


































Теги: руководство по эксплуатации электрооборудование станки токарные станки
Год: 2000
Похожие




Текст
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«РЯЗАНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
СТАНОК
ТОКАРНО - ВИНТОРЕЗНЫЙ
Модель 16Р25П-1;
16Р25П-0,7;
16Р25П-1,5;
16Р25П-2;
16Р25П-3
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
16Р25П-1.00.000РЭ4
2000
СОДЕРЖАНИЕ
Введение............................................................ 3
1. Перечень подшипников................................................4
2. Перечень быстроизнашиваемых деталей.................................6
16Р25П-1.00.000РЭ4
Изм. Лист № докум. I Io ди Дата
Разраб. Станок токарно - винторезный Руководство по эксплуатации Сведения по запасным частям Лиг. Лист Листов
Пров И 2 32
СКБ - РСЗ
Н. контр
У гв.
ВВЕДЕНИЕ
В процессе технического совершенствования станка в конструкцию могут быть вне-
сены некоторые изменения. Поэтому при заказе запасных частей необходимо указывать
следующие данные:
• модель и заводской номер станка (номер модели указан в таблице, помещенной на
бабке изделия, заводской номер выбит на таблице в виде двузначного числа);
• номер детали и данные, указанные на ней;
• номер рисунка, наименование сборочной единицы, позиции деталей по чертежам,
помещенным в Приложении к Руководству по эксплуатации или по рисункам раздела 6
Руководства по эксплуатации.
Комплектующие изделия (подшипники, аппаратура и т.п.) целесообразно приобретать
по типу и номеру, нанесенному непосредственно на них с указанием основных данных.
16Р25П-1.00.000РЭ4 лист 3
1. ПЕРЕЧЕНЬ ПОДШИПНИКОВ
1.1. Перечень подшипников приведен в таблице 1.1.
1.2. Схема расположения подшипников см. рис. 1.1.
Таблица 1.1
Условное обозначение Куда входит (см. рис. 1.1) Кол. Примечание
Подшипник 109 ГОСТ 8338-75 16P25B.20.000 поз. 1; 2 2
Подшипник 6-209 ГОСТ 8338-75 16Р25В.20.000 поз. 3; 4 2
Подшипник 7604 ТУ 37.006.162-89 16Р26В.20.000 поз. 5; 19 2
Подшипник 7306К ТУ 37.006.162-89 16Р25В.20.000 поз. 6; 18 2
Подшипник 6-113 ГОСТ 8338-75 16Р25В.20.000 поз. 7 1
Подшипник 7308 ТУ 37.006.162-89 16Р25В.20.000 поз. 8; 9; 16; 17 4
Подшипник 2-17724Л ТУ 37.006.133-89 16Р25В.20.000 поз. 10 1
Подшипник 204К ГОСТ 8338-75 16Р25В.20.000 поз. 11 1
Подшипник 205 ГОСТ 8338-75 16Р25В.20.000 поз. 12; 14 3
