

















































































































































































































































































































































































































































































































Текст
ИНЖЕНЕРНАЯ ГАЛЬВАНОТЕХНИКА В ПРИБОРОСТРОЕНИИ
Под редакцией д-ра технических наук профессора А. М. ГИНБЕРГА
Москва
«МАШИНОСТРОЕНИЕ» 19 7 7
6П4.52
И62
УДК 621.793
Авторы книги: Е. А. Баранов (гл. XVIII), М. А. Беленький (гл. V), М. И. Гарбер (гл. II, XXI), А. М. Гинберг (предисловие, гл. XI, XIX), Т. А. Гинберг (гл. X), Г. Ф. Голубева (гл. XX), I М. П. Грачева | (гл. IV, XII, XVI), Л Ф. Дрибин (гл. XIII), А. Ф. Иванов (гл. V, VI, VII, IX), Н. К. Короленко (гл. XXII), А. М. Молчадский (гл. XVII), Н. М. Пруткова (гл. XIX), О. И. Ратько (гл. X), А. К. Рождественская (гл. X), В. А. Синельников (гл. XVIII), Н. А. Смагунова (гл. VIII), | Г. И. Тупицын | (гл. Ill), Н. Я. Федотова (гл. I), А. А. Федулова (гл. XIV, XV), Т. С. Шейко (гл. XXIII).
Рецензент: канд. техн, наук Е. П. Котов
Инженерная гальванотехника в приборостроении. Под И62 ред. д-ра техн, наук А. М. Гинберга. М., «Машиностроение», 1977.
512 с. с ил.
На обороте тит. л. авт. книги: Е. А. Баранов, М. А. Беленький, М. И. Гарбер и др.
В книге рассмотрены особенности применения гальванотехнических процессов в современном приборостроении. Уделено большое внимание выбору защитных, защитно-декоративных и специальных покрытий для деталей приборов, работающих в различных эксплуатационных условиях. Описаны технологические процессы металлизации пластмасс. Рассмотрены вопросы водоиспользования, нормирования работ и материалов в гальваническом производстве. Значительное внимание уделено контролю качества покрытий и автоматизации их нанесения. Приведены данные по осаждению магнитных покрытий, тонких магнитных пленок для элементов памяти ЭВМ, а также сведения по изготовлению печатных плат и специальных полых деталей.
Книга предназначена для специалистов в области гальванотехники, а также конструкторов и технологов приборостроения.
© Издательство «Машиностроение», 1977 г.
ОГЛАВЛЕНИЕ
Предисловие ......................................................... 4
Глава I. Назначение и выбор гальванических покрытий.................. 9
Глаза II Прогрессивные методы подготовки поверхности . ............ 38
Глава III. Защитные покрытия . .................................... 106
Глава IV. Защитно-декоративные металлические покрытия.............. 126
Глава V. Износостойкие металлические покрытия . ................... 150
Глава VI. Антифрикционные покрытия . .............................. 168
Глава VII. Покрытия под пайку ..................................... 186
Глава VIII. Покрытие благородными металлами в защитно-декоративных и специальных целях .......................................... 192
Глава IX. Покрытия электрических контактов . ...................... 206
Глава X. Магнитные покрытия ....................................... 217
Глава XI. Гальванические покрытия легких металлов и сплавов . . 240
Глава XII. Анодное окисление алюминия ............................. 261
Глава XIII. Оксидирование и фосфатирование металлов ............... 278
Глава XIV. Металлизация пластмасс ................................. 293
Глава XV. Изготовление печатных плат .............................. 307
Глава XVI. Получение знаков и изображений.......................... 336
Глава XVII. Специальные гальванопластические процессы в приборостроении .......................................................... 344
Глава XVIII. Системы водоиспользования и очистки сточных вод в гальванических цехах.................................................. 365
Глава XIX. Применение методов планирования эксперимента в гальванотехнике ....................................................... 389
Глава XX. Контроль качества и методы испытания покрытий .... 415
Глава XXI. Нормирование работ и материалов в цехах гальванопокрытий .............................................................. 428
Глава XXII. Автоматические линии для гальванических покрытий . • • 442
Глава XXIII. Техника безопасности и производственная санитария в гальванических цехах ........................................... 483
Алфавитно-предметный указатель .................................... 509
ПРЕДИСЛОВИЕ
В производстве современных машин и приборов все большую роль играют электрохимические и химические процессы нанесения покрытий, придающих изделиям защитные, защитно-декоративные и функциональные свойства, обеспечивающие их надежную и долговечную работу в различных эксплуатационных условиях. Все эти процессы рассматриваются в разделе гальванотехники — гальваностегии. В настоящее время разрабатываются и широко применяются электролиты для осаждения зеркально блестящих осадков с выравниванием покрываемой поверхности, улучшаются свойства защитно-декоративных покрытий, создаются сплавы с заданными свойствами и т. д.
В последние годы методы гальванотехники находят все более широкое применение. Так, металлические осадки, получаемые электрохимическим и химическим путем, применяют не только в качестве покрытий, но и для получения полуфабрикатов, сложных деталей и элементов. В промышленности широкое распространение получили гальванотехнические методы изготовления медной фольги, печатного монтажа и печатных электроэлементов, волноводов, волномеров, резонаторов, штампов, пресс-форм, абразивного инструмента и других изделий. Эти методы рассматриваются чаще всего в разделе гальванотехники — гальванопластике, открытой русским ученым Б. С. Якоби в 1837 г. В настоящее время ведутся работы по электрохимическому и химическому получению тонкопленочных электроэлементов, в том числе элементов памяти и логических элементов для вычислительных машин. Электрохимические методы все шире применяют для решения многих сложных технических задач, когда другие технологические процессы непригодны или малоэффективны.
В связи с непрерывным расширением выпуска приборов, машин и металлических изделий, подвергающихся гальванической обработке, необходимо дальнейшее совершенствование и развитие теории и практики гальванотехники.
Интенсификация технологических процессов нанесения покрытий, а также механизация и автоматизация электрохимических процессов производства определили настоятельную потребность 4
в освещении целого ряда технических, экономических и экологических проблем, связанных со всем производственным циклом гальванотехники. Это и определило написание данной монографии, в которой на современном уровне изложены вопросы, связанные с инженерной гальванотехникой в приборостроении, с учетом достижений не только отечественного, но и зарубежного опыта.
В монографии делается первая попытка освещения комплекса вопросов, которыми интересуются в первую очередь специалисты, работающие в различных областях приборостроения, изготовления элементов ЭВМ, радиоэлектронного производства и использующие в своей работе методы и технологические процессы гальванотехники.
Настоящая монография подготовлена коллективом авторов, в большинстве своем имеющих оригинальные работы, главным образом по тем вопросам, которые ими здесь излагаются.
В книге приводятся рекомендации по выбору оптимальных защитных и защитно-декоративных покрытий необходимой толщины, а также покрытий с определенными функциональными свойствами, обеспечивающих нормальную работу приборов в заданных эксплуатационных условиях, и по приданию изделиям соответствующего товарного вида.
Следует также отметить, что в рекомендациях по выбору покрытий учитываются современные требования технической эстетики и эргономики.
Большое место в монографии занимает вопрос о подготовке поверхности изделий к нанесению различного вида покрытий. Приведены данные по сравнительно новым видам механической подготовки изделий, таким как магнитоабразивной, гидромеханической, электромагнитной и др.
Подробно освещаются химические и электрохимические методы подготовки поверхности. При этом выделена проблема замены горючих растворителей негорючими и вопросы применения современных моющих растворов на основе поверхностно-активных веществ. В известной мере освещены вопросы ультразвуковой очистки и применение в некоторых случаях для этой цели электрогидравлического эффекта.
Новыми в монографии по гальванотехнике является помещение в ней данных по химическому фрезерованию — прогрессивному процессу, часто осуществляемому в гальванических цехах.
В главе, посвященной подготовке к нанесению покрытий, нет обычного раздела промывки, как принято в большинстве книг по гальванотехнике. Учитывая особую важность промывных операций в технологии нанесения гальванических покрытий, всевозрастающие объемы гальванического производства на приборостроительных заводах и необходимость в экономном расходовании воды и в правильной постановке процесса последующей нейтрализации сточных вод, в настоящей монографии этим вопросам посвящена специальная глава.
ь
При описании защитных покрытий — цинкования и кадмирования — значительное внимание уделяется электролитам, в которых осаждаются блестящие покрытия, а также повышению химической стойкости цинковых и кадмиевых покрытий, что особенно важно для приборостроения, в котором широко применяются эти покрытия. Приводятся данные по коррозионному поведению цинка и кадмия в различных эксплуатационных условиях п на основании этого делается их сравнительная оценка.
В главе, посвященной защитно-декоративным покрытиям, в первую очередь описываются традиционные многослойные покрытия (медь-никель-хром) на основе различных комбинаций этих металлов и приводятся современные технологические процессы, позволяющие, получать в электролите блестящие покрытия с известным выравниванием покрываемой поверхности. При этом описывается технология, обеспечивающая повышение стойкости этих покрытий в эксплуатационных условиях. Приводятся также разнообразные декоративные покрытия, обладающие так называемой текстурой, окрашенной в различные цвета, и специальный раздел, в котором описывается процесс тонирования металлов, заключающийся в образовании на их поверхности неметаллических пленок яркой окраски. После соответствующей лакировки эти покрытия могут быть широко использованы при отделке различных деталей приборов.
С достаточной полнотой освещены технологические процессы нанесения износостойких и антифрикционных покрытий. При этом в значительной степени использован опыт подшипниковой промышленности.
Описание осаждения благородных металлов включает разделы, в которых показано их применение для специальных целей и в первую очередь для покрытия электрических контактов и деталей приборов, а также для декоративных целей в часовой промышленности и повышения химической стойкости серебра.
Одной из актуальных проблем в приборостроении является улучшение паяемости покрытий, так как это свойство со временем значительно ухудшается и во многих случаях приводит к невозможности использования покрытых деталей для пайки через весьма короткие сроки. Улучшению паяемости покрытий посвящается специальная глава, в которой даны конкретные технологические рекомендации по этому вопросу.
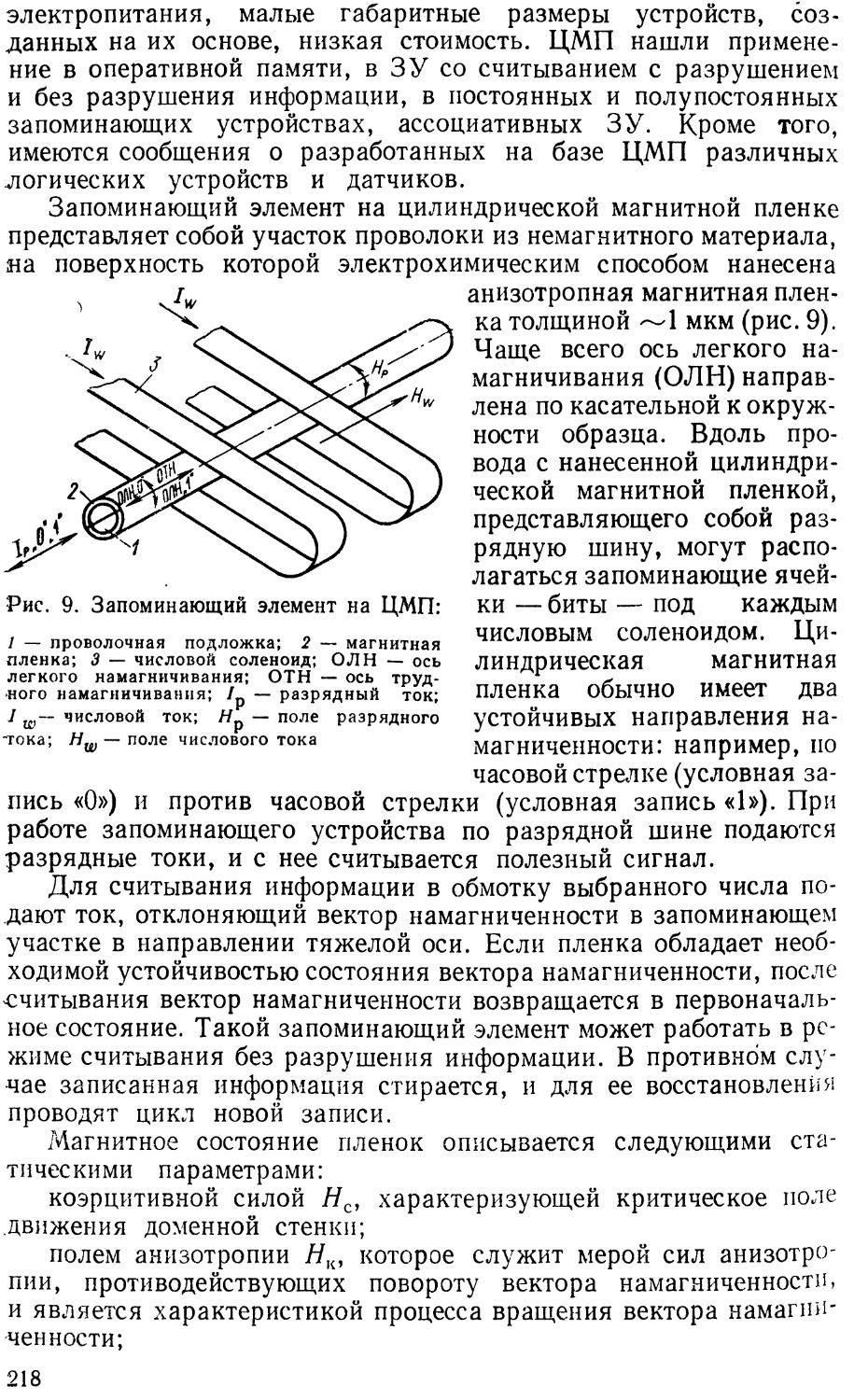
В разделе, посвященном магнитным покрытиям, приводятся соответствующие сведения по осаждению магнитотвердых и магнитомягких сплавов, главным образом для запоминающих устройств ЭВМ и различных видов магнитной записи. Наибольшее место при этом занимает описание технологии получения тонких магнитных пленок, которые могут быть использованы в первую очередь в качестве элементов памяти ЭВМ как с разрушаемой, так и неразрушаемой информацией при считывании. Эти вопросы 6
до сих пор освещались обычно в специальной литературе и в монографию по^гальванотехиике включаются впервые.
Значительное внимание в настоящей монографии уделяется технологии нанесения гальванических покрытий на легкие металлы — алюминий, магний, титан и их сплавы в защитных, защитно-декоративных и функциональных целях. Приводятся новые данные по непосредственному осаждению металлов на алюминий без проведения предварительной специальной подготовки.
Большое место отводится технологическим процессам металлизации пластмасс, в результате которой они приобретают новые, очень важные свойства, позволяющие резко повысить их использование в приборостроении. В этой же главе рассматриваются технологические процессы изготовления печатных плат. Наибольшее внимание уделяется процессам современного изготовления многослойных печатных плат, области еще не имеющей вполне устоявшейся промышленной технологии.
Специальный раздел посвящен современным методам изготовления (главным образом фотохимическим) различных фирменных знаков, панелей и шильдиков, широко применяемых в приборостроении. При этом в значительной степени используются фоторезисты, применяющиеся при изготовления печатных плат.
Достаточный объем в книге занимает технология гальванопластического получения различных точных полых деталей (волноводов, резонаторов и др.), находящих значительное применение в радиотехнике и других отраслях приборостроения, а также штампов и пресс-форм. При этом описываются главным образом комбинированные методы изготовления при помощи гальванопластики и последующей опрессовки пластмассами.
В книге освещена технология получения неметаллических покрытий в защитных, защитно-декоративных и функциональных целях при помощи химической и электрохимической обработки — оксидирования и фосфатирования черных и цветных металлов. При этом особое внимание уделено обработке алюминия и его сплавов. В связи с непрерывным усложнением задач, решаемых в области гальванотехники, значительным числом факторов, влияющих на протекание процессов осаждения металлов и их свойства, большой трудоемкостью исследований в этой области, а иногда и невозможностью оптимального решения поставленных задач обычными методами, в монографии приводятся современные методы математического планирования эксперимента применительно к задачам гальванотехники.
В книге приводятся также необходимые справочные данные и методики по нормированию работ и материалов в гальванических цехах, которые могут оказаться полезными для работающих в этой области, а также при проектировании новых производств.
7
При описании оборудования гальванических цехов большое внимание уделяется механизации и автоматизации технологических процессов нанесения гальванических покрытий, значительное место отводится современным полупроводниковым источникам электропитания ванн, автоматическому регулированию режимов электролиза и приводятся первые результаты применения автоматизированных систем управления гальваническими процессами.
При описании контроля качества покрытий и проведения необходимых коррозионных испытаний для оценки их защитных свойств приводятся некоторые данные по сравнению результатов натурных испытаний с климатическими испытаниями в специальных камерах, что представляет известный интерес.
В книге подробно излагаются вопросы охраны труда и техники безопасности, которым в нашей стране всегда уделялось и уделяется большое внимание.
Необходимо подчеркнуть, что авторы на ставили перед собой задачу описать все достижения современной гальванотехники, так как это невозможно при ограниченном объеме книги, а хотели только осветить основные проблемы гальванотехники, связанные с приборостроением.
Очевидным затруднением, возникшим при написании коллективной монографии, наложившим определенный отпечаток на форму подачи материала и стиль книги, явилось то, что каждый автор отличается своей манерой изложения и подходом к описываемой проблеме. Однако авторы надеются, что их труд будет способствовать дальнейшему развитию инженерной гальванотехники в приборостроении.
Все замечания и пожелания читателей по содержанию книги, которые авторы примут с благодарностью, просим направлять в издательство «Машиностроение» по адресу: 107885, Москва, Б-78, 1-й Басманный пер., 3.
ГЛАВА I
НАЗНАЧЕНИЕ И ВЫБОР
ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
НАЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ПОКРЫТИЙ
В зависимости от требований, предъявляемых к эксплуатационным характеристикам деталей, различают три типа покрытий: защитные, применяемые для защиты от коррозии изделий в различных атмосферных условиях;
защитно-декоративные, применяемые для декоративной отделки изделий с одновременной защитой их от коррозии;
специальные, применяемые для придания поверхности изделий специальных свойств (износостойкости, паяемости, твердости, электроизоляционных, магнитных свойств и др.).
К последнему типу покрытий относятся также покрытия, обеспечивающие защиту основного металла изделия от особых сред (местная защита от цементации, азотирования и пр.).
К наиболее распространенным в практике приборостроения защитным покрытиям относятся цинковые, кадмиевые и никелевые покрытия, а также покрытия, которые наносят анодизацион-ным способом. Выбор типа защитных покрытий определяется условиями эксплуатации изделий и относительными значениями электрохимических потенциалов основного металла изделия и металла покрытия.
Лучшими защитными свойствами обладают анодные покрытия, имеющие более электроотрицательный потенциал по отношению к основному металлу изделия, благодаря чему обеспечивается электрохимическая защита его поверхности от коррозии. Защитные свойства таких покрытий в меньшей степени зависят от их пористости, так как в образующихся микрогальванопарах металл изделия — анодное покрытие при возникновении коррозионного процесса покрытие подвергается анодному растворению, а поверхность изделия не разрушается.
Однако должны быть введены некоторые ограничения на применение анодных покрытий: а) когда техническими условиями предусмотрены определенные требования к товарному виду иаделий
9
(в этом случае необходима их дополнительная защита); б) когда образование продуктов коррозии на поверхности деталей нарушает работоспособность приборов.
В этой связи следует более подробно остановиться на применении цинковых и кадмиевых покрытий в приборостроении. Цинковые покрытия являются анодными относительно стали в промышленной атмосфере, а кадмиевые — в атмосфере морского тумана и катодными в промышленной атмосфере. Поэтому кадмиевые покрытия имеют некоторые преимущества в жестких и особо жестких условиях эксплуатации изделий морского приборостроения, подвергающихся непосредственному воздействию морской воды, а также изделий, предназначенных для работы во влажном тропическом климате. Это позволяет несколько снизить толщину осадков, что в ряде случаев очень важно при конструировании изделий.
В то же время кадмиевые покрытия менее стойки, чем цинковые в атмосфере, загрязненной продуктами испарения органических веществ, поэтому они не могут быть рекомендованы для защиты от коррозии деталей, находящихся в герметизированных и невентилируемых приборах, в которых имеются детали из полимерных и других органических материалов, способных при старении выделять летучие агрессивные вещества. Необходимо также учитывать более низкие значения допустимых концентраций кадмия в сравнении с цинком в сточных водах гальванических цехов, что также накладывает определенные ограничения на применение кадмиевых покрытий.
Следует отметить, что детали, покрытые кадмием, в отличие от покрытых цинком, хорошо запрессовываются в пластмассу.
При катодном характере защитных покрытий последние должны полностью изолировать металл изделия от воздействия окружающей среды. Это может быть обеспечено только при отсутствии пор в осадках. Так как пористость последних зависит, в частности, от микрогеометрии покрываемой поверхности и условий электрокристаллизации осаждаемого металла, то особенно важно рекомендации по выбору оптимальных толщин гальванических покрытий рассматривать во взаимосвязи с этими факторами.
Повышение защитных свойств таких покрытий может быть получено за счет применения многослойных покрытий с определенным сочетанием моно- и полиметаллических слоев с различными физико-механическими свойствами, например, в процессах двойного и тройного никелирования, двойного никелирования с заполнителем, двойного микротрещиноватого хромирования, осаждения покрытий Ni-Ni-Cr и т. д. При этом повышенная коррозионная стойкость двухслойных и трехслойных никелевых покрытий объясняется двумя факторами:
меньшей суммарной пористостью осадков, так как поры в разных слоях никелевого покрытия взаимно перекрываются;
10
анодным характером защиты промежуточного слоя никеля относительно подслоя и верхних слоев.
При двухслойном никелировании первый слой никеля осаждают из электролита, содержащего лишь бессернистые выравнивающие добавки (см. гл. IV). Из этого электролита получают полублестящие пластичные осадки с пониженной пористостью. Из второго электролита, в состав которого входят сильные блескообразователи, содержащие серу, осаждают покрытия с зеркальным блеском толщиной, равной 25—30% от суммарной толщины двухслойного покрытия. Этот слой является анодом как по отношению к верхнему слою хрома, так и по отношению к подслою полублестящего никеля. Коррозионный процесс, достигая этого подслоя, задерживается и далее распространяется в горизонтальной плоскости на границе двух слоев комбинированного никелевого покрытия. Лучшей комбинацией промежуточных слоев в отношении коррозионной стойкости защитно-декоративных покрытий является Ni-Cr-Ni-Cr. Промежуточный слой хрома играет роль барьера, предупреждающего коррозию основного слоя никеля. Однако практическое осуществление такой комбинации слоев связано с технологическими трудностями, возникающими при осаждении никеля на хром, поэтому чаще рекомендуется применять трехслойные никелевые покрытия по следующей схеме: нижний слой матового или полублестящего никеля, осажденного из электролитов, не содержащих добавок (б=30 мкм); тонкий промежуточный слой блестящего никеля (6^ 1 мкм), осажденный из электролита с серосодержащей добавкой; верхний слой блестящего никеля, осажденный из электролита также с блескообразующей добавкой, но с меньшим содержанием серы.
В результате с помощью промежуточного слоя с более высоким процентным содержанием серы в осадках (около 1%) обеспечивают анодную защиту нижнего и верхнего слоев покрытий. Указанный способ применяют, когда в качестве верхнего слоя используются так называемые композиционные никелевые покрытия, содержащие мельчайшие нейтральные частички*.
Широко применяют и другие схемы многослойных защитнодекоративных покрытий, например двухслойные (Cu-Ni, Ni-Cr) и трехслойные (Cu-Ni-Cr).
К катодным покрытиям относится большинство защитнодекоративных покрытий.
Следует отметить, что один и тот же вид покрытий часто применяют для различных целей. Так, никелевые и хромовые покрытия можно применять как защитно-декоративные покрытия и Для придания поверхностной твердости деталям, работающим В условиях трения. Кадмиевые покрытия используют не только Для защиты от коррозии стальных изделий, но и для специальных Целей, например для придания притирочных свойств поверх
* Р. С. Сейфуллин. Комбинированные электрохимические покрытия и материалы. М., «Химия», 1972.
11
ности сопрягаемых деталей при плотной сборке. Для краткого наименования различных видов покрытий в конструкторской нормативно-технологической документации приняты специальные условные обозначения (шифры) покрытий.
Шифр покрытий включает в себя сведения о материале покрытия (начальные буквы металла покрытия), толщине осадков, способе нанесения (за исключением гальванических покрытий) и при необходимости — степени блеска и других специальных свойствах осадков, а также характере дополнительной обработки.
Примеры условных обозначений (шифров) различных покрытий даны в табл. I.
Таблица 1
Наименование и характеристика покрытия Условное обозначение покрытия (шифр)
Никелевое, толщиной 6 мкм, блестящее Нб.б
Трехслойное покрытие, мкм: медь—30, никель—18, хром—1 (блестящее) М30.Н18.Х.6
Окисное, нанесенное химическим способом с дополнительным лакокрасочным покрытием Хим.Окс.лкп
Окисное, нанесенное анодизационным методом, окрашенное в черный цвет Ан.Окс.черп.
Никелевое, нанесенное способом химического восстановления, толщиной 9 мкм с дополнительной пропиткой Хим.Н9/ГКЖ-94
Цинковое, толщиной 18 мкм с хроматной пассивацией Ц18.хр.
При выборе покрытий следует учитывать: условия эксплуатации изделий, материал и назначение детали, способ нанесения, допустимость контактов сопрягаемых металлов и экономическую целесообразность.
УСЛОВИЯ ЭКСПЛУАТАЦИИ ИЗДЕЛИЙ
Коррозионное воздействие среды, определяемое условиями эксплуатации приборов, является одним из важнейших факторов, обусловливающих выбор покрытий.
По ГОСТ 14007—68 условия эксплуатации в зависимости от коррозионной агрессивности среды (степени загрязнения воздуха коррозионно-активными агентами, температуры окружающей среды и др. климатических факторов) классифицируют по группам: легкая — Л, средняя — С, жесткая — Ж, очень жесткая — ОЖ-
Кроме того, для наружных деталей изделий морского приборостроения предусматривается дополнительно группа эксплуатации ВМ (вода морская), характеризуемая процентом солености (1,0—3,5) и температурой воды (—2-т-+32°С).
Характеристика условий различных групп эксплуатации приведена в табл. 2.
12
Содержание коррозионноактивных агентов в атмосфере на открытом воздухе Условия размещения изделий
Сернистый газ, не более 4 мг/м2 в сутки (не более 0,02 мг/м3) Хлористые соли, не более 0,3 мг/м2 в сутки (вдали от промышленной атмосферы) На открытом воздухе Под навесом В закрытых помещениях В закрытых помещениях с искусственно регулируемыми климатическими условиями
Сернистый газ 4—200 мг/м2 в сутки (0,02—2 мг/м3); хлористые соли 0,3—2 мг/м2 в сутки (атмосфера примерно соответствует атмосфере промышленных объектов) Сернистый газ 4—20 мг/м2 в сутки (0,02—0,2 мг/м3) хлористые соли 2—2000 мг/м2 сутки (атмосфера примерно соответствует морской) На открытом воздухе Под навесом В закрытых помещениях с искусственно регулируемыми климатическими условиями На открытом воздухе Под навесом В закрытых помещениях без искусственно регулируемых климатических условий В закрытых помещениях с искусственно регулируемыми
СО .И, — климатическими условиями
Таблица 2
Микроклиматический район Примечание
умеренный холодный тропический
сухой влажный
Группы условий эксплуатации
С с С ж Районы с умеренным климатом
с с с ж характеризуются —45° С t + 40° С
с с с ж Районы с холодным климатом характеризуются наличием инея, обледенения, ветров со снежной пылью /min < —45° С.
л л л л Районы с тропическим влажным климатом характеризуются одновременным действием высокой относительной влажности воздуха и высокой температуры
ж ж с ож Сочетание /° 20е С и относи-
ж ж с ож тельной влажности, равной или выше 80%, наблюдается примерно
л л л с 12 ч и более в сутки за период от 2 до 12 мес. в году
ож ж — ож Район с тропическим сухим кли-
ож ж — ож матом /тах 40° С. Характерна интенсивная солнечная радиа-
ж ж — ж ция, значительные перепады температуры в течение суток и высо-
с с кое содержание песка и пыли в воздухе
В приборостроении по группе легких условий эксплуатации выбирают покрытия для всех деталей, находящихся в герметизированных объемах, не подлежащих разгерметизации в процессе эксплуатации или негерметизированных деталей, если потемнение покрытий или отдельные очаги коррозии основного металла не нарушают работоспособности приборов и допускаются техническими условиями на изделие. При этом для узлов и приборов, находящихся в вакууме, или в среде инертного газа при отсутствии конденсации влаги и полной их защите от воздействия климатических факторов, толщина покрытий может быть ниже нормируемой для группы Л на 30%.
Следует учитывать, что в условиях работы под слоем смазки, наличия в приборах вентилирующих устройств или эффективного охлаждения напряженных в тепловом режиме узлов возможно снижение групп жесткости эксплуатации изделий.
Из гальванических покрытий только медные и оловянные могут быть рекомендованы для защиты от коррозии лишь в легких условиях эксплуатации независимо от основного материала изделия. Другие виды защитных покрытий не имеют таких ограничений (табл. 3). Покрытия, рекомендованные для применения в жестких условиях эксплуатации, можно использовать и в очень жестких условиях при дополнительной лакокрасочной защите.
Учитывая, что анодные покрытия разрушаются в процессе коррозии, их следует также лакировать, как правило, в жестких и особо жестких условиях эксплуатации, если это допустимо по конструктивно-технологическим свойствам изделия.
ВЫБОР ЗАЩИТНЫХ И СПЕЦИАЛЬНЫХ ПОКРЫТИЙ
Материал и назначение деталей. Тип покрытий определяется назначением деталей и их конструктивными характеристиками, минимально рекомендуемая толщина осадков — коррозионной стойкостью основного металла, относительными значениями электрохимических потенциалов металла изделия и покрытия и условиями эксплуатации изделия.
Наружные и внутренние детали приборов классифицируются по различным группам условий эксплуатации и, следовательно, толщины покрытий, обеспечивающих их коррозионную стойкость, должны быть различны. Рассмотрим подробнее вопросы, связанные с выбором покрытий для деталей приборов, имеющих точные размеры. Как известно, существуют два метода получения точных размеров деталей после нанесения покрытий: занижения (завышения) размеров деталей с учетом заданной толщины покрытий; использования покрытий, практически не изменяющих размеров деталей (применение окисных и химических покрытий, изоляция посадочных мест и другие специальные технологические методы).
14
Основной металл Металл покрытия
Сталь Цинковые Цинковые хроматированные Кадмиевые Кадмиевые хроматированные Оловянные электролитические Покрытия сплавом олово— свинец и олово—висмут по подслою никеля и меди Покрытие сплавом олово— никель по подслою меди Никелевые электролитические Многослойные покрытия: медь—никель медь—никель—хром никель—хром Хромовое молочное Хромовое комбинированное Хромовое твердое
сл —-- Окисное
Таблица 3
Условия эксплуатации
Л с ж ож Примечание
+ + — — Не допускается для изделий, эксплуатируемых в морской атмосфере
+ + + + Допускается для изделий, эксплуатируемых во влажном тропическом климате
+ + + +
+ 1 — —
— — —
+ + + +
— + + —
+ + + + Не допускается для изделий, работающих в морской атмосфере
+ + + — Не допускается для изделий, подвергающихся воздействию брызг морской воды
+ -f- + +
+ + -4- + Не допускается для изделий,
+ —г~ + +
+ —— + + предназначенных для работы на
+ + + открытом воздухе, и деталей, предназначенных для работы во влажном тропическом климате
+ — — —
При толщинах покрытий, рекомендуемых для жестких и особо жестких условий эксплуатации, удовлетворительные результаты могут быть получены только при сочетании этих методов.
В общем случае выбор покрытий для деталей, имеющих точные размеры, определяется прежде всего классом точности покрываемых деталей. Детали с допусками 1-го класса точности предпочтительнее изготавливать из коррозионно-стойких материалов, не требующих нанесения защитных покрытий.
В тех случаях, когда подобные детали не обладают необходимой коррозионной стойкостью, допустимо применение лишь окисных (анодизационных) покрытий, практически не изменяющих размеров деталей. Однако такие покрытия для деталей из углеродистых сталей не обеспечивают защиты от коррозии в жестких и особо жестких условиях эксплуатации, поэтому необходимо предусматривать дополнительную их защиту после сборки смазками или лакокрасочными покрытиями.
Для защиты от коррозии деталей, изготовленных по 2-му классу точности, возможно применение как покрытий, полученных методом химического восстановления (преимущественно никеля) (табл. 4), так и гальванических покрытий (табл. 5). В качестве последних для стальных деталей применяют цинковые (или
Таблица 4
Материал детали Классы шероховатости поверхности деталей Группа условий эксплуатации Вид покрытия, осаждаемого химическим способом, и его Шифр покрытия Назначение покрытия
толщина, мкм
Сталь 7 Л ’ 3 Хим.НЗ Декоративная
7 с 21 ХИМ.Н21 отделка и защита от коррозии
10 с 12 Хим.Н12
7 ж 30 Хим.НЗО
10 ож Никеле- « вое 36 Хим.НЗб
Медь и 7 л 3 Хим.НЗ Улучшение
медные с 6 Хим.Нб электропроводно-
сплавы сти контактных
1 ж, ож 18 Хим.Н18 деталей с одно-
8 ! ж, ож > 12 Хим.Н12 временной защитой от коррозии
7 с Сереб- 1 f 6 Хим.Срб
ж ряное 1 9 Хим.СрЭ
16
ьо
п/ред. Гинберга А- М.
Материал детали
Сталь
7 7 9
Медь и медные сплавы 8
Классы шероховатости поверхности деталей, не ниже
9
Г руппа условий эксплуатации Вид гальванического покрытия и его толщина, мкм Шифр покрытия
С Цинковое, 12 или кадмиевое, 12 Ц12.хр. Кд12.хр.
Цинковое, 6 или кадмиевое, 6 Цинковое, 9 или кадмиевое, 9 . Ц6 хр./лкп Кдб хр./ЛКП Ц9 хр. Кд9. хр.
ж Цинковое, 15 или кадмиевое, 15 Ц15. хр. Кд15. хр.
ож кадмиевое, 24 Кд24. хр.
кадмиевое, 15 Кд15. хр.
л, с Сплав серебро-сурьма, 12 Ср-СУ 12
ж Сплав серебро-сурьма, 12 Ср-Су 12
Таблица 5
Назначение покрытия Примечание
Применение цинковых и кадмиевых покрытий см. на с. 106, 115
Получение износоустойчивых покрытий с высокой электропроводностью для деталей, работающих на трение
co
Материал детали Классы шероховатости поверхности деталей, не ниже Группа условий эксплуатации Вид гальванического покрытия и его толщина, мкм Шифр покрытия
Сталь 7 Л Хромовое 18 Хтв18
С Хромовое 36 хтв36
ж Хромовое 48 Хтв48
Сталь и сплавы с заданным коэффициентом расширения 8 л Медь-серебро 9 МЗСрб
с Хим. никель-медь-серебро 30 Хим. Н12МЗ Ср9
ж. ож Хим. никель-медь-серебро 36 Хим. Н18 М3 Ср 15
с, ж, ож Медь-серебро 45 М24 Ср21
Продолжение табл. 5
Назначение покрытия Примечание
Увеличение твердости деталей, работающих’^ на трение с одновременной защитой от коррозии Окончательные размеры хромированных деталей получают механической доводкой после покрытия
Улучшение электропроводности токопроводящих деталей с одновременной защитой от коррозии При нанесении многослойных покрытий (медь-серебро, хим. никель-медь-серебро) допускается механическая доводка по меди. При этом толщину меди увеличивают на 12 мкм
кадмиевые) покрытия — для нетрущихся и хромовые покрытия — для трущихся поверхностей; для меди и ее сплавов применяют покрытия твердым серебром, а для сплавов с заданным коэффициентом расширения (например, ковара) — многослойные покрытия — химический никель-медь-серебро (при нанесении покрытий на токопроводящие детали).
Для деталей с допусками 2-го класса точности можно применять покрытия, рекомендованные для деталей 1-го класса точности. Однако следует иметь в виду, что при размерном хромировании на толщину выше 10 мкм наряду с предварительным
занижением размеров деталей ческая доводка покрытий. Операции механической доводки покрытий очень трудоемки, поэтому при выборе покрытий изучают все факторы, позволяющие обеспечить коррозионную стойкость изделий при минимальной толщине защитных покрытий. К числу таких факторов относятся повышение класса чистоты обработки поверхности, герметизация приборов, применение дополнительных способов защиты и т. д.
Детали 3-го класса точ-
необходима последующая механи-
Таблица 6
Группа условий эксплуатации Вид гальванического покрытия и его толщина, мкм Шифр покрытия
с Цинковое 6—9 Цб.хр.
Кадмиевое Кдб.хр.
ж Цинковое 15-18 Ц12.хр.
Кадмиевое Кд12.хр.
ож Кадмиевое 21—24 Кд21.хр.
ности защищают всеми видами металлических покрытий при обязательном механическом завышении (занижении) размеров при толщинах покрытий, несоизмеримых с допуском на изготовление деталей.
Все сказанное выше относится к деталям, не имеющим резьбовых соединений. При выборе защитных покрытий для резьбовых деталей необходимо учитывать шаг резьбы. При шаге резьбы до 0,4 мм детали, эксплуатируемые в жестких и особо жестких условиях, следует изготавливать из коррозионно-стойких материалов (например, сталей типа 1Х17Н2, Х18Н9Т и др.). В этом случае для устранения задиров рекомендуется их предварительная термообработка с последующей пассивацией.
Примерные шифры гальванических покрытий для стальных резьбовых деталей с допусками по 2-му классу точности и шагом резьбы выше 0,8 мм приведены в табл. 6.
При этом для обеспечения свинчиваемости при толщине покрытий более 6 мкм резьба до нанесения покрытий выполняется с отклонениями, которые допускаются ГОСТ 10191—62. В то же время занижение размеров таких деталей под покрытие не производят.
2*
19
Во всех случаях несвинчиваемые части крепежных деталей, соприкасающиеся с наружной атмосферой после монтажа, дополнительно защищают гидрофобизирующей жидкостью марки ГКЖ-94 или лакокрасочными покрытиями.
Мелкомодульные шестерни, изготовленные из алюминиевых сплавов по 2—3-му классам точности, для увеличения износостойкости подвергают твердому анодированию с обязательным механическим занижением размеров деталей до покрытия. Следует учитывать, что охватываемые размеры системы вал — колесо в процессе твердого анодирования увеличиваются, а охватывающие уменьшаются на толщину покрытия. Доводку таких деталей до заданных размеров производят притиранием, шлифованием или хонингованием с удалением не более 3% толщины пленки. При этом расчет допустимых отклонений размеров отверстия и вала деталей, подвергающихся механическому занижению (завышению) размеров под покрытие, производят соответственно по формулам:
л __ Л _| 4~ 2/tnln) .
Р 11 Г” 4~ 2/тах) 1 о _ d______(?в^ + 2/fnin)
р н (унВ + 2/тах) ’
где Ан — номинальный диаметр отверстия, мм; Ва — номинальный диаметр вала, мм; бнА — допустимое отклонение диаметра отверстия в меньшую сторону по чертежу, мкм; бвА — допустимое отклонение диаметра отверстия в большую сторону, мкм; унВ, увВ — то же, для вала, мкм; Zmin — минимальная толщина покрытия, мкм; £тах — максимальная толщина покрытия, мкм.
В случае нанесения многослойных покрытий необходимую степень занижения размера детали рассчитвают, исходя из общей толщины покрытия по приведенной выше методике.
Вопрос влияния материала деталей на выбор шифра защитных покрытий следует рассматривать с учетом свойств основного металла (коррозионной стойкости, положения в ряду напряжений, способности к наводороживанию), а также состояния его поверхности (величины шероховатости, наличия пор, шлаковых включений и других металлургических дефектов).
Выше уже отмечалась взаимосвязь защитных свойств покрытий и электрохимических свойств металла покрытия и изделия. Опыт конструирования и эксплуатации изделий показывает, что в отношении коррозионной стойкости изделий наиболее благоприятны условия, при которых разность электродных потенциалов металла покрытия и материала изделия или сопрягаемых деталей с гальваническими покрытиями не превышает 0,25 В. Данные о нормальных потенциалах металлов и соответственно допустимости сопряжения их с различными металлами и покрытиями приведены в табл. 7 и 8. Когда указанные сочетания невозможны, кон-20
Таблица 7
Металл Ионы металла в растворе Номинальный потенциал металлов, В Металл Ионы металла в растворе Номинальный потенциал металлов, В
Калий к+ —2,92 Олово Sn2+ —0,14
Кальций Са2+ —2,84 Свинец РЬ2+ —0,125
Натрий Na+ —2,75 Водород Н+ +0,00
Магний Mg2+ —2,34 Олово Sn4+ + 0,005
Титан Ti2+ -1,75 Сурьма Sb3+ -1 0,20
Алюминий Al3*- — 1,67 Висмуг Bi3+ + 0,23
Мар ганец Mn2+ — 1,05 Медь Cu2+ +0,345
Цинк Zn2+ —0,76 Медь Cu+ +0,52
Хром Cr3+ —0,71 Серебро Ag*- +0,80
Железо Fe2+ —0,44 Ртуть Hg+ +0,80
Кадмий Cd2:- —0,40 Палладий Pd2+ +0,83
Кобальт Co2+ —0,28 Платина Pt2+ +1 >2
Никель Ni2+ —0,25 Золото Au+ + 1,7
тактирующие поверхности изолируют прокладками, лакокрасочными покрытиями или смазками (на приборы, эксплуатируемые в легких условиях, указанные ограничения не распространяются).
Рассматривая влияние материала деталей на выбор защитных покрытий, необходимо учитывать возможное влияние последних на механические свойства изделий.
Известно, что наводороживание основного металла в процессе нанесения различных видов гальванических покрытий может явиться причиной увеличения хрупкости изделия. Наиболее сильно это явление проявляется у высокоуглеродистых сталей, из которых обычно изготавливают пружины. К факторам, влияющим на наводороживаемость стальных деталей, относится тип покрытий и технологические условия их осаждения.
Установлено, что при применении цианистых электролитов кадмиевые покрытия в меньшей степени вызывают наводороживание стали, чем цинковые. Преимуществом кадмиевых покрытий в этом случае является и то, что кадмированные пружины легче восстанавливают свои исходные механические свойства при их термообработке, чем покрытые цинком.
Пружины из высокоуглеродистых сталей, покрытые цинком из цианистых электролитов, даже после термообработки в вакууме не восстанавливают исходных механических свойств. В то же время цинкование в аммиакатных электролитах вызывает незначительную хрупкость стальных пружин, поэтому в приборостроении для защиты от коррозии стальных пружинящих деталей в жестких условиях эксплуатации применяют цинковые покры-
21
Таблица 8
Сопрягаемые металлы и покрытия ьо Au, Pt, Pd | Хромоникелевая сталь □ о Си и сплавы Z Sn, Sn — Bi, Sn — Pb Хромистая I сталь 1 Углероди- I ста я сталь | 3 о с N 3
Ag 0 0 0 0 0 1 1 0 0 2 2 2 2 2 2
Au, Pt, Pd 0 0 0 0 0 1 1 0 0 2 2 2 2 2 2
Хромоникелевая сталь 0 0 0 0 0 0 0 0 0 1 1 2 2 2 2
Cr 0 0 0 0 1 0 1 0 0 2 2 2 2 2 2
Си и сплавы 0 0 0 1 0 0 1 0 1 2 2 2 2 2 2
Ni 1 1 0 0 0 0 0 0 0 2 2 1 2 2 2
Sn, Sn—Pb 1 1 0 1 1 0 0 0 1 2 1 0 1 1 2
0 0 0 0 0 0 0 0 0 2 2 1 2 2 2
Хромистая сталь 0 0 0 0 1 0 1 0 0 2 2 2 2 2 2
Углеродистая сталь 2 2 1 2 2 2 2 2 2 0 1 2 2 2 2
Cd 2 2 2 2 2 2 1 2 2 1 0 0 1 1 2
А1окс 2 2 2 2 2 1 0 1 2 2 0 0 0 0 1
Al 2 2 2 2 2 2 1 2 2 2 1 0 0 1 2
Zn 2 2 2 2 2 2 1 2 2 2 1 0 1 0 1
Mg 2 2 2 2 2 2 2 2 2 2 2 1 2 1 0
Условные обозначения; розня; 2 — значительная коррозия.
О — коррозия отсутствует;
1 — слабая кор
тия (Ц9.хр.), осажденные из аммиакатных электролитов, или кадмиевые покрытия (КдЭ.хр.) толщиной 9 мкм.
В последнее время широкое распространение получили цинковые покрытия, осажденные из электролитов с добавкой метатитаната натрия. Термообработка таких покрытий полностью исключает наводороживание изделия.
Неметаллические (фосфатные, оксидные) покрытия изменяют исходные упругие свойства стальных пружинящих деталей в меньшей степени, чем металлические покрытия, поэтому их применение можно рекомендовать для легких условий эксплуатации. Для оксидных и фосфатных покрытий весьма целесообразна последующая их гидрофобизация путем пропитки кремнийор-ганической жидкостью ГКЖ-94 (для фосфатных покрытий) или промасливание (для оксидных покрытий).
Контактные пружинящие детали из беррилиевых бронз, как правило, покрывают никелем и лишь при особых требованиях к их электропроводности серебрят.
22
Шероховатость покрываемой поверхности влияет на наводоро-живание металла, что обусловливается зависимостью диффузии атомарного водорода от величины гребешков на поверхности детали.
Существует взаимосвязь между защитными свойствами осадка и шероховатостью покрываемой поверхности: чем выше класс чистоты обработки поверхности, тем выше коррозионная стойкость изделий. Это используют для повышения коррозионной стойкости деталей, особенно в тех случаях, когда повышение толщины защитных покрытий невозможно.
В общем случае согласно требованиям ГОСТ 3002—70 шероховатость поверхности деталей, на которые осаждаются защитные или специальные покрытия, должна быть не ниже 4-го класса, а для нанесения защитно-декоративных и твердых анодизацион-ных покрытий — соответственно не ниже 6 и 7-го классов.
Указанные требования не распространяются на труднодоступные для обработки поверхности деталей (внутренние отверстия, узкие каналы и др.), резьбовые поверхности, а также на поверхности штампованных деталей с толщиной стенки до 4 мм. Отметим, что чистота поверхности изделий после осаждения покрытий может изменяться. Вследствие неравномерности распределения тока, а следовательно, толщины гальванических покрытий на сложных деталях (на внутренних поверхностях покрытия на 30—50% тоньше, чем на наружных) и трудности обеспечения высокого класса чистоты обработки внутренних поверхностей возникла необходимость установления определенных требований к конструкции деталей, подлежащих гальваническим покрытиям. К этим требованиям относятся отсутствие узких и глубоких каналов и отверстий; углы и кромки деталей должны быть закруглены или иметь фаски не менее 0,2 мм. Детали с труднопокрываемыми поверхностями, на которых не обеспечивается заданная толщина осадков, работающих в жестких и особо жестких условиях эксплуатации, следует дополнительно защищать лакокрасочными покрытиями или специальными смазками.
Технология обработки основного материала деталей и метод их изготовления также в известной мере определяют выбор шифра и защитные свойства покрытий. Так, поверхности деталей, полученные ковкой, штамповкой и прокаткой, более пригодны для гальванических защитных покрытий.
При выборе покрытий для деталей из литейных сплавов следует учитывать не только шероховатость поверхности, но и пористость основного металла изделия. Это обусловливается тем, что при слишком большой пористости затрудняется удаление коррозионно-активных рабочих растворов, а кроме того, осложняется получение качественных и достаточно равномерных покрытий. Для деталей из литейных сплавов установлен верхний предел пористости, при превышении которого материал считают непригодным для гальванической отделки, а именно, максимальное
23
количество пор на поверхности таких деталей не должно быть выше 15 пор на 1 дм3. Кроме того, на покрываемой поверхности не должно быть включений окислов и шлама, сквозных и усадочных раковин, трещин и структурных изъянов.
Шифр защитных покрытий на литейных сплавах определяется прежде всего материалом и способом литья. Так, для защиты от коррозии деталей, изготовленных методом литья в землю, предпочтительно применять лакокрасочные покрытия. Нанесение электролитических и химических покрытий допускается для деталей из стали, медных и цинковых сплавов, отлитых в кокиль, под давлением и по выплавляемым моделям. При эксплуатации в жестких и особо жестких условиях деталей из алюминиевых литейных сплавов рекомендуется применять анодизационные эматалевые покрытия с дополнительной лакокрасочной защитой. В этих случаях возможно также анодирование в хромовокислом электролите или химическое оксидирование в хроматно-фторид-ных растворах с дополнительной лакокрасочной защитой.
Защитные покрытия для деталей из литейных сплавов приведены в табл. 9.
Заканчивая рассмотрение влияния конструктивно-технологических характеристик изделий на выбор шифра защитных покрытий, остановимся на вопросах, связанных с антикоррозионной защитой узлов, имеющих паяные или сварные соединения. Гальванические и химические покрытия для защиты от коррозии конструкций со сварными соединениями применяют только при условии непрерывности сварного шва по всему периметру, исключающего затекание электролита в шов. .Для изделий с точечной или контактной сваркой и сваркой с прерывистым швом рассмотренные выше покрытия применяют только тогда, когда технологический процесс предусматривает предварительную герметизацию сварных швов или проведение сварки по токопроводящему грунту. Отступление от этого правила допускается для изделий, эксплуатируемых в легких и средних условиях. При этом необходимо особенно тщательно проводить промывку изделий после подготовительных и основных операций нанесения покрытий.
В качестве защитных покрытий для стальных изделий с непрерывными сварными соединениями применяют, как правило, цинковые или кадмиевые покрытия, а для алюминиевых — анодизационные покрытия.. Для. защиты от коррозии изделий из меди и медных сплавов можно рекомендовать никелевые, серебряные, оловянные покрытия, а также покрытия сплавом олово—свинец. При этом достаточно надежная защита изделий обеспечивается дополнительным покрытием сварного шва, после нанесения гальванопокрытий, соответствующим лакокрасочным покрытием.
Выбор шифров покрытий для защиты от коррозии узлов, имеющих паяные соединения, производится в зависимости от материала изделий и типа припоя в соответствии с табл. 10. 24
Таблица 9
Материал деталей Способ литья Тип покрытий Условия эксплуатации Шифр покрытия Примечание
Сталь 20Л, 35Л, 45Л, 35ХГСЛ, По выплавляемым моделям Цинковые однослойные или кадмиевые однослойные Л, с л, с Ц18.хр. Ц24/ЛКП Кд15.хр. Кд24.хр./ГКЖ-94 КД21/ЛКП
Медные сплавы ЛС59-1Л, ЛК80-ЗЛ По выплавляемым моделям и литье под давлением Хромовые многослойные Кадмиевые однослойные Никелевые однослойные л, с, ж л, с л с ж М24.Н12.Х/ГКЖ-94 М30.Н18.Х/ГКЖ-94 Кд12.хр. Н12 Н18 Н21/ГКЖ-94 Для деталей, требующих декоративной отделки с одновременной защитой от коррозии
Хромовые многослойные л с ж Н12.Х Н18.Х Н24.Х/ГКЖ-94
Никелевые химические л с ж Хим.Н9 Хим.Н18 Хим.Н24/ГКЖ-94
Алюминиевые сплавы АЛ-2, АЛ-9 Метод литья под давлением и выплавляемым моделям Окисно-фосфатное Окисно-фторидное Окисное л с, ж л с, ж л, с ж Хим.окс.фос. Хим.окс.фос./лкп Хим.окс.фтор Хим.окс.фтор./лкп Ан.окс.эмт. Ан.окс.эмт/лкп Для защиты от коррозии деталей сложной конфигурации j Для защиты от коррозии и придания поверхности токопроводящих свойств
Для деталей, полученных . методом литья в землю и кокиль л, с Ан.окс.эмт/лкп
25
Таблица 10
Материал изделия Тип припоя Условия эксплуатации Рекомендуемый шифр покрытия
Медь и ее сплавы, углеродистая сталь Алюминий и его сплавы ПСр, пос, ПрМЦФ, М100, ПОССрЗ, пстокв псило 34А л, с, ж, ож с, ж, ож л, с М3—б.Н... М3.0—С...опл. М18.О—С...6 Хим.окс.фтор. Хим.окс.фтор/ЛКП Анодизационные покрытия
При этом для обеспечения качественного сцепления осаждаемых покрытий (табл. 10) с обрабатываемой поверхностью предварительно наносят подслой меди из щелочных электролитов. Следует иметь также в виду, что если в процессе подготовки поверхности перед нанесением покрытий обнаруживаются какие-либо структурные дефекты паяных швов (поры, раковины, трещины и т. д.), необходимо принять специальные меры к их устранению, например провести дополнительную пропайку места соединения.
Назначение и свойства покрытий. Назначение покрытий является определяющим фактором при их классификации. Учитывая большое значение в приборостроении специальных покрытий, рассмотрим прежде всего покрытия, применяемые для защиты от коррозии контактных деталей с одновременным приданием их поверхности свойств паяемости и высокой электропроводности. В настоящее^ время для этих целей применяют следующие виды покрытий.
Золочение — для защиты от коррозии слаботочных контактов, работающих при малых контактных давлениях. Рекомендуемая толщина золотых покрытий для деталей из меди и медных сплавов 3—10 мкм в зависимости от условий эксплуатации. Золото, как известно, характеризуется высокой химической стойкостью, что позволяет обеспечить постоянство электрических параметров контактов в условиях длительного хранения.
Однако необходимо учитывать, что благодаря высокому положительному значению электрохимического потенциала золота эти покрытия обеспечивают надежную защиту от коррозии контактных деталей из меди и ее сплавов только при отсутствии пористости осадков. В противном случае возможна коррозия основного металла через поры покрытия и диффузия продуктов коррозии на рабочую поверхность, что ухудшает эксплуатационные характеристики изделий. Поэтому для защиты от коррозии дета-26
леи, эксплуатируемых в агрессивных средах, рекомендуют наносить перед золочением подслой никеля или серебра толщиной 9—12 мкм.
Для деталей из меди и ее сплавов применяют следующие шифры покрытий золотом: ЗлЗ — для легких условий эксплуатации (3 мкм); Злб или Н9, ЗлЗ — для средних условий эксплуатации (9 мкм никеля и 3 мкм золота); многослойные: Н9.3л9 или Ср12.3л3 — для жестких условий эксплуатации (9 мкм никеля и 9 мкм золота; 12 мкм серебра и 3 мкм золота).
Серебряные покрытия могут быть рекомендованы для защиты от коррозии деталей высокочастотной аппаратуры, требующей пайки, а также для контактных разъемов, подвергающихся трению при контактных давлениях до 100— 120 г/мм2 и повышения электропроводности.
Следует отметить, что серебряные покрытия являются достаточно эластичными и хорошо выдерживают изгибы, развальцовку и запрессовку в пластмассу. Однако под действием сернистых соединений, находящихся в воздухе, серебряные покрытия тускнеют и покрываются темным налетом сернистого серебра. При этом толщина пленки сернистого серебра не превышает 0,01 мкм и практически не влияет на переходное сопротивление деталей, работающих при контактных давлениях, больших 20— 30 г/мм2.
Для предохранения серебряных покрытий от потемнения применяют дополнительную защиту последних различными хроматными (Ср ... хр) и лаковыми пленками (например, обрабатывают детали в растворе КПЭЦ, используют пленки ингибиторов и др.). Рекомендуемые шифры однослойных серебряных покрытий для защиты от коррозии контактных деталей из меди и ее сплавов приведены в табл. 11.
Таблица 11
Применение защитного покрытия Условия эксплуатации Рекомендуемые шифры покрытий Класс шероховатости поверхности
Для деталей высокочастотной аппаратуры, требующей пайки л, с, ж СрЗ.хр. 6
Для контактных деталей:
не подвергающихся трению л СрЗ
с Срб
ж Ср9.хр.
подвергающихся трению Л, С, ж, ож Ср12.хр. 6
Примечание. Толщина покрытия может быть увеличена до 15—18 мкм для постоянно трущихся контактов.
27
Дополнительные защитные хроматные пленки несколько ухудшают паяемость серебряных покрытий. В меньшей степени это характерно для пленок КПЭЦ, однако последние значительно увеличивают переходное сопротивление контактных разъемов и разрушаются от механических воздействий, например, при армировании контактных деталей, при работе в трущихся разъемах и т. д., что ограничивает их применение.
Палладиевые покрытия следует рекомендовать для защиты от коррозии трущихся контактов, работающих при контактных давлениях до 200—300 гс/мм2, когда к поверхности деталей предъявляются требования повышенной износостойкости.
Палладиевые покрытия толщиной 3—5 мкм практически бес-пористы, характеризуются стойкостью к атмосферной коррозии и воздействию сероводорода и обеспечивают коррозионную защиту деталей при температуре до 300° С. Однако вследствие высокой каталитической активности палладия, при его применении в качестве покрытий в герметизированных объемах совместно с полимерными материалами, возможно образование темных пленок и некоторое увеличение переходных сопротивлений кон-тактируемых поверхностей; с повышением температуры эти явления выражены более резко.
Как правило, в жестких и особо жестких условиях эксплуатации применяют многослойные покрытия Ср9. ПдЗ (серебро 9 мкм; палладий 3 мкм) и Н15.ПдЗ (никель 15 мкм; палладий 3 мкм).
Родиевые покрытия применяют для защиты от коррозии трущихся контактных деталей, работающих при еще более высоких контактных давлениях (до 300 гс/мм2) и температуре до 400—450° С. По коррозионной стойкости эти покрытия выше палладиевых и обеспечивают стабильность электрических параметров контактов при их длительной эксплуатации в условиях повышенной влажности.
При осаждении однослойных родиевых покрытий их толщина не превышает Змкм. Более надежную защиту обеспечивают многослойные покрытия Ср6.РдО,5 (серебро 6 мкм; родий 0,5 мкм) для легких и средних условий эксплуатации и Ср9.Рд1 (серебро 9 мкм; родий 1 мкм) — для жестких и особо жестких условий. Если при этом не предъявляется специальных требований к электропроводности поверхностного слоя, то возможна замена серебра на никелевый подслой толщиной 15—18 мкм.
Приведенные выше покрытия драгоценными металлами можно отнести к общей группе специальных паяемых покрытий, к которой также принадлежат покрытия оловом и его сплавами, никелевые (в частности, химический никель) и кадмиевые покрытия. Более того, покрытия сплавами олова применяют вместо серебра для защиты от коррозии нетрущихся контактов, подвергающихся пайке, когда не предъявляют особых требований к электропроводности. Из-за низкой твердости и износостойкости эти покрытия 28
имеют ограниченное применение для деталей, подлежащих запрессовке в пластмассу. Исключение составляют покрытия оло-вянно-никелевыми сплавами, содержащими до 50% никеля и имеющими микротвердость до 300—400 кгс/мм2. По отношению к стали такие покрытия являются катодными, а по отношению к меди — анодными. Поэтому при защите от коррозии стальных деталей приведенные выше покрытия применяют с подслоем меди: МЗ.О-Н9 — в легких условиях, М18.О-Н12 — в средних условиях, МЗО.О-Н12 — в жестких и особо жестких условиях эксплуатации.
Толщины указанных покрытий для деталей из медных сплавов составляют соответственно 3,6 и 9 мкм. Оловянно-никелевые покрытия имеют красивый внешний вид. Их применяют для защиты от коррозии деталей, требующих декоративной отделки под пайку и запрессовываемых в пластмассу. В то же время из-за повышенной хрупкости их не применяют для деталей, подвергающихся клепке, развальцовке и другим механическим операциям. При пайке оловянно-никелевых покрытий применяют активные флюсы типа ФКТС.
Электроосажденные оловянные покрытия для защиты от коррозии токопроводящих паяемых деталей рекомендованы только для легких и средних условий эксплуатации и имеют ограниченное применение. Луженые детали паяют только по свежеосажденному слою олова и после оплавления покрытий сохраняют способность к пайке в течение 1,5—2 месяцев складского хранения. Более широко оловянные покрытия применяют в качестве специальных покрытий для защиты сталей от азотирования, от действия серы при гуммировании и т. д. При сравнении свойств гальванических покрытий оловянно-свинцовыми и оловянно-висмутовыми (висмут 1,2—2,5%) сплавами можно сделать вывод, что последние обладают рядом преимуществ. Гальванические оловянно-свинцовые покрытия, осаждаемые для придания деталям свойств паяемости, в отличие от оловянно-висмутовых, как правило, рекомендуется подвергать оплавлению, что усложняет технологический процесс. Кроме того, срок сохранения паяемости этих покрытий ниже, чем у оловянно-висмутовых сплавов, и составляет соответственно 2—3 месяца и 12 месяцев складского хранения (при пайке бескислотными флюсами). В то же время оловянно-висмутовые покрытия допускают колебания по составу осадков в очень узких пределах (Bi — 1,5%). Плотность тока и различные технологические факторы оказывают большое влияние на состав этих покрытий. Поэтому их не применяют для деталей сложного профиля.
При защите от коррозии стальных деталей сплавами олово-висмут необходимо применять медный или никелевый подслой. При этом, как показали проведенные исследования, применение последнего обеспечивает более высокую коррозионную стойкость изделий.
29
В средних жестких и особо жестких условиях эксплуатации оловянно-висмутовые покрытия применяют при толщине 9— 12 мкм, а в легких — при толщине 3—6 мкм. При этом толщина подслоя меди составляет 3 мкм (Л), 12 мкм (С), 21 мкм (Ж и ОЖ), а при использовании никеля 6—12 мкм.
Практический интерес представляет осаждение оловянно-свинцовых покрытий горячим способом по подслою никеля, например НЗ.ГорПос.
Никелевые покрытия следует применять для придания свойств паяемости поверхности деталей из алюминия и его сплавов и специальных сплавов типа ковар, инвар и др. При этом покрытия химическим никелем имеют определенные преимущества перед электроосажденным никелем, так как последний быстрее пассивируется на воздухе и сохраняет способность к пайке бескислотными флюсами только в течение 24 ч.
Рассмотрим износостойкие покрытия, осаждаемые для защиты поверхности деталей от механического износа при одновременной защите их от коррозии. К этой группе покрытий относятся прежде всего хромовые. Известно, что сопротивление механическому износу трущихся хромированных деталей зависит в основном от структуры покрытий, определяемой в свою очередь технологическими параметрами процесса и главным образом величинами плотности тока и температуры. В качестве износостойких покрытий применяют покрытия молочным хромом, твердые хромовые покрытия и комбинированные покрытия.
Покрытия молочным хромом могут быть рекомендованы для повышения износостойкости деталей, работающих на трение качения и скольжения при нагрузках не более 5 кгс/см2 и температуре не выше 120° С.
Осадки молочного хрома обладают наиболее высокой защитной способностью в сравнении с другими типами хромовых покрытий. Однако защитные свойства молочных осадков хрома значительно снижаются при одновременном воздействии на деталь знакопеременных нагрузок и коррозионно-активных сред.
Покрытия твердым хромом — для повышения износостойкости деталей, работающих на трение, при нагрузках до 30—50 кгс/см2 (в условиях достаточной смазки).
Известно, что износостойкость хромовых покрытий зависит от условий прирабатываемости смазки. Обычные хромовые покрытия плохо смачиваются жидкостями и в том числе маслом. Поэтому они не могут быть применены для тяжелонагруженных трущихся деталей машин, нормальная работа которых возможна только при условии достаточной смазки. Например, рабочая поверхность хромированных деталей, работающих в режимах с высокими удельными нагрузками, оказывается покрытой глубокими рисками и непригодна для дальнейшей эксплуатации. В этих случаях рекомендуется применять покрытия пористым хромом, отличающиеся способностью хорошо удерживать смазку на поверх
30
ности и благодаря этому выдерживать более высокие удельные нагрузки.
Комбинированныех ромовые покрытия — для повышения износостойкости деталей приборов и машин, работа которых протекает в особо жестких условиях с высокой влажностью и повышенной температурой.
Толщину износостойких осадков хрома выбирают в пределах 18—50 мкм в зависимости от условий эксплуатации деталей. При этом основной металл деталей, особенно работающих при высоких удельных нагрузках или сосредоточенном их действии на отдельных участках поверхности, должен иметь относительно высокую твердость. Наиболее часто износостойкому хромированию подвергаются стальные детали приборов. Исключение составляют высоколегированные стали с высоким содержанием вольфрама и кобальта, на которых трудно обеспечить качественное сцепление хрома с основой.
Следует отметить, что в последнее время износостойкому хромированию 1 подвергаются также алюминиевые сплавы, главным образом для изготовления цилиндров двигателей. Однако, как правило, алюминий и его сплавы не применяют для высоко-нагруженных деталей и необходимую степень износостойкости поверхности (трущиеся детали внешней арматуры, зубчатые колеса и пр.), как видно из табл. 12, получают в результате твердого анодирования, при котором образующаяся окисная пленка имеет микротвердость до 500 кгс/мм2.
Одним из общих условий, которые необходимо соблюдать, чтобы обеспечить высокую коррозионную стойкость хромированной поверхности, является достаточная степень равномерности распределения хромовых покрытий по толщине. Это создает опре^ деленные трудности при покрытии деталей сложной конфигурации, особенно если учесть крайне низкую рассеивающую способность хромовых электролитов и необходимость применения покрытий значительной толщины. Поэтому вместо хромирования детали часто покрывают никелем методом химического восстановления. Такие покрытия по твердости сравнимы с хромовыми (после термообработки твердость осадков химического никеля 1100 кгс/мм2) и осаждаются равномерным слоем на деталях сложного профиля. Химический никель коррозионно-устойчив при температуре от —60° до +500° С и повышенной влажности. Установлено, что осадки химического никеля, содержащие 7—10% фосфора, немагнитны, а следовательно, их применение особенно перспективно для повышения износостойкости и защиты от коррозии деталей, выполненных из электротехнических сталей и Деталей приборов, по условиям работы которых магнитные покрытия неприменимы. Как правило, для повышения износостойкости
1 Выбор вида и способа хромирования, а также технологические режимы проведения процесса рассмотрены в гл. IV.
31
Таблица 12
Материал детали Шифр покрытия Толщина покрытия, мкм Микротвердость, к гс/мм2 Условия эк-1 сплуа-тации Рекомендуемая область применения твердого анодирования
АД00, АДО, АД1, АД Ап.оке.тв. 30—70 300—500 С Детали, требующие жесткости конструкции
АМг2, АМгЗ, АМг5, АМгб, АМц Ан.окс.тв.прм. ж Детали внешней арматуры, работающие в условиях длительного трения (плиты, планки, кронштейны и др.)
Ан.оке.тв. Ан.окс.тв.прм. 20-25 300—500 л Точные детали, работающие в условиях периодического трения (втулки, рейки, направляющие и др.)
В95, Д16 Ан.оке.тв. 15—20 200—300 л Точные детали, периодически подвергающиеся трению в приборах, где недопустимо масло
Ан.оке. с Точные детали, работающие в условиях трения с нагрузкой (зубчатые колеса, валики и пр.)
поверхности стальных деталей покрытия химическим никелем применяют при толщинах 20—30 мкм для средних и жестких условий эксплуатации.
Магнитные покрытия, относящиеся к группе специальных покрытий, находят широкое применение в приборостроении. Ввиду особых требований к этим покрытиям вопросы, связанные с их применением, будут рассмотрены в гл. X.
ВЫБОР ЗАЩИТНО-ДЕКОРАТИВНЫХ ПОКРЫТИЙ
Кроме ранее указанных рекомендаций при выборе защитнодекоративных покрытий следует учитывать также общие эргономические требования к изделию.
В соответствии с ГОСТ 16456—70 эргономические показатели (гигиенические, физиологические, психофизиологические и психологические) распространяются на промышленные изделия, 32
используемые в производстве и быту, а следовательно, они непосредственно относятся и к покрытиям. Гигиенические требования определяют безвредные и безопасные условия жизнедеятельности человека.
С помощью психофизиологических показателей оценивают соответствие изделия возможностям человека в отношении восприятия и переработки органами чувств поступающей информации: зрительной (форма, яркость, цвет и т. д.) и тактильной (осязательной).
Если специальные и защитные свойства достаточно точно можно оценить по определенным параметрам, то сложнее обстоит дело с декоративными свойствами покрытий, так как оценивая их по классу шероховатости, коэффициенту отражения, цветовым характеристикам и т. п., все же мы не устанавливаем, выполняют ли рассматриваемые покрытия функцию декоративности.
Декоративные свойства покрытий классифицируют с помощью табл. 13 и 14.
Таблица 13
Классы покрытий по декоративным свойствам Обозначение класса декоративных покрытий Группа защитнодекоративных покрытий (внутри класса) Декоративное свойство покрытий Возможные декоративные свойства
Фактурованные фкт Блестящие— матовые Степень блеска Шероховатость
Гладкие— шероховатые Степень шероховатости Блеск
Рельефно-рисунчатые Рельефный рисунок Блеск
Текстурированные ТКСТ Кристаллиты Искриты Кристаллический рисунок Блеск Цвет
Слоиты Цветовой рисунок Блеск
Штриховые Равномерный штрих Блеск
Цветные Ч ЦВ Черные Цветные Блеск Рисунок .
Основой такой классификации является характер взаимодействия поверхности покрытия с падающим на нее светом, так как именно это явление придает поверхности ее зрительно воспринимаемый облик, делает одно покрытие непохожим на другие. Известно, что характер взаимодействия света с металлическими и неметаллическими покрытиями зависит от ее проводимости и мало меняется с изменением угла падения света. Поэтому для
п/ред. Гинберга А. М. 33
Таблица 14
Факторы, учитываемые при выборе декоративного покрытия
общие эргономические эстетические технологические
Назначение детали Материал детали Условия эксплуатации Назначение покрытий, его свойства Допустимость контактов сопрягаемых материалов Гигиенические (безвредность и безопасность условий жизнедеятельности человека) Психологические (особенности функционирования органов чувств человека) Психофизиологические (возможности восприятия и переработки человеком информации) Соответствие цвета, фактуры, текстуры функциональному назначению изделия и условиям его эксплуатации Соответствие цвета, фактуры, текстуры покрытий форме, габаритам и художественному образу изделия Выразительность цвета, фактуры, текстуры и гармоничность их сочетаний с другими отделочными материалами и покрытиями в изделии Способ получения Тщательность отделки поверхности
металлических покрытий внешний вид изделия будет зависеть главным образом от микрогеометрии поверхности. Такие покрытия могут быть матовыми или блестящими, гладкими или шероховатыми. Поверхности могут иметь следы специальной обработки (крацевания, штрихования, алмазной обработки и т. д.), которые, образуя макронеровности, повторяющиеся в определенном порядке, создают впечатление рисунка. Блеск, шероховатость, рисунок определяют общее впечатление о фактуре поверхности. Класс фактурованных покрытий подразделяется на группы, в которых признаком деления может быть степень декоративной шероховатости, степень блеска, наличие рисунка. Первые два показателя покрытия могут определяться качественно (например, гладкое, слегка шероховатое, шероховатое или зеркальное, полублестящее, матовое) и количественно (классами шероховатости, коэффициентом отражения), третий — только качественно. Цвет металлических покрытий может быть определен визуально или инструментально (координатами цветности и цветовыми характеристиками).
34
Металлическое покрытие может иметь также текстуру. Если фактура — это декоративные свойства поверхности, зависящие от ее геометрического строения, то текстура в отличие от металловедческого понятия текстуры — это особое строение покрытия, образованного кристаллами различной величины и формы.
Примером текстурованного металлического покрытия является кристаллит.
Для неметаллических неорганических покрытий возможно поглощение и пропускание света (для прозрачных), поглощение и рассеяние света внутри покрытия (для непрозрачных). Для очень прозрачных пленок фактура поверхности металла определяет декоративные свойства поверхности.
Основным декоративным свойством для большинства неметаллических покрытий является цвет. Возможно получение текстурованных покрытий, в которых текстура создается цветным рисунком, образованным сочетанием полос металлического и неметаллического покрытий. Примером такого покрытия является цинкослоит, текстура которого образуется чередующимися полосами металлического и оксидированного цинкового покрытия.
Далее, изменяя механически микрогеометрию поверхности металла основы или используя электролиты с блескообразующими или выравнивающими добавками, можно увеличить поверхностное отражение или рассеяние. Изменяя условия анодного окисления, можно изменить способность покрытия к пропусканию или поглощению и рассеянию света в покрытии.
При выборе декоративного покрытия, таким образом, нужно учитывать его декоративные свойства, возможность согласования декоративных свойств покрытия в изделии с другими покрытиями и декоративно-конструкционными материалами по цветовому и фактурному решению (требования технической эстетики), соответствие эргономическим требованиям (психологическим и психофизиологическим).
Для точного воспроизведения декоративных свойств выбранного покрытия следует в технологических документах и в чертежах указывать все операции технологического процесса, оказывающие влияние на возникновение свойств.
Для повышения качества отделки важен надежный контроль декоративных свойств. Объективные характеристики этих свойств могут оцениваться качественно и инструментально.
Качественная оценка производится сличениехм с эталоном или экспертным методом. Методика экспертных оценок по балльной шкале достаточно хорошо разработана и описана. К качественным методам оценки следует отнести различные методики определения одного из показателей декоративных свойств, например, степени блеска по резкости отражения рисунка (знака, шкалы, отражения оконного переплета) поверхностью покрытия. В этом случае 3* 35
методикой предусматривается словесное определение блеска (зеркальный, блестящий, полублестящий, матовый).
Но степень блеска или характер отражения света поверхностью может быть оценен инструментально. Сложность такой оценки блеска как декоративного свойства заключается в том, что до сих пор нет объективных фотометрических параметров, совпадающих со зрительной оценкой фактуры.
Для характеристики степени блеска определяют с помощью фотоэлектрических блескомеров интенсивность отраженного света. Эти приборы измеряют величину светового потока, отраженного исследуемой поверхностью в одном определенном направлении. Одни из них измеряют интенсивность зеркального отражения, другие — диффузионно отраженный свет. Измерения производятся методом сравнения с эталонной пластинкой (образцовым зеркалом); значения блеска выдаются в условных единицах.
Поскольку коэффициент яркости меняется с изменением угла наблюдения, то для полной характеристики отражательной способности исследуемой поверхности необходимо получить совокупность всех коэффициентов яркости для различных направлений наблюдения. Для этой цели служат гониофотометры, позволяющие задавать любые углы падения света на поверхность и любые углы регистрации отраженного света.
Результаты представляют в виде индикатрис отражения пространственных диаграмм. Для построения такой пространственной диаграммы от центра (начала координат) в разных направлениях откладываются отрезки, по длине пропорциональные значениям коэффициентов яркостей для этих направлений. Кривая получается при соединении концов отрезков. Ее форма наглядно показывает, как исследуемая поверхность отражает свет.
Цвет как декоративное свойство может быть определен субъективно (цветовое ощущение, возникающее у человека при воздействии света на его глаз) и объективно (величина светового излучения). Субъективное — психофизиологическое ощущение цвета не измеряется. Для измерения цвета как физической величины используют колориметрические методы. Основой их являются законы смещения цветов, что дает возможность выразить любой цвет через основные. Следовательно, для получения количественной характеристики цвета нужно выразить его результат смешения трех основных цветов выбранной системы измерений, взятых в соответствующих пропорциях. Такое уравнение действительно для любой системы координат, ибо цвет, трактуемый как векторная величина трех измерений, определяется значениями его координат.
Цвет можно однозначно определить также цветовыми характеристиками: X — доминирующей длиной волны, Р — чистотой цвета ир — коэффициентом отражения.
36
Для измерения цвета используют три основных метода: расчетный, визуальный и объективный. Расчетный основан на спектрофотометрических измерениях, остальные — на показаниях приборов, в которых свойства глаза воспроизводятся с помощью объективных приемников излучения.
Разнообразие материалов, составляющих группу металлических и неметаллических неорганических покрытий, создает значительные трудности в аттестации их цвета, что и обусловило отсутствие единой и надежной методики цвета таких покрытий. Тем не менее такие показатели могут быть использованы как для сравнительной оценки цвета однотипных покрытий, так и для определения степени изменения цвета в условиях эксплуатации.
ГЛАВА II
ПРОГРЕССИВНЫЕ МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ
ПОДГОТОВКА ПОВЕРХНОСТИ
В приборостроительном производстве на очистку поверхности затрачивается 10% общей трудоемкости изготовления изделий. Если принять трудоемкость процессов защитно-декоративных покрытий за 100%, то трудоемкость технологических операций и подготовки поверхности достигает 80 %. Отсюда вытекает необходимость максимальной интенсификации и усовершенствования технологии подготовки поверхности изделий.
Подготовка поверхности состоит в удалении жиров, окалины, окислов, а также заусенцев, облоя, рисок и других поверхностных дефектов, осуществляемых механическими, химическими и электрохимическими методами.
При наличии на поверхности изделий даже тонкой жировой или окисной пленки покрытия плохо сцепляются с поверхностью и могут образовываться пузыри и вздутия. Эти дефекты прежде всего выявляются при механическом или тепловом воздействии на покрытие. Однако они могут возникать и в обычных условиях по истечении некоторого времени.
Некачественная подготовка поверхности изделий особенно заметна при защитно-декоративных покрытиях. В этом случае даже незначительные следы вещества, применяемого при очистке, могут быть причиной брака. Поэтому большое внимание должно быть уделено тщательной промывке изделий \ Рекомендуется применять наиболее усовершенствованные способы промывки (каскадный, противоточный и др.). Особенно вредны органические загрязнения, способные адсорбироваться на поверхности изделий при промывке. Эти загрязнения могут быть причиной различных дефектов покрытий (питтинг, пузыри, отслоения и др.). Прочность сцепления покрытий находится в прямой зависимости от чистоты поверхности. Чем выше чистота поверхности, тем качественнее покрытия и лучше их защитные свойства.
Пузыри и отслоения могут образовываться в результате локального скопления водорода, который проникает в осажденное
1 Подробно этот вопрос рассмотрен в гл. XVIII.
38
покрытие и диффундирует в покрываемый металл в процессе электролиза, а также химического воздействия растворов, проникших внутрь пористых металлов.
КАЧЕСТВО ПОВЕРХНОСТИ И МЕТОДЫ ЕГО ОЦЕНКИ
Качество поверхности, как мы уже говорили, оказывает большое влияние на ряд очень важных свойств металлов и, в частности, на их коррозионную стойкость. Требования к качеству поверхности изделий перед нанесением покрытий регламентированы ГОСТ 3002—70 и отраслевыми стандартами, а шероховатость поверхности — ГОСТ 2789—73 и 2309—73.
Требования, предъявляемые к качеству поверхности. Для защитных покрытий шероховатость основного металла должна быть не ниже 4-го класса; для защитно-декоративных — не ниже 6-го класса; для твердого и электроизоляционного анодизационного покрытия — не ниже 7-го класса.
Следует учитывать, что шероховатость поверхности изделий после никелевого, хромового, оловянно-никелевого покрытий не изменяется, а после других покрытий снижается на 1-—2 класса. Покрытия с блескообразующими — выравнивающими добавками повышают качество поверхности на 2—3 класса.
Требования к шероховатости поверхности не распространяются на нерабочие и внутренние поверхности изделий, на изделия, изготовленные из проволоки и ленты, а также на резьбовые поверхности и поверхности штампованных деталей с толщиной материала до 4 мм.
Поверхность деталей, изготовленных из горячекатаного металла, должна быть чистой и не иметь видимых дефектов и загрязнений. Неоднородность проката, закатанная окалина, раковины, поры, расслоения, выявившиеся после травления, шлифования, полирования и других методов очистки поверхности, недопустимы.
На поверхности литых и кованых деталей не должно быть пор, газовых и усадочных раковин, шлаковых включений, спаев, недоливов, трещин. Все отклонения от норм должны оговариваться в технической документации.
Поверхность галтованных, гидропескоструенных, дробеструен-ных изделий также должна быть без окалины, травильного шлама, продуктов коррозии и заусенцев.
Поверхность шлифованных и полированных изделий не должна иметь забоин, вмятин, раковин, пор, расслоений, прижогов, рисок, трещин, заусенцев и следов обработки инструментом.
Острые углы и кромки деталей должны быть скруглены или иметь фаски. Исключение составляют детали из материала толщиной до 1 мм. В технически обоснованных случаях допускаются отклонения, оговариваемые в технической документации.
Изделия, изготовленные газовой или электродуговой сваркой встык или внахлестку: угловые, фасонные, радиусные и другие
39
швы сварных соединений, должны быть непрерывными и не иметь непроваров.
Детали из титановых сплавов сваривают аргоно-дуговой сваркой, а детали из алюминиевых сплавов — припоем марки 34А. Перед операциями нанесения покрытия швы полируют.
Клеевой валик на клеесварных соединениях должен быть сплошным, без вздутий, пузырей и отслоений: излишки клея в околошовной зоне не допускаются. Дефекты в клеевом валике, появившиеся после сварки, устраняют добавлением клея.
Паяные узлы должны быть сплошными по всему периметру деталей. Сварные и паяные швы тщательно зачищают.
Поверхность деталей, подлежащих покрытию, не должна иметь дефектов, влияющих на защитную способность и окончательную отделку покрытий. Поры, раковины, трещины, непропаи и другие дефекты, появившиеся при зачистке швов, паяных твердыми припоями, должны быть устранены, если невозможна подпайка твердыми припоями, подпайкой припоями ПОСрЗ, ПС70КВ, ПСр2,5, ПСр2. Для выявления пор на паяном шве рекомендуется предварительное серебрение или меднение деталей на толщину 1—2 мкм.
Допускается после гальванопокрытий подпайка мягкими припоями пор, раковин и непропаев не более чем на 0,2—0,25 длины шва.
На деталях из цветных металлов и деталях из стального литья, изготовленных в соответствии с ГОСТ 977—65, подлежащих нанесению электролитических и химических покрытий, исправление дефектов литья методом заварки не допускается.
На нерабочей поверхности литых деталей допускаются следы швов по разъему форм, следы от питателей, зачищенные заподлицо с поверхностью детали, следы от выталкивателей — углубления или выступы размером до 5 мм, отдельные чистые раковины в количестве не более трех диаметров до 1 мм и глубиной до 0,5 мм на 1 дм2.
На поверхности деталей из магниевых сплавов, поступающих на гальванические и химические покрытия, не допускаются поры, точечные включения, язвы, глубокие риски, вмятины, расслоения.
Сварные швы должны быть двусторонними, без зазоров, раковин и непроваров.
Детали перед гальваническим и химическим покрытием сначала обрабатывают механически, а затем подвергают термообработке при температуре 270—300° С в течение 1 ч с последующим охлаждением вместе с печью.
Детали, поступающие на анодирование, не должны иметь вкраплений, стружки других металлов. Нарезку резьбы и сверление отверстий следует производить после пропитки поверхности деталей лаком.
40
Для сборки места, не имеющие оксидной (анодированной) пленки, должны быть защищены смазками типа ЦИАТИМ-201.
Если разрыв между операцией механической отработки и электрохимического (или химического) покрытия продолжается более семи дней, детали следует консервировать.
Поверхность полированных покрытий должна быть однородной, блестящей или зеркальной. На полированной поверхности покрытия (кроме зеркальной) допускаются единичные царапины или точки от полировальных паст или инструмента в количестве не более 5 на 100 см2.
На полированной поверхности покрытия не допускаются недополированные места, прополированные участки (места со снятым покрытием до основного металла или до подслоя), кроме мест, специально оговоренных в технической документации или предусмотренных эталоном.
На неполированной поверхности покрытия допускаются следы механической обработки, штамповки, вытяжки, проката, предусмотренные стандартом на материал.
Поверхность крацованных покрытий должна быть светлой или блестящей. Допускается неоднотонность блеска.
Методы определения шероховатости поверхности. Шероховатость поверхности определяют по эталонам или с помощью специальных приборов.
Шероховатость даже хорошо обработанных поверхностей весьма велика. Микрогеометрическая площадь даже полированной поверхности во много раз больше той же площади в обычном геометрическом измерении.
В зависимости от требуемой точности измерений и вида поверхности применяют различные профилографы и профилометры.
Индуктивные, электронные и пьезоэлектрические профилографы и профилометры являются наиболее совершенными из существующих щуповых приборов. Они позволяют определять шероховатость в большом диапазоне, дают большие вертикальные увеличения рельефа, обладают высокой точностью, надежностью и простотой записи. Контактный способ определения шероховатости практически единственный метод, позволяющий при работе с профилометрами без предварительной записи рельефа получить численные значения величины шероховатости.
Для определения шероховатости поверхности выпускают следующие пять типов шуповых приборов: профилометры П-7, П-10, П-16 и профилографы ПГ-5, ПГ-10, а также три типа приборов с электромеханическими преобразователями:
профилограф-профилометр 201 блочной конструкции, предназначенный для измерения шероховатости поверхности в пределах 5—14-го классов;
профилограф-профилометр 202 (по сравнению с 201 он более универсален);
41
портативный профилометр 253 (взамен переносного профилометра 204), предназначенный для работы в цеховых условиях.
Помимо приведенных выше щуповых приборов отечественная промышленность выпускает и другие приборы.
Наряду с контактными приборами могут быть рекомендованы бесконтактные оптические приборы, основанные на принципе светового сечения (ПСС), теневой проекции (ПТС) и интерференции света (МИИ), изготовляемые по ГОСТ 9847—61. В настоящее время промышленность выпускает также следующие оптические приборы для измерения шероховатости поверхности: микроинтерферометры МИИ-4, МИИ-9, МИИ-10, МИИ-12, двойной микроскоп МИС-11, двойной микроскоп ПСС-2, прибор теневого сечения ПТС-1.
Существуют и другие способы определения шероховатости поверхности, однако они не получили широкого распространения, и поэтому мы их рассматривать не будем.
Шероховатость поверхности оказывает большое влияние на ряд очень важных эксплуатационных свойств металлов. Это в равной степени относится как к поверхности основного металла, так и к поверхности гальванопокрытий.
Таблица 15
Вид покрытия Толщина покрытия, мкм Высота микронеровностей после покрытия в зависимости от способа обработки, мкм
дробеструйного гидропеско-струйного к я я и о ч шлифования ^полирования
Исходная поверхность .... — 44,0 44,0 0,28 0,32 0,20
Матовое никелирование .... 12 30,3 30,3 0,36 0,22 0,16
То же - 24 32,8 35,3 0,46 0,30 0,24
Блестящее никелирование . . . 12 31,6 34,3 0,55 0,36 0,33
То же 24 29,9 33,8 0,44 0,31 0,27
» 12 1
Хромирование 1 J 35,4 35,9 0,55 0,28 0,30
Матовое никелирование .... 241 30,3 33,3 0,44 0,17 0,19
Хромирование 1 j
Матовое никелирование .... 3]
Меднение 12
36,0 35,8 0,35 0,35 0,26
Блестящее никелирование . . . 12
Хромирование 1
42
Таблица 16
Вид покрытия Класс шероховатости поверхности Вид покрытия Класс шероховатости поверхности
до покрытия после покрытия до покрытия после покрытия
Меднение 6-9 7-8 Кадмирование .... 7—10 7—9
Никелирование: Лужение 6-8 6-8
глянцевое 7—10 10-13 Серебрение:
полуглянцевое . . 6-8 7—9 блестящее 7—9 10-13
матовое 5-8 5-8 матовое 5-6 6-7
Хромирование: Воронение стали . . 6-9 6-8
блестящее 7—10 10—13 Оксидирование:
полублестящее . . 5-7 7—9 латуни 7—9 6-8
матовое 5-7 5-7 алюминия 6-7 6-7
Цинкование 7—8 5-7 Фосфатирование . . . 5-6 4-5
Способ механической подготовки поверхности деталей и последующее осаждение гальванопокрытий оказывают существенное влияние на свойства покрытий, особенно защитно-декоративных.
В табл. 15 и 16 приведены данные, показывающие влияние способов подготовки поверхности и условий электроосаждения на шероховатость поверхности.
МЕХАНИЧЕСКИЕ МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ
Механические методы подготовки поверхности применяют главным образохм перед нанесением защитно-декоративных покрытий и при последующей обработке этих покрытий. Необходимость такой подготовки связана с тем, что в процессе нанесения Декоративных покрытий поверхностные дефекты не только не исчезают, но в ряде случаев выявляются более рельефно.
Наиболее широкое распространение в промышленности находит декоративное шлифование и полирование на обычных шлифовально-полировальных станках, автоматизированном оборудовании или с помощью специальных портативных, переносных устройств. Для достижения высокого класса отделки поверхности применяют специальный инструмент: круги матерчатые, войлочные, фетровые, фибровые, фиберные, лепестковые, бумажные, синтетические, монолитные (абразивные) и др.
Применяют также обработку металлическими щетками — кра-Цеванне.
43
Широкое применение находит обработка деталей в барабанах различной конструкции, а также «подводная» и вибрационная обработка.
Сравнительно новыми методами обработки поверхности изделий являются: магнитно-гидроабразивный, гидромеханический, центробежный, электромагнитный и др. 1
Гидропескоструйная, дробеметная, дробеструйная и другие методы остаются важнейшими способами удаления окалины, ржавчины и других поверхностных дефектов с одновременным упрочнением поверхностного слоя металла.
Особый интерес представляет безабразивная обработка — метод пластического деформирования поверхности изделий металлическими шариками, роликами и др.
Обработка шлифовальными и полировальными кругами. В зависимости от химического состава материала, свойств и состояния поверхности детали при шлифовании и полировании проходят различный цикл обработки с помощью эластичного инструмента (кругов) и паст.
Для матирования черных и цветных металлов могут быть рекомендованы следующие пасты (в вес. %):
1) парафин 43,4; солидол Т 43,4; петролатум окисленный 13,2;
2) маршалит 80,8; парафин 10; церезин 0,2; солидол Т9,0;
3) наждак № 3 22,4; трепел 55,5; стеарин 7; солидол Т 15,1;
4) наждак № 3 1,35; кирпичная пыль 76,1; венская известь 0,94; стеарин 13,5; солидол Т 8,1.
Для полирования стали, меди и ее сплавов, серебра и других металлов могут быть рекомендованы пасты (в вес. %):
5) окись железа 73,1; стеарин 18,5; парафин 5,4; олеиновая кислота 1,0; церезин 2,0;
6) окись железа 36,8; каолин препарированный 36, 8; стеарин 13,2; петролатум окисленный 13,2;
7) каолин препарированный 68; стеарин 17,0; петролатум окисленный 13,2;
8) окись железа 76,7; стеарин 18,8; церезин 3,0; солидол Т 1,5;
9) окись хрома 29,5; микропорошок М10 29,5; мыло хозяйственное 60 %-ное 16,0; глицерин дистиллированный 5,0; вещество вспомогательное ОП-7 1,0; смазка УН 4,0; карбамид А 1,0; вода 14,0;
10) окись хрома 59,0; мыло хозяйственное 60%-ное 16; глицерин дистиллированный 5,0; вещество вспомогательное ОП-7 1,0; смазка УН 4,0; мочевина (ч) 1,0; вода 14.
В пасте (рецепт 6) 50% окиси хрома может быть заменено микропорошком М10.
Для полирования никеля, латуни, цинкового сплава, серебра и других металлов могут быть рекомендованы пасты (в вес. %):
1 Гарбер М. И. Декоративное шлифование и полирование. М. «Машиностроение», 1964. 192 с.
44
11) венская известь 71,8; стеарин 23,0; церезин 1,5; сало говяжье 1,5; скипидар 2,2;
12) окись алюминия 65,0; стеарин 10; церезин 14,5; пчелиный воск 8,0; скипидар 2,5.
Для полирования хрома, нержавеющей стали и других металлов могут быть рекомендованы пасты (в вес. %):
13) окись хрома 73,0; стеарин 23,0; олеиновая кислота 4,0;
14) окись хрома 36,8; каолин препарированный 36,8; стеарин 13,2; петролатум окисленный 13,2;
15) окись хрома 80,3; стеарин 17,0; олеиновая кислота 1,0; солидол Т 1,7.
Для полирования алюминия и пластмасс могут быть рекомендованы пасты 1 (в вес.%):
16) трепел 70,0; стеарин 25,0; олеиновая кислота 5,0;
17) трепел 68,0; парафин 18,0; олеиновая кислота 4,0; пчелиный воск 10.
Для финишных операций (матирования, полирования) применяют различные пасты. Наиболее универсальными и эффективными пастами являются жировая, марша'литовая, крокусная, известковая и хромовая. Особый интерес представляют пасты водорастворимые, разработанные на ВЭФ.
В табл. 17 показана последовательность обработки поверхности деталей из различных материалов.
Декоративное шлифование производят главным образом эластичными кругами, изготовленными из фетра, войлока, бязи, сукна, парусины, кожи, фибры, шлифовальной шкурки, на рабочей поверхности которых укреплены абразивные зерна клеевой связкой.
Декоративное шлифование производят таким образом, чтобы риски предыдущих переходов легко устранялись последующими. С этой целью рекомендуется при каждом переходе риски располагать под углом 30, 45, 60 или 90° по отношению к рискам предыдущего перехода. Последний переход нужно выполнять так, чтобы риски располагались вдоль поверхности детали и совпадали с первым переходом, если количество переходов нечетное.
Правильный выбор материала круга имеет важное значение. Чем мягче обрабатываемый металл, тем эластичнее должен быть материал круга. Однако профилированные детали рекомендуется шлифовать мягкими кругами, независимо от твердости металла, а детали, имеющие отверстия различной формы, зенковку, вырезанные места и т. п. — твердыми кругами, например фетровыми.
При шлифовании деталей, изготовленных из различных металлов и их сплавов, применяют следующие окружные скорости, м/с:
Чугун, сталь, никель, хром ...........................18—30
Медь, латунь, томпак, бронза, серебро...............14—18
Цинк, олово, свинец, алюминий и их сплавы .... 10—14
1 Рецептуры паст разработаны: 1, 2,5—7, 11—14—ЗИЛ (г. Москва); 3, 4, 15 — ГАЗ (г. Горький); 8 — завод «Красный тигель»; 9, 10 — завод ВЭФ (г. Рига); 16, 17 — зарубежные данные.
45
Таблица 17
Материал обрабатываемой детали
Чугун (отливки И сварные детали)
Стальные:
кованые штампованные точеные (болты, шурупы и другие метизы)
Нержавеющая сталь
Латунь и цинковый сплав:
сложной конфигурации
простой конфигурации
Алюминий и его сплавы
Фибра и пластмасса
Последовательность обработки поверхности деталей
Шлифование | Матирование Полирование
Номер зернистости абразива (переходы) Пасты
о ю 1р,си-», пер-кап- о а £ X «3 о
1 | up Ю I ю 1 со 1 'g Ч X X s Л О о •О* со Ч О. о к О) ю X о
8 ю С4 О «О со ю Я X X X X
+ + + + -Ч~ -4- + 2*2
— + + + + ~4— + + ziz
— + + + + -Ч— -ч— + + -н
— -- Z±Z -ч- + — -4— -ч- + -4—
— — —4— + + + 2*2 -ч— +
— — — -ч— + -*• + + + -4-
— — — -4- + -4- — + + ziz
— z+z + + —4— —4— Zt +
— — — + -ч- -4- + + -ь 2*2
Примечания:'!. Последовательность операций и количество переходов могут отличаться от табличных^ зависимости от конкретных условий обработки.
2. Условные обозначения: 4- применяется; — не применяется; ± применяется в отдельных случаях.
Крупногабаритные детали в некоторых случаях шлифуют со скоростью 35—40 м/с.
Наряду с окружной скоростью большое значение имеет усилие, с которым деталь прижимают к кругу. При ручной обработке эта величина непостоянна и колеблется в пределах 19,6—24,5 Н (2—2,5 кгс), при шлифовании деталей из закаленной стали до 49 Н (5 кгс).
После шлифования детали обрабатывают кругами, смазанными пастами (т. е. производят матирование).
Детали сложной конфигурации рекомендуется подвергать обработке специальными дисковыми щетками-кругами, изготовленными из морской травы (фибер, сизаль) или полимерных материалов (перлон, капрон, нейлон и др.).
46
Декоративное полирование производят кругами различной конструкции, изготовленными из бязи, байки, фланели и других материалов. Хорошие результаты получены при полировании самовентилирующимися кругами (рис. 1).
Для полирования деталей, имеющих отверстия, вырезы, применяют круги из более твердых материалов. В процессе полирования на рабочую поверхность круга, а в некоторых случаях и на поверхность обрабатываемой детали наносят пасту.
При полировании различных материалов [и их сплавов применяют следующие окружные скорости, м/с:
Чугун, сталь, никель, хром 30—35 Медь, латунь, томпак, брон-
за, серебро.........22—30
Цинк, олово, свинец, алю-
миний и его сплавы . . . 18—25
Детали из серебра, золота и детали, покрытые этими металлами, как правило, полируют вручную полировальниками стальными и из кровавика 4пРиР°Дный минерал — окись железа)-. Первыми производят предварительную полировку серебра, а вторыми — полирование до зеркального блеска.
Стальной полировальник при работе смачивают мыль-
Рис. 1. Самовентилирующийся круг
ным раствором и перемеща-
ют его по поверхности детали быстрыми возвратно-поступательными движениями при легком надавливании, удаляя таким образом все неровности. При этом происходит перемещение металла с выступающих участков обрабатываемой поверхности. Затем полировальником из кровавика сглаживают оставшиеся штрихи, и в результате поверхность детали приобретает зеркальный блеск.
При полировании деталей из золота или платины пользуются полировальниками, изготовленными только из кровавика. При этом достигается высокая чистота поверхности при минимальных потерях золота и платины.
На поверхности полировальников обоих типов не допускаются Даже самые незначительные штрихи и царапины. Чтобы поддерживать их рабочую поверхность в надлежащем состоянии полировальники периодически зачищают шкуркой и полируют. Для этого время от времени необходимо проводить полировальником по куску кожи, посыпанному крокусом (окисью железа) или окисью
47
хрома или другими порошкообразными полирующими абразивами.
Гальванические покрытия серебра (обычно на латуни) полируют также кругами из байки, фланели, шелка. Полирование производят на станке с 900—1450 об/мин ступенчато. Например, можно производить предварительное полирование байковым кругом (слегка), смоченным керосином, чем достигается лучшее «растягивание» серебра. Далее полирование производят другим байковым кругом, смазанным крокусной, кизельгуровой или другой пастой для получения зеркального блеска. В особых случаях золото и золотые покрытия полируют специальными кругами и пастами.
Повышение окружной скорости полировального круга равносильно увеличению его твердости. При этом увеличивается съем металла, но перемещение мельчайших выступов металла в углубления полируемой поверхности снижается.
Практически установлено, что у деталей, подвергнутых защитно-декоративному хромированию, общая потеря толщины покрытий при полировании составляет 10—20% в зависимости от конфигурации детали и качества гальванопокрытий. Отсюда необходимость максимального внедрения прогрессивных электролитов с блескообразующими и выравнивающими добавками, исключающими или резко сокращающими операции механического полирования. Это дает значительную экономию металла, дамикатов, электроэнергии и рабочей силы.
Снятие заусенцев и других поверхностных дефектов осуществляют стандартными шлифовальными кругами, дисковыми щетками (из фибера, капрона, нейлона, перлона и т. д.) или абразивными лентами и шкуркой. Эта операция может осуществляться также в механизированных установках, например в вибрационных контейнерах, а в ряде случаев электрополированием и ультразвуковой обработкой.
Обработка абразивными лентами. Основными преимуществами обработки абразивными лентами в сравнении с обычными методами шлифования монолитными и эластичными кругами являются: большая производительность, высокое качество обработки, возможность вести процесс с применением смазывающе-охлаждаю-щих жидкостей. Последнее способствует улучшению условий труда и удешевляет обработку.
Абразивные ленты обладают пластичностью, позволяют эффективно обрабатывать сложные криволинейные поверхности деталей даже при переменной нагрузке на ленту как при декоративном, так и при размерном шлифовании.
Постоянство заданной скорости ленты до полного ее износа, а также рабочая поверхность, во много раз превышающая рабочую поверхность эластичных кругов, повышают производительность процесса шлифования. Абразивная лента наиболее удобный инструмент для обработки изделий, чувствительных к прижогам 48
и недопускающих повышенной температуры в процессе шлифования.
Абразивные ленты из водостойкой шлифовальной и неводостойкой шкурки изготавливают по ГОСТ 12439—66.
Шлифование поверхности деталей производят либо при свободном натяжении ленты, либо поджимом ее к месту обработки неподвижной или роликовой опорой. Наиболее распространено шлифование с опорными (контактными) роликами.
Характерным показателем высокой производительности обработки абразивными лентами является съем металла, достигающий 1,2—1,6 г/мин на 1 мм ширины ленты.
Для уменьшения шероховатости детали на ленту наносят пасты различных составов. Например, применяют пасту следующего состава: стеарин 11%, парафин 11,5%, технический вазелин 5,5, остальное электрокорунд зернистостью М 40 или М 3.
Обработка металлическими щетками (крацевание). Крацевание применяют для очистки поверхности стальных изделий от остатков окалины после травления, ржавчины, травильного шлама, а также для снятия заусенцев. Этот процесс осуществляют с помощью стальных щеток.
Крацевание латунных, медных и серебряных деталей, а также гальванических покрытий обычно производят медными, латунными или мельхиоровыми щетками, смачиваёмыми в специальных растворах (например, в мыльном растворе).
Крацевание способствует равномерному распределению гальванических осадков и улучшает их физические свойства.
Крацевание применяют также для улучшения качества покрытий с большими толщинами. Крацевание может служить промежуточной операцией при наращивании больших толщин цветных (медь, олово и др.) и багородных (серебро, золото) металлов.
Для чистовой обработки рекомендуются щетки из проволоки диаметром 0,05—0,1 мм; для грубой обработки (снятия окалины, ржавчины, заусенцев, облоя и т. п.) — щетки с диаметром проволоки 0,3—0,6 мм.
Щетками при определенных условиях можно достигнуть высокого класса отделки поверхности (10—11-й классы шероховатости). Это зависит от исходного материала, размера и диаметра проволоки, давления, продолжительности обработки^ смазочноохлаждающей жидкости.
В табл. 18 приведены характеристики крацевальных дисковых Щеток.
Обработка галтованием. Обработка галтованием в барабанах один из наиболее распространенных и давно применяемых способов обработки поверхности, главным образом мелких деталей.
Различают сухое галтование и мокрое (с применением различных растворов). В свою очередь сухой способ галтования может быть безабразивным и абразивным (когда в барабан вместе
4 п/ред. Гинберга А. М. 49
Таблица 18
Обрабатываемый металл Материал проволоки дисковых щеток Диаметр проволоки, мм
Чугун, сталь, бронза Сталь 0,05—0,4
Никель, медные гальванические покрытия Нейзильбер 0,15—0,25
Цинковые, оловянные, медные и латунные гальванические покрытия Латунь, медь 0,15-0,2
Серебро и серебряные гальванические покрытия Латунь, нейзильбер 0,1—0,15
Золото и золотые гальванические покрытия Латунь 0,07-0,1
с деталями загружены абразивные материалы и, если необходимо, наполнители, выполняющие роль амортизаторов — полировальников).
Галтованием производят снятие заусенцев, притупление острых кромок, снятие облоя, удаление окалины и ржавчины, а также операции декоративной отделки. На процесс галтования существенное влияние оказывают: общая масса и соотношение в ней обрабатываемых деталей и абразивных материалов; состав и свойства абразивных материалов; состав и температура раствора; диаметр и скорость вращения барабана.
В герметических барабанах обрабатывают литые, кованые, штампованные, точеные и другие детали. Лучшие результаты достигаются при обработке деталей с криволинейной поверхностью, без глубоких выемок, но с равномерным распределением массы. Детали с острыми углами и краями и значительными плоскими участками или детали с неравномерным распределением массы (например, маховички) обрабатывать сложно. Особенно затруднена обработка деталей с глухими отверстиями малого диаметра или деталей с узкими пазами. При обработке деталей последние не должны сцепляться друг с другом или скользить.
Детали с наружной резьбой или с точными размерами, а также крупногабаритные детали требуют специальных условий галтования.
Обработка в перфорированных барабанах. Детали, находящиеся в перфорированном барабане (рис. 2), погруженном в жидкость, амортизируются раствором и испытывают меньшие удары. Кроме того, раствор, находящийся в сравнительно большом объеме ванны, более активен, стабильность его состава выше, чем в герметических барабанах. Обработке в последних обычно сопутствуют большие шумы, и для их снижения предусматривают специальные гидроглушители.
50
В случае подводной обработки раствор глушит шумы и процесс декоративного шлифования и полирования осуществляется бесшумно. Продолжительность галтования зависит от вида обработки (см. табл. 19).
Рис. 2. Установка для «подводного» шлифования и полирования:
Z — уровень мыльного раствора в ванне; II — уровень загрузки в барабане; / ванна; 2 —. ручка; 3 — противовес; 4 — барабан с отсеками; 5 — загрузочно-разгрузочное окно с крышкой; 6 — перфорация (диаметр отверстия 3 мм); 7 — передача; 8 — электродвигатель; 9 — редуктор
В табл. 20 приведены абразивные материалы и наполнители, применяемые для галтования, а в табл. 21 — растворы для шли-
фования и полирования (галтования).
Вибрационное галтование. Этим методом обрабатывают главным образом мелкие детали «насыпью». Сущность вибрационного галтования состоит в том, что обрабатываемых^! деталям, абразивной массе и наполнителям сообщают колебательные движения различной частоты и амплитуды. Если вибрационное галтование осуществляется с применением химических растворов, то кроме механической имеет место и химическая обработка, ускоряющая съем металла с поверхности.
По сравнению с обычным галтованием рабочая камера загру-
Таблица 19
Вид обработки Продолжительность обработки, ч
Удаление заусенцев . 0,25—2
Удаление окалины . . 1—4
Шлифование .... 4-40
Полирование небольших стальных деталей:
штампованных . . . 3—4
поковок 4—6
латунных и бронзовых деталей 2—4
жена более рационально (рис. 3), а производительность возрастает в 10 и более раз. Новый метод позволяет одновременно обрабатывать наружные и внутренние поверхности деталей, регули-
4*
51
Таблица 20
Обр абатываемые материалы Абразивные материалы и наполнители для галтования
Шлифование Полирование
Углеродистые и нержавеющие стали Куски абразивных кругов Э80-16 СТ1—СТ2К Фарфор обкатанный размером 5—40 мм
Куски абразивных элек-трокорундовых кругов размером 10—30 мм Микропорошки ЭМ40—М20
Шлифовальные порошки Э50-12 Венская известь, стальная дробь, каленая полированная
Крупный кварцевый песок Кожа мягкая (шевро, хром)
Чугунная дробь диаметром 5—15 мм Древесные опилки
Медь и ее сплавы, алюминиевые, магниевые, цинковые и цинково-алюминиевые сплавы Куски гранита размером 10—30 мм Шлифовальные порошки Э32—80 Куски мрамора размером 5—20 мм Фарфор обкатанный (или фарфоровые шарики) размером 5—20 мм Кожа, древесные опилки Венская известь
Куски фарфора размером 5—20 мм Стальная дробь, каленая полированная
Рис. 3. Схема обработки деталей в барабанах:
а — в обычном; б — вибрационном; 1 — зона активного перемешивания деталей и абразивного воздействия; 2 — пассивная зона
ровать и контролировать процесс, а также встраивать установки для вибрационного галтования в механизированные и автоматизированные линии. Несмотря на интенсивность процесса, тонкостенные и хрупкие детали обрабатываются без повреждений.
52
Таблица 21
Обрабатываемые материалы Рабочая жидкость для галтования
Шлифование Полирование
Углеродистые стали Нержавеющие стали Медь и ее сплавы Алюминиевые, магниевые, цинковые и цинково-алюминиевые сплавы Водный раствор 0,8% три натрийфосфата и 0,2% азотнокислого натрия Водный раствор 1—2% кальцинированной соды и 0,5 канифоли Водный раствор 2—3% едкого натра Водный раствор 1% кальцинированной соды, 0,25% азотнокислого натрия и 0,2% гашеной извести Водный раствор 0,8% тринатрийфосфата и 0,2% азотнокислого натрия Водный раствор 2—3% едкого натра Водный раствор 0,5—1% кальцинированной соды Водный раствор 0,8% тринатрийфосфата Вода Водный раствор 0,8% тр и н атр и йфосфата Водный раствор 0,8% жидкого стекла и 0,3% тр и н атр и йфосфата Водный раствор 0,2% нитрита натрия, 0,2% кальцинированной соды и 0,2% извести 1—2%-ный мыльный раствор Водный раствор 1 % кальцинированной соды, 0,25% нитрита натрия и 0,2% извести 1—2%-ная мыльная эмульсия Водный раствор 1 % хромового ангидрида и 0,5% поваренной соли 1—2%-ная мыльная эмульсия Водный раствор 1% хромового ангидрида, 0,5% серной кислоты, 1 — 2%-ная мыльная эмульсия
Примечание. При обработке деталей «насыпью» можно получить шлифованием 9-й, а полированием 11-й классы шероховатости поверхности.
Оптимальные частоты виброабразивной обработки1 находятся в пределах 1000—1500 колебаний в минуту. На этих частотах работают установки ПР-376А и ПР-355А (рис. 4).
Для легкодеформирующихся и мелких деталей (приборостроения и часовой промышленности) применяют абразивные частицы До 3 мм, которыми обрабатывают только с виброусилителями, так как при амплитудах до 6—8 мм они не оказывают абразивного воздействия. Для уменьшения шаржирования поверхности деталей абразивохм увеличивают количество раствора. Оптимальное
1 Малкин Д. Д. Теория и конструирование объемных виброобрабатывающих устройств. «Вибрационная техника в машиностроении», Львов, 1967.
53
Рис. 4. Схема виброабразивной установки НИИЧАСПРОМ
соотношение рабочей среды и деталей (по насыпному объему) в зависимости от назначения обработки находится в пределах 1 :1—5:1. В этом случае происходит максимальный съем металла.
При выброхимическом галтовании производится селективный съем металла. Данный метод обеспечивает стабильность обработки и высокую точность съема металла — до 1 мкм. Виброхимическое галтование целесообразно применять для отделки сложных поверхностей с закрытыми полостями.
В зависимости от выбранного раствора с химически активными компонентами виброхимическим галтованием можно осуществлять снятие заусенцев, шлифовать и полировать поверхности деталей, снимать облой, удалять окалину и продукты коррозии. Необходимо иметь в виду, что при виброхимическом галтовании происходит съем части металла по контуру и в отверстиях, поэтому необходим припуск на обработку 0,002—0,005 мм.
Для снятия окалины с поверхностей деталей из углеродистых сталей целесообразно применять 5%-ные растворы серной или соляной кислот с добавкой 1 % столярного клея или 0,5% ингибитора ПБ-8. Лучшие результаты получены при чистовом шлифовании латуни в растворе 1%-ной олеиновой и 1%-ной стеариновой кислот в скипидаре; при по
лировании в мыльно-содовом растворе с добавкой 1%-ной олеиновой кислоты и в 1%-ном растворе олеиновой кислоты.
В табл. 22 приведены основные технологические параметры обработки деталей различными методами галтования (по данным ВНИТИПрибора).
В табл. 23 приведены основные технологические параметры при вибрационном галтовании.
Галтование в барабанах с планетарным вращением. Метод галтования деталей в барабанах с планетарным вращением основан на эффективном использовании центробежных сил при вращении системы относительно центральной оси и дополнительном вращении барабанов вокруг своих осей. Образующийся при этом на поверхности рабочей массы внутри барабана скользящий слой перемещается в направлении, противоположном вращению барабанов. Установлено, что на шероховатость поверхности и производительность влияет частота вращения водила барабана [20].
В качестве обрабатывающей среды применяют бой шлифовальных электрокорундовых кругов марки ЭК45, 4Тг—4Т2К 54
Метод галтования Металл, подвергаемый обработке Класс шеро-ховатости
до обработки после обработки
Сухое галтова-ние (шлифование) Сталь 4—5 6—7
Сухое галтова-ние (полирование) Гальванический осажденный никель 10 11
Подводное гал-тование (шлифование) Сталь 4—7 7—8
Подводное гал-тование (полирование) Сталь 7—8 9—10
Подводное гал-тование (полирование) Алюминий и его сплавы, цинковый сплав 7 9
Подводное гал-тование (шлифование) с одновременным обезжириванием Алюминий и его сплавы 4—7 7—8
Вибрационное галтование (шлифование) Сталь, цветные металлы и их сплавы 4—7 6—7
Таблица 22
Абразивный материал Состав раствора Режим обработки Примечание
Наименование компонентов Концентрация, г/л частота вращения, об/мин продолжительность, ч
Шлифпорошок № 3 или № 4 — — 20—60 10—24 —
Окись хрома М-14 *— — 30 2—12 Наполнитель обрезки кожи
Бой электро-корундовых кругов Т-ВТК (Э6-Э10), размером 5—30 мм Мыло хозяйственное 72% -ное 2—5 30 2—12
Бой фарфора размером 5—20 мм То же 2—5 30 2—12 —
Стальные шарики d= 4-т-10 мм, кукурузные початки 2—5 30 2—12
То же Тринатрийфосфат 20—30 30 2—12 —
Шлифпорошок электроко-рундовый Известь гашеная 500—600 30 2—12 —
Шлифпорошок № 3 или № 4 — — 1400— 1700 кол/мин 5—6 (сталь 2—3) (цветные металлы) Амплитуда колебаний 7—15 мм
Таблица 23
Процесс при вибрационном галтовании Состав раствора Абразив Режим обработки Температура раствора, °C
Наименование компонентов Концентрация, г/л Частота колебаний, кол/мин Амплитуда колебаний, мм Продолжительность обработки, ч
Очистка поверхности от окалины и ржавчины Сода кальцинированная Na2CO3 30 Э, КЗ, Кч 16-80 СТ-ТЗ К, Б 1500 3—4 0,5-1 18—25
Шлифование поверхности деталей (6-й класс) Э 16-80 СТ-Т К, Б 1500 3—4 1-1,5
Шлифование поверхности деталей (7—8-й классы) Э, Кч 8-4 СТ-ВТ К, Б 2000 1,5— 2 1— 1,5
Полирование поверхности деталей (9-й класс) э М20-М28 СТ-Т Кч 2000 1,5— 2 1— 1,5
Полирование деталей до зеркального блеска Полирующий раствор — Металлические шарики d = = 94-18 мм 2000 1,5— 2 0,5— 1 18-25
Примечания: 1. Виброустановки конструкции НИИТМ.
2. Состав полирующего раствора выбирается в зависимости от природы металла и требований к отделке.
размером 10—16 мм и 2—3%-ный раствор кальцинированной соды. Галтуют детали из сталей 45, 20, СтЗ.
Для сталей с твердостью НВ < 130 оптимальная частота вращения барабана не превышает 160 об/мин. Продолжительность обработки деталей твердостью НВ < 130 при исходной шероховатости 5—6 кл. и требуемой шероховатости 8 кл. 15—20 мин, а деталей большей твердости 25—30 мин (нижний предел — для обработки тонкостенных деталей и деталей сложного профиля). Для грубых зачистных операций и снятия заусенцев рекомендуется частота вращения системы больше 250 об/мин.
56
Производительность барабанов с планетарным вращением выше, чем в других барабанах, и рекомендуется для обработки мелких деталей.
Магнитно-гидроабразивная обработка Ч Сущность магнитно-гидроабразивного метода состоит в том, что детали под действием вращающегося электромагнитного поля движутся навстречу
Рис. 5. Магнитно-гидроабразивная установка:
1 — сепаратор с трехфазной обмоткой; 2 — стеклянный или пластмассовый сосуд; 3 — детали, подвергаемые обработке; 4 — мешалка
Рис. 6. Схема гидромеханической установки:
/ — рычаг; 2 — обрабатываемая деталь; 3 — обойма; 4 — ось; 5 — неподвижное кольцо; 6 — шпиндель; 7 — палец
гидроабразивной жидкости, которая непрерывно перемешивается многолопастной мешалкой (рис. 5). В результате происходит активное воздействие гидроабразивной среды на обрабатываемую поверхность. Этим методом обрабатывают ролики игольчатых подшипников, детали радиоэлектронной аппаратуры, приборов, часовых механизмов, а также снимают окалину со сверл и другого инструмента.
Шлифование производят в растворе следующего состава: корунд или карборунд зернистостью № 40—25 500 г/л и щавелевая кислота 15—25 г/л.
1 Гарбер М. И. Декоративное шлифование и полирование. М., «Машиностроение», 1964. 192 с.
57
Продолжительность обработки 2—3,5 ч. Шероховатость поверхности до обработки 4—5-й классы, после обработки 8—9-й классы.
Полирование шлифованых деталей производят в растворе следующего состава г/л: хлористый натрий 40—60 и нитрит натрия 15—25.
Продолжительность обработки 0,5—1 ч. Шероховатость поверхности 10—11-й классы.
Производительность повышается в 15—20 раз.
Гидромеханическая обработка. Гидромеханический метод осуществляют в специальной установке, позволяющей шлифовать и
Рис. 7. Центробежный барабан—станок:
а — схема установки; б — установка отражательного щитка; / — барабан; 2 — абразивное зерно с наполнителем; 3 — обрабатываемое изделие; 4 — приспособление; 5 — поворотный кронштейн
полировать детали, имеющие сложнопрофилированную поверхность (рис. 6), за счет быстрого движения деталей (например, турбинных лопаток) в жидкости, содержащей во взвешенном состоянии абразивный порошок. Для равномерного съема металла детали во время движения поворачиваются вокруг вертикальной оси, меняя угол атаки жидкости. Этим методом обеспечивается качественное и производительное шлифование деталей сложного профиля без затрат ручного труда.
Центробежная обработка. Обработка деталей производится в свободной абразивной среде, которая под воздействием центробежной силы, возникающей во время вращения барабана, прижимается к его периферии плотным слоем, принимающим форму хорды (рис. 7). Скорость вращения и продолжительность обработки можно менять в зависимости от природы шлифуемого или полируемого металла, состояния его поверхности и требуемой шероховатости поверхности.
Наилучшей абразивной средой можно считать смесь, состоящую из трех компонентов: абразива, древесных опилок и машин-58
ного масла. Оптимальное соотношение компонентов соответственно 7:3: 1. Опилки следует добавлять через каждые 15 мин. Коэффициент усадки опилок через каждые 15 мин работы установки равен 0,4.
ГАЛЬВАНО-АБРАЗИВНАЯ ОБРАБОТКА
Сущность метода состоит в том, что между обрабатываемым и полирующим металлом в определенной среде — электролите ввиду разности их потенциалов возникает гальваническая пара, т. е. протекает электрохимический процесс.
Ленинградский электромеханический завод успешно применил гальваноабразивный метод обработки мелких деталей насыпью в барабанах.
В качестве полирующего материала были применены медные шарики диаметром 1—3 мм. Электролит — 10%-ный раствор однозамещенного фосфорнокислого натрия.
Процесс интенсифицируется в 3 раза. Шероховатость обработанной данным методом поверхности достигает 9-го класса. С введением в раствор шлифовального порошка процесс ускоряется.
Струйно-абразивная обработка. Струйно-абразивный метод обработки поверхности деталей нашел широкое применение, так как обеспечивает высокую производительность и экономичность.
Струйно-абразивные методы применяют для самых разнообразных целей: удаления окалины и ржавчины, снятия заусенцев; зачистки швов после сварки и пайки, уменьшения шероховатости; матирования деталей, изготовленных из металла, пластмассы, стекла; получения рисунков и надписей на любых материалах (с применением шаблонов); декоративной отделки с различными оттенками (атласный, ореховый, вороненый и т. д.), сатинирования и т. п.
Струйно-абразивные методы делятся на: абразивно-жидкостный, абразивно-центробежный, абразивно-пневматический, абразивно-электрический, абразивно-гравитационный. Кроме того, в промышленности применяют также комбинированные струйно-абразивные методы: абразивно-пневможидкостные, абразивно-жидкостно-центробежные и др., рассматриваемые в специальной литературе х.
Безабразивная обработка (пластическое деформирование). Обкатывание цилиндрическими роликами и шариками, являющееся одним из методов упрочнения поверхности, находит также приме-менение для уменьшения шероховатости поверхности деталей и придания им декоративного вида.
В качестве инструмента применяют ролики, рабочая поверхность, которых полирована до 9—12-го классов. Ролики
1 Спичко А. С. Струйно-абразивная обработка. М., НИИМАШ, 1958. 55 с.
59
изготовляют преимущественно из шарикоподшипниковой стали, имеющей после термической обработки твердость HRC61—65. Размеры роликов зависят от профиля обрабатываемой поверхности и определяются технологическими требованиями.
В цехах покрытий применяют чаще всего трехроликовые приспособления, обеспечивающие уравновешивание сил давления, которое испытывает поверхность обрабатываемой детали. При обкатывании роликами происходит незначительное уменьшение диаметра детали, зависящее главным образом от исходной шероховатости поверхности:
Класс шероховатости перед обкатыванием .......................... 4 5 6
Уменьшение диаметра в результате обкатывания, мм................ 0,05—0,08 0,03—0,05 0,02—0,03
Класс шероховатости поверхности, достигаемый при обкатывании, зависит от исходной чистоты поверхности, размеров роликов, величины подачи, нагрузки на ролик и числа проходов. Шероховатость поверхности уменьшается на 2—3 класса.
Режим обработки роликами подбирается опытным путем. Уменьшение подачи снижает величину шероховатости. Обычно подача превышает 0,5—0,6 мм/об. Увеличение числа проходов до 3—5 повышает качество поверхности.
Величина нагрузки на ролики может меняться в широких пределах в зависимости от размеров ролика, диаметра и пластичности материала обкатываемой стали. При работе с цилиндрическими роликами лучшие результаты повышения класса шероховатости поверхности деталей из среднеуглеродистой стали достигаются при удельной нагрузке1, равной 1863 • 103—2158 • 103 Н/м2 (190—220 кге/мм).
При обкатывании роликами более прочных материалов нагрузку следует повышать пропорционально увеличению предела текучести этого материала.
В последнее время многие промышленные предприятий применяют обкатывание поверхности труб и подобных цилиндрических деталей перед нанесением гальванических покрытий.
НОВЫЕ МЕТОДЫ ДЕКОРАТИВНОЙ ОТДЕЛКИ ПОВЕРХНОСТИ 2
Алмазное точение и фрезерование. Лучевание. В приборостроении, и в частности в часовом производстве, для декоративной обработки поверхности деталей применяют алмазное точение и фрезерование.
Алмазную обработку, как правило, осуществляют широколезвийными однокромочными или профильными резцами, изго-
1 Под удельной нагрузкой в данном случае понимается нагрузка, приходящаяся на единицу длины контакта ролика с обкатываемой деталью.
2 Круглов Г. А., Тарасевич Н. Я. и Филимошина Н. А. Новые методы декоративной отделки. МДНТП, 1974.
60
товленными из монокристаллов природного алмаза. Режущие кромки алмазных резцов тщательно доводятся, что обеспечивает получение шероховатости поверхности обрабатываемых деталей П—12-го классов.
Петродворцовый часовой завод серийно выпускает алмазные резцы различного профиля с шириной режущих кромок от 0,2 до 12 мм.
Заданную фактуру (штриховую или лучевую) на поверхности изделий получают с помощью шаблона, щупа и гидропневмати-ческой системы, связанной с резцовой головкой станка.
Для однородности фактуры важное значение имеет непрерывность и глубина штрихов.
АЛМАЗНОЕ ВЫГЛАЖИВАНИЕ
При алмазном выглаживании покрытия уплотняются, поверхностная твердость повышается, пористость уменьшается, шероховатость покрытий снижается и соответственно повышается класс обработки поверхности (приблизительно на 2 класса).
Важнейшими факторами, влияющими на шероховатость поверхности, упрочнение и пористость покрытия, в данном случае являются усилия выглаживания, величина продольной подачи алмаза и исходное качество поверхности гальванопокрытия.
Превышение оптимального давления приводит к отслаиванию покрытий. Для кадмиевых покрытий оптимальной величиной усилия выглаживания будет 49 • 104—58,8 • 104 Н/м2 (5—6 .кгс/см2) при радиусе сферы алмаза 7? = 3,5 мм; для покрытий серебром 117,6-104—147-104 Н/м2 (12—15 кгс/см2) при радиусе сферы алмаза 7? = 2,5 мм; для хрома 137 Н/м2 (14 кгс/см2) при радиусе сферы алмаза R = 1,2 мм. При усилии выглаживания, начиная с 98 Н/м2 (10 кгс/см2), пористость хромовых покрытий значительно уменьшается.
Величина продольной подачи алмазного инструмента оказывает большое влияние на шероховатость обрабатываемой поверхности. При изменении подачи алмаза от 0,02 до 0,09 мм за один оборот высота неровностей поверхности хрома возрастает с 0,053 до 0,15 мкм; поверхности серебра с 0,05 до 0,115 мкм. Для обеспечения высокого качества декоративной отделки применяют алмазные наконечники с радиусом сферы алмаза 7? = 2,5-4-3,5 мм.
Для твердых покрытий рекомендуется применять алмаз с радиусом сферы 7? = 1,0-4-1,5 мм, для мягких покрытий — алмаз с радиусом сферы R = 2,5-4-3,5 мм.
Алмазное выглаживание повышает микротвердость гальванопокрытий (хромовых, кадмиевых и др.).
В результате испытаний хромовых покрытий толщиной 15 мкм на контактную циклическую прочность после алмазного выглаживания установлено, что они длительно (более 10-106 циклов) выдерживают без разрушения нагрузки 50 кгс/мм2.
Вибрационное обкатывание. В настоящее время разработан принципиально новый метод1 обработки поверхности деталей — виброобкатывание, нашедший широкое применение в СССР и за рубежом.
Сущность процесса виброобкатывания состоит в том, что за счет сложного относительного перемещения детали и инструмента на обрабатываемой поверхности шариком или алмазным наконечником выдавливаются регулярно расположенные канавки.
Метод виброобкатывания универсален. Меняя скорости и соотношения скоростей движения обрабатываемой детали и инструмента, можно создавать четыре основных вида микрорельефа: с некасающимися, касающимися, пересекающимися канавками и
а) ё) 6) г) д)
Рис. 8. Микрорельефы, образующиеся при виброобкатывании
канавками, образующими полностью новый рельеф (рис. 8). В пределах кинематической схемы варианты рисунков практически неограничены.
Процесс виброобкатывания применим для обработки металлов любой поверхности, формы и габаритов. При обработке (вдавливании) деталей, изготовленных из металлов твердостью HRC 40— 45 целесообразно в качестве инструмента применять крупные шарикоподшипники (ШХ-15, HRC 61—63), а для виброобкатывания металлов и других материалов с большей твердостью — твердосплавные шары и твердосплавные или алмазные сферические наконечники.
Когда размер канавок по ширине и глубине должен быть малым, могут быть применены шарики рт авторучек (материал В Кб, d = 0,8-ь1 мм).
Таким образом, на детали или изделия, полученные прессованием пластмасс, прокаткой или штамповкой, может быть перенесен любой рисунок с виброобкатанных поверхностей матриц, пуансонов, прокатных валиков и других инструментов. Этот процесс может быть также осуществлен на оргстекле и других материалах. Виброобкатывание может дать хорошие результаты при подготовке поверхности перед нанесением покрытий, а также последующей обработке гальванических покрытий.
1 Данный метод разработан в ЛИТМО Ю. Г. Шнейдером.
62
Помимо цилиндрических и торцовых поверхностей декоративным виброобкатыванием обрабатывают конические, сферические продольные и другие поверхности, имеющие форму тел вращения.
Виброобкатыванием осуществляют декоративную отделку плоских поверхностей. Этот процесс также упрочняет обработанную поверхность и повышает ее коррозионную стойкость.
Ультразвуковая обработка. В последнее время для интенсификации снятия заусенцев и улучшения качества поверхности применяют ультразвуковую обработку. Обычно процесс очистки поверхности совмещают с упрочнением. Ультразвуковую обработку поверхности производят в гидроабразивной среде. Приводимые в движение ультразвуком абразивные частицы снимают заусенцы, притупляют острые кромки на деталях и упрочняют поверхностные слои металла. Абразив вводят в раствор в количестве 10—15% к весу рабочей жидкости.
При работе ультразвукового преобразователя возникают гидродинамические потоки, которые приводят абразивные частицы (шлифпорошки) во взвешенное состояние. Применение механической мешалки или установки с качающимся ультразвуковым излучателем позволяет частицам абразива более равномерно перемешиваться в растворе.
Эффективность ультразвуковой обработки зависит от удельной интенсивности ультразвукового преобразователя, размера и состава абразива, природы обрабатываемого металла и продолжительности обработки. Удельная интенсивность ультразвукового воздействия должна обеспечивать возникновение активной кавитации.
В результате обработки деталей в ультразвуковом поле возрастает твердость обрабатываемой поверхности деталей, одновременно улучшается ее качество на 1—2 класса. В поверхностных слоях возникают остаточные напряжения, достигающие 196,1 • 104—392,2-104 Н/м2 (20—40 кгс/см2).
Упрочнение поверхности изделий ультразвуком по сравнению, например, с гидроабразивной обработкой имеет следующие преимущества: ультразвуковые волны с абразивом проникают во все труднодоступные места самой сложной конфигурации деталей; «озвучивание» и абразивная обработка осуществляются в одной ванне и поэтому не требуют больших количеств абразива (как при струйно-абразивной обработке). Меняя состав абразива и его зернистость, можно упрочнять различные металлы.
ХИМИЧЕСКИЕ МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ1
Химическое обезжиривание. Химическое обезжиривание производят органическими растворителями, щелочными растворами, водными моющими составами.
1 ГОСТ 9.047—75 регламентирует операции технологических процессов получения покрытий (в том числе операций подготовки поверхности).
63
Выбор способа подготовки поверхности деталей зависит от вида загрязнений, природы металла, физического состояния его поверхности, конструктивных особенностей изделий и т. п.
Обезжиривание в органических растворителях. Органические растворители находят широкое применение для очистки поверхности металлов перед нанесением покрытий. Они хорошо растворяют жировые загрязнения как органического, так и минерального происхождения, легко удаляют толстые слои консерва-ционных масел.
Органические растворители с течением времени загрязняются, поэтому их следует периодически очищать. Поскольку жировые загрязнения имеют более высокую температуру испарения, чем органические растворители, последние могут быть легко регенерированы. Наиболее часто применяют две группы органических растворителей: углеводороды и хлоропроизводные углеводороды. К углеводородам относятся бензин, керосин и др. Приведенные растворители первой группы огнеопасны, поэтому их, особенно в последнее время, заменяют другими растворителями.
В нашей стране и за рубежом все более широкое применение находят хлорированные углеводороды и прежде всего трихлорэтилен и тетрахлорэтилен. Применение трихлорэтилена в приборостроении расширилось благодаря тому, что отечественная промышленность освоила серийное изготовление герметизированных установок типа ОКП, осуществляющих одновременно регенерацию и использование трихлорэтилена. Хлорированные углеводороды неогнеопасны, относительно устойчивы, менее ядовиты, но токсичны и требуют строгого соблюдения правил техники безопасности.
Трихлорэтилен—высокоэффективный растворитель с невысокой температурой кипения (87° С), сравнительно низкой скрытой теплотой испарения, бесцветная негорючая жидкость. Растворяющая способность его паров по отношению к маслам, смазкам в 40 раз больше, чем у бензина. Однако трихлорэтилен разлагается при перегреве, при контакте с горячими металлами, на свету, при контакте с алюминием и магнием. При быстром разложении трихлорэтилена в результате соприкосновения, например, с металлическими порошками, стружкой он взрывоопасен, при этом образуются ядовитые пары и газы.
В присутствии водяных паров он также разлагается с образованием соляной кислоты, что может вызвать коррозию аппаратуры и обезжириваемых деталей. Для повышения стабильности к трихлорэтилену добавляют стабилизаторы в количестве 0,01—0,02%. Лучшими стабилизаторами считаются органические амины, например, дифениламин, монобутиламин и анилин. Для удаления влаги перегонку трихлорэтилена производят в присутствии соды. В табл. 24 приведены растворители и режимы очистки деталей от различных загрязнений.
64
Таблица 24
п/ред. Гинберга А.
Область применения Обрабатываемый металл и покрытие Наименование растворителя Режим обработки
Температура, °C Продолжительность, мин
погружения выдержки в парах р аство-рителя
Очистка деталей от и консервационных смазки рабочих масел и Все металлы, кроме серебра, алюминия, титана, меди и ее сплавов Все металлы, кроме титана Трихлорэтилен стабилизированный С2НС13 Тетрахлорэтилен С2С14 87 121 Не менее 0,5 То же 0,5—5,0 То же
Очистка деталей от шлифовальных и полировальных паст Все металлы, кроме титана, алюминия, серебра, меди и ее сплавов. Все шлифованные и полированные поверхности (в том числе покрытия), кроме серебряных, медных и медных сплавов Все металлы, кроме титана; все шлифованные и полированные поверхности Трихлорэтилен стабилизированный С2НС13 Катипнит-10 1—З^г/л Тетрахлорэтилен С2С14 Катионит-10 1—3 г/л 87 121 » » »
Примечания: 1. Очистку деталей производят в двухванной моечной установке, отвечающей требованиям техники безопасности.
2. Допускается применение фреона-113 для всех металлов, кроме титана, а бензина, этиленхлорида по ГОСТ 9968—73.
3. Обработку погружением и в парах растворителя производят последовательно.
4. Допускается обработка погружением при температуре ниже температуры кипения.
5. Не допускается обработка деталей, смоченных водой или водными растворами.
6. Для стабилизации ^трихлорэтилена применяют один из следующих стабилизаторов: триэтиламин ~ 0,01 г/л; монобутиламин ~ 0,01 г/л; уротропин ~ 0,01 г/л. pH водной вытяжки не ниже 6,8.
7. Допускается обезжиривание деталей из алюминия и его сплавов, меди и ее сплавов и медных покрытий при температуре не выше 70 °C.
8. Для интенсификации процесса и обеспечения высококачественной очистки рекомендуется применение ультразвука при температуре раствора не более 50 °C.
9. Допускается обработка без катионита-10.
8 _____________________________________________________________________________________________________________________________________
Обезжиривание деталей в хлорированных углеводородах следует производить в специальной герметической аппаратуре (промывных ваннах, шкафах с испарителями, душевых кабинах и др.). Опыт показывает, что во многих случаях несложная переделка уже имеющейся действующей вентиляции и оборудования может обеспечить надежный отсос тяжелых паров негорючих хлорированных и фторхлорированных растворителей, сделать имеющееся оборудование пригодным для успешного применения этих растворителей.
Трифтортрихлорэтан (фреон-113) — бесцветная негорючая жидкость. Плотность 1,58 г/см3. Температура кипения 47,6° С, самовоспламенения выше 700° С.
Применение фреона-113 в последнее время расширяется. Он обладает хорошей растворяющей способностью, полностью смешивается с углеводородными маслами, жирами, смазками, с большинством кремниевых и фторорганических соединений.
