





















































































































































































































































































Теги: автоматы токарные
Год: 1979




Текст
chipmaker.ru
/wm:zz / /
<W UZ4
1274
АВТОМАТЫ ТОКАРНЫЕ МНОГОШПИНДЕЛ ЬНЫ Ё ПРУТКОВЫЕ ГОРИЗОНТАЛЬНЫЕ ПОВЫШЕННОЙ ТОЧНОСТИ 1Б265
Chipmaker.ru
по эксплуатации рэ
О
КИЕВСКОЕ СТАНКОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВРННОЕ ОБЪЕДИНЕНИЕ
chipmaker.ru
иистерство станкостроительной и ияструментальной проиыиленности СССР
Киевское станкостроительное производственное
объединение
АВТОМАТЫ
iiHHiih
ТОКАРНЫЕ МНОГОШИЦДЕЛЬНЫЕ
ПРУТКОВЫЕ ГОРИЗОНТАЛЬНЫЕ ПОВЫШЕННОЙ тсчиэсти
1 Б 2 6 5
Chioiiiaker.ru
Руководство по эксплуатации 1Б265 РЬ
1979 г.
chipmaker.ru
Chipmaker.ru
СОДЕРЖАНИЕ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения
Состав станка
Устройство и работа станка и его основных
частей
_Систем? охлаждения
Система смазки
Стр.
. 5
5
6
104
109
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Инструкция по технике безопасности
Г смазочной и гидравлической системы ' 136
Указания мер безопасности 142
Порядок установки 145
Наладка 133
Регулирование узлов и механизмов 199
Схема расположения подшипников 307
ПАСПОРТ
Общие сведения 220
Основные технические данные и 221
характеристики
Сведения о ремонте 236
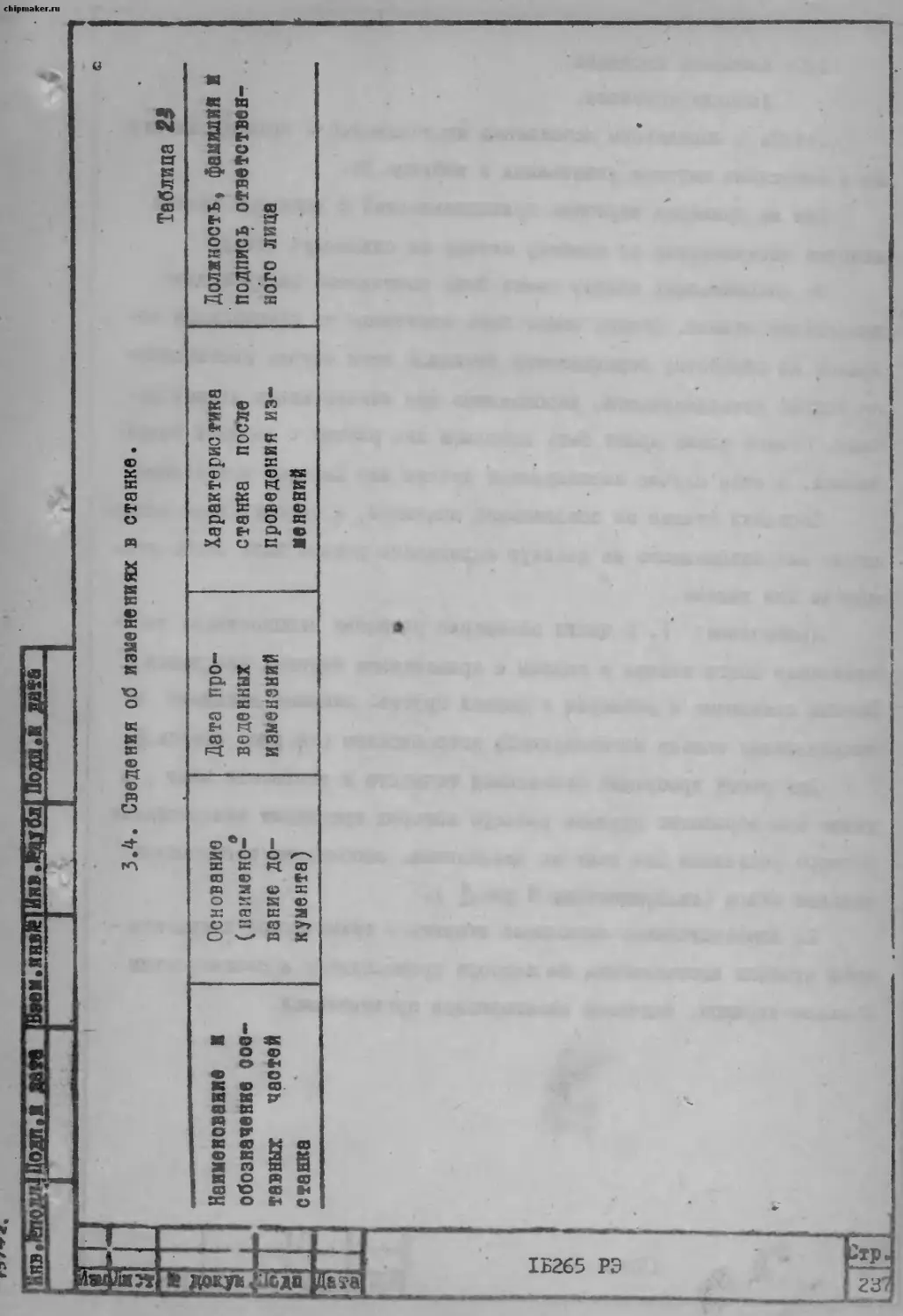
< Сведения об изменениях в станке 237
*
Комплект поставки 238
Приложен:е:
гЛатериалы по быстроизнашиваемым деталям 249
Оснащение ’ 263
Питатель централизованной смазки 303
Сведения о содержании драгоценных материалов 315
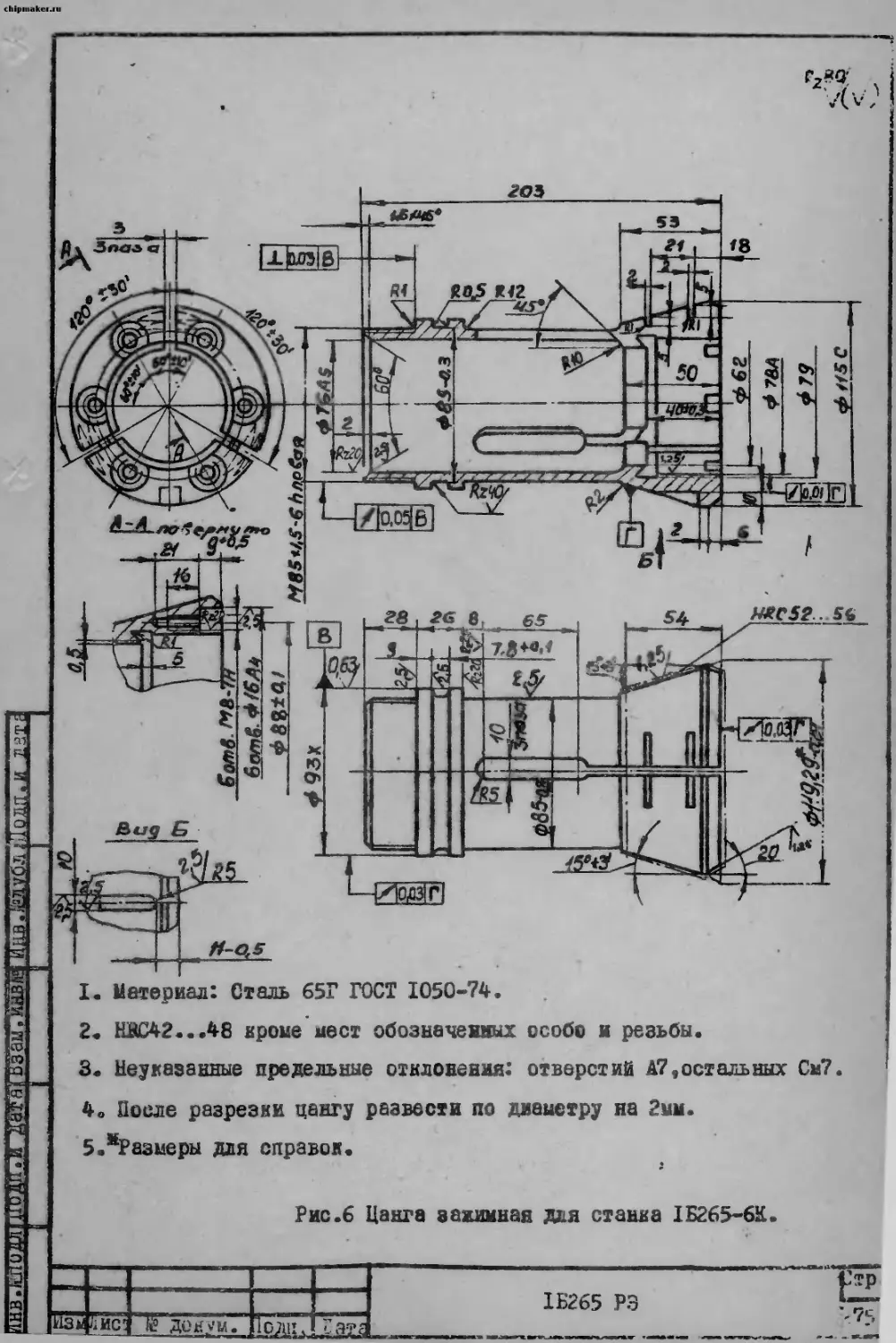
’ Цан ’овый патрон с уменьшенной оттяс(кой прутка 321
, Приспособление для. разима цанги 335
а Г lag здст| %дояуж Рагр&Ц.
- Щюв.
И.конгу
Ттв. _ i
Автог ЕПИНД СИЗиН
1Б265 РЭ
аты токарные мкого-^Дл?»jУс ? злыпю прутковые го- ~7"ТТ ? » тельные повышенной “
сти. РУКОВОДСТВО ..О
ЭКСПЛУАТАЦИИ.
I
chipmaker.ru
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ.
1.1. Назначение и область применения.
Токарные многошпипдельные прутковые горизонтальные автоматы повышенной точности моделей 1Б265-6К, 1Б265-8К, 1Б265-4К предназначен дая изготовления деталей из калиброванных прутков либо -руб из различных металлов в условиях массового и серийного производства-. Ба нит могут производиться различные токарные операция: Togease цилиндрических поверхностей, подрезание торцев, свер-лекае, растачивав э, лазвертквание. нарезание резьбы-метчиками и плашками, точение фасонных поверхностей, точение конических поверх-0 яостей, нарезание резьбы резцом, точение канавок и другие токарные операции;
Iu2. Состав станка.
1.2.1. Обпгий ьид с с безначалием составных частей станка (рис.2).
1.2.2. Перечень составных частей станка (табл. I).
Таблица I
Пизиц. см.рис.2 Наименование Обозначение О Примечание
I Станина 001-0396
2 Коробка передач 002-0396
3 Шпиндельный блок 003-0396
4 Распределительные валы 004-0396
5 Продольный суппорт 005-0396
б. Верхние поперечные суппорта 006-0396
61 Отрезной суппорч* 061-0396 •
62х Задний суппорт 062-0396
’63 Нижние поперечные суппорта 063-0396
7 Глор материала 007-0396
8 Шпиндельный барабан 008-039%
(Сто
Изы лгт Слокум. |5сдп.|г За
chipmaker.ru
Позиц.
см.рйс.2
Наименование
ПродОйХение табл.1
— - .JOT— '. .,-111
Приме
'Значение чание
9 Направляющие трубь* Ш +-0396
10 •Охлаждение - 010-0396
IIй Смазка 00* -000-0396
12 Электрооборудование m -000-0396
15 Устройство независимой подачи 015-0396.
16й Нордалгное оснащение 025-000-0396
18 Винтовой транспортер 018-0396
20 Универсальный привод продольного суппорта 020-0396
г
ПРИМЕЧАНИЕ: Узлы, отмеченные знаком (х), на рис«2 не обозначены.
1.3. Устройство и работа станка и его составных частей
I.3.I. Общий вид с обозначением, органов управления (рис.З)
1.3.2. Перечень органов управления (табл. 2).
j
Таблица
Лозиц.
см.рис.З
।
2
4
5
6
7
8
9
Органы управления и их назначение
I
СТ£
6
Пульты управлениг (передний и задний)
Манометр смазки
Сменные шестерни подач
Счетчик циклов
Указатель нагрузки
Квадрат
Срезная
Верхняя
Колодка
ручного поворота распределительного вала
шпонка распределительного вала
кнопочная станция наладочного привода
изменения хода продольного суппорта
1Б265 РЭ
eg fe докум^одп^
431Л
chipmaker.ru
Рис.2 Расположение составных частей Станка
4зм.|Лист|№ локум^Подп. (Дата
1Б265 РЭ
Продолжение табл.2
1 — , - 1--- П- 1 --------- - ’ *- 1 1 ----- - С '
Поэхд.
ск рис 3 Органы управления и их назначение
10 Сыеянь иес-гернЕ скоростей сшпделя
II Выклзчателй псдклпчения к электросети (вводной автомат)
12 Гайки нптяж°ния ремней
13 Диск центральный
14 Рычаг регулирования дайны подачи грутка
е
15 РУЧ1£ Г ГКЛТ0Ч9НЕЯ ПОДУЧИ ПруТКв
16 я Индикатор для проверки величины подъема барабана
17 °Валлк для рукоятки ручного галима прутке
13 Кулаки поперечных суппортов
19 Указатель цикле
20 Аварийная кнопке "Очдий стоп"
nP/IMiilAElE: (я) устанавливается только при контроле м. . „_ подъема багабана.
Chipmaker.ru
. г»
I.3.3.. Принцип работы станка.
В поворотном шпиндельном барабане Ьращаются^зажатые в шпинделях, обрабатываемые прчтки или трубы. Каждый из шпинделей обслуживается поперечным суппортом и центральные продольным суппортом.
По окончании обработки суппорта отводятся, шпиндельной бара-* бан поворачивается и шшндели зашитта новое положение (позицию). 'Обрабатываемые прутки попадают под действие других инструментов, установленных на поперечных суппортах и гранях продольного суппорта, в соответствии с технологическим процессом„обработки.
U—-J______XZZZ
1Б265
chipmaker.ru
Обраоотка заканчивается в последней позиции, ..где производится , отрезка готовой детали.
В этой хе позиции пруток выдвигается из дтинделя на нузнуп длину, т.е. шхисходит подаче прутка до упора для изготовления новой детали
Такж ои'разог: производится одновременная обработка всех прутков шш труб, закрепленных в шпинделях барабана. Впечя обсабатка во всех позициях одинаково. После каждого поворота шпиндельного барабана отрезается одна, обработанная на станка, деталь
Прз обработке простых деталей возможна отрезка двух или нескольких деталей за один поворот барабана. На вооьмишпиндельном автомате это достигается за счет двойной индексации, т.еповорота шпиндельного барабана не на одну, а на две позиции (на 9С°). Позиции отрезки j находитеяupядом: лП и УШ и пбслуживаюяся оощим сдвоенным отрезных ‘ суппортом и общим механизмом подачи и захима прутков. Дополнитзпьно * лстанавливается еще один рычаг упора материала. I
В шестишиндельнгм автомате для обработки простых деталей, от-.? л
резка и последующая подача прутка производится в диаметрально противоположных позициях У1 и Ш. Для этого в Ш позиции устанавливается отрезной суппорт и дополнительные механизмы подачи и зажима прутка • и упор материала (исполнение КА-395).
В обоих случаях обработка°деталей происходит параллельно в 2-х | * j
потоках, что значительно увеличивает производительность автомата. ’ Возможно также изготовление 2-х или нескольких деталей за один поворот баоабана за счет подачи прутка сразу на 2 детали. . j
в Уписанный выше способ обработки на 6-ти и 8-ми шпиндельных j
- - > автоматах, разрешает производить обработку при малом расстояние от режущего инструмента до шпинделя, что обеспечивает более высокие ре-
Э О
жимы сбпаботки, а также упрощает режущий инструмент и оснащение.
х!РйаЕЧАНИЕ; исполнение автоматов с двойной индексацией иди . с подачей в двух позициях должно быть специально
IE265 Pci
Majj&cj fe докуа
chipmaker.ru
Рьс.З Расположение органов управления.
- 1 1Б265 РЭ !Стр.
II
.ЙГО’1 Д9^ Азы.
chiprn ker.ru
оговорено ври заказе станка.
1.3.4. Основные движения в станке.
Главки; привод
Вращение тливделей°производится от главного электродвигателя,е через механизмы коробки передач..Частота вращения шпинделей настраивается сменными вестгрнямЕ а, в, с, d (рис. 4)
Привод повэчм. о
Перемешены^ суппортов и скользящих державок продольного суппорта производится от кулачков распределительного вала,в следующей последоьателъЕог*ти: быстрый подвод к обрабатываемой детали, рабочая подач?, стояла (зачистка), быстрый отвод. Рабочая подача и зачистка происходят при медлепйок вращении распределительного вала.
и подвод при быстром впадении» Перемещение скользящих тюржа-вок продольного суппорта может происходить по необходимости кац при медленном, так и при быстром вращении распределительного „вала в зависимости от положения кулачка га распределительном валу.
»
Скорость быстрого ходе - постоянная, скорость рабочей подачи |
О *
настраивается сменными шестернями р, / , £ , Ft
Величина рабочего хода попёречнкт суппортов настраивается сменными кулачками, одинаковыми для всех суппортов.
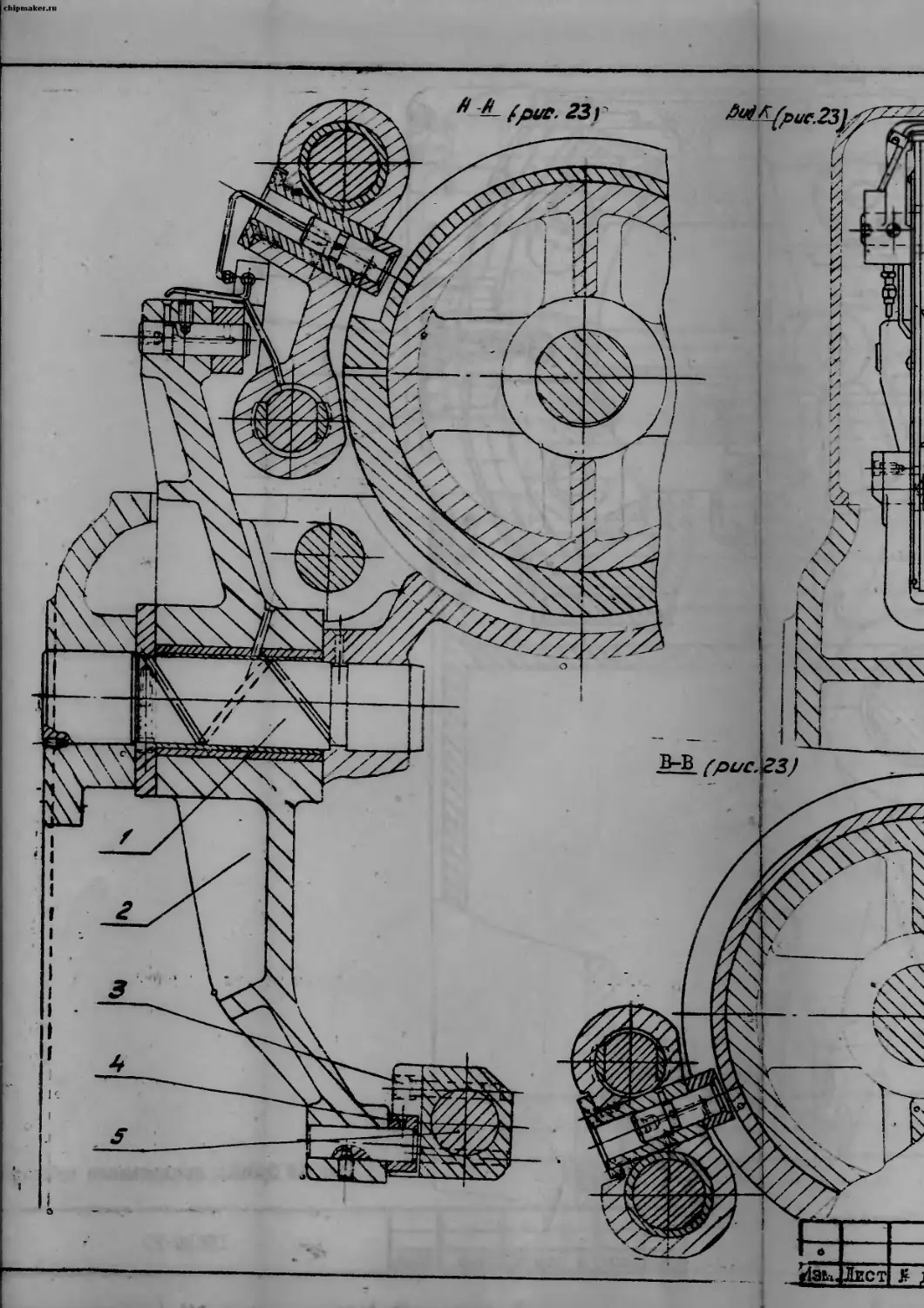
Величина- рабочего хода продольного «суппорта настраивается при поыоши кулисного механизма (см. рис.23) без смены кулаков.
Общий ход суппортор всегда постоянный. Величина рабочего хода скользящих державок монет настраиваться перемещением ползушки по»
О
рычагу механизма независимой подачи (см. рис.32) или сменой кула'чка ьа распределительном калу. Общий ход при этом также может изменится.
1Б265 РЭ
ipmaker.ru
1.3.5. Компоновка станка.
Базовые детали станка: станина, траверса, корпус коробки передач и корпус шпиндельного блока образуют жесткую раму (портал).Внутри портала размещается рабочее пространство автомата. Там установлены суппорта и различные устройства, необходимые для обработки деталей. В нижней части рабочего пространства установлен шнековый транспортер для удаления стручки.
Главный оаспределительный вал автомата расположен в верхней части станка в траверсе. Его нижние участки, расположенные непосредст -венно у суппортов, смонтированы в левой части станка в корпусе шпиндельного блока. Там же находится шпиндельный барабан и все механизмы с ним связанные: подъема и поворота,'фиксации°барабана, подачи и зажима прутка, упора матеоиала.
Главная ось шпиндельного барабана проходит через рабочее пространство « является направляющей центрального продольного суппорта. Все приводные механизмы: главного привода, привода распределительного вала, привода инструментальных шпинделей смонтированы в правой’ части станка - коробке передач.
Главный электродвигатель установлен в^станине, сзади станка.
с Прутковый материал поддерживается направляющими трубами со стойкой.
1.3.6. Конструктивные и эксплуатационные особенности станка: * »
а) Установка рабочего хода продольного суппорта и независимых © ° ° * устройств производится без смены кулаков;
б) Для станков нормального исполнения установка рабочего хода гРоперечных суппортов производится при помощи стандартного набора из 8-ми кулаков, общих для всех суппортов. Простота изменения угла рабочего хода автомата при помощи перестановки соответствующего кулачка коиандоаппарата, дает возможность в отдельных случаях без смены кулаков поперечных суппортов производить обработку различных однотипных
1Б265 РЭ
fe докун^Подп^Дят
14
деталей (групповая наладки)»
ч) Каждый мм поперечных суппортов имеет независимый привод, расположенный в и ^посредственной близости от суппорта, что обеспе-чи «от высокую жесткость приводе;
г) Поперечные суппорты выполнены столового типа о прямоуголь-ными направляющими дли повышения жесткости и соответственно точности стайка,
д) Имеется электромеханический привод для ннладочных операций; -1 в) Повышенная точность станка.
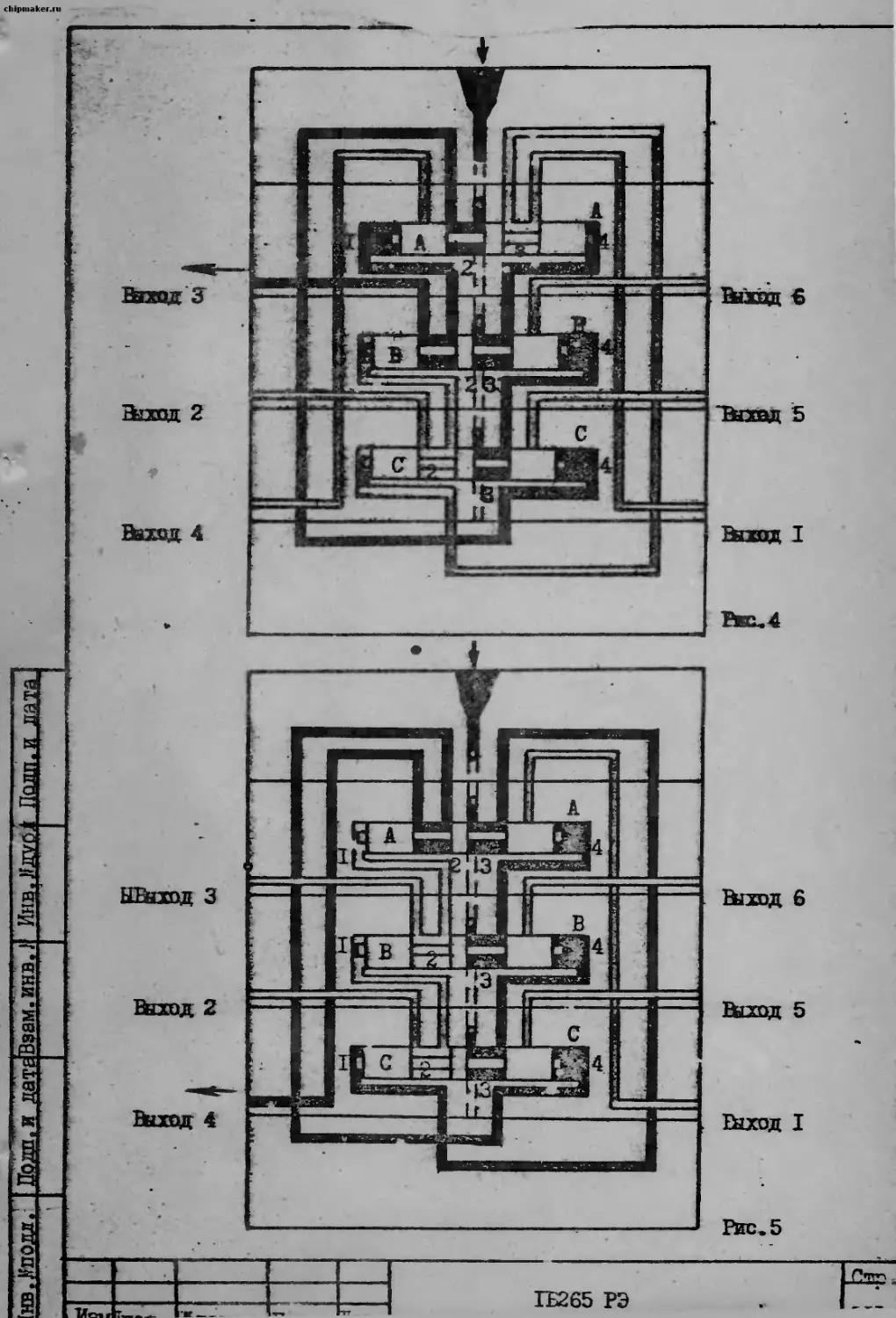
1.3.7. Схеме кинематическая (рис.4).
П речень к кинематической схеме указан в таблице 3.
Главный привод.
От главного электродвигателя (п = 1460 об/мин) через клиноре-
i манную передач получает ^решение I приводной вал станка, от кото-i porn через шестерни 4 и 7 впадаетея вал П, соединенный сменными шестернями а:о. c:d с валом Д и 1У - центральным валом станка.
?
центральный вал .проходит из коробки передач в шпиндельный блок, на его левой части сидит зубчатое колесо 41, сцепляюшееся с шестернями 42 шпинделей.
Привод•подачи.
Привод рабочего хода (подача) осуществляется от центрального вала через червячную пару 12, 13, две пары сменных шестерен е:/ , и одну постоянную пару 10,11 на чайку электромагнит й муфты рабочего хода. При включении электромагнитной муфты вращение передаемся через коническую пару 9,6 на вертикальный вал. затем через
зубчатую передачу 19,IG на червячный вал 17, зацепляг цимен с чер-
ничной шестерней 18 распределительного вала.
Таким образом получает врашение распределительный вал, расположенный зь-рху станка.
Цист! >лойум.~~7Г до? (Дета
1Б265 РЭ
r.ru
Два нижних участка распределительного вала, сообщающие движение в нижним и средниь поперечным суппортам, находящихся в непосредственной близости от них, связаны с верхним распределительным валом шестернями и вращаются с ним. синхронно.
Быстрое вращение распределительный вал получает так?*® от вертикального вала IX, но в этом случае последний приводится в движение непосредственно от вала I через шестерни 5 6 и электромагнитную муфту холостого хода на валу I.
Кроме рассмотренного выше автоматического приводе распределительного вала7 последний может во .время наладки станка вращаться рт наладочного двигателя или вручную. Включение подачи и наладочного привода осуществляется при псмоши кнопок на пультах управления.
Наладочный пригод. От сланцевого электродвигателя через шестерни 23, 21 и 20 вращение сообщается валу IX, а от него распределительному валу стенка. Лии этом -электоомагнитная иуфта на оси ХП должна быть выключена, а на валу IX включена. Муфты рабочего и ускоренного хода выключены, а при выключении наладочного поиьода муфта на оси ХП включается и тормозит распределительный гал так же, как и при выключении подачи. Распределительный вал при включении наладочного привода получает медленное вращение (около 3 об/мин), используемое при наладке станка.
Ручной поворот, распределительного вала ”о:Еет осуществляться при вращении за квадрат на валу червяка 17
Вводной автомат на .электрошкафу должен быть выключен.
Привод инструментальных шпинделей. Пои быстром сверлении приводная втулка инструментального шпинделя получает вращение ст центрального вала 1У через шестерни 26, 29 и сменную шестерню rm". Инструментальный шпиндель вращается в противоположном направлении по отношению к рабочему, шпинделю, благ эдаря. паразитной шестерне. " На-
IE265 PS
16
МзгТШст
| chipmaker.ru
*Сменные шестерни
О —
Рис.4 Кинематическая схема.
Перечень к ки^емат- теской схеме.
Таблица 3
Куда входят Поз. см. рис .4 1Б265-6К 1Б265-8К 1Б265-4К Материал Показатели . • СВОЙСТВ материалов 9
Число зубьев зубчатых колес чли заходов червяков Модуль или шаг мм | Число зубьев зубчатых колес или заходов червяков Модуль или шаг мм Число зубьев зубчатых колос илч заходов червяков Модуль или шаг мм
4 35 4 35 > 4 9 34 4 Сталь 45 ГССТ 1050-74 НВ 240...280 зубьев НРС45-50
5 22 4 22 4 22 4 Сталь 18ХГТ ГОСТ 4543-71 ВВС 58...62
б 31 4 31 4 • 31 4 Сталь 18ХГТ ГОСТ 4543-71 НВС 58...62
8, 8 со 7 56 4 56 4 57 4 Сталь 45 ГОСТ 1050-74 НВ 240...280 зубьев НВС45...50
о р. о 8 25 4 21 4 25 4 Сталь 18ХГТ ГОСТ 4543- 74 НВС 58...62
9 25 4 33 4 25 4 Сталь 18ХГГ ГОСТ 4543-71 НВС 58...62
10 49 1 41 4 / 41 4 Сталь 20Х ГОСТ. 4543-71 НВС 58...62
II 41- 4 49 4 49 4 Сталь 20Х ГОСТ 4543-71 НВС 58...62
J i\) F c> 5s n 1 1 .
13265 РЭ Продолжение табл.З
Куда входит Поз. см. оис.4 1Б265-6Е 1Б265-8К 1Б2С5-4К ‘Материал 'Показатели СВОЙСТВ материалов
Число зубьев зубчатых колес или заходов червяков Модуль или шаг мм Число зубьев зубчатых колес или заходов червяков Модуль или шаг мм Число зубьев зубчатых колес или заходов червяков Модуль или шаг. мм
12 5-х зах.. 6 3-х зах. 6 3-х зах. 6 Сталь 18ХГТ НЙС 58...62 II°I8^6" II°I8*36" П°18рб" ГОСТ 4543- 71 левый левый левый 13 24 6 24 6 24 6 БрАЖ 9-4 П°18’36" П°18»36" П°18*36” ГОСТ 493-54 левый левый левый g 14 40 3,5 40 3,5 40 3,5 Сталь 45 НВ 240,..280 & ГОСТ 1050-74 зубьев НВС45...5О 15 54 3,5 54 3,5 54 3,5 Сталь 40Х НВ 240...280 | ' ГОСТ 4543-74 зубьев HRC45..50 | 16 35 4 35 4 33 4 Сталь 45 НВ 240...280 w 29й ГОСТ 1050-74 зубьев HRC45... 50 17 I зах. 8 I зах. 8 I зах. 8 Сталь 18ХГТ HRC 58. .62 4°45’48" 4°45’48" 4°45*4&я ГОСТ 4543-71 'левый левый левый
&
9 11< is, > 1 iб 1 rj
chipmaker.ru
Пр»'долю кие
1Б265-6К 1Б265 -НК 1Б2 * th-4 К
в • Число зу- Модуль Число эу- Модуль Чиодг зу- .Чодуль
о бьев зуб- или бьев зуб- или бьев зуб- или Материал •
хк аЕ£ц • • го сэ 53. чатых колес или заходов червяков шаг ММ чатых колес или заходов червяков шаг мм • чатых колес или ЗРХ0Д0В червяков. шаг мм
18 40 4°45148” левый 8 а 40 4°45*48" левый 8 40 4°45’48и левый 8 БрАЫ ГОПТ 493-54
19 56 4 ’5% 62* 4 58 4 • Сталь 45 ГОСТ 1059-74
р* СП М © 20 . 80 3 О 80 8р 3 Сталь 45 ГОСТ 1050-74
СХ аз к <о , м 21 ч « 46 3 46 46 3 Сталь 45 ‘ ГОСТ 1050-74
О а о 23 16 3 16’ 3 16 3 Сталь 45 ГОСТ 1050-7,1
♦ 24 71 ’3,5 7.1 5,5 J 71 ’ 3,5 Сталь 45 ГОСТ 1050-74
* 25 64 3,5 80 ;;,s 4 60 3,5 ✓ Сталь 45 ГОСТ 1050-74
3
Показатели свойств UQTfipiraAi.'B
НВ 240...281) зуб.НВС45.. .50
НВ 240...2.30 зуб. И 14)4 5... 50
НВ 240...280
'эуб.НЙ)4%..50
НВ 240...280
зуб.НЙС45.,.5О
НВ 240...280 зуб.НРС45...50
НВ 240...260
3y6.HRU45.. ,50
f c>.51S* I Гч'1’в — " - — • — --- . -- —. .. Продолжение табл.З
< 1Б265 РЭ L '
1Б265-6К 1Б265-8К U$f-5^4K
S g Число ЗУ- Модель Число ЗУ- Модул?’ ЧИСЛО Зу- Модуль о . о, бьев зуо- или бьев зуб- или бьев зу.;- или Материал nnoiW i Й я чатых ко- шаг чатых ко- шаг чатых* ко- шаг » ” ь дес или мм лес’ или мм лес или мм '"°* м л заходов заходов заходов « с червяков червяков k о червяков
26 48 3 61 3 48 3 Сталь 45 НВ 240....НО Е ГОСТ 1050-74 эубьел ИГ!45. . /J § 27 ’43 3,5 43 5,5. 43 3,5 Сталь 45 НВ 240...280 ® ’ ГОСТ 1050-74 зубьев HftJ45...5O | 28 50 в3.,5 44 52 5,5 Сталь 45 Нй 240.,.2ь0 Я ” ГОСТ IO5O-S4 зубьев НВС45...50 * 29 29 3 26 5 29 3 СТйль 45 нв 240...280 ГОСТ 1050-74 зубьев НВС45...50 §• 30 • I заход. ТО,995 I заход. 10,995 I заход. ltf,995 ’С-аль 20Х ИВС 58...62
ltd
;« §< 2и12’09" . 2 12*0°” г 12’09" ГОСТ 4543- •! g g левый левый левый § Я 31 ПО 2 ПО 2 ПО 2 БрАХ 9-4 СО f< г ГОСТ 493-54 g 52 Г? 12.7 13 .12,7 13 J2,7 Сталь 45 « - ГОСТ Г050-Т4 Л
[ .*? докуй/ :
)
I
I
U.
chipmaker.ru
Распределительные залы I Kygi тууртр
Продолжение табл.З
i • 8 а 1Б265-6К 1Б265-8К • Ш65-4К Материал Показатели во! т.тъ «чторпалов
1исло ЭУ-бьез зубчатых колес иль заходов черви оз Модуль или ваг им Число зу-бк а зу> «чатых колес ’!ЛИ заходов червяков Модуль или Во Г мм <голо гу-бьзв зубчатых колес wt заходов чьрвяков Модуль иди вег »Й
я 28 12,7 28 12,7 28 12,7 Сталь 45 ГОСТ 1050-7* НВ 230..,280 зубьев hO,8...1,2 НРС 45...50
36 44 4 44 4 44 « 4 Сталь 45 ГОСТ 1050- 74 НВ 230...280 зубьев ho,8...1,2 НРС 45...50
37 44 4 44 « / 4 44 4- Сталь 45 ГОСТ 1050- 74 НВ 230...280 зубьев hO 8...1,2 НРС 45...50
38 30 5 30 5 30 5 Сталь 45 ГОСТ 1050-74 НВ 230...280 эубМВ Й0,8...1,2 ИКС 45...50
39 44 4 44 4 44 4 *• Сталь 45 ГОСТ 1050- 74 НВ 230...280 фбьев hO,8...I,2 НЮ 45...50
40 44 л 4 44 4 44 4 Сталь 45 ГОСТ 1050- 74 НВ 230...2Q0 зубьев hO,8...1,2 НКС 45... 50
chipmaker.ru
Продолжение тебя.З
1Б265 PS Куда входит Поз.см.рис.4 1Б265-6К 1Б265-8К 1Б265-4К Материал Показатели свойств материалов
1 □ло зубьев зубчатых колес или заходов червяков Модуль или шаг т Число зубьев зубчатых колес илы заходов червяков Модуль или шаг мм Число зубьев зубчатых колес или заходов червяков Модуль или шаг мм
£ 41 24°29’40" 4 61 4 22°37»П" 4 Отель 20L лЛубьев Ьо,в & 48 лев. 20 17 37" 45 леи. ГОСТ 4543-71."ЧЯС 58...62 хэ лев. I 42 43 4 41 4 45 4 Сталь 20Х ^НВС 58...62 | 24о29’40" 20° 17'37" 22*57’11" ГОСТ 4543-71< § прав. прав. прав, «а® 43 135 5 135 5 135 5 Сталь 45 . НВ 240...280 ГОСТ 1050'71 © 44 90^-56-36 5-4,5 90-64-40 5-4,5 90-40 5-5 Сталь 45 , НВ 240...280 * || -4,в -4.5 ГОСТ 1050-74 зубьев ho,8...1,2 НВС 45...50 45 70 4,5 60 4,5 75 5 Сталь 45 НВ 240...280 £ f * ГОСТ 1050-74 зубьев ho,8...1,2 Й НВС 45...50 CD • ч Н Я к gp *
Л
fcf а о < о X j о J=b !? чти -те*' ш»
$ ч i,p,
S
Направляю© трубы ” Двойная. Куда входлт индексац.
