок
Сопротивление атмосфер-
ной коррозии
Пластичность
HOt
i деформацш
Стойкость против образования
против
оканий
В
водородной
@,5°^)
коррозии
ванадия
котлостроении
i —
подвескь
при холод-
i \52]
окалины а
Ох л.
O,b°j
, Мо
23
(см. фиг. 28 [52])
Удельный вес у i
[52
20°
,**
7 iA
0,1
2L
0,112
i г/см3
замедленное — сталь закали-
вается на воздухе
Согласно шкале—балл 3
Умеренная
жаропрочность
до 650
V стойкость
s условиях синтеза аммиака при повышенном содер-
i
и опоры; в химической и нефтеперерабатывающей
промышленности—корпусы, головки, крышки
новок,
трубки
- содержанием
теплообменников
5-6°/в Сг—Мо; см
стали состава: 0,1—0,2°!0С; 0,5% Мп;
0
при (
-интезе
. также фиг.
,Si
'идрогенизационных и
крекинг-уста-
аммиака, трубы крекинговые
8, гл. IX
4—8°/0 Сг.
684
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
{РАЗД. И
1
2
3
4
5
6
7
8
9
10
11
Карта 91.
Стандарт
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Проект ГОСТ [43]
Основное назначение
Химический состав в °/п
[43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии О. В KZ/MM1
Предел текуче-
сти о{ в KZjMM*
Относительное
удлинение 85 в °/0
Относительное
сужение ф в %
Твёрдость по
Бринелю Нд
Удельная удар-
ная ВЯЗКОСТЬ йу
в кгм'см3
* Ведомственное
М ее то
взятия
образ-
ца
Группа стали
Клапанная хромокремнистая
С
о.//—о,!О
Всякий
О тж.
950° С
Мп
о,зо—0,70
Ковка в
Si
2,0—},0
по сортаменту
1.31000 "С,
2. 0 820° С,
в.
Механическ!
[52
86,8
6S,<S
S3.S
0,48
**
Т
C+0)
С
8,0-
С ОСОБЫМИ СВОЙСТВАМИ
Марка
Х<?С*
Способ
выплавки
Основной или кислый про-
цесс
в электрических и
мартеновских печах
горячем состоянии
-9.Г
Прутки и
.
18
1.31050° С,
2. 0 850° С
е свойства npi
[62]***
87,9
69J
/9.<5
1,24
.,,-m
и заводское обозначение— ЭСХ8.
** Значении, ионкретны'е
*** Значения < man
дартньи
<0,5°i0 M; <0,(/4uo S; « o,04°i
**** Значения, конкретные
для стили с
содержанием 0,52°'/,
[621
N1
<о,6
поковки
S
<0,0)
Р
<0,0J
1 обычных температурах (не менее)
****
88,2
1
С; 2,69°L Si;
' [Англия) для стали состава: 0,4—0,5п10 С;
о Р.
для стали
7,78°!„ Сг.
1
0,3- 0,6й10 Мп; 3,0-3,75°10 Si; 7?-9Д>10 Сг;
с содержанием 0,44° 10 С; 0,36°la Mn; 3,30>IQ
Si; 9,Ю°/0 Сг.
ГЛ. XI
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
685
13
и
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
а j,
(не более)
Показатели
кг/мм'
механиче-
ских свойств
v
"р
8 в
i кг'мм3
i кг/мм1
/о
в кгм/см2
Условный предел
(напряжений) ползу-
чести о в
с
(не
юл ее
кг,ммА
*
Модуль норм.
TOCTV
1 Е в
кг/мм
гпру-
Критические точки
в °С [52] **
Ас,
Ас,
9оо
97о
Аг,
Аг3
8ю
87о
Коэфициент линей-
ного
оасшиоения
а • 10» [33]
Н
Теплопроводность
X в кал iс а
[33]
Н
• сек
"к*
Интервал темпера-
тур
ковки
[Щ
Свариваемость
Обрабатываемость
резанием
Особые свойства
[43,
52]
Область
<л примеры
применения [43]
¦ Данные
** Данные
Число
циклов
1 • 107
1 • 1
о- ¦•
изгиба
_, кручения
Характеристика образца и
материала
Механические свойства
При
Величи-
на де-
форма-
ции в
ММ
в
мм
час
10—6
1С
10
21
низких
в
температурах
°С
При высоких
200
«3
S4
1
8
Температура испытаний в с
Прокаливаемость
[52]
Сталь мартенситного
класса
100°
а
0,1
,i
200°
12,7
2SS°
0,044
4оо°
14,3
S63°
0,0s
1200—900° С
Низкая
6оо°
14,2
7690
о,оs
в °С
4оо
8о
4S
18
С
19
22
25
27
29
31
33
температурах
[52]
боо
S3
40
18
8оо
S
I
1
24
Характеристи
Модуль сдвига
G в кг 1мм*
| Склонность к отпускной
| хрупкости
Подвержена
Теплоёмкость с
в кал/г "С
Ш1
н
Температуропро-
водность
( ^
-л
в см3/сек
Способ охлажде-
ния
поковок [52]
Сопротивление
атмосферной кор-
розии
Пластичность при
холодной дефор-
мации
39°
O,11J
133"
0,04s
Охл
его
Характеристика
риала при
мате-
нормальной
температуре
Сталь с содержа-
нием:0,35°1
{см
,C;3,25°lnS\;
9,12°U Cr
график Гудцова
и Ширяева—фиг. 94
[52])
«а материала образца
23 '
281°
0,117
0,049
Удельны*
в г/см* [52
S
о,
S
о,
69°
2lH
0JO
7/9
\
0,20s
769е
0,033
замедленное —
закаливается
Согласно
Низкая
Хрупкость при медленном охлаждении в интервале 500—600" С;
тив образования окалины до 1
В автотракторостроении —
по сопротивлению
Коробкоча
*** Значения Оля
ползучести см
и Озерцовского
стали Х10СМ.
фиг. 9,
400'
С; жаропрочность
-клапаны моторов
гл.
IX.
до 600'
С
на
шкале
вес у
914°
o,33S
сталь
воздухе
— балл 3
стойкость
про-
686
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 92.
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Стандарт
1
2
3
4
5
6
7
3
9
10
11
4
Проект ГОСТ [43]
Основное назначение
Химический состав в °L
[43]
Вид полуфабриката
Размер поперечника
(толшина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
сти при растяже-
нии о^ в кг;мм*
Предел текуче-
сти о„ в kzjmm1
Относительное
удлинение S5 в °/„
Относительное
сужение ф в %
Твёрдость по
Бринелю lift
Удельная удар-
ная вязкость аи
в кгм,'см*
Ведомственные и
Месю
взятия
образ-
ца
Пов.
7, R
Центр
Пов,
V, Л
Центр
Пов.
•/./?
Центр
Пов.
V. к
Центр
Пов.
V, Я
Центр
Пов.
'/• R
Центр
Группа стали
Клапанная хромокремнемолибде-
новая
С
O.3S-OAS
Всякий по
ту
О тле.
900'С
С ОСОБЫМИ СВОЙСТВАМИ
Марка
Х10СМ*
Ковка и штамповка в
Мп
о,зо—0,70
21
1. 31040 С,
м,
2. О 740"С,
возд.
Si
1,9—з,6
з;
Т
Сг
9.0-
io,s
Прутки и
Механические свойства при
[36]
197-309
90
70
ю
з:
.,
заводские обозначения—ЭИ107
9S
40
30
40
28s—341
3,0
Способ
выплавки
Основной или кислый про-
цесс
в электрических а мар-
теновсках печах
горячем состоянии
N1
<о,6
поковки
Мо
0,7—0,9
S
<O,0J
Р
обычных температурах (не менее)
, СХ8М, ЗОСХЮМА
I
1
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
687
12
13
14
1b
16
17
18
20
24
26
28
30
32
34
35
Предел
(не
усталости
в кг\ммй
более)
Показатели механиче-
аЬ
av
S в
аН
ских свойств
в кг мм'
з кг!мм3
в кгм/см*
Условньп-
\ предел
(напряжений) ползу-
чести о_ i
(не
более
Модуль i
гости ? в
кг м
) [52\*
горм.
vnov-
кг мм7
Критические точки
в Ч: [52\**
Ас,
ActJ
8/о
9/о
Иг,
Art
•joo
84!
Коэфициент линей-
ного
оасшиоения
а • 10" [361
Теплопроводность X
в кал,см •
Интервал
тур
ковки
сек <
¦• [Зо\
темпера-
Свариваемость
Обрабатываемость
резанием
Особые свойства [43]
Область и
примеры
применения [43, 36, о2\
Число
1 •
1 •
Прр
Величи-
на де-
форма-
ции в
мм мм
в час
10 •
10—'
10—«
циклов
107
ю-••
низких
в
а j изгиба
х , кручения
Механические
температурах
°С
свойства
При
боо
So
1
17,
Температура испытаний в
21 I Прокаливаемость
/оо
[52]
Сталь мартенситного
класса (троосто-мартенсит)
20 100°
10,0
20°
о,о6
20 8ОО°
11,0
н8о—8;о°С
Низкая
Коэф. обр.
-255—340
0,7 при
н в-
¦
боо
19
22
25
2/
29
31
33
высоких
Характеристика образца
материала
температурах
в °С [52]
JOO
*7 <9
27,6
°С
7оо
0,2/
8оо
и,6
31,2
37,
goo
3,8
48
37,
я его
Характеристика мате-
риала
5
при нормальной
темпеоятупе
термообработка:
3 1100 С, в. 2. О
800
= 109 I
Характеристика
3,0°
С, возе
<г1мм'1; 6
материала
= П6п! ¦
кгм/см2
образца
Сталь с содержанием: 0.42°!п С;
2,32°, 0
обработка: 1.
Модуль сдвига
G в кг1 мм3
0 til
JI /п МО.'
3 1025° С, м. 2. <
(см. графин
Склонность к отпускной
хрупкости \36\
fie nnti«t
Теплоёмкость
с в
кал1.г °С
Температуропро-
водность
/ х
а\ )
в смсек
Способ охлажде-
ния
поковок
Сопротивление
атмосферной
розии
кор-
Пластичность при
холодной дефор-
мации
Стойкость против образования окалины до
Клапаны впуска и выпуска
(с применением
з авиамоторах
900° С;
тгр i'o-
Э 800° С
фиг. Ю0 [52\)
23
Удельный
в г см? \52
вес у
Ох л. замедленное—сталь
закаливается на воздухе
Согласно шкале—балл 3
Низкая
[
жаропрочность
до 700е
С
средней и повышенной мощности
азотизации для штоков клапанов)
* Данные по сопротивлению ползучести см. также фаг.
** Средние
дль
значения из
i Ас»—Уб5—975° С
; для
данных
9, гл
(определённы.^ на дилатометре
Ara—410-880° С;
для Аг,—650—750"
С.