Обезжиривание деталей фреоном-113 может осуществляться как в жидкой, так и в паровой фазе, т. е. при температуре 20—50° С.
При обезжиривании фреоном-113 в паровой фазе наблюдается небольшое коррозионное действие на цинк, алюминий, магний в условиях длительного контакта с растворителем в присутствии свободной воды или полярных растворителей (этилового и метилового спирта).
Наиболее рационально и экономично применение фреона-113 в непрерывно действующей установке с постоянной циркуляцией и регенерацией растворителя. Потери фреона-113 при одном замкнутом цикле составляют примерно 2—3%.
Фреон-113 химически стоек, не реагирует с большинством химических веществ, включая азотную кислоту, хлор и др. При обезжиривании деталей фреоном-113 присутствие свободной влаги нежелательно, так как это может вызвать коррозию металлов.
Обезжиривание в щелочных растворах. Любые пленки — жировые, окисные и др., создавая «барьер» на чистой поверхности металла или другого материала, препятствуют прочному сцеплению покрытий.
Не меньшее влияние на адгезию и прочность сцепления покрытий с основным металлом оказывают профиль поверхности и физическое состояние кристаллов в поверхностных слоях. Если кристаллы поверхностного слоя очень деформированы, их следует удалить, в противном случае силы адгезии покрытий будут ослаблены.
Таким образом, подготовка поверхности складывается из двух этапов: создания необходимой структуры поверхности и обеспечения надлежащей ее чистоты. В ряде случаев эти оба этапа совмещаются.
Все жировые и масляные загрязнения можно разделить на две группы: омыляемые (жиры животного и растительного происхождения) и неомыляемые (минерального происхождения). Неомы-66
ляемые жиры при определенных условиях образуют со щелочью эмульсии. Для ослабления силы сцепления масла с поверхностью металла в щелочные растворы добавляют небольшие количества поверхностно-активных веществ (ПАВ) — эмульгаторов, которые, адсорбируясь на поверхности двух фаз (масло—раствор), понижают поверхностное натяжение, облегчают отрыв масляной пленки от основного металла и образование эмульсии. Подогрев раствора при этом ускоряет процесс омыления жиров и гидролиз солей щелочи.
ПАВ обладают свойством обычно при малой концентрации образовывать особую структуру, так называемую мицеллообразную. Молекулы ПАВ агрегатируются в мицеллу, состоящую из десятков молекул, и образуют в адсорбционном слое более прочные пленки, дающие устойчивые пены, эмульсии и суспензии.
Установлено, что скорость омыления растительных и животных жиров незначительна, и моющее действие щелочных растворов обусловлено главным образом не омылением жиров, а снижением межфазного натяжения на границе водной и масляной фаз.
В соответствии с этим становится очевидным, что эффективность обезжиривающих растворов значительно улучшается при введении в щелочные растворы ПАВ. К ПАВ относятся жировое мыло и синтетические моющие вещества.
Синтетические ПАВ в настоящее время применяются наиболее широко, так как имеют ряд преимуществ по сравнению с жировым мылом: у них меньше критическая концентрация мицелло-образования (ККМ), т. е. концентрация ПАВ, при которой достигается максимухм моющего действия, поэтому синтетические ПАВ имеют меньший удельный расход, они не образуют осадков с солями жидкости, моют в кислой среде. Подсчитано, что 1 т синтетических ПАВ 1 экономит 2—2,5 т пищевого жира.
Контакт Петрова до сих пор находит широкое применение как моющий препарат и особенно как эмульгатор. Он представляет собой продукт сульфирования солярового и веретенного масла с последующей нейтрализацией образовавшихся сульфонефтя-ных кислот щелочами. К этой группе ПАВ относятся также синтетические моющие вещества типа алкилсульфонатов (мерзо-ляты). Наиболее разнообразными и активными по своему действию являются ПАВ,’в молекулы которых входят ароматические радикалы бензольного и других рядов: бензола С6Н6, толуола С6Н5СН3, нафталина С10Н8 и другие так называемые алкиларилсульфонаты.
В настоящее время практическое значение имеют два вида ПАВ: анионоактивные и неионогенные.
Из анионоактивных ПАВ находят применение: сульфонол НП-1, сульфонол НП-3, ДС-РАС и др. Из неионогенных ПАВ до сих пор находят применение ОП-7 и ОП-Ю. Однако их
1 Впервые поверхностно-активное вещество было получено в 1912 г. русским Ученым Г. С. Петровым. Позднее оно было названо контактом Петрова.
5* 67
Таблица 25
Компоненты Моющие средства и содержание компонентов, %
МЛ-51 МЛ-52 тракторин деталин
Углекислый натрий Na2CO3 .... 44 50 32 8
Тринатрийфосфат Na3PO4- 12Н2О . — — 11 —
Триполифосфат Na5P3O10 34,5 30 — 12
Жидкое стекло Na2SiO3-пН2О . . . 20 10 53 5
Сульфонол НП-1 — 1,8 — 10
ДС-РАС — — 1-1,5 —
Смачиватель ДБ 1,5 8,2 — —
Вода Н2О — — До 100 До 100
Примечание. МЛ-51 и МЛ-52 выпускаются Чапаевским химическим комбинатом Куйбышевской области.
Тракторин и деталин выпускаются Ленинградским комбинатом синтетических моющих средств им. Карпова.
применение ограничивают, так как приведенные выше ПАВ относятся к биологически «жестким» и загрязняют окружающую среду. В табл. 25 приведены составы некоторых моющих средств, которые рекомендуется применять в концентрациях от 0,5— 1,5% (деталин) до 2—3% (МЛ-51, МЛ-52).
Широкое применение находит моющий порошок типол, выпускаемый промышленностью под названием «Прогресс». Его применяют для обезжиривания черных и цветных металлов, никелевых, медных и других покрытий. Выпускаются также и другие моющие средства, например смачиватель ПБ, порошок «Новость» и др.
Внедрение ПАВ позволяет снизить стоимость растворов на 40—60%, сократить время очистки деталей в 3—5 раз и повысить качество подготовки поверхности деталей перед нанесением покрытий.
Особое внимание должно быть обращено на необходимость применения биологических мягких ПАВ; т. е. безвредных в отношении бактериальной флоры, поскольку биологически жесткие ПАВ приводят к загрязнению естественных водоемов. К биологически жестким ПАВ относятся: сульфонол НП-1, ОП-7, ОП-10, алкил-сульфанат, хлорный сульфонол, контакт Петрова, альфонол 8, альфонол 9. Предельно допустимые концентрации вредных веществ в сточных водах 5 мг/л.
Большое значение для качественного обезжиривания в щелочных растворах имеет концентрация в них щелочи. Повышенная концентрация щелочи не только ухудшает подготовку поверхности, но может вызвать пассивацию и коррозию изделий.
68
Таблица 26
Область применения Обрабатываемые металлы и покрытие Состав растворов, г/л Режим обработки
Моющие средства Натр едкий NaOH Тринатрийфосфат Na3PO4-12H2O Кальцинированная сода Na2CO3 Синтанол ДС-10 или жидкое стекло Na2SiO3nH2O Температура, °C Продолжительность, мин
ТМС-31 лабомид или деталин или импульс LO Й LQ
Очистка деталей от шлифовальных и полировальных паст Все металлы и сплавы, шлифованные и полированные поверхности и покрытия 60—80 — — — — — — 70—80 5—10
Очистка деталей от рабочих консервационных масел» смазок Все металлы и сплавы и покрытия — 20—30 — — — — — 60—80 3—10
и других жировых загрязнений Сталь различных марок — — — 5—15 25—35 25—35 3—5 60—80 3—20
Все металлы, сплавы и покрытия (кроме полированного алюминия и его сплавов) — — — — 25—35 25—35 3—5 60—80 5—20
Очистка деталей от смазочно-охлаждающих жидкостей Все металлы и сплавы — — 15—35 — — — — 60—80 1—5
в моечных машинах.
Примечания: 1. Обработку производят в ваннах (с перемешиванием раствора или движением деталей) или _ ___________ ________
При образовании большого количества пены в раствор добавляют пеногаситель КЭ-10-12 или другие вещества в количестве 0,1—•,2 г/л.
2. Для интенсификации процесса очистки поверхности мелких, сложнопрофилированных деталей рекомендуется применение ультразвука. Состав раствора (г/л): натр едкий 7—10, сода кальцинированная 15—20, три натрийфосфат 20—30, сульфонол 3—15. Температура раствора 55 ± 5 °C. Продолжительность обработки 1—5 мин. Частота ультразвуковых колебаний 20—40 кГц. Возможна замена сульфо-нола другими ПАВ.
3. Допускается увеличение или снижение продолжительности обработки.
4. Концентрация жидкого стекла должна быть в пределах 25—30 г/л для алюминия и его сплавов.
5. При обезжиривании стальных деталей, по мере надобности, допускается повышение концентрации натра едкого до 50 г/л, тринатрийфосфата до 70 г/л.
6. При обработке струйным методом концентрация МЛ-51, МЛ-52, МЛ-53 3 г/л.
Так, например, коррозия легких металлов и их сплавов происходит при pH > 10, коррозия цветных металлов — при pH 12,5. В присутствии жидкого стекла коррозия легких металлов не происходит ввиду того, что оно оказывает защитное, ингибирующее действие. Кроме того, силикаты еще и хорошо обезжиривают поверхность.
Повышать эффективность раствора обезжиривания нельзя резким увеличением щелочи, так как при высоком значении pH снижается заряд частичек загрязнения и уменьшаются отталкивающие силы, поддерживающие эти частицы эмульсии и дисперсии, что способствует агломерации. Большая жесткость воды ухудшает обезжиривание, ослабляет эффективность раствора из-за коагулирования известкового и магниевого мыла к деталям, образуя трудноудаляемые пленки.
Основными компонентами обезжиривающих растворов являются едкий натр, углекислый натрий, тринатрийфосфат, силикат натрия. Эти вещества образуют с водой гидроксильные ионы (ОН), придающие раствору щелочной характер.
Углекислый натрий не всегда является обязательным компонентом раствора обезжиривания, так как в результате процесса карбонизации едкого натра через некоторое время в обезжиривающем растворе накапливается углекислый натрий. Тем не менее один углекислый натрий не может создать необходимую щелочность и высокую электропроводность раствора. Однако достоинство углекислого натрия сравнительно с едким натром состоит в большей химической устойчивости и, что очень важно, он значительно дешевле.
Зависимость pH водных растворов углекислого натрия при 12° С от концентрации нормального раствора (содержащего 53 г в 1 л Н2О) приводится ниже:
Концентрация (нормальность).......... 0,04 0,08 0,16 0,32 0,44
pH ..................................11,2 11,3 11,45 11,5 11,5
Ниже показана зависимость pH раствора тринатрийфосфата, вводимого в обезжиривающие растворы, от его концентрации в нормальностях (54,7 г/л) при 25° С:
Концентрация ......... 0,03 0,04 0,08 0,12 0,16 0,24 0,36 0,44
pH ................... 10,8 11,7 11,95 12,15 12,15 12,25 12,45 12,75
Фосфаты, являясь буфером, поддерживают концентрацию водородных ионов при изменении состава раствора. Кроме того, фосфаты, и прежде всего полифосфаты, образуют комплексы с солями кальция и магния, смягчая воду.
Фосфаты обладают хорошей смываемостью. Если в растворе имеется достаточное количество фосфата, то другие компоненты обезжиривающего раствора, такие, как едкий натр и углекислый натрий, лучше смываются, в то время как без этого они удаляются труднее.
70
Силикат натрия (кремнекислый натрий) применяют обычно в виде растворимого стекла, представляющего собой порошок или водный раствор переменного состава mNa2O«nSiO2 с различным отношением (модулем) т : п от 1—2 до 1—4. pH раствора силиката натрия равен 11,8 для 1?^-ного и 12,6 для 5%-ного.
Силикат натрия, являясь солью сильного основания (NaOH) и слабой кремниевой кислоты (H2SiO3), представляет собой мягкий щелочной компонент. Он не вызывает коррозии на металлах, а легкие металлы защищает от нее. Силикат натрия обладает ингибирующими и эмульгирующими свойствами. Хорошо смывается водой, но оставляет тонкую пленку, предохраняющую поверхность некоторых металлов (алюминия, цинка) от коррозии.
В табл. 26 приведены составы растворов для химического обезжиривания и режимы обработки.
ЭЛЕКТРОХИМИЧЕСКИЕ МЕТОДЫ ПОДГОТОВКИ ПОВЕРХНОСТИ
Электрохимическое обезжиривание поверхности деталей применяют главным образом для удаления незначительных жировых загрязнений, оставшихся после других видов обезжиривания, следов от захвата руками деталей при их монтаже на подвески или другие приспособления и т. п. Электрохимическое обезжиривание производят с особой тщательностью, так как даже самые незначительные загрязнения и тончайшие жировые пленки, оставшиеся на поверхности деталей, как уже отмечалось, могут быть причиной дефектных покрытий.
Электрохимическое обезжиривание деталей осуществляют на катоде или на аноде либо комбинированным методом — последовательным переключением полярности (катод—анод), причем анодную обработку производят кратковременно. Электрохимическое обезжиривание более эффективный процесс по сравнению с химическим обезжириванием.
В процессе электрохимического обезжиривания жиры эмульгируются выделяющимися пузырьками водорода (при катодном обезжиривании) или кислорода (при анодном обезжиривании). В первом случае ввиду интенсивного разряда ионов водорода на катоде, в прикатодном слое электролита, граничащем с поверхностью обрабатываемых деталей, происходит обогащение гидроксильными ионами, которые омыляют животные и растительные жиры.
Обильное газовыделение способствует разрыву жировой пленки и каплеобразованию под действием сил поверхностного натяжения. При поляризации поверхности металла краевые углы образовавшихся жировых капелек уменьшаются и силы сцепления их с металлом снижаются. Газовые пузырьки, выделяющиеся на поверхности обрабатываемых деталей, отрываясь от нее, задерживаются на границе между жировой пленкой и электролитом, •этот процесс идет интенсивно и непрерывно. По мере увеличения размеров газовых пузырьков масляные капельки вытягиваются.
71
Силы сцепления масляных капелек с поверхностью металла уменьшаются. Масляные капельки отрываются и, увлекаемые газовыми пузырьками, всплывают на поверхность электролита.
Поскольку в процессе электролиза на катоде выделяется водород, последний частично диффундирует в глубь металла, нарушая первоначальное состояние кристаллической решетки, вызывая изменения физических свойств металла. При этом появляется так называемая водородная хрупкость изделий. Поэтому стальные детали после термической обработки (особенно детали из тонкого материала), у которых недопустимы структурные и механические изменения, не рекомендуется обезжиривать на катоде. В этом случае детали обезжиривают на аноде.
В процессе катодного обезжиривания не исключена возможность разряда ионов цинка, олова и других металлов, накапливающихся в электролите, что может быть причиной дефектных покрытий, поэтому перед выгрузкой деталей из обезжиривающих ванн рекомендуется кратковременное обезжиривание деталей на аноде.
Таблица 27
Обрабатываемые металлы, покрытия Состав электролита, г/л Режим обработки
Едкий натр NaOH Тринатрийфосфат NasPO<.12H2O Кальцинированная сода N а 2 СО з Температура, °C Плотность тока, А/дм2 Продолжительность, мин
на катоде на аноде
Стали всех марок, ковар 20—40 20—40 20—40 60—80 2—10 3—10 1-3
Все металлы, сплавы и покрытия — 20—40 20—40 60-80 2—10 3—10 1-3
Цинковые сплавы, в том числе ЦАМ 8—12 4—6 8—12 60—70 1—2 —0,5 —
Примечания: 1. Напряжение источника тока 6—12 В.
2. Аноды, никель, сталь никелированная, сталь углеродистая.
3. Пружины, стальные детали с пределом прочности более 90 кГс/мм2, а также стальные тонкостенные детали (до 1 мм) обрабатывают только на аноде в течение 3 — 10 мин.
4. При обработке в барабанах температура электролита может быть снижена до 40° С, а продолжительность обработки увеличена до 20 мин. Материал барабанов — Полипропилен, плексиглас и др.
5. Обработку деталей с изоляцией производят при температуре не выше 30° С. Допускается при этом увеличение концентрации едкого натра до 60 г/л.
6. Допускается введение жидкого стекла в количестве 5 — 10 г/л.
7. Для обработки деталей, изготовленных из различных металлов и сплавов, а также покрытий допускается введение едкого натра в количестве 5 — 10 г/л.
8. Для обработки деталей, изготовленных из всех марок стали и ковара, допускается увеличение тринатрийфосфата до 60 г/л.
9. Для деталей, изготовленных из меди и медных сплавов, допускается введение натрия цианистого 5—25 г/л. Обработку в этом случае производят при температуре 30 — 40° С и плотности тока до 5
10. Для обезжиривания деталей из цинкового сплава в раствор вводят жидкое стекло 25—30 г/л, сульфонол НП—3 0,1—0,3 г/л.
72
Особо следует обратить внимание на необходимость образования на поверхности раствора защитного слоя пены, который удерживает от разбрызгивания щелочной раствор, а также уменьшает его испарение. Оптимальной толщиной пены можно считать 25—75 мм.
Составы растворов и режимы электрохимического обезжиривания деталей приведены в табл. 27.
В промышленности известно также электрохимическое обезжиривание с применением переменного тока промышленной частоты. К преимуществам этого метода относятся:
более высокий коэффициент использования электроэнергии, поскольку процесс обработки происходит одновременно на обоих электродах; практически исключено наводороживание деталей.
УЛЬТРАЗВУКОВЫЕ МЕТОДЫ ОЧИСТКИ ПОВЕРХНОСТИ
На практике применяют ультразвуковые колебания значительной мощности, при этом в подвергаемой ультразвуковому воздействию жидкости происходит ряд вторичных эффектов, из которых важнейшее значение имеют акустические потоки, радиационное давление и кавитация, которая в процессах очистки особенно эффективна.
Ультразвуковая очистка представляет собой сочетание ряда одновременно протекающих процессов — физических, физико-химических и химических, являясь эффективным видом подготовки перед гальваническим покрытием.
При исследовании влияния различных растворов на скорость ультразвуковой очистки от различных загрязнений было установлено \ что наилучшим растворителем для ультразвуковой очистки от масел, различных смазок и т. п. является трихлорэтилен; скорость очистки 0,5—1,5 мин при температуре 20—25° С. По последним данным, лучшие результаты получают в интервале температур 32—48° С.
При применении водных растворов щелочей и солей щелочных металлов рекомендуется вводить поверхностно-активные вещества.
В табл. 28 приведены составы растворов и режимы очистки деталей от различных загрязнений.
По качеству очистки ультразвуковой метод дает наилучшие результаты, поэтому там, где требуется точность изготовления деталей машин, приборов и различной аппаратуры, где к очистке поверхности предъявляют особо высокие требования, применяют ультразвуковую очистку (например, при очистке керамических деталей резисторов, элементов электронных ламп, германиевых и кремниевых кристаллов, полупроводниковых приборов
1 Гинберг А. М. Ультразвук в химических и электрохимических процессах Машиностроения. М., «Машгиз», 1962, 136 с.
73
Виды загрязнений Материал очищаемых деталей
Шлифовальные, полировальные и доводочные пасты * Сталь
Алюминий и его сплавы
Медь и ее сплавы
Золото
Консервационные смазки, вязкие минеральные и растительные масла, жировые загрязнения с сопутствующими твердыми частицами (абразива, стружки, механической пыли) Сталь
Алюминий и его сплавы
Медь и ее сплавы
Золото
Таблица 28
Состав моющей среды Режим обработки
Компоненты Концентрация, г/л Температура, °C Интенсивность ультразвуковых колебаний, Вт/см2 Продолжительность ультразвуковой очистки, мин
Тринатрийфосфат Na3PO4-12H2O ОП-7 или ОП-10 Сульфонол НП-1 10±5 3 1± 1,5 80±5 2—2,5 2—4
Тринатрийфосфат №3РО4.12Н2О ОП-7 или ОП-10 3—5 3 70±5 2—2,5 3,5
Жидкое стекло Na2SiO3*nH2O 5
Сульфонол НП-1 1—1,5
Тринатрийфосфат Na3PO4.12Н2О ОП-7 или ОП-10 Сульфонол НП-1 10—15 3 1—1,5 70±5 2—2,5 2—4
Фреон-113 C2F3C13 — Кипящий 1,5 2—5
Трихлорэтилен С2НС13 — 20 до кипения 1,5 2—5
Тринатрийфосфат Na3PO4-12H2O ОП-7 или ОП-10 3—5 3 70±5 2—2,5 2,4
- Жидкое стекло Na2SiO3-nH2O 1—1,5
«Часовой» раствор * — 70±5 2—2,5 2—5
Жидкотекущие минеральные и растительные масла, эмуль-сол, сульфофрезол, эмульсия олиновой кислоты с сопутствующими твердыми Л,частицами (абразива, стружки,” механической пыли) Сталь, алюминий и его сплавы Тринатрийфосфат Na3PO4.12H2O ОП-7 или ОП-Ю Жидкое стекло Na2SiO3- пН2О 3—5 3 3 55±5 1,5 0,5—1
Медь и ее сплавы «Часовой» раствор ** Фреон-113 C2F3C13 — 55 Кипящий 1,5 1 0,5—1 1—2
Золото Трихлорэтилен С2НС13 — 20 до кипения 1 1—2
Аквадаг Вольфрам, молибден Едкий натр NaOH 80—100 85±5 2—2,5 0,5—1
Канифоль, щеллак, сургуч Сталь, корунд Тринатрийфосфат Na3PO4- 12Н2О 25—30 90±5 | 2—2,5 1 3—4
Германий Тринатрийфосфат Na3PO4-12H2O 3—5 90 ± 5 2—2,5 1—2
Клей пицеиновый Кремний Сода кальцинированная Na2CO3 Ацетон СН3СОСН3 5—10 90±5 18—20 2—2,5 1 1—2 1—2
Механические загрязнения (пыль, ворс, твердые частицы) Полимерная пленка Дистиллированная вода Н2О — 50±5 1 1—5с
Травильный шлам Сталь Тринатрийфосфат Na3PO4«12H2O Дистиллированная вода Н2О 5—10 55±5 55±5 2—2,5 2—2,5 1—3 1—3
* Удаляются также в органических растворителях.
*5’ Состав: жидкое мыло 50 мл/л; щавелевая кислота (10% -ная) 10 мл/л; спирт 50 мл/л, аммиак (25%-ный) 15 мл/Л, вода остальное.
и др.) Ее можно применять в сочетании с другими методами очистки.
Полная очистка электронных блоков на печатных платах от флюса была достигнута в этиловом спирте в течение 0,5—1 мин при частоте колебаний 16 кГц и интенсивности 0,1—0,15 Вт/см2. Последующие исследования сущности явлений, протекающих при распространении ультразвуковых колебаний в жидкой среде и экспериментальные работы \ позволяют определить критерии опасного воздействия ультразвуковой очистки на качество элементов и узлов радиоэлектронной аппаратуры. К этим критериям следует отнести:
кавитационные разрушения очищаемых поверхностей;
резонансные разрушения конструкций в результате совпадения частот собственных колебаний отдельных элементов конструкции с вынуждающей частотой ультразвуковых колебаний.
Процесс очистки может быть ступенчатым и непрерывным. При ступенчатой очистке детали и блоки проходят очистку последовательно в различных ваннах. Транспортировка осуществляется вручную в специальных приспособлениях либо на конвейере.
При конструировании приспособлений (подвесок) следует по возможности избегать экранирования деталей. Подвесочные приспособления должны обеспечивать свободный и быстрый сток жидкости и возможность сушки деталей и быть коррозионноустойчивыми.
Ленточные и проволочные материалы лучше всего очищаются при протягивании через ультразвуковую ванну. При этом в зависимости от вида загрязнений и заданной производительности применяют как одностороннюю, так и двустороннюю обработку.
Моющий раствор прокачивают насосами через очистительнорегенерационную систему или периодически меняют. При непрерывной очистке детали или блоки перемещаются транспортером в одной ванне, в различных зонах которой осуществляется очистка. Моющий раствор подается навстречу движению конвейера и пропускается через очистительно-регенерационную систему.
В мелкосерийном производстве используется ступенчатая промывка в ваннах-вкладышах, устанавливаемых в основную ультразвуковую ванну. Загрузку и выгрузку деталей производят вручную в специальных приспособлениях — сетках. Раствор периодически по мере загрязнения заменяют свежим. Как правило, применяют двухступенчатую очистку, при повышенных требованиях к очистке — трехступенчатую.
На ультразвуковую очистку влияет расстояние деталей от преобразователя, их взаимная ориентация, конструкция подвесок (приспособлений) и др.
1 Бреславец А. В., Хуторенко В. Д. Ультразвуковая очистка деталей. М., «Советское радио», 1974, 80 с.
76
В настоящее время серийно выпускают ультразвуковые ванны УЗВ2-0,1, УЗВЗ-0,1, УЗВ1-0,25, УЗВ2-0,25, УЗВЗ-0,25, УЗВ-0,4, УК-0,4, УЗВ-15М, УЗВ-16М, УЗВ-17М, УЗВ-18М, а также ультразвуковые генераторы УЗГ4-0,1, УЗГ1-0,25, УЗГЗ-0,4, УЗГ1-0,6 УЗГ2-10 с магнитострикционными преобразователями к ним.
МЕТОДЫ ОПРЕДЕЛЕНИЯ ЧИСТОТЫ ОБЕЗЖИРЕННОЙ ПОВЕРХНОСТИ
Для оценки чистоты поверхности, получаемой химическим и электрохимическим обезжириванием, применяют различные методы. Наиболее усовершенствованным методом оценки качества поверхности является электрохимический метод контроля состояния поверхности детали (электрода).
Известны также другие методы оценки чистоты поверхности: микроскопический — испытуемую поверхность рассматривают под микроскопом или при увеличении от 10 до 200; ориентировочно определяют размеры и толщину слоя жирового загрязнения;
гравиметрический метод — загрязнения удаляют с поверхности фильтровальной бумагой с последующим взвешиванием и анализом;
флуоресцентный метод — жировые загрязнения освещают ультрафиолетовыми лучами и по интенсивности флуоресцирования устанавливают степень чистоты поверхности.
На последнем принципе, например, построен прибор И046.0003 непрерывного контроля зажиренности моющих сред в ваннах обезжиривания изделий электронной техники.
Наиболее простым и удобным методом является метод разрыва пленки воды. Сущность данного метода состоит в том, что вода, смачивая абсолютно чистую поверхность, образует на ней сплошную водяную пленку. Места, загрязненные жиром или маслом, не смачиваются, и на них вода скапливается в виде капелек. Однако этот метод не может считаться надежным, так как в ряде случаев даже зажиренные поверхности не всегда могут быть определены методом смачивания, особенно в тех случаях, когда в электролите присутствуют поверхностно-активные вещества. ПАВ могут адсорбироваться на поверхности металла и жиров, вследствие чего зажиренные места могут смачиваться водой. В последнем случае необходим особо тщательный визуальный осмотр поверхности, а при наличии ПАВ в щелочном растворе (электролите) — подкисление промывной воды.
Для правильной оценки качества обезжиривания необходимо соблюдать следующие правила:
нельзя рассматривать водяную пленку вблизи источника тепла или на сквозняке;
деталь, вынутую из промывной ванны для визуального осмотра, необходимо устанавливать под углом 45°;
77
я ’Я я 5
Я * ё
<у Я
S
S 0> Я „ О
X
оценку чистоты поверхности производить на участке не менее 1 дм2.
В процессе электрохимического обезжиривания необходимо непрерывно удалять жиры с поверхности деталей и с зеркала электролита.
ТРАВЛЕНИЕ
Химическое травление.
Поверхность металлов перед нанесением покрытий очищают от окалины, ржавчины и окисных пленок. Для этой цели применяют химическое и электрохимическое травление. Выбор способа травления деталей зависит от природы металла, состояния его поверхности и от последующей после травления технологической операции.
Химический состав и основные физические свойства окисных и гидро-окисных соединений железа приведены в табл. 29.
Легирующие компоненты значительно усложняют состав продуктов коррозии и технологию процессов травления. Процесс травления обычно следует за процессом обезжиривания, причем высокое качество травления находится в прямой зависимости от качества предварительного обезжиривания. Процесс травления может начинаться без предварительного обезжиривания в тех случаях, когда предшествующей
7Я
операцией была термообработка без зажиривания поверхности. Травление черных металлов осуществляют в различных кислотах и прежде всего в серной и соляной, а в некоторых случаях — в их смеси. Скорость удаления окалины, ржавчины и окислов с поверхности деталей зависит от их состава и структуры, а также от состава травильного раствора, его концентрации и температуры и способов травления.
Исследование процесса травления показало, что соляная кислота удаляет окислы с поверхности стали преимущественно за счет их растворения. В серной же кислоте удаление окислов происходит главным образом за счет подтравливания металла и механического удаления разрыхленного слоя окислов выделяющимся водородом. Скорость травления в серной кислоте повышается с увеличением ее концентрации, но до определенного предела, выше которого она снова начинает падать. Оптимальной концентрацией является 20%-ный раствор серной кислоты. Подогрев раствора интенсифицирует процесс травления; 15—20%-ный раствор соляной кислоты дает наибольшую скорость растворения окислов и значительно превосходит скорость травления в серной кислоте той же концентрации при одинаковой температуре. Обычно травление производят в соляной кислоте 15%-ной концентрации.
Для удаления окалины целесообразно применять смесь серной и соляной кислот (5—10% H2SO4 и 15—20% НО).
Оптимальной температурой нагрева для серной кислоты является температура 50—60° С: для соляной 30—40° С, а для их смеси 40—45° С.
Максимальная растворимость образующегося в растворе железного купороса достигается при температуре 60—70° С. При этом максимальная его концентрация может быть в пределах 300—400 г/л. При пониженной температуре растворимость его резко падает, а выделяющийся железный купорос кристаллизуется на поверхности стали, подвергаемой травлению, приводя к неравномерному травлению и браку.
В травильном растворе происходит накопление железного купороса, при этом увеличивается плотность раствора. Для концентрации серной кислоты в пределах 9—18% определение количества железного купороса можно производить по формуле
d = 1 + (0,0285Fe 4-0,00675% S),
где d — плотность травильного раствора (при температуре 15 — 20° С); Fe — содержание железа в весовых %; S — содержание серной кислоты в весовых %.
При травлении в серной и соляной кислотах в растворы кислот вводят ингибиторы с целью предохранения металла от перетравливания, а также снижения удельного расхода кислоты и устранения водородной хрупкости деталей. В качестве ингибиторов —
79
присадок применяют различные, главным образом органические присадки.
В промышленности широкое применение нашел ингибитор «УНИКОД». Для серной и соляной кислот применяют различные виды этого ингибитора. Так, для соляной кислоты используют ингибиторы ПБ-5, ПБ-8 в количестве 8—9 г/л раствора. Присадку ПБ-8 перед введением в кислоту предварительно растворяют в воде; ингибитор ПБ-5 перед введением в раствор предварительно растворяют в концентрированной соляной кислоте.
Для серной кислоты применяют присадку УНИКОЛ-ЧМ. Она состоит из двух компонентов: регулятора травления Р и пенообразователя П. Регулятор травления Р представляет собой труднорастворимую жидкость или пасту темного цвета с характерным запахом, а пенообразователь П — легкорастворимую липкую темную жидкость почти без запаха. В травильный раствор вводят при перемешивании состава П из расчета 0,8 кг/м2 зеркала раствора и состав Р из расчета 0,5 г/л, если температура раствора не ниже +50° С. При более высокой температуре и значительном слое окалины вводят соответственно 1,5 кг/м2 состава П и 1,5 г/л состава Р. Концентрация ингибитора ЧМ в процессе травления снижается за счет уноса с деталями и парами раствора.
Исследования показали, что защитное действие металлического олова, контактно осаждаемого на поверхности стали, не снижается при 70° С, коэффициент защиты при этом возрастает почти до 90% по сравнению с 12% для присадки ЧМ. Для этого вместо присадки ЧМ в травильный раствор добавляют 0,5 г/л сернокислого олова. Толщина контактного олова не превышает 0,01 мкм. Накопление железного купороса в количестве до 90 г/л в пересчете на металлическое железо не влияет на защитную способность присадки.
Для травления мягких сталей лучше применять контактную серную кислоту, не содержащую вредных примесей.
Следует заметить, что при травлении стали на ее поверхности выделяется шлам — порошкообразный налет карбидов железа, не растворяющийся в соляной и серной кислотах. Его удаляют механически (например, крацеванием, протиркой и т. п.) или электрохимически в щелочном растворе на аноде (едкий натр 100—150 г/л, анодная плотность тока 5—10 А/дм2). Удаление шлама можно производить также химически. Для этого детали после травления в растворе серной или соляной кислот погружают на несколько секунд в концентрированную азотную кислоту, тщательно промывают и погружают в раствор хромовой кислоты (СгО3 200—250 г/л и H2SO4 5—10 мл). Обычно для этой цели применяют отработанный раствор ванны хромирования.
Травление в соляной кислоте является эффективным высокопроизводительным методом удаления окислов, особенно с поверхности легированных сталей. Однако этот метод по сравнению с травлением в серной кислоте имеет существенные недостатки и прежде 80
всего худшие экономические показатели: относительно большую стоимость, более высокий удельный расход.
Хорошие результаты (отсутствие перетрава и снижение класса шероховатости обработки поверхности) дает травление в концентрированной соляной кислоте с введением в нее ингибирующих добавок — уротропина в количестве 8—10 г/л и йодистого калия 0,5—1 г/л.
Ортофосфорную кислоту целесообразно применять для всех случаев, когда после травления деталей требуется обеспечение их коррозионной стойкости. Это достигается образованием при травлении тонкой защитной фосфатной пленки. Однако стоимость ортофосфорной кислоты в 5—6 раз выше соляной и в 30 раз выше серной, поэтому в ряде случаев травление осуществляют следующим образом. Вначале детали травят в растворах серной или соляной кислот, а затем после промывки в воде погружают в 2—3%-ный раствор фосфорной кислоты при 75—85° С на 10—15 мин. Защитные свойства такой обработки повышаются, если в фосфорной кислоте присутствуют соли железа в количестве не менее 0,5% (в пересчете на металл).
Травление черных металлов в азотной кислоте производят только в специальных случаях. Скорость растворения железа может доходить до 10—15 мм/ч. Это свойство раствора используют при химическом фрезеровании стальных изделий.
Фтористоводородную 2—5%-ную кислоту HF применяют в специальных целях, например при травлении кремнистых сталей и чугунов — для удаления остатков песка и шлаков. Для удаления больших количеств окалины применяют раствор, содержащий 3—4% HF, 10—15% H2SO4 при температуре 15—25° С.
Для удаления травильного шлама могут быть рекомендованы растворы, приведенные в табл. 30.
Электрогидравлическое воздействие — эффективный метод очистки поверхности изделий от различных корок, образующихся при изготовлении деталей точным литьем и другими способами, а также от различных механических загрязнений, прочно удерживаемых на поверхности изделий. Электрогидравлическихм методом полностью удаляют с поверхности деталей точного литья силикатные корки в течение 0,2—2 мин, в то время как очистка другими методами требует много времени и больших затрат ручного труда. При удалении толстого слоя окалины сначала его химически подтравливают в растворах кислот, а затем электрогидравлическим методом производят окончательную очистку.
Сущность электрогидравлического метода очистки [13] состоит в воздействии на поверхность изделий мощных гидравлических сил, возникающих в жидкости в результате высоковольтного разряда, происходящего с определенной частотой.
Легированные стали часто подвергают травлению в двух растворах. В первом растворе разрыхляют и частично удаляют окислы;
Й п/ред. Гиибсрга Л. М. 8|
Таблица 30
Обрабатываемые металлы и их сплавы Состав раствора, г/л Режим обработки
Натр едкий Кислота азотная Кислота фтористоводородная Кислота серная Ангидрид хромовый м ° ® ® g* Q. □ О’® Температура, °C Продолжительность, мин
Сталь углероди-
стая 50— 100 — — — — — 60—80 1—3*
Сталь средне- и низколегированная, углеродистая и коррозионно- 70—80 80— 100 15—30 До 5 с
стойкая Сталь коррози- — — — 15—30 70— 120 3—5 15—30 5—10 **
онно-стойкая . . . Алюминий, деформируемые спла- 350— 450 4—5 15—30 1— 2о ***
вы Кремнистые литейные алюминие- 300— 400 15—30 1— 10 ***
вые сплавы . . . Сварные детали из алюминия и его сплавов с негер-метизированным 740— 760 100— 120 15—30 1—3
швом — — — 8—12 90— 110 — 15—30 3—5
♦ Обработку производят электрохимически на аноде при Da — 5-i-lO А/дма, V = 12 В; катоды стальные.
*♦ После удаления травильного шлама производят осветление в соляной кислоте (плотность 1,19 г/см8) в течение 1—3 мин. Допускается обработку производить в растворе без хлористого натрия.
*** Концентрацию раствора и режим обработки выбирают в зависимости от сплава.
во втором — производят полное их удаление и осветление поверхности.
Хромоникелевые стали последовательно травят в двух растворах, г/л:
1. Серная кислота (плотность 1,84) H2SO4 ................250—300
Соляная кислота (плотность 1,19) НС1 ................ 400—450
Температура 40—50° С; продолжительность обработки 40—80 мин.
2. Соляная кислота (плотность 1,19) НС1 ................ 500—550
Азотная кислота (плотность 1,4) HNO3................. 70—80
Ингибитор КС......................................... 1,8—2,2
Температура 40—50°С; продолжительность обработки 3—5 мин. 82
Хромистые стали, содержащие 12—17% хрома, предварительно травят одним из следующих растворов, г/л:
1. Соляная кислота (плотность 1,19) НС1............... 100—120
Фтористоводородная кислота (плотность 1,15) HF..... 4—5
Температура 40—50° С; продолжительность обработки 3—10 мин.
2. Соляная кислота (плотность 1,19) НС1.... 1500—1550
Азотная кислота (плотность 1,4) HNO3..... 70—80
Ингибитор КС............................. 1,2—1,5
Температура 40—60° С; продолжительность обработки 3—10 мин. Далее изделия травят в растворе НС1 100—150 г/л мин при температуре 40—50° С в течение 40—90 мин.
Малолегированную сталь, содержащую 1—2% хрома и никеля, травят в растворе 2% соляной кислоты НС1 и 5—8% серной кислоты H2SO4 при температуре 55—65° С.
Медь и ее сплавы для удаления окислов с ее поверхности подвергают травлению при 60° С в одном из следующих двух растворов, г/л:
1. Серная кислота (плотность 1,84) H2SO4............100
Азотная кислота (плотность 1,4) HNO3............. 20
2. Сернокислая медь CuSO4-5H2O.......................120
Серная кислота (плотность 1,84) H2SO4............100
Глянцевое травление меди и ее сплавов производят в концентрированных смесях кислот:
1. Предварительное травление, л:
азотная кислота (плотность 1,4) HNO3 1
соляная кислота (плотность 1,19) НС1 . . 10
2. Глянцевое травление, л:
азотная кислота (плотность 1,4) HNO3 1
серная кислота (плотность 1,8) ............ 1
поваренная соль NaCl, г .................. 10
сажа, г................................... 10
Для этой же цели могут быть применены малоконцентрированные растворы:
1. Предварительное травление, мл: серная кислота (плотность 1,84) H2SO4.....380
азотная кислота (плотность 1,4) HNO3 .... 72
соляная кислота (плотность 1,19) НС1........ 4
вода..........................................544
2. Глянцевое травление, мл:
серная кислота (плотность 1,84) H2SO4 .... 433 азотная кислота (плотность 1,4) HNO3 .... 74 соляная кислота (плотность 1,19) НС1......... 2
вода.........................................491
Для матового травления меди и ее сплавов применяют раствор, вес. ч.:
Азотная кислота (плотность 1,4) HNO3 ............300
Серная кислота (плотность 1,84) H2SO4 ...........200
Поваренная соль NaCl ...........................1—2
6*
83
К раствору добавляют 1 весовую часть сернокислого цинка, растворенного в 5 весовых частях воды.
Окисленные поверхности нихрома, константана, монель-металла травят в 20%-ном растворе серной кислоты с добавкой Сг2О3 или Fe2(SO4)3 при 60—80° С.
Мельхиор травят в растворе, содержащем 100 г/л H2SO4 и 15 г/л К2Сг2О7. В некоторых случаях травление производят в 20%-ном растворе H2SO4 при 80° С.
Алюминий и его сплавы травят в 10—15-ном растворе щелочи при температуре 45—60° С в течение 10—15 с. Продолжительность травления в зависимости от состояния поверхности изделий и конкретных требований к отделке поверхности может быть значительно увеличена.
Для получения матовой поверхности к травильному раствору добавляют поваренную соль.
Осветление поверхности травленого алюминия производят в концентрированной азотной кислоте или в растворе 100 г/л СгО3 и 15 г/л H2SO4 при комнатной температуре.
Алюминиевые сплавы, содержащие кремний, осветляют в растворе следующего состава (объемные %):
Азотная кислота (плотность 1,4) HNO3 ............................... 75
Фтористоводородная кислота (плотность 1,15) HF ..................... 25
Окисную пленку с изделий, изготовленных из титана и его сплавов, удаляют последовательно в растворах:
а) 15%-ный раствор H2SO4, температура комнатная, продолжительность обработки 15 мин;
б) 3 весовые части HNO3 и 1 весовая часть HF, температура комнатная, продолжительность обработки 0,5 мин.
Хорошие результаты для удаления окисной пленки с прокатного титана дает раствор (объемные %):
Азотная кислота (плотность 1,4) HNO3 ............................... 20
Фтористоводородная кислота (плотность 1,15) HF ..................... 2
Вода Н2О ........................................................... 78
Температура раствора 18—20° С; время обработки 3—5 мин.
С целью интенсификации процесса химического травления деталей, особенно при массовом производстве, применяют метод струйного травления.
Для струйного травления разработаны и действуют различные специальные установки, в том числе конвейерного типа. В качестве травильных применяют растворы серной и соляной кислоты.
Угол атаки струи относительно поверхности детали может быть равным 45—90°. Скорость истечения травильного раствора составляет 15—30 м/с (для серной кислоты) и 20—26 м/с (для соляной кислоты).
Струйное травление превосходит по скорости травление в стационарных ваннах в 2,5—5 раз (в серной кислоте) и в 5—10 раз 84
(в соляной). При струйном травлении применяют менее концентрированные растворы кислот, наводороживакие при этом резко снижается.
Одновременное обезжиривание и травление. В промышленности для этих целей нашли широкое применение растворы следующих составов (г/л):
1. Серная кислота (плотность 1,84) H2SO4.........150
ОП-7 ...........................................3—5
Тимочевина NH2CSNH2 ............................1—3
2. Серная кислота (плотность 1,84) H2SO4.........150
Соляная кислота (плотность 1,19) НС1........... 60
Сульфонол НП-1 ................................3—5
Температура 60—70° С; продолжительность обработки 3—5 мин.
Продолжительность одновременного обезжиривания и травления значительно меньше раздельного обезжиривания и травления. Известно, что ПАВ, входящие в состав растворов для одновременного обезжиривания и травления, обладают адсорбционными способностями. Это следует учитывать при последующем нанесении гальванопокрытий.
Проведенные исследования показали, что присутствие ПАВ в растворе травления не влияет на сцепление цинковых покрытий со сталью; при никелировании ухудшается сцепление никеля с основным металлом только в присутствии ОП-7, а занос их в электролиты не оказывает влияния на сцепление покрытий со сталью, но в ряде случаев ухудшает качество покрытий.
Практика показала возможность применения ОП-7 и ОП-Ю перед нанесением гальванических покрытий из цианистых электролитов, сернокислого электролита лужения, аммиакатного электролита цинкования, перед оксидированием и фосфатированием. Совмещенное обезжиривание и травление успешно применяют в стационарных ваннах, механизированных и автоматизированных установках. Этот процесс применяют для деталей, имеющих незначительную зажиренность, например после цементации, закаливания и т. п.
В последнее время совмещают также процессы обезжиривания— травления — фосфатирования и обезжиривания — травления— пассивирования и др.
Совмещенное обезжиривание — травление — фосфатирование наиболее целесообразно для автоматических линий.
Электрохимическое травление деталей из стали, цветных металлов и их сплавов превосходит по скорости химическое травление. При электрохимическом травлении снижается наводорожи-вание деталей и расход кислоты.
Обработку хромистых, хромоникелевых и кремнистых (электротехнических) сталей рекомендуется производить на аноде. В этом случае легко удаляются окисные пленки и полностью
85
исключается наводороживание. Травление деталей производят также с реверсированием тока или переменным током.
Для всех видов сталей применяют анодное травление. В качестве электролита используют различные кислоты. Анодный метод травления пригоден только для обработки деталей простой конфигурации. Обычно анодная плотность тока колеблется в пределах 5—10 А/дм2. Высокие плотности тока (100—200 А/дм2) применяют только в конвейерных травильных установках, где процесс очистки длится секунды.
Катодное травление может привести к водородной хрупкости металла. Чтобы не произошло насыщения стали водородом, в травильный раствор входят ионы свинца или олова, которые в процессе травления электролитически осаждаются на участки катода, освободившиеся от окалины, и предохраняют их от наводо-роживания. Для этой же цели наряду с чугунными нерастворимыми анодами подвешивают свинцовые аноды в соотношении 1:1. Осаждаемая на катоде пленка свинца удаляется анодно в электролите, содержащем 70—100 г/л едкого натра, при температуре 15—25° С, анодной плотности тока 3—5 А/дм2, в течение 5—7 мин. Катодами служат пластины из кремнистого чугуна.
Травление стали 1Х18Н9Т переменным током было впервые осуществлено на Кировском заводе (Ленинград).
Травление производят в растворе серной кислоты (плотность 1,84) и азотной кислоты (плотность 1,4) в количестве по 2% (объемн.). Температура 15—25° С, плотность тока 5—10 А/дм2 с питанием от силовой сети переменного тока с понижающим трансформатором на 12—25 В. Температура электролита выше 30—35° С не допустима.
Травление в ультразвуковом поле. Ультразвуковые колебания не только значительно интенсифицируют процесс травления, но также улучшают качество поверхности деталей и снижают расход химикатов. Травлением в ультразвуковом поле при определенных условиях можно снизить водородную хрупкость деталей. Скорость травления в серной кислоте при наложении ультразвукового поля возрастает в десятки раз. Ультразвуковое травление протекает с максимальной скоростью в менее концентрированных растворах. Температура раствора не оказывает существенного влияния, как это имеет место при обычном травлении.
Введение в раствор серной кислоты около 5% поваренной соли сокращает в 2—2,5 раза продолжительность процесса. Оптимальный раствор имеет следующий состав, г/л:
Серная кислота (плотность 1,84) H2SO4 .............100
Поваренная соль NaCl .............................. 50
Процесс травления протекает при температуре раствора 50— 60° С.
При ультразвуковом травлении в соляной кислоте максимальная скорость травления достигается при концентрации кислоты 86
12%, в то время как при обычном без наложения ультразвука требуется 15%-ная концентрация кислоты.
Хорошие результаты получают при комбинированном травлении. Вначале детали подвергают обычному кратковременному травлению в серной или соляной кислоте, в результате чего окалина разрыхляется. Далее разрыхленный слой окалины удаляют ультразвуковой обработкой в воде.
Следует отметить, что чистота поверхности деталей, подвергнутых непосредственному ультразвуковому травлению, значительно выше, чем при комбинированном травлении.
Считают, что оптимальным раствором для ультразвукового травления является раствор 10%-ной H2SO4, содержащей 3— 4% NaCl. Причем комбинированное травление сводит к минимуму наводороживание деталей. Травление в ультразвуковом поле производят при такой его интенсивности, которая обеспечивает возникновение кавитации; возрастание ее свыше 2 Вт/см2 нецелесообразно.
Специальные методы травления. Снятие продуктов коррозии с поверхности деталей, имеющих точные размеры, производят травильно-защитными растворами ТЗР-ЗО (табл. 31).
Таблица 31
Компоненты травильно-защитного раствора Концентрация, вес. %
1-й раствор 2-й раствор
Ортофосфорная кислота, плотность 1,7, Н3РО4 40 30
Соляная кислота, плотность 1,19, НС1 — 10
Марганцовокислый калий 10%-ный КМпО4 10 10
Монофосфат цинка Zn(H2PO4)2- ЗН2О 10 10
Хромовый ангидрид СгО3 (раствор в фосфорной кислоте) .... 10 10
Монофосфат алюминия Д1(Н2РО4)3 5 5
Метиловый спирт СН3ОН .... Бутиловый спирт С4Н9ОН .... 20 5 20 5
Удаление продуктов коррозии в этих растворах происходит в течение 1—5 мин с образованием на очищенной поверхности защитной пленки. Для этой цели применяют также раствор следующего состава, г/л:
Хромовый ангидрид СгО3 ....................... 200—250
Ортофосфорная кислота (плотность 1,7) Н3РО4 . . . 60—90
§7
Процесс травления протекает при температуре раствора 70— 90° С. Продолжительность обработки 20—60 с.
В тех случаях, когда детали с точными размерами или инструмент в раствор погружать нельзя, применяют местное удаление продуктов коррозии bJ 10 %-ном растворе лимоннокислого аммония.
Для занижения размеров деталей под гальванические покрытия их загружают в галтовочный барабан вместе с полирующшм материалом (фарфоровый или фаянсовый бой) в соотношении 3:1. При этом применяют раствор медного купороса, которым заполняют барабан на 2/3 объема. Необходимое количество медного купороса определяют по формуле
М = 0,0416dsn,
где М — количество CuSO4-5H2O, г; d — толщина занижаемого слоя стали (соответствующая толщине слоя гальванического покрытия), мкм; s — поверхность покрытия одной детали, см2; п — общая загрузка деталей, шт.
Резьбовые детали обрабатывают в барабане в течение 20 мин, после чего их выгружают и промывают. Слой контактно-осажденной меди удаляют в растворе хромового ангидрида.
Химико-механическое снятие заусенцев на мелких деталях, изготовленных из меди и ее сплавов, осуществляют в шестигранном перфорированном барабане, изготовленном из алюминия.
Травление производят в азотной кислоте (плотность 1,4) в течение 1,5—2 мин при непрерывном вращении барабана. После снятия заусенцев детали пассивируют в растворе хромового ангидрида с добавкой серной кислоты, погружая в него барабан вместе с деталями.
Химическое и электрохимическое фрезерование. Сущность химического фрезерования состоит в том, что с незащищенной поверхности удаляется слой металла на определенную глубину. При необходимости съем металла производят на всю его толщину, получая таким образом сквозные отверстия, прорези и т. п. Химическим фрезерованием можно получать также полосы, профили или другие детали переменного сечения. Для этого заготовку в процессе травления равномерно, с определенной скоростью, погружают в раствор, а затем извлекают из него. Химическим фре-зерованиехм можно получать панели одинарной или двойной кривизны. Этим же методом получают монолитные панели с ребрами жесткости. Химическое фрезерование позволяет изготавливать криволинейные изделия с ребрами жесткости сложной конфигурации, которые невозможно получить другими методами.
При общем травлении, когда вся поверхность металла не защищена, съем металла происходит равномерно со всей поверхности. При местном травлении часть поверхности защищают от травильного раствора при помощи химически стойких материалов. В качестве защитных средств применяют накладные шаблоны 88
(трафареты) из химически стойких материалов или химически стойкие лакокрасочные покрытия на основе следующих пленкообразующих: перхлорвиниловые смолы (эмали марок ХВ, ХВЭ, ПХВ), полиамидные смолы (лаки № 548 54/21 или клей ПФЭ-2/10) при травлении на глубину до 30 мм.
Для надежной защиты от щелочного воздействия кромок и ребер заготовки на них наклеивают полиамидную пленку (ПК-4 и др.) при помощи клея ПФЭ-2/10 с бихроматом аммония. Эмали и клей на основе неопренового каучука (эмаль ХСЭ-101) обеспечивают защиту поверхности при травлении на глубину до 20 мм. Применяют также покрытия на основе неопренового клея № 88.
Рассмотрим процесс химического фрезерования алюминия и его сплавов с применением защитных перхлорвиниловых покрытий: анодирование (5—10 мкм) с последующей обработкой в хромпике — обезжиривание органическим растворителем — нанесение 4—7 слоев лакокрасочного материала (сушка каждого слоя 45 мин, последнего слоя 8—10 ч при температуре 18—35° С) — прорезание контура травления по шаблону или по разметке — удаление эмали вручную с участков, предназначенных для травления, — исправление (по мере надобности) дефектных и поврежденных мест покрытия.
В табл. 32 приведены характеристики различных защитных покрытий, применяемых при химическом фрезеровании (избирательном травлении).
Перспективный вид обработки алюминия — электрохимическое фрезерование его в нейтральных
(N
CQ
Л
S ч ю cd
Н
Температурный режим травления, °C 60—70 ООО ОО 00 00
к ч 5 о ® СО м S о же вка
&ч 03 s ч к о * Л Л £ s н о
о
к а св к Я х s
Ч 53 5 S S 04 og
Ю £оа S ? СО се u СХ I Ь
К ex я 00
25 00 о Tf —Г
W ч 1 1 1 1
я S A S со СО 04 04
сх ’—1
« я О
О q ЕГ о о о
и g —< — 04
се 3 О ООО
Я &S ю ЮО^
я С - 04 04 — — 1 1 1
ч к о К х о ООО
f—। О и ю о оо о
ч 04
*
® о 5 о ° з о 04 о о2ю Ю 1 04
X я СХ Й Я Я со сч I -
® к о о
Л о с
' О д s « S 04 Ю
ч Н о 1 1 1
о ° к 5^3 Jl 1 1 1 СО —! Tf
к \О S к CQ
о к < <19 S Л
и <У 1 ч
о о z 3 Л Ч Q
а и Q « у с ® S
х V со
рц
09 <19 О CQ
я О
Я X SX Ч о
я з х К 0) ~
« к н К О /т\
2 н 3 К pj
Я СХ S к О
S Н* S X
S « о о
се « с 03 J3
X >< 5
Ч 03
09 ,Q S
С С ф
фактор травления получают близким к единице.
89
Таблица 35
Режим обработки
Состав раствора для фрезерования Концентрация, г/л Температура, °C Анодная плотность тока, А/дм2 Назначение
Химическое фрезерование
Соляная кислота НС1 (плотность 1,19) . . . Серная кислота H2SO4 (плотность 1,84) . . 45 550 20—40 — Применяется для остальных деталей
Хлорное железо FeCl3 Азотная кислота HNO3 (плотность 1,4) . . Соляная кислота НС1 (плотность 1,19) 70 650 300 20—40 — То же
Хлорное железо FeCl3 Соляная кислота НС1 (плотность 1,19) 75 3 20—30 — Применяется для медных деталей
Соляная кислота НС1 (плотность 1,19) 50—100 20—40 — Для цинка
Едкий натр NaOH | 100—200 70—80 | Для алюминия и его сплавов
Элек трохимичес кое фрезерование
Хлористый натрий NaCl 200 20—40 5—7 Применяется для стальных деталей
Хлорное железо FeCl3 75 18—25 15—20 То же
Хромовый ангидрид СгО3 Сернокислый аммоний (NH4)2SO4 350 10 18—25 3—5 Медь и ее сплавы
Хлористый аммоний NH4C1 Хлористый натрий NaCl 200 150 18—25 3—5
Соляная кислота НС1 (плотность 1,19) Хлористый аммоний NH4C1 Хлористый кальций СаС12 150—200 200 200 18—25 5—10 Для алюминиевых деталей
Таблица 34
Состав раствора для декапирования, г/л Режим обработки Область применения
Серная кислота H2SO4 Соляная кислота НС1 Уротропин (CH2)eN4 Хромпик калиевый Ка0г2О? Цианистый натрий NaCl Температура, °C Анодная плотность тока, А/дм2 Напряжение источника тока, В Продолжительность, с
50± 10 — — — — 18—25 — — 15—180 Детали из стали, медных и никелевых покрытий
— 100± 10 — — — 18—25 — — 15—30 Детали из стали, меди и ее сплавов
10± 1 — — — — 18—25 — — 15—30 Детали из цинкового сплава
2±0,5 — — — — 18—25 -— — 50—60 То же
750± ±50 — — — — 18—25 5—10 10—12 30—60 Детали из стали перед никелированием для увеличения адгезии
1600± ±50 — — 20 — 18—25 5—10 10—12 5—10 То же
— 95±5 — — — 50—60 — — 5—10 мин Детали из бериллиевой бронзы
— 75±25 45±5 — — 18—25 — — 1—2 мин Детали из нержавеющей стали типа Х13, Х18Н9
— Концентрированная (плотность 1,19) — — — 18—25 — — В зависимости от состояния поверхности Детали из стали, меди, имеющие паяные швы
75±25 18—25 3—5 Детали из медных сплавов перед никелированием
электролитах. Таким раствором является 20%-ный раствор поваренной соли. Процесс ведут в проточном электролите при анодной плотности тока 20—25 А/дм2 и напряжении 15—25 В. Скорость протока электролита в зоне анода (детали) должна быть в пределах 5—15 м/с.
Шероховатость поверхности при этом виде обработки соответствует 8—9-му классам.
В табл. 33 приведены некоторые составы растворов для химического и электрохимического (анодного) фрезерования и режимы обработки.
ДЕКАПИРОВАНИЕ
Декапирование — процесс химического или электрохимического удаления окислов, образующихся на поверхности деталей в процессе обезжиривания, промывки, транспортировки и т. п. При декапировании происходит также легкое травление верхнего слоя металла, выявляющее кристаллическую структуру и способствующее прочному сцеплению с ним гальванического покрытия.
Способ декапирования выбирают в зависимости от свойств металла, а также от последующей технологической операции (см. табл. 34).
ПАССИВИРОВАНИЕ
Для пассивирования стальных деталей после травления с целью межоперационной защиты перед механической обработкой (шлифованием и т. п.) применяют следующий раствор, г/л:
Нитрит натрия NaNO2 ......................8±3
Карбонат натрия Na2CO3....................3±1
Процесс протекает при температуре раствора 65—75° С; продолжительность обработки 0,5—1 мин.
Детали из легированных сталей пассивируют в растворах азотной кислоты HNO3 (плотность 1,4) с концентрацией, г/л.
Хромоникелевые стали IX18H9T, Х23Н18 и др. . . 400± 100
Хромистые стали Х17Н2, ЭИ72 и др................ 275—5
Процессы протекают при температурах растворов 24—55° С; продолжительность обработки 15—20 мин.
ХИМИЧЕСКОЕ И ЭЛЕКТРОХИМИЧЕСКОЕ ПОЛИРОВАНИЕ
В настоящее время химическое и электрохимическое полирование широко применяют для декоративной обработки деталей из нержавеющей стали, алюминия и его сплавов, меди и ее сплавов, никеля монель-металла, гальванических покрытий и др. Наиболее экономично химическое и электрохимическое полирование деталей из нержавеющей стали, алюминия и его сплавов и медных сплавов.
92
При механической обработке в поверхностном слое металла возникают остаточные напряжения. Кроме того, при его шлифовании в поверхность могут проникнуть абразивные зерна. При шлифовании сложнопрофилированных деталей наблюдается также искажение их конфигурации. Отделку алюминия под золото без электрохимического полирования вообще осуществить невозможно.
Непосредственным результатом химического и электрохимического полирования является получение блестящей поверхности полируемого металла и повышение качества обработки его поверхности на 1—2 класса. Ценность электрохимического полирования не ограничивается получением блестящих поверхностей металлов, оно оказывает положительное влияние на физико-химические и коррозионные свойства металлов.
Достоинство химического полирования состоит в том, что данный процесс не требует применения источников постоянного тока и плотных контактирующих приспособлений, позволяет полировать изделия сложной конфигурации, любых габаритов. Однако данный процесс имеет также существенные недостатки: сравнительно небольшой срок службы раствора, трудность его корректирования и регенерации. Кроме того, качество поверхности при химическом полировании ниже, чем при электрохимическом. В ряде случаев при химическом полировании выделяются вредные газы (NO, NO2 и др.), а процесс чаще всего протекает при сравнительно высоких температурах.
Следует подчеркнуть, что при механическом полировании для получения блестящей поверхности требуется последовательное удаление макрошероховатости и микрошероховатости. При электрохимическом и химическом полировании возможно получить блестящую поверхность на деталях с макрошероховатостью.
Электрохимическое полирование улучшает оптические свойства металлов (повышает коэффициент отражения света), уменьшает коэффициент трения между поверхностями металлов, увеличивает способность металлов к пластической деформации в холодном состоянии, повышает магнитную проницаемость (некоторых ферромагнитных материалов), устраняет явление холодной эмиссии.
Электрохимическое полирование находит также широкое применение в металлографии.
Электрохимическим полированием производят обработку: металлических изделий перед нанесением гальванических покрытий; гальванических покрытий деталей для получения блестящей поверхности, деталей с незначительно завышенными размерами для уменьшения этих размеров; деталей с целью удаления заусенцев, для заточки игл и др.
Для электрохимического полирования деталей с высоким качеством отделки нужна исключительно тщательная предварительная обработка механическим способом, так как дефекты, невидимые даже вооруженным глазом (незначительные пятна, царапины,
93
Обрабатываемые металлы Состав f >астворов для
Кислота ортофосфорная Н3РО4 Кислота серная H2SO4 Кислота азотная HNO3 Кислота соляная НС1
Медь и ее сплавы 935—950 — 280—290 —
Медь и ее сплавы, в том числе бериллиевые сплавы 1300—1400 — — —
. Алюминий высокой чистоты и сплавы АМгО,5 1300—1400 200-250 110—150 —
Алюминиевые сплавы АМг Алюминий и деформируе- 1500-1600 — 60—80 —
мые сплавы АД1, АМг, АМц, Д16* 840—860 — — —
Сталь коррозионно-стойкая, 12Х18Н9Т, 12X17 и др. — 350—430 35—50 20—40
♦ Применяют для сатинирования поверхности (с равномерной незначительной шерохова
Состав электролитов для электрохимического полиро
Обрабатываемые металлы Кислота ортофосфорная Н3РО4 Ангидрид хромовый СгО3 Кислота серная H2SO4 Тринатрийфосфат Na3PO4-I2H2O Сода кальцинированная NatCO3 Сорбит
Стали углеродистые, низко- и среднелегированные, коррозионно-стойкие 500-ПЮ 30-80 250-550 — — —
Алюминий и eroj сплавы 1460— 1480 * 160—185 — — — —
Сталь 12Х18Н9Т 950—1050 — 150—300 — — —
Алюминий и его^ сплавы — — — 250— 380 ** 180— 300** 20— 50 **
Медь и ее сплавы 730-830 850—900 100—150 580-640 — — —
Примечания: 1. Плотность тока и продолжительность обработки в зависимости 2. Обработку алюминиевых сплавов производят с перерывами на 30 с через каждые 3. Напряжение источника тока 12—18 В, кроме двух последних электролитов.
* Применяют для деталей 2-го и 3-го классов точности.
** Применяют для алюминиевых сплавов АМгО,5 и АД1М.
94
Таблица 35
химического полирования, г/л Режим обработки
Кислота уксусная ледяная СНаСООН Краситель кислотный оранжевый Кислота щавелевая Н2С2О4 Калий азотнокислый KNO3 Карбоксил метилцел-люлоза Темпера-- тура, °C Продолжительность, мин
250—260 — — — — 15—30 1-6
— — — 450—500 — 90—100 0,5-2,0
— — — — 0,8 100—110 2,5-4,0
— — — — 65—75 До 5,0
— — 45—55 — — 60—80 До 1,0
— 20—25 — — — 65—75 2,0—10,0
тостью 7-го класса и приглушенным блеском).
Таблица 36
вания, г/л Плотность раствора, г/см3 Катоды Режим обработки
g. Триэтаноламин N(CH2CH2OH)3 Катаптин БПВ Температура, °C Плотность тока, А/дм2 Продолжительность, мин
— — 1,63—1,72' Сталь 12Х18Н9Т, свинец 60—80 15—80 1—10
— — 1,72—1,74 Сталь 12Х18Н9Т, алюминий 60—80 20—150 0,5-15,0
— — — 1,62 Сталь 12Х18Н9Т 60—80 10—100 1—5
— — — То же 80—90 4,0 —10
70—80 6,0 —10
4—6 0,5—1,0 1,60—1,61 Сталь 12Х18Н9Т, алюминий Медь, свинец 60—80 30—40 20—50 20—50 3-5 0,5-5
от конфигурации, размеров деталей и шероховатости (определяются опытным путем). 5 с обработки на аноде.
95
о о
Материалы Наименование изолирующих материалов Среды
Мастичные 1. Натуральный воск 37,5—65% Парафин 12,5—25% Канифоль 50—10% 2. Натуральный воск 50—70% Канифоль 50—30% 3. Канифоль 33,3% Церезин 30,0% Парафин 36,7% Кислые и щелочные электролиты Температура до 35° С
Пленочные Грунт ХСГ-26, эмали ПХВ-1, ПХВ-29, ХСЭ-23, ХСЭ-26; лаки ХСЛ, ХВЛ-21, растворитель Р-4 Кислые и слабощелочные электролиты, температура до 35° С
Бутилметакриловый лак АК-ПЗф, растворитель 647; клей БФ-4, растворитель спирт этиловый Щелочные электролиты и органические растворители, температура до 80° С
Нитроклей АК-20; растворитель РДВ или ацетон Кислые электролиты, температура до 98° С. Цианистые электролиты до 40° С
Таблица 37
Методы нанесения и сушки изоляции Методы снятия изоляции
Шпателем, кистью, окунанием в один-два слоя Темпер атур а составов 80—90° С. Сушка на воздухе Основная часть мастики снимается погружением в горячую воду. Оставшуюся часть удаляют в моющем растворе ТМС-31 при содержании его 50—80 г/л, t° = 70°4- 80° С в течение 0,5—1 мин
Распылителем или окунанием с промежуточной сушкой каждого слоя в течение 10—20 мин при температуре 40—55° С Погружением в горячую воду при температуре t° = = 80 4- 90° С
Окончательную сушку проводить, как указано в табл. 38 Остатки изоляции могут быть удалены в растворителе
Слой изоляции после высыхания должен иметь ровную гладкую пленку без морщин, оспин, потеков —
п/ред . Гинберга Л.
Продолжение табл. 37
Материалы Наименование изолирующих материалов Среды Методы нанесения и сушки изоляции Методы снятия изоляции
Пленочные Лак эпоксидный Э-4100, растворитель — ацетон или ксилол; масса полуэбони-товая; клей резиновый; пластизоль марки «Дипла-золь 2А» Кислые и щелочные электролиты * — —
Специальные накладки Винипласт, плексиглас, целлулоид, нержавеющая сталь, свинцовая фольга, полиэтиленовые и хлорвиниловые пленки Кислые электролиты при температуре до 100° С Закрыть накладками внутренние полости, отверстия, резьбу и другие поверхности на деталях Вручную
* Применять для изоляции приспособлений.
Примечание. Первый слой нитроклея сушить 50—60 мин на воздухе при температуре 18—23 °C или 25—30 мин при температуре 40—50 °C. Каждый последующий слой сушить 40—60 мин при температуре 40 — 50 °C.
о
риски), электрохимическим полированием четко выявляются на поверхности металла.
Электрохимическое полирование оказывает также положительное влияние на физико-химические и коррозионные свойства металлов.
Составы растворов и режимы работы при химическом и электрохимическом полировании приведены в табл. 35 и 36.
Изолирование поверхностей деталей, не подлежащих гальваническому покрытию Ч
Поверхность деталей, не подлежащих покрытию, может быть изолирована от действия электролита составами, указанными в табл. 37, с учетом устойчивости их к применяемым электролитам (растворам) и температурным режимам (см. табл. 38).
В настоящее время разработаны способы изоляции внутренней поверхности наручных часов при золочении с помощью резиновых и поливинилхлоридных вкладышей, а также специальной термопластичной композиции.
Для изоляции применяют:
вкладыши из резины на основе каучуков СКИ-3, СКБРЩ с добавкой перекиси дикумила;
Таблица 38
Наименование и марка материалов Максимальное время сушки, мин
На воздухе при /° = 18 -т- 23° С и относительной влаж- ности не ниже 70% Режим сушки изоляционных материалов в сушильном шкафу при температуре, °C
80—100 110-120 130—140 150-160
Грунт ХСГ-26 Эмали: 60 — 15-20 — —
ПХВ-1 180 — 40 — —
ПХВ-29 180 — 40 — —
ХСЭ-28, ХСЭ-26 Лаки: 60 — 15-20 — —
ХСЛ 60 — 15-20 — —
ХВЛ-21 40 — 12—15 — —
Э-4100 — — — 60 180
АК-НЗФ — 240 — — —
Клеи:
БФ-4 60 15 — — 160
АК-20, ХВК-2а 60 — — — —
1 См. ОСТ 4 ГО.054.076—73 «Покрытия металлические и неметаллические неорганические. Типовые технологические процессы».
98
Вид покрытия Материал основы Состав растворов i
Цинковое Сталь Кислота серная H2SO4 Катапин К-И-1
Кадмиевое Сталь, медь и ее сплавы 1. Аммоний азотнокислый NH4NO3 2. Аммоний азотнокислый NH4NO3 Кислота соляная НС1
Медное Сталь Ангидрид хромовый СгО3 Аммоний сернокислый (NH4)2SO4
Никелевое, в том числе наносимое химическим способом Сталь, сталь с медным подслоем 1. Кислота серная (плотность 1,84) H2SO4 Кислота азотная (плотность 1,4) HNO3 Железо сернокислое 2. Кислота азотная (плотность 1,4) HNO3 Натрий фтористый NaF
Таблица 39
Концентрация, г/л Режим работы Основные указания
Температура, °C Плотность тока, А/дм2
50—100 3—5 20±=5 — Допускается применение соляной кислоты той же концентрации
450—550 100—150 10—12 20^5 — Производить в одном из указанных растворов
250—300 100—120 20—5 5—10 Катод нержавеющая сталь типа 1Х18Н9Т Допускается химическое снятие покрытия
1 объемы, часть 2 объемы, части 10—20 3—6 20+5 20+5 — Производить в одном из указанных растворов Скорость растворения никелевого и медного покрытий 1 мкм за 2 мин. Плотность загрузки 1 дм2/л Скорость растворения никелевого и медного покрытий 1 мкм за 0,5 мин
s
Вид покрытия Материал основы Состав растворов
Никелевое Медь и ее сплавы 1. Натрий азотнокислый NaNOs 2. Кислота соляная НС1
Хромовое Медь и ее сплавы, в той числе с никелевым подслоем Сталь Кислота соляная НС1 Натр едкий NaOH
Оловянное, в том числе наносимое химическим способом; сплав олово—цинк Сталь Медь и ее сплавы Натр едкий NaOH Кислота соляная (плотность 1,18) НС1 Окись сурьмы РЬО Вода Н2О
Сплав олово—висмут Сталь, медь и ее сплавы Кислота соляная (плотность 1,19) НС1 Вода НаО
Продолжение табл. 39
Режим работы
Концентрация, г/л Температура, °C Плотность тока, А/дм2 Основные указания
300—400 100 ьо to о о 1+ 1+ СП СП 5—10 2—3 Материал катода свинец Допускается замена азотнокислого натрия концентрированной серной кислотой Материал катода свинец
150—200 100—150 ЬО 4^ О СП 1+ 1+ СП сл 10—20 Допускается удаление покрытия со стальных деталей, имеющих шероховатость поверхности 5-го класса Материал катода сталь
50—100 1 л 12 г 125 мл 60—70 20=t5 3—5 Материал катода — сталь Контактно-выдел ившуюся сурьму удалить с деталей в 10%-ном горячем растворе щелочи
55±5 Кислоту с водой смешивают в объемном соотношении 1:1. Повторное удаление покрытия не производить. Допускается удалять покрытие на аноде в ванне обезжиривания при плотности тока 3—5 А/дм2
Вид покрытия Материал основы Состав растворов
Сплав олово — свинец Сплав олово—никель Сталь, медь и ее сплавы Медь и ее сплавы, сталь с медным подслоем Натр едкий NaOH Кислота ортофосфор ная (плотность 1,64) Н3РО4
Сплав медь — цинк Сталь Кислота азотная (плотность 1,4) HNO3 |
Серебряное, в том числе наносимое химическим способом; сплав серебро — сурьма; палладиевое Медь и ее сплавы Кислота серная (плотность 1,84) H2SO4 Кислота азотная (плотность 1,4) HNO3
Золотое, сплав золото—серебро о Медь и ее сплавы, никель и никелевые сплавы Кислота серная (плотность 1,84) H2SO4 I 1
Продолжение табл. 39
Концентрация, г/л Темпера- л> тура, °C | 2 работы л о Основные указания
60—80 65^5 2—3 Материал катода сталь Удаление сплава производить под тягой в кипящей химически чистой кислоте
— 20^5 — —
19 объемн. частей 1 объемн. часть 20^5 45^=5 — Детали завешивать в сухом виде
20—5 5—10 Процесс вести до полного падения тока Материал катода свинец. После снятия покрытия раствор разбавить водой в соотношении 1 : 3—1 : 5 и слить. Осадок золота промыть водой до отсутствия сульфат-ионов, затем обработать азотной кислотой, взятой в соотношении 1:1 и вновь промыть. Осадок высушить и прокалить в муфеле при температуре 900° С в течение 30 мин
Вид покрытия Материал основы Состав растворов
Родиевое Медь и ее сплавы Кислота азотная (плотность 1,41) HNO3
Окисное наносимое анодизационным способом Алюминий Магний Титан Кислота ортофосфор ная (плотность 1,64) Н3РО4 Ангидрид хромовый СгО3 Натр едкий NaOH Кислота фтористоводородная HF Кислота азотная HNO3
Окисное, наносимое химическим способом Сталь Медь и ее сплавы Магний и его сплавы Кислота соляная НС1 Кислота соляная НС1 Натр едкий NaOH
Продолжение табл. 39
Концентрация, г/л Режим работы Основные указания
Температура, °C Плотность тока, 'А/дм2
20+5 Происходит полное или частичное растворение основы. Раствор разбавить водой, родий в виде металлических чешуек отфильтровать, промыть «царской водкой» и водой. Очищенный родий можно использовать для приготовления и корректирования электролита анодным растворением
35 МЛ 20 20+5 ~ I Время удаления покрытия 10—20 мин
300—500 85+5 — Время удаления покрытия 2—3 мин
180—200 10—15 20+5 Время удаления покрытия 2—5 с
150—200 20+5 —
50—100 20+5 — Промасленные детали необходимо обезжирить. Время уда-
300—500 85=^5 — ления покрытия 2—3 мин
Вид покрытия Материал основы Состав растворов
Окиснофтор идное Алюминий и его сплавы 1. Кислота азотная (плотность 1,40) HNO3 Вода 2. Натр едкий NaOH
Окиснофосфатное Алюминий и его сплавы Ангидрид хромовый СгО3
Фосфатное Сталь 1. Кислота соляная НС1 2. Кислота серная H2SO4 3. Натр едкий NaOH
Продолжение табл. 39
Концентрация, г/л Режим работы Основные указания
Температура, °C Плотность тока, А/дм2
' — 20+5 — Удаление пленки производить в одном из указанных растворов.
50—100 20+5 — Кислоту с водой смешивать в соотношении 1 : 1
100—150 95+5 — —
100—150 100—150 NO ND О О 1+ 1 + СП ел — Удаление пленки производить в растворе одной из указанных кислот
150—200 95±=5
вкладыши поливинилхлоридные с металлическим контактом; термопластичную композицию ЭСА-614 (ТУ 15 П-675—71).
Термопластичная композиция представляет собой продукт совмещения ацетобутирата целлюлозы с продуктом эпоксидной смолы УП-614 и стеариновой кислотой.
Состав композиции (в весовых частях):
Эпоксидная смола УП-614 (ТУ П-226—70) . . 100
Стеариновая кислота (ГОСТ 9419—73) .... 45
Ацетобутиратцеллюлозы (ТУ В-111—68) ... 33
Изоляцию термопластичной композиции производят заполнением внутренней поверхности корпуса часов. Термопласт может быть использован многократно.
Приведенные методы изоляции поверхностей, не подлежащих покрытию, могут быть успешно применены в других отраслях приборостроения, ювелирной промышленности и т. п. с целью экономии драгоценных металлов при их электроосаждении.
Удаление дефектных металлических покрытий. Дефектные металлические покрытия могут быть удалены химическим или электрохимическим методами.
В табл. 39 приведены составы растворов и режимы обработки.
СПИСОК ЛИТЕРАТУРЫ
1. Апенко М. И. и др. Оптические приборы в машиностроении. Справочник. М., «Машиностроение», 1974. 238 с.
2. Бабичев А. П. Вибрационная обработка деталей. М., «Машиностроение», 1974, с. 134.
3. Бартл Д. О. и Мудрох О. Технология химической и электрохимической обработки поверхности металлов. М., Машгиз, 1961, с. 712.
4. Бреславец А. В. и Хуторненко В. Д. Ультразвуковая очистка деталей. М., «Советское радио», 1974. 80 с.
5. Богоявленская И. В. Электрохимическая обработка труб. М., «Машиностроение», 1964. 134 с.
6. Гарбер М. И. Комплексная механизация и автоматизация декоративного шлифования и полирования. МДНТП, 1958. 56 с.
7. Гарбер М. И. Механизация и автоматизация технологических процессов декоративного шлифования и полирования. Передовой научно-технический и и производственный опыт, М-61-474/28. М.ДИТЭИН, 1961. 31 с.
8. Гарбер М. И. Декоративное шлифование и полирование. М., «Машиностроение», 1964. 192 с.
9. Гарбер М. И. Направления развития техники и технологии подготовки поверхности изделий перед нанесением покрытий. МДНТП, 1971.
10. Гинберг А. М. Ультразвук в химических и электрохимических процессах машиностроения. М., «Машгиз», 1962. 136 с.
И. Гинберг А. М. Гальванопластическое изготовление полых деталей. Л., Судпромгиз, 1949. 126 с.
12. Гинберг А. М. и Федотова Н. Я» Ультразвук в гальванотехнике. М., «Металлургия», 1969. 206 с.
13. Гинберг А. М. Технология гальванотехники. М., Судпромгиз, 1962. 280 с.
14. Грачева М. П. Гальванотехника при изготовлении предметов бытового назначения. М., «Легкая индустрия», 1970. 304 с.
15. Егоров В. А. Оптические и щуповые приборы измерения шероховатостей. М., «Машиностроение», 1965. 156 с.
104
16. Ефимов Ф. Т. и Фролов Н. Г. Металлическая дробь и песок. М., Машгиз, 1963. 144 с.
17. Кочергин С. М. и Леонтьев А. В. Образование текстур при электрокристаллизации металлов. М., «Металлургия», 1974. 184 с.
18. Круглов Г. А., Тарасевич И. Я. и Филимошина Н. А. Новые методы декоративной отделки. Семинар МДНТП, 1974. 45 с.
19. Крутое Е. В. и Некрич М. И. Техника мойки изделий в машиностроении. М., «Машиностроение», 1969. 239 с.
20. Лурье Г. Б. и Синотин А. П. Шлифование деталей в барабанах планетарным вращением. — «Вестник машиностроения». 1970.
21. Никольская М. П. Электрополировка проволоки и ленты. МДНТП, 1958. 10 с.
22. Ребиндер П. А. Поверхностно-активные вещества. М., «Знание», 1961. 240 с.
23. Синельников В. А. и др. Использование воды для промывки изделий в гальваническом производстве. М., НИИМАШ, 1970. 40 с.
24. Спичко А. С. Струйно-абразивная обработка. М., НИИМАШ, 1958. 55 с.
25. Спринг С. Очистка металлов. М., «Мир», 1966. 350 с.
26. Тегарт А. С. Электрохимическое и химическое полирование. М., ИЛ, 1957. 180 с.
27. Федотьев Н. П. и Грилихес С. Я* Электрохимическое травление, полирование и оксидирование металлов. М., Машгиз, 1957. 243 с.
28. Шмальц Г. Качество поверхности. М., Машгиз, 1947. 280 с.
29. Шлезингер Г. Качество поверхности. М., Машгиз, 1947. 289 с.
30. Шнейдер Ю. Г. Виброционное обкатывание (результаты и перспективы внедрения). ЛДНТП, 1974. 44 с.
31. Щиголев П. В. Химическая полировка металлов. МДНТП, 1957, 25 с.
32. Щиголев П. В. Электрохимическое и химическое полирование металлов. М., изд АН СССР, 1959. 187 с.
ГЛАВА III
ЗАЩИТНЫЕ ПОКРЫТИЯ
Для защиты стальных деталей от коррозии широко применяют цинковые и кадмиевые покрытия, которые электрохимически (анодно) защищают детали.
Цинковые покрытия в атмосфере, загрязненной промышленными газами (SO2, СО2), более устойчивы, чем кадмиевые. Цинковые покрытия нестойки в среде, насыщенной морскими испарениями, в водяной среде, если температура ее выше 60° С, и в ряде других случаев, подробно рассмотренных в гл. I.
Кадмиевые покрытия в условиях воздействия морской воды, содержащей хлориды, защищают черные металлы лучше, чем цинковые покрытия. Защитные свойства кадмиевых покрытий во многом зависят от условий эксплуатации. Это объясняется близкими значениями потенциалов кадмия и стали, которые могут претерпевать изменения, в результате чего характер защиты стали кадмием также меняется. В морской воде и атмосфере, насыщенной морскими испарениями, кадмий электрохимически, защищает стальные детали; в условиях обычной промышленной атмосферы и в пресной воде кадмиевые покрытия становятся катодными покрытиями.
Кадмиевые покрытия значительно дороже цинковых и более дефицитны.
ЦИНКОВАНИЕ
В промышленности применяют различные электролиты для нанесения цинковых покрытий. Все электролиты можно разделить на две группы: кислые и щелочные. К кислым электролитам цинкования относятся сульфатные, борфтористоводородные, бензолсульфоновые; к щелочным — цианистые, цинкатные, аммиакатные (частично), пирофосфатные, полиэтиленполиаминовые. В приборостроении широко применяют цианистые, сульфатные и аммиакатные электролиты.
106
Выбор электролитов цинкования определяется рядом факторов: защитными свойствами получаемых покрытий, их пористостью, прочностью сцепления с основным металлом, влиянием электролита на механические свойства основного материала, степенью равномерности осаждения цинка на покрываемой поверхности, интенсивностью процесса, токсичностью,простотой приготовления, стоимостью.
Кислые электролиты не ядовиты, стабильны в работе, высокопроизводительны, сравнительно дешевы. Они наиболее удобны для цинкования мелких деталей в стационарных ваннах (в барабанах) и в конвейерных установках. Значительным достоинством кислых электролитов является меньшее, чем в цианистых электролитах, наводороживание стальных деталей, это особенно важно при покрытии пружин, контактов и тому подобных деталей. К недостаткам кислых электролитов следует отнести низкую рассеивающую способность, что делает их малопригодными при цинковании сложнопрофилированиых деталей.
Изделия несложной конфигурации хорошо покрываются в сульфатных электролитах. Введение в эти электролиты различных добавок значительно улучшает микроструктуру, повышает качество покрытий, а в отдельных случаях увеличивает кроющую и рассеивающую способность электролитов. Составы и режимы работы сульфатных электролитов цинкования, наиболее широко применяемых в отечественной промышленности, приведены в табл. 40.
Электролит 1 — для осаждения матовых осадков цинка. Его применяют для покрытия изделий простой конфигурации. При его использовании не требуется подогрева и перемешивания.
Электролиты 2—4 — блестящего цинкования. Электролиты 2 и 4 применяют преимущественно для покрытия изделий насыпью в барабанах и колоколах, а электролит 3 — при цинковании деталей на подвесках.
На протяжении многих лет в промышленности широко применяют электролиты цинкования 1 с 2,6—2,7-дисульфонафталиновой кислотой (до 2 г/л), в которых после осветления можно получить осадки с блестящей поверхностью.
Приготовление электролитов. Все входящие в состав электролита компоненты, за исключением декстрина и блескообразующих добавок, растворяют в отдельных емкостях в подогретой до 60—70° С воде, после чего все растворы заливают через фильтры в рабочую ванну.
Декстрин тщательно размешивают в небольшом количестве холодной воды, затем подогревают до 60° С и переводят в рабочую ванну. Блескообразующие добавки предварительно растворяют в воде или электролите и вводят в рабочую ванну. Перед началом
1 Электролиты разработаны Н. Т. Кудрявцевым.
107
Таблица 40
Компоненты электролитов и параметры осаждения Сульфатные электролиты цинкования
1 2 3 4
Сернокислый цинк ZnSO4-7H2O, г/л ... 200—220 200-220 250—300
Окись цинка ZnO, г/л — — 17,5 —
Сернокислый алюминий A12(SO4)3- 18Н20, г/л . . 30 — — —
Сернокислый натрий Na2SO4- ЮН2О, г/л . . 30-100 70—80 — 60—70
Уксуснокислый натрий CHgCOONa, г/л .... — 15—20 — —
Сернокислый калий, K2SO4, г/л — — 75-80 —
Сернокислый аммоний (NH4)2SO4, г/л .... — — 20 —
Алюмокалиевые квасцы A1K(SO4)2* 12Н2О, г/л 50 — — 50—60
Декстрин, г/л .... 10 10 — 2
Уротропин (CH2)6N4, г/л — 0,2-0,3 — —
Полиакриламид, г/л — — 5—10 —
У-2, г/л — — — 1,5-2,0
Закрепитель ДЦУ, г/л — — — 1—2,0
£>к, А/дм2 1—2 1,0-1,5 2,0-3,0 2-2,5
pH 3,5—4,5 3,5-4,5 1,9—3,5 4—4,2
Температура, СС . . . 15-25 20—25 18—33 18-33
работы все электролиты, в особенности с блескообразующими добавками, требуют проработки током на «случайных» катодах.
Особый интерес представляют электролиты, обеспечивающие высокую производительность процесса цинкования. К ним относятся борфтористоводородные электролиты, позволяющие получать высококачественные покрытия при катодной плотности тока до 15 А/дм2 и выше. Указанные электролиты обладают низкой рассеивающей способностью, поэтому их используют для цинкования движущейся ленты, проволоки и деталей простой конфигурации.
Борфтористоводородные электролиты обеспечивают хорошее качество сцепления покрытий при их нанесении на пассивирующиеся подложки (в приборостроении — при цинковании деталей из хромистых сталей). Введение в такие электролиты специальных добавок значительно улучшает структуру покрытий. Катодный 108
выход по току в этих электролитах — около 100%. Состав борфтористоводородного электролита цинкования, г/л:
Борфтористоводородпый цинк Zn(BF4)2 .... 250—300
Борфтористоводородный аммоний NFI4BF4 . . 25—30
Борная кислота Н3ВО3............... 10—15
Поверхностноактивная добавка ........ 1,5—2,0
Тиомочевина CS(NH2)2............. 4,0—5,0
pH электролита 3,0—4,5, катодная плотность тока при комнатной температуре до 4 А/дм2, при температуре 35—40° С до 10 А/дм2.
Борфтористоводородную кислоту приготавливают следующим образом: в плавиковую кислоту при перемешивании вводят необходимое количество борной кислоты. В образовавшуюся борфтористоводородную кислоту небольшими порциями вводят требуемое количество окиси цинка и аммиака. Борную кислоту предварительно растворяют в отдельной емкости и добавляют в раствор. После этого в раствор вводят добавки. Корректирование pH электролита производят борфтористоводородной кислотой.
Цианистые электролиты занимают особое место среди всех электролитов цинкования. Положительные свойства цианистых электролитов — высокая рассеивающая способность, образование мелкокристаллических осадков, незначительная пористость покрытий.
К недостаткам цианистых электролитов следует отнести .их токсичность, неустойчивость состава вследствие карбонизации, меньшую скорость осаждения покрытий по сравнению с некоторыми кислыми (например, борфтористоводородным) и, наконец, высокую стоимость по сравнению с другими электролитами.
Применение специальных технологических приемов (реверсирование тока, введение блескообразующих и других добавок) позволяет интенсифицировать процесс цинкования.
Составы и режимы работы цианистых электролитов, цинкования приведены в табл. 41.
Электролит 1 применяют для цинкования изделий в стационарных ваннах и в барабанах. Электролит 2 используют для покрытия цинком изделий сложной конфигурации. Электролит 3 применяют для цинкования изделий при высоких плотностях тока. Электролиты 4 и 5 используют для блестящего цинкования.
После осветления получают покрытия с повышенными декоративными свойствами. Осветление осуществляют в 3%-ном растворе азотной кислоты.
Приготовление электролита. Цианистый натрий и каустическую соду в количествах, соответствующих рецептуре, растворяют в отдельных порциях теплой воды в железных баках.
Растворы NaCN и NaOH декантируют в отдельную ванну, в которой их подогревают до температуры 70—80° С. В подогретый раствор вводят при энергичном перемешивании окись цинка в виде густой массы или водной суспензии.
109
Таблица 41
Компоненты электролитов и параметры осаждения Цианистые электролиты цинкования
I 2 3 4 5
Окись цинка ZnO, г/л 40—45 4—10 30—40 40—45 40
Цианистый натрий NaCN, г/л 80—85 15-40 90-100 75-85 90
Едкий натр NaOH, г/л 40-60 10—24 70-80 70-85 70
Сернистый натрий Na2S, г/л — — 2—4 0,5-5 —
Глицерин, г/л — — — 3-5 —
Молибдат натрия Na2MoO4, г/л — — — — 3
Гипосульфит натрия Na2S2O4-2H2O, г/л .... — — — — 3
Тиомочевина CS(NH2)2, г/л — — — — 6
Катодная плотность тока, А/дм2 1,5-2,0 0,5-2 5—6 2—2,5 3—5
Температура, °C .... 15-20 38—40 До 30 15-25 20-25
Реверсирование тока ^к • ^а> С — — 10 : 1 — —
Образование комплексных солей цинка происходит по уравнениям
2ZnO + 4NaCN = Na2Zn(CN)4 + Na2ZnO2;
ZnO + 2NaOH = Na2ZnO2 + H2O.
При использовании свежеосажденного гидрата окиси цинка реакция идет по следующим уравнениям:
2Zn(OH)2 + 4NaCN = Na2Zn(CN)4 + Na2ZnO2 + 2H2O;
Zn(OH)2 + 2NaOH = Na2ZnO2 + 2H2O.
Раствору дают отстояться, затем декантируют в рабочую ванну, которую доливают водой до необходимого уровня. В случае получения темных осадков в свежеприготовленном электролите, его следует проработать током на «случайных» катодах.
При составлении цианистых ванн необходимо строго соблюдать правила техники безопасности и работу производить в помещениях, имеющих надежную вытяжную вентиляцию. Блескообразователи вводят в электролит в последнюю очередь.
Электролиты на основе солей аммония обладают лучшей рассеивающей способностью из нецианистых электролитов цинкования. Они имеют широкий интервал рабочих плотностей тока при катод-ном выходе по току, близком к 100%.
НО
Компоненты электролитов и параметры
осаждения 1
Сернокислый цинк ZnSO4-7 Н2О, г/л —
Окись цинка ZnO, г/л 12—15
Хлористый аммоний NH4C1, г/л 240—260
Сернокислый аммоний (NH4)2SO4, г/л —
Уксуснокислый аммоний CH3COONH4, г/л —
Уксуснокислый натрий CH3COONa, г/л —
Борная кислота Н3ВО3, г/л 20—25
Клей мездровый, г/л 1
Декстрин, г/л —
Уротропин, г/л —
Желатин, г/л —
Диспергатор НФ, г/л —
Г>к, А/дм2 0,5—1,5
pH 5,8—7,5
Температура, °C 20—30
Таблица 42
Аммонийные электролиты (цинкование)
2 3 4 5 6
— 300 100 50—150 —
100 — — — 35—40
300 — 200 200—250 200—220
— 200 — — —
— 5 — 30—40 80—100
— — 30 30—40 —
— — — — —
5—6 — — — —
— 7—10 — — —
— — — — 20—25
— — 1,0 — —
— — — 50—100 6—8 мл/л
2—4 1—2 1—2 2—6 1—3
7,8—8,4 8,6—9 5,8—6,2 3—4,5 7,8—8,2
20—25 20—25 20—25 20—25 20—35
Покрытия, полученные в аммонийных электролитах, светлые, мелкозернистые, хорошо осветляются и пассивируются. В табл. 42 приведены основные типы электролитов цинкования на основе солей аммония, применяющиеся в промышленности.
Хлористоаммонийный электролит 1 применяют в основном в колокольных и барабанных ваннах для покрытия мелких деталей. Используя электролит 2, можно значительно интенсифицировать процесс нанесения покрытий. Его применяют при работе на стационарных ваннах и в автоматических установках. При реверсировании тока с отношением /к : /а = 8 : 1 (с), катодную плотность тока в этом электролите можно повысить до 6 А/дм2.
Электролиты 3, 4 и 5 применяют обычно для получения светлых цинковых покрытий на профилированных деталях.
Электролит 6 рекомендуется применять для изделий типа пружин и деталей с цементированными поверхностями.
Приготовление электролитов на основе солей аммония. В отдельных емкостях, в воде, нагретой до 50—60° С, растворяют основные компоненты. Затем к раствору хлористого аммония добавляют раствор соли цинка и буферных соединений. При этом происходит охлаждение раствора и его необходимо вновь подогреть до температуры 70—80° С. Горячий раствор фильтруют в рабочую ванну и вносят предварительно растворенные (за исключением жидкого диспергатора НФ) добавки.
Для приготовления раствора клея его предварительно, в течение двух суток, замачивают в холодной воде. Затем раствор клея подогревают до температуры не выше 60—70° С и заливают в рабочую ванну.
Перед эксплуатацией электролиты прорабатывают при плотности тока 0,3—0,5 А/дм2 из расчета 3—5 А*ч/л до получения светлых мелкокристаллических осадков цинка.
Электролиты на основе солей пирофосфатов и аминопроизводных. В последнее время все большее распространение получают электролиты на основе комплексных солей пирофосфатов и аминопроизводных— этилендиамина, моноэтаноламина,полиэтиленамина и др. Эти электролиты образуют мелкокристаллические осадки высокого качества, а их рассеивающая и кроющая способность, особенно при низких плотностях тока (порядка 0,3—0,8 А/дм2), мало уступает цианистььм электролитам, что имеет большое значение при покрытии изделий сложной конфигурации. Широкое практическое применение получили пирофосфатные и полиэтиленполиаминовые электролиты цинкования.
Пирофосфатный электролит цинкования имеет следующий состав, г/л:
Сернокислый цинк ZnSO4-7H2O.............. 35—40
Пирофосфорнокислый калий 1<4р2О7........ 140—150
Фосфорнокислый натрий двухзамещенный Na2HPO4..................................... 50
Декстрин .................................... 10
112
Электроосаждение покрытия производят при катодной плотности тока 0,3—1,0 А/дм2, комнатной температуре и pH = 11,2-4--4-11,6. При подогреве электролита до 50° С и введении интенсивного перемешивания плотность тока можно повысить до 4— 5 А/дм2.
При приготовлении пирофосфатного электролита цинкования все компоненты электролита растворяют в воде, подогретой в отдельных емкостях до 60—70 °C. Раствор пирофосфата вливают в раствор соли цинка, при этом вначале выпадает осадок соли пирофосфата цинка, который при интенсивном перемешивании полностью растворяется в избытке пирофосфата щелочного металла. Затем в эту емкость добавляют раствор двухзамещенного фосфата натрия и вводят растворенный декстрин.
Полиэтиленполиаминовый электролит цинкования имеет следующий состав, г/л:
Сернокислый цинк ZnSO4-7H2O.............. 70—80
Полиэтиленполиамин .......................... 75—85
Хлористый аммоний NH4C1.................. 100—120
pH электролита .......................... 8,0—9,5
Осаждение покрытия производят при катодной плотности тока 1—4 А/дм2 и рабочей температуре 18—25 °C.
При приготовлении электролита сначала в отдельной емкости растворяют сернокислый цинк, а затем вливают, перемешивая, полиэтиленполиамин. После охлаждения электролита в него добавляют концентрированный раствор хлористого аммония. Далее раствор тщательно перемешивают и через фильтр вводят в рабочую емкость; необходимый объем электролита получают, добавляя воду в рабочую емкость.
Гуммированные ванны для работ с полиэтиленполиаминовым электролитом использовать не рекомендуется. В качестве футеровки необходимо использовать винипласт.
Цинкатный электролит блестящего цинкования предназначен для покрытия деталей на подвесках при плотностях тока 4— 5 А/дм2. Процесс цинкования может осуществляться с перемешиванием электролита и без него, а также при качающихся штангах.
Блеск цинковых покрытий достигается введением в цинкатный электролит цинкования триэтаноламина и двух блескообразующих добавок. Добавки обладают стабильностью, количество их в электролите можно изменять в широких пределах, не снижая качества цинковых покрытий. Покрытия хорошо пассивируются, образуя радужные и бесцветные пленки, при этом отпадает необходимость производить промежуточную операцию осветления деталей в азотной кислоте перед их хроматной обработкой. Покрытия, полученные из данного электролита, обладают высокой коррозионной стойкостью.
8 п/ред. Гинберга А. М. ИЗ
Состав электролита (г/л) и режим обработки:
Окись цинка ZnO ............................. 10—15
Едкий натр NaOH ............................. 60—100
Триэтаноламин N(CH2CH2OH)2 .................... 20—30 мл/л
Блескообразующая добавка № 1................. 1,5—2,5
Блескообразующая добавка №2.................. 0,5—0,4
Температура электролита, С .................. 18—25
Катодная плотность тока (без перемешивания), А/дм2 1—4
Анодная плотность тока, А/дм2 ............... 1—2
Корректировку электролита по блескообразующим добавкам производят после пропускания через электролит 3—4 А-ч/л.
Возможные дефекты при цинковании. Вредными примесями в кислых электролитах являются соли меди, мышьяка, сурьмы, свинца (особенно для электролитов, содержащих коллоиды), а также соли железа при концентрации выше 3 г/л (в пересчете на сернокислое железо). Не допускается присутствия в электролите соединений марганца, хрома и азотнокислых солей. Электролит очищают от меди, мышьяка, сурьмы и свинца проработкой током при напряжении не выше 1 В. Введением в электролит цинкового порошка можно удалить из него все более положительные, чем цинк, металлы после их контактного выделения и фильтрации. Ст органических соединений электролит освобождают проработкой током. При наличии хлоридов в растворе он перед проработкой обрабатывается перекисью водорода, а затем щелочью до помутнения. Столярный клей и желатину можно удалить, добавляя в электролит 0,1—0,2 г/л танина, предварительно растворенного в воде; клей и желатина при этом коагулируют и оседают на дно ванны. После этого их удаляют фильтрацией.
На катоде в начале электролиза при низкой плотности тока могут появляться темные пятна. Это часто вызывается введением в электролит недоброкачественного декстрина. Для устранения данного дефекта электролит прорабатывают током при pH 2—3 и высоких плотностях тока при перемешивании сжатым воздухом или в электролит вводят окислители (например, 0,5—1,0 г/л перекиси водорода).
Низкая кислотность электролита при высокой рабочей плотности тока приводит к образованию в электролите гидроокиси и получению темных губчатых и рыхлых осадков.
При высокой плотности тока и низкой концентрации цинка на выступающих участках катода осаждается цинк в виде дендритов. Хрупкость цинкового покрытия вызывается большим содержанием в электролите клея или желатины и высокой кислотностью электролита. В этом случае следует очистить электролит от клея и желатины, как указывалось выше, понизить кислотность и проработать электролит током. Шелушение цинкового покрытия происходит обычно в результате неудовлетворительной подготовки поверхности перед покрытием или наличием вредных примесей в электролите. Пористость и бороздчатость цинкового 114
покрытия является следствием загрязнения электролита органическими соединениями или гидроокисями, способствующими сильному прилипанию пузырьков водорода к поверхности катода. Для устранения этого необходимо произвести очистку электролита.
Механические загрязнения электролита нерастворимыми взвесями органических веществ, гидроокисями, анодным шламом и т. п. способствуют образованию на поверхности катода крупнокристаллического шероховатого осадка. В таком случае электролит необходимо декантировать и затем отфильтровать. Органические примеси удаляют описанным выше способом.
Неравномерное покрытие, отсутствие покрытия на некоторых участках поверхности (например, в незначительных углублениях детали) указывает на низкую рассеивающую способность электролита или неправильное расположение деталей на подвесках. В этом случае необходимо в электролит ввести декстрин и увеличить концентрацию сернокислого натрия.
Наличие в цианистых электролитах цинкования хромового ангидрида, азотнокислых солей и других окислителей при большом избытке цианида приводит к сильному газообразованию на катоде, препятствующему осаждению цинка. Электролит, загрязненный окислителями, очистить не удается.
Для удаления примесей железа, свинца, меди, в присутствии которых осаждаются покрытия темного цвета, электролит прорабатывают током и фильтруют.
При высоком содержании в электролите цинка и относительно низком содержании цианида и щелочи при высокой температуре могут образовываться неравномерные покрытия, особенно в углублениях. Такой же дефект может быть при неправильном расположении деталей на подвесках, их взаимном экранировании.
При избытке свободного цианида в электролите и недостаточном содержании цинка наблюдается сильное газовыделение на катоде при высоких плотностях тока (низкий выход по току). Эти дефекты устраняют корректированием электролита.
При недостаточном содержании в электролите свободного цианида и щелочи и слишком высокой анодной плотности тока происходит пассивирование анодов и снижение анодного выхода по току. В этом случае увеличивают концентрцию цианидов и щелочи в электролите, а также увеличивают анодную поверхность.
Отслаивание покрытия, образование вздутий может быть результатом плохой подготовки поверхности или наличия поверхностных дефектов в металле.
КАДМИРОВАНИЕ
Наибольшее распространение получили цианистые электролиты кадмирования. Реже применяют кислые электролиты (сульфатные, хлор идные, борфтор истоводородные).
8* 115
Цианистые электролиты кадмирования обладают очень высокой рассеивающей способностью, которая превышает рассеивающую способность цинковых цианистых электролитов, и поэтому их применяют для нанесения защитного покрытия на глубокопро-филированные детали.
Недостаток цианистых электролитов кадмирования — токсичность и некоторая нестабильность в работе вследствие карбонизации цианида и пассивирования анодов.
Таблица 43
Компоненты электролитов и параметры осаждения Цианистые электролиты кадмирования
1 2 3 4
Окись кадмия CdO, г/л 40—45 40—45 165 25-30
Цианистый натрий NaCN, г/л 150—175 90—120 675 125—150
Сернокислый натрий Na2SO4- 10Н2О, г/л . . 40—50 40—50 — —
Сернокислый никель NiSO4-7H2O, г/л ... 1,0-1,5 1—1,6 — —
Едкий натр NaOH, г/л 15—20 — — —
Сульфитный щелок, г/л 8—10 — — —
Сульфированное касторовое масло, г/л ... — 10—12 — —
Добавка Б К-2, г/л . . — — — 20
Температура, °C . . . Комнатная 15—30
Катодная плотность тока, А/дм2 2—4 1,5 4,3-6,5 До 3,5
Реверсирование тока ’ ^а, с — — 15:2,5 —
В табл. 43 приведены цианистые электролиты кадмирования, широко применяемые в промышленности.
Электролит 1 широко применяют в промышленности для получения высококачественных мелкозернистых осадков кадмия.
Электролит 2 используют для получения блестящих осадков кадмия.
Электролит 3 применяют за рубежом как скоростной электролит кадмирования.
Электролит 4 используют для блестящего кадмирования деталей сложной конфигурации.
Электролит готовят путем растворения цианистого натрия в небольшом объеме теплой воды. Раствору дают отстояться, затем его декантируют. В полученный раствор (лучше нагретый), 116
перемешивая, вводят окись кадмия. После этого электролитотстаи-вают в течение нескольких часов и сливают в ванну. В отдельных емкостях растворяют другие компоненты (сернокислый натрий, сернокислый никель), отфильтровывают и также заливают в ванну. Затем в ванну вводят добавки (сульфитный щелок, сульфированное касторовое масло или БК-2).
Кислые электролиты. Из кислых электролитов кадмирования наибольшее распространение получили сульфатные, хлоридные и борфтористоводородные, составы которых приведены в табл. 44.
Электролит 1 (сульфатный) обычно применяют для покрытия деталей несложной конфигурации. В электролит рекомендуется также вводить вместо столярного клея препарат ОС-20 (3 г/л) или выравниватель А. Эти добавки способствуют повышению рассеивающей способности электролита.
Электролит 2 (аммонийно-хлоридный) используют для покрытия деталей типа пружин и деталей с цементированной поверхностью.
Электролит 3 (борфтористоводородный) применяют для кадмирования крепежных деталей в колоколах, барабанах.
Электролит 4 (борфтористоводородный) используют для нанесения покрытий на детали из высокохромистых и хромоникелевых сталей.
Электролит 5 (борфтористоводородный) применяют для получения мелкокристаллического равномерного покрытия на деталях несложной конфигурации (при этом необходима предварительная проработка током в течение 10—12 ч при DK = 1 А/дм2).
Аммонийные электролиты. В последнее время ведутся работы по созданию нетоксичных электролитов кадмирования с повышенной рассеивающей способностью. Одним из таких электролитов является сульфатно-аммониевый. Рассеивающая способность его ниже, чем у цианистых, но значительно выше, чем у электролитов, не содержащих комплексов кадмия.
Состав электролита, г/л:
Окись кадмия CdO......................... 40
Сернокислый аммоний (NH4)2SO4 250
Декстрин ................................... 3
Тиомочевина ............................ 3
pH электролита 6,3—8,0, рабочая температура 20—40° С, катодная плотность тока 1,5—2 А/дм2, анодная плотность тока До 6 А/дм2, катодный выход по току около 100%.
Для защиты высокопрочной стали кадмированием применяют полиэтиленполиаминовый электролит, в котором происходит минимальное наводороживание деталей.
Состав электролита, г/л:
Сернокислый кадмий CdSO4 8/3Н2О 100
Полиэтилен пол иам ин, мл/л ..............130
Сернокислый аммоний (NH4)2SO4 300
117
оо
Компоненты электролитов и параметры осаждения 1
Сернокислый кадмий CdSO4 • 8/3Н2О, г/л . . 60—65
Борфтористоводородный кадмий Cd (BF4)2, г/л —
Хлористый кадмий CdCl2, г/л —
Сернокислый аммоний (NH4)2SO4, г/л . . . 30—35
Сернокислый алюминий Al2 (SO4)3-18Н2О, г/л 25—30
Борфтористоводородный аммоний NH4BF4, г/л —
Хлористый аммоний NH4C1, г/л —
Фтористый аммоний NH4F, г/л —
Хлористый натрий NaCl, г/л —
Борфтористоводородная кислота HBF4, г/л —
Борная кислота Н3ВО3, г/л Углекислый свинец (основной) —
2РЬСО3РЬ(ОН)2> г/л —
Тиомочевина NH2CSNH2, г/л —
Диспергатор НФ, г/л —
Уротропин (СН2)б N4, г/л —
Эмульгатор ОП-10, г/л —
р-нафтиламинсульфонат натрия, г/л .... —
Столярный клей (или желатин), г/л .... 0,5—0,7
Закрепитель ДЦУ, г/л —
pH 3,5—5,5
Температура, °C Комнатная
Катодная плотность тока, А/дм2 0,5—1
Таблица 44
Кислые электролиты кадмирования
2 3 4 5 6
— 40—60
— 200—220 143—286 143 —
40—50 — — — —
— — — — 240-260
— — — — —
— 40 — 105 —
200—280 — — — —
— — 20—40 — —
30—40 — — — —
— — До РН = = З-г-4 44 —
— 20—25 — — —
— — 0,06 — —
7—10 — — — —
— — — — 50—100
— — — — 15—20
— — — — 0,7—1,2
— 1 — — —
1—2 — 1 — —
— — — 2—3 —
4,0—4,5 3,5—4 3—4 — 4-G
20—40 20—30 Комнатная 25—30 15—30
0,8—1,2 До 6 2,5—5,5 4—5 0,8—1,2
pH электролита 8,0, температура 25° С, катодная плотность тока 0,5 А/дм2, катодный выход по току около 100%.
Дефекты при кадмировании и их устранение. Вредными примесями при кадмировании являются соединения сурьмы, олова, серебра, свинца, содержание которых в электролитах не должно превышать 0,005%, а содержание мышьяка — более 0,0005%.
Хрупкость осадков кадмия свидетельствует о загрязнении электролита органическими веществами в коллоидном состоянии или недостатке щелочи, поэтому требуется проработать электролит током или добавить щелочь. Снижение выхода кадмия по току может быть при недостаточном содержании кадмия, щелочи и избытке цианида в электролите. В этом случае следует откорректировать электролит.
При недостаточном содержании свободного цианида и щелочи в электролите и слишком высокой анодной плотности тока происходит пассивирование анодов — они покрываются темной пленкой. Для устранения этого дефекта следует откорректировать электролит и увеличить площадь анодов.
При насыщении электролита кадмием, избытке щелочи и цианидов наблюдается снижение катодного выхода по току. В этом случае нельзя оставлять аноды в электролите после окончания работы.
При образовании шероховатых осадков кадмия вследствие загрязнения электролита взвешенными частицами его следует отфильтровать. Вздутия и пузыри на покрытии, отслаивание, не-прокрытые участки поверхности детали говорят о некачественной подготовке поверхности перед нанесением покрытия.
ПАССИВИРОВАНИЕ ЦИНКОВЫХ И КАДМИЕВЫХ ПОКРЫТИЙ
При воздействии внешней атмосферы, в особенности при наличии в ее составе промышленных газов — сероводорода, сернистого газа, углекислого газа, а также паров различных органических веществ, на поверхности цинковых и кадмиевых покрытий образуются белые налеты их солей.
Для повышения защитных свойств цинковых и кадмиевых покрытий производят их пассивирование. При этом оцинкованные г или кадмированные детали обрабатывают в растворах хромовой кислоты или ее солей. В результате покрытие приобретает радужную или зеленовато-желтоватую окраску. В основе процесса пассивирования — восстановление ионов шестивалентного хрома . на поверхности обрабатываемого изделия с образованием пленки, состоящей из основных солей хрома и незначительного количества хромата цинка или кадмия.
Хроматная пленка имеет пористую структуру и толщину порядка 0,25—0,5 мкм.
Коррозионная стойкость и механическая прочность хроматной пленки зависит как от состава и режима пассивирования, так и
119
от характера последующей обработки пассивированных деталей. Установлено, что с ростом концентрации серной кислоты в пассивирующем растворе с увеличением времени выдержки образуются более рыхлые пленки коричневого цвета, обладающие низкой механической прочностью и невысокой коррозионной стойкостью. Сушка хроматированных деталей при температуре выше 50—60° С значительно снижает защитные свойства хроматных пленок, однако защитные свойства хроматной пленки не снижаются при наличии на ней небольших механических повреждений — царапин, рисок. Коррозионная стойкость пленок в этом случае объясняется так называемым вторичным пассивированием, сущность которого заключается в следующем: попадающая на пассивированную поверхность влага частично выщелачивает с участков пленки (находящихся вблизи царапины) ионы хромовой кислоты, которые пассивируют цинк или кадмий на оголенных участках.
Состав растворов для пассивирования цинковых покрытий приведен в табл. 45.
Таблица 45
Компоненты растворов и режимы обработки Растворы пассивирования цинка
I 2 3 4
Хромовый ангидрид СгО3, г/л — 100—150 8—25 10
Двухромовокислый натрий Na2Cr2O7, г/л . . 200 — — —
Серная кислота H2SO4, мл/л (уд. вес 1,84) . . 10 3—7 — 0,5
Азотная кислота HNO3, мл/л (уд. вес. 1,41) . . — 0,75—0,1 1,5—3 —
Муравьиная кислота НСООН, г/л — — — 24
Сернокислый натрий (безводный) Na2SO4, г/л — — 6—10 —
Температура, °C . . . 18—25 18—25 18—25 15-20
Продолжительность, с 3—10 8-15 3-5 5-10
Раствор 1 применяют для пассивирования цинковых покрытий, полученных из цианистых электролитов.
Раствор 2 используют для пассивации покрытий, полученных из кислых электролитов.
Раствор 3 применяют для получения пассивных пленок более высокой механической и термической стойкости.
120
При пассивировании оцинкованных изделий в растворе 4 получают более высокую коррозионную стойкость по сравнению с другими растворами пассивирования.
Составы растворов для пассивирования кадмиевых покрытий приведены в табл. 46.
Таблица 46
Компоненты растворов и режимы обработки Растворы пассивирования кадмия
1 2 3
Хромовый ангидрид СгО3, г/л . . . 100—150 17 —
Двухромовокислый калий К2Сг2О7, г/л — — 50-100
Серная кислота H2SO4, г/л ... 2—4 — 2
Азотная кислота HNO3, г/л ... — 2,8 —
Сернокислый натрий Na2SO4- ЮН2О, г/л — 14 —
Хлористый натрий NaCl, г/л . . . — — 1
Температура, °C 18-25 18-25 18-25
Продолжительность, с 10-15 5—7 10-20
В институте химии и химической технологии АН Литовской ССР разработаны составы для бесцветного и цветного пассивирования цинковых и кадмиевых покрытий, обеспечивающие высокую коррозионную стойкость покрытий.
Раствор для пассивирования, приготовленный на основе композиции «Ликонда 1», обладает высокой буферной емкостью и исключительно долгим сроком службы. Он имеет следующие характеристики:
раствор можно использовать при работе в стационарных ваннах и автоматических установках;
раствор прост в корректировании;
раствор можно использовать как для пассивирования цинка, так и кадмия.
Получаемые в нем пассивные пленки обладают высокой коррозионной стойкостью, выдерживая воздействие 5%-ного солевого тумана более 96 ч. Они также стойки на истирание в жидкой среде, поэтому пассивацию можно успешно проводить во вращающихся установках.
Для приготовления 1 л пассивирующего состава растворяют в воде сухие составляющие композиции «Ликонда 1» (60 г) и корректируют его серной кислотой до pH 1,6—1,8.
Пассивирование производят в емкостях из поливинилхлорида или нержавеющей стали. Детали, имеющие цинковое или кад-
121
мпевое покрытие, в случае необходимости тщательно обезжиривают, промывают и выдерживают в растворе в течение 15—60 с при температуре 15—35° С. После пассивирования детали промывают сначала холодной, а затем теплой водой, после чего их сушат. Время переноса из ванны пассивации в ванну промывки (до 60 с) не влияет на коррозионные и декоративные свойства пассивных пленок.
В процессе пассивации детали покрываются яркой радужной пассивной пленкой.
Раствор пассивирования корректируют сухой композицией «Ликонда 1» по данным анализа на шестивалентный хром. pH раствора в интервале 1,5—2,3 поддерживается добавлением серной кислоты.
«Ликонда 21» имеет следующие характеристики:
раствор можно применять при работе в стационарных ваннах и автоматических установках;
раствор можно корректировать во время эксплуатации простым добавлением пассивирующего состава.
Получаемые в этом растворе бесцветные пассивные пленки обладают хорошей коррозионной стойкостью, выдерживая воздействие 5%-ного солевого тумана в течение 24—48 ч. Вид цинковой поверхности после пассивирования остается без изменений или приобретает слегка синеватый отлив.
Пассивирование в растворе состава «Ликонда 21» проводится обычным способом. Температура раствора 15—35° С, время пассивации 15—120 с. После пассивирования детали промывают сначала в холодной, а затем в теплой воде, после чего их сушат.
В процессе пассивирования цинковую поверхность покрывают равномерной бесцветной пленкой с синеватым отливом.
Возможные дефекты при пассивировании:
1) не изменяется окраска покрытия после погружения в раствор пассивирования на 15 с. Это указывает на низкое содержание кислоты в растворе, следует добавить кислоту;
2) при пассивировании образуется легко стирающаяся коричневая пленка на цинке. Причина — низкое содержание кислоты или слишком большое время выдержки в растворе. Необходимо сократить выдержку, проверить качество пассивирования и, не получив хорошего цвета пленки, добавить кислоты;
3) образуется пленка синеватого цвета — мало бихромата или слишком велика окислительная способность раствора: корректировать и перемешивать раствор;
4) бурная реакция с цинком при погружении в раствор. Велико содержание кислоты. Следует нейтрализовать раствор содой;
5) имеются участки поверхности, не покрытые пленкой. Причина — некачественная промывка поверхности перед пассивированием, мало кислоты; следует обеспечить тщательность промывки и корректировать раствор;
122
6) образуются черные точки на покрытии. Причина — непокрытые пленкой участки покрытия в результате загрязнения электролита. Необходима очистка цинкового электролита указанными ранее методами.
МЕТОДЫ БОРЬБЫ С НАВОДОРОЖИВАНИЕМ ДЕТАЛЕЙ И КОРРОЗИЕЙ КАДМИЕВЫХ И ЦИНКОВЫХ ПОКРЫТИЙ
При электроосаждении кадмия и цинка, особенно из цианистых электролитов, основной металл наводороживается, ухудшая его физико-механические свойства.
Степень наводороживания зависит от покрываемого металла, состава электролита и режима обработки, качества подготовки поверхности и др.
Органические добавки оказывают существенное влияние на наводороживание деталей. Известно, что содержание водорода и соответственно падение механической прочности образцов, кад-мированных в цианистом электролите с ализариновым маслом, значительно меньше, чем после кадмирования в электролите с добавкой декстрина. Введение диспергатора НФ и уротропина в сульфатно-аммониевый электролит кадмирования также значительно снижает степень наводороживания изделий, покрываемых в этом электролите. Также установлено, что эффективными ингибито-' рами процесса наводороживания стали при кадмировании в раз-f личных электролитах являются полиэтиленгликоли. С увеличе-‘ нием молекулярного веса (МВ) полиэтиленгликоля он становится * более эффективным ингибитором процесса наводороживания.
При концентрации полиэтиленгликоля 5 ммоль/л достигается ? практически полное предотвращение наводороживания стальной i основы при кадмировании в хлористоаммонийном электролите. 1 То же относится и к сернокислому электролиту кадмирования.
В щелочном цианистом электролите полиэтиленгликоль с МВ-200 j полностью прекращает наводороживание при DK = 1 А/дм2. Г Однако с увеличением катодной плотности тока его действие уменьшается и уже при DK = 2,0 А/дм2 он практически неэффек-ji.’ тивен.
Другим методом борьбы с наводороживанием является про-j грев изделий после покрытия, что способствует восстановлению механических свойств стали.
С увеличением температуры отпуска, производимого до по-г < крытая, восприимчивость стали к наводороживанию уменьшается / и соответственно растет ее механическая прочность, достигающая максимума при температуре 350—550° С в зависимости от марки ... стали и уровня прилагаемых напряжений. Однако применение такой обработки не всегда допустимо и должно соответствовать й технологии изготовления деталей.
^Температура прогрева оцинкованных и кадмированных изделий обычно составляет 150—200° С, продолжительность 1—2 ч.
123
С увеличением температуры прогрева продолжительность обработки соответственно уменьшается.
При обезводороживании нельзя производить быстрый нагрев детали, так как это может привести к механическим повреждениям покрытия и основного металла, поэтому рекомендуется производить медленный нагрев деталей. При хранении в упаковке оцинкованных и кадмированных изделий нередко наблюдается коррозия деталей приборов. Было установлено, что это связано с наличием в упаковке летучих соединений, содержащих пары синтетических смол, олифы, уксусной и муравьиной кислот, масляных лаков, клеев, образующихся в определенных условиях. В среде, содержащей до 0,1 г таких летучих соединений в 4 л воздуха при 300° С и около 90% относительной влажности, защитные покрытия подвержены коррозии. Потери массы металлов в результате коррозии во влажной атмосфере (в г/м2) приведены в табл. 47.
Таблица 47
Материал изделия Потери массы, г/м2 Чистая атмосфера
Примеси летучих соединений
Фенол Формальдегид Муравьиная кислота Уксусная кислота
Алюминий — 99,95% . . <1,0 1,2 11 1,2 1,0
Латунь — 60/40 .... <1,0 7,0 26 46 1,0
Медь электролитическая — 99,9% <1,0 6,0 20 30 1,0
Кадмий — 99,8% .... 5,5 14 120 90 2,0
Кадмиевое покрытие стали 9,0 13,5 100 100 1,0
Кадмиевое пассивированное покрытие стали . . . 3,0 3,5 100 100 1,0
Цинк —99,91% . . . . <1,0 4,0 67 55 2,0
Оловянное гальваническое покрытие стали — 25 28 120 1,5
Следует отметить, что при наличии летучих соединений в упаковке, а также в герметичных и плотно закрывающихся приборах пассивная пленка на цинке и кадмии полностью не предохраняет от воздействия органических соединений и не предотвращает коррозии. В этих случаях иногда применяют лакировку деталей после гальванического покрытия и пассивации.
Влияние атмосферных условий на цинковые и кадмиевые покрытия. В атмосфере промышленных районов цинк и кадмий покрываются пленками продуктов коррозии, отличающимися хорошей растворимостью. В условиях значительной влажности 124
атмосферы (более 75%), особенно загрязненной активными газами, продукты коррозии поглощают влагу, размягчаются, становятся токопроводящими и поэтому электролитическое разрушение металлов усиливается. Дождевая вода легко смывает эти продукты, вызывая дальнейшую коррозию покрытий. Исследования показали, что покрытия разрушаются быстрее в атмосфере, содержащей большее количество твердых веществ и где ниже pH дождевых осадков.
Результаты испытаний цинковых и кадмиевых покрытий в различных климатических условиях приведены в табл. 48.
Таблица 48
Показатель коррозии Металл покрытия Интенсивность коррозии в зависимости от климатического района испытаний за год
Сельский Приморский Промышленный
Потеря массы в условных единицах Цинк 1,0 1,3 6,0
Кадмий 1,0 1,5 11,0
Толщина прокорроди-ровавшего слоя покрытия, мкм Цинк 0,6 0,8 3,6
Кадмий 0,7 1,0 8,0
СПИСОК ЛИТЕРАТУРЫ
1. Блестящие электролитические покрытия. Вильнюс. «Минтис». 1969. 615 с.
2. Богорад Л. fl., Кнопова Л. К*, Симонова Н. М. Интенсифицированный процесс цинкования в хлористоаммониевом электролите, Л., ЛДНТП, 1969. 28 с.
3. Гинберг А. М. Технология гальванотехники. Л., Судпромгиз, 1962. 280 с.
4. Грачева М. П. Гальванотехника при изготовлении предметов бытового назначения». М., «Легкая индустрия», 1970. 304 с.
5. Иванов А. Ф. Неядовитые электролиты при гальваническом покрытии металлоизделий. Серия VI. Вып. I. М., ЦБНТИ ММП РСФСР, 1971. 28 с.
6. Ильин В. И. Цинкование и кадмирование. Л., Машгиз, 1971. 88 с.
7. Интенсификация электролитических процессов нанесения металлопокрытий. М., МДНТП им. Ф. Э. Дзержинского, 1970. 172 с.
8. Коровин Н. В. Новые покрытия и электролиты в гальванотехнике. М., Металлургиздат, 1962. 136 с.
9. Лайнер В. И. Защитные покрытия металлов. М., «Металлургия», 1974. 559 с.
10. Наводороживание металлов и сплавов при нанесении металлопокрытий и.борьба с водородной хрупкостью. М., МДНТП им. Ф. Э. Дзержинского, 1973. 178 с.
11. Справочное руководство по гальванотехнике. Ч. I. Пер. с нем. М., «Металлургия», 1969. 416 с.
12. Темкина Б. fl. Прогрессивная технология нанесения гальванических и химических покрытий. М., Машгиз, 1962. 175 с.
ГЛАВА IV
ЗАЩИТНО-ДЕКОРАТИВНЫЕ МЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
Ряд металлических покрытий издавна используют в качестве защитно-декоративных. К ним относятся в первую очередь никелевые и хромовые покрытия и различные многослойные покрытия на их основе, покрытия драгоценными металлами — золотом, серебром и их сплавами.
В последние годы появилось много новых сплавов для электрохимического покрытия, соединяющих в себе специальные и декоративные свойства, а также текстурированные покрытия.
НИКЕЛЕВЫЕ И ХРОМОВЫЕ ПОКРЫТИЯ
Никелевые и хромовые покрытия являются наиболее распространенными декоративно-защитными покрытиями. Блеск, шероховатость и рельеф этих покрытий могут изменяться в широких пределах в зависимости от способа подготовки основного металла и условий нанесения покрытий.
Выявление кристаллической текстуры для никелевых покрытий не характерно. Возможно получение цветовой слоистой текстуры сочетанием полос металлического и черного никеля или хрома.
Из хромовых покрытий известно текстурное покрытие хром-агат, но оно пока еще не нашло промышленного применения, хотя отличается высокими декоративными свойствами.
Цвет никелевого покрытия светло-серый с теплым желтоватым оттенком, хромового — светло-серый с холодным синеватым оттенком.
При определенных условиях осаждения можно получить черные никелевые и хромовые покрытия, функциональные свойства которых, такие, как износостойкость и коррозийная устойчивость, значительно отличаются от свойств обычных никелевых и хромовых покрытий. Но именно цвет этих покрытий обусловливает широкое их использование в приборостроении. Никелевые покры-126
тия можно тонировать, получая при этом довольно широкую цветовую гамму. Способы тонирования хромовых покрытий в отечественной промышленности применения пока еще не нашли.
Однослойные декоративные никелевые покрытия. Зеркальные и блестящие однослойные никелевые покрытия находят широкое применение в приборостроении. Коррозийная стойкость таких покрытий без подслоя меди недостаточна, и поэтому они могут быть рекомендованы для отделки изделий, эксплуатируемых в легких условиях.
Разработан электролит, обладающий высокой степенью выравнивания и дающий зеркальные осадки никеля. Эти покрытия по коррозийной стойкости, физико-механическим и декоративным свойствам не уступают аналогичным покрытиям, используемым за рубежом. В настоящее время этот электролит широко используют в различных отраслях промышленности.
Состав электролита1, г/л:
Сернокислый никель NiSO4«7H2O............. 260—300
Хлористый никель NiCl2-6H2O ............. 40—60
Борная кислота Н3ВО3........................ 30—40
Сахарин C6H4SO2NHCO...................... 1,5—2,0
1,4 бутиндиол (в пересчете на 100% ный) СН2ОН—С = С—СН2ОН........................0,12—0,20
Фталимид C6H4(CO)2NH.....................0,08—0,1
Концентрация водородных ионов pH 4,3—5,1, температура ; 55—65° С, катодная плотность тока 2—8 А/дм2, анодная плотность тока не более 2,5 А/дм2.
; Никелирование производится при непрерывной фильтрации, £ селективной очистке электролита и интенсивном перемешивании ^сжатым воздухом из расчета до 20 л/мин на каждые 10 см длины ['катодной штанги, осуществляемом в сочетании с качанием или ^встряхиванием катодных штанг.
Для нормальной работы электролита и получения качествен-Ьных осадков необходимо точно выдерживать технологические (Параметры. Оптимальной величиной pH является 4,3—5,1.
<При pH меньше указанной величины уменьшается блеск усадка, снижается выход по току, возникает питтинг, при pH ;Дыше 5,1 значительно сокращается предел допустимой плотности тока.
’ Повышение температуры свыше 60° С отрицательно влияет На блеск осадков, снижение ниже 50° С приводит к увеличению ^хрупкости покрытий и появлению питтинга.
> Скорость осаждения 1 мкм никеля при DK = 2А/дм2 равна $ мин, а при DK = 8 А/дм2 — 0,66 мин.
If 1 Авторское свидетельство СССР № 183563. «Изобретения, промышлен-Г.-Л1ые образцы, товарные знаки», 1966, № 13.
127
Электролит приготавливают следующим образом. В обессоленной горячей воде растворяют при перемешивании основные компоненты: сернокислый и хлористый никель, борную кислоту. Доведенный до рабочего объема раствор подвергают химической и селективной очистке.
Раствор подкисляют до pH 2,0—2,5 серной кислотой. При небольшом количестве анодов и значительной площади катодов (гофрированная сталь, покрытая никелем) ведут проработку в течение 24 ч при температуре 60—70° С и плотности тока 0,1 — 0,3 А/дм2. Таким образом удаляют вредные примеси цветных металлов. Затем pH раствора доводят до 5 добавлением при энергич-ном перемешивании свежеприготовленного углекислого никеля, после чего вводят перманганат калия (2 г/л), растворенный в небольшом количестве воды или 30%-ный раствор перекиси водорода (2 мл/л). При этом раствор перемешивают в течение 30 мин. После чего добавляют 3 г/л активированного угля, обработанного разбавленной кислотой, и снова в течение нескольких часов перемешивают его с помощью сжатого воздуха. Раствор отстаивается 6—12 ч, а затем его декантируют в рабочую ванну.
После химической и селективной очистки в раствор вводят добавки: сахарин и бутиндиол — непосредственно, фталимид предварительно растворяют в небольшом количестве электролита, подогретом до 70—80° С.
Корректирование электролита производят по основнььм компо-нентахм — никелю и хлору — по данным анализа не реже 1-го раза в неделю, борной кислоты — 1-го раза в 10 дней.
Сахарин рекомендуется добавлять ежедневно по показанию счетчика ампер-часов, химический анализ производят не реже 1-го раза в неделю. Добавку 1,4-бутиндиола вводят в ванну ежедневно по показаниям счетчика ампер-часов; химический анализ производят не реже 2-х раз в неделю.
Кислотность электролита контролируют и корректируют каждую смену.
Расход добавок составляет (г/А*ч): сахарина — 0,01—0,012, 1,4-бутиндиола (35%-ный раствор) — 0,7—0,8 мл/А-ч, фталимида 0,003—0,005.
При работе возможны следующие неполадки: уменьшение блеска — недостаточное количество блескообразователей; темный цвет покрытия, темные пятна — в электролите имеются вредные металлические примеси; питтинг — недостаточное воздушное перемешивание, охлаждение раствора, наличие в нем большого количества солей железа; хрупкость осадков — загрязнение электролита органическими примесями, повышенное содержание сахарина и пониженное бутиндиола.
Блестящие никелевые покрытия, полученные по описанной технологии, могут быть использованы для однослойного никелирования, для нанесения верхнего слоя при двухслойном и трехслойном никелировании, при получении основного слоя сил-128
никеля и 6 других технологических схемах многослойного никелирования.
Удельная экономическая эффективность при введении блестящего никелирования составляет от 0,3 до 1,0 р. на 1 м2 покрытия.
В последние годы широкое применение находит процесс блестящего никелирования в сульфаминовохм электролите, что объясняется высоким качеством осадков никеля (незначительными внутренними напряжениями, регулируемой твердостью, пластичностью), а также большой скоростью осаждения.
Сульфаминовый электролит никелирования имеет следующий состав, г/л.
Сульфамат никеля Ni(SO3NH2)-4H2O .... 350—600
Хлористый никель NiCl2-6H2O ............. 5—15
Борная кислота Н3ВО3...................... 10—25
Пропаргиловый спирт СН=ССН2ОН.............0,05—0,15
Бензосульфамид..............................Насыщен-
ный раствор
Концентрация водородных ионов pH 3,5—5,0; температура 40— 60° С; катодная плотность тока при непрерывном перемешивании и фильтрации электролита 2—20 А/дм2; анодная плотность тока 0,5—0,2 А/дм2; детали жестко крепят на подвесках.
Для приготовления электролита в горячей деминерализованной воде растворяют сульфамат никеля, затехм в раствор вводят расчетное количество хлористого никеля и борной кислоты. После приготовления электролита проводят его химическую и электрохимическую очистку.
Сначала доводят pH электролита до 5 добавлением углекислого никеля, затем вводят 2 мл/л перекиси водорода. Полученный раствор энергично перемешивают и добавляют 3 г/л активированного угля; потом его снова перемешивают и после длительного отстаивания декантируют в рабочую ванну.
Селективная очистка предназначена для удаления ионов тяжелых металлов. Ее осуществляют проработкой электролита при низкой плотности тока (0,1—0,2 А/дм2) и энергичном перемешивании.
После химической и селективной очистки в электролит вводят пропаргиловый спирт и растворенный в небольшом количестве подогретого электролита бензолсульфамид.
Корректирование электролита по никелю, хлоридам, борной и сульфаминовой кислотам производят раз в две недели, пропаргиловый спирт добавляют раз в три дня, pH корректируют ежедневно.
Возможные неполадки: недостаточный блеск — несоответствующая величина pH, низкая концентрация пропаргилового спирта; темный цвет и пятна на покрытии — загрязнение электролита металлическими или органическими примесями; хрупкость осадков — пониженное содержание бензолсульфамида, органические загрязнения.
9 n/ред. Гинберга Л. М. 129
Для ванн барабанного и колокольного типов используют электролит, обладающий высокой электропроводностью, рассеивающей и выравнивающей способностью и стабильностью в работе.
Состав электролита, г/л
Сернокислый никель NiSO4-7HaO........... 120—180
Хлористый аммоний NH4C1................. 20—25
Борная кислота HSBOS.................... 30—40
Сахарин CeH4SO2NHCO..................... 0,8—1,2
1,4 бутиндиол (СН2ОН)2(СН2)2............ 0,3—0,5
- Барбитуровая кислота C4H4O3N2-2H2O . . . 0,03—0,09
Концентрация водородных ионов pH 3,5—5,8, температура 20—60° С, напряжение на клеммах ванны 10—18 В.
Расход блескообразующих добавок при толщине слоя никеля 10 мкм составляет (г/м1 2), сахарина 1,5—1,8; 1,4 — бутиндиола (35%-ный раствор) — 10—20; барбитуровой кислоты 0,1—0,15.
Скорость покрытия 0,1—0,2 мкм/мин.
Для получения блестящих покрытий используют также электролиты с другими блескообразователями, состав которых приведен в табл. 49.
Электролиз осуществляют, перемешивая электролит с помощью качающихся штанг; фильтрация периодическая.
Полублестящие никелевые однослойные покрытия находят все более широкое применение, когда хотят избежать появления бликов на поверхности. При этом поверхность основного металла предварительно сатинируют одним из известных способов (пульпой со стеклянными шариками или другими абразивами).
Для получения полублестящих покрытий наибольшее распространение получили электролиты с 1,5-нафталиндисульфокислотой. Оптимальные составы таких электролитов приведены в табл. 50.
Покрытия, полученные из указанных электролитов, в наибольшей степени соответствуют специфическому требованию, предъявляемому к покрытиям, осаждаемььм на матированную поверхность основного металла, обеспечивают равномерность блеска по всей покрываемой поверхности.
Приготовление электролита не отличается от приготовления обычных электролитов никелирования. Дисульфонафталиновую кислоту растворяют в небольшом объеме электролита и в виде раствора вводят в рабочую ванну. Формалин добавляют в виде 40%-ного раствора. Готовый электролит прорабатывают под током из расчета 4—5 А-ч/л.
Корректирование электролита по основным компонентам производят по данным анализа один раз в неделю, формалина — ежедневно. Блескообразователь добавляют при изменении внешнего вида покрытия.
1 Авторское свидетельство СССР № 206263. «Изобретения, промышленные
образцы, товарные знаки», 1967, № 24.
