







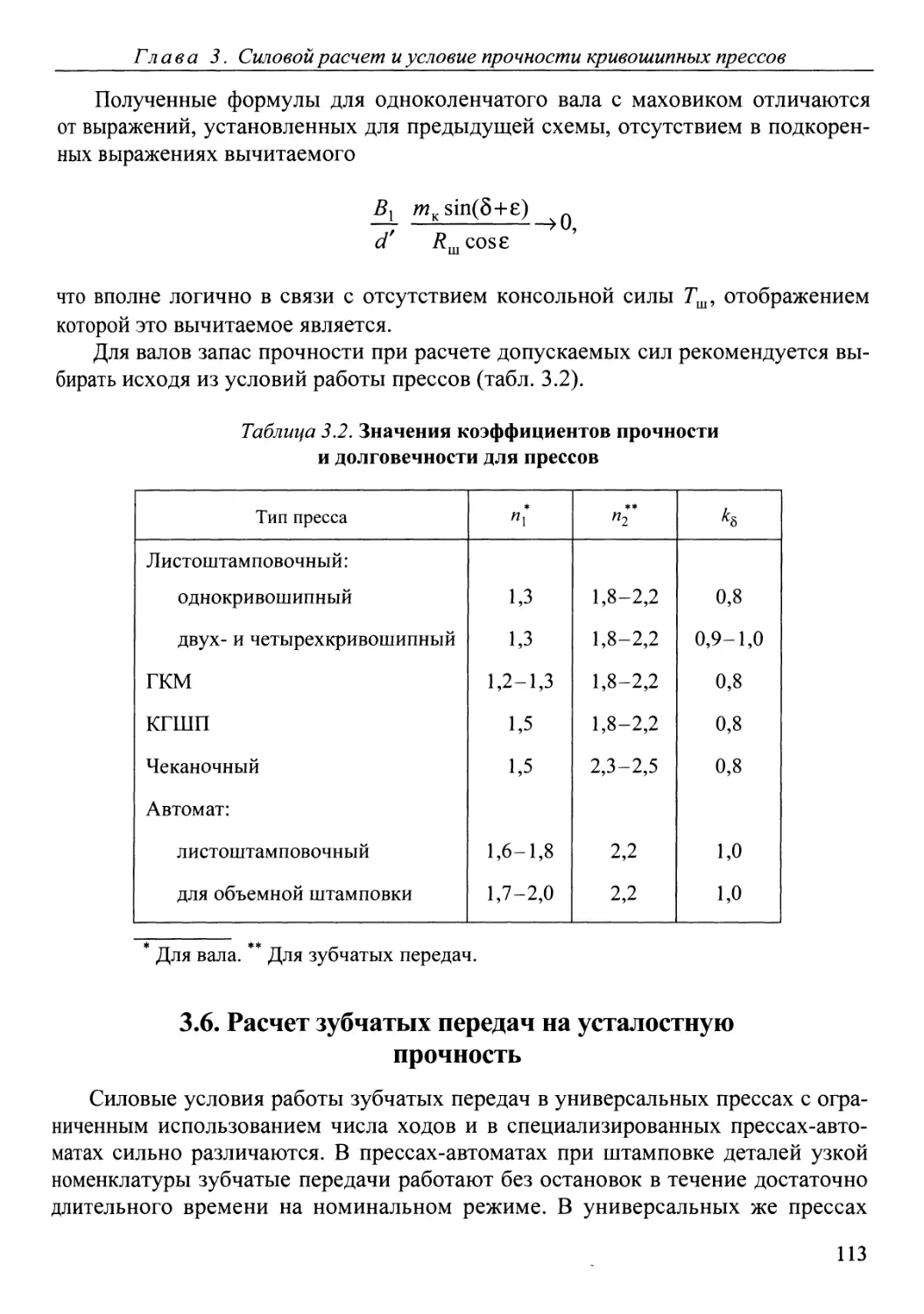




























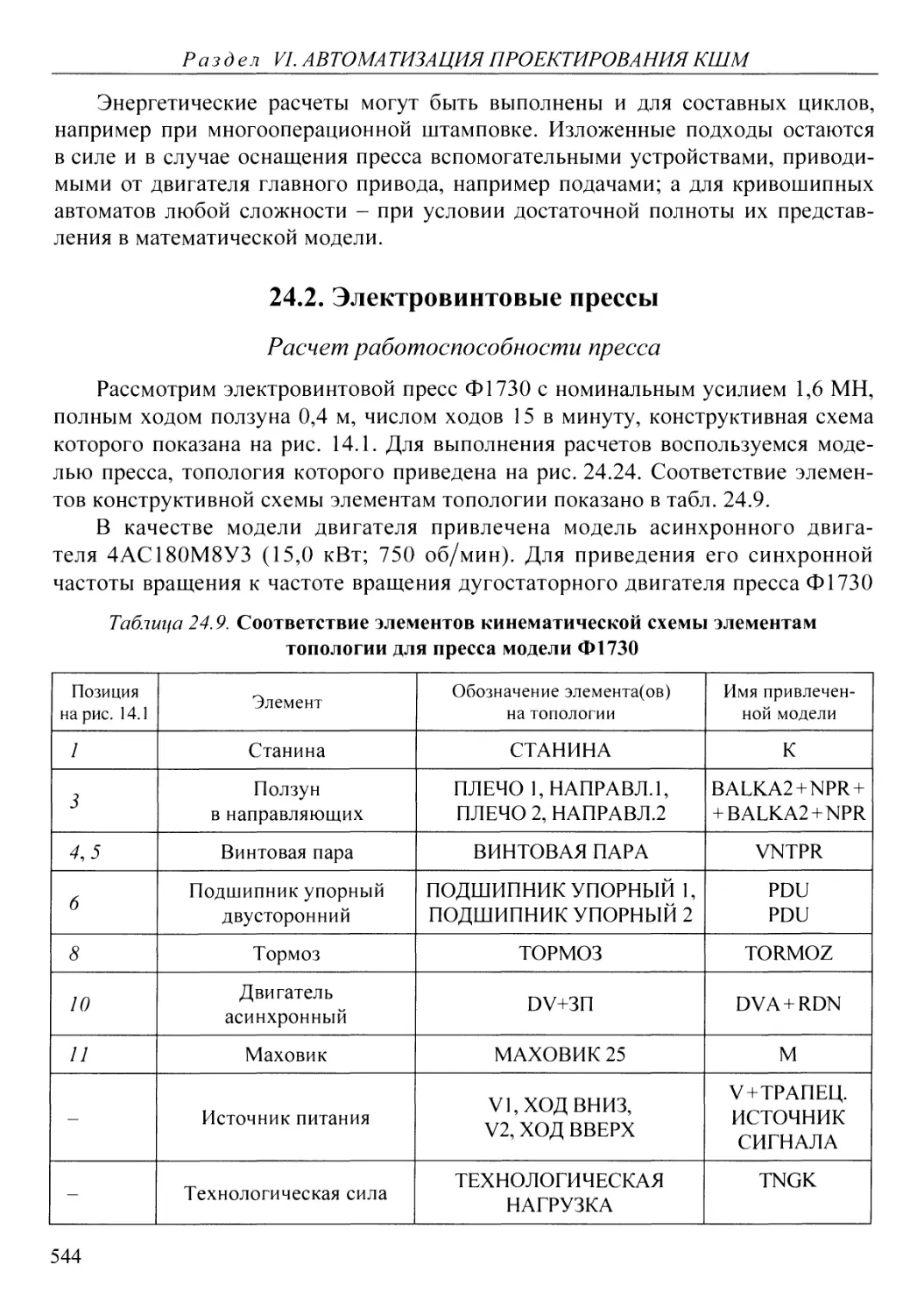









Автор: Живов Л.И. Овчинников А.Г. Складчиков Е.Н.
Теги: формообразование со снятием стружки молоты и прессы разделительные операции без образования стружки, дробление и измельчение, обработка листового материала, изготовление резьбы отдельные машиностроительные и металлообрабатывающие процессы и производства механика тяжелая промышленность
ISBN: 5-7038-2804-Х
Год: 2006



Л.И. Живов, А.Г. Овчинников, Е.Н. Складчиков
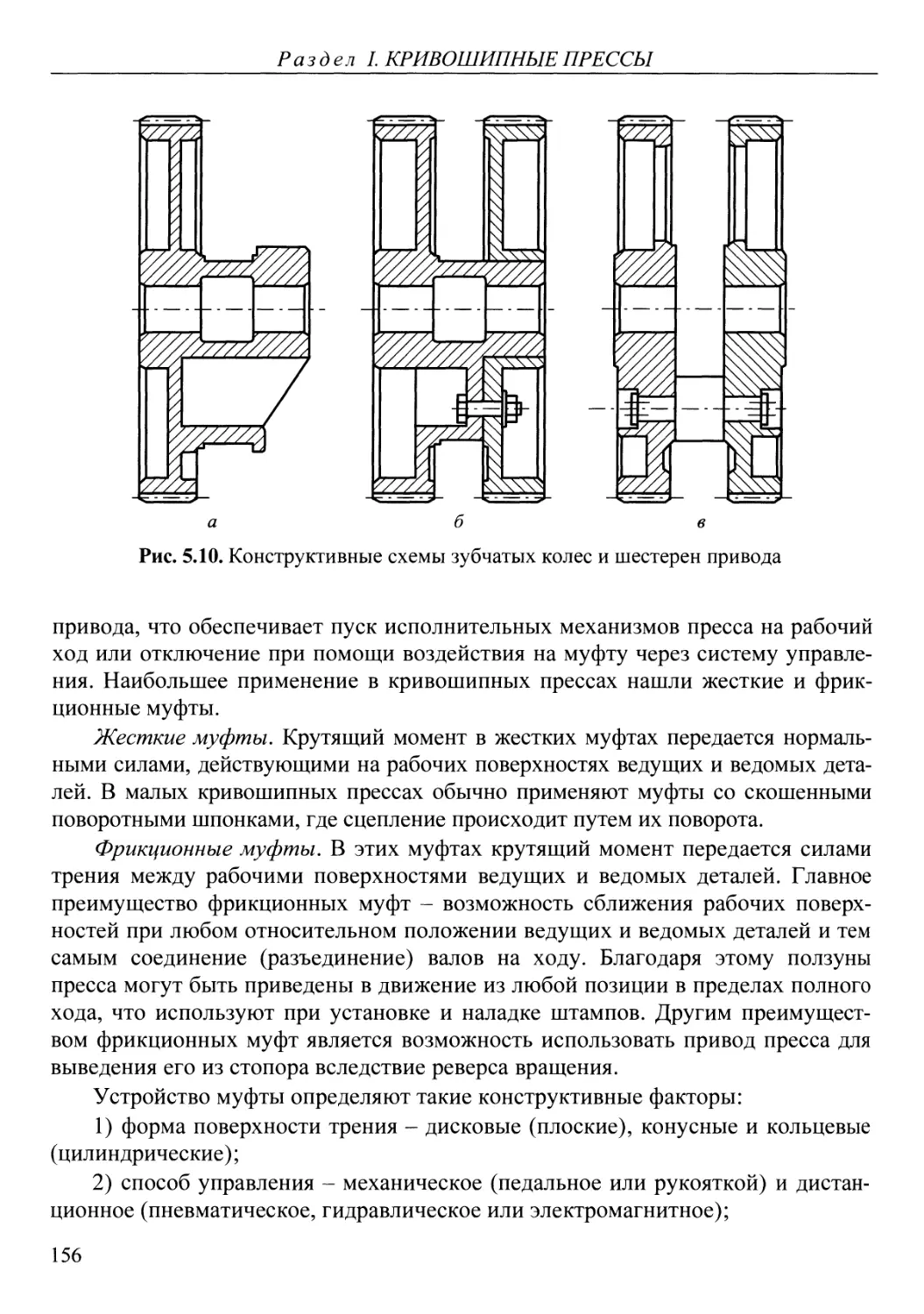
КУЗНЕЧНОШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
Л.И. Живов, А.Г. Овчинников, Е.Н. Складчиков
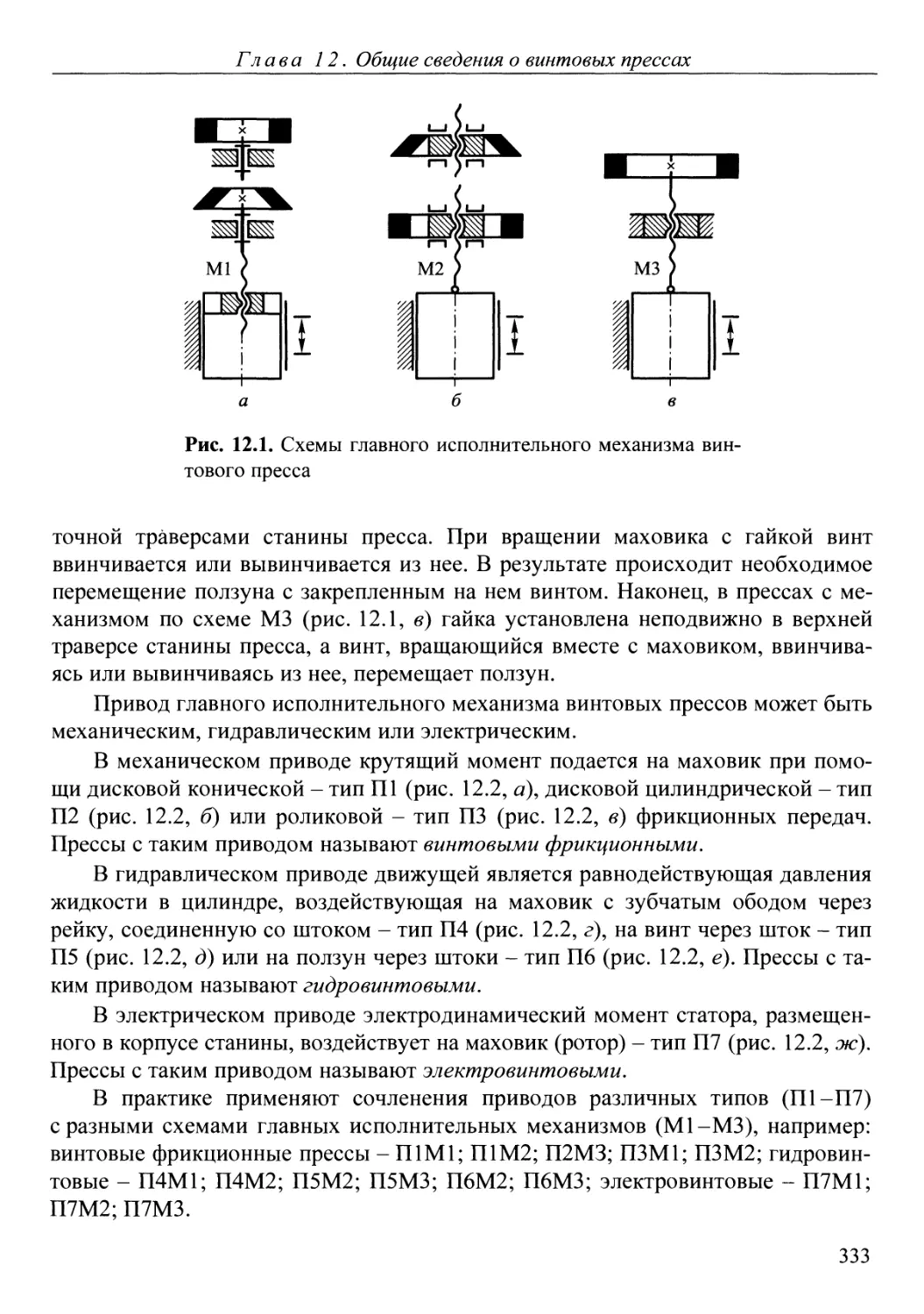
КУЗНЕЧНОШТАМПОВОЧНОЕ ОБОРУДОВАНИЕ
Под редакцией Л.И. Живова
Допущено Министерством образования Российской Федерации в качестве учебника для студентов высших технических учебных заведений, обучающихся по специальности «Машины и технология обработки металлов давлением»
Москва Издательство МГТУ им. Н.Э. Баумана 2006
УДК 621.97(075.8)
ББК 34.62
Ж67
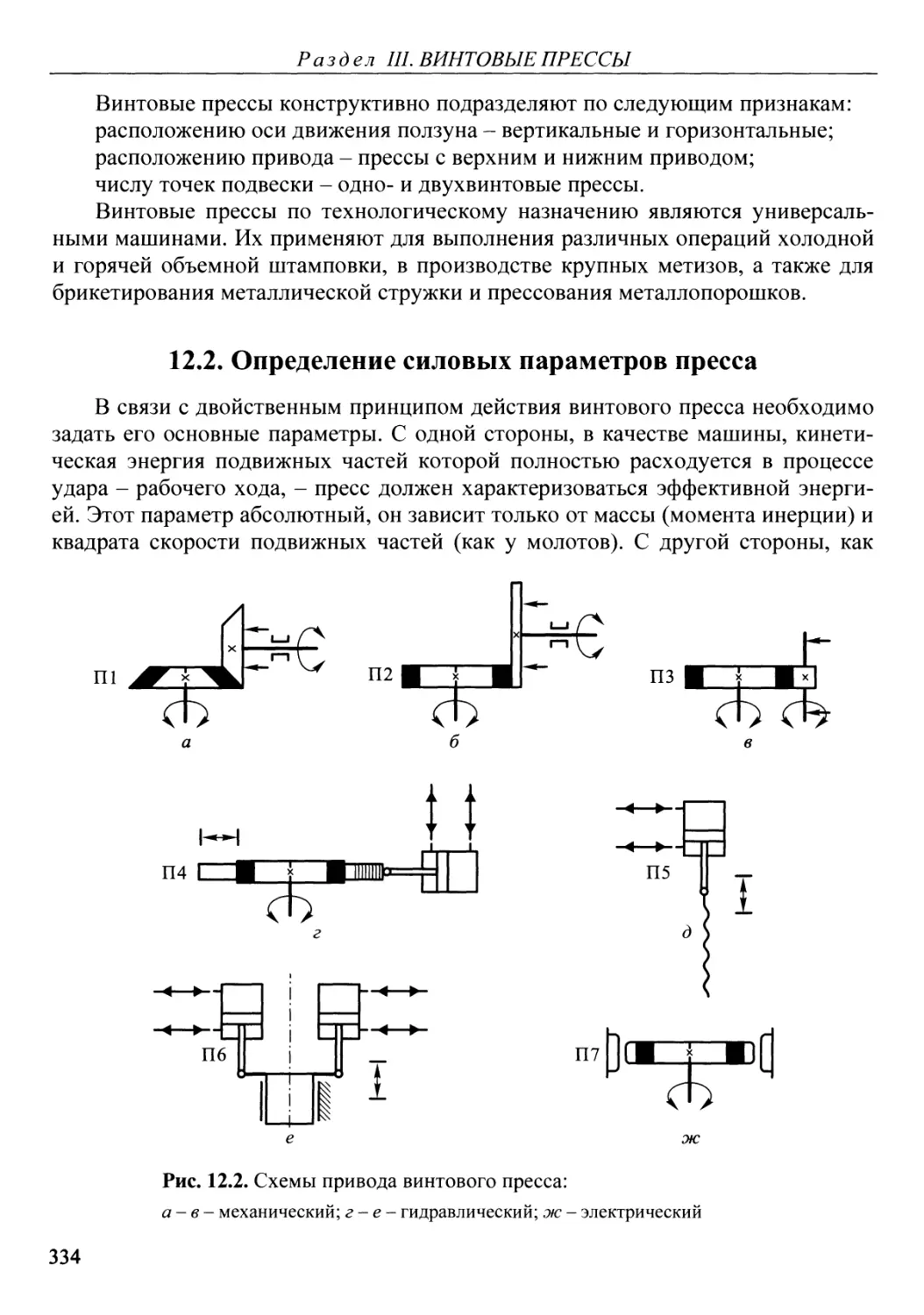
Рецензенты: кафедра «Машины и технология обработки металлов давлением» Московского государственного индустриального университета; д-р техн, наук, проф. А.Э. Артес
Живов Л.И., Овчинников А.Г., Складчиков Е.Н.
Ж67 Кузнечно-штамповочное оборудование: Учебник для вузов / Под ред. Л.И. Живова. - М.: Изд-во МГТУ им. Н.Э. Баумана, 2006. - 560 с.: ил.
ISBN 5-7038-2804-Х
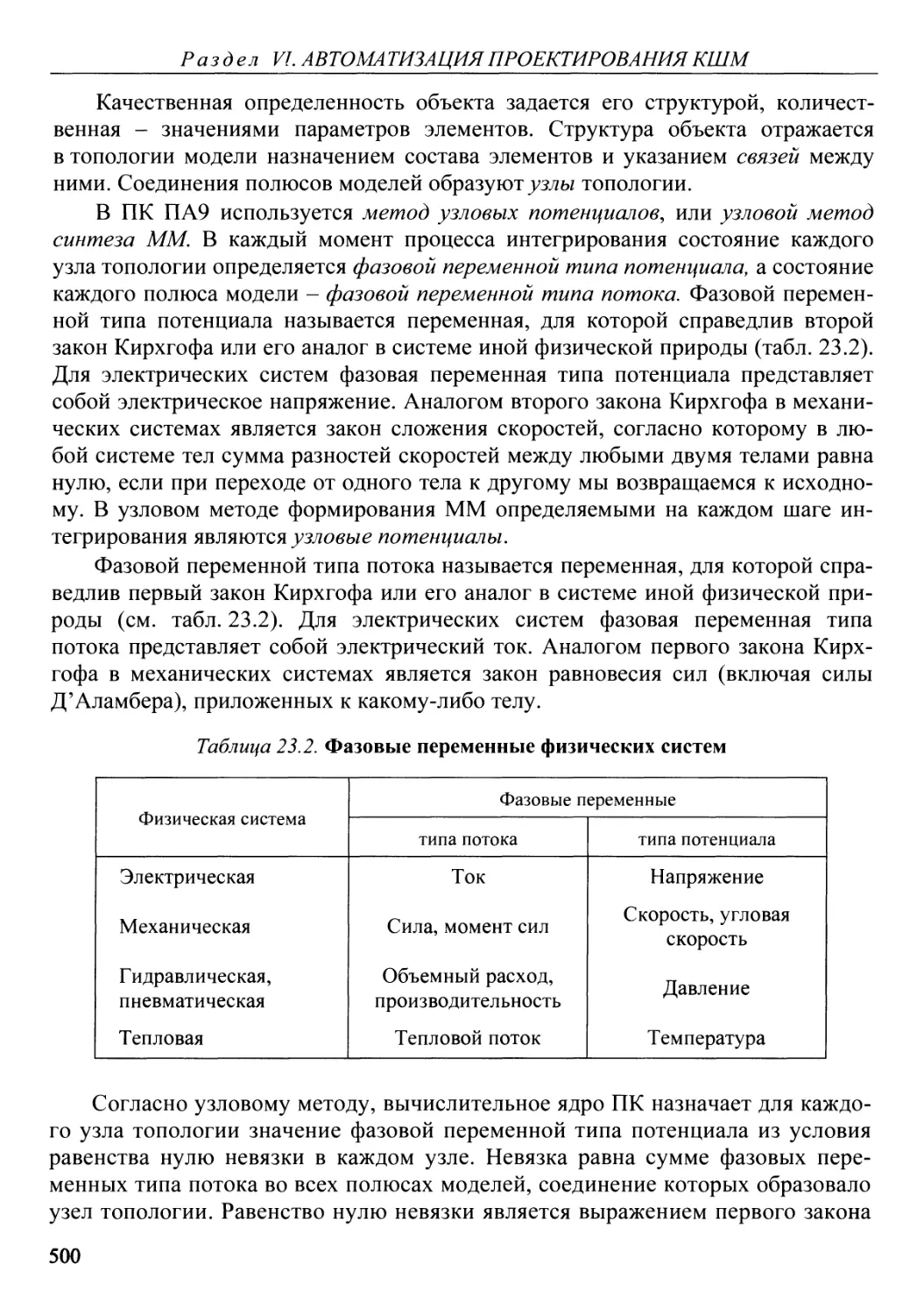
В учебнике представлены схемы, конструкции, основы и методы расчета кузнечноштамповочных машин различного технологического назначения; методы и средства автоматизации проектирования, соответствующие достигнутому уровню развития этих машин, включая оптимизацию проектных решений.
Содержание учебника соответствует курсу лекций, который авторы читают в МГТУ им. Н.Э. Баумана.
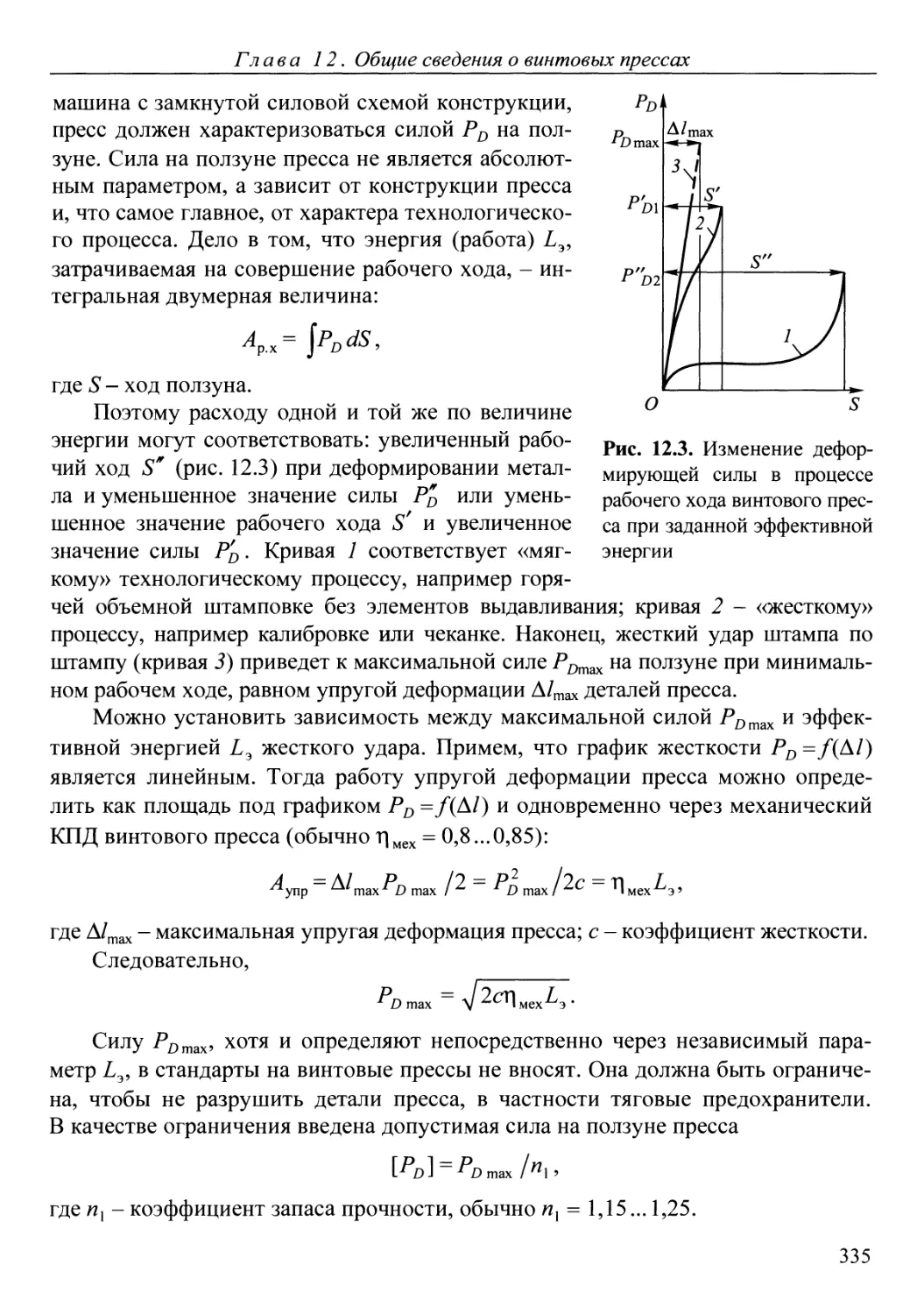
Для студентов, обучающихся по специальности «Машины и технология обработки металлов давлением». Может быть полезен инженерно-техническим и научным работникам.
УДК 621.97(075.8)
ББК 34.62
© Л.И. Живов, А.Г. Овчинников, Е.Н. Складчиков, 2006.
ISBN 5-7038-2804-Х
© Оформление. Издательство МГТУ им. Н.Э. Баумана, 2006.
Предисловие
В настоящее время после глубочайшего кризиса в стране происходит оживление деятельности машиностроительных предприятий, возрастает потребность в высококвалифицированных инженерно-технических специалистах. На основе достижений докризисного периода в области создания кузнечно-штамповочного оборудования и совершенствования способов автоматизированного проектирования достигнуты определенные результаты: разработаны и внедрены конструкции прессов с вращающимся инструментом, предложены методики автоматизированного проектирования кузнечно-штамповочного оборудования на основе динамических математических моделей в дополнение к кинетическим. Это нашло отражение в настоящем учебнике.
Учебник предназначен для студентов технических университетов, изучающих кузнечно-штамповочные машины. Большое внимание в нем уделено теории и расчетам указанных машин - как традиционным кинетостатическим: кинематическим, силовым, прочностным и энергетическим, так и современным автоматизированным, базирующимся на динамических моделях. Такой подход авторы мотивируют тем, что для применения автоматизированных методов необходимы предварительные расчеты, чтобы обосновать выбор конструктивных схем, параметров и размеров деталей, узлов.
Учебник написан с учетом многолетнего опыта преподавания курса «Кузнечно-штамповочное оборудование» в Московском государственном техническом университете им. Н.Э. Баумана и Московской государственной академии приборостроения и информатики. Авторы выражают глубокую благодарность и признательность рецензентам - кафедре «Механика пластического деформирования» Тульского государственного университета, руководимой д-ром техн, наук, проф. С.П. Яковлевым, а также д-ру техн, наук, проф. В.Н. Субичу, заведующему кафедрой «Машины и технология обработ-кй давлением» Московского государственного индустриального университета, сотрудникам Московского института стали и сплавов проф. А.Г. Кобелеву и доц. В.Т. Троицкому.
Введение, главы 1-5, 11-20 написаны Л.И. Живовым; главы 6-10, 21 -24 - А.Г. Овчинниковым; главы 25-28 - Е.Н. Складчиковым.
3
Введение
Bl. Принцип действия и классификация кузнечно-штамповочных машин
Типовая кузнечно-штамповочная машина (КШМ) состоит из трех главных механизмов: двигательного (двигателя), передаточного (передачи) и исполнительного. Двигатель и передачу часто характеризуют термином «привод машины». Если привод и исполнительный механизм, или, более правильно, рабочая машина, представляют собой конструктивно раздельные устройства, то весь комплекс оборудования называют установкой.
Общая классификация КШМ, предложенная проф. А.И.Зиминым, основана на характеристических признаках главных механизмов.
Двигатель, воспринимая внешнюю энергию носителя, превращает ее в кинетическую энергию передаточного и исполнительного механизмов или в потенциальную энергию передаточного рабочего тела, создавая ее определенный уровень в машине. Характеристические признаки двигателя: вид носителя энергии, или рабочего тела, и тип привода. В качестве носителя энергии, или рабочего тела, в двигательных механизмах современных КШМ применяют пар, газ, жидкость, взрывчатые вещества, горючие смеси и электричество. Привод может быть индивидуальным или групповым, когда несколько рабочих машин получают движение от одного двигателя.
Основная характеристика передаточного механизма определяется способом осуществления связи исполнительного механизма с двигателем: жесткая механическая связь или нежесткая связь при помощи рабочего тела (пар, газ, жидкость, электромагнитное поле). В некоторых типах машин в период рабочего хода эта связь прерывается.
Трансформация кинетической или потенциальной энергии в механическую работу пластического деформирования происходит при движении рабочих органов (ползуна, коромысла, траверсы, бабы, валков, роликов и т. п.) главных исполнительных механизмов. Это движение характеризуется следующими признаками:
4
Bl. Принцип действия и классификация кузнечно-штамповочных машин
1) способом отдачи накопленной энергии привода и исполнительного механизма обрабатываемому металлу;
2) видом движения рабочего органа;
3) характером изменения скорости рабочего органа в период рабочего хода;
4) периодичностью воздействия рабочего органа на обрабатываемый металл во времени.
Отдачу накопленной энергии обрабатываемому металлу осуществляют нажимом или ударом. При нажиме квазистатическое силовое воздействие на металл характеризуется относительно малыми изменениями во времени, и рабочий ход измеряют секундами, десятыми и сотыми ее долями. При ударе динамическое силовое воздействие на металл очень быстро изменяется, что приводит к возникновению колебательных процессов в КШМ и ее фундаменте. Рабочий ход продолжается тысячные или еще меньшие доли секунды. Скорость движения рабочего органа у машин квазистатического действия в начале рабочего хода не превышает 0,3...0,5 м/с; у машин динамического действия эта скорость как минимум на один порядок выше.
Рабочие органы КШМ могут совершать возвратно-поступательное прямолинейное, качательное и вращательное движения. В зависимости от связей в передачах изменение скорости рабочего органа в период рабочего хода может быть заданным в условиях жестких механических связей или произвольным, зависящим от субъективных факторов, при нежестких связях.
Воздействие рабочего органа исполнительного механизма на обрабатываемый металл может быть периодическим или непрерывным.
При периодическом воздействии время / приходящееся на рабочий ход, составляет лишь доли от времени /дв х одного полного двойного хода возвратно-поступательного движения или времени /ПЛ) одного полного оборота рабочего органа. В течение остального времени полезная работа не производится и рабочий орган совершает прямой холостой ход в направлении обрабатываемого металла длительностью /п х или возвращается в исходное положение - обратный холостой ход длительностью t0 х.
При непрерывном воздействии металл обрабатывают в течение нескольких следующих один за другим оборотов исполнительного органа без разделения холостыми пробегами.
Различают одно- и многопереходные технологии производства кованых и штампованных изделий. Примером первой является вырубка заготовок монет из листа, второй - горячая штамповка поковок типа шестерен на кривошипном горячештамповочном прессе (КГШП), включающая в себя осадку заготовки, предварительную и окончательную штамповки.
При однопереходной обработке физико-механические процессы, совершающиеся в прессе, идентичны в каждом последующем ходе, при много-
5
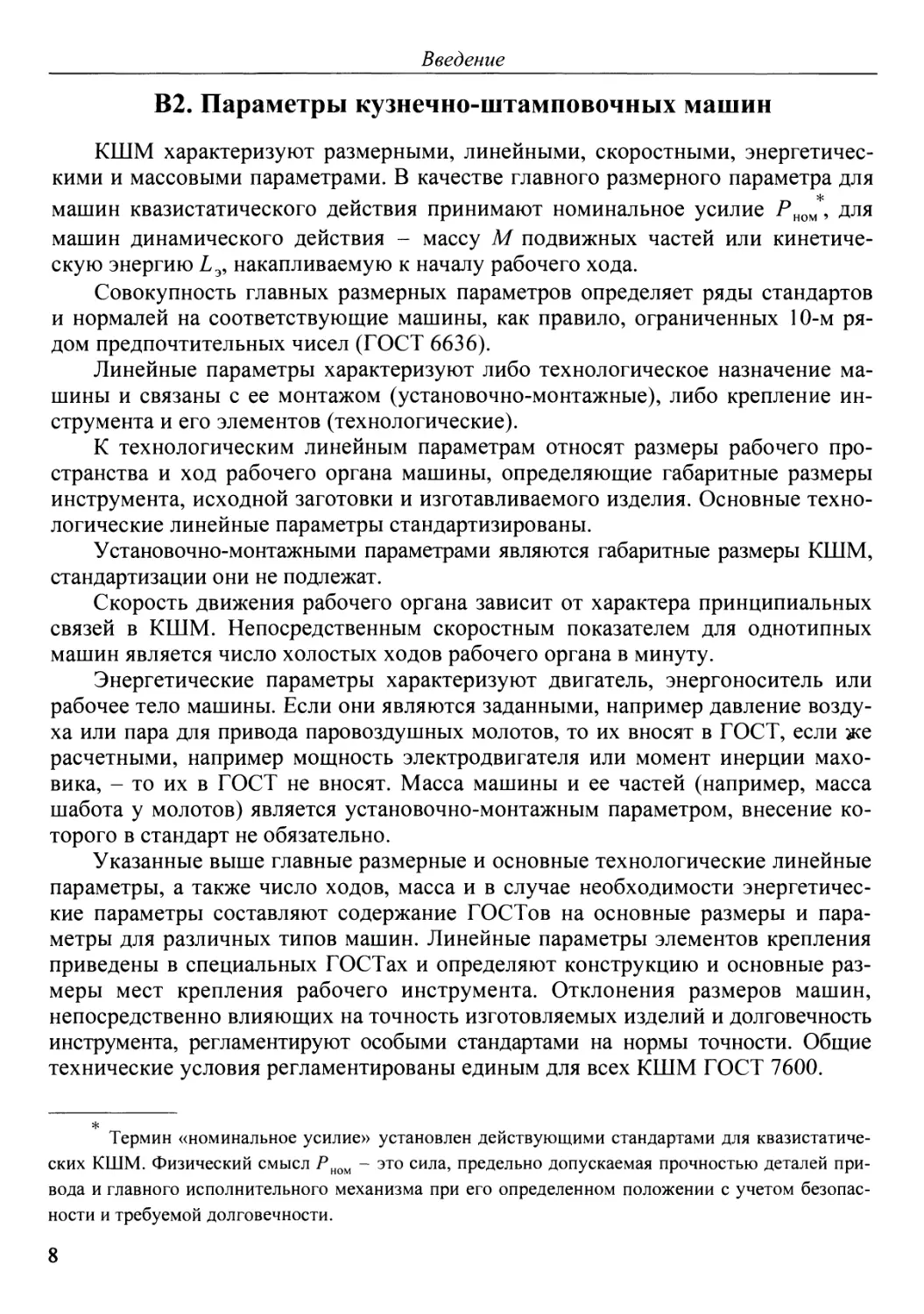
Кузнечно-штамповочное оборудование (машины)
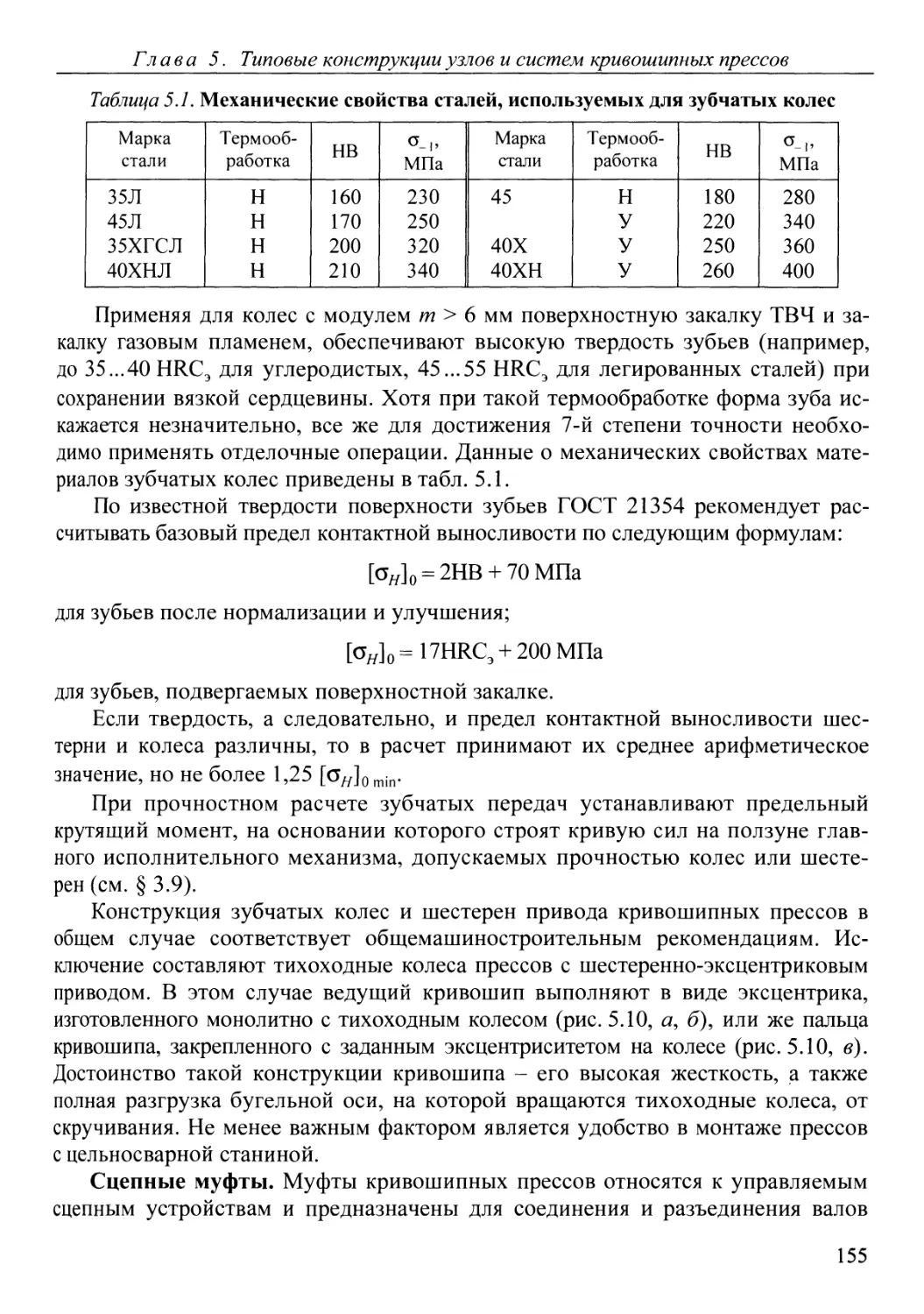
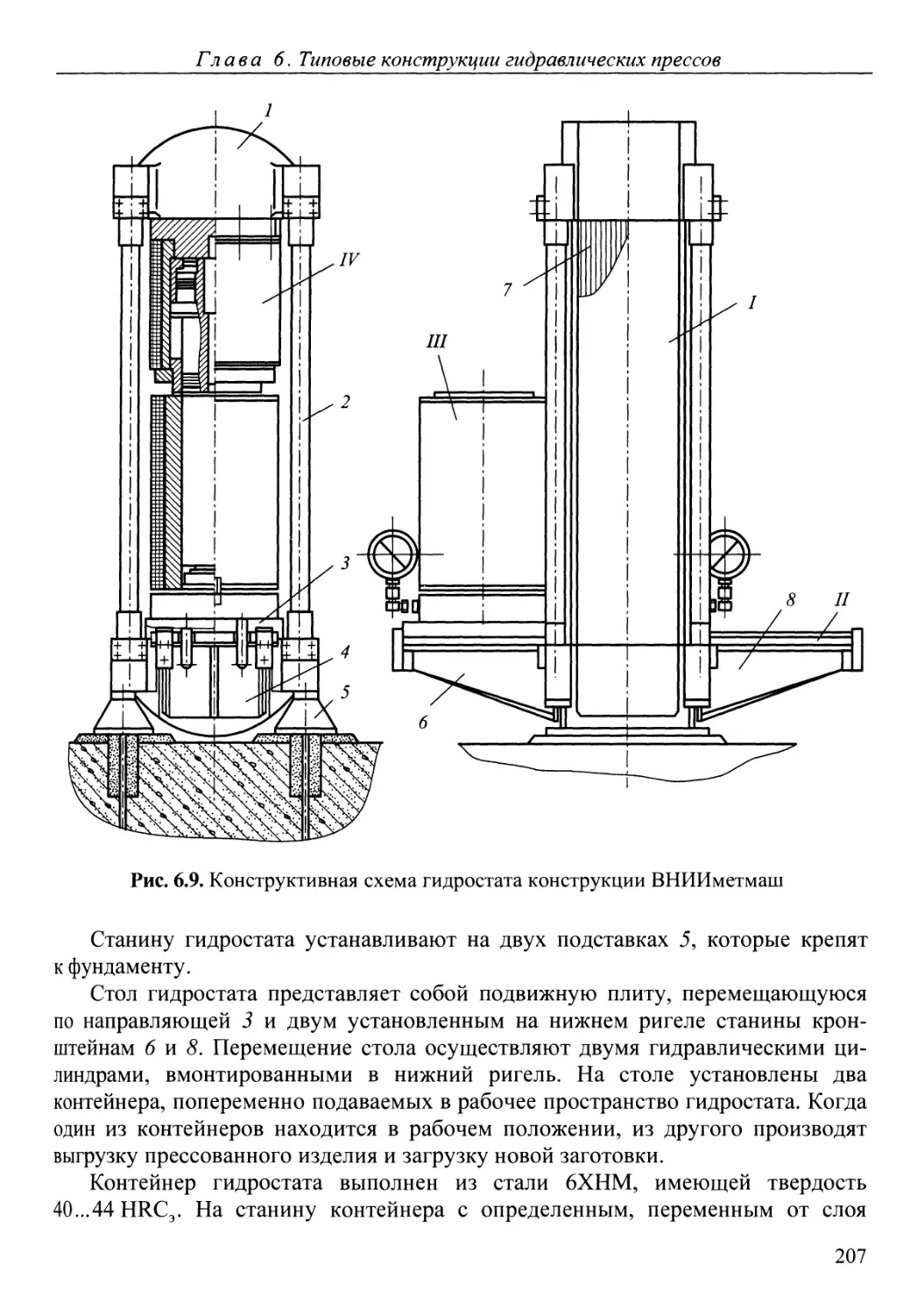
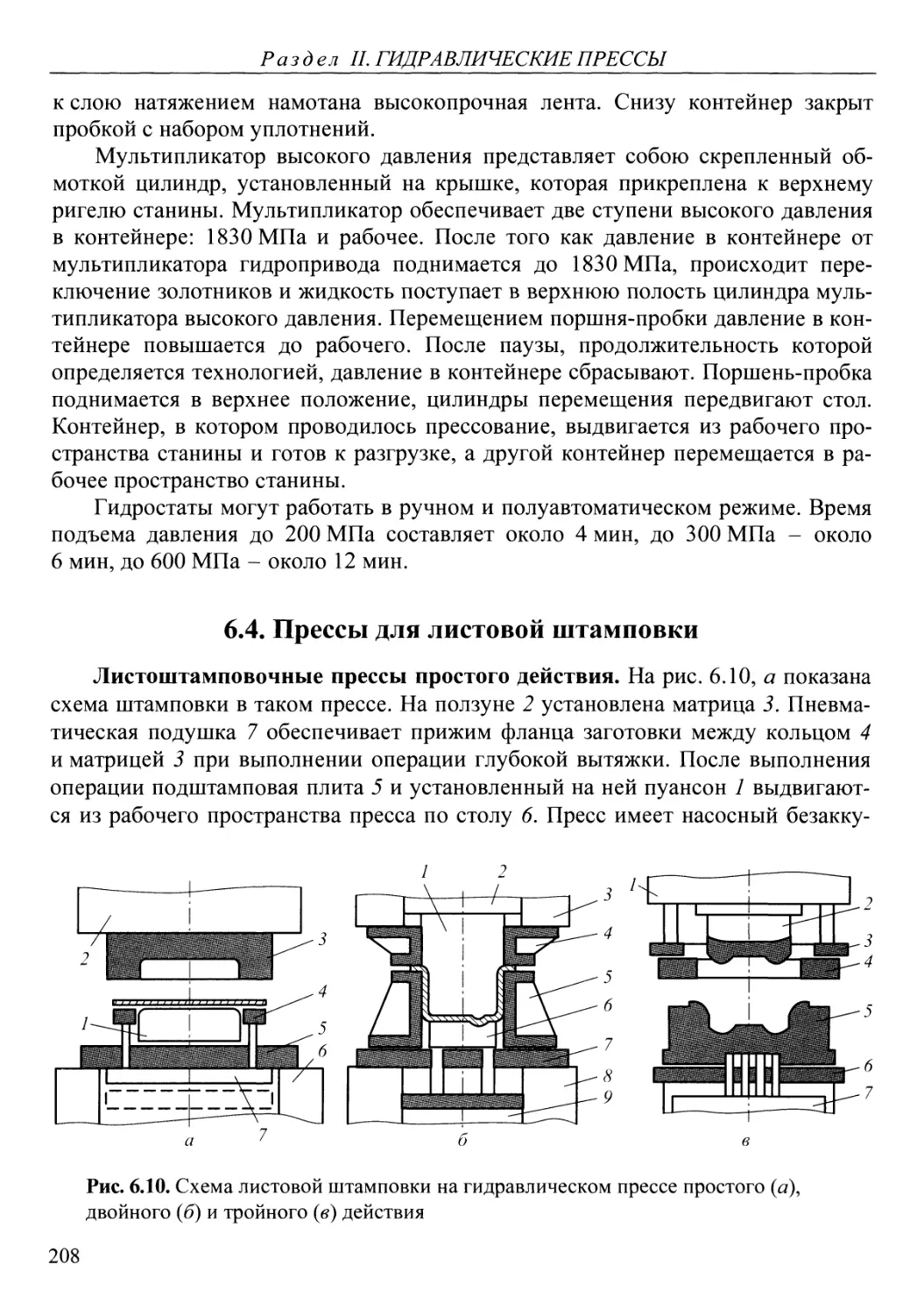
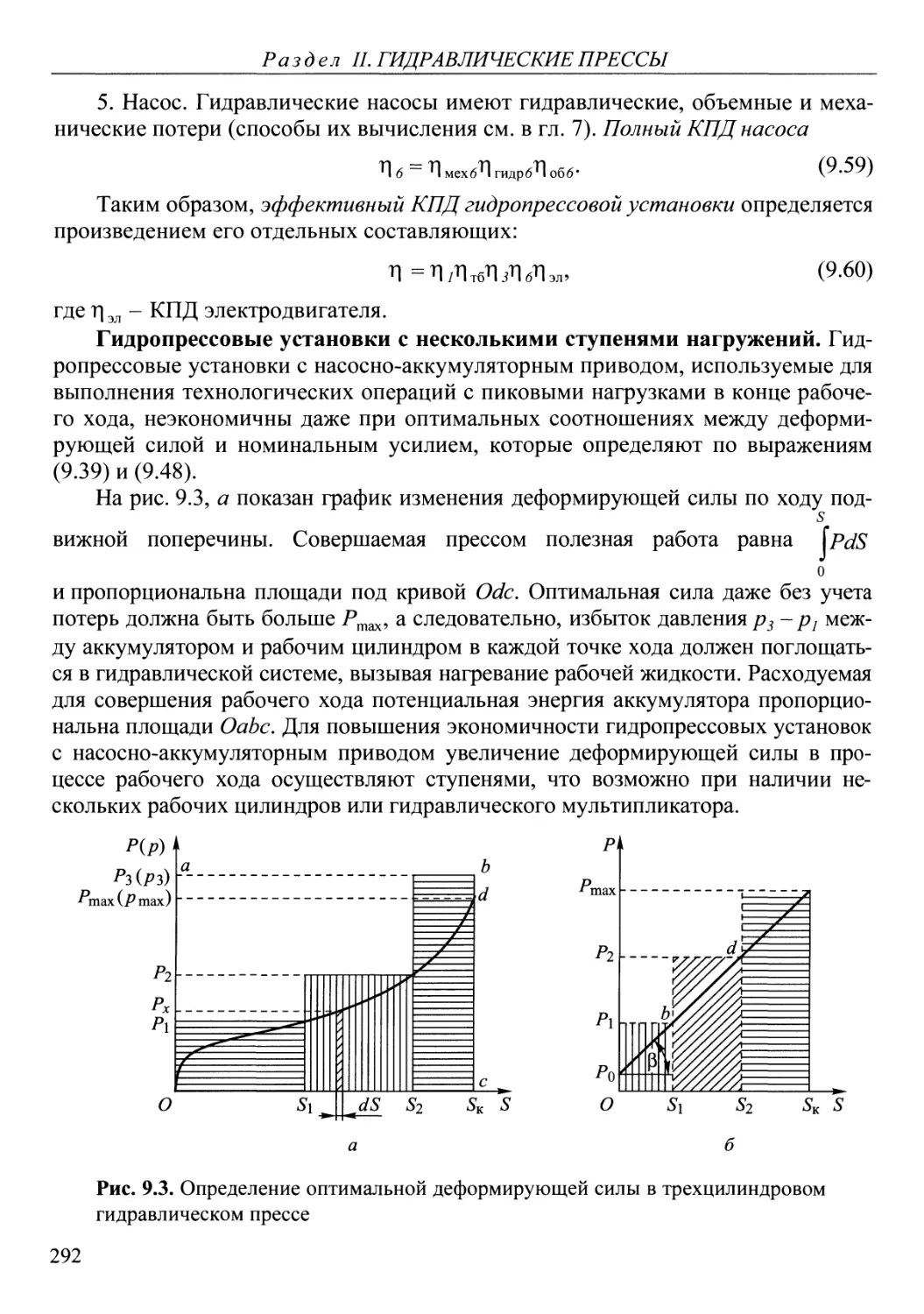
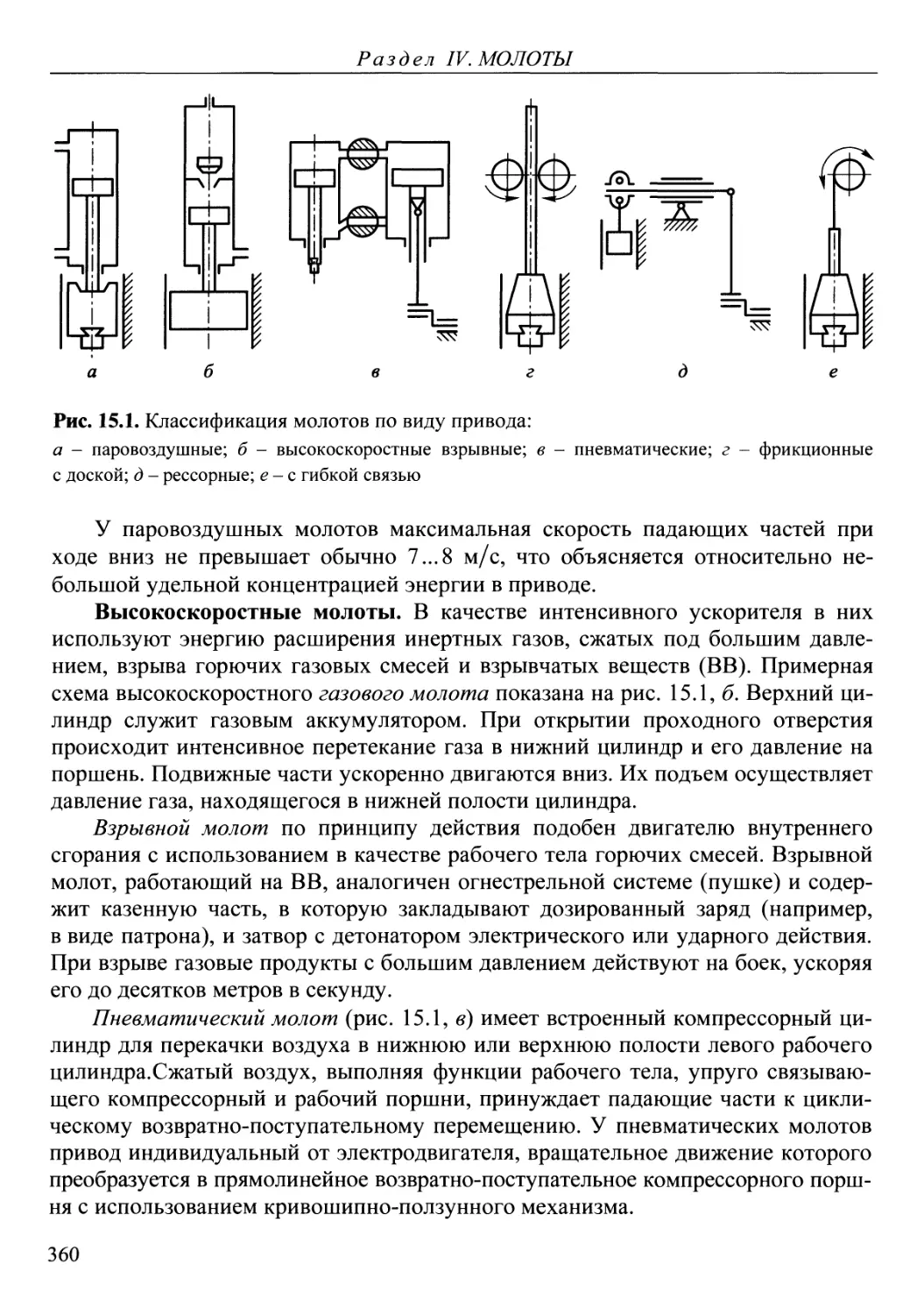
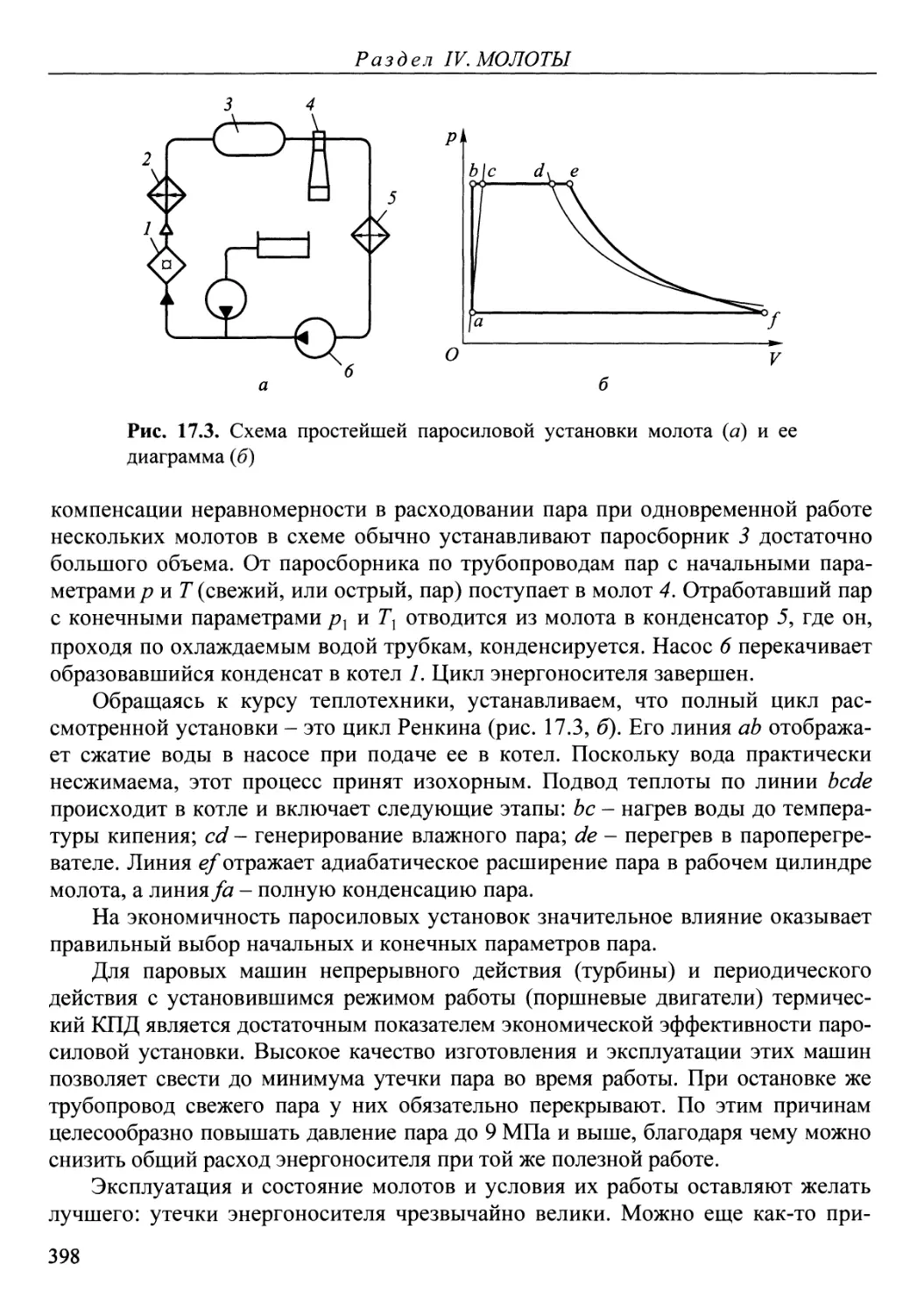
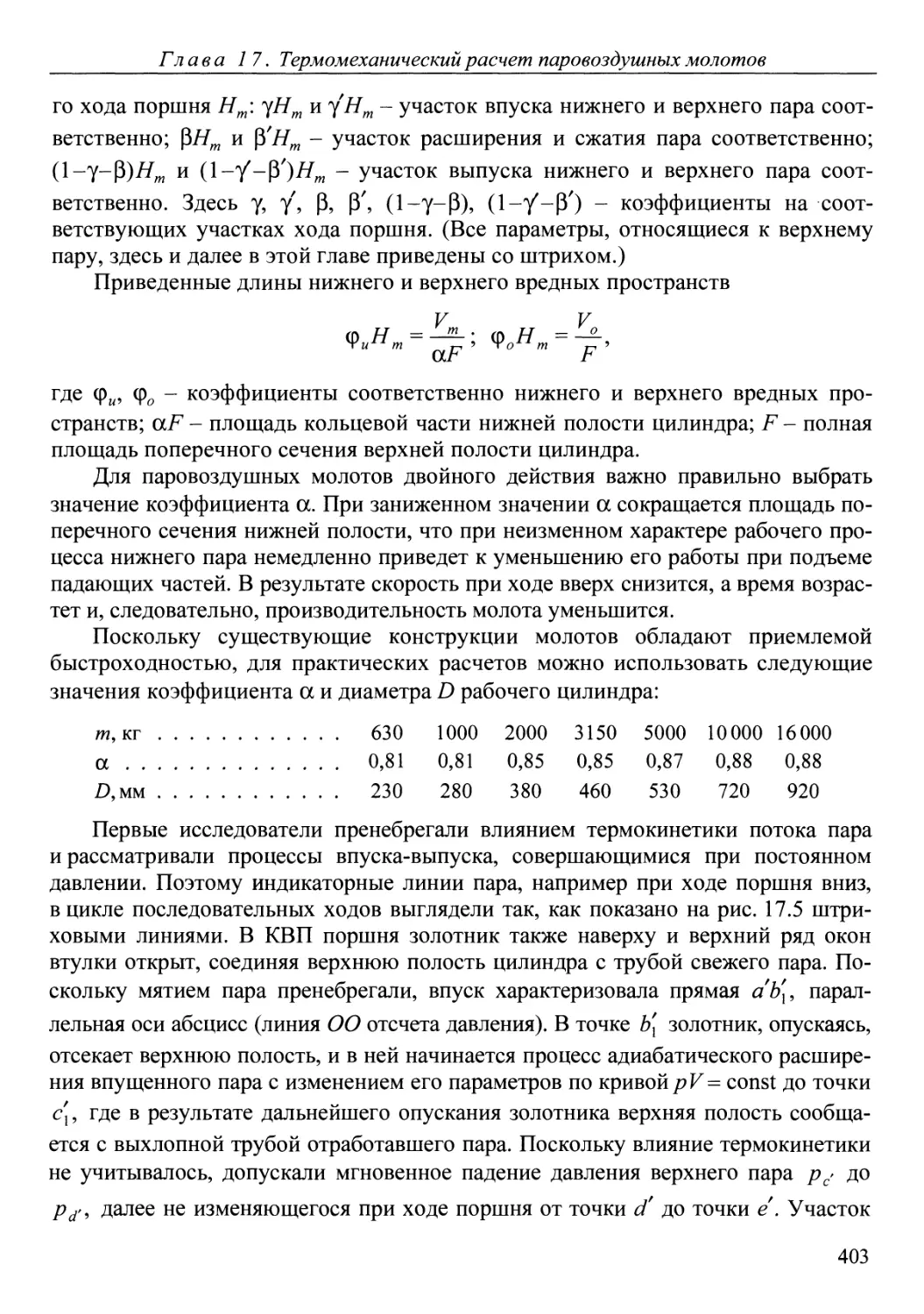
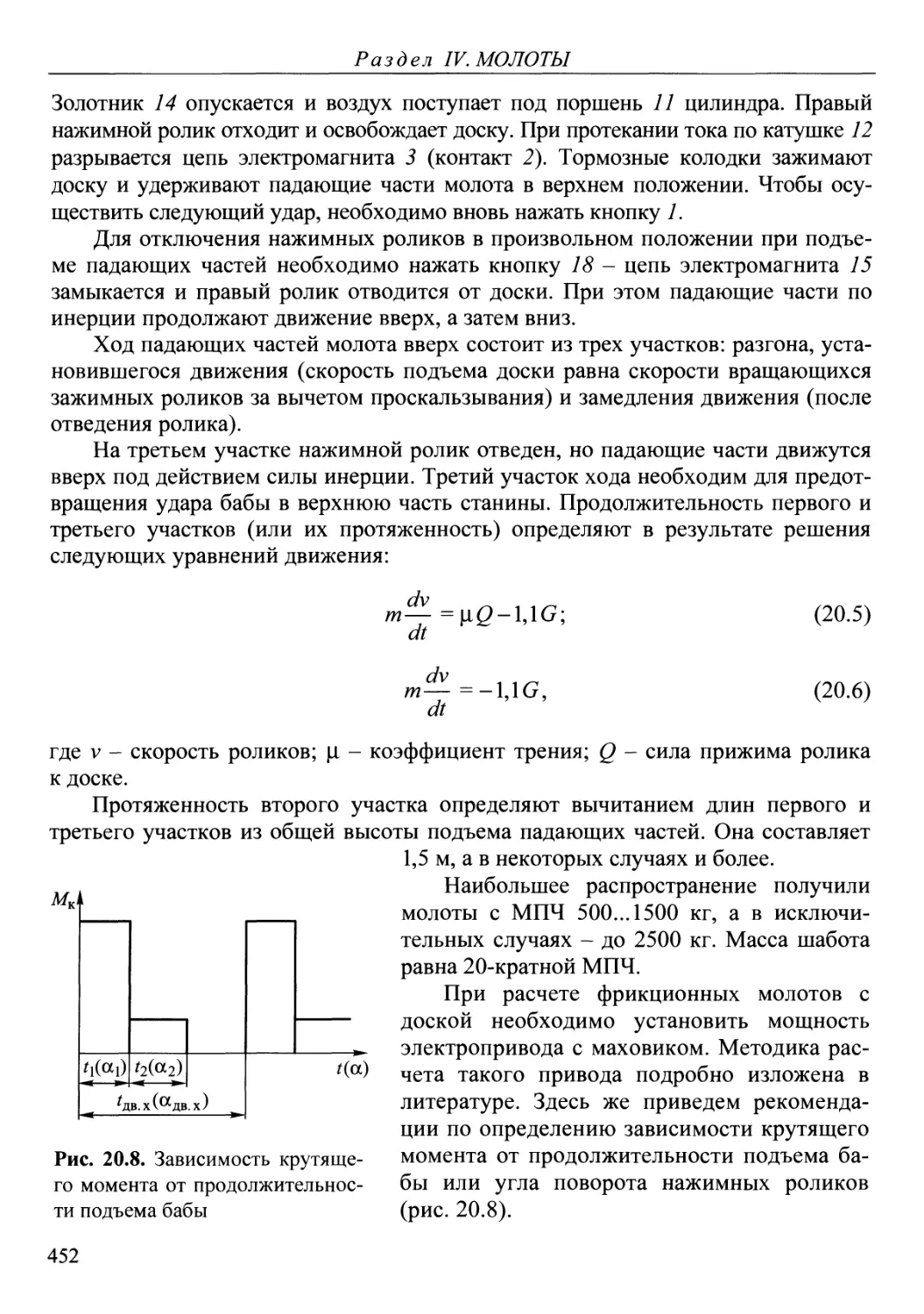
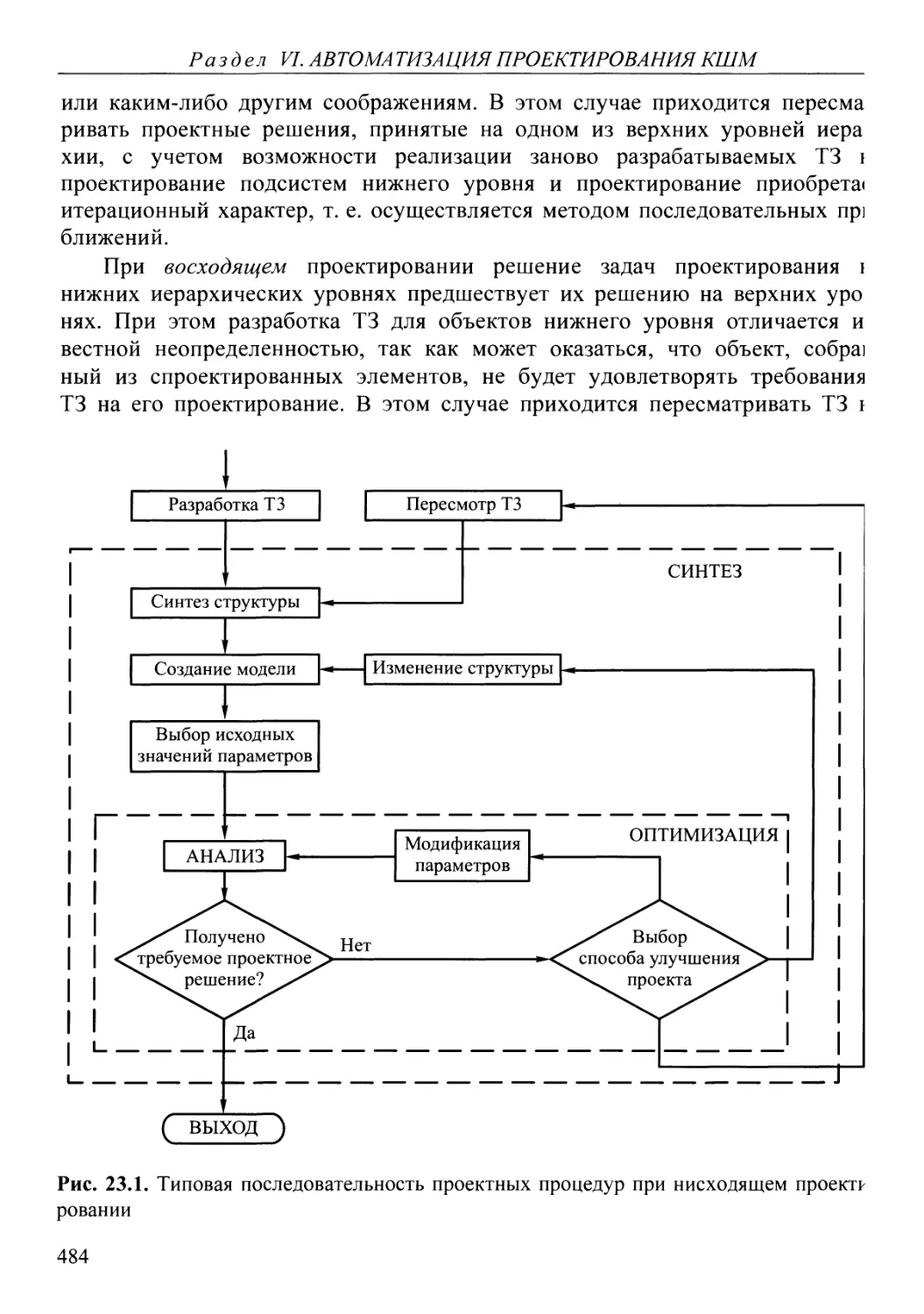
Рис. В1. Классификация кузнечно-штамповочного оборудования
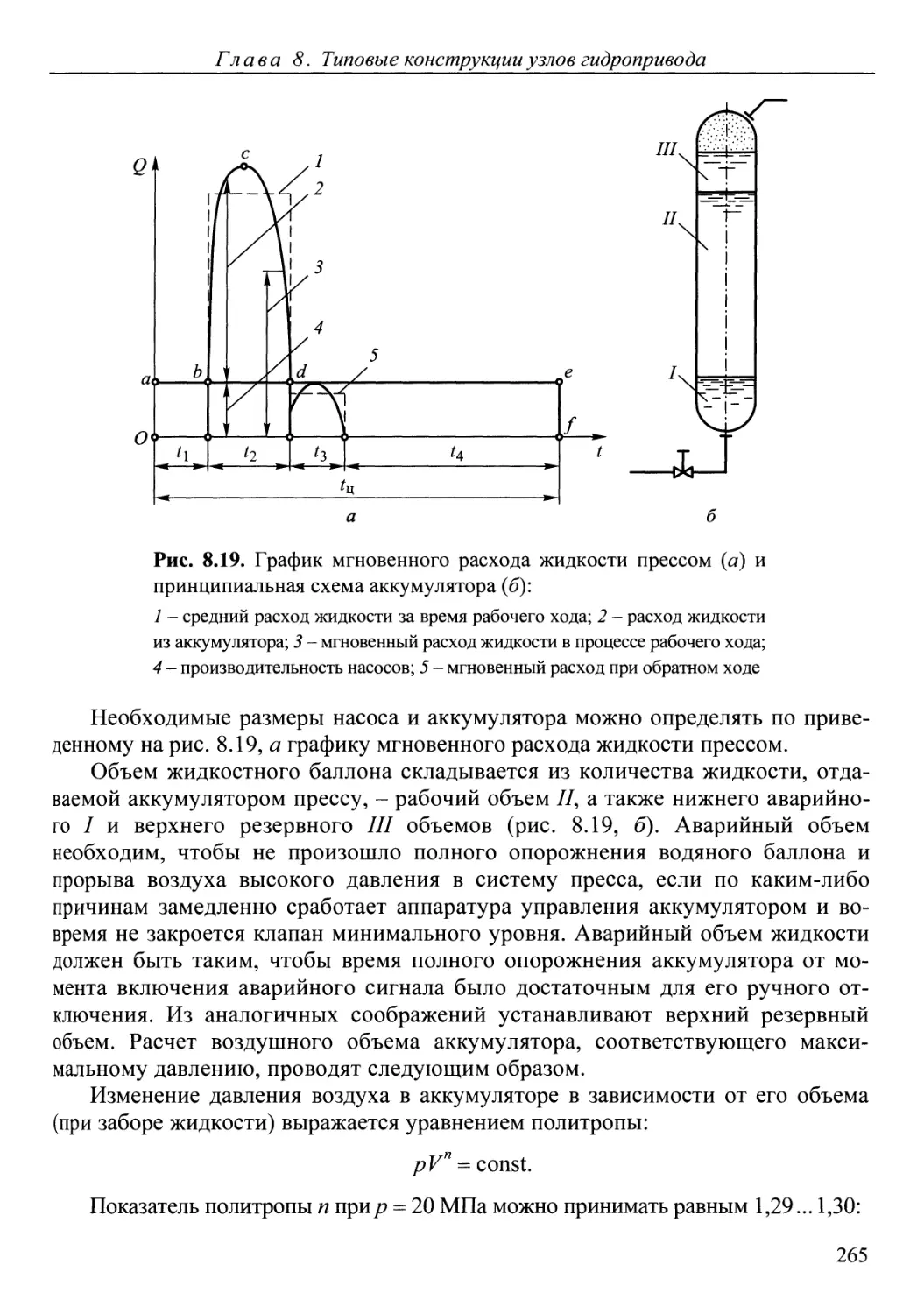
Bl. Принцип действия и классификация кузнечно-штамповочных машин переходной обработке такой идентичности нет. Силы, действующие на детали, расход энергии в приводе пресса на первом переходе существенно отличаются от таковых на последующих переходах. Только после завершающего перехода - окончательной штамповки, удаления поковки из рабочей зоны, подачи следующей исходной заготовки и начала ее обработки - физикомеханические процессы во времени повторяются в той же последовательности, которую называют технологическим циклом, а его длительность обознача-ют tu (§ 4.1).
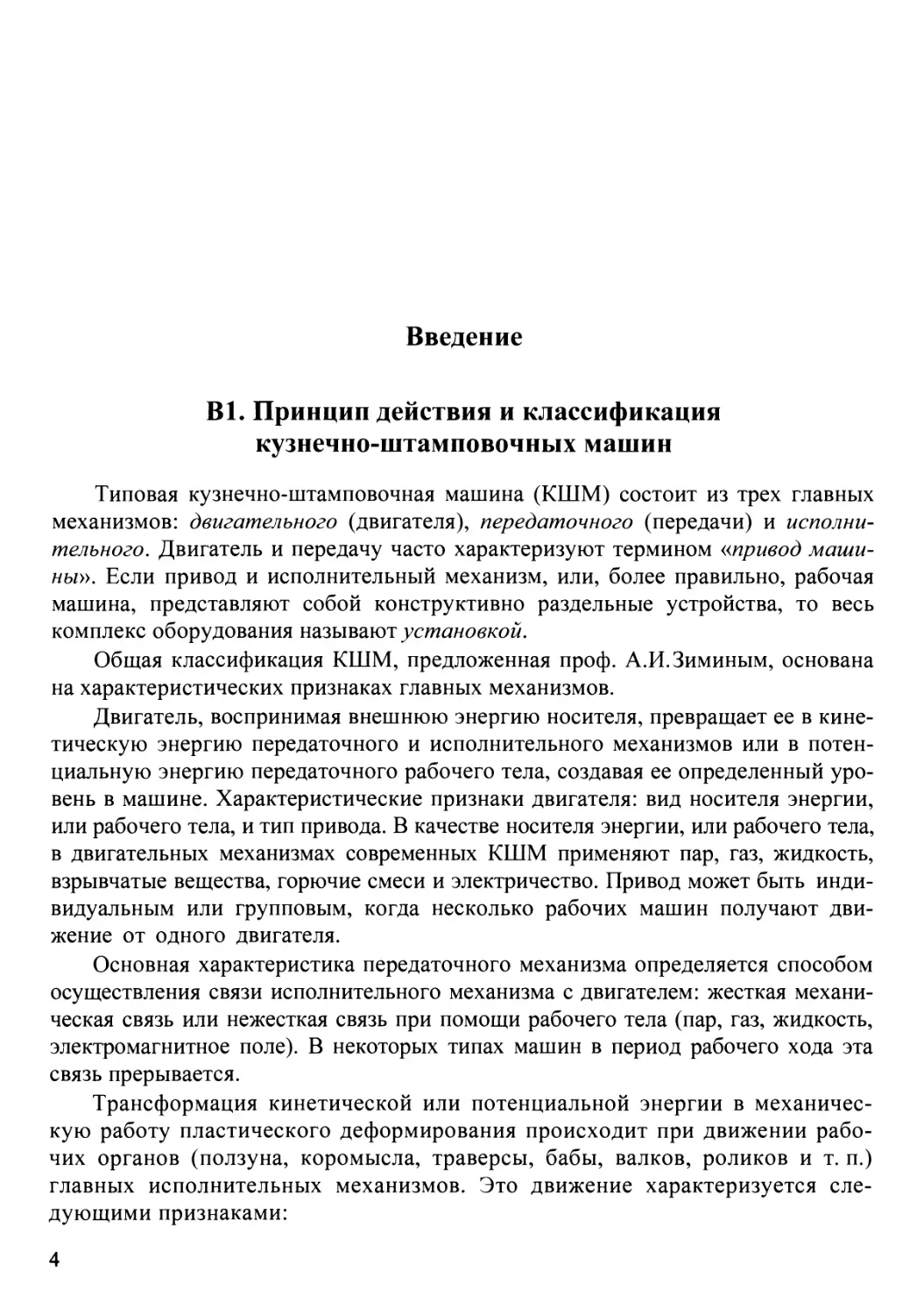
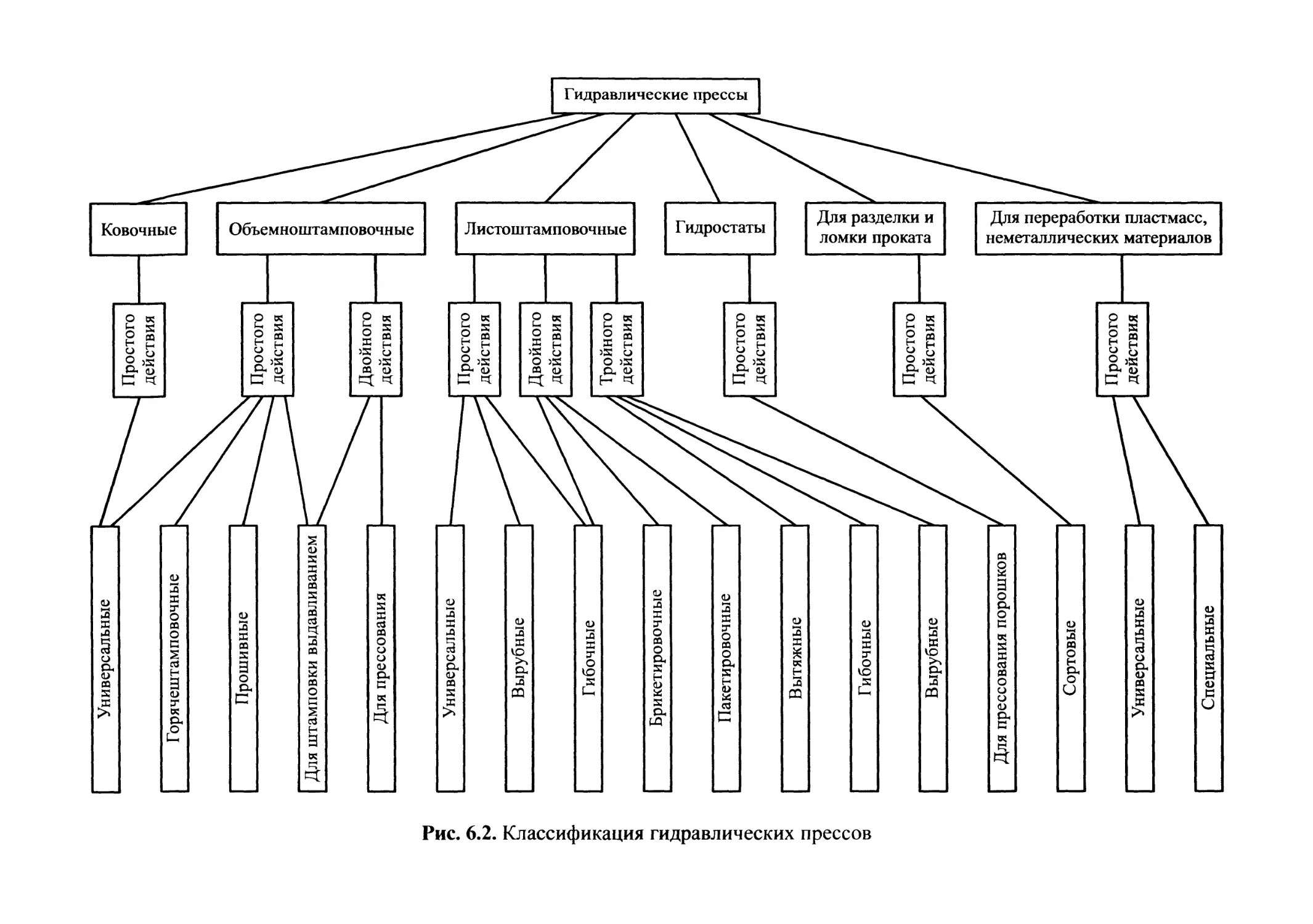
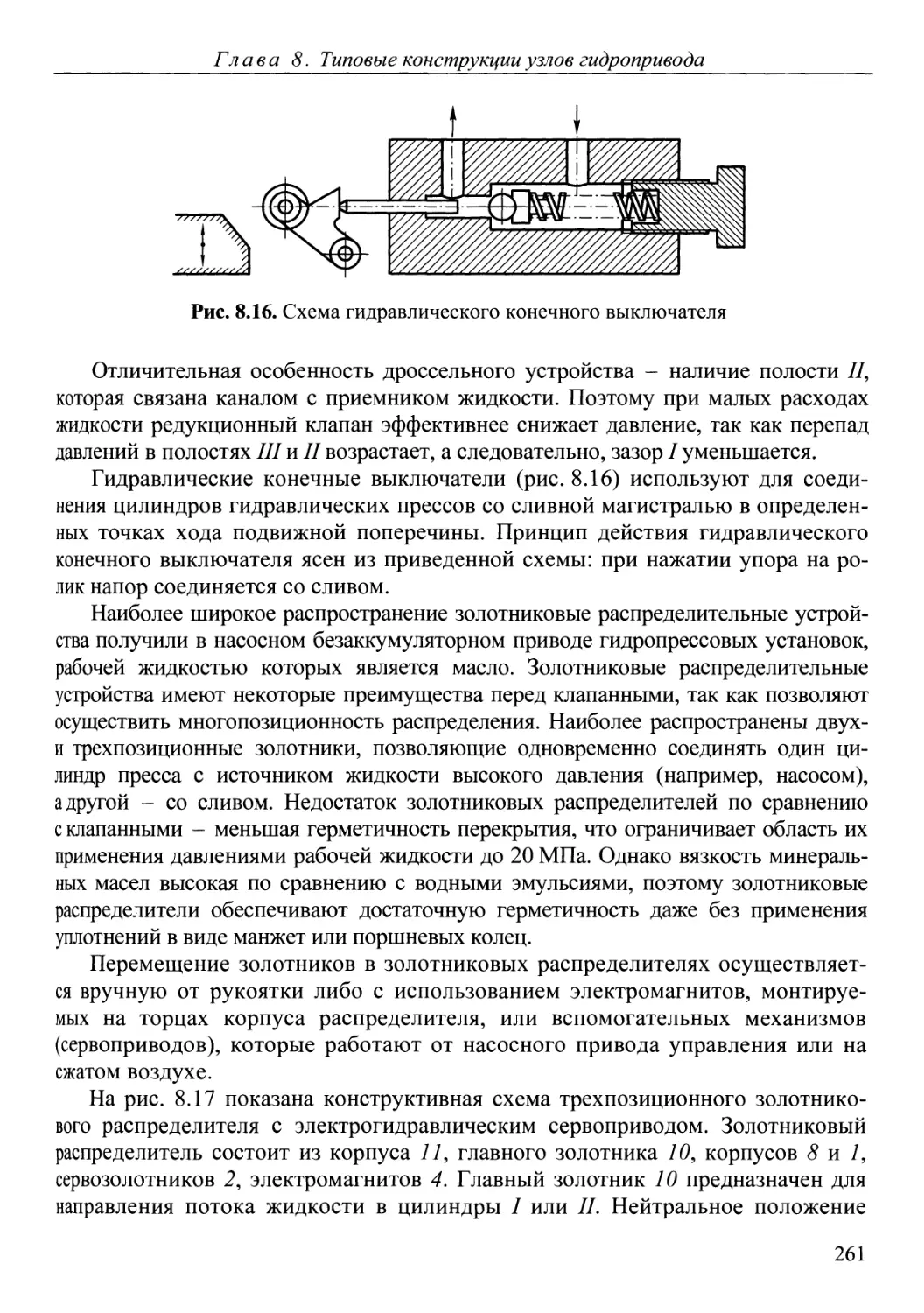
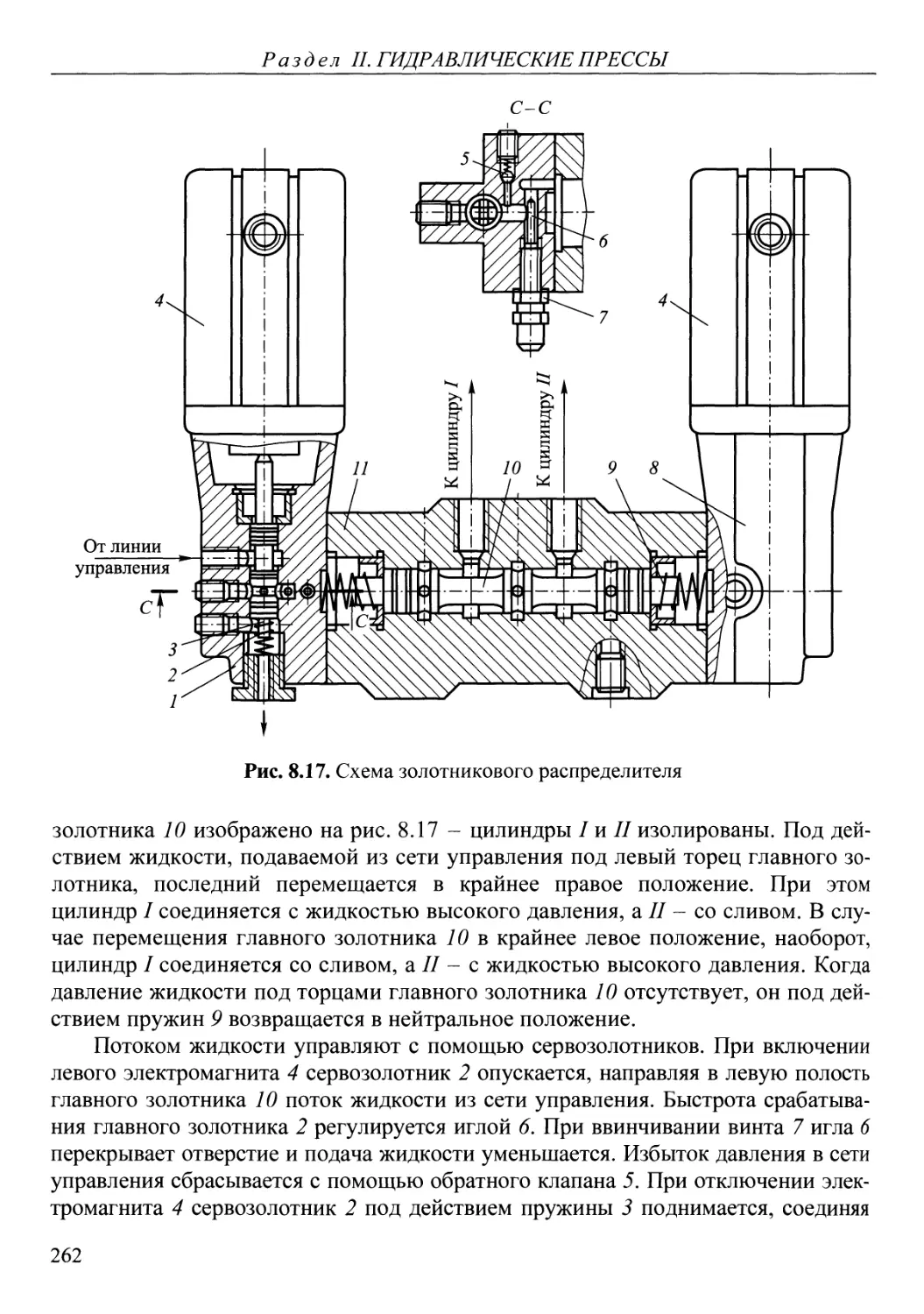
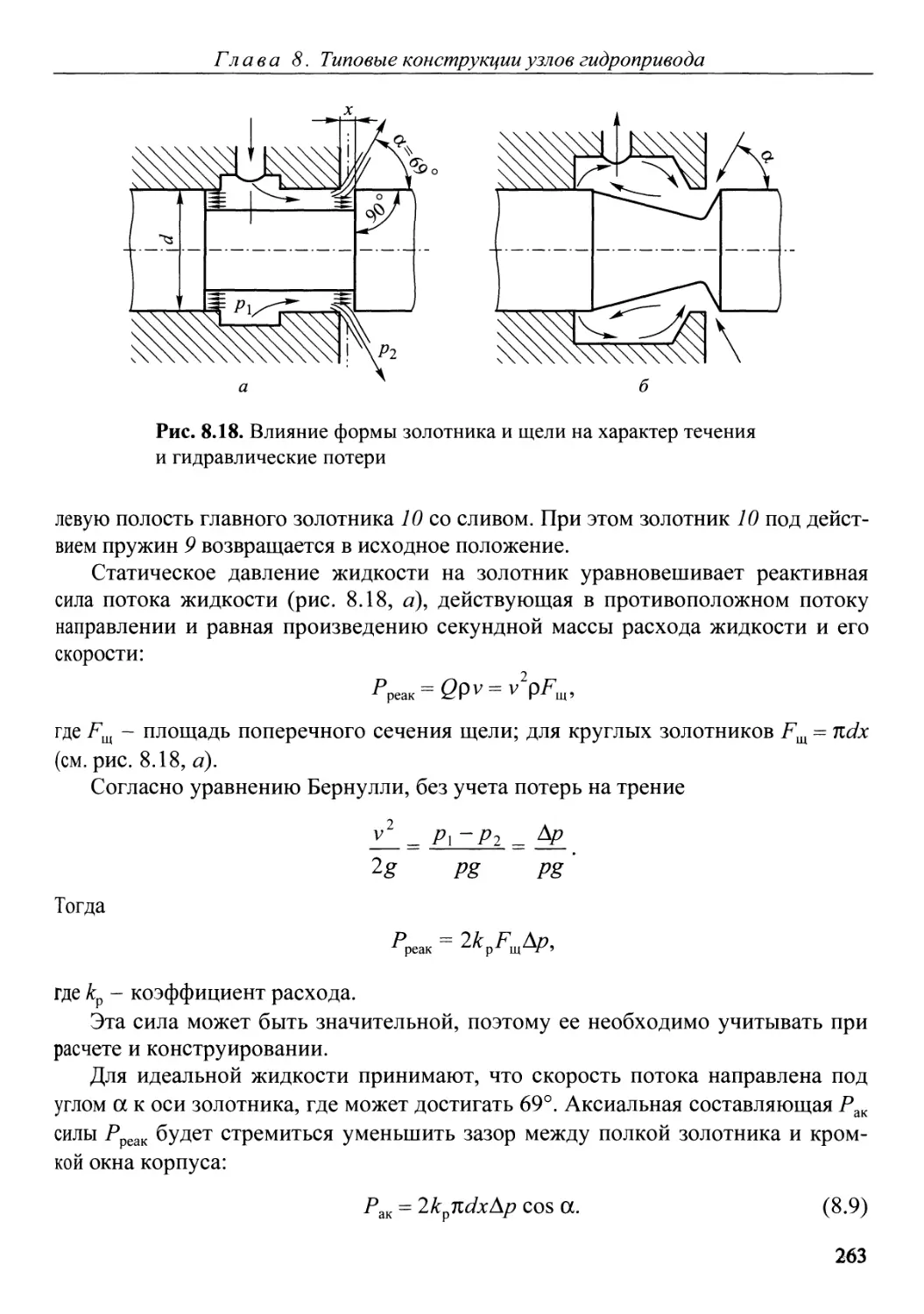
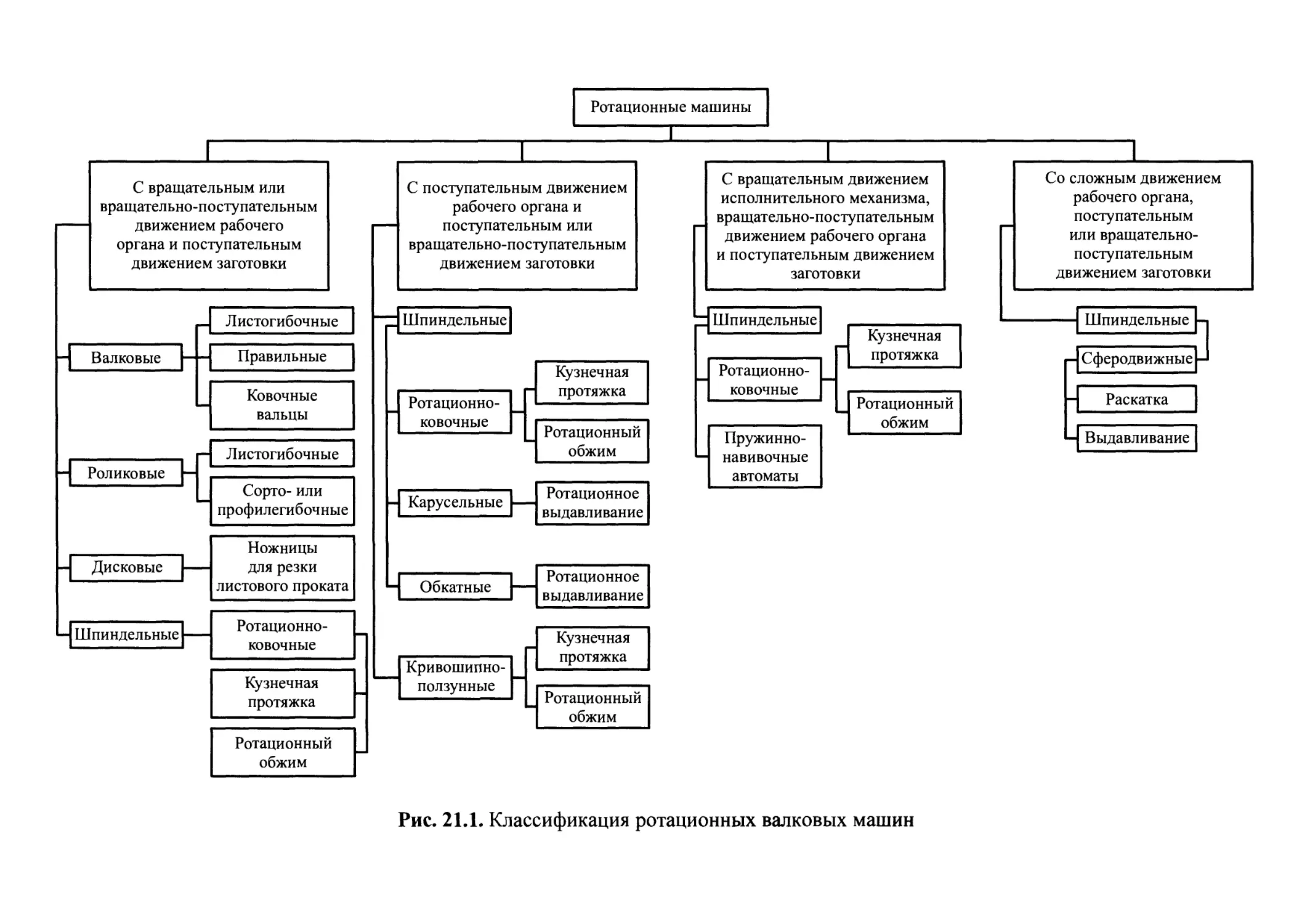
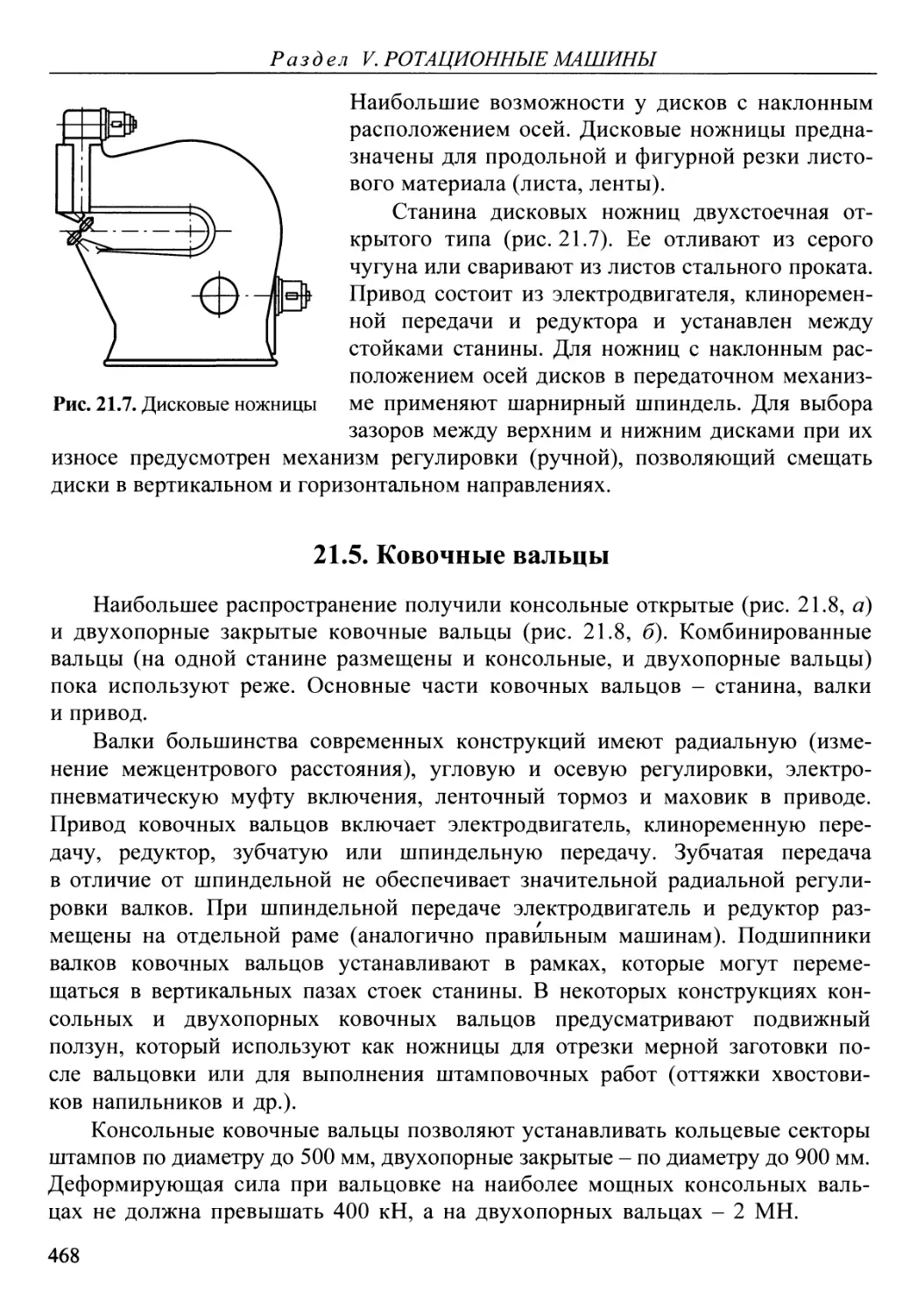
Классификация кузнечно-штамповочного оборудования приведена на рис. В1.
Современная технология кузнечно-штамповочного производства включает в себя ковку, горячую и холодную объемные штамповки, горячую и холодную листовые штамповки, разделку и разрезку исходного металла. В соответствии с этим КШМ могут быть отнесены к тому или иному технологическому классу.
Машины, аналогичные КШМ, применяют в других отраслях народного хозяйства: в металлургическом производстве для обработки металла; в электротехническом производстве и при производстве предметов ширпотреба для обработки неметаллических материалов, в том числе пластмасс, и др.
По технологическим возможностям КШМ подразделяют на три группы: универсальные (общего назначения), специализированные и специальные. Машины первой группы пригодны для выполнения большинства типовых операций данного технологического класса. Так, на паровоздушном ковочном молоте можно осуществить любую операцию ковки. Машины второй группы специализированы по виду технологии, например вытяжные кривошипные прессы. Специализацию машин третьей группы проводят не только в зависимости от технологии, но и от вида изготовляемой продукции, например брикетировочные прессы для штамповки брикетов из металлической стружки.
При исполнении любой технологии необходимо совершать вспомогательные движения, связанные с установкой и переносом обрабатываемого металла или инструмента. В неавтоматизированной КШМ эти движения осуществляют вручную или при помощи простых средств механизации. В автоматических КШМ все рабочие и вспомогательные движения совершает машина. Очевидно, что в автомате должны быть предусмотрены в достаточном количестве исполнительные механизмы, а также система самоуправления, обеспечивающая строгую синхронность в последовательности действий всех механизмов.
7
Введение
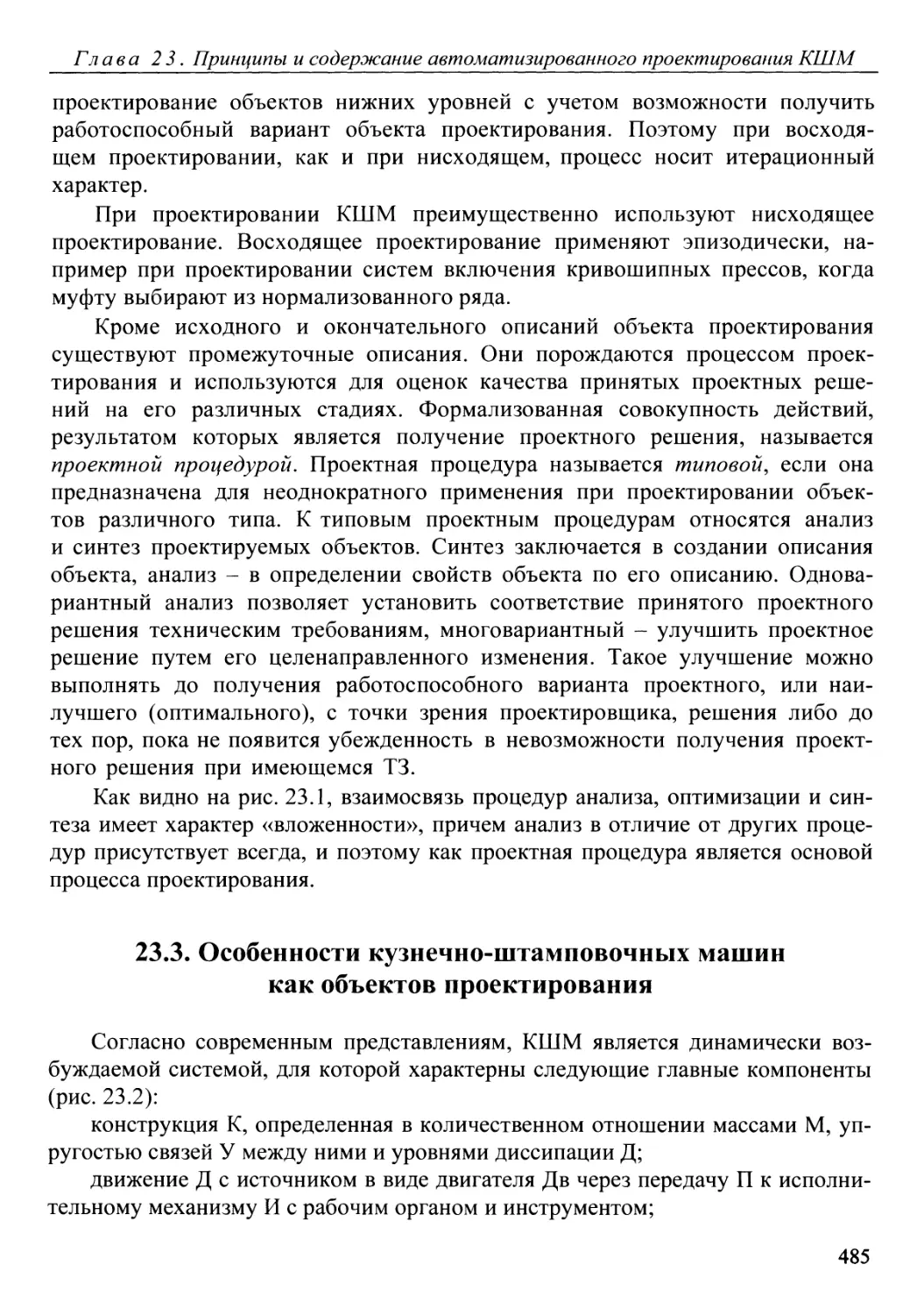
В2. Параметры кузнечно-штамповочных машин
КШМ характеризуют размерными, линейными, скоростными, энергетическими и массовыми параметрами. В качестве главного размерного параметра для машин квазистатического действия принимают номинальное усилие Рном*, для машин динамического действия - массу М подвижных частей или кинетическую энергию £э, накапливаемую к началу рабочего хода.
Совокупность главных размерных параметров определяет ряды стандартов и нормалей на соответствующие машины, как правило, ограниченных 10-м рядом предпочтительных чисел (ГОСТ 6636).
Линейные параметры характеризуют либо технологическое назначение машины и связаны с ее монтажом (установочно-монтажные), либо крепление инструмента и его элементов (технологические).
К технологическим линейным параметрам относят размеры рабочего пространства и ход рабочего органа машины, определяющие габаритные размеры инструмента, исходной заготовки и изготавливаемого изделия. Основные технологические линейные параметры стандартизированы.
Установочно-монтажными параметрами являются габаритные размеры КШМ, стандартизации они не подлежат.
Скорость движения рабочего органа зависит от характера принципиальных связей в КШМ. Непосредственным скоростным показателем для однотипных машин является число холостых ходов рабочего органа в минуту.
Энергетические параметры характеризуют двигатель, энергоноситель или рабочее тело машины. Если они являются заданными, например давление воздуха или пара для привода паровоздушных молотов, то их вносят в ГОСТ, если же расчетными, например мощность электродвигателя или момент инерции маховика, - то их в ГОСТ не вносят. Масса машины и ее частей (например, масса шабота у молотов) является установочно-монтажным параметром, внесение которого в стандарт не обязательно.
Указанные выше главные размерные и основные технологические линейные параметры, а также число ходов, масса и в случае необходимости энергетические параметры составляют содержание ГОСТов на основные размеры и параметры для различных типов машин. Линейные параметры элементов крепления приведены в специальных ГОСТах и определяют конструкцию и основные размеры мест крепления рабочего инструмента. Отклонения размеров машин, непосредственно влияющих на точность изготовляемых изделий и долговечность инструмента, регламентируют особыми стандартами на нормы точности. Общие технические условия регламентированы единым для всех КШМ ГОСТ 7600.
*
Термин «номинальное усилие» установлен действующими стандартами для квазистатиче-ских КШМ. Физический смысл Рном - это сила, предельно допускаемая прочностью деталей привода и главного исполнительного механизма при его определенном положении с учетом безопасности и требуемой долговечности.
8
ВЗ. Краткий исторический очерк
ВЗ. Краткий исторический очерк
Развитие технологии ковки и штамповки связано с потребностями общества, техническим прогрессом и экономическими возможностями.
Для XV-XVI вв. характерно бурное развитие мореплавания и, как следствие, кораблестроения. Поскольку возрастающий тоннаж кораблей потребовал тяжелых якорей и другой корабельной оснастки, проковывать железные крицы вручную стало невозможно и появились первые рычажные молоты. В качестве привода этих молотов использовали энергию напора воды, поэтому их называли водяными. Там, где не было гидравлической энергии, применяли конный привод или использовали падающие молоты типа копров.
Серийность выпуска деталей стрелкового оружия - новый толчок в развитии технологии производства: вместо ручной ковки появилась машинная штамповка. Около 1800 г. тульский оружейник В. Пастухов применил для горячей штамповки вертикальный винтовой пресс. Тогда же на тульском заводе были установлены штамповочные молоты с канатом, изготовленные по чертежам Л. Федорова.
В первой половине XIX в. наряду с производством оружия развивалось паровозе- и вагоностроение, производство паровых двигателей, дальнейшее развитие получило судостроение. Все это потребовало прочных и тяжелых поковок. В кузнечном производстве назревал переворот, наступление которого ознаменовало внедрение в 1839-1842 гг. парового ковочного молота.
Непосредственной причиной появления первого промышленного гидравлического ковочного пресса оказалась невозможность установки (жилые кварталы, плохой грунт) тяжелого молота в Венских железнодорожных мастерских. Преимущество гидропрессов - резкое сокращение технологического цикла ковки - было настолько очевидным, что сразу же возник вопрос о замене сверхтяжелых молотов.
Для массового производства относительно мелких промышленных изделий и ширпотреба паровые молоты и гидравлические прессы были непригодны прежде всего в связи с высокой стоимостью их эксплуатации. Необходимо было создать разнообразные кузнечные машины с групповым или индивидуальным механическим приводом. Появление электродвигателя особенно способствовало прогрессу в развитии кривошипных прессов, к настоящему времени самой многочисленной группы оборудования в кузнечно-штамповочных цехах на заводах машиностроительной, электротехнической и других отраслей промышленности.
В 1920-1940 гг. паровоздушный штамповочный молот стал ведущей машиной в производстве поковок для автомобилей, тракторов, вагонов и др. Однако этот молот допускал лишь малую механизацию технологических процессов, сдерживая тем самым рост производительности труда, что являлось одним из существеннейших его недостатков. Кроме паровоздушного молота в массовом и крупносерийном производстве поковок из конструкционных сталей начали применять горячештам-
9
Введение
побочный кривошипный пресс, который открыл большие возможности для механизации, автоматизации и внедрения экономичных процессов штамповки.
Развитие авиа- и ракетостроения поставило особые задачи перед технологией горячей объемной штамповки специальных сплавов на титановой и магниевой основе. Очень большие габаритные размеры деталей потребовали создания огромных гидравлических прессов с Рном до 700...800 МН при общей массе установки до 25 000 т.
Совершенно другие требования возникли при внедрении в промышленность твердых и обычно хрупких металлов, например молибдена, ниобия, циркония, урана. Оказалось, что у этих металлов и их сплавов пластичное состояние наступает в специфических условиях термомеханического режима: внешняя нагрузка должна быть приложена в виде мощного импульса энергии за очень малый промежуток времени. Для этого необходимо, чтобы исполнительный орган кузнечной машины к началу процесса деформирования развил скорость до 20 м/с и более. Вполне очевидно, что отдача внешней энергии в машинах может происходить только динамически, и, следовательно, по принципу действия их необходимо отнести к молотам. В качестве энергоносителя в таких машинах используется потенциальная энергия сжатого газа или энергия взрыва горючих смесей, порохов.
Особое место в кузнечно-штамповочном оборудовании занимают гидравлические устройства для листовой штамповки, где в качестве энергоносителя используют детонационную волну, порожденную электрическим разрядом в жидкости. Эти устройства не имеют типовой структуры КШМ - у них нет исполнительного органа в виде твердого тела, двигательного и передаточного механизмов в обычном понимании. Тем не менее такие устройства следует классифицировать как технологические машины, поскольку производится механическое движение рабочего тела (жидкости) для изменения формы объекта труда - обрабатываемой заготовки. Отсутствует типовая структура и в магнитноимпульсных установках, основанных на использовании электромеханических сил взаимодействия магнитного поля с электрическим током в металлической заготовке. В термопрессах, использующих для технологического воздействия тепловое расширение - сжатие колонн, которые разогреваются индуцированными токами, - нет двигательного и передаточного механизмов. Как видно, во всех этих устройствах для осуществления движения, деформирующего заготовку, используют электрическую энергию и особенности физических свойств рабочего тела, деталей конструкции или заготовки. Поэтому такие устройства объединяют в класс электрофизических КШМ.
В дореволюционной России фактически не существовало кузнечно-прессового машиностроения. С 1901 по 1917 г. было изготовлено всего 2375 единиц кузнечно-штамповочного оборудования. Специализированных заводов для производства КШМ не было, и их изготовлением занимались от случая к случаю, например на Ревельском судостроительном, Обуховском орудийном, Таганрогском котельном заводах.
10
ВЗ. Краткий исторический очерк
Индустриализация СССР потребовала быстрого развития кузнечно-прессового машиностроения. В 1931-1932 гг. был реконструирован Воронежский литейный завод и на его базе создан первенец кузнечно-прессового машиностроения - Воронежский завод кузнечно-прессового оборудования им. М.И. Калинина. Были даны задания по выпуску кузнечных машин Новокраматорскому, Старокраматорскому и Ижорскому заводам, Уралмашу и др. В послевоенный период введены в действие Днепропетровский завод прессов, Воронежский завод тяжелых механических прессов, Азовский завод гидравлических прессов и автоматов и др.
Показательна динамика выпуска КШМ: 1940 г. - 4700, 1950 г. - 9000, 1955 г. - 19 400, 1960 г. - 29 500, 1965 г. - 34 400, 1970 г. - 41 300, 1975 г. -50 500, 1980 г.-57 100 штук.
Теория КШМ как самостоятельная научная дисциплина оформилась в 30-х годах прошлого столетия. В формировании новой отрасли науки главную роль сыграли ЦНИИТмаш и входящее в его состав ЦБКМ (Центральное конструкторское бюро по кузнечно-прессовому машиностроению), где были сосредоточены исследования основных типов кузнечно-штамповочного оборудования.
Большой вклад в развитие теории КШМ в этот период внесли советские ученые А.И. Зимин (теория паровоздушных молотов и винтовых фрикционных прессов), М.В. Сторожев (теория кривошипных и гидравлических прессов с насосноаккумуляторным приводом), В.И. Залесский (теория горизонтально-ковочных машин). Безусловно, эти достижения были подготовлены более ранними трудами русских ученых, прежде всего П.К. Мухачева и Я.Н. Марковича.
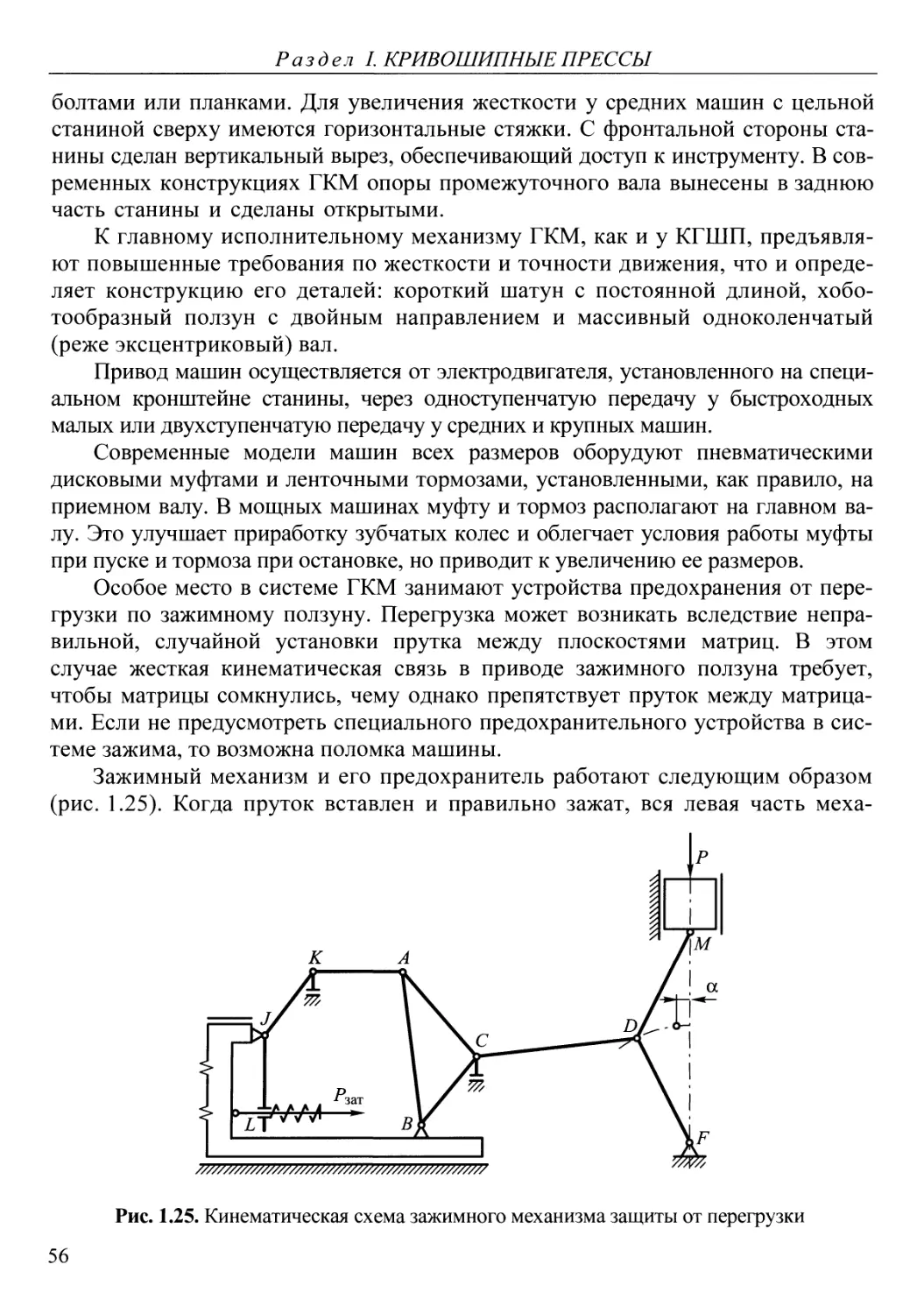
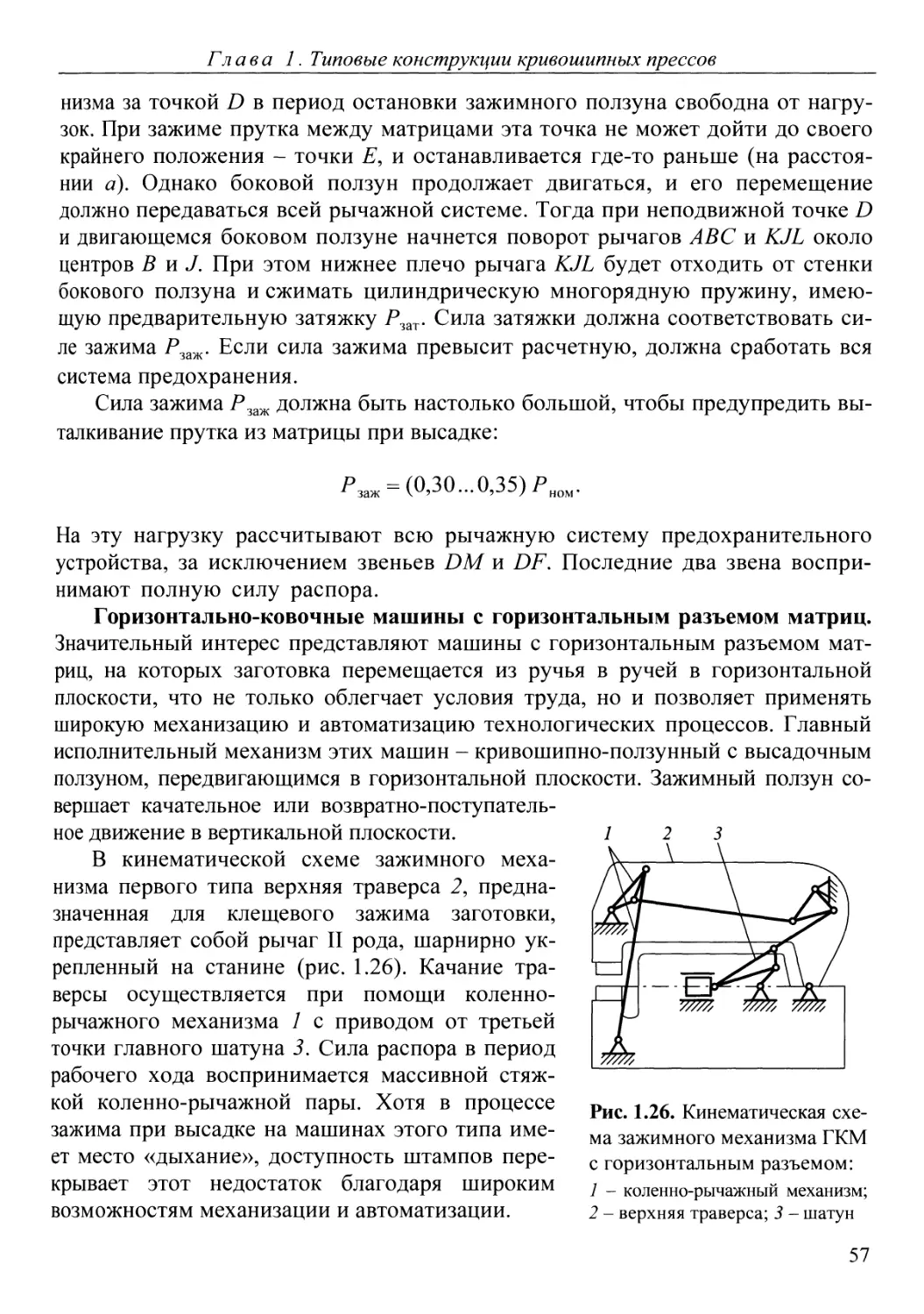
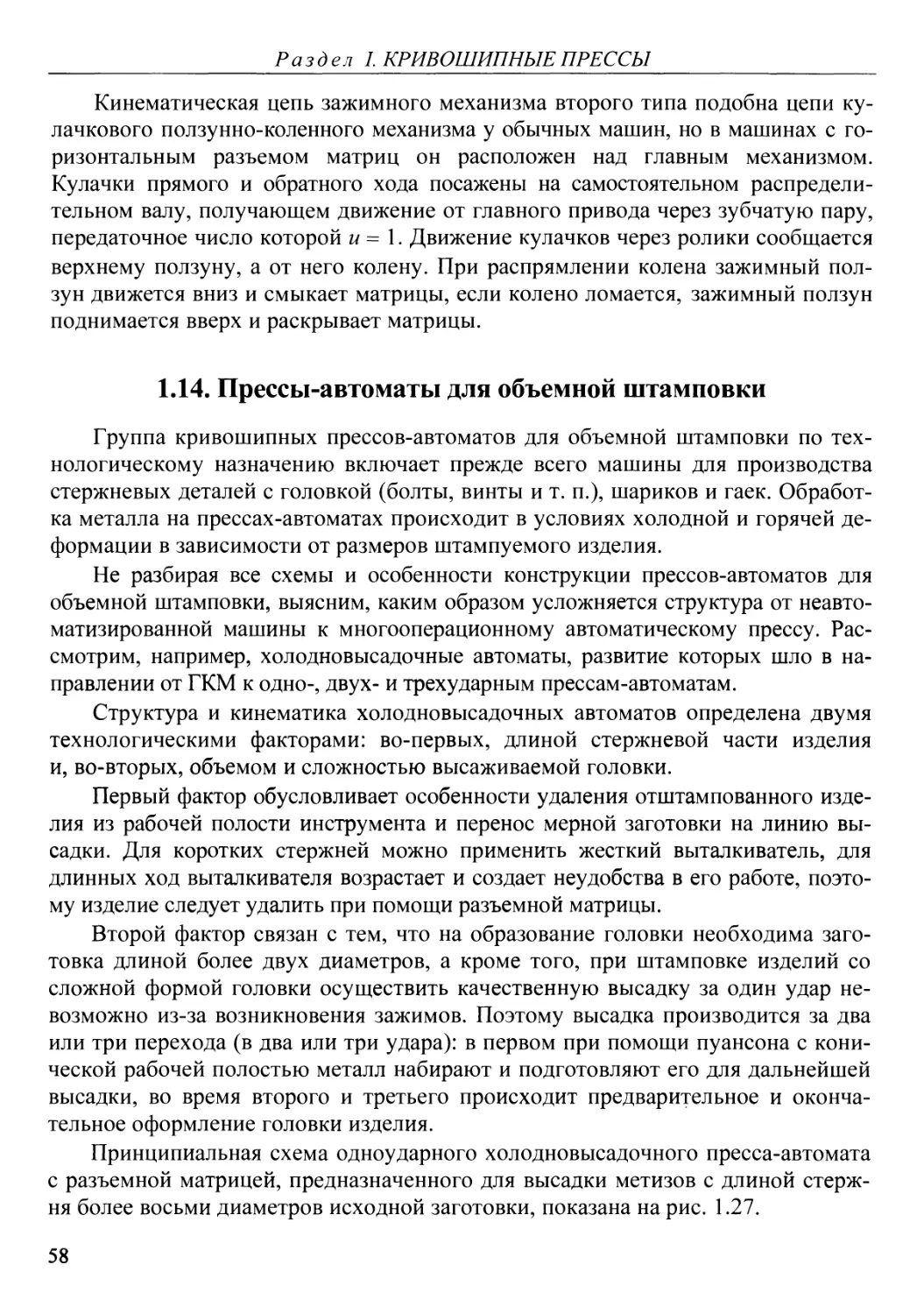
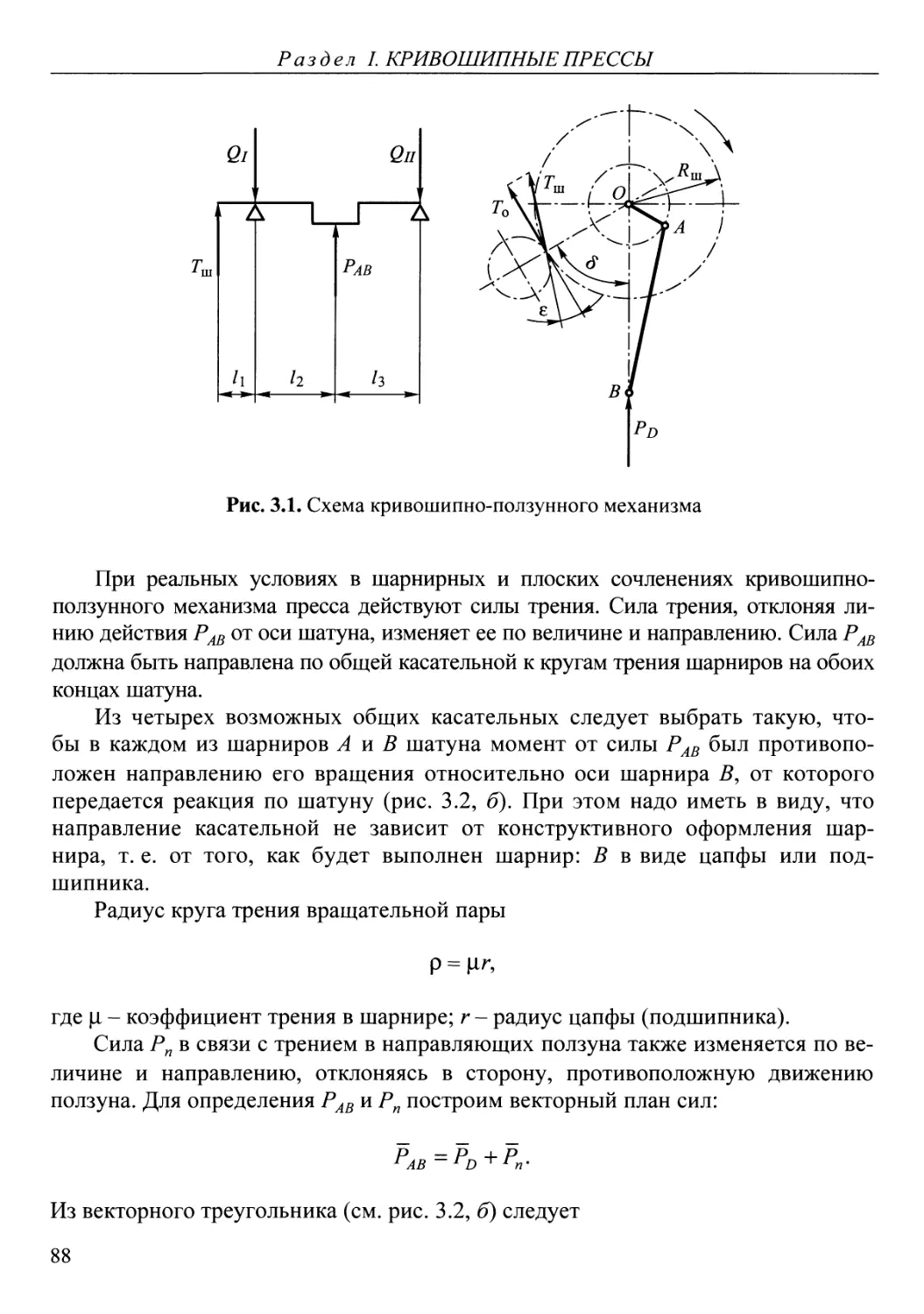
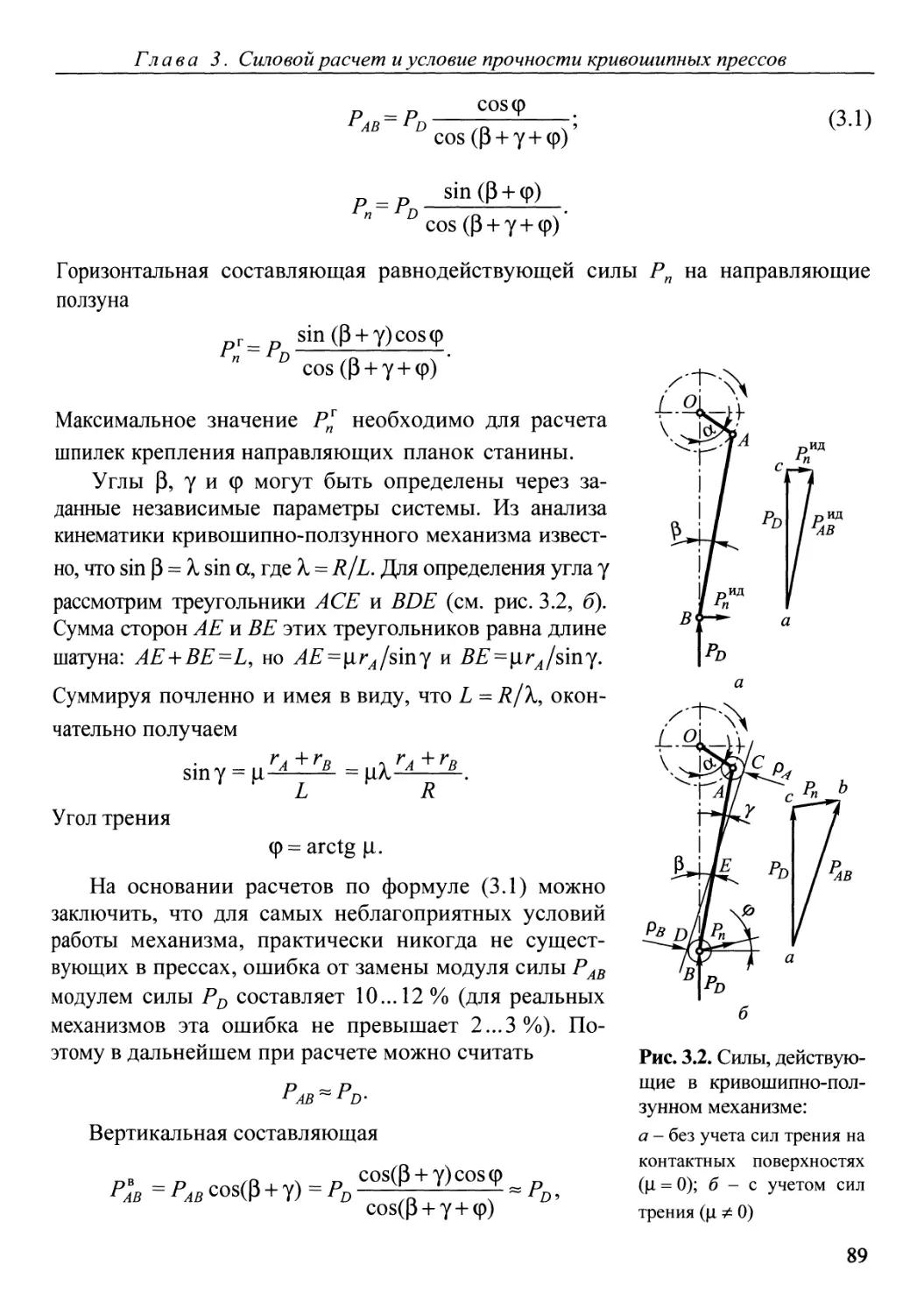
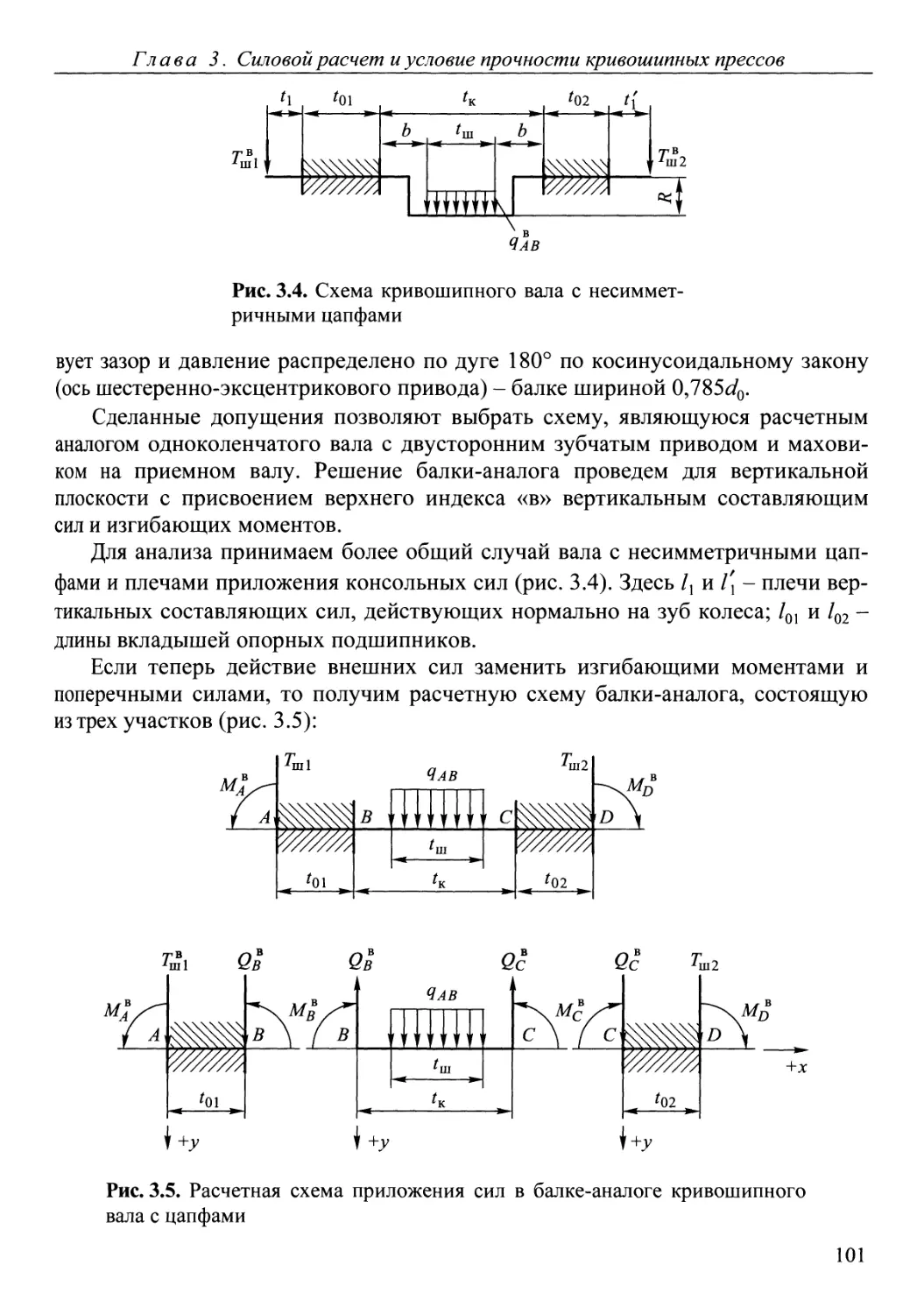
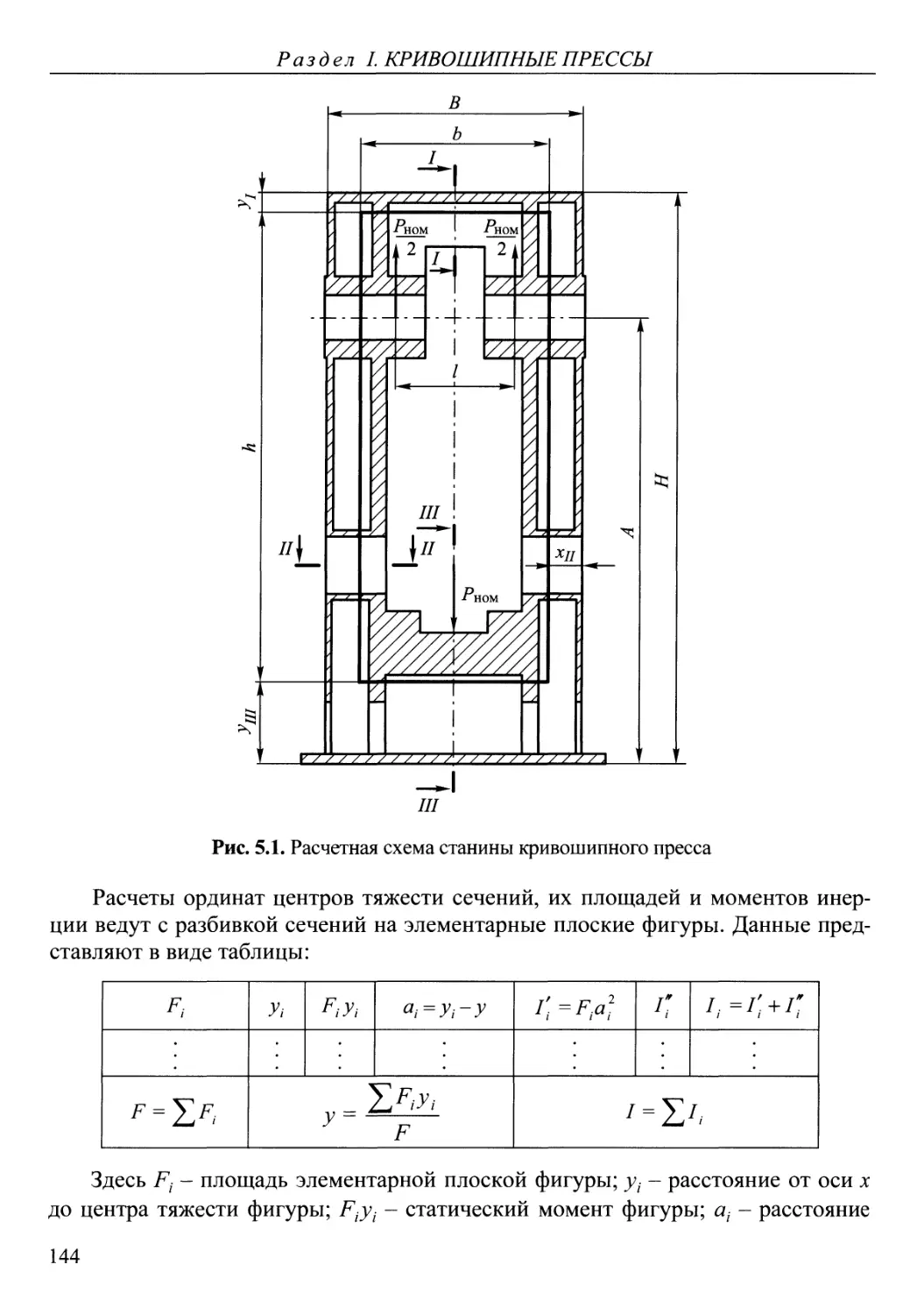
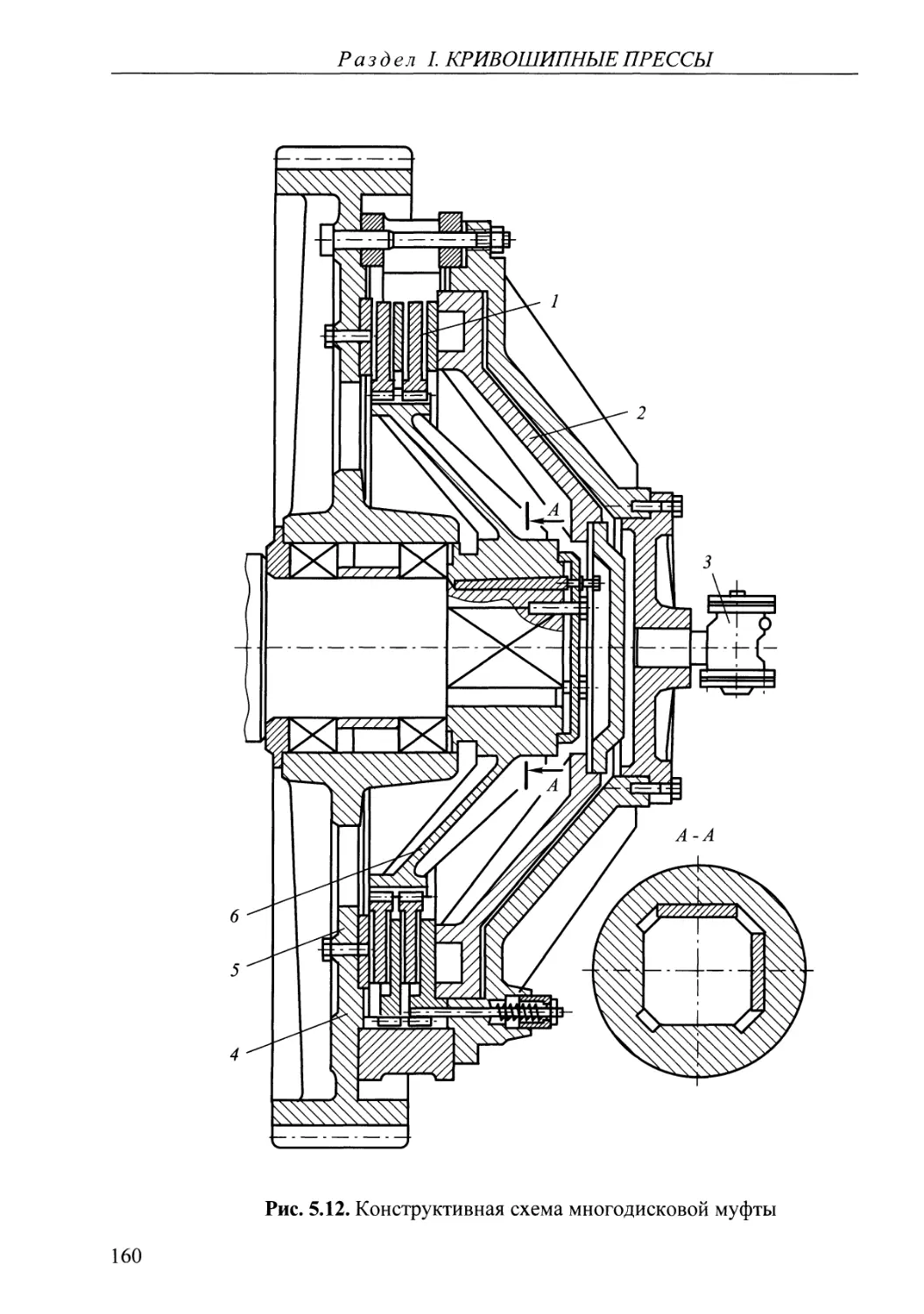
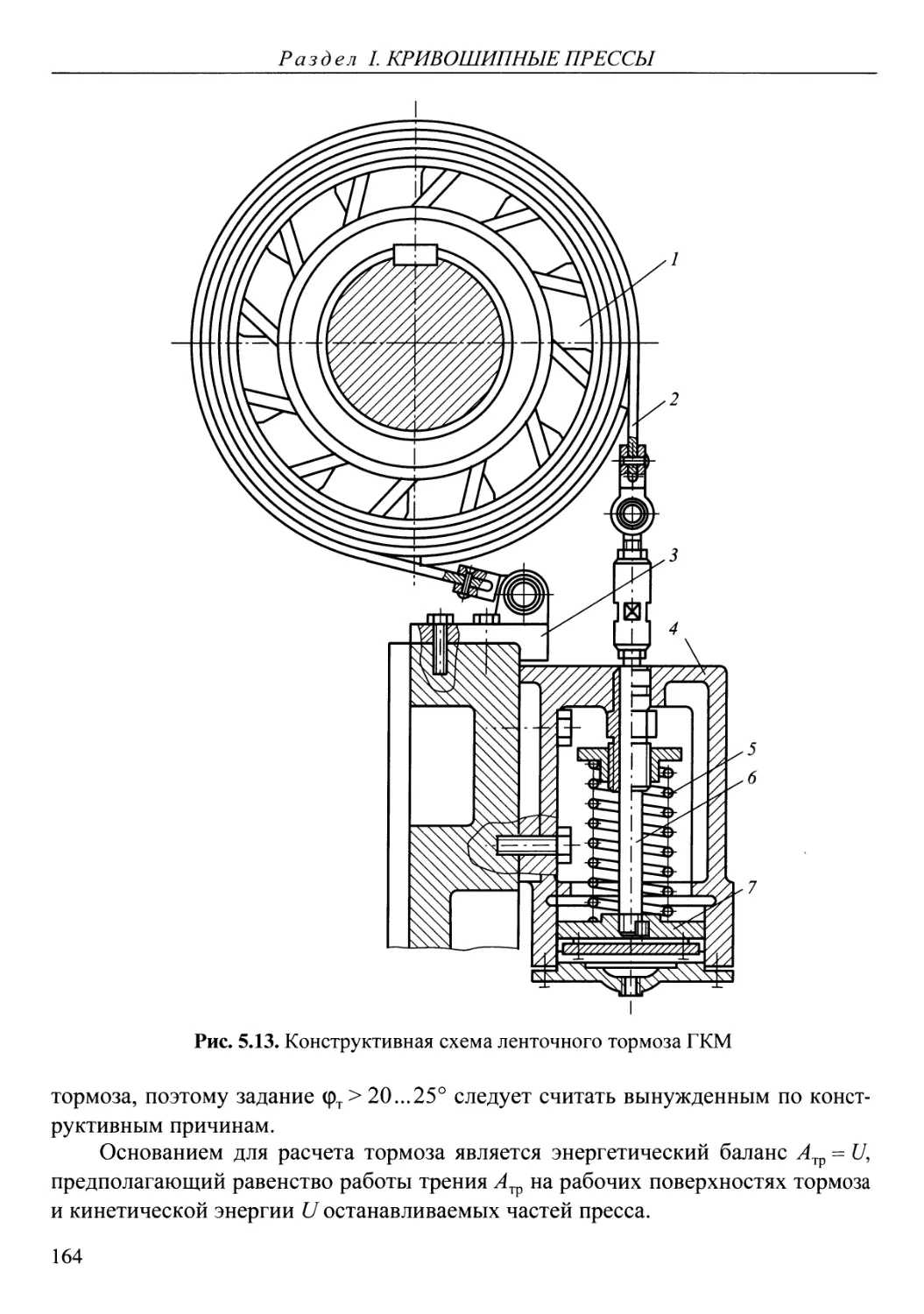
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Глава 1. ТИПОВЫЕ КОНСТРУКЦИИ КРИВОШИПНЫХ ПРЕССОВ
1.1. Принцип действия
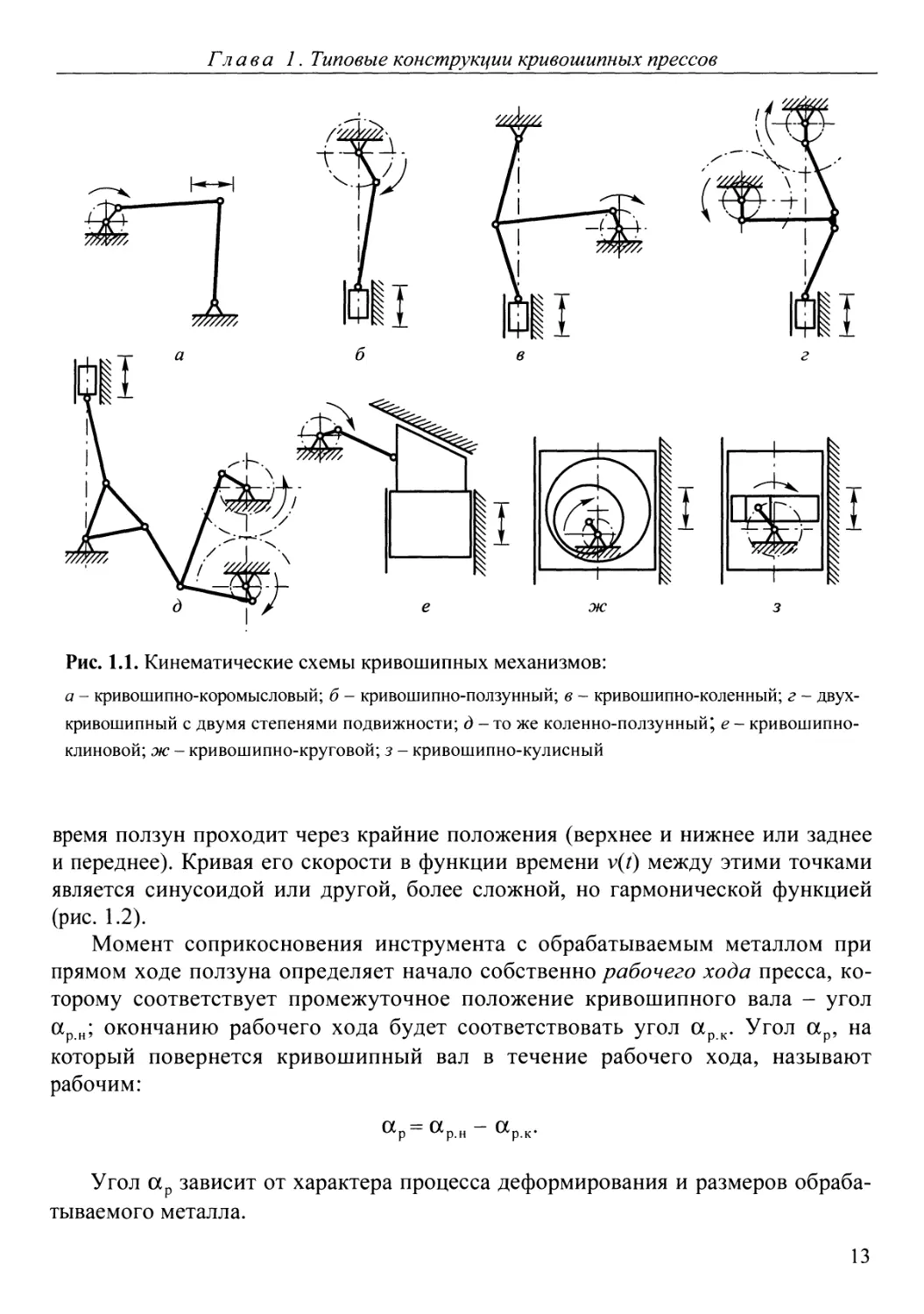
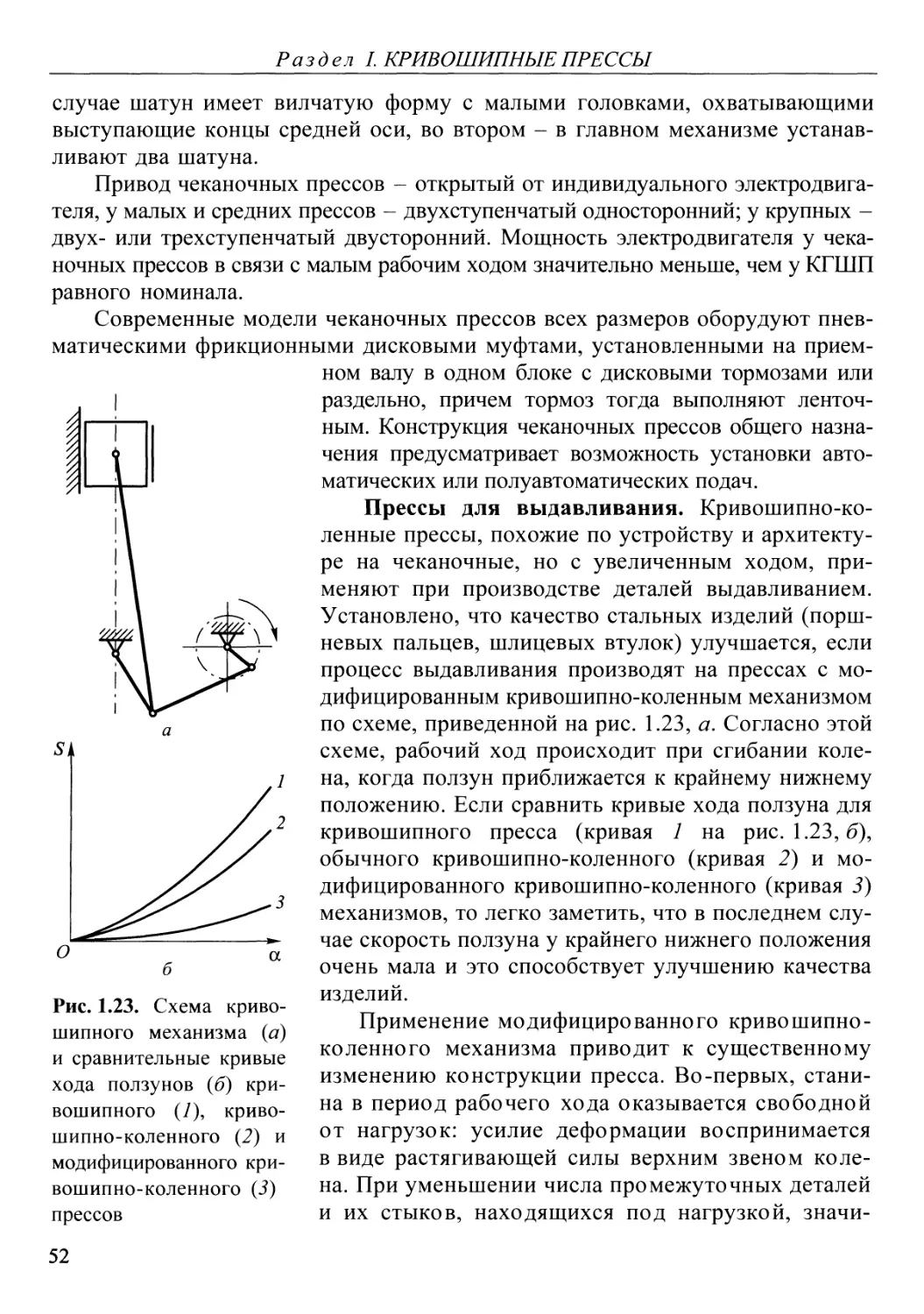
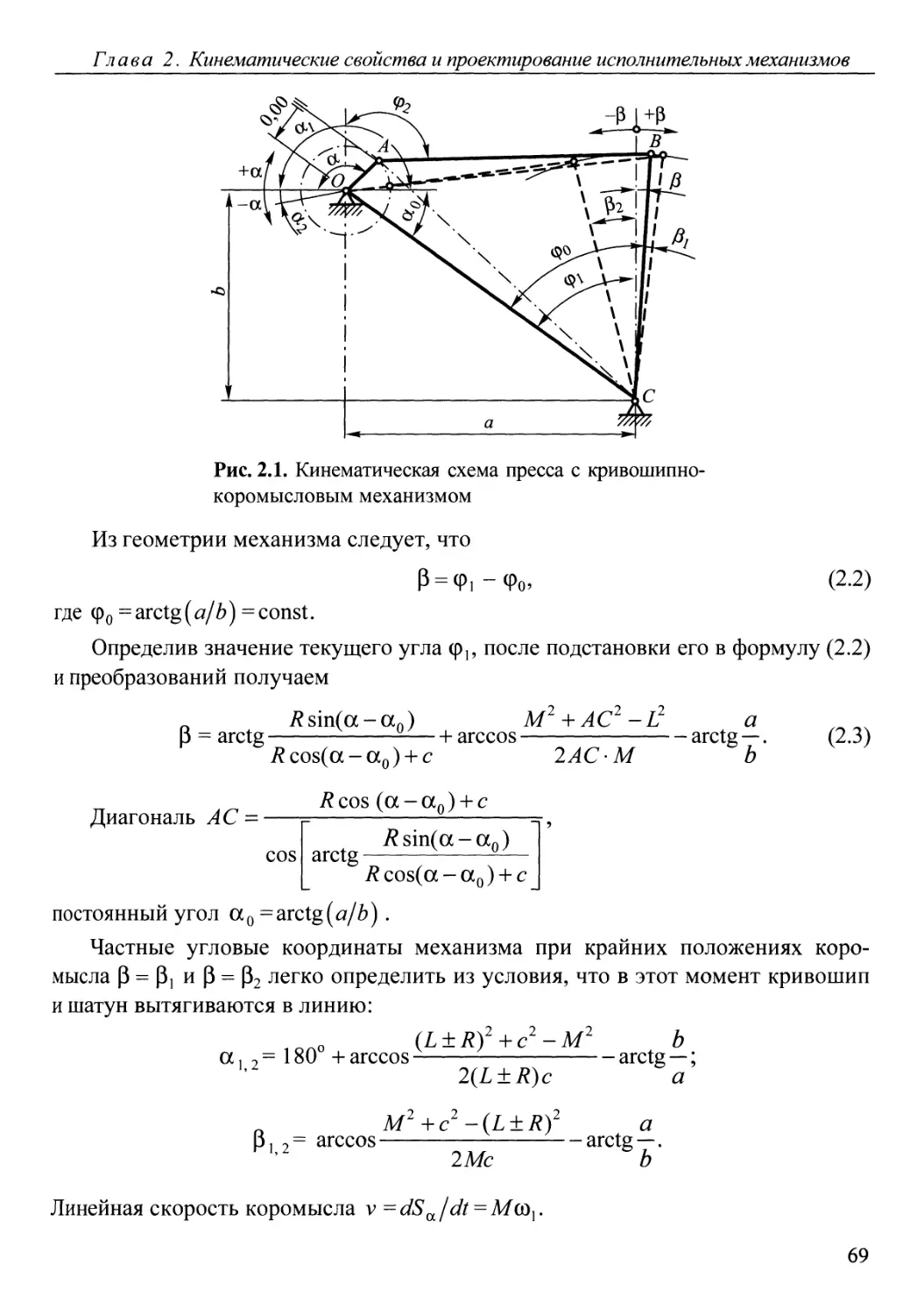
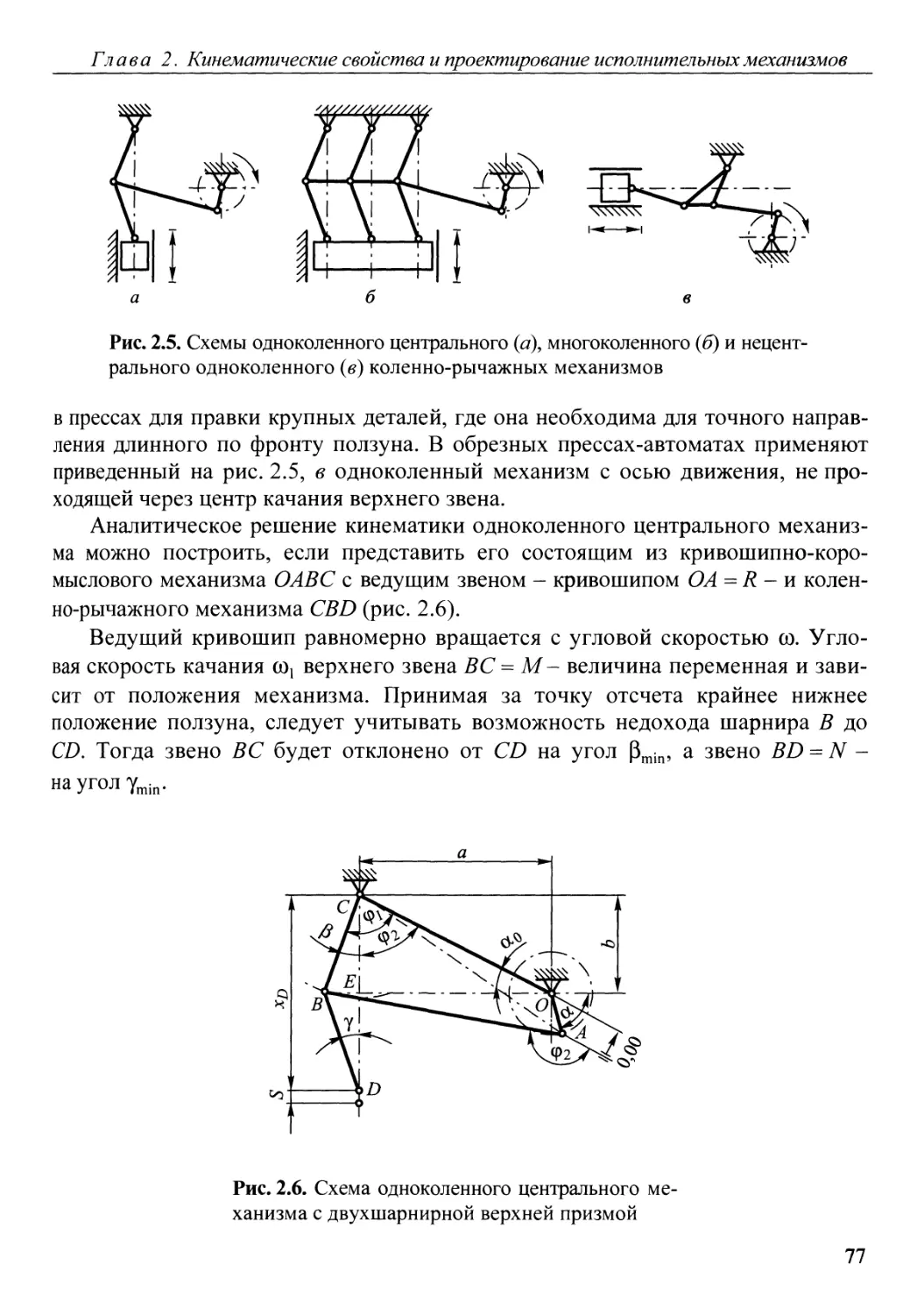
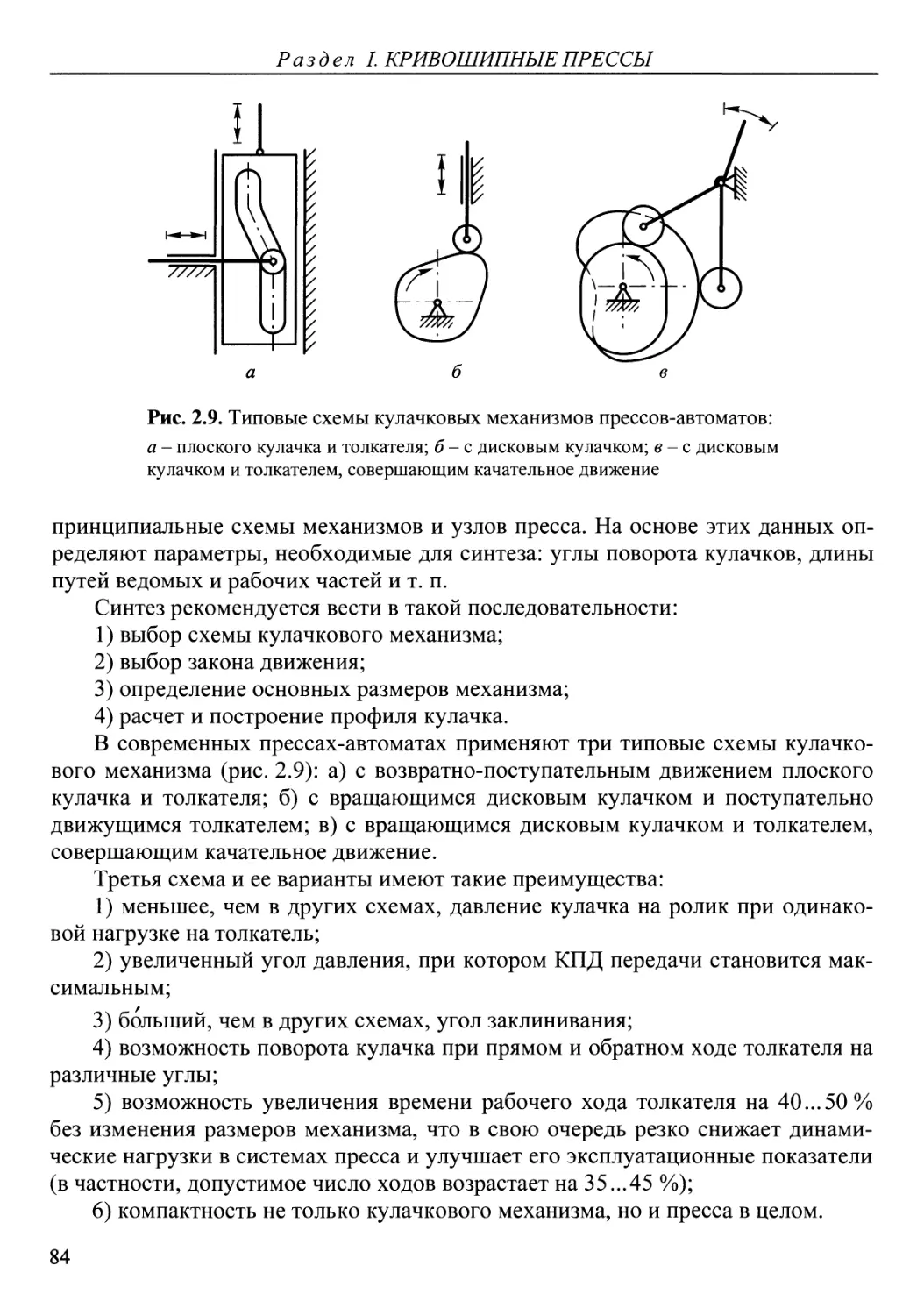
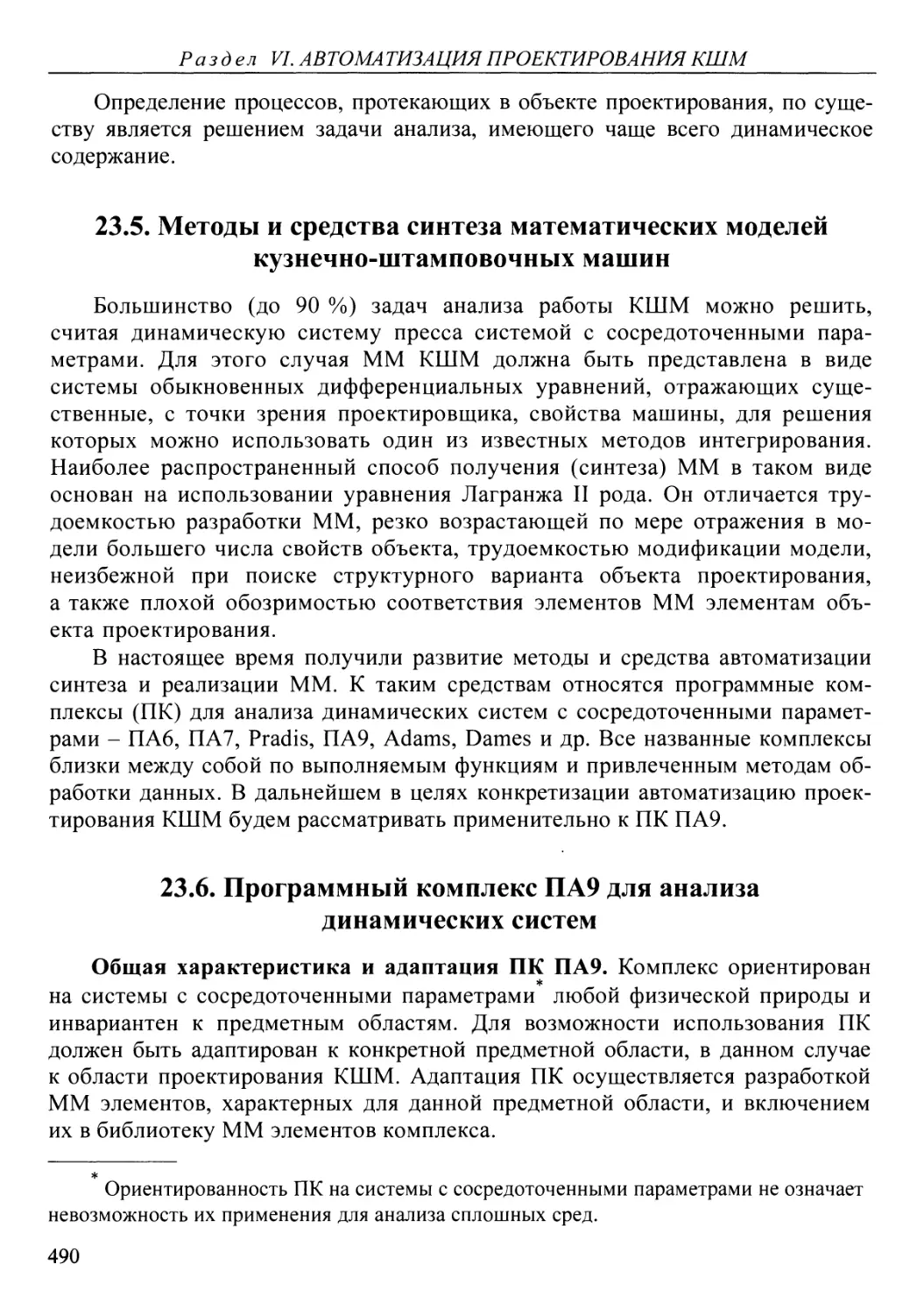
Принцип действия кривошипного пресса основан на преобразовании вращательного движения привода посредством кривошипного механизма той или иной модификации в качательное движение коромысла или возвратно-поступательное ползуна с закрепленным на нем инструментом. На рис. 1.1 приведены различные модификации кривошипного механизма: кривошипнокоромысловый (костыльные прессы-автоматы); кривошипно-ползунный (большинство кривошипных прессов для листовой и объемной штамповки); кривошипно-коленный (чеканочные прессы и прессы для выдавливания); двухкривошипный с двумя степенями подвижности (кривошипно-шарнирные вытяжные прессы); двухкривошипный коленно-ползунный с двумя степенями подвижности (прессы тройного действия для чистовой вырубки); кривошипно-клиновой (КГШП); кривошипно-круговой (специализированные вырубные прессы); кривошипно-кулисный (КГШП и горизонтально-ковочные машины (ГКМ)).