. IX.
Шевенара) Химушина
: для Ас1—835~87Т С;
688
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 93. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Стандарт
1
2
3
4
5
6
7
8
j
;
9
1
10
11
Основное назначение
Химический состав в °/„
[43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии ». в кг/мм3
Предел текуче-
Относительное
Относительное
Твёрдость по
Удельная удар-
ная вязкость а.
в кгм,см2
* Иедоmi твенные
Место
взятия
образца
обозна'
Группа стали
Кислотоупорная (нержавеющая)
окалиностоикая хромистая
Ковка и штамповка
С
^.0,12
в
Мп
<о,7
С ОСОБЫМИ
Марка
СВОЙСТВАМИ
Способ выплавки
Кислый
или основной про-
цесс в электрических печах
з горячем состоянии; волочение, высадка и штамповка
холодном состоянии; трубы
S1
<о,9
Прутки и поковки
Всякий
Отж:.
760—780° С
после хо-
лодной
прокатки
по сортаменту
Г после
отжига
X
Сг
i6—i8
Листы
Отж.
нагрев
2 часа при
800 С, ох л.
на возд.
Ni
и листы
<о,6
Грубы
Du =57-»
+159
$=3,75+8,00
Г
S
р
<о,о„
Механические свойства при обычных температурах (не менее)
[52]**
49
Я
33
70
i;o
ения — ЖП
** Значении, конкретные для стали с
!б-6В
П-49
33-30
/о—6о
zyo—iyo
, ЭЖ17.
12}
63
12
}о
228
содержанием: 0./°/(
>** Значения—данные Химушина, конкретные для
стали
[52]***
SO
3S
«10=
147
[51]
4S
С; 0,5% Мп; 0.5% SI;
с содержанием 0,У2°/О
16-18°10 Сг.
С
; 0,32°j0 Мп; 0,3%
1
SI; 17.Pi
I
„Сг.
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
689
i
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
•
Предел усталости
or „ т ,в кг/мм3
(не более)
Показатели механи-
ческих свойств
зг. в кг:м.:ta
vs в кг/мм'
В в о/а
а% в kzmjcm*
Условный предел
(напряжений) ползу-
чести яс в kzjmm?
(не более)
Модуль норм.
упру-
гости Е в кг/мм3
Критические точки
в °С
Act j | Arx
Ас& j | Ar3
Коэфициент линей-
ного расширения
о -106 [52]
Теплопроводность
X в кал 1см -сек
[52]
сь
Интервал темпера-
тур ковки [52]
Свариваемость
Обрабатываемо
резанием
сть
Особые свойства
[43, 52]
Область и примеры
применения [52]
В зависимости
Число
!
5 •
1 •
1 •
1ри
Вели-
чина
дефор-
мации в
ММ; ММ
в час
Ю-7
10
21
циклов
10е
107
ю- • •
низких
в
а , изгиба
т_, кручения
Механические
температурах
С
свойства
Характеристика образца я его мате-
1
При высоких температурах
100
4
Ь
30
27
Температура испытаний в
S3"
Прокаливаемость
! Сталь ферритного или полу-
i
о—
10
ферритного
100°
,8
100°
0,0
ШЗ
Начало:
1050-
Конец:
1130° С
700-820" С
Умеренная ;
после
отж.
сварки
760 С,
охл. на возд.
а
°ост зерна
класса *
29
31
33
/УУ
ЗЛ
3
1
19
в ¦'
20И
47
>7
26
°С
648
1J
1,2
Модуль
[52]
JOO
4S
26
3S
боо
20
1
! 6о
риала
Характеристика мате-
риала
при нормальной
температуре
нием:
*^32
17% Сг;
52 кг, м и
1.0»! с N1;
кг/мм'; b=28uj0;
ф=70°/
(см. график (,
Характеристика материала
график фиг. 10, гл. Х:
сдвига
G в кг:мм'А
Склонность к от-;
пускной хрупкости
25
Я
Теплоёмкость
с в
кал/г
2 [52]
Температуропро-
водность
(
el —
\
-
в см3/сек
Способ охлаждения
поковок
Сопротив.
тение атмо-
сферной коррозии
Пластичность
H0f
при
деформации [48
холод-
, 52]
приводящий к хрупкости при
при нагреве выше
1000 С; тепловая
терзале температур
те
мперитурах дс
450-5 X
С
¦'
С;
^
Охл.
23
Удельный
0—100°
0,1
' 1
1ОО~
0,067
3
f/иг 70
эбразца
Сг (см.
вес у в г!см.3 [52]
нормальное
Согласно
шкале-балл 1
Высокая для мелкозернистой
ста-
ли, умеренная и низкая для крупно-
зернистой
агреве
выше S50
° С, особенно (и
хрупкость при илительном
стойкость
против образования
В азотнокислотнои промышленности— абсорбционные
баки для хранения кислот, трубопроводы;
и фабрик-кухонь
от содержания С и
Сг.
ча г ре ее
ЛЫ::*й
в lit -
окалины при
башни, теплообменники,
аппаратура для консервных заводов
1
690
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!'
Карта 94.
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Стандарт
1
2
3
4
5
6
7
8
9
10
11
Основное назначение
Химический состав в °/„
\43\
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели меха-
нических свойств
Предел прочно-
нии о, в кг/мм*
Предел текуче-
Относительное
Относительное
Твёрдость по
Бринелю tig
Удельная удар-
в кгм/см1
* Ведомственные
Место
взятия
образца
Группа стали
Кислотоупорная (нержавеющая)
окаланостойкая, хромистая
С ОСОБЫМИ СВОЙСТВАМИ
Марка
Ковка а штамповка, изготовление ластов
С
<0,20
Прутка
Мп
<Л/
кованые и
Si
катаные
Всякий по сортаменту
Г
1. Г
2. Нагр.
850° С,
охл. в в.
1. Г
2. Нагр.
950° С,
охл. на
еозд.
Сг
23-27
Трубы
D
1
Механические свойства при
62
41
9
а
[52]**
;8
19
26
61
V9
46
14
i
6
г заводские обозначения—ЭИ181, Ж'27.
** Значения, конкретные для стали с
** Значения, стандартные
<0,03°l0 S; <0,03°/0 Р.
для стали
содержанием 0,14°/в С;
состава: <
нш=57+
+159
—3,75+
+8,00
Г
обычны?
[51] *¦*
4Г
26,3°L Сг.
Ni
<о,6
Способ выплавки
Кислый или основной
про-
цесс в электрических печах
в
горячем состоянии
S
<о,оз
Р
<о,оз/
температурах (не менее)
0,2°10 С; 0,2—0,7°10 Мп; <1,0в!а Si;
25—3(Pja Сг; 0,6"
/о Ni;
!
ГЛ. XI
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
691
12
!
13
14
15
16
1 17
18
То
04
26
28
30
32
34
Предел з
в .
(не
т ,
более
усталости
t кг/мм*
Показатели механи-
ческих свойств
о. в кг!мм*
Оу в кг/мл
8 в
k
фв •>/,
Условны!
i предел
(напряжений) ползу-
чести <зс в
(не более)
кг/мм*
*
Модуль норм.
гости Е в кг/мм
Упру-
Критические точки ,
в °С
Ас,
Ас%
Атх
Аг3
Коэфипиент линей-
ного расширения
о -10» [52]**
Теплопроводность
\ в кал i см
№
**
¦ сек
Интеовал темпера-
тур ковки
№
Свариваемость
\52]
Обрабатываемость
резанием
Особые свойства
[48, 52}
, s
Число
5.
1 •
1-
При
Вели-
чина
дефор-
мации в
мм/мм
в час
ю—*
КГ"»
Iff-*
21 |
циклов
10е
107
ю- • •
0—1
изгиба
—1 кручения
Механические
низких температурах
в
свойства
Характеристика образца и его
материала
При высоких температурах
4оо
/о
18
Температура испытаний в °
1рокаливаемость
!
20°
10,6
-
30*
10,6
Начале
»:
1040—1120° С
Конец:
720-820° С
Умеренная;
после
нагр.
сварки
760° С,
охл. на возд.
или
в в.
Роет зерна,
29
31
33
i
1
9
22
25
27
В "
боо
42,!
33
хб
П
с
Модуль
G
[Ь2\
JOO
*9
13
39
7S
j 8oo
8
6
43
88
9оо
4
V
48
91
Характеристика мате-
риала
при нормальной
темпеоатупе
Сталь
с содержанием
30°/о Сг
Характеристика материала образца
сдвига
^ kzjmm'
Склонность к от-
пускной хрупкости
Теплоёмкость с
в кал/г 'С
[52] **
Температуропро-
водность
а[ s=-
V 7
в си»
Способ охлаждения
поковок [52\
Сопротивление атмо-
сферной коррозии
Пластичность при
НОИ
холод-
деформации [48, 52}
приводящий к хрупкости, при
при нагреве выше
вале
стрыл
до 1151
температур
с)
сек
Охл.
23 I
1
30
0,11
30
Удельный вес т
[52] **
J
O.OS9
ускоренное
Согласно
икале— балл 1
Высокая для j
мелкозернистой
в г!см3
i ста-
на, у меренная и низкая оля крупно-
зернистой
нагреве
° С. Тепловая хрупкосты при t
450—610'-' С
охлаждением.
устраняемая
нагревал
выше
8Ы
° С, особенно сильный
длительном нагреве в
до
'60*
интер-
С с последующим бы-
Стойкость против образования окалины при температурах
Область и примеры
применения [52]
машиностроении — окалиностойкие, жароу'порные~детали, предназначенные \
для работы в ненагруженном состоянии при температурах не выше 1150° С, |
в химической промышленности — аппаратура для хранения дымящей азотной
кислоты и концентрированной серной
* Данные по сопротивлению ползучести см. фаг. 10, гл. IX.
** Для стала состава: 0,1% С; 0,5°le Nin;0,5°l0 Si; 23—3ff>le Cr.
692
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. И
Карта 95. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
Стандарт
1
2
3
4
5
6
7
8
9
Ю
11
Проект ГОСТ
[43]
Основное назначение
Химический
в % {43]
состав
Вид полуфабриката
Размер поперечника
(толщина) в лш
Термообработка
Показатели
механических
свойств
Предел
прочности при
аь в кг/мм3
Предел
as в кг;мм*
Предел про-
порциональ-
ности ОГр
в кг',мм*
Относитель-
ное удлинение
Относитель-
ное сужение
Ф в /о
Твёрдость
по Бринелю
Н п
"В
Удельная
ударная вяз-
в кгм/см3
Место
взятия
образца
Группа стали
Кислотоупорная (нержавеющая)
хромоникелевая
Ковка t
С
<о,14
Марка
Х18Н9 *
Способ
выплавки
Основной или кислый про-
цесс в электрических печах
i штамповка в горячем состоянии; штамповка (с вытяжкой) в холодном
состоянии; трубы и сварные конструкции
Мп
<Я,0
Прутки
Всякий по
сортаменту
Г
[28]
40
7
3 1100° С,
в.