Продолжение табл.З
Поз.см.рис.4 1Б265-6К 1Б265-8К 11£65-4К <• 9 Материал i Показатели свойств материалов е
Число зубьев зубчатых колес или заходов червяков Модуль или шаг мм Число зубьев зубчатых колес или заходов червяков Модуль или яаг мм Число зубьев зубчатых колес или заходов червяков Модуль Или шаг мм
46 чэ о Ж ’ 4,5 . 75О 0 5 > Сталь 45 НВ 240...280
47 а 135 О 5 135 <9 5 135 J 5 ГОСТ 1050-74 Сталь 45 зубьев hO,8...I,2 НВС45...50 НВ 240...280
J 48 е 20 5 О 20 S ' 20 Ъ ГОСТ 1050-74 С?таль 45 зубьев Ьо,8,..1,2 HRC 45...50 НВ 240...280
49 20 5 20 5 2( 5 ГОСТ 1050-74 Сталь 45 зубьев ЙО,8...1,2 нас 45...50 с НВ 240...280
1? - ГОСТ 1050-74 зубьев ho,8...1,2 НВС.45...50
11 Для двойной индексации
О
Ill
стройка скорости вращения осуществляется сменной шестерней W.
для -нарезания правой резьбы (или свинчивания при левой). две нение передается от центрального вала ТУ, через смени»** шестерв " i п и л 1" валу ХП. От него, при включенной эсегг-ромагьжтной муфте, через шестерни 27.2ч; 25.28 получает, вращение првводная втулка инструментального шпинделя*
При свинчивании инструмента (или нарезании левой резьбы) ала громагнитная муфта вала ХУ1 выключается и включается муйта вале XI ’ Тогда врчдеиие от центрального вала ХУ не приводную втулку инструментального плинделя передается через сменные шестерни "с мкп:п^ ”, далее через шестерни 15,1ч; 27,24; 25,28.
Развертывание может осуществляться по пепи быстрого сверления. При этом устанавливается еще одна паразитная шестерня для обеспечения нужного направления вращения инструментального шпинделя. Dpi *яохьзсваиии для развертывания привода резьбонарезания. сменные шестерня и не Останавливаются, а муфта вала ХУ1 все время включена.
Вспомогательные приводы. • Привод винтового транспортера осуществляется от отдельного электродвигателя через червячную пару ЗС и 31.
Пасосыоохлаждения приводятся в движение от своего электродвигателя, смонтированного в одном с нимиагрегате П-180.
Конструкция основных узлов станка. л
1.3.8. Станина.
4
На станине смонтированы корпусные детали станка. В правой части станины размещается главный электродвигатель станка, вращающий клиновыми ремнями шкив коробки передач.
chipmaker.ru
отсеки станины служат оезегвуарами для эхл&гдзозей жидкости и масла, идущего в систему смазки.
ласляная Еамеоа расположена в задней части станины, все остальное пространство заполняется охлаждающей жидкостью.
В центральном отселе станины устанавливают винтовой тоанспортео для выорасыванин стружки из станины. Дно станнит надо периодически очищсть от мелкой стружки, зто производится скребком с длинной репкой (2 метра). Передний отсек разрешает сквозную очистку с двух сторон, центральный - со стороны задней стейки. Для этого надо снять ло ток под задней стойкой. Сетки лотка требуют периодической очистки.. Для этого их нужно вынуть и очистить от мелкой стружки.
1.3.9. Коробка передач.
з коробке передач смонтированы все приводные механизма: главный привод (рис.5), привод подачи, привод холостого хода, наладочный привод (рис.6), привод быстросверлильпого устройства, привод резьбо-наоезногэ устоойства , привод устройства для раьвеьтывания,
привод инструментальных шпинделей (рис. 7)
Залы главного поивсда (см.рис.у) вращаются на конических роликоподшипниках. зазор в которых регулируется круг.чыми гайками I, 2, 3. 10. От отвинчивания гайки предохраняются стопорными шайбами с усиками, которые следует отгибать при регулировке и потом снова заводит^ в пазы гайки, ^мазка к по~шипникам подводится через отверстия в стаканах, в которых они смолтиисваны. За поступлением смазки следует следить при эксплуатации станка. Чтобы масло не вытекало и не попада ло на клиновидные ремни шкива II, в стакане приводного вала 12 установлен сальник 9. Его исправность надо проверять при ремонтах и осмотрах. Кроме деталей главного привода на валу 12 установлены летали привода быстрого вращения распределительного вала. Злектсомагнит-ная муфта 5 при включении, перелает вращение от вала 12 гильзе конической шестерни 7 и от дае чепез колес{ t вертикальному валу 9
chipmaker.ru
chipmaker.ru
chipmaker.ru
(см. рис.6) и чеоез червячную передачу 1 распределительному зал:,.
Ь процессе асьдлуатации необходимо следить, чепбы на пазах ни € (рис. 5) н было зазубрин или других дефектов поверхности, пре-Плттвующих взеамению дисков.
Неградденяуз чамку необходило исправить ллп заменить новой.Она а мне на съемной и крепится к гильзе вестеряи 7 пр помощи винтов
it «ДОНКИ .
дажко такие, чтобы к алектромагнитной вуфтт 5 поступало через • подвод 4, масло для охлаждения муфты- При ремонте следует обратить внимание на состояние довлев вада 12, на когорт скип честегня 8.
Дерор^ровянные шлицы свидетельствуют об одноврекенной работе злектромагмнтип муфт рабочего и быстрого ходе т.е. включается лднь из них до того, как выключится вторая. Это надо устранить, сместив
иа коиаядеаплаоате кулачек включения мупты рабочего xoju\ т.е, уве-• о
л.члть разрк между выключеньем аувты быстрого хода (длинны: ктла-э
чек) и включедоам ’кГ'гфть рабочего года (короткий кулачек).
ha рис.б показана конструкция привода распределительного вала (привод подачи). Передача движения к распределительному валу при разных видах пзидиде была описана в разделе ’’Сзлма кинематическая”.
Управление всеми видами привела осуществляется электромагнитными муфтами. При включенной муФте 5 (рис.5) происходи быстоое вращение распределительного вала, муфта 4 рабочего хода (рис .6'» О
долина быть выключена. Муита 2 наладочного привода отключена, а "* * с
тормозная муфта 3 включена. По окончании, быстрого вращения, кулачки
командоеппарата отключают муфту быстрого хода и включают муфту рабочего хода 4. *
Муфта 2 остается отключенной.
При рабочей подаче движение вертикальному валу 9 сообщается от центрального вале коробки передач через червячную передачу 8. смен-чые шестерни 7 и комические вестерн:: >.
1Б265" РЗ
J *=» 4
Chipmaker.ru
I. HI
n При наладочном приводе распределительного зала включается му*?-та 2, все остальные муфта отключаются. Команда на включение муфты 2 и двигателя.наладочного привода поступает при нажиме кнопок "вперед", "назад" на пульте.
Ручной поворот распределительного вала осуществляется торцевым ключей или рукояткой, одевазмой на квадрат червячного вала I. Для этого необходике открыть крышку 12. По окнчании поворота ключ необходимо снять с квадрата и закрыть ..рышку. Если этого не сделать, то подачу нельзя будет включить, т.к. крышка 12 действует на конечный выключатель, который обеспечивает блокировку, т.е. не дает включить станок если с квадрата вала I не снят ключ или рукоятка, что монет привести к несчастному случаю.> о
слектромаглитные чуфты привода подач осуществляя? не только включение как.уо-либо вида привода, но и необходимое торможение. о
Торможение распределительного ала при переходе с быстрого впадения на пабочий ход осуществляется включением муфты 4 рабочего хо-
С да. и этот момент на муфту 4 подается форсированное напряжение (ч8 вольт вместо взрмального 27 вольт), что обеспечивает высокую эффективность тормоления.
© Торкэжение при выключений поилода подачи или наладочйого привода распределительного вала осуществляется включением тормозной муфты 3, при включенной муфте 2®наладочного привода. Остальное муфты выключаются.
о о При переходе на работу автомату с двойной индексацией необходимо снизить скорость быстрого вращения распределительного вала.
©Для этого надо зубчатый блок 10 передвинуть по валу 9 в нипгее по -ложение. Предварительно вывинтить винты, крепящие шайбу зубчатого о
блока и развернуть шайбу так, чтобы еешлицы стали против шлицев вала 9, в затек снова закрепить ее в нижней канавке.
Шестерня II на валу I также подлежит замене на большую. Для
--------'Г~"»—
ЙЭрИСТ №? докум
naker.ru
этого необходимо отвинтить гайки вала I и, поворачивая его, переместить вверх так, чтобы шестерня II могла пройти между валом и корпусом коробки передач.
Если на вертикальном валу 9 не установлен зубчатый блок 10, а имеется одна шестерня, ’ то для двойной индексации она подлепит замене. Еля этого необходима разборка вертикального вала. -Все это вы-’
полняется на-заводе-изготовителе, если при заказе станка оговооена работа с двойной индексацией.
£5 т оробке передач размещаются привод резьбонарезного и быстросверлильного устройств. Вращение передается приводным втулкам I - < (рис.7), устанавливаемых в необходимых позициях, на передней стенке корпуса коробки передач. В штилевые отверстия приводных втулок входят хвостовики инструментальных шпинделей, смонтированных на продольной суппорте. При работе бысшосверлильного устройства, сменная шестерня 2 на п^ив'.днсй втулке сцепляется с паоазитной шестерней 13, вращающейся на оси It, закрепленной в пазу диска 14. Пои смене шес-ерни 2, oci перемешают для зацепления с новей шестерней.
При работе с резьбонарезным устройством на приводной втулке устанавливается шестерня 3 с определенным, для каждой модели станка,
числом’зубьев и запвчляэтся о зубчатым блоком 4.
Вал ревьбонаоезного устройства 5 сообщающий вращение приводным
втулкам через блок зубчатых колес 4, состоит из 2-х частей, соединенны.. электромагнитной муфтой 9. При включенной муфте 9 вал 5 передает медленное вращение соответствующее нарезанию правой резьбы. Когда муфта 9 выключена, вращение прекращается, пока не включается муфта 7 на валу 6, который передгПвт шестерням 8 и 1г1/валу 5, быстрое вращение - соответствующее свинчиванию инструмента при нарезании правой резьбы. Ери нарезании левой резьбы последовательность работы муфт обратная.
Включение и выключение электромагнитных муфт оезьбонагезногс
I
1Б265 РЕ
chipmaker.ru
устройства производится йу..ачками кома^доаплзвата; перемещая кулачки , на барабанчике можно отрегулировать нужный момент переключения.
В остальном конструкция приводов коробки передач понятна из рисунков 5, 6, 7 и дополнительных пояснений не требует. Следует лишь' остановиться на некоторых конструктивных особенностях, имеющих значение при эксплуатации.
Все электромагнитные муфты коробки передач размещены снаружи и могут быть легко сняты без разборки узлов (исключение . представляет I муфта 9 резьбонарезного устройства, котооая снимается после депонта- j ! жа фланца II, рис.7). I
» |
Такое расположение электромагнитных муфт обеспечивает легкий j доступ к ним во время ремонта и осмотра. Последний надо проводить пе-| риодически - I раз в месяц, при необходимости промывать диски муфты ’ в керосине. Следует следить за состоянием токоповводящей щетки, а также зачищать зазубрины в пазах чашки и-следить за поступлением мае-, ла к дискам. ь4асло к муфтам подводится изнутри чер&з сверления в валах или сверху от отдельных трубок (резьбонарезное устройство^. При установке сменных шестерен на валах надо следить, чтобы между шее--тернями были поставлены промежуточные кольца.
Как указывалось, большинство валсв коребки пеиедач смонтировано на конических роликовых подшипниках, котсвые регулируются гайками предохранительными шайбами. При затяжке гайки, надо проверить лег-
кость вращения вала, так как конические роликоподшипники могут силь
но нагреваться если зазор при регулировке сделать очень малыы.
• " । 1лтиялельный блок.
В корпусе шпиндельного блока находятся шпиндельный барабан
станка с смонтированными в нем шпинделями (вис.8 - 1Б265-6К, рис.9
- 1Б265-8К, рис ДО - ХБ265-4К',.
Там же васпойсжены механизмы подачи и зажима прутка,поворота
и фиксации шпиндельного бадабана.
?я’ Гигзрё докуИ^о,:
I. Ill
дата рзам,иив./| Инв.ЛдубдЛ Додд,и
3
chipmaker.ru ।
lipm^ker.ru
I 1.3/0 Шпиндельный барабан I (ом.рис.8) напрессован на главную ось 5, внутри которой проводит центральный вал 4, передающий вращение ° от® вала иорсоки передач червь зубчатые колеса 30'и 32 шпинделю 2.
Правый конец главной оси поддерживается фланцем коробки пере-t * ° ~ о
дач. Там же расположена гайка 7 осуществляющая, через упорный под-< о
випник 6 к пружинное кольцо 5, прижим шпиндельного барабана к колодкам кориуса блока.
Хаким образом залира^тся шпиндельный барабана в осевом неправ-° е
лении. Возможно и другое исполнение прижима барабана к упорным колодкам.
©порами шпьадвзя автомата 1Б265 служат двухрядные роликоподшипники 3> и 38 с короткими цилиндрическими роликами, особо легкой серии 3I82IQ0. Они воспринимают радиальные нагрузки, де йс-гвующпе О
на шпиндель. Осевые н&грузкг еоспбмеимнют упорные шарикопсддипники о
Зд. донструктивнсй особенностью радиальных роликоподшипников серии “1 3I32I00 является возможность уменьшения зазора в подшипнике за счет деформации внутреннего кольца с коническим отверстием. Для этого надо перемещать кольцо подшипника по конусной ш^йке шпинделя при помощи гайки 36.с Внутрейее кольцо‘подшипника прижимается тремя винтами-37, которые цадо отвинтить перед регулировкой-. Задний подшипник 33 регулируется гайкой 1и. Предварительно надо отвинтить гайку 35, которой затем регулируют осевцй зазор шпинделя.
В левой части шпинделя находится муфта зажима прутка и управляющая ем вилка 16. Когда шпиндельный барабан поворачивается, гребень вилки заходит в паз ползуна зажима и одновременно отжимается,
О
— рычажек 15, запирающий вилку на оси 14. При перемещении вилки /под действием ползуна зажима вправо, чашка муфты зажима 28 освобождает рычажки 27, которые поворачиваясь вокруг своей оси, дают возможность перемешаться стакану 26 с тарельчатыми пружинами 25 и фланцем 24 -в’ О
—I который упирается гайка 13 трубы зажима 31. На другом конце трубы
. Диет Ядокум. fcogh' .чата!
1Б265 Р;
Chipmaker.ru
лэ.
chipmaker.ru
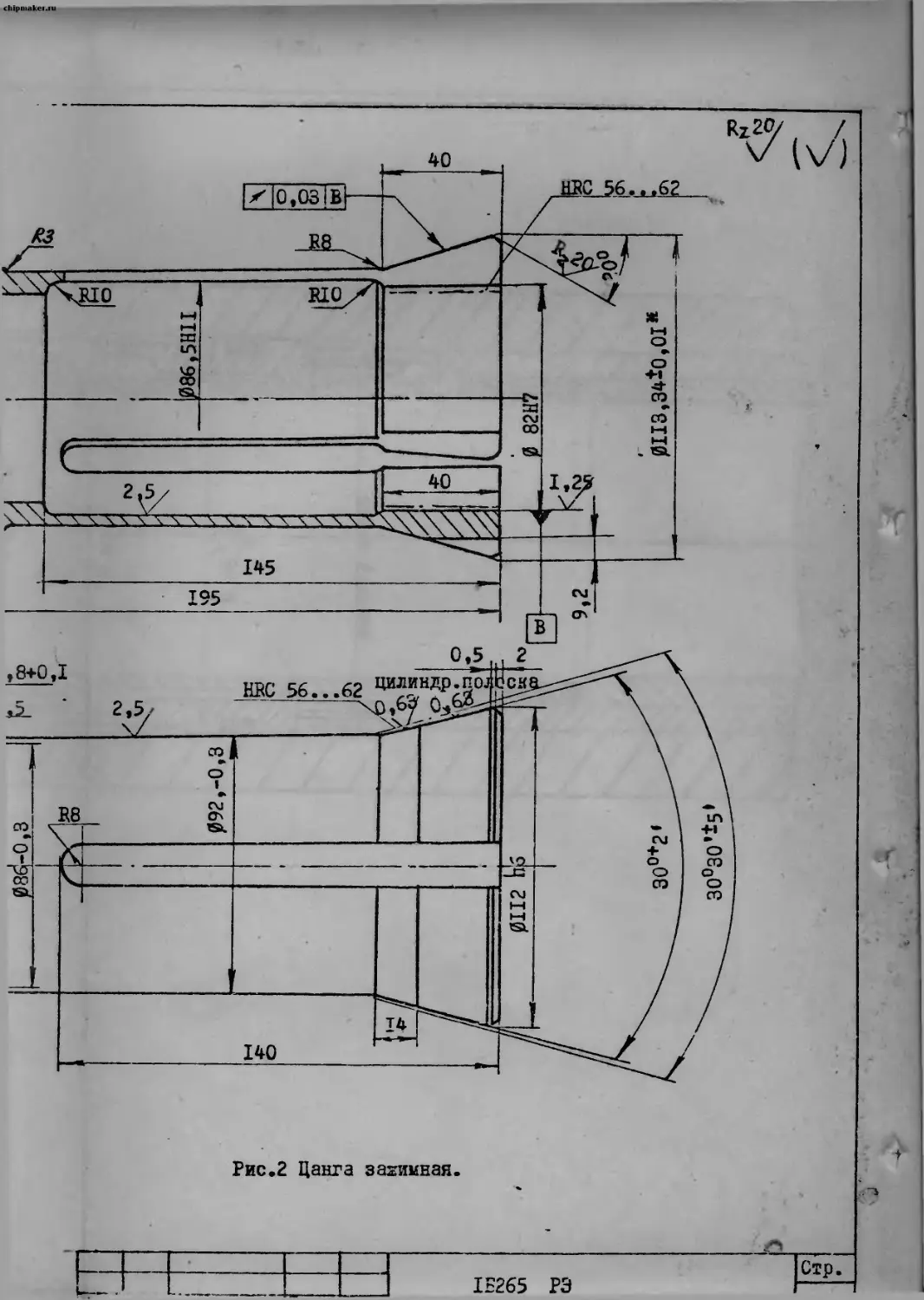
Находится цанга зажима 8°. Получив возможность перемещаться вправо цанга перестает зажимать пруток и труба подачи 22 с цангой 9 ' подает пруток до упора.
Перемещению трубы зажима и цанги вправо, чтобы осуществить разжим прутйа, после того как вилка '16 передвинула чашку 28, способствуют пружины в корпусе муфты, создавая принудительный разжим. Они перемещают стскан 26 с тарельчатыми пружинами 25 и фланцем 24, который за рычажек 23 тянет гайку 13 и связанную с ней трубу и цангу зажима. Рычажек 23 заведенный в паз фланца служит также фиксатором, не дающим возможность гайке отвернуться во время работы.
Зажим прутка осуществляется при перемещении вилки 16 влево.
Чашка 28 муфты зажима .нажимает своий фасонный контуроа на рычажки 27, которые поворачиваясь передвигают стакан 26 и через тарельчатые пружины 25 нажимают на гайку трубы зажима, втягивая цангу в конус шпинделя. Тарельчатые пружины механизма зажима являются компенсатором неточности размера прутка g разрешают обрабатывать прутки с отклоне- j нием по диаметру до 0,5 мм. Они оттарированы на максимальное усилие н зажима около 5000 кт.
Положение муфты зажима в левом положении фиксирует рычажек 15, который заводится в канавку на оси вилки, после того как при поворо- » те барабана рычажек сойдет с поверхности ползуна зажима. Корпус муфты зажима закреплен на шпинделе0 при помощи гайки II. При снятии муф- j ты зажима, гайку II надо отвернуть предварительно сняв стопорную ш^нку 12. В целях увеличения срока® службы чашки 28 муфты зажима I -ней имеется два шпоночных паза.- Перестановка на второй паз произво- | О 1
одится в случае износа профиля чашки, нанимающего на рычажки. Переда- » I ча усилия зажима от вилки к-чашке происходит Через упорные шарикоподшипники 29. Следует следить за их правильной работой, поджимая ’ их к вилке гайкой. ,
Подача прутка производится цангой 9 завинченной в трубу подачи .
1Б265 РЭ
— • -
На .т
Chipmaker.ru
i «
21 22 S3 2£
chipmaker.ru
Ичв.Хполл ТТодп.и лата |Т1аам.анв.М рЬвЦ<лУбл.| Полки .цат
Ркс.9 Е
Peu, 9 Шпивдэльный барабан автоь^та IE265- 8K
+
1Б265 РЭ
с-. доку Еодп. (Ца та .
chipmaker.ru
Рп ХО Пкпндельнн^ барабан станка IE265-4X
' • \
iaker.ru
22, которую за подшипник 21 перемещает механизм подачи. Ограничивает соевое перемещение трубы подачи диск 20, установленный на центральной трубе шпиндельного барабана. Для .- того, чтобы можно было вынуть трубу подачи с цангой, диск поворачивают вырезом против трубы, а затем снова возвращают в рабочее положение, устанавливаемое фиксатором 17; при изменении длины подачи, положение диска на центральной трубе следует также отрегулировать и закрепить винтом 19. В трубе подачи имеется направляющее кольцо 18 для прутка, кото-
рое следует заменять при изменении размеров прутка.
На рис*.9 показана конструкция шпиндельного барабана 8-ми шпиндельного токарного автомата модели 1Б265-8?., такая же как и автомата 1Б265-6К, отличается только размерами, и тем, что у шпинделя имеется третья опора - шариковый подшипник.
Шпиндельный барабан 4-х шпиндельного токарного автомата модели ХБ265-Ш принципиально не отличается от конструкции станка 1Б2^5-6К. Б основном различие в размерах деталей шпинделя и паспо-ложении упорных шарикоподшипников.
Подшипники шпинделя в этом станке сверхлегкой серии 4I82I00, а не особо легкой, как в предыдущих моделях. В связи с этим измене-
но расположение упорных подшипников.
Рядом со шпиндельным барабаном в корпусе шпиндельного блока и задней стойке смонтированы связанные с- ним механизмы: зажима и подачи прутка, подьепа, поворота и фиксации шпиндельного барабана и
упора материала.
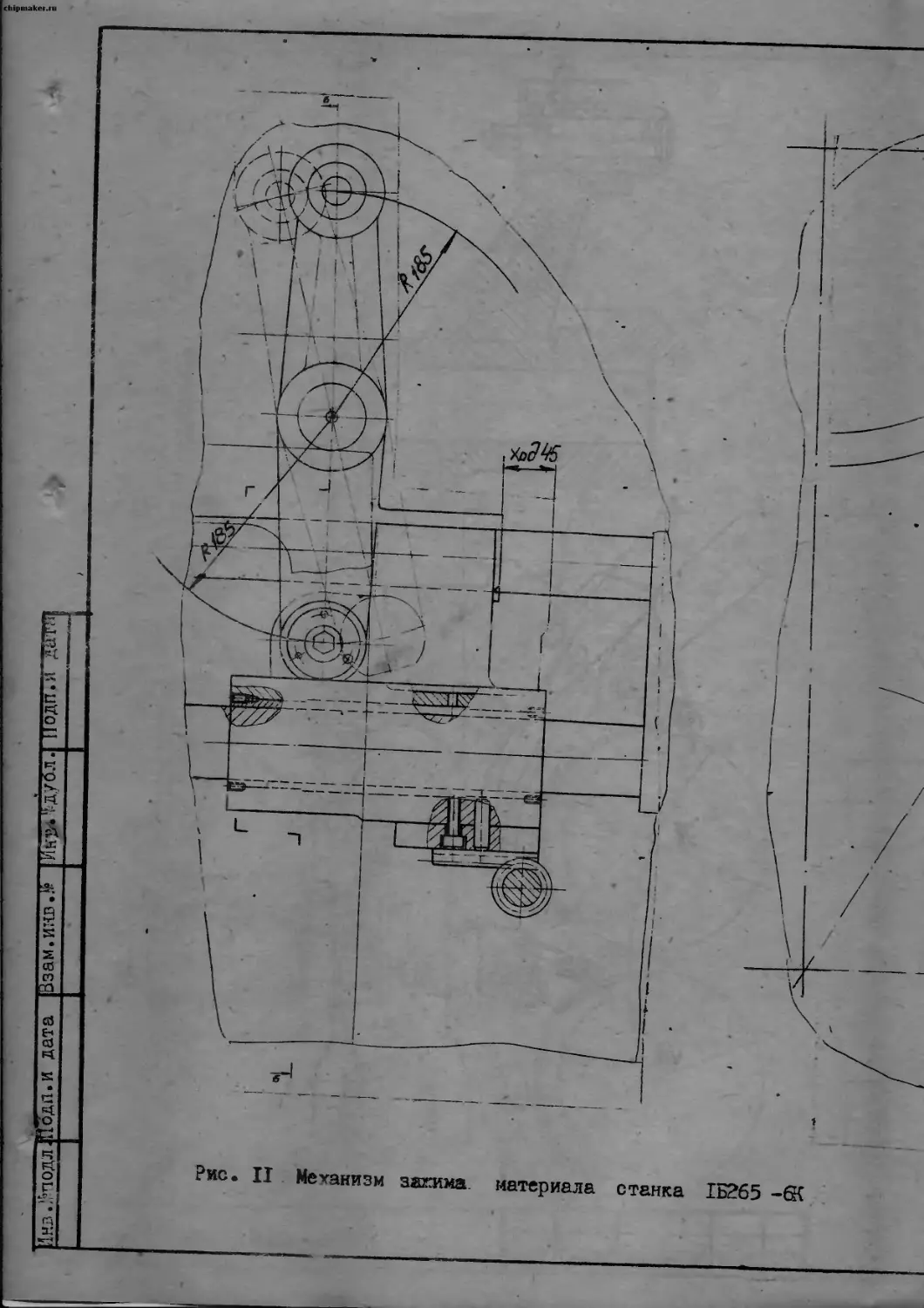
1.3.II. Механизм зажима прутка.
Chipmaker.ru
От кулачков распределительного вала 1 (см.рис.II), через рычаг 2 перемещается ползун зажима 4; при повороте шпиндельного барабана з газ ползуна заходит гребепъ вилки 3, управляющий муфтой зажима на * шпинделе, при регулировании усилия зажима, пруток зажимают вручную.
1CID.
1Б265 РЭ
47
1'ДН)1
chipmaker.ru
Для этого ^служит вал 6сшестерней, на который одевается рукоятка зажима, поворачивая ее перемещают ползун зажима, на, нижней плоскости, которого закреплена рейка 5.
Следует учесть, что ручной задам и разжш прутка возможен только в определенном положении распределительного вала, отмеченном на шкале циклоуказателя.
индельном автомате модели 1Б265-8К, в связи с исполь-
званием его в работе с двойной индексацией, возможен зажим прутка одновременно в 2-х позициях: УЧ и УШ или в одной из них.
На рис. 12 показан механизм станка IE265-8K. Для включения необходимой позиции в ползуне зажима 3 смонтированы Поворотные колодки 2 и 5. Вынув фиксирующий стеожень 4, набрасывают колодку на гребень вилки I необходимей позиции или двух позиций и снова вставляют стержень, удерживаемый в ползуне пружинной защелкой.
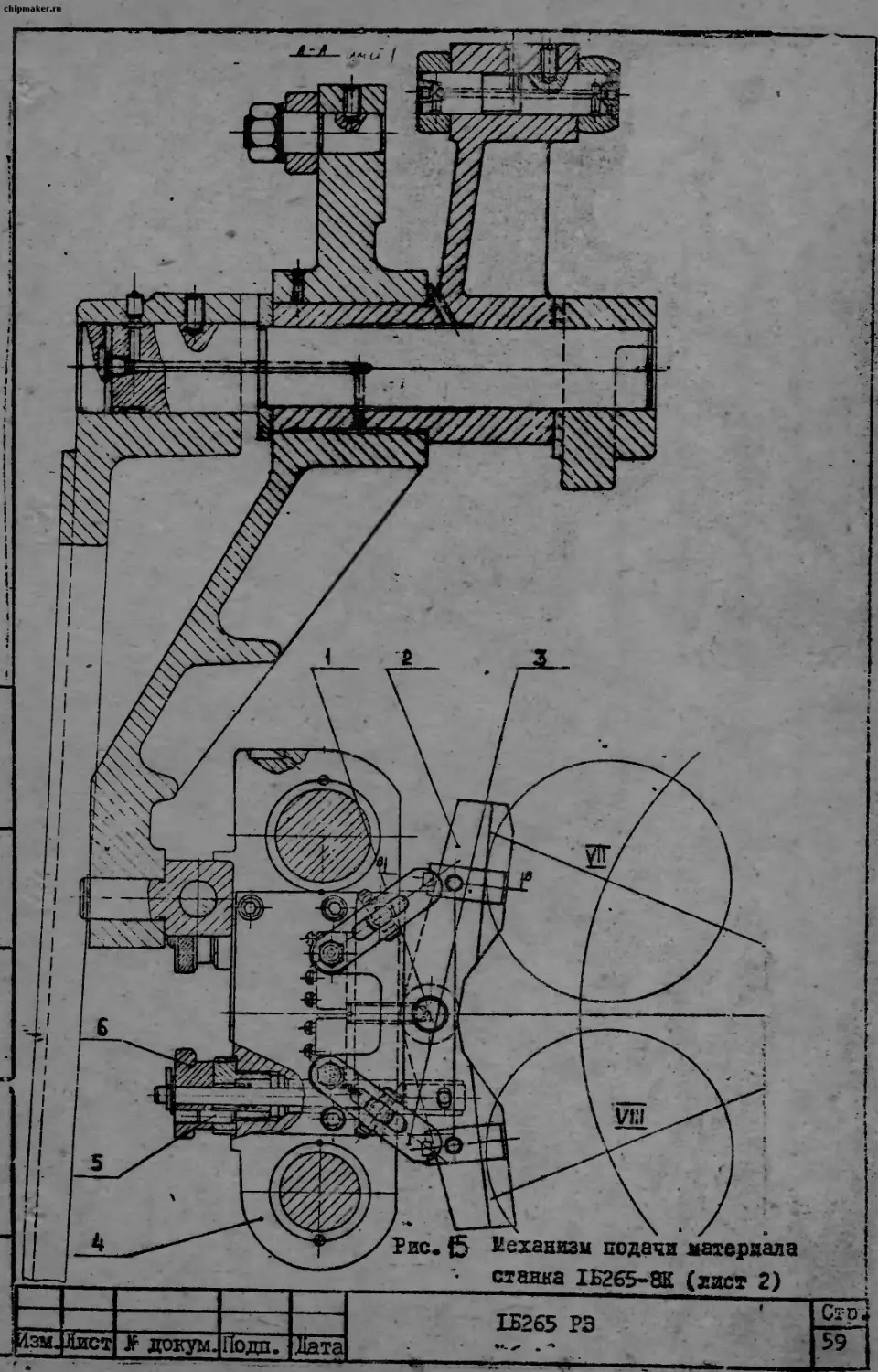
1.3.12. Механизм подачи прутка.
Подача прутка до упора в 6-ти шпиндельном автомате производится в позиции отрезки У1. Б Ь-ми шпиндельном станке подача может быть в любой из позиций отрезки (УП или УШ) или двух сразу. В 4-х шпиндельном автомате в позиции 1У.
В расточках корпуса задней стойки I (рис.13) на осях 2 и 6 установлены рычаги 3 и 5. Рычаг 5 получает перемещение от кулака 21 и передает его через переставляемую тягу -4 рычагу 3.
Рычаг 3 передает движение ползуну 23 через эксцентрическую втулку 7, камень 15 и диск с пазом 16. Ползун 23 перемещается по : цилиндрическим направляющим 24 и 25. Втулка 26 - промежуточная. В ползуне 23 на оси II установлен рычаг 10, в пазу которого на оси 9 расположена планка 8 с пазом. При подаче материала благодаря инерцси прутка и трубы подачи рычаг 10 поворачивается против часо-вой стрелки и, сжимая пружину 19, перемещает стаканчик 20 до упора
IE265 РЭ
йзь
Лисд ^докуил1одл. {дата
chipmaker.ru
7Г
ЙнвЛподлЬодп.и дата |Вэам.инв Л|ИнвЛду4д| Подп.и датй
гис. is механизм зажима материала станка 1Б265- 8£
chip iaker.ru
во втулку 18. При этом, тяга 27 также перемещается вместе с гайкой 12, которая нажимает на конечный выключатель 22. В электросхему поступает сигнал о наличии прутка. Если пруток кончился, пустая цанга
I
и труба подачи не в состоянии пжать пружину 19 настолько,чтобы выключился конечный выключатель 22. В этом случае на 60° циклограммы будет подана команда на остановку вращения распредвала и загорится сигнализация "Материал отсутствует". В случае возрастания усилия.на трубе подачи при подаче материала рычаг 10 будет продолжать поворачиваться протиз часовой стрелки, сжимая пружину 19 и через втулку 18 пружину 14. Поворот будет происходить до тех пор, пока планка 8 не соскочит с подшипиника трубы подачи.
Если перегрузка трубы подачи произойдет при наборе материала, (например, при большом заусенце на прутке), то рычаг 10 начнет по
ворачиваться по часовой стрелке.
Тяга 27 через гайку 12 и шайбу 13 будет сжимать пружину 14. Поворот рычага 10 опять будет происходить до тех пор, пока планка 8 не соскочит с подшипиника труоы подачи.
В случае срабатывания предохранительного механизма необходимо устранить причину перегрузки цанги и трубы подачи.
При необходимости отключить подачу материала завинчивают винт 17 до упора. При этом планка 8 отклоняется и выходит из зацепления
с пода
ком трубы подачи.
Изменение величины набора - материала осуществляется путем перестановки тяги 4 по круговому пазу рычага 5 согласно шкалы. Величину подачи материала необходимо останавливать на 10-15% больше * длины заготовки на I деталь (больше суммы длины детали, ширины отрезки и припуска на подрезку).
ИзмДЛист
Д дакум
Подл J Дата
Лист
55
1Б265 РЭ
chipmaker.ru
По устройству и принципу действия механизмы подачи материала станков 1Б265-8К (рис.14) и IE265-6K идентичны. Отличие состоит в том,* что в ползуне подачи станка IE2S5-8K установлены 2 предохранительно-блокировочных механизма и для отключения подачи в УП или УШ позициях служат винты2Вс квадратными головками.
Продолжение автоматического цикла работы автомата возможно только в случае одновременного нажатия конечных выключателей в конце подачи материала при его наличии.
1.3.13. Механизм поворота и ..одъема шпиндельного барабана.
Поворот шпиндельного барабана осуществляется при помощи пятипазового мальтийского креста I, обеспечивающего плавное изменение скорости поворота (рис.16).
