



























Автор: Фачченда В.
Теги: производство изделий из золота украшения ювелирные изделия производства легкой промышленности справочник обработка металлов сплавы золото ювелирное литье
ISBN: 5-902719-07-0




WORLD COLD COUNCIL
ЛИТЬЕ ПО
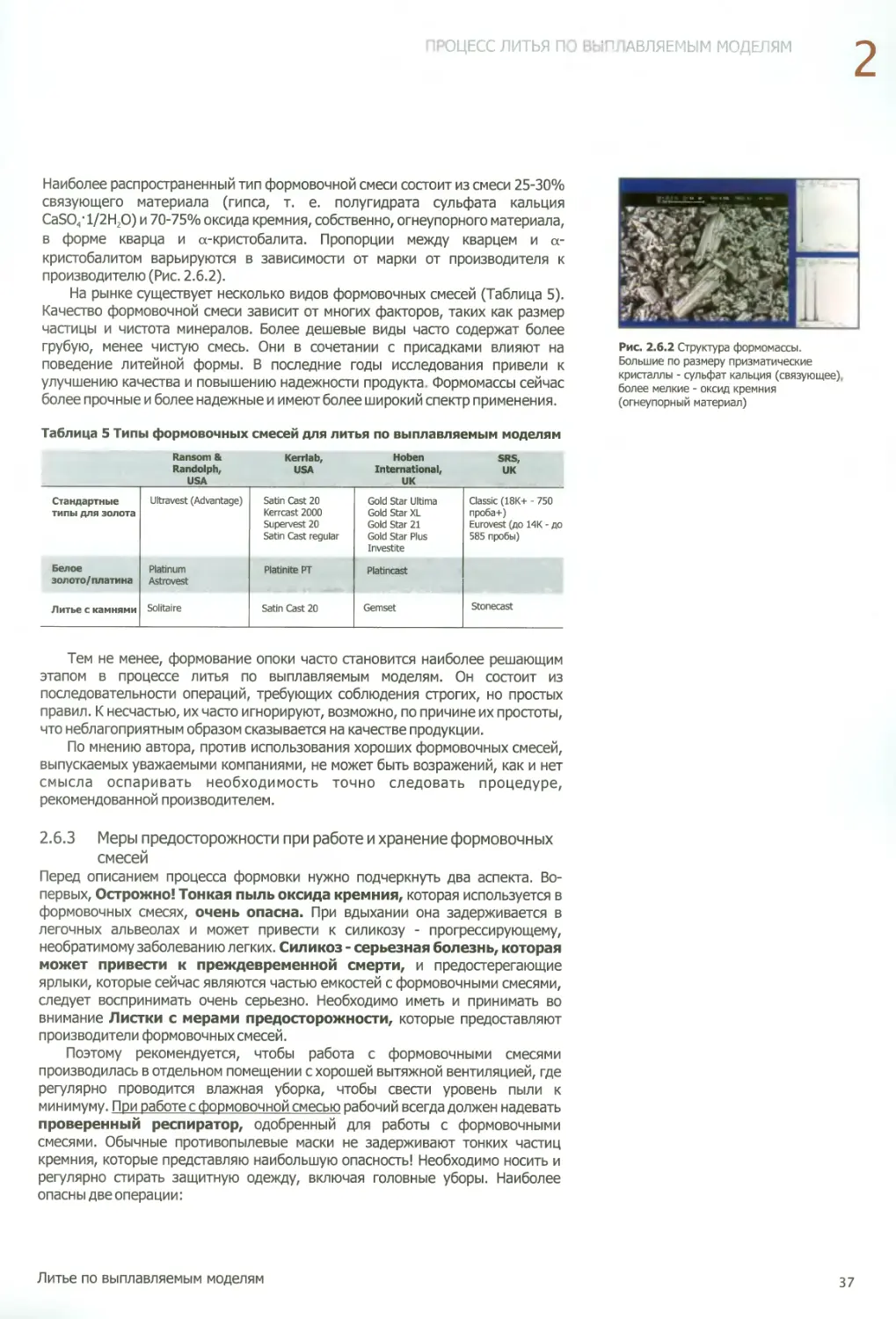
ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
СПРАВОЧНИК
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ
МОДЕЛЯМ ДЛЯ ПРОИЗВОДСТВА
ЮВЕЛИРНЫХ ИЗДЕЛИЙ ИЗ ЗОЛОТА
gold
WORLD COLD COUNCIL
ЛИТЬЕ ПО
ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
СПРАВОЧНИК
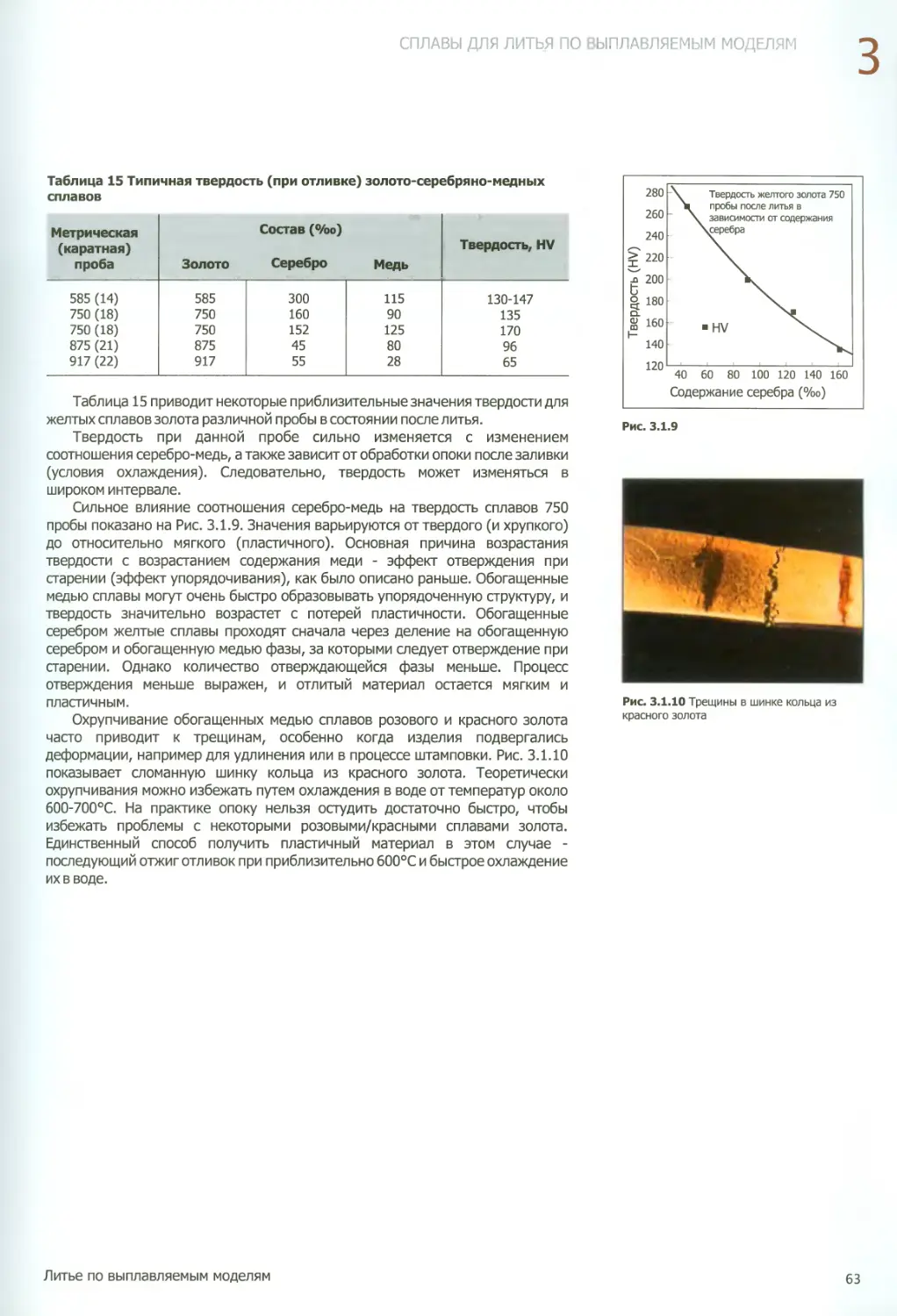
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ
МОДЕЛЯМ ДЛЯ ПРОИЗВОДСТВА
ЮВЕЛИРНЫХ ИЗДЕЛИЙ ИЗ ЗОЛОТА
Автор
Валерио Фачченда
Консультант Всемирного Золотого Совета
автор Главы 3 - Дитер Отт
Ранее сотрудник FEM, Швабия, Пэрмания
Перевод с английского
УДК 671.12 (083)
ББК 37.27 я2
Ф-29
Перевод с английского
Ухова С. В.
Технический редактор перевода на русский язык
Уфимцев В. Ю.
HANDBOOK ON
INVESTMENT CASTING
THE LOST WAX CASTING PROCESS FOR
CARAT GOLD JEWELLERY MANUFACTURE
by Valerio Faccenda
Consultant to World Gold Council
with Chapter 3 written by Dieter Ott
Formerly at FEM, Schwaebisch Gmuend, Germany
WORLD GOLD COUNCIL
2003
Фачченда В.
Ф-29 Литье по выплавляемым моделям. Справочник / Валерио Фачченда;
Пер. с англ. - Омск: Издательский Дом «Дедал-Пресс», 2005. - 104 с., с ил.
ISBN 5-902719-07-0
УДК 671.12 (083)
ББК 37.27 я2
Примечание: Несмотря на то, что при подготовке данной публикации была проявлена особая тщательность, Всемирный
Золотой Совет не может нести ответственность за точность любого утверждения или изображения, или за последствия,
возникающие при использовании содержащейся в ней информации. Цель данного справочника - предоставить общий
источник информации для практикующих профессионалов в данной области, при необходимости необходимо
консультироваться со специалистами.
Важно пользоваться подходящими и одобренными средствами техники безопасности и защиты здоровья
Все права сохранены. Ни одну часть этой книги нельзя воспроизводить или передавать ни в какой форме и
никакими электронными и механическими средствами, включая копирование, запись или какую-либо другую систему
сохранения и поиска информации, без письменного разрешения владельца.
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or
by any means, electronic, mechanical, photocopying, recording or otherwise, without prior permission in writing of the copyright
holder.
ISBN 5-902719-07-0 (pyc.)
© World Gold Council, 2003
© Издание на русском языке
ООО «Издательский Дом «Дедал-Пресс», 2005
СОДЕРЖАНИЕ
Предисловие
Глоссарий
Введение
1.1 Развитие современного процесса
1.2 Современный процесс и качество продукта
1.3 Выбор оборудования и расходных материалов
1.4 Меры предосторожности
5
7
13
13
14
15
16
19
20
21
21
21
23
24
25
26
28
29
29
29
30
33
33
33
35
36
36
36
37
38
39
41
42
42
44
45
46
48
49
50
51
52
53
56
Сплавы для литья по выплавляемым моделям 59
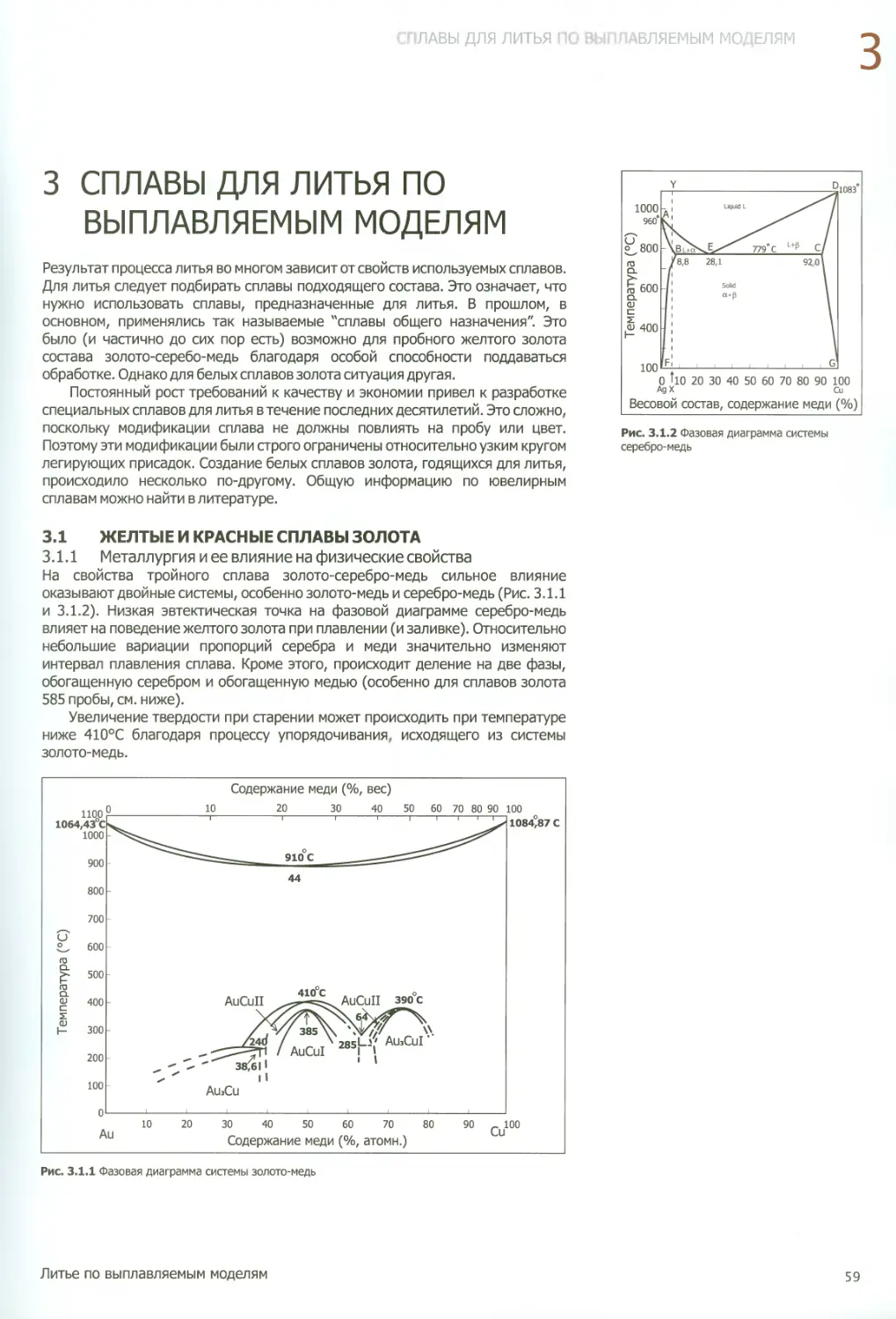
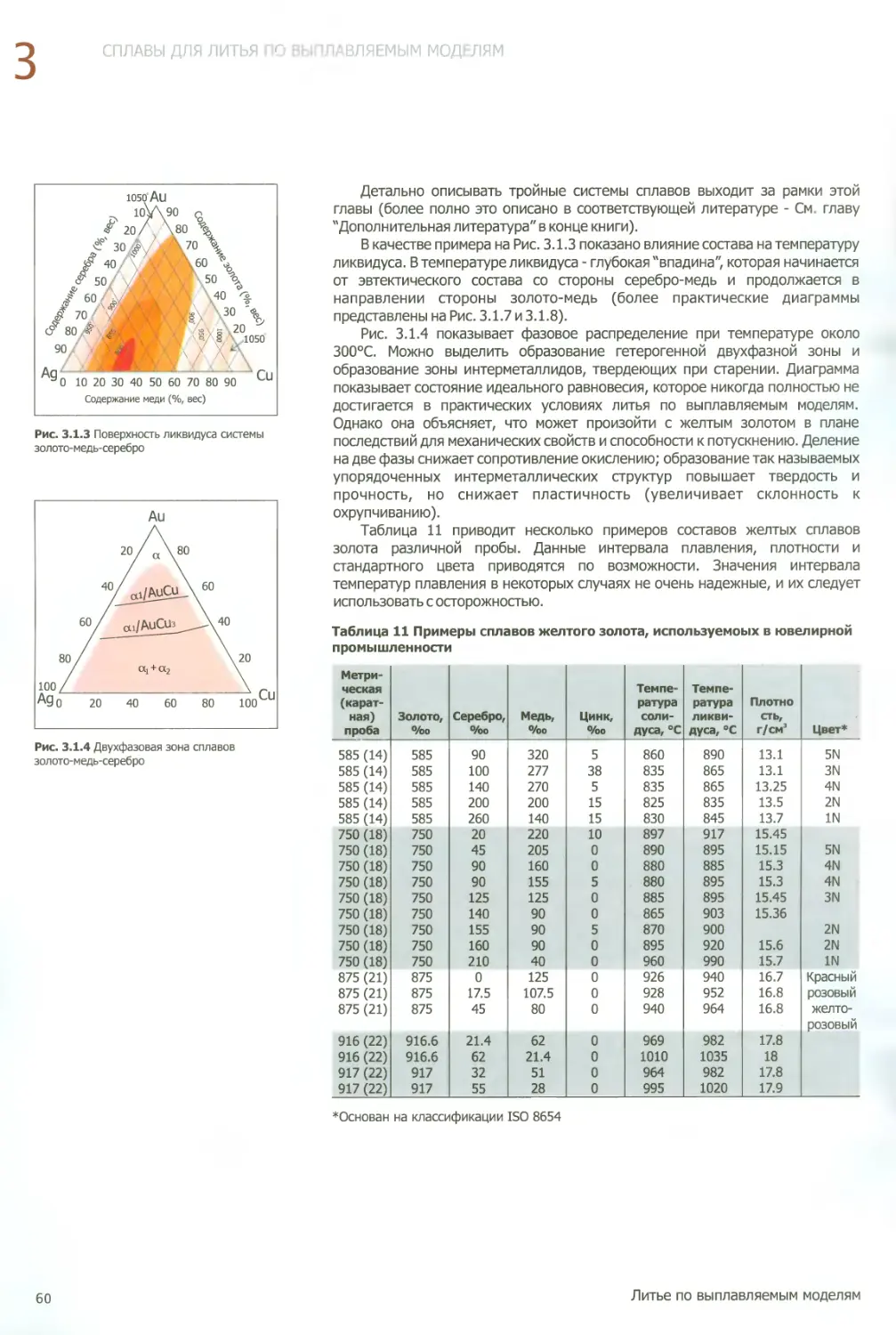
3.1 Желтые и красные сплавы золота 59
3.1.1 Металлургия и ее влияние на
физические свойства 59
3.1.2 Высокопробные сплавы золота
с улучшенными характеристи-
ками 64
3.2 Сплавы белого золота 64
3.3 Влияние микроприсадок 67
3.3.1 Улучшение свойств 67
3.3.2 Влияние отдельных добавок 68
Процесс литья по выплавляемым моделям
2.1 Дизайн
2.2 Изготовление мастер-модели
2.2.1 Сплав для изготовления
мастер-модели
2.2.2 Питатель
2.3 Изготовление резиновой формы
2.3.1 Типы резин для изготовления форм
2.3.2 Изготовление формы
2.3.3 Разрезание формы
2.3.4 Хранение и использование форм
2.3.5 Распространенные проблемы
2.4 Производство восковок
2.4.1 Типы воска
2.4.2 Инжекция воска
2.4.3 Распространенные проблемы
2.5 Сборка елки
2.5.1 Основания и литники
2.5.2 Дизайн елки
2.6 Формование опок
2.6.1 Опоки
2.6.2 Формовочные смеси
2.6.3 Меры предосторожности при работе
и хранение формовочных смесей
2.6.4 Проверка состояния формомассы:
состояние "без блеска"
2.6.5 Замешивание формомассы
2.7 Вытапливание воска из опоки
2.8 Прокаливание
2.8.1 Цикл прокалки
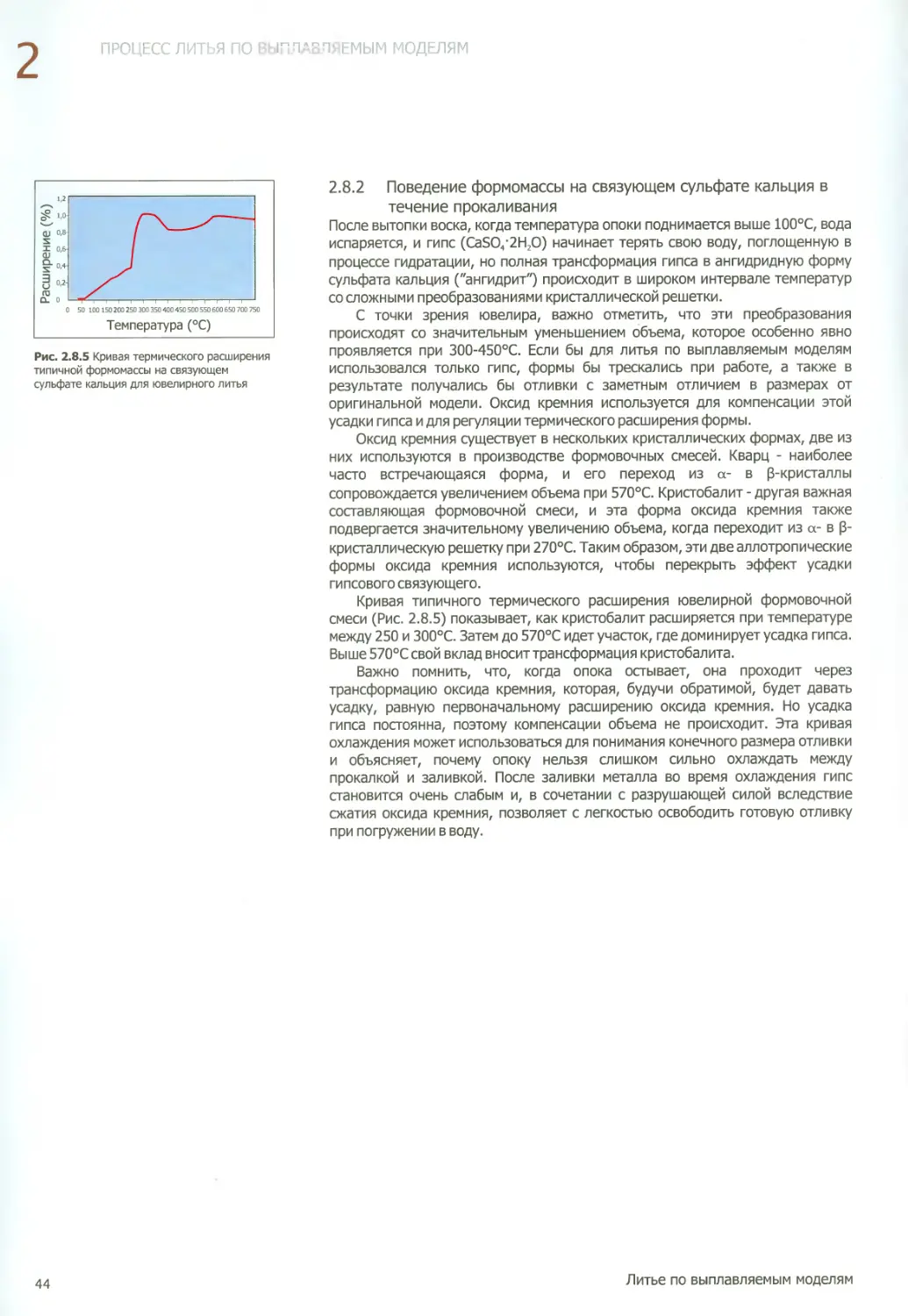
2.8.2 Поведение формомассы на связующем
сульфате кальция в течение
прокаливания
2.9 Плавление
2.10 Заливка
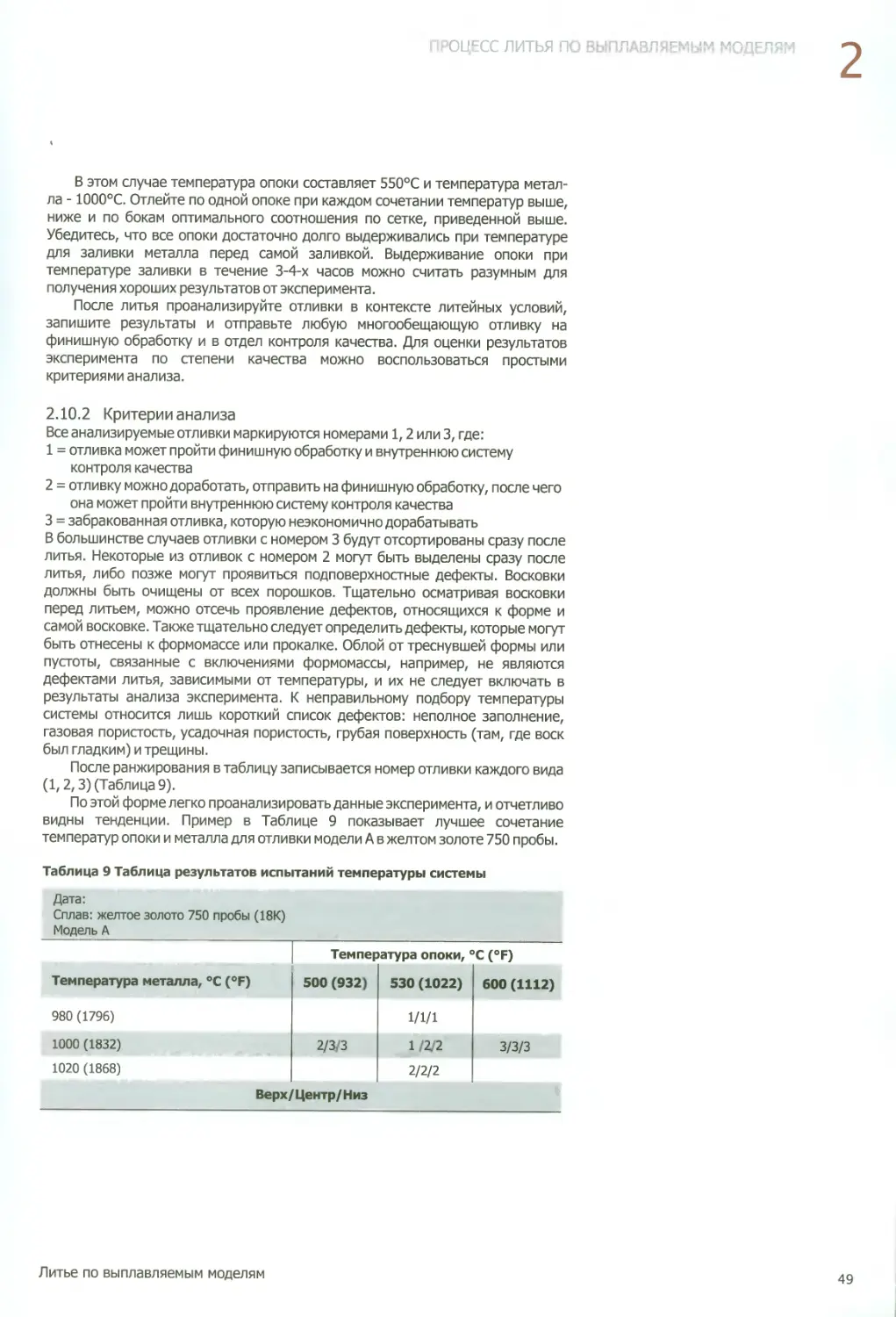
2.10.1 Тесты для температуры системы
2.10.2 Критерии анализа
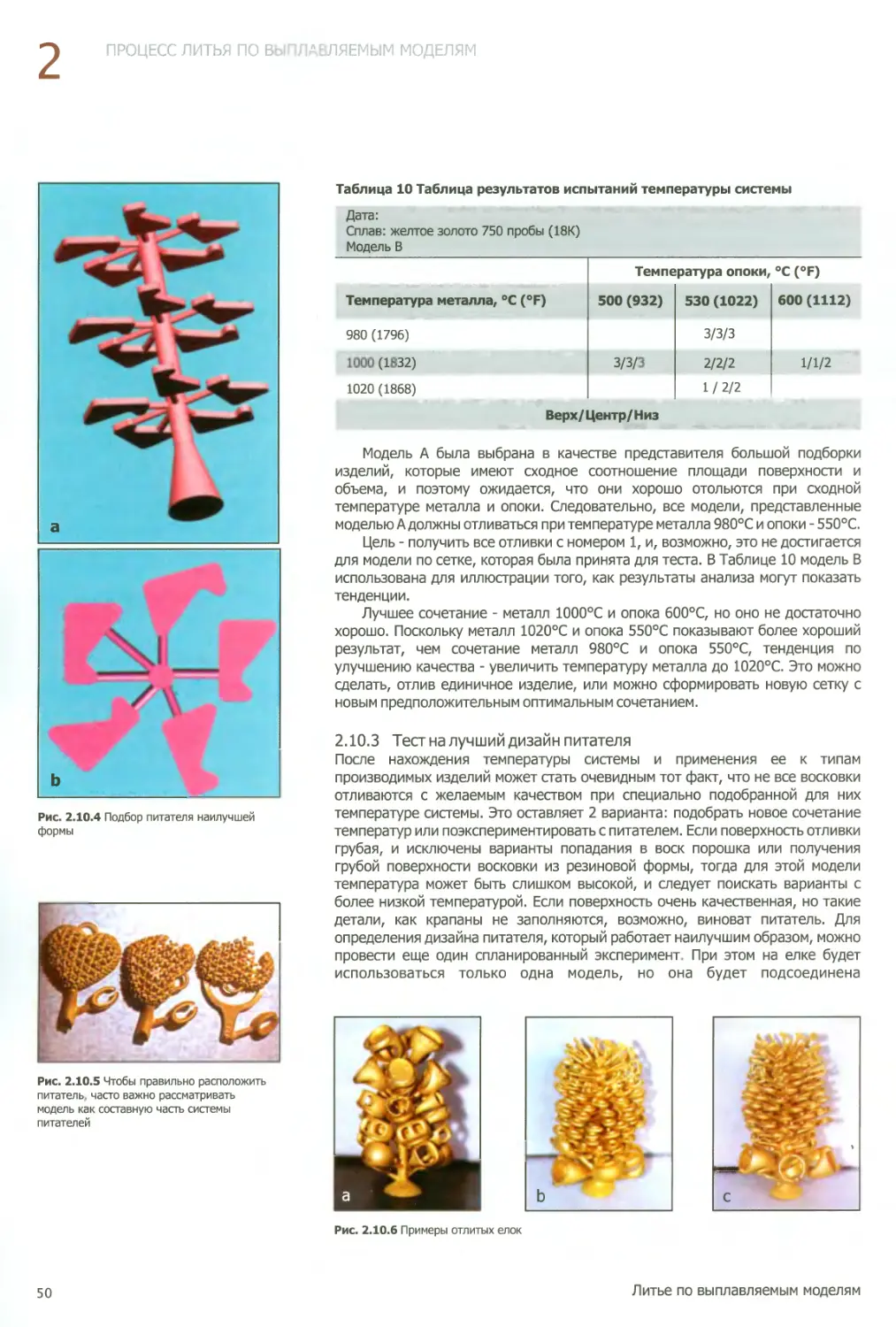
2.10.3 Тест на лучший дизайн питателя
2.10.4 Литье с камнями
2.11 Охлаждение и извлечение отливок
2.12 Основные правила для различных
этапов литья по выплавляемым моделям
2.13 Схематический список возможных дефектов
Оборудование 75
4.1 Вулканизаторы 76
4.2 Восковые инжекторы 77
4.3 Установки для замешивания
формомассы 78
4.4 Оборудование для вытопки воска 79
4.5 Прокалочные печи 79
4.6 Плавильные/литейные установки 81
4.6.1 Сравнение между центробеж-
ными и статичными литейными
машинами 81
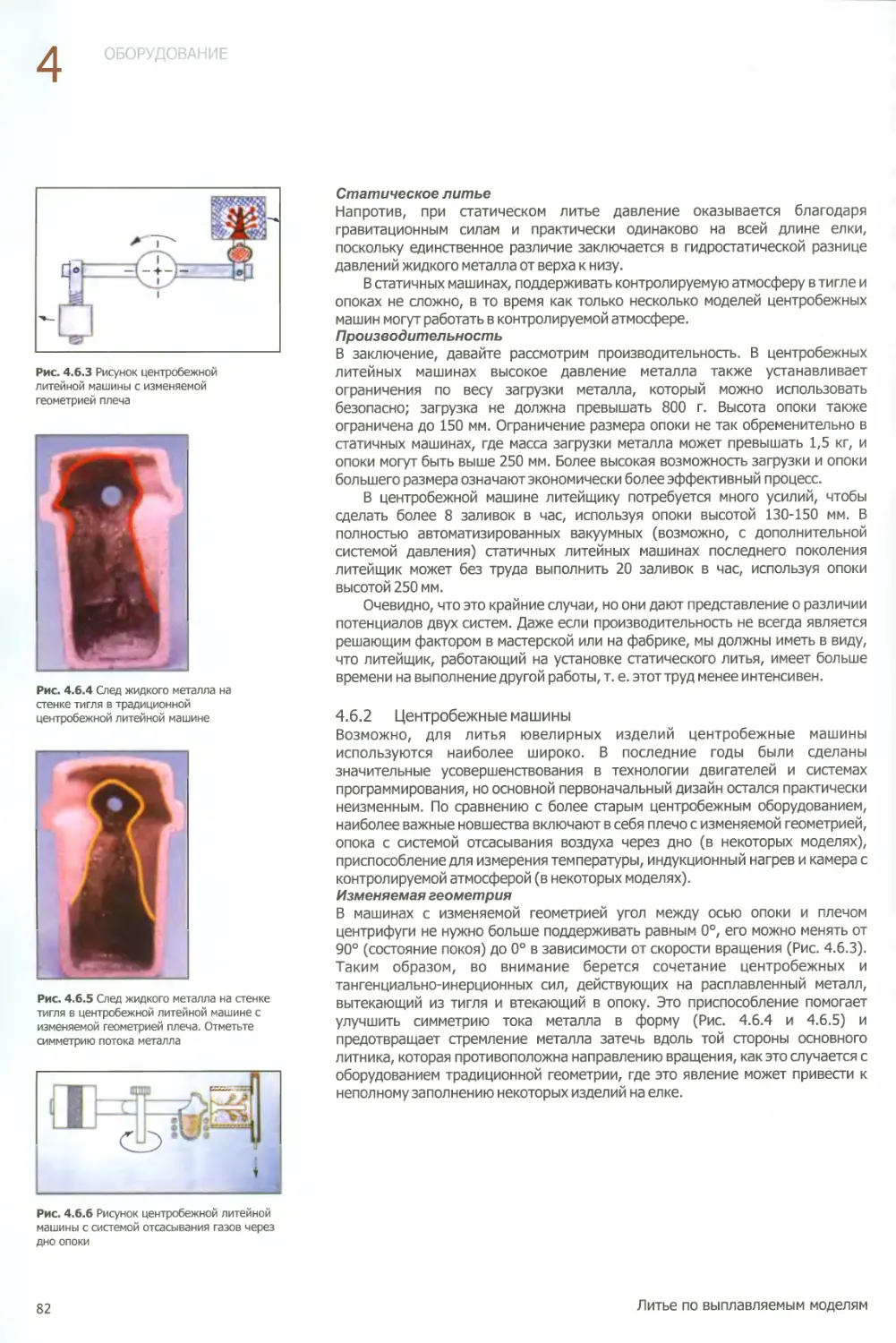
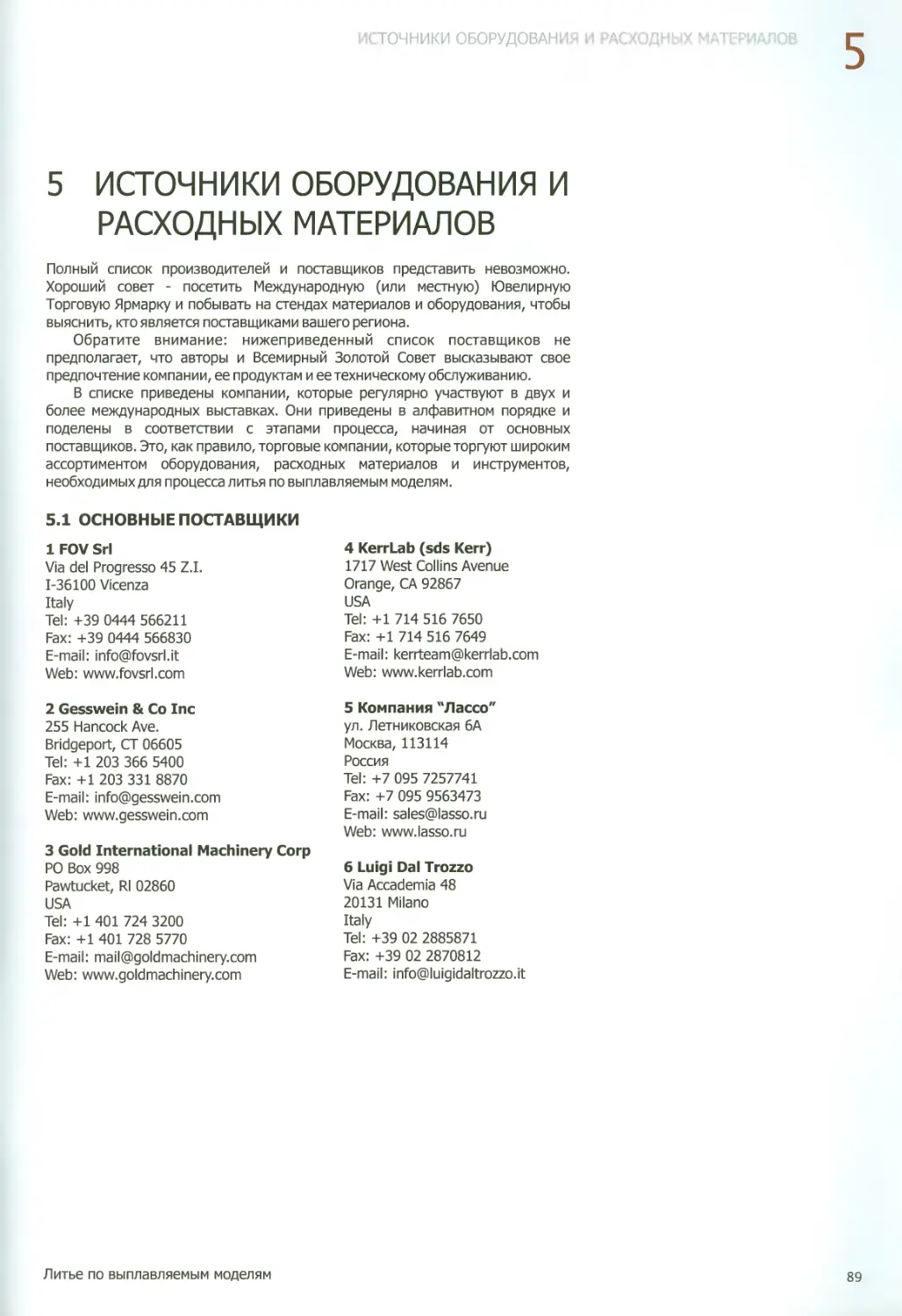
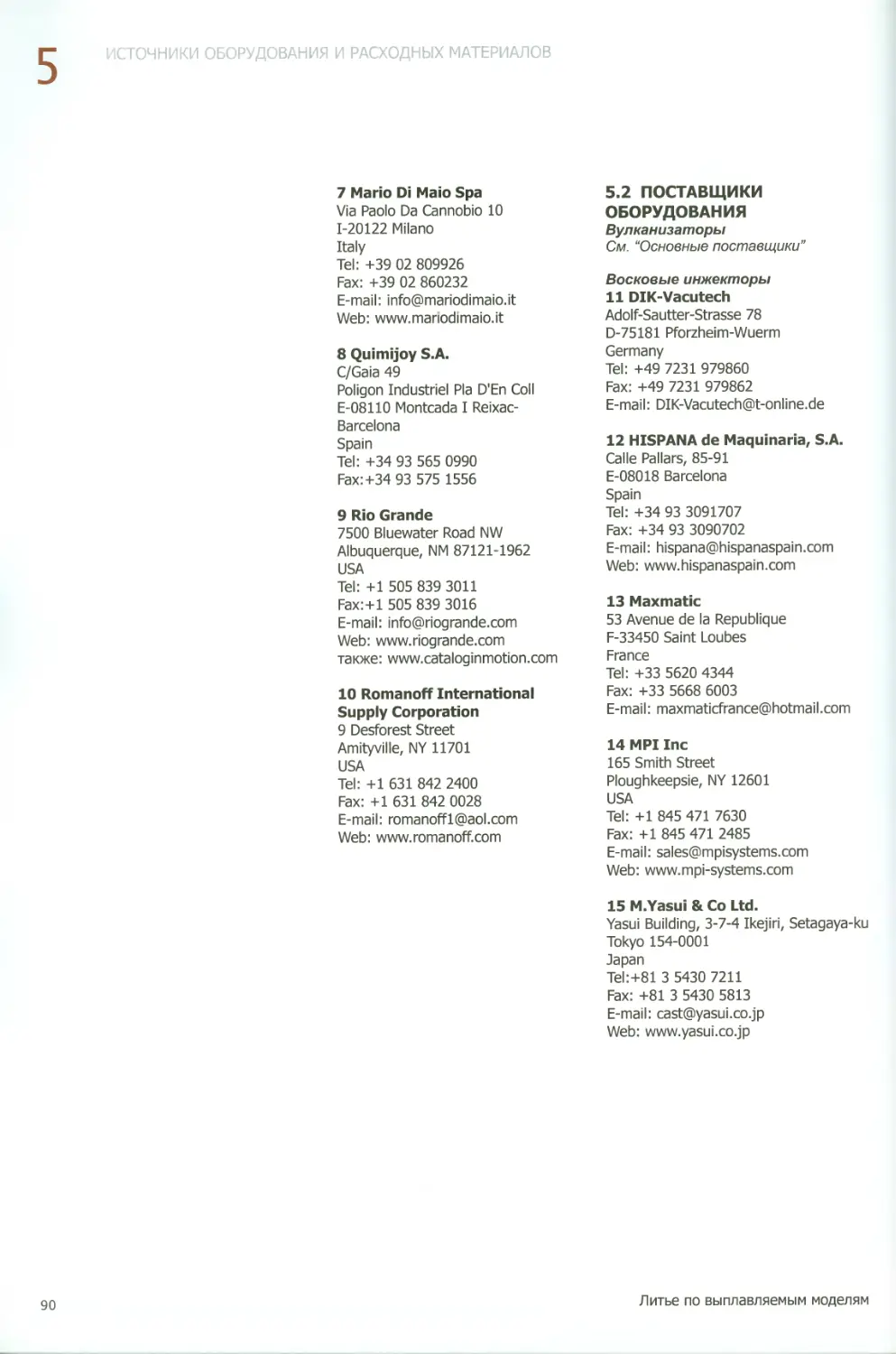
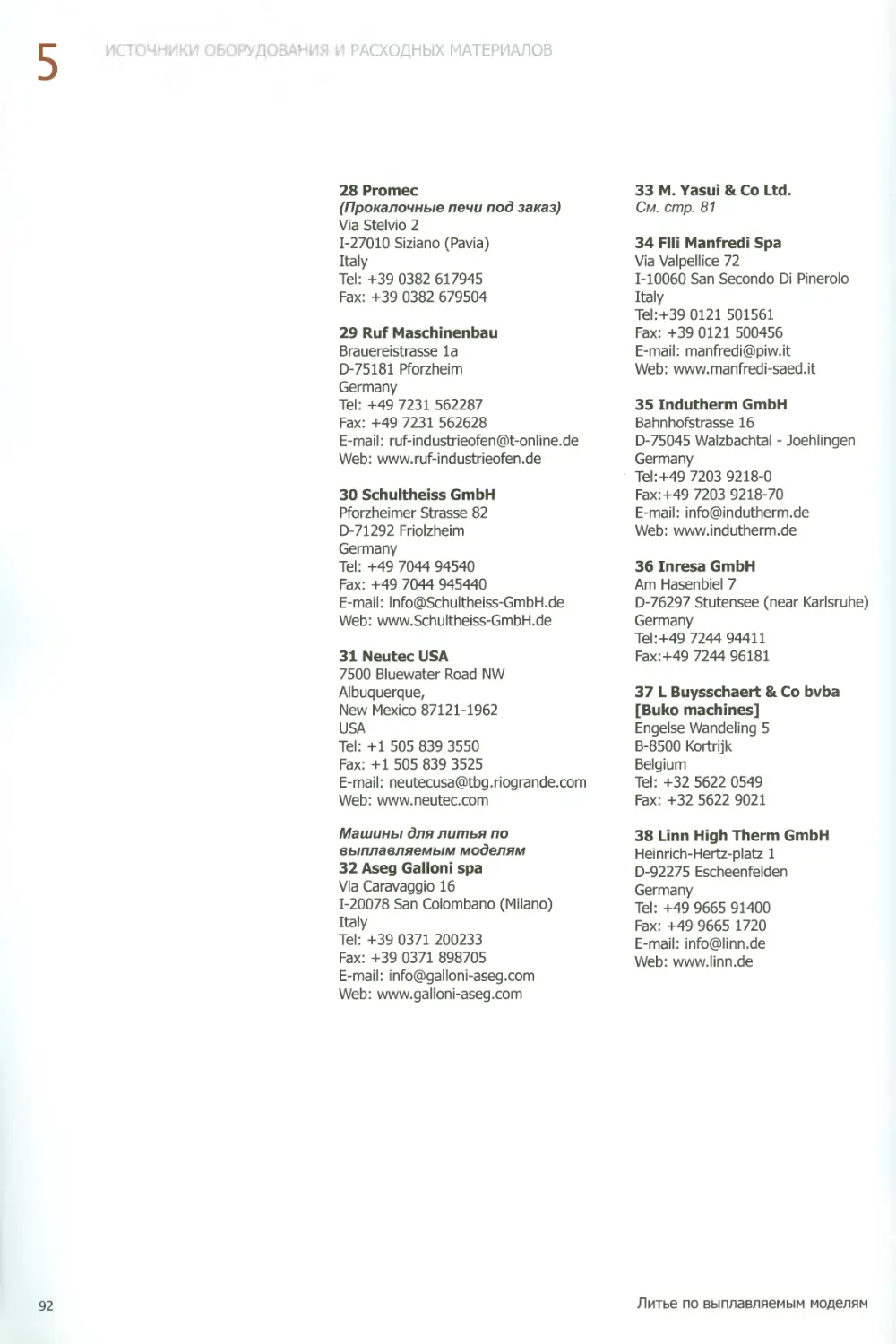
4.6.2 Центробежные машины 82
4.6.3 Статичные машины 83
Источники оборудования и расходных
материалов 89
6 Дополнительная литература 97
7 Благодарности 102
8 Технические издания Всемирного Золотого
Совета 102
Литье по выплавляемым моделям
ПРЕДИСЛОВИЕ
Литье в формовочные смеси (или литье по выплавляемым моделям) - один из
наиболее ранних технологических процессов, изобретенных человеком, и
датируемый 6000 лет назад или даже более ранним периодом. Сегодня это
наиболее широко используемый процесс в производстве ювелирных изделий,
но, возможно, наименее понимаемый практикующими ювелирами. Он
включает в себя несколько технологических этапов, каждый из которых
должен быть выполнен должным образом, если в результате должна
получиться хорошая отливка. Я не перестаю удивляться тому, как много
литейщиков не осознают, какого стабильного качества литья можно добиться,
если каждый этап процесса выполнять аккуратно и контролируемым образом.