Si
<о,8
Листы
ю—40
3 1150° С,
в.
Механические свойстве
*¦
6о
20
4S
6о
II
[46] ***
/8
25
40
W
Сг
I"]—2О
Трубы
-??
Т
Ni
8-и
S
<0,0)
i
Р | |
<о,о„ |
при обычных температурах (не менее)
151]
56
!
|
s
\
• Ведомственные и заводские обозначения—Я1, 9Х19НТА, ЭЯ1-
** Для образцов, перпендикулярных к направлению прокатки, из стала состава: <0,14Р1а С
<0,8°l0 S1; 17-19°1о Сг; 8,0-9,5- „ М; <0,02% S; 0,03% Р.
¦** Для сяшлв состава: 0,/2% С; 0,3—0,*% Мп; 0,3—OJ°I0 Si; 17—19°10 Сг; 7.6—8.6*10 N1; <0,?°/
< 0,0.3е/,, P.
!
; 0,3-0J0j0 Мп;
з Ti; <0.ft3%S;
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
693
12
1
13
14
15
16
I/
18
20
24
526
28
30
32
34
35
Предел усталости
5__,, -с , в кг [мм*
[36]
[52]
Показатели механи-
ческих свойств
«Ь в кг (мм*
ss в кг 1мм*
8„ в %
Ф в %
Условный предел
(напряжений) ползу-
(не более) [52]
Модуль норм, упру-
гости Е в кг; мм
Критические точки
в С
Ас, | | Ат,
Ас, | 1 Ат,
Коэфициент линей-
я ¦ 10» [52]
Теплопроводность
X в кал/см ¦ сек
[52]
Интервал температур
ковки [48, 52]
Свариваемость
[48, 52\
Обрабатываемость
резанием [54] **
Особые свойства
[48, 52]
Область и примеры
применения [13,
561
• Для устранения
'¦ нагрев до 1100 С с
| Число
о •
1 ¦
7,9
циклов
10»
10'
10*
:
i изгиба
33
х , кручения
Механические
При низких температуоах
в °С
Вели-
чина
дефор-
мации в
в час
ю-»
10"»
свойства
При высоких
в °С
'98
47,о
68,3 |
49,S
Температура испытани
48/
I4.O
1С
D0
t/
70,7
S9S
6,0
Х.6
6/0
3,8
3,8
21 I Прокаливаемость [48, 52] 1
1
Сталь
О—100°
i6
20°
0,039
аустенитного класса I
0—200°
i6,8
1200—9ОО° С
Высокая *
Отн.
25»!0
обр.
о-
,00°
4.S
29
31
33
I
о-4оо°
18
1
Способ
поковок
10/
2,46
2,39
19
22
25
27
;
а
в °С
7<5о
648
38,7
/6а
4о,о
8i/
0,6)
Характеристика образца
материала
а его
Образцы консольные аз ленты:
толщиной
64,5 кг\мм%, Яу =
толщиной
1,58 мм
^ь —
= 24,8 кг\мм>\
в нагартован-
ном состоянии или при чь=
= 148 кг (мм*
температурах
[52]
76о
21,6
64,6
871
гг.з
| 36,1
37.0
1 Ь = КГ3/»
Характеристика мате-
риала при нормальной
температуре
Сталь с содержр-
fUloif Л 1A0L *""*
/0 Сг; 9,56% N1
Характеристика материала образца
Сталь с содержанием: 0,07°10 С
8,5°@ N1 [ASTMJ
18°lo Cr;
Сталь с содержанием: 0,15°jaC
8,0°10 N1 [ASTMJ
Модуль сдвига
G в
кг/мм'
Склонность
фупкости
к отпускной
Теплоёмкость с
в кал/г °С
Температуропро-
водность
(=
охлаждения
Сопротивление ат-
мосферной коррозии
Пластичность при
холодной деформации
[48, 52]
Высокая стойкость
В авиастроении
против
коррозии
каркасы самолётов
в азотнокш лотной промышл1
баки Оля кислоп
нитрационные
гонные
кубы; в
, тру 01
баки.
'нности -
проводы; в
мешалкь
1, i
X \
)всмЧсек
20°
0,12
20°
0,042
Согласно t
Высокая
8 различных
23)
1 в
икале—балл 1
средах
; 18°k Cr;
1
[_
/дельный вес т
г/см* [52
]
и дирижаблей, поплавка гидросамолётов;
- абсорбционные башни, теплообменники,
промышленности взрывчатых веществ—
\ентрофуги;
в лакокрасочной—автоклавы.
архитектуре-материал для отделки зданий
межкристаллитной
охлаждение*
( в воде
** О режимах резания см. [52].
коррозии
в
сварном шве необходима
пере-
термообработка:
694
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
Карта 96. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
Стандарт
1
2
3
4
5
б
7-
8
9
10
Проект ГОСТ
[43\
Основное назначение
Химический <
в % [43\
:остав
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показателя
механических
свойств
Предел проч-
ности при рас-
тяжении 3?
Предел те-
кучести 3j
в кг/мм'
Относитель-
ное удлинение
«* в »/0
Относитель-
ное сужение
Ф в°/о
Твёрдость
по Бринелю
Удельная
ударная вяз-
кость ah
в кгм'слР
Место
взятия
образца
Группа стали
Хрононикелътитанистая, кисло-
тоупорная (нержавеющая)
Ковка и
ном
С
<o,z4
Листы
тонкие
До 4
3 1050-
1100° С, в.
[36]
S4
33
40
6а
140—170
штамповка
состоянии;
Мп
1 <3,0
Листы
толстые
ю—40
3 1150° С,
в.
Марка
Х18Н9Т
Способ
выплавки
Основной или кислый про-
цесс в электрических печах
в горячем состоянии; штамповка (с вытяжкой) в холод-
изготовление труб в горячем и холодном состоянии,
сварные конструкция
Si
<о,8
Трубы
Т
Сг
11—20
Ni
8-iz
Ti
<о,8 и
Прутки
Всякий, по
сорта-
менту
Т (для
снятия
наклёпа)
6
10
Г
(шлифованные)
S
<о,о;о
Р
Механические свойства при обычных температурах (не менее)
[46] •
58
»f
40
137
\
\51]
!б
40
[62] **
//
8,(i = jo
[62] ***
8з
7*
8з
76
8,,. = ^
1 * Значения для образцов, вырезанных поперёк направления пр'жчтчи
** Стандартные 'Англия) значения для стали 18 S состава: < *. , ' , < i ""
16—2О°:оСт; < 0,0S'-n 5; <,0,ОЗ% Р, о котпрж .ко.:ут бишь также -. ifitn** ч i
*** Конкретны* значения для стали состава: 1. 0,/J0/, ( i, 1 \~ п
0-65°!0 Ti (для прутков сечением 6 мм); 2. 0,13°!0 С, С,2Г';в Мп; 0 56 Ь' ^-ct
iipутков сечением 10 мм).
ч'1
f.
ГЛ. X]
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
695
12
13
14
15
16
ГУ
18
20
24
26
28
30
32
34
35
Предел усталости
9—1 . t—l
(не более)
в кг/мм1
Показатели механи-
ческих свойств
Ci в кг/мм*
Оу в кг/мм
X - 0/
а^ в кгм\см*
Условный предел
(напряжений) ползу-
чести <зс в
кг/мм1
(не более) \зь\
Модуль норм, упру-
гости Е в кг/мм* [36]
Критические точки
в °С
Ас, |
Ac, j
Ar, \
Аг,\
Коэфициент линей-
<х • 106 [36]
Теплопроводность X
в кал/см •
сек °С [36]
Интервал температур
ковки [52]
Свариваемость [48,
52]
Обрабатываемость
резанием
Особые свойства
[48, 52]
Область j
i примеры '
применения [62]
Число
5-
1 .
циклов
10»
10?
1 • 10 • • •
а
, ]
изгиба
X
., кручения
\
Механические
При низких температурах
в °С
"Вели-
чина
дефор-
мации в
мм! мм
в час
ю—'
10-
10—«
свойства
При
704
39
Температура испытаний в с
400
20° |
20 ООО
S
3S
12,6
I ¦
21! Прокаливаемость |
Стал
0—100°
16
20°
0,04
S9S
9tx
48, 52]
i аустенитного класса
nfo—poo0 С
Высокая
Низкая
29
31
33
]О4
19
2-2
высоких
в °С
8iS
22
С
8iS
0,6
Характеристика образца и ere
температурах
152]
О2б
12
Характеристика мате-
риала при нормальной
температуре
Сталь состава:
о ь; <(/,07о тп;
<0,75°1„ SI; 17—19Р1„Сг;
7—
3
а
84«
/. Ni- Ti — ЬГ.О^
1060-1120г
S '
50-i
Характеристика мат
Сталь состава:
<0,6L
Модуль сдвига
G ?
K2JMM2
/с
Мп; 0,71°/п
7,5-9,2°
0Ni;
N
С, в.;
¦ 56^63 кг\мм%;
=24+32 кг/мм*;
-60%; ф =
гриала образца
<0,lPi0 (
; 17-19Ч„ Сг:
Ti>5C°/0
1 I
Склонность к отпускной
хрупкости
1
25
27
Теплоёмкость с
в кал /г °С
[331
Температуропро-
водность
а{ =
Способ охлажде-
ния поковок [48,
52]
Сопротивление
атмосферной кор-
розии
Пластичность
при холодной де-
формации [
W3
см'/сек
50°
0,12
20°
0,042
23
в
Согласно шкале — балл 1
Высокая стойкость против интеркристаллатной
i -
би *
* ч
mt <cn
Т HI 1
г *
Ч
' О
>г ии "х
н га }гч га
/ а
' h
i. a
i )
! ¦
h
коррозии
и дипижибгеп.
aoH-iNf
. ! о оасоч^и
—
попла
баи-,,и
еки
, п
азтоклаел.
i 11 г?грабзт!-:а ,->оа
Л iUd 3OUHJU
ика,
?W~/
ЧГ,1
;, Р
IV.)
Удельный вес т
г:см3 [52]
7 >9
чочхчол
¦IO'iCmi h
ui( : ;и
У "'а; з
'"ГЦ ,s'
,1 tjt>-
696
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 97. СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
Стандарт
Проект ГОСТ [43]
1
2
3
4
5
6
7
8
9
10
11
Основное назначение
Химический состаз в °0
[43]
Вид полуфабриката
; Размер поперечника
i (толщина) в мм
Термообработка
Показатели
механических
свойств
Предел Прочно-
нии з. в кг/мм3
Предел текуче-
сти з в кг1мм?