Преобразование энергии вращательного движения привода в энергию деформации металла обусловлено наличием кинематических связей между всеми движущимися частями кривошипного пресса. Это исключает зависимость скорости движения рабочего инструмента от механических характеристик обрабатываемого металла в любой момент времени: изменение скорости движения инструмента за все время действия пресса будет определяться кинематикой машины (без учета неравномерности движения вращающихся деталей привода и упругого деформирования машины).
Дважды в цикле возвратно-поступательного движения исполнительного механизма скорость рабочего органа - ползуна с инструментом - равна нулю. В это
12
Глава 1. Типовые конструкции кривошипных прессов
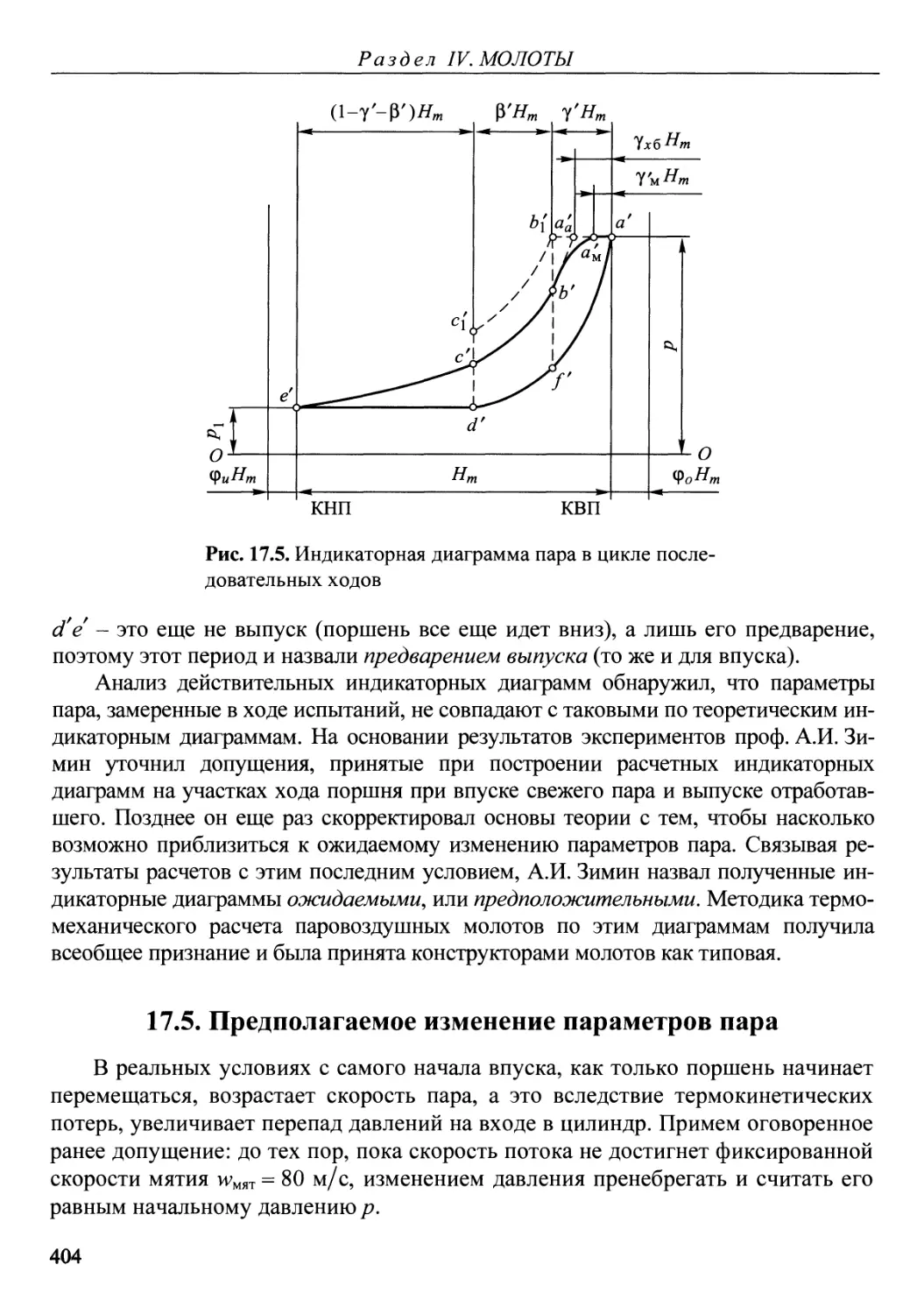
Рис. 1.1. Кинематические схемы кривошипных механизмов:
а - кривошипно-коромысловый; б - кривошипно-ползунный; в - кривошипно-коленный; г - двухкривошипный с двумя степенями подвижности; д - то же коленно-ползунный; е - кривошипноклиновой; ж - кривошипно-круговой; з - кривошипно-кулисный
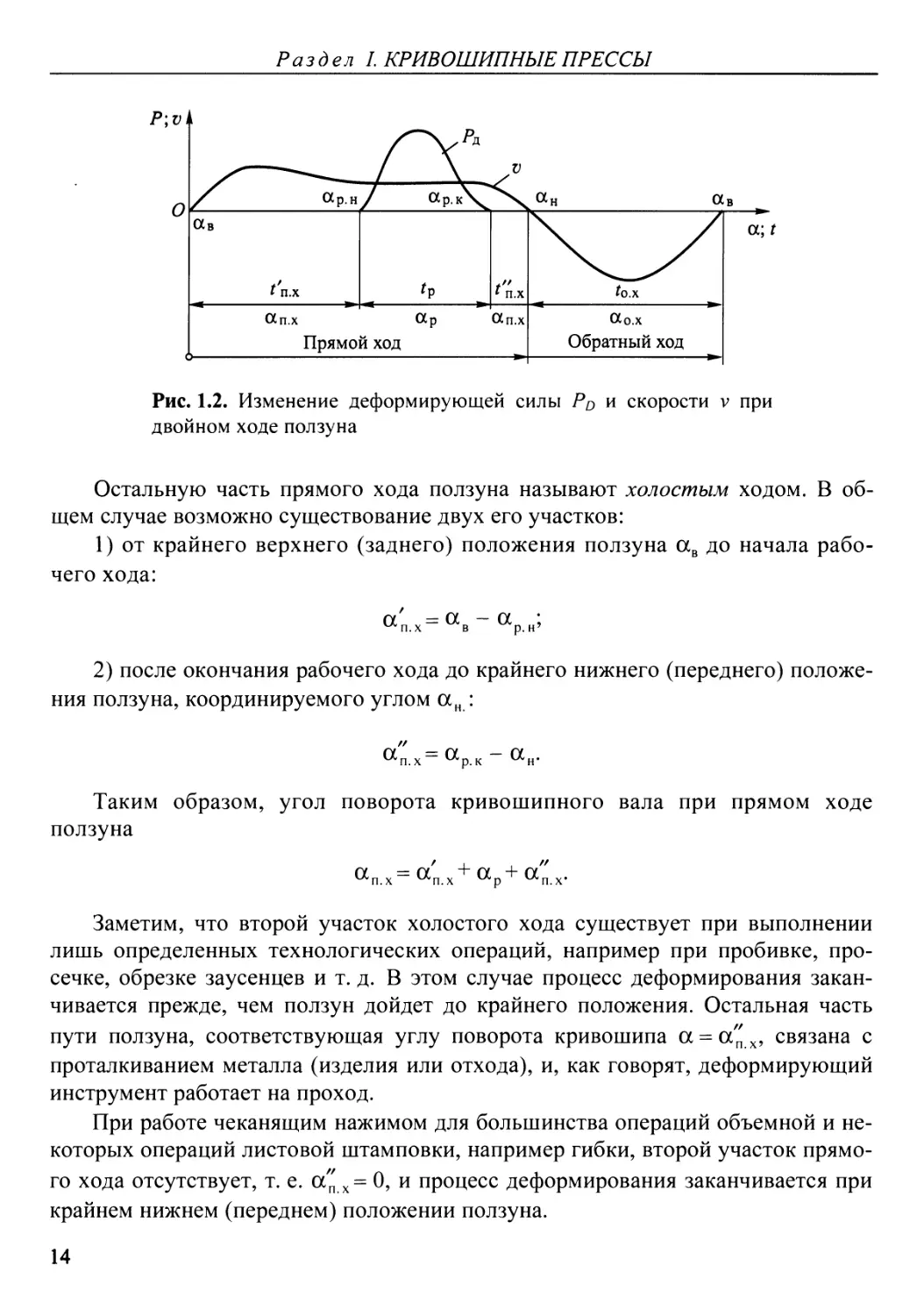
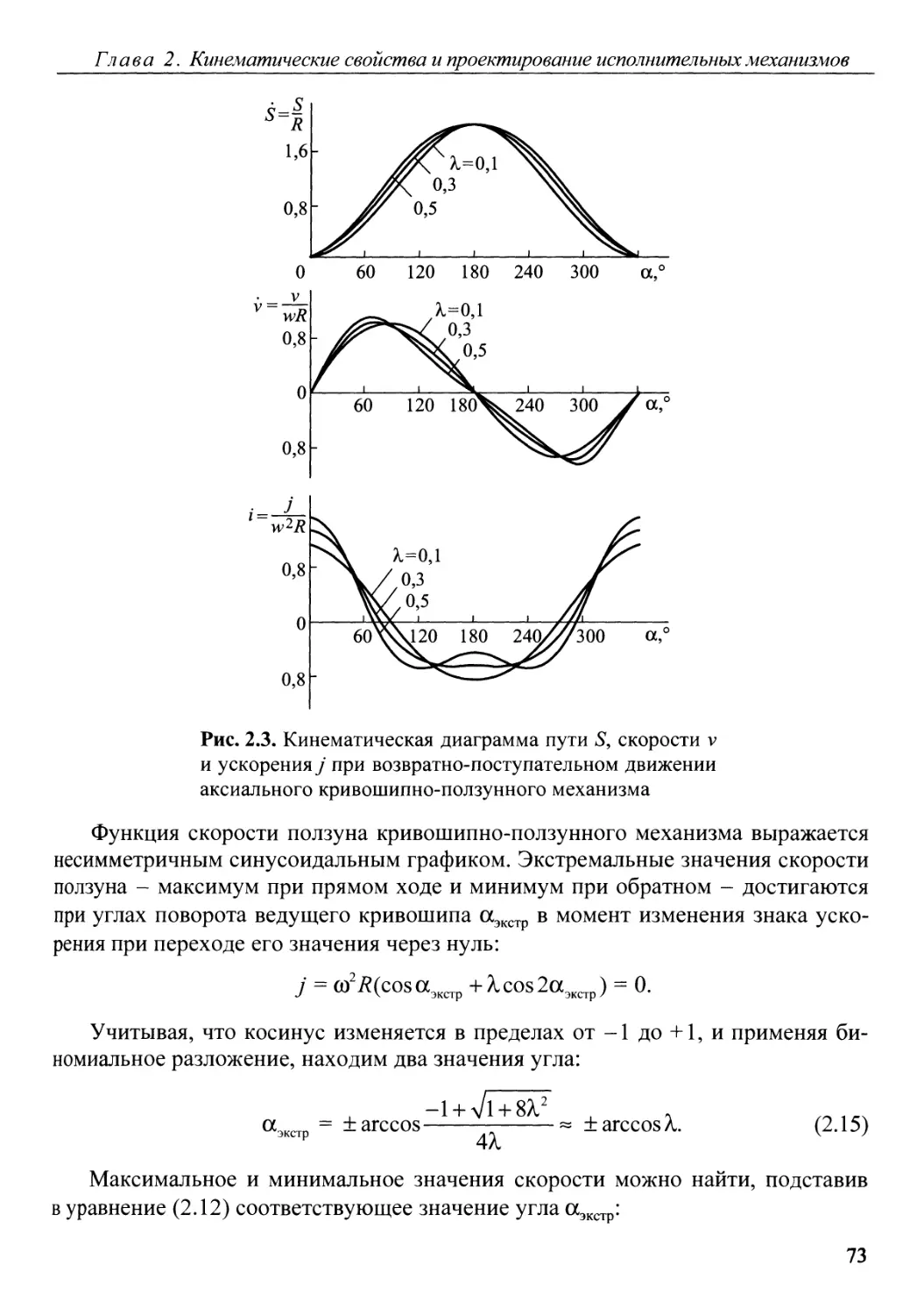
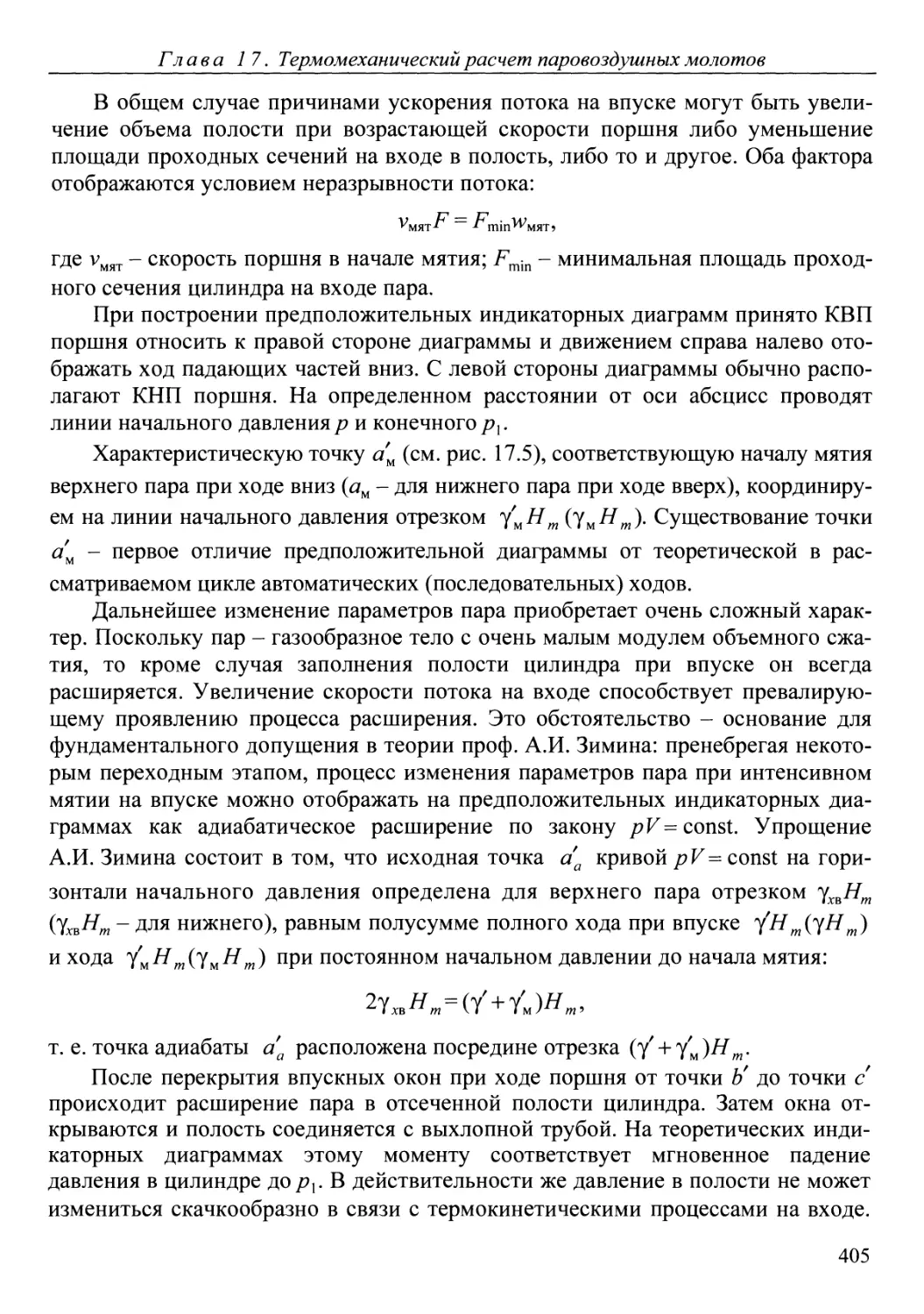
время ползун проходит через крайние положения (верхнее и нижнее или заднее и переднее). Кривая его скорости в функции времени v(Z) между этими точками является синусоидой или другой, более сложной, но гармонической функцией (рис. 1.2).
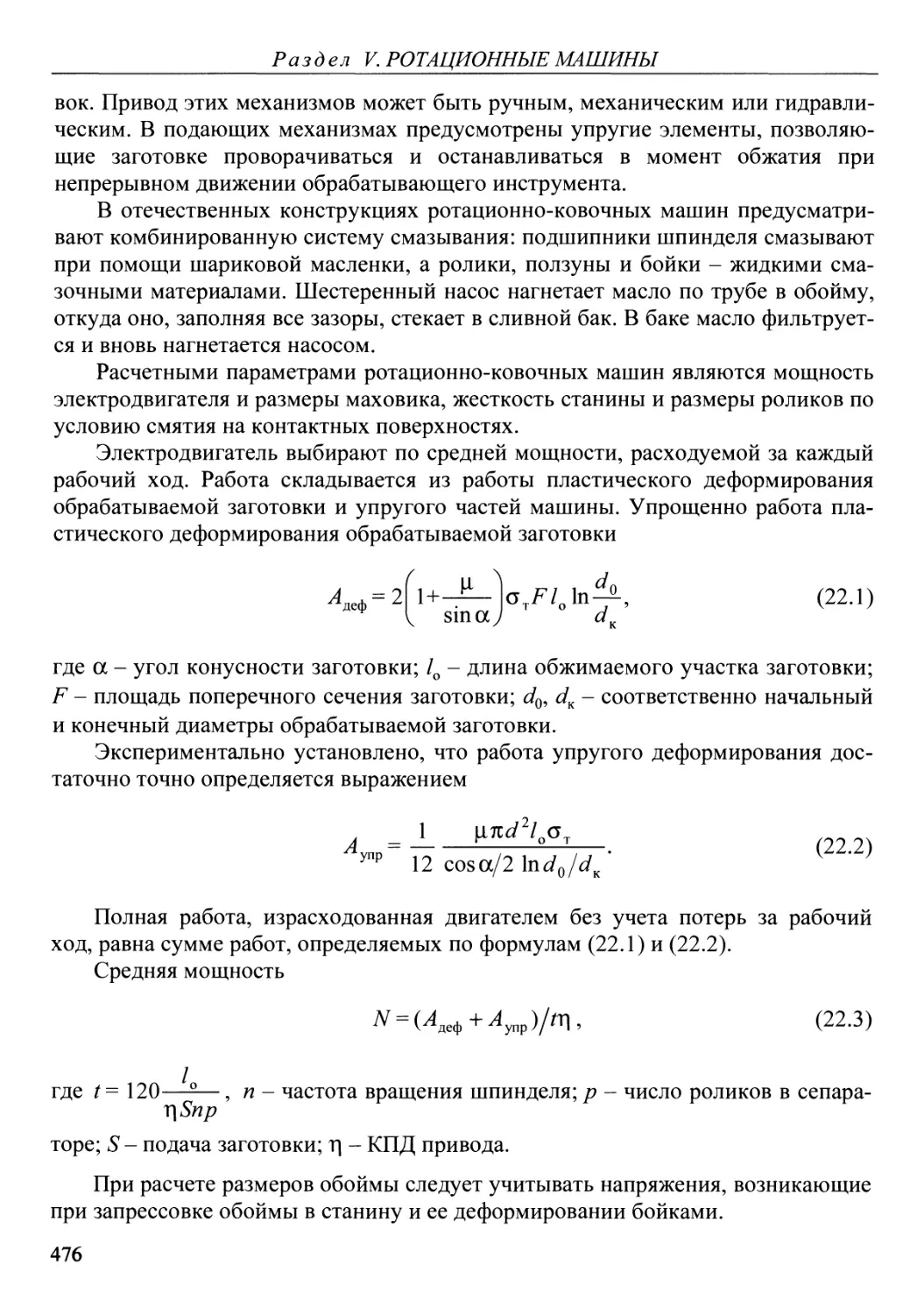
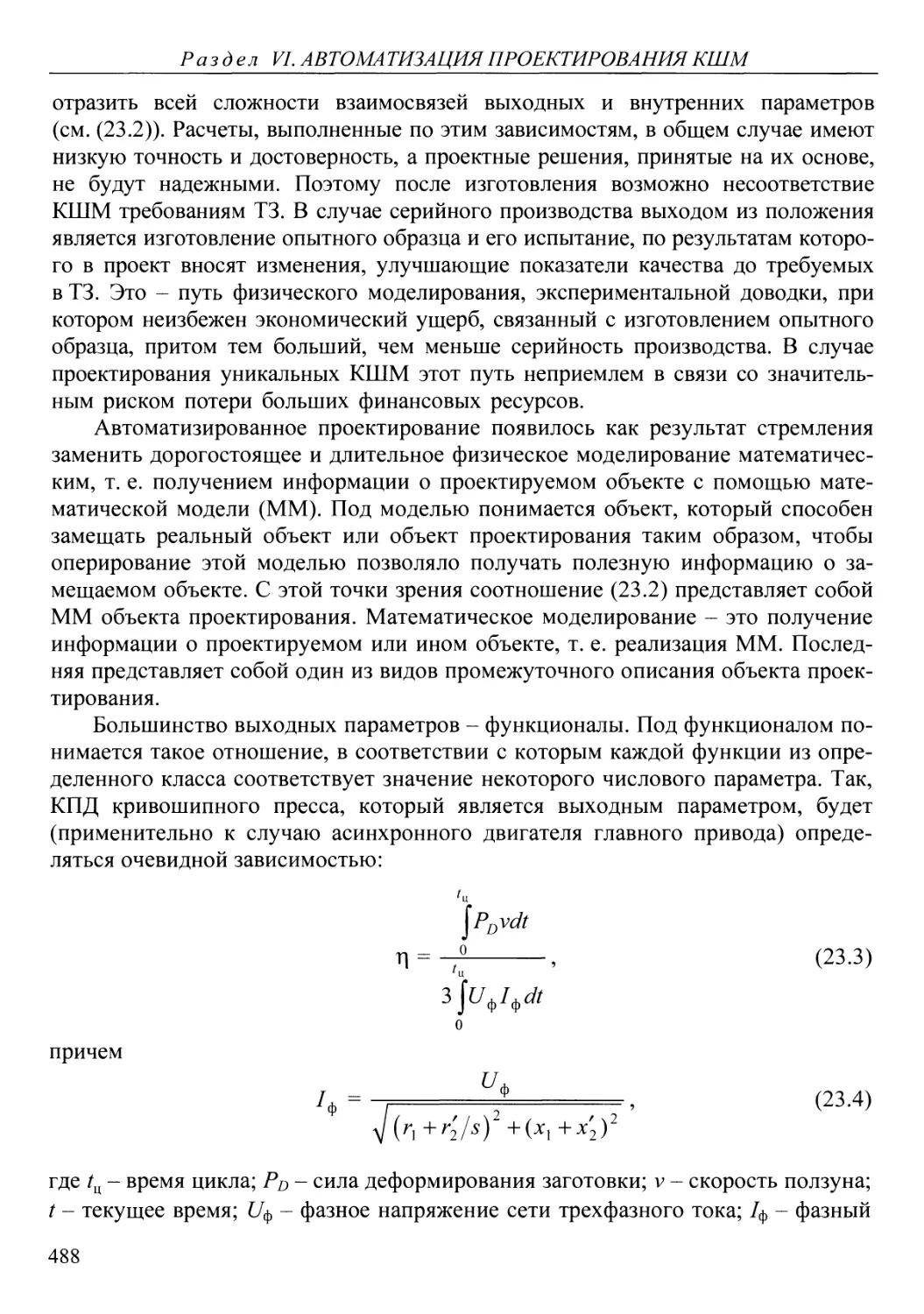
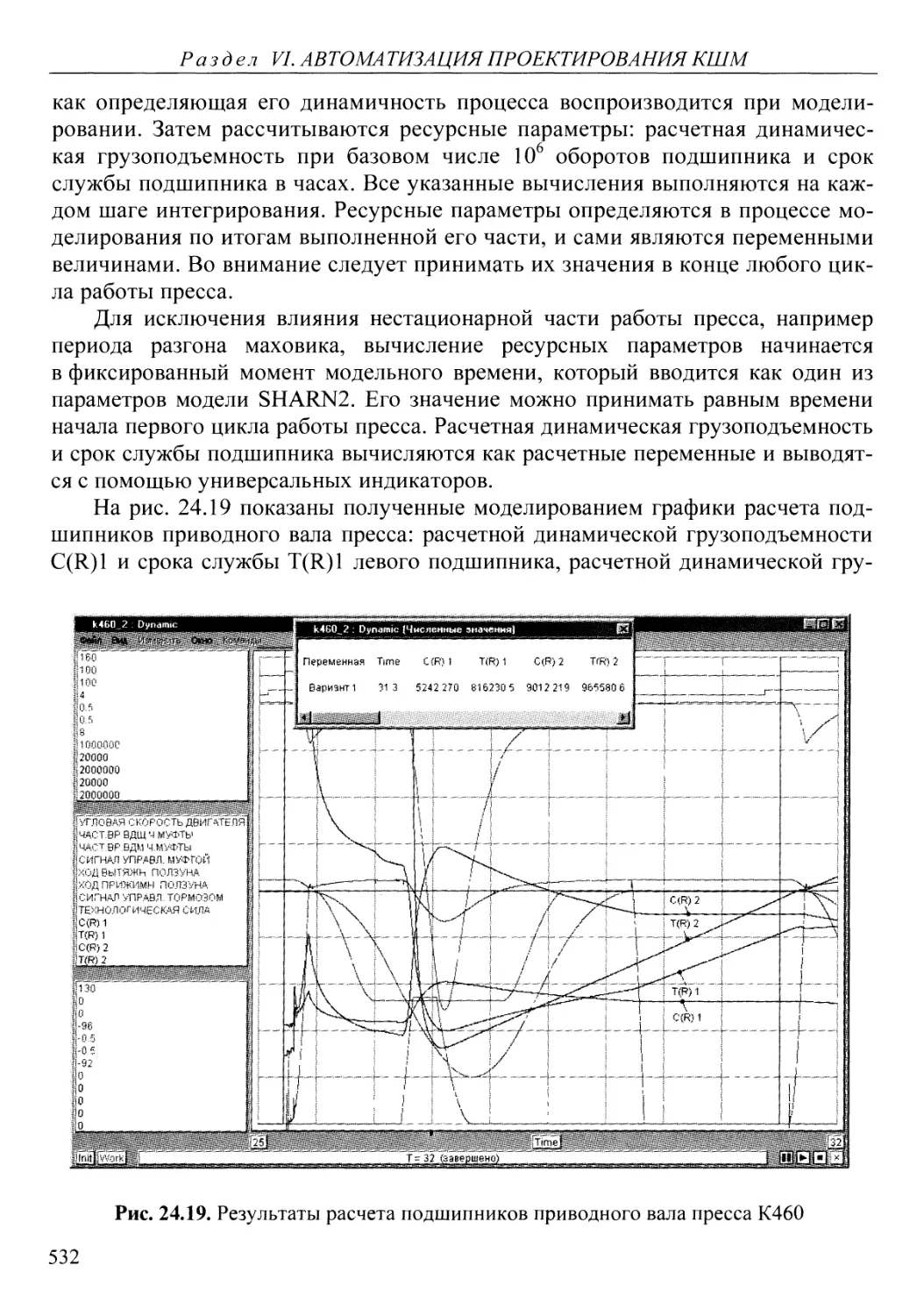
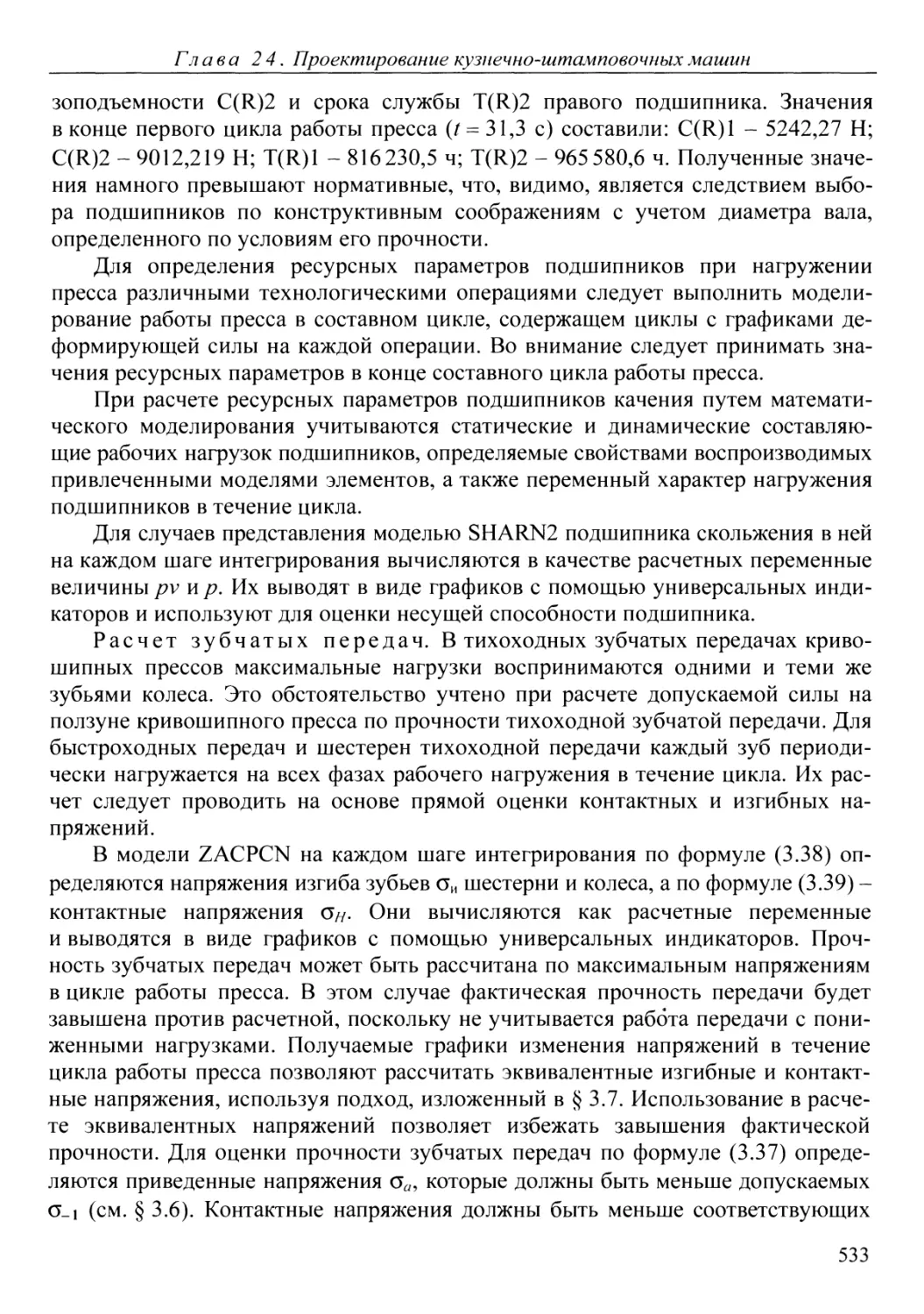
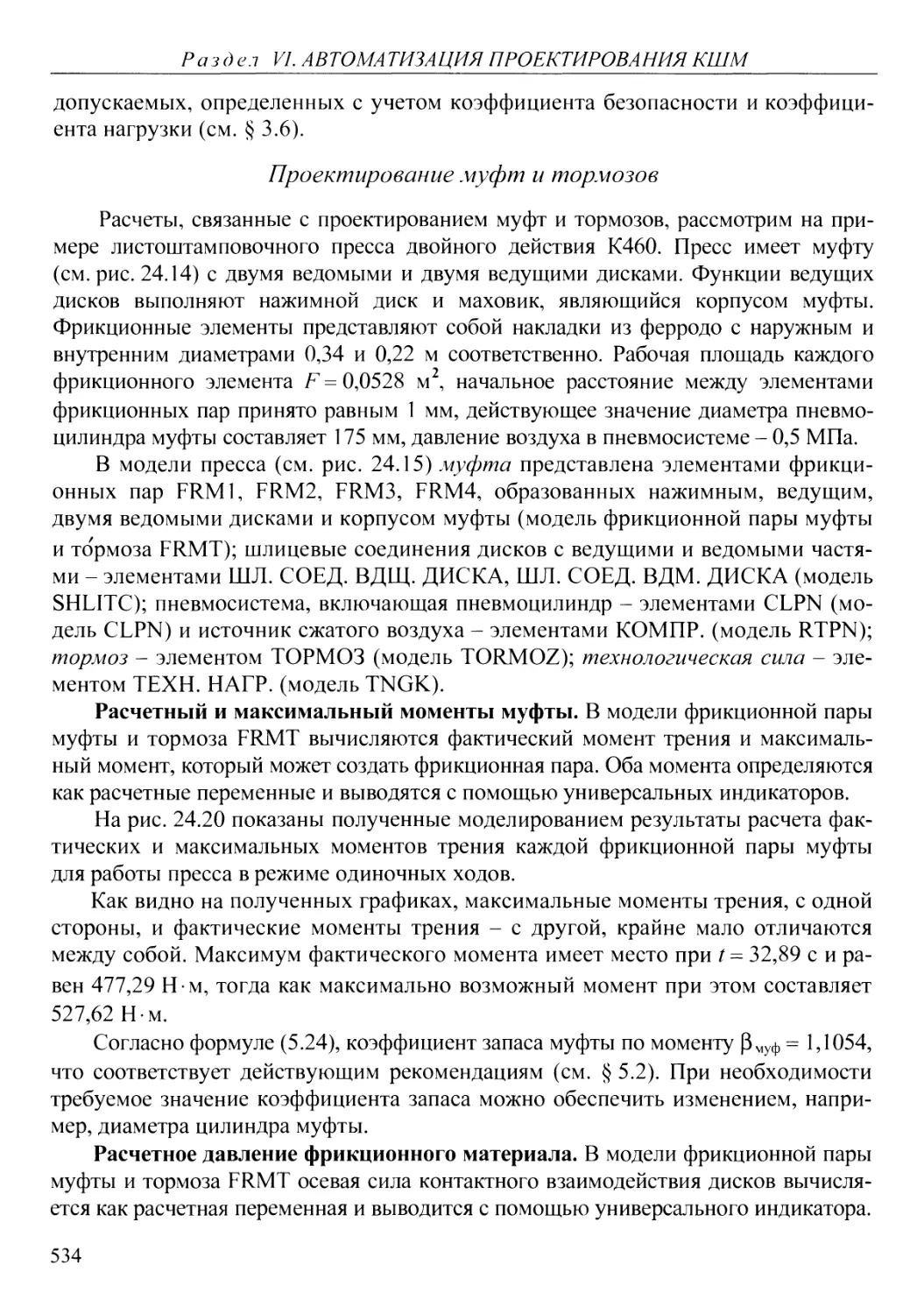
Момент соприкосновения инструмента с обрабатываемым металлом при прямом ходе ползуна определяет начало собственно рабочего хода пресса, которому соответствует промежуточное положение кривошипного вала - угол арн; окончанию рабочего хода будет соответствовать угол осрк. Угол ар, на который повернется кривошипный вал в течение рабочего хода, называют рабочим:
~ С^р.н “ ^р.к’
Угол оср зависит от характера процесса деформирования и размеров обрабатываемого металла.
13
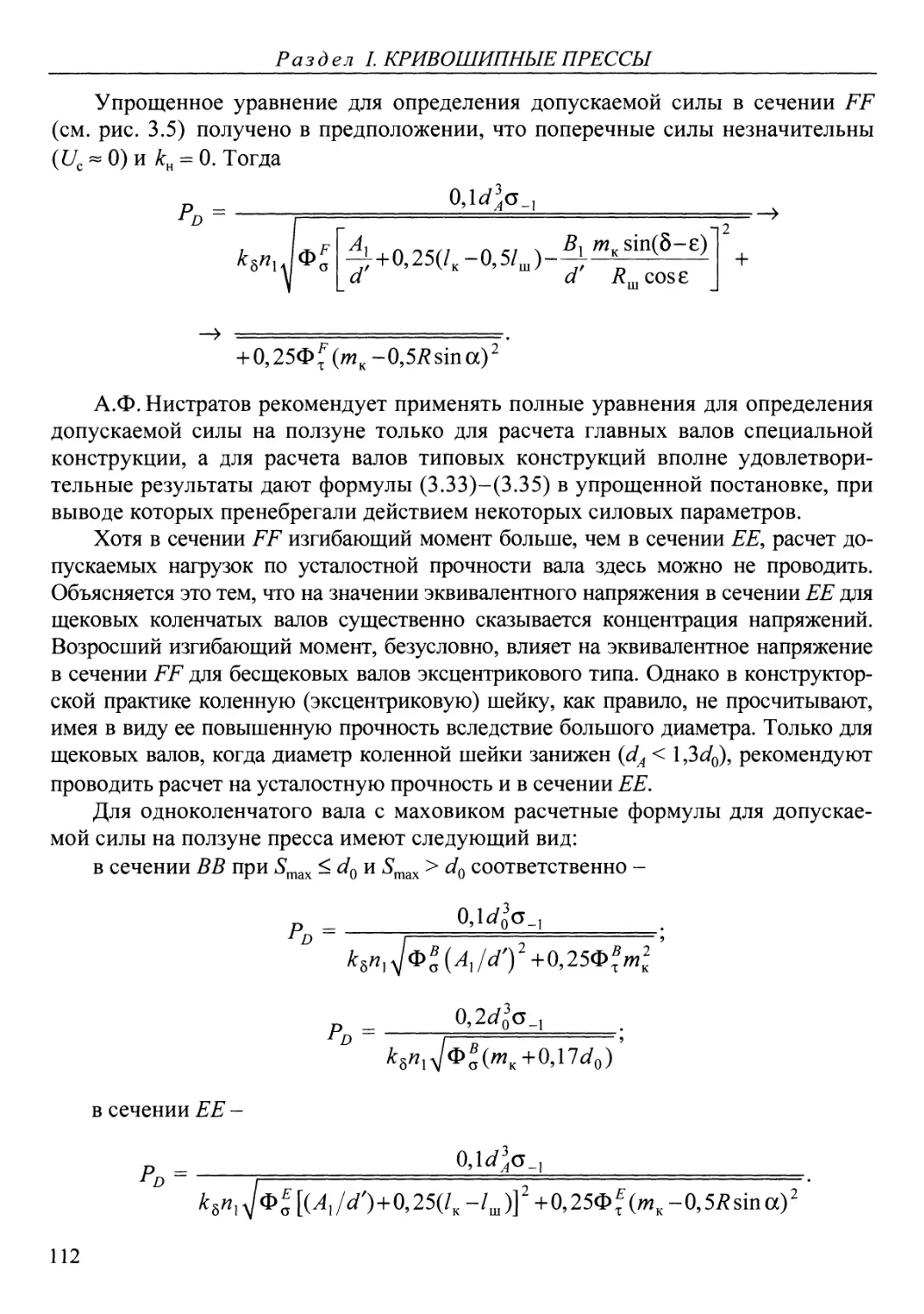
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 1.2. Изменение деформирующей силы PD и скорости v при двойном ходе ползуна
Остальную часть прямого хода ползуна называют холостым ходом. В общем случае возможно существование двух его участков:
1) от крайнего верхнего (заднего) положения ползуна осв до начала рабочего хода:
ап х = ав ~ ао н’ I 1. Л D р.п
2) после окончания рабочего хода до крайнего нижнего (переднего) положения ползуна, координируемого углом осн :
ос" Y = осп „ — ос„. 1 1 . Л р. IX Г1
Таким образом, угол поворота кривошипного вала при прямом ходе ползуна
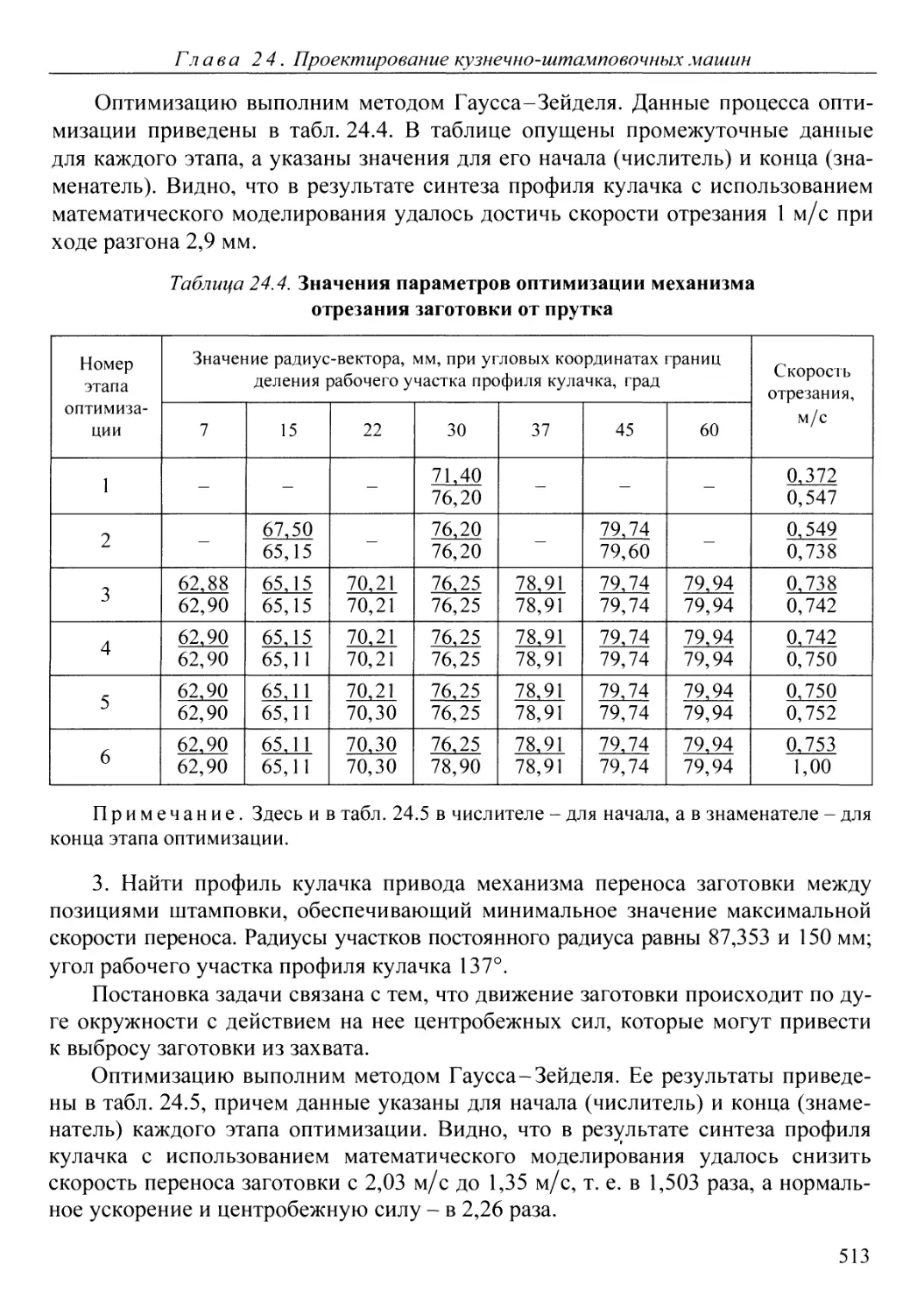
ot = ci + ос + ос" ^п.х ^п.х ^п.х*
Заметим, что второй участок холостого хода существует при выполнении лишь определенных технологических операций, например при пробивке, просечке, обрезке заусенцев и т. д. В этом случае процесс деформирования заканчивается прежде, чем ползун дойдет до крайнего положения. Остальная часть пути ползуна, соответствующая углу поворота кривошипа а = а„х, связана с проталкиванием металла (изделия или отхода), и, как говорят, деформирующий инструмент работает на проход.
При работе чеканящим нажимом для большинства операций объемной и некоторых операций листовой штамповки, например гибки, второй участок прямого хода отсутствует, т. е. а" х= 0, и процесс деформирования заканчивается при крайнем нижнем (переднем) положении ползуна.
14
Глава 1. Типовые конструкции кривошипных прессов
При обратном холостом ходе, во время которого не совершается полезной работы, ползун возвращается в крайнее верхнее (заднее) положение. Кривошипный вал в это время повернется на угол
с^о. х ~ ссн — ав.
Если вращение кривошипного вала принято равномерным, время поворота t прямо пропорционально углам поворота:
t= а/со,
где со = 7Гл?/ЗО - угловая скорость вращения кривошипного вала, рад/с; п - число ходов ползуна пресса в минуту, равное частоте вращения ведущего криво--1
шипного вала, мин ; а - угол поворота кривошипа, рад.
Время одного двойного хода ползуна равно сумме времен прямого /п х и обратного t0 х ходов:
'дв.х = С+?р+?п.х+?о.х= 60/«.
В некоторых случаях, например при расшифровке осциллограмм, снятых при испытании кривошипных прессов, угол а выражают по известным отметкам времени:
^t=Ttnt/3Q.
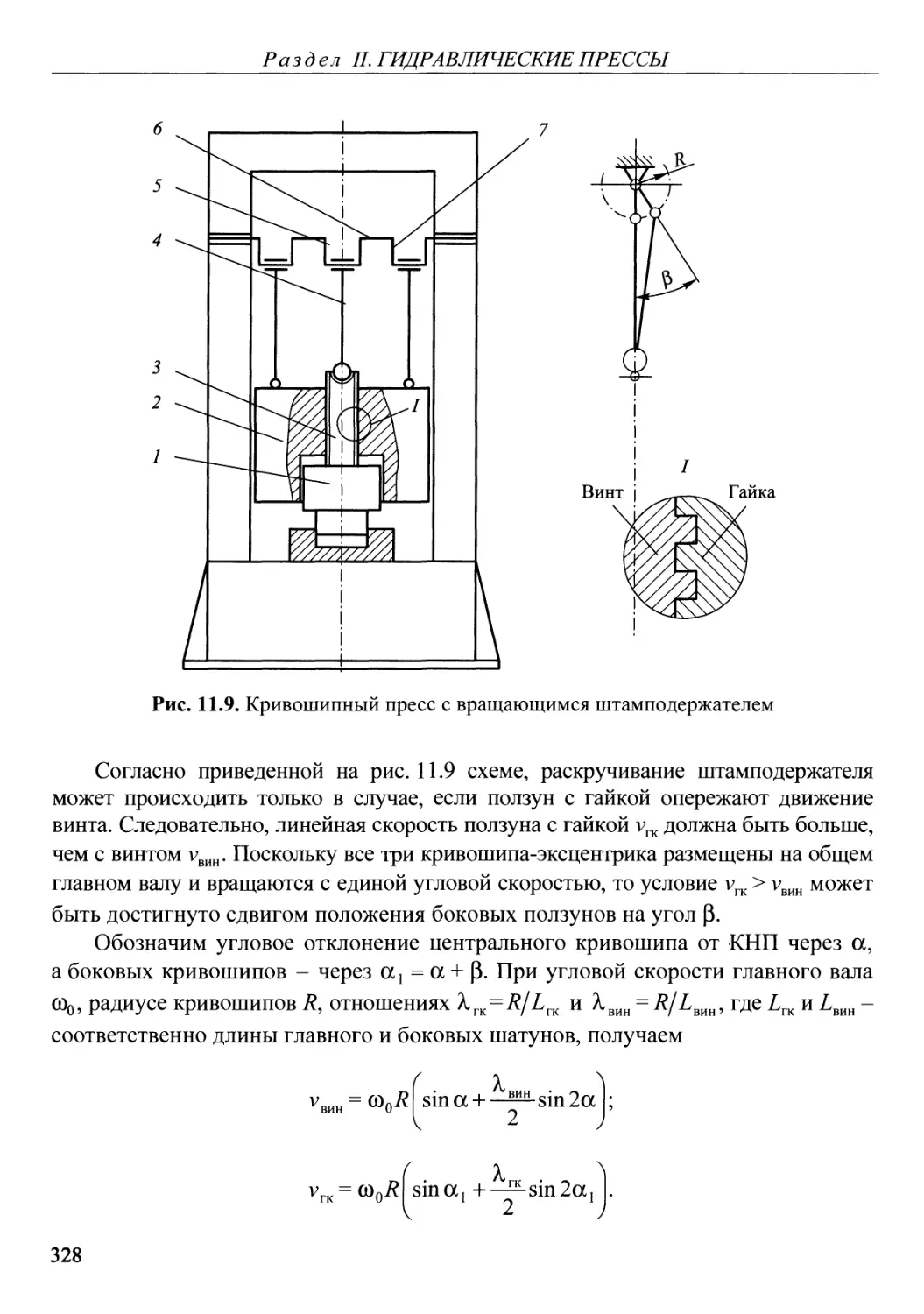
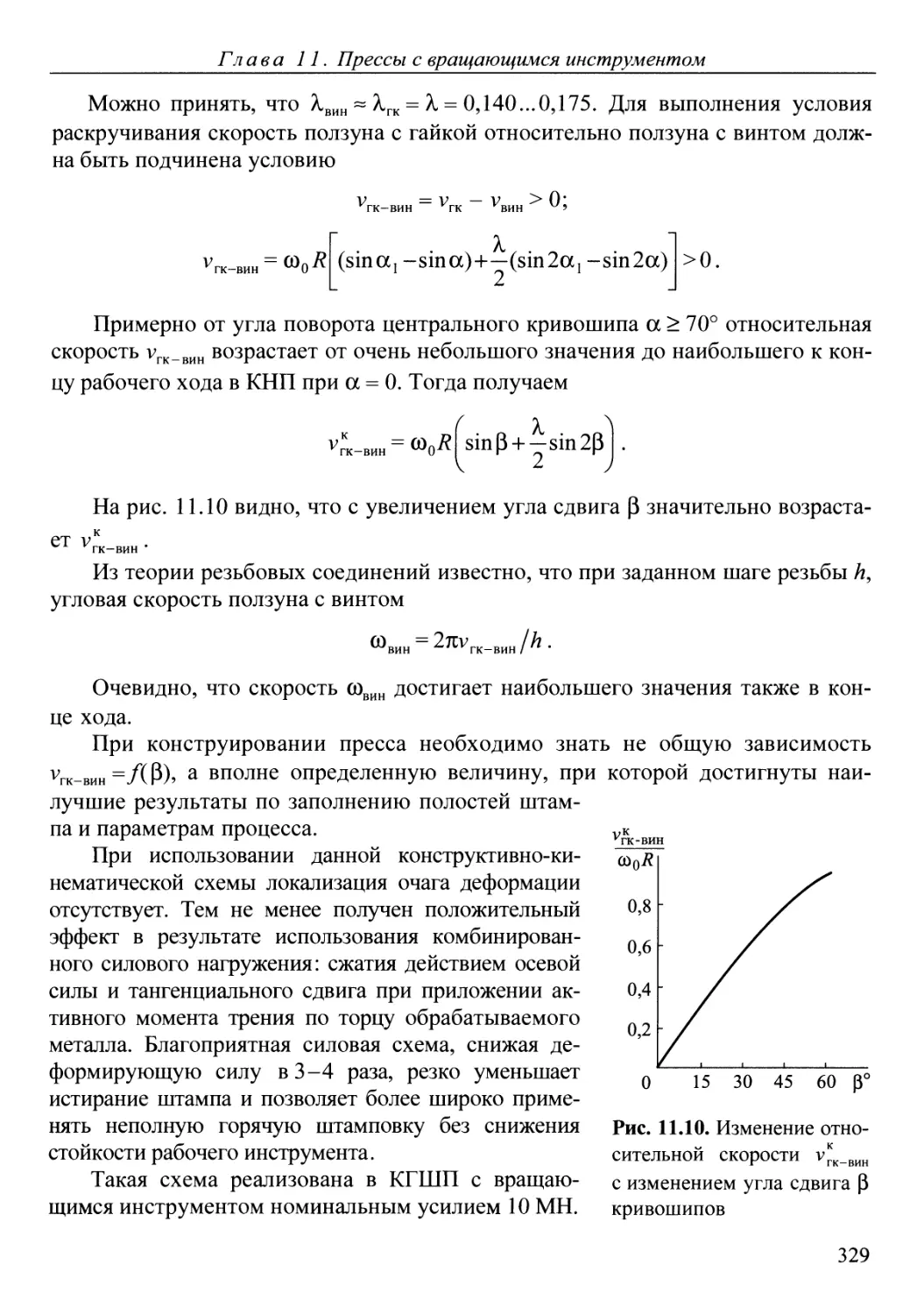
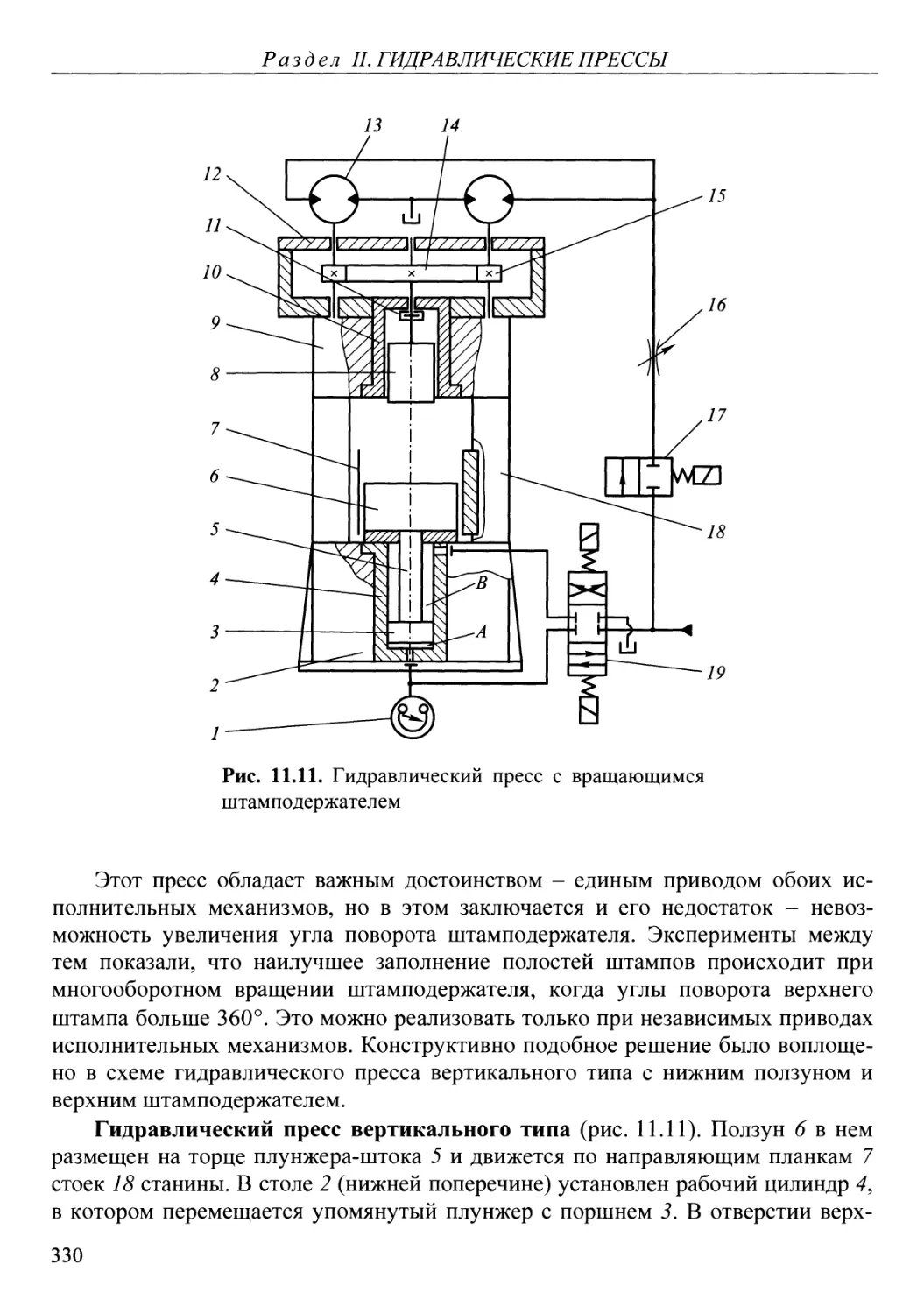
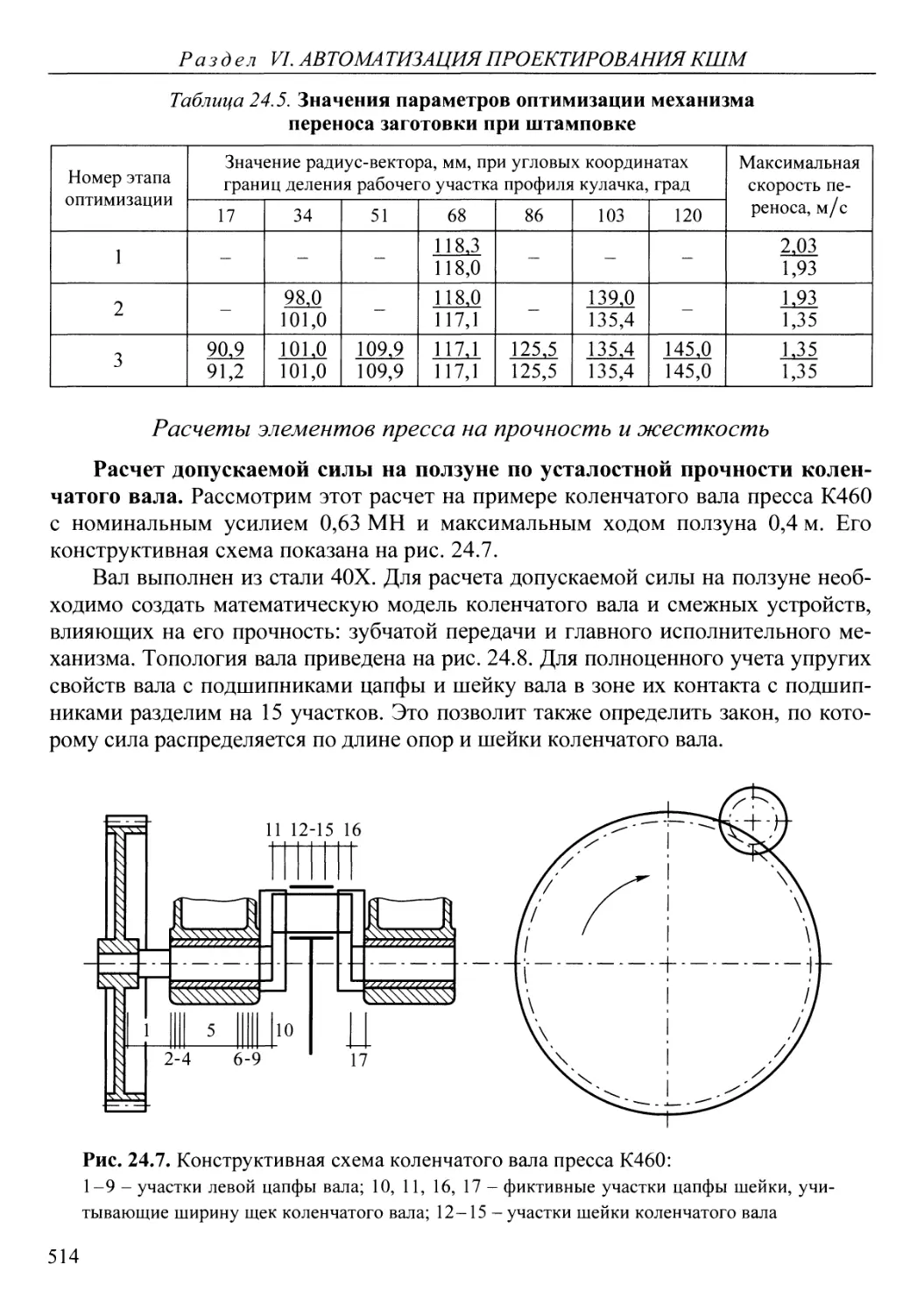
Моменту начала рабочего хода соответствует вполне определенная скорость движения инструмента wH=/(ocpH), заданная кинематикой пресса и положением ведущего кривошипа. В кривошипных прессах скорость инструмента в момент начала рабочего хода изменяется в широких пределах - от 0,01 до 0,5 м/с и более. В процессе деформирования металла скорость инструмента постепенно уменьшается до некоторого конечного значения.
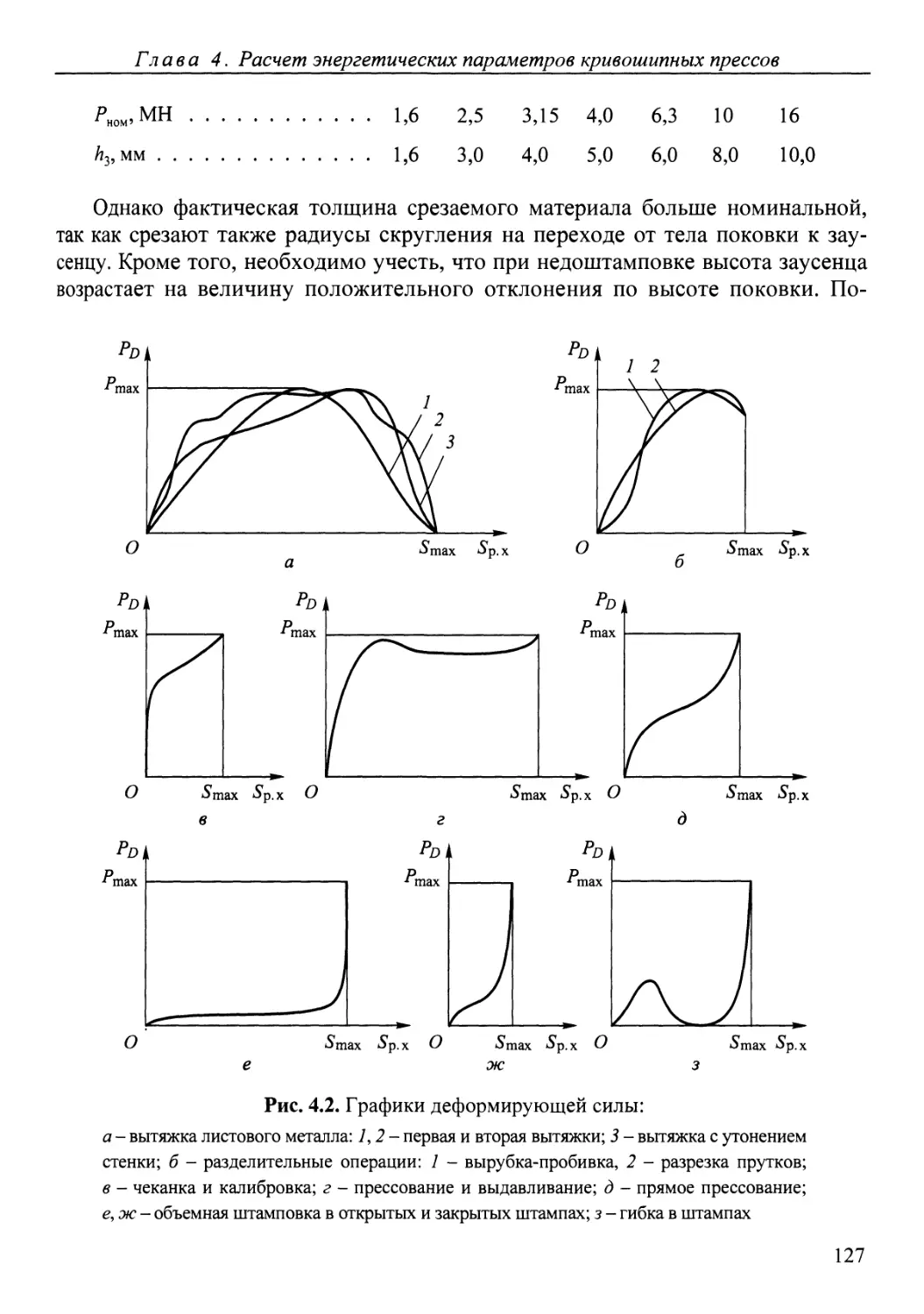
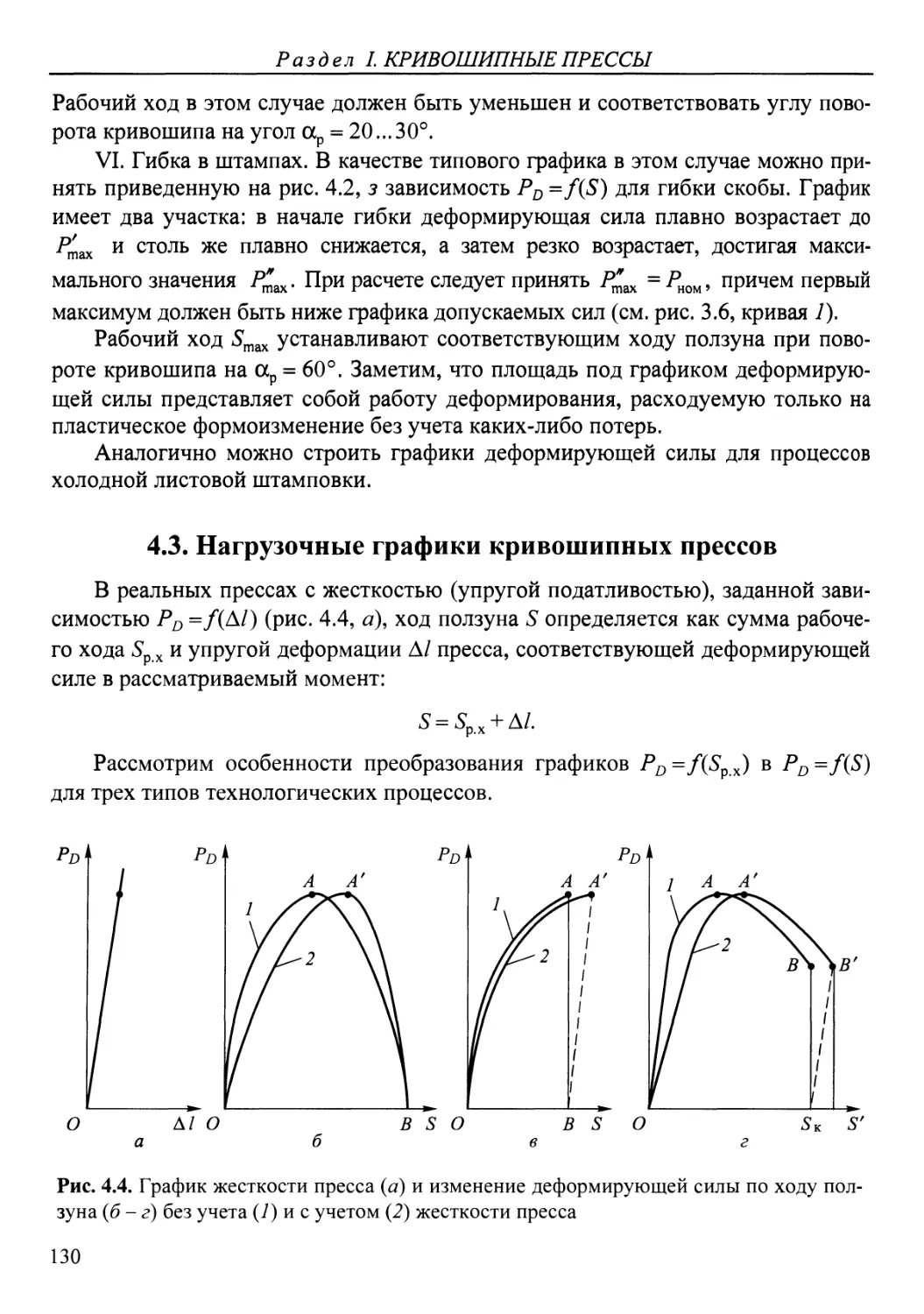
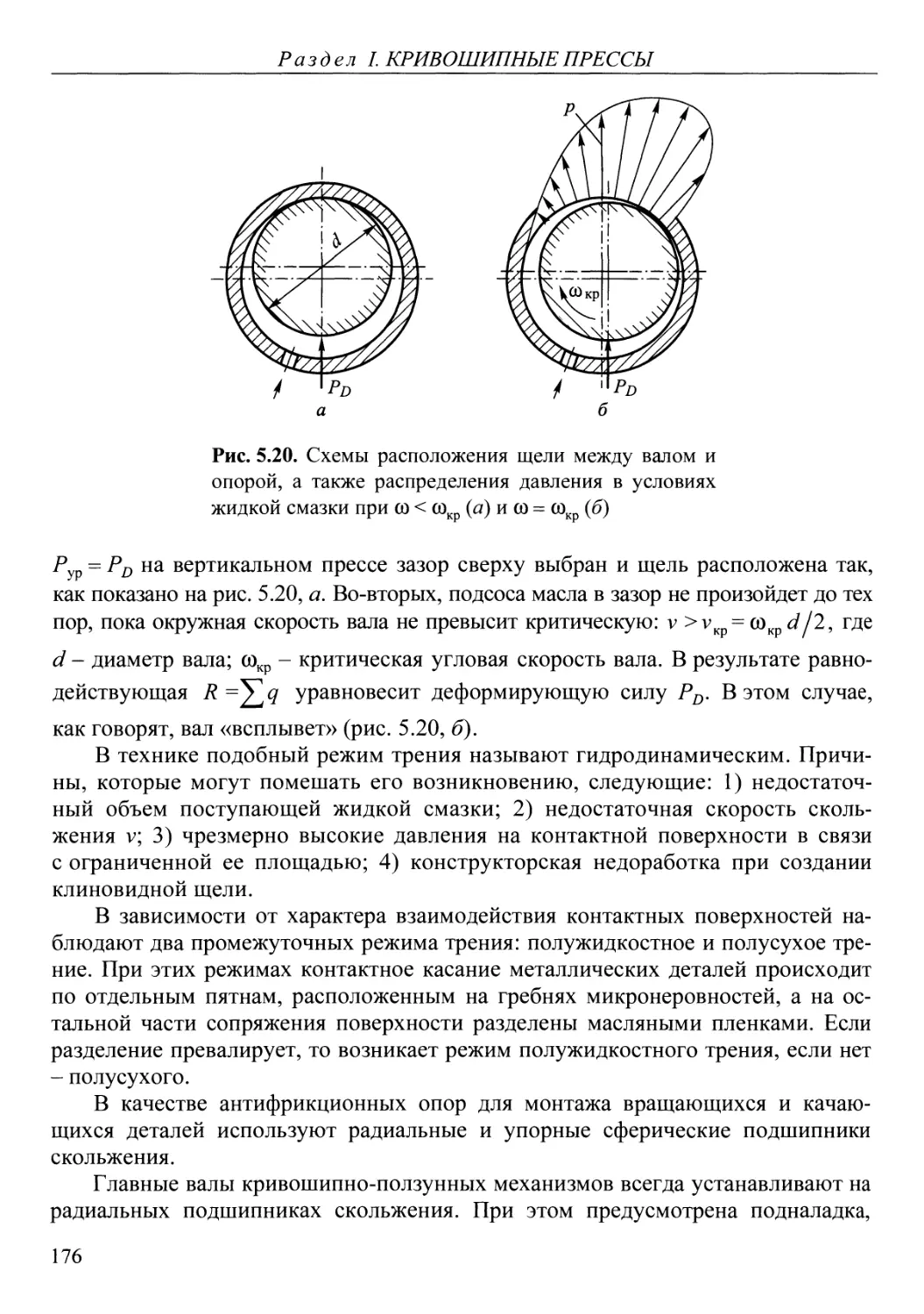
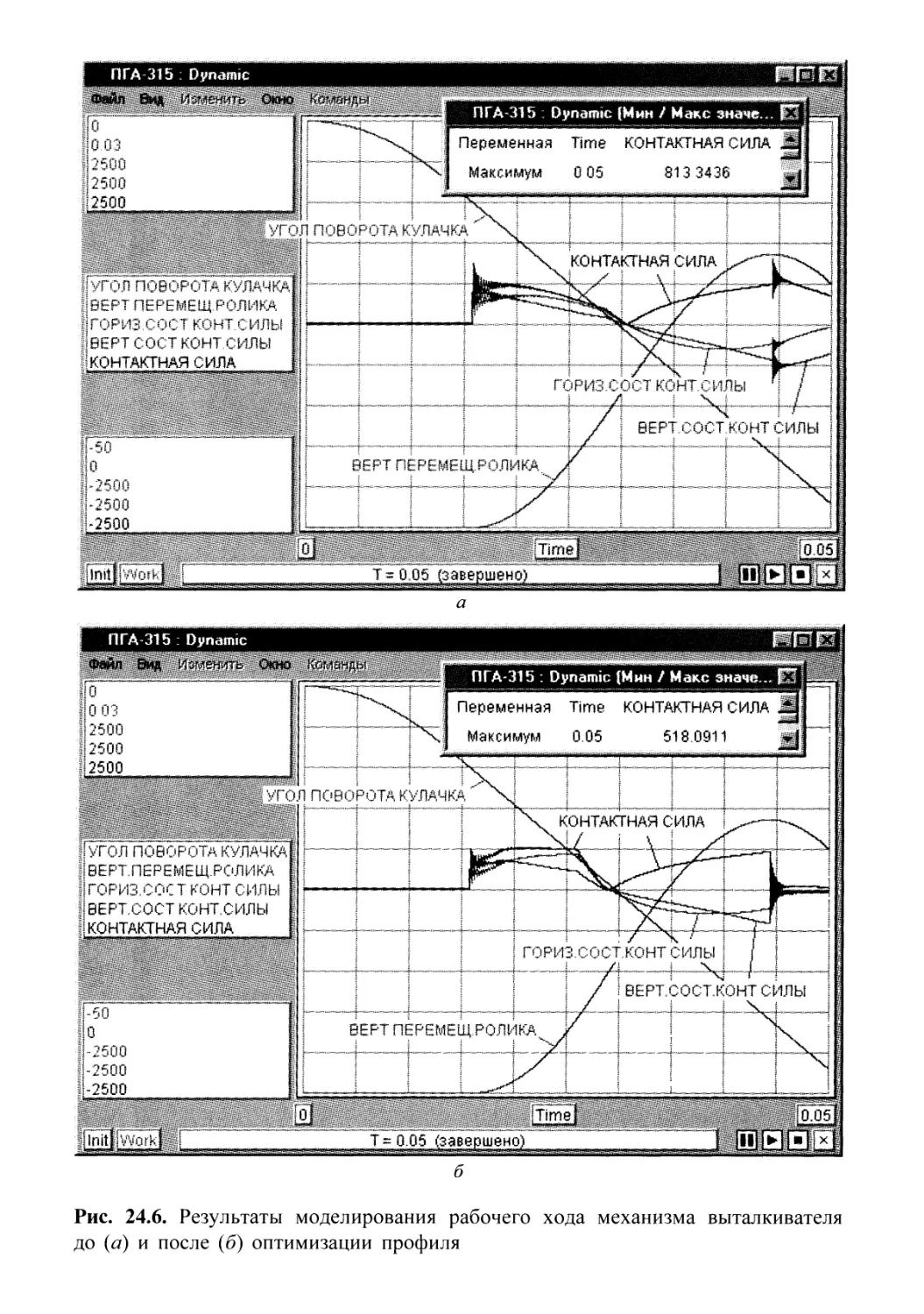
Сопротивление движению ползуна в течение рабочего хода определяют по диаграмме процесса - графику деформирующих сил PD = f(S\ Оно зависит от вида операции, механических характеристик и размеров обрабатываемого металла.
Главным размерным параметром в кривошипных прессах является номинальное усилие Рном на ползуне главного исполнительного механизма. Для некоторых специализированных прессов в качестве главного параметра принимают размер исходной заготовки и ее вид. Например, диаметр исходного прутка или проволоки для метизных прессов-автоматов, толщину разрезаемого листа для листовых ножниц.
Характер и количество заданных технологических линейных параметров зависят от назначения кривошипного пресса и его конструктивных особенностей. Они регламентированы специальными ГОСТами для каждого типа.
15
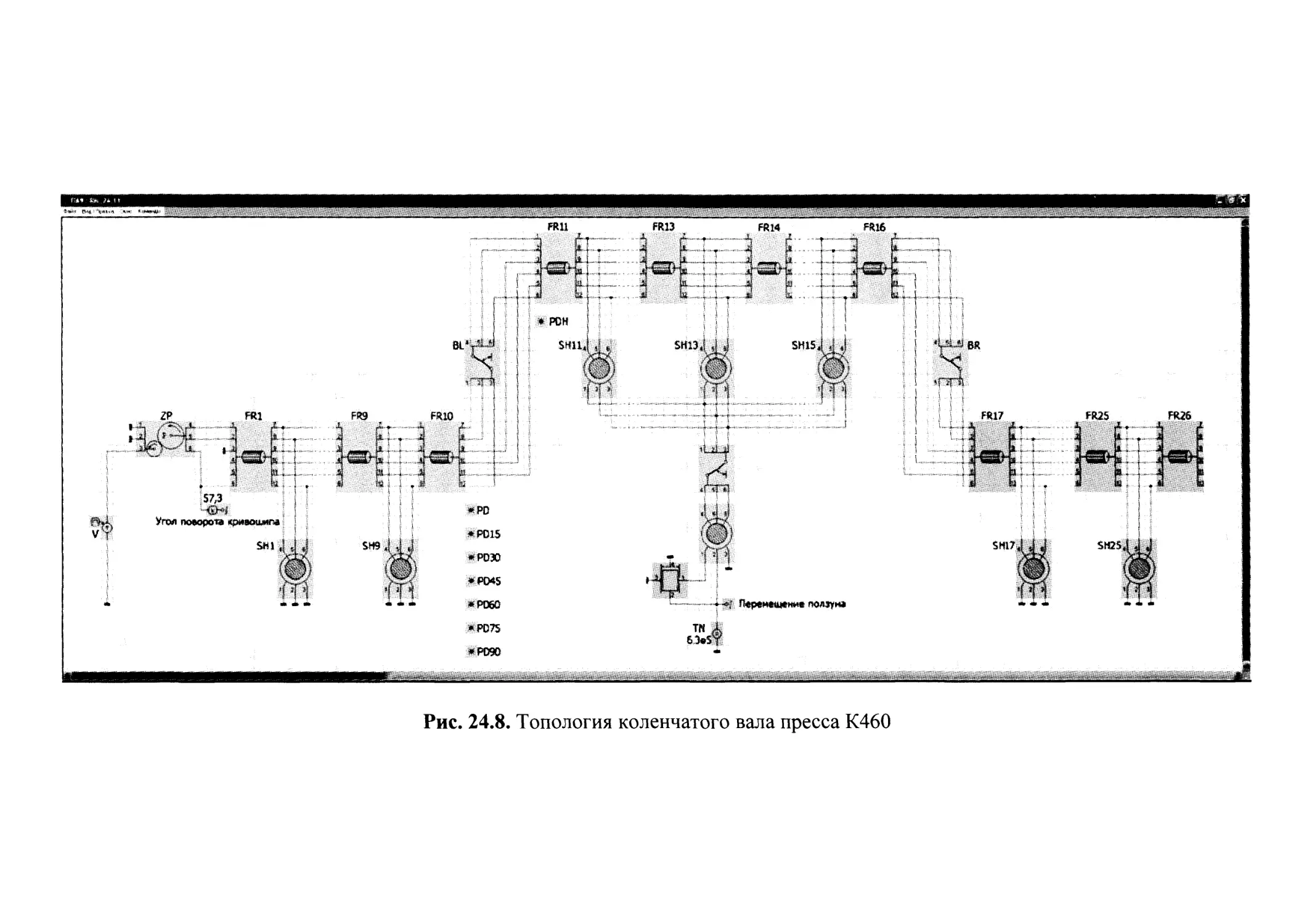
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
1.2. Классификация кривошипных прессов
Кривошипные прессы, к которым следует отнести и ножницы, применяют для выполнения почти всех основных и заготовительных операций холодной и горячей штамповки из листового и сортового проката. По технологическому назначению их подразделяют на три класса:
1) прессы для штамповки изделий из листовых материалов;
2) прессы для объемной штамповки поковок из сортового проката;
3) ножницы для разделки и разрезки прутков и листов.
Углубление технологической классификации связано с узким кругом работ, выполняемых на прессах, и их специализацией.
По функциональному назначению механизмы и системы современных кривошипных прессов можно разбить на пять групп: приводы, исполнительные механизмы, системы управления и контроля, механизмы настройки, системы смазки.
Общий признак кривошипных прессов - единообразие привода, состоящего из индивидуального электродвигателя, ременной и зубчатой передач. В системе привода предусмотрены сцепные устройства (муфты), позволяющие соединять и разъединять валы передач на ходу, и тормозные устройства для остановки механизмов в определенном положении. Кинематическое и конструктивное оформление привода может быть различным в зависимости от назначения и условий работы.
В основу классификации кривошипных прессов положены структурнокинематические признаки устройств исполнительных механизмов. Главным исполнительным механизмом называют кинематическую цепь, которая начинается от передаточного механизма привода и заканчивается рабочим органом с инструментом, предназначенным для осуществления технологического формоизменения заготовки.
По структурному строению следует различать прессы простого и многократного действия.
Прессы простого действия имеют только один главный рабочий орган. Некоторые типы таких прессов оснащают дополнительными устройствами для прижима листа, выталкивания изделий, автоматической подачи заготовки и др. Эти устройства, встраиваемые в имеющуюся конструкцию, представляют собой привнесенные элементы. В каждом отдельном случае пресс может работать без них, выполняя те операции, для которых его чаще всего используют. Например, универсальный листоштамповочный пресс простого действия может работать без прижимной подушки.
Для выполнения дополнительных функций, обусловленных характером технологического процесса (подача, резка, прижим заготовки и др.), в прессах простого действия применяют специальные исполнительные механизмы. В зависимости от назначения их подразделяют на рабочие и вспомогательные.
Прессы многократного действия содержат несколько рабочих и вспомогательных механизмов, необходимых для выполнения дополнительных функций.
16
Глава 1. Типовые конструкции кривошипных прессов
Все операции, рабочие и вспомогательные, осуществляемые на прессах многократного действия, выполняются в строго определенной, раз и навсегда заданной последовательности. Это предопределяет необходимость синхронизации движений отдельных механизмов пресса. Поэтому в структуре прессов многократного действия особое место занимают распределительные (управляющие) механизмы, обеспечивающие цикличность работы.
Согласованность работы отдельных механизмов прессов многократного действия во времени определена цикловой диаграммой, или циклограммой.
Привод дополнительных механизмов прессов многократного действия осуществляется от электродвигателей, индивидуальных или общих компрессоров и гидронасосов.
Прессы многократного действия могут иметь неавтоматизированный и автоматизированный технологические циклы.
К современным неавтоматизированным прессам многократного действия относят прессы двойного (один главный и один целевой исполнительные механизмы) и тройного действия (один главный и два целевых исполнительных механизма).
Прессы многократного действия, имеющие достаточно развитую структуру с таким количеством рабочих и вспомогательных механизмов, которое обеспечивает выполнение всего технологического цикла без вмешательства человека, называются прессами-автоматами. Технологический цикл на них замкнутый и повторяется непрерывно до израсходования запаса заготовок.
Так называемые комбинированные прессы не представляют собой особого структурного типа машин. Комбинированные прессы характеризуются тем, что у них на одной станине скомпонованы две или три простые кинематические цепи с общим приводом. Каждая из этих цепей является главным исполнительным механизмом и используется самостоятельно для выполнения заданного формоизменения. Например, комбинированные ножницы могут иметь три главных исполнительных механизма, предназначенных для резки листа, сортового проката и пробивки отверстий; обрезные прессы с боковым ползуном содержат два главных исполнительных механизма.
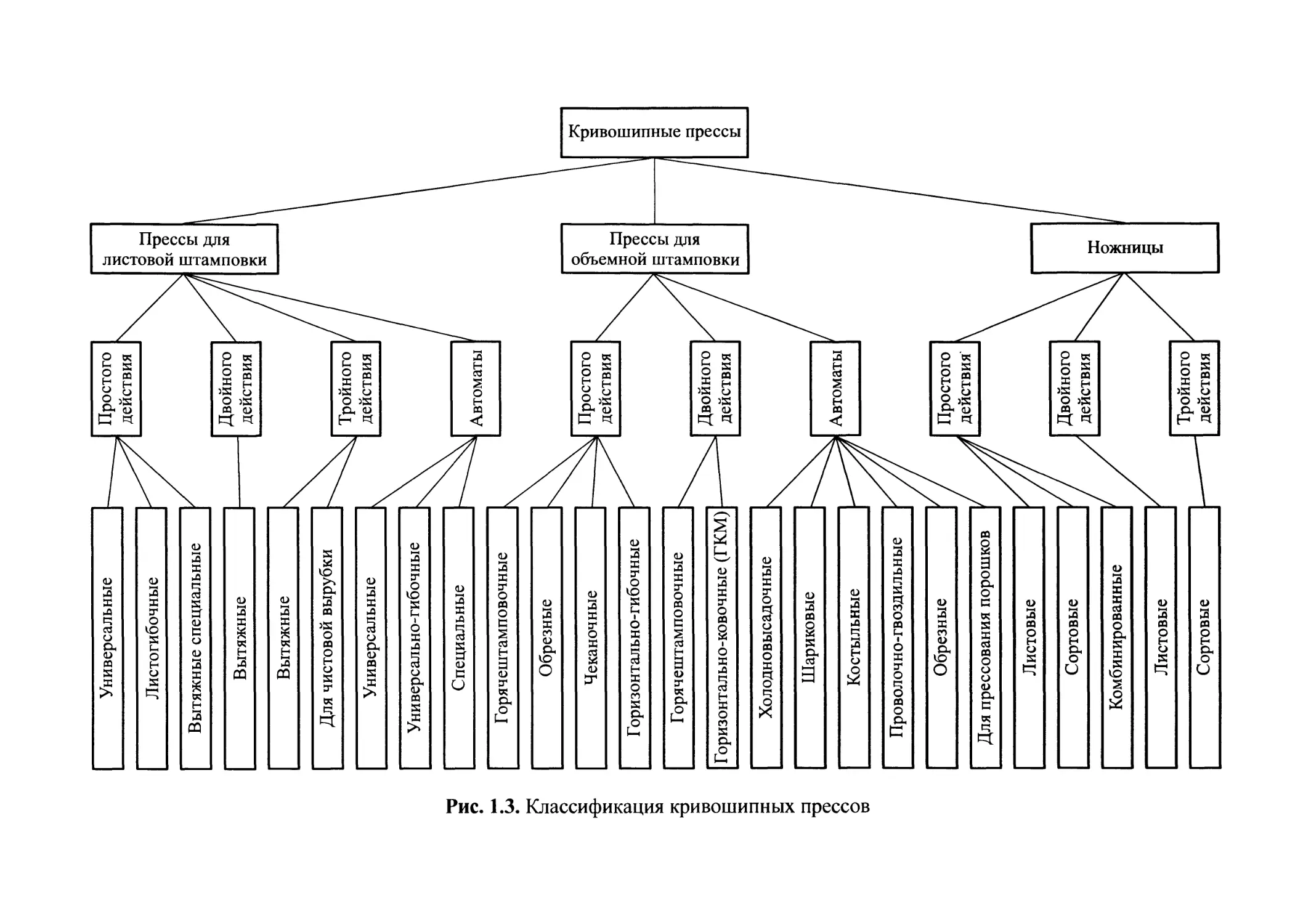
Таким образом, классификация кривошипных прессов должна включать три класса машин по технологическому назначению. В каждый из этих классов могут входить следующие структурные группы прессов: простого, двойного, тройного действия и автоматы с определенным целевым применением (рис. 1.3).
К системам управления и контроля кривошипных прессов относятся механизмы включения, самоуправления, а также регистрирующие и контрольные механизмы. Функционально они связаны с общей цикличностью работы исполнительных механизмов пресса. Следует отметить, что кулачковые механизмы самоуправления относятся к исполнительным механизмам кривошипного пресса. Контрольные, регистрирующие и механизмы включения хотя функционально и связаны с работой пресса, но непосредственного воздействия на определенность
17
Рис. 1.3. Классификация кривошипных прессов
Глава 1. Типовые конструкции кривошипных прессов совершаемого движения исполнительных органов не оказывают и поэтому не входят в общую кинематическую цепь пресса. К устройствам настройки кривошипных прессов относятся механизмы, предназначенные для установки рабочих органов в требуемое исходное положение, наладки системы управления и привода.
1.3. Основные признаки для конструктивного подразделения кривошипных прессов
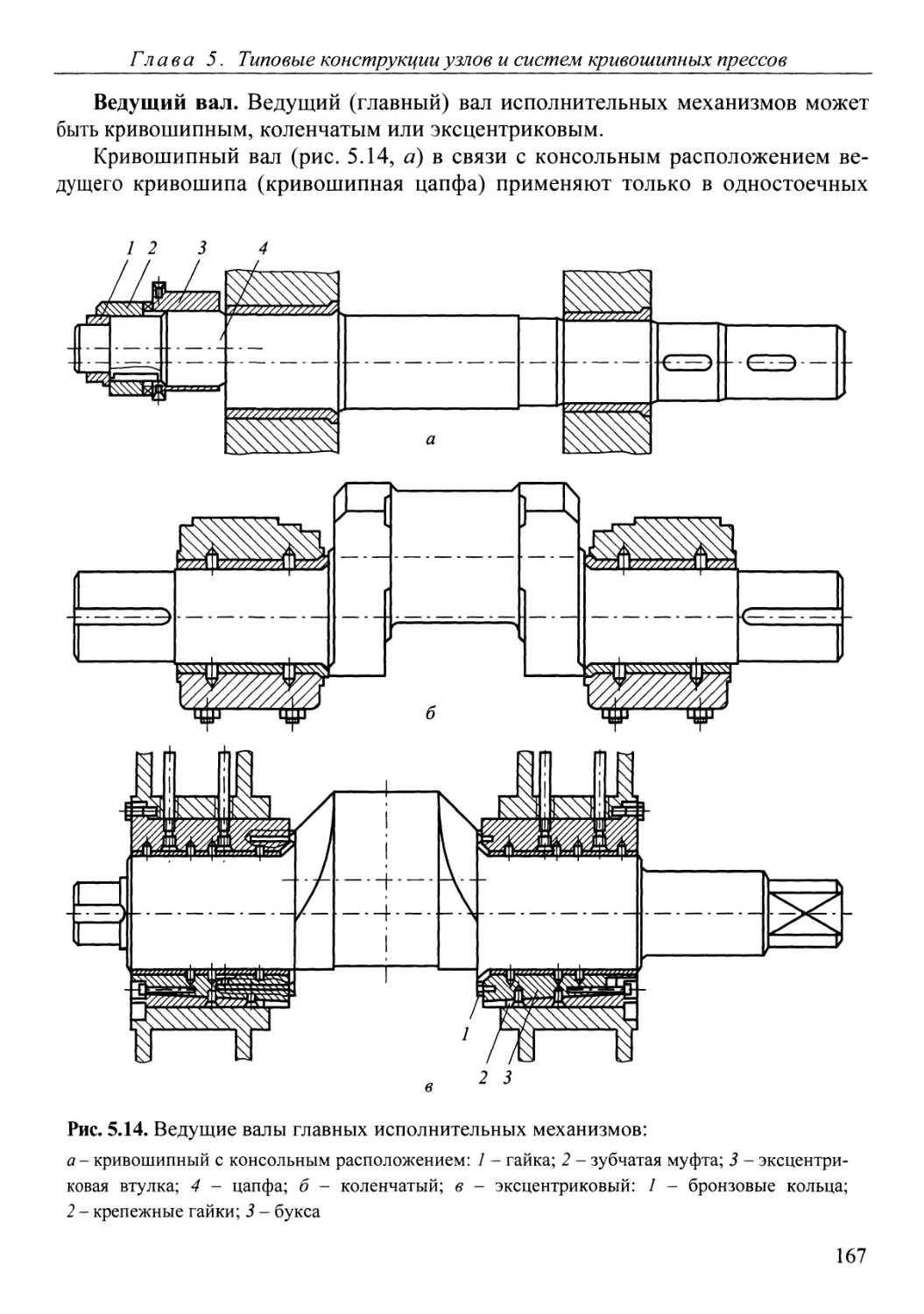
В зависимости от конструктивного оформления главных деталей и узлов различают следующие кривошипные прессы: вертикальные, наклоняемые и горизонтальные; одностоечные и двухстоечные; открытые и закрытые; с открытым и закрытым приводом; с кривошипным, коленчатым или эксцентриковым валом, с шестеренно-эксцентриковым приводом; одно- и многокривошипные; с одно-и многоступенчатым приводом; с верхним и нижним приводом.
В зависимости от расположения направляющих станины и направления движения главного ползуна различают вертикальные, наклоняемые и горизонтальные прессы. У наклоняемых прессов специальное устройство допускает наклон станины от ее вертикального положения на 30...40°.
Различие между одностоечными и двухстоечными прессами связано с расположением главного исполнительного механизма относительно опор ведущего кривошипного вала. У двухстоечных прессов головка шатуна исполнительного механизма находится между опорами вала, а у одностоечных - по одну сторону, на выступающей консоли кривошипа главного вала.
В зависимости от формы станины, определяющей доступ к столу пресса и, следовательно, к установленным на нем штампам, различают открытые и закрытые прессы. Открытые прессы имеют С-образную станину округлой или прямоугольной формы, обеспечивающую удобный доступ к столу спереди и с боков. Однако при нагрузке С-образной станины в момент рабочего хода в ней возникает значительная несимметричная деформация, приводящая к отклонению линии перемещения ползуна от оси пресса. В результате нарушается равномерность зазоров между верхней и нижней частями штампа. Например, при вырубке или вытяжке из листа зазор между пуансоном и матрицей спереди уменьшается, а сзади увеличивается. Это ухудшает условия работы штампа, увеличивает его износ и является причиной изготовления бракованных изделий. Закрытые прессы имеют станину рамного (арочного) типа с доступом к рабочему пространству с передней и с задней стороны пресса.
По внешнему оформлению конструкции различают прессы с открытым и закрытым приводом, т. е. скрытым внутри станины и даже герметизированным.
По конструктивному оформлению различают прессы с ведущим кривошипным главным валом, выполненным в виде кривошипного, коленчатого или эксцентрикового вала, и шестеренно-эксцентриковым приводом.
19
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
В зависимости от количества кривошипов (эксцентриков) и соответственно количества шатунов различают одно- и многокривошипные прессы (одно- и многошатунные или многоточечные). Многошатунная подвеска ползуна улучшает условия его работы и допускает нецентральную нагрузку при рабочем ходе.
Существенное различие между кривошипными прессами связано со структурой кинематической схемы привода, передающего движение от электродвигателя к главному валу исполнительного механизма пресса. В быстроходных прессах, где общее передаточное число невелико, оказывается достаточным одной или двух ступеней передач. В тихоходных прессах с малым числом ходов ползуна для значительного уменьшения частоты вращения от электродвигателя до главного вала предусматривают от двух до четырех ступеней передач.
Различия в кинематике привода кривошипных прессов связаны также с необходимостью передачи движения у однокривошипных прессов от электродвигателя на две стороны главного вала, а у многокривошипных прессов - нескольким валам.
В зависимости от места расположения привода на станине различают прессы с верхним и нижним приводом.
1.4. Универсальные листоштамповочные прессы простого действия
Группа кривошипных прессов простого действия включает наибольшее количество типов машин по технологическому назначению. Различаясь между собой конструкциями главных узлов и деталей, а также архитектурным оформлением, прессы простого действия имеют элементарную схему с одним главным исполнительным механизмом той или иной модификации.
Универсальные л исто штамповочные прессы простого действия предназначены для выполнения операций вырубки, неглубокой вытяжки, гибки и др. Их конструкции могут быть одностоечными открытого типа и двухстоечными открытого и закрытого типа.
Кривошипные одностоечные прессы. Различают прессы с неподвижным столом, с передвижным столом и с рогом. Предназначены они для выполнения различных операций холодной штамповки. Параметры и основные размеры этих прессов приведены в ГОСТ 9408.
Станина у большинства прессов литая чугунная с одной стойкой или сварная из стальных листов. Кривошипный вал расположен перпендикулярно к фронту пресса на двух опорах скольжения. Прессы выполняют с регулируемым ходом ползуна путем поворота эксцентриковой втулки на кривошипе.
Согласно ГОСТ 9408, конструкция пресса (кроме прессов с передвижным столом и рогом) должна предусматривать возможность установки механизмов автоматической подачи заготовок и прижимных подушек. '
20
Глава Г Типовые конструкции кривошипных прессов
Кривошипные двухстоечные прессы открытого типа. Различают наклоняемые и ненаклоняемые одно- и двухкривошипные прессы.
Основные параметры и размеры однокривошипных двухстоечных прессов открытого типа с Рном = 25 кН...2,5 МН регламентированы ГОСТ 9408. Станина прессов этого типа - С-образной формы, двухстоечная, отлитая из чугуна заодно со столом. Для повышения жесткости пресса станину по зеву иногда стягивают болтами. Наклон станины осуществляют вручную подъемным механизмом с фиксацией специальными болтами. Обычно жесткой фиксации подлежат три положения станины: вертикальное и наклонные под углами 15 и 30...40°.
Ведущий кривошипный вал - одноколенчатый с постоянным ходом, бесще-ковый эксцентриковый с регулируемым ходом - расположен вдоль фронта пресса на двух опорах скольжения.
Сравнивая конструкции открытых прессов, можно отметить их преимущества и недостатки. Например, в одностоечных прессах поперечное расположение кривошипного вала затрудняет отбор мощности для привода механизмов подач, тогда как в двухстоечных прессах этот недостаток устранен. Однако возможность изменения закрытой высоты при помощи перестановки стола в одностоечных прессах расширяет их технологические возможности и позволяет применять для обработки отдельных участков крупногабаритных штамповок. Хотя наклоняемая станина несколько усложняет конструкцию пресса, зато облегчает удаление штампованых изделий и отходов, сваливающихся в тару по наклонной плоскости стола под действием силы тяжести.
Наряду с однокривошипными в промышленности применяют двухкривошипные прессы открытого типа (ГОСТ 9222). Основная их особенность - увеличенные размеры стола и ползуна.
Кривошипные двухстоечные прессы закрытого типа. Это наиболее обширная группа, состоящая из одно-, двух- и четырехкривошипных прессов.
Отличительная особенность прессов этой группы - наличие закрытой станины рамного или арочного (устаревшие конструкции) типа, ограничивающей доступ к штамповому пространству. Повышенная жесткость конструкции и симметричная упругая деформация станины закрытого типа способствуют не только изготовлению более точных штамповок, но и повышают стойкость инструмента.
Кривошипные двухстоечные прессы закрытого типа изготовляют в двух модификациях: с повышенным числом ходов и нормальным ходом - быстроходные прессы; с нормальным числом ходов и увеличенным ходом - тихоходные прессы. Конструкция станины прессов всех типоразмеров предполагает возможность установки прижимных подушек.
Основные параметры и размеры однокривошипных закрытых прессов от 1,6 до 25 МН регламентированы ГОСТ 10026.
Прессы с коленчатым валом или шестеренно-эксцентриковым приводом, расположенным перпендикулярно к фронту пресса, изготовляют с закрытым приводом.
21
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Двухкривошипные прессы предназначены для штамповки крупных деталей из листа. От однокривошипных они отличаются размерами штампового пространства. Основные параметры и размеры двухкривошипных закрытых прессов от 1 до 31,5 МН регламентированы ГОСТ 7766.
Двухкривошипные прессы с закрытым приводом в типовом исполнении встречаются в двух модификациях: с двумя шестернями-эксцентриками с непосредственной подвеской ползуна к шатуну и с двумя шестернями-эксцентриками с подвеской ползуна к шатуну через плунжер. Первая модификация двухкривошипных прессов в настоящее время наиболее распространена, так как обеспечивает требуемую точность хода и жесткость конструкции. Плунжерная подвеска ползуна посредством уплотнений в грундбуксах плунжеров позволяет полностью герметизировать верхнюю траверсу пресса и погрузить зубчатые колеса привода в масляную ванну. Однако конструкция пресса при этом усложняется, а его высота увеличивается. В уникальных прессах, где важным фактором является удлинение межремонтного цикла, применение плунжерной подвески целесообразно.
Производство крупногабаритных деталей автомобилей, самолетов и т. п. поставило особые требования в отношении точности направления ползуна. Для предотвращения перекоса применяют четырехточечную подвеску ползуна при помощи четырех шатунов, расположенных по углам ползуна. При такой конструкции пресса центр давления всегда лежит внутри четырехугольника, образованного точками подвески. Другое отличие четырехкривошипных прессов (ГОСТ 16267) по сравнению с двухкривошипными - увеличенные размеры штампового пространства по закрытой высоте и в плане.
Прижимные подушки. При применении листоштамповочного пресса простого действия для вытяжки полых изделий из листа необходимо обеспечить прижим металла в процессе деформации, в противном случае на боковой поверхности изделия появляются складки.
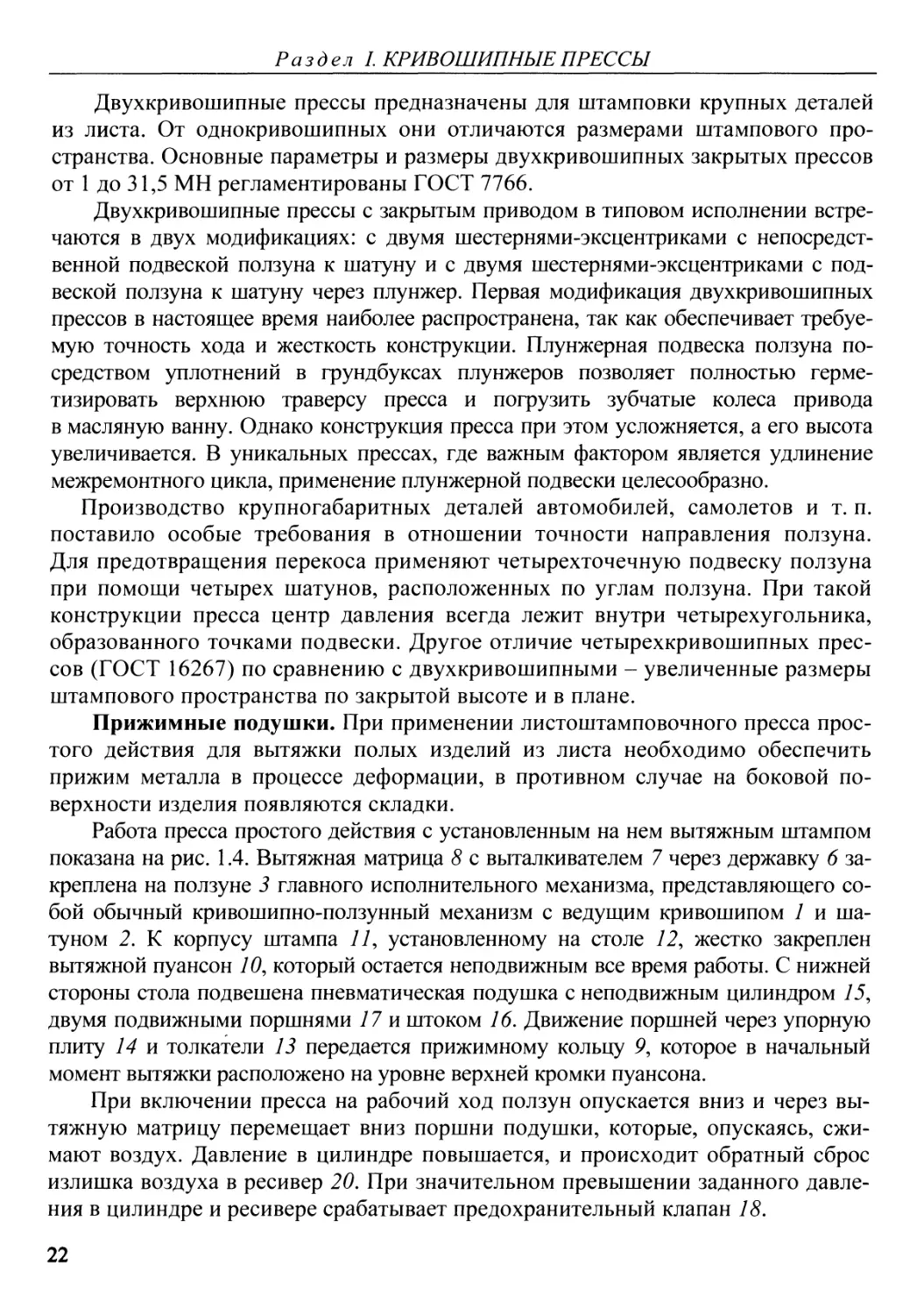
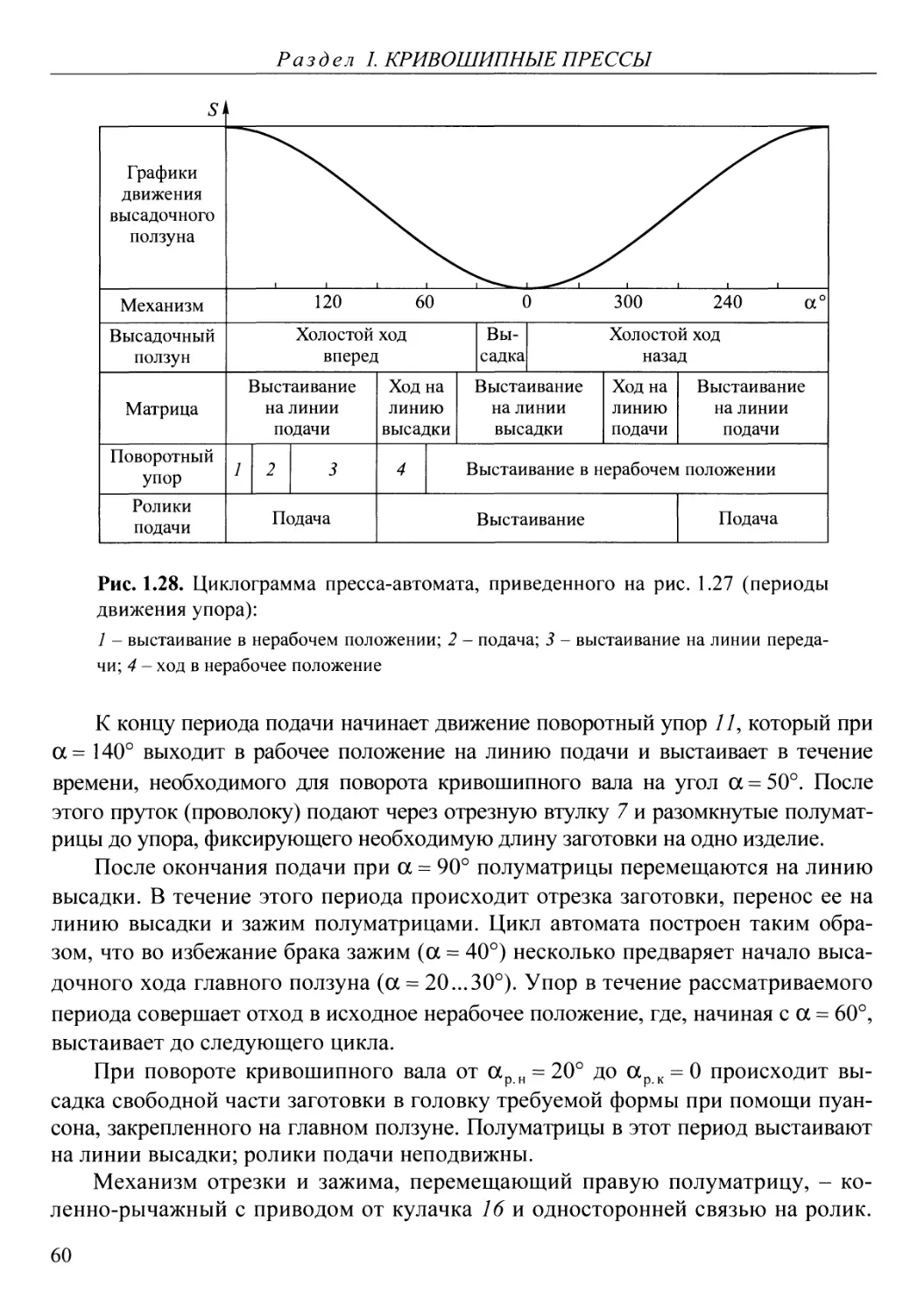
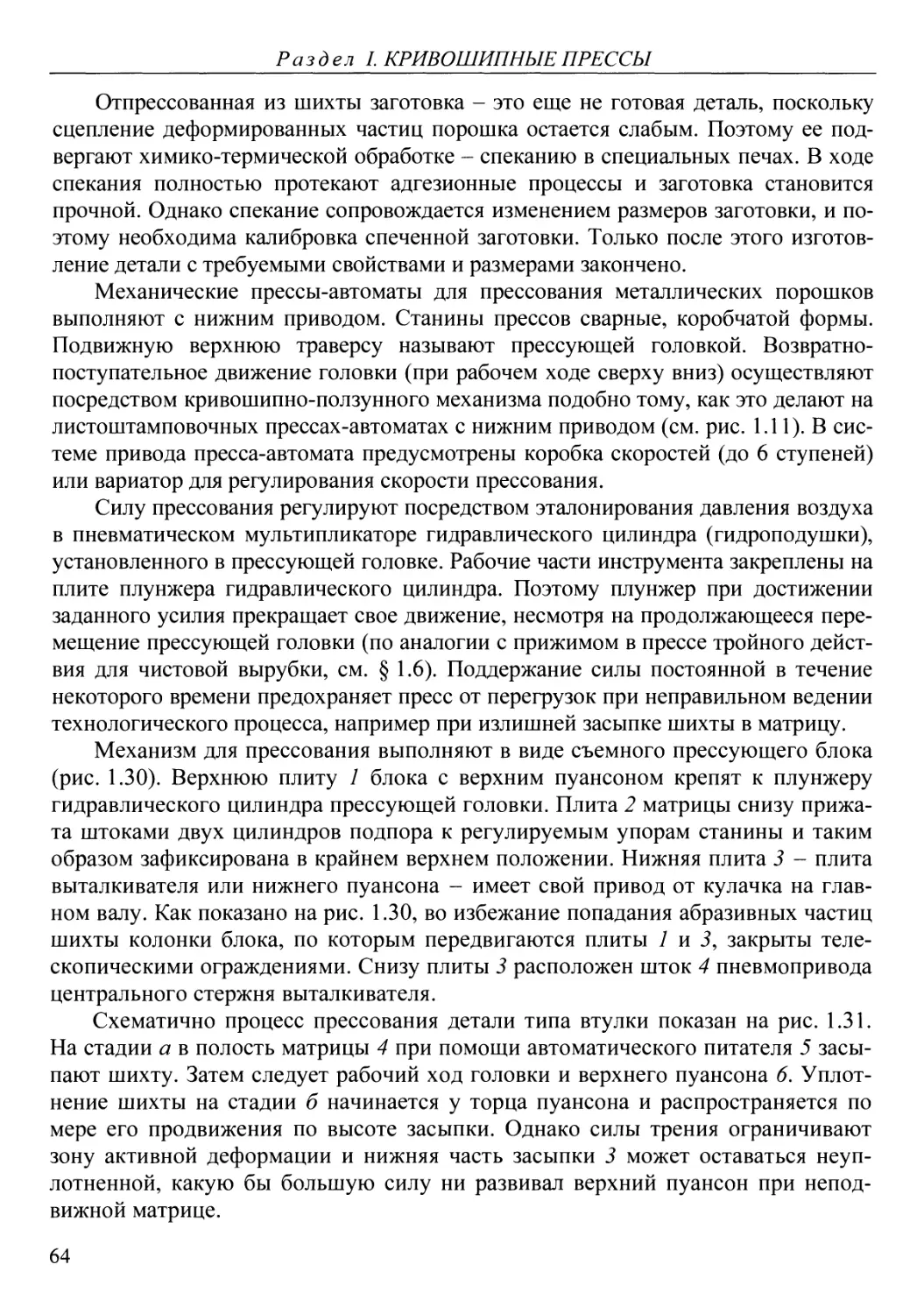
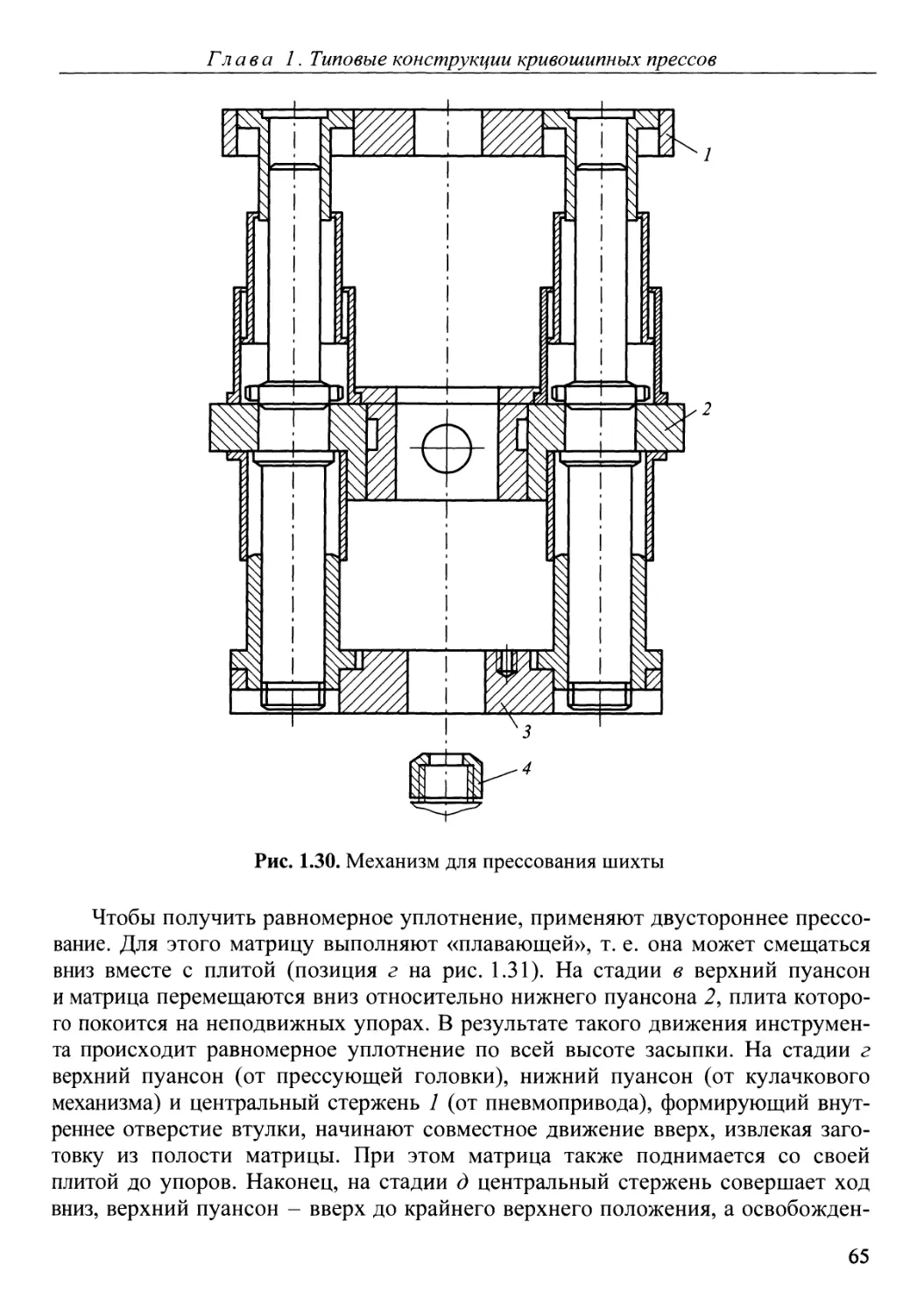
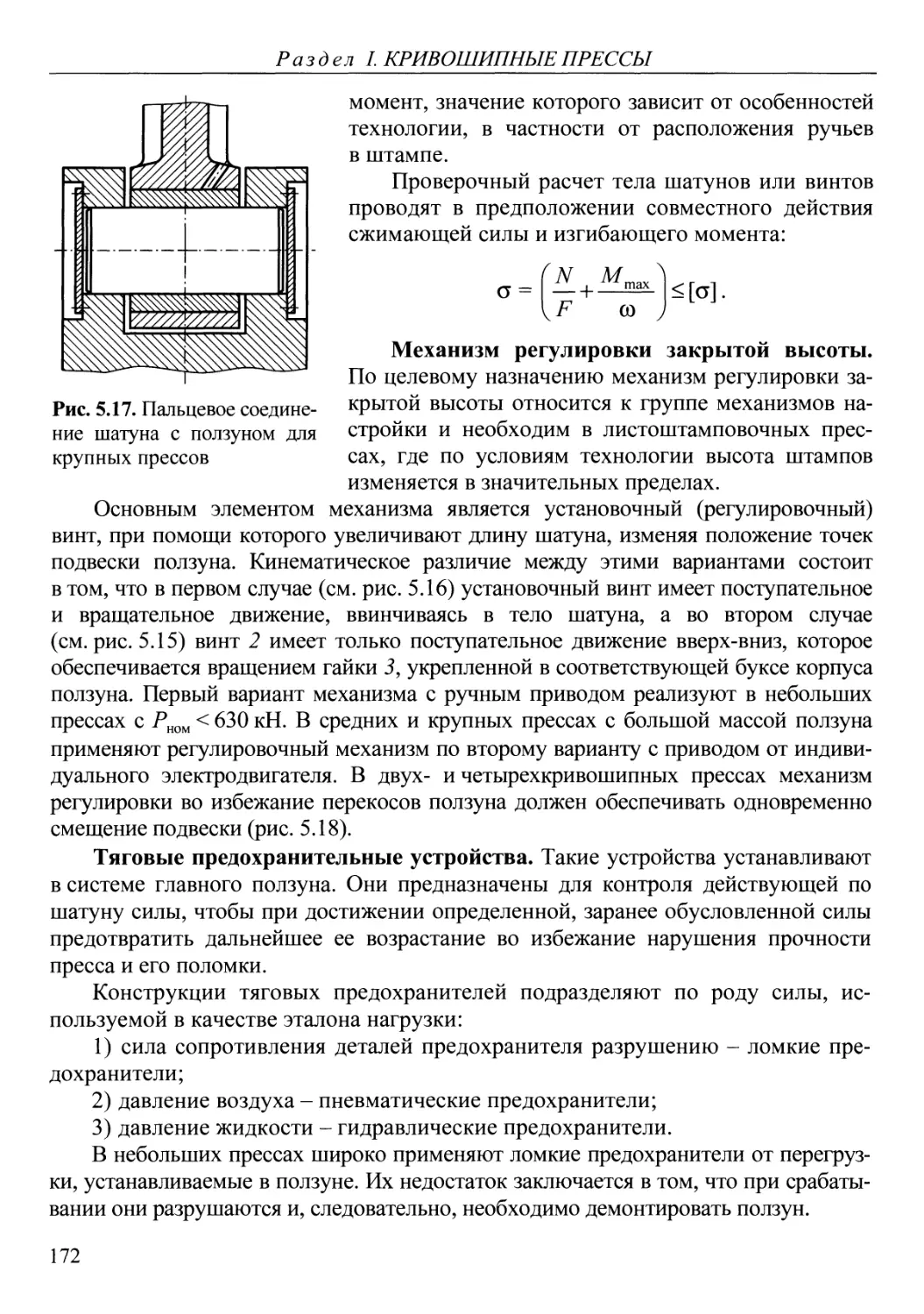
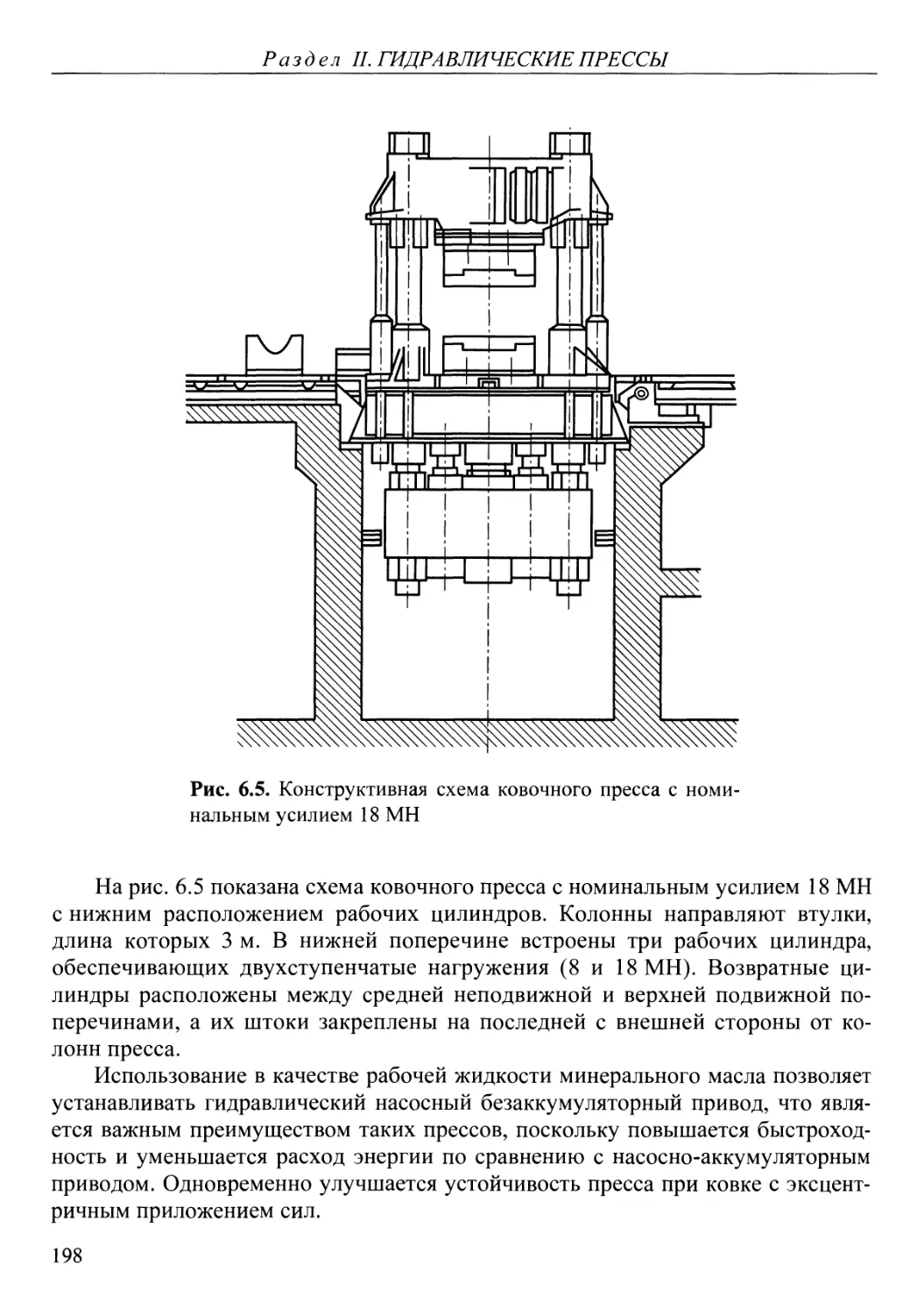
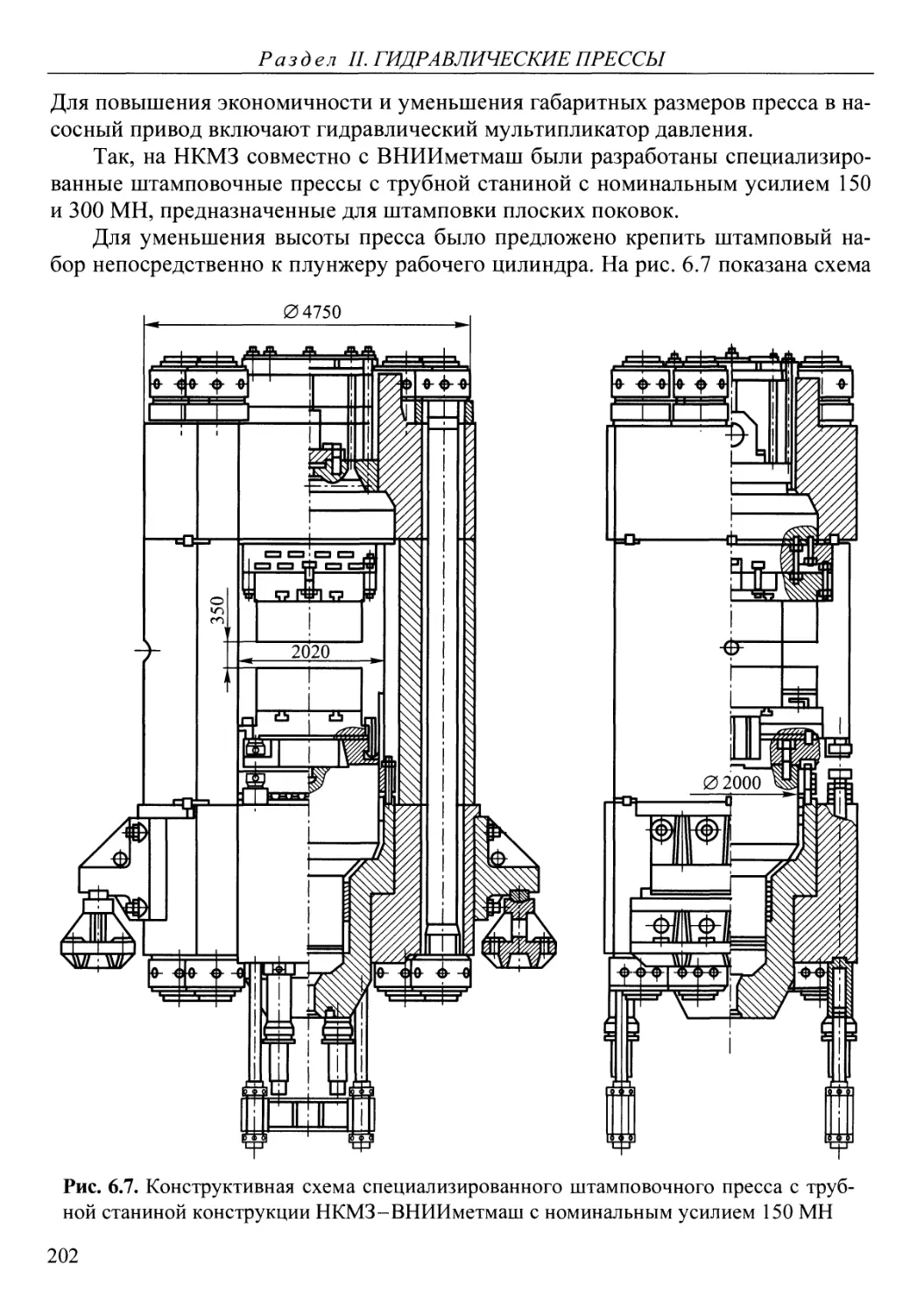
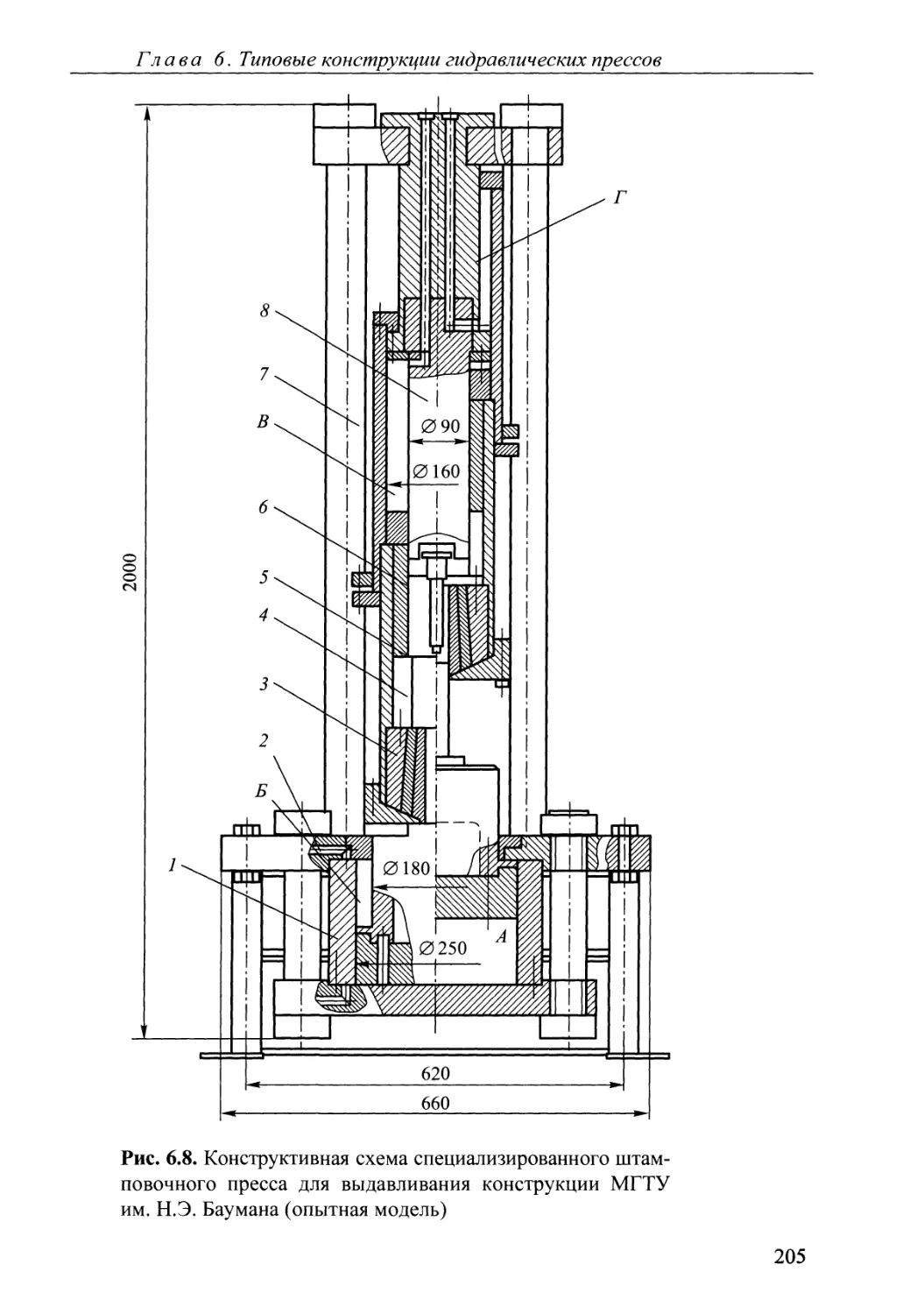
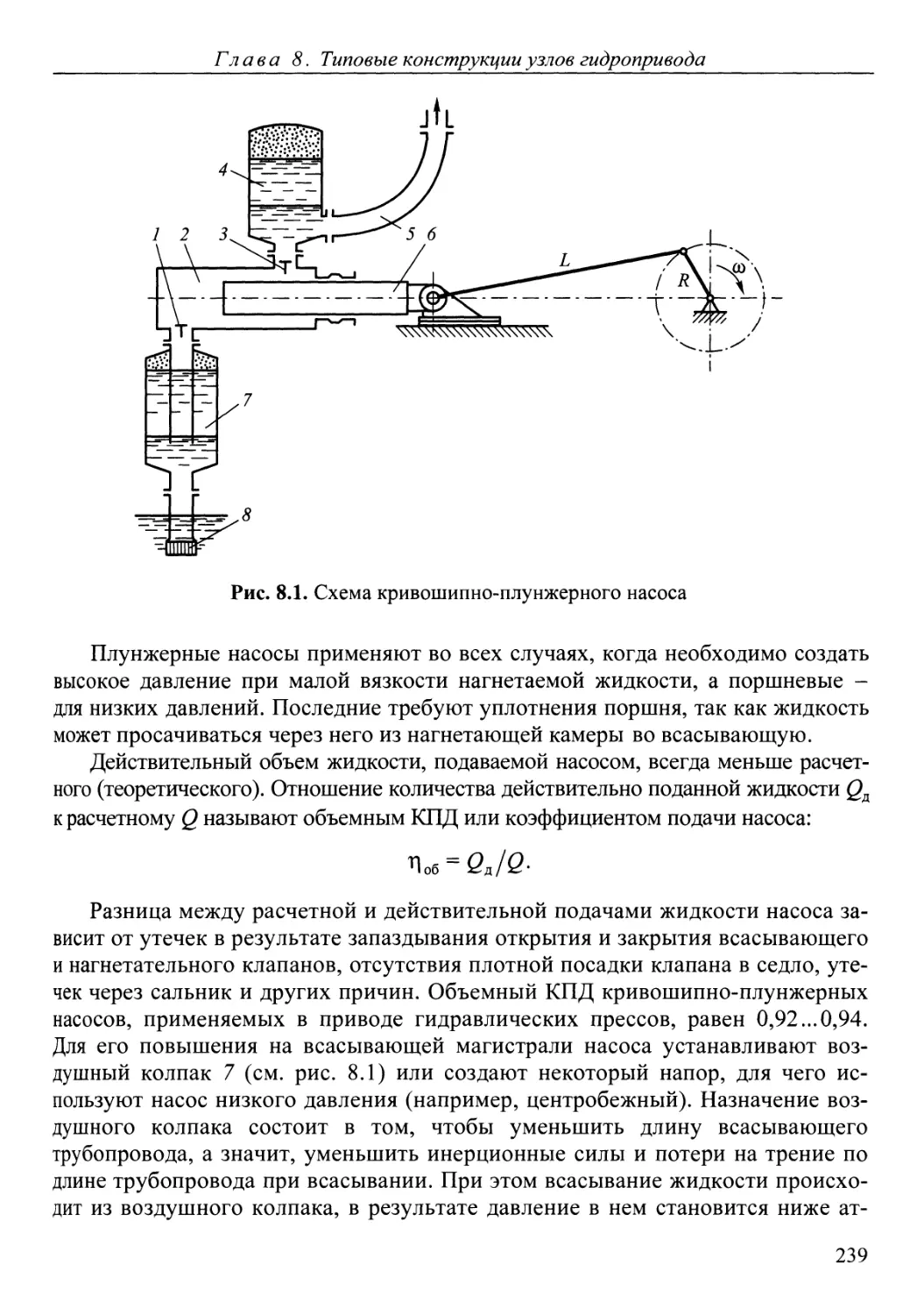
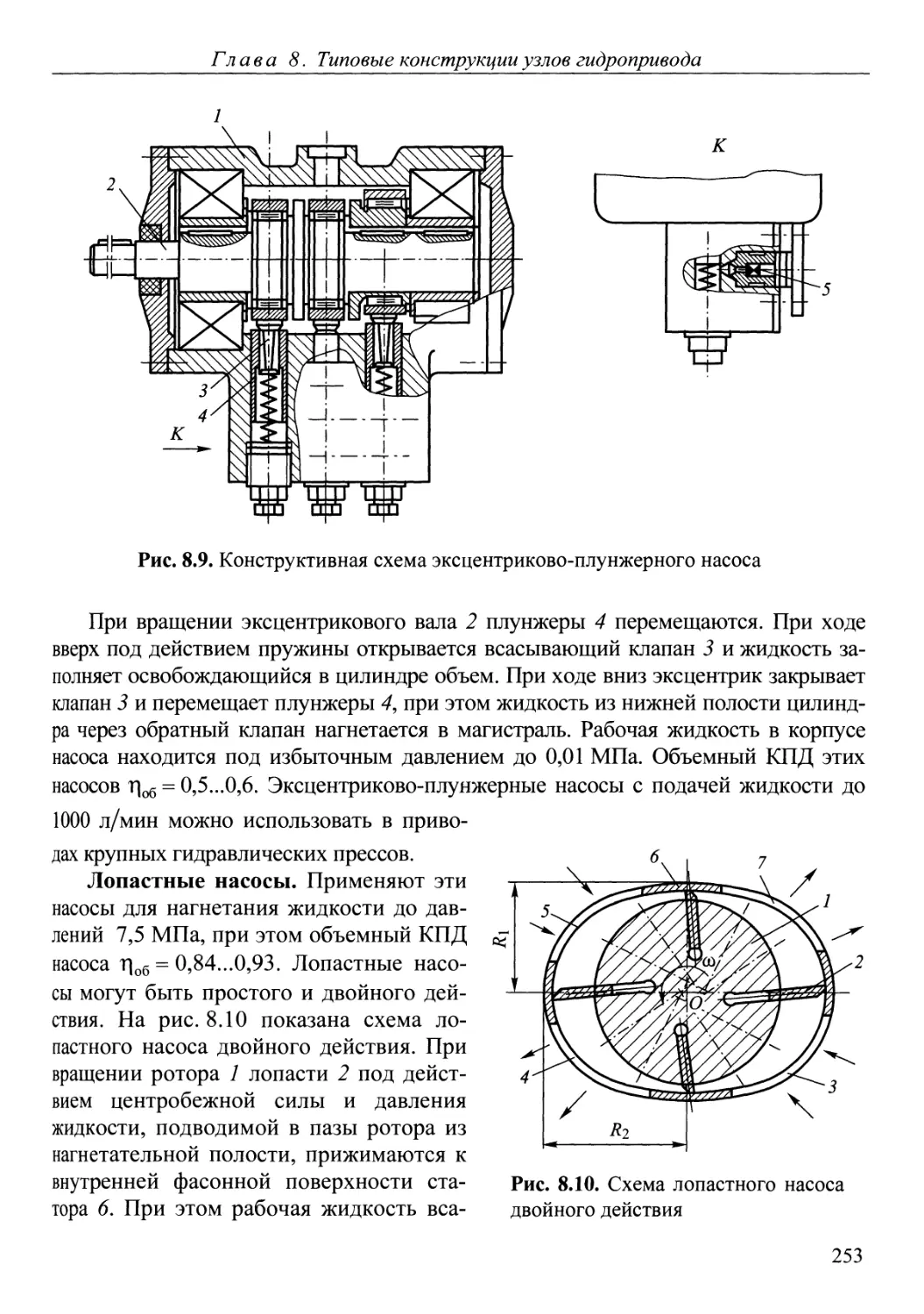
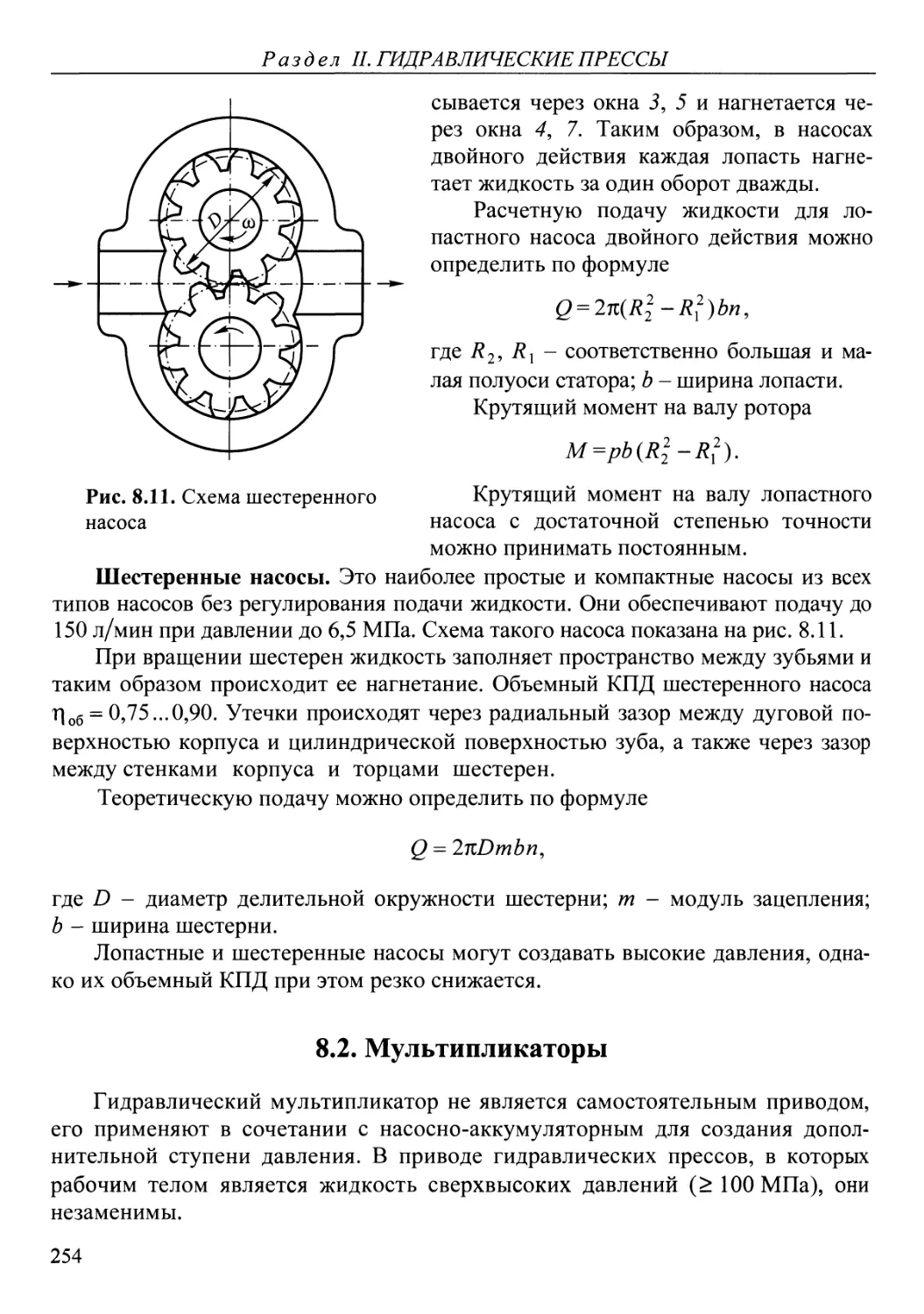
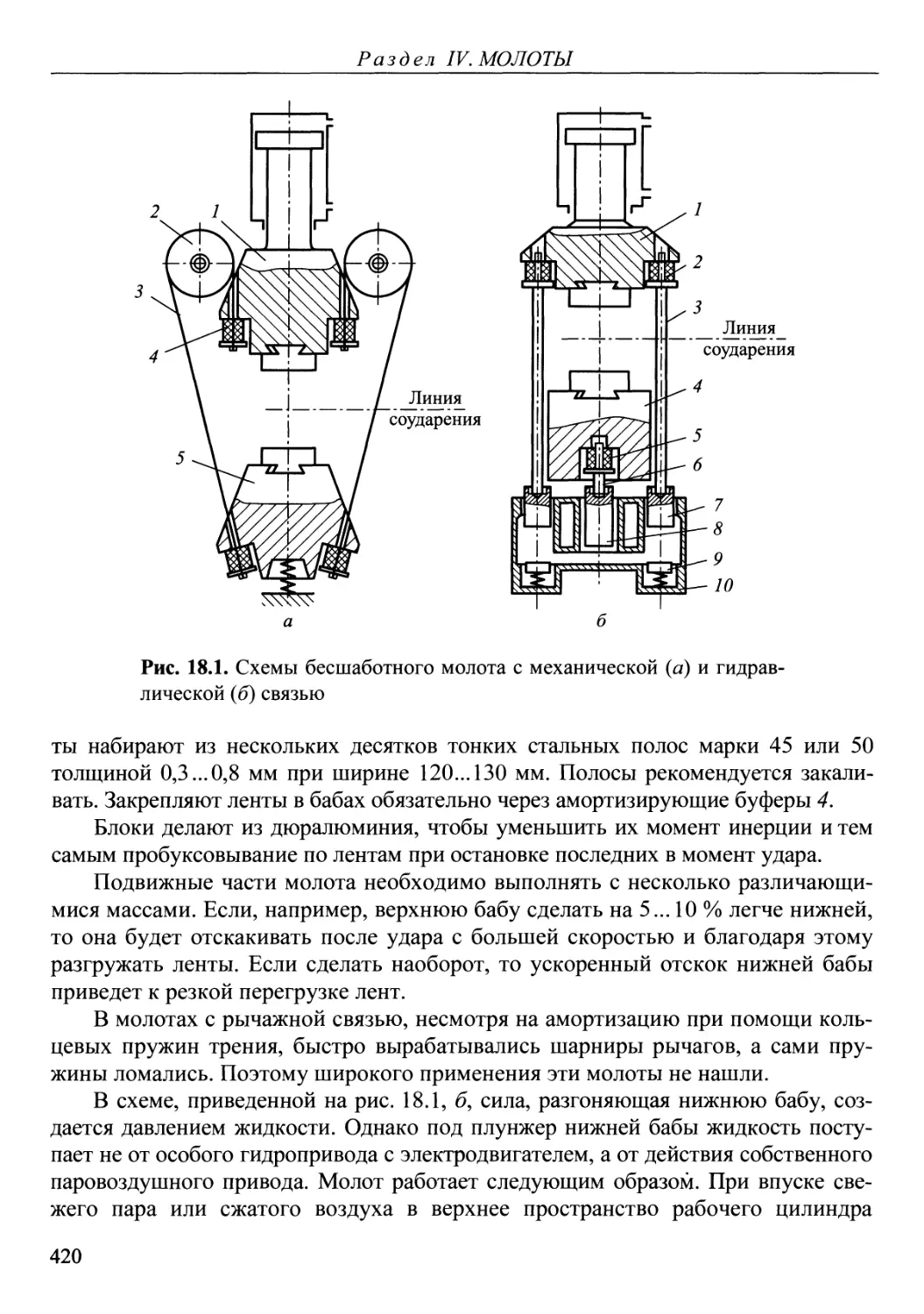
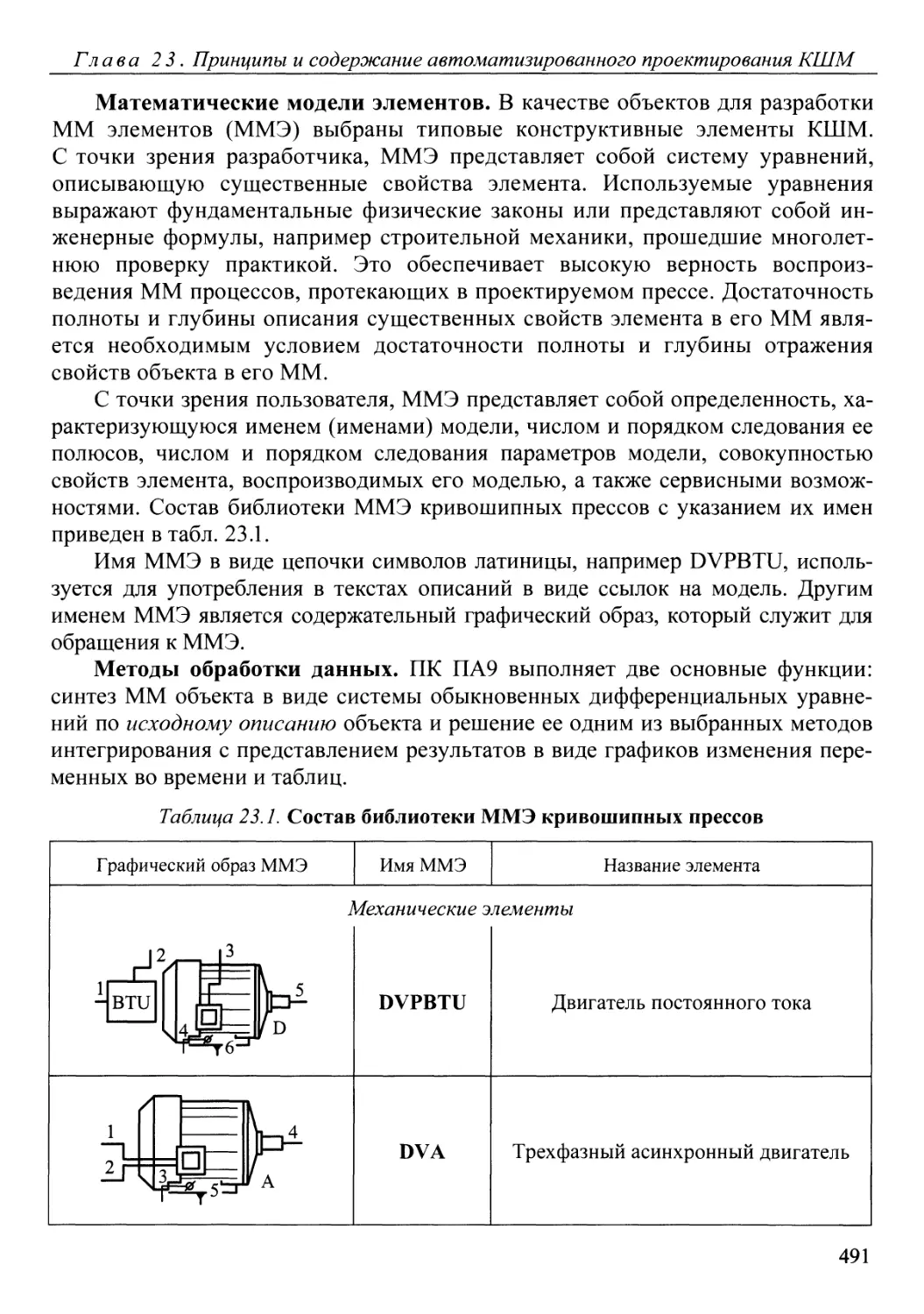
Работа пресса простого действия с установленным на нем вытяжным штампом показана на рис. 1.4. Вытяжная матрица 8 с выталкивателем 7 через державку 6 закреплена на ползуне 3 главного исполнительного механизма, представляющего собой обычный кривошипно-ползунный механизм с ведущим кривошипом 1 и шатуном 2. К корпусу штампа 77, установленному на столе 72, жестко закреплен вытяжной пуансон 10. который остается неподвижным все время работы. С нижней стороны стола подвешена пневматическая подушка с неподвижным цилиндром 75, двумя подвижными поршнями 77 и штоком 16. Движение поршней через упорную плиту 14 и толкатели 13 передается прижимному кольцу 9. которое в начальный момент вытяжки расположено на уровне верхней кромки пуансона.
При включении пресса на рабочий ход ползун опускается вниз и через вытяжную матрицу перемещает вниз поршни подушки, которые, опускаясь, сжимают воздух. Давление в цилиндре повышается, и происходит обратный сброс излишка воздуха в ресивер 20. При значительном превышении заданного давления в цилиндре и ресивере срабатывает предохранительный клапан 18.
22
Глава 1. Типовые конструкции кривошипных прессов
Рис. 1.4. Кинематическая схема кривошипного листоштамповочного пресса с прижимной подушкой
Подача воздуха от сети управляется регулятором давления 22, обеспечивающим впуск в ресивер воздуха постоянного давления. Таким образом обеспечивается постоянство силы прижима в течение всего рабочего хода ползуна. Для предупреждения обратного перепуска воздуха из ресивера в сеть в схеме установлен обратный клапан 23. Фильтр 24 необходим для очистки воздуха, вентили 21 -
2Ъ
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
для выпуска конденсата и перекрытия воздухопровода, манометр 19 - для конт
роля за давлением воздуха.
Когда ползун пройдет через крайнее нижнее положение и процесс вытяжки закончится, прижимное кольцо поднимется вслед за матрицей под действием сжатого воздуха, давящего на поршни подушки. Выталкивание изделия из матрицы производится при помощи выталкивателя 7 и планки 5, движение которой во время обратного хода ползуна вверх ограничено регулируемыми упорами 4.
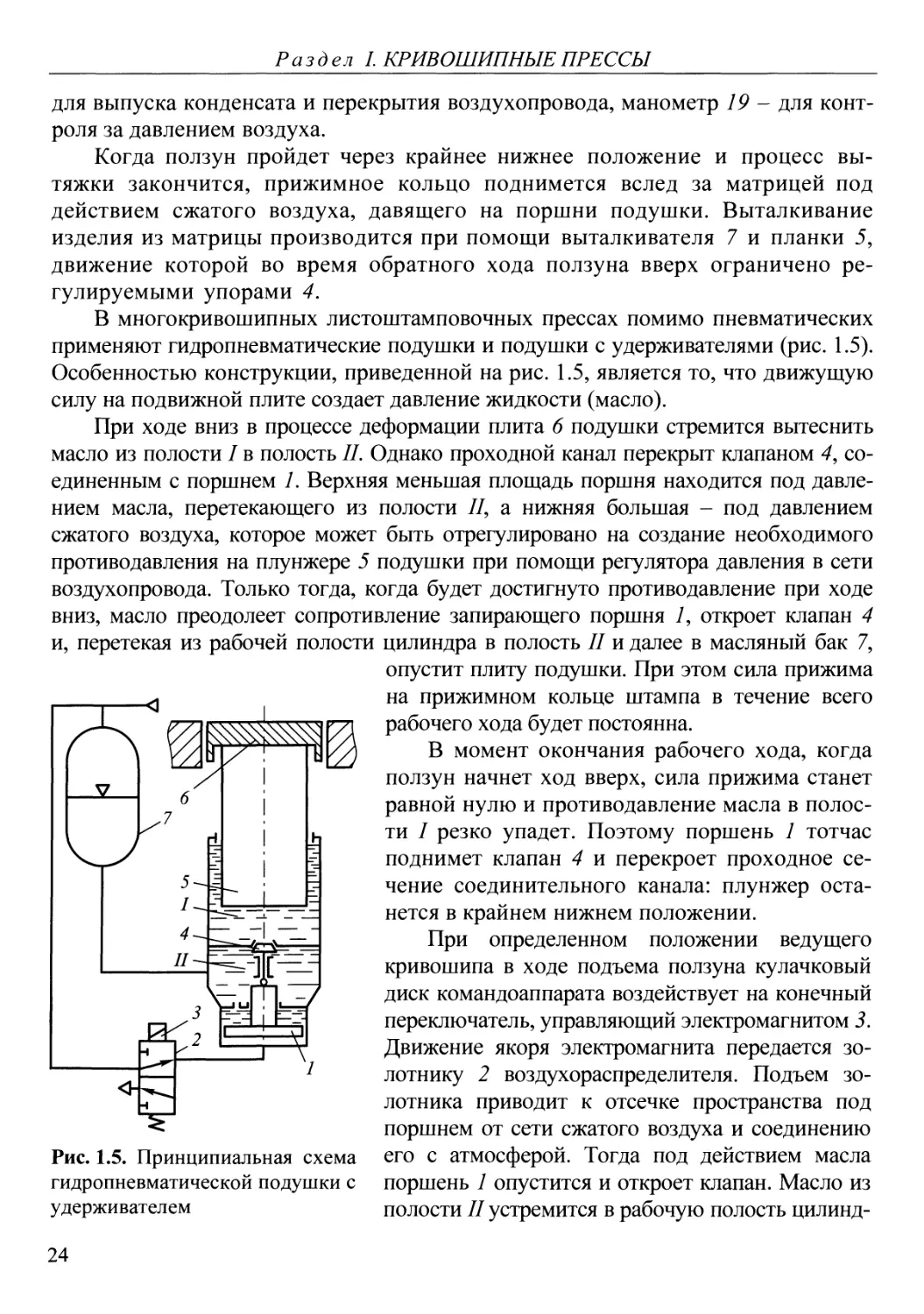
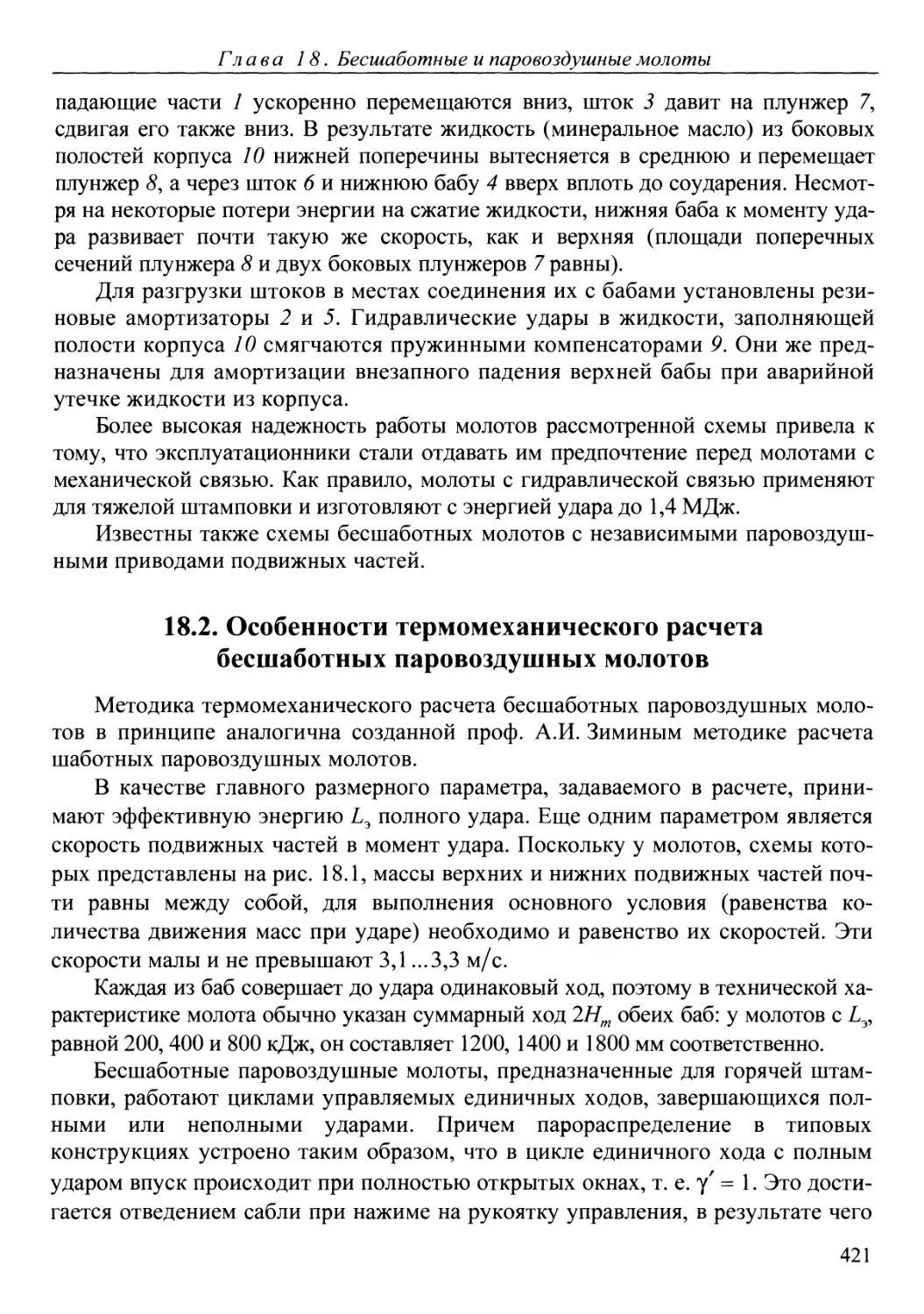
В многокривошипных листоштамповочных прессах помимо пневматических применяют гидропневматические подушки и подушки с удерживателями (рис. 1.5). Особенностью конструкции, приведенной на рис. 1.5, является то, что движущую силу на подвижной плите создает давление жидкости (масло).
При ходе вниз в процессе деформации плита 6 подушки стремится вытеснить масло из полости I в полость II, Однако проходной канал перекрыт клапаном 4, соединенным с поршнем 1, Верхняя меньшая площадь поршня находится под давлением масла, перетекающего из полости II, а нижняя большая - под давлением сжатого воздуха, которое может быть отрегулировано на создание необходимого противодавления на плунжере 5 подушки при помощи регулятора давления в сети воздухопровода. Только тогда, когда будет достигнуто противодавление при ходе вниз, масло преодолеет сопротивление запирающего поршня 7, откроет клапан 4 и, перетекая из рабочей полости цилиндра в полость II и далее в масляный бак 7, опустит плиту подушки. При этом сила прижима
Рис. 1.5. Принципиальная схема гидропневматической подушки с удерживателем
на прижимном кольце штампа в течение всего рабочего хода будет постоянна.
В момент окончания рабочего хода, когда ползун начнет ход вверх, сила прижима станет равной нулю и противодавление масла в полости I резко упадет. Поэтому поршень 1 тотчас поднимет клапан 4 и перекроет проходное сечение соединительного канала: плунжер останется в крайнем нижнем положении.
При определенном положении ведущего кривошипа в ходе подъема ползуна кулачковый диск командоаппарата воздействует на конечный переключатель, управляющий электромагнитом 3, Движение якоря электромагнита передается золотнику 2 воздухораспределителя. Подъем золотника приводит к отсечке пространства под поршнем от сети сжатого воздуха и соединению его с атмосферой. Тогда под действием масла поршень 1 опустится и откроет клапан. Масло из полости II устремится в рабочую полость цилинд
24
Гл а в а 1. Типовые конструкции кривошипных прессов
ра и поднимет плиту подушки. Этот ход плиты подушки может быть использован для выталкивания изделия. Запаздывание хода подушки после окончания рабочего хода устраняет возможность случайного смятия изделия.
При дальнейшем повороте ведущего кривошипа конечный переключатель командоаппарата срабатывает еще раз и выключает электромагнит. Сжатый воздух устремляется под поршень 7, закрывая клапан 4. и таким образом пресс оказывается готовым к следующему циклу работы.
Силу подушек, необходимую для прижима заготовки, принимают равной (0,17...0,25)РНОМ, а для ее выталкивания - (0,07...0,1)РНОМ.
1.5. Вытяжные прессы двойного и тройного действия
Вытяжные прессы двойного и тройного действия предназначены для глубокой вытяжки полых изделий из листовых материалов. На этих прессах вытяжка - ос
новная операция, предопределяющая их устройство. Специальный исполнительный механизм, обеспечивающий прижим листа в процессе деформирования заготовки, должен быть не привнесенным, а органически связанным с прессом элементом, определяющим типовое назначение конструкции.
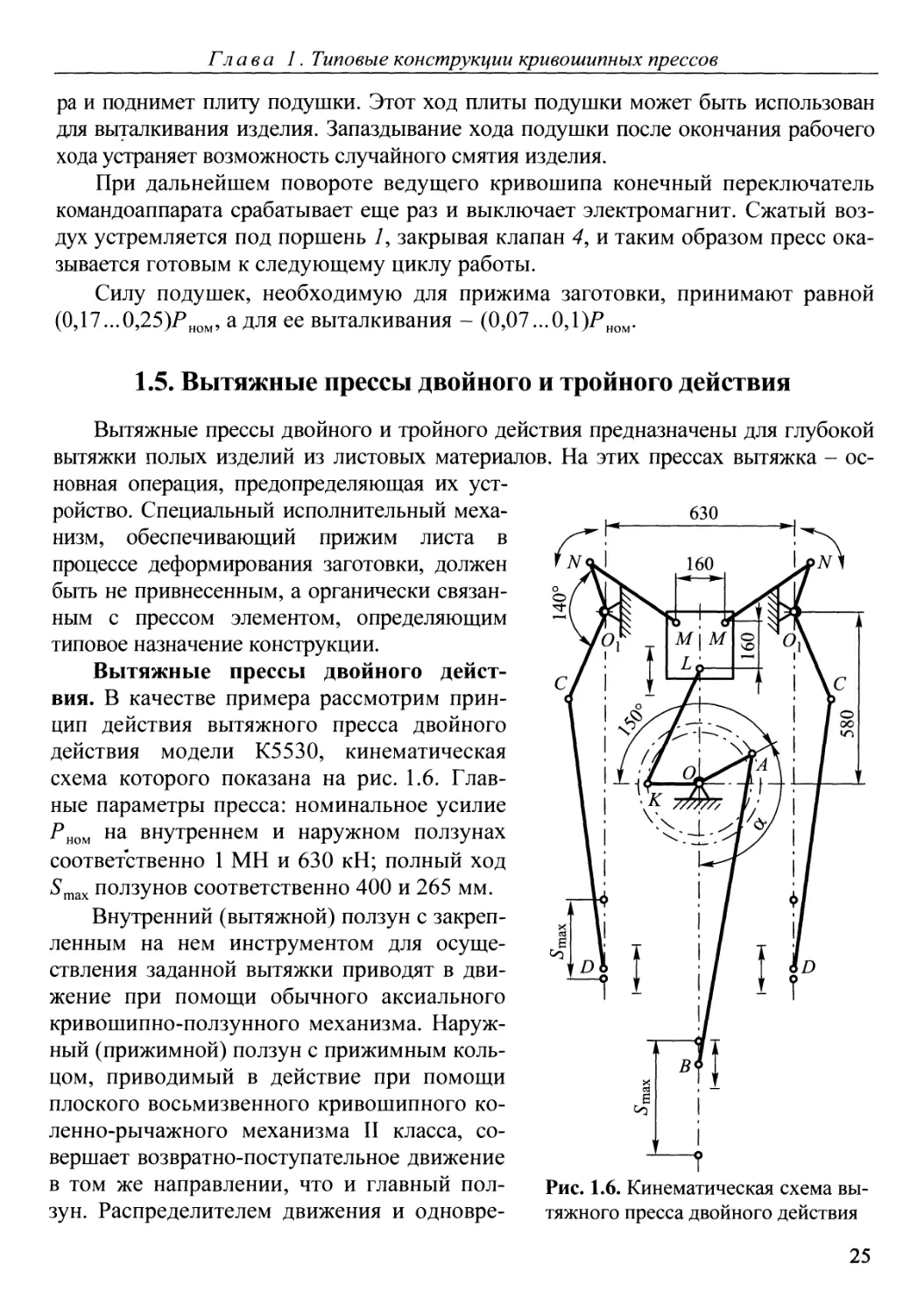
Вытяжные прессы двойного действия. В качестве примера рассмотрим принцип действия вытяжного пресса двойного действия модели К5530, кинематическая схема которого показана на рис. 1.6. Главные параметры пресса: номинальное усилие Рном на внутреннем и наружном ползунах соответственно 1 МН и 630 кН; полный ход 5тах ползунов соответственно 400 и 265 мм.
Внутренний (вытяжной) ползун с закрепленным на нем инструментом для осуществления заданной вытяжки приводят в движение при помощи обычного аксиального кривошипно-ползунного механизма. Наружный (прижимной) ползун с прижимным кольцом, приводимый в действие при помощи плоского восьмизвенного кривошипного коленно-рычажного механизма II класса, совершает возвратно-поступательное движение в том же направлении, что и главный ползун. Распределителем движения и одновре
630
Рис. 1.6. Кинематическая схема вытяжного пресса двойного действия
25
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
менно ведущим звеном механизма прижима является концевой кривошип ОК главного вала, который через шатун KL приводит в движение ползушку LMM, движение которой передается тягами MN. качающими двухплечие рычаги NOXC. Благодаря этому рычаги колена О j CD распрямляются и ломаются, сообщая возвратно-поступательное движение наружному ползуну.