По литью по выплавляемым моделям существует относительно немного
хорошей литературы. Многие издания выпущены несколько лет назад и
описывают центробежное литье. Наше первое техническое руководство
Всемирного Золотого Совета (ВЗС), Investment Casting Manual, было
опубликовано в 1995 году и обрело популярность. С тех пор в технологии и
нашем понимании процесса было многое усовершенствовано. Таким образом,
мы решили периодически его обновлять, частично по той причине, что запасы
оригинального издания на исходе. Данный справочник является результатом
этого.
В производстве этого справочника мне доставило огромное удовольствие
работать с Валерио Фачченда и Дитером Оттом (Глава 3). Оба, и Валерио, и
Дитер, хорошо известны многим из вас как эксперты в ювелирной технологии,
особенно в литье по выплавляемым моделям. Каждый из них в течение
нескольких лет писал статьи в журнал Gold Technology и посещал несколько
международных технологических симпозиумов в Винченце, Италия,
проводимых ВЗС. Валерио, будучи техническим консультантом при ВЗС, также
присутствовал на многих технических семинарах ВЗС во многих странах мира.
Конечно же, это именно тот самый автор книги Finishing Handbook. Дитер внес
огромный вклад в наше понимание процесса литья по выплавляемым моделям
и в металлургию пробных сплавов золота. Он является автором «Справочника
по дефектам литья и иным порокам ювелирных изделий из золота», который
дополняет данное издание. Оба они посещают престижный Симпозиум в
Санта-Фе, Дитер довольно часто. Я знаю, что эта книга станет классикой в
ювелирной сфере, она удовлетворит спрос на хорошую, доступную и
надежную литературу по этому предмету. Я уверен, что вы найдете ее
полезной и приятной. Мне также нужно упомянуть Джованни Баралиса,
который перевел эту книгу с итальянского на английский. Несмотря на то, что
он известен немногим, Джованни в течение многих лет занимался переводом
журнала Gold Technology на итальянский. Он совершенно точно делает мою
работу легче.
Настоящий справочник - седьмой из серии технических публикаций,
изданных Всемирным Золотым Советом. Они созданы, чтобы помочь
производителям ювелирных украшений использовать оптимальную
технологию и лучшую практику ювелирного производства, улучшая таким
образом качества продукта, снижая брак и производственное время, что в
свою очередь отражается на снижении издержек производства. Мы полагаем,
что практикующему ювелиру важно понимать технологию, использующую его
или ее материалы и процессы, если он или она хотят добиться стабильного
качества. Это одна из целей наших справочников и руководств - не только дать
хорошие основы процесса, но и простыми терминами объяснить, почему они
важны, и как они влияют на качество. Вооруженный такими знаниями ювелир
должен быть способен лучше решать проблемы, которые неизбежно
возникают время от времени.
Кристофер В. Корти, Лондон, апрель 2003
6
Литье по выплавляемым моделям
ГЛОССАРИИ
CAD (Computer Aided Design): Сложная система программного обеспечения для двух- или трехмерного дизайна
ювелирных изделий.
САМ (Computer Aided Machining): Программное обеспечение для автоматизированной обработки детали.
Быстрое прототипирование: Современная техника получения прототипов (оригиналов) автоматизированными
устройствами, управляемыми системами CAD/CAM. В последнее время появилось множество весьма различных
техник быстрого прототипирования. Современный метод производства мастер-моделей.
Вакуум: Пространство, давление в котором существенно ниже, чем нормальное атмосферное. Применяется, в
частности, для удаления пузырьков воздуха из замешанной формомассы и для «втягивания» металла в форму.
Включения: Неметаллические частицы, оказавшиеся в толще металла. Могут попадать в металл извне (из тигля,
формы) либо в процессе реакции металла с посторонними материалами (атмосферным кислородом, соединениями
серы из формовочной смеси и т. п.).
Водоструйная обработка: Обработка поверхности, при которой водяные струи при сильном давлении сбивают
формомассу с елки.
Воск: Любой из целой группы органических соединений, похожих на пчелиный воск. В основном, состоит из эфиров
жирных кислот с высшими спиртами. Смеси разнообразного состава используются для достижения желаемых для
изготовления моделей свойств (температура плавления, твердость, эластичность и т.п.). Обычно типы воска
различаются по цвету.
Восковая елка: Сборка восковок на центральном литнике (стояке), с нее снимается форма из формомассы. Обычно
напоминает по форме елку, отсюда и название.
Восковка: Восковая копия мастер-модели, обычно выполняется впрыскивание воска в резиновую форму.
Затвердевшая восковка вынимается и используется при сборке елки, которая затем формуется в опоке.
Восковые инжекторы: Оборудование, в котором жидкий воск находится под давлением для инжекции в
резиновую форму с целью получения оттиска. Часто имеется возможность применения вакуума для отсасывания
воздуха из формы перед впрыскиванием воска.
Восстановительное пламя: Пламя с повышенным содержанием горючего газа по отношению стехиометрическому
соотношению с доступным кислородом. Часто используется для защиты расплава от окисления.
Время достижения состояния "без блеска": время от момента добавления формовочной смеси к воде до
момента, когда смесь на поверхности перестает блестеть. Этим отмечается начало схватывания формомассы.
Время схватывания: Промежуток времени, за которое суспензия формомассы твердеет.
Вулканизатор: Единица оборудования для проведения вулканизации, т.е. для получения резиновой формы вокруг
мастер-модели. Представляет собой пресс с подогреваемыми пластинами.
Вулканизация: Химическая реакция серы (или иного вулканизирующего агента) с образованием поперечно
связанных полимерных цепей. Усиливает прочность и упругость резины. Выполняется как этап при изготовлении
резиновых форм по мастер-модели.
Выдержка: Выдержка материала в печи при постоянной температуре для его равномерного прогрева по всему
объема.
Вытопка воска: Удаление большей части воска из заформованной опоки. Это можно сделать на сухую в печи или
паром.
Галтель: Часть системы питателей, которая направляет поток металла от питателя к восковке. После
затвердевания металла в этом месте она закрывается, и подача металла в этот участок восковки прекращается.
Гигроскопичность: Свойство материала поглощать водяные пары из атмосферы с образованием нового
химического соединения (например, полугидрат сульфата кальция образует дигидрат сульфата кальция).
Формовочные смеси на гипсовом связующем гигроскопичны, и их нельзя оставлять на открытом воздухе при
хранении.
Гипс: Белый порошок полугидрата сульфата кальция (2CaSO4'H2O). Получают прокалкой при нужной температуре
минерала гипса (дигидрата сульфата кальция - CaSO4-2H2O). Реагирует с водой с образованием более стабильного
дигидрата. Эта реакция используется в литье по выплавляемым моделям.
Литье по выплавляемым моделям
7
Гранулы для литья: Металлы, или более часто сплавы, подготовленные для плавки и последующего литья путем
деления материала на мелкие части (как гравий), при этом расплав выливается в воду с образованием дроби или гранул.
"Грануляция": Процесс приготовления гранул для литья, обычно выполняется выливанием расплава в воду.
Диапазон температур плавления: Температурный интервал между температурами солидуса и ликвидуса (См.
Температура солидуса и Температура ликвидуса).
Елка: (См. Восковая елка).
Жидкотекучесть: Сложное свойство, характеризующее способность расплава затекать в форму и в точности
повторять форму полости. Обычно возрастает при перегреве, при отсутствии окисления и добавлении в сплав
некоторых компонентов (например, цинка или кремния).
Зажим для формы: пневматическое устройство, позволяющее сжимать резиновую форму с постоянным усилием во
время впрыскивания воска.
Закалка: Быстрое охлаждение горячего материала путем погружения в подходящую жидкость в воду, масло или даже
в сжиженный воздух либо в другую жидкую смесь. Для сплавов золота обычно это вода.
Заливка: Процесс заливания расплава в форму.
Замедлитель: Многие органические вещества и коллоиды, замедляющие схватывание гипсового связующего. Это
увеличивает рабочее время формомассы.
Заполняемость формы: Способность расплава полностью заполнить полость формы.
Защитная атмосфера: Атмосфера, свободная от кислорода, либо с низком его содержанием, используется для защиты
материала от окисления в процессе плавки, пайки, сварки или термообработки.
Зерно: Крошечные кристаллы - "зерна", образующие основную массу металла или сплава.
Зона пастообразности: Диапазон температур между ликвидусом и солидусом. В этой области металл и не жидкий, и не
твердый. Это такое «пастообразное» состояние. Компенсировать усадку подачей жидкого сплава при таких условиях
может оказаться трудным делом. У чистых металлов и эвтектических сплавов зоны пастообразности нет.
Извлечение отливок: Отделение отлитой елки от огнеупорной формы. Это можно сделать, погрузив опоку в воду,
постучав по ней молотком или при помощи водоструйных пистолетов под давлением в зависимости от типа формомассы.
Измельчитель зерна: Добавки соответствующих металлов или других соединений для контроля размера зерна
сплавов во время затвердевания или отжига (при рекристаллизации).
Индукционная плавка: Нагрев до температур, превышающих точку плавления, посредством вихревых токов в
проводящем материале, окруженном охлаждаемой в проточной воде медной петлей, по которой протекает ток низкой
(<150 Гц), средней (>500 Гц) и высокой (>100 кГц) частоты. Такой нагрев вызывает также и перемешивание раствора
силами, имеющими электромагнитное происхождение.
Карат: единица измерения чистоты золотых сплавов, основанная на условном делении на 24 карата. Чистое золото 24-
кратное или 100%-ное. 75%-ный сплав золота - 18-ти каратное и т. д. (Карат также является единицей измерения веса
драгоценных камней, равная 0,2 г).
Качество воды: Содержание диссоциирующих солей и органических веществ в воде. Важно при замесе формовочной
смеси, должно контролироваться, поскольку влияет на рабочее время и время потери блеска. Для использования
предпочтительна деионизированная вода.
Контроль размера зерна: Металлургическая процедура контроля размера зерна (кристалла) путем добавления
определенных металлов или других компонентов ("Измельчитель зерна").
Красноломкость: Хрупкость при высокой температуре, часто интергранулярная; вызывается либо легкоплавкими
сегрегатами, либо другими хрупкими компонентами, располагающимися по границам зерен.
Кристобалит: Фаза оксида кремния, существующая при максимально доступной температуре, стабильная и
сохраняющая прочность от 1470°С до точки плавления (1700°С).
Лигатура: 1. Заранее приготовленный сплав металлов, который добавляется к чистому золоту для получения пробного
металла. Обычно состоит из меди и серебра с добавлением других компонентов, например, цинка, никеля, палладия,
раскислителей и измельчителей зерна. 2. Недрагоценные металлы в ювелирном сплаве. Например, в сплаве золото-
серебро-медь-цинк медь и цинк являются легирующими элементами.
Литье по выплавляемым моделям: Процесс, при котором восковая модель заливается формовочной смесью; после
ее затвердевания воск вытапливается, оставляя после себя форму, в которую заливают металл.
8
Литье по выплавляемым моделям
Лом: Любые неудобные или отвергнутые отходы производства, которые можно вновь запустить в процесс в качестве
сырья.
Мастер-модель: Исходная модель изделия. Может изготавливаться из воска, пластмассы или металла. Часто
применяются серебряные и никелевые сплавы. Металлические модели могут покрываться родием для износостойкости
и коррозионной устойчивости. Для получения мастер-моделей можно использовать системы CAD/CAM.
Огнеупор: Тугоплавкий неорганический (керамический) материал, используемый для футеровки, тиглей или форм. Обычно на
основе графита, оксидов, нитридов или силикатов. Часто применяется со связкой, удерживающей вместе частички огнеупора.
Желательно устойчивость к резким переменам температуры и химическая стойкость.
Оксид кремния: Двуокись кремния, прошедшая специальную обработку для использования в качестве огнеупора или
абразивного материала. Существует в форме кварца тридимита или кристобалита в разновесных концентрациях при разных
температурах.
Опока: Внешний металлический контейнер для формы из формомассы, используется, начиная от процесса формовки до
извлечения готовой елки. В продаже имеются стандартных размеров и подлежат повторному использованию. Может
представлять из себя цилиндр со сплошными или перфорированными стенками для отвода воздуха при вакуумировании.
Оригинал: Мастер-модель (обычно металлическая) либо расходная модель (в литье по выплавляемым восковым моделям)
изделия, которое нужно воспроизвести литьем. Размеры оригинала могут иметь поправки на усадку или расширение,
возникающие в ходе технологического процесса.
Основание: Основа, часто резиновая, образующая дно литниковой чаши при изготовлении формы. Конус (или полусфера)
образует резервуар для расплавленного металла.
Отбеливание: Процесс растворения поверхностных оксидов и флюса при погружении в подходящую разбавленную кислоту
(отбел). Обычно используется для очистки отлитых елок, после пайки или сварки, а также лома (перед переплавкой).
Отжиг: Восстановление мягкости и пластичности металлов и сплавов после холодной обработки путем нагрева до
температуры, которая способствует рекристаллизации.
"Отливаемость": способность расплавленного металла заливаться в форму, сохраняя достаточную текучесть, чтобы
заполнить форму полностью и точно воспроизвести детали литейной полости.
Отливка: Металлический предмет, извлеченный из формы после отверждения залитого металла.
Отношение горючий газ/кислород: Объемное отношение, соответствующее молекулярному отношению для полного
сгорания. Для водородно-кислородной смеси отношение, равное 2, дает нейтральное пламя с острой внутренней сердцевиной.
Меньшее отношение дает окислительное пламя, более высокое - восстановительное.
«Отрицательный допуск»: Термин относится к стандартам пробирования благородных металлов. Означает допустимость
очень незначительных отклонений в сторону уменьшения пробы (содержание благородного металла) от некоего
установленного в некоторых странах минимума.
Перегрев: Разница между точкой полного расплавления сплава (ликвидусом) и температурой заливки. Нужна для
предотвращения преждевременного затвердевания металла. Практика показывает, что перегрев не должен быть больше
необходимого уровня, чтобы избежать перекала.
Перекал: Слишком высокий нагрев металла. Не путать с перегревом. Перекал нежелательное и потенциально вредное
явление. Перекаленный металл может начать разлагаться или реагировать с другими материалами, с которыми он приходит в
контакт. Перекаленные расплавы могут легко окисляться.
Печь: Нагревательное устройство, в котором относительно однородная по объему печи температура может поддерживаться в
течение требуемого промежутка времени. Может обогреваться сжиганием горючих газов (природный газ, пропан и т. п.) либо
элементами электрического сопротивления. Регулировка температуры осуществляется подходящими устройствами. Для обжига
опок печь должна быть муфельного типа, иметь большой объем для размещения нескольких опок. Может быть снабжена
вентилятором или поворотными устройствами для обеспечения равномерного распределения температуры.
Питатели: Система восковых стержней, соединяющих центральный литник (стояк) с восковкой, предназначенной для литья.
Она образует каналы, по которым расплав поставляется в полость формы. Питатель должен быть максимально коротким и не
должен преждевременно отвердевать. Место его соединения с восковкой называется "галтелью".
Подпитка: Необходимый процесс подвода расплавленного металла по соответствующим каналам (литникам) в полость формы
для ее заполнения и для компенсации сжатия (усадки) при затвердевании отливки. Может происходить под воздействием
гравитации или под воздействием иного избыточного давления.
Пористость: Сеть пустот в отливке, часто у поверхности. Вызывается захваченным или выделяющимся растворенным газом,
либо усадкой при затвердевании.
Пробирование: 1. Тестирование изделий на предмет определения содержания драгоценного металла, например, методом
купелирования или другими аналитическими методами. 2. Штампование значков на изделиях из драгоценных металлов,
производимое независимым учреждением для подтверждения пробы металла. Часто термин используется неточно, при этом
имеется в виду штамп производителя, показывающий чистоту металла в тех странах, где нет соответствующей государственной
службы.
Литье по выплавляемым моделям
9
Прокалка: Нагрев заформованных опок до определенной температуры в печи после вытопки воска, чтобы довести
литейную форму до литейных условий и чтобы полностью удалить все остатки воска или других модельных материалов.
Рабочее время (для формовочной смеси): Время, доступное для подготовки залитой опоки. В него входят:
замешивание формовочной смеси, дегазация, заливка формомассы в опоку, снова дегазация. В целом составляет время
«без блеска» минус 1 минута.
Размер зерна: Размеры кристаллических зерен в металлах и сплавах. В ювелирных сплавах обычно желателен мелкий
размерзерна.
Рамка для формы: Металлическая, обычно прямоугольная, рамка (однако бывают и круглые) для удерживания слоев
резины и мастер-модели в процессе вулканизации формы под прессом.
Растрескивание: Отслоение кусочков от поверхности формы вследствие термического или механического стресса.
Может быть признаком низкого качества формовочной смеси.
Связующее: Вещество, используемое для связывания формовочной смеси, например, для отливки ювелирных
изделий. Это может быть гипс или кислый фосфат.
Сегрегация (расслоение): Неоднородное распределение или неодинаковая локальная концентрация элементов
сплава, загрязнений или выделений внутри микроструктуры сплава. Вызывается процессами затвердевания или
термообработкой.
Силикоз: Серьезная болезнь легких, вызываемая вдыханием оксида кремния в виде пыли. Работа с такими
материалами требует мер предосторожности.
Силиконовая резина: Термостабильный эластичный материал, содержащий органические радикалы и кремний.
Может использоваться вместо натуральной резины для изготовления резиновых форм. Может применяться как
материал для термоустойчивых герметизирующих прокладок.
Смачиваемость: Способность твердой поверхности смачиваться жидкостью. Высока, если жидкость самопроизвольно
растекается по поверхности. Связана с поверхностным или межфазным натяжением.
Сплав: Комбинация двух или более металлов, обычно созданная путем их совместного плавления. Сплавы
разрабатываются с конкретными желаемыми свойствами, например, прочность, твердость, пластичность, цвет и т. д.
Стояк (основной литник): Основной канал в центре формы Образует ствол елки и соединяется с отливками
посредством питателей. Получается при плавлении воскового ствола елки, на который были нарощены восковки.
Температура воды: Температура воды, при которой происходит замешивание. Необходимо контролировать, т.к.
влияет на рабочее время и время потери блеска.
Температура заливки: Температура, при которой выключается нагрев, и расплавленный металл заливается в форму.
Температура ликвидуса: Температура, выше которой сплав целиком находится в жидком состоянии, т. е. более не
содержит твердого металла. Чем температура ниже температуры ликвидуса, тем больше в сплаве твердой фазы. При
температуре солидуса жидкая фаза совершенно исчезает.
Температура солидуса: Температура, ниже которой сплав полностью затвердевает, т. е. жидкая фаза исчезает при
охлаждении или появляется при нагревании. Выше температуры солидуса с повышением температуры доля жидкой
фазы все возрастает до тех пор, пока при температуре ликвидуса не исчезают последние твердые частицы равновесной
системы.
Термообработка: Обработка металлов и сплавов, включающая температуру, время, нагрев, охлаждение с целью
воздействия на микроструктуру и другие свойства материала.
Тест на время состояния "без блеска": Тест для определения времени потери блеска для партии формовочной
смеси. Полезен при поиске и устранении причин возникновения дефектов и проблем литья.
«Третья» рука: Механическое устройство, обычно крепящееся на верстаке. Полезно при разрезании резиновых форм.
Удаление воздуха: Удаление воздушных пузырьков из шликера, чтобы избежать корольков на готовой отливке.
Выполняется путем вибрирования опоки под вакуумом или просто вакуумированием.
Усадка: Объемное сжатие расплава при твердении, для пробных сплавов золота - около 5 %. Может явиться причиной
пористости при литье по выплавляемым моделям.
Ускоритель схватывания: Вещество, ускоряющее процесс схватывания формомассы, в основном, для увеличения
производительности. Говоря в общем, оно основано на кристаллических веществах, как хлорид натрия, цитрат натрия,
сегнетова соль.
10
Литье по выплавляемым моделям
Фактор охлаждения: Охлаждающая способность формы, просчитанная исходя из объемной удельной теплоемкости
материала формы и разницы температур между формой и металлом. Для гипсового связующего это значение низкое,
для оксида кремния - среднее, для холодной меди - очень высокое.
Форма: Пустотелый объект, полость которого повторяет форму предмета, который будет скопирован либо инжекцией
воска, либо литьем металла. В случае литья по выплавляемым моделям форма может быть изготовлена из различных
материалов: резины (для восковок) или огнеупорной формомассы (для литья металла).
Формовочная смесь/Форма из формовочной смеси: Формовочная смесь - смесь мелкоразмолотого оксида
кремния и связующего, составленная таким образом, чтобы выдерживать высокие температуры обжига и отливки.
Наиболее распространенным связующим при литье золота является гипс в полуводной форме. Кроме этих основных
составляющих, в промышелнные формовочные смеси входят небольшие количества других химикатов
(модификаторов), служащих для придания формовочной смеси характеристик, требуемых для оптимизации ее свойств.
При с мешивании с с водой связующее подвергается реакции гидратации (подобно цементу), что заставляет
формовочную смесь затвердеть с получением прочной формы.
Фосфатное связующее (формомасса на фосфатном связующем): связующее на основе кислых фосфатов и
оксида магния, смешиваемых с порошком оксида кремния, твердеющее при дегидратации. Преимущественно
используется при литье тугоплавких сплавов, к примеру, белого палладиевого золота и платины.
Холодная обработка: Деформация металла или сплава, направленная на изменение формы при температуре,
значительно ниже температуры отжига, что приводит к нагартовыванию металла с потерей остаточной пластичности.
Степень приложенной холодной обработки часто измеряется по уменьшению поперечного сечения (например, при
протягивании проволоки) или толщины (при прокатке полосы).
Центробежное литье: Способ литья, при котором расплавленный металл из тигля в нагретую форму направляется
центробежными силами, при этом и тигель, и опока быстро вращаются.
"Чистота": Содержание драгоценного металла, выраженное в частях на тысячу. Сплав 18 карат имеет чистоту 750.
Шлак: Пена, которая образуется на поверхности расплавленного металла, в основном, из-за окисления, но иногда
благодаря подъему на поверхность загрязнений и включений.
Литье по выплавляемым моделям
11
Наиболее древний образец золотой отливки:
Онагр, или дикий осел, отлитый в Электре
(природном сплаве золота и серебра), часть
кольца узды колесницы королевы Пу-Аби. Из
королевской гробницы в Уре, Месопотамия,
датируемый около 2600 г. до н. э.
Литье по выплавляемым моделям
ВВЕДЕНИЕ
1
1 ВВЕДЕНИЕ
Точное литье в формовочные смеси - возможно, первый технологический
процесс, используемый человеком для производства ювелирных изделий,
датируемый IV тысячелетием до н. э. Это произошло задолго до того, как
человек начал применять тот же процесс для изготовления оружия и прочих
предметов. Вероятнее всего, литье в формовочные смеси - это единственный
производственный процесс, используемый первоначально для целей
изготовления ювелирных изделий, а лишь затем в других сферах производства,
как машиностроение.
Литье в формовочные смеси также называют литьем по выплавляемым
моделям: это название напоминаем нам о том, что мы начинаем процесс с
восковой заготовки, которая покрывается огнеупорным материалом для
создания литейной формы. Восковую заготовку затем удаляют путем
вытапливания/выплавления (воск выплавляется!), при этом в форме остается
ее негативный отпечаток, куда в последующем заливается расплавленный
металл.
После схватывания огнеупорного материала воск вытапливается, и металл
можно заливать в полость, которая в точности воспроизводит форму и размер
восковой заготовки. Отлитое из металла изделие, кроме этого, точно
воспроизводит все мельчайшие детали восковой заготовки.
1-1 РАЗВИТИЕ СОВРЕМЕННОГО ПРОЦЕССА
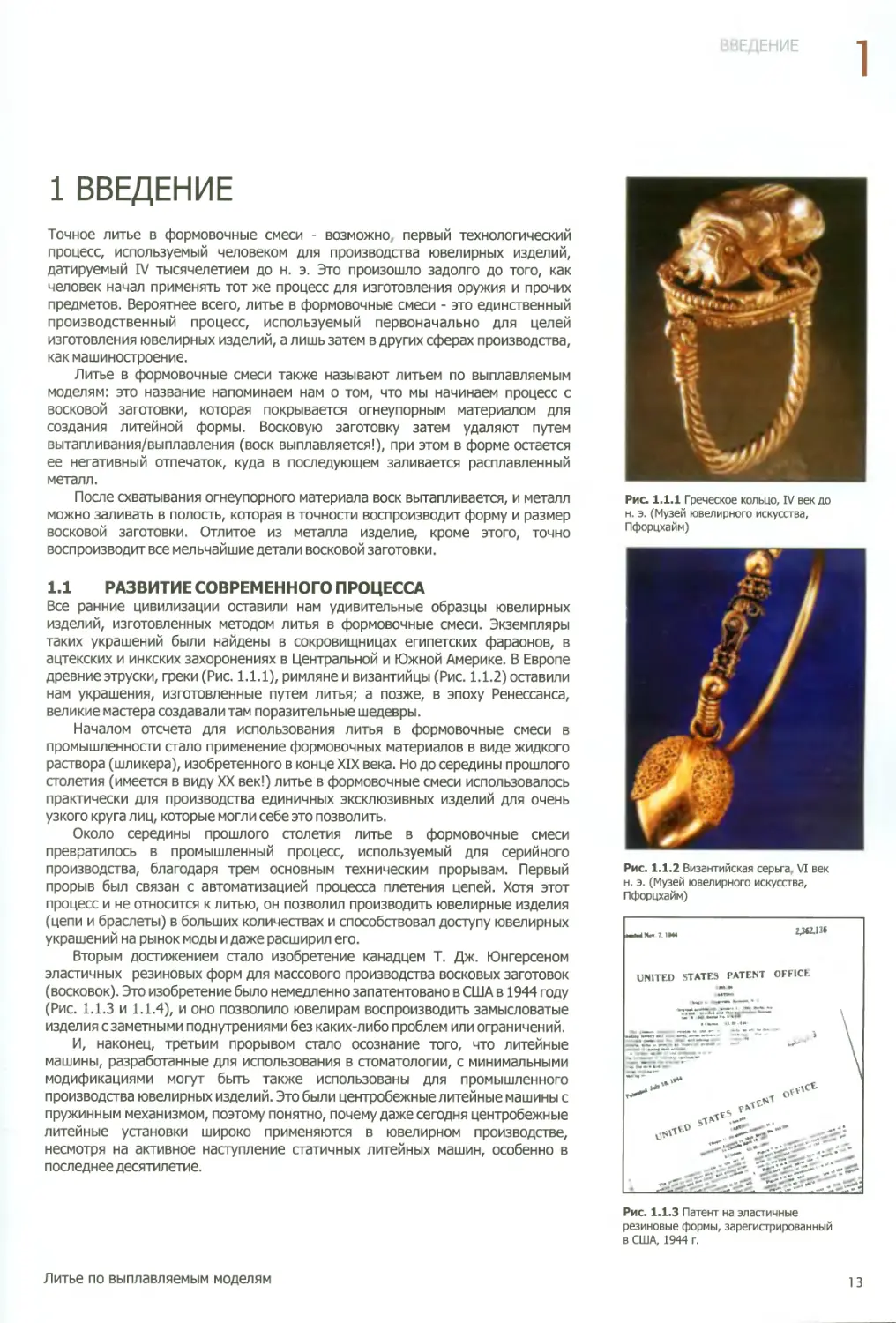
Все ранние цивилизации оставили нам удивительные образцы ювелирных
изделий, изготовленных методом литья в формовочные смеси. Экземпляры
таких украшений были найдены в сокровищницах египетских фараонов, в
ацтекских и инкских захоронениях в Центральной и Южной Америке. В Европе
древние этруски, греки (Рис. 1.1.1), римляне и византийцы (Рис. 1.1.2) оставили
нам украшения, изготовленные путем литья; а позже, в эпоху Ренессанса,
великие мастера создавали там поразительные шедевры.
Началом отсчета для использования литья в формовочные смеси в
промышленности стало применение формовочных материалов в виде жидкого
раствора (шликера), изобретенного в конце XIX века. Но до середины прошлого
столетия (имеется в виду XX век!) литье в формовочные смеси использовалось
практически для производства единичных эксклюзивных изделий для очень
узкого круга лиц, которые могли себе это позволить.
Около середины прошлого столетия литье в формовочные смеси
превратилось в промышленный процесс, используемый для серийного
производства, благодаря трем основным техническим прорывам. Первый
прорыв был связан с автоматизацией процесса плетения цепей. Хотя этот
процесс и не относится к литью, он позволил производить ювелирные изделия
(цепи и браслеты) в больших количествах и способствовал доступу ювелирных
украшений на рынок моды и даже расширил его.
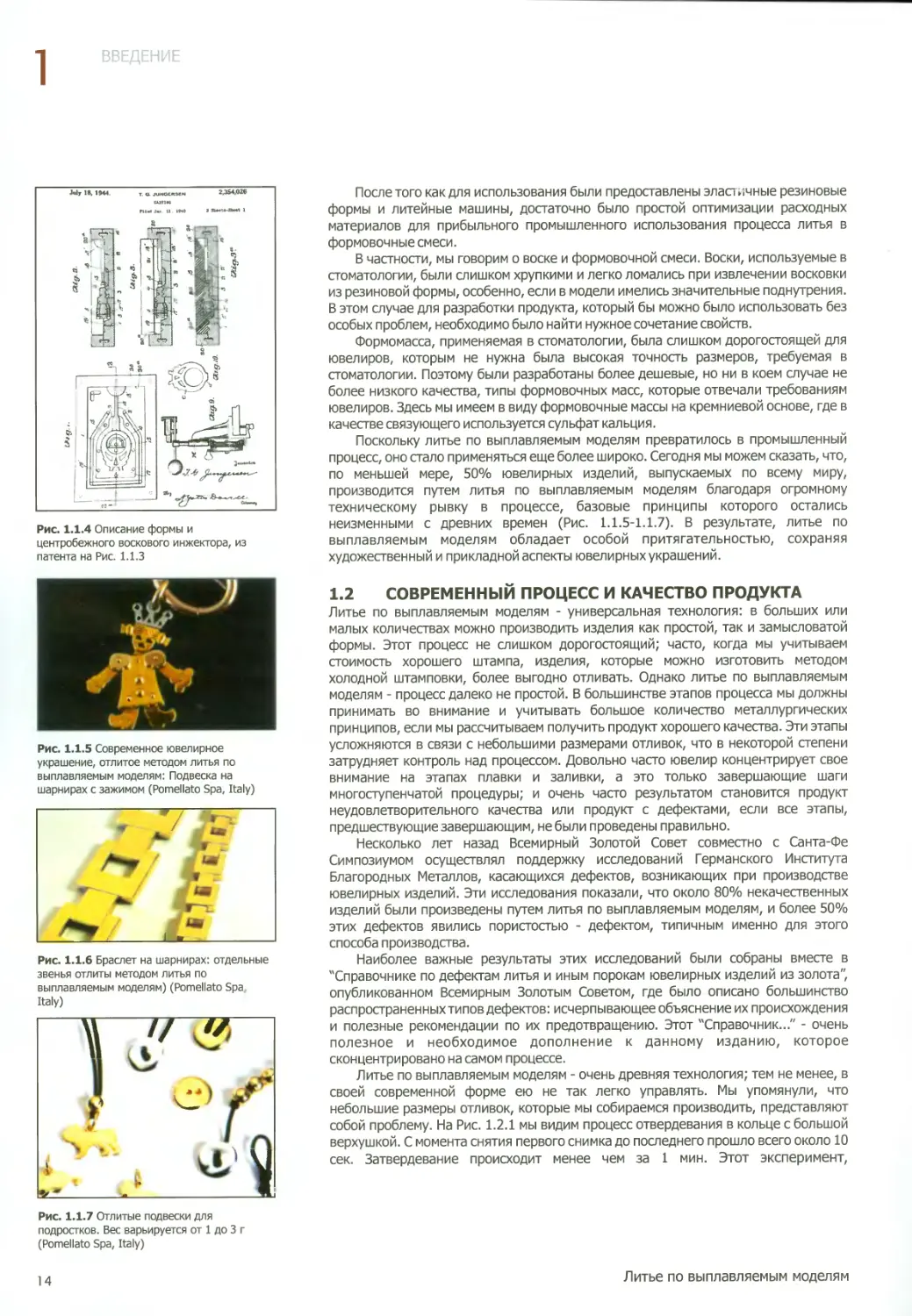
Вторым достижением стало изобретение канадцем Т. Дж. Юнгерсеном
эластичных резиновых форм для массового производства восковых заготовок
(восковок). Это изобретение было немедленно запатентовано в США в 1944 году
(Рис. 1.1.3 и 1.1.4), и оно позволило ювелирам воспроизводить замысловатые
изделия с заметными поднутрениями без каких-либо проблем или ограничений.
И, наконец, третьим прорывом стало осознание того, что литейные
машины, разработанные для использования в стоматологии, с минимальными
модификациями могут быть также использованы для промышленного
производства ювелирных изделий. Это были центробежные литейные машины с
пружинным механизмом, поэтому понятно, почему даже сегодня центробежные
литейные установки широко применяются в ювелирном производстве,
несмотря на активное наступление статичных литейных машин, особенно в
последнее десятилетие.
Рис. 1.1.1 Греческое кольцо, IV век до
н. э. (Музей ювелирного искусства,
Пфорцхайм)
Рис. 1.1.2 Византийская серьга, VI век
н. э. (Музей ювелирного искусства,
Пфорцхайм)
Рис. 1.1.3 Патент на эластичные
резиновые формы, зарегистрированный
в США, 1944 г.
Литье по выплавляемым моделям
13
1
ВВЕДЕНИЕ
Рис. 1.1.4 Описание формы и
центробежного воскового инжектора, из
патента на Рис. 1.1.3
Рис. 1.1.5 Современное ювелирное
украшение, отлитое методом литья по
выплавляемым моделям: Подвеска на
шарнирах с зажимом (Pomellato Spa, Italy)
Рис. 1.1.6 Браслет на шарнирах: отдельные
звенья отлиты методом литья по
выплавляемым моделям) (Pomellato Spa
Italy)
Рис. 1.1.7 Отлитые подвески для
подростков. Вес варьируется от 1 до 3 г
(Pomellato Spa, Italy)
После того как для использования были предоставлены эластичные резиновые
формы и литейные машины, достаточно было простой оптимизации расходных
материалов для прибыльного промышленного использования процесса литья в
формовочные смеси.
В частности, мы говорим о воске и формовочной смеси. Воски, используемые в
стоматологии, были слишком хрупкими и легко ломались при извлечении восковки
из резиновой формы, особенно, если в модели имелись значительные поднутрения.
В этом случае для разработки продукта, который бы можно было использовать без
особых проблем, необходимо было найти нужное сочетание свойств.
Формомасса, применяемая в стоматологии, была слишком дорогостоящей для
ювелиров, которым не нужна была высокая точность размеров, требуемая в
стоматологии. Поэтому были разработаны более дешевые, но ни в коем случае не
более низкого качества, типы формовочных масс, которые отвечали требованиям
ювелиров. Здесь мы имеем в виду формовочные массы на кремниевой основе, где в
качестве связующего используется сульфат кальция.
Поскольку литье по выплавляемым моделям превратилось в промышленный
процесс, оно стало применяться еще более широко. Сегодня мы можем сказать, что,
по меньшей мере, 50% ювелирных изделий, выпускаемых по всему миру,
производится путем литья по выплавляемым моделям благодаря огромному
техническому рывку в процессе, базовые принципы которого остались
неизменными с древних времен (Рис. 1.1.5-1.1.7). В результате, литье по
выплавляемым моделям обладает особой притягательностью, сохраняя
художественный и прикладной аспекты ювелирных украшений.
1.2 СОВРЕМЕННЫЙ ПРОЦЕСС И КАЧЕСТВО ПРОДУКТА
Литье по выплавляемым моделям - универсальная технология: в больших или
малых количествах можно производить изделия как простой, так и замысловатой
формы. Этот процесс не слишком дорогостоящий; часто, когда мы учитываем
стоимость хорошего штампа, изделия, которые можно изготовить методом
холодной штамповки, более выгодно отливать. Однако литье по выплавляемым
моделям - процесс далеко не простой. В большинстве этапов процесса мы должны
принимать во внимание и учитывать большое количество металлургических
принципов, если мы рассчитываем получить продукт хорошего качества. Эти этапы
усложняются в связи с небольшими размерами отливок, что в некоторой степени
затрудняет контроль над процессом. Довольно часто ювелир концентрирует свое
внимание на этапах плавки и заливки, а это только завершающие шаги
многоступенчатой процедуры; и очень часто результатом становится продукт
неудовлетворительного качества или продукт с дефектами, если все этапы,
предшествующие завершающим, небыли проведены правильно.
Несколько лет назад Всемирный Золотой Совет совместно с Санта-Фе
Симпозиумом осуществлял поддержку исследований Германского Института
Благородных Металлов, касающихся дефектов, возникающих при производстве
ювелирных изделий. Эти исследования показали, что около 80% некачественных
изделий были произведены путем литья по выплавляемым моделям, и более 50%
этих дефектов явились пористостью - дефектом, типичным именно для этого
способа производства.
Наиболее важные результаты этих исследований были собраны вместе в
"Справочнике по дефектам литья и иным порокам ювелирных изделий из золота"
опубликованном Всемирным Золотым Советом, где было описано большинство
распространенных типов дефектов: исчерпывающее объяснение их происхождения
и полезные рекомендации по их предотвращению. Этот "Справочник..." - очень
полезное и необходимое дополнение к данному изданию, которое
сконцентрировано на самом процессе.
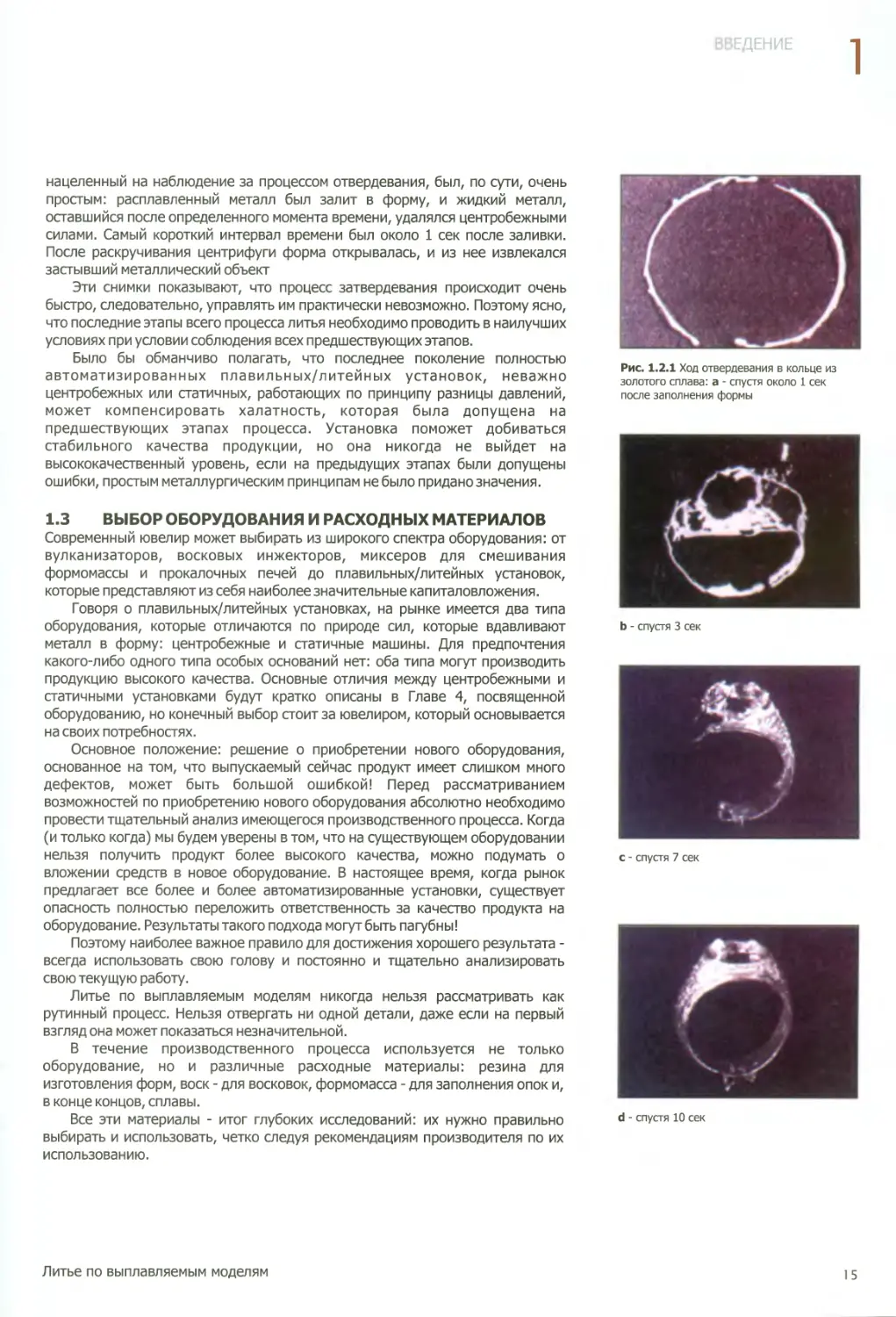
Литье по выплавляемым моделям - очень древняя технология; тем не менее, в
своей современной форме ею не так легко управлять. Мы упомянули, что
небольшие размеры отливок, которые мы собираемся производить, представляют
собой проблему. На Рис. 1.2.1 мы видим процесс отвердевания в кольце с большой
верхушкой. С момента снятия первого снимка до последнего прошло всего около 10
сек. Затвердевание происходит менее чем за 1 мин. Этот эксперимент,
14
Литье по выплавляемым моделям
ВЕДЕНИЕ
1
нацеленный на наблюдение за процессом отвердевания, был, по сути, очень
простым: расплавленный металл был залит в форму, и жидкий металл,
оставшийся после определенного момента времени, удалялся центробежными
силами. Самый короткий интервал времени был около 1 сек после заливки.
После раскручивания центрифуги форма открывалась, и из нее извлекался
застывший металлический объект
Эти снимки показывают, что процесс затвердевания происходит очень
быстро, следовательно, управлять им практически невозможно. Поэтому ясно,
что последние этапы всего процесса литья необходимо проводить в наилучших
условиях при условии соблюдения всех предшествующих этапов.
Было бы обманчиво полагать, что последнее поколение полностью
автоматизированных плавильных/литейных установок, неважно
центробежных или статичных, работающих по принципу разницы давлений,
может компенсировать халатность, которая была допущена на
предшествующих этапах процесса. Установка поможет добиваться
стабильного качества продукции, но она никогда не выйдет на
высококачественный уровень, если на предыдущих этапах были допущены
ошибки, простым металлургическим принципам не было придано значения.
1.3 ВЫБОР ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
Современный ювелир может выбирать из широкого спектра оборудования: от
вулканизаторов, восковых инжекторов, миксеров для смешивания
формомассы и прокалочных печей до плавильных/литейных установок,
которые представляют из себя наиболее значительные капиталовложения.
Говоря о плавильных/литейных установках, на рынке имеется два типа
оборудования, которые отличаются по природе сил, которые вдавливают
металл в форму: центробежные и статичные машины. Для предпочтения
какого-либо одного типа особых оснований нет: оба типа могут производить
продукцию высокого качества. Основные отличия между центробежными и
статичными установками будут кратко описаны в Главе 4, посвященной
оборудованию, но конечный выбор стоит за ювелиром, который основывается
на своих потребностях.
Основное положение: решение о приобретении нового оборудования,
основанное на том, что выпускаемый сейчас продукт имеет слишком много
дефектов, может быть большой ошибкой! Перед рассматриванием
возможностей по приобретению нового оборудования абсолютно необходимо
провести тщательный анализ имеющегося производственного процесса. Когда
(и только когда) мы будем уверены в том, что на существующем оборудовании
нельзя получить продукт более высокого качества, можно подумать о
вложении средств в новое оборудование. В настоящее время, когда рынок
предлагает все более и более автоматизированные установки, существует
опасность полностью переложить ответственность за качество продукта на
оборудование. Результаты такого подхода могут быть пагубны!