Предел пропор-
циональности
т„ в кг/мм1
Относительное
Относительное
Твёрдость по
Удельная удар-
«? в кгм/см*
* ведомственные и
Место
взятия
образца
Группа стзли
Жаропрочная хромоникелькрем-
нистая
С
о,;о - о,4о
1
Парка
Х18Н25С •
Ковка и штамповка в
Мп
<! 2,0
Si
2,0—3,0
Прутки и поковки
Всякий по сортаменту
Г
Нагр.
10ЭГ С,
ОХА. в в.
Нагр.
1000" С,
охл. в в.
(
It
хб—20
Способ
выплавки
Кислый или основной про-
цесс в электрических печах
горячем состоянии
N1
*3-*1
S
; о,оз
Р
< о,оз!
Механические свойства при обычных температурах (не менее)
[28]
6/
4о
20
3S
i6j—241
6
30
30
4S
163-241
8
[46]
6;
30
30
41
137
8
заводские обозначения — ЯЗС, ЭНЗС, 35СХНА DЯСЗ).
ГЛ. X)
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
697
12
13
14
15
16
17
18
20
24
26
28
30
32
34
35
Предел усталости
а j,
(не
т , в
5олее)
кг/мм*
Показатели механи-
ческих
кг'мм
свойств
3
кг/мм1
5 в в/о
Условный предел
(напряжений) нолзу-
чести з„ в
(не
Золее]
кг/мм'
*
Модуль ноом.
гости Е в
vnov-
кг/мм3
Критические точки
в °С
Act\
Ас3
Агу
Аг3
Коэфициент линей-
ного
расширения
о • 10е [33]
Теплопроводность
в кал/см •
[33]
сек "
U
Интервал температур
ковки [52\
Свариваемость
1591
Обрабатываемость
резанием
Особые свойства
[43, 52]
Область
и примеры
применения \43,
• Данные
46, 52]
Число
5-
1-
1 •
При
Вели-
чина
дефор-
мации в
mmImm
в
4ЭС
Ю"8
10
10
—а
21
циклов
10»
L07
НИЗКИХ 1
в
а 1 изгиба
т
, кручения
Механическ1!е свойства
гемпературах
°С
При высокиз
!оо
б!
,9,4
#.!
Температура испытаний
Прокаливаемость
Сталь аустенитного
[52]
** или
ау стенитно-кароионого
100°
М
iif
о,
0}6
класса
300°
'7./
зо/°
o,o4i
л/о - 900° С
Умеренная
Низкая
до
Стойкость i
/006
40
п
0,1
29
31
33
-3
'/7
боо*
19,3
694°
Of Об}
в °
19
22
25
27
в
с
L
боо
SSA
i8,7
30,!
С
Модуль
G
Характеристика образца и
материала
его
гемпературах
[52]
100
36,1
зз,8
40,!
8оо
30
з8,7
f6,!
Характеристика мате-
риала
при нормальной
температуре
Сталь с содер-
0,31аи С; 2,№>la Si;
13,04% Сг; 24,9"la Si.
ства при 15° С:
а и — 68,4 кг /мм3;
(Алексеенко)
Характеристика материала образца
сдвига
в кг/мм'
Склонность к отпускной
хрупкости
Теплоёмкость с
в кал/2 "С
Температуро-
проводность
i
а у =
в см
Способ охлаждения по-
ковок [52]
Сопротивление
атмо-
сферной коррозии
Пластичность при
ной деформации
ipomue
С; подвержено
3 теплотехнике
диски;
> по сопротивлению
** При охлаждении
бидов.
образования
холод-
окалины i
г сульфидной коррозиь
— цементационные
в моторостроении — клапаны t
ползучести см
после нагрева дс
. фиг. 9,
> температуры
гл.
1200
IX.
° С,
ящики
туска
X
\
г)
,'сек
i
1
i
23
Охл. нормальное
Согласно шкале
^
1
Удельный
в г/см3
i 2
вес у
Высокая (в аустенитном состоянии)
жаропрочность
при температурах
поддоны, башмаки,
чрепёжные соединения
отвечающей
полной
цепи, ролики.
растворимости кар-
698
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Карта 98.
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ
Стандарт
Проект ГОСТ [43\
\-
2
3
4
5
6
7
8
9
10
11
Основное назначение
Химический состав в %
[43]
Вид полуфабриката
Размер поперечника
(толщина) в мм
Термообработка
Показатели
механических
свойств
Предел прочно-
нии а. в кгЫм*
Предел текуче-
Относительное
Относительное
Твёрдость по
Бринелю Hft
Удельная удар-
в кгм/см*
* Ведомственное и
Место
взятия
образца
Группа стали
Жаропрочная хромо никель воль-
фрамовая
С
о,4о—o,so
С
ОСОБЫМИ СВОЙСТВАМИ
Марка
Х14Н14В
Ковка в штамповка
Мп
<о,7
Si
0,30—0,80
Прутки и поковки
Всякий по сортаменту
Г
7*
40
20
40
179—яб9
S
Нагр.
820° С, охл.
на возд.
Нагр.
1170—
1200° С,
охл. в в.
Механические свойства
[36]
72
40
20
40
179-269
7°
3S
ISO—210
10
заводское обозначение — ЭИ69.
Сг
13—IS
Способ выплавки
Кислый или основной про-
цесс в электрических печах
в горячем состоянии
N1
13—IS
при
Мо
0,2s—0,40
W
2,00—2.7S
S
< о,оз
р
<о,о;
обычных температурах (не менее)
!
гл.
СТАЛЬ ВЫСОКОЛЕГИРОВАННАЯ С ОСОБЫМИ СВОЙСТВАМИ
699
12
Предел усталости
о_„ -с—! в кг/мм3
(не более)
Число циклов
5- 10е
1 ¦ 10т
1 • 10
а , изгиба
кручения
Характеристика образца и его
материала
Механические свойства
Показатели механи-
ческих свойств
При низких температурах
в °С
При высоких температурах
в СС [52]
too
боо | уоо 8оо
Характеристика мате-
риала при нормальной
температуре
о. в кг/мм'
64,3
8 в о/„
Ф в •/,
34 \ 36
S9
47
Сталь состава:
0,49*!аС; 0,37"/0 Si;
13,1°,0 Сг; 14,5°l0 Ni;
0,4% Mo; 2,6S°l0 W
Механические свой-
ства при 15° С-
77 "
з
о2
р
кг/мм";
67
0 $,
(Алексегнко)
17
Условный предел
(напряжений) ползу-
чести <т- в кг/ммй
(не более) [52] *
Вели-
чина
дефор-
мации в
мм/мм
в час
10—"
10—'
Температура испытаний в СС
too
12,2
боо
из
7оо
8оо
oj;
900
0,13
10—¦
Характеристика материала образца
Сталь; термообработка: нагр.
950е, охл. на возд.; механические
свойства при 20° С: з^ — 96 кг/мм*;
а =* 55 кг!мм>; 8 = 28°!0; ф = 24,5°1е
18
Модуль норм, упру-
гости Е в кг/мм*
19
Модуль сдвига
G в кг/мм*
"ЯГ
Критические точки
в "С
21 | Прокаливаемость [52]
22
Склонность к отпускной
хрупкости
Аг,
Ас.
Аг.
Сталь аустенитного класса
23 | Удельный вес
в г/см3 [52]
8,о
24
Коэфициент линей-
ного расширения
а • 10е [52]
20—З00
20 fOO° \20— */ОО
18
20—goo
25
Теплоёмкость с
в кал\г °С
26
Теплопроводность
X в кал/см ¦ сек °С
[52|
27
0,033
0,07s
Температуро-
проводность
\ у • с)
в см°1сек
28
Интервал температур
ковки [52] **
u6o—8fo° С
29
Способ охлаждения по-
ковок
Охл. нормальное
30
32
Свариваемость [59]
Умеренная
31 | Сопротивление атмо-
сферной коррозии [36, 52]
Согласно шкале — балл 1; хорошее
сопротивление газовой коррозии
до 900° С
Коэф. обр.
Обрабатываемость qj npU //„=
резанием [55] =270
33 Пластичность при холод-
ной деформации
Умеренная
54
Особые свойства
[43, 52]
Стойкость против образования окалины и жаропрочность при температурах
j до 803° С; склонность к выделению строчечных крупных карбидов в процессе изго-
! товления стали и мелкодисперсных — при последующих нагревах до умеренных
I температур {старение}
35 [ Область и примеры | Клапаны впуска и выпуска в авиамоторах (с применением азотизации для што-
\ применения [36, 52] j ков клапанов)
* Данные по сопротивлению ползучести см. тикже фиг. у, гл. IX.
"* Для деталей более крупных сечений температура окончания ковки не низке 000" С (с учётом возмож-
ности образования трещин наклёпа при более низких температурах окончания ковка).
700
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. I!
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛЕНИЯ УСТАЛОСТИ
И ПОЛЗУЧЕСТИ
12 9 6 3 0 3 6 9мм
Расстояние от центра
Фиг. 1. Прокаливаемость в
0 25 мм стали: 1—0,18% С;
0.46% Мп; 0,08 7„ Si; величина
зерна 2. 2 — 0,14"/,.. С; 0,50°/, Мп;
0,21»'/,, Si; величина зерна 3.
Нормализация 900 ' С; закалка
с 900° С в воду [31J.
V
\
\
\
\
\
\
г
j
У
А
/
/
/
f
/
/
//
/
/
N
V
/
J
50
1*0
30
20
Ю
/2,5 6 0 6 Ц5мм
Расс/рпрн'.к от центов
Фиг. 2. Прокаливаемость
в 0 25мм стали: 0,2<)"п С;
0,39% Мп. Закалка с 925° С
в воду 131].
\
*
\
\
ч
/
/
/
40
36
32
28
24
20
16
12
12 9630369 12мм
Расстояние от центра
Фиг. 3. Прокаливаемость в
0 24 мм стали: 0,18% С;
0,5 у0 Мп; 0,21% S1; закалка
с 900 С в воду; величина зер-
на 3. [Jameson A. S., „Iron Age"
№ 18, v. 151, May 1943 г.].
60 \
30
20
10
12,5 6 0 6 12,5мм
Расстояние am центра
Фиг. 4. Прокаливаемость
в 0 25 мм стали: 0,25°'о С;
0,42° ц Мп. Добавка алюми-
ния для изменения зерна.
Закалка с 925° С в воду
[31].
Не/мм
70
Q7
401
Щ
:::f=
/
-
:::::J
j
0,01
0,1
Деформация
Фиг. 5. Ползучесть углеродистой стали с
0,33% С при различных температурах. По оси
абсцисс величина деформации за 10000 час. [1].
1
1—.
1 ,
3
/
ч(
л
у
^(?