Подшипник 107 ГОСТ 8338-75 16Р25В.20.000 поз. 13 1
Подшипник 2-697928Л ТУ 37.006.133-84 16Р25В.20.000 поз. 15 1
Подшипник 108 ГОСТ 8338-75 16Р25В.20.000 поз. 20; 22 1
Подшипник 6-208К ГОСТ 8338-75 16Р25В.20.000 поз. 21 1
Подшипник 105 ГОСТ 7872-89 16Р25В.20.000 поз. 23; 24 2
Подшипник 2Ш20 ГОСТ 3635-78 16Р25В.22.000 поз. 25; 26 2
Подшипник 6-80029 ГОСТ 7242-81 16P25B.30.000 поз. 27 4
Подшипник 8205 ГОСТ 7872-89 16Р25В.30.000 поз. 28; 29 2
Подшипник 8202 ГОСТ 7872-89 16Р25В.40.000 поз. 30; 31 2
Подшипник 8104 ГОСТ 7872-89 16Р25В.44.000 поз. 32; 33 2
Подшипник 6-203 ГОСТ 8338-75 16Р25В.50.000 поз. 34; 35 2
Подшипник 6-8104 ГОСТ 7872-89 16Р25В.50.000 поз. 36 1
Подшипник 8105 ГОСТ 7872-89 16Р25В.50.000 поз. 37 1
Подшипник 1000801 ГОСТ 8338-75 16Р25В.50.000 поз. 38...45 8
Подшипник 46203 ГОСТ 831-75. 067.0000.000 ПОЗ. 7
Подшипник 942/35 ГОСТ 4060-78 067.0000.000 поз. 1
Подшипник 104 ГОСТ 8338-75 067.0000.000 поз. 2
Подшипник 110 ГОСТ 8338-75 067.0000.000 поз. 3
Подшипник 202 ГОСТ 8338-75 067.0000.000 поз. 2
Подшипник 210 ГОСТ 8338-75 067.0000.000 поз. 1
Подшипник 1000905 ГОСТ 8338-75 067.0000.000 поз. 1
Подшипник 7000103 ГОСТ 8338-75 067.0000.000 поз 8
Подшипник 105 ТУ 37.006.060-80 067.0000.000 поз. 2
Подшипник 8103 ТУ 37.006.060-80 067.0000.000 поз. 1
Подшипник 8105”В” ТУ 37.006.153-87 067.0000.000 поз. 2
Подшипник 107 ГОСТ 8338-75 077.0000.000 поз. 74 1
Подшипник 202 ГОСТ 8338-75 077.0000.000 поз. 75 1
Подшипник 304 ГОСТ 8338-75 077.0000.000 поз. 76 1
Подшипник 204 ГОСТ 8338-75 077.0000.000 поз. 77; 79; 80; 82...85 7
Подшипник 1000907 ГОСТ 8338-75 077.0000.000 поз. 78 1
Подшипник 106 ГОСТ 8338-75 077.0000.000 поз. 81 1
Подшипник 303 ГОСТ 8338-75 077.0000.000 поз. 86 1
Подшипник 1000905 ГОСТ 8338-75 077.0000.000 поз. 87; 88 2
Подшипник 304 ГОСТ 8338-75 077.0000.000 поз. 89 1
Подшипник 5-1000902 ГОСТ 8338-75 077.0000.000 поз. 90 1
Подшипник 205 ГОСТ 8338-75 077.0000.000 поз. 91; 94 2
Подшипник 2-8106 ГОСТ 7872-89 077.0000.000 поз. 92; 93 2
Подшипник 60018 ГОСТ 7242-81 16Р25П-13.64.000 поз. 95 6
16Р25П-1.00.000РЭ4 лист 4
16Р25П-1.00.000РЭ4 лист 5
Схема расположения подшипников
Рис. 1.1
2. ПЕРЕЧЕНЬ ЧЕРТЕЖЕЙ БЫСТРОИЗНАШИВАЕМЫХ ДЕТАЛЕЙ
2.1. Перечень чертежей быстро изнашиваемых деталей приведен в таблице 2.1.
Таблица 2.1
! Обозначение Наименование Кол. Куда входит № рис.