Поэтому наиболее важное правило для достижения хорошего результата -
всегда использовать свою голову и постоянно и тщательно анализировать
свою текущую работу.
Литье по выплавляемым моделям никогда нельзя рассматривать как
рутинный процесс. Нельзя отвергать ни одной детали, даже если на первый
взгляд она может показаться незначительной.
В течение производственного процесса используется не только
оборудование, но и различные расходные материалы: резина для
изготовления форм, воск - для восковок, формомасса - для заполнения опок и,
в конце концов, сплавы.
Все эти материалы - итог глубоких исследований: их нужно правильно
выбирать и использовать, четко следуя рекомендациям производителя по их
использованию.
Рис. 1.2.1 Ход отвердевания в кольце из
золотого сплава: а - спустя около 1 сек
после заполнения формы
Ь - спустя 3 сек
с - спустя 7 сек
d - спустя 10 сек
Литье по выплавляемым моделям
15
1
ВВЕДЕНИЕ
Если результаты неудовлетворительны, следует избегать спонтанных
новаций. Пожалуйста, воздержитесь от попыток преобразовать свою
производственную мастерскую в исследовательскую лабораторию!
Существует риск дальнейшего усугубления проблемы и возрастания путаницы
в голове! Можно сэкономить время и улучшить результаты, если в проблему
прямо посвящать производителей различных материалов: как правило,
производитель - первое лицо, заинтересованное в результатах использования
его продукции. Обычно он сможет распознать возможные ошибки и
порекомендовать подходящий способ от них избавиться, позволяя вам
сэкономить время и деньги.
1.4 МЕРЫ ПРЕДОСТОРОЖНОСТИ
Мы уже обсудили сложную природу процесса литья по выплавляемым моделям
и необходимость соблюдения всех процедур на каждом этапе. Теперь
необходимо обратиться к мерам предосторожности. Для достижения хорошего
качества и высокой производительности жизненно важно, чтобы были
защищены интересы рабочей силы. Некоторые из материалов могут быть
опасными и токсичными. Особенно следует отметить обращение с
формомассой и ее удаление после литья. Этот материал приводит к силикозу!
Необходим четкий контроль за уровнем формовочной пыли и за
использованием респираторов, подходящих для защиты от кремниевой пыли.
Респираторы должны подбираться индивидуально для каждого рабочего,
которого следует обучить им пользоваться. Опасность также может
представлять работа с горячим металлом, с электричеством, химикатами и пр.
Необходимо предпринимать меры предосторожности, включая ношение
защитной одежды и неукоснительное исполнение строгих правил техники
безопасности. Все это позже будет описано более детально.
16
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2 ПРОЦЕСС ЛИТЬЯ ПО
ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Литье по выплавляемым моделям - типичный пример многоступенчатого
процесса. Мы можем выделить, по крайней мере, 13 отдельных этапов,
начиная от идеи и заканчивая окончательной обработкой ювелирного
изделия:
1 -Дизайн
2 - Изготовление мастер-модели
3 - Изготовление резиновой формы
4 - Производство восковок
5 - Сборка елки
6 - Формование опоки
7 - Вытопка воска
8 - Прокаливание
9 - Плавление
10 - Отливка
11-Охлаждение
12 - Срезание отлитых изделий с елки
13 - Сборка и финишная обработка ювелирного изделия.
За исключением последних двух этапов, все остальные прямо или косвенно
основаны на металлургических принципах, которые следует уважать, если
целью является получение продукта хорошего качества.
Процесс не терпит ошибок: любая небрежно выполненная операция,
любая совершенно безобидная попытка сэкономить время и силы являются
потенциальным источником дефектов в готовом продукте. Позже, если в
отливке обнаруживается изъян, вследствие сложности технологического
процесса очень редко с легкостью обнаруживаются его корни и определяются
корректные меры по его исправлению.
Температура является важным параметром на многих этапах процесса;
часто ювелир пытается исправить ситуацию путем изменения температуры,
например, металла и/или опоки. Обычно простое изменение температуры не
решает проблемы, но абсолютно точно меняет технические условия и еще
более усложняет диагностику дефекта.
Когда мы имеем дело с дефектом литья, сначала необходимо обратиться к
"Справочнику по дефектам литья и иным порокам..." для правильного
определения его типа и возможных причин возникновения. Второй шаг -
исследовать параметры процесса, чтобы методом исключения сузить круг
возможностей. И, в конце концов, мы можем попытаться выявить корневую
причину проблемы. Только тогда мы сможем принять правильное решение по
ее устранению.
Вследствие сложности процесса дефект не всегда происходит по одной
простой причине, а по их группе, которые не обязательно сосредоточены на
одном этапе процесса, а имеют место на протяжении нескольких его этапов.
Поэтому очень важно систематически вести "бортовой" журнал, и ничего
нельзя считать доказанным. В достижении хорошего результата человеческий
фактор является фундаментальным. Я полагаю, что утверждая, что вклад
ювелира в достижение хорошего качества составляет не менее 80%, я не так
далек от истины. Оставшиеся 20% относятся к оборудованию, которое должно
быть надежным и за которым должен осуществляться должный уход.
Литье по выплавляемым моделям
19
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
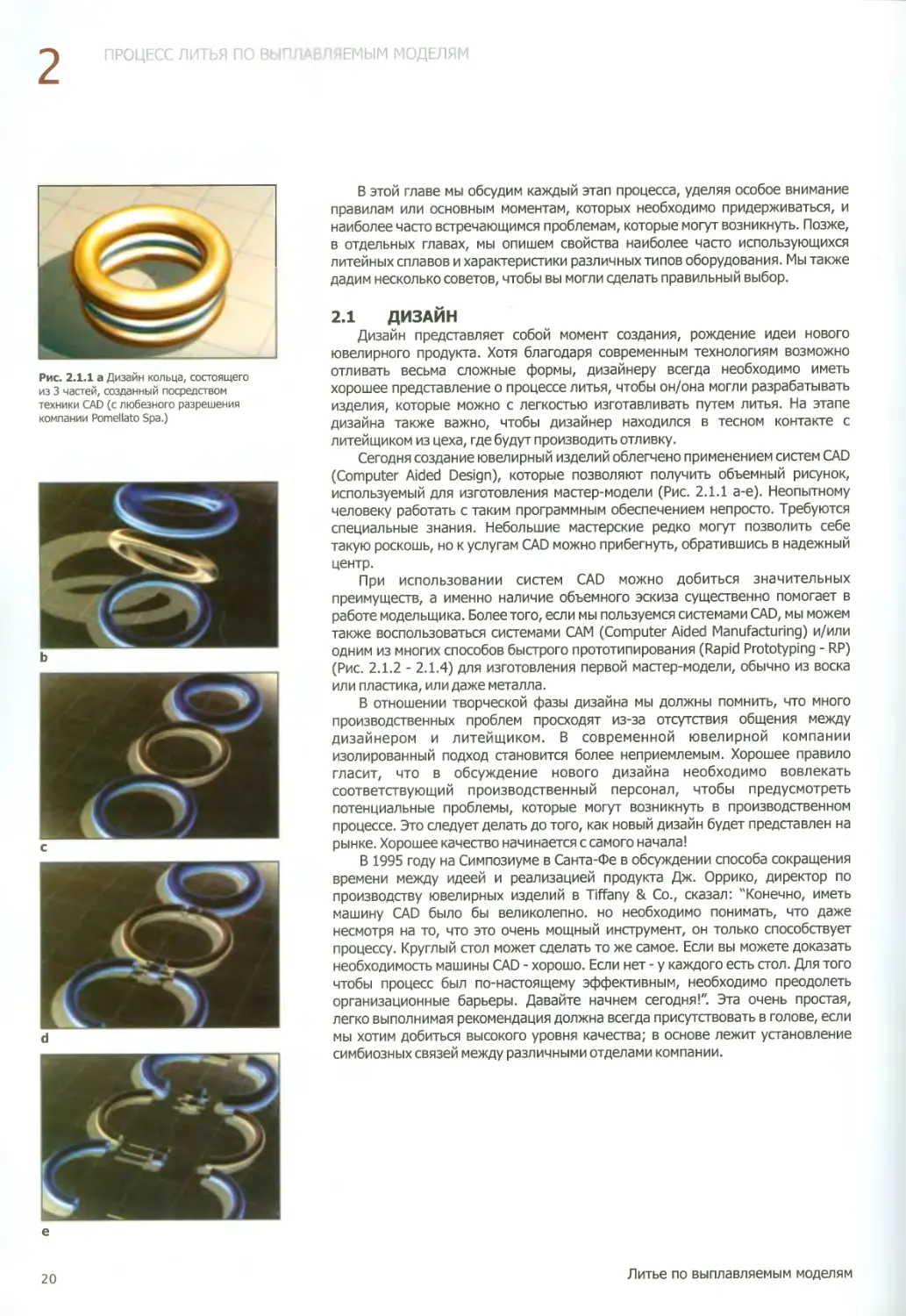
Рис. 2.1.1 а Дизайн кольца, состоящего
из 3 частей, созданный посредством
техники CAD (с любезного разрешения
компании Pomellato Spa.)
b
с
d
е
В этой главе мы обсудим каждый этап процесса, уделяя особое внимание
правилам или основным моментам, которых необходимо придерживаться, и
наиболее часто встречающимся проблемам, которые могут возникнуть. Позже,
в отдельных главах, мы опишем свойства наиболее часто использующихся
литейных сплавов и характеристики различных типов оборудования. Мы также
дадим несколько советов, чтобы вы могли сделать правильный выбор.
2.1 ДИЗАЙН
Дизайн представляет собой момент создания, рождение идеи нового
ювелирного продукта. Хотя благодаря современным технологиям возможно
отливать весьма сложные формы, дизайнеру всегда необходимо иметь
хорошее представление о процессе литья, чтобы он/она могли разрабатывать
изделия, которые можно с легкостью изготавливать путем литья. На этапе
дизайна также важно, чтобы дизайнер находился в тесном контакте с
литейщиком из цеха, где будут производить отливку.
Сегодня создание ювелирный изделий облегчено применением систем CAD
(Computer Aided Design), которые позволяют получить объемный рисунок,
используемый для изготовления мастер-модели (Рис. 2.1.1 а-е). Неопытному
человеку работать с таким программным обеспечением непросто. Требуются
специальные знания. Небольшие мастерские редко могут позволить себе
такую роскошь, но к услугам CAD можно прибегнуть, обратившись в надежный
центр.
При использовании систем CAD можно добиться значительных
преимуществ, а именно наличие объемного эскиза существенно помогает в
работе модельщика. Более того, если мы пользуемся системами CAD, мы можем
также воспользоваться системами САМ (Computer Aided Manufacturing) и/или
одним из многих способов быстрого прототипирования (Rapid Prototyping - RP)
(Рис. 2.1.2 - 2.1.4) для изготовления первой мастер-модели, обычно из воска
или пластика, или даже металла.
В отношении творческой фазы дизайна мы должны помнить, что много
производственных проблем просходят из-за отсутствия общения между
дизайнером и литейщиком. В современной ювелирной компании
изолированный подход становится более неприемлемым. Хорошее правило
гласит, что в обсуждение нового дизайна необходимо вовлекать
соответствующий производственный персонал, чтобы предусмотреть
потенциальные проблемы, которые могут возникнуть в производственном
процессе. Это следует делать до того, как новый дизайн будет представлен на
рынке. Хорошее качество начинается с самого начала!
В 1995 году на Симпозиуме в Санта-Фе в обсуждении способа сокращения
времени между идеей и реализацией продукта Дж. Оррико, директор по
производству ювелирных изделий в Tiffany & Со., сказал: "Конечно, иметь
машину CAD было бы великолепно, но необходимо понимать, что даже
несмотря на то, что это очень мощный инструмент, он только способствует
процессу. Круглый стол может сделать то же самое. Если вы можете доказать
необходимость машины CAD - хорошо. Если нет - у каждого есть стол. Для того
чтобы процесс был по-настоящему эффективным, необходимо преодолеть
организационные барьеры. Давайте начнем сегодня!" Эта очень простая,
легко выполнимая рекомендация должна всегда присутствовать в голове, если
мы хотим добиться высокого уровня качества; в основе лежит установление
симбиозных связей между различными отделами компании.
20
Литье по выплавляемым моделям
РОЦЕСС ЛИТЬЯ Г
1ЛАВЛЯЕМЫМ МОДЕЛЯМ
2.2 ИЗГОТОВЛЕНИЕ МАСТЕР-МОДЕЛИ
Качество мастер-модели имеет первостепенную важность для достижения
хорошего качества продукта: она должна быть идеальной, в идеальном
законченном виде. На ней не должно быть ни малейших дефектов, поскольку
любой поверхностный дефект воспроизведется в резиновой форме и, в свою
очередь, в восковке, в полости формомассы и, в итоге, в отливках. В большинстве
случаев, чтобы достичь желаемого качества продукта, от дефекта можно
избавиться на стадии финишной обработки ювелирного изделия, но это требует
времени и денег. Однако, этот дефект ограничивает использование
механизированных средств финишной обработки. Такая обработка выполняется
вручную, в результате чего впустую тратится время, и возрастают издержки
производства.
2.2.1 Сплав для изготовления мастер-модели
Для изготовления мастер-модели рекомендуется использование сплавов с
достаточно высокой степенью твердости: таким образом, легче провести
окончательную отделку модели, которая будет отличаться большей степенью
износостойкости. Мы должны помнить, что если ювелирное изделие пользуется
спросом, мастер-модель будет использоваться для изготовления большого
количества резиновых форм. Поэтому коррозионная и износостойкость являются
важными характеристиками мастер-модели.
Рекомендуется использовать нейзильбер (50% никеля, 30% меди, 20%
цинка). Многие ювелиры для создания мастер-модели используют стерлинговое
серебро (92,5% серебра), поскольку именно этот сплав они привыкли отливать и
обрабатывать. Единственными недостатками в применении стерлингового
серебра являются его низкая твердость и способность реагировать с резиной в
процессе вулканизации.
Вне зависимости от того, какой применяется сплав, настоятельно
рекомендуется наносить на готовые модели родиевое покрытие. Родиевое
покрытие - блестящее и прочное, оно позволяет получить более высокую степень
финишной обработки, увеличивает износостойкость и создает отталкивающий
слой, защищая от коррозии и окисления, особенно на этапе вулканизации, если
используется обычная резина (Рис. 2.2.1).
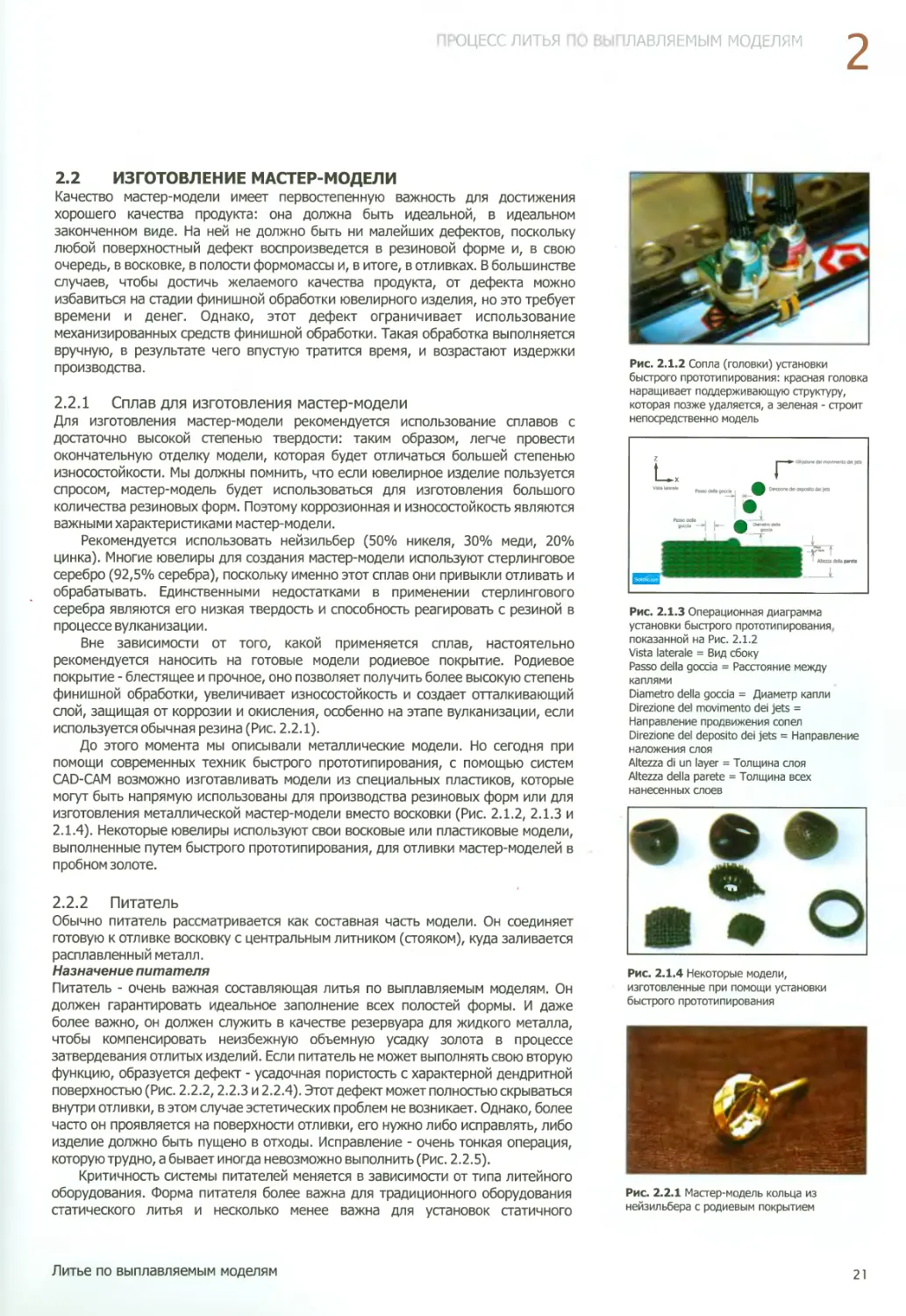
До этого момента мы описывали металлические модели. Но сегодня при
помощи современных техник быстрого прототипирования, с помощью систем
CAD-CAM возможно изготавливать модели из специальных пластиков, которые
могут быть напрямую использованы для производства резиновых форм или для
изготовления металлической мастер-модели вместо восковки (Рис. 2.1.2, 2.1.3 и
2.1.4). Некоторые ювелиры используют свои восковые или пластиковые модели,
выполненные путем быстрого прототипирования, для отливки мастер-моделей в
пробном золоте.
2.2.2 Питатель
Обычно питатель рассматривается как составная часть модели. Он соединяет
готовую к отливке восковку с центральным литником (стояком), куда заливается
расплавленный металл.
Назначение питателя
Питатель - очень важная составляющая литья по выплавляемым моделям. Он
должен гарантировать идеальное заполнение всех полостей формы. И даже
более важно, он должен служить в качестве резервуара для жидкого металла,
чтобы компенсировать неизбежную объемную усадку золота в процессе
затвердевания отлитых изделий. Если питатель не может выполнять свою вторую
функцию, образуется дефект - усадочная пористость с характерной дендритной
поверхностью (Рис. 2.2.2,2.2.3 и 2.2.4). Этот дефект может полностью скрываться
внутри отливки, в этом случае эстетических проблем не возникает. Однако, более
часто он проявляется на поверхности отливки, его нужно либо исправлять, либо
изделие должно быть пущено в отходы. Исправление - очень тонкая операция,
которую трудно, а бывает иногда невозможно выполнить (Рис. 2.2.5).
Критичность системы питателей меняется в зависимости от типа литейного
оборудования. Форма питателя более важна для традиционного оборудования
статического литья и несколько менее важна для установок статичного
Рис. 2.1.2 Сопла (головки) установки
быстрого прототипирования: красная головка
наращивает поддерживающую структуру,
которая позже удаляется, а зеленая - строит
непосредственно модель
Рис. 2.1.3 Операционная диаграмма
установки быстрого прототипирования
показанной на Рис. 2.1.2
Vista laterale = Вид сбоку
Passo della goccia = Расстояние между
каплями
Diametro della goccia = Диаметр капли
Direzione del movimento dei jets =
Направление продвижения сопел
Direzione del deposito dei jets = Направление
наложения слоя
Altezza di un layer = Толщина слоя
Altezza della parete = Толщина всех
нанесенных слоев
Рис. 2.1.4 Некоторые модели,
изготовленные при помощи установки
быстрого прототипирования
Рис. 2.2.1 Мастер-модель кольца из
нейзильбера с родиевым покрытием
Литье по выплавляемым моделям
21
ПРОЦЕСС литья по выпи
1ЯЕМЫМ МОДЕЛЯМ
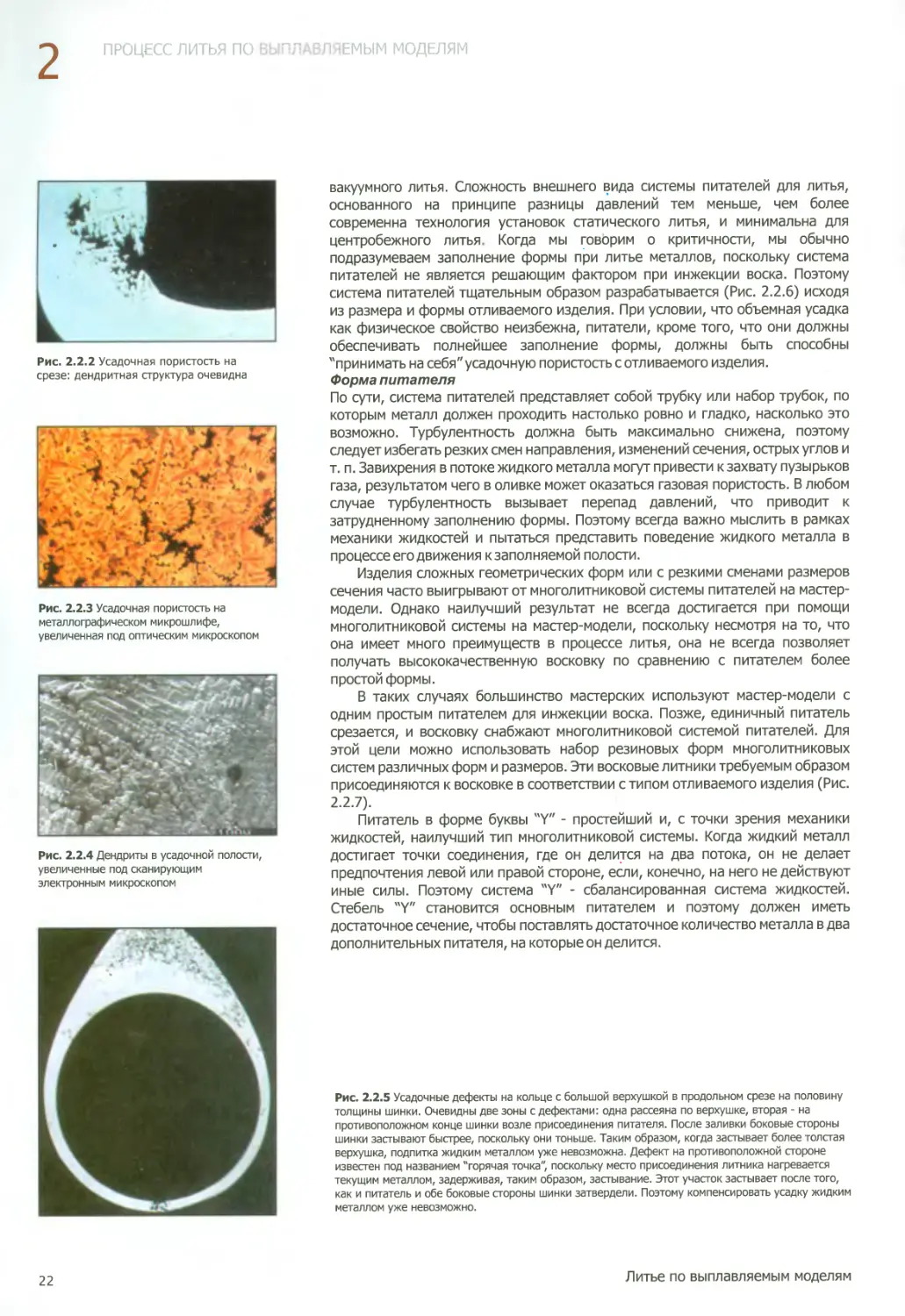
Рис. 2.2.2 Усадочная пористость на
срезе: дендритная структура очевидна
Рис. 2.2.3 Усадочная пористость на
металлографическом микрошлифе,
увеличенная под оптическим микроскопом
Рис. 2.2.4 Дендриты в усадочной полости,
увеличенные под сканирующим
электронным микроскопом
вакуумного литья. Сложность внешнего вида системы питателей для литья,
основанного на принципе разницы давлений тем меньше, чем более
современна технология установок статического литья, и минимальна для
центробежного литья. Когда мы говорим о критичности, мы обычно
подразумеваем заполнение формы при литье металлов, поскольку система
питателей не является решающим фактором при инжекции воска. Поэтому
система питателей тщательным образом разрабатывается (Рис. 2.2.6) исходя
из размера и формы отливаемого изделия. При условии, что объемная усадка
как физическое свойство неизбежна, питатели, кроме того, что они должны
обеспечивать полнейшее заполнение формы, должны быть способны
"принимать на себя "усадочную пористость с отливаемого изделия.
Форма питателя
По сути, система питателей представляет собой трубку или набор трубок, по
которым металл должен проходить настолько ровно и гладко, насколько это
возможно. Турбулентность должна быть максимально снижена, поэтому
следует избегать резких смен направления, изменений сечения, острых углов и
т. п. Завихрения в потоке жидкого металла могут привести к захвату пузырьков
газа, результатом чего в оливке может оказаться газовая пористость. В любом
случае турбулентность вызывает перепад давлений, что приводит к
затрудненному заполнению формы. Поэтому всегда важно мыслить в рамках
механики жидкостей и пытаться представить поведение жидкого металла в
процессе его движения к заполняемой полости.
Изделия сложных геометрических форм или с резкими сменами размеров
сечения часто выигрывают от многолитниковой системы питателей на мастер-
модели. Однако наилучший результат не всегда достигается при помощи
многолитниковой системы на мастер-модели, поскольку несмотря на то, что
она имеет много преимуществ в процессе литья, она не всегда позволяет
получать высококачественную восковку по сравнению с питателем более
простой формы.
В таких случаях большинство мастерских используют мастер-модели с
одним простым питателем для инжекции воска. Позже, единичный питатель
срезается, и восковку снабжают многолитниковой системой питателей. Для
этой цели можно использовать набор резиновых форм многолитниковых
систем различных форм и размеров. Эти восковые литники требуемым образом
присоединяются к восковке в соответствии с типом отливаемого изделия (Рис.
2.2.7).
Питатель в форме буквы "Y" - простейший и, с точки зрения механики
жидкостей, наилучший тип многолитниковой системы. Когда жидкий металл
достигает точки соединения, где он делится на два потока, он не делает
предпочтения левой или правой стороне, если, конечно, на него не действуют
иные силы. Поэтому система "Y" - сбалансированная система жидкостей.
Стебель "Y" становится основным питателем и поэтому должен иметь
достаточное сечение, чтобы поставлять достаточное количество металла в два
дополнительных питателя, на которые он делится.
Рис. 2.2.5 Усадочные дефекты на кольце с большой верхушкой в продольном срезе на половину
толщины шинки. Очевидны две зоны с дефектами: одна рассеяна по верхушке, вторая - на
противоположном конце шинки возле присоединения питателя. После заливки боковые стороны
шинки застывают быстрее, поскольку они тоньше. Таким образом, когда застывает более толстая
верхушка, подпитка жидким металлом уже невозможна. Дефект на противоположной стороне
известен под названием "горячая точка", поскольку место присоединения литника нагревается
текущим металлом, задерживая, таким образом, застывание. Этот участок застывает после того,
как и питатель и обе боковые стороны шинки затвердели. Поэтому компенсировать усадку жидким
металлом уже невозможно.
22
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Если существует опасность эрозии формомассы в точке разделения
питателей или если форма восковки требует большой разницы температур
между расплавом и опокой, чрезмерное охлаждение, ожидаемое в точке
разделения "Y" на два дополнительных литника, можно компенсировать,
используя форму "V". Восковку можно делать с литником в форме "Y" а затем
срезать его до "V", а место соединения питателей присоединить
непосредственно к стояку. При неизменных параметрах питатель в форме "V"
будет поставлять металл к восковке с меньшим перепадом температур, чем
питатель в форме "Y" поскольку путь металла здесь более короток и менее
извилист.
Размер питателя
Еще один важный момент, также основанный на принципах механики
жидкостей, имеет отношение к постоянной величине поперечного сечения в
основном и дополнительных питателях. Если, например, поперечное сечение
основного питателя составляет 8 мм2, тогда поперечное сечение каждого из
двух дополнительных питателей, на которые он делится, должно составлять 4
мм2, а не 8 мм2. Суммарная величина сечений должна оставаться постоянной.
Таким образом, мы сможем снизить турбулентность.
Формулы, по которой можно просчитать оптимальный размер питателя для
заданной отливки, не существует. Судя по практическому опыту, мы можем
сказать, что поперечное сечение питателя должно составлять 50-70% от
поперечного сечения полости, которую ему необходимо заполнить.
2.3 ИЗГОТОВЛЕНИЕ РЕЗИНОВОЙ ФОРМЫ
Дизайн резиновой формы - еще один важный шаг в достижении хорошего
качества продукта. Мы можем сказать, число геометрических форм ювелирных
изделий, которые можно выпускать путем литья по выплавляемым моделям с
имеющимися материалами, практически не ограничено. Единственным
ограничивающим фактором является воображение и творческие способности
человека, который должен разработать и изготовить резиновую форму.
"Разработка форм" - необходимое мастерство, которое должно
культивироваться внутри ювелирной компании. Под разработкой формы мы
понимаем ее дизайн, подбор необходимого материала, принятие решения о
том, из скольки частей она будет состоять, и нужны ли будут металлические
вставки, а также принятия решения о том, как резиновая форма будет
разрезаться, чтобы из нее можно было легко извлечь восковку с
минимальными повреждениями поверхности.
В подобном этому издании мы не можем обучить технологии изготовления
форм, мы можем лишь привести несколько примеров. Изготовлению форм
длительное время обучаются на практике, прилагая усердие и трудолюбие.
Практикам мы предлагаем посещать тренинги по этому конкретному предмету,
например, которые проводят производители резин для форм. В последние
годы качество материалов заметно улучшилось, как это произошло с восками и
формовочными массами. Поэтому регулярно обновляющиеся курсы
удовлетворят потребность в понимании новых материалов и улучшении
имеющейся технологии.
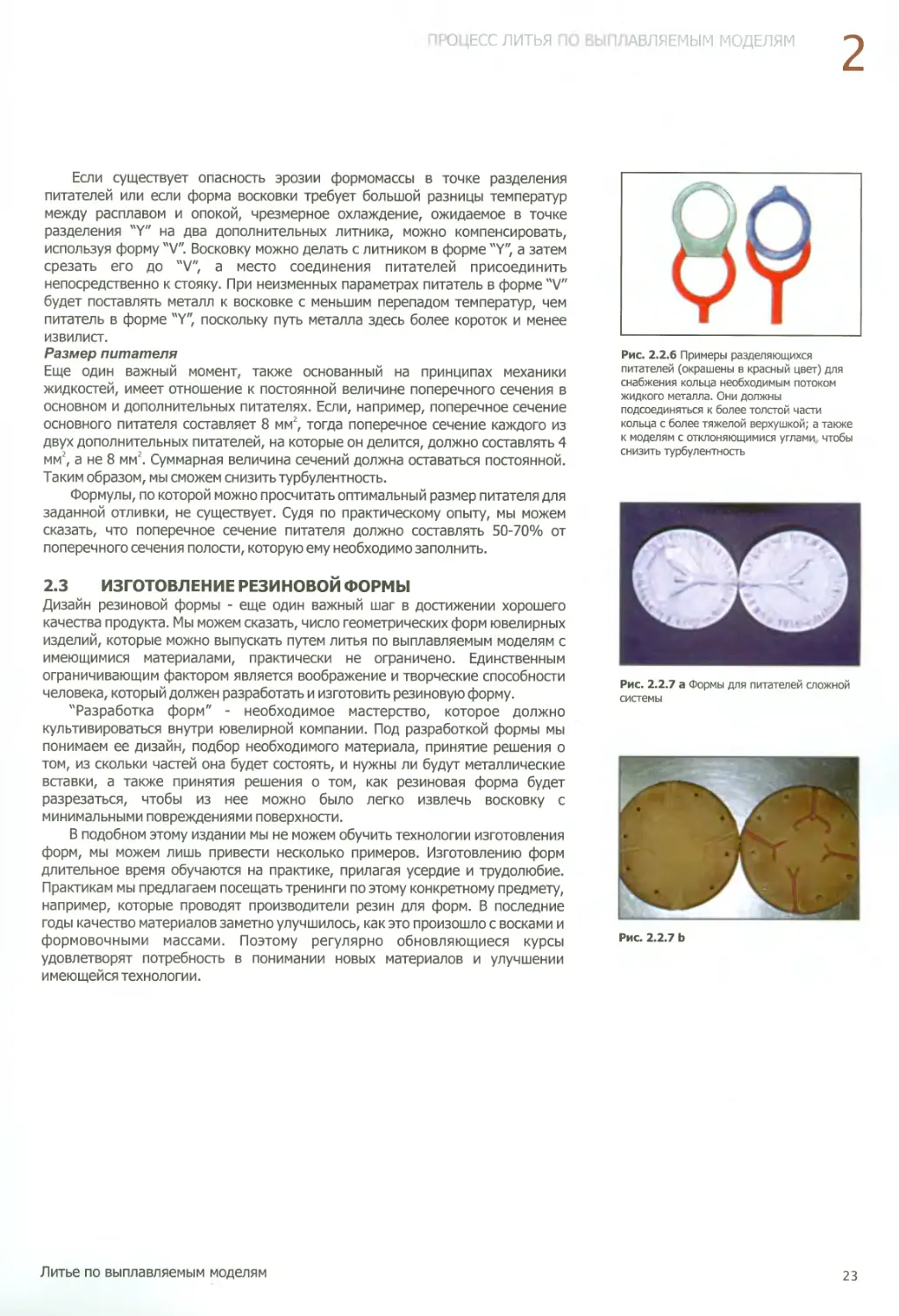
Рис. 2.2.6 Примеры разделяющихся
питателей (окрашены в красный цвет) для
снабжения кольца необходимым потоком
жидкого металла. Они должны
подсоединяться к более толстой части
кольца с более тяжелой верхушкой; а также
к моделям с отклоняющимися углами чтобы
снизить турбулентность
Рис. 2.2.7 а Формы для питателей сложной
системы
Рис. 2.2.7 I
Литье по выплавляемым моделям
23
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2.3.1 Типы резин для изготовления форм
На рынке имеется множество различных типов резин как натуральных, так и
синтетических, включая силиконовые резины. Каждый тип резины имеет
уникальное сочетание характеристик, и его следует выбирать для
использования в конкретных ситуациях в соответствии с планируемой
отливкой. Как правило, натуральная резина более прочная и более
износостойкая. Силиконовая резина менее прочная, но она лучше
воспроизводит мелкие детали. Двухкомпонентные системы, которые не
являются вулканизируемой резиной, совершенно недавно стали широко
доступны на рынке. Очевидно, что они более просты в использовании, но
степень их износостойкости значительно ниже по сравнению с резинами
других типов. Преимущества и недостатки наиболее распространенных типов
резин приведены в Таблице 1.
Резины всех типов должны бережно использоваться, и рекомендации
производителей должны с точностью соблюдаться. В частности,
вулканизируемые резины имеют ограниченный срок хранения. По истечению
этого времени некоторые их свойства постепенно ухудшаются.
Производители рекомендуют хранить резину (до вулканизации) вдали от
источников тепла и света при температуре не выше 20°С.
Если следовать этим простым правилам, резина сохранит необходимые
качества неизменными в течение, как минимум, одного года. Это то, что
гарантируют производители. На практике, если резину правильно хранить, она
может выдержать намного более долгий срок и, тем не менее, давать хороший
результат. Любой лист вулканизируемой резины помечается кодовым
номером. В случае поступления жалоб производитель может отследить дату
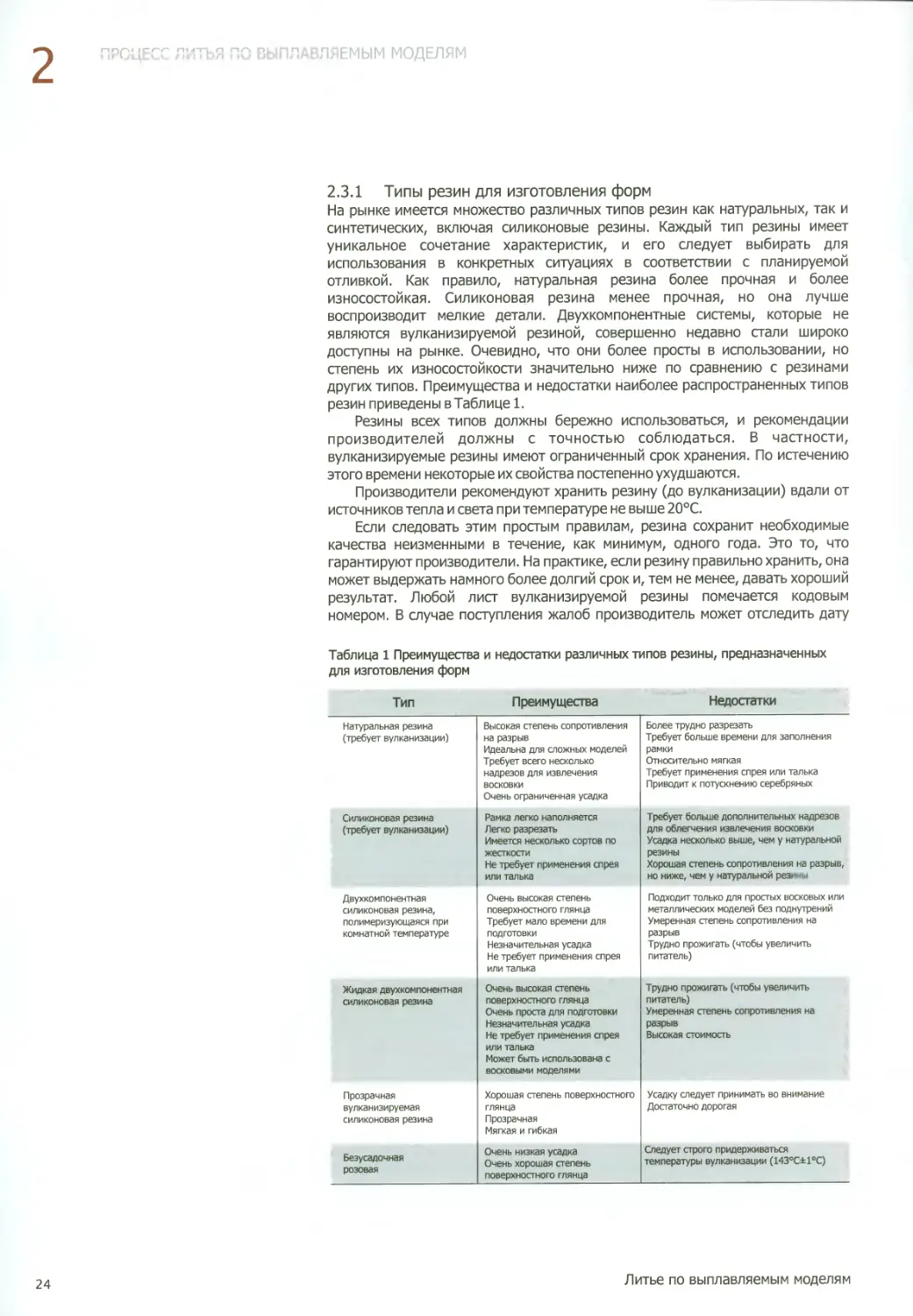
Таблица 1 Преимущества и недостатки различных типов резины, предназначенных
для изготовления форм
Тип Преимущества Недостатки
Натуральная резина (требует вулканизации) Высокая степень сопротивления на разрыв Идеальна для сложных моделей Требует всего несколько надрезов для извлечения восковки Очень ограниченная усадка Более трудно разрезать Требует больше времени для заполнения рамки Относительно мягкая Требует применения спрея или талька Приводит к потускнению серебряных
Силиконовая резина (требует вулканизации) Рамка легко наполняется Легко разрезать Имеется несколько сортов по жесткости Не требует применения спрея или талька Требует больше дополнительных надрезов для облегчения извлечения восковки Усадка несколько выше, чем у натуральной резины Хорошая степень сопротивления на разрыв, но ниже, чем у натуральной реэ><ы
Двухкомпонентная силиконовая резина, полимеризующаяся при комнатной температуре Очень высокая степень поверхностного глянца Требует мало времени для подготовки Незначительная усадка Не требует применения спрея или талька Подходит только для простых восковых или металлических моделей без поднутрений Умеренная степень сопротивления на разрыв Трудно прожигать (чтобы увеличить питатель)
Жидкая двухкомпонентная силиконовая резина Очень высокая степень поверхностного глянца Очень проста для подготовки Незначительная усадка Не требует применения спрея или талька Может быть использована с восковыми моделями Трудно прожигать (чтобы увеличить питатель) Умеренная степень сопротивления на разрыв Высокая стоимость
Прозрачная вулканизируемая силиконовая резина Хорошая степень поверхностного глянца Прозрачная Мягкая и гибкая Усадку следует принимать во внимание Достаточно дорогая
Безусадочная розовая Очень низкая усадка Очень хорошая степень поверхностного глянца Следует строго придерживаться температуры вулканизации (143°С±1°С)
24
Литье по выплавляемым моделям
1Р0ЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
выпуска. Поэтому эту кодировку важно сохранять. Кроме всего прочего, не
следует хранить резину в больших количествах и использовать сначала более
старую ("первую купил - первую используй").
2.3.2 Изготовление формы
Перед изготовлением формы мастер-модель необходимо тщательно очистить
обезжиривающим раствором в ультразвуковой мойке. В случае с
вулканизируемой резиной форма подготавливается путем аккуратного
укладывания слоев резины в подходящую металлическую рамку
(предпочтительнее кованый алюминий). Модель помещается по центру
резиновых слоев и покрывается ровно таким же их количеством (Рис. 2.3.1 а и
Ь). Каждая пластина вулканизационного пресса должна иметь датчик контроля
температуры. Периодически следует проводить калибровку датчиков при
помощи термопары или другого подходящего прибора.
Необходимо провести два типа тестов: при первом поверяется то, что обе
нагретые пластины имеют одинаковую температуру. Его можно провести,
поместив деревянный блок такого же размера, как и рамка, с желобками на
верхней и нижней поверхности между пластинами вулканизатора. Затем в эти
желобки помещаются датчики термопары, и температура измеряется в разных
точках нижней и верхней поверхности. Значения температуры в различных
положениях должны быть одинаковыми.
Второй тест проверяет калибровку температурных датчиков. В этом случае
мы можем использовать небольшой алюминиевый блок по толщине формы с
отверстием посередине для помещения в него датчика термопары. Затем мы
включаем вулканизатор, проверяем, индикатор на термостате начинает мигать
при достижении желаемой температуры в 152-154°С. Если индикатор мигает
при другом значении температуры, необходимо отрегулировать регулятор
установки температуры, пока верное значение температуры не будет
установлено.
Неверная температура вулканизации - наиболее частая причина
получения форм низкого качества и чрезмерной усадки. Рекомендуемая
температура для вулканизации форм из натуральных резин - 152-154°С. Для
силиконовых резин она возрастает до 165-177°С. Время вулканизации зависит
от толщины формы: обычно рекомендуется 7,5 мин на 1 слой резины (толщина
одного слоя резины около 3,2 мм). Поэтому форму толщиной 19 мм необходимо
вулканизировать в течение около 45 мин.
В случаях с особо сложными мастер-моделями, если при описанных выше
условиях не получается хороший результат, мы можем понизить температуру
вулканизации на 10°С и вдвое увеличить время. Таким образом, резина будет
оставаться в пастообразном состоянии более долгое время и сможет более
точно принять форму модели.
Рис. 2.3.1 Этапы изготовления резиновой
формы
а - Модель размещается по центру рамки
b - Рамка заполняется резиной доверху
Рис. 2.3.2 Защитная перчатка для
разрезания форм, изготовленная с
использованием волокна из нержавеющей
стали
а - Перчатка подходит на обе руки
b - Разрезание формы защищенной рукой
Литье по выплавляемым моделям
25
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.3.3 Верстачное приспособление,
облегчающее разрезание формы ("третья
рука")
а - "Третья рука"
b - "Третья рука" в действии
Рис. 2.3.4 Выпуклое кольцо с
выраженным поднутрением
Рис. 2.3.5
а - Для производства половинки кольца,
показанного на Рис. 2.3.4 используется
отдельная резиновая форма
2.3.3 Разрезание формы
Чтобы разрезать форму после вулканизации (или полимеризации
невулканизируемых резин), мы пользуемся лезвиями, которые не нужно часто
затачивать или менять, поскольку резы должны быть острыми и идеальными, в
противном случае из формы будут получаться бракованные восковки. Чтобы
облегчить разрезание, лезвие необходимо часто смачивать водным раствором
поверхностно-активных веществ.
Две важных меры предосторожности: лезвия очень острые, поэтому мы
должны работать, двигаясь по направлению от руки, удерживающей форму.