Л7
12,5 6 0 6
Расстояние от центра
Фиг. 6. Прокаливаемость
в025 мм стали: /-0,33%С;
0,44% Мп; 2 — 0,35% С;
0,40% Мп; 0,129% А1;
3-0,32% С; 0,26% Мп;
0,12% А1. Закалка в воду
[31].
i0 30 20 Ю 0 Ю 20 30
Расстояние от центра
Фиг. 7. Прокаливаемость
в 0 76 мм стали SAE 1035:
0,3—0,35/,. С. Закалка в
воду [31].
N
\
\
/
/
Ю6 2
4 6 8Ю7 2 « 6810е i
Число циклов
4 6810*
Фиг. 8. Кривая Велера для вала 0 165 мм
из стали 35 [Е. Lehr u. F. Кие f,
„Motortechnische Zeitschrift" № 11/12,
1943].
\
\
\
\
ч
1
4—«_
Г
0
10° 2
4 6ВЮ7 2
Число цикпод
6 8W
Фиг. 9. Кривая Велера для вала
0 245 мм из стали 35 [Е. Lehr
u. F. Rue t, „Motortechnische
Zeitschrift" № 11/12, 1943J.
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛ. УСТАЛОСТИ И ПОЛЗУЧЕСТИ
701
Закапка 6 воде
231
Г С
000011% час —
454Г
ош
т: —
к
J
-
——
482°С
|
/л
У
опт
\
/оча
444 'С
\ \ 1
16
15
19200 .moo гоооо гот гот тоо гшо ггооо ггьоочасы
Фиг. 10. Ползучесть углеродистой стали Ст. 35 в зависи-
мости от температуры и времени при напряжении
5,25 tczJMM* i3j.
вода
масло
ч
\
II
1
\
\ *
¦Ф2
г
J
у.
5
Ф5
к
/
!
у
у*
V
($100
у
Ф125
-»«
ч
ч
:>
&^
Л/2
?75
<
t
\5
Ч>5
/
**-
12.
0
Г
рюо
-
30
W
W
62J50 23 0 25 50мм 50 25 0 25 50 мм
Расстояние от центра Расстояние от центре
Фиг. 13. Прокаливаемость в воде и масле в 0 12,5, 25,
50, 75, 100 и 125 мм стали SAE 1045: 0,40 — 0,50% С;
0,60 — 0,90% Мп; 0,15 —0,30°/0 S1 [31].
38J 12,7 0 12,7 38,1 мм
Расстояние от центра
Фиг 11.
Закалка В масле
201
201
63,5 38,1 12,7 0 12,7 38,1 ММ
Расстояние от центра
Фиг. 12.
Фиг. 11 и 12. Прокаливаемость в
f) 12 —127 мм в воду и масло стали
АЕ 1040: 0,35—0,45% С; 0,60 —
0,9% Мп. Закалка с 830° С [311.
Твёрдость после закалки
37,5 25 12,5 О 12,5 25 37,5мм
Расстояние от центра
Твёрдость после закалки и отпуска
\§50?
650°
,ч
5М°\
650"
<5i,
"--
i-O"
фо°
V
12,5 25 О 25 37,5 0
Расстояние от центра
Ъ
50
40
20
10
37,5м/ч
Фиг. 14. Прокаливаемость крупнозернистой стали 45: 0,44% С; 0,75% Мп; 0,25% SI; 0,025% S;
0,019% Р. Закалка с 800 С в воду в 0 12—25 мм; с 83O'J С в воду в 0 23—75 мм. Твёрдость изме-
рялась после закалки и после закалки с отпуском при температурах 430, 540 и 650е" С. Сплош-
ные кривые—Hg , пунктирные — Нр~[Щ-
702
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
(РАЗД. II
Твердость после закалки
v
\
\
V
\
\
\
\
V
/
\Ф2
\
1
-
/
Ч
J
I
Ф50
J
47.
37.5 25 /2,5 О 12,5 25 37.5мм
Расстояние от центра
Твёрдость после закалки и отпуска
0 12,5 25 0 25 37,5 0
Расстояние от центра
37.5мм
Фиг. 15. Прокаливаемость мелкозернистой стали
Ст. 45: 0,435% С; 0,72% Мп; 0,20% SI; 0,032% S;
0,018% Р. Закалка с 800° С в воду в 0 12 — 25
мм; с 830° С в воду в 0 25—75 мм. Твёрдость
измерялась после закалки и после закалки с
отпуском при температурах 430, 540 и 650° С.
Сплошные кривые—Hq, пунктирные—#^ [31].
Заколки 8 масле
50 25 О 25 50м*
Расстояние от центра
Фиг. 17. Прокаливаемость
в 0 12 — 100 мм стали:
0,45-0,55% С; 0,60—0,90%
Мп; 0,15—0,30!/0 S1. Закалка
с 830° С в воду. Образцы
цилиндрические, l—4d[3l].
25 О 25мм
Расстояние от центро
Фиг. 18. Прокаливае-
мость в 0 ?0 мм стали:
0,47% С; 0,82% Мп;
0,09% Ni; 0,03% Сг.
Величина зерна 6 —8:
/—закалка; 2—закалка
и отпуск при 370° С;
8 — то же при 480" Cj
4 — то же при 600° С;
5 то же при 705е С
[31]
Скорость охлаждения с 705 "С
/8511555 4030 25 17 13 Ю в 5.5
0 3 6 9 12 15 18 21 2Ц <¦"
Расстояние от торца, закаленного в води
Фиг. 16. Сравнительная прокаливаемость по
методу торцевой закалки различных марок
углеродистой и легированной стали с содер-
жанием 0,45% С [1].
320
то
280
260
240 ¦
220
200
302010 01020 3020 Ю 010203020Ю О Ю2030м1
Расстояние от центро
Фиг. 19. Прокаливаемость закалённой
и отпущенной на различную прочность
стали в 0 10, 30 и 60 мм.
Сплошные кривые для в^ = 75-S-90 кг/мм';
пунктирные—5^=90-4-105 кг/мм* [31].
г
J/в ФЮ
\
ФЗО
1*10
Л
\
Л
!\
А 6Л
р ё
\
ш
.л
\
о—«
К
г.
1
ъ ¦
/^\
I
11
111
С
о,55
о,59
о,56
Химический состав
Мп
о,6з
о,4б
o,5i
S1
о,гб
о,34
О,25
Сг
O,l6
о,о,т
о,о8
стали в %
N1
о,13
0,10
о,ю
Мо
<о,об
<о,Од
<О,Од
S
0,009
0,04
о,о8
Р
o,oi,5
0,017
o,oi5
°/>в
кг/мм3
75—90
90—105
Диа-
в мм
W, зо,
бо
3°
6о
ю изо
Термическая обработка
I
1.З8900 С, м.
2.O6lO°C
I. 3 89о°С,ж.
2. О 5бо° С
стали состава
II
г.388о°С, м.
2. Об2О° С
_
I. 3 88о°С,л.
2. О 5бо° С
III
i.389o°Cv»t.*
2. 0 6ю°С*
I. 3 840^,^.
2. О 58о°С
I. 3 84о°С,ж.
2. О б20°С
I. 3 89о°С,л.
2.О 560° С
* Только диаметром 10 мм.
ГЛ. X]
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛ. УСТАЛОСТИ И ПОЛЗУЧЕСТИ
703
А
V
1
J \
Ь2
38
3k
30
26
22
\
\
\
>
¦ч/
/
у
г
19 0 I9f
Расстояние от центра
12 9630369 12мм
Расстояние от центра
\
/
12,5 0 12J
Расстояние от центра
Фиг. 20. Прокаливаемость
в 0 38 мм стали: 0,63°/„ С;
0,75% Мп; 0,19% Si; 0,015% Р;
0,029% S. /—закалка с 815; С
в воду; 2— закалка с 815° С
в масло [31].
Фиг. 21. Прокаливаемость
в 0 25 мм стали: 0,21°/0 С;
0,91% Мп; 0,25% Si; 0,16% Сг;
ОЛЬ1,, N1 Чэкалка с 900° С
в воду; длина образца 100 мм;
величина зерна 7 [31].
Фиг. 22. Прокаливае-
мость в 0 25 мм
стали- /—0,26% С; 1,0%
Мп—З'рно крупное;
2—0,26% С, 0,95% Мп—
зерно мелкое. Закалка
с 925° С в воду [31).
Фиг. 23. Прокаливаемость в различных сечениях стали:
0,36% С; 1,17% Мп; 0,25% Si; 0,017°/„ Р; 0,012% S.
Закалка с 840° С в воду, отпуск при 550° С, охлаждение
на воздухе. Размеры заготовок и кратность уковки [31]:
Кривые 0 в мм
5°
IOO
зоо
I в мм
5°о
2ОО
2ОО
ЗОО
Кратность
уковки
843
135
384
НВ
210
190
ПО
н
10 30 50 70 90 ЮОмм
Расстояние от поверхности
Масло
Вода
10
37,5 25/2,5 0 12,5 2537,5мм
Расстояние от центра
990
800
700
600
ПО
1*00
300
200
Ф75-,
—*-^
s \
Ф25
<Р50^
00
**—
\
\
\
\
\
\\
V
\
^Ф2.
\J I
/
,, i /
~ ,~,—••
Ф100
1
50
30 10 0 10 30 50 30 W 0 10
Расстояние от центра
30 50мн
13 О 18мм
Расстояние от центра
Фиг. 24. Прокаливаемость
в сечениях от 19 до 75 мм
стали: 0,37% С; 0,78% Мп;
0,229°/0 Si. Нормализация
927° С, закалка с 816—855° С
в воду [31].
Фиг. 25. Прокаливаемость в масле и воде в сечениях
диаметром 25, 50, 75 и 100мм стали: 0,47% С; 1,08% Мп;
0,30°/0S1; 0,016% S; 0,045% Р; 0,15% Сг; 0,29% N1, за-
калка с 790° С в воду и масло [31].
Фиг. 26. Прокаливае-
мость в 0 36 мм в во-
де (кривая 1) и масле
(кривая 2) стали:
0,61% С; 0,83% Мп;
0,28% S1; 0,025% Р;
0,027°/0 S; 0,18% Сг. За-
налка с 815° С. Вели-
чина зерна 6—7 [31].
704
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Твёрдость после закалки
35
30
25
20
s
N
\
v
\
"V,
025
\^Ф50 j
¦ «^
A7i
./—¦
1
/
/
)
-J
/
1
/
*У /i>,5 0 ЙД 2f 37,5ММ
Расстояние от центра
U00
300
200
50 30 /О 010 30 50 мм
Расстояние от центра
¦Фиг. 28. Прокаливае-
мость в различных се-
чениях стали: 0,38% С;
1,81% Мп; 0,28% Si;
0,028% S; 0,044% Р;
0,21% Сг; 0,32% Ni. За-
калка с 820е С в воду
[31].