16Р25В. 16.021 Втулка 1 16Р25П-1.00.000РЭ Станина рис. 6.8; поз. 8 Рис. 2.1
16Р25В.16.022 Втулка 1 16Р25П-1.00.000РЭ Станина рис. 6.8; поз. 7 Рис. 2.2
16Р25В.20.022 Втулка 1 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.10; поз. 022 Рис. 2.3
16Р25В.20.023 Втулка 1 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.15; поз. 023 Рис. 2.4
16Р25В.20.033 Втулка 1 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.11; поз. 033 Рис. 2.5
16Р25В.20.037 Втулка Хоси 1 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.14; поз. 037 Рис. 2.6
16Р25В.20.100 Сухарь 2 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.10; поз. 100 рис. 6.15; поз. 100 Рис. 2.7
16Р25В.20.248 Диск 21 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.9; поз. 71 Рис. 2.8
16Р25В.20.260 Диск" 18 16Р25П-1.00.000РЭ Бабка шпиндельная рис. 6.9; поз. 72 Рис. 2.9
16Р25В.30.023 Гайка 1 16Р25П-1.00.000РЭ Бабка задняя рис. 6.17; поз. 6 Рис. 2.10
16Р25В.50.024 Втулка 1 16Р25П-1.00.000РЭ Каретка рис. 6.23; поз. Рис. 2.1.1
16Р25В.50.025 Втулка 1 16Р25П-1.00.000РЭ Каретка рис. 6.24; поз. 120 Рис. 2.12
16Р25В.50.027 Втулка 1 16Р25П-1.00.000РЭ Каретка рис. 6.24; поз. 116 Рис. 2.13
16Р25В.50.029 Втулка 1 16Р25П-1.00.000РЭ Каретка рис. 6.24; поз. 132 Рис. 2.14
16Р25В.50.030 Втулка 1 16Р25П-1.00.000РЭ Каретка рис. 6.24; поз. Рис. 2.15
16Р25В.50.100 Гайка 1 16Р25П-1.00.000РЭ Каретка рис. 6.23; поз. 22 Рис. 2.16
16Р25В.50.102 Втулка . 1 16Р25П-1.00.000РЭ Каретка рис. 6.24; поз. 133 Рис. 2.17
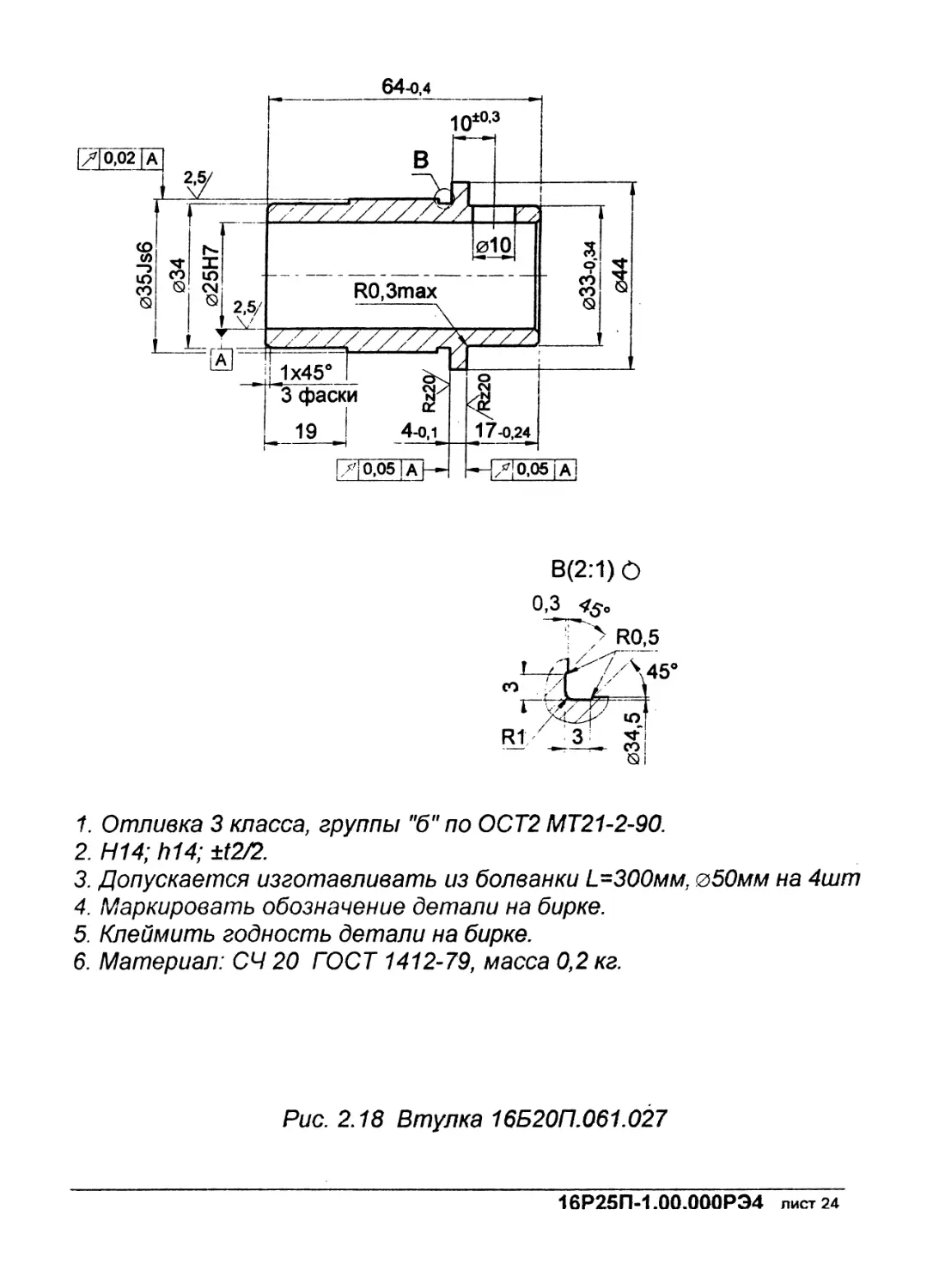
16Б20П.061.027 Втулка 1 16Р25П-1.00.000РЭ Фартук рис. 6.19; поз. 5 Рис. 2.18
16Б20П.061.028 Втулка 1 16Р25П-1.00.000РЭ Фартук рис. 6.19; поз. Рис. 2.19
16Б20П.061.201 Колесо червячное 1 16Р25П-1.00.000РЭ Фартук рис. 6.24; поз. 120 Рис. 2.20
16Б20П.061.203 Втулка 1 16Р25П-1.00.000РЭ Фартук рис. 6.21; поз. 63 Рис. 2.21