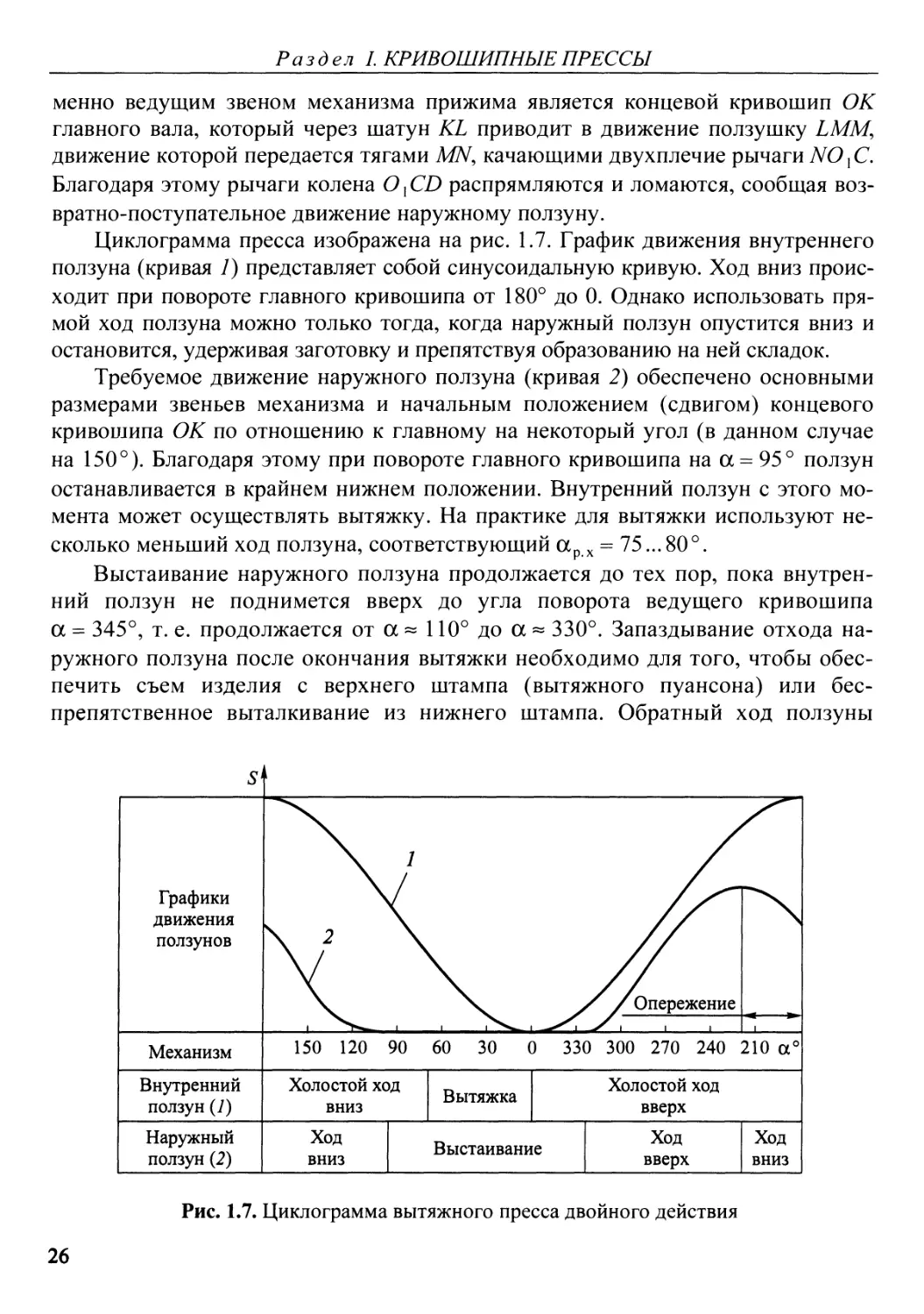
Циклограмма пресса изображена на рис. 1.7. График движения внутреннего ползуна (кривая 7) представляет собой синусоидальную кривую. Ход вниз происходит при повороте главного кривошипа от 180° до 0. Однако использовать прямой ход ползуна можно только тогда, когда наружный ползун опустится вниз и остановится, удерживая заготовку и препятствуя образованию на ней складок.
Требуемое движение наружного ползуна (кривая 2) обеспечено основными размерами звеньев механизма и начальным положением (сдвигом) концевого кривошипа ОК по отношению к главному на некоторый угол (в данном случае на 150°). Благодаря этому при повороте главного кривошипа на а = 95° ползун останавливается в крайнем нижнем положении. Внутренний ползун с этого момента может осуществлять вытяжку. На практике для вытяжки используют несколько меньший ход ползуна, соответствующий оср х = 75...80°.
Выстаивание наружного ползуна продолжается до тех пор, пока внутренний ползун не поднимется вверх до угла поворота ведущего кривошипа а = 345°, т. е. продолжается от ос ~ 110° до ос ~ 330°. Запаздывание отхода наружного ползуна после окончания вытяжки необходимо для того, чтобы обеспечить съем изделия с верхнего штампа (вытяжного пуансона) или беспрепятственное выталкивание из нижнего штампа. Обратный ход ползуны
Графики движения ползунов
Механизм
150 120 90 60 30 0 330 300 270 240 210 а0
Внутренний ползун (7)
Наружный ползун (2)
Холостой ход вниз
Ход вниз
Вытяжка
Выстаивание
Холостой ход
вверх
Ход Ход
вверх вниз
Рис. 1.7. Циклограмма вытяжного пресса двойного действия
26
Глава 1. Типовые конструкции кривошипных прессов
совершают с разными скоростями - наружный движется быстрее и достигает крайнего верхнего положения раньше, чем внутренний. Сдвиг фазы, характеризуемый углом поворота ведущего кривошипа, при котором наружный ползун приходит в крайнее верхнее положение, называют опережением. Обычно оно составляет 25... 50°.
Остановка ползунов происходит при незначительном недоходе ведущего кривошипа до крайнего верхнего положения. При этом наружный ползун, пройдя крайнее верхнее положение, опустится на некоторое расстояние вниз.
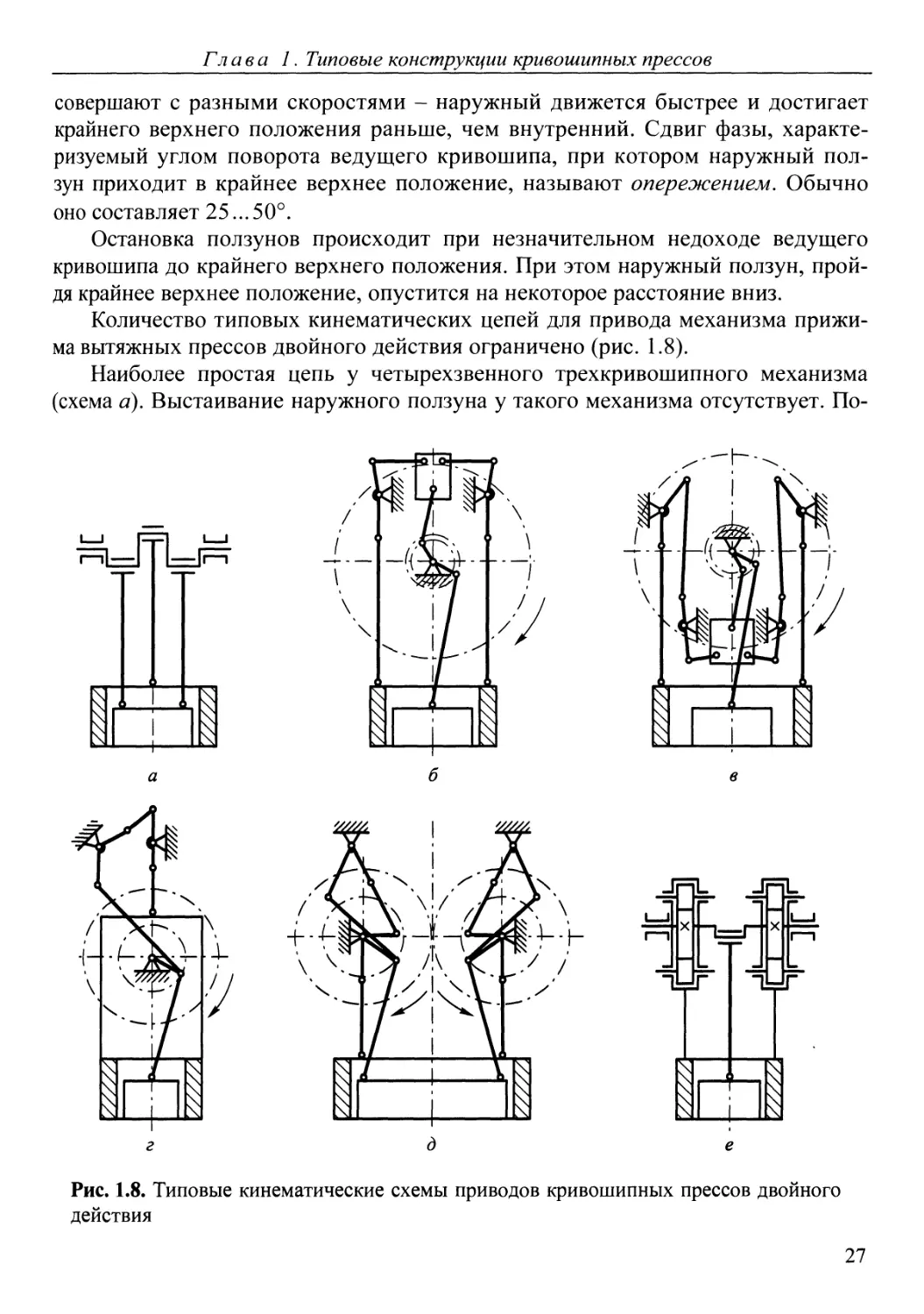
Количество типовых кинематических цепей для привода механизма прижима вытяжных прессов двойного действия ограничено (рис. 1.8).
Наиболее простая цепь у четырехзвенного трехкривошипного механизма (схема а). Выстаивание наружного ползуна у такого механизма отсутствует. По
Рис. 1.8. Типовые кинематические схемы приводов кривошипных прессов двойного действия
27
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
этому данную схему применяют только в прессах для неглубокой вытяжки, осуществляемой внутренним ползуном. Действительное назначение наружного ползуна - вырубка заготовки.
Наружный ползун в восьми- и десятизвенном кривошипных коленно-рычажных механизмах (схемы б и в на рис. 1.8) находится в крайнем нижнем положении только при полном распрямлении колена, на котором подвешен ползун. В течение остального времени ползун несколько отходит от крайнего нижнего положения. Движение наружного ползуна будет тем больше приближаться к абсолютному стоянию, чем больше звеньев в схеме механизма прижима. Поэтому, будучи идентичными по структуре, оба типа коленно-рычажных механизмов - восьмизвенный (сдвоенный механизм с ползушкой) и десятизвенный (строённый механизм с ползушкой) - воссоздают несколько отличающиеся законы движения наружного ползуна. У десятизвенного механизма ползун стоит внизу несколько дольше по времени при меньшем отходе ползуна от крайнего нижнего положения. Восьмизвенная схема, обеспечивая выстаивание наружного ползуна в требуемых пределах, имеет важное конструктивное преимущество -компактность - и находит широкое применение в современных однокривошипных прессах закрытого типа с расположением ведущего кривошипа перпендикулярно фронту станины пресса.
Механизмы прижима, приведенные на схемах гид (см. рис. 1.8), относятся к кривошипно-коленным. Они идентичны по структуре - это восьмизвенные механизмы с приводом от ведущего кривошипа главного исполнительного механизма. Поэтому необходимы компоновка механизма прижима внутри станины пресса и выполнение ведущего кривошипа в виде шестерни-эксцентрика. Различие между схемами связано с расположением осей качания промежуточных рычагов.
Некоторая подвижность прижимного ползуна с рычажным приводом в период рабочего хода допустима согласно требованиям, предъявляемым к прижиму. В исходном положении между нижней плоскостью кольца, закрепленного на прижимном ползуне, и верхней плоскостью нижнего штампа устанавливается зазор. В процессе вытяжки толщина плоского фланца увеличивается, заготовка соприкасается с кольцом и в результате этого возникает прижимная сила. Она будет тем больше, чем меньше зазор. При слишком малом зазоре возможен отрыв дна у вытягиваемого изделия, при завышенном зазоре на изделии образуются складки. Оптимальный зазор устанавливают наладкой для штамповки каждого изделия при регулировке положения прижимного ползуна.
Для компенсации положительных отклонений по толщине штампуемого материала, а также неточностей изготовления инструмента прижим осуществляется через специальные амортизаторы. По функциональному назначению они относятся к предохранительным устройствам, поскольку лимитируют нарастание сверх установленного предела нагрузки, действующей на колено подвески наружного ползуна. В качестве эталона в этих устройствах принимают силу упругости пружин (пружинные амортизаторы) либо давление воздуха (пневматические камеры или
28
Гла в а 1. Типовые конструкции кривошипных прессов
цилиндры). Расчет амортизаторов ведут по нагрузке, равной (1,1... 1,2) Рном на на
ружном ползуне.
Для небольших вытяжных прессов специального назначения многозвенность механизма прижима становится недостатком конструкции. В этом случае возможно применение кулачковых пар, подобных схеме е, приведенной на рис. 1.8.
Однако эксплуатация этих прессов показала, что привод наружного ползуна с использованием профильных кулачков - не вполне удачное решение, поскольку они быстро изнашиваются и не обеспечивают равномерный прижим заготовки.
По конструктивным признакам и внешней архитектуре прессы двойного действия подобны листоштамповочным прессам простого действия и включают две группы машин: кривошипные двухстоечные прессы открытого и закрытого типа.
К первой группе относятся трехкривошипные прессы, а также специальные прессы с кулачковым приводом наружного ползуна. Большинство современных кривошипных прессов двойного действия - двухстоечные закрытого типа. Они
различаются размерами штампового пространства и соответственно этому количеством точек подвески ползуна (одно-, двух- и четырехкривошипные прессы). Основные параметры и размеры однокривошипных прессов закрытого типа с номинальными усилиями на внутреннем ползуне Рном = 630 кН...6,3 МН, а на наружном - (0,62...0,64) Рном приведены в ГОСТ 7639.
В прессах зарубежных фирм номинальные усилия на внутреннем и наружном ползунах чаще всего находятся в этих же пределах, однако для большей универсальности иногда выпускают прессы с Рн”а^ /Рнвонм = 1 •
Основные параметры и размеры двух- и четырехкривошипных прессов регламентированы ГОСТ 8247 и ГОСТ 16268 соответственно.
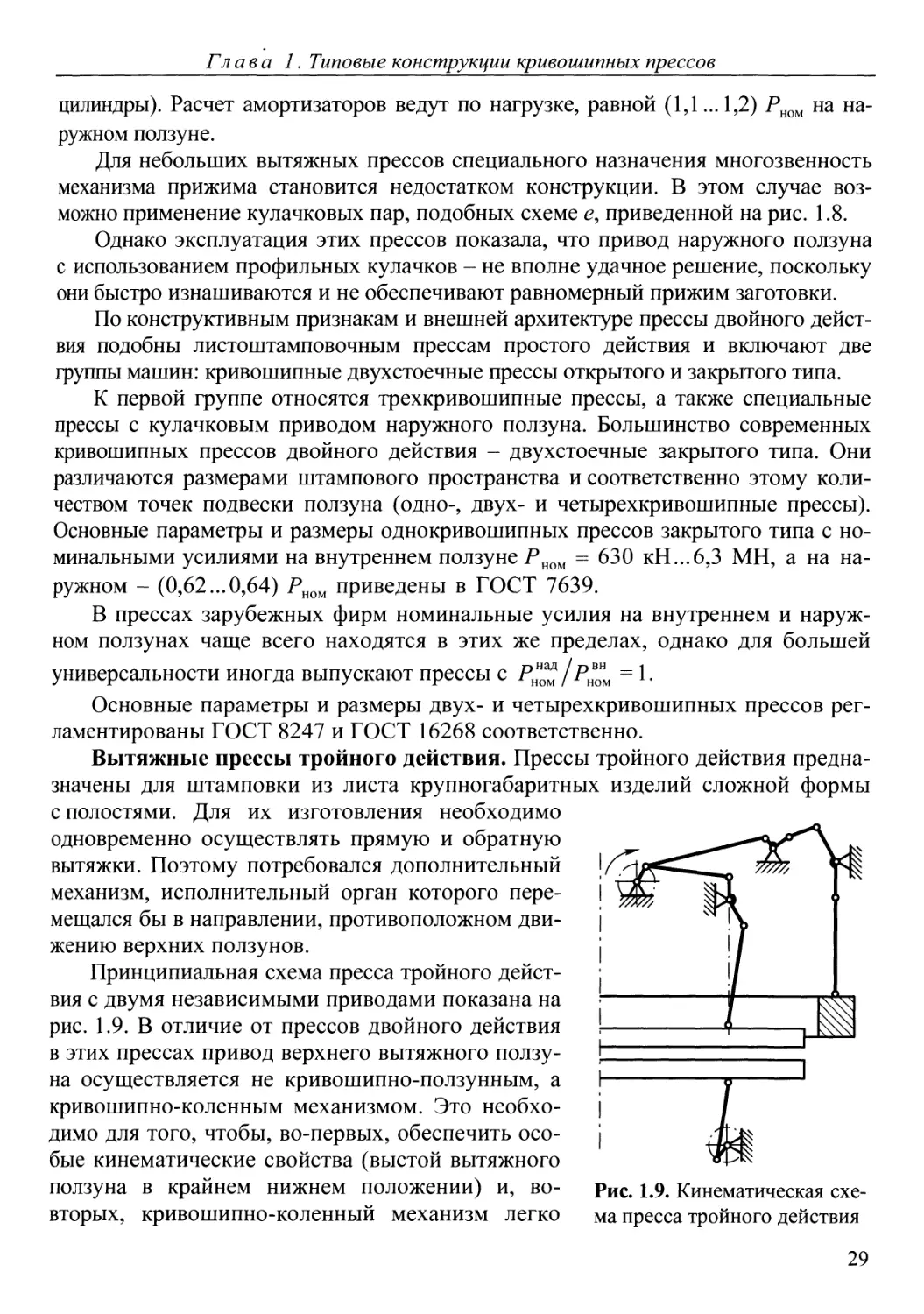
Вытяжные прессы тройного действия. Прессы тройного действия предна-
значены для штамповки из листа крупногабаритных изделий сложной формы
с полостями. Для их изготовления необходимо одновременно осуществлять прямую и обратную вытяжки. Поэтому потребовался дополнительный механизм, исполнительный орган которого перемещался бы в направлении, противоположном движению верхних ползунов.
Принципиальная схема пресса тройного действия с двумя независимыми приводами показана на рис. 1.9. В отличие от прессов двойного действия в этих прессах привод верхнего вытяжного ползуна осуществляется не кривошипно-ползунным, а кривошипно-коленным механизмом. Это необходимо для того, чтобы, во-первых, обеспечить особые кинематические свойства (выстой вытяжного ползуна в крайнем нижнем положении) и, во-вторых, кривошипно-коленный механизм легко
Рис. 1.9. Кинематическая схема пресса тройного действия
29
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
мог быть выведен из состояния распора при остановке ползуна в крайнем нижнем положении. Привод нижнего вытяжного ползуна, остановки которого в верхнем положении не требуется, осуществляется от обычного кривошипноползунного механизма.
Цикличность работы пресса достигается следующим образом. После включения муфты главного привода сначала производится опережающее движение и остановка прижимного ползуна, а затем начинается ход вниз верхнего вытяжного ползуна. Когда ползун достигает крайнего нижнего положения, специальный кулачок, воздействуя на конечный выключатель электропневматической системы управления, выключает муфту, и верхний ползун останавливается. Несколько ранее автоматически включается муфта привода нижнего ползуна при помощи выключателя, сблокированного с ходом верхнего вытяжного ползуна. При обратном ходе вниз нижний ползун включает главный привод, а верхний вытяжной ползун после выстаивания начинает обратный ход вверх. Выстаивание прижимного ползуна длится несколько дольше и необходимо для обеспечения съема изделия с вытяжного пуансона.
При подходе всех трех ползунов к своим исходным положениям происходит отключение муфт главного и нижнего приводов и их остановка. Для следующего рабочего хода необходимо повторное включение пресса.
1.6. Прессы тройного действия для чистовой вырубки
Многие детали машин и приборов с точностью размеров по наружному контуру и отверстий соответствующих 6...9 квалитетам изготовляют вырубкой на универсальных кривошипных прессах с последующими зачисткой и фрезерованием или профильным шлифованием. Более эффективен технологический процесс чистовой вырубки, осуществляемый на прессах тройного действия.
Высококачественная поверхность среза в этом случае обеспечивается созданием в зоне деформирования всестороннего неравномерного сжатия. Последовательность воздействия инструмента на заготовку, определяющую цикличность процесса чистовой вырубки, состоит в следующем. В начале процесса (рис. 1.10, а) в заготовку 6 эквидистантно линии среза на близком от нее расстоянии вдавливают ребро (клин) прижимного кольца плиты 5, закрепленной на столе 3; контрпуансон 7 подпора (он же выталкиватель) расположен на уровне режущей кромки матрицы 3, поддерживая заготовку. В результате вблизи области реза в заготовке осуществляется неравномерное всестороннее сжатие. Затем следует рабочий ход вырубного пуансона 4. расположенного на ползуне 2, соединенном с исполнительным механизмом 7, - собственно вырубка (рис. 1.10, б). При этом вырубленная деталь опускается ниже режущей кромки матрицы. После отхода в крайние положения вырубного пуансона 4 и плиты 5 с прижимным ребром контрпуансон 7 совершает ход и шток 9 поршня цилиндра 10
30
Глава 1. Типовые конструкции кривошипных прессов
Рис. 1.10. Последовательность воздействия инструмента на заготовку при чистовой вырубке на прессе тройного действия:
а - внедрение клиновидного ребра; б - вырубка; в - удаление заготовки
выталкивает изготовленную деталь из матрицы (рис. 1.10, в). Тотчас автоматически включается сопло сдува и струя воздуха удаляет деталь из рабочего пространства пресса, а полосу или ленту исходного металла подает механизм подачи на исходную позицию для выполнения следующей операции.
Поскольку кривошипный коленно-рычажный привод наружного ползуна не обеспечивает полного выстаивания прижимного инструмента (см. § 1.5), применение его в прессе для чистовой вырубки не гарантирует постоянства силы на прижимном ребре, что ухудшает качество среза. Поэтому привод прижима в прессе для чистовой вырубки выполняют гидравлическим, постоянство давления в котором поддерживается путем вытеснения жидкости из полости цилиндра в аккумулятор по аналогии с гидропневматической подушкой (см. § 1.4). Такой же привод применяют и для перемещения контрпуансона. Преимущество гидравлического привода - широкий диапазон регулирования силы прижима и сопротивления со стороны контрпуансона.
Для успешного осуществления чистовой вырубки необходимо строго выдерживать скоростные условия деформирования. Во-первых, скорость движения инструмента должна соответствовать оптимальному механическому
31
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
режиму вырубки в зависимости от твердости и толщины материала, а также сложности контура детали. Например, вырубка из стали 20 толщиной 2 мм успешно протекает при скорости пуансона 10 мм/с, а из стали 50 - при скорости пуансона 6 мм/с. Значит, привод пресса должен допускать регулирование числа ходов ползуна. Во-вторых, скорость пуансона должна быть постоянной в течение всего процесса вырубки.
По конструктивным признакам кривошипные прессы тройного действия для чистовой вырубки относят к закрытому типу с нижним приводом. Ползун при рабочем ходе движется снизу вверх в роликовых направляющих станины. Главный привод пресса осуществляется от электродвигателя, допускающего бесступенчатую регулировку частоты вращения ведущего кривошипа и, следовательно, числа ходов ползуна.
В качестве главного размерного параметра для кривошипных прессов тройного действия при чистовой вырубке принимают суммарное номинальное усилие Рном на ползуне, определяемое условием
НОМ — 1 выр пр КП ’
где Рвыр - сила, необходимая для вырубки; Рпр - сила прижима; Ркп - сила, действующая со стороны контрпуансона.
Как правило, Рвыр = 0,6РНОМ, Рпр = 0,15РН0М, Ркп = 0,25РНОМ. Чтобы точно знать, какая сила допустима для проведения вырубки на данном прессе, в его характе-
Р Р 1
выр выр 1 X тт т
ристике указывают отношение —например —- = — МН.
^НОМ ^НОМ 1
В мировой практике кривошипные прессы тройного действия для чистовой вырубки выпускают с Рном = -^^кН... МН при числе ходов ползуна от 35...90
до 14... 18 в минуту.
Кривошипные прессы тройного действия для чистовой вырубки очень дорогие и должны работать с максимальной производительностью. Для этого они должны иметь высокоточную шаговую подачу и работать в автоматическом режиме.
1.7. Листоштамповочные прессы-автоматы
По типовым признакам технологии прессы-автоматы подразделяют на универсальные и специальные. Универсальные прессы-автоматы предназначены для производства изделий широкой номенклатуры с применением разнородных операций раздельно или в определенной последовательности, специальные - для изготовления изделий заданной формы, например вытяжные для выпуска платяных кнопок, стопорных колец и т.п.
32
Глава 1. Типовые конструкции кривошипных прессов
По особенностям конструктивного устройства универсальные прессы-автоматы включают четыре группы машин: с нижним приводом, с верхним приводом, с самоподачей материала и дыропробивные с программным управлением.
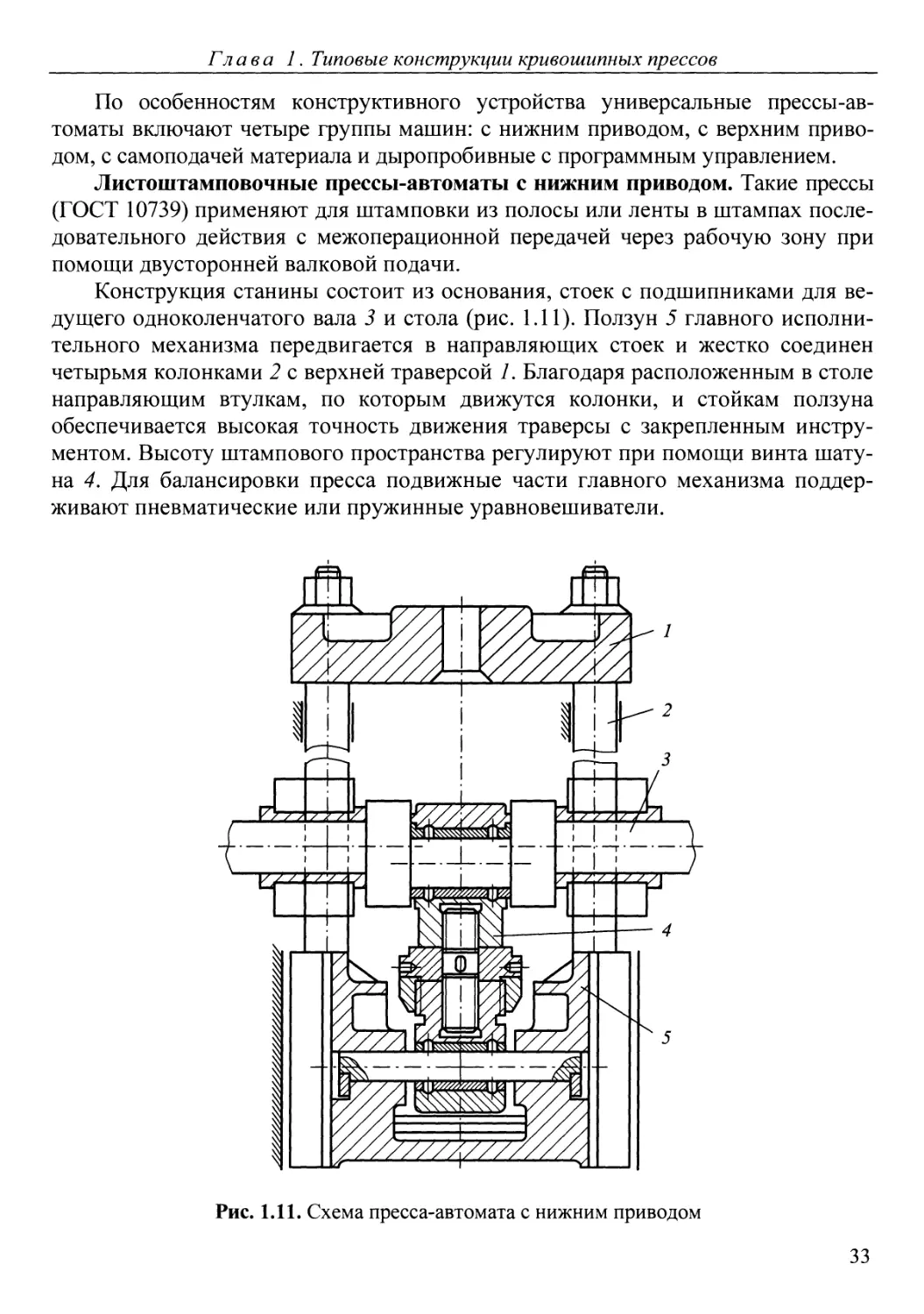
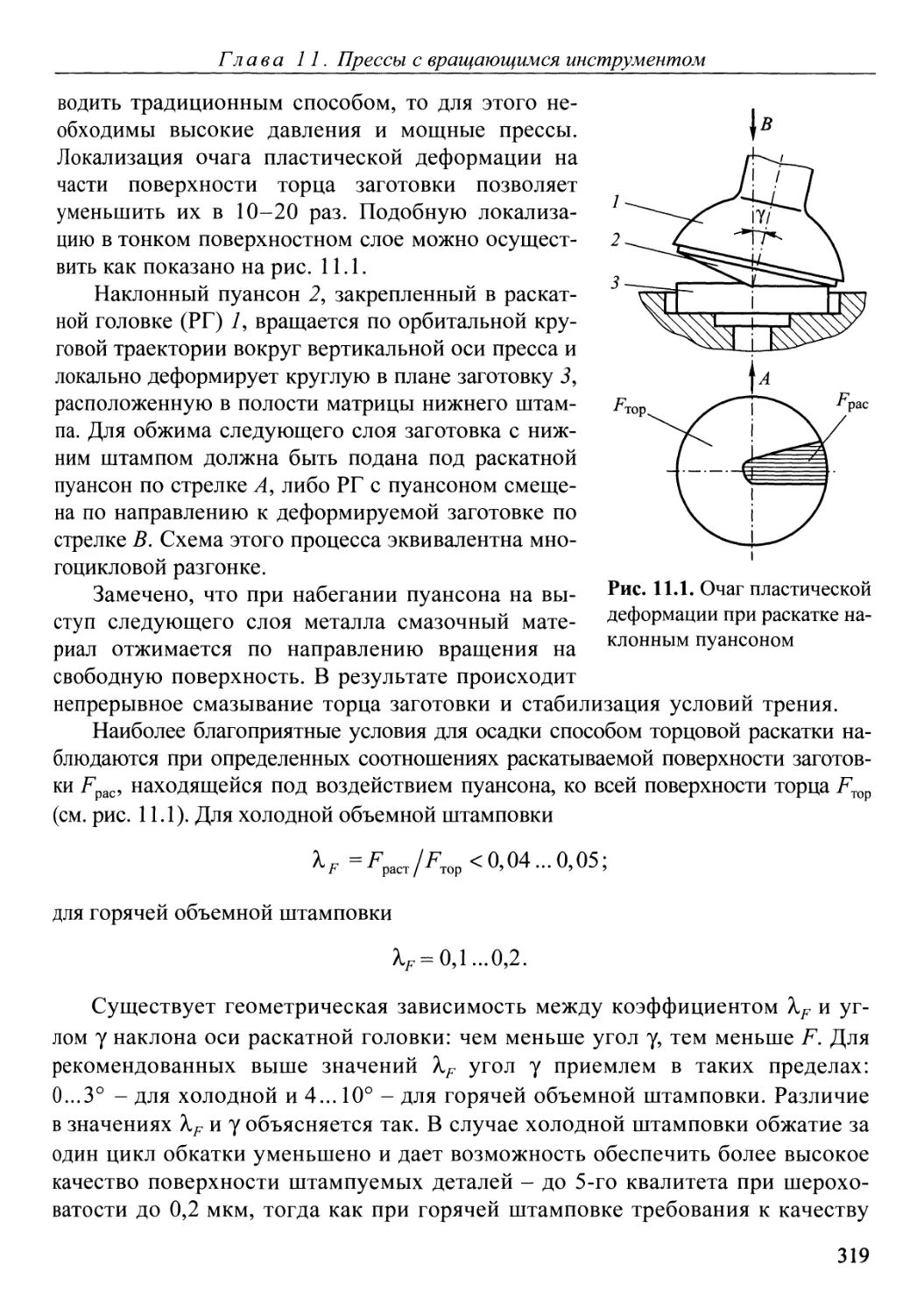
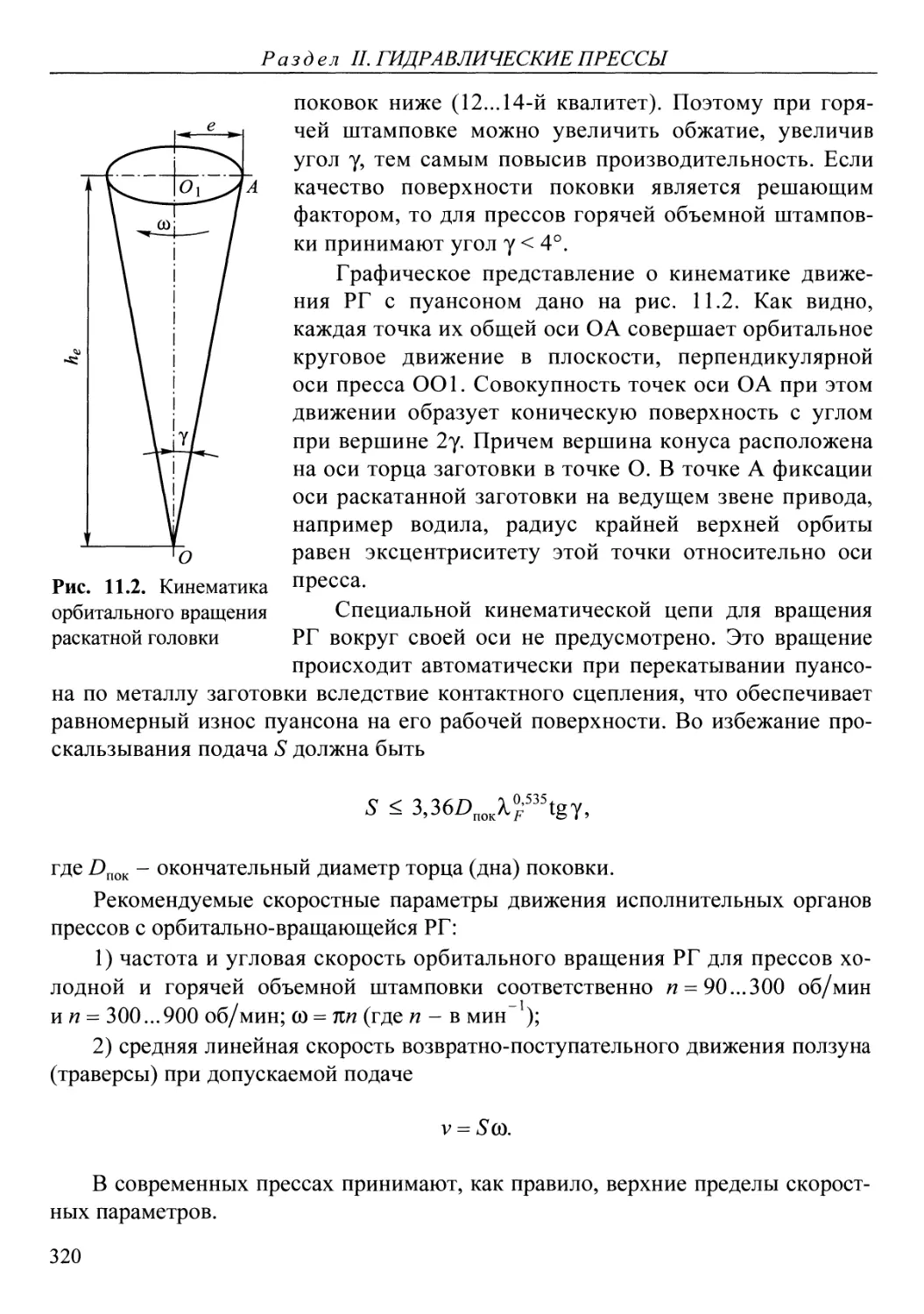
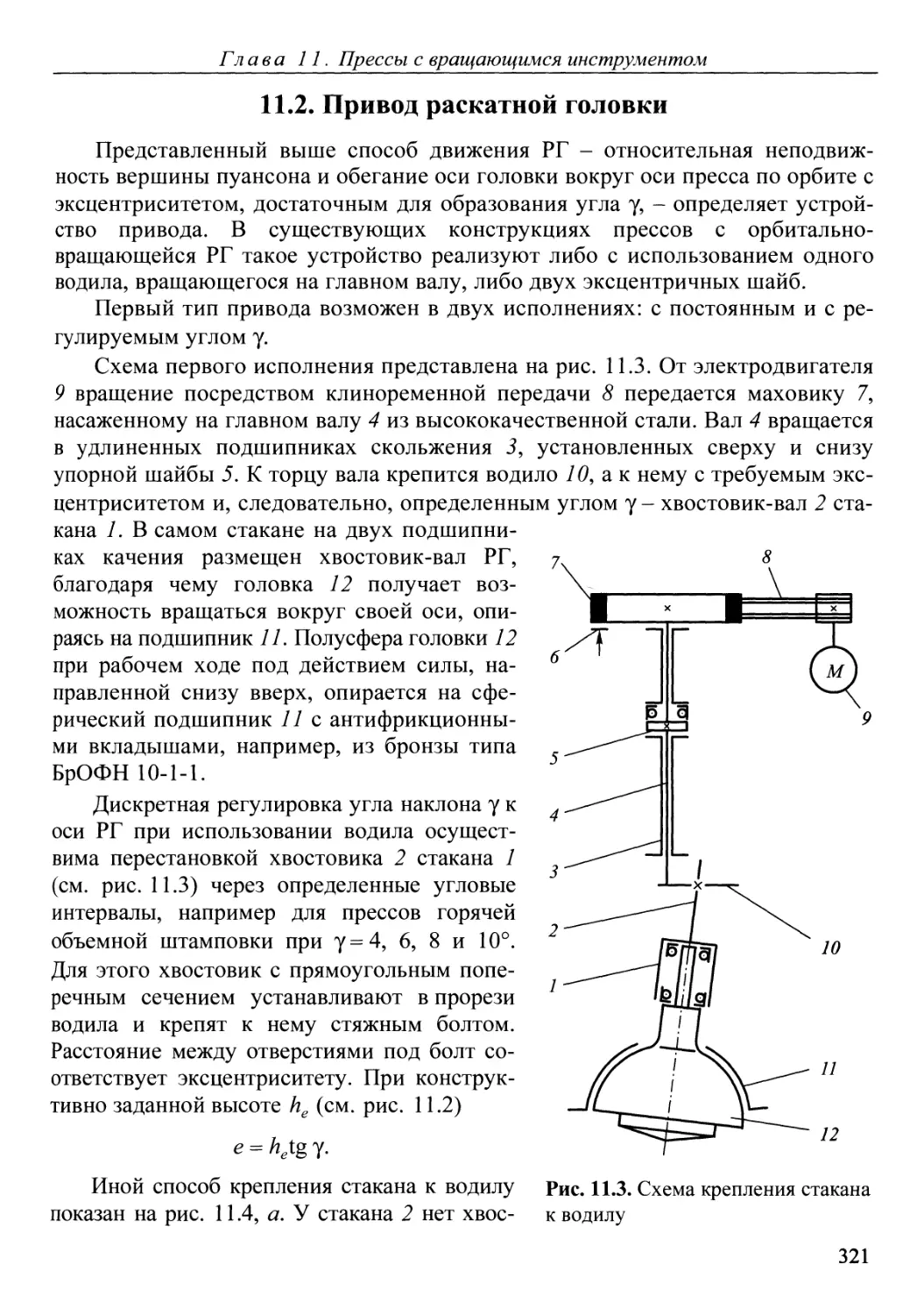
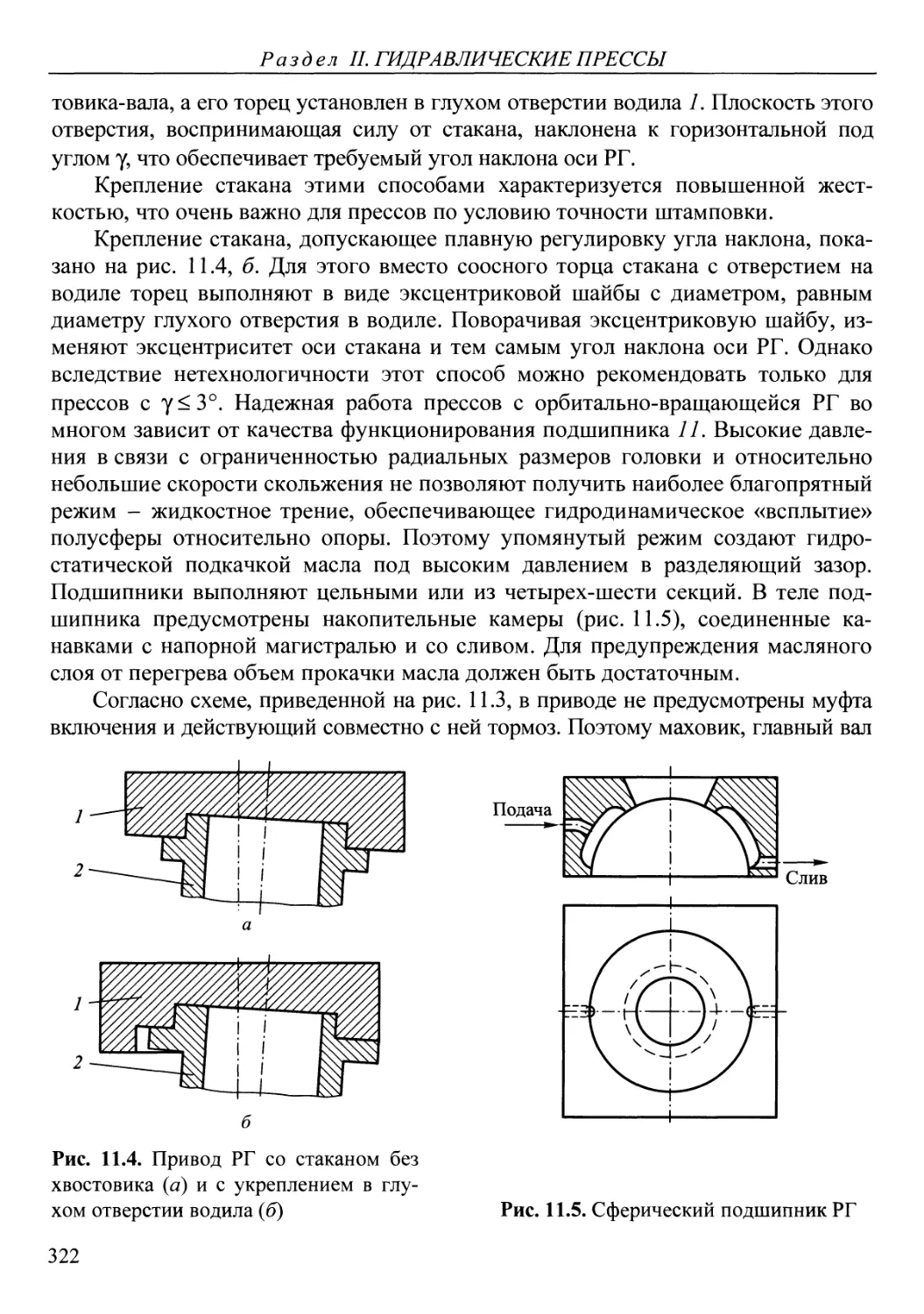
Листоштамповочные прессы-автоматы с нижним приводом. Такие прессы (ГОСТ 10739) применяют для штамповки из полосы или ленты в штампах последовательного действия с межоперационной передачей через рабочую зону при помощи двусторонней валковой подачи.
Конструкция станины состоит из основания, стоек с подшипниками для ведущего одноколенчатого вала 3 и стола (рис. 1.11). Ползун 5 главного исполнительного механизма передвигается в направляющих стоек и жестко соединен четырьмя колонками 2 с верхней траверсой 7. Благодаря расположенным в столе направляющим втулкам, по которым движутся колонки, и стойкам ползуна обеспечивается высокая точность движения траверсы с закрепленным инструментом. Высоту штампового пространства регулируют при помощи винта шатуна 4. Для балансировки пресса подвижные части главного механизма поддерживают пневматические или пружинные уравновешиватели.
Рис. 1.11. Схема пресса-автомата с нижним приводом
33
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Подача приводится в действие кулисно-реечным механизмом от шипа эксцентриковой шайбы на ведущем валу. Для рубки отходов имеются ножницы с приводом от верхней траверсы или от ведущего вала.
Современные модели прессов оборудованы многоскоростными электродвигателями и двухступенчатыми шестеренными редукторами, что обеспечивает до шести скоростей движения ползуна. Между электродвигателем и маховиком рекомендуют клиноременную передачу. Новые прессы даже малых моделей выпускают с управляемыми фрикционными муфтами. Прессы-автоматы с нижним приводом выпускают с Рном до 4 МН.
Листоштамповочные прессы-автоматы с верхним приводом. Формально любой универсальный пресс с верхним приводом, оборудованный соответствующими механизмами подач, может быть отнесен к структурной группе прессов-автоматов. Например, однопозиционные прессы патронногильзового производства, являющиеся по особенностям устройства прессами простого действия и оборудованные револьверными подачами, работают в качестве прессов-автоматов.
Массовость производства подшипников и многооперационный характер штамповки для них деталей из листа, особенно фасонных колец сепараторов, послужили толчком к созданию специализированных прессов с автоматическим циклом работы - многопозиционных прессов-автоматов.
Необходимость установки нескольких штампов в заданной последовательности, автоматическая подача исходной заготовки, ее межоперационная транспортировка, удаление отходов, точность и быстрота наладки инструмента раздельно по операциям предопределили конструктивные особенности многопозиционных прессов-автоматов:
1) удлиненная по фронту станина и главный ползун с соответствующими габаритными размерами, позволяющими установку от 6 до 14 штампов;
2) приспособления в главном ползуне для раздельного крепления верхних подвижных частей штампов с индивидуальной регулировкой закрытой высоты по позициям;
3) как правило, два раздельных механизма подачи: для исходного металла и для межоперационной транспортировки (грейферного типа, клещевой, реже валковый);
4) прижимные устройства в столе пресса для выполнения вытяжки на отдельных позициях;
5) верхние и нижние выталкиватели, причем для выталкивания снизу используют прижимные устройства;
6) ножницы для разрезки отходов.
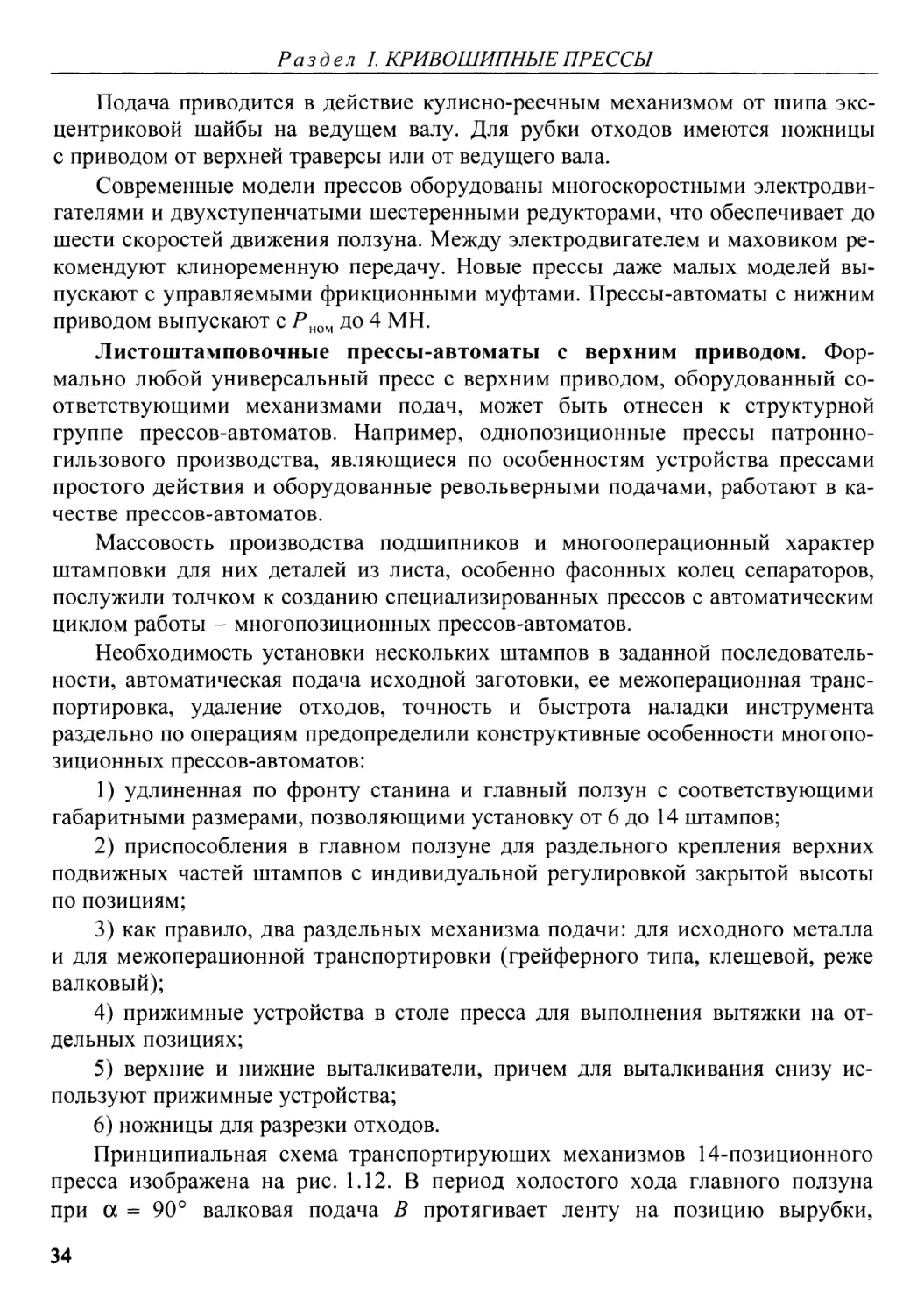
Принципиальная схема транспортирующих механизмов 14-позиционного пресса изображена на рис. 1.12. В период холостого хода главного ползуна при а = 90° валковая подача В протягивает ленту на позицию вырубки,
34
Глава 1. Типовые конструкции кривошипных прессов
Рис. 1.12. Расположение транспортирующих механизмов на пресс-автомате с верхним приводом
осуществляемую боковым ползуном. Далее специальный шиберный механизм Ш выносит вырубленную заготовку (позиция 0) к захватам грейферной межоперационной подачи Г. Позиции 7-3, 10—14 - холостые, и обработка производится в позициях 4-9.
Грейфер состоит из двух продольных планок с двусторонними лапками-захватами. Планки грейфера от индивидуального привода (механический от электродвигателей, гидравлический) или от главного привода пресса совершают продольное и поперечное возвратно-поступательное движение.
При обратном холостом ходе главного ползуна после выдержки в раскрытом положении срабатывает механизм поперечного перемещения планок и грейфер закрывается. При этом лапки захватывают обрабатываемые заготовки.
Механизм продольного перемещения планок после выстаивания переносит заготовки на шаг подачи с предыдущей позиции на последующую. В период рабочего хода грейфер в раскрытом состоянии начинает холостой ход в исходное положение (цикл работы грейфера завершен). Шаг подачи грейфера является неизменным для каждого типоразмера пресса, так как определяется межосевым расстоянием позиций штамповки. Зев между лапками регулируют при помощи установочных винтов.
Ленточным транспортером Л (см. рис. 1.12) отштампованную деталь удаляют из рабочей зоны пресса.
Согласно ГОСТ 8260, многопозиционные прессы-автоматы изготовляют с Рном = ЮО кН... 10 МН. Число позиций у стандартных прессов изменяется от 6 до 12. В мировой практике многопозиционные прессы, составленные из нескольких модульных блоков, выпускают с Рном до 40 МН и допускают штамповку изделий до 1000 мм в поперечных размерах при толщине листа до 6 мм.
35
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Современные многопозиционные прессы-автоматы по своей универсальности применяют в производстве разнообразной продукции: подшипников, электрических машин и аппаратов, автомобилей и т. п. Стоимость многопозиционных прессов-автоматов в связи с их усложненной конструкцией значительно выше аналогичных прессов простого действия. Однако в массовом и крупносерийном производстве многопозиционные прессы-автоматы экономически весьма эффективны и быстро окупаются, так как, заменяя несколько прессов, позволяют высвободить значительные производственные площади, снизить эксплуатационные расходы и уменьшить число рабочих, занятых на их обслуживании.
Листоштамповочные прессы-автоматы с самоподачей материала. Большое количество мелких изделий можно штамповать на небольших по номинальному усилию прессах с любыми достижимыми скоростями, так как технология не ставит каких-либо требований на этот счет. Однако инерционность подающих механизмов обычных типов препятствует резкому увеличению числа ходов пресса. Особое место занимают прессы-автоматы с самоподачей материала, позволяющие работать с числом ходов до 3000 в минуту.
Дыропробивные прессы с программным управлением. В авиакосмических летательных аппаратах, радиоустройствах, приборах и установках систем управления для монтажных работ широко используют металлические и неметаллические панели с множеством отверстий. Эти отверстия в зависимости от характера производства можно получить различными способами. В массовом производстве экономически оправдана одновременная пробивка всех отверстий многопуансонными штампами на универсальных прессах простого действия с соответствующими размерами стола. В мелкосерийном производстве это наиболее часто встречающийся случай изготовления панелей - отверстия последовательно пробивают при помощи нормализованных штампов с индивидуальными для каждого отверстия рабочими частями (пуансоном и матрицей) на специализированных прессах.
Специализированный дыропробивной пресс должен иметь высокую производительность автомата в сочетании с гибкостью и приспособляемостью универсального оборудования.
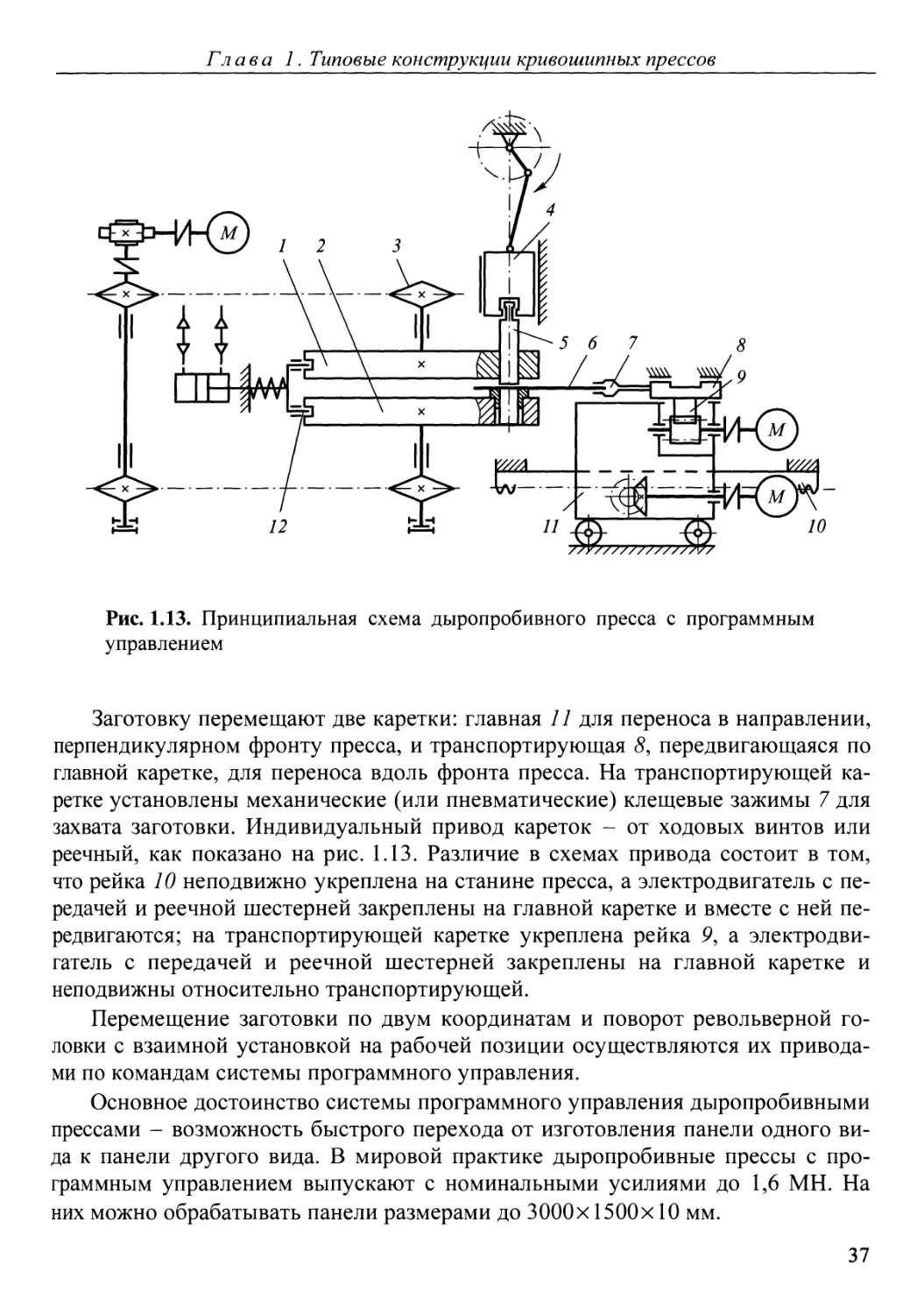
Отличительная особенность конструкции таких прессов - наличие револьверной головки (рис. 1.13), в верхнем 1 и нижнем 2 дисках которой размещены от 12 до 36 нормализованных штампов. Требуемый по технологии штамп 5 перемещают на рабочую позицию главного ползуна 4 пресса поворотом головки на заданный угол. Привод поворота головки состоит из сдвоенной цепной передачи, звездочки 3 которой укреплены на валу головки, а также червячного редуктора. Остановка головки происходит после того, как будет обеспечено соосное расположение штампа и ползуна со строгой фиксацией дисков при помощи пневматических штырей 12. Затем кривошипно-ползунный механизм совершает рабочий ход и пуансон пробивает отверстие в листовой заготовке 6.
36
Глава Г Типовые конструкции кривошипных прессов
Рис. 1.13. Принципиальная схема дыропробивного пресса с программным управлением
Заготовку перемещают две каретки: главная 11 для переноса в направлении, перпендикулярном фронту пресса, и транспортирующая 8, передвигающаяся по главной каретке, для переноса вдоль фронта пресса. На транспортирующей каретке установлены механические (или пневматические) клещевые зажимы 7 для захвата заготовки. Индивидуальный привод кареток - от ходовых винтов или реечный, как показано на рис. 1.13. Различие в схемах привода состоит в том, что рейка 10 неподвижно укреплена на станине пресса, а электродвигатель с передачей и реечной шестерней закреплены на главной каретке и вместе с ней передвигаются; на транспортирующей каретке укреплена рейка Р, а электродвигатель с передачей и реечной шестерней закреплены на главной каретке и неподвижны относительно транспортирующей.
Перемещение заготовки по двум координатам и поворот револьверной головки с взаимной установкой на рабочей позиции осуществляются их приводами по командам системы программного управления.
Основное достоинство системы программного управления дыропробивными прессами - возможность быстрого перехода от изготовления панели одного вида к панели другого вида. В мировой практике дыропробивные прессы с программным управлением выпускают с номинальными усилиями до 1,6 МН. На них можно обрабатывать панели размерами до ЗОООх 1500х 10 мм.
37
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
1.8. Общие тенденции в развитии листоштамповочных прессов
В развитии листоштамповочных прессов проявляются такие общие тенденции, как снижение их высоты, повышение быстроходности, унификация узлов и агрегатирование, механизация и автоматизация штамповки.
Для промышленности необходимы все более мощные прессы с увеличенным ходом главного ползуна при относительно малом числе ходов в единицу времени. Это приводит к возрастанию габаритных размеров машин в плане, особенно по высоте. Пролеты зданий цехов для установки подобных прессов приходится делать высокими, а так как в них устанавливают еще и прессы с меньшими габаритными размерами, то полезный объем производственных помещений используется нерационально и средства расходуются впустую.
Прессы с верхним приводом имеют и другие недостатки. Высоко расположенный центр тяжести обусловливает их недостаточную устойчивость и вибрацию в период рабочего хода и при включении муфты. Срабатывание золотников с выпуском сжатого воздуха из муфты и тормозов, вращение элементов привода усиливают шум в цехе.
Еще недавно преимущества прессов с нижним приводом казались весьма проблематичными: при индивидуальной установке сложность и объем фундамента часто заставляли отказываться от их использования. Строительство зданий прессовых цехов с цокольными этажами способствовало выпуску листоштамповочных прессов с нижним приводом простого и двойного действия. Появились мощные многопозиционные прессы-автоматы с нижним приводом.
Привод такого пресса полностью размещен под столом в помещении цокольного этажа. Ведущие кривошипы современных прессов оформлены в виде шестерен-эксцентриков. Шатуны во время рабочего хода тянут ползун и работают на растяжение, разгружая станину. Ползун пресса имеет усиленные боковые направляющие. Вынужденное расположение шатунов в стойках пресса несколько увеличивает его размер по фронту.
По общей высоте прессы одинакового назначения с верхним и нижним приводом примерно равны. Но высота над уровнем пола прессов с верхним приводом составляет 0,7...0,75, а с нижним - 0,5 от общей их высоты. Благодаря этому производственные пролеты цехов, в которых устанавливают мощные прессы с нижним приводом, могут быть уменьшены на 2...4 м.
Для малых прессов универсального назначения технологически допустимо любое сокращение длительности цикла одного двойного хода, включая рабочий. Определяющим фактором является работоспособность механизмов подачи исходной заготовки и ее межоперационной транспортировки. Поэтому повышение быстроходности этих прессов связано с использованием скоростных электродвигателей и привода с уменьшенным передаточным отношением. Быстроходность крупных прессов можно повысить только путем сокращения длительности холостых пробегов в цикле двойного хода при неизменной длительности рабочего хода.
38
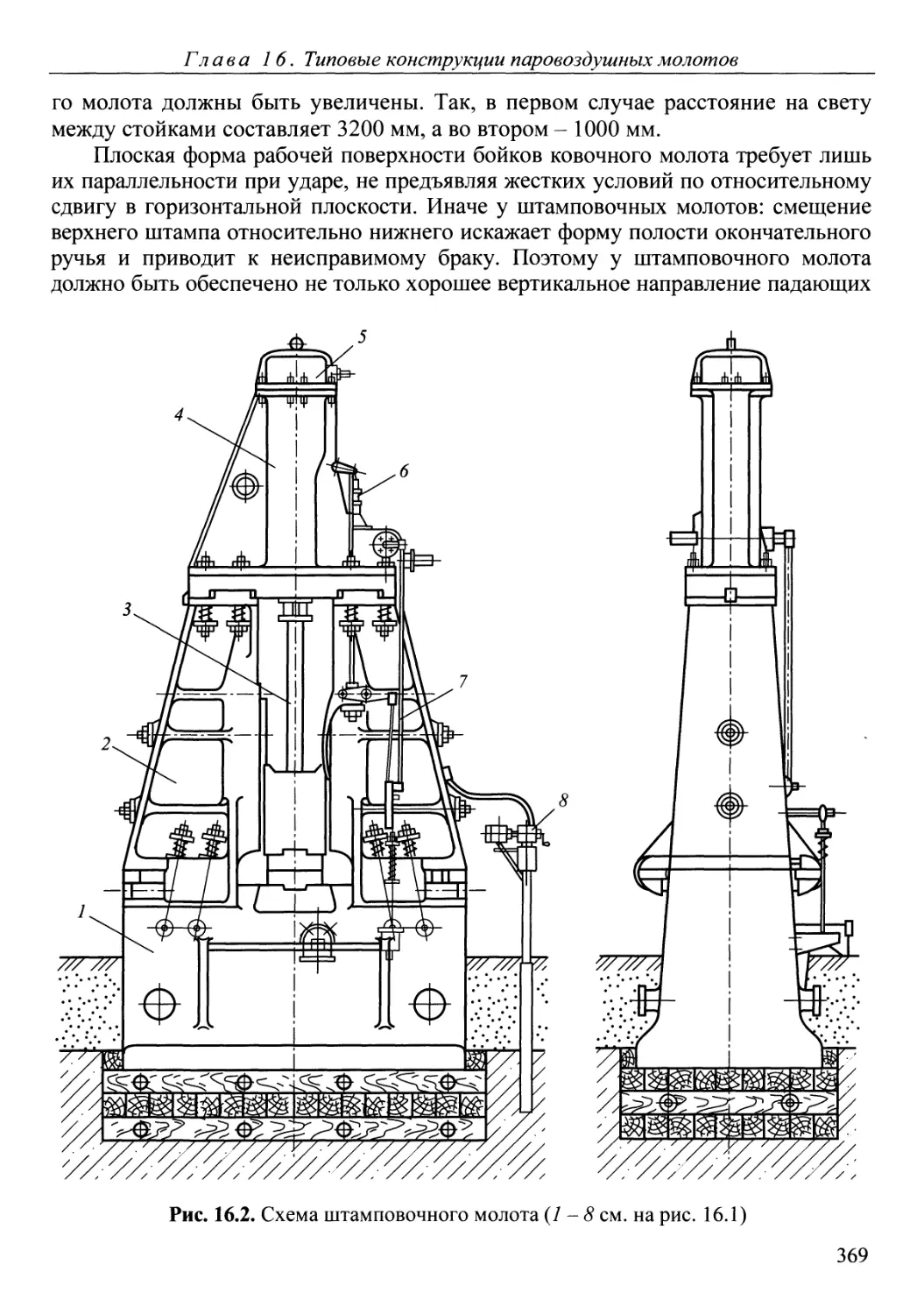
Глава 1. Типовые конструкции кривошипных прессов
Раздельные скорости движения механизмов пресса в периоды холостого пробега и рабочего хода достигаются при помощи конструктивных изменений в приводе, например при использовании приводов со специальными муфтами или сдвоенных.
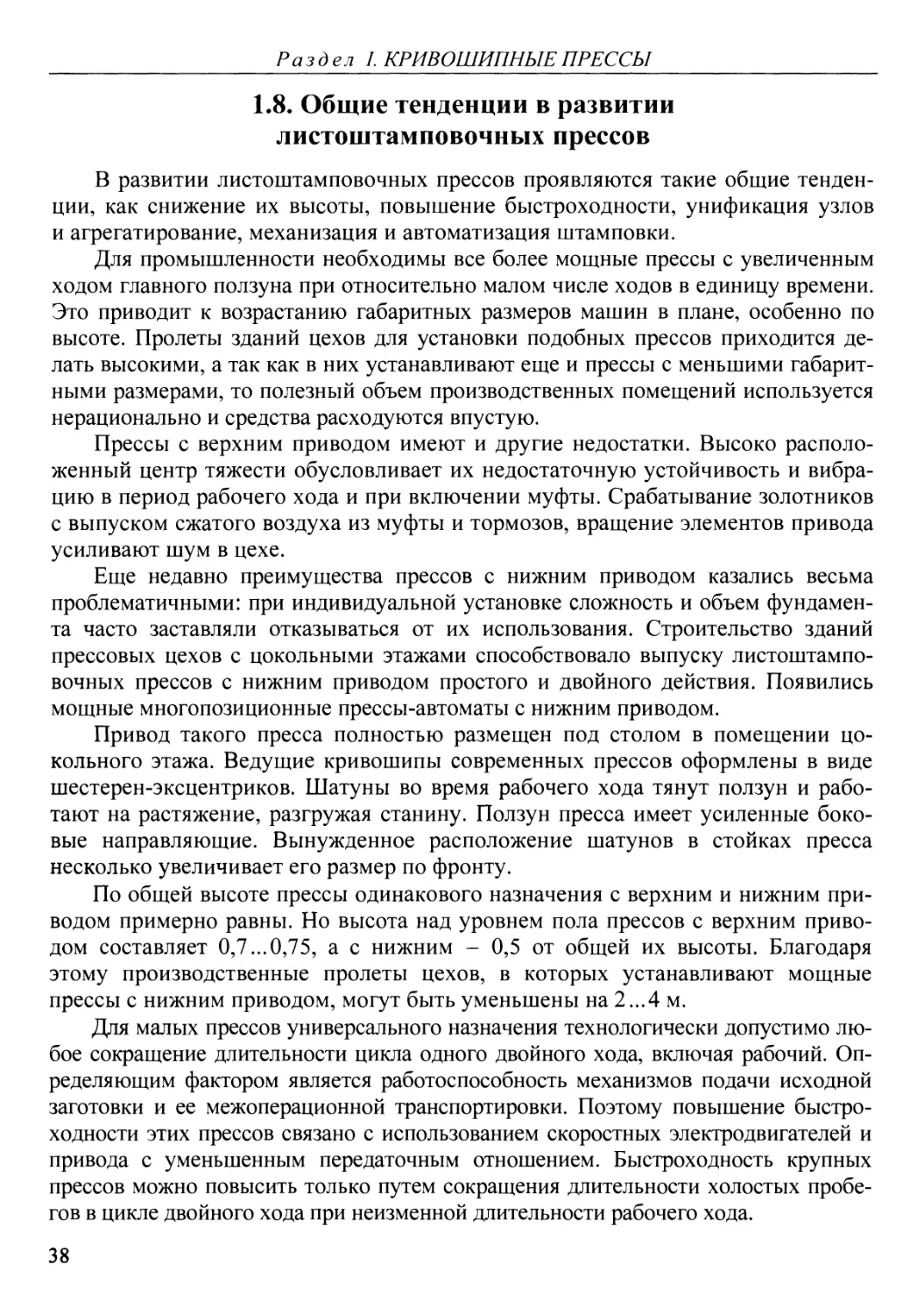
В приводе со специальными муфтами применяют двухскоростные фрикционные со встроенной планетарной передачей или электромагнитные муфты. Принципиальное устройство блока приемного вала с двухскоростной муфтой первого типа показано на рис. 1.14.
При включении муфты для осуществления прямого холостого хода главного исполнительного механизма сжатый воздух через электрозолотник подается на диафрагму муфты 77, сцепляя кольцевую шестерню с маховиком и устраняя тем самым относительное прокручивание кольцевой и солнечной шестерен. В результате сателлиты, выполняя функции соединяющего звена в шлицевом соединении, передают вращение маховика через водило на приемный вал без изменения угловой скорости. При подходе к обрабатываемой заготовке конечный выключатель коман-доаппарата через электрозолотник отсекает подачу воздуха к муфте 77 и подает его на диафрагму муфты 5 замедленного хода, останавливая кольцевую шестерню. Движение от маховика на приемный вал подается через солнечную шестерню и сателлиты с уменьшением угловой скорости пропорционально передаточному числу планетарного редуктора. После совершения рабочего хода командоаппарат вновь включает муфту ускоренного хода и механизм пресса с возросшей скоростью возвращается в крайнее верхнее (нижнее) положение. После соответствующей команды выключается муфта 77, срабатывает тормоз 7 и пресс останавливается.
Рис. 1.14. Схема двухскоростной муфты со встроенной планетарной передачей:
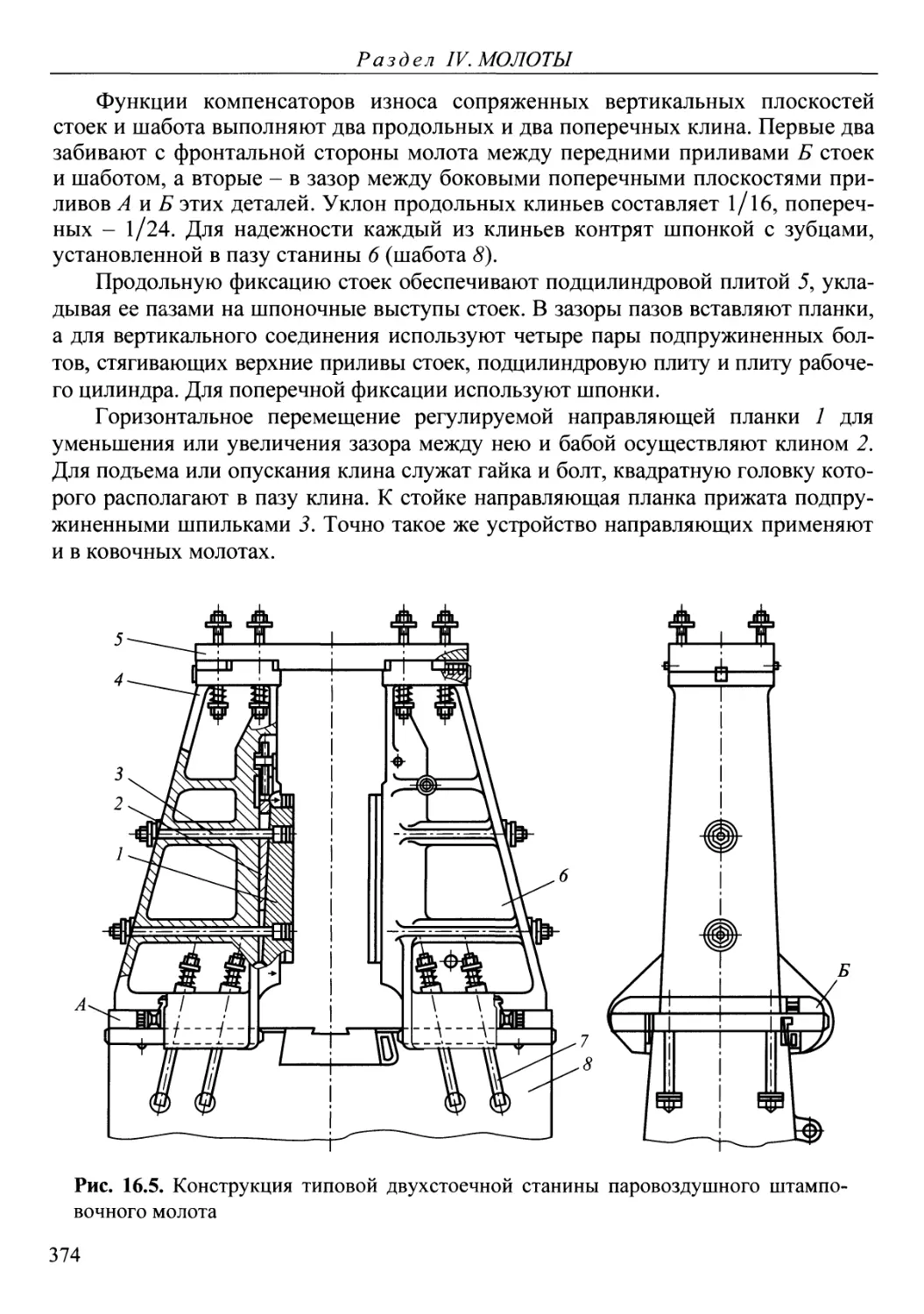
1 - тормоз; 2 - маховик; 3 - солнечная шестерня; 4 - сателлиты; 5 - муфта замедленного хода; 6 - неподвижный корпус муфты замедленного хода; 7 - внешняя кольцевая шестерня; 8 - водило; 9 - малая шестерня привода; 10 - приемный вал; 77 - муфта ускоренного хода
39
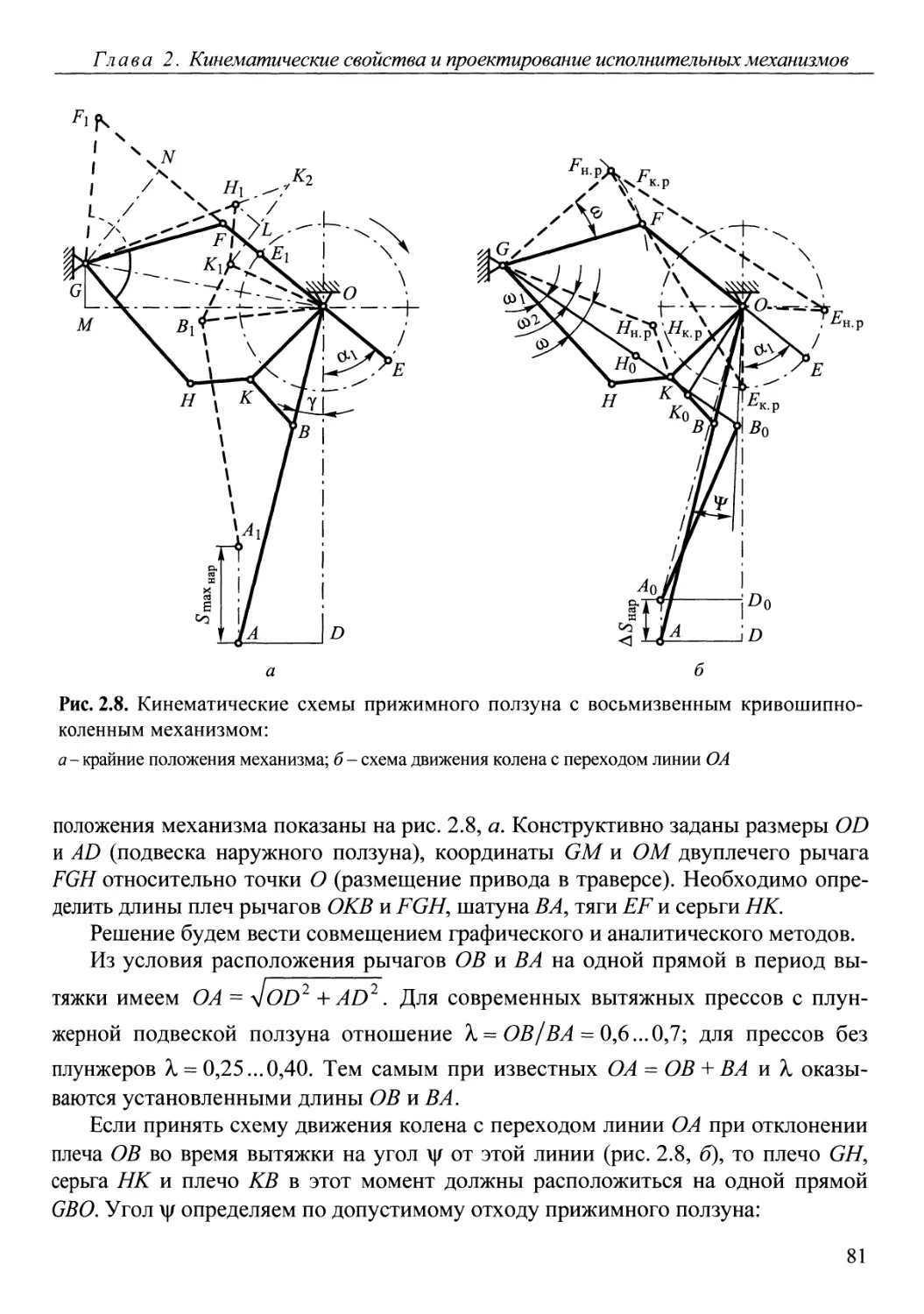
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
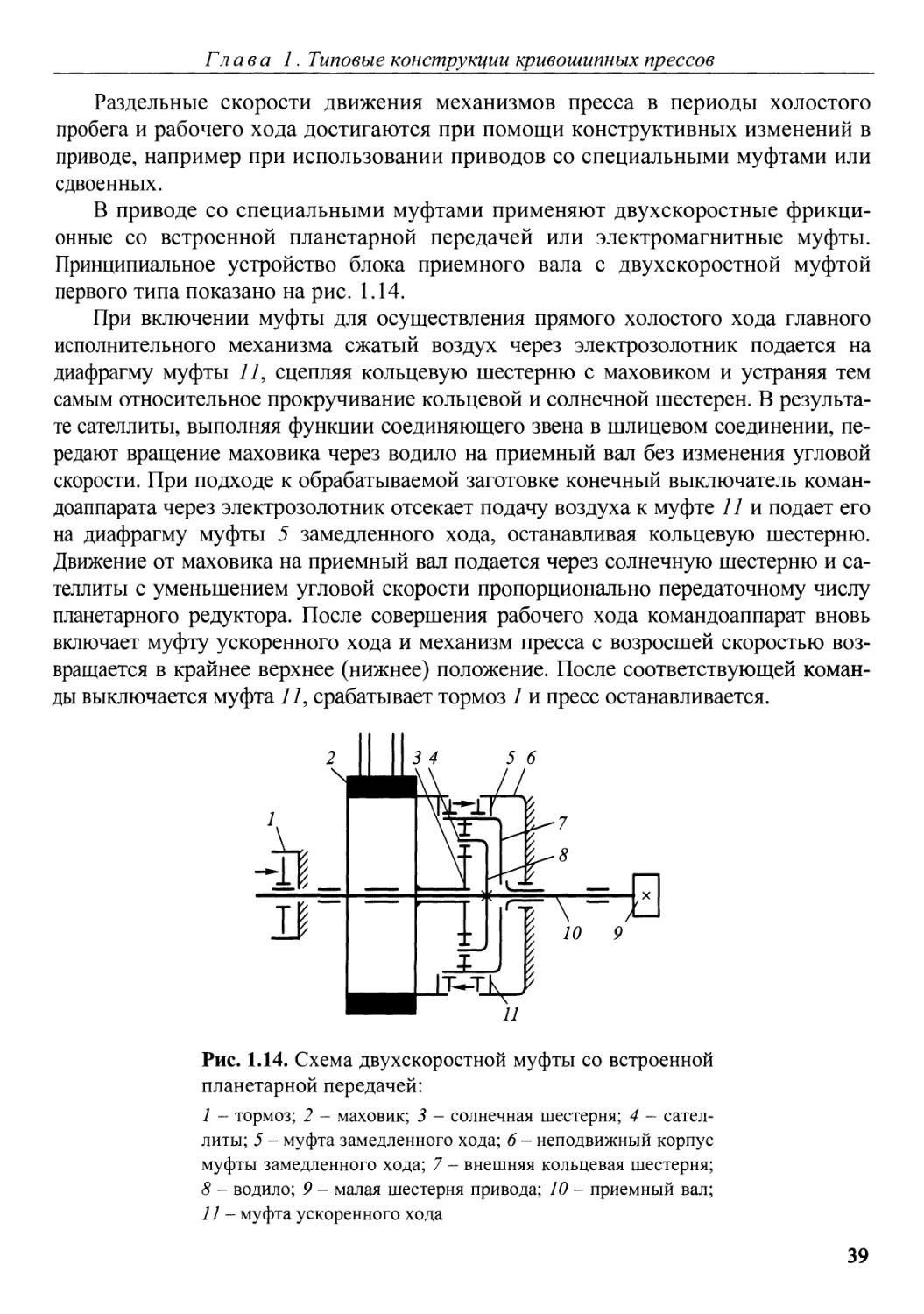
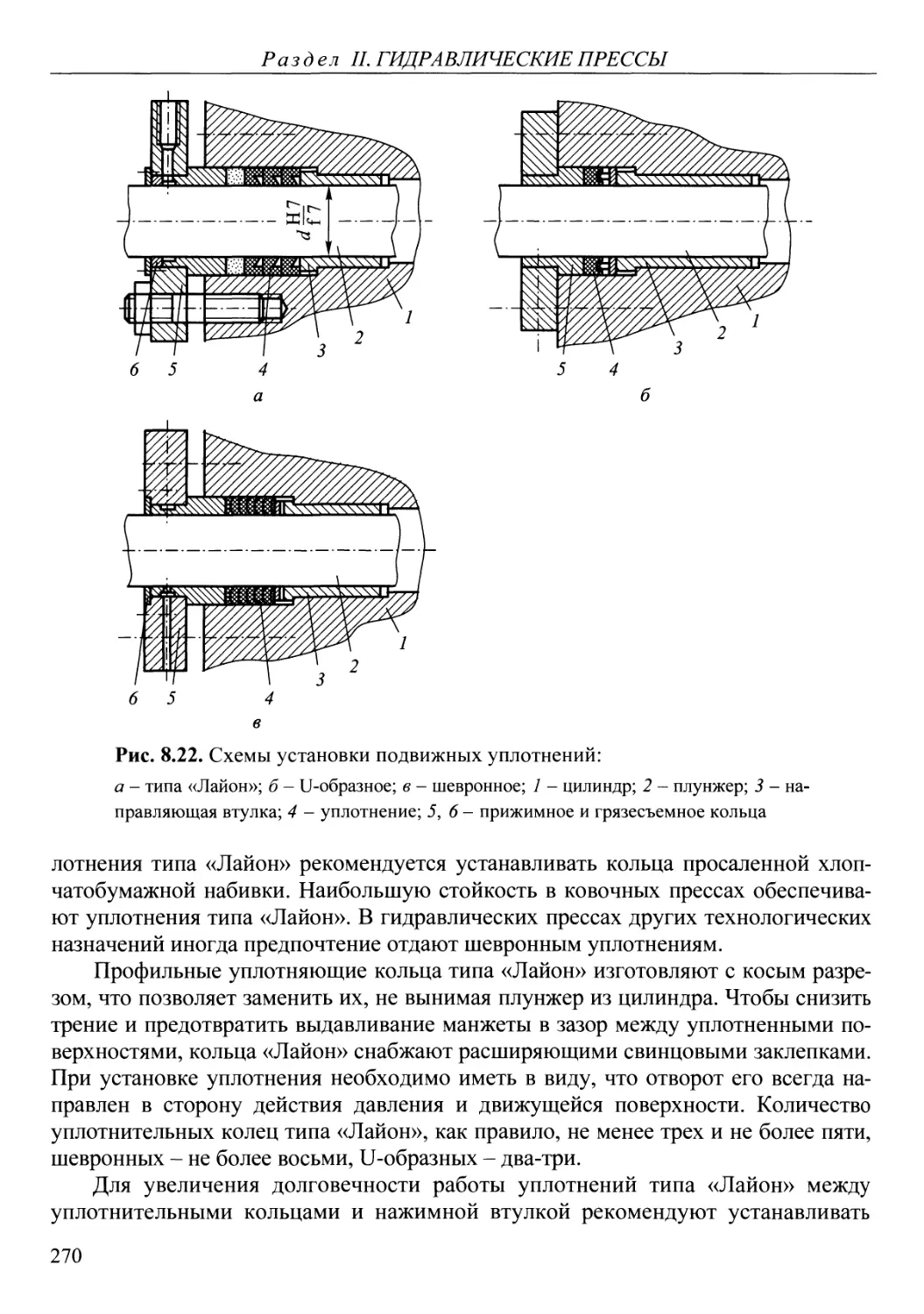
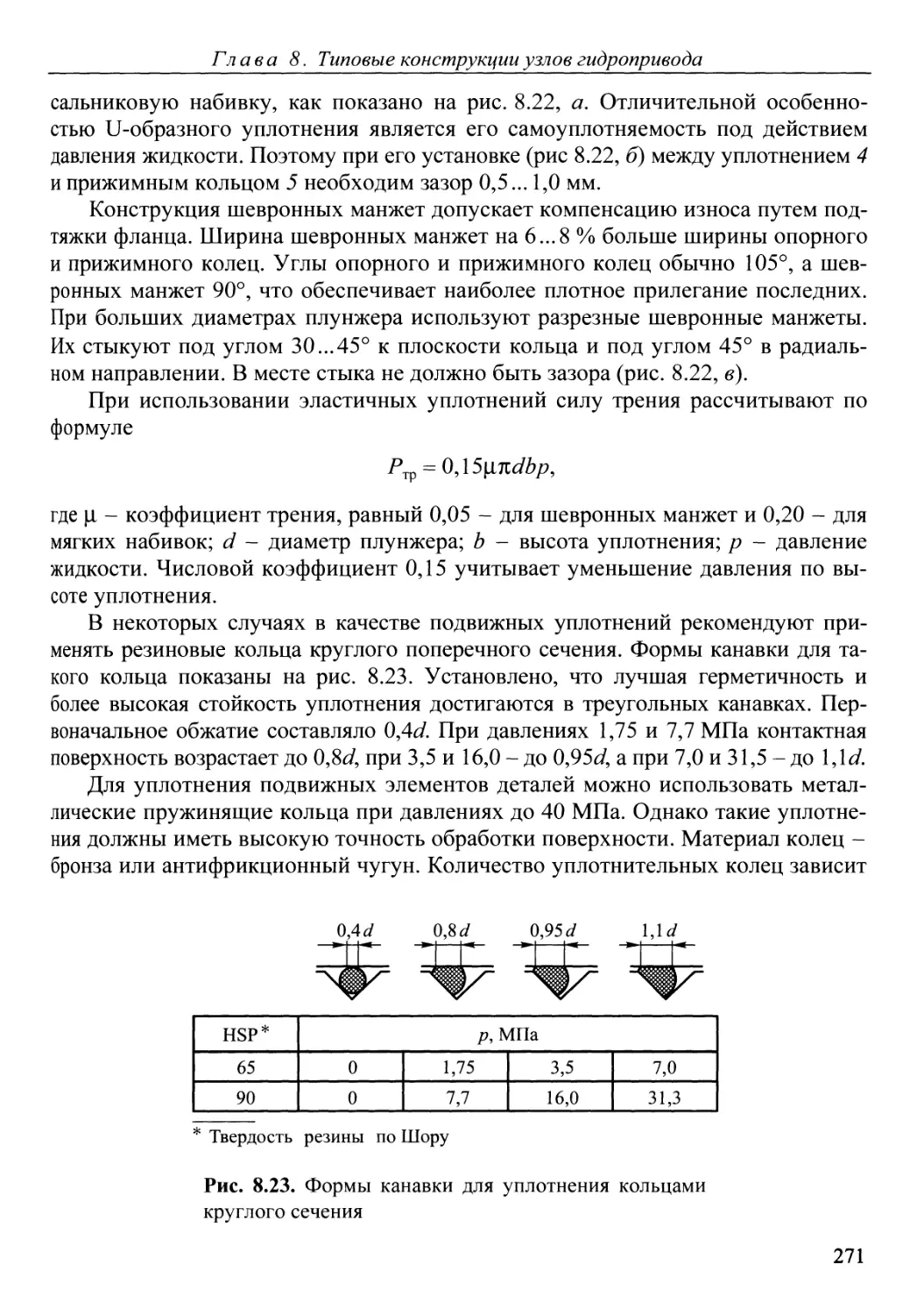
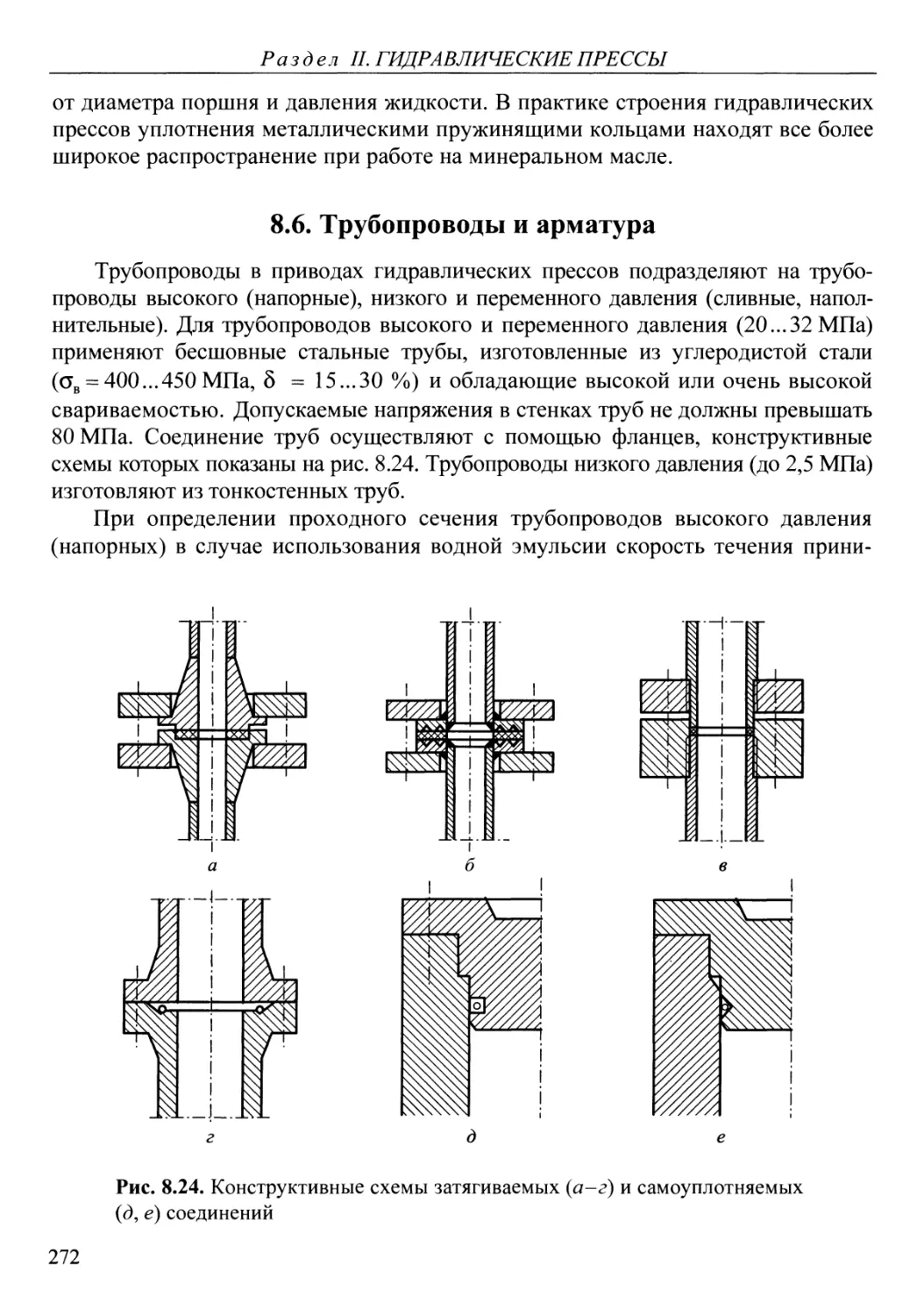
Рис. 1.15. Схема сдвоенного привода с муфтами-маховиками
В промышленности применяют и другие схемы двухскоростных муфт с планетарным редуктором. Однако все они имеют общий недостаток: повышенный износ фрикционных элементов, особенно муфты ускоренного хода, включение которой происходит дважды в течение одного двойного хода.
Угловая скорость вращения в электромагнитных муфтах изменяется в результате управляемого скольжения ведомых частей относительно ведущих. Варьируя электромагнитные поля, индуцируемые в муфте и тормозе, проскальзывание доводят до 50 % угловой скорости холостого хода. Недостаток муфты - непроизводительные потери энергии при торможении маховых масс.
В сдвоенных приводах (рис. 1.15) на приемном валу устанавливают две раздельные муфты-маховики. Угловые скорости в приводе изменяются в результате попеременного включения муфт, сцепляющих ветви привода с большим или меньшим передаточным отношением.
Основанное на типизации агрегатирование состоит в том, что на базе одной модели машины или нескольких взаимосвязанных групп ее узлов составляют ряд типоразмеров или модификаций прессов. Агрегатные конструкции компонуют из унифицированных узлов, собираемых и испытываемых до общего монтажа машины и обеспечивающих монтажную сборку простым скреплением с базовыми деталями или узлами.
Особый интерес представляют агрегатные конструкции многопозиционных прессов из отдельных блоков-секций с заданными параметрами. Они позволяют компоновать агрегат в соответствии с технологическими требованиями: на первых позициях, как правило, требуются большие рабочие силы при относительно малом ходе, тогда как на последних - небольшие силы при значительном ходе ползуна. Указанной схеме штамповки удовлетворяет 15-позиционный пресс из трех блоков с соотношением номинальных усилий 1:0,85:0,50 и следующим назначением позиций (рис. 1.16): 1 - загрузочная; 2, 5.8.9 - холостые; 3. 4. 6. 7. 10. 11 — 14 - рабочие; 15 - разгрузочная.
Изготовление прессов сборкой из унифицированных узлов или блоков дает положительный экономический эффект, так как даже при малом выпуске прессов данного размера их детали и узлы можно выпускать сравнительно крупными сериями. Это, во-первых, позволит повысить производительность труда на прессостроительных заводах, и, во-вторых, несмотря на утяжеление меньших по мощности прессов по сравнению с базовой моделью, в целом на изготовлениие всей серии потребуется значительно меньшее количество материалов.
40
Глава Г Типовые конструкции кривошипных прессов
Позиции обработки
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
Рис. 1.16. Схема агрегатной конструкции многопозиционных прессов
В результате широкого внедрения механизации и автоматизации штамповки повышается производственная мощность прессовых цехов без дополнительного капитального строительства; улучшаются условия, безопасность работы и другие показатели, определяющие рентабельность производства. К настоящему времени достигнут высокий уровень, особенно в части разработки подач и приспособлений для одно- и многопозиционной штамповки малогабаритных изделий.
Главным направлением в механизации и автоматизации средне- и крупногабаритной штамповки из листа является создание поточных линий трех типов: из частично механизированных прессов, полуавтоматических и автоматических поточных линий.
Поточные линии первого типа существуют в прессовых цехах автозаводов сравнительно давно. В последние годы для выполнения отдельных транспортных операций при штамповке на таких линиях стали применять устройства для удаления изделий и полуфабрикатов из рабочей зоны: различного рода пневматические или механические сбрасыватели, качающиеся и поступательно движущиеся «механические руки», листоукладчики на первую позицию, роботы и др.
В линиях второго типа степень механизации вспомогательных приемов труда достаточно высока. Однако движения механизмов не синхронизированы, поэтому некоторыми особо сложными управляет человек. На линии средних прессов необходимо выполнять ряд операций вручную, например загрузку межоперационных бункеров.
41
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
В линиях третьего типа автоматизированы все транспортные операции и процессы управления. Перспективны автоматические линии с так называемым модульным расположением прессов на расстояниях между отдельными машинами, кратных ходу общего транспортного механизма.
Механизм межоперационной транспортировки при этом грейферный, однако его базовые поверхности располагаются не на станинах, а на отдельных опорах между прессами. Поскольку работа прессов синхронизирована, время обратного холостого хода ползунов используют для передачи деталей с предыдущего пресса на последующий. Несущие части грейфера выполняют в виде унифицированных секций с длиной, равной или кратной шагу линии. При изменении технологии штамповки одни секции заменяют другими, обеспечивая тем самым универсальность линии.
В конструкции прессов в составе таких линий внесены некоторые изменения. Для обеспечения быстрой смены инструмента подштамповые плиты изготавливают двухместными и выкатными с собственным приводом.
1.9. Гибочные прессы и автоматы
В эту технологическую группу, предназначенную для выполнения гибочных операций, включены листогибочные и горизонтально-гибочные машины, а также универсально-гибочные прессы-автоматы.
Листогибочные прессы используют для изготовления деталей гибкой из листового и полосового металла в серийном производстве, поскольку они более экономичны по сравнению со специализированными профилировочными прессами. Их успешно применяют для пробивки отверстий, гофрирования и др.
Листогибочные прессы с номинальным усилием до 5 МН выполняют в виде вертикальных двухкривошипных двухстоечных прессов открытого типа с длинным и узким ползуном. Стойки изготовляют из стального литья или сварными из стальных плит. Ползун подвешен на двух шатунах, имеющих независимое регулирование, что позволяет установить его в наклонном положении. Современные листогибочные прессы имеют пневматические уравновешиватели, фрикционные муфты включения в блоке с дисковыми тормозами и электропневматические системы управления с кнопочным или педальным включением. Как правило, прессы не приспособлены для установки прижимных подушек и выталкивателей.
Горизонтально-гибочные машины предназначены для горячей, реже холодной гибки в одноручьевых или многоручьевых штампах из сортового проката; кроме того, их можно использовать для просечных, отрезных и других операций.
По технологическим условиям горизонтально-гибочные машины должны иметь пониженную скорость движения ползуна в период растянутого во времени рабочего хода. У существующих моделей прессов с Рном = 100 кН...5 МН число ходов составляет от 6 до 20 в минуту. Для обеспечения этого требования необходим многоступенчатый привод. В результате прессы даже с малым номиналь
42
Глава 1. Типовые конструкции кривошипных прессов
ным усилием весьма громоздки. Недостатки горизонтально-гибочных машин: нерегулируемый привод и невозможность выстоя ползуна в крайнем переднем положении, что необходимо для четкого оформления поковки.
В последние годы все чаще проявляется тенденция изготавливать тихоходные горизонтально-гибочные машины с Рном > 500 кН с индивидуальным гидравлическим приводом. Только небольшие быстроходные машины, позволяющие штамповать поковки из мелких и тонких быстроостывающих заготовок, следует выполнять с кривошипным приводом.
Горизонтально-гибочные машины имеют открытую станину, открытый одно- или двусторонний привод от кривошипов больших колес, небольшие по высоте, но удлиненные по фронту ползуны. Такая форма позволяет проводить гибку заготовок увеличенной длины. Горизонтально-гибочные машины оборудуют фрикционными муфтами.
Универсально-гибочные прессы-автоматы предназначены для изготовления гибкой, неглубокой вытяжкой, вырубкой и пробивкой различных деталей из ленты, они могут быть также использованы для гибочно-отрезных операций при штамповке из проволоки.
1.10. Кривошипные горячештамповочные прессы
Кривошипные горячештамповочные прессы предназначены для выполнения различных технологических процессов горячей объемной штамповки (в открытых и закрытых штампах) и горячего прессования поковок из сортового проката. В зависимости от конструктивного устройства, параметров и технологического назначения КГШП подразделяют на универсальные прессы простого действия для горячего прессования, прессы двойного действия и прессы для штамповки низких поковок.
Основные параметры и размеры универсальных прессов простого действия с номинальным усилием от 6,3 до 63 МН при ходе ползуна 5тах = 200...460 мм и числе ходов от 40 до 90 в минуту регламентированы ГОСТ 6809. На машиностроительных заводах изготавливают и более мощные КГШП с Рном до 160 МН.
КГШП представляют собой вертикальные двухстоечные однокривошипные закрытые прессы с открытым и закрытым приводом.
Особенности КГШП состоят в следующем: жесткая конструкция главных узлов и пресса в целом, усиленные направляющие ползуна, увеличенное число ходов ползуна.
В последние годы широкое распространение получили конструкции станин двух типов:
1) неразъемная цельносварная конструкция из плит в прессах с Рном < 25 МН;
2) сварно-литая конструкция из литых основания и верхней траверсы, жестко соединенных сварными швами со стальными стойками из толстых листов (замыкание рамы обеспечивают стяжные болты) в прессах с Рном > 25 МН.
43
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Чтобы избежать прогиба основания, его делают массивным. Для большей устойчивости нижняя часть основания имеет уширенную опору. Опыт эксплуатации КГШП показал, что конструкция станины второго типа гарантирует жесткость, необходимую по технологическим условиям.
Главные исполнительные механизмы КГШП могут быть кривошипно-ползунными, кривошипно-кулисными или кривошипно-клиновыми. Первая схема механизма находит самое широкое применение в отечественных и зарубежных моделях прессов.
Жесткость традиционного кривошипно-ползунного механизма обеспечена одним из следующих способов: эксцентриковым валом (см. § 5.3), коротким без регулировки длины шатуном или массивным ползуном с двойным направлением -призмы собственно ползуна в основных направляющих станины и салазок хоботообразного прилива в дополнительных направляющих в верхней части станины. Дополнительное направление при помощи салазок способствует уменьшению перекосов ползуна при эксцентричной нагрузке, повышая тем самым точность штамповки.
КГШП долго не находили широкого применения в связи с трудностью выведения пресса из заклиненного состояния - стопора. Это состояние возникает в момент прохождения кривошипа в зоне «мертвого трения» при перегрузке привода по расходу энергии, вызванному, как правило, резким повышением сопротивления деформированию (захоложенная заготовка; преувеличенный объем металла, уложенного в штамп). В результате угловая скорость маховика падает до нуля, и ползун останавливается около крайнего нижнего положения.
Если сила заклинивания невелика или остановка ползуна произошла с недо-ходом до угла «мертвого трения», то пресс относительно легко выводят из состояния стопора реверсированием вращения маховика и пуском ползуна на обратный ход. Однако наблюдаются случаи резкого заклинивания, когда ползун останавливается в непосредственной близости от крайнего нижнего положения. При этом сила заклинивания может быть очень большой Рзакл ~ 2РН0М и значительно превышать силу нормальной затяжки Рзат = (1,2... 1,3) Рном.
О том, как соотносятся упругие силы в прессе при заклинивании, дает представление совместная диаграмма Р=/(Д/) для предварительно затянутого соединения деталь (станина) - болт, в котором внешнюю нагрузку создает сила деформирования PD на ползуне кривошипно-ползунного механизма. Эта диаграмма изображена на рис. 1.17, где прямая 1 - зависимость Рх = сх\1 для болтов; 2 - Р2 = с2^1 для станины; 3 - Р3 = с3Д/ для кривошипно-ползунного механизма; сх-с3 - коэффициенты жесткости; Д/-упругая деформация пресса.
При резком заклинивании привод должен иметь такой большой запас энергии, чтобы преодолеть упругое сопротивление элементов конструкции в условиях очень малого КПД кривошипно-ползунного механизма (т| < 1 %).
44
Гл а в а 1. Типовые конструкции кривошипных прессов
Рис. 1.17. Диаграмма упругого взаимодействия сил при резком заклинивании кривошипно-ползунного механизма (Азат - первоначальная разница между длиной станины и болта; А1? Д2, А3 - соответственно деформации болта, станины и кривошипно-ползунного механизма)
Этого запаса энергии в приводе нет, поэтому реверсированием вращения маховика вывести пресс из состояния стопора не удается. Предварительно необходимо снизить упругую напряженность конструкции пресса так, чтобы сила на стяжных болтах Рраскл - 7\ат. Согласно рис. 1.17, для этого упругая деформация болтов должна быть уменьшена на величину ДР Поэтому КГШП должны иметь в структуре устройства, которые уменьшали бы упругую деформацию болтов: гидравлические гайки, оси-эксцентрики в соединении шатуна с ползуном, клиновые столы.
Наиболее эффективными для расклинивания КГШП в настоящее время считают гидравлические гайки стяжных болтов станины. Эти гайки делают составными (рис. 1.18). Нижняя опорная часть 3 - гидравлический цилиндр, а верхняя 7 с резьбой - плунжер. При заклинивании пресса в полость под плунжером закачивают масло высокого давления (до 100 МПа). В результате гайка-плунжер растягивает болт, освобождая прокладки 2, толщина которых соответствует Азат. Затем давление сбрасывают и пуском ползуна на обратный ход расклинивают пресс. Пресс полностью разгружается: = Р2 = Р3 = 0. После этого вновь закачивают жидкость высокого давления, закладывают в образовавшийся зазор между половинками гайки прокладку толщиной Дзат и тем самым создают затяжку болтов силой Рзат.
Поворот эксцентриковой втулки на пальце-валике малой головки шатуна позволяет изменять его длину, смещая ось пальца относительно оси эксцентрика главного вала. Укорачивая или удлиняя шатун, регулируют закрытую высоту
45
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 1.18. Устройство для вывода станины пресса из состояния заклинивания:
1 - верхняя гайка; 2 - прокладка; 3 - нижняя опорная гайка
Рис. 1.19. Схема клинового стола: 1 - наклонная опора станины; 2 - клин, обеспечивающий возможность разборки; 3 - клиновая подушка; 4 - выступ подушки
штампового пространства (похожее устройство будет рассмотрено в § 5.3). Но это устройство можно использовать и для выведения КГШП из стопора. При подъеме ползуна упругая деформация пресса уменьшается настолько, что реверсированием вращения маховика последний легко расклинивается. В связи со сложностью конструкции это устройство применяют редко.
Вывод пресса из стопора при помощи клинового стола - очень трудоемкий процесс, и машина довольно долго бездействует. Поэтому клиновой стол используют только для регулировки закрытой высоты.
Клиновой стол представляет собой двухклиновое устройство (рис. 1.19). Основная его часть - клиновая подушка 5, верхняя плоскость которой является рабочей. На ней устанавливают штампы, а нижняя наклонная опирается на станину 7. Подушку поднимают с использованием другого клина 2, который перемещают вручную или от электродвигателя посредством соединения винт - гайка. Опускают подушку ударами кувалды по выступу 4 или с использованием соединения винт - гайка.
46
Глава 1. Типовые конструкции кривошипных прессов
Наклон опорной поверхности основания ос= 14...16°, а опорной поверхности р = 8...12°. При этом необходимо иметь в виду, что с уменьшением угла р
снижается высота регулирования штампового пространства, а с увеличением а -возрастает давление на поперечный клин.
Стоимость КГШП в несколько раз выше по сравнению с паровоздушными
штамповочными молотами, пригодными для производства аналогичных поко
вок. Эксплуатационные расходы при использовании прессов ниже, но не на
столько, чтобы привести к положительному экономическому эффекту. Применение КГШП целесообразно при внедрении прогрессивных технологических
процессов штамповки в закрытых штампах и горячего прессования. Благодаря
этому возможна экономия исходного металла. При штамповке на молотах коэффи-
циент использования металла составляет 40...50%, а на КГШП - 60...70 %, что значительно снижает себестоимость продукции.
Помимо устранения перекосов ползуна и смещений рабочих частей инструмента внедрению прогрессивной штамповки на КГШП способствует также наличие верхних и нижних выталкивателей.
В прессах с Рном до 16 МН применяют выталкиватели с различным механическим приводом от главного механизма. Выталкиватели, схема которых показана на рис. 1.20, работают следующим образом. После окончания рабочего хода при движении ползуна 14 вверх шатун 5 отклоняется от вертикали влево. По мере этого отклонения расстояние между упором 6 и стержнем 7 сокращается. Наконец, при некотором угле поворота а упор начнет отжимать стержень 7 вниз. Последний, воздействуя на рычаг 8. заставляет верхний выталкиватель 10 совершить требуемое движение и извлечь застрявшую поковку из рабочей полости штампа. Возврат рычажной системы происходит под действием пружины 9, собственно выталкиватель отжимается деформируемым металлом при очередном рабочем ходе.
Привод нижнего выталкивателя осуществляется от кулачка 3 на ведущем эксцентриковом валу, набегающего на ролик 2 рычага 7, который тянет составную тягу 4 с регулируемой длиной и через нее рычаг 12. Кулачная планка рычага 12 давит на рычаг 77, поднимающий нижний вытал
Рис. 1.20. Схема выталкивателя с механическим приводом
47
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
киватель 13. Рабочий профиль кулачка 3 смещен по фазе так, чтобы выталкивание поковки происходило после подъема ползуна на некоторую величину. Для возврата рычажной системы предусмотрена отжимная пружина.
У прессов с номинальным усилием более 16 МН механический привод нижнего выталкивателя становится неудобным в связи с трудностью регулировки его хода и нетехнологичностью механизма.
Главный привод КГШП осуществляется от индивидуального электродвигателя, установленного на специальном кронштейне станины, посредством клиноременной передачи на маховик приемного вала и одностороннюю зубчатую передачу. Муфта включения - дисковая фрикционная с электропневматическим управлением - сблокирована с тихоходным зубчатым колесом и установлена на ведущем эксцентриковом валу. Существующие модели прессов имеют ленточный тормоз, но все чаще проявляется тенденция оборудовать прессы дисковыми тормозами. Сила тяжести подвижных частей кривошипно-ползунного механизма сбалансирована смонтированными на верхней траверсе пневматическими уравновешивателями.
Производственный опыт показывает, что успешная эксплуатация КГШП зависит от надежного смазывания трущихся поверхностей: самые незначительные неисправности в этой системе приводят к частым остановкам ползуна.
Системы электропневматического управления обеспечивают работу одиночными, автоматическими и наладочными ходами.
Помимо универсальных внедрены прессы, специально предназначенные для выполнения технологических процессов горячего прессования поковок стержневого типа. Особенности технологии предопределили значения некоторых параметров этих машин - увеличенный ход главного ползуна и уменьшенное число ходов в минуту, повышенная мощность электродвигателя главного привода, увеличенные ход нижнего выталкивателя, а также размеры штампового пространства и окон в боковых стойках. Изменение первых трех параметров связано со значительным возрастанием работы деформации при прессовании. Для того чтобы вытолкнуть стержневое изделие из штампа, необходим большой ход нижнего выталкивателя. Наконец, последний фактор обеспечивает возможность размещения средств автоматизации. В целом по конструкции эти прессы не отличаются от универсальных. Их можно применять для горячей штамповки с учетом возросших (в среднем на 10... 12 %) энергетических возможностей.
Поскольку стойкость штампа сильно зависит от времени контакта с нагретым металлом заготовки, вполне оправдано стремление увеличить число ходов КГШП в единицу времени. Однако такое изменение у КГШП с нормальным ходом ползуна приводит к резкому возрастанию динамических нагрузок в приводе. Если же увеличение числа ходов пресса сочетать с уменьшением хода ползуна, то динамические нагрузки не превысят обычных значений и долговеч
48
Глава 1. Типовые конструкции кривошипных прессов
ность деталей привода не уменьшится. Такие КГШП пригодны для штамповки так называемых низких поковок вроде рычагов, шатунов и т. п. и, следовательно, являются специализированными.
Поковки сложной конфигурации с отростками, расположенными в перпендикулярной основной оси плоскости (например, крестовины) часто штампуют в открытых штампах на универсальных КГШП, но расход металла на заусенец при этом очень большой. Значительной экономии металла можно достичь при переходе на горячее выдавливание таких поковок в штампах с разъемными матрицами на КГШП двойного действия. Такой КГШП должен иметь дополнительный прижимной ползун, при помощи которого происходит смыкание матриц в плоскости отростков.
Механизмы прижима вытяжных прессов двойного действия для этой цели непригодны, они рассчитаны на привод ползунов с большими размерами в плане. Поэтому на Воронежском заводе тяжелых механических прессов был разработан специальный механизм. На рис. 1.21 видно, что при вращении
Рис. 1.21. Схема механизма прижима
главного вала в направлении, указанном стрелкой, внутренний ползун 2 от кривошипа 11 движется вниз. От плеча 8 шатуна 4 через тягу 7 движение подается на двухплечий рычаг, второе плечо 6 которого распрямляет колено из звеньев 3 и 5; в результате прижимной (наружный) ползун 1 также перемеща-
ется вниз.
Геометрия механизма прижима рассчитана так, что прижимной ползун 1 совершает опережающее движение вниз и смыкает матрицы раньше, чем начнется процесс прессования заготовки ходом главного ползуна 2. Точно так же, как и в вытяжном прессе двойного действия, отход прижимного ползуна запаздывает по сравнению с ходом вверх главного ползуна (см. циклограмму на рис. 1.7). Оригинальной в схеме является подвеска большой головки 9 звена 5 колена на выступе подшипниковой буксы 10 главного вала.
Как всякий пресс двойного действия, КГШП с разъемными матрицами характеризуется двумя номинальными усилиями - выдавливания и прижима.
1.11. Обрезные прессы
Обрезные прессы предназначены для горячей и холодной обрезки заусенцев у поковок после штамповки в открытых штампах, для правки после горячей обрезки, а также для просечных, вырубных и других операций. Они
49
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
представляют собой вертикальные однокривошипные двухстоечные закрытые прессы.
Обрезные прессы устаревших моделей имеют одноколенчатый вал, расположенный вдоль фронта станины, и открытый привод. В новых моделях ведущий кривошип выполняют в виде шестерни-эксцентрика с осью вращения, перпендикулярной фронту станины; привод у таких прессов - закрытого типа (см. рис. 1.6). Опыт эксплуатации обрезных прессов показал, что боковой ползун используют крайне редко, поэтому в новых конструкциях он отсутствует.
Основные параметры и размеры обрезных прессов регламентированы ГОСТ 10026 как третье исполнение однокривошипных закрытых прессов простого действия с номинальным усилием 1,6...25 МН.
1.12. Чеканочные прессы и прессы для выдавливания
Чеканочные прессы общего назначения. Эти прессы используют для выполнения различных операций холодной объемной штамповки: плоской чеканки, калибровки, рельефной штамповки и др. Основные параметры и размеры чеканочных кривошипно-коленных прессов с Рном = 630 кН...31,5 МН приведены в ГОСТ 5384.
По конструктивному оформлению чеканочные прессы относятся к закрытым прессам с рамной станиной. Устаревшие конструкции прессов имеют составную литую станину: стол, стойки и верхнюю траверсу; новые модели малых и средних размеров - цельносварную станину. У крупных прессов станина сварная составная и стянутая болтами.
Отличительной особенностью чеканочных прессов является кривошипноколенное исполнение главного механизма, обеспечивающее кинематические и динамические свойства, которые необходимы для операций с малым рабочим ходом и весьма значительной деформирующей силой.
Конструктивное устройство кривошипно-коленного механизма и узла регулировки закрытой высоты чеканочного пресса показано на рис. 1.22. Опора 2 верхней призмы 3 удерживается подпружиненными стяжками у верхней траверсы станины. Положение опоры регулируют достаточно точно при помощи клина 1 с индивидуальным приводом от электродвигателя 5 через червячный редуктор 6. Подвеску ползуна и фиксацию призм (как верхней, так и нижней 4) проводят при помощи соединительных планок, проушины которых попарно соединяют среднюю ось с верхней и нижней осями. Призмы воспринимают нагрузку только в период рабочего хода и, будучи весьма массивными, обеспечивают требуемую жесткость главного механизма. Ведущий кривошипный вал изготовляют одноколенчатым или двухколенчатым (прессы с Рном> 10 МН). В первом
50
Рис. 1.22. Конструктивная схема кривошипно-коленного механизма:
1 - клин; 2 - опора; 3 - верхняя призма; 4 - подвеска ползуна; 5 - электродвигатель; б - червячный редуктор
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
случае шатун имеет вилчатую форму с малыми головками, охватывающими выступающие концы средней оси, во втором - в главном механизме устанав
ливают два шатуна.
Привод чеканочных прессов - открытый от индивидуального электродвигателя, у малых и средних прессов - двухступенчатый односторонний; у крупных -двух- или трехступенчатый двусторонний. Мощность электродвигателя у чеканочных прессов в связи с малым рабочим ходом значительно меньше, чем у КГШП
равного номинала.
Современные модели чеканочных прессов всех размеров оборудуют пневматическими фрикционными дисковыми муфтами, установленными на приемном валу в одном блоке с дисковыми тормозами или
Рис. 1.23. Схема кривошипного механизма (я) и сравнительные кривые хода ползунов (б) кривошипного (7), кривошипно-коленного (2) и модифицированного кривошипно-коленного (3) прессов
раздельно, причем тормоз тогда выполняют ленточным. Конструкция чеканочных прессов общего назначения предусматривает возможность установки автоматических или полуавтоматических подач.
Прессы для выдавливания. Кривошипно-коленные прессы, похожие по устройству и архитектуре на чеканочные, но с увеличенным ходом, применяют при производстве деталей выдавливанием. Установлено, что качество стальных изделий (поршневых пальцев, шлицевых втулок) улучшается, если процесс выдавливания производят на прессах с модифицированным кривошипно-коленным механизмом по схеме, приведенной на рис. 1.23, а. Согласно этой схеме, рабочий ход происходит при сгибании колена, когда ползун приближается к крайнему нижнему положению. Если сравнить кривые хода ползуна для кривошипного пресса (кривая 1 на рис. 1.23, б), обычного кривошипно-коленного (кривая 2) и модифицированного кривошипно-коленного (кривая 3) механизмов, то легко заметить, что в последнем случае скорость ползуна у крайнего нижнего положения очень мала и это способствует улучшению качества изделий.
Применение модифицированного кривошипноколенного механизма приводит к существенному изменению конструкции пресса. Во-первых, станина в период рабочего хода оказывается свободной от нагрузок: усилие деформации воспринимается в виде растягивающей силы верхним звеном колена. При уменьшении числа промежуточных деталей и их стыков, находящихся под нагрузкой, значи-
52
Глава 1. Типовые конструкции кривошипных прессов тельно увеличивается жесткость пресса и, следовательно, точность штамповки. Во-вторых, привод пресса - нижний, и это повышает устойчивость пресса на фундаменте, уменьшает вибрации, снижает шум в цехе.
Прессы с модифицированным кривошипно-коленным механизмом выпускают с Рном = 630 кН... 10 МН.
1.13. Горизонтально-ковочные машины
Горизонтально-ковочные машины предназначены для штамповки поковок типа стержень с головкой, высаживаемой в торец, и поковок с поднутрениями в одной или двух взаимно перпендикулярных плоскостях. Особенности штамповки таких поковок обусловливают особенности устройства штампов. Штампы ГКМ в отличие от молотовых и прессовых должны иметь разъемы в двух взаимно перпендикулярных плоскостях: во-первых, главный разъем по плоскости смыкания подвижных частей рабочего инструмента (пуансоны, прошивни), закрепленных на главном (высадочном) ползуне и передающих активную нагрузку от привода, и, во-вторых, разъем по плоскости смыкания подвижной и неподвижной половин матрицы.
Смыкание с образованием рабочих полостей ручьев и раскрытие матрицы осуществляются при помощи целевого механизма зажима, на конечном звене которого - зажимном ползуне - закреплена подвижная половина матрицы; неподвижная половина матрицы находится в гнезде станины ГКМ.
Учитывая, что штамповка происходит в условиях ограниченного течения металла, когда для четкого оформления конфигурации поковки не требуется создания подпора в виде развернутого заусенца, поглощающего избыток металла, в штамп ГКМ должна быть задана заготовка с объемом, точно соответствующим объему полости ручья. Это тем более важно, что штамповку на ГКМ для повышения производительности труда часто ведут не от мерной заготовки, а от прутка, рассчитанного на несколько поковок. Для того чтобы точно установить длину заданной заготовки, в машине предусмотрен специальный ограничитель подачи - передний или задний упор.
У большинства ГКМ современных моделей в качестве главного исполнительного применяют дезаксиальный кривошипно-ползунный механизм. Не обладая особыми кинематическими свойствами по сравнению с аксиальным механизмом, применяющимся у машин малых размеров, он способствует лучшему направлению главного ползуна. В редких случаях главный исполнительный механизм выполняют в виде кривошипно-кулисного механизма с прямой кулисой. Достоинство этой схемы - жесткое направление ползуна, являющегося корпусом кулисы. Вместе с тем изготовление и ремонт машины при этом усложняются.
Горизонтально-ковочные машины с вертикальным разъемом матриц.
В машинах с вертикальным разъемом матриц применяют следующие кинемати-
53
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 1.24. Кинематические схемы кривошипно-рычажного двухклинного (я), кривошипного рычажно-коленного (б) и кулачкового ползунно-коленного (в) механизмов зажима
ческие схемы механизмов зажима: кривошипно-рычажные двухклинные, кривошипные рычажно-коленные, кулачковые ползунно-коленные.
Механизм зажима первого типа (рис. 1.24, а). компактный по своим габаритным размерам, нашел применение в небольших машинах. Механизм работает следующим образом. Концевой кривошип 1 главного вала за время полного оборота приводит в качательное движение звено 2 и далее при помощи тяги 4 в возвратно-поступательное движение боковой ползун 3, образующий совместно с зажимным 5 клиновую пару. Благодаря этому при движении бокового ползуна вперед зажимный ползун перемещается в направлении смыкания матриц. Для обратного движения зажимного ползуна служит прямоугольный зуб 6, образующий с ним обратную клиновую пару.
В механизме зажима второго типа (рис. 1.24, б) привод зажимного ползуна 2 осуществляется от высадочного ползуна 1 главного механизма через систему качающихся рычагов и колено 3.
Зажимный ползун в машинах, выполненных по двум рассмотренным схемам, в течение рабочего хода фактически не стоит на месте в своем крайнем левом положении: он то приближается к этому положению, то удаляется от него. Подобное явление на производстве называется «дыханием» зажимного ползуна. При достаточно большом «дыхании» между матрицами возникает зазор, в который может вытечь металл при высадке с образованием продольного заусенца по длине поковки. Кроме того, вследствие «дыхания» нарушается правильность сечений полостей ручьев штампа, что приводит к искажению формы поковки, нарушению характера течения металла и к поломкам инструмента.
54
Глава 1. Типовые конструкции кривошипных прессов
Десятизвенный механизм, применявшийся в старых моделях машин, имеет двукратное «дыхание» в течение одного высадочного хода главного ползуна. При этом колено дважды распрямляется вследствие перехода слева направо средним шарниром оси движения зажимного ползуна. Длина перехода достигает 10 мм и вызывает образование зазора между матрицами, равного 0,2...0,3 мм, что совершенно недопустимо.
Наиболее высокая точность движения зажимного ползуна в смысле полного выстаивания в крайнем положении в период рабочего хода главного ползуна может быть обеспечена механизмом, в основе которого лежит кинематическая цепь третьего типа (рис. 1.24, в). Особенностью этой цепи является применение кулачков с профилем, удовлетворяющим требованиям заданного закона движения.
Лучшим считается привод зажимного механизма от двух кулачков прямого и обратного ходов. По этому принципу функционируют машины современных моделей, в том числе отечественные средних и больших размеров. Машины с одним кулачком, обеспечивающим прямой и обратный ход, почти не выпускают.
Зажимный механизм в этом случае работает следующим образом. Движение кулачков прямого 2 и обратного 3 ходов, посаженных на главном валу, через ролики прямого 4 и обратного 7 ходов передается боковому ползуну 5, движущемуся возвратно-поступательно. Боковой ползун через шатун 6 связан с коленом 8. При его ходе вперед происходит распрямление колена и зажимный 7 ползун перемещается в направлении смыкания матриц. При ходе бокового ползуна назад колено ломается и зажимный ползун раскрывает матрицы. Для полного смыкания матриц нет необходимости вытягивать в линию звенья колена. При трении в шарнирах распор будет надежным при тупом угле между осями звеньев колена: это облегчает обратный ход ползуна 7.
ГКМ с вертикальным разъемом матриц, предназначенные для универсальной технологии, представляют собой горизонтальные двухстоечные однокривошипные закрытые прессы с открытым приводом. Слева от главного исполнительного механизма расположен привод механизма зажима и собственно зажимный ползун, передвигающийся вдоль фронта станины.
Основные параметры и размеры ГКМ общего назначения с одной подвижной матрицей и Рном = 1 ... 31,5 МН при ходе высадочного ползуна -S’maxBbic 180...700 мм и числе ходов /7 = 95...21 в минуту регламентированы ГОСТ 7023. Перемещение зажимного ползуна определяется необходимостью извлечь поковку из машины и поэтому возрастает нелинейно при увеличении хода высадочного ползуна. Согласно ГОСТу, Smax3a)K = (0,33...0,50) 5^^.
Станины малых и средних машин изготовляют цельнолитыми, а крупных -разъемными из двух отливок (передней и задней с вертикальным разъемом). Обе половины разъемной станины стягивают верхними и нижними продольными
55
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
болтами или планками. Для увеличения жесткости у средних машин с цельной станиной сверху имеются горизонтальные стяжки. С фронтальной стороны станины сделан вертикальный вырез, обеспечивающий доступ к инструменту. В современных конструкциях ГКМ опоры промежуточного вала вынесены в заднюю часть станины и сделаны открытыми.
К главному исполнительному механизму ГКМ, как и у КГШП, предъявляют повышенные требования по жесткости и точности движения, что и определяет конструкцию его деталей: короткий шатун с постоянной длиной, хоботообразный ползун с двойным направлением и массивный одноколенчатый (реже эксцентриковый) вал.
Привод машин осуществляется от электродвигателя, установленного на специальном кронштейне станины, через одноступенчатую передачу у быстроходных малых или двухступенчатую передачу у средних и крупных машин.
Современные модели машин всех размеров оборудуют пневматическими дисковыми муфтами и ленточными тормозами, установленными, как правило, на приемном валу. В мощных машинах муфту и тормоз располагают на главном валу. Это улучшает приработку зубчатых колес и облегчает условия работы муфты при пуске и тормоза при остановке, но приводит к увеличению ее размеров.
Особое место в системе ГКМ занимают устройства предохранения от перегрузки по зажимному ползуну. Перегрузка может возникать вследствие неправильной, случайной установки прутка между плоскостями матриц. В этом случае жесткая кинематическая связь в приводе зажимного ползуна требует, чтобы матрицы сомкнулись, чему однако препятствует пруток между матрицами. Если не предусмотреть специального предохранительного устройства в системе зажима, то возможна поломка машины.
Зажимный механизм и его предохранитель работают следующим образом (рис. 1.25). Когда пруток вставлен и правильно зажат, вся левая часть меха-
Рис. 1.25. Кинематическая схема зажимного механизма защиты от перегрузки
56
Глава Г Типовые конструкции кривошипных прессов
низма за точкой D в период остановки зажимного ползуна свободна от нагрузок. При зажиме прутка между матрицами эта точка не может дойти до своего крайнего положения - точки Е. и останавливается где-то раньше (на расстоянии а). Однако боковой ползун продолжает двигаться, и его перемещение должно передаваться всей рычажной системе. Тогда при неподвижной точке D и двигающемся боковом ползуне начнется поворот рычагов АВС и KJL около центров В и J. При этом нижнее плечо рычага KJL будет отходить от стенки бокового ползуна и сжимать цилиндрическую многорядную пружину, имеющую предварительную затяжку Рзат. Сила затяжки должна соответствовать силе зажима Рзаж. Если сила зажима превысит расчетную, должна сработать вся система предохранения.
Сила зажима Рзаж должна быть настолько большой, чтобы предупредить выталкивание прутка из матрицы при высадке:
Рзаж = (0,30...0,35)Рном.
Рис. 1.26. Кинематическая схема зажимного механизма ГКМ с горизонтальным разъемом: 1 - коленно-рычажный механизм; 2 - верхняя траверса; 3 - шатун
На эту нагрузку рассчитывают всю рычажную систему предохранительного устройства, за исключением звеньев DM и DF. Последние два звена воспринимают полную силу распора.
Горизонтально-ковочные машины с горизонтальным разъемом матриц. Значительный интерес представляют машины с горизонтальным разъемом матриц, на которых заготовка перемещается из ручья в ручей в горизонтальной плоскости, что не только облегчает условия труда, но и позволяет применять широкую механизацию и автоматизацию технологических процессов. Главный исполнительный механизм этих машин - кривошипно-ползунный с высадочным ползуном, передвигающимся в горизонтальной плоскости. Зажимный ползун совершает качательное или возвратно-поступательное движение в вертикальной плоскости.
В кинематической схеме зажимного механизма первого типа верхняя траверса 2, предназначенная для клещевого зажима заготовки, представляет собой рычаг II рода, шарнирно укрепленный на станине (рис. 1.26). Качание траверсы осуществляется при помощи коленно-рычажного механизма 1 с приводом от третьей точки главного шатуна 3. Сила распора в период рабочего хода воспринимается массивной стяжкой коленно-рычажной пары. Хотя в процессе зажима при высадке на машинах этого типа имеет место «дыхание», доступность штампов перекрывает этот недостаток благодаря широким возможностям механизации и автоматизации.
57
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Кинематическая цепь зажимного механизма второго типа подобна цепи кулачкового ползунно-коленного механизма у обычных машин, но в машинах с горизонтальным разъемом матриц он расположен над главным механизмом. Кулачки прямого и обратного хода посажены на самостоятельном распределительном валу, получающем движение от главного привода через зубчатую пару, передаточное число которой и = 1. Движение кулачков через ролики сообщается верхнему ползуну, а от него колену. При распрямлении колена зажимный ползун движется вниз и смыкает матрицы, если колено ломается, зажимный ползун поднимается вверх и раскрывает матрицы.
1.14. Прессы-автоматы для объемной штамповки
Группа кривошипных прессов-автоматов для объемной штамповки по технологическому назначению включает прежде всего машины для производства стержневых деталей с головкой (болты, винты и т. п.), шариков и гаек. Обработка металла на прессах-автоматах происходит в условиях холодной и горячей деформации в зависимости от размеров штампуемого изделия.
Не разбирая все схемы и особенности конструкции прессов-автоматов для объемной штамповки, выясним, каким образом усложняется структура от неавтоматизированной машины к многооперационному автоматическому прессу. Рассмотрим, например, холодновысадочные автоматы, развитие которых шло в направлении от ГКМ к одно-, двух- и трехударным прессам-автоматам.
Структура и кинематика холодновысадочных автоматов определена двумя технологическими факторами: во-первых, длиной стержневой части изделия и, во-вторых, объемом и сложностью высаживаемой головки.
Первый фактор обусловливает особенности удаления отштампованного изделия из рабочей полости инструмента и перенос мерной заготовки на линию высадки. Для коротких стержней можно применить жесткий выталкиватель, для длинных ход выталкивателя возрастает и создает неудобства в его работе, поэтому изделие следует удалить при помощи разъемной матрицы.
Второй фактор связан с тем, что на образование головки необходима заготовка длиной более двух диаметров, а кроме того, при штамповке изделий со сложной формой головки осуществить качественную высадку за один удар невозможно из-за возникновения зажимов. Поэтому высадка производится за два или три перехода (в два или три удара): в первом при помощи пуансона с конической рабочей полостью металл набирают и подготовляют его для дальнейшей высадки, во время второго и третьего происходит предварительное и окончательное оформление головки изделия.
Принципиальная схема одноударного холодновысадочного пресса-автомата с разъемной матрицей, предназначенного для высадки метизов с длиной стержня более восьми диаметров исходной заготовки, показана на рис. 1.27.
58
Глава 1. Типовые конструкции кривошипных прессов
Рис. 1.27. Принципиальная схема одноударного холодновысадочного пресса-автомата с разъемной матрицей
Автомат имеет следующие механизмы: привод, состоящий из электродвигателя и клиноременной передачи; главный исполнительный механизм высадки головок; целевой рабочий механизм отрезки и зажима заготовки; целевые вспомогательные механизмы подачи заготовок и поворотного упора (ограничитель подачи). Цикличность работы одноударного пресса-автомата определяет циклограмма (рис. 1.28).
После окончания предыдущего цикла (см. рис. 1.28) главный ползун 12 начинает отход в крайнее заднее положение. Сомкнутые полуматрицы 9 и 10 после некоторого времени выстаивания на линии высадки начинают отход на линию подачи при а = 320°. При угле поворота кривошипного вала 15 а = 270° начинается подача проволоки или прутка при помощи прерывисто вращающихся роликов 7 и 2. В ходе подачи происходит выталкивание изделия, отштампованного в предыдущем цикле.
59
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
S
Графики движения высадочного ползуна । —\ । । । ।
Механизм 120 60 0 300 240 а °
Высадочный ползун Холостой ход вперед Высадка Холостой ход назад
Матрица Выстаивание на линии подачи Ход на линию высадки Выстаивание на линии высадки Ход на линию подачи Выстаивание на линии подачи
Поворотный упор 1 2 3 4 Выстаивание в нерабочем положении
Ролики подачи Подача Выстаивание Подача
Рис. 1.28. Циклограмма пресса-автомата, приведенного на рис. 1.27 (периоды движения упора):
1 - выстаивание в нерабочем положении; 2 - подача; 3 - выстаивание на линии передачи; 4 - ход в нерабочее положение
К концу периода подачи начинает движение поворотный упор 77, который при а- 140° выходит в рабочее положение на линию подачи и выстаивает в течение времени, необходимого для поворота кривошипного вала на угол а = 50°. После этого пруток (проволоку) подают через отрезную втулку 7 и разомкнутые полуматрицы до упора, фиксирующего необходимую длину заготовки на одно изделие.
После окончания подачи при а = 90° полуматрицы перемещаются на линию высадки. В течение этого периода происходит отрезка заготовки, перенос ее на линию высадки и зажим полу матрицами. Цикл автомата построен таким образом, что во избежание брака зажим (а = 40°) несколько предваряет начало высадочного хода главного ползуна (а = 20... 30°). Упор в течение рассматриваемого периода совершает отход в исходное нерабочее положение, где, начиная с а = 60°, выстаивает до следующего цикла.
При повороте кривошипного вала от ар н = 20° до ар к = 0 происходит высадка свободной части заготовки в головку требуемой формы при помощи пуансона, закрепленного на главном ползуне. Полуматрицы в этот период выстаивают на линии высадки; ролики подачи неподвижны.
Механизм отрезки и зажима, перемещающий правую полуматрицу, - коленно-рычажный с приводом от кулачка 16 и односторонней связью на ролик.
60
Глава Г Типовые конструкции кривошипных прессов
Возврат бокового ползуна и правой полуматрицы в исходное положение осуществляют пружины. Два цилиндрических плунжера предусмотрены в механизме для того, чтобы обеспечить точное направление движения полуматрицам. Обратное смещение левой полуматрицы производит отжимная плоская пружина 8.
Механизм поворотного упора - рычажно-кулисный с приводом от кулачка 7 7 с внутренним зацеплением ролика и отжимной пружиной.
Ведущим звеном механизма подачи является эксцентрик 14, ведомым -коромысло 5. На общей оси с коромыслом сидит храповое колесо 3, а на стержне коромысла - храповик 4. При помощи храпового механизма достигается цикличность в действии роликов подачи. На общем валике с коромыслом и храповым колесом расположен нижний ролик подачи 2. Верхний ролик подачи 7, ось которого поджата пружиной во избежание проскальзывания роликов по проволоке или прутку, приводится в движение через зубчатую пару. Регулировка периода вращения роликов подачи и тем самым длины задаваемой в штамп заготовки осуществляется грубо при помощи установки ведущего эксцентрика 14 и точно - изменением положения ползушки б, к которой шарнирно прикреплена соединительная тяга 13.
Двухударные прессы-автоматы с двумя рабочими ходами главного исполнительного механизма за один цикл применяют для последовательной штамповки метизных изделий со сложной формой головки в два перехода.
Структура двухударных автоматов должна иметь специальный исполнительный механизм, осуществляющий при неподвижных матрицах перемещение на линию высадки и фиксацию пуансона первого перехода, удаление его и выдвижение пуансона второго перехода. Для этого в передней части главного ползуна 8 расположены вертикально перемещающиеся салазки 5, на которых укреплены пуансоны первого и второго переходов (рис. 1.29). Для фиксации крайних положений салазок применяют защелку 6, приводимую в действие ходом ползуна от неподвижной кулачной планки 7.
Особенностью двухударного автомата является также соотношение рабочих ходов главного и вспомогательных механизмов. При штамповке изделия за два перехода цикл работы автомата оказывается растянутым на два полных оборота ведущего кривошипного вала, и механизмы подачи, зажима и отрезки заготовки, поворотного упора и салазок должны повторять свои движения один раз за два полных оборота кривошипа. Поэтому ведущие кулачки 9 - механизма подачи, 13 - зажима и отрезки, 14 - поворотного упора и 10 - салазок не могут быть скомпонованы на кривошипном валу 72, так как частота вращения всех кулачков должна быть в два раза меньше, чем кривошипного вала. Для установки кулачков привода целевых механизмов в схему автомата введен специальный распределительный вал 77, приводимый в движение от ведущего кривошипного вала через зубчатую пару с передаточным числом и = 2.
61
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 1.29. Структурная схема двухударного автомата
На циклограмме двухударного автомата, кроме движения исполнительных органов, известных по схеме одноударного автомата: роликов подачи 7, полумат-риц отрезки и зажима 2 и 3, поворотного упора 4. должны быть дополнительно указаны циклы движения салазок и фиксирующей защелки. Поскольку движение высадочного ползуна рассматривают для первого и второго ударов, циклограмму строят на протяжении углов поворота кривошипного вала от 0 до 720°.
Схема трехударного автомата подобна рассмотренной схема двухударного. Цикл работы его построен так, что распределительный вал имеет в три раза меньшую частоту вращения, чем ведущий кривошипный вал, и, следовательно, целевые механизмы повторяют свои движения один раз за три оборота главного вала. Внутри цикла салазки, выводящие на линию высадки пуансоны первого, второго и третьего переходов, совершают заданное движение, повторяя его также один раз в течение всего цикла длительностью 1080°.
Помимо рассмотренных, возможны другие схемы автоматов, однако структура и принципы синхронизации движений исполнительных механизмов остаются теми же.
По технологическим причинам высаженная головка у болта имеет обычно цилиндрическую форму. Точное оформление головки по контуру шестигран
62
Глава 1. Типовые конструкции кривошипных прессов
ной или другой формы осуществляют на обрезных прессах-автоматах путем срезки граней.
По конструктивному оформлению кривошипные прессы-автоматы для объемной штамповки относятся к горизонтальным прессам закрытого типа. Станины автоматов литые цельные или составные (собственно станина и основание - тумба).
Привод автомата осуществляется от индивидуального электродвигателя через клиноременную или зубчатую передачу. Поскольку автоматы работают на непрерывных ходах, то муфта не нужна, однако для удобства наладки крупные машины оборудуют ленточными тормозами с управлением от педали. Пуск и останов прессов-автоматов осуществляется с помощью кнопок.
Основные параметры и размеры кривошипных прессов-автоматов регламентированы отдельными для каждой технологической группы стандартами.
Завершающей операцией над метизным изделием является накатка резьбы на специальных автоматах. Расставленные согласно технологии (высадка, обрезка, накатка) и соединенные между собой транспортирующими устройствами прессы-автоматы образуют поточную линию с полным циклом обработки. Как и в листовой штамповке, в последние годы наблюдается тенденция к замене поточных линий многооперационными автоматическими прессами.
1.15. Прессы-автоматы для прессования деталей из металлических порошков
Некоторые детали машин должны обладать настолько специфическими свойствами, что для их изготовления непригодны монолитные металлы. Например, детали должны быть пористыми или содержать компоненты, не образующие сплавов с железом, медью и т. п. В таком случае детали изготовляют из металлических порошков или их смесей (шихты) с другими компонентами на специальных прессах-автоматах.
В зависимости от типа привода различают механические (кривошипные) и гидравлические прессы-автоматы. Механические прессы-автоматы имеют более сложное устройство и довольно дорогие, их выпускают с номинальным усилием до 1,6 МН. Гидравлический привод позволяет упростить конструкцию, но производительность таких прессов-автоматов ниже, чем механических.
Отличительные особенности прессов-автоматов для изготовления деталей из металлических порошков обусловлены свойствами исходной «сыпучей заготовки» и характером процесса деформации. Так называемый насыпной объем «заготовки» намного превышает объем детали. Поэтому в процессе деформации «заготовку» равномерно уплотняют по всему объему до заданной плотности. Для этого в инструменте необходимо предусмотреть независимость движения его отдельных частей - верхних и нижних пуансонов, матрицы, стержня выталкивателя - с использованием соответствующих механизмов.
63
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Отпрессованная из шихты заготовка - это еще не готовая деталь, поскольку сцепление деформированных частиц порошка остается слабым. Поэтому ее подвергают химико-термической обработке - спеканию в специальных печах. В ходе спекания полностью протекают адгезионные процессы и заготовка становится прочной. Однако спекание сопровождается изменением размеров заготовки, и поэтому необходима калибровка спеченной заготовки. Только после этого изготовление детали с требуемыми свойствами и размерами закончено.
Механические прессы-автоматы для прессования металлических порошков выполняют с нижним приводом. Станины прессов сварные, коробчатой формы. Подвижную верхнюю траверсу называют прессующей головкой. Возвратно-поступательное движение головки (при рабочем ходе сверху вниз) осуществляют посредством кривошипно-ползунного механизма подобно тому, как это делают на листоштамповочных прессах-автоматах с нижним приводом (см. рис. 1.11). В системе привода пресса-автомата предусмотрены коробка скоростей (до 6 ступеней) или вариатор для регулирования скорости прессования.
Силу прессования регулируют посредством эталонирования давления воздуха в пневматическом мультипликаторе гидравлического цилиндра (гидроподушки), установленного в прессующей головке. Рабочие части инструмента закреплены на плите плунжера гидравлического цилиндра. Поэтому плунжер при достижении заданного усилия прекращает свое движение, несмотря на продолжающееся перемещение прессующей головки (по аналогии с прижимом в прессе тройного действия для чистовой вырубки, см. § 1.6). Поддержание силы постоянной в течение некоторого времени предохраняет пресс от перегрузок при неправильном ведении технологического процесса, например при излишней засыпке шихты в матрицу.
Механизм для прессования выполняют в виде съемного прессующего блока (рис. 1.30). Верхнюю плиту 1 блока с верхним пуансоном крепят к плунжеру гидравлического цилиндра прессующей головки. Плита 2 матрицы снизу прижата штоками двух цилиндров подпора к регулируемым упорам станины и таким образом зафиксирована в крайнем верхнем положении. Нижняя плита 3 - плита выталкивателя или нижнего пуансона - имеет свой привод от кулачка на главном валу. Как показано на рис. 1.30, во избежание попадания абразивных частиц шихты колонки блока, по которым передвигаются плиты 1 и 3, закрыты телескопическими ограждениями. Снизу плиты 3 расположен шток 4 пневмопривода центрального стержня выталкивателя.
Схематично процесс прессования детали типа втулки показан на рис. 1.31. На стадии а в полость матрицы 4 при помощи автоматического питателя 5 засыпают шихту. Затем следует рабочий ход головки и верхнего пуансона 6. Уплотнение шихты на стадии б начинается у торца пуансона и распространяется по мере его продвижения по высоте засыпки. Однако силы трения ограничивают зону активной деформации и нижняя часть засыпки 3 может оставаться неуплотненной, какую бы большую силу ни развивал верхний пуансон при неподвижной матрице.
64
Глава 1. Типовые конструкции кривошипных прессов
Рис. 1.30. Механизм для прессования шихты
Чтобы получить равномерное уплотнение, применяют двустороннее прессование. Для этого матрицу выполняют «плавающей», т. е. она может смещаться вниз вместе с плитой (позиция г на рис. 1.31). На стадии в верхний пуансон и матрица перемещаются вниз относительно нижнего пуансона 2, плита которого покоится на неподвижных упорах. В результате такого движения инструмента происходит равномерное уплотнение по всей высоте засыпки. На стадии г верхний пуансон (от прессующей головки), нижний пуансон (от кулачкового механизма) и центральный стержень 1 (от пневмопривода), формирующий внутреннее отверстие втулки, начинают совместное движение вверх, извлекая заготовку из полости матрицы. При этом матрица также поднимается со своей плитой до упоров. Наконец, на стадии д центральный стержень совершает ход вниз, верхний пуансон - вверх до крайнего верхнего положения, а освобожден-
65
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 1.31. Стадии процесса прессования втулки
ная заготовка 7 ходом питателя сталкивается по лотку в тару или на транспортер. После этого нижний пуансон опускается до упора, и все части инструмента занимают исходное положение.
Основные размеры и параметры прессов-автоматов для прессования деталей из металлических порошков с Рном = 25 кН... 1 МН регламентированы ГОСТ 10480. Конструкция прессов усложняется при усложнении формы и увеличении размеров прессуемых деталей. Например, для изготовления деталей с буртами необходимо иметь два нижних пуансона с независимым приводом. Калибровку спеченных заготовок проводят на прессах-автоматах, подобных автоматам для прессования.
1.16. Ножницы
Исходный металл в листах или прутках торговой длины необходимо разрезать на полосы или мерные заготовки. Для этого в заготовительных отделениях листоштамповочных цехов устанавливают листовые ножницы, а в кузнечных цехах - кривошипные закрытые ножницы для резки сортового проката.
Листовые ножницы с наклонными ножами. Современные листовые ножницы с наклонными ножами (гильотинные ножницы) представляют собой двухкривошипные прессы с открытой сварной станиной, имеющей нижний вылет для размещения листа. Как правило, главный механизм имеет кривошипноползунное исполнение. Однако некоторые заводы выпускают ножницы с кривошипно-рычажным механизмом.
66
Глава 1. Типовые конструкции кривошипных прессов
Привод ножниц - от индивидуального электродвигателя через клиноременную и зубчатую одно- или двухступенчатую передачи. У малых ножниц муфта включения жесткая шпоночная и ленточный тормоз, у больших - фрикционная дисковая муфта в блоке с тормозом.
Для предупреждения опрокидывания листа при резке ножницы имеют прижимную балку (ползун) с механическим рычажным приводом от главного вала. Новые модели ножниц оборудуют специальным гидроприводом прижима.
Основные параметры и размеры листовых ножниц с наклонными ножами регламентированы ГОСТ 6282, предусматривающим в качестве главного параметра толщину разрезаемого листа 1,6...40 мм при ширине 1000...4000 мм.
Кривошипные закрытые ножницы для резки заготовок. Современные однокривошипные закрытые ножницы для резки заготовок (сортовые ножницы) имеют сварную станину из передней и задней плит, соединенных боковыми планками.
Главный механизм в кривошипно-ползунном исполнении обладает большой жесткостью благодаря эксцентриковому валу, короткому (с нерегулируемой длиной) шатуну и плоскому ползуну (суппорту), располагающемуся между плитами станины в удлиненных направляющих. К ползуну 1 прикреплен профильный нож 2 (рис. 1.32). Технологическое требование качественного среза без утяжин и с торцами, перпендикулярными оси заготовки, заставляет предусмотреть в структуре ножниц целевые механизмы, фиксирующие пруток и отрезаемую заготовку в строго горизонтальном положении. Для фиксации прутка 4 сверху служит механизм гидропневматического типа с прижимным плунжером 3, а для поддержки отрезаемой заготовки - упор 5 нижнего удерживателя, принцип действия которого такой же, как и гидропневматической подушки.
Малые ножницы с Рном < 1,6 МН имеют жесткий прижим с винтовой регулировкой и пружинным удерживателем. Современные сортовые ножницы с Рном > 2,5 МН
Рис. 1.32. Принципиальная схема разрезки прутков:
1 - ползун; 2 - профильный нож; 3 - прижимной плунжер; 4 - прутик; 5 - упор
67
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
оборудуют для подачи прутков приводными рольгангами из двух секций: неподвижной и качающейся, установленной непосредственно перед ножами.
Привод ножниц осуществляется от индивидуального электродвигателя через клиноременную и зубчатую одно- или двухступенчатую передачи. Муфта и тормоз - фрикционные дисковые с электропневматическим управлением.
Основные параметры и размеры кривошипных закрытых ножниц для резки заготовок с Рном = 1... 16 МН регламентированы ГОСТ 8248.
Комбинированные пресс-ножницы. Основные параметры и размеры комбинированных пресс-ножниц регламентированы ГОСТ 7355 с заданием по каждому агрегату: у листовых ножниц - толщины листа, у сортовых ножниц - размера сечения прутка, а у дыропробивного пресса - размеров пробиваемого отверстия.
Глава 2. КИНЕМАТИЧЕСКИЕ СВОЙСТВА И ПРОЕКТИРОВАНИЕ ИСПОЛНИТЕЛЬНЫХ МЕХАНИЗМОВ
2.1. Прессы с кривошипно-коромысловым механизмом
Кривошипно-коромысловый механизм находит ограниченное применение в качестве главного исполнительного механизма в листовых и комбинированных ножницах и костыльных прессах-автоматах. Преимущество этого механизма состоит в простоте устройства - наличии только вращательных пар с движением исполнительного органа по дуге. Для листовых ножниц отклонение от прямолинейного пути в пределах толщины разрезаемого листа незначительно. В костыльных автоматах смещение высаживаемой головки костыля как раз и обеспечивается качательным движением высадочного рычага (коромысла). Кроме того, кривошипно-коромысловая группа является составной частью шестизвенных кривошипно-коленных и кривошипно-рычажных механизмов. Кривошипно-коромысловый механизм (рис. 2.1) относится к плоским четырехзвенным механизмам II класса с одной степенью подвижности и состоит из ведущего кривошипа ОА = R, шатуна АВ = А, коромысла ВС = М и стойки ОС = Ja2+b2 = с.
Ведущий кривошип механизма вращается с угловой скоростью со = 7Сл?/ЗО, где п - частота вращения кривошипа. Угловая скорость качания коромысла C0j -переменная величина, зависящая от положения механизма.
Линейный путь коромысла Sa = причем при переходе из одного крайнего положения в другое полный линейный путь
Samax = Wl -РД (2.1)
68
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Рис. 2.1. Кинематическая схема пресса с кривошипнокоромысловым механизмом
Из геометрии механизма следует, что
Р = Ф1 -Фо, (2.2)
где ф0 = arctg (a/Z>) = const.
Определив значение текущего угла ф,, после подстановки его в формулу (2.2) и преобразований получаем
n 7?sin(a-a0) M2 + AC2-I? а
р = arctg----------------F arccos------------arctg —
7?cos(a-a0) + c 2AC M b
(2.3)
Диагональ AC = cos arctg
Rcos (a-a0) + c _/?sin(a-a0)
R cos(a - a0) + c
постоянный угол a0 = arctg (a/b).
Частные угловые координаты механизма при крайних положениях коромысла Р = Р, и Р = Р2 легко определить из условия, что в этот момент кривошип и шатун вытягиваются в линию:
_ (L + R)2 +с2-М2 b
a, 9 =180 + arccos---------------arctg —;
2(L±R)c а
„ М2 + с2 - (L ± R)2 а
р, ? = arccos-----------------------arctg —
1>2 2Мс Ь
Линейная скорость коромысла v = dSa /dt = М(йх.
69
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Чтобы избежать дифференцирования сложной функциональной зависимости р = /(а) при определении угловой скорости со19 рассмотрим векторный четырехугольник, построенный на сторонах контура механизма Е + R + L = М. Проецируя векторную сумму на направление СО, имеем
с + 7?cos(a-a0) -L cos ф2 = Afcos(p+(p0). (2.4)
Дифференцирование уравнения (2.4) по времени позволяет привести его к виду
-co7?sin(a-a0) + со2£sin<p2 = -cousin (р + ф0), (2.5)
где со, со19 со2 -угловые скорости соответственно кривошипа, коромысла и шатуна. Из угловых величин, входящих в уравнение (2.5), вычитаем угол ср2, что соответствует повороту координатных осей на общий угол ф = ф2. Тогда
7?sin(a-an -ф?) со! — со---------у,
М sin(p + ф0 - ф2)
(2.6)
где
1ОГЛ0 7?sin(a-a0) L2+AC2-M2
ф? = 180 + arctg---------2-----arccos--------------
7?cos(a-a0) + c 2 AC • M
Синтез кривошипно-коромыслового механизма проводят по данным технологических расчетов при некоторых конструктивно заданных параметрах кинематической схемы.
ГОСТ 6282 на ножницы и нормали на костыльные автоматы не регламентирует полный ход главного исполнительного органа Sa max. Этот параметр является расчетным и зависит от размера разрезаемого материала или высаживаемого костыля. Технологически известен угол р19 определяющий положение инструмента в конце процесса деформации, а по конструктивным соображениям следует задать длину коромысла М и положения неподвижных шарниров Л и С на станине пресса. В существующих типах кривошипно-коромысловых механизмов отношение X^R/L лежит в пределах: 0,115...0,135 для ножниц и 0,100...0,110 для автоматов. Тогда количество заданных величин оказывается достаточным, чтобы решить систему из трех уравнений и определить параметры механизма:
^W.(Pi); ^=/2(7?, А); 5ап1ах=/3(Р„ Р2)- (2-7)
Правильность синтеза можно проверить по соотношению размеров звеньев механизма при условии, что кривошип совершает полный поворот. При этом радиус кривошипа должен быть наименьшим из всех звеньев:
70
Глава 2. Кинематические свойства и проектирование исполнительных механизмов а сумма длин наибольшего и наименьшего звеньев должна быть меньше суммы двух других звеньев:
R + с < L + М.
Необходимо провести также проверку на скоростную характеристику механизма ножниц. При большой скорости резания металла качество заготовок лучше: срез получается более ровным. При замедленном движении ножей возможно затягивание металла между ножами, особенно при резании тонколистового металла, вследствие чего срез получается с заусенцем. Практически средняя скорость движения ножей равна 25...50 мм/с.
В костыльных автоматах скорость в меньшей степени влияет на качество высаживаемых изделий, поэтому для повышения производительности машины среднюю скорость движения высадочного пуансона принимают от 250 до 350 мм/с.
2.2. Прессы с кривошипно-ползунным механизмом
Кривошипно-ползунный механизм применяют в двух модификациях: в виде аксиального (центрального) и дезаксиального (смещенного). У аксиального механизма ось возвратно-поступательного движения ползуна проходит через центр вращения кривошипа (рис. 2.2, а). У дезаксиального - ось движения ползуна смещена по отношению к оси вращения кривошипа (рис. 2.2, б). Основными размерами механизма являются радиус кривошипа R = ОА, длина шатуна L = АВ и значение дезаксиала Е. В качестве обобщенных относительных размеров принимают отношение радиуса к длине шатуна X = R/L и степень дезаксиальности =
Аксиальный механизм. Выберем за начальную точку отсчета крайнее (например, правое) положение ползуна (см. рис. 2.2, а). Тогда его ход
S = R + L - хв = R
(1 - cos а) + y (1 ~ cos Р) А
где Р - угол между шатуном и осью движения ползуна.
Рис. 2.2. Кинематические схемы пресса с аксиальным (а) и дезаксиальным (б) кривошипно-ползунным механизмом
71
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Если представить это выражение только как функцию угла поворота ведущего кривошипа а, приняв во внимание, что
sinp = Xsin ос и cosp = Vl-V sin2 а, (2.8)
то можно получить уравнение, воспроизводящее точное решение для определения хода ползуна:
S=R
ч 1
(l-cosoc) + — Л
(1-л/1-Х2 sin2 а
(2.9)
Для практических расчетов применяют упрощенное уравнение S = /(а), полученное разложением корня в биномиальный ряд:
X 7
S=R (1 — cosoc) +—sin а ,
или
Г к
S=R (1 -cosoc)+ -(1-cos2ос) .
(2.Ю)
При энергетических, прочностных и технологических расчетах возникает обратная задача: по известному положению ползуна S определить положение кривошипа, фиксируемого углом его поворота а. Из треугольника О АВ. образованного контуром механизма (см. рис. 2.2, а\ находим
cos а =
2(7? - 5)(7? + Z) + 52
2R(R + L-S)
(2.И)
После двукратного дифференцирования уравнения хода ползуна по времени и с учетом угловой скорости вращения ведущего кривошипа со= da/dt получаем следующие выражения для скорости и ускорения:
( X
v = соТ? I sin ос -ь — sin 2ос I; (2.12)
j = co2T?(cos oc + X cos 2а). (2.13)
Используя формулы (2.10), (2.12) и (2.13), можно построить кинематические диаграммы пути S. скорости v и ускорения j для одного цикла возвратно-поступательного движения ползуна кривошипно-ползунного механизма (рис. 2.3).
График пути ползуна S=f(a) представляет собой синусоидальную кривую с максимальным отклонением, равным полной длине хода ползуна при повороте ведущего кривошипа от 180° до 0:
^=27?. (2.14)
72
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Рис. 2.3. Кинематическая диаграмма пути S, скорости v и ускорения j при возвратно-поступательном движении аксиального кривошипно-ползунного механизма
Функция скорости ползуна кривошипно-ползунного механизма выражается несимметричным синусоидальным графиком. Экстремальные значения скорости ползуна - максимум при прямом ходе и минимум при обратном - достигаются при углах поворота ведущего кривошипа осэкстр в момент изменения знака ускорения при переходе его значения через нуль:
j = co27?(cosa3KCTp +kcos2cc,KCTp) = 0.
Учитывая, что косинус изменяется в пределах от -1 до +1, и применяя биномиальное разложение, находим два значения угла:
—1 + л/1 + 8Х2 ж
оигтп = ±arccos-------------~ ±arccosA. (2.15)
экстр V 7
Максимальное и минимальное значения скорости можно найти, подставив в уравнение (2.12) соответствующее значение угла осэкстр:
73
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 2.4. Графики пути и скорости для пресса при различной угловой скорости вращения ведущего кривошипа в период рабочего и холостого ходов
ет на максимальный ход ползуна, увеличение максимума скорости у
vmax-±a)7?(l + V)7TV. (2.16) min
График ускорения у=/(а) имеет вид гармонической кривой с более сложной зависимостью ускорения от геометрии механизма, чем графики пути и скорости. При X > 0,3 нижняя ветвь графика приобретает двойной излом. Во всех случаях максимальное значение ускорения ползуна наблюдается в крайнем правом (нижнем, переднем) положении при а = 0, когда
7max = (О2/? (1 + X). (2.17)
Оценим влияние геометрии механизма на его кинематические свойства, используя полученные выше графики и формулы (2.14), (2.16), (2.17). Можно сделать вывод, что при используемых на практике значениях X < 0,5 геометрия механизма не влия-тах при изме
нении X совершенно незначительно, а ускорение утах возрастает на 50 %. Таким образом, только увеличивая скорость движения ползуна в период холостого хода,
можно повысить производительность кривошипного пресса.
На рис. 2.4 видно, что кинематические свойства пресса улучшаются не только потому, что обеспечивается технологически допустимая скорость в процессе вытяжки, но и само ее изменение не является слишком резким, что создает более благоприятные условия для деформации металла. Вместе с тем производительность пресса при этом повышается на 40 %.
Дезаксиальный механизм. Ход ползуна S', измеряемый расстоянием от его произвольного положения до крайнего (например, правого) (см. рис. 2.2, б), определяем по уравнению
5=£7(1+^)2-£д -(^cosa+Lcosp). (2.18)
Поскольку
sinp = ед+ Xsina и cosp = ^1-(ед +Xsina2) ~ 1 —0,5(ед +Xsina)2, получаем следующее приближенное уравнение:
5=£A/(l + V)-e2 -{??cosa + £[l-0,5(efl + Xsina)2]}. (2.19)
74
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Из рассмотрения текущего контура механизма заключаем, что полный ход
ползуна
Smax=L (1 + Х) 1-
2 I 2
£ £
(1+Х)2 ~(1 ~хy~(1-Х)2
или после биномиального разложения квадратных корней с точностью до второго члена ряда (ед < X) и упрощения
5 =R 2 + —
ПЩХ л
1 — л
(2.20)
Из формулы (2.20) следует, что полный ход ползуна Smax в дезаксиальном кривошипно-ползунном механизме несколько больше 27? и зависит от геометрических соотношений между звеньями. Однако для реальных механизмов влияние геометрии на изменение хода ползуна крайне незначительно.
Текущие скорость v и ускорение j ползуна в зависимости от угла поворота кривошипа а определяем по формулам
v ~ co7?(sina + 0,5Xsin2a + £acosoc); (2.21)
j ~ co2T?(cos а + X cos 2а - £д sin а). (2.22)
Особенностью дезаксиального механизма по сравнению с аксиальным является незначительное смещение экстремальных и нулевых значений пути, скорости и ускорения, связанное с тем, что крайние положения ползуна достигаются при углах поворота кривошипа, отличных от 0 и 180°:
aj 2 = 180° ±arcsin- -д . (2.23)
1 ± А
Дезаксиальный механизм, не имея особых кинематических свойств, способствует лучшему направлению главного ползуна. Это объясняется тем, что сила, действующая по шатуну дезаксиального механизма, в любом его положении в период рабочего хода прижимает ползун к направляющим, тем самым предохраняя его от опрокидывания.
Кривошипно-ползунный механизм. Исходной величиной для геометрического синтеза аксиального кривошипно-ползунного механизма является полный ход ползуна, значение которого задано в ГОСТе на основные параметры и размеры или рассчитано из технологических соображений для тех типов прессов (автоматы, ножницы и др.), для которых Smax в ГОСТе не оговорено. Тогда радиус кривошипа, как это следует из формулы (2.14), будет равен половине полного хода ползуна: 7? = 5тах/2.
75
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Для определения длины шатуна необходимо задать значение X, при выборе которого следует руководствоваться следующим соображением. Чем больше значение X при заданном полном ходе, тем меньше габаритный размер кривошипного пресса в направлении оси движения ползуна. Поэтому для прессов с большим ходом, особенно при плунжерной подвеске ползуна, значение X приходится выбирать по верхнему пределу, чтобы уменьшить размеры пресса. Но силовые условия работы механизма с увеличенным отношением R/L ухудшаются - возрастают сила, действующая вдоль шатуна, а также давление на направляющие и крутящий момент.
Значения X для современных кривошипных прессов приведены ниже:
Прессы для листовой штамповки
Универсальные простого действия: с регулируемым ходом................................ 0,065...0,085
с постоянным нормальным ходом.................. 0,085...0,125
с постоянным увеличенным ходом................. 0,145...0,175
Вытяжные двойного действия ........................ 0,190...0,270
С плунжерной подвеской ползуна: универсальные простого действия .................... 0,300...0,350
вытяжные двойного действия..................... 0,420...0,490
Автоматы........................................... 0,060...0,250
Прессы для объемной штамповки
КГШП............................................... 0,140...0,175
ГКМ................................................ 0,270...0,330
Обрезные прессы ................................... 0,100...0,120
Автоматы........................................... 0,120...0,200
Чтобы определить радиус кривошипа для дезаксиального механизма, необходимо дополнительно задать £д. Тогда на основании формулы (2.20) имеем
с п __ ___° max____
~2+£;/(1-л'
Коэффициент дезаксиальности главного механизма ГКМ £д = 0,06...0,08.
2.3. Прессы с кривошипно-коленным механизмом
Кривошипно-коленный механизм различных модификаций (рис. 2.5) применяют в качестве главного исполнительного механизма в чеканочных прессах, прессах для выдавливания, вытяжных прессах тройного действия, обрезных и холодновысадочных прессах-автоматах.
Наибольшее распространение получил одноколенный центральный механизм (см. рис. 2.5, а), у которого ползун движется вдоль оси, проходящей через центр качания верхнего звена. Многоколенную схему (см. рис. 2.5, б) применяют
76
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Рис. 2.5. Схемы одноколенного центрального (а\ многоколенного (б) и нецентрального одноколенного (в) коленно-рычажных механизмов
в прессах для правки крупных деталей, где она необходима для точного направления длинного по фронту ползуна. В обрезных прессах-автоматах применяют приведенный на рис. 2.5, в одноколенный механизм с осью движения, не проходящей через центр качания верхнего звена.
Аналитическое решение кинематики одноколенного центрального механизма можно построить, если представить его состоящим из кривошипно-коромыслового механизма ОАВС с ведущим звеном - кривошипом ОА = R - и коленно-рычажного механизма CBD (рис. 2.6).
Ведущий кривошип равномерно вращается с угловой скоростью со. Угловая скорость качания Ш] верхнего звена ВС = М- величина переменная и зависит от положения механизма. Принимая за точку отсчета крайнее нижнее положение ползуна, следует учитывать возможность недохода шарнира В до CD. Тогда звено ВС будет отклонено от CD на угол pmin, а звено BD = N -на угол ymin.
Рис. 2.6. Схема одноколенного центрального механизма с двухшарнирной верхней призмой
77
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Текущее значение хода
S = M
(CGSpmin “С083) + ^(COSYmin “COSY) >
(2-24)
где X| = M/N.
Поскольку sin у = X, sin p, а значит,
cosy = -\/l-^?sin2p ~ l-0,5Xf sin2 (3,
получаем следующее упрощенное уравнение для хода ползуна кривошипноколенного механизма:
5 = M[(cospmin -cosp) + 0,25X,(cos2pmin -cos2p)]. (2.25)
Однако уравнение (2.25) остается нераскрытым, поскольку входящий в него угол р не является независимым аргументом, а функционально определяется углом поворота ведущего кривошипа: р = /(ос).
Решение для угла р можно найти из анализа геометрии четырехзвенника ОАВС. и оно полностью подобно решению кривошипно-коромыслового механизма (см. формулу (2.3)).
По заданным положениям ползуна угол отклонения р звена ВС от средней линии CD определяем по формуле, аналогичной (2.11):
c°s(P-Pm„)-2(M-S)(M + A') + 5i. (2.26)
min 2MW + N-S)
Скорость ползуна
v = «^(sinP + O.SX, sin2P). (2.27)
Угловая скорость <п, определяется движением четырехзвенника при постоянной угловой скорости ведущего кривошипа:
7?sin(a-a0 -ф2)
wi = ю-----77--------?•
М sin (р + ф0 -ф2)
Здесь
1Г1ЛО 7?sin(a-an) L2 + АС -М2
ф, = 180 + arctg----------------arccos-----------
7?cos (а-а0) + с 2AC-L
(2.28)
(2.29)
Фо = arctg (a/Z>).
(2.30)
В зависимости от соотношения между размерами звеньев возможны два типа кривошипно-коленного механизма: с недоходом шарнира до линии CD (рис. 2.7, а) и с ее переходом (рис. 2.7, б).
78
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Рис. 2.7. Кинематические схемы кривошипно-коленного механизма с недо-ходом шарнира до средней линии (я) и с ее переходом (б)
Механизм второго типа принят в конструкциях отечественных чеканочных прессов. Максимальное отклонение ВС влево составляет р'тах = 32...40°. Переход линии CD и отклонение звена ВС вправо незначительно: р^ах = 15z...40z (большие значения соответствуют меньшим по усилию прессам). Преимущество подобной схемы механизма - увеличение времени выдержки заготовки под нагрузкой, так как даже при столь малом угле р^ах ведущий кривошип должен повернуться на угол а = 10...30°.
Для обеспечения достаточно большого хода ползуна при незначительном отклонении звеньев ВС и CD от средней линии отношение их длин принимают равным единице (X! = 1), а шарнир В при распрямленном колене располагается на уровне центра вращения кривошипа, т. е. b = М. Отношение радиуса R кривошипа к длине L шатуна для чеканочных прессов X = 0,11 ...0,16.
Дополнительным условием для геометрии кривошипно-коленного механизма является то, что вращение ведущего кривошипа может совершаться только тогда, когда выполнено общее условие, предъявляемое к кривошипно-коромысловому механизму (см. четырехзвенник ОАВС на рис. 2.6):
R + c<L + M. (2.31)
где R<L, М. с.
Полученных зависимостей оказывается достаточно для синтеза кривошипноколенного механизма чеканочного пресса по основным параметрам (ГОСТ 5384).
Для холодновысадочных прессов-автоматов с кривошипно-коленным механизмом (см. рис. 2.5, в) стремятся уменьшить габаритные размеры машины, и поэтому отношение X = R/L увеличивают до X = 0,25... 0,40, но обычно Xx=M/N= \nb = M.
79
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
2.4. Проектирование исполнительных механизмов вытяжных прессов двойного действия
При проектировании вытяжного пресса двойного действия необходимо разработать геометрию главного исполнительного механизма и исполнительного механизма прижима.
Синтез главного исполнительного механизма выполняют так же, как и для кривошипно-ползунного механизма, по заданному в ГОСТе полному ходу внутреннего ползуна Smax вн и отношению X.
Исходными данными для геометрического синтеза исполнительного механизма прижима являются угол выстаивания наружного ползуна осВЬ1СТ и его полный ход Smax нар и отход от крайнего нижнего положения в период выстаивания ASHap. Угол выстаивания в современных вытяжных прессах не превышает 100... 110°. Увеличение его сверх указанных значений нежелательно в связи с уменьшением времени на выталкивание изделия после отхода наружного ползуна.
Полный ход наружного ползуна указан в ГОСТе. Расчетное значение отхода наружного ползуна от крайнего нижнего положения в период выстаивания ASHap = 0,03...0,05 мм. Фактический отход, учитывая упругие деформации и контактные зазоры между элементами конструкции пресса, может превосходить расчетное значение.