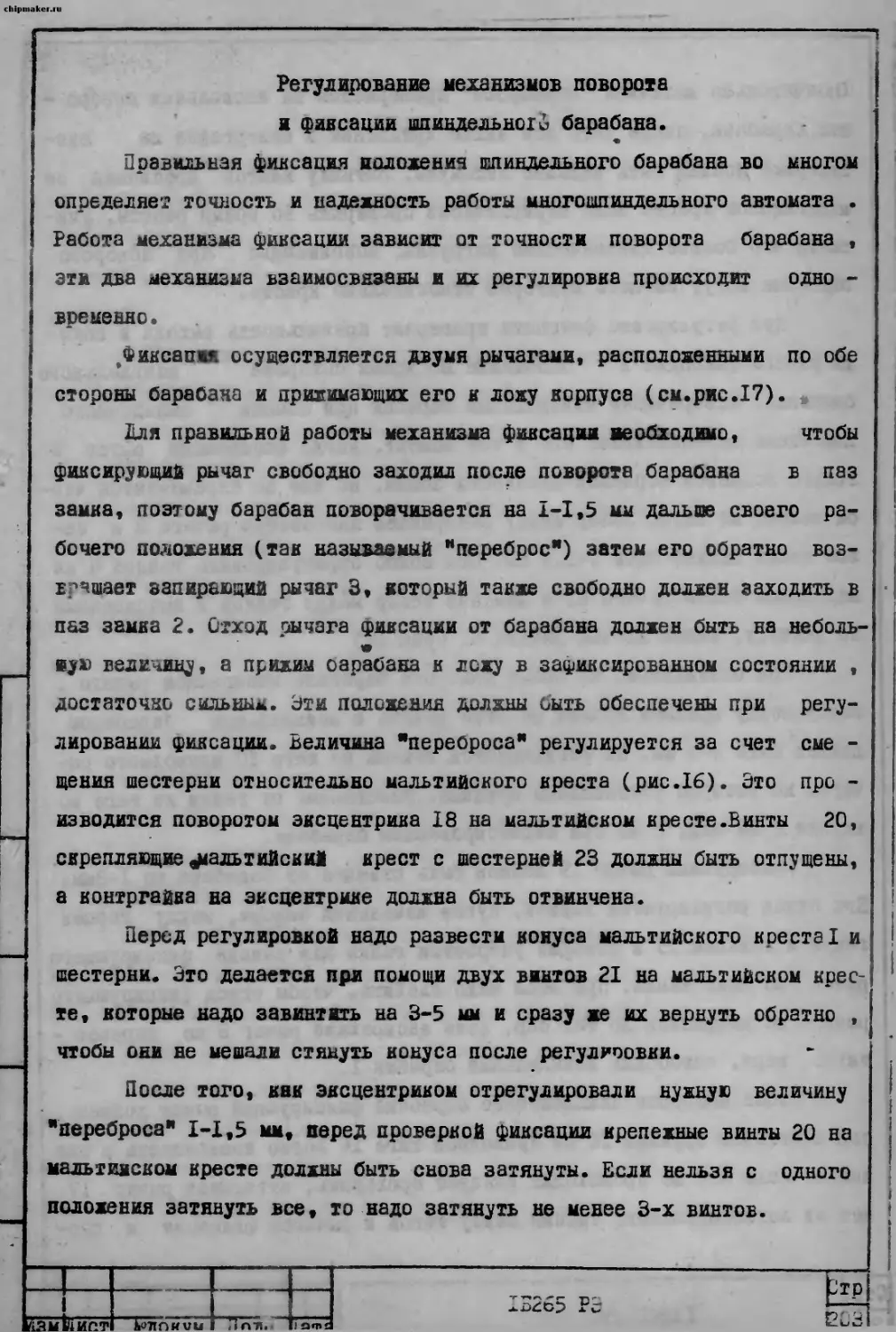
Во время быстрого вращения распределительного вала ролик рачага 2 заходит в паз мальтийского креста и поворачивает его на 72°. Сое--диненная с крестом шестерня 19 передает вращение через блок из трех шестерен 22 центральному колесу, прикрепленному к шпиндельному барабану. Передаточное число зубчатых колес подбирается так, чтобы обеспечить необходимый угол поворота в зависимости от исполнения станка: 45°, 60° и 90°. При переходе на двойную индексацию шестерня 19 заменяется шестерней 23. Шпиндельный барабан поворачивается не в то положение, которое он занимает во время работы, а немного дальше на 1-1,5 мм (по окружности барабана). Этот так называемый "переброс" может быть отрегулирован при помощи эксцентричного пальца 18 на маль-^-
'тийском кресте, поворачивая который смещает шестерню поворота 19 относительно мальтийского креста и этим изменяют величину "переброса*. Предварительно болты 20, скрепляющие мальтийский крест с шестерней и гайка на эксцентричном пальце 18, должны быть отпущены, а конусные
поверхности на шестерне и кресте разъединены, что достигается при помощи'отжимных винтов 21. Во избежание износа ложа и самого шпин-
Стр
56“
felJIzcd доход «IСелиФле
1Б265 РЭ
chipmaker.ru
chipmaker.ru
Ich ipmaker.ru
r.ru
chipmaker.ru * . (
отвода суппортов рычьгя разводятся, находят из зьмков 2 барабана I и । освобождают его для подъема и поворота. Его происходит в следующей последовательности. Кулак уиксзцла 13 перемещает ролик рычага 12 и
шарнирно связанную с гия тягу 10. Выбрав зазор ”3” между втулкой теги и кольцом С дг^плечеги рычага 6, тяга поворачивает последдий-
Сыонтнрпваяный на двухплечем рычаге, запирающий пычег 3 получит
при повороте перемещение тольно вверх под действием прулины 5, принимающей его к птоскос'т-я веже и только после того-как гайка 4 упрется в плечо рычага, он начнет отходить в сторону от шпиндельного барабана. Поож освобождения барабана от пройма задира. рычагоы, получает возмопность свободного выхода фиксирующий рычаг 17. При
дальнейшей повороте двухдлечего рычага 6, через тягу 14, палец 15
! выбрал зазор между ним и гайкой тяги 14 , поворачивается фикси- i
рующий рычаг отходя от шпиндельного барабана. После поворота ба- « рабана, благодаря "перебросу" между фиксирующим рыча гor и гсрчзон- ] ’ тальиой плоскостью замка образуется зазор 1-1,5 мм, что дает воз- | ’ нежность фиксирующему рычагу свободно зайти в замок, под действием . ? • пружины 16 на тяге 14. • <
При дальнейшем движении заведенный в замок запирающий рычаг 3 ;• ' перемещается вниз, поворачивая шпиндельный барабан в обратную сторо- } • ну до прижима к фиксирующему рычагу. Усилие фиксации определяется та- : релъчатыми пружинами 9 на тяге/О и регулируется гайкой II. I
Конструкция механизма Фиксации автоматов 1Б265-4К и 1Б265-6И одинакова с описанной выше станка 1Б265-6К. Огпичие только в форме запирающего и фиксирующего рычагов.
1.3.15. Упор материале.
Правильное положение прутка в автомате обеспечивает упор риала. В станках 1Б265 упор ыатзриала (рис.18) установлен в
ции отрезки, на оси I, которая периодически качается подводя рычаг 2 к шпинделю и отводя от него после подачи прутка.
пате
пови-
“ТР
1Б265 РЭ
f'V 1
Й'сфно| Ё? докуй<1^0ДД
chipmaker.ru
chipmaker.ru
chipni ker.ru
Перемещение рычага упора 2 вдоль оси I устанавливает необхо -димое расстояние от шпинделя то торца прутка. Рычаг 2 может ycra-t< навливаться в двух положениях, для коротких и длинных деталей, что достигается поворотом рычага. Более точно расстояние от ипинделя может быть отрегулировано головкой упора 9 с резьбовым хвостовиком'. , После регулировки рычаг 2 зажимается на оси двумя винтами ID, средний винт 8 разжимной. Головка упора контрится гайкой. Еачательное движение оси упора, сообщает кривая на торце шестерни 4, вращающей-
С I
ся синхронно с распределительным валом. От рычага 3 'через тягу 14,
рычаг 13, вал 15, рычаг II и подпружиненную втулку 6 качение пере- . дается рычагу 7, сидящему на оси I рычага упора.
Назначение пружины 5 во втулке 6 дать возможность вручную отводить рычаг для удаления остатка прутка из цанги шпинделя, а также предохранять привод упора от поломок при наскакивании упора на пру-• о тел или державку, инструмент или другую деталь в результате непра-о вильной установки рычаге 2 на оси I, по углу. При эксплуатации надо следить, чтобы не было зазора разрешающего перемещение оси в продольном направлении. Это устраняется подтягиванием гайки 12 после чего необходимо в ее паз,отогнуть усик шайбы. Б»8-ми шпиндельном автомате модели 1Б265-8К имеются2 рычага упора материала (в УП и УШ позициях), для возможности работы с двойной индексацией. При работе с одинарной индексацией, один из рычагов в позиции где не производится отрезка, должен быть снят, г»
1.3.16. Таспределительный вал.
Распределительный вам (рис.19) помещается сверху в траведюе^ станка. По длине он состоит из двух частей правой 13 и левой I, соединенных шлицевой втулкой 8.
Кроме'.того, распределительный вал имеет два нижних участка, на. которых я непосредственной близости к нижним поперечным * суппортам
Л' >11 , „ 1Б265 РЭ 1 Стр.
лист 67 1
Цата
:hipmaker.ru
находятся диски 2 с кулайами 3 привода нижних и средних суппортов (рис.20).
° Нижние участки связаны с верхним валом зубчатыми передачами I с передаточным отношением 1:1. Для увязки между собой положений участков распределительного вала на зубчатых колесах, связывающих эти участки, на дисках поперечных суппортов нанесены нулевые риски.
На верхней правой части распределительного вала находятся:
а) барабан 17 с цилиндрическими кулаками 16 подачи продольного суппорта и червячной шестерней 18 привода распределительного вала;
б) барабан 14; на нем 4 участка для установки кулаков устройств с независимой подачей;
в)
t
коническая шестерня 12, передающая движение указателям цикла шестерня 15 привода командоаппарата;
диск 10 с кулачками II для привода верхних поперечных суп-
Г
д)
4
портов;
е)
j
I
шестерняS передающая движение на нижние участки распредели-о
тельного вала.
На лево?! части0распределительного вала находятся:
а) диск 7 с кулаками фиксации;
о б) кронштейн, на котором вращаются шестерни 6 поворота шпиндельного барабана (передача от мальтийского креста);
в) рычаг 5, поворачивающий0мальтийский крест;
г) барабан 2 с кулаками зажима 4 и подачи прутка 3.
0 На распределительном валу имеемся также предохранительное звено
от перегрузки - срезная шпонка 19, вставляемая в сухари.
i t i
I.3.17. Продольный суппорт.
Перемещается по центральной оси I (рис.21) и обслуживает с зиции шпиндельного барабана. Каретка 2 продольного суппорта ставляет собой многогранник (4-х, 6-ти, 8-ми) на каждой грани
рого имеются пазы типа "ласточкин хвост", в которых устанавливаются
все по-
пред-
кото-
68
1Б265 РЭ
chipmaker.ru
Рис./£ Упор материала IE265-6K
r.ru
chipmaker.ru
I
Pic. 19 Распределительной вал.
1
{Изм Лист Я докум. Подл,.. Дата
П265 РЭ,
Стр.
12.
chipmaker.ru
chipmaker.ru
Схема расположения нулевых рисок
।
Разрез.по приводу заднего нижнего суппорта
Изм Дист| К докум|11одп .{Дата
IE265 РЭ
clii| iaker.ru
неподрижнь’м илл скользящие державки, а также устройства, необходимо для обработка с продольного суппорта. . • ,
Кроме направления по центральной оси шпиндельного барабана, верхней Зчзср межвинтов 16.
позорачи-
ползун 3 Продольного суппорта 2 имеет еще направление в части, по плаике 4; лриьпепленЕзй к траверсе (си.рис.24). ду планкой и ползунок регулируется клиньями 15 при помощи Положенье самой планки танка регулируется клиньями 17, » дающими планку вокруг оси 14. 6
Упор продольного суппорта, точно определяющий afo переднее положение, состоит из стержня II, упирающегося в гайку 10 наьияченчую на втулку 9 корпуса коробки передач.
Регулировка упора производится гайками 12. К продольному суп-
порту подводит?я смазка под давлением через гибкий шланг 13, укреп-О
ленный на передней лтьзке коробка передач. Поступление смазкь можно ° •
контролировать если отвегауть пообкя 7 в верхней и нижней части ка-о
- ретки продельного суппорта. Их отвинчивав также для прочывкк камеры для пасла в каретке. Привод предельный суппорт получает от штаь ги 6, которую перемещает рычаг 8.
При подъеме сшпиндельного барабана центральная ось, а с ледова-• — сально и каретка продольного сувпорта, перекашивается. Поэтому соединение 5 штока 6 с кареткой 2 выполнено шарнирным.
Продольный суппорт игеет универсальней привод, который пред-— назначен для изменения величины рабочего хода продольного суппорта о без смены кулаков.
вНа барабане распоедеготельного вал-а (рис.22) находятся постэян-©•
нке кунаки • I , управияюшис ползушкамч 2- и 3 , вокруг осей кетовых "01й и*Ю2" поочередно поворачивается кулиса 4 , соединенная о
тягой 5 с рычагом продольного суппорта 6.
На участке "быстрый подвод" перемещается нижняя пелзушка 2,ку-о о
лисе поворачивается вокруг оси "01" и суппорт подводится на величь-
4
Изы лет
-Слокум. ИЗдп
гзта
1Б265 РЭ
Chlpmaker.ru
75 !
r. HI
ну, пропорциональную расстоянию от центра ”03" ^яги 5 до оси "02", затем ползутка 2 останавливается (ее релиз попадает на ровный участив кулака I), а переведается ползушка 3, кулиса поворачивается вокруг оси "02п и суппорт перемещаятся на величину, пропорциональную расстоянию от центра "ОЗ" до оси пСд".
Таким обпазом осуществляется рабочая подача продольвого суппорта. Во время быстрого отвода обе ползушка перемещаются одновременно в исходное положение, в котором кулиса находится до начала следующего цикла.
Изменение величины рабочего хода достигается перестановкой ко-О
лодви 2 по псъерхноитп кулисыТ (рис.23). Для этого необходимо отвинтить винты, удерживающие столопную планку 3 колодки, затем отпустить О о
винты 4 и переставить колодку по зубьям кулииы в необходимое полевение, указываемое вкалой, после чего винты закрепить. Эта регулировка производится в°отведенном положении суппорта.
Особенностью данного привода-является постоянство величины пол--него хода продольного суппорта при изменении величины рабочего хода, т.е. постоянство переднего и заднего, положения каретки продольного О
суппорта, а также постоянство углов рабочего и холостого хода. Движение от привода к продольномуОсуппорту передается через рычаг 2 О
(см.рис.24), поворачивающийся на оси I в коробке передач. На нижнем плече рычага находится сухарь 4, который заходит в паз приводной ко-О
лодки 3, закрепленной на итове 5 суппорта.
© ° 1.3.19. Поперечные суппорты. ®
Каждая позиция шпиндельного барабана в станках 1Б265 обслужи
вается поперечным суппортом.
Верхние и нижние поперечные суппорты имею? одинаковую конструк-оцию для всех исполнений автоматов. Конструкция средних суппортов зависит от количества шпинделей и типа станка, поэтому она разная дляо разных моделей. Общим для всех поперечных суппортов являются прямо-
1Б265 РЭ
догуа^дд
chipmaker.ru
chipmaker.ru
I
r.ru
I. Начало быстрого подвода
Начало рабочего хсдг
chipmaker.ru
6
сабочего хода. III. Окончание рабочего хода
chipmaker.ru
угольные направляющие столового типа. Каждый суппор;
(за исключением отрезного) подается до жесткого упора отдельной для каждого шпинделя. Упоры расположены на поворотных дисках, установленных на корпусных деталях станка. Привод упоров общий дл1 всех суппортов - Ьт шестерни, сцепленной с центральной шестерне! шпиндельного барабана, через втулочно-роликовую цепь, вращающую звездочку связанную конической переда' * с диском упоров. Такт образом, поворот диска упоров увязан с воротом шпиндельного барабана. Салазки суппортов регулируемое. Их положение устанавливаете! при помощи винта с лие'О’ом, независимо от положения жестких упоров.
Верхние поперечные суппорты смонтированы на траверсе станка и обслуживают две верхние позиции шпиндельного барабана. Привод верхние суппорты (см.рис.25) получают от кулачков 10 верхнего распреде-’ительного вала. Через рычаг 9 движение передается ползуну 7, с которым скреплены винтами 2«'Салазки I. При регулировании винтом 3 положения салазок, винты 2 должны быть отпущены. Салазки перемещаются по направляющим /5 , прикрепленным к траверсе. Зазор
между салазками и направляющими регулируется при помощи клина 16 винтом 15, а также планками 12 и 14. Кесткий упор суппорта обеспечивается винтом 5 нажимающим в переднем положении суппорта на пугов ки 4 диска упоров 6. При необходимости пуговки могут также регулироваться. В траверсе на ятанге установлена пружина II через планку 8 подпирающая суппорт во время резания и совместно с отводным кулаком, обеспечивающая его быстрый отвод в конце цикла.
Конструкция и размеры переднего и заднего верхних поперечных суппортов одинаковы.
Нижние поперечные суппорты установлены в нижней части корпуса шпиндельного блока и обслуживает I и П позиции (см.рис.26).
Корпуса 15 нижних поперечных суппортов крепятся к станине и к
:ст Лдокум.
1Б265 РЭ
Гс^
85
chipmaker.ru
передней стенке корпуса блока. Привод нижних суппортов осуществляется от плоских кулаков, установленных на дисках нижних участков распределительного вала. Кулаки поворачивают рычаг 14 и сидящий с ним на оси II рычаг 13. Сухарь 2 рычага 13 входит в паз ползуна 4,скрепленного Винтами 3 с салазками суппорта I. На ползуне 4 находится винт 5 с лимбом, регулирующий положение салазок и винт упора 10, нажимающий^ переднем положении салазок, на пуговки 9 диска упоров 8. Привод диска упоров производится от звездочки цепной передачи, через валики с коническими шестернями 6 и 7. Соединение диска с валиками выполнено в виде мелких рифлений, что дает возможность переставить диск для совпадения винта упора с пуговками 9.’* Пружина 19, упирающаяся в винт ползуна, обеспечивает подпор суппорта во время резания и быстрый отвод. При демонтаже рычагов привода нижних суппортов 13 и 14, а также оси II, необходимо отпустить винты 12, стягивающие рычаги с осью. Следует учесть, что демонтаж рычага 13 производится через проем в станине. Конструкция направляющих такая же как и верхних суп—|
портов. Зазор в них регулируется клином 17 при помощи винта 18, а.;
* i также поджимом планок 16.
I
Отрезной суппорт установлен на отдельной плите 2, прикрепленной • к передней стенке корпуса шпиндельного блока (см.рис.27). Салазки j » Л суппорта I перемещаются тягой 3 рычага 6, который поворачивается на оси 5 под действием кулаков, укрепленных на диске нижнего распреде- | лительного вала. Соединение тяги с салазками и рычагом выполнено при i помощи шарнирных подшипников 7, что устраняет влияние перекоса в де- | талях привода на плавность хода суппорта, иаправляющей суппорта яв- * ляется сама плита 2, на которой он смонтирован и к которой прижат 1 планками 8 и клином 9.
_ ч
Державка с отрезным резцом вставляется в паз еалаз >к I и крё^ питея через планку 12 винтом II. Она должна быть также прижата вин-4 тами 13.
1Б265 РЭ
I. Ill
chipmaker.ru
Ill Pill (]
[clripmaker.ru
chipmaker.ru
Рис .£7 Отрезной суппорт автомата модэхь 1Б2б5-бл<‘
chipmaker.ru
iaker.ru
Регулировка резца по растру t осуществляется клином 14 при помощи винта'15. Расстояние от отрезного резца до цанги может изменятся перемещением клина 4 винтом 17. Выдвижение резца производится винтом 16. Пружина 10 поджимает суппорт во время резания и способствует его быстрому отводу.
У восьмишпиндельного автомата модели 1Б265-8К салазки отрезного суппорта имеют 2 паза для державок, чтобы в случае двойной индексации можно было производить отрезку в двух позициях УПи УШДОС2Ц
В четырехшпиндельном автомате модели 1Б265-4К, отрезным суппортом является передний верхний суппорт па траверсе станка.
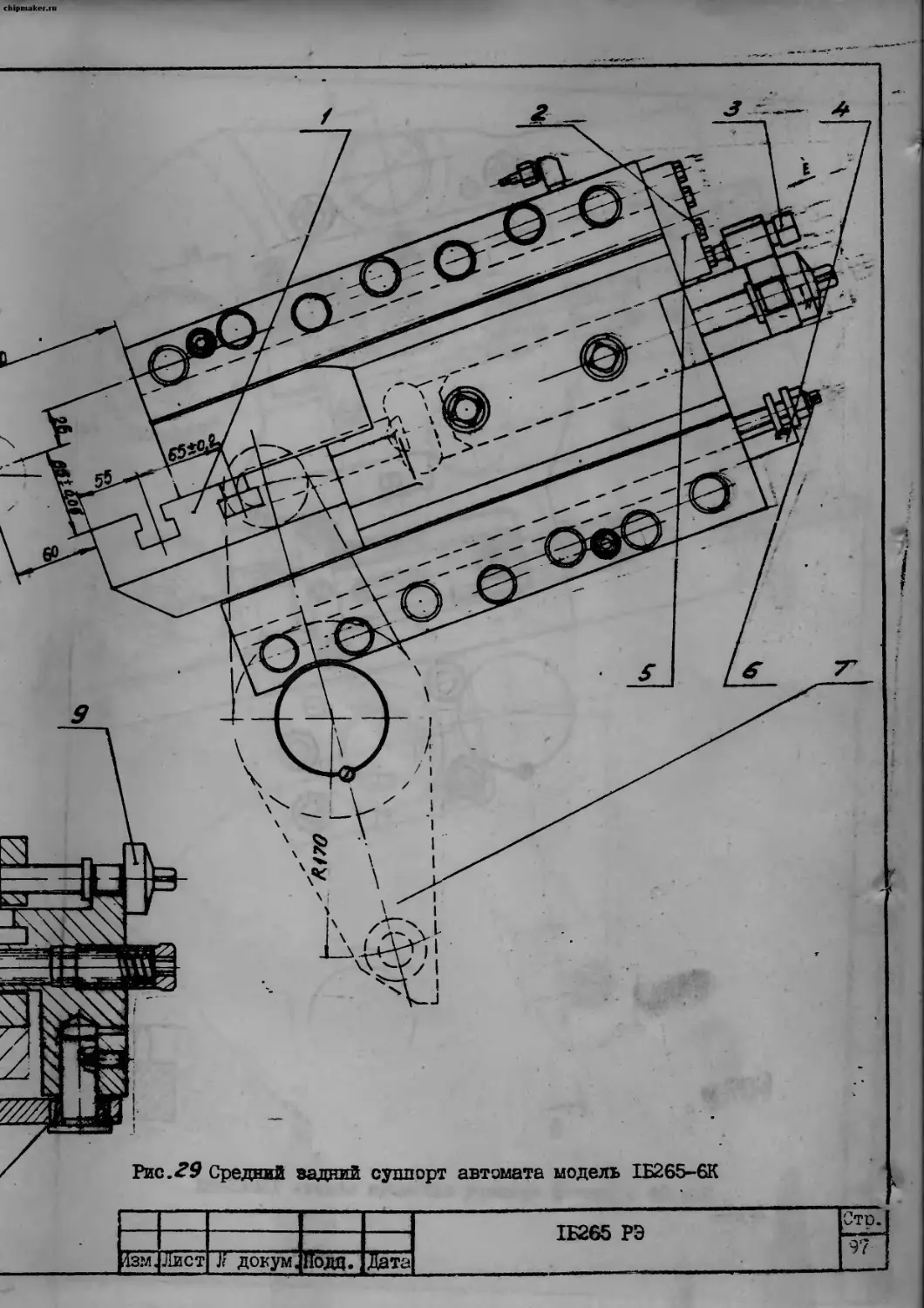
Средний суппорт. Конструкция среднего суппорта (заднего) зависит от модификации станка и даже от наладки, которая будет на этом станке. Он может быть столового типа мри плоский - типа отрезного суппорта или широким на специальном литом кронштейне. На рис.29 показан средний суппорт ё-ти шиндельного автомата модели 1Б265-6К, нормального исполнения. Он смонтирован на плите 14, прикрепленной к переднее стенке корпуса шпиндельного блока, с задней стороны станка. Салазки I суппорта выполнены в виде столика с пазами для крепления державок. Привод салазок такой же как и у отрезного суппорта, т.е.*от рычага 7, управляемого кулаками, установленными на диске нилнегс (заднего) участка распределительного вала. Салазки I соединены с рычагом 7 при помоце тяги II с шарнирными подшипниками ю.
Суппорт оснацен поворотным диском 5 с пуговками 2, в которые упирается вмят жесткого упора 3.
Положение салазок может регулироваться винтом 9. Перед регулировкой крепежные винты 8 должны быть отпущены. Отводная пружина 13 находится в ползуне 12 суппорта. Регулирование зазора в направляющих производится клином 4 и планками 16. Винт 6 клина стопорит-
[Стр.
(Че
1Б265 PS
I. HI
I
ся винтом 15.
В восьмишпиндальном автомате подали 1Б265-8К салазки среднего
суппорта имеют две плоскости и пазы для установки державок с двух
сторон, чтобы суппорт мог обслужить две позиции - Ш и 1У (см.рис.30).
1.3.20. Направляющие трубы.
Chipmaker.ru
Слева станка (см.рис.31) установлены направляющие трубы I для прутков. Опорой им служит шестерня 3 поворота труб и стойка 17, при
крепленная к фундаменту и поддерживающая диск 18 о трубами.
В шестерне поворота 3, смонтированной в задней отойке автомата;
имеются и.верстия куда вставляются стаканы 4, навинченные на направляющие трубы. Штифты 5 на стаканах при повороте трубы входят в пазы на центральном диске 19, прикрепленном к шестерне 3. Такиг образом
осуществляется замыкание трубы в осевом направлении. Для того, чтобы
отодвинуть трубу надо ее немного .сдвинуть вперед и повернуть так, чтобы штифт вышел из паза диска.
На стакане трубы установлено направляющее кольцо 6, которое на-' до сменить при изменении размера прутка.
Центральная труба 21, на которой смонтирован поддерживающий диск 20 и задний диск 18, входит в шестерню поворота 3 и крепится в ней коническим штифтом 7. Шестерня поворота 3 установлена в задней стойке на шарикоподшипники, посаженные на эксцентричные оси 14. Поворачивая оси можно точно отрегулировать соосность отверстий шестерни с шпинделями, что необходимо для правильной работы станка. Положение, зксцентричной оси фиксируется шпонкой 15, привинченной к фланцу 16. Соосность заднего диске 18 с шестерней поворота 3 регулируется эксцентричными пальцами 8 на стойке направляющих труб. Пальцы стопорятся винтами 9. Поворот направляющих труб производится приводным валом 12 на котором сидит шестерня II, зацепляющаяся с центральной шестерней поворота барабана 10, шестерня 13, сцепленная с шестерней 3 по-
1Б265 РЭ
докум ,п
chipmaker.ru
chipmaker.ru
ВиЭ = Е *
chipmaker.ru
chipmaker.ru
JTD,
1Б265 P.
chipmaker.ru
ворота направляющих труб.
Для уменьмекжя ну? а, возникающего при вращении прутков, в. направляющие трубы вставлены волнообразные пружины 2.
Длина обрабатываемых прутков, ва которую рассчитаны напрев-* ляющме трубы - 4 'ме ра для станков ГБ265-6К н 1Б265-8К и 3 метра дм ставкой । 1Б2б‘>-4^с
I.3.2T. Привод устройств с независимой подачей.
Во всех позициях, крове двух нижних, могут устанавливаться скользящие державки 10 (рис.32), которым сообщается независимая подача. Назад симой имеется лкже величина хода, начало и конец ра-/
боты, а также переднее и заднее положение державки. Все это можно обеспечить соответствующей регулировкой механизма при наладке станка. Привод скользящих державок осуществляется от барабана устройств 1, сидящего на верхнем распределительном валу. Барабан имеет 4 участка, на которых крепятся кулаки устройств. Кулаки поворачивают рыча] 4 соответствующей позиции непосредственно им при помощи всповогательнвх рычагов 2 и тяг 3.
Расположение кулаков независимой подачи для быстросверлильного • резьбонарезного приспособления указывается в карте наладки.
В паз«х рычагов перемещается ползунка 5, соединенная винтовыми втулкам 6 и 7 со скользящей державкой. Расстояние ползунки от оси качеиия рычага 4 определяет величину хода скользящей державкх. Положение скользящей державки 10 на каретке (по длине) регулируется втулкой б путем свинчивания или навинчивания.
Скользящие державки перемещаются в пазах каретки. Регулировка зазора между державками и кареткой осуществляется винтом 9, поджи-маммм плавку 8.
1Б265 PS
[Стр
Еоз
chipmaker.ru
1.4. Электрооборудование.
Си. руководство по эксплуатации электрооборудования 1Б265 РЭ1.
Прилагается высоте с настоящие руководством к станку и входит в обяьателышй комплект технической документации стенка.
'1.5. Система Охлаждения.
Два электронасоса типа П-180 (производительность 180 л/мин), установлены с правой стороны стани-я, подают охлаждение в. распределительные трубы, откуда по илангам оно поступает к режущему инструмен-. ту. В качестве охлаждающей жидкости применямтси масло индустриаль-
ное 20. гульфофрезол и эмульсии.
Для прутковых автоматов применение эмульсии на водной основе I* требует особо тщательного ухода за станком в связи с наличием цент I имеющих прорези, раскрывающиеся при paai ше для подачи прутка. Через I эти и другие зазоры эмульсия проникает внутрь станка и сманивается со ; смазкой, что является причиной преждевременного выхода из строя самой смазки и деталей станка. Применение эмульсии на водном растворе,** возможно только при соблюдении следующих правил: *
I. Не допускается применение эмульсии, вызывающей коррозию деталей станка.
2. Эмульсия не должна смыва.ь масляную пленку и не должна пор- ’ тить масло. !
3. Эмульсия должна быть изготовлена в пропорции (эмульсол к во-. » де) 1:10, меньшее содержание эмульсола не допускается, если оно не j J. I
оговорено особо в специальных инструкциях по применению конкретных марок эмульсола.
4. В случае убыли эмульсии в станке пополнение за счет добавления вода вс допускается.
5. Необходимо^постоянное наблюдение за исправностью . уплотнений шинд :льного блока.
15265 РЭ
chipmaker.ru
chipmaker.ru
550
1150
Рис.ЭЗ.Прмвод устройств о вевавясимой п дачей.
Регулировка подржаввя овользящей Ж
XXvV
Стр.
Йзй|Лдс'^ . Чймфи Igfedflayia
А
1Б265 РЭ
6. Лабиринтные уплотнения мпинделей должны заполняться ков-СИСТвЕТНОЙ смазкой.
7. Dps порче _лульсжи необходима не только своевременная замена ее, но и промывка резервуаров зиульси горячей водой с посл§-дуюним прололасжийанием холодной.
8. При наьгдне станка, струя охлаждающей жидкости не должна направляться на лэбпрвнты шпинделей станке
9. Следует постоянно удалять поиавпус в масляные резервуары е
- эмульсию. Учитывая, что эмульсия тяжелее масла, необходимо после длительной останов л станка (на жадной дать или на третьи смену), когда эмульсия узнал а осесть на дна pt и квуара, слить амульсию при поножи нрава, завернутого шесто проба* я резз вовне- отверстия станам, преднат ~ чевнне для впуска масгг. *
10. Прн работз с авульсией следует МВДН'е 2 месяца заменять масло, првдмузгачеяное дан смеьки.
II. Слядуат приншать лополнителькие меры герметизации цанг, не направлять ах-гаждащую жидкость иа цанга, следить за состоянием
J
По отдельному заказу станки могут бЬгть исполнены для подключения л централизованную системуеподачи охлаждающей жидкости. В этом случае в в ста же дололшиельно устанивлпм<гся клапан с электромагнитным управлением, отключающий постуял те охлаждающей жидкости когда это требуется.
На правом торце станина должен быть также установлен специальный фланец, к которому присоединяется трубопровод слива охлаждения из станка. *
л
€тр.
Ц07
1ьев5 рэ
chipmaker.ru
1.6. Система смазки. . '
I.6.I. Схема .смазки. принципиальна^ показана на рис 3-8.
В табл. 4 указан перечень элементов системы.
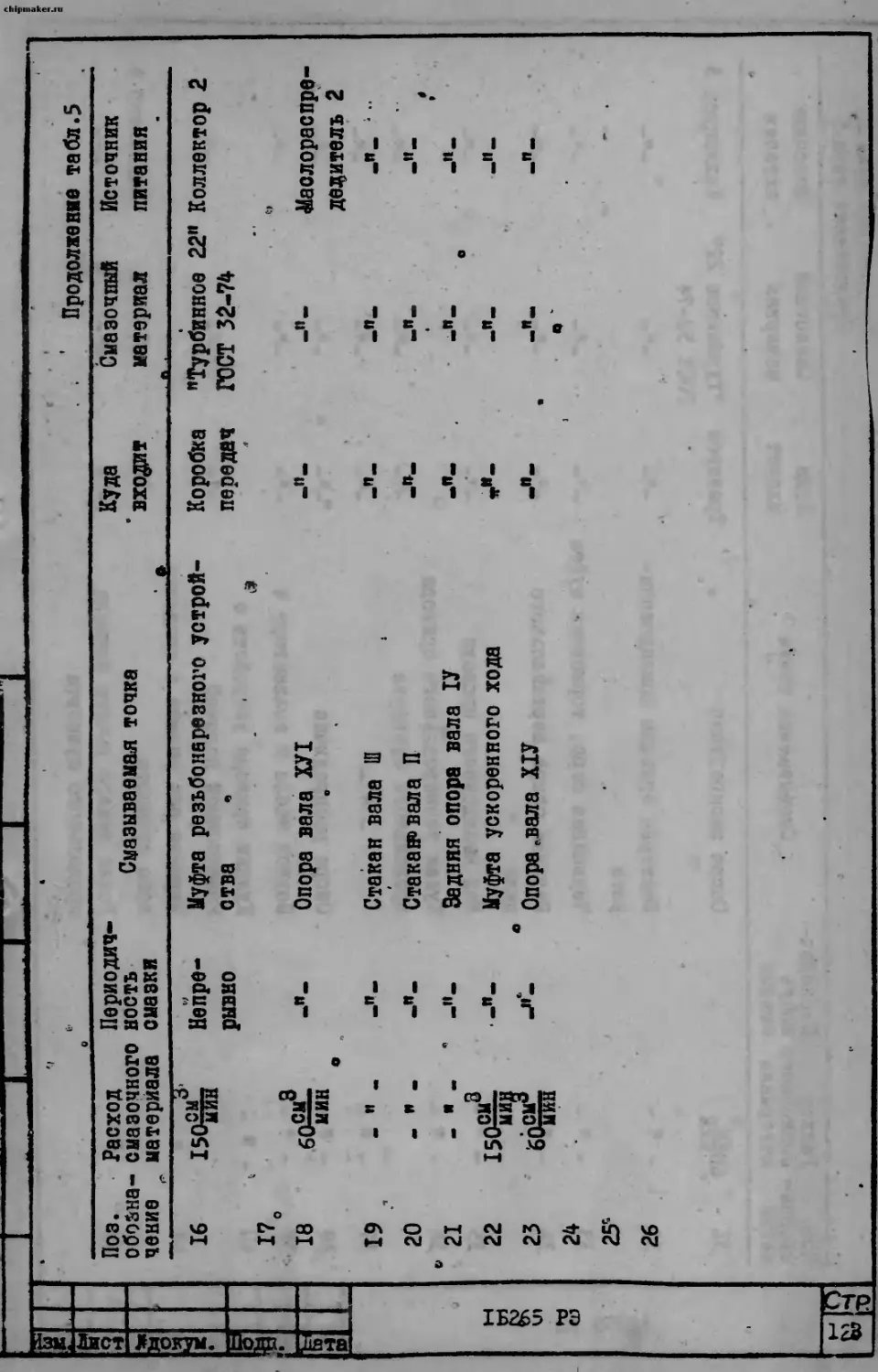
В табл.6 указан перечень точек системы дозированной смазки.
В табл. 5 - перечень точек системы поливной смазки.
В табл. 7 - перечень .точек шдивидуальной смазки
Карта сказки станка покивала на рис. 36 * л
1.6.2. Описание работы.
Смазка станка обеспечивается следующими системами:
а) централизованней системой поливной смазки, питающей все точки смазки чеганизмов коробки передач, а также точки, требующие обильной смазки и имеющие возврат масла в резервуар;
б) централизованной системой дозированной смазки, смазывающей точки, расположенные в зоне безвозвратной смазки и точки, не требующие обильной смазки; •
в) индивидуальной жидкой смазкой - редуктор транспортера стружки. В редуктор транспортера не реже 1-го раза в месяц заливается чистое минеральное масло марки "Турбинное 30" ГОСТ 32-74.
Все электромуфты коробки передач нуждаются в обильной смазке. Поэтому подвод масла, с целью охлаждения, осуществляется трубками J6.
Резервуаром для масла служит изолированный отсек станины, в который через заливочную горловину заливается 240...260 литров мас-. ла марки "Турбинное 22" ГОСТ 32-74. Уровень масла контролируется маслоуказателем.
Система смазки (рис. 33 ) питается насосом НП, привод которого . осуществляется посредством цепной передачи от вала с постоянным числом оборотов. Во всасывающей магистрали насоса установлен фильтр ФП с тонкостью фильтрации 160 мкм. В нагнетательной магистрали -фильтр тонкой очистки 4Т0 со встроенным перепускным и обратным
сШртак£Ели_, _____— - --------►—— -— — — — - —
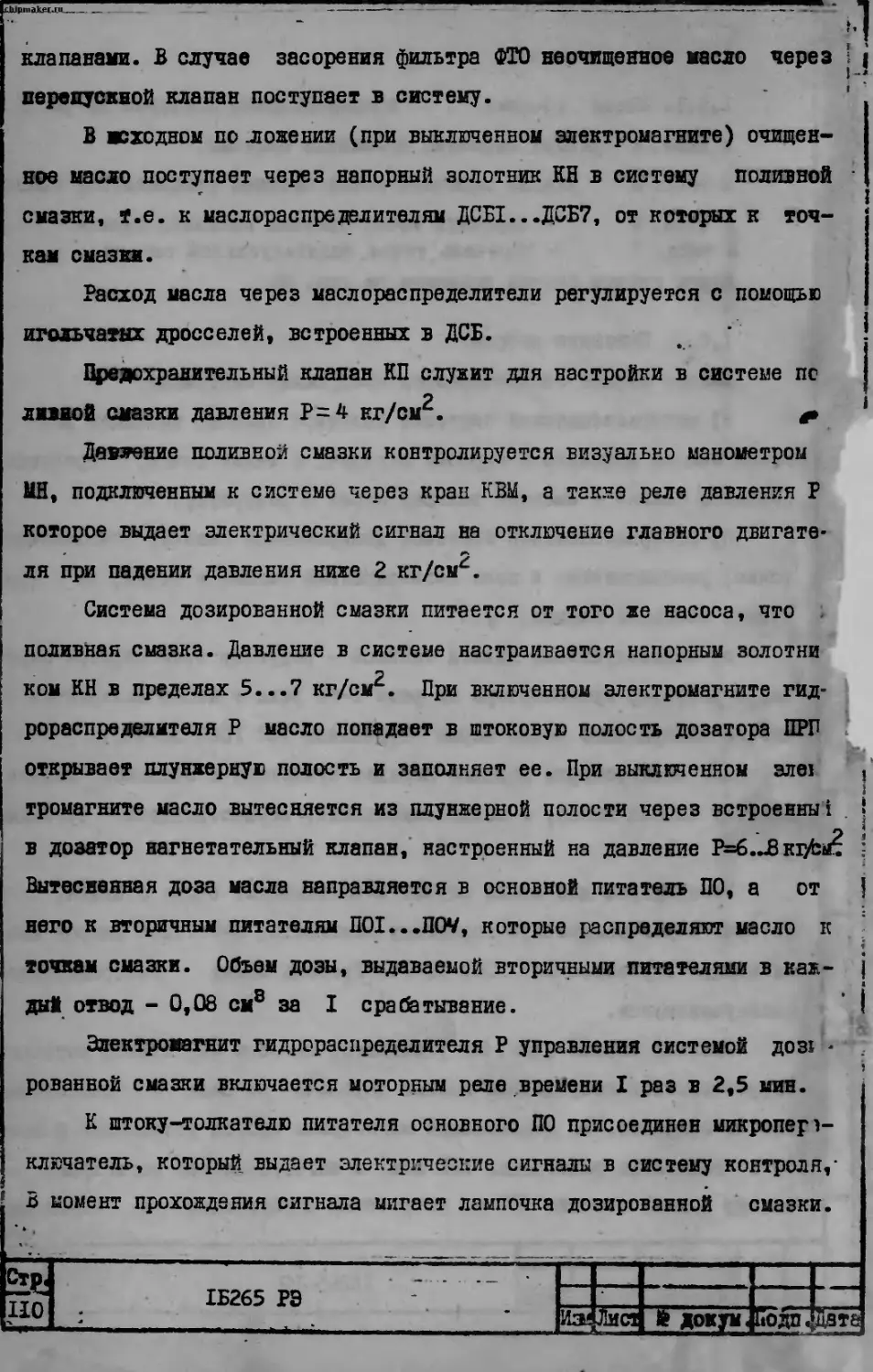
клапанами. В случае засорения фильтра vTO неочищенное пасло через t । j-* перепускной клапан поступает в систему. *
В исходном по ложении (при выключенном электромагните) очищенное масло поступает через напорный золотник КН в систему поливной • смазки, т.е. к мае лора с пре делителям ДСБ1...ДСБ7, от которых к точкам смазки.