16Б20П.070.018 Сухарь 1 16Р25П-1.00.000РЭ Коробка подач рис. 6.29; поз. 40 Рис. 2.22
16Б20П.070.019 Сухарь 1 16Р25П-1.00.000РЭ Коробка подач рис. 6.28; поз. Рис. 2.23
16Б20П.070.031 Вилка 1 16Р25П-1 00.000РЭ Коробка подач рис. 6.28; поз. Рис. 2.24
16Б20П.070.020/2 Втулка 1 16Р25П-1.00.000РЭ Коробка подач рис. 6.30; поз. 14 Рис. 2.25
16Б20П.070.207 Втулка 1 16Р25П-1.00.000РЭ Коробка подач рис. 6.30; поз. Рис. 2.26
16Р25П-1.00.000РЭ4 листе
1.Отливка 3 класса группы "б” по 0СТ2 МТ21-2-90
2. Категория поверхностей отливки -3
3. 'Размер для справок.
2. H14; h14; ±t2/2.
3. Маркировать обозначение детали.
4. Клеймить годность детали.
5. Материал: Сч 20 ГОСТ 1412-85, масса 0.72 кг.
Рис. 2.1 Втулка 16Р25В.16.021
16Р25П-1 .ОО.ОООРЭ4 Лист 7
А-А
1.Отливка 3 класса группы “б” по 0СТ2 МТ21-2-90
2. Категория поверхностей отливки -3
3. *Размер для справок.
2. Н14; 614; ±12/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: Сч 20 ГОСТ 1412-85, масса 0.51 кг.
Рис. 2.2 Втулка 16Р25В.16.022
16Р25П-1 00.000РЭ4 Лист g
64-0,4
1. Отливка 3 класса, группы "б” по ОСТ2 МТ21-2-90.
2. Категория поверхности отливки - 3.
3. Н14; h14; +t2/2.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: АЧС 2 ГОСТ 1585-85, масса 0,17 кг.
Рис. 2.3 Втулка 16Р25В.20.022
16Р25П-1.00.000РЭ4 лист 9
CM
23+0,5_
1x45°
~ фаски
,. ,1- . —
T\ R1max «
см 2,5/
IO
т-
CM
о.
со \
Of ST _
1. Отливка 3 класса, группы "б" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,06 кг.
Рис. 2.4 Втулка 16Р25В.20.023
16Р25П-1.00.000РЭ4 лист 10
5.5-0,5
В(2:1)
1. Отливка 3 класса, группы "б" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±12/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,29 кг.
Рис. 2.5 Втулка 16Р25В.20.033
16Р25П-1.00.000РЭ4 ЛИСТ 11
1. Отливка 3 класса, группы "б" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t272.