Вторая рекомендация заключается в необходимости защиты руки,
удерживающей форму, при помощи непрорезаемой перчатки, изготовленной с
применением стального волокна (Рис. 2.3.2 а и Ь).
В процессе разрезания форма должна быть открытой - резину сильно
оттягивают в стороны: это трудно сделать одной рукой. Для этой цели очень
помогает простое, но эффективное устройство, называемое "третьей рукой";
оно значительно облегчит вашу работу (Рис. 2.3.3). Форму разрезают
различными способами в зависимости от типа инжектора, используемого для
производства восковок. Это делается для предотвращения попадания в
восковки пузырьков воздуха; что неизбежно ведет к появлению дефектов. В
настоящее время используются инжекторы, которые перед впрыскиванием в
форму воска выдавливают из нее воздух. В этом случае формы должны
вакуумироваться. Однако во многих мастерских используются традиционные
инжекторы, которые не требуют применения вакуума. В этом случае на формах
прорезаются выпоры, по которым воздух покидает резиновую форму в момент
инжекции воска.
В цехах, где используются как традиционные, как и вакуумные инжекторы,
проблемы могут возникнуть, если формой пользуются на обоих типах
инжекторов, это приводит к неблагоприятным последствиям для качества
восковок.
Обучить тому, как изготовить идеальную форму, в книге достаточно
трудно, но можно привести несколько примеров, которые могут
продемонстрировать, что можно получить путем "разработки формы".
Важность наличия в штате хорошего специалиста по изготовлению форм
очевидна исходя из следующего примера: модель (Рис. 2.3.4), несомненно,
очень проста - кольцо с гладкой поверхностью со значительным поднутрением
по внутренней стороне. По настоянию производственного отдела
первоначальное решение было изготовить восковку, состоящую из двух частей
(Рис. 2.3.5 а и Ь). Таким образом, для каждой половинки кольца было по
отдельной резиновой форме. Для изготовления цельного кольца необходимо
либо соединять две восковки, либо спаивать две половинки после отливки их
из пробного золота. Как видно на рисунке, форма содержит шпильки, которые
соединяют две половинки и которые удаляются после пайки. Оба подхода
имеют значительные недостатки и требуют длительной финишной обработки,
чтобы достичь приемлемого, но никогда идеального уровня качества.
Рис. 2.3.5
Ь - Две половинки соединяются вместе,
чтобы получить цельное кольцо
26
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
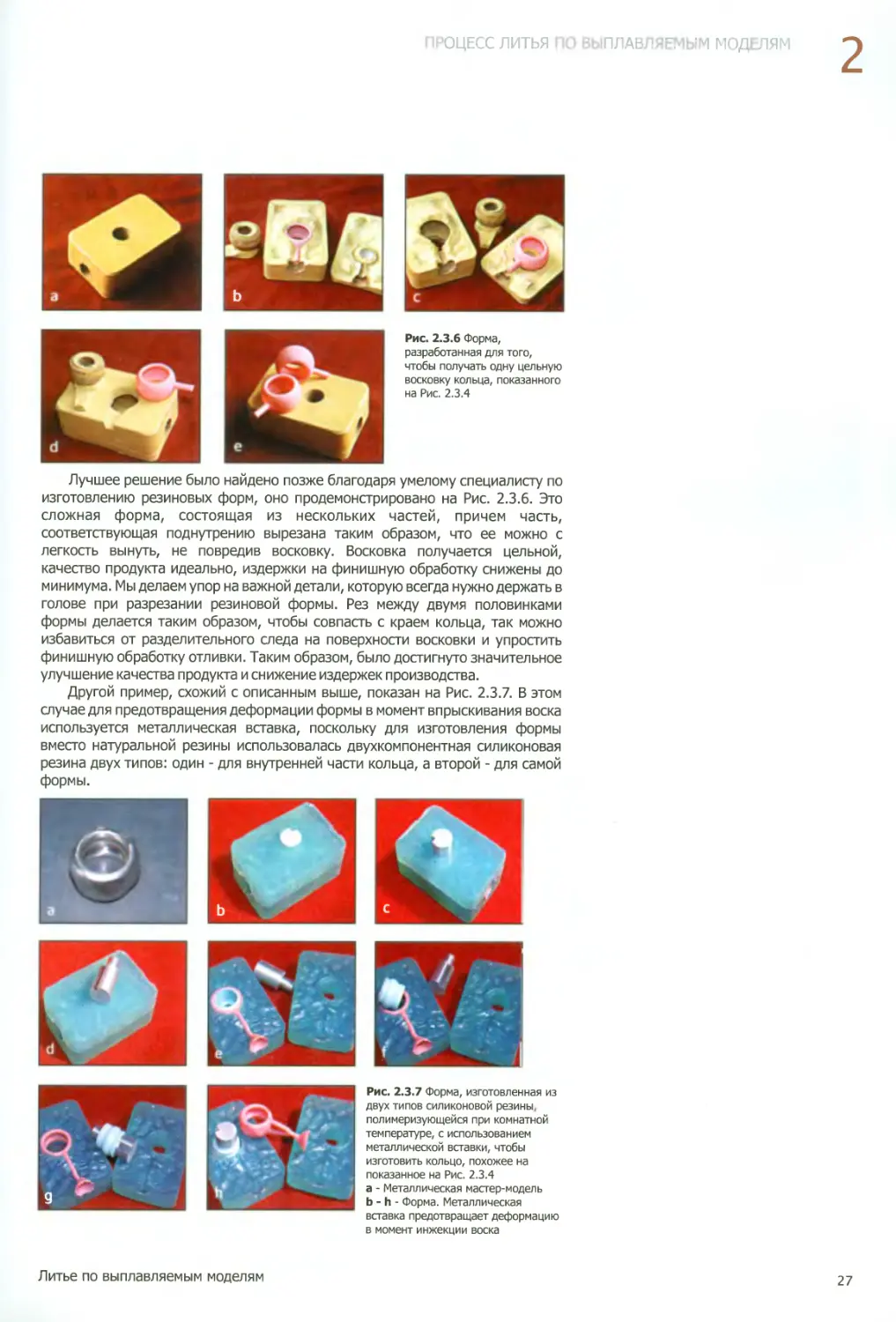
Рис. 2.3.6 Форма,
разработанная для того,
чтобы получать одну цельную
восковку кольца, показанного
на Рис. 2.3.4
Лучшее решение было найдено позже благодаря умелому специалисту по
изготовлению резиновых форм, оно продемонстрировано на Рис. 2.3.6. Это
сложная форма, состоящая из нескольких частей, причем часть,
соответствующая поднутрению вырезана таким образом, что ее можно с
легкость вынуть, не повредив восковку. Восковка получается цельной,
качество продукта идеально, издержки на финишную обработку снижены до
минимума. Мы делаем упор на важной детали, которую всегда нужно держать в
голове при разрезании резиновой формы. Рез между двумя половинками
формы делается таким образом, чтобы совпасть с краем кольца, так можно
избавиться от разделительного следа на поверхности восковки и упростить
финишную обработку отливки. Таким образом, было достигнуто значительное
улучшение качества продукта и снижение издержек производства.
Другой пример, схожий с описанным выше, показан на Рис. 2.3.7. В этом
случае для предотвращения деформации формы в момент впрыскивания воска
используется металлическая вставка, поскольку для изготовления формы
вместо натуральной резины использовалась двухкомпонентная силиконовая
резина двух типов: один - для внутренней части кольца, а второй - для самой
формы.
Рис. 2.3.7 Форма, изготовленная из
двух типов силиконовой резины,
полимеризующейся при комнатной
температуре, с использованием
металлической вставки, чтобы
изготовить кольцо, похожее на
показанное на Рис. 2.3.4
а - Металлическая мастер-модель
b - h - Форма. Металлическая
вставка предотвращает деформацию
в момент инжекции воска
Литье по выплавляемым моделям
27
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
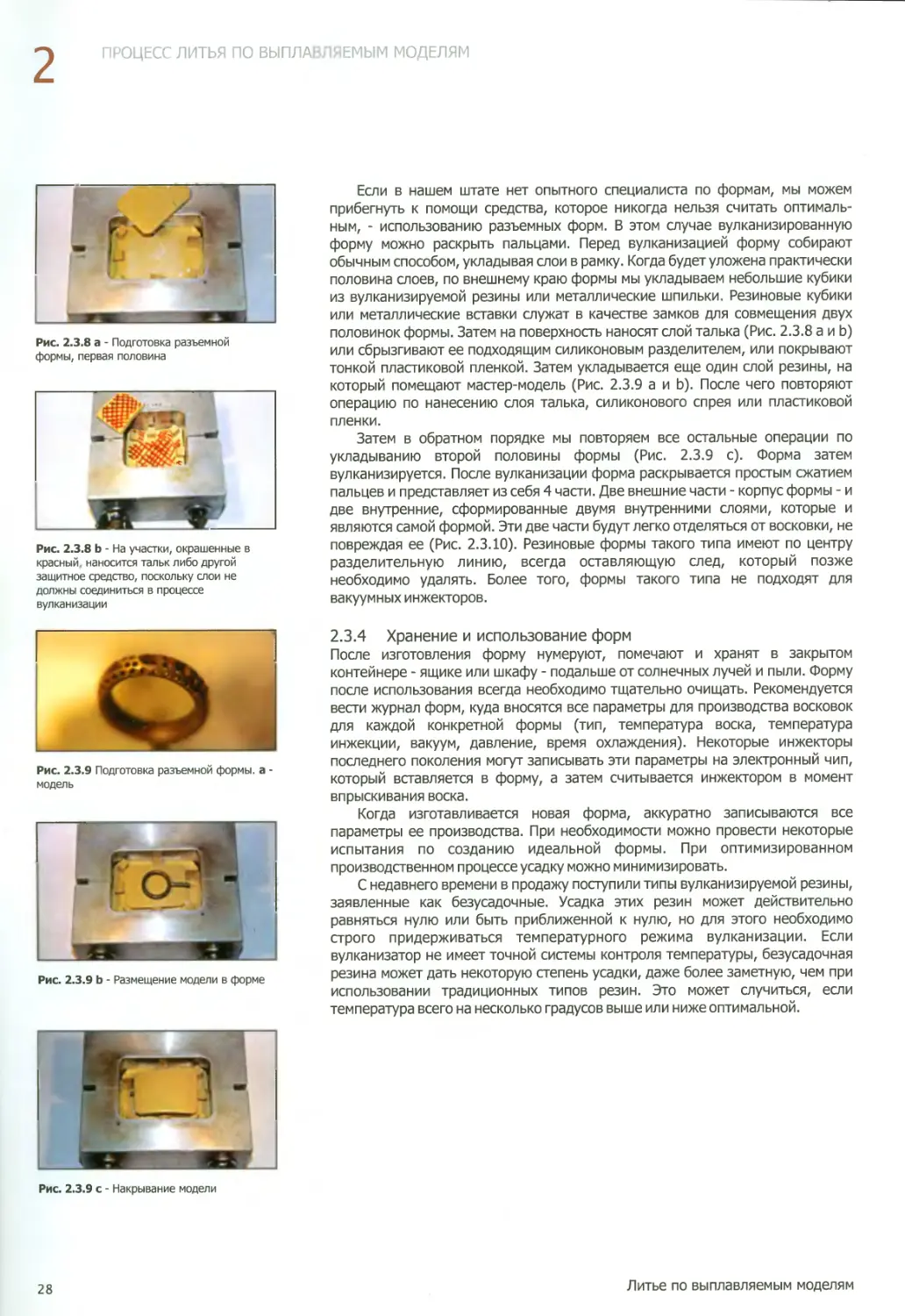
Рис. 2.3.8 а - Подготовка разъемной
формы, первая половина
Рис. 2.3.8 b - На участки, окрашенные в
красный, наносится тальк либо другой
защитное средство, поскольку слои не
должны соединиться в процессе
вулканизации
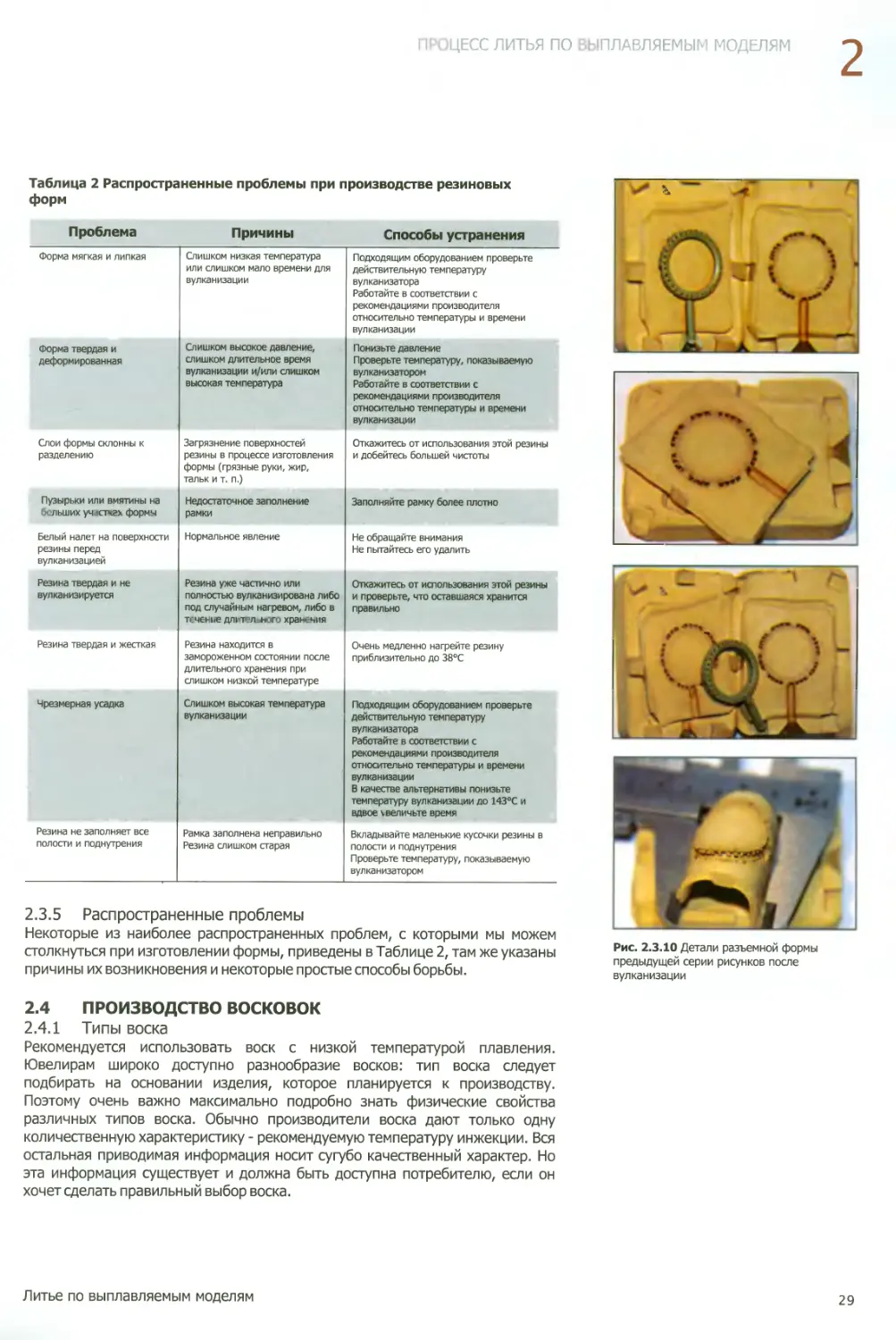
Рис. 2.3.9 Подготовка разъемной формы, а -
модель
Рис. 2.3.9 b - Размещение модели в форме
Если в нашем штате нет опытного специалиста по формам, мы можем
прибегнуть к помощи средства, которое никогда нельзя считать оптималь-
ным, - использованию разъемных форм. В этом случае вулканизированную
форму можно раскрыть пальцами. Перед вулканизацией форму собирают
обычным способом, укладывая слои в рамку. Когда будет уложена практически
половина слоев, по внешнему краю формы мы укладываем небольшие кубики
из вулканизируемой резины или металлические шпильки. Резиновые кубики
или металлические вставки служат в качестве замков для совмещения двух
половинок формы. Затем на поверхность наносят слой талька (Рис. 2.3.8 а и Ь)
или сбрызгивают ее подходящим силиконовым разделителем, или покрывают
тонкой пластиковой пленкой. Затем укладывается еще один слой резины, на
который помещают мастер-модель (Рис. 2.3.9 а и Ь). После чего повторяют
операцию по нанесению слоя талька, силиконового спрея или пластиковой
пленки.
Затем в обратном порядке мы повторяем все остальные операции по
укладыванию второй половины формы (Рис. 2.3.9 с). Форма затем
вулканизируется. После вулканизации форма раскрывается простым сжатием
пальцев и представляет из себя 4 части. Две внешние части - корпус формы - и
две внутренние, сформированные двумя внутренними слоями, которые и
являются самой формой. Эти две части будут легко отделяться от восковки, не
повреждая ее (Рис. 2.3.10). Резиновые формы такого типа имеют по центру
разделительную линию, всегда оставляющую след, который позже
необходимо удалять. Более того, формы такого типа не подходят для
вакуумных инжекторов.
2.3.4 Хранение и использование форм
После изготовления форму нумеруют, помечают и хранят в закрытом
контейнере - ящике или шкафу - подальше от солнечных лучей и пыли. Форму
после использования всегда необходимо тщательно очищать. Рекомендуется
вести журнал форм, куда вносятся все параметры для производства восковок
для каждой конкретной формы (тип, температура воска, температура
инжекции, вакуум, давление, время охлаждения). Некоторые инжекторы
последнего поколения могут записывать эти параметры на электронный чип,
который вставляется в форму, а затем считывается инжектором в момент
впрыскивания воска.
Когда изготавливается новая форма, аккуратно записываются все
параметры ее производства. При необходимости можно провести некоторые
испытания по созданию идеальной формы. При оптимизированном
производственном процессе усадку можно минимизировать.
С недавнего времени в продажу поступили типы вулканизируемой резины,
заявленные как безусадочные. Усадка этих резин может действительно
равняться нулю или быть приближенной к нулю, но для этого необходимо
строго придерживаться температурного режима вулканизации. Если
вулканизатор не имеет точной системы контроля температуры, безусадочная
резина может дать некоторую степень усадки, даже более заметную, чем при
использовании традиционных типов резин. Это может случиться, если
температура всего на несколько градусов выше или ниже оптимальной.
Рис. 2.3.9 с - Накрывание модели
28
Литье по выплавляемым моделям
ЭЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Таблица 2 Распространенные проблемы при производстве резиновых
форм
Проблема Причины Способы устранения
Форма мягкая и липкая Слишком низкая температура или слишком мало времени для вулканизации Подходящим оборудованием проверьте действительную температуру вулканизатора Работайте в соответствии с рекомендациями производителя относительно температуры и времени вулканизации
Форма твердая и деформированная Слишком высокое давление, слишком длительное время вулканизации и/или слишком высокая температура Понизьте давление Проверьте температуру, показываемую вулканизатором Работайте в соответствии с рекомендациями производителя относительно температуры и времени вулканизации
Слои формы склонны к разделению Загрязнение поверхностей резины в процессе изготовления формы (грязные руки, жир, тальк и т. п.) Откажитесь от использования этой резины и добейтесь большей чистоты
Пузырьки или вмятины на больших участках формы Недостаточное заполнение рамки Заполняйте рамку более плотно
Белый налет на поверхности резины перед вулканизацией Нормальное явление Не обращайте внимания Не пытайтесь его удалить
Резина твердая и не вулканизируется Резина уже частично или полностью вулканизирована либо под случайным нагревом, либо в течение длителыюго хранения Откажитесь от использования этой резины и проверьте, что оставшаяся хранится правильно
Резина твердая и жесткая Резина находится в замороженном состоянии после длительного хранения при слишком низкой температуре Очень медленно нагрейте резину приблизительно до 38°С
Чрезмерная усадка Слишком высокая температура вулканизации Подходящим оборудованием проверьте действительную температуру вулканизатора Работайте в соответствии с рекомендациями производителя относительно температуры и времени вулканизации В качестве альтернативы понизьте температуру вулканизации до 143°С и вдвое увеличьте время
Резина не заполняет все полости и поднутрения Рамка заполнена неправильно Резина слишком старая Вкладывайте маленькие кусочки резины в полости и поднутрения Проверьте температуру, показываемую вулканизатором
2.3.5 Распространенные проблемы
Некоторые из наиболее распространенных проблем, с которыми мы можем
столкнуться при изготовлении формы, приведены в Таблице 2, там же указаны
причины их возникновения и некоторые простые способы борьбы.
2.4 ПРОИЗВОДСТВО ВОСКОВОК
2.4.1 Типы воска
Рекомендуется использовать воск с низкой температурой плавления.
Ювелирам широко доступно разнообразие восков: тип воска следует
подбирать на основании изделия, которое планируется к производству.
Поэтому очень важно максимально подробно знать физические свойства
различных типов воска. Обычно производители воска дают только одну
количественную характеристику - рекомендуемую температуру инжекции. Вся
остальная приводимая информация носит сугубо качественный характер. Но
эта информация существует и должна быть доступна потребителю, если он
хочет сделать правильный выбор воска.
Рис. 2.3.10 Детали разъемной формы
предыдущей серии рисунков после
вулканизации
Литье по выплавляемым моделям
29
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Таблица 3 Характеристики некоторых распространенных типов воска
Тип воска Температура размягчения, °C (°F) Плотность, г/см3 Твердость по продавлива- нию (нагрузка 100 г), мм Тест на текучесть Вязкость Объемное расширение от 24°С (75,2°F) Температу ра инжекции, °C (°F)
77°С 170°F 71°С 160°F 66°С 150°F
сП Об/МИН сП Об/мин сП об/мин 48°С 118°F 60°С 140°F 72°С 16?°F
А 70±3 (158±5) 0.954 5.8 >50% 50°С 252 100 311 100 550 50 4% 9.1% 11.6% 68-71 (154-160)
В 70±3 (158±5) 0.960 8.2 >50% 52°С 204 100 282 100 348 100 3.5% 10.0% 11.6% 71-74 (160-165)
С 72±3 (162±5) 0.940 6.4 >50% 54°С 622 100 759 100 998 100 3.0% 7.3% 10.3% 71-74 (160-165)
D 68±3 (154±5) 0.950 8.4 >50% 54°С 764 50 952 20 - • 3.3% 8.6% 12.8% 73-76 (163-169)
Е 74±3 (165±5) 0.955 9.6 >50% 54°С 217 100 267 100 400 100 3.5% 9.2% 11.6% 71-74 (160-165)
F 68±3 (154±5) 0.960 7.6 >50% 52°С 248 100 307 100 413 100 4.5% 10.6% 11.8% 68±3 (154±5)
сП = сантиПуаз
Для правильного выбора важна информация по твердости, плотности,
уровню зольности, вязкости, линейном и объемном температурном
расширении.
Например, температурное расширение можно использовать для оценки
усадки при охлаждении восковки и для подсчета реальных размеров отливок.
Вязкость дает информацию о способности воска полностью заполнить форму, а
плотность можно использовать для точного подсчета количества сплава,
необходимого для литья. Значения некоторых физических параметров для
некоторых типов восков приведены в Таблице 3. Такие данные можно получить
у всех серьезных поставщиков. Мы можем увидеть, что значения некоторых
величин от одного типа воска к другому отличаются более чем на 20%.
Следовательно, обычно предлагаемую качественную информацию, как
"тугоплавкий", "лекгоплавкий" ит. п. нельзя считать достаточной.
Нам также следует отметить, что типы воска часто различаются по цвету,
однако для схожих типов различные поставщики используют различные цвета.
Поэтому голубой воск одного производителя будет отличаться от голубого
воска другого производства!
2.4.2 Инжекция воска
Температура также является фундаментальным параметром для производства
восковок. Важна не только температура воска, но также температура сопла
инжектора и формы. Наиболее эффективны в получении восковок хорошего
качества инжекторы, снабженные устройствами для отслеживания и контроля
как температуры воска, так и температуры сопла. В то время как слишком
низкая температура воска может привести к неполному заполнению формы,
слишком высокая может привести к образованию пузырьков и чрезмерной
усадке восковки.
Рекомендуется систематически взвешивать восковки заданного типа,
произведенные в течение дня, чтобы проверить работу отдела по
производству восковок.
Слишком большой разброс в весе восковок говорит о том, что что-то не в
порядке. Первое, что нужно принять во внимание - использование
приспособлений для сжатия форм для контроля за давлением в форме в
момент инжекции воска, чтобы избежать вариативности, которая происходит
от того, что форму удерживают руками (Рис. 2.4.1). Отклонения в весе могут
превышать ±10% для разных операторов и даже одного и того же оператора в
разные моменты времени в течение дня.
30
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Таблица 4 Распространенные проблемы при производстве восковок
Проблема Причины Способы устранения
Пузырьки Недостаточное количество воска в инжекторе Воск либо слишком горячий, либо слишком холодный Плохая подгонка сопла инжектора и отверстия формы для впрыскивания Слишком высокое давление в инжекторе Использование форм с выпорами на вакуумных инжекторах Добавьте воск Отрегулируйте температуру воска Правильно установите форму или подработайте отверстие формы для впрыскивания Понизьте давление Не используйте вакуум
Неполное заполнение формы Давление впрыскивания слишком низко Слишком низкая температура воска Холодная форма Питатель слишком тонкий Недостаточно выпоров (не для вакуумной инжекции) Выпоры деформированы или загрязнены (не для вакуумной инжекции) Загрязненный инжектор Увеличьте давление инжекции Увеличьте температуру воска Подогрейте форму при повторном использовании Используйте более широкий питатель Увеличьте количество выпоров в форме Прочистите выпоры и заполните их тальком, чтобы они не слипались Почистите инжектор и сопле
Чрезмерное заполнение формы Слишком высокое давление Неправильное сжатие формы в зажиме Воск слишком горячий Слишком длительное время впрыскивания Понизьте давление Правильно зажмите форму Сделайте новую форму и разрежьте ее более острым инструментом Понизьте температуру воска Сократите время впрыскивания
Липкая восковка, которая легко Форму раскрыли слишком рано Увеличьте время охлаждения
гнется Воск слишком горячий Форма слишком горячая Понизьте температуру воска Увеличьте время охлаждения формы перед повторным использованием
Чрезмерная усадка Воск слишком горячий Недостаточное давление Слишком короткое время впрыскивания Слишком тонкий питатель Форма слишком холодная Воск с чрезмерной степенью усадки Понизьте температуру воска Увеличьте давление инжекции Увеличьте время инжекции Используйте более широкий питатель Подогрейте форму при повторном использовании Перейдите на воск с более низкой степенью усадки
Осадка (просаживание на большой поверхности восковки) Неправильный подбор типа воска Слишком короткое время впрыскивания Воск слишком горячий Недостаточное давление для впрыскивания Слишком тонкий питатель Перейдите на воск, стойкий к оседанию Увеличьте время впрыскивания Понизьте температуру воска Увеличьте давление Увеличьте размер питателя
Плохое качество поверхности (морщины) Форма слишком холодная Воск слишком холодный Подогрейте форму при повторном использовании Повысьте температуру воска
Плохое качество поверхности Слишком низкое инжекционное давление Увеличьте инжекционное давление
(грубая поверхности, поры) Слишком много спрея для извлечения восковок Слишком много талька Одновременно использовались спрей и тальк Почистите форму и уменьшите количество спрея Почистите форму и уменьшите количество талька (добавьте слой ткани на мешочек) Почистите форму и используйте только спрей
Облой Слишком низкое давление инжекции Форма неаккуратно разрезана Неправильное сжатие формы в зажиме Выпоров недостаточно, либо они загрязнены Воск слишком горячий Понизьте инжекционное давление Сделайте новую форму и разрежьте ее более качественно Увеличьте давление в зажиме Тщательно очистите форму и выпоры Прорежьте дополнительные выпоры Понизьте температуру воска
Восковки ломаются Недостаточно спрея для извлечения Форму неправильно раскрыли, и восковка была плохо извлечена Форма не разрезана должным образом для извлечения восковки Слишком длительное время охлаждения Использование хрупкого воска Используйте больше спрея Улучшите раскрываемость формы и способы извлечения восковки Сделайте новую форму и разрежьте ее более качественно Сократите время охлаждения Перейдите на более гибкий воск
Литье по выплавляемым моделям
31
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.4.1 Зажим для формы,
позволяющий контролировать давление в
момент инжекции воска
Рис. 2.4.2 Контроль качества восковок.
Цветовое отличие обычно говорит о
различных физических характеристиках
воска
Рис. 2.4.3 Идеальное совмещение
отверстия формы и сопла инжектора очень
важно
а - Правильная геометрия
Ь - Неправильная геометрия, которая
способствует попаданию воздуха в воск и
не гарантирует удовлетворительного
уровня вакуума в форме перед инжекцией
воска
Рис. 2.4.4 Рамка для формы с
вкручивающимся формователем литника,
что обеспечивает правильную геометрию
отверстия для впрыскивания воска
Первоначальный контроль качества проводится на этапе получения
восковок (Рис. 2.4.2). Восковки не должны быть загрязнены (порошком талька,
например) и не должны содержать пузырьков. При формовании опок пузырьки
могут прорваться и заполниться формомассой. Так что это может привести к
появлению более серьезных дефектов в отливках. Присутствие пузырьков
можно с легкостью заметить, посмотрев на восковки на просвет. Бракованные
восковки необходимо сразу отсортировывать и никогда не пускать в
производство. Они неизбежно приведут к браку в отливках со значительными
потерями времени и денег.
Удаление облоя и следов разделительной линии формы, только в случае,
если они очевидны - единственная допустимая операция для доработки
восковок. Мы должны отслеживать количество отбракованных восковок для
каждого типа модели. Высокие показатели говорят о том, что форма плохо
изготовлена или потеряла свои качества. В противном случае неверны
параметры инжекции, и их следует изменить, либо используется
неподходящий тип воска.
Следует полностью избегать переработки использованного воска или
бракованных восковок. Это бесполезная и «вредная» экономия, которая
неизбежно приведет к плохому продукту. Мы также должны избегать
использовать слишком много талькового порошка, чтобы облегчить
извлечение восковок из формы. Целью должно быть свести его применение к
минимуму. В процессе вытопки воска трудно удалить весь порошок,
оставшийся на поверхности или попавший внутрь восковок. Порошок талька
абсолютно точно не выгорит на этапе выжигания (тальк неорганический
силикат): он приведет к плохому качеству поверхности и дефектам! Он также
аккумулируется в резиновой форме. Для облегчения извлечения восковок
предпочтительнее использовать тонкий крахмальный порошок или
силиконовый спрей. Излишек крахмала выгорит в прокалочной печи, не
оставляя следа.
Основные параметры впрыскивания воска - температура и давление. Для
вакуумных инжекторов подключается третий - вакуум. Мы можем начать с
обсуждения последнего. Чтобы получить хороший эффект от вакуумирования
отверстие формы для впрыскивания должно идеально совпадать с соплом
инжектора (Рис. 2.4.3 и 2.4.4). Если между отверстием формы и соплом есть
промежуток, из формы не только нельзя в необходимой степени удалить
воздух, но и при последующей инжекции воска некоторое количество воздуха
может войти внутрь формы. Этот воздух добавляется к уже имеющемуся в
полости формы, что представляет собой существенную опасность появления
пузырьков воздуха в восковке. Мы должны постоянно помнить, что формы для
вакуумных инжекторов не имеют выпоров, поэтому воздуху при инжекции
воска выходить из формы чрезвычайно трудно, и его нельзя полностью
удалить.
Что касается температуры, мы должны работать с температурой,
рекомендуемой производителем воска. Более высокая температура может
привести к пузырькам в восковке, в то время как при низкой температуре
жидкотекучесть воска будет недостаточной, и модель воспроизведется
неточно, с потерей мелких деталей поверхности. В завершение, давление -
единственный параметр, требующий реальной подгонки для каждой
конкретной модели. Когда мы подобрали необходимый уровень давления,
позволяющий в точности воспроизводить модель, мы не должны его менять
Изменение давления впрыскивания может привести к серьезным отклонениям
в весе восковок и, следовательно, в весе отливок в золоте.
32
Литье по выплавляемым моделям
ЮЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Каждая форма и каждый тип воска различны и требуют особого уровня
давления, особого температурного режима и необходимого времени для
остывания. Наилучший компромисс между этими различными параметрами
можно достичь с опытом и путем экспериментов с данной конкретной формой в
сочетании с конкретным типом воска. Более того, характеристики формы
меняются в процессе инжекции горячего воска. Возможно, сочетание
параметров, дающих хороший результат в начале (когда форма холодная), не
будет также хорошо, когда форму нагревают в течение продолжительного
использования. Поэтому мы должны принимать во внимание время
охлаждения между последующими впрыскиваниями.
В заключении мы должны отметить, что восковки необходимо хранить на
плоских лотках в прохладном месте и накрывать, чтобы предотвращать
осаждение пыли на поверхности, происходящее электростатическим путем. Их
не нужно складывать в грудой поскольку они могут деформироваться, или
может повредиться их поверхность.
2.4.3 Распространенные проблемы
Некоторые распространенные проблемы, которые могут возникнуть при
производстве восковок, приведены в Таблице 4 вместе с возможными
способами их устранения.
2.5 СБОРКА ЕЛКИ
2.5.1 Основания и литники
Резиновое основание для елки - точка отсчета для построения воскового
дерева. Его следует тщательно подбирать. Обычно резиновое основание
включает в себя часть, которая становится цоколем отлитой елки.
Мы должны тщательно проверять, что основание чистое, и на нем нет
остатков использованной формомассы. Остатки использованной формомассы
могут заметно изменить время схватывания новой, таким образом, сказаться
на качестве опоки.
Основание с конической литниковой воронкой предпочтительнее
оснований с воронкой полусферической формы (Рис. 2.5.1). Полусферическая
литниковая воронка может привести к потерям давления и стимулировать
турбулентность в процессе литья (Рис. 2.5.2) с последующей возможностью
поглощения воздуха жидким металлом. Эти проблемы более очевидны, когда
литье производится на центробежных машинах, чем на статичных.
Мы должны всегда проверять, что кончик выбранного основания не
изношен там, куда вставляется основной литник (стояк) (Рис. 2.5.3 и 2.5.4). Как
и раньше, наличие промежутка между резиновым основанием и восковым
литником может привести к завихрениям и потере давления в течение литья.
Каждое резиновое основание должно быть помечено кодовым номером и
взвешено.
Считается, что лучше использовать стояки, изготовленные из воска с
более низкой температурой плавления, чем у восковок. Таким образом, при
вытопке стояк расплавится первым, и мы избежим образования напряжения
внутри заформованной опоки, когда начнут плавиться восковки.
Стандартным цилиндрическим литникам следует предпочесть слегка
суженные основные литники. Конусность дает лучший баланс температур:
отвердевание происходит от верхушки елки (меньший диаметр) к низу,
способствуя направленному отверждению (Рис. 2.5.5). Снижается опасность
образования усадочной пористости в отлитых изделиях.
Рис. 2.5.1 Два традиционных типа
резиновых оснований: с конической или
полусферической литниковой воронкой
Рис. 2.5.2 Возможные проблемы с
полусферической литниковой воронкой
Рис. 2.5.3 Резиновое основание, которое
следует отклонить от использования:
коническая воронка имеет изношенную
верхушку
Рис. 2.5.4 Изношенное резиновое
основание (См. Рис. 2.5.3) формирует
нежелательный переход в литниковой
воронке
Рис. 2.5.5 Разброс в распределении
температур в елке, возникающий в
результате использования
цилиндрического или конусного стояка
Литье по выплавляемым моделям
33
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.5.6 Сборка системы
Newsprue™: литника и основания
Рис. 2.5.7 Литник Newsprue™ с
резиновым основанием
Несколько лет назад была разработана запатентованная система,
включающая в себя новаторское резиновое основание, на которое при помощи
специального приспособления прикручивался конусный основной литник (Рис.
2.5.6). Восковый стояк включает в себя более узкую коническую литниковую
воронку, которая способствует заполнению формы с минимальной
турбулентностью (Рис. 2.5.7). Таким образом, резиновое основание можно
снять без напряжения или скручивания елки и восковок (Рис. 2.5.8), и можно
избежать любой опасности появления трещин в формомассе возле литниковой
воронки и основного литника. Такие трещины могут привести к дефектам в
отливках.
По мнению автора, эта система, названная Newsprue™, является одним из
наиболее интересных новых продуктов, появившихся на рынке в последние
годы (Рис. 2.5.9). На первый взгляд это очень простое приспособление, но его
разработка была основана на тщательных исследованиях с применением
математического анализа. Было определено оптимальное сочетание размеров
основного литника, что позволяет снизить вес сплава, требующегося для
производства каждой отливки, и контролировать течение отверждения.
В любом случае требуется точно просчитывать поперечное сечение
основного литника, поскольку оно зависит от размеров елки и от изделий,
которые мы собираемся отлить (форма, размер и т.д.). Некоторые ювелиры
пользуются основным литником в форме трубки. Это трубка, ее диаметр
значительно превышает диаметр обычного литника, но она полая,
следовательно, ее вес меньше. Такой особый тип основного литника
используется по двум причинам: он позволяет напаять на елку большее
количество восковок, поскольку площадь поверхности основного литника
больше, и для заливки требуется меньшее количество драгоценного металла,
поскольку стояк - полый. Поэтому можно достичь более высокого выхода с
каждой опоки и снизить расход драгоценного сплава. По мнению автора, даже
если приняты причины, по которым применяется полый литник, он не
позволяет получить оптимального направленного процесса отверждения,
поскольку тепло распределяется по-другому. Поэтому, возможно, лучше
придерживаться традиционной практики: цельного, слегка суженного
основного литника.
Рис. 2.5.9 Ь - Держатель литника можно
наклонять так, чтобы облегчить
присоединение восковок
Рис. 2.5.8 Система отделения основания Newsprue™
(справа) устраняет напряжение, возникающее при снятии
обычного резинового основания (слева)
Рис. 2.5.9 а - Подготовка елки на
литнике, показанном на Рис. 2.5.7
34
Литье по выплавляемым моделям
РОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
2.5.2 Дизайн елки
Насколько это возможно, на одну и ту же елку мы должны припаивать восковки
сходной формы, размера и веса. Тонкие и толстые восковки не следует
отливать в одной елке. Когда температура становится достаточной для
отличной отливки тонких изделий, для отливки толстых она может быть
слишком высокой, если они собраны в одной опоке.
В общем, если на одну елку собираются тонкие и толстые восковки, более
тонкие или легкие восковки следует припаивать сверху елки, поскольку здесь
давление выше, чем у литниковой воронки. Если тонкие восковки не
проливаются у основания елки,.возможно, питатель не достаточно большого
размера, и он не присоединен к елке наилучшим способом (наличие сужений);
либо температура металла и/или опоки слишком низкая. Восковки, которые
хорошо отливаются на одной елке и при одной температуре металла, можно
перемещать на елке, припаивая более сложные восковки сверху, а легко
заполняющиеся восковки - снизу.
Места соединения основного литника и питателей должны быть гладкими,
с хорошо выраженными галтелями. Сужений в месте соединения нужно
избегать с осторожностью (Рис. 2.5.10). При литье в место соединения может
попасть формомасса, ее может размыть, или она может отломаться в потоке
жидкого металла. Такие кусочки формомассы могут перегородить питатель
и/или привести к образованию неметаллических включений в отливках (Рис.
2.5.11). Традиционно рекомендуется угол между питателем и основным
литником в 45-60°. В последнее время для статичных вакуумных машин
рекомендуется угол в 70-80° (Рис. 2.5.12). Недавние исследования показали,
что наилучших результатов можно достичь, если восковки припаять
перпендикулярно основному литнику. Таким образом, мы можем добиться
двойного преимущества: процесс отверждения становится более
направленным - возможность образования усадочной пористости в отливках
ниже - и облегчается удаление газов из литейной полости, поскольку между
полостью и внешним краем опоки слой формомассы более тонкий. Поэтому
снижается риск образования газовой пористости из-за захваченного газа.
Рис. 2.5.12 Оптимальный угол между
основным литником и питателем. Сейчас
предпочитается угол в 90° (См. текст)
Рис. 2.5.13 Однородная елка с тонкими
восковками
Рис. 2.5.11 Возможные проблемы при
наличии сужений (См. Рис. 2.5.10). В процессе
заливки от формомассы могут отколоться
кусочки, приводя к образованию
неметаллических включений в отлитом
изделии
Рис. 2.5.10 Следует избегать сужений в месте
присоединения питателя к основному литнику!
Литье по выплавляемым моделям
35
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.5.14 Восковая елка с
толстыми восковками
Рис. 2.5.15 Елка и ее составляющие
Рис. 2.6.1 Восковая сетка,
способствующая удалению газов из
опоки со сплошными стенками
Длина питателей должна быть такой, чтобы наиболее удаленная часть
восковки находилась на расстоянии не менее 10 мм от стенки опоки (Рис. 2.5.13
и 2.5.14). На Рис. 2.5.15 показан рисунок елки с названиями каждой
составляющей части.
В заключение, собранные елки необходимо взвесить, чтобы определить
вес воска (за минусом веса резинового основания), поскольку это позволяет
просчитать вес пробного золота для отливки. Перед формованием елки можно
промыть водным раствором поверхностно-активного вещества, чтобы удалить
всю пыль, притянутую электростатическими силами.
2.6 ФОРМОВАНИЕ ОПОК
2.6.1 Опоки
Стальные цилиндры или "опоки" используются для помещения в них литейной
формы. Предпочитается нержавеющая сталь. Перед использованием опоки
необходимо почистить металлической щеткой, чтобы снять все следы старой
формомассы, поскольку остатки использованной формомассы смогут понизить
рабочее время новой, влияя, таким образом, на качество формы. Опоку
надевают на елку и притирают у основания.
Перед заполнением перфорированные опоки, используемые в
современных установках статичного вакуумного литья, оборачивают или на
них надевают рукава из резины или специальной бумаги или пластика, чтобы
закрыть отверстия до полного схватывания формомассы. В случае с цельными
опоками, используемыми, в основном, в центробежных литейных машинах, для
облегчения удаления газов в процессе литья рекомендуется использование
восковой сетки. Восковую сетку необходимо расположить вдоль стенки опоки
(Рис. 2.6.1), она исчезнет в процессе вытапливания, оставив после себя каналы
для газов, присутствующих в полостях формы.
2.6.2 Формовочные смеси
Для производства ювелирных изделий используются два основных типа
формовочных смесей. Они отличаются по типу связующего материала, в то
время как сам огнеупорный материал остается неизменным - смесь кварца и а-
кристобалита. Связующим материалом может быть сульфат кальция (гипс) и
смесь одного или нескольких фосфатсодержащих материалов. Формомасса на
связующем сульфате кальция (также известная, как формомасса на гипсовом
связующем) используется для литья золотых и серебряных сплавов, тогда как
формомасса на фосфатном связующем применяется для сплавов с более
высокой температурой плавления, как белое палладиевое золото и, в
особенности, платиновых сплавов.
Формовочные смеси также содержат малую долю присадок, регулирующих
время схватывания и свойства схватившейся формомассы. Существуют особые
виды с присадками, которые позволяют отливать с установленными камнями. В
качестве альтернативы для этой цели можно использовать обычную
формомассу, замешанную на воде, содержащей около 3,3 г (максимум 4 г)
борной кислоты на 100 мл. Растворите борную килоту в воде при 80°С и
охладите перед использованием. Воск из таких опок вытапливают только
сухим способом, как будет описано позже.
Из двух типов ювелиры предпочитают формовочные смеси на гипсовом
связующем по двум причинам:
(1) Они менее дорогостоящие.
(2) Их легче удалять. После отверждения отливок достаточно погрузить
горячую опоку в воду, она растворяет литейную форму и очищает
отлитую елку.
36
Литье по выплавляемым моделям
РОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Наиболее распространенный тип формовочной смеси состоит из смеси 25-30%
связующего материала (гипса, т. е. полугидрата сульфата кальция
CaSO/l/2H2O) и 70-75% оксида кремния, собственно, огнеупорного материала,
в форме кварца и а-кристобалита. Пропорции между кварцем и а-
кристобалитом варьируются в зависимости от марки от производителя к
производителю (Рис. 2.6.2).
На рынке существует несколько видов формовочных смесей (Таблица 5).
Качество формовочной смеси зависит от многих факторов, таких как размер
частицы и чистота минералов. Более дешевые виды часто содержат более
грубую, менее чистую смесь. Они в сочетании с присадками влияют на
поведение литейной формы. В последние годы исследования привели к
улучшению качества и повышению надежности продукта. Формомассы сейчас
более прочные и более надежные и имеют более широкий спектр применения.
Таблица 5 Типы формовочных смесей для литья по выплавляемым моделям
Рис. 2.6.2 Структура формомассы.
Большие по размеру призматические
кристаллы - сульфат кальция (связующее),
более мелкие - оксид кремния
(огнеупорный материал)
Ransom & Randolph, USA Kerrlab, USA Hoben International, UK SRS, UK
Стандартные Ultravest (Advantage) Satin Cast 20 Gold Star Ultima Classic (18K+ - 750
типы для золота Kerrcast 2000 Gold Star XL проба+)
Supervest 20 Gold Star 21 Eurovest (до 14K - до
Satin Cast regular Gold Star Plus 585 пробы)
Investite
Белое Platinum Platinite PT Platincast
золото/платина Astrovest
Литье с камнями Solitaire Satin Cast 20 Gemset Stonecast
Тем не менее, формование опоки часто становится наиболее решающим
этапом в процессе литья по выплавляемым моделям. Он состоит из
последовательности операций, требующих соблюдения строгих, но простых
правил. К несчастью, их часто игнорируют, возможно, по причине их простоты,
что неблагоприятным образом сказывается на качестве продукции.