Расход масла через маслораспределители регулируется с помощью игольчатых дросселей, встроенных в ДСБ. * !
Предохранительный клапан КП служит для настройки в системе по ливиой смазки давления Р=4 кг/см. 4»
Давление поливной смазки контролируется визуально манометром МЙ, подключенным к системе через кран КВМ, а такие реле давления Р котовое выдает электрический сигнал на отключение главного двигателя при падении давления ниже 2 кг/смг.
Система дозированной смазки питается от того же насоса, что поливная смазка. Давление в системе настраивается напорным золотей ком КН в пределах 5...7 кг/см . При включенном электромагните гид-рораспределителя Р масло попадает в штоковую полость дозатора ПР1> открывает плунжерную полость и заполняет ее. При выключенном эле! , тромагните масло вытесняется из плунжерной полости через встроенный . ‘ в дозатор нагнетательный клапан, настроенный на давление Р=6.^Вк1уЬ»п * Вытесненная доза заела направляется в основной питатель ПО, а от | него к вторичным питателям HOI...11OV, которые распределяют масло к f точкам смазки. Объем дозы, выдаваемой вторичными питателями в каж- j дай отвод - 0,08 см8 за I срабатывание. I
Электромагнит гидрораспределителя Р управления системой доз! -рованной смазки включается моторным реле времени I раз в 2,5 мин.
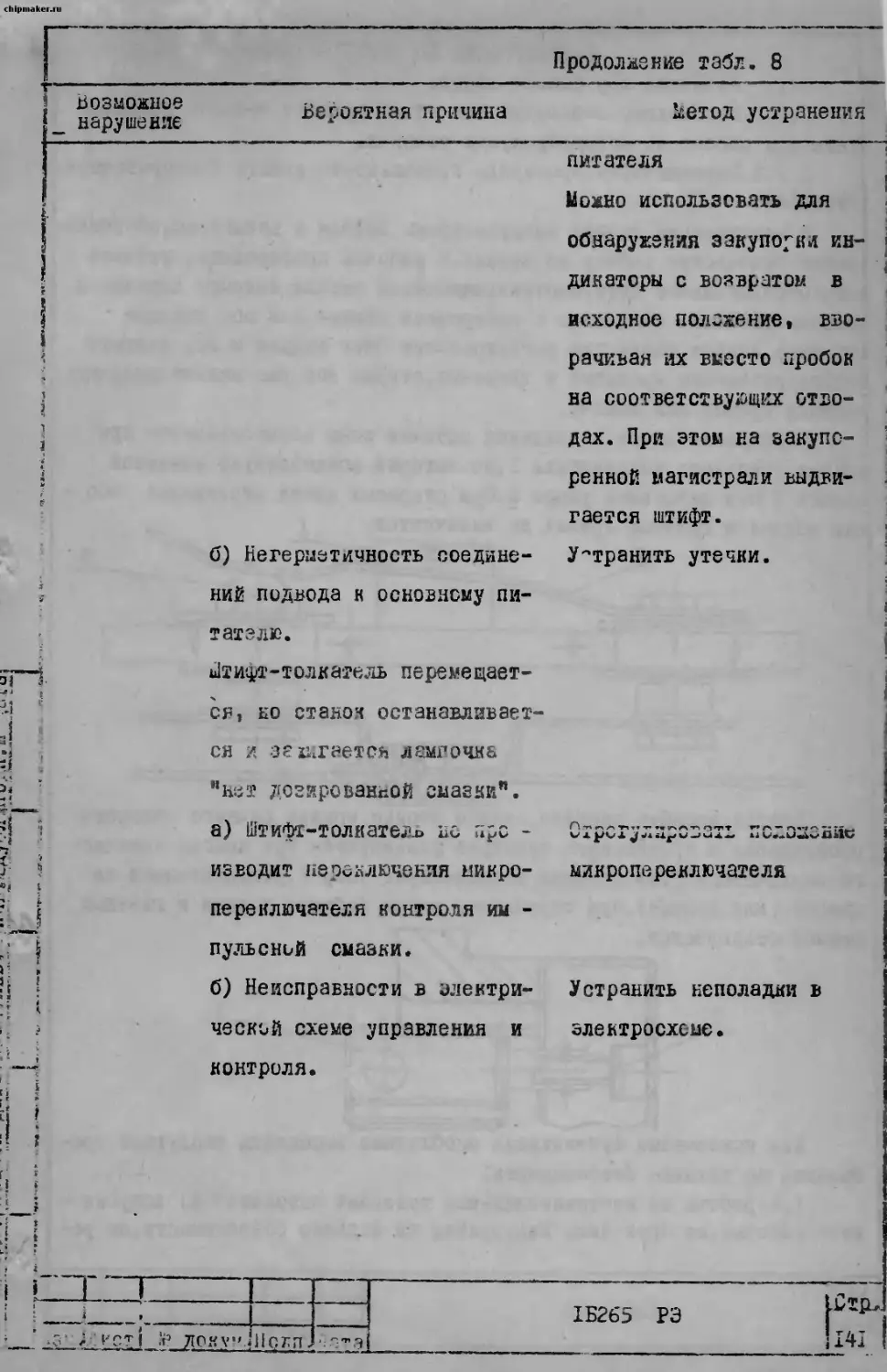
К штоку-толкателю питателя основного ПО присоединен микропереключатель, который выдает электрические сигнал!’ в сие ему контроля, В момент прохождения сигнала мигает лампочка дозированной смазки.
1Б265 РЭ
110| :
hipmaker.ru
chipmaker.ru
Отсутствие сигнала от микропереключателя в течении заданного интервала времени приводит и выключению подачи в конце цикла станка, при этом загорается сигнальная лампа дозированной смазки.
Во избежание попадания воздуха в систему и для подпора ласла в сливной магистрали установлен подпорный клапан КП11.
В станке имеется ряд точек, которые смазываются вручную^
-4 Консистентной смазкой посредством пресс-масленок:
а) Оси рычагов устройств Независимой подачи. Количество точек для!Й265-6К-6 точек; 1Б265-8К-5 точек; 1Б265-4К-2 точки.
б) Механиз- зажима и подачи материала - 4 точки.
в) Упор материала для 1Б265-6К-1точка; 1Б265-8д-2точки.
г) Подвижные направляющие устройства с независимой подачей (устанавливаются по мере надобности).
2 . Жидкий смазкой посредством заливных масленок:
8) Инструментальные шпинделя (устанавливаются по мере надобное-
Смазочный материал и частота смазки смотри табл.№7
1Б265 РЭ
113
Таблица 4
Зона Поз.
^она обозна-
Наименование
Кол. Примечание
чение
Б Бак (отсек станины)
ФП Фильтр приемный сетчатый
0= 40 л/чин
0,16 C4I-23
I А =160 мкм
НП Насос пластинчатый БГ12-41
ФТО Фильтр тонкой очистки
* 711^
КН Золотник напорный ПГ 54-22
РД Реле давления 2057-51
МН Манометр МТП60/1-16х4
ГОСТ 8625-69
КВМ Кран включения манометра
ДР Диафрагма
Р Гидрораспределитель
P5I4.33-C6/200
СЦС Система централизованной смаз
ки 119СПГ с питателями типа "Тгавоп"
I
I
1
I I
I
I
I
1КгТ
0=10,4 л/мин Рном-“
Q= 25
Д= 25
Р= 6о
см*-л/мин МКМ кГс см?
Q= 20л/мин
Р= 25 кГс
см^
Р= 2кг/см3
кГс
см^
^ом^»3^™ Р„о„=200кГс .
Дил 1 3-
смР
ПРИ
КПП
Поступательный гидропреобразователь (Дозатор) Клапан предохранительный Клапан подпорный
I
I
I
0= §5 см3
it-т
Chhmaker.ru
0= 3 л/мин
ДСБ1...7 Дозирующий смазочный блок/коллект^) 7
ЗБ
ЭС
Фильтроэлемент "реготмао 6ПО-1-06* 5 входят .в комплект поставки 40 24 станка
Фильтроэлемент сетчатый ЭС — ~~ допускается
6»3 кратковременно
1Б265 РЭ Изы. Диет игдокум. подл. дата
114
chipmaker.ru
1.6.3. Указания по эксплуатации системы смазки.
При эксплуатации дозированной системы смазки на питателях типа "Тта^оп,” необходимо знать следующее:
а) Расходы в‘системе капельные, поэтому требуется полная герметичность всех соединений. Незначительные утечки могут полностью нарушить работу системы.
б) Выдача масла в каждый отвод питателя производится последовательно. Дагдый плунжер секции питателя (смотри прр.очениеЗ) является одновременно распределителем. Масло в последующую точку не поступит, если закупорена предыдущая точка. Зто позволяет контролиро-о вать всю систему по контролю одной точки, на которой устанавливают штифт-толкатель, связанный с микропереключателем.
По втой же причине свободные отводы нельзя глушить, так как система будет заблокирована.
При первоначальном запуске системы смазки необходимо:
а) Залить через заливную горловину масло " Турбинное 22” ГОСТ 32-74 до верхнего уровня по маслоуказателю в емкость станины;
<0 Включить главный дтлгатель и отрегулировать клапана КН и КП на минимальное давление.
в) Отрегулировать клапа^ предохранительный КП на . давление 4кг/см^ по манометру МН, поставив кран КВМ в положение "полив".Следует помнить, что требуется сопротивление потоку, чтобы создать давление. Поэтому необходимо правильно отрегулировать расход через коллекторы целинной смазки. Масло должно поступить непрерывной струей в количестве соответствующем таблице 5.
г) «Отрегулировать реле давления РД На отключение главного двигателя при падении давления в системе ниже 2 кг/см^;
д) Отрегулировать клапан КН на давление 16 кг/см?-по манометру МН поставив кран КВМ в положение "дозировка".
^ . ° г
г) Нажав на кнопку включения гидрораспределителя Р и не отпус-
I ft э — к,
1 рзм^Дист Ядокум. Пота. Дата * 1Б265 РЭ
chipmaker.ru
сыэтри
о КГ /см
кая ее, запитать систему дозированной смазки до появления масла на направляющих суппортов* Контроль запитки производить по перемещению штифта-толкателя главного питателя, который должен совершать но-поступательные движения. В случае отсутствия последних таблицу fe8.
ж) Отрегулировать клапан КН на рабочее давление 5...7 по манометру ЫН. поставив кран КВМ в положение "дозиров".
з) Произвести регулировку дозатора ПРП рис.3.5. Отрегулировать нагнетательный клапан дозатора: при отсоединении магистрали б^рис.ЗЗ масло при включении распределителя не должно проходить черев клапан. Регулируется вращением винта I. ления смазки. Затем увеличивают
возврат-
Сначала пружина отпускается до появ-•?
усилие пружины 2 до прекращения по-
I еще на 0,5...! оборот законтрить и.
отупления масла, завернуть винт
закрыть ко£п>ачковой гайкой 3. Подсоединить магистраль 6.
Винтом 4 отрегулировать объем дозатора так, чтобы при одном нажатии (2... ,4сек) и отпускает (2...4 сек) кнопки запитки произошло срабатывание системы - штифт-толкатель главного питателя сделает 2 полных перемещения В обеих направлениях. Убедиться, что штифт-толкатель при своих перемещениях переключает контакты микропереключателя. Контролируется по сигнальной лампе дозированной смазки, которая должна промигивать.' -
и) Проверить уровень масла в баке. При необходимости долить.
к) Проверить герметичность всех соединений трубопроводов. Осо-бы^надзор за соединениями в первые <дни эксплуатации позволит устранить утечки.
л) После первых 2; 10; 25:часов работы снять и промыть-вса -бывающий фильтр. МЦ. j
>
Chiomaker.ru
Ежедневно:
а) проверять уровень мабла в баке.
б) проверить давление в системах поливной и "дозированной ни. После контроля кран КВМ поставить в„нейтральное положение
смаэ-
ЕО
J
{зм. Лист. ддокум. Подл. Дата
116
4
- IE265 РЭ
chipmaker.ru
избежание быстрого выхода манометра из строя.
в) проверить загрязненность фильтра тонкой очистки ФТО. Кон -тролируется по индикатору, установленному налодыре.
Поворот индикатора до появленья сверху красного цвета сигнализирует о засоренности фильтра.
В атом случае фшьтр не фильтрует, а перепускав г все масло в обход филь^роэлемента. Необходимо немедленно сменить фильтроэлемент. При отсутствии бумажных фильроэлементов (5 штук поставляется со станком) допускается кратковременная работа фильтра на сетчатом фильтроэлементе - с tohkocti ю фильтрации 40 мкм.
Для нормальной эксплуатации необходимо своевременно заказы -вать фильтроэлементы ₽еготмАсбоо<"К1И)личестве 5...10 штук в год на станок.
Еженедельно:
Промыть воасывающи! фильтр. Очистка фильтра совершается при погружешж его в керосин неметалической щеткой или кистью с последующей сушкой сухим воздухом.
Ежемесячно:
а) Контроль блокировок поливной и дозированной смазки.
Ежегодно:
а) промыть насосы, контролирующую к распределительную аппа -ратуру, питатели;
б) слить масло иа резервуаров, прочистить внутренние стенки, удалить щеткой все следы ржавчины, окрасить при необходимости;
в) промыть заливной фильтр станины, очистить отвила маслоука-зе*елей;
X' 3‘ г) проверить манометр и работу реле давления;
д) заполнить резервуары чистыми свежим маслом..
_СТ2
117
1Б265 РЭ
chipmaker.ru
f
ч-W
На станке предусмотрены точки дозированной смазки,предназначенные для смазки устройств, находящихся в рабочей зоне. Подсоединение точен по мере необходимости. При.подводе смазки ж устройствам в рабочей зоне необходимо вывинтить пробки на траверсе, соединить осво-трубкам к ка-
водившиеся отверстия с точкепм смазки, проследить по
кому из выходов питателя подсоединены точки смазки и пробки на питателе.
затянуть соот-
ветствующие верхние ЕСЛИ ПОДВОДЫ В
РАБОЧУЮ ЗОНУ НЕ ИСПОЛЬЗУЮТСЯ, ТО
ОНИ ДОЛЖНЫ БЫТЬ
ЗАГЛУШЕНЫ ПРОБКАМИ
А СООТВЕТСТВУЮЩИЕ ТАКИМ ПОДВОДАМ
ВЕРХНИЕ ПРОБКИ .
НА ПИТАТЕЛЯХ ОСЛАБЛЕНЫ ДО ПОТЕРИ ГЕРМЕТИЧНОСТИ
ПРИ УДАЛЕНИИ УТЕЧЕК В СИСТЕМЕ НЕОБХОДИМО ПОМНИТЬ, кАдКЕ ИЗ ПРОБОК ДОЛЖНЫ БЫТЬ НЕ ГЕРМЕТИЧНЫ. ГЛУШИТЬ СВОБОДНЕЕ ОТВЕРСТИЯ В ПИТА-
ТЕЛЯХ НЕ ДОПУСКАЕТСЯ ВО ИЗБЕЖАНИИ САМОБЛОКИРОВКИ СИСТЕш*
Описание конструкции и работы питателей однолинейных централизованной смазки типа "TWoJt-w приведено * приложении !.
ВНИМАНИЕ!
ОТКЛЮЧАТЬ БЛОКИРОВКИ СМАЗКИ - ДОЗИРОВАННОЙ, ПОЛИВНОЙ КАТЕГОРИ -ЧЕСКИ ЗАПРЕЩАЕТСЯ ВО ИЗБЕЖАНИИ БЫСТРОГО ВЫХОДА СТАНКА ИЗ СТРОЯ.
Стр
118
- Мэм» 252L Слокум* Подл. Дата
1Б265 РЭ
Изщ'Лист|лгдркум. |П0Д1
chipmaker.ru
jfc. у ПостумтепвяЖ гадропреоОразователь (дозатор)
Перечень точек смазки поливной.
hipmaker.ru
Таблица 5
*Поз. обозна чение Расход - смазочн. материала Периодичность смазки Смазываемая точка
. I 1 160®- непрерыв- Стакан вала УШ
1 __ во
п„3
2 Стакан вала УП
3 мин 150 3 Муфта рабочего хода
4 ЙЛ, 60 см3 мив Передняя опора вала 1У
5 6Q ci '/мин' Опора вала I
! б i Стакан вала У
i 7 1 1 t !!
i 8 150®*£ bw
9 Червячная пара
I 10 .. <• *
1 п- gnCM8 мЙН J1. Опора вала XI
12 • •
,.В
1 I* бо±! ин -Ч- Каретка продольного суппорта
15 г •
Кудр входи Смазочный материал • Источник .питания гяг г П114жт. -л -
Коробка "Турбинное 22" Коллектор I
передач ГОСТ 32-74 -
-Ч-
_п_ -И-
-Ч_
-Ч. -п-
-Ч. -И-
Iй- -Ч.
-П- «ч_ •
„и. • Коллектор 2
, - - - -
к '1 ь-0 . Продолжение табл.5
Поз. Расход Периодич- Смазываемая точка Куда Смазочный Источник
обозначение смазочного материала ность смазки —И ’ входаи материал .» • питания
16 чл д Непре- Муфта резьбонарезного устрой- Коробка "Турбинное 22” Коллектор 2
рывно отва « передач ГОСТ 32-74
17» - Я - • е>
18 60£й? *мин „и. Опора вала ХУ1 -И- «Маслораспре-
О о даритель 2
19 , « •’ « —п— Стакан вала Ш 1
20 « •* « Стакан» вала П «»« _гг,, г —п-
L’ 21 _ Я _ ’ я -п- Задняя опора вала 1У -п- в
22 тепСМ3 хримйн 6i® • -п- Муфта ускоренного хода гм- -И-
23 Ж. Опора .вала Х1У ип_ •
24 J
chipmaker.ru
26
Поз. о Расход Периодич-обоэна- смазочного ность Смазываемая точка э
chipmaker.ru
чение материала смазки
31 ’ о
32 1 - " -
й
U1
hi 33 - " -
со
34 - " «ь
о
9 О
Опора распредвала о
<£?
Шестерня привода командоаппа-рата
Червячная пара, тормозная муфта Верхняя опора вертикального в^ла1 •
Вал наладочного привода
Кулак универсального привода продольного суппорта - н°_
Опора распредвала
Подвод масла к коллектору 4
Кулаки привода устройств о независимой подачей
Верхняя jjcb рычага о продольного суппорта
Ролик легого рычага привода продольного суппорта
Продолжение табл.5 - - д -
Куда „ Смазочный Источник
входит материал у • питания 9
Траверса "Турбинное 22" ГОСТ 32-74 Коллектор 3
о -И-
е
-И-
_п_
-К. р -W-
□ *
„п. -п-
.П_ „п.
«.п. О JL L!»-
Л- ‘
• и
-и-| 0 .И. Коллектор 4
•
. ' 11 !" " * й' »
ПоЗг, обозна' чение <• Расход Периодич-- смазочного hootj < материала смазки Смазываемая точка
43 «< Непрерывная Средняя направляющая привода продольного суппорта
... 44° . " - я - Нижняя направляющая привода
V 9 продольного суппорта
45 - W - • • . * ш Ось кулисы
46 ' . « - _ я ш Ось кулисы
47 . 9 • •
48' А
49 . « . Непрерывная • Ролик мальтийского механизма !Я
50 в в» Непре- Средняя шестерня механизма
• рывно поворота 1|пиндельн. барабана
51 - п - -п— Шестерня поворота барабана
52 _ и . -'% f Ось блока шестерен
53* о _ И _ ’ Опора распредвалао
54 ’ _ И _ Задняя опора переднего ’
i верхнего вала
ма -г 1аам>вм«мшмвмм>мМ1
' Продолжании тайл. 5 ~
_ Куда Смазочный Источник
входе? материал питания
Траверсй ’’Турбинное 2?" Коллектор 4 ГОСТ 32-74 .It. -п-
»
.11. -П- ’ "
"ТурбКиное 22" Коллектор 5 ГОСТ 32-74
Травероа _п_ jl
_н. _п.
ГГ ' ? »!!' . '1
«Г с Продолжение табл. 5
Поз. о обозначение Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный Материал Источник питания
55 , Непре- Передняя коническая пара _ Траверса "Турбинное 22" Коллектор 5
1 - • рывно ГОСТ 32-74
56 < « * «. -П- Ось и ролик привода переднего 0 _я_ ‘ -Яв
верхнего суппорта •
57 - " _ _п_. Ось паразитной, шестерни _я_ • -Я_ -Я.
58 - "о “ _1!_ Передняя опора пербднего _П_, JL -Яв
1 » V. верхнего вала • •»
59 - я - _1!_ Привод упора переднего «я_. _я« -Я_
• верхнего суппорта t ♦ * • F
60
61 • 1
J 62 -е« . Непрерыв- Ролик механизма зажима Траверс» "Турбинное 22" Коллектор 6 >
•» нал ГОСТ 32-74
•4 бз - " 2. - " - Ролик механизма подачи -Я_,
64 И - •” •• ” в J* я ш Опора распредвала , • -п- j1.
65 а* Я _ - я _ Опора мальтийского механизма -П» •Я- -Я..
67 68 kJ • •
ГТ • 0 \ * - —А
chipmaker.ru
Продолжение табл. 5
Поз. Расход Периодич- Куда Смазочный Источник «война- £!S2SJ22Se Смазываемая точка входит матвриал питания чеяие материала смазки § ; — : >.*" - — 69 бО^М- Непре- Задняя опора заднего верхнего Траверса "Турбиннэо Коллектор? рывно вала ГОСТ 32-Я 70 - « - Задняя коническая пара 71 - ” - Привод упора заднего верхнего суппорта 72 - " “п" Передняя опора зад*»-го верх- него вала 73 - ” - Шестерня привода механизма * фиксации 74 - » - -п- ось рычага фиксации • 75 - " - ось и ролик привода механизма фиксации 76 - * - Ось паразитной шестерни 77 - ” - Опора распредвала 78 - ” - ось и ролик привода заднего верхнего суппорта
в 1 •
(bl й
t 3
1Б265 РЭ —
79
80
81
=
r\J 00
1 1 1Б265 РЭ
ш
Ё-la
[ ?<? докуы.
Tri о м я
Продолжение табл. 5
Поз. обозначение Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал Источник питания
120 60см3 Непре- Ползун подачи Шпиндель- "Турбинное 22' 1 Коллектор 6
i мин рывно ный блок ГОСТ 32-74 •
121 - и - _п_ Ползун подачи- „н_ „II „
122 и - _п_ Ползун подачи „н„ „п„
123 _ к _ _н_ Сухарь рычага зажима _п_ _п„ _и„
124 _ и _ _ п_ Ползун зажима _п„ „II „
125 _ и _ _||— Нижняя направляющая ползунов _п_ „II „
126
127 •
128 Непре- Задняя опора переднего нижне- Шпиндель- "Турбинное 22” Коллектор 8
рывно го вала ный блок ГОСТ 32-74
129 _ я _ Нижняя опора вертикального „II— _!!_ —п—
вала
130 и _ _ и _ Кулаки привода передних
суппортов _п_ _ч_
131 _ II _ ь. • • Передний подшипник шпинделя _п_ _п_
132 Передний подшипник шпинделя _п„ „11 „ -Ч —
Смазываемая точка
133
мни
134 о
135
136
Непре рывно
Барабан упора переднего нижнего Суппорта
Поэ^ Расход Периода?
□бэзна- смазочного ность чение материала омаэки
Продолжение табл 5
«eiudiip
Куда вхедит
Шпиндельный блох
Смазсчкнй Иогочник материал питания
"Турбилноа 22я ГОСТ 32-74
Коллектор. 8
137
О ®138 _ я _ , Непрерывно Передняя опора вала привода направляющих труб Шпиндель-ГП1Й блок- "Турбинное 22” Коллак* ГОСТ 32-74
й О'» VI 139 - - _П_ t Задняя опора заднего нижнего вдла *п„ «п-
W 140 - * -» -Я_ Нижняя опора заднего нижнего вала - -Яв
141 _ я _ _'L Кулаки привода задних суппортов Jl_ -И- -Яв
142 г,- " - Задний подшипник ,суппорта -Я_,
143 • - ” - Задний подшипник шпиндед^ JL
144 _ я ' _ _ II _ Барабан упора заднего -Я- -Яв
нижнего суппорта
тт-к
е
Продолжение, табл. 5
Поз. о обозначение Расход смазочного материала Периодичность смазки Смазываемая точка Куда входит Смазочный материал Источник t питания
145 Л 146 й 'Запасные ’точки смазки . 0
147
148
149
150
151
.'152
ГаСЬица б
ilos.
обозначение
84
85
86
8?
88 -
89
90
91
92
93
94
95
96
Пврэчеят точек смазки № «ром? -ой
Рас ход Периода- * Куда С^ЗОЧЙ ЯСТОЧНИН
сметного материала iCCTL смазки Созываем я точка а -. - * -. - - - . 4ЙГОДЙТ мете; ;ол питания
о,о*$ -«- 2»5мив • •- Снаэка устройств • ** * Jpaiep^f. и»®» •Турм анов £2* ГОС? 32-W с ft- Ватитель 1 *
- « - Опора цлклоуквзатялл — -Я-
—*• Онора распредвш в”-. -я-
Ии. - * . Опора дежлоукааауили .И- —п-
—Я— - Я ь Смазка уотройств •в . —Я —
„и. „ И « -Я-
ли3 0.06 jgj * 1 Левая управляющая заднего вепхнего .суппорта Траверса ч "Турбинное 22" Питатель 2
• и • ' Правая направляющая заднего верхнего суппорта I -»- -п —
-»»- 1 U _ ft _ Ж •*» м 1 Левая направляющая переднего верхнего суппорта -Я- —п_
Продолжение табл.6
trt Г\) <n Ul
CD
Поз. обозначение
97
98
99
100
P 153
<154
155
Расход Периодич-СЕЗЗОЧНОГО HOOTS рятериляа' омавки
0,08 2,5мин
Смазываемая точка
Куда Смааочгзй Источник
вводит материал . литания
Правая направляющая переднего верхнего суппорта
Траверсе "Турбинное 22я Питатель 2 ГОСТ 32-74
ЙИ
1%
157
158
159
п ля °’™ ход 2,5мин Верхняя направляющая отрезного суппорта
-и- • * « Нижняя направляющая отравного суппорта
вПв _ и _ Передняя опора переднего нижнего вала
- " . Направляющая переднего гаж-
• • N • него суппорта
-*• . w п _
Л. • . » - Задняя опоре переднего нижнего оуппорта
а.П_ . • . Камень приводи перлднего пигаего зунпорта
Впиндзль- "1урйнное 22" Питатель 3 ивй (кок ГОСТ 32-74
Продолжено табл, б
ПО 8. обозначение Расход сказочного материала Периодичность смазки . Смазываемая точка Куда входат Смавочяы! материал Иоточно пита нм
160 I6L 162 165 0,08> 2,5мин Передняя опора переднего нижнего суппорта Шпиндельный блок • "Турбинное 22" ГОСТ 32-74 Питатеп 3.
164
р 165
W 166 4/167 О °-08^з 2,5мий Барабан упора среднего Шпиндель- "Турбинное 22" Питатель 4
ЦП W заднего суппорта ный блок ГОСТ 32-74 •
Ч? со 168 Q Верхняя направляющая среднего заднего суппорта ji_
169 _||‘_ _ и _ Нижняя направляющая среднего заднего суппорта о 0 _п_ 0
*1 170» с « _fl_ _ н _ Передняя onopaQ заднего нижнего вала 0 • - 1*1 0
171 1 _ 1! _ Камень привода за^пеРо нижнего суппорта _н_ •X
Продолжение табл. 6
О
Поз. обозначение Расход смазочного . материала Периодичность смазки а Сматываемая тсЛка Куда входит Смазочный ^материал Источник питания Q
172 ° °.°8 ш ' 2,5мин • «Задняя опора заднего нижнего суппорта Шпинделъ-° ный блок "Турбинное 22" ВОСТ 32-74 Питатель 4
173 _ и _ о Передняя опора заднего нижнего суппорта У •И- • _П_ е •
174 с? 0 _ )i _ Направляющая заднего нижнего суппорта _п_ _ п _
175 _ И - ° _н_ _п_
176 о - " - О Задняя опора вала привода направляющих труб _н_ р _п_
т
Под.»
chipmaker.ru
Таблица 7
. Перечень точек смазки индивидуальной
ч
.О
Поя.* Расход Периодич-
обозва- смаэочн. ность Смазываемая точка
чение "материала смазки
еженедельно
180
с
еженедельно
ы rxj
190
еженедельно
»-d
195
_ и _
200
оси рычагов устройств с независимой подачей Для 1Б265-4К-2точки
1Б265-6К-£точки
1Б265-8К-5точек
механизм зажима и подачи материала (Уточни)
Упор материала
для 1Б265-4К-1точна
1Б265-6К-1точка
Куда Сказочный входит «материал устройстве о ее- солидол жировой зависимой подачей УС-1 ГОСТЮЗЗ-78
Источник питания
Шприц
Мех-м зажима и по- солидол жировой УС-1 ГОСТЮЗЗ-78
дачи материала
мех-м упора
материала
солидол жировой
УС-1 ГОСТЮЗЗ-78
Шприц
Шприц
1Б26§-8К-2точка
Подвижные направляющие устройств независим, подачей \
• (устанавливаются’’по мере надобности)
инструментальные шпиндЗля оснастка
(устанавливается по мере необходимости )
оснастка
солидол жировой
УС-1 Г0СТ1033-73
Турбинное 22 ГОСТ 32-74
Шприц
Масленка
chipmaker.ru
ИНСТРУКЦИЯ ПО ТлХНИКЕ БЕЗОПАСНОСТИ СКАЗОЧНОЙ И ГИДРАВЛИЧЕСКОЙ СИСТМ.
К работе по эксплуатации гидравлической и смазочной систем станка допускается только обучений персонал, ознакомленный с инструкцией по эксплуатации-дачного станка, а также с требованиями: ГОСТ 12.2.040-79, ГОСТ 16.028-70, ГОСТ I2.2.009-8G.
Перед началом работы гидропривода необходимо:
I) проверить уровень рабочей жидкости в резервчаре;
2) проверить состояние болтов, гаек и других крененных деталей;
3) проверить состояние мест разъемов, крышек, пробок, трубопроводов и гибких шлангов;
4) произвести пробный запуск и проверит! работу гидропривода на различных режимах, а также срабатывание блокировок;
5} проверить правильность направления вращения вала приводного электродвигателя;
6) убедиться.^ что сливная магистраль имеет свободный слив;
7} удалить воздух пз гидросистемы.
Рабата при ч.<-лепта пнш‘ гпдрзв 'Бичес^ои гфягода, при снятых пи неисправных измерительных пргбирах и сигнальных устттойствах запрещается.
Ремонт элементов гидросистемы и системы смазки, лонгах я демонтаж аппаратуры производить только при отключенном приводе и системе управления, убедившись в отсутствии давления.
При обнаружении течи или каких-либо отклонений от нормальной работы.следует немедленно отключен- гидросистему от энергопитания.
Повторный пуск разрешается после устранения неисправностей.
Эксплуатация и испытания гидравлической я смазочной систем должна производится при строгом соблюдении правил противопожарной безопасности.
Габота гидросистемы в ремпах с параметрами, превышающими значения, установленные инструкцией го эксплуатация, не допускается.
Г 1 Л пет
1Б255 РЭ 236
Изи. Лист N? лов ум Чоу • *~ТГЯ
chipmaker.ru
Условные ^означении
• - поетвная. слаз^а
О г* дичнрованнш змвзка
(J— лндг^идуьдьная евсазка
Рис. ЗБ Карта смазки
4Лист| > док
chipmaker.ru
Рис. 36 Карта смазки ставка.
Йзм.Лист
ХБ265 РЭ
.Ill
1.6.4. Перечень возможных нарушений в работе
системы смазки показан в табл. 8.
Таблица Ь
Возможное нарушение Вероятная причина Метод устранения
I. Резкое колебание - давления в системе. Засасывание воздуха а Проверить уровень масла, при необходимости долзть до нср;ы. б)Проверить гермет ччность всасывавшего трубопровода.
2. Падение Засорение всасыга- Снять, промыть и продуть
давления в системе поливной ющего фильтра сжатым воздухом всасывающий фильтр.
скьзди.
Разрегулирование моллгуторов поливной смазки (повышенный РАСХОД) ч,
Нарушилась регулировка предохранительно -гс клапана полезной
Отрегулировать коллекторы
Отрегулировать клапан на
HjXHoe давление.
смазки.
3. Не работает Кепереключенив рас-система до- пре делитель» (заеда-зйровань’г,и нит золотника или
Снять, проныть распределитель, заменить «электромагнит (при необходимости)^
смазав
неисправность злев-° тропатнита).
Л
Стр 4
2жст Дд&кум?Щодп7~ lifaTa
IB265 РЭ
chipmaker.ru
| Продолжение табл. 8
I Вероятная причина ^етод устранения
с ДаHl С AjIv питателя
Можно использовать для
I обнаружения закупорки ин-
? дикаторы с возвратом в
!
1 исходное положение, вво-
J
< рачивая их вместо пробок
б) Негерметичность соединений подвода к основному питателю.
й1тифт-толкатёль перемещается, но станоч останавливается л зажигается лампочка "нет дозированной смазки", а) Штифт-толкатели нс пре -изводит переключения микропереключателя контроля им -пульсний смазки.
б) Неисправности в электрической схеме управления и контроля.
на соответствующих отводах. При этом на закупоренной магистрали выдвигается штифт.
Устранить утечки.
i
।
I
П-г. I-IT.T- ОТ!Т ___
vxpvx j йл.ь li
микропереключателя
Устранить неполадки в электросхс^е.
1Б265 РЭ
1£тр^ !ш
г.инструдшш по эксплуатация.
2.1. Указания мер безопасности.
2.1.1.Необхздимо соблюдать все общие правила техники Зезоиас-еости при работе на металлорежущих станках.
2.1.2.Периодически проверять правильность работы блокировочных устройств,
В конструкции старка предусмотрены детали и механизмы,обеспечивающие безопасную работу на станке.В рабочем пространстве уставов -лрны сгредительные щиты,быстровращаюшиеся детали закрыты щитками и дверкамиЛетали, связанные с настройкой станка как то: смзньые зубчатые колеса,трайки для регулирования цанг зажима и др. закрыты заблокированными крышками и дверками,открыв которые нельзя включить главный привод или подачу.
Блокировка щитов ограждения рабочей зоны осуществляется при помощи конечного выключателя 1,на который воздействует нажимная планка 2 под действием упора 3-,При открытых щптах ограждения рабе -
Дверки коробки передач,задней стойки,крышки ручного пооорота распредвала и продольного суппорта блокируются при помощи конечного выключателя 1,на который воздействует упор 2 установленный на дверке (или крышке),при открывании двери рабочая подача и главный
Для исключения травматизма необходимо выполнять следующие требования по технике безопасности:
1-Л работе на многошпиндельных токарных автоматах на допуска -ются рабочие,не проп^дшие инструктаж по технике безопасности,не ра-
1Б265 РЭ
{ИэиТлисд йдокум }Да
chipmaker.ru
ботавшие стажерами на этих с®айнах и не прошедшие проверки знаний по j устройству станка,оснащения,инструмента,технологического процесса и ' правил техники безопасности.
2. При установке,станок и отдельные детали слектрооборудоьакия должны быть заземлены в соответствии с указанием "Руководства по электросбирудоьанию", приложенного к станку.
3. Доступ а вводной ниже в станине,к электрошкафу, конечным вы- j ключатедтм г другим деталям электрооборудовании разрешается только электромонтеру. |
4. Во время работы станочник и наладчик обязаны пользоваться име-ощиьуся на станке ограждениями и предохранительными устройствами.
5. Следить яа исправностью электрических блокировочных устройств на дверках коробки передач, задней стойки и крышки ручного поворота , распределительного вала на коробке передач^привода продельного суппорта. *
6. Работа станка при открытых дверцах и крышках не допускается. '<
7. Нельзя оставлять рукоятку ручного зажима прутка надетой на вал зажима (ручного),как со стороны рабочего места так и саад* станка. 8е Крышка ломандоаппарата после регулировки кулачков должна быть закрыт^-.
9. При работе в автоматическом режиме рабочее пространство станка должно быть вакрыто щитами ограждения. |
10. Не разрешается выполнять наладочные и другие операции в рабо- 1 чем пространстве работающего станка.
II. Запрещается становиться на станину в зоне рабочего простран •• • етва во время автоматической работы станка.
12. Стружку ис выходною лотка транспортера удалять только при ос* тановленноы станке не реже 2-х раз в смену.
13, Для удаления стругки в рабочем пространстве станка пользовать^ ся специальными крючками с гладкой рукояткой.
1ч. Не допускается выступание прутков из направляющих труб.
15. Запрещается заправлять прутки в работающий станок.
16. Не допускается работа при отодвинутых направляющих трубах.
17. Запрещается вг время работы станка доступ, к деталям,закрытым огражденчем.
т8. Запрещается пользоваться органами управления посторонним лицам во время работы или наладка станка.
При регулировках, ремонтных и других работах, когда случайное включение органов управления другим лицом опасно для работающего, наладчик или оператор обязаны отключить цепи управлений специальным ключом, придаваемым к стачку.
1Б265 РЭ
из» Мист
И" ДОКУГ.|110ЛП/
Стр
143
chipmaker.ru
IЗапрещается положение деталей в механизме подачи прудка npo-j вер .ть на ощупь.Отключение и включение’подачи производить при помощиj ручки на ползуне подачи в крайнем левом его положении.
20. Нельзя работать на станке с неисправным местным освещением.
21. Нельзя притормаживать руками выключенный, но еще вращающийся шпиндель.
22. При всякой, даже неожиданной остановке выключать главный | электродвигатель. *
23. Не пользоваться неисправными патронами перекосного освеше -пин.24. Нельзя поддерживать руками вращающиеся отрезаемые детали-
25. Нельзя производить замеры вращающиеся деталей.
26. Запрещается смазывать,обтирать и чистить работающий станок.
27. Не приступать к работе в незастегнутой одежде,с непокрытыми волосами. Одежда должна соптветствовать нормам техники безопасности. При работе с охлаждением должны быть непромокаемые фартуки.
28. Пространство возле станка не должно загромождаться заготовками, деталями и другими предметами.
29. Пол должен быть сухой, а в случае попадания на него масла или эмульсии, посыпать опилками.
30. Для работающего должна быть деревянная подставка.
31. Должны соблюдаться все правила электробезопасности,изложенные в "Руководстве по электрооборудованию",поставляемым со станком.
32. Шум станка не должен превышать следующих норм:
- а) корректированный уровень общей звуковой мощности
рА - не более 102 дБ (децибелл по скале А);
б) октавный уровень звуковой мощности не должен превышать при средней геометрической частоте октавных полос:
бдгц - 112 дБ; 1000гц - 97 дБ;
125гц - 106 дБ; 2000гц - 95 дБ;
250гц - 102 дБ; 4000гц - 93 дБ,
500гц - 99 дБ; 8000гц - 92 дБ.