3. 'Размеры обеспечить инструментом.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: СЧ 20 ГОСТ 1412-85, масса 0,48 кг.
Рис. 2.6 Втулка 16Р25В.20.037
16Р25П-1.00.000РЭ4 лист 12
1. Отливка 1Г по 0СТ2 МТЗО-1-82.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: Бр. 03Ц12С5 ГОСТ 613-79, масса 0,043 кг.
Рис. 2.7 Сухарь 16Р25В.20.100
16Р25П-1.00.000РЭ4 лист 13
054Н12(+О>3)
1. 50...53 HRCd.
2. Окалина не допускается.
3. Н14; h14; +t2/2.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: Сталь 65Г ТУ14-1-4118-86, масса 0,055 кг.
Рис. 2.8 Диск 16Р25В.20.248
16Р25П-1.00.000РЭ4 лист 14
7. 50..53 HRCa.
2. Окалина не допускается.
3. Н14; h14; +t2/2.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: Сталь 65Г ТУ14-1-4118-86, масса 0,054 кг.
Рис. 2.9 Диск 16Р25В.20.250
16Р25П-1.00.000РЭ4 лист 15
1. Отливка 5 класса по 0СТ2 МТ21-2-90.
2. Предельные отклонения центрального угла между осями
двух любых отв. Г± 40’ (допуск зависымый).
3. Н14; h14; ±t2/2.
4. Концы неполных витков резьбы притутить до толщены
не менее 1 мм.
5. Маркировать обозначение детали на бирке.
6. Клеймить годность детали на бирке.
7. Материал: АЧС 2 ГОСТ 1585-85, масса 0,70 кг.
Рис. 2.10 Гайка 16Р25В.30.023
16Р25П-1.00.000РЭ4 лист 16
1. Отливка 3 класса, группы "а" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,08кг.
Рис. 2.11 Втулка 16Р25В.50.024
16Р25П-1.00.000РЭ4 лист 17
1. Отливка 3 класса, группы "а"по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,03кг.
Рис. 2.12 Втулка 16Р25В.50.025
16Р25П-1.00.000РЭ4 лист 18
55±о,1
1. Отливка 3 класса, группы "а" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,21кг.
Рис. 2.13 Втулка 16Р25В.50.027
16Р. 1-1.00.000РЭ4 лист 19
1. Отливка 3 класса, группы "а" по 0СТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,06кг.
Рис. 2.14 Втулка 16Р25В.50.029
16Р25П-1.00.000РЭ4 лист 20
1. Отливка 3 класса, группы "а"по 0СТ2 МТ21-2-90.
2. Н14; hi4; +t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: СЧ 20 ГОСТ 1412-85, масса 0,08кг.
Рис. 2.15 Втулка 16Р25В.50.030
16Р25П-1.00.000РЭ4 лист 21
В(2:1)
1. Биение поверхности А относительно рабочего профиля
трапецидальной резьбы не более 0,05мм.
2. Н14; h14; ±t2/2.
3. Концы неполных витков резьбы притутить до толщены
не менее 1 мм.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: Бр. ОЦ4-3 ГОСТ 6511-60, масса 0,20 кг.
Рис. 2.16 Гайка 16Р25В.50.100
16Р25П-1.00.000РЭ4 лист 22
25
j 1x45°
~:Г4 фаски
0,01 [A
1. H14; h14; ±t2/2.
2. Маркировать обозначение детали на бирке.
3. Клеймить годность детали на бирке.
4. Материал: Бр.ОЦ4-3 ГОСТ 6511-60, масса 0,046 кг.
Рис. 2.17 Втулка 16Р25В.50.102
16Р25П-1.00.000РЭ4 лист 23
64-0,4
1. Отливка 3 класса, группы "б” по ОСТ2 МТ21-2-90.
2. Н14; h14; ±t2/2.
3. Допускается изготавливать из болванки L-ЗООмм, 050мм на 4шт
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: СЧ 20 ГОСТ 1412-79, масса 0,2 кг.
Рис. 2.18 Втулка 16Б20П.061.027
16Р25П-1.00.000РЭ4 лист 24
I
co
i
R1
1. Отливка 3 класса, группы "б" по ОСТ2 МТ21-2-90.