По мнению автора, против использования хороших формовочных смесей,
выпускаемых уважаемыми компаниями, не может быть возражений, как и нет
смысла оспаривать необходимость точно следовать процедуре,
рекомендованной производителем.
2.6.3 Меры предосторожности при работе и хранение формовочных
смесей
Перед описанием процесса формовки нужно подчеркнуть два аспекта. Во-
первых, Острожно! Тонкая пыль оксида кремния, которая используется в
формовочных смесях, очень опасна. При вдыхании она задерживается в
легочных альвеолах и может привести к силикозу - прогрессирующему,
необратимому заболеванию легких. Силикоз - серьезная болезнь, которая
может привести к преждевременной смерти, и предостерегающие
ярлыки, которые сейчас являются частью емкостей с формовочными смесями,
следует воспринимать очень серьезно. Необходимо иметь и принимать во
внимание Листки с мерами предосторожности, которые предоставляют
производители формовочных смесей.
Поэтому рекомендуется, чтобы работа с формовочными смесями
производилась в отдельном помещении с хорошей вытяжной вентиляцией, где
регулярно проводится влажная уборка, чтобы свести уровень пыли к
минимуму. При работе с формовочной смесью рабочий всегда должен надевать
проверенный респиратор, одобренный для работы с формовочными
смесями. Обычные противопылевые маски не задерживают тонких частиц
кремния, которые представляю наибольшую опасность! Необходимо носить и
регулярно стирать защитную одежду, включая головные уборы. Наиболее
опасны две операции:
Литье по выплавляемым моделям
37
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
(1) Открытие контейнера с формомассой и забор ее оттуда. При открытии
контейнера и выемке формомассы мельчайшие частицы оксида
кремния попадают в воздух и находятся там во взвешенном
состоянии.
(2) Погружение опоки в воду. Когда опоку погружают в воду после
литья, испарения захватывают пыль оксида кремния, таким
образом, она попадает в окружающую атмосферу.
Второй пункт относится к способу хранения формомассы. Мы должны помнить,
что гипс, используемый в качестве связующего материала, гигроскопичен.
Гипс поглощает влагу, когда приходит в контакт с влажной атмосферой, и
становится неспособным выполнять свою функцию. Поэтому формовочную
смесь всегда нужно хранить в сухих условиях. Контейнеры нужно плотно
закрывать после использования. По возможности, емкости с формомассой
следует хранить в помещении с контролируемой влажностью и температурой,
поскольку температура также является важным параметром для формомассы.
Большое количество формовочной смеси - плохой теплопроводник: если его
хранить в помещении, где холодно или жарко, для достижения температуры,
требуемой для замешивания, может потребоваться длительной время.
Поэтому температуру формомассы также следует контролировать. Это можно
делать при помощи цифрового термометра, которые сейчас широкодоступны.
Если нет помещения с контролируемыми влажностью и температурой,
емкости лучше хранить под навесом, предпочтительно на поддонах, а не на
полу и не на открытом воздухе. Циркуляция воздуха предотвратит
конденсацию вредной влаги.
Формовочная смесь - самый «скоропортящийся» материал, используемый
в процессе литья по выплавляемым моделям. Обычно срок ее годности
составляет один год при правильном хранении. Поэтому не рекомендуется
хранить на предприятии большие запасы формовочных смесей. Дата
производства обычно просто пишется на емкости с формомассой, либо
производитель наносит легкосчитываемый код, Дату производства следует
постоянно отслеживать. При больших расстояниях, когда поставка
формомассы местным продавцам осуществляется морским путем, это
означает, что значительная часть ее срока хранения уже прошла.
2.6.4 Проверка состояния формомассы: состояние «без блеска»
Перед использованием новой партии формомассы для производства
рекомендуется ее протестировать, измерив время достижения состояния «без
блеска». Это очень простой тест, не требующий специального оборудования.
Нужны лишь пластиковая чашка для кофе и секундомер.
Мы взвешиваем небольшое количество формомассы (30-50 г) и количество
воды при комнатной температуре (20°С) в пропорциях, рекомендованных
производителем. В воду в пластиковую чашку мы добавляем формовочную
смесь и включаем секундомер. В течение рекомендуемого времени мы
размешиваем смесь стеклянной палочкой, а затем наблюдаем за поверхностью
шликера. В момент, когда смесь начнет схватываться, будет заметно
изменение внешнего вида поверхности: от яркого блеска до матовости. Это
точка состояния «без блеска». При наличии формомассы хорошего качества,
при температуре воды 20°С эта точка наступает спустя 9-10 минут (все виды
формомасс, имеющиеся на рынке, попадают в интервал 7-10 мин).
38
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Если для достижения точки состояния «без блеска» требуется значительно
большее время, значит, формомасса ведет себя неправильно (возможно,
благодаря гидратации сульфата кальция) и испортилась.
«Рабочее время» формомассы - время потери блеска минус 1 минута. Тест
«без блеска» полезен для проверки состояния партии формомассы, если при
литье возникают проблемы (дефекты), связанные с качеством формы. Это
способ выяснить, возникла ли проблема благодаря формомассе или циклу
прокалки.
2.6.5 Замешивание формомассы
Время схватывания очень важно, поскольку оно является основой для
выполнения всех операций, связанных с получением заформованной опоки
(литейной формы). Если мы не считаемся с требуемым временем, в результате
получим слабую или некачественную форму, что приведет к появлению
различных дефектов, таких как водяные потеки, песчаная поверхность и
образование облоя.
Схватывание шликера происходит благодаря гидратации полугидрата
сульфата кальция; это химическая реакция, поэтому на нее сильно влияют
температура как воды, так и формовочной смеси (Рис. 2.6.3). Следовательно,
очень важно использовать воду рекомендуемой температуры, обычно около
20°С, чтобы обеспечить стабильное поведение формомассы. Формомасса,
затворенная слишком горячей водой, схватится быстрее. Слишком холодная
вода замедлит время схватывания и приведет к получению непрочной формы и
дефектам в виде водяных потеков.
Проводимые в недавнее время исследования показывают, что некоторые
типы водопроводной воды могут значительно увеличить время схватывания
(Рис. 2.6.4). Что касается качества воды, предпочтительнее использовать
деионизированную воду, поскольку благодаря веществам, содержащимся в
водопроводной воде, время схватывания может существенно измениться
(увеличиться). Тест состояния "без блеска" покажет это различие, если
образцы формомассы затворить и деионизированной, и водопроводной водой.
Ясно, что мы можем предположить, что для конкретной географической
области состав водопроводной воды будет практически постоянным, но мы не
можем быть в этом уверены. В некоторых местах он может значительно
меняться со временем года. Использование деионизированной воды снимет
такого рода неопределенность и вариативность, таким образом, принося свой
вклад в качество, позволяя использовать формовочную смесь наиболее
выгодным способом.
Мы должны отметить, что производители формовочных смесей
разрабатывают свои продукты для использования в сочетании с
деионизированной водой, и их рекомендации по применению основаны на
деионизированной воде температурой 20°С. Если при получении такой воды
есть сложности, измерение времени состояния "без блеска" даже более важно,
поскольку оно является основанием для определения времени для проведения
всех операций по формованию опоки.
Последовательность шагов для формования опоки:
1. Взвешивание формовочной смеси и воды
- Это необходимо делать очень аккуратно. Для воды должен
использоваться мерный стакан, для смеси - весы.
2. Замешивание формомассы в воде
- Всегда добавляйте смесь в воду, чтобы обеспечить равномерное
размешивание без комков.
3. Вакуумирование смеси
- Таким образом удаляется захваченный внутри смеси воздух.
Рис. 2.6.3 Влияние температуры на время
заливки и время схватывания
Рис. 2.6.4 Влияние качества воды на время
заливки и время схватывания
Литье по выплавляемым моделям
39
2
ПРОЦЕСС ЛИТЬЯ ПО 8ЫПЛ,
1ЕМЫМ МОДЕЛЯМ
Рис. 2.6.5 Водяные потеки на отливке под
сканирующим электронным микроскопом
Рис. 2.6.6 Водяные потеки на отлитом
кольце
Рис. 2.6.7 Ручное замешивание на
открытом воздухе
Рис. 2.6.8 Машинное замешивание на
открытом воздухе
4. Заполнение опоки
- Для заполнения опоки вокруг восковой елки
5. Вибрация опоки под вакуумом
- Для удаления оставшихся пузырьков воздуха, которые могут
соприкасаться с поверхностью воска, и для обеспечения хорошего
качества воспроизводимой поверхности.
6. Опоку оставляют до схватывания формомассы
- В момент схватывания формомасса непрочная; прочность усиливается
со временем. Любое сдвижение на этом этапе может привести к
трещинам в форме.
Время является решающим параметром: первые пять операций необходимо
выполнить до того момента, когда шликер начнет схватываться. Это известно
под термином "рабочее время". Хорошее правило заключается в окончании
вибрирования опоки за 1 минуту до того момента, когда шликер начнет
схватываться (отсюда важность измерения времени достижения состояния
"без блеска"!). Мы должны помнить, что работаем с суспензией, а не с
раствором. Если мы недостаточно размешали, или если мы позволили шликеру
стоять слишком долго между вибрацией и окончательным схватыванием, в
месте соприкосновения воска и формовочной смеси вода будет стремиться к
отделению, образуя потеки (Рис. 2.6.5 и 2.6.6) в виде кровеносных сосудов,
которые в точности воспроизводят крошечные потоки воды, струящиеся
между поверхностью воска и формомассой. Водяные потеки добросовестно
воспроизведутся в отливке с наложением на мелкие детали: отливка будет
испорчена.
Шликер можно приготовить вручную (Рис. 2.6.7) при наличии очень
простого оборудования, как кухонный миксер (Рис. 2.6.8), колпак для
вакуумирования шликера или роторный вакуумный насос и т. п. Но, если мы
хотим добиться постоянного уровня качества, рекомендуется использовать
установки для замешивания и заливки формомассы, где весь процесс вплоть
до заливки, вибрирования и вакуумирования опоки программируется и
выполняется автоматически.
Важно, чтобы соблюдались рекомендации производителя формовочной
смеси в отношении пропорций воды и смеси, времени замешивания,
температуры и т. п. В качестве примера - данные для формовочной смеси со
временем состояния "без блеска":
1. соотношение смеси и воды: 100:38
2. время замешивания: около 3 мин
3. вакуумирование: около 1,5 мин
4. заливка шликера в опоку: около 1,5 мин
5. вакуумирование и вибрирование опоки: 2 мин
общее рабочее время: 8 мин.
В соответствии с наиболее современными расчетами после вакуумирования
опоку не следует тревожить в течение минимум 1 часа до максимум 2 часов
перед вытапливанием воска. Опока не должна полностью высохнуть: если это
произошло, перед вытопкой воска ее следует обильно смочить водой.
Не рекомендуется готовить партию опок, которые планируется отливать в
последующие дни. Если опоки высыхают полностью, при литье весьма высок
риск образования трещин, разломов и даже больших разрывов (Рис. 2.6.9).
Предпочтительнее подготавливать опоки, дать им схватиться и отправить
непосредственно на вытопку и прокаливание. Программируемый цикл
прокаливания можно проводить ночью, а на следующий день, отрегулировав
температуру опоки перед литьем, в них можно отливать.
40
Литье по выплавляемым моделям
ЮЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
2.7 ВЫТАПЛИВАНИЕ ВОСКА ИЗ ОПОКИ
Последние исследования, проведенные производителями формовочных
смесей, показывают, что после полного схватывания формомассы, т. е. 1-2
часов после заливки опоки, восковки следует удалить, чтобы опустошить
полости литейной формы, куда будет заливаться жидкий металл.
Вытапливание воска можно проводить двумя способами: на сухую - более
старый способ - или при помощи пара. Сухое вытапливание проводят, как
правило, в прокалочной печи как часть цикла прокалки, но его можно
проводить в отдельной печи для вытопки воска перед основным циклом
прокалки. Первоначально вытопка паром была предложена исходя из
экологических соображений, чтобы избежать загрязнения воздуха дымом,
производимым при сжигании больших количеств воска, особенно там, где
несколько ювелирных производств сконцентрированы в одном месте. Позже
стало понятно, что паровая вытопка приводит к получению более
качественного продукта со снижением газовой пористости в отливках.
Исследования, проводимые в этой области, особенно Германским
Исследовательским Институтом Благородных Металлов (FEM) в Швабии,
показали, что существуют два вида газовой пористости: вследствие
поглощения газа и вследствие газа, образующегося химическим путем. Первый
тип происходит из-за газа, находящегося в полости литейной формы в
сочетании с турбулентностью в течение литья. Второй тип происходит из-за
разложения сульфата кальция (связующего формомассы), который
производит газообразный диоксид серы, остающийся в металле после заливки
формы. При нормальных условиях эта реакция разложения начинается при
температуре около 1140°С (Рис. 2.7.1), но она катализируется оксидом кремния
и, даже больше, восстановителями, как, например, углеродистые остатки воска
(Рис. 2.7.2). В этом случае температура разложения сульфата кальция
понижается до значений, близких ктемпературе опоки в момент литья.
Исследования также показали, что при сухой вытопке воск проникает в
поры на поверхности формомассы (Рис. 2.7.4 а и Ь, 2.7.5 и 2.7.6). И, напротив,
при вытопке паром влага насыщает поры формомассы и предотвращает
абсорбцию воска. Поэтому возможность разложения сульфата кальция
снижена. По этой причине вытопка паром предпочтительнее или, по крайней
мере, рекомендуется в течение некоторого времени как часть процесса.
Рис. 2.6.9 Лопнувшая опока - результат
технологических ошибок
DECOMPOSITION OF CALCIUM SULFATE
(2 32 H
1400C
w (2525 F)
□ 1300C
5 (2372 F)
Й 1 •'XJC
I (2192 г)
F (2021 F)
lu)0°C
(lc 2 F)।
Tnsilicate Reaction
0 5 10 15 20 25 30 35 40 45
PERCENT SO? RELEASED
Рис. 2.7.1 Кривая термического разложения
сульфата кальция
Рис. 2.7.2 Кривая термического разложения
сульфата кальция при наличии
восстановителей
Рис. 2.7.4 Газовая пористость,
рассмотренная под оптическим
микроскопом, а - Поверхность
Рис. 2.7.4 Ь - Поперечный срез. Можно
увидеть, что пористость поражает не
только поверхность, но и внутреннюю
часть изделия
Рис. 2.7.3 Проникновение воска в поры
формомассы в течение сухой вытопки
(более бледные ореолы)
Литье по выплавляемым моделям
41
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.7.5 Обычно при разложении
сульфата кальция цоколь отливки имеет
выпуклость по центру
Рис. 2.7.6 В некоторых случаях цоколь
отливки имеет единичную внутреннюю
полость, которая получается в процессе
сильного газообразования (См, также Рис.
2.7.5)
Рис. 2.8.1 Облой на отлитых кольцах,
полученный в результате образования
трещин в формомассе
Более поздние исследования внесли некоторые сомнения: вытопка паром
может модифицировать морфологию компонентов формомассы, снижая ее
проницаемость - важный фактор при удалении воздуха из опоки. Исследования
данного предмета проводятся до сих пор, поэтому в настоящий момент мы не
можем с уверенностью рекомендовать один метод в ущерб другому, если
только газовая пористость не представляет собой существенную проблему.
Независимо от способов вытопки опоке нельзя давать охлаждаться между
вытопкой воска и прокаливанием. Формомасса будет подвержена
температурному стрессу, и ее прочность будет понижена.
Мы должны отметить, что паровую вытопку не следует использовать при
литье с камнями. Формомасса, используемая для этой конкретной цели,
содержит борную кислоту, которая защищает камни. Борная кислота
растворяется паром и удаляется, и не может больше защищать камни.
Предостережение относительно вытопки паром! Важно, чтобы пары
вытягивались в вентиляцию, предпочтительно вверх, перед выемкой опок из
печи. Выделяющиеся пары опасны, и их следует избегать!
2.8 ПРОКАЛИВАНИЕ
Прокаливание, как следует из названия, выполняется для выжигания остатков
воска и для придания литейной форме огнеупорных свойств и свойств,
требуемых для литья. Финальные характеристики формы будут находиться в
сильной зависимости от избранного цикла прокаливания и, в особенности, от
уровня нагрева и выравнивания температуры в периоды выдержки Поэтому
важно точно следовать циклу прокалки, рекомендованному производителем
формовочной смеси. Пропорции между кварцем и а-кристобалитом
варьируются от типа формомассы и от производителя и, следовательно,
оптимальный цикл прокалки может меняться.
2.8.1 Цикл прокалки
В цикле нагрева есть две критические точки. Первая находится при
температуре около 100-120°С, когда испаряются абсорбированная вода и
часть кристаллизованной воды гипса. Это медленный процесс, происходящий с
усадкой объема. Поэтому температуру следует повышать медленно, чтобы
избежать создания напряжений, которые могут привести к трещинам в форме с
последующим образованием облоя на отливках (Рис. 2.8.1).
Вторая критическая точка находится при температуре 250°С, когда а-
кристобалит преобразуется в p-кристобалит. Эта трансформация происходит с
увеличением объема. В этом случае температуру следует поддерживать
постоянной в течение достаточного времени, чтобы быть уверенным в том, что
трансформация происходит равномерно во всей форме.
В завершение, при работе с формомассой на гипсовом связующем мы не
должны превышать максимальной температуры в 750°С. При температуре
свыше 750°С может начаться разложение сульфата кальция вследствие
присутствия оксида кремния, что приводит к последующему снижению
прочности формы. Это может привести к образованию песчаной поверхности
на отливках (Рис. 2.8.2).
42
Литье по выплавляемым моделям
РОЦЕСС ЛИТЬЯ ПО
1ЛАВЛЯЕМЫМ МОДЕЛЯМ
2
С другой стороны, чтобы гарантировать полное сжигание углеродистых
следов, оставленных воском, мы должны превысить температуру в 690°С.
Практически универсально принятый компромисс устанавливает
максимальную температуру прокалки в 730°С. Критическая роль температуры
ясно вытекает из вышесказанного. Поэтому очень важно при помощи
поверенной термопары проверять оборудование, задающее температурный
режим печи (Рис. 2.8.3).
Ниже описан типичный цикл прокалки. После выплавления воска
медленно в течение 1 часа поднимайте температуру до 250°С, удерживайте ее
в течение 2 часов,, в течение 1 часа поднимайте температуру до 450°С,
удерживайте ее в течение 2 часов, в течение 1,5 часов поднимайте
температуру до 730°С, удерживайте ее в течение 3 часов, затем медленно
остудите до выбранной температуры, при которой производится заливка, и
удерживайте ее в течение минимум 1,5 часов. Температура формы для заливки
определяется в зависимости от отливаемых моделей и сплава. Время, заданное
для цикла, может варьироваться в зависимости от размера опоки. Большие по
размеру опоки требует более длинных циклов прокалки (Таблица 6).
Таблица 6 Размер опоки и обычный цикл прокалки
Размер опоки Полное время цикла Уравнение для умножения каждого шага изменения температуры* (ч)
2.5 х 2.5 дюйма (63 х 63 мм) 5 часов 1 + 1 + 2+ 1
3.5 х 4 дюйма (89 х 100 мм) 8 часов 2 + 2 + 3 + 1
4x8 дюймов (100 х 200 мм) 12 часов 2+2+2+4+1
Рис. 2.8.2 Песчаная поверхность на
поверхности отливки, полученная в
результате осыпания формомассы в
процессе литья
*300°F/150°C; 700°F/370°C; (900°F/480°C); 1350°F/730°C; Температура заливки
Источник: Kerrlab
Очень важно выдерживать опоку при температуре выдержки достаточно
долго, чтобы выровнять температуру по всему объему формы. Мы должны
помнить, что формомасса - плохой проводник тепла. Измерения температуры в
разных точках опоки путем помещения в них термопары показали, что вне
зависимости от уровня температуры, чтобы центр опоки прогрелся до
температуры печи, необходимо не менее 1,5 часов. То же самое относится и к
участкам нагрева и охлаждения цикла прокалки. Перед циклом прокалки опоки
нельзя охлаждать до комнатной температуры, а затем снова разогревать. Они
растрескаются и потеряют качество. Если прокалочная печь сломана, или
произошел перебой в напряжении, и температура опоки упала ниже 250°С,
выбросьте форму!
Атмосфера в печи должна быть выражение окислительной, чтобы
обеспечить полное сжигание углеродистых остатков. По этой же причине
следует избегать переполнения печи опоками и их соприкосновения. Для
циркуляции воздуха между опоками должно быть достаточно пространства
Как и при формовке, в отношении цикла прокаливания необходимо
следовать рекомендациям производителя.
При литье с камнями цикл прокалки следует изменить, чтобы
предотвратить нанесение вреда камням. Максимальная температура
составляет всего лишь 630°С, но время может быть больше, чтобы обеспечить
выжигание воска. Следуйте рекомендациям производителя формовочной
смеси. Пример показан на Рис. 2.8.4.
Время (час)
Рис. 2.8.4 Пример цикла прокалки для литья
с камнями (с любезного разрешения SRS Ltd.)
Литье по выплавляемым моделям
43
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.8.5 Кривая термического расширения
типичной формомассы на связующем
сульфате кальция для ювелирного литья
2.8.2 Поведение формомассы на связующем сульфате кальция в
течение прокаливания
После вытопки воска, когда температура опоки поднимается выше 100°С, вода
испаряется, и гипс (CaSO4-2H2O) начинает терять свою воду, поглощенную в
процессе гидратации, но полная трансформация гипса в ангидридную форму
сульфата кальция ("ангидрит") происходит в широком интервале температур
со сложными преобразованиями кристаллической решетки.
С точки зрения ювелира, важно отметить, что эти преобразования
происходят со значительным уменьшением объема, которое особенно явно
проявляется при 300-450°С. Если бы для литья по выплавляемым моделям
использовался только гипс, формы бы трескались при работе, а также в
результате получались бы отливки с заметным отличием в размерах от
оригинальной модели. Оксид кремния используется для компенсации этой
усадки гипса и для регуляции термического расширения формы.
Оксид кремния существует в нескольких кристаллических формах, две из
них используются в производстве формовочных смесей. Кварц - наиболее
часто встречающаяся форма, и его переход из а- в р-кристаллы
сопровождается увеличением объема при 570°С. Кристобалит - другая важная
составляющая формовочной смеси, и эта форма оксида кремния также
подвергается значительному увеличению объема, когда переходит из а- в р-
кристаллическую решетку при 270°С. Таким образом, эти две аллотропические
формы оксида кремния используются, чтобы перекрыть эффект усадки
гипсового связующего.
Кривая типичного термического расширения ювелирной формовочной
смеси (Рис. 2.8.5) показывает, как кристобалит расширяется при температуре
между 250 и 300°С. Затем до 570°С идет участок, где доминирует усадка гипса.
Выше 570°С свой вклад вносит трансформация кристобалита.
Важно помнить, что, когда опока остывает, она проходит через
трансформацию оксида кремния, которая, будучи обратимой, будет давать
усадку, равную первоначальному расширению оксида кремния. Но усадка
гипса постоянна, поэтому компенсации объема не происходит. Эта кривая
охлаждения может использоваться для понимания конечного размера отливки
и объясняет, почему опоку нельзя слишком сильно охлаждать между
прокалкой и заливкой. После заливки металла во время охлаждения гипс
становится очень слабым и, в сочетании с разрушающей силой вследствие
сжатия оксида кремния, позволяет с легкостью освободить готовую отливку
при погружении в воду.
44
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
2.9 ПЛАВЛЕНИЕ
Не все ювелирные мастерские покупают готовые золотые сплавы
определенной пробы у производителей, поэтому очень часто плавление
сочетается с приготовлением сплава для литья. Как правило, в чистое золото
добавляется подходящая лигатура. Это обычно предпочтительнее, чем
производить пробное золото на месте, используя чистые металлы.
Использование надежных лигатур, выпускаемых производителями с хорошей
репутацией и правильно применяемых, может помочь избежать многих
проблем и гарантировать стабильное качество конечного продукта.
Сплав для заливки предпочтительнее использовать в виде гранул
приблизительно одинакового размера. Это дает преимущества при контроле
температуры. Когда сплав состоит из маленьких кусочков, плавка проводится
легче и быстрее, и можно избежать риска перегрева. Многие ювелиры
предпочитают готовить пробное золото, предварительно отливая его в воду
для получения гранул. Это выполняется путем выливания расплавленного
металла из специального тигля с донной разливкой в размешиваемую воду.
В основном, существует 3 способа плавления: при помощи газовой
горелки, печей электрического сопротивления и индукционного нагрева.
Горелка - наиболее древний способ и находит все меньше применения в
современной ювелирной промышленности. Для нагрева предпочитается
пропан или природный газ, предположительно, по причине того, что они дают
более чистое пламя, чем ацетилен. Пламя для плавки должно быть
восстановительным: оно имеет неправильный контур, окрашено в ярко-синий
цвет и издает мало шума. Восстановительное пламя имеет низкое содержание
кислорода, поэтому оно захватывает кислород из атмосферы и защищает
расплав от окисления. Практически все типы сплавов можно плавить при
помощи горелки.
Нагревательные системы электрического сопротивления широко
использовались для плавки до недавнего внедрения индукционного
нагревания. Нагревание сопротивлением позволяет работать в закрытом
пространстве, где возможно контролировать атмосферу. Плавление можно
выполнять в инертном газе (азоте или аргоне) или в слегка восстановительной
атмосфере (азотоно-водородная смесь). При таком способе нагрева трудно
достичь высоких температур, требуемых для плавления некоторых типов
белого золота. В любом случае это довольно медленный способ.
Индукционный нагрев - наиболее современный способ, используемый
практически всеми литейными установками последних поколений.
Индукционное плавление происходит очень быстро, оно сочетает
размешивание металла с быстрой термальной и химической гомогенизацией.
Эффект размешивания тем больше, чем ниже частота индукционного нагрева.
Плавление является этапом литья по выплавляемым моделям, имеющим
наиболее высокий уровень «содержания» металлургических принципов.
Поэтому очень важно следовать некоторым основным правилам или
положениям:
1. Перед плавлением следует подсчитать требуемое количество
драгоценного сплава: вес восковой елки, умноженный на плотность
сплава, дает минимальный вес сплава, требуемый для плавки. Еще
некоторое количество сплава добавляется для литниковой воронки.
2. Количество вторично используемого сплава в расплаве должно
сводиться к минимуму, но для работы никогда не следует
использовать более 50% отходов.
3. Любой вторично используемый сплав для переплавки должен быть
идеально чистым, без оксидов и остатков формомассы.
Литье по выплавляемым моделям
45
ПРОЦЕСС ЛИТЬЯ по вы
ЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.10.1 Восковки с различным
значением фактора формы
(соотношение площади поверхности
и объема)
Рис. 2.10.2 Экспериментальные
восковки с различным значением
фактора формы
4. Предпочтительнее использовать гранулированные сплавы. Если
используются отходы предыдущих операций, перед литьем их
рекомендуется переплавить в гранулы.
5. После плавления расплав необходимо размешать, чтобы обеспечить
полную гомогенизацию. В современных индукционных литейных
установках размешивание выполняется под действием
электромагнитных сил. В открытых печах при нагревании горелкой
или путем электросопротивления размешивание выполняется
вручную при помощи огнеупорной палочки, чтобы избежать
загрязнения расплава.
6. В расплавленном состоянии металл должен находиться минимальное
количество времени, чтобы ограничить окисление и потерю
испаряющихся легирующих элементов.
7. Перед заливкой расплавленный металл следует нагреть до
температуры, выше чем температура плавления сплава (перегреть)
Требуемый интервал перегрева зависит от сплава, типа отливаемых
изделий, а также от типа литейного оборудования. В любом случае
степень перегрева должна быть минимальной: она может
варьироваться в пределах от 50°С для тигля с донной разливкой в
современной литейной машине до 75-100°С в тиглях с открытым
верхом.
2.10 ЗАЛИВКА
В современных плавильных/литейных установках заливка расплавленного
металла в форму производится автоматически. Плавление и заливка
контролируется машиной посредством специального программного
обеспечения. Для большинства современных статичных установок заливка
происходит через дно тигля, поэтому потери температуры сведены к
минимуму. Если машина снабжена наклоняющимся тиглем, при определении
температуры заливки расплава (т. е. интервала перегрева) следует учитывать
дополнительную потерю температуры в 80-100°С. Температура жидкого
металла и опоки должна быть максимально низкой, чтобы минимизировать
образование дефектов, в частности, газовой пористости, Поэтому перед
производством новых изделий следует провести серию испытаний, чтобы
найти оптимальную температуру системы. Термин "температура системы"
используется для обозначения соотношения, образованного температурой
расплавленного металла и опоки.
Отверждение начинается немедленно после заполнения металлом
полости формы. Разница в температуре жидкого металла и опоки всегда
существенна (около 400°С или выше). Поэтому жидкий металл, заполняющий
полость формы начнет затвердевать, начиная от поверхности формы (Рис. 1.8
a-d), и процесс отверждения быстро прогрессирует к внутренним частям
Таблица 7 Размер восковки и относительная площадь поверхности
Размер восковки, мм Полная площадь поверхности, мм2 Возрастание температуры вокруг отливки, толщиной 1 мм Процент возрастания площади поверхности (по отношению к отливке, толщиной 1 мм)
15 х 15 х 1 510 0 0%
15 х 15 х 2 570 2 х 11%
15 х 15x4 690 4 х 27%
46
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
изделия. Если елка была собрана правильно, возможно с углом между
восковками и основным литником в 90°, если питатели были разработаны
должным образом и если основной литник был подобран правильного
диаметра, не превышая своей функции в качестве резервуара для тепла,
процесс отверждения будет происходить направленно по направлению к
литнику, и усадочная пористость будет собираться в основном литнике и
цоколе отливки.
Если, с другой стороны, в отливках присутствует усадочная или газовая
пористость, параметры производства следует изменить на более
рациональные после тщательного анализа ситуации.
Чтобы найти оптимальное сочетание температуры жидкого металла и
опоки, необходимо прояснить некоторые факторы, касающиеся формы
отливок и, в особенности, фактора формы (отношения площади поверхности к
объему).
Если мы отливаем три модели, размером 15 х 15 и толщиной 1, 2 и 4 мм
соответственно (Рис. 2.10.1) на одной и той же елке, мы можем сказать что
условия литья для всех трех моделей были одинаковыми, поскольку и форма, и
опока имели одну и ту же температуру при заливке металла. Площадь
поверхности сверху и снизу восковок одинакова, единственное увеличение
площади поверхности происходит у восковок большего размера по бокам;
таким образом, объем возрастает намного быстрее, чем площадь поверхности
(Таблица 7).
Вся потеря тепла от формомассы к металлу должна пройти через площадь
соприкосновения металла и формы. Формомасса - плохой теплопроводник, и
измерения показывают, что после заливки металла изменение температуры
претерпевает слой формомассы толщиной всего 1-1,5 мм, близлежащий к
металлу; естественно, что при остывании металла, прилегающий слой
формомассы нагревается.
Температура металла при заливке может быть одинаковой, но каждое
изделие задерживает различное количество металла и, следовательно,
соответствующее количество тепловой энергии. Восковка толщиной 4 мм
выделит в 4 раза больше тепла по отношению к восковке толщиной 1 мм. Это
означает, что повышение температуры формомассы вокруг нее будет
значительно больше, чем вокруг восковки толщиной 1 мм, а восковка
толщиной 2 мм будет находиться где-то посередине.
Если для восковки толщиной 1 мм температура металла и опоки подобраны
правильно (ее труднее всего заполнить металлом, его температура должна
быть выше), для больших по размеру восковок температура будет слишком
высокой, и вероятно появление газовой пористости.
Литейщики практикуют следующую классификацию восковок в отношении
температуры опоки: тяжелые, средние и легкие. Поэтому теория температуры
системы также используется для учитывания эффекта, который площадь
поверхности и объем (отношение площади поверхности к объему) оказывают
на охлаждение металла и последующее возрастание температуры формомассы
в зоне контакта металла для каждого конкретного изделия, температуры
металла и опоки и сплава. Восковка с вогнутой поверхностью имеет меньший
объем металла, чем остальные восковки толщиной 4 мм, а площадь ее
поверхности слегка больше. Поэтому ее лучше отливать при температуре
"средней опоки". Из вышесказанного можно сделать следующие выводы:
а) Температура системы зависит от особенностей восковки. При
планировании того, какие восковки будут собраны на одной елке,
следует отмечать соотношение площади поверхности и объема, а не
только площадь поперечного сечения.
Литье по выплавляемым моделям
47
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.10.3 Экспериментальная елка для
подбора температуры системы
Ь) Когда восковка имеет большую площадь поверхности и маленький
объем (тонкие восковки), влияние температуры опоки сильнее, чем
влияние температуры металла. При увеличении объема по
отношению к площади поверхности (толстые восковки), влияние
температуры опоки на температуру системы снижается.
с) Температура опоки определяется наиболее труднозаполняемой
восковкой на елке.
d) Когда на одной елке собраны и толстые, и тонкие восковки,
температура опоки должна быть достаточно высокой, чтобы
заполнились тонкие восковки, и она же будет слишком высокой для
отливки толстых восковок при наилучшей для них температуре
системы.
е) Температура системы зависит от сплава. Температура заливки
металла должна превышать температуру ликвидуса, а поскольку
различные металлы плавятся при различных температурах,
температура заливки также будет варьироваться. Для конкретного
сплава температура заливки, как правило, будет ниже для толстых и
выше для тонких восковок, но в каждом случае температура заливки
металла находится в сильной зависимости и размера, формы и точки
присоединения питателя. При более продуманной системе питателей
заливку можно производить при более низкой температуре системы.
2.10.1 Тесты для температуры системы
Для быстрого определения температуры системы для различного рода
изделий, отливаемых в конкретном сплаве можно провести простой
эксперимент. Соберите 5 сходных елок с 5 или 6 различными восковками на
каждой, как показано на Рис. 2.10.3. Подборка восковок должна представлять
собой разнообразие отливаемых вами изделий, например, тонкие, толстые,
средние, большие и маленькие. Перед использованием проверьте все восковки
и припаяйте их одной и той же стороной вверх. Восковки присоединяются
вертикальными рядами сверху, по центру и снизу основного литника. Не
ждите, что все восковки на любой елке отольются хорошо; целью является
определение того, как отливается каждая восковка при конкретном сочетании
температур. Если на елке собрано 5 видов восковок, одна отливка даст
хорошее представление о том, как отливается каждое изделие при заданной
температуре системы, поэтому в одной опоке собрано 5 образцов. Это
называется спланированным экспериментом, когда сокращен нормальный
методический ход процесса.
Набор экспериментальных елок, описанных выше, отливается, с
использованием сетки температур опоки и металла. Сетка должна содержать
информацию о сплаве и об отливаемых восковках. Поставьте предполагаемое
оптимальное соотношение по центру сетки, как показано в Таблице 8.
Таблица 8 Тестовая сетка температуры системы
Дата:
Сплав: желтое золото 750 пробы (18К)
Тестируемые модели: А, В, С, D. Е
Температура опоки, °C (°F)
Температура металла, °C (°F) 500 (932) 530 (1022) 600 (1112)
960 (1760) 980 (1796) 1000 (1832) 1020 (1868) 1040 (1904) Опока 1 Опока 2 Опока 3 Опока 4 Опока 5 >
48
Литье по выплавляемым моделям
ОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕ"
2
В этом случае температура опоки составляет 550°С и температура метал-
ла - 1000°С. Отлейте по одной опоке при каждом сочетании температур выше,
ниже и по бокам оптимального соотношения по сетке, приведенной выше.
Убедитесь, что все опоки достаточно долго выдерживались при температуре
для заливки металла перед самой заливкой. Выдерживание опоки при
температуре заливки в течение 3-4-х часов можно считать разумным для
получения хороших результатов от эксперимента.
После литья проанализируйте отливки в контексте литейных условий,
запишите результаты и отправьте любую многообещающую отливку на
финишную обработку и в отдел контроля качества. Для оценки результатов
эксперимента по степени качества можно воспользоваться простыми
критериями анализа.
2.10.2 Критерии анализа
Все анализируемые отливки маркируются номерами 1,2 или 3, где:
1 = отливка может пройти финишную обработку и внутреннюю систему
контроля качества
2 = отливку можно доработать, отправить на финишную обработку, после чего
она может пройти внутреннюю систему контроля качества
3 = забракованная отливка, которую неэкономично дорабатывать
В большинстве случаев отливки с номером 3 будут отсортированы сразу после
литья. Некоторые из отливок с номером 2 могут быть выделены сразу после
литья, либо позже могут проявиться подповерхностные дефекты. Восковки
должны быть очищены от всех порошков. Тщательно осматривая восковки
перед литьем, можно отсечь проявление дефектов, относящихся к форме и
самой восковке. Также тщательно следует определить дефекты, которые могут
быть отнесены к формомассе или прокалке. Облой от треснувшей формы или
пустоты, связанные с включениями формомассы, например, не являются
дефектами литья, зависимыми от температуры, и их не следует включать в
результаты анализа эксперимента. К неправильному подбору температуры
системы относится лишь короткий список дефектов: неполное заполнение,
газовая пористость, усадочная пористость, грубая поверхность (там, где воск
был гладким) и трещины.
После ранжирования в таблицу записывается номер отливки каждого вида
(1,2,3) (Таблица 9).
По этой форме легко проанализировать данные эксперимента, и отчетливо
видны тенденции. Пример в Таблице 9 показывает лучшее сочетание
температур опоки и металла для отливки модели А в желтом золоте 750 пробы.
Таблица 9 Таблица результатов испытаний температуры системы
Дата:
Сплав: желтое золото 750 пробы (18К)
Модель А
Температура опоки, °C (°F)
Температура металла, °C (°F) 500 (932) 530 (1022) 600 (1112)
980 (1796) 1/1/1
1000 (1832) 2/3/3 1/2/2 3/3/3
1020 (1868) 2/2/2
Верх/Центр/Низ
Литье по выплавляемым моделям
49
2
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 2.10.4 Подбор питателя наилучшей
формы
Таблица 10 Таблица результатов испытаний температуры системы
Дата:
Сплав: желтое золото 750 пробы (18К)
Модель В
Температура металла, °C (°F) Температура опоки, °C (°F)
500 (932) 530 (1022) 600 (1112)
980 (1796) 3/3/3
1000 (1832) 3/3/ 2/2/2 1/1/2
1020 (1868) 1/2/2
Верх/Центр/Низ
Модель А была выбрана в качестве представителя большой подборки
изделий, которые имеют сходное соотношение площади поверхности и
объема, и поэтому ожидается, что они хорошо отольются при сходной
температуре металла и опоки. Следовательно, все модели, представленные
моделью А должны отливаться при температуре металла 980°С и опоки - 550°С.
Цель - получить все отливки с номером 1, и, возможно, это не достигается
для модели по сетке, которая была принята для теста. В Таблице 10 модель В
использована для иллюстрации того, как результаты анализа могут показать
тенденции.
Лучшее сочетание - металл 1000°С и опока 600°С, но оно не достаточно
хорошо. Поскольку металл 1020°С и опока 550°С показывают более хороший
результат, чем сочетание металл 980°С и опока 550°С, тенденция по
улучшению качества - увеличить температуру металла до 1020°С. Это можно
сделать, отлив единичное изделие, или можно сформировать новую сетку с
новым предположительным оптимальным сочетанием.
Рис. 2.10.5 Чтобы правильно расположить
питатель, часто важно рассматривать
модель как составную часть системы
питателей
2.10.3 Тестна лучший дизайн питателя
После нахождения температуры системы и применения ее к типам
производимых изделий может стать очевидным тот факт, что не все восковки
отливаются с желаемым качеством при специально подобранной для них
температуре системы. Это оставляет 2 варианта: подобрать новое сочетание
температур или поэкспериментировать с питателем. Если поверхность отливки
грубая, и исключены варианты попадания в воск порошка или получения
грубой поверхности восковки из резиновой формы, тогда для этой модели
температура может быть слишком высокой, и следует поискать варианты с
более низкой температурой. Если поверхность очень качественная, но такие
детали, как крапаны не заполняются, возможно, виноват питатель. Для
определения дизайна питателя, который работает наилучшим образом, можно
провести еще один спланированный эксперимент. При этом на елке будет
использоваться только одна модель, но она будет подсоединена
Рис. 2.10.6 Примеры отлитых елок
50
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
при помощи пяти питателей различной конфигурации. Используя восковую
проволоку (или восковые питатели, изготовленные из резиновой формы (Рис.
2.2.7)), подсоедините питатели к восковкам в различных местах. Соберите елку
таким же способом, что при предыдущем эксперименте, и протестируйте с
тремя восковками на елке, каждая с пятью - шестью различными
конфигурациями питателей (Рис. 2.10.4). Для решения проблемы может быть
достаточно всего одной опоки, если результаты неудовлетворительны,
соберите и отлейте дополнительные опоки при новой сетке температур. В
некоторых случаях восковку также следует рассматривать как часть системы
питателей (Рис. 2.10.5). Некоторые примеры успешно отлитых елок приведены
на Рис. 2.10.6.
2.10.4 Литье с камнями
Техника производства ювелирных изделий путем литья по выплавляемым
моделям с установленными камнями (камни крепятся в восковку) не является
больше новшеством, и ее использование существенно возросло за последние
10 лет. Сначала эту технику применяли для серийной вставки синтетических
камней, в основном, кубического оксида циркония (фианит), где издержки на
ручную закрепку были неоправданными, но позже ее использование быстро
распространилось на натуральные камни, как бриллианты, рубины, сапфиры и
т.д. (Рис. 2.10.7).
Для литья с камнями технологический процесс тот же самый, что при
обычном литье по выплавляемым моделям, но требуются некоторые
модификации. Мастер-модель должна быть специально разработана для
правильной постановки камней, и камни должны иметь небольшое углубление
чуть ниже рундиста, чтобы обеспечить плотный захват камня металлом.
Восковки должны быть гибкими и пружинистыми, камни крепятся в воск. Эта
операция намного проще и быстрее, чем постановка камней в металл. Для
удерживания камней рекомендуется использовать специальное
приспособление - вакуумный пинцет.
Наиболее подходящая техника для литья с камнями - невидимая закрепка.
Рекомендуется использовать специальные типы формовочных смесей или
обычную формомассу на гипсовом связующем, но с очень мелким зерном. В
последнем случае в шликер следует добавить борную кислоту для защиты
камней в процессе прокалки и литья, как было описано выше. Вытопку воска
нужно проводить на сухую, чтобы избежать растворения борной кислоты
паром.
Максимальная температура цикла прокалки должна быть ниже, чем
обычно, чтобы не испортить камни. Следовательно, время выдержки при
максимальной температуре должно быть больше обычного, чтобы полностью
удалить углеродистые следы воска.
Максимальная температура прокалки и рекомендуемое время выдержки
должны быть приблизительно следующими:
для бриллиантов и изумрудов: 630°С/6 часов - температура опоки при
е заливке 480-530°С,
для циркона, рубина, сапфира и синтетических камней: 680°С/5 часов -
• температура опоки при заливке 550-600°С.
Рис. 2.10.7 Пример елки, отлитой по
технологии литья с камнями
Литье по выплавляемым моделям
51
ПРОЦЕСС ПИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Отлитые опоки нельзя сразу же охлаждать в воде, чтобы избежать
раскалывания камней вследствие температурного шока. Опоки с
бриллиантами можно охлаждать в воде, как минимум, через 20 мин после
заливки. Опоки с другими камнями можно охлаждать через 60-120 мин.
2.11 ОХЛАЖДЕНИЕ И ИЗВЛЕЧЕНИЕ ОТЛИВОК
Опоки, отлитые в обычном желтом или красном золоте, следует охлаждать в
воде спустя около 3 мин после заливки, но это время зависит и от других
факторов, как, например, температура опоки при заливке и особая структура
сплава. Если увеличить время до охлаждения отливок, сплавы желтого и
красного золота 750 пробы и ниже могут претерпевать процесс старения
вследствие выделения интерметаллических фаз золота-меди в золотой
матрице. Если мы хотим получить металл максимальной степени мягкости
(например, если требуется серьезная холодная обработка), его необходимо
нагреть до высокой температуры (600-700°С), а затем охладить отливки в воде.
Опоки, отлитые в низкопробном золоте, содержащем кремний, следует
выдерживать дольше, чтобы избежать появления трещин при погружении в
воду. Опоки, отлитые в белом никелевом золоте, перед погружением в воду
охлаждать следует немного дольше (5-6 мин). Белое никелевое золото при
слишком быстром охлаждении может потрескаться вследствие сильных
внутренних напряжений.
Чем выше температура опоки при погружении в воду, тем легче будет
извлечение готовой елки. Из-за термического шока формомасса
разламывается на кусочки.
Меры предосторожности: Как было сказано ранее, опоку следует
охлаждать в хорошо вентилируемом помещении, и работнику следует
надевать специальную защитную маску, предназначенную для защиты от пыли
оксида кремния. Вдыхание этой мелкой пыли опасно, и его следует избегать.
Пар от горячей опоки выводит мельчайшие частицы в воздух, где они остаются
во взвешенном состоянии и могут попасть в легкие работника или проходящего
мимо человека!
Извлеченную елку необходимо тщательно очистить от следов
формомассы, приставших к поверхности. Очистку проводят при помощи
водоструйной обработки под высоким давлением либо мокрым галтованием,
либо пескоструйной обработкой.
Вышеупомянутые процессы относятся только к формомассам на
связующем сульфате кальция. В случае с формомассами на фосфатном
связующем отделение елки от формомассы можно осуществить только
механическим путем.