130
Таблица 49
Покрываемый металл Компоненты электролита, г/л Параметры осаждения
Сернокислый никель Борная кислота Хлористый натрий 1,4-бутинди-ол (100%-ный) Формальдегид Фтористый калий или натрий Монохлорамин Б 2,6—2,7-наф-талиндисуль-фокислота Сульфанол X о. Температура, °C Плотность тока, А/дм2
Сталь с подслоем блестящей меди 250— 300 25—40 10—15 0,2— 0,5 0,5— 1,2 — 2,0— 2,5 — — 4,5— 5,5 40-50 2,5— 3,5
Полированная медь и ее сплавы, титан и его сплавы, ковар 250— 300 25—40 10—15 — 0,4— 0,8 5—6 — 2—4 0,015 5,6— 5,8 40—50 3,0— 5,0
Таблица 50
Назначение покрытия Компоненты электролита, г/л Параметры осаждения
Никель сернокислый Натрий хлористый Кислота борная Калий фторис-тый 1,5-на-фталин-дисульфо-кислота Формалин (40%-ный), мл/л pH Температура, °C Плотность тока, А/дм2
Никелирование с последующим пассивированием 250—300 15—20 30 — 3,5 — 4,5—5,5 20—40 1—4
Никелирование с последующим хромированием со 250—300 20—30 25—30 3—6 1,0 0,5—1,0 4,5—5,2 25—40 1—2,5
Состав электролита, г/л Параметры осаждения
‘вмол Ч1ЭОН1О1ГЦ 1,0— 2,5 1—8 3,0 : 0,5
Эо ‘ в dAii? Наинах 3 3 II 1 1 ь? О to to
Нс! 7— 12,8 'ока Тк
ранвлНви у1Ч1гэияондаэ - г- 1 ю , g со о S • °-о" 1 S £? °
и и Hit? н И1ч1гоияоннид S А» 1 15® 10 &>S |Т|
уиноинв yiqioiniEtfod О д Ю Л О 1 1 ° я S s &
LISZSL BMauQotf KBtnoiAe -Bd9ooM3airg 3—5 осаждеь 1ния 60
В1О1ГЭИЯ ЕВННЭЭ 35—70 изводят рм кача
qtfan kbit -□HMOHdaj । 200— 250 ^дм2 про период
•9000 уиН -хин уимСз to 1 1 о S О £ _ 4 о
•90ЯЭ yndiuH шчлоинви'п о о ю '°- "| 1 и ci ° S t. s
qtfan квхэинеиП Ю S О) ч 1 8в § ЙО
Обрабатываемые металлы или покрытия Стали, чугун, медные сплавы, цинковые сплавы, титан и его сплавы Медные и никелевые покрытия на различных металлах Примечание. При пл< или с качанием штанг с амплиту;
Для удаления из электролита продуктов разложения блескообразователя и примесей тяжелых металлов доводят значение pH до 3—3,5 и добавляют в ванну по 2 г/л перекиси водорода (30%). Затем раствор подогревают до 50° С и прорабатывают при низкой плотности тока в течение нескольких часов, после чего pH доводят до 6, раствор отстаивают и фильтруют. Перед началом работы в электролит вводят блескообразователь и формалин и корректируют значение pH.
Если на никелевое покрытие осаждают хром, то для предотвращения «захвата» руками его пассивируют в растворе следующего состава, г/л:
Хромовый ангидрид
СгО3 ............ 200—250
Ортофосфорная кислота Н3РО4 .... 60
Температура раствора 15—25° С; продолжительность обработки 3—5 с.
Многослойные никельхромовые покрытия. Получение многослойных никелевых покрытий является одним из самых современных и эффективных способов получения коррозийно-стойких зеркально-блестящих покрытий. Установлено, что медный подслой имеет большое значение для повышения коррозийной стойкости всей многослойной системы.
132
Для получения медного покрытия используют различные электролиты — сернокислые, борфтористоводородные, пирофосфорнокислые, цианистые, аммиакатные и др. Оптимальные составы и режимы блестящего меднения приведены в табл. 51.
Зеркально-блестящие медные покрытия из сернокислого электролита с добавкой «Новостар» также широко используют в промышленности.
Двухслойное блестящее никелирование с подслоем меди обладает высокой коррозийной стойкостью и может быть рекомендовано для эксплуатации в жестких условиях. Покрытие состоит из подслоя меди, двух слоев никеля и в случае необходимости покровного слоя хрома.
Первый слой никеля — полублестящий, практически не содержащий включений серы, составляет не менее 1/2—2/3 общей толщины покрытия х.
Осаждается из электролита, имеющего следующий состав, г/л:
Сернокислый никель NiSO4-7H2O......................... 260—280
Хлористый никель NiCl2-6H2O ................................ 40—60
Борная кислота Н3ВО3............................... 30—40
1,4 бутиндиол (100%-ный) (СН2ОН)2(СН2)2................... 0,05—0,10
Формалин (40%-ный) НСНО .............................. 0,25—0,70 мл/л
Сульфосалициловая кислота C7H6O6S-2H2O ............... 0,1—1,0
Концентрация водородных ионов pH 4,3—5,0; температура 50— 60° С; катодная плотность тока 2—7 А/дм2; анодная плотность не более 2,5 А/дм2.
Процесс производится при непрерывной фильтрации и селективной очистке электролита; интенсивность перемешивания воздухом 20 л/мин на 1 дм длины катодной штанги.
Второй блестящий слой никеля осаждают на первый без промежуточной промывки из приведенного выше электролита для получения блестящего никелевого покрытия. Толщина покровного слоя, осаждаемого на второй слой никеля после промывки из универсального электролита хромирования, составляет 0,25 мкм.
При приготовлении электролита бутиндиол и формалин вводят непосредственно в ванну, сульфосалициловую кислоту сначала растворяют в горячей воде, а затем вводят в электролит в виде раствора.
Корректирование электролита производят: бутиндиолом и формалином 1—2 раза в смену, сульфосалициловой кислотой — * раз в 2 смены. pH проверяют не реже 1 раза в смену. Средние эмпирические нормы расхода органических добавок в граммах на 1000 А-ч при работе с плотностью тока 2—5 А/дм2 составляют: бутиндиола (100%) — 15—20, формалина (40%) — 62—87, суль-Ф°салициловой кислоты — 2—3.
Мы 1 Авторское свидетельство СССР № 238982. «Открытия, изобретения, про-ленные образцы, товарные знаки», 1969, № 10.
133
При этом возможны следующие отклонения от нормы: слабое выравнивание и уменьшение блеска — недостаточное количество бутиндиода и сахарина; покрытие темное, с пятнами — в электролите имеются примеси тяжелых металлов; питтинг — наличие солей железа в электролите, низкая температура электролита, недостаточное перемешивание; хрупкость — наличие органических загрязнений в электролите.
Трехслойное никелирование отличается самой высокой коррозийной стойкостью из описанных систем. Процесс осуществляется в три приема. Сначала наносится слой полублестящего никеля из того же электролита, что служит для осаждения первого слоя при двухслойном никелировании.
Толщина слоя составляет примерно 1/2—2/3 всей толщины покрытия. Затем без промежуточных промывок осаждается средний слой из электролита, в составе которого имеется специальная серосодержащая добавка, обеспечивающая включение в промежуточный слой никеля от 0,14 до 0,20% серы. Толщина среднего слоя никеля незначительна (1—2 мкм), но именно он обеспечивает высокую коррозийную стойкость системы.
Состав электролита для осаждения среднего слоя, г/л1:
Сернокислый никель NiSO4-7H2O..................... 260—280
Хлористый никель NiCl2-6H2O .................... 40—60
Борная кислота Н8ВО8 .............................. 30—40
я-аминобензолсульфамид C6H4SO2(NH2)2 ............0,18—0,25
Формалин (40%-ный) НСНО ..........................0,60—1,0
Концентрация водородных ионов pH 4,3—5,0; температура 50— 60° С; катодная плотность тока 2—7 А/дм2; анодная плотность тока не более 2,5 А/дм2.
Процесс ведется при непрерывных фильтрации и селективной очистке и интенсивном воздушном перемешивании.
Третий верхний слой никеля осаждается из электролита для получения блестящих покрытий. Покровный слой хрома имеет толщину 0,25 мкм.
Приготовление электролита ведется по методике, описанной выше. Введение органических добавок производится следующим образом: формалин вводится в ванну непосредственно, /г-амино-бензолсульфамид в виде суспензии в небольшом количестве электролита.
Содержание органических добавок корректируют формалином 1—2 раза в смену, п-аминобензолсульфамидом 1 раз в 6 смен, pH не реже 1 раза в смену.
Расход органических добавок на 1000 А-ч составляет: формалина (40%-ного) — 100—125, мл п-аминобензолсульфамида 12— 15 г.
1 Авторское свидетельство СССР № 246999. «Открытия, изобретения, промышленные образцы, товарные знаки», 1969, ^a 21.
134
Возможные неполадки: питтинг — холодный раствор, недостаточное перемешивание; шелушение — загрязнение электролита хромом; хрупкость — электролит загрязнен органическими загрязнениями, солями железа и хромом.
Сил-никель — второй слой многослойного покрытия никель— сил-никель—хром, обладающего высокой коррозионной стойкостью и хорошими декоративными свойствами. Повышенная коррозионная стойкость микропористых осадков хрома достигается путем введения в электролит для получения внешнего слоя Lникеля токонепроводящих частиц. Благодаря созданию тарного слоя (сил-никеля) на покровном хромовом покрытии обра-; зуется множество пор, обеспечивающих равномерное распределе- ние коррозионного тока по всей поверхности никелевого подслоя, /что и приводит к повышению коррозионной стойкости всей си-- стемы. Слой сил-никеля наносится после блестящего или полу-I” блестящего никелирования.
I; Состав электролита для получения внешнего слоя в покрытии /сил-никеля, г/л:
& Сернокислый никель NiSO4-7H2O............... 250—280
V Хлористый никель NiCl2-6H2O ................ 40—60
Борная кислота Н3ВО3........................ 30—40
1,4 бутиндиол (100%-ный) СН2ОН-С=С-СН2ОН 0,2—0,3
ф ' Сахарин CeH4SO2NHCO......................... 0,7—1,2
Каолин высокодисперсный с размером частиц 1—3 мкм 0,3—2,0
gr Концентрация водородных ионов pH 3,0—4,0; температура 50— ^60° С; катодная плотность тока 2—12 А/дм2; анодная плотность йтока 1—2 А/дм2.
Процесс сил-никель ведут без непрерывной фильтрации. Фильтрацию и очистку производят при общей регенерации электролита. Для обеспечения равномерного распределения частиц по фисему объему электролита применяют интенсивное воздушное ^перемешивание, примерно 6 л/мин воздуха на 1 дм2 поверхности.
' Электролит приготовляют и очищают так же, как и для бле-^Стящего никелирования. Сахарин и 1,4-бутиндиол добавляют электролит после очистки. Каолин вводят при непрерывно ин-^тенсивном перемешивании в виде суспензии (20 г каолина в 100 мл ^электролита). Электролит корректируют, добавляя через каждые мОООА-ч 12—14 гсахарина, 80—100 мл 1,4-бутиндиола (35%-ного). -^Каолин определяют гравиметрическим путем и корректируют по ^Данным анализа.
Расход на 1 мкм покрытия составляет, г/м2: сахарина 1,2— *4, бутиндиола 0,24, каолина 0,14.
' Возможные отклонения от нормы: шероховатость — значе-: Аие’рН завышено; уменьшение блеска — завышенная концентра-" ^Ия каолина. Остальные неполадки аналогичны тем, которые ' писаны при блестящем никелировании.
135
Блестящее двухслойное никелирование с заполнителем — еще одна разновидность многослойного декоративного никелирования, обеспечивающее высокую коррозионную стойкость никелевых и никель-хромовых покрытий в отсутствии медного подслоя. От обычного никелирования процесс отличается тем, что предусматривает осаждение одного из слоев никеля в присутствии заполнителя —- определенного вещества, отвечающего ряду специальных требований. Этот способ в отличие от обычного двухслойного никелирования является эффективным и при малой толщине покрытия (12 мкм и меньше) он позволяет также свободно варьировать соотношение толщин нижнего и верхнего слоев никеля в соответствии с конкретными требованиями к внешнему виду, защитным и механическим свойствам покрытий. В частности, этим способом можно получить декоративные матовые и полублестящие покрытия.
Эффективность двухслойного покрытия с заполнителем определяется суммой следующих факторов: разностью электрохимических потенциалов обоих слоев, возникающей вследствие их неодинакового состава; герметизацией нижнего слоя частицами заполнителя; эффектом сил-никеля, появляющимся при последующем хромировании.
Процесс состоит из нанесения нижнего полублестящего слоя и верхнего блестящего слоя с заполнителем. Промежуточная промывка не требуется. Для получения декоративных покрытий толщина верхнего слоя должна быть не менее 9 мкм.
Составы электролитов для никелирования с заполнителем приведены в табл. 52.
Приготовление электролитов аналогично описанным выше. Каолин вводят при интенсивном перемешивании в виде суспензии, полученной добавлением 2—3 л воды на 1 кг сухого вещества.
Корректирование проводят так же, как в других электролитах блестящего и полублестящего никелирования, содержание каолина проверяют и корректируют 1—2 раза в неделю.
Нормы расхода добавок г/1000 А-ч: формальдегида (на 100%-ный) — 25—40, бутиндиола (на 100%-ный) — 35—50, сахарина 9—11.
Возможные отклонения от нормы: матовость покрытия — недостаточное количество блескообразователя, изменение температурного режима ванны; хрупкость осадков — наличие органических загрязнений и примесей железа; шелушение — загрязнение электролита маслами; темный цвет покрытия — загрязнение электролита солями тяжелых металлов; недостаточная коррозионная стойкость двухслойного покрытия — низкая концентрация каолина, плохое перемешивание, повышенная концентрация бутиндиола.
Все системы многослойных покрытий принадлежат к зеркальным, за исключением двухслойного с заполнителем покрытия, 136
Таблица 52
Наименование компонентов, электролитов и параметров Состав электролитов и параметры осаждения
для полублестящего слоя для блестящего слоя с заполнителем
Сернокислый никель 250—300 250—300
Хлористый никель 40—50 40—50
Борная кислота формалин (в пересчете на 100%-ный), 35—40 35-40
г/л 0,25-0,60 —
Сахарин, г/л 1,4-бутиндиол (в пересчете на 0,10-0,25 1,5-2,0
100%-ный), г/л — 0,15-0,30
Каолин «ОПС-экстра», г/л .... — 0,4—1,2
Антипиттинговая добавка .... Допускается сульфирол-8 Не допускается
pH 4,2-5,0 4,0-4,8
Температура, °C 45—52 50—60
Катодная плотность тока, А/дм2 2-6 2-6
Анодная плотность тока, А/дм2 Не более 2,5 2,5
Фильтрация Непрерывная 1 раз в 2—4 недели с заменой каолина
Перемешивание Очищенным воздухом до 20 л/мин на 1 дм штанги
которое при соответствующей подготовке основного металла (сатинирование) — матовое.
Кроме перечисленных многослойных систем декоративных покрытий, значительное распространение получило двухслойное хромирование матового тона,, позволяющее получить покрытие с высокими защитными, механическими и декоративными свойствами, не используя специальной обработки поверхности металла основы (сатинирования, гидроабразивной обработки). Матовость Достигается специальным режимом электролиза. Хромовое покрытие осаждают непосредственно на сталь, причем первый слой — Матовый и беспористый — обеспечивает необходимые защитные свойства, второй — декоративный — необходимую фактуру поверхности.
Технологический процесс состоит из операций подготовки по-ерхности, матового и декоративного хромирования. Матовое Ромирование производят в электролите следующего состава, г/л:
Хромовый ангидрид СгО3 ............. 260—280
Серная кислота H3SO4 ............... 2,6—2,8
137
Температура электролита 35—38° С; продолжительность процесса 30 мин.
Первые 10 мин хромирование ведут при плотности тока 30 А/дм2 по следующему режиму: хромирование 100 с, перерыв 20 с. Последующие 20 мин хромирование ведут непрерывно при плотности тока 20 А/дм2. Толщина слоя матового хрома 8—10 мкм.
Декоративное хромирование осуществляют в электролите, содержащем, г/л:
Хромовый ангидрид СгО3 .... 230—250
Серная кислота H2SO4 ......... 2,3—2,5
Температура электролита 50—52° С; продолжительность обработки 30 мин.
Первые 10 мин хромирование ведут при плотности тока 20 А/дм2, последующие 20 мин — при плотности тока 25—26 А/дм2. Толщина отделочного слоя хрома 8—10 мкм. Оптимальные результаты получают на телах вращения, прямые детали не имеют достаточного декоративного вида. Покрытие используется для отделки различного инструмента, визуально воспринимается как матовое с равномерной едва выраженной шероховатостью и по своим свойствам может быть использовано в приборостроении.
Для сатинированного никель-хромового покрытия характерна тонкая шероховатость и равномерность строения поверхности; рассеяние мало, хотя нет явно выраженной зеркальной составляющей, как в случае блестящих покрытий. В двухслойном хромовом покрытии преобладает диффузное отражение. Покрытие визуально воспринимается как матовое с равномерной шероховатостью, тогда как сатинированное кажется полублестящим, что и определило его название «хром с искрой».
Черные никелевые и хромовые покрытия. В приборостроении широко применяют черные никелевые и хромовые покрытия. Существует большое количество электролитов для получения этих покрытий, однако в настоящее время наилучшими признаны электролиты следующего состава, г/л:
1. Для осаждения черного никеля на различные металлы по подслою никеля
Сернокислый никель NiSO4-7H2O . . . 110—120
Сернокислый цинк ZnSO4-7H2O .... 35—40
Сернокислый натрий Na2SO4-10H2O . . 55—60
Роданистый аммоний NH4SCN.......... 10—15
Концентрация водородных ионов pH 5,6—5,8; температура 20— 30° С; плотность тока 0,05—0,15 А/дм2; продолжительность обработки 30 мин.
2. Для осаждения черного хрома
Хромовый ангидрид СгО3 ........................ 250—280
Криолит 3NaF-AlF3 ............................ 0,2—0,3
Щавелевокислое (окисное) железо Fe2(C2O4)3 . . . . , 50—65
138
Температура электролита 15—25° С; плотность тока 8— 15 А/дм2; продолжительность процесса обработки 15—30 мин.
Не допускается присутствие серной кислоты, раствор готовят на деминерализованной воде.
Инструментальная оценка цвета этих покрытий (см. табл. 53) показывает, что черный хром стоит ближе к ахроматическому ряду цветов, чем черный никель (последний имеет меньшую насыщенность и слабо выраженный темный оттенок).
Таблица 53
Металл покрытия Координаты цветности Коэффициент отражения, % Цвет покрытия
X У
Черный никель . . . Черный хром . . . . 0,318 0,310 0,323 0,316 8,8 6,6 Темносерый Сероваточерный
Координаты цветности х и у определяют положение любого цвета на двухмерной стандартной цветовой диаграмме К Эти две ^переменные характеризуют качество цвета. От них можно перейти к данным о доминирующей длине волны, чистоте цвета (насыщенности) и коэффициенту отражения. Эти параметры дают полную ' характеристику цвета.
ТЕКСТУРИРОВАННЫЕ ПОКРЫТИЯ
В последние годы все шире стали использоваться металлические покрытия, в которых специальными способами обработки выявлен или создан эффект видимой «текстуры» — кристаллической или цветовой. Эти покрытия могут быть с успехохм использованы в качестве декоративных в приборостроении.
' Покрытие цинкслоит. На основе цинкового покрытия можно получать декоративное текстурированное покрытие цинкслоит.
Специальную обработку осуществляют постепенным погру-жением оцинкованных деталей через тонкий слой водного раствора электролита, находящегося на поверхности тяжелой несмешиваю-Щейся с ним жидкости. Композиция слоистого узора — ширина и частота полос, их цвет, степень цветовой контрастности по отношению к фону (цинковому покрытию) — зависит от технологических параметров обработки цинкового покрытия: режима перемещения деталей и толщины слоя электролита.
Комисс^ТЗНД^цо^) цветовая диаграмма принята Международной осветительной
139
К каждой из двух фаз жидкостей, в которых осуществляется дискретное оксидирование, предъявляются определенные требования, выполнение которых обеспечивает получение оптимальных результатов. Верхняя фаза — электролит — должна обладать минимальным удельным весом, высокой электропроводностью и рассеивающей способностью, низкой химической активностью по отношению к обрабатываемым деталям, максимальной адгезией к инертной жидкости и способностью образовывать с ней четкие границы раздела. В результате происходящей реакции в электролите не должны образовываться твердые частицы или пена, которые могут помешать образованию четкой текстуры.
Составы и режимы рабочих растворов для обработки цинковых покрытий приведены в табл. 54.
Таблица 54
1 Тип раствора 1 Компоненты электролита, г/л Характер подачи Параметры осаждения Цвет слоистого узора
Едкий натр Бихромат натрия Серная кислота Поверхностно -активная добав- ка Температура, °C Анодная плотность тока, А/дм2 Продолжительность, с
Щелочной! 100 10 — — Подъем оцинкованных деталей 13—25 3—10 5—15 Серочерный
I Кислый 1 — 150 20 мг/л 0,001 Погружение оцинкованных деталей 13-25 3—10 5—15 Серо-коричневый
К нижней фазе (инертная жидкость) предъявляют следующие требования: плотность ее должна значительно превышать плотность электролита, она должна быть химически инертной к электролиту и поверхности обрабатываемых деталей, быть практически неэлектропроводной, обладать резко выраженной гидрофобностью, сохранять четкую границу раздела с электролитом в широком интервале температур.
Этим требованиям удовлетворяют хлорированные углеводороды, среди которых оптимальные результаты дает перхлорэтилен (плотность 1,6—1,62 г/см3).
Толщину слоя электролита поддерживают в пределах 10— 30 мм, это максимальная ширина полосы слоита.
Ширину полос слоита можно изменять, варьируя толщину слоя электролита и шаг дискретной подачи. Цвет элементов текстуры зависит от плотности тока и времени электролиза, как это видно из табл. 55.
140
Таблица 55
Способ обработки Время выдержки в электролите, с Координаты цветности Цветовые характеристики Цвет
X У Доминирующая длина волны X, нм Чистота цвета Р, % Коэффициент отражения Р> %
Анодно- 5 0,311 0,349 578 20 11,64 Зеленовато-серый
щелочной 10 0,339 0,348 576 24 6,12 Коричневато-черный
Анодно- 4 0,371 0,381 577 45 18,02 Зеленовато-бежевый
кислый 10 0,369 0,371 578 41 15,82 Зеленовато-коричневый
Технологический процесс получения цинкслоита состоит из следующих операций: подготовки поверхности, цинкования, обработки цинкового покрытия, лакирования. Цинкование можно осуществлять в различных электролитах. Толщина цинкового покрытия должна быть 9—12 мкм.
Независимо от способа получения текстуры к деталям, на которых нужно получить цинкслоит, предъявляются определенные требования: они не должны иметь плоскостей, в которых может задерживаться электролит, и мест, стимулирующих капиллярное поднятие жидкостей. Наилучшие результаты получают на деталях простой и обтекаемой формы.
Для лакирования можно применять прозрачные бесцветные лаки типа мочевиноформальдегидного, меламиноформальдегид-ного или полиакрилового.
Цинкслоит обладает высокой коррозионной стойкостью.
Цветостойкость его, как показали испытания, высока в атмосферных условиях и при длительном нагревании (3 тыс. ч при 100° С). Теплый тон покрытия хорошо сочетается с другими материалами, например деревом или пластиком. Эти свойства цинкслоита делают возможным его применение в качестве декоративного покрытия в приборостроении.
Покрытие кристаллит. Текстурированное оловянное покрытие кристаллит состоит из слоя олова и покровного бесцветного лака. Получение кристаллита основано на способности олова после термообработки образовывать кристаллы различной величины и формы. Свет, отражаемый гранями кристаллов, создает декоративный эффект. Механическая прочность текстуры кристаллита низка, и поэтому ее защищают лаком.
Технологический процесс получения кристаллита состоит из СлеДующих операций: подготовки поверхности, оловянирования,
141
термообработки покрытия, охлаждения, проявления кристаллической текстуры, лакирования.
Каждая из этих операций оказывает влияние на декоративные свойства получаемого покрытия. Природа металла основы также оказывает существенное влияние на текстуру кристаллита. По характеру получаемой текстуры металлы основы можно разделить на 4 группы (табл. 56).
Подготовка поверхности сводится к операциям, обычно предшествующим осаждению покрытия. Кристаллическая текстура скрывает дефекты поверхности металла основы, поэтому шлифование и полирование не производят. Осаждать оловянное покрытие
Таблица 56
Металл основы Характер
(или покрытия) текстуры
Алюминий, хром . . . Очень крупная
Железо, сталь .... Крупная
Никель, кобальт . . . Мелкая
Цинк, кадмий, медь . Очень мелкая
можно из различных электролитов, природа электролита не оказывает влияния на текстуру.
Существенно влияет на качество электролита толщина оловянного покрытия. Оптимальные результаты дают покрытия толщиной 3—4 мкм. Термообработку осуществляют в муфельных печах. Для создания в рабочем пространстве печи равномерного принудительной циркуля-
температурного режима пользуются
цией воздуха и терморегулированием. Оптимальной температурой оплавления является 250—270° С.
Охлаждение оловянного покрытия после термообработки ока-
зывает существенное влияние на текстуру кристаллита, так как существует непосредственная зависимость между скоростью охлаждения и размером, а также формой кристаллов, образующих текстуру. Изменяя направление отвода тепла, можно различно ориентировать кристаллы. Обычно детали охлаждают на воздухе, устанавливая их на специальные медные приспособления, обеспечивающие преимущественный отвод тепла в местах соприкосновения детали с медью и определенное направление кристаллического узора.
Проявление текстуры основано на повышенной активности границ, разделяющих кристаллы. Для проявления можно использовать химическое и анодное травление и катодное осаждение олова. Перед проявлением детали декапируют в 5%-ном растворе серной кислоты. Оптимальные результаты получают при катодном осаждении олова. Однако если осаждение первого слоя олова возможно в любом электролите, для проявления следует использовать только кислый электролит.
Качество проявления зависит от плотности тока — чем она ниже, тем четче и ярче кристаллическая текстура. Оптимальный режим проявления: катодная плотность тока 0,1—0,4 А/дм2, про-
142
должительность 10—20 мин. При проявлении кристаллической текстуры можно отметить ряд характерных недостатков в работе электролита. Слабый блеск кристаллов указывает на завышенное содержание в электролите фенола и клея и низкую концентрацию олова. Обеднение электролита оловом замедляет процесс проявления кристаллов. Образование дендритов свидетельствует о недостатке в электролите клея и фенола и завышенной плотности тока.
Лакирование осуществляют теми же лаками, которые используют и в других случаях лакирования поверхности покрытий. Лаки должны быть прозрачны, бесцветны и не желтеть со временем.
Дополнительный декоративный эффект возникает при тонировании кристаллита. Кристаллит может быть получен на листовой луженой жести. В этом случае нет необходимости в нанесении первого слоя олова. Листы жести с кристаллическим покрытием, защищенным мочевиноформальдегидным лаком, выдерживают резку, штамповку, изгиб.
В приборостроении кристаллит может быть использован для отделки корпусов некоторых приборов и в качестве декоративного инкрустированного материала.
ТОНИРОВАНИЕ МЕТАЛЛОВ
Тонированием называют процесс получения на поверхности металлов очень тонких неметаллических неорганических пленок . ярких цветов с последующим нанесением лака. Указанные пленки ..могут быть получены на металлическом покрытии или непосредственно на основном металле. Лаковая пленка обеспечивает механическую защиту тонирующего покрытия и повышает его коррозионную стойкость. Возникновение яркой окраски пленки объясняется интерференцией света, зависящей в первую очередь от .толщины пленки.
Цвета появляются последовательно согласно правилу Там-:мана и меняются в зависимости от толщины пленки закиси меди
(табл. 57).
Таблица 57
Цвет пленки Толщина пленки, о А Цвет пленки Толщина пленки, о А
.. Темно-коричневый 380 Бледно-серебристозеленый 880
... Красно-коричневый 420 Желтовато-зеленый 970
Темно-пурпурный . . 450 Ярко-желтый .... 980
Темно-фиолетовый . . 480 Старое золото .... 1100
: Темно-синий .... 500 Оранжевый .... 1200
Бледно-сине-зеленый 830 Красный 1260
Компоненты электро
Обр абатыв аемы й металл Гипосульфит натрия Уксуснокислый свинец Лимонная кислота Сернокислая медь Едкий натр Виннокислый калий Тетраборат натрия
Медь, никелевое покрытие . . 240—250 25—30 25—30 — — — —
Латунь2 ... — — — 30-45 18-30 25—30 —
Медь и ее сплавы — — — — — — —
Медные покрытия — — — 40-45 25—30 Заменяется са- —
харом-рафина-дом 85-90
Оловянное по-
крытие кристаллит — — — 8-15 — — 125-150
1 Продолжительность устанавливают в зависимости от требуемого цвета.
2 Для получения ярких тонов (вишневый, малиновый, синий, желтый) проводят
3 Напряжение на клеммах ванны не выше 1 В; аноды — медные.
Поскольку пленки очень тонки и прозрачны, натуральный цвет основы (или покрытия), например розово-красный (меди) или серебристый с желтым оттенком (никеля), накладывается на цвет, образовавшийся вследствие интерференции.
Состав тонирующих пленок довольно сложен, они содержат не только соединения тонируемого металла, но и металлов, входящих в состав тонирующих растворов. Сложность химического состава позволяет предположить возможность различных изменений в нем во времени (перекристаллизация, обезвоживания и т. п.), что может явиться причиной изменения цвета пленок.
Электронно-микроскопические исследования показали, что тонирующая пленка имеет характерную дискретную структуру, отличающуюся от структуры поверхности тонируемого металла. С увеличением времени тонирования (ростом толщины пленки) дискретность тонирующего слоя уменьшается. Можно предположить, что структура пленок также оказывает влияние на их оптические свойства.
144
Таблица 58
лита, г/л Режим обработки3 Цветовая гамма
Хлористый никель Хлористый аммоний Роданистый аммоний Температура, °C Плотность тока, А/дм2 Продолжительность х, мин
•— — — 13—20 — 4—60 Синие, голубые тона
— — — 15-25 0,015— 0,02 1—10 Золотистые и желтые тона
50-70 50—70 20-45 15—30 0,01— 0,02 2—20 Коричневые, красно-коричневые, сине-зеленые тона
— — — 15—30 0,01 — 0,02 5-6 Золотистые и желтые тона
— — — 35-40 0,005— 0,01 3—20 Ярко-желтый, зеленый, малиновый, голубой
промежуточную восстановительную обработку
и повторное тонирование.
Тонирование можно осуществлять химическими и электрохимическими способами. Оптимальные составы растворов и режимы обработки для получения светостойких пленок приведены в табл. 58.
Установлено, что цветостойкость покрытий, полученных химическим способом из раствора, в состав которого входит свинец, выше, чем полученных из раствора на основе уксуснокислой меди. Цветостойкость покрытий, полученных электрохимическим способом, выше полученных химическим способом.
Технологический процесс тонирования состоит из следующих операций: осаждения металлического покрытия (при необходимости), механической подготовки металлического покрытия или металла основы, химической и электрохимической подготовки поверхности, тонирования, нанесения покровного лака и сушки.
Механическая подготовка зависит от поставленной задачи. Если поверхность должна быть гладкой, а электролит позволяет получать достаточно блестящие поверхности, то механическая
10 п/ред. Гинберра Д. М. J45
обработка покрытия исключается. Если тонируют латунь или медь, их следует полировать. Тонировать можно не только гладкие блестящие поверхности, но и обработанные различными способами — шероховатые (гидроабразивная обработка), с фактурным рисунком (алмазное фрезерование, декоративное штрихование), с выявленной текстурой (по кристаллиту).
Тонирование осуществляют в одном из растворов, приведенных в табл. 58. Химические методы не требуют монтажа и более производительны. К их недостаткам относятся: ограниченная цветовая гамма, разнооттеночность получаемых покрытий, быстрое истощение раствора. Электрохимический метод тонирования трудоемок, однако цветовая гамма значительно шире и большая воспроизводимость цветов.
Напряжение на клеммах ванны не должно превышать 1 В, так как при этом па деталях образуется не закись меди, а осаждается медь и ускоряется разложение раствора.
При электрохимическом тонировании контакт деталей с подвеской должен быть жестким; плотность тока и температура электролита не должны выходить из нормы. Аноды медные с соотношением Sa : SK = 1 : 1.
Электролит, содержащий сахар, обеспечивает получение устойчивых желто-оранжевых цветов (см. табл. 58). В электролите с виннокислым калием наиболее устойчивыми и легко воспроизводимыми цветами являются желтый, коричневатый, серый и зеленый. Покрытия ярких тонов (вишневые, лиловые) могут быть получены в электролите с виннокислым калием по следующей схеме:
1) тонирование при катодной плотности тока 0,02 А/дм2; время от 20 с до 6—7 мин;
2) восстановительная обработка в одном из следующих растворов: едкий натр 30—40 г/л или три натрийфосфат 30—40 г/л, или кальцинированная сода 30 г/л; DK = 0,7н-1 А/дм2; продолжительность 15—20 с; аноды — нержавеющая сталь;
3) повторное тонирование в том же растворе при DK = = 0,01 А/дм2 и продолжительности 1—8 мин.
Возможная цветовая гамма и цветовые характеристики тонированных покрытий, полученных различными способами, приведены в табл. 59.
Изменение цвета при тонировании с промежуточной восстановительной обработкой показано в табл. 60.
После тонирования, промывки и сушки детали покрывают прозрачными бесцветными лаками (цапон, УВЛ, «Стелла»). Блеск покрытий в пределах 6—11 ед. по ФЗ-65 *.
* Зеркальный фотометр ФЗ-65 предназначен для измерения блеска на малых участках плоских и криволинейных поверхностей; измерения производят методом сравнения с эталонной пластинкой.
146
Таблица 59
Способ тонирования Координаты цветности Цветовые характеристики Наименование цвета
X У Доминирующая длина волны X, нм Чистота цвета, Р> % Коэффициент отражения Р. %
Химический по ни- 0,379 0,380 579,0 46,0 21,97 Светло-табач-
келевому покрытию ный
в растворе с уксуснокислым свинцом 0,384 0,370 582,2 43,0 16,65 Коричневый
0,301 0,293 454,0 5,0 10,65 Ирисовый
0,267 0,283 480,0 9,0 10,53 Синеватофиолетовый
0,274 0,274 472,8 6,0 12,29 Фиолетово-
синий
0,242 0,251 478,0 15,0 11,60 Синий
0,252 0,269 480,0 14,0 14,54 Светло-синий
Электрохимический 0,460 0,375 592,0 63,0 47,48 Реальгаровый
,по медному покрытию в растворе с 0,439 0,446 577,2 78,0 63,66 Желтый
сернокислой медью и 0,399 0,416 575,6 62,0 63,41 Светло-желтый
сахаром 0,383 0,392 575,5 55,0 62,56 Бамбуковый
0,413 0,363 583,2 56,5 42,48 Бежево-терра-
котовый
0,474 0,403 587,8 73,0 35,16 Темно-желто-вато-оранже-
вый
г*- 0,487 0,401 590,0 77,0 37,37 Темно-оран-
жевый
? Электрохимический 0,461 0,455 579,0 85,0 45,79 Желтый
' по латуни1 в рас- 0,456 0,348 597,5 52,5 13,10 Светло-порфи-
'творе с сернокислой ровый
медью и виннокис- 0,398 0,286 496,0 22,0 10,90 Светло-руби-
лым калием новый
0,291 0,297 472,0 3,0 18,50 Серо-синий
0,287 0,312 485,0 7,5 21,96 Серо-голубой
С 0,299 0,342 529,0 12,5 34,96 Полынный
Г Электрохимический 0,341 0,292 — — 8,2 Темпо-вишне-
£ По кристаллиту в вый
растворе с сернокис-•<л°й медью и бурой & 0,311 0,346 0,342 0,333 — — 8,1 6,8 Зеленый Синий
1 С промежуточной восстановительной обработкой.
Таблица 60
Способ тонирования Координаты цветности Цветовые характеристики Цвет
Доминирующая длина волны X, нм Чистота цвета, Р, % Коэффициент отражения Р. %
X У
В электролите с виннокислым калием 0,442 0,349 597,2 48,2 28,52 Светло-каштановый
по медному покрытию 0,294 0,313 500,0 8,0 10,55 Черно-голубой
0,405 0,425 575,5 67,5 55,34 Светло-желтый
0,367 0,363 580,5 37,5 32,47 Светло-табачный
То же, с промежуточной восстановительной обработкой 0,289 0,292 480,5 5,0 8,68 Черно-синий
0,377 0,344 590,5 32,5 11,42 Кофейный
0,382 0,320 610,0 22,5 6,32 Темно-вишневый
0,476 0,413 585,0 77,5 32,20 Темно-желто-вато-оранжевый
Раствор для химического тонирования готовят растворением каждого компонента отдельно и смешивание их производят перед началом работы.
Приготовление раствора, содержащего сахар. В половинном объеме горячей воды растворяют сернокислую медь, фильтруют, затем растворяют сахар-рафинад. Отдельно в теплой воде растворяют едкий натр. Растворам дают охладиться, после чего в первый раствор небольшими порциями при помешивании добавляют раствор щелочи. Свежеприготовленный электролит до начала работы прорабатывают под током в течение 48 ч. Корректируют электролит добавлением концентрированного раствора, содержащего 60 г/л сернокислой меди, 45 г/л едкого натра и 90 г/л сахара-рафинада.
При приготовлении раствора с виннокислым калием все компоненты растворяют в теплой воде (не выше 30° С) отдельно и смешивают в следующем порядке: к раствору сернокислой меди при тщательном перемешивании небольшими порциями добавляют раствор едкого натра, а затем вводят при помешивании раствор виннокислого калия.
Раствор с серосодержащими добавками готовят растворением порознь всех компонентов. Затем смешивают растворы хлористого никеля и хлористого аммония, после чего вводят при помешивании раствор роданистого аммония.
Раствор для тонирования оловянного покрытия кристаллит готовят, растворяя отдельно сернокислую медь и тетраборат нат-148
рия (буру)- Затем первый раствор при помешивании небольшими порциями добавляют во второй. Указанные способы получения ярко-окрашенных покрытий широко используются в часовой промышленности для отделки циферблатов часов. При этом создают интересные цветовые сочетания циферблатов с цветными сплавами золота на корпусах часов или с серым цветом хромового покрытия. Они также находят применение для отделки шкал различных приборов, деталей внешнего оформления, изготовления фирменных знаков и т. д.
СПИСОК ЛИТЕРАТУРЫ
1. Блестящие электролитические покрытия. Под ред. Матулиса Ю. Ю. Вильнюс, «Минтис», 1969. 613 с.
2. Грачева М. П. Гальванотехника при изготовлении предметов бытового назначения. М., «Легкая индустрия», 1970, 304 с.
3. Грачева М. П., Карманова Т. А. Гальваническая отделка металлов. Вып. 2, М., ВНИИТЭ, 1973. 100 с.
4. Грачева М. П., Карманова Т. А. Декоративная отделка металлов. М., ВНИИТЭ, ,1972. 68 с.
5. Грачева М. П., Карманова Т. А. Гальваническая отделка металлов. Вып. 1, 77 с., 1971, вып. 2, 100 с. и вып. 3, 51 с. М., ВНИИТЭ, 1973.
6. Эйчис А. П. Покрытия и техническая эстетика. Киев, «Техника», 1971. 248 с.
7. Эйчис А. П. Металлолаковые гальванопокрытия. Киев, «Техника», 1975. 176 с.
8. Современные защитно-декоративные покрытия металлов, материалы семинара. М., МДНТП, 1974. 186 с.
9. Использование декоративно-защитных гальванических покрытий в художественном конструировании. Материалы семинара. М., ВНИИТЭ, 1969. 186 с.
ГЛАВА V
ИЗНОСОСТОЙКИЕ МЕТАЛЛИЧЕСКИЕ ПОКРЫТИЯ
ХРОМОВЫЕ ПОКРЫТИЯ
Хромирование получило достаточно широкое распространение в различных отраслях приборостроения. Важнейшими свойствами электролитического хромового покрытия, определяющими его работоспособность в различных условиях эксплуатации, являются
т а б л и ц а 61 высокая твердость, износостойкость и низкий ко-
Микротвердость эффициент трения. Твер-
Хромовые покрытия из электролитов 10s* Н/м2 кгс/мм2 дость хромового покрытия, которая определяется структурой хрома, может
Хромового (черное) Тетрахромат-ного с добавками солей кальция и магния Хромовокислого (блестящее) Хромовокислого (пористое) Сверхсульфатного 2,9—3,4 3,9—5,9 6,9—8,8 7,8—9,8 До 15,7 300—350 400-600 700—900 1000-1800 До 1600 колебаться в широких пределах в зависимости от режима электроосаждения и состава электролита (см. табл. 61). Среднее значение микротвердости хромовых осадков (9,8—11,8) X X Ю5 Н/м2 (1000—1200 кгс/мм2). Наиболее твердые осадки хрома в 2—3 раза тверже таких металлов, как железо, никель, кобальт, а также азотиро-
ванной или поверхностноцементованной стали и в отдельных случаях достигают твердости корунда. Однако можно получить осадки хрома с гораздо меньшей твердостью [например, хромовые покрытия из тетрахроматных электролитов имеют микротвердость (3,9—5,9) • 105 Н/м2 (400— 600 кгс/мм2)]. Хромовые покрытия характеризуются также высокой износостойкостью. Ряд авторов объясняет это характерохм структуры элек-
тролитического хрома — упорядоченным расположением отдель-
но
ных кристаллов, когда параллельно поверхности осадка располагаются наиболее износостойкие грани кристаллов. Необходимо иметь в виду, что в целом ряде случаев между твердостью и износостойкостью хромовых покрытий нет пропорциональной зависимости, так как износостойкость характеризуется также вязкостью и пластичностью покрытия и зависит от условий прирабатывае-мости, смазки и эксплуатации хромированных деталей. Наиболее эффективно хромирование при работе деталей с удельными нагрузками не более (0,24—0,29) • 105 Н/м2 (25—30 кгс/мм2).
Таблица 62
Таблица 63
Покрытие Величина пятна износа кольца, мм Материал пары Коэффициент трения
по бортику по желобу
Сталь по стали Хром по стали Чугун по чугуну .... Хром по чугуну
Хром из стандартного электролита Хром из тетрахроматного электролита 0,20X0,25 0,25X0,30 0,18X0,90 0,19X0,90 0,20 0,16 0,09—0,10 0,06—0,08
Никель электролитический 0,25X0,33 0,20X0,95 Баббит стали . . . ПО 0,20
Без покрытия 0,52x0,50 0,3X1,20 Баббит хрому . . ПО 0,13
Исследования подшипников на машине истирания показали, что хромовые покрытия из стандартных электролитов характеризуются высокой износостойкостью по сравнению с другими видами покрытий (табл. 62).
Хромовые покрытия имеют низкий коэффициент трения, особенно в случае сухого трения. Благодаря этому хромирование одной из сопряженных деталей, работающих на трение, способствует снижению коэффициента трения и уменьшению теплообразования в процессе работы. В табл. 63 приведены коэффициенты трения некоторых пар различных материалов при граничной смазке.
Оценка антифрикционных свойств при сухом трении стали по стали и стали по покрытию на машине МАСТ-1 показала, что • если коэффициент трения пары сталь — сталь в процессе испытания изменялся от 0,2 до 0,4, то коэффициент трения в паре со . сталью хромовых покрытий из стандартного электролита изменялся от 0,16 до 0,18, а из тетрахроматного электролита от 0,19 До 0,20. Незначительное изменение коэффициента трения в процессе работы трущихся пар является весьма ценным свойством / хромовых покрытий.
151
Недостаток хромирования — снижение усталостной прочности деталей. Оно зависит от толщины хромового покрытия, от свойств покрываемого металла, а также от температуры электролита.
Твердые хромовые покрытия можно непосредственно осаждать на большинство черных и цветных металлов.
Легко хромируются углеродистые стали, как закаленные так и незакаленные, малоуглеродистые стали с незначительным содержанием хрома и никеля, большинство цветных металлов, за исключением алюминия, цинка и их сплавов, поверхности которых перед покрытием должны быть специально подготовлены.
При хромировании хромоникелевых, вольфрамовых и марганцовистых сталей, а также сталей с азотированной, цементированной или цианированной поверхностями, необходима также их особая подготовка.
Не рекомендуется производить твердое хромирование сталей с высоким содержанием вольфрама, марганца и кобальта, а также графитизированного чугуна. Плохо хромируются латуни, содержащие свыше 2% свинца.
Износостойкие хромовые покрытия. Для получения твердых и износостойких хромовых покрытий могут применяться практически все известные электролиты хромирования. В настоящее время широкое распространение получил стандартный электролит, состоящий из хромового ангидрида и серной кислоты. В зависимости от концентрации компонентов электролита и в особенности от параметров осаждения (температуры и катодной плотности тока) в нем можно получать осадки хрома различной твердости, износостойкости и пористости.
При низких плотностях тока (порядка 15—25 А/дм2) и температуре 65—70° С образуются осадки молочного хрома, характеризующиеся повышенной вязкостью, эластичностью и низкой пористостью. При плотностях тока от 30 до 100 А/дм2 и температурах 45—60° С образуются осадки блестящего хрома с повышенной твердостью и износостойкостью.
Сочетанием различных технологических приемов при использовании стандартного электролита могут быть получены износостойкие пористые и комбинированные хромовые покрытия.
С целью интенсификации процесса хромирования и получения осадков с новыми физико-механическими свойствами в последнее время были разработаны новые электролиты и технологические приемы — ведение процесса хромирования в ультразвуковом поле, применение при хромировании реверсивного и импульсного тока, нанесение комбинированных покрытий.
Износостойкие покрытия могут быть получены также в тетра-хроматных электролитах, г/л:
Хромовый ангидрид СгО3 ........................ 350—400
Едкий натр NaOH................................... 40—60
Серная кислота H2SO4 .......................... 2,5—2,7
Трехвалентный хром (в пересчете на Сг2О3) . . 10—15
152
Электроосаждение проводят при комнатной температуре и катодной плотности тока 10—80 А/дм2. Выход по току в этом электролите составляет 25—30%. Твердость и износостойкость осадков хрома, полученных из этого электролита, значительно ниже, чем из стандартного, поэтому его применяют для деталей, поверхности которых не перемещаются относительно сопряженных деталей (посадочные места подшипников, валов и т. п.); для нанесения износостойких покрытий, работающих при малых удельных нагрузках (детали приборов); для улучшения прирабатываемости хромированных деталей. В последнем случае, так как осадки из тетрахроматных электролитов обладают наилучшей прирабаты-ваемостью из всех видов хромовых покрытий, рекомендуется наносить два слоя хрома: первый — из стандартного электролита, второй (внешний, 0,5—5 мкм) — из тетрахроматного. При эксплуатации приработка двухслойного покрытия идет за счет мягкого внешнего слоя, что предотвращает образование рисок и задиров.
При использовании тетрахроматных электролитов можно получить покрытия высокой твердости. При введении в электролит солей кальция (СаСО3 60 г/л и CaSO4 12 г/л) и окиси магния (0,8—1,0 г/л) осаждаются хромовые покрытия с микротвердостью до (9,8—10,8) • 105 Н/м2 (1000—1100 кг/мм2). Выход по току при этом (DK = 100-J-140 А/дм2) около 40%.
Для электроосаждения износостойких хромовых покрытий применяют также саморегулирующийся электролит. При его использовании структура хромовых покрытий более мелкозернистая. Усталостная прочность стальных деталей, покрытых хромом в этих электролитах, снижается значительно меньше, чем при покрытии в стандартном электролите. При нанесении покрытий из саморегулирующегося электролита толщиной 25 мкм, усталостная прочность деталей снижается на 7%, из стандартного — на 25%.
Для нанесения износостойких хромовых покрытий используют электролиты, приведенные в табл. 64.
Введение в электролит 2 бихромата калия снижает растворимость K2SiFe, что уменьшает коррозионную активность электролита, а также расширяет область получения блестящих осадков.
Замена сернокислого стронция сернокисльш барием в электролите 3 позволяет значительно интенсифицировать процесс хромирования, делает его менее чувствительным к примесям железа, трехвалентного хрома (до 25 г/л) и меди (до 60 г/л). Этот электролит находит широкое применение как у нас в стране, так и за рубежом.
Для осаждения твердых износостойких покрытий значительной толщины предложен так называемый сверхсульфатный электролит хромирования. Электролит имеет следующий состав, г/л:
Хромовый ангидрид СгО3 200—250 Серная кислота H2SO4 . . 10—20 Трехвалентный хром . . . 20—40
153
Таблица 64
Компоненты электролитов и параметры осаждения Электролиты хромирования
1 2 3
Хромовый ангидрид CrOs, г/л . . 250 175 250
Сернокислый стронций SrSO4, г/л 6 6-8 —
Кремнефторид калия K2SiF6, г/л 20 20 20
Бихромат калия К2Сг2О7, г/л . . . — ПО —
Сернокислый барий BaSO4, г/л . . — — 6-8
Плотность тока, А/дм2 50-100 30—100 50—100
Температура, °C 45-70 40—70 35-70
Выход по току, % 17—24 17—24 18-22
Режим осаждения аналогичен стандартным сульфатным электролитам. Выход по току достигает 20—25%. Осадки — блестящие, характеризуются низкими внутренними напряжениями и имеют микротвердость до 15,7-105 Н/м2 (1600 кгс/мм2).
Различные виды износостойких хромовых покрытий могут быть получены при применении ряда технологических приемов, изменяющих режим электроосаждения и придающих осадкам новые физико-механические свойства.
Пористые хромовые покрытия. Несмотря на наличие пор и трещин в блестящих хромовых осадках, они плохо удерживают смазочные масла, что при больших удельных нагрузках и температурах приводит к задиру трущихся поверхностей и быстрому износу. Для предупреждения этого хромовые покрытия дополнительно подвергают анодной обработке.
Такая технология получила название пористого хромирования. Пористое хромовое покрытие обладает несколько большей пластичностью, чем блестящее, легче прирабатывается и легче воспринимает местные перегрузки в процессе эксплуатации, характеризуется высокой износостойкостью и антифрикционными свойствами. Оно широко применяется для хромирования цилиндров, гильз блоков, подшипников, поршневых колец, деталей, работающих со смазкой.
Сетка трещин, ширина и глубина каналов пористого хрома, возникающих при анодном травлении, зависят от условий хромирования, соотношения СгО3 : H2SO4 в электролите, катодной плотности тока и температуры электролита, а также количества электричества, израсходованного на процесс анодного травления. Оптимальными условиями получения хромовых покрытий с наиболее развитой сеткой каналов считаются: соотношение СгО3 : H2SO4 (105—110): 1, катодная плотность тока при хромировании £)к == 40-г-
151
-i-60 А/дм2, температура электролита 55 ± 3° С; время выдержки при анодной обработке 5—12 мин, анодная плотность тока Da = = 40—60 А/дм2.
Уменьшение катодной плотности тока вызывает образование более густой сетки каналов пористого хрома, однако при этом ширина и глубина каналов становится меньше. С увеличением температуры электролита и соотношения CrO3 : H2SO4 сеть каналов в покрытии становится более редкой.
Комбинированные хромовые покрытия. Как отмечалось выше, в ряде случаев необходимо наносить беспористое хромовое покрытие, обладающее достаточно высокой сопротивляемостью механическому износу. Для одновременной защиты изделий от коррозии и механического износа можно наносить из стандартного электролита сначала молочные осадки хрома при DK = 30 А/дм2 и температуре 70° С, а затем в той же ванне при охлаждении ее до 50—55° С и DK = 45-Г-55 А/дм2 — износостойкие блестящие осадки.
Для обеспечения прочного сцепления между двумя слоями хрома необходимо после нанесения молочного хрома покрываемые изделия катодно поляризовать при температуре 50—55° С и DK = 5 А/дм2 в течение 5 мин.
Хромирование в ультразвуковом поле. Наложение ультразвукового поля в процессе хромирования повышает катодную плот-i ность тока до 180 А/дм2 и выше, улучшает кроющую способность ; электролита, хотя и не оказывает существенного влияния на рассеивающую способность.
Применение ультразвука с оптимальной частотой 18—25 кГц . и интенсивностью 1,0—1,5 Вт/см2 в тетрахроматном электролите с солями кальция позволило повысить Ьк до 200 А/дм2, а выход хрома по току до 40%, микротвердость осадков при этом составила (5,9—10,8) • 10s Н/м2 (600—1100 кгс/мм2).
у При хромировании в стандартном электролите [17] при плотности тока 100—200 А/дм2 и температуре 50—60° С с наложением ультразвукового поля интенсивностью 2—3 Вт/см2 получают обсадки повышенной твердости с высоким выходом по току.
Хромирование с применением реверсивного тока. Одним из Методов улучшения физико-механических свойств хромовых покрытий является ведение процесса на токе переменной поляр-;?ности. Процесс ведется при соотношении DK : D& = 1 : 1 (при Плотностях тока выше 100 А/дм2 — 2 : 1) и /к : /а > 60 и составляет соответственно 2—9 мин и 2—9 с. С увеличением отношения 4 • выход хрома по току увеличивается.
Увеличение продолжительности анодного периода способствует Уменьшению газонасыщения осадка и снижению хрупкости осадка, повышает твердость покрытий (в тетрахроматном электролите до р25%)( в большинстве случаев значительно снижает остаточные Напряжения, так как при этом создаются условия для растравления микро- и макротрещин.
I'- 155
Применение импульсного тока при хромировании повышает выход хрома по току до 19—21%. Это также позволяет значительно интенсифицировать процесс хромирования и вести электролиз при температуре 60° С с катодной плотностью тока 200— 250 А/дм2, а при температуре 70° С увеличить плотность тока до 350 А/дм2. Этот режим обеспечивает высокую износостойкость покрываемых изделий, хотя блеск осадков снижается, особенно при тп > 3—5 с, так как при этом имеется определенное взаимодействие между хромированной поверхностью и электролитом.
Черные хромовые покрытия. При изготовлении различных приборов в ряде случаев поверхности необходимо придать черный цвет. Одним из методом получения черных покрытий, который за последнее время получает все большее распространение, является черное хромирование. В отличие от оксидных покрытий и черного никеля хромовое покрытие термостойко до 500° С, устойчиво в вакууме, имеет относительно высокую твердость до (2,9—3,4) X X 105 Н/м2 (300—350 кгс/мм2 по Виккерсу) и износостойкость. Однако для работы на трение покрытие черным хромом мало пригодно.
В отечественной практике наибольшее распространение получил электролит, следующего состава, г/л:
Хромовый ангидрид СгО3 ............. 300—350
Азотнокислый натрий NaNO3........... 5—7
Уксуснокислый барий Ва(СН3СОО)2 . . 7—10
Борная кислота Н3ВО3................ 12—15
Режим осаждения: температура 20—40° С; катодная плотность тока DK = 40—80 А/дм2.
При более высоких плотностях тока — до 300—400 А/дм2 черное хромовое покрытие можно осаждать из электролита, состоящего из хромового ангидрида (250 г/л) и ледяной уксусной кислоты (6 мл/л) при температуре 20—40° С.
Толщина слоя черного хрома обычно 1,5—2,0 мкм. Для надежности защиты от коррозии на основной металл наносится хромовое или какое-либо другое покрытие. При нанесении хромового подслоя толщина молочного или блестящего хрома при покрытии углеродистых сталей должна быть не менее 10 мкм, цветных металлов — 2—4 мкм.
ОСАЖДЕНИЕ ЖЕЛЕЗА И ЕГО СПЛАВОВ
Значительно меньшее применение в приборостроении и машиностроении получил процесс электроосаждения железа и его сплавов. Основное применение железнения — восстановление изношенных деталей или доведение до нормы заниженных в размерах деталей при изготовлении. Детали, работающие на износ в жестких условиях, подвергаются после железнения еще дополнительной обработке: цементации с последующей закалкой и отпуском или хромированию.
156
Износостойкие железные покрытия. В последнее время создай ряд новых электролитов железнения и определены режимы электролиза, позволяющие получать твердые до 8,8-105 Н/м2 (900 кгс/мм2) и износостойкие железные покрытия.
Твердость и износостойкость железных покрытий зависит от свойства электролита, режимов электролиза и специальных методов обработки поверхности перед нанесением и после осаждения покрытия. В промышленности используются хлористые, сернокислые и смешанные электролиты железнения. Составы и режимы работы электролитов железнения приведены в табл. 65.
Покрытия из хлористого электролита 2 по износостойкости превосходят закаленные углеродистые стали и находят практическое применение для восстановления ответственных деталей машин и приборов, имеющих высокую поверхностную твердость. Электролит 3 служит для получения твердых износостойких осадков большой толщины. Обязательным условием стабильной работы электролита является его перенасыщение хлористым калием. Перед железнением изношенных деталей в этом электролите с поверхности их снимают верхний слой в одном из растворов: 1) железо хлорное — 3%, кислота соляная 3%, вода — 94% при температуре 60—90° С в течение 2—3 мин; 2) кислота щавелевая 25 г/л, перекись водорода 13 г/л, кислота серная 0,1 г/л при комнатной температуре в течение 5—30 мин. После снятия верхнего слоя проводят анодную обработку в 30%-ной серной кислоте и железнят.
Горячие хлористые электролиты по сравнению с сульфатными более агрессивны и обладают повышенной склонностью к окислению, а высокая температура раствора усугубляет эти недостатки.
Покрытия высокого качества получают из сульфатных электролитов (электролит 5). Для получения высококачественных железных покрытий при низкой температуре и высоких плотностях тока необходимо поверхность деталей пассивировать. Пассивацию рекомендуют производить в ванне железнения, совмещая ее с процессом анодного травления и очистки поверхности от шлама. В зависимости от содержания углерода в стали применяют различные режимы анодной обработки с начальной анодной плотностью тока от 40 до 120 А/дм2. Покрытия, нанесенные при таких режимах, обладают лучшей износостойкостью, чем закаленная сталь 45Г2 и цементированная и закаленная сталь 20.
Введение в сульфатный электролит хлористого железа (электролит 6) позволяет интенсифицировать процесс и улучшить механические свойства покрытий. Введение в сульфатно-хлористый электролит сернокислого алюминия уменьшает окисляемость раствора, механические свойства покрытий при этом не ухудшаются.
В последние годы находит применение холодный хлористый электролит с аскорбиновой кислотой, позволяющий получать твердые износостойкие покрытия. Наличие в растворе аскорбино-®ой кислоты предохраняет электролит от окисления и обеспечивает ’ 157
Компоненты электролитов и параметры осаждения
1 2
Хлористое железо FeCl2 • 4Н2О, г/л 600—700 200—300
Сернокислое железо FeSO4-7H2O, г/л — —
Сернокислый алюминий Al, (SO4)8, г/л — —
Хлористый натрий NaCl, г/л — 100
Соляная кислота (свободная) НС1, г/л 0,4—1,0 0,6—1,2
Хлористый калий КО, г/л — —
Муравьиная кислота НСООН, г/л — —
Хлористый марганец МпС12 • 4Н2О, г/л — —
Аскорбиновая кислота, г/л — —
pH — —
Температура, °C .... 70—100 60—80
Катодная плотность тока, А/дм2 10—80 10—40
Выход по току, % . . 94—98 80—92
Микротвердость, Н/м2 (1,8—3,4). 105 (3,9—5,9). 105
(кг/мм2) (180—350) (400—600)
Таблица 65
Электролиты желез ней и я
ютые сульфатный сульфатно-хлористый
3 4 5 6
200 600 — 100—200
— — 400-420 200—300
*— — 80—120 100—150
— — — —
— — 0,6—1,2 —
270 100—120 — —
5—20 — — —
— 15—20 — —
— 0,25—0,5 — —
3-4 2—3 1,5 —
55—60 Комнатная 20—40 40—60
До 10 20—30 До 20 20-30
80—90 — 80—90 —
До 7,8-105 (5,4—6,4). 105 (3,4—4,4) • 105 (5,9—6,9) • 105
(До 800) (550—650) (350—450) (600—700)
условия, позволяющие получать неслоистые покрытия с равномерной дисперсной структурой. Все это снижает внутренние напряжения и способствует получению качественных покрытий при высоких плотностях тока.
Пористые железные покрытия. Из хлористого электролита с аскорбиновой кислотой можно получать пористые железные покрытия микротвердостью (5,4—6,4)-105Н/м2 (550—650 кгс/мм2). В электролите 4 получают пористые покрытия в широком диапазоне плотностей тока: при 20° С — в диапазоне 20—30 А/дм2, при 35° С — 5—35 А/дм2.
Для обеспечения прочности сцепления покрытий с основным /металлом проводят анодную обработку в концентрированной серной кислоте с добавлением 20 г/л двухромовокислого калия при Комнатной температуре и плотности тока 10 А/дм2 в течение 2 мин «или анодную обработку в 25 %-ной серной кислоте при плотности тока 20 А/дм2 в течение 3 мин с последующим осветлением 1В 20%-ном растворе перекиси водорода.
Г. Покрытия пористым железом обладают значительной маслоем-Усостью и обеспечивают хорошую прирабатываемость и большую ^работоспособность. По прирабатываемости и износостойкости Упористые железные покрытия превышают гладкие железные покрытия и стальные детали из закаленной стали 45Г2. Коэффициент трения пористых железных покрытий, полученных при !С, равнялся 0,1, при 60° С — 0,16.
Термообработка после покрытия при 300° С приводит к сни-1ию износостойкости (твердость уменьшается с 6,9-105 до • 105 Н/м2 (с 700 до 525 кгс/мм2), коэффициент трения при этом изменяется. Обработка при 250° С практически не влияет на осостойкость и снижает хрупкость покрытий.
Перспективными электролитами железнения являются также одные электролиты, основными компонентами которых служат и железа органических сульфокислот (метилсульфатный, фе-сульфоновый, сульфосалициловый и др.). Эти электролиты не ессивны, стойки к окислению, готовятся из доступных и деше-: исходных веществ. Характерной особенностью железных по-1тий, полученных из органических электролитов, является: кодисперсная структура, небольшие внутренние напряжения, Пленяющиеся в зависимости от режима электролиза как по величине, так и по знаку, и более высокая твердость (6,9—8,8) • 105 Н/м2 |700 —900 кгс/мм2) и износостойкость осадков.
||’ В образовании покрытий с заданными свойствами большое значение имеет использование новых технологических приемов — Нестационарных токовых режимов и наложение ультразвукового 1гОля- Применение асимметричного несинусоидального тока промышленной чистоты при электроосаждении железа интенсифицирует процесс и меняет физико-механические свойства покрытий. К Изменяя амплитуду переменного тока, сохраняя при этом Р°стоянными другие условия электролиза, можно в широких
159
S'
пределах воздействовать на процесс формирования покрытий и получать в связи с этим различную их структуру и свойства.
Наложение ультразвукового поля интенсивностью 0,8—1,1 Вт/см2 позволяет получать железные покрытия из холодного концентрированного хлористого электролита с плотностью тока до 100 А/дм2: микротвердость покрытий при этом возрастает с 5,9 • 105 до 7,8 • 105 Н/м2 (с 600 до 800 кгс/мм2). Повышение интенсивности поля (более 1,2 Вт/см2) ухудшает внешний вид и механические характеристики железных покрытий.
Покрытия сплавами железа. В настоящее время все большее применение стали находить сплавы железа. Для повышения твердости и износостойкости железных покрытий производят их легирование углеродом, фосфором, бором, марганцем, никелем, хромом и другими металлами.
Электролитические сплавы железа с углеродом по своему составу приближаются к углеродистым сталям. Такие сплавы обычно обладают лучшими механическими свойствами, чем обычные железные покрытия. Как показывают металлографические исследования, сплав железа с углеродом получается после термообработки покрытия. До этого осадки имеют неопределенную структуру. Наличие в них углерода позволяет проводить термообработку так же, как это принято для обычных углеродистых сталей. При нагреве до 700° С полностью исчезает слоистость, а при 900° С происходит срастание осадка с основным металлом.
Для электрохимического осталивания применяют следующие электролиты-и режимы электролиза (табл. 66).
Таблица 66
Компоненты электролитов и параметры осаждения Электролиты осталивания
1 2
Хлористое железо FeCl2*4HaO, г/л 500 —
Сернокислое железо FeSO4- 7Н2О, г/л — 600
Хлористый натрий NaCl, г/л , . . 100 —
Соляная кислота НС1, г/л 1,5—3,6 —
Хлористый марганецМпС12- 4Н2О, г/л — 50—100
Сернокислый алюминий A12(SO4)3, г/л — 100
Щавелевая кислота (СООН)2, г/л — 4-6
Глицерин С3Нб(ОН)3, г/л .... 60—100 —
Сахар, г/л 30—50 —
pH — 2,7
Катодная плотность тока, А/дм2 10-20 20—30
Температура, °C 75—85 85
160
Покрытия из электролита, содержащего сахар и глицерин имеют кратерообразные поры, что повышает их износостойкость/ Введение в электролит глицерина или сахара ухудшает проч’ ность сцепления покрытий с чугуном и сталью. Аналогичное дей ствие оказывает повышение плотности тока выше 20 А/дм2 и снижение температуры. Отпуск покрытий при 300—350° С повышает прочность сцепления их с основным металлом.
В электролитах с щавелевой или лимонной кислотой осаждаются покрытия, содержащие 0,5—0,6% углерода.
Некоторое промышленное распространение нашли сплавы железа с марганцем, никелем, фосфором и бором. Составы электролитов для осаждения этих сплавов и режимы электроосаждения приведены в табл. 67.
По сравнению с электролитическими железными покрытиями, получаемыми из хлористых электролитов без легирующих добавок, железомарганцевый и железоникелевый сплавы, не обладая большой твердостью, характеризуются более высокой износостойкостью.
Железофосфорные сплавы обладают теплостойкостью, что позволяет применять их для покрытия деталей, работающих при высоких температурах. Термообработка железофосфорного сплава при 400° С повышает его микротвердость до (9,8—13,7) -105 Н/м2 (1000—1400 кгс/мм2). Испытания износостойкости при сухом трении показали, что термообработанный железофосфорный сплав хорошо противостоит износу, прочно сцеплен с основой, обладает малым коэффициентом трения. Этот сплав показал наибольшую износостойкость и в условиях граничного трения (процесс трения сопровождался повышением температуры до 88° С, тогда как для закаленной стали она повышалась при трении до 136—137° С, а для хромированных поверхностей до 143—147° С).
Термообработка железофосфорного сплава с повышенным содержанием фосфора (хлористый электролит) при 350° С в течение 1 ч приводит к повышению твердости покрытий до (15,7—17,6) X X 105 Н/м2 (1600—1800 кгс/мм2). Термообработка сплава при температуре ниже 350° С практически не влияет на его микротвер-Йрсть. Термообработанный железофосфорный сплав из хлористого Жектролита хорошо противостоит схватыванию и задирам в усло-Жях сухого трения. Износостойкость такого сплава более чем в 3 раза превышает износостойкость закаленной токами высокой частоты стали 45 и износостойкость электролитического железа.
Наличие фазы бора в поверхностных слоях металлов обусловливает высокие физико-механические параметры работы изделий. Микротвердость сплавов железо-бор колеблется от 4,5-105Н/м2 (460 кгс/мм2; при плотности тока 15 А/дм2) до 5,6-105Н/м2 (570 кгс/мм2; при 5 А/дм2); при термообработке микротвердость покрытий не увеличивалась. Покрытия сплавом железо-бор характеризуются высокой износостойкостью.
И п/ред. Гинберга А. М. 161
Компоненты электролитов
и параметры осаждения Железо-марганец
Сернокислое железо FeSO4-7H2O, г/л —
Сернокислое железо (окисное) Fe2 (SO4)3, г/л .... —
Хлористое железо FeCl2-4H2O, г/л 30—50
Хлористый марганец МпС12 • 4Н2О, г/л 350
Хлористый никель Ni2Cl2-6H2O, г/л —
Гипофосфит натрия NaH2PO2.H2O, г/л .... —
Бор гидр ид натрия NaBH4, г/л —
Лимонная кислота С7Н8Ов, г/л —
Соляная кислота НС1, г/л —
Таблица 67
Электролиты для осаждения сплавов железа
Железо-никель Железо- фосфор Железо-бор
I 2
200 180—200 —
— — — 80
— — 150—200 —
— — —
1 20 — — —
— 25—30 10—15 —
— — — 0,5
— 30—35 — —
0,8—1,2 — До pH 0,8 —
Компоненты электролитов и параметры осаждения
Железо-марганец
Хлористый натрий NaCl, г/л —
Хлористый аммоний NH4C1, г/л 120—125
Трилон Б, г/л —
Триэтаноламин, г/л . . . —
рн 4,5
Температура, °C .... Комнатная
Катодная плотность тока, А/дм2 3
Аноды Ферромар-
ганцевые
Содержание второго компонента в сплаве, % . . . 0,8
Микротвердость, Н/м2 (кг/мм2) (3,9—4,9) • 105 (400—500)
Продолжение табл. 67
Электролиты для осаждения сплавов железа
Железо-никель Же лез о-фосфор Железо-бор
I 2
25—30 — —
— — — 132
— — — 154
— 2—3 0,8 11—12
75—80 75—80 50—60 80
40 5—7 30—50 5-15
СтЮ Ст20 Армко-железо Железо Железо
2,5—3,0 1,0 8—10 7
(4,4—4,5) • 105 (450—460) 7,1-lQ6 (720) (7,8—8,8) • 105 (800—900) (4,5—5,7). 105 (460—570)
Таким образом, имеется значительное количество сплавов железа, которые можно использовать как износостойкие в условиях сухого и граничного трения.
В последнее время проведено большое количество работ по осаждению композиционных электрохимических покрытий на основе железа. Исследование износостойкости КЭП железо-корунд, полученных из электролита, содержащего 700 г/л хлористого железа при pH 1, плотности тока 20 А/дм2 и температуре 40° С, показало, что при наличии включений корунда (4—8 вес. %) износ покрытий снижается более чем в 5 раз, а коэффициент трения — с 0,1 до 0,02. Оптимальные по износостойкости и пластичности покрытия содержали 6—11 вес. % корунда. Включения частиц корунда во многих случаях уменьшают хрупкость железных покрытий. Кроме того, снижаются внутренние напряжения в покрытиях, что связано с расклинивающим действием частиц второй фазы на матрицу. Таким образом, КЭП указанных покрытий на основе железа являются перспективными износостойкими покрытиями [14].
ОСАЖДЕНИЕ ТВЕРДОГО НИКЕЛЯ
Для покрытия деталей приборов, работающих на трение с небольшими нагрузками, с успехом применяются никелевые покрытия повышенной до 4,9 • 105 Н/м2 (до 500 кгс/мм2) и средней до 2,9 X X 105 Н/м2 (до 300 кгс/мм2) твердости. Для получения никелевых покрытий высокой твердости используют электролиты блестящего никелирования и электролиты с добавкой хлористого аммония, для получения менее твердых покрытий — сульфатно-хлоридные и хлоридные электролиты. Стендовые испытания подшипников с кольцами, покрытыми серебром, никелем и непокрытыми, и сепараторами, покрытыми дисульфидом молибдена, показали, что хотя никелевые покрытия по износостойкости уступали серебряным (среднее количество отработанных часов 137,7 против 216,6), но превосходили подшипники без покрытия колец (среднее число отработанных часов 72,1).
Испытания на контактную выносливость показали, что никелевые покрытия повышают способность стальных деталей противостоять воздействию циклических контактных нагрузок. Стальные детали с никелевыми покрытиями имели лучшую работоспособность по сравнению с деталями, покрытыми кобальтом, рением, дисульфидом молибдена, и мало отличались от позолоченных. Детали, покрытые никелем в сульфатном и сульфатно-хлоридном электролитах, характеризовались примерно одинаковой работоспособностью.
Покрытия сплавами никеля. Еще лучшей износостойкостью и антифрикционными свойствами обладают сплавы никеля с индием и фосфором, свойства которых и условия получения будут описаны ниже. Как износостойкое покрытие представляет интерес 164
также сплав никеля с бором, который может быть получен из
электролита, содержащего, г/л: Сернокислый никель NiSO4-7H2O.........................80
Азотнокислый никель Ni(NO3)2 ............ 15
Хлористый аммоний NH4C1...................30
Метабисульфит калия K2S2O5................ 3
Лимоннокислый натрий Na3C6H3O7 .......... 60
Триэтаноламин............................ 35
Трилон Б ................................ 35
Меркаптофталевый ангидрид ...............0,4
Боргидрид натрия NaBH4 ..................0,4
pH электролита 11 —11,5; катодная плотность тока 4—8 А/дм2; температура 20—70° С. В зависимости от условий электролиза в никелевые осадки включается от 1 до 3 вес. % бора. Микротвердость осадков никель — бор колеблется от 8,8 • 10б Н/м2 (900 кгс/мм2) (при плотности тока 3 А/дм2 и температуре 50° С) до 4,9 • 105 Н/м2 (500 кгс/мм2) (при плотности тока до 10 А/дм2).
В настоящее время широкое промышленное применение нашло химическое никелирование. Используя этот процесс, можно наносить на детали любой конфигурации равномерные по толщине ^покрытия, позволяющие в несколько раз увеличить срок службы / трущихся деталей машин.
Микротвердость никелевых покрытий, полученных химичес-дким восстановлением, составляет (3,4—4,9) • 105 Н/м2 (350— ; 500 кгс/мм2) и растет с увеличением содержания фосфора в осадке. ; После термообработки в течение 1 ч при температуре 350—400° С Покрытие приобретает высокую твердость (8,8—11,7)-105 Н/м2 /(900—1200 кгс/мм2) и износостойкость. По имеющимся данным, ^износостойкость никель-фосфорного сплава немного меньше, чем л хромовых покрытий, однако поверхность сплава, трущаяся
-О’сталь, изнашивает ее меньше, чем хромированная поверхность. { Для никель-фосфорных покрытий характерна также способность ^противостоять заеданию. Возможность наносить равномерные покрытия никель-фосфорным сплавом на детали из алюминиевых ^сплавов позволяет упрочнять поверхность таких деталей и тем §Ъмым в несколько раз увеличивать сроки их службы, а также создавать легкие и работоспособные трущиеся пары из этих сплавов.
Химическое никелирование применяют для покрытия деталей, ^работающих на трение в условиях возвратно-поступательного ^Движения. Хорошие результаты получены при использовании по-^Дрытий никель-фосфорным сплавом в условиях сухого трения. ^Химическое никелирование с успехом применяют при покрытии 1*Олец подшипников качения и шарнирных подшипников при ра-;л>°те их в открытой атмосфере и вакууме без жидкой смазки. £. Недостатком никель-фосфорных покрытий является то, что снижают усталостную прочность сталей.
Покрытия, полученные в кислых электролитах, значительно ’ иНижали усталостную прочность (иногда более чем на 40%). Осадки £ йкель-фосфорного сплава из щелочных электролитов снижают
165
усталостную прочность сталей в меньшей степени (на 15—20%). Усталостная прочность алюминиевых сплавов после покрытия никель-фосфорным сплавом не снижается.
Известно большое количество модификаций как кислых, так и щелочных электролитов для химического осаждения никель-фосфорного сплава (табл. 68).
Таблица 68
Компоненты электролитов и параметры осаждения Электролиты химического никелирования
1 2 3 4 5 6
Хлористый никель NiCl2*6H2O, г/л Сернокислый никель NiSO4-7H2O, 21—22 — 15 30 40—50 22
г/л — 28 — — —
Гипофосфат натрия NaH2PO2-2Н2О, г/л 23-24 30 10 10 10-20 30
Уксуснокислый натрий CHsCOONa, г/л 10 — 10 — — —
Хлористый аммоний NH4C1, г/л — — — — 45—55 50
Лимоннокислый натрий Na3C6H6O7, г/л — — — 10 40-50 50- 100
Янтарнокислый натрий — 18 — — — —
Глицин, г/л — 15 — — — —
Аммиак (25%-ный) NH4OH, мл/л — — — — 50—60
рн 4,9-5,1 4,5-5,3 5 4—6 8—9 8-9
Температура, °C 90—93 90—92 83—85 90—92 80—88 93—95
Скорость осаждения, мкм/ч . . . 10—12 14 8—10 5 10 12-13
Электролит 1 широко используют в промышленности. Электролит одноразового использования. Скорость осаждения 10— 12 мкм/ч за 8 ч работы.
Электролит 2 используют с периодической корректировкой pH и солей никеля и гипофосфита.
Электролит 3 применяют для покрытия никель-фосфорным сплавом мелких деталей.
Электролит 4 широко применяют для получения износостойких покрытий.
Электролит 5 используют для нанесения твердых износостойких покрытий, в частности, на детали подшипников качения и шарнирных подшипников.
Электролит 6 применяют при нанесении никель-фосфорного сплава на алюминий, сплавы меди.
166
СПИСОК ЛИТЕРАТУРЫ
1. Белобородова О. С., Михалицина Е. С., Ревзина В. Г. Хромирование в саморегулирующемся электролите с бариевыми солями — В сб.: Нанесение хромовых покрытий. М., ГОСИНТИ. № 16-63-479/24, 1963. с. 24—28.
2. Вейнер Р. Гальваническое хромирование. Пер. с нем. М., «Машиностроение», 1964. 152 с.
3. Вячеславов П. М. Новые электрохимические покрытия. Лениздат, 1972. 264 с.
4. Гинберг А. М. Федотова Н. Я. Ультразвук в гальванотехнике. М., «Металлургия», 1969. 206 с .
5. Гончаренко К* С. Пористое хромирование деталей машин. Москва— Киев, Машгиз, 1960. 171 с.
6. Грачева М. П. Гальванотехника при изготовлении предметов бытового назначения. М., «Легкая индустрия», 1970. 304 с.
Лайнер В. И. Современная гальванотехника. М., «Металлургия», 1967.
7.
384 с.
8.
; 559 с.
9.
Лайнер В. И. Защитные покрытия металлов. М., «Металлургия», 1974.
Молчанов В. Ф. Хромирование в саморегулирующихся электролитах. 'Киев, «Техника», 1972. 252 с.
10. Новые и усовершенствованные технологические процессы нанесения гальванических покрытий.^М., ГОСИНТИ. № 16-63-202/9, 1963. 44 с.
11. Перегудов Ф. М., Каданер Л. И. Холодные хлористые электролиты ' для железнения. М., ГОСИНТИ. № 3-65-104/5, 1965. 13 с.
7 12. Получение твердых износостойких гальванических покрытий. М.,
^МДНТП им. Ф. Э. Дзержинского, 1970. 205 с.
13. Рябой А. Я. Шлугер М. А. Технологические особенности хромирования /деталей в тетрахроматном электролите. — В сб.: Нанесение хромовых покрытий. М., ГОСИНТИ, № 16-63-479/24, 1963, 1—23 с.
$ 14. Сайфуллин Р. С. Комбинированные электрохимические покрытия и ма-
^териалы. М., «Химия», 1972. 166 с.
15. Твердые износостойкие электролитические покрытия в машиностроении при ремонтных работах. М., МДНТП им. Ф. Э. Дзержинского, 1966. Ч. 1, &Д25. с; Ч. 2. 119 с.
16. Терентьева И. И. Электролитическое хромирование. Обзор иностранных ^изобретений. М., Труды ЦНИИПИ. № 2—66, 1966. 39 с.
17. Шлугер М. А. Ускорение и усовершенствование хромирования деталей ^ Йашин. М., Машгиз, 1961. 140 с.
|f, 18. Шлугер М. А. Михайлова А. А. Электролитическое осаждение хрома из
|££верхсульфатного электролита. М., ГОСИНТИ, № 3-65-2319/73, 1965. 10 с.
Й
ГЛАВА VI
АНТИФРИКЦИОННЫЕ ПОКРЫТИЯ
Нанесение на трущиеся поверхности деталей тонких металлических и неметаллических покрытий дает возможность значительно повысить долговечность и надежность работы машин и приборов. При этом с помощью покрытия можно обеспечить:
смазку в момент запуска до поступления масла к трущимся поверхностям:
твердую смазку в условиях, когда применение других смазочных материалов исключено (вакуум, высокие температуры);
хорошую прирабатываемость трущихся поверхностей и предотвращение задиров;
более низкий коэффициент трения и минимальное его изменение в процессе работы;
повышение контактной выносливости материалов трущихся пар;
повышение коррозионной стойкости трущихся поверхностей в рабочей среде;
барьерный слой, предотвращающий холодную сварку в условиях вакуума, и др.
Весьма эффективными и оправдавшими себя на практике антифрикционными материалами являются покрытия свинцом и его сплавами, медно-оловянистыми сплавами, благородными металлами и их сплавами. Все большее распространение в последнее время получают антифрикционные покрытия редкими металлами: индием и галлием.
ПОКРЫТИЯ СВИНЦОМ И ЕГО СПЛАВАМИ
Свинец и его сплавы являются одними из лучших антифрикционных материалов. Они обладают низким коэффициентом трения (при работе в паре со сталью он равен 0,05—0,06), хорошей прирабатываемостью, высокой антикоррозионной стойкостью в различных средах.
168
Свинцовые покрытия используют в парах трения при работе в атмосфере, вакууме и ряде агрессивных сред. Свинцовые покрытия применяют даже в тех случаях, когда используют жидкие смазки. Хотя свинец растворяется в минеральных маслах, однако при свинцовых покрытиях хорошо осуществляется прирабаты-ваемость деталей и смазка их при запуске и остановке двигателей. Такие покрытия можно применять в условиях повышенных температур, но из-за сравнительно низкой температуры плавления свинца они могут использоваться только при нагреве до 250— 280° С. При более высоких температурах среды имеется опасность местных перегревов и оплавления покрытия.
Свинцовое покрытие, полученное гальванически, хорошо сцепляется с медью и ее сплавами. При нанесении свинцовых покрытий, а также сплавов свинца на подшипниковые стали требуется специальная подготовка поверхности последних и нанесение никелевого подслоя. Твердость свинцовых покрытий очень низкая и составляет около 8,8 • 103 Н/м2 (9 кгс/мм2).
Испытания подшипников на сухое трение в атмосфере показали, что свинцовые покрытия имели наименьший износ (средний износ 0,001 г за 10 ч испытаний), причем продукты износа покрытия не осыпались, а переносились с сепаратора на другие детали (шарики и кольца).
По зарубежным данным, подшипники со свинцовыми покрытиями стабильно проработали в условиях глубокого вакуума от 8 до 15 тыс. ч превосходя по работоспособности такие смазочные покрытия, как золото, галлий и дисульфид молибдена.
Наиболее распространенным для свинцевания является борфтористоводородный электролит следующего состава, г/л:
Борфтористоводородный свинец Pb(BF4)2 ....................... 125—300
. Борфтористоводородная кислота (свободная) HBF4............. 40—100
' Борная кислота (свободная) Н3ВО3 ............................. 15—25
^Столярный клей ............................................. 0,5—1,0
V. Электроосаждение производят при комнатной температуре и ^катодной плотности тока 1—3 А/дм2; катодный выход по току ''Около 90%, скорость осаждения 30—90 мкм/ч.
L При приготовлении электролита борфтористоводородную кислоту готовят из 47%-ной плавиковой кислоты путем введения в нее ^небольших порций борной кислоты при интенсивном перемешивании. Борфтористоводородный свинец получают растворением ' расчетного количества окиси свинца или углекислого свинца в борфтористоводородной кислоте. После этого вводят борную кислоту, доливают ванну до уровня и вводят столярный клей.
Борфтористоводородный электролит свинцевания после его приготовления требует обязательной предварительной проработки током при катодной плотности около 2 А/дм2 с использованием , Синцовых анодов и «случайных» катодов.
169
Значительно реже в промышленности применяют кремнефтористоводородные и фенолсульфоновые электролиты свинцевания.
Состав кремнефтористоводородного электролита, г/л:
Кремнефтористоводородный свинец PbSiFe .........80—150
Кремнефтористоводородная кислота H2SiFe .........20—35
Борная кислота Н$ВО3 .......................... 5—6
Столярный клей.................................0,5—1,0
Электроосаждение производят при комнатной температуре и катодной плотности тока 1—1,2 А/дм2; катодный выход по току около 95%; скорость осаждения 30—40 мкм/ч. Электролит весьма экономичен.
Щелочные электролиты свинцевания не применяют для нанесения антифрикционных покрытий, так как при нанесении покрытия на пассивирующиеся подложки они не дают прочного сцепления покрытия с основой.
Сплавы свинца с оловом используют при работе в минеральных маслах для повышения стойкости покрытий. Антифрикционные сплавы свинца с оловом обычно содержат до 17% олова. С повышением содержания олова в сплаве его стойкость в маслах увеличивается, но снижается верхний температурный предел использования покрытия.
Износ свинцово-оловянистых покрытий при сухом трении очень незначителен (0,0014 г за 10 ч испытаний) и также сопровождается в основном переносом материала покрытия на сопряженные детали.
Сплавы свинца с индием противостоят действию минеральных масел, имеют низкий коэффициент трения, хорошую притирае-мость. Их недостатками являются низкая твердость и пониженная температура плавления.
Сплавы свинца с марганцем применяют при более высоких температурах по сравнению со свинцовыми покрытиями.
Тройные сплавы свинец-олово-медь и свинец-олово-сурьма имеют повышенную стойкость в среде минеральных масел (так же как свинцово-оловянистые сплавы), а также большую износостойкость.
Из антифрикционных сплавов свинца наибольшее распространение получили его сплавы с оловом. Для электроосаждения свинцово-оловянистых сплавов применяют электролиты, приведенные в табл. 69.
При приготовлении борфтористоводородного электролита олово вводят путем анодного насыщения (проработка электролита свинцевания с оловянными анодами).
Фенолсульфоновый электролит применяют при нанесении свинцово-оловянистого сплава на подшипниковые сплавы, содержащие олово.
Многокомпонентные сплавы на основе свинца: свинец-олово-медь и свинец-олово-сурьма осаждаются из борфтористоводородных 170
Компоненты электролитов и параметры осаждения
Борфтористоводородный свинец Pb (BF4)2, г/л Кремнефтористоводородный свинец PbSiF6, г/л ......................................
Фенолсульфоновый свинец Pb (CeH4OHSO8)2, г/л ......................................
Борфтористоводородное олово Sn (BF4)2, г/л Кремнефтористоводородное олово SnSiF6, г/л ......................................
Фенолсульфоновое олово Sn (Ce H4OHSO3)2, г/л ......................................
Борфтористоводородная медь Си (BF4)2, г/л Борфтористоводородная кислота (свободная) HBF4, г/л.................................
Кремнефтористоводородная кислота (свободная) H2SiF6, г/л..........................
Фенолсульфоновая кислота (свободная) C6H4OHSO3H, г/л ..........................
Столярный клей, г/л.....................
Желатин, г/л ...........................
Температура, °C.........................
Катодная плотность тока, А/дм2 .........
Анодная плотность тока, А/дм2...........
Аноды...................................
Таблица 69
Электролиты для осаждения свинцово-оловянистых сплавов
Борфтористоводородный Кремнефтористоводородный Фенолсульфоновый Тройной с медью
100—200 — — 100—200
— 100—125 — —
— 100—130
25—75 — — 25—75
— 15—40 — —
— — 25
— — — 18—20
40—100 — — 40—60
— 60—100 — —
60—100
I з 1 — 1—3
— — 1,5—2
Комнатная Комнатная 20—40 Комнатная
До 2 4—5 1—2 0,5
2—5 2—3 1—2 1—2
Сплав 88—91% Свинец и олово Сплав 90% Сплав 90%
свинца и 9—12% с раздельным свинца и свинца и
олова питанием 10% олова 10% олова
электролитов с использованием свинцово-оловянистых анодов. Применяемые соли меди или сурьмы ограничено растворимы, поэтому при избытке часть их находится в осадке на дне электролита. По мере разряда ионов меди или сурьмы на катоде при со-осаждении со свинцом и оловом осадок растворяется и пополняет электролит ионами этих металлов. Таким образом, электролит является саморегулирующимся.
Для электроосаждения сплавов свинца с индием и марганцем применяют электролиты, приведенные в табл. 70.
Таблица 70
Компоненты электролитов и параметры осаждения Электролиты
Свинец-индий Свинец-марганец
Окись свинца РЬО, г/л — 22
Свинец (металлический), г/л ... 80—100 —
Индий (металлический), г/л .... 20—25 —
Марганец (металлический), г/л . . — 22
Борфтористоводородная кислота (свободная) HBF4, г/л 10—20 —
Лимоннокислый аммоний (NH4)3CeH6O7, г/л — 122
Трилон Б, г/л — 40
Столярный клей, г/л 1 — 1,5 1
Моющее средство «Прогресс» . . . — 0,1
Температура, °C Комнатная 25—35
Катодная плотность тока, А/дм2 1-3 1—4
При приготовлении свинцово-индиевого электролита индий вводят путем химического или анодного растворения (при плотности тока около 5 А/дм2). Электролит для осаждения сплава свинец-марганец готовят следующим образом: в одной части воды, подщелоченной до pH 8,0—10,0 при 50—60° С растворяют последовательно трилон Б и окись свинца, в другой части воды при 25—35° С готовят раствор цитрата аммония, в котором затем растворяют металлический марганец. Приготовленные растворы сливают в рабочую ванну и вводят добавки столярного клея и моющего средства «Прогресс». Приготовленный электролит прорабатывают при плотности тока 0,5—1,0 А/дм2 в течение 1—2 ч.
ПОКРЫТИЯ МЕДНО-ОЛОВЯНИСТЫМИ СПЛАВАМИ
Медно-оловянистые сплавы, бронзы, являются антифрикционными. При этом используют как низкооловянистые, так и высокооловянистые бронзы.
172
Медно-оловянистые сплавы применяют при работе в атмосфере и вакууме.
Изучение пористости бронзовых покрытий показало, что при толщинах покрытий до 5 мкм пористость очень незначительна, а при толщине более 8 мкм осадки практически беспористы. Осадки белой бронзы менее пористы, чем желтой, и более коррозионноустойчивы в условиях тропического климата.
На углеродистые, малолегированные и хромистые стали можно непосредственно наносить бронзовые покрытия из борфтористоводородного электролита. Однако лучшее сцепление с основой обеспечивается при нанесении бронзовых покрытий на эти стали по подслою никеля и меди. При электроосаждении подслоя никеля выбирают электролит, обеспечивающий хорошее сцепление для данной марки стали, при последующем меднении используют стандартный сульфатный электролит с добавкой спирта (7— 10 мл/л).
Медно-оловянистые сплавы имеют низкий коэффициент трения при работе в паре со сталью, для желтой бронзы (15—20% олова) он равен 0,08—0,11, для белой бронзы (около 60—65% олова) 0,12—0,15. Твердость осадков желтой бронзы около 1,7 «105 Н/м2 (170 кгс/мм2), а белой бронзы (2,47—2,7) • 105 Н/м2 (250— 280 кгс/мм2), внутренние напряжения незначительны.
Износ бронзовых покрытий при сухом трении в атмосфере значителен: для желтой бронзы он равен 0,23 г за 10 ч испытаний, для белой бронзы 0,44 г. В обоих случаях при испытании подшипников наблюдается перенос покрытия на шарики.
При испытании в вакууме при температуре 120° С высокоскоростных подшипников с самосмазывающимися сепараторами было установлено, что покрытие колец белой бронзой увеличивало работоспособность в среднем почти в 2 раза. По работоспособности эти подшипники даже несколько превосходили подшипники с кольцами, покрытыми сплавами серебра и галлием.
Покрытия медно-оловянистыми сплавами значительно повышают контактную выносливость сталей. При нанесении высоко-оловянистой бронзы на хромистую сталь без подслоя долговечность ее значительно возрастает (до 59,4 млн. циклов; сталь без покрытия 40,8 млн. циклов), при нанесении медно-оловянистого покрытия на сталь с подслоем никеля и меди долговечность увеличивается до 133 млн. циклов, что превышает долговечность сталей, покрытых никелем, серебром и их сплавами.
Для электроосаждения медно-оловянистых сплавов в промышленности наиболее часто применяют станнатно-цианистые электролиты. Так, для электроосаждения сплава меди с 15—20% олова применяют электролит, г/л:
Медь (в виде цианистой соли) .............15—18
Олово (в виде станната).................23—28
Цианистый калий свободный KCN .... 26—28
Едкий натр свободный NaOH...............9—10
173
Осаждение проводят при температуре 65° С, катодной и анодной плотности тока 2—3 А/дм2, Выход по току 70—75%. Электроосаждение белой бронзы с содержанием 40—45% олова производят в электролите следующего состава, г/л:
Медь (в виде цианистой соли) ............8—12
Олово (в виде станната)....................40—45
Цианистый калий свободный KCN .... 8—15
Едкий натр свободный NaOH................ 8—20
Рабочая температура 60—65° С, катодная плотность тока 1,5—3 А/дм2, анодная плотность тока 1,5—2 А/дм2. Выход по току 65—70%. Аноды — сплав 62% меди и 38% олова.
В последнее время начинают также использовать целый ряд нецианистых электролитов бронзирования.
Во ВНИПП разработан и внедрен на подшипниковых заводах борфтористоводородный электролит для осаждения белой бронзы состава:
Борфтористоводородная медь Cu(BF4)2, г/л ... 15—19 Борфтористоводородное олово Sn(BF4)2, г/л . . . 36—48 Борфтористоводородная кислота HBF4, мл/л . . 120—140 Моющее средство «Прогресс», мл/л ............. 1—2
pH электролита около 1,0; рабочая температура — комнатная; катодная плотность тока 0,5—1,5 А/дм2; анодная плотность тока 1,7—2,0 А/дм2. Выход по току 80—90%. Аноды — оловянные.
При приготовлении электролита борфтористоводородную медь получают путем растворения углекислой меди в борфтористоводородной кислоте. Для приготовления борфтористоводородного олова раствор борфтористоводородной меди кипятят с порошкообразным или гранулированным оловом с последующим отделением выпавшего осадка порошкообразной меди.
После составления электролита требуется обязательная проработка его с оловянными анодами при плотности тока 0,5—1 А/дм2.
Применение оловянных анодов облегчает эксплуатацию электролита, так как корректирование его по меди не вызывает затруднений.
На 1-м Московском приборостроительном заводе для электроосаждения желтой бронзы на алюминиевые литые сплавы (типа АЛ-9), стальные изделия и изделия из цинковых сплавов применяют пирофосфатный электролит следующего состава, г/л:
Фтористая медь CuF2-2H2O..............................25
Двухлористое олово SnCl2-2H2O ....................... 10
Пирофосфорнокислый калий К4Р2О7-ЗН2О.................350
pH электролита 7,5—8,0, электроосаждение проводят при комнатной температуре, катодной плотности тока 0,3—0,5 А/дм2 без перемешивания и 0,8 А/дм2 при перемешивании. Скорость осаждения 6—8 мкм/ч. Отношение анодной поверхности к катодной 1:1. 174
Аноды из сплава, содержащего 85% меди и 15% олова. Минимальное расстояние между анодами и катодами 70 мм. Электролит имеет хорошую рассеивающую способность, приближающуюся к рассеивающей способности станнатно-цианистых электролитов, обладает стабильностью состава, не требует проработки. Недостатки электролита — сравнительно низкая производительность и необходимость соблюдения мер предосторожности (вентиляции) при его приготовлении.
ПОКРЫТИЯ СЕРЕБРОМ И ЕГО СПЛАВАМИ
Серебряные покрытия хорошо зарекомендовали себя как антифрикционные в условиях вакуума, открытой атмосферы, в инертных газах, маслах, не содержащих значительных количеств серы, некоторых агрессивных средах. Серебряные покрытия хорошо отводят тепло при повышенных температурах, и поэтому их применяют в широком интервале температур.
Пористость серебряных покрытий из цианистого электролита толщиной 3 мкм составляет около 0,8 пор на 1 см2. Покрытия из железистосинеродистого электролита практически беспористы. Эти покрытия обладают высокой коррозионной стойкостью даже в условиях циклического перепада температур и высокой влажности. Покрытия толщиной 3 мкм в камере тропического климата после 380-цикловой экспозиции не имели очагов коррозии, наблюдалось только пожелтение покрытия.
Гальванические серебряные покрытия хорошо сцепляются с медными сплавами после предварительного меднения последних, а при осаждении на стали требуют нанесения никелевого и медяного подслоя. Твердость серебряного покрытия колеблется около ... (0,88—0,98) • 105 Н/м2 (90—100 кгс/мм2) (для свежеосажденных по-h крытий). По своим антифрикционнььм свойствам серебро уступает ’’только свинцу и свинцово-оловянистым сплавам, но превосходит ' многие металлы (олово, никель, хром и др.). Коэффициент трения i серебряных покрытий по стали при работе изменяется от 0,14 до •i 0,19 (коэффициент трения при сухом трении пары сталь по стали . изменяется от 0,20 до 0,40).
? Электролитические покрытия серебром, полученные в желези-стосинеродистом электролите, по своей износостойкости и анти-фрикционным свойствам несколько выше, нежели полученные I; в цианистых электролитах [продолжительность истирания 43— i 88 мин вместо 16—52 мин, момент трения 1,57—1,71 Н-м (16— J 17,5 кгс-см) против 2,15—2,65 Н-м (22—27 кгс-см)]. При сухом I трении в атмосфере серебро окисляется и характеризуется значительным износом (средние потери 0,33 г за 10 ч испытаний), ‘ причем образующиеся продукты износа осыпаются и удаляются Из сферы взаимодействия пар трения.
Стендовые испытания подшипников с кольцами, покрытыми * серебром, золотом, никелем и кобальтом, и сепараторами, покры-
тыми дисульфидом молибдена при температуре 120° С и п = — 1500 об/мин, показали наибольшую работоспособность подшипников с кольцами, покрытыми серебром в железистосинеродистом электролите.
Испытания на контактную выносливость показали, что покрытия серебром значительно повышают долговечность деталей подшипников (средняя долговечность серебряных деталей 76,5 млн. циклов, деталей не покрытых — 40,8 млн. циклов).
Контактная выносливость деталей, покрытых серебром, значительно выше, чем покрытых дисульфидом молибдена, кобальтом, никелем, сплавами никеля с оловом и медью.
Покрытия сплавами серебра со свинцом, сурьмой, молибденом позволяют расширить область применения серебряных покрытий. Так, покрытия сплавами серебро-свинец рекомендуют применять (в качестве твердой смазки) для подшипников, работающих в условиях больших удельных давлений при высоких скоростях.
Твердость сплава серебра с 1,5% свинца в 1,5 раза превосходит твердость серебряных покрытий (1,47—1,57)-105 Н/м2 (150— 160 кгс/мм2). Коэффициент трения сплава в паре со сталью несколько выше, чем серебра (0,19—0,30). Сплав серебро-свинец превосходит по своему смазывающему действию и износостойкости серебро при сухом трении в атмосфере и вакууме. При сухом трении покрытия со сплавом серебро-свинец имеют износостойкость, более чем в 50 раз превышающую износостойкость серебряных покрытий (средние потери 0,006 г за 10 ч испытаний).
Испытания подшипников с самосмазывающимися сепараторами в вакууме при повышенной температуре и п = 60 000 об/мин показали, что покрытие колец сплавом серебро-свинец значительно увеличивало работоспособность подшипников (в 1,5—2 раза). Такие подшипники имели значительно большую работоспособность, чем подшипники с покрытиями колец никелем, индием и сплавом серебра с сурьмой.
Контактная выносливость стальных деталей значительно повышается при покрытии их сплавом серебро-свинец. Средняя долговечность деталей при покрытии их сплавом серебро—свинец равнялась 65,4 млн. циклов, что превышает долговечность непокрытых стальных деталей в 1,6 раза.
Сплавы серебра с сурьмой также имеют повышенную твердость. Сплав с 4—5% сурьмы имеет твердость (1,67—1,76) • 105 Н/м2 (170—180 кгс/мм2). Сплав имеет в некоторых условиях большую износостойкость по сравнению с серебром.
По некоторым данным, износостойкость сплавов серебро-сурьма при работе их в паре с никелем превышает износостойкость серебра в 3—6 раз.
Контактная выносливость деталей, покрытых сплавом серебро-сурьма, даже немного выше, чем покрытых сплавом серебро-свинец (около 70 млн. циклов).
176
При работе в вакууме подшипники с самосмазывающимися сепараторами и кольцами, покрытыми сплавом серебро-сурьма, имели большую работоспособность, чем с кольцами, покрытыми никелем и индием, но меньшую, чем с кольцами, покрытыми сплавом серебро-свинец.
Сплав серебро-молибден имеет весьма стабильный коэффициент трения; он изменяется от 0,18 до 0,20. Твердость сплава не намного отличается от твердости серебра и составляет (1,17— 1,27)•105 Н/м1 2 (120—130 кгс/мм2). Сплав может заменить серебряные покрытия при работе узлов трения в условиях вакуума и значительного перепада температур.
Электроосаждение серебра чаще всего проводят в цианцстых электролитах. Однако в настоящее время все большее применение находят неядовитые электролиты — железистосинеродистые, роданистые, трилонатные и др.
На подшипниковых заводах с успехом применяют железистосинеродистый электролит серебрения, содержащий, г/л:
Хлористое серебро AgCl или азотнокислое AgNO3 20—45
Железистосинеродистый калий K4[Fe(CN)6] • ЗН2О . . 120—180
Углекислый калий К2СО3.......................... 10—80
Трилон Б ............................................ 1—5
Электроосаждение проводят при использовании асимметричного несинусоидального (получаемого при наложении переменного тока промышленной частоты на постоянный ток одно- или двух-полупериодного выпрямления) или реверсивного тока. Катодная плотность постоянного тока в первом случае 0,5—1,0 А/дм2, переменного 0,3—0,6 А/дм2; анодная плотность тока 0,1—0,2 А/дм2; рабочая температура 18—55° С.
Применение нестационарных режимов способствует депассивации серебряных анодов и стабильности работы электролита. При наложении переменного тока на постоянный однополупериод-ного выпрямления оптимальное соотношение плотностей тока
: DN = 5:3, при наложении на постоянный ток двухполу-периодного выпрямления соотношение D= : = 3:5 — 4:5.
Для электроосаждения сплава серебро-свинец подшипниковые заводы используют железистосинеродйстый электролит \ в который свинец в избытке вводится в виде уксуснокислой соли. Пополнение электролита ионами серебра происходит за счет растворения серебряных анодов, а ионами свинца — за счет растворения осадка свинцовых солей по мере разряда ионов свинца. Таким образом, наличие осадка свинца на дне ванны делает электролит саморегулирующимся в отношении пополнения его ионами свинца.
1 Авторское свидетельство СССР, № 198083. «Изобретения, промышленные образцы, товарные знаки», 1967, № 13.
12 п/ред. Гинберга А. М. 177
Электроосаждение ведут при наложении переменного тока на постоянный или при реверсировании тока, что обеспечивает депассивацию анодов.
Для осаждения сплава серебро-свинец применяют электролит следующего состава, г/л:
Хлористое серебро AgCl ......................... 20—25
Железистосинеродистый калий K4[Fe(CN)e]-3H2O . . 120—150
Углекислый калий К2СО3.......................... 20—60
Уксуснокислый свинец РЬ(СН8СОО)2................ 3—5
Температура — комнатная; катодная плотность постоянного тока 0,5 А/дм2; переменного тока 0,3—0,6 А/дм2.
В электролите могут быть получены сплавы с содержанием свинца от 0,5 до 3%.
Количество свинца в сплаве увеличивается с возрастанием плотности переменного тока и содержания углекислого калия в электролите.
Для электроосаждения серебра с 2—3% сурьмы обычно применяют электролит следующего состава, г/л:
Серебро (в пересчете на металл) ...............................28—30
Сурьма в виде сурьмяновиннокислого калия (в пересчете на металл)
K(SbO) С4Н2Ов-1/2Н2О........................................... 2-5
Цианистый калий (свободный) KCN ...............................18—20
Углекислый калий К2СОз ........................................25—30
Сегнетова соль KNaC4H4Oe-4H2O..................................40—60
Температура комнатная, катодная плотность тока 0,25— 0,5 А/дм2.
Для электроосаждения сплавов серебра с молибденом и рением в США применяют электролит, содержащий, г/л:
Цианистое серебро AgCN . . 3—7
Цианистый калий KCN .... 60—125 Углекислый калий К2СО3 . . 3—75
В электролит добавляют соль рения (перренат натрия или калия) или соль молибдена (молибдат натрия) в количестве 0,75—1,25 г/л.
Электроосаждение проводят при температуре 10—52° С и катодной плотности тока от 1 до 13,5 А/дм2.
В настоящее время для электроосаждения сплава серебра с молибденом предложен отечественный неядовитый электролит следующего состава, г/л:
Хлористое серебро AgCl ......................... 20—25
Железистосинеродистый калий KJFefCN^] • ЗН2О . . 120—150
Углекислый калий К2СО3.......................... 20—60
Молибденовокислый натрий Na2MoO4 ................... 2—5
178
Осаждение проводят при комнатной температуре, катодной плотности постоянного тока 0,3—0,6 А/дм2, переменного — 0,5 А/дм2. Аноды — серебряные марки Ср. 999,9. Сплав содержит около 1 % молибдена.
ПОКРЫТИЯ НИКЕЛЕМ И ЕГО СПЛАВАМИ
Никелевые покрытия являются износостойкими и антифрик* ционными. Легирование никеля небольшими количествами других компонентов (олово, фосфор, индий) позволяет повысить его / износостойкость, твердость и антифрикционные характеристики.
Никелевые покрытия применяют в подшипниках качения для пред-? отвращения холодной сварки деталей в вакууме. Их также применяют как жаростойкие покрытия. Никелевые покрытия исполь-;зуют при работе узлов в некоторых агрессивных средах, напри-ймер в щелочах.
Твердость никелевых покрытий колеблется в широких пре-|делах и зависит от условий электрокристаллизации металла. ЕНикель, осажденный из стандартных сульфатных электролитов, Вимеет твердость около 2,35 UO5 Н/м2 (240 кгс/мм2), а изсульфатно-рслористого электролита — (2,84—2,94) • 10s Н/м2 (290—300 кгс/мм2), Оз солянокислого — около 4,12 • 105 Н/м2 (420 кгс/мм2), из блестящего с добавками кумарина, паратолуолсульфамида и моющего Средства «Прогресс» — (4,9—5,39)-10Б Н/м2 (500—550 кгс/мм2). Ц./ Никелевые покрытия, полученные из различных электролитов Бри различных условиях, по-разному ведут себя и в коррозион-Шкой среде.
fc Покрытия толщиной 10 мкм из стандартных сульфатных электролитов имеют среднюю пористость 4—6 пор на 1 см2, из суль-Вфатно-хлоридных — 2—4 поры на 1 см2, из блестящих — 1— Цб поры на 1 см2; покрытия из солянокислого электролита имеют Наибольшую пористость. Коррозионная стойкость покрытий при Циклическом перепаде температур и повышенной влажности находится в прямой зависимости от их пористости. Испытания в ка-||Иере тропического климата в течение 3 месяцев (300 циклов) показали, что никелевые покрытия толщиной 3 мкм, осажденные ИК сульфатном и сульфатно-хлоридном электролитах, оценивались ИЦ баллом поражений, в солянокислом — 4 баллами, а в блестя-К(ем — 0 баллов (по 10-балльной шкале).
К- Никелевые покрытия, полученные из различных электролитов, ||>меют нестабильные коэффициенты трения. Так, для никелевых Юокрытий из сульфатно-хлоридного электролита он изменяется от кЦЗ До 0,45, из солянокислого — от 0,08 до 0,30, из блестящего — ₽ 0,13 до 0,44.
К При сухом трении в атмосфере никелевые покрытия характеризуются значительным износом (средний износ за 10 ч был равен Ц|МЗ г). При работе в вакууме никелевые покрытия, нанесенные Цйа кольца, значительно повышают работоспособность подшип-|№йков.
К12* 179
Испытания на контактную выносливость показали, что никелевые покрытия незначительно повышают долговечность стали (46,5 млн. циклов против 40,8 млн. циклов без покрытия).
Значительно более ценными свойствами обладают антифрикционные сплавы никеля с фосфором и индием. Сплав никеля с фосфором (до 5% фосфора) характеризуется твердостью до 7,35 X X 105 Н/м2 (750 кгс/мм2), а никеля с индием (10% индия) — твердостью (5,39—5,88) • 105 Н/м2 (550—600 кгс/мм2). Оба сплава имеют низкий коэффициент трения, который стабилен в процессе работы (0,15—0,18).
Применение покрытий сплавом никель—фосфор в подшипниках, работающих в вакууме и атмосфере, позволяет значительно увеличить ресурс их работы.
Таблица 71
Электролиты
Компоненты электролитов и параметры осаждения никелирование сталей Осаждение сплава никель-фосфор Осаждение сплава никель-индий
хромоникелевых хроми -стых теплостойких
Хлористый никель NiCl2-6H2O, г/л 200—220 120—150 — 40—50 —
Сернокислый никель NiSO4-7H2O, г/л — 180—200 200 — 475-525
Индий (металлический), г/л — — — — 0,8—1
Соляная кислота НС1, мл/л (удельный вес 1,19) 140—180 — — — —
Борная кислота Н3ВО3, г/л — 30 30 — —
Хлористый натрий NaCl, г/л — — 20 — —
Хлористый аммоний NH4C1, г/л — — — 45-55 —
Лимоннокислый натрий Na3C6H5O7, г/л — — __ 40—50 —
Гипофосфит натрия NaH2PO2-2Н2О, г/л — — — 10—20 —
Паратолуолсульфамид, г/л — — 1-2 — —
Куармин, г/л — — 1 — —
Моющее средство «Прогресс», мл/л — — 0,5 — —
Сульфаминовая кислота NH2SO3H, г/л — — — — 50—55
pH — 4,5—5 4,5—5 8-9 —
Температура, °C Комнат- Комнат- 45-50 80—88 45—55
ная ная
Катодная плотность тока, А/дм2 6—10 3 4 — 5-8
180
Для нанесения никеля и его сплавов на детали приборов и, в частности, на детали приборных подшипников применяют электролиты, приведенные в табл. 71.
Электролит 1 обладает низким катодным выходом по току. При его использовании необходима периодическая проработка при малых плотностях тока.
Электролит 2 сульфатно-хлоридный, имеет хорошую рассеивающую способность и малую склонность к дендритообразованию и питтингу. Никелевые покрытия, полученные в сульфатно-хлорид-ном электролите, имеют несколько более темный цвет, чем покрытия из стандартного электролита, но очень легко полируются.
Электролит 3 блестящего никелирования дает вместе с высокой чистотой поверхности высокую твердость и износостойкость.
ПОКРЫТИЕ ИНДИЕМ И ЕГО СПЛАВАМИ
Для осаждения индиевых покрытий известно большое коли-v чество электролитов. Основные электролиты, применяющиеся в на-Г стоящее время для осаждения индия и его сплавов, приведены ? в табл. 72.
Сернокислые электролиты индирования характеризуются вы-f сокой рассеивающей способностью, обеспечивают получение высо-£ кокачественных осадков и надежны в работе. Для улучшения ка-£ чества покрытий в них вводят органические добавки (пиридин, | оксалаты, тартраты, цитраты). Доведение pH до 2 производят сер-| ной кислотой. При pH более 2,7 образуются рыхлые осадки, при ЬрН ниже 2 выход по току резко падает. Электролит готовят рас-К творением металлического индия в разбавленной серной кислоте, | подогреваемой вплоть до кипения для ускорения процесса рас-Iтворения. Затем раствор фильтруют, вводят остальные компоненты и доводят pH до требуемого значения.
Н Из трилонатного электролита можно получать плотные светлые осадки индия любой толщины. Анодная плотность тока должна £быть не более 0,4 А/дм2. Скорость осаждения при катодной плотности тока 4—5 А/дм2 — 20—35 мкм/ч.
Сульфаминовые электролиты индирования отличаются наиболее высоким выходом по току (90%) и возможностью применять высокие плотности тока. Для приготовления сульфаминовых •Электролитов металлический индий анодно растворяют в водном ^растворе сульфаминовой кислоты при плотности тока 10—15 А/дм2, ^затем вводят остальные компоненты.
!. Электролит для осаждения сплава индий—кадмий, приведенный в табл. 72, позволяет получать осадки, содержащие 30— £0% кадмия, при этом содержание кадмия в осадках снижается •° повышением плотности тока и температуры.
181
Таблица 72
Компоненты электролитов и параметры осаждения Электролиты
индирования для осаждения сплава индий-кадмий
сернокислый трилонатный сульфаминовый
Сернокислый индий Jn2(SO4)3, г/л 50 34 — —
Сульфаминовокислый индий Jn(NH2SO3)3, г/л — — 105 —
Сернокислый алюминий A12(SO4)3, г/л 12 — — —
Сернокислый натрий Na2SO4, г/л 10 — — —
Сернокислый аммоний (NH4)2SO4, г/л .... — 100 — —
Сульфаминовокислый натрий NH2SO3Na, г/л — — 150 —
Сульфаминовая кислота NH2SO3H, г/л — — 26 50
Хлористый натрий NaCl, г/л — — 45 —
Трилон Б, г/л ... — 80 — —
Желатин, г/л .... 10 — — 2-3
Декстроза, г/л ... — — 8 —
Триэтаноламин, г/л — — 2,3 —
Индий (металлический), г/л — — — 20
Кадмий (металлический) в виде окиси, г/л . . — — — 1—2
pH 2-2,7 3—10 3,5 —
Температура, °C . . . Комнатная 30-40
Катодная плотность тока, А/дм2 До 3 До 10 До Н До 2
ПОКРЫТИЯ ГАЛЛИЕМ
Особым антифрикционным покрытием является галлий. Таллиевые покрытия, плавящиеся при 30° С, применяются в качестве жидкой металлической смазки при повышенных температурах. Применение галлия в качестве смазки для подшипников качения значительно снижает трение и износ подшипников. Коэффициент трения твердого галлия в паре со сталью нестабилен (меняется от 0,15 до 0,53). Галлий повышает контактную выносливость стали, и его применяют в качестве покрытия колец подшипников. 182
Кроме того, таллиевое покрытие залечивает дефекты поверхности, снижая тем самым возможность разрушения стали. Стендовые испытания подшипников, у которых кольца и сепаратор были покрыты галлием, показали значительно большую работоспособность (отработали 1000 ч и не вышли из строя), чем подшипники, у которых кольца и сепаратор были покрыты дисульфидом молибдена (проработали в тех же условиях 200 ч), или подшипники с кольцами, покрытыми дисульфидом молибдена, и сепаратором, покрытым серебром (проработали в тех же условиях 530 ч и вышли из строя).
До последнего времени галлий осаждали из щелочных или ще-лочно-цианистых электролитов. Однако осаждение металлов из этих электролитов на пассивирующиеся подложки затруднительно, так как не обеспечивается качество сцепления покрытия с основой. Щелочные электролиты применялись главным образом ' для извлечения галлия.
Во Всесоюзном научно-исследовательском конструкторно-тех-„ нологическом институте подшипниковой промышленности разра-ботаны технологические процессы электроосаждения галлия из кислых электролитов* 1 на поверхность малолегированных, высо-; жолегированных и теплостойких сталей. После соответствующей ^подготовки поверхности галлий осаждают на стальную поверх-г'ность детали подшипника из электролита следующего состава, у;. Г/л:
Сернокислый галий Gaa(SO4)j .......20—50
Сульфаминовая кислота NH2SOsH .... 80—100
I Аммиак (25% ный) NH4OH, мл/л .... 60—80
Электроосаждение проводят при температуре не ниже 25° С I катодной плотности тока от 20 до 120 А/дм2. pH электролита ,0—2,5. Анодами служат платиновые пластины.
Электролит приготовляют, растворяя соли галлия в водном астворе сульфаминовой кислоты, нагретом до 70—80° С. pH поучаемого раствора около 1,5. При этом pH, выход по току и корость осаждения галлия низки. Оптимальное значение pH 2,5 олучают введением аммиака. Увеличение pH выше 2,5 снижает ыход по току и поэтому нецелесообразно. При плотностях тока иже 10 А/дм2 осаждения галлия практически не происходит, при плотностях тока от 80 А/дм2 и выше электролит разогре-ается и образуются капли металла, особенно на краях покрывае-ой детали,- поэтому необходимо охлаждение электролита. Ско-ость осаждения при катодной плотности тока 80 А/дм21,5 мкм/мин.
При непосредственном осаждении на медь и ее сплавы, а также а малолегированные стали, например ШХ-15, галлий образует рочно сцепленные с основой покрытия. Для обеспечения хорошего
— _______
1 Авторское свидетельство СССР, № 241886. «Открытия, изобретения, ромышленные образцы, товарные знаки», 1969, Кз 14,
183
сцепления галлттевых покрытий с высокохромистыми сталями первоначально на них наносится подслой никеля толщиной около 0,5 мкм из солянокислого или сульфатно-хлоридного электролита, а затем уже галлий.
Таллиевые покрытия, получаемые в сульфаминовом электролите, светло-серого цвета, очень мягкие. Они очень легко полируются до зеркального блеска.
СПИСОК ЛИТЕРАТУРЫ
1. Вольбром Б. А., Сорокина Б. А., Иванов А. Ф. Вакуумные теплопрочные шарикоподшипники с таллиевым смазывающим покрытием. — «Вестник машиностроения», 1971. № 7, с. 43—45.
2. Вячеславов П. М. Новые электрохимические покрытия. Лениздат, 1972. 264 с.
3. Вячеславов П. М. Покрытие сплавами. — «Библиотека гальванотехника», Вып. 6. М.—Л., Машгиз, 1961, с. 70.
4. Вячеславов П. М., Грилехес С. Я., Буркат Г. К», Круглова Е. Г. Гальванотехника благородных и редких металлов. Л., «Машиностроение», 1970. 248 с.
5. Гинцберг С. А., Иванов А. Ф., Погребенский Л. А. Электроосаждение белой бронзы из борфтористоводородных электролитов.— «Электротехническая промышленность», Вып. 308, 1968, с. 19—21.
6. Гинцберг С. А., Иванов А. Ф., Сорокина Б. А. Электроосаждение твердосмазочных галлиевых покрытий. — В сб.: Электрохимическое осаждение и применение покрытий драгоценными и редкими металлами. Харьков. ХДНТП, 1972. с. 143—145.
7. Гинцберг С. А., Иванов А. Ф., Тюренков Г. В. Свойства кобальтовых и никелевых покрытий, полученных в хлоридных и сульфатных электролитах. М., ГОСИНТИ. № 6-68-1168/76, 1968. 10 с.
8. Гинцберг С. А., Иванов А. Ф., Тюренков Г. В., Петровская Н. С. Электроосаждение серебра и его сплавов из неядовитых электролитов. —«Технология производства в электротехнической промышленности». Вып. 2, 1969, с. 36—40.
9. Иванов А. Ф., Гинцберг С. А., Тюренков Г. В. Нанесение антифрикционных покрытий серебром на детали подшипников. — «Подшипниковая промышленность». Серия 13, 1971. № 1, с. 15—21.
10. Иванов А. Ф., Гинцберг С. А., Петровская Н. С., Куприянова С. А. Сравнительные испытания никелевых покрытий, осажденных из сульфатных и хлоридных электролитов. М., — «Труды ВНИИПП» № 1, (57), 1969, 22—30 с.
11. Иванов А. Ф., Гинцберг С. А., Тюренков Г. В. и др. Электроосажденис антифрикционных покрытий сплавами серебра. — «Труды Всесоюзного научно-исследовательского конструкторско-технологического института подшипниковой промышленности (ВНИИПП)», № 4 (64), СИЦПП. М., 1970. 118—127 с.
12. Иванов А. Ф., Тюренков Г. В. Серебрение в железистосинеродистом электролите с применением асимметричного несинусоидального тока. М., ГОСИНТИ, № 3-67-1705/72, 1967. с. 10.
13. Интенсификация электролитических процессов нанесения металлопокрытий. М., МДНТП им. Ф. Э. Дзержинского, 1970. 172 с.
14. Плетнев Д. В., Бруснецова В. Н. Основы технологии износостойких и антифрикционных покрытий. М., «Машиностроение», 1968. 272 с.
15. Покрытия драгоценными и редкими металлами. М., МДНТП им. Ф. Э. Дзержинского, 1968. 224 с.
16. Получение твердых износостойких гальванических покрытий. М-, МДНТП. им. Ф. Э. Дзержинского, 1970. 205 с.
184
17. | Скляренко С. И. Лавров И. И. Электролитические покрытия редкими металлами и их сплавами. — «Журнал Всесоюзного химического общества им. Д. И. Менделеева». Т. 8, № 5, 1963, с. 530—537.
18. Сорокина Б. А., Иванов А. Ф., Гинцберг С. А. Исследование электро-осаждения галлия из сульфаминового электролита. — «Журнал прикладной химии. АН СССР», т. 45, № 5, 1972, с. 1107—1108.
19. Федотьев Н. П., Бибиков Н. Н., Вячеславов П. М., Грилихес С. Я. Электролитические сплавы. М.—Л., Машгиз, 1962, с. 312.
20. Электролитические покрытия в приборостроении. Л., ЛДНТП, 1971. 116 с.
21. Электролитическое осаждение сплавов. Л., ЛДНТП, 1968, ч. 1, с. 83;
ГЛАВА VII
ПОКРЫТИЯ ПОД ПАЙКУ
Оловянные покрытия из обычных (кислых и щелочных) электролитов применяют для защиты от окисления и облегчения пайки контактов и других деталей. В настоящее время оловянные покрытия все чаще заменяют покрытиями, полученными в кислых электролитах блестящего лужения, которые имеют меньшую пористость, дольше сохраняют блеск и способность к пайке.
Для блестящего лужения используют сернокислые и борфтористоводородные электролиты с различными добавками, составы которых приведены в табл. 73.
Электролит 1 используют для блестящего лужения, непрерывно перемешивая раствор. При приготовлении электролита готовят эмульсию смоляного масла в продукте «Прогресс», а затем вводят полученную эмульсию в раствор сернокислого олова.
При приготовлении электролита 2 пропаргиловый спирт, бутиндиол и фурфурол вводят в электролит в любой последовательности. Зеркально блестящие осадки получают без предварительной проработки электролита.
В электролите 3 применяют ингибитор, который относится к классу пиридиновых оснований. Осаждаемые из электролита покрытия отличаются мелкозернистостью, плотностью и беспори-стостью при толщине 5—8 мкм.
В некоторых случаях для покрытия оловом меди и ее сплавов можно применять метод химического восстановления. При химическом лужении медных сплавов образуются плотные равномерные по толщине покрытия даже на деталях сложного профиля. Покрытия сохраняют способность к пайке более длительное время, чем полученные при гальваническом лужении. Раствор для химического лужения, отличающийся высокой стабильностью, имеет
следующий состав, г/л:
Двухлористое олово SnCl2-2H2O ............5,5
Тиомочевина CS(NH2)2......................50
Винная кислота С4НвОв.................... 35
Моющее средство «Прогресс», мл/л .......... 1
186
Таблица 73
Компоненты электролитов и режимы осаждения Электролиты блестящего лужения
I 2 3
Сернокислое олово SnSO4, г/л . . . 80-100 25—50 —
Борфтористоводородное олово Sn(BF4)2, г/л — — 180—200
Серная кислота H2SO4, г/л ... 140-160 80-100 —
Борфтористоводородная кислота HBF4, г/л — — 50-60
Борная кислота Н3ВО3, г/л ... — — 15-25
Ингибитор, г/л — — 1—3
флотационное или креозотовое древесносмоляное масло, мл/л 8—10 — —
Моющее средство «Прогресс», мл/л 5-8 — —
Выравниватель 13А-20, г/л ... — 2-5 —
Бутиндиол (35%-ный), мл/л . . . — 3—8 —
Пропаргиловый спирт, мл/л . . . — 3-8 —
Фурфурол (5%-ный), мл/л .... — 1—3 —
Температура, °C Катодная плотность тока, А/дм2 2—6 Комнатная До 8 I 3-10
§ Олово осаждают в течение 15—30 мин при температуре 60—
|57О° С.
Jj Свинцово-оловянистые сплавы, содержащие 18—60% олова, |чаще применяют для пайки, чем оловянные покрытия. Особенно ЕЩироко эти сплавы используют для пайки мелких изделий, так |как горячее лужение их мало производительно и связано с большим расходом олова.
Для электроосаждения свинцово-оловянистых сплавов применяют борфтористоводородные и кремнефтористоводородные элек-Втролиты, составы которых приведены в табл. 74.
' В последнее время была разработана технология осаждения усплавов олова, обладающих рядом ценных свойств, в том числе ^Хорошей паяемостью и сохраняющих способность к пайке Й течение длительного времени. К ним относятся сплавы олово-^Динк, олово-никель, олово-кадмий и олово-висмут. Составы £>тих электролитов и параметры электроосаждения приведены Н табл. 75.
Аноды перед началом покрытия в электролите 1 пассивируют |Йри повышенной плотности тока.
$'• Электролит 2 — цитратно-аммиакатный — отличается простотой приготовления, высоким катодным выходом по току и неза-.
I 187
Таблица 74
Компоненты электролитов и параметры осаждения Электролиты для осаждения свинцово-оловянистых сплавов
1 2 1 3 1 4
Свинец (металлический), г/л 40-60 40—50 45—60
Кремнефтористоводородный свинец PbSiF6, г/л — 100—150 — —
Олово (металлическое), г/л 15—30 — 40—50 35-45
Кремнефтористоводородное олово SnSiF6, г/л — 46—60 — —
Б орфтор истоводор од-ная кислота HBF4, г/л 100—180 — 40—75 —
Кремнефтористоводородная кислота (свободная) H2SiF6, г/л ... . 60—100 60—100
Борная кислота Н3ВО3, г/л — — 25—35 —
Столярный клей, г/л 1 1 3—5 1
Температура, °C . . . Катодная плотность тока, А/дм2 18—45 4-5 4-5 Комнатная 1 4—5
Анодная плотность тока, А/дм2 1—2 2—3 1 1—3
Аноды Из свинца и олова Из сплава Из свинца
(раздельные) свинца и олова
Содержание олова в осадке, % 18—25 18—25 с оловом Около 40 (раздельные) Около 40
висимостью состава сплава от применяемой плотности тока в широком интервале ее значений.
Аноды в электролит 4 загружают перед началом процесса. В качестве смачивающей добавки в электролит вводят моющее средство «Прогресс», а в качестве блескообразующей — продукт конденсации в щелочной среде ацетона и уксусного альдегида.
Серебряные покрытия. Под пайку могут быть использованы и серебряные покрытия. Так, медные пластины, покрытые в три-лонатном электролите блестящего серебрения, независимо от толщины покрытия одинаково хорошо паяются как непосредственно после электроосаждения, так и после месячной выдержки. Он имеет следующий состав, М/л:
Азотнокислое серебро AgNO3 .....................• . . 0,3—0,4
Трилон Б ............................................ 0,3—0,6
Едкий натр NaOH...................................... 0,6—1,2
Уксуснокислый аммоний NH4(CH3COO) или сернокислый (NH4)2SO4
или азотнокислый NH4NO3.......•.................. 0,4—0,5
Аммиак NH4OH ........................................дорН9,5—10,5
188
-''Г"' Таблица. 75
Компоненты электролитов и параметры осаждения
Олово (в виде станната натрия) Na2SnO3, г/л Двухлористое олово SnCl2«2H2O, г/л . . . .
Сернокислое олово SnSO4, г/л..............
Цинк (в виде цианида) Zn(CN)2, г/л . . . .
Сернокислый цинк ZnSO4-7H2O, г/л..........
Хлористый никель NiCl2-6H2O, г/л..........
Хлористый кадмий CdCl2, г/л...............
Сернокислый висмут Bi2(SO4)3, г/л ........
Серная кислота H2SO4, г/л.................
Лимонная кислота СвН8О7, г/л..............
Едкий натр NaOH, г/л......................
Цианистый калий KCN, г/л..................
Хлористый аммоний NH4C1, г/л..............
Фтористый аммоний NH4F, г/л ..............
Гидразин солянокислый, г/л ...............
Желатин, г/л .............................
Декстрин, г/л.............................
Формалин, мл/л ...........................
Полиэтоксиамин СК, мл/л ..................
Блескообразующая добавка, г/л.............
Смачивающая добавка, г/л .................
рн .......................................
Температура, °C...........................
Катодная плотность тока, А/дм2 ...........
Анодная плотность тока, А/дм2.............
Аноды.....................................
, . Содержание второго компонента.............
ОО
Электролиты для осаждения сплавов олова
Олово-цинк Олово-никель Олово-кадмий Олово-висмут
1 2
26—36
— 23—110 40—50 30 —
.— — — — 45—50
1,5—3,0 — — — —
— 30—50 — — —
— — 250—300 — —
— — ——- 45 —
— — — — 1,5—2,0
— — — — 100
— 40—100 -— — —
10—12 До pH 4,5 — — —
20—22 — — — —
— 100—240 100 — —
— — 60 45 —
— 5—15 — — —
— 0,5—1 — — —
— 5—15 — — —
— — —- — 5—10
— — — — 2
— — — — 5—10
— — 5—10
— 4,5 3,5—4,5 3,5—4 —
60—70 70 50—60 Комнатная
2—3 3—7 1 0,75—1,5 1—3
1—2 1—2 0,5—1 0,5—6 1—2
Сплав олова Сплав олова Сплав 30% Сплав олова Оловянные
с 30% цинка с 20% цинка никеля и 70% с 70—80%
олова кадмия
20—30 27 35 70—80 1-2
Осаждение проводят при комнатной температуре, катодной плотности тока 0,3—0,8 А/дм2 без перемешивания и до 1,4 А/дм2 с перемешиванием.
Серебряные покрытия беспористые уже при толщине 2 мкм обладают зеркальным блеском, незначительно уменьшающимся с ростом толщины до 40 мкм. При приготовлении электролита в раствор трилона Б вводят раствор едкого натра (до pH 10) и затем азотнокислое серебро и аммонийную соль. Электролит корректируется 25%-ным раствором аммиака до pH 10.
Одним из существенных недостатков серебряных покрытий является их быстрое потемнение под воздействием находящихся в атмосфере (особенно промышленной) сернистых соединений (сероводорода, сернистого газа). Образующаяся в результате такого воздействия на поверхности покрытых изделий пленка сульфида серебра препятствует пайке. Поэтому в последнее время предложен ряд методов, которые способствуют сохранению хорошей паяемости серебряных покрытий.
Защиту серебра в атмосферных условиях производят с помощью тонкой пленки сплава КПЭЦ, состоящего из канифоли (25 вес. %), синтетического церезина (20 вес. %), полистирола (30 вес. %) и эпоксидной смолы ЭД-6 (25 вес. %). Его приготовляют следующим образом: в расплавленную канифоль последовательно вводят небольшими порциями при перемешивании церезин и эпоксидную смолу ЭД-6. Полученную массу нагревают до 180° С и вводят в нее полистирол, затем смесь нагревают до 280° С и выдерживают при этой температуре 15 мин, периодически перемешивая. Готовую массу — сплав светло-желтого цвета — заливают в формы. Рабочий (3%-ный) раствор КПЭЦ приготовляют, растворяя мелко-измельченный сплав в смеси органических растворителей: ацетона, ксилола и толуола (1:1: 1). После фильтрации раствор готов к употреблению.
Защитную пленку КПЭЦ наносят непосредственно после серебрения, окуная детали в приготовленный раствор. После нанесения слоя КПЭЦ детали сушат в течение 20—30 мин при комнатной температуре, а затем 1 ч при 100—120° С.
В последнее время находит применение пассивирование серебряных деталей в растворах бихромата калия. Этот метод имеет ряд преимуществ перед другими методами из-за легкости его осуществления и низкой стоимости. Хроматная пленка, полученная электрохимическим способом, не увеличивает переходное сопротивление и не препятствует пайке деталей. В этом случае способность к пайке сохранялась и после 8-месячного хранения. Хроматную пленку получают из электролита, г/л:
Хромовокислого калия К2СгО4 .......100—150
Углекислого натрия Na2CO9.......... 1—2
pH 8—9, рабочая температура — комнатная; продолжительность обработки при катодной плотности тока 1 А/дм2 35 мин, при плотности тока 3 А/дм2 — 20 мин. После обработки детали 190
промывают, сушат при температуре 60—70° С в течение 5—10 мин. g результате такой обработки пленка становится плотной, эластичной и хорошо защищает от потемнения.
При исследовании способов защиты серебряной поверхности было установлено, что катодная обработка в растворах MgSO4 й (TiO)SO4 достаточно хорошо защищает серебро от потемнения. Паяемость покрытий после указанной обработки почти такая же, как у чистого серебра. Наилучшей паяемостью обладает пленка, чполученная обработкой в растворе, содержащем 10 г/л сернокислого магния, при pH 9,5, катодной плотности тока 0,001 А/дм1 2 течение 15 с.
Было также установлено, что ультразвук малой интенсивности ^'(докавитационный период) во всех случаях увеличивает степень фассивации серебра. Лучшие результаты были получены при обработке в растворе, содержащем 20 г/л хромового ангидрида и мл/л уксусной кислоты при наложении ультразвукового поля Частотой 76 кГц и интенсивностью 0,1 Вт/см2. Оптимальный 1,5—1,6. У пассивированных деталей растекание припоя сни-||кается примерно на 25—30%, но это не затрудняет пайки де-»длей.
Таким образом, применением различных методов обработки 1роверхности можно значительно увеличить время сохранения жаяемости покрытий.
Ж:
рПИСОК ЛИТЕРАТУРЫ
1. Вячеславов П. М. Новые электрохимические покрытия. Лениздат, 1972. В64 с.
Ц- 2. Вячеславов П. М. Покрытия сплавами. Библ, гальванотехника. Вып. 6. Изд. 2. М.—Л., Машгиз, 1961. 70 с.
|gh' 3. Вячеславов П. М., Грилихес С. Я., Буркат Т. К., Круглова Е. Г. Галь-ИЙнотехника благородных и редких металлов. Л., «Машиностроение», 1970. |Ж8 с.
Ж 4. Герасименко А. А., Найдина Е. С. Опыт химического оловянирования. HL, ГОСИНТИ, № 3-66-1003/41, 1966. 5 с.
R 5. Гинберг А. М. Технология гальванотехники. Л., Судпромгиз, 1962. ||880 с-
К 6. Гинберг А. М., Федотова Н. Я. Ультразвук в гальванотехнике. М., ВВМеталлургия», 1969. 206 с.
К?' Покрытия драгоценными и редкими металлами. М., МДНТП им. О*. Э. Дзержинского, 1968. 224 с.
|р 8. Прогрессивные неядовитые электролиты и химические способы полу-§Вения металлических покрытий. М., МДНТП им. Ф. Э. Дзержинского, Ч. 1, с.; ч. 2, 152 с.
||t 9. Современные защитно-декоративные покрытия металлов. М., МНДТП
|рм. Ф. Э. Дзержинского, 1974. 186 с.
Е 10. Электролитические покрытия в приборостроении, Л., ЛДНТП, 1971. ®16 с.
ГЛАВА VIII
ПОКРЫТИЕ БЛАГОРОДНЫМИ МЕТАЛЛАМИ В ЗАЩИТНО-ДЕКОРАТИВНЫХ
И СПЕЦИАЛЬНЫХ ЦЕЛЯХ
Покрытия благородными металлами находят все большее применение для технических целей. Это связано с высокой коррозионной устойчивостью большинства из них, низким контактным сопротивлением, высокой электропроводностью, отражательной способностью и другими ценными свойствами. Технические характеристики электрохимически осажденных драгоценных металлов приведены в табл. 76. Так, низкое контактное сопротивление
Таблица 76
Наименование параметра Серебро Золото Палладий Платина Родий
Плотность, г/см? , . . . 10,5 19,3 11,9 21,5 12,5
Температура плавления, °C Твердость, кгс/мм2: 960,5 1063 1552 1769 1960
электроосажденного 60—140 60—130 200—430 100—600 600—850
металлургического Удельное сопротивление, Ом* см: 28—85 20-58 50-105 45—105 100—140
электроосажденного 1,8—3,0 2,6-4,2 10,8 10,6 4,51
металлургического Т еплопроводность, кал/(с*см*°С) (металлургиче- 1,59 2,35 — — —
ского) 1,0 0,71 0,17 . 0,17 0,21
покрытий золотом, серебром и палладием обусловливает их применение при изготовлении контактных й других токонесущих деталей. Исключительная химическая устойчивость золота дает возможность применять золотые покрытия для защиты от травления, атмосферной коррозии и окисления при высоких температурах. 192
Высокая твердость и коррозионная устойчивость родиевых покрытий используется при применении их для защиты серебряных покрытий. Ввиду относительно невысокой твердости и износоустойчивости покрытий из чистого золота их применение ограничено, поэтому вместо чистого золота в большинстве случаев осаждают золотые сплавы, что позволяет получить покрытия с требуемыми свойствами. По электропроводности покрытия сплавами золота мало отличаются от покрытий чистым золотом. Коррозионная устойчивость таких покрытий в большинстве случаев не уступает устойчивости золотых покрытий.
Соосаждение с золотом других металлов способствует осаждению блестящих покрытий, не требующих полировки, и позволяет получать покрытия больших толщин.