Стр
144
1Б265 РЭ
chipmaker.ru
2.2. Пцрядпк установки. •
• 2.2.1. Транспортировка, распаковка и очистка станка
Для предохранения станка при транспортировке заказчику, станок
у][акоВ11В₽ется в деревянный ищик. При подъеме ящика со станком при
помощи крана, следует сльдит^ за правильным пасположением тросов,
не допуская наклоне стенка при подъеме. При погрузочно-разгрузочных
работах следует обратить внимание па надписи на ящике.
кантовать”, "цанз*р тяжести”, "количество мест" и др.
"верх”, "не
Ь наружном
кармане яцика находится сопроводительная документация.
Когда разгрузка станка
произвсдится
вручную, угол наклона
разгрузочной площадки должен
быть возможно
маныпим, диаметр катков
в пределах 60-80 мм, а их
длина немного
больше ширины ящика
Пои ввозе упадозанЕсгс ставка в зимнее время в теплое
ние, не следует сразу вскривать ящя?, чтобы не образовался
ке кондесат воды.
t
I
Если ставок к месту установки нельзя транспортировать
помеще-I
на стаи-
краном,
следует его оставить на салазках.
При транспортировке краном, трссы заводятся в пролитые для них
киш (см. рис. 37 ),
Dpi игом надо следить, чтобы станок был хорошо уравновешен
тросе при натяжке ье касались выступающих деталей станка, для чего
г
прокладываются деревянные бруски между тросом и станком. Станок пе-
ред упаковкой покрывается консервациониой смазкой, предохраняющей *
Стр.
Хцокум. йодп. Дата
1Б265 РЭ
145
chipmaker.ru
обработанные места от коррозии. Перед установкой станке смазку следует тщательно удалить с наружные и в особенности с внутрепних поверхностей, не допуская попадания консервациснной смазки в смазочную систему станка, в связи с чзм трубки смазки будут быстро засоряться. Консервационная смазка удаляется ьоомывкой чистыг керосинок. Для очистки станка запрещается поимннять металлические скребки, наждачную бумагу и др. средства могущ е испортить поверхность деталей станка.
После промывки керосином, очищенные от койсервации аеста следует протереть чистыми тряпками и смазать машинным маслом. Особое внимание следует уделить промывке электромагнитных муфт в коробке передач. Во время очистки стенка запрещается перемещать суппорта и другие механизмы станка, а также отворачивать крепежные болты и гайки, за исключением крепящих щитки.
2.2.2. Установка станков на фундамент.
Место для установки станков должно удовлетворять требованиям
I эксплуатации. Кроме пространства для загрузки прутков, место уста-
новки должно разрешать демонтая при ремонте наиболее крупногабарит-
ных узлов и деталей таких хак распределительный вал, шпиндельный л
барабан, главный электродвигатель. Размеры необходимого пространст-
ва для демонтаже указаны на рис.39 Там хе указаны размеры фунда-
мента, зоны открытых дверок, зоны для демонтажа деталей, е также
места подвода электросети я слива охлаждающей жидкости и масла.
Станок должен быть установлен нз фундамегте глубиной от 500 до 1000 мм, в зависимости от качества грунта. Верх фундамента дол-пен быть выверен в горизонтальной плоскости, отклонение не более 3 мм. Допускается установка станка без фундамента, семи поверхность пола выдерживает удельное давление пе менее 25 кг/ou. Станок выставляется с помощью линейки и уровня, устанавливаемых на станине-(см.схему) i
Стр<
146
Иа*Лист К? докум.Подл.Дата
15265 РЭ
Для монтажа сменных частей и ремонта станка в верхней его части необходимо пользоваться подставкой.
:hipmaker.i
chipmaker.ru
Рис. ЗЯ С?ема установки -станка пс уровню.
5
1—
1
!Изм. Лгст Я дэюлг. 1 U1L. Дата
1Б265 РЭ
Стр.
149
chipmaker.ru
Розьер 1Б265-6К 1Б265-8К 1Б265-4К
£> 6355 6220 5515
В 2450 2216 1570
chipmaker.ru
Вид А
Рис.39 Установка станка
I.Отверстие Tp.I/V для слива пасла
2.Отверстие тр.1 1/4”для слива охлаждающей жидкости
З.Вв^д от электросети
4. *Размеры для фундамента
5. Зоча открытых дверок и монтажные зоны
6. Глубина фундамента от 500 до
ООО им в вавиоитлосги от ка -
чсства грунта
г L..' ‘й он . Подч .’Еазз --- * •" ‘ Ъгч—ы* -ми 4..| ».»
IF265 РЭ
Точность установки станке пр уровню 3,04 мм нв‘1006 мм в про-дозьном и поперечно! наирявлечии. °
*
ВЕЭврка ПШШПВЖЯ СТ! -.та ДО уровню ПрС^ЗБОДГхСЯ при помощи установочных вин! св, о»винвенпчх в осрлвание танины мли же при помо-щи регулируемых башмаков ели клиньер размером 60x120 та с углом ют-на 5-6°, установлю сеынх га расстоянн” 800-1000 мм друг .от друга. Под установочные е.гнгы, батиали или клинья ,е подглядываются сталью» шшткг раз лером 200x200x23 мм. Схема установит урпч-тя । башмаков показана не рис .38. Проверим правильносгл» выставки станка производится в теуенме перша двух недель, а затег периодически в связь с возго: nuif оссдкой фундамента. После выверки ставка по уровню основание станнны заливается цементным растворог. Как правило, за исключение" .особо быстроходных исполнений, станки не Tj-еОуют спе-„ о
циального крепления к фундаменту, за исключением стоек направляющих труб прутковых автоматов, которые крепятся М1я фукдагентннми болтами. Установка направляющих труб должна также производится тща-О
"ельпо, чтобы ось трубы являлась ародггхеньйМ оси шпинделя. Перекос при установке направляющих тпуб будет отражаться на легкости поворота шпиндельного барабана, снижать точность фиксации, а также излишне нагружать опоры шпьнделе». Для правильной установки труб пользуются подклядкал' под стойку^ окончательно регулируют пси помощи эксцентричю"' осей^ча которых вращаются*ролики, поддерживающие крайний дискКнаправляющи= труб/р* ЭД-
Устанявлив&ть направляющие трубы следует пользуясь уровнем (в вертикальной плоскости) и угольником (в горизонтальной плоскости),
О точность установки 0,2 на Ю0П мм. Каждая труба2заведенная в • 'от--О С
ввести^ центральной шестерниЗна задней стойке станка, проверяется от рули на легкость поворота. Поавый конец цеятоальвой трубы^1заводится в отверстие шестерни и. крепится, имеющимся на ней штифтом?
Ч о
1Б2С5 РЭ
э IL58
chipmaker.ru
£
2.2.3. Подготовку к первоначальному пуску. °
• Зезечлить станок подключением к общей цеховой системе зазокле-
Подключить станиц к элек. росети, проверив соответствие напряжения сети и электрооборудования станка.
Выполнить указания, изл сенные в раайелах "Система смазки", в
"Злектрообсрудогание" и "Склзадение", отниан^иеся к пуску.
Ознакомиться о органа л управления станке (рчс.З)-.
Перед пуском стенка необхо, иыо проверить нет а каких либо пов-решений детелей станка в результате транспортировки и монтажа, -а такме заполнить резервуары станины смазкой л охлаждающей жидкостью.
О о
Резервуар для масла находится в задней секции станины. Заливку масла производить через горловину с сетной, установленную сзади ота-
НИНЫ
Резервуар для смазки
этого его можно наполнять
тих смазочных агрегатов и еетчатын фильтр.
быть свинчен для пр'очывки с трубопровода
должен быть ОЧИЗИ5Н и промыт, только после наел ом. Следует произвэсти промывку и дру-еноторчх мест смазки. Стедует промыть Он находится в резервуаре станины и может
Озобое внимание следует уделить промывке масляной камеры продельного суппорта. Ыасло в него подается снаружи через гибкий шланг. Для промывки масляной камеры необходимо вывернуть пробку в верхней части кареткь продольного суппорта и ниппель трубки снизу. Промывку О
• производить чистым керосином, до полной очистки камеры продольного суппорта. После этого следует, гаьинтив ниппель маслоподводящей трубки, залить чистое масло в полость продольного суппорта, пока оно не диртигаеэ верхней пробкь . °
О , о
Как указывалось, для смазки применяется масло “Турбинное 22"
Стр, 154
Л
-_Б265 PS
fe докум. Пощь Дата
(допускалтся применение " Индустриальное 20"). При длительной работе станков бее перерыва в 3 сме^н илл в жаркую погоду, следует применять масло "Турбилно*. 30м.,
Количество масла (около 250 хитрив) должно быть таким, чтобы уровень был чуть выше верхней риски маслоуказателя. При пуске станка уровень несколько понизится. В процессе эксплуатации • необходимо следить за уровнем масла и долгвать при необходимости.
В редуктор экспортера для удаления СгружлИ, масло "Турбинное 30" заливается отдельно. Уровень масла в редукторе транспортера контролируется вставленным в корпус щупом.
Дня заливки масла в редуктор транспортера следует снять защитный кожух у передней стенки коробки передач.
В станке имеются места требующие индивидуальной смазки, консистентным маслом УС-1. К ним относятся скользящие дердавки продольного суппорта, направляющее различных устосйств, установленных на станкеf подшипник упора материал, и оси рычагов независимой подачи (см. раздел "Смазка").
Смазка производится при помощи шприца со специальной головной, прилагаемому к станку.
Индивидуальной смазке, маслом "Турбинное 22", подлелат инструментальные шпинделя. Сказка производится через наливные масленки, установленные на гильзах шпинделей в державках продольного суппорта.
Рулят» я шут жидкость заливать .в рабочее пространство.
При подготовке стажа к пуску, следует проверить герметичность соединений в подводящем и отводящем трубопроводах, а также переключите систему подачи охлаждения от наооссь установленных на ставке, на централизованную подачу, если охлаждение к станку подается от внепнего источника. Для этого надо повернуть квадрат или рукоятку
chipmaker.ru
крана на магистрали насоса охлаждения и отключить насосы от 'электрооборудования. Выбор охлаждающей едкости указан в разделе “Охлаж -двние”.
2.2.4. Первоначальный пуск станка и обкатка.
Перед пуском станка должны быть установлены все сменные кулачки поперечных суппоотов и сменные зубчатые колеса.
Пуск станка начинают с проверки правильности вращения электродвигателей. Вклвчив вводной автомат и цепи управления станком, ня короткое время, включают вращение шпинделей. Вращение шпинделей должно быть против часовой стрелки, если смотреть со стороны коробки передач на шпиндельный барабан.
Если после нажима на кнопку включения двигателя шпинделей,двигатель не работает и шпиндели не вредите я. надо проверить закрыты ли все дверки на коробке передач и задней стойке, заблокированные конечными выключателями. Если после того как (на непрерывном режиме) отпускают кнопку включения и двигатель останавливается, проверить достигнуто ли необходимое минимальное давление в системе смаз-ки - 2 кг/см . Если этого нет, реле давления, помещенное в короб-
ке передач, отключит главный двигатель.
При работающем главной приводе следует проверить работу системы смазки, поступление ее во все точки. Особое внимание следует обратить на поступление сыазки в продольный суппорт. Для этого надо отвинтить пробку в веихней части суппорта и убедиться, что в камеру продольного суппорта поступает масло. При этом одновременно выпус-. кается из камеры воздух, препятствующий ее заполнению маслом.
До включения подачи следует при помощи наладочного привода проверить перемещение суппортов и других механизмов станка на участке от 210J до 60 по циклоуказателю станка, т.е. до поворота шпиндельного барабана.
Поворачивать шпиндельный барабан в обратном направлении при по-
Стр.
156
1Б265 РЭ
Иа! Лист| te докум. подп^Дзта
меди наладочного двигателя запрещается.
Знамение двигателя наладочного привода должно быть таким, что-С пой зли*»? нВ кнопку "вперед" стрелка циклоуказателя, располо-жеппог. н<= •’тагет-е станка, поворачивалась в направлении движения часовой стрелки.
Врадсхрачктельнос звено. В случае каких-либо ненормальностей при работе наладочный приводен или при автоматическом приводе подати, сработает предохранительное звено - срежется шпонка, которая находится на червячной шестерне распределительного вяла. Замену срезной ianubKk следует производить только посла тоге, ^сак обнаружена и уединена причина перегрузки. При замене срезной шпонки пользуются кнопками наладочього привода. Червячную шестерню можно также
поворачивать и вручную за квадрат червяка, для точного совмещения о
пазов срозной шпонки на шестерне и диске. При этом вводной автомат
с . дует выключить и открыть крышку, закрывающую квадрат червяка. До
постановки новой шпонки следует удалить остатки срезной шпонки в сухаря:: червячной шестерни и диска. После замены шпонки следует
снять клдч с квадрата червяка и закрыть крышку, если пользовались ручным приводом» В противном случае не пключитсУя подача, так как
эта крышка заблокирована.
Если при включенном приводе распределительного вала отсутствует рабочая подача или распределительный вал проходит участок рабочей подачи на быстром ходу, следует проверить положение кулачка включения рабочей подачи на барабане командоаппарата. Если кулачок установлен правильно или его передмановка не устраняет этой неисправности, то необходимо проверить состояние электромагнитной муфты рабочего хода путем контроля напряжения на приборной панели, а
также исправность токоподводящей щетки и контакта ее с пояском муфты. Если при включении муфты диски сжимаются не достаточно или не сжимаются совсем, необходимо разобрать муфту, бромыть диски в керо-
IL265 Р2
chipmaker.ru
_----- —-д—j u _ л_ц l^--J ,gru. .•.. ----- %тгтп~-------------------mien—।
о
сине, g также проььритъ обмотку катушки муфты, замерив ее сопротивление .
Обкатку станка следует вести на средних оборотах шпинделя в те-, чении 3-х часов. Нагрев подшипников шпинделей не должен превышать ч»
60°. Работать с максимальными оборотами шпинделя в первый период после пуска станка (1-2 месяца) не рекомендуется. В случае" внезапного появление во время обкатки станка, дсдозрительного стука, ударов, дыма и других ненормальностей, следует нажать на кнопку, аварийного останова, которая останавливает все движения в станке.
2.3. Наладка.
2.3.1. Требования к заготовкам.
до наладки станка на обработку определенной детали следует проверить качество заготовок.
Заготовками для автоматов являются калиброванные.холоднотянутые
прутки различного сечения - круглые, квадратные, шестигранные и трубы. Размеры сечения не должны иметь отклонения больше чем указано в ГОСТ 7417-75 для класса У. Кривизна.прутков и труб не должна превышать I мм на погонный метр. «При изготовлении деталей из труб, значение для точности имеет овальность заготовки, поэтому у труб, поступающих к станку должна проверяться овальность,'которая не должна превышать величину указанную в карте наладки. Большое значение имеет
также твердость обрабатываемых прутков и труб, которая в пределах одной партии не должна колебаться более 20 единиц по Бринеллю, для чеЛ прутки Игтрубы надо сортировать.° На многих заводах производится
еще контроль металла по структуре, что также способствует улучшению обработки на автоматам. Прутки и трубы, подготовленные к обработке должны быть очищены от грязи и ржавчины, иметь на обоих концах фаски для хорошего захода в цанги размером не 2енее 3x45°.
2.3.2. «Последовательность наладки.
* о с
•>
Наладка автомата должна выполняться квалифицированным наладчи-
1Б265 РЭ
ИадЛисц 1,? докум «ро дь jtia та
ком в строхом соответствии с кастой наладки. Примерная последова-
тельность наладки «танка следующая: *
I. установка сменных зубчатых колес привода шпинделей, распределительного вала и устройств;
2. установка сменных кулачков поперечных суппортов и устройств и регулировка длины хода;
3. регулирование длины хода продольного суппорта;
4. установка цанг зажима и подачи прутка;
5. регулирование усилия зажима прутка;
6. регулирование длины подачи прутка;
7. Вегулиоование положения упора материала;
8^ установка державок и режушего инструмента; а
9. отладка размеров обработки; О
10. настройка угла рабочего хода.
2.3 .3. Установка сгзенплх зубчатых колес.
В карте наладки сханка указывается номера колес и v обозначение на табличках станка Сменные колеса, определяющие частоту вращения шпинделя иа:в; c:d”, чахотятся под торцевой крышкой коробки передач, хоторНя открывается после того как повернут электрошкаф.
Сменные зубчатые колеса резьбонарезного устройства "к:С ; I :Т",
• одна пара - для нарезания, вторая для свинчивания расположены в
этой же нише. Момент переключения с нарезания на вывинчивание устанавливается кулачком командоаппарата.
Сменныз зубчаты^ колеса подач ne:-f находятся на задней
стенке коробки передач и закрыты отдельной дверкой. Сменные колес§ подач и скоростей одинаковы и составляют общий комплект.
Сгонные шестерни быстросверлильного устройства "rri“ устанавли-
ваются непосредственно на приводные втулки инструментальных шпинделей.. Для доступа к ним надо открыть дверки на коробке^передач спереди и сзади станка.
-fcd-z-dh± -ЛзглиЬд te дакуч Дата
IE265 РЭ
159
chipmaker.ru - —-............ ......« -W ,, ,
О
При развертывании пользуются гряводон^резьбонарезания или быст-рог© сверления. Если использован привод ревьболарезания, то частота । вращения иьстру^ентального шпинделя настраивается спэциальныгж зуб-’ четыми колесами нарезания правой резьбы ♦ :<. Если развертывание происходит по цепи быстрого сверления, то з паз гитар» устанавливаю! дополнительное паразитное колесо, для получения направления вращения инструмента в ту же сторону, что и рабочий шпиндель.
2.3 .4. Установка сменных кулачков попеоечных суппортов е устройств.
Для поперечных суппортов в большинстве случаев, сменными являются только кулачки рабочего хода.„но иногда, для более раннего отвода суппортов необходимо менять и отводные кулачки. И те и другие - плоского типа, устанавливаются на дисках распределительного хала по центрирующей поверхности и пазу и крепятся к торцу дисков винтами^ а отводное кулачки - еще и двумя штифтами.
На верхнем калу находится диск кулачков верхних суппортов, а нижних и средних суппортов на нижние участках распределительного вала, с передней и задней стороны станка.
Сменные кулачки привода независимой подачи цилиндрические и устанавливаются на барабан? верхнего распределительного вала. Барабан имеет четыре участка. Каждый управляет приводом рычага независимой подачи одной из позиций. Качало рабочего хода на каждом участке смещено одно относительно доугого, что надо учитывать при расстановке ^лачков, ориентируясь на цифры, на’ойтые на барабане t Двигая кулачки л о поверхности барс бана, мджно изменить начало или конец перемещения.
- Изменение величины хода в определенном диапазоне можно получить без смены кулачков, перемещая хГолзушку5в пазу рычага, двигающего сколь-
I *
зящую державкуШ-Положение скользящей державки относительно обрабатываемой детали устанавливается раздвижными втулками б (рис.32). е
Стр.
160
1Б265 РЭ
— I .4 "С
$ док ум
chipmaker.ru
Ери установке кулачков на всех суппортах и устройствах необхо-
О дчмо провер/ть правильность их взаимного расположения, продвигая»-между ними калибр, диаметр которого больше диаметра ролика на I мм<
2.3.5. Регулирование дайны рабочего хода продольного суппорту
Рабочий ход продольного суппорта устанавливается без смены кулачков. ТЦя этого необходимо переместить колодку?на кулисе $ находящейся под правым верхним щитком коробки передач. Предварительно надо отпустить винты Ккрепящиэ колодку к кулисе, и отвинтить винты, <?
крепяшио зубчатую планкуS Колодку перемещают до нужного положения, указанного на кале рабочего хода. Регулировку производят в левом положений механизма, т.е. при полностью отведенное суппорте (рис.23)
2.3.6. Установка цанг зажима и подачи прутка (см.рис.8,9,10).
Цанге аажима завод изготовляет двух конструкций: ро вКяЯдышами и цельными. Если цанга имеет сменные вкладыши
сменными
$р0замене
торце
подлежат только вкладыши, для чего вывинчиваются винты на
цанги. Если цанга зажима цельная, то ее следует сменить-целиком.Для этого необходимо (когда цанга разжата), открыв дверцу задней стойки, расстопорить гайку трубы зажима Цотвернув защелку&ходящую в паз л о
гайки и освободив винт свинтить ее (резьба левая) и подав трубу за-жимаЗЬперед, вынуть цангу зажимабо трубой, Если этому мешают установленные на станке оснастка или большая длина трубы, то.достаточно трубу зажима сдвинуть вперед на небольшую величину, так чтобы цанга вышла из соприкосновения со шпонкой шпинделя, и тогда ее свинтить (левая резьба). При установке цанг надо проверять качество фетровых прбкладок в прорезях цанги и резиновой манжеты в канавке, предохра»-няющих рт попадания охлаждающей жидкости внутрь шпинделя.
Цангу подачиЭследует заменять, вынув трубу подачи22Для этого необходимо сдвинуть назад направляющую трубу и повернуть ограничительной дис#&а центральной трубе шпиндельного барабану ( в задней
1?265 РЭ
а
161
chipmaker.ru
стойке) так, чтобы он стал своим вырезом против трубы подачи. Посла этого вынимают трубу подачи вместе с цангой. При завинчивании новой цанги (резьба левая), следует ее сильно притянуть к трубе подачи, во избежание случаев свинчивания во время работы.
Одновременно с цангой на трубе подачи заменяют направляющее кольцо^бустнавливая новое соответственно дваметру прутка "(отверстие должно быть на 1+1,5 мм больше прутка).
В случае изменения размера прутка, замене подлежат.и кольца в поддерживающих трубах. При установке все направляющие кольца должны быть хорошо закреплены стопорными винтами. °
2.3.7. Регулирование усилия зажима прутка. О о
Во время обработки пруток должен быть надежно зажат цангой.Усилие зажима следует отрегулировать. Это делается при помощи рукоятки, надеваемой на0 валикб выступающий из дверки корпуса шпиндельного блока (см.рис. И).
Открыв дверку задней отойки, подтягивают гайку13на трубеЗ/ зажима (резьба левая), предварительно расстопорив ее. Затем пробуют, повернув рукоятку, зажать цангой пруток. Усилие зажима должно быть довольно большим (зажимают пруток рывком). После регулировки гайку на-О л
до застопорить, а рукоятку снять с валика. Следует учесть, что производить регулировку усилия зажима можно только при таком положении
О
распределительного вала, когда кривая зажима своей расширяющейся частью обращена к рычагу зажима. Усилие зажима прутка цангой зависит тайке от правильного сопряжения цанги со шпинделем и с прутком. Конус правильно работающей цанги должен сопрягаться конусом шпинделя »ов передней части, по большему диаметру. На увеличение усилия зажима
отражается контакт цанги об* шпинделем и прутком в поперечном сечении.
О
Конус цанги должен соприкасаться со шпинделем посредине лепестка, а с прутком пб краям. Для этого делают отверстие в цанге чуть меньше диаметра прутка. Большее усилие зажима деформирует обрабатываемую
Стр. 162 1Б265 РЭ о
Лист .*<? докуйJ подп Двто
chipmaker.ru
трубу в результате чего невозможно получить точное изделие, поэтому не всегда следует регулировать усилие зажима на максимальную величину. В таких случаях лучше уменьшить усилие резания за счет подачи или глубины резания.
2.3.8. Регулирование .длины подачи прутка.
tana подачи прутка должна превышать длину обрабатываемой детали на 15...25 мм. Длина подачи устанавливается перемещением паль-цаЮгягЕ в пазу кулисы2механизма лодаадСсм.рис.13).
После чего необходимо совместить зубья на сухаре тяги, с зубьями на кулисеИи закрепить сухарь гайкой. Кулиса подачи находится над задней стойкой, в левой части станка..
Производить регулировку длины подачи прутка следует при переднем положении ползуна подачи19соответствующем подаче прутка до упора.
2.3.9. Регулирование положения упора материала.
Упор материала устанавливается на расстояние от отрезного резца, ревное длине детали с добавлением величины припуска на подрезку торца, если он подрезается. Поэтому удобно перед установкой упора закрепить в отрезном суппорте державку с отрезным резцом, а от него вести замеры по длине. При установке рычага2упора материала надо следить-, чтобы он при своем качании не задевал за державку отрезного резца и за инструмент, находящийся на продольном суппорте в позиции отрезки. Установку упора в зависимости от длины детали,производят перемещением по оси!,на которой он закреплен двумя винтамиК (см.рис.18). Перед регулировкой винты следует отпустить, а для свободного перемещения ступицу разжать винтом#,находящимся между двумя крепежными.
В зависимости от длины детали, рычаг упора материала может устанавливаться в двух положениях: для коротких деталей регулировочный винт находится слева от ступицы рычага, для длинных рычаг2пово-
chipmaker.ru
рачивают, а винт завинчивают с обратной стороны.
2.3.10. Установка державок режущего инструмента.
Установку державок поперечных и продольного суппортов произвэ -дят в последовательности, указанной в карте наладки, начиная с первой позиции или с позиции отрезки. При установке державок должно быть обеспечено хорошее прилегание основания державки к плоскости суппорта (щуп толщиной 0,03 мм не должен проходить уежду плоскостью суппорта и державкой). Также должно быть хорошее сопряжение державки с поверхностью инструмента, особенно у фасонных резцов. Крепление державки на суппорте должно быть прочным, вылет инструмента минимальный, а его кропление в державке жестким. Несоблюдение всех этих требова -ний может привести к вибрации при резании, особенно при работе с широкими резцами.
Установка державок в отрезном суппорте производится при помощи клиньев, из которых один устанавливает резец по центру шпинделя,второй регулирует по длине расстояние от резца до цанги зажима прутка. Устанавливая державки на продольном суппорте, следует помнить, что i их нельзя переставлять из позиции в позицию, и тем более со станка на станок, а следует устанавливать только в той позиции, в которой они были расточены и в том же положении. Для этого на каждой державке продольного суппорта (неподвижной и скользящей) нанесен номер позиции, а также стрелка, направленная в сторону шпинделя и указывающая правильное положение державки. При нарушении этого требования будет потеряна точность установки инструмента. Закрепляя державки на продольном суппорте не следует очень сильно затягивать винт, крепящий державку на суппорте, во избежание пережима каретки суппорта; лучше подпереть державку упором, установленным в той же позиции. I
2.3.II. Отладка размеров обработанной детали.
Параллельно с установкой державок, при наладке производится от-
chipmaker.ru
ладна размеров. Это достигается, перемещением салазок суппорта, за-мих держатинструмента и установкой суппорта на упор.
Для перемещения салазок!поперечных суппортов при регулировке j необходимо отпустить ^инты2гскрепляющие их с ползуном7- Пользуясь винтомЗс лимбом, перемещают салазки на нужную величину и затем оно-ва закрепляют еиеты2 (ьис.25).
Остановка на упор поперечного суппорта для получения точных размеров детали производится после того, как достигнут номинальный размер детали, отрегулировано положение салазок и они жестко скреплены с ползуном. Суппорт устанавливают в крайнее переднее пояснение (ролик рычага на вершине кулачка), затем вращают нажимной винт^упо-ра до встречи с жестким упором4на поворотном дискету суппортов.Создается натяг и, 15, замеряемый индикатэсом по величине отъ-има суппорта. По результатам протолки партии деталей, по три штуки со шпинделя. корректируют положение упоров на диске суппорта, компенсируя * этик разницу размеров, связанную с разными шпинделями, после чегс следует надежно застопорить винт упора5.Создавать чрезмерный ьзтяг на упор не следует, так как это вызовет преждевременный износ деталей суппорта Ис потерю точности.
лстаяовка на упор продольного суппорта имеет цель») повысить » точность размеров по длине, получаемых с продольного суппорта, для этого, передвинув продольный суппорт в переднее положение, контролируемое по индикатору, при помощи гаекйна винте упора11ооздзют натяг 0,1...О,15 им. Закрепив гайки, производят пробную проверку стабильности размеров по дойне (рис.21)-
2.3.12. Настройка угла раоочего хода.
В отдельных случаях представляется возможным работать при угле раоочего хода меньше нормального (150°). Это обычно бывает при переналадке станка на аналогичную деталь, но меньших размеров, ког-
да вследствие небольшой партии деталей не выгодно изготавливать
chipmaker.ru
i
| специальные кулечки гудгортов и задевать их.. В этим .случае умевь ииъ угла рв:очаге хода, за счет прохождения чаотк рабочего духи усхоревноя ходу маерзаает аренд цикле а левых-ет производительно станка. достигается это перестановкой кулечка включзндя рабочего да на барабанчике ксмандоаппарата. При смешении кулачка надо еле за тек, чтобы инструмент не врезался в деталь на ускоренном ходу после начала рабочего хода должно оставаться 1-1,5 мм между рек инструментом и деталью.
2.5.13. Таблица для настройки станка.
Циклограмма автомата показала на ctt>J6S. Еа ней отображено имслействде всех механизмов станка с которыми приходится стахки? . с в наладчику.
Зкорс-ть вращения жпжндвлей выбирается nd таблицам ?,Ю,Н г ' ВИСИМССТ1Р от мелели станка. Там же приводятся данные о крутящем менте, эффективней мощности и кпд станка.
..ере даточные отнсшенЕЯ рычагов поперечных супЙЬртов указана I
тэблапе 8. Эти данные не обходимо учитывать пр; определении сели | подъеме рабочих кулачков пегеоечных суппортов.
где h - величина подъема кулака
| L ~ необходимый рабочий ход суппорта
L - передаточное отнесение ричзга.
Продолжительность никла обработки детали указано в таблицах ±4, IS, 1Б, нс этим таблицам вдбкрдют сменные дэстегчи подачи.
_ *
^ледует учитывать чб поднос время обработки детали в секу с о указанное в таблицах состоит из времени рабочего хода :. временд лостого хода.
Схема привода ияструмонтэльных деднделей при быстром сверле резьбонарезании и развертывании указала на pxc.40t 41, 42; тац
лавы таблицы для выбора сне иных» -шестерен при быстром свержении и развертывании по цепи быстрого сверления.
Выбор сменных шестерен для нарезания резьбы метчиками,плашками и резьбонарезными головками приведен в таблицах IT, IB, 19.
си ИЗ
t
градусы
60° 80* 100е 120° I4Q°I60°I£0o20Gb220o240oz60°28Uf 300°320°340
Механизме
•о (Л
I э л, U1
с' 20° 40°
и.
1 Продольный суппорт £ ) к b- pj L-4
pj f6c чл й хо ц
- Нижний передний поперечный суппорт ь* 56 0 t7 lo;
p< iJo 4i й ко д
—
Нижний задний поперечный’ СУППОРТ 01 56 0 [7< s£S TJ
p аб( >4J 1Й хс д
Средний задний суппорт 2^ 46 0 0 12
p аб( )4I 1Й хс д
Ье&нмй задний нопереч-1’ь:й суппорт щ; г 0 t7!
2T Q-r- p 9б( 141 1й хо д
1
I срхнии передни^ riorifepe'h ный суппорт 3! 0 1б: V r*
nO f аб h4 1Й Х( ^д
Отрезной суппорт ^17. з: 0 Е6! nt s 7T± XT
01 0° p ad )Ч гЛ Х(" 1Д
(Подача материала 0 >0 аа- .» • hoi Be £7 0°
>и )
Зажим материала pflJ ИИ 4s’ 21 Г 4J % за дм
иУпор материала > £ — — 1 >7( 1 -UJ >5 0! !ВС ►9С г и f7£
IПодъём барабана г о; ъё СО. а . э» >о v0 ny CK n
Поворот барабана 5-° ии 62 62 • I 70
Фиксация барабана выключение подачи — 1 гС^ 671 ) 6(i L° E8' >0 .2C ec bli • —
г ( ) —- — —
выключение ускоренного вращения распредвала < Л.
Л ал 2 )5'
Циклограмма станка
Г
chipmakei.ru
i xeZExIHSM глагнс ‘ Частота Сменные шестерни I вращения гс движения станка Наибольший • Сум на она я Крутящий j ВфЗхЗКТИЕЕ. момент че | мощность всех ылинд. iна шпиед. в НТК | квт «а А* Расчет-! СлнОое ное ЗДш звено станка
а : ь ' с : el । or, ии
4 Я Ir 1 1 61 : 27 1590 3*85 6,5 0,2 58 : 30- 1360 5,91 8,3 Q,3 । % : 32 I23G 7,34 9,3 0,3 53 : 35s 1065 9,7 10,6 0.4 51 : 37 97С 11,36 11,3 0,4 л о 49 : 39* 885 13,84 12,6 0,5 « , 1 47 : 41 Ь08 16,87 14,С 0,5 | | £ 44 : 44 704 22,39 16,2 0,6 41 : 47 614 28,67 18,1 2.7 Г 39 : 49* 560 32,53 18,7 0,” 3? : 51 510 36,01 18,9 0,7 ! ; 35 : 53 465 39,33 19,0 0,7 З?*5: 56 400 46,89 19,3 0.7 30 : 53 364 51,92 19,4 0,7 О' 53 : 35' 332 57,16 15,5 0,7 51-37 301 63,57 19,7 0,7 49 : 39® 276 .59,6] 19,7 ”0,7 и 47 : 41 252. 76,86 19,9 0.7 ? 2 44 : 44 219 89,8 20,2 0,7 = С 41 : 47 191 104,6 20,5 0,75 5 <М да 39 : 49* 174 113,8 20,3 0,7 “ 3? : 51 159 П6,3 19,1 0,7 | I 35 : 53 145 121,1 16.0 0,7 3
7^
1родолхеняе табл
.«1 с» > > • j .» । j *» Нвибсдьший Сргиареан Рваче*-
естериЕ ! Зр-аЗЙЕИН 1 J —гтт’"геп-»1 1 яру^яажй УОМ&ЕТ 5S гсех апгнд. в вги эффентива. «б^аоать на шпяед. КВТ я.ое ьЦд «B-r.VT-p
г» V « d « л а 4 а г об/ммэ i
с 1 Г 1 Л • 56 ••**»*— м го ч! ы 16,3 0,7
— • 58 из 129,2 15,0 О *7
28 • би ~-- 126,0 13,2 0,7 .
26 • 62 • 92 129,5 12,2 ол
24 • * 6^ 82 133,3 11,2 ол
22 • 66 73 133 10,0 0,7
chipmaker.ru
Механизм главного движенья станка 1Б265-8К
Я
Таблица?С
Частота Наибольший Суммарная Расчет- Слабое
Сменные шестерни вращения крутящий эйфективн. ное КПД звено
шпинделя номент на мощность станка
а : в с : d всех шпмн« на кпинд.
об/мин В КГк КВТ
58 30* 1810 7.8 14,5 0,53
56 < 32 1640 9,15 15,4 0,56
53 : 35 1420 П.4 16,6 0,61
51 : 37 I29C 12-9 17,1 0.63
49 : 39* 1176 14,6 17,7 0,65
47 : 41 1072 16,5 18,2 0,67
Ь а
44 : 44 936 19,6 18,8 0,69 п ш ^1
up 41 : 47 814 23,2 19,4 0,71 CJ
39 : *9* 745 25.8 19,7 0,72 14 П о
Qi
37 : 51 679 28,6 20,0 0,73 К*
35 : 53 618 31,7 20,1 0,7*
32 : 56 535 37,2 гол 0,^5
30 : 58 484 41,4 20,6 0,75 •
28 : 60 43? 46,6 20,9 0,77
51 : 37 400 51,5 21,1 0,77
• 49 : 39* 365 со ж, » 21,3 0,78
47 : 41 333 63.0 21,5 0,79 &
4 44 : 44 291 7г,е 21,8 0,80 * к
м 41 : 47 254 83,05 • 29,6 0,73 а о
ГЛ ’Э 39 : 49х 232 85,3 27,7 0,74 к о ф
♦Ф Y
CU 37 : 51 2П 87,6 25,8 0,74 «
<\| св
35 : 53* 192 90,8 24,3 0,74 в а
32 : 56 166 95,3 22,0 0,74 3
й
тр
chipmaker.ru
Продолжение таблЛО
Частота Наибольший Суммарная 1 Расчет- Слабое
Сменные шестерни вращения крутящий эффективнJ ное КПД
ШнИпДОДл MUMotil по МОЩНОСТЬ CTSHK3
а : в с : а J всех шпинд. на шпинд.
об/мин i В КГМ КВТ.
30 : 58 150 96,9 20,2 0,74 £
28 : 60 136 94»5 17г9 0,74 g
в
26 : 62 122 97,1 16,5 0,74 к =
СП О
$ 24 : 64 109 100 15,1 0,74 « е о
“ 22 : 66 97 100 13,5 0,74 о «
сс I 1 1 i i
Именные щестернв доставляется сс станком нормального иод:лненин
chipmaker.ru
Г Мехаиаь пшлфго дакьпз? ставка Ш£5-41 Тебина й • J
Сменные костерен а : в с : d * ' Частота вращпния РТЙНДЗЯГ Oj/Miui, Рзгбояьвкй крутящий помета ва всех епяид. а кгм Суммервая эффентивн. мощность ва кпняд- КВТ Рсгчет-ноа ТО стнвка Слабое звено
56 : 32 IQ25 14*8 15*6 0,5? 53 : 35’ 885 18*4 16*7 0,61 51: 37 810 20,8 17,3 0,63 49 : 39е 735 23,6 17,8 . 0,65 47 : 41 670 26,5 18,2 0,67 л 44 : 44 585 31*2 18,7 0,69 | * 41 : 47 510 36,8 19,2 0,71 | ш 39 : 49е 465 40,7 19,4 0,71 | 37 : 51 425 44,9 19,6 0,72 | 35 : 5У 386 • 49,9 19,8 0,72 Я 32 : 56 334 58,2 20,0 0,73 30 : 58 502 64,8 ; 20,1 0*74 28 : 60 274 72 20,3 0*74 - - 51 : 37 251 79*1 20,4 . 0,75 49»: 39* 2» 87,7 20,5 0,75 47 S 41 208 96,72 20,7 0,76 - . 44 : 44 182 ХП,34 20,8 0*79 « 41 : 47 159 128,24 20,9 0,77 39 : 49* 145 124 18,9 0,69 1 - ~ 37 : 51 132 130,3 17,7 0*69 ™ 35 : 53- 120 135,2 16*7 0*69 ] 32 : 56 104 141,9 15*2 0,68 j 30 : 58 94 144,2 13*9 0,68 i к 1 > в Я X R 3 D Я Я п g в 5
1Б265 PS
CTJ
17
chipmaker.ru
Сродшпгенме табл. //
именяне дестерш* Частота врнаеьдя нделя сб/мин. Наибольший крутящий г з в ва всех гагад. в кгв Суммарная э^февтивн. ищощность на мпияд- SBT Расчетное КПД спанна Слабое звено
о _ - —* М <8
28 : 60 85 141,6 12,3 0,67 о J 26 : 62 77 146,6 11,4 0,66 " £ “ 22 : 66 61 148,0 9,3 0,69- § 5 ** 24 : 64 68 148,7 Т0л4 0,65 3 £
Именные мастерии, добавляемые со
от* неон нормальное
гспсинения.