Чтобы не сужать возможности конструктора при проектировании привода, не рекомендуется заранее задавать угол опережения. Поэтому в современных конструкциях вытяжных прессов двойного действия угол опережения лежит в очень широких пределах - от 25 до 50°.
Прежде чем синтезировать исполнительный механизм прижима, конструктор обязан определить:
1) размеры элементов передаточного механизма и расположение привода в траверсе пресса;
2) положение стяжных болтов;
3) места подвески прижимного ползуна.
Решение указанных вопросов позволяет установить координаты центров дуг, описываемых при качании промежуточных рычагов механизма прижима.
Не менее важным является предварительное задание характера движения рычагов колена, на котором подвешен ползун, в период вытяжного хода внутреннего ползуна. Схема, в которой верхний рычаг переходит во время вытяжки через линию ОА. является предпочтительной по двум причинам: во-первых, переход через линию ОА позволяет уменьшить размеры звеньев механизма, обеспечивая достаточно большое время выстаивания (по аналогии с чеканочным прессом), и, во-вторых, все ошибки изготовления механизма не влияют на А5нар и, следовательно, на работу пресса.
Рассмотрим синтез механизма прижима вытяжных прессов, относящегося по структуре к восьмизвенным кривошипно-коленным механизмам. Крайние
80
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
Рис. 2.8. Кинематические схемы прижимного ползуна с
восьмизвенным кривошипно-
коленным механизмом:
а - крайние положения механизма; б - схема движения колена с переходом линии ОА
положения механизма показаны на рис. 2.8, а. Конструктивно заданы размеры OD и AD (подвеска наружного ползуна), координаты GM и ОМ двуплечего рычага FGH относительно точки О (размещение привода в траверсе). Необходимо определить длины плеч рычагов ОКБ и FGH, шатуна В А, тяги EF и серьги НК.
Решение будем вести совмещением графического и аналитического методов.
Из условия расположения рычагов ОВ и ВА на одной прямой в период вытяжки имеем ОА = \OD2 +AD2. Для современных вытяжных прессов с плунжерной подвеской ползуна отношение X = ОВ/ВА = 0,6...0,7; для прессов без плунжеров X = 0,25...0,40. Тем самым при известных ОА = ОВ + ВА и Z оказываются установленными длины ОВ и ВА.
Если принять схему движения колена с переходом линии ОА при отклонении плеча ОВ во время вытяжки на угол \|/ от этой линии (рис. 2.8, б), то плечо GH, серьга НК и плечо КВ в этот момент должны расположиться на одной прямой GBO. Угол \|/ определяем по допустимому отходу прижимного ползуна:
81
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
у = у - (KA0OD0 - ЛА0ОВ0);
tg у = AD/OD;
(2.32)
(2.33)
tg AAqODq —AqDq/ ODq', a0o2 + ob2-a0b2 2A0OOB0
cosZZ0O50 =
(2.34)
(2.35)
Определим положение точки Bo в момент максимального отхода прижимного ползуна. По условию на прямой, соединяющей точки G и Во, располагаются GH0 - GH, Н0К0 = НК и К()В(} = КВ. Силовой анализ показывает, что наиболее благоприятное распределение сил в звеньях механизма при прижиме имеет место при расположении плеч ОК и КВ под прямым углом. Следовательно, перпендикуляр, опущенный из точки О на прямую GB0, в точке А?о определит искомые длины OKq = ОК и KqBq = КВ.
Уточненные числовые значения длин ОК и КВ находим аналитически из решения треугольника GOBa:
KB = K0B0 = GB0-GK0;
GB0 = у] GO2 + OB02 - 2OB0 GO cos ZGOB0;
(2.36)
(2.37)
Z GOB0 = 90° - (y-v) + Z GOM; tg Z GOM= GM/OM;
GKq = GO cos /_ OGBq\
GO2+GB2-OB2 cos Z OGB a =---y;
° ZGOGBq
(2.38)
(2.39)
(2.40)
OK0 = OK=GO sin Z OGB0.
(2.41)
В крайних положениях четырехзвенника GFEO кривошип DE и тяга EF расположены на одной прямой под углом к вертикали OD, а точка F плеча FG при переходе из одного крайнего положения в другое должна описать дугу с хордой FFX = ZOE = Smax вн = 27? (см. рис. 2.8, а). Из этих условий легко определить GF и EF: достаточно провести через точку О прямую под углом к вертикали, опустить из точки G на эту прямую перпендикуляр GN, делящий угол качания рычага FGH. и в обе стороны от точки N отложить отрезки, равные ОЕ = R. Это установит положение точек F и Fx и, следовательно, размеры GF = GFX и EF = E}FX.
Поскольку угол cq не входит в число заданных величин, единственным определяющим условием является равенство углов качания нижнего плеча у рычага FGH - СО] = сщ = со/2 за время поворота кривошипа ОЕ от угла оср н (начало
82
Глава 2. Кинематические свойства и проектирование исполнительных механизмов
вытяжки) до ОС] и от него до оср к = 0 (конец вытяжки). Указанное будет выполнено, если совпадут засечки на дуге FF? н, сделанные из точек Ер н и Ер к радиусом, равным длине тяги EF(cm. рис. 2.8, б).
Графическое решение повторяем несколько раз, изменяя положения прямой EF], пока не найдем оптимальные размеры четырехзвенника GFEO, т. е. такие размеры, которые обеспечивают заданную схему движения колена подвески наружного ползуна в период вытяжки при повороте ведущего кривошипа на угол а = оср. Заметим, что угол ОС] > оср/2 и обычно, если оср = 75... 80°, а, =40...42°.
Из этого же условия устанавливаем угол раствора рычага FGH. Когда наружный ползун находится в крайнем нижнем положении, верхнее плечо рычага направлено по GF. луч нижнего плеча в этот момент должен отклониться от прямой GB$ на угол СО] = со/2, где со - угол качания рычага FGH при повороте кривошипа на углы (оср н - aj или аР
Для определения размеров плеча GH рычага FGH и серьги НК рассмотрим положение механизма при подъеме наружного ползуна в крайнее верхнее положение, когда точка А перемещается в точку Аъ а рычаг ОКБ - в положение ОК\ВХ. Плечи рычага FGH повернутся на угол AFGF^ причем положение и размеры плеча FG уже определены, а для нижнего плеча известно только, что направлено оно по прямой GH} и что GKQ = GHQ + Н$К = GH + НК, Поэтому на луче GHX сделаем засечку радиусом GK2 = GK0, Соединим точку Л?19 положение которой известно, с точкой К2 и из середины отрезка КХК2 проведем перпендикуляр до пересечения с лучом, по которому направлено нижнее плечо рычага FGH. Указанное пересечение определит положение точки Я19 и, следовательно, плечо GH = GH}, а серьга НК = Н}К}.
Уточненные числовые значения искомых линейных и угловых величин, как и прежде, можно определить аналитически из решения соответствующих треугольников, положения и размеры которых определены в ходе графического решения.
2.5. Проектирование кулачкового механизма кривошипных прессов
Установлено, что на заводах прессы-автоматы нередко работают с меньшей производительностью, чем указано в их паспортных данных. Это объясняется чрезмерными динамическими нагрузками, возникающими в механизмах при работе с таким числом ходов, разбалтыванием механизмов и необходимостью частой наладки пресса. Следовательно, дефекты машины заложены в ее конструкции - в неправильно спроектированных кулачковых механизмах.
Исходными данными для проектирования кулачкового механизма являются: циклограмма, соответствующая данной технологической последовательности;
83
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 2.9. Типовые схемы кулачковых механизмов прессов-автоматов: а - плоского кулачка и толкателя; б - с дисковым кулачком; в - с дисковым кулачком и толкателем, совершающим качательное движение
принципиальные схемы механизмов и узлов пресса. На основе этих данных определяют параметры, необходимые для синтеза: углы поворота кулачков, длины путей ведомых и рабочих частей и т. п.
Синтез рекомендуется вести в такой последовательности:
1) выбор схемы кулачкового механизма;
2) выбор закона движения;
3) определение основных размеров механизма;
4) расчет и построение профиля кулачка.
В современных прессах-автоматах применяют три типовые схемы кулачкового механизма (рис. 2.9): а) с возвратно-поступательным движением плоского кулачка и толкателя; б) с вращающимся дисковым кулачком и поступательно движущимся толкателем; в) с вращающимся дисковым кулачком и толкателем, совершающим качательное движение.
Третья схема и ее варианты имеют такие преимущества:
1) меньшее, чем в других схемах, давление кулачка на ролик при одинаковой нагрузке на толкатель;
2) увеличенный угол давления, при котором КПД передачи становится максимальным;
3) больший, чем в других схемах, угол заклинивания;
4) возможность поворота кулачка при прямом и обратном ходе толкателя на различные углы;
5) возможность увеличения времени рабочего хода толкателя на 40...50 % без изменения размеров механизма, что в свою очередь резко снижает динамические нагрузки в системах пресса и улучшает его эксплуатационные показатели (в частности, допустимое число ходов возрастает на 35...45 %);
6) компактность не только кулачкового механизма, но и пресса в целом.
84
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Анализ работы кулачковых механизмов показывает, что плавность их работы гарантируется лучше всего при синтезе кулачков по синусоидальному закону движения толкателя. Опытным путем установлено, что число ходов таких прессов-автоматов возрастает на 15...20 % по сравнению с автоматами, кулачки которых спроектированы по закону постоянного ускорения.
Расчет основных размеров кулачкового механизма и построение геометрического профиля кулачков ведут обычными методами теории механизмов и машин.
Глава 3. СИЛОВОЙ РАСЧЕТ И УСЛОВИЕ ПРОЧНОСТИ КРИВОШИПНЫХ ПРЕССОВ
3.1. Основы силового расчета
Для расчета энергетических параметров, а также прочности деталей и узлов кривошипного пресса необходимо знать силы, действующие на звенья механизмов пресса; реакции в кинематических парах механизмов пресса и крутящие моменты, приложенные к ведущим звеньям механизмов пресса.
Основным параметром для расчета кривошипного пресса является деформирующая сила PD. прикладываемая к заготовке в процессе ее обработки. Деформирующую силу устанавливают на основе теоретического анализа пластического деформирования заготовки в процессе технологической операции. Значение PD зависит от размеров заготовки, схемы деформирования, механических характеристик обрабатываемого материала, однако оно не должно превышать установленного в ГОСТе номинального усилия Рном, т. е. PD < Рном. Поэтому при расчете деформирующую силу принимают равной номинальному усилию пресса, приложенной со стороны рабочего инструмента по оси пресса и сосредоточенной.
Кроме того, на заготовку могут действовать силы тяжести отдельных звеньев исполнительных механизмов; силы трения, возникающие на движущихся контактных поверхностях; силы упругости пружин, силы инерции и др.
Силу тяжести звена определяют умножением плотности материала звена на его объем.
Силы трения в кинематических парах могут быть рассчитаны только после определения удельных нагрузок в кинематических парах и выбора значений коэффициента трения, соответствующих условиям работы этих пар.
Силы инерции находят по заданным массам и моментам инерции звеньев, а также по ускорениям, полученным из кинематического анализа.
В современной теории кривошипных прессов существует два подхода при определении реакций в опорах главного исполнительного механизма. Первый из них приводит к достаточно простому решению задачи о крутящем моменте. Главные допущения при этом следующие: в расчетной схеме кривошипный вал заме
85
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
няют балкой, лежащей на опорах, а фактические внешние силы и реакции - сосредоточенными нагрузками, приложенными по центру соответствующих цапф. Теоретические расчеты и экспериментальная проверка показывают, что потеря точности при определении крутящего момента в связи с этими допущениями незначительная. В этом же решении устанавливают соотношения между вертикальными и горизонтальными составляющими внешних сил и реакций в опорах. Однако указанные допущения неприемлемы для расчета внутренних сил и напряжений в материале ведущего вала.
Расчетные схемы при втором решении построены на следующих допущениях: кривошипный вал заменяют балкой на упругом основании, а фактические внешние силы и реакции - удельными силами, изменяющимися по длине цапфы по определенному закону. При этом точное или приближенное решение связано с тем, учитываются ли обе координатные составляющие сил и реакций или только одна из них.
По характеру силовых условий работы главного исполнительного механизма можно выделить следующие типы конструктивных схем кривошипного привода в современных прессах.
1. Одностоечные кривошипные прессы:
а) кривошипный вал с маховиком и клиноременным приводом;
б) кривошипный вал с зубчатым приводом и маховиком на приемном валу.
2. Двухстоечные однокривошипные прессы:
а) одноколенчатый вал с маховиком и односторонним клиноременным приводом;
б) одноколенчатый (эксцентриковый) вал с односторонним зубчатым приводом и маховиком на приемном валу;
в) одноколенчатый (эксцентриковый) вал с двусторонним зубчатым приводом и маховиком на приемном валу;
г) одноколенчатый вал с двусторонним межопорным зубчатым приводом и маховиком на приемном валу;
д) привод с шестерней-эксцентриком на бугельной оси.
3. Двухстоечные двухкривошипные прессы:
а) двухколенчатый двухопорный вал с двусторонним зубчатым приводом и маховиком на приемном валу;
б) привод с двумя шестернями-эксцентриками на бугельных осях.
4. Двухстоечные четырехкривошипные прессы: привод с четырьмя шестернями-эксцентриками на бугельных осях.
Различие в силовых условиях работы одно- и двухстоечных однокривошипных прессов возникает в результате того, что нагрузки по отношению к опорам расположены у них неодинаково.
Различие в силовых условиях работы прессов с расположением маховика на кривошипном и приемном валах объясняется неодинаковым окружным усилием, действующим на маховик (зубчатое колесо кривошипного вала). В первом
86
Глава 3. Силовой расчет и условие прочности кривошипных прессов случае оно определяется только мощностью электродвигателя и передаваемым от него моментом. Возросшее сопротивление деформированию заготовки преодолевается за счет отдачи накопленной энергии маховика. Во втором случае торможение воспринимается малой шестерней и передается в виде возросшего момента на зубчатое колесо кривошипного вала.
Изменения в расчетной схеме для двустороннего привода связаны с тем, что крутящий момент подается на обе стороны вала. В приводе с шестернями-эксцентриками бугельная ось разгружена от крутящего момента.
Условия работы отдельных элементов привода в многокривошипных прессах не идентичны в связи с неравномерным распределением нагрузки на каждый кривошип. Причинами такого распределения могут быть неточности изготовления деталей пресса и монтажа, а также несимметричное приложение нагрузки при деформации (несовпадение центра давления штампа с осью ползуна). Все это усложняет расчет многокривошипных прессов. Упрощение задачи состоит в том, что нагрузку на отдельный элемент условно принимают равной половине максимально допустимой в двухкривошипных и четверти ее - в четырехкривошипных прессах. Дальнейшее решение для отдельного элемента привода многокривошипных прессов аналогично силовому расчету однокривошипных прессов по заданной конструктивной схеме, но с введением соответствующих поправок, учитывающих неравномерность в распределении нагрузки.
Возможность упрощения силового расчета ГКМ основана на том, что даже при неправильной укладке заготовки между матрицами сила, воздействующая на коленчатый вал со стороны зажимного механизма, во много раз меньше усилия на главном ползуне. Поэтому при расчете ГКМ главный вал рассматривают как одноколенчатый на двух опорах.
3.2. Расчет сил и крутящего момента в кривошипно-ползунном механизме
Силы. В качестве типового примера рассмотрим силы, действующие в вертикальном двухстоечном однокривошипном прессе с расположением маховика на приемном валу.
Одноколенчатый вал подвергается действию силы РАВ и силы Гш, передающий крутящий момент Мк на зуб колеса (рис. 3.1).
При идеальных условиях работы механизма, когда трение в парах отсутствует, т. е. коэффициент трения ц = 0, сила РАВ направлена по оси шатуна (рис. 3.2, а) и определяется выражением
/’J1# = J’zj/cos р.
На направляющие действует сила
РР =FntgP.
87
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 3.1. Схема кривошипно-ползунного механизма
При реальных условиях в шарнирных и плоских сочленениях кривошипноползунного механизма пресса действуют силы трения. Сила трения, отклоняя линию действия РАВ от оси шатуна, изменяет ее по величине и направлению. Сила РАВ должна быть направлена по общей касательной к кругам трения шарниров на обоих концах шатуна.
Из четырех возможных общих касательных следует выбрать такую, чтобы в каждом из шарниров А и В шатуна момент от силы РАВ был противоположен направлению его вращения относительно оси шарнира 5, от которого передается реакция по шатуну (рис. 3.2, б). При этом надо иметь в виду, что направление касательной не зависит от конструктивного оформления шарнира, т. е. от того, как будет выполнен шарнир: В в виде цапфы или подшипника.
Радиус круга трения вращательной пары
р = цг,
где ц - коэффициент трения в шарнире; г - радиус цапфы (подшипника).
Сила Рп в связи с трением в направляющих ползуна также изменяется по величине и направлению, отклоняясь в сторону, противоположную движению ползуна. Для определения РАВ и Рп построим векторный план сил:
Рав =Pd+
Из векторного треугольника (см. рис. 3.2, б) следует
88
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Рав Pd
COS(p
cos (Р + у+ф)’
(3.1)
, =р sin (р + ф) °cos(P + y + 9)
Горизонтальная составляющая равнодействующей силы
Рп на направляющие
ползуна
sin (Р +y)cos(p cos (Р + у + ф)
Максимальное значение необходимо для расчета шпилек крепления направляющих планок станины.
Углы р, у и ф могут быть определены через заданные независимые параметры системы. Из анализа кинематики кривошипно-ползунного механизма известно, что sin Р = X sin а, где k = R/L. Для определения угла у рассмотрим треугольники АСЕ и BDE (см. рис. 3.2, б). Сумма сторон АЕ и BE этих треугольников равна длине шатуна: AE + BE=L, но АЕ=\АгА/$\пу и BE^rJsmy. Суммируя почленно и имея в виду, что L=R/k, окончательно получаем
гА + гв гА+ гв
smy = Ц—------ = ЦЛ,—--
L R
Угол трения
ф = arctg ц.
На основании расчетов по формуле (3.1) можно заключить, что для самых неблагоприятных условий работы механизма, практически никогда не существующих в прессах, ошибка от замены модуля силы РАВ модулем силы PD составляет 10... 12 % (для реальных механизмов эта ошибка не превышает 2...3%). Поэтому в дальнейшем при расчете можно считать
Рав~ Pd-
Рис. 3.2. Силы, действующие в кривошипно-ползунном механизме: а - без учета сил трения на контактных поверхностях (ц = 0); б - с учетом сил трения (ц Ф 0)
Вертикальная составляющая
АВ
= РАВ cos(P + y)=Pd
COS(P + у)С08ф cos(P + у + ф)
89
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
горизонтальная -
/>;„ =р,„»пф+Т) = Рд^(Р+т)^ф<<Рд. cos(p + y+(p)
Поскольку составляющая РАВ ^PD. ее вклад в полную силу РАВ по сравнению с составляющей РАВ незначителен и ею можно пренебречь.
На зубчатом колесе окружная сила
T=MjRw,
где 7?ш - радиус начальной окружности зубчатого колеса.
На зуб колеса действует сила
т - Т - м*
1 Ш Г. ’
COS £ 7?ш COS £
где £ - угол зацепления, £ = 20°.
При определении горизонтальной составляющей силы Тш учитываем, что для большинства реальных конструкций прессов установочный угол шестерни 5 ~ 70...75° или 250...255°, а сумма углов (5 + £) —> 90° или 270°. Следовательно,
7’ш=7’шсо8(5 + е) «7^.
Реакции в опорах. В общем случае реакции в опорах равны геометрической сумме их горизонтальных и вертикальных составляющих:
е, = V(aB)2mr)2.
Для рассматриваемой (см. рис. 3.1) силовой схемы кривошипного вала составляющие реакции в опоре I находим по формулам
6Г =«+«;
аг=^гв+ад, + /3 /2 +/3
Ci =7(^+^ш)2+(«+ад)2-
Учитывая, что горизонтальные составляющие сил PD и РАВ малы, а РАВ ~ PD, получаем
й =/?Р-^Г + Гш/1^/2^/з sin(5+e). (3.2)
/2 “Ь /3 /2 *з
где к} = к, = ———; к0 = кА h+h
Полная реакция в опоре I
90
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Точно так же находим реакцию в опоре II:
2п = Pd ~ Тш sin(5 + е). (3.3)
Полученные результаты пригодны и для горизонтальных прессов без всякого изменения структуры расчетных формул, но в этом случае определяющими будут не вертикальные, а горизонтальные составляющие сил PD и Q.
Крутящий момент. Крутящий момент привода для идеальных условий определяется мощностью, затрачиваемой на преодоление силы пластического деформирования заготовки. Для идеального механизма мощность, развиваемая приведенной силой и моментом в точке приведения,
N™ = Р™ v = М“я со, (3.4)
где РАВ - сила, приведенная к шарниру А ведущего кривошипа, РАВ ~ PD; v - проекция окружной скорости шарнира А на направление АВ.
v = vA sin(a + p) ~ соТ? (sin а+ 0,5 sin 2а);
М"Л - идеальный приведенный момент; со - угловая скорость точки приведения, т. е. шарнира Л.
Из формулы (3.4) следует, что
или, подставляя приближенные соотношения для входящих в это выражение величин, получаем
~ PdR (sin а + 0,5 sin 2а).
Суммарная мощность привода реального кривошипно-ползунного механизма затрачивается на осуществление работы деформирования и преодоление сил трения в кинематических парах:
+ = (3.5)
Полезную мощность 7УП0Л в реальном кривошипно-ползунном механизме определяют точно так же, как и в идеальном механизме, но скорость v следует вычислять как проекцию окружной скорости vA точки приведения на действительное направление силы РАВ:
^ = PABV' = Н.пол«> (3-6)
где
v = vA sin (а + р + у) = (aR sin (а + 0 + у).
91
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Расход мощности на преодоление трения в кинематических парах составляет в общем случае
iG)k_ b к + (3.7)
где Мтр t - момент трения в произвольном шарнире,
- реакция в произвольном шарнире; rz - радиус цапфы или подшипника произвольного шарнира; ~ угловая скорость звеньев, начиная от ведущего кривошипа; Рп - реакция в плоских поступательно движущихся парах; v - скорость поступательного движения звеньев (ползунов).
Для кривошипно-ползунного механизма формула (3.7) принимает следующий вид:
Щр = Щр7<о + + сош) + РАВ\^В сош + цР„у,
где Qi - реакции в опорах кривошипного вала; гА, гв - радиусы шарниров трения; сош - угловая скорость шатуна.
Тогда суммарная мощность
W= Мпол® + + РавУ-г^ы + (Ош) + /’ялНГвЧ, + НЛЛ (3-8)
Согласно уравнению (3.6),
Ч.ПОЛ = T^sin (а + Р + у). (3.9)
Выражая силу РАВ через нагрузку на ползуне РАВ = kPD, на основании формул (3.5), (3.8) и (3.9) получаем соотношение для крутящего момента:
A/K = PD|^/?sin(a+P+Y) +
к (3.10)
1
+ coFd
При анализе формулы (3.10) видно, что крутящий момент Мк может быть представлен как произведение силы PD. действующей на ползун механизма, и приведенного плеча тк:
MK = PDMK,
где
mK = £7?sin(a + P + y) +
1
(0Ро
10гцг,со + СОШ)+РЛЛЦГВ®Ш +
(3.11)
92
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Величину тк называют приведенным плечом силы PD. констатируя тем самым факт приведения ее для реального механизма к ведущему кривошипу. Функционально приведенное плечо тк зависит от угла поворота кривошипа: тк = /(а). При заданных условиях внешнего трения в кинематических парах зависимость тк = /(а) для данного механизма будет неизменной, являясь его особой характеристикой.
Преобразуем найденное выражение для тк применительно к двухстоечному однокривошипному прессу с расположением маховика на приемном валу. При этом примем ряд допущений:
а) угловая скорость шатуна сош в период рабочего хода невелика, поэтому (О + (0ш ~ СО;
б) третье и четвертое слагаемые в квадратной скобке уравнения (3.27) малы, поэтому ими можно пренебречь;
в) для реального механизма РАВ ~ PD и, следовательно, k = 1;
г) для вычисления реакции в опорах двухстоечного пресса можно использовать формулы (3.2) и (3.3);
д) радиусы обеих опорных цапф равны между собой: го1 = го11 = г0.
При преобразовании
sin(a+P+y) = (sin а+0,5 X sin 2а)+цХ Г- + Гв cos а R
воспользуемся следующими соотношениями: cos р ~ 1 и cos у « 1 ввиду малости углов р и у; X2sin а ~ О при X2 <& 1; sin р = Xsin а и siny = цХ——ГТогда
тк = 7?(sina+0,5X sin2a)+|u (1+Xcosa)r^ +V5cosa+ro + r0
D
Представим тк как сумму двух величин:
тк = т7+тк.
где - приведенное плечо идеального механизма,
т™ = R (sin a+0,5 X sin 2a);
т* - приращение приведенного плеча, обусловленное трением в кинематичес
ких парах реального механизма,
(1+A.cosa)^ +A,recosa+ro + — ^-£-го
(3.12)
93
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Из анализа сил известно, что
д/ w ид + т Т — — р ~'г,к
1 ш п Ч) п
Лш COSE Лш COSS
(3.13)
Подставляя выражение (3.13) в (3.12), после преобразований имеем
/77 й = ---!-----
к rosin(5+£)
1-ц——---------
Яш cose
(1+Xcosa)r^ +XrB cosa+ro +
(sin а+0,5 X sin 2а) г
7?ш COSE V 7 0
В практических расчетах принимают, что не зависит от угла поворота кривошипа, т. е. а = 0. Это приводит к незначительному завышению результатов в пределах требуемой точности расчетов (2...3 %). Следовательно,
тк = 7? (sin а+0,5 A. sin 2а) +-^п(8+е) + +Хгв +г0]-
1-ц—— -------
7?ш COSE
Учитывая, что для прессов с расположением маховика на кривошипном валу и для рассматриваемых прессов с маховиком на приемном валу силы Т и Гш достаточно малы, чтобы оказывать заметное влияние на значение /77к. В итоге получаем
mK = 7?(sina+0,5Xsin2a)+|LL[(l+X)r^ +Хгв + г0].
В таком виде в технической литературе и типовых расчетах используют формулу для определения приведенного плеча для любых типов двухстоечных кривошипных прессов с аксиальным кривошипно-ползунным механизмом.
Для ГКМ и других прессов с дезаксиальным механизмом тк рекомендуют определять по упрощенной формуле:
тк = 7?(sina+0,5X sin2a+sfl cosa)+|u[(l+X)r^ +XrB +r0].
Заметим, что впервые решение для крутящего момента в кривошипноползунном механизме с учетом сил трения было дано М.В. Сторожевым.
3. 3. Силы и крутящий момент в кривошипно-коленном механизме чеканочного пресса
Крутящий момент Мк на кривошипном валу механизма чеканочного пресса можно представить в виде
94
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Мк = Л*к.пол + (!/«)£& I4 W+ РАВ [1ГА (®+®ш ) + RAB [1ГвШш +
+рвс Нгсювс > (3-14)
где Кпол = Л1вЯ5т(а + рш + у). (3.15)
Упрощение формулы (3.14) основано на следующих допущениях: 1) потерями мощности на трение во всех парах, кроме опор кривошипного вала и головки шатуна, можно пренебречь, поэтому 3, 4, 5 и 6-й члены суммы в квадратной скобке можно исключить;
2) угловая скорость шатуна в период рабочего хода мала, поэтому со + сош « со. С учетом (3.15) формулу (3.14) преобразуем следующим образом:
Ч = P^Psin (а + Рш + у) + + Равга ),
или
Мк = рлвтк = РАв Psin (а+0ш+у)+
АВ
где
тк = Т?8ш(а+рш +Y)+равга)
*АВ
- приведенное плечо силы РАВ, отнесенной к точке А кривошипа.
Используя соотношения cos рш ~ 1, cos 1, sin a sin рш ~ 0, sin у~цХ(гл +rB)/R и полагая, что для двухстоечного пресса (roI = го11 = г0) опорные реакции зависят только от силы РАВ, действующей по шатуну:
й,в/ЧД'
получаем
тк = R (sin a+sin Рш cos a)+ц [(1+Xcos a) rA + XrB cos a+r0 ].
Для отечественных конструкций чеканочных прессов sin рш ~ Xsin а, поэтому «7K = 7?(sina+0,5Xsin2a)+p[(l+A.cosa)r^ +Xrscosa+ro].
Силу РАВ можно выразить через деформирующую силу в виде
РАВ ~
95
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
где S, - некоторый текущий коэффициент, зависящий от условий работы и положения механизма.
Коэффициент можно рассчитать графоаналитическим методом по соотношению сил:
£ = Pab/Pd.
принимая для удобства расчетов PD = 1. План сил для заданных положений механизма следует строить с учетом трения в шарнирах (рис. 3.3).
Еще один способ определения коэффициента не требующий громоздких графических построений, основан на анализе сил. Силу Рв, действующую в шарнире 5, с учетом трения определим по формуле
РВ = ^bCOS р' = T’mapCOS р,
где Тшар - окружная сила в шарнире В.
Следовательно, р = р ~
АВ шар р' шар’
т. е. модуль силы РАВ примерно равен модулю силы Гшар, которую легко определить по приведенному моменту в точке В:
тшар= Мв/ВС.
Считая движения коленно-рычажного и кривошипно-ползунного механизмов подобными, определим крутящий момент
MB=PDmB,
где mB = SC(sinp+A,]/2sin2p)+|J.[(l+X1)rB +X]rD +гс].
Рис. 3.3. Схема действия сил в коленно-рычажном механизме при ц Ф О
96
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Для чеканочных прессов Aq = 1, rB = rD = гс = г. Следовательно,
т* = ВС (sin р+0,5 sin 2р)+цг,
или окончательно для малых углов р в период рабочего хода
« 5Csin р + цг.
Тогда
^^(sinp+gr/BC)
и коэффициент приведения, полученный аналитическим путем,
= sinp+|Ur/5C.
Полный крутящий момент на кривошипном валу
Мк = ^PDmK> или в развернутом виде
Мк=(sinP+\1г/ВС) PD{7?(sina+0,5Xsin2a)+|LL [(1+Xcosa)r^ +Xr5cosa+ro]}.
Нулевым следует считать угол, при котором колено кривошипного вала и шатун перекрываются, т. е. а = 0. При отсчете углов за положительное принимают направление, противоположное направлению вращения кривошипного вала.
Силовой расчет кривошипных шестизвенных механизмов других типов (кривошипно-рычажных шестизвенных I и II рода, рычажно-кривошипных и др.) проводят аналогично.
3.4. Силовой расчет балок и валов на упругом основании
Балка на упругом основании. Опора главного вала кривошипного пресса претерпевает упругие деформации в зависимости от действующей на вал нагрузки и свойств опоры. Это обстоятельство в сочетании с тем, что, во-первых, пролет опоры соответствует длине цапфы и, во-вторых, долевые и поперечные размеры цапфы соизмеримы, вносит значительные изменения в распределение сил.
Известно, что призматическая балка на упругом основании, нагруженная внешними силами, испытывает реактивное сопротивление со стороны основания. Установлено, чем больше прогиб балки, тем больше реакция основания. Для определения зависимости реакции от прогиба воспользуемся гипотезой Фусса-Винклера, согласно которой реакция основания пропорциональна прогибу оси балки в рассматриваемом поперечном сечении, т. е. упругое основание можно моделировать как множество пружин, перпендикулярных основанию и работаю
97
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
щих независимо одна от другой. В этом случае реакцию основания на единицу площади призматической балки постоянной ширины можно определить по формуле
Q = ky, где коэффициент податливости основания, или коэффициент постели, МН/м3; у - прогиб основания.
Коэффициент податливости характеризует силу, которую необходимо приложить к единице площади основания, чтобы дать ему осадку, равную единице длины. Коэффициент податливости зависит от материала и конструктивного оформления опоры. В частности, в расчете валов КШМ рекомендуется принимать к= 125 ГН/м3.
Помимо гипотезы о соотношении между реакцией и прогибом основания при расчете балок на упругом основании принимают два допущения: 1) основание оказывает равные реакции при прогибах балки как вниз, так и вверх, т. е. неразрывно связано с балкой; 2) балка является достаточно жесткой и не подвержена поперечному сжатию или растяжению.
Однако даже при принятых допущениях балка на упругом основании статически неопределима, так как по условию невозможно установить распределение реакции по длине балки и рассчитать изгибающие моменты и поперечные силы. Поэтому для решения задачи определяют уравнение изогнутой оси у = /(х), а затем составляют уравнения моментов и сил.
Дифференциальное уравнение моментов для изогнутой балки под действием сосредоточенных сил имеет вид
Е1^-=М(х\ ах
где Е - модуль упругости материала балки; I- момент инерции сечения балки.
Поскольку М(х) неизвестно, необходимо связать прогиб с нагрузкой. Для этого продифференцируем дважды уравнение моментов:
ах
где qj(x) = bq(x) - интенсивность распределенной нагрузки по длине балки, т. е. сила, действующая на единицу длины; b - ширина балки.
Реакция основания всегда направлена противоположно прогибу:
?z(x) = -кху = -kby. (3.16)
Дифференциальное уравнение прогиба при заданной интенсивности нагрузки имеет вид
98
Глава 3. Силовой расчет и условие прочности кривошипных прессов
EI—f +kby = 0. dx
Если провести подстановку z = хт, обозначив
т
4
kb
4ЕГ
то дифференциальное уравнение прогиба примет вид
yIV(z) = 4y(z) = 0. (3.17)
Общий интеграл уравнения (3.17), т. е. уравнение линии прогиба, имеет следующее выражение:
y = y(z) = AA2 + BB2 + CCz + DDz, (3.18)
где A, = ch z cos z; Bz = (ch z sin z + sh z cos z)/2; Cz = (sh z sin z)/2; Dz = (ch z sin z --shzcosz)/4.
Остальные уравнения получаем дифференцированием (3.18). Для угла поворота оси балки имеем
0 = = m(-4ADz +BAZ+CBZ +DCZ), (3.19)
dx
для изгибающего момента с учетом знаков нагрузки и прогиба находим
М = -zH-X2) = +4BD -СА-DBZ), (3.20)
dx2 4т2 z z
а для поперечной силы получаем
Q = -Е1^3Г>- = ГГ(4АВ2 +4ВС2 +4CD2-DAZ). (3.21) dx 4т
Наиболее общим методом определения постоянных интегрирования является так называемый метод начальных параметров. Согласно этому методу, известными условно считают параметры, действующие в начале координат: прогиб у0, угол поворота 0О, поперечную силу Qo и изгибающий момент MQ. Задача облегчается тем, что при z = тх = 0 функции Bz = Cz = Dz = 0, а функция Az = 1. Тогда из уравнений (3.18)-(3.21) получаем
Л т2 п т2Т 4т2 „ 4т
А В В “Со?
kb kb kb kb
99
Раздел 1. КРИВОШИПНЫЕ ПРЕССЫ
где 50 = — у0 и No = — 0О. т т
Таким образом, общее решение для балки на упругом основании имеет вид
4/л2 т2 „ Л т2 „
У —-------МцС-------QqD н----SqA н-----N\В *
kb ° 2 Id) kb ° 1 kb 0 z
e - ac,
kb 0 r kb ° z kb * z kb ° 2
M = MOAZ +— Qo Bz +S0Cz + No Dz; m
Q =-4mMQDz +Q0 Az + mSQBz + mNQCz.
Коленчатый вал. Расчет коленчатого вала представляет сложную задачу. Необходимо принять ряд допущений с тем, чтобы свести задачу к решению призматической балки постоянного сечения на упругом основании. Следуя А.Ф. Нистратову, впервые предложившему расчет валов КШМ, будем рассматривать коленчатый вал как ступенчатую балку, а цапфы вала в опорах скольжения - как раздельные балки постоянного сечения, заделанные в сплошное упругое основание и нагруженные по концам сосредоточенными силами и изгибающими моментами.
Условно считаем, что жесткость вала в пролете между опорами равна жесткости коленной шейки. Для случая, когда диаметр коленной шейки dA больше диаметра цапфы б/0, это допущение увеличивает запас надежности вала. При dQ > dA для соблюдения условия равной жесткости пролет между опорами несколько занижают и принимают равным расстоянию по средним линиям щек.
Приведенный выше расчет балки на упругом основании выполнен для бруса прямоугольного сечения, прилегающего плоскостью к плоской опоре. Поэтому при расчете коленчатых валов и осей необходимо найти эквивалент круглой цапфе, прилегающей к опоре по цилиндрической поверхности. Эпюру распределения сил по периметру подшипника скольжения с зазором между цапфой и вкладышем при наличии слоя смазочного материала приближенно можно представить в виде треугольника с основанием от (0,25 ...О,3)Кб/о. Для опорных цапф валов кривошипных прессов следует принимать меньшее значение в связи с тем, что края вкладышей подшипника скруглены во избежание защемления вала. Следовательно, на единицу длины цапфы действует сила
тсб/n Ttdп 7 г\ л 1 1
= ---“?тах = --~^тах ~ О,4б/оАутах .
i1 max q max q j max 7 v ✓ max
Сравнив полученное выражение с уравнением (3.16), принимаем, что круглая цапфа эквивалентна балке шириной О,4б/о, а в случае, когда в опоре отсутст-
100
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Рис. 3.4. Схема кривошипного вала с несимметричными цапфами
вует зазор и давление распределено по дуге 180° по косинусоидальному закону (ось шестеренно-эксцентрикового привода) - балке шириной 0,785<70.
Сделанные допущения позволяют выбрать схему, являющуюся расчетным аналогом одноколенчатого вала с двусторонним зубчатым приводом и маховиком на приемном валу. Решение балки-аналога проведем для вертикальной плоскости с присвоением верхнего индекса «в» вертикальным составляющим сил и изгибающих моментов.
Для анализа принимаем более общий случай вала с несимметричными цапфами и плечами приложения консольных сил (рис. 3.4). Здесь 1Х и Гх- плечи вертикальных составляющих сил, действующих нормально на зуб колеса; /01 и /02 -длины вкладышей опорных подшипников.
Если теперь действие внешних сил заменить изгибающими моментами и поперечными силами, то получим расчетную схему балки-аналога, состоящую из трех участков (рис. 3.5):
Рис. 3.5. Расчетная схема приложения сил в балке-аналоге кривошипного вала с цапфами
101
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
участок АВ - балка на упругом основании, нагруженная заданными М* = ТВХ1Х и в начале координат^, но при неизвестных^, 0^, и неизвестными и QI в точке В также при неизвестных ув. QB;
участок ВС - балка с заделанными концами и пролетом между опорами на свету 4, нагруженная известной внешней силой РАВ = qBAB /ш, которая равномерно распределена по длине /ш коленной шейки вала при неизвестных реакциях на концах , QB и Мвс , Q*;
участок CD - балка на упругом основании, нагруженная заданными = и ^ш2 в точке D при неизвестных yD, 6D и неизвестными Мв и Q* в начале координат (в точке С) при неизвестных ус, 0С.
Рассмотрим часто встречающуюся конструкцию одноколенчатого вала с односторонним зубчатым приводом и маховиком на приемном валу. В соответствии с расчетной схемой (см. рис. 3.5) принимаем
^1=С4% = Ои/О1 = /О2,/; = о.
Имея в виду очень малое влияние горизонтальных составляющих внешних сил, реакций в опорах и изгибающих моментов, в ходе дальнейшего решения применительно к вертикальным прессам учитываем только вертикальные составляющие силовых параметров. Принимаем РАВ =PD.& нормальная сила, приложенная к зубу колеса, тв_р mKsin(5+e)
1Ш rD D •
7?ш COSE
Распределение изгибающих моментов и поперечных сил по участкам одноколенчатого вала с односторонним зубчатым приводом характеризуют следующие уравнения:
1) консольная часть балки:
м, =-т^-Х), а =-с
2) левая цапфа длиной /0] = /0:
( 1 > kh kh
М, =-\lxAz+-Bz \TB+—yACz+^ADz-\ m J m m
kh kh
a =^mhDz-Azyr*+-yABz+—QACz-, m m
3) межопорный пролет:
m'2=mbb+qbbx-,q'2=qbb
при o<x <o,5(/K-U;
102
Глава 3. Силовой расчет и условие прочности кривошипных прессов
м; = MBB + QBBx-PBB —[х-0,5(/к -/ш )]2;
при 0,5((/к-/ш) < х < 0,5(/к + /ш) и
< = Л/1+^х-Р:я-^{[х-0,5(/к-/ш)]2-[х-0,5(/к+/ш)]2};
Qz=-Qc
при 0,5(/к +/ш) <х </к;
4) правая цапфа длиной /02 = /01 = /0:
М3 =MBAZ -Црвв-Qbb]Bz +^ycCz +^CDZ-т ' т т
Q. =-4MBDz-(PBB-QBB)Az+—ycBz+^ecCz. х ’ т т
Прогибы и углы поворота, входящие в эти уравнения, можно определить по формулам
Уа = {Н в-з~Н b-\Qb~H b-iMb'i
е, = {hb_4-h'b_4i^b-hb_2qbb+h'b_2mbb-
Ус = (PaB-QI)hb-3+HB-4Mbc-,
ес = (?aB-QI)hb_4-hb_4mbc.
Коэффициенты при силовых факторах в уравнениях для прогибов и углов поворота зависят от параметров первого участка балки-аналога и отнесены К Х = /01 И2 = 201 =mlm\
___т ^zOl^zOl ^zOl^zOl _______
kb Az01 kb
103
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
m ^zOl^zOl zQ1 _ Azoi
m = _m_ll = U
7 7 Л 7 7 nB-2 17 B-2 >
kb kb
= =н
пв_4 п в_4, kb
т2 ^oiCzoi+4^oi
kb 4zOi
т -^zOl^zOl+4^z01^z0l _ т и —и
,, Л 77 "Я-4 17 ^-4’
kb kb
где AzOl ^zOl ^zOl^zOl*
Установим теперь изгибающие моменты и поперечные силы в характерных сечениях вала. В сечении ВВ. располагающемся на выходе левой опорной цапфы из подшипника, т. е. при х = /01 = /0 (см. рис. 3.4),
A B mKsin(5+e)
д/ ~ л/в _ А\Рав~В\Тш _ 7?mcose
1V1B~1V1B ~ d' rD,
Qb~Qb =<W+ b t* = o,5 i+2-t, с-0,25/кб/
mKsin(3+E)
H n кш COSE
где Bx= Cb~~£^ b=HB_x+HB^+l^H'B_^lx-,
о 24 с—O,25/Ka
/3 , 1
c = 2/7b_3-2/7b_4/k-P^; b'= Нв_2 +Н'^1 х- d'=2H'B_4-$lK- р =— ; Id - мо-6 EId
„ „ , Q,5lKb'-b
мент инерции сечения коленной шеики; ки =-!S—-—.
с-0,25/2(7
В сечении ЕЕ. располагающемся на срезе межопорного пролета по правому торцу большой головки шатуна, т. е. при х = 0,5(/к - /ш) (см. рис. 3.4),
или
М£«М1=М|+О,501(/к-/ш) =
*Р*АВ-
МЕ^
2]-+0,25(/к-/ш) а
^-0,5^н(/к-/ш) К, а
- А+о,25(/к-/ш) а
х
ег-е:=е; = о,5
t m,Sm(6 + e)
7?ш cose
D
104
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Наконец, в сечении FF, расположенном посредине межопорного пролета, т. е. при х = 0,5/к (см. рис. 3.4),
MF ~ MF = Мвв+0,5двв1к-0,П5Р*в1ш =
^-+0,25(/к-0,5/ ) Рвв -|^-0,5£„/к К, a J v a J
или
MF « ^ + 0’25</к-°’5/ш) а
\тк sin(3+E) ) Рш COSE
тк sin(§+£) 7?ш COSE
D
Распределение крутящих моментов по участкам одноколенчатого вала с односторонним зубчатым приводом характеризуют следующие уравнения:
1) по длине консоли и правой цапфы -
41 =PDmv
2) по длине левой щеки -
4.щ=^в+2в|'|81п«;
3) по длине коленной шейки -
42 = jPnw1K~24sina;
4) по длине правой щеки -
мк.и1=[мс + Qc |jsina.
Правая цапфа коленчатого вала свободна от скручивания.
3.5. Расчет коленчатого вала на усталостную прочность
Изменение нагрузки на коленчатом валу происходит с периодическим возрастанием силы РАВ и крутящего момента Мк от нуля до максимума и последующим спадом вновь до нуля. При многократном повторении штамповочных операций во времени подобный характер работы пресса приводит к пульсации напряжений в металле коленчатого вала. Учитывая это обстоятельство и факты усталостного разрушения, расчет коленчатых валов следует проводить на усталостную прочность при переменном цикле напряжений.
105
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
В общем случае в сечениях коленчатого вала действуют три силовых параметра: изгибающие и крутящие моменты, поперечные силы (продольные силы отсутствуют). Первый из этих факторов вызывает в элементарных объемах нормальные напряжения, второй и третий - касательные напряжения, которые для круглого сечения расположены в плоскости, касательной к контуру сечения. Поэтому на гранях элементарного объема, произвольно взятого на поверхности вала, т. е. в месте наибольшей интенсивности напряженного состояния, действуют нормальное напряжение и пара касательных тф от крутящего момента (тк) и поперечной силы (тпопф):
^ф — + ^ПОП ф’
В зависимости от внутренних сил эти напряжения можно определить сле
дующим образом:
оф = Мв8тф/(0,Ч3); (3.22)
тк = ЛУк/(0,2б703); (3.23)
^поп<р= 1/7 С08фдвД2; (3.24)
S = Мк /(0,2<703 ) + l,7QB cos ф/б702. (3.25)
Цикличность напряжений в коленчатом вале можно оценить средними напряжениями цикла
_ _ ^max + ^min _ ^Ф . _ _ ^тах ^min _ _^Ф_
т 2 2 ’ т 2 2
и заданными амплитудами напряжений
_ _ ^тах — ^min _ ^Ф . Т _ ^тах ^min _ ^ф
2 2 ’ v 2 2 ’
Нагружение коленчатых валов в прессах относится к так называемому простому, когда при одновременном действии силы РАВ и крутящего момента Л/к, последний возрастает пропорционально первой. Кроме того, из формул (3.22)-(3.25) следует, что напряжения в сечениях вала пропорциональны силовым параметрам. Запас прочности щ при совместном действии нескольких нагрузок для подобного вида нагружения вычисляют по формуле
1/и2 - 1/и2 + 1/п],
106
Глава 3. Силовой расчет и условие прочности кривошипных прессов
где пс = спред/атах - запас прочности по нормальным напряжениям; пх = тпред/ттах -запас прочности по касательным напряжениям; апред, тпред - предельные напряжения для симметричного цикла нагружения при изгибе и кручении соответственно, т. е. о,! и т_|; amax, ттах - максимальные приведенные напряжения.
Для определения запаса прочности по сопротивлению усталости напряжения асимметричного цикла нагружения, в том числе пульсирующего, приводят к эквивалентным напряжениям симметричного знакопеременного цикла с учетом конструктивных и технологических факторов
^экв (^o)z)^v + ^экв (At)d^v
Величины {k^D и (kx)D отражают влияние неравномерности распределения напряжений и их концентрации, абсолютных размеров и качества поверхности валов. Определяют их по формулам
ЕаРа
где £а, кх - эффективные коэффициенты концентрации напряжений; £а, £т и ра, - соответственно коэффициенты, учитывающие влияние абсолютных размеров валов и качество обработки их поверхности.
Коэффициенты \|/а и \|/т, учитывающие форму диаграммы предельных напряжений, вычисляют по формулам
2(T_i (Тл 2Т_1 тп
-—->
Т0
где а0, т0 - соответственно предел усталости при изгибе и кручении (табл. 3.1).
Таблица 3.1. Механические свойства сталей после улучшения
Марка стали НВ Va Vx
м; Па
45 220 340 210 0,10 0,05
40Х 230 360 240 0,10 0,05
40ХН 260 400 250 0,10 0,05
34XH3M 250 480 260 0,15 0,10
Следовательно, запас прочности при действии симметричных знакопеременных напряжений
107
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
или, обозначив
получаем уравнение вида
'фаОф+ФхТф
(3.26)
Подставив в (3.26) значения <уф и тф, найдем
<^-1
«1 =
sincp +ФТ
Л/ , _ОВ ---+1,7^-cos ф
О,2Ло3 d%
Выразим нагрузки в сечениях вала в виде однозначных функций сил на ползуне:
mb = uhpab-u„pd-,
mk = ukpab~ukpd;
Qb=UcPab-UcPd,
где UK, UK, Uc - коэффициенты.
Тогда уравнение (3.26), в которое дополнительно введем коэффициент долговечности ks по усталостной прочности работы вала, можно преобразовать к виду
О, 1<7qCF 1
=--------f--------------: - -...............- .......... (3.27)
ksPDд/фХ sin2 <р+Фт(О,5С/к +0,17<70(7с coscp)2
По условиям технико-экономической целесообразности прочность вала должна быть оптимальной, и, следовательно, в расчетах следует принимать минимально допустимый запас усталостной прочности. Из уравнения (3.27) заключаем, что wlmin для данного вала имеет место при максимуме подкоренного выражения. Установим зависимость максимального значения этого выражения от угла ф координации элементарного объема по отношению к главным осям. Первая производная
f' = 2Фat/2 sin (pcos ср -0,17ФxdGUKUc sin ф -2 • 0,17 2 х
х втфсовф = О,
или в другой записи
/'= со84ф(С1-С3)2-со82ф[с22+(С1-С3)2] + С22 =0,
108
Глава 3. Силовой расчет и условие прочности кривошипных прессов где Сх = 2ФСТ(72; С2 = О,17Фт?7к?7с<Уо; С3 = 2-0,172ФХ^с•
Корни этого уравнения С2 2 ^7 2 1
cos <р, =---—cos фп = I.
(С,-С3)2
Следовательно, первая производная обращается в нуль при следующих парах значений корней:
С2 С2 1 1
созфц = -~-2 , совф^г со8фпч =1, созфи_2 = -1.
। з ^1^3
При анализе ограничимся положительными значениями корней, так как напряженные состояния в зонах растяжения и сжатия аналогичны. Известно, что максимум непрерывной функции имеет место, если при подстановке корней, обращающих первую производную в нуль, для второй производной выполняется условие/„ < 0.
Вторая производная от подкоренного выражения в уравнении (3.27)
/" = С\(2 cos2(p-1) - С2 cos ф - С3(2 cos ф-1) < 0.
После подстановки первого и второго корней получаем соответственно
С2
/Г=^Лг-(С1-С3)<0;
/; = Cj-c2-c3<o.
Таким образом, минимальный запас прочности имеет место, если соотношения между величинами С,, С2 и С3 подчинены следующим условиям:
О,О85Фт<Уо(7кС7,
С2 < С, - С3 при cos ф. , =----.--
" с,-С, фХ-0,172ФАН2
С2>С1-С3 При С08ф11_1 =1.
(3.28)
(3.29)
При этом действительным решением оказывается только одно из двух возможных. Границы действия решений определяются углом поворота ведущего кривошипа, при котором начинает выполняться одно из условий (3.28) или (3.29).
Решим уравнение (3.27) относительно допускаемой силы на ползуне пресса:
PD
__________________________________________________________________
7Фsin2 Фн, п-1 + Ф т(°,5t/K + о, 17<7О(7С cos ф1Ч> п_,)2
(3.30)
109
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рассмотрим частные случаи.
1. Пренебрегаем действием поперечных сил:
t/c = 0; С2 = С3 = 0.
Поскольку выполняется условие С2 < С} - С3, минимально допустимый запас усталостной прочности имеет место при cos (р^ = 0 и sin (р^ = 1. Следовательно, уравнение (3.30) принимает вид
0,l^o<T-i
(3.31)
Ч"17ФХ+0,25Фт£/к2
2. Пренебрегаем действием изгибающего момента: ци = 0; = 0.
Поскольку выполняется условие С2 > С\ - С3, минимально допустимый запас усталостной прочности будет при созсрп^ = 1 и sincpn l = 0 и уравнение (3.30) имеет вид
О, Id^CF-l
(3.32)
D kbn^^,5UK+G,\ld.U^'
Рассмотрим одноколенчатый вал с односторонним зубчатым приводом и маховиком на приемном валу. В сечении ВВ правой опорной цапфы (см. рис. 3.5) действуют изгибающий момент, крутящий момент и поперечная сила, причем
и - ^1 OTKsin(8+£). rj =т .
и d' Г» __ ’ к 4к’
d' 7?ш COS£
ис =0,5 1+2£н т“ ~^8+е) T?mCOSE
После их подстановки в (3.30) получаем следующее уравнение для PD:
0,1<70У, Г о "Р
. д . 2 А, В, mKsin(o+e) -в
<DSSin ф!-,,!-! ------ +ФТХ
a a T?mcosE
х <0,5mK+O,O85t7o со8ф|Ч
m„sin(6+e)
Rm COS£
Если пренебречь действием поперечных сил, т. е. принять условие Uc = 0, что вполне допустимо для прессов с относительно коротким ходом ползуна (Smax < б70), то из уравнения (3.31) находим
НО
Глава 3. Силовой расчет и условие прочности кривошипных прессов
О [------
O,WqCT]
В{ тк sin(5+e) d' d' 7?ш cose
- 2
+0,25w>f
(3.33)
Для прессов с большим ходом ползуна (5max > d0), когда крутящий момент возрастает (большое плечо силы PD), можно пренебречь действием изгибающего момента U„ « 0. Принимая, кроме того, кИ == 0, из уравнения (3.32) получаем
Q,2d30u_{ ^5"17Фт<Х+О’17й?о)
(3.34)
В сечении ЕЕ (см. рис. 3.5) действуют все три силовых фактора, но даже при выводе полного уравнения влиянием поперечных сил пренебрегают, полагая Uc ~ 0. Два других коэффициента -
ии = А+0,25(/к-/ш) а
т/ 7 Н х К Ш / у> _ 7
d J 7?ш cose
UK = тк-R 0,5+к
wKsin(5+e)
Н J-|
7?ш cose
sin а.
В таком случае уравнение для PD в сечении ЕЕ имеет вид
тК sin(5+e)l2 „ с , тк sin(5+e)
—Е+0,25Ф^т -2? 0,5 + &н ——---
7?mcose J I L Т?шсо8е
Для упрощенного уравнения принимают ка ~ 0. Тогда
0,W>!
J, ~|2
Ф5£ ^+0,25(/K-/UJ)-^fflKSin(8+£) + a d T?mcosE
+0,250f(wK-0,57?sina)2
(3.35)
111
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Упрощенное уравнение для определения допускаемой силы в сечении FF (см. рис. 3.5) получено в предположении, что поперечные силы незначительны (Uc ~ 0) и кн = 0. Тогда
0,1Л2о,
a d 7?mcose
+ 0,25Ф^(/ик -0,52? sin а)2
А.Ф. Нистратов рекомендует применять полные уравнения для определения допускаемой силы на ползуне только для расчета главных валов специальной конструкции, а для расчета валов типовых конструкций вполне удовлетворительные результаты дают формулы (3.33)-(3.35) в упрощенной постановке, при выводе которых пренебрегали действием некоторых силовых параметров.
Хотя в сечении FF изгибающий момент больше, чем в сечении ЕЕ, расчет допускаемых нагрузок по усталостной прочности вала здесь можно не проводить. Объясняется это тем, что на значении эквивалентного напряжения в сечении ЕЕ для щековых коленчатых валов существенно сказывается концентрация напряжений. Возросший изгибающий момент, безусловно, влияет на эквивалентное напряжение в сечении FF для бесщековых валов эксцентрикового типа. Однако в конструкторской практике коленную (эксцентриковую) шейку, как правило, не просчитывают, имея в виду ее повышенную прочность вследствие большого диаметра. Только для щековых валов, когда диаметр коленной шейки занижен (dA < l,3dQ), рекомендуют проводить расчет на усталостную прочность и в сечении ЕЕ.
Для одноколенчатого вала с маховиком расчетные формулы для допускаемой силы на ползуне пресса имеют следующий вид:
в сечении ВВ при 5тях < do и 5тях > do соответственно -
17 llld.A V lllaA v
^17ф^(^|/^)2+0,25ФХ2’
_________0,2^00,,______
^5«1>/Фа(/Ик+О’17аГо)
в сечении ЕЕ -
____________________0,l^g_i______________________ к5п} 7фа[(Л1Х)+0,25(/к-/ш)]2+0,25Ф^(/Ик-0,52?8ша)2
112
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Полученные формулы для одноколенчатого вала с маховиком отличаются от выражений, установленных для предыдущей схемы, отсутствием в подкоренных выражениях вычитаемого
вх fflKsin(5+e) )0
d' /?ш COSE
что вполне логично в связи с отсутствием консольной силы Тш, отображением которой это вычитаемое является.
Для валов запас прочности при расчете допускаемых сил рекомендуется выбирать исходя из условий работы прессов (табл. 3.2).
Таблица 3.2. Значения коэффициентов прочности и долговечности для прессов
Тип пресса «г ** п2 ч
Листоштамповочный:
однокривошипный 1,3 1,8-2,2 0,8
двух- и четырехкривошипный 1,3 1,8-2,2 0,9-1,0
ГКМ 1,2-1,3 1,8-2,2 0,8
КГШП 1,5 1,8-2,2 0,8
Чеканочный 1,5 2,3-2,5 0,8
Автомат:
листоштамповочный 1,6-1,8 2,2 1,0
для объемной штамповки 1,7-2,0 2,2 1,0
Для вала. ** Для зубчатых передач.
3.6. Расчет зубчатых передач на усталостную прочность
Силовые условия работы зубчатых передач в универсальных прессах с ограниченным использованием числа ходов и в специализированных прессах-автоматах сильно различаются. В прессах-автоматах при штамповке деталей узкой номенклатуры зубчатые передачи работают без остановок в течение достаточно длительного времени на номинальном режиме. В универсальных же прессах
113
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ после каждого рабочего хода следует остановка ползуна с выключением муфты, для последующего рабочего хода муфта включается вновь. Поскольку при выключении муфты погашается кинетическая энергия останавливаемых частей привода пресса, а при ее включении преодолевается инерция этих же частей, каждый раз при пуске и остановке в цикле одного двойного хода возникают значительные динамические нагрузки, воспринимаемые зубчатыми передачами.
Расположение муфты включения и тормоза на валу ведущего кривошипного вала или на приемном валу вносит некоторые различия в характер нагружения зубчатых передач.
В прессах с муфтой на приемном валу зубчатое колесо последней пары жестко связано с ведущим валом. Поэтому зубчатые пары привода испытывают динамические нагрузки при остановке и пуске пресса. При остановке пресса зубчатые пары нагружаются тормозным моментом, направление которого противоположно рабочему моменту, в результате раскрываются зазоры с рабочей стороны зубьев. При последующем пуске пресса на рабочий ход выборка раскрывшихся зазоров происходит с резким ударом зубьев шестерни по зубьям колеса. Вполне очевидно, что и на обратном холостом ходу при включении тормоза происходит также соударение зубьев. Решающим фактором, определяющим особенности нагружения при указанной компоновке привода, является фиксированное положение зубчатых пар при остановке и пуске пресса, вследствие чего максимальные нагрузки воспринимаются всего двумя-шестью зубьями.
В прессах с муфтой на ведущем кривошипном валу вероятность гг нагружения зубьев колеса конечной пары максимальной силой зависит от типа муфты.
Так, для управляемой фрикционной муфты
гг = z/ z2 ,
где z - число зубьев, находящихся одновременно в зацеплении; z2 - число зубьев колеса.
Степень герметизации и смазка зубчатых передач существенно влияют на их силовой режим и прочность. Опыт эксплуатации прессов показывает, что поломки зубьев в открытых передачах чаще всего связаны с образованием усталостных трещин в корне зуба, где наблюдается наибольшая интенсивность напряженного состояния. Усталостные явления при циклическом изгибе усиливаются с уменьшением толщины зубьев вследствие абразивного износа. Абразивный износ вызывается истиранием твердых пылевидных частиц, оседающих на поверхность зубьев из атмосферы цеха. В первый период работы открытых передач абразивный износ играет положительную роль, ускоряя приработку зубьев сопряженных пар.
В закрытых передачах более важным фактором оказывается выкрашивание зубьев с образованием большого количества оспообразных лунок. Причиной выкрашивания является потеря контактной прочности вследствие усталостных явлений в металле рабочих поверхностей в слое толщиной 15...20 мкм. Смазка, вдавливаемая в лунки, способствует процессу выкрашивания. В износившихся
114
Глава 3. Силовой расчет и условие прочности кривошипных прессов
таким образом передачах вращение становится неравномерным и появляется шум. Прогрессирующий износ и увеличение динамических нагрузок в дальнейшем могут послужить причиной поломки зубьев.
В открытых передачах выкрашивание встречается редко. Это объясняется тем, что тонкий поверхностный слой истирается при абразивном износе быстрее, чем в нем успевают произойти усталостные процессы. Ограничение смазки в открытых передачах также влияет на износ.
Следовательно, при расчете зубчатых передач кривошипных прессов нужно исходить из усталостной прочности при изгибе и контактной прочности на поверхности зубьев. При этом для закрытых передач следует проводить расчет на усталостную прочность при изгибе и на контактную прочность, а в качестве определяющего принимают наименьший показатель. Для открытых передач вполне достаточно расчета на усталостную прочность при изгибе.
Запас прочности зубьев при усталостном изгибе
^2 ~ ^пред а ’
где опред - предельное напряжение при усталостном изгибе с симметричным циклом нагружения, т. е. <за - максимальное приведенное напряжение.
Максимальное приведенное напряжение зависит от способа нагружения, концентрации напряжений, качества поверхности, масштабного фактора и цикла изменения напряжений:
Oo = M(M/A- + Va<Vl- (3-36)
Здесь кИ - коэффициент нагрузки, учитывающий особенности нагружения зубчатой передачи,
*„ = *1МзЛ;
кх - коэффициент перегрузки, равный 1 для однокривошипных прессов и 1,1... 1,2 для двух- и четырехкривошипных; к2 - коэффициент концентрации нагрузки по ширине колеса или шестерни вследствие упругой деформации опор и валов, равный 1 для открытых передач и 1,1... 1.3 для закрытых; к3и - коэффициент долговечности; к4 - коэффициент, учитывающий биение в зацеплении вследствие неточного изготовления зубьев и равный 1,0... 1,6 в зависимости от степени точности зацепления (чем ниже степень точности, тем выше значение к^), окружной скорости (с увеличением скорости значение к4 возрастает) и поверхностной твердости зубьев (незначительно уменьшается при повышении твердости поверхности). Среднее напряжение цикла и амплитуда напряжений определятся соответственно выражениями
= Cmax+gmin
115
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
ov = Cmax2= (1 + ф')^.
При определении <зт и ov считают, что рабочий крутящий момент Мк вызывает в зубьях положительное напряжение изгиба: отах = ои, а при действии тормозного момента МТ - отрицательное напряжение: omin = -ср'с^, где ср' - коэффи-МТ циент, учитывающий нагружение передачи тормозным моментом, ср =---------—;
Л^расч
Л/расч - расчетный момент муфты при включении. Для прессов с муфтой на приемном валу ср' = 0,25 ...0,40, а для прессов с муфтой на ведущем валу ср' = 0.
Следовательно, уравнение (3.36) можно преобразовать к виду
о, = £и(1+ф')
1-ф' <?и
1+ф' 2
eoPa+Vo
Введем для выражения в квадратных скобках следующее обозначение:
А?о 1-ф'
--— + у„---
еоРо 1+Ф
= Ф 7 А
Тогда максимальное приведенное напряжение
Са =^и(1+(р')Фо(ф)ои/2.
(3.37)
Из курса деталей машин известно, что номинальное напряжение изгиба будет у корня ножки зуба:
(3.38)
т zb
где Yf - коэффициент формы или прочности зуба шестерни (KF1) или колеса (Tf2), значение которого зависит от эквивалентного числа зубьев zv = z/cos3p; Уе - коэффициент, учитывающий перекрытие зубьев и равный 1 для прямозубых передач не выше 7-го квалитета (ГОСТ 1643) и 1/[(0,85...0,95)Еа] для косозубых и шевронных передач; Еа - коэффициент торцового перекрытия, в первом приближении
еа = [1,88-3,2(1/2] ±l/z2)]cosp;
z - число зубьев шестерни (zj или колеса (z2), причем знак «+» соответствует внешнему зацеплению, «-» - внутреннему; р - угол наклона зубьев к образующей делительного цилиндра, град; Ур - коэффициент, учитывающий наклон зубьев:
Ур = 1-0/140°;
116
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Мк - крутящий момент на валу шестерни или колеса (Л/к2); т - модуль нормального зацепления; b - рабочая ширина шестерни или колеса.
Таким образом, допускаемый крутящий момент по усталостной прочности при изгибе зубьев шестерни и сопряженного зубчатого колеса
м И
причем шестерне здесь соответствует индекс i = 1, колесу - i = 2; значение запаса прочности п2 принимают по данным табл. 3.1.
Из курса деталей машин известно также, что номинальное контактное напряжение наблюдается в ножке зуба у полюсной линии:
12Мк2(и±1) у m2z2b
(3.39)
где ZH - коэффициент, учитывающий форму сопряженных поверхностей зубьев, ZH~ 1,77cos р, для угла зацепления е = 20°; Zm - коэффициент, учитывающий механические характеристики материала шестерни и колеса, например для стальных пар ZM = 275 МПа0,5; Ze - коэффициент, учитывающий длину контактной линии:
Z£=7(4-ea)/3
для прямозубых колес и
для косозубых и шевронных колес.
Отсюда следует, что допускаемый крутящий момент по контактной выносливости зубчатого колеса с учетом условий работы зубчатой передачи
М
н = к2
z \ 2 2 2
[оя] z2m b
2kH(u±V)
где [оя] - допускаемое контактное напряжение для заданного режима работы зубчатой передачи,
[<j ]=l£«k;
SHk3H
[оя]0 - базовый предел контактной выносливости (§ 5.2); Sff - коэффициент безопасности, равный 1,1 для нормализованных или улучшенных зубьев и 1,2 для зубьев, подвергшихся поверхностной химико-термической обработке; кзн -коэффициент долговечности при расчете на контактную выносливость (§ 3.8);
117
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
кн- коэффициент нагрузки, кн=кхк2к^ и - передаточное число (знак «+» соответствует внешнему зацеплению, «-» - внутреннему, например при расчете планетарной передачи двухскоростной муфты).
Используя соотношение MK = PDmK, представим допускаемые силы на ползуне пресса по усталостной прочности на изгиб и по контактной выносливости шестерен и зубчатых колес тихоходной передачи соответственно в виде
р =__________т\Ь<5_и_________.
лг2А'и(1+(р,)Фа(ф)(Ур-(УеУртк ’
р = (2 zlm2b
D2 [zHZMZz) 2kH(u±V)mK
Выбор материалов для изготовления зубчатых колес и их механические характеристики приведены в § 5.2.
При расчете допускаемых сил на ползуне пресса по прочности быстроходных зубчатых передач необходимо осуществить приведение крутящего момента к главному валу:
^к.б “ /(^Л пот )
где и - передаточное число от рассматриваемого вала до главного; Т|пот - КПД, учитывающий потери в передачах.
3.7. Коэффициент долговечности
Справочные значения предельных (базовых) напряжений усталости в металле валов и зубчатых колес соответствуют длительным периодам работы, обычно намного превышающим сроки службы этих деталей. В кривошипных прессах максимальные напряжения действуют не все время, а только в период рабочего хода. Поэтому расчетные допускаемые напряжения могут не соответствовать предельным. Для этого в формулы допускаемых нагрузок введены коэффициенты долговечности (коэффициенты режима работы), учитывающие срок службы и режим нагружения.
Коэффициент долговечности вала при расчете на усталостную прочность при изгибе
k5=^N/N0,
где тх = 9; N- эквивалентное число циклов изменения напряжений; NQ= 107 - базовое число циклов.
При работе кривошипных прессов переменная нагрузка может быть обусловлена цикличностью действия пресса (рабочий ход, холостой ход ползуна, холостое вращение привода) либо технологическим использованием пресса (специальные 118
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Таблица 3.3. Значения коэффициента использования ходов ри для прессов различных типов
Тип пресса Ри
Листоштамповочный:
универсальный простого действия 0,40-0,80
вытяжной двойного действия 0,70-0,90
КГШП 0,10-0,20
ГКМ 0,15-0,30
Чеканочный 0,60-0,80
Ножницы 0,70-0,90
машины всегда работают на номинальном нагрузочном режиме; специализированные и универсальные - лишь иногда, а большую часть времени недогружены).
Поскольку действие нагрузки существенно только при рабочем ходе, при расчете числа циклов изменения напряжений следует учитывать не номинальную частоту п вращения главного вала или валов привода, а фактически используемое число оборотов в минуту /7ф = /?илг, где/?и - коэффициент использования ходов (табл. 3.3). Ориентировочные значения коэффициента долговечности при расчете валов и зубчатых передач для кривошипных прессов различных типов приведены в табл. 3.2.
3.8. Условие прочности и номинальное усилие кривошипного пресса
Детали кривошипного пресса по особенностям расчета на прочность можно подразделить на две группы.
К первой группе относятся ведущие кривошипные валы в любом конструктивном исполнении, бугельные оси шестерен-эксцентриков, а также зубчатые передачи главного привода. Характерной особенностью деталей этой группы является то, что их прочность зависит от положения главного исполнительного механизма, координируемого углом поворота ведущего кривошипа.
Ко второй группе относятся станина и другие детали пресса, воспринимающие силовую нагрузку в период рабочего хода. Детали этой группы рассчитывают по максимальному значению допускаемой силы на ползуне пресса, полученному при расчете деталей первой группы, и поэтому формально их прочность не зависит от положения главного исполнительного механизма.
Рассмотрим применимость трех видов расчета деталей на прочность: проектного, проверочного и расчета допускаемых нагрузок.
При проектном расчете по известной силовой нагрузке (мощность, крутящий момент, сила) и режиму работы подбирают прочные размеры деталей тех или иных узлов. Допускаемые напряжения рассчитывают исходя из режима работы деталей и материала, из которого они изготовлены.
119
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
При проверочном расчете по заданным нагрузкам, размерам и материалам определяют действительные напряжения и сравнивают их с допускаемыми для заданных условий работы.
При проектировании новых и модернизации кривошипных прессов оба расчета применяют для второй группы деталей.
Расчет кривошипных валов, бугельных осей и связанной с ними тихоходной зубчатой пары, являющихся наиболее ответственными деталями первой группы, сводится к определению допускаемых нагрузок на ползуне пресса. Конструктивные размеры валов и осей задают в зависимости от номинального усилия пресса по опытно-статистическим соотношениям вида
В свою очередь конструктивные размеры зубчатых передач устанавливают в зависимости от диаметра опорной шейки:
W =/W-
Подобный подход к расчету кривошипного пресса объясняется тем, что его характеристика по номинальному усилию для проектного задания условна и не дает
Рис. 3.6. Графики допускаемых (7-3) и деформирующей (4) сил: 7, 2 - с учетом прочности коленчатого вала в сечении ВВ и ЕЕ (см. рис. 3.5) соответственно; 3 - с учетом прочности колеса или шестерни тихоходной пары; 4 - нагрузочный график
полного представления о допустимом нагружении в процессе работы. Зависимость допускаемой силы в деталях первой группы от положения механизмов приводит к тому, что условие равно-прочности в кривошипных прессах не выполняется, в отличие, например, от гидравлических прессов, где максимум силы может быть достигнут при любом положении подвижной поперечины. Если рассмотреть уравнение для определения допускаемой силы по усталостной прочности валов и зубчатых передач, можно заметить, что в него входит величина тк - функция угла поворота главного вала. Другие же параметры для данных условий работы остаются постоянными. Именно поэтому для разных точек хода ползуна главного механизма допускаемая сила неодинакова.
Характер и взаимное расположение графиков сил, допускаемых прочностью сечений ведущего вала, определяются соотношением его конструктивных размеров для разных по технологическому назначению прессов. Например, у прессов с ходом Smax<J0 кривая 7 сил, допускаемых прочностью коленчатого вала в сечении ВВ. достаточно плавная с максимумом при а ~ 0...100 (рис. 3.6). У прессов с ходом 5max > dQ
120
Глава 3. Силовой расчет и условие прочности кривошипных прессов эта зависимость обнаруживает значительное повышение нагрузок при подходе ползуна к крайнему нижнему (переднему) положению. У большинства прессов кривая 2 для сечения ЕЕ оказывается высоко поднятой с небольшим снижением в сторону больших углов. У кривошипных прессов современных конструкций кривая 3 сил, допускаемых прочностью колеса или шестерни тихоходной пары, в области больших углов поворота кривошипа оказывается самым низким графиком, а в области малых углов она резко возрастает, пересекая кривые сил, допускаемых прочностью кривошипного вала. У некоторых конструкций ГКМ кривая 3 полностью лежит ниже всех графиков.
Сохранение целостности пресса связано с соблюдением условия его прочности. Это означает, что в любом случае нагрузочный график 4. определяемый сопротивлением штампуемого металла и особенностями конструкции пресса, должен вписаться в график допускаемых сил и не превышать его ни в одной точке.
На рис. 3.6 видно, что допускаемая сила, равная паспортному номинальному усилию Рном, может быть достигнута при вполне определенном положении механизма пресса и соответствующем этому положению угле поворота ведущего кривошипа осном, который обычно называют номинальным углом.
Номинальный угол осном зависит от технологического назначения пресса и особенностей его конструктивного устройства. Для листоштамповочных одностоечных прессов рекомендуют, чтобы номинальное усилие достигалось при достаточно больших углах осном > 30...45°, а у двухстоечных прессов открытого типа - при осном > 60°. У однокривошипных закрытых прессов простого действия номинальное усилие должно достигаться для прессов с нормальным ходом (быстроходные) при осном = 20...30°, а для прессов с увеличенным ходом (тихоходные) и обрезных при осНОм = Ю...200. Причем большие значения осном соответствуют меньшим по размеру прессам. Достаточно широк разброс значений аном в зависимости от хода ползуна для двух- и четырехкривошипных прессов с шестеренно-эксцентриковым приводом - осном = 15...30°. Задание конструктивных размеров привода и главного вала у КГШП с резким пиком нагрузки в конце рабочего хода подчинено условию осном < 3...5°, а у ГКМ -аном=1...5°. Что касается чеканочных кривошипно-коленных прессов, то для них аном = 50...60°.
Для вытяжных прессов двойного действия особо оговаривают требование к прочности при больших углах поворота ведущего кривошипа (ос = 70...800): допускаемая сила не должна быть меньше 40 % от номинальной. Это связано с тем, что рабочий график при вытяжке имеет вытянутую форму с мало изменяющимся значением силы в течение всего процесса деформирования.
Для двухкривошипных прессов рассчитанное изложенным способом условие прочности соблюдается при центральном или почти центральном нагружении. В тех случаях, когда нагружение происходит со значительным
121
Раздел L КРИВОШИПНЫЕ ПРЕССЫ эксцентриситетом относительно оси пресса, фактическую допускаемую силу уточняют по расчетной схеме, в которой ползун рассматривают как балку на двух опорах - подвесках ползуна, а нагрузку считают приложенной в центре установленного штампа. Поскольку фактическая нагрузка на каждую опору не может превышать 0,5 Рном, то при заданном расстоянии между осями подвески ползуна Лподв и эксцентриситете х, считая от оси пресса, максимальная допускаемая сила
р = ^подв р r max т , ~ гном *
£ПОдв+2*
Также должны быть снижены допускаемые силы при углах а > аном.
В связи с тем, что в производственных условиях измерение угла поворота ведущего кривошипа затруднено и наладку пресса ведут на заданное положение ползуна, важно знать изменение допускаемой силы в зависимости от его хода. Поэтому график PD=f(a\ полученный при прочностных расчетах, необходимо перестроить в координатах PD - 5 и в таком виде внести в паспорт пресса.
На графике PD = f(S) номинальному углу осном поворота ведущего кривошипа будет соответствовать номинальный недоход 5Н0М ползуна до крайнего нижнего (верхнего, переднего) положения (см. рис. 3.6).
Вышеизложенное позволяет уточнить понятие о номинальном усилии, под которым следует понимать наибольшую силу, приложенную к центру ползуна при заданном (номинальным углом или номинальным недоходом) положении главного исполнительного механизма без нарушения прочности главного вала или тихоходных зубчатых колес привода кривошипного пресса с учетом безопасности и долговечности.
3.9. Жесткость кривошипного пресса
Под действием нагрузок детали машин претерпевают упругое изменение размеров и формы. В кривошипных прессах в период рабочего хода под нагрузкой оказываются детали главного исполнительного механизма и станины. В зависимости от характера приложенной нагрузки эти детали испытывают различную деформацию: растяжение, сжатие, изгиб, контактное смятие. Так, кривошипный вал изгибается, стойки станины растягиваются, шатун сжимается, плита стола прогибается и т. д. Все эти деформации суммируются в направлении движения ползуна, искажая характер его движения и изменяя взаимное расположение рабочих частей штампа, полученное при наладке. После окончания рабочего хода, когда нагрузка падает до нуля, упругая деформация деталей пресса исчезает, их размеры и форма восстанавливаются.
122
Глава 3. Силовой расчет и условие прочности кривошипных прессов
Свойство пресса упруго изменять свои размеры под действием нагрузки в период рабочего хода называют упругой податливостью. В технической литературе чаще используют другой термин - жесткость, понимая под этим способность пресса сопротивляться упругому деформированию под нагрузкой. Эту способность характеризуют коэффициентом жесткости, или жесткостью:
где А/ - суммарная упругая деформация, равная увеличению расстояния между рабочими частями штампа, мм.
Величину, обратную коэффициенту жесткости, называют коэффициентом податливости, или податливостью:
Рис. 3.7. График упругого деформирования станины при приложении деформирующей силы PD (график жесткости пресса)
Наиболее точное представление об упругой деформации пресса дает эксперимен-
тальный график жесткости (рис. 3.7), устанавливающий зависимость между сум-
марной упругой деформацией и силой на ползуне пресса. Видно, что начальный участок графика имеет нелинейный характер. В самом начале нагружения это
объясняется выборкой зазоров в сочленениях главного исполнительного механизма, а затем - нелинейной упругой деформацией стыков. Сила, соответствующая нелинейной деформации, обычно не превышает 25 ...30 % от номинальной.
Для определения коэффициента жесткости (податливости) принимают только линейную часть графика, где производная dPD / dl постоянна, а следовательно,
1 Р-Р q = — В нелин
П Д/Лин
В линеаризованной форме график жесткости используют в энергетических расчетах (§4.3), поскольку его нелинейная часть не оказывает заметного влияния на точность этих расчетов.
Значения коэффициента податливости, необходимые для построения линеаризованных графиков жесткости, выбирают на основе практических данных. Так, в открытых кривошипных прессах, предназначенных для листовой штамповки, коэффициент податливости может достигать 1,0...2,0 мм на 1 МН нагрузки, а в закрытых двухстоечных кривошипных прессах для листовой штамповки -
123
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
0,5... 1,0 мм на 1 МН нагрузки. В кривошипных прессах, работающих чеканящим нажимом, большие значения А/ недопустимы в связи с потерями энергии и необходимостью обеспечить достаточную точность размеров штампуемой поковки, поэтому у них П = 0,10...0,35 мм на 1 МН нагрузки.
Чтобы избежать отрицательных последствий (понижение точности штамповки, уменьшение стойкости деталей пресса и инструмента, увеличение затрат энергии), конструкторы стремятся повысить жесткость современных кривошипных прессов. Для этого они применяют новые кинематические схемы с увеличенной жесткостью главного исполнительного механизма, используя, например, кривошипно-эксцентриковый механизм в КГШП или кривошипно-круговой механизм в вырубных прессах.
Глава 4. РАСЧЕТ ЭНЕРГЕТИЧЕСКИХ ПАРАМЕТРОВ КРИВОШИПНЫХ ПРЕССОВ
4.1. Энергетические возможности кривошипных прессов
Изменение уровня кинетической энергии в кривошипном прессе в течение одного технологического цикла показано на рис. 4.1.
При работающем электродвигателе, но невключенной муфте энергия пресса определяется запасом кинетической энергии J70, накопленной вращающимися маховыми массами (точка а на рис. 4.1).
Вследствие трения между дисками при включении фрикционной муфты и разгона следующих за ней деталей механизма пресса первоначальный уровень энергии снижается до С/мах (точка Ь). При правильно подобранном приводе ма-
Рис. 4.1. Изменение кинетической энергии в кривошипном прессе в течение одного технологического цикла
124
Глава 4. Расчет энергетических параметров кривошипных прессов ховые массы до начала рабочего хода разгоняются до номинальной частоты вращения ином и прежний уровень энергии восстанавливается (участок cd).
Во время рабочего хода уровень кинетической энергии снижается до UK. согласно кривой de на рис. 4.1. Следовательно, в период рабочего хода расходуется только часть полной энергии привода:
ДС/мах=И0-К,
Причем из общего количества израсходованной энергии АС/ за этот период на пластическое деформирование тратится лишь часть At/', остальная часть At/*ax = = А(7мах - At/' расходуется на трение и упругое деформирование деталей пресса.
При обратном холостом ходе после снятия рабочей нагрузки уровень энергии восстанавливается согласно кривой egh в результате работы электродвигателя.
При большом расходе энергии на пластическую деформацию, а также вследствие потерь уровень энергии в течение обратного холостого хода ос0 х полностью может не восстановиться. Поэтому приходится работать в режиме одиночных ходов, чтобы растянуть время холостого пробега маховика при работающем электродвигателе и выключенной муфте. Тогда к моменту очередного включения муфты по истечении времени /ц в приводе пресса восстанавливается первоначальный уровень энергии. Следовательно, при большем числе ходов непрерывное торможение маховика приводит к остановке пресса.
При однопереходной штамповке на кривошипных прессах (вырубка-пробивка, вытяжка, чеканка и т. п.) в режиме одиночных ходов с разовым включением муфты сумма основного (машинного) времени /осн и времени на вспомогательные приемы труда t^n является длительностью действительного технологического цикла:
— ^ОСН + ^всп*
При многопереходной штамповке в режиме одиночных ходов с несколькими включениями муфты действительный технологический цикл необходимо подразделить на технологические переходы.
Время полного технологического цикла для прессов, работающих в режиме одиночных ходов, приближенно можно рассчитать по заданному коэффициенту использования ходоврц (см. табл. 3.3):
— (дв.х /Рп •
При одно- или многопереходной штамповке, осуществляемой сразу на всех позициях, во время работы автоматизированного пресса в режиме непрерывных ходов (универсальные и многопозиционные листоштамповочные прессы-автоматы, одноударные холодновысадочные прессы-автоматы и др.) длительность технологического цикла
— ^ДВ.Х’
125
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
4.2. Графики деформирующей силы
При определении энергетических показателей пресса с учетом его технологического назначения фактический график деформирующей силы заменяют упрощенным типовым. Существует два способа его задания: расчетный и экспериментальный.
Условием возможности применения экспериментальных графиков является тождественность схем нагружения, а также геометрическое и физическое подобие процессов. Безусловно, абсолютного подобия быть не может, однако допустимо считать, что графики имеют одинаковый вид, изменяются у них только масштабы силы и деформирования.
В зависимости от характера деформирующей силы технологические процессы и соответствующие им графики можно разделить на шесть групп.
I. Вытяжка листового металла (рис. 4.2, а).
В расчетах по определению энергетических показателей для вытяжных прессов двойного действия в качестве исходной величины обычно принимают рабочий ход Smax, равный части полного хода внутреннего ползуна по циклограмме пресса. Максимальная допускаемая сила в этом случае должна быть меньше номинальной, указанной в паспорте, и определяться по условию прочности и работе деформирования, выполняемой прессом за один ход.
Деформирующую силу листоштамповочного тихоходного пресса простого действия выбирают с учетом графика первой вытяжки. При этом следует иметь в виду, что ползун при ходе вниз преодолевает сопротивление подушек.
II. Разделительные процессы штамповки (рис. 4.2, б, где 7 - вырубка-пробивка при штамповке из листа, обрезка заусенцев и прошивка отверстий; 2 - резка прутков на мерные заготовки на сортовых ножницах и др.).
При расчете PD следует принимать Ртах = Рном. Рабочий ход Smax определяют в зависимости от толщины срезаемого металла:
^тах — ktCpQ3,
где к - поправочный коэффициент; /срез - толщина просекаемого листа или срезаемого материала при обрезке. Для вырубки-пробивки и холодной обрезки заусенцев к = 0,40...0,50; для горячей обрезки к= 1; для резки прутков к = 0,25...0,35, причем меньшие значения к задают для более твердых материалов.
Ниже приведены толщины просекаемого листа в зависимости от номинального усилия листоштамповочных быстроходных прессов простого действия:
Рном,МН............... 0,063 0,160 0,315 0,63 1,6 3,15 6,3 16
/срез, мм............. 1,0 2,0 3,0 4,5 7,0 15 20 30
а также высота заусенца h3 по мостику у поковок после штамповки в открытых штампах:
126
Глава 4. Расчет энергетических параметров кривошипных прессов
/’„ом, МН.......................................... 1,6
/z3, мм............................................ 1,6
2,5 3,15 4,0 6,3 10 16
3,0 4,0 5,0 6,0 8,0 10,0
Однако фактическая толщина срезаемого материала больше номинальной, так как срезают также радиусы скругления на переходе от тела поковки к заусенцу. Кроме того, необходимо учесть, что при недоштамповке высота заусенца возрастает на величину положительного отклонения по высоте поковки. По-
Рис. 4.2. Графики деформирующей силы:
а - вытяжка листового металла: 1,2- первая и вторая вытяжки; 3 - вытяжка с утонением стенки; б - разделительные операции: 1 - вырубка-пробивка, 2 - разрезка прутков; в - чеканка и калибровка; г - прессование и выдавливание; д - прямое прессование; е, ж - объемная штамповка в открытых и закрытых штампах; з - гибка в штампах
127
Раздел L КРИВОШИПНЫЕ ПРЕССЫ этому при расчете энергетических параметров обрезных прессов толщина срезаемого материала
^срез = ah3 +
где а - поправочный коэффициент, а= 1,6...2,4, причем меньшие значения коэффициента соответствуют прессам с большим значением Рном; А - положительное отклонение по высоте поковки.
III. Чеканка, калибровка (рис. 4.2, в). Рабочий ход Smax для этих операций достаточно мал и измеряется шириной оставленного при штамповке припуска А] на чеканку или калибровку с учетом положительного отклонения Д2 в связи с недоштамповкой в направлении приложенной силы и отрицательного отклонения Д3 на точность чеканки или калибровки:
5тах=|Д1| + |Д2| + |Д3|.
Значения Д19 Д2 и Д3 должны быть наибольшими для данных условий. Для их расчета в качестве типовой детали задают круглую в плане поковку высотой не менее половины диаметра.
Деформирующая сила возрастает от начального значения Ро до максимального в конце операции Ртах < Рном. Согласно экспериментальным данным,
Р0<(0,80...0,85)РНОМ.
IV. Прессование и выдавливание. Особенностью силового режима прессования профилей является то, что деформация металла протекает при более или менее постоянной деформирующей силе на ползуне пресса (рис. 4.2, г). Размеры пресс-остатка в момент окончания процесса не вызывают резкого повышения деформирующей силы. Как элемент горячей штамповки поковок фланцевого типа прямое прессование характеризуется более резким изменением деформирующей силы в конечный момент штамповки в связи с небольшой высотой фланца (рис. 4.2, д). Типовой график деформирующей силы, необходимой для выдавливания, аналогичен приведенному на рис. 4.2, г, но абсолютные размеры рабочего хода задают особо в каждом отдельном случае.
V. Объемная штамповка в открытых и закрытых штампах (рис. 4.2, е, ж). Процесс штамповки на КГШП в открытых штампах осуществляют, как правило, за несколько переходов. Поэтому единый для удобства построения график деформирующей силы при последующих энергетических расчетах нужно разбить на несколько, каждый из которых будет отражать особенности силового режима на соответствующем переходе. Для упрощения принимают двухпереходную штамповку с заменой действительной зависимости PD=f(S) двумя линейными участками графика с изменением силы: от начальной Ро до конечной Рк на первом участке и от Рк до максимальной Ртах в конце штамповки на втором (рис. 4.3).
128
Глава 4. Расчет энергетических параметров кривошипных прессов
Для проверочного расчета необходимы следующие данные.
1. Номинальное усилие пресса, по которому устанавливают предельные размеры типовой поковки, круглой в плане:
? =а ном
1,5 + --^ Я(ДШТ+/3)/3+ 2М
( I D Л
1,5+ —+ 1п—^2-< ^3 ^3 >
Рис. 4.3. Упрощенный график штамповки в открытых
где от - напряжение текучести в конце штамповки, штампах
для типовой поковки из стали 40Х от = 149 МПа; h3,
13 - высота и ширина заусенца на мостике; DI1IT - диаметр поковки в плане; FmT = тгОшт/4 - площадь поковки.
Значения h3 и 13 в зависимости от номинального усилия пресса Рном приведе-
ны ниже:
рпоы, МН 6,3 h3, мм 1,5 10 2,0 16 2,5 20...25 3,0 31,5...40 4,0
/3, мм 4,0 4 0 5 0 6 0 Я 0
2. Рабочий ход Smax устанавливают в предположении, что он соответствует
углу поворота ведущего кривошипа на угол оср = 45...50°.
3. Силы на первом переходе:
Ро = (0,03...0,05)РНОМ;
Л = (0,12...0,20)РНОМ.
В этих формулах меньшие значения коэффициента соответствуют прессам с меньшим Рном.
4. Недоход ползуна до крайнего нижнего положения при предварительной подсадке заготовки. Значение SK определяют исходя из диаметра поковки:
SK = 1,5...2 мм при 2)шт<100мм;
5к = 2...3мм при 100 мм <2)шт < 250 мм;
0,012 £> мм при 2)П1Т>250мм.
1х 7 Ш 1 1. Ш1
Для выбора специализированных машин, например холодновысадочных автоматов, расчет следует вести согласно графику, приведенному на рис. 4.2, ж.
129
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рабочий ход в этом случае должен быть уменьшен и соответствовать углу поворота кривошипа на угол ар = 20...30°.
VI. Гибка в штампах. В качестве типового графика в этом случае можно принять приведенную на рис. 4.2, з зависимость PD = f(S) для гибки скобы. График имеет два участка: в начале гибки деформирующая сила плавно возрастает до Р^ж и столь же плавно снижается, а затем резко возрастает, достигая максимального значения Р'ах. При расчете следует принять 7^ах = РН0М, причем первый максимум должен быть ниже графика допускаемых сил (см. рис. 3.6, кривая 7).
Рабочий ход 5тах устанавливают соответствующим ходу ползуна при повороте кривошипа на Ор = 60°. Заметим, что площадь под графиком деформирующей силы представляет собой работу деформирования, расходуемую только на пластическое формоизменение без учета каких-либо потерь.
Аналогично можно строить графики деформирующей силы для процессов холодной листовой штамповки.
4.3. Нагрузочные графики кривошипных прессов
В реальных прессах с жесткостью (упругой податливостью), заданной зависимостью PD = f(ki) (рис. 4.4, а), ход ползуна S определяется как сумма рабочего хода Sp х и упругой деформации А/ пресса, соответствующей деформирующей силе в рассматриваемый момент:
5= 5РХ + А/.
р.Л
Рассмотрим особенности преобразования графиков PD = в PD= f(S) для трех типов технологических процессов.
Рис. 4.4. График жесткости пресса (а) и изменение деформирующей силы по ходу ползуна (б - г) без учета (7) и с учетом (2) жесткости пресса
О
130
Глава 4. Расчет энергетических параметров кривошипных прессов
1. Штамповка заканчивается до выхода главного ползуна в крайнее нижнее (переднее) положение или даже в крайнем положении, но максимум необходимой для деформирования силы достигнут значительно ранее выхода в это положение, а затем плавно уменьшается до PD = 0 к концу операции (все виды вытяжки). В этом случае график деформирующей силы преобразуется в нагрузочный без изменения рабочего хода, т. е. рабочий ход ползуна равен осадке заготовки: S = Smax (рис. 4.4, б, точка В).
2. Штамповка заканчивается до выхода главного ползуна в его крайнее нижнее (переднее) положение (точка А, кривая 7), но сила упругой деформации резко падает до нуля в момент окончания операции (вырубка-пробивка, резка). Положение ползуна после упругого деформирования пресса определяется точкой В. График деформирующей силы преобразуется в нагрузочный со значительным изменением рабочего хода (S > Sp х) (рис. 4.4, в).
3. Штамповка заканчивается до крайнего нижнего положения ползуна с резким падением силы упругого деформирования станины от максимального значения до нуля (чеканка, выдавливание и прессование, горячая штамповка в открытых штампах, гибка) (рис. 4.4, г). Однако в некоторых случаях возможно заклинивание кривошипно-ползунного механизма. Упругой разгрузки пресса при этом не происходит вследствие еще действующего тормозного момента на участке поворота ведущего кривошипа в пределах угла ам «мертвого трения». Поэтому для движения ползуна вниз необходима дополнительная энергия.
Выход из зоны «мертвого трения» сопровождается резким падением мощности, затрачиваемой приводом:
N=MKO) = PDmKrn=Q.
При заданной угловой скорости со и силе PD это может быть только при условии
тк = 7?(sinaM + 0,5sin2aM) + ц[(1 + Х)гА +Хгв + г0] = 0.
При малом угле «мертвого трения» получаем
(1 + Х)г, + Хгд + гп
a = - arcsin ц 5—2-.
Л(1 + Х)
Упругая деформация при разгрузке пресса должна соответствовать ходу ползуна при повороте ведущего кривошипа на угол a = aM:
Ч = S(aM).
Следовательно, рабочий ход ползуна для процессов штамповки третьего типа (рис. 4.4, в)
S = У х + Д/ + Д/п.
р.А р
131
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Для дальнейших расчетов необходимо преобразовать график PD = f(S) в график PD =f(a).
При построении графика PD = f(a) следует иметь в виду, что при выполнении ряда операций листовой штамповки, резки прутков, обрезки облоя у поковок необходимо обеспечить захождение SA> - SA (см. рис. 4.4, в) пуансона за рабочую кромку матрицы для проталкивания изделия. Положение ползуна, соответствующее началу рабочего хода, в этом случае координируется длиной пути
5р.н = Sp.K + А/
или углом поворота, считая от крайнего нижнего положения:
Ор.н = Ор.к + Op = a(Sp.H).
При работе чеканящим нажимом ар к = 0 и 5р к = 0.
4.4. Расход энергии в приводе кривошипного пресса
Энергия, расходуемая в приводе кривошипного пресса за один технологический цикл, складывается из работы Лвкл на преодоление сил трения между дисками при включении муфты, а также на разгон подвижных частей исполнительных механизмов и привода, работы Ах х на холостое перемещение механизмов пресса и работы Л на совершение рабочего хода:
Л = Акл + Л + Л . Ц DI4J1 A. A JJ.A
Расход энергии на включение муфты. Работа Лвкл затрачивается, во-первых, на преодоление сил трения при проскальзывании дисков муфты в момент включения, т. е. от их соприкосновения до тех пор, пока угловые скорости ведущих и ведомых дисков не сравняются между собой, - Л , и, во-вторых, на разгон неподвижных частей привода пресса, следующих за муфтой, и главного исполнительного механизма - Лразг:
Авкл ~ Атр, д “I" Лразг.
Пуск кривошипных прессов осуществляют на холостом ходу, когда деформирующая сила отсутствует, а энергией, затрачиваемой на преодоление трения в опорах валов, можно пренебречь. Следовательно, работа, расходуемая на проскальзывание дисков,
где JT - момент инерции ведомых частей пресса, приведенный к валу муфты; со - угловая скорость маховика в конце сцепления.
132
Глава 4. Расчет энергетических параметров кривошипных прессов
Работа, затрачиваемая на разгон при включении муфты, определяется запасом кинетической энергии, сообщенной ведомым частям пресса:
Л = Л Юр
71 разг 2 ’
где со0 - начальная угловая скорость ведущих частей муфты, соответствует синхронной угловой скорости электродвигателя (при скольжении s ~ 0,5 %), приведенной к валу муфты, со0 » сосинх.
Различие между угловыми скоростями со и со0 объясняется двухстадийным характером работы привода при включении муфты. На первой стадии начальная угловая скорость со0 маховых масс от ведущих частей муфты до ротора электродвигателя понижается, а угловая скорость частей пресса, бывших ранее неподвижными, возрастает. Поскольку процесс выравнивания угловых скоростей отличается быстротечностью, работа электродвигателя в этот период очень мала и расход энергии в приводе компенсируется торможением маховых масс. Поэтому к концу первой стадии со < со0. На второй стадии электродвигатель разгоняет привод до начальной скорости со0.
На первой стадии включения при уменьшении угловой скорости от со0 до со работа торможения маховика
2 2
= СОр-СО мах и мах
На основании равенства Амах = А д устанавливаем, что
Скорость со несколько меньше, чем соном при номинальном скольжении электродвигателя, а со0 несколько больше, чем соном, поэтому для упрощения расчета в пределах требуемой точности считаем
со0 ~ со ~ соном.
Тогда расход энергии на одно включение фрикционной муфты составит
Авкд ~ «А^ном*
Полное время включения ZBKJI фрикционной пневматической муфты исчисляется от 0,03 с для небольших быстроходных листоштамповочных прессов до 0,6 с для аналогичных крупных машин и от 0,045 с для легких КГШП и ГКМ до 0,10...0,12 с для соответствующих тяжелых машин.
При работе на автоматическом режиме без выключения муфты Авкл = 0.
133
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Расход энергии при холостом ходе механизмов пресса. Расход энергии в приводе кривошипного пресса во время холостых ходов обусловлен следующими потерями:
1) на преодоление трения в опорах и направляющих главного исполнительного механизма и маховика, а также сил тяжести;
2) на преодоление сил трения в зацеплении и опорах зубчатых передач;
3) на разгон маховика до номинальной частоты вращения и проскальзывание ремней в клиноременной передаче;
4) на перемещение деталей вспомогательных механизмов пресса.
Работу холостого хода того или иного механизма при повороте ведущего кривошипа на угол от ОС] до а2 определяем интегрированием:
а2
Лхх =
«I
где MKi - текущий приведенный крутящий момент на ведущем звене механизма.
Исследование потерь при холостом ходе механизмов листоштамповочного пресса простого действия свидетельствует об их зависимости от качества обработки сопряженных поверхностей подвижных деталей, опор или направляющих; натяжения ремней; регулировки тормоза и других случайных причин.
Приближенно работу холостого хода Лхх определяют в долях от работы пластического деформирования Л Деф, расходуемой в процессе формоизменения:
А х.х kA деф9
где к = 0,3...0,4 для универсальных листоштамповочных и обрезных закрытых прессов, 0,4...0,5 для КГШП, 0,6 для чеканочных и 1,5...2,5 для холодновысадочных прессов-автоматов.
Расход энергии при рабочем ходе. Диаграмма крутящих моментов МК = f(a) -полная количественная характеристика расхода энергии в период рабочего хода на прессе с реальными свойствами. Эту диаграмму можно построить с помощью уравнения вида
MK(a) = PD(a)wK(a),
где PD(a) - сила на ползуне при заданном положении механизма, определяемая из нагрузочного графика пресса.
Планиметрируя диаграмму на участке рабочего хода, устанавливаем расход энергии на ведущем валу согласно уравнению
ар.н
^р.х= J A/K(a)<Za.
«р.к
Энергия упругой деформации пресса. В прессах, где рабочий ход заканчивается, не доходя до крайнего положения ползуна, а график деформирующей
134
Глава 4. Расчет энергетических параметров кривошипных прессов силы после достижения максимума имеет более пологий вид, чем график жесткости (например, при вытяжке из листовой заготовки, резке на гильотинных ножницах с косыми ножами), происходит полный возврат потенциальной энергии упругой деформации при разгрузке пресса:
д = л 5 р л/ упр ’ 7 max max •
т. е. фактический расход энергии на рабочий ход уменьшается на эту величину.
Если же на графике PD = f(S) максимальной силе Ртах соответствует крайнее положение механизма (например, при чеканке, прессовании, объемной штамповке), то, как известно, в начале обратного хода необходима дополнительная энергия. В этом случае почти вся потенциальная энергия упругой деформации пресса теряется в зоне «мертвого трения», определяемой углом otM.
4.5. Выбор электродвигателя и маховика
Решающим фактором при выборе системы привода кривошипных прессов является экономическая целесообразность в сочетании с техническими требованиями. Большинство кривошипных прессов оборудовано маховиковым приводом с асинхронным трехфазным электродвигателем с короткозамкнутым ротором. Предпочтение, оказываемое этому типу электродвигателей, объясняется простотой их устройства, невысокой стоимостью, надежностью и безопасностью работы. Освоен промышленный выпуск различных модификаций асинхронных электродвигателей: с фазным ротором, с повышенным скольжением, многоскоростные с переключением полюсов и др., что позволило расширить область их применения.
Определенными преимуществами обладает привод от электродвигателя постоянного тока:
1) возможностью бесступенчатого электрического регулирования числа ходов ползуна и угловой скорости кривошипа на холостом ходу и в период рабочего хода;
2) отсутствием необходимости в установке муфты включения и маховика.
Внедрение в качестве преобразователей тока германиевых и кремниевых диодов позволило значительно снизить стоимость привода.
Применение электродвигателей постоянного тока технически целесообразно в прессах с растянутым во времени рабочим ходом - прессы для горячего прессования профилей, ножницы с тянущим резом и т. п., а также в листоштамповочных прессах-автоматах универсального назначения. В первом случае это объясняется необходимостью соблюдения заданных режимов скорости движения исполнительного органа, во втором - необходимостью плавной регулировки в широких пределах числа ходов пресса.
В кривошипных прессах целесообразность привода с маховиком вытекает из анализа пяти периодов его работы (рис. 4.5): 1) при включении муфты; 2) при прямом холостом ходе; 3) при рабочем ходе; 4) при обратном холостом ходе и 5) после выключения муфты.
135
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Характерной особенностью работы привода является малая длительность второго периода, составляющая не более 0,03 Zu. Незначительное различие значений Мк на втором, четвертом и пятом периодах позволяет привести график Мк = /(7) к двум участкам: 1) торможения маховых масс на общем пике нагрузки с преобразованием части их кинетической энергии в работу пластического деформирования и 2) разгона этих масс до конца технологического цикла.
В более строгих расчетах особое внимание уделяют выбору оптимального соотношения между мощностью электродвигателя и моментом инерции маховых масс. Однако выдержать его на практике не удается по конструктивным соображениям: а) размеры маховика должны соответствовать размерам пресса; б) обычно маховик выполняют совмещенным с муфтой; в) предельная скорость маховика ограничена. Поэтому на практике широко применяют упрощенные расчеты. Алгоритм их следующий.
1. По затрачиваемой за один технологический цикл активной работе включения муфты, рабочего и холостых ходов рассчитывают среднюю мощность, отнесенную ко времени цикла. Номинальную мощность электродвигателя принимают как сумму мощностей активного и холостого ходов.
2. Момент инерции маховых масс и собственно маховика определяют по заданной работе, а допустимую неравномерность вращения - на основе производственного опыта или расчетным путем с учетом экспериментальных коэффициентов.
Номинальная мощность электродвигателя определяется суммарной мощностью активного Арх и холостого Nx х ходов полного цикла:
Аном — ААР.Х + Ах.х,
где к - коэффициент запаса.
Средняя мощность активного хода
п А А
дг _ вкл вкл р.х
136
Глава 4. Расчет энергетических параметров кривошипных прессов
где ивкл - число включений муфты за цикл (в автоматическом режиме ивкл = 0).
Средняя мощность холостого хода
А\.х = А.хДц-
Тогда номинальная мощность асинхронного электродвигателя с короткозамкнутым ротором
^вклАкл + Ах) + ^хх
->т _ X DKJ1 dKJI р.А^ А. А
^’ном
'ц
Коэффициент запаса к функционально зависит от номинального скольжения установленного электродвигателя: чем меньше скольжение, тем ниже способность электродвигателя к перегрузке и, следовательно, тем больше должен быть коэффициент запаса. В свою очередь скольжение должно соответствовать числу Яфакт фактически используемых ходов пресса: чем больше число используемых ходов, тем меньше времени требуется для восстановления оборотов двигателя и, следовательно, меньше должно быть номинальное скольжение sH0M (табл. 4.1).
Таблица 4.1. Значения коэффициентов к и е для расчета мощности привода
«фак/’ ХОД/МИН с ном к £
До 15 0,12...0,08 1,2 0,85
15...50 0,08...0,04 1,3 0,9
Св. 50 0,04...0,02 1,4...1,6 0,95
Для прессов с ограниченной мощностью электродвигателя число фактически используемых ходов ифакт =р^п.
Для асинхронных электродвигателей с фазным ротором номинальная мощность снижается вследствие потерь, связанных с ухудшением условий вентиляции:
ДГ _ ННОМ.ф /^НОМ.ф л.г
ном.ф А I v ном ’
П \ п
НОМ V ном
где ином ф - номинальная частота вращения электродвигателя с фазным ротором по данным каталога; ином = нсинх(1_кУном); Нсинх “ синхронная частота вращения электродвигателя с фазным ротором.
В период рабочего хода работа электродвигателя, приведенная к валу ведущего кривошипа:
А э.к — -Мюм . Ф ГР
где Г|п - КПД передачи. Тогда работу маховика Дмах определяем из разности:
137
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
д _ а _ А мах р.х ^э.к*
Как известно, маховик совершает работу Амах за счет кинетической энергии
Д(7мах, причем должно выполняться равенство
^мах А^мах*
Отданная кинетическая энергия
(4-1)
2 2
ДМ = Лах (OmaX-- t°min мах мах
где J'ax - момент инерции маховых масс; сотах - максимальная угловая скорость маховика перед началом рабочего хода (в пределах требуемой точности ее можно рассчитывать по номинальной частоте вращения маховика итах « пп(М1иУ comin - минимальная угловая скорость в конце рабочего хода.
Торможение маховика характеризуется коэффициентом неравномерности хода 5:
g_ ^max ^min _ ^max ^min ^cp ^cp
при средней угловой скорости соср = (comax + comin)/2 или средней частоте враще-ния иср = (итах-«т;п)/2. Тогда
Д^У^ _v мяу
мах мах ср мах
^ср
30
\2
5.
Согласно уравнению (4.1),
А
мах
мах
При заданном коэффициенте неравномерности хода частоту иср можно выразить через номинальную частоту вращения маховика:'
2
и —------и
Ср § + 2 max’
поэтому
, 22,84 (3 + 2)2
' ____?___мах х___/
м
(4.2)
^тах^
Коэффициент 5 всегда значительно меньше единицы. Причем, чем выше коэффициент использования рц ходов машины, тем меньше значение 5. В пределах
138
Глава 4. Расчет энергетических параметров кривошипных прессов данной группы прессов меньшие значения коэффициента неравномерности хода 5 должны отвечать машинам с большим номинальным числом ходов.
В.П. Механик и И.В. Харизоменов установили соотношение для вычисления коэффициента неравномерности хода, исходя из допускаемого нагрева электродвигателя в условиях однопикового графика нагрузки:
5 + speM),
где 8 - коэффициент, зависящий от соотношения между номинальным и критическим скольжением электродвигателя (усредненные значения £ приведены в табл. 4.1); speM - упругое скольжение ременной передачи, speM = 0,01.
Однако расчет момента инерции маховика требует дальнейшего уточнения в связи с принятым при выводе формулы (4.2) допущением о мгновенном действии деформирующей силы в начале цикла. В действительности реальная нагрузка не является мгновенной, а растянута во времени и торможение маховика происходит при повороте кривошипа на угол otp. Поэтому для технологического цикла с однопиковым графиком нагрузок в режиме непрерывных ходов момент инерции будет меньше:
т = 1_____L /'
мах п мах *
I 2М
Для цикла с двухпиковым графиком нагрузок в режиме одиночных ходов момент инерции будет больше в связи с расходом энергии на включение муфты. В этом случае расчетная формула для момента инерции будет следующей:
мах
мах •
(43)
Энергию отдает не только маховик, но и другие вращающиеся детали пресса. Это особенно заметно в мощных машинах. Поэтому вычисленный по формуле (4.3) момент инерции JMax маховых масс должен быть равен сумме приведенных к валу маховика моментов инерции наиболее крупных деталей пресса:
где Ji - момент инерции z-й детали; щ - передаточное число от вала, на котором закреплена z-я деталь к валу маховика, причем для расположенных перед маховиком деталей ut< 1, а за маховиком щ > 1.
Ориентировочно можно считать, что для КГШП момент инерции собственно маховика составляет 70...75 % момента инерции вращающихся масс привода, а для тяжелых листоштамповочных прессов и ГКМ - 85...90 %. У легких лис
139
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
тоштамповочных прессов и прессов-автоматов практически вся маховая масса сосредоточена в маховике.
При расчете должна быть в обязательном порядке проведена проверка на допустимое время разгона маховика при первоначальном пуске электродвигателя. Фактическое время разгона
/ = мах max /д д\
разг 100000 ^ом.фает’
где 77тах - в мин-1; Л^ом.факт ~ в кВт, не должно превышать 8... 10 с для асинхронных короткозамкнутых электродвигателей нормальной серии и 15... 18 с для двигателей с повышенным скольжением. Затянувшийся разгон может привести к перегреву электродвигателя и выходу его из строя. Для уменьшения времени разгона необходимо либо увеличить мощность электродвигателя, либо уменьшить момент инерции маховика.
Повышение частоты вращения маховика ограничено окружной скоростью:
_ ^^об^тах мах 60000 ’
где /)об - внешний диаметр обода маховика, мм. Для стальных маховиков предельная скорость гмах < 40 м/с, для чугунных - vMax < 25 м/с.
4.6. Коэффициенты полезного действия кривошипного пресса
Энергетическим коэффициентом полезного действия (КПД) рабочей машины называют отношение полезно используемой работы деформирования Лдеф к затраченной работе движущей нагрузки ЛДВ н. Применительно к КШМ полезно используемой технологической работой является работа деформирования металла д = А деф дв.н*
В связи с периодическим аккумулированием кинетической энергии маховыми массами и последующей ее отдачей фактическое движение элементов привода и исполнительных механизмов кривошипных прессов следует характеризовать как установившееся неравновесное движение. Для машин с такой формой движения понятие КПД имеет смысл только для периода времени, в течение которого итоговое приращение кинетической энергии равно нулю.
Для кривошипных прессов это один технологический цикл. Работа кривошипного пресса за этот период включает в себя полный расход энергии в приводе на штамповку одного изделия а относительная доля полезно используемой работы на пластическое деформирование ?1деф составляет средний КПД технологического цикла:
Пц ^деф/^ц ~ ^деф/(^вкл^вкл + ^р.х + ^х.х )’
140
Глава 4. Расчет энергетических параметров кривошипных прессов
Очень удобным для исследования энергетических параметров пресса является так называемый КПД рабочего хода:
А^тах
. J Pod(S)
_ Лдеф _ о_____________
р х А х “р«
Р Х f PDmK(a)da
ар.н
учитывающий совокупные потери энергии в механизме на трение и упругое деформирование деталей пресса. Если исходить из основ теории механизмов и машин, условность этой величины состоит в том, что в качестве ведущего звена пресса в период рабочего хода необходимо принимать не вал электродвигателя, а кривошипный вал, а значит, кинетическую энергию маховых масс следует рассматривать как работу движущих сил.
Значения КПД рабочего хода Т|р х при выполнении типовых технологий для кривошипных прессов обычных конструкций (нормальная упругая податливость, обычные условия трения в опорах р = 0,04...0,06) приведены ниже:
Универсальные листоштамповочные прессы простого
действия: вырубка...................................................... 0,55 ...0,65
вытяжка.................................................. 0,70...0,80
Листоштамповочные вытяжные прессы двойного действия..................................................... 0,75...0,85
КГШП......................................................... 0,30...0,40
ГКМ.......................................................... 0,35...0,45
Обрезные прессы.............................................. 0,50...0,55
Изучение КПД технологического цикла Т| ц представляет интерес для оценки использования кривошипных прессов. При этом имеется в виду резкое возрастание потерь холостого хода и потерь на включение муфты с увеличением />ном. Следовательно, если штамповать деталь, для которой необходима номинальная работа рабочего хода Лр х, на прессе завышенной мощности, то затраты, связанные с работами Авкл и Лх, могут стать причиной, приводящей к значительному снижению КПД технологического цикла.
4.7. График работоспособности кривошипного пресса
Кривошипные прессы общего назначения по условиям работы цехового парка оборудования часто применяют для штамповки с явным недоиспользова-
141
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 4.6. График допустимой работы (работоспособности) кривошипного пресса
нием по номинальной мощности привода. Поскольку энергия, которую способен отдать привод за один технологический цикл для совершения работы Лдеф, зависит от мощности привода и длительности цикла, то при заниженной работе Лдеф машину можно более эффективно использовать во времени.
При установленном на прессе электродвигателе работа за один технологический цикл
^ном.факт ~ ^О^вкл^вкл ^р.х) ^х.х*
Для электродвигателей с повышенным скольжением, а также с фазным ротором следует вместо
номинальной принимать фактическую мощность. Поскольку tц = tдв х//?и и Лдеф = = Т|р хЛр х, получаем
Л — Р’Х ( ЛТ / / d _Icvi Л ___ Л )
^деф \1 у ном. факт * дв.х / гм п'™вклугвкл лх.х/*
Зависимость между работой деформирования Лдеф и коэффициентом использования ходов пресса ри иллюстрирует график, приведенный на рис. 4.6.
При построении графика работоспособности пресса необходимо учитывать следующие обстоятельства.
1. В режиме автоматических ходов (без выключения муфты), т. е. при ри = 1, непроизводительные потери в приводе уменьшаются (Лвкд = 0), а значит, допустимая работа деформирования будет больше, чем при ри= 1, но в режиме одиночных ходов.
2. В режиме одиночных ходов допустимая работа деформирования Лдеф за каждый ход плавно уменьшается с возрастанием коэффициента ри. Максимальная работа деформирования ^деф.тах ограничена устойчивостью привода по допустимому коэффициенту неравномерности хода 5 и критическому скольжению электродвигателя, так как при увеличении Лдеф и соответственно Ар х возрастает торможение маховых масс, которое в определенных условиях становится критическим.
Глава 5. ТИПОВЫЕ КОНСТРУКЦИИ УЗЛОВ И СИСТЕМ КРИВОШИПНЫХ ПРЕССОВ
5.1. Станины
Станина - это корпусная базовая часть, на которой монтируют все узлы и детали кривошипного пресса. Типовые конструкции станин вертикальных прес
142
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
сов открытого типа - одно- и двухстоечные, закрытого - составные со стяжными болтами и цельносварные.
Станины открытого типа, как правило, изготовляют из чугунного литья марки СЧ20 или СЧ25. Допускаемое напряжение чугуна [о] = (0,065 ...0,1)ои, где 0и - предел прочности чугуна при изгибе.
Цельносварные конструкции станин широко внедрены в производство прессов от небольших с Рном = 400 кН до крупных машин с Рном = 16...20 МН. Важным преимуществом цельносварных станин является значительное сокращение производственного цикла в заготовительных цехах и вытекающая отсюда экономическая целесообразность.
По условиям сборки, например прессов двойного действия, а также по технологическим причинам при механической обработке деталей прессов с большими габаритными размерами станины выполняют составными либо из двух частей: верхней траверсы, стоек (сварно-литой конструкции) и стола (литого), либо из четырех частей: верхней траверсы, правой и левой стоек и стола. Первым способом изготовляют мощные горячештамповочные прессы, вторым -большинство листоштамповочных прессов закрытого типа.
Сварные элементы станин выполняют из толстолистового проката марки Ст 3 толщиной от 10 до 140 мм, отливки - из стали марок ЗОЛ и 45Л с допускаемым напряжением [а] = (0,2...0,3)ав, где ав - временное сопротивление стали при растяжении (меньшие значения коэффициента для отливок, большие - для толстолистового проката).
Детали разъемных станин соединяют в целое специальными болтами (шпильками), изготовленными из нормализованной стали 45. Чтобы не допустить раскрытия зазоров в стыках между верхней траверсой, стойками и столом, сила натяжения должна превышать номинальное усилие пресса. Для центровки сбал-чиваемых деталей в стыках прокладывают цилиндрические шпонки вдоль и поперек фронта пресса.
В силовом отношении станина закрытого типа представляет собой симметрично нагруженную плоскую систему. Расчетным эквивалентом подобной системы является рама с приведенными размерами, в которой реальные детали заменены стержнями постоянного сечения (рис. 5.1). Оси стержней совмещают с центрами тяжести сечений: траверсы (/-/), стоек (//-//) и стола (основания) (///-///). Тогда основные размеры рамы определяют следующим образом:
а ~Уш', b = B-2xn-,h = H-(у7 +у7//),
где Л, 5, Н - высота оси главного вала над опорной плоскостью пресса, а также ширина по фронту и высота пресса соответственно; хИ - абсцисса центра тяжести стойки в горизонтальном сечении //-//; у;, уП1 - соответственно ординаты центров тяжести траверсы и стола в вертикальных сечениях I-I и III-IIL
143
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
III
Рис. 5.1. Расчетная схема станины кривошипного пресса
Расчеты ординат центров тяжести сечений, их площадей и моментов инерции ведут с разбивкой сечений на элементарные плоские фигуры. Данные представляют в виде таблицы:
Fz. Уг Р.у, Я1 = У1~У I'=F^ l". l
F = У= F
Здесь Fi - площадь элементарной плоской фигуры; - расстояние от оси х до центра тяжести фигуры; Fiyi - статический момент фигуры; at - расстояние
144
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
между центрами тяжести фигуры и опасного сечения; /' - момент инерции фигуры относительно оси х; I" - то же относительно центральной оси; Д - суммарный момент инерции фигуры; F - суммарная площадь сечения; у - ордината центра тяжести сечения; / -суммарный момент инерции сечения.
При расчете необходимо также привести реакции опор главного вала к центрам тяжести сечения стоек, т. е. перенести силы 0,5РНОМ на осевую линию вертикальных стержней рамы. Перенос компенсируется изгибающим моментом
м =р
ном ном ’
где I - размер, устанавливаемый из условия, что сила от опорных цапф вала передается на втулки станины на 1/3 расстояния от ее внутреннего края.
Однако из уравнений равновесия ни один из силовых факторов в сечениях рамы (изгибающий момент М, поперечная Q и нормальная N силы) не может быть определен в связи со статической неопределимостью. Для решения задачи подобную раму необходимо перевести в разряд статически определимых систем путем ее разрезания и введения дополнительных силовых факторов, обеспечивающих геометрическую неизменяемость системы (рис. 5.2, а).
Используя принцип независимости действия силовых факторов - деформированное состояние системы от нескольких нагрузок может быть определено суммированием состояний от действия каждой нагрузки в отдельности, - составляют уравнения перемещений для рассматриваемого сечения.
Рис. 5.2. Силы, действующие в станине пресса (а), и примерный вид эпюры изгибающих моментов (б)
145
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Для задачи с тройной неопределимостью эти уравнения в канонической форме имеют вид
^ч$н +Л2$12+А3$1з+$1р=0;
62 ] +Х2822 +Х3823 + 32 р—0;
63 ] + Аг2532 +^833+83 р=0,
где Хк (где к = 1, 2, 3) - дополнительные силовые факторы: поперечная Хх и продольная Х2 силы и изгибающий момент Х3, 8ik - перемещения в направлениях действия дополнительных силовых факторов единичной величины Хк = 1 (коэффициенты канонических уравнений), i = 1, 2, 3; 8zp - перемещения в тех же направлениях под действием внешних нагрузок (свободные члены канонических уравнений).
Симметричное нагружение рамы снимает один лишний фактор: Хх = 0. Следовательно, 812 = 821=0, 813 = 831=0, и система уравнений примет более простой вид:
Аг2822+Аг3823 + 82р=0;
^2 $32 +^3 $33 + $3 р ~ 0.
Для плоских рам коэффициенты и 8zp легко установить на основании правила Верещагина: для определения необходимо площадь эпюры изгибающих моментов Fk от дополнительного силового фактора Хк = 1 или внешних нагрузок Fp умножить на ординату М® эпюры от неизвестной единичной нагрузки под центром тяжести этой площади и разделить на жесткость стержня, т. е.
5z
1К щ 7 1Р
EI
Для рассматриваемой рамы
_ Лом 2a(2h — a)(b — I) ! (6-/)2-/2
2р 8£ [_ 1Л I
5 _ Лом[4(6-0« , (b-lf-l2
ЗР 8£ [ I„ I,,,
146
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
На основании решения системы (5.2) определяют Х2 и Х3 и строят итоговую эпюру изгибающих моментов, один из возможных вариантов которой представлен на рис. 5.2, б.
Дальнейшее решение ведут методами, известными из курса сопротивления материалов: устанавливают наибольшие напряжения (растяжения или сжатия) в опасных сечениях и сравнивают их с допускаемыми:
N М
0 = — + —и---<[о], F W
где N - сжимающая или растягивающая сила, действующая в опасном сечении; F - суммарная площадь этого сечения; Л/итах - максимальный изгибающий момент; w - суммарный момент сопротивления изгибу.
Суммарная деформация станины в вертикальном направлении складывается из прогиба траверсы 5/и от изгибающего момента, удлинения стоек 5//р от растягивающей силы и суммарного прогиба стола 5///и + 5///поп от изгибающего момента и поперечной силы:
5в— S/и S//p + 5///и + 5///поп •
Действием изгибающего момента на стойки можно пренебречь, так как он вызывает лишь их искривление (сближает между собой) и не влияет на деформацию системы по вертикали.
Важнейшей задачей при расчете разъемных станин является определение параметров затянутого соединения. Согласно нормали Центрального бюро кузнечного машиностроения, сила предварительной затяжки Рзат должна быть несколько больше номинального усилия пресса:
-^зат ф затоном,
где фзат - коэффициент затяжки, равный 1,3... 1,4 - для листоштамповочных прессов простого действия и КГШП, 1,5... 1,6 - для вытяжных прессов двойного действия и 1,05... 1,10 - для чеканочных прессов.
При монтаже пресса болты заводят в предназначенные для этого отверстия в станине и гайки завертывают до выборки зазоров в стыках. После этого на теле каждой парной с болтом гайки делают засечку и освобождают гайку. Болт автогенными горелками или электронагревателями равномерно прогревают, вследствие чего его длина несколько увеличивается. Гайку завинчивают сначала до засечки, а затем на заданный угол поворота
_ 360(5б+8ст) h
где 6б - расчетное удлинение болта, обеспечивающее заданный натяг; 6СТ - расчетное укорочение станины; h - шаг резьбы болта.
147
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Для двухстоечной станины с четырьмя стяжными болтами удлинение каждого болта
Р / зат^б
4ВД ’
(5.1)
а сжатие станины складывается из укорочения стоек (5С), траверсы (5^) и стола (5СЛ):
р / Р I р 1
§ ™ ; 5 =зат с^_ (52)
С О Z7 Z7 ТРС 77 27 “ СЛ V /
трс/ трс ^СЛ^СЛ
В формулах (5.1) и (5.2) /б, /с, /трс, /сл - соответственно длина болта, стойки, траверсы и стола, причем /б = /с + /трс + /сл + Ягк; Ягк - высота гайки; Ес, £'трс, Есл - модули упругости соответствующих элементов станины, а Яб, Fc, F^, Ясл -площади их поперечных сечений.
Поскольку площади различных сечений стойки, траверсы и стола неодинаковы, то в формулы (5.2) следует подставлять их приведенное значение, определяемое выражением
р = р _____________1тт+1\ +12+--:+1п________
min /min +/1 FmjF} + l2 FmjF2 +... + ln FmjFn •
5.2. Узлы и детали привода
Для передачи вращательного движения от электродвигателя на ведущие кривошипные валы исполнительных механизмов предназначен привод, включающий кроме главного двигателя ременную и зубчатую передачи, сцепные муфты для соединения и разъединения валов и тормозные устройства для остановки механизмов пресса в определенном положении.
Структура и кинематические схемы привода. Структура привода кривошипного пресса обусловлена его назначением и конструктивными особенностями. Факторы, определяющие структуру привода, следующие: а) число ходов пресса и передаточное число; б) одно- или двухсторонняя передача крутящего момента на ведущий кривошип; в) степень герметизации пресса (открытый или закрытый привод); г) число точек подвески ползуна (одно- или многокривошипные валы).
В кривошипных прессах общее передаточное число привода изменяется в широких пределах: и = 2...250. К левой области указанного диапазона примыкают автоматы с автоматической подачей материала, к правой - мощные листоштамповочные прессы для глубокой вытяжки, совершающие 3-4 хода в минуту.
На рис. 5.3 показаны типовые кинематические схемы привода одностоечных прессов, причем схема а с жесткой муфтой считается устаревшей, схему б широко применяют в современных прессах, а схему в можно рекомендовать для крупных одностоечных прессов с двумя ступенями передач.
148
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.3. Типовые кинематические схемы (а-в) привода одностоечного пресса
В двухстоечных однокривошипных прессах с открытым приводом количество ступеней в зависимости от передаточного числа, как правило, изменяется от одной при 90 и более ходов в минуту (рис. 5.4, а) до трех при 12... 15 ходах в минуту (рис. 5.4, г).
Расположение и устройство элементов привода - муфт и тормозов - определяется динамической и эксплуатационной целесообразностью. Например, схемы б и в на рис. 5.4 кинематически равноценны, но расположение муфт и тормозов довольно четко соответствует прессам с заданным технологическим назначением: первую применяют в КГШП, вторую - в ГКМ. Объясняется это, в частности, тем, что последние являются тихоходными машинами по сравнению с прессами, и при прочих равных условиях муфта на ведущем валу у них должна иметь большие размеры в связи с увеличением крутящего момента. Заметим, что ленточные тормоза в указанных схемах могут быть заменены дисковыми.
В тихоходных листоштамповочных прессах с закрытым приводом применяют трех- или четырехступенчатый привод. В четырехступенчатом приводе
Рис. 5.4. Кинематические схемы одно- (я), двух- (б, в) и трехступенчатого (г) привода двухстоечного пресса
149
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.5. Кинематическая схема двухстороннего привода
с тремя зубчатыми передачами (рис. 5.5) первую пару, считая от электродвигателя, принято называть быстроходной, последнюю, расположенную между опорами станины, - тихоходной, а пару между ними - промежуточной.
Стремление уменьшить размеры зубчатых передач и повысить надежность их работы послужило причиной появления двухстороннего привода (см. рис. 5.4, г). В последнее время все чаще применяют схему, в которой крутящий момент распределяется между четырьмя зубчатыми парами с изменением передаточных чисел (см. рис. 5.5).
В двухкривошипных прессах с приводом закрытого типа возникает необходимость передачи движения от одного электродвигателя на два ведущих кривошипа, оси которых перпендикулярны фронту пресса (рис. 5.6). Схему а с вращением главных колес (колес на щеках коротких коленвалов или шестерен-эксцентриков) в разные стороны используют в листоштамповочных прессах с небольшими размерами ползуна в плане. В листоштамповочных прессах с увеличенным ходом ползуна и его увеличенными размерами в плане применяют схему б, в которой движение передается на второе тихоходное колесо через паразитную шестерню, благодаря чему обеспечивается разнонаправленное вращение главных колес. Схема требует высокой точности координации отверстий на траверсе под опоры коленвалов или осей и экономически оправдана при выпуске прессов крупной серией.
При зацеплении шестерни последней пары сразу с двумя тихоходными колесами последние вращаются в одну сторону (см. рис. 5.6, в). В схеме г тихоходные колеса также вращаются в разные стороны благодаря наличию пара-
150
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.6. Направления вращения главных колес листоштамповочного пресса с небольшими размерами ползуна в плане (а), с увеличенным ходом ползуна (б) и с тихоходными парами, вращающимися в противоположные стороны (в, г)
зитных шестерен. Преимущество этой схемы - в возможности компенсации при сборке неточностей изготовления.
В листоштамповочных прессах с очень большими размерами штампового пространства движение передается не на последней, а на промежуточных или даже на первой приемной ступени (рис. 5.7). Следовательно, особых различий в структуре приводов двух- и четырехкривошипных прессов нет, необходимо лишь установить последний промежуточный вал достаточной длины с четырьмя парами малых шестерен вместо двух, приводящих в движение четыре пары тихоходных колес.
В мощных листоштамповочных прессах для проверки штампов и технологии вытяжки на любой стадии процесса (что необходимо при освоении новых деталей перед запуском в серийное производство) предусматривается специальный привод наладки. При работе на приводе наладки пресс совершает один двойной ход за несколько минут при общем расходе энергии за цикл в таком же объеме, как и при работе на главном приводе. В типовых схемах наладки на первом приемном валу установлено червячное колесо. Зацепление червяка с колесом и, следовательно, подача движения на главный привод обеспечиваются по мере надобности в результате подъема или опускания корпуса червяка, являющегося одновременно плунжером гидроцилиндра. На рис. 5.8 показана схема оригинального привода наладки, где червячное колесо 2 является корпусом тормоза главного привода, а червяк 1 нормально стопорит этот корпус. При наладочных работах вращение червяка через червячное колесо при включенном главном тормозе подается на шестерню 3 приемного вала и дальше на ползун.
151
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.7. Кинематическая схема листоштамповочного пресса с большими размерами штамповочного пространства
Схемы приводов с переменной угловой скоростью в период одного двойного хода (нормальной при исполнении рабочей операции и повышенной при холостых ходах) были рассмотрены в § 1.8.
Для бесступенчатого регулирования числа ходов ползуна главного исполнительного механизма применяют вариаторы различных конструкций: при небольшой передаваемой мощности - цепные, при значительных мощностях - малогабаритные многодисковые фрикционные. В кинематике кривошипных прессов вариатор 1 играет роль дополняющего элемента и встраивается в схему между электродвигателем 2 и шкивом клиноременной передачи (рис. 5.9).
Клиноременная передача. В приводе быстроходных одноступенчатых прессов передаточное число клиноременной передачи лежит в крайних пределах общемашиностроительных рекомендаций: икл = 6,9... 10,6. Для других типов прессов икп значительно снижено, но также имеется некоторый разброс его значений, причем меньшие принимают для более быстроходных прессов данного типа.
152
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.8. Кинематическая схема мощного листоштамповочного пресса со специальным приводом наладки
Рис. 5.9. Схема привода с бесступенчатым регулированием хода ползуна
Например, для КГШП с Рном = 6,3 ...63 МН иКЛ = 2,5 ...4,5; для двухстоечных листоштамповочных прессов г/кл изменяется в узких пределах: от 3,0...3,5 для тихоходных и до 2,5 ...3,0 для быстроходных прессов.
Минимально допустимый диаметр шкива определяется соотношением шк ^мах/^кл*
Его значение должно удовлетворять требованиям ГОСТ 1284. Уменьшение диаметра шкива по сравнению с рекомендуемыми значениями резко снижает долговечность, тяговую способность и КПД передачи.
При расчете клиноременных передач необходимо определить тип и число ремней для передачи заданной мощности:
Z = —, рем С С N
где Уэл - мощность электродвигателя, кВт; С1 - коэффициент, учитывающий угол обхвата С1 = 0,56... 1,00; С2 - коэффициент режима работы, зависящий от характера нагрузки на ползуне пресса и сменности, С2 = 0,78...0,51; NQ - мощность, передаваемая одним ремнем заданного сечения при заданной окружной скорости, Nq = 0,08...51,5 кВт.
153
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Данные по выбору указанных величин и порядок расчета клиноременной передачи изложены в курсе «Детали машин». Важным практическим указанием является то, что в консольных передачах увеличение числа ремней свыше десяти не повышает их долговечность.
Поскольку в клиноременной передаче происходит упругое скольжение ремней (обычно для кривошипных прессов sn = 0,01), фактическая частота вращения ведомого вала
« = (l-5n)«3n/wo = 0,99пэл/мкл.
Зубчатые передачи. В двухступенчатом приводе передаточное число зубчатой пары устанавливается просто:
и^ = и1иы-
В трех- и четырехступенчатом приводе листоштамповочного пресса передаточное число необходимо распределить по ступеням. В четырехступенчатых прессах в большинстве случаев соотношение между передаточными числами, начиная с быстроходной зубчатой пары, подчиняется правилу ^6x<wnP<wTx- Так, для гаммы тихоходных прессов простого и двойного действия с Рном = 3,15... 16 МН указанные величины лежат в пределах г/бх: ц1р : zzIX = (2...2,5): (2,9... 3,9): (5,5... 8,5).
Тип зубчатой передачи определяется особенностями конструкции пресса и его назначением. В двухступенчатом приводе прессов серийного выпуска тихоходную пару выполняют прямозубой по 10... 12-му квалитету точности. В прессах, изготовление которых планируют по разряду тяжелого и уникального оборудования, например в КГШП с Рном > 20 МН, зубчатую пару выполняют шевронной или прямозубой по 8... 10-му квалитету точности с высотной коррекцией для усиления прочности. Прямозубую передачу приходится применять по условиям монтажа в последней паре тихоходных листоштамповочных прессов. Быстроходную пару в этих прессах выполняют шевронной, а промежуточную -косозубой или шевронной. Для всех шевронных передач рекомендуется угол наклона зубьев Р = 30°, а для косозубых - 0 = 20°.
Число зубьев назначают по шестерне > zmin). Разброс значений для числа зубьев шестерни zm довольно узкий: 19...22 для КГШП, 14... 19 для ГКМ, 14... 16 для тихоходной, 16...20 для промежуточной и 15...25 для быстроходной пары листоштамповочных прессов соответственно.
Шестерни и колеса диаметром менее 500...800 мм изготовляют из стальных поковок марок 45, 40, 40 ХН и др., а колеса диаметром более 500...800 мм - из стальных отливок марок 35Л, 45Л, 35ХГСЛ, 40ХНЛ и др. Поковки подвергают нормализации (Н) или улучшению (У) до твердости 190...280 НВ, отливки - нормализации до 160...220 НВ. Более высокая твердость нецелесообразна, поскольку нарезание зубьев производят после термообработки. Для лучшей прирабатываемости и во избежание заедания зубьев твердость шестерни должна быть на 20...40НВ выше твердости колеса.
154
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Таблица 5.1. Механические свойства сталей, используемых для зубчатых колес
Марка стали Термообработка НВ О-Р МПа Марка стали Термообработка НВ ° р МПа
35Л Н 160 230 45 Н 180 280
45Л Н 170 250 У 220 340
35ХГСЛ н 200 320 40Х У 250 360
40ХНЛ н 210 340 40ХН У 260 400
Применяя для колес с модулем т > 6 мм поверхностную закалку ТВЧ и закалку газовым пламенем, обеспечивают высокую твердость зубьев (например, до 35...40 HRC3 для углеродистых, 45...55 HRC3 для легированных сталей) при сохранении вязкой сердцевины. Хотя при такой термообработке форма зуба искажается незначительно, все же для достижения 7-й степени точности необходимо применять отделочные операции. Данные о механических свойствах материалов зубчатых колес приведены в табл. 5.1.
По известной твердости поверхности зубьев ГОСТ 21354 рекомендует рассчитывать базовый предел контактной выносливости по следующим формулам:
[оя]0 = 2НВ + 70 МПа
для зубьев после нормализации и улучшения;
[<5я]0= 17HRC3 + 200 МПа
для зубьев, подвергаемых поверхностной закалке.
Если твердость, а следовательно, и предел контактной выносливости шестерни и колеса различны, то в расчет принимают их среднее арифметическое значение, но не более 1,25 [оя]0 min.
При прочностном расчете зубчатых передач устанавливают предельный крутящий момент, на основании которого строят кривую сил на ползуне главного исполнительного механизма, допускаемых прочностью колес или шестерен (см. § 3.9).
Конструкция зубчатых колес и шестерен привода кривошипных прессов в общем случае соответствует общемашиностроительным рекомендациям. Исключение составляют тихоходные колеса прессов с шестеренно-эксцентриковым приводом. В этом случае ведущий кривошип выполняют в виде эксцентрика, изготовленного монолитно с тихоходным колесом (рис. 5.10, а. б), или же пальца кривошипа, закрепленного с заданным эксцентриситетом на колесе (рис. 5.10, в). Достоинство такой конструкции кривошипа - его высокая жесткость, а также полная разгрузка бугельной оси, на которой вращаются тихоходные колеса, от скручивания. Не менее важным фактором является удобство в монтаже прессов с цельносварной станиной.
Сцепные муфты. Муфты кривошипных прессов относятся к управляемым сцепным устройствам и предназначены для соединения и разъединения валов
155
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.10. Конструктивные схемы зубчатых колес и шестерен привода
привода, что обеспечивает пуск исполнительных механизмов пресса на рабочий ход или отключение при помощи воздействия на муфту через систему управления. Наибольшее применение в кривошипных прессах нашли жесткие и фрикционные муфты.
Жесткие муфты. Крутящий момент в жестких муфтах передается нормальными силами, действующими на рабочих поверхностях ведущих и ведомых деталей. В малых кривошипных прессах обычно применяют муфты со скошенными поворотными шпонками, где сцепление происходит путем их поворота.
Фрикционные муфты. В этих муфтах крутящий момент передается силами трения между рабочими поверхностями ведущих и ведомых деталей. Главное преимущество фрикционных муфт - возможность сближения рабочих поверхностей при любом относительном положении ведущих и ведомых деталей и тем самым соединение (разъединение) валов на ходу. Благодаря этому ползуны пресса могут быть приведены в движение из любой позиции в пределах полного хода, что используют при установке и наладке штампов. Другим преимуществом фрикционных муфт является возможность использовать привод пресса для выведения его из стопора вследствие реверса вращения.
Устройство муфты определяют такие конструктивные факторы:
1) форма поверхности трения - дисковые (плоские), конусные и кольцевые (цилиндрические);
2) способ управления - механическое (педальное или рукояткой) и дистанционное (пневматическое, гидравлическое или электромагнитное);
156
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
3) конструкция подвижных элементов муфты, воспринимающих давление воздуха или жидкости, и их уплотнения - поршневые с манжетным уплотнением, диафрагменные и шинные;
4) способ передачи силы в дисковых муфтах от поршня или диафрагмы на фрикционные поверхности - непосредственно в результате линейного смещения нажимного элемента или через рычажную систему;
5) способ компоновки муфты и тормоза - раздельно или в одном блоке.
В отношении некоторых факторов конструкторы имеют достаточно обоснованное мнение, вытекающее из достоинств конструкции или обусловливаемое необходимостью. Например, только у малых по габаритам прессов можно применять механическое управление, а из муфт с дистанционным управлением по эксплуатационным достоинствам неоспоримое преимущество имеют пневматические муфты (удобство подвода воздуха, отсутствие загрязнений).
В настоящее время вместо фрикционного материала типа ферродо, например, марки 6КХ-1 с номинальной допускаемой распределенной силой [дном] = = 0,2...0,3 МПа, применяют пластины и вставки из новых синтетических материалов на асбокаучуковой или асбосмоляной основе. Как показал опыт эксплуатации кривошипных прессов, хорошо зарекомендовали себя мягкие фрикционные материалы на асбокаучуковой основе марок 63-7-67, 8-Л5-62 с [gH0M] = 1,2 МПа и полумягкие - марок 143-63, 143-66 с [дном] = 1,5 МПа.
В паре с поверхностями из стали марок Ст 5, 45 или из чугунов марок от СЧ 20 до СЧ 30 фрикционные материалы на асбокаучуковой основе обеспечивают стабильные условия сцепления, характеризующиеся высоким коэффициентом трения р = 0,38...0,42.
Совместная работа муфты и тормоза происходит следующим образом (рис. 5.11). Муфта, встроенная в маховик 7, выполнена нормально разомкнутой. Поэтому ведущий нажимной диск 3 и фрикционные вставки 2 ведомого диска 1 расцеплены: маховик 7 при включенном электродвигателе свободно вращается на приемном валу 8 на подшипниках качения. В то же время нажимной диск 13 нормально замкнутого тормоза под действием цилиндрических пружин 14 прижат к фрикционным вставкам 12. а те в свою очередь - к корпусу II. закрепленному на станине 10 пресса, т. е. все зубчатые передачи, начиная с шестерни 9 приемного вала, и главный исполнительный механизм остановлены в заданном положении.
При включении пресса на рабочий ход сжатый воздух по каналам вала и крышки 5 муфты поступает на диафрагму 4. которая сдвигает нажимной диск 3. прижимая вставки 2 к опорному диску 6. В результате маховик 7 сцепляется с валом 8.
Одновременно сжатый воздух поступает по каналам корпуса тормоза на его диафрагму 16. отодвигая крышку 17 и через тяги 15 нажимной диск 13. В результате вставки 12 освобождаются и вал 8 растормаживается. Зубчатые передачи начинают вращаться, приводя в движение главный исполнительный механизм.
157
Раздел I, КРИВОШИПНЫЕ ПРЕССЫ
Сигнал на включение воздухораспределителя тормоза (§ 5.5) подается одновременно с сигналом на включение воздухораспределителя муфты при нажатии штамповщиком на электрокнопку или электропедаль пуска. Однако система управления прессом устроена так, что нарастание давления сжатого воздуха в трубопроводе тормоза происходит быстрее, чем в трубопроводе муфты. Поэтому процесс растормаживания опережает процесс включения муфты. Это очень важное условие нормальной работы системы управления прессом, позволяющее избежать значительных потерь энергии в приводе в случае опережающего включения муфты при невыключенном тормозе и увеличить срок службы деталей муфты и тормоза.
Если давление воздуха на диафрагмах муфты и тормоза при выключении пресса сбросить, то пружины 18 смещают нажимной диск 3 в исходное положение: диски муфты расходятся, а диски тормоза под действием пружин 14 сцепляются - начинается процесс торможения с последующей остановкой ведомых частей привода и главного исполнительного механизма (см. рис. 5.11). Кинетическая энергия останавливаемых частей через трение на поверхностях сцепления превращается в тепловую. Для уменьшения нагрева муфты и тормоза предусмотрена вентиляция дисков и вставок через соответствующие каналы, а также оребрение крышек 5 и 17.
Диафрагму изготовляют из стали 10, причем между двумя листами диафрагмы прокладывают сектора из стали У9, что придает ей хорошие упругие свойства. При такой конструкции не требуется регулировки износа фрикционных вставок: этот износ компенсируется увеличением прогиба диафрагмы. Утечки воздуха и заедание подвижных частей в диафрагменной муфте сведены до минимума.
Поверхность сцепления однодисковой муфты невелика, и это ограничивает применение таких муфт для передачи очень больших крутящих моментов. В этих случаях применяют многодисковые муфты. Пример узла консольной многодисковой муфты КГШП показан на рис. 5.12.
При включении муфты сжатый воздух через воздухоподводящую головку 3 (§ 5.5) поступает на круговой поршень 2 с манжетным уплотнением по внешнему диаметру. Движение поршня передается на диски муфты. Ведущие диски 4 своими зубьями перемещаются в шлицах зубчатого венца, укрепленного в зубчатом колесе 5, ведомые 1 - в шлицах зубчатой ступицы 6, закрепленной клиновыми нестандартными шпонками на квадратной консоли эксцентрикового вала.
Чтобы избежать трения между расцепленными дисками муфты при холостом вращении маховика, зазор между дисками должен быть не менее 0,5...0,8 мм.
По условиям износа в более тяжелом положении находятся ведущие диски, поэтому их изготовляют цельными из чугуна марки СЧ 35. Ведомые диски изготовляют из стали марки Ст5, и к ним приклепывают или приклеивают фрикционные обкладки в виде секторных пластин.
158
Рис. 5.11. Конструктивная схема муфты, встроенной в маховик, и тормоза
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.12. Конструктивная схема многодисковой муфты
160
^муфЛ муф
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Несущая способность муфты определяется крутящим моментом и зависит от прочности сцепляющихся поверхностей трения:
ИУФ^ЛМ- (5.3)
где z - число пар сцепляющихся поверхностей; ц - коэффициент трения; FTp -поверхность сцепления трущейся пары; Лср - средний радиус поверхности сцепления.
С увеличением окружной скорости v (отнесенной к среднему радиусу поверхности сцепления) и числа включений ивкл в час возрастает разогрев муфты и допускаемое давление должно соответствовать новым условиям:
Поправочные коэффициенты лежат в пределах 1 > kv > 0,5 для v = 2,5... 18 м/с и 1 >^>0,5 для ивкл = 90...360.
Расчетный момент принимают с запасом по сравнению с возможным максимумом нагрузки в приводе пресса:
д т — R ^ктах _ Q ^ном^к (^) муф Р муф Р муф
«муфПмуф
где имуф - передаточное число от вала муфты до ведущего кривошипного вала, причем при расположении муфты на приемном валу ммуф = мзуб, на ведущем валу «муф = U Лмуф - КПД указанных передач, в первом случае т|муф = т|зуб, во втором -Пмуф = 1-
Следовательно, уравнение для определения несущей способности муфты примет вид
Рмуф РномМа) = 4^лАр[<7]- (5.4)
муфЛмуф
Отсюда следует, что для предотвращения перегрузки при Рном муфта должна иметь коэффициент запаса рмуф = 1. Для кривошипных прессов принято задавать коэффициент запаса рмуф = 1,1... 1,2. Тем самым в исходных расчетах допускают пробуксовывание муфты лишь при некотором превышении номинальной нагрузки. Тогда график допускаемых сил на ползуне пресса, регламентируемый несущей способностью муфты, будет располагаться выше графиков допускаемых сил на ведущем валу и в зубчатых передачах.
В конструкторской практике принято проводить проверочный расчет муфты на давление, решая уравнение (5.4) относительно q. Расчетное давление не должно превышать допускаемое.
161
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Полная сила на диафрагме или поршне пневматического цилиндра муфты с управлением, отдельным от тормоза,
А=А.д + Ал + АР + АР = Т(А.д+ 2А.Л
здесь Рп д - сила прижатия дисков для передачи расчетного момента, равная для муфт с пластинами и вставками Рп д = FTp q; Ршл - сила, необходимая для преодоления трения в шлицах ведущих дисков при включении муфты,
Лил
Г 1
< ^шл1
^муф,
+
1 '
^шл2 /
к - коэффициент, учитывающий влияние размеров муфты, к = 0,6... 1,0 (большее значение коэффициента следует принимать для тяжелых муфт); - коэффициент трения в шлицах, = 0,10...0,15; £>шл1, Г>шл2 - соответственно наружный и внутренний диаметры шлицев ведущих и ведомых дисков муфты; Рпр - сила сжатия разводящих диски пружин (должна быть не меньше Ршл), Рпр ~ Рш;1; Л? ~ сила, необходимая для преодоления трения в манжетах поршня или сопротивления диафрагмы.
Четвертую составляющую полной силы, а также возможные перекосы в шлицах учитывают поправочным коэффициентом у= 1,1... 1,2. Давление воздуха в цилиндре
р=А/А>
где Fu - рабочая поверхность поршня или диафрагмы.
Температура нагрева наружных поверхностей муфты не должна превышать 60...70 °C, а температура нагрева дисков - 150...200 °C.
Предохранительные муфты. Для защиты элементов передач от поломок в приводе предусмотрены предохранительные муфты срезающего или фрикционного типа.
Тормоза. Для сокращения времени остановки элементов привода и исполнительных механизмов после выключения муфты в кривошипных прессах устанавливают тормозные устройства, поглощающие кинетическую энергию останавливаемых частей и преобразующие ее в тепловую энергию. Тепловая энергия рассеивается в окружающее пространство. Помимо этого тормозные устройства обеспечивают фиксацию главных ползунов в крайних положениях в период пауз между рабочими ходами, предохраняя их от самопроизвольного смещения под действием силы тяжести. Надежность работы тормозных устройств - важнейшее условие безопасной работы на кривошипных прессах.
По виду поверхностей трения различают дисковые (плоские), ленточные и колодочные (цилиндрические), а также конусные тормоза.
162
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
По цикличности работы тормоза могут быть периодического действия, осуществляющие цикл торможения в пределах ограниченного угла поворота ведущего кривошипного вала, и непрерывного действия. Управление тормозами периодического действия при работе в паре с жесткими муфтами кулачковое, а при работе с фрикционными муфтами - дистанционное.
В прессах чаще всего применяют дисковые, реже - ленточные тормоза, но оба типа тормозов только периодического действия. Дисковые тормоза изготовляют в одном блоке с муфтой и раздельно, ленточные - только в виде отдельного устройства.
Ленточный тормоз простого действия ГКМ показан на рис. 5.13. Тормоз состоит из литого стального тормозного барабана 7, стальной ленты 2, облицованной фрикционными обкладками стальной ленты 2, пневматического цилиндра 4 с поршнем 7 и пружины 5. Набегающий конец ленты закреплен через кронштейн 3 на станине, сбегающий - через регулировочную гайку прикреплен к штоку 6 пневмоцилиндра.
Тормоз нормально замкнут под действием силы пружины. При включении муфты сжатый воздух подается под поршень, пружина отжимается и шток приподнимает сбегающий конец ленты, освобождая барабан и, следовательно, вал, ведомый муфтой.
Включение тормоза периодического действия при любом его устройстве, с одной стороны, должно несколько запаздывать по отношению к выключению муфты или совпадать, но не опережать. В противном случае тормоз перегревается, и это может быть причиной быстрого износа и даже разрушения фрикционных обкладок. С другой стороны, включение тормоза должно быть опережающим относительно положения выстоя, так как кинетическая энергия останавливаемых частей может быть погашена в течение достаточного периода времени, пока вал с тормозным барабаном успевает повернуться на определенный угол. Обычно этот угол относят к ведущему кривошипному валу и называют углом торможения фт. Значения угла торможения фт в градусах (числитель) и радианах (знаменатель) приведены ниже:
Листоштамповочные универсальные простого действия:
тихоходные............................................(10... 15 )/(0,17... 0,26)
быстроходные.......................................... (10... 30)/(0,17... 0,52)
Листоштамповочные вытяжные двойного действия .... 10/0,17
Горячештамповочные прессы: с ленточными тормозами...................................(20...40)/(0,35...0,70)
с дисковыми тормозами.................................(7... 15)/(0,12...0,26)
ГКМ......................................................(25...30)/(0,44...0,52)
При увеличении угла торможения снижается давление на фрикционных обкладках, это позволяет уменьшить размеры тормоза. Однако из практики эксплуатации прессов известно, что при больших значениях фт усложняется наладка
163
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
I
Рис. 5.13. Конструктивная схема ленточного тормоза ГКМ
тормоза, поэтому задание фт> 20...25° следует считать вынужденным по конструктивным причинам.
Основанием для расчета тормоза является энергетический баланс Лтр = U, предполагающий равенство работы трения Лтр на рабочих поверхностях тормоза и кинетической энергии U останавливаемых частей пресса.
164
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Работа трения в период остановки
^тр ^^гфт^муф?
где Мг - тормозной момент, определяемый в зависимости от конструктивного устройства тормоза.
Кинетическая энергия останавливаемых частей пресса
^=Лазг = Лю^/2«Л«н20М/182,
где ином - номинальная частота вращения вала муфты, мин1.
Тогда уравнение баланса энергии для тормоза будет иметь вид
^тФтМмуф = Л«ном/182-
Дисковый тормоз. Момент МТ для тормоза с дисковыми пластинами или вставками определяется по формуле, аналогичной (5.3), с отнесением всех обозначений к конструктивным размерам и материалам тормоза. Следовательно, уравнение баланса для тормоза с дисками можно записать так:
Л«ном/182 (5-5)
Поскольку в конструкторской практике приняты проверочные расчеты тормозов, уравнение (5.5) решают относительно силы q и полученные значения сравнивают с допускаемыми, выбранными точно так же, как и при расчете муфт.
Сила торможения, создаваемая пружинами при нажатии на диски, Рп>д = F^q.
Для разведения дисков при выключении тормоза необходимо дополнительно поджать пружины, поэтому сила противодействия пружин Рпр будет больше Рп д:
Рпр — Рп.д 77 пр-^пр*5*пор?
где ипр - число пружин; Znp - жесткость пружины; 5пор - ход поршня при выключении тормоза.
С учетом трения в шлицах и возможных перекосов (у= 1,05... 1,10°) полная сила, необходимая для выключения тормоза,
Л = тСЛ.д + «пр4р5пор + Л™)-
Ленточный суммирующий тормоз. Тормозной момент суммирующего тормоза м = р (gg т ~ ^тбар т пр е^Ь + с 2 ’
где а,. - угол обхвата барабана лентой, рад (конструктивно ат = 250...270°); а -плечо силы пружины; Ь, с - соответственно плечо силы на набегающем и сбегающем концах ленты; £>т бар - диаметр тормозного барабана. Для тормоза простого действия а = с = b = 0.
165
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Уравнение баланса имеет вид
Ином _ р (ggOtT 1)о ^т.бар
182 пр е^Ь + с 2 Фт муф’
(5-6)
Решая уравнение (5.6) относительно силы Рпр, определяем силы на набегающей Рн в и сбегающей Рс в ветвях ленты:
LL 0Ст
Р =Р —--------
Н-В пр ЦОС 7 ’
е 7о + с
Р =Р -----------.
св прец“^ + с
Средняя распределенная сила на рабочих поверхностях
2(Р +Р )а --------h т ^т.бар .лен
где &лен - ширина ленты; [д] = 0,6...0,8 МПа при трении ферродо по чугуну или стали.
Для повышения работоспособности тормоза необходимо максимально увеличить теплоотводящую поверхность. В современных конструкциях эта поверхность в 15-20 раз больше поверхности фрикционных обкладок или вставок, что позволяет ограничить нагрев примерно 100... 120 °C.
Тормоз маховика. При прекращении работы пресса на перерыв или при необходимости реверсировать вращение привода маховик должен быть быстро остановлен. Для этого в приводе средних и крупных прессов предусматривают специальный тормоз маховика (§ 5.5). Чаще всего применяют тормоза с плоской колодкой, прижимаемой к торцу обода маховика, причем саму колодку крепят к головке штока пневматического цилиндра с ручным управлением. Встречаются также тормоза с фигурной колодкой, прижимающейся к внешней цилиндрической поверхности обода маховика. У таких тормозов колодка укреплена на качающемся рычаге с пневматическим приводом.
5.3. Узлы и детали главного исполнительного механизма
Главный исполнительный механизм включает ведущий кривошип, рычажную передаточную систему и узел ползуна. Если необходимо значительно изменить закрытую высоту, то в главный исполнительный механизм встраивается специальный регулировочный механизм. Кроме того, в системе главного исполнительного механизма могут быть уравновешиватели ползуна, верхние выталкиватели и устройства, предохраняющие от перегрузки.
166
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Ведущий вал. Ведущий (главный) вал исполнительных механизмов может быть кривошипным, коленчатым или эксцентриковым.
Кривошипный вал (рис. 5.14, а) в связи с консольным расположением ведущего кривошипа (кривошипная цапфа) применяют только в одностоечных
Рис. 5.14. Ведущие валы главных исполнительных механизмов:
а - кривошипный с консольным расположением: 7 - гайка; 2 - зубчатая муфта; 3 - эксцентриковая втулка; 4 - цапфа; б - коленчатый; в - эксцентриковый: 7 - бронзовые кольца;
2 - крепежные гайки; 3 - букса
167
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
прессах. Как правило, кривошипный вал имеет специальную эксцентриковую втулку 3 для регулировки хода ползуна. Эксцентриковая втулка свободно установлена на кривошипной цапфе 4 и фиксируется при помощи зубчатой муфты 2, закрепленной шпонкой на валу и сцепляющейся с зубьями втулки. Положение втулки и муфты фиксируется гайкой 1 с левой резьбой. Ход ползуна изменяется в результате изменения положения втулки: максимальный ход получается при сложении эксцентриситетов кривошипа и втулки, минимальный -при установке эксцентриситета втулки диаметрально противоположно эксцентриситету вала.
Коленчатый вал (рис. 5.14, б) применяют в прессах с увеличенным ходом при расположении кривошипа параллельно фронту пресса, например в специальных вытяжных прессах, ГКМ, а также по конструктивным соображениям в чеканочных прессах, ряде прессов-автоматов и т. д.
Эксцентриковый вал (рис. 5.14, в) используют в несхожих по назначению прессах двух типов: в КГШП, где он необходим по условиям жесткости главного вала, и в малых и средних двухстоечных вырубных прессах открытого типа, чтобы ход ползуна регулировался при помощи устройства, подобного тому, которое применяют в одностоечных прессах.
Материал ведущего кривошипного вала выбирают в зависимости от требований ко всей конструкции пресса. В прессах серийного выпуска, малых и средних по размерам и, следовательно, невысокой стоимости, вал изготовляют из стали 45, а в прессах хотя бы и серийного выпуска, но со сложными условиями работы, в частности при наличии пиковой нагрузки в период рабочего хода, - из стали 40Х или 40ХН. Для уникальных прессов материал вала должен быть особенно высокого качества, например в КГШП с Рном = 63 МН вал выполнен из стали 34XH3M.
Рекомендуемой термообработкой для материала ведущего вала является улучшение на твердость порядка 220...260 НВ.
Для повышения усталостной прочности ведущие валы КГШП и ГКМ рекомендуется обкатывать роликами до 300 НВ и более. В результате такой дополнительной обработки его контактная прочность повышается до 25 %.
При изготовлении валов особое внимание следует обращать на галтельные переходы - места резкой концентрации напряжений. Особенности прочностного расчета ведущих валов были рассмотрены в гл. 3.
Узел ползуна. Узел ползуна включает собственно ползун и шатун. Дополнительные устройства - верхние выталкиватели, механизм регулировки закрытой высоты, предохранители от перегрузки - выделяют в особые узлы только при достаточно сложном устройстве, в других случаях их присоединяют к ползуну.
Конструкции ползуна подразделяют по следующим типовым признакам:
1) количество шатунов подвески - одно- и многошатунные;
2) способ подвески к шатунам - непосредственно или через промежуточный плунжер;
168
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
3) устройство шатуна - с регулируемой и нерегулируемой длиной;
4) форма корпуса ползуна - призматический ползун, ползун коробчатой формы и ползун с дополнительным отростком (хоботом);
5) способ соединения шатуна с ползуном - шаровым или цилиндрическим подшипником.
Одношатунная подвеска оказывается достаточной при малых смещениях центра давления штампа относительно оси ползуна, например при однопозиционной вырубке симметричных деталей на малых листоштамповочных прессах.
На крупных листоштамповочных прессах приходится применять двух- и четырехшатунную подвеску. Двухшатунная подвеска необходима для устойчивости движения длинных по фронту и узких ползунов, например в гильотинных ножницах не только с косыми, но и с параллельными ножами, в листогибочных прессах и т. п.
В большинстве прессов осуществляется непосредственная подвеска ползуна к ведущим кривошипам. В листоштамповочных прессах с полной герметизацией привода ползун подвешивают к шатунам через промежуточные плунжеры 1 (рис. 5.15). Преимуществом такой конструкции помимо герметизации будет, во-первых, полная разгрузка ползуна от горизонтальных сил и, во-вторых, то, что блочное исполнение узла привода совместно с траверсой обеспечивает идентичность координат точек подвески ползуна. Но при плунжерной подвеске увеличивается высота пресса со всеми вытекающими отсюда последствиями.
Принцип устройства узла ползуна одностоечного пресса ясен из рис. 5.16. Чугунный корпус ползуна 5 перемещается в направляющих, образуемых плоскостями станины и клиньями 7, причем для регулировки зазоров правый клин делают переставным. Для устойчивости движения направляющие призмы корпуса в верхней его части удлинены. В нижнюю часть ползуна вставлены два стальных вкладыша 3 и 4 для зажима хвостовика штампа. Планка верхнего выталкивателя 6 расположена в прорези корпуса и при ходе вверх для осуществления выталкивания налетает на установочные винты 2. Шатун пресса составной, длина его регулируется при помощи винта 9, ввинчиваемого в тело шатуна 10. Положение винта фиксируется сухарями с резьбой 77. Шатун с ползуном соединен через нижнюю опорную головку, образующую в паре с подпятником 8 шаровую цапфу. Корпус подпятника опирается на ломкий предохранитель 7 чашечного типа.
Коробчатые корпусы ползунов средних и крупных листоштамповочных прессов изготовляют из стального литья или сварными. В корпусе ползуна устанавливают механизм регулировки закрытой высоты и предохранители от перегрузки, например, управляемые гидропневматические и гидравлические.
Помимо ползунов типовых призматических форм в КГШП и ГКМ применяют хоботообразные ползуны с усиленным направлением. Ползуны таких прессов изготовляют из стального литья, а короткие массивные шатуны с нерегулируемой длиной - коваными.
169
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.15. Конструктивная схема подвески ползуна к шатунам:
1 - промежуточные плунжеры; 2 — винт; 3 - гайка; 4 - уравновешивающий цилиндр
170
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.16. Конструктивная схема механизма регулирования высоты ползуна однокривошипного пресса
Показанное на рис. 5.16 сочленение шатуна с ползуном при помощи шаровой опоры следует применять только в небольших листоштамповочных прессах с Рном < 1 МН. Для средних и крупных прессов используют пальцевое соединение (рис. 5.17).
Проверочный расчет на прочность ползунов двух- и четырехкривошипных листоштамповочных прессов выполняют на основе замены реальной конструкции балкой равной жесткости, нагруженной распределенной силой q*.
Q ^ном /^шт >
где /шт - длина опорной поверхности штампа.
Расчеты ползунов КГШП и ГКМ усложняются тем, что при эксцентричной нагрузке проявляется дополнительный силовой фактор - изгибающий
171
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.17. Пальцевое соединение шатуна с ползуном для крупных прессов
момент, значение которого зависит от особенностей технологии, в частности от расположения ручьев в штампе.
Проверочный расчет тела шатунов или винтов проводят в предположении совместного действия сжимающей силы и изгибающего момента:
I N L г 1
а = — + —<[а]. kF со )
Механизм регулировки закрытой высоты. По целевому назначению механизм регулировки закрытой высоты относится к группе механизмов настройки и необходим в листоштамповочных прессах, где по условиям технологии высота штампов изменяется в значительных пределах.
механизма является установочный (регулировочный)
Основным элементом
винт, при помощи которого увеличивают длину шатуна, изменяя положение точек подвески ползуна. Кинематическое различие между этими вариантами состоит в том, что в первом случае (см. рис. 5.16) установочный винт имеет поступательное и вращательное движение, ввинчиваясь в тело шатуна, а во втором случае (см. рис. 5.15) винт 2 имеет только поступательное движение вверх-вниз, которое обеспечивается вращением гайки 5, укрепленной в соответствующей буксе корпуса ползуна. Первый вариант механизма с ручным приводом реализуют в небольших прессах с FH0M < 630 кН. В средних и крупных прессах с большой массой ползуна применяют регулировочный механизм по второму варианту с приводом от индивидуального электродвигателя. В двух- и четырехкривошипных прессах механизм регулировки во избежание перекосов ползуна должен обеспечивать одновременно смещение подвески (рис. 5.18).
Тяговые предохранительные устройства. Такие устройства устанавливают в системе главного ползуна. Они предназначены для контроля действующей по шатуну силы, чтобы при достижении определенной, заранее обусловленной силы предотвратить дальнейшее ее возрастание во избежание нарушения прочности пресса и его поломки.
Конструкции тяговых предохранителей подразделяют по роду силы, используемой в качестве эталона нагрузки:
1) сила сопротивления деталей предохранителя разрушению - ломкие предохранители;
2) давление воздуха - пневматические предохранители;
3) давление жидкости - гидравлические предохранители.
В небольших прессах широко применяют ломкие предохранители от перегрузки, устанавливаемые в ползуне. Их недостаток заключается в том, что при срабатывании они разрушаются и, следовательно, необходимо демонтировать ползун.
172
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.18. Схема подвески шатуна (Ш} - ГЩ ~ оси подвески)
Пневматические, гидравлические и комбинированные пневмогидравлические устройства относятся к числу управляемых. Принцип действия подобных устройств состоит в эталонировании давления жидкости или воздуха (газа) под плунжером - опорой нижней головки шатуна или установочного винта, причем при нарушении эталона начинается слив жидкости или поджатие газа. Главной особенностью управляемых предохранителей является то, что исходное положение деталей ползуна восстанавливается настройкой без разборки-сборки.
Рассмотрим схему пневмогидравлического управляемого предохранителя (рис. 5.19). Уровень масла в полости под опорами 13 шатунов отрегулирован на заданное давление. Возрастание давления в гидравлической системе опор приводит к смещению плунжера 4 и поршня 5 пневматического цилиндра 6. При повышении нагрузки на ползуне на 20...25 % против номинальной плунжер настолько опускается, что открывается отверстие 11 и начинается слив жидкости из полости III в полость К масляного картера. Одновременно толкатель поршня (на схеме не показан), воздействуя на выключатель, включает звуковую сигнализацию, выключает главный двигатель и останавливает пресс.
Гидросистему опор после срабатывания заполняют при помощи насоса 7 с индивидуальным электродвигателем. Для настройки системы на заданное давление масла служит разгрузочно-предохранительный клапан 8, Настройка предохранителя начинается с подачи воздуха эталонного давления под поршень в полость 77, затем уже включается насос. Как только давление жидкости достигает требуемого значения, насос выключается при помощи электроконтактного
173
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.19. Схема управляемого пневмогидравлического предохранителя
манометра 12. Поскольку конечным эталоном нагрузки в данном устройстве является давление воздуха в полости П, надежность его работы зависит от надежности работы регулятора давления 2 и обратного клапана 1. Сжатие воздуха в полости П при заданном ходе плунжера и поршня невелико, однако для безопасности работы в пневматической системе установлен предохранительный клапан 3.
Для предупреждения самопроизвольного слива в гидравлической системе установлен обратный клапан 10. Слив при ремонте осуществляют через запорный вентиль 9.
Уравновешиватель ползуна. Под действием силы тяжести в вертикальном прессе с верхним приводом главный вал при холостом движении лежит на опорах станины, ползун висит на нижней головке шатуна, а шатун - на шейке главного вала. В результате в сочленениях этих деталей возникают верхние зазоры. Кроме того, действующая на ползун сила тяжести Gn ускоряет вращение главного вала и деталей передач, приводя к возникновению зазоров в зубчатом зацеплении в направлении вращения. При рабочем ходе под действием силы PD на ползуне, намного превосходящей силу тяжести, происходит выборка всех зазоров с резким ударом. Это приводит к значительным динамическим нагрузкам в главном исполнительном механизме и приводе. В результате существенно понижается контактная прочность деталей. Для снятия отрицательного эффекта сил тяжести при
174
Глава 5, Типовые конструкции узлов и систем кривошипных прессов движении главного исполнительного механизма, а также для предохранения от опускания в случае аварии с муфтой или тормозом предназначены уравновешива-тели ползуна, которые рекомендуют устанавливать даже в небольших прессах.
По конструктивному устройству уравновешиватели (их иногда называют балансировочными цилиндрами) очень просты - это пневматические цилиндры 4 с поршнями, штоки которых соединены с корпусом ползуна (см. рис. 5.15). Под поршень цилиндра подается сжатый воздух, давление которого и создает силу, уравновешивающую силу тяжести ползуна: движение главного механизма становится более равномерным, что улучшает условия работы подшипников и тихоходных колес привода. При ходе вниз воздух вытесняется поршнем в ресивер уравновешивателя, повышая давление в нем. Для ограничения роста давления объем ресиверов должен быть достаточно большим.
5.4. Трение в подшипниках и направляющих. Смазывание
Трение скольжения. В подвижном контакте сопряженных металлических деталей пресса: валы и их опоры, ползуны и их направляющие, шатуны и их шарниры, зубья шестерни и колеса и т. п., возникает механическое сопротивление относительному перемещению (трение скольжения) с силой трения Ртр.
Трение - диссипативный процесс, сопровождающийся повреждениями поверхности контакта и выделением теплоты. Уровень диссипативных потерь при трении обусловлен интенсивностью поверхностного взаимодействия: они минимальны при полном разделении трущихся поверхностей деталей жидким смазочным материалом (маслом) и максимальны при упругопластическом контакте с деформированием микронеровностей поверхности металла. Первый режим трения называют жидкостным, второй - сухим. В чистом виде сухое трение не наблюдается, поскольку металлические поверхности обычно покрыты разными пленками малой толщины, например окисными, масляными и т. п. Вследствие этого сопротивление относительному перемещению значительно меньше, чем при сухом трении, моделированном в лабораторных условиях.
Режим жидкостного трения обладает наилучшими антифрикционными характеристиками. Трение скольжения металла по металлу заменяется скольжением в масляном слое с малыми касательными напряжениями, ничтожным повреждением и износом металлических поверхностей.
Однако применение жидкой смазки не обеспечивает реализации режима жидкостного трения. Совершенно необходимо выполнение двух других условий. Во-первых, между сопрягающимися поверхностями деталей должна существовать клиновидная щель. При сопряжении цилиндрических поверхностей щель образуется автоматически при сборке вала и подшипника по посадке Н8/е8 в системе отверстия. Заметим, что при использовании уравновешивателя ползуна с силой
175
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.20. Схемы расположения щели между валом и опорой, а также распределения давления в условиях жидкой смазки при со < сокр (а) и со = сокр (б)
Рур = PD на вертикальном прессе зазор сверху выбран и щель расположена так, как показано на рис. 5.20, а. Во-вторых, подсоса масла в зазор не произойдет до тех пор, пока окружная скорость вала не превысит критическую: v>vKp = coKpd/2, где d - диаметр вала; сокр - критическая угловая скорость вала. В результате равнодействующая R=^q уравновесит деформирующую силу PD. В этом случае, как говорят, вал «всплывет» (рис. 5.20, б).
В технике подобный режим трения называют гидродинамическим. Причины, которые могут помешать его возникновению, следующие: 1) недостаточный объем поступающей жидкой смазки; 2) недостаточная скорость скольжения у; 3) чрезмерно высокие давления на контактной поверхности в связи с ограниченной ее площадью; 4) конструкторская недоработка при создании клиновидной щели.
В зависимости от характера взаимодействия контактных поверхностей наблюдают два промежуточных режима трения: полужидкостное и полусухое трение. При этих режимах контактное касание металлических деталей происходит по отдельным пятнам, расположенным на гребнях микронеровностей, а на остальной части сопряжения поверхности разделены масляными пленками. Если разделение превалирует, то возникает режим полужидкостного трения, если нет - полусухого.
В качестве антифрикционных опор для монтажа вращающихся и качающихся деталей используют радиальные и упорные сферические подшипники скольжения.