Использование покрытий сплавами вместо чистого золота одновременно с улучшением физико-механических и защитнодекоративных свойств изделий обеспечивает экономию драгоценного металла. Так, повышение твердости и износоустойчивости покрытий позволяет снизить его толщину. Соосаждение с золотом других металлов уменьшает содержание золота в сплаве и удель-
Таблица 77
Назначение и область применения покрытия Материал покрываемой детали Покрытие Подслой
Материал Толщина, мкм Материал Толщина, мкм
Монтажные шины и провода высокочастотной аппаратуры, требующие пайки и точечной сварки Медь и сплав на основе меди Серебро 3 — —
Детали, работающие То же » 6 — —
1' под токами высокой и » Родий 0,25 Никель 6
низкой частоты, контактирующие детали » » Палладий Золото 1 3 Серебро 6
Серебро Палладий 1 — —
» Родий 0,5 — —
Электропроводящие г детали, подвергающиеся Медь и сплав на основе меди Серебро 12 — —
; трению Бронза » 12 Медь 1
Сталь, ковар » 12 » 12
Защита от потускнения зеркальных поверхностей и повышение Медь и сплав на основе меди Серебро, Никель Родий 1 — —
Коэффициента отражения Палладий 1 Серебро 6
Защитно-декоративное покрытие корпусов часов, ювелирных изделий, оправ очков, авторучек, перьев Медь и сплав на основе меди Сплав на основе золота от 5 до 20 — —
Сталь Золото 2 Никель 3
13 п/ред. Гинберга А. М. 193
ный вес покрытия. Повышение блеска покрытий при соосаждении с золотом других металлов уменьшает отходы при полировании.
Соосаждение с серебром сурьмы, палладия и других металлов так же, как и с золотом, позволяет существенно повысить твердость и износоустойчивость покрытий. Одновременно с этим легированные покрытия обладают повышенной устойчивостью к потускнению при эксплуатации. Часовая и ювелирная промышленность широко использует защитно-декоративные свойства покрытий сплавами золота. Золочению подвергаются детали часов, браслеты и фурнитура, кольца и другие ювелирные изделия.
Толщины покрытий благородными металлами, используемые в отечественном приборостроении при легких условиях эксплуатации, приведены в табл. 77.
ЗОЛОЧЕНИЕ
Основой почти всех электролитов золочения, имеющих промышленное применение, является золото в виде цианистого комплексного соединения. Открытие устойчивости цианистого комплекса золота в кислой среде положило начало нового направления в золочении. Наряду с обычными цианистыми электролитами стали применяться кислые электролиты.
Применяемые электролиты осаждения золота и его сплавов в зависимости от их кислотности могут быть разделены на три группы: щелочные, нейтральные и кислые.
Основные компоненты щелочных цианистых электролитов: золото в виде цианистой комплексной соли, комплексообразова-тель — калий цианистый, фосфаты (для повышения электропроводности раствора и измельчения структуры осадка) и карбонаты, накопление которых в электролите выше 95—НО г/л вызывает хрупкость осадка.
Использование цианистого калия при работе с растворимыми анодами связано с низкой растворимостью NaAu(CN)2 при комнатной температуре и вызываемой этим пассивацией анодов. При выборе концентрации золота в электролите учитывают рабочую плотность тока и используемое оборудование. В обычных случаях при золочении на подвесках содержание золота в электролите не превышает 10—12 г/л, так как дальнейшее повышение его концентрации не увеличивает выход по току, а способствует дополнительным потерям золота. В электролитах, работающих при DK выше 1,5 А/дм2, содержание золота может достигать 15 г/л.
Содержание золота в электролите при золочении в колоколах и барабанах составляет 4—6 г/л. Существенное влияние на структуру осаждаемого покрытия оказывает соотношение основных компонентов в электролите золочения. В часовой и ювелирной промышленности используются электролиты с соотношением Au : KCN -1:4.
194
| При обычных условиях электролиза из щелочных цианистых ^электролитов осаждаются покрытия удовлетворительного качества толщиной до 1—2 мкм. Для получения покрытий большей ^толщины используют промежуточную механическую обработку. Применение электролитов с высоким содержанием свободного
цианида при высокой температуре, энергичном перемешивании ; и плотности тока до 2 А/дм2 позволяет получить золотые покрытия !;;более высокой толщины.
у Использование блескообразующих добавок (сульфированного Iкасторового масла и др.) дает возможность повысить блеск покрытия при одновременном увеличении его твердости до 120— 150 кгс/мм2. Однако электролиты золочения с органическими блескообразующими добавками пока не нашли промышленного применения в нашей стране. Общим их недостатком является ограниченный срок службы в результате накопления карбонатов. Введение в щелочные цианистые электролиты золочения иона серебра В количестве 0,1 г/л способствует повышению блеска осадка. Однако при их использовании не удается получить покрытия с высокой степенью блеска. Значительным преимуществом обладают кислые электролиты золочения, нашедшие в настоящее время Наибольшее применение.
I Снижение pH электролитов достигается введением в них ^Кислоты — фосфорной или слабой органической, преимущественно Йимонной. Роль добавок, предотвращающих изменение pH раствора в процессе электролиза, играют соли этих кислот.
| Кислые электролиты не содержат агрессивных веществ, влияющих на диэлектрические свойства материала. Это позволяет Применять их для золочения печатных схем и осуществлять изоляцию лаком участков, не подлежащих золочению. Выход по току № кислых электролитах значительно ниже, чем в щелочных и Нейтральных. Он существенно зависит от кислотности среды, уменьшаясь со снижением величины pH.
Кислые электролиты можно использовать в широком диапазоне емператур, однако при более высокой температуре покрытие Облучается с меньшим блеском. Поэтому повышенная температура шускается только в тех случаях, когда необходимо получить аксимальный выход по току, высокую плотность тока или сни-Вйть внутренние напряжения. Возможность работы при повышен-ых плотностях тока в кислых электролитах компенсирует низший выход по току.
Активность ионов золота в кислых электролитах ниже, чем >' щелочных, цианистых. Поэтому без дополнительного подслоя в кислых электролитах можно проводить золочение меди, латуни, никеля, серебра, нержавеющей стали и других пассивных материалов.
Использование электролитов, содержащих золото в виде цианистого комплексного соединения, требует затрат на установку вентиляции и очистку сточных вод, организацию хранения и транс-
13* 195
портировку цианистых соединений, а также на осуществление ряда мероприятий по технике безопасности. Известные железистосинеродистые электролиты золочения не нашли широкого промышленного применения. В последние годы за границей и в нашей стране разработаны электролиты золочения, не содержащие цианистых соединений, золото в них вводится в виде комплекса с органическими соединениями. Осадки из электролитов этого типа имеют высокую пластичность, лишены внутренних напряжений, устойчивы при высокой температуре и используются для декоративных и технических целей, при покрытии печатных схем и в гальванопластике.
Разработан электролит нецианистого золочения, основой для приготовления которого служат сульфитный комплекс золота и этилендиамин. Введение в электролит сульфата аммония и сульфата натрия повышает равномерность осадка и предотвращает образование дендритов.
Состав электролита, г/л:
Золото (в виде сульфитного комплекса) . . . 3—5
Этилендиамин (20%-ный раствор), мл/л ... 70
Аммоний сернокислый (NH4)2SO4............. 10
Натрий сернокислый Na2SO4................. 10
Аноды Нержавеющая сталь 1Х18Н9
Оптимальный режим электролиза: DK = 0,4 4-0,8 А/дм2, Da не более 0,5 А/дм2 при температуре 40° С и частоте вращения образцов 25—50 об/мин.
Сульфитный комплекс золота готовят растворением гремучего золота в насыщенном растворе сульфита натрия с последующим прогревом при 80° С в течение 6—8 ч. Раствор сульфита золота, используемый для приготовления электролита, должен быть совершенно бесцветным. При указанном режиме осаждаются блестящие покрытия чистым золотом толщиной до 25 мкм, твердостью НО—120 кгс/мм2 и хорошим сцеплением с основой. Рассеивающая способность электролита близка к рассеивающей способности цианистого электролита, пористость покрытия толщиной 1 мкм несколько выше, чем пористость покрытия той же толщины, полученного из цианистого электролита.
Покрытия сплавами золота. Природа и количество легирующей добавки в электроосажденном сплаве определяют цвет и физико-механические характеристики покрытия (см. табл. 78).
Наибольшее применение имеют покрытия сплавами золота с медью, серебром, никелем, кобальтом. Наряду с двухкомпонентными находят применение и трехкомпонентные сплавы.
Следует отметить, что цвет электроосажденного сплава не соответствует цвету металлургического сплава того же состава.
Сплав зэлэто—медь. До настоящего времени наибольшее применение при защитно-декоративном золочении имели покрытия сплавом золото—медь. Цвет этих покрытий при содержании 196
Таблица 78
Легирующий металл Содержание легирующего металла в покрытии, % Цвет покрытия Твердость, кг/мм2
Медь 10-15 Желто-розовый 200—300
Серебро 10—25 Желто-зеленый 130—150
Никель 0,1—0,2 Светло-желтый 140—150
3—5 Серо-желтый 190—210
Более 10 Белый 220—250
Кобальт 0,3—0,5 Желто-оранжевый 150—160
Сурьма 1,0 Желтый 140—160
Индий 3—4 Светло-желтый 210—220
в них золота 85% близок к цвету металлургического сплава 583 пробы. Сплавы золота с медью наиболее твердые из всех сплавов золота и могут осаждаться из щелочных цианистых, нейтральных и кислых электролитов. Основные электролиты для осаждения сплава золота с медью приведены в табл. 79.
Цианистые электролиты розового золочения используют для осаждения декоративных покрытий толщиной до 0,5 мкм. Для совместного осаждения содержание меди в них должно быть выше содержания золота. Значительное влияние на состав покрытия сплавом золото—медь имеет содержание свободного цианида, что связано с различным его влиянием на выход по току золота и меди. Наименьшая зависимость состава осадка от содержания свободного цианида имеет место при концентрации KCN 15—20 г/л.
При содержании в электролите только двух металлов — золота и меди, с увеличением содержания последней цвет осадка изменяется очень резко. Присутствие в электролите второго и третьего легирующих металлов стабилизирует раствор и обеспечивает постепенный переход от одного цвета к другому. В качестве дополнительных легирующих металлов в щелочных цианистых электролитах осаждения сплава золото—медь используют серебро, никель, кадмий (12, 13). Присутствие в электролите кадмия в количестве 0,2—0,5 г/л существенно влияет на процесс осаждения меди и позволяет получить блестящие покрытия достаточной толщины, содержащие 70—75% золота, 10—20% медии 10—15% кадмия.
Для осаждения блестящих покрытий сплавом золото—медь повышенной толщины (20 мкм и более) используют нейтральные электролиты, снижение pH и буферирование которых осуществляют фосфорной кислотой и ее солями. Под названием электролитов толстослойного золочения их широко используют в часовой й ювелирной промышленности. Однако практика промышленного
197
S °к’ А/дм2 0,25—0,5 0,1—0,25 0,5—0,6 0,8—1,0
о \о сх ю о я я Температура, °C 45—50 78—82 40—42 45—50
ц. pH СО 6,8—7,2 7,0-7,5 4,5—5,0
Добавки, концентрация 1 Na2SO8, 10; Н3РО4 H3PO4, 25; трилон Бсв, 40—45 трилон Б, 45; сурьма 1,44 (в виде калия сурь- | мяновинно-кислого); К2НРО4, 60
[ектролита, г/л KCN (своб.) 5—15 0,5—1,5 1
Состав э/ Химическое соединение, концентрация меди K2Cu (CN)„ 3-20 K2Cu (CN)3, 6—9 Си ЭДТА, 9—8 CuSO4, 5—4
Золото в виде соединения KAu (CN)2 СО 3—4 8—7 4—3,5
Тип электролита Щелочной цианистый Нейтральный Нейтральный Кислый
применения нейтральных электролитов выявила существенные недостатки последних. Так, они неустойчивы и недостаточно стабильны в работе. Плотность тока, обеспечивающая осаждение покрытия заданной пробы, постоянно изменяется, что не допускает автоматизацию процесса. Неустойчивость электролита связана с постоянным изменением в нем общего количества KCN, накоплением фосфатов и изменением состава медно-цианистых комплексов.
Повышение устойчивости нейтральных электролитов осуществляется за счет замены в них цианистых медных комплексов на комплексы с органическими соединениями.
Известны составы нейтральных электролитов осаждения золото-медных сплавов, в которых медь введена в виде пирофосфатного комплекса.
Кислые электролиты для осаждения сплава золото — медь используют при pH 4,5—5,5. Медь вводят в них в виде сернокислой с одновременным введением комплексообра-зователя — трилона Б, ДТПА, гликокола и др.
Как в щелочных, так и в нейтральных и кислых электролитах осаждения золото-медного сплава с повышением тока увеличивается содержание меди в покрытии.
198
Общим недостатком покрытий, осажденных из всех трех типов электролитов, является их недостаточная устойчивость при взаимодействии с сернистыми соединениями и разбавленной азотной кислотой. Это связано с тем, что при электроосаждении наряду с твердым раствором меди и золота осаждается гетерогенная медь. Содержание свободной меди в покрытии из всех трех типов электролитов незначительно при концентрации меди менее 15% и повышается с увеличением общего содержания меди.
Соосаждение сурьмы, кадмия и других металлов не оказывает влияния на содержание свободной меди в покрытии. Дополнительная термическая обработка в нейтральной среде при 300° С повышает коррозионную устойчивость покрытий, однако термическая обработка не всегда может быть применена, так как изменяет свойства металлов основания.
Золото-серебряные сплавы. Электроосажденные сплавы золото—серебро представляют собой твердые растворы и ничем не отличаются от металлургических сплавов. Свойства покрытий, содержащих свыше 65% золота, мало отличаются от свойств покрытий чистым золотом. Твердость золото-серебряных сплавов ^значительно выше твердости чистых металлов и изменяется в пределах от 88 до 150 кг/мм2. В связи с тем, что в цианистых растворах ^-серебро имеет более положительный потенциал, чем золото, для Досаждения покрытий сплавом Au—Ag содержание серебра в электролитах должно быть во много раз меньше, чем золота. Соотно-Дшение золота и серебра в растворе оказывает наибольшее влияние §;На состав покрытия. Повышение содержания металла в растворе Ди увеличение отношения Ag : Au ведут к повышению содержания реребра в сплаве в то время, как увеличение плотности тока |янижает процент серебра в покрытии Au—Ag. Существенное влияние на процесс электроосаждения сплава Au—Ag оказывает перевешивание, которое не только повышает содержание серебра О покрытии, но также изменяет его физико-механические свойства, р Практическое применение для осаждения покрытий золото-серебряных сплавов имеют только электролиты, содержащие ^Избыток свободного цианида, причем количество его может изменяться от 5 до 250 г/л.
| Низкое содержание свободного цианида и возможность осаждения покрытий при комнатной температуре позволяют использовать их для печатных схем. Введение серебра повышает устойчивость покрытия к истиранию, не увеличивая контактного сопротивления, поэтому покрытие Au—Ag (8%) применяют для Контактов. При осаждении сплавов с содержанием 25% серебра Дпокрытия при толщине до 20 мкм получаются блестящими. Такие | Покрытия применяют в технологическом процессе двухслойного р3ол°чения корпусов часов.
Введение в электролит добавок солей никеля, гипосульфита ^способствует созданию еще большего блеска осадка. Для повыше-|’НИя блеска покрытия без изменения его цвета рекомендуется
199
8
ей ST s ч ю св н
S а Dk’ А/дм2 0,5—0,7 0,6—0,8 0,7—0,8
Режимы обрабо Температура, °C 26—30 40—50 38—42
pH 4,8—5,0 4,5—4,6 4,5—5,0
Комплексная соль сернокислого никеля и аммония 11—13
Трилон Б 40—160
Триполифосфат калия 50—55
А S Ч О 5 Лимонная кислота о | 15—20
Состав эл Калий лимоннокислый однозамещенный о о со 90—140 1
Сернокислый никель 4,5—9,5 45—70 1
Золото в виде соединения KAu(CN)2 3—4 О 7 оо 4,5—5,5
Содержание s' со S о 3.0 Ч Q.®'' о « tn о К А 99,7 95,0—97,5 95,0—97,5
вводить в электролит соединения титана и селена. Осаждение золото-серебряных сплавов производят только на подслой золота, сплава золота или серебра.
Золото-кобальтовые и золотоникелевые сплавы. Введение в цианистые электролиты золочения солей никеля и кобальта способствует измельчению структуры осадка и повышению его твердости. Однако содержание никеля в покрытиях из таких электролитов составляет лишь десятые доли процента, кобальт же в покрытии вообще не обнаруживается. Покрытия из таких электролитов осаждаются неблестящие и не могут быть использованы для защитно-декоративных целей. Значительная шероховатость покрытий ограничивает их применение и для технических целей. Из кислых электролитов покрытия сплавами золото—кобальт и золото— никель осаждаются с высоким блеском, что позволяет широко использовать их в различных отраслях промышленности. Электролиты для осаждения сплавов золота с никелем приведены в табл. 80.
Физико-механические характеристики сплава золота во многом определяются составом электролита и режимом обработки.
Покрытия золото-кобальтовым сплавом осаждают из электролита, имеющего состав, г/л:
Золото в виде KAu (CN)2 • • 8—10 Кобальт в виде сернокислого
CoSO4-7H2O.............0,8—1,0
Калий лимоннокислый однозамещенный ..............50—70
Кислотность электролита pH 4,5—5,0 (корректируется лимонной или ортофосфорной кислотой); температура электролита 28—32° С; плотностьтока£>к=0,5 4-0,7 А/дм2-
200
Для повышения блеска покрытий, предназначенных для защитно-декоративных целей, в электролит вводится добавка пиперазингексагидрата в количестве 3—5 г/л. Осажденные покрытия одерживаются в течение 5—10 мин в дистиллированной воде, нагретой до 60° С.
Введение в электролит для осаждения сплава золото-кобальт пиперазингексагидрата в количестве 3—5 г/л повышает блеск осадка, однако несколько увеличивает пористость и ухудшает паяемость, поэтому добавляют пиперазингексагидрат только при осаждении защитно-декоративных покрытий. После их выдержки в горячей дистиллированной воде в течение 5—10 мин они изменяют свой цвет.
Для приготовления цитратных (кислых) электролитов золочения расчетное количество лимонной кислоты и лимоннокислого калия растворяют в дистиллированной воде (в половине общего объема электролита) и после замера pH на потенциометре корректируют его добавлением концентрированного раствора едкого кали.
В полученный раствор вводят расчетное количество золота в виде раствора дицианоурата калия, доводят дистиллированной ’ водой объем электролита до требуемого, перемешивают, замеряют pH и корректируют 15%-ный ортофосфорной кислотой.
, При приготовлении электролитов для осаждения покрытий ' сплавами золото—кобальт и золото—никель в раствор цитратных ..солей добавляют необходимое количество растворенного в воде ; сернокислого кобальта или сернокислого никеля до введения соли золота.
i Кислые цитратные электролиты работают с нерастворимыми анодами, поэтому убыль золота из электролита компенсируется gвведением корректировочного раствора. Преимущественно исполь-Гзуются аноды из платинированного титана. Допускается применение анодов из стали 1Х18Н9Т, однако загрязнение электролита |солями увеличивает хрупкость покрытий и влияет на другие их | характеристики.
Сплав золото—сурьма. Присутствие в золотом покрытии небольших количеств сурьмы оказывает существенное влияние на |'его свойства: повышает твердость и износоустойчивость, умень-|шает электропроводность. Поэтому покрытие сплавом золото— | сурьма в основном применяют для специальных целей, хотя бывают случаи, когда его используют как защитно-декоративное | покрытие, например, при золочении оправ очков.
Осаждение покрытия производится из электролита следующего £ состава, г/л:
Золото в виде К Au (CN)2........................... 3
Калий сурьмяновиннокислый .................... 0,05
Калий цианистый KCN свободный..................... 15
Калий углекислый К2СО3,........................... 10
е Плотность тока DK = 0,2 А/дм2; температура электролита — *. Комнатная.
201
Для придания покрытию большего блеска, требуемого цвета и прочного сцепления с основой оно подвергается термообработке при 200° С в течение 2 ч.
Сплав золото—индий. Покрытия сплавом золото—индий, содержащие 4—6% индия красивого светло-желтого цвета, обладают высокой твердостью и коррозионной устойчивостью. Осаждаются из кислых электролитов состава, г/л:
Золото в виде KAu(CN)2 ...................... 4
Индий в виде J n2(SO4)3H2SO4 • 7Н2О............. 6
Натрий лимоннокислый трехзамещенный.............50
Лимонная кислота .............................. 60
Оптимальный режим электроосаждения Ок = 0,7 4-0,8 А/дм2;
температура электролита 25—30°; pH 3,5—3,6.
Тенденция применения многослойных покрытий нашла отражение и в технологии золочения. В последние годы для защитнодекоративных целей получило широкое распространение двухслойное золочение, при котором большую часть покрытия по толщине составляет низкопробный сплав золота (сплавы золото-серебро, золото—медь—кадмий), содержащий золота 75%. Поверх него осаждается высокопробный сплав золота с кобальтом, никелем или другими металлами. Такое сочетание покрытий позволяет без увеличения расхода золота обеспечить высокую устойчивость изделий к потускнению.
СЕРЕБРЕНИЕ
Для осаждения серебряных покрытий используются только электролиты, содержащие комплексные соединения серебра. Наибольшее применение имеют цианистые электролиты серебрения. Из нецианистых электролитов используется железистосинеродистый и заслуживают внимания многолигандные электролиты. Состав основных электролитов серебрения приведен в табл. 81.
Таблица 81
Состав электролита, г/л Режим обработки
Серебро в виде соединения Калий цианистый Калий роданистый Калий железистосинеродистый (своб.) Калий углекислый pH Температура, °C °К' А/дм2
AgNOs KAg (CN)2
20—30 — 20—40 — — 20—30 — 18-30 0,3—1,5
— 40—50 — 200—250 — 20—40 9-10 18—30 1,0-2,0
25—30 — — 120-150 50—80 25-30 — 18—30 0,3-0,5
Раствор цианистого комплексного соединения серебра, используемого для приготовления электролита серебрения, может быть получен действием раствора KCN на хлористое серебро. Однако 202
связи с тем, что присутствие иона NO3 в электролите серебрения /увеличивает допустимую плотность тока и улучшает качество .осадка, в последнее время для приготовления цианистых электролитов серебрения вместо хлористого используют азотнокислое серебро.
: Для приготовления железистосинеродистых электролитов серебрения к раствору азотнокислого серебра добавляется раствор ^железистосинеродистого калия, и образовавшийся осадок ки-; пятят после добавления раствора углекислого калия с добавлением перекиси водорода. К полученному раствору после отделения гидрата окиси железа добавляют раствор роданистого |калия.
Введение добавок в электролиты серебрения обеспечивает |рсаждение блестящих покрытий, не требующих глянцовки, облагающих при этом повышенной твердостью. Из электролитов блестящего серебрения наибольшее применение имеет электролит Состава, г/л:
»" Серебро в виде цианистого KAg(CN)2............
Калий цианистый KCN свободный ............
К?: Селен металлический, растворенный в цианистом
калии ..................................
Диспергатор НФ-Б в пересчете на сухое вещество Этамон ДС ................................
35—40 140—160
0,03—0,05 0,08—0,125 0,4
Ж. Из электролита при комнатной температуре и плотности тока = 1 4-1,5 А/дм2 осаждаются блестящие покрытия.
К; Достаточное применение имеют электролиты цианистого серебрения, в которых в качестве блескообразующей добавки исполь-Куется каптакс в количестве 0,4—0,6 г/л. Эти электролиты, так же Как и электролиты с добавкой селена, имеют повышенную концентрацию серебра (45—60 г/л) и высокое содержание цианистого Йалия (90—140 г/л).
ft; Соосаждение с серебром сурьмы измельчает структуру осадка соответствующим повышением его твердости. Составы электролитов для осаждения сплава Й?абл. 82.
Все электролиты серебрения применяют с серебряными анодами при соотношении анодной поверхности к катодной 2:1 —
Для обеспечения надежного сцепления серебряных покрытий медью и ее сплавами используется предварительное серебрение Н электролите с низким содержанием серебра (1—4 г/л) и высоким ^одержанием свободного цианистого калия (70—90 г/л). Применяемое ранее для этой цели амальгамирование в связи со значительной токсичностью в настоящее время не используется.
Существенным недостатком серебряных покрытий является ;Их потемнение в результате взаимодействия с сернистыми соеди-
серебро—сурьма приведены в
203
Состав электролита, г/л I Режим обработки
см
л
in to о
ci см
2 л s
Е * « 1 1 1
g 1П OO to
Е o’ o' o'
«3 ООО
СХ 03 co co co
1 1 1
Е >»о 1 1 1
s н to LO LO
н ’—• — —1
о Ю
2-л s
i 7 ।
о
CM
^-4
in
я « 8
ч s я СЗ О 7 1 1 °
S S’ о
% о о
o'
2 о о
m <y £ ЯЧЭ
я £ ч о S 2 C3 « 1 1 1
50
ю
S'&log S « S 0,12
Ф Ф >1 о i
К О. СХО Ф I 1
S g g « ,08
о
ф -° E о
а ч
S
щ ® 1П
« о о
я ° з ’S о о 1 1 1
w s 2 « X « § я о о IQ to
6 . ю ю о
S я з ч in to co" 1 1 1
E s 2 03 ex 2 я O^ О tn
U
о о
ф 2 S co co
Ч 4 e ° s 1 1 1
>5 = S о о
CM CM
о
9Г 0Z
я я Й 2 ч 1 1 1
я и 03 Д 1 in
S £2
А ф ° 2 о E см см о Tf Tf
m я CX " 5 ф 1 1 1 in in о
< * о co co co
Легирование серебра другими металлами, в частности, калием, свинцом и палладием повышает устойчивость покрытий к потускнению без ухудшения их переходного и электрического сопротивления.
РОДИРОВАНИЕ
Для родирования практическое применение имеют только сульфатные электролиты, содержащие сернокислый родий и серную кислоту. Для осаждения покрытий толщиной до 3 мкм используется электролит состава, г/л: Сернокислый родий Rh2(SO4)3 . . 4—8 Серная кислота H2SO4 ....48—52
Температура электролита 15— 30° С; плотность тока DK = 0,4 = 0,8 А/дм2.
Для осаждения покрытий большей толщины содержание родия и серной кислоты в электролите соответственно увеличивается до 20—35 и 120—160 г/л при одновременном введении в электролит селеновой кислоты 2—4 г/л для снижения внутренних напряжений покрытия. Повышение температуры электролита до 40—60° С при одновременном движении катодной штанги позволяет повысить катодную плотность тока до 1—2 А/дм2.
Родирование осуществляется с нерастворимыми анодами, изготовленными из родия, платинированного титана или графита спектральной чистоты. Электролит родирования очень чувствителен к примесям, поэтому особое внимание уделяется его приготовлению. Сернокислый электролит для получения малонапряженных покрытий готовится растворением металлического родия в серной кислоте в присутствии перекиси водорода, под воздействием переменного тока промышленной частоты.
204
Электролит родироваяия, предназначенный для получения декоративных покрытий толщиной до 0,5 мкм, готовят из треххлористого родия с последовательным осаждением гидрата окиси родия, тщательной его промывкой от ионов хлора и растворением его в нагретой серной кислоте.
Палладирование применяют в приборостроении в основном для покрытия контактов. Нанесение этого покрытия описано в следующей главе.
СПИСОК ЛИТЕРАТУРЫ
1. Андреева Г. П., Федотьев Н. П., Вячеславов П. М. ЖПХ, 1964, Т. 37, №6, с. 1469—1477.
2. Вячеславов П. М. и др. Гальванотехника благородных металлов. Л., «Машиностроение», 1970, 247 с.
3. Гальванические покрытия электрических контактов. ЛДНТП, 1963, 12 с.
4. Громова В. С., Юхтанова Н. С. Блестящее серебрение. Покрытия благородными и редкими металлами. М., МДНТП, 1968, 74—78 с.
5. Зайцев В. Н. и др. Труды Всесоюзного научно-исследовательского и проектно-конструкторского института ювелирной промышленности. Вып. 2, 32, 1973.
6. Каданер Л. И. и др. Технология электроосаждения родия. Киев, Укр. НИИНТИ, 1968, 18 с.
7. Куронова Н. В. и др. — В сб.: «Труды ВНИИГосзнака», Вып. 6, 3, 1971.
8. Кудрявцев Н. Т. и др. Влияние аниона (NO3) на катодный процесс электроосаждения серебра из цианистых электролитов. ЖПХ, Т. 35, 1962, № 5, с. 1030—1035,
9. Красиков Б. С., Миленин А. К. — В сб.: Защитные металлические и оксидные покрытия, коррозия металлов и исследования в области электрохимии. М.—Л., «Наука», 1965.
10. Марахтанова 3. Н. Повышение твердости покрытий сплавом золото— серебро. Покрытия драгоценными и редкими металлами. МДНТП, 1968.
11. Мельников П. С. — «Защита металлов». Т. 6, 1970, № 3, с. 23—30.
12. Пилите С. И. и др. Исследование процесса электроосаждения палладия из растворов хлоридов и нитритов. Труды АН Литовской ССР, серия Б. Вып. 1 (44). Вильнюс, 1966.
13. Смагунова Н. А. Современное состояние процессов электроосаждения золота. Покрытия драгоценными и редкими металлами. МДНТП, 1968, с. 3—13; 53—63.
14. Смагунова Н. А. Толстослойное золочение. — «Приборостроение». 1961, № 5, с. 21—22.
15. Смагунова Н. А. и др. Электроосаждение сплава золото—индий из цитратных электролитов. Труды НИИЧаспрома. Вып. 13, 1973, 146 с.
16. Смагунова Н. А. и др. Двухслойное золочение. Труды НИИЧаспрома. Вып, 4(7), 1971 с. 192—205.
17. Смагунова Н. А., Гаврилова И. П. Исследование причин нестабильности электроосаждения сплава золото—медь из нейтрального электролита. Защита металлов. Т. 1, 1965, № 5, с. 521—524,
18. Смагунова Н. А. и др. Электроосаждение сплава золото—кобальт из кислого электролита. Труды НИИЧаспрома. Часы и часовые механизмы. Вып. 4 (7), 1971, с. 185-191.
19. Федотьев Н. П. и др. Электроосаждение сплава серебро—сурьма из Цианистого электролита, ЖПХ, Т. 37, 1964, № 3, с. 586—590.
20. Федотьев Н. П. и др. Электролитические сплавы. М.—Л., Машгиз, 1962, 312 с.
ГЛАВА IX
ПОКРЫТИЯ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ
В условиях эксплуатации переходное сопротивление электрических контактов должно быть в заданных пределах. Кроме того, контакты должны иметь высокое сопротивление дугообразованию и свариваемости, а трущиеся контакты истиранию.
Для снижения переходного сопротивления контакты, применяемые в приборостроении и радиоэлектронике, покрывают благородными металлами. Однако золотые и серебряные покрытия недостаточно износостойки, поэтому контакты покрывают сплавами с повышенной твердостью и износостойкостью, имеющими несколько увеличенное переходное сопротивление. Кроме того, ряд сплавов меди и серебра обладает высокой коррозионной стойкостью в различных средах, что способствует незначительному изменению их электропроводности в процессе эксплуатации.
В последнее время широкое применение для покрытия контактов получают композиционные электрохимические покрытия (КЭП) на основе меди, серебра и золота. Исследования показали, что они имеют такой же порядок значений электропроводности, что и чистые металлы.
ПОКРЫТИЯ СПЛАВАМИ НА ОСНОВЕ МЕДИ
При покрытии некоторых типов контактов, особенно для работающих в среде, содержащей сернистые соединения, используются высокооловянистые бронзы. Удельное электросопротивление электролитической бронзы, содержащей 25% меди и 75% олова, составляет 0,189 Ом-мм2/м, а содержащей 60% меди и 40% олова — 0,248 Ом-мм2/м (удельное электросопротивление меди 0,0174 Ом-мм2/м), однако в этих условиях переходное сопротивление бронзовых покрытий более стабильно, чем медных и серебряных.
Покрытия меди с включениями различных частиц твердой смазки (графит, дисульфид молибдена, фталоцианин меди) обла-206
дают повышенной износостойкостью при сухом трении. Если потери массы покрытия для чистой меди составляли 5,7 мг, то для меди с включениями графита от 0,3 до 1,5 мг, с включениями дисульфида молибдена от 0,2 до 1,4 мг и включениями фталоцианина меди 0,5 мг. Электрические свойства покрытий медь — твердая смазка существенно не отличаются от свойств медных покрытий. Однако происходит небольшое увеличение электросопротивления пропорционально объемному содержанию вещества второй фазы независимо от того, является ли она изолятором или проводником.
Наиболее универсальнььм электролитом, позволяющим получать композиционные покрытия на основе меди, является сульфатный электролит следующего состава, г/л:
Сернокислая медь CuSO4-5H2O .... 200
Серная кислота H2SO4 ..................50
Концентрация частиц в электролите 100 г/л. pH электролита 0,6—1,0, рабочая температура — комнатная, катодная плотность тока DK — 5 А/дм2.
В этих условиях образовывались КЭП на основе меди с включениями (в вес. %): графита технического 4,2—6,2, графита С-1 4,7—5,4, дисульфида молибдена 5,2—6,0, фталоцианина меди 2,4—2,7.
Качество покрытия улучшается с повышением концентрации взвешенных частиц в электролите до 100—200 г/л. Композиционные покрытия на основе меди с включениями графита и дисульфида молибдена можно также получить в пирофосфатном и этилендиаминовом электролитах.
ПОКРЫТИЯ СПЛАВАМИ НА ОСНОВЕ СЕРЕБРА
Основным недостатком серебра, как контактного материала, является его низкая твердость и износостойкость. Повысить i эти характеристики можно легированием серебра другими металлами (медью, сурьмой, никелем, палладием и др.) и неметаллами (корундом, графитом, нитридом бора, дисульфидом молибдена).
Хорошим покрытием для контактов является сплав серебро— сурьма. Даже небольшие количества сурьмы в сплаве значительно увеличивают микротвердость и износостойкость покрытий. Характерно, что даже при наличии следов сурьмы при трении серебра по никелю полностью отсутствуют налипание и наплывы, свойственные чистому серебру.
Износостойкость пары серебряно-сурьмянистый сплав—никель возрастает по мере увеличения содержания сурьмы в сплаве и достигает максимума при 2,5—3,0% сурьмы. Электросопротивление серебро-сурьмянистый сплав с увеличением сурьмы в осадке до 10% возрастает линейно и при содержании 9,6% сурьмы почти в 10 раз больше, чем для чистого серебра. Переход-
207
ное сопротивление для этого интервала сплавов при нагрузке на точечный контакт 0,098 и 0,98 Н (10 и 100 гс) увеличивается соответственно в 10 и 4 раза (при токе 50 мА).
Сплав сохраняет свои электрические характеристики в условиях высокой влажности. Лучшими механическими характеристиками обладают сплавы, содержащие не более 3% сурьмы.
Электроосаждение сплава проводят в цианистых и железистосинеродистых электролитах.
В качестве контактного материала рекомендуются также композиционные электрохимические покрытия на основе серебра из суспензий, содержащих порошки окиси сурьмы. При испытании контактная пара КЭП—никель не имела наплывов, пара КЭП— КЭП имела незначительные наплывы, а пара серебро—серебро — крупные наплывы.
КЭП серебро—сурьма получают из следующего электролита, г/л:
Серебро ............................. 20—40
Цианистый калий (свободный) KCN . . 40—80
Углекислый калий К2СО3............... 50—80
Окись сурьмы Sb2O3 .................... 50—150
Сейчас довольно часто прибегают к легированию серебряных покрытий палладием, который значительно повышает износостойкость и твердость. Износостойкость сплава серебро-палладий в 5—6 раз превышает износостойкость серебряных покрытий. Удельное сопротивление покрытий, содержащих 3—5% палладия, в 3 раза выше удельного сопротивления чистого серебра, а переходное сопротивление — в 1,5—2,5 раза. Преимуществом серебряно-палла-диевых покрытий является полное отсутствие наплывов при истирании.
Коррозионные испытания в различных климатических условиях показали, что сплав серебро— палладий наряду со сплавом серебро—сурьма является наиболее коррозионно-стойким.
Для электроосаждения сплава серебро—паЛладий используют электролиты, приведенные в табл. 83 [1].
Роданисто-пирофосфат-ный электролит применяется для получениясплавов с повышенным содержанием палладия.
Таблица 83
Компоненты электролитов и параметры осаждения Электролиты для осаждения сплавов серебро — палладий
циани-стый роданисто-пирофос-фатный
Серебро, г/л .... 30 7
Палладий, г/л ... . 15 14
Цианистый калий (свободный) KCN, г/л . . . 50—75 —
Углекислый калий К2СО3, г/л 20-60 —
Роданистый калий KCNS, г/л — 130—180
Пирофосфорнокислый калий К4Р2О7, г/л . . — 20—70
Катодная плотность тока, А/дм2 1 0,3—0,5
Температура, °C . . . Комнатная
208
Пока еще не нашли широкого распространения для покрытия контактов другие сплавы, такие, как серебро-никель, серебро-кобальт, серебро-кадмий, серебро-медь и серебро-платина, хотя они обладают рядом ценных свойств. Так, легирование серебра 3—6% никеля значительно повышает износостойкость покрытий (в 9 раз и более), переходное сопротивление при этом возрастает в 3 раза, а удельное сопротивление более чем в 10 раз. При введении в качестве второго компонента сплава — кобальта в количестве 3—7% износостойкость покрытий также резко возрастает, а удельное сопротивление возрастает менее чем в 2 раза, переходное сопротивление возрастает в 3,5—4,5 раза.
Сплавы серебра с медью (до 15%) также обладают повышенной твердостью 2,25 • 105 Н/м (230 кгс/мм2) и износостойкостью (в 15 раз выше, чем у чистого серебра), хорошими электрическими характеристиками, имеют высокую прочность сцепления со сталью без нанесения подслоя, но подвержены сильному старению за счет распада метастабильных фаз, образующихся при электроосаждении.
Сплав серебро-кадмий показал себя наиболее стойким к потемнению в серосодержащей среде. Уже присутствие в сплаве 15% кадмия повышает в 3 раза сопротивление потемнению по сравнению с серебром, однако удельное сопротивление возрастает при этом почти в 5 раз. Для электроосаждения этих сплавов, применяемых в качестве контактных покрытий при различных условиях, используют электролиты, приведенные в табл. 84.
. Перспективными покрытиями для контактов представляются композиционные электрохимические покрытия. При введении в электролит в качестве второй фазы микровключений инертных веществ ВеО, MgO, А12О3, TiO2 и других неосаждаемых при электролизе из водных растворов эти осадки электрофорети-$ески переносятся к поверхности катода и осаждаются там, образуя покрытия с улучшенной структурой. Электрические свойства при этом почти не изменяются. Так, при внедрении в серебряное покрытие до 1 % корунда удельное сопротивление покрытия увеличивается всего на 5—10%. Переходное сопротивление имело С^дующие величины: 11,7-10~5 Ом для чистого серебра и 12,8 X СК 10-5 Ом для покрытий серебро-корунд, полученных из суспензий, содержащих 50—150 г/л корунда М20. Износостойкость ЖЭП серебро-корунд повышается в 2—3 раза по сравнению С чистым серебром [5].
I Для электроосаждения КЭП на основе серебра чаще всего рспользуют железистосинеродистый электролит следующего состава, г/л: | Серебро .............................
I Железистосинеродистый калий K4Fe(CN)6 В Углекислый калий К2СО3...............
pH электролита ...................
I Катодная плотность тока, А/дм2 . . . & Рабочая температура .................
В; 14 п/ред. Гинберга А. М.
До 35
До 200
30
9,1 — 10,2
0,5—1
Комнатная
209
Таблица 84
Компоненты электролитов и параметры осаждения Электролиты
серебро-кадмий серебро-платина серебро-никель серебро-кобальт серебро-медь
1 2
Серебро, г/л . . . . 8—10 5 3 1 4—7 25—30
Кадмий, г'л 30—40 — — — — —
Платина, г/л .... — 35 — — — —
Никель, г/л — — 3 — — —
Кобальт, г/л .... — — — 5 — —
Медь, г/л — — — — 14—16 60—70
Цианистый калий (свободный) KCN, г/л . . . 30-40 — — — — 50—70
Цианистый калий KCN г/л — 70 — — — —
Сернокислый натрий Na2SO4- ЮН2О, г/л . . 30—50 — — — — —
Сернокислый никель NiSO4-7H2O, г/л ... 3—5 — — — — —
Пирофосфорнокислый калий (свободный) КЛ0-, г/л — — 100 100 100
Едкий натр NaOH, г/л — — — — — 10-15
Углекислый калий К2СО3, г/л — — — — — 25-30
Сульфированное касторовое масло, г/л ... 6—10 — — — — —
Катодная плотность тока, А/дм2 0,8-1,2 1 0,3 0,4 0,5-0,7 0,5—2,0
Температура, °C . . . Комнатная 40-45 Комнатная
Выход по току, % 85-90 — 70 40—50 95 95
Содержание второго компонента в сплаве, % До 30 4,5 3-5 6—9 До 15 5-8
При добавлении в электролит от 10 до 150 г/л корунда М20 содержание последнего в покрытии колеблется обычно в пределах 0,7—1,2%.
Для предотвращения схватывания (приваривания) серебряных электрических контактов при их непрерывном взаимном скольжении необходима твердая смазка, например графит. Для контактов в этом случае рекомендуется применять КЭП серебро—твердая смазка, содержащие в качестве второй фазы графит, дисульфид молибдена или нитрид бора. Для получения покрытий серебром, содержащих частицы твердой смазки (дисульфид молибдена, 210
таитрид бора и графит), наиболее пригоден иодидный электролит eL. pH от 2,2 до 4,7, состоящий из серебра (от 20 до 40 г/л) и иоди-р’стого калия (от 400 до 480 г/л). Содержание частиц в электролите: Щля нитрида бора 10—50 г/л, для графита и дисульфида молибдена ш00 г/л. Осаждение проводят при катодной плотности тока |о,25 А/дм2.
В- ПОКРЫТИЯ СПЛАВАМИ НА ОСНОВЕ ЗОЛОТА
ж По электропроводности золото стоит за серебром; так же йжяк и серебряные, золотые покрытия имеют низкое переходное Сопротивление, мало меняющееся со временем. К недостаткам Жплотых покрытий можно отнести их низкую твердость и износо-вКойкость. Кроме того, золото может свариваться уже в холодном Достоянии, поэтому его применяют ограниченно в качестве кон-|Цактных покрытий. Механические свойства золота улучшают Ни^гированием серебром, медью, сурьмой, никелем, кобальтом другими металлами.
кг Сплавы золота с никелем обладают высокой износостойкостью Вт Могут быть использованы в слаботочной технике как контактный материал, стойкий к свариванию и мостиковому переносу. При по-юйшении содержания никеля в сплаве до 15% микротвердость Дуеличивается в 2,5 раза, а износостойкость в 10 раз по сравнению Нечистым золотом. При этом электросопротивление увеличивается Июимерно в 12 раз, а переходное сопротивление в 3 раза. Введение ВКсплав даже 5% никеля позволяет повысить износостойкость НК5—7 раз, при этом электросопротивление возрастает менее чем раз, а переходное сопротивление увеличивается только на 30%.
ВЕйлав имеет высокие антикоррозионные свойства и стойкость Ив.'высоким температурам. Значительное улучшение механических Двойств наблюдается при введении в сплав на основе золота в ка-Ий&тве второго компонента других металлов группы железа. ВЮри введении 5% кобальта износостойкость покрытия увеличи-ЮЙется по сравнению с чистым золотом в 10 раз (электрическое ИйЬпротивление повышается в 4 раза, переходное сопротивление д|иГ,5 раза), а при введении 10% кобальта износостойкость увеличи-Дйется в 15 раз, но удельное сопротивление возрастает более чем И|30 раз, а переходное сопротивление в 2—3 раза [при токе ДО мА и нагрузках 0,196 и 0,49 Н (20 и 50 гс)].
Иу- Одновременное введение в электролит никеля (0,2—0,3 г/л) ВВ кобальта (0,5—1,0 г/л) способствует получению покрытий, ||^бладающих оптимальными свойствами.
Д; Легирование золота железом также значительно улучшает ИВеРДость и износостойкость покрытия, но наряду с этим возра-ВТают значения удельного и переходного сопротивления. .
BL Для покрытия электрических контактов нашел также применение сплав золото—серебро, который имеет более высокую твер-вВ°сть и износостойкость. Сплавы, содержащие 30% серебра, fc14* 211
Компоненты электролитов и параметры осаждения золото-никель золото-кобальт
Золото в виде K[Au(CN)]2, г/л 0,2—4,0 0,01—4
Никель в виде Ke[Ni(P2O7)2], г/л 4—0,2
Кобальт в виде К6[Со(Р2О7)2], г/л 4,0—1,3
Железо в виде KFe(C4H4O6)3, г/л —
Серебро в виде K[Ag(CN)2], г/л —
Сурьма в виде K(SbO)C4H4O6.1/2H2O, г/л — —
Медь в виде K2[Cu(CN)3], г/л
Цианистый калий KCN, г/л — —
Сегнетова соль KNaC4H4O6 -4Н2О, г/л .... 50—G0 50
Пирофосфорнокислый калий К4Р2О7-ЗН2О, г/л 50—60 100
Борная кислота Н3ВО3, г/л — —
Содержание второго компонента в сплаве, % До 15 До 20
pH 7—8 7—8
Катодная плотность тока, А/дм2 0,25—0,5 0,5
Температура, °C 50—60 20—70
Аноды Нерастворимые
Электролиты для осаждения сплавов золота
золото-железо золото-серебро золото-сурьма золото-медь
2,1—2 7—8 7—8 6—8 2,3-2,8
— — — — —
— — — — —
1,0—0,9 — — — —
— 1,5—2,0 0,7—0,1 — —
— — — 0,3—1 —
2,5-3,5
— 10—15 100—150 8—10 11—14
200 — — 20—40 —
— — — — г
30 — — — —
3—5 25—35 10—12 1—2 До 10
6,5—7 — — — —
0,5 0,5 0,4—0,6 0,25 0,25—1
50 50—60 Комнатная 50 55—60
Платина Сплав 70% золота и Платина
и 30% ) серебра или золото
имеют износостойкость в 9 раз большую, чем чистого золота, при сравнительно небольшом повышении удельного электросопротивления (в 2,5 раза) и переходного сопротивления (в 2 раза). Причем сплав с 30% серебра обладал лучшей, чем чистое золото, защитной способностью в среде сероводорода.
Для покрытия электрических контактов также используется сплав золота с небольшим количеством сурьмы (1—2%). Введение 2% сурьмы увеличивает микротвердость покрытия в 2 раза, а износостойкость его в 15 раз при увеличении удельного сопротивления менее чем в 3 раза и переходного сопротивления в 4 раза.
В качестве контактного материала может быть также использован сплав золото—медь с содержанием меди не более 10%. Электроосаждение сплавов золота, использующихся в качестве контактных покрытий, проводят в электролитах, приведенных в табл. 85.
Из композиционных покрытий на основе золота, использующихся в качестве контактных материалов, известны золото— корунд и золото—сурьма. Включение корунда (1—3 вес. %) несколько увеличивает твердость золотых покрытий и повышает их износостойкость в 1,5—2,5 раза, переходное сопротивление при этом существенно не меняется. Осаждение таких покрытий производится из электролита следующего состава, г/л:
Золото.....................................7,1
Серебро ...................................0,16
Цианистый калий (свободный) KCN............ 60
Углекислый калий К2СО3..................... 12
Корунд КО-7................................100
Процесс протекает при катодной плотности тока 0,5—1 А/дм2 и температуре 20—40° С [5].
Композиционное электрохимическое покрытие золото—сурьма с оптимальным содержанием сурьмы около 1 % имеет твердость в 2—2,5 раза и износостойкость в 5 раз выше по сравнению с чистыми золотыми покрытиями, переходное сопротивление сплава увеличивается только в 1,5—2 раза. Осаждение КЭП золото— сурьма производят из электролита следующего состава, г/л:
Золото .................................... 5
Цианистый калий (свободный) KCN . . . 50—60
Углекислый калий К2СО3 ................ До 60
Сегнетова соль KNaC4H4O6-4H2O.......... 2—5
Окись сурьмы Sb2O3..................... 2—5
Электролит-суспензию перед электролизом взмучивают и проводят процесс при катодной плотности тока 0,15—0,2 А/дм2 и комнатной температуре с анодами из золота или нержавеющей стали.
ПОКРЫТИЯ МЕТАЛЛАМИ И СПЛАВАМИ ПЛАТИНОВОЙ ГРУППЫ
В качестве контактных материалов из металлов платиновой гРуппы нашли применение главным образом палладий и родий.
В последние годы палладиевые покрытия наносят на электрические контакты аппаратуры связи, радиотехнической аппара
213
туры и других приборов. Палладированию подвергают контакты переключателей, штепсельных разъемов, печатных плат. При использовании палладиевых покрытий в слаботочных цепях необходимо обращать внимание на каталитическую активность палладия, его хорошую адсорбционную способность по отношению к водороду и органическим веществам, что может оказывать большое влияние на повышение переходного сопротивления. Адсорбционные пленки на палладии в контактах, работающих при сравнительно больших токах, существенно не изменяют электрических характеристик.
Переходное сопротивление палладиевых покрытий более высокое, чем серебра, но наименьшее из металлов платиновой группы, причем величина переходного сопротивления палладиевых покрытий из аминохлоридного электролита ниже, чем покрытий из фосфатного.
Износостойкость покрытий металлами платиновой группы значительно выше, чем износостойкость серебряных покрытий (так, при испытании без тока серебряное покрытие истиралось за 1—2 ч, а палладиевое покрытие той же толщины из аминохлоридного электролита — за 200—250 ч). Износостойкость палладиевых покрытий превышала также износостойкость родиевых.
Вопрос применения тех или иных износостойких электропроводных покрытий тесно связан с условиями эксплуатации, где очень большую роль играет окружающая среда. Так, для палладиевых покрытий повышенная влажность приводит к незначительному увеличению переходного сопротивления, а выделения паров органических соединений резко повышают его.
Таблица 86
Компоненты электролитов и параметры осаждения Электролиты палладирования
хлоридные фосфатный
1 1 1 2
Хлористый палладий PdCl2’4H2O (в пересчете на металл), г/л 5—7 25—30 —
Палладий в виде PdCl2-2H2O, г/л — — 4—6
Фосфорнокислый двузамещенный натрий Na2HPO4, г/л — — 100—120
Фосфорнокислый двузамещенный аммоний (NH4)2HPO4, г/л — — 20-25
Хлористый аммоний NH4C1, г/л 25-30 15-20 —
Бензойная кислота СвН5СО2Н, г/л — — 2,5—3,0
Протальбиновая кислота, г/л . . 0,2 0,2—0,4 —
Аммиак NH4OH до pH 8,3—9,2 9,0—9,5 —
Катодная плотность тока, А/дм2 0,2—0,4 0,5—1,0 0,2—0,5
Температура, °C Комнатная 60—70
214
Для покрытия контактных деталей палладием применяют электролиты, приведенные в табл. 86. [2].
Палладирование осуществляется с нерастворимыми анодами из платинированного титана, графита, а также анодами из палладия. Соотношение анодной и катодной поверхностей 3 : 1 до 2 : 1.
Сплав, содержащий 25% никеля и 75% палладия, имеет износостойкость, в 14 раз большую, нежели чистый палладий, переходное сопротивление этого сплава в среднем на 30% выше переходного сопротивления палладия. Применение покрытия палладий— никель позволяет обеспечить повышенную износостойкость подвижных электроконтактов, работающих под нагрузкой более 147 Н/м2 (150 гс/мм2).
Покрытие сплавом палладий—никель можно электрохимически . непосредственно наносить на медь, никель и серебро, а на другие - металлы и сплавы — после предварительного нанесения меди, / никеля и серебра.
Для получения блестящих покрытий, содержащих 20—25% пинкеля, рекомендуется электролит следующего состава, г/л:
£;’Хлористый палладий (в пересчете на металл) PdCl2-4H2O . . . 18—20
^ Хлористый никель (в пересчете на металл) NiCl2-6H2O . . . 25—30
^'Хлористый аммоний NH4C1 .................................. 20—30
Мммиак (25%-ный) NH4OH .......................................до pH 8,5-9,0
' Электроосаждение проводят при температуре 20—30° С и ка-^/годной плотности тока 1,5—2 А/дм2. Выход по току 90—95%. /"Аноды из палладия или платины. Расстояние между анодами |'И деталями должно быть не менее 50—70 мм.
Ш Повышение температуры электролита приводит к повышению ^содержания никеля в сплаве и увеличению блеска покрытий. |Повышение pH способствует снижению содержания никеля осадке, при pH более 9,5 внутренние напряжения в осадке ^Возрастают настолько, что он может растрескиваться. По мере ^истощения электролит периодически корректируют добавлением ЙЙммиачных комплексов палладия и никеля.
|' Довольно широкое применение для покрытия контактов полупил родий. Удельное электросопротивление родия почти втрое риже, чем платины, он не окисляется при нагреве до 500° С, ^благодаря чему переходное электросопротивление остается достаточно стабильным. Механические свойства родия — твердость ®и износостойкость — лучше, чем у других металлов платиновой ЙгРУппы, что также существенно для повышения надежности коммутационных элементов.
При использовании родиевых покрытий для контактов необходимо сочетать их в паре с более пластичным материалом (при ^работе пары родий—родий наблюдалось быстрое выкрашивание износ). Высокая износостойкость родиевых покрытий наблюда-|Лась при их работе в паре с серебряно-палладиевыми и медно-|30Л0ТЫМИ покрытиями.
215
Для электроосаждения родия на контакты применяют электролиты, приведенные в табл. 87 [2].
Таблица 87
Компоненты электролитов и параметры осаждения Электролиты родирования
сульфатные аминохло-ридный
1 2
Родий в виде [Rh(NH3)5Cl ]С12 (в пересчете на металл), г/л — — 6—7
Родий, г/л 2-5 4,5—6 —
Серная кислота H2SO4, г/л ... 40-80 30—45 —
рн — — 7,5-8,5
Плотность тока, А/дм2 0,2—0,5 0,5-1 2—4
Температура, °C Комнатная 48—55 70-80
Толщина покрытия, мкм До 2 5—12 До 12
Сульфатный электролит 2 по сравнению с электролитом 1 является более скоростным, но электролит 2 не всегда дает высокое качество осадков, особенно при значительной их толщине. Амино-хлоридный электролит отличается простотой приготовления, высоким выходом по току (57—63%), высокой плотностью тока, меньшей агрессивностью.
Перспективным материалом для контактных покрытий является рутений. Рутений менее дефицитен и дорог, чем платина и родий. Из металлов платиновой группы рутений имеет большую твердость и температуру плавления, чем платина, палладий и родий, что весьма важно при использовании его для изготовления контактов, работающих в условиях эрозионного износа. Как и родий, рутений подвергается окислению при повышенных температурах, но образующаяся окисная пленка имеет такую же проводимость, как и металл. При окончательной отработке технологии осаждения рутения покрытия на его основе, как более экономичные, возможно, в будущем заменят родиевые и палладиевые.
СПИСОК ЛИТЕРАТУРЫ
1. Вячеславов П. М. Новые электрохимические покрытия. Лениздат, 1972.
2. Вячеславов П. М., Грилихес С. Я., Буркат Г. К* и др. Гальванотехника благородных и редких металлов. Л., «Машиностроение», 1970. 248 с.
3. Коровин Н. В. Новые покрытия и электролиты в гальванотехнике. М-, Металлургиздат, 1962. 136 с.
4. Получение твердых износостойких гальванических покрытий. М., МДНТП им. Ф. Э. Дзержинского, 1970. 205 с.
5. Сайфуллин Р. С. Комбинированные электрохимические покрытия и материалы. М., «Химия», 1972. 166 с.
ГЛАВА X
МАГНИТНЫЕ ПОКРЫТИЯ
По составу, магнитным характеристикам, области применения ферромагнитные покрытия можно разделить на магнитномягкие и магнитнотвердые. К первым (с коэрцитивной силой до 800— 1000 А/м) относятся бинарные железоникелевые сплавы и сплавы пермаллоевого класса с небольшими добавками кобальта, фосфора, а также молибдена, меди, палладия, индия и ряда других металлов. Магнитномягкие покрытия применяют для магнитной защиты от внешних магнитных полей, в магнитных головках устройств видео- и звукозаписи, в вычислительной технике в качестве различного типа запоминающих элементов, аппликаций и магниторезистивных датчиков.
К магнитнотвердым (коэрцитивная сила более 1000 А/м) относятся сплавы с высоким содержанием кобальта: Со—Ni, Со—Р, Со—Ni— Fe, Со—Ni—Р, Со—Mo, Со—W и др.
Магнитнотвердые покрытия используют в качестве носителей информации в магнитных барабанах, дисках, лентах.
Среди магнитных покрытий особое место занимают цилиндрические магнитные пленки (ЦМП) на проволоке, что обусловлено не только их широким применением в различного рода устройствах вычислительной техники, но также исключительно высокими требованиями к магнитным параметрам и их стабильности.. В связи с этим целесообразно вначале привести технологию изготовления ЦМП, рассмотрев при этом некоторые общие закономерности и требования к электроосаждению магнитных покрытий других типов.
ЦИЛИНДРИЧЕСКИЕ МАГНИТНЫЕ ПЛЕНКИ
К достоинствам ЦМП относятся высокое быстродействие, широкий диапазон устойчивой работы при воздействии дестабилизирующих факторов, возможность неразрушаемого считывания, энергонезависимость, т. е. сохранение информации при отключении
217
электропитания, малые габаритные размеры устройств, созданных на их основе, низкая стоимость. ЦМП нашли применение в оперативной памяти, в ЗУ со считыванием с разрушением и без разрушения информации, в постоянных и полупостоянных запоминающих устройствах, ассоциативных ЗУ. Кроме того, имеются сообщения о разработанных на базе ЦМП различных логических устройств и датчиков.
Запоминающий элемент на цилиндрической магнитной пленке представляет собой участок проволоки из немагнитного материала, на поверхность которой электрохимическим способом нанесена
Рис. 9. Запоминающий элемент на ЦМП:
1 — проволочная подложка; 2 — магнитная пленка; 3 — числовой соленоид; ОЛН — ось легкого намагничивания; ОТН — ось трудного намагничивания; /р — разрядный ток; 1 w— числовой ток; Яр — поле разрядного тока; Hw — поле числового тока
анизотропная магнитная пленка толщиной ~1 мкм (рис. 9). Чаще всего ось легкого намагничивания (ОЛН) направлена по касательной к окружности образца. Вдоль провода с нанесенной цилиндрической магнитной пленкой, представляющего собой разрядную шину, могут располагаться запоминающие ячейки — биты — под каждым числовым соленоидом. Цилиндрическая магнитная пленка обычно имеет два устойчивых направления намагниченности: например, по часовой стрелке (условная за
пись «О») и против часовой стрелки (условная запись «1»). При работе запоминающего устройства по разрядной шине подаются разрядные токи, и с нее считывается полезный сигнал.
Для считывания информации в обмотку выбранного числа подают ток, отклоняющий вектор намагниченности в запоминающем участке в направлении тяжелой оси. Если пленка обладает необходимой устойчивостью состояния вектора намагниченности, после считывания вектор намагниченности возвращается в первоначальное состояние. Такой запоминающий элемент может работать в режиме считывания без разрушения информации. В противном случае записанная информация стирается, и для ее восстановления проводят цикл новой записи.
Магнитное состояние пленок описывается следующими статическими параметрами:
коэрцитивной силой Яс, характеризующей критическое поле движения доменной стенки;
полем анизотропии Як, которое служит мерой сил анизотропии, противодействующих повороту вектора намагниченности, и является характеристикой процесса вращения вектора намагниченности;
218
углом скоса а, характеризующим отклонение вектора намагниченности по ОЛН от сечения цилиндра;
угловой дисперсией Да, описывающей поперечные колебания легких осей с периодом много меньшим 1 мм;
магнитострикцией, характеризующей изменение магнитного состояния покрытия под действием внешних сил.
Методике измерения магнитных характеристик тонких магнитных пленок посвящено много трудов, опубликованных в советской и зарубежной литературе.
Работоспособность пленки, как запоминающего элемента, определяется областью, построенной в координатах управляющих токов (разрядных, числовых), внутри которой считываемая ЭДС поддерживается на заданном уровне. Динамические параметры ЦМП в основном обусловлены их статическими характеристиками. Величина разрядного тока записи — коэрцитивной силой; величина числового тока — полем анизотропии; область работоспособности, величины максимальных значений разрядного и числовых токов, т. е. пороги сползания, разрушения информации — дисперсией, скосом, соотношением Нк и Дс в пленке. Необходимо отметить, что эта связь качественная. Функциональная зависимость определяется также конструкцией матрицы. В зависимости от конструкции матрицы, характеристик ЦМП и диаметра провода, на который она осаждена, разрядный ток записи колеблется в пределах 12—50 мА, а числовой ток находится в пределах 250—900 мА.
Типичные статические параметры ЦМП на подложке диаметром 0,22 мм, толщиной ~ 1,0 мкм равны Як = 300 А/м, Нс = 120 А/м, а < Г, Да < 2°.
Получение тонкого ферромагнитного покрытия, осажденного на проволоку, с отклонением вектора намагниченности на данном участке от сечения цилиндра менее 1° и локальных колебаний ориентации кристаллитов менее 2° при заданных значениях Нс и Нк — сложная технологическая задача, решение которой разбивается на ряд этапов, описываемых ниже.
Выбор состава покрытия и его толщины. Для устройств вычислительной техники наибольшее распространение получили •Ni—Fe пленки.
Характер зависимости основных параметров от соотношения Никеля и железа в сплаве, ставший уже классическим, был получен Вольфом.
Для Ni—Fe пленок толщиной 100 нм при изменении содержания Ni от 40 до 90% Нс колеблется в пределах 200—300 А/м и только для составов, обогащенных Ni, более 93—95% резко Возрастает — почти до 1800 А/м. Минимальное значение поля анизотропии имеют пленки с содержанием никеля в пределах 75—90%.
Состав сплава, отвечающий нулевой магнитострикции, равен 81,5% Ni и 18,5% Fe. В неупорядоченном сплаве Ni—Fe первая
219
константа магнитокристаллической анизотропии равна нулю для состава 78,0% Ni и 22% Fe. Поэтому для получения пермаллойных пленок с минимальной амплитудой дисперсии желательно найти химический состав с наименьшими значениями как магнитострикции, так и первой константы магнитокристаллической анизотропии, чему соответствует состав, содержащий 80% Ni и 20% Fe.
Минимальное значение угловой дисперсии наблюдается у составов, близких к значениям нулевой магнитострикции.
Введение третьего, иногда парамагнитного, металла суще ственно расширяет диапазон магнитных характеристик осадков и позволяет с большей надежностью и легкостью управлять их свойствами. Чаще других используется кобальт, реже молибден, медь, индий, ванадий, платина и др.
Добавление в сплав Ni—Fe кобальта существенно расширяет область составов с нулевой магнитострикцией. Увеличение концентрации кобальта в железоникелевых пленках уменьшает скос и угловую дисперсию, но в то же время приводит к возрастанию поля анизотропии и в меньшей степени коэрцитивной силы.
При изменении содержания молибдена в сплаве Ni—Fe—Mo •от 5 до 18% Нс снижается со 100 до 50 А/м; Нк с 280 до 180 А/м; угловая дисперсия в пределах 5—8% Мо минимальна.
С ростом содержания индия в сплаве Ni—Fe—In (4—7%) Нс и Нк практически не изменяются и равны соответственно 90— 100 и 320 А/м. Угловая дисперсия минимальна для составов, содержащих 6—7% In.
С определенным увеличением толщины Ni—Fe пленки снижаются значения Нс и Нк, за исключением состава, обогащенного Ni более чем на 95%. В реальных устройствах чаще всего используются Ni—Fe или Ni—Fe—Со пленки толщиной 0,6—1,0 мкм. Увеличение толщины пленки свыше 1 мкм резко увеличивает эффект сползания и приводит к разрушению записанной информации. Чтобы избежать этого, а также добиться увеличения выходного сигнала при сохранении оптимальных значений коэрцитивной силы и уменьшении действия размагничивающих полей, применяют многослойную магнитную структуру с промежуточными слоями из олова, золота и т. п.
Для стабилизации состояния вектора намагниченности используют сочетание слоев магнитномягкого и магнитнотвердого материалов. Магнитномягкий и магнитнотвердый слои находятся в непосредственном молекулярном контакте и связаны между собой •обменным взаимодействием. Магнитнотвердый слой стабилизирует магнитное состояние магнитномягкого.
При осаждении пленок используются магнитные сплавы, обладающие нулевой магнитострикцией. В тройном сплаве Ni— Fe—Со содержание Со обычно не превышает 3%. В пленках такого состава наблюдаются значения Нс и НК1 только немного превышающие значения этих параметров для бинарного сплава Ni—Fe. С ростом толщины пленок дисперсия также снижается.
220
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЦИЛИНДРИЧЕСКИХ МАГНИТНЫХ ПЛЕНОК
Ниже приводится схема последовательности технологического процесса электроосаждения ЦМП на проволочную подложку непрерывным методом и рассматриваются поэтапно входящие в него операции (рис. 10).
Подготовка поверхности проволочной подложки к электроосаждению магнитных пленок. Первые слои пленки, осажденные на подложке, повторяют контуры и дефекты подложки, поэтому для изготовления пленок желательно использовать относительно гладкие подложки со случайным расположением осей кристаллитов. Необходимо применять подложки, близкие по кристаллической структуре и постоянной решетки к осажденному сплаву, /так как несоответствие постоянных решетки материала подложки
^Рис. 10. Схема последовательности технологического процесса осаждения цилин-Гических магнитных пленок:
— катушка с проволочной подложкой; 2 — печь для терморихтовки; 3, 5 — ванны ^Очистки поверхности проволоки и электронолировки; 4 — ванны промывки; 6, 7 — ванны /для нанесения подслоя; 8 — ванна осаждения магнитного сплава; 9 — ванна нанесения защитного покрытия; 10 — контроль; 11 — печь стабилизирующего отжига; 12 — резка
р магнитной пленки приводит к появлению в пленке растягива-|ющих или сжимающих напряжений, влияющих на магнитные Свойства пленки.
Помимо определенных структурных и топологических свойств, Подложка должна отвечать определенным конструктивным и технологическим требованиям. Так, например, материал подложки Должен иметь достаточную жесткость и выдерживать нагрев до 300—400° С. При этом коэффициенты линейного расширения материала подложки и магнитной пленки должны быть достаточно близкими. Кроме того, подложка, являясь катодом, играет большую роль в процессе электроосаждения первых слоев пленки. В зависимости от материала подложки изменяются свойства двойного электрического слоя и характер процессов, сопровождающих Электролитическое выделение магнитного сплава на катоде, что В конечном счете оказывает значительное влияние на магнитные Двойства пленки.
Е Малые толщины пленки (менее 1 мкм) и жесткие нормы к постоянству параметров определяют высокие требования к прямолинейности проволочного запоминающего элемента. При этом рлементы на цилиндрических магнитных пленках должны сохранять свою прямолинейность (и стабильность параметров) во время Проведения технологических операций контроля и сборки ма-
221
Ввиду того, что проволочная подложка в ЗУ служит разрядной шиной, она должна обладать малым удельным сопротивлением. Наиболее полно всем перечисленным требованиям удовлетворяет бериллиевая бронза. В ряде случаев при применении проволочных подложек малого диаметра (50—60 мкм) используются вольфрам и молибден.
Способы предварительной обработки проволоки для подложки разнятся в зависимости от используемого материала, но общим остается волочение проволоки через фильеры с промежуточной термообработкой и конечной терморихтовкой, которую обычно проводят для выпрямления проволоки и частичного снятия внутренних напряжений. Терморихтовку проволоки из бериллиевой бронзы проводят в инертной или восстановительной среде при температуре 500—520° С.
После предварительной обработки на поверхности подложки могут быть обнаружены продольные риски от фильеры, пустоты, включения. Имеется связь между такого рода дефектами и разрушением записанной информации в магнитных элементах.
Для изменения направления царапин и рисок на поверхности проволоки с продольного на гикоидальное, что положительно сказывается на свойствах. ЦМП, можно рекомендовать протягивать проволоку через вращающиеся фильеры. Более дешевым способом является проведение электрополирования. При этом с поверхности проволоки устраняются не только макродефекты (риски, включения), но и удаляется поверхностный слой с более выраженной текстурой и большими внутренними напряжениями.
Перед осаждением магнитной пленки обычно производится электролитическая очистка поверхности подложки из бериллиевой бронзы в растворе, г/л
Хлористый натрий NaCl............................... 100—200
Этиловый спирт С2Н5ОН ............................... 50—100
Поверхностно-активное вещество (анионное, катионное или нейтральное) .............................................. 1—5
pH раствора 5,5-4-8,5; температура 20—45° С; продолжительность очистки 2—15 мин; Da = 0,03ч-0,05 А/см2.
Электролитическое полирование бериллиевой бронзы проводится в растворе ортофосфорной кислоты, например в электролите, содержащем 85% Н3РО4 при температуре 65° С и Da — = 1,6-ч-2,6 А/см2. Гладкая поверхность с неровностями, меньшими 50 нм, получается за время полирования, равное 40 с.
Осаждение подслоя. Электрополирование снижает степень шероховатости подложки и устраняет на ее поверхности некоторые макродефекты, но не может снизить' влияния структуры подложки (текстура, величина зерна и т. д.) на магнитное покрытие; для этого применяют подслой, чаще всего из меди, который служит
1 Richards Н, Патент США, кл. 204—141, № 3560356 от 02.02.71.
222
: своеобразным демпфером между подложкой и магнитной пленкой. Существует несколько способов осаждения подслоя. Большое . распространение получило двухслойное покрытие медью х.
Для уменьшения влияния проволочной подложки на магнитные характеристики пленки сначала наносят медное покрытие с гладкой блестящей поверхностью из обычного сернокислого электролита в присутствии 30 мл/л хлор-иона при DK = 0,45—0,50 А/см2 с выравнивающей добавкой. Покрытия толщиной 1,7—1,9 мкм обладают хорошей выравнивающей способностью и адгезией к поверхности подложки. Второе покрытие осаждают в серно-скислом электролите без выравнивающей добавки толщиной 0,4— 0,5 мкм.
» Вместо сернокислого электролита, который используют для Досаждения блестящего медного покрытия, можно применять Досаждение меди из пирофосфатного электролита.
Д При использовании проволочной подложки из бериллиевой ^бронзы малого диаметра (менее 60 мкм) для повышения жесткости Йюдложки, повышения ее механических свойств, а также улучшения магнитных свойств пленки и уменьшения ее угловой диспер-|\сии на проволоку наносится подслой из сплава Ni—Sn толщиной И—5 мкм из электролита, г/л 2:
Хлористое олово SnCl2’2H2O ............ 50
Sn+2................................ 25
Хлористый никель NiCl2-6H2O . . . . 250
Ni+2................................60
NH4F, HF............................40
Водный раствор 35%-ного аммиака . . 35
|| Плотность тока DK = 0,4-4-0,06 А/см2; температура электро-Нита 50—70° С; продолжительность процесса 32—250 с; pH электролита 2,5 устанавливается добавлением соляной кислоты. Кплав, осажденный в этих условиях, содержит от 29 до 40% Ni. В Существенного уменьшения^ угловой дисперсии магнитных Орленок можно добиться нанесением на подложку из бериллиевой Варронзы подслоя из палладия или золота.
Осаждение магнитного сплава. Состав электролита опреде-|ряет соотношение металлов в осаждаемой пленке. При относительно небольших концентрациях ионов Fe в растворе его содержание в сплаве Ni—Fe возрастает прямо пропорционально увеличению концентрации соли в электролите, но с некоторого Мюмента характер зависимости меняется: увеличение концентрации солей Fe вызывает лишь небольшое обогащение осадка железом.
.* 1 Один из рецептов покрытия описан в работе Замулюкина А, Т., Ыесте-’?°Ва & и др. Исследование режимов электроосаждения медных осадков при
|£?Д¥Чении цилиндрических магнитных пленок. Вопросы радиоэлектроники.
вып. 6 1974> 104—110 с.
L Girard R. Французский патент В32Ь 15/00 № 2088188 от 07.01.72.
В 223
Вследствие аномальности соосаждения металлов группы железа применяют электролиты, в которых концентрация ионов никеля в 10—30 раз превышает концентрацию солей железа. Обычно в сульфатном электролите концентрация сульфата никеля равна 220—280 г/л, а концентрация сульфата железа 5—13 г/л.
Сульфатный электролит наиболее простой, и поэтому он получил широкое распространение. Его недостатком являются большие внутренние напряжения, возникающие в осадке, но при применении определенного типа добавок, снижающих эти напряжения, сульфатный электролит дает вполне удовлетворительные результаты. Покрытия, осажденные из хлористого электролита, имеют меньшие внутренние напряжения, но процесс при этом более чувствителен к изменению DK и pH. Возможное применение сульфатхлористого электролита объясняется желанием найти компромиссное решение.
В сульфаминовом электролите ионы Fe, Ni, Со осаждаются с большим выходом по току и имеют минимальные внутренние напряжения.
Составы пленок с нулевой магнитострикцией, приемлемыми значениями Нс и Нк (Яс 100—140 А/м, Нк 250—400 А/м), малыми значениями угла скоса и угловой дисперсии можно получить из приведенных выше электролитов. При этом для осаждения Ni—Fe—Со и Ni—Fe магнитных пленок можно рекомендовать следующие электролиты, г/л:
1. Сульфатный
Сернокислый никель NiSO4-7H2O . . . 250—280
Сернокислый кобальт CoSo4-7H2O . . . 0,5—3,0
Сернокислое железо FeSO4-7H2O .... 8,0—13,0
Сернокислый магний MgSO4-10H2O . . 60,0
Борная кислота Н3ВО3.................. 25,0
Сахарин............................. 0,8
Лаурилсульфат натрия • ........... 0,1
pH электролита 2,2^-2,3; температура электролита 20—60° С; плотность тока DK = 0,06-4-0,03 А/см2.
При этом повышение температуры до 50—60° С положительно сказывается на магнитных свойствах осадка.
2. Сульфаминовый
Сульфаминовокислый никель Ni(NH2SO3)2 ............. 90—290
Железоаммониевый сульфат Fe(NH4)2(SO4)2-6H2O . . 5,0—20,0
Борная кислота Н3ВО3............................. 10—30
Лаурилсульфат натрия............................. 0,0—1,5
Са,харин.......................................... 0,1 —1,5
pH электролита 3-1-4; температура электролита 15—60° С, плотность тока DK = Ю-^-30 А/см2.
224
3. Пирофосфатный
Хлористый никель NiCl2-6H2O .... 71,0 — 143
Хлористое железо FeCi2-6H2O .... 22—44
Пирофосфат калия К4Р2О7 ............ 174—348
pH электролита 8,0; температура электролита 58—60° С; ' плотность тока DK = 0,25 А/см2.
Магнитные свойства пленки зависят от состава образующегося осадка, на который в свою очередь оказывает влияние концентрация солей металлов в электролите и применяемый анион.
Изменение pH в пределах 1,5—3,5 в растворах простых элек-: тролитов мало влияет на состав осадка. В некоторых случаях этот интервал смещен в сторону более высоких значений pH.
Нижний предел pH раствора электролита определяется тем , минимальным значением, при котором начинается резкое падение : выхода металла по току и бурное выделение водорода, что может ' в свою очередь оказывать нежелательное влияние на осадок и его '.магнитные свойства.
Верхний предел pH определить трудно. Для различных электролитов он не одинаков и определяется степенью внедрения обра-.зующейся гидроокиси железа в осадок.
’ Добавку в электролит солей К, Na, Са и Mg в основном делают :..для увеличения проводимости электролита.
s , Ионы аммония могут действовать как комплексообразователь, |а также улучшать рассеивающую способность электролита, напряду с этим они воздействуют на содержание Ni и Fe в магнитном ^Покрытии. Борная кислота играет роль буфера, ее введение способствует также уменьшению Нс пленки.
k* С увеличением^ концентрации сегнетовой соли в электролите Увеличивается содержание Fe в сплаве и повышается срок службы электролита. Тиомочевина часто также добавляется в электролит Й|ак комплексообразователь. Она вызывает изменение состава О структуры покрытия. В определенных условиях тиомочевина ^включается в осадок, улучшая равномерность магнитных характеристик.
р - Известно, что лаурилсульфат натрия улучшает процесс элек-|<фоосаждения, снижая поверхностное натяжение и пористость Ш пленках. Сахарин и тиомочевина снижают внутренние напряже-в осадках сплава, причем наиболее эффективен в этом отношении сахарин. Кроме того, сахарин уменьшает акклюзию газа ^ осаждаемой пленке, препятствует выделению водорода, а также ^абилизирует величину зерна и способствует получению равномерных магнитных характеристик.
|h С ростом содержания сахарина сплав Ni—Fe несколько обед-^яется железом, а Нй проходит через минимум при концентрации Ц®Харина 0,5—1,0 г/л. При дальнейшем увеличении содержания LaxapHHa в электролите Нс увеличивается, что можно объяснить ^избыточным включением серы в осадок.
г' 15
п/ред. Гинберга А. М.
225
Увеличение катодной плотности тока вызывает уменьшение содержания железа в осадке. Зависимость магнитных свойств пленки от плотности катодного тока может проявляться не только в виде изменения состава сплава. При изменении DK изменяется структура осадка, размер и ориентация кристаллов, что, в свою очередь может вызвать изменение магнитных параметров пленки.
Температура влияет на магнитные свойства пленки и интенсивность диффузии ионов в прикатодном слое, т. е. на состав пленки. При повышении температуры уменьшаются внутренние напряжения осадков. Однако при значительном повышении температуры двухвалентное железо окисляется в трехвалентное, и выпавшая гидроокись может ухудшить магнитные характеристики. В случае осаждения пермаллоя из сульфатно-хлоридной ванны при низкой DK магнитные свойства пленок практически не меняются при изменении температуры осаждения с 10 до 60° С.
При осаждении тонких пленок сплавов металлов группы железа особое значение имеет градиент состава сплава по толщине. На катоде происходит преимущественное осаждение никеля до тех пор, пока pH у поверхности электрода не возрастает и не образуется гидроокись железа. Адсорбированная гидроокись железа тормозит разряд ионов никеля и не препятствует разряду ионов железа, в результате чего сплав обогащается железом. Такое развитие процесса продолжается до наступления диффузионного ограничения для разряда иона железа. Через некоторое время, продолжительность которого обусловлена развитием диффузионных процессов, наступает равновесное состояние. Известно, что в довольно узком интервале значений pH 1,0—3,0 можно наблюдать любое возможное сочетание констант скоростей реакции металлов группы железа. Было установлено, что на состав сплава влияют даже незначительные изменения величины pH прикатодного слоя [19]. По мере защелачивания прикатодного слоя и изменения констант скоростей этих металлов слои осадка будут обогащаться то одним металлом, то другим, создавая градиент состава по толщине. Увеличение катодной плотности тока и буферности электролита уменьшают градиент состава. Аналогичное воздействие оказывают небольшие добавки гипофосфита или тиомочевины, а также перемешивание.
Известно, что при защелачивании приэлектродного слоя в обычных условиях электролиза наблюдаются диффузионные ограничения для разряда ионов железа при осаждении сплава Ni—Fe или разряда ионов железа и кобальта при осаждении тройного сплава Ni—Fe—Со. При этом в случае осаждения тройного сплава парциальные токи разряда этих металлов (Fe и Со) будут определяться соотношением
lFe+2 (Со+2 ) = nFDPe+ 2 (Со+2 ) CFe± 2 <Со+2 ) ’
226
где 1ре+’2(со+2) — парциальный ток разряда данного типа ионов, А/см2; £>Fe+2(co+2) — коэффициент диффузии ионов, см2/с; Сне+2(со+2) — концентрация ионов в растворе, моль/см3; 6ре+2(со+2) — толщина диффузионного слоя данного типа ионов, см.
При этом ток разряда ионов никеля
zNi+2 = fMe+2 — (iFe+2 /со4-2),
где г’ме+2 — величина тока, соответствующая разряду ионов металла.
Эти уравнения необходимы для предварительного расчета состава сплава [20].
Важным фактором, влияющим на процесс электроосаждения магнитных сплавов, является скорость циркуляции электролита. При наличии диффузионных ограничений на разряд ионов железа, / или железа и кобальта влияние циркуляции электролита прояв- ляется в изменении толщины диффузионного слоя 6. С ростом J скорости движения проволочной подложки через ванну или увеличением циркуляции раствора толщина диффузионного слоя ; падает. Для ламинарного течения, которое наблюдается при дви-жении проволочного катода через ванну с непроточным электро-' литом, 6 ф-0’43, где v — можно принять за скорость движения
| проволочного катода.
Для турбулентного движения
Г б Re-0 9,
где Re — число Рейнольдса.
1По Феттеру, при соблюдении неравенства б < г (где г — радиус цилиндрического катода) диффузия к цилиндрическому электроду будет идентична диффузии к плоскому электроду. Для ванны с неперемешиваемым электролитом была определена толщина диффузионного слоя для металлов группы железа — 3«10"2 см, поэтому при работе с тонкими проволочными катодами (г
1СГ2 см) для получения устойчивого процесса, с целью суще-l ственного уменьшения величины б, необходимо перемешивание ^электролита.
При непрерывном осаждении магнитного сплава на движущуюся проволоку большое значение имеет получение равной ^толщины диффузионного слоя по окружности и длине катода, | а также равномерное распределение электрического поля. Верти-Ii кальное расположение движущегося проволочного катода нера-- Ционально для прямолинейной многованной линии. Кроме того, ’ толщина диффузионного слоя вдоль вертикального электрода неравномерна.
При горизонтальном расположении электрода наблюдается $ неравномерность диффузионного слоя по окружности катода, 4 что приводит к градиенту состава и эллипсности в цилиндрической ! пленке. С уменьшением диаметра проволоки и интенсивности пе-; ремешивания раствора влияние этой неравномерности умень-
15* 227
Г
шается. Более предпочтительны короткие ванны, так как при этрм создаются оптимальные условия осаждения.
Также желательно, чтобы подача и слив электролита производился радиально или под углом к проволочной подложке, так как впуск и выпуск электролита через входные и выходные отверстия для проволочного катода способствует созданию градиента состава по толщине. Применение газовых уплотнений препятствует потерям электролита и механическим повреждениям подложки и покрытия на непрерывной технологической линии.
Создание конструкции ванны с равномерным распределением турбулентного потока электролита вдоль проволочного катода — сложная задача г. В зависимости от характера электрохимического процесса (очистка, электрополировка, осаждение сплава), диаметра проволочного катода, толщины осадка и других условий осаждения выбирают ту или иную конструкцию ванны.
Внешнее магнитное поле оказывает доминирующее влияние на направление легкой оси индуцированной анизотропии. Для его создания по проволочному катоду во время осаждения магнитного сплава пропускают ток, создающий круговое магнитное поле. При определении оптимальной величины такого поля необходимо учитывать влияние магнитного поля Земли и ориентацию технологической линии по отношению к этому полю. Ток осаждения магнитного сплава, в свою очередь, создает магнитное поле. Таким образом, при ориентации технологической линии перпендикулярно горизонтальной составляющей магнитного поля Земли вдоль образующей проволочного катода действует магнитное поле разной величины, равное сумме векторов кругового магнитного поля тока, вертикальной составляющей магнитного поля Земли, горизонтальной составляющей этого поля и магнитного поля тока осаждения. С ростом напряженности кругового магнитного поля влияние магнитного поля Земли и поля тока осаждения становится менее заметным и при 10—20-кратном превышении не оказывает существенного воздействия на направление индуцированной анизотропии.
Стабилизирующий отжиг пленок. С течением времени в пленках может наблюдаться недопустимое изменение анизотропии, коэрцитивной силы, дисперсии, что соответственно приводит к снижению их эксплуатационных характеристик.
к На процессы старения пленок влияют гомогенизация, окисление, диффузия и др. Для предупреждения старения пленок производят их отжиг в магнитном поле. Обычно отжиг проводится при температуре 320° С в течение 1—1,5 мин. При этом параметры пленок стабилизируются. Увеличение температуры отжига выше 340° С может привести к изменению параметров ЦМП и к неработоспособности ЦМП в ЗУ.
1 Fluid Flow in Cells of Plating lines for Magnetic Plated Wire, Plating, 1971. p. 983—992.
228
Нанесение защитного покрытия. После нанесения на подложку магнитного слоя его необходимо предохранить от воздействия окружающей среды. Для этой цели применяют лаковые покрытия, но они термически нестабильны и с течением времени могут взаимодействовать с магнитным сплавом. Поэтому для защиты магнитных пленок используют некоторые металлы с относительно высокой температурой плавления, химически стойкие к воздействию окружающей среды. Благородные металлы (золото, платина) имеют большой недостаток — способность диффундировать в магнитное покрытие. Родий, являясь хорошим проводником, вызывает появление значительных токов Фуко при переключении пленки. Для этой цели предлагается немагнитное покрытие 1 сплавохм Ni—Sn с содержанием никеля от 29 до 37%. Такой сплав обладает высокой твердостью и сохраняет свои физические свойства до температуры 400° С. Ввиду высокой технологичности процесса изготовления ЦМП имеется возможность механизации и автоматизации производства.
МАГНИТНОТВЕРДЫЕ ПОКРЫТИЯ
В связи с непрерывным совершенствованием техники магнитной записи — повышением разрешающей способности и миниатюризацией — в последние годы большой интерес проявляется к металлизированным носителям записи. Повысить их разрешающую способность можно увеличением коэрцитивной силы или снижением толщины рабочего слоя.
Коэрцитивная сила промышленных образцов современных носителей записи составляет 24-Ю3—48-103 А/м (300— 600 Э).
Дальнейшее увеличение коэрцитивной силы связано с увеличением напряженности намагничивающего поля, требующегося для записи, что увеличивает расход энергии и усложняет записывающее устройство. В этой связи нецелесообразно увеличение коэрцитивной силы более чем в 2—3 раза по сравнению со значениями, применяемыми в настоящее время.
Повышение разрешающей способности можно получить за счет снижения толщины рабочего слоя металлизированных носителей, так как их максимальная намагниченность примерно в 15 раз выше, чем порошковых. Отсюда резерв для снижения толщины металлического слоя при сохранении достаточного уровня остаточного магнитного потока, а вместе с ним выходного сигнала системы.
Практически полученные значения толщины рабочих слоев металлизированных носителей составляют 0,05—0,3 мкм. В зависимости от толщины рабочего слоя различают носители с тонким
1 Girard R., Baton Н,, Французский патентСПс 11/00 № 2051927от 09.04.71
229
и толстым рабочим слоем. Условно принимают, что тонкий рабочий слой имеет толщину до 1 мкм, а толстый — свыше 1 мкм.
Плотность записи в значительной степени связана с выполнением следующих условий:
1) магнитоноситель должен обладать большой остаточной индукцией — Вг\
2) высокими значениями коэрцитивной силы, доходящими до 64-Ю3 А/м (800 Э) и более при получении высокой плотности записи импульсов;
3) добротность магнитоносителя, определяемая отношением коэрцитивной силы к остаточной индукции должна составлять 0,5 и более;
4) магнитоноситель должен иметь близкий к единице коэффициент прямоугольности петли гистерезиса и коэффициент квадратичное™.
Магнитоноситель должен обладать однородными магнитными свойствами по всей поверхности. В целях уменьшения помех материал магнитоносителя должен быть мелкокристаллическим. Магнитные параметры не должны изменяться под влиянием температуры, влажности и времени. Важным требованием является также износостойкость и коррозионная стойкость магнитоносителя.
Технология изготовления магнитоносителей должна обеспечивать воспроизводимость магнитных параметров и отличаться экономичностью. Среди известных методов получения тонких пленок магнитнотвердых материалов, использующихся в качестве носителей магнитной записи, значительный интерес представляют методы электролитического осаждения и химического восстановления. Эти методы дают возможность влиять на состав, структуру и свойства осаждаемых покрытий, отличаются экономичностью и простотой оборудования, а также дают возможность сравнительно легко наносить равномерное покрытие требуемой толщины на большие и сложные поверхности.
Подготовка подложки. Обычно 'магнитнотвердые покрытия, используемые для магнитной записи, наносят на поверхности барабанов или дисков, изготовленных из алюминия или латуни, проволоку, металлическую или полимерную ленту (полиэтилентерефталатную, поливинилхлоридную, триацетатную и т. д.).
Перед нанесением магнитного покрытия металлические поверхности обычно подготавливают соответствующим образом.
При электроосаждении на неметаллическую основу на ее поверхности вначале создается электропроводящая пленка. Для этого основа проходит специальную обработку и покрывается предварительно медным подслоем. Существуют и другие методы подготовки неметаллической основы Ч
1 Металлизацию диэлектриков см. гл. XIV.
230
Металлизированные носители, получаемые методами электролитического осаждения, могут быть магнитоизотропны или могут иметь одноосную анизотропию, индуцированную соответствующим магнитным полем. При использовании химического метода восстановление и осаждение металла из раствора происходит за счет электрического потенциала, создаваемого в растворе химическим путем. Процесс химического восстановления является автокаталитическим, т. е. выделение металла восстанавливающей добавкой (например, NaH2PO2) определяет необходимость каталитически активной поверхности, так как реакция восстановления протекает именно на этой поверхности. Перед началом реакции поверхность диэлектрика активируют, т. е. придают ей каталитические свойства. В дальнейшем каталитическое действие оказывает сам осаждающийся металл.
При активации поверхность диэлектрика обрабатывается в подкисленном 10%-ном растворе хлористого олова (сенсибилизация) с последующим погружением основы на несколько секунд в 0,01%-ный раствор PdCl2 (активация). Раствор хлористого олова может быть заменен раствором гидразина. Благоприятное действие оказывает добавка к этим растворам смачивающих веществ. Приведенный способ активации поверхности нашел широкое применение.
Одноосная магнитная анизотропия химически осажденного слоя может быть создана двумя путями, дающими различный эффект. Первый путь — направленная полировка основы, второй — приложение в процессе осаждения магнитного поля.
Состав и условия осаждения. Магнитнотвердые материалы, используемые в качестве носителей магнитной записи, главной своей составной частью обычно содержат кобальт. Это в основном сплавы Со—Ni, Со—Р, Со—Ni—Р, Со—Мо, Со—W. Имеются также данные о возможности использования сплавов Fe—Ni—Со, Ni—Со—Re, Со—Zn—Р, Со—W—Va и некоторых других для записи с высокой плотностью, а также элементов долговременной памяти. Методика получения и свойства ряда материалов для магнитной записи описаны в отечественной и зарубежной литературе.
В работе [17] приведены сравнительные характеристики магнитных свойств электроосажденных на медный диск магнитнотвердых пленок Со—W, Со—Ni, Со—Р, Со—Ni—Р толщиной 0,1—0,7 мкм. В табл. 88 даны составы электролитов и режимы осаждения соответствующих магнитных сплавов, а в табл. 89 — их химический состав в весовых процентах.
Электроосаждение приведенных сплавов проводилось в магнитном поле напряженностью 86-Ю3 А/м (1100 Э) или 135-103 А/м (1700 Э). Измерение магнитных свойств производилось осциллографическим феррометром. Исследуемые пленки обладали коэрцитивной силой Нс от 14,5 • 103 А/м до 74,3-103 А/м. Нс увеличивалась
231
Таблица 88
Магнитный сплав
Состав электролита и режимы осаждения Со—Ni Со—Р | Со—Ni—Р | Со—W
Концентрация компонентов, г/дм3
Сернокислый кобальт CoSO4-7H2O 120 — 125
Сернокислый никель NiSO4-7H2O 120 — — —
Хлористый кобальт СоС12-6Н2О — НО НО —
Хлористый никель NiCl2-6H2O — — но —
Борная кислота Н3ВО3 20 — — 30
Хлористый калий КС1 15 — — —
Хлористый аммоний NH4C1 — 100 100 —
Гипофосфит натрия NaH2PO2H2O — 7,5 8,75 —
Сернокислый магний MgSO4-7H2O — — — 100
Вольфрамовокислый калий KaWO4 — — — 10
Рн 5,2-5,4 4,40 4,25 5,8—6
Температура, °C . . . 40 40 35 32
Плотность тока, А/дм2 1,5 2 3,6 0,5
в соответствии с приведенной последовательностью сплавов: Со—Ni, Со—W, Со—Р, Со—Ni—Р. Величина Нс росла с умень-
шением толщины пленки. Оста- Таблица 89 точная магнитная индукция Вг
Состав Со Ni W р сплавов Со—W, Со—Р и Со—Ni—Р находилась при-
сплава 1 в весовых % мерно в одинаковых пределах— 0,50—0,79 Т, и только для
Со—Ni Со-Р Со—Ni—Р Со—W 51 97 71,5 89 49 25,5 11 сплава Со—Ni составляла “ 0,97—0,12 Т. 2,35 Коэффициент прямоуголь- 2,3 ности петли гистерезиса в ис- — следуемых сплавах находился в пределах 0,56—0,93. Наилуч-
шим коэффициентом квадратичное™ обладали сплавы Со—Ni, а наихудшим Со—Р. Пленки Со—W и Со—Ni—Р занимают промежуточное положение между сплавами Со—Ni и Со—Р. Их магнитные параметры
практически мало изменялись с изменением толщины пленки.
232
МНОГОСЛОЙНЫЕ ПОКРЫТИЯ
В последнее время для повышения плотности записи стали использовать многослойные покрытия Ч Одна из таких систем представляет собой последовательно осажденные на поверхность подложки из полимерного материала слои из магнитного сплава Ni—Со—Р и немагнитного сплава Ni—Р с относительно низкой магнитной проницаемостью.
Первый слой наносится из раствора, г/л:
Хлористый кобальт СоС12-6Н2О................... 20
Хлористый никель NiCl2-6H2O ................... 12
Гипофосфит натрия NaH2PO2-H2O.................. 20
Хлористый аммоний NH4C1........................ 13
Едкое кали КОН ................................ 30
Лимонная кислота С3Н4(ОН)(СО2Н)2................20
Температура раствора 78° С; время осаждения 1 —10 мин; pH 8,5.
Второй слой наносится из раствора, г/л:
Хлористый никель NiCl2-6H2O .................. 12
Гипофосфит натрия NaH2PO2-H2O................. 25
Хлористый аммоний NH4C1....................... 13
Сегнетова соль KNaC4H4O6-4H2O ................ 15
Лимонная кислота С3Н4(ОН)(СО2Н)2.............. 20
Температура раствора 70° С; pH 9; время осаждения 1—20 мин. п В другой двухслойной системе первый слой толщиной 0,25 мкм представляет собой магнитно-мягкий сплав Ni—Fe—Р, который наносится из раствора, г/л:
Уксуснокислый никель Ni(CH3COO)2 ...............30
Сернокислое железо FeSO4-7H2O.................. 15
Гипофосфит натрия NaH2PO2-H2O.................. 10
Виннокислый калий К2С4Н4Ов-0,5Н2О...............40
Лимоннокислый натрий Na3C6H5O7-nH2O ............80
Мочевина H2NCONH2.............................. 10
pH раствора устанавливается добавлением гидроокиси аммония.
Второй слой Со—Ni—Р толщиной 2,5—5,0 мкм представляет собой магнитнотвердый материал, который наносится из раствора, содержащего, г/л:
Сернокислый кобальт CoSO4-7H2O ................... 60
Сернокислый никель NiSO4-7H2O......................30
Гипофосфит натрия NaH2PO2-H2O..................... 10
Виннокислый калий натрий KNaC4H4O6-4H2O ...........40
Лимоннокислый натрий Na3C6H5O7-nH2O •............ 80
Мочевина H2NCONH2................................. 10
1 Kef al as John, Loycano Joseph. Патент США , кл. 29 — 194, № 3715793, 1973. Patel Pravin. Патент США, кл. 117—237, № 3719525, 1973.
Phillips Sidney, Патент США, кл. 204—43, № 3704211, 1972.
233
pH раствора 8—10 устанавливается добавлением гидразина, рабочая температура обоих растворов составляет 70—90° С.
Для получения коэффициента прямоугольное™ петли гистерезиса 0,95 при Нс = 24-103 А/м, обеспечивающего большую плотность записи и высокую скорость перемагничивания, на алюминиевую основу диска необходимо последовательно осаждать слои цинка1, немагнитного сплава Ni—Р толщиной менее 2,5 мкм, золота толщиной 0,012 мкм и магнитного сплава Со—Р толщиной менее 0,5 мкм. Все покрытия получают методом химического восстановления.
Применение магнитнотвердых металлических покрытий для магнитной записи вместо порошковых носителей обеспечивает более высокую плотность записи. Так, металлизированная лента толщиной рабочего слоя 0,125 мкм обеспечивает примерно в 3 раза большую отдачу и на порядок большую плотность записи по сравнению с порошковой, имеющей рабочий слой толщиной 0,5 мкм.
Металлизированные носители с тонким рабочим слоем могут иметь в 10—15 раз меньшую толщину и в 2—5 раз более высокую разрешающую способность, чем порошковые. Уровень шумов при этом также снижается в 1,5—2 раза.
При использовании металлизированных носителей с тонким рабочим слоем существенным их недостатком является низкая износостойкость. Одним из путей ее повышения является нанесение на рабочий слой защитного покрытия толщиной до 0,1 мкм из твердого износостойкого материала. Таким материалом может быть родий. Другой путь — нанесение на рабочий слой тончайших антифрикционных пленок, например, дисульфида молибдена.
Недостатком металлизированных носителей с тонким рабочим слоем является также автооксидация поверхности при повышении агрессивности среды (окисление при повышенной влажности). Стойкость к окислению можно повысить антикоррозионной обработкой покрытия или применением коррозионно-стойких магнитных материалов типа магнитного сплава Со—Мо. Так, например, для повышения коррозионной стойкости магнитнотвердого покрытия Со—Ni, используемого для магнитной записи, возможно создание на его поверхности защитной окисной пленки. Эта пленка образуется при обработке в растворе, содержащем неорганический окислитель (HNO3, Н2О2, растворимые хлораты, гипохлораты, перманганаты или бихроматы в концентрации от0,1до10%) и органиче ский комплексообразователь (винная, лимонная, глюконовая или янтарная кислоты в концентрации от 0,5 до 15%). После обработки и отмывки проводится термообработка при температуре 275° С в течение 2 ч в атмосфере инертного газа или смеси инертный газ — кислород. Такая термообработка способствует повышению износостойкости покрытия. Можно также создавать на поверхности многослойного покрытия, состоящего из немагнитного слоя Ni—Р
1 Stone Eliot, Patel Pravin, Патент США, кл. 29-194, № 3738818, 1973;
234
й тонкого рабочего слоя Со—Р, защитный слой, получаемый окислением рабочего слоя разбавленной HNO3 с последующей термообработкой для утолщения окислов.
ЭЛЕКТРОЛИТИЧЕСКИЕ МАГНИТНО МЯГКИЕ СПЛАВЫ — МАТЕРИАЛ ДЛЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК
Создание надежных и долговечных магнитных головок с сохранением в них высоких магнитных свойств некоторых материалов является важной и сложной проблемой в приборостроении. Определяющую роль в решении этой проблемы играют как материалы, из которых изготавливаются магнитные сердечники, так и способы
получения магнитных прокладок.
Улучшение рабочих характеристик магнитных головок связано с применением технологического процесса, в котором исключена после термообработки механическая обработка магнитных материалов (пермаллоя, альфенола и т. д.).
Изготовление сердечников электролитическим методом является весьма перспективным, поскольку гальванотехника создает большие возможности изготовления изделий сложных геометрических форм. Этот способ позволяет получать магнит
Рис. 11. Магнитная головка с комбинированной прокладкой из электроосажденного сплава ни-кель-железо
ные сердечники непосредственно в электролите, минуя трудоемкие процессы плавки, литья и механической обработки.
Рассмотрим новые конструкции магнитных головок х, в которых применены комбинированные прокладки сердечников и полюсных наконечников, изготовленные гальванопластическим методом. В этих изделиях обеспечивается стабильность рабочих зазоров при климатических и механических воздействиях. Применение способа электроосаждения по сравнению с другими позволяет избежать наклеп и образование тупого ребра полюсов.
На рис. 11 показано устройство магнитной головки. Корпус головки выполнен из заливочного компаунда. Магнитопровод состоит из двух одинаковых пластинчатых полу сердечников /, между которыми с рабочей стороны устанавливают комбинированную прокладку 2, а на противоположной стороне размещают пластину 3 из магнитномягкого материала (феррит) и катушку с обмоткой. Комбинированная прокладка представляет собой монолитное изделие, состоящее из диамагнитного материала и слоев магнитно-мягкого сплава, осажденного электролитическим способом.
1 Ефимов Е. Г., Казначей Б. Я., Рождественская А. К. Магнитная головка. Авторское свидетельство СССР- № 183424. «Изобретения, промышленные образцы, товарные знаки», 1966, № 13.
235
Благодаря применению такой монолитной прокладки роль полюсов магнитопровода выполняют не торцы ферритовых сердечников, а электроосажденные слои магнитного сплава, магнитная проницаемость их намного выше основного материала, т. е. феррита. Применение комбинированных прокладок в звуковых бесконтактных головках упрощает их серийное изготовление.
На основе этого же технологического процесса предложен новый способ1 изготовления трехслойных прокладок для видео-магнитных головок с шириной рабочего зазора менее одного микрона. Этот способ существенно отличается от приведенного выше, а именно: на вспомогательную, тщательно подготовленную поверхность подложки осаждается гальванопластическн слой магнитно-мягкого сплава заданной толщины. Затем на него гальваностеги-чески наносится последовательно немагнитный и магнитно-мягкий слои заданной толщины, после чего прокладку отделяют от основы. В качестве подложки используют металлическую или стеклянную основу. Перед осаждением сплава на металлическую основу наносится разделительный слой, а на стеклянную — токопроводящий и разделительный слои. Этот способ позволяет упростить получение прокладок с немагнитным зазором заданной ширины, особенно для магнитных головок с узким (до 1 мкм) рабочим зазором.
Интересен также другой вариант изготовления трехслойных магнитных прокладок. На вспомогательную, прецизионно подготовленную поверхность подложки гальванопластически наносится магнитно-мягкий сплав заданной толщины. Затем фольга сплава отделяется от подложки, а на тыловую поверхность ее последовательно гальванопластически наносятся немагнитный металл (медь, хром и т. д.) и магнитно-мягкий сплав заданной толщины. Таким образом изготовляют комбинированные прокладки с большой точностью поверхности рабочего зазора.
Применение комбинированных магнитных прокладок для видео-магнитных головок с шириной рабочего зазора менее 1 мкм увеличивает разрешающую способность их и плотность записи информации.
За рубежом используют миниатюрную головку с Ш-образным магнитопроводом из магнитно-мягкого материала 1 2, нанесенного электролитическим методом в соответствующее углубление на магнитной подложке. Рабочий зазор шириной 2,5 мкм выполняется на средней ветви магнитопровода, на которую наматывается обмотка из 40 витков. Габаритные размеры магнитопровода 2,5X X 3,8 мм. Головка предназначена в основном для применения в комбинированных головках записи и контрольного воспроизведения, используемых в запоминающих устройствах ЭВМ.
1 Пархоменко В. И., Ефимов Е. Г., Маркович Л. Ю., Казначей Б. Я., Рождественская А. К. Способ изготовления трехслойной прокладки для рабочего зазора магнитных головок. Авторское свидетельство СССР № 202224. «Изобретения, промышленные образцы, товарные знаки», 1967, № 19.
2 Trimble Cebern В., Skutt R. R. № 3564521. Патент США кл. 340-174.1.
236
Электролиты и условия Осаждения. Известно большое количество электролитов простых и комплексных для осаждения значительных толщин магнитномягких сплавов никель-железо: суль-фатные, комплексные (цитратноаммиачные, борфтористоводородные и т. д.)« Практическое применение нашли сульфатные и хлористые электролиты. В последнее время все больше применяют сульфаминовые и борфтористоводородные электролиты, которые отличаются от приведенных выше тем, что в них осадки получаются с низкими внутренними напряжениями, что важно для наращивания сплавов большой толщины (200—300 мкм).
Борфтористоводородный электролит1, отличающийся высокой стабильностью, имеет следующий состав, г/л:
Борфтористоводородный никель Ni(BF4)2 ........... 180 —230
Борфтористоводородное железо Fe(BF4)2.............. 10—30
Борфгористоводородная кислота HBF4................. 50—70
Борная кислота Н3ВО3............................. 2—8
Сахарин.......................................... 0,4
: Концентрация водородных ионов pH 1,6—1,9; температура
х; 20—28° С; плотность тока DK = 0,5-4-5,0 А/дм2.
•' С помощью этого электролита можно получать покрытия с ма-гнитными свойствами: Нс = 15,8н-63 А/м; ц0 = 1000-4-2000;
fBr = 0,1-4-0,4 Т.
Были проведены исследования борфтористоводородного элек-? тролита для определения изменения внутренних напряжений, со-Рстава сплавов и магнитной проницаемости от концентрации ионов b железа в электролите. При этом было установлено, что при кон-т центрации ионов железа в электролите 1 г/л и менее можно полу-;>;чать покрытия с р0 = 2500н-3200 и ртах = 22 000н-25 000 Г/м. К' Для получения тонких пленок никель-железных осадков был I-предложен сульфаминовый электролит с концентрацией ионов никеля в растворе более 100 г/л и отношением концентрации ионов никеля к ионам железа 35 : 1—40 : 1. Исследование процесса элек-j. троосаждения магнитномягких сплавов никель—железо в сульфата миновом электролите с целью получения тонких (до 1 мкм) и тол-* стых (до 300 мкм) слоев показали влияние состава электролита, Г условий осаждения (температуры, DJ и органических добавок на ^ содержание и магнитные свойства осадков. В результатах исслежу ДОваний для осаждения толстых слоев сплавов никель—железо л- с коэрцитивной силой //с =50—60 А/м (0,6—0,7 Э), остаточной ^ индукцией Вг = 0,38—0,43 Т и коэффициентом прямоугольное™ 0,56—0,60 предложен следующий состав электролита, г/л:
Сульфаминовокислый никель Ni(NH2SO3)2 (в пересчете на Ni+2) 85—87
Сульфаминовокислое железо Fe(NH2SO3)2 (в пересчете на Fe+2) . 2,5—2,7
Сахарин.................................................... 1,0—3,0
Сегнетова соль............................................. 15—20
1 Кашуба И. Г., Маркович Л. Ю. Способ получения магнитно-мягких покрытий. Авторское свидетельство СССР, № 287495. «Открытия, изобретения, промышленные образцы, товарные знаки», 1970, № 35.
237
Концентрация водородных ионов pH 2,5—2,7; температура 25—28° С; плотность тока DK = 1-нЗ А/дм2.
Для получения магнитных сердечников можно рекомендовать следующий состав электролита, г/л:
Сульфаминовокислый никель Ni(NH2SO3)2 (в пересчете на Ni+2) 87—90
Сульфаминовокислое железо Fe(NH2SO3)2 (в пересчете на Fe+2) 1,0—1,5
Сахарин.................................................... 1,0—3,0
Сегнетова соль................................................ 15—20
Концентрация водородных ионов pH 2,5—2,7; температура 25—28° С; DK - 1н-3 А/дм2.
При этих условиях электроосаждения были получены сплавы со следующими магнитными свойствами: р0 2000^-2500; ртах = = 21 000-^-23 000 Г/м без термической обработки.
Изготовление магнитных сердечников может быть осуществлено на установке, состоящей из ванны с разделенными анодным и катодным пространствами. Материал ванны — оргстекло. Разделительная диафрагма может быть керамической или сделана из хлорвиниловой ткани тонкого плетения. Температура нагрева электролита от 20 до 60° С. Электролит в катодном пространстве должен постоянно циркулировать со скоростью до 10 л/мин или перемешиваться инертным газом. Обязательна непрерывная фильтрация электролита при подаче последнего в католит, а также его корректировка в процессе электроосаждения сплава по основным компонентам. При этом должно быть обеспечено автоматическое регулирование плотности тока (потенциостатирование) и pH электролита.
СПИСОК ЛИТЕРАТУРЫ
1. Андреев В. П. и др. К вопросу использования цилиндрических магнитных пленок на металлической подложке в логических элементах. Вопросы радиоэлектроники. Сер. ЭВТ. Вып. 6, 1974, с. 71—75.
2. Бурав и хин К. Я., Круговер Л. И. В сб.: Физика магнитных пленок. Иркутск, 1970, с. 145.
3. Васильевский Ю. А. Магнитные носители для записи информации с металлическим рабочим слоем. М., 1974, с. 28.
4. Гинберг Т. А. и др. Об активационном механизме электроосаждения сплава никель—железо—молибден в ультразвуковом поле. — «Электрохимия», 1967, №9, с. 1111—1114.
5. Григорян Л. А. Запоминающие устройства на цилиндрических магнитных пленках. М., «Энергия», 1975, с. 142.
6. Губин М. И. Исследование и конструирование газового сальникового уплотнения аппаратов в производстве цилиндрических магнитных пленок. Вопросы радиоэлектроники. Сер. ЭВТ. Вып. 6, 1974, с. 114—119.
7. Егиян К. А. и др. Влияние термомагнитного отжига на магнитные свойства цилиндрических магнитных пленок. Вопросы радиоэлектроники. Сер. ЭВТ. Вып. 6, 1974, с. 86—90.
8. Запоминающие устройства. Вып. 4. Л., «Энергия», 1974, с. 155.
9. Зинькевич Г. П., Стрельников Б. А. Методика измерения комплекса статических магнитных параметров цилиндрических пленок. «Труды Всесоюзного симпозиума по аппаратуре и методам исследования тонких магнитных пленок». Красноярск, 1967, с. 220—225.
238
10. Ильюшенко Л. Ф. Электролитически осажденные магнитные пленки. Минск, «Наука и техника», 1972, с. 264.
11. Казначей Б. Я- и др. Химическое осаждение магнитных сплавов кобальт—фосфор. «Труды ВНИИТР». Вып. 3 (22), 1972, с. 187—201.
12. Казначей Б. Я- и др. Исследование возможности получения магнитной записи с рабочим слоем Со—Мо—Р. Реферативная информация ВНИИТР. Вып. 2. М., «Радиовещание», 1972, с. 10.
13. Коперсако Н. Т., Нестеров П. В. Особенности непрерывного измерения параметров и разбраковки цилиндрических пленок. Электронная техника. Сер. Микроэлектроника. Вып. 4 (30), 1971, с. 185—193.
14. Невский О. Б. и др. Технологическая линия для непрерывного электрохимического осаждения цилиндрических магнитных пленок. Электронная техника. Сер. Микроэлектроника. Вып. 4 (30), 1971, с. 176—185.
15. Нестеров П. В. и др. Конструктивно-технологические особенности линии для непрерывного осаждения цилиндрических магнитных пленок. Вопросы радиоэлектроники. Сер. ЭВТ. Вып. 6, 1974, с. 119—122.
16. Нурмухамедов Г. М. и др. Проволочная подложка для цилиндрических магнитных пленок. Электронная техника. Сер. Микроэлектроника. Вып. 4, 1974, с. 164—176.
17. Петруканец С. Б. и др. Зависимость магнитных свойств от толщины электромагнитных покрытий. Материалы симпозиума «Магнитные головки и носители магнитной записи». Вильнюс, 1971, с. 155—157.
18. Праттон М. Тонкие ферромагнитные пленки. Л., «Судостроение», 1967. с.264.
19. Ратько О. И., Гинберг А. М. Некоторые вопросы механизма соосаждения металлов группы железа в связи с получением магнитных электролитических сплавов. Вопросы радиоэлектроники. Сер. ТПО. Вып. 4, 1969, с. 79—83.
20. Ратько О. И. и др. К вопросу о механизме осаждения сплавов железа— *• никель—кобальт. — В сб.: Исследования по электроосаждению и растворению металлов. М., «Наука», 1971, с. 182—187.
21. Рождественская А. К. и др. Электроосаждение тонких пленок магнитно-- мягких сплавов никель—железо из сульфаминовых электролитов. «Труды ВНИИТР», № 4, (14), 1966, с. 52—69.
22. Рождественская А. К* и др. — Сб. Запоминающие устройства. Тонкие магнитные пленки. М., «Наука», 1968, с. 380.
23. Степанян М. X. и др. К вопросу регулирования магнитострикции при производстве цилиндрических магнитных пленок. Вопросы радиоэлектроники. Сер. ЭВТ. Вып. 6, 1974, с. 66—70.
24. Степанян М. X. и др. Прибор для снятия рабочей зоны запоминающего ... элемента на цилиндрических магнитных пленках. Вопросы радиоэлектроники. ' Сер. ЭВТ. Вып. 6, 1974, с. 52—56.
25. Суху Р. Магнитные тонкие пленки. М., «Мир», 1967, с. 418.
26. Феттер К. Электрохимическая кинетика. М., «Химия», 1967, с. 856.
27. Асанума М. Материалы, применяемые для магнитной записи. Котай буцури, vol, 8, № 1, 1973, р. 3—13.
28. Belson Н. S. Measurements of Skew, Dispersion, and Creep in Plated wizes, ч IEE Trans. Commun. and Electron., vol. 83, 1964, p. 829—833.
29. Bradley E. M., Properties of Magnetic Films for Memory Systems. I. Appl. Phys., Suppl., vol. 33, 1962, p. 1051—1057.
30. Dahms H. Composition Gradients in Electroplated Permalloy Films, Ele-ctrochem. Technol., vol. 4, N 11—12, 1966, p. 530—532.
' 31. Long T. R. Electrodeposited memory elements for a non destructive me-
mory, J. Appl. Phys., Suppl., vol. 31, № 5, 1960, p. 123—12.
32. Mathias J. S. and Fedde G. A. Plated—Wire Technology: A Critical Rewiew, IEEE Trans. Magnet., vol. MAG—5, N 4, 1969, p. 728—751.
33. Pasturel G., Bliek L. P. Electronique industriele, IV, 1969, p. 228—235.
.34. Venkatasetty H. V. The Effect of Metal on the Magnetic and Storage Properties of Electrodeposited Permalloy Films, J. Electrochem. Soc, vol. 120, № 5, 1973, p. 618-621.
35. Wolf I. W., Electrodeposition of Magnetic Materials, I. Appl. Phys., Suppl., vol. 33, № 3, 1962, p. 1152—1159.
ГЛАВА XI
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ ЛЕГКИХ МЕТАЛЛОВ И СПЛАВОВ
На изделия из алюминия, магния и их сплавов гальванические покрытия наносят в защитных и защитно-декоративных целях, т. е. для предохранения от коррозии и получения соответствующего товарного вида изделия, а также для придания им различных функциональных свойств. Другой легкий металл — титан отличается высокой коррозионной стойкостью, и поэтому гальванические покрытия наносят на него главным образом в специальных целях для улучшения его физических и других свойств.
При нанесении гальванических покрытий на легкие металлы и сплавы возникают значительные технологические осложнения, прежде всего, ввиду наличия на их поверхности трудно удаляемой окисной пленки и резко отрицательного электродного потенциала этих металлов, что препятствует прочному сцеплению осаждаемых покрытий с поверхностью изделий.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ АЛЮМИНИЯ
На изделия из алюминия и его сплавов функциональные гальванические покрытия наносят для создания возможности пайки обычными методами (никель, медь, олово и его сплавы), уменьшения переходного сопротивления электроконтактов (серебро, родий), устранения задирания резьб (цинк, кадмий), повышения износостойкости (хром, никель), улучшения сцепления с резиной при опрессовке (латунирование) и т. д.
Перечислим факторы, которые часто приводят к осаждению металлических осадков, плохо сцепленных с поверхностью алюминия, а также к появлению пузырей и вздутий в покрытии в результате скопления газообразного водорода, выделяющегося в процессе осаждения металла и взаимодействия покрываемого изделия с электролитом. К ним следует отнести:
1) взаимодействие алюминия с электролитом, происходящее благодаря его амфотерности как в кислых, так и в щелочных растворах;
240
2) наличие в алюминии значительного количества микропор и оклюдированного в нем водорода;
3) значительное различие коэффициентов температурного расширения алюминия и большинства осажденных металлов;
4) незначительную величину перенапряжения водорода на алюминии;
5) ускорение растворения алюминия в процессе покрытия в зависимости от наличия примесей, что особенно ощутимо в кислых растворах.
Подготовка к нанесению покрытий. Подготовка алюминия и его сплавов к нанесению покрытий подразделяется на обычную и специальную.
Обычная подготовка состоит в очистке поверхности изделий от различных технологических загрязнений, продуктов коррозии и т. п. (см. гл. II).
Назначением специальной подготовки алюминия к покрытию является устранение или уменьшение влияния отмеченных выше отрицательных факторов, возникающих при электрохимической обработке. В настоящее время известно много различных способов ; специальной подготовки как химических, так и электрохимических. ^Существует также механический способ подготовки, заключающийся в пескоструйной обработке, который не нашел широкого £ применения в приборостроении. К химическим и электрохимическим методам относятся различные виды травления в растворах ^кислот и щелочей, обработка в растворах, содержащих соли тяже-рлых металлов, химическое и электрохимическое осаждение про-^межуточных слоев металлов, химическое и электрохимическое ^оксидирование и некоторые другие.
По ряду рекомендаций весьма эффективным является специаль-^ный процесс осаждения никеля с промежуточными прослойками других металлов, осаждаемых электрохимическим методом, йпосле которого производится кратковременная термообработка.
В последнее время разработаны способы непосредственного ^никелирования алюминия без специальной предварительной подготовки. Для подавления контактного вытеснения вводят в электролиты такие окислители, как персульфаты. При этом в электролите происходит формирование более плотной и равномерной ^пассивной пленки на покрываемой алюминиевой поверхности. |Для того чтобы образовавшаяся пленка была достаточно пронимаема для разряжающихся ионов никеля, нужно вводить в электролит в качестве активатора фториды.
j;. Из существующей обширной рецептуры, рекомендуемой для досаждения металлов на алюминий и его сплавы, следует выделить четыре метода, которые нашли широкое применение в приборостроении в самых разнообразных целях.
Контактное осаждение цинка. Этот метод из-за своей простоты и дешевизны является наиболее распространенным и универсальным, так как по этому методу можно покрывать изделия из
1В u/ред. Гинберга А. М. 241
алюминия и его сплавов. Контактное осаждение производят в цинкатных или кислых растворах. Однако на практике цинкатные растворы применяют чаще. При контактном осаждении цинка большую роль играют состав, температура раствора и состояние поверхности алюминия. Эти факторы влияют прежде всего на потенциал покрываемого металла в растворе для контактного осаждения, а также на значение перенапряжения водорода, которое зависит в первую очередь от природы металла и состояния его поверхности. Потенциал металла в растворе и значение перенапряжения водорода определяют при прочих равных условиях скорость осаждения, толщину и другие свойства контактных осадков. При гальваническом осаждении металлов наиболее прочное сцепление образуется при предварительном нанесении более тонких, плотных и сплошных цинковых осадков. Снижение концентрации раствора приводит обычно к образованию более толстых и менее плотных осадков. На толщину осаждаемого в цинкатном растворе цинка в большой степени влияет концентрация едкого натра. Чем выше концентрация щелочи, тем тоньше осадки цинка. В разбавленных и концентрированных цинкатных растворах осаждаются различные по структуре и толщине покрытия. В разбавленных растворах осаждаются преимущественно крупнокристаллические толстые осадки цинка. Все осадки, полученные в концентрированных растворах, обладают мелкозернистой структурой, более тонки, плотны, компактны и лучше сцеплены с поверхностью алюминия.
Способ цинкатного цинкования пригоден как для деформированных, так и для литейных сплавов.
Хорошие покрытия получаются при осаждении в цинкатных растворах следующего состава, г/л:
Окись цинка ZnO ................................. 60—70
Едкий натр NaOH .............................. 250—420
Оптимальная температура раствора, °C.......... 18—25
Продолжительность обработки, с:
а) для чистого алюминия и его сплавов с кремнием 10
б) для сплавов алюминия с медью........... 1—5
При значительном повышении температуры скорость осаждения цинка возрастает в 2—4 раза и значительно усиливается агрессивность раствора, что может отрицательно влиять на качестве осадка и его сцепление с поверхностью алюминия.
При температуре раствора ниже 18° С для получения хорошего сцепления необходима более длительная обработка.
Обработку в цинкатном растворе часто производят дважды, снимая первый слой в растворе азотной кислоты.
Воздействовать на процесс образования цинковых покрытий, делая их более плотными и компактными, можно путем введения в раствор для контактного осаждения так называемых модификаторов: сегнетову соль (10—20 г/л), хлорное железо (1—2 г/л) и нитрат натрия (1 г/л). Рост осадка в таких растворах происходит 242
первые 15 с, поэтому длительность обработки в них не играет такой роли, как в обычных растворах.
По данным ряда исследователей, коррозионная стойкость покрытий на большинстве сплавов алюминия (кроме дюралюминия и сплавов, содержащих цинк и медь), осажденных на слой цинка, полученный из модифицированных растворов, выше, чем из обычных растворов. В модифицированных растворах образуются также хорошие покрытия на сплавах, содержащих значительное количество магния, и труднопокрываемых литейных сплавах.
Для алюминия и его сплавов разработаны различные схемы предварительной подготовки, которые приведены в табл. 90. v
Таблица 90
с Схемы
А Б в г
Осветление в i 50%-ной азотной 1 кислоте г £ ‘ Промывка Контактное цинкование £ Двукратная промывка Обработка в 15%-ном растворе серной кислоты Промывка Осветление в 50%-ной азотной кислоте Промывка Контактное цинкование Двукратная промывка Контактное цинкование Промывка Обработка в 50%-ной азогной кислоте Промывка Контактное цинкование Двукратная промывка Обработка в смеси азотной и плавиковой кислот Промывка Контактное цинкование Двукратная промывка
< Схему А можно рекомендовать для изделий из чистого алюми-i ния и его сплавов с марганцем (1,25%). По схемам Б и В можно I обрабатывать все обычные сплавы, за исключением высококрем-|’Нистых. Высококремнистые сплавы обрабатывают по схеме Г. и При травлении в смеси азотной и плавиковой кислот берут 3 части | HNO3 и 1 часть HF; продолжительность обработки 3—5 с.
Гальваническое покрытие, нанесенное по контактно-осажден-|ному цинку. Наиболее распространенный способ нанесения гальванических покрытий на детали после обработки в цинкатном растворе состоит в их последующем меднении в цианистой ванне, £ У которой pH не должно превышать 10, а концентрация свободного Цианида 4 г/л. Загрузку деталей осуществляют под током и в пер-/ вые 2 мин электролиза работают при повышенной в 2 раза плотно-? СТИ тока. Толщина осажденного слоя меди должна быть не менее * Ь5 мкм и не более 2,5 мкм. Лучшие результаты получаются при 7 Применении медных электролитов, содержащих сегнетову соль. £ При необходимости нанесения более толстых слоев меди произво-7 Дят дополнительное осаждение в пирофосфатных или сернокислых Ь 16* 243
к-’'
электролитах. По слою меди возможно обычное осаждение других металлов. На контактно-осажденный слой цинка можно осаждать цинк и кадмий из цианистых и кислых электролитов. Перед кадмированием применяют также контактное осаждение кадмия из раствора, г/л:
Кадмий сернокислый CdSO4-7H2O . . . 3,3—3,6
Плавиковая кислота HF, мл/л .... 100—105
Клей гидролизованный.................. 1,8—2
При кадмировании в обычных цианистых электролитах после контактного осаждения цинка или кадмия начальная плотность тока (в течение первых 10—15 мин) не должна превышать 1-1,2 А/дм2; содержание едкой щелочи в цианистых электролитах должно быть минимальным. Для улучшения качества покрытий некоторые авторы рекомендуют производить кадмирование в двух электролитах: разбавленном (предварительное кадмирование) и основном, в котором осаждается слой кадмия необходимой толщины.
Разбавленный электролит, г/л Основной, г/л
Окись кадмия CdO............... 6,5—7,5 23—26
Натрий цианистый NaCN .... 55—60 90—100
Температура, °C ..................18—25 18—25
Плотность тока, А/дм2 ............ 2,5 1,5—4,5
Продолжительность осаждения, мин 1 1,5—0,6
При указанном процессе можно наносить кадмиевые покрытия непосредственно без контактно-осажденного слоя металла.
Имеются рекомендации по твердому хромированию алюминиевых изделий после двукратного контактного цинкования и удаления первого слоя. При этом процесс осуществляется в две стадии: 1) в обычном электролите для хромирования при температуре 18-21° С и плотности тока 16 А/дм2; 2) в электролите того же состава при температуре 55° С и повышенной вдвое плотности тока.
Следует отметить, что весьма распространенная обработка в цинкате натрия имеет и ряд существенных недостатков. Опыт работы ряда предприятий приборостроительной промышленности показал, что при осаждении гальванических покрытий на подслой цинка, осажденный в цинкатном растворе, процесс не является достаточно стабильным и приводит к браку изделий. Кроме того, значительное число промежуточных операций и необходимость многократного монтажа деталей делают его более трудоемким. Сцепление гальванических покрытий при этом способе не является достаточно высоким, и покрытия, полученные этим методом, лучше использовать для изделий, эксплуатируемых в легких и средних условиях, не подвергающихся пайке, температурным перепадам и т. п.
244
ф, Электролитическое нанесение промежуточных металлических ^покрытий. Вместо покрытий, получаемых погружением, слой цинка Заносят гальваническим способом. Преимущество такого нанесения Подслоя заключается в получении более равномерного цинкового |^лоя независимо от состава и состояния поверхности обрабатываемых деталей. При этом можно добиться значительного повышения сцепления покрытия с металлом изделия в результате Проведения последующей кратковременной термообработки. Этот Способ пригоден для алюминия и различных его сплавов, кроме Сплавов, содержащих магния 30% и более. По методу Фогта, разработавшего этот процесс, после тщательной очистки на изде-||ия из алюминия или его сплавов осаждают очень тонкий слой Винка из цианистого электролита специального состава, г/л:
Хлористый цинк ZnCl2.........0,5
Цианистый натрий NaCN .... 0,5
Едкий натр NaOH..............10,5
Г Температура электролита 18—20° С; плотность тока 0,6 А/дм2; 1родолжительность обработки 20 с.
г Затем изделия покрывают тонким слоем латуни и никелируют обычном сернокислом никелевом электролите до необходимой йлщины слоя и подвергают кратковременной термической обра-отке при температуре 220—232° С.
& Способ Фогта 4в дальнейшем был усовершенствован Ором [21. 1роме некоторой" разницы в рецептуре Ор рекомендует проводить ^рмообработку не только после нанесения никеля, но и хрома, Го оказалось весьма существенным.
( Визерс и Гит разработали другой способ, пригодный для |fex алюминиевых сплавов, при котором образуется промежуточ-|гй слой никеля, обладающий очень высоким сцеплением с порываемым металлом. По этому способу изделие погружают на 0—15 с в 10%-ный раствор плавиковой кислоты, промывают и Йем погружают в раствор следующего состава:
7/ Соляная кислота НС1 (плотностью 1,19 г/мл), % 50
1'; Вода Н2О, %.................................... 50
Сульфат марганца MnSO4-2H3O, г/л .......... 9—10
i Для травления литья (из песчаных форм и под давлением) фименяют раствор смеси концентрированных кислот азотной и р!авиковой (3 : 1 объемных частей).
£ После указанной подготовки осаждают небольшой слой ни-В^еля в электролите, г/л:
Сульфат никеля NiSO4*6H2O......... 142
Сульфат магния MgSO4-7H2O......... 75
Хлористый аммоний NH4C1............ 15
Борная кислота НаВО3............... 15
245
Плотность тока 1,5 А/дм2; время осаждения 10 мин.
Осажденный никель подвергают термообработке до температуры 100° С, в результате чего часть никеля диффундирует в алюминий. Имеются рекомендации по применению при термообработке более высоких температур. На осажденный слой никеля могут быть нанесены другие покрытия.
Ор [2]ксчитает, что термообработку в печи следует производить на железных противнях, так как при обработке на алюминиевых образуются вздутия и пузыри на покрытии. Если после термообработки поверхность никеля матовая, то это означает, что обработка произведена правильно. В случае неправильного нанесения никеля поверхность изделия будет блестящей.
Термообработка для всех способов, где она рекомендуется, состоит в нагреве изделий в обычной печи, в вакууме или в погружении их в горячее машинное масло с высокой температурой вспышки. Лучше всего термообработку производить в вакууме, так как поверхность при этом практически не окисляется.
В других случаях на поверхности никеля образуется окисная пленка, которую следует удалять при последующем нанесении покрытий. Удалять окисные пленки можно различными способами: полировкой, декапированием в различных кислотах и т. п. Лучшим способом для удаления окисных пленок и активации поверхности никеля перед нанесением других гальванических покрытий и особенно хрома является декапирование в соляной кислоте и непродолжительная (2—5 с) анодная обработка в 20—25%-ном растворе серной кислоты при анодной плотности тока 7—15 А/дм2.
Описанные методы с применением последующей термообработки обеспечивают высокую степень сцепления никеля с покрываемой поверхностью и могут быть использованы для осаждения различных покрытий на изделия, находящиеся в более жестких эксплуатационных условиях, а также применены для последующей пайки. Термообработка является также весьма строгой контрольной операцией по определению качества сцепления покрытия с изделием. Однако эти способы кроме перечисленных преимуществ имеют и недостатки, к которым относится в первую очередь трудоемкий процесс термообработки, обычно вызывающий также перемонтаж деталей. Термообработка не позволяет полностью автоматизировать процесс нанесения покрытий.
Оксидирование в фосфорной кислоте для последующего осаждения покрытий. Особенностью метода является возможность непосредственного осаждения гальванических покрытий на окисную пленку без проведения какой-либо последующей обработки, которая применяется при оксидировании в других кислотах-Этот метод (метод «Элаталь») является весьма распространенным и мало изменился после разработки его Фишером. Окисные пленки, полученные при оксидировании в фосфорной кислоте, тонкие и отличаются весьма повышенной равномерной пористостью 246
, определенными размерами пор, несколько большими, чем в окисях пленках, полученных в других электролитах. Этим и объяс-1яется возможность непосредственного нанесения гальванических юкрытий на алюминий после обработки его в фосфорной кислоте. 1ленки, полученные при оксидировании в этом электролите, не 'олько тонкие и пористые, они также очень прочно сцеплены с поверхностью алюминия. При нанесении гальванических покрытий металл осаждается внутри пор пленки, поэтому электроосажден-{ЫЙ слой отличается хорошим сцеплением с покрываемой поверх-юстью. Окисные пленки предохраняют алюминий от коррозии > электролите в процессе покрытия, а также значительно сдвигают । положительную сторону его потенциал, предотвращая возмож-[ость контактного вытеснения.
Концентрация фосфорной кислоты не оказывает значительного (лияния на размеры пор, хотя благодаря растворяющему воздействию кислоты у поверхности пор, граничащих с электролитом, всегда имеются расширения в форме воронок. Поэтому оксидирование в фосфорной кислоте дает положительные результаты । весьма широком диапазоне концентраций, хотя для отдельных алюминиевых сплавов можно рекомендовать вполне определенное содержание фосфорной кислоты в электролите. Известие влияние на пористость окисного слоя оказывает формирующее напряжение. С повышением напряжения размеры пор уве-
Для получения окисных пленок, служащих подслоем под гальванические покрытия, во многих случаях достаточным является формирующее напряжение 12 В. Температура электролита также влияет на пористость пленок. С повышением температуры пори-frocTb обычно увеличивается за счет усиления химического растворения пленки.
Алюминий чаще всего оксидируют в 55%-ном растворе Н3РО4, [его сплавы в 10—25%-ных растворах. Температуру электролита Йбычно поддерживают в интервале 18—35° С, а напряжение — 2—18 В при плотности тока 1,2—3 А/дм2; продолжительность сработки 1—15 мин.
Сплавы алюминия с медью и кремнием оксидируют в 10— ^%-ных растворах Н3РО4 при температуре 30—35° С, напряжении 12—18 В, плотности тока 2 А/дм2 и продолжительности обработки 1 мин.
* При гальванической обработке окисная пленка должна быть Скрыта очень быстро, так как ее растворимость в электролитах ^лика. Стойкость окисной пленки особенно низка в концентрированных щелочных и цианистых электролитах, в связи с чем на-*осить на нее гальванические покрытия в этих электролитах не ^комендуется. Гальванические покрытия следует наносить на оксидированную поверхность при повышенной плотности тока, 1 загрузку изделий в ванну производить под током. В процессе ^сктроосаждения металла на окисленную поверхность вначале
247
появляется металлическое покрытие темного цвета, которое в дальнейшем приобретает вид обычного металла.
На оксидированную поверхность лучше всего осаждается ни-кель из обычных электролитов, а также медь из пирофосфатных электролитов. Осаждать никелевое покрытие на алюминий и его сплавы необходимо при повышенной начальной плотности тока, снижая ее через 5—6 мин электролиза до нормальной величины. Величину pH электролита рекомендуется поддерживать в пределах 5,6—5,8.
При непосредственном осаждении меди на анодную пленку применяют пирофосфатный электролит меднения с величиной pH 7—8,5. Витрок предложил изготовлять автомобильные бамперы из алюминия, применяя нанесение никеля и хрома на пленку, полученную анодным оксидированием в фосфорной кислоте, без промежуточного осаждения меди, которая увеличивает коррозию алюминия. При этом лучшие результаты получают в электролите из фосфорной и серной кислот: 15% (объемн.) раствора фосфорной кислоты (85%) и 15% (объемн.) раствора серной кислоты (96%). Режим оксидирования: температура 37° С, плотность тока 3,2 А/дм2, напряжение 13 В, продолжительность обработки 5 мин. Витрок отмечает, что при этом методе оказывается излишним (а в некоторых случаях и вредным) травление перед оксидированием или активирование после обыкновенной очистки, рекомендуемые другими авторами. По его мнению, важно, чтобы поверхность анодного покрытия перед гальванической обработкой хорошо смачивалась электролитом для никелирования.
Практически при различных видах предварительной анодной обработки были получены достаточно удовлетворительные гальванические покрытия. Следует также отметить, что хорошие результаты получают при нанесении слоя никеля на предварительно электрополированную или обработанную в растворах для химического полирования поверхность перед анодным оксидированием. Некоторые авторы рекомендуют для удаления шлама после химического полирования погружать изделия в концентрированную азотную кислоту.
Различными коррозионными испытаниями было установлено, что нанесение двойного никелевого слоя и хромового покрытия без трещин значительно повышают антикоррозионную защиту алюминия и его сплавов.
Электролитическое осаждение металла без применения промежуточного слоя. Вполне удовлетворительные результаты получают при цинковании в обычных цианистых электролитах, а также в цианистых электролитах для блестящего цинкования, в которых следует применять минимально допустимую концентрацию едкого натра. Весьма важную роль играет режим цинкования и особенно катодная плотность тока, которая не должна превышать 0,8 А/дм2. Только в конце электролиза плотность тока можно увеличить на очень непродолжительное время длн 248
получения блестящего покрытия. При повышении начальной плотности тока сверх 0,8 А/дм2 на поверхности изделий очень быстро появляются вздутия и пузыри. Перед цинкованием детали из алюминия и его сплавов очищают обычным образом и обрабатывают в растворе:
Концентрированная соляная кислота НС1, мл..........20—25
Концентрированная фтористоводородная кислота HF, мл 10—15
Вода, л............................................ 1
Продолжительность обработки изделий из алюминия 20—30 с, из дюралюминия и силумина 30—60 с.
После обработки изделия следует тщательно промыть. Можно отметить следующие недостатки покрытий, получаемых из цианистых электролитов:
небольшая термостойкость; при 225—250° С начинается образование вздутий и пузырей и отслаивание покрытия от поверхности изделий;
трудность получения качественных цинковых покрытий с толщиной более 20—30 мкм.
Для непосредственного никелирования деталей из алюминия применяют [8] следующий состав электролита, г/л:
Никель сернокислый NiSO4-7H2O............... 180—230
Натрий сернокислый Na2SO4- ЮН2О........... 40—60
Борная кислота Н3ВО3......................... 23—28
- Натрий фтористый NaF...................... 1,5—2,5
Персульфат калия K2S2O8 .................. 1—3
Температура электролита 40—50° С; плотность тока 1 — 2 А/дм2.