Твердость после закалки и отпуска
Ив
4 00
300
200
то
о
изог
5
j
1
rc
П
"л
К—<
L
12,5
0 25 37,5 О 37,5мм
Расстояние от центра
Фиг. 27. Прокаливаемость в различных сечениях стали:
0,34% С; 1,62% Mn; O,24"/O Si; 0,0 23% Р; 0,023% S. Вели-
чина зерна 6 — 8. Изменение твёрдости: после закалки
с 845° С в воду для 0 12,5—25 мм; после закалки с 870° С
в воду для 0 50 мм; после закалки с 885° С в воду для
0 75 мм; после закалки и отпуска при 430—650" С. Сплош-
ные кривые—На пунктирные—//п_ [31].
!
Л
\
\
\
\
V
Л
**-J
to
bo
JO
го
ю
С 12 2b 36 U8 60 72м*
Расстояние от охлаждаемого водой
торцо
Фиг. 29. Прокаливаемость по методу
торцевой закалки стали: 0.3—0,4% С;
1,35—1,65°/0 Мп [31].
\
\
\
\
1
\
\
V
\
\
у
\
ч
\
\
V
\
\
ч:
Ф2Ь
щ
vj
юо
/
/
/
/
¦
/
/
/
/
/
/
/
1
с
1
1
50 25 0 25 50мм
Расстояние от центра
Фиг. 30. Прокаливаемость в сече-
ниях 0 25, 50, 75, 100 и 125 им
стали: 0,40—0,45%С; 1.6—1,9% Мп;
0,15—0,30% Si; закалка с 830° С
в воду [31].
"Л
N
\
/
г
иг
38
J«
30
26
ZZ
12 963036 912мм
Расстояние ш центра v
Фиг. 31. Прокаливаемость в 0 25
мм стали: 0,16°/0 С: 0,47%Мп; 0,60%
Сг; 0,2[% Si; 0,0b1 у, Ni. Величи-
на зерна 7. Закалка с 900° С в
воду; длина образца 100 мм [31].
1J 5 7,5 Ю 12,5мм
Расстояние от охлаждаемого
водой торцо
Фиг. 32. Полоса прока-
ливаемости по методу
торцевой закалки стали
марки 20Х
(ЦНИИЧЕРМЕТ) [34.
ГЛ. X)
ГРАФИКИ ПРОКАЛИВАЕМОСТИ» СОПРОТИВЛ. УСТАЛОСТИ И ПОЛЗУЧЕСТИ
705
Твёрдость после закалки
Закалка в воде
55
50
«5
U0
35
30
25
20
\
\
\
\
\
\
\
\
1
V" | /
^Ф25
1
У
/
/
/
/
/
/
/
37,5 25 12,5 0 12,5 25 315мм
Расстояние от центра
\1
1
\
\
\
V
\
V
\
\
s
V l
-
12,t
'Лз
Щ'1
*7
.)
¦¦«...
-*-
l-l-L-l
/ /
У /
/ r r
*У A.
->4125
Твёрдость после закалки и отпуска
50 25 0 25 50мм
Расстояние от центра
Закалка в масле
12f 25 О 25 ЗЩ5
Расстояние от центре
О 37,5мм
Фиг. 33. Прокаливаемость в различных сечениях стали:
0,30% С; 0,74% Mn; 0,S7% Cr, 0,23% Si; величина зерна
6—8. Изменение твёрдости: а)после закалки в воду для
сечений — до 0 25 мм с 855° С; 0 5O—7S мм с 855° С;
б) после закалки и отпуска при 430, 540 и 650е С. Сплош-
ные кривые — Нв, пунктирные — Ндс [31].
Щ
y/
\
'Ш
Ш
Щ
60,
50
30
20
60
50
30
20
50 25 0 25 50мм
Расстояние от центра
Фиг. 34. Прокаливаемость в раз-
личных сечениях 0 12,5, 25, 75, 100
и 125 мм стали: 0,35—0,45% С;
0,60— 0,90 7о Мп; 0,80—1,10% Сг;
а) закалка с 830" С в воду; б) за-
калка с 830° С в масло [31].
Твёрдость после эакалКи
ч
\
\
4
\$25 j
\
J
у
У
0 5 10 15 20 25 30 35 ЬОмм
Расстояние от охлаждаемого водой торца
Фиг. 35. Полоса прокаливаемости по ме-
тоду торцевой закалки для стали 40Х
(ЦНИИЧЕРМЕТ) [31].
Фиг. 36. Прокаливав- 50
мость в 0 25, 38, 50,
75 и 100 мм стали:
0,40 — 0,50% С, 0,60 — йО
0,90% Мп; 0,80—1.10%
Сг; закалка с 835° С
в масло [31].
35
30
25
20
\
\
\
N
\Р25 1
\
\
ГФ50
J
/
У
КР75
/
/
J
37,5 25 12,5 0 /2,5 25 37,5мм
Расстояние от центра
Твёрдость после закалки и отпуска
30
20
W
600
500
400
300
200
100
О
Ф—ч
ь
1
1
430°)
540".
'—г—"
—с
U-<
-~ч
)—(
л
1 1
к
tec
5&
|_
Ци"}
5°^А
$
15°-
0°
И
Щ
А
4J(J
1
12,5 О
12,5 25 0 25 37,5
Расстояние от центра
70
60
50
U0
30
20
0 37,5мм
'50 25 О 25 5О мп
Расстояние от центра
Фиг. 37. Распределение твёрдости по сечению после за-
калки и после закалки и отпуска. Сплошные кривые —
Нв; пунктирные — Ндс • Состав стали: 0,445% С;
0,84% Мп; 1,10% Сг; величина зерна 6 — 8; закалка с
855° С в масло для 0 12—25 мм; закалка с ввб" С в масло
для 0 50 — 75 мм; отпуск при 205, 430 и 540° С [31].
706
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
N
0 12j 25 38 50 62JMN
Расстояние an охлаждаемого торца
Фиг. 38. Прокаливаем ость по методу
торцевой закалки стали: 0,46% С;
0,78% Мп; 0,97% Сг; 0,22% S1; величи-
на зерна 5 — 8; нагрев до 830° С;
охлаждение образца с торца водой
[31J.
н„
"с
60
50
40
30
го
0 6 12 18 24 30 36 42 48 мм
Расстояние от охлаждаемого водой торца
Фиг. 40. Сравнительная прокаливаемость по ме-
тоду торцевой закалки стали ЗОХФ (примерно
соответствует марке SAE A6130) и других марок.
Сплошные кривые — марки стали SAE; пунктир,
ные кривые — марки NESteels („Metal Progress",
October 1943).
¦—ч
—J
Л 6130 ^
у
\
•ч
Ч^
/ ^Н
'Mdiju
НЕ U
У
х,
'50
,NE9
•\
640
М9
ч
/.С
630
Я 61
—^~s
Л61.
--.
50
\
10^-
^>.
N
N
\
щ
77/
///
///
'V/
^^
/У/
//А
|
1
60
so
00
30
20
/о
О 5 W 15 20 25 30 35м»
Расстояние от охлаждаемого водой торцо
Фиг. 42. Полоса прокаливаемости по ме-
тоду торцевой закалки. Нагрев для за-
калки 880° С. Результаты статистической
обработки данных испытаний 52 плавок
стали. Величина зерна 6 — 7
(ЦНИИЧЕРМЕТ) [31].
б 12 18 24 30 36 42 48мм
Расстояние от охлаждаемого водой торца
Фиг. 39. Сравнительная прокаливаемость по ме-
тоду торцевой закалки стали 20ХФ (примерно со-
ответствует марке SAE A6120) и других марок
стали &АЕ и NESteels. Сплошные кривые—
марки стали SAE; пунктирные кривые —марки
NESteels („Metal Progress", October 1943).
воао
масло
50 25 0 25 50мм 50 25 0 25 50мм
Расстояние от центра Расстояние от центра
Фиг. 41. Прокаливаемость в различных сечениях 0 12,5,
25, 50, 75, 100 и 125 мм при закалке в воду и масло стали:
0,42% С; 0,73% Мп; 0,25% Si; 0,94% Сг; 0,17% V;
0,027% Р; 0,023"/о S [31].
К фиг. 42
Содержание
Минимальное .
Максимальное
Среднее . , .
Химический состав в % [31]
С
о.35
о,39
Si
0,23
°.34
о.аб
Мп
°>5°
°.73
о,6о
Сг
о,83
1,10
0,96
Ni
0,15
0,30
0,22
V
0,17
0,30
0,20
ГЛ. X]
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛ. УСТАЛОСТИ И ПОЛЗУЧЕСТИ
707
37,5 25 0
Расстояние от центра
19 мм
Фиг. 43. Прокаливаемость в 0 38, 50 и 75 л,м при закалке в воду и масло стали 30М (примерно соот-
ветствует марке SAE A403Q): О:27% С; 0,78% Мп; 0,22% Si; 0,24% Mo („Meial Progress', October 1943).
25 12,5 0 12,5 25мм
Расстояние от центра
Фиг. 44. Прокаливаемость в различных
сечениях стали: 0,21% С; 0,68% Мп;
0,26° о Si;0,22% Mo; 0,16% Ni; 0,68% Сг;
0,016% Р; 0,016% S; величина зерна
6 — 8; нормализация при 870° С; за-
калка с 815° С в воду [31J.
70
60
50
ЬО
W
20
ю
и 12,5 25,0 37,5 50,0м»
Расстояние от охлаждаемого торца
Фиг. 45. Прокаливаемость по методу
торцевой закалки стали с величиной зерна
и термической обработкой, что и для
фиг. 44. По методу торцевой закалки
испытаны образцы без цементации и
после цементации [31].
\
*
\
4
\
4
\
4
loc/te цементации
Ъ~?огщ$оне U2i
Теш
Без цементации
1—т—i—i—I
ста
Твёрдость после закалки
55
50
45
40
35
30
25
20
\
\
\
\
\
ч
Ф/2,5
\
\А
50 J
1
/
J
I
I
1
^Ф75
Твёрдость после закалки и отпуска
37,5 25 12,5 О 12,5 25 37,5мм
Расстояние от центра
/2,5 25 О 25 37,5
Расстояние от центра
315мм
Фиг. 46. Прокаливаемость в сечениях 0 12,5, 25, 50 и 75 мм стали: 0,30% С; 0,70% Мп; 0,69% Cr; 0.195/, Мо.
Термическая обработка: а) закалка в воду для сечений 12,5 — 25 мм с 855° С, для сечений 50—75мм с
885° С; б) то же и отпуск при 430—650° С. Сплошные линии—Hq пунктирные — Нп C1}.
СОСТАВ. СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
[РАЗД. II
Закалка Вводе
Закалка в масле
50 25 0 25 50мм
Расстояние от центра
50 25 О 25 50мм
Расстояние от центра
Фиг. 47. Прокаливаемость в воде и масле в различных сечениях 0 25, 50, 75,
10С и 125 мм стали; 0,35—0,45% С; 0.60—0,90% Мп: 0,80—1,10% Сг; 0,15 —
0,25% Мо.