Главные валы кривошипно-ползунных механизмов всегда устанавливают на радиальных подшипниках скольжения. При этом предусмотрена подналадка,
176
Глава 5. Типовые конструкции узлов и систем кривошипных прессов компенсирующая износ и возможность установки допустимого зазора между валом и вкладышем. Так, в подшипниках вала КГШП (см. рис. 5.14, в) регулировку зазоров осуществляют клином, сдвигающим нижнюю буксу 5 вверх. В продольном направлении вал зафиксирован бронзовыми кольцами 1. В разъемных опорах листоштамповочных прессов (см. рис. 5.14, б) зазор выбирают затягиванием крепежных гаек крышки подшипника. Корпуса подшипников имеют отверстия, а вкладыши - канавки для затекания смазочного материала и распределения его по длине шеек вала.
В одностоечных прессах с Рном < 1 МН вкладыши опор вала делают неразъемными (см. рис. 5.14, а). При полном износе вкладышей их заменяют новыми.
Подшипники скольжения кривошипных прессов работают в тяжелых условиях нагружения: например, в опорных цапфах КГШП q = 25...35 МПа, в эксцентриковой шейке qA = 50...60 МПа, в нижней опоре qB = 100... 120 МПа. В листоштамповочных прессах нагрузка меньше и рекомендации приближаются к общемашиностроительным: <7= 15...20 МПа, qA = 25...35 МПа, qB = 50...75 МПа. Тем не менее подшипники КГШП работают вполне удовлетворительно. Этот факт объясняется кратковременностью действия пиковой нагрузки при объемной штамповке.
Для изготовления вкладышей подшипников применяют бронзы БрОСЦ 9-6-3 и БрОФ 10-1, причем последнюю используют в более ответственных конструкциях. В малых прессах успешно применяют биметаллические вкладыши на стальной основе толщиной 5... 10 мм с наплавленной на ней бронзой толщиной 2...5 мм.
Количественную оценку условий трения скольжения проводят согласно закону Кулона о прямо пропорциональной зависимости между силой Ртр и реакцией N на контактной поверхности трущихся тел. Значения сил определяют экспериментально и по ним устанавливают значение коэффициента трения скольжения:
ц =Лр/^.
Для режима полужидкостного трения при применении индустриального масла ц = 0,03... 0,04, пластичной смазки типа солидол ц = 0,04...0,06, в случае жидкостного трения Ц = 0,005...0,01. При натурных исследованиях на кривошипных прессах с непосредственной записью сил и крутящих моментов на главном валу получены схожие значения коэффициента трения скольжения.
Трение качения. Сопротивление перекатыванию тел типа роликов или шариков по опорной поверхности определяют как трение качения. Для перекатывания необходимо расходовать энергию на деформирование материала опоры вследствие возникновения перед катящимся телом упругого валика (рис. 5.21). В результате нормальная реакция N со стороны опоры смещается в направлении движения на микрорасстояние кк и возникает крутящий момент
177
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.21. Схема распределения давления при контакте упругого валика с опорой
M=kKN. Коэффициент кк с размерностью длины называют коэффициентом трения качения. Для дальнейшего перекатывания необходимо приложить активный момент Л/а = гРа силы Ра, направленной по оси ролика радиусом г. Приравнивая выражения для Ма и Мс, получаем
Ра-Жк/г.
Если Ра определить как силу сопротивления качению, то коэффициент при нормальной силе N можно интерпретировать как условный коэффициент трения качения ]1К = кК/г. Условным его называют
потому, что его значение зависит не только от физических свойств сопряженных тел, но и от их геометрических размеров. Для подшипников качения, выполненных из стали ШХ20, кк = 0,0005. ..0,0010 см.
Если размер ролика (шарика) г = 0,5 см, то коэффициент трения качения будет
в десятки раз меньше коэффициента трения скольжения. Соответственно будут
меньше и потери энергии.
Опоры на подшипниках качения широко применяют для приемных и промежуточных валов на базовых деталях, муфт включения и тормозов (см. рис. 5.11, 5.12), воздухоподводящих головок (см. рис. 5.21).
С целью резкого уменьшения износа и повышения точности движения ползуна направляющие в виде обойм с шариками качения устанавливают в листоштамповочных сверхбыстроходных прессах (число ходов в минуту от 600 до 2000).
Подшипники качения выбирают по динамической грузоподъемности пресса.
Системы смазывания и смазочные материалы. К смазочным материалам относятся вещества, обладающие смазочным действием и способные уменьшать силы сцепления между трущимися поверхностями деталей, деформацию сдвига и тем самым износ. В кривошипных прессах используют смазочные материалы двух видов: жидкие и пластичные (консистентные или устаревшие густые смазки).
Жидкие смазочные материалы - это минеральные масла нефтяного происхождения марок И-20, И-30, И-40. Они обладают достаточной смачиваемостью и невысокой вязкостью.
Пластичные смазочные материалы изготовляют из вышеназванных введением загустителя, обычно кальциевого мыла. Загуститель создает структурный каркас, в ячейках которого удерживается минеральное масло. Благодаря этому растет смачиваемость и, как следствие, прилипаемость смазки к деталям. При
178
Глава 5. Типовые конструкции узлов и систем кривошипных прессов эксплуатации кривошипных прессов применяют пластичные смазки марок С, УС1,УС2.
При выборе вида смазочного материала следует учитывать, что эксплуатационные расходы при применении пластичной смазки выше, чем при использовании жидкой; кроме того, выше потери энергии на трение, чаще возникают разрывы масляных пленок и задиры, хуже условия отвода теплоты, невозможно создать режим жидкостного трения. Однако отмеченные выше свойства пластичной смазки (смачиваемость, повышенная вязкость, прилипаемость) делают ее предпочтительной для смазывания зубьев открытых передач, направляющих ползуна, головок шатуна, подшипников качения.
Жидкая смазка в связи с малой вязкостью легко стекает с поверхности деталей, из-за чего приходится устанавливать маслосборники. Это не только способствует теплоотводу, но и удаляет из узлов трения посторонние частицы, в том числе окалину. Собранное масло очищают и вновь используют.
Системы смазывания подразделяют:
по виду смазочного материала - жидкие и пластичные;
по способу подачи его к местам смазывания - индивидуальные и централизованные;
по характеру использования - проточные и циркуляционные;
по способу подачи - ручные и приводные.
Индивидуальную подачу смазочного материала в места смазывания производят вручную с использованием шариковых или фитильных масленок, периодически заливаемых и выдавливаемых смазчиком. При централизованной смазке смазочный материал подается к местам смазывания от общего насоса. При этом смазку можно подавать как с помощью ручного насоса, так и с использованием автоматических станций смазки. Для жидких смазочных материалов целесообразно применять оборотную систему с очисткой и повторной подачей. Для пластичной смазки более приемлема проточная, по существу безвозвратная система.
В средних и крупных листоштамповочных прессах для смазки зубчатых колес используют погружение их в масляную ванну в картере (см. рис. 5.15).
На рис. 5.22 представлена схема автоматизированной системы циркуляционной жидкой смазки. Ее особенностью является то, что питатели смазки соединены последовательно. В случае прекращения подачи смазки к одному из них следует звуковой сигнал и пресс останавливается. Вновь запустить пресс можно только после устранения неисправности в системе.
Насос 5 с электромеханическим приводом засасывает смазочное масло из бака 15 через фильтр 2 предварительной очистки и подает по маслопроводу к золотнику распределителя 4 с ручным управлением (кнопочным или рычажным). Золотник нормально замкнут пружиной на правую часть маслопровода. Через фильтр тонкой очистки И и обратный клапан 10 масло подается к дросселю 6. Фильтр И при работе нередко засоряется. В этом случае золотник отжимают влево и масло поступает в обход через аналогичный фильтр по левому
179
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.22. Схема автоматизированной системы циркуляционного смазывания
маслопроводу. После ремонта фильтра И золотник возвращают в исходное положение и подача масла происходит прежним путем. Во избежание перетекания масла в левом маслопроводе установлен второй обратный клапан.
Рабочее давление в системе устанавливают и периодически контролируют визуально по манометру 5. В процессе работы пресса уровень давления поддерживается с помощью реле 7 и контролируется во избежание перегрузки предохранительным клапаном 12.
Дроссель 6 предназначен для регулировки расхода масла и контролируется датчиком 8. После дросселя масло по магистрали поступает к питателю 9 и от него к местам смазывания. Затем через маслосборники масло по безнапорному обратному маслопроводу стекает к сливному фильтру 14, имеющему магнитный уловитель 13 для очистки от металлического мусора. Очищенное масло поступает в бак 15, где его уровень (переполнение или исчерпание) контролируется специальным датчиком 1.
180
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Подобные системы смазывания универсальны и пригодны для подачи различных смазочных материалов, в том числе и пластичных. Несмотря на повышенную стоимость и сложность монтажа, эти системы находят широкое распространение, причем даже для смазывания опорных подшипников скольжения КГШП.
5.5. Системы управления кривошипными прессами
Системы управления кривошипными прессами предназначены для циклического пуска и остановки главного исполнительного механизма при включении или выключении муфты и тормоза привода. В структуру системы управления входят органы включения, механизм управления и отключающие устройства. Собственно механизм управления, воспринимающий команду от включающего органа и передающий ее муфте и тормозу, в зависимости от вида энергоносителя может быть механическим, электромеханическим, пневматическим, электропневматическим или электрогидравлическим. Поэтому управление кривошипными прессами возможно при помощи механической, электромеханической, пневматической, электропневматической или электро-гидравлической систем.
В зависимости от характера связи органов включения с механизмом управления имеются системы непосредственного (механические) и дистанционного действия, а по конструктивному оформлению органов включения - системы с ручным и педальным управлением.
В механических системах управление осуществляется посредством кинематической цепи, которая состоит из рычагов и соединительных тяг, передающих движение и нагрузку от органа включения (рукоятки или педали) к муфте. Такого рода системы используются в устаревших универсальных прессах с жесткими муфтами, а также в специальных прессах и автоматах с жесткими и фрикционными муфтами.
Электропневматическое управление является типовым для современных кривошипных прессов с фрикционными муфтами. В его структуру входят две параллельно-последовательно действующие системы: электрическая и пневматическая.
К электрической системе относятся органы включения, электрические цепи с электроаппаратурой и отключающие устройства. Органы включения - это электрокнопки, размещенные на прессе или специальных пультах, либо электропедаль. Отключающие устройства системы - это выключатели, воспринимающие движение звеньев привода или главного исполнительного механизма.
Элементы пневматической системы объединены в общее для пресса устройство - воздухопровод. На рис. 5.23 дана примерная схема воздухопровода КГШП для управления работой дисковой фрикционной муфты 6, дискового тормоза 4. тормоза маховика 2 с золотниковым распределителем 75, уравновешивателя
181
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
Рис. 5.23. Упрощенная схема воздухопровода КГШП
ползуна 5 и нижнего пневматического выталкивателя 1. В состав воздухопровода входят специальные устройства: воздухоподводящие головки 7, распределители воздуха 3 и воздушная арматура, а также трубы, вентили 70, обратные клапаны 5, регуляторы давления 73, фильтр Р, маслораспылители 14, предохранительные клапаны 77, манометры 12. В качестве аккумуляторов сжатого воздуха используют воздушные ресиверы 16.
Для ускоренного впуска сжатого воздуха в муфту и сброса отработавшего воздуха в атмосферу предназначена воздухоподводящая головка, соединяющая через подшипниковый узел вращающуюся крышку муфты с неподвижными трубами (рис. 5.24).
Действие подводящей головки основано на использовании разности сил, создаваемых сжатым воздухом над поршнем 2 и под клапаном 4. При срабатывании распределителя воздух через отверстие в верхней части корпуса головки 7 попадает в полость /, опуская поршень. При ходе вниз поршня до соприкосновения с полой ножкой-золотником 3 клапана 4 перекрывается полость II с выхлопными отверстиями. В процессе дальнейшего движения вниз открывается клапан 4. Поскольку полость IV постоянно сообщается с ресивером муфты, сжатый воздух через полость III и проемы в ножке-золотнике очень быстро поступает на поршень муфты: диски муфты сцепляются, происходит пуск главного исполнительного механизма.
182
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
Рис. 5.24. Схема воздухоподводящей головки
При выключении распределителя давление в полости I сбрасывается: поршень 2 под действием сжатого воздуха муфты поднимается вверх до упора, открывая выхлопные отверстия в полости II. Сразу же под действием пружины 5
183
Раздел L КРИВОШИПНЫЕ ПРЕССЫ
садятся на свое место клапан 4 и его ножка-золотник. Сжатый воздух через полости III и II выпускается в атмосферу, диски муфты расцепляются и происходит остановка главного исполнительного механизма.
Распределитель воздуха является исполнительным механизмом одновременно обеих цепей управления: электрической и пневматической. Сигналы в электрической цепи управления воспринимает электромагнит 1 (рис. 5.25), якорь которого перемещает золотник 2 вспомогательного распределителя. При вклю-
Рис. 5.25. Схема воздухораспределителя
184
Глава 5. Типовые конструкции узлов и систем кривошипных прессов
чении электромагнита золотник 2 поднимается и пропускает сжатый воздух от ресивера в полость над поршнем 3 основного распределителя. В результате поршень 3, опускаясь, перекрывает выпускные окна, а благодаря открытию клапана 4 сжатый воздух также от ресивера (см. рис. 5.23) поступает в полость I воздухоподводящей головки (см. рис. 5.24).
Установка в схеме двух распределителей - основного и вспомогательного -позволяет намного уменьшить расход сжатого воздуха при его выпуске в атмосферу после выключения муфты, поскольку размеры проходных сечений каналов и трубопроводов, связывающих распределители между собой и с муфтой, могут быть небольшими.
Электропневматическая система управления обеспечивает работу пресса в следующих режимах.
1. Режим одиночных ходов, когда главный исполнительный механизм останавливается после совершения каждого двойного хода независимо от продолжительности нажатия на кнопки или педаль; выключатели муфты и тормоза действуют автоматически по команде от кулачков. Для совершения последующего хода органы включения должны быть отпущены и вновь нажаты.
2. Режим автоматических последовательных ходов, когда главный исполнительный механизм движется до тех пор, пока нажаты кнопки или педаль, но обязательно останавливается при их отключении в крайнем верхнем (заднем) положении. Выключатели муфты и тормоза на время нажатия кнопок или педали заблокированы, но блокировка снимается при очередном подходе к крайнему положению, если перед этим были отпущены кнопки или педаль.
3. Режим наладочных (толчковых) ходов, когда движение главного исполнительного механизма, вызванное нажатием на органы включения, немедленно прекращается: выключатели муфты и тормоза заблокированы и цепь электромагнитов воздухораспределителей замыкается и размыкается только при действии на кнопки или педаль управления.
Схема воздухопровода листоштамповочного пресса принципиальных отличий по сравнению с приведенной не имеет. Только вместо нижнего выталкивателя она может иметь от одной до трех гидропневматических подушек, также управляемых от воздухораспределителей той или иной конструкции.
Тормоз маховика включается от воздушного двухпозиционного клапана с ручным управлением (см. 15 на рис. 5.23). В некоторых моделях прессов воздушный клапан тормоза маховика электрически блокируется с выключающим устройством главного электродвигателя.
5.6. Техника безопасности
Для безопасной работы на кривошипном прессе необходим комплекс устройств, связанных непосредственно с машиной: внешней защиты; блокировки привода; электрозащиты пресса; предохранительных устройств, предупреж
185
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ
дающих поломку узлов и деталей пресса, а также устройств по механизации и автоматизации.
Устройства внешней защиты включают активные и пассивные ограждения, не допускающие попадания рук штамповщика в опасную зону движения деталей пресса или штампа.
К активным ограждающим устройствам относятся подвижные заградительные решетки, которые крепятся непосредственно к ползуну либо при помощи системы рычагов связаны с движением ползуна. Опускаясь вниз или поворачиваясь, решетка перекрывает доступ в штамповое пространство пресса. Если штамповщик находится в опасной зоне, то решетка с силой выталкивает его оттуда. Опыт эксплуатации прессового оборудования показал, что эти относительно несложные устройства эффективно предупреждают травматизм в листоштамповочных цехах.
Пассивные ограждения в виде стационарных щитков, крышек и т. п. закрывают выступающие подвижные части привода и исполнительных механизмов пресса. Тенденция скрыть подвижные и сгладить выступающие части пресса получила логическое завершение в конструкциях закрытых прессов с закрытым приводом.
Блокировка привода пресса предусматривает устройства предупредительного характера и активные устройства. В частности, двухкнопочное или двухрукояточное включение по принципу занятости рук надежно поедупреждает травматизм, так как штамповщик не может запустить пресс на рабочий ход, не убрав обе руки из опасной зоны. К устройствам активной блокировки привода относится фотоэлектронная защита: цепь управления муфтой тотчас блокируется, вызывая остановку главного исполнительного механизма, если руки или сам рабочий прерывает световой поток защитного устройства. Вследствие некоторой инерционности фотозащиты ее рекомендуется применять на крупных тихоходных прессах.
Для того чтобы оградить штамповщика и обслуживающий персонал от поражения электротоком при нарушении изоляции электроцепей и аппаратуры, кривошипные прессы необходимо тщательно заземлять.
Предохранительные устройства служат прежде всего для сохранения целостности пресса. Тем не менее их защитные функции вполне очевидны, так как всякая поломка узлов и деталей пресса может явиться прямой или косвенной причиной травмы рабочего. Целесообразно снабжать предохранительные устройства прессов средствами световой или звуковой сигнализации о наступившем нарушении номинального режима работы.
В сложном комплексе конструкторских мероприятий по технике безопасности, к сожалению, имеется существенный недостаток - подчас они способствуют ослаблению бдительности обслуживающего персонала, особенно работников службы механика. Поэтому гарантия от травматизма - это не только наличие тех или иных устройств, но и обязательное поддержание механизмов узлов и всего пресса в исправном состоянии и правильная его эксплуатация.
186
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Глава 6. ТИПОВЫЕ КОНСТРУКЦИИ ГИДРАВЛИЧЕСКИХ ПРЕССОВ
6.1. Принцип действия и классификация
Схема гидравлического пресса для ковки показана на рис. 6.1. Основные его узлы: станина колонного типа, подвижная поперечина 7, главный (рабочий) 9 и возвратные 4 цилиндры. В конструкциях мощных прессов предусмотрен гидравлический цилиндр, который уравновешивает подвижную поперечину. Станина состоит из неподвижных верхней 1 и нижней (стол пресса) 3 поперечин, соединенных в жесткую раму колоннами 2, и предназначена для расположения всех узлов пресса. На подвижной поперечине 7, связанной с плунжерами главного и возвратных цилиндров 6, и неподвижной нижней (стол пресса) 3 устанавливают и прикрепляют к ним рабочий инструмент (бойки плоские или вырезные, плиты для осадки и др.).
Принцип действия гидравлического пресса состоит в том, что под давлением жидкости, являющейся носителем энергии (рабочим телом), плунжер 8 выталкивается из главного цилиндра 9, перемещает подвижную поперечину 7 с установленным на ней бойком и после упора в заготовку 5, расположенную на столе 3, пластически деформирует ее.
Чтобы преодолеть сопротивление со стороны заготовки 5 при ее деформировании, в рабочие цилиндры гидравлических прессов подают жидкость высокого давления (до 32 МПа и более). Скорость перемещения подвижной поперечины редко превышает 30 см/с, поэтому кинетическая энергия поступательного движения подвижных частей пресса очень мала по сравнению с накапливаемой жидкостью потенциальной энергией и ею обычно пренебрегают. В связи с этим гидравлические прессы относят к кузнечным машинам квазистатического действия.
187
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.1. Схема гидравлического пресса
Подвижная поперечина возвращается в исходное положение под давлением жидкости, подаваемой в возвратные цилиндры. Описанный принцип действия гидравлического пресса остается неизменным несмотря на разнообразие технологического назначения, конструктивных форм и типов привода.
Полный цикл одного двойного хода подвижной поперечины гидравлического пресса включает прямой и обратный ходы, а также технологические паузы. Прямой ход имеет два участка. На первом -рабочий инструмент подводится к заготовке (полезная работа не производится). Это - прямой холостой ход (ход приближения). На втором участке прямого хода происходит деформирование заготовки, т. е. совершается полезная работа. Это - рабочий ход. При обратном (возвратном холостом) ходе подвижная поперечина возвращается в первоначальное положение и полезная работа также не производится.
Подвижную поперечину гидравлического пресса можно остановить в любой точке ее хода. Эти остановки, необходимые для выполнения вспомогательных операций, например манипулирования заготовкой, смены рабочего инструмента и др., называются технологическими паузами.
Чтобы произвести прямой холостой ход подвижной поперечины, необходимо главный цилиндр посредством наполнительного клапана (золотника) соединить с источником жидкости низкого давления (наполнительным баком), а возвратные цилиндры - с открытым сливным (насосным) баком. Для осуществления прямого рабочего хода в главный цилиндр подают жидкость высокого давления из аккумулятора (насоса). При этом из возвратных цилиндров жидкость сливается в наполнительный или сливной бак. В некоторых быстроходных прессах возвратные цилиндры в процессе рабочего хода постоянно связаны с источником жидкости высокого давления. Это приводит к некоторым потерям энергии, но повышает быстроходность, так как исключается время, необходимое для открытия клапанов и нарастания давления в возвратных цилиндрах при переключении на обратный холостой ход.
В общем случае для осуществления обратного холостого хода необходимо соединить главный цилиндр с наполнительным баком, а возвратные - с источником жидкости высокого давления. При нижнем расположении рабочих цилиндров обратный холостой ход происходит под действием силы тяжести и возвратные цилиндры в принципе не нужны.
Держание подвижной поперечины на весу во время технологической паузы возможно, если рабочий цилиндр отключен от источника жидкости высокого
188
Глава 6. Типовые конструкции гидравлических прессов
давления и перекрыто вытекание ее из возвратных цилиндров. При нижнем расположении рабочего цилиндра удержание подвижной поперечины на весу возможно благодаря прекращению подачи в него жидкости.
Для прижима заготовки необходимо изолировать рабочий цилиндр, наполненный жидкостью высокого давления.
При работе гидравлического пресса жидкость высокого давления расходуется только во время прямого рабочего и обратного ходов. В связи с таким прерывистым и в то же время неравномерным (во время рабочего хода расход жидкости значительно больше, чем во время обратного хода) расходованием жидкости в приводе устанавливают устройства - аккумуляторы, позволяющие накапливать ее во время технологических пауз и прямого холостого хода. Применение аккумуляторов позволяет существенно снизить установочную мощность насосного привода.
Из рассмотренного полного цикла работы гидравлического пресса следует, что рабочий и возвратные цилиндры попеременно соединяются с источниками жидкости высокого и низкого давления. Потоки жидкости перераспределяют посредством клапанных или золотниковых устройств, обычно установленных в одном блоке, который называют главным распределителем.
Общий признак гидравлического пресса - использование потенциальной энергии давления жидкости для совершения полного цикла движения подвижной поперечины. Привод (электродвигатель и насос) преобразует электрическую энергию в механическую, а затем в потенциальную - давление жидкости, которая используется для пластического деформирования заготовки. Поэтому привод этих прессов всегда насосный.
Рабочим телом в таком приводе является жидкость - водные эмульсии или минеральные масла. Если индивидуальный привод установлен не непосредственно на прессе, а на одном с ним или отдельном от него фундаменте (иногда даже в другом помещении), то такую комбинацию называют гидропрессовой установкой. Привод, установленный в отдельном помещении для нескольких прессов, называют групповым. Это - насосно-аккумуляторная станция.
Гидравлические прессы, как и кривошипные, характеризуются размерными параметрами. Главным параметром является номинальное усилие, согласно которому устанавливают размерные ряды стандартов на гидравлические прессы, например, ковочные гидравлические прессы - ГОСТ 7284, прессы гидравлические листоштамповочные простого действия - ГОСТ 9753 и др.
Номинальное усилие гидравлического пресса используют для определения допустимых сил, их распределения на поперечинах, а также размеров поперечных сечений плунжеров рабочих цилиндров. Номинальное усилие гидравлического пресса, как и кривошипного, - условная характеристика. При ее определении не учитывают силу тяжести движущихся частей, гидравлические потери, потери на преодоление трения в уплотнениях и направляющих, а также сопротивление движению со стороны возвратных и уравновешивающих цилиндров. Условно
189
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
номинальное усилие определяют как произведение давления р3 в источнике жидкости высокого давления, например в аккумуляторе, на сумму площадей поперечных сечений плунжеров рабочих цилиндров, т. е.
/’ном = (6Л)
Кроме номинального усилия существует понятие рабочей силы Р} гидравлического пресса, которая является действительной силой, развиваемой в процессе рабочего хода. Ее можно определить в результате решения уравнения движения или экспериментально:
(6.2)
где - давление жидкости в рабочих цилиндрах пресса.
ГОСТ на гидравлические прессы устанавливает линейные технологические параметры - максимальный ход подвижной поперечины Smax, максимальное расстояние между столом и подвижной поперечиной Н, размеры стола А х В и расстояния между колоннами (стойками) в свету; скоростные параметры - скорость подвижной поперечины при прямом холостом, рабочем и обратном холостом ходах или число двойных ходов в минуту.
По сравнению с другими КШМ гидравлические прессы имеют преимущества, что предопределило их широкое распространение:
а) простота конструкции;
б) отсутствие предохранительных устройств от перегрузки, так как рабочая сила не может превысить определенное заранее установленное значение;
в) независимость развиваемой рабочей силы от положения подвижной поперечины и плавное регулирование ее скорости;
г) возможность в широком диапазоне менять закрытую высоту и длину хода подвижной поперечины;
д) возможность обеспечения выдержки любой продолжительности при постоянной силе.
Основной недостаток гидравлических прессов - тихоходность. Повышение скорости перемещения подвижной поперечины способствует возникновению гидравлических ударов в трубопроводах в момент соприкосновения рабочего инструмента с заготовкой. В результате происходит раскачивание пресса, нарушение уплотнений трубопроводов и пр.
Гидравлические прессы в зависимости от назначения строят в широком диапазоне номинальных усилий от десятков килоньютонов (кН) до сотен меганьютонов (МН). Их применяют для осуществления разных технологических операций: ковки; объемной и листовой холодной и горячей штамповки; выдавливания прутков, труб и профилей; разделки и ломки проката; прессования порошков (гидростаты); переработки пластмасс и других неметаллических материалов.
Классификация гидравлических прессов по технологическому назначению приведена на рис. 6.2.
190
Рис. 6.2. Классификация гидравлических прессов
Для разделки и Для переработки пластмасс,
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
По структурному строению гидравлические прессы подразделяют на прессы простого, двойного, тройного действия и автоматы. Прессы простого действия имеют один главный рабочий орган - подвижную поперечину. Прессы двойного (тройного) действия содержат в своей структуре два (три) рабочих органа для выполнения различных приемов - прижима заготовки, ее деформирования и т. п. Для них весьма важным является согласованность работы отдельных механизмов, последовательность действия которых определена циклограммой. Распределительная аппаратура привода такого пресса должна обеспечить заданную последовательность действий механизмов в соответствии с циклограммой.
Гидравлические прессы-автоматы относятся к оборудованию многократного действия, например прессы-автоматы для чистовой вырубки.
В зависимости от конструкции основных деталей и сборочных единиц гидравлические прессы подразделяют следующим образом:
1) вертикальные и горизонтальные;
2) колонные; рамные (одно- и двухстоечные), трубные; со станиной, скрепленной высокопрочной лентой;
3) с двухрамной станиной типа тандем;
4) с неподвижной и подвижной станинами;
5) открытые и закрытые;
6) с верхним и нижним расположением привода;
7) одно-, двух-, трех- и многоцилиндровые;
8) многоплунжерные.
В зависимости от направления движения подвижной поперечины (ползуна) или подвижной станины прессы подразделяют на вертикальные и горизонтальные.
Если верхняя и нижняя поперечины гидравлического пресса соединены колоннами, то станину называют колонной. Прессы могут быть двух-, четырех-и многоколонными. Рамная конструкция станины может быть одно- или двухстоечной в зависимости от количества стоек, на которых установлена верхняя поперечина. У прессов с двухстоечными станинами верхняя поперечина расположена на двух стойках, по направляющим которых движется ползун. Одно-и двухстоечные станины могут быть цельными (у прессов с малым Рном) и составными (у прессов с большим Рном).
Станина трубной конструкции одновременно является рабочим цилиндром. Она может быть цельной или составной, стянутой болтами.
В классических конструкциях крепление верхней и нижней поперечины со стойками осуществляют стяжными шпильками, что приводит к значительному увеличению массы пресса. В конструкциях малогабаритных мощных специализированных прессов элементы станины (ригели и стойки) скрепляют, применяя обмотку стальной лентой с натягом или проволокой, что обеспечивает необходимую прочность и жесткость конструкции.
192
Глава 6. Типовые конструкции гидравлических прессов
Другая компоновка гидравлических прессов, обеспечивающая сокращение размеров в плане и уменьшение массы, предусматривает использование двухрамной станины, в которой одна рама подвижная. В этом случае поперечины пресса нагружены силой, равной половине номинального усилия, а верхнее и нижнее расположение рабочих цилиндров позволяет сократить его размеры в плане. Таким образом, использование двухрамной станины типа тандем обеспечивает существенное уменьшение массы пресса. Ее использование не исключает возможности применения ленты для скрепления элементов обмоткой.
Конструкции станин гидравлических прессов аналогично кривошипным могут быть открытого и закрытого типа. Станины открытого типа обеспечивают более свободный доступ к рабочему пространству и его обзор, что важно для ковочных прессов и использования механизирующих устройств.
По условиям пожарной безопасности в приводах гидравлических прессов для горячей штамповки или ковки использование в качестве рабочего тела минерального масла вызывает необходимость располагать рабочие цилиндры внизу. (Масло, вытекающее из рабочего цилиндра, не попадает на горячую поковку и не возгорается.) Это привело к созданию прессов с подвижными станинами, которые обладают большой устойчивостью при раскачивании в условиях эксцентричного приложения нагрузки, поскольку центр тяжести их расположен вблизи опор пресса. Таким образом, наряду с верхним получило распространение и нижнее расположение рабочего цилиндра в гидравлическом прессе.
Гидравлические прессы не имеют верхнего ограничения по номинальному усилию. Однако при разработке конструкций тяжелых гидравлических прессов не удается разработать рабочий цилиндр, соответствующий его номинальному усилию. Поэтому количество рабочих цилиндров может быть больше одного. Трехцилиндровые прессы удобны еще тем, что позволяют при ковке или штамповке ступенчато регулировать силу деформирования заготовки в результате последовательной подачи жидкости высокого давления в рабочие цилиндры. Количество рабочих цилиндров у прессов определяется его номинальным усилием и может быть различным. Так, гидравлический штамповочный пресс номинальным усилием 300 МН конструкции Уральского завода тяжелого машиностроения (УЗТМ) имеет восемь рабочих цилиндров.
Технологические процессы производства ряда поковок предусматривают одновременное приложение нескольких независимых сил, например при штамповке поковок типа корпусов вентилей и т. п. Это требование технологии учитывают при создании многоплунжерных гидравлических прессов.
Разнообразие технологического назначения гидравлических прессов предопределило их широкое распространение в качестве металлообрабатывающего оборудования в кузницах, кузнечно-штамповочных цехах, цехах листовой штамповки, металлургическом производстве, в цехах для переработки пластмасс и неметаллических материалов, в заготовительных производствах, в лабораториях механических испытаний материалов и других подразделениях предприятий.
193
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
6.2. Прессы для ковки
Гидравлические ковочные прессы предназначены для выполнения операций ковки, а также объемной штамповки в подкладных штампах. Конструкции их должны обеспечивать свободный допуск и хороший обзор рабочего пространства. Этому условию удовлетворяют прессы с одностоечной станиной открытого типа с Рном до 5 МН, а в некоторых случаях до 12 МН, а также прессы с колонной станиной, имеющие Рном до 150 МН и применяемые для ковки слитков массой до 320 т. Линейные и скоростные параметры гидравлических четырехколонных прессов номинальным усилием от 5 до 50 МН регламентированы ГОСТ 7284, а свыше 50 МН не регламентированы и должны быть согласованы с заказчиком.
В зависимости от номинального усилия ковочные прессы имеют один, два или три рабочих цилиндра, которые обычно устанавливают в верхней части станины и лишь в некоторых случаях - в нижней.
Ковочные прессы по сравнению с другими работают в наиболее тяжелых условиях, поскольку они являются наиболее быстроходными и имеют эксцентричное приложение нагрузки. В связи с этим в колонных конструкциях для направления подвижной поперечины иногда предусматривают хвостовик, обеспечивающий уменьшение изгибающего момента в колоннах. Такая конструкция возможна только для прессов с двумя рабочими цилиндрами.
При работе ковочного пресса температура деталей, находящихся в рабочем пространстве, повышается до 150 °C и даже выше. Поэтому рабочая жидкость в обычных конструкциях прессов должна быть безопасной в пожарном отношении. Это предопределило использование воды с добавкой 2...3 % эмульсола.
Привод гидравлического ковочного пресса может быть насосный с аккумулятором и без, а также мультипликаторный. Насосно-аккумуляторные приводы могут быть с одной и тремя ступенями приложения нагрузки.
Одностоечные ковочные прессы. Эти прессы широко применяют для ковки небольших слитков. Особенность одностоечной станины ковочного пресса -доступность бойков с трех сторон, в результате чего упрощается работа в процессе ковки, особенно при переходе от протяжки к шлихтовке (использование широкой стороны бойка). С этой целью оси направляющих бойка располагают под углом 45° к оси стойки, как у пневматических ковочных молотов.
Недостаток одностоечных ковочных прессов - относительно более массивная конструкция станины. Наиболее надежной считают сборную одностоечную станину, состоящую из двух консольных балок. Балки посредине стянуты двумя колоннами, силу предварительной затяжки которых определяют по данным расчета. Направление подвижного бойка обеспечивают направляющие головки плунжера цилиндрического или квадратного поперечного сечения. Стальную
194
Глава 6. Типовые конструкции гидравлических прессов
станину пресса изготовляют литьем. На рис. 6.3 показана схема ковочного гидравлического пресса с одностоечной станиной.
Универсальные прессы с колонной станиной и верхним расположением рабочих цилиндров. Пресс такой конструкции может иметь двух- или четырехколонную станину. Пресс состоит из следующих основных сборочных единиц:
Рис. 6.3. Конструктивная схема ковочного гидравлического пресса с одностоечной станиной
195
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
нижней и верхней неподвижных поперечин, которые жестко соединены колоннами и гайками и образуют замкнутую раму; подвижной поперечины, рабочих и возвратных цилиндров с плунжерами; выдвижного стола с цилиндрами передвижения; выталкивателя, который установлен сбоку нижней поперечины. Выдвижной стол позволяет ускорять и облегчать смену бойков при обработке слитков. Это особенно важно при ковке поковок труб и других деталей со сквозными или глухими полостями.
Основными параметрами при проектировании ковочных прессов являются номинальное усилие, максимальный ход подвижной поперечины, максимальное расстояние между рабочими поверхностями стола и подвижной поперечины, размеры стола и его ход, расстояние между колоннами или осями. Расстояния между осями колонн по фронту пресса и в глубину определены соотношением А :В = 1: (0,5...0,7). Максимальное расстояние между столом и подвижной поперечиной
H=h} +h2 + 5max - 5,
где h2 - высота бойков, см; 5max - максимальный ход подвижной поперечины, см.
Четырехколонные ковочные прессы устанавливают на фундамент посредством далеко вынесенных консолей нижней поперечины, примыкающих к гнездам для колонн, или посредством башмаков, расположенных под торцами колонн при их далеком разнесении. Такое расположение опор обеспечивает достаточно надежную устойчивость при эксцентрическом приложении деформирующих сил, что характерно для ковки.
На рис. 6.4 показана принципиальная схема гидравлического ковочного пресса с четырехколонной станиной. В прессах с номинальным усилием менее 120 МН применяют также двухколонные станины.
Прессы с нижним расположением рабочих цилиндров. Созданы конструкции гидравлических ковочных прессов, у которых средняя поперечина неподвижна, а станина подвижна. В этом случае рабочие и возвратные цилиндры установлены на нижней поперечине станины в подвальной части кузнечного цеха с огнестойким перекрытием. Там же расположен и насосный привод. В качестве рабочей жидкости привода можно применять минеральные масла, поскольку при утечке они не попадут на раскаленную заготовку, благодаря чему исключается возможность пожара.
Недостатком ковочных прессов с нижним расположением привода является необходимость иметь большие подвальные помещения, в которых сборочные и ремонтные работы затруднены, требуют дополнительного вспомогательного оборудования и гидроизоляции помещения. Масса подвижных частей пресса с нижним расположением привода в три раза больше, чем с верхним. Поэтому при отсутствии или несвоевременном срабатывании устройств, уравновешивающих подвижные части, нагрузка на фундамент увеличивается. Дополнитель-
196
Гл а в а 6. Типовые конструкции гидравлических прессов
Рис. 6.4. Принципиальная схема гидравлического ковочного пресса с четырехколонной станиной
ную нагрузку определяют по кинетической энергии, накопленной подвижной станиной. Так, для ковочного пресса номинальным усилием 20 МН масса подвижной станины составляет 120 т. Значит, при скорости возвратного холостого хода до 300 мм/с кинетическая энергия, воспринимаемая фундаментом,
Mv2
120 000 0,32 2-9,81
= 5,3 кДж.
Эту особенность необходимо учитывать при расчете фундамента для пресса с подвижной станиной.
Крупным недостатком ковочных прессов с подвижной станиной является возможность перекоса верхней поперечины вследствие неравномерного нагрева колонн и возникновения дополнительного изгибающего момента, вызывающего возможность заклинивания колонн и увеличенный износ направляющих втулок. Чтобы этого не происходило, в конструкции предусмотрен специальный направляющий столб большого диаметра, воспринимающий изгибающий момент от эксцентрического приложения деформирующих сил и расположенный вне зоны нагрева.
197
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.5. Конструктивная схема ковочного пресса с номинальным усилием 18 МН
На рис. 6.5 показана схема ковочного пресса с номинальным усилием 18 МН с нижним расположением рабочих цилиндров. Колонны направляют втулки, длина которых 3 м. В нижней поперечине встроены три рабочих цилиндра, обеспечивающих двухступенчатые нагружения (8 и 18 МН). Возвратные цилиндры расположены между средней неподвижной и верхней подвижной поперечинами, а их штоки закреплены на последней с внешней стороны от колонн пресса.
Использование в качестве рабочей жидкости минерального масла позволяет устанавливать гидравлический насосный безаккумуляторный привод, что является важным преимуществом таких прессов, поскольку повышается быстроходность и уменьшается расход энергии по сравнению с насосно-аккумуляторным приводом. Одновременно улучшается устойчивость пресса при ковке с эксцентричным приложением сил.
198
Глава 6. Типовые конструкции гидравлических прессов
6.3. Прессы для объемной штамповки
Важным преимуществом гидравлических прессов для объемной штамповки является отсутствие ограничений на номинальное усилие и ход подвижной поперечины. Гидравлические прессы для объемной штамповки подразделяют на го-ряче- и холодноштамповочные, которые могут быть как универсальными, так и специализированными, предназначенными для выполнения разнообразных технологических операций, например прошивки, прессования, выдавливания и др.
Одной из проблем создания гидравлических штамповочных прессов является выбор конструкции и компоновки, которые обеспечивали бы наименьшие габаритные размеры пресса в плане. Это вызвано тем, что давление, необходимое для заполнения металлом полости штампа при горячей объемной штамповке поковок из алюминиевых, магниевых, титановых сплавов и стали, должно быть от 200 до 1000 МПа и более, а при холодной - до 2500 МПа.
Развитие космической и атомной техники, самолетостроения требует изготовления крупногабаритных изделий. При этом повышаются требования к прочности при статическом и динамическом нагружении, которые не всегда удовлетворительны при использовании сварно-литых конструкций. Только монолитные изделия, изготовленные из кованых и штампованных поковок, позволяют решить эту проблему. Однако для этого необходимо создание мощных КШМ, а следовательно, электрогидравлических приводов высокого и сверхвысокого давления, разнообразных конструкций станин, в том числе в сдвоенном рамном исполнении типа тандем, с обмоткой высокопрочной стальной лентой и др.
Расчеты показывают, что для штамповки крупногабаритных поковок деталей типа панелей с ребрами, рам, стоек, дисков необходимы гидравлические прессы с Рном до 750 МН. В нашей стране накоплен большой опыт создания мощных универсальных штамповочных прессов, например конструкции Уральского завода тяжелого машиностроения (УЗТМ) с номинальным усилием 300 МН и конструкции Всесоюзного научно-исследовательского института металлургического машиностроения совместно с Новокраматорским машиностроительным заводом (ВНИИметмаш - НКМЗ) с номинальными усилиями 650 и 750 МН.
Основная проблема создания таких прессов заключается в разработке сборных конструкций основных узлов - станины, подвижной и неподвижной поперечин, колонн, масса и размеры которых настолько велики, что их невозможно изготовить из одной заготовки. Эта проблема может быть решена с использованием современных способов сварки. Все основные узлы прессов ВНИИметмаш - НКМЗ собраны из элементов, которые изготовлены из плит (200...400 мм), соединенных электрошлаковой сваркой. Так, станины содержат сборные рамы, состоящие из стоек и поперечин, которые, в свою очередь, выполнены из плит. В зазорах между плитами, образующими стойки, установлены прокладки для исключения проскальзывания плит под действием сил,
199
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
возникающих в процессе эксплуатации. При этом поверхности плит и прокладок выполнены рифлеными.
Колонны прессов имеют прямоугольное поперечное сечение и собраны из нескольких прямоугольных плит, сваренных электрошлаковым способом.
Рабочие цилиндры прессов являются сварно-коваными. Прессы с номинальным усилием 750 и 650 МН имеют соответственно восемь и пять рабочих цилиндров. Привод прессов осуществляется от насосно-аккумуляторной станции. В качестве рабочей жидкости используется вода с добавлением 2...3 % эмульсо-ла. Рабочее давление жидкости в приводе штамповочного пресса с усилием 750 МН составляет 32 МПа. У пресса с усилием 300 МН конструкции УЗТМ две ступени давления рабочей жидкости - 32 и 45 МПа, для создания второй ступени гидропривод содержит мультипликатор. У пресса с усилием 650 МН также две ступени давления рабочей жидкости - 32 и 63 МПа.
Прессы имеют выдвижные столы, синхронизирующие цилиндры, исключающие возможность перекоса подвижной поперечины при эксцентрическом приложении деформирующей силы; прессы снабжены приборами технологического контроля сил и напряжений, возникающих в наиболее опасных сечениях станины.
На Коломенском станкостроительном заводе совместно с МГТУ им. Н.Э. Баумана было предложено другое решение этой проблемы. Так, при разработке конструкций прессов с номинальным усилием 160, 200 и 300 МН для сокращения габаритных размеров в плане была предложена конструкция станины в сдвоенном рамном исполнении типа тандем с верхним и нижним расположением рабочих цилиндров. Конструктивная схема пресса с такой станиной представлена на рис. 6.6. Станина представляет собой неподвижную раму, состоящую из верхней 2 и нижней 9 поперечин, связанных колоннами 15 и стянутых гайками 17. Подвижная рама также состоит из верхней 16 и нижней 14 поперечин, которые соединены колоннами 5 и стянуты гайками 12.
На верхней поперечине 2 неподвижной рамы и нижней поперечине 14 подвижной установлены рабочие цилиндры 1 и 13 с плунжерами 3 и 10, жестко соединенными с поперечинами 9 и 16.
Прямой ход подвижной рамы пресса происходит под действием жидкости высокого давления, подаваемой в рабочие цилиндры 1 и 13 (направление движения обеспечивают втулки плунжеров 4 и 11); возвратный - под действием давления жидкости, находящейся в цилиндрах 8, плунжеры 6 которых упираются в поперечину 16.
Принцип действия пресса состоит в следующем. После укладки заготовки в штамп, расположенный на столе 7, подают жидкость в рабочие цилиндры 1 и 13. Рама 14 движется вниз, совершая холостой, а после соприкосновения с заготовкой рабочий ходы. Обратный холостой ход происходит при подаче жидкости высокого давления в цилиндры 8.
Конструкция станины типа тандем позволила значительно сократить габаритные размеры отдельных элементов пресса, уменьшить металлоемкость без 200
Глава 6. Типовые конструкции гидравлических прессов
Рис. 6.6. Конструктивная схема штамповочного пресса с двухрамной станиной типа тандем
снижения жесткости, улучшить его устойчивость (центр тяжести расположен вблизи опор).
Специализированные штамповочные прессы. Отличительная особенность специализированных штамповочных прессов - выбор размеров рабочего пространства и других параметров. Чтобы обеспечить штамповку поковок определенной номенклатуры, применяют высокое давление рабочей жидкости. Это позволяет создавать малогабаритные штамповочные прессы. Одновременно с универсальными гидравлическими штамповочными прессами созданы специализированные прессы, характеризующиеся коротким рабочим ходом и небольшими скоростями подвижной поперечины. Средняя скорость подвижной поперечины в процессе рабочего хода составляет от 1 до 5 см/с. В связи с этим для штамповочных прессов с номинальным усилием до 100 МН рекомендуют насосный безаккумуляторный привод.
201
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Для повышения экономичности и уменьшения габаритных размеров пресса в насосный привод включают гидравлический мультипликатор давления.
Так, на НКМЗ совместно с ВНИИметмаш были разработаны специализированные штамповочные прессы с трубной станиной с номинальным усилием 150 и 300 МН, предназначенные для штамповки плоских поковок.
Для уменьшения высоты пресса было предложено крепить штамповый набор непосредственно к плунжеру рабочего цилиндра. На рис. 6.7 показана схема
0 4750
Рис. 6.7. Конструктивная схема специализированного штамповочного пресса с трубной станиной конструкции НКМЗ-ВНИИметмаш с номинальным усилием 150 МН
202
Глава 6. Типовые конструкции гидравлических прессов
одноцилиндрового пресса такой конструкции с номинальным усилием 150 МН. Рабочее давление жидкости в приводе этого пресса 100 МПа.
Наряду с трубной предложен новый тип станины для малогабаритных специализированных прессов, которая обмотана холоднокатаной лентой из высокопрочной стали.
Прутково-трубные прессы. Различные профили, прутки, трубы, проволоку из цветных металлов и сплавов изготовляют прессованием (прямым выдавливанием). Если деформирующая сила, необходимая для выдавливания, превышает 1 МН, то для изготовления изделий применяют гидравлические прессы. Прессованием получают изделия главным образом из алюминия и его сплавов, из латуней, углеродистых легированных и жаропрочных сталей, молибдена и титана.
Прутково-трубные прессы для обработки стали и других жаропрочных сплавов несколько отличаются от прессов для цветных металлов. Их строят с номинальным усилием от 7,5 до 200 МН и преимущественно горизонтальными. В некоторых случаях для выдавливания тонкостенных труб на прессах с усилием до 7,5 МН применяют вертикальную станину рамного типа.
Характерной особенностью конструкции гидравлических прессов для прессования труб является мощная независимая прошивная система, обеспечивающая большие технологические возможности. Прессы оснащают вспомогательным и транспортным оборудованием, которое позволяет подавать слиток, нагретый в электрической печи, в контейнер, а также ножницами для отделения пресс-остатка от изделия и механизмами удаления их из рабочего пространства и передачи пресс-шайб.
Управление основными и вспомогательными операциями осуществляется от главного пульта посредством гидравлических распределителей. Рабочей жидкостью является вода с добавлением 2...4 % эмульсола. Привод пресса, как правило, насосно-аккумуляторный. Наличие трех рабочих цилиндров обеспечивает работу пресса с тремя ступенями деформирующей силы и скоростью рабочего хода до 3 см/с. Смазывание контактных поверхностей подвижных частей пресса централизованное автоматическое.
Изделия из жаропрочных материалов выдавливают при температурах свыше 1000 °C. Для этого в конструкции пресса следует предусмотреть возможность смены матриц. Передвижение рабочего инструмента должно иметь высокие скорости в процессе выдавливания и при возвратном и холостом ходах для предотвращения охлаждения слитка и чрезмерного разогрева матриц. Необходимы также вспомогательные механизмы для чистки матриц после выполнения операции.
Специализированные прессы для холодной штамповки выдавливанием. Основное преимущество холодной штамповки выдавливанием - возможность изготовления точных поковок, шероховатость поверхности которых в ряде случаев удовлетворяет предъявляемым к деталям требованиям или предусматривает незна-
203
Раздел 11. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
чительную механическую обработку резанием. Следствием этого являются экономия металла, снижение трудозатрат и повышение производительности на последующих этапах изготовления изделий.
Для холодной штамповки выдавливанием кроме прессов обычных конструкций используют прессы с двухрамной станиной типа тандем с верхним и нижним расположением рабочих цилиндров, что обеспечивает уменьшение металлоемкости конструкции, так как сокращаются габаритные размеры пресса в плане.
Привод прессов для холодной штамповки выдавливанием может быть насосным без аккумулятора и насосно-аккумуляторным. Наиболее экономичным для прессов с номинальным усилием до 50 МН является привод без аккумулятора с регулируемой производительностью. В качестве рабочей жидкости применяют минеральное масло.
Недостаток технологии холодной штамповки выдавливанием состоит в том, что возникающие при прессовании напряжения близки к прочностным характеристикам сплавов, применяемых для изготовления рабочих деталей штампов. Следовательно, для дальнейшего расширения возможностей технологии холодной объемной штамповки выдавливанием необходимо повысить стойкость рабочего инструмента путем создания материалов, обладающих высокой выносливостью (усталостной прочностью), и разработать новое штамповочное оборудование, обеспечивающее возможность штамповки деталей с меньшей деформирующей силой. В последнем случае наиболее перспективной является схема выдавливания с активными силами трения.
В МГТУ им. Н.Э. Баумана проф. А.М. Дмитриевым разработана конструкция гидравлического пресса для выдавливания с активными силами трения и номинальным усилием 1,6 МН (рис. 6.8).
Главный цилиндр 1 расположен под столом 2. Плунжер главного цилиндра является ползуном и подштамповой плитой пресса. На нем установлен пуансон 4. Второй пуансон 6 закреплен на опоре <$, которая служит направляющей для гильзы 7 цилиндра привода траверсы. К гильзе 7 прикреплена траверса 5, служащая для перемещения матрицы 3 в процессе деформирования. Несмотря на легкость конструкции, она удовлетворяет требованиям жесткости, поскольку все цилиндры и рабочий инструмент расположены на одной центральной оси пресса. Предусмотрено надежное перемещение траверсы 5 по опоре 5, что позволяет свести к минимуму несоосность верхнего пуансона и матрицы.
При подаче жидкости в полость А главного цилиндра 1 поршень совершает рабочий ход, а при подаче в штоковую полость Б - обратный ход. Прямой и обратный ходы траверса осуществляет при подаче жидкости в полости В и Г цилиндра привода матрицы.
Взаимная независимость гидравлических приводов матрицы и пуансона позволяет создавать различные схемы взаимного перемещения матрицы и пуансона (в одинаковом и в противоположном направлении), обеспечивающие 204
Гл ава 6. Типовые конструкции гидравлических прессов
2000
Рис. 6.8. Конструктивная схема специализированного штамповочного пресса для выдавливания конструкции МГТУ им. Н.Э. Баумана (опытная модель)
205
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ желаемый характер направления сил трения на контактной поверхности при прессовании изделий из порошков. Эти прессы можно использовать для изготовления втулок обратным выдавливанием с использованием сил трения, способствующих течению металла.
Пресс имеет два насосных безаккумуляторных привода. Конструкция пресса обладает весьма высокой технологичностью как при изготовлении, так и в процессе эксплуатации, обеспечивая повышенную точность размеров изготавливаемых деталей.
Прессы-автоматы для прессования порошков. Описание и особенности изготовления деталей прессованием из порошков и последующего их спекания приведены в § 1.15. Если деформирующая сила превышает 1,6 МН, применяют гидравлические прессы-автоматы, обеспечивающие более равномерное распределение плотности и повышенную точность размеров изготавливаемых изделий благодаря возможности поддерживать постоянное давление в процессе штамповки. В гидравлических прессах-автоматах предусматривают регулирование высоты загрузки порошка, скорости движения пуансона и матрицы; обеспечение точности остановки их до и после прессования благодаря применению жестких упоров, а также продолжительности выдержки под давлением. Управление таким прессом в процессе прессования обеспечивается использованием бесконтактных электронных устройств.
Гидростаты. Гидростат конструкции ВНИИметмаша (рис. 6.9) включает в себя силовую станину /, стол //, с установленными на нем контейнерами III и встроенный мультипликатор высокого давления IV.
Силовая станина представляет собой верхний 1 и нижний 4 ригели с установленными между ними стойками 2. Эти элементы соединены в единую конструкцию обмоткой из ленты или проволоки. Верхний и нижний ригели имеют полукруглую форму с четырьмя приливами, в расточки которых установлены стойки. Стойки выполнены в виде труб диаметром 110 х 70 мм из высокопрочного алюминиевого сплава Д16Т (от = 320 МПа, ов = 460 МПа, Е = 700 ГПа). Концы стоек установлены в стаканы. Через стойки пропущены стальные опорные стержни диаметром 68 мм, концы которых вставлены в отверстия приливов верхнего и нижнего ригелей. Длины стоек и опорных стержней выбраны так, чтобы при намотке станины стык между опорными стержнями и ригелями закрывался после наложения 18...20 слоев обмотки, когда стойки уже получили 80...85 % полной деформации. В результате этого силы сжатия опорных стержней оказываются относительно малыми. Благоприятное напряженное состояние позволяет изготовлять их литьем из обычной углеродистой стали. В пазы ригелей уложена скрепляющая обмотка 7 высокопрочной стальной ленты сечением 1 х5 мм2 (сталь 65Г, ов > 1600 МПа). В некоторых случаях в качестве скрепляющей обмотки используют стальную проволоку диаметром 4...5 мм (сталь 45, ов = 1000 МПа).
206
Глава 6. Типовые конструкции гидравлических прессов
Рис. 6.9. Конструктивная схема гидростата конструкции ВНИИметмаш
Станину гидростата устанавливают на двух подставках 5, которые крепят к фундаменту.
Стол гидростата представляет собой подвижную плиту, перемещающуюся по направляющей 3 и двум установленным на нижнем ригеле станины кронштейнам 6 и 8. Перемещение стола осуществляют двумя гидравлическими цилиндрами, вмонтированными в нижний ригель. На столе установлены два контейнера, попеременно подаваемых в рабочее пространство гидростата. Когда один из контейнеров находится в рабочем положении, из другого производят выгрузку прессованного изделия и загрузку новой заготовки.
Контейнер гидростата выполнен из стали 6ХНМ, имеющей твердость 4O...44HRC3. На станину контейнера с определенным, переменным от слоя
207
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
к слою натяжением намотана высокопрочная лента. Снизу контейнер закрыт пробкой с набором уплотнений.
Мультипликатор высокого давления представляет собою скрепленный обмоткой цилиндр, установленный на крышке, которая прикреплена к верхнему ригелю станины. Мультипликатор обеспечивает две ступени высокого давления в контейнере: 1830 МПа и рабочее. После того как давление в контейнере от мультипликатора гидропривода поднимается до 1830 МПа, происходит переключение золотников и жидкость поступает в верхнюю полость цилиндра мультипликатора высокого давления. Перемещением поршня-пробки давление в контейнере повышается до рабочего. После паузы, продолжительность которой определяется технологией, давление в контейнере сбрасывают. Поршень-пробка поднимается в верхнее положение, цилиндры перемещения передвигают стол. Контейнер, в котором проводилось прессование, выдвигается из рабочего пространства станины и готов к разгрузке, а другой контейнер перемещается в рабочее пространство станины.
Гидростаты могут работать в ручном и полуавтоматическом режиме. Время подъема давления до 200 МПа составляет около 4 мин, до 300 МПа - около 6 мин, до 600 МПа - около 12 мин.
6.4. Прессы для листовой штамповки
Листоштамповочные прессы простого действия. На рис. 6.10, а показана схема штамповки в таком прессе. На ползуне 2 установлена матрица 3, Пневматическая подушка 7 обеспечивает прижим фланца заготовки между кольцом 4 и матрицей 3 при выполнении операции глубокой вытяжки. После выполнения операции подштамповая плита 5 и установленный на ней пуансон 1 выдвигаются из рабочего пространства пресса по столу 6. Пресс имеет насосный безакку-
Рис. 6.10. Схема листовой штамповки на гидравлическом прессе простого (я), двойного (6) и тройного (в) действия
208
Глава 6. Типовые конструкции гидравлических прессов
муляторный гидравлический привод с наполнительным баком, расположенным на верхней поперечине, рабочей жидкостью является минеральное масло. К валу электродвигателя подсоединены два ротационных насоса, которые подают масло из наполнительного бака в рабочий цилиндр пресса. Управление прессом кнопочное (дистанционное), скорость ползуна при рабочем ходе 14,5 см/с.
Основные параметры и размеры гидравлических одностоечных прессов с номинальным усилием до 2,5 кН регламентирует ГОСТ 9753.
Листоштамповочные прессы двойного и тройного действия. Насосный безаккумуляторный привод обладает рядом преимуществ по сравнению с электромеханическим: равномерностью движения; возможностью регулировать скорость движения подвижной поперечины, останавливать и изменять направление движения рабочего инструмента в любой точке хода; плавностью подвода рабочего инструмента к заготовке и др. Этот привод можно применять для одновременного движения нескольких исполнительных механизмов, что весьма важно при выполнении операций листовой штамповки, например для прижима заготовки с целью предотвращения складкообразования, вытяжки изделия заданной формы и выталкивания его из матрицы.
Схема штамповки на гидравлическом прессе двойного действия показана на рис. 6.10, б. Пресс имеет два верхних ползуна - внутренний 2 вытяжной и наружный 3 прижимной, к которым прикреплены соответственно пуансон вытяжки 1 и прижим 4. Нижний выталкиватель 6 обеспечивает извлечение изделия из матрицы 5 после штамповки под действием пневматической подушки 9. Плиту 7 можно выдвигать из рабочего пространства пресса по столу 8. Наружный 3 и внутренний 2 ползуны могут смыкаться при работе пресса в режиме простого действия с номинальным усилием 4,5 МН. Насосный безаккумуляторный привод расположен на площадке верхней неподвижной поперечины. Управление прессом кнопочное (дистанционное). Силу прижима заготовки, осуществляемую наружным ползуном, регулируют с использованием электроконтактных манометров, расположенных на пульте управления. Пресс оборудован выдвижным столом, что позволяет удалять отштампованные изделия и подавать листы без дополнительных механизирующих устройств, а также осуществлять быструю смену рабочего инструмента.
Скорость рабочего хода внутреннего ползуна 2,5 см/с, скорость прямого холостого хода 13,5 см/с, а скорость обратного холостого хода внутреннего и наружного ползунов соответственно 7 и 8 см/с. В качестве рабочей жидкости используют минеральное масло.
На рис. 6.10, в показана схема листовой штамповки на гидравлическом прессе тройного действия. Пресс имеет три ползуна: верхний внутренний 2 для вытяжки, верхний наружный 1 для прижима заготовки с целью предотвращения складкообразования и нижний 7, к которым прикреплены соответственно пуансон, верхний штамп 3 с прижимом 4 и нижний выталкиватель, а также плиту 6, выдвигаемую вместе с нижним штампом 5 из рабочего пространства пресса.
209
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Пресс-автомат для чистовой вырубки. Гидравлические прессы-автоматы для чистовой вырубки оснащены устройствами для подачи ленты, удаления изделий, резки и удаления отходов. Некоторые из этих устройств имеют гидравлический или пневматический привод.
Цельные станины закрытого типа для повышения жесткости стянуты болтами. Насосный безаккумуляторный привод расположен слева от пресса и обеспечивает тройное действие: прижим, противодавление и вырубку изделия. Скорость его рабочего хода 10 мм/с. Привод обеспечивает 70 ходов в минуту для прессов с номинальным усилием 0,4 МН и 32 хода в минуту для прессов с усилием 0,63 МН.
Прессы для пакетирования и брикетирования. Для удобства транспортировки металлических отходов листоштамповочных и механических цехов их спрессовывают в пакеты или брикеты. Пакетирование и брикетирование отходов проводят на гидравлических прессах. Станины этих прессов горизонтальные, коробчатого типа. Все механизмы устанавливают на станине, привод пресса насосный безаккумуляторный. Обычная производительность таких прессов -10-12 пакетов в час. Последовательность движения плунжеров цилиндров (продольного и поперечного) и управление другими механизмами гидропривода осуществляется автоматически, обеспечивая загрузку отходами пакетировочной камеры, опускание крышки, первое прессование (продольный цилиндр), второе прессование (поперечный цилиндр), раскрытие камеры, отвод прессующих плунжеров и выталкивание пакета.
6.5. Прессы для разделки и ломки проката
С увеличением размеров поперечных сечений стальных заготовок, предназначенных для обработки давлением, силы, необходимые для их разделки, становятся близкими или превышают верхнюю границу номинальных усилий кривошипных прессов. В этих случаях применяют гидравлические прессы. При их проектировании должны быть предусмотрены гидравлические устройства или пружинные амортизаторы, предотвращающие восприятие возвратными цилиндрами сил в момент, который соответствует разрушению заготовки. В конструкциях прессов для ломки проката предпочтительнее горизонтальная компоновка. Для уменьшения деформирующей силы PD. необходимой для ломки, на заготовке с обеих сторон предварительно делают надрубы. Силу PD определяют по формуле
PD = 4oBW/l,
где ов - временное сопротивление материала заготовки; W - момент сопротивления изгибу, W= О,1б73 для круглого и W=h3/6 для квадратного проката; I - расстояние между опорами.
210
Глава 6. Типовые конструкции гидравлических прессов
Конструкции гидравлических прессов для ломки с номинальными усилиями 2,5 ...30 МН имеют четырехколонную горизонтальную станину, мультиплика-торный гидравлический привод; давление рабочей жидкости (водной эмульсии) составляет 40...50 МПа.
Операции при ломке проката на гидравлическом прессе выполняют следующим образом. На заготовке делают надрубы двумя ножами одновременно. Один нож подвижный, другой - неподвижный. Подвижный нож установлен на торце плунжера рабочего цилиндра, неподвижный - на салазках. После выполнения надруба неподвижный нож вместе с салазками выкатывается из рабочего пространства пресса, а заготовка продолжает перемещаться до упора о боковые опоры. Подвижный нож также перемещается вместе с заготовкой и после ее останова надавливает на нее. Когда сила достигает значения, определенного по приведенной выше формуле, заготовка разламывается.
6.6. Прессы для переработки пластмасс и неметаллических материалов
Современные пластмассы и неметаллические материалы используют в качестве конструкционных для изготовления деталей машин, что дает значительную экономию металла (особенно дефицитных цветных сплавов), уменьшает их массу, повышает срок службы и улучшает эксплуатационные характеристики.
В зависимости от характера превращений, происходящих с полимером при его переработке в изделие, пластмассы подразделяют на две основные группы: термопласты и реактопласты. Термопласты характеризуются обратимостью процесса формообразования, т. е. после формования изделий под действием высокой температуры и давления они отвердевают, но после охлаждения не теряют способности к последующей неоднократной обработке. Реактопласты характеризуются необратимостью процесса формообразования, т. е. не пригодны для повторного формования.
Для переработки пластмасс и других неметаллических материалов применяют гидравлические прессы с насосным безаккумуляторным приводом, основные параметры и размеры которых регламентированы ГОСТ 10560 (рис. 6.11).
Для изготовления листовых слоистых материалов: текстолитов, стеклопластиков, древеснослоистых и других, размерами более 1500 х 1500 мм, применяют гидравлические этажные прессы. Особенность конструкции этих прессов - большое количество (иногда 15 и более) рабочих плит (этажей), между которыми укладывают листовую заготовку, состоящую из многих слоев. При приложении рабочей силы плиты смыкаются и создают необходимую нагрузку. Под действием приложенной силы и высокой температуры происходит спекание слоев заготовки в единое целое. Этажные прессы имеют станины рамного типа, снабжены устройствами для загрузки и выгрузки листовых материалов, нагревателями.
211
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.11. Схема пресса для штамповки изделий из пластмасс
При создании этажных прессов необходимо обеспечить параллельность между плитами (наибольшее отклонение не должно превышать 0,1 мм на 300 мм длины плиты). Эти прессы имеют насосный безаккумуляторный привод.
Универсальная полуавтоматическая линия с выносными пресс-формами для штамповки изделий из пластмасс, разработанная А.С. Езжевым в МГТУ им. Н.Э. Баумана, изготовлена на Оренбургском заводе «Гидропресс». Полуавтоматическая линия содержит два гидравлических пресса с номинальным усилием 300 кН каждый (первый - для закрытия пресс-форм и создания требуемого давления на заготовку, второй - для их раскрытия, конвейер с гидроприводом и пульт управления. Время выдержки под давлением 5,3 мин, производительность 360 дет/ч, давление рабочей жидкости 20 МПа.
Последовательность выполнения операций на универсальной полуавтоматической линии следующая. Раскрытую и очищенную пресс-форму конвейер переносит на позицию загрузки, расположенную у первого закрывающего пресса. Оператор укладывает в ее гнезда кассеты с прессуемым материалом (возможен предварительный нагрев материала до заданной температуры) и передает на следующую позицию пресса, который ее закрывает и одновременно создает заданное давление. После этого пресс-форма перемещается по направляющим шагового конвейера с установленным темпом пока не дойдет до позиции разгрузки, расположенной у второго пресса (раскрывающего). Пресс-форма раскрывает
ся, толкатель поднимает сформованное изделие до уровня разъема и сбрасывает
его на приемный лоток. Пресс-форма переносится на следующую позицию, где
она тщательно очищается от грязи струями сжатого воздуха и подается на исходную позицию для очередной загрузки.
Заданную температуру в полости пресс-формы поддерживают установленные в ней электронагреватели.
Многоплунжерные прессы предназначены для штамповки деталей с полостями. Станина такого пресса содержит три неподвижные поперечины, стянутые колоннами. В верхней части они воспринимают только центральную силу, направленную вдоль оси пресса. В нижней части расположены четыре горизон-
212
Глава 6. Типовые конструкции гидравлических прессов тальных цилиндра с плунжерами для выдавливания боковых полостей и один вертикальный цилиндр.
6.7. Типовые приводы гидравлических прессов
Полный цикл одного двойного хода подвижной поперечины гидравлического пресса состоит из прямого холостого, прямого рабочего и обратного ходов, а также технологических пауз. Прямой холостой ход предназначен для подвода рабочего инструмента к заготовке, при его осуществлении жидкость высокого давления не поступает в рабочие цилиндры и полезная работа не производится. В процессе прямого рабочего хода происходит деформирование заготовки, придание ей необходимой формы. Чтобы осуществить прямой рабочий ход, привод должен израсходовать определенное количество энергии для создания необходимой силы.
Таким образом, привод гидравлического пресса должен иметь определенный запас энергии, чтобы обеспечить необходимую деформирующую силу. На осуществление прямого рабочего хода расходуется потенциальная энергия давления рабочей жидкости. Эту энергию можно получить в результате преобразования электрической энергии (электрогидравлический привод) либо энергии давления пара или воздуха (парогидравлический или воздушно-гидравлический привод).
Электрогидравлический привод кроме рабочего и возвратных цилиндров (гидродвигателя) должен содержать электродвигатель для преобразования электрической энергии в механическую и насос для преобразования механической энергии в потенциальную энергию рабочей жидкости.
Парогидравлический (воздушно-гидравлический) привод кроме рабочего и возвратных цилиндров должен содержать мультипликатор для преобразования энергии пара (воздуха) низкого давления в потенциальную энергию рабочей жидкости высокого давления. Парогидравлический (воздушно-гидравлический) привод не экономичен, поэтому несмотря на его некоторые преимущества перед электрогидравлическим в настоящее время применяется только в некоторых устаревших конструкциях гидравлических прессов.
В процессе полного цикла двойного хода подвижной поперечины гидравлического пресса требуются различные значения деформирующей силы, скорости и направления ее перемещения. Поэтому электрогидравлический привод кроме рабочих и возвратных цилиндров, электродвигателя, насоса и рабочей жидкости содержит резервуары для жидкости (сливные баки), регулирующую и распределительную аппаратуру, соединительные трубопроводы и арматуру, а также может включать вспомогательные элементы: баки для жидкости низкого давления (наполнительные), аккумулятор, мультипликатор и маховик.
На рис. 6.12 дана классификация приводов гидравлического кузнечно-штамповочного оборудования, согласно которой электрогидропривод может быть как
213
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.12. Классификация приводов гидравлических прессов
с маховиком, так и без него. Используя накопленную кинетическую энергию, маховик в данном случае обеспечивает преодоление пиковых нагрузок без увеличения мощности электродвигателя. Аккумулятор также позволяет снижать его установочную мощность.
Если в состав электрогидравлического привода включить мультипликатор, то можно создать более компактную конструкцию пресса и осуществить рабочий ход со ступенчатым приложением деформирующей силы, что повысит его экономичность (КПД).
Регулирующая аппаратура позволяет поддерживать постоянную скорость рабочего хода, которая необходима при выполнении некоторых технологических операций, например при прессовании. При использовании насосов с переменной подачей жидкости повышается КПД насосно-безаккумуляторного привода и уменьшается его установочная мощность.
Баки для жидкости низкого давления (наполнительные) обеспечивают прямой холостой ход без расхода жидкости высокого давления, что также способствует повышению КПД привода. Для управления потоками жидкости в гидросистеме привода используют распределительную аппаратуру: клапаны, золотники, вентили и др.
В современных гидравлических прессах привод применяют и для приведения в действие вспомогательных механизмов: стола пресса, механизма выталкивания
214
Глава 6. Типовые конструкции гидравлических прессов
поковки, подачи и удаления рабочего инструмента в процессе ковки или штамповки; механизмов управления (сервопривода) работой элементов гидропривода (золотников, клапанов); механизмов синхронизации, исключающих неравномерность распределения сил на колонны гидравлического пресса и др.
В зависимости от назначения гидроприводы подразделяют на силовые, вспомогательные, приводы управления (сервоприводы) и синхронизации и др. Независимо от назначения все приводы содержат определенные элементы, что позволяет подразделить насосные приводы на аккумуляторные, безаккумуля-торные и мультипликаторные.
Иногда гидропривод, содержащий одноплунжерный насос, называют электромеханическим мультипликаторным, так как он создает в гидросистеме такое же пульсирующее давление, как и мультипликаторный. Однако такое название не отражает его конструктивные особенности, поскольку под мультипликатором понимают устройство, предназначенное для повышения давления рабочей жидкости и содержащее два цилиндра - низкого и высокого давления. Одноплунжерный кривошипный насос имеет только один цилиндр, плунжер которого всасывает жидкость, а затем нагнетает ее в гидросистему. Поэтому так называемый электромеханический мультипликаторный привод относится к разряду насосных.
Привод гидравлического пресса может быть групповым (насосно-аккумуляторная станция) и индивидуальным. Групповой гидропривод позволяет уменьшить общую установленную мощность. Насосно-аккумуляторную станцию располагают в отдельном помещении и связывают с гидравлическим прессом трубопроводом. Наиболее широкое распространение насосно-аккумуляторные станции получили в ковочных прессах, для которых характерны продолжительные технологические паузы, или в мощных гидравлических прессах, где невозможно установить привод на прессе или вблизи его.
Насосный привод. Основной привод, определяющий тип гидравлического пресса, - это силовой насосный, который осуществляет возвратно-поступательное движение рабочего органа - подвижной поперечины (ползуна).
Гидравлические цилиндры (гидродвигатели подвижной поперечины) могут быть поршневыми или плунжерными. Рабочая жидкость в поршневых цилиндрах -минеральные масла, обладающие достаточной вязкостью, что исключает их утечку между поршнем и стенками цилиндра. Плунжерные цилиндры применяют, если рабочая жидкость - водная эмульсия, вязкость которой недостаточная, чтобы исключить утечки через поршень при использовании обычных уплотнительных устройств. Выбор в качестве рабочей жидкости водной эмульсии или минерального масла определяется в значительной степени назначением и конструкцией пресса. Так, в гидравлических прессах, предназначенных для ковки или горячей объемной штамповки, минеральное масло рекомендуют не применять согласно требованиям пожарной безопасности. Однако для прессов с нижним расположением привода и при условии герметичных в пожарном отношении перекрытий (пола) минеральное масло можно использовать в качестве рабочей жидкости.
215
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Основное преимущество минерального масла - применение распределительных устройств и уплотнений более простых конструкций, а также повышенных скоростей без опасности возникновения сухого трения. Можно также увеличивать частоту вращения, что позволяет исключать редуктор, применять насосы ротационного типа с постоянной подачей или бесступенчатым регулированием подачи.
Насосно-аккумуляторный привод. Типовая схема насосно-аккумуляторного привода с одной ступенью нагружения показана на рис. 6.13. Привод содержит источник жидкости высокого давления - аккумулятор 6, рабочий 2 и возвратные 1 цилиндры (гидродвигатель), наполнительный 4 и сливной 7 баки, насос 9, предохранительный клапан 10, распределительную аппаратуру 77, трубопроводы, обратный клапан 8 и компенсатор гидроударов 5.
В дальнейшем участки трубопровода между элементами насосного привода будем обозначать соответствующими цифрами, например: 2-6 - участок трубопровода между рабочим цилиндром 2 и аккумулятором 6. Кроме того, цифры будем использовать в качестве индексов при обозначении различных параметров, например: v2 - скорость подвижной поперечины (плунжера рабочего цилиндра), dx - диаметр плунжера возвратных цилиндров 7.
В исходном положении II (стоп), изображенном на рис. 6.13, рабочий 2 и возвратные 7 цилиндры изолированы от источника питания, следовательно, подвиж-
Рис. 6.13. Типовая схема гидравлического одноплунжерного пресса
216
Глава 6. Типовые конструкции гидравлических прессов
ная поперечина пресса покоится на весу - технологическая пауза. Для совершения прямого холостого хода необходимо рукоятку главного распределителя передвинуть из положения II в положение III. В результате возвратные цилиндры 1 соединятся со сливным баком, подвижная поперечина под действием силы тяжести начнет опускаться, в рабочем цилиндре 2 давление понизится и жидкость из наполнительного бака 4 начнет перетекать в рабочий цилиндр 2, открывая наполнительный клапан 3. После соприкосновения рабочего инструмента с заготовкой необходимо осуществить рабочий ход. Для этого рукоятку главного распределителя необходимо передвинуть еще в положение IV. При этом рабочий цилиндр 2 соединится с аккумулятором 6 и насосом 9, жидкость высокого давления поступит в рабочий цилиндр 2, а наполнительный клапан 3 под действием жидкости высокого давления прижмется к седлу.
Для осуществления обратного холостого хода рукоятку главного распределителя 11 необходимо передвинуть в положение I. В результате рабочий цилиндр 2 соединится со сливным баком, а возвратные 1 - с аккумулятором. Под действием жидкости высокого давления откроется наполнительный клапан 3, рабочий цилиндр 2 соединится с наполнительным баком 4 и подвижная поперечина переместится вверх; жидкость из рабочего цилиндра 2 вытеснится в наполнительный бак 4 и частично на слив.
Аккумулятор в электрогидравлическом приводе, как и маховик в электромеханическом, накапливает энергию во время холостых ходов и технологических пауз и расходует ее в процессе рабочего хода. Наличие аккумулятора позволяет выбирать мощность электродвигателя по средней мощности, расходуемой за рабочий ход, что позволяет снизить установочную мощность.
Недостатком насосно-аккумуляторного привода являются большие потери энергии при выполнении технологических операций, силовой график которых имеет пиковый характер. Если деформирующая сила, необходимая для выполнения технологической операции, меньше номинального усилия, то вследствие перепада давлений в аккумуляторе и рабочем цилиндре увеличивается скорость течения жидкости в трубопроводе. В результате возрастают потери энергии на преодоление местных сопротивлений и по длине трубопровода. Запасенная аккумулятором потенциальная энергия расходуется на нагрев жидкости. Для исключения этого недостатка в конструкции насосно-аккумуляторного привода пресса предусматривают возможность повышения деформирующей силы через определенные интервалы (ступени). Это возможно, если гидропривод имеет не один, а несколько рабочих цилиндров.
Насосно-аккумуляторный привод прессовой установки с тремя ступенями нагружения содержит три рабочих цилиндра 2 и два распределителя: главный 6 и вспомогательный 5 (рис. 6.14).
Для совершения рабочего хода рукоятку главного распределителя 6 необходимо передвинуть в крайнее положение IV. Если рукоятка вспомогательного распределителя 5 будет при этом передвинута в крайнее положение ///, то жидкость
217
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.14. Типовая схема гидравлического трехплунжерного пресса
высокого давления будет поступать только в средний рабочий цилиндр 2. Боковые рабочие цилиндры заполнятся жидкостью из наполнительного бака 4 через наполнительные клапаны 3. В этом случае будет осуществлена первая ступень нагружения.
Если рукоятку вспомогательного распределителя 5 передвинуть в крайнее положение /, то жидкость высокого давления будет поступать в боковые рабочие цилиндры 2, а средний рабочий цилиндр через наполнительный клапан заполнится жидкостью из наполнительного бака. При этом осуществляется вторая ступень нагружения. Для обеспечения третьей ступени нагружения необходимо все рабочие цилиндры соединить с аккумулятором. Для этого рукоятку вспомогательного распределителя 5 необходимо поставить в среднее положение II.
218
Глава 6. Типовые конструкции гидравлических прессов
Для совершения обратного холостого хода рукоятку главного распределителя 6 следует передвинуть в крайнее положение I. В этом случае возвратные цилиндры 1 соединены с жидкостью высокого давления (аккумулятором), а рабочие 2 через наполнительные клапаны 3 - с наполнительным баком 4. Для открытия наполнительного клапана жидкость высокого давления подают под поршень наполнительного клапана.
Работа распределителей 5 и 6 характеризуется диаграммами открытия клапанов, показанными на рис. 6.14.
Современные насосы гидроприводов позволяют создавать давление жидкости 32 МПа. Габаритные размеры гидравлического пресса в плане определяются количеством рабочих цилиндров. Один из путей сокращения размеров - повышение давления жидкости. Для этого в насосно-аккумуляторный привод включают гидравлический мультипликатор давления (рис. 6.15).
В исходном положении II рукоятки управления главным распределителем рабочий 2 и возвратные 1 цилиндры изолированы, подвижная поперечина пресса неподвижна. Чтобы совершить прямой холостой ход, необходимо рукоятку передвинуть в положение III. Для осуществления рабочего хода - первая сту-
Диаграмма
открытия клапанов
Рис. 6.15. Типовая схема гидравлического одноплунжерного пресса с мультипликатором
219
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
пень нагружения - рукоятку нужно передвинуть в положение IV. В этом случае рабочий цилиндр 2 будет соединен с аккумулятором 7. Для создания максимальной силы - вторая ступень нагружения - рукоятка должна находиться в крайнем положении V. В этом случае жидкость из аккумулятора 7 поступает в цилиндр низкого давления мультипликатора 5. В результате плунжер мультипликатора перемещается, и жидкость сверхвысокого давления нагнетается в рабочий цилиндр 2 пресса. Обратный клапан 8 отключает аккумулятор 7.
Для совершения обратного холостого хода необходимо рукоятку главного распределителя 6 передвинуть в крайнее положение I. При этом жидкость из аккумулятора поступает в возвратные цилиндры, а из мультипликатора - на слив.
Насосный безаккумуляторный привод. Такие приводы получили широкое распространение для гидравлических прессов с небольшим номинальным усилием. Безаккумуляторный привод может быть с насосом постоянной или регулируемой производительности.
На рис. 6.16 показан типовой насосный безаккумуляторный привод с насосами постоянной производительности. Основными элементами привода являются рабочий 2 и возвратные I цилиндры (гидродвигатель) и насос постоянной подачи S; распределитель - трехпозиционный главный золотник 6; регулирующие устройства - дроссель с обратным клапаном 3, обратный клапан 4. предохранительный клапан 9; вспомогательные устройства - наполнительный бак; управляющие устройства - двухпозиционные золотники 5 и 7.
Рассмотрим принцип действия привода при работе пресса и во время технологических пауз (держание подвижной поперечины на весу). При прямом ходе
Рис. 6.16. Типовая схема безаккумуляторного привода гидравлического пресса
220
Глава 6. Типовые конструкции гидравлических прессов
(холостом и рабочем) необходимо возвратные цилиндры 1 соединить с наполнительным баком 10. а рабочий 2 - с насосом 8. Главный золотник 6 должен переместиться в крайнее правое положение. Для этого необходимо подать жидкость высокого давления в левую полость золотника, а правую - соединить с жидкостью низкого давления. Тогда золотник управления 5 опускается в крайнее нижнее положение под действием электромагнита, а золотник 7 остается в верхнем положении. Скорость опускания подвижной поперечины при прямом холостом ходе регулируется дросселем 3.
Для поддержания заданной скорости подвижной поперечины необходимо кроме подачи жидкости от насоса 8 дополнительно подавать жидкость через обратный клапан 4 из наполнительного бака 10. При соприкосновении рабочего инструмента, установленного на подвижной поперечине, с заготовкой сопротивление увеличивается. В результате давление жидкости в магистрали возрастает и обратный клапан 4 опускается. Скорость движения поперечины определяется подачей насоса 8. Чем больше деформирующая сила, тем выше давление жидкости при постоянной подаче и больше потребляемая двигателем мощность. Максимальное ее значение соответствует наибольшей деформирующей силе, действующей в процессе выполнения технологической операции.
Отсюда следует, что применение безаккумуляторного привода в гидравлических прессах при пиковых нагрузках приводит к увеличению установочной мощности, хотя позволяет повысить КПД. Это основной недостаток безаккумуляторного привода с насосом постоянной подачи, который ограничивает область использования таких приводов. Для повышения эффективности привода используют несколько насосов с различной производительностью.
Для обратного холостого хода рабочий цилиндр пресса соединяют с жидкостью низкого давления. При этом главный золотник 6 перемещается в крайнее левое положение. Насос 8 подает жидкость в возвратные цилиндры 1 через обратный клапан дроссельного устройства, что снижает потери при течении жидкости через него.
Для осуществления технологической паузы (держание подвижной поперечины на весу) возвратные цилиндры изолируют от источников подачи жидкости. Для этого главный золотник устанавливают в среднем положении, как показано на рис. 6.16. В этом случае рабочий цилиндр 2 также изолирован от насоса 8. а жидкость поступает в наполнительный бак 10 через предохранительный клапан 9.
Безаккумуляторным приводом с насосами постоянной подачи оснащают прессы для ковки, штамповки деталей из листовых материалов вытяжкой, холодного выдавливания и др.
На рис. 6.17 показана схема типового безаккумуляторного привода с насосами низкого и высокого давления постоянной производительности.
Типовой безаккумуляторный привод с насосами регулируемой подачи (и реверсивным потоком) показан на рис. 6.18. Основные элементы гидропривода -цилиндр поршневого типа (гидродвигатель) и насос 5 с регулируемой производительностью и реверсивным потоком, вспомогательное устройство - наполнительный бак 4. регулирующие - обратный клапан 6 и наполнительный клапан 3.
221
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 6.17. Типовая схема безаккумуляторного привода гидравлического пресса с двумя насосами постоянной подачи низкого и высокого давления: 1,2- нижняя и верхняя полости рабочего цилиндра соответственно; 3 - золотниковый распределитель; 4,7 - предохранительные клапаны; 5, 6 - насосы низкого и высокого давления соответственно
Рис. 6.18. Типовая схема безаккумуляторного привода гидравлического пресса с насосом регулируемой подачи
Для совершения прямого (холостого и рабочего) хода насос 5 подает жидкость из нижней полости 1 рабочего цилиндра в верхнюю полость 2. При этом в магистрали, соединяющей насос 5 и верхнюю полость 2 рабочего цилиндра, давление падает и дополнительное количество жидкости через клапан 3 поступает из наполнительного бака 4. После соприкосновения рабочего инструмента с заготовкой давление в верхней полости 2 рабочего цилиндра возрастает, клапан 3 опускается и насос всасывает необходимое для обеспечения заданной скорости количество жидкости через обратный клапан 6 из сливного бака.
Чтобы обеспечить обратный холостой ход, функции нагнетательной и всасывающей полостей насоса 5 меняют местами, в результате создается реверсивный поток жидкости. Насос 5 отсасывает жидкость из верхней полости рабочего цилиндра 2 и нагнетает ее в нижнюю 1. При установившемся снижении давления в верхней полости рабочего цилиндра наполнительный клапан 3 поднимается и жидкость вытесняется в бак 4.
Подача жидкости насосом может изменяться в процессе рабочего хода, что позволяет увеличить экономичность привода в результате постоянства потребляемой мощности, снизить его установочную мощность и обойтись без золотниковых распределительных устройств и дополнительных трубопроводов. Однако стоимость на-
222
Глава 7. Рабочая жидкость и основные уравнения гидродинамики coca со вспомогательным приводом для регулирования подачи жидкости в процессе рабочего хода выше, чем насоса с постоянной подачей и золотниковым распределением для прессов с номинальным усилием свыше 50 МН.
Насосный безаккумуляторный привод с насосами переменной подачи целесообразно применять в прессах, предназначенных для гибки, объемной штамповки, брикетирования, пакетирования и других технологических операций с пиковым характером графика деформирующей силы.
Глава 7. РАБОЧАЯ ЖИДКОСТЬ И ОСНОВНЫЕ УРАВНЕНИЯ ГИДРОДИНАМИКИ
7.1. Характеристика рабочих жидкостей
В качестве рабочей жидкости в приводах современных гидропрессовых установок используют минеральные масла, а чаще водные эмульсии, безопасные в пожарном отношении. Наиболее распространенной водной эмульсией является 1,0... 1,5 %-ный раствор эмульсола марки Э-2 (Б) в воде. Согласно ГОСТ 1975, его изготовляют на основе минерального масла, состоящего из смеси индустриальных масел общего назначения марок И-12А, И-20А, И-ЗОА, И-40А, И-50А и др. с кинематической вязкостью при 50 °C в пределах (17...23) • 10~6 м2/с. Температура вспышки эмульсола не ниже 170 °C.
Из минеральных масел в качестве рабочей жидкости в насосных безаккуму-ляторных гидроприводах наибольшее распространение получили индустриальные масла марок И-20А, И-ЗОА и И-40А. Они обладают высокой вязкостью, что позволяет упростить .конструкцию уплотнительных и распределительных устройств, однако опасны в пожарном отношении, так как имеют сравнительно низкую температуру вспышки.
Рабочие жидкости должны удовлетворять следующим требованиям:
а) не вызывать коррозии и не разрушать уплотнений;
б) не растворять значительного количества воздуха и других примесей, которые при изменении давления или температуры могут выделяться в виде паров;
в) обладать смазывающей способностью, быть химически стойкими;
г) не быть чрезмерно вязкими, чтобы не вызывать больших гидравлических потерь на трение;
д) удовлетворять условиям безопасности в пожарном отношении.
Наиболее важные физические свойства жидкостей - плотность, упругость, вязкость и химическая стойкость.
Плотностью р называют отношение массы М жидкости к ее объему Г:
р = М/Г.
223
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Упругость жидкости характеризуется коэффициентом объемного сжатия рсж, равным относительному изменению объема АГ к соответствующему изменению давления Ар, Коэффициент объемного сжатия рсж - величина, обратная модулю объемной упругости:
в = (7.1)
Рсж к \р V \р р ’ где к - модуль объемной упругости.
Для воды модуль объемной упругости при давлении до 30 МПа можно принять постоянным: к= 2 • 103 МПа, для минеральных масел к = 1,3 ...1,8 ГПа.
Под вязкостью понимают свойство жидкости сопротивляться деформации сдвига. Характеризуют ее константой ц, называемой динамической (абсолютной) вязкостью и определяемой как отношение напряжения сдвига т между двумя соседними слоями жидкости к градиенту скорости сдвига du/dr в направлении, перпендикулярном направлению течения. Для ламинарного потока (рис. 7.1)
т тп<7
ц = —-— =-----у—.
du/dr 4wmax
Единица измерения динамической вязкости - паскаль-секунда (Па с). У воды при 20 °C ц ~ 0,001 Па-с.
Отношение динамической вязкости жидкости ц к ее плотности р называют кинематической вязкостью v:
v =ц/р.
Единица измерения кинематической вязкости - квадратный метр на се-кунду (м2/с).
Вязкость жидкости с повышением давления увеличивается. При высоких давлениях в несколько тысяч мегапаскалей все масла превращаются в твердые
Рис. 7.1. Схема распределения напряжений и скоростей течения в поперечном сечении трубопровода
224
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
тела. Изменение вязкости масла в пределах от 0 до 50 МПа можно определять по эмпирической формуле
= (1+ О,003/?)|д.о,
где \хр - вязкость масла при давлении р\ ц0 - вязкость масла при атмосферном давлении.
Вязкость минеральных масел и водных эмульсий резко уменьшается при дросселировании их с большим перепадом давлений.
Рабочая жидкость в приводе гидропрессовых установок одновременно является смазочным материалом для его деталей. Смазывающие свойства жидкости определяются ее способностью смачивать трущиеся поверхности, образуя прочную защитную пленку, которая предотвращает (особенно при высоких давлениях) сухое трение (см. § 5.4), приводящее к быстрому износу этих поверхностей. Чем выше вязкость рабочей жидкости, тем более прочную пленку она образует, т. е. тем лучше ее смазывающие свойства. Важное свойство рабочей жидкости -химическая стойкость к окислению. Некоторые минеральные масла и водные эмульсии нестойки к кислороду. При попадании воздуха в гидравлическую систему они окисляются и вспениваются. В результате их смазывающие свойства резко ухудшаются. Кроме того, когда рабочая жидкость окисляется, из нее выпадают отложения, загрязняющие гидравлическую систему. При попадании воздуха также происходит уменьшение модуля упругости жидкости, работа насосов ухудшается, а потери энергии возрастают.
7.2. Основные понятия и уравнения гидродинамики
Силы, приложенные к любому выделенному объему жидкости, ограниченному замкнутой поверхностью, подразделяют на две группы - массовые (объемные) и поверхностные.
Массовыми называют силы, отнесенные к единице массы или объема жидкости, например сила инерции или тяжести. Поверхностными называют силы, которые приложены к единице поверхности, ограничивающей рассматриваемый объем жидкости, например давление, сила трения. Поверхностные силы можно представить в виде нормальных и касательных напряжений, приложенных на поверхности объема жидкости. В идеальной жидкости сила трения отсутствует, следовательно, поверхностные силы будут представлены давлением. В этом случае основное свойство гидростатического давления - независимость его от направления - будет справедливо и в гидродинамических условиях. Это означает, что давления в трех взаимно перпендикулярных площадках, проходящих через рассматриваемую точку (рис. 7.2, а\ равны между собой:рх = pv = pz= р. При установившемся течении жидкости или газа изменения массы в рассматриваемом объеме не происходит, что означает равенство объемов втекающей и вытекающей жидкости.
225
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 7.2. Трубка тока и элементарная струйка
Изучение потока жидкости в трубопроводе показало, что ее частицы, расположенные вблизи оси, движутся с большими скоростями, чем частицы, находящиеся у стенок. При рассмотрении гидродинамических явлений выделяют элементарную струйку, размеры поперечного сечения которой бесконечно малы, а значит, скорость ее течения можно принять постоянной. Для определения понятия элементарной струйки дополнительно вводят понятия линии и трубки тока.
Под линией тока в потоке понимают линию, касательные к которой в каждой точке совпадают с направлением вектора скорости. Для установившегося движения линия тока всегда совпадает с траекторией частиц движущейся жидкости, расположенных на ней. При неустановившемся движении частицы жидкости на линии тока находятся одно мгновение.
Трубкой тока называют трубчатую поверхность замкнутого бесконечно малого контура, образующими которого являются линии тока. Жидкость, заполняющая трубку тока, образует элементарную струйку (рис. 7.2, б).
Поток можно рассматривать как совокупность элементарных струек. Сечение трубки тока <7со, перпендикулярное ее образующим, называют живым. В установившемся потоке форма элементарных струек постоянна, а в неустано-вившемся - непрерывно изменяется. При изучении элементарной струйки уравнения Эйлера записывают в так называемой естественной форме. Координатными осями в этом случае будут касательная, главная нормаль и бинормаль к линии тока, причем проекции действующих сил на бинормаль равны нулю. Обозначая направление касательной к линии тока через I (см. рис. 7.2, б), а главной нормали через г и составляя суммы проекций действующих сил, получаем
226
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
1 Эр ди ди ди д (и2
----—------1--и —----1---—
р Э/ dt dl dt Э/^ 2 ?
1 др и2
ёг----Ч” =------’
р dr г
(7.2)
где г - радиус кривизны линии тока.
В данном случае имеем два уравнения с тремя неизвестными (и, р, р), для решения которых необходимо дополнительное уравнение. Таким является уравнение неразрывности, для вывода которого в естественной форме рассмотрим бесконечно малый отрезок dl длины элементарной струйки (см. рис. 7.2, б), ограниченной сечениями (VcOj и <7со2 (см. рис. 7.2, б). Если массовый расход жидкости через сечение обозначить как (p<7g)i, то массовый расход (p<V02 через сечение <7со2 из условия неразрывности струйки будет иметь вид
(р<702 = (pdQ)x + ^-(pdQ)dl.
dl
В общем случае (р = var)
^{dM) = (р№)2 -(Рй?2), = ^-{pdQ)dl. (7.3)
dt dl
Изменение массы может произойти только в результате изменения плотности р и объема элементарной струйки. Секундное приращение массы можно определить по формуле
—(dM) = - —(pdio)dl. (7.4)
dt dt
Из выражений (7.3) и (7.4) имеем
Э Э
_(р£70 + -(р6/(О) = О. (7.5)
dl dt
В общем случае р = р(/, t), и = —, I = l(t). Следовательно, dt
^Р=^Р+^Р^. (7 6)
dt dt dl dt
Продифференцировав уравнение (7.5) и подставив dQ = udv\ и = — и — dt dt
из (7.6), после преобразований получим
<7р Г / j х 9 . z
-£ = р — (б?(0) +—(dQ) dt dt dl
(7.7)
227
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Уравнения (7.5) и (7.7) являются уравнениями неразрывности в естественной форме. Пусть имеет место установившееся течение: —(р<7со) = 0. Тогда, dt
согласно уравнению (7.5),
Ч7(Р^) = 0, о/
или
= p2W2^CO2-
Следовательно, при установившемся движении массовый расход по длине элементарной струйки остается постоянным. При постоянной плотности (р = const) скорости в различных сечениях элементарной струйки обратно пропорциональны площадям «живых» сечений.
В случае неустановившегося движения жидкости при постоянной плотности
(капельная жидкость) имеем — = о. Тогда уравнение неразрывности (7.7) при-dt
мет вид
dt dl
Гидродинамические уравнения Эйлера в естественной форме (7.2) для капельной жидкости можно проинтегрировать и задачу гидродинамики решить с учетом уравнения неразрывности. Согласно рис. 7.2, можно записать
dz
gl = gcosa = -g—. dl
С учетом gl второе уравнение (7.2) можно представить в виде
_э_ di
z + —+ —
I Pg 2g J
1 du g dt
(7-8)
Уравнение (7.8) есть уравнение Бернулли в дифференциальной форме, которое можно интегрировать по длине элементарной струйки:
и.
2 + — + -2_
Pg 2g
2 Л
pg 2g J
1 ди л
--—dl. godf
(7.9)
Для неустановившегося движения уравнение Бернулли справедливо только для двух частиц идеальной жидкости, находящихся на одной линии тока в рассматриваемый момент времени. При установившемся движении оно справедливо также и для одной и той же частицы жидкости, находящейся в двух положениях на траектории, ибо последняя совпадает с линией тока.
228
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
Выражение правой части уравнения (7.9) характеризует инерционный напор, влияющий на изменение энергии элементарной струйки по ее длине, поэтому его можно рассматривать как дополнительный источник энергии при
ди ди ди
— <0 или как дополнительное сопротивление при — > 0. При — = 0 имеет
Э/ dt dt
место установившееся движение. р и2
Выражение z +----h— характеризует гидродинамический напор. При ус
Pg 2g
тановившемся движении идеальной жидкости напор постоянен и равен полной энергии элементарной струйки. Полную энергию (гидродинамический напор) при установившемся движении идеальной жидкости можно рассматривать как сумму ее потенциальной z + p/(pg) и кинетической w2/(2g) энергии. Следовательно, при уменьшении потенциальной энергии на такую же величину возрастает кинетическая энергия, и наоборот.
Рассматривая элементарную струйку реальной жидкости, необходимо учитывать гидродинамические потери, обусловленные возрастающими при течении силами трения между отдельными слоями жидкости. Уравнение Бернулли для реальной жидкости можно записать в виде
где Лпот - гидродинамические потери между двумя сечениями элементарной струйки жидкости.
7.3. Уравнение Бернулли для течения жидкости в трубопроводе
Поток жидкости в трубопроводе может быть ламинарным или турбулентным. При ламинарном течении частицы жидкости перемещаются параллельно оси трубопровода не перемешиваясь. При турбулентном течении частицы пульсируют в поперечном направлении и их траектории являются сложными кривыми. Исследование скоростей в поперечных сечениях потока жидкости в трубопроводе показывает их неравномерное распределение: при ламинарном течении они изменяются по параболическому закону, при турбулентном (местные осред-ненные) - по показательному или логарифмическому.
При определении расхода жидкости обычно пользуются понятием средней скорости и ср, равной отношению интегрального расхода жидкости через поперечное сечение трубопровода к его площади:
= — = xudcti F, ср р J /
1 Г /
229
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
где F - площадь поперечного сечения трубопровода.
Из уравнения неразрывности (7.5) для элементарной струйки, распространенного на весь поток в трубопроводе, следует, что средние скорости обратно пропорциональны площади его поперечного сечения.
Уравнение Бернулли для элементарной струйки жидкости можно распространить на все сечение трубопровода. Для этого необходимо обе части уравнения умножить на массовый расход элементарной струйки dM= риД(д и проинтегрировать по всей площади:
+ + //со
Pg 2g J
Р2 ^2 9 + — + —
Pg 2g
pz/2<Vco
= — [ + f/гпотрг/2б7со.
g^dt
(7.Ю)
Интегралы в левой части уравнения (7.10) выражают напоры потоков в первом и во втором сечениях, а интегралы в правой части уравнения - инерционный напор и потери на преодоление гидравлических сопротивлений соответственно.
В трубопроводах гидродинамический напор представляют в виде суммы потенциальной z + p/(pg) и кинетической и2/(2g) энергий, которыми обладает масса жидкости, равная секундному расходу через поперечное сечение:
Е = £ [u3da). (7.11)
Интеграл р/3<7со можно выразить через среднюю скорость введением коэффи-F
циента Кориолиса а:
Jz/3<Vco = aucp3F. (7.12)
F
Коэффициент Кориолиса а зависит от характера распределения скорости течения по сечению трубопровода. Так, если при ламинарном течении u = u(l-4r2/d2Y то ос = 2 (см. рис. 7.1). Для турбулентного течения при
ос = 1,1
1 fп 1
— —dlpud(ti = +
SfI dt
2
Р Г Э f и2 , 1 р . Э f 2.
— — -----------d(£> dl = ——l— \и dan.
ё 2 J 2 8 dt J
Интеграл ju2dm можно также выразить через среднюю скорость:
F
Jz/2<7cd =
F
(7-13)
(7.14)
230
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
Для турбулентного течения принимают коэффициент р= 1,04, для некоторых случаев ламинарного течения, например, если и = ^тах(1-4г2/б72), Р = 1,33. Коэффициенты аир определяют по опытным данным и характеризуют степень неравномерности распределения скоростей течения по сечению трубопровода.
С учетом уравнений (7.11)—(7.14) выражение (7.10) можно привести к виду 2 2
Z{ +£l+£^pL = Zi +£i + ^₽l + lp^+AnoT.
Pg 2g Pg 2g g dt
Для установившегося движения — = 0.
dt
Критерием перехода от ламинарного течения к турбулентному является число Рейнольдса, которое при течении жидкости в цилиндрических трубах зависит от средней скорости течения wcp, диаметра трубы d и коэффициента кинематической вязкости v:
Re = z/cpd/v.
При Re < 2320 течение ламинарное, а при Re > 2320 - турбулентное.
В трубопроводах гидравлических прессов в большинстве случаев течение жидкости турбулентное, однако при использовании минеральных масел может быть и ламинарным.
7.4. Гидравлические сопротивления в трубопроводах
Гидравлические потери при течении жидкости в трубопроводах определяются силами трения по его длине и местными сопротивлениями. Последние связаны с изменением формы потока при изменении размеров поперечного сечения трубопровода или его изгибе, а также при течении через вентили, краны, клапаны, золотники и т. п. В местных сопротивлениях часть работы, совершаемая действующими на жидкость силами, превращается в теплоту, которая рассеивается.
Экспериментально установлено, что общие потери на преодоление местных сопротивлений в трубопроводе представляют собой арифметическую сумму потерь, вызванных каждым сопротивлением в отдельности. Принцип наложения потерь будет несправедлив при близком расположении сопротивлений. Однако точность этого принципа вполне приемлема для расчета гидравлических систем прессовых установок.
Экспериментальные исследования и производственный опыт показывают, что гидравлические потери по длине трубопровода зависят от средней скорости v потока, диаметра d и длины I трубы, шероховатости А ее поверхности, кинематической вязкости v и плотности р жидкости:
231
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Обозначим / Re,
4 = 1ИкеД
«ср d V d J
gh _ A, I
(7-15)
где X - коэффициент потерь на трение по длине трубопровода. Согласно выражению (7.15), потери напора по длине трубопровода можно
представить в виде формулы Дарси:
X/ w h =------.
d 2g
Для ламинарного течения коэффициент можно определить по формуле
Х= 64/Re.
Экспериментальные исследования, а также результаты эксплуатации реальных трубопроводов показали, что коэффициент трения при турбулентном течении зависит от шероховатости и диаметра трубы:
Л 3,7 d}
Таблица 7.1. Значения коэффициента трения X для турбулентного потока
d, мм X при А, мм d, мм X при А, мм
0,1 0,2 0,3 0,5 0,1 0,2 0,3 0,5
27 0,028 0,034 0,089 0,047 257 0,017 0,019 0,020 0,023
53 0,023 0,028 0,032 0,037 307 0,015 0,018 0,020 0,022
80,5 0,021 0,025 0,028 0,033 357 0,015 0,017 0,019 0,021
100 0,020 0,023 0,026 0,030 402 0,014 0,017 0,018 0,021
158 0,018 0,021 0,023 0,027 468 0,014 0,017 0,018 0,021
205 0,017 0,020 0,022 0,025 257 0,017 0,019 0,020 0,023
В табл. 7.1 приведены значения коэффициента X, рассчитанные по формуле (7.16). Шероховатость А задают в технических условиях на проектирование с учетом эксплуатационных. Его необходимо выбирать с некоторым запасом на случай загрязнения труб, коррозии и т. п. В связи с этим при расчете гидравли
232
Гл ава 7. Рабочая жидкость и основные уравнения гидродинамики
ческих систем прессовых установок рекомендуют для цельнотянутых труб принимать А = 0,2 мм.
Потери удельной энергии на преодоление местных сопротивлений вычисляют по формуле
где ^м.с ~ коэффициент потерь удельной энергии в местном сопротивлении.
Коэффициент местного сопротивления с зависит от его формы, шероховатости поверхности, степени открытия запорного устройства, числа Рейнольдса и др. Коэффициент с обычно относят к скорости потока перед местным сопротивлением. На основании принципа наложения общие потери для трубопровода при последовательном расположении всех видов сопротивлений можно представить в виде
1 и 2 и 2
d 2g i~‘ 2.g
7.5. Ударные явления в гидроприводе прессовых установок
Быстрое открытие и закрытие клапанов золотников высокого давления, переход от холостого хода к рабочему, внезапный останов плунжера или внезапное изменение сопротивления со стороны заготовки (резка, пробивка и др.) вызывают в гидроприводе прессовых установок резкое повышение давления жидкости -гидравлический удар. Происходящее при этом сотрясение трубопроводов приводит к нарушению уплотнений, а иногда даже к разрыву трубопроводов или других элементов гидропривода. При гидравлическом ударе образуются области повышенного и пониженного давления, перемещающиеся по длине трубопровода. Впервые гидравлический удар в трубопроводах изучил Н.Е. Жуковский.
Для исследования явления гидравлического удара используют уравнение движения (7.2) и уравнение неразрывности (7.5):
1 др _ ди Э (wV .
р dl dt Э/ < 2 J
^-(pdco) + ^-(p472) = 0.
dt dl
При решении этих уравнений принимают следующие допущения:
1) течение жидкости в трубопроводе ламинарное, т. е.
иг = = 0;
233
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
2) распределение скоростей по сечению трубопровода постоянно: щ = и (идеальная жидкость);
3) составляющая ускорения от силы тяжести в направлении течения жидкости равна нулю: gz = 0;
4) уравнение неразрывности распространяется на все сечение трубопровода, которое является постоянным (dt$F = const);
5) стенки трубопровода абсолютно жесткие;
6) изменение скорости течения жидкости в трубопроводе в момент гидравли-du д (и2> ческого удара велико по сравнению с изменением ее по длине: —»— — , dt dl\2 }
л ( 2 А ди следовательно, в первом уравнении (7.2) слагаемым — — можно пренебречь;
Э/1^ 2 J
7) изменение скорости течения жидкости по длине трубопровода велико по du Эр
сравнению с изменением ее плотности по длине: — »
С учетом этих допущений и после преобразования формулы (7.2) и (7.5) можно представить в виде
1 др ди
г +— = 0; dt
р dl
Эр ди _ -1- + р— = 0. dt dl
(7.17)
(7.18)
Переходя к бесконечно малым изменениям плотности и давления
9Р D
= РсжР
Эр
или, учитывая изменение плотности и давления во времени, согласно уравнению (7.1), имеем
= Р„р^. Э/ сж Э/
(7.19)
Решая совместно уравнения (7.18) и (7.19), получаем
Q Эр ди п
(7.20)
В результате проведенных преобразований имеем систему дифференциальных уравнений в частных производных (7.17) и (7.20) с двумя неизвестными pnv. Для ее решения необходимо исключить одно из неизвестных. Так, для исключе
234
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
ния v из уравнений (7.17) и (7.20) продифференцируем (7.17) по /, а (7.20) - по t и вычтем второе уравнение из первого. После преобразований получаем
й2.^£_ЕГ£ (7.21)
Э/2 Э/2
где а = 1/л/РсжР = const.
Аналогично находим
й2э^__э^ = 0 Э/2 Э/2
Интегралы уравнений (7.33) и (7.34) можно представить в виде
р = Ро+ф (' - z/tf)+^ ('+; С7-23)
и =-Uq +(p(z -//a) + \\f(t + 1/а\ (7.24)
где р0, - соответственно начальные (до удара) давление и скорость жидкости;
Ф, Т, ф, ф - произвольные функции от (t-l/а) или (t + 1/а), выражающие изменение давления или скорости по длине трубопровода во времени и удовлетворяющие граничным условиям.
По выражениям (7.20), (7.22) и (7.23) можно установить соотношения между произвольными функциями Ф и ф, Т и 1|/:
ф+'р=(ф-у)/(рсжа).
Учитывая это соотношение и заменяя (-и) на и. для уравнений (7.23) и (7.24) получаем следующие выражения:
Р = /’о+Р°[ф(?-I/ + 1/ «)];
и = uQ -[ф(7-//б7) + ф(^ + //б7)^, (7.25)
которые являются основными для исследования явлений гидродинамического удара в трубопроводах.
Для выяснения физического смысла функций ф и ф, а также величины а предположим, что ф = 0 и в некоторый момент времени tx в трубопроводе на расстоянии 1Х от места его перекрытия установилось ударное давление р. Такое же давление будет на расстоянии /2 в момент времени Z2:
ф(/,-/]/а) = ф(/2-/2/а). (7.26)
Отсюда находим
72 — ~ ^1)*
235
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 7.3. Трубопровод рабочий цилиндр-аккумулятор
Следовательно, ударное давление распространяется по трубопроводу с постоянной скоростью а. Функция ф характеризует распространение ударного давления в направлении удара, т. е. прямую волну. Полагая теперь ф = 0, аналогично находим, что функция ф характеризует волну, которая движется в сторону, обратную распространению ударной, т. е. волну гашения.
Таким образом, согласно уравнению (7.25), в общем случае давление в любом сечении трубопровода при гидравлическом ударе складывается из алгебраической суммы трех давлений: первоначального pQ и давлений от распространения прямой волны и вол-
ны гашения. В общем случае прямая волна, возникая у перекрытия сечения -распределителя 2 (рис. 7.3), - распространяется по трубопроводу в сторону рабочего цилиндра 1 и аккумулятора 3. При t < L/a волна гашения отсутствует и ф = 0.
К сечениям, расположенным на расстоянии I > at, ударная волна не успела дойти, и давление здесь равно первоначальному р0. В аккумуляторе и в сечении на входе в трубопровод всегдар = р0, поэтому в любое время t>L/a
ф (Г + L/a) = ф (Г - L/a). (7.27)
Подставив в формулу (7.27) величину t= L/a, найдем
ф(2Л/я) = ф(0).
Функция волны гашения, возникающей при t = L/a в трубопроводе, численно равна функции ударной волны, возникающей при t = 0 и I = 0, т. е. в сечении перекрытия трубопровода. Уравнение (7.27) справедливо для любого момента времени и его можно представить в виде
ф (Г + l/а) = ф [t - 2(Z -1)/а -l/a\. (7.28)
Следовательно, волна гашения повторяет ударную волну в любом сечении трубопровода, существовавшую там раньше на время
2(Д-Г)/а.
Например, при входе в трубопровод у аккумулятора I = L и Az = 0, т. е. одновременно с приходом ударной волны появляется волна гашения, которая является ее отражением. В сечении перекрытия трубопровода волна гашения появляется от начала удара через время
\t = 2L/a = T.
236
Глава 7. Рабочая жидкость и основные уравнения гидродинамики
Функция волны гашения имеет противоположный знак, поэтому эффект волны гашения будет противоположным эффекту ударной волны. Например, при I = 0 и t= 2L/ а
Р =Ро + Р«[ф(О)-V (2А/а)].
Согласно выражению (7.25),
у(2£/а) = <р(0) = 0,
а значит, р =р0. Следовательно, через время /= 2L/a давление в сечении перекрытия будет равно начальному. Однако на этом явление удара не прекращается. На основании зависимостей (7.25) и (7.28) давление и скорость у перекрытия в любой фазе удара можно выразить в виде
рй-р0 = р«(фй-фй-1);
мй-«о = -фй-ф»-ь С7-29)
где п - число перекрытий.
При решении системы уравнений (7.29) имеем
2ф„ра = (р„ - р0) - pa(w„ - w0);
2фй-1 Ро = ~(р„ - Ро) ~ Ра(ип ~ «о)-
Подставляя в первое уравнение (п - 1) вместо п и приравнивая правые части выражений для 2(р„_ь находим
(Рп - Ро) + (Рп - Ро) = ра(рп-1 - ип),
ИЛИ
Рп - Ро = РФп-\~Un)~ (Рп- 1 - Ро)-
Отсюда следует
Pi - Ро = Рй(мо - Mi);
Рз - Ро = Р«(«1 - из) ~ (Pi ~ Ро)',
Рз~Ро = Р«(м2 - «з) - (Рз - Ро)-
Рп~Ро = P«(»«-i - ««) - (Рй-1 - Ро)-
Подставляя разности давлений, найденные из предыдущих уравнений, в последующие, окончательно получаем
Pi ~Ро = Ра(ио - и});
Рз~Ро = Р«[(м1 - из) ~ (ио - «1И;
237
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рз-Ро = р«[(«2 - щ) - («1 - «2) + («о - «1)];
Рп-Ро = ра[(ип_1 -и„)-(ип_2-ип^) + ... ± (w0 - w,)].
Таким образом, результирующее повышение или понижение давления в любой фазе удара определяется как алгебраическая сумма выражений:
Р-Ро=Р^±(ип_}-ип).
п — \
При мгновенном перекрытии трубопровода надо полагать их = и2 = ... = ип = 0. Тогда
Рп- /’о = Рй'(-1)"+Ч-
Глава 8. ТИПОВЫЕ КОНСТРУКЦИИ УЗЛОВ ГИДРОПРИВОДА
8.1. Насосы
В приводах КШМ применяют насосы высокого давления - кривошипно-, рота-ционно- и эксцентриково-плунжерные, которые нагнетают жидкость до давлений свыше 10 МПа, а также насосы среднего давления - лопастные, шестеренные, винтовые и центробежные, которые в основном используют для создания давлений до 10 МПа (при более высоком давлении резко снижается их объемный КПД).
Кривошипно-плунжерные насосы. Эти насосы используют в индивидуальном и групповом приводах гидравлических прессов. Они работают с любой жидкостью: с водой, минеральным маслом и др.
Кривошипно-плунжерный насос (рис. 8.1) состоит из насосной камеры 2 с входящим в нее через сальник плунжером 6 и кривошипно-шатунного механизма. Камера с одной стороны имеет всасывающий клапан 7, а с другой - нагнетательный 3. Перед всасывающим клапаном 7 расположена труба, подводящая жидкость через фильтр 8 и воздушный клапан 7 в насосную камеру 2, а после нагнетательного клапана 3 - напорная труба 5, отводящая жидкость. Плунжеры располагают вертикально или горизонтально. В насосе простого действия жидкость нагнетается при движении плунжера (поршня) только в одном направлении и всасывается при обратном. В насосе двойного действия жидкость нагнетается при движении плунжера (поршня) в обоих направлениях. Насос двойного действия, как правило, поршневой, всасывает и нагнетает обеими сторонами плунжера, благодаря чему его производительность увеличивается, а подача становится более равномерной за полный оборот кривошипного вала.
238
Глава 8. Типовые конструкции узлов гидропривода
Рис. 8.1. Схема кривошипно-плунжерного насоса
Плунжерные насосы применяют во всех случаях, когда необходимо создать высокое давление при малой вязкости нагнетаемой жидкости, а поршневые -для низких давлений. Последние требуют уплотнения поршня, так как жидкость может просачиваться через него из нагнетающей камеры во всасывающую.
Действительный объем жидкости, подаваемой насосом, всегда меньше расчетного (теоретического). Отношение количества действительно поданной жидкости £)д к расчетному Q называют объемным КПД или коэффициентом подачи насоса:
Лоб = QJQ-
Разница между расчетной и действительной подачами жидкости насоса зависит от утечек в результате запаздывания открытия и закрытия всасывающего и нагнетательного клапанов, отсутствия плотной посадки клапана в седло, утечек через сальник и других причин. Объемный КПД кривошипно-плунжерных насосов, применяемых в приводе гидравлических прессов, равен 0,92...0,94. Для его повышения на всасывающей магистрали насоса устанавливают воздушный колпак 7 (см. рис. 8.1) или создают некоторый напор, для чего используют насос низкого давления (например, центробежный). Назначение воздушного колпака состоит в том, чтобы уменьшить длину всасывающего трубопровода, а значит, уменьшить инерционные силы и потери на трение по длине трубопровода при всасывании. При этом всасывание жидкости происходит из воздушного колпака, в результате давление в нем становится ниже ат-
239
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ мосферного и жидкость из резервуара самотеком устремляется в него, чтобы восстановить прежний уровень.
Воздушный колпак 4 устанавливают также и на напорной трубе 5, благодаря чему устраняют опасность разрыва струи в напорной магистрали. При этом уменьшается геометрическая высота напора в результате увеличения потерь на трение в более длинной магистрали, появляется возможность увеличения частоты вращения кривошипного вала в связи с уменьшением инерционного напора.
Воздушные колпаки для наиболее эффективного их действия устанавливают по возможности ближе к плунжеру, кроме того, в колпаке необходимо поддерживать определенный объем воздуха. Избыток воздуха удаляют через всасывающие трубы, которые имеют небольшие отверстия. Размеры этих отверстий сделаны с таким расчетом, чтобы воздух не засасывался большими порциями для предотвращения гидравлических ударов.
Воздушный колпак на напорной магистрали должен быть достаточно прочным ввиду возможных повышений давления при пуске насоса. Находящийся в напорном колпаке воздух частично растворяется в жидкости при высоких давлениях. Для поддержания постоянного объема воздуха в напорном колпаке недостаточно воздуха, засасываемого из всасывающего колпака, поэтому для крупных насосов дополнительно устанавливают воздушные компрессоры.
Для периодического отключения насосной камеры от всасывающей и нагнетающей магистралей применяют самодействующие клапаны. Их размеры и высоту подъема определяют по допустимым скоростям течения жидкости в клапане. Работа клапанов при определенных количествах ходов плунжера в минуту сопровождается стуком. Частоту вращения кривошипного вала насоса, при которой возникает стук клапанов, называют критической. Из-за рассогласования открытия и закрытия клапанов при движении плунжера подача жидкости становится неустойчивой, возрастают утечки, возможен разрыв струи. Все это приводит к быстрому износу деталей клапанов.
Согласно данным И.И. Куколевского, стук клапанов зависит от скорости их посадки в седло и возникает при скорости 50...60 мм/с. В связи с этим за критерий стука было принято произведение угловой скорости кривошипного вала насоса на максимальную высоту подъема клапана, равное критической скорости его посадки в седло:
C0/?max-50...60, (8.1)
или
^тах = 500... 600,
где и - частота вращения кривошипного вала. Формула (8.1) является довольно простой и в то же время обеспечивает необходимую точность расчетов.
В зависимости от количества насосных камер и плунжеров насосы подразделяют на одно-, двух- и трехплунжерные. В многоплунжерных насосах плун-
240
Глава 8. Типовые конструкции узлов гидропривода
жеры располагают параллельно, а кривошипы устанавливают под различными углами, чтобы обеспечить наиболее равномерную подачу жидкости. Наиболее распространены трехплунжерные насосы с кривошипами, расположенными под углом 120° один относительно другого. Такая последовательность работы плунжеров обеспечивает наибольшую равномерность подачи жидкости в процессе полного оборота кривошипного вала. Для определения перемещения плунжера насоса используют выражение
S = R [(1 - cos а) + 0,25Х (1 - cos 2а)],
где R - радиус кривошипа; Х = R/1 - отношение радиуса кривошипа к длине шатуна. Скорость и ускорение плунжера вычисляют по формулам
v = co7?(sina + 0,5Xsin2a);
j = co27?(cosa + Xcos2a).
Средняя подача жидкости (производительность) плунжерного насоса
с _ zFn^R _ zFwnR л 30 ’
где z - число плунжеров; FnjI - площадь поперечного сечения плунжера.
Мгновенная производительность плунжерных насосов определяется скоростями перемещения плунжеров. Например, для трехплунжерного насоса
01мг = /?mi(:a^(sinoc + 0,5Xsin2a);
Спмг = FnnmR[sin (а + 120°) + 0,5Xsin 2(а +120°)];
вшмг = F^R [sin (а + 240°) + 0,5Хsin 2(а + 240°)].
На рис. 8.2 показано изменение подачи жидкости каждым плунжером трехплунжерного насоса за один оборот. На рисунке видно, что на участке поворота кривошипного вала от 0 до л/3 мгновенная подача жидкости суммируется из подач I и III плунжеров. Подачи жидкости будут также суммироваться на участках от 2 л/3 до л и от 4л/3 до 5 л/3. На участке от 0 до л/3 суммарная мгновенная подача
мг = со/? [sin a + 0,5Хsin 2(a +120°) + sin (a +1200) + 0,5Хsin 2a]. (8.2)
Для определения максимальной подачи жидкости насосом необходимо производную выражения (8.2) приравнять нулю. Например, максимальная подача трехплунжерного насоса на участке от 0 до л/3
С?мг max —* FnjI СОТ?.
241
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.2. Изменение подачи трехплунжерного насоса за один оборот кривошипного вала
Для упрощения расчетов было принято, что X = 0. Аналогично можно найти максимальную подачу жидкости при углах ос=5тс/6 и 9тг/6. Наименьшая подача жидкости будет при углах ос = 0, тг/3, 2тг/3 и т. д.
Наименьшую подачу жидкости при X = 0 определяют по формуле
eMrmin = (V3/2)Fnjl(n7?.
Относительная неравномерность подачи жидкости g — бмгтах бмггснп бор
Для трехплунжерного насоса при X = 0
g — бмгтах ~~6мгггнп _ ~ УЗ/2 _ q ।
Sep 3/7Г ’ ’
что является вполне удовлетворительным для гидравлических прессов. Аналогично можно определить относительную неравномерность подачи жидкости при
242
Гл а в а 8. Типовые конструкции узлов гидропривода
любых других значениях X. С увеличением X относительная неравномерность подачи возрастает.
При расчете и конструировании насосов важными параметрами являются длина и средняя скорость хода плунжера. Эти параметры выбирают на основании рекомендаций, установленных по данным экспериментальных исследований и опыта эксплуатации насосов:
5 = (l,2...3,0)J; vcp < 3 м/с.
При скоростях движения плунжера более 3 м/с происходит быстрое изна-шивание уплотнений. Рекомендуемая частота вращения кривошипного вала кривошипно-плунжерного насоса ограничивается его неустойчивой работой (стуком клапанов), ее устанавливают в пределах 95... 180 об/мин.
Мощность на кривошипном валу насоса определяют по формуле
Л об^1 мех
где Г|мех - механический КПД насоса, значение которого при расчетах принимают равным 0,80...0,85.
Мощность электродвигателя рекомендуют выбирать на 10... 15 % выше расчетной, учитывая электрические потери и неравномерность подачи жидкости.
Конструкция кривошипно-плунжерного насоса с тремя плунжерами показана на рис. 8.3. Станину 1 изготовляют из чугунного литья весьма массивной для погашения вибраций, вызываемых неравномерным поступательным движением плунжеров. При выборе размеров станины определяют напряжения от растяжения силой, равной суммарной силе на плунжерах. Допустимое напряжение устанавливают из условия расчета на жесткость и принимают [а] = 8 МПа. Криво-
Рис. 8.3. Конструктивная схема кривошипно-плунжерного насоса
243
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
шипный вал 2 изготовляют кованым из стали 45, допустимое напряжение при расчете на кручение и изгиб [о] = 50 МПа. Опорами вала являются подшипники скольжения или качения (роликовые подшипники).
Шатуны 3 и ползуны 4 изготовляют ковкой или литьем из стали. Длину шатуна рекомендуют принимать не менее пяти радиусов кривошипа (/ > 57?). Направляющие ползуна 5 могут быть плоскими или цилиндрическими. Допустимое давление |/>] = 0,2 ...0,3 МПа. Направляющие обычно являются сменными, что позволяет регулировать зазор по мере их износа. Плунжеры 6 изготовляют из легированной коррозионно-стойкой стали марок 3X13 и 2X13. Поверхность плунжера твердая и зеркально-гладкая. Соединение плунжера с ползуном должно позволять его регулировку при монтаже в радиальном направлении. Блок цилиндров 7 выполняют кованым из стали 30; клапаны, седла, пружины и крепежные детали изготовляют из коррозионно-стойкой стали.
При использовании кривошипных плунжерных насосов в безаккумулятор-ном приводе необходимо предусмотреть возможность перевода его на холостую работу в конце рабочего хода, когда расход жидкости прессом прекратится.
Всасывающая труба должна иметь фильтр, площадь проходного сечения которого в шесть раз больше, чем сечение трубопровода.
Ротационно-плунжерные насосы. Эти насосы могут быть с радиальным и аксиальным расположением плунжеров. Конструктивная схема ротационноплунжерного насоса показана на рис. 8.4. Рабочие цилиндры 2 ротора 7 с плунжерами 3 вращаются вокруг неподвижной оси, которая имеет распределительные окна 5 и 6 с осевыми каналами, соединяющими рабочие цилиндры 2 соответственно всасывающим и нагнетающим трубопроводами. При вращении ротора 7, расположенного эксцентрически относительно барабана 5, рабочие плунжеры будут совершать возвратно-поступательное движение в радиальном направлении, производя всасывание и нагнетание жидкости. Эксцентриситет может изменяться при повороте барабана 8 вокруг оси 4 под действием сервопривода 7.
Радиальные ротационно-плунжерные насосы более компактны по сравнению с кривошипными при одинаковой производительности. Их можно устанавливать непосредственно на прессе. Применяют эти насосы для подачи жидкости при давлениях до 25 МПа. При дальнейшем увеличении нагнетаемого давления резко возрастают утечки через радиальный зазор между неподвижной (распределительной) осью и ротором, а также нагрузки на ось. Ротационно-плунжерные насосы работают только на масле, имеющем более высокую вязкость по сравнению с водными эмульсиями. Для повышения производительности рабочие цилиндры насоса можно устанавливать в несколько рядов.
Ротационно-плунжерные насосы строят для подачи жидкости высокого давления с расходом до 1000 л/мин. В их конструкциях предусмотрено перемещение ротора относительно барабана, т. е. возможно изменение эксцентриситета, а следовательно, и производительности насоса. При выборе размеров окон и каналов всасывания для насосов без принудительной подкачки необходимо 244
Глава 8. Типовые конструкции узлов гидропривода
Рис. 8.4. Схема ротационно-плунжерного насоса с радиальным расположением плунжеров
245
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.5. Схема сил, действующих на плунжер ротационно-плунжерного насоса
исходить из скорости течения жидкости, которая должна быть не более 2...3 м/с, а в окнах и каналах нагнетания - не более 5... 10 м/с.
Для определения силы, действующей на плунжер, и крутящего момента на валу ротора рассмотрим схему, приведенную на рис. 8.5. Равнодействующую давления жидкости на поршень
Р= (л<72/4)р
(где d - диаметр плунжера; р - давление жидкости) можно разложить на две составляющие - тангенциальную Рх и радиальную Рп по отношению к оси барабана:
Px = Ptg ₽; P„ = P/cosp, (8.3)
где р - угол между осью плунжера и радиусом барабана.
Выразив Р через угол X поворота ротора:
7? sin а . п е .
— =-----, или sin р=—sin ос,
е sin Р R
и подставив его в формулы (8.11) и (8.12), находим
PT=Ptg[arcsin(e//?sina)]; Рп =----г---. ----г. (8.4)
cos|_arcsin (e/R sin a) J
Из выражений (8.4) следует, если a = 0 или л, то Рг = 0 и Рп = 0 = Рп тах = Р, если же а= л/2, то Р, = /\тах и Рп = P„min.
246
Глава 8. Типовые конструкции узлов гидропривода
Чтобы уменьшить давление между трущимися поверхностями ротора и распределительной оси, используют гидравлическую разгрузку, для чего по обе стороны распределительных окон делают круговые канавки. Через зазор между ротором и осью жидкость проникает в канавки и давление жидкости выравнивается.
Крутящий момент на валу ротора есть сумма произведений сил Pxi на соответствующие радиусы pz, которые являются переменными. Согласно рис. 8.5,
pzг = е + R - х, (8.5)
где
х = (е + R) - (е cos а + R cos Р);
cosP = -^l-(e/T?)2sin2a = l-0,25(e/7?)2(l-cos2a). (8.6)
Подставив выражение для cos Р в соотношения (8.6) и (8.5), после преобразований получим
х = е
1н-------- cos ан----cos 2а
47?) I 47?
(8.7)
р=е
е _ ] R е
cosoc + —cos 2а +------------
47? J е 47?
Результирующий крутящий момент
М ~ T^iPi + Т2р2 + ... = ^Рх1р{.
Результирующий момент является сложной гармонической функцией с частотой колебаний, равной произведению частоты вращения ротора и числа цилиндров z при четном количестве цилиндров либо удвоенному их произведению при нечетном количестве. Неравномерность крутящего момента определяют по следующим выражениям:
Az = tc2/8z2
для нечетного числа цилиндров и
Az = tc2/2z2
для четного их числа. Неравномерность крутящего момента у насоса с десятью плунжерами такая же, как у насоса с пятью плунжерами. Для насоса с пятью плунжерами минимальный крутящий момент
М = 0 94М
При вращении ротора насоса с постоянной угловой скоростью плунжер совершает возвратно-поступательное движение, скорость и ускорение которого могут
247
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
быть определены следующим образом. Скорость относительного поступательного движения плунжера находим дифференцированием уравнения (8.7) по времени:
dx dx da dx ( . e . _ ]
v„T = — =-----= —co = coe sina +—sin2a .
dt da dt da ( 27? J
(8.8)
Полное ускорение любой точки плунжера складывается из геометрической суммы трех ускорений: относительного в направлении оси плунжера, переносного (вращательного) и ускорения Кориолиса (поворотного).
Относительное ускорение определяют дифференцированием выражения (8.8) по времени:
c7vOTH 2 I е -/.тн =—— =w е\ cos ан—cos 2а , dt \ R )
причем оно направлено по оси от центра.
Переносное ускорение точки А плунжера равно произведению радиуса р и квадрата угловой скорости и направлено по оси плунжера к центру:
2 2 I е . R е
/п =со р = со е\ cosa +—cos2a-i-----
Jnep I 47? e 47?
Поворотное ускорение центра тяжести плунжера направлено перпендикулярно его оси в противоположную вращению ротора сторону при движении плунжера к центру и в направлении вращения ротора при его движении в обратном направлении:
Упов = 2«vc™ sin Y,
где у - угол между осью ротора и направлением относительной скорости плунжера v0TH, 90°. Следовательно,
2а- е • I
/пп = со е 2sinoc +—sin2a .
J НОВ I \
Зная ускорения, можно определить значения и направления инерционных сил при работе насоса.
Теоретическая средняя подача насоса за один оборот
_ nd2 nd2 Qcp= zh—=ze—,
а за единицу времени
_ 3OrccZ2zeco ,2
О. n =-----------= I5zed co.
cp 2л
248
Гл ава 8. Типовые конструкции узлов гидропривода
Действительная средняя подача всегда является меньше расчетной в связи с утечкой жидкости:
Qj\ ~ Л об
где Т|об = 0,85 ...0,95 для радиальных ротационно-плунжерных насосов.
Мгновенная подача жидкости одним плунжером пропорциональна относительной скорости его движения:
I & ।
2мг=уОтн/ sina +—sin2a .
МГ ОТН J J I 2-2? /
Суммарная мгновенная подача всех плунжеров, находящихся в нагнетательной полости,
2мг =
е . . е .
sinai +—sin2a, + sina? +—sin2a?
1 27? J V 27?
где a19 a2, ... - углы, образованные осями плунжеров по отношению к первоначальному положению, соответствующему наибольшему эксцентриситету.
Чем больше плунжеров, тем меньше амплитуда пульсаций. Равномерность подачи жидкости выше при нечетном количестве плунжеров. Относительная неравномерность подачи
g _ S max Smin Sep
При наличии пяти плунжеров относительная неравномерность подачи ротационно-плунжерного насоса составляет около 5 %.
Колебания подачи жидкости сопровождаются колебаниями ее давления, причем амплитуда колебаний давления всегда выше, чем амплитуда колебаний подачи.
Мощность на валу ротора насоса
PQ _\5zed2&p
П обП мех П мех
где Пмех = 0,94...0,96.
Конструкция ротационно-плунжерного насоса со свободно перемещающимися плунжерами показана на рис. 8.6.
Ротационно-плунжерный насос имеет литой корпус 4. в котором расположен барабан 5 с вращающимся ротором 6; блок цилиндров 7 с плунжерами 8; неподвижную ось с распределительными каналами - нагнетающим 9 и всасывающим 70; приводной вал 2; муфту 3 и шестеренный насос 7.
При вращении приводного вала 2 вращается блок цилиндров 7 с плунжерами 8. При эксцентричном расположении осей блока цилиндров и барабана плунжеры перемещаются в радиальном направлении, производя всасывание жидкости из
249
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.6. Конструктивная схема ротационно-плунжерного насоса
каналов 10 и нагнетание ее в каналы 9. Для повышения объемного КПД во всасывающие клапаны жидкость подают под давлением от шестеренного насоса 1.
Ротационно-плунжерные насосы с регулированием подачи позволяют более эффективно использовать установочную мощность электрогидравлического привода. Наиболее эффективным будет использование установочной мощности при условии pQ = const.
Насос, у которого в процессе эксплуатации соблюдается условие pQ = const, называют идеальным. При этом зависимость между давлением и подачей жидкости имеет вид равносторонней гиперболы. Наиболее приближенными к идеальным являются ротационно-плунжерные насосы с автоматическим регулированием подачи, линейно зависящей от давления.
250
Гл ава 8. Типовые конструкции узлов гидропривода
Рис. 8.7. Схема автоматического регулирования подачи жидкости радиально-плунжерного насоса
Простейшее устройство для автоматического регулирования подачи по давлению изображено на рис. 8.7. Под действием пружины 3 барабан 1 поворачивается вправо до упора 4. подача жидкости при этом максимальная. При повышении давления жидкости в нагнетательной магистрали поршень сервопривода 2 перемещается влево. В результате изменяется эксцентриситет ротора, а следовательно, и подача. Такое устройство позволяет получить линейную или криволинейную зависимость подачи жидкости от ее давления в соответствии с характеристикой пружины. Если характеристика пружины линейная, то изменение подачи от давления будет также линейным. Применяя фасонные пружины, можно получать любые зависимости силы от их осадки, а значит, и зависимости давления жидкости от ее подачи. Используя две или несколько пружин с разными упругими характеристиками, можно создать насос с характеристикой, близкой к идеальной.
На рис. 8.8 показана конструктивная схема ротационно-плунжерного насоса с аксиальным расположением плунжеров, состоящего из распределительного диска с нагнетающим и всасывающим каналами, блока цилиндров 6 с плунжерами 7, вала 8 с ведущим диском 2 и шпонкой 3. Блок цилиндров закреплен неподвижно в корпусе насоса штифтом 5, на котором установлен распределительный диск 7.
Принцип действия насоса состоит в том, что при вращении вала установленный под углом ведущий диск, вращаясь, перемещает плунжеры 7, благодаря чему происходит всасывание и нагнетание жидкости. У рассмотренного насоса угол наклона
251
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.8. Конструктивная схема ротационно-плунжерного насоса с аксиальным расположением плунжеров
ведущего диска 2 можно изменять посредством рычажной системы 4. которая приводится в действие от рукоятки управления или от сервоцилиндра, связанного с напорной магистралью. При изменении давления в напорной магистрали изменяется угол наклона ведущего диска, а следовательно, и подача насоса.
Часто в конструкциях ротационно-плунжерных насосов с аксиальным расположением плунжеров не предусмотрено изменение угла наклона ведущего диска. Такие насосы являются нерегулируемыми.
Ротационно-плунжерные насосы с аксиальным расположением плунжеров работают при высоких давлениях (до 42 МПа) и больших подачах (до 800 л/мин). Число цилиндров в блоке обычно семь или десять. Максимальный угол наклона между осями цилиндров и диска не превышает 20°.
Эксцентриково-плунжерные насосы. В насосном приводе гидравлических прессов все более широкое использование получают эксцентриково-плунжерные насосы для создания давлений 30...40 МПа. Они работают в комбинации с насосами низкого давления, например шестеренными, у которых рабочей жидкостью является минеральное масло, а переключение осуществляется автоматически.
Конструктивная схема эксцентриково-плунжерного насоса приведена на рис. 8.9. Основные детали этого насоса: корпус 7, наполненный минеральным маслом, эксцентриковый вал 2, плунжеры 4, всасывающие 3 и обратные 5 клапаны.
252
Гл ава 8. Типовые конструкции узлов гидропривода
Рис. 8.9. Конструктивная схема эксцентриково-плунжерного насоса
При вращении эксцентрикового вала 2 плунжеры 4 перемещаются. При ходе вверх под действием пружины открывается всасывающий клапан 3 и жидкость заполняет освобождающийся в цилиндре объем. При ходе вниз эксцентрик закрывает клапан 3 и перемещает плунжеры 4. при этом жидкость из нижней полости цилиндра через обратный клапан нагнетается в магистраль. Рабочая жидкость в корпусе насоса находится под избыточным давлением до 0,01 МПа. Объемный КПД этих насосов Т]^ = 0,5...0,6. Эксцентриково-плунжерные насосы с подачей жидкости до
1000 л/мин можно использовать в приво
дах крупных гидравлических прессов.
Лопастные насосы. Применяют эти насосы для нагнетания жидкости до давлений 7,5 МПа, при этом объемный КПД насоса Г|об = 0,84...0,93. Лопастные насосы могут быть простого и двойного действия. На рис. 8.10 показана схема лопастного насоса двойного действия. При вращении ротора 1 лопасти 2 под действием центробежной силы и давления жидкости, подводимой в пазы ротора из нагнетательной полости, прижимаются к внутренней фасонной поверхности статора 6. При этом рабочая жидкость вса-
Рис. 8.10. Схема лопастного насоса двойного действия
253
Р азделТГГИДРАВЛИЧЕСКИЕ ПРЕССЫ
сывается через окна 3, 5 и нагнетается через окна 4. 7. Таким образом, в насосах двойного действия каждая лопасть нагнетает жидкость за один оборот дважды.
Расчетную подачу жидкости для лопастного насоса двойного действия можно определить по формуле
Q = 2n(Rl-R~)bn,
где Т?2, Rx - соответственно большая и малая полуоси статора; b - ширина лопасти.
Крутящий момент на валу ротора
M=pb{R}-R^.
Рис. 8.11. Схема шестеренного Крутящий момент на валу лопастного
насоса насоса с достаточной степенью точности
можно принимать постоянным.
Шестеренные насосы. Это наиболее простые и компактные насосы из всех типов насосов без регулирования подачи жидкости. Они обеспечивают подачу до 150 л/мин при давлении до 6,5 МПа. Схема такого насоса показана на рис. 8.11.
При вращении шестерен жидкость заполняет пространство между зубьями и таким образом происходит ее нагнетание. Объемный КПД шестеренного насоса Г|об = 0,75...0,90. Утечки происходят через радиальный зазор между дуговой поверхностью корпуса и цилиндрической поверхностью зуба, а также через зазор между стенками корпуса и торцами шестерен.
Теоретическую подачу можно определить по формуле
Q = iTtDmbn,
где D - диаметр делительной окружности шестерни; т - модуль зацепления; b - ширина шестерни.
Лопастные и шестеренные насосы могут создавать высокие давления, однако их объемный КПД при этом резко снижается.
8.2. Мультипликаторы
Гидравлический мультипликатор не является самостоятельным приводом, его применяют в сочетании с насосно-аккумуляторным для создания дополнительной ступени давления. В приводе гидравлических прессов, в которых рабочим телом является жидкость сверхвысоких давлений (> 100 МПа), они незаменимы.
254
Гл ава 8. Типовые конструкции узлов гидропривода
Рис. 8.12. Схема мультипликатора
Схема и принцип действия гидравлического мультипликатора приведены на рис. 8.12. Жидкость низкого давления поступает в цилиндр 1 и выталкивает цилиндр-плунжер 2, который одновременно является цилиндром высокого давления. При перемещении цилиндра-плунжера жидкость из него вытесняется через канал в неподвижном плунжере 7 в магистраль под давлением, которое без учета потерь на трение, силы тяжести подвижных частей, инерционных сил и сопротивления в возвратных цилиндрах 3 определяют по формуле
p=p(P/d)2,
где р - давление жидкости в цилиндре низкого давления; D - наружный диаметр цилиндра 2\d - диаметр плунжера 7 (см. рис. 8.12).
Отношение (D/cT)2 называется коэффициентом мультипликации. Для гидравлических мультипликаторов коэффициент мультипликации принимают в ин-
255
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
тервале 2...4. Потери на трение, преодоление инерционных и других сил обычно не превышают 5 %.
Для совершения обратного хода цилиндра-плунжера 2 используют цилиндры возвратного хода 3 с плунжерами 4, укрепленными на неподвижной верхней поперечине 5, которая соединена с цилиндром низкого давления 1 посредством колонн 6.
8.3. Распределительные и регулирующие устройства
Распределительные и регулирующие устройства, применяемые в современных гидравлических системах прессовых установок, по принципу действия и конструктивному оформлению могут быть клапанными или золотниковыми.
Клапанное распределение наиболее широко применяют в гидравлических прессах с насосно-аккумуляторным приводом, рабочей жидкостью которого является водная эмульсия.
В зависимости от назначения клапаны подразделяют на впускные (напорные), сливные, наполнительные, предохранительные, редукционные, переливные и обратные. Каждый из указанных типов клапанов имеет свои конструктивные особенности. Конструкции впускного клапана представлены на рис. 8.13, а. б. Клапаны устанавливают в коробке главного распределителя (рис. 8.13, в), а их работой управляет распределительный вал.
Клапан 1 (см. рис. 8.13, а) прижимается к седлу 2 под давлением пружины и жидкости. Для подъема клапана 1 необходимо приложить силу
P = p'F- p'tF™ - FXB) + F3aT + P^, где p и p" - давления соответственно в полости подвода жидкости к клапану и под клапаном; FK:{ = nd2/4 - площадь поперечного сечения клапана диаметром d^; FXB - площадь поперечного сечения хвостовика; Рзат - сила предварительной затяжки пружины; Ртр - сила трения.
При открытии клапана 1 давления р и р" выравниваются и сила Ртол, необходимая для удержания его в верхнем положении, уменьшается. При высоких значениях Ртол применяют предварительное выравнивание давлений в полостях над клапаном и под ним, для чего используют разгрузочный клапан 3, встроенный в основной 1 (см. рис. 8.13, б). Принцип действия клапана с разгрузкой состоит в следующем: толкатель приподнимает разгрузочный клапан 3, давления в полостях над клапаном и под ним выравниваются, при дальнейшем перемещении разгрузочный клапан 3 поднимает основной 7.
Высоту подъема h клапана устанавливают из условия равенства «живых» сечений потока в проходном сечении седла клапана и в щели между клапаном и седлом. Средняя скорость потока при этом не должна превышать 20...30 м/с для давленийр = 20...30 МПа.
256
Глава 8. Типовые конструкции узлов гидропривода
в
Рис. 8.13. Схемы впускных клапанов (а, 6) и распределительного устройства (в)
257
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Высота
Л V1 + sin ос -1 j
2sin2oc J кл 4cosoc ’
где а - угол наклона образующей седла клапана с осью.
Наполнительный клапан (рис. 8.14, а) предназначен для соединения наполнительного бака с рабочими цилиндрами при прямом и обратном холостых ходах. В первом случае наполнительный клапан поднимается под действием
Рис. 8.14. Схемы наполнительного (а\ предохранительного (б) и предохранительного переливного (в)клапанов
258
Гл а в а 8. Типовые конструкции узлов гидропривода
жидкости, находящейся в наполнительном баке, во втором - принудительно. Для этого пространство под поршнем сервопривода соединяют с возвратными цилиндрами. Одновременно с подачей жидкости высокого давления в возвратные цилиндры она поступает под поршень сервопривода, который, преодолевая сопротивление давления жидкости над ним, перемещается вверх. При этом шток сервопривода поднимает наполнительный клапан. В результате полости рабочего цилиндра и наполнительного бака соединяются.
Площадь проходного сечения наполнительного клапана определяют по формуле
^кл = Л^1Л,
где Fx - площадь проходного сечения рабочего плунжера пресса (см. рис. 6.1); Vj - скорость прямого холостого хода подвижной поперечины. Скорость v течения жидкости в проходном сечении наполнительного клапана не должна превышать 7 м/с, определяют ее расчетным путем.
Для регулирования давления в гидравлической системе предназначены предохранительные и редукционные клапаны. Первые срабатывают при максимальных давлениях, вторые - при регулировании давления в гидравлической системе.
Принцип действия предохранительного клапана основан на равенстве равнодействующей давления жидкости, действующего на клапан, силе сжатия пружины. Конструкция предохранительного клапана показана на рис. 8.14, б. Если давление превышает расчетное, клапан, преодолевая силу пружины, поднимается, соединяя напор со сливом. Жидкость, заполняющая полость над штоком клапана, играет роль демпфера.
Для предотвращения обратного потока жидкости в насосном приводе гидравлических прессов применяют обратные клапаны, которые предназначены для обеспечения абсолютной герметичности перекрытия трубопровода при течении потока жидкости в одном направлении и пропускании ее с наименьшим сопротивлением в другом. По конструкции обратные клапаны аналогичны предохранительным, но сила сжатия пружины должна быть минимальной, достаточной только для обеспечения посадки клапана в седло.
Предохранительные клапаны можно использовать в качестве переливных (рис. 8.14, в). Их рабочее давление на 0,1...0,2 МПа ниже, чем у предохранительных. Рассмотрим принцип действия переливного клапана. При достижении определенного давления в полостях III и II обратный клапан 1 открывается и давление в полости II падает, в результате под действием давления жидкости клапан 2 поднимается. После выравнивания давлений в полостях II и III клапан 2 под действием пружины и давления жидкости (полость /) закрывается.
Для регулирования давления жидкости и поддержания его постоянным в какой-либо части насосного привода применяют редукционные клапаны. Они являются нормально открытыми, т. е. в исходном положении клапан не касается
259
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.15. Схемы редукционного (а) и дроссельного (б) клапанов
седла и жидкость может свободно протекать. На рис. 8.15, а показан редукционный клапан диафрагменного типа. Направление потока жидкости через входной 6 и выходной 3 каналы указано стрелками. Клапан 4 удерживается в открытом положении под действием силы сжатия пружины 7, прогиба диафрагмы 2 и равнодействующей давления жидкости в полостях 5, 7, 8.
Принцип действия редукционного клапана состоит в следующем. При изменении, например увеличении, давления в полости 7 в первый момент возрастает давление в полости 8. В результате пружина 1 сжимается, диафрагма 2 прогибается и клапан 4 опускается. Зазор между седлом и клапаном уменьшается, сопротивление протеканию жидкости через щель между ними возрастает, а следовательно, давление под клапаном и в полости 8 падает. Клапан 4 совершает несколько колебательных движений и останавливается. Давление под клапаном 4, т. е. в выходном канале 3, становится первоначальным. При уменьшении давления в полости 7 все происходит в обратном порядке.
Для регулирования давления в выходном канале 3 редукционного клапана необходимо изменить затяжку пружины 1. При этом клапан 4 изменит свое первоначальное положение, а следовательно, изменится сопротивление протеканию жидкости через него. Установленное в результате регулировки давление жидкости в выходном канале 3 поддерживается автоматически.
Иногда в насосном приводе гидравлического пресса необходимо регулировать давление и расход жидкости одновременно. В этих случаях используют дроссельные устройства, представляющие собой комбинацию редукционного клапана и дросселя. Дроссельные устройства применяют для регулирования скорости истечения жидкости из возвратных цилиндров при прямом холостом ходе. На рис. 8.15, б показано дроссельное устройство, состоящее из редукционного клапана 7 и дросселя 2 (направление потока жидкости обозначено стрелками). Назначение редукционного клапана 7 - поддерживать давление перед дросселем 2 постоянным, что обеспечивает постоянный расход жидкости несмотря на возможное повышение давления во входном канале дроссельного устройства. При этом потери на нагревание жидкости в нем остаются примерно постоянными.
260
Гл ава 8. Типовые конструкции узлов гидропривода
Рис. 8.16. Схема гидравлического конечного выключателя
Отличительная особенность дроссельного устройства - наличие полости II, которая связана каналом с приемником жидкости. Поэтому при малых расходах жидкости редукционный клапан эффективнее снижает давление, так как перепад давлений в полостях III и II возрастает, а следовательно, зазор I уменьшается.
Гидравлические конечные выключатели (рис. 8.16) используют для соединения цилиндров гидравлических прессов со сливной магистралью в определенных точках хода подвижной поперечины. Принцип действия гидравлического конечного выключателя ясен из приведенной схемы: при нажатии упора на ролик напор соединяется со сливом.
Наиболее широкое распространение золотниковые распределительные устройства получили в насосном безаккумуляторном приводе гидропрессовых установок, рабочей жидкостью которых является масло. Золотниковые распределительные устройства имеют некоторые преимущества перед клапанными, так как позволяют осуществить многопозиционность распределения. Наиболее распространены двух-и трехпозиционные золотники, позволяющие одновременно соединять один цилиндр пресса с источником жидкости высокого давления (например, насосом), а другой - со сливом. Недостаток золотниковых распределителей по сравнению с клапанными - меньшая герметичность перекрытия, что ограничивает область их применения давлениями рабочей жидкости до 20 МПа. Однако вязкость минеральных масел высокая по сравнению с водными эмульсиями, поэтому золотниковые распределители обеспечивают достаточную герметичность даже без применения уплотнений в виде манжет или поршневых колец.
Перемещение золотников в золотниковых распределителях осуществляется вручную от рукоятки либо с использованием электромагнитов, монтируемых на торцах корпуса распределителя, или вспомогательных механизмов (сервоприводов), которые работают от насосного привода управления или на сжатом воздухе.
На рис. 8.17 показана конструктивная схема трехпозиционного золотникового распределителя с электрогидравлическим сервоприводом. Золотниковый распределитель состоит из корпуса 77, главного золотника 70, корпусов 8 и 7, сервозолотников 2, электромагнитов 4. Главный золотник 70 предназначен для направления потока жидкости в цилиндры I или II. Нейтральное положение
261
Раздел II, ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.17. Схема золотникового распределителя
золотника 10 изображено на рис. 8.17 - цилиндры I и II изолированы. Под действием жидкости, подаваемой из сети управления под левый торец главного золотника, последний перемещается в крайнее правое положение. При этом цилиндр I соединяется с жидкостью высокого давления, а II - со сливом. В случае перемещения главного золотника 10 в крайнее левое положение, наоборот, цилиндр I соединяется со сливом, а II - с жидкостью высокого давления. Когда давление жидкости под торцами главного золотника 10 отсутствует, он под действием пружин 9 возвращается в нейтральное положение.
Потоком жидкости управляют с помощью сервозолотников. При включении левого электромагнита 4 сервозолотник 2 опускается, направляя в левую полость главного золотника 10 поток жидкости из сети управления. Быстрота срабатывания главного золотника 2 регулируется иглой 6. При ввинчивании винта 7 игла 6 перекрывает отверстие и подача жидкости уменьшается. Избыток давления в сети управления сбрасывается с помощью обратного клапана 5. При отключении электромагнита 4 сервозолотник 2 под действием пружины 3 поднимается, соединяя
262
Гл ава 8. Типовые конструкции узлов гидропривода
Рис. 8.18. Влияние формы золотника и щели на характер течения и гидравлические потери
левую полость главного золотника 10 со сливом. При этом золотник 10 под действием пружин 9 возвращается в исходное положение.
Статическое давление жидкости на золотник уравновешивает реактивная сила потока жидкости (рис. 8.18, а), действующая в противоположном потоку направлении и равная произведению секундной массы расхода жидкости и его скорости:
^реак — ~ Р^цр
где Fn[ - площадь поперечного сечения щели; для круглых золотников Гщ = 7idx (см. рис. 8.18, а).
Согласно уравнению Бернулли, без учета потерь на трение
У2 _ Р\~Pi _ *Р
2g pg pg
Тогда
Рреак = 2крРщЛр,
где kp - коэффициент расхода.
Эта сила может быть значительной, поэтому ее необходимо учитывать при расчете и конструировании.
Для идеальной жидкости принимают, что скорость потока направлена под углом а к оси золотника, где может достигать 69°. Аксиальная составляющая Рак силы Рреак будет стремиться уменьшить зазор между полкой золотника и кромкой окна корпуса:
Рак = Ikyiidxkp cos а. (8.9)
263
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Формула (8.9) справедлива также для случая обратного течения жидкости. При наличии радиального зазора 5 между полкой золотника и корпусом сила Рак увеличится:
Рак = Inkdkp^x2 +52 • cos а.
Чтобы уменьшить аксиальную составляющую реактивной силы, рекомендована приведенная на рис. 8.18, б конструкция золотника и втулки.
Зазор между полкой золотника и корпусом распределителя не должен превышать 3 мкм на каждые 25 мм ее диаметра; размеры и ход золотника выбирают из условия обеспечения требуемого расхода жидкости. Материалом золотника должна быть цементируемая сталь с поверхностной закалкой до 55 HRC3. Во избежание защемления золотниковых распределителей рекомендуют кромки полок и окон делать острыми. Это способствует перерезанию неметаллических грязевых частиц, имеющихся в жидкости. Чтобы уменьшить трение, предотвратить защемление и увеличить герметичность уплотнения, на полках золотника делают кольцевые проточки.
8.4. Вспомогательные устройства
Аккумуляторы. Для накопления жидкости в периоды пауз и холостого хода, а также расходования ее при рабочем ходе используют аккумуляторы. Наличие аккумулятора позволяет выбирать мощность насосов при периодических кратковременных расходах жидкости высокого давления по средней мощности привода. Аккумуляторы рассчитывают на давления до 32 МПа (на большие давления редко, поскольку трудно обеспечить герметичность системы, которая постоянно находится под давлением).
Аккумуляторы в насосном приводе прессов могут быть грузовые, поршневые и пневмогидравлические, однако грузовые и поршневые аккумуляторы ввиду их громоздкости и возможности возникновения гидравлических ударов в настоящее время не используют. Пневмогидравлические аккумуляторы без разделения воздуха и жидкости применяют только в тех случаях, когда рабочей жидкостью является водная эмульсия. Если рабочей жидкостью является минеральное масло, которое способно в больших количествах растворять воздух, то рекомендуется использовать пневмогидравлические аккумуляторы с диафрагмами для разделения жидкости и воздуха или поршневые аккумуляторы.
Пневмогидравлический аккумулятор состоит из баллона для жидкости и батареи воздушных баллонов. Нормальное соотношение между вместимостью тех и других баллонов составляет примерно 1:10. При таком соотношении объемов воды и воздуха колебание давления жидкости не превышает 12 %. Внутренний диаметр баллона для жидкости устанавливают в зависимости от скорости падения уровня жидкости, которая не должна превышать 20 см/с.
264
Глава 8. Типовые конструкции узлов гидропривода
Рис. 8.19. График мгновенного расхода жидкости прессом (а) и принципиальная схема аккумулятора (б):
1 - средний расход жидкости за время рабочего хода; 2 - расход жидкости из аккумулятора; 3 - мгновенный расход жидкости в процессе рабочего хода;
4 - производительность насосов; 5 - мгновенный расход при обратном ходе
Необходимые размеры насоса и аккумулятора можно определять по приведенному на рис. 8.19, а графику мгновенного расхода жидкости прессом.
Объем жидкостного баллона складывается из количества жидкости, отдаваемой аккумулятором прессу, - рабочий объем //, а также нижнего аварийного I и верхнего резервного III объемов (рис. 8.19, б). Аварийный объем необходим, чтобы не произошло полного опорожнения водяного баллона и прорыва воздуха высокого давления в систему пресса, если по каким-либо причинам замедленно сработает аппаратура управления аккумулятором и вовремя не закроется клапан минимального уровня. Аварийный объем жидкости должен быть таким, чтобы время полного опорожнения аккумулятора от момента включения аварийного сигнала было достаточным для его ручного отключения. Из аналогичных соображений устанавливают верхний резервный объем. Расчет воздушного объема аккумулятора, соответствующего максимальному давлению, проводят следующим образом.
Изменение давления воздуха в аккумуляторе в зависимости от его объема (при заборе жидкости) выражается уравнением политропы:
pVn = const.
Показатель политропы п прир = 20 МПа можно принимать равным 1,29... 1,30:
265
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
р JZ" =„ . jz« = г, . (JZ . +JZ )« rmax тт г тт max t min V тт ж / ’
(8.10)
где /?тах, /?min - соответственно максимальное и минимальное давления в аккумуляторе; Kmin, Ктях - соответственно минимальный и максимальный объемы воз--г 7 min7 max
духа в аккумуляторе; Кж - объем жидкости высокого давления, расходуемой прессом за один полный и аварийный циклы.
Согласно выражению (8.10),
/ \ п
р . \ V • ) V
±Ъ1п_= ----mm--- 1-^-^.
п V +V V
rmax \ min ж / min
Принимая PnxJРты = 6,9 и подставляя это значение в формулу (8.11), получаем
V = 10п7 у min
При п = 1,3
V = 13Г . r min ж
В связи с этим аккумулятор имеет ряд контрольных уровней (см. рис. 8.19, б). Нижний аварийный уровень соответствует полному расходу рабочего объема жидкости из аккумулятора. При совпадении свободной поверхности жидкости с этим уровнем автоматический запорный клапан отключает магистраль от аккумулятора и подается световой сигнал оператору. При наполнении аккумулятора жидкостью можно наблюдать уровни, по достижении которых происходит последовательное переключение насосов на холостую работу. Когда жидкость достигает верхнего уровня, все насосы отключаются. По мере расхода жидкости насосы включаются в обратном порядке.
Баллоны аккумулятора изготовляют цельноковаными и сварными. Для контроля уровней жидкости в баллоне используют датчики, преобразующие перемещение свободной поверхности жидкости в электрические сигналы, которые регистрируются и в соответствии с которыми происходит автоматическое переключение регулирующих устройств гидропривода.
Наполнительный бак. На рис. 8.20, а показан наполнительный бак, предназначенный для подачи жидкости низкого давления в рабочий цилиндр пресса при прямом холостом ходе, а также для приема ее из рабочего цилиндра при обратном холостом ходе. Вместимость наполнительного бака определяют исходя из количества жидкости, необходимого для заполнения рабочего цилиндра пресса при полном ходе подвижной поперечины. Этот внутренний (полезный) объем бака называют маневровым Кман.
Для предотвращения возможности попадания воздуха из бака в трубопровод объем жидкости в наполнительном баке принимают равным (1,8...2,5) Гман. Давление жидкости в наполнительном баке в связи с изменением ее объема с доста-266
Глава 8. Типовые конструкции узлов гидропривода
Рис. 8.20. Схемы наполнительного (а) и сливного (наполнительного) (б) баков
точной степенью точности изменяется по закону pV = const, где V - объем воздуха в наполнительном баке.
Принимают, что давление воздуха в конце наполнения рабочего цилиндра составляет 75 % от начального, т. e.pmin = 0,75 pmax. Поэтому можно записать
Pm in ( V "1” ^ман ) — Ртах
После преобразований получаем
V = ЗИ
Таким образом, полный объем наполнительного бака
V4 = (1,8...2,5)FMaH + ЗКман = (4,8...5,5) Иман.
* Здесь и далее цифры в индексах соответствуют принятым в схемах гидравлических прессов обозначениям элементов насосно-аккумуляторного привода: 1 - рабочий цилиндр; 2 - возвратный цилиндр; 3 - аккумулятор; 4, 5 - наполнительный и сливной бак соответственно; 6 - насос; 7 - мультипликатор.
267
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Наполнительные баки изготовляют только сварными из листовой стали. В некоторых случаях устанавливают непосредственно на рабочем цилиндре пресса. При большом удалении наполнительного бака от рабочего цилиндра в магистрали, соединяющей их, устанавливают компенсатор гидравлических ударов.
Сливной (насосный) бак. Для хранения рабочей жидкости, необходимой для нормальной работы гидравлического пресса, используют сливные баки. Жидкость из него забирают насосы и подают к другим элементам гидравлической системы. Отработанная жидкость возвращается в сливной бак непосредственно из рабочего или возвратных цилиндров через главный распределитель или из наполнительного бака через переливной клапан по сливному трубопроводу. Избыточное давление жидкости в сливном баке равно нулю, поэтому его иногда называют открытым. Сливной бак должен иметь размеры, достаточные для приема жидкости из аккумулятора V3. наполнительного бака V4, рабочих и возвратных цилиндров пресса F7 + V2. Полезный объем сливного бака
V5=\,5(V,+ V2+V3+V4\
Температура жидкости в сливном баке не должна быть выше 30...40 °C. В некоторых случаях для охлаждения жидкости в баке устанавливают змеевики. Как правило, сливные баки имеют прямоугольную форму и изготовляются сваркой. Конструктивная схема сливного бака показана на рис. 8.20, б.
8.5. Уплотнительные устройства
Назначение уплотнительных устройств состоит в том, чтобы препятствовать утечке жидкости, находящейся под избыточным давлением, через зазор в стыке неподвижных или подвижных относительно друг друга поверхностей деталей.
Требования к уплотнениям следующие: обеспечение герметичности, малый коэффициент трения, высокая износостойкость самого уплотнения и уплотняемых мест, инертность по отношению к материалу сопрягаемых изделий, надежность, простота конструкции, удобство в обслуживании и экономичность.
Все уплотнения подразделяют на неподвижные и подвижные. Неподвижные представляют собой кольца различного поперечного сечения, устанавливаемые в замкнутое пространство между уплотняемыми поверхностями (рис. 8.21). Они требуют такой предварительной затяжки, которая обеспечивала бы нераскрытие стыка при действии рабочего давления жидкости. В этом случае силу предварительной затяжки Рзат принимают согласно условию
При приложении давления р3 силы Рб и Рпрокл, растягивающие болты и сжимающие прокладку, с учетом предварительной затяжки определяют по формулам
268
Гл ава 8. Типовые конструкции узлов гидропривода
б
Лат + Рз — “11/Г1 + /б(£7?)пР°КЛ 4 I/ L
1 | /прокл(^)б ^бС^Эпрокл
где £б, Епрокл и F6, Fnp0KJ1 - модули упругости и площади поперечных сечений соответственно болта и прокладки; /б, /прокл - соответственно расчетная длина болта и высота прокладки.
Встречаются также самоуплотняющиеся неподвижные уплотнения.
Неподвижные уплотнения изготовляют из красной отожженной меди, фибры, полихлорвинила, фторопласта или маслостойкой резины. Форма поперечного сечения уплотнений - круглая, прямоугольная или квадратная.
Наиболее широкое распространение в качестве уплотнений подвижных элементов деталей в гидравлических системах прессов при давлениях более 10 МПа получили эластичные уплотнения манжетного типа, U-образные и уплотнительные кольца типа «Лайон». Эти уплотнения обеспечивают превышение давления в зоне контакта по сравнению с давлением жидкости. Давление в зоне контакта зависит от давления жидкости. Эластичные уплотнения обеспечивают хорошую герметичность при неточности изготовления контактирующих поверхностей до 0,3 мм. Материалом эластичных уплотнений являются полихлорвинил, прорезиненные хлопчатобумажные ткани (например, тонкая и прочная ткань домастик или грубая чефер, вулканизированная резина севанит). Кожу в настоящее время с этой целью не применяют, так как она вызывает эрозию плунжера в местах контакта.
Стойкость эластичных уплотнительных устройств зависит от состояния поверхности плунжера и смазки. Наиболее неблагоприятные условия их работы имеют место при отделочных операциях свободной ковки (шлихтовке), когда ход плунжера не превышает высоты уплотнения и плунжер не смазывается рабочей жидкостью. Для обеспечения смазки поверхности плунжера между кольцами уп-
Рис. 8.21. Расчетная схема (а) и конструкция (б) неподвижного уплотнения
269
Разд елП, ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 8.22. Схемы установки подвижных уплотнений:
а - типа «Лайон»; б - U-образное; в - шевронное; 1 - цилиндр; 2 - плунжер; 3 - направляющая втулка; 4 - уплотнение; 5, 6- прижимное и грязесъемное кольца
лотнения типа «Лайон» рекомендуется устанавливать кольца просаленной хлопчатобумажной набивки. Наибольшую стойкость в ковочных прессах обеспечивают уплотнения типа «Лайон». В гидравлических прессах других технологических назначений иногда предпочтение отдают шевронным уплотнениям.
Профильные уплотняющие кольца типа «Лайон» изготовляют с косым разрезом, что позволяет заменить их, не вынимая плунжер из цилиндра. Чтобы снизить трение и предотвратить выдавливание манжеты в зазор между уплотненными поверхностями, кольца «Лайон» снабжают расширяющими свинцовыми заклепками. При установке уплотнения необходимо иметь в виду, что отворот его всегда направлен в сторону действия давления и движущейся поверхности. Количество уплотнительных колец типа «Лайон», как правило, не менее трех и не более пяти, шевронных - не более восьми, U-образных - два-три.
Для увеличения долговечности работы уплотнений типа «Лайон» между уплотнительными кольцами и нажимной втулкой рекомендуют устанавливать
270
Глава 8. Типовые конструкции узлов гидропривода сальниковую набивку, как показано на рис. 8.22, а. Отличительной особенностью U-образного уплотнения является его самоуплотняемость под действием давления жидкости. Поэтому при его установке (рис 8.22, б) между уплотнением 4 и прижимным кольцом 5 необходим зазор 0,5... 1,0 мм.
Конструкция шевронных манжет допускает компенсацию износа путем подтяжки фланца. Ширина шевронных манжет на 6...8 % больше ширины опорного и прижимного колец. Углы опорного и прижимного колец обычно 105°, а шевронных манжет 90°, что обеспечивает наиболее плотное прилегание последних. При больших диаметрах плунжера используют разрезные шевронные манжеты. Их стыкуют под углом 30...45° к плоскости кольца и под углом 45° в радиальном направлении. В месте стыка не должно быть зазора (рис. 8.22, в).
При использовании эластичных уплотнений силу трения рассчитывают по формуле
Ртр = 0,15pndbp,
где ц - коэффициент трения, равный 0,05 - для шевронных манжет и 0,20 - для мягких набивок; d - диаметр плунжера; b - высота уплотнения; р - давление жидкости. Числовой коэффициент 0,15 учитывает уменьшение давления по высоте уплотнения.
В некоторых случаях в качестве подвижных уплотнений рекомендуют применять резиновые кольца круглого поперечного сечения. Формы канавки для такого кольца показаны на рис. 8.23. Установлено, что лучшая герметичность и более высокая стойкость уплотнения достигаются в треугольных канавках. Первоначальное обжатие составляло 0,4б7. При давлениях 1,75 и 7,7 МПа контактная поверхность возрастает до О,8б7, при 3,5 и 16,0 - до 0,95б7, а при 7,0 и 31,5 - до 1,U.
Для уплотнения подвижных элементов деталей можно использовать металлические пружинящие кольца при давлениях до 40 МПа. Однако такие уплотнения должны иметь высокую точность обработки поверхности. Материал колец -бронза или антифрикционный чугун. Количество уплотнительных колец зависит
0,4<7 O,8t7 0,95 1,1
HSP* р, МПа
65 0 1,75 3,5 7,0
90 0 7,7 16,0 31,3
* Твердость резины по Шору
Рис. 8.23. Формы канавки для уплотнения кольцами круглого сечения
271
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
от диаметра поршня и давления жидкости. В практике строения гидравлических прессов уплотнения металлическими пружинящими кольцами находят все более широкое распространение при работе на минеральном масле.
8.6. Трубопроводы и арматура
Трубопроводы в приводах гидравлических прессов подразделяют на трубопроводы высокого (напорные), низкого и переменного давления (сливные, наполнительные). Для трубопроводов высокого и переменного давления (20...32 МПа) применяют бесшовные стальные трубы, изготовленные из углеродистой стали (ов = 400...450 МПа, б = 15...30 %) и обладающие высокой или очень высокой свариваемостью. Допускаемые напряжения в стенках труб не должны превышать 80 МПа. Соединение труб осуществляют с помощью фланцев, конструктивные схемы которых показаны на рис. 8.24. Трубопроводы низкого давления (до 2,5 МПа) изготовляют из тонкостенных труб.
При определении проходного сечения трубопроводов высокого давления (напорных) в случае использования водной эмульсии скорость течения прини-
Рис. 8.24. Конструктивные схемы затягиваемых (а-г) и самоуплотняемых (д, е) соединений
272
Глава 8. Типовые конструкции узлов гидропривода
мают равной 10... 12 м/с, а минерального масла - 6...8 м/с; в трубопроводах низкого давления (сливных и наполнительных) для водной эмульсии и минерального масла скорость течения принимают равной 2...4 м/с. Чтобы уменьшить гидродинамические потери, износ и шум, скорость течения жидкости в трубопроводах ограничивают. Проверочный расчет падения давления при течении жидкости проводят только для наполнительных трубопроводов и для очень длинных напорных, содержащих большое количество местных сопротивлений (вентили, разветвления, изгибы).
Трубопроводы характеризуются условным проходом, под которым следует понимать номинальный внутренний диаметр трубы.
При проектировании трубопроводов стремятся обеспечить минимальное количество разъемных соединений, требующих постоянного ухода и наблюдения; по возможности заменяют разъемные соединения сварными; для соединения труб высокого давления с условным проходом свыше 89 мм используют резьбовые фланцы (см. рис. 8.24, в), а трубы высокого давления с условным проходом менее 76 мм обычно соединяют приварными раструбами и свободно установленными фланцами (см. рис. 8.24, а. б). Необходимо предусматривать также возможность спуска воды, выпуска воздуха, температурного расширения труб, установки компенсаторов гидроударов, наилучших условий монтажа и демонтажа, смены уплотнительных элементов. Для спуска воды применяют водоспускные вентили, которые устанавливают на патрубках или на специальных проставках в нижних участках трубопровода. Для выпуска воздуха используют воздухоспускные пробки, расположенные в верхних участках трубопровода.
Трубопроводы высокого давления, предназначенные для подачи жидкости от насосно-аккумуляторной станции к двум или более прессам, выполняют кольцевыми с ответвлениями. Это позволяет отключать пресс для проведения профилактического ремонта или выполнения других работ.
В распределительных трубопроводах проходное сечение определяется проходными сечениями соответствующих клапанов. Радиусы кривизны у изгибов труб не должны быть меньше пяти наружных диаметров трубы. К арматуре трубопроводной сети относятся разветвительные блоки, запорные вентили для отключения участков сети высокого давления, запорные задвижки, трехходовые краны.
Разветвительные блоки представляют собой кубики из кованой стали с просверленными в них каналами. Запорные вентили применяют для отключения прессов от насосно-аккумуляторной станции. Применение задвижек допускают только во всасывающих трубопроводах, поэтому их используют редко и вместо них ставят обратные клапаны или трехходовые краны, которые используют в трубопроводах диаметром до 80 мм. Их размещают за распределителями.
273
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Глава 9. РАСЧЕТ НАСОСНОГО ПРИВОДА ГИДРАВЛИЧЕСКОГО ПРЕССА
9.1. Динамический расчет насосно-аккумуляторного привода
Насосный привод в гидравлических прессах (установках) используют для перемещения подвижной поперечины и вспомогательных механизмов - для перемещения стола, выталкивания заготовки и др. Расчеты приводов всех механизмов являются аналогичными, поэтому в дальнейшем будем рассматривать только насосный привод, осуществляющий перемещение подвижной поперечины пресса.
Задача динамического расчета - определить параметры гидравлического пресса, удовлетворяющие техническим условиям на проектирование. Такими параметрами являются скорость подвижной поперечины, номинальное усилие пресса, а также силы, создаваемые возвратными и уравновешивающими цилиндрами.
Исходными данными для расчета насосного привода являются: график деформирующей силы, приложенной к подвижной поперечине; допускаемая скорость течения жидкости в трубопроводе; характеристика рабочей жидкости; коэффициенты местных потерь и потерь по длине трубопровода.
Расчеты насосно-аккумуляторного и безаккумуляторного приводов несколько различаются между собой, а расчет привода с гидравлическим мультипликатором аналогичен расчету насосного безаккумуляторного привода с одноплунжерным насосом.