Для этих же целей используют также электролит [6] следующего состава, г/л:
Никель сернокислый NiSO4-7H2O ... 100
Натрий хлористый NaCl................ 15
Персульфат аммония (NH4)2S2O8 ... 30
Натрий уксуснокислый NaCH3COO ... 10
Температура электролита 18—25° С; плотность тока 1 — 3 А/дм2.
Для улучшения сцепления осадков с покрываемым металлом изделия перед покрытием обрабатывают в смеси азотной и плавиковой кислот (3 : 1). Это позволяет получать качественные слои никеля на алюминии и его сплавах толщиной до 30 мкм. Имеются данные, что раствор, содержащий плавиковую кислоту, может быть заменен менее вредным и агрессивным раствором, содержащим 150^200 г/л Н3РО4 и 35—45 г/л NaF.
Во всех случаях непосредственного никелирования изделий из алюминия и его сплавов необходима последующая термообработка при температуре 220° С в течение 0,5—1,5 ч.
249
Имеются рекомендации о применении указанного процесса непосредственного никелирования для защитного паяемого покрытия для изделий, работающих в легких и средних условиях эксплуатации. Получены также данные по непосредственному твердому хромированию алюминиевых цилиндров. При этом после обезжиривания^ щелочном растворе их промывают и травят в течение 1—2 мин"в смеси HF с HNO3 с молярным отношением 1 : 5 при температуре 12—14° С, которую поддерживают при помощи водяного охлаждения. Предварительно нагретые детали после тщательной промывки загружают в стандартный электролит для хромирования при температуре 60 ± 2° С. Плотность тока изменяется в процессе электролиза следующим образом, А/дм3:
5 мин — 35—45;
5 мин — 45—65 и остальное время — 65—80.
После нанесения хрома детали промывают и оставляют на 1—1,5 ч в чистой воде для удаления кислоты, оставшейся в порах покрытия.
М. А. Шлугер, А. С. Бебчук и А. И. Липин применяли непосредственное осаждение хрома на алюминиевые сплавы АК-4 и ВД-17, которые перед хромированием подвергали обычной обработке в щелочи и осветлению в растворе азотной кислоты. Осаждение хрома производилось из универсальных хромовых электролитов при 30° С и плотности тока 50 А/дм2 в ультразвуковом поле. Частота ультразвука 22 кГц, интенсивность 5—6 Вт/см2, что обеспечивало возникновение интенсивной кавитации в электролите. Ультразвуковые колебания возбуждались сразу же после загрузки изделий в электролит и продолжались 1—2 мин, в результате чего разрушалась окисная пленка. Ее повторное образование на поверхности алюминия исключалось продолжающимся ультразвуковым воздействием, которое прекращалось после включения тока через 1—2 мин. По этому способу осаждались хромовые покрытия толщиной 30—40 мкм, обладающие высокой прочностью сцепления с покрываемой поверхностью.
Следует отметить, что электроосаждение хрома в ультразвуковом поле позволяет значительно увеличить применяемые при электролизе плотности тока, повысить твердость и износостойкость хромовых покрытий. При этом наибольший эффект можно получить при осаждении покрытий из тетрахроматных электролитов.
Гальваническое осаждение металлов на алюминий и его сплавы для защитно-декоративных целей и придания функциональных свойств. При описании специальных методов подготовки алюмИ' ния приводились оптимальные варианты гальванических покрытий, наносимых на изделия, которые были в достаточной степени сцеплены с его поверхностью и могли служить как в качестве самостоятельного покрытия, так и в качестве подслоя при нанесении других металлов. В настоящем разделе приводятся реко-250
мендации по нанесению покрытий различного назначения, в том числе многослойных, из благородных металлов и других, которые не рассматривались ранее.
Для защиты алюминия от коррозии и предохранения от заедания резьбы применяют цинкование и кадмирование. Как уже указывалось, при нанесении цинка толщиной до 20—30 мкм цинкование производят в цианистых электролитах после обработки в растворе, содержащем НС1 и HF, более толстые слои осаждаются в кислых электролитах по цинковому подслою, наносимому погружением в цинкатных растворах. Кадмий необходимой толщины наносят на пленку цинка или кадмия, осажденных контактным методом.
Защитно-декоративные покрытия на изделиях из алюминия и его сплавов осуществляются в виде многослойных покрытий медь—никель—хром, никель—медь—никель—хром, а также никель—хром. Суммарная толщина слоев покрытий 50 мкм обеспечивает защиту от коррозии в жестких условиях эксплуатации, для легких условий эксплуатации можно ограничиться толщиной слоя никеля 10 мкм с последующим хромированием.
Для пайки алюминия и его сплавов в первую очередь могут быть рекомендованы никелевые подслои, полученные с применением последующей термообработки, а также медные покрытия, осажденные на окисную пленку из пирофосфатных электролитов. Значительный интерес для этих целей представляет непосредственное никелирование алюминия без нанесения промежуточных подслоев. По медному и никелевому подслою могут быть нанесены . соответствующим образом также другие покрытия, рекомендуемые . для улучшения паяемости.
Для повышения износостойкости изделий из алюминия их хро-' мируют после предварительного травления в смеси азотной и плавиковой кислот, а также по слою контактно-осажденного цинка.
' Подробно технологии указанных процессов были описаны ранее в соответствующих разделах подготовки поверхности алюминия.
Серебрение алюминия осуществляют обычно для снижения ? переходного сопротивления контактных деталей. Серебро осаж-г дают непосредственно на алюминий и его сплавы, а также на под-- слой меди или никеля.
* При непосредственном нанесении серебра на алюминий сначала ^проводят предварительное серебрение последовательно в двух ' электролитах с большой концентрацией цианистого калия и незна-< чительным содержанием серебра. Предварительное серебрение лучше проводить после цинкатной обработки.
Первый электролит для предварительного серебрения, г/л:
Серебро цианистое AgCN ................. 1—1,2
Натрий цианистый NaCN ..................90—95
Второй электролит для предварительного серебрения, г/л:
Серебро цианистое AgCN ...............5,3—5,5
Натрий цианистый NaCN ................67,5—70
251
Температура обоих электролитов 18—25° С, плотность тока 1,5—2,5 А/дм2, продолжительность серебрения 10 с. После пред, варительного покрытия на изделия наносят слой серебра нужной толщины в обычных электролитах. Однако непосредственное осаждение серебра на алюминий применяют очень редко, так как практика показывает, что качество таких покрытий со временем ухудшается: уменьшается прочность сцепления покрытий е основным металлом (алюминием) и возможно их отслаивание.
Для серебрения изделий из алюминия и его сплавов хорошие результаты получаются при применении ранее описанной технологии никелирования с последующей термообработкой или оксидированием с последующим никелированием или меднением в пирофосфатных электролитах.
Лучшие результаты во всех случаях могут быть получены при осаждении серебра из бесцианистых электролитов. В этом отношении наибольший интерес представляют трилонатные и сульфатные электролиты серебрения.
Рекомендуемая толщина серебряных или комбинированных (Ag—Си; Ag—Ni) покрытий составляет для тяжелых условий эксплуатации 50 мкм, для средних условий — 25 мкм; для легких условий — 12 мкм. Минимальная толщина серебряных покрытий на отдельных участках детали должна составлять не менее 50% средней толщины. При нанесении комбинированного покрытия из меди или никеля и серебра толщина подслоя может составлять 2/3 общей толщины покрытия на алюминии. Золото и родий при необходимости наносят на подслой меди, никеля и реже на слой серебра.
ГАЛЬВАНИЧЕСКОЕ ПОКРЫТИЕ МАГНИЯ И ЕГО СПЛАВОВ
Для^изделий из магния и его сплавов, отличающихся малым удельным весом, значительной механической прочностью и низкой коррозионной стойкостью, защита от коррозии имеет большое значение. Для защиты магниевых сплавов от коррозии широко применяется оксидирование. Гальванические покрытия на магний и его сплавы наносят не только в защитных и защитно-декоративных целях, но и для повышения износостойкости, облегчения пайки, уменьшения переходного электросопротивления и др. При нанесении гальванических покрытий на магний и его сплавы приходится преодолевать затруднения, во многом сходные с трудностями, встречающимися при покрытии алюминия (наличие па поверхности магния легко образующейся окисной пленки, резко отрицательный электродный потенциал магния). Существует ряд методов подготовки магния к нанесению гальванических покрытий, однако практическое применение нашел только способ покрытия цинком методом погружения.
Химические свойства магния отличны от свойств алюминия, и поэтому для осаждения цинка методом погружения для него не пригодны цинкатные растворы.
252
Своеобразие специальной подготовки магния и его сплавов к нанесению гальванических покрытий состоит в необходимости более тщательного удаления с его поверхности окисной пленки.
Специальная подготовка включает в себя операции травления, активирования (декапирования) и осаждения цинка методом погружения. Перед проведением операций специальной подготовки изделия из магния и его сплавов обезжиривают обычными способами. Можно применять для обезжиривания изделий после механической обработки промывку в органических растворителях с последующим катодным электрохимическим обезжириванием в растворе следующего состава, г/л:
Едкий натрий NaOH ...................... 16—18
Двууглекислый натрий Na2CO3..............25—28
Температура, °C......................... 18—25
Плотность тока 2—4 А/дм2; продолжительность обработки 3—10 мин.
Для литейных и деформированных сплавов используют различные по составу травильные растворы. Для литейных сплавов рекомендуется один из следующих растворов, г/л:
1. Хромовый ангидрид СгО3 .................... 275—285
Азотная кислота HNO3 .......................... 20—30
Плавиковая кислота HF...................... 8—10
2. 85%-ная неразбавленная фосфорная кислота Н3РО4
Травление в этих растворах производят при температуре 18— 25° С, продолжительность травления от 15 с до 3 мин. Для деформируемых магниевых сплавов используют раствор, г/л:
Хромовый ангидрид СгО3 .... 175—185
Нитрат натрия NaNO3.......... 28—32
Температура раствора 18—25° С; продолжительность обработки от 30 с до 3 мин. Этот раствор также применяют для удаления пригоревших графитовых смазок с горячекованых деталей из листового магния, для очистки деталей из деформированного магния перед сваркой и последующего удаления окалины. Для травления точных изделий, не допускающих даже незначительного искажения поверхностного профиля, используют раствор, содержащий 180 г/л СгО3. Продолжительность обработки при обычной температуре от 2 до 10 мин.
Активирование поверхности магния перед нанесением цинка производят в растворе, г/л:
Ортофосфорная кислота Н3РО4........ 190—195
Бифторид калия KHF2.................. 95—105
Температура раствора 18—25° С; продолжительность обработки от 30 с до 20 мин.
253
Для контактного цинкования применяют раствор следующего состава, г/л:
Цинк сернокислый ZnSO4-7H2O............... 40—50
Пирофосфат натрия Na4P2O7 -ЮН2О........... 200—220
Натрий углекислый Na2CO8...................... 4—6
Калий фтористый KF............................ 6—8
Сернокислый цинк растворяют в воде при комнатной температуре; раствор нагревают до 60° С, после чего в него добавляют пирофосфат натрия. В начале выпадает рыхлый осадок пирофосфата цинка в виде белых хлопьев, который затем растворяется в избытке пирофосфата. Фториды растворяют в горячей воде. Оба раствора сливают, а затем добавляют углекислые соли для установления pH, которое в рабочем растворе составляет 10,2— 10,4. Для определенного значения величины pH может потребоваться большее или меньшее количество углекислого натрия, поэтому соль добавляют постепенно. В приведенном растворе на магний и его сплавы осаждаются более толстые осадки цинка, чем на алюминий в цинкатных растворах. Толщина осаждаемого слоя цинка зависит от температуры раствора, продолжительности обработки, состава сплава и состояния поверхности изделий. Оптимальная температура раствора 70° С. Продолжительность обработки не должна превышать 5—7 мин, при этом осаждается 1—1,5 мкм цинка. Для магниевых сплавов, содержащих 1,5% марганца, продолжительность обработки составляет 3—4 мин.
Раствор для цинкования имеет относительно длительную работоспособность. В нем постепенно истощаются, главным образом, соли цинка и пирофосфата, которые обычно добавляют по результатам анализа. В растворе систематически контролируют величину pH, поддерживая его в заданных пределах. Учитывая значительное влияние примесей (особенно тяжелых металлов), необходимо при составлении и корректировании раствора для цинкования пользоваться дистиллированной водой и технически чистыми реактивами.
После осаждения слоя цинка на изделия из магния и тщательной промывки производят предварительное меднение. Для этой цели могут быть использованы специальные электролиты, состав которых приведен в табл. 91.
В указанных электролитах наносят медный подслой толщиной 3—6 мкм, на который можно осаждать другие металлы.
Лучшие результаты при осаждении предварительного слоя меди можно получить применяя реверсивный ток. При этом первые 0,5—1 мин электролиз ведут постоянным током, а затем реверсивным током при катодном периоде, равном 15 с и анодном 3 с. В этих электролитах можно получать медные покрытия не только в качестве подслоя, но и требуемой толщины. Блестящие, хорошо сцепленные покрытия осаждаются при применении реверсивного тока.
254
Таблица 91
Состав электролита Количество, г/л Температура, °C Плотность тока, А/дм2 Продолжи -тельность, мин
Цианистая медь CuCN .... 40—44 Первона- 2—3 (до
Цианистый калий KCN .... 78-72 50—60 чальная 0,5-1, необходимой тол-
фтористый калий KF Свободный цианид KCN . . . pH 9,6—10,4 (при колориметри-jecKOM измерении) 28—32 7,4—7,6 затем до 2—4 щины слоя)]
Цианистая медь CuCN Цианистый натрий NaCN . . . Натрий углекислый Na2CO3. . Сегнетова соль NaKC4H4O6 Едкий натр NaOH Свободный цианид NaCN . . . pH 9,6—10,4 40—42 50—52 29—31 44—46 7—8 5-6 65—70 2—3
£
? При осаждении более толстых осадков меди применимы также различные медные электролиты для осаждения как матовых, так И блестящих покрытий. Особенно рекомендуются пирофосфатные ^Электролиты, в которые добавляется 30 г/л фтористого калия для ^улучшения сцепления с покрываемым металлом.
[ При последующем никелировании применяют обычные никеле-йые электролиты для осаждения как матового, так и блестящего Покрытия.
t Предварительно осажденный слой меди должен быть не менее ?—8 мкм, чтобы исключить разъедание магния через поры мед-Його покрытия. При никелировании профилированных деталей Следует осаждать слой никеля такой толщины, чтобы на участка < F минимальной толщиной слоя никелевое покрытие было бы не Тоньше слоя, указанного для меди.
Известен состав никелевого электролита с низким значением величины pH, содержащий плавиковую и лимонную кислоты, в качестве смачивающего вещества — лауринсульфат, в котором возможно непосредственное осаждение никеля на магний. Однако ^Цепление в этом случае хуже, чем при никелировании с применением медного подслоя.
I- Цинковые, кадмиевые, латунные покрытия на магний можно Наносить непосредственно на слой меди, полученный в ванне предварительного меднения. При серебрении необходимо предвари-!Зельно осаждать слой меди в сернокислом или пирофосфатном элек-г. Ролите до соответствующей толщины. По некоторым данным [7], I. 255
хромовые покрытия большой толщины (100—150 мкм), отличающиеся прочным сцеплением, можно осаждать на медный подслой из цианистой ванны толщиной 1—3 мкм. Режим хромирования устанавливают в соответствии с назначением изделий и условиями их эксплуатации. При необходимости осаждают износостойкие и защитные (молочные) покрытия для одновременной защиты от коррозии и механического износа, а также комбинированные защитнодекоративные покрытия — молочные и блестящие. При этом режимы хромирования такие же, как и при покрытии деталей из других металлов. При повышенной температуре медь в хромовых электролитах интенсивно растворяется, поэтому перед осаждением молочного хрома наносят слой хрома толщиной 1,5—2 мкм (при температуре 40° С и плотности тока 10 А/дм2), после чего изделия хромируют в ванне с температурой 70° С.
Для декоративного трехслойного покрытия (медь—никель— хром) в зависимости от условий эксплуатации изделий рекомендуются следующие минимальные толщины покрытий, мкм:
Внутр и "помещен ий ................. 18—25
Легкие/атмосферные условия............. 30
Средние атмосферные^условия............ 38
Жесткие атмосферные условия............ 50
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ ТИТАНА
Легкий, высокопрочный титан и его сплавы отличаются высокой коррозионной устойчивостью. Нанесение на их поверхность других металлов производят главным образом в функциональных целях. К отрицательным свойствам титана относятся высокий коэффициент трения, низкая тепло- и электропроводность, плохая паяемость, интенсивное взаимодействие при высокой температуре с кислородом, азотом, углеродом, галоидами и серой.
Хромирование титана и его сплавов может повысить их износо-и термостойкость. Для увеличения электропроводности и обеспечения возможности пайки на титан осаждают медь или никель, а затем в случае необходимости наносят другие покрытия.
Электроосаждение металлов на титан и его сплавы сопряжено со значительными трудностями, так как его поверхность покрыта трудно удаляемой окисной пленкой, которая чрезвычайно легко восстанавливается на воздухе, в воде и различных растворах. В процессе электролитического осаждения металла в титан легко диффундирует водород. Скапливаясь на границе титан — покрытие он может вызвать отслаивание последнего. Продиффундировавший в титан водород значительно ухудшает его механические свойства. В связи с тем, что титан как конструкционный материал стал применяться сравнительно недавно, до настоящего времени отсутствует широко проверенная промышленная технология нанесения гальванических покрытий для всех титановых сплавов.
256
В настоящее время можно выделить следующие положительно зарекомендовавшие себя методы подготовки к нанесению гальванических покрытий: обработка в специальных растворах, содержащих соли цинка, плавиковую кислоту и этиленгликоль, и травление в растворах кислот. Обработку в первых растворах можно проводить по двум принципиально различным схемам.
При обработке по первой схеме на поверхности титана образуется пленка черного цвета, состоящая в основном из гидридов титана. Она может служить подслоем для осаждения других металлов.
При обработке по второй схеме на поверхности титана происходит осаждение тонкой пленки цинка, на которую затем осаждают гальванические покрытия.
Для получения на поверхности титана гидридного слоя обработку производят в растворе, г/л:
Цинк фтористый ZnF2-4H2O . . 95—105
Плавиковая кислота HF......... 190—210
Этиленгликоль СН2ОНСН2ОН . . 780—820
Температура раствора 15—25° С; продолжительность обработки ? 1,5—4,5 мин.
f Для осаждения цинка используют следующий раствор:
Цинк хлористый ZnCl2, г..........
Плавиковая кислота (40%) HF, мл Этиленгликоль СН2ОНСН2ОН, мл . Вода, мл ........................
44—47
32—35 295—305
44—47
& Температура 18—25° С; продолжительность обработки 1— v 1,5 мин (до полного покрытия титана пленкой цинка).
/ Титан и его сплавы перед обработкой в указанных растворах ^подвергают тщательному обезжириванию, промывке и травлению f в смеси азотной и плавиковой кислот (3 : 1).
Удовлетворительные результаты при обработке в первом рас-творе обеспечиваются только после образования на поверхности tтитана пленки черного цвета. Осаждение цинка можно производить на поверхность титана после травления, а также после пред-£верительного анодного оксидирования в 20%-ном растворе сер-| НОЙ кислоты. Анодирование производят в течение 30 мин при й температуре 18—20° С и напряжении 18 В. При проведении । предварительного анодирования обеспечивается более высокое ;сцепление гальванического покрытия с поверхностью изделий.
После “ обработки в растворах, содержащих этиленгликоль, можно осаждать медь из обычных цианистых электролитов, в которых концентрация свободного цианида должна поддерживаться в определенных пределах. Оптимальная величина свободного NaCN — 7—8 г/л; катодная плотность тока 0,2—0,3 А/дм2.
п/ред. Гинберга А. М. 257
При меднении в цианистых электролитах хорошим сцеплением с покрываемой поверхностью отличаются только осадки меди толщиной до 2 мкм, в более толстых слоях сцепление с покрываемой поверхностью ухудшается (отслаивание медного слоя наступает при изгибе образцов до их излома).
Для получения более толстых слоев меди, обладающих повышенным сцеплением с покрываемой поверхностью, дальнейшее меднение следует вести в пирофосфатных или сернокислых электролитах.
Предварительное меднение титана с поверхностью, покрытой гидридной пленкой в цианистом электролите, можно заменить осаждением ь тонкого слоя меди (0,5—1 мкм) в пирофосфатном электролите при плотности тока 1 А/дм2 в первые 10 с с последующим ее понижением до 0,1—0,3 А/дм2. Стабильные результаты получаются на титане и его сплавах, за исключением сплавов с молибденом и хромом. Последующая термообработка значительно повышает сцепление покрытий с титаном.
Для медного покрытия с предварительной обработкой в растворе, содержащем фтористый цинк, рекомендуется термообработка от 400 до 500° С с выдержкой в течение 10—20 мин. При обработке в растворе с хлористым цинком после меднения рекомендуется термообработка в течение 30 мин при температуре 200— 300° С.
По слою меди возможно осаждение других покрытий на изделия из титана и его сплавов. Хромирование рекомендуется производить без медного подслоя по технологическим схемам, которые будут описаны ниже. Следует отметить, что при этом термообработка после нанесения покрытий также повышает их сцепление с покрываемой поверхностью.
Травление титана в концентрированной соляной кислоте при обычной температуре для последующего хромирования обеспечивает прочное сцепление с покрываемым металлом, если продолжительность обработки составляет не менее 5—8 ч. При применении кислоты, нагретой до 50° С, обработку производят в течение 1 ч. При травлении в соляной кислоте происходит растворение титана и изменяется внешний вид его поверхности. Через некоторое время после начала травления скорость растворения титана снижается, что объясняется образованием на его поверхности защитной пленки серого цвета, состоящей из гидрида титана. На эту пленку можно наносить другие металлы. Лучшие результаты получаются при осаждении хромовых покрытий. Хромирование ведут в обычных электролитах при температуре 50—65° С и плотности тока 50—60 А/дм2. В начале процесса в течение 2—3 мин осаждение идет при плотности тока 80—90 А/дм2. Проведение термообработки после хромирования улучшает сцепление покрытия с титаном.
Имеются рекомендации по нанесению слоя хрома после анодной обработки в растворе, содержащем фтористый цинк и этиленгли-258
5 коль при плотности тока 5 А/дм2, напряжении 18 В и температуре 18—25° С. При указанной обработке на титане образуется пористый окисный слой, служащий хорошим подслоем для нанесения гальванических покрытий и в первую очередь хрома.
Хром можно также наносить в обычных электролитах по слою цинка, осажденного в результате погружения в раствор с этиленгликолем ранее приведенного состава. При этом осаждение следует вести по схеме:
1) хромирование в стандартном электролите при температуре J 18—20° С, плотности тока 10 А/дм2 и продолжительности хромирования 1—2 мин;
| 2) хромирование в том же электролите при температуре 50—
^55° С и плотности тока 30—55 А/дм2.
На осажденный слой хрома можно наносить другие металлы по ^следующей технологической схеме.
| Травление в концентрированной или разбавленной (1:1) ^кислоте до потемнения поверхности и никелирование в электроплите состава (рН-5—5,2), г/л:
Никель сернокислый NiSOr7HaO Никель хлористый NiC12-6H2O . Борная кислота Н3ВО3...........
250—300 40—50 30-35
Г Температура электролита 50—60° С; плотность тока 3—5 А/дм2. К- При нанесении гальванических покрытий наблюдается ухуд-|кпение пластических свойств титана и его сплавов в результате возникновения водородной хрупкости. Это ухудшение неодинаково по величине для различных покрытий и снижается в следующей последовательности: серебрение, цинкование, хромирование, иеднение. При меднении и хромировании механические свойства Йитана ухудшаются только в начале электролиза при осаждении Покрытий в несколько микрон и остаются неизменными при дальнейшем росте слоя покрытия. При цинковании и особенно серебрении хрупкость титана резко увеличивается с ростом толщины осаждаемого покрытия. Рекомендуемая термообработка для улучшения рхепления покрытий с поверхностью титана и его сплавов приво-|&ит также к известному восстановлению его механических свойств |рри нанесении всех указанных покрытий.
рПИСОК ЛИТЕРАТУРЫ
[L 1. Вайнер Я. В., Дасоян М. А. Технология электрохимических покрытий. «Машиностроение», 1972. 464 с.
fc 2. Верник С., Пинер Р. Химическая и электролитическая обработка алю-
|.миния и его сплавов. Пер. с англ, под ред. Б. А. Зеленова и И. И. Веселовой. Судпромгиз, 1960. 387 с.
Г 3. Гинберг А. М. Электролитическое осаждение металлов на алюминий и сплавы. Л., Судпромгиз, 1957. 30 с.
17*
259
4. Гинберг А. М., Федотова Н. Я. Ультразвук в гальванотехнике. ,М., «Металлургия», 1969. 208 с.
5. Гинберг А. М. Технология гальванотехники. Л., Судпромгиз, 1962. 280 с.
6. Гинцберг С. Л., Иванов А. Ф. Способ получения прочносцепленных покрытий на алюминиевых сплавах. — В сб.: Электрохимическое осаждение и применение покрытий драгоценными металлами . Харьков, 1972. с. 86—27. 150 с.
7. Лайнер В. И. Современная гальванотехника. М., «Металлургия», 1967. 384 с.
8. Лукомский Ю. Я. — «Известия высших учебных заведений. Химия и химическая технология», т. 13, № 10, 1970. с. 1483—1488.
9. Справочное руководство по гальванотехнике. Ч. 1. Пер. с нем. под ред. В. И. Лайнера. М., «Металлургия», 1972. 487 с.
10. J. Carnes, Metal Finish 19, 219, 1973.
ГЛАВА XII
АНОДНОЕ ОКИСЛЕНИЕ АЛЮМИНИЯ
СВОЙСТВА АНОДНО-ОКИСНЫХ покрытий
На поверхности алюминия и его сплавов постоянно присутствует окисная пленка, повышающая их коррозионную стойкость. - Естественная окисная пленка тонка и механически непрочна; подвергая металл анодному окислению в растворах кислот, можно существенно улучшить свойства окисной пленки.
Анодно-окисные покрытия состоят из гидратированной окиси алюминия. В порах пленки адсорбируются анионы, входящие ’ в состав электролита. По структуре пленки многослойны. Внутренний слой, примыкающий к металлу (барьерный) компактен и бес-порист, пропускает ток благодаря имеющимся дефектам (ток утечки); толщина слоя является функцией формирующего напряжения и определяется величиной 14 A/В. Внешний слой, образующийся на внутреннем, толстый и пористый. Его толщина при прочих равных условиях зависит от условий процесса анодного окис-< ления (состава электролита и режима).
• При анодном окислении можно получать покрытия с заданными функциональными и декоративными свойствами. Эти свойства чрезвычайно многообразны. Анодно-окисные покрытия могут . быть твердыми и мягкими, хрупкими и эластичными, пористыми и беспористыми, прозрачными или непрозрачными, бесцветными и цветными и т. д.
При всем многообразии свойств анодно-окисных покрытий, их можно разделить на следующие группы: защитно-декоративные, защитные, твердые, изоляционные, подслойные перед нанесением металлического покрытия. Соответственно и способы анодного окисления могут быть сведены к нескольким основным, приведенным в табл. 92.
Свойства анодно-окисных покрытий зависят от следующих факторов:
состава сплава и степени его однородности;
характера подготовки поверхности перед анодным окислением;
261
s? to
Назначение процесса Обр абатываемый материал
Серная кислота Щавелевая кислота
Для получения Ан. Оке. (защ. декор.) Алюминий и его деформируемые сплавы 180— 200 —
Для получения Ан. Оке. хром (защ.) Алюминий и его сплавы, в том числе литейные — —
Для получения Ан. Оке., Ан, Оке. тв, Ан. Оке. из. Алюминий и его сплавы кроме литейных 2—4 27—33
Для получения Ан. Оке. тв. (защ., термоэлектроизол) Алюминий и его сплавы 180— 200 300— 380 —
То же Алюминий и его деформируемые сплавы 180— 200 10—20
Таблица 92
Компоненты электролита, г/л Режим обработки
Сульфосалициловая кислота Борная кислота Лимонная кислота Ортофосфор-ная кислота Хромовый ангидрид Калий титано-щавелево-кислый Трилон Б Температура, °C Плотность тока, А/дм2 Напряжение, В Продолжительность, мин
— — — — — — — 15—23 0,8— 2,0 До 24 15—60
— — — — 30— 100 — 30—40 До 3,0 40 (от 0 до 40 В в течение 5—10 мкн) 30—60
90— ПО 18—28 1,5— 3,0 До 100 20— 120
— — — — — — — От 0 до —7 От —5 до —8 2,5— 5,0 0,5— 2,5 До 120 До 65 20—90 35—90
— — — — — — — 10—25 2—5 До 90 30—60
Назначение процесса Обрабатываемый материал
Серная кислота Щавелевая кислота
Для получения Ан. Оке. из. Алюминий и его деформируемые сплавы типа АД31, АМг, АМц — 40—60
Для получения Ан. Оке. эмт. (защ. — декор) Алюминий и его деформируемые сплавы АД1, АМг, В95 — 1—2
Для получения Ан. Оке. из. Алюминий — —
Для получения цветных покрытий Ан. Оке. («Аноцвет» — 350) Алюминий и его сплавы 4—5 —
Перед получением металлических покрытий То же — —
Продолжение табл. 92
Компоненты электролита, г/л Режим обработки
гСульфоса-лициловая кислота Борная кислота Лимонная кислота Ортофосфорная кислота Хромовый ангидрид Калий титано-щавелево-кислый Трилон Б Темпера -тура, °C Плотность тока, А/дм’ Напряжение» В Продолжительность, мин
— — —' — — — — 15—25 2,5— 3,5 До 120 90— 210
— 1—2 6—8 1—2 — 30—35 40—50 — 40— 45 45—55 0,5— 2 1—2 40—80 (ступенчатое) До 120 60 30
. — 90— 150 — — — — — 70—95 — До 250 25—36
70—80 0,1— 1 — — — — 0,1— 0,5 20—23 1,3— 2 25—80 60—90
— — — 350— 670 — — — 30—35 1,3— 4 12—60 0,3— 3,0
условий анодного окисления (состава электролита и режима процесса);
дополнительной обработки покрытий.
Функциональные свойства сплава обусловливаются в основном его составом и условиями анодного окисления. На сплавах с большим содержанием легирующих добавок нельзя получить толстые покрытия или покрытия с низкой пористостью. Предельная толщина, пористость, коррозионная стойкость, твердость покрытия для данного сплава определяются рабочими условиями анодного окисления.
В табл. 93 показано влияние этих условий на свойства анодно-окисного покрытия, полученного из сернокислого электролита.
Таблица 93
Изменение условий анодного окисления Свойства покрытий
Предельная толщина Твердость Сцепление и адсорбционная способность Коррозионная стойкость Пористость
Повышение температуры 4 4 t —> t
Повышение плотности тока t t ->
Сокращение времени анодного окисления —> t t
Снижение концентрации кислоты t t ->
Применение переменного тока 1 1 t 1 t
Условные обозначения; ф — увеличение; — снижение; -> — переход через максимум.
Электроизоляционные свойства анодно-окисных покрытий зависят от толщины барьерного слоя, толщины и относительной пористости внешнего слоя. Чем выше чистота поверхности металла, толщина пленки и меньше ее пористость, тем выше электроизоляционные свойства.
Такие способы дополнительной обработки анодно-окисного покрытия, как наполнение маслами, лаками, парафином или уплот-264
нение кипячением в дистиллированной воде или растворах некоторых солей, повышают коррозионную устойчивость и электроизоляционные свойства.
Декоративные покрытия конструкционных материалов в системе металл—окисное покрытие могут подчеркнуть собственные декоративные свойства алюминия, выявить новые или завуалировать эти свойства.
Декоративные свойства анодно-окисных покрытий складываются из фактуры, текстуры и цвета.
Первым из свойств покрытия является степень прозрачности. Прозрачные бесцветные окисные покрытия в толщинах принятых для декоративных (5—10 мкм), не скрывают металлической основы. Это позволяет наиболее полно выразить декоративные свойства самого металла.
Непрозрачные покрытия типа эматаль лишают алюминий металлического блеска, изменяя и его цвет, нарушая привычный облик металла, он как-будто «теплеет».
Фактура при прозрачных покрытиях зависит от способа подготовки поверхности металла перед анодным окислением. Ее можно сделать блестящей или матовой, гладкой или шероховатой, создать на ней рельефную рисунчатость.
* Текстура некоторых алюминиевых сплавов, например АМг2 или АМц, при определенных способах химической подготовки поверхности и анодного окисления может быть выявлена и исполь-г зована в качестве декоративного свойства.
Цвет складывается из цвета металла и цвета покрытия. Если покрытие прозрачно, цвет металла является основным компонентом. В случае непрозрачного покрытия постоянным компонентом является цвет эматаль-пленки.
В электролитах на основе сульфосалициловой кислоты можно получить цветные покрытия при сохранении холодного металли-. ческого блеска.
Прозрачные и непрозрачные анодно-окисные покрытия могут окрашиваться в водных растворах красителей методом ч адсорбционного наполнения, приобретая при этом цвет красителя.
Выбор сплава имеет большое значение для получения декоративных покрытий. Самые прозрачные и бесцветные покрытия получаются на чистом алюминии. Чем больше легирующих добавок в сплаве, тем покрытия менее прозрачны и более темного тона. На некоторых сплавах вообще нельзя получить декоративные покрытия.
Максимальное содержание легирующих добавок в алюминиевых сплавах, используемых для получения декоративных анодно-°кисных покрытий, не должно превышать следующих величин (в %): железа — 0,5, кремния — 2—3, меди — 1—2, марганца — 0,5—0,8; магния — 7, цинка — 6—8, хрома — 0,3, ти-тана — 0,3.
265
СРАВНИТЕЛЬНАЯ ХАРАКТЕРИСТИКА И ОБЛАСТЬ ПРИМЕНЕНЙЯ ЭЛЕКТРОЛИТОВ ДЛЯ АНОДНОГО ОКИСЛЕНИЯ
Для анодного окисления алюминия и его сплавов применяют серную, щавелевую, хромовую, сульфосалициловую кислоты, а также растворы, содержащие комбинации кислот, иногда с добавками солей.
Сернокислотный электролит применяют наиболее часто, что обусловлено главным образом дешевизной и возможностью работы при низком напряжении. Этот процесс применяют для защитной отделки деталей, для получения толстослойных покрытий (твердое анодное окисление) на деталях, работающих на трение, подвергающихся эрозионным воздействиям, для получения теплоизоляционного слоя. Покрытия, получаемые в нем, достаточно пористы и малоэластичны.
Электролит обладает высоким травящим действием, поэтому непригоден для анодного окисления деталей сложной конфигурации, сварных и клепаных, так как в дальнейшем он вызывает коррозию металла. Травящее действие электролита резко возрастает с повышением температуры, поэтому для получения толстых покрытий необходимо поддерживать в нем минусовую температуру.
Для твердого и декоративного покрытия используют электролит, содержащий кроме серной кислоты щавелевую (10—20 г/л). Введение щавелевой кислоты резко понижает травящее действие электролита и в нем за 2 ч (при комнатной температуре) удается нарастить толстые пленки (45—100 мкм).
Щавелевокислый электролит позволяет получать толстые эластичные пленки на большом числе сплавов. Твердость их ниже, чем у пленок, получаемых в сернокислом электролите. Цвет покрытий на различных сплавах может быть от бесцветного до темно-бронзового. Прозрачность покрытий также может быть различной — в этом электролите получают прозрачные, полупрозрачные, опалесцирующие, молочные пленки. Вводя в электролит некоторые добавки и изменяя режим анодного окисления, можно получить непрозрачные покрытия типа эматаль.
Стоимость анодного окисления в щавелевой кислоте значительно выше, чем в других электролитах (кроме сульфасалицилового), и его применяют главным образом для получения электроизоляционных покрытий и анодного окисления литейных сплавов.
Хромовокислотный электролит широко используют для отделки клепаных и сварных конструкций, деталей сложной конфигурации. Покрытия, полученные из этого электролита, малопористы, обладают более высокими защитными свойствами и эластичностью, чем полученные в сернокислотном электролите. Они недостаточно прозрачны и малодекоративны. При определенном режиме окисления можно, однако, получить декоративные покрытия типа эматаль.
266
: Анодное Окисление в хромовых электролитах помогает выявить
• дефекты металла и его применяют в дефектоскопии.
Электролит на основе сульфосалициловой кислоты наиболее дорогой из применяемых электролитов, однако он имеет ряд суще-„ ственных преимуществ. В нем можно получать твердые, электро-- изоляционные, защитные и защитно-декоративные покрытия на . большинстве алюминиевых сплавов. И хотя цветовая гамма покры-< тий ограничена серо-черными и коричнево-бронзовыми тонами, они Г имеют хорошую цветовую стойкость. Такие покрытия за рубежом широко используют для отделки строительных конструкций.
Анодное окисление в борной кислоте применяют для получения тонких беспористых электроизоляционных пленок для конденса-| торов, а в ортофосфорной кислоте — для получения подслоя перед £ осаждением металлических покрытий.
| ТВЕРДОЕ АНОДНОЕ ОКИСЛЕНИЕ
| К твердому или глубокому анодному окислению относят полу-li чение покрытий толщиной не менее 40 мкм, обладающих высокой ^твердостью, износостойкостью и антифрикционными свойствами. В-Покрытия не отслаиваются даже при значительных деформациях, e-хотя и растрескиваются.
|Р Наиболее качественное покрытие получается на чистом алюми-|-'Нии и его сплавах (АМг, АВ, АД31), наименее качественное на Всплавах с содержанием меди выше 4,5% (Д16, Д1, Д20).
Б В процессе окисления по мере роста пленки напряжение повы-|1шают от 23 до 120 В. При этом плотность тока увеличивается от 2
Таблица 94
Марка h сплава Толщина покрытия, мкм Температура, °C Плотность тока, А/дм2 Напряжение, В Продолжительность, мин
начальное конечное
f'A99, А97, А95 60±5 25-30 70—75 60
й?.' 40±5 3 28—30 60—65 40
LA5, АО, АМг2 28—30 50—55 20
£АМгЗ АМгб, АМгб 20±3 20^3 28—32 55-60 30
2 •28—32 55—60 45
^АМц 3 35—40 65—90 60
|;В95 40—5 2 32—35 65-80 90
уВ95 20—3 2 32—35 45—55 40
1Д1, Д16 25—3 10±5 1,5 40-42 75-85 120
'.Д1, Д16 15=±=2 1,5 40—42 75—80 90
15—2 2 32—35 45—50 30
267
до 5 А/дм2. За 4 ч можно получить пленку толщиной 250 мкм. Пористость покрытий на технически чистом алюминии составляет 20%, на сплавах доходит до 35%.
Установлено, что скорость растворения окисной пленки возрастает в 10 раз при повышении температуры на каждые 22—23° С.
Для получения твердых покрытий применяют также электролиты СЩК-200-10 и СВ К-200-50. В первый на 200 г/л серной кислоты вводят 10 г/л щавелевой кислоты, а во второй — на то же количество серной кислоты 50 г/л виннокаменной кислоты. Эти добавки резко снижают травящее действие серной кислоты, и при комнатной температуре за 2 ч на чистом алюминии можно получить покрытие толщиной 100—105 мкм, а на сплаве Д16 — 40— 45 мкм при плотности тока 2—5 А/дм2 и повышении напряжения от 24 до 90 В.
Режимы твердого анодного окисления в трехкомпонентном сульфосалициловом электролите (см. табл. 92) приведены для разных сплавов в табл. 94.
При толстослойном анодном окислении необходимы жесткие контакты подвески с изделием. Все контакты изготовляют из технически чистого алюминия или сплава АМг.
Размеры деталей при этом процессе увеличиваются примерно на 50% толщины наносимого покрытия.
ЭЛЕКТРОИЗОЛЯЦИОННОЕ АНОДНОЕ ОКИСЛЕНИЕ
Для электроизоляционного анодного окисления применяют различные электролиты (см. табл. 92). Толщина электроизоляционных покрытий, полученных в сернокислотном электролите, может быть от 20 до 40 мкм, в щавелевокислом — от 40 до 60 мкм, в суль-
Таблица 95
Марки сплавов Толщина окисной пленки, мкм Температура, °C Плотность тока, А/дм2 Напряжение, В Продолжительность, мин
начальное конечное
А99, А97, А95, А5, АО, АМг2с 90+5 зо+з 3 25-30 80-85 90
А99, А97, А95, А5, АО, АМг2, АМг2с 60—5 30—3 3 25—30 70-75 60
АМгЗ 40±5 20±3 3 28—32 75—80 60
АМг5, АМгб 40+5 20±=3 2 30—32 80 90
В95 40+5 10—2 2 32—35 80 90
АМц 20=*=3 20±3 3 35—40 90 60
Д1, ДЮ 20—3 10=5=2 1,5 40-42 75-85 120
268
фосалициловом — до 90 мкм (в зависимости от требуемого сопротивления).
Чем выше чистота поверхности исходного металла, тем больше потенциал пробоя пленки. При сернокислотном анодном окислении пробивное напряжение максимально при концентрации серной кислоты 300—320 г/л и повышении температуры до 30° С.
Режимы электроизоляционного анодного окисления в сульфо-салициловом трехкомпонентном электролите приведены в табл. 95.
-С увеличением влажности окружающей среды пробивное напряжение анодно-окисных покрытий снижается, поэтому пленки пропитывают различными лаками и компаундами.
ДЕКОРАТИВНОЕ АНОДНОЕ ОКИСЛЕНИЕ
Декоративные анодно-окисные покрытия получают из различных электролитов.
Анодное окисление, при котором получают достаточно толстые пленки (5—10 мкм для декоративных покрытий), существенно меняет характер отражения света металлической поверхностью. Степень пористости и соответственно наполненность анодно-окисных покрытий водным раствором электролита влияют на спектральные характеристики поверхности алюминия.
Преобладание поглощения света или его отражения (зеркального или диффузного) будут обусловливаться как свойствами самой пленки (химическим составом, величиной, количеством и структурой пор, степенью наполненности их водой или электролитом), так и структурой поверхности металла.
Таблица 96
Тип электролита Высота микронеровностей R мкм Количество отраженного света, в усл. ед. Коэффициенты спектрального отражения, %, при X, = 560 мм
полный Рп диффузный рд зеркальный р3
Сернокислотный 3,70 9,5 79 67 13
Сернокислотный двухкомпонентный 4,40 11,0 72 61 11
Шавелевокислый .... 2,82 13,8 61 51 10
Сульфосалициловый двухкомпонентный 3,60 13,8 72 59 13
Сульфосалициловый трех-компонентный 3,70 Н,4 76 63 13
Хромовоборный концентрированный 4,00 9,1 54 49 5
^^Хромовоборный разбавлен- 4,05 3,1 48 47 1
269
Исследования, проведенные во ВНИИТЭ, позволили сравнить некоторые характеристики анодно-окисных покрытий, полученных из различных электролитов. Для определения свойств покрытий снимали кривые спектрального отражения (рис. 12), из которых видно изменение этого показателя для покрытий, полученных из различных электролитов. Значения коэффициентов спектрального отражения приведены в табл. 96 *.
10 20 50 40 50 60 70 гриб.
Угол отражения
Рис. 12. Кривые спектрального отражения анодно-окисных покрытий на сплаве АД1, полученных в различных электролитах:
исходная поверхность матированного алюминия; 2 — сернокислотном; 3 — сернокислотном двухкомпонентном; 4 — щавелевокислотном; 5 — сульфосалициловом двухкомпонентном; 6 — сульфосалициловом трехкомпонентном; 7—хромовоборном концентрированном; 8 —- хромовоборном (разбавленном)
Шероховатость вызывает рассеяние света поверхностью. Значение высоты микронеровностей как показателя шероховатости для анодно-окисных покрытий, полученных из различных электролитов, приведены также в табл. 96.
Кроме характера отражения света следует указать и на собственный цвет анодно-окисных покрытий, оказывающий влияние на их декоративные свойства.
Влияние способа окисления на цветовые характеристики покрытий приведено в табл. 97.
Декоративное анодное окисление для получения прозрачных покрытий производят в сернокислотном, щавелевокислотном и сульфосалициловом электролитах. Пленки прозрачный не скры
вают металла, поэтому стремятся создать декоративную фактуру поверхности. Для этой цели используют механические способы, после чего производят подго
товку поверхности в растворах, не разрушающих полученную фактуру, и анодное окисление. Широко применяют химические и электрохимические способы фактурования: полирование, сатинирование, «снежное» травление. Комбинируя их с различными методами защиты поверхности с определенной фактурой (фотоспособ, шелкография, офсетная печать и др.), можно получить разнофактурные декоративные поверхности, например с сочетанием зеркально-блестящей гладкой электрополированной поверхности с шероховатой полублестящей и т. п.
Способ получения фактурованных поверхностей в настоящее время широко используют при отделке приборов.
Вторым декоративным приемом является создание текстуры.
• Все данные приведены для сплава АД1.
270
Таблица 97
Тип электролита Координаты цветности Цветовые характеристики Цвет покрытия
X У Доминирующая длина волны Л. нм Чистота цвета Р, % Коэффициент отражения р, %
т,. -— | Сернокислотный 0,312 0,321 — 5 37,55 Светло-серый
i\ Сернокислотный и двухкомпонентный J Щавелевокислый 0,304 0,316 — 5 24,00 Средне-серый
0,315 0,328 563,0 11 22,52 Серый с зе-
L' Сульфосалициловый 0,302 0,313 5 24,40 леновато-желтым оттенком Средне-серый
1' двухкомпонентный If- Сульфосалициловый 0,304 0,316 478,0 14 25,28 То же
£ Трехкомпонентный f Хромовоборный 0,310 0,320 — 5 43,15 Бледно-серый
^концентр и р ов а н н ый К Хромовоборный 0,318 0,327 575,5 6 46,76 Серый с го-
^разбавленный Rk — лубым оттенком
fe:
«Деформируемый алюминий способен к рекристаллизации, что |в зависимости от режимов обработки позволяет получать на его Поверхности различные декоративные кристаллические композиции. Технология получения текстурованной поверхности алюми-Вия «искрит» состоит из механической деформации, термообработки, проявления текстуры и защиты поверхности прозрачными Диодно-окисными покрытиями.
К Кристаллическая текстура зависит от степени предварительной деформации, температуры термообработки, состава сплава. Шригодная для декоративной отделки текстура получается при Температуре термообработки 500—550° С за 10—30 мин*. Увеличение продолжительности термообработки увеличивает размер кристаллов. Наибольшее влияние на текстурование оказывают Цтепень и характер деформации алюминия. При наименьших Йформующих усилиях получаются наиболее крупные кристаллы, |йля получения мелких кристаллов нужно подбирать такие условия деформации, которые исключают местную вытяжку металла. ^Текстура на сплавах получается более крупная и неравномерная, на технически чистом алюминии.
®Сл * ’^ЛЯ кажд°й детали время термообработки устанавливают опытным путем йуиедует учитывать влияние термообработки на механические свойства изделий I' 271
После термообработки1 текстура не видна, поэтому ее необходимо освободить от окисной непрозрачной пленки — «проявить».
Проявление можно производить химическим или электрохимическим способами.
Раствор для химической обработки имеет следующий состав, (вес. %): азотная кислота HNO3 — 35, соляная кислота НС1 — 5, вода — 60. Режим проявления: температура раствора 20—30° С; продолжительность обработки 15—20 мин.
Электрохимическое проявление производят в растворе, содержащем, г/л: азотной кислоты HNO3 — 150, хлористого натрия NaCl — 150. Обрабатываемые детали служат анодом. Режим: температура 18—23° С; анодная плотность тока 20—30 А/дм2; продолжительность 5—7 мин.
После проявления производят анодное окисление в 5%-ном растворе серной кислоты при температуре 18—23° С, анодной плотности тока 0,5 А/дм2 в течение 10 мин.
Прозрачные анодно-окисные покрытия легко окрашиваются методом адсорбционного наполнения пор пленок красителем из водного раствора.
Разработаны и изготовляются специальные органические красители для окрашивания анодно-окисных покрытий (табл. 98).
Таблица 98
Наименование красителя pH ванны окрашивания Светостойкость
Желтый 3 для алюминия 6—7 Недостаточная
Золотистый для алюминия 6—7 Удовлетворительная
Золотисто-коричневый (для алюминия) 6—7 »
Алый для алюминия 3,5-4,5 »
Красный С для алюминия 6—7,5 Недостаточная
Фиолетовый для алюминия 6—7,5 »
Синий 2К для алюминия 6—7,5 »
Голубой для алюминия 3,5—4,5 Хорошая
Бирюзовый для алюминия 3,5—5 Удовлетворительная
Зеленый 4Ж для алюминия 3,5-5 »
Темно-коричневый для алюминия 3,5-5 »
Серый для алюминия 6—7,5 Недостаточная
Черный для алюминия 3,5-4,5 Хорошая
Глубоко-черный для алюминия 3,5—5 »
1 Максимальное время между термообработкой и проявлением 96 ч.
272
Концентрация растворов для окрашивания, г/л: для светлых тонов — 0,1—0,5, для средних — 0,5—1,0, для интенсивных — 1,0—5,0, для черного цвета — 10. Растворы готовят на дистиллированной воде, перед употреблением фильтруют через марлю или вату. Большинство растворов дает результаты только при определенном значении pH, поэтому детали после анодного окисления должны быть тщательно отмыты от электролита. Максимальный промежуток времени между анодным окислением и крашением 8 ч. Окрашивание можно производить при комнатной температуре и при 50—60° С. Во втором случае крашение идет быстрее, но труднее уловить требуемый оттенок, и пленка одновременно гидратируется, что уменьшает ее адсорбционную способность. Продолжительность окрашивания должна быть не менее 15—20 мин.
После адсорбционного наполнения пор анодно-окисной пленки красителем ее уплотняют кипячением в дистиллированной воде в течение 30 мин.
Некачественную окраску можно удалить (без нарушения анод-1 но-окисного покрытия) обработкой в растворе следующего со-, става, г/л: перманганат калия КМпО4 — 20, азотная кислота HNO3 — 200. После обработки детали тщательно промывают во-; дой и снова окрашивают.
Кроме органических красителей можно наполнять пленку неорганическими красителями. Преимуществом этого способа ^является светостойкость и термостойкость красителей, недостат-‘ ками — ограниченная цветовая гамма и сложность технологии ? окраски, поэтому чаще всего его используют для получения белого цвета и золотисто-желтого с зеленоватым оттенком.
, Белую окраску получают обработкой изделий в горячем раст-воре, содержащем 100 г/л азотнокислого алюминия A1(NO3)3.
| При этом прозрачность ее исчезает, вместе с тем пропадает и ме-* таллический блеск. Этот способ используют в оптическом при-боростроении.
/ Для получения золотисто-желтого цвета применяют раствор, ^ содержащий 15 г/л двойной соли, — железоаммония щавелево-К кислого. Для приготовления раствора необходимое количество | соли растворяют в горячей дистиллированной воде, pH раствора | (6—8) поддерживают прибавлением аммиака или щавелевой ки-слоты. Перед употреблением раствор следует прокипятить в те-| чение 2 мин. Окрашивание ведут при 50—60° С в течение 0,5— 1 мин-
В последнее время для получения светостойких покрытий | анодно-окисные пленки наполняют неорганическими красителями h на переменном токе. Для этого деталь после анодного окисления u в сернокислотном (одно- или двухкомпонентном) электролите при &а == 2 А/дм2 в течение 30 мин промывают и подвешивают в ванну с раствором для окрашивания. Составы растворов и режимы обра-т ботки приведены в табл. 99.
г 18 п/ред. Гинберга А. М, 273
Таблица'99
Состав раствора Режим обработки Цвет покрытия
Наименование компонентов Концентрация, г/л Температура, °C Напряжение переменного тока, В Продолжительность, мин
Сернокислая медь Серная кислота 17—25 36 21—22 10 10 Черный
Марганцевокислый калий Серная кислота 15 5 20-22 5 10 Золотистожелтый
Из анодно-окисных покрытий, окрашенных адсорбционным наполнением, широко применяется имитация «под золото». Условием получения такого покрытия является сохранение зеркальной поверхности металла при анодном окислении и получение совершенно бесцветных прозрачных пленок. Этим требованиям отвечают покрытия, полученные на алюминии высокой чистоты (А00, хуже АО, А1, АМг, АД31) после предварительного механического и электрохимического полирования. Процесс ведут в 15—20%-ном растворе серной кислоты при 13—23° С, анодной плотности тока 0,8—1,5 А/дм2. Толщина пленок 6—9 мкм. Подбором соответствующих комбинаций красителей (оранжевого, желтого, розового и черного для алюминия) можно получить цвет золота нужной пробы. После крашения пленку подвергают уплотнению.
В отличие от отделки под золото при эмалевидном окислении исключается процесс механического и электрополирования. Поверхность механически или химически матируют, затем следуют операции анодного окисления, наполнения пленки красителем, уплотнения и подполировки пленки. При этом образуется почти непрозрачная пленка, напоминающая ювелирную силикатную эмаль горячего обжига. Для получения хороших результатов процесс анодного окисления в серной кислоте ведут при плотности тока 1,5—2,0 А/дм2 в течение 1 ч, а наполнение — в растворах красителей для получения интенсивных тонов при 50—90° С. Лучшие результаты получаются при окраске в темные тона: черный, синий, темно-красный, темно-зеленый. После уплотнения и сушки производят подполировку покрытия с применением стеарина, затем протирают поверхность ветошью.
Декоративное анодное окисление с получением непрозрачных покрытий типа «эматаль» можно производить в электролитах на основе хромовой и щавелевой кислот. Эматаль-пленки молочно-эмалевидны, они могут быть блестящими и матовыми. Отличаются 274
высокой износостойкостью, термостойкостью. Коррозионно-стойки в атмосферных условиях и в таких средах, как спирт, ацетон, нефтяные масла, стиральные порошки, жиры мине-
рального и растительного происхождения, а также в пищевых средах.
Пористость эматаль-пленок ниже, чем других анодно-окисных покрытий, и в зависимости от условий их получения колеблется в пределах от 1,3 до 5%. Цвет пленок изменяется от светло-до темно-серого и зависит от состава сплава. Они могут быть окрашены наполнением в растворах красителей, но при этом цвет
пленки накладывается на цвет красителя.
В настоящее время известно значительное количество рецептур электролитов для эматалирования. Наиболее широ-
t кое применение нашли электролиты на основе щавелевой кислоты (с добавкой калия-титана щавелевокислого) и хромово-
L борный х.
f Титаносодержащие электролиты позволяют эматалировать значительное число сплавов: АД1, АМг, АМц, Д16, АК4, АК6.
2. В хромовоборном электролите сплавы с высоким содержанием меди
> и кремния обрабатывать нельзя. В нем обрабатывают сплавы типа АД1, АМг, АМц. Особенностью эматалирования является регули-рование процесса не по плотности тока , а по напряжению. В элек-
I тролите с солью титана детали завешивают в ванну без тока. Затем ?'за 3 мин доводят напряжение до 60 В, после чего плавно повышают ? его в течение 10 мин до ПО—120 В и ведут процесс при этом на-
| пряжении.
При эматалировании в хромовоборном электролите детали а^также завешивают в ванну без тока. Затем за 5 мин напряжение ^доводят до 40 В и поддерживают его постоянным в течение 30 мин. S По истечении 30 мин напряжение повышают до 80 В и при этом |\‘напряжении ведут процесс еще 25 мин. Толщина покрытий, полу-Г’чаемых в титансодержащем электролите, — 10—12 мкм, в хро-I -мовоборном — 5—6 мкм. Эматалирование широко применяют &В приборостроении для защитно-декоративной отделки, например, К лицевых панелей различных приборов. Цветовые характеристики $ анодно-окисных и эматаль-пленок, полученных при наполнении 1; красителем в одинаковых условиях, приведены в табл. 100.
П Известно, что при анодном окислении на некоторых сплавах Е (например, АМц) выявляется текстура — своеобразные полосы.
Если анодно-окисные покрытия прозрачны, то такая текстура не ( воспринимается как декоративная, а служит обычно признаком (брака. Но при определенных условиях эматалирования можно ^Изделиям придать вид, напоминающий древесные текстуры. Е Для получения декоративной ритмической штриховой текстуры
lAMt/ljr T.vnrl/1 1 rlDrlUxl £7 xl 1 IVlxl H V ViWJxl Ш 1 jj ZlAUD Vxl 1 CAL 1 J jj Jul
следует использовать сплавы АМц и АМгб. Четкость и декоратив-
Е'.' 1 Авторское свидетельство СССР № 128252. «Бюллетень изобретений и
к товарных знаков», 1960, № 9.
В 18*
275
Таблица 100
Наименование красителя Анодно-окисное покрытие из сернокислого электролита Эматаль-покрытие из хромовоборного электролита
Координаты цветности Цветовые характеристики Цвет покрытия Координаты цветности Цветовые характеристики Цвет покрытия
X У Доминирующая длина волны К, нм Чистота цвета Р, % Коэффициент отражения р. % X У Доминирующая длина волны А, нм Чистота цвета Р, % Коэффициент отражения р, %
Желтый 3 0,465 0,486 576,5 91,5 12,06 Темно-желтый 0,437 0,476 574,5 85,0 31,34 Охристо-желтый
Оранжевый 2Ж 0,548 0,400 522,0 89,0 9,09 Темно-оранжевый 0,530 0,416 588,0 89,0 18,74 Темно-оранжевый
Алый 0,607 0,336 608,0 86,0 5,42 Ярко-оранжево-красный 0,408 0,327 605,0 31,0 19,82 Темно-земляничный
Красный С 0,592 0,303 627,0 70,5 1,49 Темнокрасный 0,510 0,303 630,0 49,0 8,67 Темно-малиновый
Фиолетовый 0,256 0,172 565,0 5,0 1,17 Синевато-фиолетовый 0,223 0,090 565,0 12,0 1,46 Синевато-фиолетовый
Голубой 0,170 0,092 463,0 33,0 2,45 Ультрамариновый 0,163 0,080 462,0 40,0 2,11 Темно-кобальтово-синий
Зеленый 4Ж 0,223 0,362 497,5 33,0 8,1 Темноизумрудный 0,270 0,330 495,3 17,5 25,64 Темно-опалово-зеленый
Темно-коричневый 0,427 0,332 608,0 35,0 2,64 Коричневокрасный 0,403 0,309 640,0 20,5 2,42 Бегониево-крас-ный
Примечание. Анодно-окисные и эматаль-покрытия получены на сплаве АД1, толщина покрытия 5 мкм.
ные свойства текстуры зависят не только от состава сплава, но и от способа подготовки поверхности.
Гладкие блестящие поверхности с текстурой получают при предварительном механическом полировании, последующем химическом обезжиривании в слабощелочных растворах, осветлении в 30%-ной азотной кислоте и эматалировании в хромовоборном электролите.
Гладкие матовые поверхности с текстурой получают, если поверхность сначала химически матируют, затем осветляют и эма-талируют в хромовоборном электролите.
Декоративные цветные анодно-окисные покрытия (аноцвет) получают из электролитов на основе сульфосалициловой кислоты. Цвет окраски и его оттенки зависят от марки сплава, режима анодного окисления и толщины покрытия. Пленки толщиной 5—10 мкм не имеют окраски; 15 мкм — слабо окрашены.
На сплавах АМгб и АМц выявляется декоративная штриховая текстура. В зависимости от подготовки основного металла или обработки покрытия можно получить блестящие или матовые поверхности. Цвет анодно-окисных покрытий в зависимости от марки сплава приведен в табл. 101 (толщина пленок 30 мкм).
' Т а б л и ц а 101
Марка сплава Цвет анодно-окисного покрытия
А99, А97, А95, А5, АО j АМгЗ, АМгб, АМгб, АМц & В95 * АМг2, АМг2с * ; Д1, Д16 I АЛ2, АЛ9, АЛ 11 Светло-серый; зеленовато-золотистый От серого до серо-черного От серо-голубого до сине-черного От зеленовато-золотистого до коричнево-золотистого От серо-голубого до серо-зеленого От светло-серого до темно-серого
СПИСОК ЛИТЕРАТУРЫ
1. Голубев А. И,, Игнатов Н. Н. Толстослойное анодирование алюминия 7 и его сплавов в смесях кислот при комнатной температуре. М., ГОСИНТИ, b № 3-65-2176/60, 1965. 32 с.
f 2. Грачева М. П. Гальванотехника при изготовлении предметов бытового т назначения. М., «Легкая индустрия», 1970. 304 с.
3. Грачева М. П. Декоративно-защитное оксидирование алюминия и его сплавов. М., ВНИИТЭ, 1971, 69 с.
< 4. Грачева М. П., Карманова Т. А. Гальваническая отделка металлов. М.,
} ВНИИТЭ, 1971, вып. 1, 1973, вып. 2 и 3.
। 5. Грачева М. П. Эматалирование. — В сб.: Применение алюминиевых
J сплавов. Под ред. А. Т. Туманова. М., «Металлургия», 1973, с. 393—400.
6. Розенбойм Г. Б. Эматалирование в судовом машиностроении. Л., «Судо-, строение», 1969.
7. Томашов Н. Д., Тюкина М. Н., Залив ал ов Ф. П. Толстослойное анодиро-
?. вание алюминия и его сплавов. М., «Машиностроение», 1968.
ГЛАВА XIII
ОКСИДИРОВАНИЕ И ФОСФАТИРОВАНИЕ МЕТАЛЛОВ
ОКСИДИРОВАНИЕ ЧЕРНЫХ МЕТАЛЛОВ
Щелочное оксидирование. Наибольшее распространение для оксидирования стали и чугуна получили щелочные растворы, в которых процесс оксидирования протекает стабильно и образуются покрытия с хорошим декоративным видом. Цвет покрытия зависит от состава обрабатываемого металла и практически не связан с составом раствора. На углеродистых и низколегированных сталях образуется покрытие черного цвета. Цвет оксидного покрытия на чугуне — коричневый. На легированных сталях покрытие имеет темно-серый цвет.
Обычно оксидирование выполняется в одну стадию. Однако имеются и процессы двухстадийного оксидирования с промежуточной промывкой в воде. В последнем случае покрытие получается более плотным.
Основным компонентом щелочных растворов оксидирования является едкий натр. В состав растворов входят также окислители — нитраты и нитриты натрия. В последнее время получили распространение растворы, содержащие тринатрийфосфат. Процесс проводят при температуре кипения, которую легко поддерживать постоянной добавлением воды вместо испарившейся. Разные марки стали оксидируются при различной температуре. Исходный раствор во всех случаях одинаков. Температуру кипения раствора изменяют разбавлением водой или упариванием.
Продолжительность обработки зависит как от состава раствора, так и от марки металла и изменяется от 30 мин для чугуна до 1—1,5 ч для легированных сталей.
Зависимость температуры оксидирования от состава обрабатываемого металла приведена в табл. 102.
Чаще всего применяют трехкомпонентный раствор состава, г/л:
Едкий натр NaOH............. 650—700
Нитрит натрия NaNO2 ......... 200—250
Нитрат натрия NaNO8......... 50—70
278
Таблица 102
Состав обрабатываемого металла Температура раствора, •с
Сталь с содержанием углерода 0,1—0,4% и легированные стали Сталь с содержанием углерода 0,4—0,7% . . . Высокоуглеродистые стали и чугун 142—145 138—142 135—140
Продолжительность оксидирования 40—60 мин.
* Технология двухстадийного оксидирования представляет 5 интерес в случае большой номенклатуры деталей из различных 7 марок стали. Первую ванну разбавляют до температуры кипения раствора 130—135° С, и детали обрабатывают в ней 5—10 мин. После промывки детали переносят во вторую ванну с температурой
1 138—145° С, устанавливаемой по наиболее часто встречающейся у обрабатываемых деталей марке стали.
S В последние годы для скоростного оксидирования получил ^ распространение щелочной раствор с добавкой фосфорнокислых солей. Продолжительность оксидирования в этом растворе для ® широкой номенклатуры сталей составляет 15—20 мин. Образую-щаяся оксидная пленка имеет глубокий черный цвет. Состав раст-|;вора, г/л:
Едкий натр NaOH.............. 600—700
Нитрит натрия NaNO,.......... 120—160
Тринатрийфосфат Na3PO4 .... 60—80
В Крупные детали оксидируют на стальных подвесках, мелкие — стальных корзинах. Детали типа плоских шайб, колпачков во время подготовки поверхности и оксидирования необходимо встря-| хивать. Иногда оксидирование таких деталей проводят во вращаю-I Щихся перфорированных барабанах из нержавеющей стали.
Оксидные покрытия для повышения коррозионной стойкости обычно пропитывают минеральным маслом. После оксидирования £ детали тщательно промывают в горячей непроточной воде и двух ^.ваннах с проточной водой, а затем сушат нагретым воздухом, I после чего погружают их в веретенное масло при температуре 1 100—120° С. Чтобы улучшить смачивание оксидной пленки мас- Дом, рекомендуется оксидированные детали после промывки погрузить в 1—2%-ный раствор хозяйственного мыла при темпера-К гуре от 70 до 100° С и выдержать в нем 2—5 мин. Детали либо | сушат, а затем промасливают, либо переносят в ванну с маслом и сушат в масле.
& Применяемая отдельными заводами нейтрализация остатков ^Щелочи перед омыливанием в растворе хромового ангидрида fe 279
концентрацией 30—50 г/л является необязательной и имеет смысл только в тех случаях, когда не удается обеспечить хорошую промывку оксидированных деталей.
Дефекты покрытия при щелочном оксидировании вызываются нарушением состава раствора и температурного режима. Большинство из них можно устранить при своевременном контроле температуры кипения раствора. Ванны оксидирования для этой цели необходимо оборудовать дистанционными термометрами.
Появление на деталях рыхлого красно-коричневого налета гидратированной окиси железа нежелательно. Этот дефект устраняют снижением температуры кипения раствора разбавлением его водой. При длительной работе ванны без замены раствора на дне ее накапливается осадок из гидроокиси железа, образующейся при оксидировании, и карбонатов, возникающих в результате поглощения раствором углекислого газа из воздуха. Накопление значительного количества донного осадка также может привести к осаждению на деталях красноватого налета. При большой загрузке ванн оксидирования необходимо удалять донный осадок не реже, чем один раз в 2—3 месяца. При недостатке в растворе окислительных солей на деталях может возникать зеленоватый налет. В этом случае раствор корректируют. Неполная промывка деталей после оксидирования приводит к образованию на них при хранении белого налета. Для проверки качества промывки можно нанести на поверхность детали каплю раствора фенолфталеина или прикоснуться к ней индикаторной бумажкой. Отсутствие щелочной реакции указывает на хорошую промывку.
Приготовление и корректировка раствора оксидирования.
После растворения едкого натра в раствор добавляют окислительные соли, доводят его до кипения и контролируют химическим анализом содержание компонентов. Если при корректировке раствора необходимо разбавить его водой, то во избежание выбросов воду следует добавлять малыми порциями. Добавление компонентов раствора производят по данным химического анализа.
Снятие недоброкачественных оксидных покрытий производят в травильной ванне с 10—20%-ным раствором серной или соляной кислоты.
Кислое оксидирование. При кислом оксидировании черных металлов образуются оксидно-фосфатные покрытия темно-серого цвета, обладающие повышенной коррозионной стойкостью по сравнению с обычными оксидными покрытиями. Другим преимуществом этого процесса является пониженная до 94—98° С температура раствора, что позволяет использовать его для обработки сборочнымх деталей, имеющих мягкие припои.
К недостаткам кислого оксидирования относится малая стабильность раствора. Раствор корректируют фосфорной кислотой после каждой загрузки. Декоративные качества оксидно-фосфат-ной пленки также хуже, чем оксидной.
280
Для кислого оксидирования чугуна применяют раствор состава, г/л:
Барий азотнокислый Ba(NO3)2 ............... 80—100
Ортофосфорная кислота Н3РО4................ 0,5—2,5
Перекись марганца МпО2......................11,8—12,2
Контроль кислотности раствора выполняется так же, как и для растворов фосфатирования. Свободная кислотность должна составлять 0,5—2 точки1. Продолжительность оксидирования 40—60 мин.
Для кислого оксидирования углеродистых сталей можно применять более простой по составу раствор, г/л:
Кальций азотнокислый Ca(NO3)2 . . 10—20 Ортофосфорная кислота Н3РО4 . . . 1—3
Свободная кислотность раствора 1—3 точки; продолжительность оксидирования 40—60 мин.
Процесс кислого оксидирования включает в себя тщательную подготовку поверхности, так как кислые растворы не обладают обезжиривающими свойствами. После кислого, как и после щелочного оксидирования, детали промасливают.
Корректировка растворов кислого оксидирования производится по данным анализа. Растворимость перекиси марганца в растворе оксидирования мала. Порошкообразную перекись марганца (молотый минерал, пиролюзит) помещают в ванне в тканевых мешочках. Для приготовления раствора вместо азотнокислого кальция можно использовать в качестве исходных продуктов гашеную известь и азотную кислоту.
ФОСФАТИРОВАНИЕ ЧЕРНЫХ МЕТАЛЛОВ
Фосфатные покрытия представляют собой прочно сцепленные с поверхностью металла пленки нерастворимых фосфорнокислых солей. Наиболее часто используются покрытия на основе фосфатов марганца, цинка, железа и их комбинаций, однако известны и покрытия, в состав которых входят фосфаты кальция, никеля, кадмия. В зависимости от состава раствора и способа нанесения фосфатные покрытия могут приобретать различные свойства, что учитывается при выборе технологии фосфатирования деталей различного назначения.
Растворы для фосфатирования представляют собой многокомпонентные солевые системы с неустойчивым равновесием. Кристаллизация фосфатного покрытия на поверхности металла ' зависит как от кислотности раствора, так и от концентрации Ионов, устанавливающейся в растворе. Вследствие этого важными
1 Т. е. 0,5—2,0 мл 0,1 N раствора NaOH, расходуемые па титрование 10 мл Раствора.
281
характеристиками фосфатировочных растворов являются их общая и свободная кислотности, а также соотношение между последними.
В промышленности наибольшее распространение получили марганец-железофосфатные и цинкфосфагные покрытия. Для получения крупнокристаллической пленки, которую пропитывают маслом и используют в качестве самостоятельного защитного покрытия, применяют марганцовофосфатные растворы. Мелкокристаллические покрытия, служащие подслоем под окраску, получают из цинкфосфатных растворов, содержащих ускорители: анионы нитрата, нитрита, хлората или катионы меди.
Для фосфатирования выпускаются готовые композиции в виде сухих солей или концентратов. Для нанесения марганец-железо-фосфатных покрытий используют соль «Мажеф» ГОСТ 6193—52, которая представляет собой смесь кислых фосфатов марганца и железа.
Чаще всего применяют раствор соли «Мажеф» с концентрацией 20—30 г/л. Раствор имеет общую кислотность 16—27 точек, свободную кислотность 1,2—3,5 точек; его используют при температуре 96—98° С. Продолжительность фосфатирования 40—50 мин. В этих условиях получают наиболее толстые фосфатные покрытия с весом около 20—30 г/м2 поверхности металла. Крупнокристаллические марганцевофосфатные покрытия применяют в машиностроении для защиты от коррозии деталей механизмов, работающих в условиях смазки, как приработочные покрытия для шестерен или как электроизоляционные покрытия.
Мелкокристаллические марганец-цинк-железофосфатные покрытия получают из растворов соли «Мажеф» с добавкой азотнокислого цинка. Присутствие нитрат-ионов способствует ускорению процесса. Состав раствора, г/л:
Соль «Мажеф»...........30—35
Нитрат цинка Zn(NO3)2 . . . 55—65
Общая кислотность раствора 40—60, свободная кислотность 2,5—5,0 точек; температура раствора 95—98° С; продолжительность процесса фосфатирования 15—30 мин.
При обработке по такому режиму на поверхности стали образуется покрытие весом 5—10 г/м2, применяющееся как подслой под окраску или после пропитки маслом как самостоятельное защитное покрытие. •
Раствор аналогичного состава, но с добавкой фтористого натра в количестве 3—4 г/л [5] можно использовать для «холодного» фосфатирования при температуре 18—25° С. Холодное фосфатирование не нашло широкого применения в практике, так как предложенный раствор легко гидролизуется, свободная кислотность при этом растет, что приводит к образованию пористых покрытий с пониженной защитной способностью. Увеличение температуры 282
этого раствора до 55—65° С позволяет получить хорошие мелкокристаллические покрытия. Такие режимы фосфатирования в растворах соли «Мажефа» с добавкой азотнокислого цинка и фтористого натрия применяют в приборостроении. Для этой цели применяют также тонкие мелкокристаллические цинкфосфатные покрытия, полученные из растворов монофосфата цинка с добавкой ускорителей, преимущественно ионов нитрата и нитрита. Состав раствора, г/л:
Монофосфат цинка Zn(H2PO4)22H2O . . 65—75
Нитрат натрия NaNOs............ 30—40
Общая кислотность раствора 60—65, свободная кислотность /б—6 точек; температура раствора 50—60° С; продолжительность процесса фосфатирования 15—20 мин; вес фосфатного покрытия йа стали 10—20 г/ма.
; Для облегчения холодной деформации стали (выдавливание, ^глубокая вытяжка, волочение и т. п.) применяют также цинко-/фосфатные покрытия, например, полученные из раствора, состав ^которого приведен выше. При последующем омыливании таких Цокрытий образуются цинковые мыла, служащие активной смазкой. В ряде случаев усилие, необходимое для холодного выдавливания металла, фосфатированного по такой технологии, на 30% ‘ниже, чем для выдавливания нефосфатированного металла.
| Для фосфатирования под выдавливание используют раствор ^следующего состава, г/л:
₽'
Й Концентрат КФЭ-1 * . . 35—45
। Общая кислотность раствора 19—21, свободная кислотность !|1,8—2,5 точек; продолжительность обработки 10—12 мин; температура раствора 80—90° С.
В этом растворе можно фосфатировать детали и при температуре 50—60°С, но тогда продолжительность процесса возврастает ро 20 мин.
Необходимо отметить, что толщину фосфатной пленки, а следовательно, и продолжительность фосфатирования, выбирают в зависимости от режима деформации металла: при малых деформариях, например, в случае волочения, калибровки и т. п., продол-Ькительность фосфатирования можно уменьшить.
Одним из критериев качества фосфатного покрытия на деформируемых деталях может служить структура кристаллов: ^Кристаллы должны быть призматическими со скругленными кромками или пластинчатыми.
гИз специальных видов фосфатных покрытий следует упомянуть также «черное фосфатирование», представляющее интерес ' ДЛя оптического приборостроения. Такие покрытия на углеродистых сталях получают обработкой в двух фосфатирующих растворах разного состава с промежуточной промывкой в проточной воде
283
и содово-мыльном растворе при 85—95° С в течение 1—2 мин. В состав раствора входят 3—5% хозяйственного мыла и 1—2% кальцинированной соды. После обработки в этом растворе детали промывают.
Первый фосфатировочный раствор, в котором образуется тон-кое черное покрытие, имеет состав, г/л:
Ортофосфорная кислота Н3РО4 . . 55—65
Окись цинка ZnO ............. 6—8
Железная стружка Fe ......... 4—5
Общая кислотность раствора 50—60, свободная кислотность 10—14 точек; температура 90—95°С; продолжительность обработки 5—10 мин.
Во втором растворе производится доращивание фосфатной пленки для повышения ее защитной способности. При этом используют раствор следующего состава, г/л:
Соль «Мажеф»......................... 25—30
Нитрат цинка Zn(NO3)2................ 140—160
Сода кальцинированная Na2CO3 .... 2—3
Общая кислотность раствора 60—80, свободная кислотность 1—3 точки; температура раствора 50—60° С; продолжительность обработки 10—15 мин.
Образующиеся при черном фосфатировании покрытия имеют мелкокристаллическую структуру и массу 3—5 г/м2.
Одним из способов улучшения качества фосфатных покрытий является наложение ультразвукового поля [3]. Для этой цели используют раствор следующего состава, г/л:
Ортофосфорная кислота Н3РО4..............20—25
Монофосфат цинка Zn(H2PO4)2 2Н2О .... 38—42
Нитрат цинка Zn(NO3)2 ...................56—62
Отношение общей кислотности к свободной — 6; температура раствора 70° С; оптимальная частота ультразвуковых колебаний 22 кГц. При длительности фосфатирования менее 30 мин без ультразвука образуется более толстая пленка, чем с ультразвуком. При более длительном фосфатировании, наоборот, в ультразвуковом поле образуется более толстая пленка, обладающая меньшей пористостью, повышенными коррозионной стойкостью и электросопротивлением. Структура пленок мелкокристаллическая, на деталях, подготовленных химическим способом, она не хуже, чем при фосфатировании после пескоструйной обработки.
Подготовительные и заключительные операции технологического процесса фосфатирования. Большое влияние на структуру фосфатных покрытий имеет предварительная обработка поверхности. Наиболее плотные мелкокристаллические покрытия образуются при фосфатировании деталей после гидропескоструйной обработки, а также сразу после обработки резанием или абразив-284
ным инструментом. Обезжиривание должно выполняться в слабощелочных растворах. Если же применяются растворы с pH 11 —12, то для получения мелкокристаллического покрытия перед фосфатированием следует активировать детали в титансодержащих растворах, например растворе активатора АФ-3.
К образованию крупнокристаллических несплошных покрытий приводит кислотное травление деталей перед фосфатированием. В этом случае для получения мелкокристаллического покрытия применяют нитритную обработку, после которой детали без промежуточной промывки переносят в раствор фосфатирования. Нитритный раствор содержит 4—5 г/л NaNO2. Детали выдерживают в нем 1—2 мин при температуре 60—70° С. Для той же < цели можно применять холодный содово-мыльный раствор, но обработанные в нем детали перед фосфатированием необходимо тщательно промыть.
В случае фосфатирования заготовок для холодной деформации требуется получить крупнокристаллическое покрытие, а пористость его не является помехой. Из этих соображений заготовки для холодной деформации обычно травят в растворах кислот, даже если на их поверхности отсутствует ржавчина или окалина. Активирующую обработку перед фосфатированием в этом случае не применяют. Даже самые плотные фосфатные покрытия пористы и без дополнительной обработки их защитная способность недоста-- точна. По этой причине в технологическом процессе фосфатирования предусматривают пассивирование покрытий в растворах хроматов следующего состава:
1) в растворе 80—100 г/л хромпика (Na2Cr2O7 или К2Сг2О7) ; при 70—80° С, обработка 10—20 мин с последующей промывкой ’ до сушки;
2) в растворе 3—5 г/л хромпика при 70—80° С; обработка 1—3 мин с последующей сушкой без промежуточной промывки.
Для дальнейшего повышения защитной способности фосфатных покрытий детали после пассивирования пропитывают горячим минеральным маслом или гидрофобизируют. Для гидро-фобизирования можно использовать 10%-ный раствор в бензине кремнийорганической жидкости ГКЖ-94. Фосфатированные детали погружают на 3—5 мин в раствор, а затем сушат в течение 45—60 мин при 110—130° С. Детали, которые фосфатируются перед холодной деформацией, не пассивируют, а пропитывают фосфатную пленку мыльным раствором. Обычно применяется раствор 70—ЮО г/л^ хозяйственного мыла при температуре 60—70° С. Продолжительность обработки 3—5 мин, после чего детали без промывки сушат. Необходимо обращать внимание на тщательную промывку деталей после фосфатирования, так как попадание кислоты в мыльный раствор вызывает разрушение мыла с выделением нерастворимых жирных кислот. Для предупреждения попадания кислого фосфатирующего раствора в мыльный применяют промежуточную нейтрализацию в разбавленном содовом растворе.
285
Мыльный раствор можно готовить из стеаратов Т-2 или НБ-5*. В сочетании со стеаратами фосфатная пленка при деформации обладает лучшим, чем при пропитке хозяйственным мылом, смазочным действием.
Дефекты покрытия обусловливаются либо некачественной подготовкой поверхности, либо нарушениями состава раствора или отклонениями температуры от нормы. При пониженной температуре фосфатное покрытие или вовсе не образуется, или получается слишком пористым и тонким. Не следует допускать кипения растворов на основе «Мажеф», так как при этом на деталях может образоваться беловатый налет вследствие осаждения донного осадка нерастворимых фосфатов (шлама). Многие горячие фосфатные растворы при длительном отсутствии загрузки деталей гидролизуются с увеличением свободной кислотности, что приводит к нарушению необходимого соотношения общей и свободной кислотностей. В результате образуются пористые несплошные покрытия. Для устранения дефекта раствор корректируют по данным анализа расчетным количеством углекислого марганца (для растворов на основе «Мажеф») или кальцинированной соды (для растворов на основе монофосфата цинка).
Дефектные фосфатные покрытия часто рекомендуют снимать в 10—25 %-ном растворе солянойТкислоты, однако во избежание растравливания поверхности металла лучше снимать покрытие в 15—20%-ном растворе едкого натра при 80—90° С. Хорошие результаты дает также использование 5%-ного раствора хромового ангидрида.
Приготовление, контроль и корректировка растворов. При приготовлении раствора расчетное количество соли «Мажеф» помещают в воду и в течение 15—30 мин перемешивают при рабочей температуре, после чего добавляют остальные компоненты, контролируя кислотность раствора. Аналогично готовят растворы на основе монофосфата цинка.
Раствор на основе жидкого концентрата КФЭ готовят простым разведением его в воде. В тех местностях, где вода жесткая, во избежание потерь фосфата в виде нерастворимых кальциевых солей растворы фосфатирования приготавливают на конденсате.
Для экспресс-контроля фосфатирующего раствора ежедневно определяют общую и свободную кислотность. В зависимости от загрузки ванны, но не реже, чем один раз в неделю, определяют все компоненты раствора. В растворах фосфатирования заготовок под холодную деформацию определяют содержание ионов железа, так как при их накоплении в растворе возрастает содержание фосфатов железа в покрытии и последнее приобретает хрупкость. Если ионов железа больше, чем 40 г/л, их связывают в комплекс добавлением 7—10 г/л трилона Б (динатриевая соль этилендиа-минтетрауксусной кислоты).
* Выпускаются Ставропольским заводом химических реактивов и люми-нодоров.
286
Мерой общей концентрации компонентов раствора служит общая кислотность. Соль «Мажеф» добавляют из расчета 1 г/л на каждую недостающую точку. Если в растворе имеется азотнокислый цинк, то его добавляют из расчета 3 г/л на точку.
Раствор на основе концентрата КФЭ корректируют концентратом КФЭ-2. Для того чтобы повысить общую кислотность в 100 л раствора на 1 точку вводят 0,1 л (0,15 кг) концентрата.
В растворах на основе монофосфата цинка добавляют по 0,7 г/л этого препарата на каждую недостающую точку.
При корректировке растворов необходимо учесть, что отдельные партии соли «Мажеф» и монофосфата цинка могут заметно отличаться по содержанию свободной кислоты. Правильность корректировки проверяют, анализируя раствор на кислотность.
Во всех фосфатировочных ваннах на дне накапливается шлам. Для удаления шлама раствор фосфатирования периодически отстаивают, декантируют чистый раствор, а шлам удаляют.
На поверхности нагревательных змеевиков и на дне ванны может образоваться плотная трудноснимаемая корка фосфатов. Для удаления этой корки в ванну, из которой раствор слит в резервную емкость, заливают 10—20%-ный раствор едкого натра и подогревают в течение 2—3 ч при 70—90° С. При этом фосфатная корка или полностью растворяется, или разрыхляется и легко удаляется механическим способом.
ФОСФАТИРОВАНИЕ ЦВЕТНЫХ МЕТАЛЛОВ
. Фосфатирование цинковых покрытий предназначено для деталей в тропическом исполнении вместо покрытия кадмием. При фосфатировании цинкового покрытия большой съем цинка недопустим, поэтому растворы имеют пониженную свободную кислотность при высоком отношении общей кислотности к свободной.
Многие заводы применяют раствор состава, г/л:
Монофосфат цинка Zn(H2PO4)22H2O .... 20—30 Нитрат натрия NaNO3..............40—50
Нитрит натрия NaNO2.............. 1—1,5
общая кислотность раствора 12—20, свободная кислотность 0,5—1 точка; температура раствора 50—60° С; продолжительность обработки 8—10 мин.
Для ускоренного фосфатирования цинковых покрытий применяется раствор, г/л:
Соль «Мажеф»...........30—35
Нитрат цинка Zn(NO3)2 . . . 55—65
Общая кислотность раствора 40—60, свободная кислотность
—5,0 точек; температура раствора 70—80° С; продолжительность обработки 3—5 мин.
287
Фосфатное покрытие на цинке окрашено в серо-дымчатый цвет и имеет мелкокристаллическую структуру. По внешнему виду оно не так красиво, как хроматное, но значительно превосходит последнее по защитной способности. Необходимо, однако, учесть, что на фосфатном покрытии цинка сохраняются отпечатки потных пальцев, что не наблюдается в случае хроматного покрытия цинка.
Для фосфатирования деталей из цинковых сплавов, не содержащих в своем составе алюминия или с малым содержанием алюминия в сплаве (до 30%), в приборостроении применяют раствор следующего состава, г/л:
Монофосфат цинка Zn(H2PO4)22H2O.............. 15—20
Нитрат натрия NaNO3...........................25—35
температура раствора 55—60° С; продолжительность обработки 10—20 мин.
Накопление ионов алюминия в растворе замедляет процесс фосфатирования цинка, поэтому рекомендуется связывать их путем добавления фторидов.
Фосфатирование алюминиевых сплавов. Химическое или электрохимическое фосфатирование деталей из алюминиевых сплавов в растворах фосфата цинка, содержащих фториды, или в растворах соли «Мажеф» с азотнокислым цинком, содержащих борфто-риды, не нашли широкого применения в промышленности. В приборостроении используется так называемое голубое фосфатирование алюминия. При обработке по этому методу на деталях образуется голубовато-зеленая оксидно-фосфатная пленка, служащая хорошим подслоем под окраску. Состав раствора следующий, г/л:
Хромовый ангидрид СгО3 .............. 5—10
Ортофосфорная кислота Н3РО4............40—60
Фтористый натрий NaF ................ 3—5
Фтористый натрий в составе раствора может быть заменен на 40%-ную плавиковую кислоту в количестве 3—5 мл/л. Температура раствора 15—30° С; продолжительность обработки 5— 12 мин.
Применяют также раствор следующего состава, г/л:
Хромовый ангидрид СгО3 ............... 4—7
Ортофосфорная кислота Н3РО4.............40—60
Нитрат цинка Zn(NO3)2................. 4—5
Плавиковая кислота HF, мл............. 3—4,4
Свежая фосфатная пленка непрочна. Фосфатированные детали рекомендуется промывать в холодной воде и сушить при температуре не выше 60° С. После низкотемпературной сушки пленка приобретает прочность и не разрушается при трении или воздействии горячей воды.
288
к
Толщина пленки в пределах от 3 до 10 мкм, она эластична и не разрушается при деформации металла. Размеры деталей после «голубого» фосфатирования практически не меняются. Фосфатная пленка состоит из 50—55% фосфорнокислого хрома, 17—25% фосфорнокислого алюминия, следов фторидов алюминия и хрома и 22—25% воды. Покрытие устойчиво при нагревании до 300° С, при нагревании до 400—450° С пленка приобретает желтовато-серый оттенок, но сохраняет механическую прочность. Последующая обработка в течение 10 мин в 10%-ном растворе К2Сг2О7 при температуре 75—80а С значительно улучшает коррозионные свойства покрытия.
Дефекты покрытия при «голубом» фосфатировании вызываются нарушением технологического режима или обеднением раствора. В последнем случае образуется очень тонкая зеленоватая пленка. При слишком длительной обработке в ванне с завышенной кислотностью, недостаточной промывке или сушке при завышенной температуре образуется непрочная сползающая пленка. Не-t доброкачественные покрытия снимают в 15 %-ном растворе хро-мового ангидрида при 95° С в течение 5—10 мин.
г Раствор «голубого» фосфатирования готовят последовательным г растворением компонентов в воде. Для контроля состава опре-Ь деляют содержание всех основных компонентов. При корректи-1 ровке вводят в раствор недостающее по данным анализа количе-| ство химикатов.
ОКСИДИРОВАНИЕ ЦВЕТНЫХ МЕТАЛЛОВ кг
и Оксидирование меди и ее сплавов. В приборостроении полу-|.чило распространение химическое и электрохимическое оксиди-рование меди и ее сплавов с целью образования окрашенных пле-|; нок, обладающих как декоративными, так и защитными Свой-S'' ствами.
- Наибольшее распространение нашел электрохимический метод к оксидирования. При этом используют раствор 80—120 г/л едкого
натра с температурой для меди 80—90° С, для латуни 60—70° С. ь Плотность тока 0,5 А/дм2, детали подключают к аноду (катоды | стальные) при соотношении анодной и катодной поверхностей 1 : 5. I Продолжительность оксидирования 20—30 мин. Получающаяся к,- по этому способу черная бархатистая пленка окиси меди имеет
толщину около 1 мкм. Вновь составленный электролит рекомен-sb Дуется проработать до приобретения им голубоватого оттенка. | Для химического оксидирования применяют персульфатный | раствор состава, г/л:
г Персульфат калия K2S2O3
к, Едкий натр NaOH . .
14—16
50—60
Температура 60—65° С; продолжительность обработки 5 мин.
19 п/ред. Гинберга А. М. 289
Окончание формирования пленки можно определить по выделению пузырьков кислорода на поверхности деталей. Образующаяся по этому ’ способу блестящая черная пленка окиси меди также имеет толщину около 1 мкм. Указанный раствор предназначен для обработки меди и сплавов с высоким ее содержанием.
Химическое оксидирование латуни с получением блестящей черной пленки, имеющей синеватый отлив, производят в аммиачном растворе. Перед оксидированием рекомендуется обработка в растворе 70—80 г/л бихромата калия, подкисленном 20—25 мл серной кислоты (уд. вес 1,84). Продолжительность обработки при комнатной температуре 15—20 с. После промывки, декапирования в растворе 50 г/л серной кислоты и повторной промывки детали на 25—20 мин погружают в аммиачный раствор состава:
Основной карбонат меди CuCO3-Cu(OH)2, г 120—130 Водный 25%-ный аммиак NH4OH, мл .... 350—370
Температура раствора комнатная, в первые минуты обработки рекомендуется перемешивать раствор.
При приготовлении раствора следует использовать свежеприготовленный карбонат меди.
Для кратковременной защиты латунных деталей рекомендуется также хроматное пассивирование с образованием пленки золотистого цвета по толщине, не превышающей доли микрона. Состав раствора: бихромат натрия 190—210 г/л, серная кислота (уд. вес 1,84) 9—11 мл/л. Обработка со встряхиванием при температуре 15—25° С в течение 1—2 с. После пассивирования необходима тщательная промывка. Можно применять также раствор, состоящий из 150 г/л СгО3 и 70 г/л H2SO4. Продолжительность обработки при температуре 18—25° С 2—3 с.
Как золотистые, так и черные окисные пленки, полученные химическим способом на латунных деталях, обладают меньшей защитной способностью, чем черные пленки, формируемые электрохимическим способом. Поэтому рекомендуется дополнительное хроматное пассивирование в растворе 35 г/л бихромата калия и 50 мл/л 25%-кого аммиака при комнатной температуре в течение 5—10 с.
Оксидирование титановых сплавов. Электрохимическое оксидирование деталей из титановых сплавов выполняют в электролите, содержащем 50 г/л щавелевой кислоты при 15—25° С. Детали подключают к аноду, плотность тока 1 —1,5 А/дм2, продолжительность обработки 50—60 мин. В течение первых 2—6 мин рекомендуется поддерживать заданную плотность тока. При этом напряжение возрастает до 90—НО В. В дальнейшем плотность тока падает до 0,2 А/дм2, а напряжение поддерживается в пределах 100—120 В. Катоды из нержавеющей стали Х18Н9Т или свинцовые при соотношении площадей анода и катода 2:1-Необходимо перемешивание электролита.
290
Цвет образующейся пленки зависит от марки сплава и может изменяться от светло-зеленого с красноватым оттенком до темносерого с зеленоватым оттенком.
Оксидирование магниевых сплавов. Высокая коррозионная активность магния вызывает необходимость оксидировать не только готовые детали, но и полуфабрикаты. В зависимости от способа получения детали для химического и электрохимического оксидирования магниевых сплавов применяют растворы различного состава (табл. 103).
Таблица 103
Компоненты раствора и режимы обработки Варианты растворов, гл
I 2 3 4
Бихромат калия КаСг2О7 40—55 140—160 30-50 60—70
Хлорид аммония NH4C1 0,75—1,25 — — —
Сульфат аммония (NH4).2SO4 — 2-4 — —
Квасцы алюмокалие-вые KA1(SO4)212H2O . . — — 8—12 —
Хромовый ангидрид СгО3 — 1—3 — —
Бифторид калия KHF2 — — — 250-350
Азотная кислота HNO3, мл/л 68—85 — — —
Уксусная кислота £ (60%-ная) СН3СООН, мл/л 10—20 5-8
5. Ортофосфорная кисло-та Н3РО4 — — — 60—70
Плотность тока, А/дм2 — — — 4—6
Температура, °C . . . 70—80 70—80 16—30 60—70
Выдержка, мин ... 1,5—2,0 0,5—1,5 5—15 8—15
Раствор 1 применяют для оксидирования литейных деталей с точными размерами, pH этого раствора 3,5. Штампованные и кованые полуфабрикаты оксидируют в растворе 2. Механообра-ботанные и штампованные из листа детали с точными размерами оксидируют в растворе 3.
Для повышения коррозионной стойкости оксидированные детали после промывки пассивируют в растворе 40—50 г/л хромпика при температуре 90—100° С в течение 15—20 мин.
Электрохимическое оксидирование магниевых деталей производят, используя переменный ток частотой 50 Гц, в растворе 4.
19* 291
Первые 2—3 мин выдерживается заданная плотность тока, причем напряжение возрастает до 90—120 В, затем работают при установившейся величине тока. Скорость образования пленки 2 мкм/мин. Межэлектродное расстояние должно быть равно 450—500 мм, соотношение поверхностей электродов 1:1. Подвески изготовляют из сплава АМгб, необходим жесткий контакт деталей с подвеской.
СПИСОК ЛИТЕРАТУРЫ
1. Верник С., Пиннер Р. Химическая и электрохимическая обработка алюминия и его сплавов. Л., Судпромгиз, 1960. 387 с.
2. Гинберг А. М. Технология гальванотехники. Л., Судпромгиз, 1962, 280 с.
3. . Гинберг А. М., Федотова Н. Я. Ультразвук в гальванотехнике. М., «Металлургия», 1969. 208 с.
4. Крутиков А. Ф. Двухстадийный процесс фосфатирования, ЖПХ, 1964, т. 37, 6, с. 685—687.
5. Лапатухин В. С. Фосфатирование металлов. М., Машгиз, 1958. 264 с.
6. Темкина Б. Я* Прогрессивная технология нанесения гальванических и химических покрытий. М., Машгиз, 1962. 175 с.
7. Хайн И. И. Теория и практика фосфатирования металлов. Л., «Химия». 1973. 310 с.
8. Ямпольский А. М. Технология оксидирования и фосфатирования металлов. Л., Лениздат, 1969. НО с.
9. Ямпольский А. М., Ильин В. А. Краткий справочник гальванотехника. Изд. 2-е, Л., «Машиностроение», 1972. 224 с.
ГЛАВА XIV
МЕТАЛЛИЗАЦИЯ ПЛАСТМАСС
НАЗНАЧЕНИЕ И ОБЛАСТИ ПРИМЕНЕНИЯ
МЕТАЛЛИЗИРОВАННЫХ ПЛАСТМАСС
Металлизированные пластмассы, сочетая полезные особенности пластмасс и металлов, обладают уникальными свойствами и находят широкое применение в приборостроении и других отраслях промышленности.
По назначению покрытия делят на две типа:
функциональные — для обеспечения электро- и теплопроводности или экранирования - от электромагнитных воздействий;
декоративные — для улучшения свойств поверхности и внешнего вида пластмассовых изделий.
Для функциональных металлических покрытий решающее значение имеют свойства металлического слоя, например электропроводность, магнитные свойства и другие, определяемые природой металла и структурой покрытия. Для декоративной металлизации большое значение имеют свойства пластмассы. Декоративные металлизированные пластмассы в ряде случаев успешно заменяют легкие сплавы, так как имеют преимущества по сравнению с пластмассами и металлами:
а) по сравнению с металлами: более дешевое сырье; меньшая плотность (в 4—9 раз); сравнительно простые и дешевые способы изготовления; более высокая стойкость к коррозии; меньшая электро- и теплопроводность; меньшая звукопроницаемость;
б) по сравнению с пластмассами: более декоративны; более высокая устойчивость к растворителям и атмосферным воздействиям; большая тепло- и износостойкость, хорошая поверхностная электро- и теплопроводность; возможность соединения деталей пайкой.
Недостатки металлизированных пластмасс:
а) по сравнению с металлами: меньшая механическая прочность; меньшая теплостойкость и узкий интервал рабочих температур (от —50 до +120° С); более сложный процесс получения гальванических покрытий;
293
б) по сравнению с пластмассами: более сложный и дорогостоящий процесс изготовления; опасность отслаивания тонких слоев металла; несоответствие металлического внешнего вида действительным свойствам.
Химико-гальванический метод металлизации широко применяется за рубежом.
В СССР металлизированные пластмассы находят широкое применение в радиоэлектронике, электротехнике, в машиностроении. Покрытие пластмасс металлами значительно повышает их прочность, сопротивление растяжению, удару, истиранию, изгибу, снижает проницаемость для жидкостей и газов, замедляет процесс естественного старения.
Главное назначение металлизации — получение изделий, которые экономически невыгодно изготовлять из металлов.
При замене металла на металлизированные пластмассы конструкции деталей облегчается почти на 50%. К определяющим факторам относится невысокая стоимость пластмасс и ликвидация дорогостоящей операции полировки.
Металлизация пластмасс в электронике обеспечивает электростатическое и электромагнитное экранирование приборов (из указанных пластмасс изготавливают родарные зеркала, конденсаторы, электросопротивления, кинескопы, выпрямители и т. д.). Метод металлизации применяется при изготовлении печатных плат, при покрытии магнитных лент.
ОСОБЕННОСТИ КОНСТРУИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС, ПРЕДНАЗНАЧЕННЫХ ДЛЯ МЕТАЛЛИЗАЦИИ
При конструировании необходимо следить за тем, чтобы изделие не имело больших колебаний в толщине стенок и различий по высоте, что способствует снижению внутренних напряжений. Наилучшими являются конструкции, имеющие одинаковые толщины стенок, поверхности которых слегка закруглены (/? = 1,5ч-ч-2 мм), выпуклы или имеющие декоративные линии или тиснения. Металлическое покрытие на больших плоских поверхностях может растрескиваться.
Вогнутые части изделия должны отличаться относительно большим радиусом кривизны и малым прогибом, что улучшает промывку. На деталях не должно быть близко расположенных ребер, а также щелей, отверстий и сложных профилей. Глухие отверстия должны быть как можно большего диаметра. На острых кромках и краях изделий наиболее частым видом брака является растрескивание и шелушение покрытия. Не рекомендуется частичная металлизация изделий из пластмасс, так как при этом не обеспечивается качественный переход на линии раздела между металлом и пластмассой и ухудшается прочность сцепления.
Поверхности деталей для металлизации не должны иметь дефектов, видимость которых после покрытия усиливается, а также явной ориентации структур и внутренних напряжений.
294
Для обеспечения высокого качества пластмассовых деталей формы изготавливают из высококачественной беспористой стали вакуумной отливки с последующей тщательной полировкой их в направлении выталкивания детали так, чтобы величина неровностей не превышала 0,2 мкм. Затем форму покрывают хромом.
В деталях, предназначенных для гальванической металлизации, следует предусмотреть места для контактов. Для этого можно использовать отверстия, пазы, щели, кромки или выступы на нелицевой стороне деталей. Иногда целесообразно в качестве контакта использовать литник, который удаляется после металлизации.
Основные требования к форме изделий из пластмасс, предназначенных для металлизации, приведены в табл. 104.
Таблица 104
> Пластмассовый изделия
| Элементы изделий Требовании к форме
L Плоские поверхности, I стенки Величина 10 см2, толщина 2,5 мм как можно более равномерная, разность толщин не более
t двукратной; выпуклость 0,1—0,2 мм/см. Желателен неглубокий узор
| Торцы, кромки Желательны округлые буртики общей толщины меньше 1,5 толщины стенки
Ребра жесткости Нежелательны. Недопустима прямоугольная форма ребер. Толщина не более 0,6, а высота —
Радиусы закругления две толщины стенки. Радиус у основания 0,5—1,0 мм Внутренние 3, внешние 1,5 мм (0,4—0,8 толщины стенок, но не меньше 0,5 мм)
I Углы Предпочтительны возможно большие. Острые и прямые нежелательны. Для прямых углов закругление^ 0,5 мм
[ Отверстия, углубле- Ения Пазы & Е Решетки г Круглого сечения, 0 0,5 глубины. Лучше сквозные. Радиус закругления дна 3 мм. Ширина в 3 раза больше глубины. Нежелательна прямоугольная форма Ширина отверстия равна ширине перемычки и в 2 ’раза меньше толщины. Ширина перемычки 1,5 мм. Желательны уклоны 5° и изгиб решетки (радиус в 5—10 раз больше ширины)
£ Резьба грубая и метрическая М5, М8 Надписи Отверстие на 30% длиннее нарезки Выпуклые высотой 0,3—0,5 мм с уклоном 65°. Шрифт закругленный
295
Процесс металлизации пластмасс состоит из следующих основных операций:
подготовки поверхности (обезжиривание, травление);
активации (сенсибилизация, активация);
химической металлизации (меднение или никелирование);
гальванического наращивания меди, никеля, хрома.
ПОДГОТОВКА ПОВЕРХНОСТИ ПЛАСТМАСС
Пластмассовый слой на опрессованных или отлитых пластмассовых изделиях является плохой основой для металлизации, что связано с его высокой плотностью и ориентацией молекул в направлении течения. Для того чтобы зафиксировать металл на полимерной основе, нужно искусственно создавать зоны удержания, т. е. микрошероховатости, на которых могут задержаться зародыши благородных металлов, обусловливающие поверхностную активацию. С этой целью производят специальную обработку, обеспечивающую сцепление покрытия с основой. Обработка может быть осуществлена механическим и химическим способами.
Для создания шероховатой поверхности детали (например, из стеклонаполненных пресс-материалов типа АГ-4) механическим способом обычно ее обрабатывают электрокорундом зернистостью шлифпорошка 16—20 (ГОСТ 3647—71), что обеспечивает 5—6-й классы шероховатости поверхности. Затем детали обдувают сжатым воздухом для удаления остатков абразива и обезжиривают.
Для обезжиривания применяют слабощелочные растворы с поверхностно-активными веществами.
Механический способ — трудоемкая и дорогостоящая операция, не позволяющая обрабатывать рельефные детали, затрудняющая автоматизацию процесса металлизации и не всегда обеспечивающая получение декоративного покрытия. Кроме того, в этом случае прочность сцепления металлопокрытия с основой определяется лишь характером микрошероховатости, что не всегда достаточно для получения необходимой адгезии покрытия к пластмассе. Этих недостатков лишен химический способ подготовки поверхности — травление.
В качестве растворов для химического травления используют различные кислоты и окислители, действие которых связано с образованием на поверхности пластмассы полярных радикалов, обусловливающих повышенную ее гидрофильность, а также созданием шероховатой поверхности.
Наиболее часто для травления рекомендуют составы, содержащие смеси кислот (например, серной и фосфорной) и солей хрома. Так, при металлизации деталей из пресс-материалов, например 29G
типа АГ-4С (со стеклонаполкителем), наиболее эффективным оказался раствор следующего состава:
Серная кислота H2SO4 (уд. вес 1,84), мл 420
Фосфорная кислота Н3РО4 (уд. вес 1,7), мл 270
Хромовый ангидрид СгО3, г............. 10—15
Вода Н2О.............................. 310
Процесс протекает при температуре 70—120° С; время выдержки 15 мин.
В процессе травления хромовая и серная кислоты вызывают гидролитическое расщепление синтетического материала.
СОЗДАНИЕ КАТАЛИТИЧЕСКОЙ АКТИВНОСТИ НА ПОВЕРХНОСТИ ДИЭЛЕКТРИКА
Скорость осаждения покрытия и его плотность определяется каталитической активностью подготовленной поверхности. Для придания поверхности пластмассы каталитических свойств, обеспечивающих последующее химическое восстановление металла, проводят ее активацию, которая заключается в погружении протравленных изделий в раствор сенсибилизатора, а затем в раствор соли благородного металла, который, осаждаясь, затем является катализатором восстановления меди.
Сенсибилизация проводится путем погружения деталей в раствор состава:
Двухлористое олово SnCl2, г............... 40
Соляная кислота НС1 (уд. вес 1,18), мл . . . 40
Вода Н2О, л.............................. 1
Температура раствора 18—22° С; продолжительность обработки 5—10 мин.
Необходимое количество двухлористого олова растворяют в концентрированной соляной кислоте до полного его растворения, после чего добавляют дистиллированную воду до определенного объема. Затем производят промывку деталей в холодной проточной воде для создания коллоидной пленки соединений двухвалентного олова
CnCl а + Н2О -> Sn(OH)Cl + НС1.
Создание коллоидной пленки значительно повышает равномер ность распределения восстановления по поверхности диэлектрика и усиливает его восстановительные свойства. После этого снова производят промывку (погружением) детали в дистиллированной воде.
Не рекомендуется промывку делать под душем, так как это может привести к существенному уменьшению концентрации восстановителя на поверхности диэлектрика.
297
Активирование производится в растворе состава:
Хлористый палладий PdCl2, г...........0,5—0,8
Соляная кислота НС1, мл............... 1—10
Вода Н2О, л........................... 1
Температура раствора 18—22° С; продолжительность обработки 3—10 мин.
Приготовление раствора. Хлористый палладий растворяют в концентрированной соляной кислоте при нагревании до температуры 50—60° С; раствор доводят дистиллированной водой до требуемого объема.
В процессе активации на поверхности диэлектрика происходит реакция восстановления ионов палладия
SnCl2 + PdCl а -> SnCl4 + Pd°.
Помимо растворов хлористого палладия, для активации поверхности применяют также растворы азотнокислого серебра.
Учитывая, что палладий является драгоценным металлом, важна его полная регенерация из отходов (промывных вод, разбавленных растворов активации).
Обычно раствор, содержащий палладий, упаривают до неболь-бого объема, а затем двукратно осаждают палладий диметилгли-оксимом. Осадок отфильтровывают и прокаливают при 700° С. Полученную окись палладия растворяют в «царской водке», удаляют азотную кислоту и используют для приготовления раствора активирования.
ПОЛУЧЕНИЕ ТОКОПРОВОДЯЩЕГО ПОДСЛОЯ
НА ПОВЕРХНОСТИ ПЛАСТМАССЫ
Так как скорость выделения металла химическим способом меньше скорости осаждения гальванических покрытий, то химическая металлизация используется лишь для нанесения слоя металла 0,1—0,3 мкм, обеспечивающего электропроводность поверхности.
Подготовленная каталитически активная поверхность диэлектрика покрывается медью в результате химического восстановления.
Химическое меднение. Химическое меднение основано на восстановлении на каталитической поверхности пластмасс двухвалентной меди до металлической с помощью добавленного в раствор восстановителя — формалина:
2СНОН + Cu2+ + 4ОН- Си + Н2 + 2НСОСГ + 2Н2О.
Так как реакция восстановления меди является автокаталитической, медь осаждается и после покрытия ею пленки катализатора (металлического палладия).
298
Химическое осаждение меди при металлизации деталей из пресс-материал а АГ-4С производится в растворе следующего со-
става, г/л:
Сернокислая медь CuSO4-5H2O, г ............ 10—12
Сегнетова соль KNaC4H4O6-4Н2О.................. 50—60
Едкий натр NaOH .............................. 10—12
Хлористый никель NiCl2..................... 2—3
Углекислый натрий.......................... 2—3
Тиомочевина CS(NH2)2 или тиосульфат натрия 0,005
Формалин СН2О (40%) .................. 10—12
pH раствора..................................12,4—13,0
Величина восстановительного потенциала формалина определяется значением pH рабочего раствора, увеличиваясь с повышением его щелочности. Поэтому все известные в технологии растворы химического меднения имеют pH >11.
Процесс химического меднения протекает при обычной температуре. Скорость осаждения меди из этого раствора составляет 1 мкм/ч. Плотность загрузки не должна превышать 0,025 м2/л (2,5 дм2/л). В процессе меднения детали периодически встряхивают.
Для интенсификации процесса химического меднения используют ультразвуковые колебания. Тиомочевина и тиосульфат яв-\ ляются стабилизаторами раствора меднения.
г Раствор химического меднения приготовляют следующим обра-£ зом: в одном объеме дистиллированной воды растворяют сернокис-у лую медь и хлористый никель, в другом — сегнетову соль, едкий | и углекислый натрий. Затем первый раствор вливают во второй, перемешивают, вводят тиомочевину или тиосульфат и доливают I водой до необходимого объема. В результате проведенных иссле-f дований установлено, что для сокращения индукционного периода t процесса химического меднения стабилизирующие добавки лучше | вводить после того, как начался процесс металлизации.
| Реакция восстановления меди сопровождается выделением во-| дорода. Вначале поверхность пластмассы приобретает черную [окраску, которая постепенно переходит в красную. Для достижения необходимой электропроводности подслоя достаточно пленки меди толщиной 0,1 мкм. Однако, учитывая, что не всегда удается обеспечить равномерную толщину подслоя, обычно наносят
| пленку меди 0,2—0,3 мкм. В обычных растворах меднения это достигается в течение 10—20 мин при комнатной темпе-
I ратуре.
L Раствор корректируют по данным химического анализа, до-| бавляя в виде концентрированных растворов сернокислую медь, f едкий натр, а также 40%-ный формалин.
I Практическое применение растворов химического меднения к осложняется тем, что они являются неустойчивыми, продолжи-1 тельность их использования невелика. Неустойчивость растворов t. проявляется в том, что восстановление меди начинается не только ‘ На покрываемой поверхности, но и в растворе. Это приводит
299
Таблица 105
Дефекты химического меднения Причины брака Способы устранения
Осаждение ДИТ только в происхо-отдельных Неравномерное трав ление детали Улучшить качество травления
местах Детали подвешены слишком плотно друг к другу £ Устранить касание деталей
Низкая температура . раствора меднения
Низкое значение pH раствора Откорректировать параметры процесса
Недостаточное перемешивание
Осаждение ходит не проис- Низкое значение рЬ раствора I Добавить раствор щелочи
Недостаток формали на в растворе Добавить формалин
Избыток стабилизатора Добавить формалин и щелочь, если процесс не инициирован, заменить раствор на свежий
Слой меди тый и темный шерохова- Перетравлена поверх ность Уменьшить время травления деталей
Высокое значение pH раствора меднения Снизить pH, добавляя по каплям серную кислоту
Недостаточная промывка после активации Сменить промывочную ванну
Покрытие пятнистое Недостаточная про мывка после сенсибили зации - Сменить промывочную ванну
Раствор мутнеет Превышена плотность загрузки Уменьшить плотность загрузки
Начинается самопроизвольное разложение раствора меднения Прекратить работу и продуть раствор воздухом, отфильтровать раствор в другую ванну, добавить стабилизатор, если он применялся
Покрытие образуется слишком медленно Низкая концентрация раствора сенсибилизации или активации Откорректировать составы растворов
Слишком низкая тем пература растворов ак тивации и сенсибилиза ции - Проверить рабочую температуру растворов и подогреть их при необходимости до 20° С
300
Продолжение табл. 105
Дефекты химического меднения Причины брака Способы устранения
Покрытие образуется слишком медленно Низкая концентрация меди в растворе меднения Низкая температура раствора Низкое значение pH раствора Откорректировать раствор химического меднения Подогреть раствор до 20° С Добавить щелочи до pH 12,5
к быстрому израсходованию соли меди и формалина и выходу ванны из строя.
Для увеличения срока службы раствора применяют ультразвуковое или механическое перемешивание, барботаж кислорода и вводят специальные стабилизирующие добавки: тиомочевину, тиосульфат, цианиды, соли железа, селена.
Для повышения стабильности раствора понижают pH добавкой серной кислоты на время, когда раствор не используют. Перед применением раствора требуемую величину pH устанавливают добавлением едкого натра.
Основные дефекты медного покрытия, причины и способы их устранения. Рассмотрим причины брака химического меднения и способы его устранения (см. табл. 105).
При создании электропроводящего слоя на пластмассах химическим меднением необходима смена подвесок, так как малая стабильность растворов меднения заставляет работать при максимальной степени загрузки ванны. Такая плотность загрузки не удовлетворяет требованиям гальванической металлизации.
Пленка химической меди весьма тонка и чувствительна к истиранию, окислению, химическиим и тепловым воздействиям, поэтому не всегда удается избежать сгорания токопроводящей пленки меди в области контактов при последующем гальваническом меднении, а это ведет к браку.
Неустойчивость растворов и высокая степень загрузки ванны могут неблагоприятно влиять на качество медного покрытия. На этой стадии процесса необходим визуальный контроль качества меди, осажденной химическим путем, с тем чтобы выявленные дефекты устранить до того, как будет нанесено гальваническое покрытие.
Для создания на пластмассе электропроводящего слоя в основном применяют меднение, которое незаменимо при изготовлении печатных плат и других электропроводящих изделий.
Химическое никелирование. Химическое никелирование обладает рядом преимуществ по сравнению с химическим меднением:
301
большая стабильность растворов, лучшая адгезия покрытия к пластмассе, меньше число операций, более высокая коррозионная стойкость покрытия.
При химическом никелировании получается равномерный слой твердого металла с достаточной электропроводностью для последующего электрохимического осаждения, опасность сгорания его в области контактов сводится к минимуму.
Никелирование также требует сенсибилизации поверхности в растворе двухлористого олова. В качестве катализаторов химического восстановления никеля могут служить кобальт (только из щелочных растворов), никель, рутений, родий, палладий, осмий, иридий, платина, а также железо, алюминий, берилий и титан.
Суммарная реакция восстановления никеля гипофосфитом натрия
Ni2+ + 2Н2РО2” + 2Н2О Ni + 2Н2РО3- + Н2 + 2Н+.
Реакция образования фосфора:
2Н2РОГ 4- 2Н+ Р + Н2РОГ + Н + Н2О.
Среди активаторов при никелировании наибольшее практическое распространение получили растворы хлористого палладия. Реакция восстановления никеля имеет автокаталический характер, поэтому как и при меднении, толщина металлического покрытия зависит от скорости процесса и продолжительности осаждения.
Помимо растворов хлористого палладия, для активизации поверхности применяют также растворы азотнокислого серебра.
Большинство известных растворов химического никелирования предназначено для работы при 80—99° С, т. е. непригодно для многих видов пластмасс из-за малой теплостойкости. В связи с различием в коэффициентах теплового расширения металла и пластмассы и наличием внутренних напряжений в металлическом покрытии резко уменьшается адгезия металла к основе.
Наибольшее распространение получили кислые растворы химического никелирования. Стандартный кислый раствор для химического никелирования имеет следующий состав, г/л:
Сернокислый никель NiSO4-7H2O............ 30
Гипофосфат натрия NaH2PO2................ 10
Уксуснокислый натрий CH3COONa ........... 10
Уксусная кислота (98%) СН3СООН, мл . . . 2
Для придания блеска деталям и предотвращения разложения раствора в него вводят в качестве добавки:
Тиосульфат натрия, мг . . . 1
Хромовокислый свинец ... До насыщения
Вода, л......................... 1
302
Таблица 106
Дефекты химического никелирования Причины брака Способы устранения
Отсутствие реакции восстановления никеля (покрытие не образуется) Истощение раствора сенсибилизатора или активатора Добавить в растворы двухлористое олово и хлористый палладий или сменить растворы
Недостоточное травление поверхности Увеличить время травления
Поверхность протравлена слишком сильно Уменьшить время травления или выбрать более подходящий травильный раствор
Покрытие получается несплошным Истощение раствора сенсибилизатора Повысить концентрацию двухлористого олова или сменить раствор
Недостаточное активирование поверхности Улучшить перемешивание раствора или добавить хлористый палладий
Восстанавливается черный никель Истощение раствора сенсибилизатора Повысить концентрацию двухлористого олова или сменить раствор
Покрытие получается неравномерным по качеству Высокая концентрация олова в растворе сенсибилизатора Разбавить раствор сенсибилизатора дистиллированной водой
Слишком большая продолжительность травления Сократить время травления
Недостаточная продолжительность никелирования Увеличить время никелирования
Медленное восстановление никеля Повысить концентрацию никеля или увеличить время никелирования. Отрегулировать pH раствора никелирования
Высокая концентрация палладия Снизить концентра- цию палладия
Палладий в виде порошка осел на поверхности Улучшить промывку поверхности после активации
Никелевое покрытие после сушки растрескивается на литых деталях Большие внутренние напряжения в поверхности изделия Повысить температуру литья под давлением. Снизить скорость инжекции
Проводить термообработку прессованных и литьевых изделий
303
В процессе химического никелирования кислотность раствора увеличивается, а концентрация сернокислого никеля и гипофосфита натрия уменьшается, поэтому необходимо корректировать раствор после каждой загрузки согласно данным химического анализа. Для удаления фосфитов раствор фильтруют.
Установлено, что скорость осаждения в течение первого часа практически остается одинаковой как в исходном, так и в трижды откорректированном растворе.
Большой интерес представляет применение для химического никелирования серийных варочных аппаратов (типа ВВО-100) емкостью до 100 л.
Температура раствора с помощью контактного термометра ТПК и электроклапана поддерживается в них в заданных пределах.
Время на подогрев значительно уменьшается и составляет не более 20—25 мин, одновременно сокращается и цикл процесса химического никелирования.
Как показывает технико-экономический анализ, применение процесса многократного использования раствора химического никелирования в. варочных аппаратах дает существенную экономию.
Основные дефекты химического никелирования, причины и способы их устранения приведены в табл. 106.
Гальваническая металлизация. После химической металлизации детали промывают водой, затем сушат при 50—60° С в течение 10 мин. После этого производят разгрузку барабана, затем монтаж деталей в приспособления для гальванических покрытий, декапирование при комнатной температуре в 10%-ном растворе серной кислоты в течение 0,5—1,0 мин и гальваническое меднение (обычно матовое) при температуре 18—25° С в электролите следующего состава, г/л:
Сернокислая медь CuSO4-5H2O................. 220—240
Серная кислота H2SO4, мл .................. 50—80
Начальная плотность тока 20 А/м2 (0,2 А/дм2).
Через 10 мин плотность тока повышают до 60 А/м2 (0,6— 0,7 А/дм2).
Процесс ведут в барабанах и колоколах. В течение всего процесса изделия должны быть прочно закреплены в пружинных держателях, так как вследствие малой плотности пластмасс они плавают в растворах.
Выбор оборудования для нанесения металлических покрытий определяется техническими и экономическими расчетами. При автоматизированном процессе, особенно без смены подвесок, обычно применяют ванны одинаковой ширины, но разной длины. В этом случае при химическом процессе увеличивают количество подвесок, что позволяет повысить степень загрузки ванн и тем самым в несколько раз уменьшить их размеры и расход растворов.
304
Для оптимального использования производственных площадей и рациональной организации труда большое значение имеет компоновка технологического оборудования. При этом необходимо предусматривать:
специальную площадь для установки резервных ванн и выполнения таких операций, как закрепление изделий в держателях, перевешивание изделий, приготовление растворов и их контроль;
применение для химического и гальванического процессов ванн, имеющих по крайней мере одинаковую глубину и ширину;
для удобства обращения с подвесками одинаковую рабочую высоту ванн.
При автоматизации процесса гальванической металлизации пластмасс можно рекомендовать:
выбирать продолжительность операций травления и химического меднения или никелирования с учетом природы пластмассы и формы изделий;
не металлизировать изделия, оптимальные режимы металлизации которых неизвестны;
быстро перемещать изделия из одного раствора в другой;
очищать и обессоливать промывные воды для повышения рентабельности процесса;
выбирать рациональные формы изделий и способы их крепления так, чтобы на них не переносить растворы из одной ванны в другую и тем самым избегать больших потерь от загрязнений ванн и увеличения брака;
обеспечивать перемешивание промывных ванн (воздухом или другим способом);
после промывки в ванне интенсивно обрызгивать изделия водой через душевые насадки или струей воды.
давать раствору стечь с изделий над рабочей ванной, так чтобы не разбрызгивать растворы; изделия из ванны извлекать медленно.
Мелкие изделия трудно набирать на подвески, поэтому их загружают насыпью в установки для массового гальванического покрытия. В приборостроении для этой цели применяют обычные колокольные и барабанные ванны. При этом необходимо:
применять только перфорированные закрытые барабаны или колокола, которые можно погружать в ванны с раствором;
учитывать, что изделия во многих растворах держатся на поверхности, необходимо обеспечивать их вращение с помощью поперечных планок;
изготовлять установки из материала, стойкого к продолжительному действию расторов и не способного металлизироваться химическим путем;
использовать установки небольшого объема, так как в них легче обеспечить вращение изделий без острых углов и кромок;
применять установки с регулируемой скоростью вращения, это позволяет обеспечить необходимую обработку изделий;
20 п/ред. Гинберга А. М. 305
обеспечивать тщательную промывку и очистку установок и легкую и быструю загрузку и выгрузку изделий из них;
загружать в установки только такие изделия, которые не вхо-
дят одно в другое.
Основным дефектом при гальванической металлизации является сгорание токопроводящего подслоя, которое происходит от ряда
причин.
Причина
Токопроводящая пленка меди слишком тонка
Слишком высокая плотность тока
Недостаточная площадь контактов
Контактная поверхность повреждена
Способ устранения
Увеличить продолжительность меднения
Понизить плотность тока 30—
50 А/м2 (0,3—0,5 А/дм2)
Увеличить контакты или использовать большее их число
Прочнее закрепить изделие в держателях
Технологические неполадки при гальваническом нанесении никеля, хрома и др. покрытий подробно описаны в литературе и поэтому здесь не рассматриваются [1].
Качество покрытия и прочность его сцепления с основой определяют область применения металлизированных пластмасс.
Качество покрытия оценивается по внешнему виду, толщине, пористости, результатам термических испытаний и микротвердости.
При проверке качества металлического покрытия температурные испытания проводят редко ввиду возможности отслаивания металла.
Для определения величины адгезии можно рекомендовать метод испытания на отслоение, сущность которого заключается в том, что на разрывной машине от диэлектрической основы отслаивается под углом 90° к поверхности надрезанная полоска металла шириной 10 мм. За величину адгезии принимается усилие, при котором покрытие отслаивается.
СПИСОК ЛИТЕРАТУРЫ
1. Бартфам Бела. Справочник гальваностега. М., Машгиз, 1960.
2. Гинберг А. М. Ультразвук в химических и электрохимических процессах машиностроения. М., Машгиз, 1962. 136 с.
3. Ильин В. А., Цветкова Т. Б., Ипатова 3. И. Подготовка поверхностей деталей из пресс-материалов перед металлизацией. Обмен опытом в радиопромышленности, 1973, с. 22—23.
4. Кузьмин Ю. Г. Химико-гальваническая металлизация пластических материалов. М., НИИТЭХИМ, 1972. 48 с.
5. Лакиза В. В., Куликовская Г. С., Генель С. В. Металлизация изделий из пластмасс химико-гальваническим методом. М., ЦНИИТЭИ приборостроения, 1972. 41 с.
6. Ретрекл Б., Гудечек К-, Комарек Я* Поверхностная обработка пластмасс. Л., «Химия», 1972, с. 130—180.
7. Рогожина Т. В. Металлизация пластмасс. М., НИИНавтопром, 1973. 10 с.
8. Федулова А. А., Явич Э. Р., Котов Е. П. Многослойные печатные платы. М., «Советское радио», 1973, 116 с.
9. Шалкаускас М., Вашкялис А. Химическая металлизация пластмасс. Л., «Химия», 1972. 168 с.
ГЛАВА XV
ИЗГОТОВЛЕНИЕ ПЕЧАТНЫХ ПЛАТ
Прогресс микроминиатюризации радиоэлектронной аппаратуры в значительной мере зависит от успехов, достигнутых в производстве печатных плат, особенно многослойных печатных плат (МПП).
Основные преимущества МПП: высокая плотность монтажа, однотипность и воспроизводимость электрического взаимодействия между проводниками, принадлежащими различным цепям системы (возможности учета и сокращения паразитных связей и наводок, применение экранирующих слоев), удобство размещения монтажа в однородной диэлектрической среде, повышенная устойчивость к климатическим воздействиям, повышенная вибропрочность, улучшенная теплоотдача, уменьшение количества контактов, повышенная надежность. Однако стоимость их в настоящее время в 3—10 раз выше стоимости плат с двусторонним монтажом.
Наиболее широкое применение МПП нашли при создании ЭВМ, так как в этих машинах содержится ограниченное число типовых функциональных схем, легко поддающихся микроминиатюризации.
Производство МПП — сложный процесс, требующий соблюдения высокой точности, аккуратности и контроля при выполнении весьма многочисленных технологических операций.
Недостатки многослойных печатных плат:
более жесткий допуск на размеры по сравнению с однослойными печатными платами:
продолжительный технологический процесс изготовления МПП;
высокая стоимость;
низкая ремонтопригодность.
Малогабаритные платы при массовом выпуске имеют определенные преимущества по сравнению с крупногабаритными МПП, большую технологичность (снижается брак, обусловленный некачественным совмещением, прессованием и металлизацией) и вибропрочность.
20* 307
Унификация печатных плат позволит существенно снизить их стоимость и улучшить качество.
Плотность печатного монтажа необходимо уменьшать с увеличением габаритных размеров плат, так как получать крупногабаритные платы с высокой плотностью монтажа очень сложно.
МАТЕРИАЛЫ ДЛЯ МПП
Для изготовления МПП используют главным образом фольгированные диэлектрики. Медную фольгу изготавливают двумя способами: прокаткой и электролитическим осаждением. Фольга, изготовленная методом прокатки, имеет ряд недостатков:
недостаточная ширина фольги (от 150 до 300 мм в зависимости от толщины);
Таблица 107
Наименование Марка ГОСТ или ТУ Толщина, мм
Диэлектрик фольгированный для микроэлектронных устройств ФДМЭ-1 ТУ 16-503.084—71 0,1
Диэлектрик фольгированный для МПП ФДМ-1 ФДМ-2 ТУ 16-503.084-71 0,2
Диэлектрик фольгированный травящийся для МПП ФДМТ-1 ФДМТ-2 ТУ 16-503.113—72 0,1; 0,2; 0,25
Стеклотекстолит фольгированный СФ-1-35 СФ-2-35 СФ-1-50 СФ-2-50 СФ-1Н-50 СФ-2Н-50 ГОСТ 10316—70 0,8 0,8 0,5 0,5' 0,8 0,8
Стеклотекстолит фольгированный с повышенной прочностью сцепления и нагрево-стойкостью СФ-200-11 СФ-200-2 ТУ 16-503.091—71 0,8
Стеклотекстолит электротехнический листовой СТЭФ ГОСТ 12652-74 0,5 0,6 0,8 1,0
Стеклоткань прокладочная СП-1-01 СП-1-0,06 СП-1-0,025 СП-2-0,1 СП-2-0,06 СП-2-0,025 СП-3-0,1 СПТ-3-0,06 СПТ-3-0,025 СП-4-0,1 СП-4-0,06 СП-4-0,025 ТУ 16-503.085—72 0,1 0,06 0,025 0,1 0,06 0,025 0,1 0,06 0,025 0,1 0,06 0,025
308
имеют место перегревы фольги вплоть до выгорания отдельных участков;
прокатанная медь может содержать следы других металлов, которые влияют на точность вытравливания и затрудняют получение тонких проводников.
Для обеспечения хорошей адгезии к диэлектрику одна сторона фольги должна быть шероховатой с высотой микронеровностей не менее 3 мкм, а другая сторона должна иметь гладкую поверхность не ниже 8-го класса чистоты для обеспечения точного воспроизведения печатной схемы. Этим требованиям отвечает фольга, изготовленная способом электролитического осаждения. Она имеет одну матовую, а другую гладкую сторону.
Медная электролитическая фольга без дополнительных обработок имеет ограниченное применение. Как правило, фольгу подвергают оксидированию. Созданием поверхностного слоя окиси меди получают фольгированные слоистые пластики с повышенной нагревостойкостью и хорошим сцеплением фольги с основанием.
Отечественные материалы для изготовления многослойных печатных плат приведены в табл. 107.
При некоторых способах выполнение МПП приклеивание фольги к диэлектрическому основанию производится предприятием-изготовителем.
ИЗГОТОВЛЕНИЕ ОРИГИНАЛОВ И ФОТОШАБЛОНОВ
Для получения рисунка на слое при фотохимическом способе печати необходим фотошаблон. Для получения фотошаблона предварительно изготовляют оригинал, т. е. чертеж схемы, выполненный в увеличенном масштабе. Оригиналы выполняют, как правило, в позитивном изображении: проводники и экраны черные, пробельные места — белые.
Оригиналы выполняют в масштабе 2 : 1, 4 : 1 и более в зависимости от габаритных размеров ЛШП, требований, предъявляемых к точности изготовления, и применяемого оборудования.
Для изготовления оригиналов применяют следующие методы: вычерчивания, наклеивания липкой ленты, резания по эмали.
Метод вычерчивания. Основу, состоящую из ватмана, наклеенного на стекло, размещают на разметочном столе или закрепляют на координатографе. Разметку основы оригинала производят накалыванием центров отверстий на координатографе, на разметочном столе, по шаблону или нанесением координатной сетки с помощью контрольной линейки. Применяют также чертежную бумагу с координатной сеткой, нанесенной типографским способом. Затем производят предварительную разметку карандашом контактных площадок, печатных проводников, пазов экранов и вырезов в соответствии с чертежом и выбранным
309
масштабом. Проводники вычерчивают с учетом допусков для каждого метода изготовления печатных плат. Так, например, если изготовляют оригинал печатной платы, которая будет получена химическим методом, а рисунок выполнен фотохимически, то ширину проводников увеличивают на (0,05—0,1) 7И, где М — масштаб, а зазоры выполняют в соответствии с техническими требованиями чертежа. Необходимость увеличения ширины проводников обусловлена наличием подтравливания проводников при операции травления меди с пробельных участков платы.
При изготовлении плат электрохимическим методом вследствие некоторого увеличения ширины проводников при химико-гальванической металлизации на оригинале увеличивают зазоры на 0,1 М в средней и на 0,2 М в крайней зонах.
Оригинал, выполненный в карандаше, обводят и заливают тушью.
Метод вычерчивания требует больших затрат времени для получения нужной плотности схемы и одинаковой ширины проводников.
Метод изготовления схемы путем приклеивания липкой ленты на пленку позволяет значительно (примерно в 6 раз) сократить трудоемкость процесса изготовления оригинала. Изготовление оригинала производят путем наклеивания печатных проводников и контактных площадок из липкой ленты на прозрачную основу (винипроз, лавсановую или триацетатную пленку). Продавливая ленту просечкой, конфигурация которой соответствует элементу схемы, например контактной площадке, получают контактные площадки из полихлорвиниловой (липкой) ленты. Проводники нарезают из липкой ленты на токарном станке.
Далее производят разметку основы, наклеивание печатных элементов и контроль полученного оригинала на соответствие чертежу печатной платы.
Изготовление оригиналов резанием по эмали, нанесенной на полированное листовое стекло, производят на прецизионном координатографе. Этот метод применяют при изготовлении оригиналов плат, требующих высокой точности выполнения проводников и зазоров. Для вычерчивания оригиналов МПП широко применяют координатографы, которые дают возможность изготовлять оригинал с точностью ±0,03 мм.
В качестве эмали применяют белое пленочное покрытие (БПП), черное покрытие (ЧПП) и др. Эмаль наносят на обезжиренное сухое стекло с помощью краскораспылителя.
Слой сушится и внешним осмотром проверяется его качество. Покрытие должно быть сплошным, матовым, равномерным и непрозрачным. Для каждого диаметра отверстий, подлежащих металлизации, составляется таблица координат, в которой отсчет производится от принятой базы.
Заготовка устанавливается эмалевым слоем вверх и притирается к стеклу координатографа. Резцом, установленным в го-310
ловке резцедержателя, прорезаются в эмалевом слое контуры всех контактных площадок. Затем на координатографе устанавливаются приспособления для резания прямых линий. Резец должен иметь размер, соответствующий ширине проводника. Слой эмали с ’ ырезанных участков удаляется, оригинал, не снимая с координатографа, проверяется на соответствие чертежу.
Недостатки этого способа изготовления оригиналов — высокая стоимость работ и оборудования.
При изготовлении оригиналов МПП следует дополнительно нанести элементы для контроля совмещения слоев и произвести маркировку слоев. Для контроля совмещения слоев на полях оригиналов изображаются элементы — кресты, треугольники, квадраты — все это позволяет определить точность взаимного расположения слоев относительно друг друга.
На оригинале каждого слоя за пределами контура печатной платы должен быть выполнен штамп. На каждом последующем слое штамп должен быть смещен относительно штампа предыдущего слоя.
Контроль точности изготовления оригиналов, фотонегативов производится на часовом проекторе, который позволяет измерить размеры с точностью ±1 мкм и имеет пределы увеличения 5, 10, 20, 100 и 200 раз.
Оригинал независимо от способа изготовления контролируют на соответствие чертежу. При этом проверяют расстояние между центрами контактных площадок, ширину проводников и зазоров между ними в узких местах, а также диаметры контактных площадок и расположение контрольных элементов.
Фотошаблоны — это рабочие позитивы или негативы, выполненные на фотопленке с малой усадкой.
Контрольный экземпляр фотошаблонов должен быть выполнен на безусадочной основе — на фотопластинках.
Одним из важнейших этапов в производстве МПП — получение необходимой целостности и разобщенности электрических цепей, что обеспечивается в значительной мере прецизионно-точным совмещением слоев МПП.
Точность совмещения слоев МПП зависит от точности совмещения фотошаблонов. Качество фотошаблона определяется точностью изготовления оригинала рисунка слоев и процессом фотографирования.
Отклонение размеров оригинала от заданных происходит в основном по двум причинам:
1) в результате деформации материала, на котором выполнен оригинал (под влиянием изменения температуры и влажности окружающей среды). Для того чтобы свести до минимума деформацию оригинала, его вычерчивают на материале типа бристольского картона или на ватмане, предварительно наклеенном на безусадочную основу (алюминий, винипроз, стекло и т. д.);
311
2) за счет погрешности вычерчивания. Установлено, что опытный чертежник при благоприятных условиях в течение длительного времени может проводить линии и размещать их на чертеже с отклонением от заданного ±0,2 мм.
Простой, но не самый точный способ совмещения пленочных фотошаблонов при изготовлении МПП методом металлизации сквозных отверстий состоит в следующем. Вначале грубо совмещают комплект фотошаблонов, например, позитивов, и обрезают пленку по размеру приспособления для экспонирования.
На основание приспособления для пробивки базовых отверстий приклеивают фотошаблон одного слоя, например наружного, где изображены контактные площадки сквозных отверстий, подлежащих металлизации. Затем в это же приспособление накладывают другой слой, который с помощью микроскопа совмещают со слоем, приклеенным к основанию. Далее аккуратно закрывают крышку и с помощью пуансонов, жестко фиксированных на крышке приспособления, пробивают отверстия в слое. Повторив по числу слоев МПП операцию сомещения и пробивки отверстий, получают комплект фотошаблонов, совмещенных относительно отверстий приспособления для пробивки базовых отверстий. Однако даже при акууратном опускании крышки приспособления не исключена вероятность сдвига слоя.
Более точные результаты можно получить, если в крышке приспособления предусмотрено окно, в котором укреплена стеклянная пластина с нанесенной на нее координатной сеткой.