30 20 10 0 10 20 мм
Расстояние от центра
Фиг. 48. Прокаливаемость стали 40Х2Г
Р5 6О мм после закалки в масло [36].
60
50
40
30
н
.
—"
-<
в
.——
- —
600
550
500
30 18 6 0 6 18 30
Расстояние от центра
Фиг. 49. Прокаливаемость стали 4ОХ2ГМ 0 84 мм
после закалки в масло [36].
О 10 20 30 40 50 60 70 80 кг/мм*
Постоянные напряжения
Фиг. 50. Сравнительный график сопротивления
усталости при кручении стали 18ХНВ и 40Х2ГМ.
Состав стали
18ХНВ-0.18°/л С; 0.28% Si; 0.60% Мп; 1,42% Сг;
4,35% Nl;0,9%W; 40Х2ГМ — 0,40% С; 0,26% Si;
0,92% Мп; 1,46% Сг; до 0,1% Ni; 0,4% Мо.
Термическая обработка
18ХНВ: 1. Закалка с 950" С. позд. 2. Закалка
с 850° С, возд. 3. Отпуск 170" С, возд. 40Х2ГМ:
1. Закалка с 850° С в масло. 2. Отпуск при 580" С
в масло
Механические свойства
18ХНВ: а6= 139 ю/лш2; ^=93 кг/мм*; 85~12%;.
ф = 57%; a^U кгм1см*; 40Х2ГМ: aft=114 кг/мм*;
о -100 кг\мм?\ Ьъ = 14,5%; ф - 61,5%;
ад=12 кгм1см* [36]
гл. щ
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛ. УСТАЛОСТИ И ПОЛЗУЧЕСТИ
709»
кг/мм
90
80
| 70
3 60
%50
% 40
8! 30
¦а
1 20
I ю
§• о
*" -я?
/
А
У
у
А
У
/
А
у
/
А
л
/
/
/
/
/
/
V
/
У
/
/
/
4
/t
/
/(
/
^15Х2Г2Т
^ 12ХНЗА
/
\
\
\
\
\
к
1Ч^,
s
¦—»
—
АО,
К'Н2
М
35ХНЗМ
—и
30X1С
зохнз
40
X
¦ 4L
7
10 20 30 40 50 60 70 80 90 кг/ммг
Постоянные напряжения
Фиг. 51. Сравнительный график сопротивле-
ния усталости при кручении стали 15Х2Г2Т
и 12ХНЗА.
1ИС2Г2Т
12ХНЗА
Состав стали в °/
С Si
од5 о,з4
o,i6 0,28
Мп
1.55
0,46
0
Сг
1.57
о,88
Т1
0,66
—
Ni
—
З.18
Термическая обработка
15Х2Г2Т — 1. Закалка с 950° С в масло. 2. Закалка
с 850° С в (иасло. 3. Отпуск при 170" С, возд.
12ХНЗА — 1. Закалка с 860° С в масло. 2. Закалка с 780° С
в масло. 3. Отпуск при 190° С в масло.
Механические свойства
, 8 ф
55
50 -
«5
40
35
30
25
20
15
10
0 5 Ю 15 20 25 30 35 40 45 50 55 60 65 70мм
Расстояние от охлаждаемого водой торца
Фиг. 52. Сравнительная прокаливаемость по методу
торцевой закалки стали 40, 40Х, S0XH3, ЗОХГС, 35ХНЗМ,
40ХН2М [36J
кг/мм2
18,
16
в кг[мм3 в кг /мм1 в °/,
15Х2Г2Т 143 к>5 13
12ХНЗА 141 из 13,5
[36]
\
\
\
\
\
\
\
64,5
02,О
в кгм/см*
9.5
450
500 55О"С
Фиг. 53. Ползучесть
стали 35ХМЮ. Дефор-
мация 1°/0 за 100000 час.
кг/мм1?
20
¦ 15
10
8
7
6
5
4
—-^
1 1.1:,,.
,м,НК
п
III
г
с
п
or
ас иа
,1,1
у/77.-
III!
0Д4 0,06 0,08 0,1
0,2 0.3 0,4 0,5 1.0%за 1000час
Вели чина ползи чести
Фиг. 54. Ползучесть стали: 0,46% С, 0,56% Мп;
0,25% S1; 0,50% Сг; 1,34% Ы. Закалка с 850° С в масло,
отпуск с 480° С; Hg = 286.
62,550 37,5 25 12.5 0 12,5 25 37,5 50 мм
Расстояние от центра
Фиг. 55. Прокаливаемость 0 25 —125 мм стали
SAE 3140 D0ХН). Закалка с 830° С в воду [2].
710
СОСТАВ, СВОЙСТВА И НАЗНАЧЕНИЯ СТАЛИ
{РАЗД. (I
\
С
60
55 -
п
75
\
ч
ч
Ф25
42.5 50 37.5 25
12.5 0
Ф12 *>
12.5
2i
Ф50
4
<h if)
/
1
37.5 50 Mf
1
"в
Фиг. 56. Прокаливаемость в 0 12 —125 мм
стали SAE 3340 D0ХНЗ); закалка в масло [2].
150
ии
90
10
?
~1
}
\
V-
Сз
ц
V
Фиг.
\
Л
Ь8.
\
1
5;
-ё
ю5
Кривая
N
Число
•fT
106
»-.
циклов
Велера дл?
цемрнтяпии и' грпмичегкой
4 низкий <
в
КПП
кип
37.5 25
Фиг. 59
этпуск;
I
у"
12.5 0
(
cm
Ю7
:тали 18ХН Б
после
обпаботки. Йякялкя 4-
С
12.5
Расстояние от
>56.
-
-
-
-
25 мм
иентра
Прокаливаемость
после
закалки в
н„
55
ЬО
45
40
35
стали [31)
масло.
кг/мм1
7/7
a; 0U
•* Т/7
5 50
пап
§ 20
? 1 п
| 10
& п
— ?л
Фиг. 57.
/
/
id.
//
>
/
J
1
1/
/
/
у
/
Ч0Х2 Г
10 20 30 40 50 60 70 Кг/мм2
Постоянные напряжения
Сравнительный
тивления усталости при
40Х2Г
40Х2Г—1.
20ХНЗА — 1.
а.
ъкг/л
ли 40Х2Г и
Состав
t
0,40
график сопро-
кручении
20ХНЗА
стали
S
о,:
>8
О,27
Закалка с
пр*
1 530°
Закалка
в °
0
Мп
i
о
о,4
обпябпткя
ста-
Сг N1
1.44 —
850° С в масло. 2
С
в
с 820°
масло
С Е
масло.
Механические свойства
1 40Х2Г 98,5
_ц 20ХНЗА 84
7/1
Г
5
(о
¦5j ?/?
Г
\1
I
I
3
и
В KZIММ*
г
ва
79
г-
It
0 70 20 0
'N,
\
\
V
//
8
в с
I
/о
7
17
?
\
i
\
^\
1 20 0
•л
V
в
if
°/о
63-5
72
S
. Отпуск
2. Отпуск
ak
в кгм/см*
12
*7
63
с/.
Jo
07
т
70 20 мм
^аССтпяннр пт ппврпгнпгти
подшипниковой стали в
1. ШХ6
2. ШХ9
3. ШХ1Е
с опп°
4. ШХ10
[31]
с
60 ш.
т
I
I
с
.о
.о
.о
.4
k
Сг
«S
1.0
За-
ГЛ. X]
ГРАФИКИ ПРОКАЛИВАЕМОСТИ, СОПРОТИВЛ УСТАЛОСТИ И ПОЛЗУЧЕСТИ
711
N
\
\
\
— —.
— —
65
50
55
50
45
40
35
30
25
200 3 6 9 12 15 18 21 24 27 30 33.36 39 мм
Расстояние от охлаждаемого Водой торца
Фиг. 61. Диаграмма прокаливаемости по Джомини
стали: 0,5—0,9% С; 0,75— 1,0/0 Мп; 1,8—2,2%Si
(.Американская техника и промышленность",
1943).
ИЗ.
?50'
Л4
ч.
340
<
л-
>
ЦГЯПАП
V—
С ПС/.
~~п—
Я 6150
о
=7>' я
——
60
50
40
30
20
0 6 12 18 24 30 36 42 48м*
Расстояние от охлаждаемого водойториа
Фиг. 63. Сравнительная прокаливаемость по ме-
тоду торцевой закалки стали 50ХФА (примерно
соответствует марке SAE A6150) и других марок
стали SAE и NESteels. Сталь SAE 6150 отвечает
составу 50ХФ („Metal Progress", October 1943).
Твёрдость после закалка
25
20
37,5 ?3 12,5 0 12,5 25 37,5ММ
Расстояние от центра
Твердость после закалки и отпуска
Г
[
ТА
1
12,5 25 0 25 37,5
Расстояние от центра
37,5мм
Фиг. 62. Прокаливаемость в сечениях 0 от 12 до 75 мм
стали: 0,49% С; 0,71°/0 Мп; О,95°/О Сг; 0,21°/0 V. а) изме-
нение твёрдости после закалки в масло для сечений до
2Ьмм—с 855° С; для сечений 50 — 75 мм — с 885° С;
б) то же после отпуска при 200, 430, 540° С. Сплошные кри-
вые— Hg ; пунктирные кривые—Нр [31].
3 6 9 12 16 18 21 24мм
Расстояние от торца
Фиг. Р4. Прокаливаемость цемен-
тованных образцов автоматной ста-
ли по методу торцевой закалки.
Обозна-
чение
на диа-
грамме
i
2
3
4
5
6
Марка
Al2
А15
А15
А15
А15
Углеродистая
С
0,12
О, 1б
О.17
ОД7
O,I5
О,1б
Химический
состав в
Мп
о.79
о. 75
1,ОО
1,Об
i,4i
о.84
S
0,132
0,107
о, 137
о,О95
O.IIO
0.О25
%
Р
0,065
o,oi4
O.OII
O,Ol6
0,016
0,024
Si
0,02
0,02
0,01
0,22
О,2б
о, 27
Зерно
Крупное
»
Мелкое
Крупное
!
Определение прскгл; ваемости автоматных сталей по методу
торцевой закалки произведено после цементации [31].
712
1 состав, свойства и назначения стали
[разд: п
ЛИТЕРАТУРА И ИСТОЧНИКИ
'1. Акимов Г. В. и Акимова К. И., Единая спе-
цификация металлических материалов машиностроения
Союза ССР, ч. I и II, Изд. Академии наук СССР,
М. - Л. 1945.
-2. Б е й н Э., Влияние легирующих элементов на свой-
ства стали, Металлургиздат, М. 1945
3. Б у л л е н с Д., Сталь и её термическая обработка,
Госметаллургиздат, М. 1933.
-4. ГОСТ 398-41, Бандажи из углеродистой стали,
в чёрном виде, для локомотивов, тендеров и вагонов
железной дороги широкой колеи. Технические условия.