Схема насосно-аккумуляторного привода гидравлического пресса рассмотрена на рис. 6.13. Для определения сил, действующих на подвижную поперечину в процессе полного двойного хода, составим уравнения ее движения для каждого этапа: прямого холостого, рабочего и обратного холостого ходов.
Прямой холостой ход (ход приближения). Уравнение движения поперечины имеет вид
dv
Mg + P^P.-P^-P^-P^ = М-, (9.1)
где М - масса подвижных частей пресса; Р7, Р2 - равнодействующие давления жидкости в рабочих и возвратных цилиндрах; Ртр7, Ртр2 - равнодействующие сил трения в уплотнениях рабочих и возвратных цилиндров; Ртр - равнодействующая сил трения в направляющих подвижной поперечины.
274
Глава 9. Расчет насосного привода гидравлического пресса
Равнодействующую давления жидкости определяем как произведение соответствующих давлений и суммы площадей поперечных сечений плунжеров:
Л = ^Z>2;
(9.2)
Р2 =Р2^Р2 = ^Р2^Г-
Равнодействующие сил трения в уплотнениях пропорциональны давлениям жидкости:
Ртр7 = 0,15ц
Ртр2 =0,15ц27^2£/)2г>2,
где ц7, ц2 и Ь2 - коэффициенты трения и высота уплотнений соответственно в рабочем и возвратных цилиндрах.
В направляющих подвижной поперечины равнодействующую сил трения принимаем постоянной и пропорциональной силе тяжести:
R = \JcMg.
Подставив выражения (9.2) в уравнение движения (9.1), получим
+ 0,15ц2л£/)2г>2^х
dv
xp2+{\~^Mg=M—. (9.3)
at
При прямом холостом ходе рабочие цилиндры пресса соединены с наполнительным баком, а возвратные - со сливным. Давление жидкости в рабочих и возвратных цилиндрах определяем, применяя уравнение Бернулли для соответствующих участков трубопровода. При этом вводим следующие упрощения в расчетной схеме:
а) клапаны открываются мгновенно;
б) ввиду малых скоростей течения жидкости в рабочем цилиндре и наполнительном баке переносное ускорение не учитываем;
в) давление жидкости в наполнительном и сливном баках считаем постоянным;
г) скорость течения жидкости в сливном баке равна нулю.
Согласно уравнению неразрывности, выразим скорости течения жидкости в трубопроводе и наполнительном баке через скорость перемещения подвижной поперечины:
275
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Давление жидкости в рабочих и возвратных цилиндрах при прямом холостом ходе определяем с помощью выражений, полученных после подстановок и преобразования уравнения Бернулли для участков 1-4 и 2-5 трубопровода:
Pi =Р4~
Р2 =Р5 +
еС+рГ
2 V dt d]_5
(9.4)
где p4. p5 - соответственно давление в наполнительном и сливном баках; D4 -диаметр наполнительного бака; = - коэффициент потерь энергии по
длине трубопровода; / - длина трубопровода.
Подставив выражения (9.4) в уравнение движения (9.3), после преобразований получим
А— + Bv2-C=0, (9.5)
dt
где Л, В и С - постоянные коэффициенты:
А=м+fjS ~ °’15ц/7Г lLDibi "I +
) “1-4
И ) d?-5
В =
С = (l-a)Mg+^£D;24),15H^^
2
Уравнение (9.5) представляет собой частный случай уравнения Риккати, где коэффициент А характеризует приведенные к подвижной поперечине массы движу-276
Глава 9. Расчет насосного привода гидравлического пресса
щихся частей пресса движущейся в трубопроводе рабочей жидкости и сил трения в уплотнениях рабочих и возвратных цилиндров; коэффициент В - постоянное сопротивление движению подвижной поперечины; С - активные силы, приложенные к подвижной поперечине, под действием которых происходит движение.
Интегрируя уравнение (9.5), получаем формулу для определения скорости подвижной поперечины:
у =
ехр(2/ч/вс/л)-1
ехр(2/л/5С/л) + 2
= у/с/В
(9-6)
Произвольная постоянная определена из условия, что при t = 0 у = 0. При расчете гидравлических прессов обычно строят график изменения скорости в зависимости от хода подвижной поперечины. Для установления функциональной зависимости скорости у от хода 5 выполним следующее преобразование:
dv _ dv dS
dt dS dt
dv 1 d 2
= —v =---(у ).
dS 2dS
Тогда уравнение (9.5) примет вид
-A—(y2) + Bv-C = 0.
2 dS
После разделения переменных и интегрирования получаем
у
= y[c/Bp-exp(-2SB/A) = у/с/в
Л/ехр(25В/Л)-1
exp(2SB/A)
(9.7)
Произвольная постоянная интегрирования определена из начальных условий: при t = 0 5=0 и у = 0. Решая совместно уравнения (9.6) и (9.7) относительно S, находим
А ехр(/д/5С/л) + ехр(-/л/вс/л) А г ------------
5 =|1п-----= - ln|_ch(/4bc/a)\. (9.8)
Из формулы (9.6) следует, что при t скорость подвижной поперечины становится постоянной, v = yJc/B = ууст, а ее движение - установившимся. Для практических расчетов очень важно определить время разгона подвижной поперечины, что соответствует переходному процессу /п п. Учитывая, что exp^2tyj ВС / 1, в формуле (9.6) можно пренебречь единицей в
9/ /
числителе и знаменателе (ошибка не более 10 %) и принять —--= 3 > 1. Тогда
А
277
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
v = ^C/B = vyCT. С учетом этого продолжительность /п п переходного процесса в приводе
Согласно формуле (9.9), чем меньше приведенная масса движущихся частей пресса (коэффициент А) и больше сопротивление (коэффициент В) или активная сила (коэффициент Q, тем короче переходный процесс, а, согласно (9.6), чем больше активная сила и меньше сопротивление движению, тем выше скорость установившегося движения.
Подставив в формулу (9.8) / = /пп, найдем путь, пройденный подвижной поперечиной за время переходного процесса:
5ПП = 0,8М/В. (9.10)
Путь, проходимый подвижной поперечиной при установившемся движении (при/>/пп),
5=5п.п+ууст(/-/п.п) = 0,81(Л/В) + >/^В.(/-Гп.п). (9.11)
Скорость при прямом холостом ходе vyCT не должна превышать определенного значения, обусловленного давлением жидкости в наполнительном баке. Предельное значение vyCT находят из уравнения движения (9.1) при Рх = 0. Это означает, что статический напор жидкости в наполнительном баке полностью расходуется на преодоление скоростного напора и гидравлических сопротивлений на участке трубопровода 4-1 (наполнительный бак - рабочий цилиндр). При дальнейшем увеличении скорости подвижной поперечины под действием ее собственной силы тяжести произойдет разрыв струи (образование вакуума), и в результате в гидравлическую систему прессовой установки будет засасываться воздух, что недопустимо. Для предотвращения разрыва струи необходимо увеличить сопротивление со стороны возвратных цилиндров (увеличить их размеры) или повысить давление в наполнительном баке.
Давление рабочей жидкости в наполнительном баке, соответствующее положению нижнего уровня ее поверхности, определим из первого уравнения (9.4), приняв р1 = 0:
278
Глава 9. Расчет насосного привода гидравлического пресса
В этом случае коэффициенты в уравнении движения (9.5) будут следующими:
z \ VD2
А' = М + |^Д22+0,15ц2я^ДА
V4 У “2-5
Pi dL
Р.
2’
С' = (1-aW-l ^D2 +0,15g2£Z)2&2 \р5.
Тогда скорость установившегося движения подвижной поперечины
v'yCT = Vc7F.
(9-13)
Подставляя v'yCT в выражение (9.12), находим наименьшее возможное давление в наполнительном баке р'4. На практике давление, соответствующее нижнему уровню поверхности рабочей жидкости в наполнительном баке, принимают на 20...30 % выше полученного значения или определяют из условия заданных скоростей прямого холостого хода.
При наличии уравновешивающих цилиндров, которые устанавливают только в тяжелых прессах, уравнение движения (9.1) содержит еще одно слагаемое -равнодействующую давления жидкости в уравновешивающих цилиндрах.
При расчете параметров прямого холостого хода давление в наполнительном баке принимают равным наименьшему значению, при котором еще не происходит разрыва струи жидкости в трубопроводе.
Рабочий ход. Для осуществления рабочего хода необходимо соединить рабочие цилиндры пресса с жидкостью высокого давления - аккумулятором, а возвратные - со сливным баком.
Деформирующая сила при рабочем ходе, приложенная к подвижной поперечине, не является постоянной. На рис. 9.1 показаны типовые схемы технологических операций обработки давлением и графики изменения деформирующей силы, построенные согласно приведенным ниже формулам. Так, при осадке
Яб/2
Р = ЧЮТ —
(9.14)
где ф - масштабный фактор; <70 < d < <7К; hK < h < /г0. При прессовании (прямом выдавливании)
Р = ф2пт
лО2
2 L , D „ /, 1
-=—2—In-------+2ц—1-+-
A D — d7 <7ИВД <7ИЗД 3
(
ехр ——
(9.15)
279
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 9.1. Схемы технологических процессов и графики деформирующей силы: а - осадка; б - прямое выдавливание; в - обратное выдавливание
а при обратном выдавливании (закрытой прошивке)
и
(р/Д
nd2
/> = ф(7т---- 2+ 1 + —- In
4 d2
л<72 /> = <рот —
I Р I 1+ 1 + —у In d2
d при h > —
(9-16)
(P/d)2 1 d
(D/df-Г 6h
(9.17)
4
, d при h <—.
(обозначения в формулах (9.14)—(9.17) см. на рис. 9.1).
Для расчета параметров рабочего хода ковочного гидравлического пресса в качестве исходных данных выберем линеаризованный график деформирующих сил при осадке, приведенный на рис. 9.1, а. Тогда
р = р,+ДЯ
где Р^ - начальная деформирующая сила; Д - коэффициент, характеризующий интенсивность увеличения сопротивления заготовки в зависимости от перемещения подвижной поперечины в процессе рабочего хода, Д = (Рк - РО)/5К; Рк, 5К -конечная деформирующая сила и ход подвижной поперечины соответственно.
Уравнение движения подвижной поперечины имеет следующий вид:
P1-P2-P0-ffS-PTpl-Pip2-R + Mg=M—. (9.18)
280
Глава 9. Расчет насосного привода гидравлического пресса
На основании уравнений Бернулли и неразрывности для участков трубопровода 1—3 (рабочие цилиндры - аккумулятор) и 2-5 (возвратные цилиндры -сливной бак), а также допущений, сформулированных при рассмотрении прямого холостого хода, находим выражения для определения давления жидкости в рабочих и возвратных цилиндрах, аналогичные (9.4):
Выражая Ph Р2 согласно формуле (9.2) и подставляя выражения для р} и р2. приводим уравнение (9.18) к виду
A— + Bv2-С + Д5 = 0. (9.20)
dt
Здесь
(-л- Л п2
А = М + [ -0,15цЛХ^А р£/Р-^ +
к4 / "/-3
+^Z£)22 + 0Д WZ^A^pZ/P^r1 ;
+(jZD22 +0,15p27r£Z)2Z>2
IP.
*2 ’
C = (1 -a)Mg + [j£D2 -0,15p,л£Dfi, jp3 -+0,15ц2л^£)А^5-Po .
Физический смысл коэффициентов А. В и С в уравнении (9.20) такой же, как в уравнении (9.5). При Д = 0 уравнение (9.20) переходит в уравнение (9.5). Урав-dv 1 d , 2\ пение (9.20) становится линейным после замены — =--(у ):
dt 2 dS
281
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
±аАду2) + Ву2-С + ДВ = 0. (9.21)
Для решения этого уравнения воспользуемся методом изменения произвольной постоянной. Интегрируя и используя начальные условия: при t = 0, s = О и v = 0, получаем
v =
АД | С
2В2 В
1-ехр(-2-5 .
( А ) В
(9.22)
При Д = 0 (деформирующая сила в процессе рабочего хода постоянна) выражение для скорости подвижной поперечины (9.22) совпадает с (9.7).
Из выражения (9.22) следует, что скорость подвижной поперечины в процессе рабочего хода является переменной, т. е. имеет место неустановившееся течение. В начале рабочего хода скорость равна нулю, затем возрастает до максимального значения и падает до нуля при непрерывном повышении деформирующей силы. Для ориентировочного определения длины рабочего хода в выра-
( 2В А
жении (9.22) пренебрегаем ехр---S по сравнению с единицей. Тогда
( А )
Врх = —+ —
р 2В Д
(9.23)
Для определения максимальной скорости необходимо найти производную dv
— из выражения (9.22) и приравнять ее нулю. Тогда найденный ход 5 будет dS
соответствовать максимальной скорости
о А , (, “^vmax 1 +
2BC^ ~АД)
(9-24)
dv
Подставляя S^max в уравнение (9.20) и полагая —=0, находим dt
v max
2В2 V АД J
(9.25)
В частном случае при А = 0 и Д= 0 после раскрытия неопределенности устанавливаем, что
^тах \/С/ В ^уст •
Это совпадает с полученным ранее выражением (9.13).
282
Глава 9. Расчет насосного привода гидравлического пресса
Чтобы определить продолжительность рабочего хода, представим скорость m ээа - dS
в выражении (9.22) в виде производной пути по времени: v = — , а кроме того, dt
будем пренебрегать периодом разгона, для чего положим ехр-------S =0. Тогда
< А )
уравнение (9.22) примет вид
dS _ \АД + 2ВС Д dt V 2В2 В
(9.26)
После интегрирования с учетом начального условия: при t = 0 S = 0, и преобразования получаем
(9.27)
V 2В2 4В
Приравнивая правые части выражений (9.23) и (9.27) и решая полученное уравнение относительно /, находим продолжительность рабочего хода
Zp.K
\ U д )
При интегрировании уравнения движения (9.21) для случая линеаризованного графика деформирующей силы с несколькими участками произвольную постоянную определяем с учетом начальных условий на каждом участке.
Рассмотрим влияние коэффициентов А. В. С и Д на характер изменения скорости подвижной поперечины согласно выражению (9.22). С увеличением коэффициента А при прочих равных условиях продолжительность разгона подвижной поперечины возрастает, значение максимальной скорости несколько уменьшается и смещается в сторону конца рабочего хода, длина которого возрастает. Влияние А будет сильнее проявляться при расчетах быстроходных прессов, а также прессов с низким давлением рабочей жидкости. Коэффициент А зависит от размеров трубопровода. Для уменьшения его трубопровод необходимо делать коротким.
Коэффициент В зависит от гидравлических сопротивлений и размеров трубопровода, с уменьшением В возрастает максимальное значение скорости подвижной поперечины и происходит смещение этой скорости к началу рабочего хода (период разгона сокращается). При проектировании гидравлической системы пресса нужно стремиться уменьшить сопротивление течению жидкости в трубопроводе.
С увеличением С возрастает скорость установившегося движения подвижной поперечины. Однако это целесообразно только в определенных пределах. Поскольку при достижении некоторого определенного значения С, устанавливаемого на основании энергетического расчета, происходит уменьшение КПД гидравлического пресса, такой путь повышения его быстроходности не всегда целесообразен. Для выбора рационального значения коэффициента С необходимо проводить энергетический расчет и только после этого принимать окончательное решение.
283
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 9.2. Влияние коэффициентов уравнения движения на рабочий ход подвижной поперечины
Быстроходность и рабочий ход гидравлического пресса в основном определяются коэффициентом Д характеризующим интенсивность нарастания сопротивления движению подвижной поперечины со стороны деформируемой заготовки. Как показано на рис. 9.2, а. с увеличением коэффициента Д длина рабочего хода умень-
шается. Если — < Д. то данная операция вообще не может быть выполнена на рас-dS
сматриваемом прессе, так как по сравнению с инерционными силами сопротивление деформированию со стороны заготовки нарастает интенсивнее.
Период разгона подвижной поперечины в процессе рабочего хода зависит от отношения 2В/А (рис. 9.2, б): чем оно больше, тем короче период разгона. Однако увеличивать его надо путем уменьшения значения А. в противном случае снижается максимальная скорость подвижной поперечины.
Обратный холостой ход. Скорость подвижной поперечины гидравлического пресса должна быть задана в технических условиях на проектирование. Задача расчета - определение силы, развиваемой возвратными цилиндрами (например, определение размеров поперечных сечений плунжеров при заданном давлении). Для осуществления обратного холостого хода необходимо соединить возвратные цилиндры с источником жидкости высокого давления - аккумулятором, а рабочие цилиндры - с наполнительным баком через наполнительный клапан или со сливным баком через главный распределитель. Для увеличения быстроходности пресса скорость обратного холостого хода должна быть максимально возможной (в некоторых случаях она достигает 60 см/с). Для определения параметров обратного холостого хода составляют уравнение движения, аналогичное (9.1) и (9.18):
Р2-Р, -(X + ^Mg-P^,-Ртр2 = М^ . (9.28)
284
Глава 9. Расчет насосного привода гидравлического пресса
Как и в предыдущих случаях, используя уравнения Бернулли и неразрывности с принятыми допущениями, приведем уравнение движения (9.28) к дифференциальному типа Риккати:
A— + 5v2-C = 0, (9.29)
dt
где
V4 / “2-3
С = |jZ>22-0,15h2t£>A U-(l+aWg-| ^>72+О,15ц77г£яД k. (9.30)
После интегрирования (9.29) получаем
(9.31)
Для определения размеров возвратных цилиндров необходимо в выражении (9.31) приравнять v = vyCT и подставить значения С и В из соотношений (9.30). Ввиду громоздкости арифметических преобразований эту задачу проще решать подстановкой.
Отметим, что в данном параграфе при рассмотрении динамики насосноаккумуляторного привода пресса не учитывалась продолжительность срабатывания распределительных устройств.
9.2. Расчет энергетических параметров насосно-аккумуляторного привода
Гидравлические прессы с одной ступенью изменения деформирующей силы. Основные энергетические показатели привода гидравлического пресса -полезная (эффективная) работа, расходуемая на деформирование заготовки за один рабочий ход, а также мощность и коэффициент полезного действия.
285
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Полезную работу определяют, пользуясь графиками деформирующей силы (см. рис. 9.1) и заменяя dv на dS\
Адеф = JPJS. (9.32)
S
В процессе рабочего хода полезная мощность равна произведению деформирующей силы и скорости деформирования (перемещения подвижной поперечины):
^пол = Рг. (9.33)
Работа, совершаемая прессом за один рабочий ход, и мощность являются абсолютными показателями, тогда как КПД - относительный показатель, который позволяет сравнивать гидравлические прессы между собой и с другими КШМ.
Для сравнения энергетических показателей работы прессовых установок необходимо знать КПД цикла, т. е. отношение полезной работы ^деф, совершаемой прессом в процессе одного рабочего хода, к работе А. совершаемой за полный цикл:
Л„ф-А.ф/Л. (9.34)
Мгновенным КПД называют отношение полезной мощности, расходуемой в данный момент рабочего хода, ко всей расходуемой прессом мощности:
П,.мг = ^пол/^ (9-35)
В дальнейшем будем рассматривать КПД цикла Г|э. Выражения для вычисления мгновенного КПД можно получить по аналогии.
В прессах с насосно-аккумуляторным приводом скорость подвижной поперечины, согласно уравнению (9.26), зависит от приложенной к ней деформирующей силы, так как давление жидкости в аккумуляторе остается практически постоянным. Полезная мощность, расходуемая прессом,
^пол=^(Р). (9.36)
Для наиболее эффективного использования потенциальной энергии рабочей жидкости необходимо выбрать такое соотношение между деформирующей силой и скоростью перемещения подвижной поперечины, при котором полезная мощность является максимальной. Для этого продифференцируем выражение (9.36) по силе и приравняем производную нулю:
= V(P) + PV'(P) = 0. (9.37)
Рассмотрим примеры определения деформирующей силы для некоторых частных случаев.
286
Гл а в а 9. Расчет насосного привода гидравлического пресса
1. Деформирующая сила в процессе рабочего хода остается постоянной, Р = Р0 = const. Дифференцируя уравнение (9.22), находим и подставляем
его в уравнение (9.37). Тогда
Р°--2С/^- <9'38)
Дифференцируя (9.21), находим -= -1 и подставляем его в (9.38) с уче
том выражения для С из формулы (9.20). Тогда
2 Г Л ТЕ А
опт
(9.39)
Выражение (9.39) позволяет определить на протяжении рабочего хода оптимальную деформирующую силу для заданного давления рабочей жидкости в аккумуляторе р3. Если пренебречь влиянием силы тяжести подвижной поперечины, противодавлением со стороны возвратных цилиндров и гидравлическими сопротивлениями, то оптимальная деформирующая сила Р0опг будет в полтора раза меньше номинальной:
^0опТ=|^ном- (9-40)
2. Деформирующая сила в процессе рабочего хода не является постоянной. Оптимальное соотношение между деформирующей силой и номинальным усилием выбираем по средней мощности, развиваемой прессом в процессе рабочего хода.
Полезная работа за один рабочий ход
‘р.х ‘р.х
Аеф = J ^пол^= J Pvdt-о о
(9.41)
В уравнении (9.22) слагаемое ехр---S даже при близких к нулю значе-
\ А )
ниях S существенно меньше единицы, поэтому при подстановке (9.22) в (9.41)
этим слагаемым можно пренебречь. После преобразований получаем
^деф
Pf\p 4- 77^ I АД 4-С I
J (Ро+Д5) S Л.
g У < 2.D D ) D
(9.42)
287
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Ход S подвижной поперечины - функция времени. Поэтому прежде чем приступить к интегрированию (9.42), выразим
О *41 п * 9
V2B2 В 4В
откуда
2В t = —
Д
АД , С
2В2 В
АД с] А
2В2 В) В
(9-43)
Подставляя в (9.42) выражение для S и произведя интегрирование, получаем
^деф
Д3 .4 _Д\з /АД с
32В2 рх 4В рх\2В2 В
М ££+£_ЛЪ +Pt Ж+£ 2\2В2 В 2В) рх 0р'ху2В2 В
Таким образом, средняя мощность за один рабочий ход
,v |44+£ +
л“11’ 32В- рк АВ рк\2В- В
р.х
+ М4£+£_АЛ +Р М+£
2 <2В2 В 2В2 J рх °\2В2 В
(9.44)
(9-45)
Для определения максимальной средней мощности за один рабочий ход продифференцируем выражение (9.45) и приравняем производную нулю:
(9.46)
dt 32В2 р 2В р \2В2 В 2 \, 2В2 В 2В) р.Х X ✓
откуда
_ 8 в Гад с 2 в // ад с}
t —-----Л/ z-ч--------14 —х-Ч— + 6—. (9.47)
р 3 Д\2В2 В ЗД\ \2В2 В) В
Приравняв правые части уравнений (9.43) и (9.47), после преобразований
находим
рк-р0=Ж=
9[ 2В
+ С — 6Pq +
+ 2JP
V I 2.В
—+ с| 4|— + С| + 6Р0
2В J °
(9.48)
288
Глава 9. Расчет насосного привода гидравлического пресса
Из полученного выражения можно определить рациональное значение деформирующей силы при номинальном усилии пресса. Значения А. В и С вычисляем согласно уравнению (9.21). Из выражения (9.48) следует, что для номинального усилия пресса только некоторые технологические графики деформирующей силы являются оптимальными. Расчеты по определению максимальной эффективной мощности, развиваемой прессом в процессе рабочего хода, целесообразно проводить при проектировании специализированных прессов.
Продолжительность полного цикла гидравлического пресса с насосно-аккумуляторным приводом определяется временем забора рабочей жидкости из аккумулятора для совершения прямого рабочего и обратного холостых ходов и наполнения его до первоначального уровня.
Прямой холостой ход осуществляется под действием силы тяжести подвижной поперечины и давления жидкости, поступающей из наполнительного бака. В наполнительный бак жидкость нагнетается в процессе обратного холостого хода. Других источников энергии для зарядки наполнительного бака нет. Потери, связанные с нагнетанием в него жидкости, учитывают при рассмотрении обратного холостого хода. Поэтому при определении КПД нет необходимости рассматривать прямой холостой ход. Полезная работа выполняется только в процессе прямого рабочего хода.
Полная энергия, потребляемая насосно-аккумуляторным приводом пресса, расходуется на совершение полезной работы и преодоление различного рода сопротивлений в отдельных элементах гидравлической системы: на преодоление гидравлических сопротивлений, на сжатие жидкости с учетом утечек, на преодоление сил трения в механических парах и др.
Рассмотрим потери и определим КПД для основных элементов гидравлической системы прессовой установки.
1. Гидравлический пресс. Потенциальную энергию рабочей жидкости, поданную в рабочий или возвратные цилиндры, воспринимает гидравлический пресс. Эта энергия расходуется на совершение полезной работы (пластическое деформирование заготовки), на преодоление гидравлических сопротивлений в процессе прямого рабочего и обратного холостого ходов пресса и упругое деформирование системы цилиндр - рабочая жидкость.
Энергию жидкости, находящейся внутри рабочего или возвратных цилиндров, без учета потерь на сжатие и утечки называют цилиндровой Лцил, ас учетом этих потерь - индикаторной АИНД.
Индикаторную энергию определяют экспериментально по индикаторным диаграммам давления жидкости в рабочем или возвратных цилиндрах, снятых в процессе прямого рабочего и обратного холостого ходов пресса. Предположительные индикаторные диаграммы можно строить, пользуясь уравнениями (9.18) и (9.28). Индикаторная энергия расходуется на деформирование заготовки, а также преодоление сил трения и сопротивления со стороны возвратных цилиндров.
289
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Отношение полезной работы пресса, израсходованной за один рабочий ход Лдеф, к индикаторной энергии Линд, затраченной в течение цикла, называют механическим КПД пресса:
П мех = — = ------—-------, (9-49)
Анд (Аинд+Аинд)
где АИНД =А1ИНД + Л2инд; Линд ~ индикаторная энергия, израсходованная в рабочем цилиндре за время прямого рабочего хода; Л2инд - то же, израсходованная в возвратных цилиндрах за время обратного холостого хода.
Отношение индикаторной энергии Линд к цилиндровой Лцил называют объемным КПД пресса:
П об = Анд /Аил- (9-50)
Цилиндровая энергия
А —А А
цил /цил 2 цил'
где Л7цил - цилиндровая энергия рабочего цилиндра за время прямого рабочего хода; Л2цил - то же возвратных цилиндров за время обратного холостого хода.
Эту энергию нельзя определить точно ввиду неопределенности утечек рабочей жидкости, поэтому в расчетах объемный КПД принимают исходя из опытных данных: Т|об = 0,98...0,96.
Энергия рабочей жидкости перед входом в рабочий или возвратные цилиндры всегда больше энергии внутри них на величину местных потерь при входе. Энергию рабочей жидкости перед входом в цилиндр называют располагаемой.
Отношение цилиндровой энергии Л цил к располагаемой Лрасп называют гидравлическим КПДттръыж.
Лгидр ^цил/^расп ’ ^расп "Лрасп + ^2расп ’ (9.51)
где Л7расп - располагаемая энергия перед входом в рабочий цилиндр; Л2расп - то же перед входом в возвратные цилиндры.
Эффективным КПД цикла гидравлического пресса называют отношение полезной работы, совершенной им за один рабочий ход, к энергии, израсходованной за полный двойной ход его подвижной поперечины:
Л1э ^деф/^расп Л мех Л об Л гидр ’ (Я*52)
2. Аккумулятор. В конструкциях гидропрессовых установок наиболее широко распространены пневматические (воздушные) аккумуляторы, в которые рабочая жидкость нагнетается насосами. В пневматических аккумуляторах отсутствуют механические, но имеют место объемные, гидравлические, термодинамические и пневматические потери.
290
Глава 9. Расчет насосного привода гидравлического пресса
Объемный и гидравлический КПД аккумулятора определяют аналогично соответствующим показателям гидравлического пресса. Так, объемный КПД цикла аккумулятора
Л обЗ ~ ^Зинд/^Зцил ’ (9.53)
гидравлический
Пгидр5= Лыхз/ЛхЗ> (9-54)
где ^вых5, Лвх3 - энергия рабочей жидкости, расходуемая соответственно на выходе из аккумулятора и входе в него без учета утечек.
Термодинамический КПД аккумулятора характеризует потери энергии при изменении в нем давления воздуха (наполнение и опорожнение аккумулятора). Термодинамические процессы при этом протекают в разных температурных условиях, что обусловливает различные значения коэффициентов политропы. Опорожнение аккумулятора происходит сравнительно быстро, а следовательно, теплообмен через его стенки будет незначительным и показатель политропы можно принимать равным адиабатическому: к = 1,4. В противоположность этому наполнение аккумулятора происходит медленно. В начале наполнения температура внутри аккумулятора ниже, чем снаружи, т. е. теплота поступает извне (показатель политропы больше, чем адиабаты), в конце - наоборот. Разность между политропами сжатия и расширения характеризует рассеяние энергии - термодинамические потери.
Отношение энергий расширения и сжатия за цикл называют термодинамическим КПД аккумулятора:
Л термЗ — ^расшЗ/^сжЗ ’ (9.55)
где Лрасш5 - работа адиабатического расширения; Лсж5 - работа политропического сжатия.
Пневматический КПД аккумулятора Т|пн5 характеризует утечки воздуха из пневматических баллонов.
Полный КПД аккумулятора Т| 3 определяется произведением его объемного, гидравлического, термодинамического и пневматического КПД:
Л 3 ~ Л обзЛ гидрзЛ термзЛ пнЗ* (9.56)
3. Соединительные трубопроводы. В соединительных трубопроводах есть гидравлические и объемные потери энергии при нагнетании рабочей жидкости в отдельные элементы системы: аккумулятор, рабочий цилиндр и др. Их определяют аналогично рассмотренным выше.
Полный КПД трубопровода
Птб^гидрПоб- (9-57)
4. Мультипликатор. Работа мультипликатора аналогична работе гидравлического пресса. Следовательно, полный КПД мультипликатора
П 7 = П мех/П О67П гидру (9-58)
291
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
5. Насос. Гидравлические насосы имеют гидравлические, объемные и механические потери (способы их вычисления см. в гл. 7). Полный КПД насоса
Л 6 ~ Л мех 6Л гидр 6Л об 6* (9-59)
Таким образом, эффективный КПД гидропрессовой установки определяется произведением его отдельных составляющих:
П =Л/ЛтбЛ5ПбЛэл, (9-60)
где Т|эл - КПД электродвигателя.
Гидропрессовые установки с несколькими ступенями нагружений. Гид-ропрессовые установки с насосно-аккумуляторным приводом, используемые для выполнения технологических операций с пиковыми нагрузками в конце рабочего хода, неэкономичны даже при оптимальных соотношениях между деформирующей силой и номинальным усилием, которые определяют по выражениям (9.39) и (9.48).
На рис. 9.3, а показан график изменения деформирующей силы по ходу под-
s
вижной поперечины. Совершаемая прессом полезная работа равна jpdS о
и пропорциональна площади под кривой Ode. Оптимальная сила даже без учета потерь должна быть больше Ртах, а следовательно, избыток давления р3 - р3 между аккумулятором и рабочим цилиндром в каждой точке хода должен поглощаться в гидравлической системе, вызывая нагревание рабочей жидкости. Расходуемая для совершения рабочего хода потенциальная энергия аккумулятора пропорциональна площади Oabc. Для повышения экономичности гидропрессовых установок с насосно-аккумуляторным приводом увеличение деформирующей силы в процессе рабочего хода осуществляют ступенями, что возможно при наличии нескольких рабочих цилиндров или гидравлического мультипликатора.
Рис. 9.3. Определение оптимальной деформирующей силы в трехцилиндровом гидравлическом прессе
292
Глава 9. Расчет насосного привода гидравлического пресса
В трехцилиндровом гидравлическом прессе при выполнении любой технологической операции необходимое ступенчатое изменение деформирующей силы можно осуществить в следующей последовательности (см. гл. 6):
1) в средний рабочий цилиндр подают жидкость высокого давления, а в боковые - низкого;
2) в боковые рабочие цилиндры подают жидкость высокого давления, а в средний - низкого;
3) во все рабочие цилиндры (средний и боковые) подают жидкость высокого давления.
В одноцилиндровом прессе с насосно-аккумуляторным приводом и мультипликатором возможны две ступени изменения деформирующей силы:
1) в рабочий цилиндр подают жидкость высокого давления непосредственно из аккумулятора;
2) жидкость из аккумулятора подают в цилиндр сверхвысокого давления мультипликатора, а затем в рабочий цилиндр.
При выборе силы на каждой ступени нагружения для трехцилиндрового пресса необходимо учесть, что при постоянном давлении она пропорциональна соответствующей площади поперечного сечения плунжера: Рх - площади F]cp плунжера среднего цилиндра, Р2 - сумме площадей F]6oK плунжеров боковых цилиндров, Р3 - сумме площадей всех плунжеров: F} = F]cp + F]6oK.
На рис. 9.3 видно, что выбор деформирующей силы на каждой ступени будет оптимальным, если сумма площадей прямоугольников, основания которых образуют участки хода 5]? (52 - *S\) и (5К - 52), а высоты - силы Р]? Р2 и Р3, будет минимальной. Это позволяет графически подобрать оптимальные значения сил для каждой ступени и соответственно размеры плунжеров. Такое условие можно записать в виде
Жр + Лбок) - ^1ср - ^1 (^1 бок - ^1 ср) = min (9.61)
или
^2^1 ср + (^iбок _ ср) = ^2^1 ср + 1 ~ 2F]cp) = max. (9.62)
Для случая линейного изменения деформирующей силы (см. рис. 9.3, б) рассматриваемую задачу можно решить аналитически. Примем, что изменение деформирующей силы определяют по формуле
гдеД= tg р.
Поскольку приращение давления жидкости в рабочем цилиндре в конце каждой ступени одинаково, для точек b и б/, соответствующих силам Рх и Р2, можно записать:
FicP = ^ + ^i; (9.63)
^1бок = Л - FicP = а + bs2, (9.64)
где a=Pjp3\ Ь=Д/р3.
293
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Решая совместно уравнения (9.62) и (9.64), получаем
(^i -F]cp-«)F]Cp + (Flcp-«)(F1 - 2F|Cp) = max. (9.65)
Дифференцируя уравнение (9.65) по Flcp и приравнивая к нулю производную, находим
77]ср = 77]/3 + а/6. (9.66)
Подставив полученное выражение для Flcp в выражение (9.64), получаем
^6ok=2F./3-«/6. (9.67)
Площадь каждого плунжера бокового рабочего цилиндра равна
F160K/2=F./3-«/12. (9.68)
Следовательно, при оптимальном выборе ступеней изменения деформирующей силы диаметры плунжеров боковых и среднего рабочих цилиндров должны быть различными.
Аналогично можно определить оптимальный режим изменения деформирующей силы для аккумуляторного гидропривода с мультипликатором.
9.3. Предварительный расчет основных параметров насосно-аккумуляторного привода
На первой стадии проектирования гидравлического пресса размеры трубопровода известны приблизительно и рассчитать его параметры невозможно, поэтому проводят предварительный расчет.
Исходными данными для расчета являются номинальное усилие пресса FH0M и давление жидкости р3 в аккумуляторе. На основании этих данных определяют размеры плунжеров рабочих цилиндров согласно формуле (6.1):
=p™Jp)-
Диаметры плунжеров возвратных и уравновешивающих цилиндров определяют из решения уравнений статического равновесия при прямом и обратном холостых ходах. Изменение давления в наполнительном баке и аккумуляторе учитывают следующим образом. При составлении уравнений равновесия подвижной поперечины для прямого холостого хода давление в наполнительном баке принимают минимальным, а в аккумуляторе - максимальным; для обратного холостого хода, наоборот, давление в наполнительном баке считают максимальным, а в аккумуляторе - минимальным.
Давление жидкости в возвратных и уравновешивающих цилиндрах при холостом ходе поперечины изменяется незначительно. Перепад давлений между аккумулятором и цилиндром принимают из условия максимального КПД со-
294
Глава 9. Расчет насосного привода гидравлического пресса
гласно (9.40) без учета вредных сопротивлений. Следовательно, потери давления в трубопроводе высокого давления
Др = Рз/3-
Для наполнительного трубопровода потери давления составляют
^р=р4~ (0,1 ...0,2).
Потери давления в трубопроводе, ведущем к наполнительному баку, пропорциональны квадрату скорости течения жидкости. Следовательно, если скорости подвижной поперечины равны при прямом и обратном холостых ходах, то перепад давлений в сливном трубопроводе (учитывая, что скорость течения жидкости в последнем в 1,5-2 раза меньше, чем в напорном трубопроводе) можно определить по формуле
Л Рз/3 1
AjO = --у22---т- =--р3.
(1,5 2... 2,02) 10 3
При принятых допущениях уравнения статического равновесия подвижной поперечины при прямом и обратном холостых ходах имеют вид
Mg + ^F/-(0,1...0,2) = IL^min2^2+y^minZ7?y.U; <9-69)
Mg + X^ -[2^max -(0,1 ...0,2)] = min +^Fy.u), (9.70)
где ^^у.ц - сумма площадей поперечных течений плунжеров уравновешивающих цилиндров.
Площадь плунжеров уравновешивающих цилиндров
^Fy,u=^-. (9.71)
Рз max
Подставив ^F из формулы (9.71) в выражение (9.69), находим площадь плунжеров возвратных цилиндров:
Рз min Рз min
Давление жидкости в наполнительном баке определяем по формуле (9.70) после подстановки в нее выражений для ^Fy ц и ^F2:
Р 4 max
13 (0,1 ...0,2)
3
29 — 6 Р Рз^КГ,
295
Раздел II, ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
При отсутствии уравновешивающих цилиндров размеры плунжеров возвратных цилиндров и давление в наполнительном баке определяются соотношениями: 10^Fr(0,1...0,2) 2^2------------------------------+ ----------------’
Рз min Р 3 min
17 Mg 23/Л . Л £>4 max д V r + А (0,1 ...0,2).
6 ^F1 6
Допустимую скорость течения жидкости в напорном трубопроводе при условии удвоенного номинального давления при гидравлическом ударе вычисляем по формуле
[vz_3]=^/pt7, (9.72)
где а - скорость распространения ударной волны в трубопроводе, к/р ; к -модуль объемной упругости жидкости.
Пользуясь уравнениями неразрывности и Бернулли для установившегося движения и учитывая гидравлические потери, определяем скорость течения жидкости в трубопроводе и его диаметр:
(9.73)
I 2\pg ' ‘~3 Xl/d + ^.c ’
где Д3 - диаметр рассматриваемого трубопровода; D - диаметр цилиндра (рабочего, возвратного, уравновешивающего) пресса.
При приближенном расчете гидравлической системы прессовых установок значение с можно принимать согласно данным экспериментальных исследований, проведенных в ЦНИИТмаше: 140...280 - для напорного тру-
бопровода рабочих и возвратных цилиндров, 6... 120 - для сливного трубопровода рабочих и возвратных цилиндров, 15...30 - для наполнительного трубопровода и 50... 100 - для трубопровода уравновешивающих цилиндров.
Предположим, что диаметр трубопровода одинаковый по всей его длине. Решая совместно уравнения (9.72) и (9.73), находим
d-_3 - Ad,_3 -В = 0,
v2(Ed2)2^ v2(Z>2)2
где А =-----------; В =-----------------XI; Ар - потери давления в трубо-
2Apg ' 2Aog
проводах.
296
Глава 9. Расчет насосного привода гидравлического пресса
После определения диаметра напорного трубопровода по формуле (9.73) вычисляем скорость течения в них. Найденное значение скорости течения должно быть меньше допустимого:
Vi-3<P3/(Pa)-
Диаметр проходного сечения клапана <7КЛ выбирают на основании установившихся в практике соотношений:
^^(0,8...099X-3.
При расчете диаметра напорного трубопровода рабочих цилиндров dj_3 следует задать перепад давлений \р =р3, тогда при произвольном давлении р} в рабочих цилиндрах скорость движения подвижной поперечины
v = (v. .1 . -"Z7.
1 v Р 3 max
Аналогично можно рассчитать параметры сливного и наполнительного трубопроводов. После определения размеров всех трубопроводов и устанавливаемой на них аппаратуры необходимо провести проверочный расчет.
9.4. Расчет энергии, поглощаемой компенсаторами гидравлического удара
При резком изменении скорости течения жидкости в трубопроводах может
произойти гидравлический удар (см. гл. 7), в результате которого давление жидко-
сти на отдельных участках увеличивается в 1,5-2 раза. В гидропрессовых установках гидравлический удар может возникнуть при быстром открытии клапанов
(золотников), а также при выполнении операций сквозной прошивки, вырубки.
Для предотвращения или смягчения гидравлического удара в системе прессовых установок предусматривают специальные компенсаторы, которые поглощают энергию ударной волны или волны гашения, возникающей при любом резком изменении скорости течения жидкости в трубопроводе. Принцип действия компенсаторов состоит в том, что при любом внезапном местном повышении давления упругий элемент (поршень пневматического цилиндра, пружина и др.) перемещается, в результате чего происходит поглощение избытка энергии при волновых процессах и последние затухают без значительного увеличения давления.
На рис. 9.4 показаны схемы наиболее часто
Рис. 9.4. Расчет компенсато-
ров гидравлического удара
применяемых компенсаторов гидравлических уда
297
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
ров. Первоначальное давление воздуха или затяжка пружины определяют давление жидкости в компенсаторе. Размеры его воздушного колпака или силу сжатия пружины выбирают расчетным путем. На практике пользуются упрощенным расчетом, который проводят для наиболее неблагоприятного случая - мгновенного перекрытия трубопровода без учета упругости самой жидкости и всей гидравлической системы.
В момент перекрытия трубопровода кинетическая энергия жидкости
(9.74) 2 о
где dh 7Z - соответственно диаметр и длина рассматриваемого участка трубопровода; vz- - скорость течения жидкости на этом участке.
В воздушном компенсаторе кинетическая энергия расходуется на сжатие воздуха, давление которого изменяется по адиабате с показателем к = 1,4. Следовательно,
где pQ, Vq - соответственно начальное давление и воздушный объем компенсатора; рК - конечное давление.
Приравнивая правые части уравнений (9.74) и (9.75) и задавая первоначальный объем воздуха в компенсаторе, находят конечное давление рК или, наоборот, задавая давление рК, определяют размеры.
В пружинном компенсаторе кинетическая энергия движущейся жидкости расходуется на сжатие пружины:
4£> 7 7 7
L3 = —2-Р0*), Cd
где Dnp - диаметр пружины; i - расчетное число витков пружины; G - модуль упругости материала пружины; d - диаметр витка пружины; PQ, Рк - соответственно начальная и конечная силы, действующие на пружину.
Приравнивая правые части выражений (9.74) и (9.75), находят конечную силу для выбранной пружины. После этого необходимо рассчитать ее осадку по формуле
. 8/Х .
Л =-----Д-1
Gd4
и сравнить с допустимой.
298
Гл ава 10. Типовые конструкции узлов гидравлического пресса
Глава 10. ТИПОВЫЕ КОНСТРУКЦИИ УЗЛОВ ГИДРАВЛИЧЕСКОГО ПРЕССА
10.1. Станины
Гидравлические прессы применяют в различных отраслях производства. Они разнообразны по своему конструктивному оформлению. Однако конструкции основных узлов - станин и подвижных поперечин; рабочих, возвратных и уравновешивающих цилиндров; столов - имеют много общего.
Вертикальные станины. Эти станины подразделяют на колонные и рамные, одностоечные и двухстоечные, открытого и закрытого типа.
Одностоечные станины открытого типа изготовляют литьем или сваркой; в виде одной детали (рис. 10.1, а) и составными, которые собирают из двух или более деталей и стягивают болтами (колоннами). Их предварительная затяжка должна обеспечить нераскрытое стыков в процессе эксплуатации при приложении сил, равных номинальному усилию. Материал станин, как правило, - углеродистая сталь.
Открытая цельная и составная станины ковочного пресса приведены на рис. 10.1. Составная станина состоит из верхней 2 и нижней 4 поперечин и стойки 3. Стойки стянуты четырьмя стяжными болтами 1.
При выполнении технологических операций ковки и листовой штамповки деформирующая сила не всегда действует в плоскости симметрии станины, поэтому последняя воспринимает дополнительный изгибающий момент относи
Рис. 10.1. Конструкции открытых цельной (а) и составной (б) станин гидравлических одностоечных прессов
299
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
тельно поперечной оси сечения. В связи с этим целесообразно увеличивать расстояние между стойками станины, чтобы момент сопротивления изгибу был достаточно большим. При определении напряжений, действующих в наиболее опасном сечении, необходимо учитывать допустимую эксцентричность приложения равнодействующей давлений. Наиболее опасно нагруженной точкой является одна из угловых точек поперечного сечения стойки 3 и поперечин 2 и 4 (см. рис. 10.1, б).
Составные одностоечные станины применяют в прессах с номинальными усилиями до 5000 МН. Особое внимание обращают на силу предварительной затяжки стяжных болтов. В некоторых случаях она превышает номинальное усилие пресса на 20 %. Поперечное сечение стяжных болтов выбирают таким, чтобы напряжения от предварительной затяжки составляли не более 60 % от предела упругости. Предварительная затяжка должна обеспечить нераскрытое стыков при приложении силы, равной номинальному усилию, с учетом допустимого эксцентриситета. Она существенно снижает упругую деформацию станины, в связи с этим стяжные болты часто применяют в цельных литых одностоечных станинах.
Одностоечные станины гидравлических прессов, предназначенных для выполнения бортовальных работ или прессования порошковых материалов, имеют гнезда для вертикальных и горизонтальных рабочих цилиндров, что выгодно отличает их от других станин. Горизонтальный рабочий цилиндр позволяет проводить прошивку и отбортовку отверстий в стенках крупногабаритных изделий, что значительно расширяет область их применения.
Верхнюю поперечину одностоечной станины используют для установки насосного привода и поворотных кранов, предназначенных для манипулирования заготовкой в процессе ее обработки, подачи и удаления из рабочего пространства пресса. В некоторых одностоечных станинах устанавливают направляющие для подвижной поперечины (ползуна) пресса.
Станины колонного типа применяют в гидравлических прессах, предназначенных для выполнения всех видов кузнечной технологии. Их конструкции содержат верхнюю и нижнюю неподвижные поперечины и колонны (см. схему на рис. 6.1). Такая станина достаточно легкая, обеспечивает хороший обзор и доступность к рабочему пространству пресса, что особенно важно при ковке. В зависимости от номинального усилия и технологического назначения гидравлического пресса конструкции верхней и нижней поперечин имеют свои характерные особенности.
Верхняя поперечина в гидравлических прессах предназначена для замыкания станины в виде единой рамы и установки рабочих цилиндров. Она может быть литой или сварной соответственно из стального литья или катаной стали сов>350МПа (рис. 10.2). Высоту верхней поперечины устанавливают в зависимости от диаметра d колонн и принимают h = (2,5...3,5)б/. Она имеет гнезда для установки рабочих, а в некоторых случаях возвратных и уравновешивающих цилиндров, а также для колонн. Диаметры гнезд под гидравлические цилиндры больше диаметра самих цилиндров на величину деформации их под действием внутреннего давления. При отсутствии такого зазора стенки цилиндрических гнезд
300
Гл ава 10. Типовые конструкции узлов гидравлического пресса
zzzzzzzzzzz
Рис. 10.2. Литая (а) и сварная (б) конструкции верхней поперечины гидравлического пресса
301
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ необходимо рассчитывать на прочность, так как они будут воспринимать силы, возникающие при деформации рабочих цилиндров под действием давления жидкости. Минимальную ширину верхней поперечины устанавливают в зависимости от размеров рабочих цилиндров.
Верхняя поперечина имеет сечение коробчатого типа. В местах приложения сил требуемую жесткость обеспечивают ребра. Особое внимание уделяют восприятию контактных нагрузок со стороны боковой поверхности рабочих цилиндров. Для равномерного распределения давления по фланцу цилиндра необходимо, чтобы жесткость стенок гнезда была равномерной относительно его оси, что достигается симметрично расходящимися ребрами жесткости.
В мощных гидравлических прессах верхнюю поперечину делают составной, так как ее масса и размеры выходят за пределы железнодорожного габарита и грузоподъемности кранов. Плоскость разъема выбирают параллельно фронту пресса. Составную поперечину стягивают стяжными болтами, воспринимающими только растягивающие силы. На боковых поверхностях поперечины предусматривают обработанные площадки для установки и крепления гидравлических подъемников.
В прессах с нижним расположением рабочих цилиндров верхняя поперечина служит только для соединения колонн и крепления верхнего бойка. Особенности такой конструкции для ковочных прессов показаны на рис. 6.4.
Нижняя поперечина (рис. 10.3) представляет собой фасонную стальную отливку, состоящую из секций 3, 5, 6, стянутых болтами 4, или сварную раму, которая при верхнем расположении рабочих цилиндров предназначена для установки стола 1 пресса, а также механизмов его передвижения 2 и выталкивания изделия.
Высоту нижней поперечины, как и верхней, устанавливают в зависимости от диаметра колонн: h = (2,5...3,5)<7; ее материал - стальное литье или катаная сталь с ов > 450 МПа. Для установки пресса на фундамент нижняя поперечина имеет консоли, примыкающие к гнездам для колонн и обеспечивающие устойчивость пресса. В прессах с Рном > 40 МН нижние поперечины делают составными. Плоскости разъема их, как и верхних поперечин, выбирают в сечениях с меньшими изгибающими моментами. Стяжные болты воспринимают только растягивающие силы. Для повышения жесткости поперечное сечение выполняют сотовой формы с перегородками равной толщины.
Колонны соединяют верхнюю и нижнюю поперечины и образуют единую рамную конструкцию. Колонны диаметром до 600...800 мм изготовляют сплошными, а свыше 800 мм часто делают пустотелыми. Внутренние отверстия диаметром до 300 мм высверливают, а свыше 350 мм могут быть изготовлены ковкой на оправке. Высверливание отверстий в колоннах позволяет обнаружить внутренние пороки исходной поковки. Материал колонн - вязкая углеродистая сталь, содержащая 0,30...0,45 % С и 1,5...2,0 % Ni. Колонны гидравлических прессов служат в качестве направляющих подвижной поперечины, поэтому шероховатость их поверхности должна соответствовать Rz = 0,05 мкм. Жесткость станины зависит от конструкции соединения поперечин с колоннами и затяжки.
302
Глава 10. Типовые конструкции узлов гидравлического пресса
Рис. 10.3. Нижняя поперечина гидравлического пресса
Существует несколько конструктивных решений, обеспечивающих жесткое и прочное соединение поперечин с колоннами (рис. 10.4).
Обе поперечины скреплены с колоннами 1 гайками 2. Такая конструкция соединения не гарантирует от смещения колонн в поперечинах на величину зазора (до 2 мм) в гнездах, но существенно упрощает их изготовление и монтаж.
Для предотвращения вращения колонн при навинчивании гаек на нижней поперечине сделаны упоры. Для стопорения верхних гаек предназначена врезная планка, а на торцовой поверхности внутренних гаек делают зубчатый поясок. Чтобы обеспечить равномерную предварительную затяжку колонн, в рабочий цилиндр нагнетают давление, на 20 % превышающее номинальное, и после этого производят завинчивание внутренних гаек. При таком креплении колонн наблюдались случаи срыва резьбы у нижних внутренних гаек при эксцентричном приложении сил.
Крепление буртами и гайками применяют для нижней и верхней поперечин. Применение буртов для соединения с верхней поперечиной требует увеличенных диаметров гнезд в подвижных поперечинах. Направляющие втулки подвижных поперечин должны быть разрезными и с толстыми стенками. Соединение с не-
303
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 10.4. Способы соединения поперечин с колоннами пресса
подвижными поперечинами при помощи буртов и гаек требует высокой точности их расположения, в противном случае при монтаже возникнут дополнительные напряжения в поперечном сечении колонны и усложнится предварительная затяжка. Для ее осуществления в колонне высверливают отверстия, в которые вставляют нагреватели. После нагревания гайки завинчивают на определенный угол, обеспечивающий требуемую затяжку соединения после остывания.
Крепление гайками и коническими втулками применяют в том случае, если колонны пресса широко расставлены. В этом случае их устанавливают на башмаках. Такое соединение с поперечинами позволяет снизить коэффициент концентрации напряжений в местах контакта. Кроме того, при такой конструкции толщина направляющих втулок подвижной поперечины остается нормальной и точного соблюдения положения опорных поверхностей для верхней поперечины не требуется.
Крепление гайками конических втулок и буртов встречается редко.
Резьбу на колоннах 1 делают упорной, ее примерный профиль показан на рис. 10.4. Наружный диаметр резьбы должен быть на 1 мм меньше ее посадочного размера в гнездах поперечин.
Гайки 2 колонн имеют цилиндрическую форму, выполняют их в виде стальных отливок с ов = 450 МПа цельными или составными. Наружный диаметр гайки принимают равным 1,5<7, а высоту (1,0... 1,5)<7, где d - диаметр колонны.
304
Глава 10. Типовые конструкции узлов гидравлического пресса
Общая площадь стяжных болтов разъемной гайки должна составлять 6...8 % от площади поперечного сечения колонны. Допустимые давления в резьбе гайки -80 МПа, а допустимые напряжения среза и изгиба - соответственно 25 и 50 МПа. Исследованиями установлено, что основную часть нагрузки воспринимают первые пять-шесть витков, причем на первый в зависимости от шага резьбы приходится от 34 до 44 %. Неравномерность распределения сил по высоте гайки учитывают низким допустимым давлением в резьбе.
В гидравлических прессах с нижним расположением рабочих цилиндров (см. рис. 6.4) масса подвижных частей значительно больше, чем с верхним, поскольку подвижной стала станина, а неподвижной - поперечина. При таком расположении рабочих цилиндров улучшается устойчивость, так как центр силы тяжести пресса расположен ближе к опорной поверхности поперечины.
Станины закрытого (рамного) типа применяют в гидравлических прессах, предназначенных для переработки пластмасс, листовой штамповки и т. д. Их изготовляют литьем и сваркой из стальных листов цельными или составными. Конструкции станин гидравлических и кривошипных прессов аналогичны. В станинах закрытого типа хуже обзор и доступность к рабочему пространству.
Горизонтальные станины. В большинстве случаев это станины колонного типа. Передняя и задняя неподвижные поперечины соединены колоннами и их устанавливают, как правило, на общей сварной раме. Колонны станины - это направляющие для подвижной поперечины пресса. Прессы для пакетирования и брикетирования имеют станины коробчатого типа.
10.2. Подвижные поперечины
Подвижная поперечина гидравлического пресса предназначена для установки и крепления верхнего рабочего инструмента, а также передачи сил со стороны рабочих цилиндров на деформируемую заготовку (рис. 10.5). Ее изготовляют литой или сварной из нескольких деталей соответственно из стального литья или катаной стали с ов > 450 МПа. По форме и размерам она соответствует, как правило, верхней поперечине. Высоту направляющих гнезд подвижной поперечины рекомендуют принимать равной (2,5...3,6)<7. Для направления ее движения в направляющие гнезда вставляют разрезные втулки с толщиной стенок 20...25 мм, изготовленные из чугуна СЧ 12 или СЧ 15. Высота каждой втулки примерно равна диаметру колонны. Шероховатость внутренней поверхности втулки составляет Rz = 0,04 мкм. В гидравлических прессах, предназначенных для ковки, предусмотрен односторонний зазор не менее 1 мм между втулкой и колонной с внутренней стороны пресса. При разогреве подвижной поперечины в процессе ковки зазор выбирается. Поверхности направляющих втулок смазывают, для чего установлены масленки. В крупных прессах для равномерного распределения давлений на колонны при эксцентричном приложении деформирующей силы боковые поверхности направляющих втулок выполняют сферическими (см. рис. 10.5).
305
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 10.5. Конструкция подвижной поперечины гидравлического пресса
Для уменьшения сил, воспринимаемых колоннами при эксцентричной ковке, подвижные поперечины снабжают хвостовиком, который отливают совместно с поперечиной или жестко к ней прикрепляют. Конструкция с хвостовиком возможна только в гидравлических прессах с двумя рабочими цилиндрами, что исключает возможность ковки с несколькими ступенями деформирующих сил. Поэтому она не нашла широкого распространения.
Крепление плунжеров рабочих цилиндров с подвижной поперечиной осуществляют следующими способами.
1. Жесткое соединение плунжера рабочего цилиндра (рис. 10.6, а, б) целесообразно в прессах с одним плунжером. При наличии нескольких плунжеров жесткое крепление потребовало бы высокой степени точности размеров, определяющих расположение гнезд для крепления плунжеров в подвижной поперечине и рабочих цилиндров в верхней поперечине. Малейшая неточность вызывает перекосы при монтаже, что приводит к преждевременному и неравномерному износу уплотнений, которое усугубляется возможностью эксцентричного приложения деформирующей силы. Учитывая это, в многоцилиндровых прессах не рекомендуют жесткое крепление плунжеров рабочих цилиндров.
306
Глава 10. Типовые конструкции узлов гидравлического пресса
Рис. 10.6. Способы крепления плунжеров рабочих цилиндров с подвижной поперечиной:
а, б - жесткое соединение; в, г - шарнирное соединение
2. Непосредственное шарнирное соединение плунжеров с подвижной поперечиной показано на рис. 10.6, в, г. Такой тип соединения удобен при монтаже и позволяет увеличить срок службы уплотнений по сравнению с жестким креплением. Поэтому его применяют в прессах для ковки. Однако в шарнирной пяте возникает значительный момент трения при перекосах поперечины, что вызывает также неравномерный износ уплотнений и направляющей втулки плунжера. При шарнирном соединении плунжеров с подвижной поперечиной необходимое направление обеспечивают втулки. В трехцилиндровых гидравлических прессах средний плунжер, как правило, имеет жесткое соединение, а боковые - шарнирное.
3. Соединение плунжеров боковых рабочих цилиндров с подвижной поперечиной в крупных гидравлических прессах осуществляется посредством промежуточных стержней, называемых пестами. При таком конструктивном решении продолжительность срока службы направляющих втулок плунжеров и уплотнений возрастает. Однако эта конструкция является более сложной и имеет значительные габаритные размеры, поэтому ее нельзя применять в гидравлических прессах с малыми номинальными усилиями.
Для крепления рабочего инструмента или подштамповой плиты подвижная поперечина содержит Т-образные пазы.
Как и в кривошипных прессах, движение подвижной поперечины (ползуна) в прессах с рамной станиной осуществляется направляющими, что более желательно, так как позволяет по мере износа направляющих выбирать зазор.
10.3. Рабочие и возвратные цилиндры
Конструкцию рабочего цилиндра в значительной степени предопределяет технология его изготовления и расположение на прессе. Форма днищ у литых цилиндров преимущественно плоская, а у кованых - скругленная. В настоящее
307
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
время разработана технология изготовления кованосварных рабочих цилиндров, у которых днища приварены электрошлаковой сваркой. Внутренний диаметр рабочего цилиндра на 10... 15 мм больше диаметра плунжера. Для обеспечения направления движения плунжеров (рис. 10.7) в рабочий цилиндр запрессовывают бронзовые (БрОЦС6-6-3) втулки высотой 3/4d. где d- диаметр плунжера. Шероховатость внутренней поверхности втулки должна быть Rz = 0,04 мкм, а точность размеров - соответствовать Н7. В качестве материала для рабочих цилиндров используют высококачественную сталь, содержащую 0,30...0,35 % С, в некоторых случаях сталь, легированную 1,5 ...2,0 % Ni.
Толщину сферической формы днища рабочего
Рис. 10.7. Крепление рабочего цилиндра в верхней поперечине гидравлического пресса: а — болтами; б - гайкой
цилиндра принимают равной 1,5 толщины стенки, внутренний радиус - приблизительно равным внутреннему диаметру d цилиндра, а радиус перехода от стенки к днищу - 1/4 d. Толщина плоского днища обычно составляет две толщины стенки с радиусом перехода, равным 1/8 d. Переходы от стенок к днищу должны быть выполнены плавно, без каких-либо рисок, чтобы уменьшить концентрацию напряжений. В верхней и нижней частях цилиндра необходимо предусмотреть посадочные пояски, диаметр которых меньше диаметра гнезд поперечин на величину упругой деформации цилиндра под действием номинального давления жидкости. Размеры опорного фланца определяют из условия, чтобы среднее давление не превышало 90 МПа. Переход от стенки к фланцу рекомендуют выполнять по радиусу 0,15...0,25 толщины стенки сочетанием окружности со скосом или параболической формы. Необходимо избегать появления рисок при обработке.
Прочность гидравлического цилиндра во многих случаях определяют форма и качество переходной галтели, соединяющей стенку с фланцем. Разрушение рабочего цилиндра происходит в результате образования усталостных трещин. Экспериментальные исследования по выявлению оптимальной формы галтели, проведенные во ВНИИметмаше, показали, что из двух исследуемых форм - параболической и сложной (дуга окружности со скосом) -в последней коэффициент концентрации напряжений aa = Gmax/G имеет наименьшее значение ап=1,79.
308
Глава 10. Типовые конструкции узлов гидравлического пресса
Также установлено, что оптимальной является форма, соответствующая профилю гидродинамического потока воды.
Крепление рабочего цилиндра в верхней поперечине показано на рис. 10.7, причем на рис. 10.7, а изображено наиболее рекомендуемое крепление. Количество крепежных болтов или шпилек рассчитывают исходя из силы тяжести всех подвижных частей пресса. Для спуска жидкости из рабочего цилиндра в нижней его части делают отверстие с пробкой. Плунжер рабочего цилиндра выполняют сплошным или пустотелым. Однако для уменьшения потерь на объемное сжатие жидкости в рабочем цилиндре рекомендуют полость плунжера изолировать от рабочей жидкости, поступающей в цилиндр. Шероховатость боковой поверхности плунжера должна соответствовать Rz = 0,04 мкм, а точность размеров - соответствовать 7.
Рабочие цилиндры, опирающиеся на днище, отличаются отсутствием фланца и подводом рабочей жидкости со стороны боковой поверхности. Возвратные и уравновешивающие цилиндры изготовляют коваными (сталь 45) или литыми (сталь с ав = 500 МПа).
10.4. Стол
Гидравлические прессы часто оборудуют выдвижными столами для удобства установки инструмента, подачи заготовок в рабочее пространство и удаления отштампованных поковок. Конструктивная схема выдвижного стола показана на рис. 10.3.
Материалом выдвижных столов служит стальное литье с б., = 450 МПа. Для перемещения стола пресса используют электрический или гидравлический привод. В последнем случае стол перемещается с помощью двух гидравлических цилиндров, расположенных по обе стороны стола. Плунжеры цилиндров соединяются со столом непосредственно или при помощи промежуточного звена. В первом случае ход плунжера соответствует ходу стола пресса, а во втором -выдвижение происходит ступенями. Для полного выдвижения стола плунжер должен совершить несколько двойных ходов, каждый раз соединяя и разъединяя стол с выдвижной планкой посредством штыря.
Непосредственное соединение применяют, если стол имеет короткий ход (до 2 м при одностороннем выдвижении). Направляющие при этом устанавливают в нижней поперечине пресса и регулируют сменными накладками. Для защиты направляющих от окалины на нижней поперечине имеются щитки, прикрепленные к концам стола и перемещающиеся вместе с ним. Длину хода выбирают в зависимости от технологического назначения пресса.
Для крепления рабочего инструмента на выдвижном столе имеются пазы или конические отверстия. Фиксация стола в рабочем положении обеспечивается штырем, имеющим механический или гидравлический привод.
Силу, необходимую для перемещения стола, принимают равной (0,5 ...0,6)С, где G - сила тяжести выдвижного стола, заготовки и рабочего инструмента. Для
309
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
удаления изделий устанавливают выталкиватель, который располагают на оси пресса (см. рис. 6.14) или сбоку на расстоянии, равном ходу плунжера цилиндра выдвижного стола от оси пресса. Для предотвращения попадания грязи и окалины на поверхность плунжера выталкивателя последний рекомендуют делать неподвижным, а цилиндр выталкивателя - подвижным. Возвратный ход выталкивателя осуществляется под действием собственной силы тяжести или с помощью специальных цилиндров обратного хода.
10.5. Расчет на прочность основных деталей пресса
Расчет цилиндров гидравлического пресса. Напряжения и перемещения в толстостенных цилиндрах, нагруженных равномерным внутренним и внешним давлением, определяют по формулам
Рис. 10.8. Схемы напряженного состояния (а) и нагружения (б)
° Л = Р\Г\~Р1Г1 + (^1 -/>2>22г12 .
Ое] Г^-Г]2 “ (Г22-Г,2)Г2
= 1-Ц рГ~рЛ г + 1-Ц (Р1 -р2>12г22
£ г^-г2 Е (г2-г2)г
При наличии продольной силы N
N
(10.1)
(10.3)
а к выражению для радиальных перемещений добавляется слагаемое
л °z
Аи = -ц——г,
Е
Здесь ar, ае, - нормальные напряжения соответственно в перпендикулярной радиусу, меридиональной и перпендикулярной оси площадках цилиндра (рис. 10.8, а); г2, гъ г - соответственно наружный, внутренний и текущий радиус; р2. рх - соответственно внешнее и внутреннее давление; и - радиальное перемещение произвольной точки трубы; Е. Ц - соответственно модуль упругости и коэффициент Пуассона материала цилиндра.
Цилиндры гидравлических прессов в большинстве случаев являются моноблоками и нагружены только внутренним давлением. В зависимости от конструкции напряженное состояние в любой точке цилиндра
310
Глава 10. Типовые конструкции узлов гидравлического пресса
может быть объемным (цилиндры, опирающиеся на фланец) или плоским (цилиндры, опирающиеся на днище).
Для определения напряжений в рабочем цилиндре гидравлического пресса используют формулы (10.1) и (10.3).
В цилиндрах, опирающихся на фланец,
а наиболее опасными будут точки, расположенные на внутреннем волокне цилиндра при г = Г] (рис. 10.8, б).
Согласно теории прочности, эквивалентное напряжение
оэкв = -ое)2 +(<50 -ог)2 +(ог -о,)2 <[о], (10.5)
где [а] - допустимое напряжение.
Принимая в выражении (10.4) г = находят аг, бе и а затем, подставляя полученные выражения в формулу (10.5) и решая относительно г2, получают
[а]-/?л/з
(10.6)
Допустимое напряжение выбирают в зависимости от способа получения цилиндра и его материала:
[а] = 80... 100 МПа - для стальных литых цилиндров прир < 20 МПа;
[а] = 110... 150 МПа - для кованых цилиндров из стали, содержащей 0,30...0,35 % С;
[а] = 150... 180 МПа - для кованых цилиндров из малолегированной стали, содержащей l,5...2,0Ni.
Из формулы (10.6) следует, что наружный радиус (диаметр) рабочего цилиндра зависит от допускаемого напряжения [а], внутреннего радиуса гх и выбранного давления р. Внутренний радиус гх рабочего цилиндра можно определить через номинальное усилие Рном и давление жидкости р.
Согласно выражению (10.6),
7Гр([(5]-/?л/з)
(Ю.7)
311
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Отсюда следует, что при заданном номинальном усилии цилиндра Рном наружный радиус его зависит от соотношения между допустимым напряжением [а] и выбранным давлением р. Для определения оптимального соотношения между [а] и р. при котором размеры цилиндра будут наименьшими, необходимо найти производную выражения (10.7), например по р. и приравнять ее нулю. После преобразований получают
/’=/7°пт=27з=0,289[О]‘
Подставляя р = ропт в формулу (10.7), определяют наименьший наружный радиус цилиндра для заданного номинального усилия Рном:
Г2 ~ ^2найм — у]Рном /[б] •
При выборе давления рабочей жидкости необходимо иметь в виду, что при приближении р к /?опт, начиная с какого-то давления, незначительное уменьшение размеров цилиндра приводит к резкому увеличению давления. В связи с этим при проектировании цилиндра давление рабочей жидкости принимают р ~ (0,70...0,75)т?опт. Такое давление называют рациональным:
р^ = (0,20...0,22) [а], тогда
г2 = (1,56...1,53)7^7Й.
Понижение давления рабочей жидкости на 25...30 % по сравнению с оптимальным позволяет уменьшить потери энергии, связанные со сжатием жидкости, и увеличить срок службы уплотнений.
Расчет на прочность станины гидравлического пресса. Расчетную схему выбирают в зависимости от конструкции станины. Все многообразие конструктивных решений станин для расчетных целей можно свести к следующим типам:
а) цельнолитые или цельносварные станины одностоечных прессов;
б) стянутые стяжными болтами составные станины одностоечных прессов;
в) станины с подвижной поперечиной четырехколонных прессов;
г) станины рамной конструкции.
Станины одностоечных п р е с с о в. В общем случае расчетную схему одностоечной литой станины пресса можно представить в виде, показанном на рис. 10.1, а. где участок станины, определяемый углом а, можно рассматривать как брус большой кривизны, а участок высотой а - как стойку, находящуюся в условиях растяжения при внецентренном приложении силы.
Распределение напряжений в сечениях бруса большой кривизны при поперечном изгибе определяют по формуле
312
Глава 10. Типовые конструкции узлов гидравлического пресса
C-Na М«У
F Fe(p + у)
(10.8)
Здесь Na, Ма - нормальная сила и изгибающий момент, действующие в рассматриваемом сечении бруса, Na = 2FH0M cos а; Ма = FH0M(/] + /2 + 2r cos а); FH0M - номинальное усилие одного гидравлического цилиндра; г - радиус кривизны волокна, проходящего через центр тяжести сечения; у - расстояние от нейтрального волокна до рассматриваемой точки сечения; /19 /2 - см. на рис. 10.1; F -площадь поперечного сечения станины; е - эксцентриситет (см. рис. 10.1, б); р - радиус кривизны нейтрального волокна сечения бруса большой кривизны,
НТ.'
и - текущий радиус, и = р + у.
Форму поперечного сечения станины необходимо выбирать такой, чтобы напряжения в наружном и внутреннем волокнах были одинаковыми. Для этого центр тяжести сечения должен быть расположен ближе к внутреннему волокну, чем к наружному. Точное его расположение можно найти в каждом конкретном случае на основании расчетов. Форма сечения, наиболее удовлетворяющая требованию равнопрочное™, показана на рис. 10.1, а.
Распределение напряжений в сечениях, расположенных внутри угла а, вычисляют по формуле
о = 2FHOM PHOM(Z1 +/2+W
F I
где I - момент инерции сечения.
При определении напряжений в составных станинах, стянутых стяжными болтами, необходимо учитывать усилие предварительной затяжки. Чтобы обеспечить нормальную работу пресса, следует выбрать такое усилие предварительной затяжки, при котором не раскрывался бы стык между отдельными частями станины при нагружении пресса силой, равной номинальному усилию.
Для определения напряжений в стяжных болтах и в станине с учетом предварительной затяжки нужно составить уравнение перемещений:
а/6+а/ст=д/;+<,
где Д/б, Д/ст - деформации соответственно болта и станины от силы предварительной затяжки; Д/g, Д/'т - то же от совместного действия сил предварительной затяжки и рабочей.
В соответствии с законом Гука эти деформации можно выразить через внутренние силы:
313
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Д/б = Pol6 M = Pol v Al' =
n(EF)6 (EF)„ (EF)6
! Ply
(EF)cr (EIX)„
СТ ’
(Ю.9)
где PQ - сила предварительной затяжки.
Сумма проекций действующих сил
nN5 = Р + N„,
(10.10)
где п - количество стяжных болтов; Р - сила, приложенная к ползуну пресса.
Решая совместно уравнения (10.9) и (10.10), находят
G
!, (PF) Jo
n(EF)6l„
PIJct
16|_ I CT n(EF)6 (EF)CX
! , n(EF)6lCT (PF)J.
PlyJ
Ip ! J n(EF)6 (EF)cr
При определении сил в стяжных болтах необходимо принимать у = ±а (см. рис. 10.1, б). При определении напряжений в станине у изменяется в пределах от +Ь до—Ь согласно предыдущим рассуждениям.
Если силу Р прикладывать эксцентрично относительно оси у, как показано на рис. 10.1, б, то необходимо учитывать изгиб станины относительно оси у:
Р
!, (EF)Jo n(EF)6lcr
PiyJ
L I
6____|_ CT
n(EF), (EF)„_
(ElyJ
Pexlcy
Ip , J n(EF)6 (EF)CT.
314
Глава 10. Типовые конструкции узлов гидравлического пресса
а
Р
! , »(^)б/ст (^)ст/6
+-------
(^х)ст
Piyi^
L I
б____|_ ст
h(£F)6 (FF)CT
+
Fex/CT
(Е1У)„
n(EF\
I ст
(EF\T
где I - момент инерции сечения станины относительно оси у.
Наиболее нагруженным будет болт, для которого}' = -а. ах = -ах.
Силу предварительной затяжки болтов определяют из условия, что ирит = -Ь и х = -Ьх в станине [аст] > 0:
1 , ^ст
1 + (е/ ) —/б—+_Лз__
[ (EF)cT/6 ''%(£F),5 (ЕЕ)ст
+------
(^)cr
^Лт
I, I б____|_ ст
n(EFF (EF)„_
Колонные станины гидравлических прессов. Чаще всего для определения напряжений в колонных станинах гидравлических прессов принимают расчетную схему в виде плоской рамы с приложенной несимметричной силой относительно вертикальной оси.
При выборе способа воздействия сил на раму необходимо учитывать конструктивные особенности пресса: наличие или отсутствие хвостовика или песта у плунжера, размеры зазоров между направляющими втулками подвижной поперечины и колоннами (рис. 10.9) и др.
Расчетную схему можно представить в виде пространственной рамы (рис. 10.10) с учетом следующих допущений:
1) жесткость неподвижных поперечин (верхней и нижней) на изгибе велика по сравнению с жесткостью колонн пресса, что позволяет принимать поперечины абсолютно жесткими, т. е. (FJ)non = <*>;
2) распределенные нагрузки, приложенные к рабочему инструменту в процессе выполнения технологической операции, можно заменить равнодействующей
315
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 10.9. Варианты приложения силы в колонной станине в зависимости от зазора между направляющей втулкой и колонной: а, б - при минимальном и максимальном отклонении по ходовой посадке соответственно; в -при чрезмерно большом отклонении
Рис. 10.10. Расчетная схема колонной станины в виде пространственной рамы
сосредоточенной силой, равной номинальному усилию пресса Рном и приложенной эксцентрично относительно осей Ох и Оу\
3) подвижная поперечина направляется втулками;
4) колонны жестко закреплены в неподвижных поперечинах, раскрытия стыка в местах крепления не происходит;
5) напряжения, действующие в колоннах и вызванные приложенными нагрузками, не превышают предела текучести, что позволяет пользоваться принципом независимости действия сил. Следовательно, расчетную схему можно представить в виде трех схем, нагруженных соответственно силой Р^^ изгибающим моментом Л^ = Рноме1 относительно оси Оу и изгибающим моментом Л/х = /?номв2 относительно оси Ох.
Согласно схеме, приведенной на рис. 10.10, от действия номинального усилия Рном в колоннах пресса возникают растягивающие силы = N2 = N3=N4=N =РНОМ /4 и соответственно напряжения a= а= а= а= аN = Риом/(4F).
316
Гл ава 10. Типовые конструкции узлов гидравлического пресса
Рис. 10.11. Расчетная схема (а) и эпюры изгибающих (б, г, д) и нормальных (в, е) сил в станине пресса
Расчетная схема и эпюры единичной и заданных сил показаны на рис. 10.11, а-г. Для определения сил в колоннах от действия изгибающих моментов необходимо раскрыть статическую неопределимость уравнения равновесия для рамы. Для этого составляют каноническое уравнение
+51Р = 0
гдеХ] - неизвестная поперечная сила; 5П - перемещение от действия силы -перемещение от заданной силы Р.
Перемещения от единичной и заданной сил соответственно определяют по формулам
я Я -
11 4£/ EF ’ 'Р \6Е1
Неизвестную силу находят из решения канонического уравнения:
1 4 lfF + 4I
317
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Окончательные эпюры нормальных сил и изгибающих моментов представлены на рис. 10.11, д, е. Рассматривая верхнее и нижнее положения подвижной поперечины, находят наибольшие значения изгибающих моментов согласно эпюре на рис. 10.11. Аналогично определяют изгибающий момент и нормальные силы при действии изгибающего момента относительно оси у.
Суммируя соответственно изгибающие моменты и нормальные силы во всех трех случаях, находят колонну, в которой действующая нормальная сила и изгибающие моменты в верхнем и нижнем сечении наибольшие:
w_ л™h +^'z(i-w)
4 [ l^F + 41 Г;Г + 4Г
Р ( h A I е2/4 е2/4
_ Гном р ] _ __ I I е1 *1___е2*2 .
8 I 7/J\(/2F + 4/)2 (722F + 4Z)2 ’
(10.12)
Мн
рном e2[/2F(l + Z»/77) + 8/]2 ef[/22F(l + b/H) + 81 8 у (/2F + 47)2 (/22F + 4/)2
Напряжения в опасной точке наиболее нагруженной колонны вычисляют по формуле
q=(A/F) + (M/^), (10.14)
где N определяют согласно выражению (10.11), а момент М выбирают наибольший из найденных по формулам (10.12) и (10.13).
Напряжение о < [с], где [о] - допускаемое напряжение для применяемого материала.
Для обеспечения нормальной работы пресса необходимо исключить возможность раскрытия стыков между колоннами и неподвижными (верхней и нижней) поперечинами (см. рис. 10.4). Такое соединение, как указано выше, осуществляют предварительным натяжением в местах соединений. Сила предварительного натяжения должна превышать номинальное усилие на 10...20 %.
Глава 1 1. ПРЕССЫ С ВРАЩАЮЩИМСЯ ИНСТРУМЕНТОМ
11 .1. Общие сведения о прессах с орбитально-вращающимся рабочим инструментом
Если объемную штамповку круглых в плане стальных поковок типа дисков, фланцев со стержнями, гильз и стаканов с относительно тонким дном про-
318
Глава 11. Прессы с вращающимся инструментом
водить традиционным способом, то для этого необходимы высокие давления и мощные прессы. Локализация очага пластической деформации на части поверхности торца заготовки позволяет уменьшить их в 10-20 раз. Подобную локализацию в тонком поверхностном слое можно осуществить как показано на рис. 11.1.
Наклонный пуансон 2, закрепленный в раскатной головке (РГ) 7, вращается по орбитальной круговой траектории вокруг вертикальной оси пресса и локально деформирует круглую в плане заготовку 3, расположенную в полости матрицы нижнего штампа. Для обжима следующего слоя заготовка с нижним штампом должна быть подана под раскатной пуансон по стрелке Л, либо РГ с пуансоном смещена по направлению к деформируемой заготовке по стрелке В. Схема этого процесса эквивалентна многоцикловой разгонке.
Замечено, что при набегании пуансона на выступ следующего слоя металла смазочный материал отжимается по направлению вращения на свободную поверхность. В результате происходит
|д
I
Рис. 11.1. Очаг пластической деформации при раскатке наклонным пуансоном
непрерывное смазывание торца заготовки и стабилизация условий трения.
Наиболее благоприятные условия для осадки способом торцовой раскатки наблюдаются при определенных соотношениях раскатываемой поверхности заготовки Fpac, находящейся под воздействием пуансона, ко всей поверхности торца FTOp (см. рис. 11.1). Для холодной объемной штамповки
^=^/^<0,04 ...0,05;
для горячей объемной штамповки
0,1...0,2.
Существует геометрическая зависимость между коэффициентом и углом у наклона оси раскатной головки: чем меньше угол у, тем меньше F. Для рекомендованных выше значений угол у приемлем в таких пределах: 0...30 - для холодной и 4... 10° - для горячей объемной штамповки. Различие в значениях и у объясняется так. В случае холодной штамповки обжатие за один цикл обкатки уменьшено и дает возможность обеспечить более высокое качество поверхности штампуемых деталей - до 5-го квалитета при шероховатости до 0,2 мкм, тогда как при горячей штамповке требования к качеству
319
Раздел II, ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
поковок ниже (12... 14-й квалитет). Поэтому при горячей штамповке можно увеличить обжатие, увеличив угол у, тем самым повысив производительность. Если качество поверхности поковки является решающим фактором, то для прессов горячей объемной штамповки принимают угол у < 4°.
Графическое представление о кинематике движения РГ с пуансоном дано на рис. 11.2. Как видно, каждая точка их общей оси ОА совершает орбитальное круговое движение в плоскости, перпендикулярной оси пресса ОО1. Совокупность точек оси О А при этом движении образует коническую поверхность с углом при вершине 2у. Причем вершина конуса расположена на оси торца заготовки в точке О. В точке А фиксации оси раскатанной заготовки на ведущем звене привода, например водила, радиус крайней верхней орбиты равен эксцентриситету этой точки относительно оси
Рис. 11.2. Кинематика пресса.
орбитального вращения Специальной кинематической цепи для вращения раскатной головки РГ вокруг своей оси не предусмотрено. Это вращение происходит автоматически при перекатывании пуансона по металлу заготовки вследствие контактного сцепления, что обеспечивает равномерный износ пуансона на его рабочей поверхности. Во избежание проскальзывания подача S должна быть
5 < 3,36Z)nOKX0/35tgy,
где £>пок - окончательный диаметр торца (дна) поковки.
Рекомендуемые скоростные параметры движения исполнительных органов прессов с орбитально-вращающейся РГ:
1) частота и угловая скорость орбитального вращения РГ для прессов холодной и горячей объемной штамповки соответственно я = 90...300 об/мин и п = 300...900 об/мин; со = кп (где п - в мин-1);
2) средняя линейная скорость возвратно-поступательного движения ползуна (траверсы) при допускаемой подаче
v = 5со.
В современных прессах принимают, как правило, верхние пределы скоростных параметров.
320
Глава 11. Прессы с вращающимся инструментом
Рис. 11.3. Схема крепления стакана к водилу
11.2. Привод раскатной головки
Представленный выше способ движения РГ - относительная неподвижность вершины пуансона и обегание оси головки вокруг оси пресса по орбите с эксцентриситетом, достаточным для образования угла у, - определяет устройство привода. В существующих конструкциях прессов с орбитально-вращающейся РГ такое устройство реализуют либо с использованием одного водила, вращающегося на главном валу, либо двух эксцентричных шайб.
Первый тип привода возможен в двух исполнениях: с постоянным и с регулируемым углом у.
Схема первого исполнения представлена на рис. 11.3. От электродвигателя 9 вращение посредством клиноременной передачи 8 передается маховику 7, насаженному на главном валу 4 из высококачественной стали. Вал 4 вращается в удлиненных подшипниках скольжения 3, установленных сверху и снизу упорной шайбы 5. К торцу вала крепится водило 10. а к нему с требуемым эксцентриситетом и, следовательно, определенным углом у - хвостовик-вал 2 стакана 1. В самом стакане на двух подшипниках качения размещен хвостовик-вал РГ, благодаря чему головка 12 получает возможность вращаться вокруг своей оси, опираясь на подшипник 11. Полусфера головки 12 при рабочем ходе под действием силы, направленной снизу вверх, опирается на сферический подшипник 11 с антифрикционными вкладышами, например, из бронзы типа БрОФН 10-1-1.
Дискретная регулировка угла наклона у к оси РГ при использовании водила осуществима перестановкой хвостовика 2 стакана 1 (см. рис. 11.3) через определенные угловые интервалы, например для прессов горячей объемной штамповки при у =4, 6, 8 и 10°. Для этого хвостовик с прямоугольным поперечным сечением устанавливают в прорези водила и крепят к нему стяжным болтом. Расстояние между отверстиями под болт соответствует эксцентриситету. При конструктивно заданной высоте he (см. рис. 11.2)
е = hetg у.
Иной способ крепления стакана к водилу показан на рис. 11.4, а. У стакана 2 нет хвос-
321
Раз д е^г!к11ЩРАВЛИЧЕСКИЕПРЕССЬ1
товика-вала, а его торец установлен в глухом отверстии водила 1. Плоскость этого отверстия, воспринимающая силу от стакана, наклонена к горизонтальной под углом у, что обеспечивает требуемый угол наклона оси РГ.
Крепление стакана этими способами характеризуется повышенной жесткостью, что очень важно для прессов по условию точности штамповки.
Крепление стакана, допускающее плавную регулировку угла наклона, показано на рис. 11.4, б. Для этого вместо соосного торца стакана с отверстием на водиле торец выполняют в виде эксцентриковой шайбы с диаметром, равным диаметру глухого отверстия в водиле. Поворачивая эксцентриковую шайбу, изменяют эксцентриситет оси стакана и тем самым угол наклона оси РГ. Однако вследствие нетехнологичности этот способ можно рекомендовать только для прессов с у<3°. Надежная работа прессов с орбитально-вращающейся РГ во многом зависит от качества функционирования подшипника И. Высокие давления в связи с ограниченностью радиальных размеров головки и относительно небольшие скорости скольжения не позволяют получить наиболее благопрятный режим - жидкостное трение, обеспечивающее гидродинамическое «всплытие» полусферы относительно опоры. Поэтому упомянутый режим создают гидростатической подкачкой масла под высоким давлением в разделяющий зазор. Подшипники выполняют цельными или из четырех-шести секций. В теле подшипника предусмотрены накопительные камеры (рис. 11.5), соединенные канавками с напорной магистралью и со сливом. Для предупреждения масляного слоя от перегрева объем прокачки масла должен быть достаточным.
Согласно схеме, приведенной на рис. 11.3, в приводе не предусмотрены муфта включения и действующий совместно с ней тормоз. Поэтому маховик, главный вал
Рис. 11.4. Привод РГ со стаканом без хвостовика (а) и с укреплением в глухом отверстии водила (б)
Рис. 11.5. Сферический подшипник РГ
322
Глава 11. Прессы с вращающимся инструментом
и раскатная головка вращаются все время пока включен электродвигатель. Для остановки привода и РГ необходимо выключить электродвигатель и одновременно тормоз 6 маховика (см. рис. 11.3). Во избежание травматизма из-за работающего в период холостого хода привода необходимо предусмотреть соответствующие мероприятия по технике безопасности (ограждения и т. п.).
Привод РГ показан на рис. 11.6. Его особенностью является то, что оси вала 17 электродвигателя и вала 6 маховика с встроенной фрикционной муфтой и тормозом перпендикулярны оси вращения шайб 4 и 18. Поэтому необходимы преобразователи направления вращения, в данном случае выполненные в виде червячных
Рис. 11.6. Схема привода РГ с использованием эксцентриковых шайб
323
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
передач. Червяк 16 жестко установлен на нижнем горизонтальном валу 6 - валу маховика, червячное колесо 12 - свободно на вертикальном валу 13. К нижней стороне колеса прикреплен полый вал 5 наружной эксцентриковой шайбы 4. вращающий ее в горизонтальной плоскости.
Для вращения дополнительного верхнего вала 11 предназначена коробка скоростей 10. по типу схожая с таковыми у токарных станков и автомобилей. Коробка передач содержит зубчатые шестерни 9. закрепленные наглухо на валу 77 и вручную смещаемые скользящие 7, расположенные на нижнем валу 6. В зависимости от сцепленной пары зубчатых шестерен и их передаточного числа изменяется частота вращения верхнего вала 77 и вертикального 13. При передаче через промежуточную шестерню 8 оба вала 6 и 77 вращаются в одну сторону. При непосредственном зацеплении ведущей скользящей шестерни с ведомой валы 6 и И вращаются в разные стороны.
Червяк 14 и червячное колесо 75 вращают вертикальный вал 13. который проходит через отверстие в червячном колесе 72 с подшипником до соединения с внутренней шайбой 18. Внешняя цилиндрическая поверхность наружной шайбы 4 через подшипник качения оперта на корпус 20 пресса. Ее внутренняя цилиндрическая поверхность и внешняя поверхность внутренней шайбы 18 через шарики образуют также подшипник качения. Хвостовик 3 вала РГ 7 установлен в шариковом подшипнике 19 и свободно вращается в нем относительно собственной оси. Проворотом шайб между собой получают плавную регулировку наклона оси РГ.
Вал РГ имеет дополнительную сферическую опору 2 для удержания головки от сползания вниз из подшипника 19. Сферический подшипник головки установлен на поперечине 27 пресса.
Сложное кинематическое устройство существенно расширяет технологические возможности пресса с таким приводом РГ. Регулирование частотой и направлением вращения, а также эксцентриситетом позволяет обеспечить четыре вида движения пуансона: круговое, как в приводе на рис. 11.3; линейное по прямой, наклоненной под углом к горизонтальной оси матрицы; спиральное и лепестковое (звездообразное). Первый вид движения применим при изготовлении круглых симметричных в плане поковок; второй - для штамповки поковок удлиненной формы; третий - для штамповки поковок, требующих перемещения металла по радиусу с периодическим воздействием на среднюю часть поковки, и четвертый - для штамповки поковок с радиальными ребрами (конические зубчатые колеса и т. п.) по кривым с переменным радиусом.
Прессы с подобным приводом РГ изготовляют во многих странах.
11.3. Гидравлический пресс с орбитально-вращающейся раскатной головкой
Конструктивная схема такого пресса представлена на рис. 11.7. Позицией 5 здесь обозначена верхняя часть станины 10. на которой компонуют привод РГ.
324
Глава 11. Прессы с вращающимся инструментом
Рис. 11.7. Схема гидравлического пресса с орби-тально-вращающейся РГ
Привод может быть выполнен по схемам, представленным на рис. 11.3 и 11.6. В обоих случаях привод РГ электромеханический маховичный, однако в первом случае он обладает повышенной жесткостью, а во втором - широкими технологическими возможностями.
Главным исполнительным органом пресса является плунжер S, размещенный в гидравлическом цилиндре 11. На плите верхнего торца плунжера установлена матрица 2.
Как известно, в кривошипном прессе крайнее верхнее и крайнее нижнее положения (соответственно КВП и КНП) автоматически предопределены движением кривошипно-ползунного механизма. В гидравлическом прессе необходимо ограничение движения плунжера для достижения предписанных КВП и КНП. Их роль выполняют при ходе вверх размерное кольцо 3, вниз - дно цилиндра. Кольцо 3
325
Раздел IL ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 11.8. Циклограмма работы гидравлического пресса:
1 - график движения РГ; 2 - то же плунжера; 3 - то же толкателя
крепят к поперечине 4 пресса (позиция 21 на рис. 11.6). Точность штамповки по высоте полностью зависит от размерной точности кольца 3 и его установки на поперечине. Важно и то, что оно прикрывает движущуюся РГ 6.
Плунжер под действием рабочей жидкости высокого давления, поступающей в полость А цилиндра, достигает КВП и упирается в размерное кольцо. На циклограмме (рис. 11.8) этому моменту соответствует точка а. В это время матрица с поковкой неподвижна, полости В и С соединены со сливной магистралью, а РГ 6 продолжает вращаться и пуансон 7, обкатывая торец поковки, улучшает качество
ее поверхности.
В точке b на циклограмме полость А соединяется со сливом, а в полости В и надпоршневую через С поступает жидкость высокого давления, которая давит на кольцевую площадь. Плунжер тотчас идет вниз, но поршень 12 удерживается до тех пор, пока полость С не будет соединена со сливом и не откроется доступ жидкости в подпоршневое пространство. Поршень и его шток-толкатель 1 начинают двигаться вверх. Одновременно возрастает сила, действующая на дно цилиндрической поверхности плунжера, которая ускоряет его движение вниз до КНП.
По окончании холостого пробега толкатель 1 достигает нижнего торца выталкивателя 9 и извлекает поковку из полости матрицы 2. После упора выталкивателя в бурт матрицы толкатель останавливается в точке, соответствующей ст (см. рис. 11.8). Во время выстоя толкателя под действием жидкости высокого давления (полость В) поковка удаляется из межштампового пространства. В момент времени, соответствующий точке сД полость С соединяется с напорной магистралью, а А - со сливом: поршень и толкатель движутся вниз до КНП толкателя (точка ет на циклограмме).
После этого срабатывает реле времени, соединяя полость А с жидкостью высокого давления. Выстаивание плунжера в КНП прекращается, и он ускоренно поднимается вверх. По физико-механическим причинам деформирование поковки должно совершаться с пониженной скоростью. Вновь срабатывает реле времени и в напорной магистрали уменьшается подача жидкости высоко
го давления на период движения плунжера от точки е до а на циклограмме. Поршень, опущенный на дно цилиндра, выстаивает в КНП толкателя в течение времени ет - ат - 6Т.
Согласно циклограмме (см. рис. 11.8), РГ не перемещается по высоте пресса, а лишь совершает орбитальное вращение в течение всего технологического цикла. Если, как в приводе РГ на рис. 11.6, ее вращением можно управлять, то при вы
326
Глава 11. Прессы с вращающимся инструментом
ключении муфты в точке b (см. рис. 11.8) вращение РГ прекращается, а после включения ее с опережением по времени точки е вновь начинает вращаться.
Заводы-изготовители применяют гидравлические приводы различных конструкций. Обязательным условием является соблюдение порядка движения исполнительных органов в последовательности, показанной на рис. 11.8. Иногда конструкторы изменяют значения некоторых параметров, достигая положительного эффекта. Например, у прессов фирмы «Массей» выше скорость холостого хода плунжера, что позволяет повысить производительность. Размеры поковок, изготовленные на прессах ВНИИТмаша, больше, но при этом возрастает мощность привода. У прессов фирмы «Шмид» меньше угол у, а значит, лучше качество поверхности поковок, меньше мощность привода, но больше продолжительность технологического цикла. Сравнительная характеристика гидравлических приводов различных конструкций приведена ниже:
«Массей» «Шмид» ВНИИТмаш
Номинальное усилие, МН 2 2 2
Диаметр поковки, мм . . 150 180 220
Ход плунжера, мм 310 200 250
Угол у, град . . 0-3 0-2 0-3
Частота вращения РГ, об/мин 900 340 900
Скорость приближения плунжера, мм/с . . . . 300 125 100
Скорость рабочего хода, мм/с 75 26 49
Суммарная мощность привода, кВт .... 109 67 175
Производительность, шт./мин 12 8 8
11.4. Прессы с соосно-вращающимся штамподержателем
Кривошипный пресс вертикального типа. Стол станины этого пресса (рис. 11.9) с установленным нижним штампом неподвижный. Верхний штамп размещен в штамподержателе и вместе с ним вращается вокруг своей оси, совпадающей с осью пресса, т. е. они соосны.
Привод пресса электромеханический маховичный с управляемой муфтой включения и тормозом, выполненный по типу одноступенчатого привода (см. рис. 5.4, а). При включении муфты начинают вращение главный вал 6 и его кривошипы, устроенные в виде центрального 5 и двух боковых 7 эксцентриков. Назначение центрального - возвратно-поступательное перемещение штампо-держателя 7, боковых - такое же движение дополнительного ползуна 2. Главный вал не коленчатый, а эксцентриковый для обеспечения его жесткости и повышения точности штампуемых поковок. Для вращательного движения штамподержателя предназначена винтовая пара: гайка, встроенная в ползун 2, и винт 3, сочлененный с главным шатуном 4. Винт имеет трех- или четырех-заходную несамотормозящуюся резьбу с углом подъема 10°.
327
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 11.9. Кривошипный пресс с вращающимся штамподержателем
Согласно приведенной на рис. 11.9 схеме, раскручивание штамподержателя может происходить только в случае, если ползун с гайкой опережают движение винта. Следовательно, линейная скорость ползуна с гайкой угк должна быть больше, чем с винтом увин. Поскольку все три кривошипа-эксцентрика размещены на общем главном валу и вращаются с единой угловой скоростью, то условие угк > увин может быть достигнуто сдвигом положения боковых ползунов на угол р.
Обозначим угловое отклонение центрального кривошипа от КНП через а, а боковых кривошипов - через a j = а + р. При угловой скорости главного вала со0, радиусе кривошипов 7?, отношениях Хгк=7?/£гк и Хвин = R/L^ где £гк и £вин -соответственно длины главного и боковых шатунов, получаем
Vbhh = ®0^ Sina +
sin 2а 2
vrK = (Oo^fsina! +-^E-sin2aI j.
328
Глава 11. Прессы с вращающимся инструментом
Можно принять, что Хвин ~ Хгк = X = 0,140...0,175. Для выполнения условия раскручивания скорость ползуна с гайкой относительно ползуна с винтом должна быть подчинена условию
v = v — v > 0:
v гк-вин гк гвин ’
^гк-вин
(sinotj -sinoc)+—(sin 2осх -sin2oc)
>0.
Примерно от угла поворота центрального кривошипа ос > 70° относительная скорость угк_вин возрастает от очень небольшого значения до наибольшего к концу рабочего хода в КНП при а = 0. Тогда получаем
Ггк-вин = sin Р +—sin 2р
I К ВИН V I I I
На рис. 11.10 видно, что с увеличением угла сдвига Р значительно возрастает ук vгк-вин
Из теории резьбовых соединений известно, что при заданном шаге резьбы Л, угловая скорость ползуна с винтом
^вин — 2ЯУГК_ВИН •
Очевидно, что скорость совин достигает наибольшего значения также в кон
це хода.
При конструировании пресса необходимо знать не общую зависимость угк-вин =/(Р)? а вполне определенную величину, при которой достигнуты наилучшие результаты по заполнению полостей штам
па и параметрам процесса.
При использовании данной конструктивно-кинематической схемы локализация очага деформации отсутствует. Тем не менее получен положительный эффект в результате использования комбинированного силового нагружения: сжатия действием осевой силы и тангенциального сдвига при приложении активного момента трения по торцу обрабатываемого металла. Благоприятная силовая схема, снижая деформирующую силу в 3-4 раза, резко уменьшает истирание штампа и позволяет более широко применять неполную горячую штамповку без снижения стойкости рабочего инструмента.
Такая схема реализована в КГШП с вращающимся инструментом номинальным усилием 10 МН.
Рис. 11.10. Изменение относительной скорости тгкк_вин с изменением угла сдвига р кривошипов
329
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Рис. 11.11. Гидравлический пресс с вращающимся
штамподержателем
Этот пресс обладает важным достоинством - единым приводом обоих исполнительных механизмов, но в этом заключается и его недостаток - невозможность увеличения угла поворота штамподержателя. Эксперименты между тем показали, что наилучшее заполнение полостей штампов происходит при многооборотном вращении штамподержателя, когда углы поворота верхнего штампа больше 360°. Это можно реализовать только при независимых приводах исполнительных механизмов. Конструктивно подобное решение было воплощено в схеме гидравлического пресса вертикального типа с нижним ползуном и верхним штамподержателем.
Гидравлический пресс вертикального типа (рис. 11.11). Ползун 6 в нем размещен на торце плунжера-штока 5 и движется по направляющим планкам 7 стоек 18 станины. В столе 2 (нижней поперечине) установлен рабочий цилиндр 4. в котором перемещается упомянутый плунжер с поршнем 3. В отверстии верх
330
Глава 11. Прессы с вращающимся инструментом
ней поперечины 9 закреплена букса 10. фиксирующая неподвижное положение штамподержателя 8 по высоте пресса.
В редукторе 12 сверху поперечины размещено зубчатое колесо 14 с большим моментом инерции, насаженное на вал-хвостовик штамподержателя. Шестерни 75, вращающие колесо, приводятся в движение гидромоторами 13: в зависимости от мощности пресса их может быть от двух до четырех. Поскольку на штамподержатель действует сила снизу вверх, то он оперт на упорный подшипник 77 скольжения или качения. Осевая точность вращения штамподержателя обеспечена подшипником скольжения, установленном в буксе.
Гидропривод пресса работает так. При нажатии на кнопку «Пуск» срабатывает электромагнит трехпозиционного распределителя 19. Его золотник, поднимаясь, соединяет полость А цилиндра с напорной магистралью, а надпоршневую полость В - со сливом. Под действием рабочей жидкости высокого давления поршень 3 идет вверх, толкая плунжер 5 и ползун 6. Заготовка, установленная в нижнем штампе, при подъеме доходит до верхнего, укрепленного в штамподержателе 8. Происходит ее осадка. С ростом сопротивления осадке повышается давление жидкости в полости А. При достижении заданного давления электроконтактный управляемый датчик 7 посылает команду двухпозиционному распределителю 77. Золотник переходит вправо и соединяет напорную магистраль с гидромоторами 13. Их вращение через шестерни 75 передается зубчатому колесу 14. а от него - штамподержателю 8. Суммарный крутящий момент гидромоторов достигает значения, достаточного для преодоления сопротивления момента трения в контакте поверхностей штамп - заготовка. Немедленно возникают тангенциальные сдвиги в толще обрабатываемого металла и нормальное сопротивление деформированию при ходе ползуна вверх падает. Начинается циклическая стадия процесса: за снижением нормального сопротивления следует ускорение врашения штамподержателя, возрастают тангенциальные сдвиги, но тогда вновь повышается нормальное сопротивление осадке. Исследователи усматривают в этом авторегулирование силового режима.
Установленный в напорной магистрали дроссель 16 предназначен для регулирования объемов рабочей жидкости, поступающей в гидромоторы. Как только штамп будет заполнен металлом, последует резкое повышение давления в полости А. Датчик 7, переориентированный датчиком хода на повышенное давление, дает команду распределителю 19 на опускание золотника: полость А соединяется со сливом, а В - с напорной магистралью. Ползун 6 движется вниз до остановки в КНП. Распределителем 77 гидромоторы отключаются от подачи жидкости высокого давления, штамподержатель перестает вращаться. Машинный цикл закончен. После удаления отштампованной поковки из межштампового пространства и закладки новой заготовки цикл работы пресса повторяется.
331
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Глава 12. ОБЩИЕ СВЕДЕНИЯ О ВИНТОВЫХ ПРЕССАХ
12.1. Принцип действия и классификация
Современные винтовые прессы, не говоря о самых ранних конструкциях, обладают небольшой линейной скоростью ползуна в начале рабочего хода. Этот факт явился причиной, обусловившей отнесение их к машинам квазистатическо-го действия, т. е. к прессам. Еще один отличительный признак, сближающий винтовые машины с кривошипными и гидравлическими прессами, - замкнутая силовая конструкция станины и главного исполнительного механизма.
Некоторые инженеры усматривают в фактах полного расходования кинетической энергии, аккумулированной в маховике, его остановке и отсутствии связи между ним и двигателем в период рабочего хода признаки машины ударного действия. По этой причине рабочий ход винтового пресса принято называть ударом. Но из-за увеличенной длительности рабочего хода динамическое воздействие винтового пресса на фундамент более схоже с таковым у кривошипного пресса. Поэтому нет необходимости в такой характерной детали обычного молота, как шабот, или во встречном движении соударяющихся масс, как у бес-шаботных или высокоскоростных молотов.
Главный признак конструктивного устройства, определяющий схему главного исполнительного механизма винтового пресса, - способ крепления гайки винтовой пары (в ползуне, маховике или станине). В прессах с исполнительным механизмом по схеме Ml (рис. 12.1, а) гайка, установленная в ползуне без проворота, навинчивается на вращающийся винт (шпиндель) или свинчивается с него - происходит возвратно-поступательное прямолинейное перемещение ползуна. В прессах с механизмом по схеме М2 (рис. 12.1, б) гайка установлена в маховике, размещенном на упорных подшипниках между верхней и промежу-
332
Глава 12. Общие сведения о винтовых прессах
а б в
Рис. 12.1. Схемы главного исполнительного механизма винтового пресса
точной траверсами станины пресса. При вращении маховика с гайкой винт ввинчивается или вывинчивается из нее. В результате происходит необходимое перемещение ползуна с закрепленным на нем винтом. Наконец, в прессах с механизмом по схеме М3 (рис. 12.1, в) гайка установлена неподвижно в верхней траверсе станины пресса, а винт, вращающийся вместе с маховиком, ввинчиваясь или вывинчиваясь из нее, перемещает ползун.
Привод главного исполнительного механизма винтовых прессов может быть механическим, гидравлическим или электрическим.
В механическом приводе крутящий момент подается на маховик при помощи дисковой конической - тип П1 (рис. 12.2, а\ дисковой цилиндрической - тип П2 (рис. 12.2, б) или роликовой - тип ПЗ (рис. 12.2, в) фрикционных передач. Прессы с таким приводом называют винтовыми фрикционными.
В гидравлическом приводе движущей является равнодействующая давления жидкости в цилиндре, воздействующая на маховик с зубчатым ободом через рейку, соединенную со штоком - тип П4 (рис. 12.2, г), на винт через шток - тип П5 (рис. 12.2, д) или на ползун через штоки - тип П6 (рис. 12.2, ё). Прессы с таким приводом называют гидровинтовыми.
В электрическом приводе электродинамический момент статора, размещенного в корпусе станины, воздействует на маховик (ротор) - тип П7 (рис. 12.2, ж). Прессы с таким приводом называют электровинтовыми.
В практике применяют сочленения приводов различных типов (П1-П7) с разными схемами главных исполнительных механизмов (Ml-М3), например: винтовые фрикционные прессы - П1М1; П1М2; П2МЗ; ПЗМ1; ПЗМ2; гидровин-товые - П4М1; П4М2; П5М2; П5МЗ; П6М2; П6МЗ; электровинтовые - П7М1; П7М2; П7МЗ.
333
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Винтовые прессы конструктивно подразделяют по следующим признакам: расположению оси движения ползуна - вертикальные и горизонтальные; расположению привода - прессы с верхним и нижним приводом;
числу точек подвески - одно- и двухвинтовые прессы.
Винтовые прессы по технологическому назначению являются универсальными машинами. Их применяют для выполнения различных операций холодной и горячей объемной штамповки, в производстве крупных метизов, а также для брикетирования металлической стружки и прессования металлопорошков.
12.2. Определение силовых параметров пресса
В связи с двойственным принципом действия винтового пресса необходимо задать его основные параметры. С одной стороны, в качестве машины, кинетическая энергия подвижных частей которой полностью расходуется в процессе удара - рабочего хода, - пресс должен характеризоваться эффективной энергией. Этот параметр абсолютный, он зависит только от массы (момента инерции) и квадрата скорости подвижных частей (как у молотов). С другой стороны, как
Рис. 12.2. Схемы привода винтового пресса:
а-в- механический; г- е- гидравлический; ж - электрический
334
Глава 12, Общие сведения о винтовых прессах
машина с замкнутой силовой схемой конструкции, пресс должен характеризоваться силой PD на ползуне. Сила на ползуне пресса не является абсолютным параметром, а зависит от конструкции пресса и, что самое главное, от характера технологического процесса. Дело в том, что энергия (работа) £э, затрачиваемая на совершение рабочего хода, - интегральная двумерная величина:
^р.х = fPodS,
где S - ход ползуна.
Поэтому расходу одной и той же по величине энергии могут соответствовать: увеличенный рабочий ход S' (рис. 12.3) при деформировании металла и уменьшенное значение силы или уменьшенное значение рабочего хода S' и увеличенное значение силы P'D. Кривая 1 соответствует «мяг
Рис. 12.3. Изменение деформирующей силы в процессе рабочего хода винтового пресса при заданной эффективной энергии
кому» технологическому процессу, например горя-
чей объемной штамповке без элементов выдавливания; кривая 2 - «жесткому» процессу, например калибровке или чеканке. Наконец, жесткий удар штампа по штампу (кривая 3) приведет к максимальной силе PDmax на ползуне при минимальном рабочем ходе, равном упругой деформации Д/тах деталей пресса.
Можно установить зависимость между максимальной силой PDmax и эффективной энергией £э жесткого удара. Примем, что график жесткости PD = является линейным. Тогда работу упругой деформации пресса можно определить как площадь под графиком PD = и одновременно через механический
КПД винтового пресса (обычно Т|мех = 0,8...0,85):
д = д/ р
^упр max2 D max
/2 = Pjmax/2c = T|Mex4>
где A/max - максимальная упругая деформация пресса; с - коэффициент жесткости. Следовательно,
D max V
Силу PD тах, хотя и определяют непосредственно через независимый параметр £э, в стандарты на винтовые прессы не вносят. Она должна быть ограничена, чтобы не разрушить детали пресса, в частности тяговые предохранители. В качестве ограничения введена допустимая сила на ползуне пресса
[^£>] = ^Dmax /П\ •>
где щ - коэффициент запаса прочности, обычно пх = 1,15... 1,25.
335
Раздел III. ВИНТОВЫЕ ПРЕССЫ
В стандартах на винтовые прессы в качестве главного размерного параметра принимают номинальное усилие Рном, связывая его через нормируемый коэффициент запаса прочности п2= 1,6 с допустимой силой:
^ном = ‘
Расчетное значение Рном округляют до значений, предусмотренных рядом R 5 предпочтительных чисел от 400 кН до 100 МН.
Глава 1 3. ВИНТОВЫЕ ФРИКЦИОННЫЕ ПРЕССЫ
13.1. Двухдисковые прессы
Двухдисковые прессы вследствие простоты устройства и эксплуатации нашли более широкое применение в промышленности по сравнению с другими типами винтовых фрикционных прессов. Они относятся к прессам типа П2, выполнены по схеме М3 и представляют собой вертикальные машины закрытого типа с открытым верхним приводом (рис. 13.1).
Литая станина состоит из двух частей: основания (стола) с боковыми стойками 16 и верхней траверсы 11. Замкнутость рамы станины и ее жесткость обеспечиваются стяжкой двумя болтами 12. К траверсе прикреплены два кронштейна 9 под опоры приводного вала 7. Ведущая гайка 10 винтовой пары установлена на прессовой посадке и законтрена специальными клиньями в отверстии по центру траверсы. Гайки выполняют из бронзы БрАЖ 9-4, антифрикционного чугуна или биметаллическими.
Узел привода пресса включает индивидуальный электродвигатель 2, клиноременную передачу 3 и приводной вал 7 со шкивом 4 и двумя плоскими дисками 5 и 8. Положение дисков на валу регулируют установочными гайками. Опоры вала - роликовые подшипники.
Главный исполнительный механизм пресса содержит маховик 6, винт 1 и ползун 75. Маховик изготовлен из стального литья. На внешней цилиндрической поверхности маховика укреплена лента из ферродо или колодки из других фрикционных материалов. Ступица маховика соединена с винтом тремя цилиндрическими шпонками, выполняющими одновременно роль предохранителей от перегрузки.
Заготовки для винтов отковывают из стали 40ХН или 40ХНМА с последующей термообработкой на твердость 235...274 НВ. Резьба на винте несамо-тормозящая с углом подъема а = 13... 17° и тремя-четырьмя заходами. В нижней части винта установлен колодочный тормоз 14 для остановки механизма.
Ползун пресса - коробчатого типа с литым корпусом. Нижняя опора пяты винта плоская и сменная, верхняя выполнена в виде упорного шарикового подшипника.
336
Глава 13. Винтовые фрикционные прессы
Рис. 13.1. Вертикальный двухдисковый пресс
337
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Пресс оснащен нижним выталкивателем 17 механического типа: поперечина выталкивателя связана тягами с ползуном, и при его подъеме осуществляется цикл выталкивания отштампованного изделия. По требованию заказчика завод-изготовитель может установить на прессе верхний планочный выталкиватель в ползуне и прижимную подушку в столе пресса.
Смазка пресса осуществляется централизованно от ручной маслостанции 18 и индивидуально масленками. Гайку шпинделя смазывают через специальную масленку в траверсе пресса. Пята винта в ползуне работает с полным погружением в масляную ванну.
Управление двухдисковыми прессами может быть механическим (рычажным), электрогидравлическим, гидромеханическим или пневмомеханическим, допускающим работу одиночными и непрерывными последовательными ходами.
Электрогидравлическое управление осуществляется следующим образом (рис. 13.2). К правому концу приводного вала 20 присоединен через упорный шариковый подшипник поршень 18 гидроцилиндра 17 переключения ходов. Движением поршня управляет трехпозиционный золотник 5. Лопастной насос 2 с инди-
Рис. 13.2. Схема электрогидравлического управления двухдисковым прессом
338
Глава 13. Винтовые фрикционные прессы видуальным электродвигателем подает жидкость высокого давления в левую или правую полости цилиндра 17. Попеременное движение поршня обеспечивает подвод к маховику 21 то левого 22, то правого 19 приводных дисков. Поэтому винт 23 то ввинчивается в гайку 12 - ход ползуна 32 вниз, то вывинчивается из нее - ход ползуна вверх.
При включенном главном электродвигателе, но ненажатых кнопках «Пуск» поршень 18 цилиндра 17 под действием пружины 16 занимает среднее положение, такое же положение занимает и золотник 5. Обе полости цилиндра 17 при этом соединены со сливным баком 1. На схеме видно, что в этом случае на слив работает и насос 2, поэтому давления жидкости в рабочей полости тормозного цилиндра 27 нет и поршень 25 отжат пружиной 24 в крайнее левое положение. При этом рычаг 28 отклонен влево и прижимает тормозные колодки 30 к барабану 31, закрепленному на винте 23; последний оказывается заторможенным, чтобы удерживать ползун неподвижным в крайнем верхнем положении, как показано на рис. 13.2.
При нажатии кнопки «Пуск» золотник 5 под действием своего левого электромагнита смещается вправо и соединяет левую полость цилиндра 17 с насосом, а правую - со сливным баком. Под давлением рабочей жидкости поршень 18, сжимая пружину 16, смещается вправо и прижимает с заданной силой левый диск 22 к маховику 21. Для начала движения ползуна 32 вниз должен быть отключен тормоз - это происходит в результате одновременного поступления жидкости высокого давления в рабочую полость цилиндра 27, смещения его поршня 25 вправо и отвода тормозных колодок 30 от барабана 31.
При некотором недоходе до крайнего нижнего положения кулачная планка 7, укрепленная на ползуне, нажимает на конечный выключатель (КВ) 4 и выключает левый электромагнит золотника 5: последний под действием собственной пружины возвращается в среднее положение, переключая обе полости цилиндра 17 на слив. Освобожденная пружина 16 также возвращает поршень 18 в среднее положение. Приводной вал устанавливается так, что диски не касаются маховика. Главный исполнительный механизм продолжает движение по инерции за счет накопленной кинетической энергии. Давление в рабочей полости цилиндра 27 падает, но тормоз не включается, так как при ходе ползуна вниз ролик 26 на левом штоке поршня 25 набегает на кулачную планку 29, что и удерживает тормозные колодки отжатыми.
Затем следует удар. В этот момент кулачная планка 6 нажимает на КВ 3, включающий правый электромагнит золотника 5. Последний смещается влево, соединяя правую полость цилиндра 17 с насосом, а левую - со сливным баком. В результате к маховику подводится правый диск 19 и происходит ход вверх. Тормоз при этом выключен, так как жидкость высокого давления поступает в рабочую полость цилиндра 27. При подходе ползуна к КВП кулачная планка 10 нажимает на КВ 8, отключая правый электромагнит золотника 5. В результате сам золотник и поршень 18 цилиндра 17 занимают среднее положение, отводя диски от маховика. Маховик продолжает вращаться, а ползун двигается вверх по
339
Раздел III. ВИНТОВЫЕ ПРЕССЫ
инерции. Однако одновременно при сбросе давления в рабочей полости цилиндра 27 пружина 24 включает тормоз: запас кинетической энергии быстро погашается и ползун останавливается в КВП.
Если положение кулачной планки 10 должным образом не отрегулировано и выключение привода запаздывает, то избыток кинетической энергии погашается при ударе ползуна по резиновым амортизаторам 13 (см. рис. 13.1).
Для поддержания давления в гидросистеме предназначены предохранительные клапаны 13 и 14 с переливными золотниками (см. рис. 13.2). Как только давление в напорной магистрали левой полости цилиндра 17 превысит установленное значение, срабатывает клапан 13 и избыток жидкости переливается в сливной бак. Давление в напорной магистрали правой полости цилиндра 17 регулирует клапан 14. Правильность регулировки давления в напорных магистралях контролируется манометром 15.
Перед самой остановкой ползуна в КВП кулачная планка 11 нажимает на КВ 9, который подготавливает схему управления к следующему ходу ползуна.
В аварийных случаях (отключение электроэнергии, поломка гидросистемы), когда исчезает давление жидкости, ведущие диски автоматически (под действием пружины 16) отводятся от маховика, винт (действием пружины 24) затормаживается и ползун останавливается в любом положении.
Основные параметры и размеры винтовых фрикционных прессов с Рном = = 400 кН... 100 МН регламентирует ГОСТ 713. В качестве основного параметра также принимают эффективную энергию Еэ подвижных частей пресса в конце рабочего хода, равную 1,25...5000 кДж для прессов с нормальным числом ходов ползуна в минуту (п = 5 ...36) и в 1,5... 1,6 раза меньше - для прессов с увеличенным числом ходов (п = 8...42).
Выполнение технологических операций с малым рабочим ходом, например чеканки, калибровки и т. п., на прессах с нормальным числом ходов допускается только при уменьшенном не менее чем вдвое ходе ползуна.
13.2. Динамический расчет двухдискового пресса
При винтовом движении обода маховика поступательное S и угловое ф перемещения его точек подчинены следующему соотношению:
5 = 7гф/2тс, или dS = (7г/2тс)б/ф, где h - шаг резьбы винта.
Скоростные характеристики движения: со = пп/30 - угловая скорость маховика, рад/мин; п - частота вращения маховика, мин-1; v0 мах = со7?мах - окружная скорость точек обода на радиусе 7?мах; v = Лсо/2тс - скорость поступательного движения тех же точек.
340
Глава 13. Винтовые фрикционные прессы
Ход ползуна вниз. Движение рабочих частей пресса вниз совершается под действием двух внешних сил. Это, прежде всего, активная сила сцепления Рсц н, создающая крутящий момент на маховике Мн = Рсц.н Аах (рис. 13.3). Модуль силы Рсц н определяется силой РИ н нажатия ведущего диска на маховик и условиями трения между ними, а направление совпадает с вектором относительной скорости проскальзывания диска по маховику. Следовательно,
иц. Н 4 Н. Н 7 Н i ri.rl мал
Сила тяжести G рабочих частей пресса создает дополнительный крутящий момент MG, определяемый из баланса работ:
Рис. 13.3. Схема сил, действующих в передаточном механизме маховик - ползун, при ходе вниз
GdS = MG dip; MG = Gh/2n.
Элементарная работа суммарного активного момента ^ = (Л/н.н + Мс)б7<р=(ц/’н.нЛмах + е/г/2л)^ф (13.1)
расходуется на создание кинетической энергии dL3 и на преодоление сил трения б/Лтр в сочленениях механизма:
dA = dL3 + dA^. (13.2)
Элементарная кинетическая энергия системы
Л 2 2 \
1Т 1 v Л
dL=d т---------- =d
э 2 2 •
Л 4л2
со2
2
где т - масса подвижных частей главного исполнительного механизма; J - суммарный момент инерции маховика и винта.
Учитывая уравнения (13.1), (13.2) и то, что бАр = (Об/Z, получаем
(7ИН + Л/С)со = ю
, h
J+m—-
4л2
б/со
— + dt
dA^ dt
(13.3)
Элементарная работа сил трения при повороте маховика на угол б/(р
Л и Л
—р<Р> (13.4)
где цz - коэффициент трения в z-й паре; Qt - реакция на контактной поверхности z-й пары; rz - радиус подшипника в z-й паре; - нормальная сила в направляющих z-й пары.
341
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Работа сил трения складывается из затрат энергии на относительное проскальзывание маховика по диску, по боковой цилиндрической и опорной поверхностям в резьбовом соединении винта с гайкой, в подпятнике винта в направляющих ползуна.
Указанные потери постоянны на протяжении всего хода вниз (вверх). Следовательно, выражение в круглых скобках под знаком суммы в (13.4) является постоянным по величине суммарным моментом трения 7Итр н. Поэтому работа сил трения за угловое перемещение ф при ходе ползуна вниз Нт до удара
(13.5)
где Нт - ход ползуна пресса вниз до начала рабочего хода.
Тогда из выражений (13.3) и (13.5) следует, что
( h2
^ = MH+MG-MTV'U=Mn^ (13.6)
I 4тс J dt
т. e. движение механизма совершается под действием приведенного к винту момента Л/ , величина которого для данного механизма зависит только от силы нажатия Рн н диска на маховик.
Угловое ускорение маховика при ходе вниз
б/со _ ^^пр.н
dt J + ot/z2/(47T2) ’
(13.7)
т. е. движение равноускоренное.
Интегрируя (13.7) при начальном условии: t = 0, со = 0, получаем
со=------------т-t.
J + mh2/(4n2)
Окружная скорость маховика
= га/? — ____________пр~н____d /
%.мах ш/умах Т у 2 //л 2\7VMaxz’ J + mh /(An )
Скорость поступательного движения ползуна вниз
h hM н
v = со— = —j=----7---(13.8)
2тс 2тс|у + mh2/(4тс2) J
Интегрируя (13.8) при начальном условии: t = 0 5=0, определяем ход ползуна
S=—.-M^ t2. (13.9)
4я|у + mh2/(4тс2 )J
342
Глава 13. Винтовые фрикционные прессы
Уравнение (13.9) позволяет выразить окружную скорость маховика в функции хода ползуна:
47гЛ/ппнЛ^а х
Vo-мах = Г ~ ~~ГЛ Xi/- (13Л0)
I J + mh /(4л )|й
Окружная скорость в точке контакта ведущего диска с маховиком
тт П
^о.д=—Oo+S), (13.11)
где г0-радиус точки контакта в начале хода вниз,
Рис. 13.4. Изменение скорости различных механизмов винтового пресса при ходе вниз
г0 = аНт = (0,3...1,0) Нт.
Из уравнений (13.10) и (13.11) следует, что окружная скорость v0 д изменяется по линейному закону, a vp мах - по параболическому. При этом в зависимости от нагрузки парабола может либо располагаться ниже прямой v0 д, либо иметь с ней точку касания, либо пересекать прямую (рис. 13.4). Согласно работам А.И. Зимина, расчет двухдисковых прессов следует вести из условия, что парабола изменяется в соответствии с кривой ОХЕВ (см. рис. 13.4).
В этом случае нагрузка Рн н, а следовательно, и Мпр н должны иметь определенные значения. Это вытекает из условия, что точка касания кривых скоростей, где то мах = го д, располагается в точке Е с абсциссой ОХЕХ = ООХ = rQ. Тогда на основании уравнений (13.10) и (13.11) при S = г0 = аНт устанавливаем за
висимость
пп2 Г J + m^2/(4K2)"l/za#w Л/ —----------------------------.
900/?ix
Сила нажатия Рн, необходимая для выполнения требуемого режима движения, _ 3/np.H+A/Tp,H-GA/(2K)
Как следует из (13.9), время полного хода вниз (5 = Нт)
nh Na
К началу рабочего хода кинетическая энергия подвижных частей
343
Раздел III. ВИНТОВЫЕ ПРЕССЫ
я2п2Н2а( h2
4507? 2ах 4тг2 J
Незадолго до начала рабочего хода диск отводится от маховика и подвижные части свободно перемещаются до удара. Накопленная кинетическая энергия расходуется при ударе на пластическое деформирование обрабатываемого металла, упругое деформирование деталей станины и главного исполнительного механизма, на преодоление трения в сочленениях и перемещение станины в направлении удара. Энергия упругой деформации станины и винта в разгрузочной фазе удара при выполнении операций объемной штамповки возвращается подвижным частям в виде начальной энергии отражения, способствуя подъему винта с несамотормозящей резьбой (угол наклона резьбы больше угла трения).
Ход ползуна вверх. Движение вверх также совершается под действием двух внешних сил: активной силы сцепления Рсц в = рРн в, создающей крутящий момент на маховике Мв = цРн в7?м, и силы тяжести, вызывающей противодействующий подъему момент MG = (7Л/(2тс).
Уравнение баланса моментов аналогично (13.6), за исключением знака у момента MG:
Н2У d(d
J + mTTT — =^B-^G-^TP.B =^np.B-4jc ) dt
Энергетические параметры. Отмечено сходство в работе маховичных приводов винтовых фрикционных и кривошипных прессов. Ведущие части - шкив, вал и диски винтового пресса - выполняют функцию первичного аккумулятора кинетической энергии аналогично маховику кривошипного пресса, а фрикционный передаточный механизм - аналогично фрикционной муфте включения. Очевидно, что после переключения ведущих частей на обратный ход диски притормаживают, отдавая часть своей энергии на разгон ведомого маховика. Через клиноременную передачу это торможение воспринимает и двигатель. Замедление вращения его ротора ограничено допустимым скольжением. При подъеме вверх наблюдается аналогичная картина.
После завершения двойного хода длительностью /дв х двигатель восстанавливает угловую скорость дисков, отключенных от маховика, в течение времени /х. Сумма указанных отрезков времени составляет длительность технологического цикла /ц = /дв х + /х. Поскольку время рабочего хода мало, в первом приближении можно записать
tu=t№JPn, (13.12)
где /дв х определяют по стандартному номинальному числу ходов п в минуту, 'дв.х =60/и,
ари - согласно данным табл. 3.3.
344
Глава 13. Винтовые фрикционные прессы
Средняя за цикл мощность асинхронного электродвигателя с короткозамкнутым ротором
N^=Ajta. (13.13)
В течение цикла работа затрачивается на достижение заданной кинетической энергии маховика £э за вычетом активной работы подвижных частей GHm\
AH = L3 — GHm, на преодоление силы тяжести:
AB-GHm, (13.14)
а также на преодоление вредных сопротивлений и холостое вращение дисков.
Последние затраты Ю.А. Бочаров предлагает учитывать среднецикловым КПД Г|мех = 0,50. ..0,56.
Следовательно,
А=А+А/Пмех- (13.15)
Как указано в § 4.5, при расчете мощности пресса необходимо предусмотреть ее запас, введя коэффициент к= 1,2... 1,6 в зависимости от фактически используемого числа ходов ползуна, которое в данном случае определяется выражением ^факт = п/рИ. Чем больше Т7факт, тем меньше номинальное скольжение sH0M электродвигателя и больше к. Тогда средняя мощность за цикл
Nср — ^-^'э/СПмех^ц)-
Номинальная мощность Аном > 7Vcp.
13.3. Винтовые прессы с муфтой включения
Для привода винтовых фрикционных прессов, выполненных по схемам Ml, М2, М3, характерен линейный контакт в сцеплении ведущих (диски, ролики) и ведомых (маховики) частей. Конечно, в реальных условиях вследствие упругого сжатия фрикционных элементов (лента, накладки) контакт происходит хотя и по площади, но очень малой. Поэтому контактные давления при этом достигают критических величин, что приводит к интенсивному износу фрикционных элементов. Вертикальное скольжение маховика по диску делает износ неравномерным вследствие смещения полюса проскальзывания. В целях устранения подобных негативных явлений Л.И. Живов с сотрудниками предложили использовать фрикционную муфту для соединения ведущих и ведомых частей пресса.
Известны две конструктивные схемы винтовых прессов с муфтой включения. Различия между ними состоят в способе накопления кинетической энергии в приводе и расхода ее в период рабочего хода на деформирование заготовки.
345
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Рис. 13.5. Схемы муфт включения с одним и двумя маховиками (а. б) и циклограмма работы винтового пресса (в)
a>i; о>2
В схеме, приведенной на рис. 13.5, а, весь запас кинетической энергии аккумулирован в маховике 6, установленном на радиальных и упорных подшипниках. Первые предназначены для фиксации оси маховика по оси пресса, вторые - для вращения на верхней траверсе 8 станины. На хвостовике винта 10 смонтирована ступица муфты 7 с ведомым диском и фрикционными накладками (по аналогии с консольной фрикционной муфтой, приведенной на рис. 5.12). Муфта включается нажатием на кнопку «Пуск». Через нее крутящий момент от маховика передается на винт. Гайка 9 свинчивается с винта, и ползун 1 движется вниз.
После удара верхнего штампа 77 по заготовке 72 происходит резкое торможение ползуна с гайкой, а следовательно, винта с ведомым диском муфты. Тормозной момент через фрикционную связь действует на маховик. В результате притормаживает ротор электродвигателя 5: между ротором и статором нарастает скольжение. Но, как отмечалось в § 13.2, скольжение не может превысить критического значения. Поэтому муфта должна быть моментально выключена в процессе самого удара по команде соответствующего датчика угловой скорости или силы на ползуне. Отсюда становятся понятными очень жесткие требования к системе управления и механизму включения муфты (обычно гидравлической).
346
Глава 13. Винтовые фрикционные прессы
Навинчивание гайки на винт для ее подъема исключено в связи с неревер-сивностью электродвигателя. Возвратный ход ползуна проводят при выключенной муфте посредством силовых цилиндров 3 впуском рабочей жидкости под поршень 4, штоки 2 которых тянут ползун вверх. Эти цилиндры можно использовать в качестве тормозных при подходе к КВП.
Заметим, что впуск рабочей жидкости в подпоршневое пространство ускоряет разгон маховика, увеличивая его энергию L3 и уменьшая время хода ползуна вниз.
В схеме, изображенной на рис. 13.5, б, предусмотрены две маховые массы: ведущий 1 и ведомый рабочий 2 маховики с приведенными моментами инерции Jx и J2 соответственно.
Привод первого маховика осуществляется от электродвигателя 4 через клиноременную передачу в течение всего времени работы пресса, второго - на большей части хода вниз также от электродвигателя 4 при включенной муфте 3, а в конце хода при выключенной муфте маховик вращается как свободное тело по инерции; при ходе вверх привод маховика осуществляется только от гидропривода. Последовательность действия приводов обеспечивает конечный выключатель в системе управления.
Движение масс показано на циклограмме (рис. 13.5, в). Электродвигатель 4 раскручивает маховик до начальной угловой скорости, соответствующей синхронной частоте вращения ш" = шс (точка а). После нажатия на кнопку «Пуск» срабатывает муфта 3, сцепляющая маховики 1 и 2. При этом скорость CDj падает, a ct>2 возрастает до тех пор, пока они не станут равными в точке Ъ. Далее до точки с маховики вращаются как одна целая масса Jx + J2 с некоторым ускорением за счет работы электродвигателя и силы тяжести от ползуна. В результате скорость CDj возрастает, а c»2 падает до 0)2 ~ ш2 •
Ползун начинает ход вниз от точки О (кривая 5Н) с ускорением до точки с. Затем с некоторым замедлением он подходит к точке d, соответствующей соприкосновению верхнего штампа с заготовкой и началу рабочего хода длительностью /р х. С этого момента кинетическая энергия маховика 2
L^J2{^2l2
за вычетом потерь на трение и упругое деформирование деталей пресса расходуется на пластическое деформирование заготовки. В точке е при нормальном ведении процесса штамповки скорости ползуна v = 0 и маховика со2 = 0. Если запас энергии не исчерпан (со 2 > 0), то для ее поглощения предусмотрены встроенные в штамп амортизаторы.
Как отмечалось ранее, нельзя выполнить возвратный ход ползуна вверх из-за невозможности реверса вращения электродвигателя 4. Для этого предназначен независимый гидропривод. По команде конечного включателя происходит переключение золотников распределителя (подобно показанному на рис. 11.11):
347
Раздел III. ВИНТОВЫЕ ПРЕССЫ
рабочая жидкость высокого давления поступает под поршни гидроцилиндров (см. позиции 4 и 3 на рис. 13.5, а). Ползун начинает подниматься, раскручивая маховик 2 против направления движения часовой стрелки (паразитное вращение с потерей части энергии). При достижении ползуном точки g на кривой 5В (см. рис. 13.5, в) системой управления дается команда на дросселирование стока из подпоршневой полости (см. рис. 13.5, а). Ползун резко тормозит и окончательно останавливается при ударе по амортизаторам (см. 13 на рис. 13.1) в КВП. Маховик 1 в это время разгоняется электродвигателем 4 (рис 13.5, б) до начальной угловой скорости со".
При работе на одиночных ходах производятся вспомогательные операции в течение /всп и длительность цикла составляет
+ 4 + ^ВСП
или в первом приближении
/ц=/дв.х/(2^и),
так как привод работает в течение половины времени двойного хода. Здесь /н, /в -продолжительность хода вниз и вверх соответственно.
Согласно формуле (13.13), средняя мощность цикла электродвигателя 4 при отсутствии потерь на преодоление силы тяжести (см. (13.14)) составит
Nep =k(L,-GHm)/(Г| мех/ц),
где Нт = Smax - полный ход ползуна от КВП до КНП и обратно.
Средний КПД такого цикла существенно больше в связи с отсутствием потерь энергии на проскальзывание: Г|мех = 0,7...0,8.
При конструировании прессов такого типа возникает вопрос о соотношении моментов инерции^ и J2 маховиков. Целесообразны следующие пределы:
^мах “ *Л/*^2 “ •” 7-
При А;мах < 4 возможно опасное возрастание скольжения, а при А;мах > 7 затруднен разгон соединенных маховиков 1 и 2 (см. рис. 13.5, 6) до заданной частоты вращения за время включенной муфты.
Глава 14. ЭЛЕКТРОВИНТОВЫЕ И ГИДРОВИНТОВЫЕ ПРЕССЫ
14.1. Электровинтовой пресс с дуговым статором
Первый опытный электровинтовой пресс был сконструирован и изготовлен в СССР в 1932 г. по предложению проф. А.Т. Голована. Этот пресс обла
348
Глава 14. Электровинтовые и гидровинтовые прессы
дал всеми признаками современных электровинтовых прессов, имел достаточно высокий КПД, но из-за несовершенства конструкции очень сильно нагревался электродвигатель. Поэтому широкое внедрение таких прессов в промышленность задержалось до тех пор, пока в 1960-х годах не были созданы надежные электродвигатели.
Особенность отечественных электровинтовых прессов заключается в непосредственном электрическом приводе главного исполнительного механизма без промежуточных механических или гидравлических передач.
Рассмотрим в качестве примера устройство и принцип действия электровин-тового пресса с дуговым статором. Этот пресс - машина закрытого типа. У малых машин (рис. 14.1) станина 1 цельнолитая, у средних и крупных (Рном > 1,6 МН) -составная, состоящая из литого основания со стойками и верхней траверсы. Для повышения жесткости цельнолитая станина стянута двумя стяжными болтами 2 (шпильками); необходимость таких болтов для составных станин очевидна.
Гайка 4 винтовой пары установлена на ползуне 3. Посредством продольного и поперечного клиньев положение гайки можно регулировать относительно оси ползуна. Винт 5 упирается кольцевым буртом в средней части в упорный подшипник скольжения 6, размещенный на нижней плоскости верхней траверсы пресса. При рабочем ходе усилие штамповки передается по цепочке деталей: верхний штамп -ползун - гайка - винт и его бурт - упорный подшипник - траверса станины и ее стойки и замыкается на столе пресса, где установлен нижний штамп.
Сверху на концевой части винта на шлицах закреплен маховик-ротор 11, положение которого относительно оси пресса фиксирует цилиндрический подшипник скольжения 7, установленный в корпусе 9 привода; нижним торцом обода маховик опирается на упорный подшипник качения.
С регулируемым зазором относительно поверхности инерционного обода маховика в корпусе привода размещен статор 10. Применяют два типа статоров: круговой (замкнутый кругостатор) и дуговой (разомкнутый дугостатор). В отечественных конструкциях электровинтовых прессов используют дуговые статоры (отсюда и название пресса). В пазах статоров уложена обмотка, через которую пропускают электрический ток промышленной частоты. Два симметрично расположенных справа и слева от маховика-ротора дуговых статора обеспечивают взаимное уравновешивание электродинамических сил. Таким образом, статоры и маховик-ротор образуют асинхронный электродвигатель специального исполнения. Возникающее в статорах электромагнитное поле действием электродинамических сил вращает маховик-ротор.
Тормоз 8 пресса двухколодочный, причем в качестве тормозного барабана служит меньший обод маховика-ротора, расположенный под инерционным ободом. Колодки установлены на корпусе привода и управляются от электро-пневматической системы. Для охлаждения предназначен вентилятор 72, обдувающий статоры. Ползун - литая (или сварная) прямая призма - смонтирован в направляющих станины.
349
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Рис. 14.1. Схема электровинтового пресса с дуговым статором
350
Глава 14. Электровинтовые и гидровинтовые прессы
Пресс снабжен пневмомеханическим нижним выталкивателем, состоящим из собственно толкателя 4 (рис. 14.2) с подкладной пружиной 6, нижней поперечины 7, связанной тягами 3 с ползуном 5 пресса, и замка, содержащего пневмоцилиндр 2, ползушку 7 и рабочую пружину 8.
Система смазки у пресса комбинированная: жидкая для смазывания подшипников привода и главного исполнительного механизма и пластичная для смазывания направляющих ползуна и резьбы гайки. Жидкая смазка подается от поршневого насоса с пневмоцилиндром, пластичная - от ручного насоса.
Рассмотрим работу пресса. В исходном положении ползун находится в КВП и главный исполнительный механизм заторможен. Штамповщик закладывает заготовку в штамп и нажимает на кнопку или педаль управления. При этом срабатывает золотник распределителя 1 (рис. 14.3); сжатый воздух из левой полости цилиндра 3 тормоза выпускается через глушитель 10 в атмосферу и подается в правую полость. Тогда колодки 2 тормоза расходятся, освобождая обод тормозного барабана маховика, и главный исполнительный механизм растормаживается. От хода рычага 4 правой колодки срабатывает бесконтактный конечный выключатель (БКВ), электродвигатель пресса включается и следует разгон ползуна при ходе вниз.
При недоходе ползуна до заготовки на 30...50 мм флажок 7 (рис. 14.4) взаимодействует с БКВ 8, установленным на правой стойке станины, и электродвигатель выключается. Дальнейшее движение главного исполнительного механизма происходит под действием силы тяжести. В процессе удара от флажка 2 срабатывает другой БКВ 7 на левой стойке и дает сигнал на обратное вращение ротора электродвигателя для хода
Рис. 14.2. Схема пневмомеханического нижнего выталкивателя
Рис. 14.3. Схема управления элек-тровинтовым прессом
351
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Рис. 14.4. Расположение бесконтактных конечных выключателей на станине пресса
ползуна вверх. При недоходе ползуна до КВП от флажка 5 срабатывает БКВ 6, от действия которого выключается электродвигатель. Одновременно срабатывает золотник распределителя 1 (см. рис. 14.3) и перебрасывает подачу сжатого воздуха в левую полость цилиндра 3 тормоза, а из правой производит выпуск - начинается процесс торможения и главный исполнительный механизм останавливается в КВП. Цикл одиночного хода пресса закончен.
Система управления прессом обеспечивает также работу непрерывными ходами. Для этого необходимо задействовать БКВ 4 (см. рис. 14.4). Тогда при достижении ползуном КВП и окончании процесса торможения флажок 3 через БКВ 4 включает электродвигатель на прямое вращение и растормаживает главный исполнительный механизм, в результате следует немедленный ход ползуна вниз. Непрерывное возвратно-поступательное движение ползуна продолжается до нажатия на кнопку «Стоп» на пульте управления прессом. При оснащении пресса устройствами автоматизации включение на ход ползуна вниз в цикле непрерывного движения
осуществляется соответствующим датчиком, установленным на рабочем органе автоматизирующего устройства, причем БКВ 4 в этом случае заблокирован.
Наладочные ходы ползуна пресса получаются при кратковременном прерывистом нажатии на соответствующие кнопки на пульте управления.
Отштампованная заготовка из полости штампа выталкивается следующим образом. При ходе ползуна вниз перед ударом золотник распределителя 6 (см. рис. 14.3) выпускает воздух из цилиндра 9 и под действием рабочей пружины 7 ползушка 8 смещается влево, занимая такое положение, когда сквозное отверстие в поперечине 1 (см. рис. 14.2) оказывается перекрытым. Поэтому при последующем подъеме ползушка набегает на толкатель 4 (см. рис. 14.2), поднимает его и тем самым выталкивает заготовку из штампа. В конце хода вверх ползуна и, следовательно, поперечины срабатывает распределитель 6 (см. рис. 14.3). В результате сжатый воздух подается в цилиндр 9. Ползушка смещается вправо, открывая отверстие в поперечине: толкатель 4 (см. рис. 14.2) под действием силы тяжести падает вниз на пружину 6 в исходное положение, освобождая полость штампа для новой исходной заготовки.
Реле давления 11 (см. рис. 14.3) необходимо для того, чтобы при чрезмерном падении давления воздуха в сети отключать пресс. Предохранительный клапан 12 работает в блоке с регулятором давления и в случае отказа последнего также отключает пресс.
352
Глава 14. Электровинтовые и гидровинтовые прессы
Как известно, кинетическая энергия подвижных частей винтового пресса зависит от угловой скорости маховика. Разгон маховика до номинальной скорости обеспечивает удар с номинальной энергией. При уменьшении угловой скорости уменьшается и кинетическая энергия. Из принципа действия винтовых прессов следует, что с увеличением хода ползуна вниз маховик разгоняется сильнее, с уменьшением хода его угловая скорость падает. Таким образом, уровень кинетической энергии можно регулировать, изменяя положение флажков 5 и 7 (см. рис. 14.4) на ползуне пресса. Чем раньше воздействует флажок 5 на БКВ 6, тем меньше подъем ползуна вверх и, следовательно, меньше его ускорение при ходе вниз. В свою очередь, чем раньше воздействует флажок 7 на БКВ 8, тем быстрее отключается электродвигатель и уменьшается скорость маховика.
14.2. Параметры привода электровинтового пресса с дуговым статором
Угловая скорость статора асинхронного электродвигателя
«эл =vP/(2k«1), (14.1)
где v - частота переменного тока; [3 - угол дуги статора; - число пар полюсов.
Эта угловая скорость не может быть слишком большой (соэл = 12... 16 рад/с), иначе потребуется редуктор в качестве промежуточного механизма, понижающего угловую скорость электродвигателя.
С учетом номинального скольжения 5Н0М = 0,12...0,2 определяем номинальную угловую скорость маховика:
®ном = «эл(1-^ном), (14.2)
или, выражая через номинальную скорость vH0M ползуна,
«ном=2^номЛ, (14.3)
где h - шаг резьбы винта.
На основании (14.1)—(14.3) устанавливаем необходимое число пар полюсов
„ = Ур(1-^ном>
4я2у
*ном
По заданному значению кинетической энергии L3 определяем приведенный момент инерции подвижных частей
J = 2Z /со2 .
353
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Считают, что до 90 % всей массы подвижных частей сосредоточено в инерционном ободе маховика. Если в первом приближении обод принять в виде кольца, то момент инерции маховика
Лах=0,9У = [71(Р4-б74)Вр]/32,
где D - наружный диаметр обода, D = DCT - 2А; DCT - внутренний диаметр статора; А - зазор, необходимый для компенсации теплового расширения и удлинения от электромагнитных центробежных сил, А = 3...4,5 мм; d - внутренний диаметр обода; В - высота обода; р - плотность материала обода (сталь или чугун).
Время хода ползуна вниз
4 = h + '2 + ^р.х,
где tx - время разгона маховика электродвигателем на пути « для равноускоренного движения tx ~ l,8//w/vH0M; vH0M = /гсоном/2л; /2 ~ время движения подвижных частей при выключенном электродвигателе под действием силы тяжести G для равномерного движения с постоянной скоростью vH0M, достигнутой в конце первого периода хода вниз, /2 ~ 0,1//w/vH0M ? ^Р.х “ время рабочего хода (удара), /рх ~ 0,1 ...0,15 с.
Таким образом, время хода ползуна вниз
/Н=1,9Я>НОМ+0,1...0,15.
При заданном стандартном числе ходов п ползуна в минуту время хода вверх /в =60/я-/н.
Как правило, /в = 2/н.
При ходе ползуна вверх электродвигатель развивает средний крутящий момент
Ч = Чр.в + MG + Мр.в,
где Л/ - средний приведенный момент, необходимый для разгона инерционной массы подвижных частей при ходе вверх; Л/тр в, - суммарный момент, необходимый для преодоления сопротивления сил трения при ходе вверх.
На пути разгона S ~ 0,8//w на раскручивание маховика при ходе вверх затрачивается работа
л = М1Р.ва",
где а" - угол поворота маховика на этом пути, а" = InS/h = 1,6itHm/h.
Работа А преобразуется в кинетическую энергию L3 подвижных частей пресса. При угловой скорости маховика сов « 0,8 сон
4 = Х/2.
354
Глава 14. Электровинтовые и гидровинтовые прессы
Из уравнения баланса А = L3 получаем
Mnp.B = XV(3,2^m).
В электровинтовом прессе в отличие от двухдискового фрикционного нет потерь на проскальзывание диска по маховику, отсутствуют потери, вызванные нажатием диска на маховик, и нет пяты винта в ползуне, но маховик опирается на упорный подшипник качения. Отсюда
^.В = Krcp+4- + i^77JL G,
к 27С а )
где рг - коэффициент трения в гайке корпуса ползуна; гср - средний радиус резьбы; цкач - коэффициент трения качения; Z)o - средний диаметр дорожки качения; d' - диаметр тела качения (шарика или ролика).
Поскольку при подъеме ползуна наблюдаются наиболее тяжелые условия работы электродвигателя, его среднюю выходную мощность необходимо определять по крутящему моменту Мъ для хода вверх, угловой скорости сов с учетом электрических потерь мощности в роторе-маховике и запаса мощности к= 1,25:
__ &Мвсов
N =---------——,
СР 2(1-5отн)
где 50ТН = 0,15...0,17.
14.3. Гидровинтовой пресс
Стремление повысить энергоемкость и КПД винтовых прессов привело ученых и конструкторов к идее использования электрогидравлического привода, который по сравнению с электрическим и электромеханическим характеризуется большой скоростью подвижных частей в момент удара (до 1,5 м/с), повышенной энергоемкостью на единицу массы подвижных частей, упрощенной схемой и конструкцией устройств для регулирования скорости подвижных частей в момент удара, а значит, эффективной энергии, более высоким КПД, а также возможностью изготовления поковок из жаропрочных и труднодеформируемых сплавов, т. е. более высокой стойкостью штамповой оснастки.
На рис. 14.5 показан гидровинтовой штамповочный пресс с номинальным усилием 25 МН, изготовленный на Воронежском заводе тяжелых механических прессов.
Станина рамной конструкции сборная, состоит из массивных поперечин -верхней 5 и нижней 1 и двух стоек 2, стянутых четырьмя шпильками 14. Рабочие цилиндры 11 поршневого типа расположены и прикреплены к стойкам. Штоки 12 поршней соединены с кронштейнами 13 массивного ползуна 4, который представляет литую стальную призму и движется по регулируемым направляющим,
355
Раздел III. ВИНТОВЫЕ ПРЕССЫ
Рис. 14.5. Схема гидровинтового штамповочного пресса
356
Глава 14. Электровинтовые и гидровинтовые прессы
длина которых в 1,5 раза больше расстояния между стойками. Направляющие 3 обеспечивают высокую точность положения ползуна и при жесткой конструкции станины предопределяют необходимую точность размеров штампованных поковок. Две передние направляющие жестко закреплены на стойках и являются нерегулируемыми. Задние направляющие имеют раздельную регулировку с использованием клиньев, установленных на стойках.
К нижнему торцу ползуна прикреплена подштамповая плита с Т-образными пазами для установки и крепления верхнего штампа (см. рис. 14.5). В центральном гнезде ползуна шарнирно нижним концом закреплен винт 8, который имеет неса-мотормозящую пятизаходную резьбу с наружным диаметром 630 мм; профиль поперечного сечения резьбы имеет вид неравнобокой трапеции. Винт при перемещении вращается в гайке 10, которая установлена в гидростатических подшипниках. Гайка может быть неподвижной, а может вращаться как в направлении вращения винта, так и в противоположном. Для этого предусмотрена зубчатая передача 7 между маховиками винта и гайки. Вращение гайки в противоположную сторону по отношению к винту, по мнению конструкторов, должно разгрузить фундаментные болты от восприятия поворотного момента при деформировании заготовки. Винт и гайка оснащены маховиками 6 и 9, что увеличивает их моменты инерции и обеспечивает большее накопление кинетической энергии вращательного движения (накапливает «энергонасыщенность» пресса на единицу массы подвижных частей). В маховике винта установлен фрикционный предохранитель пресса от перегрузки по предельному крутящему моменту.
Пресс снабжен верхним и нижним выталкивателями, расположенными соответственно в ползуне и нижней поперечине. Привод пресса электрогидравлический аккумуляторный. Как и для мощных гидравлических прессов, привод гидровинтового пресса установлен в отдельном помещении и представляет насосно-аккумуляторную станцию: три насоса УН 200/125, два гидропневматичес-ких аккумулятора с четырьмя воздушными баллонами. Рабочей жидкостью служит водная эмульсия. Управление гидроприводом обеспечивает возможность трехступенчатого изменения числа ходов в минуту: 5, 10, 15.
Чтобы рассчитать на прочность детали пресса, необходимо определить количество накапливаемой кинетической энергии к моменту удара:
L3= Jrf/l + mv2/!, (14.4)
где т - масса поступательно движущихся частей пресса.
Скорости углового и поступательного движений зависят от давления жидкости в рабочем цилиндре и от прямого холостого хода (хода приближения). Эти зависимости устанавливают в результате решения уравнений движения и баланса работ:
Р - jV(cos ос + (Lisina) =mj\
PdS-ycN—-—d(p=mjdS + J—d<p, 2 л sin a dt
357
Раздел III. ВИНТОВЫЕ ПРЕССЫ
где Р - равнодействующая сил, приложенных к ползуну пресса со стороны рабочего цилиндра; N - нормальная сила, приложенная на контактной поверхности резьбы винта и гайки; а - угол подъема резьбы винта; dS - перемещение ползуна, соответствующее бесконечно малому углу поворота винта, dS = (h/2ji)d^.
В общем случае значение равнодействующей силы Р не является постоянной. Однако в предварительных расчетах для определения скорости и ускорения можно принимать ее в процессе прямого холостого хода постоянной. Тогда
Р
P — mj N =--------------,
cos ос + (Lisina
где Б = (ц sin a + cos a) sin a; A = (sin a - |ll cos a) cos a.
В этом случае скорости углового и поступательного движений ползуна определяют по формулам
a=(2nlh)42jS-, v = j2jS. (14.5)
Из формулы (14.5) следует, что скорости углового и поступательного движений зависят от давления жидкости и длины прямого холостого хода (хода приближения). Для более точных расчетов необходимо воспользоваться методикой определения скорости подвижной поперечины гидравлического пресса. Подстановка значений со и v из (14.5) в (14.4) позволит определить эффективную (в данном случае кинетическую) энергию удара.
358
Раздел IV. МОЛОТЫ
Глава 1 5. ОБЩИЕ СВЕДЕНИЯ О МОЛОТАХ
15.1. Принцип действия и классификация
Общим для всех молотов является характер действия их в период рабочего хода, основанного на преобразовании кинетической энергии подвижных частей привода, исполнительного механизма и даже станины посредством удара в энергию пластического деформирования обрабатываемого металла.
Молоты классифицируют по следующим признакам, раскрывающим принцип действия, устройство и применение их как машин-орудий: по виду привода, технологическому назначению, конструктивному исполнению.
Вид привода. Это характеристика двигательного и передаточного механизмов молота. Она определена особенностями системы, служащей для преобразования подводимой внешней энергии в энергию поступательного перемещения подвижных частей. Для привода подвижных частей молотов используют энергию: водяного пара, сжатого воздуха или газа, горючих смесей и взрывчатых веществ, вращательного движения, жидкости высокого давления и электричества. В соответствии с этим различают молоты: паровоздушные, высокоскоростные (газовые, взрывные, пневматические) и приводные (механические, гидравлические и электрические).
Паровоздушный молот (рис. 15.1, а). Это типичная паровая машина с рабочим цилиндром, в нижнюю и верхнюю полости которого попеременно впускают или выпускают пар (сжатый воздух). Тем самым обеспечивают возвратно-поступательное движение вверх-вниз поршня, образующего с цилиндром двигательный механизм, штока (передаточный механизм) и бабы (исполнительный орган) с верхним бойком или штампом. Поршень, шток и бабу принято объединять в одном конструктивном узле подвижных или падающих частей.
Источник водяного пара (котельная) или сжатого воздуха (компрессорная станция) обеспечивает групповое питание молотов.
359
Раздел IV. МОЛОТЫ
Рис. 15.1. Классификация молотов по виду привода:
а - паровоздушные; б - высокоскоростные взрывные; в - пневматические; г - фрикционные с доской; д - рессорные; е - с гибкой связью
У паровоздушных молотов максимальная скорость падающих частей при ходе вниз не превышает обычно 7...8 м/с, что объясняется относительно небольшой удельной концентрацией энергии в приводе.
Высокоскоростные молоты. В качестве интенсивного ускорителя в них используют энергию расширения инертных газов, сжатых под большим давлением, взрыва горючих газовых смесей и взрывчатых веществ (ВВ). Примерная схема высокоскоростного газового молота показана на рис. 15.1, б. Верхний цилиндр служит газовым аккумулятором. При открытии проходного отверстия происходит интенсивное перетекание газа в нижний цилиндр и его давление на поршень. Подвижные части ускоренно двигаются вниз. Их подъем осуществляет давление газа, находящегося в нижней полости цилиндра.
Взрывной молот по принципу действия подобен двигателю внутреннего сгорания с использованием в качестве рабочего тела горючих смесей. Взрывной молот, работающий на ВВ, аналогичен огнестрельной системе (пушке) и содержит казенную часть, в которую закладывают дозированный заряд (например, в виде патрона), и затвор с детонатором электрического или ударного действия. При взрыве газовые продукты с большим давлением действуют на боек, ускоряя его до десятков метров в секунду.
Пневматический молот (рис. 15.1, в) имеет встроенный компрессорный цилиндр для перекачки воздуха в нижнюю или верхнюю полости левого рабочего цилиндра. Сжатый воздух, выполняя функции рабочего тела, упруго связывающего компрессорный и рабочий поршни, принуждает падающие части к циклическому возвратно-поступательному перемещению. У пневматических молотов привод индивидуальный от электродвигателя, вращательное движение которого преобразуется в прямолинейное возвратно-поступательное компрессорного поршня с использованием кривошипно-ползунного механизма.
360
Глава 15. Общие сведения о молотах
Приводные молоты. Механические молоты также имеют индивидуальный привод от электродвигателя, причем передача движения от конечного звена привода к падающим частям (бабе со штампом или бойком) осуществляется при помощи механических связей жесткого, упругого или гибкого типа. Первый тип связей применяют во фрикционных молотах с доской (рис. 15.1, г), в которых подъем бабы обеспечивают силы сцепления, возникающие между вращающимися в разные стороны роликами и доской. Движение вниз осуществляется под действием силы тяжести при разведенных роликах.
В рессорно-пружинных молотах (рис. 15.1, d>) рессора служит не только для преобразования вращательного движения от электродвигателя в возвратно-поступательное движение бабы, но и является накопителем потенциальной энергии, ускоряющим движение падающих частей вниз.
В качестве гибкой связи, преобразующей вращательное движение приводного вала в поступательное движение бабы вверх, используется канат, цепь или ремень (рис. 15.1, ё). При отсоединении звездочки или наматывающего барабана от ведущего вала падающие части молота совершают ход вниз под действием силы тяжести.
В гидравлическом молоте рабочим телом служит жидкость высокого давления (от индивидуального насосного привода), впускаемая в полость рабочего цилиндра под поршнем при ходе вверх или над поршнем при ходе вниз. Таким образом, молот работает по схеме, подобной указанной на рис. 15.1, а.
В электрическом молоте используют энергию поля, образуемого обмотками электромагнита, втягивающего металлический сердечник-шток и поднимающего падающие части вверх.
Молоты применяют для выполнения многих технологических процессов кузнечно-штамповочного производства и металлообработки: ковки, объемной и листовой штамповки, а так называемые импульсные ножницы, т. е. взрывные молоты, - для разрезки сортового проката.
Технологическое назначение. В соответствии с технологическим назначением различают ковочные, штамповочные и листоштамповочные молоты.
Отраслевое назначение молотов очень широко. Их можно использовать на заводах, в деревенских кузницах и даже на кораблях (корабельные пневматические молоты).
Конструктивное исполнение. Многообразие привода молотов не дает возможности подробно классифицировать их по конструктивному исполнению, как, например, кривошипные прессы. Однако имеются признаки, позволяющие обособить большинство молотов по общим конструктивным группам: способу удара подвижных частей; кратности действия энергоносителя; конструкции станины; устройству фундамента.
Способ удара подвижных частей характеризует перемещение их по отношению к обрабатываемому металлу: с одной или с двух сторон.
В первом случае заготовку устанавливают на нижней половинке рабочего инструмента (штампе, бойке и т. п.), закрепленного переходными деталями не-
361
Раздел IV. МОЛОТЫ
Рис. 15.2. Классификация молотов по способу удара: а - шаботные; б - бесшаботные
посредственно на массивном неподвижном основании 1 молота (шаботе). Подвижные части 2 с другой половиной инструмента движутся в направлении заготовки. Это так называемые шаботные молоты (рис. 15.2, а). У молотов с нижним ударом заготовка лежит на инструменте, движущемся снизу вверх, но верхняя поперечина, соединенная тягами с шаботом, неподвижна и, следовательно, принципиальных отличий у такого молота от обычного шаботного с верхним ударом нет.
Во втором случае по направлению к обрабатываемой заготовке с двух противоположных сторон движутся с соизмеримой скоростью близкие по массе подвижные части 2 и 7 с инструментом. Это так называемые бесшаботные молоты (рис. 15.2, б).
Кратность действия энергоносителя характеризует условия использования внешней энергии: предна
значена ли она только для подъема падающих частей, а движение вниз совершается
под действием земного притяжения, или же и при ходе вниз внешняя энергия используется для создания дополнительного ускоряющего силового воздействия на падающие части. Первую группу называют молотами простого действия, или падающими. вторую - молотами двойного действия.
Конструкция станины, служащая для компоновки всех узлов, является объединяющим признаком. По конструктивному оформлению она может быть одно- или двухстоечной, рамного, арочного или мостового типа.
Устройство фундамента - важный дополнительный признак для шаботных молотов (самой многочисленной группы молотов). Если его подошва покоится на грунте, то молот имеет обычное основание; если же на амортизаторах, то -виброизолированное.
По общим особенностям принципа действия и устройства современные молоты можно подразделить на три класса: паровоздушные, высокоскоростные и приводные с последующим углублением по наиболее характерным признакам.
15.2. Циклы подвижных частей
Перемещение подвижных частей молота из одного крайнего положения в другое может прерываться остановками (паузами) в результате различных причин. Пауза в крайнем верхнем положении (КВП) может произойти из-за особенностей энергетики машины - аккумуляции энергоносителя в цилиндре высокоскоростного молота. Технологические паузы связаны с необходимостью манипуляций с обрабатываемой заготовкой, например переложить ее из ручья в ручей штампа или перевернуть.
Если циклы возвратно-поступательного движения происходят с остановками (паузами) в крайних положениях, то их называют единичными ходами. Они могут
362
Глава 15, Общие сведения о молотах
быть с верхней или нижней либо с верхней и нижней паузами. Если остановок нет, то такие циклы движения называют последовательными ходами.
Для начала хода подвижных частей молота при любом цикле необходимо обеспечить возникновение подъемной силы и соответствующего ей положительного ускорения, направленного в сторону движения (рис. 15.3, а, кривые 2 и 4 соответственно для единичного и последовательного ходов). Под действием подъемной силы подвижные части ускоряют свое движение вверх, а их скорость повышается (кривые 1 и 3). В определенный момент движения управляющий механизм молота обеспечивает создание тормозящей силы (отрицательного ускорения). В результате при подходе к КВП скорость хода гасится до нуля, чтобы не произошло удара подвижных частей в ограничивающие элементы конструкции. Однако конечные силовые условия в КВП для обоих циклов неодинаковы. При единичном ходе длительная остановка означает, что все силы, действующие на подвижные части, должны быть уравновешены, а ускорение равно нулю. В цикле последовательных ходов остановка исключена, а должен последовать немедленный реверс движения. Значит, при приближении к КВП должна возрасти тормозящая сила, которая после мгновенной остановки обеспечит движение вниз.
В начале хода вниз в рассматриваемых циклах на подвижные части действует максимальная движущая сила и, следовательно, положительное ускорение. При единичном ходе с максимумом скорости в крайнем нижнем положении (КНП) это ускорение должно быть направлено в сторону движения в течение всего хода (рис. 15.3, б, кривые 1 и 4 соответственно для скорости и ускорения). При осуществлении последовательного хода остановка внизу недопустима и подвижные части после погашения скорости в КНП тотчас должны начать подъем. Это, как и при ходе вверх, должно быть обеспечено созданием достаточно большой тормозящей силы. Поэтому в цикле последовательного хода в конце его ускорение достигает наибольшего отрицательного значения, а скорость оказывается максимальной где-то посредине хода в точке изменения знака ускорения (кривые 6 и 2). Для уменьшения конечной скорости в цикле единичного хода также нужно создать тормозящую силу. В результате перемещение подвижных частей замедлится и скорость в КНП окажется меньшей, чем в середине пути (кривые 5 и 3).
Рис. 15.3. Изменение скоростей и ускорений движущихся частей молота в циклах единичных (а) и последовательных (б) ходов (ударов)
363
Раздел IV. МОЛОТЫ
Динамическое равновесие подвижных частей в любой момент движения отображает уравнение
Р = m(d2xldt2),
где Р - равнодействующая всех внешних сил, движущих (активных) или тормозящих подвижные части молота с массой т. В зависимости от требуемого характера движения на одних этапах могут преобладать активные силы, на других - тормозящие. В результате их равнодействующая будет разгоняющей или тормозящей, а ускорение j = d2х/dt2 - соответственно положительным или отрицательным.
К этим силам относят переменную или постоянную активную силу Р' от привода (сила пара, сжатого воздуха, газа и т. д.); переменные или постоянные противодействующие движению силы Р” и Р.[? от привода и трения в сочленениях соответственно. Сила тяжести G, действующая на подвижные части вертикального молота, может проявляться как активная или тормозящая сила в зависимости от того, совпадает ли ее ускорение g с направлением скорости движения или противоположно ему.
При остановках подвижных частей равновесие становится статическим: Р = 0. Например, при единичном ходе в КВП оно характеризуется уравнением
Р = Р'-Х + Ртр-6 = 0,
тогда как при динамическом равновесии справедливо выражение
/’ = /?'-Х-/’тр-(7 = ш(б?2хД2)-
15.3. Коэффициент полезного действия удара
Процесс физического удара двух упругих тел разделяют на две фазы. В течение первой - нагрузочной - происходит монотонное нарастание ударных сил, так как кинетическая энергия переходит в энергию упругого деформирования сталкивающихся тел в точках их контакта. После максимального сближения, соответствующего максимуму ударной силы, начинается вторая фаза процесса -разгрузочная - с монотонным спадом ударных сил вплоть до прекращения контакта тел. Размеры и форма их восстанавливаются. В идеальной системе при разгрузке энергия деформированного состояния полностью восстанавливает свой первоначальный уровень, в реальной - только частично.
Для центрального удара двух свободных масс т и т со скоростями v0 и vzz/0 в начале соударения, скоростью vc в конце первой фазы, когда обе массы двигаются как единая система, и скоростями vK и vw,K в конце второй фазы, условие постоянства количества движения имеет вид
mv0 + mvm, = (т + m)vc = mvK + mvm>K. (15.1)
Нормальные нагрузочный и разгрузочный импульсы, воздействующие на любую из масс, соответствуют изменению количества движения:
364
Глава 15. Общие сведения о молотах
4аг= =^(VO-VC) = «/(VC (15.2)
О
^раз
7 разг = \pP^(t)dt=m(vc-vK) = m'(vm.K-vc). (15.3)
О
При идеально упругом ударе (без учета каких-либо потерь), когда Лазг = Лаг’ дополнительным уравнением для определения скоростей соударяющихся тел является условие сохранения кинетической энергии:
2 /2 2 /2
mv0 т vm> __ mv т vm>K । ।
2 2 2 2
(15.4)
Динамика системы, состоящей из двух сталкивающихся масс молота в условиях так называемого жесткого удара лишь с определенной степенью приближения, может быть охарактеризована скоростными соотношениями (15.1)-(15.4). В нормальных условиях эксплуатации между сталкивающимися массами закладывают металл и развивающиеся ударные силы вызывают в нем пластическое течение. Это уже не соударение твердых упругих тел, а упругопластический удар со своими закономерностями. Однако можно полагать, что система замкнута, так как силы, действующие на металл, уравновешены реакцией связи основания (шабота), встречных подвижных частей или рамы. Следовательно, количество движения осталось без изменения, произошло только его перераспределение между столкнувшимися массами. Однако после удара общий уровень кинетической энергии в системе уменьшается вследствие необратимых потерь, обусловленных пластической деформацией (не учитывая рассеяния энергии на колебания и т. п.). Поэтому для реального удара вводят эмпирический коэффициент восстановления (отскока), устанавливающий соотношение между проекциями скоростей на линию центров до и после удара:
7 _ Лазг __
^от j
^наг V0 — ^т'
Для идеально упругого удара разгрузочный импульс равен нагрузочному и£от= 1.
Для шаботного молота начальная скорость шабота vm> = 0, поскольку последний опирается на подшаботную прокладку, фундамент и грунт. Подшабот-ная прокладка, обладая определенной жесткостью, вызывает отпор.
Опыт показывает, что влияние отпорного импульса отпора невелико, поэтому при анализе энергетики им можно пренебречь и считать шабот свободным. Тогда получаем систему уравнений:
m'o = (т + m)vc = mvK +
Лт^О ^т'к Vk’
365
Раздел IV. МОЛОТЫ
на основании которой определяем скорости на заключительном этапе удара:
т-кт (\ + к)т
v =------——v„ v , =--—---у.
к , / О’ тк , / Ч
т + т т + т
Поскольку кинетическая энергия к началу удара
Лэ =wv02/2,
о-
а после его окончания
L
mvt ! m'v+K = т + к^т'L 2 2 т + т
устанавливаем работу пластического деформирования / т
Аеф=4-^э.к=—— т + т
Следовательно, энергетический КПД удара, т. е. отношение полезно используемой энергии к ее начальной величине,
пу =(1-£Ж'=(1-М-Д-> (15.5)
1 + ^'
где = т/т - коэффициент масс шабота т и падающих частей т.
Из формулы (15.5) следует, что при < 5 КПД удара резко падает вплоть до нуля, а при отношении > 10 значение Т|у мало зависит от т/т . Поэтому конструкторы шаботных молотов, чтобы не утяжелять машину, но и не снижать КПД, принимают = 10... 20.
Если бы обрабатываемый материал обладал идеальной пластичностью, а элементы конструкции молота были абсолютно твердыми, то разгрузочный импульс отсутствовал и вторая фаза удара характеризовалась бы условием кт = 0.
В действительности кт > 0, и тем больше, чем выше деформирующая сила. В интервале температур ковки-штамповки для схем деформации с невысокими значениями напряжений (операции ковки, заготовительные переходы объемной штамповки) кт = 0,15...0,40, тогда как при доштамповке в окончательном ручье молотового штампа кт = 0,50...0,65, а при очень жестких ударах (штамп по штампу) = 0,75...0,80.
Глава 16. ТИПОВЫЕ КОНСТРУКЦИИ ПАРОВОЗДУШНЫХ МОЛОТОВ
16.1. Типы молотов и их применение
Область применения паровоздушных молотов охватывает все три главных технологических комплекса: ковку, объемную горячую и листовую штамповку.
366
Глава 7 6. Типовые конструкции паровоздушных молотов
Паровоздушный ковочный молот, обладая такими важными преимуществами, как простота устройства и управления при универсальности технологических возможностей, является ведущей машиной в индивидуальном и мелкосерийном производстве поковок. Однако наметившаяся тенденция к замене паровоздушных ковочных молотов по-прежнему продолжает существовать. Считают, что вместо ковочных молотов с массой падающих частей (МПЧ) более 3000 кг в кузнечных цехах машиностроительных заводов целесообразно устанавливать гидравлические прессы соответствующего номинала, а с МПЧ меньше 1000 кг - пневматические молоты.
Основные размеры и параметры паровоздушных ковочных молотов двойного действия регламентированы ГОСТ 9752. Предусмотрено изготовление молотов арочного и мостового типа с МПЧ 1000... 8000 кг при эффективной энергии удара 25...200 кДж. Стандартом установлено, что масса шабота равна 15-кратной номинальной МПЧ.
Аналогично обстоит дело и со штамповочными молотами. В новых цехах предпочитают устанавливать КГШП, доступные самой широкой механизации и автоматизации. Однако во многих кузнечно-штамповочных цехах ведущей машиной пока остается паровоздушный молот; создание фундамента на виброизолированном основании и некоторые другие нововведения в ряде случаев побуждают проектировщиков к традиционным решениям. Поэтому в условиях серийного производства целесообразно применять штамповочные молоты с МПЧ до 25 000...40 000 кг. Для штамповки очень крупных поковок применяют бесшаботные молоты.
Паровоздушные штамповочные молоты двойного действия изготовляют согласно ГОСТ 7024 с номинальной МПЧ 630...25 000 кг (L3 = 16...630 кДж) при полном ходе 1000... 1600 мм, причем превышение массы шабота должно быть 20-кратным. Давление пара или воздуха, предусмотренное вышеуказанными стандартами для молотов двойного действия, равно 0,6...0,9 МПа.
Изготовление облицовочных и других деталей летательных аппаратов из нежелезных листовых сплавов требует специфического механического режима обработки. Наиболее подходящим оборудованием для этого оказываются листоштамповочные молоты.
16.2. Требования к конструкции ковочных и штамповочных молотов
Общая компоновка и конструкция отдельных деталей ковочного молота (рис. 16.1) отличаются от таковых у штамповочного молота (рис. 16.2). К определяющим технологическим факторам относят габариты поковок и зависящие от них линейные размеры рабочего пространства, точность и жесткость удара.
Например, на ковочном молоте с МПЧ 5000 кг можно обработать гладкий вал массой до 1500 кг из заготовки 250 х 250 х 3200 мм, а на штамповочном молоте с такой же МПЧ - вал массой не более 25 кг из круглой заготовки 75 х 850 мм. Чтобы обеспечить отковку столь большого изделия, линейные размеры ковочно-
367
Рис. 16.1. Схема ковочного молота:
1 - шабот; 2 - станина; 3 - падающие части; 4 - рабочий цилиндр; 5 - предохранительное устройство; 6 - парораспределительный механизм; 7 - механизм управления; 8 - система смазывания
Глава 16. Типовые конструкции паровоздушных молотов
го молота должны быть увеличены. Так, в первом случае расстояние на свету между стойками составляет 3200 мм, а во втором - 1000 мм.
Плоская форма рабочей поверхности бойков ковочного молота требует лишь их параллельности при ударе, не предъявляя жестких условий по относительному сдвигу в горизонтальной плоскости. Иначе у штамповочных молотов: смещение верхнего штампа относительно нижнего искажает форму полости окончательного ручья и приводит к неисправимому браку. Поэтому у штамповочного молота должно быть обеспечено не только хорошее вертикальное направление падающих
Рис. 16.2. Схема штамповочного молота {1-8 см. на рис. 16.1)
369
Раздел IV. МОЛОТЫ
частей, но и строгая фиксация направляющих относительно оси молота, обеспечивающая совпадение осей верхнего и нижнего штампов.