Контроль точности совмещения фотошаблонов производят с помощью приспособления, которое применяют для экспонирования. Оно состоит йз двух прямоугольных пластин, размеры которых немного больше размера будущих печатных плат (ширина одинаковая, а длина пластин больше плат). На одной пластине имеются круглые отверстия, а на другой — круглые штифты; центры отверстий и штифтов совпадают.
При фиксации пленочных фотошаблонов на штырях рисунки схем на слоях, где это предусмотрено, должны совпадать.
Контроль совмещения производят на специальном столе, снабженном нижним подсветом. При фиксировании фотошаблонов на приспособлении не должно быть волнистости пленок, а также и их сильного натяжения.
Необходимо обращать внимание на качество отверстий, пробитых в пленках, отверстия должны быть с ровными краями и точно соответствовать диаметру пуансона приспособления для пробивки отверстий. Качество отверстий, в свою очередь, зависит от состояния кромок пуансонов, поэтому пуансоны систематически контролируют и затачивают.
Перед прессованием также производят операцию совмещения: изготовленные слои совмещают на приспособлении для экспони-312
рования. Контроль точности совмещения слоев производят так же, как и контроль совмещения фотошаблонов.
Для фиксирования слоев в процессе прессования используют пресс-формы со специальными штырями, на которых совмещают все слои МПП, чередуясь с изолирующими склеивающими прокладками.
Смещение слоев относительно друг друга зависит главным образом от размеров МПП и качества технологической оснастки.
Фоторезисты — это светочувствительные и устойчивые к воздействию агрессивных факторов составы, используемые в технологии печатного монтажа для получения рисунка схемы.
Светочувствительность характеризует способность веществ изменять свойства под действием света. Реакции, протекающие под действием света, называются фотохимическими.
По способу образования рельефа фоторезисты разделяются на два класса. Негативные фоторезисты под действием актиничного излучения (т. е. излучения, вызывающего активацию фоторезиста), переходят в нерастворимое состояние. Таким образом, при экспонировании через позитив освещенные участки негативного фоторезиста перестают растворяться и остаются на поверхности фольгированной заготовки. Эти фоторезисты при экспонировании через позитив передают (после проявления) не позитивное, а негативное изображение схемы.
Позитивные фоторезисты, напротив, передают один к одному рисунок фотошаблона. Освещение изменяет свойства позитивных фоторезистов так, что при обработке в соответствующих растворах экспонированные участки слоя разрушаются, вымываются.
Светочувствительные вещества могут быть разделены на два основных класса:
а) вещества, чувствительность которых обусловлена введением добавок (например, фоторезист на основе поливинилового спирта);
б) вещества, сами по себе обладающие чувствительностью к актиничному излучению (например, фоторезисты на основе диасоединений, циклокаучуков, циннаматов).
В полиграфической промышленности применяют светочувствительные системы на основе различных органических веществ природного происхождения: желатин, альбумин и др.
Широкому использованию природных коллоидов препятствует относительно низкая кислотостойкость, малая воспроизводимость их свойств, относительно высокая стоимость, непродолжительный срок хранения растворов, поэтому в настоящее время стали широко использовать для получения фоторезистов синтетические полимеры.
Фоторезист на основе поливинилового спирта. Рассмотрим типичный синтетический полимер — поливиниловый спирт (ПВС),
313
имеющий формулу
Г----СН—СН2—СН---------]
I I
L он он ь
Поливиниловый спирт — один из синтетических полимеров, который хорошо растворяется в воде. При добавлении бихромата аммония к водному раствору ПВС происходит «очувствление» последнего.
Для получения стабильных результатов готовый раствор выдерживают в течение 24 ч. Это обусловлено тем, что вследствие незначительной скорости диффузии смешение раствора бихромата с раствором ПВС происходит медленно. Светочувствительность раствора весьма невелика, однако по мере высыхания слоя она увеличивается и слой после высушивания при температуре 35— 40° С в течение 20—25 мин до сухого состояния приобретает высокую светочувствительность.
Под действием света в системе поливиниловый спирт — бихромат аммония происходят окислительно-восстановительные процессы. Так, из шестивалентного состояния ион хрома восстанавливается до трехвалентного. Эта реакция сопровождается выделением кислорода, который окисляет полимер, что приводит к возникновению в нем групп СО.
В молекуле ПВС имеются гидроксильные группы с подвижными атомами водорода. Эти группы под действием ультрафиолетового излучения и каталитического влияния ионов хрома способны дегидратироваться, что приводит к реакции конденсации молекулярных цепей в непрерывную трехмерную систему.
В итоге происходит образование координационных связей между функциональными группами полимера и ионами трехвалентного хрома и система переходит в нерастворимое состояние. ПВС с добавкой бихромата аммония — наиболее широко применяемый фоторезист при получении рисунка как на обычных, так и на многослойных печатных платах.
Отсутствие токсичных составляющих в рецептуре, высокая разрешающая способность — до 50 линий на мм, простота проявления (водой), низкая стоимость — все это определило преимущественное распространение данного фоторезиста.
Недостатком фоторезиста на основе ПВС является его темновое дубление, т. е. сухой слой задубливается не только под действием света, но и в темноте. Темновое дубление исключает длительное (более 3—5 ч) хранение заготовок с нанесенным светочувствительным слоем.
Темновое дубление усиливается с повышением концентрации бихромата. Возникает оно следующим образом: при растворении в воде бихромат диссоциирует, причем незначительная часть распадается на монохромат и свободную хромовую кислоту: (NH4)2Cr2O7 + Н2О = (NH4)2C2O4 + Н2СгО4.
314
Хромовая кислота понижает устойчивость светочувствительного раствора и задубливает светокопировальный слой. На темновое дубление оказывает влияние влажность и температура рабочего помещения. При низкой температуре и низкой влажности темнового дубления почти не происходит.
Влажность окружающего воздуха оказывает большое влияние на степень набухания светочувствительного слоя, что также является неблагоприятным фактором, так как с увеличением влажности воздуха уменьшается механическая прочность светочувствительного слоя и адгезия его к поверхности фольги.
Состав светочувствительного слоя на основе ПВС
Поливиниловый спирт, г/л.............................. 70—120
Двухромовокислый аммоний (NH4)2Cr2O7.................. 3—10%
(от сухого ПВС)
Этиловый спирт С2Н5ОН, мл.................................. 30—50
Режим сушки нанесенного на~фольгированную заготовку первого светочувствительного слоя: 35—45° С, сушить до высыхания, но не более 30 мин; второй слой сушить при 35—45° С до высыхания, но не более 60 мин. Правильность режима сушки рекомендуется проверять путем проявления светочувствительного слоя без экспонирования. При правильно подобранном режиме сушки на заготовке после проявления не должно оставаться следов поливинилового спирта (отсутствие вуали).
Заготовки со светочувствительным слоем следует хранить в таре или пакетах из светонепроницаемой бумаги. Максимально допустимый срок хранения заготовок не должен превышать 4 ч при влажности окружающего воздуха 65 ± 5% и температуре не выше 20° С.
Хранение заготовок в холодильнике допускается до 24 ч.
Для экспонирования изображения рисунка схемы используется специальное оборудование, например рама с вакуумным отсосом воздуха и с передвижным источником света.
Не допускается повышения температуры в зоне экспонирования выше 35° С вследствие усадки фотошаблонов и появления вуали.
Проявление изображения производится теплой водой (35— 45° С) с помощью поролоновой губки. Во избежание повреждения слоя, заготовки необходимо помещать на приспособления или на поролон.
Качество проявления контролируется окрашиванием, путем погружения заготовки в раствор красителя — метилового фиолетового (1—3 г/л) на 10—15 с. Затем заготовку промывают холодной водой и производят контроль качества проявления. После этого проверяют полноту удаления пленки ПВС с участков, не подвергавшихся экспонированию. При наличии окрашенных участков, не подвергавшихся экспонированию. При наличии окрашенных участков на пробельных местах, указывающих на
315
недостаточное проявление, операции проявления и окрашивания повторяют.
Для повышения защитных свойств резиста производят хими-ческое дубление последнего в растворе хромового ангидрида (уд. вес 1,017—1,020) при температуре 18—22° С в течение 2,0 мин. Раствор химического дубления можно использовать только через 12 ч после приготовления. Его хранят в закрытой таре. Температуру раствора химического дубления строго контролируют. Она не должна превышать 22° С. Концентрацию раствора необходимо проверять ежедневно — по результатам анализа или удельному весу. Корректировку раствора производят концентрированным раствором хромового ангидрида. Допускается производить дубление в растворе хромового ангидрида с более высокой концентрацией. При концентрации хромового ангидрида 50 г/л время дубления 1 мин.
После операции химического дубления заготовки тщательно промывают водой и высушивают в стойке под вентилятором. Затем производят термическое дубление заготовок. Цель этой операции повысить стойкость фоторезиста к действию электролитов (при последующих операциях). Термическое дубление обычно производят при температуре 100—120° С в течение 2—3 ч. Для этого используют сушильную печь с циркуляцией воздуха или установку терморадиационного дубления. После операции дубления контролируют качество рисунка. Допускаются отдельные точечные повреждения защитного слоя, не требующие большого количества ретуши, для которой используют лак БТ-577 (асфальтобитумный), эмаль НЦ-25 или лак АВ-4Д/В.
Фоторезисты на основе диазосоединений. Диазосоединения являются позитивными по способу образования рисунка, т. е. при экспонировании с позитива на плату после проявления светочувствительный слой остается на проводниках.
Светочувствительность диазосоединений обусловлена наличием в них групп, состоящих из двух атомов азота —N = N—.
Под действием света диазосоединения разлагаются с образованием инденкарбоновых кислот, растворимых в слабых растворах щелочей. Для использования в качестве фоторезистов подходят производные 0-хинондиазидов. При облучении актиничнььм светом производные 0-хинондиазидов расщепляются, происходит деструкция молекулы, сужение бензольного кольца. Молекула азота удаляется, и образуется продукт, немедленно поглощающий присутствующую в пленке воду с переходом в инденкарбоновую кислоту.
При обработке слоя растворами щелочей, фосфатов щелочных металлов аммиаком инденкарбоновая кислота образует соли, легко растворимые в воде.
Таким образом, в основе процесса проявления описываемого фоторезиста положена реакция нейтрализации — взаимодействие 316
между кислотой и щелочью. При этом образовавшаяся соль легко вымывается водой.
При проявлении позитивного изображения раствор обычно окрашивается в малиновый цвет. Это объясняется тем, что часть инденкарбоновых кислот превращается не в растворимые натриевые соли, а соединяется с непрореагировавшим нафтохинондиазидом, в результате образуется краситель красного цвета.
На неэкспонированных участках проявитель даже не смачивает поверхности пленки. Данный фоторезист пока еще дорог, работа с ним требует соблюдения требований техники безопасности, так как в состав его входят токсичные растворители.
Преимущества фотопродукта столь значительны, что, например, в полиграфической промышленности фоторезист на основе диазосоединений вытесняет поливиниловый спирт.
Основное достоинство этого продукта — отсутствие темнового дубления при хранении заготовок с нанесенным светочувствительным слоем. Поэтому возможно организовать централизованное изготовление заготовок, имеющих светочувствительный слой, что позволяет автоматизировать процесс получения рисунка схемы непечатных платах и, следовательно, значительно удешевить их стоимость, а также исключить необходимость работы с токсичным веществом на предприятиях-изготовителях печатных плат.
Фоторезист на основе диазосоединений обеспечивает более высокую разрешающую способность, теоретически она составляет 1000 линий на 1 мм, практически 350—400, в то время как при работе с ПВС разрешающая способность равна 20—50 линиям на 1 мм.
В действительности реально возможная разрешающая способность зависит от всех факторов, действующих в процессе фотопечати: плоскопараллельности подложки и слоя фоторезиста, дифракционных явлений на границах фотошаблон — ; воздух—фоторезист—подложка, диффузионного рассеяния света ? в слое и т. д.
Светочувствительные слои наносят:
поливом на заготовку при вращении центрифуги;
окунанием или поливом с последующим разравниванием и 1 сушкой слоя в центрифуге;
окунанием с последующим вытягиванием заготовки из раствора ; с определенной скоростью;
; окунанием вручную.
Процесс нанесения фотослоя с помощью центрифуг — трудоем-; кий, малопроизводительный и не поддается механизации. Способ ; нанесения слоя центрифугированием связан со значительным расходом фоторезиста (до 200 мл/м2), причем более 80% раствора сбрасывается на стенки центрифуги. Чаще используют разно-. видность способа—окунание или полив с последующим разрав-’ ниванием и сушкой слоя в центрифуге при определенной < 317
температуре. Этот способ нанесения применяют для заготовок небольшого размера (200x300).
Окунание заготовки вручную в раствор фоторезиста дает возможность наносить фотослой на обе стороны одновременно, некоторая клиновидность по краям может быть уменьшена двукратным окунанием — заготовку после первого окунания переворачивают на 180°, подсушивают и затем погружают второй раз. Однако при этом способе работы трудно контролировать и регулировать толщину наносимого слоя. Особенно это заметно на фоторезистах, изготовленных с применением диазосоединений, так как вторичное нанесение слоя частично приводит к неравномерному подрастворению первого слоя, что дает подтеки и рябь.
Метод вытягивания состоит в окунании образцов в раствор с последующим медленным (с определенной скоростью) извлечением заготовки. Это метод нанесения фоторезиста легко поддается автоматизации, пригоден для заготовок любого размера. Скорость вытягивания зависит от типа фоторезиста и изменяется от 30 до 80 см/мин. Разброс по толщине слоя находится в пределах 20%.
Существенные недостатки жидких фоторезистов: неоднородность по толщине, возможность загрязнений и повреждения слоя, невозможность автоматизации процесса получения рисунка (при работе с ПВС) привели к разработке нового типа фоторезиста — сухого. В настоящее время выпускают опытные партии отечественного сухого фоторезиста.
Жесткие допуски на ширину проводников и расстояния между ними определяют необходимость того, чтобы передача рисунка схемы с фотооригинала на плату с помощью фоторезиста производилась точно и с высокой степенью разрешения. Съемки обычно ведутся напросвет, так как контрастность в этом случае 100 : 1 вместо 50 : 1 при съемке в отраженном свете.
Получение четкого по плотности границ рисунка схемы позволяет впоследствии с меньшим искажением вытравить его. Проводятся также исследования по усовершенствованию источников света для повышения качества экспозиции.
В последнее время используют главным образом ртутные и ксеноновые лампы непрерывного и импульсного действия, обеспечивающие большую световую интенсивность на единицу мощности. Недостаток этих ламп состоит в том, что при включении они требуют 15—20-мин прогрева. Кроме того, при их использовании необходима специальная система охлаждения.
Последним достижением в области экспонирования является установка с движущимся источником света. На установке смонтированы две копировальные рамы. Максимальный размер обрабатываемой платы 400x500 мм.
Экспонирование производят с помощью движущейся световой головки. Возможно одно- и двустороннее экспонирование. Уста-318
новка позволяет производить последовательно экспозицию на двух рамах, а также при экспонировании на одной раме производить перезарядку другой. Время экспонирования составляет 3—7 мин.
ТРАВЛЕНИЕ МЕДИ С ПРОБЕЛЬНЫХ УЧАСТКОВ
ПЕЧАТНЫХ ПЛАТ
Для точного воспроизведения рисунка схемы необходимо увеличение размеров элементов схемы на величину подтравливания. Вводится дополнительное (на толщину используемой медной фольги) увеличение каждой стороны проводника. Так, при использовании 50 мкм фольги к ширине проводника добавляют еще 100 мкм, т. е. 50 мкм на каждую сторону. Аналогичным образом увеличивают и диаметр контактных площадок.
В последних моделях травильных агрегатов предусмотрена струйная подача раствора при помощи качающихся форсунок. Это обеспечивает более равномерное распределение травильного раствора по поверхности печатной платы. Причем печатная плата, находясь в травильном агрегате, равномерно перемещается при помощи движущегося конвейера вдоль агрегата от входа к выходу и после травления поступает в камеру промывки.
Для конвейерных струйных травильных установок характерна модульная конструкция узлов, облегчающая их замену, а также позволяющая увеличить производительность установки.
Наиболее важными операциями контроля процесса травления являются: проверка и поддержание постоянного состава травильного раствора (особенно для точных схем и при большом масштабе производства). С этой целью применяют автоматизированные методы анализа, например для определения содержания меди в растворе хлорного железа используют спектрофотометрический метод.
Качество травления меди с пробельных участков схемы можно проконтролировать путем сравнения платы с прозрачным шаблоном, выявляя места сужения проводников.
Травление меди в растворе хлорного железа. Для травления меди с пробельных участов плат используют ряд растворов. Наиболее широкое распространение получил травильный раствор на основе хлорного железа. При этом происходят следующие реакции:
на разделе фаз металл—раствор Си + Fe3+=Cu+ + Fe2+; Си + + Си2+ = 2Си+.
В растворе Си+ + Fe3+ = Си2+ + Fe2+.
Перемешивание увеличивает скорость травления. Подача раствора перпендикулярно плоскости образца увеличивает скорость травления в большей степени, чем подача его параллельно плоскости, и, что самое главное, уменьшает подтравливание. Для уменьшения подтравливания в расвор вводят мочевину, желатин, Диэтилбензол или сульфированное касторовое масло. Скорость
319
травления меди возрастает при повышении температуры раствора и снижается при накоплении меди в растворе.
Хотя теоретически 1 г FeCl3 растворяет 0,2 г меди, практически, учитывая влияние меди в растворе на скорость травления, травильный раствор может быть использован при содержании меди до 60 г/л. Рекомендуемая рабочая температура раствора +35° С.
Недостатки раствора: невозможность его применения для плат, имеющих паяные соединения; плат, покрытых сплавами Sn—Pb, недопустимость сброса отработанного раствора в канализацию без дополнительной обработки.
Однако раствор FeCl3 отличается высокой и равномерной скоростью травления меди, сравнительно высоким допустимым содержанием меди в растворе и относительно невысокой стоимостью.
Травление меди в растворе персульфата аммония. Процесс травления может быть описан следующим суммарным уравнением:
Си + (NH4)2S2O8 = CuSO4 + (NH4)2SO4.
Повышение температуры приводит к увеличению скорости травления. Так как с возрастанием температуры увеличивается скорость разложения персульфата, то оптимальной температурой процесса следует считать 45° С. Установлено, что травление в персульфате аммония дает большое подтравливание проводников.
Если в травильный раствор на основе персульфата аммония добавить фосфорную кислоту, то можно подвергать, травлению платы, покрытые оловом и сплавом олово—свинец, с тем преимуществом, что после травления в этом травильном растворе легко произвести осветление покрытия. В этом же растворе можно травить платы, защищенные серебром. Если же не добавлять фосфорную кислоту в раствор персульфата аммония, то осветление производится не полностью, покрытие сохраняет темный цвет. Раствор, применяемый для осветления в этом случае, имеет состав:
Борфтористоводородная кислота HBF4, мл................ 100
Тиомочевина CS(NH2)2, г.............................. 100
Смачиватель ОН-10, г .................................. 10
Вода, л .............................................. 1
Плата, печатные проводники и сквозные отверстия которой покрыты сплавом олово—свинец, обрабатывают в этом растворе в течение 3 мин. Температура осветляющего раствора +60° С.
Травильный раствор на основе хлорной меди. Раствор хлорной меди СиС12 (135—405 г), содержащий НС1, NaCl или NH4C1, также является эффективным травильным раствором для медной фольги согласно реакции
Си + СиС12 = 2СиС1.
320
Травление производят при температуре 26—38° С.
Скорость травления в растворе СнС12 остается постоянной в широком интервале концентраций меди, а в растворе FeCl3 быстро понижается по мере накопления в растворе меди. Скорость травления в персульфате аммония значительно ниже, чем в растворах хлорного железа или хлорной меди.
Испытания также показали, что небольшие количества CuCl еще недостаточные, чтобы вызвать заметное изменение скорости травления, ведут к изменению цвета раствора от зеленого до грязно-коричневого. Эти изменения цвета являются сигналом о необходимости проведения регенерации раствора.
Травильный раствор может быть регенерирован окислением воздухом
2CuCl + 4НС1 + О2 = 2СиС12 + 2Н2О;
хлором
2CuCl + С12 - 2СиС12; электролитически
Си+ + е = Си0 на катоде;
Си+ — е = Си++ на аноде.
В этом растворе нельзя травить платы, проводники которых защищены сплавом олово—свинец.
В процессе травления в растворе хлорной меди иногда на поверхности образуется желтый налет, обычно это гидроокись меди. Гидроокись меди нерастворима в воде, остается в виде осадка при травлении плат и удаляется лишь при обработке плат кислотой.
Плата после травления должна быть тщательно промыта водой, обработана соляной кислотой после травления в хлорном железе, серной — после травления в персульфате аммония. Обработка в кислотах обеспечивает удаление остатков травильных раство-: ров и продуктов травления с поверхности платы.
Остатки продуктов травления, особенно если они не удалены до высушивания платы, приводят к снижению сопротивления изоляции.
L Типичные причины брака при травлении — несоблюдение тех-г нологического режима (недостаточное или избыточное время об-h- работки, несоответствие температуры раствора заданным величинам, истощение травящего раствора).
ПРЕССОВАНИЕ (СКЛЕИВАНИЕ) МПП
> Прессование МПП — это процесс, который не применяется при изготовлении обычных плат. От качества его выполнения за-
Г висят электрические и механические характеристики готовой МПП ? Определяющими условиями прессования являются режимы тех!
21 п/ред. Гинберга А. М. 321
нологического процесса: удельное давление прессования, температура, продолжительность процесса, а также следующие факторы: точность совмещения слоев МПП, параллельность плит пресса.
На качество спрессованной платы существенное влияние оказывают подготовка поверхности слоев перед прессованием, текучесть смолы и время ее полимеризации.
Для совмещения слоев перед прессованием на технологическом поле слоя (25—50 мм нестравленного участка фольги по всему периметру) предусматривают базовые отверстия, которые размещены с большой точностью по отношению к рисунку. Базовые отверстия вырубают (или сверлят) на специальных приспособлениях.
Совмещение отдельных слоев МПП по базовым отверстиям и последующее прессование выполняют в специальном приспособлении для склеивания.
Для того чтобы гарантировать получение плат без пустот и газовых пузырей, склеивающие прокладки должны быть минимум вдвое толще применяемой медной фольги. Необходимо учитывать, что толщина склеивающих прокладок уменьшается вследствие прессования на 30%.
Перед началом работы делают пробную запрессовку на тест-образцах, по которой уточняют все режимы процесса прессования.
СВЕРЛЕНИЕ ОТВЕРСТИЙ В МПП
Применяемые в настоящее время для производства МПП эпоксидные стеклопластики характерны тем, что получение отверстий в них методом штамповки затруднительно, и поэтому в промышленности преобладающей становится операция сверления. Сверление отверстий в платах из стеклопластиков обычно производят сверлами из быстрорежущей стали Р18. Однако применение сверл из стали Р18 вследствие высокого абразивного действия и низкой теплопроводности стеклопластиков не позволяет работать на повышенных скоростях резания. Стойкость таких сверл недостаточно высока, и необходима их частая перезаточка, а это снижает производительность труда и качество сверления отверстий в платах.
Для повышения производительности труда и качества сверления в печатных платах из стеклопластика применяют сверла и зенкеры из твердого сплава ВК6М. Для обычных (двусторонних) плат разработан специальный комбинированный инструмент сверло-зенкер.
Сверление отверстий в опрессованном пакете производится для соединения схем, расположенных на различных слоях МПП, стенки отверстий металлизуются.
Сверление отверстий можно производить на станке с оптическим (проекционным) приспособлением или с цифровым программ-
322
ным управлением. Недостатком при сверлении МПП является наволакивание смолы на кромки медных контактных площадок, которое трудно обнаружить. От качества сверления зависит качество металлизации, т. е. надежность межслойных соединений. Ниже в табл. 108 приведена классификация дефектов металлизации отверстий плат, причиной которых является неправильный выбор режимов сверления. Наволакивание смолы приводит к появлению на торце контактной площадки барьерного слоя, препятствующего электрической связи между контактной площадкой и металлизацией в отверстии (межслойное соединение). Широко применяют режимы сверления со скоростью резания 40—50 м/мин.
Таблица 108
Дефекты в печатных платах Причины брака при сверлении Способ исправления Примечание
Стенки отверстий шероховатые Затупилось или сломалось сверло Проверить и заменить сверло
Деформирован- Неправильный Уменьшить по- Оптимальная
ное отверстие; кон- режим (величина дачу, увеличить подача и скорость
тактные площадки смещены, наволакивание смолы в отверстиях подачи, частота вращения) частоту вращения резания зависят также от толщины платы и количества слоев меди
Посторонние Стружка стек- Увеличить шаг Неверный шаг
включения в оса- лотекстолита не подачи сверла; спиральной ка-
жденном слое меди удалена из отверстия увеличить давление воздуха при продувке платы после сверления навки сверла; канавки забивают* ся стружкой; после сверления канавки не очищаются
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ОДНО- И ДВУСТОРОННИХ ПЛАТ
К односторонним печатным платам не предъявляют таких жестких требований по стабильности размеров, как к двусторонним и тем более многослойным платам. Поэтому основным материалом, из которого их изготавливают, является гетинакс. Для двусторонних плат более широко применяют стеклотекстолит. Известен ряд способов изготовления печатных плат, однако наиболее часто используют ,с ле дующие: химический, электрохимический и комбинированный.
Изготовление плат химическим методом. Материалами для изготовления печатных плат этим методом являются^фольгиро-ванные слоистые пластики.
Перед нанесением фоторезиста или защитной краски производится очистка поверхности заготовок из фольгированного диэлектрика. Очистка поверхности фольги заготовки перед нанесением
21* 323
фоторезиста состоит из следующих операций. Заготовку смачивают водой и механически обрабатывают смесью мелкоизмельченной полировальной извести с маршалитом. После чего заготовку промывают и декапируют. Если рисунок схемы на плате выполняется сеточно-химическим способом, то вместо механической зачитки иногда производят обезжиривание заготовки бензином.
На подготовленную фольгированную поверхность заготовки поливом, окунанием или другим способом наносится фоторезист. После высушивания фоторезиста визуально проверяют качество слоя. Слой должен быть равномерным, без пузырей, подтеков, механических включений.
Для получения требуемого рисунка схемы на фольге заготовки с помощью специальных кнопок производят монтаж негатива. Причем эмульсионная поверхность негатива должна быть повернута к фольге заготовки. Затем выполняют стандартные технологические операции: экспонирование, проявление рисунка схемы, ретушь, травление меди с пробельных участков схемы. При необходимости на печатные проводники наносят технологическое покрытие, например сплав Розе, или производят их пассивацию. Фотохимический способ (нанесения рисунка с помощью фоторезиста) обеспечивает наивысшую точность ±0,05 мм и разрешающую способность 0,2—0,3 мм.
Преимущества метода химического травления: простота изготовления, хорошее качество получаемой печатной схемы, высокая разрешающая способность, экономичность процесса и возможность его полной автоматизации. Недостатком метода химического травления является воздействие химических реагентов на изоляционное основание, приводящее к ухудшению электроизоляционных и диэлектрических свойств материалов оснований на 10— 25%, а также отсутствие в плате металлизированных отверстий.
Изготовление плат электрохимическим методом. Для увеличения прочности сцепления слоя химически осажденной меди производят механическое матирование поверхности диэлектрика, так как медь с шероховатой поверхностью пластмасс сцепляется примерно в 100 раз прочнее, чем с гладкой поверхностью. Механическое матирование поверхности диэлектрика производят гидро-пескоструйной обработкой или зернением.
Рисунок схемы выполняют обычно фотохимическим способом. Медные печатные проводники и металлизированные отверстия изготовляются химическим осаждением меди на поверхности стенок отверстий, просверленных после операции проявления изображения схемы. Химически осажденная медь утолщается гальванической медью, причем для создания электрического контакта применяют специальные приспособления, технологические проводники или плату «прошивают» медной проволокой. Одно из преимуществ этого способа — получение двусторонней схемы с одновременной металлизацией отверстий. Точность выполнения рисунка схемы при этом методе составляет ±0,15 мм, разреша-324
ющая способность — 0,5 мм. Платы, изготовленные этим способом, имеют меньшую прочность сцепления проводников с основанием по сравнению с платами, выполненными из фольгированных материалов.
Изготовление плат позитивным комбинированным методом. Рисунок схемы обычно выполняют фотохимическим способом на фольгированном диэлектрике чаще всего с применением фоторезиста на основе ПВС. Для предохранения незащищенных фоторезистом проводников схемы на плату наносят пленку лака. Далее просверливают отверстия и производят химическое меднение стенок отверстий.
После проверки качества осаждения меди и установления, что в покрытии отсутствуют разрывы и пустоты, удаляют лаковую защитную пленку и производят гальваническое меднение. Затем на проводники и в отверстия плат осаждается металлический резист (олово—свинец, серебро, олово—никель). После этого производят травление меди с пробельных участков. Данный способ является более трудоемким способом, чем химический. Однако, используя последний, можно получить более высокую плотность монтажа на платах и большую точность по сравнению с электрохимическим методом.
СПОСОБЫ ИЗГОТОВЛЕНИЯ МПП
Многослойная печатная плата (МПП) состоит из чередующихся слоев проводящего и изоляционного материалов, соединенных между собой так, что они образуют систему соединений, соответствующую принципиальной электрической схеме. Для соединения отдельных слоев используют связующие вещества: недополимер-ные диэлектрики, клеи, лаки, термопластичные пленки и т. д.
В настоящее время разработано много способов получения МПП, основные из них приведены в табл. 109.
Наиболее сложно получить надежное электрическое соединение между отдельными слоями МПП.
Таблица 109
Электрические межслойные соединения механическими деталями Электрические межслойные соединения с помощью навесных элементов Электрические межслойные соединения, выполняемые химико-гальванической металлизацией
Метод установки пистонов, штырей и штифтов Метод предварительного обслуживания контактных поверхностей Метод отгибки лепестков Метод выступающих выводов Метод открытых контактных площадок Метод металлизации сквозных отверстий Метод попарного прессования Метод послойного наращивания
325
Электрическое межслойное соединение механическими деталями. Рассмотрим способы получения МПП, где электрическая связь между печатными проводниками, расположенными на различных слоях, осуществляется при помощи механических деталей штифтов, штырей, заклепок, пистонов, упругих лепестков.
Для создания межсхемных соединений используют штифты, на боковую поверхность которых нанесен слой припоя толщиной 0,075 мм. Торцы штифта, вставленного в отверстие МПП, зажимают между электродами сварочного аппарата (для точечной сварки), в котором происходит разогрев и оплавление припоя, причем печатные проводники, расположенные в различных слоях, припаивают к штифту. По другому способу спрессованный из отдельных слоев пакет многослойной платы сверлят и в отверстия вставляют штыри из плавкого металла, а затем плавлением этих штырей производят взаимное соединение схем, расположенных на внутренних слоях платы.
Иногда перед сборкой плат в пакет производят предварительное облуживание контактных площадок на каждом слое. Это позволяет увеличить площадь контакта и повысить надежность межслойного соединения. Затем обычными способами устанавливают штифты, пистоны и заклепки. МПП изготавливают также из двусторонних печатных плат с монтажным соединением при помощи заклепок или пистонов. Заклепки или пистоны вставляют в отверстия, имеющиеся на двусторонних платах, развальцовывают, облуживают по торцам и спрессовывают.
Все методы, в которых используют механические детали типа штифтов, штырей, заклепок, пистонов, трудоемки, трудно поддаются автоматизации, не всегда можно получить высокое качество соединений. Поэтому широкое распространение получили такие методы изготовления МПП, при использовании которых межслойные соединения выполняются с помощью контактных площадок или проводников, а электрические контакты обеспечиваются пайкой или сваркой.
Электрические межслойные соединения с помощью навесных элементов или элементов схемы. Практически освоено и внедрено два способа изготовления МПП, где связь между слоями реализуется с помощью различных элементов схемы, например навесных элементов или печатных проводников и контактных площадок.
По первому способу, метод открытых контактных площадок, межслойные соединения выполняются путем пайки выводов навесных элементов к контактным площадкам любого слоя. По второму способу, метод выступающих выводов, межсоединения образуются, например, при помощи пайки печатных проводников на коммутирующие колодки, расположенные на внешнем слое МПП.
Метод открытых контактных площадок. Отдельные слои МПП изготавливают фотохимическим способом на односторонних фольгированных диэлектриках. В слоях штампом вырубают отверстия 326
таким образом, чтобы после их сборки в МПП ко всем контактным площадкам имелся свободный доступ. После сборки в пакет платы совмещают и спрессовывают в МПП. Склеивание слоев выполняют обычно нанесением на сторону платы без проводников клея БФ-4 на приспособлении, обеспечивающем строгую фиксацию каждого слоя. После склеивания слоев при необходимости сверлятся все электромонтажные отверстия под выводы микромодулей.
В платах этого типа нет электрических связей между слоями, она образуется при пайке выводов радиодеталей к различным слоям платы по открытым частям контактных площадок. Для усиления площадок их диаметр делают больше диаметра отверстия (минимум на 2 мм), что позволяет укрепить контактную площадку. МПП, изготовленные этим методом, возможно ремонтировать, т. е. производить перепайку выводов радиоэлементов.
Недостатки метода открытых контактных площадок:
1) возможно затекание клея, лака или другого связующего на поверхность контактных площадок при склеивании слоев в процессе прессования;
2) отсутствует электрическая связь между слоями.
При рациональной компоновке слоев их число может достигать 10—12. Этот метод изготовления МПП используют реже, чем метод металлизации сквозных отверстий.
Метод выступающих выводов. Метод выступающих выводов заключается в прессовании заготовок с нанесенным рисунком и перфорированными в диэлектрике окнами, в которых располагаются выводы в виде полосок медной фольги, отгибаемых на наружную сторону готовой платы.
Для изготовления печатных слоев на заготовку фольги напрессовывают слой стеклоткани с перфорированными окнами для элементов, которые будут в них установлены. Затем на фольге выполняют рисунок печатных проводников. Склеивание (путем прессования) всех слоев платы производят одновременно.
Выводы, выступающие из всех слоев платы, отгибают на колодки, расположенные на наружной стороне платы. Выводы навесных элементов присоединяют непосредственно к выводам платы, расположенным на колодках. Для изготовления МПП этим методом применяют катаную медную фольгу толщиной 80 мкм, которая обладает более высокими физико-механическими свойствами.
Наиболее важной операцией является травление меди с пробельных участков. Иногда в процессе травления из-за подтравли-вания происходит разрушение вывода, снижение его механической прочности, отрыв и поломка уса — вывода. Для усиления механической прочности на слой (со стороны диэлектрика) наносят лак, который после операции травления удаляют. Этим методом возможно изготовить 10—20-слойные платы. Преимущества данного метода — высокая механическая прочность МПП, большое число
327
слоев, возможность применения параллельных операции, сокращающих технологический цикл.
Недостатки — трудность автоматизации пайки выступающих выводов на наружные слои МПП, применение катаной фольги.
Электрические межслойные соединения, выполняемые химикогальванической металлизацией. Применение металлизации для создания многослойных соединений позволяет повысить плотность монтажа, сократить количество контактов, снизить продолжительность процесса изготовления МПП.
Метод попарного прессования состоит в том, что все межслойные соединения выполняют в виде металлизированных отверстий, аналогичных отверстиям двусторонних печатных плат. Метод позволяет изготавливать МПП с количеством слоев не более 4—6. Для изготовления МПП этим методом используют двусторонний фольгированный диэлектрик.
На одной стороне каждой заготовки негативным комбинированным методом изготавливают печатные проводники внутренних слоев МПП, т. е. второго и третьего, затем сверлят отверстия для переходов со второго слоя на первый и с третьего на четвертый слой и производят химико-гальваническую металлизацию отверстий. Два промежуточных слоя, второй и' третий (с фольгой наружу), склеивают между собой с помощью пропитанной лаком стеклоткани. При изготовлении МПП этим методом необходимо следить за тем, чтобы все металлизированные отверстия были заполнены смолой после прессования, так как иначе при травлении фольги с пробельных мест на наружных слоях может произойти разрушение межслойных соединений.
Далее на четырехслойной плате позитивным комбинированным методом изготавливают схемы проводников первого и четвертого слоев.
Для создания электрической связи между первым и четвертым слоями в них просверливают и металлизируют отверстия. Прямой электрической связи между внутренними слоями нет. Связь внутренних слоев (второго и третьего) осуществляют через переходы со второго на первый, с первого на четвертый и с четвертого на третий, что ограничивает плотность монтажа.
Недостатком этого способа является малое число слоев, не все металлизированные отверстия используют для монтажа, отверстия, соединяющие первый слой со вторым и третий с четвертым, служат лишь для создания электрической связи между слоями.
Метод послойного наращивания. При изготовлении МПП этим методом связь между слоями осуществляют с помощью сплошных медных столбиков. Используют два способа получения электрического соединения между первЛл и вторым слоями. Согласно первому способу связь между ними осуществляют за счет столбика, образованного из медной фольги. Медную фольгу, расположенную на одной стороне диэлектрического основания, покры-328
вают фоторезистом, стравливают медь с пробельных мест и полученные контактные площадки защищают.
Затем производят повторное травление, в результате которого толщина проводников становится в два раза меньше. На поверхность платы, исключая выступающие над проводниками контактные площадки, наносят изоляционный материал, например перфорированную стеклоткань. На этот слой осаждается медь сначала химическим способом, а затем гальваническим. Медный слой, контактирующий с выступающими площадками, покрывают фторе-зистом, далее изготавливают второй слой. Указанные процессы повторяют столько раз, сколько требуется получить слоев в МПП.
При использовании второго способа столбик для соединения первого и второго слоев образуется не из фольги, а путем гальванического наращивания меди, начиная от фольги через перфорированное отверстие в стеклоткани до ее верхней границы.
При изготовлении МПП этим методом важен контроль состояния поверхности контактных выступов. Данный способ изготовления МПП обеспечивает наиболее надежные межслойпые соединения, однако весьма трудоемок и длителен из-за невозможности проведения параллельных операций.
Метод металлизации сквозных отверстий широко используют при изготовлении МПП. Сущность его состоит в следующем. Сначала собирают пакет из отдельных слоев с монтажными схемами на внутренних слоях, выполненными химическим способом (травлением фольги с пробельных участков) и из склеивающих прокладок. Затем после склеивания прессованием производят сверление и металлизацию отверстий для создания межслойного электрического соединения схем.
Исследования этого метода показали, что основными причинами разрывов электрических соединений на платах этого типа являются: различия коэффициентов термического расширения материалов, применяемых для сквозного соединения, и самой платы, перегрев при заливке герметизирующими компаундами и коррозионное действие раствора при металлизации.
При металлизации двусторонних печатных плат различие коэффициентов термического расширения не приводит к браку, что обусловлено большой площадью контактирующих поверхностей. Совсем иное положение при металлизации МПП — контакт с внутренними слоями при металлизации происходит лишь по торцу кромки фольги. Контактирующая металлическая поверхность составляет лишь 10% от всей металлизируемой поверхности, причем контактирующие слои расположены по типу сэндвича, чередуясь диэлектрик—фольга—диэлектрик—фольга. При термическом воздействии, если не обеспечить некоторый запас контактирующих поверхностей, неминуемо произойдет коробление и разрыв внутренних цепей. Дублирование цепей, очевидно, не повысит их надежность. Запас контактирующих поверхностей обеспечивается за счет подтравливания стенок отверстий МПП.
329
Удалить остатки размягченной при сверлении и затем запо-лимеризовавшейся смолы можно, промыв отверстия после сверления, например, смесью серной и плавиковой кислот. При этом достигается дополнительный положительный эффект, состоящий в том, что наряду с вымыванием смолы из отверстий происходит вытравливание на некоторую глубину стеклоэпоксидного изоляционного слоя между внутренними проводящими слоями. Это приводит к обнажению дополнительной поверхности внутренних проводящих слоев вокруг сквозных отверстий. Поэтому контакт металлизации сквозного отверстия будет осуществляться не только с торцом внутреннего проводящего слоя, но и с открытыми, благодаря травлению диэлектрика, верхней и нижней частями внутреннего проводящего слоя. Такого увеличения контактной поверхности на внутренних слоях без использования подтравли-вания диэлектрика можно достичь только за счет увеличения их толщины (до 50, 65 мкм). Однако при увеличении толщины проводящего слоя возникает ряд чисто технологических трудностей: возрастает время травления и, следовательно, подтравливание медных проводников, уменьшается срок службы травящих растворов и увеличивается требуемое количество склеивающих прокладок.
Для получения оптимальных результатов по подтравливанию диэлектрика необходимо применять такие растворы, которые действуют в одинаковой степени и на стеклоткань и на эпоксидную смолу.
Хорошим раствором является смесь, содержащая H2SO4, HSO3F и HF. После операции подтравливания диэлектрика производят промывку плат водой, обработку в растворе щелочи .для того, чтобы нейтрализовать остатки травящих реактивов и тем самым исключить возможность скрытого остаточного травления.
Перемешивание раствора и периодическое обновление его оказывают большое влияние на качество процесса подтравливания диэлектрика. Применение операции подтравливания диэлектрика обеспечивает значительное повышение надежности многослойных печатных плат со сквозными металлизированными отверстиями, имеющими благодаря травлению рельефную боковую поверхность. Схема технологического процесса изготовления МПП методом металлизации сквозных отверстий приведена в табл. НО.
Для увеличения контактирующей поверхности рекомендуется производить гальваническое наращивание меди на торцы медной фольги сквозного отверстия. При этом необходимо обеспечить замкнутость цепей, расположенных на всех слоях МПП.
Чаще всего используют печатные технологические проводники, которые впоследствии разъединяют, например, сверлением отверстий в требуемых местах платы. Этот способ является более технологичным по сравнению с методом травления диэлектрика, так как устраняется возможность загрязнения платы агрессивными химическими растворами. Однако на платах с очень высокой 330
Таблица ПО
Наименование операций
Последовательность операций изготовления многослойных печатных плат
Изготовление заготовок фольгированного диэлектрика и стеклоткани
Подготовка поверхности заготовок
Получение рисунка схемы внутренних слоев многослойной печатной платы
Травление меди с пробельных мест
Удаление защитного слоя рисунка (раздубливание)
Прессование многослойных печатных плат
331
Продолжение табл. ПО
Наименование операций
Последовательность операций изготовления многослойных печатных плат
Подтравливание диэлектрика в отверстиях
Химическое меднение отверстий
Удаление слоя лака
Гальваническое меднение
Нанесение защитного металлического покрытия
Удаление защитного слоя рисунка Травление меди с пробельных мест Осветление защитного металлического покрытия
Механическая обработка многослойных печатных плит
Маркировка. Контроль
Нанесение технологического защитного покрытия. Упаковка
плотностью монтажа не всегда возможно разместить технологические проводники, которые к тому же могут снизить электрические параметры схемы.
МЕТОДЫ ОЦЕНКИ КАЧЕСТВА МПП
Наиболее часто возникают следующие дефекты МПП: внутренние короткие замыкания на слоях, расслоение, слабое соединение между контактной площадкой и подложкой, нежелательная электрическая утечка, трещины на медном покрытии и по пери-332
ферии внутри отверстий, инородные включения в медном покрытии, отслаивание медного покрытия в отверстиях от стенок и внутренних контактных площадок, дефекты при сверлении отверстий (остатки эпоксидной смолы на медных торцах в отверстиях), пропуски в медном покрытии, неточное совмещение слоев, плохая пайка, неравномерная толщина покрытия отверстий.
Требования к металлическим покрытиям многослойных печатных плат значительно выше, чем к покрытиям обычных печатных плат. Покрытие должно быть гладким,4 без пор, трещин и посторонних включений, чтобы исключить возможность проникновения растворов и газов в покрытие и обеспечить качественную пайку. Качество осажденной меди в значительной мере определяет защитные свойства резиста.
Сквозную металлизацию отверстий на печатных платах производят медью, и она должна удовлетворять следующим требованиям: наличие сплошной металлизации; одинаковая толщина покрытия в отверстии и на поверхности фольги; мелкозернистая структура покрытия; отсутствие утолщений, включений и т. п.; отсутствие избыточного нарастания металла на входе отверстия или на внешнем крае контактной площадки; отсутствие трещин в покрытии; минимальная толщина меди в отверстии 25 мкм.
Для увеличения надежности и количества допустимых перепаек толщину покрытия устанавливают 37—75 мкм.
Проверку качества производят по табл. 111. Если используемая плата отвечает всем этим требованиям, то ее можно использовать не только в аппаратуре общего назначения, но и в специальных изделиях.
Испытание на вибрацию производят в течение 2 ч: по 40 мин в продольном, поперечном и вертикальном направлениях с частотой от 5 до 35 Гц.
Частоты и амплитуды колебаний при испытаниях на вибрацию приведены ниже:
Частота, Амплиту-
Гц да, мм
5—15 0,75
16-25 0,51
26—33 0,25
Для контроля качества металлизации широко применяют метод анализа шлифов продольных сечений металлизированных отверстий. Как в нашей стране, так и за рубежом разрабатываются новые методы изготовления плат, где вместо печатных проводников используется проволока в полиамидной изоляции, этот метод получил название многопроводного. Плата получается без трудоемких операций изготовления трафарета, экспонирования и травления.
По новому методу чистую плату из обычного для печатных схем материала покрывают слоем термореактивного адгезива толщиной около 0,1 мм. Клей служит для скрепления проводов 333
Таблица 111
Пункты оценки качества и испытания
Предъявляемые требования
Толщина металлизации (определяется при 400-кратном увеличении)
Коробление и скручивание (визуально)
Качество механической обработки (визуально)
Испытание погружением в расплавленный припой
Качество пайки (визуально)
Прочность сцепления осажденного металла в отверстиях (определяется повторной пайкой)
Испытания при циклически изменяющейся температуре
Измерение сопротивления изоляции
Испытания на вибрацию
Измерение изменения сопротивления электрической цепи монтажной схемы
Слой меди в отверстиях не менее 25,4 мкм
Не более 0,4%
Проверяется штамповка, сверление отверстий
После погружения на 5 с в расплавленный припой при температуре 260± ± 5° С в плате не должно быть вздутий, отслоений, изменений цвета
Пайка выводов к сквозным отверстиям должна быть полной
Не менее 9,1 кгс
На подложках платы не должно быть разбуханий, изменений цвета и других дефектов
До испытания на влагостойкость не менее 104 мгОм, после испытания — не менее 100 мгОм
Не должно быть дефектов в диэлектрике и в проводниках
Изменение сопротивления до и после испытания должно быть не более 10%
с основанием. После прокладки проводов платы просверливают в требуемых точках. Во время сверления проволоку прочно удерживают на месте прижимной пластиной во избежание отрыва при проходе сверла. После этого отверстие и торец проволоки подвергают химическому меднению.
Аддитивный способ изготовления плат также является новым направлением в технологии. Для изготовления плат используют нефольгированные диэлектрики. Аддитивный способ разработан в двух вариантах с применением адгезива и без использования адгезива. После специальных подготовительных операций (травления адгезива или подложки, сенсибилизации, активации, химического меднения) производят гальваническое меднение на толщину 3—5 мкм, а затем по обычной технологии получают рисунок схемы и удаляют медь с пробельных участков. Так как толщина стравливаемой меди невелика (3—5 мкм), то значительно 334
уменьшается подтравливание проводников, сокращается расход травильных растворов и увеличивается плотность монтажа.
СПИСОК ЛИТЕРАТУРЫ
1. Федулова А. А., Явич Э. Р., Котов Е. П. Многослойные печатные платы. М., «Советское радио», 1973. 116 с.
2. Хейс С. А. Усовершенствование многослойных печатных плат. Электроника. М., «Мир», Т. 38, 1965, № 24, с. 42—49.
3. Afleck g. Reliable Multilayer without Etchback or Chemical Cleaning.
Solid State Technology, 1969, v. 12, N 11, p. 43—45.
4. Missel L., Murphy F. D. Steady State Etching of Copper. Motal Fimshing, 1969, v. 67, N 12, p. 47—52, 58.
5. Saubestre E. B. Electroless copper plating. Proceedings Am. Electroplater* s Soc, 1959, v. 46, p. 264—276.
ГЛАВА XVI
ПОЛУЧЕНИЕ ЗНАКОВ И ИЗОБРАЖЕНИЙ
Существуют общие требования к элементам с графическими изображениями, независимые от материала, на котором эти изображения выполнены. К ним в первую очередь относятся эргономические требования: четкость изображения, доступность символики, правильный выбор цветового сочетания знаков и фона, яркости знака и фона, оптимальные соотношения между штрихом и просветом и т. п.
Немаловажными являются требования к графике, характеру композиции, цветовому сочетанию в таких деталях, как панель, фирменная марка и т. п., так как вместе с другими элементами они создают единый эстетический образ изделия. Наконец, при выборе характера различных знаков графических элементов следует учитывать технологию их воспроизведения на материале.
Из металлов, на которых изображения получают химическими и электрохимическими способами, наиболее часто используют алюминий и латунь.
МЕТОДЫ ПОЛУЧЕНИЯ ГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ
НА АЛЮМИНИИ И ЕГО СПЛАВАХ
В последние годы все чаще алюминий используют в качестве основного материала для изготовления панелей приборов, шкал, схем технического назначения, фирменных знаков, шильдиков и других деталей, содержащих элементы графики. Широкое применение алюминия обусловлено его особыми физико-механическими и химическими свойствами.
Получать на нем изображения можно благодаря различию изображений и фактуры фона, рельефа фона и цвета фона.
Различие между фоном и изображениехм может усиливаться цветом (например, при заполнении рельефа красками). Качество получаемых этими способами изображений зависит от правильного выбора алюминиевого сплава, способа защиты изображения 336
(фона) от действия химических реагентов при различных операциях технологического процесса и точности соблюдения технологических параметров выбранного процесса.
Для изготовления деталей приборов, на которых нужны графические элементы, но от которых не требуется большая механическая прочность (фальшпанели, шкалы некоторых приборов, фирменные знаки и т. п.), следует использовать технически чистый алюминий марок А5, АО, АД1, АД, количество примесей в которых не более 0,5—1,2%.
Для тех деталей, от которых требуется повышенная механическая прочность, могут быть использованы сплавы, содержащие небольшое количество легирующих добавок марганца и магния, обладающие улучшенной способностью к декоративному анодному оксидированию (АМг1, АМг2).
Выбор способа защиты изображения (фона) от действия химических и электрохимических процессов зависит от сложности изображения, необходимой степени точности его воспроизведения, трудоемкости способа, а также тиражности изготовленных изображений. Могут быть использованы способы фотопечати, трафаретной и офсетной печати, шелкографии.
Наибольшую степень точности воспроизведения сложных изображений дают фотоспособ и офсетная печать, однако первый из них является более трудоемким. При офсетной печати необходимо более сложное оборудование. Ее применяют при массовых тиражах. При фотопечати, которую широко используют в приборостроении, общими являются следующие операции: нанесение фоторезиста \ экспонирование, проявление, окраска изображения, химическое дубление, термическое дубление, ретуширование.
В промышленности наиболее часто применяют фоторезисты на основе желатина и ПВС следующего состава:
1. Желатин, г.............................................. 180—220
k Двухромовокислый аммоний (NH4)2Cr2O7 или калий К2Сг2О7, г 10—12
Хромовый ангидрид СгО3, г..................................... 5
Аммиак (25%-ный) NH3, мл..................................... 20
; Этиловый спирт С2Н5ОН, мл.................................... 70
Смачиватель «Прогресс», мл................................. 1,5—2
Вода, л ...................................................... 1
2. Поливиниловый спирт марки ПВС-3, г . . ПО
t Аммоний двухромовокислый (NH4)2Cr2O7, г 12
| Спирт этиловый С2Н5ОН, мл.............. 50
. Некаль (10%-ный раствор), мл........... 10
Вода, л.................................. 1
| Стойкость желатиновой эмульсии к агрессивным средам S меньше, чем стойкость эмульсии на основе поливинилового J спирта.
1 Фоторезисты подробно описаны в гл. XV.
22 п/ред. Гинберга А. М.
337
Нанесение эмульсии осуществляют на предварительно подготовленную поверхность детали поливом 1—2 слоя. Затем ее сушат 5—7 мин в центрифуге при температуре 35—40° С и частоте вращения 60—70 об/мин.
Экспонирование осуществляют в светокопировальном устройстве, а проявляют в теплой (35—40° С) воде в течение 1—2 мин. Окраску изображения производят в растворе метилвиолета (10 г/л) или анилинового красителя (30 г/л) при комнатной температуре в течение 1 мин.
Для химического задубливания используют раствор хромового ангидрида (50 г/л), температура 15—25° С, время обработки 40—50 мин.
Температура для термического задубливания желатиновой эмульсии 155—160° С, время до 60 мин, для поливиниловой — 250° С, время 30 мин.
к Для ретуширования можно применять бакелитовый лак, эмаль ХСЭ-101 или КЧ-767 (вязкость по вискозиметру ВЗ-З составляет 16—18 с).
Оригинал изображения изготовляют в масштабе 2 : 1, 4 : 1, 5 : 1.
Фотошаблон выполняют на фототехнической пленке ФТ-41 или ФТ-СК.
Для приготовления желатиновой эмульсии указанное количество желатина замачивают в 800 мл воды на 4—6 ч и подогревают при помешивании на водяной бане до полного растворения желатина.
В отдельных порциях воды растворяют двухромовокислый аммоний (калий) и хромовый ангидрид.
Полученные растворы смешивают с раствором желатина, добавляют спирт, аммиак и смачиватель, дают эмульсии постоять 3—4 ч и фильтруют через 2—3 слоя марли или шелковой сетки № 43—64. Срок годности эмульсии 4 суток. Хранить ее следует в затемненном месте.
Для приготовления поливиниловой эмульсии НО г ПВС-3 заливают 800 мл дистиллированной воды и выдерживают для набухания не менее 12 ч. Раствор при помешивании нагревают на водяной бане до растворения ПВС и фильтруют через 3—4 слоя марли, охлаждают и добавляют раствор двухромовокислого аммония (12 г в 150 мл воды), этиловый спирт и некаль. Эмульсию еще раз фильтруют и выдерживают 1,5 ч. Срок годности эмульсии 5 суток.
Получение изображений разницей фактуры фона и изображения. Специфическим для алюминия методом получения изображения разницей фактур является «снежное травление», при котором получается шероховатая поверхность, хорошо сочетающаяся с гладкой блестящей поверхностью.
Хорошие результаты получают при использовании алюминиевых сплавов, содержащих не более 1,2% примесей.
338
Заготовки полируют, обезжиривают и электрополируют в растворе следующего состава:
Кислота ортофосфорная (уд. вес 1,7) Н3РО4, мл.......800
Кислота серная (уд. вес 1,84) H2SO4, мл .............200
Хромовый ангидрид СгО3, г .......................... 100
Температура раствора 60—65° С; анодная плотность тока 5 А/дм2; время протекания процесса 5—10 мин.
Последующие операции нанесения фотоэмульсии и ее обработка предназначены для защиты фактуры изображения от реагентов процессов, при которых получаются фактура фона. Затем заготовку травят (едкий натр 10 г/л) при температуре 45 5° С
в течение 5 с и подвергают «снежному» травлению. Последнюю операцию производят в растворе соляной кислоты (10—20 г/л) на переменно!^ токе напряжением 36 В. Температура раствора 13—15° С, время от 10 до 60 мин в зависимости от требуемой степени декоративной шероховатости. Затем с заготовки снимают эмульсию и снова подвергают электрополированию (2—3 мин). Это необходимо для того, чтобы придать блеск поверхности, которая после травления имеет тусклый серый цвет.
Последующее анодное оксидирование производят в растворе серной кислоты (200 г/л) в течение 10—12 мин при плотности тока 1—2 А/дм2 и напряжении 12 В. Уплотняют пленку кипячением в дистиллированной воде в течение 30 мин.
Описанный способ широко используют для отделки шкал всевозможных электроизмерительных приборов, панелей и деталей с графикой для многих приборов, работающих в легких условиях эксплуатации, а также различных изделий бытового назначения (фотоаппараты, панели холодильников и т. п.).
Получение изображений разницей рельефа фона и изображения. Для изготовления панелей приборов, эксплуатируемых в жестких условиях, наиболее целесообразен метод фотохимического травления (гравирования) изображения с последующей защитой фона панели эматалированием.
Оптимальные результаты получают при использовании алюминия марок АМг2, АМгЗ, АМг5, отожженного (М) или полу-нагартованного (П).
Шрифт надписей должен быть простым и технологически приемлемым для нанесения на панель способом фотохимического травления.
При полировании панелей применение пасты. ГОИ не рекомендуется из-за возможности в дальнейшем появления зеленых пятен на поверхности алюминия. Рекомендуемый состав полировальной пасты (вес %): парафин — 20, стеарин—15, микропорошок № 5—65.
Хорошие результаты получают при использовании фотоэмульсии на основе ПВС-3, нанесенной в 2 слоя и задубленной 22* 339
при 250° С. Для ретуширования следует применять эмали ХСЭ-101 или КЧ-767. Обратную сторону панели защищают при травлении лаком ХСЛ, наносимым в 2—3 слоя с промежуточной сушкой в течение 1—2 ч.
Фотохимическое травление (гравирование) осуществляется в растворе следующего состава, г/л:
Сернокислая медь CuSO4-5H2O . . 500
Хлористый натрий NaCl.........200
Соляная кислота НС1........... 125
Сернокислую медь заливают горячей водой. В пересыщенный раствор добавляют хлористый натрий и соляную кислоту, после чего раствор перемешивают и охлаждают до комнатной температуры.
Панель предварительно обезжиривается в слабощелочном растворе следующего состава, г/л:
Углекислый натрий ... 60
Кремнекислый натрий . . 30
Жидкое мыло ...........3—5
Панель тщательно промывают и подвергают травлению путем многократного (8—10 раз) погружения на 20—25 с в указанный раствор для фотогравирования при комнатной температуре с промежуточной промывкой в холодной воде и очисткой от травильного шлама. После окончания травления панель промывают в горячей воде и сушат сжатым воздухом.
Удаление эмульсии и защитного лака производят в концентрированной азотной кислоте погружением на 3—5 с.
Эматалирование производят в хромовоборном электролите при ступенчатом напряжении, уплотнение — при обычном режиме.
Для большей четкости изображения рельеф затирают красками. Рекомендуемые цвета: желтый, зеленый, голубой, красный, вишневый, темно-серый. Составы для их получения производят на основе типографских красок. Через 2—3 мин после заполнения рельефа панель протирают бязевым тампоном, смоченным смазкой ЦИАТИМ-101 и сушат 2—3 ч на воздухе, затем столько же времени при температуре 70—80° С. Не рекомендуется на одной панели употребление более 3—4 цветов для заполнения рельефа.
При получении изображений разницей цвета фона и изображения подготовленную механическим полированием поверхность панели обезжиривают и осветляют, а затем подвергают матированию.
После матирования (раствор содержит 150 г/л едкого натра и 30 г/л хлористого натрия, температура 50—60° С, время обра-340
ботки 3 мин) детали промывают, осветляют в растворе азотной кислоты (1:1), снова промывают и подвергают анодному окислению.
Анодное окисление для получения 2—5 цветного изображения производят в обычном сернокислом электролите при плотности тока 1—1,5 А/дм2 в течение 30—40 мин.
При эматалировании можно получить только двухцветное изображение (не считая цвета эматаль-пленки). Эматалирование производят в хромовоборном электролите при напряжении 40— 80 В.
После окисления панели погружают в раствор красителя (цвета фона или первого изображения). Окрашивание возможно в течение 24 ч после анодного окисления. Если детали окрашивают не сразу и поверхность их сухая, то перед окраской их смачивают холодной водой. После окраски панель тщательно промывают холодной водой и сушат на воздухе.
Для защиты окрашенной поверхности при дальнейших операциях можно использовать трафаретную печать, шелкографию, офсетную печать и другие способы в зависимости от требуемой точности изображения. Наиболее производительна и надежна офсетная печать. Для этой цели используют полуавтоматические станки (например, 5Т0). Рисунок должен быть четким. Возможна его ретушь защитной краской.
Состав защитной краски, вес. %:
Белила литопонные густотертые .... 70
Белила печатные № 825а................. 20
Олифа натуральная ...................... 5
Вазелин технический..................3—4
Сиккатив 7640 .........................1—2
Для приготовления защитной краски отвешенные количества компонентов тщательно перемешивают и продавливают 2 раза через капроновое сито № 58—67.
В случае некачественного нанесения изображения следует удалить защитную краску и анодную пленку и начать процесс сначала.
После нанесения защитной краски панели смачивают холодной водой, производят обесцвечивание красителя в растворе, г/л:
Марганцовокислый калий КМпО4............. 20
Азотная кислота HNO3.....................200
Температура раствора 18—23° С; время обработки 0,5—2 мин.
После обесцвечивания панель тщательно промывают холодной водой, оставшиеся на ней продукты обесцвечивания удаляют в растворе бисульфата натрия (150 г/л). Затем панель снова промывают и погружают в раствор следующего красителя. Снятие
341
защитной краски после окончания процесса производят тампоном, смоченным в бензине Б-70.
Если рисунок имеет более двух цветов, то защиту второго цвета и обесцвечивание повторяют. После снятия защитной краски анодную пленку уплотняют кипячением в течение 20 мин в дистиллированной воде или погружением в раствор парафина и протирают.
Красители для оксидированного алюминия приведены в табл. 96.
МЕТОДЫ ПОЛУЧЕНИЯ ГРАФИЧЕСКИХ ИЗОБРАЖЕНИЙ НА ЛАТУНИ
Изготовление деталей с графическими элементами на латуни менее рапространено, чем на алюминии. Возможные цветовые сочетания черно-желтое, черно-серое.
Для черно-желтого цветового сочетания процесс получения изображения состоит из защиты фона (изображения), оксидирования изображения (фона) и последующей защиты всей поверхности прозрачным лаком горячей сушки. Такие детали могут работать только в легких условиях эксплуатации.
Для черно-серого цветового сочетания на латунь наносят защитный слой никелевого покрытия и после фотохимического травления обнаженные места оксидируют в черный цвет. Технологический процесс состоит из следующих операций: подготовки заготовки, электрообезжиривания и декапирования, никелирования (толщина слоя 6 мкм, осаждение из электролита с блескообразующими добавками) всех операций, связанных с нанесением фотоэмульсии, защиты обратной стороны пластины, анодного снятия никеля и глубокого травления, снятия защитного лака с обратной стороны пластины, анодного оксидирования, нанесения покровного защитного лака.
Для анодного снятия никеля и глубокого травления применяют раствор следующего состава, г/л:
Хлористый аммоний NH4C1 . . . 200
Хлористый натрий NaCl.....200
Анодное снятие никеля проводят при плотности тока 20— 25 А/дм2 в течение 1—2 мин, а анодное глубокое травление при плотности тока 15 А/дм2 в течение 30 мин, температура раствора в обоих случаях 18—25° С.
Для анодного окисления используют 16—18%-ный раствор едкого натра. Плотность тока 0,5—3 А/дм2, температура 90— 95° С, время 20 мин. При этом 5 мин детали находятся в ванне без тока, затем включают ток и повышают его от 0,5 до 3 А/дм2, изменяя плотность тока через каждые 3 мин.
342
СПИСОК ЛИТЕРАТУРЫ
1. Аграновский Г. Г., Вижанский А. М. Сеткографическая печать в приборостроении. Л., 1966. 28 с.
2. Акишев И. Графические знаки в фотоаппаратуре. — «Техническая эстетика», 1972, № 10, с. 22—23.
3. Берсенева Г. И., Горячкин Н. В., Ильина Г. Н. О размерах знаков, считаемых на фоне помех. —«Техническая эстетика», 1973, № 9, с. 12—13.
4. Грачева М. П., Луговских Т. И. Методы получения графических изображений на алюминии и его сплавах. М., ВНИИТЭ, 1971. 32 с.
5. Долженков В., Бубушян Р. Новый шрифт для автодорожных указателей. — «Техническая эстетика», 1972, № 9, с. 6—10.
6. Тидебель В. Д., Звездина В. А„ Сангалова А. А. Применение эматалиро-вания и фотохимического травления для изготовления передних панелей приборов. — В сб.: Современные методы декоративной отделки металлов. М., ВНИИТЭ, 1970, с. 167—172.
ГЛАВА XVII
СПЕЦИАЛЬНЫ Е ГАЛЬВАНОПЛАСТИЧЕСКИЕ ПРОЦЕССЫ В ПРИБОРОСТРОЕНИИ
ГАЛЬВАНОПЛАСТИКА И ЕЕ ОСОБЕННОСТИ
Основное преимущество гальванопластики — высокая точность воспроизведения микро- и макрогеометрического сложного рельефа. Однако электрохимическое осаждение толстых слоев происходит крайне медленно: Это приводило иногда к замене гальванопластической технологии другими более быстрыми методами формообразования металлов, например литьем или механической обработкой.
Однако гальванопластика осталась незаменимой в производстве печатных стереотипных форм, копий гравюр, штампов для тиснения и матриц механической звукозаписи.
В результате возникновения и бурного развития новых областей техники (радиоэлектроники, космонавтики и др.) во многих приборах стали находить применение новые детали большой точности, что привело к развитию ряда новых гальванопластических процессов. Массовое внедрение в современную технику пластмасс вызвало необходимость в разработке гальванопластических способов изготовления оснастки для их формования.
В настоящее время гальванопластические процессы используются также для изготовления металлической фольги, для печатных плат, точных сеток и различных экранов, алмазного притирочного инструмента, электродов для электро-эрозионной обработки, печатных схем, волноводных элементов пресс-форм и т. д.
Конструктивное многообразие изделий, получаемых гальванопластическим путем, не позволяет выработать общих правил и приемов, пригодных для изделий любой формы, поэтому ограничимся рекомендацией только отдельных технологических решений, которые могут содействовать наиболее удачному построению технологического процесса.
344
КОМБИНИРОВАННЫЕ ГАЛЬВАНОПЛАСТИЧЕСКИЕ ПРОЦЕССЫ
Комбинированные гальванопластические процессы 1 основаны на наращивании металлического слоя с последующим обволакиванием его пластмассой. Это позволяет изготавливать изделия сложной конфигурации. Оправку отделяют от металлического слоя после обволакивания ее пластмассой. Последняя может формироваться свободной заливкой в форму, прямой опрессовкой и т. д.
Г альванопластическим
верхности конструкций,
Рис. 14. Поперечный разрез волноводного перехода, изготовленного комбинированным гальваническим спосо-собом:
1 — металлический слой, состоящий из последовательно осажденных на поверхности оправки слоев толщиной 20 мкм — серебра, 600 мкм — меди и 3 мкм — олова; 2 — стеклопластик; 3 — место опай-ки гальванопластического слоя
способом формируются только те некоторые по своему функциональному назначению должны быть металлическими, например, электро- или теплопроводными.
На рис. 13 показаны различные волноводные узлы, изготовленные комбинированным гальванопластическим способом. Все они выполнены путем последовательного наращивания нескольких металлических слоев на поверхности сложных составных оправок при установке оправок в качестве вставок в специальные литьевые пресс-формы и опрессовке их стеклопластиком АГ-4В. После опрессовки гальванопластического осадка пластмассой составные части оправок были отделены от наружных поверхностей и извлечены из внутренних полостей.
На рис. 14 показан поперечный раз-
рез волноводного перехода, откуда видно, что металлическим слоем покрыты только внутренняя полая и наружные фланцевые поверхности волновода, т. е. поверхности, которые должны обладать хорошей электропроводностью и иметь высокую чистоту обработки.
Комбинированные гальванопластические процессы позволяют в широких пределах менять свойства конструкций: прочность, электропроводность, теплопроводность и т. д. При этом имеется возможность изготавливать сборные конструкции, отдельные составные части которых могут обладать самыми различными свойствами за счет использования различных металлов для осаждения толщины наращиваемого слоя, а также обволакивающих его пластмасс и т. д. Пластмасса может быть основным или отделочным материалом конструкции. Формируя металлический слой из чистых металлов или их сплавов, отличающихся повышенной механической прочностью, например из никеля или сплава ни
1 Разработаны коллективом специалистов под руководством Ю. Ю. Мату лиса.
346
кель—кобальта, и используя в качестве обволакивающего слоя армированные стеклопластики, можно изготовить конструкции с прочностными характеристиками, не уступающими цельнометаллическим элементам. При совмещении же осаждения тонких металлических слоев с обволакиванием их пенопластами получают легкие, ажурные конструкции. Ступенчатое или многослойное наращивание слоев различных металлов, а также формирование нескольких пластмассовых слоев позволяют изменять свойства конструкции как в продольном, так и в поперечном направлении.
НЕКОТОРЫЕ АСПЕКТЫ ГАЛЬВАНОПЛАСТИЧЕСКОЙ ТЕХНОЛОГИИ
Основные, ставшие уже традиционными, гальванопластические процессы, систематизированы и подробно описаны в трудах Б. Я. Казначей, А. М. Гинберга, Л. Я. Попилова, В. К- Гиндлина и ряда других авторов, поэтому ниже будут рассмотрены только те вопросы, которые представляют определенный интерес для общего приборостроения.
Оправки (формы) для наращивания. Для изготовления оправок используют самые различные материалы, восковые композиции, пластмассы, гипс, стекло, различные металлы. От материала оправки зависит точность изделия и экономичность процесса. Все известные разновидности оправок можно разделить на две основные группы — разрушаемые и возвратные. При необходимости серийного изготовления деталей экономически целесообразно использование возвратных оправок. При выборе материала, из которого изготавливают гальванопластическую оправку, необходимо учитывать целый ряд факторов, связанных с осуществлением разрабатываемого процесса. Это в первую очередь задаваемая точность изделия, сложность его геометрической формы, стойкость материала оправки в электролитах, используемых для осуществления процесса, намечаемый способ отделения изделия от оправки.
Одним из наиболее пригодных материалов для возвратных оправок является хромоникелевая сталь марки 12Х18Н9 или 12Х18Н10Т. Из нее можно изготавливать точные формы. Однако механическая обработка этой стали достаточно трудоемка; кроме того, она немагнитна и не поддается термической закалке. Сталь 12Х18Н10Т мягкая и по механической прочности значительно уступает хромистым нержавеющим или инструментальнььм сталям. Поэтому она непригодна для изготовления оправок малых сечений, например миллиметровых. Хромистые стали, такие, как 4X13, 3X13, 2X13, магнитны и легко поддаются закалке до твердости HRC 45—50. Однако эти стали нестойки в кислых растворах, например, при контактировании с обычным сернокислььм электролитом меднения. Они могут применяться при осаждении металла из щелочных электролитов.
347
При необходимости использовать в кислых электролитах оправки из хромистых нержавеющих или обычных сталей применяют прием «защитной рубашки». Сущность его заключается в том, что первичный слой металла (рис. 15), покрывающий всю поверхность оправки, выделяют из щелочного электролита, который не оказывает коррозионного воздействия на материал формы. Этот слой должен быть беспористым и в тех случаях, когда применена сборная оправка. Зазоры между элементами составной оправки не должны превышать 0,01—0,02 мм. Беспо-ристость металлического слоя на сталях, имеющих 7—8-й классы шероховатости поверхности, достигается в большинстве электролитов после осаждения 15—20 микронных слоев, поэтому обычно
Рис. 15. Оправка канала волноводного перехода из стали 4Х13 покрытая медью с использованием приема «защитной рубашки»:
толщина первичного слоя составляет не менее 30— 50 мкм. После экранирования с помощью специальных колпачков технологических концов оправки, покрытых первичным защитным слоем, дальнейшее электроосаждение металла производят из кис-
/, 2 — экранирующие элементы; 3 — медный слой, осажденный из сернокислого электролита; 4 — слой меди «защитной рубашки»; 5 — оправка
лого электролита.
Из-за неравномерного
распределения осажденного металла на поверхности детали сложной конфигурации в местах стыка поверхностей толщина гальванопластического осадка может быть меньше заданной величины (рис. 16). Обусловливаемое этим ослабление конструкции дополнительно усугубляется еще тем, что в углах гальванический слой имеет четко выраженную линию раздела гальваноструктур (рис. 16, а). При силовых нагрузках
детали легко разламываются именно по линиям раздела гальваноосадка. «Угловая слабость» осажденного металла еще более усиливается в случае использования составных оправок, имеющих поверхности стыка отдельных элементов в вершине углов (рис. 16, в). В этом случае неизбежно имеется некоторый зазор между стыкующимися частями оправки, а покрытие в вершине угла не является сплошным.
Известны различные способы предотвращения «угловой слабости». Простейшим является установление максимально допустимых радиусов всех угловых элементов. Некоторые конструктивные и технологические приемы также применяют для усиления конструкции в углах стыка отдельных поверхностей. Одни из них основаны на монтаже в углах оправки специальных вставок, которые в дальнейшем вращиваются в гальваноосадок. Такие вставки должны плотно прилегать к поверхности оправки. Рабочая поверхность оправки образует с поверхностью вставки, которая сращивается с гальваноосадком, угол 135°. Изготовление
348
таких вставок связано со значительными затратами труда. Опайка является одним из простейших приемов усиления наращиваемых угловых элементов конструкций.
С увеличением рассеивающей способности электролита, как правило, улучшается «заращиваемость» угловых стыков на сборных оправках.
Для улучшения распределения металла на поверхности оправки сложной конфигурации применяют профилированные или дополнительные аноды. Профилированный анод имеет рабочую поверхность аналогичной, но не идентичной геометрической формы,
Рис. 16. Схематическое изображение структуры осадка во внутренних прямых углах оправки:
а — оправка цельная, угол не имеет радиуса скругления; б—оправка цельная, вершина угла имеет радиус скругления; в — оправка составная; г — оправка составная с опаянным гальваноосадком; / — оправка или ее составные элементы; 2 — линия раздела структур гальваноосадка; 3 — гальваноосадок; 4 — припой
как и поверхность наращиваемой оправки. Его расположение и конфигурация должны обеспечить равное расстояние между рабочими поверхностями формы и анода.
Дополнительные аноды с помощью специальных центрирующих приспособлений размещают в углах, углублениях и пазах наращиваемой поверхности. Электрический ток, проводящий через дополнительные аноды, необходимо регулировать, так как их обычно располагают на небольшом расстоянии от рабочей поверхности оправки.
Узлы сложной конфигурации не всегда удается изготовить с помощью возвратных форм или оправок. В таких случаях, как правило, применяют оправки из алюминия и его сплавов или из легкоплавких сплавов. Оправки из легкоплавких сплавов (Вуда или Липовица) из полых отверстий удаляют выплавлением. Однако выплавление этих сплавов из сформированных серебряных или медных изделий сопровождается образованием сплавов на их поверхности, которые удаляют путем протирки поверхностей тампонами или крацовочными ершами. Поверхность меди или серебра при этом тускнеет.
Обычно в качестве безвозвратных оправок для изготовления точных изделий используют оправки из алюминия или его спла-
349
bob. Такие оправки трудоемки в изготовлении, но с их помощью можно обеспечить достаточно высокую точность изделия [1].
Однако процесс растворения алюминиевых оправок в полых отверстиях изделия весьма длителен, особенно при малом их сечении. Части оправок, формирующие отверстия, имеющие сечения в десятки миллиметров, снабжают специальными сквозными отверстиями. Кроме того, в такие отверстия для растворения оправки направляют струю щелочи. Эти приемы неприменимы для отверстий диаметром в несколько миллиметров. В таких случаях продукты растворения алюминия, затрудняющие проникновение новых порций электролита в зону реакции, удаляются из отверстий механически. Процесс растворения алюминиевой оправки сложной конфигурации с малыми и глубокими глухими отверстиями в обычных условиях длится иногда несколько суток и более. Использование ультразвука значительно ускоряет растворение оправок. При этом удается удалить алюминий из глухих и глубоких отверстий небольшого диаметра. В качестве растворителя для алюминия рекомендуется раствор NaOH подогретый до 60—70° С (частота 16—22 кГц, интенсивность 1,3— 1,5 Вт/см2).
Для изготовления точных растворимых оправок используют также Динк. Он тверже алюминия и поэтому сравнительно легко поддается механической обработке. Цинк быстро растворяется в разбавленной соляной кислоте, подготовка его к наращиванию несложна.
Оправки из пластмасс могут использоваться в качестве возвратных или растворимых форм. Необходимо отметить, что очень часто оправки из пластмассы применяют в таких случаях, когда с успехом могут быть использованы оправки из нержавеющей стали. Так, например, некоторые зарубежные фирмы гальванопластическое наращивание волноводных переходов и рупоров проводят на оправках из оргстекла. Геометрическая конфигурация внутренней полости этих узлов обычно такова, что их сечение по длине постепенно увеличивается. Иногда изменяется также его геометрическая форма, однако при этом последующее сечение, как правило, вписывается в предыдущее, поэтому вся оправка легко извлекается из наращенного узла при ее сдвиге в сторону большего сечения изделия. Для уменьшения усилия извлечения пластмассовых оправок их охлаждают иногда даже до —50° С.
Использование возвратных пластмассовых оправок вместо металлических ведет к усложнению гальванопластических процессов, снижению точности и воспроизводимости изделий, а также «тиражности формы». Технически4? наиболее оправдано применение пластмассовых форм для наращивания, когда их получают готовыми, например, в виде образцов пластмассовых изделий, для которых необходимо изготовить оформляющие вставки к матрицам пресс-форм.
Оправки из многих пластмасс могут быть удалены из изделий с помощью органических растворителей. Для растворения низкомолекулярного оргстекла применяют хлороформ, ацетон, бензол. Полистирол и пенопласты на его основе растворяют в стироле или бензоле.
ЭЛЕКТРОХИМИЧЕСКОЕ ОСАЖДЕНИЕ МЕТАЛЛИЧЕСКИХ СЛОЕВ
Свойства металлических гальваноосадков определяются составом используемых электролитов, а также параметрами электролиза. Стабильные результаты можно получать только при постоянстве всех определяющих параметров процесса. Поэтому решающее значение приобретают правильный выбор электролита, условий электролиза и способа его осуществления, т. е. взаиморасположения наращиваемой оправки и анодов, подвода тока к катоду, разновидности тока, используемого для выделения металла, и т. д. Конструкция оснастки также имеет большое значение для процесса электроформирования. При наличии в ней полых внутренних объемов, которые трудно поддаются промывке, электролит постепенно загрязняется, что ухудшает качество покрытия.
Для осаждения первичных слоев используют следующие электролиты: сернокислый, борфтористый, кремнефтористый, этилендиаминовый и пирофосфатный меднения и цианистый серебрения, т. е. электролиты, в которых выделение металла имеет место в области значительно более положительных потенциалов, чем выделение водорода. Для затяжки оправок, т. е. для осаждения первичных слоев, используют также электролиты, в которых осаждение металла сопровождается сравнительно незначительным выделением водорода. При этом его выход по току не превышает 1—2%. В качестве примера можно привести сернокислые и суль-фаминовокислые электролиты никелирования.
К наиболее важным для гальванопластических процессов свойствам электролитов можно отнести: сбалансированность электродных процессов; отсутствие значительных внутренних напряжений в покрытиях; хорошую рассеивающую способность; отсутствие склонности к дендритообразованию; возможность применения больших скоростей осаждения металла.
Фактически трудно найти электролит, который бы соответствовал одновременно всем перечисленным требованиям. Поэтому выбор электролита необходимо проводить с учетом основных особенностей осуществляемого процесса. Часто возникает необходимость в последовательном использовании нескольких электролитов для осаждения слоя одного металла. Увеличение разновидности электролитов для электроформования металлов может иметь определяющее значение для расширения области использования гальванопластических процессов. Однако при этом имеет место значительное усложнение технологии.
351
Подготовка поверхности оправок. Рабочая поверхность гальванопластической копии должна зеркально соответствовать рабочей поверхности оправки, с помощью которой она была получена. Обычно имеет место некоторое изменение как в состоянии микрорельефа, так и всей макрогеометрии поверхности электро-формировакного изделия. Степень этого отклонения зависит от всех этапов применяемого технологического процесса. Например, графитирование существенно изменяет микрорельеф поверхности. Химическое восстановление металлов, их вакуумное или катодное напыление, а также другие способы нанесения тонких металлических слоев не влияют на микрорельеф только в тех случаях, когда эти слои включаются в «тело» копии, т. е. образуют ее рабочую поверхность.
Незначительное влияние на воспроизводимость микрорельефа оказывают окисные или другие пассивные пленки, облегчающие отделение копий от оригинала. Такая подготовка поверхности меди, никеля, латуни, стали находит широкое применение в гальванопластике. При этом даже на поверхности нержавеющих сталей рекомендуется создавать пассивные слои для облегчения съема копий. Иногда оправки из нержавеющей стали перед наращиванием декапируют в растворе соляной кислоты. Обе эти разновидности подготовки поверхности нержавеющей стали, как правило, не только не улучшают самого процесса, а, напротив, могут оказывать отрицательное воздействие. Так, уменьшается тиражность оправок, постепенно ухудшается состояние их поверхности, а в результате некачественной промывки после декапирования может возникнуть прочное сцепление между никелевым гальваноосадком и поверхностью оправки. Тщательно выполненное обезжиривание с последующей промывкой является достаточной подготовкой к наращиванию для оправок из нержавеющих сталей.
Процессы нанесения токопроводящих слоев на поверхность форм из диэлектрических материалов способами химического восстановления описаны подробно в гл. XIV, а специальная подготовка оправок из алюминия в гл. XI.
Составы и применение некоторых электролитов. Сернокислый электролит меднения ввиду его стабильности в работе широко применяют в гальванопластике. К отрицательным свойствам этого электролита необходимо отнести его низкую рассеивающую способность, сравнительно небольшую скорость выделения металла и коррозионное воздействие на многие материалы, в том числе на хромистые нержавеющие стали. Для ускорения осаждения меди в сернокислых электролитах при обычных температурах используют перемешивание, ультразвук и реверсирование тока.
Значительные скорости выделения металла получают при использовании борфтористых и кремнефтористых электролитов меднения следующих составов, г/л:
352
Борфтористый электролит меднения
Борфтористоводородная медь Cu(BF4)2- 6Н2О .... 600—650
Борфтористоводородная кислота HBF4 . ........... 35—40
Борная кислота Н3ВО3............................. 15
При этом температура электролита 18—25° С; £)к < 10 А/дм2.
Кремнефтористый электролит меднения
Кремнефтористоводородная медь CuSiF6-6H2O . . . 570—620 Кремнефтористоводородная кислота H2Si; F6 . . . . 25—30
При этом температура электролита 18—25° С; DK = 10 А/дм2.
Практическая скорость осаждения медных слоев значительной толщины при средней интенсивности перемешивания раствора не превышает 10 А/дм2. Увеличение скорости выделения металла допустимо при осаждении слоев меньшей толщины, при повышении температуры растворов или при повышенной интенсивности перемешивания электролита, например, путем направления струи электролита на поверхность катода. Борфтористый и кремнефтористый электролиты меднения менее стабильны, чем сернокислый электролит. Это обусловлено во многих случаях недостаточной сбалансированностью электродных процессов.
Во всех кислых электролитах меднения целесообразно применять анодную медь марки АМФ (анодная медь фосфорсодержащая). Эти аноды в них растворяются практически бесшламно. Возникающая на их поверхности пленка прочно соединена с анодом и не смывается струей электролита. Но пленка не тормозит процесс анодного растворения меди. Благодаря этому при применении анодов марки АМФ значительно уменьшается возможность дендритообразования катодного осадка.
Для наращивания медных слоев до 1 мм на сложнопрофили-рованных или сборных оправках, а также для формирования «защитных рубашек» на оправках из материалов, нестойких в кислых электролитах, используют пирофосфатные и этилендиаминовые электролиты меднения следующих составов, г/л:
Пирофосфатный электролит меднения
Пирофосфорнокислая медь Си2Р2О7-ЗН2О ........... 90—110
Пирофосфорнокислый калий К4Р2О7-ЗН2О........ 340—404
Лимонная кислота С8Н8О7 .............. 8—10
Аммиак NH3.................................... 2,5—3,0
При этом pH 8—9; t 55 ± 5° С; £)к до 2,5 А/дм2.
Этилендиаминовый электролит меднения
Сернокислая медь CuSO4-5H2O.................... 180—250
Этилендиамин NH2'CH2 CH2-NH2.................... 90—125
Сернокислый аммоний (NH4)2SO4 ..................... 60
При этом pH 8,5—9,5; t = 18-25° С; Ок до 2 А/дм2.
23 п/ред. Гинберга А. М.
353
Перемешивание позволяет увеличить скорость осаждения меди из пирофосфатного электролита до 4—5 А/дм2. Лучше всего осуществлять перемешивание путем прокачки электролита с помощью насоса с подачей струи раствора снизу вверх, так чтобы она омывала поверхности электродов. Непрерывная фильтрация электролита также желательна. Пирофосфатные электролиты меднения имеют хорошую рассеивающую способность, близкую к рассеивающей способности цианистых ванн. Это делает их незаменимыми при формировании изделий сложной конфигурации. Ванна на основе солей калия работает стабильно и при соблюдении установленных параметров электролиза обеспечивает получение мягких, плотных гальваноосадков меди толщиной до 0,5— 1,0 мм.
При использовании анодов М—1 или М—2 и отсутствии непрерывной или периодической фильтрации, наблюдается склонность к дендритообразованию на горизонтально расположенных поверхностях.
К недостаткам пирофосфатного электролита следует отнести в первую очередь необходимость подогрева и постепенное уменьшение максимально допустимой плотности тока, обусловливаемое уменьшением растворимости комплексной соли Кб[Си(Р2О7)2] из-за накопления в растворе фосфатов. Последние образуются при гидролизе пирофосфатов. Скорость этой реакции увеличивается с увеличением температуры и pH раствора. Наиболее эластичные гальваноосадки меди выделяются в диапазоне 8,0—8,4 pH.
Этилендиаминовые электролиты меднения приведенного и других составов эксплуатируются при комнатной температуре. Их рассеивающая способность лучше, чем сернокислого электролита меднения, однако меньше, чем пирофосфатного. Поэтому их можно использовать для наращивания узлов средней сложности. Этилендиаминовые электролиты меднения имеют один существенный недостаток — они нестабильны в эксплуатации. При этом качество осадков может существенно изменяться за короткий промежуток времени.
Однако, несмотря на проявляющуюся нестабильность, этилендиаминовый электролит меднения во многих случаях гальванопластической практики остается незаменимым. Его используют для осаждения первичных слоев — «защитной рубашки» на поверхности оправок из металлов, нестойких в кислых электролитах, а также в качестве прослойки, увеличивающей сцепление между некоторыми гальванопластическими слоями металлов, и т. д.
В гальванопластике наряду с электроформованием меди широкое применение находит электролитическое осаждение никеля. До недавнего времени для этого использовались сернокислые электролиты. Небольшое применение находили также хлористые, борфтористые и другие ванны. В качестве примера сернокислого электролита можно привести следующий состав, г/л:
354
Сернокислый никель NiSO4-7H2O . . . 300—320
Хлористый никель NiCl2-6H2O .... 40—45
Борная кислота Н3ВО3................. 35
Моющее средство «Прогресс», мл/л . . 0,2
При температуре 50—55° С, pH=2 и перемешивании можно из такого электролита выделять сравнительно мягкие гальваноосадки со скоростью до 5 А/дм2. Поверхностно-активную добавку «Прогресс» не вводят в электролит в тех случаях, когда удается обеспечить интенсивное и равномерное перемешивание раствора у всей поверхности катода.
В последние годы в различных гальванопластических производствах все больше используются сульфаминовые электролиты, которые можно применять в широком диапазоне температур при значительных DK и осаждать мягкие эластичные слои никеля, имеющие незначительные внутренние напряжения.
Сульфаминовый электролит никелирования средней концентрации, г/л
Сульфаминовокислый никель Ni(NH2* SO3)2-4Н2О............ 340—360
Борная кислота Н3ВО3.................................... 30—35
Хлористый никель NiCl2-6H2O............................... 3—3,5
Лаурилсульфат натрия CH3(CH2)nOSO3Na.................... 0,1—1,0
Сахарин C6H4COSO2NH.....................................0,01—0,1
Оптимальные условия электролиза: /=55-н60° С; pH = 3,8— 4,5; DK = З-г-8 А/дм2.
Сульфаминовый электролит ускоренного никелирования, г/л
Сульфаминовокислый никель Ni(NH2SO3)2-4H2O................... 550—650
Хлористый никель NiCl2-6H2O................................ 3—5
Борная кислота Н3ВО3....................................... 30—40
При этом О 50^60° С; рН = 3,8—4,5; DA = 15—20 А/дм2 при интенсивном и равномерном перемешивании. Формируя толстые слои никеля на сложнопрофилированных поверхностях, DK обычно не превышает 8—10 А/дм2.
В обоих электролитах при замене NiCl2 на NiBr2 обеспечивается еще большая эластичность выделяемого металла. Эти электролиты могут работать и при обычной температуре. Скорость выделения никеля соответственно снижается до 3,5—5,0 А/дм2. Лаурилсульфат Na вводят в оба раствора в качестве антипиттинго-вой добавки. Введение сахарина также снижает внутренние напряжения никеля. Желательно концентрацию обеих добавок поддерживать на нижнем пределе.
Сульфаматные электролиты никелирования характеризуются лучшей рассеивающей способностью, чем сернокислые. Они стабильны в работе, так как гидролиз протекает в рабочем диапазоне температур с небольшой скоростью и образующиеся сульфат-ионы накапливаются в растворе очень медленно. pH сульфаматных электролитов никелирования оказывает большое
влияние на отделяемость осадка от поверхности оправки. Подкисление электролита до pH < 3 обусловливает возникновение прочного сцепления между никелевым осадком и поверхностью формы из нержавеющей стали. Катодный выход по току никеля не превышает в рабочем диапазоне DK 97—99%. Анодное растворение пикеля протекает со 100%-ным выходом. Из-за катодного выделения водорода сульфаминовые ванны никелирования аналогично сернокислым постепенно подщелачиваются, поэтому необходимо периодически корректировать их pH.
В ряде случаев с успехом можно воспользоваться в гальванопластике щелочным цитратно-аммиачным электролитом никелирования следующего состава, г/л:
Цитратно-аммиачный электролит никелирования
Сернокислый никель NiSO4-7H2O . . . 160—170
Хлористый никель NiCl2-6H2O .... 20—25
Лимоннокислый натрий трехзамещенный
C3H4(OH)(COONa)3......... 210—220
Сернокислый аммоний (NH4)2SO4 . . . 18—22
Бензосульфамид............. 0,1—0,8
При этом pH = 7—8; t = 50ч-55° С; £>к до 2 А/дм2.
Цитратно-аммиачный электролит никелирования характеризуется очень хорошей рассеивающей способностью, которая превышает рассеивающую способность пирофосфатного электролита меднения, а также осаждением мягких эластичных осадков никеля, которые могут быть использованы для формирования первичных слоев. Электролит готовят последовательным сливанием расчетных количеств растворов основных компонентов. После добавления раствора цитрата Na вводят сульфат аммония и бензолсульфамид.
По ряду свойств цитратно-аммиачный электролит существенно уступает обычным сернокислым электролитам никелирования и тем более сульфаминовокислым. Он менее стабилен в работе, и металл из него выделяется со сравнительно небольшой скоростью. Однако благодаря высокой рассеивающей способности этот электролит в наибольшей степени пригоден для формирования изделий сложной конфигурации. Он становится также незаменимым при использовании оправок из материалов, стойких только в нейтральной и щелочной средах.
Известные сернокислые, хлористые, борфтористые электролиты железнения подробно описаны в технической литературе. В приборостроительной гальванопластике их применяют для формирования конструкционного слоя, утолщающего вставки к пресс-формам.
Во многих волноводных и антенно-фидерных устройствах электропроводность токонесущих поверхностей имеет определяющее значение для всей конструкции. В случае изготовления таких узлов целесообразно первичный слой на поверхности оправки 356
формировать из серебра. Для этой цели с успехом можно применять концентрированный по серебру электролит, содержащий не менее 70—80 г/л свободного цианида. Его состав может быть следующим, г/л:
Цианистый электролит серебрения
Серебро в виде К[Ag(CN)2] 50—60 Цианистый калий KCN . . 70—100
Углекислый калий К2СО3 . До 5050
При этом t = 18-4-35° С; DK = 1,2—2,0 А/дм2.
Вначале целесообразно 20—30 с вести электролиз при повышенной на 50% плотности тока. В тех случаях, когда не допускается использование цианистых ванн, можно применить концентрированные по серебру аммиачный или роданистосинеродистый электролиты следующих составов, г/л:
Аммиачный электролит серебрения
Азотнокислое серебро AgNO3................................... 45—65
Водный 25%-ный аммиак NH4OH, мл/л.......................... 90—110
Сернокислый аммоний (NH4)2SO4 .............................. 200—250
При этом / = 18-4-25° С; DK = 0,8-4-1,5 А/дм2; pH-6,7—7,4.
Роданистосинеродистый электролит серебрения
Серебро в виде K[Ag(CN)2]...................................... 50—60
Железистосинеродистый калий K4[Fe(CN)6]-ЗН2О................. 150—160
Углекислый калий К2СО3..................................... До 70
Роданистый калий KCNS......................................... 140—160
При этом I = 18—4-ЗО°С; DK - 1,5-4-2,0 А/дм2; Da < 0,6 А/дм2.
Оба этих электролита менее стабильны в работе по сравнению с цианистым ^электролитом.
Электролиты для осаждения сплавов различных металлов сложны в эксплуатации. Однако сплав Ni—Со все более широко используют для электроформирования вставок к пресс-формам. Можно рекомендовать сернокислый электролит для осаждения этого сплава следующего состава, г/л:
Сернокислый никель NiSO4-7H2O . . . 200
Сернокислый кобальт CoS04-7Н2О ... 19
Борная кислота Н3ВО3................ 30
Хлористый натрий NaCl............... 15
При этом t — 18-4-25° С; DK = 1,0 А/дм2.
Данный электролит с"рН < 4,8-4-5,2 широко применяют при электроформировании вставок к пресс-формам. К недостаткам электролита необходимо отнести небольшую скорость выделения сплава. Электроформирование более толстых слоев в несколько миллиметров сплава Ni—Со длится десятки суток. Кроме того, осадки могут деформироваться, а иногда даже растрескиваться
357
из-за возникновения повышенных внутренних напряжений. Значительно более пригоден для электроформирования сплава Ni—Со сульфаминовый электролит. Гальваноосадки сплава, выделяемые из сульфаматного электролита без добавок обладают значительно меньшими внутренними напряжениями, чем из аналогичного сернокислого.
Физико-механические свойства сплава зависят в первую очередь от содержания в нем кобальта. Увеличение содержания кобальта в сплаве до 35% обусловливает увеличение твердости гальваноосадка до 525 кгс/мм2. С дальнейшим увеличением содержания кобальта твердость осадка снижается. На содержание кобальта в осадке влияют отношение концентрации Со и Ni в растворе, температура электролита, плотность тока и интенсивность перемешивания. Оптимальное ведение процесса осаждения сплава обеспечивается при использовании отдельных никелевых и кобальтовых анодов с раздельным регулированием величины тока, проходящего через них. Скорость растворения анодов из кобальта должна соответствовать скорости выделения его в осадок. Перемешивание раствора очень сильно влияет на состав осаждаемого сплава, поэтому целесообразно оправки сложной конфигурации наращивать в неперемешиваемом растворе. Для осаждения сплава можно рекомендовать электролит следующего состава, г/л:
Сульфаматный электролит для осаждения сплава Ni—Со
Сульфаминовокислый никель Ni(NH2SO3)2-4Н2О............... 480—500
Сульфаминовокислый кобальт Co(NH2SO3)2.................. 14—15
Бромистый кобальт СоВг2-6Н2О............................ 48—50
Борная кисльта Н3ВО3....................................... 35—40
Лаурилсульфат натрия CH3(CH2)uOSO3Na.................... 0,2—0,3 '
Сахарин C6H4COSO2NH.....................................0,02—0,2
При этом t = 55-?-60° С; £)к до 10 А/дм2; рН = 3,9—4,8. Без перемешивания и подогрева £% до 5 А/дм2. При соблюдении основных параметров электролиза, раздельном питании анодов и периодическом корректировании pH раствора приведенный электролит работает стабильно.
Перечисленные электролиты для электроформирования металлов и сплавов охватывают далеко не все известные разновидности ванн, используемые в гальванопластике.
Многословность электроформируемых конструкций. Сцепление гальваноосадков с подложкой. Обволакивание электроформиро-ванных металлических слоев пластмассами.
В зависимости от условий работы или эксплуатации изделия меняются требования к материалам, из которых оно изготовлено. Например, волноводные элементы в большинстве случаев изготавливают из меди, а их внутреннюю поверхность формируют из серебра. В случае же вставок к пресс-формам рабочую поверхность делают из сплава никель—кобальт, а всю остальную конструкцию из меди. Поэтому должны быть разработаны технологические при-358
емы, обеспечивающие надежное сцепление между различными гальваническими осадками. На величину адгезии между металлическими слоями влияют: виды металлов подложки и гальваноосадка, составы электролитов и параметры электролиза. Для определения сцепления между гальваническими слоями наиболее пригодны методы, основанные на неравномерном отрыве.
Количественные определения, выполненные по такой методике, показали определяющее влияние природы электролита на прочность сцепления гальваноосадка с подложкой. Так, например, усилие отрыва медного гальваноосадка, выделенного из сернокислого электролита или из концентрированного пирофосфатного электролита от поверхности серебра, осажденного из цианистого электролита, не превышает обычно нескольких килограммов на сантиметр. Сцепление меди из этилендиаминового электролита с той же серебряной поверхностью значительно больше и превышает 25—30 кгс/см. Оно по величине аналогично сцеплению гальваноосадка серебра из цианистого электролита с амальгамированной поверхностью латуни. Во всех измерениях шероховатость обработки поверхности подложки была не ниже 7-го класса. Количественный анализ сцепления гальванических осадков довольно трудоемок, так как для его выполнения необходима разрывная машина. Поэтому в условиях гальванопластического производства можно пользоваться упрощенной методикой оценки прочности сцепления. При достаточном утолщении металлических слоев, сцепление между которыми изучается, отсутствие расслоения при изломе образца свидетельствует о прочном их соединении. В качестве утолщающего металла удобнее всего воспользоваться гальваноосадком никеля из сульфаматного электролита.
Приводимые ниже технологические схемы чередования гальванопластических слоев обеспечивают монолитность всей конструкции при изготовлении изделий. Схемы нанесения гальванических осадков следующие:
1) медь из сернокислого электролита -> никель из сернокислого или сульфаматного электролита;
2) серебро из цианистого электролита -> медь из этилендиаминового электролита;
3) медь из этилендиаминового электролита -> медь из сернокислого электролита;
4) медь из этилендиаминового электролита медь из пирофосфатного электролита;
5) медь из этилендиаминового или пирофосфатного электролита -> олово из станнатного электролита;
6) никель из сернокислого или сульфаматного электролита -> медь из сернокислого электролита;
7) сплав никель—кобальт из сернокислого или сульфаматного электролита -> никель из сернокислого или сульфаматного электролита.
Прочное сцепление обеспечивается при быстрой и качественной промывке и немедленной загрузке в ванну последующего покрытия. Загрузка под током во многих случаях содействует увеличению прочности сцепления слоев. Загрязнение электролитов различными веществами, особенно поверхностно-активными, может уменьшить сцепление и даже вызвать расслоение гальваноосадков в ванне. Поэтому при осуществлении многослойных конструкций необходимо периодически определять сцепляемость гальваноосадков.
При прерывании процесса электроформирования никеля или его сплавов можно рекомендовать нанесение на его поверхность тонкого слоя меди из сернокислого электролита. Это позволяет предотвратить отслаивание последующего слоя металла. Перед возобновлением осаждения никеля изделия кратковременно 0,5—1 мин декапируют в сернокислом электролите меднения, затем электролитически выделяют 1—2 мкм меди и после быстрой промывки загружают в ванну никелирования. Наличие тонкой медной прослойки в никелевом слое практически не оказывает влияния на его физико-механические свойства. Перерывы тока допускаются только при осаждении благородных металлов (серебра или золота). Надежное сцепление имеет также медь из этилендиаминового раствора с поверхностью такого же осадка.
Прочность сцепления между различными металлами в многослойных конструкциях удается увеличить путем ступенчатой термообработки при температурах < 300° С. Деталь сначала прогревают при 50° С, а затем каждые 30—60 мин увеличивают температуру подогрева на 30—50° С. При 300° С деталь выдерживают в течение 2—3 ч и затем охлаждают.
В тех случаях, когда поверхность металла обволакивается пластмассой, т. е. при осуществлении комбинированных гальванопластических процессов, очень важно обеспечить надежную адгезию пластмассы к металлической поверхности. Прочное сцепление пластмассы с металлической поверхностью основано на химической или механической адгезии. Последняя возникает между пластмассой и шероховатой поверхностью металла. Один из способов повышения адгезии основан на электролитическом формировании шероховатости металлической поверхности. После завершения электроосаждения металла на его поверхность наносят слой частиц диэлектрика, размер которых равен 50—200 мкм.
Слой металла, выделяемый из обычного сернокислого электролита никелирования, фиксирует часть этих частиц на металлической поверхности. Незакрепленные частицы смывают с поверхности изделия и продолжают электроосаждение дополнительного слоя металла, прочно закрепляющего частицы. Определяющее влияние на сцепление оказывает величина частиц. Лучшие результаты обычно получают при размере частиц 0,1 <0 < <0,15 мм. Такой способ гальванопластического изготовления изделий из металлизированной пластмассы обеспечивает в не-360
сколько раз лучшую адгезию металла к пластмассе, чем общепринятые способы химической металлизации пластмасс.
Оснастка для осуществления комбинированных гальванопластических процессов. С развитием гальванопластической технологии возрастают требования, к оснастке, необходимой для ее осуществления. При этом усложняется конструкция оснастки. Недостаточно продуманная конструкция оснастки может усложнить внедрение нового гальванопластического процесса. В настоящее время к оснастке относят не только оправки (или формы), на рабочей поверхности которых производится электроформование металла, но также и приспособления, используемые для удаления оправок из наращенных изделий, устройства, обеспечивающие определенное расположение общих и вспомогательных анодов, а в случае комбинированных процессов оснастку, используемую для обволакивания гальванопластических слоев пластмассами.
Разрабатывая конструкцию оправки, предусматривают способ ее крепления к катодной штанге, подвод тока ко всем участкам наращиваемой поверхности и изолирование нерабочих поверхностей. Кроме этого, устанавливают способ удаления оправки, возможность быстрой сборки и разборки отдельных элементов конструкции, а также способ установки и закрепления оправки в станке для механической обработки.
При осуществлении комбинированных гальванопластических процессов необходимо также предусмотреть способ фиксирования положения оправки с наращенным слоем в форме, используемой для обволакивания металлического слоя пластмассой. В качестве образца простейшей конструкции оснастки может служить оправка для изготовления канала волноводного перехода, показанная на рис. 15. Возвратная оправка имеет технологические концы, на которых быстро и жестко можно закрепить экранирующие обоймы 1 и 2. С обоих торцов оправка 5 имеет резьбовые отверстия, которые используют для закрепления экранирующих обойм, подвода тока, а иногда и закрепления оправки в станке при механической обработке наращенного слоя 3. Резьбовое отверстие используют также для закрепления оправки в приспособлении при ее извлечении.
Известен ряд способов удаления оправок из наращенных изделий. Особое значение имеют приспособления при использовании возвратных оправок. Возвратные оправки можно применять в тех случаях, когда продольная осевая линия полости электро-формируемого изделия образует прямую или часть окружности (до 180°) и каждое перпендикулярное к осевой линии сечение полости вписывается в предыдущее по направлению съема. При этом отдельные части составной оправки могут извлекаться поступательным, винтовым или круговым движением.
На рис. 17 и 18 показаны конструкции приспособлений, которые используются "для”извлечения поступательным”^ винтовым движением возвратных оправок. Хвостовик извлекаемой оправки 8
361
(рис. 17) ввинчивают в резьбовое отверстие тяги 4, которую с помощью специального штифта закрепляют в подвижной рейке 3. При нажиме на рычаг 1 рейке 3 с оправкой 8 сообщается поступательное движение вверх. Наращенный волновод 7 удерживает съемная упорная пластина 6, снабженная отверстием, несколько большим, чем сечение извлекаемой оправки. Если между пластинами 6 и 5 установить подшипник, то данное устройство позво-
лит производить извлечение винтообразных оправок.
Приспособление, показанное на рис. 18, также используют для извлечения постоянных оправок из полых изделий. Стержень
7 снабжен резьбой и двумя хвостовиками. Один из них имеет резьбу, а другой прямоугольного сечения. Хвостовик прямоугольного сечения закрепляют в зажиме /, например в слесарных
Рис. 18. Приспособление для извлечения оправок:
1 — зажим; 2 — отжимная гайка; 3 — ручка; 4 — упорная пластина; 5 — упорный подшипник; 6 — съемная пластина;
7 — стержень; 8 — деталь с гальванопокрытием; 9 — оправка
Рис. 17. Устройство для извлечения оправок:
/ — рычаг; 2 — шестерня; 3 — подвижная рейка; 4— тяга; 5 — упорная плита; 6 — съемная упорная пластина; 7 — волновод; 8 — оправка
тисках. Резьбовой хвостовик ввинчивают в отверстие в торце извлекаемой оправки 9. С помощью ручек 3 навинчивают отжимную гайку 2 на рабочую резьбу стержня 7 и с помощью пластин 4, 6 и установленного между ними подшипника 5 сдвигают вниз наращенную трубу 8 с поверхности оправки 9.
В тех случаях, когда усилие извлечения оправки превышает механическую прочность изделия и может возникнуть его деформация, используют различные приемы, снижающие усилие съема или временно повышающие прочность изделия. Если материал оправки и наращенный металл имеют различные коэффициенты линейного расширения, оправку с наращенным слоем перед съе-362
Вид A
6
7
8
6-6
/У
"9
10
19. Конструкция оправки
1 2 J
мом подогревают или охлаждают. Усилие съема снижается также при окунании оправки в воду, керосин и другие жидкости. Иногда также может возникнуть необходимость во временной припайке к изделию специальных силовых элементов.
Во многих случаях удается сконструировать многофункциональную оснастку, которую можно использовать для ряда операций сложного технологического процесса.
Оснастка для гальванопластического изготовления вставок к формам для обработки пластмасс. Конструкции оснасток для изготовления вставок к пресс-формам достаточно полно описаны в специальной литературе, поэтому рассмотрим только некоторые пути их усовершенствования.
При гальванопластическом изготовлении вставок обычно используют оправки из пластмассы. При этом токопроводящий слой на их поверхности формируют чаще всего химическим восстановлением металла. Обычно модель приклеивают к пластине из оргстекла. Однако этот способ имеет целый ряд недостатков: усложняется подвод тока, возрастает электроформируемая поверхность и т. д. Целесообразно химическое восстановление металла и электрохимическую «затяжку» токопроводящего слоя проводить до закрепления модели в гальванопластической оснастке, используемой для осаждения толстого металлического слоя. Особое внимание необходимо также уделить обеспе
чению уже в начале электролиза достаточного выделения металла в углах, пазах и углублениях рабочей поверхности оснастки. При образовании на этих участках поверхности дендритообразных наростов еще более ухудшается распределение тока. Выступающие участки поверхности могут настолько экранировать углубления, что в них прекращается осаждение металла. Для уменьшения или устранения этого явления применяют дополнительные аноды (рис. 19).
Модель 7 снабжена с тыльной стороны резьбовыми отверстиями для ее соединения с экранирующей обоймой 1, Предварительно
Рис.
для электролитического покрытия гнезда «звездочки»:
1 — экранирующая обойма; 2 — винт; 3 — контактный винт; 4 — пробка; 5 — токоподводяший винт; 6 — контактная пластина; 7 — модель звездочки; 8 — токопровод; 9 — кольцо; 10 — винт; 11 -— дополнительный анод
363
на всю поверхность модели наносят токопроводящий слой металла и «затягивают» его 20—30 мкм слоем гальваноосадка, из которого электроформируется поверхность вставки. Затем с помощью винтов 2 быстро закрепляют модель 7 в обойме /, устанавливают дополнительные аноды И и продолжают наращивание металла, раздельно регулируя величину тока, проходящего через внешние и дополнительные аноды.
Приведенная конструкция оснастки дает возможность быстро провести сборку модели с экранирующей обоймой, обеспечивает надежный подвод тока и регулирование толщины осадка в пазах и углах рабочей поверхности модели. При необходимости можно также заменить растворившиеся дополнительные аноды. Для этого достаточно снять кольцо 9.
СПИСОК ЛИТЕРАТУРЫ
1. Гинберг А. М. Гальванопластическое изготовление точных полых деталей. Л., Судпромгиз, 1949, 126 с.
2. Гинберг А. М. Изготовление точных полых деталей методом гальванопластики. Л., Судпромгиз, 1958, 52 с.
3. Гинберг А. М., Федотова Н. Я- Ультразвук в гальванотехнике. М., «Металлургия», 1969, 2С6 с.
4. Гиндлин В. К. Гальванотехника в полиграфии. М., «Книга», 1965, с. 325.
5. Давидонене Я., Микалаускайте А., Пилите С., Молчадский А. Исследо* ванне прочности соединения гальванопластических осадков со стеклопластиком. — В сб.: Полимерные материалы и их исследование. Вильнюс, 1973, с. 342.
6. Есипенко М. М., Кидалов Е. Е., Молчадский А. М., Мурзин Н. К. Конструкция оснастки гальванопластических процессов. — В сб.: Гальванопластические методы покрытий и их применение. М., МДНТП, 1967, с. 96.
7. Кидалов Е. Е., Мозолене Н. И., Карпавичюс А. П. Наводораживание никелевых покрытий, получаемых из цитратного электролита. — В сб.: Исследования в области электроосаждения металлов. Вильнюс, 1974, с. 298.
8. Лайнер В. И. Гальванопластическое изготовление оформляющих вставок из никель-кобальтовых сплавов для литья и прессования пластмассовых изделий. — В сб.: Электролитическое осаждение сплавов. М., Машгиз, 1961, с. 142.
9. Пилите С. П., Янкаускене Р. П., Молчадский А. М. Электроформирование гальванопластических слоев меди из борфтористых и кремнефтористых электролитов. — В сб.: Высокопроизводительные электролиты для нанесения металлических покрытий. Л., ЛДНТП, 1975, с. 104.
10. Попилов Л. Я. Гальванопластика. М.—Л., Машгиз, 1961, с. 64
11. Bogenschiitz A. F. Oberflachentechnik und Galvanotechnik in der Elektro-nik, Eugen G. Leuze Verlag, Saulgau/Wiirttemberg, 1971, 458 S.
12. Dettner H. Elze J. Handbuch der Galvanotechnik, 3, Carl Hanser Verlag, Munchen, 1966, 1092 S.
13. Hammond R., Nikel plating from sulphamate solutions, Metal Finishing Journal, 16, 189, 1970.
14. Bet К- C., Crossley J. A., Watson S. A., Ni—Co Niederschlage aus dem Konzentrierten Sulfamat — Elektrolyten, Galvanotechnik, N 11, 1972, 63. .
15. Spiro P. Electroforming, Robert Draper LTD, Tessington, 1971, 335 p.
ГЛАВА XVIII
СИСТЕМЫ ВОДОИСПОЛЬЗОВАНИЯ и очистки СТОЧНЫХ ВОД В ГАЛЬВАНИЧЕСКИХ ЦЕХАХ
ВОДОИСПОЛЬЗОВАНИЕ И ПУТИ ЕГО СОВЕРШЕНСТВОВАНИЯ
Процесс нанесения защитно-декоративных покрытий требует больших расходов воды в основном на промывку изделий после их обработки. Около 70% приборостроительных заводов имеют гальванические цехи, на нужды которых расходуется от 25 до 50% от общего потребления воды. Удельный расход воды в этих цехах составляет около 2 м3 на 1 м2 обрабатываемой поверхности изделий. Это очень высокий расход, если учесть, что на предприятиях ~с хорошей организацией водоиспользования он не превышает 0,2—0,4 м3/м2.
Основными причинами нерационального водоиспользования являются:
несовершенство систем промывки изделий;
отсутствие анализа качества исходной воды для промывки;
низкий уровень нормирования, контроля и регулирования расхода воды;
нарушение режима проведения промывных операций;
низкая культура производства на отдельных предприятиях;
отсутствие технико-экономического обоснования применения различных систем промывки изделий.
Перечисленные причины в первую очередь не позволяют добиться высокого качества покрытий, увеличивают их себестоимость. В процессе промывки изделий вода загрязняется, в том числе такими токсичными веществами, как шестивалентный хром и циан. Ежегодные потери только одних соединений хрома на унос в вентиляцию и со сточными водами по предприятиям приборостроения достигают 200 т. В то же время допустимые нормы для шестивалентного хрома на сброс в водоем составляют всего 0,1 мг/л, а на вынос в атмосферу — 0,015 мг/м3. Следовательно, гальваническое производство, с одной стороны, является весьма крупным потребителем воды, а с другой стороны, представляет серьезную опасность для загрязнения водоемов.
365
На основании проведенного анализа и ознакомления с опытом предприятий возникли и решались следующие задачи:
повышение качества покрытий путем улучшения качества промывки;
сокращение расхода воды на промывку изделий при совершенствовании организации промывных операций;
выявление оптимальных технико-экономических вариантов систем водоиспользования.
Одной из наиболее важных задач в области планирования мероприятий по совершенствованию систем водного хозяйства приборостроения являлось прогнозирование потребления воды и отведения сточных вод в цехах металлопокрытий.
На основе метода эвристического прогнозирования, предусматривающего опрос высококвалифицированных экспертов из специализированных организаций, имеющих многолетний опыт изучения специфики гальванического производства, были получены прогнозируемые параметры, анализ которых представляет несомненный интерес.
Несмотря на то, что к 2000 г. объем гальванического производства может возрасти в 4 раза, объем потребления воды и отведения сточных вод будет стабилизироваться на уровне 1970 г. за счет резкого сокращения удельных расходов воды с 2000 до 120 л/м2.
Удельный расход воды, л/м2
Ретроспективные годы
1970 1975
. 2000 1800
Прогнозируемые годы
1980 1985 1990 2000
1100 450 300 120
К 2000 г. возможно появление машиностроительных фирм по производству гальванопокрытий (5%) и отдельных отраслевых фирм (22%), а процент гальванического производства в одном цехе предприятия повысится до 26. На долю производства в нескольких участках и цехах одного завода останется 47% вместо 76% в 1970г., что, несомненно, приведет к упорядочению всего водного хозяйства и сокращению удельных расходов воды и объема стоков.
Непосредственно в цехах металлопокрытий будет происходить постепенная замена стационарных и механизированных линий высокопроизводительными автоматизированными.
Предположительно процент автоматизации гальванического производства увеличится с 20% в 1970 г. до 63% в 2000 г. в то время как процент стационарных линий соответственно уменьшится с 56 до 16%, а механизированных с 24 до 21%. Это в свою очередь положительно отразится на выборе прогрессивных схем промывки изделий, значительно сократив нерациональные одноступенчатые промывные операции (табл. 112).
Наиболее распространенный в настоящее время погружной метод промывки изделий будет полнее сочетаться со струйными и другими методами промывки (табл. 113).
366
Таблица 112
Схема промывки изделий Динамика внедрения схем промывки, %
Годы
ретроспективные прогнозируемые
1970 1975 1980 | 1985 1990 2000
Одноступенчатая 86 80 72 68 51 34
Двухступенчатая 13 18 24 26 37 48
Трехступенчатая 1 2 3 4 8 12
Четырех или более ступенчатая — — 1 2 4 6
Таблица 113
Методы промывки изделий Динамика использования методов промывки, %
Г оды
ретроспективные прогнозируемые
1970 1975 1980 1985 | 1990 | 2000
Погружной 88 85 77 50 43 39
Струйный 8 12 16 18 18 16
Комбинированный (погружнойД-+ струйный) 4 3 4 13 16 17
В парах конденсата — — 2 13 15 20
В растворителях — — 1 6 8 8
Таблица 114
Вид исходной воды Использование высококачественной воды, %
Годы
ретроспективные прогнозируемые
1970 1975 1'980 | 1 1985 1990 | 2000
Вода по ГОСТ 2874—73 70 67 62 60 54 42
Деминерализованная — 1 4 12 23 48
Техническая (из подземных и открытых источников) 30 32 34 28 23 10
367
Таблица 115
Показатель Прогнозируемые годы
1980 1985 1990 2000
Объем очищаемых сточных вод, % 70 75 80 95
Значительно повысятся требования к качеству исходной воды, используемой для промывки изделий (табл. 114).
После промывки изделий отработанные промывные воды содержат всевозможные компоненты отмываемых растворов, концентрация которых обычно не превышает 100 мг/л. По видам сточных вод наибольший объем занимают кислотно-щелочные сточные воды — 80%, затем хромосодержащие — 15% и циансодержащие — 5%.
В 1970 г. только 15% всех сточных вод проходило полную очистку на
локальных сооружениях, однако в 2000 г. ожидается обезвреживание 95% объема сточных вод (табл. 115) при существующих темпах роста очистки.
СИСТЕМА ВОДОИСПОЛЬЗОВАНИЯ
Схемы промывки. Основными схемами промывки являются одноступенчатая, двухступенчатая и трехступенчатая (рис. 20). Последние могут быть противоточными или прямоточными.
При противоточной схеме вода подается в конечную ступень (ванну) промывки, а затем, последовательно проходя все остальные ступени (ванны), сбрасывается в сток.
Таким образом, поступление воды в ванны осуществляется в противоположном направлении к движению деталей путем перелива через перегородки между ступенями проглывки или по трубопроводу, соединяющему смежные промывные ванны.
В последнем случае перепад уровней между смежными ваннами промывки должен быть не менее 3 см. При прямоточной схеме каждая ступень (ванна) оборудуется самостоятельной системой подачи и отведения воды, и, следовательно, общий расход воды по сравнению с противоточной промывкой увеличивается пропорционально количеству ступеней. Количество ступеней промывки определяется сопоставлением расчетного расхода воды Qp, л/ч, и объема воды в одной ступени промывки V, л.
Одноступенчатая промывка применяется при условии Qi <V.
Исключение составляет промывка: после химического или электрохимического обезжиривания, перед обработкой в кислых растворах; после анодного окисления, после электрополирования. В этих случаях применяют двухступенчатую схему промывки.
Двухступенчатую промывку применяют при условии
Qr>V>Q2p,
368
а трехступенчатую при
Qi > V > Q3p.
В существующих условиях при недостатке производственных площадей для промывки деталей на подвесках для двух-, трехступенчатой схемы допускается сокращение на одну ступень от расчетного значения при обязательном применении комбинированного метода промывки (последовательная промывка погружным и струйным методами в одной ванне промывки).
Детали
Сток
Подача боды
а)
Ступени промыВки &)
Подача деды
Ступени промыВки
В)
Рис. 20. Схемы промывки изделий:
а — одноступенчатая; б — двухступенчатая; в — трехступенчатая; N — число ступеней промывки; Q^, Q2, — расчетный расход воды соответственно при одно-, двух-, и
трехступенчатых схемах промывки, л/ч; V — объем воды в каждой ступени (ванне) промывки, л
Прямоточная промывка необходима после кислых растворов перед сушкой, перед наполнением покрытий, после травления перед контактной сваркой. В остальных случаях применяют противоточную промывку.
Качество исходной воды. В цехах металлопокрытий применяют воду из городских и технических водопроводов, от узла локальной системы водоподготовки (табл. 116).
В последнее время особое внимание заслуживает использование для промывки изделий деминерализованной воды, получаемой после очистки сточных вод на ионообменных колонках. Эта вода по качеству удовлетворительная для промывок после обезжиривания, травления, декапирования и других процессов подготовки поверхности, а также после покрытия в цианистых растворах цинка, кадмия и меди.
24 п/ред. Гинберга А. М. 369
Таблица 116
Показатели качества исходной воды Источник водоснабжения Область применения воды
Согласно ГОСТ 2874—73 Городской водопровод Во всех случаях, не указанных от узла локальной системы водоподготовки
Удельная электропро- От узла локальной си- Для промывки перед
водность воды до 50 мк стемы водоподготовки обработкой в растворах
См/см, жесткость до (приготовление обессо- (электролитах), состав-
1,8 мг-экв/л ленной или деминерализованной воды) ленных на обессоленной воде, при специальных требованиях к внешнему виду деталей, для особо ответственных деталей, для ванн улавливания
Деминерализованная вода, используемая в оборотных циклах, приводит к пассивации изделий в кислых блестящих ваннах, но качество ее не сказывается при никелировании.
Наибольшие осложнения возникают при промывке изделий после никелирования, выражающееся в специфической пассивации покрытия из-за насыщения циркуляционной воды кислородом, что препятствует последующему хромированию, поэтому необходимо добавлять в ванну промывки после никелирования свежую воду и проводить декапирование в серной кислоте.
Хромовые растворы смываются медленно, так как деминерализованная вода не имеет таких нейтрализующих свойств, как свежая, содержащая бикарбонаты.
Температурный режим. Условия применения холодной, теплой и горячей воды для промывки изделий приводятся в табл. 117.
Таблица 117
Вид промывки Температура, °C Область применения
Холодная Не нормируется Во всех случаях, кроме перечисленных для теплой и горячей промывки
Теплая 40—50 После операции обезжиривания, хроматирования, травления легких сплавов, снятия шлама, анодного окисления, перед и после химического оксидирования черных металлов
Горячая 70-90 Перед сушкой деталей (кроме деталей, хроматированных по цинку и кадмию и с окиснофосфатными покрытиями по алюминию)
370
Если при ступенчатой промывке в первой ступени предусматривается теплая или горячая вода, а во второй — холодная, то в ванне первой ступени производят местный подогрев.
Если при ступенчатой промывке в последней ступени предусматривается теплая или горячая вода, то в первой ступени температура воды не нормируется.
Метод промывки. При обработке на подвесках деталей, имеющих пазы, щели и углубления, а также при обработке деталей насыпью применяют погружной метод промывки. Наиболее эффективно этот метод осуществляется при непрерывном перемешивании воды воздухом. Отсутствие перемешивания допускается при слабых контактах подвесочного оборудования и для легко окисляющихся деталей. В этом случае осуществляют верхнюю подачу и нижний отвод воды из ванны промывки.
При обработке на подвесках преимущественно деталей простой конфигурации должен применяться струйный метод промывки путем споласкивания изделий из душирующих сеток или форсунок.
При обработке на подвесках деталей средней и сложной конфигурации, не имеющих пазов, щелей, углублений и т. п., а также для промывки изделий после обработки в трудносмываемых растворах применяется комбинированный метод. Этот метод предусматривает последовательно погружную и струйную промывку деталей в одной и той же ванне. При двух- и трехступенчатой промывке комбинированный метод применяют только для последней ступени промывки.
Метод расчета расхода воды на промывные операции. Для любой схемы промывки расход воды Qp, л/ч, из трубопровода, подведенного к ванне промывки, определяют по формуле
где q — удельный вынос раствора (электролита) из ванны поверхностью деталей, л/м2; Ко — критерий промывки деталей; N — количество ступеней промывки; объемы воды в каждой ступени должны быть одинаковы; F — промываемая поверхность деталей, м2/ч.
Значения q при характерной продолжительности стекания раствора с деталей /ст, с, приведены в табл. 118.
Критерий промывки Ко, показывающий, во сколько раз следует снизить концентрацию основного компонента раствора (электролита), выносимого поверхностью деталей до предельно допустимых значений в последней ванне данной операции промывки, определяют по формуле
24*
371
Таблица 118
Характер стекания раствора с поверхности деталей Удельный вынос q, л/м1
Детали на подвесках, «ст = 6 С Загрузка деталей насыпью (в колоколах, барабанах, корзинах, сетках), ‘ст=15 с Детали на подвесках и насыпью после обработки в агрессивных растворах, fCT не регламентируется
Хорошее 0,1 0,2 —
Удовлетворительное 0,2 0,4 —
Плохое 0,4 0,5 0,7
Таблица 119
Наименование компонента иля иона раствора (электролита) Наименование операции и характеристика раствора (электролита), перед которым производится промывка Значение Сп, г/л
Общая щелочность в пе- Щелочной 0,8
ресчете на едкий натр Кислый или цианистый 0,1
Перед анодным окислением алюминия и его сплавов 0,05
Кислота в пересчете на Кислый 0,1
серную Щелочной 0,05
Цианистый 0,01
Наполнение и пропитка покрытий, сушка 0,01
Соли драгоценных ме- Сушка 0,001
таллов в пересчете на металл
СМобщ, Sn2+, Sn4+ Межоперационная промывка или 0,01
Zn2+, Cr6+, Pb2+ сушка
Красители (для окраши- Межоперационная промывка или 0,005
вания покрытий Ан. сушка
оке.)
CNS", Cd2+ Межоперационная промывка или сушка 0,015
Cu2+, Cu+ Никелирование, сушка 0,002 0,01
Ni2+ Меднение 0,02
Хромирование или сушка 0,01
Fe2+ Сушка 0,15
372
где CQ — концентрация основного компонента в растворе (электролите), г/л, применяемом для операции, после которой производится промывка;
Сп — предельно допустимая концентрация этого же компонента в воде, г/л, определяемая по табл. 119.
За основной компонент данного раствора или электролита принимают тот, для которого величина критерия промывки является наибольшей.
Вынос раствора деталями,л/нг
-- /7,7
-- 0,6
-- 0,5
- 0,4
- 0,3
-- 0,2
Расход воды на промывку,л/мг «2 Qf Критерии промывки Со
г15,0 1 г 70 ] 60 г 7000 6000 Г 10000
10,0 \ 50 чо 5Л зооо 5000
- 7,0 . in - 2000 • 4000
- 6,0 ои - 3000
5,0 20 : 1000
• 700 - 2000
- 4,0 - 500
-3,0 • - 10 - 300 - 1000
2.0 : - / - 6 5 ’ 4 - 200 - 100 - 700 • 600 • 500
- 70 - 400
-.1,0 - 3 : 50 - 300
-0,7 - 0_,6 - 2 : : зо 20 - 200
0,5 J /?,¥ -1 10 100
Рис. 21. Номограмма для определения расхода воды на промывку
Критерий промывки снижается при наличии ванн улавливания, которые устанавливают, если суточное уменьшение объема электролита составляет не менее 20% объема ванны улавливания. После хромирования и покрытия драгоценными металлами ванны улавливания устанавливают во всех случаях.
При наличии одной ванны улавливания для критерия промывки вводят коэффициент 0,4; при двух ваннах улавливания 0,15 и при трех 0,06.
Значение F для автоматизированных линий и крупносерийного производства принимают по максимальной производительности.
Значение F при индивидуальном и мелкосерийном производстве принимают по фактической производительности.
Расходы воды из подающего трубопровода в зависимости от принятой системы промывки можно определить по номограмме.
При прямоточной промывке полученный по номограмме расход воды предназначается для каждой ступени промывки (рис. 21).
373
Для расчетных расходов воды вводят следующие коэффициенты:
при возможности падения напора в водопроводной сети — 1,5;
при струйном методе промывки — 0,7;
при комбинированном методе промывки — 0,5.
При расчетном расходе воды менее 50 л/ч и отсутствии средств, обеспечивающих устойчивую подачу воды, минимальный расход принимают равным 50 л/ч.
Нормирование и контроль расхода воды. Нормативные удельные расходы воды могут изменяться в зависимости от прогресса в области технологии гальванопокрытий, модернизации гальваниче-
Рис. 22. Взаимосвязь водоиспользования и очистки сточных вод
ского оборудования, изменения требований к качеству промывки изделий. По приведенному ранее расчету можно определить количество промывных ванн в одной промывной операции, а затем установить нормативный удельный расход воды.
Наиболее сложным в условиях гальванического производства является контроль расхода воды в случае отсутствия в цехе соответствующих приборов.
Учитывая это обстоятельство, в МЭНИЛ Минводхоза СССР разработан исполнительный механизм с электроприводом, предназначенный для ликвидации непроизводительных расходов воды в автоматических линиях. Он прост по конструкции и рассчитан на изготовление непосредственно силами предприятия.
Для стационарных участков гальванопокрытий наиболее целесообразна механическая система регулирования расхода воды при использовании в качестве исполнительного механизма пробкового крана с приводом от педали.
Визуальный контроль осуществляют с помощью ротаметров.
Взаимосвязь систем водоиспользования и очистки сточных вод.
Система водоиспользования в гальваническом производстве тесно связана с системой очистки сточных вод (рис. 22). Так, при наиболее распространенном в настоящее время реагентном методе очистки различных видов стоков сокращение объема промывных вод 374
на 20% позволяет на 5—10% снизить затраты на реагенты, электроэнергию, амортизационные отчисления, обработку осадка и пр.
Принятый вариант промывки изделий определяет метод очистки сточных вод, а также состав и объем очистных сооружений.
ОЧИСТКА СТОЧНЫХ ВОД ЦЕХОВ ГАЛЬВАНОПОКРЫТИЙ
Сточные воды гальванических цехов имеют разнообразный состав примесей при резко меняющихся их концентрациях, pH и т. д.
В гальванических цехах принято делить сточные воды на три потока: кислотно-щелочные, с различными тяжелыми металлами, хромсодержащие и циансодержащие. Это деление вызвано следующими обстоятельствами.
Смешение циансодержащих сточных вод с кислыми и хромсодержащими стоками приводит к образованию из цианидов летучей синильной кислоты, количество которой зависит от концентрации цианидов и pH стока. Чем выше концентрация циана и ниже pH стока, количество синильной кислоты будет больше. Это опасно для здоровья обслуживающего персонала как гальванического цеха, так и установки по очистке сточных вод. Смешение, например, кислых стоков с хромсодержащими также нежелательно из-за снижения концентрации хрома в смешанном стоке, удельного увеличения расхода реагентов, увеличения времени реакций и т. д.
В некоторых случаях бывает целесообразным не производить сброс отработанных растворов в канализационную сеть, а использовать эти растворы для подкисления и подщелачивания.
При необходимости возврата в производство ценных компонентов, таких, как хром, медь, никель, кадмий и т. д., бывает выгодно применение самостоятельных локальных установок с выделенными системами канализования. Отдельные части потоков с одним основным компонентом позволяет сочетать различные методы очистки, возвращать в производство не только воду, но и ценные продукты.
При разбросанности гальванических цехов и участков по территории завода в целях сокращения количества канализационных трубопроводов можно применять методы предварительной очистки, позволяющие сбрасывать стоки в единую канализационную сеть с последующей доочисткой на общезаводских сооружениях. Если позволяют условия производства, непосредственно у технологического оборудования размещают локальные очистные установки.
Отработанные растворы и электролиты, которые уже не подлежат регенерации, сбрасываются в специальные емкости для их обезвреживания на очистной установке. При применении одноступенчатых промывных операций допускается сброс отработанных электролитов непосредственно в соответствующую сеть канализации гальванического цеха.
Кроме основного компонента в каждом из видов стоков содержатся другие примеси. Например, в составе хромсодержащих
375
сточных вод имеются: трехвалентныи хром, железо, медь, никель, цинк, серная, соляная, азотная кислоты, механические примеси. Концентрация примесей изменяется в пределах 30—300 мг/л, pH стока изменяется от 7 до 1,0.
В составе циансодержащих сточных вод кроме свободного циана содержатся комплексные соединения цианида цинка, кадмия, меди, никеля и т. д., соли кислот и щелочей, механические примеси, шлам, блескообразователи, органические соединения.
е Концентрация по свободному и связанному CN колеблется в пределах 5—300 мг/л, по металлам в пределах 30 —70 мг/л. pH стока, как правило, выше 7,0, содержание механических примесей незначительно.
В составе кислотно-щелочных сточных вод содержатся: кислоты H2SO4, НС1, HNO3, HF; щелочи NaOH, Na2CO3; металлы Cu2+, Fe2+, Fe3+, Ni2+, Zn2+, Cd2+ и их соли.
Кислотность стока pH может колебаться от 1 до 8—10.
В стоках, как правило, содержится значительное количество масел, моющих средств, механических примесей, песка, окалины и т. д. Кроме того, на очистные сооружения эпизодически сбрасываются концентраты из систем вентиляции, в которых содержатся все соединения, используемые в гальваническом производстве. Концентрация соединений в отстоях вентиляционных систем составляет до нескольких граммов на литр.
Таким образом, из гальванических цехов на очистку поступают стоки весьма разнообразного состава и с сильно изменяющимися концентрациями примесей. Очистка сточных вод гальванического производства может осуществляться различными методами в зависимости от количества сточных вод и концентраций примесей.
Наибольшее распространение получили реагентные методы очистки, затем методы ионного обмена, выпаривания, электродиализа и т. д. Выбор того или иного метода определяется на основе технико-экономических соображений, местных условий сброса стоков, дефицита воды и т. д.
Реагентные методы очистки сточных вод. Реагентные методы очистка сточных вод основаны на реакциях окисления, восстановления, нейтрализации, коагуляции, осаждения, в результате чего токсичные соединения разрушаются с образованием малотоксичных, которые в большинстве случаев выводятся из стоков в осадок.
В зависимости от количества образующихся сточных вод их очистка может производиться на локальных, цеховых или заводских установках периодического и непрерывного действия.
Использование реагентных методов очистки наиболее целесообразно при высоких концентрациях примесей по основному компоненту в стоке (концентрация от 50—70 до 200—1000 мг/л).
Реагентные методы очистки сточных вод цехов гальванических покрытий не обеспечивают возврат воды в производство без последующей ее доочистки, однако имеют одно преимущество перед многими другими — надежность очистки от токсичных соединений 376
при сложном составе примесеи, незначительная чувствительность к примесям органического характера, маслам, механическим примесям и т. д.
На рис. 23 приведена технологическая схема очистки сточных вод гальванических цехов реагентными методами, рекомендованная Советом Экономической Взаимопомощи. В этой схеме допускается использование различных по конструкциям узлов (элементов), вариантов систем автоматики и т. д. Однако общий
Отработанные кислота и щелочь из'цеха
Рис. 23. Технологическая схема реагентной очистки стоков:
1 — ванна обезвреживания циансодержащих стоков; 2 — емкость для отработанных электролитов; 3 — узел дозирования окислителя; 4 — емкость для отработанных хромсодержащих электролитов; 5 — узел дозирования восстановителей; 6 — подача свежей кислоты; 7 — емкости для отработанных кислот; 8 — емкости для отработанных щелочей; 9 — подача извести (щелочи); 10 — ванна очистки хромсодержащих стоков; 11 — ванна очистки кислотно-щелочных стоков; 12 — отстойник; 13 — узел доочистки стоков; 14— шламоуплотнитель; 15 — узел обезвоживания
набор циклов очистки стоков и обработки осадков должен сохраняться.
Устройство каждого элемента и технология очистки отдельных видов стоков будут рассмотрены ниже. Кроме указанной технологической схемы возможны и другие ее варианты и дополнения, например с доочисткой стоков, замена отдельных блоков установками ионного обмена, электродиализаторами и т. д., определяемыми в зависимости от местных условий предприятия.
Очистка циансодержащих сточных вод. Очистка циансодержащих сточных вод производится в основном реагентными методами и заключается в окислении комплексных и свободных цианидов в менее токсичные соединения — цианаты или азот и углекислый газ. В отдельных случаях используется метод ионного обмена, электродиализ.
В качестве окислителей используют: хлор-газ, хлорсодержащие соединения (хлорная известь, гипохлориты), озон, перманганат калия, железный купорос и т. д.
Наиболее распространенными реагентами при очистке стоков является хлорная известь и гипохлориты кальция и магния.
377
Условия окисления цианидов зависят от вида окислителя, концентрации свободных и комплексных цианидов, pH.
При окислении цианидов хлором и хлорсодержащими продуктами на первой стадии реакции может появиться нежелательное образование хлор-циана. Поэтому нецелесообразно, когда pH стока выше 10 или ниже 8,5, так как в процессе окисления происходит некоторое подщелачивание стока и замедление реакций за счет снижения окислительного потенциала хлора. При снижении
мг/л
/по,,актив ному хлору1'/
Рис. 24. Зависимость дозы гипохлорита натрия от концентрации цианидов j
Рис/ 25. Установка очистки цианосодержащих стоков периодического действия с системой автоматики:
1 —7смеситель"стоков с реагентом; 2 — реакторы, 3'—"пульт автоматического управления; 4 — измерительные приборы; 5 — дозаторы; 6 — насосы
pH стока ниже 8,5 образование хлор-циана и синильной кислоты может происходить весьма интенсивно.