IE2SS PS
№ докуы
774
chipmaker.ru
Передаточные отношения рычагов поперечных суппортов
Таблица 12
» * 1Б265-6К 1Б265-8К 1Б265-4К
Нижние поперечные суппорты 8 : 7 7 : 7 8:7
Верхние поперечные суппорты В : 7 8 : 7. 9 : 7
Средние поперечные суппорты 7 : 7 7 : 7 —
fiSffioT fe докуй, аьдп £вта
1Б265 РЭ
Подпл дата
I. Ill
Таблица длительности /дала обработал
Сменные тестер- тяв 1 а O CX О к ЕчС Л, о tx ф Ч а с т. 0 т'а в р а I 5 е
ни чи пода- С2 ц-у ОК Ф СО—| OR И tR 73 82 92 102 113 125 145 159 174 191 219 252 27
с • • ф О СП о мех в. RK О Н ох га (D SSC о о. P’jqc • fl о л ное в Р ♦ я с
30 475 747 617 550 490 443 400 367 312 284 261 238 ^208 I8t 16
33 44 632 523 466 415 375 338 306 265 242 221 202 176 154 14
35 42 569 471 419 j>47 338 306 276 239 218 199 182 159 139 12
X 37 40 513 425 375 338 305 275 250 215 197 180 164 144 125 II
о 39 38 461 382 341 310 274 248 224 195 178 163 148 129 113 IQ
•• 40 37 438 363 324 289 261 236 213 185 169 154 141 123 108 9
.XJ 42 35 395 л 327 292 260 235 213- 193 167 152 139 127 III 97 8'
44 33 355 295 263 241 212 192 174 I5C 137 126 115 100 88 8(
47 3d 305 252 225 201 18Г 164 148 128 II? 108 98 86 7j 6!
49 2Е 271 226 201 180 163 147 134 115 106 97 88 77 68 6с
30 4? 1 267 223 198 177 160 145 131 114 104 95 87 75 67 6]
33 44 228 190 I7G 151 137 124 112 97 89 82 75 66 57 5-
35 42 205 171 153 137 123 JI2 101 88 80 74 67 5? 52 47
37 40 184 154 138 123 III 101 91 79 73 67 61 54 47 43
* -sh 39 38 166 140 124 112 101 .91 85 72 66 60 55 48, 43 39
CXI 40 37 158 133 118 106 96 87 79 68 63 58 53 46 41 37
О 42 39 142 120 107 95 86 79 71 62 57 52 48 42 37 34
44 33 128 108 96 86 78 71 65 56 51 47 43 38 34 31
47 зб 1Р5> 92 83 74 67 61 55 48 44 41 . 37 33 29 27
1 1 49 28 97 83 73 66 60 54 50 43 40 37 . 34 30 26 24
и СХгнные шестерни поставляются со станком нормального ис
chipmaker.ru
Зотки детели в секундах для станка 1Б265-6К Таблица 13 i щ е и и я шпинделя об /вин.
>2 276 301 332 364 400 465 510 560 614 704 808 885 970 1065 1230 1360 1590
1 обработки одной детали в секундах
Т66 152 136 126 П5 100 91 83 76 67 59 54 49 45 39 36' 31 140 129 117 107 98 85 77 70 65 57 50 46 42 39- 34 31 27 127 117 106 97 88 77 70 64 5 9 51 45 42 38 ’ 35 31 28 24 115 106 96 86 80 69 63 58 53 47 41 38 35 32 28 25 22 1'03 95 86 79 72 63 58 53 48 42 37 34 31 29 25 23 20 99 90 82 75 6 9 60 55 50 4Ъ 41 36 32 30 28 24 22 19 89 82 74 68 62 54 50 45 42 37 32 30 28 25 22 21 18 80 74 б” 61 56 49 44 41 38 33 30 27 25 23 20 19 17 69 64 58 53 48 42 3 9 36 33 29 26 24 22 20 18 17 15 62 57 52 48 44 38 35 31 30 26 24 21 20 18 16 15 13
61 55 51 47 43 38 35 3 2 30 26 23 21 20 18 16 15 13 53 48 44 41 37 33 30 28 ' 25 23 20 19 17 16 14 13 12 47 44 40 37 34 29 27 25 23 21 18 17 16 15 13 12 II 43 40 36 34 31 27 25 23 21 19 17 16 15 13 12 II 10 39 37 33 31 28 25 23 21 19 17 15,5 14,5 13,5 12,5 11,5 10,5 9 37 34 32 28 27 23 22 20 18 16 15 14 13 12 II 10 9 34 31 29 27 24 21 20 18 17 15 14 13 12 II 10 9 8 31 29 28 24 22 20 18 17 16 14 13 12 II 10 9 8,8 7,8 27 25 23 21 19 17 16 15 14 12 II 10,5 10 9 ’ 8,5 7,8 7 24 22 21 19 18 16 15 14 13 II 10,5 9,7 9 8,6 7J8 7,4 6,8
d исполнения
1зм Лист №дэкум. Подл. дата
1Б265 РЭ
О ТО.
---
.77
Таблица,длительности цикла обработки деталей в секун ____ (одинарная индексация) _
Сменные шестерни подачи Число оборотов | шпинделя при повороте put l предаола на1504 Частота вр
97 109 122 136 150 166 192 211 232 254 291 333 365
ч * Ь Ч Полное время обраб
М : 40* - - - . 1 ЙО 47* 33 44-35 42 57 40 39 38* чО 37 42 35 44 33 47 30* 49 23 51 26 54 23 5 22 440 375 336 зиз 273 261 234 210 1У0 161 143 120 112 276 2ч6 220 198 180 163 141 129 П8 108 94 82 76 236 210 IPS 169 153 239 121 ПС 100 92 Ы 71. 65 212 I3S 169 151 138 125 109 100 SI 33 Т5 64 59 190 170 152 137 125 ИЗ 98 90 82 75 66 58 53 172 155 Т38 124 П2 102 39 81 74 68 60 53 48 165 147 131 П8 Ю7 97 85 'П 71 65 57 50 46 I 8 132 118 109 97 88 76 70 64 59 52 46 42 133 П9 ID4 96 88 79 69 63 5f 53 47 41 38 Пб ИЗ 92 83 76 69 60 “54 5U 46 41 36 33 ЮЗ 52 ЬЗ 75 68 62 54 49 45 42 37 32 30 92 82 74 67 61 55 49 44 41 37 33 29 27 78 70 63 57 52 47 4] 38 35 32 28 24 23 73 65 л59 53 48 44 39 35 33 30 27 25 22
40 : 24* 30 47* 33 4ч 35 42 37 40 39 38 40 37 42 35' 44 33 47 3tf 49 28 31 26 54 23 55 22 159 137 122 ПО 99 94 76 65 58 52 43 41 Ю2 91 81 74 67 61 53 49 45 41 36 32 30 89 79 71 64 58 53 *6 43 39 56 32 28 26 79 71 64 57 52 48 42 38 35 32 29 26 24 72 64 58 52 40 43 38 54 32 30 26 23 22 64 58 52 47 44 39 35 32 29 27 24 21 20 62 56 50 45 41 38 33 30 28 26 23 20 19 56 50 45 11 37 34 29 27 25 23 21 19 17 51 45 41 37 34 31 27 25 23 21 19 17 16 44 39 36 32 30 27 24 22 20 19 17 15 14 39 36 52 29 2? 24 22 20 19 17 16 14 13 36 32 29 26 23 22 20 1В 17 16 14 13 12 30 27 25 23 21 19 17 16 15 14 12 П 10,5 29 26 23 22 20 .ТВ 16 15 14 13 П 10,5 10
« Сиенньх иестернн постагляптся со станка нормального нинол
chipmaker.ru
[ей в секундах при 2.^35 станка 1Б265-8К Таблица 14
та вращения шпинделя о б / ы ин
: 333 365 400 437 484 535 618 675 745 814 936 1072 1176 1290 1420 1640 1810
обработки одной детали в минуту
82 76 70 64 58 53 46 42 39 36 32 28 26 24 22 20 18 71 65 60 55 50 46 40 37 34 31 28 24 23 21 19 17 16 64 59 54 50 44 41 36 34 31 28 24 22 21 19- 18 16 15 58 53 49 45 41 37 33 1 50 28 26 23 20 19 * 18 16 15 13 53 48 44 41 37 34 30 28 25 23 21 19 17 16 15 14 13 50 46 42 39 36 33 29 27 24 22 20 18 16 15 14 J3 ’ 12 46 42 39 36 32 30 26 24 22 21 18 17 15 14 13 12 II 41 38 35 32 30 27 24 22 20 19 17 15 . 14 13 12 II 10 36 33 31 28 26 24 23 19 18 17 15 14 13 12 П 10 9 32 30 28 24 23 22 19 18 16 15 14 13 12 II Ю 9 8 29 27 25 23 21 19 18 16 15 14 13 12 П ID. 9 8 7 24 23 22 20 18 17 16 15 14 13 12 П 10 9 8 7 6 25 22 20 19 17 16 14 13 12.5 12 II 10 9.5 8 7 6
32 30 27 25 23 21 19 18 16 15 14 12 II 10,5 10 -9 8 28 26 24 22 21 19 17 16 15 14 12 II 10,5 Ю 9,5 8,5 8 26 24 22 20 19 17 15 14 13 12 II 10 9,5 9 8,5 8 7,5 23 22 20 19 17 16 14 13 12 11,5 10,5 9,5 9 8,5 8 7,5 7 21 20 18 17 16 15 13- 12 11,5 II 10 9 8,5 8 7,5 7 20 19 17 16 15 13,5 12,5 11,5 II 10 9,5 9 8,5 В 7,5 19 17 16 15 14 13 12 II 10 9,5 9 8,5 8 7,5 7 17 16 15 14 13 12 II 10 9,5 9 8,5 8 7,5 7 15 14 13 12 11,5 II 10 9,5 9 8,5 8 7,5 7 14 13 12 11,5 II 10 9 8,5 8 7,5 7 6,5 13 12 II 10,5 10 9,5 8,5 8 7,5 7 6,5 ° П 10,5 10 9,5 9 8,5 7,8 7,5 7 6,5 10,5 10 9,5 9 8,5 8 7,5 7 6,8
ого исполнения
1Б265 ₽Э * рр.
зг -'.ИСТ едокум. 11одп. дата
рбв. ЛПодл Удьдп J дата рэам.пнв. M инв« Гд^Н^Додп* и дата7
Таблица диитяльнисти ри ла ббрсботки детали в секундах
с
Снегине естарни подачи • Числе оборо- Частота вращения
тот шпинделя при 9? jQ9 122 136 I5Q 166 192 211 232 24 2,91 333 365
поворо-те рас-придала на15С •
с е:^ Бремя ц е к л 0
¥ о >0 4*?* 33 44 35 42* 37 40 39 за-40 37 42 ЗУ 44 33 47 ЗСН 49 28 51 26 Б4 гз 55 £2 ,5 90 500 450 405 366 348 314 • 28? • 239 ’ 214 191 J60 150 570 330 295 265 241 218 190 Г?3 158 145 127 III 102 315 280 SI 226 200 J86 161 147 134 123 108 95 87 283 253 226 204 I8G 168 146. 133 121 Ш 98 88 79 25b 228 205 184 167 152 132 120 * ПО 101 89 78 71 231 207 185 167 152 138 120 109 100 92 81 71 65 220 197 176 159 Р4 131 П4 IQ4 95 R7 77 68 62 199 178 160 144 131 П£ ЮЗ 94 86 75 70 62 57 180 161? 144 129 П9 107 93 85 0 78 72 63 56 51 153 J37 123 ПО ХОД 91 80 73 68 в 62 54 48 44 137 123 ПО 99 91 82 72 66 60 *56 49 44 40 323 ПО 99 89 81 74 65 59 55 50 44 39 36 Ю4 93 84 76 69 63 55 51 47 43 38 34 31 90 88 79 71 65 59 52 48 44 4 1 36 32 30
40 t 24* l' 30 47* 33 44 35 42 57 40 39 38' 40 37 35* 44 33 47 3(f 49 28 51 26 55 22 212 181 ' 163 146 132 125 ИЗ 102 :86 77 69*5 57,8 54,2 136 122 Ю9 9S .89 82 71 65 60 55 49 43 40 LE7 105 94 85 78 70 §2 57 52 48 42 38 35 Ю6 95 85 # 77 70 64 56 51 47 44 39 35 32> 95 85 77 70 64 58 51 46 43 40 35 32 29 87 73 70 63 58 53 46 43 39 36 32 29 27 82 74 67 60 55, 50 44 40 37 35 31 23 25 75 67 61 55 50 46 40 37 34 32 28 25 24 68 61 55 50 46 42 37 34° 31 29 26 24 22 58 52 47 43 40 36 32 30 27 25 23 21 19° 53 47 43 39 ЬЗ 33 29 27 25 23 21 19 18 4R 45 39 36 33 50 27 25 23 22- 19 17 16 41 37 34 31 с 29 .26 23 22 20 19 17 15 °К 39 35 32 29 27 25 22 21 19 18 16 15 14
о» Огенные вегтернп поставляются со станком нормального ис
chipmaker.ru
** V в секундах при ( двойная индексация) станок 1Б265-8К 2213 Таблица 15
щ е и и я шпинделя г 0 б / М й В
333 365 400 437 484 535 618 679 745 . 814 936 10721176 1290 142о| 1640 1810
цикла в секундах
' III 102 94 86 78 71 62 57 52 4Я 43 38 35 32 30 26 24 J 95 87 80 74 6 7 61 53 49 45 42 37 33 30 28 26 23 21 J 86 79 72 67 61 56 '48,5 45 41 38 34 30 28 26 24 21 20 | 78 71 66 61 55 51 44 41 37 35 31 27 25 24 22 19 ‘ 18 [ 71 65 60 55 51 46 40 37,5 34 32 28 25 23 22 20 18 17 1 68 62 57 53 48 44 „39 36 33 50 27 24 22,5 21 19 17 16 3 62 57 52 48 44 40 35 33 30 28 25 22 21 19 18 16 15 5 56 51 47 44 40 37 32 30 27 . 25,5 23 20.5 19 18 17 15 . 14 4 48 44 41 38> 35 32 28 26 24 22 20 18 17 16 15 1?,5 13 9 44 40 37 ' 35 32 29 25,5 24 22 20,518,5 17 16 15 14 12,5 12 4 39 36 34 31 29 27 2.3 22 20 19 17 15 14,5 14 13 12 II В 34 31 29 27 25 23 20 °19 18 16,5 15 13,5 13 ,12 11,5 II 10 6 32 30 28 26 24 22 19 18 17 16 14 13 12 12 II 10 . 10 п
9 43 40 37 34 31 29 25 24 22 20 18 17 15,5 15 14 12,5 12 2 38 35 32 30 28 25' 22 21 19 18 16 15 14 13 12,5 11,5 II 9 35 32 29 27 25 23 21 19° 18 17 15 14 13 12 12 II 10 , J 5 32 29 27 25 23 21 19 18.16,5 15,5 14 13 12 11,5 II 10 9,5 2 29 27 25 23 22 2.0 18 16 15,5 14,5 13 12 11,5 II 10,5 10 9 •I 28 25 24 22 21 19 17 16 °15 14 12,5 11,5 II 10,5 10 9,5 9 !8 25 24 22. 21 19 17 16 15 14 13? 12 II 10,5 10 9,5 9 8,5 £ 24 22 20 19 18 16 15 14 13 12 IT Ю,5 10 9,5 9 8,5 8 >3 21 19° 18 17 16 14 13 12 12 ° II 10 10 9, 9 8*5 8 8 £ 19 18 17 16 15 13 12 11,5 XT 10,5 9О5 9 8$ ,8.5 8 8 7,5/ L9 17 J6 16 15 13 12,5 II£ ° II 10 10 9 8.5 В' 8 8, 7,5 7 [7 15 °К 14 13 f 12 II 10 10 9,5 9 8,5 8 7Л5 7,5 7,5 7 7 16 15 14 13 12,5 II 10,5 10 9®5 9 8С5 8 7,5 7,5 7 7 7 6,5
дальнего йсподаения.®
Стр.
1 >2С О -
ЛЗМ 71ис1 ^докум. Шодп. Дата
chipmaker.ru
Таблица длительности цикла обработке детали в с<
Сменные S S.I ш к о к - i Ч а с т о т а в Р
шестерни подачи сх о VD к ф СО О С ₽ Еч < О 6f 68 7? 85 94 104 120 132 145 159 182 207 227
О FS~.Xta *-4
Г п е О S о ы" д ф гол в = с Полное время o6pai
22 55 812 816 720 644 577 522 477 410 378 •342 312 274 239 219 1
23 54 766 770 680 610 5*6 494 450 388 356 324 296 258 227 207 -
26 51 6^2 646 558 510 457 414 378 324 298 281 247 216 190 173
28 49 572 576 509 454 407 368 337 290 266 242 222 193 170 155
30 47” 512 516 454 409 367 332 304 26L 238 217 198 174 152 139
33 44 437 441 383 349 312 282 258 222 204 186 170 149 130 119
о 35 42 393 397 350 314 281 254 232 200 184 168 152 134 117 108
•• 37 40 353 359 316 284 254 230 210 181 166 151 138 121 Т06 97
39 38‘ 319 323 285 256 230 208 190 Т64 150 137 125 ПО % 88
40 37 302 306 272 2Д2 217 197 180 155 142 130 119 104 92 .84
42 35' 2?3 277 244 220 196 179 163 141 129 ИЗ 108 94 83 76
44 33 245 249 221 198 178 160 147 127 117 IC6 97 88 75 69
47 зеи 210 216 190 172 152 138 126 109 100 92 84 74 65 60
49 28 187 I# 169 152 136 124 ИЗ 98 90 82 75 66 58 54
51 26 167 171 151 136 122 ПО 101 87 80 73 67 59 52 48
54 23 140 144 128 114 103 93 85 74 68 62 57 50 45 41
55 22 132 136 124 III 100 91 83 72 66 60 55 49 43 40
22 55 295 299 266 238 214 192 176 152 139 127 117 102 90 82
23 54 276 280 248 222 198 180 164 142 130 119 109 95 -4 77
26 51 231 235 208 186 167 152 139 120 ПО 100 92 81 71 65
28 49 206 210 186 167 149 136 124 108 98 90 32 72 64 59
30 47* 185 189 167 150 134 122 112 96 89 81 74 54 5В 53
33 44 157 161 143 128 115 104 95 82 76 69 64 5ъ 49 45
35 42- 141 J45 128 115 IJ4 94 86 74 69 63 57 51 45 41
37 40 127 131 П6 104 94 85 78 67 62 57 52 46 41 37
39 36J 114 118 104 94 84 77 70 61 56 51 4? 42 57 34
л- 40 37 109 ИЗ ТОО 90 81 74 67 5b 54 49 45 40 35 32
* 4\| • • 42 35' 98 102 91 31 73 67 61 53 49 45 41 36 32 30
о 44 33 88 92 82 74 66 60 55 48 44 41 37 33 29 27
47 30* 75 79 70 63 56 52 48 41 38 35 32 29 26 24
49 28 67 71 63 56 51 47 43 36 35 32 29 26 23 22
51 26 60 64 57 51 46 41 39 34 31 29 27 24 21 20
54 23 50 54 48 44 39 36 33 29 27 25 23 20,5 18, 5 17, 2
— — 55 22 — 47 51 45 41 37 34 31 27 25,5 23, 5 21, 8 19,6 17, 6 16, 5
if Сменные шестерни поставляется со станком нормального исполнения
chipmaker.ru
детали в секундах при^ j0 ~ для станка 1Б265-4К
Таблица 15
0 т а в р а щ е н и я шпинделя о б / ч и н .
207 227 249 273 302 334 386 424 465 509 564 669 734 805 684 I 1 о I Г>.1 । ha
вреыя обработки одной детали в секунду
239 219 200 182 165 150 130 119 109 100 87 77 71 65 59 52
227 207 189 172 157 142 123 ИЗ [03 95 83 73 67 61 56 49
190 173 159 145 131 119 106 95 87 80 70 62 56 52 47 42
170 155 142 130 118 106 93 86 73 70 62 55 51 47 42 37
152 139 127 IT7 106 96 84 77 70 64 56 50 46 42 38 34
130 IJ9 109 100 90 82 72 66 60 56 49 43 40 37 34 29
117 108 99 90 82 74 65 69 56 50 44 39 36 33 30 27
106 97 о? 82 74 68 59 . 54 50 45 40 36 33 30 28 25
96 88 82 74 67 61 54 49 45 41 37 33 зс 28 25
92 .84 ' 77 70 64 59 51 47 43 40 35 31 29 27 24 22
83 76 70 64 58 53 46 43 40 36 32 29 26 24 22 20
75 69 63 57 53 47 42 39 36 33 29 26 24 22 20 18
65 60 55 50 46 42 37 34 31 29 26 23 21 20 18 16
5С 54 49 45 41 38 33 31 28 26 Z3 21 20 18 16 15
52 48 44 41 37 54 30 28 26 24 21 19 18 16 15 ТА
45 41 38 35 32 29 26 24 22 21 18,5 16,5 15,5 14,5 13,5 12,5
43 40 37 34 31 26 25 23 21 20 18 16 15 14 13 7 о Al.
90 82 75 69 63 57 50 46 42 39 34 31 28 26 24 21
84 77 70 64 59 54 47 43 40 37 32 29 27 25 23 ^0
71 65 60 55 50 46 41 37 34 31 28 25 24 21 20 18
54 59 54 49 45 41 36 33 31 28 25 22,5 20,8 19,3 18 Т"/*
58 53 49 45 41 37 32 30 28 25 23 20,6 19 17,8 16,5 14,8
49 45 42 39 35 32 28 26 24 22,5 20,3 17 16с 8 15,7 14,7 И,2
45 41 37 55 32 29 26 24 22 20,с6 18,5 16,6 15,5 14,5 13,5 12,3
41 37 34 32 29 27 24 22 18„4 19 17 15 14,4 13,5 12,6 П,5
57 34 51 29 27 24 22 20 19 17,5 15,7 14 13,3 12,5 11,7 т г- ★ "9 <
35 32 30 28 26 23,6 21 19,4 18 17 15,2 13,8 12,9 12,1 11,6 10,4
32 30 28 26 23, 5 21,6 19,2 18 16,6 15,5 14 12,8 12 п,з 10,6 9,7
29 27 25 23 21, 5 19.8 17,6 16,4 15,4 14,4 13 11,9 П.2 10,5 10 9,1
26 24 22 20, 5 19 17,5 15,5 14,6 13,7 12,8 И,7 10,7 10,1 9,6 9 8,4
23 22 20 18, 8 17, 3 16 14,4 13,5 12,7 12 10,9 10 9,5 8,6 7,9
21 20 18, 4 17 16 14,8 13,3 12,5 11,7 II 10 9,4 8,9 8,4 Б 7 с
5 18,5 17, 2 16 15 14 13 11,8 II 10,5 9,9 9,1 8,5 р т 7.7 7,3
6 17,6 16, 5 15, 3 14, 3 13, 2 12,5 11,3 10,6 10 9,5 8,8 8,2 7,5 7,5 7,1 6,7
)лнения ю ; * ,... L..' . j 1 J Р, tn ‘.1 СМ , W ы
-
ЦИСТ .?доь;ум . -1СДП. t,2T3
r.ru
Схема привада инструментально и роз&ерт ыбании о по цепи оь/Строго сьерления
Быстрое аЬеррени Сменнся шейпер не, модуль 3
Chipmaker.ru
N-Сменные шестернц Эля Быстрого сверления
И 29 56 43 55 55 73
2.,W 2,2 2,3 1,7b t,59
и е -Л* - - -W ±q
Пи/пр д/ I
И-Сменные шсдтерни Эля разЭерты 8ония < по цепи Быстрей- сБерл&щя '
М |53 I 35'73 I 1
£
Крауь\ О Dpi
chipmaker.ru
труменгпальнь/х шпинделей Станки /Б265~бК 'ерленис
Сие трое с$еярение
Сне а ноя шестерня р/ модуль 3
При резьдорарезании и риздерты^ании но цепи резборнареЗания.
I Со Станком на умильного "исполнения поставляется шестерня М~нЗ-
2. Число оСоротоЬ инструментального ' шпиндиля относительно роБичегп шпинделя при дыстро^ сБорлснцц ПсЬ. * Пиап- "К
3. То же пр / нарезании проВцй резьбы (c&uhw^ леБой резьъы) /7 нар. ₽ Пшп К,.
леЬай резьБьг) Пс$. « Пит • Кг
Стр
1Б265 РЭ.
185
'з. цЛиод К докуьцПодп. |Дата|
chipmaker.ru
Схгма при So до иистрзментольм
SfydmPoZO
Z=£6 Ид
2- 6/лаЗ
Сменная л Mi модуль
WUC/
'нрлемия
PoboeprcbiboHut _ no djSuj S^Pmpo^c. сЬерления, ёменная ше&пепня №.
Z*3trrft
flpo быстром Рдсрлении о no цепи
///
Тлздх-З^иЗ
Z=8S m3
Vfll
M- сменные шехтърни для Еыст^югр р£грлелия.
M 32 5Б 4^ 43 55 55 73 77
KcB Z28 2 /.955 la& l?i5 i^Ul де f^33
<
i
flsgn /1
сменные шестерни । (no i/enu дыспрого
M 4; 48 55 58 65 73 -
КразВ о 0,Ъ5 0,255 0^95 0,37 0,938
Изы
chipmaker.ru
ттрннентальнь/х шпинделей станка /б£бй -8К
НЛ/
/ Со Ста неон норнильноео исполнения поставляется шестерне М-Ч~
2. Число оооротоб инструментального шпинделя относительно рабочего 'шпинделя при дь/атрон с&ерлемии Пс$ ~ Пит. -KaL.
Д 7Ъ н£ при норезонип правой оезь§ы (дЁиншёания а * >. 'DU р ^Obf) • / иир. ~ Pojn. *Л/.
У' 7о хг при свинчивании правой резь8ьг (нарезании ле&ой резь8и) Гк£. ^ПитлКг.
С&инчи1ании пра&ой резь$ы (нарезании
Стр.
187
1Б265 РЭ
Изм.|Лдст|> докум^Подп. Дата
chipmaker.ru
Схема привода вращения инструментальных шпинлглей с
Сменные шестерни для развертывания
м 48 55
Кр 0 е,х28
Привод для развертывания с коэффициентом Кр=0 используется для устройств с приводом синхронного вращения.
Сменные шестерни быстрого свер.
Быстрое сверление в 1У поз. ^jgTpi
I
г
ГЛ 29 33 38 43 48
Ксв. 2,65 2,45 2t26 2.II2 2
Пр=йп * Кр
Кр=^я^. 48-1
Пш 45 М
Число оборотов быстросверлильного шли* тельно рабочего пнииделя.
Пев = Пт ’ Ксв
Ксв = — = — . -4- + I
Ле 45 й
chipmaker.ru
ъных шпинделей станка 1Б265-4К
РИС. 42
IE265 РЭ , < 1S9
Изм Лист .ГДОКУ?Л По.гп.
miaker.ru
Резьбонарезное устройстве. Сменные шестерни
К: 42:72 46:68 49:65 52:62 54:60* 56:58
72:22- .0,6/0,795 -
71:23 0,6/0,695 0,53/0,965
70:24 0,6/0,605 0,53/0,855
69:25 0,6/0,519 0,53/0,75$ 0,48/0,958
68:26 0,53/0,655 0,48/0,855
67:27 0,53/0,578 0,48/0,76 0,42/0,95
. 65:29 3,48/0,59 0,42/0,762 0,38/0,895
63:31 0,42/0,596 0,38/0,723 0,33/0,Е
61:33х ♦ 0,38/0,565 0,33/0,6
59:35 0,33/0.5
57:37 ГУ
55:39
53:41 >
50:44
В каждой клетке таблицы числитель Кт соответствует нарезании пра: ₽ 1 ° или свинччваныь инструмента для лавой, а знаненгтелт соответствует нар<
।
вьй пеэьбы или свинчивание правой:
43 %3 • 64 L .
48 71 50 Т 1
54 .
40 ’
К =
2 ~48 71
64
50
Максимальное число оборотов инструментального -линделя (абсолюта
резьбонаре§ан1 и и развертывании) не более 1000 об/млн?.
и
Шестерни,псстанляьмме со стснзог нормального исполнения.
..
Изм. Лист
4
chipmaker.ru
твсц Сменные О шестерни для станка 1Б265-6К Таблица С 17 о
54:60* 56:58 58:56 60:54х 62:52 64:50
) J 0,38/0,895 0,38/0,723 0,38/0,565 » 0,33/0,842 0,33/0,679 0,33/0.545 .Л 0,28/0,975 0,28/0,799 0,28/0,639 0,28/0,499 0,28/0,385 < 0,23/0,932 0,23/0,76 0,23/0,61 0,23/0,475 0,23/0,351 г» 0,17/0,891 0,17/0,728 0,17/0,579 0,17/0,448 0,17/0,27 0,11/0,852 0,11/0,699 0,11/0,555 1 •
л тствует нарезанию правой резьбы . соответствует нарезанию ле- : *2. с , 64 . 54 . А. . ! ' 48 71 50 ’ 40 ’ * 7 О )го шпинделя (абсолютное при щ°т 9
о исполнении.
-11 1Б265 РЭ Сто
—.1^ — EJ
Нам Цист !п№л '1 «г гпр
о ’Резьбонарезное устройства. схеиме в
4^7 42.72 43:71 44:70 45:69 46:68 47:67 48:66 49:65 50:64
К : 1 1 • С
72 0*56Ь 0*552 0*533 0*517 0±L_ 0,488 0,46 0.445 0,42
• •Сл» Ц;9 0*975 1,05 I ,Т? 1*25 1,38 1,44 1.54
71 А9 10*568 ' 0.552 0.533 0,517 0*5 0*48Р 0*46 "Од 445 0,42
J 0,795 0*865 0*94» 1,01 1*07 1* 13 1,24 1»31 1,4
70 "М. 0,56В 0.552 0*533 Or 517 0д5_ 0*488 0.46 0,44г U ,42
0*695 0*763 0*Ь35 0*89 0,96 1*05 1Д2 1,18 ' 1,27
•л? 0*568 0*552 0*533 Q*517O Qi5__ 0,488 0,46 0t445 0,42
• с .0*595 0,66 0,73 0,77 0..85 0,89 1,01 1,05 1,14
68 0*568 0,552 0*533 0,517 0,488 0,46 0,445 0*42.
.0*516 0.605 0*665 0,71 0,7В 0*82 0*93 0,98 1,06
б" (0,568 0,552 0*533 0*517 0*5— 0,488 0,46 0*445 0,42 0,93
0,441 0,5 0*50 0.61 0,665 0,71 0,805 0*85
•2В 0,568 0,552 0,533 0,517 Р^5 <0,488 0,46 0*445 0*42 0,83
• 0*369 0*425 0,48 0,53 0*58 0*63 0,72 0*7 о
2^л 0,568 0,552 0,533 С *517 0.5 0,4^38 0,46 0,445 0,42 0,74
Ю*303 0*35 0,41 0,45 0,51 0,54 £),63 0,675
Л *> 30 0,568 0*552 0*533 0,517 0,5 . 0,488 0,46 0/45 0,42 0,65
• XI ,241 0,288 0,34 0*38 0,43 0,46 0,55 0,59
63 21 0,568 С *552 0,533 0,517 2±5_ 0,488 0,46 0,445 0,42 0*57 1
9*18 0,226 0,275 0,31 0,36 ОЛ 0,48 0,52 1
62 • 32 0 552 0*533 0*517 015- 0,488 0,46 0/45 0,42 i
0,167 •> 0,21 0*25 0/9 0*33 0,401 0,395 0,5 (
61 «г 33^ 0,517 0,5 Сд488 0,46 0,445 0,42 (
- 0,19 0,24 0,275 0,34 0,38 о 0,44 (
- 60 34 0*5— 0*488 0,46 0,445 0,42 С
0,17 0*21 0*28 0*315 0,365 С
• 35 0,46 0,446 0,42 С
ч. 0,22 0*255 0,305 с
58 * 36 Г 0 445 с
А 3? ► —- Chipmaker.ru 0*21 Л* 0,25 0/2. с 0
। 57 •
,е 0,19 О 0
| 56 л- -38
В вагдой таетне числитель К< соответствует взрезанию правой резьбы или & знаменательсоответствует нарезанию левой резьбы или свинчиванию правой
Максимаш ное число ооооотов инструментального шпинделя (абсолютное при
не бплее 1000 об/мин.
1 Шестерни* поставляемые со станком нормального исполнения.
—о---
[•13У
chipmaker.ru
.. _ - - - ---. . . ——*t-двигз г» •
5-ci.au. именные исстернг. для станка 1Б265-8К тйЛж'шп- tr
о 49:65 50:64 51:63 52:62 53:61 54:60м 55:59 56:58 57:57 5&56 l 59:55‘ 60:54’
£11*5 0j_42_ 0*4 0*376 • 0,355 I 1 . 1 ' l ' ’ 1,44 oI,54 1,64 1,74 1,53 rCA45 ° 0,42 0*4^_ 0,376 0,355 0^333 1,31 1,4 1,5 1,59 1,68 1.77 0,44г 0,42 0,4 0.376 0*355 0. В3_ 0 .31 1,18 1,27 1,76’1,44 1,53 1,62 1,71. 0,4^5 0,42 0,4 0,376 0,355 0*33 0,31 0,285 1,05 1,14 1-22 1,3 1,345 1,46 1,55 1,64 0,445 0,42 0,4 0,376 0,355 0,33 0,31 0,285 0,258 0,98 1,06 1,14 1,22 1,3 1,38 1,46 1,54° 1,64 0*445 0,42 0**_ 0,376 0,355 0,33 0,31 0,285 0,25 8 0,236 0,205 0-176 0.85 0,93 1,01 1,08 1,15 1,22 1,3 1,38 1,4? 1,505 1,64 1,75. 0,445 0,42 0,4 0,376 0,355 0,33 0 3$I_ 0,28$ 0,258 0,236 0,205 0,176 0,75 0,83 0,91 0,98 1,05 1,12 1,185 1,26 1,35 1,38. 1,52 1,605 0,445 0,42 0j4_ 0,376 0,355 0,33 0,31 0,285 0,258 0,236 0,205 0,176 0,675 0,74 0,81° (3,88 0,94 1,05 1,04 1,15 1,23 1,27 1,39 1,48 0,445 0,42 0,4 0,376 0,355 0,33 0,31 0,285 0,258 0,236 0,205 0,176 0,59 0,65 0,72 0,77 0,85 0,91 0,975 1,05 1,12 1,16 1,27 1,35 0,445 0,42 0,4 0,376 0,355 t),33 0,31 0,285 0,258 0,236 0,205 0,176 0,52 0,57 0,64 0,7 0,66 0,82 0 ^8 0,95 1,01 1,05 1,16 • 1,25 0,445 0,42 0,4 0,376 «0,355 0,33 0,31 0,285 0,258 0,236 0,205 0,176 0,395 0,5 0,56 0,62 ,0,67 0,73 0,79 0,85 0,925 0,95 1,06 1,14 0,445 М2 0,4 0,376 0.355 0,33 0,31 0*285 0,258 0,236 0,205 0,I76;> 0,38 9 0,44 0,49 0,55 0,604 0,66 0,713 0,77 0,84 0,87 0,97. 1,05' 0,445 0,42 0,4 0,376 0,355 0,33 0,31 0,285 0,258 0,236 0,205 0,176 0,315 0,365 0,42 0,47 0,52 0,576 0,63 0,69 0,755 0,78 0,875 0,95 0,445 0,42 0,4 0,376 0,355 0,33 0,31 0 .,235 0,25 8 0,236 0,205 0,176 0,255 0,305 0,355 0,41 0,45 0,505 0,55- 0,61. 0,675 0,7. 0,78 0,86. 01*45 0,4^ 0,4 0,376 0,355 0,33 0,,3I 0*285 0,258 0,236* 0,205 0,176 0*21 0,25 0,3 0,35 0,39 0,44 0,49 0,545 0,605 ' 0,63 0,715 0,78. 0^42 0,4 _ 03376 0,355 °0t33 0,31 0,285 0,2^8' 0,236 0,205 0,176 fi,I9 0,24 0,29 0,355 0,38 0,43 0,48 0,535 0,56 0,64 0,71. 0>376 0,355 (^33 0,31 0,285 0,258 0,236 0,205 0,176 0,26 0,27 0,32 0,36 0,41 * 0,465 0,49 0,565 0,625
вой реЗьбы или свинчиванию иБструиента'для. левой, . . . '
нчиванию правой: u _т — . 1Q.JL ; „ и ^L. .*1 . £2*, !£. А
=± “ 61 71 44 * к*= 61 40 71 44 £ ‘ z “ 1
абсолютное при резьбонарезании и развертывании)
- 1Б265 '. РЭ ' Стр. 193
—
i3M. Лист X1 докум Лодд.. Дата
chipmaker.ru
*W.. IFM—| ,. . Резьбонарезное устровство. Cmhhebf иестерни для станка Q265-4S Таблица 19 •
*> :Т 42:72 46:68 49:65 52:62 54:60я 56:58 58:56 60:54е
т?~г? .6*55 тиа тНг и»f ( /jafrM 0*55 Mil - - М °»56 :ЛЙйЛ5 '. °*59 . Ml MZ C^5I 0,% 0,96 ЙЛ §^ ^53 0,43 0,66 QJ85 67sf7 .MS Ml MZ MI 0,36 0,57 0,% 0,56 &.jb MS М3 MZ MI М2 0,23 0,43 1456 0,78 0,9 гз-хт MS Q<53 MZ MI MZ Ml 0,n 0,29 0,44 0,6 0,71 0,84 0,96 6i «33е Ml M? MI MZ Ml 0«ff - 3122 0,16 0,31 0,46 0,57 0,67 0,8 0,93 59:35 Q,4r 0,41 0,37 0,33 0,28 0,22 0,2 0,34 0,43 0^54 0,65 0,76 57:37 MI 0117 0,33 0,28 0,22 6,22 03 ' 0,4 0,5 0,61 •55:39 MI MZ Ml 0.28 0,22 Q,II 0^2 - 0,27 0,37 0,46 « В вахдоК клетке таблица числитель Kj соответствует нарезанию иравсЛ резьбы или свивчивааию инструмента для левой резьбы, а знаменатель соответствует нарезания левой резьба in свинчиванию ираво! • . 0 45 71 52 7 * 2 ;45 40 71 52 * Z 1 1 ’ Мшсвишльнов число оборотов ивструкешального кшгаделя (абсо- лютное пр? реэьбенарезаняи ж развертывании) не более 1000 об/мин. ^Вестергн, шютавляемые со станком ворыальвогз исполнения.
1Б265 РЭ 2тр.
-.и л L *
«зт Ж доиум^сди йата 195
”» 1 К....» I! ...................................... ।
2„3.I4. Наладка стенка для работы с двойной индексацией- -
„Работа станкл с двойной индексацией нужна при обработке сравни-теяьно простых деталей, когда все операции обработки можно осуществить на 3 позициях для станка IE265-6K ж иг 4-х для стайка 1Б265-8К9 т.е. станок используется лак сдвоенна "регшпиндельный ьли четырех-вшиндальиий.
При двойной индексации ~гкдригьный барабан станка ГБ265-6К по-ворачглается на 1/3 или 120°, а дня станка 1Б265-8К на 1/4 или ЭС . Подача прутка до упора, з&гвь прутка и отрезка происходят одновременно в двух позициях.