После этого, если поверхность елки окислена (частый случай), ее следует
тщательно отбелить в кислотной ванне. Наиболее часто используемый
отбеливающий раствор - 20%-ный раствор серной кислоты при температуре
50°С. Отлитую елку погружают в раствор на 2 минуты. Некоторые мастерские
используют «безопасный отбел» в качестве альтернативы хранению и
приготовлению раствора серной кислоты. Это натрий кислый-сернокислый,
который при растворении в воде в концентрации 220 г/л дает в точности такой
же разбавленный раствор серной кислоты.
Если использовалась формомасса на фосфатном связующем, хорошие
результаты получаются при 50% водном растворе фтористоводородной
(плавиковой) кислоты при 50°С. Отлитую елку помещают в раствор на 5 минут.
Меры предосторожности: Кислоты могут быть опасными! Они
чрезвычайно едки и могут привести к серьезным проблемам, если они
52
Литье по выплавляемым моделям
ЮЦЕСС ЛИТЬЯ
ОПЛАВЛЯЕМЫМ МОДЕЛЯМ
приходят в контакт с кожей или глазами. Плавиковая кислота еще более
опасна, чем серная, и с ней следует обращаться с особой осторожностью под
вытяжной системой, и избегая контакта с кожей. Нельзя использовать
стеклянные емкости или мензурки; ее нужно хранить в пластиковых
контейнерах или бутылках.
При приготовлении раствора отбела нужно, помешивая, медленно
добавлять кислоту в воду, и не наоборот. При экзотермической реакции,
происходящей при добавлении воды в концентрированную серную кислоту,
происходит интенсивное выделение тепла, это может привести к
моментальному закипанию и расплескиванию. При работе с кислотами
работник должен обязательно надевать защитную одежду, и,
наиболее важно, защитные очки! В случае попадания кислоты в глаза или
на кожу немедленно промойте обильным количеством воды и обратитесь к
врачу.
Кислоты и отработанные растворы отбела являются загрязняющими
веществами, и их нельзя спускать в канализационную систему, не
нейтрализовав: следует соблюдать все требования техники безопасности и
защиты природы.
После отбеливания отлитую елку промывают водой и погружают в раствор
пищевой соды, чтобы нейтрализовать остатки кислоты. Затем его тщательно
смывают, а елку высушивают, предпочтительно паром под давлением.
После сушки елку подвергают визуальному анализу. Необходимо записать
и подробно описать все возможные дефекты, как непролив, усадочная или
газовая пористость и т. п., а также расположение отливок с дефектами на елке.
Чем больше будет собрано информации о дефектах, тем выше будет
возможность объяснить случившееся и принять соответствующие меры.
Следующий этап - срезание отливок со стояка. Это можно сделать при помощи
ручных или пневматических бокорезов, которые значительно снижают
физические усилия (Рис. 2.11.1 и 2.11.2).
После повторного и более глубокого анализа качества отливки
отправляются на монтаж и финишную обработку. Рекомендуемые процедуры
по финишной обработке описаны в издании Всемирного Золотого Совета
Finishing Handbook, 1999.
2.12 ОСНОВНЫЕ ПРАВИЛА ДЛЯ РАЗЛИЧНЫХ ЭТАПОВ ЛИТЬЯ
ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
В этом подразделе приводится сводка основных правил и положений, которых
необходимо придерживаться на различных этапах литья по выплавляемым
моделям, для получения продуктов литья хорошего качества. Эти правила
были выделены из всего, что было описано в предыдущих подразделах.
Дизайн (2.1):
• Требуется хорошее знание всего процесса.
• Дизайнер должен находиться в постоянном контакте с производственным
персоналом.
• Следует создавать «отливаемые» изделия.
• Следует избегать резкой смены поперечного сечения (например, толстое-
тонкое-толстое). В противном случае изделие необходимо снабдить
соответствующими питателями.
• Перед запуском новой модели в производство следует обсудить возможные
производственные проблемы.
Мастер-модель (2.2):
• Предпочтительнее сплавы подходящей твердости.
Рис. 2.11.1 Верстачное приспособление для
срезания литников
Рис. 2.11.2 Ручное приспособление для
срезания литников
Литье по выплавляемым моделям
53
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
• Окончательная обработка должна быть идеальной.
• Рекомендуется покрытие родием.
Также должны быть рассмотрены возможности быстрого
прототипирования.
• Дизайн системы питателей должен учитывать размер и сложность
модели.
• В системе питателей следует избегать "горлышек бутылок" (толстых-
тонких-толстых участков) и резкой смены направления потока. Всегда
следует принимать во внимание принципы механики жидкостей.
Резиновая форма (2.3):
• Вы должны культивировать мастерство специалистов по изготовлению
резиновых форм.
• Основой для подборки правильного материала должно быть знание их
свойств (натуральная резина, силиконовая резина и т. д.).
• Материалы для изготовления резиновых форм следует хранить в
соответствии с рекомендациями производителя.
• Геометрия входного отверстия формы должна быть точно просчитана
(оно должно идеально подходить соплу инжектора).
• Необходимо использовать вулканизаторы с надежной системой контроля
температуры.
• Температуру вулканизатора необходимо часто проверять при помощи
поверенного инструмента.
• Формы нужно содержать в идеальной чистоте и хранить вдали от
источников тепла и света. Для идентификации их необходимо
пронумеровать.
Восковки (2.4):
• Предпочтительнее воски с узким интервалом плавления.
• Для правильного подбора необходимо понимание свойств различных
восков.
• Предпочтительнее использовать инжекторы, которые перед
впрыскиванием создают в форме вакуум.
• Используйте зажимы для форм с контролируемым давлением.
• Для каждой модели ведите журнал производственных параметров.
• Взвешивайте восковки для подсчета отклонений в весе для отдельной
модели.
• Тщательно проверяйте качество воска перед использованием.
• Откажитесь от использования бракованных партий воска.
• Не применяйте слишком много порошка талька для облегчения
извлечения восковки из формы.
• Не пользуйтесь переработанным воском.
Сборка елки (2.5):
• Предпочтительнее использовать основные литники, разработанные
оптимальным образом.
• В любом случае предпочтительнее резиновые основания с конической
литниковой воронкой (не полусферической!).
• Резиновое основание не должно иметь следов износа.
• Резиновое основание не должно содержать остатков формомассы с
предыдущих опок. При необходимости, тщательно его очистите!
• Места присоединения питателя к стояку должны иметь хорошие галтели.
• Избегайте сужений!
• Между стояком и питателями предпочтительнее угол в 90°
• Удаленный конец восковок должен находиться на расстоянии около 10
мм от стенки опоки.
54
Литье по выплавляемым моделям
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
2
Формование опоки (2.6):
• Используйте формовочные смеси надежного производства.
• Храните формовочные смеси в хорошо закрытом контейнере в сухом
месте. Проверяйте дату производства каждой новой партии.
• Перед использованием очищайте опоку металлической щеткой, чтобы
снять все следы использованной формомассы.
• Вода и формовочная смесь должны быть рекомендованной температуры.
• Замешивайте смесь в воде в пропорциях, рекомендованных
производителем.
• Предпочтительнее использовать деионизированную воду.
• Проверяйте время достижения состояния "без блеска" для каждой новой
партии формомассы.
• Перед вытопкой воска дайте опокам схватиться в течение не менее 1
часа, но не более 2-х.
Вытопка воска (2.7):
• Не существует четких аргументов в пользу сухой или паровой вытопки
воска. Наиболее важным моментом является то, что прокалочный цикл
необходимо начинать сразу после вытопки, не давая опоке остынуть.
Прокаливание (2.8):
• В случае с нагревом в печах электрического сопротивления
предпочтительнее использовать печи с принудительной вентиляцией.
• Проверяйте, чтобы в процессе нагрева температура была одинаковой
внутри всей камеры.
• Избегайте чрезмерной загрузки печи опоками. Для циркуляции воздуха
необходимо достаточно пространства.
• Следуйте циклу прокалки, рекомендованному производителем.
• В процессе нагрева соблюдайте периоды выдержки.
• Не превышайте максимальную температуру в 750°С (для формомасс на
гипсовом связующем).
• Температура должна стать равномерной по всей опоке перед заливкой.
• Предпочтительнее снабжать печь двойной системой контроля с одной
термопарой в рабочей камере, а другой - у нагревательного элемента.
Плавление (2.9):
• Рассчитайте вес сплава, требуемого для литья (исходя из веса елки).
• Используйте гранулированный металл или металл, поделенный на
маленькие кусочки.
• Не используйте грязный металл.
• Не пускайте в работу более 50% повторно используемого металла.
• Не переплавляйте металл более трех раз.
• Избегайте ненужного перегрева.
• Для идеальной гомогенизации расплавленный металл необходимо
помешивать.
Заливка(2.10):
• Поддерживайте металл в жидком состоянии минимально необходимое
время.
• Интервал перегрева должен быть минимальным для получения хорошей
отливки.
• Заливку производите за максимально короткое время.
Охлаждение (2.11):
• Охлаждайте опоки в воде через 3 мин после заливки (для желтого и
красного золота) или 6 мин (для белого никелевого золота).
• После извлечения елки тщательно ее очистите и проведите визуальный
осмотр. Следует записывать типы и расположение дефектов.
Литье по выплавляемым моделям
55
2
1ЕМЫМ МОДЕЛЯМ
2.13 СХЕМАТИЧЕСКИЙ СПИСОК ВОЗМОЖНЫХ ДЕФЕКТОВ
Как было сказано во введении, этот "Справочник..." не дает детального
описания дефектов. Анализ наиболее распространенных типов дефектов,
включая исчерпывающие объяснения их происхождения и полезные
рекомендации по их предотвращению, был проведен в "Справочнике по
дефектам литья и иным порокам ювелирных изделий из золота"
опубликованном Всемирным Золотым Советом в 1997 году. Читатель должен
обратиться именно к нему.
Здесь же упор делается на то, что в большинстве случаев дефект не имеет
единственную причину происхождения. Часто несколько причин в
совокупности приводят к конкретному дефекту. Следовательно, меры по
исправлению будут требовать компромиссов, чтобы минимизировать
образование дефектов и улучшить конечное качество продукта.
Ниже приведен схематический список наиболее часто имеющихся
дефектов и наиболее распространенных причин их происхождения. Эти
причины могут быть единичными или работать в совокупности, приходят в
контакте кожей или глазами.
• Модель имеет неправильную систему питателей. Они могут быть слишком
тонкими, слишком длинными, либо присоединены в неправильных точках.
• После заполнения полости формы запаса жидкого металла недостаточно.
Газовая пористость: она может возникнуть из-за захваченного либо
вновь образованного газа. Распознать эти две причины очень сложно:
• В процессе заливки слишком высока турбулентность.
• Неправильная сборка восковок на елке.
• Слишком большое расстояние между внешним краем восковок и стенкой
опоки.
• Слишком высокая температура металла и/или опоки.
• Металл содержит газы.
• Слишком влажный флюс (если он применяется).
• Использовалось слишком много вторичного металла. Всегда
используйте, по меньшей мере, 50% нового металла.
• Неправильный цикл прокалки.
Неполное заполнение
• Недостаточная система питателей.
• Слишком низкая температура металла и/или опоки.
• Литники были неправильно припаяны к восковке, создавая
турбулентность при центробежном литье.
• Центробежная машина вращалась на слишком больших оборотах
Облой по краям
• Перед замешиванием шликера формовочная смесь напитала влагу.
• При схватывании шликера опоку пошевелили.
• Резиновое основание сняли слишком быстро.
• Перед вытопкой воска опока частично высохла.
• Слишком высокая температура прокалки.
• Между вытопкой воска и прокаливанием опока успела остыть.
• Опоку неаккуратно перемещали или уронили.
• На центробежной машине была задана слишком высокая скорость.
• Опока была расположена слишком близко к нагревательному элементу
печи.
• Опоку не выдержали достаточно длительное время при низкой
температуре.
56
Литье по выплавляемым моделям
Пузырьки или наросты на поверхности отливок
• Воздушные пузырьки на поверхности восковок вследствие:
- Вакуумный насос пропускает воздух.
- В масле вакуумного насоса содержится вода.
- В вакуумном насосе не хватает масла.
- Формомассу недостаточно хорошо или недостаточно долго промешали.
- Заформованные опоки вакуумировались без вибрации.
- Вакуумирование продолжилось после окончания рабочего времени.
Углубления на поверхности отливок
• Дефект уже присутствовал в восковках (См. Таблицу 4).
Водяные потеки
• Не были соблюдены правильные пропорции воды и формовочной смеси.
• Опока вибрировалась слишком короткое время (слишком длительное
время между окончанием вибрации и схватыванием формомассы).
Включения (Инородные частички: оксиды, формомасса, графит) в
отливках
• Восковки были неправильно присоединены к основанию или елке, либо
галтели сформированы недостаточно, что привело к отламыванию
формомассы с острых углов в процессе заливки.
• Опока недостаточно схватилась перед помещением в прокалочную печь.
• Неверный цикл удаления воска.
• Опока не была очищена от предыдущей отливки.
• Кусочки формомассы в литниковом отверстии.
• Расплавленный металл содержит излишек флюса или оксиды.
• Расслаивающийся или не полностью офлюсованный тигель.
• Непросушенный графитовый тигель.
• Формомассу недостаточно хорошо или недостаточно долго промешали.
• Опоку недостаточно долго выдержали при низкой температуре
прокалки.
• Опока была расположена слишком близко к нагревательному элементу
печи.
• Загрязненные восковки.
Грубая поверхность
• Для облегчения извлечения восковки из формы использовалось слишком
большое количества порошка талька.
• Одновременно применялись тальк и разделительный спрей.
Песчаная поверхность: часто ассоциируется с частицами формомассы,
включенными в поверхность металла:
• Слишком высокая температура прокалки.
• Перед замешиванием шликера формовочная смесь напитала влагу.
• Опока недостаточно схватилась перед помещением в прокалочную печь.
• Опоку слишком долго продержали на паровой вытопке.
• Металл, опока или оба вместе были слишком горячими.
• К моделям были неправильно припаяны питатели.
• Опока была расположена слишком близко к нагревательному элементу
печи.
Блестящие отливки
• В литейной форме остались углеродистые следы, создавшие
восстановительные условия на ее поверхности.
Литье по выплавляемым моделям
57
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
3 СПЛАВЫ ДЛЯ ЛИТЬЯ по
ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Результат процесса литья во многом зависит от свойств используемых сплавов.
Для литья следует подбирать сплавы подходящего состава. Это означает, что
нужно использовать сплавы, предназначенные для литья. В прошлом, в
основном, применялись так называемые "сплавы общего назначения". Это
было (и частично до сих пор есть) возможно для пробного желтого золота
состава золото-серебо-медь благодаря особой способности поддаваться
обработке. Однако для белых сплавов золота ситуация другая.
Постоянный рост требований к качеству и экономии привел к разработке
специальных сплавов для литья в течение последних десятилетий. Это сложно,
поскольку модификации сплава не должны повлиять на пробу или цвет.
Поэтому эти модификации были строго ограничены относительно узким кругом
легирующих присадок. Создание белых сплавов золота, годящихся для литья,
происходило несколько по-другому. Общую информацию по ювелирным
сплавам можно найти в литературе.
Рис. 3.1.2 Фазовая диаграмма системы
серебро-медь
3.1 ЖЕЛТЫЕ И КРАСНЫЕ СПЛАВЫ ЗОЛОТА
3.1.1 Металлургия и ее влияние на физические свойства
На свойства тройного сплава золото-серебро-медь сильное влияние
оказывают двойные системы, особенно золото-медь и серебро-медь (Рис. 3.1.1
и 3.1.2). Низкая эвтектическая точка на фазовой диаграмме серебро-медь
влияет на поведение желтого золота при плавлении (и заливке). Относительно
небольшие вариации пропорций серебра и меди значительно изменяют
интервал плавления сплава. Кроме этого, происходит деление на две фазы,
обогащенную серебром и обогащенную медью (особенно для сплавов золота
585 пробы, см. ниже).
Увеличение твердости при старении может происходить при температуре
ниже 410°С благодаря процессу упорядочивания, исходящего из системы
золото-медь.
Литье по выплавляемым моделям
59
3
СПЛАВЫ ДЛЯ ЛИТЬЯ по
1ЛАВЛЯЕМЫМ МОДЕЛЯМ
1050° Au
Содержание меди (%, вес)
Рис. 3.1.3 Поверхность ликвидуса системы
золото-медь-серебро
Au
Рис. 3.1.4 Двухфазовая зона сплавов
золото-медь-серебро
Детально описывать тройные системы сплавов выходит за рамки этой
главы (более полно это описано в соответствующей литературе - См. главу
"Дополнительная литература" в конце книги).
В качестве примера на Рис. 3.1.3 показано влияние состава на температуру
ликвидуса. В температуре ликвидуса - глубокая "впадина" которая начинается
от эвтектического состава со стороны серебро-медь и продолжается в
направлении стороны золото-медь (более практические диаграммы
представлены на Рис. 3.1.7 и 3.1.8).
Рис. 3.1.4 показывает фазовое распределение при температуре около
300°С. Можно выделить образование гетерогенной двухфазной зоны и
образование зоны интерметаллидов, твердеющих при старении. Диаграмма
показывает состояние идеального равновесия, которое никогда полностью не
достигается в практических условиях литья по выплавляемым моделям.
Однако она объясняет, что может произойти с желтым золотом в плане
последствий для механических свойств и способности к потускнению. Деление
на две фазы снижает сопротивление окислению; образование так называемых
упорядоченных интерметаллических структур повышает твердость и
прочность, но снижает пластичность (увеличивает склонность к
охрупчиванию).
Таблица И приводит несколько примеров составов желтых сплавов
золота различной пробы. Данные интервала плавления, плотности и
стандартного цвета приводятся по возможности. Значения интервала
температур плавления в некоторых случаях не очень надежные, и их следует
использовать с осторожностью.
Таблица 11 Примеры сплавов желтого золота, используемоых в ювелирной
промышленности
Метри- ческая (карат- ная) проба Золото, %0 Серебро, °/оо Медь, °/оо Цинк, %о Темпе- ратура соли- дуса, °C Темпе- ратура ликви- дуса, °C Плотно сть, г/см3 Цвет*
585 (14) 585 90 320 5 860 890 13.1 5N
585 (14) 585 100 ТП 38 835 865 13.1 3N
585 (14) 585 140 270 5 835 865 13.25 4N
585 (14) 585 200 200 15 825 835 13.5 2N
585 (14) 585 260 140 15 830 845 13.7 1N
750 (18) 750 20 220 10 897 917 15.45
750 (18) 750 45 205 0 890 895 15.15 5N
750 (18) 750 90 160 0 880 885 15.3 4N
750 (18) 750 90 155 5 880 895 15.3 4N
750 (18) 750 125 125 0 885 895 15.45 3N
750 (18) 750 140 90 0 865 903 15.36
750 (18) 750 155 90 5 870 900 2N
750 (18) 750 160 90 0 895 920 15.6 2N
750 (18) 750 210 40 0 960 990 15.7 1N
875 (21) 875 0 125 0 926 940 16.7 Красный
875 (21) 875 17.5 107.5 0 928 952 16.8 розовый
875 (21) 875 45 80 0 940 964 16.8 желто-
розовый
916 (22) 916.6 21.4 62 0 969 982 17.8
916 (22) 916.6 62 21.4 0 1010 1035 18
917 (22) 917 32 51 0 964 982 17.8
917 (22) 917 55 28 0 995 1020 17.9
*Основан на классификации ISO 8654
60
Литье по выплавляемым моделям
1ЛАВЫ ДЛЯ ЛИТЬЯ по
1АВЛЯЕМЫМ МОДЕЛЯМ
Все сплавы основаны на системе золото-серебро-медь. Большинство сплавов
585 пробы содержат добавку в виде цинка. Около 50% сплавов 750 пробы также
имеют небольшие добавки цинка. Цинковые добавки не распространены среди
сплавов более высокой пробы. Влияние цинка на свойства сплавов будет
рассмотрено позже в подразделе 3.3. Низкопробные сплавы (417,375 и 333 пробы),
за несколькими исключениями, основаны на системе медь-золото-(серебро)-цинк.
В этом случае цинк можно рассматривать в качестве основного элемента сплава.
В добавление к этим "традиционным" элементам сплава в последнее время
используются небольшие добавки других элементов, например, для измельчения
зерна (иридий) и деоксидирующие (кремний, бор). Влияние этих присадок также
обсуждается отдельно в подразделе 3.3.
Недавно для улучшения механических свойств высокопробных сплавов золота
(833 пробы и выше до микролегированного "чистого" золота) были разработаны
специальные системы сплавов. Они широко не используются, поэтому о них стоит
только кратко упомянуть.
Плотность желтого золота 585 и 750 пробы находится в сильной зависимости от
пропорций между серебром и медью (при постоянном содержании золота) (Рис.
3.1.5 и 3.1.6). Небольшие добавки цинка на плотность значительного влияния не
оказывают, особенно в случаях со сплавами 585 пробы, куда цинк добавляется
более часто (Примечание: В график на Рис. 3.1.5 также включены сплавы с
небольшими добавками цинка).
Значения плотности сплавов 875 пробы лежат в интервале 16,7-16,8 г/см3; для
917 пробы -17,8-17,9 г/см3. Вариации пропорций серебра-меди очень ограничены,
поэтому они не оказывают значительного влияния на плотность.
Интервал кристаллизации желтого сплава золота зависит от состава, но более
сложным образом. В принципе, это можно увидеть на температурной фазовой
диаграмме. Однако в практических целях более полезны диаграммы, которые
показывают интервалы плавления для наиболее важных сплавов 585 и 750 пробы в
зависимости от содержания серебра (Рис. 3.1.7 и 3.1.8).
Для сплавов 750 пробы возрастание содержания серебра может также
оказывать влияние на температуру ликвидуса, которая также увеличивается, но
оно в меньшей степени воздействует на температуру солидуса. Для сплавов 585
пробы температура ликвидуса возрастает при более высокой концентрации
серебра до определенного значения, но температура солидуса значительно
понижается. Следовательно, сам по себе интервал кристаллизации при более
высоком содержании серебра возрастает для сплавов как 585, так и 750 пробы.
Следствием более широкого интервала кристаллизации являются сплавы с
повышенной (микро-) сегрегацией и более выраженной дендритной структурой.
Поведение сплава при кристаллизации в процессе заливки зависит не только от
температурного интервала, но и от количества теплоты, привносимого расплавом в
опоку.
В Таблице 10 приведены некоторые примеры значений количества теплоты,
выделяемого при кристаллизации и удельная теплоемкость ювелирных сплавов и
чистых металлов. Значения основаны на массовой доле (как принято). У золота
наименьшая, а у меди - наибольшая теплота кристаллизации, серебро находится
посередине между ними. Поэтому сплавы с большим содержанием
Рис. 3.1.5 Плотность желтых сплавов
золота 585 пробы в зависимости от
Рис. 3.1.6 Плотность желтых сплавов
золота 750 пробы в зависимости от
содержания серебра
960
940
^920
900
О.880
£ 860
S’ 840
£ 820
800
780
Влияние содержания серебра на
интервал кристаллизации
желтого золота 585 пробы
СОЛИДУС
И ЛИКВИДУС
20 90 100 1 10 250280300320340360
Таблица 12 Данные по термическому анализу некоторых типичных
ювелирных сплавов
Золото, О/о Сереб ро, % Медь, % Теплота затвердевания Удельная теплопро водность Дж/(г*К) Темпе ратура сол иду са, °C Темпера тура ликвиду са, °C Избыточ ная теплота на 100 К (°C), Дж/г
Дж/г Дж/см3
91.7 6.2 2.1 60 1002 0.174 1032.8 1009 17
75.0 16.0 9.0 72 1123 0.212 933.3 902.8 21
58.5 30.0 11.5 76 1048 0.242 891.4 850.9 24
90 10 111 10 0.320 901.6 779.8
100 65* 0.157*
100 107* 0.310*
100 205* 0.494*
*Источник: Edelmetall Taschenbuch
Рис. 3.1.7
945
940
935
СУ 930
925
го 920
£ 915
fe 910
S'905
g 900
ф 895
890
885
880
Серебро (%о)
20 40 60 80 100 120 140 160 180
Серебро (%о)
Рис. 3.1.8
Литье по выплавляемым моделям
61
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Таблица 13 Примеры усадки при
затвердевании
Металл Усадка при кристаллизации, % объем н.
Золото 4.8
Серебро 7.3
Медь 5.4
Желтое золото 6.0
750 пробы
Таблица 14 Влияние состава атмосферы на поверхностное натяжение (для
желтого золота 585 пробы)
Состав атмосферы при литье к Краевой угол, град. Поверхностное натяжение, Н/мм2
Вакуум 0,1 мБар 144 1210
Азотно-водородная смесь (N2+H2) 148 1330
Аргон - 660
Воздух <50 (низкое значение) формомасса смачивается
расплавом
Поэтому сплавы с большим содержанием серебра и меди при кристаллизации
выделят большее количество тепла на единицу массы. Для практических целей
более важно знать значения, относящиеся к объему. Сейчас, до определенного
уровня, различия между различными ювелирными сплавами уравновешены.
Таблица также показывает, что избыточная теплота (когда температура
заливки выше температуры ликвидуса), например, при перегреве на 100°С
увеличивает количество тепла, выделяемого при кристаллизации, примерно
на треть от общего выделяемого количества теплоты в опоке.
В формировании усадочной пористости в ювелирных отливках виновно
резкое снижение объема при кристаллизации.
В Таблице 13 представлены некоторые оценочные значения усадки при
кристаллизации некоторых чистых металлов и типичных ювелирных сплавов.
Суммарная пористость в готовой отливке будет меньше этих значений,
поскольку усадка будет компенсироваться до некоторого уровня путем
дополнительной подачи расплава по литнику и системе питателей. Однако в
некоторых критических участках отливки пористость может
сконцентрироваться и превысить приведенное значение.
Поверхностное натяжение между расплавом и формомассой является
критическим фактором влияющим на степень заполнения формы,
воспроизводство мелких деталей поверхности и ее гладкость.
Желтое золото, основанное на системе золото-серебро-медь, имеет
относительно высокое поверхностное натяжение, если не происходит
образование оксидов (т. е. если литье выполнялось в бескислородных
условиях, например, в вакууме или в восстановительной атмосфере). Однако
образование оксидов меди значительно снижает поверхностное натяжение.
Некоторые его значения для желтого золота 585 пробы приведены в Таблице
14.
Относительно низкие значения, получаемые с аргоном, могут говорить о
том, что кислород не был полностью удален перед заполнением камеры
аргоном.
Высокое поверхностное натяжение производит характерную грубую
структуру поверхности, в основном, на изделиях с толстыми стенками. Это
происходит благодаря дендритной кристаллизации и усадке. Микроструктура
выражение дендритная. При кристаллизации первоначально происходит
формирование дендритной решетки. При конечной кристаллизации усадка
втягивает междендритный расплав с поверхности, оставляя дендритный
рельеф. Если поверхностное натяжение низкое, стенки формомассы
смачиваются, и воспроизводится ее гладкая структура, если только не
происходит разложение формомассы.
Как видно из Таблицы 14,поверхностное натяжение можно просто снизить,
отливая на воздухе. Однако нельзя будет достигнуть никаких улучшений в
качестве поверхности. Преимущества низкого поверхностного натяжения
компенсируются пагубным влиянием окисления и образования чешуи.
Наиболее эффективный подход - изменение состава сплава (См. ниже).
62
Литье по выплавляемым моделям
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
Таблица 15 Типичная твердость (при отливке) золото-серебряно-медных
сплавов
Метрическая (каратная) проба Золото Состав (%о) Твердость, HV
Серебро Медь
585 (14) 585 300 115 130-147
750 (18) 750 160 90 135
750 (18) 750 152 125 170
875 (21) 875 45 80 96
917 (22) 917 55 28 65
Содержание серебра (%о)
Рис. 3.1.9
Таблица 15 приводит некоторые приблизительные значения твердости для
желтых сплавов золота различной пробы в состоянии после литья.
Твердость при данной пробе сильно изменяется с изменением
соотношения серебро-медь, а также зависит от обработки опоки после заливки
(условия охлаждения). Следовательно, твердость может изменяться в
широком интервале.
Сильное влияние соотношения серебро-медь на твердость сплавов 750
пробы показано на Рис. 3.1.9. Значения варьируются от твердого (и хрупкого)
до относительно мягкого (пластичного). Основная причина возрастания
твердости с возрастанием содержания меди - эффект отверждения при
старении (эффект упорядочивания), как было описано раньше. Обогащенные
медью сплавы могут очень быстро образовывать упорядоченную структуру, и
твердость значительно возрастет с потерей пластичности. Обогащенные
серебром желтые сплавы проходят сначала через деление на обогащенную
серебром и обогащенную медью фазы, за которыми следует отверждение при
старении. Однако количество отверждающейся фазы меньше. Процесс
отверждения меньше выражен, и отлитый материал остается мягким и
пластичным.
Охрупчивание обогащенных медью сплавов розового и красного золота
часто приводит к трещинам, особенно когда изделия подвергались
деформации, например для удлинения или в процессе штамповки. Рис. 3.1.10
показывает сломанную шинку кольца из красного золота. Теоретически
охрупчивания можно избежать путем охлаждения в воде от температур около
600-700°С. На практике опоку нельзя остудить достаточно быстро, чтобы
избежать проблемы с некоторыми розовыми/красными сплавами золота.
Единственный способ получить пластичный материал в этом случае -
последующий отжиг отливок при приблизительно 600°С и быстрое охлаждение
их в воде.
Рис. 3.1.10 Трещины в шинке кольца из
красного золота
Литье по выплавляемым моделям
63
3
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3.1.2 Высокопробные сплавы золота с улучшенными
характеристиками
Традиционно ювелирные изделия высокой пробы пользуются большим
спросом в странах Среднего и Дальнего Востока. Высокопробные сплавы (916
проба и выше), сплавленные только с медью и/или серебром - мягкие, поэтому
за последние годы были разработаны высокопробные сплавы с повышенной
прочностью. Очевидно, что это сплавы желтого золота вследствие высокого
его содержания. Основной задачей было подобрать присадки, которые бы
увеличивали прочность при их низком содержании. Однако многие из новых
сплавов трудно приготовить и использовать, они требуют более сложного
оборудования для сплавления и обработки по сравнению с традиционными
сплавами.
Золото-титан
Сплав золото-1%титан (Au990Ti) имеет твердость около 180HV после
старения. Твердость сравнима со стандартными пробными сплавами золота.
Кроме этого, сплав имеет отличную пластичность и стойкость к истиранию.
Недостатки следующие:
• Высокая реакционная способность титана требует защитной
атмосферы (аргона) для плавления и отжига.
• Высокая прочность достигается только при затвердевании при старении.
Последующая пайка снова размягчит материал.
• Часто после финишной обработки можно наблюдать бледный сероватый
оттенок. Исследования показали, что этот эффект связан не со свойствами
сплава, а является следствием неоптимальных условий полировки.
Золото-галлий
Сплав золото-1%галлий (Au990Ga) легко обрабатывать, но эффект
отверждения после литья умеренный. Он более выражен после деформации.
Золото-кобальт-сурьма
Запатентованный сплав 99,5%золото-0,3%сурьма-0,2%кобальт (Au995Sb3Co2
(%о)), недавно разработанный Mintek, можно упрочнять холодной обработкой
плюс отверждением при старении до 140HV. Возможно литье в формовочную
смесь.
Микролегированное «чистое» золото
Были разработаны и запатентованы сплавы 99,5%-ного и более чистого
золота, сплавленные с кальцием, редкоземельными металлами и т. д. В
состоянии после отжига или литья твердость слегка возрастает, но более
значительного роста можно добиться путем механической обработки и
состаривания. Однако, как было упомянуто выше, эти новые сплавы более
сложно приготовить и использовать, они требуют более сложного
оборудования для плавления и обработки. Использование этих сплавов
ограничено определенными областями применения.
3.2 СПЛАВЫ БЕЛОГО ЗОЛОТА
Сплавы белого золота имеют чрезвычайно широкий состав. В основном, это
три типа: белое никелевое, белое палладиевое и смешанное (с содержанием
никеля и палладия) золото. В последнее время был создан еще один класс
«альтернативного» безникелевого белого золота, основанный на
использовании таких металлов, как марганец и хром в качестве регулятора
цвета. В каждый класс входит большое количество разнообразных сплавов.
Как правило, для достижения хорошего белого цвета требуются высокие
концентрации никеля или палладия (приблизительно 12% и более). Многие
имеющиеся на рынке сплавы экономят на никеле, что дает менее твердый
металл, либо на палладии, что удешевляет сплав, часто они выпускаются к
тому же с добавками меди; они имеют непривлекательный цвет, поэтому
требуют покрытия родием.
64
Литье по выплавляемым моделям
ПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
В Таблицах 16 и 17 приведены некоторые примеры классических сплавов
750 и 585 пробы. Возможны и другие комбинации.
Белое никелевое золото
Сплавы белого золота с содержанием никеля твердые и менее пластичные. В
Таблице 18 показано, как твердость золота 750 пробы возрастает с
возрастанием содержания недрагоценных металлов. Эти значения приведены
для состояния мягкого отжига.
Механические свойства отлитого в формомассу белого никелевого золота
непредсказуемы. При низкой скорости охлаждения обогащенная никелем фаза
сегрегирует, приводя к охрупчиванию. Быстрое охлаждение может привести к
трещинам. Поскольку практически невозможно охладить елку в опоке при
заранее заданных условиях, свойства нельзя полностью предсказать.
Недостатки касаются не только механических свойств, но и коррозионной
стойкости и, следовательно, высвобождения никеля. Коррозионная стойкость
снижается, если происходит сегрегация обогащенной никелем фазы. Сплавы с
такой сегрегацией будут при коррозии высвобождать больше никеля, чем
гомогенные сплавы.
Относительно высокое содержание цинка необходимо для избежания
ненужной хрупкости. Однако цинксодержащие сплавы нельзя плавить в
вакууме вследствие чрезмерного испарения цинка. Поэтому частое
переплавление отходов приведет к нежелательному изменению в составе,
снова приводящему к возрастанию хрупкости.
Таблица 18 Влияние состава на
твердость белого золота 750 пробы
(18К)
Au+Ag+ Pd, % Cu+Ni+ Zn, % Твердость, HV мягкий отжиг
100 0 65
90 10 180
75 25 220
Таблица 16 Типичные сплавы белого золота 750 пробы
Состав (°/оо) Температура, °C*
Au Ад Pd Си Zn Ni t Солидус Ликвидус
Белое 750 0 0 55 50 145 895 945
никелевое 750 0 0 10 75 165 888 902
золото
Белое 750 100 150 1240 1300
палладиевое 750 150 100 1180 1225
золото 751 118 130 1180 1235
751 80 170 1300 1315
750 40 170 40 1200 1290
750 60 130 58 2 1090 1185
Смешанное 750 0 135 75 20 20 1050 1110
белое золото 750 110 50 30 60 950 1025
*приблизительные значения
Таблица 17 Типичные сплавы белого золота 585 пробы
Au Ад Состав (°/оо) Температура, °C*
Pd Си Zn Ni Солидус Ликвидус
Белое 585 0 0 270 50,0 95 920 990
никелевое 585 0 0 185 75,0 155 915 1020
золото Белое палладиевое золото 585 215 150 50 1080 1165
Смешанное 585 180 140 65 10,0 20 1010 1080
белое золото 585 180 140 45 50 995 1090
*приблизительные значения
Литье по выплавляемым моделям
65
3
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Хотя плавление чистых сплавов в графитовых тиглях возможно,
использование формомасс на гипсовом связующем проблематично. Вероятно
усиление реакции с формомассой. Это оказывает пагубный эффект на качество
поверхности и может увеличить газовую пористость. Этот эффект в большой
степени зависит от массы отливки и от температуры опоки и расплава.
Еще одним недостатком никельсодержащих сплавов является выраженное
сродство никеля и серы, присутствующей в гипсе. Может образовываться
сульфид никеля, который сегрегируется по границам зерен и приводит к
охрупчиванию. По этой причине переплавление отходов является особенно
критичным вследствие адгезии старой формомассы (на гипсовом связующем).
Сульфат (гипс) будет трансформирован в сульфид при плавлении в
графитовом тигле. В результате получаем сегрегацию сульфида никеля.
Кроме этого, оксид кремния (основной компонент формовочной смеси)
может образовывать силициды со сходным эффектом охрупчивания, как и
сульфиды, если происходит плавление неочищенных отходов в
восстановительных условиях.
Белое никелевое золото может привести к аллергическим реакциям на
коже у людей, чувствительных к никелю. Поэтому Европейское Сообщество
провозгласило Распоряжение, EN 1811, для защиты потребителя. Это
распоряжение запрещает использование никеля в ювелирных изделиях,
используемых только для пирсинга или в заживающих ранах. Во всех других
случаях там, где ювелирные изделия находятся в прямом и длительном
контакте с кожей, использование никеля не запрещается, но определен
максимальный уровень высвобождения никеля. Это было определено
специальными тестами в искусственном растворе пота. Использование
сплавов, высвобождающих никель сверх лимита, не разрешается.
Белое палладиевое золото
Наиболее важные свойства белого палладиевого золота, представляющие
интерес для литейщика, следующие:
• Высокая температура плавления, требующая подходящего литейного
оборудования.
• Высокая температура заливки, которая может превысить температурную
стабильность формомассы.
Широкое применение индукционных технологий снижает проблему высоких
температур плавления. Однако измерение температуры при помощи
никелевых/никелево-хромовых термопар невозможно; необходимы
платиновые/платино-родиевые термопары. Часто обсуждается вопрос
использования графитовых тиглей. Палладий в чистой форме или
низколегированный реагирует с углеродом (растворимость углерода в
палладии). Однако небольшая концентрация палладия в золотых сплавах при
плавлении в графитовых тиглях проблем не создает.
Большое количество теплоты, выделяемое расплавом в форму, может
привести к разложению формомассы на гипсовом связующем, что ведет к
поверхностным дефектам и газовой пористости. Опасность разложения в
большой степени зависит от массы отливок. Изделия с тонкими стенками
можно отливать гипсовую формомассу без особых проблем. С другой стороны,
тяжелые изделия могут создавать проблему. В этой ситуации единственным
решением является использование формовочной смеси на фосфатном
связующем.
Еще одним недостатком является мягкость сплава для многих областей
применения. Небольшая добавка никеля (смешанный сплав) улучшит
твердость и прочность.
66
Литье по выплавляемым моделям
С ПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
Альтернативные сплавы
Как было упомянуто ранее, в качестве безникелевого заменителя
дорогостоящих палладиевых сплавов белого золота были разработаны
"альтернативные" сплавы белого золота. В таким сплавах в качестве
отбеливающих присадок используются марганец и хром.
Сплавы с небольшими добавками марганца были известны на протяжении
многих лет. Если палладий и никель заменять полностью, для создания
необходимого оттенка требуется большая концентрация марганца. Такие
сплавы оказались хрупкими и подверженными коррозии.
Хромсодержащие сплавы с узким специфическим составом дают хороший
цвет и обладают хорошей способностью подвергаться обработке. Однако
литье и отжиг таких сплавов затруднено вследствие высокой активности
хрома. Хром реагирует не только с кислородом, но и с азотом и углеродом.
Литье в формовочные смеси должно производиться в очень чистой аргоновой
атмосфере в специальном керамическом тигле. Следует использовать
фосфатные формомассы. В настоящее время эти требования в обычных
литейных мастерских не могут быть выполнены.
3.3 ВЛИЯНИЕ МИКРОПРИСАДОК
За последние десятилетия были предприняты усилия для улучшения
поведения пробных сплавов золота при литье и для улучшения свойств
отлитых ювелирных изделий. Любое изменение состава сплава не должно
было повлиять ни на содержание золота, ни на цвет сплава. Поэтому можно
использовать присадки только в малых количествах. В зависимости от типа
добавки термин "микро" варьируется от менее 100 частей на миллион до
нескольких процентов. Важно следовать пределам максимальной
концентрации. Кроме этого, под модифицированные сплавы, возможно,
придется адаптировать производственные условия.
3.3.1 Улучшение свойств
Ниже приведен краткий обзор тех свойств, к улучшению которых нужно
стремиться:
• Поверхностное натяжение между расплавом и формомассой является
критическим фактором, влияющим на заполняемость формы,
воспроизведение мелких деталей поверхности и ее качество.
• Заполняемость формы находится в сильной зависимости от условий
литья; однако некоторые добавки имеют благотворный эффект
(например,цинк, кремний).
• Чрезвычайно желательно снижение усадочной пористости. К
сожалению, ни одна добавка не может на это влиять. Газовую
пористость можно снизить до определенного уровня при помощи
подходящей добавки цинка (также, возможно, в сочетании с кремнием).
• Размеры зерен в металле ювелирных изделий, выполненных путем
литья, часто слишком большие (грубые). Это имеет следующие
последствия:
• Сильная сегрегация и выраженная дендритная структура с невысокой
коррозионной стойкостью и механическими свойствами.
• Возросшая чувствительность к растрескиванию.
• Образование грубой поверхности ("апельсиновая корка"), если после
отливки изделия подвергнуть деформации.
• Ухудшенная способность полировки.
Литье по выплавляемым моделям
67
3
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Влияние размера зерна на пористость
в желтом золоте 585 пробы
0,4 0,6 0,8 1,0 1,2 1,4 1,6 1,8 2,0 2,2 2,4
Размер зерна (ASTM)
Рис. 3.3.1
0 2 4 6 8 10 12 14 16 18 20 22 24
Содержание цинка (%о)
Рис. 3.3.2
Рис. 3.3.3
Влияние грубого зерна на усадочную пористость бесспорно. Исследования
показали, что более мелкозернистая структура сплава, очевидно, не приводит
к полному избавлению от пористости, но снижает образование больших пор и
гнезд с порами (Рис. 3.3.1). В то время как максимальный объем пористости на
заданном участке отливки значительно снижен, на среднее значение это не
оказывает существенного влияния.
Измельчение зерен улучшает поведение при деформации и полировке (как
было сказано ранее) и в критических случаях предотвращает появление
трещин. Высокие концентрации цинка снижают чувствительность к
затвердеванию старением (делают сплав мягче; важно при протягивании
проволоки).
В отличие от высокопробных сплавов золота для улучшения прочности и
свойств упорядочивания структуры при старении для золотых сплавов золота
750 пробы и ниже никаких специальных добавок не применяется.
В сплавах состава только золото-серебро-медь медь может окисляться с
образованием оксидов меди. Отливки из такого желтого золота обычно
получаются с черным слоем оксида меди на поверхности, образованного при
охлаждении опоки. Этого почернения можно избежать или, как минимум,
снизить его путем добавления цинка или кремния (См. ниже).
С другой стороны, образование включений оксида меди может
происходить при переплавлении грязных отходов, при использовании
кислородсодержащей меди для легирования и литье в кислородсодержащей
атмосфере. Оксиды, в свою очередь, могут привести к газовой пористости
посредством сложной химической реакции.
Однако количество оксидов меди можно легко снизить, выполняя плавку в
восстановительной атмосфере или выполняя плавку в графитовом тигле в
нейтральной или восстановительной атмосфере Для осуществления этой
реакции необходимы время и достаточно высокая температура
Для удаления оксидов из расплава нет необходимости в специальной
раскислительной добавке, если плавление и заливка производились в
правильных условиях.
3.3.2 Влияние отдельных добавок
В последующих разделах будет описано влияние элементов, используемых в
качестве присадок в небольших концентрациях, на пробные сплавы золота.
Цинк
Некоторое количество цинка можно сплавить с желтым золотом без изменения
микроструктуры. Конкретное количество цинка зависит от чистоты (пробы)
золота и пропорций межу серебром и медью. Золото может растворить
приблизительно 3% цинка по массе без изменения микроструктуры. Более
высокие концентрации приводят к образованию новых фаз, включая
интерметаллиды; при этом следует ожидать, что это пагубно отразится на
свойствах сплава.
В сплавах 585 и 750 пробы возможны более высокие концентрации цинка
благодаря более высокой растворимости цинка в серебре и меди. Однако цинк
оказывает благотворное влияние в сплавах для литья только в невысоких
концентрациях. Рекомендуемое верхнее значение - приблизительно 2% для
желтого золота 585 и 750 пробы. В более низкопробном золоте (333-416 проба)
и в белом никелевом золоте цинк является стандартным элементом сплава и
часто присутствует в больших количествах.
68
Литье по выплавляемым моделям
2ПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
Влияние добавок цинка на желтое золото 585 и 750 пробы:
а) Снижение температур солидуса и ликвидуса:
Влияние цинка показано на Рис. 3.3.2 и 3.3.3, причем содержание серебра
снижается за счет цинка, а содержание золота и меди постоянно. Замена
меди цинком может привести к несколько иному эффекту; это несомненно
приведет к отбеливанию цвета.
Ь) Повышение заполняемости формы:
Влияние добавок цинка до 2% на заполняемость формы показано на Рис.
3.3.4. Все испытания проводились по тестовой решетке при постоянных
условиях. Благоприятное влияние налицо.
с) Уменьшение шероховатости поверхности:
Поверхность отливок значительно более гладкая, если в сплаве
содержится до 2% цинка. Этот эффект особенно очевиден на массивных
частях отливок. Можно достигнуть снижения шероховатости на треть.
И повышение заполняемости формы, и снижение шероховатости
поверхности можно отнести к влиянию цинка на поверхностное
натяжение, которое, снижаясь, в свою очередь, улучшает смачиваемость
формы расплавом и уменьшает капиллярные силы. Таким образом,
расплав с большей легкостью может заполнять полости и воспроизводить
гладкие поверхности оттиска. Это помогает избежать дендритной
структуры поверхности отливок.
d) Снижение реакции с формомассой и газовая пористость:
Доказано, что небольшие добавки цинка способны замедлить реакцию
расплава с формомассой и, таким образом, понизить образование газовой
пористости. Причина этого не совсем ясна. Возможно, образование
плотного слоя оксида цинка на поверхности кристаллизующего расплава
предотвращает взаимодействие расплава с формомассой.