Окисление цианатов до двуокиси углерода и азота происходит также в зависимости от pH среды и концентрации окислителя. При рН>10 скорость окисления сильно замедляется, и поэтому необходим значительный перерасход хлорсодержащих реагентов с последующим дехлорированием стока.
В кислой среде гидролиз цианатов происходит практически мгновенно; наоборот, в сильно щелочной среде (pH > 12) гидролиз практически прекращается.
Наибольшее значение на эффект очистки оказывает величина дозы окислителя, которая не бывает постоянной, а зависит от ряда факторов, концентрации комплексных соединений, соотношения видов комплексных соединений, pH стока и изменений pH в процессе окисления. Зависимость изменения дозы реагентов определяется при наладке очистной установки. В большинстве случаев эта зависимость имеет вид, показанный на рис. 24. На
378
этом рисунке приведен график изменения доз гипохлорита натрия, полученного электролизом, при очистке циансодержащих сточных вод, в составе которых были комплексные соединения циана с цинком — 70—80%, медью — 10—20%, кадмием — 5—10%, железом — 5—6%.
С уменьшением концентрации цианидов в стоке приходится увеличивать, против стехиометрического, дозу реагента. В противном случае окисление цианидов, особенно при малых концентрациях, не заканчивается.
Технологическая схема очистной установки с элементами системы автоматики показана на рис. 25. Выполнить необходимые условия дозирования реагентов в проточных условиях возможно только при применении систем автоматики. В установках периодического действия можно обойтись без автоматического регулирования, однако это потребует увеличения объема реакторов на промежуток времени, необходимый для выполнения химических анализов.
Обязательным и необходимым условием является перемешивание промывных сточных вод и отработанных электролитов с реагентами механическими мешалками; перемешивание сточных вод, содержащих цианиды, сжатым воздухом недопустимо.
При применении в качестве окислителей озона, перманганата калия и сернокислого железа не происходит образования промежуточных летучих соединений, в этом отношении эта технология имеет определенные преимущества перед хлорными методами.
Окисление циансодержащих вод озоном наиболее целесообразно при обработке больших объемов стока, в составе которого содержатся катионы меди и никеля, и, если требуется, возврат воды в производство с последующей доочисткой стоков. Основным преимуществом метода озонирования является снижение общего солевого состава воды за счет разложения цианидов и удаления кислорода, азота и части угольной кислоты. После выделения из сточных вод гидроокисей тяжелых металлов отстаиванием последующая доочистка стоков может быть осуществлена методом ионного обмена, электродиализа и т. д.
Обеззараживание сточных вод перманганатом калия очень эффективно на установках малой производительности в связи с простотой обслуживания и контроля за ходом процесса. Однако этот метод довольно дорогой из-за высокой стоимости перманганата калия. Технологические схемы установок аналогичны показанным на рис. 25 и 26.
При проектировании и создании установок очистки циансо-держащих стоков необходимо соблюдать следующие условия.
1. Накопитель сточных вод для проточных установок рассчитывается на 2—4 ч времени пребывания воды. В трубопровод, подающий сточную воду в накопитель, целесообразно направлять отработанные электролиты, воду после мытья полов и из систем вентиляции. Накопитель изготавливают из железобетона с футе-
379
рованной внутренней поверхностью полиизобутиленом или эпоксидными смолами, армированных стеклотканью.
Перемешивание стоков в накопителе осуществляют с помощью устройства перегородок или механических мешалок.
В накопителе желательна установка датчика pH-метра с автоматическим дозированием подщелачивающего реагента.
2. Реактор установки оборудуют механической мешалкой и перегородками, обеспечивающими более высокое использование
Рис. 26. Технологическая схема непрерывнодействующей установки очистки циансодержащих стоков:
1 — накопитель; 2 — емкость для щелочи; 3 — пульт управления; 4 — емкость для кислоты; 5 — реактор; 6 — смеситель
его объема. Время пребывания стока в реакторе на первой стадии окисления 15 мин, на второй стадии окисления 15—20 мин.
Реактор внутри должен иметь защиту от коррозии, в крышке радиатора монтируется принудительная система вентиляции.
Электрохимический метод окисления цианидов. Этим методом легко очищаются сточные воды с высокими концентрациями цианидов, получающихся при применении каскадной промывки.
При электрохимической обработке стоков циана и комплексных его соединений образуется аммоний и цианат-ионы, сода и некоторое количество мочевины. На катоде частично выделяются металлы, содержащиеся в сточной воде.
Метод непосредственного окисления цианидов электролизом можно осуществлять для ликвидации отработанных электролитов с концентрацией по циану не менее 500—600 мг/л. В качестве 380
анодов можно использовать гра нт, магнетит или нержавеющую сталь. При применении последней очищенная сточная вода несколько обогащается железом.
Электрохимическое окисление концентрированных стоков с цианидами целесообразнее производить с предварительной добавкой в сток поваренной соли и при необходимости щелочи. В этом случае за счет образования на аноде гипохлорит-иона СЮ" происходит дополнительное окисление цианидов, что повышает эффективность очистки и снижает затраты электроэнергии. Расход электроэнергии на окисление 1 г CN составляет от 0,4 до 2 кВт-ч. Расстояние между электродами принимается 30—50 мм, плотность тока 1—2 А/дм?. Количество добавленной соли (NaCl) составляет 3—6 г/л.
К электрохимическому методу очистки циансодержащих стоков следует отнести метод, в котором гипохлорит натрия получают электрохимически из раствора поваренной соли с последующим дозированием его как реагента в обрабатываемый сток. Этот вариант имеет преимущество перед непосредственным электролизом в том, что позволяет очищать стоки как с высокими, так и низкими концентрациями. Установка получения гипохлорита натрия компактна, не требует больших капитальных вложений и может использоваться на уже имеющихся очистных сооружениях.
Разработанные установки обеспечивают получение 1 и 5 кг активного хлора (весовых частей). На 1 кг активного хлора расходуется 8—10 кВт электроэнергии и 5—7 кг поваренной соли.
После окисления цианидов из сточной воды необходимо выделить тяжелые металлы, находящиеся в сточных водах. Эта операция, как правило, осуществляется одновременно с очисткой кислотно-щелочного стока на общих сооружениях.
Очистка сточных вод, содержащих шестивалентный хром. Выделение из сточных вод соединений шестивалентного хрома с помощью реагентов осуществляется в две стадии. В первой стадии шестивалентный хром; восстанавливается до трехвалентного; во второй стадии после подщелачивания стока трехвалентный хром выпадает из стока в виде гидроокиси.
В случаях присутствия ионов других металлов они частично выпадают совместно с гидроокисью хрома.
В качестве восстановителей может быть использована группа реагентов: бисульфит натрия, сульфит натрия, гидросульфит и пиросульфит натрия, железный купорос, сернистый газ, стальная стружка и т. д.
Восстановление шестивалентного хрома реагентами, содержащими ион SO3“2 происходит, как правило, в кислой среде, pH 2,5—3,5.
В процессе восстановления образуются сульфат хрома, сульфат натрия и вода, при этом кислотность стока снижается. В зависи
381
мости от pH среды реакции восстановления протекают с различной скоростью. В случаях повышения pH выше 3,5—4,0 восстановление хрома может вообще прекратиться, независимо от избытка реагента восстановителя в стоке.
Большое значение имеет концентрация хрома в стоке. При обработке малоконцентрированных стоков в кислой среде потре-
буются значительно большие
Рис. 27. Изменение удельных доз восстановителя в зависимости от концентрации Сг+6 и начального pH
удельные дозы реагентов восстановителей, чем при обработке высококонцентрированных стоков.
Изменение удельных доз восстановителя в зависимости от концентрации и начального pH приведено на рис. 27. При восстановлении шестивалентного хрома железным купоросом (FeSO4) реакции могут протекать как в кислой, так и в щелочной среде.
Восстановление шестивалентного хрома в щелочной среде предпочтительнее, так как отпадает необходимость в двойном дозировании реагентов и сокращается расход щелочи и извести. Для получения щелочного стока целесообразно смешивать хромосодержащие воды с водой после обезжиривания в щелочных растворах или добавлять в сток отработанную щелочь.
При небольшом количестве сточных вод, содержащих шестивалентный хром, целесообразно
использовать метод восстановления на металлической стружке. Достоинством метода является простота установок и минимальный расход металла.
Количество растворяющегося железа практически пропорционально концентрации шестивалентного хрома и pH среды (pH должно быть не выше 2,0—2,5). При прекращении подачи стоков на очистку стружка должна быть залита 5—15%-ным раствором серной кислоты.
Дальнейшая очистка стоков осуществляется совместно с кислот-
но-щелочным стоком.
Конструктивно установка для очистки хромсодержащих стоков выполняется в виде емкости, имеющей химзащиту, заполненной обезжиренной стальной стружкой. В сточной воде при фильтровании через стружку шестивалентный хром восстанавливается до трехвалентного.
382
Очистка шестивалентного хрома может осуществляться методом электрокоагулирования с растворимыми стальными анодами. При электрохимическом методе восстановления хрома в стоке обязательно должны быть хлориды для предотвращения пассивации анода и катода. Процесс очистки сопровождается выделением водорода и кислорода, что приводит к флотации образующихся хлопьев гидроокиси.
Гидроокись железа и хрома уплотняется центрифугированием или вакуум-фильтрованием.
Метод электрохимического восстановления шестивалентного хрома позволяет очищать сточные воды независимо от концентрации последнего, однако после обработки стока в нем повышается концентрация железа.
Восстановленный трехвалентный хром выделяется из сточной воды при подщелачивании стока до pH 8,5—8,8.
В каждом конкретном случае оптимальные условия осаждения определяются пробными анализами.
Технологическая схема очистки хромсодержащих стоков с применением реагентов практически не отличается от технологических схем и установок по очистке циансодержащих стоков. Различия состоят в порядке введения реагентов и времени реакций.
Сточная вода, содержащая трехвалентный хром, не должна смешиваться со стоками, содержащими сильные окислители, и в первую очередь «активный» хлор. При смешении с такими стоками трехвалентный хром легко окисляется до шестивалентного.
Для очистки сточных вод может быть использована установка периодического действия, разработанная Ленинградским институтом «Гипроприбор». Однако после осуществления всех реакций (восстановления и образования гидроокисей) необходимо тщательное удаление воздуха, приводящего к флотации взвеси и гидроокисей.
В целях ускорения смешения реагентов со стоком можно использовать аппарат типа ВА-100 с вращающимся магнитным полем.
Очистка кислотно-щелочных стоков. Основной операцией реагентной очистки кислотно-щелочных стоков является доведение pH до 8,5—9 с целью обеспечения условий выделения из стока металлов.
Нейтрализация кислотно-щелочного стока может происходить автоматически за счет смешения стоков цеха, а также за счет добавки предварительно обработанных циансодержащих и хромсодержащих стоков.
При последующем отстаивании из стока выделяются металлы в соответствии с их растворимостью. Простым отстаиванием не удается полностью выделить цинк, никель и медь. Для более полного удаления этих металлов после отстаивания необходима дополнительная обработка воды реагентами с последующим
383
фильтрованием на механических фильтрах, загруженных антрацитом, керамзитом, сульфоуглем и т. д.
Дополнительная обработка стоков фильтрованием, особенно на фильтрах с сульфоуглями, позволяет вернуть большую часть очищенного стока в оборотные системы водоснабжения или другие вспомогательные процессы, где не требуется высококачественной воды.
Реагентные методы очистки сточных вод решают одну из главных задач — удаление токсичных элементов. Ценные вещества, т. е. металлы, кислоты и щелочи при реагентной очистке безвозвратно теряются.
Очистка сточных вод в условиях дефицита воды может быть построена с обеспечением возврата воды и ценных продуктов в производство. Для этой цели могут быть использованы методы ионного обмена, электродиализа, гиперфильтрации, выпаривания и т. д.
Метод ионного обмена, находящий применение на ряде предприятий, обеспечивает не только получение высококачественной воды, но возврат части ценных продуктов.
Очистка сточных вод методами ионного обмена основана на последовательном выделении из стока катионов и анионов фильтрованием на ионитовых фильтрах.
После истощения ионитовых смол, их регенерируют. Катиониты регенерируют серной или соляной кислотой концентрацией от 3 до 10%. Регенерация истощенных анионитовых смол производится растворами щелочи или соды.
Вода, прошедшая обработку на катионитовых фильтрах, подвергается обработке на анионитовых фильтрах с низко- и высокоосновными смолами.
При очистке смешанных сточных вод на ионообменной установке фильтрацией через катионитовый фильтр из стока будут удалены все катионы, а при регенерации в растворе будет смесь солей соответствующих металлов и неиспользованная кислота. Естественно, вымытые элементы, смешанные с кислотой регенерирующего раствора, не могут быть использованы в производстве. Аналогичная картина будет и на анионовых фильтрах. Принципиальная технологическая схема очистки стоков методом ионного обмена приведена на рис. 28.
В зарубежной практике при необходимости извлечения ценных продуктов ионный обмен применяют для строго однотипного состава сточных вод. Только в этом случае появляется возможность получения продуктов, пригодных после упаривания для добавки в рабочие ванны, и вода для промывных операций.
Смешанные регенерирующие растворы, как правило, обрабатываются реагентами и ликвидируются.
При применении метода ионного обмена должны соблюдаться определенные условия, невыполнение которых влечет за собой неудовлетворительную работу установок. Из сточной воды перед 384
подачей на ионообменную установку должны быть удалены механические примеси; масла, органические и комплексные соединения, вступающие в необратимые реакции с основой смолы. Кроме этого, общее солесодержание стока не должно быть выше 1—2 г/л. Для обеспечения этого требования может оказаться не всегда целесообразным применение каскадных промывок, а использование ванн улавливания будет обязательным, так как это позволяет снизить количество загрязнений, выносимых из рабочих ванн.
Рис. 28. Принципиальная схема очистки стоков методом ионного обмена:
М ’— механический фильтр; А У — фильтр с активированным углем; — катионито-вый фильтр (форма — анионитовый фильтр
Наиболее целесообразным считается применение ионнообменных установок отдельно для очистки хромсодержащих стоков и отдельно для кислотно-щелочных смешанных стоков.
Например, в случаях, когда количество хромсодержащих сточных вод невелико (1—2 промывные ванны в цехе), то очистку целесообразно осуществлять на одной ионнообменной установке.
Особый интерес представляет применение ионнообменных и сорбционных установок непосредственно у промывных ванн. В зависимости от требования к качеству воды для данной промывной операции из стока удаляется значительно меньше примесей, что повышает экономичность метода, ликвидируются сложные сети канализации, обеспечивается более легкое управление установками и возвращаются вода и ценные продукты в производство.
Регенерация смол или сорбентов в описанном варианте осуществляется в отделении приготовления растворов и электролитов. Колонки у промывных ванн после каждого фильтроцикла загружаются отрегенерированной свежей смолой или сорбентом.
Расчет установки ионного обмена для очистки сточных вод пока не является универсальным. В каждом конкретном случае приходится учитывать особенности данного производства с проверкой на опытной установке.
25 п/ред. Гинберга А. М. 385
В ряде случаев метод ионного обмена может быть использован и как средство доочистки сточных вод после обычной реагентной очистки. Достоинством данного варианта является вторичное использование регенерирующих растворов в блоке реагентной очистки, что упрощает общую технологическую схему.
Комбинированные технологические схемы (т. е. реагентная очистка с доочисткой методом ионного обмена или другим методом) требуют меньше площадей и объемов очистных сооружений, чем при применении только ионного обмена.
Для получения высококачественной воды могут быть использованы методы электродиализа, гиперфильтрации. Однако эти методы еще не имеют широкого промышленного применения. В то же время они обладают рядом преимуществ перед всеми другими, так как не требуют никаких дополнительных реагентов на очистку. В процессе очистки могут быть выделены из сточных вод кислоты и щелочи в достаточно чистом виде.
Можно предположить, что в недалеком будущем эти методы займут главное место в процессах очистки сточных вод.
При организации рациональной системы очистки сточных вод особенно важной является методика технико-экономической оценки работы очистных сооружений.
Одним из основных, принятых на сегодняшний день критериев такой оценки, является стоимость одного кубометра очищенных сточных вод, определяемая эксплуатационными затратами и амортизационными отчислениями, связанными с очисткой 1 м3 сточных вод.
Специалистами указывается, что стоимость 1 м3 очистки при реагентном обезвреживании составляет 50—80 коп. и считается, что это неплохой показатель по сравнению со стоимостью ионнообменной очистки и тем более с выпарными методами.
Однако реагентный метод, как правило, применяется при значительных объемах сточных вод, в то время как выпарные, наоборот, при крайне малых объемах.
Методически правильнее учитывать затраты на обезвреживание 1 кг различных компонентов загрязнений, приведенных (по затратам на очистку) к единому эквиваленту загрязнений.
В качестве эквивалента целесообразно взять стоимость очистки 1 кг соединений хрома (по Сг6+), тогда затраты на очистку 1 кг циана и 1 кг кислотно-щелочных соединений будут соответственно эквивалентны стоимости очистки 0,9 и 0,43 кг хрома.
Методика расчета стоимости очистки 1 кг приведенных загрязнений заключается в следующем.
1. Подсчитываются общие годовые эксплуатационные затраты на очистку сточных вод и амортизационные отчисления на оборудование очистных сооружений 5Э, руб/год.
2. Определяются объемы сточных вод, м3/год, по отдельным видам стоков: хромсодержащие Qxp, циансодержащие Qu, кислотно-щелочные <?кщ.
386
3. Определяется концентрация компонентов, кг/м3, в каждом стоке: хромсодержащие Схр, циансодержащие Сц, кислотнощелочные Скщ.
4. Стоимость очистки 1 кг в рублях приведенных загрязнений определяется по формуле
О _ __________5э____________
QxpCxp 0,9(?цСц 4“ 0,43(?кщСк1ц
Расчет по этой методике, выполненный для одного из машиностроительных заводов, показывает, что стоимость обезвреживания 1 кг загрязнений составляет 3,8 р., а при сокращении водопо-требления в цехе на 20% —3,4 р. В то же время при существующей в настоящее время методике определения стоимости очистки 1 м3 сточных вод эти цифры соответственно составят 0,26 и 0,3 р.
Таким образом, при сокращении объема стока стоимость 1 м3 сточных вод увеличивается, в чем и состоит основная ошибка данного метода.
При предполагаемой оценке затрат электрокоагуляционные и выпарные методы обработки сточных вод будут составлять около 1 руб/кг, а обработка отработанных хромовых электролитов электродиализом около 2 коп./кг, не считая прибыли от вторичного использования возвращенного хрома.
Ниже (в табл. 120) приведены данные, показывающие стоимость очистки стоков различными методами и эффект очистки.
Таблица 120
Методы очистки Эффект очистки, % Стоимость, коп./м3 Стоимость, коп./кг
Реагентная очистка (нейтрализация, восстановление, окисление неорганических соединений) и частичная очистка от органических соединений . . 80—95 50-80 340—380
Фильтрация (коллоидные примеси, гидроокислы, взвешенные вещества) 50—90 30—80 20—50
Адсорбция углем (органические и неорганические соединения) 90—98 100—200 400—500
Ионный обмен (неорганические соединения, азот и фосфорсодержащие соединения) 80—92 60-200 360—500
Обратный осмос (гиперфильтрация) растворение вещества неорганического характера 65—95 50—300 10—20
Электродиализ растворенных веществ неорганического и частично органического характера . 60—80 65—100 2-5
Дистилляция 90—98 200—500 100—200
25*
387
В настоящее время себестоимость водоснабжения и очистки сточных вод в гальванических цехах составляет 8—10% от себестоимости гальванических покрытий.
Фактически она значительно выше, так как не оценивается ущерб водным ресурсам от загрязнения сброшенными (пусть даже обезвреженными) сточными водами.
Реальным путем в снижении затрат на водное хозяйство является создание замкнутых систем водоиспользования с возвратом воды на промывку изделий и извлеченных из сточных вод ценных продуктов в производство.
СПИСОК ЛИТЕРАТУРЫ
1. Брук-Левинсон Т. Л. Ионообменная очистка промывных вод гальванических цехов в ГДР. Проблемы использования водных ресурсов. Минск. «Наука и техника», 1971, с. 105—108.
2. Богатырев В. Л. Иониты в смешанном слое. М., «Химия», 1968, 207 с.
3. Евсикова Л. П. и др. Ионнообменная установка для очистки хромсодержащих сточных вод на Елецком агрегатном заводе. Труды Воронежского университета, Т. 82, 1971, с. 82—86.
4. Колеман А. К* Обезвреживание хромсодержащих сточных вод с цианидами. «Effluent and Water». Jreafment manel. London, 1968.
5. Кульский Л. А. и др. Проектирование и расчет очистных сооружений водопроводов. Киев. «Строитель», 1972, 420 с.
6. Костальский А. А., Минц Д. М. Подготовка воды для питьевого и про: мышленного водоснабжения. М., Высшая школа», 1962, 550 с.
7. Кожинов В. Ф. Очистка питьевой и технической воды (примеры и расчеты). М., «Литература по строительству». 1971. 220 с.
8. Лурье А. А. Сорбенты и хроматографические носители (справочник). М., «Химия», 1972, с. 7—127.
9. Синельников В. А. Рациональные системы использования воды в гальванических цехах машиностроительных предприятий. — Сборник статей № 4. Водоснабжение и канализация предприятий машиностроения. М., МДНТП, 1968, с. 47—55.
10. Симонов В. М. Применение ионообменных смол для очистки сточных вод при травлении металла прокатных цехов ФРГ. Центральный институт информации по строительству и архитектуре Госстроя СССР. Сер. IV. Проектирование водоснабжения и канализации. М., Вып. 3 (64), 1970, с. 30—31.
11. Шабалин А. Ф. Очистка и использование сточных вод на предприятиях черной металлургии. М., Металлургия, 1968, с. 72—293.
12. Время протекания реакций при обезвреживании и нейтрализации .сточных вод предприятий металлообрабатывающей промышленности. Пер. с нем. Arnold Kurt «Galvanotechnik». 1960, 59, № 1, с. 22—32.
13. Обработка сточных вод цеха гальванопокрытий на заводе электронных приборов фирмы США Tektronix Ins. «Plating» 1968, 55, № 12, с. 31—35.
14. Водоснабжение, водоиспользование и очистка стоков на машиностроительных предприятиях. М., НИИМаш, 1969, с. 4—33.
ГЛАВА XIX
ПРИМЕНЕНИЕ МЕТОДОВ ПЛАНИРОВАНИЯ
ЭКСПЕРИМЕНТА В ГАЛЬВАНОТЕХНИКЕ
Для оптимизации многофакторных процессов в гальванотехнике в настоящее время успешно применяют методы планирования эксперимента. При использовании этих методов получают математическую модель процесса, связывающую параметр оптимизации с влияющими на него факторами. Математические модели позволяют оптимально управлять процессом, что значительно повышает технико-экономическую эффективность производства.
Эксперименты обычно ставят небольшими сериями по заранее составленному оптимальному алгоритму. После каждой серии опытов производят обработку результатов наблюдений и принимают решение.
Метод планирования эксперимента впервые был применен в гальванотехнике в 1964 г. для оптимизации процессов электроосаждения металлов [3].
В последующие годы в ряде работ была показана большая эффективность использования этих методов в решении актуальных проблем гальванотехники.
Метод планирования эксперимента позволяет:
1) одновременно варьировать многими факторами, получать количественную оценку величины влияния факторов и их взаимодействий;
2) формализовать действия экспериментатора, что исключает хаотический поиск и помогает разработать оптимальную стратегию эксперимента;
3) обеспечивать воспроизводимость опытов; это вызывает необходимость повышения культуры эксперимента. Рандомизация же эксперимента позволяет стабилизировать неконтролируемые факторы;
4) обрабатывать результаты эксперимента стандартным образом, что позволяет сопоставлять результаты различных исследователей.
389
В зависимости от задачи исследования, свойств объекта, математических предпосылок, наличия априорной информации можно выбрать тот или иной метод планирования эксперимента в гальванотехнике. В настоящее время можно выделить следующие основные методы планирования:
многофакторный экстремальный эксперимент — метод Бокса — Уильсона; эксперимент в «почти стационарной» области; отсеивающий эксперимент; эксперимент с качественными факторами — планы дисперсионного анализа.
Из перечисленных методов наибольшее распространение в гальванотехнике получил метод Бокса — Уильсона.
ПЛАНИРОВАНИЕ ЭКСТРЕМАЛЬНОГО ЭКСПЕРИМЕНТА — МЕТОД БОКСА—УИЛЬСОНА
При оптимизации какого-либо процесса зависимость между выходом (Y) и входами (%) можно записать в виде уравнения
Г = f (XjX2 ... xk). (1)
Эта функция называется функцией отклика и геометрически представляет поверхность, на которой необходимо найти экстремальную точку. Поверхность отклика должна обладать: непрерывностью и гладкостью; единственным оптимумом.
В методе Бокса — Уильсона можно выделить два этапа: поиск оптимальной области — крутое восхождение и описание почти «стационарной» области. Стратегия поиска оптимума заключается в последовательной постановке небольших серий опытов.
На первом этапе с помощью полного факторного эксперимента или дробной реплики строят линейное уравнение регрессии
У — bQ + ••• (2)
Далее проводят статистический анализ уравнения. Адекватность уравнения (2) дает возможность перейти к движению по наиболее короткому пути в направлении градиента функции отклика. Движение по градиенту реализуется до тех пор, пока улучшаются значения параметра оптимизации. Если достигнуть оптимума не удается, то ставят новую серию опытов и определяют новое направление движения по градиенту. Такой шаговый процесс продолжают до тех пор, пока исследователь не попадает в «почти стационарную область», где линейное приближение оказывается уже неадекватным. После этого ставят большую серию опытов для описания поверхности отклика уравнением 2-го порядка (а иногда и 3-го)
У = &0 Ь]%1 -j- ^2^2 ^12^1^2 ^11-^1 ^22^2* (3)
В методе Бокса—Уильсона для построения матриц планирования используют факторный анализ, а для построения модели — регрессионный анализ.
390
После статистического анализа уравнения регрессии производят интерпретацию уравнения, которая сводится к оценке влияния значимых факторов на параметр оптимизации. Принятие решений после построения и интерпретации модели процесса зависит от числа факторов, дробности плана, цели исследования, адекватности и неадекватности модели, значимости и незначимости коэффициентов регрессии, информации о положении оптимума. Существует множество вариантов принятия решений после проведения 1-й серии опытов в эксперименте. Например, если линейная модель адекватна, а оптимальная область не достигнута, то проводят движение по градиенту.
Градиент функции имеет вид
' дх2 1 1 дх/г
где ------частная призводная по i-фактору; i, j, k — единич-
ные векторы в направлении координатных осей.
Частными производными уравнения являются коэффициенты регрессии. Следовательно, изменяя факторы пропорционально величинам коэффициентов регрессии, можно осуществить движение по градиенту, по самому короткому пути. Поэтому
сама процедура движения к оптиму- Рис. 29> Расчет координат точек му называется крутым восхожде- В направлении градиента нием. Технику расчета крутого вос-
хождения удобно рассматривать на однофакторном эксперименте (рис. 29).
В многофакторной задаче координаты точек в направлении градиента рассчитывают аналогично по каждому фактору. Если абсолютные величины bLJ умножить или разделить на любое
положительное число, то при этом получаются координаты точек, также расположенных на градиенте, но с другим шагом (точка В'). Движение по градиенту получается последовательным прибавлением к основному уровню факторов, величин, пропорциональных btJ. Шаги обычно округляют. Опыты представляют в натуральных переменных. Рассчитывают мысленные опыты и реализуют некоторые из них. Для адекватной модели реализуют опыты, выходящие за область эксперимента. Для неадекватной модели рекомендуются 1—2 опыта поставить в области эксперимента.
Крутое восхождение считается эффективным, если хотя бы один из реализованных опытов даст лучший результат по сравнению с наилучшим опытом серии. Условия опыта с лучшим значением параметра оптимизации принимают за основной уровень факторов в следующей серии опытов. Если в одном из реализован-
391
ных опытов достигнуты оптимальные условия, то эксперимент заканчивают. Если реализация 2—3 опытов не приводится к улучшению результатов, то движение по градиенту прекращают. В методе Бокса—Уильсона строго формализованные этапы (проведение опытов по матрице планирования, расчет коэффициентов регрессии, статистический анализ уравнения и т. д.) сочетаются с неформализованными этапами, когда экспериментатору приходится принимать интуитивные решения.
Эффективность достижения оптимума зависит от удачного выбора этих решений.
Расчеты в крутом восхождении. Обрабатывать результаты эксперимента обычно начивают с оценки и исключения резко выделяющихся наблюдений опыта, проведенного в одних условиях. Существует несколько способов оценки. Один из способов исключения выделяющегося наблюдения состоит в использовании размаха варьирования R, т. е.
где — выделяющееся значение; У2 — соседнее значение; R — размах варьирования, R = Утах — Ут1п.
Значение Q сравнивается с табличным значением для избранного уровня значимости и числа параллельных опытов. Если Qp > QT, то наблюдение может быть отнесено к грубым. Далее рассчитывают дисперсию воспроизводимости в каждом опыте:
4
1*2 (Уи1 У и)2
о2 _ 1
О// - « ,
“ Я— 1
где — дисперсия в каждом опыте; п — число параллельных опытов; yut — значение параметра оптимизации в t-ном параллельном опыте; уи — среднее значение параметра оптимизации в данном опыте.
Если число параллельных наблюдений для всех опытов одинаково, пх = п2 — nN, то гипотеза однородности дисперсий проверяется с помощью критерия Кохрена G:
о2 и max
и=1
Значения G-критерия для различных N и f *= п — 1 протабу-лированы.
Если Gp < GT, то гипотезу об однородности принимают. В случае однородности дисперсии определяют дисперсию вос-392
производимое™ всего эксперимента для равного числа параллельных наблюдений:
N
с2 (7,1 1
В случае разного числа параллельных наблюдений используют критерий Бартлета. Затем рассчитывают коэффициент регрессии и проводят оценку их значимости. Для расчета коэффициентов регрессии используют метод наименьших квадратов. Формулы для расчета коэффициентов регрессии:
N N N
У} х1иУи xiuxjuyu
Ь° =* = jv ’ bii = N ’
где xiu — значения фактора Xi в и-м опыте; уи — значения параметра оптимизации в том же опыте; N — число опытов в матрице.
Гипотеза о значимости коэффициентов регрессии проверяется с помощью критерия Стьюдента t.
Значения критерия t протабулированы.
Рассчитывают доверительный интервал и сравнивают с коэффициентами регрессии:
где
Если А6(> | Ьс |, то коэффициент не значим. После получения уравнения регрессии проводят проверку гипотезы адекватности по критерию Фишера „ ^«1»)
Для эксперимента с равным числом параллельных опытов N _
Ул (У и — У и)2
где т — число определяемых коэффициентов регрессии. Полученную величину критерия сравнивают с табличным F для выбранного уровня значимости и числа степеней свободы 7V — т для числителя и N (п — 1) для знаменателя. Если Fp< FT, то принимают гипотезу адекватности уравнения. После проверки адекватности уравнения проводят интерпретацию модели. Величина коэффициента регрессии показывает степень влияния фактора на параметр
393
оптимизации. Положительные коэффициенты регрессии приводят к увеличению параметра оптимизации, отрицательные — к уменьшению. Коэффициенты взаимодействия интерпретируются следующим образом: если коэффициент регрессии положителен, то одновременное увеличение или уменьшение факторов приводит к росту параметра оптимизации, если отрицателен — то к уменьшению параметра оптимизации.
Метод крутого восхождения нашел широкое распространение для .оптимизации многих задач в гальванотехнике приборостроения.
Рассмотрим некоторые из них.
Одной из актуальных задач в области гальванотехники является разработка условий получения покрытий с заданными свойствами. Многие эксплуатационные свойства покрытий определяются физико-механическими свойствами осадков. Поэтому исследования по изучению взаимосвязи физико-механических характеристик покрытий с основными параметрами процесса электроосаждения приобретают большое значение.
Основными физико-механическими характеристиками покрытий являются внутренние напряжения, износостойкость, твердость, сцепляемость и наводороживаемость осадков.
В работах Л. Л. Кравченко, Т. А. Гинберг, Чьеу Дык Хиен [8] метод Бокса — Уильсона применен для оптимизации процесса осаждения меди. При гальванопластическом наращивании толстых слоев меди большое значение приобретает возможность устранения образующихся в углах и краях катода наростов и получения мелкокристаллических осадков. Одним из путей решения указанной задачи является применение при электролизе не постоянного, а периодического тока. Однако в зависимости от соотношения параметров анодного и катодного токов качество и свойство покрытий могут существенно меняться. Необходимо выбрать оптимальное соотношение катодного и анодного периодов для получения мелкодисперсных ненапряженных осадков меди. Электролитическое наращивание меди проводилось в электролите состава, г/л:
CuSO4 ............. 180—250
H2SO4................. 45—70
Спирт этиловый . . 5—10
Процесс протекал при температуре 25° С.
В качестве независимых переменных рассматривались следующие факторы: хг — плотность тока, А/дм2; х2 — время катодного периода, с; х3 — время анодного периода, с.
Параметр оптимизации у — внутреннее напряжение в осадке, кг/см2.
Внутреннее напряжение в осадке определялось методом гибкого катода. Условия опытов, матрица планирования и результаты экспериментов приведены в табл. 121.
394
Таблица 121
Условия опытов Натуральные значения факторов У
xt х2 х3
Основной уровень 3,5 15 1,5 —
Интервал варьирования 1,0 5,0 0,5 —
Верхний уровень 4,5 20 2,0 —
Кодированные значения факторов
Матрица планирования — У
xt х2 х3
( 1 — — — 22,5
2 + — — 104,0
3 — + — 41,3
Номера 4 + + — 110,0
опытов 5 — — + 29,0
6 + — + 141,0
7 — + + 69,3
8 + + + 172,0
После обработки экспериментальных данных получены значения коэффициентов регрессии и ошибок в их определении.
= 86,3; S2{y\ = 188,6.
= 45,5;
= 11,9;
= 16,8.
ьо bl Ь% bi
Уравнение регрессии
Y = 86,3 ф- 45,5%! 4-1 1,9х3 ф- 16,8х3
адекватно представляет экспериментальные данные
Fp = 3,5 < FT = 19,3.
. Наибольшее влияние на величину внутренних напряжений оказывает фактор (плотность тока), причем с ростом хг внутренние напряжения возрастают. В прямой зависимости от времени прямого и обратного цикла находится также Y. Данные, полученные с помощью планирования эксперимента, использовались в дальнейшем с целью интенсификации процесса для совместного действия ультразвукового поля и реверсивного тока.
395
Проблема получения гальванопокрытий сплавами привлекает в последнее время большое внимание исследователей, так как их применение дает возможность получить специальные свойства осадков (жаростойкость, электропроводность, магнитные свойства). Получение сплавов заданного состава и свойств с помощью обычных приемов экспериментирования связано с большими трудностями, и поэтому для решения данных задач успешно используют метод Бокса—Уильсона.
В качестве примера уместно привести работу [5] по оптимизации условий катодного процесса при электроосаждении сплава Ni—Fe—Мо из сернокислых электролитов для введения в сплав максимально возможного количества Мо при заданном составе электролита. Электроосаждение производилось в ультразвуковом поле частотой 22 кГц при интенсивности ультразвука 1,2 Вт/см2. В качестве анода использовалась платиновая фольга.
В качестве независимых переменных выбраны факт'оры: хх — температура электролита, ° С; х2 — плотность тока, А/дм2; х3 — pH электролита.
Параметр оптимизации — у — содержание Мо в покрытиях.
После реализации ПФЭ 23 получено линейное адекватное уравнение регрессии
у = 3,5625 + 0,712хх — 1,387х2 + 0,537х3.
Уравнение показывает, что наибольшее влияние на содержание Мо в осадках оказывает х2 — величина плотности тока, при этом снижение х2 способствует увеличению у.
С целью получения оптимальных результатов параметра оптимизации в работе проведено крутое восхождение. Расчет и результаты движения по градиенту приведены в табл. 122.
Результаты первых двух опытов показали, что значения параметра оптимизации у = 9,3% и у = 14,6% примерно в 1,5—2 раза превышают максимальное содержание Мо в сплаве осажденном без планирования эксперимента. На основании проведенного ПФЭ 23 и трех опытов крутого восхождения были рекомендованы следующие технологические условия для осаждения сплава: t = 70,5° С, pH 2,5 DK = 10 А/дм2.
Планирование в «почти стационарной области» . Часть поверхности отклика вблизи оптимума называют «почти стационарной областью». Для описания области оптимума используется уравнение 2-го порядка. При подходе к оптимуму оычно реализуют вначале план 1-го порядка, и если линейная модель получилась неадекватной, то достраивают план для получения уравнения 2-го порядка. Боксом и Уильсоном было предложено центральное композиционное планирование (последовательное достраивание линейного плана).
Центральные композиционные ортогональные планы 2-го порядка (ОЦКП) получают путем добавления 2-k звездных точек типа:
396
T aJ> л и ц а 122
Условия планирования х\ X 2 X 3 уэ
Основной уровень . . . 50 20 2,3 —
bi — коэффициент регрессии J — интервал варьирования 4-0,7125 10 — 1,387 10 +0,537 0,2 —
biJ — шаг 7,125 — 13,87 0,1075 —
Изменение Х[ при изменении х± на 3,5 .... 3,5 —6,816 0,053 —
Округление шага .... 3,5 -5 0,1 —
Опыты в крутом восхождении: 1 63,5 15 2,4 9,3
2 70,5 10 2,5 14,6
3 77,5 5 2,6 Некачественное покрытие
±а, 0, . .. 0 '
0, ±а, .. 0
0, 0, .. ±а
и некоторого числа центральных точек п0 (О, О, •••> 0) к «ядру», образованному полным факторным экспериментом типа 2й или его репликой. Величина а — расстояние от центра плана, определяется числом факторов. Общее число точек в таких планах N = 2й ф- 2k -ф п0, где k— число факторов. Полная матрица планирования ортогонального плана для 2-х факторов приведена в табл. 123.
В табл. 123 столбцы 2 и 3 составляют исходную матрицу планирования. Остальные столбцы составляют элементы расчетной матрицы. Ортогональность вектор-столбца х0 и вектор-столбцов для квадратных членов
N
XQUXiU = 0
и—1
достигают путем преобразования
N
2 &
х? •= х| — — х?.
397
Таблица 123
Матрица ОЦКП для /г=2
Типы точек Номер эксперимента 1 2 3 4 1 5 6 7 1 8
х0 Xi х2 xtx2 X2 х2 Xj—2/3 х2-2/3
2к 1 + — — + + + 1/3 1/3
2 + — + — + + 1/3 1/3
. 3 + + — — + + 1/3 1/3
4 + ~ь + + + + 1/3 1/3
5 + + а 0 0 а2 0 1/3 —2/3
2-k 6 + —а 0 0 а2 0 1/3 —2/3
7 + 0 +а 0 0 а2 —2/3 1/3
8 + 0 — 0 0 а2 —2/3 1/3
п0 9 + 0 0 0 0 0 —2/3 —2/3
Ортогонализация соотношения
N
S = о
и—1
достигается путем выбора звездного плеча а (табл. 124).
Таблица 124
Характеристика планов Число факторов
2 3 4 5
Ядро плана 22 23 24 1/2 от 25
Число звездных точек 4 6 8 10
Точка в центре плана 1 1 1 1
Общее число точек . . 9 12 25 27
Величина а 1,000 1,215 1,414 1,547
Матрица независимых переменных для k = 2 позволяет рассчитать уравнение регрессии
Y by Ь]%1 “Ь Ц- ^22^2 “Н ^12^1^2 •
398
В результате введенного преобразования
У = Ьо + ^2^2 612^1-^2 ~h ^11 (*1 — %1) + ^22 (^2 — *2)
для представления результатов в обычной форме вычисляют
Ьо = Ь$ — burf — Ь22^2»
Благодаря ортогональности матрицы в ОЦКП коэффициенты регрессии и их ошибки определяют по формулам
N
S х‘иУ<1 <j2
ь,=-^---------; S’|60 = 4^.
S S
и=1 и=Л
Техника проверки адекватности уравнения аналогична статистическому анализу для линейной модели. В ОЦКП недостатком является то, что дисперсии коэффициентов регрессии не равны и значения дисперсий предсказанного значения зависимой переменной значительно отличаются в разных точках факторного пространства.
В 1957 г. Боксом и Хантером [12» были предложены ротатабельные планы 2-го порядка (РЦКП). Главное свойство этих планов — ротатабельность — равенство дисперсий предсказанного значения параметра оптимизации на равных расстояниях от центра эксперимента. «Ядро» планирования, как и для ортогональных планов, образует ПФЭ или его полуреплика. Величину Звездного плеча а устанавливают из условий, ротатабельности k fe-i
а ^2 4 или для 1/2 реплики а^2 4 . Число нулевых точек выбирают таким образом, чтобы сохранилось постоянное значение дисперсии предсказанного значения в окрестностях центра эксперимента (табл. 125). Это принцип униформпланирования.
Таблица 125
Характеристика планов Число факторов
2 3 4 5
Ядро плана 4 8 16 16 = 1/2 от 25
Число звездных точек 4 6 8 10
Число нулевых точек 5 6 7 6
Общее число опытов . . 13 20 31 32
Величина а 1,414 1,682 2,000 2,000
399
?Е = По — 1 •
Коэффициенты регрессии и их ошибки вычисляют методом регрессионного анализа (обычно) на ЭВМ. Для опенки адекватности модели вычисляют сумму квадратов
Sle = — Se,
где Sx — остаточная сумма квадратов; Se — сумма квадратов, связанная с нулевыми точками,
По
Se — Xi (Уои У о)2* и—1
Гипотезу адекватности проверяют по F-критерию
р Sle I . г дг (£ 4- 1) (£ 4- 2) ? . \
F~7ir/7F’ fLE~N----------------2--------(«о-D-
Если Fp < FJJle, ?Е,а), то уравнение адекватно. Недостатком ротатабельных планов является достаточно большое число опытов (особенно при k > 5) и дисперсии коэффициентов регрессии резко возрастают в точках, не захваченных планом.
За последние годы получили распространение планы 2-го порядка, разработанные на основе теории Кифера. В качестве критерия оптимальности предложены объем эллипсоида рассеяния оценок параметров, максимальная величина дисперсии предсказанного значения функции и т. д. Планы, минимизирующие объем эллипсоида рассеяния оценок параметров на множестве планов в заданной области, называются D-оптимальными. Непрерывные планы, построенные в соответствии с концепцией D-оптимальности, требуют до 1 тыс. опытов. Непрерывный план с некоторым округлением представляет план, близкий к D-опти-мальному. Оказалось, что эти планы (план типа В, план Хартли и др.) помимо хороших статистических свойств имеют меньшее число точек по сравнению с ротатабельными (табл. 126).
Планы типа В; построены на кубах i-й размерности с равным числом наблюдений в вершинах куба и центрах (t —1)-мерных граней. Планы Хартли Haf построены с помощью регулярных реплик ПФЭ с добавлением звездных точек и нулевой точки.
Расчет коэффициентов регрессии и статистический анализ уравнения проводят с помощью ЭВМ по программе регрессионного анализа.
Полученное уравнение регрессии, например для К = 2:
Y = b0 -|~ -ф- &2^2 “I- ~|~ ^22*2 ^12^Л
представляют в каноническом виде y-ys = Bnxl + B22xl
где Ys — значение параметра оптимизации в особой точке; Вц, В22— канонические коэффициенты; Хь Х2 — переменные канонической формы.
400
Таблица 126
Планы Характеристика планов 2-го порядка
К (Х'Х) ^ср ^тах
D-оптимальный — 0,22-10-4 11,1 15
В4 24 0,80-10-5 8,5 18,5
На4 4 17 0,10-10-’ 17,1 118,6
Ортогональный 25 0,18-10-В * 10 * * * * 13,2 66,5
Ротатабельный 31 0,18-Ю’16 * 36,5 267,2
D-оптимальный — 0,03- io-6 15,5 21
В5 5 42 0,68-10-’ 14,1 342
На6 27 0,17-10-’ 11,0 27,4
Ортогональный 43 0,40-10-18 25,1 149,2
Ротатабельный 52 0,28-10-28 89,3 692,4
Примечание. N — число опытов; (Х'Х) — определитель информационной матрицы; ^ср— стандартизованная средняя дисперсия предсказанного значения регрессионной функции; t/max — максимальная дисперсия предсказанного значения регрессионной функции.
В зависимости от величины и знаков канонических коэффициентов, а также от положения особой точки относительно центра эксперимента различают три типа поверхности отклика: экстремум, минимакс, возрастающее возвышение. В зависимости от типа поверхности используют экспериментальный или расчетный пути
поиска экстремума.
Приведем несколько примеров применения планирования 2-го порядка при описании процессов гальванотехники в приборострое-
нии.
Вангели [7] при изучении микротвердости электролитического железа исследовал влияние 15 факторов. При достижении оптимальной области с одновременным отсеиванием незначимых факторов использовался метод крутого восхождения дробного факторного эксперимента (реплики 215"11, 27"4). Значимыми оказались факторы:
хх — рабочая плотность тока;
х2 — кислотность электролита;
х3 — температура электролита;
х4 — начальная катодная плотность тока.
Для описания «стационарной области» был использован план В4. В результате расчетов на ЭВМ «Минск-22» и оценки значимости коэффициентов по t-критерию получена математическая мо-
26 п/ред. Гинберга А. М. 401
дель 2-го порядка, описывающая изменение микротвердости железных покрытий в зависимости от условий электролиза:
Y = 369,692 + 24,052xi + 5,504х2 + 11,089х? - 71,64х3 +
+ 4,5000x4 + 70,541x1 - 13,087xi+.
Статистический анализ показал, что уравнение регрессии адекватно описывает процесс:
Fp = 0,835; FT (0,05; 9,5) = 4,78.
Полученная полиноминальная модель была преобразована в каноническую форму:
Y - 359,929 = — 11,64X1 - 2,431X1 + 71,09X1 - 7,06X1.
Из уравнения видно, что поверхность принадлежит к типу «минимакс», так как коэффициенты при X2 имеют разные знаки, а центр фигуры находится в области эксперимента. При этом коэффициенты при XJ, Х|, Х^ имеют отрицательный знак, т. е. любое изменение от центральной точки в любом направлении по осям Хх, Х2, Х4 вызывает уменьшение микротвердости покрытия. Оптимальным следут считать такое состояние, когда Хх = 0, Х2 = о, Х4 = 0.
В результате модель приобретает вид
7 = 359,929 + 71,09X1.
Оптимальные условия устанавливали расчетным путем (Y = = 600 кг/мм2) и проверяли экспериментально. Расчетные и экспериментальные значения микротвердости совпадают в пределах ошибки опыта.
Р. Н. Володина и др. при исследовании процесса осаждения серебра с наложением ультразвукового поля применили композиционный ортогональный план 2-го порядка (табл. 127). Параметр оптимизации Y — пористость покрытия. Независимые факторы: хг — концентрация серебра в электролите; х2 — катодная плотность тока; х3 — удельная плотность ультразвуковых колебаний.
Ошибка эксперимента
S { у } = 1,07 пор/см2.
Математическая модель процесса
Y = 2,57X1 + 3,19x1 + 3,48x1 - 1,16xi - 3,42х2.
После преобразования в каноническую форму уравнение имеет вид
7- 1,04 = 2,57X1+ 3,14X2+ 1,48X1.
402
Таблица 127
Типы точек Матрица планирования и результаты эксперимента
Номер эксперимента Факторы
х0 *1 х2 Х3
1 + + + — 1,16
2 + — — — 9,83
3 + — + 10,33
4 + — + + 2,83
2k 5 + 4- — 7,33
6 + — + — 4,33
7 + + + + 1,17
8 + — — + 8,0
9 + 1,215 0 0 1,83
10 + — 1,215 0 0 8,17
11 + 0 1,215 0 1,67
2-k 12 + 0 —1,215 0 11,0
13 + 0 0 1,215 4,33
14 + 0 0 — 1,215 1,0
n0 15 + 0 0 0 1,83
Найден оптимальный состав электролита и режим электролиза. В результате контрольного эксперимента при оптимальных условиях получено практически беспористое серебряное покрытие (0,67 пор на 1 см2 при толщине покрытия 5 мкм).
ОТСЕИВАЮЩИЕ ЭКСПЕРИМЕНТЫ
При оптимизации процессов необходимо рассматривать все возможно влияющие факторы. Изменение неучтенных факторов приводит к искажению результатов. Иногда «подозреваемых» факторов перед проведением эксперимента может быть довольно много. Существуют специальные экспериментальные методы для отсеивания факторов (метод случайного баланса и др.). В тех случаях, когда исследователь на основании поисковых экспериментов располагает информацией о влиянии факторов на процесс, на первом этапе для уточнения влияния факторов можно использовать дробный факторный эксперимент или дисперсионный анализ. Для выделения существенных факторов еще до проведения
26* 403
эксперимента целесообразно использовать априорные сведения (метод априорного ранжирования).
При сравнительно большом числе факторов (k 7) отсеивающие эксперименты являются обязательными, так как они позволяют исключить из дальнейшего изучения ряд незначимых факторов уже на первом этапе работы, а следовательно, могут упростить существенно задачи.
МЕТОД АПРИОРНОГО РАНЖИРОВАНИЯ
(ПСИХОЛОГИЧЕСКИЙ ЭКСПЕРИМЕНТ)
Данный метод используют для выделения значимых факторов. С его помощью возможно учитывать коллективное мнение специалистов. При этом широкому кругу специалистов, работающих в той области, в которой проводят исследования, предлагают расположить факторы в порядке убывания степени их влияния на параметр оптимизации (проранжировать).
Результаты опроса представляют в виде матрицы рангов (табл. 128).
Таблица 128
Матрица рангов
Исследователи Факторы
xi Ч Xk
1 2 а11 ^12 а21 а22 . . . aki
т 7Z1 а2 . . . ak
т Сумма рангов 7=1 — . . . —
j Отклонение суммы рангов каждого фактора от средней суммы т km j У i ttijlk /=1 7=1 /=1 — — . . . —
Сумма квадратов отклонений k 5=2 (A/)2 1 — — . . . —
Чем меньше сумма рангов данного фактора, тем более высокое место занимает он в средней ранжировке.
404
Согласованность мнений исследователей оценивается коэффициентом конкордации
__ 123
/и2 (k3 — k) 9
где т — число исследователей; k — число факторов.
При наличии «связанных» рангов коэффициент конкордации рассчитывают по формуле
3
-^-mk
где tj — j-e — число одинаковых рангов в i-м ранжировании.
Значения со протабулированы.
Значимость коэффициента конкордации можно проверить с помощью %2-критерия (при k > 7):
= 1) со;
для «связанных» рангов
2 5
-------------j—
^mk(k + \)---—
12 1 ' т — 1
Если > %2 [табл. 129 (f = k — 1)], то коэффициент конкордации значим. Это позволяет построить среднюю априорную диаграмму рангов.
С помощью /-критерия проверяется гипотеза о неравномерном распределении.
Принятие решения об отсеивании некоторых факторов зависит от вида диаграммы.
При рассмотрении диаграммы различают следующие случаи: распределение неравномерное, убывание влияния факторов быстрое, экспоненциальное (часть факторов, имеющих наибольшие суммы рангов, отсеивается и не включается в эксперимент); распределение неравномерное, убывание влияния факторов медленное (рекомендуется все факторы включать в эксперимент); распределение равномерное (все факторы включаются в эксперимент).
Известно применение метода априорного ранжирования в гальванотехнике приборостроения.
В работе [7 J по исследованию сцепляемости электролитических железных покрытий изучалось влияние 26 факторов (качественных и количественных):
xt — начальная плотность катодного тока, А/дм2;
х2 — температура электролита, °C;
х3 — кислотность электролита, pH;
— концентрация основной соли, г/л;
Таблица 129
Матрица рангов
Исследователи и их расчетные данные Факторы
Xi Х2 Хз Х4 Хе Хе Х7 Хе X» Хю Хи Х12 Х1з
I 3 2 1 14 22 6 12 21 4 11 9 7 8
II 1 2 3 8 26 5 21 22 7 ' 13 11 12 16
III 3 4 1 8 23 12 25 26 10 9 13 5 6
IV 3 18 20 23 25 26 6 19 15 5 1,5 1,5 4
V 4 3 5 18 20 6 15 8 16 22 21 1 19
VI 7 6 14 16 25 4,5 8 18 9 22 3 1,5 4,5
VII 2 1 6 13 26 19 18 17 10 16 11 7 9
VIII 4 3 9 17 25 12 13 15 11 18 16 8 7
IX 3 4 5 6 21 22 23 24 25 7 8 9 10
X 7 8 9 10 23 22 17,5 24 17,5 2 4 1 12
XI 2 1 10 18 19 21 12 11 9 8 7 4 20
XII 6 2 7 12 22 13 10 11 9 8 5 4 21
XIII 1 2 3 20 24 19 18 17 5 16 15 14 4
XIV 7 8 9 11 23 12 13 15 14 6 5 2 10
XV 11 12 13 14 17 16 20 18 19 10 3 2 15
XVI 6 5 7 18 23 19 21 21 21 4 2 1 10
XVII 5,5 5,5 7 9 9 9 12 12 12 14,5 14,5 4 26
XVIII 2,5 2,5 2,5 2,5 13,5 13,5 11 11 11 8 7 6 5
XIX 5,5 5,5 7,5 22 22 22 19 19 19 2,5 2,5 2,5 7,5
XX 1,5 1,5 3,5 16 17,5 17,5 20 20 20 15 14 5 3,5
S °ч 85 96 142,5 275,5 426 296,5 314,5 349 262,5 217 172,5 97,5 217,5
А/ — 185 — 174 —127,5 5,5 156 26,5 44,5 79 —7,5 —53 —97,5 —172,5 —52,5
34 225 30 276 16 256,25 30,5 24 336 702,25 1 980,25 6 241 56,25 2 809 9 506,25 229 756,26 2 756,25
Продолжение табл. 129
Матрица рангов
Исследователи и их расчетные данные Факторы
Х14 Х1Б Xie Х1 7 Х18 Х1» Хго Х21 Х22 Х23 Х24 Х25 Хгв
I 10 5 24 16 20 15 13 17 26 25 18 23 19
II 9 4 14 17 10 15 25 6 24 23 18 20 19
III 11 2 15 16 24 17 18 21 22 7 19 20 14
IV 8 9 7 24 22 12 21 10 11 13 14 16 17
V 9 2 7 12 25 23 26 24 10 14 17 13 И
VI 15 1,5 23 20 21 19 24 17 11 10 12 13 26
VII 5 3 23 15 25 12 24 14 8 4 20 21 22
VIII 6 1 23 20 21 22 24 19 5 2 26 14 11
IX 11 12 13 14 15 16 17 20 1 2 18 19 26
X 3 5 20 16 25 11 21 13 14 6 26 15 19
X1 5 3 22 13 23 14 15 16 17 6 24 25 26
XII 3 1 23 14 15 16 17 19 18 20 24 25 26
XIII 7 6 21 11 26 10 12 9 13 8 25 23 22
XIV 3 1 16 17 25 18 19 20 21 4 24 22 26
XV 4 1 21 9 25 8 7 6 24 5 26 23 22
XVI 9 3 16 15 24 14 13 12 8 11 25 26 17
XVII 2 2 25 17 19 17 17 21 20 2 22 23 24
XVIII 26 9 25 15 16 17,5 17,5 20 21 19 24 23 22
XIX 9,5 2,5 16 15 17 13,5 13,5 12 11 9,5 26 25 24
XX 7,5 6 25 13 24 11 11 11 9 7,5 26 23 22
2 аЧ 163 79 379 309 422 301 355 307 294 198 434 412 415
Д,- — 107 — 191 109 39 152 31 85 37 24 —72 164 142 145
О 11 449 36 481 11 881 1 521 23 104 961 7 225 1 369 576 5 184 26 896 20 164 21 025
х5 — неорганические добавки; хв — органические добавки;
х7 — реверсирование тока;
х8 — интенсивность ультразвука, Вт/см2;
х9 — значение синусоидального тока, А/дм2;
х10 — шероховатость поверхности;
Хц — обезжиривание;
х12 — плотность тока при электрохимическом травлении, А/дм2; х13 — выдержка без тока, с;
О Г
х14 — материал подложки;
х15 — время анодной обработки, с;
х1в — скорость перемещения электролита, см/с; х17 — внутренние напряжения, кгс/мм2;
100
200
300
х18 — толщина осажденного слоя, мкм;
х19 — наводораживание осадков, мл/100 г;
х20 — старение осадков, ч;
х21 — последующая термическая обработка, °C;
х22 — скорость изменения плотности тока, А/дм2-мин;
х23 — дефекты структуры покрытия и подложки, в одном см2;
х24 — температура ванн анодной обработки, °C;
х25 — анион электролита;
х2б — концентрация металлокерамических добавок, г/л.
““h-. В ранжировке участвова-
ло 20 специалистов. Матрица
-1 рангов приведена в табл. 129.
"L Степень согласованности мне-
Факторы
Рис. 30. Диаграмма рангов
ний специалистов оценива-лась с помощью коэффициентов конкордации:
l/12m2(fe3 — k) — т Ti 1 326 767
“ 1/12-202(26» — 26) — 20-36
= 0,559.
Значимость коэффициента конкордации проверялась по критериям = 279,55; X? = 11,5.
Если > х?> т0 коэффициент конкордации значим и можно построить диаграмму рангов (рис. 30). Диаграмма рангов показывает, что распределение неравномерное и убывание влияния факторов — немонотонное. В этом случае авторами работы были отсеяны несколько факторов и выделены для дальнейших исследований факторы х15, xlt х2, х12, х3, хп, х1ъ х20, х10.
МЕТОД СЛУЧАЙНОГО БАЛАНСА
Метод случайного баланса основан на том, что если все факторы, влияющие на параметр оптимизации, расположить в . порядке убывания вносимого ими вклада в дисперсию параметра 408
оптимизации, то получается ранжировочный ряд с убыванием экспоненциального типа. Если воспроизвести приблизительно с помощью небольшого числа опытов этот ранжировочный ряд, то можно выделить незначимые эффекты, которые относятся к шумовому полю, и несколько существенных эффектов, которые следует учитывать в дальнейшей работе. В методе случайного баланса предполагается, что модель объекта является линейной, а часть эффектов относится к шумовому полю:
k—i i
У — Ьо + 2 btXi 4- а и а = У c,zz е, i=i г=1
где k — общее число эффектов; I — число эффектов, отнесенных к шумовому полю; k — I — число значимых эффектов; е — ошибка опыта.
С помощью метода регрессионного анализа можно оценить значимые эффекты на шумовом поле, созданном /-эффектами по их вкладу в дисперсию 52{а}.
При методе случайного баланса работу выполняют следующим образом: сначала по матрице случайного баланса ведут эксперимент с небольшим числом опытов и строят диаграмму рассеяния, а затем эффекты, отобранные с помощью диаграмм рассеяния визуально, уточняют посредством вычислений, известных из обычного дисперсионного анализа.
Построению матрицы случайного баланса предшествуют кодирование факторов и выбор уровней их варьирования по правилам, принятым во всех методах планирования эксперимента. Чаще всего факторы варьируют на 2-х уровнях (4-1, —1), но возможно и большее число уровней.
Для построения матрицы случайного баланса используют случайный механизм. Число опытов в матрице выбирают с расчетом, чтобы оно было кратным двум и превышало (k 4-1)» гДе k — число факторов. Матрицу можно строить двумя путеми: случайное распределение уровней по столбцам с помощью таблиц случайных чисел и случайное смешивание регулярных дробных реплик факторного эксперимента. Второй путь — наиболее распространен. При смешивании дробных реплик можно применять полуреплики. Факторы распределяют по столбцам таким образом, чтобы в 1-й части матрицы были наиболее существенные факторы. Матрица пригодна, если в ней нет полностью закоррелированных столбцов, и не должно быть столбцов, скалярное произведение которых на любой другой столбец дает столбцы с одинаковыми знаками. Обработка результатов случайного баланса может быть с помощью ручного счета или машинного алгоритма.
При обработке данных вручную их анализируют с помощью диаграммы рассеяния результатов по отдельным эффектам. Число исходных диаграмм рассеяния равно числу факторов. Для верхнего и нижнего уровней каждого фактора наносят точки, соответ-
409
ствующие результатам эксперимента. Значимые эффекты выделяют визуально по расстоянию между медианами и числу выделяющихся точек.
Эффекты, выделенные визуально, оценивают количественно с помощью вспомогательных таблиц с несколькими входами (см. табл. 130).
В табл. 130 помещают результаты эксперимента, соответствующие комбинациям уровней факторов. В каждой клетке рассчитывается среднее арифметическое значение у. Значения выделенных эффектов:
Данные Т а б для оценки эффектов л и ц а 130 Дхо = • 2 2 ’ линейных _ У1 + У2 — Уз~У4
х3 л +х2 С2 Значимость коэффициентов per- рессии проверяется с помощью t-кри-~*2 терпя:
+ *з —х3 У1 Уз »2 °Р ' п1 У4 где Sw — остаточная квадратичная ошибка с числом степеней свободы
f = ^гц—4, рассчитывается из рассеяния результатов относительно средних по клеткам; rij — число наблюдений в /-й клетке таблицы.
После выделения 2—3 эффектов результаты корректируют. Для этого всем значениям параметра оптимизации, которые соответствуют верхнему уровню выделенного эффекта, прибавляют его значения с обратным знаком. После снятия значимых эффектов параметра оптимизации опять строят диаграммы рассеяния для выделения следующих эффектов, учитывая также и эффекты взаимодействия; момент прекращения отсеивания эффектов оценивается с помощью критерия Фишера
F =
<?2
°ср s*{y} ’
где Sep — дисперсия результатов опыта относительно среднего арифметического этих результатов; S2jу\ — дисперсия, подсчитанная по результатам нескольких параллельных опытов в центре эксперимента.
Незначительность F-критерия позволяет принять гипотезу об остаточном рассеянии, определяемом только ошибкой опыта.
Имеется несколько работ по применению метода случайного баланса в гальванотехнике приборостроения.
В одной из работ метод случайного баланса использовался при оптимизации процесса электроосаждения хрома в ультра-410
звуковом поле. Исследования проводились в ультразвуковом поле из тетрахроматного электролита при температуре электролита от 15 до 50° С. Электролит имел следующий состав, г/л: хромовый ангидрид 75—100, серная] кислота 0,5—6,0, едкий натр 10—80, сахар 1—4. Для того чтобы полностью охарактеризовать процесс электроосаждения хрома, учитывая его эффективность и качество получаемых покрытий, были выбраны и параметры оптимизации:
— выход хрома по току, %;
у2 — наводораживаемость покрытий, см2/100 г осадка;
Уз — внутреннее напряжение, кгс/мм2;
у± — микротвердость осадков, кгс/мм2.
Независимыми переменными служили:
Xi — концентрация серной кислоты, г/л;
х2 — концентрация хромового ангидрида, г/л;
х.з — плотность тока, А/дм2;
х4 — интенсивность ультразвукового поля, г/см2;
х5 — температура электролита, °C;
хб — концентрация едкого натра, г/л;
х7 — концентрация сахара, г/л.
Условия, матрица планирования и результаты эксперимента приведены в табл. 131, 132.
Таблица 131
Условия эксперимента Xt х2 Х3 Х4, Хь хл х7
Основной уровень 2 375 140 0,8 30 45 2,5
Интервал варьирования 1,5 125 100 0,6 15 35 1,5
Верхний уровень 3,5 500 240 1,4 45 80 4,0
Нижний уровень 0,5 250 40 0,2 15 10 1,0
Математическая обработка экспериментальных данных по методу случайного баланса позволила оценить значимость основных эффектов взаимодействия для каждого параметра оптимизации. Во всех случаях были выделены визуально эффекты, рассчитаны их количественные оценки и значения критерия Стьюдента для этих оценок. Результаты количественной оценки выделенных эффектов для всех приведены в табл. 133. Значения
/а = 0,05\
\ [ = 12 / = 2’18'
Оказалось, что на ylt выход хрома по току, влияют все 7 факторов: хг — х,; на у2, наводораживаемость покрытий, влияют шесть факторов: х,—х4, х6, х7, а на у3— внутренние напряжения осадков, влияют 4 фактора: х1( х3—х-а.
Таблица 132
В случае изучения влияния факторов на у4 (микротвердость осадков) значимыми факторами оказались факторы: х3 — плотность тока и х4 — интенсивность ультразвукового поля.
В настоящее время методы математической статистики успешно применяют при оптимизации многих частных задач в процессах гальванотехники приборостроения. Осаждение сплавов заданного состава, осаждение металлических покрытий с заданными свойствами, получение специальных магнитных покрытий, осаждение блестящих покрытий, повышение износостойкости покрытий, снижение наводораживания металлов и сплавов и другие процессы оптимизированы при помощи этих методов. Кроме описанных примеров существует ряд актуальных задач в гальванотехнике, в которых применение методов планирования эксперимента может быть эффективным.
1. Исследование процесса хромирования с целью выяснения возможности повышения выхода по току, который в стандартных электролитах при осаждении качественных осадков обычно не превышает 13%.
412
Таблица 133
Этапы Эффекты, выделенные визуально Численные
значения эффектов
I х2 *4 — 11 11,25 3,93 4,02
II *2*4 *3*4 —5,81 6,06 2,71 2,94
У1 III *1*6 *4*5 —4,52 4,63 2,79 2,86
IV *2*7 —2,92 — 2,63 —
I *3*1 10,62 3,62 2,54 7,46
II *4 *2*3 2,62 2,12 2,76 2,24
Уг III *4*6 *2*7 — 1,80 1,63 2,20 2,22
IV *2 *1*3 — 1,37 1,27 2,31 1,20
I *3*4 8,5 —7,25 3,71 3,2
Уз II *5 *3*4 5,06 -6,98 3,18 4,37
III *1 4,58 — 4,83 —
I *3*4 — 400 216 27,58 14,90
У* II *3*4 — 202 — 17,65 —
2. Улучшение рассеивающей способности в процессе электроосаждения и анодного растворения металлов. Равномерное распределение тока во время электроосаждения на катоде, при электрокопировании, травлении, оксидировании на аноде является сложной многофакторной задачей, при решении которой обычные классические методы эксперимента оказались неэффективными.
3. Электроосаждение блестящих защитно-декоративных покрытий с одновременным выравниванием покрываемой шероховатой поверхности. Основными факторами, влияющими на сглаживание поверхности при электроосаждении металлов, оказывают специальные органические добавки. К одной из задач при получении покрытий с выравниванием поверхности можно отнести определение состава электролита данного типа с целью обеспечения максимального выравнивания и максимального блеска.
Представляет также интерес изучение влияния добавок на другие свойства полученных покрытий (пористость, твердость, пластичность и т. п.) для их последующей оптимизации.
4. Процессы электроосаждения металлов с использованием нестационарных электрических режимов и, в частности, оптимизация свойств гальванических покрытий, осаждаемых реверсив-
413
ным током, который получил наибольшее распространение в промышленности.
5. Интенсификация процессов гальванотехники при использовании ультразвуковых колебаний. При электроосаждении в ультразвуковом поле на скорость процесса и свойства покрытий помимо обычных факторов оказывают влияние параметры ультразвукового поля. Нахождение оптимального режима должно обеспечить максимальную скорость процесса, улучшить свойства покрытий.
Значительный интерес представляет изучение совместного влияния на электроосаждение металлов реверсирования тока и ультразвукового поля.
Приведенные примеры, естественно, могут только иллюстрировать широкие возможности, открывающиеся при применении математического планирования эксперимента в гальванотехнике. Более подробно эти вопросы освещены в специальной литературе.
СПИСОК ЛИТЕРАТУРЫ
&
1. Адлер Ю. П. Введение в планирование эксперимента. М., «Металлургия»» 1969. 58 с. ‘
2. Адлер Ю. П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных решений. М., «Наука», 1971, с. 15.
3. Гинберг А. М., Грановский Ю. В. и др. Об использовании метода Бокса— Уильсона при подборе оптимальных условий электроосаждения. — «Защита металлов», 1965, т. 1, № 6.
4. Гинберг А. М., Грановский Ю. В., Федотова Н. Я., Колмуцкий В. С. Оптимизация технологических процессов в гальванотехнике. М., «Машиностроение», 1972, с. 61, 95, 102.
5. Гинберг Т. А. и др. Оптимизация процессов электроосаждения железоникелевых сплавов. — «Защита металлов», 1967, т. 3, № 2, с. 37.
6. Гинберг X. М., Ваграмян А. Т., Федотова Н. Я* — «Электрохимия», 1967. № 9.
7. Интенсификация и оптимизация химических и электрохимических процессов в приборостроении. Материалы конференции МДНТП им. Дзержинского. М., 1971, с. 31, 16, 60, 85, 104, 22.
8. Материалы конференции «Интенсификация и оптимизация химических и электрохимических процессов в приборостроении». НТО приборостроения. М., 1973, с. 72, 76.
9. Калмуцкий В. С., Корякин В. В. К вопросу математического описания процесса наводороживания электролитических железных покрытий. — В сб.: Наводороживание металлов и борьба с водородной хрупкостью. М., МДНТП, 1968, с. 18.
10. Налимов В. В., Чернова Н. А. Статистические методы планирования экстремальных экспериментов. М., «Наука», 1965, с. 20.
11. Налимов В. В. — В сб.: Планирование эксперимента. М., «Наука», 1966, с. 12.
12. Новые идеи в планировании эксперимента. Под ред. В- В. Налимова. М-, «Наука», 1969, с. 29.
13. Петров Ю- Н-, Гинберг А. М. и др. Износостойкость и субмикроструктура электролитического железа, полученного в ультразвуковом поле. — «Электронная обработка металлов», 1968, № 3, с. 28.
ГЛАВА XX
КОНТРОЛЬ КАЧЕСТВА И МЕТОДЫ ИСПЫТАНИЯ ПОКРЫТИЙ
Покрытия, полученные гальваническим, химическим или анодным методами, должны отвечать ряду требований.
Покрытия характеризуют по внешнему виду, толщине, прочности сцепления, пористости, защитным и специальным свойствам. Для контроля качества покрытия от каждой партии деталей отбирают пробы в количестве 0,1—1,0%, но не менее 3 шт.
При контроле покрытий по внешнему виду детали осматривают невооруженным глазом при освещенности не менее 300 лк или с помощью оптических приборов (например, луп ЛИ-3 и ЛИ-4). Внешний вид покрытия характеризуют (для защитно-декоративных покрытий) блеском и, если необходимо, отражательной способностью. Поверхность блестящих покрытий должна быть однородной. Важной характеристикой является цвет покрытия, особенно для некоторых покрытий сплавами и окисных покрытий на алюминии, а также для хроматированных цинковых и кадмиевых покрытий.
В некоторых случаях допустимо отсутствие покрытия на отдельных участках детали, например на местах контакта деталей с подвеской, в порах, раковинах и других дефектах литья, в паяных и сварных соединениях, а также на посадочных местах точных деталей, зубьях шестерен и т. п.
КОНТРОЛЬ ТОЛЩИНЫ И КАЧЕСТВА ПОКРЫТИЙ
Основной характеристикой покрытия, определяющей его качество, является толщина. Контроль толщины покрытия производят химическими и физическими методами. К химическим методам контроля относят методы струи, капли и снятия. Химические методы контроля, рекомендуемые ГОСТ 16875—71, основаны на эффекте растворения покрытия под действием струи реагента, вытекающей с определенной скоростью или периодически подаваемых на поверхность капель реагента. Относительная погрешность контроля методом струи ~10'% и около 30% для метода капли.
415
Эти методы применяют для измерения местной толщины однослойных и многослойных покрытий. Для определения средней толщины покрытия используют метод снятия.
Толщину покрытия определяют, исходя из времени, затраченного на растворение покрытия при струйно-периодических методах, либо по объему реагента, израсходованного на растворение покрытия при струйно-объемном методе контроля, а также по числу капель реагента, затраченных на растворение покрытия при капельном методе. (
Метод снятия основан на растворении покрытия в реагенте, который не действует на основной металл детали, или растворении материала детали без разрушения материала покрытия. Этими методами может быть определена толщина цинкового, кадмиевого, медного, никелевого, хромового и серебряного покрытий.
Методы капли, струйно-объемный и струйно-периодический не применяют для определения толщины покрытий золотом, палладием, родием и их сплавами. Для этого используют метод снятия, в котором металл основы и подложки растворяют в разбавленной азотной кислоте. От образца отрезают часть с общей площадью покрытия порядка 1 см2 при толщине покрытия менее 2 мкм и 0,5 см2 — при толщине более 2 мкм. После измерения площади покрытия на отрезанном образце последний растворяют в азотной кислоте (уд. вес 1,2). После полного растворения основного металла и материала подслоя содержимое стакана фильтруют, промывают водой и высушивают вместе с фильтром и взвешивают. Толщину покрытия определяют по формуле
ad
где W — масса покрытия, мг; а — площадь покрытия растворенной части образца, см2; d — плотность покрытия, г/см3.
При расчете толщины покрытия сплавом на основе золота используют данные плотности соответствующего сплава, полученного металлургическим способом.
Для определения толщины золота в очень тонком покрытии используют метод спектрофотометрического анализа.
К недостаткам струйно-периодического метода контроля следует отнести ограниченность его применения (в зависимости от габаритных размеров и конфигурации деталей).
Недостатком капельного метода является большая относительная погрешность измерения, которая особенно проявляется при определении толщины серебряного покрытия.
Общим недостатком всех химических методов контроля можно считать отсутствие универсального реагента для растворения покрытий.
Промышленностью серийно выпускаются приборы АСТ-1, КТ-1 и КТ-2, в которых использован метод измерения изменения потенциала при электрохимическохм растворении по-416
крытия. Эти приборы предназначены для контроля толщины покрытия серебром, хромом, никелем, цинком, сплавов на основе олова, многослойных покрытий медь-никель-хром на магнитной и немагнитной основе.
Предел измерения от 0 до 100 мкм. Погрешность измерения 5—7%; диаметр измеряемого участка не менее 6 мм; радиус кривизны не менее 15 мм.
В промышленности для контроля толщины покрытий широко используют физические методы, которые можно классифицировать на неразрушающие и разрушающие. К неразрушающим методам контроля относят магнитный, электромагнитный, радиоактивный метод и метод вихревых токов. Магнитный метод основан на изменении величины магнитного поля постоянного магнита, вызываемого наличием на пути немагнитного слоя или слоя, обладающего меньшей, чем основной металл, магнитной проницаемостью.
Толщину гальванического покрытия определяют по изменению силы отрыва постоянного магнита от поверхности детали, а при электромагнитном методе по изменению магнитного потока в цепи преобразователя.
Следует отметить, что между толщиной покрытия и изменением магнитной характеристики прибора нет прямой зависимости, поэтому на практике точность определения толщины покрытия зависит в большей степени от точности изготовления эталонов сравнения.
Большое влияние на величину погрешности при измерениях толщины оказывают состав и структура основного металла и покрытия. Магнитные методы контроля применяют для определения толщины магнитных и немагнитных металлических и неметаллических неорганических покрытий на магнитной основе.
На этом методе основаны толщиномеры МИП-10, ИТП-200, ЭМКП-4. Первый из упомянутых приборов определяет толщину немагнитных покрытий (хром, цинк, кадмий, лакокрасочные, эмалевые) на ферромагнитной основе.
Технические характеристики прибора МИП-10
Диапазоны измерений, мкм.................................0—16, 10—75,
60—280, 250—3000
Погрешность измерения, %................................. 10—15%
от измеряемой величины
Локальность датчика для измерения малогабаритных деталей, мм 5 Питание прибора (автономное), В .............................. 12
Габаритные размеры, мм.................................... 300X 135X260
Масса, кг................................................ 6
Фазовые индуктивные толщиномеры типа ИТГП-1 и ЭТГП-1 выпускает Минский радиозавод им. 50-летия КПБ. Прибор ИТГП-1 А предназначен для контроля толщины цинковых, кадмиевых и никелевых покрытий в диапазоне от 0 до 30 млм и оло-
27 п/ред. Гинберга А. М.
417
вянных покрытий от 0 до 50 мкм на ферромагнитной основе. Прибор ИТГП-1Б предназначен для контроля толщины медных и серебряных покрытий от 0 до 50 мкм. Прибор ИТГП-1В предназначен для контроля толщины медных и серебряных покрытий на деталях из немагнитных материалов.
Приборы типа ИТГП-1 просты в работе. Датчик приборов выполнен в виде карандаша с рабочей поверхностью 1,5x2 мм; допустимый угол отклонения датчика от вертикали к контролируемой поверхности 15—20°. При работе с широкой номенклатурой покрытий и малым объемом выпускаемой продукции целесообразно применять более универсальный электромагнитный толщиномер ЭТПГ-1, предназначенный для неразрушающего контроля толщины медных, серебряных, цинковых, кадмиевых, никелевых и других покрытий на деталях из ферромагнитных материалов в диапазоне от 0 до 60 мкм. Погрешность прибора не превышает 0,5 мкм ± 5 измеряемой толщины.
Для измерения толщины изоляционных покрытий (окисных, керамических) на немагнитных металлах используют прибор ТПН-1МУ; основанный на использовании вихревых токов и позволяющий измерять покрытия при толщине от 5 до 300 мкм. Погрешность измерений до 50 мкм не превышает 6%, свыше 50 мкм — 4 %.
Питание прибора осуществляют от сети переменного тока 220 В, 50 Гц; габаритные размеры прибора 300x190x250 мм; масса — 8 кг.
Наиболее универсальными являются радиоактивные приборы, принцип действия которых основан на измерении интенсивности отраженного p-излучения. В приборах, работающих на этом принципе, источником p-излучения служат радиоактивные изотопы. Такие приборы позволяют определить малые толщины покрытия на деталях любых размеров и форм, при этом для материала основного металла существует одно ограничение: его атомный номер должен более чем на две единицы отличаться от атомного номера материала Р-излучателя. В приборе БТП-3 в качестве излучателя использован изотоп стронция Sr90 с активностью 0,5 мКи.
Металлографический метод контроля применяют для исследовательских целей и контрольных работ, так как при его использовании необходимо применение специального металлографического оборудования.
В соответствии с ГОСТ 16875—71 измерение толщины покрытия до 20 мкм производят при 500—1000-кратном увеличении, а при толщине покрытия свыше 20 мкм — при 200-кратном увеличении.
Весовой метод контроля, широко применяемый в промышленности, основан на определении массы покрытия путем взвешивания образца до и после нанесения покрытия.
Для контроля толщины твердых покрытий применяют метод прямого измерения размеров изделия до и после нанесения по-418
крытия. Измерения производят с точностью до 0,004 мм с помощью микрометров, индикаторов и т. п.
Прочность сцепления покрытия с основной является главным параметром, по которому судят о надежности покрытия.
На практике применяют качественные методы проверки прочности сцепления покрытия с основным металлом, такие, как полирование, крацевание, нагрев, нанесение сетки царапин, метод изгиба, метод навивки. При проверке пробой на изгиб деталь с покрытием или образец изгибают под углом 180° заданное количество раз на оправке определенного радиуса, величина которого зависит от толщины материала.
Качество сцепления устанавливают по легкости отслаивания покрытия от основания.
Для проверки сцепления мягких покрытий с алюминием, титаном и другими металлами используют метод крацевания. Деталь крацуют латунными щетками с диаметром проволоки 0,1—0,3 мм в течение 15—20 с. После крацевания на контролируемой поверхности не должно наблюдаться вздутия или отслаивания покрытия.
Наилучшие результаты по качеству сцепления, как правило, получают при испытании методом нагрева. В промышленности его применяют как неразрушающий метод 100%-ного контроля сцепления химического никелевого и серебряного покрытий с титаном, алюминием, сталью и другими металлами. Эта операция одновременно может привести к удалению водорода из покрытия, снижению хрупкости и повышению сцепления между покрытием и основанием за счет образования сплава. Поры и микротрещины в покрытии оказывают большое влияние на качество покрытия и их контроль является одной из основных характеристик.
Для определения пористости используют электрохимические и химические методы. При электрохимическом методе контроля цинковых, кадмиевых и оловянных покрытий тщательно очищенную деталь погружают в качестве анода в электролит. Катодом служит пластинка из свинца. Кадмиевые и цинковые покрытия обрабатывают в растворе состава, г/л.
Желтая кровяная соль . . 40
Сернокислый натрий ... 2
Напряжение на электродах 4 ± 0,4 В; время обработки цинковых покрытий 5 мин, кадмиевых — 1,5—2 мин. Для контроля оловянных покрытий используют электролит состава, г/л:
Красная кровяная соль . . 10
Сернокислый натрий . . . “ 10
Напряжение на электродах 4 ± 0,4 В; время обработки 5 мин.
В местах пор после обработки появляются синие пятна.
27* 419
К химическим методам контроля пористости покрытий относят также методы паст и наложения фильтровальной бумаги, основанные на взаимодействии основного металла или подслоя с реагентом в местах пор с образованием окрашенных соединений. Составы паст, рекомендуемых ГОСТ 16875—71, приведены в табл. 134.
Таблица 134
Основной металл Покрытие Компоненты пасты Признаки окончания определения
Сталь Все виды покрытий а — а-дипиридил или о-фенантролин, соляная кислота, двуокись титана Красное окрашивание
Медь и ее сплавы Все виды покрытий, кроме цинкового и кадмиевого Состав № 1 Дифенилкарбазид Кислота уксусная Аммоний надсернокислый Глицерин Двуокись титана Красно-коричневое окрашивание
Состав №2 Кадион 11 (динатриевая соль п-нитродиазоаминоазо-бензолдисульфокислоты) Аммиак Аммоний Двуокись титана Красное окрашивание
Цинк и его сплавы Все виды покрытий Дифенилтиокарбазид Едкий натр Пропиловый или этиловый спирт Двуокись титана Розово-лиловое окрашивание
Алюминий и его сплавы Все виды покрытий Алюминон (аммониевая соль ауринтрикарбоновой кислоты) Перекись водорода Двуокись титана Розовое окрашивание
Примечание. Состав № 1 не применим для определения пористости оловянных покрытий и покрытий его сплавами.
Метод паст является более универсальным. Метод наложения фильтровальной бумаги может быть применен только для катодных металлических покрытий на стали, меди и ее сплавах. Растворы для определения пор хромового, никелевого и оловянного покрытий приведены также в ГОСТ 16875—71.
МЕТОДЫ КОРРОЗИОННЫХ ИСПЫТАНИЙ
Для оценки коррозионной стойкости покрытий, являющейся наиболее важной характеристикой, проводят натурные или ускоренные испытания. При проведении ускоренных испытаний невозможно воссоздать все климатические факторы той или иной климатической зоны, поэтому ограничиваются воздействием температуры, влажности, движения воздуха, агрессивных реагентов (морской соли, сернистого газа).
Условия ускоренных испытаний выбирают в зависимости от условий эксплуатации деталей, при этом покрытия подвергаются воздействию более жестких климатических факторов, чем в естественных условиях.
Для получения сопоставимых результатов на методы ускоренных испытаний металлических и неметаллических покрытий разработан ГОСТ 9.012—73, в соответствии с которым, в зависимости от предполагаемых условий эксплуатации, изделия подвергают испытаниям по одному из шести методов, приведенных в табл. 135 и 136.
Таблица 135
Предполагаемые условия испытаний
Повышенное значение относительной влажности воздуха и температуры без конденсации влаги .................
Повышенное значение относительной влажности воздуха и температуры с периодической конденсацией [влаги
Повышенное значение относительной влажности воздуха, температуры и воздействие сернистого газа без конденсации влаги .........................................
Повышенное значение относительной влажности воздуха, температуры и воздействие сернистого газа с периодической конденсацией влаги ...........................
Воздействие соляного тумана .........................
Переменное погружение в электролит...................
Условные обозначения метода
А
Б
В
Г д Е
Важным этапом в проведении коррозионных испытаний является выбор критерия оценки коррозионного поражения. Критериями могут служить следующие изменения: внешнего вида, массы, оптических свойств, глубины очагов коррозии, механических свойств, а также время до появления первых очагов.
При этом следует учитывать, что возможна коррозия основного материала.
Оценку коррозионной стойкости покрытий производят по очагам коррозии самого покрытия, а защитную способность — по очагам коррозии основного металла.
421
Таблица 136
Режимы ускоренных испытаний для различных
климатических районов
Методы испытаний Параметры режима испытаний тропического
умеренного
и холодного сухого влажного
А и В Температура, °C 40±2 40±2 55±2
Относительная влажность воздуха, % 95±3 90±3 95±3
Б и Г Температура, °C 40±2 40±2 55±2
1-я часть Относительная влажность 95±3 90±3 95±3
цикла без конденса- воздуха, 0%
ции влаги Продолжительность, ч 16 16 8
2-я часть Температура образцов *
цикла с конденса- Температура в камере 40±2 40±2 55±2
цией влаги Относительная влажность воздуха, % 95±3 90±3 95±3
Продолжительность, ч 8 8 16
д* Температура, °C , 27±2 —— 27±2
Относительная влажность, % Не норми- — Не норми-
руется руется
Е * Температура электролита, °C 22±4 — 22±4
* На 3—5° С ниже, чем в 1 й части цикла.
В соответствии с ГОСТ 17332—71 различают следующие виды коррозионных поражений: точечное поражение — коррозионный очаг размером до 1,5 мм; коррозия пятнами — коррозионный очаг размером более 1,5 мм и вздутия покрытия.
Для оценки коррозионной стойкости при точечном поражении введен частотный показатель коррозии, который выражает отношение величины поверхности ^точечными поражениями к величине оцениваемой поверхности образца.
Частотный показатель коррозии С в процентах вычисляют по формуле
__ п-100 у >
где п — число квадратов, имеющих один и более коррозионных очагов; N — общее число квадратов на поверхности образца.
422
В США принята 10-балльная система оценки коррозионной стойкости декоративных покрытий, которая основана также на процентной оценке дефектной площади (табл. 137).
Таблица 137
Наименование Баллы оценки
10 9 8 7 6
Площадь пораженной поверхности, % . . . . 0 0,0—0,1 0,1-0,25 0,25—0,5 0,5—1,0
Наименование Баллы оценки
5 4 3 2 1 0
Площадь пораженной поверхности, % . 1,0—2,5 2,5—5,0 5,0— 10,0 10,0— 25,0 25,0— 50,0 50,0— 100,0
Для получения более правильной оценки к таблице прилагают фотографии образцов с точечной коррозией, соответствующие определенному оценочному баллу.
При оценке коррозионной стойкости по изменению массы необходимо осторожно удалить загрязнения и продукты коррозии с поверхности. При этом рекомендуется использовать метод, дающий наименьшую потерю покрытия при контрольном опыте. Продолжительность испытаний устанавливают в зависимости от вида, назначения, защитной способности и толщины покрытия — от нескольких суток до месяцев.
Для испытаний применяют камеры искусственного климата. В зависимости от назначения покрытий в камерах должна поддерживаться температура от —70 до 4-120°С. Как правило, камеры изготавливают с регулировкой температуры в более узком диапазоне от —20 до 4-55° С.
Широкое применение нашла камера (тепла и влаги) КТВ-0,16—155. Камера автоматизирована. Ее полезный объем 0,16 м3. Пределы рабочих температур, получаемых в камере от 25° С до 155° С. Точность поддержания температуры до 100° С ± 2° от 100° до 155° ± 5° С.
Предел получения относительной влажности до 100%. Точность поддержания и равномерность распределения относительной влажности в полном объеме ±3%. Время получения относительной влажности 100%—5% от относительной влажности окружающей среды не более 40 мин. Потребляемая мощность 6 кВт. Питание осуществляется от сети переменного тока 380 В, 50 Гц.
423
Для проведения испытаний на воздействие соляного тумана применяются специальные камеры КСТ-1, КСТ-1М с автоматическим регулированием температуры и аэрозоля солевого тумана.
Полезный объем камеры 1 м®. Рабочая температура камеры от 18 до 60° С. Время получения необходимой температуры не более 30 мин. Точность получения необходимой и поддержания заданной температуры ±2° С. Водность соляного тумана 2— 3 г/м3. Дисперсность частиц соляного тумана 1—2 мкм. Получение соляного тумана в течение 15 мин при температуре 27 ± 2° С через каждые 45 мин.
Натурные климатические испытания покрытий, проводимые на коррозионных станциях, позволяют более точно определить характер коррозионного поражения и срок службы покрытия в определенной климатической зоне.
Коррозионные станции могут быть наземными, морскими плавающими и прибрежными. Образцы на коррозионных станциях размещаются на специальных стендах.
При проведении натурных коррозионных испытаний очень важно систематически регистрировать основные метеорологические характеристики и составлять месячные и ежегодные обзоры годового измерения температуры, относительной влажности, продолжительности и интенсивности солнечного сияния, количества осадков, а также продолжительности смачивания образцов.
ГОСТ 17332—71 устанавливает условия натурных испытаний металлов и покрытий. Для получения всесторонней характеристики покрытия образцы рекомендуется размещать одновременно на нескольких коррозионных станциях, расположенных в различных климатических зонах. При этом устанавливается минимальное количество образцов на один съем — 5 шт., минимальный срок натурных испытаний образцов с покрытиями 2 года.
Длительные и систематические натурные коррозионные испытания позволяют получить сравнительные характеристики коррозионной стойкости покрытий и дать более точные рекомендации по их применению для различных климатических зон, а также установить минимальную величину толщины покрытий, обеспечивающую расчетный срок эксплуатации изделий. На скорость коррозии большое влияние оказывают следующие основные метеорологические факторы: влажность воздуха, температура, длительность нахождения фазовой пленки влаги на поверхности металла, химический состав атмосферы, ее загрязненность агентами SO, и NaCl.
Результаты ускоренных испытаний могут быть использованы для прогнозирования коррозионного поведения покрытий при эксплуатации только в том случае, если учитывались основные факторы, определяющие скорость коррозии в данных природных условиях.
424
Представляет интерес работа*, в которой авторы попытались получить количественную оценку коррозионного эффекта расчетным путем на основании ускоренных камерных испытаний и известных метеорологических характеристик районов и сравнить ее с данными, полученными ранее при натурных испытаниях.
Исходя из общего уравнения коррозионного эффекта
= /СаТа + /СфТф,
где М — коррозионный эффект; Ха и — скорость коррозии металла под адсорбционными и фазовыми пленками влаги в условиях «чистой» (сельской) атмосферы; та и тф — время существования адсорбционных и фазовых слоев влаги на поверхности металла в открытой атмосфере, а также учитывая загрязненность атмосферы агрессивными примесями и допуская в первом приближении линейную зависимость скорости коррозии от концентрации газов, было получено следующее уравнение:
М = Ка + а [с] (та - Тф) + (КфЬ [с] Тф),
где а и b — коэффициенты ускорения коррозии примесями, содержащимися в воздухе; [с J — концентрация агрессивных примесей.
Величины Ка, Кф, а и b определялись в результате ускоренных испытаний.
Результаты ускоренных испытаний и наблюдаемой в естественных условиях коррозии цинка, кадмия и алюминия приведены в табл. 138. Эти данные были получены при соблюдении следующих режимов:
влажность 95%, в температурном интервале от -ф5 до 4-40° С (для определения Ка);
влажность 95% в температурном интервале от 4-5 до 4-40° С при содержании сернистого газа постоянно поддерживаемой концентрации от 1 до 5 мг/м3 (для нахождения a SO2);
влажность 95 % в температурном интервале от 4-5 до 4-40° С при содержании хлоридов от 5 до 50 мг/м3 в сутки (для нахождения а С1);
испытания проводились над постоянно возобновляемыми слоями влаги в интервале температур от 4-5 до 4-30° С (для определения Кф).
Все виды испытаний проводились до установления стационарного режима коррозии (постоянная скорость коррозии).
Из табл. 138 следует, что результаты, полученные при натурных и ускоренных испытаниях, относительно коррелируются и возможно определенное прогнозирование коррозионного поведения покрытий в естественных условиях на основании
* Шувахина Л. А. и др. Научные основы ускоренных испытаний металлов на атмосферную коррозию — В сб.: Натурные и ускоренные коррозионные испытания. МДНТП, 1972. 163 с.
425
Таблица 138
Район испытаний металлов Условия испытания Периоды испытания, ч Концентрация агрессивных примесей, мг/м3 Скорость коррозии, г/м2 за 1 год
Цинк Кадмий Алюминий
та ТФ SO2 Cl при ускоренных испытаниях в естественных условиях при ускоренных испытаниях в естественных условиях при ускоренных испыта- ниях в естественных условиях
Тропический район (100 км от залива Бабко) а 2200 4000 — 1—2 12,6 15—20 11,0 10—12 1,9 2,8
ж — 6200 — 0,51 4,5 — 2,0 — 0,46 —
Прибрежный тропический район (15 км от залива Бабко) а 3100 2900 — 3—2 16,6 18—20 14,8 10—12 2,6 3,2
ж — 6000 — 1—2 6,7 — 3,2 — 0,9 —
Прибрежный субтропический (0,2 км от Черного мо-ря) а 2200 2400 — 2—3 12,2 8,5—11 10,8 10—17 1,9 0,4—0,7
ж — 3400 — 0,5—1 2,4 3,5 1,1 6,1—6,3 0,26 0,7—1,2
Прибрежный северный (на Баренцевом море) а 2000 1450 — 10—12 16,9 13—24 12,6 12,5 2,8 5,3-9,2
ж — 3450 — 5—8 13,7 8—16 6,7 6,0—8,5 2,3 3,9—4,8
Сельский район средней полосы а 3000 800 0,15 — 11,8 7—15,5 12,4 8,6—11 — 0,16—0,2
ж — 3800 0,015 — 3,2 4,5—6,2 1,8 8,0—12,2 — —
Промышленный район средней полосы а 1300 1800 0,15 — 15,6 11,7—16 13,9 41—57 — 0,45
ж | 3100 1 0,15 — 1 18,6 6,7—13 1 14,8 | 14—20 1 - 1 0,12
Примечание, а — открытая атмосфера; ж — жалюзная будка.
результатов ускоренных камерных испытаний. ГОСТ 9040—74 рекомендует данный метод для ускоренного определения коррозионных потерь в зависимости от коррозионной агрессивности среды.
СПИСОК ЛИТЕРАТУРЫ
1. Рубин А. Л., Пахомов В. Г. Фазовые электромагнитные приборы для контроля толщины гальванических покрытий на деталях из ферромагнитных сплавов. — В сб.: «Промышленное применение электромагнитных методов контроля», М-, МДНТП, 1974, с. 109—114.
2. Хамелин Д. Д., Ганеев А. К., Верещагин В. И* Прибор для измерения толщины металлических покрытий. — В сб.: «Механизация и автоматизация производства». М., 1975, № 4.
3. Корсаков В- В., Рождественский С. М- К вопросу о контроле никелевых покрытий магнитным методом. — В сб.: «Промышленное применение электромагнитных методов контроля». М- МДНТП, 1974, с. 189.
4. Голубев А. И., Кадыров М. X. Прогнозирование коррозии металлов в атмосферных условиях. — В сб.: «Передовой научно-технический и производственный опыт». М-, ГОСИНТИ, 1967.
5. Шувахина Л- А. и-др. Научные основы ускоренных испытаний металлов на атмосферную коррозию. — В сб.: «Натурные и ускоренные коррозионные испытания». М., МДНТП, 1972, 162 с.
ГЛАВА XXI
НОРМИРОВАНИЕ РАБОТ И МАТЕРИАЛОВ В ЦЕХАХ ГАЛЬВАНОПОКРЫТИЙ
НОРМИРОВАНИЕ РАБОТ В ЦЕХАХ ГАЛЬВАНОПОКРЫТИЙ
Снижение затрат времени на производство изделий, повышение производительности труда — вот главные проблемы технического нормирования. Решение этих проблем возможно за счет усовершенствования технологического процесса, вскрытия резервов производства и ликвидации потерь рабочего времени. В результате изучения затрат рабочего времени устанавливают техническую норму времени и на этой основе, в соответствии с тарифными условиями, устанавливают обоснованную оплату труда.
Методика нормирования работ в цехах гальванических покрытий имеет ряд особенностей, вытекающих из специфики данного производства.
Процесс гальванического покрытия может быть расчленен на партионные и штучные операции.
Партионными называют операции, при которых партию деталей обрабатывают одновременно.
К партионным операциям относят:
подготовительные операции перед нанесением гальванических покрытий (обезжиривание, травление, декапирование, промывка и т. п.);
загрузку и выгрузку деталей из ванны, колокола, барабана, сетки;
активное наблюдение за процессом;
заключительные операции после гальванического покрытия (промывка, нейтрализация, осветление, сушка, лакировка и т. п.).
Продолжительность выполнения партионных операций по группам (размерам) поверхностей деталей для данного вида покрытия является постоянной, меняется только количество одновременно обрабатываемых деталей в зависимости от их размеров.
Штучными называют операции, при которых каждую деталь обрабатывают отдельно, независимо от количества их в партии.
К штучным операциям относят:
428
разнообразные виды монтажа и демонтажа деталей на приспособления (рамка, «елка» и др.) и навязка на проволоку;
изоляцию поверхности детали, не подлежащей покрытию;
промывку или протирку деталей венской известью (для отдельных видов покрытий);
крацевание деталей после гальванопокрытий и др.
Продолжительность штучных операций зависит от размера и сложности конфигурации деталей.
Активное наблюдение рабочего за ходом технологического процесса в зависимости от вида покрытий и режима обработки колеблется в пределах 3—5% от технологического времени выдержки детали в ванне.
В цехах покрытий приборостроения организация работ может быть следующей:
1) все операции, выполняемые до покрытия и после покрытия — монтаж деталей, подготовка к покрытиям, активное наблюдение и демонтаж — производятся одним рабочим;
2) наиболее трудоемкие ручные операции производятся специальными рабочими раздельно: монтаж, демонтаж, изоляция деталей; в этом случае рабочие специализируются, приобретают определенные навыки и достигают высокой производительности труда.
Общие организационно-технические условия нормирования учитывают необходимость: полной исправности оборудования и приспособлений; доставку деталей, а также чертежей, технологических карт и нарядов на рабочее место вспомогательным персоналом.
Нормирование штучных операций производят по формуле тш = топ (1 4- -Aj-) 100 мин.
Расчет неполного штучного времени на партионные операции производят по формуле
1.,-4(1+тУ1о»™.
где Тш — штучное время на операцию, мин; Тшн — неполное штучное время на партионные операции, мин; Топ — оперативное время (основное плюс вспомогательное), мин; п — число деталей в партии, шт.; а — затраты подготовительно-заключительного времени, времени на обслуживание рабочего места, отдых и естественные надобности, % от оперативного времени.
Основное (технологическое) время на партионные операции рассчитывают по формуле
- Т0К
Т01 = -^-мин,
где Т01 — время активного наблюдения рабочего за процессом покрытия, мин; То — технологическое время нахождения детали
429
в банке, мин; К — коэффициент, учитывающий активное наблюдение за процессом покрытий; п — число деталей в партии, шт.
Нормативы неполного штучного времени по видам покрытий рассчитывают по группам поверхностей в зависимости от их состояния на наиболее трудоемкий технологический процесс покрытий. При необходимости для других видов покрытий принимают соответствующие коэффициенты.
Нормативы неполного штучного времени на химические процессы покрытий (например, воронение, оксидирование латуни и т. п.) рассчитывают применительно к оборудованию каждого предприятия.
Расчет нормы штучного времени на деталь в соответствии с технологическим процессом покрытия производят по формуле
> Тш2, . . . ,
где Тш — норма штучного времени на данный вид покрытия, мин; Тщп — неполное штучное время, мин; ТШ1 и т. п. — время на штучные операции, встречающиеся в данном технологическом процессе, мин.
В тех случаях, когда по технологическому процессу не предусмотрены штучные операции, нормативы на неполное штучное время являются одновременно нормой штучного времени. К таким операциям могут быть отнесены: промывка деталей венской известью, крацевание, цапонирование, протирка ветошью.
Нормативы на монтаж, демонтаж и изоляцию являются нормой штучного времени.
Расчет норм штучного времени гальванических покрытий для деталей, обрабатываемых в сетках, колоколах, барабанах, производят по формуле
•*111 = Лин + ('1П1
Т ) 1 шп/>
В этом случае штучные операции отсутствуют. Рассмотрим примеры расчета норм штучного времени.
Пример 1. Рассчитать норму штучного времени на лужение стальных деталей, имеющих на поверхности пленку окислов. Размер детали 40x30 мм с отверстием 0 5 мм.
По состоянию поверхности детали должны быть обработаны по технологическому процессу, в котором все операции, кроме монтажа, являются партионными.
Расчет нормы штучного времени производят по формуле:
Тш = Т’шн +
Неполное штучное время Тшн для партионных операций данного размера деталей на 100 шт. деталей будет равно 2,86 мин. Поправочный коэффициент 0,9.
Отсюда
Тшн = -^- = 0,025 мин.
430
Штучное время монтажа на приспособление (рамку) детали площадью 12 см2 с отверстием 0 5 мм на 100 шт. равно 3,2 мин или на 1 шт. 0,032 мин.
Норма штучного времени равняется сумме двух найденных величин:
Тш = 0,025 + 0,032 = 0,057 мин.
Пример 2. Рассчитать норму штучного времени на цинкование в колоколе 2 кг стальных гаек Л16, имеющих на поверхности пленку окислов и масляные жировые загрязнения.
Расчет производят по формуле
Тш = -2- ( 1 + -j-QQ-) мин.
Оперативное время Топ будет равно 4,41 мин; затраты на подготовительно-заключительное время, время на обслуживание рабочего места, отдых и личные надобности (а) будет равно 13.
Количество деталей в 2 кг при массе одной гайки 1,96 г будет
2000 . лоп
П = -г-пс = 1020 шт.
1 ,Уо
Расчет производят по формуле:
отсюда штучное время составит
^ш== 1020 0 ’^’Тоо’ ) =0>0049 мин.
Расчет нормы штучного времени на покрытие деталей в барабанах и на сетках производят аналогично.
НОРМИРОВАНИЕ ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ РАБОТ
В гл. I.I приведены данные последовательности обработки деталей в зависимости от природы металла, состояния его поверхности и сложности конфигурации. В табл. 17 установлено количество переходов декоративного шлифования и полирования деталей.
Нормативы времени шлифовально-полировальных работ включают:
основное машинно-ручное время То. При ручной подаче изделий для машинной обработки их поверхности учитывают скорость, зависящую от квалификации рабочего и соответствующих навыков;
вспомогательное время Тв. При шлифовально-полировальных работах оно складывается из времени на перемещение изделий с рабочего стола к шлифовально-полировальному кругу, на пере
431
нос обработанных изделий в тару или в другое специально предназначенное место.
Время на организационное и техническое обслуживание рабочего места. Суммарное время на организационное и техническое обслуживание рабочего места, время на отдых и личные надобности устанавливают в процентах к оперативному времени. Оно составляет 14% (9% —время технического организационного обслуживания рабочего места; 5% — время на отдых и личные надобности рабочего).
Обычно наладку оборудования и подготовку приспособлений производит сам рабочий, поэтому подготовительно-заключительное время нормируется отдельно от штучного времени.
Затраты времени на подготовку к обработке новой партии изделий складываются из следующих элементов подготовительнозаключительного времени, мин:
получение наряда и сдача готовых изделий — 3 мин;
установка и снятие круга; наладка круга и станка, подготовка к работе — 3 мин.
Нормы штучного времени Тт находятся в прямой зависимости от группы сложности обрабатываемых изделий.
Норма штучного времени может быть рассчитана по следующей формуле, мин:
^ш = (Го+Гв)(1
где Тш — норма штучного времени, мин; То — норма основного времени, мин; Тв — норма вспомогательного времени, мин; /( — время на организационное и техническое обслуживание рабочего места в % к оперативному времени (То + Тв).
НОРМИРОВАНИЕ МАТЕРИАЛОВ В ЦЕХАХ ГАЛЬВАНОПОКРЫТИЙ
Нормой расхода материалов называют максимально допустимый расход их на изготовление единицы готовой продукции установленного качества с учетом повышения уровня техники, совершенствования технологии и организации производства.
Нормы расхода материалов должны быть прогрессивными, технически и экономически обоснованными, соответствовать запланированному снижению удельных затрат материалов в результате улучшения организационно-технических условий производства.
Нормы расхода материалов должны предусматривать освоение новой техники, внедрение совершенной технологии, передовой организации и опыта производства и подкрепляться организационно-техническими мероприятиями.
Нормы расхода материалов должны периодически пересматриваться в установленном порядке с учетом применения передовых методов обработки изделий, внедрения новых материалов.
432
Нормы расхода материалов для электрохимических и химических покрытий устанавливают расчетно-аналитическим, опытнопроизводственным, а в некоторых случаях статистическим методами. Нормы, установленные статистическим методом, следует заменять технически обоснованными.
В цехах гальванопокрытий нормируют металлы для анодов и химикаты, а также материалы, применяемые для шлифовальнополировальной отделки поверхности изделий.
Исходными данными для расчета норм расхода материалов служат: конструкторская и технологическая документации, а также ГОСТы и ТУ.
Нормы расхода материалов для гальванических покрытий устанавливают расчетным методом.
Нормы расхода растворимых анодов устанавливают, исходя из толщины покрытий (мкм), а нерастворимых анодов — независимо от толщины покрытий, за исключением анодов для твердого хромирования, для которых норматив принимают, исходя из толщины покрытий (мкм).
Нормы расхода химикатов, кроме цианистого натрия и хромового ангидрида при хромировании, устанавливают независимо от толщины покрытий, но с учетом сложности конфигурации деталей.
В нормы расхода материалов не включают материалы для изготовления оборудования, технологической оснастки (подвесок, приспособлений, штанг, фильтров для очистки растворов и др.), а также спецодежду и материалы для хозяйственных нужд.
На период освоения опытного образца изделия устанавливают временные нормы расхода материалов на основании утвержденных норм расхода материалов на аналогичное изделие. Эти нормы умножают на коэффициент приравнивания, равный отношению поверхностей покрытия данного изделия к аналогичному (базовому), или путем расчета с определением поверхности покрытия укрупненным методом, а именно:
для всех деталей, независимо от их конфигурации, применяют нормы расхода материалов по второй группе сложности (детали средней конфигурации);
поверхности покрытий определяют укрупненно по группам конструктивно подобных деталей (штампованных, точеных, крепежных и др.), исходя из средних соотношений между массой и поверхностью деталей различных конфигураций и размеров.
Базовое изделие (аналог) и коэффициент приравнивания устанавливают главный конструктор или главный технолог предприятия. При запуске нового оборудования потребность анодов и химикатов устанавливают расчетом. При разработке новых рецептур нормы расхода химикатов устанавливают опытным путем.
Расчет норм расхода растворимых анодов. Норматив расхода растворимых анодов на единицу поверхности покрытия (1 м2) при толщине слоя 1 мкм устанавливают, исходя из чистой массы по-
28 п/ред. Гинберга А. М. 433
крытия, технологических потерь и отходов и рассчитывают по формуле
Д п ( 1 I flnoT I QOTX \ Я \ 1 т 100 + 100 Г
где А — норматив расхода растворимого анода, г/м2, на 1 мкм слоя покрытия; q0 — чистая масса покрытия, г; апот — норматив потерь, % от чистой массы покрытия; аотх — норматив отходов, % от чистой массы покрытия.
Чистую массу покрытия единицы поверхности (м2) рассчитывают по формуле
<7 о = Sty,
где q0 — чистая масса покрытия, г; S — поверхность покрытия, 1м2;/ — средняя толщина слоя покрытия, 1 мкм; у — плотность металла покрытия, 10s кг/м3.
Таким образом, чистая плотность 1 м2 покрытия при толщине слоя 1 мкм численно, равна плотности металла покрытия, т. е. Чо = ?•
Технологические потери и отходы включают:
потери на шламообразование, составляющие в среднем 3% чистой массы покрытия;
отходы — неиспользованные остатки («обсоски»), составляющие примерно 3% от чистой массы покрытия.
Всего технологические потери и отходы составляют ~6% от чистой массы покрытия.
Таким образом, норму расхода растворимых анодов на единицу поверхности расчитывают по формуле
Ар = у 4-0,06 = 1,06у,
где Ар — норматив растворимого анода, г/м2, на 1 мкм слоя покрытия; у — плотность металла покрытия, 10s кг/м3.
В случае применения анодов из сплавов различных металлов плотность сплава подсчитывают по формуле
д = lOOViYa с «1Уг 4- п2ух ’
где Ас — плотность сплава, г/см3; ух и у2 — плотность металлов, входящих в сплав, 103 кг/м3; пг и п2 — процентное содержание в сплаве соответствующих металлов.
Норму расхода растворимых анодов на изделие (деталь) рассчитывают по формуле
А„ = Лр5/,
где А„ — норма расхода растворимых анодов на изделие, г; Ар — норма расхода растворимых анодов, г/см2 на 1 мкм толщины покрытия; S — поверхность покрытия, м2; t — средняя толщина покрытия, мкм.
434
Среднюю толщину принимают как полусумму наибольшей и наименьшей толщин в соответствии с установленными допусками по технологическому процессу.
В случае механического и электрохимического полирования толщину каждого слоя покрытия увеличивают на 2 — 3 мкм.
При расчете норм расхода анодов (растворимых и нерастворимых) поверхность покрытия принимают равной поверхности покрываемой части детали и неизолированной части подвески или контактов в колоколах и барабанах. Участки погружаемой поверхности детали, не подлежащие покрытию, должны быть изолированы, и в расчет норм расхода их не включают.
Поверхность неизолированной части подвески в среднем не должна превышать 8% покрываемой поверхности деталей. Поверхность контактов в колоколах или барабанах не должна превышать 2% покрываемой поверхности деталей. В тех случаях, когда в силу конструктивной или технологической необходимости неизолированная поверхность подвески будет больше предусмотренной, увеличение норм расхода материалов необходимо обосновать технико-экономическим расчетом.
Расчет норм расхода драгоценных металлов производят по инструкции, утвержденной Госпланохм СССР от 30 мая 1964 г.
Расчет норм расхода нерастворимых анодов (катодов). Норму расхода нерастворимых анодов (катодов) на единицу поверхности покрытия (м2) устанавливают, исходя из технологических потерь и отходов (шламообразование и др.).
Расчет норматива расхода нерастворимых анодов (катодов) производят по формуле
л = (Т1 + Гг) Ю00
11 К2Фв-60
где Ан — норматив расхода нерастворимых анодов (катодов); Kt— коэффициент сменяемости анодов (катодов) в год; S — отношение анодной (катодной) поверхности к катодной (анодной); t — принятая для расчета толщина анода (катода), мм; у — плотность материала анода (катода), 103 кг/м3; Тг — продолжительность процесса, мин; Т2 — продолжительность загрузки и выгрузки, мин;
К2 — коэффициент загрузки оборудования; Фв — годовой фонд времени работы оборудования, ч.
Исходные данные для расчета норм расхода нерастворимых анодов см. в табл. 139. Норму расхода нерастворимых анодов (катодов) на изделие рассчитывают по формулам:
А = AaSt (для твердого и молочного хромирования);
А — AHS (для других процессов),
где А — норма расхода нерастворимых анодов на изделие, г; Аи — норматив расхода нерастворимых анодов, г/м2; S — поверхность покрытия, м2; t — толщина покрытия, мкм.
28* 435
Таблица 13d
Показатели Данные для расчета норм расхода
Вид покрытия или обработки
Декоративное хромирование Твердое хромирование Анодирование алюминия Электро -полирование никеля Электролитическая обработка в щелочных электролитах
Материал анода (катода) Свинец Свинец Свинец Свинец Сталь декапи-
Отношение анодной поверхности к катодной 1 : 1 1 : 1 2 : 1 3 : 1 рованная или сталь нержавеющая 1 : 1
Коэффициент сменяемости анодов (катодов) в год Ki . . 2 2 0,5 1 2 — для стали
Принятая толщина анода (катода) /, мм 8 8 3 4 декапированной; 0,1 — для нержавеющей стали 4
Годовой фонд времени работы оборудования при двухсменной работе, ч 4015 4015 4015 4015 4015
Коэффициент загрузки оборудования к2 0,85 0,85 0,85 0,85 0,85
Плотность тока, А/дм2 20 40 1,25 35 5-8
Расчет норм расхода анодов на запуск оборудования
Расход растворимых и нерастворимых анодов (катодов) для запуска нового оборудования устанавливают по формуле
р__KiKztilhiy_0,48nlhty
Г “ 1000 1000 ’
где Р — расход анодов на запуск оборудования, кг; Ki — коэффициент, учитывающий суммарную ширину анодов по отношению к длине ванны; Ki — принимают равным 0,6; К2 — коэффициент, учитывающий длину анодов к глубине ванны; К2 — принимают равным 0,8; п — число анодных штанг; I — длина ванны, см; h — глубина ванны; см; t — толщина анода, см; у — плотность металла анода, 103 кг/м3.
436
Расчет норм расхода химикатов. Нормы расхода химикатов на химические и электрохимические процессы включают количество материалов, необходимых для образования покрытия, с учетом технологических потерь на унос электролита деталями, унос в атмосферу при вентиляции, на фильтрацию, корректирование и смену раствора (электролита).
Норму расхода химикатов (кроме цианистого натрия и хромового ангидрида при хромировании) устанавливают на 1 м2 в зависимости от сложности конфигурации деталей и независимо от толщины слоя покрытия.
Все детали подразделяют на три группы сложности:
1-я группа — пластины и цилиндрические детали (без резьбы).
Н-я группа — крепежные детали, рельефные, штампованные детали без полостей, в которых может задерживаться раствор (электролит).
Ш-я группа — детали с глухими отверстиями, в которых задерживается раствор (электролит), например стаканы с внутренней резьбой, а также детали, имеющие труднопромываемые участки.
Нормы расхода химикатов для гальванических и химических покрытий рассчитывают исходя из норм потерь, приведенных в табл. 140.
Таблица 140
Характер электролита Группа сложности деталей \ Нормы потерь электролита, мл/м2
Унос с деталями Унос в вентиляцию Корректирование и фильтрация
I 60 15 50
Цианистый и щелочный II 80 15 50
III НО 15 50
I 60 — 65
Кислый II 80 — 65
III НО — 65
Примечания: 1. Нормы расхода химикатов при осуществлении процессов, требующих высокой чистоты электролита, частой корректировки ванн (блестящее никелирование), принимают больше приведенных потерь.
2. При хромировании с применением хромина принимают поправочный коэффициент 0,6.
Приведенные нормы потерь химикатов устанавливают применительно к условиям работы на стационарных ваннах с улавливателями.
437
При расчете норм расхода химикатов на покрытие мелких деталей насыпью в колокольных и барабанных ваннах нормы расхода, принятые для стационарных ванн, умножают на коэффициенты:
1,5 — при покрытии в погруженных (перекидных) колоколах и барабанах;
1,8 — при покрытии в колоколах, требующих заливки электролита после каждой партии деталей.
При расчете норм расхода химикатов на покрытие в автоматических и полуавтоматических линиях нормы расхода, принятые для стационарных ванн, умножают на коэффициент 0,8 или рассчитывают опытно-производственным методом.
Нормы расхода химикатов предусматривают процентное содержание или концентрации, указанные в ГОСТ, без пересчета на 100%-ное содержание. В случае применения химикатов с отступлением от концентрации, предусмотренной ГОСТ, норму расхода пересчитывают на стандартную концентрацию.
Пересчет производят по формуле
На==~кГ’
где Ни — искомая норма расхода, г/м2; Ну — установленная норма, расхода, г/м2; — концентрация (процентное содержа-
ние) химиката по ГОСТу; /<2 — концентрация (процентное содержание) применяемого химиката.
Нормы расхода химикатов устанавливают на одну операцию технологического процесса. Если по технологическому процессу та или иная операция повторяется несколько раз, норму расхода соответственно увеличивают. Если технологическая операция выполняется в несколько приемов (стадий), то норму принимают как для одной операции.
Норму расхода химикатов для гальванических и химических покрытий устанавливают путем умножения поверхностей погружаемой части детали и подвески на норму расхода данного химиката, причем поверхность погружаемой части подвески в среднем не должна превышать 15% погружаемой поверхности деталей. В случаях, когда в силу конструктивной или технологической необходимости неизолированная поверхность или погружаемая часть подвески оказывается больше, чем указано выше, увеличение норм расхода материалов допускается только при технико-экономическом обосновании.
Гальваническое хромирование имеет ряд особенностей, которые влияют на нормирование расхода хромового ангидрида.
Особенности эти следующие:
хромирование производят за счет основного компонента хромового ангидрида;
при электролитическом хромировании имеет место низкий выход по току (10—13%). Основная часть тока (90—87%) расходуется 438
на выделение водорода, который уносит с собой значительное количество электролита в атмосферу при вентиляции.
Норма расхода хромового ангидрида для хромирования слагается из массы, необходимой для осаждения, потерь на унос деталями и приспособлениями в сточные воды, потерь на унос в вентиляцию, а также потерь на корректирование, фильтрацию, чистку ванны и анализы электролита.
Поскольку приведенные потери непропорциональны толщинам покрытия на единицу поверхности, норму расхода хромового ангидрида определяют для каждой толщины слоя покрытия по формуле
Ну = pt 4- АК + BtK +CK=t(p + ВК) +К(А + С), где р — количество хромового ангидрида в граммах для покрытия 1 м2 при толщине 1 мкм; t — средняя толщина покрытия, мкм;
А — потери хромового ангидрида на унос электролита деталями и приспособлениями (для I, II и III групп сложности соответственно имеем А = 0,125; и 0,145 и 0,175 л/м2); В — потери хромового ангидрида в вентиляцию, л/м2 на 1 мкм (при твердом и декоративном хромировании В = 0,05 л/м2; при молочном хромировании В = 0,1 л/м2); С — потери на корректирование, чистку и анализы (С = 0,05 л/м2); К — концентрация хромового ангидрида в электролите, г/л (для декоративного, молочного, твердого хромирования соответственно К = 300, 250, 200);
Величину р определяют, исходя из следующих данных: масса 1 м2 покрытия хрома при толщине слоя 1 мкм равна плотности хрома, т. е. 7 г.
Содержание хрома в хромовом ангидриде равно 50%, поэтому
р = 01Г= 14‘
Подставляя в формулу указанные числовые значения, получим формулы для расчета норм:
а) для декоративного хромирования деталей:
по I группе сложности Ну = 29/ + 53;
> II » » Яу = 29/+ 59;
» III » » Яу= 29/+ 68;
б) для твердого хромирования деталей:
по I группе сложности Яу = 24/ + 35;
> II > » /7У = 24/39;
»Ш > > Яу = 24/+ 45;
в) для молочного хромирования деталей:
по I группе сложности Ну — 39/ + 44;
» II > » Яу= 39/4- 49;
» III » » Яу = 39/4- 56.
При хромировании с применением защитных средств (поплавки, хромпротект, хромин и др.) применяют коэффициент 0,6.
439
Норму расхода хромового ангидрида рассчитывают по формуле н = HyS,
где Н — норма хромового ангидрида на изделие, г; Ну — норма хромового ангидирда, г/м2; S — поверхность, подвергаемая хромированию, м2.
Гальваническое осаждение металлов и сплавов в цианистых электролитах имеет ряд особенностей, отражающихся на нормировании расхода цианистого натрия.
Особенности эти следующие:
разложение цианидов электрическим током (окисление на аноде);
разложение цианидов углекислотой воздуха (зависит от температуры электролита);
потери на унос электролита деталями и приспособлениями;
потери на унос электролита в вентиляцию;
потери на корректирование, чистку ванны, фильтрацию и анализы электролита.
Поскольку приведенные потери не пропорциональны толщинам покрытия на единицу поверхности, норму расхода цианистого натрия определяют для каждой толщины слоя покрытия.
Норму расхода цианистого натрия (г/м2) рассчитывают по формуле
н = ((Л + С) К + (О + ДК) Л юо
? т ’
где А — потери электролита на унос деталями и приспособлениями (Д = 0,08 л/м2); С — потери электролита на корректирование, чистку и анализы (С = 0,05 г/м2); К — содержание цианистого натрия в электролите, г/л; D — количество цианистого натрия, разлагающегося при покрытии 1 м2 на 1 мкм, г (см. табл. 141); В — потери электролита на унос в атмосферу в вентиляцию (В = 0,015 л/м2); т — процентное содержание цианистого натрия в исходном продукте.
Подставляя в выражение указанные числовые значения, получим формулу для расчета норм, г/м2:
н = [0,13/< + (D + 0,015К)] 100
у т
Норму расхода химикатов (кг) на пуск нового оборудования устанавливают по формуле
где А — концентрация химиката в электролите (растворе) по рецептуре, г/л; V — объем ванны, л; К — коэффициент заполнения ванны (К — 0,7н-0,9 от объема ванны ).
440
Таблица 141
Вид покрытия Электрохимический эквивалент, г/А-ч Выход по току, % Масса покрытия за 1 А-ч с учетом выхода по току Плотность 1 м2 покрытия при толщине 1 мкм, г Количество А-ч для осаждения 1 мкм/м2 Потери цианистого натрия на разложение при покрытии 1 м2 на 1 мкм
без подогрева Di = nbt 6 s с КО и О CQ I с <U „ о u Q
1 2 3 4 5 6 7 8
Цинкование 1,22 80 0,98 7,2 7,3 2,92 [3,65
Меднение 2,372 70 1,66 8,9 5,4 2,16 2,7
Кадмирование 2,097 80 1,68 8,64 5,0 2,0 2,5
Латунирование (40% Zn, 60% Си) 1,9 70 П,зз 8,2 6,1 12,44 [3,05
Примечания: I. Норма потерь цианидов на разложение принята на 1 А-ч б^з подогрева — 0,4; с подогревом Ь2 = 0,5.
II. Данные, приведенные в столбцах рассчитывают: 2 — исходя из законов электроосаждения металлов; 3 — производства по электроосаждению указанных металлов и сплавов; 4 — произведение данных столбца 2 на 3; 5 — плотность 1 м2 покрытия при толщине 1 мкм (численно равна плотности металла или сплава); 6 — получают делением данных столбца 5 на 4; 7 — произведение данных столбца 6 на Ь2 = 0,4; 8— произведение данных столбца 6 на Ь2 = 0,5
СПИСОК ЛИТЕРАТУРЫ
1. Бахвалов Г. Т., Биркган Л. Н., Лабутин В. П. Справочник гальваностега М-, Металлургиздат, 1954, 650 с.
2. Нормирование расходов драгоценных металлов. М., «Экономика», 1965, 128 с.
3. Проектирование машиностроительных заводов и цехов. Справочник. Т. 4, М., «Машиностроение», 1975, 236 с.
ГЛАВА XXII
АВТОМАТИЧЕСКИЕ ЛИНИИ
ДЛЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
Широкое применение автоматических линий в гальванических цехах приборостроительных заводов для отделки деталей, защиты от коррозии и для функциональных покрытий должно обеспечить повышение качества и долговечности машин, различных устройств и приборов.
Автоматические линии устраняют ручной труд по выполнению большого количества операций гальванических процессов, кроме операции нагрузки и выгрузки деталей.
Однако в настоящее время уже разработаны и находят применение различные конструкции автоматических перегрузчиков деталей с цеховых конвейеров на автоматические линии гальванических цехов, а также загрузчиков подвесок.
Загрузка и выгрузка мелких деталей при применении автоматических линий барабанного типа осуществляется с помощью бункеров, лотков и виброустановок.
Основой оборудования гальванических цехов являются гальванические ванны, комплектуемые в технологические линии.
Однако в современных условиях отдельно стоящие линии стационарных ванн для гальванических покрытий встречаются все реже и применяются только в особых случаях для экспериментальных работ, для выполнения индивидуальных требований к покрытиям, при выполнении мелкосерийной программы и индивидуальных работ.
Если по программе выпуска изделий расчет показывает, что необходимо устанавливать в цехе несколько ванн покрытий, то не возникает никаких вопросов в целесообразности и экономической рентабельности применения автоматических линий.
КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Основным назначением автоматических линий является исключение физического труда при выполнении гальванических процессов, что повышает производительность труда, улучшает качество, снижает себестоимость покрытий.
442
Независимо от кинематической схемы автоматической линии ее производительность зависит от назначения и вида покрытия, ритма выдачи подвесок, колоколов или барабанов и величины поверхности деталей одной подвески (колокола или барабана). Такие отрасли приборостроения, как теплотехническое приборостроение, производство электроизмерительных приборов, часов, мер длины, веса и т. п., как правило, характеризуются сравнительно небольшими габаритными размерами деталей.
Общая длина автоматических линий при небольших размерах отдельных ванн также невелика (не превышает 9—10 м), в то время как автоматические линии защитно-декоративных покрытий, например в автомобильной промышленности, иногда превышают длину 50—75 м.
В условиях мелкосерийного производства при сравнительно небольших объемах производства производительность отдельных автоматических линий составляет от 3 до 30 мг/ч покрытий.
Исключение могут составить автоматические линии гальванических цехов заводов, изготовляющих приборы массового применения (приборы для измерения давления, температуры и т. д.).
Небольшие габаритные размеры деталей определяют преимущественное применение таких массовых видов устройств для гальванических покрытий, как колокола и барабаны.
В промышленности в настоящее время нашли применение автоматические линии различных систем назначения и производительности.
Основной механической функцией автоматических линий, осуществляемой с помощью разнообразных кинематических схем, является перенос подвесок с деталями, колоколов или барабанов из одной ванны в другую в строгом соответствии с выдержкой времени, заданной технологическим процессом. Этот перенос можно осуществить по криволинейной траектории с помощью одного приводного механизма или по” прямолинейным траекториям с помощью двух механизмов горизонтального и вертикального перемещений.
При установлении классификационных характеристик под термином перемещение деталей необходимо иметь в виду горизонтальное и вертикальное перемещение. ’
Под перемещением подвесок на один шаг подразумевают поступательное перемещение, в то время как транспортирующие механизмы могут совершать возвратно-поступательные перемещения.
Подъем деталей во всех ваннах может быть как одновременным, так и разновременным. Это относится, в частности, к многопозиционным ваннам.
Несмотря на разнообразие существующих типов автоматических линий, их можно классифицировать по основным признакам:
443
непрерывное поступательное перемещение деталей по циклу электрохимической обработки (без возвратных перемещений);
периодическое (с паузами) одновременное или разновременное перемещение деталей из ванны в ванну механизмами, связанными кинематически и установленными на стыках ванн;
перемещение по заданной программе (автооператорные).
Как правило, в автоматических линиях первых двух типов используют два механизма перемещения деталей — механизм горизонтального и механизм вертикального перемещения.
Рис. 31. Схема расположения ванн в автоматических линиях:
а — однорядно-прямолинейная; 1 — ванны; 2 — монорельс; 3 — место загрузки или выгрузки; б — овальная; в — многорядная; г — кольцевая (карусельная)
В качестве классификационных признаков для автоматических линий с непрерывным и периодическим поступательным перемещением деталей могут быть приведены кинематические схемы со следующими признаками:
стационарный неприводной механизм подъема (изгибы вертикально-замкнутой цепи; рычаги кареток с роликами, перемещающимися по изогнутым направлениям, путевые копиры);
стационарный приводной механизм подъема (цепной элеватор с упорами, кинематически связанный с движениями цепи горизонтального перемещения);
нестационарный приводной механизм подъема (система тельферов).
Приводные механизмы автоматических линий могут иметь как индивидуальный, так и трансмиссионный привод — электрический или гидравлический. При этом, используя гидравлический привод, возможно обеспечить более гибкую и простую в управлении систему регулирования.
По способу загрузки деталей или типу рабочего органа различают автоматические линии для подвесок, колоколов или барабанов и комбинированные.
444
По схеме расположения ванн они могут быть прямолинейнооднорядные или многорядные, овальные или карусельные (кольцевые) (рис. 31).
Взаимное расположение электродных штанг в ваннах определяется габаритными размерами подвесок, скоростью их горизонтального перемещения, формой анодов.
Длина ванн покрытия при непрерывном движении зависит от скорости перемещения, а при периодическом движении необходимо учитывать шаг деталей.
Наиболее распространенными являются автоматические линии с периодическим одновременным перемещением деталей на всех позициях без подъема в многопозиционных ваннах. Автоматические линии с неодновременным перемещением деталей встречаются реже. Они отличаются большей конструктивной сложностью, эксплуатация их более сложна.
В автоматических линиях с вертикально-замкнутой цепью транспортера и изгибами на стыках ванн применяют нерасцепляе-мые подвески. Механизмом вертикального подъема в них являются отрезки цепи на стыках ванн.
Использование расцепляемых подвесок дает возможность конструировать гальванические автоматические линии на два разных технологических процесса, так как в этом случае легко осуществить пропуск отдельными подвесками соответствующих ванн, в которых выполняются операции, не требующиеся для данного процесса.
АВТОМАТИЧЕСКИЕ ЛИНИИ С ЖЕСТКИМ ЦИКЛОМ
В автоматах типа АГ-2—АГ-12 * приводная станция связана с помощью цилиндрических зубчатых колес с вертикальным валом горизонтального перемещения траверс и с кулачковым валом механизма подъема тележек, несущих траверсы с колоколами или подвесками.
На каждой траверсе смонтированы щетка, ролик и втулка с червячным колесом. Тележки перемещаются по неподвижным и подвижным отрезкам направляющей.
В автомате для анодирования типа АГ-5, например, имеется 7 подвижных направляющих (7 перекидок).
Подъем отрезков направляющих и траверс осуществляется с помощью кулачков включения механизма подъема.
В автомате АГ-5 общее количество шестерен, червяков и звездочек— 43 шт.; имеется 6 ступеней регулирования числа оборотов привода. Эта серия автоматов для различных видов покрытий в колоколах и на подвесках предназначена для цехов с небольшой производственной программой. Часовая производительность их
* Тржецяк М. А. Автоматы для нанесения гальванических покрытий. Л.» ЛДНТП, 1958, 1961.
445
по поверхности покрытий невелика и не превышает 4—6 мг/ч при ритме выдачи подвесок 3—7 мин.
Оригинальным решением при конструировании автоматических линий явилось также применение подъемных мостов, несущих подвески с деталями, причем подвески не связаны с мостом постоянными связями и являются «расцепляемыми». Они остаются на бортах ванн во время обратных перемещений моста. Движение моста — подъем, опускание и перемещение в горизонтальном направлении — осуществляется при помощи бесконечных цепей с толкателями подвесок, которые перемещаются по команде на один шаг.
В некоторых конструкциях автоматических линий вместо цепей применяют штанги с упорами, совершающие возвратно-поступательное перемещение. Катодная штанга, на которой находятся подвески, проходит вдоль осевой линии ванн. Штанга имеет отдельные отрезки, укрепленные на мосту под стыками многопозиционных ванн. Другие отрезки штанги укреплены на ваннах.
При подъеме моста отрезки штанг, укрепленные на нем, поднимают подвески с деталями, после чего мост совершает поступательное горизонтальное перемещение на один шаг и опускает подвески в новые ванны.
В нижнем положении моста отрезки, укрепленные на мосту и на ваннах, совмещаются в общую линию.
При движении цепи в нижнем положении моста все подвески также передвигаются на один шаг.
Мост перемещается на роликах по направляющим; подвод тока к штангам с подвесками осуществляют через скользящий контакт. Привод механизмов перемещения и подъема подобных автоматических линий чаще всего гидравлический, но может быть и электрический. На рис.'32 приведен общий вид автоматической линии с подъемным мостом.
В автоматических линиях с подъемными рамами горизонтальное перемещение, подъем и опускание подвесок или барабанов осуществляют тележками и подъемными каретками. Последние перемещаются вертикально по направляющим тележки при помощи подъемной рамы.
Горизонтальное перемещение тележек осуществляется при помощи цепей или штанг, совершающих возвратно-поступательное перемещение.
К раме крепят планки, являющиеся упорами для роликов кареток. Рама может быть подвешена на стальных тросах, перекинутых через ролики. К другому концу тросов прикрепляют уравновешивающие грузы. Вместо одной общей рамы может быть изготовлено несколько отдельных рам, имеющих общий привод. Подъем и опускание рамы могут быть осуществлены от специального кривошипно-шатунного механизма. Горизонтальное перемещение подвесок осуществляется отдельным приводом.
446
Рис. 32. Автоматическая линия с подъемным мостом:
1 — маслонапорная установка; [2 •— гидравлический цилиндр привода звездочек цепи горизонтального перемещения; 3 — металлоконструкция; 4 — ведущая цепь; 5 — сварной мост; 6 — подвеска с деталями; 7 — гидравлический цилиндр подъема моста; 7 *— втулочно-роликовая цепь; 9 — оборотная цепь; 10 — станина
Автоматические линии с тремя подъемными рамами и общим гидроприводом для подъема кареток конструкции ЦКБОГ при Тамбовском механическом заводе (ТМЗ) изготовляются этим же заводом.
Горизонтальные перемещения кареток на прямых участках производятся с помощью штанг. Каретки перемещаются в вертикальном направлении в специальных направляющих, связанных между собой вверху и внизу цепями и имеющих ролики для горизонтального перемещения. На участках многопозиционных ванн планки у рамы отсутствуют, благодаря чему при перемеще-
Рис. 33. Схема работы автоматической линии с подъемной рамой
нии рамы кверху детали из ванн не поднимаются. Перемещение деталей на один шаг происходит в верхнем положении рамы.
На рис. 33, а—г представлена схема работы автоматической линии с подъемной рамой. К раме прикреплены планки 1, представляющие упоры для роликов 2 кареток 3. Левый упор установлен перед входом в многопозиционную ванну, а правый — перед выходом из нее.
Замок служит для извлечения изделий из ванн и имеет вид подпружиненной собачки. Положение, когда все детали опущены в ванны, а подъемные рамы находятся под деталями, при этом левый упор отведен, показано на рис. 33, а. На рис. 33,6 показано положение, когда рамы и каретки подняты, левый упор взведен, подвески 4 и 5 остаются в многопозиционной ванне, а каретка б с подвеской поднята, так как правый упор находится в положении захвата.
При передвижении подвесок на один шаг каретка 7 будет находиться на упоре (рис. 33, в). На рис. 33, г показано положение, когда все детали опущены в ванны; при этом левый упор отведен — каретка 7 опущена в многопозиционную ванну, а каретка 6 (рис. 33, б) находится на правом упоре.
448
Длина многопозиционных ванн уменьшена за счет укорочения шага на этих участках. В кареточных линиях с подъемной рамой
отсутствуют кулаки и рычаги, что упрощает конструкцию; в этих линиях возможно обрабатывать детали большой длины, про-
пускать отдельные ванны, устанавливать механизмы укороченного
цикла и сокращение шага в многопозиционных ваннах для сокращения длины линий.
На всех автоматических линиях, описанных выше, ванны устанавливают в строгой последовательности с технологическим процессом.
Различают два вида размещения штанг — продольное и поперечное. Для крупных деталей применяют поперечное расположение подвесок при продольном расположении анодных штанг.
На рис. 34 приведены схемы расположения катодных и анодных
а) 5) 6)
Рис. 34. Способы^) аспол ожения анодных штанг и,подвесок: а — поперечное расположение подвесок; б — продольное располо-
штанг и подвесок. В настоящее время находятся в эксплуатации различные типы автоматических линий
жение анодов и подвесок; в — поперечное расположение подвесок и анодов
описанных конструкций производительностью от 2,5 до 100 м2/ч покрытий. На рис. 35 показан внешний вид бестележечной автоматической линии Тамбовского механического завода.
Рис/35. Общий вид безтележечной автоматической линии
Цепные, рычажные с подъемным мостом и кареточные автоматические линии называют автоматическими линиями с жестким циклом, так как переоборудование и перестройка их на другие
29 п/ред. Гинберга А. М.
449
виды покрытий и процессы затруднены. Детали в этих линиях перемещаются только в одном направлении. При этом необходимо дублирование промывных ванн, что в свою очередь увеличивает общую длину автоматических линий. Преимуществом этих линий является надежность и высокая производительность. Ритм выдачи подвесок не превышает 1—2 мин.