Ковкой изготовляют поковки простой конфигурации, поэтому различного рода поднутрения и уступы сглаживают напусками. При объемной штамповке стремятся достичь максимального приближения формы поковки к изделию, благодаря чему она довольно сложная - с ребрами, полостями и т. п. Кроме того, нужно удалить излишек металла в канавку для заусенца (облоя). Поэтому при штамповке необходимо, чтобы удар был как можно жестче: только в этом случае силы, требующиеся для деформации металла, обеспечивают отчетливое заполнение полости окончательного ручья. Как показал опыт эксплуатации, такие условия достигаются, если отношение масс шабота и падающих частей не менее 20...25, причем шабот и падающие части обладают большой конструктивной жесткостью.
Таким образом, у штамповочных молотов шабот должен быть большим, а просвет между стойками малым, и, следовательно, стойки могут крепиться непосредственно на шаботе, образуя замкнутую раму станины с хорошей фиксацией и направлением для падающих частей. У ковочных молотов закрепить стойки на шаботе не представляется возможным, так как при уменьшенной массе и большом расстоянии между стойками шабот превратится в плиту и вследствие сниженной конструктивной жесткости не сможет выполнить свою функцию - воспринять удар.
Особенности технологии находят отражение и в циклах движения падающих частей. Штамповочный молот, например, должен быть устроен так, чтобы в любой момент можно было нанести полный единичный удар с максимальной энергией, а ковочный молот чаще всего работает последовательными ходами с неполной энергией. Кроме того, в состав бригады любого ковочного молота входит машинист, управляющий парораспределением по сигналам бригадира. На штамповочном же молоте не требуется руководства технологическим процессом и кузнец сам управляет работой молота. Это приводит к определенным различиям в системах управления ковочным и штамповочным молотами.
Эксплуатационные требования к конструкции молотов обусловлены надежностью, долговечностью и удобством обслуживания. Производственный опыт свидетельствует о необходимости внесения множества изменений в конструкции узлов и деталей в связи с различными требованиями. Например, крепление стоек штамповочного молота к шаботу подпружиненными шпильками с наклонной осью вместо вертикальной; использование паровоздушного предохранителя вместо пружинного; глухое конусное крепление штока к бабе; отказ от шпилек, стягивающих стойки штамповочного молота снизу, и др.
Аналогичным образом создана конструкция листоштамповочного молота (рис. 16.3), характеризующаяся прежде всего большими размерами штампового пространства в плане. В связи с меньшими при листовой штамповке силами деформирования (по сравнению с объемной штамповкой) нет необходимости нанесения жестких ударов, поэтому принята значительно меньшая кратность массы шабота по отношению падающих частей с учетом верхнего штампа (5...7). Наконец, большая общая масса падающих частей позволяет достичь требуемой энергии удара при малых начальных скоростях (< 3 м/с).
370
Глава 16. Типовые конструкции паровоздушных молотов
Рис. 16.3. Схема листоштамповочного молота (1-8 см. на рис. 16.1)
Конструктивное многообразие паровоздушных молотов является отличительным признаком машин, выпускаемых различными заводами и фирмами. Проведенный анализ позволил установить, что типовое исполнение деталей, узлов и механизмов обосновано положительными результатами многолетнего опыта эксплуатации. Рассмотрим подробнее типовые конструкции узлов и механизмов широко распространенных в промышленности ковочных и штамповочных молотов.
371
Раздел IV. МОЛОТЫ
16.3. Станины
Ковочные молоты выпускают с двухстоечной станиной арочного или мостового типа. В узел станины арочного типа ковочного молота (рис. 16.4, а) в качестве базовых деталей входят левая 2 и правая 8 стойки с регулируемыми направляющими планками 3. Замыкание рамы станины может осуществляться разными способами. В конструкции, изображенной на рис. 16.4, а. стойки установлены на левую I и правую 10 фундаментные плиты, стянутые тягами 9. Сверху располагается подцилиндровая плита 4. поперечные пазы которой так же, как и распорные трубы 6 со стяжными шпильками, фиксируют положение стоек вдоль фронта. Поперечная их фиксация обеспечивается шпонками 7. Узел рабочего цилиндра монтируют на подцилиндровой плите и крепят к стойкам шпильками 5.
Стойки современных ковочных молотов изготовляют из стального литья и обычно со скругленным коробчатым сечением.
Для ковки поковок больших размеров арочная конструкция станины становится нетехнологичной (например, для молота с МПЧ 3150 кг просвет увеличивается с 2700 до 4000 мм). В этом случае применяют мостовую станину (рис. 16.4, б) - клепаную металлоконструкцию 4 коробчатого сечения, устанавливаемую на двух круглых стойках-колоннах 5, согнутых из листа и сваренных по шву. Крепление моста 4 к стойкам, а последних - к фундаментным плитам 7 осуществляют болтами; плиты скреплены тягами 6. Сверху на мост устанавливают стальные литые кронштейны 2, на которых расположен рабочий цилиндр 7; снизу в проеме закреплены левая и правая направляющие 3.
Конструкция типовой двухстоечной станины паровоздушного штамповочного молота показана на рис. 16.5. Стойки штамповочных молотов работают в очень тяжелых условиях импульсного нагружения. По отношению к оси молота сила часто приложена эксцентрично. В результате происходит их сдвиг вдоль и поперек фронта шабота, сопровождающийся изгибом в двух плоскостях. Сначала стойки отрываются от шабота, а затем резко садятся на свое место. Поэтому крепление должно допускать подвижность стоек при ударе и их последующую точную посадку на прежнее место, а также предусматривать компенсацию износа сопряженных поверхностей.
Правую 6 и левую 4 стойки устанавливают на шаботе 3, боковые приливы А которого фиксируют их положение по фронту. Поперечное сочленение стоек с шаботом производится в обхват при помощи переднего и заднего нижних приливов Б у стоек. К шаботу каждую стойку крепят двумя передними и двумя задними подпружиненными шпильками 7. Ось шпилек наклонена под углом 10... 12° к вертикали. Назначение пружин двоякое: при отрыве стоек они выполняют роль амортизаторов, растягивая ударный импульс во времени и уменьшая тем самым воздействующую на шпильки силу; при посадке горизонтальная составляющая силы сжатой пружины прижимает стойку к приливу шабота, фиксируя ее правильное положение.
372
Глава 16. Типовые конструкции паровоздушных молотов
Рис. 16.4. Станины арочного (а) и мостового (б) типов ковочного молота
373
Раздел IV. МОЛОТЫ
Функции компенсаторов износа сопряженных вертикальных плоскостей стоек и шабота выполняют два продольных и два поперечных клина. Первые два забивают с фронтальной стороны молота между передними приливами Б стоек и шаботом, а вторые - в зазор между боковыми поперечными плоскостями приливов А и Б этих деталей. Уклон продольных клиньев составляет 1/16, поперечных - 1/24. Для надежности каждый из клиньев контрят шпонкой с зубцами, установленной в пазу станины 6 (шабота 8).
Продольную фиксацию стоек обеспечивают подцилиндровой плитой 5, укладывая ее пазами на шпоночные выступы стоек. В зазоры пазов вставляют планки, а для вертикального соединения используют четыре пары подпружиненных болтов, стягивающих верхние приливы стоек, подцилиндровую плиту и плиту рабочего цилиндра. Для поперечной фиксации используют шпонки.
Горизонтальное перемещение регулируемой направляющей планки 1 для уменьшения или увеличения зазора между нею и бабой осуществляют клином 2. Для подъема или опускания клина служат гайка и болт, квадратную головку которого располагают в пазу клина. К стойке направляющая планка прижата подпружиненными шпильками 3. Точно такое же устройство направляющих применяют и в ковочных молотах.
Рис. 16.5. Конструкция типовой двухстоечной станины паровоздушного штамповочного молота
374
Гл ава 16, Типовые конструкции паровоздушных молотов
Стойки штамповочных молотов изготовляют из стального литья. Отливку отжигают, а места контакта с шаботом и подцилиндровой плитой подвергают газопламенной поверхностной закалке. Благоприятное влияние на контактную прочность в указанных местах оказывает хорошая смазка. Прочность стоек обеспечивают приданием ей коробчатого или двутаврового сечения в горизонтальной плоскости и трапецеидального с ребрами жесткости - в вертикальной.
16.4. Шабот
Шабот - это массивный цельный блок при массе менее 100... 120 т или составной блок из трех-четырех деталей при большей массе. Шаботы ковочных молотов отливают из чугуна СЧ 21. Для снижения стоимости крупных штамповочных молотов из стального литья изготовляют обычно только верхнюю часть составного шабота, остальные плиты отливают из чугуна. Шаботы мелких и средних штамповочных молотов делают целиком из стального литья.
Конструкция шаботов ковочных молотов ступенчатая (см. рис. 16.1): сверху суженная в размер подбойковой плиты, что облегчает манипулирование инструментом при выполнении таких операций, как рубка, прошивка и т. п.; книзу -уширенная для уменьшения давления на подшаботную прокладку.
Шаботы штамповочных молотов делают прямыми (см. рис. 16.2) или в форме усеченной книзу пирамиды. В составных шаботах для центровки предусматриваются продольные пазы и шпоночные выступы. Соединяют отдельные части такого шабота шпильками, утопленными в его вертикальных пазах.
Конструкторы некоторых фирм рекомендуют устраивать посредине опорных плоскостей шабота для стоек полости с канализационным выходом на боковую поверхность. При отскоке стоек в зазор (область пониженного давления) устремляется воздух и сдувает окалину наружу через эти отверстия, что способствует уменьшению износа контактных поверхностей.
Для транспортировки шабот снабжают несколькими парами расчалочных штырей, отлитых заодно с ним, или глухими цилиндрическими полостями, куда заводят монтажные приспособления.
16.5. Рабочий цилиндр с предохранительным устройством
Рабочий цилиндр - составная часть привода паровоздушного молота. В его цилиндрической полости происходит преобразование энергии пара и сжатого воздуха в кинетическую энергию движущегося поршня и всего узла падающих частей.
К узлу собственно рабочего цилиндра (рис. 16.6) относятся: его корпус 3, втулка 4. отъемное днище 7, предохранительное и уплотнительное устройства. В корпусе рабочего цилиндра размещаются также поршень 10. штоки 5, 9 и детали парораспределения и управления молотом.
375
Раздел IV. МОЛОТЫ
Рис. 16.6. Схема узла рабочего цилиндра паровоздушного молота
376
Глава 16. Типовые конструкции паровоздушных молотов
Корпуса молотов бывают двух типов: отлитые заодно с золотниковой коробкой и без нее. Корпуса первого типа сейчас унифицированы для ковочных и штамповочных молотов, второго - иногда встречаются у ковочных молотов. Устойчивость корпуса обеспечена боковыми ребрами и несколькими парами продольных косынок (иногда их выполняют также в виде ребер жесткости по всей длине цилиндра). Изготовляют корпуса рабочих цилиндров из стального литья.
Известно, что контактный износ зависит от скорости относительного перемещения сопряженных поверхностей. Поскольку скорость поршня неравномерна по длине рабочего цилиндра, то неодинаков по его длине и износ - в центральной части выработка сильнее. Чтобы компенсировать износ, искажающий форму рабочей полости, вследствие чего возрастают утечки энергоносителя, рекомендуется устанавливать в цилиндре втулку из чугуна СЧ 21 или (лучше) из хромоникелевого чугуна. Плотность посадки втулки достигается в результате
Рис. 16.7. Конструкция уплотнительного устройства
предварительного подогрева цилиндра.
А.И. Зимин указывает, что толщина стенки корпуса цилиндра, рассчитанная исходя из давления пара или воздуха, слишком мала. Поэтому ее принимают конструктивно около 0,1 D, где D - внутренний диаметр цилиндра, а толщину стенок втулки - 0,05 D, но не менее 20 мм. Такие размеры обеспечивают необходимое число переточек при ремонте.
При наличии в цехе большого количества молотов всегда возможны перепады давления в магистралях пара или воздуха. Даже опытным наладчикам не сразу удается отрегулировать положение органов парораспределения. Вследствие ошибок при управлении молотом поршень может получить непредвиденное ускорение при движении вверх и резко ударить в крышку цилиндра. Для предотвращения аварийных ситуаций в верхней части цилиндра монтируют специальное предохранительное устройство.
Опыт показал, что пружинные предохранители ненадежны и часто выходят из строя, не смягчая удара. Паровоздушные предохранители сложнее по конструкции, но зато поломка крышки при них почти исключена. В этих устройствах плунжер 1 (см. рис. 16.6), свисающий в рабочий цилиндр, воспринимает удар поршня и, поджимая пар или воздух в отсеченной полости цилиндра предохранителя, гасит скорость падающих частей. Для компенсации утечек полость предохранителя всегда соединена трубкой 2 с подводящей трубкой 8 свежего пара или воздуха, для выхлопа которых предусмотрена труба 6. Снизу в рабочий цилиндр входит шток 9. Герметизацию цилиндра обеспечивает уплотнительное
377
Раздел IV. МОЛОТЫ
устройство в виде манжет 2 (рис. 16.7) шевронного сечения из асбестовой ткани АТ2 или АТ4, пропитанной теплостойким клеем. При сборке устанавливают 5-8 манжет, фиксируя их кольцами 1 и 3 из бронзы или антифрикционного чугуна. Нижнее кольцо 3 поджимают разрезной втулкой 4.
16.6. Падающие части
Номинальная МПЧ - главный размерный параметр - складывается из масс поршня, штока, бабы. Верхний боек, или штамп, не является деталью молота, регламентация его массы необходима для того, чтобы предупредить при эксплуатации утяжеление падающих частей сверх меры, приводящее к значительному изменению параметров молота. Так, ГОСТ 9752 на ковочные молоты допускает превышение номинала всего на 5 %. По ГОСТ 7024 на штамповочные молоты допускается увеличение фактической МПЧ относительно номинальной не более чем на 15 % без учета массы верхнего штампа. Масса же верхнего штампа не должна превышать 30 % от номинальной МПЧ.
Типовой узел падающих частей (рис. 16.8) состоит из раздельно выполненных поршня 2, штока 3, бабы 6 и более мелких соединительных деталей.
Длительный опыт эксплуатации штамповочных молотов показал целесообразность заклиненного конусного крепления поршня на штоке и штока в бабе. Прочность такого крепления обеспечивается достаточными нормальными напряжениями на поверхности контакта и соответствующим углом конусности а сопряжений (а = 1,25 ...2,30°). В результате значительные касательные силы, дей-
Рис. 16.8. Схема типового узла падающих частей молота
ствующие в контакте, располагаются внутри конуса трения, наглухо заклинивая соединяемые детали.
Нормальные напряжения при посадке поршня на шток создаются вследствие линейной усадки по диаметру отверстия при охлаждении поршня, предварительно подогретого до 400...450 °C. Расклепка верхнего торца штока не рекомендуется, так как она опасна в связи с ослаблением посадочного натяга. Шток с поршнем монтируют в рабочем цилиндре, выверяют установку бабы и сильным ударом с разгона забивают шток в бабу.
Крепление штока в бабе предусматривает установку в цилиндрическом гнезде бабы промежуточного разрезного стального стакана-сухаря 5. Поверхностная твердость материала стакана ниже твердостей материалов бабы и штока. Поэтому стакан воспринимает весь износ и при необходимости его заменяют. При сильных ударах нормальные напряжения становятся значительными и в конусном соединении при контакте стали со сталью может начаться необратимый диффузионный процесс. Выбить
378
Глава 16. Типовые конструкции паровоздушных молотов
шток из бабы тогда трудно. Для предупреждения этого между штоком и стаканом кладут латунные или медные прокладки 4 толщиной 1 ...2 мм.
Для унификации у ковочных и штамповочных молотов применяют одинаковую конструкцию узла падающих частей.
Поршни молотов изготовляют коваными из стали 45 или 40ХН. Диаметр поршня в зависимости от его размера на 0,7...3 мм меньше внутреннего диаметра втулки рабочего цилиндра. Зазор необходим из-за различной степени теплового расширения сопрягающихся деталей. Для уплотнения служат разрезные кольца 1 из стали 20 или 30, устанавливаемые в 2-4 канавки поршня. Замок кольца обычно косой и плоский, реже - ступенчатый с лучшей герметизацией, но более трудный в изготовлении. Зазор в канавке между поршнем и кольцом должен быть таким, чтобы при монтаже обеспечить посадку поршня в рабочий цилиндр.
Бабы молотов с МПЧ до 5000 кг выполняют коваными, а при большей МПЧ -литыми из стали 45, 35Х, 40ХН или даже 40ХНА в зависимости от условий работы молота.
Шток элементарен по форме, но условия его работы чрезвычайно сложны, а поломка - частое явление в кузнечных цехах. Почти все исследователи указывают, что штоки ломаются заподлицо с бабой или в ее конусе. Это обусловливается характером напряженного состояния металла штока в месте поломок: продольными напряжениями от действия массовых сил при резком торможении падающих частей, напряжениями изгиба вследствие разворота бабы при эксцентричном ударе и постоянно действующими поперечными напряжениями сжатия от посадки штока с натягом. При осмотре места излома обнаруживается усталостный характер разрушения: внешняя кольцевая темная поверхность свидетельствует о появлении поперечной усталостной трещины, а блестящая шероховатая внутренняя часть -об остаточном межкристаллическом изломе. Факторы, определяющие прочность и стойкость штока, можно разделить на две категории: свойства металла, из которого изготовлен шток, и условия нагружения штока.
Чем выше способность металла сопротивляться динамическим нагрузкам, тем дольше служит шток. Поэтому наиболее желательно изготавливать его из хромоникелемолибденовой стали, например ХНЗМ или 40ХНМА. Однако молибден дефицитен, и приходится использовать стали хромоникелевого класса (30XH3A, 40ХН, 18ХНВА и т. п.). При облегченных условиях штамповки можно применять даже сталь 45 и, наоборот, при ковке высоколегированных сталей с жестким ударом шток даже ковочного молота должен быть изготовлен из высококачественного металла.
Стойкость штока будет в десятки раз ниже, если заготовка имеет металлургические дефекты, вроде флокенов, расслоений, пор и т. п. Штоки из такого металла ломаются в любом месте по его длине.
Важно обеспечить хорошую термообработку штока. Перед обдиркой заготовка должна пройти нормализацию с отпуском до твердости 260 НВ. При окончательной термообработке две трети длины штока от конца, загоняемого в бабу,
379
Раздел IV. МОЛОТЫ
закаливают по режиму, соответствующему данной марке стали, с охлаждением в масле до 400...450 °C. Затем шток охлаждают до 150 °C в утепленной яме. В результате его твердость составляет 40,5 ...45,5 HRC3.
Коробление при термообработке не допускается, поэтому нагрев рекомендуют производить в шахтных печах. Применяют индукционный нагрев штоков.
Определенное влияние на стойкость штока оказывает качество обработки его поверхности: чем меньше параметр шероховатости, тем больше устранено концентраторов в виде микротрещин, надрезов и т. д. Поэтому поверхность штока после чистового точения шлифуют до Rz = 0,63...0,32 мкм. Для повышения стойкости применяют также упрочняющую обкатку роликом, прижатым к штоку силой 30...40 кН.
После того как шток изготовлен, его консервируют, густо смазывая, и передают на хранение. При этом царапины, забоины и тем более ржавчина совершенно недопустимы.
Современное исследование напряженного состояния в штоке при ударе падающих частей основано на типовой задаче волновой механики об ударе стержня с начальной скоростью v0 о жесткую преграду. Наличие поршня при этом учитывается как дополнительное ударное воздействие его массы ти на стержень. Результаты такого решения удовлетворительно подтверждают данные экспериментальных исследований, согласно которым условие прочности штока можно записать в виде
о = Ек™ 4(1-coscotk) у < max с0 2о)Тк — sin2(0TK °
где тк= //cQ - время прохождения ударной волны по штоку; I - длина штока; с0 Е/р - скорость ударной волны (для стального штока с0 = 5172 м/с). Коэффициент отскока к0Т введен здесь для того, чтобы учесть жесткость удара, поскольку в реальных условиях определенная часть эффективной энергии расходуется на упругопластическую деформацию поковки, инструмента, подштамповой плиты и т. п., и тем самым приблизить расчетные значения напряжений к экспериментальным.
В качестве допускаемого напряжения необходимо принимать предел выносливости при сжатии-растяжении с симметричным циклом нагружения:
[О] = <У_1-
Таким образом, долговечная и надежная работа штока определяется предельно допустимой скоростью падающих частей перед ударом. Деформирование поковки с большей скоростью приведет к быстрой поломке штока.
Если удар наносится с эксцентриситетом, то из-за поворота бабы во фронтальной плоскости вследствие зазоров в направляющих происходит импульсный изгиб штока и в нем возникают поперечные напряжения. Для их снижения нет
380
Глава 16. Типовые конструкции паровоздушных молотов
необходимости в каких-либо конструктивных изменениях молота, достаточно лишь строго выдержать зазоры между бабой и направляющими. В пределах требований на нормы точности для штамповочных молотов эти зазоры должны быть следующими: 0,20...0,35 мм на сторону для мелких и средних молотов и 0,40...0,50 мм - для крупных. Для ковочных молотов допускают зазоры 0,25 ...0,375 мм на сторону независимо от размеров молота.
Для повышения прочности штоков полезны технологические мероприятия, устраняющие обработку металла в эксцентрично расположенных заготовительных и черновых ручьях в результате применения периодического проката или вальцованных заготовок.
16.7. Механизмы парораспределения и управления
Механизм, предназначенный для регулирования параметров энергоносителя и, следовательно, циклов движения и скорости падающих частей, называют парораспределительным.
Регулирование является количественным, если соотношения между силами изменяются за счет объема энергоносителя, поступающего в рабочий цилиндр. Если же изменяется качество энергоносителя, т. е. давление, то регулирование называют качественным. Количественное регулирование можно осуществить, изменяя время открытия проходных сечений для впуска энергоносителя с начальными параметрами (свежего) в рабочий цилиндр или выпуска отработавшего. Качественное регулирование достигают дросселированием энергоносителя при протекании его через специальные переменные сечения с изменяющимся сопротивлением.
Рабочие органы парораспределительного механизма могут быть выполнены в виде:
1) клапанных устройств, в которых подъем клапанов от седла открывает, а посадка на место прекращает подачу энергоносителя;
2) золотниковых устройств, в которых полки цилиндрического золотника в ходе возвратно-поступательного движения перекрывают отверстия (окна) втулки, прекращая впуск свежего энергоносителя или начиная выпуск отработавшего;
3) крановых устройств, в которых проходные окна открываются или закрываются при повороте внутренней втулки относительно наружной.
Цилиндрические золотники - наиболее распространенная конструкция устройства количественного регулирования. Поворотные устройства, позволяющие тонко изменять проходные сечения, применяют для качественного регулирования и обычно называют дросселями.
Перемещение рабочих органов парораспределителей производит механизм управления, образующий кинематическую цепь из качающихся рычагов и поступательно движущихся тяг. Механизм управления приводит в движение непосредственно кузнец или машинист молота, воздействуя на конечное звено
381
Раздел IV. МОЛОТЫ
кинематической цепи (рукоять, педаль), либо ход бабы, воздействующий на особое звено, связанное с остальной цепью управления.
Первый тип управления называется ручным, второй - автоматическим. Если
возможно и ручное, и автоматическое управление, то оно называется смешанным.
Золотниковый механизм штамповочного молота для регулирования количества пара (воздуха), поступающего в главный цилиндр, включает в себя втулку
(см. рис. 16.6), вертикально установленную в ту часть корпуса цилиндра, которую называют золотниковой коробкой, и двухполочный золотник с его скалкой 5 для
связи с механизмом управления. Втулка имеет три ряда окон. Верхний и нижний
ряды соединены каналами с соответствующими полостями рабочего цилиндра, средний - через дроссель с подводящей трубой 8 свежего пара. Сквозная полость внутри золотника соединена с выхлопной трубой 6 отработавшего пара. Изменяя
Рис. 16.9. Схема механизма управления молотом
положение полости, отсеченной полками золотника и стенкой втулки, обеспечивают попеременное соединение верхнего и нижнего рядов окон со средним на впуск свежего пара. Через ряд окон, находящихся в это время за внешней кромкой золотника, происходит выпуск отработавшего пара (из верхних окон через внутреннюю полость золотника).
Золотниковый механизм успешно работает, если выполнено важнейшее условие: золотник быстро и плавно опускается во втулке по всей длине под действием силы тяжести. Для этого зазор между втулкой и золотником назначают из расчета 0,1 мм на 100 мм диаметра с обязательной притиркой. В последних моделях штамповочных молотов втулка и золотник изготовлены из чугуна СЧ 21.
Дроссель кранового типа состоит из наружной втулки, неподвижно установленной в золотниковой коробке, и внутренней, скалка которой соединена с механизмом управления (рис. 16.9). Обе втулки имеют окна, совпадение которых обеспечивает максимальный проход для свежего пара. Поворотом внутренней втулки площадь окон уменьшается вплоть до полного перекрытия с прекращением доступа свежего пара.
В состав механизма управления (см. рис. 16.9) входят следующие детали: педаль 14. ось которой закреплена в приливах шабота; тяга 73; пружина 72, удерживающая рычаг 7, а следовательно,
382
Гл ава 16. Типовые конструкции паровоздушных молотов
и педаль 14 в верхнем положении; контроллер 77, состоящий из наружного обода с тягами 2 и 10 к рычагу 7 и балансиру 4 соответственно, а также внутреннего поворотного диска с ручкой, сцепленного тягой 9 с рычагом 8 скалки дросселя; балансир 4 (двуплечий рычаг), ось качания которого укреплена в стойке молота; сабля 3 (кривой двуплечий рычаг), качающаяся на оси левого плеча балансира, причем сабля контактирует с плоским скосом бабы, а ее правое плечо шарнирно соединено с тягой 5, идущей к внешнему плечу рычага 6, среднее плечо которого через серьгу 7 связано со скалкой золотника. Такое устройство механизма управления позволяет, во-первых, изменять установочное положение дросселя, поворачивая его внутреннюю втулку, и золотника, поднимая или опуская его при помощи скалки, и, во-вторых, обеспечивать движение золотника, при котором падающие части автоматически совершают цикл холостых качаний или управляемых единичных ходов с нанесением полных или неполных ударов.
Для управления дросселем предназначен контроллер. При длительных перерывах в работе ручку контроллера устанавливают горизонтально, в результате чего рычаг скалки поворачивается вверх на 15° и перекрывает окна (рис. 16.10, а). Для осуществления пуска ручку контроллера поворачивают вниз и рычаг скалки переводится тягой в горизонтальное положение. Окна дросселя приоткрываются примерно на половину своего полного проходного сечения (рис. 16.10, б).
Пока педаль молота не нажата, золотник занимает исходное положение (рис. 16.11, а): нижний ряд окон втулки полностью открыт на впуск свежего пара (СП) в нижнюю полость рабочего цилиндра, а верхний соединен с выхлопной трубой, и из верхней полости происходит выпуск отработавшего пара (ОП). В результате начинается подъем падающих частей. Тотчас вступает в действие кинематическая цепь, связывающая бабу с золотником (см. рис. 16.9); скос бабы
Рис. 16.10. Расположение окон дросселя при различном положении рукоятки
383
Раздел IV. МОЛОТЫ
Рис. 16.11. Положения (а - д) золотника относительно окон втулки
нажимает на саблю, поворачивая ее против направления движения часовой стрелки вокруг оси левого плеча неподвижного балансира. Правое плечо сабли при этом поднимается, автоматически поднимается и золотник. Сначала он отсекает окна (рис. 16.11, б), затем соединяет нижние окна с выхлопной трубой, а верхние приоткрывает на впуск свежего пара. В конце хода вверх, пройдя путь h3m, золотник занимает положение, указанное на рис. 16.11, в.
Движение падающих частей и золотника вверх с предваряющим открытием верхних окон обеспечивает гашение кинетической энергии падающих частей на сжатие пара в верхней полости цилиндра. Это не только предотвращает удар в крышку цилиндра, но и (самое главное) позволяет падающим частям после достижения КВП немедленно изменить направление (реверсировать) своего движения под действием противодавления верхнего пара.
Сабля при ходе вниз поворачивается в направлении движения часовой стрелки. Золотник, копируя движение падающих частей, опускается и переходит в положения, представленные на рис. 16.11, а и б. В связи с относительно низким начальным положением золотника нижние окна не полностью открываются на выпуск пара из-под поршня. Это тормозит падающие части, приводя к мгновенной остановке в промежуточном положении, расположенном выше КНП, и немедленному реверсу движения.
При полуоткрытом дросселе и не нажатой педали реверсивное движение падающих частей выполняется сколь угодно долго и составляет цикл холостых ка
384
Гл ава 16. Типовые конструкции паровоздушных молотов
чаний. Соотношение между ходами h^H соответственно золотника и падающих частей в любой период этого цикла подчинено линейной закономерности
h3 = k3H,
где k3 - коэффициент кратности, равный 0,025...0,04 - для молотов с МПЧ 630...3150 кг и 0,050...0,066 - для молотов с МПЧ 5000... 16 000 кг.
Если теперь при подходе падающих частей к КВП до конца нажать педаль, то, во-первых, опустится контроллер и тяга к рычагу скалки дросселя дополнительно повернет внутреннюю втулку, полностью открыв окна (рис. 16.10, в); во-вторых, левое плечо балансира поднимется, передвинув золотник на величину /?пед в самое высокое положение (рис. 16.11, г), при этом сабля, двигаясь вверх, проскользнет по скосу, но сохранит с ним контакт.
В течение всего хода вниз педаль остается нажатой, поэтому ось вращения сабли неподвижна в своем верхнем положении. Однако сабля при падении бабы может поворачиваться вокруг этой оси. Движение сабли обеспечивается силой тяжести, опускающей золотник пропорционально ходу падающих частей. При подходе их к КНП, т. е. перед ударом, золотник занимает положение, приведенное на рис. 16.11, Э, оставляя верхние окна чуть приоткрытыми на впуск свежего пара, а нижние - на выпуск.
В течение всего хода вниз верхние окна открыты на впуск, в результате в верхнюю полость цилиндра постоянно поступает свежий пар, энергия которого непрерывно ускоряет движение падающих частей. Нижние окна открыты на выпуск, что обеспечивает минимальное сопротивление отработавшего пара в нижней полости. По достижении КНП падающие части приобретают максимальную скорость и производят полный удар с максимальной энергией.
Тотчас после удара штамповщик освобождает педаль. Под действием отжимной пружины балансир отпускает золотник в положение, указанное на рис. 16.11, а. при этом дроссель занимает положение, приведенное на рис. 16.10, б. Парораспределительный механизм оказывается в исходном положении, и падающие части начинают первый холостой ход вверх. Если при подходе к КВП штамповщик вновь нажмет педаль, падающие части пойдут вниз и произведут удар без разделения циклом качаний. Если рабочему надо осуществить вспомогательные операции, например взять новую заготовку, то при свободной педали падающие части начнут качаться и очередной удар последует после ее нажатия.
Глубина нажатия на педаль несколько возрастет при увеличении МПЧ молота: в моделях Воронежского завода кузнечно-прессового оборудования с МПЧ 630...3150 кг она изменяется от 55 до 80 мм. Подъем падающих частей от педали не превышает 70...75 % его полного хода от сабли:
йпед« (0,70...0,75)^.
Если педаль нажата частично, то золотник не поднимается до КВП (рис 16.11, г), а останавливается ниже. Поэтому при его автоматическом опускании возможна
385
Раздел IV. МОЛОТЫ
не только отсечка верхних и нижних окон, но и открытие нижних окон на впуск, а верхних - на выпуск. В результате поступление пара в верхнюю полость цилиндра сократится, а его сопротивление в нижней полости увеличится, поэтому конечная скорость в КИП уменьшится и произойдет неполный удар, при этом чем слабее нажата педаль, тем меньше будет энергия удара по сравнению с максимальной.
Механизм управления штамповочного молота позволяет работать и сериями очень легких автоматических последовательных ударов при чуть нажатой педали. По сути это преобразованный цикл качаний, когда в результате приподнятого золотника в верхнюю полость поступает столько свежего пара, что его энергии достаточно для совершения полного хода с нанесением удара. Однако противодавление нижнего пара оказывается большим, так как золотник от сабли опускается слишком низко, и падающие части без задержки в КПП после легкого удара немедленно начинают подниматься при нажатой педали.
Профиль сабли строят графическим способом с учетом обеспечения прямой пропорциональности между ходом золотника h и падающих частей Н, а также минимального износа трущихся поверхностей сабли и бабы.
Механизм управления ковочным молотом позволяет работать единичными ударами разной интенсивности, удержанием падающих частей на весу, прижимом поковки.
16.8. Система смазывания
В современных молотах применяют комбинированный способ смазки минеральными маслами или пластичными смазочными материалами. Выбор системы смазки и смазочного материала зависит от условий работы сопрягаемых деталей и узлов.
Приводная маслостанция, состоящая из плунжерного насоса с электродвигателем и установленная на специальной стойке рядом с молотом, непрерывно подает цилиндровое масло марки 11 или 24 для смазывания цилиндра, золотника и дросселя.
Направляющие и скос под саблю смазывают вручную смесью, состоящей из 70 %, цилиндрового масла, 10 % цинковых белил и 20 % коллоидного графита.
Контактные плоскости, например стоек с шаботом, прошприцовывают солидолом УС-3, а плоскости скольжения - цилиндровыми маслами.
16.9. Фундаменты
Молоты монтируют на фундаментах - массивных железобетонных блоках, которые могут опираться непосредственно на грунт либо на опоры (упругие амортизаторы, подвижные пневмоопоры и др.).
Фундаменты, подошва которых опирается на грунт. На этих фундаментах смонтировано большинство молотов. В конструкциях таких фундаментных блоков для штамповочных и ковочных молотов имеются некоторые различия.
386
Глава 16. Типовые конструкции паровоздушных молотов
Фундамент для штамповочного молота - это цельнолитой блок в форме прямоугольного параллелепипеда с выемкой в верхнем торце (см. рис. 16.11). На дно выемки укладывают подшаботную прокладку (подушку) из нескольких рядов деревянных плит. На эту прокладку устанавливают шабот молота и фиксируют его в выемке при помощи двух продольных и двух поперечных брусьев-распорок без жесткого крепления их к фундаменту. Для удобства работы линию разъема штампов располагают на высоте 840 мм над уровнем пола и соответственно заглубляют подошву шабота и верхний торец блока. До уровня пола делают засыпку песком. Справа в фундаменте предусматривают отверстие для стойки маслостанции.
Плиты прокладки - это квадратные брусья, изготовленные из качественного дуба или бука после их воздушной сушки на влажность до 20...25 %. Брусья стягивают болтами и располагают так, чтобы волокна брусьев верхних плит были перпендикулярны волокнам нижних. Высота деревянной прокладки составляет 400... 1800 мм для молотов с МПЧ 630...25 000 кг.
Поверхность выемки в блоке, на которую опирается прокладка, должна быть строго горизонтальна. Если при изготовлении фундамента был допущен перекос, то устранять его при помощи цементной подливки нельзя, поскольку она выкрошится при работе молота. Горизонтальности добиваются, стесывая лишний бетон.
Железобетонные блоки фундаментов для ковочных молотов также делают цельнолитыми. Стойки ковочного молота крепятся отдельно, поэтому в фундаменте предусматривают колодцы для стяжных болтов (см. рис. 16.11). Выемка под шабот здесь значительно глубже, так как он весь располагается ниже уровня пола. Подша-ботная прокладка также деревянная, состоящая из нескольких рядов плит. Рекомендуется класть однорядные деревянные плиты и под подошвы стоек.
Во время удара шабот подвергается воздействию силового импульса и, начиная перемещаться вниз, сжимает подушку, а через блок оказывает давление на грунт. В процессе нагружения прокладки и грунта создается энергетический потенциал, поэтому последующая разгрузка связана с возникновением колебательного движения обеих масс. При этом амплитуда колебаний фундаментного блока может достигать 1,5 мм и более. Под действием неоднократного динамического нагружения в грунте от фундаментного блока распространяются поперечные и продольные упругие волны, которые и называются вибрациями.
Вибрации приводят к нежелательным последствиям:
1) изменению механических характеристик грунта, что вызывает неравномерную осадку зданий и других строительных сооружений и может явиться причиной их повреждения;
2) искажению показаний приборов даже в далеко расположенных зданиях, вибрации технологического инструмента, обваливанию земляных литейных форм и т. п.;
3) вредному физиологическому воздействию на человека, так как основная частота виброколебаний находится в интервале инфразвуковых частот.
387
Раздел IV. МОЛОТЫ
Рис. 16.12. Фундамент для штамповочного молота
Опорные виброизолированные фундаменты (рис. 16.12). Применяют их для смягчения воздействия ударного импульса на грунт и предупреждения распространения упругих волн. В этих фундаментах на грунт опирается железобетонный короб 2. Фундаментный блок 1 обычной конструкции свободно установлен на расположенных на дне короба амортизаторах 4 и виброгасителях 3.
Амортизаторы воспринимают большую часть энергии первого смещения фундаментного блока после удара, осуществляя тем самым его виброизоляцию. Воздействие на грунт будет тем меньше, чем больше масса блока или амплитуда упругого сжатия амортизаторов (рис. 16.13, а) - пружинных блоков из локомотивных и вагонных пружин. Однако пружинные амортизаторы очень слабо рас-388
Глава 16. Типовые конструкции паровоздушных молотов
Рис. 16.13. Опорный виброизолированный фундамент (а) и виброгасители (б)
сеивают энергию колебаний фундаментного блока, поэтому необходимы еще
и виброгасители (рис. 16.13, б). Чаще всего для них используют резиновые подушки с большим внутренним трением.
Приближенный расчет виброизолированного фундамента можно провести, пренебрегая упругостью подшаботной прокладки, жесткость сф которой более чем на порядок выше по сравнению с виброизоляцией под фундаментным блоком. Тем самым массы блока тф и опертого на него молота тм (без падающих частей) можно объединить в одну тс (рис. 16.14). По массе тс падающие части наносят центральный удар, разгрузочную фазу которого характеризует коэффициент отскока £от. Это позволяет установить скорость блока уф непосредственно после удара по формуле
т т
= ------(1 +*OT)v0 - —(1 + *отЪ, (16.1)
т + тс тс
где т - масса падающих частей; v0 - их скорость перед ударом.
Рис. 16.14. Схема установки молота на виброизоли-рованном фундаменте
389
Раздел IV. МОЛОТЫ
В процессе движения фундаментный блок подвержен действию силы инерции
сопротивления виброгасителей, пропорционального скорости х перемещения блока:
psr = hx,
а также упругого сопротивления пружин и виброгасителей, пропорционального их деформации х:
^пр —
где h - коэффициент гашения.
Таким образом, дифференциальное уравнение движения можно записать в виде
тсх + hx + c^x =0
или в канонической форме
х + 25х + со2х = 0, (16.2)
где 5 = h/(2mG) - коэффициент затухания; со =д/сф/тс - круговая частота свободных колебаний блока.
При начальных условиях: t = 0, х = 0 и х = гф, общее решение уравнения (16.2) имеет вид
х = —e~8t sin kt, к
где к = л/со2 -52.
Максимальное перемещение фундаментного блока от удара падающих частей
хтах - (0,92...0,86)уф/со. (16.3)
Тогда на основании (16.1) и (16.3) масса фундаментного блока
(0,92... O,86)vom
(l + £0T-mM).
Амплитудная характеристика виброизолированного фундамента не должна быть слишком большой, иначе раскачка всего молота затруднит его эксплуатацию. Однако она не должна быть и малой, чтобы блок не получился слишком громоздким или не возникло большого давления на грунт. Считают, что для ковочных молотов с т = 1000...5000 кг хтах = 1,8...2,4 мм, а для штамповочных с т = 1000...25 000 кг хтах = 2,5...5 мм.
390
Гл ава 17. Термомеханический расчет паровоздушных молотов
В точных расчетах виброизолированных фундаментов дополнительно проверяют виброустойчивость против резонансных явлений, возникающих в связи с возможным совпадением частот ударов падающих частей и собственно фундамента. Необходимо также установить, не превышает ли полное давление короба допускаемой прочности грунта.
Глава 17. ТЕРМОМЕХАНИЧЕСКИЙ РАСЧЕТ ПАРОВОЗДУШНЫХ МОЛОТОВ
17.1. Термомеханическая система тепловой машины
Для тепловых машин типично взаимное преобразование термической и механической энергии, поэтому эти машины можно считать термомеханическими или системами с двумя степенями свободы.
У большинства тепловых машин, в том числе у паровоздушных и газовых молотов, термомеханическая система в качестве поверхностей раздела содержит цилиндр и поршень, а в качестве рабочего тела - находящийся в цилиндре газ или водяной пар (далее пар). Подвижность поршня определяет механическую внешнюю степень свободы, а ввод (отвод) газом или паром теплоты (термическая работа) в систему (из системы) - термическую внешнюю степень свободы. В этом смысле газ или пар исполняет функции переносчика энергии, поэтому его часто называют энергоносителем.
Если энергоносителю (газу) придают идеальные свойства: 1) силы взаимодействия между молекулами газа отсутствуют, а сами молекулы - это материальные точки, не имеющие геометрического объема и 2) свойства идеального газа в любой точке термомеханической системы идентичны, то равновесную систему считают идеальной. Равновесное состояние такой системы описывается уравнением Клапейрона
pV = KRT,
где р - давление газа в системе, Па; V - объем газа, м3; К - масса газа, кг; R -газовая постоянная, Дж/(кг-К); Т - абсолютная температура, К.
Для единицы массы идеального газа зависимость между давлением р и удельным объемом Еуд = V/К принимает вид
Pvya = RT.
Преобразование энергии в системе, безусловно, подчинено закону сохранения энергии (первый закон термодинамики):
dQ = dU + ApdV, (17.1)
391
Раздел IV. МОЛОТЫ
согласно которому поступившая в систему теплота dQ расходуется на изменение внутренней энергии dU и совершение механической работы в связи с изменением объема системы: ApdV (где А - тепловой эквивалент механической работы).
В удельных величинах уравнение (17.1) примет вид
dq = dUyn+ApdVy,v. (17.2)
В общем случае в координатах р - V произвольный термодинамический процесс можно представить в виде политропы с показателем степени гг.
pVn = const.
При определенных значениях п это уравнение описывает следующие основные процессы: изобарный (п = 0), изохорный (и = оо)? изотермический (и = 1). Процесс без теплообмена с внешней средой (dQ = 0) совершается по модифицированной политропе, называемой адиабатой, уравнение которой имеет вид
pVk = const. (17.3)
Показатель адиабаты к равен отношению удельных теплоемкостей при изобарном и изохорном процессах:
к= cp/cv.
Для двухатомных газов и их смесей (воздух) к = 1,4.
Разность указанных теплоемкостей определяет другую термодинамическую константу:
ср - cv = AR.
Сообщение термомеханической системе двух связанных между собой степеней свободы само по себе не делает процесс преобразования одной энергии в другую определенным. Например, нельзя без конца подогревать газ в цилиндре, повышая его давление - рано или поздно поршень выйдет из цилиндра или произойдет поломка. Для того чтобы преобразование энергии продолжалось неопределенно долго, систему необходимо периодически возвращать в исходное состояние.
Такое повторяющееся состояние термомеханической системы можно осуществить, если подвод и отвод теплоты, вызывающие соответствующие изменения объема газа, производить при различных положениях системы. Графики, отображающие эти процессы в координатахр - Vили Т-S. образуют замкнутые кривые (рис. 17.1). Подобные процессы называют круговыми или циклами. В зависимости от направления цикла термомеханическую систему можно использовать в качестве теплового двигателя либо холодильной машины.
Понятие энтропии S ясно из определения теплоты Q как термической работы, совершенной системой:
dQ = TdS.
392
Глава 17. Термомеханический расчет паровоздушных молотов
Рис. 17.1. Схемы циклических термомеханических процессов: р - 7(a); T-S(6)
где Q - в Дж; S - в Дж/К. Температура Т здесь - качественный фактор интенсивности протекания процесса теплового взаимодействия между системой и средой (сравните с понятием силы, перемещающей тело в пространстве), а элементарное изменение энтропии dS является количественной мерой (фактором экстенсивности) состояния взаимодействующей системы (сравните с длиной пути, пройденного телом под действием силы).
В тепловом двигателе термомеханическая система совершает прямой цикл обратимых процессовр = f(V). Для выполнения этого условия формально необходимо, чтобы на координатной плоскости линия расширения цикла лежала выше линии сжатия. В этом случае работа расширения, соответствующая площади abcfga, превышает работу сжатия edfge (см. рис. 17.1, а\ и в целом система совершает положительную работу против сил внешней среды.
В прямом цикле системе сообщается положительная теплота Q (термическая работа). Она определяется разностью теплоты полученной в процессе возрастания энтропии, и g2, отданной при последующем уменьшении энтропии: Q = 61“ 02- Значит, должен существовать не только источник (нагреватель), передающий теплоту рассматриваемой термомеханической системе, но и определенная система, воспринимающая неиспользованную в процессе преобразования энергии теплоту (холодильник).
Поскольку в круговом процессе не должно быть приращения внутренней энергии (все параметры и функции состояния системы в конце цикла равны первоначальным), по закону сохранения энергии теплота Q эквивалентна механической работе. Тогда термический КПД цикла
Г|т = — =1-—. (17.4)
21 Qx
17.2. Энергоносители паровоздушных и газовых молотов
Газ. Отличие реального газа от идеального обусловлено его микрофизичес-ким строением. Во-первых, между молекулами реального газа существуют силы
393
Раздел IV. МОЛОТЫ
межмолекулярного притяжения, приводящие к возникновению внутреннего давления и соответствующему повышению полного давления газа при заданном объеме и температуре. Во-вторых, суммарный объем молекул в газовой системе вполне реален. Поэтому при сжатии, когда его доля все возрастает, начинают сказываться силы межмолекулярного отталкивания. Следовательно, для реального газа уравнение Клапейрона не выполняется.
Известно много уравнений, достаточно точно описывающих свойства реальных газов. Наибольшее распространение получило уравнение Ван-дер-Ваальса:
(p + «K)(K„-6).«7-,
(17.5)
где a/v^ - коэффициент, учитывающий внутреннее давление; Ъ - коэффициент, учитывающий изменение объема молекул.
Для исследования термически изолированной системы, в которой протекает адиабатический процесс, очень удобно использовать уравнение (17.3). При этом следует помнить, что для реального газа показатель адиабаты не является постоянной величиной вследствие изменения теплоемкостей газа в зависимости от давления и температуры. Любой реальный процесс в газовой системе сопровождается потерями энергии. Так, при конечной разности температур между системой и внешней средой существует теплообмен, являющийся следствием реальных теплоизолирующих свойств разделяющей поверхности. Помимо этого имеются энергетические потери на трение и диффузию. В результате термомеханическая система оказывается неравновесной и без изменений во внешней среде процесс провести нельзя. В таком случае без затраты внешней работы система не может быть возвращена в начальное состояние и, следовательно, реальные газовые процессы необратимы. Второй закон термодинамики постулирует это правило для идеального и реального газов. Поэтому неопределенно долгое действие тепловой машины становится возможным только при работе термомеханической системы по круговому циклу с несовпадающими процессами прямого и возвратного ходов.
В пределах же отдельных участков термомеханической системы всегда можно наблюдать равновесие определенных факторов. Например, при тех размерах цилиндров тепловых машин, которые используются в натуре, давление в их полостях в каждый данный момент всюду практически одинаково и обусловливает мгновенное механическое равновесие системы. В пределах требуемой точности можно принять, что перепад температур по цилиндру также незначителен, исключая, быть может, малый объем, непосредственно прилегающий к стенкам.
Водяной пар. Чтобы подчеркнуть специфические условия существования реального газа в состоянии, близком к насыщению, т. е. к превращению в жидкость, его называют паром, чаще всего адресуя это понятие к газообразному состоянию воды.
Насыщенный водяной пар может существовать в виде однофазной системы при полном испарении воды (сухой пар) или двухфазной, но физически однородной 394
Глава 17. Термомеханический расчет паровоздушных молотов
Рис. 17.2. Термомеханические кривые реального газа и пара
системы, являющейся смесью сухого пара и взвешенных в нем мельчайших капелек воды (влажный пар).
Влажный пар характеризуется степенью сухости хс, равной доле массы сухого пара в смеси, и давлением или температурой. Величину, дополняющую значение степени сухости до единицы, называют степенью влажности хв:
хс + хв = 1.
Дополнительный подвод теплоты к змеевику пароперегревателя котельной установки сначала подсушивает влажный пар, а затем повышает температуру сухого пара, превращая его в перегретый. Разность температур сухого насыщенного и перегретого паров одного и того же давления называют степенью перегрева. Очевидно, что при достаточно высоком перегреве пар становится газом в обычном понимании.
Если на термомеханическую систему с водяным паром наложить наперед заданные связи, то его можно заставить работать так, что определенный параметр или характеристическая функция состояния будет выдерживаться постоянной, т. е. совершаться один из основных газовых изопроцессов. Для влажного пара характер протекания изопроцессов усложнен существованием двухфазной структуры.
Для идеального газа изотерма имеет вид монотонной гиперболы. Для пара (рис. 17.2) это - сложная кривая, имеющая характеристические точки в связи с изменением фазового состояния воды. На участке А В существует только вода. В точке В начинается процесс парообразования, и ее координаты характеризуют состояние кипящей воды. При заданном давлении процесс парообразования совершается при неизменной температуре (экспериментальный факт). Поэтому изобара ВС для двухфазной структуры влажного пара одновременно является и изотермой. В точке С вся жидкость выкипела и обратилась в сухой насыщенный пар. Поскольку физическое строение системы изменилось, кривая Т = const после точки С (в области перегретого пара) меняет свой ход, снижаясь с расширением объема пара при уменьшении его давления.
Существует критическая точка К с параметрами pk, vk и Tk9 при которых предельно возможно проявление жидкости в виде отдельной фазовой структуры. В этой точке горизонтальный участок изотермы обращается в точку перегиба. Поэтому область влажного пара четко очерчена кривой аВКСЪ с участками: аВК - кривой жидкости и КСЪ - кривой пара. При высоких степенях перегрева пара изотерма модифицируется, приближаясь к гиперболе.
В технике поршневых тепловых машин применяют влажный насыщенный пар либо пар с небольшой степенью перегрева (участок CD). Следовательно, для них неприменимы уравнения состояния газовой системы. Однако в приближенных
395
Раздел IV. МОЛОТЫ
расчетах паровых машин можно пользоваться эмпирической формулой, аналогичной уравнению (17.3). Для влажного пара показатель к определяют по формуле Цейнера:
к = 1,035 + 0,1хс0,
где хс0 - начальная сухость пара. Для сухого насыщенного пара к= 1,135, для перегретого к = 1,3.
Показатель к не связан с основными свойствами пара и, будучи сугубо экспериментальным коэффициентом, относится к среднему состоянию пара в течение исследуемого процесса. Часто идут по пути еще большего упрощения, полагая для всей области влажного пара к = 1. Тогда получают уравнение вида
pV = const.
Это приближенное уравнение адиабатического процесса влажного пара, которое не имеет никакого отношения к изотермическому расширению-сжатию последнего.
Изменение параметров газа и пара в потоке. Действующей термомеханической системе присуща третья внешняя степень свободы - кинетическая, обусловленная необходимостью перемещения рабочего тела с конкретной скоростью w из резервуара с запасом газа или пара (воздушный ресивер, газовый баллон, паросборник) в цилиндр системы. Для обеспечения неразрывности потока при разных поперечных сечениях резервуара Fpe3, труб F^y6 и цилиндра Fu скорости движения элементарных объемов газа должны сильно различаться. В правильно подобранном резервуаре это будет очень малая скорость, в цилиндре она должна обеспечивать движение поршня со скоростью у, заданной кинематическими требованиями к машине, а в трубе, т. е. на входе в цилиндр, быть пропорциональной отношению площадей:
^труб ^^ц/^труб*
Как и любая движущаяся масса, рабочее тело обладает кинетической энергией. Увеличение скорости потока означает повышение уровня кинетической энергии:
dL = AKdtd1 /1,
что может быть достигнуто за счет расходования энергии другого вида, в данном случае термической.
Адиабатическое истечение. Этот случай перетекания газа или пара из одного резервуара в другой особенно важен для исследования поршневых тепловых машин.
Дифференциальное уравнение процесса адиабатического истечения без теплообмена с внешней средой имеет вид
47(со2/2) = -Гудф.
(17.6)
396
Глава 17. Термомеханический расчет паровоздушных молотов
Интегрируя уравнение (17.6) при заданных ръ v1 и условии получаем
Ю2 = (17.7)
V к-1 L -1
где а = k/^k-Vr b = р2/рх; с = а~х.
Из уравнения (17.7) следует, что изменение скорости потока газа (пара) должно сопровождаться изменением давления, т. е. истечение газа (пара) в цилиндр тепловой машины может начаться только тогда, когда давление на входе превышает давление в цилиндре.
Обычно считают развившимся истечением такой процесс, когда перепад давлений составляет около 10%. Этой величиной нельзя пренебречь даже при грубых технических расчетах. Тогда критическая скорость для газа (воздуха) w ~ 60 м/с при к = 1,4, а для влажного пара w ~ 80 м/с при к ~ 1.
Дросселирование. Если на пути газа или пара встречаются сопротивления в виде местных сужений, то на их преодоление необходимо затрачивать энергию. Проявляется это в форме работы адиабатического расширения, сопровождающегося падением давления. Понижение давления при перетекании через местные сужения без использования освобождающейся при этом кинетической энергии называют дросселированием (мятием).
В самом сужении возникают струйные завихрения, но уже в непосредственной близости за ним вихревое движение затухает и скорость потока газа или пара становится такой же, как и до сужения.
Анализ термодинамических диаграмм показывает, что это условие при Р\ >Pi выполняется, если возрастает энтропия. В результате работоспособность энергоносителя на входе в цилиндр машины падает. На этом основан метод качественного регулирования тепловых машин.
17.3. Циклы молотовых установок
Каждая из полостей рабочего цилиндра паровоздушного молота представляет собой термомеханическую систему, в которой в качестве рабочего тела (энергоносителя) используется пар либо сжатый атмосферный воздух. Энергоноситель с требуемыми параметрами необходимо генерировать и транспортировать в пределы термомеханической системы, обеспечив бесперебойное ее действие, а отработавший энергоноситель - удалять. Для выполнения всех этих операций нужна совокупность агрегатов, составляющих энергосиловую установку привода паровоздушного молота. В ее пределах энергоноситель совершает замкнутый цикл.
На рис. 17.3, а приведена простейшая схема паросиловой установки. В котле 1 за счет энергии сгорающего топлива из воды генерируется влажный пар. При необходимости пар подсушивают и перегревают в пароперегревателе 2. Для
397
Раздел IV. МОЛОТЫ
б
Рис. 17.3. Схема простейшей паросиловой установки молота (а) и ее диаграмма (б)
компенсации неравномерности в расходовании пара при одновременной работе нескольких молотов в схеме обычно устанавливают паросборник 3 достаточно большого объема. От паросборника по трубопроводам пар с начальными параметрами риТ (свежий, или острый, пар) поступает в молот 4. Отработавший пар с конечными параметрами рх и Тх отводится из молота в конденсатор 5, где он, проходя по охлаждаемым водой трубкам, конденсируется. Насос 6 перекачивает образовавшийся конденсат в котел 1. Цикл энергоносителя завершен.
Обращаясь к курсу теплотехники, устанавливаем, что полный цикл рассмотренной установки - это цикл Ренкина (рис. 17.3, б). Его линия ab отображает сжатие воды в насосе при подаче ее в котел. Поскольку вода практически несжимаема, этот процесс принят изохорным. Подвод теплоты по линии bcde происходит в котле и включает следующие этапы: Ьс - нагрев воды до температуры кипения; cd - генерирование влажного пара; de - перегрев в пароперегревателе. Линия ef отражает адиабатическое расширение пара в рабочем цилиндре молота, а линия fa - полную конденсацию пара.
На экономичность паросиловых установок значительное влияние оказывает правильный выбор начальных и конечных параметров пара.
Для паровых машин непрерывного действия (турбины) и периодического действия с установившимся режимом работы (поршневые двигатели) термический КПД является достаточным показателем экономической эффективности паросиловой установки. Высокое качество изготовления и эксплуатации этих машин позволяет свести до минимума утечки пара во время работы. При остановке же трубопровод свежего пара у них обязательно перекрывают. По этим причинам целесообразно повышать давление пара до 9 МПа и выше, благодаря чему можно снизить общий расход энергоносителя при той же полезной работе.
Эксплуатация и состояние молотов и условия их работы оставляют желать лучшего: утечки энергоносителя чрезвычайно велики. Можно еще как-то при-398
Гл ава 17. Термомеханический расчет паровоздушных молотов
мириться с неизбежностью потерь при совершении технологических ходов (ударов) и в цикле качаний падающих частей. Поскольку суммарное время пауз (простоев) у молотов оказывается больше суммарного машинного времени, а трубопроводы при этих паузах не перекрывают, непроизводительные потери энергоносителя оказываются очень большими. В результате полезный расход пара в молотовых установках обычно составляет 15...20 % от общего и лишь изредка повышается до 30...40 %.
Работать на паре слишком высокого давления нецелесообразно, потому что получить достаточно низкое давление в конце расширения можно только при очень малом впуске свежего пара, а это усложняет управление молотом. Нельзя забывать и об ограничении по условиям техники безопасности: высокое давление может привести к перетеканию пара из верхней полости в нижнюю и вследствие этого - к самопроизвольному подъему падающих частей в цикле прижима. Однако неприемлемо и заниженное давление свежего пара. Конечно, при давлении в 0,3...0,4 МПа потери на утечки значительно уменьшаются, но для сохранения энергии удара и быстроходности молота приходится увеличивать размеры рабочего цилиндра. Это нежелательно, так как усложняет изготовление и ремонт молота, увеличивает потери вследствие возрастающей конденсации пара при его возросшем объеме, а также потери на трение при движении поршня.
Суммируя все эти противоречивые факторы, приходим к выводу, что оптимальным можно считать давление свежего парар = 0,7...0,9 МПа.
Несмотря на явную экономию теплоты при работе молотов на перегретом паре, его почти не применяют в кузнечных цехах. Производственники объясняют это эксплуатационными факторами: короблением рабочих элементов органов парораспределения, быстрым рассыханием сальникового уплотнения, утечками пара и увеличением износа цилиндра. Однако передовой опыт показывает, что перегрев пара до 260...280 °C не приводит к короблению цилиндрических золотников и дросселей. Два других фактора прямо зависят от ухода за молотом и функционирования системы смазывания. Если смазывание недостаточно, то влажный пар с его обильным конденсатом хоть как-то его восполняет. Поэтому стандарты осторожны в отношении рекомендаций по перегреву, ограничивая его температурой 200 °C.
Нельзя дать однозначной рекомендации о давлении отработавшего пара, даже если выпуск проводят в такой неограниченный по объему резервуар, как атмосфера с pQ ~ 0,1 МПа. Объясняется это тем, что давление выпуска помимо прочего функционально определяется кинетикой потока энергоносителя при выталкивании его из цилиндра. Чем больше скорость движения поршня, тем выше скорость истечения и больше перепад давления в цилиндре и трубе отработавшего пара. В результате давление выпуска в паровоздушных молотах колеблется в пределах 0,11...0,31 МПа в зависимости от характера хода падающих частей и особенностей рабочих элементов парораспределительных органов. При по
399
Раздел IV. МОЛОТЫ
строении индикаторных диаграмм давление рх всякий раз задают средним значением на все время выпуска.
КПД молота даже для идеальной паросиловой установки невысок. Это свидетельствует о его несовершенстве как тепловой машины из-за оговоренных выше параметров энергоносителя. Если их улучшать, то идеальный термический КПД будет возрастать, однако реальный КПД будет уменьшаться, так как для небольшого увеличения теплоперепада в систему приходится вносить количество теплоты, непропорционально возрастающее в связи с утечками.
Повлиять на КПД всей паросиловой установки все же можно, если полезно утилизировать теплоту отработавшего пара. Одним из эффективных способов повышения экономичности паросиловых установок является теплофикация.
Схема энергосиловой установки привода молота со сжатым воздухом (рис. 17.4, а) построена на базе двух круговых термодинамических процессов: первичного, например цикла Ренкина конденсационной электростанции с турбогенераторами, и вторичного цикла установки, состоящей из компрессора и воздушного двигателя (молота). Состав схемы первичного цикла аналогичен составу схемы, показанной на рис. 17.3, а. но вместо молота здесь установлена паровая турбина 1. Преобразователем, связывающим оба термодинамических цикла, служит система, содержащая электрогенератор 2 и электродвигатель 3. Схема вторичного цикла включает в себя компрессор 4, холодильник 5, нагреватель 6 и молот 7.
Кроме кузнечных цехов сжатый воздух на заводах потребляют и другие производства (для привода пневматического инструмента, приспособлений, в цепях управления и т. д.). Чтобы обеспечить надежную и безопасную работу всех этих потребителей, необходимо подавать сжатый воздух с нормальной температурой (15...20 °C). Теплота у воздуха отбирается непосредственно через стенки компрессорного цилиндра либо в холодильнике 5.
Идеальным случаем является полный отбор теплоты при сжатии по изотерме. Если компрессорный цилиндр теплоизолирован, то процесс сжатия носит адиабатический характер. В реальных условиях компрессор работает по политропе с показателем п= 1,15... 1,25.
Рис. 17.4. Схема энергосиловой установки на воздухе (а) и ее диаграмма (б)
400
Глава 17. Термомеханический расчет паровоздушных молотов
Проанализируем энергетический баланс тепловой установки, состоящей из компрессора и воздушного двигателя, с идеальным циклом, считая, что у них отсутствует мертвое пространство и нет термокинетических потерь (рис. 17.4, 6). Круговой процесс начинается в точке а. где впущенный в компрессор атмосферный воздух с начальными параметрами ра и ta начинает изотермически сжиматься согласно кривой pV = const до точки b с давлением рь = Ера (где г - коэффициент сжатия) и температурой tb = ta.
В нагревателе 6 (см. рис. 17.4, а) воздух подогревается по изобаре he, и в систему поступает теплота. Затем следует адиабатическое расширение в цилиндре воздушного двигателя согласно кривой cd. Как известно, располагаемый теплоперепад в пределах заданного адиабатического расширения рабочего тела определяет полезную работу, отданную системой. При движении по изобаре от d к а объем газа увеличивается и, следовательно, теплота передается отработавшему воздуху в естественном теплообменнике или, попросту, в атмосфере.
При подаче воздуха без промежуточного подогрева точка с сливается с точкой b и параметры воздуха перед расширением соответствуют его параметрам после изотермического сжатия. Начальное давление сжатого воздуха на входе в молот выбирают из тех же соображений, что и для пара.
Перевод молота на подогретый до 200 °C сжатый воздух значительно повышает термический КПД: от 40,6 % до 52,4 %. Это происходит потому, что с повышением температуры подогрева располагаемый теплоперепад возрастает при неизменной работе сжатия.
Сжатый воздух может конкурировать с паром. Однако конечная оценка их должна основываться на конкретно-временных критериях применительно к данным условиям производства и существующим ценам на энергию, силовое оборудование и т. п. Расчеты показывают, что, например, при 250-метровой магистрали трубопровода работа на влажном паре с р = 0,7 МПа и хс = 0,98 оказывается столь же выгодной, как и на неподогретом воздухе. При этом КПД паросиловой установки Т|п м = 0,070, а турбокомпрессорный Т|в.м = 0,069. При подогреве значение КПД меняется в пользу сжатого воздуха: при t = 200 °C Т|в м = 0,0840, а Т|п м = 0,0754. При более коротких трубопроводах показатели работы молота на паре улучшаются, а при длинных -ухудшаются: сказываются возрастающие потери на конденсацию и утечки, а также термокинетические потери.
Для кузнечного цеха очень важно влияние вида энергоносителя на производительность. Оказывается, что при переводе молота на сжатый воздух производительность обслуживающей бригады повышается вследствие улучшения условий труда: молот обычно в лучшем состоянии и меньше изношен, утечки не мешают работе и т. п. Эффективная мощность молота при работе на сжатом воздухе в идентичных условиях незначительно повышается.
401
Раздел IV. МОЛОТЫ
17.4. Методы термомеханического расчета паровоздушных молотов
Проектирование тепловой машины предусматривает расчет экономичного энергоносителя ее термомеханической системы. В связи с этим прежде всего обосновывается выбор энергоносителя, поскольку его свойства непосредственно влияют на весь ход расчетов.
Сложность конечных формул зависит от характера закономерностей, которым подчиняется состояние энергоносителя в термодинамических процессах. При расчете, например, паровой турбины необходимо максимальное приближение к реальным условиям системы в силу высоких требований к конечной точности формул, вытекающей из назначения турбины. Для молотов же с их произвольным режимом работы оказываются вполне приемлемыми упрощения, лишь бы они в определенной степени отвечали условиям работы рассчитываемой системы.
Влажный пар как энергоноситель особенно удобен для аналитического исследования, поскольку его адиабатическое расширение и сжатие (основные процессы в цилиндре молота) описываются с достаточной степенью приближения уравнением наиболее простого вида: pV = const.
При тепловом расчете рассматривают не полный термодинамический цикл паросиловой установки, а частное изменение параметров влажного пара раздельно в верхней и нижней полостях рабочего цилиндра, а также вызванное этим циклическое движение поршня и бабы.
Действительные индикаторные диаграммы записывают непосредственно на молотах при помощи соответствующих приборов. Расчетные индикаторные диаграммы получают аналитическим путем по методикам, предложенным учеными. Расчетные индикаторные диаграммы позволяют определить эксплуатационные качества молота и установить энергию удара, скорости и числа ходов падающих частей в единицу времени. На основании этих диаграмм определяют расход пара и рассчитывают линейные размеры органов парораспределения и управления.
Разработка теории паровоздушных молотов начата трудами известных русских ученых: И.А. Тиме, П.К. Мухачева, Я.Н. Марковича и др. На первых порах они ограничивались изучением последовательных ударов ковочного молота при работе на влажном паре.
Расчетная схема рабочего цилиндра в принципе не отличалась от современной и учитывала объемы нижнего и верхнего вредных пространств как цилиндра (Vul и Voi соответственно), так и проходных каналов (Vu2 и Vo2) или их суммы:
V = V , + V V - Г, + V г и ru\ r и2> г о г о! г о2'
Периоды состояния пара при прямом ходе поршня включали впуск, расширение-сжатие и выпуск. Примем современные их обозначения в долях от полно-402
Гл ава 17. Термомеханический расчет паровоздушных молотов
го хода поршня Нт: уНт и у Нт - участок впуска нижнего и верхнего пара соответственно; $Нт и $Нт - участок расширения и сжатия пара соответственно; (1-у-р)Я^ и - участок выпуска нижнего и верхнего пара соот-
ветственно. Здесь у, у, р, р', (1-у-р), (1-р') - коэффициенты на соответствующих участках хода поршня. (Все параметры, относящиеся к верхнему пару, здесь и далее в этой главе приведены со штрихом.)
Приведенные длины нижнего и верхнего вредных пространств
фЛт = -^; флА ocF F
где <рм, <р0 - коэффициенты соответственно нижнего и верхнего вредных пространств; aF - площадь кольцевой части нижней полости цилиндра; F - полная площадь поперечного сечения верхней полости цилиндра.
Для паровоздушных молотов двойного действия важно правильно выбрать значение коэффициента ос. При заниженном значении ос сокращается площадь поперечного сечения нижней полости, что при неизменном характере рабочего процесса нижнего пара немедленно приведет к уменьшению его работы при подъеме падающих частей. В результате скорость при ходе вверх снизится, а время возрастет и, следовательно, производительность молота уменьшится.
Поскольку существующие конструкции молотов обладают приемлемой быстроходностью, для практических расчетов можно использовать следующие значения коэффициента ос и диаметра D рабочего цилиндра:
ди, кг.................................... 630
а............................. 0,81
Дмм.......... 230
1000 2000 3150 5000 10000 16000
0,81 0,85 0,85 0,87 0,88 0,88
280 380 460 530 720 920
Первые исследователи пренебрегали влиянием термокинетики потока пара и рассматривали процессы впуска-выпуска, совершающимися при постоянном давлении. Поэтому индикаторные линии пара, например при ходе поршня вниз, в цикле последовательных ходов выглядели так, как показано на рис. 17.5 штриховыми линиями. В КВП поршня золотник также наверху и верхний ряд окон втулки открыт, соединяя верхнюю полость цилиндра с трубой свежего пара. Поскольку мятием пара пренебрегали, впуск характеризовала прямая а'Ь\, параллельная оси абсцисс (линия ОО отсчета давления). В точке Ь\ золотник, опускаясь, отсекает верхнюю полость, и в ней начинается процесс адиабатического расширения впущенного пара с изменением его параметров по кривойpV = const до точки Ср где в результате дальнейшего опускания золотника верхняя полость сообщается с выхлопной трубой отработавшего пара. Поскольку влияние термокинетики не учитывалось, допускали мгновенное падение давления верхнего пара рс> до далее не изменяющегося при ходе поршня от точки d' до точки е . Участок
403
Раздел IV. МОЛОТЫ
Рис. 17.5. Индикаторная диаграмма пара в цикле последовательных ходов
d'e' - это еще не выпуск (поршень все еще идет вниз), а лишь его предварение, поэтому этот период и назвали предварением выпуска (то же и для впуска).
Анализ действительных индикаторных диаграмм обнаружил, что параметры пара, замеренные в ходе испытаний, не совпадают с таковыми по теоретическим индикаторным диаграммам. На основании результатов экспериментов проф. А.И. Зимин уточнил допущения, принятые при построении расчетных индикаторных диаграмм на участках хода поршня при впуске свежего пара и выпуске отработавшего. Позднее он еще раз скорректировал основы теории с тем, чтобы насколько возможно приблизиться к ожидаемому изменению параметров пара. Связывая результаты расчетов с этим последним условием, А.И. Зимин назвал полученные индикаторные диаграммы ожидаемыми, или предположительными. Методика термомеханического расчета паровоздушных молотов по этим диаграммам получила всеобщее признание и была принята конструкторами молотов как типовая.
17.5. Предполагаемое изменение параметров пара
В реальных условиях с самого начала впуска, как только поршень начинает перемещаться, возрастает скорость пара, а это вследствие термокинетических потерь, увеличивает перепад давлений на входе в цилиндр. Примем оговоренное ранее допущение: до тех пор, пока скорость потока не достигнет фиксированной скорости мятия ггмят = 80 м/с, изменением давления пренебрегать и считать его равным начальному давлению р.
404
Гл ава 17. Термомеханический расчет паровоздушных молотов
В общем случае причинами ускорения потока на впуске могут быть увеличение объема полости при возрастающей скорости поршня либо уменьшение площади проходных сечений на входе в полость, либо то и другое. Оба фактора отображаются условием неразрывности потока:
^мят^ — ^rninW мят?
где умят - скорость поршня в начале мятия; Fmin - минимальная площадь проходного сечения цилиндра на входе пара.
При построении предположительных индикаторных диаграмм принято КВП поршня относить к правой стороне диаграммы и движением справа налево отображать ход падающих частей вниз. С левой стороны диаграммы обычно располагают КНП поршня. На определенном расстоянии от оси абсцисс проводят линии начального давления р и конечного рх.
Характеристическую точку а'м (см. рис. 17.5), соответствующую началу мятия верхнего пара при ходе вниз (ам - для нижнего пара при ходе вверх), координируем на линии начального давления отрезком умНт (умНт). Существование точки - первое отличие предположительной диаграммы от теоретической в рассматриваемом цикле автоматических (последовательных) ходов.
Дальнейшее изменение параметров пара приобретает очень сложный характер. Поскольку пар - газообразное тело с очень малым модулем объемного сжатия, то кроме случая заполнения полости цилиндра при впуске он всегда расширяется. Увеличение скорости потока на входе способствует превалирующему проявлению процесса расширения. Это обстоятельство - основание для фундаментального допущения в теории проф. А.И. Зимина: пренебрегая некоторым переходным этапом, процесс изменения параметров пара при интенсивном мятии на впуске можно отображать на предположительных индикаторных диаграммах как адиабатическое расширение по закону pV = const. Упрощение А.И. Зимина состоит в том, что исходная точка аа кривой р V = const на горизонтали начального давления определена для верхнего пара отрезком ухъНт (ухъНт - для нижнего), равным полусумме полного хода при впуске y7/w(y//w) и хода y'M//w(yM//w) при постоянном начальном давлении до начала мятия:
2ухЛ,„ = (/ + Ум)Я,„,
т. е. точка адиабаты аа расположена посредине отрезка (/ + у'ы)Нт.
После перекрытия впускных окон при ходе поршня от точки Ь' до точки с происходит расширение пара в отсеченной полости цилиндра. Затем окна открываются и полость соединяется с выхлопной трубой. На теоретических индикаторных диаграммах этому моменту соответствует мгновенное падение давления в цилиндре дорр В действительности же давление в полости не может измениться скачкообразно в связи с термокинетическими процессами на входе.
405
Раздел IV. МОЛОТЫ
Согласно теории проф. А.И. Зимина, закон адиабатического расширения можно распространить на весь период предварения выпуска - участок се. Однако может оказаться, что в конце расширения давление пара будет несколько выше выхлопного, и тогда при последующем реверсе движения произойдет ускоренный спад давления до рх.
Изменение параметров пара на выпуске тоже следовало бы определять с учетом термокинетики процесса, но это слишком усложняет расчет без особого выигрыша в точности. Поэтому давление при выпуске предполагают постоянным (отрезок e'd').
После выпуска при ходе вверх золотник отсекает верхнюю полость (при ходе вниз - нижнюю) и начинается адиабатическое сжатие пара - участок d'f', -которое, согласно исследованиям А.И. Зимина, можно распространить на весь последующий период предварения впуска - участок f'а'. - когда полость соединена с трубой свежего пара, но давление в ней растет постепенно.
Давление пара рх в период выпуска при построении предположительных индикаторных диаграмм, как правило, назначают в соответствии с результатами испытаний хорошо отлаженных (требуемые число ходов и энергия удара обеспечены при экономном расходовании энергоносителя) молотов в зависимости от характера ударов, начального давления, степени расширения и возможного перепада давлений при реверсе движения поршня.
У штамповочных молотов давление нижнего пара на всем участке хода вниз для полного единичного удара
р} =0,63(р-0,1)-0,075, (17.8)
а давление верхнего пара на участке выпуска для первого холостого хода вверх
Р\ = Ъ5р01,
где р{ - в МПа; /?0] - давление в выхлопной трубе.
17.6. Основные размеры цилиндра молота
Эффективная энергия полного удара падающих частей молота стандартизована в качестве основного параметра, и достижение ее при единичном ходе обязательно. Стандарт ограничивает ее минимальное значение и этим исключает возможность неполной отдачи, например при уменьшенном ходе поршня.
При обработке заготовок на ковочных молотах недоход поршня до КНП может достигать 10 % от полного хода у однотонных и до 25 % - у восьмитонных прессов. Поэтому при расчете ковочных молотов эффективную энергию удара необходимо задавать с соответствующим запасом:
4 = (1,1...1,25)£эГОСТ.
У штамповочных молотов удар с максимальной отдачей энергии наносят при завершении обработки в окончательном ручье, когда высота поковки не
406
Гл ава 17. Термомеханический расчет паровоздушных молотов
велика. Здесь необходимо ввести некоторый запас, так как высота штамповочных кубиков обычно увеличена для того, чтобы можно было провести ремонт. Поэтому
£э = (1,08... 1,15)£эГОСТ.
Значения полного рабочего хода Нт падающих частей приведены ниже:
т, кг.................. 1000 2000 3150 5000 8000
Нт, м.................. 1,2-1,0 1,2-1,25 1,25-1,4 1,3-1,6 1,4-1,8
Размеры вредных пространств цилиндра задают приведенными значениями дольных коэффициентов. В современных молотах для нижнего вредного пространства коэффициент (pw = 0,09, а для верхнего - фо = 0,12.
Условия на входе в цилиндр характеризуются прежде всего площадью поперечных сечений отверстий, пропускающих пар, т. е. окон втулки золотникового механизма или дросселя. Суммарную площадь прямоугольных окон втулки обычно задают так, как это принято в современных штамповочных молотах: для нижнего ряда FH ~ 0,lF, для среднего - Fcp = 1,25FH и для верхнего - FB ~ FH.
Суммарную длину Z?H, Z?cp или Z?B любого из рядов окон принимают равной не более диаметра рабочего цилиндра: Z?H = Z?cp = bB~ D, высоты нижнего и верхнего рядов окон ан = ав~ 0,082), а среднего ряда яср -0,12).
Для штамповочного молота площадь проходного сечения окон дросселя при нажатой педали F4p = 0,5FH, а при свободной - FIip = 0,25FH.
17.7. Холостые качания падающих частей штамповочного молота
При горячей штамповке необходимо быстрое чередование ударов: от самых сильных (полных) до очень легких. Причем должна существовать возможность нанесения сильного удара в любое время независимо от характера предшествующих ходов падающих частей молота. Для этого предназначен цикл холостых качаний, благодаря которому возможно циклическое движение падающих частей от КВП до некоторого промежуточного положения и обратно без остановки в крайних положениях. Кроме того, необходимо иметь возможность нанести полный удар в любое время независимо от характера предшествовавших ходов. Это обеспечивается возрастанием давления в верхней полости при подходе поршня к КВП до начального, т. е. до давления свежего пара, или несколько большего значения. Подобное непроизводительное движение падающих частей, разумеется, должно сопровождаться минимальным расходом пара.
407
Раздел IV. МОЛОТЫ
Индикаторные линии нижнего и верхнего пара при первом холостом ходе вверх. Для движения падающих частей вниз с нанесением удара необходимо нажать педаль управления. Если предполагают нанести полный удар, то ее нажимают до конца и удерживают так в течение всего хода вниз вплоть до удара. Тотчас же после этого штамповщик освобождает педаль, в результате чего очень быстро изменяется положение механизма управления и золотник занимает крайнее нижнее положение, впуская свежий пар в нижнюю полость цилиндра. Начинается подъем бабы молота -так называемый первый холостой ход вверх. Без задержки в КНП золотник автоматически перемещается вверх пропорционально ходу поршня. Кроме того (и это очень важное обстоятельство!), при отпускании педали поворачивается втулка дросселя, до предела уменьшая его проходное сечение. Поэтому давление нижнего пара в период впуска при первом холостом ходе вверх никогда не достигает начального давления р. а меньше его примерно на 0,1 МПа (рис. 17.6).
С некоторого момента (точка а^) мятие нижнего пара становится заметным и при том же исходном давлении свежего пара в трубе давление в цилиндре падает. Как принято, переходный процесс в конце периода впуска уНт заменяем адиабатой расширения, продолжающейся и после отсечки нижней полости при ходе поршня на участке $Нт. Для удаления конденсата при последующем ходе вниз необходим хотя бы незначительный выпуск (1 —у—Р) Нт ~ 0ДНт. При ходе вверх этому периоду соответствует предварение выпуска.
Рис. 17.6. Индикаторные линии нижнего и верхнего пара при первом холостом ходе вверх
408
Гл ава 17. Термомеханический расчет паровоздушных молотов
В конце хода вверх давление нижнего пара достигает рк н, которое можно рассчитать по уравнению адиабатического процесса, причем объем полости должен быть взят полным, с учетом вредного пространства:
^к.н(фм+1)Ята^ = (/?-0,1)(фи+ухн)Ята^. (17.9)
Из уравнения (17.9) следует, что впредь параметрические соотношения можно записывать, исключив площадь поперечного сечения полости и ее относительный размер, т. е.
/>к.н(фИ+1) = (^-О,1)(фи+ухн).
Отсюда
Ркн=(Г0,1)^.
ф«+1
А.И. Зимин предлагает рассчитывать давление нижнего пара так, чтобы конечное давление в нижней полости при подходе поршня к КВП было достаточно высоким, как и наблюдается в действительности. Для этого необходимо обеспечить впуск нижнего пара на большей части хода вверх.
Положим, что ухн = 0,6, и так как для современных молотов (pw = 0,09, то
Рк.н = 0,63(р-0,1).
При немедленном после удара подъеме вследствие термокинетического торможения потока в верхних окнах втулки золотника выпуск верхнего пара происходит при рх = 1После отсечки верхней полости пар в ней адиабатически сжимается не только на участке $'Нт, но и на участке впуска у'Нт.
Во избежание удара в крышку скорость поршня должна быть погашена к моменту подхода к КВП, т. е. баланс работ всех сил, действующих на падающие части при подъеме, должен быть нулевым:
Нт Нт
\PBdH- \P'BdH-(G + P^-P^Hm=Q, о о
где Рв - изменяющаяся активная сила от действия нижнего пара; Р' - изменяющаяся сила противодавления от действия верхнего пара; Рат - сила, учитывающая влияние атмосферного давления.
Принимая во внимание характер индикаторных линий на рис. 17.6, после интегрирования и преобразований получаем
(р - О, l)aFyхн + (р - 0,1)аГ(ф„ + ухн) In kp -
+ ₽')]-/>ЛФо + (/ + Р')]1п-
-1,1(7 + р0(1 - a)F = 0, (17.10)
409
Раздел IV. МОЛОТЫ
где к ~ Фц+1 • к' -Фо+^ + У)
где ас , /ссж
Ф.+Yxh Фо
Поскольку коэффициент ухн оговорен в связи с особенностями парораспределения, уравнение (17.10) позволяет рассчитать сумму коэффициентов у +0' и, следовательно, период выпуска верхнего пара (l-y-0z)Hw при первом холостом ходе вверх. Кроме того, при известной сумме коэффициентов из адиабатического соответствия параметров верхнего пара при сжатии легко установить давление в КВП:
Рк.в
1+—(/+р') Фо
Р1-
Расчетное значение рК в принимают с небольшим превышением над давлением свежего пара, на впуск которого приоткрыты верхние окна золотниковой втулки (см. рис. 16.11, в).
Индикаторные линии верхнего и нижнего пара при первом холостом ходе вниз. В связи с большим противодавлением верхнего пара, достигнутым в период предварения впуска, давление в верхней полости принимают равным начальному р. Однако верхний пар должен совершить работу по перемещению поршня вниз только на части полного хода Нт-Н^ где Ян - недоход до КНП. Это означает, что период впуска должен быть предельно мал (рис. 17.7).
Рис. 17.7. Индикаторные линии верхнего и нижнего пара при холостом ходе вниз
410
Гл ава 17. Термомеханический расчет паровоздушных молотов
В результате последующего мятия и расширения пара давление в конце хода вниз минимально и не превышает давления в выхлопной трубе: рк в ~/?01.
По технологическим причинам величина недохода должна составлять (0,25...0,35)Яш.
Участок выпуска нижнего пара при первом холостом ходе вниз очень мал: (1 - у- $)Нт ~ 0ДНт. Невелико и открытие нижних окон. Поэтому давление пара в нижней полости начинает повышаться с самого начала хода вниз.
При реверсе движения поршня возникает перепад давлений и конечное давление нижнего пара в КВП при первом холостом ходе вверх снижается примерно на 0,05 МПа. Тогда начальное давление в нижней полости при первом холостом ходе вниз может быть принято равным рк н - 0,05 МПа.
17.8. Рабочие ходы штамповочного молота
Управляемые рабочие ходы паровоздушного штамповочного молота представляют собой единичные ходы с полной или неполной энергией удара, непрерываемые и прерываемые холостыми качаниями.
Первый тип рабочих ходов предполагает нанесение ударов с полной энергией, следующих один за другим без задержки вверху и внизу. Один двойной ход в этом цикле распадается на два этапа: холостой ход вверх при отпущенной педали, совершающийся автоматически, и ход вниз при полностью нажатой педали.
После первого холостого хода вверх, а затем вниз падающие части молота переходят в установившийся режим качаний. Если возникает потребность нанести удар, штамповщик при подходе их к КВП резко нажимает педаль, осуществляя единичный ход вниз. Важно то, что ни в первом, ни во втором случаях в момент нажатия на педаль нет отрицательного перепада давлений в верхней полости цилиндра и подводящей трубе. Поэтому движение поршня вниз совершается вплоть до начала мятия под действием номинального давления свежего пара, и падающие части развивают, как это и требуется, максимальную скорость.
Для расчета числа ударов в единицу времени, расхода энергоносителя, КПД пресса и других характеристик особый интерес представляют единичные хода с полной энергией удара, непрерываемые циклами качаний.
Чтобы составить предположительные индикаторные диаграммы рабочих процессов в верхней и нижней полостях цилиндра, необходимо соответствующим образом соединить индикаторные линии верхнего и нижнего пара при первом холостом ходе вверх и единичном ходе вниз.
Индикаторная линия нижнего пара при ходе вверх полностью соответствует таковой для первого холостого подъема. Индикаторную линию выпуска нижнего пара при ходе вниз уточним, исходя из следующих соображений. В КВП давление нижнего пара равно рк н, и для холостых ходов мы принимали возможность пере
411
Раздел IV. МОЛОТЫ
пада в 0,05 МПа при реверсе движения (см. рис. 17.7). При единичном ходе вследствие подъема золотника от педали проходное сечение верхних окон увеличивается - перепад возрастает до 0,075 МПа и выпуск нижнего пара происходит при меньшем торможении с давлением, определяемым согласно формуле (17.8).
Индикаторная линия верхнего пара при подъеме падающих частей также полностью соответствует таковой для первого холостого хода вверх, а для хода вниз ее можно построить на основании следующих соображений. Парораспределение в паровоздушных штамповочных молотах устроено так, что при нанесении полных единичных ударов верхние окна остаются максимально открытыми до начала мятия и только затем их перекрывает полка золотника, опускающегося автоматически под действием кинематических связей между ним и бабой. Поскольку проходные сечения окон дросселя оказываются наполовину меньше проходных сечений верхних окон золотника, то мятие пара начинается именно в дросселе. Поэтому
^мят — (^др / F ) ^МЯТ •
При неизменной движущей силе легко определить путь, пройденный поршнем при равноускоренном движении от КВП (рис. 17.8, точка а} до начала мятия (точка a'J:
а а =у Н = - / /2 =
U 2^н мят 2Р ’
где Рн1 - движущая сила на этом участке хода вниз; /н - ускорение поршня при входе вниз.
Рис. 17.8. Индикаторные линии верхнего пара при рабочем ходе
412
Глава 17. Термомеханический расчет паровоздушных молотов
Поскольку при полном единичном ударе впуск продолжается на протяжении всего хода вниз, то у = 1 и
а'а'а = ГНт = + Чм)Нт-
Индикаторные диаграммы единичного хода с полным ударом показаны на рис. 17.9, где замкнутая кривая 1 обозначает изменение параметров верхнего, а кривая 2 - нижнего пара.
Согласно балансу работ всех сил, эффективная энергия полного единичного удара нт
L = j P^dH ~(pxaF-G + Prp+Pm)Hm,
О
где - активная сила верхнего пара, постоянная на участке а'а'а, равная pF и изменяющаяся от точки а'а до конца хода вниз по закону адиабатического расширения:
Р(.(?о+7хв)Нт F Н
После интегрирования и преобразований получаем
L3= [pFyXB + pF(^>o+yxynk'p-piaF + O,9G-pQ(i-a)F]Hm, где kp = (ф0 + 1)/(ф0 + ухв).
Если штамповщик уменьшит нажатие на педаль, то золотник поднимется меньше и при ходе падающих частей вниз, опускаясь от сабли, перекроет верх
Рн=/
Рис. 17.9. Индикаторная диаграмма рабочего хода с полным ударом
413
Раздел IV. МОЛОТЫ
ние и нижние окна. Появятся периоды расширения верхнего пара и сжатия нижнего. В результате работа верхнего пара уменьшится, а противодавление нижнего - возрастет. При этом движение падающих частей молота вниз замедлится и удар будет неполным.
17.9. Скорости движения и число ударов молота
Если на каком-либо участке падающие части перемещаются под действием постоянной движущей силы, то рассчитать время хода бабы нетрудно, поскольку ускорение неизменно. Например, рассмотрим первый холостой ход вверх при подъеме падающих частей штамповочного молота. Поскольку отрезок индикаторной линии для верхнего пара в начале хода вверх (рис. 17.10) обычно меньше отрезка ухнНт для нижнего пара, когда давление его начинает падать, то на участке (l-y'-P')/^ движение равноускоренное от КНП и совершается под действием силы Рв} = const. Следовательно,
(1-у'-Р')Яда = ^-Гв21,
2т
а время движения
В1 V Р
V ^В1
и падающие части в конце участка достигнут скорости
• , _ /2(1-/-Р')ЯмРв1
Ч Jb1Zb1 \\ у т
При переменном давлении энергоносителя движение падающих частей описывается нелинейными дифференциальными уравнениями, по которым можно рассчитать скорости и время движения.
Для приближенных расчетов v и t по адиабатам предположительных индикаторных диаграмм применяют графоаналитические методы. Для этого вычерчивают в достаточно крупном масштабе индикаторные линии верхнего и нижнего пара (например, для хода вверх), а оставшийся путь (у'+р')//^ падающих частей до КВП делят на 10 равных участков. Согласно закону сохранения энергии, положительное или отрицательное приращение работы ЛАк внешних сил на любом участке к вызывает равное увеличение или уменьшение уровня кинетической энергии падающих частей Работу внешних сил на участке к с допустимой точностью, обусловленной заменой
414
Глава 17. Термомеханический расчет паровоздушных молотов
кривой индикаторного давления р = f(H) линейной зависимостью, можно определить по формуле
Д Л - 0,1 (/ + р)Н, [Р,- р;_ -1,1G + р0 (1 - <х)Р],
где Рв ср - осредненная сила, зависящая от среднего давления нижнего пара на рассматриваемом участке, Рв ср = ?~^-k-+~ aF; pk, pk+x - индикаторное давление нижнего пара соответственно в начале и в конце участка; Р'й ср - осредненная сила противодавления верхнего пара, Р'ъср = ?к ^2^ ' ?'к’ ?'k+i ~
индикаторное давление верхнего пара соответственно в начале и в конце рассматриваемого участка. Однако
ДЛ-ДЛ-^^1
2
откуда скорость в конце участка
2ДЛ, 2
----L + Vk • т
Точно так же по индикаторным линиям верхнего и нижнего пара при полном единичном ударе можно рассчитать скорости при ходе вниз.
415
Раздел IV. МОЛОТЫ
Пренебрегая изменением ускорения на участке ОД^'+р')//^, что вполне допустимо, поскольку участков достаточно много и ошибка будет совсем небольшая, считаем движение от Нк к Нк+Х равноускоренным. Тогда по известному из механики соотношению
0,1 (у + р')Ят = | (ук + vi+I) tk определяем
t _ (уЧ^Я,
к 5(у*+у*+1)'
Время хода вверх
ю
1
Время хода вниз до удара падающих частей в КНП
ю
Zh“ ^н1
1
Время одного цикла движения вниз-вверх /дв х, если опустить чрезвычайно малое время самого удара,
(дв.х —
Число ударов молота в минуту находим по рассчитанному времени одного двойного хода (без учета длительности пауз):
60 п=-----.
Gb.x
Полученное число ударов в минуту является номинальным показателем.
17.10. Коэффициент полезного действия паровоздушного молота
Потери при трансформации тепловой энергии пара, внесенной в цилиндр молота, в кинетическую энергию его падающих частей обусловлены особенностями протекающих термодинамических процессов. Для тепловых машин, работающих при минимальном противодавлении выпуску отработавшего пара, термический КПД (см. формулу (17.4)) невысокий -Т|т = 0,10...0,14.
Молоты работают в исключительно нестабильных режимах: циклы холостых качаний, удары с различной энергией (от самой низкой до максимальной),
416
Гл ава 17. Термомеханический расчет паровоздушных молотов теплообмен с внешней средой. Потери энергии такого рода учитывает относительный КПД
Г|ОТН = 0,325...0,375.
Движению падающих частей препятствует трение скольжения, вызывая расход энергии. Эти потери учитывает механический КПД
Г|мех - 0,8...0,9.
Суммарные потери энергии в термомеханической системе характеризует полный экономический КПД
П = ПтПотнПмех = 0,026... 0,047. (17.11)
Как известно из § 15.3, не вся кинетическая энергия падающих частей расходуется на пластическое деформирование заготовки. Часть ее безвозвратно теряется вследствие несовершества самого удара. Это обстоятельство учитывает КПД удара Г|у.
Комплексное представление об использовании первичной энергии дает так называемый эффективный КПД
Пэ = ППг (17.12)
Минимальное значение Г|э характерно для жестких ударов при обработке в окончательном ручье штамповочного молота: Т|э = 0,014, максимальное - для заготовительных переходов объемной штамповки: Г|э = 0,024.
17.11. Расчет молота при работе на сжатом воздухе или перегретом паре
Для сжатого воздуха и перегретого пара адиабата расширения-сжатия является степенной функцией гиперболического типа: pVk = const. Известно, что при k > 1 кривая такого рода ниспадает к оси абсцисс тем интенсивнее, чем больше показатель степени.. Поскольку для сжатого воздуха к= 1,4, а для перегретого пара к= 1,3, при одном и том же падении давления от начального уровня степень расширения оказывается наименьшей у сжатого воздуха, несколько больше -у перегретого пара, но самая большая она у влажного пара. Сжатие же на одну и ту же степень вызывает у воздуха самое высокое повышение давления; для перегретого пара оно несколько меньше.
Механическая работа в адиабатическом процессе происходит за счет внутренней энергии газа (см. уравнение 17.1):
ДАуд = Л^Иуд = -ДС7уд.
417
Раздел IV. МОЛОТЫ
Поскольку уровень внутренней энергии является функцией степени нагретости газа, т. е. его температуры, то приращение
Д(7уд = -с(/Д7’=-си(7’2-7’1).
Тогда удельная механическая работа
Т = P^L
уд к-1
(17.13)
Уравнение (17.13) показывает, что при возрастании показателя степени функции рУ?Д механическая работа, совершаемая энергоносителем при расширении, уменьшается, а работа, затрачиваемая на его сжатие, увеличивается.
Положим, что паровоздушный молот рассчитан на работу на влажном паре. Что произойдет при переводе этого молота на работу на сжатом воздухе?
Как известно, рабочий процесс в цилиндре молота определяется соотношениями между периодами работы энергоносителя, т. е. между впуском-выпуском и расширением-сжатием. При расчете параметры парораспределения у, у', 0, 0', (1 —у—0), (1-/-0') оказываются фиксированными; они реализуются в конструкции золотника и механизма управления. Поэтому при установленных периодах отсечек и заданных давлениях впуска-выпуска работа расширения нижнего воздуха, например при ходе вверх, окажется заниженной, а работа сжатия верхнего воздуха - завышенной по сравнению с процессом влажного пара. В результате поршень и, следовательно, падающие части не дойдут до КВП. Для того чтобы обеспечить подъем падающих частей на полный ход, необходимо затратить то же количество энергии, что при работе на влажном паре. Использовать внутреннюю энергию воздуха при заданных степени расширения и давлении выпуска невозможно. Недостающую энергию можно получить только в результате дополнительного введения свежего энергоносителя в цилиндр молота. Это достигается увеличением периода впуска нижнего воздуха посредством регулировки установочного положения парораспределительного механизма (необходимо опустить золотник).
Очевидно, что при тех же параметрах р и рх для достижения требуемого уровня кинетической энергии диаметр рабочего цилиндра D должен быть несколько больше, чем для молота, работающего на влажном паре.
Переключение молота, работающего на воздухе, на работу на влажном паре может привести к сильному удару поршня в крышку цилиндра, если не предусмотреть изменений в регулировке давления пара. Проще всего уменьшить проходные сечения дросселя и, следовательно, увеличить предварительное мятие пара, тем самым снизив давление свежего пара, поступающего в цилиндр. Эффективная энергия удара при этом не уменьшится, так как работа верхнего пара почти не изменится, а противодавление нижнего пара даже несколько упадет.
418
Глава 18. Бесшаботные и паровоздушные молоты
Глава 18. БЕСШАБОТНЫЕ ПАРОВОЗДУШНЫЕ МОЛОТЫ
18.1. Типовые конструктивные схемы
Высокая плотность застройки заводских площадок и близость жилых кварталов заставили инженеров искать эффективную защиту от виброколебаний грунта, возникающих при работе шаботных молотов. Основной задачей сочли не локализацию виброколебаний в системе молот - фундамент, а устранение их причины для того, чтобы кинетическая энергия максимально гасилась непосредственно при соударении частей молота и не передавалась на несущие части его конструкции и фундамент. Напрашивалось естественное решение: осуществлять не односторонний удар двигающихся с большой скоростью падающих частей по поковке на неподвижном шаботе, а соударение двух подвижных масс по поковке, расположенной в плоскости их возможного столкновения. Поскольку нагрузочный импульс при таком ударе не передается на грунт, отпадает необходимость в шаботе. Поэтому эти модели паровоздушных молотов получили название бесшаботных.
Однако они не вытеснили обычные шаботные молоты, так как нижний штамп их подвижен и по этой причине возникают определенные затруднения с удержанием поковки при выполнении многоручьевой штамповки. Очень хорошо на бесшаботных молотах осуществлялась штамповка в торец осесимметричных деталей вроде шестерен, фланцев и т. п. Чтобы избежать эксцентричных ударов при штамповке несимметричных в плане деталей, предусматривали предварительную обработку заготовок на других машинах или на том же молоте, но с последовательной установкой штампов по операциям.
Основным признаком для классификации бесшаботных молотов является тип привода подвижных частей: паровоздушный, механический и гидравлический. Второй и третий типы в чистом виде применяют крайне редко, тогда как первый сам по себе или в сочетании со вторым и третьим является типовым.
Была предложена конструктивная схема молота, в котором от паровоздушного цилиндра приводилась в движение только верхняя баба 1 (рис. 18.1, а), а нижняя 5 перемещалась от нее при помощи механической связи - двух металлических лент 3, перекинутых через блоки 2.
Выполнить конструкцию молота по такой схеме несложно, достаточно только обеспечить хорошее направление баб. Для этого на нижней плите устанавливают станину из четырех стоек, а сверху закрепляют рабочий цилиндр. Верхнюю бабу обычно изготовляют из качественного литья заодно со штоком и поршнем.
Связывающие ленты работают в наиболее тяжелых условиях вследствие упругих колебаний, возникающих в них при ударе. Для повышения прочности лен-
419
Раздел IV. МОЛОТЫ
Рис. 18.1. Схемы бесшаботного молота с механической (а) и гидравлической (б) связью
ты набирают из нескольких десятков тонких стальных полос марки 45 или 50 толщиной 0,3— 0,8 мм при ширине 120... 130 мм. Полосы рекомендуется закаливать. Закрепляют ленты в бабах обязательно через амортизирующие буферы 4.
Блоки делают из дюралюминия, чтобы уменьшить их момент инерции и тем самым пробуксовывание по лентам при остановке последних в момент удара.
Подвижные части молота необходимо выполнять с несколько различающимися массами. Если, например, верхнюю бабу сделать на 5... 10 % легче нижней, то она будет отскакивать после удара с большей скоростью и благодаря этому разгружать ленты. Если сделать наоборот, то ускоренный отскок нижней бабы приведет к резкой перегрузке лент.
В молотах с рычажной связью, несмотря на амортизацию при помощи кольцевых пружин трения, быстро вырабатывались шарниры рычагов, а сами пружины ломались. Поэтому широкого применения эти молоты не нашли.
В схеме, приведенной на рис. 18.1, б, сила, разгоняющая нижнюю бабу, создается давлением жидкости. Однако под плунжер нижней бабы жидкость поступает не от особого гидропривода с электродвигателем, а от действия собственного паровоздушного привода. Молот работает следующим образом. При впуске свежего пара или сжатого воздуха в верхнее пространство рабочего цилиндра
420
Глава 18. Бесшаботные и паровоздушные молоты
падающие части 1 ускоренно перемещаются вниз, шток 3 давит на плунжер 7, сдвигая его также вниз. В результате жидкость (минеральное масло) из боковых полостей корпуса 10 нижней поперечины вытесняется в среднюю и перемещает плунжер 8. а через шток 6 и нижнюю бабу 4 вверх вплоть до соударения. Несмотря на некоторые потери энергии на сжатие жидкости, нижняя баба к моменту удара развивает почти такую же скорость, как и верхняя (площади поперечных сечений плунжера 8 и двух боковых плунжеров 7 равны).
Для разгрузки штоков в местах соединения их с бабами установлены резиновые амортизаторы 2 и 5. Гидравлические удары в жидкости, заполняющей полости корпуса 10 смягчаются пружинными компенсаторами 9. Они же предназначены для амортизации внезапного падения верхней бабы при аварийной утечке жидкости из корпуса.
Более высокая надежность работы молотов рассмотренной схемы привела к тому, что эксплуатационники стали отдавать им предпочтение перед молотами с механической связью. Как правило, молоты с гидравлической связью применяют для тяжелой штамповки и изготовляют с энергией удара до 1,4 МДж.
Известны также схемы бесшаботных молотов с независимыми паровоздушными приводами подвижных частей.
18.2. Особенности термомеханического расчета бесшаботных паровоздушных молотов
Методика термомеханического расчета бесшаботных паровоздушных молотов в принципе аналогична созданной проф. А.И. Зиминым методике расчета шаботных паровоздушных молотов.
В качестве главного размерного параметра, задаваемого в расчете, принимают эффективную энергию £э полного удара. Еще одним параметром является скорость подвижных частей в момент удара. Поскольку у молотов, схемы которых представлены на рис. 18.1, массы верхних и нижних подвижных частей почти равны между собой, для выполнения основного условия (равенства количества движения масс при ударе) необходимо и равенство их скоростей. Эти скорости малы и не превышают 3,1 ...3,3 м/с.
Каждая из баб совершает до удара одинаковый ход, поэтому в технической характеристике молота обычно указан суммарный ход 2Нт обеих баб: у молотов с £э, равной 200, 400 и 800 кДж, он составляет 1200, 1400 и 1800 мм соответственно.
Бесшаботные паровоздушные молоты, предназначенные для горячей штамповки, работают циклами управляемых единичных ходов, завершающихся полными или неполными ударами. Причем парораспределение в типовых конструкциях устроено таким образом, что в цикле единичного хода с полным ударом впуск происходит при полностью открытых окнах, т. е. у' = 1. Это достигается отведением сабли при нажиме на рукоятку управления, в результате чего
421
Раздел IV. МОЛОТЫ
золотник удерживается без движения в самом верхнем положении. При этом мятие энергоносителя на входе в рабочий цилиндр развиться не успевает. Значит, давления в верхней (на впуске) р и нижней (на выпуске) рх =0,12 МПа полостях будут оставаться постоянными на протяжении всего хода баб вниз.
Таким образом, движущая сила при ходе вниз для молота с ленточной связью будет постоянной:
Р» = Рн - Рн - Рат + Св “ Gh ~ Лр.в - Ртр.н “ Лр.р >
или -p0(l-a)]F-^gH, (18.1)
где Р' =pF и P”=pxaF - равнодействующие избыточного давления пара (воздуха) в верхней и нижней полостях рабочего цилиндра соответственно; ^эт=Ро(1-а)^; - равнодействующая сил тяжести верхней GB и нижней GH
баб, а также сил трения в верхних Ртр в и нижних Ртр н направляющих и ленты о ролики Ртр р при ходе вниз, ~ 0926GB.
Тогда энергия полного удара
Ц = {[р - vpx -Р. (1 - a)]F- 0,266в}Яш. (18.2)
При свободной рукоятке золотник опущен, происходит впуск пара в нижнюю полость, а подвижные части движутся в исходные положения. Восстановление кинематической связи между верхней бабой и золотником (при свободной рукоятке сабля касается бабы) обеспечивает отсечку нижней полости цилиндра при подходе бабы к КВП. После этого нижний пар только расширяется. В верхней полости в течение всего хода вверх происходит только выпуск пара, но уменьшение давления в нижней полости позволяет остановить бабу вверху без удара в крышку цилиндра и удерживать ее на весу.
Расчет таких молотов связан с ограничением ускорения при подъеме. При опережающем движении верхней бабы (а это может случиться, если ее ускорение ув будет больше ускорения силы тяжести g = 9,8 м/с, под действием которого опускается нижняя баба) натяжение лент ослабнет и могут образоваться петли. Последующий ход вниз будет сопровождаться резким рывком, и ленты порвутся. Поэтому И.В. Климов рекомендует следующее соотношение между ускорениями:
Ув 0,9 ё-
Таким образом, активная сила, действующая на верхнюю бабу в начале движения вверх, должна подчиняться условию
Pb=-^-7b<0,9Gb.
ё
422
Глава 19. Высокоскоростные молоты
Иначе р=р'-р”+р -G + 6 -Р -Р -Р = 0,96 , в * в в * ат в н тр.в тр.н тр.р ’ в’
ИЛИ
\ap~Px +jPo(l-a)]F-^eB=O,9GB, (18.3)
где - равнодействующая тех же сил, что и в выражении (18.1), но при ходе вверх, £eB=0,22GB.
Сопоставляя уравнения (18.2) и (18.3), заключаем, что они образуют систему с двумя неизвестными F и а:
4 = {[Р- aPi ~Ро (1 - а)]F~0,26GB} Нт;
l,12GB = [qp-pl +р0(1 - а)] 4
решая которую, получаем диаметр цилиндра D и диаметр штока б7шт.
Несмотря на небольшие ходы бесшаботные молоты вследствие невысоких ускорений тихоходны. Например, молоты указанных ранее размеров в среднем могут нанести соответственно 20, 7 и 6 полных ударов в минуту.
Глава 19. ВЫСОКОСКОРОСТНЫЕ МОЛОТЫ
19.1. Общие сведения
Представляют интерес схемы обработки металлов давлением со всесторонним сжатием и интенсивным направленным течением металла (например, объемная штамповка деталей с ребрами, шлицами, обратное выдавливание и т. п.). В этих случаях перенос объемов сопровождается контактным скольжением металла относительно поверхности инструмента при высоких нормальных давлениях. Кинетическая энергия переноса преобразуется в энергию граничного трения. Процесс сдвигового перемещения в толще деформируемого металла может быть представлен как движение с внутренним трением
Механическая энергия граничного трения, преобразуясь в тепловую, рассеивается либо воспринимается металлом, повышая его температуру. Внутреннее трение, с одной стороны, повышает сопротивление деформированию, а с другой, преобразуясь в теплоту, - рассеивается или также аккумулируется металлом.
Если начальная скорость v0 увеличена настолько, что длительность Гнагр нагрузочной фазы удара составляет тысячные или менее того доли секунды, то мощность всех процессов при ударе резко возрастает и выделяющаяся теплота не успевает рассеиваться. Процесс деформирования по существу изолируется от среды, и металл разогревается настолько, что становится заметным преобладание
423
Раздел IV. МОЛОТЫ
разупрочняющих процессов. Хотя от по-прежнему растет, общий расход энергии на внутреннее трение может даже уменьшиться; среднее за процесс сопротивление деформированию падает, а работа пластического деформирования увеличивается.
Важную роль в улучшении условий деформирования играет снижение сопротивления граничного трения в указанной области, что способствует более равномерному течению металла. Пределы этой области зависят от физико-механических характеристик обрабатываемого металла. Так, свинец, который чаще всего применяют при лабораторных исследованиях для моделирования горячей штамповки, начинает оплавляться при скоростях удара в начале штамповки около 20 м/с. По этой же причине приходится снижать температуру верхнего предела высокоскоростной горячей обработки для алюминиевых сплавов. Вместе с тем такие металлы, как молибден, титан, уран, цирконий, ниобий и др., широко применяемые в ракетной и ядерной технике, особенно хорошо деформируются при скоростях 20...30 м/с. Однако при так называемых критических скоростях, происходят нежелательные фазовые превращения в отдельных частях обрабатываемой заготовки, подверженных местному нагреву.
Действие привода высокоскоростных молотов основано на принципе термомеханической системы типа цилиндр - поршень. Для того чтобы поршень и связанные с ним подвижные части достигли высокой конечной скорости на относительно малом пути, необходимо создать большую активную силу, возбуждающую ускоренное поступательное движение в течение всего прямого хода.
В термомеханических системах высокоскоростных молотов в качестве энергоносителя применяют сжатый газ высокого давления, взрывчатое вещество или горючую смесь. Пар или сжатый воздух с обычными параметрами для этой цели непригодны, так как при работе на них требуются цилиндры огромных размеров.
Различия в физико-механических свойствах сжатого газа высокого давления и взрывчатого вещества или горючей смеси определяют своеобразие конструкций существующих молотов, из которых первые называют высокоскоростными газовыми, а вторые - высокоскоростными взрывными молотами.
19.2. Высокоскоростные газовые молоты
К настоящему времени разработано и воплощено в металле довольно много конструктивных схем высокоскоростных газовых молотов. По принципу действия схемы этих молотов можно разделить на двухкамерные и однокамерные.
В двухкамерном молоте (рис. 19.1) помимо рабочей камеры в цилиндре 3 имеется специальная емкость для аккумуляции газа высокого давления - азота с р= 14 МПа. Аккумуляционная камера отделена от рабочей распределительным органом - золотником 4, приводимым в движение от системы управления.
424
Глава 19. Высокоскоростные молоты
Рис. 19.1. Схема высокоскоростного газового двухкамерного молота
В представленном положении полость В заполнена через отверстие IV газом низкого давления и поршень 6 прижат к торцевому уплотнению 5. Золотник 4 смещен вниз под действием масла, нагнетаемого по трубке I в верхнюю полость золотниковой коробки, и перекрывает сопло из полости А в полость В.
Для пуска молота в сопло по трубке II поступает газ повышенного давления. Несмотря на низкое давление в полости 5, поршень при этом остается неподвиж
425
Раздел IV. МОЛОТЫ
ным, так как его площадь под соплом мала по сравнению с кольцевой площадью. Однако давление газа, поступившего по трубке II. все же достаточно велико, чтобы сдвинуть золотник вверх, и поэтому газ высокого давления из полости А через открывшиеся отверстия в золотниковой коробке и сопло врывается в рабочую камеру, отрывая поршень от кольца 5. В результате резко возрастают площадь, на которую действует этот газ, а следовательно, и сила. Подвижные части с большим ускорением начинают перемещаться вниз, достигая максимума скорости в конце хода перед началом штамповки.
Для подъема подвижных частей после удара в полость В под поршнем 6 через трубку III закачивается масло высокого давления. Расширившийся газ из части полости В над поршнем вытесняется в полость А с повторным сжатием (рекомпрессией) до начального давления. Когда поршень прижат к кольцу 5 давлением масла, опускается золотник 4. разъединяя полости. После этого давление под поршнем в полости В падает, а газ низкого давления вытесняет масло. Молот вновь в исходном положении и готов к следующему удару.
Конструктивно молот оформлен таким образом. Станина 12 является несущим элементом и предназначена для компоновки всех узлов и деталей, но жестко на ней укреплены только опоры 8 с направляющими втулками. В них установлены две стяжные шпильки-колонны 10. образующие вместе с верхней 1 и нижней 11 базовыми траверсами раму молота. К верхней траверсе прикреплен рабочий цилиндр 3. а на нижней размещена нижняя половина штампа. Подвижные части молота состоят из поршня 6. штока 7 и подвижной траверсы 9 с верхней половиной штампа. Направляется подвижная траверса колоннами 10. На нижней стороне траверсы 11 смонтирован гидравлический цилиндр 13 выталкивателя.
В процессе истечения газа высокого давления через соединительное сопло возникает реактивный импульс, действующий на верхнюю крышку полости А цилиндра 8. В результате вся рама молота движется вверх. После удара вследствие упругого отскока, а затем под влиянием силы тяжести рама смещается вниз. Для того чтобы предупредить удар рамы при посадке на нижние фиксаторы, шпильки-колонны пропущены через демпфирующие гидроцилиндры 2 (гидропневмоцилиндры).
Подобное устройство молота обеспечивает благоприятную механику движения соударяющихся масс: подвижные части и рама встречаются в момент удара, обладая соразмерным количеством движения. Поскольку рама «плавает» относительно станины, гашение импульсной нагрузки происходит практически полностью внутри системы подвижные части - рама. Энергия же упругого восстановления после удара рассеивается в демпфере. Поэтому молот работает устойчиво несмотря на огромный уровень кинетической энергии по отношению ко всей массе машины. Силовая замкнутость и гашение виброколебаний в системе позволяют устанавливать молот на ставнительно небольшом фундаменте.
Процесс удара в высокоскоростном молоте происходит значительно быстрее, чем в паровоздушном. Поэтому удельная мощность рабочего хода на еди-
426
Глава 19. Высокоскоростные молоты ницу массы высокоскоростной установки несравнимо превосходит таковую для обычного молота. Следовательно, важным отличием высокоскоростных газовых молотов является их очень низкая металлоемкость.
Однако, во-первых, высокоскоростные газовые молоты имеют усложненный индивидуальный привод. Например, в молоте по рассматриваемой конструктивной схеме в качестве энергоносителя применяют азот высокого и низкого давления, а также масло высокого давления. Азот поступает из баллонов, присоединяемых к цилиндру 3 (см. рис. 19.1) через систему газопроводов с регуляторами давления и прочей арматурой. Для подачи масла предназначается специальный насосный гидропривод. Во-вторых, детали высокоскоростных молотов, работающие в сложных условиях динамических нагрузок, приходится изготавливать из высококачественных сталей и других материалов. Требования к механической и термической обработке деталей также очень высоки. Поэтому стоимость единицы эффективной энергии удара у эквивалентных по мощности высокоскоростных газовых и паровоздушных штамповочных молотов примерно одинакова.
Необходимость совершать различные манипуляции с энергоносителями приводит к тому, что длительность цикла одного двойного хода у высокоскоростного газового молота довольно велика и доходит до 30...60 с в зависимости от размеров машины. Однако штамповка на таких молотах осуществляется за один удар, поэтому часовая производительность составляет 50... 120 поковок.
К настоящему времени выпущены высокоскоростные газовые молоты с энергией удара от 10 до 500 кДж.
В качестве примера однокамерной машины рассмотрим высокоскоростной газовый молот с эффективной энергией удара 160 кДж.
В комплекс установки молота входят: исполнительная машина (собственно молот); аккумуляторная газовая станция; гидропривод; системы газо-, воздухо-и маслопроводов с соответствующей арматурой, регулирующими и распределительными устройствами; пульт управления; электрооборудование и фундамент.
Исполнительная машина (рис. 19.2) компонуется из следующих узлов: рамы 3 с подвижными частями 5; станины 6 с ограждениями; цилиндров подъема 2 и выталкивателя 7; фиксаторов 4 и амортизаторов 7; клапана управления и системы смазки. Чтобы обеспечить требуемую прочность и жесткость, раму молота и подвижные части изготовляют цельноковаными из легированной стали 40ХНМА.
Установка рамы в станине допускает вертикальную подвижность. Для этого на боковых стойках рамы имеются направляющие пазы (рис. 19.3), а на станине -соответствующие планки.
В О-образном проеме рамы 7 размещена массивная траверса (баба) 4 подвижных частей. Точность движения траверсы относительно рамы обеспечивается направляющими - базовыми плоскостями у траверсы и регулируемыми планками 8
427
Раздел IV. МОЛОТЫ
Рис. 19.2. Схема высокоскоростного газового однокамерного молота
у рамы. В верхней поперечине рамы имеется сквозное отверстие для штока подвижных частей с дополнительным направлением по втулке 2. Снизу шток уплотнен верхней манжетой от утечки газа высокого давления, нижняя манжета предназначена для удержания смазочного слоя масла, поступающего из бачка под низким давлением. Направляющая втулка 2 крепится крышкой 3 буксы.
Головка рамы выполнена в форме пустотелого цилиндра и служит аккумуляционной газовой камерой. Для увеличения объема камеры внутри штока расточена полость. В шток ввинчивается крышка 77, снабженная сквозными боковыми отверстиями, соединяющими его внутреннюю полость с основной камерой цилиндра.
428
Гл ава 19. Высокоскоростные молоты
liiiiimiiiiiiii
"lull™
Рис. 19.3. Рама газового молота
Сверху цилиндр закрыт крышкой 9, в пазу которой уложено резиновое кольцо 10. В это кольцо упирается острой выступающей кромкой крышка штока, когда он находится в КВП, отсекая тем самым замкнутую полость П очень небольшого объема между крышкой цилиндра и торцом штока.
Станина молота - закрытого типа, сварная (из листового проката). На внутренней стороне боковых листов расположены планки направляющих и стопорные ограничители хода рамы. В переднем и заднем листах имеются проемы, открывающие доступ к штамповому пространству. Для безопасности (на случай поломки инструмента) передний проем перекрывается подвижным ограждением, подъем которого осуществляется при помощи двух пневмоцилиндров. На задний проем ограждение навешивается вручную перед началом работы.
429
Раздел IV. МОЛОТЫ
Рис. 19.4. Схемы фиксатора (а) и амортизатора (б)
Фундаментная плита станины сделана прочной с ребрами жесткости и служит для крепления цилиндров подъема 5 и выталкивателя 6, а также амортизаторов 7.
Для удержания подвижных частей вверху при аварийном срабатывании системы предназначены два фиксатора (рис. 19.4, а), установленные по боковым сторонам траверсы. Ползушка 5 фиксатора направляется втулкой 7 в раме 6 молота. Приводной пневмоцилиндр 1 фиксатора крепится в прорези боковой стойки 2 станины. Кулисное соединение ползушки со штоком цилиндра сделано так, чтобы она могла перемещаться вместе с рамой молота по вертикали: прямая рамка 4 кулисы закреплена на ползушке, а сухарь 3 - на штоке. Зазор между фиксирующей лыской ползушки и нижней плоскостью траверсы 9 не должен превышать 1 мм, регулируется он при помощи сменной планки 8 на лыске.
Цилиндры подъема и выталкивателя представляют собой обычные гидравлические механизмы двойного действия.
Как и в предыдущей конструкции высокоскоростного газового молота, рама в процессе разгона подвижных частей несколько поднимается, а затем в результате отскока и под действием земного притяжения движется вниз. Для погашения кинетической энергии и плавной посадки на место предусмотрены два пружинных амортизатора, симметрично расположенные относительно оси молота. Каждый из амортизаторов состоит из пружины 1 в свободном состоянии, воспринимающей нагрузку первой, и пружины 2 с предварительной затяжкой, воспринимающей нагрузку второй (рис. 19.4, б). Различие в характеристиках пружин и, следовательно, в частотах колебаний придает амортизаторам некоторые демпфирующие свойства. Амортизаторы одновременно являются и фиксаторами КНП рамы.
В исходном положении (см. рис. 19.3) полости аккумуляционной камеры в цилиндре и штоке заполнены газом высокого давления. Полость сверху штока
430
Глава 19. Высокоскоростные молоты
под крышкой цилиндра соединена с атмосферой, и поскольку на кольцевую часть штока снизу давит сжатый газ, возникающая при этом сила удерживает подвижные части в КВП. Ползушки фиксаторов выдвинуты под траверсу, штоки подъемных цилиндров и выталкивателя находятся внизу, доступ к штампам открыт. Рабочий укладывает заготовку в ручей и нажимает кнопку «Удар». Тотчас срабатывает электромагнит воздухораспределителя цилиндров ограждения, впуская сжатый воздух из ресивера пневмосистемы. Двигаясь вверх, ограждение закрывает проем рамы и одновременно нажимает на конечный выключатель, управляющий воздухораспределителем фиксаторов. Ползушка уходит из-под траверсы, освобождая ей путь вниз, и тоже нажимает на конечный выключатель общей системы управления молотом со специальным клапаном управления (рис. 19.5).
В корпусе 5 клапана управления установлена втулка 3, к седлам которой притерты клапаны 2 и 4. Тарелки клапанов упираются в диафрагмы 1 и 6. Диафрагмы защемлены крышками на фланцах корпуса. Со стороны, противоположной тарелкам, диафрагмы поджимаются пружинами и благодаря этому при отсутствии избыточного давления в полостях А и Д клапаны оказываются посаженными на свои седла.
Полости А и Д в головках клапана управления соединены с пневмосистемой молота, полость Г системой трубопроводов через входное отверстие Е соединена с аккумуляторной станцией, а через выходное отверстие В - с молотом; полость Б всегда соединена с атмосферой.
При срабатывании конечного выключателя от возвратного движения ползушки сжатый воздух из соответствующего воздухораспределителя поступает в полость Д, смещая клапан 4 вправо. Тогда сжатый газ из баллонов аккумуляторной станции устремляется через открытую полость Г в отсеченную под крыш-
Рис. 19.5. Клапан управления молотом
431
Раздел IV. МОЛОТЫ
кой цилиндра полость П (см. рис. 19.3). Давление на шток возрастает настолько, что усилие оказывается достаточным для отрыва его от крышки цилиндра. Тотчас же начинается расширение сжатого газа, и подвижные части, все больше увеличивая скорость, движутся вниз вплоть до удара.
При отходе траверсы от КВП освобождается конечный выключатель, управляющий реверсивным золотником, и масло высокого давления от насоса направляется под поршни цилиндров подъема подвижных частей. Циклограмма молота построена так, что штоки подъемных цилиндров упрутся в траверсу и начнут ее поднимать только после того, как произойдет удар. Такое запаздывание обеспечивается малой скоростью на протяжении небольшого холостого хода штоков вверх. От действия того же конечного выключателя обесточивается электромагнит воздухораспределителя пневмосистемы ограждения и штампы открываются.
В процессе подъема траверса нажимает на конечный выключатель, от которого запитывается электромагнит второго реверсивного золотника гидросистемы. Смещение золотника открывает доступ маслу высокого давления под поршень выталкивателя.
Поскольку ход штоков всех трех гидроцилиндров ограничен (выталкиватель и траверса доходят до упора в КВП), давление в гидросистеме повышается сверх необходимого для извлечения поковки из ручья или подъема подвижных частей. Установленное в гидросистеме реле давления срабатывает и включает электромагнит воздухораспределителя пневмосистемы. Сжатый воздух от ресивера начинает поступать в левую полость А клапана управления (см. рис. 19.5). Клапан 2 сдвигается влево, открывая проход из полости В на выхлоп. В результате давление в полости П между крышкой цилиндра и штоком (см. рис. 19.3) сбрасывается и траверса зависает наверху.
От реле давления срабатывают также упомянутые ранее воздухораспределители фиксаторов, и ползушки выходят под траверсу. Ходом ползушек фиксаторов и толкателя клапана включаются сразу три конечных выключателя, подающие команду на движение в исходное КНП штокам цилиндров подъема и выталкивателя. А они, в свою очередь, блокируют систему управления таким образом, что на пульте загорается сигнальная лампа «Готово к удару». Цикл завершен, и после нового нажатия на пусковую кнопку произойдет следующий удар.
Газовая аккумуляторная станция состоит из шести соединенных последовательно баллонов вместимостью 0,04 м3 каждый, причем давление сжатого азота в баллонах равно 15 МПа. При помощи регулятора давление азота снижается до расчетного р = 11 МПа в аккумуляционной камере молота. Рабочее давление воздуха в пневмосистеме 0,4 МПа.
Большой уровень аккумулированной в приводе энергии, разрядка которой при высоких скоростях движения подвижных частей происходит очень быстро, ставит особые требования к соблюдению правил безопасной эксплуатации высокоскоростных газовых молотов. Совершенно недопустимо проводить какие бы то ни было работы по подналадке штампов или затяжке креплений молота
432
Глава 19. Высокоскоростные молоты
при расположении исполнительных частей в промежуточном положении и наличии при этом сжатого газа в цилиндре. Все это можно делать, когда траверса лежит либо в КВП на фиксаторах, либо в КНП на штампе.
Следовательно, полная работа, совершаемая газом при расширении в цилиндре,
rP\V\
JU
(19.1)
где V\ и К2 - объемы, которые занимает газ соответственно в начале и в конце расширения.
На подвижные части с массой тх действуют сила Р от давления расширяющегося газа, сила тяжести Gx и сила трения Р х в уплотнении штока, а на раму с массой т2 ~ соответствующие силы Р, G2, />тр2 = Р1р1 и, кроме того, сила трения от амортизаторов Р .
Уравнения движения масс тх и т2 с перемещениями хх и х2 имеют вид mx"=P + G}-Р^;
mx^P-G.+P^-P^. (19.2)
Функцию Р определяем по адиабатическому соотношению
где Ршт - площадь поперечного сечения штока.
Подстановка выражения (19.3) в систему (19.2) приводит к системе двух нелинейных уравнений.
Для расчета конечных скоростей постараемся найти более простые уравнения. Количества движения, которыми будут обладать массы тх и т2 в конце хода, являются результатом действия импульса всех сил за время движения tK. Причем конечный эффект будет тот же, если переменную силу от расширяющегося газа заменить ее средним значением
где Нт ~ полный встречный ход исполнительных частей и рамы.
Силу трения от амортизаторов определим как среднее арифметическое Ртсрра от ее начального и конечного значений:
рсР = /рн +р* \/2
1 тр.а V7 тр.а ' 1 тр.а // *
433
Раздел IV. МОЛОТЫ
Тогда
m\v\=^PcP + G\-R\VK = AtK-, m2y2=(Pcp-G2+P^a-R2)tK=BtK.
Отсюда
(19.4)
Работа всех внешних сил, действующих на подвижные массы, преобразуется в кинетическую энергию движения, и поэтому эффективная энергия удара
L3=L + GlHx-G2H2+PWaH2-PTplH}-P7p2H2, (19.5)
где Я] и Я2 - полные перемещения масс тх и т2 соответственно навстречу друг
другу. Иначе
2 2 2 ( г2\
ff7|V2 | m2v2 mxvx х+тгБ_
2 2 2 т2 А2
(19.6)
Для определения перемещения масс из первого уравнения системы (19.2) вычтем второе и полученное уравнение дважды проинтегрируем, заменив силу ее средним значением. Тогда можно записать
f2
((?! +О2-ЛрРа)— = пгххх-т2х2.
Выражение (19.7) в конце хода будет иметь вид
Dt2 = 2(тхНх -т2Н2),
гдеО = 01+02-Р;Ра.
Преобразуем уравнение (19.8) к виду
V т2 А
Дополнительным к нему уравнением служит выражение
А\тхНх -m2H2)=DmxL3.
(19.7)
(19.8)
(19.9)
(19.10)
Решая совместно уравнения (19.5), (19.9) и (19.10), находим путь подвижных частей Нх и рамы Н2 к началу удара и по формуле (19.5) рассчитываем Ьэ. С помощью уравнений (19.6) и (19.4) определяем скорости Vj и у2.
Время движения масс от начала хода до удара рассчитываем по формуле
?к = от,г,/Л.
434
Гл ава 19. Высокоскоростные молоты
Как отмечалось ранее, для удерживания подвижных частей наверху из полости между поршнем и крышкой цилиндра сжатый газ сбрасывается в атмосферу, а последующий отрыв и начало движения вниз обеспечиваются кратковременным впуском небольшой порции газа высокого давления. Хотя объем впускаемого газа VB r невелик (менее 0,1 % от KJ, при непрерывной работе молота запас сжатого газа в баллонах аккумуляторной станции исчерпывается. Число ходов п. на которое его хватит,
П _. ^бал^бал бал _ ।
vo I Р\ J
где ибал - число баллонов, объем каждого из которых Кбал; /?бал - давление сжатого газа в баллонах.
19.3. Высокоскоростные взрывные молоты
Вещества или смеси, в которых при внезапном нарушении равновесия бурно протекают химические реакции с выделением больших количеств тепловой энергии и газообразных продуктов, называются взрывчатыми а процесс изменения их состояния в ходе реакции - взрывом. Огромный внутренний потенциал взрывчатых веществ или смесей можно использовать для обработки металлов давлением, если выделяющуюся при взрыве энергию направить на совершение полезной работы в соответствующей термомеханической системе.
От конструктивного оформления системы и способа взрыва зависит, будет ли это только устройство или кузнечная машина. В первом случае энергия взрыва передается обрабатываемому металлу в виде энергии упругих ударных волн через рабочее тело (жидкость или воздух) или при непосредственном контакте продуктов взрыва с металлом. Это так называемые импульсные устройства для штамповки взрывом. Во втором случае взрыв производится в обычной термомеханической системе. Энергия взрыва воспринимается в форме работы расширения газообразных продуктов. Поскольку стенки цилиндра и его крышка не изменяют своих размеров, работа расширения преобразуется в кинетическую энергию подвижных частей системы - бойка, поршня, плунжера, траверсы и т. п. Концентрация энергии очень высока, поэтому подвижные части разгоняются до больших скоростей и при ударе совершают заданное формоизменение металла.
Чтобы ударный импульс не воздействовал на фундамент и грунт, рама машины с закрепленным на ней цилиндром в процессе разгона подвижных частей также должна приобрести некоторую скорость. В результате, как и у высокоскоростных газовых молотов, удар будет погашен в системе двух столкнувшихся масс с почти равным количеством движения.
Машины, для привода которых используются взрывчатые вещества или смеси, были созданы сравнительно недавно. У них до сих пор много различных
435
Раздел IV. МОЛОТЫ
названий: импульсные машины, взрывные копры, пресс-пушки и др. Наиболее правильно их назвать высокоскоростными взрывными молотами, подчеркивая тем самым принадлежность к определенному классу кузнечных машин с определенным принципом действия.
Во взрывных молотах применяют энергоносители двух видов: метательные взрывчатые вещества и горючие смеси.
Метательные взрывчатые вещества создают на базе нитроцеллюлозы и обычно называют порохами. Порох хорошо горит с относительно невысокой скоростью перемещения фронта реакции от поверхности в глубь заряда - от нескольких сантиметров до нескольких десятков сантиметров в секунду. Контролируемость скорости горения - очень важное качество пороха, благодаря которому обеспечивается высокая точность метания снарядов, ракет или подвижных частей взрывных молотов.
При сгорании пороха образуются газовые смеси, состоящие из СО, CD2, Н2О и N2, с общим объемом от 940 до 1060 см3 на 1 г твердого вещества. Поскольку камера термомеханической системы, где производится сжигание пороха, замкнута, резкое увеличение удельного объема энергоносителя при распаде твердого пороха на газы, разогревающиеся вследствие экзотермического характера реакции, приводит к образованию высокого давления.
В качестве энергоносителя во взрывных молотах применяют также смеси высококалорийного топлива, например бензина, или горючих газов с атмосферным воздухом. Сгорание подобных смесей происходит с достаточно высокой скоростью, чтобы вызвать мгновенное повышение давления во взрывной камере, где они были подожжены. Последующее интенсивное расширение продуктов горения в цилиндре термомеханической системы вызывает метательный характер движения подвижных частей машины.
Нормальное давление газа составляет 0,3...0,5 МПа, но сжатый воздух подается в камеру под давлением до 5 МПа, поэтому максимальное давление при взрыве достигает 20...35 МПа.
Максимальное давление, развиваемое газовоздушными смесями взрывных молотов, рассчитывают по формуле
Pvaax ~~ КРсм’
где Ху - степень повышения давления при сгорании смеси в постоянном объеме, Ху = 6,5...7,5 для природного газа и 8...9 для смеси пропана с бутаном;рсм - начальное давление газовоздушной смеси при коэффициенте избытка воздуха = 1.
Работу расширения, произведенную продуктами горения в термомеханической системе, можно определить по формуле (19.1), учитывая, что показатель к должен соответствовать условиям процесса: к = 1,22... 1,32. Для того чтобы от единицы полного объема системы получить максимально возможную работу, по тем же данным вводят ограничение на степень расширения: V2/Vx = 1,3...2,5.
436
Гл ава 19. Высокоскоростные молоты
Эффективная работа системы, преобразуемая в кинетическую энергию подвижных частей, меньше располагаемой в связи с механическими и газовыми потерями. КПД, учитывающий эти потери, составляет 0,8...0,9.
На рис. 19.6, а показана схема импульсной машины для обработки взрывом. Машина выполнена в горизонтальном варианте без несущей станины. Вместо последней имеется балочное основание 7, на котором на катках 2 установлена подвижная рама. Рама составлена из массивной левой поперечины 3 и правой головки, стянутых колоннами 4. На поперечине 6 головки укреплен цилиндр 7 с глушителем 8 и взрывной камерой 10. Шток 9 цилиндра крепится к траверсе 5, образуя вместе с ней подвижные части машины.
Природный газ и сжатый воздух подаются во взрывную камеру 1 (рис. 19.6, б). В начале цикла наполнения электроклапан 5 открыт и газ впускается в камеру до тех пор, пока давление в ней не достигнет заданного. Тогда срабатывает реле давления 4 и клапан закрывается. Тотчас открывается аналогичный клапан 6 на впуск сжатого воздуха. Когда давление смеси повысится до требуемого уровня, клапан 6 закрывается от реле давления 7. Машина готова к пуску. Горючая смесь в камере поджигается при помощи запальной авиационной или автотракторной свечи 2. Как и во всякой газовой системе, впускные магистрали блокируются обратными клапанами 3.
После взрыва смеси подвижные части разгоняются до скоростей 20...80 м/с в зависимости от условий деформирования обрабатываемого металла и требований к машине. (Скорость движения и, следовательно, эффективная энергия удара регулируется изменением давления газа и сжатого воздуха, т. е. соответствующей перенастройкой реле давлений.) Взрывной импульс, действуя на крышку камеры цилиндра, вызывает откат рамы навстречу подвижным частям. Следует двусторонний удар по обрабатываемому металлу, и энергия движения гасится в системе машины. Поскольку сцепление рамы с балками основания благодаря каткам минимально, вибрационное воздействие удара на фундамент почти не ощущается.
Рис. 19.6. Схемы импульсных машин
437
Раздел IV. МОЛОТЫ
Давление в камере сбрасывается автоматически, так как шток перед подходом к крайнему левому положению открывает выхлопные окна в цилиндре (см. рис. 19.6, а). В результате отработавшие газы уходят в глушитель и затем отсасываются вентиляцией.
В исходное положение подвижные части возвращаются плунжерами боковых гидроцилиндров, установленных на левой поперечине. Для извлечения изделия в машине должен быть гидровыталкиватель. В связи с высоким начальным давлением энергоносителя в конструкции машины предусмотрены фиксаторы, удерживающие подвижные части в крайнем правом положении.
Если в качестве энергоносителя использовать порох, то при сохранении общей компоновки машины необходимо внести изменения в устройство цилиндра термомеханической системы. В этом случае цилиндром обычно служит срезанный ствол подходящего по калибру артиллерийского орудия после удаления лейнера и расточки внутреннего отверстия. На казенную часть ствола навинчивается камера сгорания (взрывная камера). В направляющую часть камеры закладывается патрон. Поджигают порох двумя способами: при помощи ударного механизма, боек которого ударяет по пистону, и при помощи запальной свечи с нагревом проволоки, проходящей через массу пороха в патроне.
Компактность пороха как энергоносителя и атмосферное давление в камере сгорания перед пуском машины - очень важные преимущества. Однако порох чувствителен к влаге, требует специальных условий для хранения и учета расходования. Поскольку природный газ имеется почти повсюду в промышленности, в настоящее время перспективы внедрения взрывных молотов связаны именно с этим видом энергоносителя, а также с бензино- и керосиновоздушными горючими смесями.
Пороховые машины остаются очень удобным видом оборудования для лабораторных исследований высокоскоростных методов штамповки.
Глава 20. ПРИВОДНЫЕ МОЛОТЫ
20.1. Общие сведения
Машины, у которых двигательный и передаточный механизмы представляют единый привод, называют приводными. Индивидуальный электропривод достаточно широко распространен в конструкциях молотов, предназначенных для ковки и штамповки, если МПЧ сравнительно невелика. Он существенно упрощает подвод энергии, управление, позволяет повысить КПД и улучшить условия труда по сравнению с паровоздушным приводом, у которого энергоносителем является пар или сжатый воздух, подаваемый из котельной или от компрессорной станции. Молотам с индивидуальным электроприводом уделяют все большее внимание, совершенствуют существующие и разрабатывают новые конструкции и системы их управления.
438
Гл ава 2 0. Приводные молоты
В зависимости от типа передаточного механизма приводные молоты подразделяют на пневматические, механические (фрикционные с доской и гибкими связями) и гидравлические.
20.2. Пневматические молоты
Назначение и принцип действия. Пневматические молоты, выпускаемые отечественной промышленностью, предназначены для выполнения операций ковки на плоских или вырезных бойках. Некоторые иностранные фирмы освоили их выпуск для горячей штамповки.
Пневматические молоты быстроходны, позволяют регулировать эффективную энергию удара в процессе работы, обеспечивают сравнительно высокий КПД, просты по устройству и не требуют тщательного ухода. Их строят с массой падающих частей 30... 1000 кг. Скорость движения в момент удара должна достигать для малых молотов 5 м/с, а для крупных - 7,5 м/с. Это позволяет накапливать весьма значительную эффективную энергию удара Ьэ = 800 Дж для молота с МПЧ 50 кг и 28 кДж для молота с МПЧ 1000 кг. При этом для малых молотов число ударов в минуту п = 230, а для крупных - п = 100. Наибольшее распространение получили пневматические молоты с МПЧ до 400 кг. Масса шабота у них равна 12-кратной МПЧ.
Основные узлы пневматического молота (рис. 20.1) следующие: станина 3, отлитая заодно с рабочим 77 и компрессорным 2 цилиндрами; пустотелая баба 10. которая одновременно служит поршнем и штоком рабочего цилиндра; шабот 9; воздухораспределительные устройства 72 и привод. Последний состоит из электродвигателя 7, ременной 6 и зубчатой 5 передач, кривошипного вала 8. шатуна 4 и поршня 7 компрессорного цилиндра.
Энергоноситель в пневматическом молоте, как и в паровоздушном, - сжатый воздух, однако принципы действия этих молотов различны. В пневматическом молоте падающие части движутся под действием сжатого воздуха, который, подобно упругому элементу, сжимается и расширяется в замкнутых объемах нижних и верхних полостей компрессорного и рабочего цилиндров. Таким образом, воздух - энергоноситель. Он обеспечивает гибкую связь между падающими частями молота и поршнем компрессорного цилиндра. В процессе работы соответствующие полости компрессорного и рабочего цилиндров с помощью распределительных устройств соединены или разъединены в зависимости от выполняемого молотом хода (цикла).
Принцип действия, взаимное расположение поршней, а также давление воздуха в компрессорном и рабочем цилиндрах могут быть установлены из совместного рассмотрения круговой циклограммы (рис. 20.2, а). графиков хода S и скорости v (рис. 20.2, б, д), а также индикаторных диаграмм (рис. 20.2, в. г). Их строят на основе расчета или в результате испытания пневматических молотов.
439
Раздел IV. МОЛОТЫ
12
Рис. 20.1. Схема пневматического молота
Индикаторные диаграммы, построенные на основе расчета, называются предположительными, а по данным испытаний - действительными. В первом случае их используют при проектировании для оценки правильности выбора размерных параметров, во втором - для оценки состояния молота.
В исходном положении давление воздуха в верхних и нижних полостях компрессорного и рабочего цилиндров, которые соединены между собою и с атмосферой, равно 0,1 МПа (абсолютное давление); поршень компрессорного цилиндра находится в КВП, а рабочего - в КНП (бойки сомкнуты, как показано на рис. 20.1); кривошип вала расположен в КВП (точка А на циклограмме, рис. 20.2, а).
440
Глава 20. Приводные молоты
Рис. 20.2. Круговая циклограмма (я), графики хода и скорости (б, д) и индикаторные диаграммы (в, г) работы молотов (КЦ, РЦ - компрессорный и рабочий цилиндры; НП, ВП - нижнее и верхнее положения соответственно)
При вращении кривошипного вала по направлению движения часовой стрелки поршень компрессорного цилиндра опускается. В результате его полости отключаются от атмосферного давления и происходит сжатие воздуха в нижних полостях компрессорного и рабочего цилиндров, а в верхних - расширение (см. рис. 20.2, в). Поршень рабочего цилиндра остается неподвижным до тех пор (точка Б на циклограмме, рис. 20.2, а), пока равнодействующая давления в нижней его полости недостаточна для подъема.
При угле поворота кривошипного вала oCj эта равнодействующая становится равной силе тяжести падающих частей и направлена вверх. При дальнейшем вращении кривошипного вала падающие части начинают перемещаться вверх; давление воздуха в нижних полостях цилиндров продолжает возрастать, а в верхних - уменьшаться. При а2 = л (точка В на циклограмме) поршень компрессорного цилиндра находится в КНП и при дальнейшем вращении кривошипного вала начинает двигаться вверх. Верхние полости цилиндров при ос2 = л соединяются с атмосферой и давление воздуха в них резко повышается до атмосферного (см. рис. 20.2, г). Поршень рабочего цилиндра под действием давления воздуха и накопленной кинетической энергии продолжает
441
Раздел IV. МОЛОТЫ
подниматься вверх, хотя давление воздуха при а > а2 в нижних полостях цилиндров начинает снижаться, а в верхних - возрастать (см. рис. 20.2, г).
При угле поворота а3 (точка Г на циклограмме) поршень рабочего цилиндра перекрывает канал, соединяющий верхние полости цилиндров. С этого момента давление воздуха в верхней полости рабочего цилиндра начинает резко возрастать, так как объем ее невелик, а в нижней образуется вакуум - происходит торможение (см. рис. 20.2, г). В результате поршень рабочего цилиндра после мгновенной остановки в КВП (точка Д на циклограмме) начинает опускаться. Через некоторое время открывается обратный клапан (точка Е\ верхние полости соединяются между собой, и давление воздуха в них выравнивается. Давление в нижних полостях цилиндров возрастает, хотя поршень компрессорного цилиндра продолжает двигаться вверх. При угле поворота кривошипного вала (точка Ж на циклограмме) происходит удар бойка по заготовке.
Скорость бабы в момент удара определяют по соответствующему графику (см. рис. 20.2, д), который строят графическим дифференцированием диаграммы перемещения бабы в функции времени (при равномерном вращении кривошипного вала для этого можно воспользоваться графиками, приведенными на рис. 20.2, б), а эффективную энергию удара - по формуле ту /2.
Работой пневматических молотов отечественного производства управляют при помощи трех кранов: верхнего и нижнего, осуществляющих собственно управление и поворачивающихся от рукоятки или педали, и среднего, включающего и выключающего управления (рис. 20.3). Пневматические молоты позволяют осуществлять следующие циклы: холостые хода, удерживание па
Рис. 20.3. Положение рукояток и кранов молота
442
Глава 20. Приводные молоты
дающих частей на весу, автоматические и единичные удары, прижим поковки. Рассмотрим положения рукояток и кранов молота модели М415А при выполнении этих циклов (табл. 20.1).
1. Холостой ход. Рукоятка управления нижнего и верхнего кранов занимает среднее положение 7, а среднего - положение II. При этом нижняя полость компрессорного цилиндра через камеру К (сечения Г-Г и Е-Е) соединена с атмосферой; верхняя полость компрессорного цилиндра также соединена с атмосферой (сечение Б-Б). При движении поршня компрессорного цилиндра давление воздуха в цилиндрах постоянно и равно атмосферному, поршень рабочего цилиндра остается неподвижным в КНП.
2. Держание падающих частей на весу. Рукоятка управления нижнего и верхнего кранов занимает среднее положение 7, рукоятка управления среднего крана -положение /. При этом нижние полости рабочего и компрессорного цилиндров соединены; давление воздуха в них должно быть постоянным. Это возможно, если камеру К отсоединить от атмосферы (сечение Е-Е), а воздух из нижней полости компрессорного цилиндра после камеры К направить через обратный клапан в камеру Л и дальше по каналам нижнего крана (сечение В-В) в нижнюю полость рабочего цилиндра.
3. Автоматические удары. Рукоятка управления нижнего и верхнего кранов занимает положение 2, а среднего может быть в любом положении (/ или П). В этом случае верхние и нижние полости цилиндров соединены между собой (сечения Б-Б и Г-Г). Камера К отсоединена от верхней и нижней полостей компрессорного цилиндра. Энергия удара зависит от степени открытия окон, определяемой углом поворота рукоятки. Чем больше угол поворота рукоятки управления к положению 2, тем сильнее открыты окна, а следовательно, меньше мятие воздуха и больше эффективная энергия удара.
4. Единичные удары. Рукоятка управления нижнего и верхнего кранов после удара из положения 2 возвращается в среднее положение /. Рукоятка управления среднего крана должна быть в положении /. Единичные удары представляют собой комбинацию циклов «Автоматические удары» и «Держание падающих частей на весу».
5. Прижим поковки. Рукоятка управления нижнего и верхнего кранов повернута влево (положение 3), а среднего находится в положении /. Для осуществления этого цикла необходимо, чтобы давление воздуха в верхней полости рабочего цилиндра было постоянным, а нижняя полость была бы соединена с атмосферой. Воздух из нижней полости компрессорного цилиндра поступает в камеру К (сечение Г-Г), затем через обратный клапан - в камеру Л и через канал в верхнем кране (сечение А-А) - в верхнюю полость рабочего цилиндра.
В верхнем положении поршня компрессорного цилиндра обе его полости соединяются с атмосферой через отверстия в поршне и штоке и каналы в цилиндре (рис. 20.4, а). Соединение верхней и нижней полостей компрессорного цилиндра с атмосферой в КНП поршня показано на рис. 20.4, б.
443
Таблица 20.1. Положения кранов и рукояток пневматического молота для основных режимов его работы (см. рис. 20.3)
Положение рукоятки управления нижнего и верхнего кранов Режим работы Положение верхнего и нижнего кранов в сечениях Положение среднего крана (Е-Е) Положение рукоятки управления среднего крана
А-А Б-Б В-В г-г
1 Холостой ход впкц Камера К Камера Л НПРЦ Камера К нпкц II
Держание падающих частей на весу I
1
2 Автоматические удары ВПРЦ впкц нпкц I
'/Ж
НПРЦ II
3 Прижим поковки ВПРЦ Камера Л впкц Камера К Камера К НПКЦ I
Гл ава 2 0. Приводные молоты
Рис. 20.4. Соединение полостей компрессорного цилиндра с атмосферой (а) и между собой в КНП (б)
Чтобы предотвратить удар поршня о верхнюю крышку, в конструкции предусмотрено образование воздушного буфера при его движении вверх. Буферное устройство представляет собой замкнутый воздушный объем А (рис. 20.5), который образуется после перекрытия им канала 7, связывающего верхние полости рабочего и компрессорного цилиндров. В этом устройстве предусмотрен клапан 2 для соединения верхних полостей обоих цилиндров при движении рабочего поршня вниз для открытия канала 7. Наличие обратного клапана обеспечивает более высокую скорость падающих частей при ударе.
Конструкции узлов пневматических молотов. Станины пневматических молотов - это сложные отливки из чугуна СЧ 18. Их конструкции включают рабочий и компрессорный цилиндры, что позволяет уменьшить габаритные размеры и количество сочленений. У маленьких пневматических молотов они цельные,
Рис. 20.5. Схема буферного устройства
445
Раздел IV. МОЛОТЫ
у крупных - составные. Это создает определенные удобства при транспортировке, нет необходимости использовать специальные металлорежущие станки для их изготовления, но при недостаточно тщательной обработке базовых плоскостей и невысокой точности при сборке долговечность их меньше.
Поршень и шток рабочего цилиндра пневматического молота пустотелы, их изготовляют как одно целое. К штоку непосредственно устанавливают боек. Для предотвращения вращения поршня на штоке предусмотрены лыски.
Поршень рабочего цилиндра пневматического молота отковывают из стали 45, а поршень компрессорного цилиндра отливают из чугуна СЧ21, поршневые кольца чугунные (СЧ21) разрезные. Кривошипный вал и шатун отковывают из стали 45. Фундаментные плиты отливают из чугуна СЧ 18.
Смазывание компрессорного и рабочего цилиндров пневматических молотов централизованное от плунжерного насоса с механическим приводом, а головки шатуна и корпуса - индивидуальное.
Расчет пневматических молотов. При работе необходимо определить скорость падающих частей в момент удара (эффективную энергию удара), мощность электродвигателя для заданных или выбранных размерных и скоростных параметров. Для расчета строят предположительные индикаторные диаграммы давления воздуха, графики пути и скорости поршней рабочего и компрессорного цилиндров.
Согласно круговой циклограмме (см. рис. 20.2, а), ход падающих частей молота состоит из нескольких участков, определяемых углом поворота кривошипного вала:
1) 0 - cq - падающие части неподвижны;
2) otj - я - первый участок хода: падающие части перемещаются вверх, поршень компрессорного цилиндра движется вниз;
3) я - а3 - второй участок хода: падающие части молота и поршень компрессорного цилиндра движутся вверх; после перекрытия поршнем рабочего цилиндра канала, соединяющего верхние полости рабочего и компрессорного цилиндров, в первом образуется замкнутый объем воздуха (буфер);
4) a3 - ос4 - третий участок хода: падающие части молота движутся вниз; давления в рабочем и компрессорном цилиндрах выравниваются, открывается обратный клапан;
5) a4 - а5 - четвертый участок хода: падающие части молота движутся вниз, а поршень компрессорного цилиндра - вверх; участок заканчивается ударом бойка (падающих частей) по заготовке;
6) а5 - 2я - падающие части молота неподвижны.
Уравнение движения падающих частей молота для всех участков хода имеет вид
d2Sp
P\Fx+pm(F2-FJ-p2F2-yG = m—^, (20.1)
at
446
Глава 20. Приводные молоты
где Р\.р2 - абсолютное давление воздуха в нижней и верхней полостях рабочего цилиндра соответственно; F2 - площадь поперечного сечения поршня в нижней и верхней полостях рабочего цилиндра соответственно; paT - атмосферное давление (обычно принимают раг = 0,1 МПа); <р - коэффициент, учитывающий трение в направляющих (<р=1, если падающие части неподвижны; 1,1, если движутся вверх, и 0,9, если движутся вниз); 5р - ход поршня рабочего цилиндра, отсчитываемый от КНП.
Для угла поворота кривошипного вала а = а19 соответствующего моменту отрыва бойка от поковки, уравнение (20.1) принимает вид
pj\ + Pm(F2 -Fl)-P2F2-G = о. (20.2)
Давления р1 и р2 определяем из приближенных выражений:
ук
_ у 01
P'~PaT(K0l-SF3/ ~Рат
_ у 02
Р~ P"(V02-SF4)k ~Р"
1 ,SF3\
1 + А;—3- ;
Пи >
(20.3)
1-^.
^02 >
где К01, К02 - первоначальные объемы нижних и верхних полостей цилиндров, соответствующие КНП поршня рабочего цилиндра и КВП поршня компрессорного цилиндра; к - показатель политропы (в этих выражениях принято, что давление воздуха в полостях цилиндров изменяется по политропе с показателем к= 1,4, что хорошо согласуется с экспериментальными данными); S - ход поршня компрессорного цилиндра, отсчитываемый от КВП; F3, F4 - площадь поперечного сечения поршня в нижней и верхней полостях компрессорного цилиндра соответственно.
В результате совместного решения уравнений (20.2) и (20.3) получаем расчетную формулу для определения хода поршня компрессорного цилиндра до начала подъема бойка молота вверх:
1
Согласно формуле (20.1), косинус угла поворота кривошипного вала
2(1-S]/7?)(1 + X) + S12/^2
cos ос 1 = — ------------------,
1 2(1 + 1/Х)- S}/R
где R - радиус кривошипа; X = 7?//ш; /ш - длина шатуна.
447
Раздел IV. МОЛОТЫ
Чтобы установить зависимость между ходом падающих частей и углом поворота кривошипного вала, нужно для каждого участка хода проинтегрировать уравнение (20.1), подставив давленияр} нр2:
Vk
_____ Foi _
к
OT(K01-5pF1-5F3)
^oi >
vk
K 02
Обобщенные уравнения имеют вид
sp = а {1 - cos[g(a - a, )]} + 5р(. cos [<?(a - a, )] +
+sin [q (a - a ,)] + —2—2 ;
q(f) q(f)(q-Y)
v = (a- Spj )q eosin [g(a - a,)] +
+v,. cos [g(a - a)] + -ф-1;, (20.4)
co(? -1)
где a = S^ q = р/ю.щ- угол поворота кривошипного вала, i= 1, 2, Spz, vz -ход рабочего цилиндра и скорость падающих частей молота, соответствующие углу поворота az; со = ъп/ТА) - угловая скорость кривошипного вала; п - его частота;
G I F01 r02 )’ p G ^01 r02J’
Вi = A, sin (q a,) + Б, cos (qa,)-q cos a t;
Aj = q cos a, sin (g a,) - sin a, cos (q a,);
= q cos a, cos (^ a,) + sin a, sin (^ a,);
Fz = Д cos (<? a,) - 2>, sin (g a,) + sin a,.
При определении давления на втором участке хода необходимо учитывать изменение начальных условий в результате соединения верхней полости ком
448
Глава 20. Приводные молоты
прессорного цилиндра с атмосферой. С учетом этого давление воздуха в верхних полостях определяем по формуле
(F02-SpF2-SF4)A (F02-5pa3+5aF4)A
На третьем участке хода после включения буфера объем верхней полости рабочего цилиндра резко уменьшается, а формула для вычисления давления принимает вид
_ _______77 буф____
;_jP2“3[^-(sp-spa3)]^ =
1
I- ~\к '
20.3. Механические молоты
Механические молоты относят к молотам простого действия. Это означает, что баба падает под действием только силы тяжести. Скорость ее в момент удара и соответственно эффективная энергия удара определяются высотой подъема:
v=p$gHm- L3=0,9GHm.
Основное преимущество этих молотов - невысокая стоимость, простота конструкции, удобство эксплуатации, наличие индивидуального электропривода; недостаток - небольшое число ударов в минуту (30...50). Механические молоты предназначены для горячей объемной штамповки поковок, не требующих подкатки или протяжки, для правки и калибровки.
В зависимости от типа передаточного механизма механические молоты подразделяют на фрикционные с доской и с гибкими связями. У фрикционных молотов передаточный механизм - доска, а у молотов с гибкими связями - ремень или цепь. В зависимости от типа гибкой связи последние называют молотами с ремнем или цепью.
Фрикционные молоты с доской применяют в кузнечно-штамповочных цехах некоторых машиностроительных предприятиях. Молоты с гибкими связями в нашей стране широкого распространения не получили, хотя в мировой практике кузнечно-штамповочного производства их доля достаточно высока. Конструкцию этих молотов постоянно совершенствуют, улучшая прочностные характеристики гибких связей, управление и др.
449
Раздел IV. МОЛОТЫ
Фрикционные молоты с доской. Шабот 7, стойки 2 и баба 3 этого молота (рис. 20.6) почти не отличаются от аналогичных деталей у паровоздушного молота. Основное их отличие - привод молота, элементами которого являются жестко закрепленная в бабе доска 4, нажимные ролики 5 и тормозные колодки 6. Когда доска зажата между вращающимися роликами, падающие части поднимаются. При достижении ими заданной высоты подъема ролики расходятся. Если в этот момент доска не будет зажата тормозными колодками, то баба начнет падать и произойдет удар по поковке. Если же доска зажата колодками, то падающие части удерживаются в КВП. Ролики получают вращение от электродвигателя через клиноременную и зубчатую передачи.
Рис. 20.6. Схема фрикционного молота с доской
450
Глава 20. Приводные молоты
В современных конструкциях фрикционных молотов с доской энергию удара регулируют высотой подъема падающих частей. Схема управления позволяет осуществлять ее без остановки (рис. 20.7).
В исходном положении доска зажата тормозными колодками и падающие части удерживаются в КВП. При нажатии на кнопку 1 электромагнит 3 втягивает сердечник и тем самым перемещает золотник 4 вниз. Воздух из сети поступает под поршень цилиндра. В результате правая тормозная колодка 6 отходит и доска 7 освобождается. Падающие части 5 движутся вниз. В момент удара баба скосом набегает на ползушку 16, которая сталкивает штангу 13 с упора 17. Конечный выключатель 9 замыкается, правый нажимной ролик 8 подводится и зажимает доску. Затем начинается подъем падающих частей. При приближении их к КВП скос бабы набегает на путевой переключатель 10, который замыкает цепь электромагнита 75.
Рис. 20.7. Электропневматическая схема управления фрикционным молотом с доской
451
Раздел IV. МОЛОТЫ
Золотник 14 опускается и воздух поступает под поршень И цилиндра. Правый нажимной ролик отходит и освобождает доску. При протекании тока по катушке 12 разрывается цепь электромагнита 3 (контакт 2). Тормозные колодки зажимают доску и удерживают падающие части молота в верхнем положении. Чтобы осуществить следующий удар, необходимо вновь нажать кнопку 1.
Для отключения нажимных роликов в произвольном положении при подъеме падающих частей необходимо нажать кнопку 18 - цепь электромагнита 15 замыкается и правый ролик отводится от доски. При этом падающие части по инерции продолжают движение вверх, а затем вниз.
Ход падающих частей молота вверх состоит из трех участков: разгона, установившегося движения (скорость подъема доски равна скорости вращающихся зажимных роликов за вычетом проскальзывания) и замедления движения (после отведения ролика).
На третьем участке нажимной ролик отведен, но падающие части движутся вверх под действием силы инерции. Третий участок хода необходим для предотвращения удара бабы в верхнюю часть станины. Продолжительность первого и третьего участков (или их протяженность) определяют в результате решения следующих уравнений движения:
dv dt
dv 1 1Г т— =
dt
(20.5)
(20.6)
где v - скорость роликов; Ц - коэффициент трения; Q - сила прижима ролика
к доске.
Протяженность второго участка определяют вычитанием длин первого и
третьего участков из общей высоты подъема падающих частей. Она составляет
Рис. 20.8. Зависимость крутящего момента от продолжительности подъема бабы
1,5 м, а в некоторых случаях и более.
Наибольшее распространение получили молоты с МПЧ 500... 1500 кг, а в исключительных случаях - до 2500 кг. Масса шабота равна 20-кратной МПЧ.
При расчете фрикционных молотов с доской необходимо установить мощность электропривода с маховиком. Методика расчета такого привода подробно изложена в литературе. Здесь же приведем рекомендации по определению зависимости крутящего момента от продолжительности подъема бабы или угла поворота нажимных роликов (рис. 20.8).
452
Глава 20. Приводные молоты
Для построения графика этой зависимости рассмотрим указанные выше участки хода вверх падающих частей. Чтобы определить силу, прикладываемую со стороны нажимных роликов к доске, проинтегрируем уравнение движения (20.5) на первом участке подъема. В результате получаем
P=VQ=Q 1,1+— I &\)
где tx - продолжительность первого участка подъема бабы.
На втором участке хода вверх скорость падающих частей постоянна, а ускорение равно нулю, следовательно, необходимая для подъема сила
Р = 1,1G.
Крутящий момент, приложенный к роликам, Мк = А//2,
где d - диаметр нажимных роликов.
Если ролики имеют общий электродвигатель, то сила Р представляет собой равнодействующую сил трения на обеих поверхностях доски, если различные, то силу Р определяют отдельно для каждого ролика (см. рис. 20.8).
Силу, необходимую для подъема падающих частей, на первом участке принимают равной 4G. На третьем участке ролики отведены от доски. Электродвигатель на этом участке и в последующей паузе расходует энергию на разгон маховика до начальной частоты вращения. Коэффициент трения ц между роликом и доской рекомендуют принимать равным 0,45 (чугун по дереву).
Доски фрикционных молотов изготовляют из ясеня, красного бука или искусственных материалов. Линия контакта между роликами и доской при неточной установке может не лежать в горизонтальной плоскости. В этом случае при зажиме доски роликами она изгибается, что приводит к появлению дополнительных напряжений изгиба, а следовательно, снижению долговечности ее работы.
Молоты с гибкими связями. Молоты с гибкими связями применяют преимущественно для горячей штамповки. Подъем падающих частей в них осуществляется с помощью ремня или цепи.
Молот с ремнем может быть выполнен по двум схемам. Первая по принципу действия аналогична схеме молота с доской: падающие части здесь поднимаются с помощью ремня, зажимаемого между подвижным и неподвижным роликами, при вращении которых силы трения увлекают ремень.
По второй схеме ремень наматывается на вращающийся шкив. Основными элементами привода в этом случае (рис. 20.9) являются холостой 5 и тормозной 1 шкивы, расположенные на одном валу (на рис. 20.9 они условно размещены отдельно), лента 2 тормозного шкива, рычаг подъема 3, распределительный вал 4 с рычагом 7. Холостой шкив 5 может свободно проворачиваться
453
Раздел IV. МОЛОТЫ
Рис. 20.9. Схема молота с ремнем, наматывающимся на вращающийся шкив
относительно вала, тормозной шкив 1 соединен с валом при помощи шпонки. Лента 2 тормозного шкива, охватывая его, одним концом закреплена на рычаге подъема 3, а другим - на распределительном валу 4. В зависимости от угла поворота распределительного вала лента может быть свободной или прижатой к тормозному шкиву. Если она прижата, то рычаг подъема вращается вместе с тормозным шкивом и наматывает ремень на холостой шкив.
Распределительным валом управляют при помощи рычага 7. В исходном положении рычаг отжат пружиной, тормозная лента проскальзывает относительно тормозного шкива. При натяжении троса S, связанного с управляющей тягой, поворачивается рычаг распределительного вала. Управляющая тяга приводится в действие вручную или автоматически.
Если натянуть трос S, то тормозная лента натягивается на тормозном шкиве и вращается вместе с ним, приводя в движение рычаг подъема, который наматывает ремень 6 на холостой шкив. Если трос отпустить, то стальная лента ослабляется на тормозном шкиве и баба падает вниз. Рычаг подъема возвращается в исходное положение.
Преимущество второй схемы подъема по сравнению с первой - отсутствие нагрузок на ремень со стороны нажимных роликов.
При наматывании на шкив ремень проскальзывает, в результате чего оба они нагреваются. Чтобы поддерживать необходимую температуру, применяют водяное охлаждение.
В настоящее время в качестве материала для ремней используют текстиль. Одновременно проводят исследования возможности применения нейлона и других синтетических материалов. Основным их недостатком считают низкий модуль упругости (большое «пружинение»). Молоты с ремнем выпускают с МПЧ до 750 кг.
Молот с цепью (рис. 20.10) по принципу действия аналогичен молоту с ремнем. Цепь 5 наматывается на барабан 2, который шпонкой связан с валом 4. Вращение вал получает через фрикционную однодисковую муфту 3. Для удержания падающих частей в верхнем положении используется дисковый тормоз 1.
454
Глава 2 0. Приводные молоты
Рис. 20.10. Схема молота с цепью
Падение бабы происходит при отключенной муфте и тормозе. Чтобы уменьшить ударные нагрузки на цепь молота, ее соединяют с бабой через демпфирующие устройства.
При определении мощности электродвигателя у молотов с гибкими связями ускорение бабы не должно превышать 4g, что обусловлено прочностными свойствами ремня или цепи.
455
Раздел IV. МОЛОТЫ
20.4. Гидравлические молоты
В гидравлических молотах, применяемых для горячей объемной штамповки преимущественно в одном ручье, для правки и иногда для калибровки заготовок, энергоносителем (рабочим телом) является жидкость высокого давления (12... 18 МПа) - водная эмульсия, минеральное или синтетическое масла. Гидравлические молоты могут быть простого и двойного действия.
В молотах простого действия жидкость используют для подъема падающих частей в КВП. Как и в механических молотах, ход вниз осуществляется под действием силы тяжести. Для торможения поршня при подходе к КВП используется воздушный буфер, благодаря чему увеличивается быстроходность молота. Чтобы обеспечить максимальную энергию удара, при нажатии на педаль почти мгновен
но происходит подъем клапана выпуска жидкости из подпоршневого пространства на слив. В молотах простого действия скорость в момент удара достигает 5 ...6 м/с. Для обеспечения таких скоростей высота падения бабы должна быть 1,35...2,2 м. В связи с этим молоты простого действия подразделяют на молоты с короткими и длинными ходами. Электрогидравлический привод молота позволяет обеспечить 40...60 ударов в минуту для полных ходов и 80... 100 - уменьшенных. Отличительная особенность этих молотов - тонкий шток, соединенный с бабой посредством амортизатора. Долговечность работы такого штока выше по сравнению со
штоками паровоздушных штамповочных молотов.
Управление молотами простого действия обеспечивает возможность регулирования эффективной энергии удара, что важно для увеличения долговечности работы штоков, поскольку при избытке эффективной энергии инерционные
силы подвижных частей всегда возрастают.
К жесткости станин молотов простого действия предъявляют особые требо-
вания, что позволяет получать поковки повышенной точности. Эти молоты строят
Рис. 20.11. Схема гидравлического молота двойного действия
с МПЧ 500...2000 кг. Поэтому у молотов с длинным ходом эффективная энергия удара может составлять 9...40 кДж.
Гидравлические штамповочные молоты простого действия успешно конкурируют с механическими, так как они более экономичны и надежны в работе. Их эффективный КПД достигает 0,75. Молоты простого действия применяют также для листовой штамповки.
Молоты двойного действия имеют насосно-аккумуляторный привод (рис. 20.11), основными элементами которого являются рабочий цилиндр 2, шток с поршнем 7, насос 5, сливной бак 6, аккумулятор 4, распределительные устройства 3, предохранительный клапан 7 и соединительные трубопроводы.
456
Гл а в а 2 0. Приводные молоты
В исходном положении баба молота находится в КНП (штампы сомкнуты). Верхняя полость рабочего цилиндра изолирована, а нижняя соединена с аккумулятором. Для подъема падающих частей вверх необходимо верхнюю полость рабочего цилиндра соединить со сливом. В результате равнодействующая сил, направленных вверх, увеличится и падающие части начнут подниматься.
Для хода вниз (разгона падающих частей) необходимо верхнюю полость рабочего цилиндра соединить с аккумулятором. Жидкость высокого давления устремится в верхнюю полость рабочего цилиндра. Равнодействующая сил, действующих на поршень, будет направлена вниз. Падающие части ускоренно движутся вниз и в момент соударения расходуют накопленную кинетическую энергию для деформирования заготовки.
Для уменьшения гидравлических потерь гидропривод молота стремятся разместить вблизи рабочего цилиндра, а распределительные и регулирующие устройства - в головке рабочего цилиндра. Такая компоновка гидропривода позволяет свести к минимуму количество подвижных уплотнений, т. е. повысить надежность герметизации (фактически подвижное уплотнение необходимо только для штока поршня).
Основные параметры гидропривода выбирают расчетом, в основе которого лежит уравнение движения прямого холостого хода (ход приближения или разгона):
12 г?
P]-P2+0,9G-Prp = т-—^-.
at
Равнодействующие силы Рх и Р2 определяют с использованием уравнения Бернулли, как и при расчете гидравлического привода пресса.
20.5. Тенденции развития приводных молотов
Штамповка поковок с относительно тонкими стенками наиболее эффективна с использованием кузнечно-штамповочного оборудования ударного действия. В связи с требованиями новой техники габаритные размеры и масса таких поковок непрерывно увеличиваются, что приводит к необходимости создания энергоемкого кузнечно-штамповочного оборудования. Сложные поковки с большой массой можно штамповать несколькими ударами молота. Однако это не всегда позволяет достичь желаемой цели, поэтому создают молоты с увеличенной МПЧ и скоростью их в момент удара. Особое внимание уделяется дальнейшему совершенствованию конструкции гидравлических штамповочных молотов, МПЧ которых достигает 10000 кг. Это позволяет обеспечить эффективную энергию в момент удара 250 кДж. Построение гидравлических молотов с такой энергией удара, в свою очередь, выдвигает проблему виброизоляции фундаментов.
457
Раздел IV. МОЛОТЫ
Большинство молотов относят к универсальному кузнечно-штамповочному оборудованию. В связи с этим возникла необходимость регулирования энергии удара, создания механизирующих и автоматизирующих устройств, а также систем управления процессом штамповки.
Тенденции в развитии приводных молотов направлены на создание материалов, обладающих высокой долговечностью. Это относится к элементам, обеспечивающим гибкую связь между бабой и приводом. Большое внимание следует также уделять системам управления приводных молотов.
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
Глава 2 1. ТИПОВЫЕ КОНСТРУКЦИИ И ЭЛЕМЕНТЫ РАСЧЕТА РОТАЦИОННЫХ ВАЛКОВЫХ МАШИН
21.1. Принцип действия и классификация
Важным преимуществом технологических процессов с локальным очагом пластического деформирования является возможность изготовления изделий при использовании обычных КШМ небольшой мощности. Примерами такой обработки могут быть широко распространенные операции гибки, раскатки, вальцовки, разрезки, обжима, протяжки и др.
Принцип действия оборудования, предназначенного для деформирования заготовки с локальным очагом пластической деформации, основан на вращательном, а в некоторых случаях на возвратно-поступательном движении рабочего органа.
КШМ, у которых исполнительный механизм или рабочий орган совершает вращательное движение, относят к классу ротационных машин (рис. 21.1).
По технологическому назначению эти машины подразделяют на гибочные, правильные, дисковые ножницы, ковочные вальцы, ротационно-ковочные, радиально-обжимные, пружинонавивочные, сферодвижные и раскатные.
По конструктивному признаку в зависимости от исполнительного механизма их подразделяют на валковые, роликовые, дисковые, шпиндельные и кривошипно-ползунные.
21.2. Гибочные машины
Ротационные машины подразделяют в зависимости от схемы расположения рабочих органов или их размеров. Так, гибочными машинами можно осуществлять гибку, используя три валка, расположение которых может быть симметричным
459
Рис. 21.1. Классификация ротационных валковых машин
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
или асимметричным. Симметричное расположение (рис. 21.2, а) позволяет изгибать заготовки при меньших значениях деформирующей силы и крутящего момента, но концы заготовки при этом остаются прямыми. Длина неизогнутых участков равна половине расстояния между боковыми валками. При асимметричном расположении этих валков (рис. 21.2, б) только один передний конец заготовки остается прямым. Для получения полностью изогнутой заготовки нужно дважды пропускать ее через валки. Недостатком асимметрич-
Рис. 21.2. Схемы расположения валков в трех- (а, б) и четырехвалковой ротационной машине
ного расположения валков является необходимость приложения больших значений деформирующей силы, крутящего и изгибающего моментов.
В зависимости от расположения валков трехвалковые гибочные машины называют симметричными и асимметричными. Первые применяют для гибки
толстых листов, вторые - тонких и средних.
Наличие в гибочной машине четырех валков (роликов) исключает недостатки трехвалковых машин и позволяет получать изгиб заданной кривизны без увеличения деформирующей силы по сравнению с трехвалковой симметричной машиной. При гибке в четырехвалковой машине (рис. 21.2, в) заготовку зажимают между средними валками и изгибают боковыми. Существуют также трехвалковые машины, у которых относительное положение валков (роликов) можно
изменить.
На листогибочных машинах изгибают заготовки толщиной от долей миллиметра до 150 мм. Наибольшие размеры поперечных сечений заготовок -5000 х 150 мм. Такие листы изгибают при температуре горячей обработки.
Парнороликовые, или профилегибочные, машины применяют для изготовления различного рода гнутых профилей. Ролики в этих машинах устанавливают парами последовательно, с определенным шагом. Пропуская заготовку через ту или иную пару, формируют определенный изгиб заготовки. В результате прохождения ее через все ролики машины получается заданный профиль.