Испытания на растяжение отлитых образцов показало, что небольшие
добавки цинка увеличивают удлинение (пластичность) за счет снижения
пористости (Рис. 3.3.5). Также возрастает значение предела прочности на
разрыв, это означает, что данный эффект действительно относится к
физической целостности образцов.
Однако следует понимать, что добавки цинка свыше рекомендованного
значения (около 2-3%) могут иметь обратный эффект, например,
облегчить реакцию с формомассой и, следовательно, увеличить газовую
пористость.
е) Усиление блеска поверхности после литья:
Цинк имеет более сильное сродство с кислородом. В процессе охлаждения
отливки на поверхности образуется практически бесцветный, тонкий,
относительно плотный слой оксида цинка, что предотвращает
образование толстой, массивной, черной чешуи оксида меди (Рис. 3.3.6).
Изделия имеют блестящую желтую поверхность. Отбеливание легко
удаляет слой оксида цинка, поверхность при этом не обесцвечивается.
Рис. 3.3.4
Содержание цинка (%)
Рис. 3.3.5
Литье по выплавляемым моделям
69
3
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 3.3.7 Включения оксида цинка
Цинк имеет высокое значение давления пара; он кипит при 907°С при
атмосферном давлении. Таким образом, добавлять чистый цинк в расплав
проблематично. Большая доля цинка испаряется (на воздухе, образуя белый
"дым" оксида цинка). Этот эффект можно снизить, обернув цинк медной
фольгой и быстро погрузив его в расплав. Лучший способ - использовать
латунь в качестве лигатуры. Будучи уже сплавленным с медью, цинк имеет
значительно более низкое значение давления пара. Рекомендуется
использование латуни с 70%-ным или выше содержанием меди. (Примечание:
Латунь с содержанием меди 60% и ниже часто содержит свинец в качестве
элемента сплава и некоторые другие загрязнения. Загрязнение золота свинцом
нежелательно). Как только цинк сплавлен с желтым золотом, сплав стабилен.
Значительных потерь при испарении можно избежать, если не превышать
уровень концентрации цинка в 2%. Можно даже применить умеренный вакуум.
Однако плавление на воздухе является причиной образования оксида
цинка, следовательно, это снижает концентрацию цинка в сплаве. Основные
возникающие при этом дефекты - включения оксида цинка в сплаве. Например,
могут образоваться поверхностные дефекты (Рис. 3.3.7). Этот дефект, в
основном, происходит вследствие сплавления грязного материала, например,
переплавления литников.
Более высокие концентрации цинка (превышающие рекомендованный
уровень) усиливают реакцию расплава с формомассой. Результатом является
поверхность плохого качества и увеличение газовой пористости.
Кремний
Кремний находится на границе между полезной присадкой и вредоносным
загрязнителем. Он имеет несколько достоинств: кремний увеличивает
жидкотекучесть расплава и заполняемость формы. Его эффект более выражен,
чем у цинка. В желтых сплавах пробного золота кремний дает чистую желтую
поверхность без темной чешуи оксида меди. Причина этого эффекта та же, что
и у цинка. Вместо оксида меди образуется тонкий, бесцветный, плотный слой
оксида кремния.
Высокое сродство кремния и кислорода делает кремний сильным
раскислителем. Однако это свойство не столь важно для сплавов желтого
золота.
Кремниевые добавки имеют несколько недостатков:
а) Охрупчивание
Недостаток кремниевых добавок происходит из его ограниченной
растворимости, особенно в высокопробных ювелирных сплавах.
Его растворимость, в основном, зависит от содержания меди в сплаве,
поскольку он не растворяется ни в золоте, ни в серебре и образует
эвтектические сплавы с низкой температурой плавления (золото-кремний
363°С, серебро-кремний 835°С). В меди кремний растворяется
практически до 5%.
Если растворимость кремния превышена, в ювелирном сплаве образуется
эвтектический сплав с низкой температурой плавления, что приводит к
охрупчиванию и появлению трещин. Наиболее опасными с этой точки
зрения являются обогащенные серебром высокопробные сплавы.
Для сплава 750 пробы состава золото 75% - серебро 4,5% - медь 18% -
цинк 2,5% критическая концентрация кремния 0,05%. Более высокие
добавки кремния могут привести к охрупчиванию. Сплавы 585 пробы могут
выдержать приблизительно 0,1%, и 411 пробы - 0,3% кремния.
70
Литье по выплавляемым моделям
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
3
Таблица 19 Присадки, измельчающие зерно в желтых сплавах золота
Тип Область применения Механизм действия
Литье
Высокая температура плавления,
ограниченная растворимость в сплаве
Высокая реакционная способность по
отношению к кислороду, низкая
растворимость, образование
мелкодисперсных интерметаллидов или
оксидов
Примеры
Иридий, рутений, (кобальт)
Редкоземельные (иттрий),
бор, барий, (кальций)
1С
2
Мягкий отжиг
Возможное образование
интерметаллических смесей
Образование мелкодисперсных
сегрегаций при температуре отжига
Например, цирконий/бор
кобальт/бор
Кобальт,
Все присадки типа 1 могут
также уменьшать зерно при
мягком отжиге
Допустимое количество кремния следует определять для каждого
конкретного состава сплава. Оно уменьшается с увеличением суммарного
содержания золота и серебра, и кремний не следует использовать в
высокопробном золоте (875/917 проба).
Ь) Эффект увеличения зерен
Еще одним недостатком кремния является выраженный эффект
увеличения размера зерен.
Он при водит к чрезвычайно грубой зернистой структуре, даже при очень
низкой концентрации. Основное вытекающее отсюда следствие -
склонность к появлению трещин по границам зерен. Внешний вид этого
дефекта очень близок к представленному на Рис. 3.1.10.
Включения оксида кремния, встречающиеся в отливках, особенно при
переплавлении грязного материала, как переработанные отходы.
Присадки, измельчающие зерно
Чтобы скомпенсировать нежелательный эффект увеличения зерна при
использовании кремния и чтобы улучшить зернистую структуру ювелирных
сплавов в общем, было сделано много попыток применить присадки,
измельчающие зерно.
Опубликованные работы показали, что присадки (и их комбинации):
иридий, рутений, цирконий, кобальт, бор, иттрий, (циркон+бор),
(кобальт+бор) и барий показали себя эффективными для измельчения зерен.
Практически во всех случаях присадки добавлялись в интервале 0,005 - 0,05%
по весу. Добавка кобальта - 0,2%. Все они работают схожим образом: они
образуют очень мелкодисперсные ядра как отправные точки для
формирования зерен при кристаллизации. Механизм образования ядер может
быть различным. В любом случае эффективны небольшие концентрации.
В Таблице 19 измельчители зерна поделены на группы в зависимости от
сферы применения и механизма действия.
Часто используемые измельчители зерна - тугоплавкие металлы
платиновой группы, иридий и рутений с ограниченной растворимостью в
золотых сплавах, а также несколько очень активных элементов. В последнем
случае эффективные центры кристаллизации образуются из
интерметаллических соединений или даже оксидов или нитридов.
Литье по выплавляемым моделям
71
3
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
Рис. 3.3.8 Кластеры иридия на
поверхности
Иридий
Иридий - наиболее часто используемая добавка для измельчения зерен
золотых сплавов. Исследования, в основном, проводились с золотом 585 пробы
и ниже. В высокопробных сплавах эффект следует ожидать менее выраженным
благодаря чрезвычайно низкой растворимости иридия в золоте и серебре.
Напротив, иридий смешивается с медью более чем 10% (по весу), образуя
гомогенный твердый раствор.
Между результатами исследований существуют различия. Некоторые
находят эффект измельчения зерна при концентрации иридия менее 50 частей
на миллион (5*10 3%, вес), в то время как другие не могут продемонстрировать
такой эффект даже при концентрации 0,1% и выше. Эффект измельчения
зерна иридием в кремнийсодержащих сплавах недостоверен.
Основные причины такого различия результатов - вариации в техниках
плавления и сплавления, равно как и отклонения в составе изучаемых
исходных сплавов.
Для достижения хороших результатов необходимо использовать лигатуру.
Предпочтительнее использовать лигатуру с медью, где концентрация иридия
не должна быть слишком высокой (<2%). Особое внимание следует уделять
достижению гомогенного распределения иридия в пробном сплаве золота.
Достаточно приблизительно 0,01% иридия в сплаве. Более высокая
концентрация имеет обратный эффект.
Использование иридия может привести к дефектам двух типов:
- Недостаточный или негомогенный эффект измельчения зерен.
- Сегрегация и твердые участки.
Негомогенно распределенный измельчитель зерна или его слишком
высокая концентрация приводит к твердым включениям, приводящим к
проблемам при полировке («хвосты кометы») и в крайних случаях - трещинам
(Рис. 3.3.8).
Рутений
Рутений - еще одна добавка, используемая для измельчения зерна пробных
сплавов золота. Эффект рутения в качестве измельчителя зерна схож с
иридием. Он производит отличный эффект измельчения зерен при
концентрации от 0,001 до 0,01%. И снова, высокие концентрации губительны
вследствие образования грубых частиц. Достижение гомогенного
распределения рутения в желтом золоте затруднено, поэтому предпочитается
использование иридия.
72
Литье по выплавляемым моделям
4
4 ОБОРУДОВАНИЕ
Как минимум, шесть этапов литья по выплавляемым моделям требуют
применения особого оборудования. А именно:
• вулканизатор (вулканизационный пресс) для изготовления
резиновых форм,
• восковый инжектор для изготовления восковок,
• миксер для формомассы для замешивания шликера,
• сухая или паровая печь для вытопки воска,
• прокалочная печь,
• плавильная/литейная установка.
К этому списку можно добавить машину для пескоструйной обработки для
удаления формомассы с отлитой елки. Кроме этого, следует учитывать менее
дорогостоящее оборудование, наличие которого не обязательно, но может
облегчить некоторые этапы процесса.
Как было отмечено во введении, мы должны выбирать
квалифицированных производителей и поставщиков, которые владеют
техническими знаниями процесса, а также осуществляют хорошее
послепродажное обслуживание поставленного оборудования. Это
необходимо.
Во-первых, мы должны определить наши цели (наши производственные
требования), и что нам нужно для их достижения. Это решение должен принять
только ювелир. В противном случае, всегда существует риск, что жизненно
важные решения по подбору оборудования для нашей мастерской будут
находиться в сильной зависимости от мнения местного поставщика. Часто
результатом такой политики будет являться производственная линия,
составленная из плохо сочетающегося оборудования.
В мире проводится большое количество торговых ярмарок, где вы можете
получить последнюю информацию по производственному оборудованию
различных производителей. Например:
• VicenzaOro, ежегодно в январе и июне, Италия
• Базельская Ярмарка, март/апрель, Швейцария
• Inhorgenta, февраль, Мюнхен, Г ермания
• Гонконгская Торговая Ярмарка, сентябрь, Гонконг
• Торговая ярмарка Лас-Вегаса, июнь, США
• "Catalog In Motion". Эта ярмарка проводится в феврале каждого года в
Таксоне, Аризона, США.
На таких мероприятиях мы можем увидеть и попробовать оборудование,
сравнить различных производителей, а также можно обсудить с ведущими
экспертами области технические проблемы и требования.
Когда вы прояснили свои идеи и установили свои цели, полезно составить
оценочную таблицу для каждого вида оборудования. В этой таблице вы
укажете различные технические характеристики оборудования, а также
компетентность и эффективность производителя и поставщика. Таким
образом, вы сможете сделать объективный окончательный выбор, особенно
если вы сравните издержки, выгоды и окупаемость вложений. Поэтому можно
избежать или, по крайней мере, смягчить неприятные сюрпризы.
Литье по выплавляемым моделям 75
4
ОБОРУДОВАНИЕ
Рис. 4.1.1 Вулканизатор с
цифровым контролем температуры
В добавление к этим общим правилам мы рекомендуем вам учесть
следующие моменты:
• Никогда не покупайте оборудование, не видя его и не обсудив каждую
деталь. Вы должны его протестировать, оценить легкость в эксплуатации,
систему управления, возможность программирования, легкость
обслуживания.
• Выясните, сам ли производитель разработал и выпустил данное
оборудование, или предложенный вариант является дешевой копией
чьей-то разработки.
• Детально обсудите предлагаемые гарантии.
• Выясните, какое количество оборудования было продано и каким
компаниям. Поговорите с кем-либо из их потребителей об их опыте.
• Убедитесь, что производитель предлагает соответствующее обучение
вашего персонала и производит запуск на месте для выяснения того, что
оно работает согласно спецификациям.
• Никогда не выбирайте оборудование только исходя из цены. "Дешевизна" -
редко хорошая экономия!
Какое бы оборудование вы ни приобрели, вам следует запланировать
требуемое обслуживание, т. е. что нужно проверять, и кто это должен делать.
Все эти операции необходимо записывать в соответствующие таблицы.
Например, в плавильной/литейной установке систему охлаждения следует
проверять ежедневно, фильтры вытяжной системы - еженедельно, масло в
вакуумных насосах - ежемесячно и т. д.
Теперь мы обсудим конкретное оборудование.
4.1 ВУЛ КАН ИЗАТОРЫ
Общеизвестно, что вулканизатор - очень простая единица оборудования. По
своей сути это винтовой пресс с двумя подогревающимися пластинами и
датчиком контроля температуры. Однако на практике даже такой простой вид
оборудования может преподнести неприятные сюрпризы. Если система
контроля температуры неточная и ненадежная, будет сложно получить
резиновые формы хорошего качества со всеми вытекающими отсюда
проблемами.
Здесь следует принимать во внимание следующие характеристики:
• операционный интервал температур,
• размер нагреваемых пластин,
• максимальное раскрытие пластин (т. е. максимальная толщина резиновой
формы).
Мы должны помнить, что некоторые современные типы силиконовой резины не
терпят неточностей температуры более 1°С. Другие факторы включают
равномерность распределения температуры по поверхности пластины и
систему управления. Точный контроль температуры без широких колебаний
является основной характеристикой хорошего вулканизатора. Должно быть
возможным проверять калибровку и правильную работу датчика контроля
температуры. Для этой цели во многих вулканизаторах изготовлены
специальные отверстия в пластинах, куда можно поместить поверенную
термопару или другое подходящее приспособление для проверки уровня
температуры и ее распределения в разных точках пластины.
Приблизительная стоимость вулканизатора может варьироваться от 350
Евро/USD для очень простой модели до 650 Евро/USD для более сложной с
электронной системой контроля (Рис. 4.1.1). Мультивулканизатор с
мультитемпературным контролем и цифровым дисплеем может стоить до 2200
Евро/USD.
76
Литье по выплавляемым моделям
ОБОРУДОВАНИЕ
4.2 ВОСКОВЫЕ ИНЖЕКТОРЫ
Когда литье по выплавляемым моделям было впервые применено для
производства ювелирных изделий, стандартной процедурой для производства
восковок было их получение путем раскручивания воска в центробежной
установке, сейчас эту технологию вытеснила инжекция воска, и она более не
используется в ювелирных мастерских. Современные восковые инжекторы
воздухонепроницаемы, емкость с воском с контролем температуры
расположена внутри. Система нагнетания давления позволяет впрыскивать
воск в резиновую форму. Более сложные типы снабжены датчиками контроля
температуры как для емкости, так и для сопла и системой вакуумирования,
чтобы отсасывать воздух из формы перед инжекцией воска (Рис. 4.2.1).
С инжекторами такого типа можно использовать зажимное
приспособление, которое поддерживает постоянный уровень сжатия формы.
Таким образом, можно избежать отклонений в весе восковок, которые
получаются благодаря отклонениям в уровне сжатия формы, что происходит,
если форму удерживать вручную в момент инжекции (Рис. 4.2.2 и 4.2.3). Это
приспособление очень полезно для поддержания единого веса восковок. В
продаже имеется еще один тип инжекторов, где форма заполняется
всасыванием. Такие инжекторы требуют специальных форм с двумя
отверстиями. Одно отверстие необходимо для засасывания воска, который
одновременно подается через второе (Рис. 4.2.4,4.2.5 и 4.2.6).
В области инжекции воска существует тенденция к повышению
автоматизации, к оборудованию, которое способно идентифицировать форму
посредством особого кода. После идентификации формы автоматически
устанавливаются требуемые рабочие параметры (Рис. 4.2.7 и 4.2.8). Недавно
на рынок был выпущен полностью автоматизированный программируемый
Рис. 4.2.1 Недорогой инжектор,
снабженный различными устройствами для
контроля температуры
Рис. 4.2.3 Модель воскового инжектора,
более сложная, чем на Рис. 4.2.1
Рис. 4.2.2 Деталь воскового инжектора с
зажимом для формы
Рис. 4.2.4 Восковый инжектор с системой
всасывания в процессе инжекции. Воск
всасывается в форму
Рис. 4.2.5 Резиновая форма для
инжектора с Рис. 4.2.4
Рис. 4.2.6 Восковка, полученная из формы
с Рис. 4.2.5
Рис. 4.2.7 Автоматизированный
инжектор с механической
идентификацией различных форм
Рис. 4.2.8 Формы для инжектора с Рис.
4.2.7 и полученная восковка
Литье по выплавляемым моделям
77
4
ОБОРУДОВАНИЕ
Рис. 4.2.9 Автоматический инжектор,
способный распознавать форму
посредством вставленного в нее
микрочипа
1 2 3*
» • о| Т и *
Рис. 4.2.10 Панель управления
инжектора с Рис. 4.2.9
Рис. 4.2.11 Деталь зажима инжектора с
Рис. 4.2.9
Рис. 4.3.1 Автоматизированная установка
замешивания и заливки формомассы,
способная заполнить 6 опок за одну
заливку
инжектор. Он использует резиновые формы, снабженные микрочипом, куда
записаны все рабочие параметры формы (температура, вакуум, давление,
время и тип воска для конкретной формы) (Рис. 4.2.9, 4.2.10 и 4.2.11). С таким
инжектором можно постоянно получать восковки одного веса. Это особенно
необходимо для серийного производства.
Стоимость восковых инжекторов широко варьируется и зависит от уровня
спецификации. Цена может находиться в интервале от 200 Евро/USD для более
простой модели, полностью ручной, до 15 000 Евро/USD для полностью
автоматизированного инжектора, который был только что описан.
4.3 УСТАНОВКИ ДЛЯ ЗАМЕШИВАНИЯ ФОРМОМАССЫ
Шликер из формовочной смеси получается путем добавления порошка
формовочной смеси в воду в пропорциях, рекомендованных производителем.
Замешивание можно выполнять вручную подходящей мешалкой или
электрическим миксером; после вакуумирования шликер заливается в опоку.
Заформованную опоку снова вакуумируют под колоколом для удаления из
шликера пузырьков воздуха. После этого опоку устанавливают на вибростол,
который включают, останавливая за 1 минуту перед точкой потери блеска.
Этот способ до сих пор используется в небольших мастерских с получением
хороших результатов, если действовать аккуратно, но стабильности добиться
трудно.
Формовочные смеси становятся более сложными и более
специализированными; сейчас стало понятно, что замешивание формомассы и
заполнение опоки являются этапами процесса литья по выплавляемым
моделям, от которых существенно зависит дальнейшее поведение литейной
формы. Поэтому большинство производителей ювелирных изделий
предпочитают установки, осуществляющие затворение и заливку
формовочной смеси, которые выполняют весь цикл стандартно и
единообразно и за одну операцию могут заполнить одну или несколько опок
(Рис. 4.3.1). Многие из них автоматизированы и программируемы.
Такое оборудование выпускается в нескольких размерах для
удовлетворения конкретных потребностей. Следует предпочесть
оборудование с емкостями и размешивателями из нержавеющей стали (Рис.
4.3.2). Конечно, оно более дорогое, но более надежное, и его легче чистить.
Чистота очень важна, поскольку остатки старой формомассы могут
значительно изменить время схватывания новой.
Рис. 4.3.2 Вакуумный миксер для формомассы
78
Литье по выплавляемым моделям
ОБОРУДОВАНИЕ
Полностью ручное оборудование может стоить около 800 Евро/USD.
Программируемая и полностью автоматизированная установка для
замешивания и заливки с участками вибрирования и вакуумирования может
стоить от 1 500 до 8 000 Евро/USD в зависимости от материалов конструкции и
даже более для больших установок массового производства.
4.4 ОБОРУДОВАНИЕ ДЛЯ ВЫТОПКИ ВОСКА
Как было описано в главе 2.7, вытопку воска можно проводить на сухую и
паром. Часто сухую вытопку производят в прокалочных печах, но это можно
сделать и в отдельной печи для вытопки воска перед циклом прокалки. Такие
печи должны быть оборудованы системой отвода и очистки газов, чтобы
соответствовать требованиям безопасности жизни и здоровья, а также
экологическим нормам.
Паровое оборудование проще по сути; в основном, это ящик из
нержавеющей стали с решеткой, на которую устанавливаются опоки для
вытопки поверх кипящей воды (Рис. 4.4.1).Вода подогревается
термостатически контролируемым нагревательным элементом сопротивления,
чтобы избежать сильного кипения. Цена зависит от размера и варьируется от
350 Евро/USD для установки, вмещающей до 6 опок, до 1000 Евро/USD - для 24
больших опок.
4.5 ПРОКАЛОЧНЫЕ ПЕЧИ
Многим прокалочная печь кажется простой единицей оборудования.
Следовательно, ювелир часто не может понять, почему стоимость
прокалочной печи может варьироваться в таких широких пределах. В
большинство имеющихся в продаже прокалочных печей можно вместить 10
опок, но их цена может колебаться в пределах от 2 000 до 25 000 Евро/USD!
Основная проблема многих прокалочных печей - плохой контроль
температуры и отсутствие ее равномерного распределения внутри камеры.
Температура внутри камеры обычно может колебаться в пределах 50-75°С.
Таким образом, опоки, расположенные в различных местах подвергаются
различным температурным циклам и в зависимости от расположения
контрольной термопары могут не достигать заданной температуры. Поэтому
качество литья будет меняться от опоки к опоке и внутри опоки от одной
стороны к другой. Переполнение печи опоками может обострить проблему.
Температуру следует регулярно отслеживать поверенной термопарой, а
также следует измерять распределение температуры внутри камеры при ее
нормальной загрузке опоками.
Многие специализированные компании могут поставлять печи с хорошими
техническими характеристиками (Рис. 4.5.1 и 4.5.2). Хорошая печь должна
иметь следующие характеристики:
• хорошую термоизоляцию. Кроме сбережения энергии, печь обычно
работает в ограниченном пространстве: она не должна служить в качестве
радиатора и не должна обжигать при случайном прикосновении.
Температура внешней поверхности печи не должна превышать 37-40°С.
Рис. 4.4.1 Установка для паровой вытопки
воска
Рис. 4.5.1 Традиционная прокалочная
печь хорошего качества
Рис. 4.5.2 Прокалочная печь, снабженная
системой циркуляции воздуха на первой
фазе нагрева. Обратите внимание на
наличие двух контрольных термопар
Литье по выплавляемым моделям
79
ОБОРУДОВАНИЕ
Рис. 4.5.3 Чертеж прокалочной печи с
принудительной вентиляцией
Рис. 4.5.4 Деталь загрузочной двери
печи с Рис. 4.5.3. Она управляется
ножной педалью
• если печь подогревается электричеством, нагревательные элементы
должны быть закрыты, чтобы не допускать прямого излучения на опоки.
Поэтому предпочтительнее печи, где между нагревательными элементами
и опоками установлен разделитель. Прямое излучение тепла может
привести к неравномерному нагреву опок, что ведет к перегреву одной
стороны, следовательно, может повлечь за собой повреждение литейной
формы и образование дефектов в отливках. Вращающийся стол в печи
неэффективен: внешние опоки всегда будут расположены одной стороной
к нагревательным элементам, поэтому она будет нагреваться более быстро
и до более высокой температуры, чем остальная часть опоки.
• температура должна быть равномерной по всему объему рабочей камеры
печи в течение периодов выдержки при постоянной температуре и, по
возможности, также в процессе нагрева.
• в газовых печах равномерность распределения температуры
обеспечивается циркуляцией воздуха благодаря горелке. Чтобы
обеспечить равномерность температуры на всех фазах цикла,
электрические печи должны быть оборудованы вентилятором, который
обеспечивает циркуляцию воздуха, а отсюда равномерность температуры
на протяжении всего цикла прокалки (Рис. 4.5.3 и 4.5.4). Большинство
используемых электрических печей вентилятором не оборудованы, или он
работает только на охлаждающей фазе цикла, чтобы сократить время,
требуемое для достижения температуры, подходящей для начала нового
цикла. В других случаях вентилятор работает только на фазе нагрева до
температуры 200-300°С.
• печь должна быть оборудована температурным программатором,
подходящим для цикла нагрева, требуемого для формомассы внутри опок.
Как уже было отмечено для установок по вытопке воска, прокалочные печи
должны быть снабжены устройством для отвода и очистки газов в соответствии
с требованиями безопасности жизни и здоровья, а также экологическими
Таблица 20 Сравнение между центробежным и статическим литьем для
золота
Центробежное литье Статическое литье
Программирование на Бейсике Сложная система программирования, вплоть до создания собственных программ
Возможно создать инертную атмосферу, но только в нескольких моделях Легко контролировать атмосферу. Также возможно создавать атмосферы различного сосгавз в тигле и камере с -покой
Относительно маленькие опоки Опоки большего размера (h > 200 мм)
Максимальная масса загрузки ~ 800 г Максимальная м?сса загрузки даже > 1500 г
Высокая турбулентность при заливке Низкая турбулентность при заливке (при правильно подобранной системе питателей)
Риск размытия формомассы вследствие высокой скорости потока металла и давления Низкий риск размытия формомассы
Система питателей не критична Система питателей критична (ее следует разрабатывать)
Относительно низкая производительность (8-10 заливок в час) Высокая производительность (20 заливок в час для наиболее сложных установок, то же для использования больших опок
Относительно низкая стоимость Высокая стоимость (для наиболее сложных установок)
80
Литье по выплавляемым моделям
50РУД0ВАНИЕ
4.6 ПЛАВИЛЬНЫЕ/ЛИТЕЙНЫЕ УСТАНОВКИ
4.6.1 Сравнение между центробежными и статичными литейными
машинами
Приобретение литейной машины - самое большое вложение средств,
производимое ювелиром или литейщиком. Правильный выбор - нелегкое
решение, когда на рынке представлено много моделей. Определив свои
требования к производству, первое решение заключается в выборе между
статичной и центробежной литейной машиной.
Для предпочтения одного типа другому особых оснований нет. Здесь
решение зависит от мастера, от его потребностей, опыта и предпочтений.
Центробежная машина действительно нужна лишь в том случае, если
планируется литье платины по выплавляемым моделям. (Платина обладает
меньшей степенью жидкотекучести, чем золото, и для требуемого заполнения
литейной формы нужен более сильный толчок, который может дать лишь
центробежная машина).
Для золота и других драгоценных металлов за последние годы
предпочтения заметно сместились в сторону статичных литейных машин
вследствие более высокого уровня технических усовершенствований.
Наиболее продвинутые модели практически полностью автоматизированы.
Автоматизированные установки в большей степени снимают техническую
ответственность с ювелира или литейщика на заливочной фазе процесса и
выдают продукт более стабильного качества. Влияние человеческого фактора
здесь минимизировано. Основные отличия между статичными и
центробежными литейными машинами сведены в Таблице 20.
Центробежное литье
Центробежное литье имеет два слабых момента: большая турбулентность
жидкого металла в процессе заливки и более высокое давление жидкого
металла. С другой стороны, более высокое давление способствует заполнению
формы делает систему питателей менее критичной, особенно для очень тонких
моделей. Как было описано в предыдущих главах, высокая турбулентность
увеличивает возможность появления газовой пористости от захваченного газа.
В центробежных машинах перфорированные опоки не используются, поэтому
отвод газов из полости формы затруднен, даже при отсасывании через дно
опоки.
Высокое давление при литье способствует полному заполнению формы, но
также увеличивает риск эрозии формомассы (и в крайнем случае разрушения
формы). Частицы размытой формомассы вовлекаются в поток металла, что
приводит к включениям в отливках. Эти случаи были продемонстрированы
недавними исследованиями, которые показали, что поверхностные дефекты,
связанные с включениями формомассы и ранее приписываемые
неправильному циклу прокалки, вместо этого явились следствием эрозии
формомассы, произошедшей в момент вдавливания металла в форму
центробежными силами (Рис. 4.6.1 и 4.6.2).
Более того, при центробежном литье давление, оказываемое на жидкий
металл, не постоянно по длине елки, наибольшее - у вершины елки и
наименьшее - у литниковой воронки. Поэтому изделия, расположенные у
литниковой воронки могут быть непролиты, в то время как изделия сверху елки
могут иметь облой, получившийся вследствие трещин в форме из-за высокого
давления.
Рис. 4.6.1 Дефекты
поверхности колец, отлитых
центробежным литьем,
вследствие эрозии
формомассы
Рис. 4.6.2 Еще один пример дефекта
поверхности вследствие эрозии
формомассы при центробежном литье
Литье по выплавляемым моделям
81
ОБОРУДОВАНИЕ
Рис. 4.6.3 Рисунок центробежной
литейной машины с изменяемой
геометрией плеча
Рис. 4.6.4 След жидкого металла на
стенке тигля в традиционной
центробежной литейной машине
Рис. 4.6.5 След жидкого металла на стенке
тигля в центробежной литейной машине с
изменяемой геометрией плеча. Отметьте
симметрию потока металла
Рис. 4.6.6 Рисунок центробежной литейной
машины с системой отсасывания газов через
дно опоки
Статическое литье
Напротив, при статическом литье давление оказывается благодаря
гравитационным силам и практически одинаково на всей длине елки,
поскольку единственное различие заключается в гидростатической разнице
давлений жидкого металла от верха к низу.
В статичных машинах, поддерживать контролируемую атмосферу в тигле и
опоках не сложно, в то время как только несколько моделей центробежных
машин могут работать в контролируемой атмосфере.
Производительность
В заключение, давайте рассмотрим производительность. В центробежных
литейных машинах высокое давление металла также устанавливает
ограничения по весу загрузки металла, который можно использовать
безопасно; загрузка не должна превышать 800 г. Высота опоки также
ограничена до 150 мм. Ограничение размера опоки не так обременительно в
статичных машинах, где масса загрузки металла может превышать 1,5 кг, и
опоки могут быть выше 250 мм. Более высокая возможность загрузки и опоки
большего размера означают экономически более эффективный процесс.
В центробежной машине литейщику потребуется много усилий, чтобы
сделать более 8 заливок в час, используя опоки высотой 130-150 мм. В
полностью автоматизированных вакуумных (возможно, с дополнительной
системой давления) статичных литейных машинах последнего поколения
литейщик может без труда выполнить 20 заливок в час, используя опоки
высотой 250 мм.
Очевидно, что это крайние случаи, но они дают представление о различии
потенциалов двух систем. Даже если производительность не всегда является
решающим фактором в мастерской или на фабрике, мы должны иметь в виду,
что литейщик, работающий на установке статического литья, имеет больше
времени на выполнение другой работы, т. е. этот труд менее интенсивен.
4.6.2 Центробежные машины
Возможно, для литья ювелирных изделий центробежные машины
используются наиболее широко. В последние годы были сделаны
значительные усовершенствования в технологии двигателей и системах
программирования, но основной первоначальный дизайн остался практически
неизменным. По сравнению с более старым центробежным оборудованием,
наиболее важные новшества включают в себя плечо с изменяемой геометрией,
опока с системой отсасывания воздуха через дно (в некоторых моделях),
приспособление для измерения температуры, индукционный нагрев и камера с
контролируемой атмосферой (в некоторых моделях).
Изменяемая геометрия
В машинах с изменяемой геометрией угол между осью опоки и плечом
центрифуги не нужно больше поддерживать равным 0°, его можно менять от
90° (состояние покоя) до 0° в зависимости от скорости вращения (Рис. 4.6.3).
Таким образом, во внимание берется сочетание центробежных и
тангенциально-инерционных сил, действующих на расплавленный металл,
вытекающий из тигля и втекающий в опоку. Это приспособление помогает
улучшить симметрию тока металла в форму (Рис. 4.6.4 и 4.6.5) и
предотвращает стремление металла затечь вдоль той стороны основного
литника, которая противоположна направлению вращения, как это случается с
оборудованием традиционной геометрии, где это явление может привести к
неполному заполнению некоторых изделий на елке.
82
Литье по выплавляемым моделям
ОБОРУДОВАНИЕ
4
Система отсасывания газов
Чтобы облегчить отвод газов, содержащихся в литейной полости, были
разработаны системы отсасывания газов, подсоединенные к дну опоки (Рис.
4.6.6 и 4.6.7). Эти системы образуют единый блок с вращающейся центрифугой
и способствуют заполнению очень тонких полостей формы.
Измерение температуры
Что касается замеров температуры, наилучшие системы используют
термопару, погруженную в расплавленный металл в плавильном тигле.
Термопара крепится на зажиме на системе вращения, и электрический сигнал
подается посредством контактов на коммутатор, который срабатывает при
вращении (Рис. 4.6.8 и 4.6.9).
Замеры температуры менее точны и надежны, когда термопара
прикреплена к внешней поверхности тигля. Тигель и термопара имеют
различные значения электрического потенциала, и могут возникнуть
электрические разряды; они окисляют место присоединения термопары и
вносят ошибки в значение температуры. Оптические пирометры также
склонны быть менее точными и надежными.
Управление процессом
Как правило, в центробежных литейных машинах операционные параметры
должны задаваться (программироваться) литейщиком, и взаимодействие с
человеком очень тесное (Рис. 4.6.10). Литейщик подбирает скорость вращения
и, следовательно, уровень центробежной силы, которая будет вталкивать
расплав в форму в процессе заливки. Не существует полностью
автоматизированных литейных машин.
Лучшие из них снабжены индукционным нагревом, и недавно на рынок
были выпущены модели, работающие в защитной атмосфере. Разработка
центробежной машины, работающей в защитной атмосфере более сложна, чем
статичной, не последняя причина здесь - большой задействованный объем.
Стоимость
Стоимость центробежной литейной машины может варьироваться от 2 000 до
4 000 Евро/USD для простой модели, непрограммируемой, с горелкой.
Стоимость установки с некоторым программированием и индукционным
нагревом может достигать 10 000 Евро/USD, в то время как машины с более
сложной системой программирования, индукционным нагревом,
контролируемой атмосферой, измерением температуры при помощи
погружаемой термопары и системой отсасывания газов через дно опоки могут
стоить до 40 000 Евро/USD и выше.
4.6.3 Статичные машины
Все современные статичные литейные машины хорошего качества снабжены
системой отсасывания атмосферы, которая действует сквозь всю опоку, что
способствует заполнению формы (Рис. 4.6.11). Лучшие модели оборудованы
отдельными камерами для тигля и опоки. Таким образом, можно дальше
снижать производственное время.
Практически все статичные установки работают в инертной атмосфере,
обычно азоте или аргоне, хотя некоторые используют азотно-водородную
смесь в качестве восстановительной атмосферы. В настоящее время аргон
предпочитается более часто, даже несмотря на то, что он дороже водорода.
Установки также могут быть снабжены системой давления, работающей (после
заливки) только в камере для опоки и воздействующей на цоколь для более
полного заполнения формы и воспроизведения деталей поверхности. В
некоторых, самых последних, разработках заливка также производится под
давлением.
Рис. 4.6.7 Центробежная машина,
работающая в инертной атмосфере, с
системой отсасывания газов через дно опоки
Рис. 4.6.8 Зона тигля без опоки
Рис. 4.6.9 Зона тигля с опокой и термопарой
для измерения температуры жидкого
металла
Рис. 4.6.10 Система программирования
высокопроизводительной центробежной
литейной машины
Рис. 4.6.11 Современная статичная
литейная установка базового уровня
Литье по выплавляемым моделям
83
ОБОРУДОВАНИЕ
Рис. 4.6.12 Статичная литейная установка с компьютерным управлением:
а - Общий вид Ь - Вид камеры тигля с - Вид панели управления d - Дисплей с
операционными параметрами
Во многих машинах заливка происходит через дно тигля: это минимизирует
потери температуры в процессе заливки, снижая уровень перегрева и риск
попадания оксидов в отливку, поскольку все оксиды на поверхности расплава
будут стремиться заполнить литниковую воронку.
Многие литейные машины могут быть оборудованы приспособлением для
производства гранулированного металла.
Нагрев и измерение температуры
Большинство статичных установок имеют индукционную систему нагрева, хотя
более простые небольшие модели могут комплектоваться нагревательными
элементами сопротивления. Как правило, машины более высокого качества
оборудованы частотными индукторами, работающими на низких и средних
частотах. С уменьшением частоты возрастает глубина нагрева, а отсюда и
скорость плавления, и электромагнитные силы, которые перемешивают
расплав.
Замеры температуры можно выполнять оптическим пирометром или,
лучше и предпочтительнее, термопарой в футляре, погруженной в расплав,
часто в центральном клапане тигля с донной разливкой.
Рис. 4.6.13 Статичная литейная установка, управляемая
компьютером:
а - Общий вид
Ь - На дисплей выводятся только основные рабочие
параметры, поскольку машиной управляет компьютер
с - Приспособление для измерения температуры опоки,
снабженное оптическим пирометром
d - Операционная схема установки
е - Приспособление для изготовления гранулированного
металла
f - Соединение с компьютером для записи
производственных параметров
g - Ход процесса можно наблюдать на экране компьютера
84
Литье по выплавляемым моделям
ОБОРУДОВАНИЕ
Тенденции в системах управления процессом
Среди всех лидирующих производителей машин существует тенденция к более
полной автоматизации установок. В некоторых случаях используется
программное обеспечение "искусственный интеллект" Такие системы
управления устраняют риск человеческих ошибок. Литейщик только загружает
массу металла в тигель и устанавливает температуру заливки. А затем система
управления принимает все остальные технические решения по последующим
этапам процесса плавления и заливки.
В техническом развитии статичных машин существует две тенденции:
программируемые машины и самопрограммируемые машины. Мы можем
говорить о машинах "с компьютерным управлением" (Рис. 4.6.12) или об
"управляемых компьютером" машинах (Рис. 4.6.13). В первой группе
операционный цикл задается литейщиком, который вводит набор инструкций.
Обычно для таких машин сбор данных осуществляется литейшиком, который
должен записывать все данные, выдаваемые машиной. Напротив,
управляемые компьютером машины самопрограммируемы. Они могут
самостоятельно просчитывать вес загруженного металла и корректировать
показания термопары в реальном времени. Эта корректировка необходима,
поскольку термопары всегда заключены в оболочку из огнеупорного
материала, и показания температуры всегда слегка отстают по сравнению с
реальной температурой металла (они ниже в фазе нагрева и выше в фазе
охлаждения). Сбор данных осуществляется автоматически: они записываются
компьютером и могут быть вызваны для последующего производства.
Самые последние разработки включают использование давления в литье,
как показано на Рис. 4.6.14,4.6.15,4.6.16 и 4.6.17.
(1)
(2)(3)
Рис. 4.6.14 Работа литейной машины с
системой дополнительного давления:
1 - Подготовка к плавке
2 - Камеры тигля и опоки вакуумируются
3 - Инертный газ вводится в камеру тигля и
медленно - в камеру опоки; начинается
индукционный нагрев тигля
4 - Камера тигля заполняется литейной
атмосферой с контролируемым давлением
5 - (По выбору) камера опоки подвергается
динамическому вакуумированию
6 - Начинается заливка: камера тигля
подвергается давлению, в то время как
камера опоки вакуумируется
Рис. 4.6.15
а - Вид тигля машины с Рис. 4.6.14. Термопара
смещена от центра для облегчения заполнения
тигля
b - Вид панели управления
7 - Заливка заканчивается. Камера опоки
подвергается давлению, что способствует
заполнению формы и предотвращает
усадочную пористось
8 - Отлитая елка затвердевает. Давление в
камере опоки понижается
9 - Камера тигля заполняется инертным
газом для защиты нагревательного
устройства. В это же самое время камера
опоки открывается для выемки отлитой
опоки
Литье по выплавляемым моделям
85
ОБОРУДОВАНИЕ
Рис. 4.6.16 Машина для статического литья под
давлением (изготовлено в США)
Стоимость
Интервал цен здесь даже шире, чем для центробежных литейных машин,
Машины с нагревательными элементами сопротивления, непрограммируемые
могут стоить несколько тысяч Евро/USD, программируемые - до 7 000-8 000
Евро/USD. Но индукционные машины с хорошим уровнем программирования
могут стоить до 20 000 Евро/USD, а более сложные, полностью
программируемые установки с компьютерным интерфейсом для сбора данных
и наблюдения за процессом производства могут стоить более 60 000-70 000
Евро/USD. Типичная линейка моделей, выпускаемых одним производителем
приведена в Таблице 21.
Таблица 21 Линейка установок для статического литья производства США
Модель Нагревательная система Макс, темпера тура Емкость тигля*, г Размер опоки (макс), мм (диаметр х высота) Типичное время цикла, мин Производи тельность, опок/час Дополни тельные опции
J-2 Сопротивления 1024°С 900 102 х 229 6-8 8-10
J-Z Индукционная 1513°С 1440 127 X 229 4 12-15 Да
J-5 Индукционная, 5кВт 1513°С 1440 152 х 254 4 12-15 Да
МО Индукционная, 10кВт 1513°С I960 2X254 <3 20-25 „;а
М5 Индукционная, 15кВт 1513°С 1960 152 х 254 <3 20-25 Да
*посчитано для золота 585 пробы
Рис. 4.6.17 Еще одна машина для
статического литья под давлением
(изготовлено в Германии)
86
Литье по выплавляемым моделям
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
5
5 ИСТОЧНИКИ ОБОРУДОВАНИЯ И
РАСХОДНЫХ МАТЕРИАЛОВ
Полный список производителей и поставщиков представить невозможно.
Хороший совет - посетить Международную (или местную) Ювелирную
Торговую Ярмарку и побывать на стендах материалов и оборудования, чтобы
выяснить, кто является поставщиками вашего региона.
Обратите внимание: нижеприведенный список поставщиков не
предполагает, что авторы и Всемирный Золотой Совет высказывают свое
предпочтение компании, ее продуктам и ее техническому обслуживанию.
В списке приведены компании, которые регулярно участвуют в двух и
более международных выставках. Они приведены в алфавитном порядке и
поделены в соответствии с этапами процесса, начиная от основных
поставщиков. Это, как правило, торговые компании, которые торгуют широким
ассортиментом оборудования, расходных материалов и инструментов,
необходимых для процесса литья по выплавляемым моделям.
5.1 ОСНОВНЫЕ ПОСТАВЩИКИ
1 FOV Sri
Via del Progress© 45 Z.I.