Требование наладки для двойной индексации должно быть сообщено заводу-изготовителю при оформлении заказа на Станок.
Для станка 1Б265-6Е это должно быть специальное исполнение.Станок 1Б265-ВК нежно перестроить на двойную индексацию в нормальном 'пополнении.
Для перестройки станка на двойную индексацию необходимо:(снр»<
а) заменить шеетернкД1а иальзкйском крестеtдля изменения угла поворота шпиндельного барабана. Возможно, что прп пезаходе на двойную индексаций (С одинарной) понадобится дополнительная регулиоовка механизма фиксации;
б) в УП позипзи дин станка ХБ265—82 устансвить дополнительный
упор материала;
в) на ползуне подачи вклвлить вгрхяюю кнопкуб(подача УИ пози-
г) на ползуне зажиоа вынуть фиксатор^колодки ^ажгна2(УП позиция) и отпустить колодку да гребень вилки зажимапосле Чего глава . вставить фиксатор
д) включить на приборной пангли пополнение двойной индексации пользуясь клипом цепей улра^ледия’
е) заменить на aepi жальнож валу привода подачи цилиьдрическуп» ‘
ТБ265 РЭ
Из^Лис! докум Хя'дс Лиата
пару шестерен 2^=56 ж Zjg=35 на £16=62 и Zj§=29. (рис. 4)
2.4.Обслуживание станка в эксплуатации.
2.4.1. Уход за станком во время эксплуатации.
Переходя к длительной работе станка, следует выполнять правила эксплуатации, избавляющие ат различных неполадок в работе автоматов.
L. Не жлючать и не выключать врашеяие шпинделей при невыплаченной подаче во ивбеканже поломки режущего, инструмента.
2. Вкдвчоть вращение шпинделей без подачи можно только на короткое время, так как, если шпиндельный барабан не поворачивается, то не во все шпиндели попадает смазка.
3. Если станок долго не работал, его следует включить на короткое время, не включая подачу, чтобы смазка поступила ко всем местам трения.
4. Если срезалась шпонка, не следует снова включать станок, а , прежде обнаружить причину перегрузки, устранить ее и только лосле J этого включить станок.
5. Если не во все шпиндели вставлены прутки, тс при работе стенка в пустые цанги необходимо вставлять пробки, не допуская попадания охлаждавшей жидкости внутрь станка.
6. -После первых 100 ча с св*5, работы стенка сменить масло.
7. Следить за правильным положением трубок подачи охлаждения, чтобы охлаждающая жидкость попадала на лезвие режущего инструмента и не была направлена на шпиндельный барабан станка.
8. Перед включением вращения шпинделей включать насос охлаждения.
9. При. замене режущих инструментов оставлять неотрезанные "обработанные детали для облегчения установки инструмента.
10. Не останавливать вращение распределительного вала во время поворота шпиндельного барабана (за исключением аварийных ситуаций).
1Б265 РЭ
chipmaker.ru
II. Выполнять правила ежедневного, еженедельного, ежемесячного, ежеквартального и полугодового ухода sa станком.
Ежедневно.
I. Проверять уровень масла и, охла дадщэй жидкости в резервуарах станины и при необходимости доливчп
2. Удалять стружку по мере накопления на поддоне транспортера на торце станины.
3. Смазывать места ручней смазки (жидкой сч.таблицу 7).
4. Следить, чт?бы не забивались отверстия для слива охлаждающей жидкости из задней стойки.
Ваз в неделю.
I. Чистить весь станок от грязи и стружки".
2. Чистить цанги.
3: Промыть сетчатые фильтра.
4. Проверить затяжку винтов на рычаге поворота шпиндельного барабана.
5. проверить величину подъема Ъпь'ндельного барабана.
6. О'ыщать от дедкой стружки и грязи^ всасывающий фильтр насоса дхлаждения (в дне корпуса насоса) и пространство вокруг лето.
7. Смазывять места ручной смазки (консистентной см.табл.7).
Раз в месяц.
I. Проверить затяжку винтов кулачков суппортов.
2. Проверить износ кулачков.
ь
3. Проверить натяжение клиновых ремней.
4. Проверить натяжение цепей привода насоса смазки и упоров поперечных суппортов.
5. Промыть керосином электромагнитные муфты рабочего и холостого хода. '
6. Проверить поступление масла в камеру продольного суппорта.
Стр. 198 1Б265 РЭ 1
'JbnJ Лист; Г? докум. иодтё
chipmaker.ru
LLfcfb.-O At* < tilV.l'T 9
Раз в. квартал r
I. Праварять действие пружин погепечЕ^х суппортов.
«
2. Ерэ:черитз за^яжъу винтов на мальтийском кресте.
3. Пррдерг^ъ состо/гние деталей механизма фиксации.
Ц, Ррсверит? rto циклоуказателя правильность переключения с уо-копейного ходе на рабочий (120°) и с рабочего на ускоренней (360°).
Раз в чолгода.’
X. Проверить осевой зазор шяяндвльного бараоьнаЦ перемещение бврабезд).
2. Проверить зазор в подшипниках шпинделей - осевой и ргдиаль-ннй.
3. Проверить зазоры в направляющих псперечгЕХ суппоптов.
4. Проверить зазор в паправльдай ползуна продольного суппорта.
5. Проверить состояние всех роликов и осей и поступленияосмазки к HB.Y.
6. Пробыть чистым керосином ьаггеру продольного суппорта и убедиться в полипы заполнении ее “аслом.
7. Очистить каналы стгниды а стужки и грязи.
8. Очистить заднюю стойку.
9, Промыть масляные резеовуаюы.
10. Заменить масло.
2.5. Регулирование узлов и механизмов.
Во время зкеплоатации надо периодически проверять состояние
отдельные узлов и механизмов станка и регулировать их.
Регулировка подшипнйЬоь шпинделя. Шпиндели с большой точностью регулируются на заводе-изготовителе станков, и поэтому прибегать к регулировке у потребителя следует в самых необходимых случаях, поручая ее высок©квалифицированному персоналу. Необходимость в регулировке шпинделей, с целью уменьшения зазора в подшипниках.
IE265 J>3
^Р»
199
chipmaker.ru
! ‘|М— -R .<! ........— l«1 ........ !.!., ' „ -.I—
<
всзниказт в случае появления вибраций (^дробленная поверхность при обработке), неправильной формы обрабатываемых деталей, биения и др. Перед этим необходимо убедиться, что устрьнзнн другие причины также вызывающие эти неполадки. Регулирование подшипников передней опоры шпинделя должна произьодягься в пзкенением радиального зазора при покощ;* индикатора, желательно впсронного (цена деления 0,001мм). Ногла индикатора ус.аясвливаетсн на головку шпинделя, которая отжимается при помощи рычага длиной около 500 мм с ус:днем порядка 30кг,
пои опоре на головку соседнего шпинделя.
Автоматы I5255-6K е ХБ2ь5 -СК<.
В передней опоре этих станков (л®с.8 и 9) установлен цилиндрический роликоподшипникЗВс двумя рядами роликов и конусным отверстием у внутреннего кольца (серия 3I82I00). Уменьшенье радиального • зазора т5 подшипнике, получается за счет разжима внутреннего кольца при его перемещении по конусной шейке шпинделя^.Производитея эго
вращением гайки^Бнажимающей’на внутреннее кэльцо подшипника через втулку. До этого должна быть отвиячеъы три стопорных винтгЗй торца шпинделя и отогнуты усики на стопорной шайбе гайки. После регулировки винты должны быть слова затянуты. Величина радиального зазора в с ,
передней.игоое /*,005-0,010 мм, меньшая пои щалых оборотах шпинделя, большая при больших.
Осевой зазор регулируется гайкой^фясположенной на шпинделе слева. Величина осевого зазора 0,01 мм. Задняя опора имеет меньшее влияние на точность шпинделя и его работоспособность, поэтому как правило в станках 1Б265 заводская регулировка не нарушается. Прй необходи! ости регулировать кгожно вращетьгайку ^нажимающую через шестерню на внутреннее кольце подшипника 53,Доступ»к гайке через прорези во фланце подъема барабана.
200
1Б255 РЗ
г
1 1 ..
ИздЛист te докум. Подо Дат
I. HI
- .................................................... .................
Четырехшпиндельный автомат модель 1Б265-4К,
Как указывалось выше конструкция шпинделя этого станка отличается от автоматов 1Б265-6К и 1Б265-8К. Эю вызвано увеличенью: диаметром ирутка. В передней и задней опорах (см.рис.10) установлены подшипники двухрядные роликовые с конусным отверстием, сверхлегкий серии 4I82I00, восцриктмающие радиальные нагрузки; осевые нагрузки воспринимаются упорными шзрикоподшигниками посаженными на втулку шпинделя.
Для регулировки передней опоры необходимо в начале отвинтить 3 винта ^завернутых в торец шпинделя2и на 1-2 оборота отпустить пра -вую гайкуЗ&а втулке упорного подшипника, предварительно отсгнув усик стопорной гайки. Затем гайкойЗ^правой) на шпинделе, через втулку перемешапт внутреннее кольцо подшипникаЭДю шпинделю, уменьшая этим радиальный зазор. Достигнув нужной величины зазора затягивают три винтаЗ&а торце шпинделя и загибагт усик стопорной шайбы на гай-ке?Йпосле чего производят регулировку величины осевого зазора. Осевой зазор регулируется гайкой%£ втулке упорною подшипника. Задняя опора как правило, оегулирэвки не требует. В случае особой необходимости это можно сделать при помощи гайки&юзле шестерни шпинделя. Величина радиального зазора в передней опоре 0,010-0,015 мм; осевого 0,010-0,015 мм, в задней опоре 0,015-0,02 мм, в зависимости от скорости воащения шпинделя.
Регулирование усилия прижима шпиндельного барабана.
Шпиндельный барабан прижимается к колодкам, прикрепленным к корпусу шпиндельного блока. Слишком сильный прижим барабана к колодкам создает большое сопротивление при повороте барабана и вызо -вет быстрый износ колодок, а также деформацию главной оси. Слабый прижим может не обеспечить необходимой точности обработки по длине.
chipmaker.ru
Доэтому, в процессе эксплуатации может понадобиться регулировка усилия прижима барабана в осевом направлении.
Прижим барабана4ооуществляется гайкой7(см.рис.8) на главной оси, возле коробка передач. Для того, чтобы отрегулировать прижим барабана, надо снять угольник стопорящий гайку и заворачивать ее. будет передвигаться по направлению к коробке передач, озимая
упорный подшипник (^находящееся там пружинное Кольцова барабан{будет прижиматься к колодкам. Чтобы ослабить прижим надо гайку отворачи-
Гайка7
через
вать
эксцент-
Регулирование подъема шпиндельного , барабана.
Подъем барабана происходит при помощи колодки и рычага подъема Регулировка величины подъема достигается за счет поворота
ричной оси17(рис.16). Для этого необходимо ослабить винт на рычагеб подъема, стягиващьй ось<7» , Доступ к рычагу подъема сзади станка, чорез нишу, закрытую дверкой на корпусе блока и щитком.Требуемая величина подъема - 0,3...0,5 мм.
Если имеет место болэш й износ бронзовой колодки7 подымающей шпиндельный барабан, прибегают к дополнительной регулировке за счет поворота эксцентричной оси0в корпусе блока, на которой смонтирован рычаг подъема? для этого надо отвинтить винты^крепящие фланец Ю к корпусу.
Одновременно с подъемом барабана, надо периодически (раз в три месяца) проверять правильность установки 2-х роликов^расположенных по горизонтальной пси шпиндельного барабана. Эти ролики 1 з дают ьоз-кожнпсть шпиндельному бирабану смещаться в сторону во время поворота
и касаться лоза.
Зазор между диском и роликом пои зафиксированном барабане ' 0,05 мм. Этот зазор регулируется винтами4,?завинченч»тми в рыча-
ги псликов
Стр.
202
1Б265 РЭ
Изи Лист ?«? докумфЮдпДДата
chipmaker.ru
Регулирование механизмов поворота и фиксации шпиндельного барабана, «г
Правильная фиксация положения шпиндельного барабана во многом определяет точность и надежность работы многошпиндельного автомата . Работа механизма фиксации зависит от точности поворота барабана ,
эти два механизма взаимосвязаны и их регулировка происходит одно -
временно.
.Фиксации осуществляется двумя рычагами, расположенными по обе стороны барабана и прижимающих его к ложу корпуса (сч.рис.17).
Для правильной работы механизма фиксации необходимо, чтобы фиксирующий рычаг свободно заходил после поворота бараоана в паз замка, поэтому барабан поворачивается на 1-1,5 мм дальше своего рабочего положения (так называемый "переброс") затем ег_ обратно воз-врэщает запирающий ргчаг 3, потерей также свободно должен заходить в паз замка 2. Отход рычага фиксации от барабана должен быть на неболь-о иую велилну, а прижим оарабана к ложу в зафиксированном состоянии , достаточно сильны», эти положения долгшы оыть обеспечены при регулировании фиксации. Величина "переброса" регулируется за счет сме -щения шестерни относительно мальтийского креста (рис.16). Это про -изводится поворотом эксцентрика 18 на мальтийском кресте.Винты 20, скрепляющие мальтийский крест с шестерней 23 должны быть отпущены, а контргайка на эксцентрике должна быть отвинчена.
Перед регулировкой надо развести конуса мальтийского креста! и шестерни. Это делается при помощи двух винтов 21 на мальтийском кресте, которые надо завинтить на 3-5 мм и сразу же их вернуть обратно , чтобы они не мешали стянуть конуса после регулиоовки.
После того, кнк эксцентриком отрегулировали нужную величину "переброса" 1-1,5 мм, перед проверкой фиксации крепежные винты 20 на мальтийском кресте должны быть снова затянуты. Бели нельзя с одного положения затянут?, все, то надо затянуть не менее 3-х винтоь.
Б2о5 Р
;тр
Окончательно величина "переброса*1 проверяется на нескольких поворо -тах барабана, после чего все винты крепления и контргайка на эксцентрике должны быть надежно затянуты, затяжку винтов крепления на мальтийском кресте надо периодически проверять во время работы, учитывая что больше динамические нагрузки, возникающие при повороте барабана могут смещать шестерню относительно креста.
При регулировке фиксации проверяют правильность выхода и захо -да рычага фиксации и положение во время поворота *' шпиндельного бараоана. Поворачивал шпиндельный барабан при помощи наладочного двигателя останавливают его в тот момент, когда запирающий рыгаг 3 только коснется торцевой плоскости замка, но еще не переместится чтобы нажать на него. Зазор между запирающей плоскостью рычага 3 и пазом замка должен быть 1-1,5 мм. Его модно отрегулировать гайкой 4 на шарнирном болте рычага 6, и изменяя зазор между гайкой и выполненным по радиусу, малым плечом рычага 6. (рис.17)
При отведенном, во время поворота барабана запирающем рычаге , зазор между крайней точкой на этом рычаге и шпиндельным барабаном должен быть 2-3 мм. Он регулируется гайкой на тяге 10 приводного рычага, на которой установлены пружины. Расстояние от гайки на тяге до втулки 8 на ней, 3 мм при зафиксированном барабане.
Фиксирующий рычаг 19 должен быть отведен от барабана на 1-2мм. Его отвод регулируется гайкой, путем изменения зазора, между торцем гайки и пальцем 15 в который упирается гайка для вывода фиксирующего рыча1 из паза замка. При этом надо следить, чтобы отвод фиксирующего рыча: не начинался до тех пор, пока запирающий рычаг 3 не перемес -тите;.. .верх, освободив шпиндельный барабан I.
..осле поворота шпиндельного бараоана фиксирующий рычаг должен , под действием пружины 16 на приводной тяге 14 легко заскакивать в паз замка. Если это не происходит следует проверить, оттягивая рычаг 17 нет ли дополнительного трения между тягой и рычагом фиксации и сво-
chipmaker.ru
5СДЕ0 лв оычагтпсвсрачивается на своей оси. При зеииксиасванном ба-раоане зазсъ между обоими плоскостями оычага Океании и соответст
венными плоскостями замка, не допускается. Усилие прижима барабана
ппи таксации достигается за счет регулирования пружинуна тятею пои-
водного iверхнего) рычага.
Регулирование натяжения реммй главного двигателя.
дели главный привод не развивает необходимого кэутядего момента, ил^ время цикла удлинено по сравнении с табличным, следует проверить натяжение клиновых ремней главного двигателя. Он расположен в правой части станины, сзади. Натяжение ремней производится качанием подмоторной плиты, при почеши гаек на шпильке, укрепленной на
станине.
Если в результате качания подмоторной плите какие-то ремни ос
тались не натянутыми, что^говобит о разной длине ремней, то необходимо заменить весь комплект ремней новым у которого все ремни будут одинаковой длины. Менять отдельные ремни нельзя. Во избежание износа семней, необходимо чтоон желоба шкива двигателя находи лись против желобов шкива на приводном валу коробки пепедач.
После регулирования натяжения ремней надо сразу же установить защитный кожух ременной передачи во избежание нарушения техники
безопасности.
Регулирование натяжения цепей.
Привод упоров поперечных суппортов производится при помошя пепи. Она должна быть хорошо натянута, чтобы диски упоров вращались синхронно со шпиндельным барабаном. Для натяжения цепи в траверсе станка, возли заднего поперечного суппорта,установлен рычаг с натяжной звездочкой. Поворотом винта на рычаге создается натяжение цепи. Слишком сильно натягивать цепь не следует.
Гате
Ьр, 205
chipmaker.ru
Засос смазки также д^лводгтся цепью. Натяжение ее npi помоги рычага со звэадочк&й происходит при вращении винта. Доступ н нем?’ со стороны передней дверки коробки передач.
О регулировании остальных узлов и деталей автоматов сказано в описании их устройства.
Стр.
206
1Б265 РЭ
ИадЛисд te д оку ы Коде Л.зт. |
I. HI
chipmaker.ru
XIV
N=30кет , п=14бОоб/мин
N=I,Ikbt,.
п=14босб/гин
2 Л. 2. Перетек?, подшипников качения (см.рис.43).
Таблице 20
Яаименовйкиь Клаас точн. Куда вводит (узел) Поаиц. Кол-во на станок
им • рис. 1Б265 -6К 1Б265 -8К • 1Б265 -4К
Шарикоподшипник радиальный II2I ГОСТ 7S38-75 176 30 4 4 4
Шаридсппдшипяик радиальный 121 ГОСТ 8338-75 9 45 — —• 4
Шарикоподшипник радиальный 202 ГОСТ 8338- I — 16 16 16
Шарикоподшипник радиальный 204 ГОСТ 8358-75 7,9 46 7 6 7
Шарикоподшипник радиальный 207 ГОСТ 8338-75 II — 2 2 7 ь.
L jпикоподшипниы раяиаль-ныЙ 208 ГОСТ 8356-75 174 15 I I т -L.
Шарикоподшипник радиальный 209 ГОСТ 8338-75 174 26 2 2 9 с.
Шарикоподшипник радиальный 210 ГОСТ 8338-75 2 2 2 2 2
Шарикоподшипник радиальный 211 ГОС* 8338-75 174 17 4 4 4
Шарикоподгчпяик радиальный 213 ГОСТ 8338-75 2 21 2 2 2
Шарикоподшипник радиальный 215 ГОСТ 8338-75 2 3 I I т
Шарикоподшипник радиальный 216 ГОСТ 8338-75 9 45. — 8
Шарикоподшипник радиальный 217 ГОСТ 8338-75 9,8 45 6 8
Шарикоподшипник радиальный 2I7A ГОСТ 8338-75 8 44 8
ж дизт в хокум
0^265
Сто.
209
chipmaker.ru
Продолжение табл 2D
Наименование Класс точности Куда входит (узел) Позиц. СК. рис. Кол-во на станок
1Б265 -6К IB265 -8К 1Б265 -4К
Шарикоподшипник радиель альный 220 ГОСТ 8338-ТЕ 8 44 6 -- Ёарикоподшипник ради- альный 306 ГОСТ 8338- 75 31 - I 3 - I Шарикоподшипник ради- альный 308 ГОСТ 8338- 75 9,2 22;47 10 10 10 Шарикоподшипник ради- альный 311 ГОСТ 8338-75 2 9; 20 2 2 2 Шарикоподшипник ради- альный 312 ГОСТ 8338-75 2 23 I I I шарикоподшипник ради- альный 313 ГОСТ 8338-75 2 4 I I I шарикоподшипник радиаль- ный 314 ГОСТ 8338-75 8 42 I - I шарикоподшипник сфери- ческий 1205 ГОСТ 5720-75 175 28 I I I шарикоподшипник радиаль- ный I0009I8 ГОСТ 8338-75 174 25 2 2 2 шарикоподшипник радиаль- ный 50204 ГОСТ 2893- 73 41 - 2 2 2 Роликоподшипник коничес- кий 7206 ГОСТ 333-71 18 36 I I I Роликоподшипник коничес- кий 7207 ГОСТ 333-71 18 37 II I Роликоподшипник коничес- кий 7208 ГОСТ 333-71 18 38 2 2 2 Роликоподшипник коничес- кий 7210 ГОСТ 333- 71 2 14 2 2 2 Роликоподшипник коничес- кий 7310 ГОСТ 333- 71 2 18 2 2 2
Стр. ЕГГ 1Б265 РЭ 1
1
Лист Ь? докуй Дйслв Д£эта
Продолжение таОл. ХО
Наименование Бласс точности Куда входит (узел) 110 зшц. СК. рис Хол-вс на станок
ХБ265 -6К 1Б265 •ЗК 16265 -4К
голикоподшипниж конический 7511 ГОСТ 333-71 2 П;12 4 4 4
иоликоподеипник ноаичес-кий 75I2K ГОЛ 333-71 2 го 2 2 2
Рслчкоподшипв ш конический 7313 ГОСТ 333-71 2 1;5; 6;7 8 8 8
Рслиеиподшипник конический 7515 ГОСТ 333*71 2 24 I I I
иарикопоявьпник упорный одинар,81X0 ГОСТ 6874-75 7 «к — 2
1.арикопожйЕник упорный с,- нар.8116 ГОСТ 8874*75 4 49 I I I
Шарикоподшипник упорный с ди нар. 8122 ГОСТ £874-75 • 8 44 — 8
Шарикоподшипник упорный одинар.8122 ГОСТ 6874-75 5 8 41 — 16 *
Шарикоподшипник упорный □динар.8124 ГОСТ 6874-75 8 43 16 —
.л рик сводах; дик упорный одинап.8126 ГОСТ 8874 75 5 8 41;2£ 13 I I
Шарикоподшипник упорный одинао.ЫЗО ГОСТ 6874-75 5 8 43;41 12 — 8
Шарикоподшипник упорный одинар.8136 ГОСТ 6874-75 8 43 — — 8
Шарикоподшипник упорный о динар. 8218 ГОСТ 6874^75 2;4 8;1Э 33;48 4 4 4
Шерииоподшип’ :ик радиаль--но-упорънй однорядный 36208 ГОСТ 831- 75 4 171 31 2 — 2
1 Г 3_ J
_ 1 t 1 Ътр«
ЯИ5Т к акуи^Хсдь pafaji lights га ten
chipmaker.ru
Продолжение таблицы 20
Наименование Класс точное; ж Куда входит (угол) Поззгц. СУ. ГИС. Кол-во на станок
1Б265 -6К 1Б265 -8К 1Б265 -4К
Шарикоподшипник радиально- --упорный одноочдный 461201 ГОСТ 831-75
Шарикоподшипник радиально--упорный однорядный 461241 ГОСТ 831- 75
Шарикоподшипник радиально-
-упорный однорядный 46207
ГОСТ 831- 75
Шарикоподшипник радиально--упорный однорядный 46206 ГОСТ 831- 75
Шарикоподшипник оадиально--упорный однорядный *6209 ГОСТ 831-75
Шарикоподшипник радкально-
—упорный 46314 ГОСТ 831- 75
Роликоподшипник радиальный 2-х рядный 3I82II8
ГОСТ 7634- 75 Д
Роликоподшипник радиальный 2-х рядный 3I82I20
ГОСТ 7634' 75 ц
Роликоподшипник радиальный 2-х рядный 3I82I22
ГОСТ 7634- 75 ц
Роликоподшипник радиальный 2-х ряднпй 3I82I24
ГОСТ 7634- 75 4
174 16 2 2 » • 2
2;174 13;27 4 4 4
171 31 — 2 —
171 32 2 2 2
171 32 2 2
8 42 2 —
8 40 — * 8 —
8 С 39 — 8 •
8 40 6
8 39 6.
Сто * - .
1 1Б265 Р?
Нам Лист 1«? докуы. НОДП. дата
нродолаелие таблицы 20
Наименование Класс точности Куда входит (узел) Псзиц. см. рие. Кол-во на станск
1Б265 -6К 1Б265 -8К 1Б265 -4К
& Роликоподшипник с коническим отверстием 4162926 4 8 40 — 4
Роликоподшипник с коническим отверстием (ЦКБ662) 4162928 4 8 39 ж» 4
Шарнирный подшипник Ш25 ГОСТ 3635-54 61;62 — 4 4 —
Подшипник игольчатый 942/20 ГОСТ 4060-60 41 I I I
pDsI к. дослала Koiui
.4.3. Возможные неполадки к способы их устранения.
Таблиц? 21
Неисправность Причина неисправности Способ устранения
Срезается шпонка Неправильно отрегулирова- Отрегулировать величину
на распредели- на величина подъема подъема при помощи экс-
тельном валу во шпиндельного барабана. центрика на рычаге,
время поворота. пользуясь, индикатором для замера.
Слишком сильно прижат Уменьшить силу прижима
шпиндельный барабан к при помощи гайки на
накладкам. главной оси.
Срезается шпонка Перетянут упор продоль- Правильно отрегулировать
в конце рабочего кого суппорта. упор продольного суп-
хода. порта.
Перетянуты винты упоров Правильно отрегулиро-
поперечных суппортов. вать винты упороь по-' перечных суппортов.
урезается шпонка Рычаг Фиксации (задний) Отрегулировать фиксацию
в начале поворо- не полностью выходит из лпинде льного бара база.
та шпиндельного замка.
барабана.
Срезается шпонка Туго затянуты направ- Правильно отрегулиро-
во время рабоче- ляющие поперечных суп- вать направляющие по-
го хода. портов. перечных суппортов.
Туго затянуты клинья направляющей продольного суппорта. Отрегулировать клинья.
Продолжение таол. • 21
Неисправность 1 i Причины неисправности 1 Способ устранения •
Транспортер не Транспортер забит спрее- Очистить транспортер и
работает (от- совавшейся стружкой или включить нажав кнопку на
ключилось реле максимального тока). в винт транспортера попала инородная деталь. центральном пульте.
Шпикдельный Не отрегулировано поло- Отрегулировать положение
барабан не Фек- некие мальтийского крес- мальтийского креста с по-
сируется после та. мощью эксцентрика.
поворота. Далеко отведены рычаги Фиксации относительно замков на барабане. Отошли контргайки на тяге двухплечего рычага. Правильно отрегулировать положение рычагов фиксации при помощи гаек на соответствующих тягах. Затянуть контргайки.
Удары в меха- Угол встречи рычага по- Отрегулировать угол
низме поворота ворота с накладкой маль- встречи за счет эксцент-
барабана при тийского креста не сос- рика мальтийского креста
повороте. в тавляет 90°. и правильного сцепления шестерен.
Пруток при подаче не дохо- .-алый ход ползуна подачи Увеличить ход ползуна подачи.
дит до упора. Слабая цанга подачи. Цанги подачи и зажима загрязнены. Заменить цангу подачи. Очистить цанги подачи от грязи и окалины в промежутках между цангами и трубой зажима.
chipmaker.ru
Продолжение табл. 21
К.1 ст> о ! 1 |П tri 1Л О Л н 1>‘ Причины неисправности Способ устранения
• Недостаточно разжимается цанга зажима. Изношен ролик рычага подачи. Слабая дружина на ползуне подачи. Пруток слишком малого диаметра или кривой. Отрегулировать зажим. Заменить ролик рычага подачи. Заменить пружину. • Заменить пруток. •
Зажимная цанга плохо держит пруток. Не отрегулировано положение гайки,затягивающей цангу. В уплотнение прорезей цанги набилась стружка. Неправильно изготовлена цанга (зажим прутка осуществляется задней кромкой). Лопнула тарельчатая пружина зажима. Пруток имеет слишком малый диаметр. Отрегулировать положение гайки. Очистить уплотнения от стружки. Заменить цангу. Заменить тарельчатую пружину зажима. Заменить пруток.
Срезается шпонка на распределительном валу во время зажима. диаметр прутка слишком велик. Заменить пруток, если регулировка полностью использована.
Чрезмерный нагрев шпяндельно- Слишком туго затянуты подшипники• Правильно отрегулировать подшипник.
I. HI
Придолхение табл.
Неисправность Причины неисправности Способ устранения
го подшипника на передней опоре. Не попадает сказка в подшипники шпинделей. Отладить смазку.
Поперечные суп- Слишком туго затянуты Правильно отрегулиро-
порты на рабочей направлявши* суппор- вать направляющие суп-
подаче перене- тот. портов.
шлются пывнануй. Сухое трение в направляющих из-за отсутст- Устранить неисправность в системе подачи смазки
• вин смазки. на направляющие суппортов.
Чрезмерно изнаши- Перетянуты винты упо- Правильно отрегулиро-
вачтся кулаки и роь поперечных суп- вать винты упоров попе-
ролики привода поперечных суп- портов . портов. речных суппортов.
Повышенный раз- Не точно выставлены Выставить винты упоров,
Орэс диаметраль- винты упоров попереч- пользуясь индикатором
ных размеров при обработке с поперечного суппорта. ных суппортов. для замера переднего положения суппорта.
Повышенный раз-. Не отрегулирован упор Отрегулировать упор
брос осевых размеров при обработке с продольного суппорта. продольного суппорта. продольного суппорта.
Разброс попереч-. Барабан не жестко за- Увеличить натяг пружин
вых размеров и вибрация на всех фиксирован из-за слабого прижима дадоракще- механизма фиксации.
позициях. гс рычага.
П 'e AQgye. ПсдГ Пата
1Б265 PI
chipmaker.ru
Продолжение табл. 21
Неисправность Причины неисправности Способ устранения
Отсутствие точное- Барабан не прижат к на- Правильно' отрегулиро-
ти при продольной кладкам, фиксирующим вать гайку на главной
обработке па всех позициях. его положение в осевом направлении. оси барабана.
Разброс поперечных Рычаги механизма фикса- Отрегулировать поло-
размеров на всех ции заходят недостаточ- жение рычагов фикса-
позициях. но глубоко в замки барабана . ции.
Потеря размера, Зазоры в верхней нап- Отрегулировать верх-
правильной формы и равляющей продольного нюю направляющую про-
вибрация при обработке с продольного суппорта. суппорта. дольного суппорта.
диаметры отверстий Перекос продольного суп- Выставить продольный
увеличены по сравнению с обрабатывающим инструментом порта. суппорт за счет регулировки клиньев верхней направляющей.
Дробление при об- Не жестко кропление ин- Изменить крепление
работке на отдель- струмента. инструмента.
ных позициях. Большой зазор в переднем подшипнике шпинделя.' Притупившийся инструмент Большой зазор в направляющих суппортов. Неправильно выбраны режимы раза ния. Отрегулировать под- . шипник. Заменить инструмент. Отрегулировать правильно направляющие. Изменить режимы резания.
Иа! Лист te докуы. аодп «{дата
1Б265 РЭ
chipmaker.ru
Продолжение табл. 21
Неисправность Причины неисправности Способ устранения *
Вибрация и поте- ^олысче зазоры в нап- Отрегулировать зазоры
ря точности на отдельных позициях при подеоеч-ной обработке. равняющих суппортов. в направляющи?: суппортов.
Не поднимается Не отрегулирован зле- Отрегулировать меха-
шпиндельный бара- центрик подшипника на низм подъема барабана,
бан при повороте. рычаге подъема барабана. Износилась колодга П0ДЪ61А . пользуясь индикатором, который устанавливается на корпус шпиндельного блока. Отрегулировать эксцентрик оса рычага
Кнг.Йиода|Йрдпл дам {Вэам.жнв*
подъема.
Примечание:
Неисправности в системе смазки и способы их устранения указаны в разделе "Система смазкь
HI
3.2. Основные технические данные и характеристика.
3.2.1. Техническая характеристика (основные параметпы и разме-
ры).
Основные параметры и размеры 1Б265-6К 1Б265-8К 1Б265-4К
Наибольший размер обрабатываемого • *
прутка, мм круглого (диаметр) 65 50 80
квадратного (старела) 45 35 56
шестигранного (диаметр -
вписанного круга) 55 43 68
Наибольшая длина подачи прутка, ми 200 200 200
Наибольшая длина обработки, мм 190 190 Т90
Наибольшая длина обработки с про-
дольного суппорта в одной поьицдм мы 150 150 150
Число шпинделей в 6 8 4
Расстояние между осями шпинделей
по хорде, мы 200 166,5 275,7
Пределы чисел оборотов в минуту
шпинделей: в нормальном исполнении 73-1065 97-1176 61-755
в быстроходном исполнении 73-1590 97-1810 61-1050
Наибольшая &ина прутка, мм 4000 4000 . 3000
Количество продольных суппортов I I I
Количеств*, поперечных суши ртов 6 6 4
Ход продольного суппорта, (общий) мм 200 200 200
Ход поперечных суппортов, (общий) мм
верхних 80 80 90
нижних 80 70 80
средних 70 70 —
Число оборотов в минуту распредели-
1Б265 РЭ рТЕ
____________ P2I
chipmaker.ru
-
Основные параметры и размеры 1Б265-6К 1Б265-8К 1Б265-4К
тельного вала на холостом ходу 10 10(7,4^ 8,8
Время холостого хода, сек 3,5 3,5(4,7я) 3,9
Независимая подача инструментальных
державок продольного суппорта в Ш,1У,У, Ш,1У,У,И Ш,1У
позициях У1 УП.УШ
Быстрое сверление в позициях III,1У,У, Ш,1У,У П,1П,1У
У1 У1,УП,МИ,
Нарезание резьбы в позициях Ш,1У,У 1У,У,У1, Ш,1У
* У1 УП
мощность электродвигателя главного
привода станка, квт 30 3G 30 с-
Габариты станка, мм
длина 6355 6220 5515
ширина 2050 2050 <2050
высота 2170 2170 2170
Вес станка с устройствами без
упаковки, кг 14500 14500 14500
С г*
* Для двойной индексации. t
Стр< *
1Б265 РЭ
Изл Лим № докум. Поди. Дата
chipmaker.ru
йнв. Ягодл 4Подп,ж дйТа | ВймУяид &в. ^бл[ ШдЕ г дата
VlSOCj (-001З)
| chipmaker.ru -
Шпиндель станка /Б?65~&К
chipmaker.ru
G
Шпинде/л станка /£265-УК
Ив ±о,5
*
7ZZZZZZL
О 1-12
/70
I
I
Изм. Лист Jr докум, Подн. ^ата
1Б265 РЭ
Стр j "aS
chipmaker.ru
chipmaker.ru
Рис.47 Рабочее пространство станка 1Б265-6К
лзм. Лист Л' дэкум. Подл. Дата
1Б265 PS
chipmaker.ru
р
। chipmaker.ru
юркало коробки передач
I. Ill
chipmaker.ru
Рис Л? Рабочее пространство станка 1Б265-4К
Зеркало коробки передач
Изм.Лист £ д ок утл. Подл. Дата
1Б265 РЭ
Стр
2с 2
chipmaker.ru
3.2,2, Эснсвныс данные
Шпиндель /рис. 44, 45, 46 /
Рабочее пространство стенка / рис. 47, 48, 49
3.2.3. Установка станка /рис. 39 /
3.2.4. Механика станка
Механизм главного движения / табл. 9, 10, II /
Мгханизм псдачи /табл. 13, 14, 15, 16 /
3.2.5. Техническая характеристика
Системы смазки
Cid. раздел " Смазка".
3.3. Сведения о ремонте.
Таблица 22
Наименование и обозначение составные частей станка Основание для сдачи в ремонт Дата Категория сложности ремонта Ремонтный цикл ра--боты станка в часах Вид Р6Ч0Н-та Должность,фамилия и подпись ответственного ЛИЦЕ
Поступления в ремонт Выхода из ремонта
Производившего ремонт Принявшего ремонт
tobj дата 1Ж~Подц.в тз
3.4. Сведения об изменениях в станке
I Наименование я обозначение составных частей станка Основание (наименование документа) Дата проведенных изменений Характеристика станка после проведения изменений
о
Mhi I |||и^иммтиммаи
е
Таблица 25
Должность, фамилия И подпись ответственного лице
W сь tn
*41
chipmaker.ru
chipmaker.ru
3,5. комплект поставки.
У\лов:*я поставки.
Станок в нормальном исполнении поставляется с принадлежностями и запасными частями указанными в таблице 24.
Там же проеден перечень принадлежностей и запасных частей которые поставдягтсн по особому заказу за отдельную плату.
По специильксму залезу м^изт быть поставлено быстроходное исполнение станка. Станов может быт« поставлен со специальной наладкой на обработку определенной детали.Б этом случае поставляются только принадлежности, необходимые для изготовления дайной де- . тали. Станок также может быть выполнен для работы с двойной индексацией. В этом случае поставляются детали для двойной индексации.
Поставка станка со специальной наладкой, п быстроходном испол нении иди налаженного на двойную индексацию должна быть особо оговорена при заказе.
Примечание: I. В целях повышения удобстве энсплоатации пос -тавляются цанги зажима и подачи с применением сменных вклада пей. Детали связанные с размером и формой прутка: сменные вкладыши и направлятщие колхца изготовляются потребителем (см.рис прилож.П)
Для работ требующь.1 повыше шой точности и жесткости цанг , а также при обработке прутков размеры которых превышают мак с их аль ные размеры указанные для цанг so внладалами, необходимо изготовлять цельные цанги (шипрллол П рдс.^ ).
2. Возц^ектованиз запгеныжи частями и технической документа -циеи станков поставляемых на экспорт производится в соответствии с заказ-нарядом, выданным внешторговой организацией.
Sb 1Б265 РЭ
238
йзм. j; ИСТ «докум Подп, Дат?
u Камваект писплнч , «. uvui™ Таблица 2Q
Обозначение Наиг^давпни ‘Количество ня станок
IB265-6K 1Б265-8Е ГБ265-Ж "
0396 Автомат токчрпзй f С’гчлшгн•
дельный прутковый горизонтальный хвыиснно* точности модели 1Б265'*ЗД в собранном виде с подвестам электро шкафом I
Оградительные щиты 1к-т 500-030-0096 Рукоятка зажима 1к-т СО-178-0096 Деталеуловитель 1шт.
0370 . Автомат токарный восьми-
шпиндельный тфутковый горизонтальный повышенной точности модели 1Б265 €К в
собранном вида с подвесным электрозпсафом
ММ Л
Оградитель.аыл к т« ХК--Т
s 5СXW30-0096 Рукоятка заылмя 1R-T
IDT-I78-Q370 Деталеуловитель 1ит.