Конструктивные особенности гибочных валковых машин определены их технологическим назначением (гибка листового или сортового проката) и схемой гибки. Специализированные машины снабжены программными устройствами или работают в полуавтоматическом цикле.
Листогибочные машины. Трехвалковые гибочные машины в зависимости от расположения валков подразделяют на симметричные, асимметричные и комбинированные.
Основным узлом симметричной листогибочной машины (рис. 21.3) является станина из сварной рамы 1 и литых чугунных стоек 6. Средний 4 и боковые 5 валки опираются на подшипники скольжения, расположенные в стойках станины; боковые валки приводные. Привод, механизмы запрокидывания
461
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
Рис. 21.3. Схема симметричной листогибочной машины
и регулировки положения среднего валка установлены на раме станины. Привод состоит из реверсивного электродвигателя, червячного редуктора и зубчатой передачи.
Расстояние между боковыми валками в данной конструкции неизменно. Существуют конструкции гибочных машин, у которых это расстояние можно изменять. В этом случае конструкция усложняется, но расширяется диапазон выполняемых гибочных работ при изменении толщины листов и радиусов гибки.
Механизм запрокидывания среднего валка ручной и состоит из штурвала 7, нажимного винта 8, траверсы 9, двух колонок 10 и нажимной колодки 11. Нажимная колодка соединена с шаровым концом среднего валка. При вращении штурвала в ту или другую сторону винт ввинчивается или вывинчивается из неподвижной траверсы. Консольный конец среднего валка опускается или поднимается, поворачиваясь вокруг оси 3 (рис. 21.4). У крупных машин механизм запрокидывания имеет электропривод.
Механизм для откидывания подшипника состоит из двух отводных рычагов 3 (см. рис. 21.3) и червячной передачи, приводимой в движение штурвалом 2. В откинутом положении подшипник 1 (см. рис. 21.4) уравновешен противовесом, в рабочем - фиксируется цилиндрической шпонкой 2.
Механизм регулировки положения среднего валка состоит из отдельного реверсивного электродвигателя, редуктора, червячной и винтовой передачи. В механизме регулировки предусмотрена кулачковая муфта. При включении ее
462
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
Рис. 21.4. Схема листогибочной машины с отводным валком
средний валок можно устанавливать наклонно, что необходимо для формирования конических поверхностей. Для повышения жесткости боковых валков в корпусе 12 (см. рис. 21.3) установлены опорные валки. Корпус катков может перемещаться по раме станины вдоль их осей.
Конструкция асимметричной трехвалковой гибочной машины отличается от рассмотренной тем, что у нее средний валок неподвижный, передний боковой можно смещать в вертикальном направлении на величину, несколько большую, чем максимальная толщина изгибаемой заготовки, а задний боковой - перемещать в стойках станины для обеспечения изгиба заготовок на заданный радиус. Приводными являются средний или передний боковые валки.
В комбинированных трехвалковых гибочных машинах возможно создание симметричной и асимметричной схем гибки. Одна из возможных схем регулировки предусматривает перемещение среднего валка в вертикальном и горизонтальном направлениях. Механизм регулировки состоит из подшипника и рамки. Корпус подшипника может перемещаться в горизонтальном направлении относительно рамки, смещающейся в вертикальном направлении. Привод механизма регулировки аналогичен приводу для симметричных машин. Рамка заднего подшипника может поворачиваться относительно оси, освобождая валок при запрокидывании. Другая схема регулировки предусматривает возможность изменения положения боковых валков в вертикальном направлении. Поскольку эти валки регулируемые, то в движение они приводятся при помощи шарнирных шпинделей, что существенно усложняет конструкцию.
463
Раздел У, РОТАЦИОННЫЕ МАШИНЫ
Четырехвалковые гибочные машины имеют добавочный средний нижний валок, снабженный пружинным предохранителем. Механизмы регулировки положения валков в этих машинах аналогичны рассмотренным выше. Приводным является средний верхний, а в некоторых случаях оба средних валка. Некоторые конструкции четырехвалковых гибочных машин имеют гидропривод для вспомогательных механизмов.
Сорто- и профилегибочные машины. По принципу действия они подобны листогибочным, но отличаются консольным расположением роликов. Оси роликов горизонтальны или вертикальны (существуют конструкции с наклонным расположением роликов). Механизмы регулировки имеют ручной или электрический привод. В конструкции роликовой машины, разработанной в Центральном бюро кузнечного машиностроения, боковые ролики приводные, средний -регулируемый.
Сортогибочные машины могут иметь асимметричное расположение роликов, а в некоторых случаях их изготовляют с четырьмя роликами.
Профилегибочные (парнороликовые) машины. Они предназначены для изготовления разнообразных профилей и труб из листового проката. Число пар роликов зависит от сложности формируемого профиля (в существующих профилегибочных машинах оно не превышает 20). Ролики располагают в последовательности формирования профиля. Профилегибочная машина состоит из станины, на которой установлены головки с роликами. Головки могут быть открытого или закрытого типа. Недостаток головок открытого типа - большая металлоемкость при равной жесткости, преимущество - удобство обслуживания. В связи с этим машины с головками открытого типа применяют при меньших номинальных усилиях, а закрытого - при больших.
Расстояние между верхними и нижними роликами регулируют перемещением верхних. Описание механизма регулировки аналогично приведенному выше для гибочных машин.
Ролики приводятся в движение от электродвигателя через червячно-шестеренную передачу и общий вал. Частота вращения роликов определяется скоростью подачи заготовки, которая не превышает 25 м/мин. Листовой прокат для гибки поставляют в рулонах, поэтому в профилегибочных машинах применяются ножницы для разрезания изготовленных профилей на заданную длину.
21.3. Правильные машины
Правку проката можно проводить на прави льных машинах при наличии не менее пяти валков (роликов), расположенных в два параллельных или непараллельных ряда. При параллельном расположении валков (рис. 21.5, а) правка возможна, если последний из них имеет индивидуальную регулировку.
464
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
а б
Рис. 21.5. Схемы параллельного (а) и непараллельного (б) расположения валков
При непараллельном расположении ряды устанавливают под углом (рис. 21.5, б). В этом случае на выходе из валков листовой (сортовой, профильный) прокат не перегибается, поэтому отсутствует необходимость индивидуальной регулировки последнего валка. Наибольшее распространение правильные машины с непараллельным расположением валков получили для правки тонких листов.
Для правки толстых листов применяют 5...7-валковые машины, а для правки тонких - 9...17-валковые. Существуют современные конструкции правильных машин и с 29 валками.
Правку сортового или профильного проката осуществляют на роликовых машинах, которые не имеют принципиальных отличий от валковых. В зависимости от формы сортового или профильного проката ролики имеют ручьи (калибры) соответствующей формы. Особенность правки такого проката - исправление пространственной кривизны заготовки. Для этого ролики устанавливают в вертикальной и горизонтальной плоскостях или правку осуществляют за несколько переходов с поворотом проката на 90°.
Правят преимущественно в холодном состоянии, поскольку при остывании после горячей правки возможно коробление заготовки. Конструкции правильных машин отличаются особенностями, вызванными различием линейных параметров.
Правильные машины для листовых заготовок. Эти машины различаются числом валков и их расположением. В любой правильной машине должно быть нечетное число валков. Наиболее распространены машины с числом валков от 3 до 13. Правильные машины с непараллельными рядами валков применяют для правки листов, толщина которых менее 3 мм, с параллельными рядами - для листов, толщина которых более 4 мм.
Станину 1 правильной машины с параллельными рядами валков (рис. 21.6) выполняют разъемной закрытого типа, состоящей из двух стоек, верхней и нижней поперечин. Нижний ряд валков 5 устанавливают в станине, верхний 4 -в подвижной поперечине 2. Приводные валки 5 через шарнирные шпиндели соединены с шестеренной клетью привода, который, как и у прокатных станов, установлен отдельно. Подвижную поперечину можно располагать на разной высоте, что позволяет регулировать прогиб заготовок при правке. Перемеще-
465
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
Рис. 21.6. Схема правильной машины с параллельным расположением валков
ние подвижной поперечины осуществляется от самостоятельного привода, установленного на верхней поперечине и состоящего из электродвигателя, червячного редуктора 3 и винта с гайкой. Для малых правильных машин этот привод ручной.
Диаметр валков определяют по требованиям технологии, поэтому их жесткость в большинстве случаев недостаточна. Для ее увеличения в конструкции предусмотрены опорные ролики, устанавливаемые в один или несколько рядов.
Подшипники правильных валков и опорных роликов глухие с бронзовыми вкладышами. Входной и выходной валки неприводные. В машинах с непараллельными рядами для регулировки межосевого расстояния по высоте и наклона верхнего ряда валков предусмотрены соответствующие механизмы. В этих машинах расстояние между валками больше, поэтому сильно искривленные листы ввести трудно. Для обеспечения надежного введения листа в конструкции предусмотрены подающие парные валки, установленные на кронштейне. Верхний валок имеет компенсирующее устройство пружинного или пневматического типа. Привод подающих валков осуществляется через цепную передачу или шарнирные шпиндели. Другие элементы
466
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин конструкции правильных машин с непараллельными рядами валков аналогичны рассмотренным выше.
В некоторых случаях правильные машины используют для «дрессировки» листового проката, в результате чего характеристики пластичности листовых заготовок улучшаются. С этой целью в машине предусмотрен гибочный валок, вертикальное перемещение которого значительно больше, чем у других, и осуществляется специальным рычажным механизмом.
Правильные машины для сортового и профильного проката. В принципе эти машины не отличаются от листоправильных. Однако их конструкция имеет некоторые отличия, вызванные особенностями технологии и размерными параметрами. Сортовой прокат в отличие от листового может быть искривлен в двух взаимно перпендикулярных направлениях. Следовательно, править его нужно в вертикальной и горизонтальной плоскостях. Если ролики правильной машины расположены только горизонтально, то правку осуществляют в результате двух пропусков заготовки через машину с промежуточным поворотом заготовки на 90°. Если же правильная машина имеет ролики в горизонтальном и вертикальном направлениях, то правку осуществляют за один пропуск. Ввиду различной конфигурации формы поперечного сечения и размеров сортового и профильного проката ролики правильной машины имеют соответствующую калибровку. Часто ролики содержат несколько калибровочных ручьев, позволяющих проводить правку различных форм проката без их перестановки и регулировки машины.
Размеры рабочего пространства сортоправйльных машин невелики, что позволяет применять станину открытого типа. Это облегчает доступ к рабочему пространству, упрощает замену роликов. Однако жесткость станины открытого типа меньше, чем закрытого при одинаковой металлоемкости. Станины открытого типа используют для машин малых и иногда средних размеров. Машины крупных размеров изготовляют только со станинами закрытого типа.
Для упрощения захвата заготовок роликами сортоправильные машины снабжены направляющими роликами с вертикальным и горизонтальным расположением осей. В некоторых конструкциях машин предусмотрена возможность изменения расстояния между осями роликов, что увеличивает диапазон размеров прутков, которые можно на них править.
21.4. Дисковые ножницы
Дисковые ножницы используют для резки с малыми усилиями и по криволинейному контуру. Однодисковыми ножницами заготовку разрезают между вращающимся и поступательно движущимся диском и режущей кромкой прямого ножа. Ножницы с двумя дисковыми ножами в зависимости от расположения их осей по отношению к заготовке обладают широкими возможностями.
467
Раздел V, РОТАЦИОННЫЕ МАШИНЫ
Наибольшие возможности у дисков с наклонным расположением осей. Дисковые ножницы предназначены для продольной и фигурной резки листового материала (листа, ленты).
Станина дисковых ножниц двухстоечная открытого типа (рис. 21.7). Ее отливают из серого чугуна или сваривают из листов стального проката. Привод состоит из электродвигателя, клиноременной передачи и редуктора и устанавлен между стойками станины. Для ножниц с наклонным расположением осей дисков в передаточном механизме применяют шарнирный шпиндель. Для выбора
зазоров между верхним и нижним дисками при их износе предусмотрен механизм регулировки (ручной), позволяющий смещать
диски в вертикальном и горизонтальном направлениях.
21.5. Ковочные вальцы
Наибольшее распространение получили консольные открытые (рис. 21.8, а) и двухопорные закрытые ковочные вальцы (рис. 21.8, б). Комбинированные вальцы (на одной станине размещены и консольные, и двухопорные вальцы) пока используют реже. Основные части ковочных вальцов - станина, валки и привод.
Валки большинства современных конструкций имеют радиальную (изменение межцентрового расстояния), угловую и осевую регулировки, электро-пневматическую муфту включения, ленточный тормоз и маховик в приводе. Привод ковочных вальцов включает электродвигатель, клиноременную передачу, редуктор, зубчатую или шпиндельную передачу. Зубчатая передача в отличие от шпиндельной не обеспечивает значительной радиальной регулировки валков. При шпиндельной передаче электродвигатель и редуктор размещены на отдельной раме (аналогично правильным машинам). Подшипники валков ковочных вальцов устанавливают в рамках, которые могут перемещаться в вертикальных пазах стоек станины. В некоторых конструкциях консольных и двухопорных ковочных вальцов предусматривают подвижный ползун, который используют как ножницы для отрезки мерной заготовки после вальцовки или для выполнения штамповочных работ (оттяжки хвостовиков напильников и др.).
Консольные ковочные вальцы позволяют устанавливать кольцевые секторы штампов по диаметру до 500 мм, двухопорные закрытые - по диаметру до 900 мм. Деформирующая сила при вальцовке на наиболее мощных консольных вальцах не должна превышать 400 кН, а на двухопорных вальцах - 2 МН.
468
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
а
б
Рис. 21.8. Схемы открытых (а) и закрытых (б) ковочных вальцов
469
Раздел У, РОТАЦИОННЫЕ МАШИНЫ
Ковочные вальцы иногда оснащают автоматическими подачами или манипуляторами для подачи заготовки в рабочее пространство. Станины ковочных вальцов выполняют сборными из стоек, установленных на сварных рамах и стянутых стяжными болтами, либо литыми коробчатого сечения. Материал литых станин или стоек - сталь Л35. Рамы отливают из чугуна СЧ 21.
21.6. Элементы расчета ротационно-валковых машин
У ротационных валковых, роликовых и дисковых машин расчетными являются энергетические - мощность электропривода и кинетическая энергия, запасаемая маховиком; силовые - максимальный передаваемый муфтой крутящий момент и наибольшая сила, воспринимаемая станиной и валками (роликами, дисками), а также жесткостные параметры - упругое пружинение рабочих деталей. Методика их определения изложена в главах 3 и 4. Для выполнения расчетов необходимо рассмотреть технологические операции и задать исходные данные. В гибочных и правильных машинах, а также в дисковых ножницах крутящий момент остается постоянным в течение рабочего хода, а длительные технологические паузы отсутствуют, поэтому в приводе таких машин не нужен маховик.
В качестве примера приведем методику выбора исходных данных для расчета ротационных валковых машин, которая применима для нахождения параметров ротационных машин другого технологического назначения.
Начальный изгибающий момент при холодном пластическом изгибе
где а - коэффициент, учитывающий начальное повышение изгибающего момента и равный 1,2 для стали марок 0,8; 10и15и1,1 для стали марок 20, 25; кх -коэффициент, зависящий от формы профиля, кх = 1,5...2,0; W - момент сопротивления упругому изгибу.
С учетом упрочнения изгибающий момент
МИ=[к, +(Л0/2г0)]^От,
где к$ = П/0,6св; П - модуль упрочнения, определяемый по диаграмме истинных напряжений; r0 = R/h - относительный радиус кривизны заготовки; R - радиус кривизны заготовки; h - высота поперечного сечения заготовки.
Работа деформирования при пластическом изгибе по симметричной схеме
— ^и0 и
2 R ’
где I - расстояние между осями боковых валков.
Крутящий момент на приводном валке
МК = МкХ +Мк2,
470
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин
где МкХ - крутящий момент, осуществляющий изгиб заготовки; Мк2 - крутящий момент для преодоления сил трения.
Из условия равенства работ сил, приложенных к заготовке:
Ч,о+4 I _м 2L
где D} - диаметр валка (рис. 21.9), имеем
мк] = (ми0 +мИ)2к^ ILTl
к' «о И/4Л 2R
Крутящий момент сил трения складывается из момента трения качения валков по заготовке и трения скольжения в опорах:
п и п п
/=1 2 Z=1 ui
где pz - радиус трения качения z-ro валка по заготовке; pz =0,8...0,2 мм; dt -диаметр опоры вала в подшипнике; Dt - диаметр z-ro неприводного валка; ц = 0,05...0,08.
Мощность электродвигателя
N=2MKv/DxT\,
где v - скорость приводного валка; Т| - КПД привода.
Наибольшая кривизна изгиба заготовки зависит от силы натяжения, определяемой согласно неравенству
^тах ЛН] - 2A/K/Z)1,
где ц 1 - коэффициент трения скольжения между приводным валком и заготовкой.
Силы на валках находят из соотношений (см. рис. 21.9):
Р2 = Рх = 2МИ /Riga,
где Рх, Р2 - силы на приводном и боковых валках при симметричной схеме нагружения соответственно.
Мощность электропривода асимметричной машины рассчитывают аналогично.
Минимальный радиус изгиба заготовки за один проход ограничен возможностью захвата
Рис. 21.9. Схема изгиба листа на трехвалковой гибочной машине
471
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
Рис. 21.10. Расчетная схема валка
min ^1 1
ее приводными валками. Его определяют по следующим формулам:
для прямолинейной заготовки
D
min
л 2/ Z1 ч
4 (Tj —-^-(l+cosot)—ц-^-cosot
А.
2 ’
для предварительно изогнутой заготовки
2/ \ d\
т| j --^-(l+cosa)-|i-^-cosa
sin a
где f - прогиб заготовки; dx - диаметр вала в опоре; - радиус кривизны заготовки до гибки.
Расчетная схема валков листогибочных машин может быть представлена в виде статически определимой балки с закрепленными концами и распределенной нагрузкой (рис. 21.10), а при наличии опорных валков - в виде многопролетной балки.
Глава 22. РОТАЦИОННО-КОВОЧНЫЕ И РАДИАЛЬНО-ОБЖИМНЫЕ МАШИНЫ
22.1. Общие сведения
Шпиндельные ротационные машины по принципу действия отличаются от валковых. Рабочие органы шпиндельных ротационных машин - это бойки, которые совершают поступательное движение относительно шпинделя и наносят удары по заготовке в процессе вращения шпинделя или обоймы. Шпиндельные ротационные машины называют ротационно-ковочными, поскольку на них осуществляют ковку заготовок. Схема действия подобной машины приведена на рис. 22.1. При вращении шпинделя под действием центробежных сил бойки прижимаются к обойме, а при набегании на ролики движутся к центру и производят деформирование заготовки.
Ковка на ротационно-ковочной машине может осуществляться при неподвижном шпинделе и вращающейся обойме. В этом случае предусматривают некоторые устройства, например пружины для возвращения бойков в исходное перед ударом положение. Осуществима и схема машины с вращающимися шпинделем и обоймой.
472
Гл ава 22. Ротационно-ковочные и радиально-обжимные машины
Ротационно-ковочные машины позволяют изготовлять изделия высокой точности и качества поверхности, с отверстием и без отверстий, переменного и постоянного сечения по длине. Эти машины применяют для производства стволов нарезного оружия - автоматов, винтовок и т. п.
Принцип действия ротационно-ковочной машины основан на преобразовании вращательного движения передаточного механизма в возвратно-поступательное рабочих органов (ползунов) с использованием кулачковых механизмов. Преобразование энергии вращательного движения привода в работу деформации заготовки определяет наличие жесткой кинематической связи между движущимися частями ротационно-ковочной машины. Изменение скорости движения рабочих органов задано профилем кулачков, следовательно, скорость ползунов в процессе рабочего хода - заданная величина.
Рис. 22.1. Схема действия ротационно-ковочной машины
На ротационно-ковочных машинах с вращающейся обоймой можно изготовлять изделия квадратного, треугольного и прямоугольного поперечных сечений. Однако это преимущество связано с большим усложнением конструкции: для возвращения бойков в исходное положение в таких машинах нужно устанавливать пружины.
Степень обжатия при ковке на ротационно-ковочных машинах можно регулировать, если обойма с конической внутренней поверхностью перемещается вдоль оси при неподвижных шпинделе и роликах. В результате ползуны машины отводятся от оси шпинделя или подводятся к ней.
Шум, производимый ротационно-ковочными машинами при работе, препятствует их широкому распространению. Причина шума - в соударении ползунов с кулачками обоймы. Попытка ликвидации его при помощи изоляции обоймы от станины (установка пластмассовых дисков и колец) пока не привела к желаемому результату.
22.2. Ротационно-ковочные машины
Типовая конструкция ротационно-ковочной машины с вращающимся шпинделем приведена на рис. 22.2. На задней стороне ее станины 1 установлен электродвигатель. Клиноременной передачей 7 движение от него передается на маховик, закрепленный на шпинделе 5, который вращается в подшипниках 6. В пазах шпинделя размещены ползуны 3. Ролики 4 с сепаратором установлены в неподвижной обойме 2, закрепленной в станине.
473
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
Рис. 22.2. Схема ротационно-ковочной машины с вращающимся шпинделем
Станина ротационно-ковочной машины цельная, выполнена из чугунного литья и предназначена для установки узлов машины. Основной узел машины -рабочая головка, состоящая из обоймы (опорного кольца), в которой размещен сепаратор с цилиндрическими роликами, и шпинделя, в пазах которого расположены ползуны с бойками.
Внутренняя поверхность обоймы в этой ротационно-ковочной машине цилиндрическая, что не позволяет регулировать закрытую высоту ползунов и обрабатывать длинные конические валы. В некоторых других конструкциях обойма имеет коническую внутреннюю поверхность, поэтому при перемещении ее вдоль оси шпинделя можно изменять закрытую высоту между бойками ползунов.
Шпиндель машины изготовляют пустотелым (цельным или сборным), что позволяет подавать через него обрабатываемые изделия. Подшипники шпинделя -это подшипники качения; но иногда применяют также подшипники скольжения. Осевые силы воспринимает упорный подшипник. У большинства ротационно-ковочных машин шпиндель имеет один паз, в котором расположена пара ползунов с бойками. При наличии двух взаимно перпендикулярных пазов устанавливают две пары бойков. Головку шпинделя охватывает сепаратор с роликами. Сепараторы изготовляют цельными. Составные сепараторы создают большой шум при работе. В ротационно-ковочных машинах без сепараторов предусматривают шайбы для удерживания роликов от выпадения.
474
Гл ава 22. Ротационно-ковочные и радиально-обжимные машины
Ролики в большинстве случаев сплошные, но могут быть и полые. Поверхности ползунов, контактирующие с роликами в процессе работы, выполняют с различным профилем. Обязательное требование к этим поверхностям -уменьшение удара в начальный момент, что способствует снижению шума.
В современных конструкциях ротационно-ковочных машин ширину ползунов предусматривают равной или несколько большей
Рис. 22.3. Цилиндрическая (а) и синусоидальная (б) контактные поверхности ползуна
расстояния между осями соседних роликов
(рис. 22.3, а). В этом случае при вращении шпинделя контакт между ползуном и роликом не нарушается, что также приводит к уменьшению шума. Контактирующая поверхность ползунов, выполненная по синусоиде (рис. 22.3, б), исключает резкое изменение ускорений ползуна. В этом случае точность обработки поверхности ползуна должна быть настолько высокой, чтобы исключить нарушение контакта между роликом и ползуном. Смазывание головки машины уменьшает износ, обеспечивает охлаждение и, что очень важно, наиболее бесшумную работу.
В ротационно-ковочной машине с вращающейся обоймой рабочие органы совершают только возвратно-поступательное движение. Отсутствие вращения шпинделя позволяет обрабатывать на этих машинах изделия с произвольной формой поперечного сечения.
Рабочая головка таких машин (рис. 22.4) выполнена в виде маховика. Возврат бойков производится под действием пружин, встроенных внутри шпинделя. Регулировка закрытой высоты ползунов возможна
также при помощи клиньев, которые совершают вместе с ползунами возвратно-поступательное движение. Обойма установлена на шпинделе в подшипниках скольжения.
Головки делают сменными с двумя, тремя, четырьмя и шестью ползунами, что повышает универсальность их применения и позволяет обрабатывать изделия с разнообразной формой поперечного сечения.
Ротационно-ковочные машины с одновременным вращением шпинделя и обоймы широкого распространения не получили, хотя конструкции их узлов аналогичны рассмотренным.
Ротационно-ковочные машины всех типов оборудуют механизмами подачи загото
Рис. 22.4. Схема рабочей головки ротационно-ковочной машины с вращающейся обоймой
475
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
вок. Привод этих механизмов может быть ручным, механическим или гидравлическим. В подающих механизмах предусмотрены упругие элементы, позволяющие заготовке проворачиваться и останавливаться в момент обжатия при непрерывном движении обрабатывающего инструмента.
В отечественных конструкциях ротационно-ковочных машин предусматривают комбинированную систему смазывания: подшипники шпинделя смазывают при помощи шариковой масленки, а ролики, ползуны и бойки - жидкими смазочными материалами. Шестеренный насос нагнетает масло по трубе в обойму, откуда оно, заполняя все зазоры, стекает в сливной бак. В баке масло фильтруется и вновь нагнетается насосом.
Расчетными параметрами ротационно-ковочных машин являются мощность электродвигателя и размеры маховика, жесткость станины и размеры роликов по условию смятия на контактных поверхностях.
Электродвигатель выбирают по средней мощности, расходуемой за каждый рабочий ход. Работа складывается из работы пластического деформирования обрабатываемой заготовки и упругого частей машины. Упрощенно работа пластического деформирования обрабатываемой заготовки
Лдеф = 2[1+-^ lnTF70ln^, (22.1)
v у smay dK
где a - угол конусности заготовки; /о - длина обжимаемого участка заготовки; F - площадь поперечного сечения заготовки; dQ, dK - соответственно начальный и конечный диаметры обрабатываемой заготовки.
Экспериментально установлено, что работа упругого деформирования достаточно точно определяется выражением
_ 1 f222) упр 12 cosa/2 lnt/0/< ’ 1 }
Полная работа, израсходованная двигателем без учета потерь за рабочий ход, равна сумме работ, определяемых по формулам (22.1) и (22.2).
Средняя мощность
(22.3)
/
где t = 120—2—, п - частота вращения шпинделя; р - число роликов в сепара-v\Snp
торе; S - подача заготовки; Т| - КПД привода.
При расчете размеров обоймы следует учитывать напряжения, возникающие при запрессовке обоймы в станину и ее деформировании бойками.
476
Глава 22. Ротационно-ковочные и радиально-обжимные машины
Диаметр роликов <7рол обоймы определяют с учетом смятия ролика и обоймы (задача Герца), а также ролика и ползуна при приложении равнодействующей силы Р от давления со стороны заготовки:
</р = !
2 7
О К 1 рол
0,35Р£|
2 7
'“'к2 ^рол
1
0,41 %гРЕ2 гкп
(22.4)
(22.5)
1
где gk1, ок2 - контактные напряжения между обоймой и роликом, а также ползуном и роликом соответственно; /рол - длина ролика; Ех, Е2 - приведенный модуль упругости ролика и обоймы, а также полуна и ролика соответственно; <7ВН - внутренний диаметр обоймы; гк п - радиус закругления контактной поверхности ползуна.
За диаметр роликов принимают наибольший, полученный при расчете по формулам (22.4) и (22.5).
22.3. Радиально-обжимные машины
При небольшом перепаде размеров в поперечных сечениях поковки целесообразно осуществлять штамповку не набором и высадкой, а обжимом в радиальном направлении, моделируя процесс протяжки в вырезных бойках на молоте или гидропрессе. В этом случае заготовка должна совершать два движения: поступательное в направлении подачи под бойки и вращательное в процессе обжима по одному сечению. Рабочий инструмент - бойки - совершает возвратно-поступательное движение в направлении поковки. На молоте или гидропрессе нет жесткой связи между двигателем и рабочим инструментом, поэтому обжим может осуществляться последовательно на заданный перепад размеров в любом сечении.
В кривошипной машине обычной конструкции при заданной настройке механизма обжим всегда соответствует крайнему положению исполнительного органа. Для того чтобы получить регулируемую величину обжима в процессе обработки, необходимо изменять это положение, например, за счет изменения положения оси вращения ведущего вала. Другим условием является необходимая точность поковки при строгой круговой форме ее сечений, что может быть достигнуто одновременным обжатием в нескольких местах по данному сечению при помощи встройки в машину не одного, а нескольких (двух, трех и более) исполнительных механизмов обычного кривошипно-ползунного типа с неподвижными направляющими ползуна или в виде кривошипно-шатунного механизма
477
Раздел У, РОТАЦИОННЫЕ МАШИНЫ бесползунного типа. В последнем случае шатун имеет качающиеся направляющие и инструмент крепится непосредственно к нему.
Реализация указанных принципов нашла свое выражение в конструкциях радиально-обжимных машин. Принципиальная схема привода и механизма исполнения одной из таких машин приведена на рис. 22.5.
Рис. 22.5. Схема радиально-обжимной машины
478
Глава 22. Ротационно-ковочные и радиально-обжимные машины
От электродвигателя 12 через клиноременную передачу и маховик 18 вращение подается на ведущую шестерню 19 с последующей раздачей на отдельные исполнительные механизмы. На маховик 21 ведущего эксцентрикового вала 23 движущий момент подается через шип шестерни 20. Сам вал с некоторым эксцентриситетом посажен в картерную обойму 11, проворачивающуюся относительно корпуса станины 10. Шатун 16 с бойком 17 перемещается в поворотной направляющей втулке 22. Изменение величины обжима при деформации поковки происходит так. Рейка 7, связанная со штоком гидроцилиндра 25, может вращать зубчатый валик 6, центральное зубчатое колесо 24 и сцепляющуюся с ним шестерню 9 картерной обоймы. Однако перемещение рейки блокируется при ковке конических поковок 5 копиром 4, профиль которого упирается в ролик 3, закрепленный на кронштейне зажимной головки 2. Только при движении головки вверх вал копира может повернуться: его движение через шестерню 8 передается картеру и тем самым обеспечивается требуемое смещение оси эксцентрикового вала. Если это смещение происходит в направлении поковки, величина обжима возрастает, при обратном смещении -уменьшается.
При ковке цилиндрических ступенчатых валов управление машиной осуществляется при помощи распределительного барабана 13. В этом случае бойки сближаются до тех пор, пока ролик 15 рейки не коснется упора 14 и, смещая барабан, не изменит положение гидроклапана, сбрасывающего давление жидкости в цилиндре 25. После этого бойки немедленно разводятся (копир снят!) и обжим заканчивается. Поворотом барабана в рабочую позицию устанавливают новые упоры, обеспечивающие ковку на другой размер сечения.
Возвратно-поступательное движение поковки вдоль линии подачи осуществляется при помощи гидроцилиндра 1, к штоку которого прикреплен корпус зажимной головки. Жидкость в гидроцилиндр подается распределительным барабаном 26, упоры которого ограничивают ход ролика зажимной головки. При этом длина участков поковки будет соответствовать времени движения штока цилиндра и всей головки при работающих бойках.
Захват и вращение заготовки производятся при помощи зажимной головки, в корпусе которой на шпинделе укреплены сменные губки. Вращение шпинделя и, следовательно, губок с зажатой заготовкой осуществляется через червячную пару от фланцевого электродвигателя, укрепленного на корпусе головки.
В схеме радиально-обжимной машины (см. рис. 22.5) перемещение заготовки происходит по вертикали, поэтому машину классифицируют как вертикального типа, хотя исполнительные механизмы у нее располагаются в горизонтальной плоскости. Они предназначены для обработки коротких деталей и их применяют в условиях массового и серийного производства. Машины горизонтального типа чаще всего специализированы для обработки длинных заготовок, например труб или прутков. Они также применяются в инструментальном
479
Раздел V. РОТАЦИОННЫЕ МАШИНЫ
производстве, например для профилирования метчиков. Современные радиально-обжимные машины выпускают с номинальным усилием до 5 МН на один боек при числе ходов до 250 в минуту, что позволяет обрабатывать валы диаметром до 250 мм и трубы диаметром до 320 мм.
Многопозиционные распределительные барабаны, обеспечивающие синхронизацию движения всех механизмов машины, позволяют вести обработку в автоматическом режиме по предварительно заданной программе (определенная расстановка упоров на барабанах), однако поскольку они не имеют бункерных устройств, установку заготовок производят вручную. Радиально-обжимные машины следует отнести к классу полуавтоматов.
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
Глава 23. ПРИНЦИПЫ И СОДЕРЖАНИЕ АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН
23.1. Место автоматизации в общей системе проектирования
Изначально проектирование КШМ было основано на интуиции проектировщика, имевшемся опыте и традициях проектирования и представляло собой больше искусство, чем науку. Применение компьютерной техники для решения инженерных задач началось сразу же после ее появления и дало толчок к развитию автоматизации проектирования. Формализация проектных процедур привела к выявлению ранее неизвестных общих закономерностей процесса проектирования, инвариантных к различным предметным областям. Это способствовало созданию общей теории инженерного проектирования, отличающейся собственной системой основных понятий, терминов, классификаций, оценок проектируемых объектов, содержанием и последовательностью решения проектных задач. Однако развитие общей теории и автоматизации проектирования еще не завершено. Создание систем сквозного проектирования с полным его охватом формализованными процедурами возможно в будущем. В существующем виде общая теория инженерного проектирования сохраняет преемственность *по отношению к традиционным методам проектирования и не отрицает их. Оптимальное сочетание имеющегося опыта проектирования в конкретной предметной области и достижений общей теории инженерного проектирования позволяет получать проектные решения высокого качества при приемлемых затратах труда и времени.
481
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
23.2. Общие закономерности проектирования
Общественная потребность - движущая сила материального производства. В условиях рыночного хозяйства качество продукции - основное требование потребителя. Качество изделия закладывается при проектировании, обеспечивается технологией и реализуется в эксплуатации. Потери качества вследствие ошибок проектирования невозможно компенсировать высоким качеством изготовления и хорошими условиями эксплуатации. Отсюда следует исключительная важность обеспечения качества изделия на стадии проектирования, т. е. качество самого проектирования.
Общественная потребность отражается в техническом задании (ТЗ) на проектирование, которое является первичным описанием объекта проектирования. Оно включает в себя наименование объекта проектирования, технические требования, условия его эксплуатации. Технические требования представляют в виде
y'j>^j>yp (23.1)
где Y- показатель качества; у - его количественная характеристика.
Окончательным описанием объекта проектирования является проектная документация. Описание должно быть достаточным для изготовления объекта проектирования и использования его по своему назначению. Проектирование -процесс преобразования исходного описания в окончательное.
Значительная часть принимаемых проектных решений КШМ осуществляется путем их количественного обоснования. Следовательно, проектирование КШМ носит ярко выраженный расчетный характер. Различают выходные, внутренние и внешние параметры объекта проектирования. Выходные параметры представляют собой показатели качества, указанные в ТЗ; внутренние - параметры элементов (сборочных единиц, деталей), а внешние - количественное выражение условий эксплуатации объекта проектирования, например температура и влажность среды, энергетическое обеспечение и т. п.
Параметры каждой группы образуют вектор. Если ввести обозначения: Y = (у 1, у2, •••, Ут) ~ вектор выходных параметров, X = (хь х2, •••> хп) ~ вектор внутренних параметров, Q = (^i, Qk) - вектор внешних параметров, то они оказываются связанными функциональной зависимостью:
Y = F(X,Q). (23.2)
Тогда задачу проектирования в математической постановке можно сформулировать как отыскание такого вектора X при заданном векторе Q, который обеспечивал бы выполнение условий (23.1).
482
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
В реальных задачах проектирования кривошипных прессов размерность вектора X значительно больше размерности Y. Это означает, что задача проектирования в математической постановке имеет определенное число степеней свободы, как, например, задача решения системы алгебраических уравнений, в которых число неизвестных больше числа уравнений. Поэтому одной из особенностей проектирования является многовариантность проектных решений. Проектные решения, полученные разными проектировщиками по одному и тому же ТЗ, будут различными как по содержанию, так и по качеству. Число степеней свободы задачи проектирования может быть уменьшено до нуля при ее постановке как задачи оптимизации. В этом случае проектное решение получается единственным и наилучшим. Однако это требует наличия зависимости (23.2) в доступном для практического использования виде.
В отдельных случаях внутренние и внешние параметры связаны простыми отношениями. Например, радиус кривошипа R кривошипного пресса (внутренний параметр) связан с ходом ползуна S (внешний параметр) соотношением S = 2R. Однако такие случаи представляют собой крайне редкое исключение. Как объекты проектирования КШМ представляют собой сложные многоуровневые системы. Они содержат большое количество подсистем (привод, исполнительный механизм, система включения, передаточные устройства, станина, фундамент и т. п.) различной физической природы (электрической, механической, пневматической и т. д.). Поэтому зависимость (23.2) применительно к КШМ в целом крайне сложна, как правило, не представлена в явном виде и чаще всего неизвестна проектировщику. Для преодоления связанных с этим трудностей при проектировании КШМ используют блочноиерархический подход, согласно которому объект проектирования расчленяют на иерархические уровни. Высший (первый) уровень соответствует самому объекту проектирования, низшие - его элементам, так что элементы (&+1)-го уровня входят в состав элементов /г-го уровня. Элементы выделяют таким образом, чтобы они образовывали функционально законченные подсистемы, которые можно рассматривать как самостоятельные объекты проектирования. Задача проектирования кривошипного пресса при этом распадается на задачи проектирования большего количества элементов меньшей сложности. Кроме того, проектирование объектов одного уровня можно осуществлять параллельно.
В зависимости от очередности решения задач проектирования на различных иерархических уровнях различают нисходящее и восходящее проектирование. При нисходящем проектировании вначале решают задачу проектирования на верхних иерархических уровнях. Результатом решения является ТЗ на проектирование подсистем нижнего уровня. При этом существует опасность разработки таких ТЗ, которые на одном из нижних уровней иерархии могут оказаться нереализуемыми по технологическим, экономическим
483
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
или каким-либо другим соображениям. В этом случае приходится пересма ривать проектные решения, принятые на одном из верхних уровней иера хии, с учетом возможности реализации заново разрабатываемых ТЗ i проектирование подсистем нижнего уровня и проектирование приобретав итерационный характер, т. е. осуществляется методом последовательных пр] ближений.
При восходящем проектировании решение задач проектирования i нижних иерархических уровнях предшествует их решению на верхних уро нях. При этом разработка ТЗ для объектов нижнего уровня отличается и вестной неопределенностью, так как может оказаться, что объект, собра] ный из спроектированных элементов, не будет удовлетворять требования ТЗ на его проектирование. В этом случае приходится пересматривать ТЗ i
Рис. 23.1. Типовая последовательность проектных процедур при нисходящем проекта ровании
484
Глава 23. Принципы и содержание автоматизированного проектирования КШМ проектирование объектов нижних уровней с учетом возможности получить работоспособный вариант объекта проектирования. Поэтому при восходящем проектировании, как и при нисходящем, процесс носит итерационный характер.
При проектировании КШМ преимущественно используют нисходящее проектирование. Восходящее проектирование применяют эпизодически, например при проектировании систем включения кривошипных прессов, когда муфту выбирают из нормализованного ряда.
Кроме исходного и окончательного описаний объекта проектирования существуют промежуточные описания. Они порождаются процессом проектирования и используются для оценок качества принятых проектных решений на его различных стадиях. Формализованная совокупность действий, результатом которых является получение проектного решения, называется проектной процедурой. Проектная процедура называется типовой, если она предназначена для неоднократного применения при проектировании объектов различного типа. К типовым проектным процедурам относятся анализ и синтез проектируемых объектов. Синтез заключается в создании описания объекта, анализ - в определении свойств объекта по его описанию. Одновариантный анализ позволяет установить соответствие принятого проектного решения техническим требованиям, многовариантный - улучшить проектное решение путем его целенаправленного изменения. Такое улучшение можно выполнять до получения работоспособного варианта проектного, или наилучшего (оптимального), с точки зрения проектировщика, решения либо до тех пор, пока не появится убежденность в невозможности получения проектного решения при имеющемся ТЗ.
Как видно на рис. 23.1, взаимосвязь процедур анализа, оптимизации и синтеза имеет характер «вложенности», причем анализ в отличие от других процедур присутствует всегда, и поэтому как проектная процедура является основой процесса проектирования.
23.3. Особенности кузнечно-штамповочных машин как объектов проектирования
Согласно современным представлениям, КШМ является динамически возбуждаемой системой, для которой характерны следующие главные компоненты (рис. 23.2):
конструкция К, определенная в количественном отношении массами М, упругостью связей У между ними и уровнями диссипации Д;
движение Д с источником в виде двигателя Дв через передачу П к исполнительному механизму И с рабочим органом и инструментом;
485
Раздел VL АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Рис. 23.2. Обобщенная схема динамической системы КШМ
силы С, возникающие в результате физико-механических процессов преобразования энергии их источников в кинетическую и потенциальную энергию частей машины: движущие нагрузки Н как результат преобразования кинетической и потенциальной энергии в полезную энергию пластического деформирования при технологическом сопротивлении Т или в тепловую энергию в связи с преодолением сил вредного сопротивления Сп, а также внешние возмущающие силы В.
Силы, возникающие при работе КШМ, характеризуются значительной скоростью изменения как при их нарастании, так и при уменьшении, и потому являются источником сильного динамического возбуждения. Динамическая составляющая процессов, протекающих в КШМ, как правило, значительна, а часто и преобладает над статической. Рабочие нагрузки, возникающие при работе машины, в значительной мере определяют ее надежность и долговечность. Поэтому возможность достоверного предсказания процессов в проектируемых КШМ дает возможность выявить влияние тех или иных факторов на уровень нагрузок, существенно снизить их и повысить на этой основе надежность и долговечность машин.
Динамическая система КШМ отличается большим количеством отдельных масс, каждая из которых благодаря упругости связей с другими массами при работе машины имеет самостоятельное движение. Поэтому динамическая система КШМ отличается большим числом степеней свободы, т. е. многомассовостью. Число степеней свободы КШМ может достигать десятков и сотен единиц и быть
486
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
переменной величиной. Поведение масс и упругих элементов подчиняется простым физическим законам (Ньютона, Гука, Кулона и др.). Однако в конкретной КШМ, характеризующейся своей индивидуальной структурой, многократное проявление этих законов и их взаимодействие приводят к высокой сложности, неочевидности и плохой предсказуемости протекающих в машине процессов и ее свойств. Ситуация усугубляется наличием в составе динамической системы КШМ элементов с существенной нелинейностью характеристик. Это, например, зазоры в кинематических парах, силы Кулонова трения и др. Эти элементы, являясь дополнительными источниками динамических возбуждений, делают систему нелинейной, что вместе с большим числом степеней свободы создает значительные трудности математического (вычислительного) характера для анализа процессов, протекающих в КШМ.
Это приводит к необходимости проведения исследовательских работ, которые, как правило, носят характер предпроектных исследований. В данном случае исследование и проектирование разделены во времени и являются самостоятельными мало связанными между собой процессами. Получаемые в предпроектных исследованиях результаты имеют отношение к определенному, достаточно широкому классу объектов, например кривошипным прессам. Они отражают общие свойства объектов этого класса, но не отражают специфику конкретного его представителя, которая часто оказывается существенной.
Ситуация меняется, если исследования сделать составной частью процесса проектирования конкретного образца КШМ. Такие возможности предоставляет математическое моделирование работы КШМ. Получаемые при этом результаты исследования будут относиться к данному объекту проектирования, отражать его специфику и являться надежной основой для повышения качества проектирования.
При проектировании КШМ в отдельных случаях возникает необходимость решения задач кинематического и статического анализа. Их можно рассматривать как частные случаи решения задач динамического анализа. Это позволяет не выделять эти задачи в отдельные классы, а решать их в рамках общего подхода.
23.4. Математическое обеспечение автоматизированного проектирования кузнечно-штамповочных машин
По степени использования технических средств при проектировании КШМ методы проектирования можно разделить на неавтоматизированные, или ручные, и автоматизированные. Ручные методы основаны на расчетных методиках, особенностью которых является использование аналитических, чаще всего алгебраических зависимостей, представленных в явном виде относительно рассчитываемой величины, расчетных таблиц и графиков. Такие зависимости получены на основе значительных допущений и упрощающих предположений и не могут
487
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
отразить всей сложности взаимосвязей выходных и внутренних параметров (см. (23.2)). Расчеты, выполненные по этим зависимостям, в общем случае имеют низкую точность и достоверность, а проектные решения, принятые на их основе, не будут надежными. Поэтому после изготовления возможно несоответствие КШМ требованиям ТЗ. В случае серийного производства выходом из положения является изготовление опытного образца и его испытание, по результатам которого в проект вносят изменения, улучшающие показатели качества до требуемых в ТЗ. Это - путь физического моделирования, экспериментальной доводки, при котором неизбежен экономический ущерб, связанный с изготовлением опытного образца, притом тем больший, чем меньше серийность производства. В случае проектирования уникальных КШМ этот путь неприемлем в связи со значительным риском потери больших финансовых ресурсов.
Автоматизированное проектирование появилось как результат стремления заменить дорогостоящее и длительное физическое моделирование математическим, т. е. получением информации о проектируемом объекте с помощью математической модели (ММ). Под моделью понимается объект, который способен замещать реальный объект или объект проектирования таким образом, чтобы оперирование этой моделью позволяло получать полезную информацию о замещаемом объекте. С этой точки зрения соотношение (23.2) представляет собой ММ объекта проектирования. Математическое моделирование - это получение информации о проектируемом или ином объекте, т. е. реализация ММ. Последняя представляет собой один из видов промежуточного описания объекта проектирования.
Большинство выходных параметров - функционалы. Под функционалом понимается такое отношение, в соответствии с которым каждой функции из определенного класса соответствует значение некоторого числового параметра. Так, КПД кривошипного пресса, который является выходным параметром, будет (применительно к случаю асинхронного двигателя главного привода) определяться очевидной зависимостью:
^PDvdt
П = ^-------, (23.3)
З^ф/фЛ
О
причем
in
/ф = / , 2* ’ (23.4)
V(rl+r275) +(.ХХ+Х'2)2
где /ц - время цикла; PD - сила деформирования заготовки; v - скорость ползуна; t - текущее время; (7ф - фазное напряжение сети трехфазного тока; /ф - фазный
488
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
ток; Х\, х\ - параметры схемы замещения фазы асинхронного двигателя; s - скольжение двигателя.
В приведенной зависимости PD, v, С/ф, /ф, s являются фазовыми переменными, т. е. переменными, изменение которых во времени определяет рабочие процессы, протекающие в прессе. Величины , Х], х\ представляют собой внутренние параметры. Поэтому типичной является ситуация, когда выходные параметры, с одной стороны, и внутренние и внешние - с другой, оказываются связанными через фазовые, а также независимые (время и пространственные координаты) переменные. В этом случае внутренние и внешние параметры в ММ будут коэффициентами при фазовых переменных. Тогда ММ можно представить в виде
cp(Z) = LV(Z),
где cp(Z) - функция независимых переменных; L - некоторый оператор; V - вектор фазовых переменных; Z - вектор независимых переменных.
В выражениях (23.3) и (23.4) cp(Z) - искомый функционал (КПД пресса), являющийся функцией независимой переменной /ц, оператор L содержит интегрирование в числителе и знаменателе, а также деление. Вектор фазовых переменных V имеет своими компонентами упомянутые фазовые переменные PD, v, t/ф, /ф, являющиеся функциями времени (независимой переменной). Таким образом, интересующие проектировщика выходные параметры могут быть определены, если известны процессы, которые будут протекать в проектируемом объекте (для случая, когда в число независимых переменных входит время) или известно состояние объекта (для случая, когда независимыми переменными являются только пространственные координаты). Источником известности процессов может быть ММ объекта. Чтобы ММ можно было использовать для указанной цели, она должна удовлетворять определенным требованиям.
Точность ММ - это степень соответствия результатов моделирования свойствам реального объекта.
Универсальность ММ характеризуется степенью полноты отображения моделью свойств реального объекта. ММ отображает конечное число свойств объекта, в то время как число свойств самого объекта практически не ограничено. Полнота отображения свойств объекта считается достаточной, если ММ отображает все существенные, с точки зрения проектировщика, свойства объекта.
Адекватность ММ - это способность отображать заданные свойства объекта с требуемой точностью.
Экономичность ММ характеризуется затратами труда проектировщика на ее разработку, модификацию и реализацию, а также вычислительных ресурсов -памяти и машинного времени.
489
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
Определение процессов, протекающих в объекте проектирования, по существу является решением задачи анализа, имеющего чаще всего динамическое содержание.
23.5. Методы и средства синтеза математических моделей кузнечно-штамповочных машин
Большинство (до 90 %) задач анализа работы КШМ можно решить, считая динамическую систему пресса системой с сосредоточенными параметрами. Для этого случая ММ КШМ должна быть представлена в виде системы обыкновенных дифференциальных уравнений, отражающих существенные, с точки зрения проектировщика, свойства машины, для решения которых можно использовать один из известных методов интегрирования. Наиболее распространенный способ получения (синтеза) ММ в таком виде основан на использовании уравнения Лагранжа II рода. Он отличается трудоемкостью разработки ММ, резко возрастающей по мере отражения в модели большего числа свойств объекта, трудоемкостью модификации модели, неизбежной при поиске структурного варианта объекта проектирования, а также плохой обозримостью соответствия элементов ММ элементам объекта проектирования.
В настоящее время получили развитие методы и средства автоматизации синтеза и реализации ММ. К таким средствам относятся программные комплексы (ПК) для анализа динамических систем с сосредоточенными параметрами - ПА6, ПА7, Pradis, ПА9, Adams, Dames и др. Все названные комплексы близки между собой по выполняемым функциям и привлеченным методам обработки данных. В дальнейшем в целях конкретизации автоматизацию проектирования КШМ будем рассматривать применительно к ПК ПА9.
23.6. Программный комплекс ПА9 для анализа динамических систем
Общая характеристика и адаптация ПК ПА9. Комплекс ориентирован на системы с сосредоточенными параметрами любой физической природы и инвариантен к предметным областям. Для возможности использования ПК должен быть адаптирован к конкретной предметной области, в данном случае к области проектирования КШМ. Адаптация ПК осуществляется разработкой ММ элементов, характерных для данной предметной области, и включением их в библиотеку ММ элементов комплекса.
*
Ориентированность ПК на системы с сосредоточенными параметрами не означает невозможность их применения для анализа сплошных сред.
490
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
Математические модели элементов. В качестве объектов для разработки ММ элементов (ММЭ) выбраны типовые конструктивные элементы КШМ. С точки зрения разработчика, ММЭ представляет собой систему уравнений, описывающую существенные свойства элемента. Используемые уравнения выражают фундаментальные физические законы или представляют собой инженерные формулы, например строительной механики, прошедшие многолетнюю проверку практикой. Это обеспечивает высокую верность воспроизведения ММ процессов, протекающих в проектируемом прессе. Достаточность полноты и глубины описания существенных свойств элемента в его ММ является необходимым условием достаточности полноты и глубины отражения свойств объекта в его ММ.
С точки зрения пользователя, ММЭ представляет собой определенность, характеризующуюся именем (именами) модели, числом и порядком следования ее полюсов, числом и порядком следования параметров модели, совокупностью свойств элемента, воспроизводимых его моделью, а также сервисными возможностями. Состав библиотеки ММЭ кривошипных прессов с указанием их имен приведен в табл. 23.1.
Имя ММЭ в виде цепочки символов латиницы, например DVPBTU, используется для употребления в текстах описаний в виде ссылок на модель. Другим именем ММЭ является содержательный графический образ, который служит для обращения к ММЭ.
Методы обработки данных. ПК ПА9 выполняет две основные функции: синтез ММ объекта в виде системы обыкновенных дифференциальных уравнений по исходному описанию объекта и решение ее одним из выбранных методов интегрирования с представлением результатов в виде графиков изменения переменных во времени и таблиц.
Таблица 23.1. Состав библиотеки ММЭ кривошипных прессов
Графический образ ММЭ Имя ММЭ Название элемента
Л -вти it ^6= к Механические э DVPBTU лементы Двигатель постоянного тока
4 — г5^Г DVA Трехфазный асинхронный двигатель
491
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Продолжение табл. 23.1
Графич^ ?ский образ ММЭ Имя ММЭ Название элемента
1Z — Механические э FRP цементы Фрикционная передача
£2 <>-
3
1 2 3 Ж 4 5 6 KLRMP Клиноременная передача
1/^ —U RDN Зубчатая передача
' iO С*—
3
1 2 3 4 5 6 ZACPCN Зацепление прямозубое эвольвентное
1 3 PDU Подшипник упорный
2 4
J
V
3, 1 — 4 2 MUFTA Муфта фрикционная
492
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
Продолжение табл. 23.1
Графический образ ММЭ Имя ММЭ Название элемента
Механические элементы
TORMOZ Тормоз фрикционный
3 1 — 6 - 2
1 3 FRMT Фрикционная пара муфты (тормоза)
2 4
1 2 3 4 STRGN2 Сжимаемый/растягиваемый стержневой элемент в двухмерном пространстве
1 2 3 4 5 6 STRGN3 То же в трехмерном пространстве
1 2 3 4 ( кГо—j 5 6 7 8 ZACKCN Зацепление косозубое эвольвентное
1 2 3 4 5 6 KULMD Кулачковый механизм
493
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Продолжение табл. 23.1
Графический образ ММЭ Имя ММЭ Название элемента
1 2 3 4 5 6 7 8 9 10 11 12 Механические э FRVL лементы Однородный цилиндрический участок вала
1 4 SHARN2 Шарнир (подшипник) цилиндрический
1 ! ' 2| 3 и- NPR Направляющие
1, 2~ О *3 ~ 4 SHLITC Шлицевое соединение
1 2 _3_- 4 5 6 BALKA2 Сжимаемый/растягиваемый и изгибаемый стержневой элемент в двухмерном пространстве
2J L_S 1 К 1 °— 11 TNGK Технологическая нагрузка
494
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
Продолжение табл. 23.1
Графический образ ММЭ Имя ММЭ Название элемента
Механические элементы
3 1 VNTPR Винтовая пара
1 — 2 1
V
MSVH Муфта свободного хода
31 Г 4| Элементы гидр OGM осистем Обращаемая гидравлическая машина (насос, гидромотор)
* 1 AGGD г 2 AGGD Аккумулятор газогидравлический
\^>/
А / 3 4 \ / 1 у RP32GD Распределитель трехлинейный двухпозиционный гидравлический
495
Раздел VI. АВТО МА ТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Продолжение табл. 23.1
Графичс ^ский образ ММЭ Имя ММЭ Имя модели элемента, название элемента
— АЛ/ ' 1 — Элементы гидр KLPRGD юсистем Клапан предохранительный гидравлический
— — KLOBGD Клапан обратный гидравлический
SMGD Сопротивление местное гидравлическое
з| CLGD Цилиндр гидравлический
1 2
ч CLGD Г 4|
J 11 1 CLGD2D Цилиндр гидравлический поворотный
1 2
h 8 CLGD2D 1 17I ‘I г
496
Глава 23, Принципы и содержание автоматизированного проектирования КШМ
Продолжение табл. 23.1
Графический образ ММЭ Имя ММЭ Имя модели элемента, название элемента
RSVR ЦР) 2(Т) 3(Р) 4(Т) Элементы пневз RSVR иосистем Ресивер
3(Р) 4(Т) 5(Р) 6(Т) RP32PN Распределитель трехлинейный двухпозиционный пневматический
— ' X
л 1(Р) 2(Т)
2(Т) 4(Т) KLPRPN Клапан предохранительный пневматический
</(р) 2(Т) 4(Т) KLOBPN Клапан обратный пневматический
1(Р) 2(Т) 3(Р) 4(Т) SMPN Сопротивление местное пневматическое
RTPN 1(Р) 2(Т) RTPN Источник рабочего тела пневмосистем
497
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Продолжение табл. 23.1
498
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
Окончание табл. 23.1
Графический образ ММЭ Имя ММЭ Название элемента
Логические элементы
KN Кнопка включения
— RV Реле времени
— & AND Элемент 3-И
1 OR Элемент 3-ИЛИ
— NOT Элемент НЕ
TRIG RS-триггер
R S т
Примечание. Цифры на графическом образе элемента соответствуют принятой в ММ нумерации полюсов.
499
Раздел VI. АВТОМА ТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Качественная определенность объекта задается его структурой, количественная - значениями параметров элементов. Структура объекта отражается в топологии модели назначением состава элементов и указанием связей между ними. Соединения полюсов моделей образуют узлы топологии.
В ПК ПА9 используется метод узловых потенциалов, или узловой метод синтеза ММ. В каждый момент процесса интегрирования состояние каждого узла топологии определяется фазовой переменной типа потенциала, а состояние каждого полюса модели - фазовой переменной типа потока. Фазовой переменной типа потенциала называется переменная, для которой справедлив второй закон Кирхгофа или его аналог в системе иной физической природы (табл. 23.2). Для электрических систем фазовая переменная типа потенциала представляет собой электрическое напряжение. Аналогом второго закона Кирхгофа в механических системах является закон сложения скоростей, согласно которому в любой системе тел сумма разностей скоростей между любыми двумя телами равна нулю, если при переходе от одного тела к другому мы возвращаемся к исходному. В узловом методе формирования ММ определяемыми на каждом шаге интегрирования являются узловые потенциалы.
Фазовой переменной типа потока называется переменная, для которой справедлив первый закон Кирхгофа или его аналог в системе иной физической природы (см. табл. 23.2). Для электрических систем фазовая переменная типа потока представляет собой электрический ток. Аналогом первого закона Кирхгофа в механических системах является закон равновесия сил (включая силы Д’Аламбера), приложенных к какому-либо телу.
Таблица 23.2. Фазовые переменные физических систем
Физическая система Фазовые переменные
типа потока типа потенциала
Электрическая Механическая Гидравлическая, пневматическая Тепловая Ток Сила, момент сил Объемный расход, производительность Тепловой поток Напряжение Скорость, угловая скорость Давление Температура
Согласно узловому методу, вычислительное ядро ПК назначает для каждого узла топологии значение фазовой переменной типа потенциала из условия равенства нулю невязки в каждом узле. Невязка равна сумме фазовых переменных типа потока во всех полюсах моделей, соединение которых образовало узел топологии. Равенство нулю невязки является выражением первого закона
500
Глава 23. Принципы и содержание автоматизированного проектирования КШМ
Кирхгофа или его аналога в системе иной физической природы. В механических системах равенство нулю невязки является выражением условия равновесия сил, в гидравлических и пневматических системах - условия неразрывности среды.
Результатом синтеза ММ объекта проектирования является система обыкновенных дифференциальных уравнений, получаемая без непосредственного участия пользователя и скрытая от него. Порядок системы уравнений определяется числом узлов топологии. Методы синтеза ММ и ее решения инвариантны по отношению к физической природе объекта. Поэтому в ММ объекта проектирования могут быть представлены входящие в состав объекта механические, электрические, гидравлические, пневматические, информационные подсистемы, а также их совокупность.
Система дифференциальных уравнений решается одним из методов интегрирования по выбору пользователя. Библиотека методов интегрирования ПК ПА9 в состоянии поставки содержит неявный метод Эйлера (1-го порядка) и метод трапеций. Библиотека открыта для включения в нее иных методов интегрирования.
ПК ПА9 имеет библиотеку методов одномерной и многомерной оптимизации. В состоянии поставки ПК ПА9 библиотека содержит методы полного перебора, половинного деления, золотого сечения, квадратичной интерполяции, случайного поиска, метод Нелдера-Мида.
Схемный графический редактор. С помощью схемного графического редактора создают исходное описание объекта проектирования и задание на расчет, указывают объем вывода результатов. Окно схемного графического редактора открывается при загрузке комплекса и содержит поле схемы с сеткой и главное меню («Файл», «Вид/Правка», «Окно», «Команды»).
Топологию ММ создают размещением на поле схемы графических образов ММЭ и назначением связей между ними. Для этого выбирают команды «Окно» (главное меню) и «Образцы компонентов», физическую природу элемента («Механика», «Гидравлика», «Пневматика», «Логика» и др.) или его функциональное назначение («Оператор», «Базовый компонент», «Математика», «Оптимизация» и др.) и сам элемент (см. табл. 23.1). Размещение элементов осуществляют с привязкой к сетке поля схемы. Связи между элементами создают соединением полюсов моделей.
Каждый полюс ММЭ механической природы соответствует одной из координат одно-, двух- или трехмерного геометрического пространства. В соединении полюсов участвуют полюса одной и той же координаты. Образующийся при этом узел соответствует той же координате геометрического пространства. Полюса ММЭ электрической, гидравлической, пневматической природы, а также логических соответствуют входам и выходам самих элементов. Для элементов пневматической природы каждому входу (выходу) элемента соответствует пара полюсов: «гидравлический» и тепловой. Степень
501
Раздел VL АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ подробности представления структуры объекта в его ММ определяется характером решаемой расчетной задачи.
Количественная определенность объекта проектирования задается значениями параметров элементов. Окно параметров открывается, если щелкнуть по графическому образу ММЭ. Созданное таким образом описание ММЭ объекта проектирования достаточно для ее реализации.
Задание на расчет состоит из одного или нескольких операторов, чаще всего динамического анализа. Оператор устанавливают на свободной части поля схемы командами «Окно», «Образцы компонентов», «Базовые компоненты» самого оператора. В последнем задают метод интегрирования и параметры управления вычислительными процессами: модельное время; минимальный, максимальный и стартовый шаги интегрирования; точность интегрирования и др. Окно параметров управления открывается, если щелкнуть по изображению оператора.
Результаты расчета представляются в виде графиков и массивов числовых значений переменных. Для вывода переменных служат индикаторы. Индикаторы фазовых переменных типа потенциала и интеграла фазовой переменной типа потенциала присоединяют к соответствующему узлу топологии. Индикаторы фазовых переменных типа потока включают в разрывы связей топологии.
ПК ПА9 предусматривает возможность определения так называемых расчетных переменных, которые по своей природе не являются фазовыми (например, энергетические показатели, напряжения в деталях и др.), но представляют интерес для проектировщика. Вывод расчетных переменных осуществляют с помощью универсальных индикаторов, свободно размещаемых на поле схемы без привязки к другим элементам. Индикатор устанавливают командами «Окно», «Образцы компонентов», «Базовые компоненты». Для индикатора задают цвет кривой на графике, значения переменной на верхней и нижней осях графика или включают режим авто корректировки пределов и другие атрибуты. Для универсального индикатора указывают расчетную переменную, которую необходимо определить. Окно атрибутов индикатора открывается, если щелкнуть по изображению оператора.
ПК ПА9 имеет встроенные средства вычисления других величин, получаемых путем математических преобразований значений фазовых и расчетных переменных, определяемых в моделировании. Для этого используют элементы, выполняющие основные математические операции: сложение, умножение, возведение в степень, извлечение корня, вычисление алгебраических и тригонометрических функций, дифференцирование, интегрирование и др. Для математических преобразований величин на поле схемы размещают графические образы элементов соответствующих математических операций и соединяют их входы и выходы.
Графический образ устанавливают командами «Окно», «Образцы компонентов», «Математика». Математические преобразования значений фазовых
502
Глава 23. Принципы и содержание автоматизированного проектирования КШМ и расчетных переменных при моделировании выполняются параллельно процессу интегрирования.
На получаемых графиках для каждой переменной указываются ее название, выбранное пользователем, а также значения на верхней и нижней осях графика. Сама кривая, ее название и значения на осях графика имеют одинаковый цвет, установленный пользователем. Числовые значения переменных могут быть определены для любой точки любого графика с помощью курсора.
На графиках, непосредственно полученных в результате моделирования, переменные выведены в функции времени. ПК ПА9 позволяет представить переменные в функции любой другой переменной, имеющейся на графике. Это дает возможность практически без дополнительных затрат труда и времени получать интересующие проектировщика графики, например индикаторные диаграммы работы молотов.
23.7. Особенности проектирования кузнечно-штамповочных машин с использованием программных комплексов анализа динамических систем
В соответствии со сложившейся практикой проектирования КШМ сначала принимаются проектные решения конструктивного характера, что неизбежно сопровождается назначением внутренних параметров X, а затем расчетным путем проверяется соответствие принятых проектных решений техническим требованиям (см. (23.1)). Это соответствует решению уравнения (23.2) относительно вектора выходных параметров Y. Такой расчет носит проверочный характер. Проектный расчет используют ограниченно, например при предварительном определении основных размеров коленчатых валов кривошипных прессов по номинальному усилию. В этом случае зависимость (23.2) решается относительно вектора внутренних параметров X. Однако и при использовании проектного расчета качество принятых решений обязательно оценивается проверочным расчетом.
Таким образом, проверочный расчет является основным средством количественного обоснования принимаемых проектных решений. В этой части математическое моделирование не вносит в практику проектирования КШМ каких-либо изменений, потому что анализ является по существу проверочным расчетом. Основной смысл применения моделирования заключается в повышении качества проектных решений на основе высокой достоверности результатов расчета, возможности их получения в любом объеме, необходимом и достаточном для принятия проектных решений.
Возможности современных ПК анализа динамических систем, в частности ПА9, позволяют выполнять исчерпывающий динамический анализ проектируемого, а потому еще реально не существующего устройства, улучшать его до получения работоспособного или оптимального варианта проектного решения или
503
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
убеждаться в его невозможности при имеющемся ТЗ. ПК успешно преодолевают проблемы многомассовости и нелинейности динамических систем. Число степеней свободы, при котором с помощью ПК может быть получено решение анализируемой задачи, достигает нескольких тысяч. Решение получается при наличии в динамической системе проектируемого объекта элементов как с мягкой, так и с жесткой нелинейностью, например типа Кулонова трения или зазоров в кинематических парах, когда характеристики элементов представляют собой недифференцируемые функции. При решении задачи анализа автоматически раскрывается статическая неопределимость, учитывается изменение числа степеней свободы механических систем. Опыт решения практических задач подтверждает достоверность получаемой с помощью ММ информации о процессах, протекающих в проектируемом объекте.
Современные ПК предоставляют большие возможности и удобства для получения проектировщиком самой разнообразной информации о проектируемом объекте без больших затрат труда и времени. Поэтому ПК анализа динамических систем в настоящее время можно рассматривать как основное средство проектирования КШМ.
Глава 24. ПРОЕКТИРОВАНИЕ КУЗНЕЧНОШТАМПОВОЧНЫХ МАШИН
24.1. Кривошипные прессы
Проектирование многозвенных исполнительных механизмов.
Проектирование многозвенных исполнительных механизмов кривошипных прессов включает в себя:
1) синтез кинематической схемы;
2) предварительное назначение ее параметров, т. е. размеров элементов и их исходных положений;
3) корректировку параметров кинематической схемы до получения желательных значений параметров закона движения ползуна.
Решение двух первых задач носит творческий характер и опирается на существующий опыт проектирования, общетехнические представления и интуицию проектировщика (см. § 2.5). Решение третьей задачи поддается формализации, а подходы к нему одинаковы для механизмов с любой кинематической схемой. При этом к результатам проектирования на первых двух этапах не предъявляют высоких требований в отношении их качества. Нужно получить лишь работоспособный вариант, который будет улучшен при решении третьей задачи.
504
Гл ава 24. Проектирование кузнечно-штамповочных машин
Список значений параметров закона движения ползуна определяется назначением механизма. Исполнительные механизмы прижимных ползунов листоштамповочных прессов должны обеспечивать необходимые значения хода ползуна, угла опережения прижимного ползуна, продолжительности выстаивания в нижнем положении, отхода ползуна от крайнего нижнего положения во время выстаивания, а многозвенные главные исполнительные механизмы самих прессов - необходимый ход и минимальную скорость ползуна при деформировании заготовки.
Проектирование многозвенного исполнительного механизма рассмотрим на примере главного исполнительного механизма четырехкривошипного листоштамповочного пресса простого действия (рис. 24.1). Исполнительный
Рис. 24.1. Кинематическая схема ветви главного исполнительного механизма четырехкривошипного листоштамповочного пресса простого действия
механизм показан в положении, соответствующем положению ползуна в конце хода вниз. Ход ползуна пресса 5тах = 0,8 м, начало деформирования соответствует перемещению ползуна на 0,85тах = 0,64 м.
Предварительно назначенные параметры кинематической схемы и обозначения элементов на топологии (рис. 24.2) приведены в табл. 24.1. Угловые положения элементов L6, L7 и L8 являются зависимыми от других параметров и вычисляются через них по тригонометрическим зависимостям. Вращение кривошипа механизма воспроизводится источником фазовой переменной типа потенциала (элемент W1), в данном случае угловой скорости (см. рис. 24.2). Вывод результатов моделирования осуществляется индикаторами «ПЕРЕМЕЩЕНИЕ ПОЛЗУНА» и «СКОРОСТЬ ПОЛЗУНА». Согласно результатам моделирования (рис. 24.3, а), максимальная скорость ползуна на этапе рабочего хода равна 0,542 м/с, минимальная - 0,425 м/с. Задачу корректировки параметров кинематической схемы можно поставить и решить как задачу безусловной оптимизации. Критериями оптимизации приняты максимальная скорость ползуна на участке рабочего хода и отклонение его полного хода от заданного. Целевую функцию формируют как аддитивный критерий со следующими весовыми коэффициентами при частных критериях: 0,00001 для максимальной скорости ползуна на участке рабочего хода и 0,99999 для отклонения полного хода ползуна от заданного. В качестве параметров оптимизации принимают длины элементов кинематической схемы и их начальные угловые положения. Оптимизацию осуществляют методом Нелдера-Мида. Согласно результатам моделирования (рис. 24.3, б), максимальная скорость ползуна на этапе рабочего хода стала 0,416 м/с, что в 1,3 раза
505
ОАЭ : K.AW40 GiM
WWW} |
Файл Вед/Пдом Окно Команды
Рис. 24.2. Топология ветви главного исполнительного механизма четырехкривошипного листоштамповочного пресса простого действия
Ka4040 STEP4 Dynamic Н1»1Ё
Рис. 24.3. Результаты моделирования работы ветви главного исполнительного ме-
ханизма при исходных значениях его параметров (а) и после оптимизации (б)
Раздел УТАВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯ КШМ
Таблица 24.1. Параметры кинематической схемы и обозначения элементов на топологии ветви главного исполнительного механизма листоштамповочного пресса
Обозначение на рис. 24.1 Длина, м Начальное угловое положение, рад Обозначение на топологии
L1 0,190 2,307 КРИВОШИП 1
L2 1,235 2,635 ПОВОДОК 2
L3 0,374 4,651 ПЛЕЧО КОРОМЫСЛА 3
L4 0,410 4,651 ПЛЕЧО КОРОМЫСЛА 4
L5 1,362 5,816 ПОВОДОК 5
L6 0,670 - ПОВОДОК 6
L7 0,580 — ПОВОДОК 7
L8 0,760 - ПОВОДОК 8
L9 0,660 3,972 ШАТУН 9
меньше исходной. Оптимизация выполнена за 139 шагов. Значения параметров механизма, которые получены в результате оптимизации, приведены в табл. 24.2.
Описанный подход сохраняется для многозвенных исполнительных механизмов любой структуры и сложности. Отличия в решении третьей задачи проектирования многозвенных исполнительных механизмов иной структуры будут связаны с формированием целевой функции в соответствии с требуемыми служебными свойствами механизма и назначением прямых и функциональных ограничений.
Таблица 24.2. Значения параметров механизма после оптимизации
Обозначение элемента на рис. 24.1 Длина, м Начальное угловое положение, рад Обозначение элемента на рис. 24.1 Длина, м Начальное угловое положение, рад
L1 0,190 2,307 L6 0,670 1,681
L2 1,403 2,298 L7 0,580 0,381
L3 0,374 4,651 L8 0,760 5,649
L4 0,398 4,651 L9 0,660 3,972
L5 1,362 5,816
Основной задачей при проектировании исполнительных механизмов относительно простой структуры (кривошипно-ползунных, кривошипно-коленных, кривошипно-шарнирных и др.) является кинематический анализ. Ее решение является составной частью решения задачи проектирования многозвенных исполнительных механизмов кривошипных прессов, которое рассмотрено выше.
Проектирование кулачковых механизмов. Математическое моделирование позволяет отказаться от поиска наилучшего закона движения толкателя кулачкового механизма среди ограниченного множества таких законов и решить задачу синтеза профиля кулачка в общей постановке: найти оптимальный профиль ку-
508
Глава 24. Проектирование кузнечно-штамповочных машин лачка по выбранному критерию или их совокупности. Для этого конструктивный профиль кулачка задают в полярной системе координат значениями угловых координат, которые отсчитывают от точки, принятой в качестве начальной, и их радиусов-векторов. Координаты вводят как параметры математической модели кулачкового механизма KULMD. Участки профиля между точками, задающими конструктивный профиль кулачка, определяются кубическими сплайнами:
р, = р,0 + р, 1 (ОС - а,о) + р,г(а - а,о)2 + р,з(а - а,о)3
при а,о <а<а(,+|)0,
где р/, а - текущий радиус-вектор и угловая координата какой-либо точки профиля кулачка; р/0, рл, р/2 и р/3 - коэффициенты сплайна; z - порядковый номер участка профиля между соседними точками, задающими профиль; а/0 - начальная точка z-ro участка профиля.
Сплайны рассчитываются в математической модели кулачкового механизма из условия непрерывности функции, описывающей весь профиль кулачка, а также первой и второй ее производных по угловой координате и используются для вычисления в модели координат точек контакта (при его наличии) ролика с кулачком. Весь профиль кулачка в общем случае состоит из участков постоянного радиуса и рабочих участков. Основой методики синтеза профиля кулачка является его оптимизация на каждом из рабочих участков по одному или нескольким критериям. Первоначально каждый из оптимизируемых участков задают крайними точками. Затем выполняют моделирование.
Оптимизируемый участок делится в угловом отношении пополам с получением при этом новой точки участка. По коэффициентам сплайна вычисляется радиус-вектор этой дополнительной точки. Проводится оптимизация профиля по выбранному критерию с принятием новой точки в качестве управляемого параметра. Каждый из участков, полученных при делении рабочего участка, вновь делится пополам с образованием новых точек профиля - второй этап оптимизации. На этом и последующих этапах радиус-векторы всех новых точек принимаются в качестве управляемых параметров. Каждый следующий этап оптимизации выполняется после очередного деления участков. Синтез профиля кулачка проиллюстрируем на трех примерах.
1. Найти профиль кулачка привода механизма выталкивателя штамповочного автомата, обеспечивающий минимальное значение контактных сил в паре кулачок - ролик и повышающий долговечность механизма. Кинематическая схема механизма приведена на рис. 24.4.
Синтез профиля кулачка выполним с помощью математической модели механизма. Соответствие элементов кинематической схемы и топологии механизма (рис. 24.5) показано в табл. 24.3. Для оптимизации профиля кулачка используем метод Гаусса-Зейделя.
509
Раздел VI, АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Рис. 24.4. Кинематическая схема механизма выталкивателя штамповочного автомата:
1 - кулачок; 2 - подшипник ролика; 3,9 — толкатели; 4 - подшипниковая опора толкателя; 5 - рычаг; 6,8- шарниры; 7 - поводок
На рис. 24.6 приведены результаты моделирования рабочего хода механизма выталкивателя до и после оптимизации профиля. Максимальное значение контактной силы в паре кулачок - ролик для найденного профиля кулачка составило 518,09 Н.
Таблица 24.3. Соответствие обозначений элементов механизма выталкивателя на кинематической схеме и топологии
Позиция на рис. 24.4 Элемент Обозначение элемента на топологии Имя привлеченной модели
1 Кулачок КМ KULMD
2 Подшипник ролика ПОДШ. РОЛИКА SHARN2
3 Толкатель качающийся ТОЛКАТЕЛЬ BALKA2
4 Подшипниковая опора толкателя ОПОРА ТОЛКАТЕЛЯ SHARN2
5 Рычаг РЫЧАГ BALKA2
6 Шарнир ШАРНИР 1 SHARN2
7 Поводок ПОВОДОК BALKA2
8 Шарнир ШАРНИР 2 SHARN2
9 Толкатель ТОЛКАТЕЛЬ NPR
2. Найти профиль кулачка привода штамповочного автомата для механизма отрезания заготовки от прутка, обеспечивающий максимальную скорость ножа отрезного инструмента втулочного типа при его перемещении от исходного положения на 2,9 мм. Радиусы участков постоянного радиуса равны 62,5 и 80 мм; угол рабочего участка профиля кулачка 60°.
Постановка задачи связана с тем, что с повышением скорости отрезания повышается качество торца заготовки, а втулочный типа отрезного инструмента ограничивает ход ножа до начала отрезания.
510
Рис. 24.5. Топология механизма выталкивателя штамповочного автомата
б
Рис. 24.6. Результаты моделирования рабочего хода механизма выталкивателя
до (а) и после (б) оптимизации профиля
Глава 24. Проектирование кузнечно-штамповочных машин
Оптимизацию выполним методом Гаусса-Зейделя. Данные процесса оптимизации приведены в табл. 24.4. В таблице опущены промежуточные данные для каждого этапа, а указаны значения для его начала (числитель) и конца (знаменатель). Видно, что в результате синтеза профиля кулачка с использованием математического моделирования удалось достичь скорости отрезания 1 м/с при ходе разгона 2,9 мм.
Таблица 24.4. Значения параметров оптимизации механизма отрезания заготовки от прутка
Номер этапа оптимизации Значение радиус-вектора, мм, при угловых координатах границ деления рабочего участка профиля кулачка, град Скорость отрезания, м/с
7 15 22 30 37 45 60
1 - - - 71,40 76,20 - - - 0.372 0,547
2 - 67,50 65,15 - 76,20 76,20 - 79,74 79,60 - 0,549 0,738
Q 62,88 65,15 70,21 76,25 78,91 79,74 79,94 0,738
э 62,90 65,15 70,21 76,25 78,91 79,74 79,94 0,742
Л 62,90 65,15 70.21 76,25 78,91 79,74 79,94 0,742
4 62,90 65,11 70,21 76,25 78,91 79,74 79,94 0,750
с 62,90 65,11 70,21 76,25 78,91 79,74 79,94 0,750
J 62,90 65,11 70,30 76,25 78,91 79,74 79,94 0,752
г 62,90 65,11 70.30 76,25 78,91 79,74 79,94 0.753
О 62,90 65,11 70,30 78,90 78,91 79,74 79,94 1,00
Примечание. Здесь и в табл. 24.5 в числителе - для начала, а в знаменателе - для конца этапа оптимизации.
3. Найти профиль кулачка привода механизма переноса заготовки между позициями штамповки, обеспечивающий минимальное значение максимальной скорости переноса. Радиусы участков постоянного радиуса равны 87,353 и 150 мм; угол рабочего участка профиля кулачка 137°.
Постановка задачи связана с тем, что движение заготовки происходит по дуге окружности с действием на нее центробежных сил, которые могут привести к выбросу заготовки из захвата.
Оптимизацию выполним методом Гаусса-Зейделя. Ее результаты приведены в табл. 24.5, причем данные указаны для начала (числитель) и конца (знаменатель) каждого этапа оптимизации. Видно, что в результате синтеза профиля кулачка с использованием математического моделирования удалось снизить скорость переноса заготовки с 2,03 м/с до 1,35 м/с, т. е. в 1,503 раза, а нормальное ускорение и центробежную силу - в 2,26 раза.
513
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
Таблица 24.5. Значения параметров оптимизации механизма переноса заготовки при штамповке
Номер этапа оптимизации Значение радиус-вектора, мм, при угловых координатах границ деления рабочего участка профиля кулачка, град Максимальная скорость пе-реноса, м/с
17 34 51 68 86 103 120
1 - - - 118,3 118,0 - - - 2,03 1,93
2 - 98,0 101,0 - 118,0 117,1 - 139,0 135,4 - 1,93 1,35
3 90,9 91,2 101,0 101,0 109,9 109,9 117,1 117,1 125,5 125,5 135,4 135,4 145,0 145,0 1,35 1,35
Расчеты элементов пресса на прочность и жесткость
Расчет допускаемой силы на ползуне по усталостной прочности коленчатого вала. Рассмотрим этот расчет на примере коленчатого вала пресса К460 с номинальным усилием 0,63 МН и максимальным ходом ползуна 0,4 м. Его конструктивная схема показана на рис. 24.7.
Вал выполнен из стали 40Х. Для расчета допускаемой силы на ползуне необходимо создать математическую модель коленчатого вала и смежных устройств, влияющих на его прочность: зубчатой передачи и главного исполнительного механизма. Топология вала приведена на рис. 24.8. Для полноценного учета упругих свойств вала с подшипниками цапфы и шейку вала в зоне их контакта с подшипниками разделим на 15 участков. Это позволит также определить закон, по которому сила распределяется по длине опор и шейки коленчатого вала.
Рис. 24.7. Конструктивная схема коленчатого вала пресса К460:
1-9 - участки левой цапфы вала; 10, И, 16, 17 - фиктивные участки цапфы шейки, учитывающие ширину щек коленчатого вала; 12-15 - участки шейки коленчатого вала
514
Рис. 24.8. Топология коленчатого вала пресса К460
Раздел VI, АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
В топологии модели участки вала представлены элементами FR1-FR25 (модель FRVL, см. табл. 23.1), а прилегающие к ним участки подшипников элементами SH1-SH25 (модель SHARN2). В зонах участков 2-4, 6-9, 12-15 сосредоточиваются рабочие нагрузки, и поэтому их протяженность меньше остальных. Щеки вала представлены элементами BL и BR (модель BALKALU2). Ширину щек учитываем фиктивными участками 10, 11, 16, 17 цапф и шейки вала. Зубчатая передача представлена элементом ZP (модель ZACPCN), главный исполнительный механизм - моделями шатуна (BALKALU2), направляющих (NPR) и технологической нагрузки (TNGK) или постоянной силы (TN). Вращение вала воспроизводим с помощью модели источника фазовой переменной типа потенциала (элемент W), в данном случае угловой скорости.
Модель однородного цилиндрического участка вала FRVL дает возможность определить допускаемую силу на ползуне по прочности коленчатого вала. Для расчета допускаемой силы на ползуне введем постоянную нагрузку на ползуне, равную номинальному усилию пресса и направленную вверх. Приложение постоянной нагрузки воспроизводим с помощью модели источника фазовой переменной типа потока (элемент ТС). При этом в полюсах модели FRVL на каждом шаге интегрирования вычисляются в виде фазовых переменных типа потока поперечные силы, изгибающие и крутящие моменты, осевые силы сжатия. В модели FRVL по формулам (3.22) и (3.25) вычисляются нормальные и полные касательные напряжения, а по формуле (3.26) - запас прочности коленчатого вала в выбранных сечениях. Допускаемая сила на ползуне определяется как расчетная переменная путем умножения номинального усилия пресса на вычисленный запас прочности и деления полученного значения на требуемый запас прочности с учетом коэффициента долговечности к§ аналогично его учету в (3.27). Все названные вычисления выполняются для углов координации ф, равных 0, 15, 30, 45, 60, 75 и 90° одновременно. Вывод графиков допускаемой силы на ползуне по прочности коленчатого вала для каждого из указанных углов координации осуществляется с помощью универсальных индикаторов PDO, PD15, PD30, PD45, PD60, PD75, PD90 для сечения В-В и PDSH для сечения Е-Е (рис. 24.8; см. также рис. 3.4).
Графики допускаемой силы на ползуне, полученные моделированием при угле поворота коленчатого вала от 0 до 90°, представлены на рис. 24.9. Горизонтальная прямая Лом соответствует номинальному усилию пресса. Как видно на графиках, на различных этапах работы исполнительного механизма прочность вала в сечении В-В определяется точками вала с различными значениями угла координации. Так, при угле поворота коленчатого вала от 0 до 6,17° точка сечения В-В, определяющая прочность вала, имеет угол координации ф = 90°; от 6,17 до 17,34° -ф = 75°; от 17,4 до 26,4°- ф = 60°; от 26,4 до 33,1° - ф = 45°; от 33,1 до 38,9° - ф = 30° и от 38,9 до 90° - ф = 0°. График допускаемых сил на ползуне представляет собой огибающую полученных кривых, составленную из указанных участков.
516
Гл ава 2 4. Проектирование кузнечно-штамповочных машин
Рис. 24.9. Графики допускаемой силы на ползуне, полученные моделированием при угле поворота коленчатого вала от 0 до 90°
Для нахождения распределения нагрузки в цапфах и шейке выводятся значения радиальной силы на участках цапф и шейки при помощи универсальных индикаторов Pl - Р15. Нагружение исполнительного механизма осуществляется с использованием модели технологической нагрузки TNGK (элемент TNG). Полученные при моделировании графики распределения радиальной силы по участкам левой цапфы и шейки вала приведены на рис. 24.10.
Эти графики позволяют построить эпюры распределения сил по длине цапфы и шейки. Для момента их максимального значения (/ = 1,34 с) они приведены на рис. 24.11. Радиальные силы определены через их горизонтальные и вертикальные составляющие и условно показаны в вертикальной плоскости.
При решении задач о допускаемой силе на ползуне пресса по прочности коленчатого вала полноценно учитывается влияние как вертикальных, так и горизонтальных составляющих радиальных сил, форма, размеры и упругие свойства коленчатого вала, упругие свойства подшипниковых опор вала и кривошипной головки шатуна, нормальные силы в зубчатой передаче и сил трения в зацеплении, моменты сил трения в подшипниковых опорах и шарнирах исполнительного механизма, силы трения в направляющих, силы тяжести всех элементов,
517
KV_k460 Dynamic
?г18СГ *'
'100000 J200000
"i 200000 ’200000 -’.400000 400000 '400000 :400000
-'200000 1^800000 tip
JУгон поворота кривошипа 1!Р1 ||Р2 >3
ЙР4 1;Р5 ,Р6 Р7
>8 ipg J]tn ^Перемещение ползуна jp—-
-100000 '200000 ’,-200000 1-200000 "'О II0 -Ш ?:0 Si 0 lio
T= 4 (завершено) a
fiJnitjlWork]
KV K460 : Dynamic
Файл Эйд Изменить Окно Команды
|180 1100000 1200000
200000 200000
:100000
800000 0
i Угол поворота кривошипа t Р11
-Р12
.1Р13
-|Р14
i₽15
i™
I i П ер е м еще ни е п о л зун а
1-180 J-100000 1-200000 1-200000 i-200000 1-100000
Jo
-;-0 4
5p11 Р12 Р13|
Перемещение ползуна
Угол поворота кривошипа
Р14 Р15
Рис. 24.10. Графики радиальной силы по участкам левой цапфы (а) и шейки (б) коленчатого вала
Гл ава 24. Проектирование кузнечно-штамповочных машин
Рис. 24.11. Эпюры распределения сил по длине цапфы и шейки коленчатого вала
представленных в модели коленчатого вала и смежных элементов, фактическое распределение радиальной силы вдоль осей цапф и кривошипной головки шатуна, зазоры в опорах и кривошипной головке шатуна.
В случае получения результата, не удовлетворяющего проектировщика, он имеет возможность быстро и оперативно изменить по своему усмотрению параметры элементов математической модели, например диаметры цапф или шейки, прочностные свойства материала коленчатого вала, другие параметры.
Рассмотренный подход к решению задачи о допускаемой силе на ползуне пресса по прочности коленчатого вала применим к случаям любых конструктивных разновидностей коленчатых валов, схем привода, вариантов размещения маховика пресса.
Расчет допускаемой силы на ползуне по прочности зубчатой передачи. В качестве примера рассмотрим тихоходную зубчатую передачу пресса К460 (см. рис. 24.7). Для расчета допускаемой силы на ползуне по прочности зубчатой передачи будем использовать модель, приведенную на рис. 24.8, которая содержит элемент ZP (модель зубчатого эвольвентного внешнего зацепления ZACPCN).
Модель ZACPCN дает возможность определить допускаемую силу на ползуне по прочности зубчатой передачи. Для расчета этой силы, как и при расчете допускаемой силы на ползуне по усталостной прочности коленчатого вала, введем постоянную нагрузку на ползуне, равную номинальному усилию пресса и направленную вверх. Приложение постоянной нагрузки воспроизводится с помощью модели источника фазовой переменной типа потока (элемент TN). В полюсах модели ZACPCN на каждом шаге интегрирования вычисляются радиальные силы и крутящие моменты в виде фазовых переменных типа потока. При этом учитываются упругие свойства контакта зубьев, силы трения в зацеплении, их распределенность по длине рабочей части линии зацепления, изменения на-
519
Раздел VI, АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ правлений сил и моментов при реверсировании передачи, возможные радиальные перемещения центров шестерни и элементов.
В модели ZACPCN определяются нормальные напряжения изгиба зубьев шестерни и колеса и контактные напряжения (см. § 3.6). При использовании в качестве деформирующей силы PD номинального усилия пресса определяются запасы усталостной прочности на изгиб зубьев шестерни и колеса и контактной выносливости с учетом значений o_i,, [<Эя], Ф<т(ф), Люм, £н, вводимых в качестве параметров модели.
Допускаемая сила на ползуне пресса по каждому виду прочности зубчатой передачи определяется как расчетная переменная путем умножения номинальной силы пресса на вычисленный запас прочности и деления на требуемый запас прочности, вводимый как параметр.
Графики допускаемой силы на ползуне, рассчитанные по прочности зубчатой передачи при моделировании на угле поворота коленчатого вала от 0 до 90°, приведены на рис. 24.12.
На рис. 24.13 показаны графики допускаемой силы на ползуне пресса К460, построенные с учетом представленных на рис. 24.9 и 24.12 данных. На рис. 24.12 и 24.13 обозначены: PDFSH, PDFK - графики допускаемой силы на ползуне, рассчитанные по изгибной прочности зуба шестерни и колеса соответственно; PDH -график допускаемой силы на ползуне, определенный по контактной выносливости
Рис. 24.12. Графики допускаемой силы на ползуне по прочности зубчатой передачи, полученные при моделировании на угле поворота коленчатого вала от 0 до 90°
520
Глава 24. Проектирование кузнечно-штамповочных машин
Рис. 24.13. Обобщенные графики допускаемой силы на ползуне пресса К460
зубчатой передачи; PDC - график допускаемой силы на ползуне, рассчитанный по прочности цапфы коленчатого вала; Рном - номинальное усилие пресса.
Согласно полученным результатам, допускаемая сила на ползуне на разных участках графика определяется номинальным усилием пресса, прочностью цапфы коленчатого вала и изгибной прочностью колеса зубчатой передачи.
Поскольку зубчатая передача открытая, при построении графика допускаемой силы на ползуне не принят во внимание график PDH. Степень учета различных факторов при расчете допускаемой силы на ползуне по прочности зубчатой передачи факторов такой же, что и при расчете допускаемой силы по прочности коленчатого вала.
Расчет валов, подшипников, зубчатых передач кривошипных прессов. В качестве примера рассмотрим листоштамповочный пресс двойного действия К460 с номинальной силой 0,63 МН, полным ходом вытяжного ползуна 0,4 м и числом ходов в минуту 15. Его кинематическая схема показана на рис. 24.14. Особенностью пресса является привод прижимного ползуна от кулачкового механизма.
Топология пресса (рис. 24.15) представлена во фрагментах: «Привод», «Исполнительный механизм вытяжного ползуна», «Исполнительный механизм прижимного ползуна», «Система управления». Соответствие элементов кинематической схемы элементам топологии показано в табл. 24.6.
521
Рис. 24.14. Схема листоштамповочного пресса двойного действия К460:
1 - двигатель; 2 - клиноременная передача; 3 - маховик; 4 - быстроходная зубчатая передача; 5 - тихоходная зубчатая передача; 6 - кривошипная головка шатуна; 7 - кривошип; 8, 9 - подшипниковые опоры; 10 - коромысло; 77, 72, 76, 20 - шарниры механизма привода прижимного ползуна; 13 - шатун; 14 - серьга; 15 - кулачковый механизм привода прижимного ползуна; 17 - подшипник ролика кулачкового механизма; 18 - ползун ролика кулачкового механизма; 19 - шатун прижимного ползуна; 27 - ползунная головка шатуна; 22 - вытяжной ползун; 23 - прижимной ползун; 24, 35 - подшипники приводного вала; 25, 26, 28, 30 - фрикционные пары муфты; 27, 29 - шлицевые соединения ведущих дисков; 31 - пневмоцилиндр муфты; 32 - приводной вал; 33 - шестерня быстроходной зубчатой передачи; 34 - тормоз; 36, 37 - шлицевые соединения ведомых дисков
Глава 24. Проектирование кузнечно-штамповочных машин
Моделирование работы пресса осуществляется в два периода - разгон маховика и один или несколько циклов работы пресса. На рис. 24.16 показаны результаты моделирования одного цикла работы пресса.
Расчет вала. Для выполнения расчета в модели пресса необходимо представить сам вал, его подшипниковые опоры и нагружающие элементы. Вал моделируется однородными участками, расположенными между его опорами и нагружающими элементами. В качестве примера рассмотрим расчет приводного вала (материал - сталь 40Х) пресса К460 (см. рис. 24.14, сечение А-А).
Нагружающими элементами являются клиноременная передача, маховик, являющийся ведомым шкивом клиноременной передачи, и быстроходная зубчатая передача. Вал выполнен двухопорным на подшипниках качения, размещенных на его концах.
В модели пресса вал 32 (см. рис. 24.14) представлен тремя участками:
1) между левой подшипниковой опорой 24 (сечение I-I) и маховиком 3 (сечение П-П) - элемент УЧАСТОК ВАЛА 1;
2) между маховиком и шестерней 33 (сечение Ш-Ш) быстроходной зубчатой передачи 4 - элемент УЧАСТОК ВАЛА 2;
3) между шестерней быстроходной зубчатой передачи и правой подшипниковой опорой 35 (сечение IV-IV) - элемент УЧАСТОК ВАЛА 3.
Элементы УЧАСТОК ВАЛА 1 - УЧАСТОК ВАЛА 3 представлены моделью однородного цилиндрического участка вала FRVL, а нагружающие вал элементы следующим образом:
клиноременная передача 2 - элементом КРП (модель KLRMP);
маховик 3 - элементами МАХОВИК (модель маховой массы М) и МАССА И СИЛА ТЯЖ. МАХ. (модель инерционной и тяготеющей массы MV);
зубчатая передача 4 - элементом БЫСТРОХ. ЗУБЧ. ПЕРЕД, (модель ZACPCN);
подшипниковые опоры 24 и 35 - элементами ПОДШ. 1 и ПОДШ. 2 (модель SHARN2);
тормоз 34 - элементом ТОРМОЗ (модель TORMOZ).
Таким образом, в модели пресса воспроизводится нагружение вала силой натяжения ветвей клиноременной передачи, силой тяжести маховика, нормальными силами и силами трения в зубчатой передаче, а также моментами этих сил, реакциями подшипниковых опор и моментами трения в них, динамическим моментом маховика при его замедлении, моментом торможения. При этом в полюсах модели FRVL вычисляются в виде фазовых переменных типа потока поперечные силы, изгибающие и крутящие моменты, осевые силы сжатия. В модели FRVL по формулам (3.22) и (3.25) определяются нормальные и касательные напряжения, средние напряжения цикла (от действия осевых сил сжатия растяжения и поперечных сил) и амплитуды напряжений (от изгибающих и крутящих моментов), эквивалентные нормальные и касательные напряжения.
523
Г'1р|‘1В0Д -......... СИСТЙМЗ УПрЗЁЛвНИЯ
MOMENT 9 F RM
Ж МОДЕМ 9 П.й9е Г RM
Ж ДК.ЙСТ я МОМЕМ & ЯлР£ f №1
Ж 'Д&ЙСТВ. МОДЕН? » ?W-e f RfcE
ж ДЕЙС?* МОДЕН? 6 JWS FRM&
. Ж ДЬЛ-С Т S, МОДЕН? » JW-S F RfcM
,Ж;ЗД«*И Жйт Е run FRMt
Ж;^^и ?n®»w е пи**' nw
Ж М-OWH ?Н&“ИИ в nm FS5M S
Ж;тши *нй₽ки в пт
Рис. 24.15. Топология листоштамповочного пресса двойного действия К460
Таблица 24.6. Соответствие элементов кинематической схемы элементам топологии для пресса модели К460
Позиция на рис. 24.14 Элемент Обозначение элемента(ов) на топологии Имя привлеченной модели
1 Двигатель асинхронный DV DVA
2 Клиноременная передача КРП KLRMP
3 Маховик МАХОВИК, МАССА И СИЛА ТЯЖ. МАХ. М, MV
4 Быстроходная зубчатая передача БЫСТРОХ. ЗУБЧ. ПЕРЕД. ZACPCN
5 Тихоходная зубчатая передача ТИХОХ. ЗУБЧ. ПЕРЕД. RDN
6 Кривошипная головка шатуна КРИВОШ. ГОЛ. ШАТУНА SHARN2
7 Кривошип КРИВОШИП BALKA2
8 Подшипниковая опора коленчатого вала ОПОРА КРИВОШИПА SHARN2
9 Подшипниковая опора коромысла ОПОРА КОРОМЫСЛА SHARN2
10 Коромысло ПЛЕЧО 1 КОРОМЫСЛА, ПЛЕЧО 2 КОРОМЫСЛА BALKA2
И, 12, 16, 21 Шарнир механизма привода прижимного ползуна ШАРНИР 3, ШАРНИР 2, ШАРНИР 1 SHARN2
13 Шатун ШАТУН BALKA2
14 Серьга СЕРЬГА BALKA2
15 Кулачковый механизм привода прижимного ползуна КУЛАК KULMD
17 Подшипник ролика кулачкового механизма привода прижимного ползуна ПОДШ. РОЛИКА SHARN2
18 Ползун ролика кулачкового механизма в направляющих ПОЛЗУН РОЛИКА NPR
19 Шатун прижимного ползуна ШАТУН ПРИЖИМН. ПОЛЗУНА BALKA2
20 Ползунная головка шатуна ПОЛЗ. ГОЛ. ШАТУНА SHARN2
Окончание табл. 24.6
Позиция на рис. 24.14 Элемент Обозначение элемента(ов) на топологии Имя привлеченной модели
22 Вытяжной ползун в направляющих прижимного ползуна ВЫТЯЖН. ПОЛЗУН NPR
23 Прижимной ползун в направляющих ПРИЖИМЫ. ПОЛЗУН NPR
24, 35 Подшипник приводного вала ПОДШ. 1 SHARN2
25, 26, 28, 30 Фрикционные пары муфты FRM1, FRM2, FRM3, FRM4 FRMT
27, 29 Шлицевые соединения ведущих дисков ШЛ. СОЕД. ВДЩ. ДИСКА 1, ШЛ. СОЕД. ВДЩ. ДИСКА 2 SHLITC
31 Пневмоцилиндр муфты CLPN CLPN
32 Приводной вал УЧАСТОК ВАЛА 1, УЧАСТОК ВАЛА 2, УЧАСТОК ВАЛА 3 FRVL
34 Тормоз ТОРМОЗ TORMOZ
35 Подшипник приводного вала ПОДШ. 2 SHARN2
36, 37 Шлицевые соединения ведомых дисков ШЛ. СОЕД. ВДМ. ДИСКА 1, ШЛ. СОЕД. ВДМ. ДИСКА 2 SHLITC
Пружины муфты ПР. К
Подводящая головка муфты ПОДВОД. ГОЛОВКА RP32PN
- Ресивер RSVR RSVR
- Источник сжатого воздуха КОМПР. RTPN
- Выход в атмосферу ATM. 1, ATM. 2 RTPN
Элемент задержки включения муфты ZDM ZD
- Элемент задержки включения тормоза ZDT ZD
- Станина СТАНИНА К
- Технологическая сила ТЕХН. НАТР. TNGK
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
к46О_2 : Dynamic
1&айя Вий йгМЕЯртъ 0й® Кемаду
; 160 " """
1Л0
JUooo
ДАВЛЕНИЕ 0 РЕСИВЕРЕ'
•1000000
ЧАСТ ВР ВДЩ Ч.МУФТЫ
100 и
: УГЛОВАЯ СКОРОСТЬ ДВИГАТЕЛЯ
-ЧАС Г ВР ВДЩ Ч МУФТЫ
hМОМЕНТ МУФТЫ
УЧАСТ-ВР ВДМ.Ч МУФТЫ
щодвытяжн ПОЛЗУНА
У’ХОД ПРИЖИМЫ ПОЛЗУНА
ЭЛ - МА.ГН МОМЕНТ ДВИГАТЕ ЛЯ
кпд ДВИГАТЕЛЯ
ncOS(FI) ДВИГАТЕЛЯ
ьТЕХНОЛОГИЧЕСКАЯ СИЛА
VДАВЛЕНИЕ В ЦИЛИНДРЕ МУФТЫ
ДАВЛЕНИЕ в ресивере
; МОМЕНТ ТОРМОЗА
;-4000
ЗОП
У-юоо
КПД ДВИГАТЕЛЯ COSfFI) ДВИГАТЕЛЯ \
МОМЕНТ МУФТЫ
т= 32 (завершено)
ГЭЛ-МАГН МОМЕНТ ДВИГАТЕЛЯ
: УГЛОВАЯ СКОРОСТЬ ДВИГАТЕЛЯ
i-МОМЕНТ ТОРМОЗА
ХОД ПРИЖИМН ПОЛЗУНА.
ЧА.СТ.ВР ВДМ.Ч МУФТЫ
КОДВЫТЯЖН ПОЛЗУНА
у ТЕХНОЛОГИЧЕСКАЯ СИЛА ДАВЛЕНИЕ В ЦИЛИНДРЕ
Рис. 24.16. Результаты моделирования одного цикла работы пресса К460
По формуле — = + (см. § 3.5) рассчитывается запас прочности. Все
указанные вычисления выполняются на каждом шаге интегрирования для сечений вала, соответствующих каждому его концу. В связи с непостоянством нагружения вала в течение цикла работы пресса вычисляется эквивалентный запас прочности. Он определяется в процессе моделирования по итогам выполненной его части и сам является переменной величиной. Во внимание следует принимать значения эквивалентного запаса прочности в конце любого цикла работы пресса. Для исключения влияния нестационарной части работы пресса, например периода разгона маховика, вычисление эквивалентного запаса прочности начинается в фиксированный момент модельного времени, значение которого вводят как один из параметров модели FRVL. Его значение можно принимать равным времени начала первого цикла работы пресса.
Эквивалентные запасы прочности вычисляются для каждого конца участка вала как расчетные переменные и выводятся с помощью универсальных индикаторов. Согласно рис. 24.14, универсальный индикатор NA выводит вычисляемый запас прочности в сечении вала II-II с левой его стороны, а индикатор NB -с правой. При этом правая сторона сечения II-II в отличие от левой нагружена динамическим моментом маховика. Универсальный индикатор NC выводит вы-528
Глава 24. Проектирование кузнечно-штамповочных машин
числяемый запас прочности в сечении вала III—III с левой, а индикатор ND -с правой его стороны (см. рис. 24.15).
На рис. 24.17 показаны полученные моделированием результаты расчета вала на прочность в виде графиков NA, NB, NC, ND эквивалентных запасов прочности для соответствующих сечений вала в двух циклах работы пресса. Эквивалентные запасы прочности в конце циклов работы пресса (t = 31,35915 с) имели следующие значения: NA = 3,090848; NB = 2,145247; NC = 1,699190; ND = 1,711759. Полученные значения запасов прочности приводного вала соответствуют рекомендуемым (см. табл. 3.2).
Для определения запасов прочности валов при выполнении прессом различных технологических операций необходимо моделирование работы пресса в составном цикле, содержащем циклы с графиками технологической силы каждой операции. Во внимание следует принимать значения эквивалентного запаса прочности в конце составного цикла работы пресса.
При определении запасов прочности валов путем математического моделирования учитываются статические и динамические составляющие рабочих нагрузок на валах, которые определяются свойствами элементов, воспроизводимых привлеченными моделями; асимметрия циклов нагружения; коэффициенты
Рис. 24.17. Результаты расчета приводного вала пресса К460 на прочность
529
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ концентрации напряжений; влияние размеров; качество обработки поверхностей; переменный характер нагружения валов в течение цикла; силы трения в кинематических парах; кроме того, автоматически раскрывается статическая неопределимость для многоопорных валов.
Линейные и угловые упругие перемещения сечений вала могут привести к недопустимым изменениям зазоров и перекосам в зубчатых передачах, недопустимым перекосам в подшипниках и другим отрицательным последствиям. Поэтому они должны быть определены. Полюса 1, 2 модели FRVL (см. табл. 23.1) соответствуют линейным координатам перемещения сечения одного из концов участка вала в направлениях, перпендикулярных его оси; полюса 7, 8 - то же для сечения другого конца участка вала. Полюса модели FRVL 4, 5 и 8, 9 соответствуют угловым координатам поворота тех же сечений в плоскостях, перпендикулярных его оси.
При интегрировании в узлах топологии, к которым присоединены названные полюса, вычисляются линейные и угловые скорости, являющиеся составляющими полных скоростей в разложении по координатным осям. Их интегрирование позволяет получить линейные и угловые перемещения сечений по всем названным координатам. Они, как и скорости, будут составляющими полных перемещений в разложении по тем же координатным осям. Полные перемещения получаются в результате извлечения квадратного корня из суммы квадратов перемещений по соответствующим координатным осям. Интегрирование линейных и угловых скоростей и вычисление полных перемещений выполняются посредством математических операций над фазовыми и расчетными переменными, встроенными в программный комплекс ПА9. Для этого на поле схемы размещают графические образы элементов соответствующих математических операций, входы и выходы которых соединяют. Результаты вычислений линейных и угловых упругих перемещений сечений вала выводятся с помощью индикаторов (см. рис. 24.15, элемент FI), которые присоединяют к выходам совокупности элементов, осуществляющих математические преобразования (см. на рис. 24.15 элементы, присоединенные к элементу FI и помеченные значками «|хЛ», »,
«*», «+»).
На рис. 24.18 в качестве примера показаны полученные моделированием графики составляющих угловых перемещений вала FIX и FIY в горизонтальной X и вертикальной Y плоскостях в сечении вала IV-IV у правой подшипниковой опоры (см. рис. 24.14) и полного углового перемещения FI в том же сечении.
Максимальные угловые перемещения имеют место в зоне нарастания деформирующей силы при t = 26,86768 с и равны FIX = 0,001855 рад, FIY = 0,002585 рад, FI = 0,003182 рад. Согласно литературным данным, допустимый угол поворота сечения вала для однорядных шариковых подшипников составляет 0,005 рад. Следовательно, полученное расчетом значение угла поворота сечения вала у левой подшипниковой опоры вала является допустимым.
530
Глава 2 4. Проектирование кузнечно-штамповочных машин
Рис. 24.18. Результаты расчета угловых перемещений приводного вала пресса К46С в сечении IV-IV (см. рис. 24.15)
При определении линейных и угловых упругих перемещений сечений вал путем математического моделирования учитываются статические и динамич< кие составляющие рабочих нагрузок на валах, определяемые свойствами в< производимых привлеченными моделями элементов, упругие деформации и зоры в кинематических парах элементов, представленных в модели пресса.
Расчет подшипников качения. В качестве примера рассмотрим р; чет подшипников приводного вала пресса К460 (см. рис. 24.14). Вал смонтщ ван на подшипниках 24 (подшипник серии 315, С = 132 000 Н) и 35 (подшипн серии 2316, С = 240 000 Н).
В модели пресса (см. рис. 24.15) подшипниковые опоры приводного вг представлены элементами ПОДШ. 1 и ПОДШ. 2 модели шарнира SHAR? В полюсах модели SHARN2 вычисляются в виде фазовых переменных типа i тока радиальные силы упругого взаимодействия внешнего и внутреннего 3J ментов подшипника, а также момент трения. В модели SHARN2 с учет температурного коэффициента и коэффициента вращения определяется экви] лентная радиальная сила, чем учитывается непостоянство радиальной силы частоты вращения. Коэффициент безопасности в расчетах не используют, з
Раздел VI. АВТОМА ТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
как определяющая его динамичность процесса воспроизводится при моделировании. Затем рассчитываются ресурсные параметры: расчетная динамическая грузоподъемность при базовом числе 106 оборотов подшипника и срок службы подшипника в часах. Все указанные вычисления выполняются на каждом шаге интегрирования. Ресурсные параметры определяются в процессе моделирования по итогам выполненной его части, и сами являются переменными величинами. Во внимание следует принимать их значения в конце любого цикла работы пресса.
Для исключения влияния нестационарной части работы пресса, например периода разгона маховика, вычисление ресурсных параметров начинается в фиксированный момент модельного времени, который вводится как один из параметров модели SHARN2. Его значение можно принимать равным времени начала первого цикла работы пресса. Расчетная динамическая грузоподъемность и срок службы подшипника вычисляются как расчетные переменные и выводятся с помощью универсальных индикаторов.
На рис. 24.19 показаны полученные моделированием графики расчета подшипников приводного вала пресса: расчетной динамической грузоподъемности C(R)1 и срока службы T(R)1 левого подшипника, расчетной динамической гру
жад
T(R) 1
C(R) 2
TfR) 2
00
5242 270 816230 5 9012 219
966580 6
Вариант 1
5 C(R) 2
T(R)2
k 46(1,2 : Dynamic
-,’20000
-j 2000000
-120000
200(1000
Переменная Time C(R) 1
. C(R)1
T=32 .(завершено]
Рис. 24.19. Результаты расчета подшипников приводного вала пресса К460
В УГЛОВАЯ СКОРОСТЬ ДВИГАТЕЛЯ ||чАСТ.ВР ВДЩЧМУФТЬ* |р4АСтВР0ДМ Ч.МУФТЫ ^СИГНАЛ УПРАВЛ. МУ-ТТОЙ ЙХОДВЫТЯЖн ПОЛЗУНА ||ход прижимн ПОЛЗУНА ЦСИГНАЛ УПРАВЛ. ТОРМОЗОМ ^ТЕХНОЛОГИЧЕСКАЯ СИЛА ;c(rji -iT(R) 1 'C(R)2 'T(R) 2
-л
T(R) I
J
532
Глава 24. Проектирование кузнечно-штамповочных машин
зоподъемности C(R)2 и срока службы T(R)2 правого подшипника. Значения в конце первого цикла работы пресса (7 = 31,3 с) составили: C(R)1 - 5242,27 Н; C(R)2 - 9012,219 Н; T(R)1 - 816230,5 ч; T(R)2 - 965580,6 ч. Полученные значения намного превышают нормативные, что, видимо, является следствием выбора подшипников по конструктивным соображениям с учетом диаметра вала, определенного по условиям его прочности.
Для определения ресурсных параметров подшипников при нагружении пресса различными технологическими операциями следует выполнить моделирование работы пресса в составном цикле, содержащем циклы с графиками деформирующей силы на каждой операции. Во внимание следует принимать значения ресурсных параметров в конце составного цикла работы пресса.
При расчете ресурсных параметров подшипников качения путем математического моделирования учитываются статические и динамические составляющие рабочих нагрузок подшипников, определяемые свойствами воспроизводимых привлеченными моделями элементов, а также переменный характер нагружения подшипников в течение цикла.
Для случаев представления моделью SHARN2 подшипника скольжения в ней на каждом шаге интегрирования вычисляются в качестве расчетных переменные величины pv и р. Их выводят в виде графиков с помощью универсальных индикаторов и используют для оценки несущей способности подшипника.
Расчет зубчатых передач. В тихоходных зубчатых передачах кривошипных прессов максимальные нагрузки воспринимаются одними и теми же зубьями колеса. Это обстоятельство учтено при расчете допускаемой силы на ползуне кривошипного пресса по прочности тихоходной зубчатой передачи. Для быстроходных передач и шестерен тихоходной передачи каждый зуб периодически нагружается на всех фазах рабочего нагружения в течение цикла. Их расчет следует проводить на основе прямой оценки контактных и изгибных напряжений.
В модели ZACPCN на каждом шаге интегрирования по формуле (3.38) определяются напряжения изгиба зубьев ои шестерни и колеса, а по формуле (3.39) -контактные напряжения о#. Они вычисляются как расчетные переменные и выводятся в виде графиков с помощью универсальных индикаторов. Прочность зубчатых передач может быть рассчитана по максимальным напряжениям в цикле работы пресса. В этом случае фактическая прочность передачи будет завышена против расчетной, поскольку не учитывается работа передачи с пониженными нагрузками. Получаемые графики изменения напряжений в течение цикла работы пресса позволяют рассчитать эквивалентные изгибные и контактные напряжения, используя подход, изложенный в § 3.7. Использование в расчете эквивалентных напряжений позволяет избежать завышения фактической прочности. Для оценки прочности зубчатых передач по формуле (3.37) определяются приведенные напряжения с^, которые должны быть меньше допускаемых О-i (см. § 3.6). Контактные напряжения должны быть меньше соответствующих
533
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ допускаемых, определенных с учетом коэффициента безопасности и коэффициента нагрузки (см. § 3.6).
Проектирование муфт и тормозов
Расчеты, связанные с проектированием муфт и тормозов, рассмотрим на примере листоштамповочного пресса двойного действия К460. Пресс имеет муфту (см. рис. 24.14) с двумя ведомыми и двумя ведущими дисками. Функции ведущих дисков выполняют нажимной диск и маховик, являющийся корпусом муфты. Фрикционные элементы представляют собой накладки из ферродо с наружным и внутренним диаметрами 0,34 и 0,22 м соответственно. Рабочая площадь каждого фрикционного элемента F= 0,0528 м2, начальное расстояние между элементами фрикционных пар принято равным 1 мм, действующее значение диаметра пневмоцилиндра муфты составляет 175 мм, давление воздуха в пневмосистеме - 0,5 МПа.
В модели пресса (см. рис. 24.15) муфта представлена элементами фрикционных пар FRM1, FRM2, FRM3, FRM4, образованных нажимным, ведущим, двумя ведомыми дисками и корпусом муфты (модель фрикционной пары муфты и тормоза FRMT); шлицевые соединения дисков с ведущими и ведомыми частями - элементами ШЛ. СОЕД. ВДЩ. ДИСКА, ШЛ. СОЕД. ВДМ. ДИСКА (модель SHLITC); пневмосистема, включающая пневмоцилиндр - элементами CLPN (модель CLPN) и источник сжатого воздуха - элементами КОМПР. (модель RTPN); тормоз - элементом ТОРМОЗ (модель TORMOZ); технологическая сила - элементом ТЕХН. НАГР. (модель TNGK).
Расчетный и максимальный моменты муфты. В модели фрикционной пары муфты и тормоза FRMT вычисляются фактический момент трения и максимальный момент, который может создать фрикционная пара. Оба момента определяются как расчетные переменные и выводятся с помощью универсальных индикаторов.
На рис. 24.20 показаны полученные моделированием результаты расчета фактических и максимальных моментов трения каждой фрикционной пары муфты для работы пресса в режиме одиночных ходов.
Как видно на полученных графиках, максимальные моменты трения, с одной стороны, и фактические моменты трения - с другой, крайне мало отличаются между собой. Максимум фактического момента имеет место при / = 32,89 с и равен 477,29 Н м, тогда как максимально возможный момент при этом составляет 527,62 Н м.
Согласно формуле (5.24), коэффициент запаса муфты по моменту рмуф = 1,1054, что соответствует действующим рекомендациям (см. § 5.2). При необходимости требуемое значение коэффициента запаса можно обеспечить изменением, например, диаметра цилиндра муфты.
Расчетное давление фрикционного материала. В модели фрикционной пары муфты и тормоза FRMT осевая сила контактного взаимодействия дисков вычисляется как расчетная переменная и выводится с помощью универсального индикатора.
534
k460_2 : Dynamic
Файл Вид Измени Окне Кда&нды
k460_2 : Dynamic (Численные значения)
ад
МАКС МОМЕНТ В ПАРЕ FRM1 МАКС МОМЕНТ В ПАРЕ FRM2 МАКС МОМЕНТ В ПАРЕ FPM3 МАКС МОМЕНТ В ПАРЕ FRM4
526.9183 526.9152 526.7638
32 39101
527 6174
МАКС МОМЕНТ В ПАРЕ FRM1
______ц-----.... . .. ... FRM2
Ч FRM3
; FPM4
Переменная Time
Вариант 1
(ЧАСТ8Р.ВДЩ.Ч МУСТЬ
.ш
Md
k4GO2 : Dynamic (Численные значения)
МОМЕНТ В ПАРЕ FRM1
МОМЕНТ В ПАРЕ FRM2
МОМЕНТ В ПАРЕ FFM5
МОМЕНТ В ПАРЕ FRM4
ДЕЙСТВ МОМЕНТ В ПАРЕ FRM1
FRM2
FPM3
FPM4
_____________________
Т= 38 (завершено)
МАКС МАКС 1!макс ({макс________............
((ДЕЙСТВ МОМЕНТ В ПАРЕ FRM1 УДЕЙСТВ МОМЕНТ В ПАРЕ FRM2 У ДЕЙСТВ. МОМЕНТ В ПАРЕ FRM3 У ДЕЙСТВ. МОМЕНТ В ПАРЕ FRM4
ДЕЙСТВ МОМЕНТ В ПАРЕ FRM1 ДЕЙСТВ МОМЕНТ В ПАРЕ FRM2 ДЕЙСТВ МОМЕНТ В ПАРЕ FRM3 ДЕЙСТВ МОМЕНТ В ПАРЕ FRM4
477 9496 477 0867 476.9718 477 2863
а
k46O 2 : Dynamic
Ф&йй' IHI Надену Окне! Команды
({ 484
У 4 84
1484
({484
I 484
(484
5(484
У 484
...1СТ......’ । -г- н . '
Ижд'прЙжймн ползуна' I il СИГНАЛ УПР.АВЛ ТОРМОЗОМ | ^ТЕХНОЛОГИЧЕСКАЯ СИЛА В ;МАКС МОМЕНТ В ПАРЕ FRM1 [ У МАКС МОМЕНТ В ПАРЕ FRM2 [ ({МАКС МОМЕНТ В ПАРЕ FRM3 |
МАКС МОМЕНТ В ПАРЕ FRM4 | ((ДЕЙСТВ МОМЕНТ В ПАРЕ FRM11 ('.ДЕЙСТВ МОМЕНТ В ПАРЕ FRM2 j ({ДЕЙСТВ МОМЕНТ В ПАРЕFRM3E (ДЕЙСТВ. МОМЕНТ В ПАРЕ FRM4|
448
448 п448 4448 П448 i{ 448
448 0448
,lnitI.Work|.Zc .r 1
: ,ДЕЙСТВ МОМЕНТ В ПАРЕ FRM1 / ДЕЙСТВ МОМЕНТ В ПАРЕ FRM4
ДЕЙСТВ' МОМЕНТ В ПАРЕ FRM2
ДЕЙСТВ МОМЕНТ В ПАРЕ FRM3
32 84 81
{Time!
... Т.-,.3'8
1.2 96
СТ ВВЕЕД
б
Рис. 24.20. Результаты расчета фактических и максимальных моментов трения
фрикционных пар муфты пресса К460 (а) и увеличенное изображение элемента I (б)
Рис. 24.21. Результаты расчета осевых сил контактного взаимодействия фрикционных пар муфты пресса К460 в момент времени / = 25,8 с (я) и в интервале t = 25,31 ...25,364 с (6)
Глава 24. Проектирование кузнечно-штамповочных машин
На рис. 24.21, а показаны полученные моделированием графики: РК1 - РК4 сил контактного взаимодействия фрикционных пар 30. 28. 26. 25 (соответственно см. рис. 24.14) и SMI - SM4 перемещения дисков относительно друг друга при включении муфты. Их анализ показывает, что при полностью включенной муфте (t = 25,8 с) осевые силы контактного взаимодействия фрикционных пар имеют незначительные отличия и для пары FRM4 (график РК4) эта сила Р = 10677,92 Н. Тогда распределенная сила
q =P/F = 10677,92:0,0528 = 0,202 МПа,
что допустимо для фрикционного материала ферродо (см. § 5.2).
На рис. 24.21, б приведены результаты моделирования в интервале времени t = 25,31 ...25,364 с. Как видно на полученных графиках, смыкание дисков носит ударный характер. Имеют место четыре удара во фрикционных парах, связанных с первичными смыканиями дисков, и несколько ударов, обусловленных их отскоками друг от друга. После ударов нарастание контактной силы определяется ростом давления в полости пневмоцилиндра 31 (см. рис. 24.14). Максимальная сила контактного взаимодействия фрикционных элементов имеет место в паре FRM4 и равна Р= 19928,58 Н. Расчетное контактное напряжение фрикционного материала в этом случае
q=P/F = 19928,58:0,0528 =0,377 МПа,
что превышает допускаемое давление для фрикционного материала ферродо, равное 0,2...0,3 МПа (см. § 5.2) с соответствующими отрицательными последствиями для долговечности накладок.
Показатель износа фрикционных элементов муфты. В модели фрикционной пары муфты и тормоза FRMT потери энергии на трение вычисляются как расчетная переменная и выводятся с помощью универсального индикатора. Потери энергии на трение определяются в процессе моделирования по итогам выполненной части и сами являются переменной величиной. Следует принимать во внимание разность потерь энергии для моментов начала и окончания включения муфты. Потери энергии во фрикционных элементах за первый цикл работы пресса составили, Дж: 786,69 для элемента FRM1; 653,95 для элемента FRM2; 639,14 для элемента FRM3 и 579,47 для элемента FRM4. Показатель износа Л?изн определяется по формуле
ИЗН М т—ч 1
2F3
где ам - коэффициент, зависящий от условий нагружения муфты; Е - потери энергии во фрикционном элементе за одно включение; рИ - коэффициент использования числа ходов, рИ = 0,67; п - число ходов пресса в минуту.
537
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Показатель износа АГИЗН определялся для элемента FRM1, имеющего наибольшие потери энергии. При этом принято ам= 1, поскольку его отличие от единицы учитывается процессом моделирования. Тогда
786,69-15-0,67 /z 2
К,™ =--------------= 0,0749 МДж/(м2 • мин).
и 2-0,0528 7
Допустимое для фрикционных элементов из ферродо значение показателя износа составляет 0,4...0,5 МДж/(м -мин).
Расчетом учитывается фактическое изменение момента, передаваемого муфтой при ее работе, а также работа двигателя во время включения муфты.
Время цикла работы пресса в режиме одиночных ходов. При работе пресса в режиме одиночных ходов в цикле его работы имеются период разгона ведомых частей при включении муфты и период торможения при включении тормоза. Во время этих периодов скорость ведомых частей меньше их скорости на соответствующих этапах цикла работы пресса в режиме автоматических ходов. Поэтому время цикла работы пресса в режиме одиночных ходов будет больше времени цикла работы пресса на автоматических ходах, что снижает производительность пресса. Определить увеличение времени цикла в режиме одиночных ходов можно путем моделирования работы пресса в обоих режимах. По результатам моделирования двух циклов работы пресса К460 в режиме автоматических ходов время второго цикла работы пресса составило 4,04 с, тогда как время одного цикла работы пресса, определенное по результатам моделирования работы пресса в режиме одиночных ходов, равно 4,38 с. Таким образом, переход от режима автоматических ходов к режиму одиночных ходов увеличивает время цикла работы пресса на 4,38-4,04 = 0,34 с.
Расчеты для тормозов выполняются аналогично расчетам муфт и сводятся к вычислению давления фрикционного материала, обеспечивающего требуемые значения углов торможения (см. § 5.2), и определению показателя износа фрикционных элементов.
Проектирование главного привода
Выбор электродвигателя и маховика. В основе существующих методик расчета мощности двигателя и момента инерции маховика лежит метод эквивалентного тока. Однако в связи с трудностью его прямой реализации при традиционных методах расчета применяют косвенные способы оценки нагрева двигателя главного привода, например по неравномерности вращения двигателя. Математическое моделирование позволяет отказаться от косвенных способов такой оценки и решать задачу выбора мощности двигателя и момента инерции маховика на основе прямого применения метода эквивалентного тока.
538
Глава 24. Проектирование кузнечно-штамповочных машин
Выбор электродвигателя и маховика рассмотрим на примере листоштамповочного пресса двойного действия К460 (см. рис. 24.16) с асинхронным двигателем главного привода 4A132S4Y3 (7,5 кВт, 1440 об/мин.) и моментом инерции маховика 47 кг м2 с использованием математической модели (см. рис. 24.15). Для решения задачи в модели пресса должны быть представлены двигатель главного привода, маховик, технологическая нагрузка. Кроме того, для полноценного учета затрат энергии при работе пресса в модель следует включить все элементы, которые являются источниками или причиной этих затрат: элементы, при работе которых возникают силы трения (подшипники, шарниры, направляющие, зубчатые и фрикционные передачи, фрикционные муфты и тормоза и пр.), упругие элементы, преобразователи входной энергии. В модели пресса (см. рис. 24.14) из упомянутых элементов имеются: двигатель главного привода 7; маховик 3; клиноременная передача 2; муфта с элементами фрикционных пар 25, 26, 28, 30 и шлицевых соединений 27, 29; пневмоцилиндр 57; тормоз 34; быстроходная зубчатая передача 4; тихоходная зубчатая передача 5; подшипники и шарниры 27, 24 и др.; направляющие вытяжного 22 и прижимного 23 ползунов; технологическая сила (см. табл. 24.6).
При моделировании работы пресса на каждом шаге интегрирования вычисляется момент двигателя привода. В модели DVA с учетом этого момента вычисляются частота вращения ротора; скольжение; активный, реактивный и полный фазные токи; эквивалентный и номинальный токи. Эквивалентный ток определяется в процессе моделирования по итогам выполненной части и является переменной величиной. Следует принимать во внимание значение эквивалентного тока в конце любого установившегося цикла работы пресса. При равенстве эквивалентного тока в конце цикла номинальному току двигателя его режим работы будет соответствовать номинальному, при меньшем значении эквивалентного тока двигатель будет недогружен, а при большем -перегружен. Недогрузка и перегрузка двигателя ухудшают экономические показатели работы кривошипного пресса. Для исключения влияния нестационарного периода работы пресса, например периода разгона маховика, вычисление эквивалентного тока начинается в фиксированный момент модельного времени, который вводится как один из параметров модели DVA. Его значение можно принимать равным времени начала первого цикла работы пресса. Эквивалентный и номинальный токи вычисляются как расчетные переменные и выводятся с помощью универсальных индикаторов. График номинального тока представляет собой прямую линию, поскольку он является параметром двигателя и, следовательно, представляет собой константу. Вывод графика номинального тока создает удобство для сопоставления с ним эквивалентного тока.
Для определения мощности двигателя и момента инерции маховика при заданном графике технологической силы и времени цикла следует при предварительно назначенных значениях мощности двигателя и момента инерции маховика выполнить моделирование и сопоставить значения эквивалентного тока в конце
539
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
любого цикла работы пресса с номинальным. При превышении эквивалентным током номинального (двигатель перегружен) следует назначить типоразмер двигателя большей мощности или увеличить момент инерции маховика. В противном случае (двигатель недогружен) необходимо выбрать типоразмер двигателя меньшей мощности или уменьшить момент инерции маховика. Увеличение момента инерции маховика приводит к меньшим отклонениям частоты вращения двигателя от номинальной, при которых КПД и коэффициент мощности двигателя максимальны. Таким образом, уменьшение нагрузки двигателя при увеличении момента инерции имеет место за счет повышения КПД и коэффициента мощности двигателя. Однако такое изменение нагрузки двигателя при варьировании моментом инерции маховика не может быть значительным. Поэтому при большой разнице эквивалентного и номинального токов (15...30 % и выше) следует изменять мощность двигателя, а при небольшой - момент инерции маховика. Окончание процесса подбора мощности двигателя и момента инерции маховика определяется достижением требуемой точности совпадения эквивалентного и номинального токов. Подбор момента инерции маховика может быть ускорен применением интерполяции и экстраполяции данных, полученных на предыдущих шагах.
На рис. 24.22, а показаны полученные моделированием результаты расчета эквивалентного и номинального токов одного цикла работы пресса в режиме одиночных ходов. График деформирующей силы принят типовым, время цикла -равным 10 с (режим одиночных ходов, пауза 6 с), а требуемая точность совпадения эквивалентного /экв и номинального /ном токов - равной 0,1 %.
Согласно полученным результатам, при этих условиях эквивалентный ток в конце цикла больше номинального на 67,9 %, тогда как после подбора двигателя и маховика - на 0,059 % (рис. 24.22, б).
Для принятых условий номинальная нагрузка двигателя имеет место при мощности двигателя 15 кВт и моменте инерции маховика 52,21 кг м2.
Расчет баланса энергозатрат и КПД пресса. В моделях элементов, обладающих диссипативными свойствами, вычисляются входная и выходная энергии и (или) ее потери при работе элемента, а в моделях элементов, обладающих способностью накапливать энергию, - накопленная энергия. Значения входной, выходной и накопленной энергии, а также ее потери определяются в процессе моделирования по итогам выполненной части и сами являются переменными величинами. Вычисленные величины могут быть выведены как расчетные переменные с помощью универсальных индикаторов. Их значения имеют характер нарастающего итога в течение моделирования. При определении потерь энергии их следует относить к одному циклу работы пресса, т. е. находить разницу выводимых величин для начала и конца выбранного цикла.
При моделировании работы пресса при различных следующих одна за другой операциях (многопереходная штамповка) определение потерь энергии следует относить к составному циклу работы пресса. Баланс затрат энергии приведен в табл. 24.7.
540
к460_2 : Dynamic
Фай? Шй Изменив Окно 'кадазда*
З'ёо
переменная Time НОМИНАЛЬНЫЙ ТОК ДВИГАТЕЛЯ ЭКВИВАЛЕНТНЫЙ ТОК ДВИГАТЕЛЯ
}роо
8742787
14 67580
_ .1 к4Б0_2 : Dynamic (Численные значении)
Ио
50
Вариант 1 31 3
*L
НОМИНАЛЬНЫЙ ТОК ДВИГАТЕЛЯ
._Л
ЙУГЛОВАЯ СКОРОСТЬ ДВИГАТЕЛЯ ЙЧАСТВГ ВДЩЧ.МУФТЕ ЙЧАСТ ВР.ВДМ.Ч МУФТЫ
ЙХОДВЫТЯЖН ПОЛЗУ ЙХОДПРИЖИМН. ПОЛ-11 СИГНАЛ УПРАВЛ FOF
НОМИНАЛЬНЫЙ ТОК ДВИГДТЕПЧ
ЭКВИВАЛЕНТНЫЙ ТОК ДВИГАТЕЛЯ
/ЭКВИВАЛЕНТНЫЙ ТОК ДВИГАТЕЛЯ
а
Рис. 24.22. Результаты расчета эквивалентного и номинального фазных токов двига-
теля главного привода пресса К460 до (а) и после (б) подбора двигателя и маховика
РАЗДЕЛ VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Таблица 24.7. Баланс затрат энергии для режима одиночных (числитель) и автоматических (знаменатель) ходов
Элемент Потери энергии, Дж Потери энергии, %
Электрическая сеть 57 128,7/50 775,9 100/100
Двигатель асинхронный 11343,5/10456,1 19,8/20,6
Клиноременная передача 1569,9/2383,5 2,75/4,69
Маховик 6,7/9,74 0,01/0,02
Фрикционные пары муфты 2618,7/- 4,58/-
Тормоз 2594,4/- 4,54/-
Подшипники приводного вала 290,6; 317,2/288,6; 310,8 0,51; 0,56/0,57; 0,61
Быстроходная зубчатая передача 92,7/79,8 0,16/0,16
Подшипник тихоходной зубчатой передачи 392,1/372,1 0,68/0,73
Тихоходная зубчатая передача 1190,8/1062,1 2,08/2,09
Подшипниковая опора коленчатого вала 62,8/62,7 0,11/0,12
Кривошипная головка шатуна 76,7/76,8 0,13/0,15
Ползунная головка шатуна 5,8/5,8 0,01/0,01
Направляющие вытяжного ползуна 680,8/680,8 1,19/1,34
Технологическая сила 35 228,3/35 228,3 61,66/69,38
Кулачковый механизм привода прижимного ползуна 0,6/0,8 0,001/0,001
Подшипник ролика кулачкового механизма привода прижимного ползуна 46,3/46,3 0,08/0,09
Направляющие ползуна ролика кулачкового механизма 71,1/70,8 0,12/0,14
Подшипниковая опора коромысла 3,6/3,6 0,006/0,007
Шарниры механизма привода прижимного ползуна (см. рис. 24.14): 16 12 11 21 0,07/0,04 1,1/1,0 1,5/1,5 0,3/0,2 0,0001/0,0001 0,002/0,002 0,003/0,003 0,0005/0,0004
Направляющие прижимного ползуна 29,2/29,2 0,12/0,058
Невязка баланса 503,9/-454,7 0,88/—0,90
542
Глава 24. Проектирование кузнечно-штамповочных машин
Анализ полученных результатов позволяет сделать следующие выводы.
1. КПД пресса составляет 61,66% для режима одиночных ходов и 69,38 % для режима автоматических ходов.
2. Близость к нулю потерь (накопления) энергии маховика в цикле означает, что режим работы привода пресса в цикле установившийся.
3. Наибольшие потери энергии имеют место в электродвигателе и составляют 19,8 и 20,6 % для режима одиночных и автоматических ходов соответственно.
Рис. 24.23. График работоспособности главного привода пресса К460
График работоспособности кривошипного пресса. Моделирование работы
кривошипного пресса позволяет решать задачу определения времени цикла для операций различной энергоемкости из условия номинальной нагрузки двигателя главного привода. Однако предварительно должна быть выбрана мощность двига
теля и момент инерции маховика.
Продолжительность цикла определяется моментом совпадения значений эквивалентного и номинального токов двигателя. В табл. 24.8 приведены результаты определения времени цикла и коэффициента использования ходов пресса К460 для технологических операций различной энергоемкости при номинальной нагрузке двигателя привода, а на рис. 24.23 - построенный по данным таблицы график работоспособности привода пресса. Расчеты выполнены для двигателя 4A132S4Y3 (мощность 7,5 кВт, частота вращения 1440 об/мин) и маховика с моментом инерции 47 кт-м“. Энергоемкость операции изменяли пропорциональным уменьшением значений силы и перемещения на графике нагружения.
Таблица 24.8. Продолжительность цикла и коэффициент использования ходов пресса модели К460 для операций различной энергоемкости
Энергоемкость операции, Дж Продолжительность цикла, с Коэффициент использования ходов, %
35 228,3 21,06 19,0
28 543,9 12,29 32,5
22 554,2 7,23 55,3
17 269,2 4,0 100
18 124,6 Автоматические ходы
При выполнении энергетических расчетов кривошипных прессов путем математического моделирования учитываются все энергозатраты, имеющие место в представленных в модели элементах пресса; потери энергии, связанные с упругим деформированием элементов, например станины, с разгоном и торможением маховых масс; достоверно определяется КПД пресса. Учет энергозатрат осуществляется как при рабочем ходе, так и во время холостых ходов и пауз в работе пресса.
543
Раздел VI. АВТОМАТИЗАЦИЯПРОЕКТИРОВАНИЯКШМ
Энергетические расчеты могут быть выполнены и для составных циклов, например при многооперационной штамповке. Изложенные подходы остаются в силе и в случае оснащения пресса вспомогательными устройствами, приводимыми от двигателя главного привода, например подачами; а для кривошипных автоматов любой сложности - при условии достаточной полноты их представления в математической модели.
24.2. Электровинтовые прессы
Расчет работоспособности пресса
Рассмотрим электровинтовой пресс Ф1730 с номинальным усилием 1,6 МН, полным ходом ползуна 0,4 м, числом ходов 15 в минуту, конструктивная схема которого показана на рис. 14.1. Для выполнения расчетов воспользуемся моделью пресса, топология которого приведена на рис. 24.24. Соответствие элементов конструктивной схемы элементам топологии показано в табл. 24.9.
В качестве модели двигателя привлечена модель асинхронного двигателя 4АС180М8УЗ (15,0 кВт; 750 об/мин). Для приведения его синхронной частоты вращения к частоте вращения дугостаторного двигателя пресса Ф1730
Таблица 24.9. Соответствие элементов кинематической схемы элементам топологии для пресса модели Ф1730
Позиция на рис. 14.1 Элемент Обозначение элемента(ов) на топологии Имя привлеченной модели
1 Станина СТАНИНА К
3 Ползун в направляющих ПЛЕЧО 1,НАПРАВЛЛ, ПЛЕЧО 2, НАПРАВЛ.2 BALKA2+NPR + + BALKA2+NPR
4,5 Винтовая пара ВИНТОВАЯ ПАРА VNTPR
6 Подшипник упорный двусторонний ПОДШИПНИК УПОРНЫЙ 1, ПОДШИПНИК УПОРНЫЙ 2 PDU PDU
8 Тормоз ТОРМОЗ TORMOZ
10 Двигатель асинхронный DV+ЗП DVA+RDN
11 Маховик МАХОВИК 25 М
- Источник питания VI, ход вниз, V2, ХОД ВВЕРХ V + ТРАПЕЦ. ИСТОЧНИК СИГНАЛА
- Технологическая сила ТЕХНОЛОГИЧЕСКАЯ НАГРУЗКА TNGK
544
Глава 24. Проектирование кузнечно-штамповочных машин
ПАЗ : <P1730_CHB_VNT_26.7.4.1
Файл Вид /Правка Окно Команды
ХОД ВНИ31
ХОД ВВЕРХ!
МАХОВИК
4АС130М8УЭ ЗП УГЛОВАЯ СКОРОСТЬ ВИНТА УПОРНЫЙ ПОДШИПНИК 1
Ж ЗЛёКТРОМАГН МОМЕНТ Ж ЭКВИВАЛЕНТНЫЙ ТОК Ж НОМИНАЛЬНЫЙ ТОК Ж КПДДВИГАТЕЛЯ ВИНТОВАЯ ПАРА
Ж -КОЭФФ МОЩНОСТИ (COS Fl) Ж С ИЛА ДЕФОРМИРОВАНИЯ Ж МОМЕНТ ТОРМОЗА МАКСИМ Ж МОМЕНТ ТОРМОЗА ФАКТИЧ Ж ВХОДНАЯ ЭНЕРГИЯ ДВИГАТЕЛЯ , Ж 'ПОТЕРИ ЭНЕРГИИ В ДВИГАТЕЛЕ вЖ ^ПОТЕРИ ЭНЕРГИИ В УПОРИ ПОДШ 1 * Ж'ПОТЕРИ ЭНЕРГИИ В УПОРН. ПОДШ 2 Ж ПОТЕРИ ЭНЕРГИИ В ВИНТОВОЙ ПАРЕ Ж .ПОТЕРИ ЭНЕРГИИ В НАПРАВП. 1 I Ж ПОТЕРИ ЭНЕРГИИ В НАПРаВЛ 2 Ж РАБОТА ДЕФОРМИРОВАНИЯ
СИГНАЛ УПРяВЛ.ТОРМОЗОМ
УПОРНЫЙ ПОДШИПНИК 2
ТОРМОЗ
1пЗ
ППЕЧ0 2
ПЛЕЧО 1
НАПРАВЛЯЮЩАЯ 1
ТЕХНОЛОГИЧЕСКАЯ СИЛА =
ХОД ПОЛЗУНА
-0Г НАПРАВЛЯЮЩАЯ 2
21_;'' wk
Рис. 24.24. Топология винтового электровинтового пресса Ф1730
(300 об/мин) в топологию включена модель зубчатой передачи ЗП (модель RDN), которая отсутствует в составе пресса. Продолжительность времени включения двигателя при ходе вниз задают элементом ХОД ВНИЗ. Ее выбирают из условия получения требуемой энергии удара. Продолжительность времени включения двигателя при ходе вверх задают элементом ХОД ВВЕРХ. Она и параметры модели тормоза выбираются из условия остановки ползуна при ходе вверх в заданном положении.
На рис. 24.25 показаны результаты моделирования одного цикла работы такого пресса для номинальной энергии Ьэ = 6,5 кДж. Время цикла для ударов с различной энергией определяется для номинального режима работы двигателя главного привода, а продолжительность цикла - моментом совпадения значений эквивалентного и номинального токов двигателя (рис. 24.26).
545
ИКВ]
Ф1730 СНВ VN Г .26 7 4 1 Dynamic
Файл Вид Изменить Окно Кскаднды
2000000
5000 15000
'50000 i50000
50000 500
,1
50 '05
.4 . .
[сила деформирования [момент тормоза максим МОМЕНТ ТОРМОЗА ФАКТИЧ 'ВХОДНАЯ ЭНЕРГИЯ ДВИГАТЕЛЯ ПОТЕРИ ЭНЕРГИИ В ДВИГАТЕЛЕ РАБОТА ДЕФОРМИРОВАНИЯ ЭЛЕКТРОМАГН МОМЕНТ КПД ДВИГАТЕЛЯ
.КОЭФФ МОЩНОСТИ (COS FI) iУГЛОВАЯ СКОРОСТЬ ВИНТА
:ХОД ПОЛЗУНА
СИГНАЛ УПРАВЛ ТОРМОЗОМ
,0
-5000
5000
•0 о
о
-500
0
0
1-50
-0 5
-96
СИГНАЛ УПРАВЛ ТОРМОЗОМ
----,-4—_______
Рис. 24.25. Результаты моделирования одного цикла работы пресса Ф1730
Файл Вид Изменю* О» Команды
Ни
ЧИ73ОСНВ VNT 26.7.4.3 Dynamic
3 200 .200
[(2000000
Ji 5000
о
‘•0
Й-50
Точка
Вариант 1
J С I-1 ЛА ДЕФО Р м ИР О ВЛ Н1-1Я ijMOMEHT ТОРМОЗАФАКТИЧ. НЭПЕИТРОМАГН МОМЕНТ 1! ЭКВИВАЛЕНТНЫЙ ТОК
НОМИНАЛЬНЫЙ ТОК ||УГЛО0АЯ СКОРОСТЬ ВИНТА ?Ыод ПОЛЗУНА
ЙС И ГН АЛ УПРАВЛ тормо;
Не
Ф1730, СНВ _VN1_ 26.7.4.3 ; Dynamic (Численные значения)
Переменная
Time ЭКВИВАЛЕНТНЫЙ ТОК НОМИНАЛЬНЫЙ ТОК
4 933333
4 933333
J
ЭКВИВАЛЕНТНЫЙ ТОК
НОМИНАЛЬНЫЙ ТОК
ЙИ
20
20
18 43711
18 44392
2J
сШ
Рис. 24.26. Результаты расчета эквивалентного и номинального фазных токов
двигателя главного привода пресса Ф1730
Глава 24. Проектирование кузнечно-штамповочных машин
В табл. 24.10 приведены результаты определения времени цикла и коэффициента использования ходов электровинтового пресса Ф1730 при различной энергии удара, а на рис. 24.27 - построенный по данным этой таблицы график его работоспособности.
Таблица 24.10. Продолжительность цикла и коэффициент использования ходов пресса модели Ф1730 для операций различной энергоемкости
Энергоемкость операции, Дж Продолжительность цикла, с Коэффициент использования ходов, %
6503 4,47 68
5192 4,32 70
4102 4,12 73
3114 3,81 79
2337 3,42 88
1846 3,04 Автомати-
ческие ходы
Рис. 24.27. График работоспособности главного привода пресса Ф1730
Баланс энергозатрат и КПД
Расчет аналогичен расчету баланса энергозатрат и КПД кривошипного пресса К460. Согласно данным таблицы 24.11, КПД пресса Ф1730 составил 7,35 %, наибольшие потери имеют место в двигателе (66,4 %), в винтовой паре они составляют 25,9 %.
Таблица 24.11. Энергетический баланс работы пресса модели Ф1730
Элемент Расход энергии
Дж %
Электрическая сеть 49737,7 100
Двигатель асинхронный 33 024,6 66,4
Упорный подшипник 1 231,2 0,46
Упорный подшипник 2 1289,1 2,59
Винтовая пара 10315,8 25,9
Направляющая 1 659,9 1,32
Направляющая 2 939,0 1,89
Технологическая сила 3656,9 7,35
Невязка баланса 278,8 0,56
547
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
24.3. Приводные пневматические молоты
Рассмотрим молот МБ412 с массой падающих частей 150 кг и числом ударов 180 в минуту, конструктивная схема которого показана на рис. 20.1. Для выполнения расчета воспользуемся моделью молота, топология которого приведена на рис. 24.28. Соответствие элементов конструктивной схемы элементам топологии дано в табл. 24.12.
Таблица 24.12. Соответствие элементов конструктивной схемы элементам топологии для молота модели МБ412
Позиция на рис. 20.1 Элемент Обозначение элемента на топологии Имя привлеченной модели
7 Двигатель асинхронный DV 4A160S4Y3 DVA
6 Ременная передача КЛ.-РЕМ. ПЕРЕДАЧА KLRMP
5 Зубчатая передача ЗУБЧАТАЯ ПЕРЕДАЧА RDN
- Подшипниковая опора кривошипа ПОДШ. ОПОРА КРИВОШИПА SHARN2
8 Кривошип КРИВОШИП BALKA2
- Кривошипная головка шатуна КРИВОШ. ГОЛОВКА ШАТУНА SHARN2
4 Шатун ШАТУН BALKA2
- Поршневая головка шатуна ПОРШНЕВАЯ ГОЛОВКА ШАТУНА SHARN2
2 Компрессорный цилиндр КОМПРЕССОРНЫЙ ЦИЛИНДР CLPN
11 Рабочий цилиндр РАБОЧИЙ ЦИЛИНДР CLPN
12 12 2 (см. рис. 20.5) Воздухораспределительное устройство: верхний кран нижний кран обратный клапан ТРВ ТРН ОБРАТНЫЙ КЛАПАН TRPN TRPN KLOBPN
- Технологическая сила ТЕХОЛОГИЧЕСКАЯ НАГРУЗКА TNGK
548
ПА9 МЬ412
Файл Вид /Правка Окна Команды
ОБРАТНЫЙ КЛАПАН
РАБОЧИЙ ЦИЛИНДР
W
W7
<Ы-
;компрессорный цилиндр
—Oj ПЕРЕМЕЩЕНИЕ БАБЫ
ФУНДАМЕНТ ШАБОТАГ
ПЕДОЛОГИЧЕСКАЯ НАГРУЗКА
ЭНЕРГИЙ ДЕФОРМИРОВАНИЯ
' Ж .СИЛА ДЕФОРМИРОВАНИЯ
Ж ТЕМПЕР В НИЖНЕЙ ПОЛОСТИ КОМПР ЦИЛ ф .....
Ж ДАЙЛ В ВЕРХНЕЙ ПОЛОСТИ КОМПР ЦИЛ
;ша£'ог ’ГТ i Т 1" "I i Г Т Г 1
.... 12,щ...... ',,4..4._ j... 4.....4... 4.....4--4- -4-
Ж ДАВЛ В НИЖНЕЙ ПОЛОСТИ КОМПР ЦИЛ
Ж ДАЙЛ В ВЕРХНЕЙ Л0ЛОСТИ РАБОЧЕГО ЦЯЛ
' Ж ДнВ.П В НИЖНЕЙ ПОЛОСТИ РАБОЧЕГО ЦИЛ
ТРВ
ТРИ
КЛН
КПВ
в(П 5(Р) <П 3(Р)
«Р)
2(П KF)
XT) ЧТ)
АТМНЗф 1(Р)
АТМВ 2CD ЦР)
RTPN
RTPN
ПОРШНЕВАЯ ГОЛОВКА ШАТУНА
ШАТУН
KPMBOUI. ГОЛОВКА ШАТУНА:
КРИВОШИП
IКП.-РЕМ. ПЕРЕДАЧА
ЗУБЧАТАЯ ПЕРЕДАЧА
. . J.L 21 3_.
-8(1) 5(F) <Т) 3(Р)
Ж ПОКАЗ ЛОЛИТР В ВЕРХНЕЙ ПОЛ.КОМПР ЦИЛ
Ж ПОТЕРИ ТЕПЛА ЧЕРЕЗ СТЕНКУ КОМПР ЦИЛ
Ж ЭНЕРГИЯ ДВИГАТЕЛЯ
Ж ТЕМПЕРАТУРЬ НАР ЛОВ. КОМПР ЦИП
МОМЕНТ ДВИГАТЕЛЯ
•S-
' . r " 1
. JMlQOBAysj _
8
ПОДШ. ОПОРА КРИО ЩИ ПА
Рис. 24.28. Топология приводного пневматического молота МБ412
Разд ел VI. АВТОМА ТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Как указывалось в гл. 20, верхняя полость компрессорного цилиндра соединяется с атмосферой при верхнем и нижнем положениях его поршня, нижняя -только при верхнем положении. Эти соединения осуществляются совмещением соответствующих отверстий (компенсационных отверстий верхней и нижней полостей), выполненных в стенках полого поршня, полого штока и цилиндра. В математической модели соединение верхней полости компрессорного цилиндра с атмосферой воспроизводится введением в топологию молота трехходового двухпозиционного пневматического распределителя (элемент КЛВ, модель RP32PN), сообщающего верхнюю полость с атмосферой (элемент АТМВ, модель RTPN), и управляющего его работой конечного выключателя (элемент ВКВ, модель KV). Соединение нижней полости компрессорного цилиндра с атмосферой воспроизводится введением в топологию молота трехходового двухпозиционного пневматического распределителя (элемент КЛН, модель RP32PN), сообщающего нижнюю полость с атмосферой (элемент АТМН, модель RTPN), и управляющего его работой конечного выключателя (элемент ВКН, модель KV).
Переключение распределителей с помощью моделей конечных выключателей ВКВ и ВКН происходит при заданных положениях поршня компрессорного цилиндра. Модели пневматического тройника TRPN (элементы КРВ и КРН) кроме соединения верхней полости компрессорного цилиндра с верхней полостью рабочего цилиндра и атмосферой, а также нижней полости компрессорного цилиндра с нижней полостью рабочего цилиндра и атмосферой определяют пропускную способность верхнего и нижнего кранов. Степень открытия кранов, определяющая энергию ударов молота, задают диаметрами условных проходов моделей тройников.
Образование буферного пространства рабочего цилиндра воспроизводится введением в топологию молота модели трехходового двухпозиционного пневматического распределителя (элемент КЛБ, модель RP32PN), который отсекает верхнюю полость цилиндра от канала, связывающего ее с верхней полостью компрессорного цилиндра. Закрытие распределителя происходит при достижении поршнем рабочего цилиндра соответствующего положения с помощью модели KV конечного выключателя ВКБ. На рис. 24.29 показаны результаты моделирования одного цикла работы молота в режиме автоматических ударов с энергией удара 1,077 кДж.
Индикаторные диаграммы компрессорного и рабочего цилиндров (рис. 24.30) построены на базе исходных, полученных при моделировании графиков.
Баланс затрат энергии молота МБ412, определенный при моделировании, приведен в табл. 24.13. Расчет выполнен аналогично расчету баланса энергозатрат и КПД кривошипного пресса К460. Согласно данным таблицы, КПД молота МБ412 для условий моделирования составил 9,1 %. Наибольшие потери имеют
550
Глава 24. Проектирование кузнечно-штамповочных машин
Файл Вид йженить ф® '__Кйадйдьй
г
ДАВЛ В НИЖНЕЙ ПОЛОСТИ КОМПр ЦИЛ i
3 Н Е Р ГИ Я Д Е ФО Р М И Р U б АН И Я
МЬ412 : Dynamic
ЭНЕРГИЯ ДВИГАТЕЛЯ
ПОТЕРИ ТЕПЛА UEPE3 СТЕНКУ КОМПР ЦИЛ [ |
ж-
Т = 22 (завершено)
Рис. 24.29. Результаты моделирования одного цикла работы молота МБ412
^ПЕРЕМЕЩЕНИЕ БАБЫ
?i ЭНЕРГИЯ ДЕФОРМИРОВАНИЯ Я СИЛА. ДЕФОРМИРОВАНИЯ 1[ДАВЛ В ВЕРХНЕЙ ПОЛОСТИ КОМПР ЦИЛ ТДАВЛ. В НИЖНЕЙ ПОЛОСТИ КОМПР ЦИЛ ЙДА8Л В ВЕРХНЕЙ ПОЛОСТИ РАБОЧЕГО ЦИЛ ЙДАВЛ. В НИЖНЕЙ ПОЛОСТИ РАБОЧЕГО ЦИЛ «[показ ПОЛИТР 6 ВЕРХНЕЙ ПОЛ.КОМПР ЦИЛ
?! ПОТЕРИ ТЕПЛА ЧЕРЕЗ С1ЕНКУ КОМПР ЦИЛ И ЭНЕРГИЯ ДВИГАТЕЛЯ
‘СКОРОСТЬ БАБЫ
lj МОМЕНТ ДВИГАТЕЛЯ
ПЕРЕМЕЩЕНИЕ ПОРШНЯ ЕОМПР Ц1Ф
ДАВЛ В НИЖНЕИ ПОЛОСТИ РАБОЧЕЕ
ДВИГАТЕЛЯ
J1OKA3 ‘ ГЮЛИТР В ВЕРХНЕЙ ПОП.КОМПР ЦИЛ
-----Т—t +-• f-----°----
ДАВЛ В ВЕРХНЕЙ полости РАБОЧЕГО ЦИЛ
ДАВЛ В ВЕРХНЕЙ ПОЛОСТИ КОМПР ЦИЛ [ /
ПЕРЕМЕЩЕНИЕ ПОРШНЯ КОМПР ЦИЛ СИЛА ДЕФОРМИРОВАНИЯ
—i----г- -
СКОРОСТЬ БАБЫ
Таблица 24.13. Энергетический баланс работы молота модели МБ412
Элемент Потери энергии, Дж Потери энергии,%
Электрическая сеть 5185,60 100
Двигатель асинхронный 788,76 15,21
Ременная передача 117,70 2,27
Зубчатая передача 230,34 4,44
Подшипниковая опора кривошипа 155,00 2,99
Кривошипная головка шатуна 152,57 2,94
Поршневая головка шатуна 12,11 0,23
551
Раздел VI. АВТО МА ТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КШМ
Окончание табл. 24.13
Элемент Потери энергии, Дж Потери энергии,%
Компрессорный цилиндр В том числе: 3882,52 74,87
уплотнение поршня 230,33 4,44
уплотнение штока 39,68 0,77
стенки корпуса 3414,53 65,85
компенсационные отверстия для верхней полости 562,09 10,84
то же для нижней полости 353,91 6,82
Рабочий цилиндр В том числе: 714,93 13,79
уплотнение поршня 386,33 7,45
уплотнение штока 84,86 1,64
стенки корпуса 1186,22 22,87
Технологическая сила 471,87 9,10
Фундамент 59,93 1,16
Невязка баланса 29,73 0,57
Примечания: 1. В уплотнениях источником потерь является трение, а в стенках корпуса - теплопроводность. 2. Через компенсационные отверстия для верхней полости компрессорного цилиндра энергия поступает, а через отверстия для нижней полости -теряется.
место в компрессорном цилиндре (74,87 %), причем в основном через стенки корпуса (65,85 %).
Энергетические и другие показатели приводного пневматического молота можно улучшать многовариантным анализом, изменяя параметры элементов молота (например, диаметры цилиндров), а также структурным поиском, связанным с изменением функциональной схемы и конструкции молота. Выбор конструктивного варианта, варьируемых параметров, диапазона их изменения является прерогативой проектировщика.
552
яви-
Mb412 i Dynamic
Файл Вид .Иженить. Окно . Команды
МЬ412 1 Dynamic ВЯЯЙ1
Файл Вид Изменить Окно Команды
а
б
Рис. 24.30. Индикаторные диаграммы компрессорного (а) и рабочего (б) цилиндров молота МБ412
Список рекомендуемой литературы
Бочаров Ю.А. Винтовые прессы. - М.: Машиностроение, 1976. - 247 с.
Вукалович М.П., Новиков И.И. Термодинамика. - М.: Машиностроение, 1972. - 672 с.
Живов Л.И., Овчинников А.Г. Кузнечно-штамповочное оборудование. Молоты. Винтовые прессы. Ротационные и электрофизические машины. - 2-е изд., перераб. и доп. -Киев.: Вища шк. Головное изд-во, 1985. - 279 с.
Иванов М.Н. Детали машин. -М.: Высш, шк., 2000. - 216 с.
Кобелев А.Г, Троицкий В.П., Мохов А.И. Оборудование кузнечно-штамповочных цехов В 2 ч. Ч. 2. Молоты. Машины специального назначения: Учеб, для вузов. - Волгоград: Изд-во ВолгГТУ, 2001. - 288 с.
Корнилов В.В., Синицкий В.М. Гидропривод в кузнечно-штамповочном оборудовании: Учеб, пособие для вузов / Под ред. Н.В. Пасечника. - М.: Машиностроение, 2002. -224 с.
Машиностроение. Энциклопедия: В 40 т. Т. Ш-2. Технология заготовительных производств / Под ред. В.Ф. Мануйлова. - М.: Машиностроение, 1986. - 736 с.
Машиностроение. Энциклопедия: В 40 т. Т. IV-4. Машины и оборудование кузнечно-штамповочного и литейного производства / Под ред. Ю.А. Бочарова, И.В. Матвеенко. -М.: Машиностроение, 2005. - 926 с.
Мохов А.И., Кобелев А.Г., Троицкий В.П. Оборудование кузнечно-штамповочных цехов: В 2 ч. Ч. 1. Прессы: Учеб, для вузов. - Волгоград: Изд-во ВолгГТУ, 2000. - 410 с.
Норенков И.П. Системы автоматического проектирования: В 5 кн. Кн. 1. Принципы построения и структура. -М.: Высш, шк., 1986. - 127 с.
Пшенишнюк А.С., Кривда Л.Т. Процесс штамповки обкатыванием, специализированное оборудование и методика проектировочных и технологических расчетов // Кузнечно-штамповочное производство. - 1985. -№ 5.
Сафонов А.В., Сидоркевич В.Ф. Винтовые прессы с муфтовым приводом для горячей штамповки: Обзорная информация / ВНИИТЭМП. - М.: 1988. - 52 с. (Сер. 3. Вып. 1).
Кривошипный горячештамповочный пресс с вращающимся инструментом // Кузнечно-штамповочное производство / В.Н. Субич, В.А. Степанов, В.Н. Горожанкин. 1999. -№8.-С. 30-31.
Харизоменов И.В. Электрооборудование кузнечно-штамповочных машин. - М.: Высш, шк., 1970. -188 с.
554
ОГЛАВЛЕНИЕ
Предисловие ........................................................... 3
Введение................................................................4
В1. Принцип действия и классификация кузнечно-штамповочных машин.......4
В2. Параметры кузнечно-штамповочных машин..............................8
ВЗ. Краткий исторический очерк.........................................9
Раздел I. КРИВОШИПНЫЕ ПРЕССЫ........................ 12
Глава 1. Типовые конструкции кривошипных прессов...................... 12
1.1. Принцип действия ................................................ 12
1.2. Классификация кривошипных прессов................................ 16
1.3. Основные признаки для конструктивного подразделения кривошипных прессов ... 19
1.4. Универсальные листоштамповочные прессы простого действия..........20
1.5. Вытяжные прессы двойного и тройного действия......................25
1.6. Прессы тройного действия для чистовой вырубки.................... 30
1.7. Листоштамповочные прессы-автоматы................................ 32
1.8. Общие тенденции в развитии листоштамповочных прессов ............ 38
1.9. Гибочные прессы и автоматы .......................................42
1.10. Кривошипные горячештамповочные прессы............................43
1.11. Обрезные прессы................................................. 49
1.12. Чеканочные прессы и прессы для выдавливания..................... 50
1.13. Горизонтально-ковочные машины................................... 53
1.14. Прессы-автоматы для объемной штамповки.......................... 58
1.15. Прессы-автоматы для прессования деталей из металлических порошков .... 63
1.16. Ножницы ........................................................ 66
Глава 2. Кинематические свойства и проектирование исполнительных механизмов............................................................ 68
2.1. Прессы с кривошипно-коромысловым механизмом...................... 68
2.2. Прессы с кривошипно-ползунным механизмом ........................ 71
2.3. Прессы с кривошипно-коленным механизмом.......................... 76
2.4. Проектирование исполнительных механизмов вытяжных прессов двойного действия .................................................... 80
2.5. Проектирование кулачкового механизма кривошипных прессов......... 83
555
Оглавление
Глава 3. Силовой расчет и условие прочности кривошипных прессов........ 85
3.1. Основы силового расчета........................................... 85
3.2. Расчет сил и крутящего момента в кривошипно-ползунном механизме... 87
3.3. Силы и крутящий момент в кривошипно-коленном механизме чеканочного пресса..................................................... 94
3.4. Силовой расчет балок и валов на упругом основании................. 97
3.5. Расчет коленчатого вала на усталостную прочность..................105
3.6. Расчет зубчатых передач на усталостную прочность..................113
3.7. Коэффициент долговечности.........................................118
3.8. Условие прочности и номинальное усилие кривошипного пресса........119
3.9. Жесткость кривошипного пресса.....................................122
Глава 4. Расчет энергетических параметров кривошипных прессов..........124
4.1. Энергетические возможности кривошипных прессов....................124
4.2. Графики деформирующей силы........................................126
4.3. Нагрузочные графики кривошипных прессов ..........................130
4.4. Расход энергии в приводе кривошипного пресса .....................132
4.5. Выбор электродвигателя и маховика.................................135
4.6. Коэффициенты полезного действия кривошипного пресса...............140
4.7. График работоспособности кривошипного пресса......................141
Глава 5. Типовые конструкции узлов и систем кривошипных прессов........142
5.1. Станины...........................................................142
5.2. Узлы и детали привода.............................................148
5.3. Узлы и детали главного исполнительного механизма..................166
5.4. Трение в подшипниках и направляющих. Смазывание...................175
5.5. Системы управления кривошипными прессами..........................181
5.6. Техника безопасности..............................................185
Раздел II. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ..................... 187
Глава 6. Типовые конструкции гидравлических прессов....................187
6.1. Принцип действия и классификация..................................187
6.2. Прессы для ковки..................................................194
6.3. Прессы для объемной штамповки.....................................199
6.4. Прессы для листовой штамповки.....................................208
6.5. Прессы для разделки и ломки проката...............................210
6.6. Прессы для переработки пластмасс и неметаллических материалов.....211
6.7. Типовые приводы гидравлических прессов............................213
Глава 7. Рабочая жидкость и основные уравнения гидродинамики...........223
7.1. Характеристика рабочих жидкостей..................................223
7.2. Основные понятия и уравнения гидродинамики........................225
7.3. Уравнение Бернулли для течения жидкости в трубопроводе............229
556
Оглавление
7.4. Гидравлические сопротивления в трубопроводах..................... 231
7.5. Ударные явления в гидроприводе прессовых установок............... 233
Глава 8. Типовые конструкции узлов гидропривода ...................... 238
8.1. Насосы........................................................... 238
8.2. Мультипликаторы.................................................. 254
8.3. Распределительные и регулирующие устройства...................... 256
8.4. Вспомогательные устройства....................................... 264
8.5. Уплотнительные устройства........................................ 268
8.6. Трубопроводы и арматура.......................................... 272
Глава 9. Расчет насосного привода гидравлического пресса.............. 274
9.1. Динамический расчет насосно-аккумуляторного привода.............. 274
9.2. Расчет энергетических параметров насосно-аккумуляторного привода .... 285
9.3. Предварительный расчет основных параметров насосно-аккумуляторного привода............................................................... 294
9.4. Расчет энергии, поглощаемой компенсаторами гидравлического удара .... 297
Глава 10. Типовые конструкции узлов гидравлического пресса............ 299
10.1. Станины......................................................... 299
10.2. Подвижные поперечины............................................ 305
10.3. Рабочие и возвратные цилиндры................................... 307
10.4. Стол............................................................ 309
10.5. Расчет на прочность основных деталей пресса .................... 310
Глава 11. Прессы с вращающимся инструментом........................... 318
11.1. Общие сведения о прессах с орбитально-вращающимся рабочим инструментом ............................................................... 318
11.2. Привод раскатной головки ....................................... 321
11.3. Гидравлический пресс с орбитально-вращающейся раскатной головкой . . . 324
11.4. Прессы с соосно-вращающимся штамподержателем.................... 327
Раздел III. ВИНТОВЫЕ ПРЕССЫ ..................... 332
Глава 12. Общие сведения о винтовых прессах........................... 332
12.1. Принцип действия и классификация................................ 332
12.2. Определение силовых параметров.................................. 334
Глава 13. Винтовые фрикционные прессы................................. 336
13.1. Двухдисковые прессы............................................. 336
13.2. Динамический расчет двухдискового пресса........................ 340
13.3. Винтовые прессы с муфтой включения.............................. 345
Глава 14. Электровинтовые и гидровинтовые прессы ..................... 348
14.1. Электровинтовой пресс с дуговым статором ....................... 348
557
Оглавление
14.2. Параметры привода электровинтового пресса с дуговым статором....353
14.3. Гидровинтовой пресс ............................................355
Раздел IV. МОЛОТЫ......................... 359
Глава 15. Общие сведения о молотах....................................359
15.1. Принцип действия и классификация................................359
15.2. Циклы подвижных частей..........................................362
15.3. Коэффициент полезного действия удара............................364
Глава 16. Типовые конструкции паровоздушных молотов...................366
16.1. Типы молотов и их применение....................................366
16.2. Требования к конструкции ковочных и штамповочных молотов........367
16.3. Станины.........................................................372
16.4. Шабот...........................................................375
16.5. Рабочий цилиндр с предохранительным устройством.................375
16.6. Падающие части .................................................378
16.7. Механизмы парораспределения и управления........................381
16.8. Система смазывания..............................................386
16.9. Фундаменты......................................................386
Глава 17. Термомеханический расчет паровоздушных молотов..............391
17.1. Термомеханическая система тепловой машины.......................391
17.2. Энергоносители паровоздушных и газовых молотов..................393
17.3. Циклы молотовых установок.......................................397
17.4. Методы термомеханического расчета паровоздушных молотов.........402
17.5. Предполагаемое изменение параметров пара........................404
17.6. Основные размеры цилиндра молота................................406
17.7. Холостые качания падающих частей штамповочного молота...........407
17.8. Рабочие ходы штамповочного молота...............................411
17.9. Скорости движения и число ударов молота.........................414
17.10. Коэффициент полезного действия паровоздушного молота...........416
17.11. Расчет молота при работе на сжатом воздухе или перегретом паре.417
Глава 18. Бесшаботные паровоздушные молоты............................419
18.1. Типовые конструктивные схемы....................................419
18.2. Особенности термомеханического расчета бесшаботных паровоздушных молотов...........................................................421
Глава 19. Высокоскоростные молоты.....................................423
19.1. Общие сведения..................................................423
19.2. Высокоскоростные газовые молоты.................................424
19.3. Высокоскоростные взрывные молоты................................435
Глава 20. Приводные молоты............................................438
20.1. Общие сведения..................................................438
20.2. Пневматические молоты...........................................439
558
Оглавление
20.3. Механические молоты...........................................449
20.4. Гидравлические молоты.........................................456
20.5. Тенденции в развитии приводных молотов........................457
Раздел V. РОТАЦИОННЫЕ МАШИНЫ...................... 459
Глава 21. Типовые конструкции и элементы расчета ротационных валковых машин................................................................459
21.1. Принцип действия и классификация..............................459
21.2. Гибочные машины...............................................459
21.3. Правильные машины.............................................464
21.4. Дисковые ножницы..............................................467
21.5. Ковочные вальцы...............................................468
21.6. Элементы расчета ротационно-валковых машин....................470
Глава 22. Ротационно-ковочные и радиально-обжимные машины...........472
22.1. Общие сведения................................................472
22.2. Ротационно-ковочные машины....................................473
22.3. Радиально-обжимные машины.....................................477
Раздел VI. АВТОМАТИЗАЦИЯ ПРОЕКТИРОВАНИЯ КУЗНЕЧНО-ШТАМПОВОЧНЫХ МАШИН..............................481
Глава 23. Принципы и содержание автоматизированного проектирования кузнечно-штамповочных машин.........................................481
23.1. Место автоматизации в общей системе проектирования............481
23.2. Общие закономерности проектирования...........................482
23.3. Особенности кузнечно-штамповочных машин как объектов проектирования . . . 485
23.4. Математическое обеспечение автоматизированного проектирования кузнечно-штамповочных машин...............................................487
23.5. Методы и средства синтеза математических моделей кузнечно-штамповочных машин.............................................................. 490
23.6. Программный комплекс ПА9 анализа динамических систем..........490
23.7. Особенности проектирования кузнечно-штамповочных машин с использованием программных комплексов анализа динамических систем.............503
Глава 24. Проектирование кузнечно-штамповочных машин................504
24.1. Кривошипные прессы............................................504
24.2. Электровинтовые прессы........................................544
24.3. Приводные пневматические молоты...............................548
Список рекомендуемой литературы.....................................554
559
Учебное издание
Лев Иванович Живов Анатолий Георгиевич Овчинников Евгений Николаевич Складчиков
КУЗНЕЧНО-ШТАМПОВОЧНОЕ
ОБОРУДОВАНИЕ
Редактор Е.Н. Ставицкая
Корректор О. В. Калашникова Художник С. С. Водчиц Компьютерная графика М.А. Белявской Компьютерная верстка И.В. Степанова
Оригинал-макет подготовлен в Издательстве МГТУ им. Н.Э. Баумана
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д 00568.09.04 от 13.09.2004 г.
Подписано в печать 22.08.2006. Формат 70 х 100/16. Бумага офсетная. Печать офсетная. Гарнитура «Таймс». Печ. л. 35 + 1 цветная вкл.
Усл. печ. л. 45,5. Уч.-изд. л. 45. Тираж 1000 экз. Заказ № 4074
Издательство МГТУ им. Н. Э. Баумана. 105005, Москва, 2-я Бауманская, 5.
Отпечатано с диапозитивов в ГУП ППП «Типография «Наука». 121099, Москва, Шубинский пер., 6.
Кривошипный горячештамповочный пресс с номинальной силой 140 МН (14 000 тс)
'OH.
Поковки, штампуемые на кривошипном горячештамповочном прессе
Гидравлический листоштамповочный пресс двойного действия
ЙЗДравлический привод листоштамповочного пресса
Открытый гидравлический листоштамповочный пресс двойного действия
Кромкогибочный листоштамповочный пресс
Паровоздушный ковочный молот
Гидравлически!i этажный пресс
Автоматизированная гидравлическая установка с выносными пресс-формами для штамповки деталей из неметаллических материалов конструкции
А.С. Езжева
Фрикционный винтовой штамповочный пресс
Гидравлический штамповочный пресс для штамповки деталей из порошков
Ковка слитка па гидравлическом прессе с номинальной силой 750 Mil (75 000 тс)
Ковка поковки на гидравлическом прессе с нижним приводом
Гидравлический штамповочный пресс с номинальной силой 630 МЫ (63 000 тс)
Одноплунжерный гидравлический ковочный пресс
Паровоздушный штамповочный молот