АВТООПЕРАТОРНЫЕ АВТОМАТИЧЕСКИЕ «ЛИНИИ
В автоматических линиях с нежестким циклом перенастройку на другие виды покрытий осуществить проще, чем в линиях с жестким циклом. В этих линиях механизмы горизонтального и вертикального перемещений подвесок совмещены в одном автооператоре, передвигающемся по направляющим вдоль технологического ряда ванн. Эти автоматические линии состоят из ванн, располагаемых в один или два ряда.
Вдоль ванн по направляющим перемещаются автооператоры, переносящие детали из одной ванны в другую. Каждый автооператор обслуживает не более 7—8 ванн.
Для получения оптимальной производительности автоматических линий устанавливают несколько автооператоров. Автооператоры работают по заданной программе, перемещая детали в соответствии с технологическим процессом.
Различают рабочие и холостые хода автооператоров, а также вынужденные простои. При одном автооператоре схема движения носит «челночный» характер.
При наличии большего количества автооператоров различают более сложные кинематические связи их движения: челночноэстафетную, при которой каждый автооператор обслуживает свою определенную зону и челночно-спаренную, при которой зона действия автооператоров не разграничена и они перекрывают друг друга. Передача подвесок производится несколько раз за цикл, и взаимосвязь между автооператорами носит спаренный характер.
Автоматические линии с программным управлением в зависимости от конструктивной схемы транспортирующих механизмов делятся на следующие группы:
с манипуляторами на стыках ванн — перенос деталей через борт ванны производится установленными на стыках ванн механизмами, не связанными кинематически между собой; очередность их работы определяется схемой управления;
с автооператорами, переносящими детали из ванны в ванну в любом порядке в соответствии с технологическим процессом;
с индивидуальным подъемником и общим механизмом горизонтального перемещения; подъем и опускание деталей производятся в соответствии с технологическим процессом;
комбинированные, имеющие на отдельных участках транспортирующие механизмы различных систем;
450
с двухзахватными операторами (дуплекс-автооператорные линии), принцип работы которых основан на индивидуальном обмене каждой обработанной подвески на необработанную последовательно во всех ваннах, когда дуплекс-автооператор останавливается под ними.
Особую группу составляют автоматические линии, в которых детали перемещаются путем пересыпания (шнековые, ковшовые).
Наиболее распространены автоматические линии с автооператорами. Производительность автооператорных линий с нерас-цепляемыми подвесками очень невелика. В автооператорных линиях подвески с деталями находятся в воздухе только в момент транспортировки.
Нерасцепляемые автоматические линии могут быть как с одним, так и с несколькими автооператорами. Расцепляемые автооператорные линии имеют верхний или нижний холостой ход.
По способу монтажа автооператоров различают автоматические линии консольные, тельферные и портальные.
Консольные автооператоры смонтированы на Г-образной стойке, укрепленной на полу. Грузоподъемность автооператоров не превышает 980 Н (100 кгс).
Автооператоры тельферного типа крепятся на монорельсе, закрепленном над автоматической линией.
Портальные автооператоры обеспечивают перемещение деталей большой массы, они укреплены на специальных мостах.
В настоящее время Тамбовский механический завод выпускает автооператоры портального типа, перемещающиеся по рельсам, уложенным вдоль бортов ванн. Автооператоры выпускают как с одним, так и с двумя механизмами подъема с грузозахватами, направленными в противоположные стороны для обслуживания двух ванн.
В конструкциях автоматических линий предусмотрена возможность перемещения автооператоров по изогнутым направляющим.
При двухрядной компоновке автооператоры выполняют кроме горизонтального и вертикального перемещения еще поворот на 180°. Каркас автооператоров с помощью катков подвешен на направляющих секций.
Автооператоры имеют два привода — горизонтального и вертикального перемещений.
Приводы горизонтального и вертикального перемещений автооператоров состоят из червячного редуктора, электродвигателя и дискового тормоза, управляемого электромагнитом. Управление перемещением автооператоров производится при помощи путевых переключателей.
Автооператор состоит из сварного каркаса, подвешенного на направляющих секций.
Автооператоры перемещаются при помощи катков. Каждый каток имеет пять роликов, по два с боков и один опорный. Управ-
29* 451
ление автооператорами чаще всего осуществляется автоматически по заданной программе командоаппаратами.
Командоаппарат, управляющий движениями автооператоров, работой сушилок, включением и отключением тока и выдержкой заданий времени, состоит из селекторного программного блока и силового блока, а также реле времени.
Назначение селекторного блока — подключать на программном блоке соответствующую часть программы.
Команды программного блока поступают на силовые блоки, усиливаются и передаются далее на автооператор. Ритм работы автооператорных линий должен быть не менее 4 мин.
Производительность автооператорных линий по сравнению с кареточными или рычажными, у которых выдача подвесок осуществляется через 1—2 мин, меньше и составляет от 2 до 50 м2/ч. Применение подобных линий оправдано в условиях мелкосерийного производства. Преимуществом их является возможность агрегатирования и использования блочного или модульного принципа сборки с применением унифицированных или нормализованных узлов.
При выборе гальванических автоматов наиболее сложным и трудным является правильно классифицировать и сгруппировать детали на подвесках и выбрать оптимальную загрузку ванны. Для решения этих вопросов должны быть правильно составлены загрузочные ведомости.
Для автоматических линий типа АГ-24, АЛГ-31, АЛГ-58 и т. д. данные единовременной загрузки однопозиционных ванн, так же как и для других автоматических линий, не могут быть строго регламентированы, так как зависят от целого ряда факторов. При этом первостепенное значение имеют факторы, регулирующие электрохимические процессы для деталей различной конфигурации и принятой оптимальной плотности тока.
Перестройка автооператорных автоматических линий связана с большим количеством мероприятий, относящихся к конструктивным изменениям самих ванн (нагрев, футеровка, вентиляция), электрическому режиму (величина тока, напряжение), скорости подъема и перемещения деталей (кинематика), изменению циклограммы.
В автоматических линиях с «жестким» циклом (цепных, рычажных, с подъемным мостом, кареточных) возможно изменение шага между подвесками в многопозиционных ваннах.
Возможно также изменение толщины покрытия путем изменения ритма или плотности тока, а также выполнения технологического процесса с некоторыми вариантами за счет пропуска отдельных ванн.
Перестройкой же автомата можно считать произвольное изменение его основных технических параметров без необходимости конструктивно-монтажных переделок.
452
При этом установку дополнительных ванн с любого конца автооператорного автомата можно производить без нарушения первоначальной настройки, если осуществлены все мероприятия по удлинению пути перемещения автооператоров или увеличены пути горизонтального перемещения и установлены дополнительные узлы вертикального перемещения деталей в автоматах с жестким циклом.
Основными факторами, определяющими оптимальные показатели производительности автоматических линий, являются габаритные размеры подвесок и поверхность загружаемых на одну подвеску деталей (соответственно масса деталей, загружаемых в барабаны), количество катодных штанг в ваннах (количество рядов подвесок), объем ванн, плотность тока (катодная и анодная) и соответственно объемная плотность тока.
Автоматические линии с программным управлением типа АГ-24, АГ-32 и АГ-36 и т. д. состоят из унифицированных узлов и ванн, автооператоров консольного типа и командоаппарата, сушильных агрегатов, разгрузочных, загрузочных и перегрузочных стоек, систем нагрева, вентиляции и коммуникации. Агрегатная секционная система, состоящая из унифицированных узлов, позволяет компоновать автоматическую линию для самых разнообразных отраслей производства.
Ниже приведены технические данные автоматической линии АГ-24.
Производительность при обработке, м2/ч: на подвесках . . в барабанах . .
Г рузоподъемность автооператоров, Н (кгс)
Вертикальный ход консоли автооператора, мм............
Скорость автооператора, м/мин:
подъема и опускания консоли горизонтального перемещения Вертикальный ход подвесных частей подъемных секций загрузки и разгрузки, мм Шаг горизонтального перемещения транспортера секций загрузки и разгрузки, мм
20—25
30—35
980 (100)
1400
7,5
13,5
655
835
Время горизонталь-
кого перемещения транспортера секций загрузки и разгрузки, с Масса деталей, загружаемых в барабан, 6
кг 20
Температура внутри камеры сушилки, дС 100-110
Внутренние размеры ванн, мм: тип I .... 1500Х 1000Х
тип II .... Х1200 1100Х 1000Х
тип III .... Х1200 1100Х 550X900
Габаритные размеры подвесок, мм: тип I .... 1200X800
тип II .... 800Х 800
тип III .... 800X500
Для всех трех типоразмеров ванн, работающих в системе автоматической линии АГ-24, в качестве оптимальных можно привести следующие величины покрываемой поверхности деталей (см. табл. 142).
453
Особенно перспективно применение автоматических линий типа АГ-24 и АГ-36 в отдельных отраслях приборостроительной
промышленности, в условиях одновременного применения нескольких видов покрытий по разным технологическим схемам. Целесообразно совмещать процессы с совпадающими подготовительными и заключительными операциями, но нельзя совме
щать процессы, различные по электрохимическому назначению.
Автоматические линии с управлением по жесткой циклограмме включают до 8 автооператоров и до 48 позиций, связанных с подходом и остановкой автооператоров.
Таблица 142
Типоразмер ванн Покрываемая поверхность, м8
на подвесках в бар а-бана х
I 2 4
II 1,2 4
III 0,6 3
Примечание. Для всех видов хромирования приведенные нормы должны быть снижены в 2 раза.
Компоновка линий однорядная и двухрядная; по способу монтажа автоматические линии могут быть напольными или заглубленными.
Количество штанг для ванн на подвесках I и II типоразмеров — 5 (два катодных ряда; расстояние между анодами 450 мм), для ванн III типоразмера — 3 (расстояние между анодами 600 мм).
Компоновка линий овальная, движение оператора возвратно-поступательное, производитель-
------------------------- ность высокая, загрузка и разгрузка на одном конце линии.
Прямолинейная двухрядная компоновка с применением автооператоров с 3-мя движениями применима для нескольких процессов, совмещаемых в одной линии.
Серийное производство автоматических гальванических линий (АЛГ) осуществляет Тамбовский механический завод (ТМЗ), изготовляющий автоматические кареточные линии для гальванических и химических покрытий и для анодного окисления алюминия на подвесках с овальным расположением ванн (КОП), автоматические линии с программным управлением барабанно-подвесочные с портальным или тельферным автооператором (АТ и АП) и механизированные автооператорные линии (МЛГ) для кнопочного управления с портальными или тельферными автооператорами (МАП, МАТ).
Этот завод выпускает кареточные тележечные и бёстележечные автоматические линии производительностью от 15 до 80 м2/ч при темпе выхода подвесок 1—2,5 мин; многопроцессные автооператорные линии с адресованием подвесок производительностью до 60 м2/ч при количестве программ до 7; автоматические линии для нанесения покрытий на подвесках или барабанах с одной программой производительностью до 50 м2/ч при ритме выхода подвесок 7—15 мин; механизированные автооператорные линии
454
(МЛГ) для покрытий на подвесках или барабанах по одному или нескольким технологическим процессам; габаритные размеры линий: длина 20—30 м, ширина 2—9 м; управление кнопочное.
В автоматических линиях могут быть предусмотрены механизмы укороченной выдержки времени. Ванны автоматических линий могут иметь пеносдуватели и устройства для очистки зеркала ванн и качания подвесок, а также устройства струйной промывки в момент подъема подвесок из ванн.
В комплект поставок входят: выпрямительные агрегаты, приборы контроля и автоматизации, фильтры, буферные емкости, трубопроводы.
Кроме автоматических линий завод выпускает автооператоры двух типов.
Автооператоры представляют собой самоходные тележки и электрическую таль в качестве грузоподъемного механизма.
По величине вылета направляющих штанг автооператоры изготовляют двух размеров: 1700 50 и 2000 ± 50 мм.
Монорельс, по которому перемещается автооператор, подвешивают к перекрытию цеха или к Г-образным (прямолинейные линии) и Т-образным ^овальные линии) стойкам.
Автооператоры имеют следующие технические характеристики:
Грузоподъемность, Н (кгс)............................... 4415 (450)
Скорость горизонтального и вертикального перемещения, м/мин................................................ 18 и 8
Мощность электродвигателей горизонтального пере- t-
мещения, кВт............................................ 2X0,32
Мощность электродвигателя подъема, кВт ..... 0,85
Наименьший радиус закругления монорельсового пути, м .................................................. 1,3
Габаритные размеры, мм...........................1100Х1000Х2610-Т-2910
Масса, кг ................................. 245—252
Автооператоры портального типа предназначены для транспортирования подвесок или барабанов с ритмом не более 4 мин.
Автооператор перемещается по рельсам, уложенным вдоль бортов ванн, имеет, два механизма подъема с грузозахватами, направленными в противоположные стороны для одновременного обслуживания двух ванн.
При ритме 8—10 мин возможно применение портальных автооператоров с одним механизмом подъема, имеющих следующие технические характеристики:
Допустимая ширина обслуживаемых ванн, м........До 12
Допустимая высота обслуживаемых ванн, м ......... До 3
Скорость перемещения, м/мин: горизонтального............................... 30
вертикального ................................ 8
Испытания автоматической линии перед пуском до заполнения ванн сводятся к проверке правильности перемещения штанг или барабанов по всем рабочим позициям, проверке систем блоки-
ровки, отсутствия столкновений автооператоров в опасной зоне (выход автооператора за пределы крайних позиций), опускания консоли на занятую позицию, подхвата катодной штанги и захвата консоли при подъеме вверх и опускании на кронштейны, вращения барабанов при перемещении и остановке автооператоров.
Качество футеровки проверяют электроискровым или электролитическим путем.
Необходимо также в процессе испытания автоматической линии под напряжением и рабочим током проверить изоляцию корпуса ванн и правильность присоединения полюсов, а также время нагрева ванн до требуемой температуры. Проверяется также скорость движения воздуха в бортовых отсосах вентиляции и время сушки деталей.
Завод также выпускает колокола и колокольные ванны, барабаны и барабанные ванны, установки для декоративного хромирования мелких деталей в насыпном виде и ванны с качающимися штангами.
Нормаль ЦКБОГ при Тамбовском механическом заводе на типы гальванических ванн для комплектования автоматических линий предусматривает максимальные и минимальные размеры ванн: 600x550x800 мм (200 л); 3000x1000x1000 мм (2400 л).
Технические характеристики колоколов и колокольных ванн:
Колокола (стационарные, съемные)..............
Объем колокола, л: полный........................................
полезный..................................
Загрузка деталей, кг .........................
Колокольные ванны (с механизмом вращения коло-
кола) ......................................
Объем колокола, л ............................
Загрузка колокола, кг ........................
Внутренние размеры ванны, мм..................
к-1 К-2,5 К-4
2,5 i 6 : ю
1 2,5 4
0,4 1,0 1,5
ВК-25 В К-40 В К-63
25 40 63
10 15 25
1000X750X630
Технические характеристики барабанов и барабанных ванн с барабанами:
Барабан саморазгружающийся:
Рабочая емкость, л.................... 15
Максимальная загрузка деталей, кг . . 40
Барабаны, представляющие перфорированную обечайку в виде многогранника, могут быть изготовлены из винипласта или органического стекла.
Барабанная ванна:
Внутренние размеры ванны, мм............... 1200X700X700
Внутренние размеры барабана, мм: диаметр.................................... 268
длина...................................... 500
Загрузка деталей, кг............................ 10
456
Установки для декоративного хромирования деталей диаметром 1—8 мм, длиной до 40 мм в насыпном виде на специальных подвесках при встряхивании—производительность до 5 кг/ч; габаритные размеры подвесок 456x70x270 мм.
Внутренние размеры ванны 800x600x1000 мм; число загрузочных камер 4 шт.
Переносный барабан для обработки деталей непосредственно в гальванических ваннах типа БП, нагрузка по массе 2,8 кг.
Для гальванического покрытия печатных плат создали и серийно выпускают кольцевую автоматическую установку типа АГ-7, в которой подъем и перенос 24 траверс с 48 подвесками осуществляется гидравлическим приводом с помощью коронообразных муфт в верхнем положении. Производительность линии 2,4 м2/ч при ритме 300 с. В аналогичной линии типа АГ-15 осуществляют химическое меднение плат; годовая производительность автоматической линии типа АГ-38 составляет 120 тыс. шт. печатных плат размером 250x250 мм; возможна также обработка плат размером 500x500 мм.
В ГДР для этих же целей выпускают унифицированную агре-гатированную установку «Picomat» различной производительности. Особенностью установки является универсальность применения ее на основе комбинированного использования узлов-модулей и принципа взаимозаменяемости. Предусмотрено применение трех типоразмеров ванн (16, 63—75 и 160—200 л). Материал ванн: сталь углеродистая и высоколегированная или полиэтилен. Легкая и удобная замена ванн осуществляется с помощью передвижных подъемных тележек — ванн, а отсоединение всех видов трубопроводов с помощью разъемных узлов коммуникации. Источником напряжения служат селеновые выпрямители 3,6— 40 В при токе 200—320 А.
Предусмотрено реверсирование и перемещение катодов с помощью эксцентриковой передачи.
Конвейерную систему монтируют на опорном каркасе. Перемещение траверсы с захватами по всей длине автоматической линии происходит без подвесок — в опущенном состоянии, а с подвесками — в поднятом. Грузоподъемность 196 Н (20 кг). Запись программы может быть осуществлена на барабане и перфорированной ленте или с помощью магнитной записи.
Автоматические линии компонуют из следующих узлов: ванна, опорный каркас, боковые конвейеры и поворотные устройства, подвижной каркас, сушильная печь, преобразовательный агрегат, шкаф управления и пульт. Предусмотрены также барабаны. Установка может быть двух исполнений:
для лабораторий и научно-исследовательских институтов и для производственных целей.
Все автоматические линии монтируют из унифицированных узлов и деталей.
457
Как уже указывалось, принцип работы и кинематические схемы автоматических линий гальванопокрытий могут быть различными, что может влиять на эксплуатационные особенности их работы.
Тщательно разработанный технологический процесс и правильный выбор типа автоматической линии должны обеспечивать оптимальные показатели работы всего гальванического цеха.
Специфические особенности производства различных отраслей машиностроения находят свое отражение в формулировке технических требований к гальваническим покрытиям и гальваническим автоматическим линиям. Так, например, для удовлетворения потребности в гальванических автоматических линиях при производстве тракторов и сельхозмашин НИИтракторосельхоз-маш разработал типаж автоматических линий с дуплекс-автоопе-раторами.
При разработке нового вида автооператора исходили из того, что работа существующих типов автооператоров недостаточно надежна из-за сложности электрической схемы управления и низкого коэффициента их использования. Для сравнения преимуществ работы дуплекс-автооператоров (с двумя захватами) вводят коэффициент обслуживания 6, представляющий собой отношение общей длины пути, пройденного оператором за 1 цикл, к длине линии, и физически отражающий количество ванн, обслуживаемых одним автооператором в единицу времени. Этот коэффициент для обычных автооператорных линий равен 1, а для дуплекс-автооператорных 4.
Перемещение новой подвески в дуплекс-автооператорной линии производится одним захватом, после чего дуплекс-автооператор подходит к рабочей позиции, второй свободный захват после смещения каретки на 1 шаг извлекает подвеску, каретка снова перемещается на 1 шаг назад таким образом, чтобы захват, несущий новую подвеску, оказался над рабочей позицией, освободившейся после извлечения подвески, и опускает в рабочее положение новую подвеску. Таким образом происходит постоянный обмен подвесок.
Дуплекс-автооператорные линии для разных видов покрытий в настоящее время успешно работают на ряде заводов. Технические характеристики дуплекс-автооператоров приведены в табл. 143.
Предусмотрены автооператорные линии грузоподъемностью дуплекс-автооператора 50, 100 и 200 кгс (485, 980 и 1960 Н) и соответственно с размерами подвесок 500x500, 800x800 (однорядные) и 800x800 мм (двухрядные); производительность линий от 10 до 100 м2/ч для гальванических покрытий и 20—200 м2/ч для химических покрытий. Возможна также работа линий с барабанами емкостью 6, 25 и 100 кг; размеры барабанов 160 x 400, 240x600, 360x900 мм; объемная масса деталей 3 кг/л; объем загрузки 2,4; 8,1; 27 л (габаритные размеры и шаг ванн см. с. 459). 458
Таблица 143
Наименование
Габаритные размеры, мм: высота ...........................
длина ........................
ширина .......................
Шаг размещения консолей, мм . . . Величина вертикального хода консолей, мм:
для подвесок..................
для барабанов ................
Средняя скорость горизонтального перемещения, м/мин:
I ступень ....................
II ступень ...................
Пределы изменения скорости горизонтального перемещения, м/мин:
I ступень ....................
II ступень ...................
Средняя продолжительность одного обмена, с.........................
Пределы изменения продолжительности одного обмена, с ...........
Мощность электродвигателей, кВт: подъема ..........................
горизонтального перемещения . .
Технические характеристики дуплекс-автооператоров
ДАО-50 ДАО-100 ДАО-200
2280 3300 3300
1760 1470
1225 2120
300 400 500
1085 1385 1385
800 875 875
15 15 15
30 30 30
15 15 15
30 30 30
7,5 10 15
7,5-15 10—29 10—29
0,6 0,8 —
0,27 0,27 —
Габаритные размеры ванн, мм. Тип 1 — 900X 2900 . . . Тип 11 — 1200X 1100 . .
Тип III — 1200X 2500 . .
Шаг, мм
400
500
500 (барабаны)
800 (подвески)
ТЕХНИКО-ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ
ВНЕДРЕНИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Основные статьи удельной себестоимости гальванических покрытий (в % к общей стоимости) могут быть выражены следующими данными: зарплата 20—30%; материалы и химикаты 10— 30%; энергетика 15—30%; эксплуатационные (цеховые) расходы 10—25% и амортизация оборудования и зданий 10—20%.
459
Применение автоматических линий при некотором снижении расходов на зарплату дает значительное уменьшение расходов на материалы и химикаты, энергетику и эксплуатационные расходы.
Расходы же на амортизацию, несмотря на повышение стоимости автоматических линий по сравнению со стационарными ваннами, растут незначительно, так как стоимость зданий при применении автоматических линий снижается.
Применение автоматических линий резко снижает расходы на устранение брака.
Показатели экономической эффективности от внедрения автоматических линий представляют собой фактическую экономию текущих затрат по основным изменяющимся элементам: материалы, зарплата, электроэнергия, вода, пар, амортизационные отчисления.
Стоимостные показатели сравнительной экономической эффективности можно определить путем расчета годового экономического эффекта и срока окупаемости дополнительных капитальных затрат по формулам:
Э = [(ес + Екс) - (гн + Ека)] Лн, (1)
где сс и сн — себестоимость единицы продукции до и после внедрения автоматической линии; кс и кн — удельные капитальные затраты до и после внедрения автоматической линии; Е — нормативный коэффициент экономической эффективности (не менее 0,15), представляющий обратную величину срока окупаемости и характеризующий годовую экономию на 1 рубль дополнительных капиталовложений; Лн — объем производства в натуральных единицах на 2-й год внедрения.
Срок окупаемости капитальных вложений
Т ' (2)
Сс — СН
Норма рентабельности определяется как отношение годовой экономии от снижения себестоимости к общей сумме капитальных затрат и оборотных средств.
В случае затруднений в определении себестоимости единицы продукции расчет себестоимости ведут на весь годовой выпуск.
После раскрытия скобок в выражении (1) и замене члена кнЛк — ксЛн на квЛн (средства на новое оборудование) формула приобретает вид
5 = Mr
ПРЕОБРАЗОВАТЕЛИ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ
До недавнего времени для питания, в области диапазонов напряжений, применяемых в гальванических цехах (60 В), и тока в сотни и тысячи ампер, считали целесообразным применение низковольтных двигатель-генераторов.
460
Развитие полупроводниковой техники привело к созданию мощных охлаждаемых воздухом или водой селеновых преобразовательных агрегатов на токи в несколько килоампер.
В последнее время в связи с усовершенствованием технологии производства кремниевых силовых вентилей возросло применение в гальванических цехах кремниевых преобразовательных агрегатов.
Низковольтные генераторы серии НД имеют шунтовое соединение полюсов, но по специальным техническим требованиям при их конструировании была учтена необходимость получения внешней характеристики более пологой формы, чем в шунтовых генераторах, приближающейся к прямой.
Для этой цели самовозбуждающиеся генераторы и генераторы с отдельными возбудителями снабжены дополнительными полюсами, что приближает их по характеристикам к генераторам смешанного возбуждения (компаундным).
Форма кривой внешней характеристики генераторов оказывает большое влияние на так называемую саморегулирующую способность электролизных ванн. Для успешного ведения процессов гальванических покрытий при оптимальной плотности тока форма кривой внешней характеристики должна быть по возможности близка к форме вольт-амперной характеристики электролизной ванны. Форма кривой постоянного тока, получаемого от генераторов, близка к прямой и благоприятна для ведения гальванических процессов.
Пульсация ЭДС вызывается пульсациями магнитного потока вследствие зубчатости якоря. Для ее уменьшения увеличивают число зубцов якоря и скашивают их. Якори генераторов низковольтных агрегатов имеют две обмотки и два коллектора, что обеспечивает возможность работы агрегатов при последовательном и параллельном соединении обмоток 6 или 12 В.
Двигатель-генераторы серии НД изготовляет Ярославский электромашиностроительный завод «ЯЭМЗ» (на силу тока от 500/250 до 10 000/5000 А).
Агрегаты в течение многолетней практики оправдали себя в условиях работы в цехах непрерывно в течение ряда смен и десятков часов.
Одним из несомненных преимуществ генераторов по сравнению с селеновыми преобразовательными агрегатами является работа в режиме реверсирования. Схема косвенного реверсирования в случае применения мощных двигатель-генераторов обеспечивает более простое решение по сравнению с селеновыми выпрямителями, а также с кремниевыми, в которых применяют неуправляемые вентили.
Различные твердые полупроводниковые выпрямители изготовляют на токи от нескольких ампер до сотен килоампер. Использование регулируемых автотрансформаторов, дросселей насыщения и управляемых вентилей (тиристоров) в схемах преобразо-
461
вателей электрической энергии значительно облегчает регулирование тока и плотности тока в электролизерах. КПД этих агрегатов выше, чем у двигатель-генераторов и других преобразователей.
Сухие или твердые выпрямители вентильного действия представляют собой приборы, работающие как автоматические выключатели с периодом выключения, зависящим от частоты переменного тока. К таким вентилям относятся меднозакисные, титановые, сульфидные, селеновые, германиевые и кремниевые вентили.
К основным параметрам вентилей относятся: номинальный прямой ток, номинальное обратное напряжение, падение напряжения и прямой ток.
Номинальным прямьш током считают среднее значение тока, измеренное с помощью магнитоэлектрического прибора в однофазной полупериодной схеме выпрямления при активной нагрузке.
Номинальное обратное напряжение представляет амплитудное значение обратного напряжения, которое может быть приложено к длительно работающему вентилю без опасности пробоя.
Падение напряжения на вентиле представляет среднее падение напряжения за один период при прямом номинальном токе. Обратный ток представляет собой среднее значение обратного тока за один период при номинальном обратном напряжении. Охлаждение вентилей может быть воздушное — естественное и принудительное, водяное и масляное.
Вентили, из которых комплектуют преобразователи на номинальные токи до 10 А, имеют, как правило, воздушное естественное охлаждение, на токи 25—200 А — воздушное принудительное (скорость воздуха до 12 м/с), а на токи 200—1000 А— водяное (скорость движения воды 2—4 л/мин).
Электрические параметры выпрямительных элементов определяются с помощью статических вольт-амперных характеристик, определяющих зависимость тока от приложенного к элементу напряжения.
Допустимое обратное напряжение блокировки у кремния примерно в 17 раз, а у германия в 4—8 раз больше, чем у селена. Падения напряжения у кремния и селена примерно равны. Допустимая плотность тока у кремния примерно в 1000 раз больше, чем у селена.
При выборе типов преобразователей для гальванических цехов целесообразно сопоставлять их технические характеристики и делать технико-экономические расчеты с учетом первоначальных затрат и эксплуатационных расходов.
Из опыта зарубежной практики можно установить, что для гальванических цехов, где не предусмотрено реверсирование и предел напряжения не превышает 40—60 В, рекомендуется применение селеновых .выпрямителей, а для напряжений 150 В и выше — кремниевых.
Германиевые вентили, хотя и обладают более низким падением напряжения, чем селеновые, но как силовые i ентили имеют огра-462
ниченное применение, так как германии по сравнению с кремнием не обеспечивает требуемых рабочих напряжений и достаточных температур.
Селеновые выпрямители для гальванических цехов различных типов (ВС, ВСА, ВСГ, ВСМр) с воздушным и масляным охлаждением изготовляли для напряжения от 6 до 24 В и на силу тока 6—5000 А, а германиевые выпрямители типа ВАГГ для напряжения от 12 до 36 В и на силу тока 600—6000 А.
Кремниевые силовые вентили отличаются разнообразием типоразмеров по назначению, мощности, исполнению.
Различают по исполнению следующие разновидности силовых кремниевых вентилей: 1) неуправляемые вентили, или диоды; 2) управляемые вентили на основе многослойной структуры (тиристоры) — отпирание вентиля осуществляется посредством сигнала в цепи управления, а запирание — снятием положительной разности потенциалов между силовыми электродами; 3) полностью управляемый вентиль — отпирание и запирание осуществляется посредством введения сигналов в цепь управления.
Регулирование напряжения тиристорного преобразователя осуществляют с помощью так называемого фазового управления, заключающегося в том, что отпирание тиристоров происходит в определенной фазе относительно напряжения питающей сети.
Изменяя угол отпирания тиристоров, изменяют среднее значение выходного напряжения от нуля до максимальной величины.
Для осуществления регулирования работы тиристоров необходимо вводить в цепь управления вентилей положительный импульс напряжения или тока, который открывает вентиль.
Длительность импульса не должна быть меньше длительности процесса их открытия.
В систему управления должны входить формирователи импульсов, фазосдвигающие устройства и входное устройство, которое суммирует и усиливает входные сигналы и преобразовывает их. Для этой цели чаще всего используют магнитные усилители и дроссели насыщения.
Кремниевые выпрямительные агрегаты для гальванических цехов рассмотрены ниже. Приведем технические данные кремниевых выпрямительных агрегатов, выпускаемых электротехнической промышленностью для гальванических цехов (табл. 144). В буквенных обозначениях типа выпускаемого агрегата буква «Г» обозначает гальванический, буква «Р» — реверсивный.
Как видно из наименований типа установки в приведенной таблице, выпрямительные агрегаты на один и тот же ток могут быть выполнены как для работы без реверсирования, так и для работы с реверсированием.
Приводим более подробное описание агрегатов ВАКГ-12/6-630. Для получения напряжения 12 В обмотку трансформатора соединяют треугольником, а для 6 В — звездой.
463
Таблица 144
Тип преобразователя Выпрямленное напряжение, В Выпрямленный ток, А кпд, % Г абаритные размеры, мм Система охлаждения вентилей Масса, кг
ВАКГ-18/9-320 18/9 320 70/67 1690X8700X495 Воздушное принудительное 300
ВАКГ-12/6-630 12/6 630 70/63 1690X8700X495 То же 300
ВАКГ-12/6-1600 12/6 1 600 72/65 1770X916X752 » 650
ВАКГ-12/6-3200 12/6 3 200 75/70 1770X916X890 Водяное 850
ВАК-100-12 12/6 100 78/72 1000X850X570 Воздушное естественное 190
ВАК-100-24 24/12 100 84/80 1565X765X515 То же 250
ВАКР-100-24 24/12 100 78/72 100X850X570 » 190
ВАКР-320-18 18/9 320 79/72 1600X870X530 Водяное принудительное 230
ВАКР-630-12 12/6 630 82/73 1600X870X530 То же 260
ВАК-630-24 24/12 630 88/85 1790X1085X 600 » 550
ВАКР-1600-12 12/6 1 600 82/70 1985X 1275X840 Водяное 1300
ВАКР-3200-12 12/6 3 200 83/71 1985X 1275X840 » 1300
ВАК-6300-12 12/6 6^300 84/70 1860X1510X2460 » 3^80
ВАКР-6300-12 12/6 6 300 84/70 1980X 1510X2460 » 4100
ВАК-12500-12 12/6 12 500 84 2575 X 2945 X 2400 » 5650
ВАК-12500-24 24/12 12 500 88 3300X2650X3000 » 8400
Таблица 145
Наименование параметров Напряжение, В
12 6
Выходная мощность, кВт .... 7,56 3,78
Минимальное выпрямление напря-
жения, В 9 3
Минимальный постоянный ток, А 150
Максимальный постоянный ток, А 630
КПД при максимальных значениях
напряжения и тока, % 70 62
Коэффициент мощности 0,68 0,73
Расход воздуха на охлаждение,
м3/ч 2000
464
Они предназначены для питания постоянным током гальванических ванн при автоматическом или ручном регулировании плотности тока и при изменении нагрузки от 25 до 100% номинальной.
В табл. 145 приведены электрические параметры агрегата ВАКГ-12/6-630.
На рис. 36 приведена принципиальная схема агрегата.
Рис. 36. Схема электрических соединений выпрямительного агрегата ВАКГ-12/6-630
Включение агрегатов осуществляется магнитными пускателями ПМ при помощи кнопки К/7. Для защиты при коротких замыканиях (на стороне постоянного и переменного тока, при пробое вентилей), а также при перегрузке применены автоматический выключатель В А и реле максимального тока РМ, настраиваемого на перегрузку 1,257н.
В силовую цепь входят: трансформатор Трх, дроссели ДС^-ДС^ выпрямительный мост Вх—BQ, состоящий из шести кремниевых вентилей В — 200 А, и уравнительного дросселя Др.
30 п/ред. Гинберга А. М. 465
Блок управления имеет трансформатор Тр2 и цепь управления.
В цепи токового сигнала имеется датчик тока ДН (дроссель насыщения), диоды B2i—конденсатор С2 , резисторы и /?7, обмотка магнитного усилителя МУ (5н—5к).
В цепи опорного напряжения включены конденсатор С], резисторы и A?s, стабилитрон В25 и обмотки МУ (4н—4к, 6н—6к).
В цепь сигнала напряжения на выходе включен резистор /?6 и обмотка МУ (7н—7к).
Агрегат выполнен в виде шкафа. Вентилятор для охлаждения с электродвигателем Д смонтирован в верхней части шкафа. Охлаждающий воздух подводится сверху через воздуховоды, подключаемые к приточной вентиляции. Скорость воздуха 5 м/с.
Перед пуском агрегата осуществляют его настройку в зависимости от требования технологического режима при 25%-й и 100%-й загрузке.
Эта загрузка определяется в зависимости от требуемой плотности тока и поверхности покрытия деталей.
Ручку «пл. тока» и «уст. напряжения» устанавливают на минимальное значение.
Загружают ванну на 25% деталями известной поверхности или мерными пластинами.
Включают агрегат и ручкой «уст. напряжения» устанавливают минимальное напряжение, а ручкой «пл. тока» доводят ток до 25% номинального значения.
Доводят загрузку до 100% и рукояткой «пл. тока» ток до требуемой величины.
Затем производят разгрузку ванны до первоначального значения (25%), ток нагрузки должен установиться но первоначальному минимальному значению.
Если этого не произойдет, снова корректируют напряжение и осуществляют повторную настройку.
Расхождение в показаниях амперметра при загрузке и разгрузке агрегата должно составить не более 15%.
Окончательную корректировку и проверку настройки ванн на заданную плотность тока необходимо проводить после работы ванн в течение времени не менее часа для стабилизации режима электролиза.
Вся аппаратура и узлы агрегата — блоки выпрямителей и дросселей, трансформатор, уравнительный реактор и датчик тока — расположены внутри шкафа.
Шины постоянного тока выведены с правой стороны. Магнитный пускатель, реле максимального тока, шунт и перемычки для переключения режимов работы расположены впереди в средней части агрегата.
В агрегатах типа ВАК и ВАКР применены тиристоры.
466
Принципиальная электрическая схема реверсивного агрегата типа ВАКГР-12/6-630, выполненного на тиристорах, показана на рис. 37.
Первичная обмотка силового трансформатора Тр в зависимости от заданного режима работы соединяется в треугольник или звезду переключателем 77. В качестве датчика времени автоматического изменения полярности тока применяют реле времени РВг и РВ2 со ступенчатой регулировкой выдержек времени.
Диапазон выдержки времени протекания прямого тока 1—240 с, обратного тока 0,1—60 с. Диапазон уставок плотности тока 0,5— 100 А/дм2, точность стабилизации плотности тока ±=10%.
В схемах выпрямительных агрегатов ВАКГ-12/6-1600 первичные обмотки силового трансформатора включены треугольником. Вторичные обмотки трансформатора состоят из двух обратно соединенных звезд, нейтрали которых связаны через уравнительный реактор, а к фазам подключены обмотки силовых дросселей и кремниевые вентили.
Для защиты от коротких замыканий, перегрузок и пробоя вентилей предусмотрены трансформаторы тока, реле максимального тока и автоматические выключатели. Для защиты от прекращения подачи охлаждающего воздуха предусмотрены воздушные реле, а от прекращения подачи охлаждающей воды — струйные реле.
Заданная плотность тока в соответствии с вольт-амперной характеристикой ванны стабилизируется индуктивным сопротивлением силовых дросселей. Дроссели управляются выходнььм током магнитного усилителя.
Агрегаты на токи 1600 А и выше выполнены в виде металлических шкафов, допускающих двустороннее обслуживание. Боковые стенки шкафов имеют съемные щиты. Внутри шкафов расположены силовые трансформаторы и блоки автоматики, питания, защиты, блоки вентилей, а также блок реверса и СУВ (системы управления тиристоров обратной полярности).
При выпрямлении переменного тока с помощью полупроводниковых вентилей можно получить кривую тока различного вида в зависимости от принятой схемы соединения вентилей.
Форма кривой тока в этом случае сохраняет отдельные элементы синусоиды, а в отдельных случаях будет приближаться к прямой или иметь вид пульсирующей волны.
Влияние переменной составляющей выпрямленного тока на процесс электролиза тем больше, чем она больше по сравнению с постоянной составляющей и чем меньше ее частота.
Исследования, проведенные разными авторами, дают основание утверждать, что для большинства гальванических покрытий пригодны те формы кривой тока, которые имеют место в случае применения обычных схем соединения полупроводниковых вентилей. Однако осаждение сплавов точного состава или с определенными свойствами, а также получение блестящих толстых
30*
467
Рис. 37. Электрическая схема выпрямительного реверсивного агрегата ВАКГР-12/6-630:
ПМ — магнитный пускатель; Тр — силовой трансформатор; Т7\—ТТ3 — трансформаторы тока; Тi—Т12 — тиристоры; Др — дроссель; Pi — P3 промежуточные реле; РТ—реле максимального тока; В — диод; П — переключатель-С — конденсатор; R — резистор; ВР — воздушное реле; КУ i —КУ2 — кнопки управления; Пр — предохранитель; Л — коммутаторная лампа; Д — электродвигатель с вентилятором; РВ1 — РВ2 — реле времени; А — амперметр; Ш — шунт; V — вольтметр, ВС — блок стабилизации; БУ ~ блок управления; М У — магнитный усилитель; БА — блок автоматики; СУ — система управления тиристорами
хромовых осадков затруднительно при применении пульсирующего тока от вентилей.
Частота переменной составляющей и ее отношение к постоянной зависят от способа включения элементов вентиля при одной и той же частоте тока в цепи. Это соотношение называют «волнистостью» тока со, которая равна со ='\/r F2 — 1, где коэффициент F, который также характеризует «волнистость» тока, легко определяют как отношение показаний двух амперметров, включенных в цепь тока, питающего ванну. При этом первый амперметр электромагнитной системы должен показывать эффективную величину тока, а второй с вращающейся катушкой — среднюю арифметическую величину переменного тока.
В настоящее время в производственной практике получили распространение нестационарные методы электролиза и широко применяют реверсирование тока, которое также можно рассматривать как способ видоизменения формы кривой постоянного тока. Используют следующие способы изменения формы кривой тока:
1) реверсирование с изменением отношений катодного периода к анодному в определенных пределах или амплитудное реверсирование;
2) наложение переменного тока на постоянный;
3) одновременная катодная и анодная поляризация.
Схемы реверсирования разработаны в промышленном масштабе и практическое их внедрение можно осуществлять при выборе специальных выпрямительных кремниевых преобразователей типа ВАКР или ВАК с тиристорами.
Что касается наложения переменного тока на постоянный, то в настоящее время различные схемные решения не вышли из стадии опытных, экспериментальных, и поэтому в промышленных масштабах не разработаны.
При наложении постоянного тока на синусоидальный с частотой 50 Гц получают асимметричный синусоидальный ток. Амплитуды прямого и обратного тока в этом случае будут различны, как и время протекания катодного и анодного тока.
При наложении синусоидального тока на выпрямленный однополупериодный можно получить несинусоидальный ток. При равенстве анодного и катодного периодов амплитуда тока катодного периода будет больше, чем амплитуда тока анодного. Наконец, при кратковременном наложении переменного тока (f = = 50 Гц) можно добиться толчка с незначительным по величине обратным током.
Предварительное пассивирование поверхности деталей и толчок тока в начале электролиза в отдельных случаях применяют для улучшения сцепления покрытия с основным металлом.
Наложение переменного тока на выпрямленный двухпо-лупериодный можно осуществить по двум вариантам. По первому варианту два провода присоединяются к аноду и катоду, 469
а третий — к вспомогательному инертному электроду, роль которого может выполнять свинцовая футеровка ванны (рис. 38). В цепи резистора R2 может быть включен прерыватель, что обеспечивает кратковременное наложение переменного тока. По второму ва-
Рис. 38. ’Наложение [переменного тока на постоянный:
I — дополнительный электрод; // — последовательное включение вторичной обмотки трансформатора в анодную цепь
Рис. 39. Параллельное включение двух цепей выпрямленного тока (мостовой и одноплечей)
рианту вторичная обмотка цепи переменного тока включается последовательно в анодную цепь выпрямленного тока.
Асимметричный ток с иным соотношением уу- можно получить наложением на выпрямленный однофазный ток выпрямленный ток по мостовой четырехплечевой схеме (рис. 39).
Метод наложения переменного тока на выпрямленный (амплитудное реверсирование) по сравнению с реверсированием имеет ряд технологических и конструктивных преимуществ.
Рис. 40. Наложение при серебрении переменного тока на однополупериодный:
Tpi— автотрансформатор; Тр2 — трансформатор; В — вентили; R — регулируемый резистор; A t — амперметр постоянного тока; А 2 — амперметр переменного тока
Принципиальная схема амплитудного реверсирования представляет два вентильных блока, включенных встречно, причем количество вентилей в блоках неодинаково. Подключая различное количество вентилей или включая в один из блоков дроссель с пе-
470
ременной индуктивностью, можно получать импульсный или реверсивный ток. На ряде заводов подобные установки работают не только в лабораторном, но и в полузаводском масштабе, особенно при осаждении редких или драгоценных металлов.
Рис. 41. Работа ванны при асимметричном токе
Рис. 42. Схема ’’одновременной анодной и катодной поляризации
Ниже приведена схема наложения переменного тока, примененная при серебрении деталей из железистосинеродистых электролитов. При использовании этой схемы катодный выход по току резко снижается при увеличении величины переменной составляющей тока. Оптимальные отношения 5 : 3—5 : 4. Изменение этого соотношения в сторону уменьшения нецелесообразно из-за наблюдающегося падения выхода по току. Применение асимметричного несинусоидального тока устраняет пассивность анодов (рис. 40).
Для улучшения равномерности гальванических покрытий рекомендуется применение асимметричного тока по схеме (рис. 41), в которой два вентиля включены в одно плечо встречно. При равенстве сопротивления в цепях вентилей через ванну будет проходить переменный ток нормальной частоты. При регулировании тока реостатами так, чтобы на осаждение металла затрачивалось 80—90% тока, наблюдается сглаживание покрытия. Возможность одновременной катодной и анодной поляризации предусмотрена в схеме, показанной на рис. 42.
АВТОМАТИЗАЦИЯ КОНТРОЛЯ И РЕГУЛИРОВАНИЯ
ГАЛЬВАНИЧЕСКИХ ПРОЦЕССОВ
Основное назначение автоматизации контроля и регулирования гальванических процессов состоит в уменьшении затрат ручного труда и стабилизации качества гальванических покрытий.
В систему контроля и регулирования технологических процессов включают основные параметры, определяющие стабильность процесса покрытия, регулирование которых должно гарантировать получение покрытий заданных свойств.
Автоматизация контроля и регулирования технологических процессов является ведущим направлением технического прогресса,
471
эффективным средством повышения производительности труда, улучшения качества покрытий и условий труда.
Применение автоматических линий предполагает не только решение проблемы транспортировки деталей по технологическому процессу, но также и осуществление автоматизации.
К ним относятся разработанные и в течение многих лет применяемые схемы автоматического регулирования температуры и плотности тока, контроля и сигнализации состояния уровня электролитов, автоматизация выдержки времени при обработке деталей на различных переходах, автоматическое поддерживание заданной степени кислотности (pH), а также контроль расхода промывных вод. Эти параметры регулируются по известным схемам и законам пропорционального или изодромного регулирования.
При этом схемы не связаны функциональными зависимостями друг с другом.
Однако получение объективной информации при помощи приборов часто затруднено из-за условий, возникающих в электролизерах, где установлены соответствующие датчики, так, например, температура электролита и деталей в больших объемах ванн по разным причинам может быть неодинакова. Показания средней плотности тока из-за пассивации электродов могут быть недостоверны. Известно, например, что степень кислотности электролита в прикатодном слое во многих случаях может значительно отличаться от кислотности в толще электролита. Поэтому к разработке методов контроля, регулирования и усовершенствования этих схем должны прилагаться постоянные усилия.
Среди различных датчиков для контроля и регулирования температуры жидких сред в гальванических цехах наиболее целесообразно применять термометры сопротивления типа ТСМ-х различных градуировок и пределов измерения с защитными кожухами из нержавеющей стали и пластмассы.
В комплекте с термометрами сопротивления для дистанционной передачи показаний используют вторичные приборы — электронные мосты разных типов, одноточечные и многоточечные, показывающие и записывающие (ЭМД, ЭМВ, МПР, МСР-1), работающие с 1—3 позиционными регуляторами.
При наличии в цехе сжатого воздуха может быть включен пневматический изодромный регулятор, воздействующий на вентили с мембранными исполнительными механизмами.
Дальность передачи сигналов от датчиков в этом случае ограничена величиной сопротивления линий.
Применение полупроводниковых термосопротивлений (термисторов) типа ММТ и др. для регулирования температуры, особенно в пределах температур до 50° С, в схеме с тиратронами обеспечивает передачу показаний на значительные расстояния.
В тех случаях, когда точность регулирования температуры и равномерность нагрева электролита должны быть высоки (глубо-472
кое анодирование, размерное износостойкое хромирование), очень важными оказываются знания динамических характеристик теплового объекта.
Исследования распределения температурного поля электролита ванн хромирования и водяной рубашки, с помощью которой осуществляется его нагрев и охлаждение, показали, что ванны представляют собой тепловые емкости с сосредоточенными параметрами, описываемыми обычными дифференциальными уравнениями, в то время как водяные рубашки с теплоносителем, подаваемым снизу, являются тепловыми емкостями с распределенными параметрами, описываемыми дифференциальными уравнениями в частных производных. Исследование выявило преимущества в теплотехническом отношении парового нагрева перед электрическим.
Выбор схем регулирования температуры в подобных случаях производят на основе тепловых расчетов с применением в качестве датчиков термисторов, а в качестве исполнительных органов двух пневматических вентилей (для пара и воды), включенных в схему электропреобразователя.
Для измерения и регулирования степени кислотности электролита применяют промышленные pH-метры Гомельского завода измерительных приборов с датчиками типа ДПГ-5274 и 5275, укрепляемыми на ваннах со стеклянными электродами типа 5079, активная часть которых выполнена из калиевого или литиевого стекла (КСТ, УСТ) в зависимости от условий работы. В качестве электрода сравнения используют хлорсеребряный электрод (5268).
Для преобразования сигналов ЭДС электродных систем применяют высокоомный преобразователь ПВУ-5256 (нижний предел — ток 0 мА, верхний — 5 мА).
Для автоматического регулирования степени кислотности раствора предусмотрено включение автоматического регулирующего потенциометра.
Преобразователи выпускают в пяти модификациях pH: 0—4; 0—8; 0—14; 4—10; 6—14. Чувствительность 0,01 pH; погрешность не более =±=1% от диапазона измерения; время установления показаний не более 10 с; габаритные размеры 270x346x210 мм.
Для определения концентрации однокомпонентного раствора (ванна декопирования, травления) может быть применен в качестве датчика плотномер типа ПКП-1 с разными диапазонами измерений и шкалами, работающий в комплекте со вторичным прибором пневматической или электрической ветви ГСП, регулятором и регулирующим клапаном.
Для указателя и сигнализатора уровня раствора применяют емкостные датчики типа ДЕ-4 и сигнализаторы типа ЭСУ-1М.
В случае интенсивного выноса раствора и необходимости автоматического регулирования уровня используют буйковые уровнемеры типа УБ-ПС или УБ-П6 с пределами измерения 0—1000;
473
О—800 мм, работающие в комплекте с вторичными приборами, регуляторами и клапанами.
Расход воды или растворов измеряют с помощью датчиков-ротаметров РПМ и дифманометров ДМПК с диафрагмами ДНК на разные пределы измерений. Все указанные типы приборов входят в единую унифицированную Государственную систему приборов (ГСП). В настоящее время Тамбовский механический завод, выпускающий автоматические линии для гальванических покрытий, оснащает их приборными системами для регулирования температуры и степени кислотности, а также сигнализаторами уровня производства отечественных заводов и регуляторами температуры, частично, заводов стран СЭВ.
Величина плотности тока при неизменном выходе по току определяет результаты электролитического покрытия — количество осажденного металла или толщину покрытия.
Получение информации о величине плотности тока в действующей ванне связано с локальными условиями и зависит от конфигурации деталей.
В общем случае при увеличении поверхности деталей в ванне вследствие уменьшения ее омического сопротивления должно происходить увеличение тока ванны. Это так называемая саморегулирующая способность ванны, но при этом нарушается пропорциональность произведения / = DKS, так как величина плотности тока не остается постоянной. Это происходит вследствие неидентичности вольт-амперных характеристик электролизеров и выпрямителей.
Различают местную плотность тока, характерную для отдельных точек покрываемой поверхности, и среднюю плотность тока, постоянство которой может гарантировать качество покрытия.
Известны приборы для определения величины местной плотности тока в любой точке ванны или изделия, основанные на измерении разности потенциалов между двумя эквипотенциальными поверхностями вблизи измеряемого изделия (тип ОЛ-9976-67 и МТ-1-ГГ-633).
Контроль средней плотности тока до последнего времени осуществлялся главным образом методом мерного датчика. Однако из-за большой неточности в настоящее время его не применяют.
Известен метод измерения средней плотности тока по градиенту напряжения (падение напряжения в электролите) и метод воспроизведения вольт-амперной характеристики, широко применяемый в настоящее время.
Проведенные исследования показали, что погрешность метода вольт-амперных характеристик тем меньше, чем больше поляризуемость катода и меньше поляризуемость анода, больше удельное сопротивление электролита и соотношение поверхности анода к катоду.
Основные факторы, от которых зависит форма и характер кривой вольт-амперной характеристики, — площадь загрузки и кон-474
фигурация деталей. На форму вольт-амперных характеристик также влияют, но в меньшей степени, изменение поляризации электродов, пассивация анодов, изменение температуры и состава электролита и межэлектродного расстояния.
Вольт-амперные характеристики должны быть построены для всех встречающихся видов покрытий, если необходимо осуществлять автоматическое регулирование плотности тока.
Это может быть осуществлено двумя способами. По первому способу экспериментально могут быть построены кривые для каждой данной загрузки, а по полученным семействам кривых строят линии равной плотности тока.
По второму способу вольт-амперную характеристику строят при разных нагрузках, но для равной плотности тока.
Задающее устройство регулятора плотности тока должно воспроизводить эту характеристику с определенной точностью.
Известен прибор для снятия вольт-амперных характеристик — двухстрелочный прибор завода «Электрик» им. Шверника, в котором соединены амперметр и вольтметр магнито-электрической системы с общей шкалой. В нулевом положении удлиненные стрелки прибора взаимно перпендикулярны и пересекаются. На шкале нанесены геометрические места точек пересечения стрелок, образующие кривую плотности тока при разных нагрузках. Предложены и другие модификации приборов для снятия вольт-амперных характеристик, в частности профильные приборы с вертикальным расположением шкалы вольтметра и горизонтальным расположением шкалы амперметра, а также измерительный прибор со световым «зайчиком», переходящим в световую полосу, или два горизонтально расположенных профильных измерительных прибора.
Устройства для контроля и регулирования плотности тока сравнивают соотношение между напряжением и током ванны с заранее заданной вольт-амперной характеристикой. Отклонение рабочей точки ванны от заданной является возмущающим воздействием для системы автоматического регулирования. К этим приборам относятся приборы типа СПН-1, УРПГ-1, 3044-000, УКПТ-2, разработанные разными организациями.
Однако широкого применения они не получили.
Для контроля, сигнализации и позиционного регулирования средней плотности тока предложен более усовершенствованный индикатор плотности тока ИПТ-1, в котором применен профильный логометр типа ЛПР-53, на одну из рамок которого подается напряжение электродов ванны, а на второй рамке суммируются сигналы, пропорциональные опорному напряжению ванны и падению напряжения шунта амперметра, измеряющего главный ток. При равенстве напряжения электродов ванны и суммарного напряжения токи в рамках логометра равны и отклонения рамок не будет. Для регулирования плотности тока могут быть исполь
475
зованы регулирующие логометры типа ЛР01 или ЛР02, выпускаемые серийно для других целей, а именно, для регулирования температуры.
Все перечисленные виды регуляторов плотности тока, основанные на принципе вольт-амперных характеристик ванн, можно использовать в тех случаях, когда в гальванических цехах применяют в качестве источников тока двигатель-генераторы и селеновые выпрямители.
Что касается изготовляемых в настоящее время кремниевых преобразователей типа ВАК, ВАКГ, ВАКР и ВАГР, то в схеме электрических соединений этих агрегатов предусмотрены как возможности автоматического регулирования плотности тока по вольтамперным характеристикам с помощью дроссельных катушек и магнитных усилителей, так и возможности реверсирования тока с помощью управляемых тиристоров.
Для гальванических цехов был разработан и ряд других приборов и схем специального назначения. Так, например, для осуществления процесса беспритирочного хромирования поршневых колец был применен автоматический программный преобразователь, предназначенный для изменения тока по величине и направлению и поддержания заданной температуры электролита АПГ-1, в новых модификациях получивший название ТАП-67 и САУ-хром; разработаны приборы для учета осаждаемого драгоценного металла и измерения выхода по току (ВАЗ-1, ВАЗ-З и ВАЗ-2), универсальный прибор для измерения толщины покрытия, реверсирования и регулирования плотности тока «ПУРП» и др. Однако с помощью этих устройств еще нельзя решить всех вопросов комплексной автоматизации гальванического производства.
ПРИМЕНЕНИЕ ЭВМ В ГАЛЬВАНОТЕХНИКЕ
На современном этапе технического развития выдвинуты новые задачи в области автоматизации управления технологическими процессами с применением электронно-вычислительной техники.
Внедрению ЭВМ должно предшествовать математическое обеспечение систем управления и комплексной автоматизации. Однако применение управляющих ЭВМ для управления технологическими процессами гальванических покрытий встречает ряд трудностей, например отсутствие датчиков, с помощью которых можно было бы фиксировать такие качественные показатели гальванических покрытий, как прочность сцепления, пористость, твердость, износостойкость, равномерность покрытий и т: д.
Одним из немаловажных факторов является проблема автоматизации подсчета поверхности деталей, загружаемых в автоматические линии.
Прочность сцепления, твердость, так же как и величину внутренних напряжений покрытий, обычно контролируют только так называемыми разрушающими методами контроля. Проведе-476
ние контроля этих качественных показателей в процессе покрытия исключено, поэтому должны быть разработаны косвенные критерии для контроля и регулирования этих параметров.
Необходимо также продолжать разработку методики контроля состава, распределения поверхностно-активных веществ, коллоидных добавок и других компонентов в электролитах с использованием известных лабораторных методов кондуктометрического и потенциометрического титрования, поляризационного и метода измерения статических потенциалов.
Электронно-вычислительные машины (ЭВМ), обладающие высоким быстродействием, наличием большого объема памяти и легкостью выполнения счетных и логических операций, обеспечивают широкие перспективы автоматизации и логического управления технологическими процессами на основе имеющихся инструкций или на основе математического алгоритма, дающего наиболее высокое управляющее воздействие на регулируемый объект с учетом величины и характера возмущающих воздействий.
В первом случае как бы воспроизводятся действия оператора, а во втором случае на основе математического описания в виде ряда зависимостей вырабатывается величина регулирующего воздействия, оптимального с точки зрения определенных критериев, в данном случае качества и толщины покрытия.
ЭВМ непрерывно получает необходимые данные о состоянии и ходе процесса от датчиков, перерабатывает информацию по разработанному алгоритму для данного конкретного случая и выдает решения в виде соответствующих команд исполнительным механизмам для воздействия на объект с учетом всех изменений.
Математическое описание процесса гальванических покрытий представляет совокупность логических и количественных зависимостей между переменными величинами, воздействующими на объект управления. В понятие комплексной автоматизации гальванических покрытий должны входить:
1) управление механизмами, осуществляющими загрузку деталей и их перемещение по технологическому процессу;
2) получение информации о загрузке автоматических линий;
3) получение и закладка в память ЭВМ данных о работе автоматических линий и регулирование плотности тока, температуры и постоянства состава электролита, его уровня.
ЭВМ на основе получаемой информации должна подсчитывать и поддерживать величину напряжения постоянного тока, обеспечивающую неизменность процесса и гарантию получения заранее установленных результатов процесса.
Работы по математическому обеспечению автоматических систем управления технологическими процессами гальванических покрытий, проводимые в настоящее время различными организациями, создадут основу для внедрения АСУТП в ряде гальванических цехов, при проведении научно-исследовательских работ
477
по гальванотехнике и при проектировании гальванических цехов и автоматических линий. Унификация и агрегатирование при создании Государственной системы приборов (ГСП) и средств вычислительной техники системы управления (АСУТП) создают благоприятные условия для широкого внедрения электронных вычислительных машин 3-го поколения на базе микроэлектронной техники, в частности агрегатной системы средств вычислительной техники М-6000 в системах АСУТП.
Интересны работы по комплексной автоматизации гальванических процессов с применением управляющих электронных машин «Днепр».
Основной целью проведенных работ было создание комплексной системы автоматизации на основе критерия оптимальности, характеризуемого принятыми экстремальными значениями основных параметров процессов гальванических покрытий.
Для опытов по управлению процессом гальванических покрытий было принято цианистое цинкование как наиболее часто применяемое и проводимое в автооператорной автоматической линии АГ18 и АГ16.
Системы управления гальваническими процессами включали, собственно, электронную вычислительную машину, устройство связи с объектом в виде релейных блоков, электрифицированную пишущую машинку, четыре шкафа управления, источник питания и реверсирования гальванических ванн в виде селеновых выпрямителей с трансформаторами, дроссельными катушками и магнитными усилителями (БРТ 250/500).
В схеме комплексной автоматизации были использованы отдельные датчики и приборы автоматических линий.
Система управления (АСУТП) была рассчитана как для регулирования процессами, так и для управления механизмами перемещения деталей вдоль технологической линии и свободных подвесок с места выгрузки на место загрузки, вследствие чего отпала необходимость в командоаппаратах.
При разработке системы АСУТП в схему комплексной автоматизации был включен специально разработанный прибор для контроля и регулирования выхода по току, а также вновь разработана интегральная схема измерения силы тока ванн и датчик времени.
Устройство связи с объектом (УСО) осуществлялось с помощью 140 входов и 141 релейного управляющего выхода.
Управляющая ЭВМ «Днепр» по количеству выходов (384) и емкости устройств памяти (512 26 разрядных двоичных чисел) могла обеспечить одновременную комплексную автоматизацию 4 или 5 автоматических линий с 35—40 ваннами электрохимических покрытий и заменить 7 командоаппаратов. Машина имеет 250 вводов каналов опроса; время опроса 2 мс; время обращения к памяти 19 мс; выходной сигнал датчиков 5—25 мА или 0—20 В, погрешность 0,5%.
478
В интегральной схеме измерения тока с магнитными усилителями датчик тока включен в шунт амперметра главного тока.
Прибор или устройство для контроля выхода по току представляет собой генератор высокой частоты, связанный с измерительным контуром, в который входит катушка индуктивности, охваченная короткозамкнутым витком и контуром, идентичным по электрическим параметрам с измерительным. Последний контур используют для компенсации электрического сигнала в схеме
сравнения до начала измерения.
Датчик устройства, находясь под током в ванне, покрывается металлом. При длительном нахождении в ванне на нем может появиться губка, поэтому целесообразно его помещать
в ванну эпизодически через 2—3 ч.
Оба контура настроены в резонанс токов на частоту генератора 5—7 кГц. При увеличении толщины витка уменьшается его сопротивление, увеличивается ток в измерительной цепи. Сигнал разбаланса регистрируется схемой сравнения (потенциометр) и подается на ЭВМ.
Толщину осадка можно пересчитать на массу металла, выделивше-
Рис. 43. Блок-схема прибора для измерения выхода по току:
/ — датчик; 2 — измерительная схема; 3 — генератор звуковой частоты; 4 — потенциометр; 5 — стабилизированный источник питания; 6 — преобразователь
гося в единицу времени. По этим данным может быть определен коэффициент выхода по току.
Блок-схема прибора приведена
на рис. 43.
Конструктивно датчик представляет цилиндр из оргстекла 0 20 мм с 2 катушками. Измерительная катушка охвачена короткозамкнутым витком в виде кольца из латуни толщиной б = 0,05 мм, ширина 10 мм. Кольцо связано электрически с ка-
тодом ванны.
При составлении алгоритма для процесса гальванических покрытий был проведен для деталей разной конфигурации на моделях комплекс исследований зависимости толщины осадка от времени б — f(t) при прочих постоянных показателях (температура, плотность тока и выход по току). Была также проведена большая исследовательская работа по изучению для данных условий электролиза местной и средней плотности тока по вольт-амперным характеристикам. Семейство вольт-амперных характеристик обрабатывали статистически для получения линий равной плотности тока. Было проведено также изучение длительности переходных процессов, т. е. периодов, в течение которых при данном напряжении в электролизе устанавливается определенный ток.
Перед началом работы определяется порядок работы УЭВМ, получение необходимой информации от датчиков, выполнение
479
расчетов и выдача управляющих сигналов. Перед загрузкой деталей в ванну с пульта задают толщину покрытия и поправочный коэффициент, учитывающий конфигурацию деталей, и набирают на клавиатуре машины.
Во время переходного процесса, длящегося 1—1,2 мин, машина выставляет опорное напряжение. При отклонении его величины от заданной происходит дополнительная регулировка. Время начала переходного процесса фиксируется. После окончания переходного процесса УЭВМ определяет температуру, величину тока ванн. Вычисленные значения температуры и тока УЭВМ использует для определения площади загрузок. Затем УЭВМ выбирает оптимальный режим процесса гальванопокрытия, причем за критерий оптимальности принят минимум произведения DKt (t — время осаждения металла).
По вычисленному значению тока определяется напряжение, соответствующее оптимальному по угловым коэффициентам прямых аппроксимирующих зависимость U=f (/) для однотипных деталей.
Опрос датчика интегральной величины тока дает возможность сравнения фактической величины тока с вычисленной и в случае расхождения напряжения больше чем на 0,02 В его корректировки.
Контроль выхода по току вычисляется при опросе датчика. При этом учитывается плотность тока, поверхность датчика и зависимость плотности тока датчика от плотности тока деталей:
л =f(D ).
кд 1 \ кдет/*
Привес металла машина вычисляет используя зависимость напряжения датчика (7Д = f (Рф), где Р$ — фактический привес металла, и далее определяет и выводит на печать значение выхода по току т] = , где Рт — теоретический привес.
* т
При управлении процессом УЭВМ осуществляет непрерывный контроль тока и выводит на печать в цифровом виде: температуру, напряжение, соответствующее проходящему току при определении площади, опорное напряжение, поверхность деталей, время экспозиции (мин), катодную плотность тока оптимального режима, тока и напряжение.
Датчик времени подает сигнал об отключении источника питания ванны при совпадении результата опроса датчика с временем экспозиции, вычисленным УЭВМ.
Получая информацию от датчиков, УЭВМ осуществляет преобразование ее в напряжение в следующей последовательности: опрос датчика — 64 раза, вычисление среднего опроса и напряжения по количеству импульсов, погрешность преобразования не превышает 0,02—0,04 В.
480
В процессе работы осуществляется контроль и регулирование уровня и степени кислотности электролита.
При установившемся режиме покрытия УЭВМ определяет и регулирует с интервалом 5 мин температуру, а при отклонении ее значений от уставок на =±1° вычисляет и выбирает новый оптимальный режим.
Кроме перечисленных в работе УЭВМ используются следующие зависимости:
Uj - f (S) и 6 = f (О,
где б — толщина; t — время для трех значении температуры U . — напряжение, соответствующее току ванны при опросе дат
чика интегральной величины тока в переходный период.
Отклонения толщин покрытия, получаемые при работе автоматических линий с УЭВМ, от теоретических составляют для плоских деталей 2—3%, для цилиндрических и профилированных 7—10%.
Ниже приведена схема управления процессом гальванопокрытия (рис. 44), которая имеет следующие блоки:
1 — опроса датчика уровня й;2 — восстановления уровня h; 3 — сравнения высоты уровня й; 4 — восстановления степени кислотности pH; 5 — опроса
Рис. 44. Блок-схема^управления процессом гальванопокрытия
датчика степени кислотности;
6 —сравнения pH «норма»; 7 — включения источника питания; 8 — опроса датчика времени; 9 — фиксации времени /0; 10 — опроса датчика напряжения ванны и вычисление (7В; 11 — выставления опорного напряжения; 12 — печати опорного напряжения; 13 — опроса датчика температуры и вычисления истинной температуры t°; 14 — печати t°; 15—опроса датчика тока и вычисления напряжения U t ; 16 — печати U, ; 17 — вычисления поверхности S; 18 — печати 6'; 19— выбора оптимального режима (ток /р, напряжение f7/p); 20 — вычисления т; 21 —
печати Ок, /р, U/ , т; 22 — выставления тока /р ванны; 23 — опроса датчика времени; 24 — сравнения температуры вычисленной и фактической = /в; 25 — отключения источника питания ванны; 26 — остановки агрегата; 27 — вычисления отклонения полученной толщины покрытия от заданной б = б3ад — бполуч; 28— сравнения величины истинной и предельной температуры tn — /и; 29 — опроса датчика температуры; 30 — печати ц; 31 — вы-
31 п/ред. Гинберга А. М.
481
числения 1]; 32 — опроса датчика выхода по току rj; 33 — сравнения отрезков времени покрытия тф- т0 5 мин.
Работы по использованию УЭВМ в схеме АСУТП гальванических покрытий должны помочь решить проблемы широкого их внедрения в гальванические цеха с максимальным техникоэкономическим эффектом. Переход на комплексную автоматизацию с использованием УЭВЛ1 «Днепр» привел к дальнейшим сокращениям эксплуатационных расходов и в условиях повышенных требований к качеству гальванических покрытий электронного и прецизионного приборостроения дал ощутимое сокращение расходов в результате устранения потерь от брака.
СПИСОК ЛИТЕРАТУРЫ
1. Автоматизация и механизация гальванических производств. Под ред. Л- Н. Биркган и др., М.» «Машиностроение», 1965. 347 с.
2. Автоматизированное оборудование для нанесения гальванических, химических и анодизационных покрытий. М-, ЦИНТИАМ, 1964. 150 с.
3. Вайнер Я. В., Дасоян М. А. Оборудование цехов электрохимических покрытий. Л-, «Машиностроение», 1971. 286 с.
4. Вайнер Я. В., Кушнарев Б. П. Оборудование гальванических цехов. Л-, «Машиностроение», 1971. 122 с.
5. Валитов А. М., Шилов Г. И. Приборы и методы контроля толщины гальванических покрытий. Л-> «Машиностроение», 1970. 120 с.
6. Егер Г. Электрометаллургия водных растворов. Справочное руководство по технической электрохимии. Пер. с нем. Под ред. канд. техн, наук Л- Р. Соловьевой. М-, «Металлургия», 1966. 550 с.
7. Згурский В. А. и др. Комплексная автоматизация гальванических цехов с применением управляющих вычислительных машин. Киев, «Высшая школа», 1973. 203 с.
8. Короленко Н. К., Источники и регулирование тока в цехах электрохимической обработки металлов. М—Л-, «Энергия», 1964. 263 с.
9. Оборудование для нанесения гальванических и анодизационных покрытий. Информационный материал. М., НИИинформации по машиностроению. 1975. 47 с
10. Приборы, методы контроля и регулирования технологических процессов металлопокрытий М., МДНТП, 1965. 159 с.
11. Проектирование, экономика и организация производства в цехах металлопокрытий. МДНТП, М.» Знание, 1973. 45 с.
12. Усанкин Н. Г. Автоматические гальванические линии с программным управлением. М., «Машиностроение», 1967. 81 с.
13. Фролов М. Е. Автоматические линии для нанесения электрохимических и химических покрытий, Л., ЛДНТП, 1972. 40 с.
ГЛАВА XXIII
ТЕХНИКА БЕЗОПАСНОСТИ
И ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ
В ГАЛЬВАНИЧЕСКИХ ЦЕХАХ
ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ И ОХРАНА ТРУДА
В ГАЛЬВАНИЧЕСКИХ ЦЕХАХ
В современных гальванических цехах используются сотни различных химических соединений и металлов. Наиболее вредно действуют на организм человека свинец, ртуть, хром, мышьяк, медь и соли, в состав которых входят эти металлы. Очень ядовиты цианистые и фосфорные соли. Некоторые соединения (особенно содержащие хром и никель) вызывают раздражение дыхательных путей и местные поражения кожи (язвы, экземы и т. п.).
При механической очистке металлов, шлифовании, полировании и глянцевании может происходить запыление и заболевание дыхательных путей.
При работе в гальванических цехах наблюдается быстрое разрушение одежды от действия кислот и щелочей, поэтому целесообразно применять для изготовления спецодежды и обуви специальные материалы (например,, материалы на основе хлорвиниловых пластиков). Работа в гальванических цехах, как правило, протекает при повышенной влажности и температуре, при постоянном шуме от вентиляторов, электродвигателей, полировочно-шлифовальных и галтовочных барабанов.
Учитывая вредность и опасность многих технологических операций, необходимо при устройстве и содержании цехов гальванических покрытий предусматривать соответствующие меры по охране труда, технике безопасности и производственной санитарии, которые позволяли бы устранять причины травматизма и профессиональных заболеваний, в соответствии с номенклатурой мероприятий по охране труда [9] *, утвержденных ВЦСПС.
Основные положения по охране труда предусмотрены в «Кодексе законов о труде», в котором содержатся правовые нормы труда и отдыха, а также предусмотрены мероприятия по технике безопасности и нормы производственной санитарии [9]**.
* См. с. 34—38.
** См. с. 8—16.
31
483
Контроль за своевременным и точным выполнением трудового законодательства и мероприятиями по охране труда и технике безопасности ведут органы Государственного надзора, которые располагают штатом технических инспекторов, подчиненных советам профессиональных союзов.
Государственная санитарная инспекция, находящаяся в ведении Министерства здравоохранения СССР, разрабатывает и утверждает санитарно-гигиенические нормы и правила для проектируемых и реконструируемых предприятий.
Постоянные комиссии и общественные инспекторы по охране труда работают на основании положений, утвержденных Президиумом ВЦСПС. В приложении 1 справочника по технике безопасности [5 ] * дан примерный перечень вопросов, требующих выяснения при общественной проверке техники безопасности и охраны труда в гальваническом цехе.
На каждом предприятии необходимо проводить обязательное обучение работающих в гальванических цехах безопасным методам работы и периодически проверять полученные ими знания. Это обучение проводится по единой программе, согласованной с технологами, электротехниками, специалистами по технике общей и противопожарной безопасности [5] **.
После прохождения программы слушатели подвергаются проверочным испытаниям. После прохождения техминимума им выдают справки-удостоверения. Лица, поступившие на работу, перед допуском их к самостоятельному выполнению своих обязанностей должны быть проинструктированы и не менее недели проработать с инструктором из числа опытных рабочих, который обязан по распоряжению администрации обучить безопасным приемам нового рабочего.
Общие санитарно-технические требования к условиям труда.
1. Для оздоровления и улучшения условий труда в местах, где выделяются вредные газы, пары и пыль, следует иметь надежную местную вентиляцию. Отопительная, вентиляционная и осветительная системы должны создавать максимально удобные условия труда.
2. Приточно-вытяжная вентиляция во всех рабочих помещениях должна обеспечивать нормальную чистоту, влажность и температуру воздуха, которая в зимнее время должна быть в пределах 18—20° С.
Наибольшее влияние на здоровье работающих в гальванических и оксидировочных цехах оказывает повышенная влажность воздуха, вызывающая заболевание дыхательных путей и астму. Все это является следствием размещения в цехах открытых ванн с водными растворами солей, кислот, щелочей и просто холодной воды, а также воды, подогреваемой до кипения. По
* См. с. 132.
* * См. с. 52—60.
484
технологическому процессу в цехе зимои должна поддерживаться температура не ниже +15° С, а летом она достигает +30° С и выше, поэтому необходимо поддерживать определенную влажность, обеспечивающую нормальные условия труда в течение всего рабочего дня.
Наиболее благоприятной для здоровья человека и его работоспособности считается влажность в пределах 50—75%, что достигается приточно-вытяжной вентиляцией. Длительное пребывание человека в атмосфере 100%-й влажности при температуре 36,5° С недопустимо. Температура воздуха от приточной вентиляции должна быть значительно ниже температуры человеческого тела.
Систему общей и местной вентиляции следует включать за 15 мин до начала работы и выключать через 15 мин после окончания ее.
3. В производственных помещениях травильных и гальванических отделений, а также в кладовых для хранения и розлива кислот и других агрессивных жидкостей должны быть установлены на видных местах через каждые 25 м краны-гидранты для промывания глаз, лица, рук при попадании на них кислот и щелочей. Краны-гидранты должны подключаться к водопроводу с питьевой водой.
4. Освещение производственных и бытовых помещений должно соответствовать нормам естественного и искусственного освещения, предусмотренным «Строительными нормами и правилами» (гл. П-В.5 и П-В.6), с максимальным использованием естественного освещения, причем световые проемы не должны загромождаться производственным оборудованием и готовыми изделиями [7] *.
5. Стены, полы и потолки в гальванических цехах должны своевременно ремонтироваться. Канавки и желоба для стоков промывных вод необходимо систематически очищать. На постоянные рабочие места должны быть уложены деревянные решетки или настилы для предохранения ног от промокания и охлаждения.
6. Особый надзор в отношении пожарной безопасности должен быть установлен за теми процессами, где применяют огнеопасные жидкости.
Нельзя складывать в плотную кучу пропитанную маслом одежду, фартуки, тряпки и концы, загрязненные маслом, во избежание самовозгорания.
7. Для обеспечения безопасной работы всю электротехническую аппаратуру и приборы заземляют и ограждают защитными кожухами (особенно токоведущие шины), так как влажный воздух гальванического цеха увеличивает опасность поражения электрическим током.
* См. с. 221, 234.
485
8. Каждая смена после работы обязана убирать рабочие места и производственные помещения, а также чистить оборудование, токопроводящие шины на ваннах и аноды, не допуская запыления растворов и электролитов.
Пол в конце рабочей смены, а также в случае проливания кислот или щелочей следует промывать из шланга.
Убирать помещение, где используют ядовитые вещества, должны лица, умеющие обращаться с ядами и знающие способы защиты от них и их обезвреживания.
9. Воздух в помещениях, где выполняют работу с ядами, и в кладовых, где их хранят, систематически подвергают анддизу.
Предельно допустимые концентрации вредных газов, паров, пыли и аэрозолей приведены в приложении № 2 [5] *.
10. Мусорные урны в цехе должны находиться под наблюдением, так как в них вместе с обычным мусором могут попадать загрязненные ядовитыми соединениями обрывки тряпок, которыми вытиралось оборудование. Поэтому урны с ядовитым мусором должны обезвреживаться в соответствии с требованиями «Временных правил о порядке уничтожения сильно действующих веществ» (утвержденных Министерством здравоохранения СССР).
11. Ремонт и очистку оборудования, в котором были ядовитые растворы, должны производить работники, знакомые с техникой безопасности, свойствами веществ, входящих в тот или иной раствор-электролит.
Работы внутри емкостей следует производить в противогазах, с предварительным удалением вредного газа и пыли, а также с оснасткой, обеспечивающей быстрое извлечение рабочего в случае обморочного состояния.
Работа при ремонте конструкций здания (колонн и др.)иобо-рудования цеха для закрепления подъемно-транспортных устройств допускается только с письменного разрешения главного инженера предприятия.
Рабочие, ведущие очистку, должны иметь исправную одежду и индивидуальные средства защиты для безопасной работы.
Во избежание отравления сухой ядовитой пылью очистку ванн и воздуховодов производят только мокрым способом. Пользоваться химикатами для очистки можно только с разрешения технолога цеха и при его личном участии.
12. Не допускается применение резиновых шлангов для подводки пара к ваннам. Резиновый шланг может лопнуть или сорваться со штуцера, а рабочий при этом может получить ожог острым паром.
13. Все работающие в цехе должны иметь производственную и специальную одежду, предохранительные и защитные средства
* См. с. 371—382.
486
(очки, респираторы, шлемы, маски, щитки и т. п.). Нормы бесплатной выдачи спецодежды, спецобуви и предохранительных приспособлений приведены в типовых отраслевых нормах [5] *, утвержденных Госкомитетом Совета Министров СССР по вопросам труда и заработной платы и Президиумом ВЦСПС.
Рабочие, связанные с особо вредными условиями труда, обеспечиваются бесплатным лечебно-профилактическим питанием и периодически подвергаются обязательным медицинским осмотрам.
14. Спецодежду периодически стирают и ремонтируют. Спецодежду работающих с ядовитыми веществами и их растворами необходимо предварительно обезвреживать.
Категорически воспрещается в спецодежде уходить после работы домой.
15. Работающие с ядовитыми веществами всегда должны быть обеспечены мылом, чистым полотенцем, защитными мазями и пастами для кожи рук и лица.
16. Спускаться в колодцы промышленной канализации для осмотра и ремонта разрешается только после того, как установлено, что в воздушной среде колодцев нет вредных для дыхания газов.
17. Технологическое использование ядовитых веществ и все работы, связанные с ядами и их растворами, должны производиться только по инструкции, составленной технологом, согласованной с ОТБ и утвержденной главным инженером предприятия.
18. Очистку оборудования, зараженного ядовитыми веществами и их растворами, для предупреждения возможного поражения обслуживающего персонала (отравление, травматизм кожных покровов и зрения) следует производить в противогазах или при надежно действующей местной вентиляции и использовании других защитных средств (резиновые перчатки, защитные очки и т. п.).
19. Признаки заражения воздуха вредными и ядовитыми газами должны служить сигналом к прекращению работы и оставлению работающими производственного помещения. В таких случаях необходимо немедленно вызвать заводского врача и принять меры к удалению загрязненного воздуха через вытяжную вентиляцию. При выходе вентиляции из строя работы прекращаются или ведутся в противогазах.
20. При случайном ранении кожи рук во время работы следует немедленно забинтовать руки водонепроницаемым бинтом, а после работы обратиться к врачу.
21. Все работающие с ядовитыми веществами и их растворами должны после работы принимать душ, а перед едой -- мыть руки теплой водой с мылом.
22. Гардероб для личной одежды рабочих и душ изолируются от производственных помещений.
* См. с. 179, 197.
487
23. Питьевую воду хранят в хорошо закрывающихся бачках, находящихся вне производственного помещения; для питья рекомендуется устраивать фонтанчики. Температура воды должна поддерживаться в пределах 15—20° С.
24. Курение непосредственно на рабочем месте категорически воспрещается.
25. В цехе должна быть аптечка со всеми необходимыми медикаментами и перевязочными материалами.
26. Весьма важно, чтобы все работающие не только знали, но и умели оказать первую помощь пострадавшим (обморочное состояние) при остановке сердечной деятельности и дыхания, отравлении ядовитыми и отравляющими веществами, электрическом и тепловом ударах, а также при серьезных ожогах кислотами или. щелочами. Помимо занятий по изучению правил техники безопасности, обучение по оказанию первой помощи должно проводиться заводским врачом, в обязанности которого входит обучение рабочих правилам проведения искусственного дыхания и применения лекарств, находящихся в аптечке. Желательно, чтобы в цехе в каждой смене было не менее двух человек, которые смогли бы до прихода врача оказать неотложную помощь. Этих лиц должны знать все рабочие цеха. Последние также должны знать, что при аптечке в цехе имеются санитарные носилки, кислородные аппараты, кислородные подушки и т. п.
В помещениях цеха должны быть организованы места для промывания глаз и рук в случае ожогов кислотами, щелочами и т. п. Нужно помнить, что промывать обожженные места можно только проточной водопроводной водой.
При недомоганиях, общей слабости или расстройстве желудочно-кишечного тракта, тошноте, головокружении необходимо заявить об этом мастеру или начальнику цеха и с их разрешения оставить работу.
Если нет уверенности в том, что рабочий сможет самостоятельно дойти до комнаты отдыха, следует отвести его к врачу или вызвать врача. На видных местах цеха, в комнате отдыха должны быть написаны основные правила по оказанию первой помощи пострадавшему.
27. Работающим в гальванических цехах запрещается:
а) пробовать химикаты в сухом и жидком виде на вкус и на ощупь;
б) касаться руками без рукавиц ядовитых веществ;
в) наливать воду для питья в лабораторную посуду;
г) оставлять посуду (порожнюю) непромытой;
д) оставлять химические вещества в посуде и в бумаге без соответствующей надписи;
f е) принимать пищу в том помещении, где производится растворение соединений, выделяющих вредные газы. Категорически воспрещается также в этом помещении хранить или разливать цианистые растворы;
488
ж) дробить ядовитые вещества следует вручную только под тягой в перчатках и в противогазе.
28. Наиболее вредным для организма человека является одновременное действие шума, сотрясений и вибраций. При длительном воздействии их поражаются органы слуха и нервная система; в результате вибраций у работающих могут поя-вйться головокружение, головные боли, онемение пальцев и заболевание суставов. Источники шума (галтовочные барабаны, шлифовальные станки, вентиляторы), если это возможно по технологическому циклу, следует размещать в отдельных звукоизолированных помещениях.
Физиологическое действие звуковых волн на орган слуха наблюдается, когда количество звуковых колебаний находится в пределах от 16 до 20 000 Гц, а давление звуковой волны достигает пороговых величин.
Для оценки субъективного ощущения силы звука пользуются условными единицами — децибелами и фонами. Децибел представляет собой наименьшее различимое ухом человека изменение в звуковом давлении от условного порога слышимости. За условный порог слышимости принята мощность звука 10~1G Вт/см2 при частоте колебаний 1000 Гц (к этой частоте ухо наиболее чувствительно). Диапазон человеческого слуха 13—130 дБ. Уровень звукового давления в 130 дБ воспринимается ухом как болевое ощущение. Для измерения шума и вибраций применяют фонометры (фон—условная единица громкости звука с частотой, равной 1000 Гц), шумометры, вибрографы.
Нормальная разговорная речь создает шум около 70 дБ; когда два разговаривающих в цехе плохо слышат друг друга, то шум колеблется в пределах 90—95 дБ; такой шум в цехе требует применения звукоизоляции объектов, создающих шум, или индивидуальной защиты шлемов, которые понижают шум на 30 дБ. Звукоизоляция стен должна Понижать шум не менее чем на 60 дБ — это достигается покрытием стен плитами-адсорберами звука. Лучше из таких плит делать щиты и устанавливать их на некотором расстоянии от стен.
Адсорбент должен обладать теплостойкостью до 250° С.
Шум вентиляционных установок, распространяющийся по воздуховодам, снижают, облицовывая последние^ звукопоглощающими материалами.
Централизованное приготовление и раздача электролитов. Подсобные'и санитарно-бытовые помещения. Для создания безопасных и облегченных условий труда в гальванических цехах рекомендуется иметь отделение централизованного приготовления электролитов, растворов и кислот.
Раздачу кислот в большие ванны анодирования и травления целесообразно проводить по трубопроводам при помощи кислотоупорных насосов или монтежю через напорные мерные бачки, 489
установленные на специальных площадках для каждой кислоты отдельно.
Устройство сложной системы трубопроводов в гальванических цехах для раздачи многокомпонентных электролитов и растворов при помощи стационарных насосов и баков нецелесообразно, так как передвижные раздаточные установки, смонтированные на универсальных электрокарах, управляемые одним человеком, могут вполне обеспечить потребности гальванического цеха.
В цехе следует иметь отдельные установки для кислых, цианистых и щелочных растворов. Приготовлять и корректировать электролиты и растворы следует, соблюдая меры предосторожности, максимально ограничить попадание в окружающую среду вредных паров, газа и брызг.
Ядовитые соли растворяют только под тягой в ваннах, имеющих местную вентиляцию (бортовой отсос). Переливание’ или фильтрование цианистых растворов производят с помощью насосов. При ручной перекачке или переливании необходимо надевать респираторы и другие личные защитные средства.
При приготовлении травильных растворов также должны приниматься меры предосторожности, исключающие возможность отравления, ожогов кожи рук и лица. Работа без предохранительных очков воспрещается.
Кислоту следует наливать небольшой струей в ванну, наполненную водой, а не наоборот.
Категорически воспрещается работающим у ванн добавлять что-либо в электролиты без разрешения технолога цеха или корректировщика во избежание отравления работающих, порчи электролитов и растворов.
При травлении цветных металлов в смеси кислот сначала в ванну с водой заливают серную кислоту, а затем небольшими порциями добавляют азотную кислоту.
Кладовые для хранения химикатов должны быть расположены и оборудованы так, чтобы была исключена возможность воздействия одного вещества на другое. Жидкости должны храниться отдельно от сухих химикатов.
Хранение и отпуск ядовитых химикатов должны производиться в соответствии со специальными инструкциями. Список ядовитых веществ устанавливает администрация промышленного предприятия совместно с санинспекцией и вывешивает их в кладовой и в отделе техники безопасности.
Кладовая химикатов предусматривается в виде отдельного помещения, размещенного у наружной стены и отгороженного от производственных отделений кирпичными ^стенами. Здесь должны быть отдельные хранилища для кислот и различных солей и совершенно изолированное отделение для цианистых солей. Готовить цианистые растворы следует Гвне - цеха, например в специальном помещении на складе цианистых соединений.
49о
Помещение кладовой должно Иметь естественное и искусственное освещение, отопление и общеобмениую вентиляцию, пол должен быть кислотостойким, например из керамических плиток; делать его следует ниже уровня пола остального помещения кладовой и пола гальванического цеха, чтобы в случае, если разобьется бутыль с кислотой, последняя не залила смежные помещения и не вызвала бы несчастных случаев.
Не допускается хранение в одной кладовой, например, хромового ангидрида и ацетона или бензина, так как возможны случаи его самовоспламенения, а при наличии паров бензина в воздухе может произойти взрыв или пожар.
Кладовые химикатов должны иметь огнетушители и мощную вытяжную общеобменную вентиляцию для удаления образовавшихся паров кислот и других вредных выделений при авариях.
Выключатели вентиляции следует устанавливать до входа в отделение кислот или щелочей. Прежде чем войти в это отделение, необходимо проветрить его, включив вентиляцию.
В гальванических цехах в соответствии с требованиями GH—24-571 следует предусматривать отдельные раздевалки, уборные, душевые и комнату для отдыха, в которой рабочие могли бы принимать пищу во время обеденного перерыва.
В каждом цехе, независимо от количества рабочих, должны быть устроены раздевалки с умывальниками.
Пескоструйщики, полировщики и шлифовальщики, травильщики, рабочие, работающие с ядовитыми растворами, должны ежедневно после работы принимать горячий душ. Души и умывальные краны устанавливают из расчета не менее одного умывальника на 15 человек и одного душа на 10 человек.
Спецодежду хранят в индивидуальных шкафчиках.
Устройство и содержание подсобных и бытовых помещений должно отвечать соответствующим требованиям СН-245—71.
Выполнение работ в гальванических цехах связано с применением горячих растворов щелочей и кислот, а также хромовых электролитов и растворов хромпика. Несмотря на применение автоматов, механизированных приспособлений и местной вытяжной вентиляции от ванн, работающие в этих цехах подвержены вредному воздействию паров указанных растворов. Как известно, пары кислот и щелочей, попадая на слизистую оболочку носа, вызывают раздражение и сухость в носу и горле и могут привести к серьезным заболеваниям (острый ларингит, хронический ларингит, сухой катар горла, хронический катар горла, осложнения после ангины и др.). Для предупреждения их необходимо оборудовать специальные комнаты-ингалятории, где одновременно могут быть приняты 6—8 человек.
В качестве лечебных жидкостей в распыленном состоянии применяют по рекомендации врача ментоловое или персиковое масло, водный раствор пеницилина.
491
Меры безопасности при шлифовально-полировальных операциях. В шлифовально-полировальных отделениях войлочная, наждачная, металлическая и матерчатая пыль, образующаяся при шлифовании и полировании деталей, очень вредна для человека.
Поэтому в этих отделениях запыленность воздуха в рабочей зоне по действующим нормам не должна превышать 5 мг/м3 [5] *.
К основным причинам, которые могут привести к травмам при работе на шлифовальных станках, относятся следующие:
1) отлетание частиц абразивов и металлических щеток, а также металла обрабатываемых деталей и поражение или засорение глаз;
2) ранение при соприкосновении рук или другой части тела с вращающимся кругом;
3) ожоги пальцев на руках от нагретых деталей при шлифовании без державок и без рукавиц;
4) возможное слетание круга со шпинделя во время работы при неправильном и плохом закреплении круга;
5) возможные разрывы керамических кругов, которые иногда применяются в гальванических цехах для грубого шлифования или обдирки. Это может произойти по следующим причинам:
а) трещины или раковины в круге, нарушающие его прочность;
б) увеличение частоты вращения круга сверхдопустимой по паспорту;
в) неправильные установки и закрепление круга на станке;
г) сильный разогрев круга, удар последнего по детали пли чрезмерное нажатие деталью на круг и т. д.
Все полученные шлифовальные круги, несмотря на наличие паспортов, необходимо на месте тщательно осматривать, слегка постукивая их деревянным молотком. Исправный круг издает ясный (звонкий) характерный звук.
Испытание всех кругов диаметром более 150 мм, предназначенных для работы с окружными скоростями более 15 м/с, перед пуском их в работу проверяют на скорости, превышающей рабочую на 50%, в продолжение 5—10 мин, так как разрывы кругов в большинстве случаев происходят в первые 5—10 мин испытания. Если для круга не указана предельная скорость, то его испытывают при скорости, превышающей рабочую на 100%.
Испытание должно производиться в специальном двойном (прочном) защитном кожухе. Внутренний круг кожуха делается обычно из (гофрированного) стального листа (для повышения прочности при. ударе). Защитный кожух должен быть прочно прикреплен болтами к станине станка.
Сухие исправные круги следует хранить в сухом отапливаемом помещении, оберегая их от случайных ударов. Обычно круги хранят на стеллажах в вертикальном положении или в выдвижных ящиках.
* См. с. 379.
492
Для «обеспыливания» шлифовально-полировальных отделений устанавливают мощную местную вытяжную вентиляцию у шлифовальных и полировальных кругов.
Работа на обдирке, шлифовании, полировании и глянцевании без вентиляции не разрешается, что требуется также по условиям противопожарной безопасности.
Основными мерами, предупреждающими травматизм при работе на шлифовально-полировальных станках, являются следующие:
1. Перед началом работы необходимо тщательно осмотреть станок, особенно в отношении прочного закрепления кругов и предупреждения возможных обратных вращений круга и отвинчивания закрепляющих гаек. v
2. Для защиты глаз необходимо работу выполнять в предохранительных очках.
3. Для предупреждения от опасных ранений пальцев и рук необходимо обеспечить рабочих специальными державками для мелких и трудно удерживаемых руками деталей.
4. Для предупреждения от ожогов рук рабочие должы быть обеспечены хлопчатобумажными рукавицами.
5. При временном перерыве в работе или по ее окончании станок должен быть остановлен.
6. Нельзя допускать увеличение скоростей вращения кругов против приведенных в техническом паспорте.
7. При работе на керамических кругах запрещается прижимать обрабатываемые детали с большим усилием к кругу.
8. При шлифовании и полировании следует подводить детали к кругу постепенно и осторожно, чтобы их не вырвало кругом.
9. При шлифовании и полировании необходимо следить, чтобы круги срабатывались равномерно по всей рабочей поверхности.
10. При смене или переналадке кругов следует тщательно закреплять гайки, прижимающие шайбы круга.
11. Нельзя допускать обратных вращений круга при ременной передаче от трансмисии и через ремень от электродвигателя.
12. Следует периодически проверять скорости вращения кругов тахометрами для определения частоты вращения или окружной скорости.
13. Деревянные круги должны быть изготовлены из прочной древесины (осина не допускается) и склеены не менее чем из трех слоев. Кожа натягивается на круги мокрой и прикрепляется деревянными шпильками.
14. При шлифовании и полировании медных и латунных деталей или при крацевании свинцовых анодов и деталей следует применять респираторы.
Учитывая особую вредность бериллия, все операции с бериллиевой бронзой (бериллием) следует проводить под вентиляционной тягой.
493
15. Чистка пылеприемников должна производиться только после полной остановки стайка.
16. При шлифовании и полировании работать без местной вентиляции запрещается.
17. Рабочие, занятые на шлифовальных и полировальных станках, должны ежедневно принимать горячий душ после работы.
18. При полировании магниевых сплавов эту работу выполняют на изолированных станках, приняв соответствующие меры противопожарной безопасности [4] *.
Меры безопасности при гидропескоструйной очистке. Основными отрицательными факторами при гидропескоструйной очистке деталей являются:
1) соприкосновение рук рабочих с холодной пульпой неблагоприятно влияет на здоровье;
2) запыленность (допустимая норма кварцевой пыли [5]** в воздухе рабочих помещений должна быть не более 1,0 мг/м3, что обеспечивается соответствующей вытяжной вентиляцией);
3) шум от струи сжатого воздуха, выходящего из сопла с большой скоростью.
Для устранения вредностей при гидропескоструйной очистке необходимо принимать следующие меры:
1. Все зазоры и щели в гидроочистных камерах, а также проемы в них должны быть хорошо уплотнены для предупреждения выделения водяной и кварцевой пыли в рабочее помещение.
2. В бункерах с абразивной пульпой следует устанавливать паровые змеевики для подогрева пульпы.
3. Вытяжная вентиляция, особенно открытых и полузакрытых камер, должна обеспечивать необходимый отсос паров воды, водяной и кварцевой пыли.
4. Необходимо принимать индивидуальные и конструктивные меры защиты от шума, создаваемого сжатым воздухом (шлемы, звукопоглащающие кожухи и др.).
5. Включение и выключение сжатого воздуха и пульпы должны быть максимально механизированы.
6. В открытых камерах следует предусматривать устройства для подачи подогретого чистого воздуха в скафандр. Повышенная влажность камер этого типа может вызвать в холодное время переохлаждение тела.
7. Во избежание попадания абразивной пульпы на руки через краги резиновых перчаток необходимо последние прикреплять к нарукавникам.
* См. с. 103.
+ !‘ См. с. 380.
494
8. Для предупреждения ушибов тяжелые крышки барабанов следует снабжать подъемными механизмами. Действующие барабаны для безопасности работы должны быть ограждены проволочными сетками на стойках.
9. Гидропескоструйные отделения при гальванических цехах должны быть размещены в отдельных изолированных ^помещениях.
Процесс очистки деталей металлическим «песком-», дробью и меры безопасности при работе. Основными вредностями при очистке деталей металлическим песком и дробью являются шум и металлическая пыль.
Действие металлической пыли на кожные покровы сказывается в различного вида дерматитах, экземах и пр. Воздействие пыли на слизистые оболочки вызывают воспаление оболочки глаз, слизистой оболочки горла и кашель. Пыль, попадающая в дыхательные пути, вызывает специфическое заболевание — силикоз.
Наиболее опасна для организма пыль с частицами размером от 2 до 20 мкм. Более мелкие частицы пыли (до 70%) выдыхаются с отработанным воздухом, а более крупные задерживаются и частично выводятся из организма с легочными выделениями (мокрота).
Для устранения вредностей при очистке деталей необходимо применять следующие меры:
1. При очистке деталей металлическим песком необходимо применять камеры закрытого типа с механизацией и герметизацией этого процесса или полуавтоматические установки, в которых процесс обдувки происходит без участия рабочего. Такие установки изготовляются промышленностью.
2. Перед началом работы в полузакрытой камере прежде всего должна быть включена вентиляция, затем, надев комбинезон и шлем-скафандр, рабочий может приступать к работе. Рабочие, работающие вне камер (на гигиенических шкафах), должны перед началом работы надевать предохранительные очки.
3. Пескоструйщики должны обязательно работать в перчатках с длинными крагами и спецодежде.
4. Лиц, страдающих заболеваниями уха, нельзя допускать на пескоструйную очистку, так как им противопоказан шум от струи сжатого воздуха.
5. Отделение очистки деталей металлическим песком должно быть изолировано от смежных помещений цеха.
6. Очистные камеры следует внутри облицовывать листовой резиной и детали укладывать в камере на покрытый резиной стол.
7. В очистных камерах следует предусматривать блокировку пусковых устройств.
495
Меры безопасности при обезжиривании химическим и ультразвуковым способами. При работе по обезвреживанию деталей возможно поражение работающих. Например, кратковременное вдыхание паров трихлорэтилена при малых его концентрациях вызывает головокружение и шум в голове, а при больших — происходит нарушение сердечной деятельности, на коже образуются пузыри, поражаются зрительные нервы и расстраивается зрение. При обезжиривании деталей венской известью на
руках может появиться экзема.
Пары горючих органических растворителей в смеси с воз
духом пожаровзрывоопасны.
Лица, обслуживающие ультразвуковые установки, могут подвергаться вредному воздействию ультразвуковых колебаний.
Интенсивность ультразву-
Таблица 146 КОвых колебаний в зави
Частота колебаний, к Гц Интенсивность колебаний, дБ
у края ванны па расстоянии 1 м на расстоянии 4 м
1G—22 112—118 105—107 100-103
22-30 102—103 95—97 80—90
30—40 102—104 93—100 85
40—70 97-99 92—93 79—79
симости от частоты ультразвуковой ванны УЗВ-2, приведена в табл. 146.
В воздушном пространстве помещений распространяются ультразвуковые колебания в широком спектральном интервале со сравнительно небольшим затуханием. Основная масса звуковой энер-
гии размещается в области высоких частот (от 8000 Гц и выше).
Следовательно, при работе ультразвуковых установок обслуживающий персонал подвергается комбинированному дейст-
вию высокочастотного слышимого и ультразвукового шумов, резко отличающихся от обычного производственного и по своему спектральному составу приближающихся к шуму, создаваемому реактивными двигателями.
При контактном облучении интенсивные ультразвуковые колебания (примерно от 3 Вт/см2) вызывают воспаление кожных покровов, глубоко проникают в ткани, поражая облучаемый орган.
При кратковременном воздействии ультразвука на организм человека обостряется слух, а при длительном воздействии — притупляется.
Ультразвук вредно действует на центральную нервную систему человека, вызывая утомляемость, раздражительность, головную боль.
Меры безопасности при работе. Ванны и обезжиривающие установки должны быть оборудованы местной вентиляцией, а рабочие снабжены спецодеждой и соответствующими защитными средствами (резиновые перчатки, фартуки, очки и др.) для пре-
496
дохранения от вредного действия растворов. Горючие растворители должны быть исключены из применения.
Вредные пары трихлорэтилена и дихлорэтана и других растворителей надо удалять из рабочей зоны посредством местных мощных бортовых отсосов. Трихлорэтилен и дихлорэтан для обезжиривания ввиду их большой вредности следует применять в специальных случаях и только в специальных аппаратах.
Резиновые перчатки при работе с растворителями непригодны, а хлорвиниловые неудобны, поэтому они могут быть заменены так называемыми биологическими перчатками, которые создаются непосредственно на коже рук в виде тонкой эластичной пленки. Перчатки легко смываются с кожи рук теплой водой с мылом. Кожа рук после пользования биологическими перчатками приобретает эластичность и мягкость, не растрескивается и не шелушиться. Биологические перчатки в несколько раз дешевле резиновых и хлорвиниловых.
В состав биологических перчаток входят следующие компоненты:
Компоненты Весовые части
Казеин 1-й сорт............................ 100
Аммиак водный 25%-ный....................... 15
Глицерин .................................. 100
Спирт-ректификат ...........................283
Вода дистиллированная.......................283
Залитый водой казеин ставят на водяную баню при 60— 70° С на 2—3 ч до полного набухания казеина. Всю массу периодически перемешивают. В набухший казеин при перемешивании вводят небольшими порциями аммиак и размешивают до получения однородной клеящей массы. В полученную смесь добавляют небольшими порциями при перемешивании вначале глицерин, а затем спирт. Всю массу тщательно перемешивают до получения однородной жидкости. Раствор готовят в чистой эмалированной посуде, мешалка должна быть из органического стекла или фарфора. Готовый раствор хранят в банках с притертыми крышками.
Срок хранения — не более 8 суток. При’ двукратном нанесении биологических перчаток (перед началом работы и после обеда) расход компонентов составляет 200—250 г на человека в месяц.
Ультразвуковые установки нужно помещать в изолированном помещении или закрывать специальными укрытиями.
В настоящее время ультразвуковые ванны типа УЗВ выпускают со звукоизоляцией. Однако на заводах имеется большое количество ванн без звукоизоляции. Их следует закрывать сварными кожухами из листовой стали толщиной 1,5—2 мм с плотно прилегающей крышкой.
32 п/род. Гипберга А. ДА.
497
При разгрузке и выгрузке деталей из ванн следует по возможности выключать источник ультразвуковых колебаний. Если частое выключение и включение последнего ограничены ходом процесса и работой аппаратуры, то необходимо применять при загрузке и выгрузке деталей сетки или перфорированные ванночки (металлические или капроновые) с ручками, обмотанными пористой резиной, причем сами ручки не должны иметь жесткой связи с сетками и ванночками.
Одним из важнейших и наиболее эффективных мероприятий по технике безопасности на ультразвуковой установке является комплексная автоматизация линии, включающей все операции технологического процесса.
Звукоизоляция ванн, работающих в зоне низких слышимых частот (100—1000 Гц), понижает уровень шума от 70—75 до 55— 60 дБ, а в диапазоне высоких частот (10—15—20 кГц) — от 100— ПО до 70—75 дБ. Определение уровня шумов производится по инструкции, утвержденной^ Министерством здравоохранения СССР.
Для ослабления слышимого шума рекомендуется выбирать рабочие частоты не ниже 22 кГц. Обслуживающий персонал необходимо обеспечивать средствами индивидуальной защиты --заглушками .или наружными противошумами. Заглушки рекомендуется делать из специальной резины неопрен. Лучше всего применять наружные противошумы из плотного, хорошо при-легаемого к уху материала, например раковина из папье-маше с резиновой внутри прокладкой, или противошумы, разработанные Московским институтом охраны труда. Противошумы снижают уровень высоких слышимых шумов на 15—20 дБ. Ультразвуковые ванны с органическими и токсичными растворами необходимо снабжать бортовой вытяжкой с соблюдением правил пожарной безопасности.
Ультразвуковые генераторы должны иметь электрическую блокировку, должна быть световая сигнализация включения накала и высокого напряжения.
Магнитострикционные гвибраторы заземляют, а подводящие провода укладывают в резиновые или хлорвиниловые трубки.
При работе на электрозвуковых установках в помещении должно находиться не менее двух человек.
Меры безопасности при травлении металлов. Выделяющийся при травлении водород в смеси с воздухом при определенном соотношении может создать в рабочем помещении и в оборудовании взрывоопасные концентрации (нижний предел взрываемости водорода в смеси с воздухом 4%, верхний—75%, а в смеси с кислородом — соответственно 4 и 95% объемных).
При травлении чугуна и некоторых других металлов образуются вредные для здоровья сернистые соединения.
493
Очень токсичны соединения бериллия.
При травлении меди и латуни азотной кислотой выделяется значительное количество бурых окислов азота.
Попадание азотной и серной кислот на вату, обтирочные концы, деревянные опилки и стружку, древесину и солому, а также на бакелит и другие органические материалы может привести к их воспламенению.
Некоторые химикаты при соединении друг с другом воспламеняются, например хромовый ангидрид при соприкосновении со спиртом.
Транспортировать и разливать кислоты, щелочи и другие химикаты надо соблюдая все меры предосторожности. Всегда нужно вливать кислоту в воду, а не воду в кислоту
Нельзя плотно закрывать бутылки с кислотами, особенно с азотной во избежание взрыва.
При заливке кислоты в травильную ванну следует обязательно надеть предохранительные очки, резиновые перчатки, фартук и резиновые сапоги.
Перед подъемом корзины с бутылью следует обязательно проверить прочность тары и в первую очередь днище корзины.
Ванны с кислотными растворами должны быть установлены так, чтобы верхние борта их находились на расстоянии 0,9—1 м от пола, а рабочим не приходилось нагибаться при загрузке и выгрузке деталей.
Рабочие, занятые в травильно-моечном помещении, должны быть снабжены предохранительными защитными очками, резиновыми перчатками, прорезиненными нарукавниками, прорезиненными фартуками, халатами из непромокаемого материала, резиновыми сапогами, а в отдельных случаях противогазами и респираторами.
Подогревать раствор серной кислоты выше 60° С не рекомендуется. Нельзя нагревать выше 40° С соляную кислоту. При травлении медных и латунных деталей в азотной кислоте должна работать особо мощная вытяжная вентиляция для удаления очень вредных паров окислов азота. Для лучшего удаления паров азотной кислоты травление ведут под вытяжным шкафом, где установлены травильные и промывные ванны.
Вентилятор, бортовые отсосы и воздуховоды в этом случае изготовляют из винипласта, чистого алюминия или нержавеющей стали. При травлении алюминия в щелочи выделяется раздражающий носоглотку щелочной туман.
1 Соединение серной кислоты с водой, а также едкого натра с водой вызывает нагрев воды до 100° С и выше.
Применять серную кислоту, загрязненную мышьяковистыми соединениями не разрешается.
32*
499
Работающие у ванн ежедневно перед работой должны смазывать слизистую оболочку носа, руки и лицо вазелином или какой-либо смягчающей или питательной мазью по указанию врача.
Меры безопасности при нанесении металлических покрытий. Нанесение металлических покрытий гальваническим методом связано с применением вредных и опасных для организма человека цианисто-щелочных, щелочных и кислых электролитов и различных солей металлов.
Цианиды чрезвычайно ядовиты и способны в случае попадания в них кислоты выделять синильную кислоту, являющуюся особо сильным ядом.
Образование синильной кислоты возможно также и при попадании плохо промытых деталей после цианистой ванны в ванну осветления с азотной или хромовой кислотой или из ванны цианистого меднения в ванну никелирования (кислую).
Щелочные и кислые электролиты могут причинить ожоги, а при попадании в глаза — привести к серьезной травме.
Очень вредно действуют на организм человека медь, индий, свинец и их соединения. Соли никеля вызывают трудноизлечимые экземы и дерматиты.
Очень вредны хромовые растворы, применяемые при электролитическом хромировании.
Хромовый ангидрид как сильный окислитель разрушает органические материалы (одежду, древесину и пр.) и может привести к пожару и взрыву.
При работе с ядовитыми и опасными электролитами надо знать и строго соблюдать следующие правила:
1. В гальванических цехах необходимо выполнять в строгой последовательности все операции технологического процесса по установленному режиму.
2. За 10—15 мин до загрузки деталей в ванны с ядовитыми электролитами необходимо включить бортовую вентиляцию.
3. Работать нужно в исправной спецодежде, резиновых сапогах, прорезиненном фартуке ниже колен, в нарукавниках выше локтя, резиновых перчатках. Каждый рабочий должен иметь респиратор и предохранительные очки. Перчатки, фартуки, и нарукавники следует ежедневно после работы промывать, проветривать и сухими помещать в шкафчик.
4. Для предохранения дыхательных* путей следует смазывать перед работой слизистую оболочку носа чистым (аптечным) вазелином. Полезно также применять ингаляцию паров эфирных масел.
5. При работе с цианистыми растворами следует избегать любого контакта водных растворов цианидов с кислотами, особенно минеральными. Необходимо также учитывать, что разложение цианидов (KCN) и (NaCN) происходит под влиянием 500
влаги и углекислоты, содержащихся в воздухе, с выделением синильной кислоты.
6. При корректировании состава электролитов должно быть полностью исключено ошибочное добавление в цианистый раствор кислот, поэтому эту работу разрешается производить только ответственным лицам — специалистам.
7. В нерабочее время все ванны с цианистыми растворами должны быть закрыты плотными крышками.
8. Загрязнение воздуха синильной кислотой обнаруживается по запаху горького миндаля, что является грозным предостережением.
Необходимо выйти из цеха, немедленно вызвать врача и сообщить администрации о неудовлетворительной работе вентиляционной системы.
9. Загружать детали в ванну следует осторожно, чтобы исключить разбрызгивание раствора. Детали, подлежащие покрытию в цианистых электролитах и имеющие глубоко профилированную конфигурацию, где может задержаться декапировочный кислотный раствор, должны быть хорошо отмыты.
После покрытия в цианистых электролитах детали следует тщательно промывать до полного удаления остатков цианистого раствора.
10. После выгрузки деталей борты ванны следует протереть мокрой тряпкой до полного удаления остатков цианистого раствора.
11. После окончания электролиза аноды из ванн следует извлечь и погрузить в ванну с проточной водой.
12. Чистку анодов из цианистых, а также других электролитов разрешается производить только во влажном состоянии.
13. Чистку анодных и катодных штанг на цианистых ваннах разрешается производить только после того, как они сняты с ванны и промыты. Если штанги укреплены прочно на ванне, их следует неоднократно протереть влажной тряпкой, избегая загрязнения электролита. Далее протирку производить влажным тампоном с наждачной пылью в резиновых перчатках. Чтобы наждачная пыль не попадала в ванну, нужно под протираемую штангу подставлять фанерный лист.
14. Остатки неиспользованных кадмиевых, медных, латунных и цинковых анодов из цианистых растворов после соответствующей очистки, как указано выше, можно направить в переплав.
15. Все упавшие в ванну стальные детали следует извлекать магнитом, а медные, латунные — перфорированным совком, имеющим длинный черенок.
16. Фильтровать цианистые электролиты надо при соблюдении всех мер предосторожности. Обычно это осуществляется при помощи декантации.
501
В цехах, где объем цианистых электролитов составляет более 2—3 тыс. л, необходимо иметь специальную фильтровальную установку (сепараторного типа).
Спуск в канализацию пришедшего в негодность цианистого раствора допускается только после его полной нейтрализации и анализа. На спуск электролита в канализацию составляется соответствующий акт. Чистку ванн, раствор которых фильтруют, обычно производят тщательной промывкой.
Отработанные цианистые растворы и их отходы перед спуском в сточные воды обезвреживают водными растворами закисного железа (Fe2SO4) и щелочи (NaOH).
Водный раствор для обезвреживания приготовляют перед использованием. Вместо едкого натра можно использовать гашеную известь.
Зная анализ (содержание свободного цианида в отходах), на 1 весовую часть цианида (NaCN или KCN) берут 6 весовых частей железного купороса и 3 весовые части гашеной извести; к этой массе добавляют воду с тем расчетом, чтобы образовался 10%-ный водный раствор-суспензия.
Операция обезвреживания заключается в следующем: отходы и предметы, загрязненные цианидами, непосредственно погружают в раствор-суспензию и тщательно перемешивают в течение 15—20 мин в растворе, а затем оставляют на 3 ч и только после этого сливают раствор и жидкие отходы в канализацию, разбавляя водой из шланга.
Обезвреживание спецодежды производят следующим образом: спецодежду — хлопчатобумажную и шерстяную — погружают в раствор щелочи и серпокислого железа (20 г Fe2SO4 и 20 г NaOH на 1 л воды) на 2 ч, после чего ее дважды промывают струей теплой воды, а затем отжимают и отстирывают.
Хлорвиниловые фартуки, нарукавники и резиновые изделия (перчатки, сапоги) обрабатывают 5%-ным раствором Fe2SO4, а затем тщательно промывают струей теплой воды.
Уносить производственную одежду для стирки домой категорически воспрещается.
17. Бортовые отсосы ванн (щели) обычно загрязняются отложившимися углекислыми солями, засоряющими щелевое отверстие. Чистить воздуховоды следует не реже одного раза в месяц.
18. В рабочих помещениях необходимо периодически брать пробу воздуха и определять степень загрязненности атмосферы ядовитыми веществами.
19. Отпуск цианистых солей в цехи и лаборатории производится, как правило, только лицам, уполномоченным дирекцией предприятия; каждое требование на получение цианидов подписывается дирекций данного предприятия.
20. К работе на ваннах с ядовитыми электролитами не допускаются лица с повреждениями кожи на руках, на липе и предрасположенные к кожным заболеваниям.
5U2
21. Цинковые, медные и никелевые сернокислые соли, особенно последние, оказывают вредное влияние на влажнукГкожу рук, вызывая заболевания кожного покрова.
В практике гальванических покрытий известна так называемая никелевая болезнь (никелевая экзема) — болезнь" кожного покрова в виде экземы с нарастающим зудом.
Работать на никелевых ваннах при наличие кожных заболеваний категорически воспрещается.^Заболевших никелевой болезнью переводят на время леченияПна другую^работу, где исключена возможность смачивания рук.
Для лечения никелевой экземы рекомендуется пораженные участки кожи промывать водным раствором следующего состава, г:
Двууглекислый натр (NaHCO3)............. 120
Хлористый калий (КС1) 60
Борнокислый натр (Na2BO3) ................ 20
Хорошо перемешанную смесь растворяют в воде в отношении: одна столовая ложка смеси указанных солей на 2 л теплой воды, подогреваемой затем до 50—60° С. Этим раствором промывают пораженные участки кожи в течение 15 мин. После промывки заболевшие участки^осушивают тампонами марли (полотенцем) без трения. Больные участки после этого смазывают, слегка втирая мазь следующего состава, г:
Ланолин..................................... 60
Оливковое масло (стерилизованное).......... 30
Йодистый тимол..............................240
Крахмал (добавляется до мазеобразной густоты)
Применение этих средств должно быть одобрено заводским врачом.
22. Случайные ранения кожи рук во время работы необходимо немедленно защитить водонепроницаемым бинтом, а после работы обратиться к врачу.
23. Курение и еда на рабочем месте или в общем помещении гальванического цеха категорически воспрещается.
24. При появлении признаков заболевания кожи, дыхательных путей, желудка, головной боли, учащенного сердцебиения, появления общей усталости, потливости работающий должен немедленно сообщить об этом мастеру, начальнику цеха и обратиться к врачу.
25. В случае обрызгивания цианистым раствором лица, глаз или других участков тела нужно немедленно тщательно промыть их"водой и протереть полотенцем; в случае ожога кислотами или щелочами следует тщательно промыть пораженное место водой и только после этого обратиться к врачу.
26. Если на кожу попала хромовая кислота, ее необходимо немедленно тщательно промыть струей воды.
Если хромовый раствор попадет в глаза, нужно немедленно промыть их 1%-ным водным раствором гипосульфита натрия.
503
27. Перед едой необходимо тщательно мыть руки, а после окончания работы и мытья рук смазывать их вазелином или специальными пастами по совету врача. После работы необходимо принимать теплый душ.
28. По окончании смены ежедневно пол и решетки на нем промывать струей воды из шланга. Если на полу разлит цианистый раствор, весь пол промывать 5%-ным водным раствором сернокислого железа.
Аэрозоли. При использовании хлорного олова (SnCl4), четыреххлористых титана (TiCl4) и кремния (SiCl4) следует хорошо помнить, что они легко поглощают влагу воздуха и образуют густые туманы — аэрозоли. Поэтому порядок перевозки, хранения и применения их должен быть особо оговорен.
Производственная пыль — это тонкодиспергированные частицы твердых веществ, образующихся в процессе тех или иных операций и способные некоторое время находиться во взвешенном состоянии в воздухе.
В гальванических цехах особо вредное влияние пыль оказывает на работающих в шлифовально-полировальном отделении.
Наибольшую опасность представляет мелкодисперсная пыль с размерами частиц менее 5 мкм; чем мельче пыль, тем легче она проникает в глубь дыхательных органов, тем опаснее она для человека и тем легче она (органическая пыль, а в некоторых случаях и металлическая) может взорваться. Пыль, особенно имеющая острые грани, может быть причиной травмы глаз и верхних дыхательных путей.
Пыль соединений хрома, мышьяка, кадмия, цинка, сернокислых, азотистых и хлористых солей, а также фтористых соединений и цианидов, особенно солей свинца и веществ, содержащих ртуть, не только опасна для здоровья человека, но и может привести к острому отравлению.
Предельно допустимые концентрации пыли и аэрозолей даны в таблице, составленной на основе инструкций о предельно допустимых концентрациях ядовитых газов и пыли в воздухе рабочих помещений [5] *.
Контроль воздушной среды необходимо производить не только в рабочих и складских помещениях, но также в аппаратах, резервуарах, ваннах, колодцах, воздуховодах при каждой подготовке их к ремонту (осмотру) и особенно перед производством сварочных работ.
Техника безопасности при эксплуатации электрооборудования.
1. Для питания гальванических ванн используют постоянный ток напряжением 3—12 В, реже используют ток напряжением до 120 В (при специальном оксидировании алюминия).
* См. с. 371—383.
504
Большинство технологических операций в отделении покрытий связано с применением безопасного в нормальных условиях напряжения 3—12 В, поэтому в гальванических цехах у опасного электрооборудования должны быть вывешены предупредительные надписи, плакаты и знаки.
2. При обращении с электрооборудованием наиболее опасным является двухполюсное прикосновение к токоведущим частям. Опасно также соприкосновение с проводником, находящимся под высоким напряжением. При этом если человек стоит на влажном или металлическом полу, то воздействие на него высокого напряжения возрастает.
Поражение электрическим током характеризуется потерей сознания, мгновенным появлением судорог, ослаблением или полной остановкой сердечной деятельности и дыхания.
3. Наиболее опасным для человека считается переменный ток частотой 50—60 Гц, силой 0,1 А и напряжением свыше 250 В. При токе 0,04—0,1 А может наступить потеря сознания, а в ряде случаев ^ смерть. Неприятные ощущения причиняют токи силой 0,005—0,040 А, и только токи, не превышающие 0,005 А, могут считаться относительно безопасными.
По действующим правилам все электротехнические установки разделяются на установки низкого и высокого напряжения: низкого — когда напряжение тока между линейным проводом и землей не выше 220 В для переменного и не выше 250 В для постоянного тока; высокого — когда напряжение между линейным проводом и землей выше 220 В.
4. Опасным является не только ток высокого напряжения, но и низкого, поэтому следует проявлять осторожность при обращении с электрооборудованием, работающим при напряжении свыше 36 В, особенно в гальванических цехах. В таких помещениях приборы электрического освещения должны быть на высоте не ниже 2,5 м от пола; если по условиям работы светильник должен находиться ниже, то напряжение для его питания должно быть не выше 24 В.
Практически ток напряжением более 12 В является опасным для работающих в сырых местах.
5. Опасным также является и статическое электричество, образующееся в результате трения.
Искровой разряд при наличии органической пыли в помещении может вызвать взрыв или пожар. Для устранения искровых разрядов применяют следующие меры: снимают с ремней электрический заряд гребенками или щетками, располагаемыми вблизи ремней или накладываемыми непосредственно на ремни; уменьшают до минимума скольжение ремня по шкиву. Положительные результаты получают при намазывании ремня со стороны шкива составом из канифоли, машинного масла, сажи или графита, хорошо проводящим ток, с последующей протиркой смазанного ремня чистой сажей. Делают это 1—2 раза в месяц.
505
6. Существенным мероприятием, обеспечивающим личную безопасность работающих, а также пожаро- и взрывобезопасность, является заземление электротехнического оборудования (генераторов, моторов, преобразователей тока и_др.), а также предметов, на которых появятся при авариях или^при движении и трении статические электрические заряды.
7. Движущиеся и вращающиеся_детали (шкивы, валы, муфты, штоки) электрооборудования должны быть ограждены.
Включение и выключение двигателей должно быть кнопочным [7] *.
8. В конструкции и схеме применяемых генераторов ультразвуковых установок предусмотрены меры защиты обслуживающего персонала от высокого напряжения.
Текущее обслуживание установки разрешается при условии изучения правил эксплуатации данной установки, которые прилагаются к установке.
При эксплуатации ультразвуковых установок запрещается: работать при снятых облицовках генераторов;
закорачивать или снимать блокировку;
работать на незаземленной установке [7] **.
ВОЗМОЖНЫЕ ПРИЧИНЫ ПОЖАРОВ
И ПОЖАРНАЯ БЕЗОПАСНОСТЬ
В ГАЛЬВАНИЧЕСКИХ ЦЕХАХ
Возникновение пожаров в гальванических цехах возможно в следующих отделениях и производственных участках.
1. В шлифовально-полировальных мастерских, где в процессе работы в воздуховодах вытяжной вентиляции накапливается много матерчатой пыли с наличием полировальной жировой пасты, а на шлифовальных кругах возникает большое искрение, искры попадают в пыльный воздуховод, вызывают загорание пыли и возникает пожар в воздуховодах вытяжной вентиляции. В целях предупреждения возникновения указанного пожара необходимо вытяжные воздуховоды от шлифовальных и полировальных станков делать отдельными с~отдельными вентиляторами.
2. В кладовых химикатов, где часто хранятся совместно сильные окислители (хромовый ангидрид, азотная кислота, хромпик) и легколетучие органические растворители (бензин, ацетон, керосин). При самонагревании (при окислении с кислородом воздуха) возникает самовоспламенение хромового ангидрида, что может вызвать пожар при наличии паров бензина и ацетона. Поэтому хранение органических растворителей должно быть в отдельных помещениях с наличием вытяжной вентиляции.
* См. с. 435.
** См. с. 399-402-407.
506
3. На участках обезжиривания деталей от минеральных масел в бензомоечных шкафах и протиркой вручную щетками, а также протирка вручную алюминиевых и магниевых листов от жировых смазок после консервации происходит большое насыщение воздуха парами бензина, а при протирке листов щетками или салфетками, смоченными бензином, возникает статическое электричество, дающее искры, что может вызвать пожар при наличии в воздухе паров бензина и на рабочем месте жидкого бензина.
4. В целях пожарной безопасности бензомойки и ультразвуковые ванны с органическими растворителями должны быть выгорожены в отдельное помещение и снабжены мощной вытяжной вентиляцией. Протирочные металлические столы должны быть покрыты сверху резиновыми листами, а корпуса столов заземлены. Не разрешается для протирки листов и деталей применять шерстяные и шелковые салфетки, которые при смачивании в бензине вызывают искрение статического электричества и воспламенение паров бензина.
5. В целях изолирования пожароопасных шлифовально-полировальных отделений, кладовых химикатов, бензомоечных отделений от всего цеха их необходимо размещать у наружной стены первого этажа с наличием окон для выхода взрывной волны через окна и доступности пожарных машин для тушения пожара через окна.
6. Кроме того, в гальванических цехах при наличии высокой влажности, паров кислот и щелочей происходит ускоренное старение изоляции электропроводов, что может вызвать короткие замыкания и загорание проводов. Для предупреждения указанных случаев необходимо в установленные сроки производить профилактический ремонт электрооборудования цеха.
7. Основными огнегасительными средствами, применяемыми в гальванических цехах, является вода, воздушно-механическая и химическая пены, инертные газы, водяной пар, твердые и жидкие огнегасительные вещества.
СПИСОК ЛИТЕРАТУРЫ
1. Королькова В. И. Электробезопасность на промышленных предприятиях. М., «Машиностроение», 1970, с. 520.
2. Лисичкина 3. С. Техника безопасности при работе на ультразвуковых установках, сб. № 1, 1961, с. 143.
3. Первая помощь и лечение при промышленных отравлениях (Справочник для врачей, медсанчастей и здравпунктов). Медгиз, 1952, с. 84.
4. Беляев И. И., Рысаков И., М. Справочник по технике безопасности для инженерно-технических работников предприятий авиационной промышленности. ч. 1. М., Оборонгиз, 1947, с. 103.
5. Справочник по технике безопасности и производственной санитарии. Судпромгиз, 1969, т. 1, с. 551.
6. Тоже. Судпромгиз, 1969, т. II, с. 680.
507
7. Справочник по технике безопасности и промсанитарии, «Судостроение», 1971, т. II, с. 540.
8. Справочник по технике безопасности и промсанитарии, «Судостроение», 1972, т. III, с. 582.
9. Справочник по охране труда. «Судостроение», 1973, т. I, с. 552.
10. Справочник по охране труда. «Судостроение», 1974, т. II, с. 582.
11. Лазарев Н. В. Химические вредные вещества в промышленности т. I, с 831; т. II, с 619, «Химия», 1965.
12. Тупицын Г. И., Шейко Т. С. Техника безопасности и производственная санитария в гальванических цехах, Оборонгиз, 1963, с 207.
13. Техника безопасности и производственная санитария (Сборник постановлений и правил). Профиздат, 1964, с. 543.
АЛФАВИТНО-ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Автоматические линии ----автооператорные 450 ----с жестким циклом 445 ----, классификация 442 ----, экономическая эффективность 460
Автоматическое регулирование 472
Алгоритм оптимальный 389
Алмазное выглаживание 61
— точение 60
— фрезерование 60 Анализ
— дисперсионный 390, 403
— факторный 390
Анодное окисление алюминия 261
-------глубокое 267
------- декоративное 269
------- твердое 267
-------электроизоляционное 268
Антифрикционное покрытие ---- галием 182 ----индием и его сплавами 181 медпо-оловянистыми сплавами 179 ---------------------------------никелем и его сплавами 179 ---------------------------------серебром и его сплавами 175
Априорная информация 130, 404
В
Водоиспользование 365
—, качество исходной воды 369
—, номограмма' расхода воды 373
—, нормирование расхода воды 374
—, схема промывки 368
Г
Графические изображения ----на алюминии и его сплавах 336 ---- латуни 342
Градиент функции отклика 390
Д
Декапирование 92
Декоративная отделка поверхности -------, алмазное точение 60 -------, — выглаживание 61 -------, — фрезерование 60 -------, вибрационное обкатывание 62 -------, лучевание 60
Дисперсия воспроизводимости 392
Добавки выравнивающие 39 Доверительный интервал 393 £)-оптимальный план 400
3
Защита — электрохимическая 106
— анодная 11
Защитное свойство покрытия 106
Загрязнения органические 38
Звездное плечо 399
Золочение 26, 194
И
Износостойкое покрытие 150
----железное 157
---- никелевое 164
---- пористое 159
----хромовое 151
Изолирование поверхности 98
Ингибиторы 80
Интервал варьирования 397
Интуитивное решение 392
К
Кадмирование 115
Камера искусственного климата 423
Качество
— исходной воды см. Водоиспользова-ние
— обезжиривания 77
— поверхности 39
— покрытий см. Контроль покрытий
Коллективное мнение 404
Контакт Петрова 67
Контроль покрытий
----, качество 415
----, пористость 420
----, прочность сцепления 419
----, состояние поверхности 77
----, толщина 415
— зажиренности моющих сред 77
Коррозионная стойкость 20, 39
Коррозионное воздействие среды 12
Коррозионные испытания
----натурные 424
---- ускоренные 421
Коэффициент регрессии 391
Крацевание 43
Кристаллит 141
Критерий
— Бартлета 393
— Кохрена 392
— Стьюдента 392
— Фишера 392, 410
Крутое восхождение 390
Л
Лужение
— блестящее 187
— химическое 186
509
м
Магнитное покрытие 217 ----многослойное 233 ----, выбор состава 219 ----, — толщина 219 Матрица — наименьших квадратов 393 — планирования 394, 403, 411 ---- исходная 397 — рангов 406 Меднение 40, 298 — гальваническое 304 — химическое 298 Металлизация пластмасс 293 ----, никелирование 301 ----, подготовка поверхности 296 ----, получение токопроводящего подслоя 298
----, требования к форме изделия 295 Метод
— априорного ранжирования 404
— Бокса-—Уильсона 390
— коррозионных испытаний (см. также Коррозионные испытания) 421
— планирование эксперимента 389, 409 — регрессивного анализа 409 — случайного баланса 408, 411 Моделирование процессов 389 Моющие средства 74
Мыло жировое 67
Н
Новодороживание основного металла 21, 23, 123
О
Обезжиривание — химическое 63 — электрохимическое 72 Область эксперимента 391 Обработка поверхности ----абразивными лентами 48 ----безабразивная 44, 59 ---- виброабразивная 53 ----в барабанах с планетарным вращением 49
----перфарированных*50 ---- галтованием 49
-------вибрационным 51
---- гальваноабразивная 59 ----гидромеханическая 44, 58 ----магнитно-гидроабразивная 44 ----металлическими щетками (крацевание) 54
----струйно-абразивная 59
----ультразвуковая 63
----центробежная 58
---- электромагнитная 44
Окисление алюминия см. Анодное окисление алюминия
510
Оксидирование
— магнитных сплавов 291
— меди и ее сплавов 289
— титановых сплавов 290
— черных металлов 278
------- кислое 280
------- щелочное 278
Операции
— партионные 429
— штучные 429
Оптимизация
— многофакторных процессов 389
— процесса осаждения меди 394
------- хрома 410
Осаждение покрытий см. Покрытие
— железа и его сплавов (см. также Износостойкие покрытия) 156
— магнитных покрытий 412
— никеля и его сплавов (см. также Износостойкие покрытия) 164, 180 — сплавов заданного свойства 412 ---золота (см. также Электролиты для осаждения сплавов золота) 26, 194
Отсеивающие эксперименты 403 Очистка
— химическая 128
— селективная 128
— сточных вод 375
-------реагентным методом 376
-------, содержащих хром 381
-------, — циан 377
— ультразвуковая 73
— электрогидравлическая 81
П
Пассивирование 92
— кадмиевых покрытий (см. также Растворы пассивирования) 119
— цинковых покрытий 119
Пасты для матирования
-------цветных металлов 45
-------черных металлов 45
— полировальные 45
Печатные платы 41
---, материалы 308
---, методы оценки качества 332
---, технология изготовления одно-и двухсторонних 323—332
Питтинг 128
Планирование эксперимента см. Метод планирования эксперимента
Пленки бесцветные 121
Поверхностно-активное вещество
(ПАВ) 67
------- биологически мягкие 68
-----------жесткие 68
-------синтетические 67
Поверхность
— матированная 130
— сатинированная 130
Подготовка поверхность
---механическим методом 43
---химическим методом 63
---электрохимическим методом 70
Поиск оптимальной области 390
Покрытие
— алюминия 240, 250
— антифрикционное см. Антифрикционное покрытие
— декоративное текстурированное 139
------- оловянное 141
---никелевое 129
------- двухслойное 128
—------многослойное 133,*136
------- однослойное 127
------- трехслойное 128
------- черное 138
---никель-хромовое 132
— защитно-декоративное 32
— зеркально-блестящее 133
— износостойкое см. Износостойкое покрытие
— легких металлов 240
— магнитное см. Магнитные покрытия
— магния и его сплавов 252
— неметаллическое 22
— под пайку 186
— титана 256
— , прочность сцепления 38
Покрытия
— , дефекты 38
— магнитомягкие 217
— — с заданными свойствами 412
— магнитнотвердые 217, 229, 234
— химически стойкие 89
— электрических контактов 206
-------сплавами на основе золота (см. также Электролиты для осаждения сплавов золота) 211
---------- меди 206
---------- платиновой группы 213
---------- серебра 207
Полирование
— декоративное 46
— химическое 92
— электрохимическое 92
Принятие решения 405
Присадки 80
Промывка (см. также Водоиспользова-ние) 368
— температурный режим 370
Противопожарные мероприятия 506
Профилографы 41
Профилометр портативный 42
Р
Размах варьирования 392
Растворители органические 65
Растворы
— пассивирования 120
---щелочные 66
Расход
— воды см. Водоиснользование
— нерастворимых анодов (катодов) 435
— растворимых анодов 433
— химикатов 432
Родирование 204
Ротатабельные планы 399
С
Санитарно-технические требования 484
Серебрение 202
— предварительное 40
Сплавы
— магнитномягкие 235
— магнитнотвердые 231
Сточные воды см. Очистка сточных вод
Т
Техника безопасности при гидропеско-струйной очистке 494 -------нанесении металлических по-
крытий 500
-------обезжиривании химическим способом 496
----------ультразвуковым способом 496
-------работе с аэрозолями 504
---’—м травлен и и металлов 498
Типы покрытий 9
Толщина покрытий 16, 415
Толщиномеры 421
Тонирование металлов 143—148
Травление металлов --- в ультразвуковом поле 86 ---«снежное» 339 ---химическое 80 ---электрохимическое 85
У
Удаление дефектных покрытий 104
Уравнение
— значимости 393
— регрессии 402
Условия эксплуатации изделий 12
Ф
Фирменные знаки см. Графические изображения
Фосфатирование
— алюминиевых сплавов (голубое) 288
— стали 283
— холодное 282
— цинковых сплавов и покрытий 287
— «черное» 283
— черных металлов 281
Фоторезисты 313
511
— на основе диазосоединений 316 желатина и поливинилового
спирта 337
------- поливинилового спирта 313
Фрезерование
— химическое 88
— электрохимическое 88
X
Хромирование
— - алюминия 250
— двухслойное 137
— декоративное 137
— комбинированное 155
— «молочное» 155
— титана 256
— черное 138, 156
Хрупкость водородная 72
ц
Цинкование 106
Цинкслоит 139
Ш
Шероховатость поверхности 23, 41
— основного металла 39
---, измерение 42
Штучное производство 428—431
Э
ЭВМ в гальванотехнике 476 Электролит
— блестящего лужения 187
— кадмирования аммонийный 117
— меднооловянистый 173
— осталивания 160
— родирования 204
— цианистый 116
— цинкования аммонийный 111
----пирофосфатный 112
---- цианистый 109
----сульфатный 108, 112
Электролиты
—- анодного окисления 266
— осаждения магнитных пленок 224
----никеля и его сплавов 180
—, приготовление 107
----сплава железа 162
-------золото—железо 212
-------золото—индий 202
-------золото—кобальт 200, 212
-------золото—медь 199, 212
-------золото—никель 200, 212
-------золото—серебро 199, 212
-------золото—сурьма 201, 212
-------никеля с бором 165
-------никельфосфатного 166
-------серебро—кадмий 210
-------серебро—кобальт 210
-------серебро—медь 210
-------серебро—палладий 280
-------серебро—платина 210
-------серебро—сурьма 208
Я
«Ядро» планирования 399
Ядохимикаты 490
ИВ № 849
ИНЖЕНЕРНАЯ ГАЛЬВАНОТЕХНИКА
В ПРИБОРОСТРОЕНИИ
Редактор издательства Л. П. Строганов Технические редакторы: Н. А. Коровина, Л. А. Макарова
Корректоры: А. М. Усачева,
А. П. Озерова
Переплет художника А. Я. Михайлова
Сдано в набор 9/XII 1976 г. Подп. к печати 6/VII 1977 г. Т-09258. Формат 60X 90l/ie-Бум. типографская № 2. Усл. печ. л. 32,0.
Уч.-изд. л. 35,25 Тираж 19 000 экз. Зак. 1429 Цена 2 р. 02 к.
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер., 3 Ленинградская типография № 6 Союзпо-лиграфпрома при Государственном комитете Совета Министров СССР по делам издательств, полиграфии и книжной тор* говли, 193144, Ленинград, С-144, ул. Моисеенко, 10
ЯМЖНЕРНАЯ
ГАЛЬВАНОТЕХНИКА
В ПРИБОРОСТРОЕНИИ