Q33A а?т жат ’•лкярцЛ ая^нгем-
S жпвндлчьпый прутковый гори ••
зонт льный но№*,веняой точ -
ноет’' модел! ТБ265-4Б в
собранно» вад с ппдвссена
8 г* ГТ - нлектгошкафоя I
1Б265 РЭ
239
chipmaker.ru
Продолженье табл. 24
Обозначение Наименование । " - количество на станок
1Б265-6К 1Б265-8К 1Б265-4К
Оградительные шиты I к-т
500 - 030-0091 Т^ксятке зчлима I к-т
00I-178-003 4 Деталеуловитель • • I шт.
Входит в комплект и стоимость станка.
• Сменные части.
022-152-0096 Шестерня I I I
024-152-0096 Шестерня I I I
030-152-.0096 Шестерня I I I
039-151-0096 Шестгрнп I I I
040-151-0096 Шестерня I I I
047-151-0096 Шестерня I I I
063-15I-0096 Шестерня 1 I I
049-152-0096 Шестерня I I I
008-160-0096 Кулан 2 2 2
010-160-0096 Кулак 1 I I
012-160-0096 Р'ПХ'ЧУ I I I "
015-I 0-0096 ? *. z* t I I
020- 0.0096 лЧ I* I I
ha зтрумент -
ПО-116-0034 Ключ трубы загима I
ТОО-016-0060 Ключ торцевой I I I
500-П6-0096 Ключ торцевой I I I
Стр» 1
1Б265 РЭ 5
240 Изы. Лист Удокум. Подо. Лата
chipmaker.ru
Ияв.Лподл4Лодп,1 дата I В»ш.т.*1Инв.#дубл|Йодр.я дата
о Продолжение табл* 24
Обозначение * чяикегсванке Количество на станок
1Б265-6г 1Б265-8К 1Б265-4К
I2A83-I0I Ручка пробкового кра та 4 4 4
4яюч гаечвнй 2-х сто- •
ронний ГОСТ 2839-71
78IL-00C3 Л х 10/ I I I
73Ц-0004 / Ю х 12/ I -I I
г 78П-0023 / 17 ,х 19/ I I I
78U-OOE5 /22 х 24/ I I I
7811- 0041 /27 х 30/ I I I
78Й-0044 /36 х 41 / I I I
130-116-0096 Ключ трубн зажима I
084-IT6-0070 Ключ тр^ы зажта Ключи для внутреннего I
шестигранника П)СТ 11737-74
7812-0374 /ключ 5 / I I I
7812-0375 / ключ 6/ I I X
- 7812-0376 / ключ 7 / I I I
' •» 7812 -0377 / ключ 8/ I I I
7812-0378 / ключ 10 / I I I
1 7812-0379 / ключ 12/ I I I
7812-0381 / ключ 14/ I I I
7812-0382 / ключ 17/ I I I
131-116-00% 1лгя торцевой I I I ’
СТО 7811-0540-75 Ka-f стержневой
5x6 I *• I I
6x8 I I I
! Стр.
IE265 ?3
chipmaker.ru
Продолжение табл.24
Обозначение В ^именование’ Количество на станок г
1Б265-6К 1Б265-8К 1Б265-4К
ГОСТ 16984 71 Ключ для круглил гаек 7611-032 / 90 х 95 I I I ГОСТ I7I99-7I Отвертка 7810-Q319 I I -I ГОСТ 2839-71 Ключ 7811-0027 II I ГОСТ 3643-75 Шприц для гидкоС и < консистентной суаз-ки емкостью 200 см3 с головкой С86> IO/I сод прессиасленку С 71-la I к-т I к-т I к-т Принадлежности 400-121-0396 Патрон цанговый на 0 40 мм 6 400-121-0370 Петров цанговый на £ 40 мм 8 400-121-г 0334 Патрон цанговый на & 4(Хг 4 00I-I31-G096 Державка неподвижная ' 2 00I-I3I-0087 Державка неподвижная 4 001-132-0096 Дергавка отрезного резца I 2 O0I-I32-0034 Державка отрезного i резпа ’ I 001-133-0096 .. Державкэ прорезного резца 2 2
Стр. Г“~ 1Б265 РЭ _ •
--.г Изм 1ист Хлокум. 11с дп. Цата
chipmaker.ru
Жв Я^убл I Йода, в дата
о Нртэтолжение табл. 24 •
Обозначение Наименование Количество нь станок
1Б^65-6К 1Ы65-8К 1F265-4K
001-133-0087 Дерканж* прорезного резца 3 001-134-0096 Державин прорезного резца I I 001-134-0087 Державка прорезного резпа 2 001-135-0096 Дерпгвка призматического резца I I 001-135-0070 Державка призматического резца I ( 001-Т36-С096 Державка для обточки и сверления 342 i • 001-137-0096 Упор неподвижной державки 3 2 001-137-0087 Упор неподвижной дер- с жа^кч * 001-138-0096 Упг-р державки поперечного суппорта . '5 6 2 001-140-0096 Державка скользящая 002-140-0396 Державка скользящая 2 001-140-0087 Державка скользящая 2 ' СОТ-145-0396 Державка призматического резпа I 001-141-0387 Державка прорезного резца I
Стр
1Б?65 рз
— дг -- _ _____
1зм4Лист1 Ядокум. (Подл. [Дета
chipmaker.ru
— - — — — •—5 — —- Продолжение табл. 24
Обозначение • Наименование Количество на станок
U265 .6К 1Б265-8К 1Ь265-4К
SteHi охлаждения с наконечником /длиншй/ 6 8 4 Шланг ох.лгдеякя о чахо-нечнуком/короткий/ б 8 4 051-07.0-00% Держатель шланга охлях- дения в сборе 684 052-0ТО-О096 Держатель шланга охлааГ- дения в сборе б 8 4 053-031-0087 Сменная шестерня дли двойной индексации: 2 «75; т *5 I Техническая документация • П265РЭ Автоматы токарные много- шпиндельные прутковые горизонтальные повышенной точности моделей П265-6К, 1Ь265-8К, £5265- 4К I II Руководство по эксплуатации. П265Р31 Тутоводство по эксплуатации электрооборудования I II Прнгечааие: При поставке итенков со специальными наладками дричладнваетсл документация согласно договору с заказчиком.
Стр.
Клокум.
Поли
Пата
1Б265 РЭ
chipmaker.ru
1 «♦ Продолжение табл,24 •
Обозначение haименованне Кгл/чество на станок
1Б265-6К IE265-6K 1Б265-4К
Запасные части в счет стоимости станка. 272-004-0096 Шпонка срезная 10 шт. 10 шт, 10 шт 126-004- 00S4 Сухарь шестерни I шт, I шт, I шт. 127-004-0034 Сухарь диска I шт. I шт. I шт. CI2-I2I-0096 Кольцо уплотнительное к цанге зажимной 12 шт. 034-002-0396 8гулка III 056-U02-0396 Втулка III ГОСТ 13942-66 Г2-2-72 Кольцо Б65 III 013-120-0090 Кольцо уплотнительное к панге зажимной 16 шт. 0I2-I2I-0C31 Кольцо уплотнительное к цанге зажимной 8 шт. Поставляется по особому заказу за отдельную плату. Слезные части 022-15Г.-0096 Шестерня III 026-152-0007 Шестерня I I 044-152-0087 Шестерня I I 035-152-0096 Шестепня III 035-151-0096 Шестерня III 038-152-0096 Шестерня III 039-^151-0096 Шестегня I 04Q-I5I-C096 Шестерня I
Стр.1 1Б265 РЗ 245
.13М. Лист1 Кдокум. Йода. Лета
chipmaker.ru
Продолжение табл.24
Обозначение Наименование Количество на станок
1Б265-6К 1Б265-8К IE265-4K
042-152-0096 Шестерня III 045-152-0096 Шестерня III 053-151-0096 Шестерня I II 058-151-0096 Шестерня III 062-151-0087 Шестерня I I 066-151-0096 Шестерня III 055-151-0070. Шестерня I I 044-151-0087 Шестерня I I 005-160-0096 Кулан III 035-I6U-0U96 Кулан - I t I У стройство для быстрого сверления«состоящее кз: 001-171-0396 а/инструментальный шпиндель I ж-т I 001-176-0096 б/приводная втулка I к-т 001-176-0034 Приводная втулка I 001-175-0396 в/ привод быстросверлильного устройства I к-т • I 001-168-0396 г/ кулаки быстросверлильного устройства I к-т I Устройство для резьбона-резания.состоящее из: 00I-I7I-0396 а/инструментальный шпиндель I к-т I 001-176-0096 б/приводная втулка I к-т к-т к-т к-т ж-т ж-т
}тр« ] . 1Б265 РЭ |2чо
ИзДлст Клокум. 1Ю1ЙХ. Шата
chipmaker.ru
4
-4
р
— —
Chlpmaker.ru
Продожение та 61.24
Обозначение
00I-I76-0CB4
002-174-0396
ОЙ-169-0396
001-171-0370
001-176-0096
001-775-СБ70
001-168-0396
001-171-0370
001-176-0096
OOI-I74-C370
00I-I69-0S96
Наименование
Количество на станок
ZE265~6K 1Б265-8К П265-4К
Приводная втулка в/ привод резьбонарезного устройства I к—т
Привод резьбонарезного устройства
ного устройство
I к-т
Устройство для быстрого
сверления,состоящее из: а/инструмечтальный шпинель
б/ приводная втулка
в/ привод быстреезер-лильного устройства г/ кулаки быстросверлильного устройства
Устройство для резьбо-иарезания,состоящее из: а/ипвтрумсиальный шпин-
дель
б/нркводния втулка
□/рчвод быстросверлиль-игто устройства
г/кулап резьбонарезного устройства
I
I
I
I
I
I
I
к-т
к-т
к-т
к-т
к-т
к-т
к-т
з-т
к-т
к-т
'Стр
1Б265 РЭ
Гдокуц. Доде. Пата
chipmaker.ru
Продолжение табл.24
Обозначение
Наименована
Количестве на станов
1Б265-6К 1Б265-8К 1Б265АК
Устройство для проточки внутренних канавок,фасок
с продельного суппорта . У тройство для проточки внутренних канавок,фасок
с поперечного суппорта
Устройство
для расточка
I
I
конусов
виутренних
Устройство деталей без грата
I
для отрезви
Устройство
для иного
проходного
нарезания
I
I
I
резьб
Устройстве
для расточки
I
I
I
колола колец подшипников
I
I
Устройство для накатыва-
ния р»51ений, Устройство для фрезерова-
I
I
ния шлицев и лысок
I .
I
I
СОВЕРШЕНСТВОВАНИЮ ИЗДЕЛИЙ
УСЛОВИЯ ЭКСЛОАТАЦИИ, В КОН-
В СВЯЗИ С ПОСТОЯННОЙ РАБОТОЙ ПО ПОВЫШАЮЩЕЙ ИХ НАДЕЖНОСТЬ И УЛУЧШАЮЩЕЙ СТРУ.да НО17Т БЬТЬ ВНЕСЕНЫ НЕЗНАЧИТЕЛЬНЫЕ ИЗМЕНЕНИЯ, НЕОТРАЛЕННЫЕ В НАСТОЯЩЕМ ИЗДАН’®,
W7 1п265 РЭ
248 1
йзи • ЦИСТ А-'ДОКуМ ПОДЛ.
chipmaker.ru
Приложении I
МАТЕРИАЛЫ ПО БЫСТРОИЗНАШИВАЮЩИМ
ДЕТАЛЯМ
Слокум, йодп.Датг
1Б265 РЭ
Инв. Яподл; Подл, я дата Ввам.кив.Л Инв.Дцубл Пода.в дата]
1
1 Перечень быствоизнашиваемых деталей. Таблица 25
й* о ч
i £ в Обозначение Наименование .Количество на станок Куда входит Материал Примечая.
1Б265-6К 1Б265-8К 1Б265-4К
272-004-0096 Шпонка срезная 10 10 10 Распред.вал Сталь 45 ГОСТ I050-74 126-004-0034 Сухарь шестерни III Распред.ва£ Сталь ХВТ ЙРС40-45 ГОСТ 599-63
Ь
м
»“ tTJ м 01 U1 *•0 f 1 1 t > .> и • 127-004-0034 Сухарь диска I I< I Распред.мл Сталь ХВГ НРС40-45 ГОСТ 5950-73 0I2-I2I-0096 Кольцо уплотнитель- 12 Петровы Резина ное к цанге зажимной цанговые лислоотойкая ТУ 233-5р гр.Ув 013-120-0090 Кольцо уплотнитель- Патроны Резина ное к цанге зажимной 16 цанговые маслостойкая ТУ 233-5р гр.Ув GI2-12I-0034 Кольцо уплотнитель* Патроны Резина ное к цанге зажимной 8 цанговые лло^остойкая ТУ 233-5р гр.Ув 1'3'1’002-0396 Втулка I I IB коробку Сталь 45 i ’ передач ГОСТ 1050-74 । - ~ . . • а—- * •» — • * • — “ а iv. aw. > — 1 . — I W W—- -W —* - * ——. аа. -а- - . . *• — —« а .. —
Продолжение табл. 25
Обозначение Наименование Количество на станок Куда входит „ - • Материал - Примеча! ,
IE255-6K 1. , _г 1Б265-8К IE265-4K
05(5-002-0396 Втулка t — I I I • В коробку Стадь 40Х •
передач ГОСТ W0-7I
ГОСТ 13942-68 Кольпо Б65 I I I В коробку Сталь 65Г
К 72-2-72 передач ГОСТ 1050-74
I. HI
о
CJ E---J 4
Я
‘o' cQ
л
§
ё со
CO
<л
l ^arnepu^/y : <^mctf\b F0CrfQSff~7^
2 Неуказанные п^еНельные аг:кло-
:-teHiaSf размеров ло '. 7. - .
д Масса О- ОЗЪ кг.
R
°UC. /
Шпонка срезная
ICt
m
|йзм.|Лизт| докум ]Подд Щта
1Б265 РЭ
chipmaker.ru
допускается Хыход фрезы
РиС.Р
Л Материи/Г. сто/)(> ХВГ ГОСТ 5950-73 г.МЯс^о..,^
j. Неуказанные предельные откло-
Сухорь шестерни.
Стр.
;зм ]Лйст К докум. Пода Дата
^1вГГдоддд| Подл.и дата |1ззам. инв. К |Й1В?7дудл7|Подп.и дата
УHomePC/ол: столь ХВГ Гост5950-73 e.HRC40>..t/5
3- Неука иные предельные отклонения от&тетид г>о /? 7, ост^ль
Rjc< 3 Смгарб диско
Лзм.Лист
ff докумДПодп. [Да1
chipmaker.ru
<Л
Лист} & докут/4Подп1Нат9
1Б265 ГЭ
Стр.
259
1. Материал ; сгпаль kOX ГОСТ 4543-71
г. НВ 240...280
3. Неуказанное предельное отклонения размеров omfep'rnau ~ по Аг, балое-по остальных-по СМ?.
4 Паз Т) расположить по оси Выступа шлица.
5. НаркироАать обозначение детали на бирке.
Рис. 5
ЯдокуцГЩодд?
ЖСа
1Б265 РЭ
Стр.
261
ч>|
1. Материал: сталь Г0СМд050-7Ь.
2 НВ2Ю... 2М.
Ъ. Неуказанные предельные отклонений размеров ВалоВ-мВ^^та-ьннх-тСМ. к Маркировать оёЬгна.иема& детали на fiupxt.
Кольцо
i Mt териал: сталь 65> ГОСТ д050~7^.
2
5 Неуказанные предельные отклонения размераb отверстии - по Ajf осюа.льных~ по СМ?,
it. Покрытие: Хим. Оке. прм.
Стр.
262
IS265 Р2
Прилэжение
ОСНАЩЕНИЕ
^НГдокум.
I chipmaker
.ru
Цднга зажимная аж сггюнка 16265 8К
I /W • .
<49_________________г ,«. .«УЗ , h|
! /|a.Q3j г
chipmaker.ru
I ' стс/ic &-r'~' t~OC rt- f
Я№С</2:.Ус^рпмеf/cer.i обозрауеннихocooot и^>езьоб/.
3- * fbSHCPvi' dsj? спри&ок.
2S5-8R
^65 -УК
i Г
i t
t
i
t
к
»_ "ТЛ.Г
chipmaker.ru
Цанга заднее/war для сгпанги ft>265 -6К.
- * /%Е<Пг 54/QZ/ -' С/77О//6 6o*z’ ГОСТ ХТ5&~7р
Z. лгает-яе несгъ с>5с5Нск/е^пь/Г: осо^о &резб<&/.
3* Размеры с для спраёэр
Неуказомь ^р&Ое^гт^е с/т^юг^н^р раз^ерзобпо. СТ^? 5. О осле розрсзки с^о^гу розОесггш по диог/ослру НО Р/^Н^ д. do fil * (Ононин. frpym ro'
° • * - • - с, - -
pud. ?. . ’ c
Цанга подающая для станка ~ ЯК
Вид после закалки
Ж58... 62
Рис. 3
-
Изм. Лист
chipmaker.ru
Цангя подоющря для станка 4б265-вК
Вид йосле ЗАКАЛКИ
74?„ >
/. Мсгтерцсгл} стсль 65Г госг1050 ~74
2. HRC 42... 42, кране пест, обозначенные особо
3. Калить 6 сведенной состояней.
4 Неуказанные предельные отклонения размеров но £Р?7
5. Контролировать усилие проталкивания пру/икон
•ъЧЫ-ого5 с ККСНС... 50. Разность вмзи/плент^ ирис яе. долее -/O/ct.
К <2>о р3 = (днонин, прутка^ръ »г
‘JC. 3 .
Стр.
269
1Б265 РЗ
' |Изм^Лист|~^докум. [Подл. Дата
chipmaker.ru
CfofftQ' f?Od&CLuOt? cteVCfjMWKO K52S5-6-\
1 Moir.enua/} ё cz»7O/?6&>f ПОСТfO5G
Z.HJiC^.-.ys кпоне. мест, ооознаиеиных
Рис. Ц
з Калигтк' 6 ''Веденном состоянии
it Неуказанные предельные отклоне-
но размеров по CW7-
^Контролировать усилие прогалки вен ния 120кг прутком ФСО-оо5
с 2/fC^.,5O. Р 3/1ОСТ6 в комлт/елте нам не дЬнее /Оке,
6, Фи Уз • Ccfнамни 7РУТЛа)Л^
1Б?65 РЭ
Лист} Лдокум. Подп4Дйа
Цсгнгсг jo&WfHc я для cnowo /GGGS-gt/
m
Bug £
/3-0,5 для /G2G5- GX
f/D,5 jJ&teZGS-b*
chipmaker, in
i
ИЗШ^1
кт
Z£*'
^2 z
Цаноа зажипнад уля суланда V ( Vy
u_____________205.
MS
ZL
'-ЗД
Chipmaker.ru
Z Материал: сталь £5Г ГОСТ 1050- 1А,
2. РЯС 42+43 дроме не&п есоЬо и рельс.
З.^Разнорь/ стране д.
О. Роудаза^ие гроуе.оьн&р оталонени* разялроб; c/vfyocwx/й остальное СМу.
3. После разрезди цанеу ризбес/яа по уиаме/пру на 2 мм.
Рис. 5
g
.Йзм]Лист Кдокуы. йода, рата
1Б265 РЭ
273
chipmaker.ru
53
21
/8
3
си
<4>
<*>о'
г
чв
со
та
4/МГ^
г,
1543
&
tl-as
65Г ГОСТ 1050-74
Рис.6 Цанха аеиимная для станка 1Б265-6К
я
ю о»
4о
fe ДО кум. 1одцА
£><,t tj
*
с
*э
I
Ч®Е
2G 8. _ 6S
7,$ *<М
WC52.5Ь
Уатеоиал: Оталь
НЮ42..г48 вооие десх обозначенных ссоои и резьбы.
Неуказанные предельные отклонения: отверстий а7,остальных См7.
После разрезки цанху развести по дмаиетру на 2мм.
5.мРазмеры для справок.
г
з
t.az
1Б265 РЗ
chipmaker.ru
chipmaker.ru
Пакта подающая ст айва 1Б265-4К
I. Материал ст. 65Г ГОСТ 1050-74.
2. НДС 42-48 кроме резьбы.
3. Калить в сведенном состоянии.
4. Неуказанные предельные отклонения размеров отверстий по А? остальных по СМ7.
5. контролировать усилие проталкивания 100*120 кг (совместно с вкладышами); Разность в комплекте цанг не более 1с кг.
Изм лист fe ДОК УН Подп. Дат;
Ст;
27;
1Б265 РЭ
chipmaker.ru
Вид после закалки
Йив.Ллсд’! Подл.и дата |Взам.инь^|4нв..^дубл Подп-. и дата
I. ^атериад ст. 65Г ГОСТ 1050-74.
2. HRC 42-43 кроме резьбы.
3. Калить в сведенном состоянии.
4. Неуказанные предельные отклене и. я размеров отверстий по А7 остальных по CL7.
5. Контролировать усилие проталкивания 100*120 кг (совместно с вкладышами): Разность в комплекте цанг не более 10 кг.
Рис.8 Цанга подающей станка 1Б265-6К.
IsUiKcOjaoKjM Ро^ь^ат.:
1Б265 F3
60о±10’
Б
2*0*2
Рис. 9 вкладыши цанги закима
chipmaker.ru
Bz4D
V (V)
Станок 1Б265-6К 1Б265-8К 1Б265-4К
Размеры А 078 065Г 098Г
Б __ j 43,5м 37,5* 53,5*
В 45*0,1 47*0,1 • 50*0,1
Г I I 1,5
Максимальный диаметр прутка 60мм 50мм 70мм
I. Материал: Сталь 1Ш5 ГОСТ 801-60.
2. UPC 58...63.
3. 0= (0 прутка - 0,5) Аз.
4. Неуказанные предельные отклонения размеров отверстий по А7; остальное по СМ7.
5. Ькладыши(Зшх). Маркировать одним номером и
применять совместно.
, <зм4Лист| Ядожум. щодд. ^ата
Охр.
281
1Б265 РЭ
Станок И265-6& 1Б265-8К Б265-'-Я
Размеры к 072,8-0,2 056,8-0,? 088,8-0 ,2
Б 20 20 25
В ад:о’Л 4D w -0,3 50 “°*2 -0,3
Максимальный диаметр прутка 55мм 45 мм 70 мм
chipmaker.ru
I. Материал: Сталь MI5 ГОСТ 301-60. . ВВС 5В...63.
.. Неуказанные пр.дальше отклонения размеров отверстий по А7; остальное по СМ7. пазмер Р= (0 прутка +3 мм) *0»2.
•кладам (6 шт.) маркировать ода. м номером и пршенять совместно.
2
3
м
Рис. 10 Вкладыши цанги подача.
По.тц.
ччие
1Б265 РЭ
283
ч>аи
chipmaker.ru
Bz2G
g * 1x45 2фаски
^_2г5
Е^х/)
I.
2.
3.
4.
Материал: Сталь 40Х Г0СТ4543-71.
HRC 35...42.
Неуказанные предельные отклонения размеров валов В7, остальное^?.
Покрытие: Хим.Оке.Ирм.
ВИНТ
»njs«iCiiuA'4 нмдн.л дожа
I. Материал: Войлок ТС ГОСТ 238272. тт о
2. Размер В = ~ где d-диаметр прутка в мм.
2
Станок IB265-6K 1ь265-8К IB265-4K
Размеры А 58 5? 55
Б 9 12 20
ПРОКЛША
Рис.II
дз! лйа 'Зедокум
пола.
Стр
285
chipmaker.ru
f. Материал • rjrno/ib ifS Гсс.цо5О - 74*
3Неуказанные предельные аткяон&мя pa&jqpag no C/h . '
‘UfHbc f. HG^pd^jiPHXi^ee /пруд /тоЗачи; а)дл9сл?анау^55б
S)d^ сптанка/с^бЗ-^ апамюг&ЯЗ
Рис. f2
М доуж^ПодцДБд^
1Б265 РЭ
CTJt
ге'
I
/. Hom » сталь 45 ГОСГ/О^О - 7U
&HRC bQ...5Q
3. HeyKjasaH^e предельные отклонения раз-нероб по Cfitfr • / •
4.JJ ~ dnpwnKQ -f fmH. -
Кольцо напра&ля/оцее mpySHexaHuspaTwddlep^uu/npjfrf^ с$для станка^б06о~6Х‘ 5)длоетангси 16265-&К
. fb &)д#я станка 16265-ЩС.
’ Стр.
289
1Б265 РЭ
* доуумЩодп, |Дата
chipmakef.ru
Контур рабочего кулака агаа спираю^
~Т подъема кутта^
tftlffV '(JT
Ребочжй ход
Кулак поперечного суппорта /. Материал: сталь ШХ15. ГОСТBD1 -60 -
3. Неуказанные предельные отклонения разнероВ отверстий-по остссльнух - по СН^. .,
Рис.М
Лзи^лист, Я ДО? УМ,1рО7 и
П;з1 г
chipmaker.ru
1Б265-6К 1Б265-8К 1Б265-4К
А 06ОА 06QA 06ОА
Б 80 60 80
Державка неподвижная
103ОАЗ
160
100
70
<
Державка для обточки и сверления
Рис.15
г
СТ1Л
293J
1Б265 РЭ
chipmaker.ru
chipmaker.ru
chipmaker.ru
>
А" X) Б Г
1Б265-4К 135 65 65 ' 70
>1Б265-6К । 135 65 65 70
1Б265-8а г 100 50 52 48
Державка призмагичесього р сца
дрДГкЬГдТД
1Б265 РЭ
chipmaker.ru
Скользящая державна 4Б265-8К.
Ивструиентальшй япнндель
Pic. 18
зм Аист
chipmaker.ru
A - A
ZZZZ
Э.
в дврхавва 1Б265 -8K-
7Z7Z77Z7Z’
1SIS5 РЭ
chipmaker.ru
*фиВД1
w***r
Изм
i
Рис.19 C;»nb3Riu?9 ДЕйсаака
chipmaker.ru
(Л из w ю
21
роц| 1эп|/|хё^
chipmaker.ru
100
|Т1
продольного суппорте
Упор для регулировки державок
поперечных суппортов
Рже,19
•
киет л£дО { V У • 4оДП,' iara
Зтр,
1Б265 РЭ
chipmaker.ru
Приложение Ш
Питатель однолинейный централизованной смазк« типа *1ра£юп* на давление до 210 мгс/сж^ .
па^наче^'е.
Ялтатель однолинейным inna *<**«»<« предназначав для доз др о -ванной л о да чи ь ТР^аимся парам узлов и механлзмпв, работающих на
_ хдкои пв понсас?®нгрой смазке с противодавления: до 210 нгз,
Ггтмевягмии сказочные материалы:
лид* ан смлада вязкостью ев менее Юсст при 50°С с тонкоетью фильтрации не более 25мки;
густая смазка с числом пенетрации не менее 290 при 25°С с тон -Кистью филъзрации не более IOUmhu-
Дчапазон температур окружающей среды от плюс 5 до 4и°0.
Диапазон рабочих температур смазочных материалов от плюс 5 до
60°С.
|Йнв.Яподл Додгц > дм ja ТТйилш! JMI fciB. Яд/бл| йодп. с доа
конструкция И принцчп рабОТЫе
Однолинейна питатель типа " асг^ол/»» (см.рис.1) состоит из входной секции I, выходной секции В, и 3х до 7ми промежуточных секции 2^ уплчтненних по стыкам прокладками и стянутых шпильками ц
В каждой промежуточной секции имеется трехпрясовыи золотник II, совершающий возвратно-поступательное дви гендо в цилиндрических каналах.
Для удоостве описания обозначим эти каналы и золотники оуква -мь А; В.; С и 2 шариковых клапана 7, служащих для запирания масла ,ъы-о данного потребителям (точки смазки).
Главной особенностью питателя является последовательность действия золотников, т^е., до тех пор, пока предыдущий золотник не вы -даст дозу масла в выходной канал соответствующего потребителя, последующий зологник не начнет перемещаться. Зга особенность конструк-цид питателя положена в основу контроля работы системы дозированной смазки по лквой одной точке.
Измает!<д,окум Щодг.. ]Дата|
15265 РЭ
303
chipmaker.ru
Принцип работы питателя представлен на рисунках 2...7.
Предположив, что в начале цикла все три золотинка А; В и С на» годятся в красном правом положении, как показано на рис«2;централь -ныв питательный канал сообщается с камере! I золотников А к В н с камерой 4 -золотника С. При подаче масла во входное отверстие питателя золотники А и В блокированы; золотник С перемежается влево и нагнетает че{>ез внутренние соединитель»» каналы определенное количество масла, которое через выходной канал I поступает к первому потре -б’[тело.
Золотник С, перемещаясь справе налево, открывает и закрывает многие отверстия и в конце хода (рис.З) масло, находя игеся под давление!. в центральном питательном канале, сообщается через камеру 3 золотника С с камерой 4 золотника В и перемещает последний в крайнее левое положение. При этом через 2 выходной канал потребитель полу - • чает дозу масла. Дальнейшая работа питатель ясна из представленных рисунков.
До тех лор, пока пасло поступает во входное отверстие питателя золотники перемещаются возвратно-поступательно в непрерывном ции-' ле, вытесняя масло последовательно в выходные каналы I...6 соответ -ствующих потребителей. Питатель может начать работу независимо от положения золотников, но одновременно может перемешаться только один золотник.
В комплект питателя может входить шток-индикатор 9, по периодическому возвратно-поступательному движению которого можно судить о раооте данного питателя, а следовательно и всей системы смазки в целом, визуально или автоматически с помощью электросигнальных при -боров.
На каждом отводе питателя имеется 2 равнозначных вшода во взаимно перпендикулярных плоскостях. К одному из них, в зависимости от монтажных соображений, присоединяется арматура маслопровода. Дру-
Сто 1Б265 РЭ
304
Изм. Лиса Ядокум. Подл. te§
гой - глушится пробвой (12).
В случае необходимости вместо пробки может быть установлен индикатор с возвратом в исходное положение 6, сигнал из иружий с закупорке данной магистрали.
Оба выхода одной магистрали ни в коем случае глупить нельзя , так как система немедленно самоблодируется. *
оО
о
б
1Б265 РЭ
chipmaker.ru
chipmaker.ru
11чу|Лкст' лдокумГ
Вогод
Рчхпд 2
г_ход 4
Всад 3
г под 2
Всад, 4
Всад Б
Всад 5
Всшд I
Евс.2
6
5
I
309
chipmaker.ru
_______
Выход 3
ШХОД
Выход
Выход
Екход 5 «
Выход I
Рис. 6 о
Ткход 6
ЕЫход 5
Вгход I
1 4
Рис. 7 I
[~Ст/
ВХШ*ДГ0Т11 •Д&ОДГУ |Д
1 I I 1_________________________________________________________________________
. Приложение JV' Сведения о содержании драгоценных материалов в аппаратах алеятрооборудованмя*стонков.
chipmaker.ru
Наименование Обозна-чение Сборочные единицы компле к сы,компле к гы Масса в 1 кт. Масса в изделии Номер акта Примечание
Обозначение К-во к-во в издел мм
Золото Диод кремниевый Д226Б 003*000-0396 II II 0,0015023 0,0165253 Диод кремниевый Д242 - " - 6 6 0,00252 0,01512 Диод кремниевый Д243А - ” - 4 4 0,00252 0,01008 Диоды кремниевые управляемые.Ти- КУ202Л - " - 2 2 0,00077844 0,0015568 ристоры. Серебро Выключатель ав- A3II4 003-000-0396 I I 10,7 10,7 тематический Й546370 Вольтметр M42I00 - " - I I 0,3506 0,3506 постоянного тока Выключатели ав- АЕ2030 - * - 5 5 1,4873 7,4365 тематические Переключатели ПЕ-ОНуЗизпЛ - " - 6 6 0,3402 2,0412 Переключатели ПЕ-041 УЗ - ". - 2 2 0,3402 0,6804 исп.2,1 • - Переключатель 6П1Н-К - " - I { 0,334 0,334 галетный
co
00
is
chipmaker.ru
ago j ясяоа^г
Продолжение табл.
Наименование Обозначение Сборочные единицы комплексы,комплек: гы Масса в I шт. Масса в изделии Номер акта Приме ча-ние
Обозначе- К-во ние К-во в изделии
Выключатели ВПК2010 003-000-0396 2 2 0,6308 1,2616 ВПК2П0 - " - 2 2 0,6308 1,2616 ВПК2112 - " - 4 4 0,6308 2,5232 ВПК4242 - " - 2 2 1,2620 2,524 Микровыключатели исп.1 МП1000 - " - 12 12 0,5682 6,8184 ’ Кнопки управле- KEOII ния исп.2 - " - 20 20 0,3402 6,804 . KE02I исп.2 - " - 2 2 0,3402 0,6804 KE03I ‘ исп.2,;3 . - " - 6 6 0,3402 2,0412 Пускатели магнит- ПАЕ512У4 - 1 I 25,831 25,831 ные ШЕ2Ш4 -"- 2 2 11,775 23,550 ПМЕ.1ПУ4 - " - 12 12 4,766 57,192 Реле РПУ-0 РПУ-0-661 -"- 5 5 1,255 6,275 РПУ-р-961 - ". - 4 4 1,224 4,896 Реле максималь- PT4D/I0 - I I г0,386 0,386
ного тока
в
ПнВ.^АОДТ
Наименование
Обоана-чаше
Сборочные ед комплексы,во ИВИЦЫ» иплект и
Обозначение К-во К-во в изделив
Масса
в- . .
I шт.
Продолжение табл
Масса I
2 Номер из де ли!
анта
Приме ча вив
О>
VI
со
Предохранители- ПРС-6-П 003-00 >0396 2 2 0,009 0,018
тели 6ПВД-1 ПРС-6-П 0 ПВД-2 • и - 5 5 1 0,009 0,045
ПРС-.6Ч1 о ПВД-4 - и - 5 5 0,01012 0,0506
ПРС-20-П о ПВД-10 3 3 0,03225 0,096?5
Плавкие вставки ПВД-1 - 2 2 0,009 0,01 о
ПВД-2 - - - 5 5 0,009 0,045
ПВЛ-4 - " - 5 5 0,01012 0,0506
- ПВД-10 _ и _ 8 3 0,03225 0,09675
Итого: « • *“ Золото- Серебро 0,043г 164,051г
чО
chipmaker.ru
ЮТС1ЕНИЕ У
^актовый поддон с умекьданной оттяжкой п <утва.
При необходимости иаттавлизать на с.ан ах 1Б265-6Я детали боа подрезки о вовьявкяыми требованиями по длине рекомендуется применен центов л сад рок, взгстовлеюий по приведениик нгле чертежам При этом неооходкмо подбирать цанги подачи (рис.4 илл рис.8 прадо-иение П) по усыпим прсталпиъггмя прута.
»
1Б265 РЭ
Стр.
QOT
chipmaker.ru
4
I .ХРазмеры для справок.
2 . При сборке сопряжение поверхности цаы* смазать смавкой ЦИАТИМ-201 ГОСТ 6267-74
Рис.1 Цанговый патрон с уменьшенной оттяжкой прутка.
йзи1Аист1 йдокуи. |Подп<|Дата
Стр.
323
1Б265 РЭ
iipmaker.ru
иовеонуто
0,05 В
IМатериал:Отель 65Г Г0СТ1050-74
2.HRC 42».*48, кроме места, оговоренного особо зЛ Размер для справок.
4.Неуказанные предельные отклонения размеров: отверстий HI4, валов Ы4, остальных ±
5Лозле шлифования и разрезки цангу развзсти по диаметру на 2,5 мм.
6.На чертеже диаметральные размеры указаны до разводни
28
8
1,6x45
го । гл
1Л со
7,8+0,1
PC.5
В
4 сбег резьБы1
1x45 краски
chipmaker.ru
Рис.2 Цанга загнивая.
Стр.
—
IF265 РЭ
chipmaker.ru ।
I. Материал: Ста
2. НРС40...45» к
3. Неуказанные п валов h 14, ло
4. Посла шлкфова
5, На чертаае ди
Рис.
Пэм ,*Л из*] й 4 о пум
chipmaker.ru
I. Материал: Сталь 65Г ГОСТ 1050-74
2. HRC40...45, кроме мем, оговоренных особо.
3. Неуказанные предельные отклонения размеров отверстий HI4, . валов h 14,лостальныхЩ^
4. После шлифования и разрезки цангу развести по диаметру на 2 мм.
59 На чертеже диаметральные размеры указаны до разводки.
Рис. 3 Цанга цилиндрическая.
йгм4Лие? й до ку м|П о дп Йат а
Стр.
327
1Б265 РЭ
chipmaker.ru
2.HB 240...2S0
3.Неуказанные предельные отклонения размеров:
отверстий HI4, валов hI4, ост аль ное -2
4.Покрытие: Хмол 18
4 ФЛАНЕЦ
*/ЗЬ , ЛЧСГ'.| № докум.
Подп| о :-й со
1Б265 РЭ -Ст°_г_
chipmaker.ru
’V
I. Матерках: Сталь 45 ГОСТ 1050-74
2. НВС 30...40
3. Неувааанные предельные отклонения размеров: отверстий HI4; валов п!4, прочих?
£i а я а СП
Рис .5 Винт,
СО к CD К
1Б265 РЭ
Стр.
DOT
chipmaker.ru
Инв.Н10Л11.1ИйИ1.». ««*1в»«м.|Щ»^| а.ййдмпомл twat
I.Материал: Пластина I лист ПМБ-М-2 ГОСТ 7338-7?
^1Р88МВр хия справен
Рже.£ Кольцо 7ПлотнительЕое.
C-Di
±13mJu;mctI и? док ум.
1Б265 РЭ
333
chipmaker.ru
72*
Рис, I Приспособление для разжгйа цанги.
I.*Ps
2.Дш
улс
COJ
Ввит
ДО I
Нзм Лис*! Т д
chipmaker.ru
I .*P змеры для справок.
2 . Для разкима цанги необходимо: кольцо I поверхностью А уложить на стол. Цангу Б вставить во внутрь кольца I; сориентировать пазы цанги Б на винты 2.
Ввинчиванием винтов 2 добиться раскрытия лепестков цанги до размера В, равного наружному диаметру цанга.
1Б265- РЭ
Нзм Лист .1.' докум. Подл.) ата
chipmaker.ru
Рис.2 Кольцо ‘
, Материал: сталь 45 100Т 1050-74
113Г.Т
Лист
chipmaker.ru
001 {J
IE265
РЭ
11о;щ|л.д4
3. Покрытие: Хим. Оке. при.
4.Маркировать обозначение детали на бирке.
1.1ДС 30...40
2.Неуказанное предельные отклонения размеров: отверстий П14, валов h 14, остальных i
2
1
1 .Неуказрнние предельные отклонения размеров: валов '] 14, остальных i .
2 9
углов? х ± по 7ГСЭВ178-75. . 2
2 Покрытые: Хим окс.прл.
З .«!арк.-рсв&ть обозначение детали на бирке.
Рпс.З Вштт
•1атся;иалсталь 40л 100Т 4543-71
У док
1Г265
РЭ
Стр
13
Лист