:5. ГОСТ 1457-42, Катанка стальная углеродистая для
тросов.
6. ГОСТ 503-41, Лента стальная низкоуглеродистая хо-
лодной прокатки.
7. ГОСТ 2284-43, Лента стальная холоднокатаная из
конструкционной стали.
¦8. ГОСТ В-1798-42, Проволока из конструкционной низко-
углеродистой стали.
9. ГОСТ 1982-43, Проволока из конструкционной средне-
углеродистой стали (светлая).
10. ГОСТ 3241-46, Проволока стальная канатная.
11. а) ГОСТ В-1796-42 „Проволока стальная углеродистая
пружинная специального назначения".
б) ОСТ 20006-38 „Проволока стальная углеродистая
пружинная круглая для машиностроения".
12. ГОСТ 1071-41, Проволока стальная пружинная тер-
мически обработанная ответственного назначения.
13. ГОСТ 1546-42, Проволока стальная углеродистая для
пружин, применяемых в авиапромышленности.
14. ГОСТ 977-41, Отливки фасонные из углеродистой
стали. Классификация и технические условия.
15. ГОСТ В-1051-41, Сталь качественная конструкционная
калиброванная. Классификация и технические условия.
16. ГОСТ В-1050-41, Сталь качественная конструкционная
углеродистая горячекатаная сортовая. Классификация
и технические условия.
17. ГОСТ В-2052-43, Сталь качественная рессорно-пру-
жинная горячекатаная сортовая. Классификация. Тех-
нические условия.
18. ГОСТ В-1414-42, Сталь конструкционная автоматная.
Технические условия.
19. ГОСТ В-1449-42, Сталь конструкционная легирован-
ная. Марки -заменители.
20. ГОСТ 801-47, Сталь качественная шарико- и роли-
коподшипниковая хромистая.
21. ГОСТ 914-41, Сталь тонколистовая качественная угле-
родистая конструкционная. Технические условия.
22. ГОСТ 800-41, Трубы подшипниковые из стали ШХ15.
53. ГОСТ 301-44, Трубы стальные бесшовные углероди-
стые и легированные.
24. ГОСТ 550-41, Трубы стальные крекинговые.
25. ГОСТ 1464-43. Трубы стальные бесшовные толсто-
стенные.
26. ГОСТ 1753-42, Трубы стальные электросварные.
27. Гудремон Э., Учение о специальных сталях, ОНТИ,
М. — Л. 1937.
28. Завод „Электросталь", Краткий справочник по сталям
завода „Электросталь", М. 1934.
29. Завод „Электросталь", Высокосортные стали—руковод-
ство по обращению с ними, М. — Л. 1931.
•30. Константинов В. Н., Исследование свойств
пружинной стали, .Металлург" № 8 1934 г. и
М> 12 1935.
-31. Конструкционные стали (Справочник), под научной
редакцией акад. Н. Т. Гудцова, том 1, Металлург-
издат, М. 1947.
32. К о н т о р о в и ч И. Е., Термическая обработка стали,
Металлургиздат, М. 1945. ¦
33. Л и в ш и ц Б. Г., Физические свойства сплавов.
Металлургиздат, М. 1946.
34. М и н к е в и ч Н. А., Сталь, стальные и чугунные
полуфабрикаты, Госиздат, М. — Л. 1930.
35. М и н к е в и ч Н. А., Свойства, тепловая обработ-
ка и назначение стали и чугуна, ч. I, II и III, ГосмаШ-
метиздат, 1932.
36. Материалы ведомственные и научно-исследователь-
ских институтов.
37. О д и н г И. А., Прочность металлов, Машгиз, М.—Л.
1937.
38. ОСТ 20021-38, Проволока бандажная стальная лужё-
ная.
39. ОСТ НКТП 7124, Сталь качественная горячекатаная
легированная конструкционная. Классификация и тех-
нические условия.
40. ОСТ 20015-37, Проволока круглая из; углеродисто-
хромистой стали для шарико-роликоподшипников.
41. ОСТ 10222-39, Сталь листовая качественная нормаль-
ная марганцовистая для судостроения.
42. Подопригора С. С, Среднемарггнповая конструк-
ционная сталь, ОНТИ, Л. — М. — Свердловск, 1934.
43. Проект ГОСТ .Сталь высоколегированная с особыми
свойствами".
44. Проект ГОСТ „Сталь конструкционная легиро-
ванная сортовая" (взамен ОСТ НКТП 7124).
45. Справочник ASST по термообработке. Чугун и сталь,
М.—Л., ОНТИ, 1936.
46. Технический отдел НКТМ—ЦНИИТМАШ, Марочник
сталей НКТМ, Машгиз, М. 1942.
47. Техническая энциклопедия, Справочник физических,
химических и технологических величин, т. 2, М. 1929.
48. Т у м Е., Справочная книга по нержавеющей стали,
Металлургиздат, М. —Л., 1940.
49. ТУ № 111 НКЧМ—НКТМ ред. 1944 г., Трубы легиро-
ванные для котлов и перегревателей высокого давления.
50. ТУ 250 НКЧМ—НКТМ, 1943» Трубы для паропрово-
дов и коллекторов высокого давления.
51. ТУ 478 НКЧМ-НКХП — НКАП, 1946, Трубы нержа-
веющие и жаростойкие.
52. X и м у ш и н Ф. Ф., Нержавеющие кислотоупорные
и жароупорные стали, Металлургиздат, М. 1945.
53. Ф у т о р я н С. Б., Обрабатываемость конструк-
ционной стали, Энциклопедический справочник „Маши-
ностроение", т. 3, гл. Ill, 1947.
54. Boston О. W.. Moir H. L., О ldacr e W. H.,
Stuart D. A., Slaughter E. M., Machinability
Ratings of Metals and Cutting Fluid Recommendations,
¦•iMetals Progress* October. 1943.
55. Creep Data. ASTM a. ASME, Philadelphia, 1938.
56. Hardenability of Alloy Steels, ASM, 1939, Cleveland.
57. J о m i n у W. E., Spears H. M.. Steever A.M.,
Heating Steel Bar for Forging, Metals Handbook ASM,
1939, Cleveland.
58. Metals Handbook ASM, 1939, Cleveland.
59. О b e r t С W., D a v i d E. V., Meeker L. D.,
S ro 11 h E. W., W i k о f f A. G., J e n n i n g s С. Н.,
Maxwell H. L. a. Warner W. L., Welding oJ
Metals, Metals Handbook ASM, 1939, Cleveland.
60. SAE Handbook, 1941, N-Y.
61. Summary of Briish and American Standard Specifica-
tions for Iron and Steel, Brit. Stand, lnst., Brit. Stand-
1111, 1943, 4.
62. Wrought Steels (Carbon and Alloy Steels), B. S. 971,
1944.
Замеченные опечатки
Стр.
23
41
58
58
100
102
118
123
181
182
211
213
214
215
219
232
233
280
28а
410
412
491
423
435
472
472
498
510
523
523
525
540
541
543
550
556
562
570
572
596
598
598
618
624
633
636
649
682
682
684
689
697
698
698
699
Строка
16-я сверху, правая колонка
16-я сверху, правая колонка
Табл. 20, 2-я графа, 3-я снизу
22-я сверху, правая колонка
19-я снизу, правая колонка
33-я снизу, правая колонка
Подпись под фиг. 12, 4—5-я сверху
Табл. 2, 6-я графа,
23-я сверху
24-я сверху
11-я сверху, левая колонка
36-я сверху, левая колонка
Табл. 31, п. 5 и 6
8-я сверху, левая колонка
13—14-я сверху, левая колонка
18-я снизу, левая колонка
17-я снизу, левая колонка
18-я снизу, левая колонка
12-я снизу, левая колонка
18-я сверху, правая колонка
Табл. 1, 5-я графа
14-я шизу, левая колонка
27-я снизу, левая колонка
Табл. 75, 4-я графа, 3-я сверху
Табл. 93, 4-я графа, 1-я сверху
2-я сверху
Табл. 1, 7-я графа (содержание S)
Табл. 40, 9-я графа
3-я снизу
Табл. 15, 2-я графа, 1-я сверху
1-я снизу
п. 14
п. 15
п. 17, значение яс при 400"
п. 2, содержание S в %
п. 18, 24 и 26 (источники)
п. 18
п. 11
3-я сверху
п. 11, 4-я графа, 2—1-я снизу
4-я снизу
п. 5, 3-я графа
Сноски
21-я снизу
Сноски
пп. 6-И
п. 7—центр, 8-я графа
4-я графа
2-я снизу
п. 2, содержание S в %
содержание Р в %
п. 23
п. 4, 3f 4 и 5-я графы
п. 7, 3-я графа
п. 8, 7-я графа
п. 17, 9-я графа
п. 13—16, 11-я графа
п. 7, 6-я графа
п. 8, 6-я графа
п. 17, 9-я графа
Напечатано
по ординате РрК
SK = 2xK
0,1 • 10~4
750° С
фиолетовой
0,08 N
конденсатора
3,2
—
включают Ка
области
8° Lo
[4]
/, — отклонения языка после выре-
зания и травления
[3]
1500 гц
120 см
[4]
[6]
наклёпанной
(см. выше табл. 34, стр. 388)
±1,5
+ 1,0 и -0,5
По шву ±1,0
0,030
Ni
0,35% Si
ЭХ425
ПОКОВКИ
"р
Д01,5 °
<0,45
[36]
3 950° С, Н и 0
а^ в кгм/мм3
[39]
15
< 0,04% N1
I
—
[36] ** [36] [36J
_
80
60
0,45% Сг
<0,05
< 0,05
9,898
Всякий по сортаменту
V» К
«а.8= - 23
(... гл. X)
24,9% Si
—
35
Сталь;
Должно быть
по ординате Рр
SK=2xb
МО
705° С
—
0,02 N
конденсора
5,2
3,2
выключают К3
обмотки
0
[1]
—
[4]
порядка 300 гц
120 ом
[5]
[10]
закалённой
(см. выше табл. 34, стр. 388
и ГОСГ В-1050-41)
+ 1,5
+1,0 и —0,5
По шву ±1,0
—
0,020
Si
0,35% Ni
ЭХН25
проволоки
К в %
15
< 0,045
[36]*
3 950° С, м и О
dfc В KZMJCM1
[16]
< 0,04% Р
Г
**** Данные для стали с со-
держанием «0,05% S;
<0,05% Р
[36] ** [36] ** [36] ¦**
*** Данные для стали с со-
держанием <0,0357о S;
«0,035% Р
Центр
6)
40
0,45-0,75% Сг
«0,04
«0,04
7,893
25
Центр
й ,=23
(..Г гл. IX)
24,9% Ni
35
Сталь типа 14-14-3;
Энциклопедический справочник „Машиностроение", том 3. Зак. 1505.