1-36100 Vicenza
Italy
Tel: +39 0444 566211
Fax: +39 0444 566830
E-mail: info@fovsrl.it
Web: www.fovsrl.com
2 Gesswein & Co Inc
255 Hancock Ave.
Bridgeport, CT 06605
Tel: +1 203 366 5400
Fax: +1 203 331 8870
E-mail: info@gesswein.com
Web: www.gesswein.com
3 Gold International Machinery Corp
PO Box 998
Pawtucket, Rl 02860
USA
Tel: +1 401 724 3200
Fax: +1 401 728 5770
E-mail: mail@goldmachinery.com
Web: www.goldmachinery.com
4 Kerr Lab (sds Kerr)
1717 West Collins Avenue
Orange, CA 92867
USA
Tel: +1 714 516 7650
Fax: +1 714 516 7649
E-mail: kerrteam@kerrlab.com
Web: www.kerrlab.com
5 Компания "Лассо"
ул. Летниковская 6А
Москва, 113114
Россия
Tel: +7 095 7257741
Fax: +7 095 9563473
E-mail: sales@lasso.ru
Web: www.lasso.ru
6 Luigi Dal Trozzo
Via Accademia 48
20131 Milano
Italy
Tel: +39 02 2885871
Fax: +39 02 2870812
E-mail: info@luigidaltrozzo.it
Литье по выплавляемым моделям
89
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
7 Mario Di Maio Spa
Via Paolo Da Cannobio 10
1-20122 Milano
Italy
Tel: +39 02 809926
Fax: +39 02 860232
E-mail: info@mariodimaio.it
Web: www.manodimaio.it
8 Quimijoy S.A.
C/Gaia 49
Poligon Industriel Pla D'En Coll
E-08110 Montcada I Reixac-
Barcelona
Spain
Tel: +34 93 565 0990
Fax:+34 93 575 1556
9 Rio Grande
7500 Bluewater Road NW
Albuquerque, NM 87121-1962
USA
Tel: +1 505 839 3011
Fax:+1 505 839 3016
E-mail: info@riogrande.com
Web: www.riogrande.com
также: www.cataloginmotion.com
10 Romanoff International
Supply Corporation
9 Desforest Street
Amityville, NY 11701
USA
Tel: +1 631 842 2400
Fax: +1 631 842 0028
E-mail: romanoffl@aol.com
Web: www.romanoff.com
5.2 ПОСТАВЩИКИ
ОБОРУДОВАНИЯ
Вулканизаторы
См. “Основные поставщики”
Восковые инжекторы
11 DIK-Vacutech
Adolf-Sautter-Strasse 78
D-75181 Pforzheim-Wuerm
Germany
Tel: +49 7231 979860
Fax: +49 7231 979862
E-mail: DIK-Vacutech@t-online.de
12 HISPANA de Maquinaria, S.A.
Calle Pallars, 85-91
E-08018 Barcelona
Spain
Tel: +34 93 3091707
Fax: +34 93 3090702
E-mail: hispana@hispanaspain.com
Web: www.hispanaspain.com
13 Maxmatic
53 Avenue de la Republique
F-33450 Saint Loubes
France
Tel: +33 5620 4344
Fax: +33 5668 6003
E-mail: maxmaticfrance@hotmail.com
14 MPI Inc
165 Smith Street
Ploughkeepsie, NY 12601
USA
Tel: +1 845 471 7630
Fax: +1 845 471 2485
E-mail: sales@mpisystems.com
Web: www.mpi-systems.com
15 M.Yasui & Co Ltd.
Yasui Building, 3-7-4 Ikejiri, Setagaya-ku
Tokyo 154-0001
Japan
Tel:+81 3 5430 7211
Fax: +81 3 5430 5813
E-mail: cast@yasui.co.jp
Web: www.yasui.co.jp
90
Литье по выплавляемым моделям
СТОЧНИКИ ОБОРУДОВАНИЯ И Р
16 SH. Benbassat Int.
5 Simtat Hashach St.
66079 Tel-Aviv
Israel
Tel:+972 3 6830216
Fax: +972 3 6822862
E-mail: sh_benba@netvision.net.il
Web: www.benbassat.com
17 Tanabe Kenden Co Ltd
1-9-14 Fukasawa, Setagaya-Ku,
Tokyo 158-0081
Japan
Tel: +81 3 3704 3044
Fax: +81 3 3702 3044
E-mail: honsin@tanabekenden.co.jp
Web: www.tanabekenden.co.jp
18 H. Seltsam u. Sohn GmbH
Bleichstrasse 56-58
D-75173 Pforzheim
Germany
Tel: +49 7231 259 22/23
Fax: +49 7231 265 32
E-mail: seltsam@s-direktnet.de
19 Yoshida Cast
3-17-24 Bessho, Urawa
Saltama 336-0021
Japan
Tel: +81 48 862 5621
Fax: +81 48 862 5627
Вакуумные установки для
замешивания формомассы
20 HISPANA de Maquinaria
См. стр. 81
21 Hoben International Ltd
Spencroft Road
Newcastle-under-Lyme
Staffordshire ST5 9JE
England
Tel: +44 1782 622285
Fax: +44 1782 636982
E-mail: invest@hoben.co.uk
Web: www.hoben.co.uk
22 H. Seltsam u. Sohn GmbH
См. противоположную колонку
23 Italimpianti Orafi Spa
Via Provinciale di Civitella 8
1-2041 Badia Al Pino (Arezzo)
Italy
Tel: +39 0575 4491
Fax: +39 0575 449300
E-mail: info@italimpianti.it
Web: www.italimpianti.it
24 KWS Kachele GmbH
Parkstrasse 18
D-75175 Pforzheim
Germany
Tel:+49 7231 33408
Fax:+49 7231 106548
E-mail: info@kws-kachele.de
Установки для паровой вытопки
воска
См. “Основные поставщики”
Прока л очные печи
25 Allmet Maschinen GmbH
Zeppelinstrasse 6
D-75446 Wiernsheim
Germany
Tel: +49 7044 96190
Fax: +49 7044 961919
26 HISPANA de Maquinaria
Cm. cmp. 81
27 Maule srl
Via N. Copernico 13/15
1-6057 Arcugnano (Vicenza)
Italy
Tel:+39 0444 289202
Fax: +39 0444 289209
E-mail: maulesrl@goldnet.it или
info@maulesrl.it
Web: www.maulesrl.it
Литье по выплавляемым моделям
91
5
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
28 Promec
(Прокалочные печи под заказ)
Via Stelvio 2
1-27010 Siziano (Pavia)
Italy
Tel: +39 0382 617945
Fax: +39 0382 679504
29 Ruf Maschinenbau
Brauereistrasse la
D-75181 Pforzheim
Germany
Tel: +49 7231 562287
Fax: +49 7231 562628
E-mail: ruf-industrieofen@t-online.de
Web: www.ruf-industrieofen.de
30 Schultheiss GmbH
Pforzheimer Strasse 82
D-71292 Friolzheim
Germany
Tel: +49 7044 94540
Fax: +49 7044 945440
E-mail: lnfo@Schultheiss-GmbH.de
Web: www.Schultheiss-GmbH.de
31 Neutec USA
7500 Bluewater Road NW
Albuquerque,
New Mexico 87121-1962
USA
Tel: +1 505 839 3550
Fax: +1 505 839 3525
E-mail: neutecusa@tbg.riogrande.com
Web: www.neutec.com
Машины для литья по
выплавляемым моделям
32 Aseg Galloni spa
Via Caravaggio 16
1-20078 San Colombano (Milano)
Italy
Tel: +39 0371 200233
Fax: +39 0371 898705
E-mail: info@galloni-aseg.com
Web: www.galloni-aseg.com
33 M. Yasui & Co Ltd.
Cm. cmp. 81
34 Fili Manfredi Spa
Via Valpellice 72
1-10060 San Secondo Di Pinerolo
Italy
Tel:+39 0121 501561
Fax: +39 0121 500456
E-mail: manfredi@piw.it
Web: www.manfredi-saed.it
35 Indutherm GmbH
Bahnhofstrasse 16
D-75045 Walzbachtal - Joehlingen
Germany
Tel:+49 7203 9218-0
Fax:+49 7203 9218-70
E-mail: info@indutherm.de
Web: www.indutherm.de
36 Inresa GmbH
Am Hasenbiel 7
D-76297 Stutensee (near Karlsruhe)
Germany
Tel:+49 7244 94411
Fax:+49 7244 96181
37 L Buysschaert & Co bvba
[Buko machines]
Engelse Wandeling 5
B-8500 Kortrijk
Belgium
Tel: +32 5622 0549
Fax: +32 5622 9021
38 Linn High Therm GmbH
Heinrich-Hertz-platz 1
D-92275 Escheenfelden
Germany
Tel: +49 9665 91400
Fax: +49 9665 1720
E-mail: info@linn.de
Web: www.linn.de
92
Литье по выплавляемым моделям
ГОЧНИКИ ОБОРУДОВАВ
39 McFerrin Engineering &
Manufacturing Co. I Memco
International Fsc Inc
4849 Olsen Drive
Dallas
Texas 75227
USA
Tel: +1 214 388 5656
Fax: +1 214 388 8479
40 Neutec USA
Cm. cmp. 83
41 Opticom
Via Spin 96
1-36060 Romano d'Ezzelino (VI)
Italy
Tel: +39 0424 513210
Fax:+39 0424 513211
E-mail: opticom@tin.it
Web: www.opticom-sas.com
42 Oy Diacast Finland Ltd
c/o Sirokoru Ltd
Karhunkatu 2
FIN-20760 Pilspanristi
Finland
Tel: +358 2 242 4600
Fax: +358 2 242 4050
43 Seit Elettronica
Zona Industrial - Localita Zecchei
1-31409 Valdobbiadene (TV)
Italy
Tel: +39 0423 975767
Fax: +39 0423975785
E-mail: info@seitel.it
Web: www.seitel.it
44 Vetter Technik GmbH
Benzstrasse 1
D-75203 Koenigsbach-Stein
Germany
Tel: +49 7232 2548
Fax: +49 7232 2272
E-mail: info@vetter-technik.de
Web: www.vetter-technik.de
5.3 РАСХОДНЫЕ МАТЕРИАЛЫ
См. также “Основные поставщики”
Резина для форм
45 Castaldo
120 Constitution Blvd.
Franklin, MA 02038-2697
USA
Tel: +1 508 5201666
Fax: +1 508 5202402
E-mail: info@castaldo.com
Web: www.castaldo.com
46 KerrLab
Cm. cmp. 80
Bock
47 Castaldo
См. выше
48 Ferris Division,
Kindt-Collins Co
12651 Elmwood Avenue
Cleveland, Ohio
USA
Tel: +1 216 2524122
Fax: +1 216 2525639
E-mail: info@kindt-collins.com
Web: www.kindt-collins.com
49 KerrLab
Cm. cmp. 80
Литье по выплавляемым моделям
93
5
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
Формовочные смеси
50 Hoben International Ltd
См. стр. 82
51 Kerr Lab
См. стр. 80
52 Ransom & Randolph
3535 Brianfield Boulevard
Maumee, OH 43537
USA
Tel: +1 419 8659497
Fax:+1 419 8659997
E-mail: info@ransom-randolph.com
Web: www.ransom-randolph.com
53 WestCast
121 Dale Street SE
Albuquerque, NM87105
USA
Tel: +1 505 839 3581
Fax: +1 505 839 3525
Web: www.WestCast.com
54 S.R.S. Ltd
Amber Business Centre
Riddinqs
Derbyshire DE55 4BR
England
Tel: +44 1773 608969
Fax: +44 1773 540195
E-mail: sales@srs-ltd.co.uk
Web: www.srs-ltd.co.uk
55 UCPI
3, Avenue d'Amiens
F-93380 Pierrefitte
France
Tel: +33 1 49711444
Fax: +33 1 48230608
E-mail: ucpi@worldnet.fr
Web: www.ucpi.fr
Сплавы и лигатура
56 Allgemeine
Kanzlerstrasse 17
D-75175 Pforzheim
Germany
Tel: +49 7231 9600
Fax: +49 7231 68740
E-mail: info@allgemeine-gold.de
Web: www.allgemeine-gold.de
57 Alpha Guss Metal & Legierungen
GmbH
Bleichstrasse 92
D-75173 Pforzheim
Germany
Tel:+49 7231 927166
Fax:+49 7231 927168
E-mail: info@agsmagic.de
58 Argen (Pty) Ltd
PO Box 509
Edenvale 1610
South Africa
Tel: +27 11 609 8640
Fax: +27 11 452 3918
59 Argex Ltd
Silver House
130 Hockley Hill
Birmingham B18 5AX
U.K.
Tel: +44 121 523 4344
Fax: +44 121 523 4354
60 Argor-Heraeus SA
Via Moree 14
CH-6850 Mendrisio
Switzerland
Tel: +41 91 646 0191
Fax: +41 91 646 8082
61 C Hafner GmbH & Co
Bleichstrasse 13-17
D-75173 Pforzheim
Tel: +49 7231 9200
Fax: +49 7231 920207
E-mail: c.hafner@s-direkt.net.de
Web: www.c-hafner.de
94
Литье по выплавляемым моделям
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
5
62 Cookson Precious Metals Ltd
59-83 Vittoria Street
Birmingham Bl 3NZ
U.K.
Tel: +44 121 200 2120
Fax: +44 121 200 3222
Web: www.cooksongold.com
63 O.M. Croup
(ранее Degussa AG/DMC2)
Cm. Allgemeine
Precious Metals Division
Rodenbacher Chaussee 4
PO Box 1345
D- 63403 Hanau - Wolfgang
Germany
Tel: +49 6181 590
Fax: +49 6181 593030
64 Engelhard-CLAL
Platexis SA
49 Rue de Paris
F-93136 Noisy-Le-Lac
France
Tel: +33 1 48505050
Fax: +33 1 48505151
65 Engelhard Corp.
700 Blair Road
Carteret, NJ 07008
USA
Tel: +1 732 205 7900
Fax: +1 732 205 7453
Web: www.engelhard.com
66 Heraeus Edelmetall Halbzeug
GmbH
Lameystrasse 17
D-75173 Pforzheim
Germany
Tel: +49 7231 200961
Fax: +49 7231 200957
Web: www.heraeus.com
67 Hilary Stern (Pty) Ltd
PO Box 2149
Bramley 2018
South Africa
Tel: +27 12 316 3562
Fax: + 27 12 316 3574
68 Imperial Smelting & Refining Co
of Canada Ltd
451 Denison Street
Markham
Ontario L3R 1B7
Canada
Tel: + 1 905 475 9566
Fax: +1 905 475 0703
Web: www.imperialproducts.com
69 John C Nordt Co Inc
1420 Coulter Drive NW
Roanoke, VA 24012
USA
Tel: +1 540 362 9717
Fax: +1 540 362 2160
Web: www.jcnordt.com
70 Leach 8i Garner
57 John L. Dietsch Square
N. Attelboro, MA 02761
USA
Tel: +1 508 695 7800
Fax:+1 508 699 4031
Web: www.leach-garner.com
71 Leg.Or Sri
Via San Benedetto 14/34 Z.I.
1-36050 Bressanvido (Vicenza)
Tel: +39 0444 467911
Fax: +39 0444 660677
E-mail: info@legor.com
Web: www.legor.com
Литье по выплавляемым моделям
95
5
ИСТОЧНИКИ ОБОРУДОВАНИЯ И РАСХОДНЫХ МАТЕРИАЛОВ
72 Melt Italiana Sas
Via Martiri della Resistenza
3 1-20090 Fizzonasco di Pieve
Emanuele (Ml)
Italy
Tel: +39 02 90781900
Fax: +39 02 90722892
E-mail: info@melt.it
Web: www.melt.it
73 Metaux Precieux SA Metalor
Avenue Du Vignoble
CH-2009 Neuchatel
Switzerland
Tel: +41 32 720611
Fax: +41 32 7206609
E-mail: info@metalor.ch
Web: www.metalor.ch
74 Pandora Snc
Via Massarenti 15
1-20148 Milano
Italy
Tel: +39 02 4075886
Fax: +39 02 48706026
E-mail: info@pandoralloys.com
Web: www.pandoralloys.com
75 Precious Metals West/
Fine Gold Inc
608 Hill Street, #407
Los Angeles, CA 90014
USA
Tel: +1 213 689 4872
Fax: +1 213 689 1654
E-mail: daniel@westworld.com
Web: www.pmwest.us
76 Pro-Gold Sri
Via Molinetto 40
1-36075 Montecchio Maggiore
(Vicenza)
Italy
Tel :+39 0444 492493
Fax: +39 0444 498336
E-mail: progold@tin.it
Web: www.progold.com
77 Stern-Leach
49 Pearl Street
Attelboro, MA 02703
USA
Tel: +1 508 222 7400
Fax: +1 508 699 4030
Web: www.stern-leach.com
78 Stuller Inc.
PO Box 8777
302 Rue Louis XIV
Lafayette, LA 70598-7777
USA
Tel: +1 800 877 7777 или
337 262 7700
Fax: +1 800-444-4741
E-mail: info@stuller.com
Web: www.stuller.com
79 United Precious Metal Refining Inc
23120 West Lyons Avenue, #5-491
Newhall, CA91321
USA
Tel: +1 805 254 0523
Fax: +1 805 254 0525
E-mail: sales@unitedpmr.com
Web: www.unitedpmr.com
80 Valcambi SA
Via Passeggiata
CH-6828 Balerna
Switzerland
Tel: +41 91 695 5311
Fax: +41 91 695 5353
81 Wieland Edelmetalle GmbH
Schwenninger Strasse 13
D-75179 Pforzheim
Germany
Tel: +49 7231 37050
Fax: +49 7231 357959
96
Литье по выплавляемым моделям
6
6 ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
Справочная литература поделена по предмету и приведена в хронологическом
порядке. По возможности, был соблюден порядок изложения данного издания.
Многие источники цитируют Материалы Симпозиума Санта-Фе,
посвященного технологии производства ювелирных изделий, который
проводится ежегодно с 1987 г. Для краткости приводится сокращение "Proc.
SFS" и год, вместо полного названия. Материалы Симпозиума Санта-Фе за
каждый год можно приобрести напрямую в компании Rio Grande в Albuquerque,
NM, USA (адрес приведен в списке поставщиков), либо на их сайте:
www.riogrande.com.
Статьи журналов Gold Bulletin и Gold Technology можно приобрести во
Всемирном Золотом Совете или на его сайте www.gold.org.
Многие относящиеся к теме статьи можно также найти в ювелирных
журналах, как, например, AJM magazine, издаваемый MJSA (www.ajm-
magazine.com).
ИСТОРИЯ ПРОЦЕССА
1. Т.С. Jungersen, British Pat. 449,062 & 503,537 & U.S. Pat. 2,354,026 &
2,362,136. 1935
2. L.B.Hunt, "The long history of lost wax casting", Gold Bulletin, 13 (2), 1980,
63-79
3. D. Schneller, "The cave of treasures - Lost wax castings from 3500 B.C.", Proc.
SFS 1987, p. 1
4. PE. Gainsbury, "Jewellery investment casting", in 'Investment Casting', Edited
by P.R. Beeley & R.F. Smart, published by The Institute of Materials, London,
1995, p. 409
ПРОЦЕСС ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
5. J.P. Nielsen, "Advanced technology for the jewelry caster", Proc. SFS 1987, p.
77
6. J.C. McCloskey, "The application of commercial investment casting principle to
jewelry casting", Proc. SFS 1987, p. 203
7. D. Ott, "Metallurgical and chemical considerations in jewelry casting", Proc. SFS
1987, p. 223
8. D. Ott, "Methods for investment casting in the jewelry industry - Principles,
advantages, disadvantages", Proc. SFS 1988, p. 203
9. L. Diamond, "Casting as a total system", Proc. SFS 1989, p. 235
10. M.E Grimwade, "Basic metallurgy for goldsmith - Melting, alloying and.
casting", Gold Technology, No 3, 1990, p. 3
11. A.M. Schaler, "Recent developments in casting techniques", Gold Technology,
No 11, 1993, p. 28
12. C. Walton, "Modern commercial workshop practice in gold jewellery
investment casting", Gold Technology, No 11, 1993, p. 28
13. A.M. Schaler, "Use of computers in gold jewellery casting", Gold Technology,
No 14, 1994, p. 18
14. T. Santala, "An overview of casting technologies currently used in industry
and emerging technologies", Proc. SFS 1995, p. 213
15. S.M. Howard, A. Manou, "Computer simulation of investment casting process
using Rapidcast software", Proc. SFS 1995, p. 229
16. A.M. Schaler, "Cutting casting costs", Proc. SFS 1995, p. 247
17. A.M. Schaler, "Take no shortcuts", Proc. SFS 1996, p. 187
Литье по выплавляемым моделям
97
ЦОГЮЛМИТЕЛЫ — ЛИТЕРАТУРА
18. V. Faccenda, "Advances in investment casting machines technology", Gold
Technology, No 20, 1996, p. 3
19. A.M. Schaler, "Design and casting: the tale of a symbiotic relationship", Proc.
SFS 1997, p. 357
20. T.L. Donohue, H. Frye, "Process control: power, value and advancement for
the jewelry industry", Proc. SFS 1998, p. 179
21. K. Wiesner, "Bi-metal casting techniques for jewelry applications", Proc. SFS
1998, p. 271
22. J. Maerz, "Casting gold to platinum", Proc. SFS 1998, p. 321
23. D. Ott, "Physical, metallurgical and chemical processes in jewelry casting",
Proc. SFS 1998, p. 457
24. V. Faccenda, "Investment casting: centrifugal or static vacuum assisted?",
Gold Technology, No 23, 1998, p. 21
25. S. Crice, "The effect of quench temperature on silicon-containing low carat
investment casting alloys", Proc. SFS 1999, p. 205
26. D. Ott, "Properties of melt and thermal processes during solidification in
jewelry casting", Proc. SFS 1999, p. 487
27. S. Grice, "The effect of Si-content versus quench temperature on low carat
casting alloys", Gold Technology, No 28, 2000, p. 18
28. D. Ott, "Metallurgical and chemical factors influencing working conditions",
Proc. SFS 2000, p. 227
29. C.W. Corti, "Investment casting: choice of eguipment" - Paper presented at
World Gold Council Technical Seminars, India, 2000
30. C.W. Corti, "Back to basics: Investment casting - Part 1", Gold Technology, No
28, 2000, p. 27
31. V. Faccenda, "Investment casting: an integrated process", Proc. SFS 2001, p.
97
32. S. Bezzone, D. Zito, "Is it possible to recast scraps? This is what jewellers
ask", Proc. SFS 2002, p. 61
33. IT. Teague, "Finding hidden money in your manufacturing system", Proc. SFS
2002, p. 511
МОДЕЛИ И ЛИТНИКИ
34. L Diamond, "Casting defects from model to finished product", Proc. SFS 1987,
p. 149
35. A.M. Schaler, "Gating and spruing", Proc. SFS 1991, p. 191
36. H. Solidum, "Hollow tree casting technology", Proc. SFS 1996, p. 535
37. K. Wiesner, "Metal flow optimising - An important step to successful casting",
Proc. SFS 1999, p. 1
38. J. Matthews," Making master models from thermoformed plastic", Proc. SFS
2000, p. 169
39. E. Bell, "Sprues, feed sprues and gates", Gold Technology, No 36, 2002, p. 2
ФОРМЫ и воски
40. D. Schneller, "Wax degassing", Proc. SFS 1988, p. 293
41. L. Sanchez, "Molding methods and shrinkage factors", Proc. SFS 1990, p. 105
42. L. Sanchez, "Effects of injection pressures on different mold compounds",
Proc. SFS 1991, p. 135
43. A.M. Schaler, "Pressed soft metal moulds", Proc. SFS 1998, p. 33
98
Литье по выплавляемым моделям
ФОРМОМАССЫ
44. С.Н. Schwartz, "Chemical and physical properties of investment", Proc. SFS
1987, p. 99
45. D. Ott, "Properties and testing of investment", Proc. SFS 1988, p. 47
46. P. Pryor, "Silica hazards and safety procedures in the handling of investment",
Proc. SFS 1988, p. 131
47. E. Bell, "Heating and cooling characteristics of investment molds", Proc. SFS
1988, p. 259
48. L. Diamond, "A semiguantitative method for flask temperature
determination", Proc. SFS 1988, p. 309
49. P. Pryor, "Silica hazards in the handling of investment - Part П", Proc. SFS
1989, p. 257
50. D. Schneller, "Appendix - Santa Fe Silica project", Proc. SFS 1989, p. 279
51. E. Bell, "Heating and cooling characteristics of investment molds - Research
update", Proc. SFS 1989, p. 357
52. D. Ott, "Reactions of molten metal with investment", Proc. SFS 1990, p. 165
53. G. Normandeau, "The effect of investment and metal casting temperatures on
the quality of castings", Proc. SFS 1990, p. 209
54. E. Bell, "Wax elimination, burnout and the mold's effect on porosity in
castings", Gold Technology, No 11, 1993, p. 21
55. G. Normandeau, R. Roeternik, "Metal/mold reaction with white golds", Proc.
SFS 1997, p. 245
56. C.J. Cart, "Evaluating investment powders", Proc. SFS 1997, p. 369
57. Cl Cart, "Advances in investment casting materials", Gold Technology, No 23,
1998, p. 18
58. CM. Ingo et al., "CaS04 bonded investment for casting of gold based alloys:
study of the thermal decomposition", Proc. SFS 1999, p. 163
59. R. Loewen, "The effect of additives on the high temperature chemistry of
investment materials", Proc. SFS 1999, p. 181
60. J.C. McCloskey, "An evaluation of permeability of a jewelry casting
investment", Proc. SFS 1999, p. 431
61. RJ. Horton, "Investment powders and investment casting", Gold Technology,
No 28, 2000, p. 17
62. R. Carter, "Effects of water guality and temperature on investment casting
powders", Proc. SFS 2000, p. 1; also: Gold Technology, No. 32, 2001, p7
63. H. Frye et al., "Basic ceramic considerations for the lost wax processing of
high melting alloys", Proc. SFS 2000, p. 101
64. G.M. Ingo et al., "Thermochemical and microstrutural study of CaSO4 bonded
investment as a function of the burnout process parameters", Proc. SFS 2000, p.
147
65. C.W. Corti, "Investment casting: Producing a refractory mould", Paper
presented at World Gold Council Technical Seminars, India, 2000
66. V. Faccenda, G.M. Ingo, "Advances in investment and burnout furnace
design", Gold Technology, No 31, 2001, p. 22
67. R. Carter, "Effects of changing the water-to-powder ratio on jewelry
investments", Proc SFS 2001, p. 31
68. P.l Horton, "Investment powder technology - The present and the future
technology", Proc. SFS 2001, p. 213
Литье по выплавляемым моделям
99
ДОПОЛНИТЕЛЬНАЯ ЛИТЕРАТУРА
69. CM. Ingo et al., "Thermochemical and microstructural study of modified
CaSO„ bonded investment with inorganic and organic additives", Proc. SFS 2001,
p. 241
70.1 . McKeer, "A comparison of burnout cycles using an electric furnace", Proc.
SFS 2001, p. 279
71. S. Aithal et al., "Evaluation of mold burnout by temperature measurement and
weight loss technique", Proc. SFS 2002, p. 1
72. P. Du Bois et al., "Temperature measurements in mold cavities during
vacuum-assisted, static pouring of 14 ct yellow gold", Proc. SFS 2002, p. 131
73. A. Eccles, R. toewen, "Rapid wax elimination and reaction chemistry of
sulfate-bonded investment", Proc. SFS 2002, p. 157
74. J.C. McCloskey, "Temperature measurements in 14 ct yellow gold during
counter-gravity pouring of investment casting molds", Proc. SFS 2002, p. 353
75. R. Carter, "Getting optimum performance from your investment powder", Gold
Technology, No. 34, 2002, p. 22.
ЛИТЬЕ
76. C.J. Raub, "Casting: introduction and problem areas", Gold Technology, No 7,
1992, p. 8
77. D. Ott, C.J. Raub, "Casting: gas pressure effects", Gold Technology, No 7,
1992, p. 10
78. A. Menon, "Casting gemstones in place", Proc. SFS 1996, p. 69
79. H. Schuster, "Stone casting process with invisible setting", Proc. SFS 1999, p.
369
80. H. Schuster, "Problems, causes and their solutions on stone-in-place casting
process: latest developments", Proc. SFS 2000, p. 315
КРИСТАЛЛИЗАЦИЯ (ОТВЕРЖДЕНИЕ)
81. IP. Nielsen, "Solidification modes of jewelry in temperature-gradient molds",
Proc. SFS 1987, p. 337
82. L. Diamond, "Temperature gradient casting - A practical approach", Proc. SFS
1991, p. 225
ДЕФЕКТЫ И КАЧЕСТВО
83. D. Ott, "Examples of defects in jewelry making", Proc. SFS 1989, p. 297
84. D. Ott, "Defects in jewelry - A new version of an old problem", Proc. SFS
1991, p. 171
85. D. Ott et al., "Casting: porosity causes and prevention", Gold Technology, No
7, 1992, p. 18
86. D. Ott, CJ. Raub, "Casting: surface properties", Gold Technology, No 7, 1992,
p. 28
87. D. Ott, "Porosity in investment casting", Gold Technology, No 11, 1993, p. 15
88. D. Ott, "Analysis of common casting defects", Gold Technology, No 13,1994,
p. 2
89. D. Ott, "Shrinkage porosity in investment casting - A consideration of the
factors affecting its formation", Gold Technology, No 13, 1994, p. 16
90. D. Ott, "Control of defects in casting", Gold Technology, No 17,1995, p. 26
91. D. Ott, "Chaos in casting: an approach to shrinkage porosity", Proc. SFS
1996, p. 383
100
Литье по выплавляемым моделям
иНк it,' ЬНЛЯ ЛИТЕРАТУР*
6
92. D. Ott, "Handbook on casting and other defects", publ. World Gold Council,
London, 1997
93. V. Faccenda, P. Oriani, "Quality level improvement in investment casting: are
last generation casting machines the only solution?", Proc. SFS 1999, p. 271
94. T.L. Donohue, H.F, Frye, "Characterization and correction of casting defects",
Proc. SFS 1999, p. 413
95. E. Bell, "Know the disease before trying the cure. Quality casting: identify the
defects", Gold Technology, No 31, 2001, p. 2
96. D. Ott, "Relationship between casting conditions and gas porosity", Proc. SFS
2001, p. 353
97. K. Wiesner, "Cracks in cast parts - What can we do?", Proc. SFS 2001, p. 439
СПЛАВЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
98. W.S. Rapson, Т. Croenewald, "Cold usage", publ. Academic Press, London,
1978
99. C.P. O'Connor, "Improvement of 18-carat white gold alloys", Gold Bulletin, 11
(2), 1978, p. 35
100. G.P. O'Connor, Investigation of alloying additions for 18-carat white gold
jewellery alloys", Metals Technology, 6,1979, p. 261
101. L. Cal-Or, M. Riabkina-Fishman, "Grain refining in 14 К gold alloys", Proc.
SFS 1987, p. 125
102. R.V. Carrano, J. De Rohner, "The effect of common additives on the cast
properties of 14 К alloys", Proc. SFS 1988, p. 11
103. D. Ott, C.J. Raub, "Cold casting alloys 14 and 18 K", Gold Technology, No 7,
1992, p. 2
104. C Normandeau et al., "White golds: a review of commercial alloys
characteristics and alloy design alternatives", Gold Bulletin, 25 (3), 1992, p. 94
105. Degussa AC - "Edelmetall taschenbuch" - publ. Heuthig-Verlag Heidelberg,
1995
106. C Normandeau, R. Roeterink, "The optimisation of silicon alloying additions
in carat gold casting alloys", Gold Technology, No 15, 1995, p. 4
107. C. Normandeau, "The effect of various additives on the performance of an
18 karat yellow gold investment casting alloy", Proc. SFS 1996, p. 83
108. D. Ott, "Effect of small additions and impurities on properties of carat golds",
Gold Technology, No 22, 1997, p. 31
109. J.C. McCloskey et al., "The effect of silicon deoxidation and grain refinement
on the production performance of a 14 karat yellow gold casting alloy", Gold
Technology, No 30, 2000, p. 4
110. J.C. McCloskey et al., "Silicon microsegregation in 14 К yellow gold jewelry
alloys", Gold Bulletin, 34 (1), 2001, p. 3
111. J. Fischer-Buehner, D. Ott, "Development of new nickel-free chromium-based
white gold alloys - Results of a research project", Proc. SFS 2001, p. 131
112. M. Poliero, "White gold alloys for investment casting", Gold Technology, No
31, 2001, p. 10
113. D. Zito, "Coloured carat golds for investment casting", Gold Technology, No
31, 2001, p. 35
114. A. Basso, M. Poliero, "14-18 Kt yellow gold alloys for investment casting: a
new approach", Proc. SFS 2002, p. 39
Литье по выплавляемым моделям
101
БЛАГОДАРНОСТИ
7 БЛАГОДАРНОСТИ
Авторы благодарят многие компании, которые предоставили информацию по различным
аспектам процесса литья по выплавляемым моделям. В частности, мы благодарим
Pomellato S.p.a., Италия за разрешение печатать фотографии их изделий, Aseg Galloni
S.p.a., Италия, Neutec USA, Rio Grande, Castaldo and Ransom & Randolph в США, Hoben и
SRS в Соединенном Королевстве и Indutherm GmbH в Германии, которые предоставили
свой технический материал и знания для подготовки этого издания.
Авторы также благодарят редактора Доктора Кристофера В. Корти и Всемирный Золотой
Совет за поддержку и помощь и Профессора Джованни Баралиса за перевод рукописи на
английский и за его ценные комментарии.
8 ТЕХНИЧЕСКИЕ ИЗДАНИЯ
ВСЕМИРНОГО ЗОЛОТОГО СОВЕТА
Цены приведены по состоянию на 2003 г.
1. Technical Manual for Gold Jewellery - A practical guide to gold jewellery manufacturing
technology. Published 1997. Reprinted 2001.
Цена £45 sterling (US$70; Euro 74), включая доставку.
2. Investment Casting - A technical advisory manual for goldsmiths. Published 1995.
Цена £10 sterling (US$16; Euro 16), включая доставку.
3. The Assaying and Refining of Gold - a guide for the gold jewellery producer. Published
1997. 2nd Edition published 2001
Цена £5 (US$8; Euro 8), включая доставку.
4. Handbook on Casting and Other Defects in Cold Jewellery Manufacture. Published March
1998. Reprinted 2001. Italian edition published 2002. Русское издание выпущено в 2004г.
Цена £14 sterling (US$23; Euro 23), включая доставку.
5. Finishing Handbook. Published March 1999. (English & Italian editions available)
Цена £16 sterling (US$26; Euro 26), включая доставку.
6. Handbook on Soldering and Other Joining Techniques. Published 2002 (English and
Italian).
Цена £16 sterling (US$26; Euro 26), включая доставку.
7. Handbook on Investment Casting. Published May 2003 (English & Italian).
Цена £16 sterling (US$26; Euro 26), включая доставку.
Примечание: Некоторые издания могут иметься и на других языках - свяжитесь с
вашим местным представительством Всемирного Золотого Совета.
ТЕХНИЧЕСКИЕ ЖУРНАЛЫ
Gold Bulletin - выпускается ежеквартально, посвящен науке, технологии и прикладным
аспектам золота. Последние выпуски можно найти на веб-сайте Всемирного Золотого
Совета: www.gold.org
Gold Technology - журнал посвящен материалам и технологии производства
ювелирных изделий из золота (на английском и итальянском языках), последний
выпуск - конец 2002 г. В местных представительствах ВЗС можно приобрести
некоторые издания на тюркском и арабском языках. Можно также найти на веб-сайте
ВЗС: www.gold.org. Можно приобрести прошлые номера (на английском, а также
некоторые на немецком и итальянском).
• Полный набор из 36 номеров: Цена £30 ($50, €50) за упаковку и доставку.
Все публикации можно приобрести:
International Technology (Publications)
World Gold Council, 45 Pall Mall, London SW1Y 5JG, England
Tel. + 44 20 7930 5171 Fax. + 44 20 7839 6561 E-mail: industry@gold.org
Или свяжитесь co своим местным предствительством Всемирного Золотого Совета.
Платежи принимаются £ sterling, US $ или Euro, по чеку или платежному поручению
(никаких кредитных карт) или на расчетный счет Всемирного Золотого Совета:
Barclays Bank pic, РО Box 15165, 50 Pall Mall, London SW1A 1QF, England
Bank Sort Code: 20 67 59 Account No: 70964271
Все расходы за ваш счет. Пожалуйста, присылайте вместе с заказом подтверждение
оплаты.
102
Уважаемые коллеги!
Приглашаем Вас
и представителей Вашей компании
принять участие в работе ежегодного
Международного
Симпозиума ювелиров,
г. Санкт-Петербург, Россия.
- ь
Будем рады ответить
на все Ваши вопросы.
С уважением,
Организационный комитет
Международного Симпозиума ювелиров
Адрес: ул. Шевченко, д. 21, к. 1,
г. Санкт-Петербург, 199406, Россия
Телефакс: (812) 355-11-06
E-mail: info@j-symposium.ru
j-symposium2@yandex.ru
Internet: www.j-symposium.ru
вматика докладе^ и темы для
обсуждения нажЗимпозиуме:
ю Основные проблемы
ювелирного производства.
ю Современное состояние и
тенденции развития
ювелирных технологий.
Ю Новые материалы и
оборудование.
Ю Качество литья и меры
по его улучшению.
Ю Компьютерное моделирование
в процессе изготовления
ювелирных изделий.
Ю Оценка результатов
научных исследований
независимыми экспертами.
Принимая участие
в работе Симпозиума,
Вы сможете:
so установить
новые деловые контакты;
яэ обменяться идеями и опытом
с российскими и зарубежными
коллегами;
ю ознакомиться с новым
оборудованием и материалами;
ю достичь более высокого
качества изготовления изделий;
ю открыть новые перспективы
в развитии Вашего бизнеса.
литьевые комплексы YCIS til*
<РУТЯ
всё для ювелиров
(ЗкКегг
Yasui®
Kerr®
Castaldo®
бжкегг
*&*CastJQOO
бАКегг
Формовочные
массы
Kerr®
г. Екатеринбург, ул. Посадская, д. 23
Тел.: (343) 212 56 56,234 61 89
Факс: (343) 212 58 68
E-mail: info@ruta.ru
г. Москва, ул. Нагатинская, д. 10
Тел.: (095) 730 14 12,111 00 01,111 00 06
Факс: (095) 111 01 52
E-mail: moscow@ruta.ru
бесплатная горячая линия для заказов
8-800-200-RUTA (7882)
техническую возможность дозвона обеспечивает ОАО "РОСТЕЛЕКОМ"
www.ruta.ru
ФрТГСом.
( fasti )
Высокоскоростные печи
непрерывного литья,
новые раскисл ител иные
печи, оборудование для
изготовления мерных
слитков.
Признанная
во всем мире
марка лучших
цепевязальных
автоматов
Широкий спектр
рабочих возмож-
ностей, высокая
прецизионность,
любые виды пайки
www.ardos.com
MANFREDI
Самые популярные в России
центробежно-вакуумные и
вакуумные литейные машины и
статические среднечастотные
плавильные печи, лазерные
установки для сварки любых металлов
Расходные материалы ведущих марок мира
Формомасса, воски, резины,
лигатуры и припои для сплавов.
Прессы, циркулярные ножницы
оборудование для металлообработки
и трансформации цепочек
АРДОС - официальный дистрибьютор
ведущих мировых компаний в России
Высокопрецизионные
• станки для алмазной
/ огранки колец,
браслетов и цепей
Поставки ювелирных заводов и технологических линий "под ключ":
для производства обручальных колец, цепей,
пустотелой проволоки и трубки, штампованных и литейных изделий
Системы защиты серебряных изделий от окисления.
Гальваника и аффинаж.
Сервисное обслуживание.
Широчайший выбор высокоэффективных и надежных
турбогалтовок, вибраторов, магнитных установок и
других машин для финишном обработки изделий
Инструменты и принадлежности для ювелиров
Уникальные смесители формомассы
St.Louis (мировой патент) и полировальные
машины Angel с воздушно-водяной
рекуперацией отходов драгметаллов
Москва, 119121,2-й Вражский пер., д. 5, тел. 7(095) 258 3318 258 3320 факс 7(095) 258 3322
Санкт-Петербург, 191023, ул. Жуковского, д.4, Телефакс 7(812) 272 0755, тел. 7(812) 273 9827
Neutec®510 и 515
индукционные литейные установки с системой
flowlogic '“(>$.
Революционно - новые индукционые литейные установки Neutec/
(Д)
JSA 510 и 515 - первые представители нового поколения
литейного оборудования. Это - будущее всего ювелирного
литья! « . • тм ------
flowlogic »
В установках Neutec 510 и 515 впервые применена
эксклюзивная комбинация новейших технологических
достижений, называемая Flowlogic.
Компоненты Flowlogic работают вместе, чтобы обеспечить
контроль заливки расплава металла для того, чтобы:
• Скорость заполнения опоки была максимальной
• Газовые и усадочные поры были минимальны
• Температуры металла и опоки при литье были снижены
• Направление кристаллизации сплава оптимизировано
Так как заливка очень аккуратно контролируется, появляется возможность успешного
литья при более низких температурах, что особенно важно при литье с камнями.
Дифференциальное давление
Установки 510 и 515 эксклюзивно используют наш новый революционный принцип
литья с дифференциальным давлением IPS. В отличие от его прообраза (принцип
давление поверх вакуума POV), литье с дифференциальным давлением не требует
вакуума. Новая технология увеличивает проливаемость изделий, скорость заливки
и давление металла при заливке, в то же время реально уменьшая турбулентность
металла, поступающего в опоку. Дополнительным преимуществом является снижение
уноса цинка и завышения пробы в сплавах золота.
Система позиционирования опоки
Даже небольшое смещение опоки может повысить нежелательную для процесса турбулентность потока расплавленного металла.
Новая запатентованная система обеспечивает идеальное совмещение по вертикали опоки и тигля - такое, что расплавленный
металл постоянно льется строго по центру литникового столба, направленный прямо в его основание
Первая действительно закрытая система
Металл загружается в бункер и вводится в тигель через специальный загрузочный модуль. Встречный ток аргона с повышенным
давлением из рабочей камеры установки продувает гранулы металла от кислорода и возможной пыли в момент активации
загрузочного модуля.
Усовершенствованная система NeuSprue
Запатентованная система NeuSprue была разработана для снижения турбулентности в литниковой воронке и обеспечения
быстрой ламинарной заливки металла в опоку. Обновленная система еще больше снижает турбулентность, а литник
спроектирован по результатам исследований таким образом, чтобы кристаллизация сплава стала контролируемой, а пористость
перемещалась от изделий в область литникового столба.
NEUTEC/USA*
Эксклюзивный дистрибьютор и сервисный центр Neutec/USAB России, СНГ и Прибалтике - компания “Лассо”
Тел. в Москве: +7 095 725-7741 • Тел в Киеве. +380 44 463-7667
E-mail: sales@lasso.ru
Website, www.lasso.ru
Преимущества:
• Повышение проливаемости
• Сокращение потерь металла
- уход от завышенных проб
- стабильность свойств сплавов
• Снижение окисления:
- улучшение поверхности металла
• Уменьшение взаимодействия металла с
формомассой
- улучшение качества поверхности
• Уменьшение образования газовой и
усадочной пористости
Особенности:
• Новая, закрытая система загрузки
металла
• Новый, запатентованный дизайн тигля
• Новая, запатентованная система
позиционирования опоки
• Дифференциальное давление IPS
• Простая контрольная панель - цветной
экран touch screen
• Электроника охлаждается контуром
водяного охлаждения
• Увеличенная емкость опок
• Усовершенствованная система
гранулирования
• Герметичный корпус для размещения
электроники
Емкости тиглей:
Плотность Сплав (г/см куб) 510 & 515 Объем при литье* (г) 510 Объем при легировании (г) 515 Объем при легировании (г)
Золото 999 19 32 3188 5313 8134
Золото 750 15 50 2558 4263 6526
Золото 585 13.00 2145 3575 5473
Золото 375 11.40 1881 3135 4799
Серебро 925 10.40 1716 2860 4378
*Рабочая емкость при загрузке тигля для литья гранулами составляет 60% от полной
загрузки.
Спецификация:
510 515
Максимальная мощность: 10 кВт 15 кВт
Максимальная опока: 152 ( с фланцем или без) мм диам х305 мм высота 52 мм диам х305 мм высота
Нормальный рабочий цикл: 2/2—3 минуты 21/2—3 минуты
Максимальная температура: 1550°С 1550°С
Габариты установки: 68.6W X101.6D х157.5смН 68.6Wxl01.6D х157.5смН
Вес: 354.5 кг 354.5 кг
Вес в упаковке: 541кг 541кг
Электроподключение: 208-415 В, 40 А, 208-415 В, 50 А,
3 фазы, 50/60 Hz 3 фазы, 50/60 Hz
Термопара: Тип К или Тип S Тип К или Тип S
Усадочные/газовые поры?
Включения? Непроливы? Окис-
ление? ...
Вы сможете получить не теоре-
тический ответ, а рекомендации
лаборатории относительно
Ваших изделий, с учетом
Ваших технологий, техпроцес-
сов и расходных материалов!
ДЛЯ ЭТОГО НЕОБХОДИМО:
1. Позвонить или написать нам.
2. Стать нашим клиентом.
3. Заполнить анкету с указанием
проблемы.
4. В ближайшее время (в зависимос-
ти от сложности от часа до 1 недели)
получить расширенную письменную
рекомендацию с несколькими вари-
антами решения проблемы.
КРОМЕ ТОГО, ВЫ МОЖЕТЕ:
Проголд - это не только
лигатура!
Проголд - это постоянная
техническая поддержка клиентов
в реальном времени!
Свяжитесь с нами - мы
расскажем о новой
Он-лайн - системе
помощи Клиентам
С уважением, Представитель Проголд в
СНГ и Балтии
Капустин Иван
• Пригласить технолога из Италии на
свое производство для получения более
обширных консультаций Возможны сов-
местные проекты по внедрению новых
технологий.
• Пользоваться базой данных лаборато-
рии по решенным проблемам.
• Получать самую новую информацию
об исследованиях в области лигатур.
Москва: тел/факс +7 (095) 4848836
+7 (095) 5073112
Киев: тел/факс +38 (044) 4968375 (76)
Моб + 380674432972
progold@progold.com.ua
www.progold.com
ЮВЕЛИРНОЕ ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
(095) 739-43-11 www.sapphire.ru
Ваш мир
ювелирного
инструмента
Компания
ООО «Современные
Ювелирные Технологии»
► Центробежнодисковые финишные станки компании ОТЕС серии
CF18, CF18EL позволяют сделать Ваше ювелирное производство
максимально эффективным, получать большие объёмы готовой
продукции со стабильно высоким качеством и существенно сни-
зить процент ручного труда при массовом изготовлении ювелир-
ных изделий.
► Специалисты компании обладают достаточным опытом настройки
технологической цепочки отливка+финишный станок, а также осу-
ществляют гарантийное и послегарантийное обслуживание устано-
вок.
► Всегда в наличии на складе расходные материалы для процессов
отливки, непрерывного литья и финишной обработки драгоценных
металлов.
► По желанию заказчика возможна организация выездных семина-
ров по ознакомлению персонала компаний с методикой процесса
отливки, финишной обработки и вопросам, связанным с извлече-
нием драгоценных металлов после обработки изделий в центро-
бежно-дисковых финишных станках.
Дисковый
финишный станок Eco-Maxi
Драг-финишный
станок DF 35
▼
Аппарат для точечной
сварки PUK111
▼
Фурнитура и аксессуары для
ювелирных изделий
Цифровые мини-студии для макросъемки ювелирных
изделий. Фотографировать стало ещё проще!
ООО «Современные
Ювелирные
Технологии»
▼
Россия, 197374,
Санкт-Петербург,
ул. Оптиков, д. 4
E-mail: ajtitd@mail.ru
http://w ww.otecru .com
Тел./Факс: +7-812-718-76-02
Валерио Фачченда
ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ
СПРАВОЧНИК
Перевод с английского
Ухова С. В.
Технический редактор перевода на русский язык
Уфимцев В. Ю.
ООО «Издательский Дом «Дедал-Пресс».
644007, г. Омск, ул. Орджоникидзе 47 оф. 36.
Тел./факс (3812) 230-265
Отпечатано в типографии Минюка Ю. А.
644050, г. Омск, пр. Мира НА
(3812) 65-73-71.
Бум. мелованная. Печать офсетная. Тираж 1000 экз.
По вопросам приобретения литературы обращаться по адресу:
ООО «Издательский Дом «Дедал-Пресс»
644007, г. Омск, ул. Орджоникидзе 47 оф. 36.
Тел./факс +7 (3812) 230-265
info@dedal-press.ru
www.dedal-press.ru
WORLD GOLD COUNCIL