2. Н14; h14; ±12/2.
3. Допускается изготавливать из болванки 1_=300мм, 050мм на 4шт.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: СЧ 20 ГОСТ 1412-79, масса 0,18 кг.
Рис. 2.19 Втулка 16Б20П.061.028
16Р25ПИ.00.000РЭ4 лист 25
'/у
МКлеймить годность детали. на. ifapne.
5.Ма.тери.о.л: Бр. 05.(1,5.05 ГОСТМЬ-79, прессе 0,02кг
Рис. 2.20 Колесо червячное 16Б20П.061.201
________________________________16Р25П-1 .00.000РЭ4 Лист#}
Sty
Рис. 2.21 Втулка 16Б20П.061.203
16Р2БП-1 .00.000РЭ4_____Лигт.27.
1 Отливка 2 класса, группы "б" по 0СТ2 МТ21-2-90.
2. Вид отливки - легкая.
3. 'Размер для справок.
4. 331...429 НВ.
5. Н14; h14; ±t2/2.
6. На обработанных поверхностях литейные дефекты не
допускаются, допускается отдельно расположенная мелкая
графитовая пористость.
7. Маркировать годность детали на бирке.
8. Клеймить годность детали на бирке.
9. Материал: СЧ 20 ГОСТ 1412-85, масса 0.02кг.
Рис. 2.22 Сухарь 16Б20П.070.018
16Р25П-1.00.000РЭ4 лист 28
г :/<0,05 !д} п
| 10h8 |
r — оГ/* ---
нв; ! Jx45° _ LH_B_
~ ~4 фаски
1500*
1. Отливка 2 класса, группы ”б" по ОСТ2 МТ21-2-90.
2. Вид отливки - легкая.
3. 'Размер для справок.
4. 331...429 НВ.
5. Н14; h14; ±t2/2.
6. На обработанных поверхностях литейные дефекты не
допускаются, допускается отдельно расположенная мелкая
графитовая пористость.
7. Маркировать годность детали на бирке.
8. Клеймить годность детали на бирке.
9. Материал: СЧ 20 ГОСТ 1412-85, масса 0.015кг.
Рис. 2.23 Сухарь 16Б20П.070.019
16Р25П-1.00.000РЭ4 лист 29
2x45°
2 фаски
1. Отливка 2 класса, группы "б" по 0СТ2 МТ21-2-90.
2. Вид отливки - легкая.
3. *Размер для справок.
4. 331. ..429 НВ.
5. Н14; h14; ±t2/2.
6. На обработанных поверхностях литейные дефекты не
допускаются, допускается отдельно расположенная мелкая
графитовая пористость.
7. Маркировать годность детали на бирке.
8. Клеймить годность детали на бирке.
9. Материал: СЧ 20 ГОСТ 1412-85, масса 0.034кг.
Рис. 2.24 Вилка 16Б20П.070.031
16Р25П-1.00.000РЭ4 лист 30
3
1. Отливка по 0СТ2 МТЗО-1-82.
2. Размеры и шероховатость в скобках - после сборки.
3. Н14; h14; +t2/2.
4. Маркировать обозначение детали на бирке.
5. Клеймить годность детали на бирке.
6. Материал: Бр.05Ц5С5 ГОСТ 613-79, масса 0,33 кг.
Рис. 2.25 Втулка 16Б20П.070.020/02
16Р25П-1.00.000РЭ4 лист 31
38.5
35 7^°'20 ।
* -0 05 !
------’---- I
1. 'Размер для справок.
2. Н14; h14; ±t2/2.
3. Маркировать обозначение детали на бирке.
4. Клеймить годность детали на бирке.
5. Материал: Труба Бр. 05Ц5С5 50x15 ГОСТ 24301-80, масса 0,22кг
Рис. 2.26 Втулка 16Б20П.070.207
16Р25П-1.00.000РЭ4 лист 32
АКЦИОНЕРНОЕ ОБЩЕСТВО
«РЯЗАНСКИЙ СТАНКОСТРОИТЕЛЬНЫЙ ЗАВОД»
СТАНОК ТОКАРНО-ВИНТОРЕЗНЫЙ
Модель 16Р25П-1,5
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВЕДЕНИЯ О ПРИЕМКЕ
16Р25П-1,5.00.000РЭ8
1999
СОДЕРЖАНИЕ
Точность станка.....................................................................3
Свидете, зьство о выходном контроле электрооборудования.............................5
Свидетельство о приемке........................................................ 6
Свидетельство о консервации.......................................................6
Свидетельство о упаковке (см. отдельный документ УОЗ.ОО.ОООДП
в наружном кармане ящика)
16Р25Л-1,5.00.аЮРЭЗ
Итм Лист № дохум. П одп. д»»
Px?ps6 Станок токарно-винторезный Руководство по эксплуатации Сведения о приемке Лит Лист Листов
Пров. “Ти 2 б
АО “РСКБС”
Н. хоигр
У тв
ТОЧНОСТЬ СТАНКА
Испытание станка на соответствие нормам точности и жесткости по ГОСТ 18097-93, раздан 4 и до-
полнительной проверке.
Проверка 4.5. Прямолинейность продольного перемещения каретки в вертикальной плоскости
Допуск. 20 мкм.
Измерение по ГОСТ 22267-76 раздел 3, методы 2а; 7; в.
Вогнутость не допускается.
Проверка 4.6. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости.
Допуск 20 мкм.
Измерение по ГОСТ 22267-76 раздел 3, методы 2а; 7; В..
Проверка4.7. Одновысотность оси вращения шпинделя передней бабки и оси пиноли (шпинделя)
задней бабки относительно направляющих станины.
Допуск. 20 мкм.
Измерение по ГОСТ 22267-76 раздел 22, методы 1; 2.
Ось пиноли задней бабки может быть только выше оси вращения шпинделя передней бабки. Проверку
допускается производить без предварительного разогрева стенка. Номинальное положение оси пиноли
задней бабки устанавливается на 10...20 мкм выше оси вращения шпинделя передней бабки при измерении
относительно направляющих станины.
Проверка 4.8. Радиальное биение наружной центрирующей поверхности шпинделя передней бабки.
Допуск 7 мкм
Измерение по ГОСТ 22267-76 раздел 15, метод 1.
Проверка 4.9. Осевое биение шпинделя передней бабки.
Допуск. 5 мкм.
Измерение по ГОСТ 22267-76 раздел 17, метод 1.
Проверка 410 Торцевое биение фланца шпинделя передней бабки.
Допуск 10 мкм.
Измерения по ГОСТ 22267-76 раздел 1В, метод 1.
Проверка 4.11 1. Радиальное биение внутренней центрирующей поверхности шпинделя передней бабки
е) у торца шпинделя (сечение I);
б) на расстоянии L=200 мм (сечение И)
Допуск. а) 5 мкм;
б) 10 мкм.
Измерения по ГОСТ 22267-76 раздел 15, метод 2.
Проверка 4.12. Прямолинейность и параллельность траектории перемещения суппорта относи-
тельно оси вращения шпинделя передней бабки:
а) в горизонтальной плоскости;
б) в вертикальной плоскости.
Допуск. а) 6 мкм на длине измерения L-2O0 мм;
б) 12 мкм на длине измерения 1*200 мм.
В плоскости расположения режущей кромки инструмента свободный конец оправки может отклонятся
в сторону расположения резца.
Измерения по ГОСТ 22267-76 раздел 6, метод За.
Проверка 4.13. Прямолинейность и параллельность траектории перемещения верхних салазок
суппорта относительно оси шпинделя передней бабки в вертикальной плоскости
16Р25П-1.5.00.000РЭ8
ЛистЗ
Допуск а) 25 мкм на длина измерения 1=300 мм;
Измерение по ГОСТ 22267-76 раздел 6, метод За.
Проверка 4.14.1. Параллельность оси наружной поверхности пиноли задней бабки направлению
перемещения суппорта;
а) в горизонтальной плоскости;
б) в вертикальной плоскости.
Допуск. а) 10 мкм,
б) 15 мкм.
В плоскости расположения режущей кромки инструмента свободный конец оправки может отклонятся
в сторону расположения резца.
Измерение по ГОСТ 22267-76 раздел 6, метод За.
Проверка 4.15. Параллельность оси конического отверстия пиноли задней бабки направлению
перемещения суппорта;
а) в горизонтальной плоскости;
б) в вертикальной плоскости.
Допуск. а) 12 мкм на длине перемещения 1*150 мм,
б) 12 мкм на длине перемещения L-150 мм.
В плоскости расположения режущей кромки инструмента свободный конец оправки может отклонятся
в сторону расположения резца.
Измерение по ГОСТ 22267-76 раздел 6, метод За.
Проверка 4.17. Точность кинематической цепи шпиндель - ходовой винт.
Допуск. 30 мкм на длине перемещения L=300 мм.
В случае участия коробки подач допуски увеличиваются в 1,25 раза.
Проверка 4.18. Осевое биение ходового винта.
Допуск 10 мкм.
Измерение поГОСТ 22267-76 раздел 17, метод 1.
ТОЧНОСТЬ ОБРАЗЦА - ИЗДЕЛИЯ (раздел 9)
Проверка 5.3. Постоянство диаметров образца - изделия в поперечных сечениях
Допуск. 7 мкм.
Проверка 5.5. Постоянство диаметров образца - изделия в продольных сечениях
Допуск 12 мкм на длине перемещения L=200 мм.
Измерение по ГОСТ 25669.4-66.
Проверка 5.6. Прямолинейность торцовой поверхности образца - изделия.
Допуск. 10 мкм на диаметре 200 мм.
Выпуклость не допускается..
ЖЕСТКОСТЬ СТАНКА
Проверка. Относительное перемещение под нагрузкой резцедержателя и оправки, установленной;
а) в шпинделе передней бабки;
б) е пиноли задней бабки.
Допуск 130 мкм (d=40 мм, Р-2240 Н) на длине измерения 90 мм
250 мкм на длине измерения L=170 мм.
16Р25П-1.5.00.000РЭ8
Лист 4
СВИДЕТЕЛЬСТВО О ВЫХОДНОМ КОНТРОЛЕ ЭЛЕКТРООБОРУДОВАНИЯ
Станок токарно - винторезный 16Р25П-1,5_______
(наименование станка) ' (модель)
Станция управления (злектрошкаф)
Предприятие - изготовитель: АО ’РСЗ’
Заводской номер.
Питающая сеты
Напряжение 3808, род тока-; частота 50Гц
Цепи управления:
Напряжение 1108, род тока-;
Напряжение 24В, род тока -
Местное освещение:
Напряжение 24В, род тока -
Номинальный ток станка 24,58 А
Номинальный ток плавких предохранителей силовой цепи илй установки тока срабатывания
вводного автоматического выключателя 32 А
Электрооборудование выполнено по следующим документам
Схеме принципиальней...............................................16Р25П-1.00.00033
Схемам соединения злектрошкафа.....................................16Р25П-1.80.00034
16Р25П-1.80.00134
Схеме соединения станка.....................................................16Р25П-1.81.00034
Электродвигатели
Обо значение по схеме Назначение Тип Мощность, кВт Момент, Н. м Номинальный ток, А Ток^ А
Хол. ход Нагрузка
1* *
М1 Главный привод АИР132М4 11,00 22,30
М2 Привод насоса ох- лаждения 200X19-22М 0,12 0,38
М3 Привод творения перемещения каретки АИР63В4УЗ 0,37 1,2
М4 Привод смазки 4АА63 0,14 0,70
Г. При ненагруженном станке (механизме).
2*. При максимальной нагрузке 100%.
Испытания повышенным напряжением промышленной частоты 2125В, проведено.
Сопротивление изоляции проводов относительно земли:
Силовые цепи: МОм, цепи управления МОм.
Электрическое сопротивление между винтом заземления и металлическими частям/ которые могут
оказаться под напряжением свыше 42В, не превышает 0,10 Ом.
Вывод: Электродвигатели, аппараты, монтаж электрооборудования и его испытание соответству-
ют общим техническим требованиям предъявляемым к электрооборудованию станков (механизмов).
Испытание провел число листов_________________________
(подпись, дата)
16Р25П-1.5.00.000РЭ8 Лист 5