




























































































































































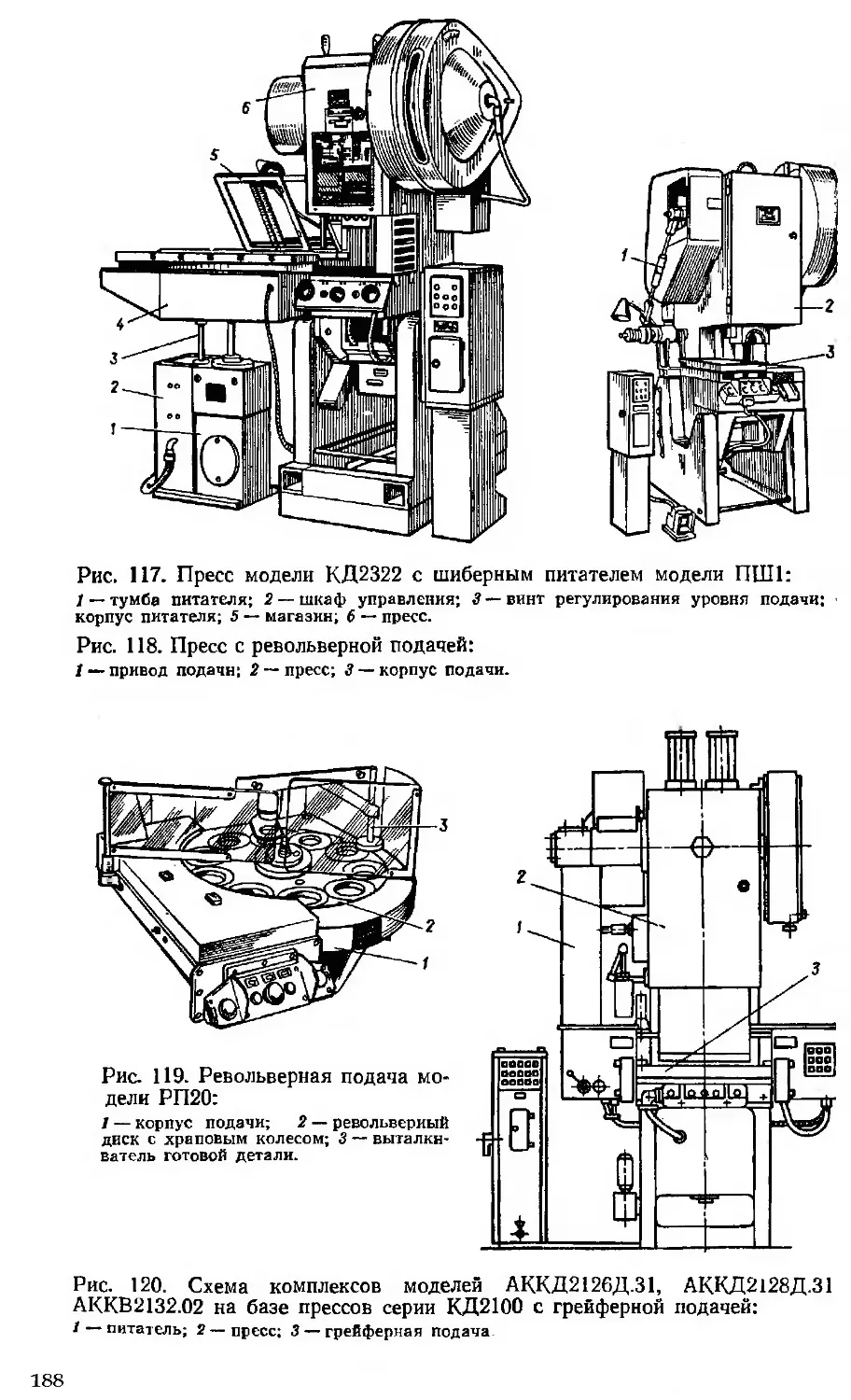














































Текст
СПРАВОЧНИК
ПО
ОБОРУДОВАНИЮ
для
листовой
ШТАМПОВКИ
СПРАВОЧНИК
ПО
ОБОРУДОВАНИЮ
ДЛЯ
листовой
ШТАМПОВКИ
Под общей редакцией
Л.И.РУДМАНА
Киев
«Тэхника»
1989
ББК 34.623—5я 2
С74
УДК 621.735
Авторы: Л. И. Рудман , А. И. Забчук, R. Л. Марченко, И. С. Колени-
ченко
Рецензент канд. техн, наук Л. Т. Кривда
Редакция литературы по машиностроению и транспорту
Зав. редакцией П. Ф. Боброва
Справочник по оборудованию для листовой штамповки
С74 /Л. И. Рудман, А. И. Зайчук, В. Л. Марченко и др.; Под общ.
ред. Л. И. Рудмана.—Кд Тэхника, 1989.— 231 с.
ISBN 5-335-00183-6
Приведены технические характеристики ливтоштамповочного обо-
рудования, даны рекомендации по выбору кривошипных, гидравличе-
ских, автоматизированных и других прессов для конкретных произ-
водственных условий. Рассмотрены принципы агрегатно-модульного
построения автоматизированного оборудования, а также конструкции
современных средств автоматизации штамповки — роботов, манипуляторов
и вспомогательных устройств.
Рассчитан на инженерно-технических работников машинострои-
тельных предприятий, может быть полезен студентам вузов соответ-
ствующих специальностей.
2704030000-175
С М202(04)-89 ББК 34.623—5я2
ISBN 5-335-00183-6
©Рудман Л. И., Зайчук А. И.,
Марченко В.., Л. Каленичен-
ко И. С., 1989
ПРЕДИСЛОВИЕ
Листовая штамповка — один из наиболее универсальных технологиче-
ских процессов, применяющихся в любых производствах — от еди-
ничного до массового. Ее широкое использование в машиностроении при из-
готовлении деталей из листового проката обеспечивает наиболее благоприят-
ные условия для ресурсосбережения — решающего фактора роста экоиоми-
-ческого потенциала всего народного хозяйства.
Насыщенность парка оборудования на каждом предприятии кузнечно-
прессовыми машинами в значительной мере предопределяет расходование
материалов, производительность труда, гибкость и мобильность производ-
;ства и в целом — его экономичность.
В последние годы увеличивается выпуск оборудования со встроенными
.вспомогательными механизмами и средствами автоматизации, автоматизиро-
ванных и роботизированных комплексов, а также автоматизированных
-автоматических, роторных и роторно-конвейерных линий.
Разрабатываются и осваиваются машины новых поколений, такие как
многопозиционные трехкоординатные листоштамповочные автоматы, гибкие
.производственные модули и системы, переналаживаемые автоматические
центры, автоматы, оснащенные современными диагностическими устройства-
ми. В настоящее время в эксплуатации находится свыше 300 моделей различ-
'иых универсальных, специальных и специализированных прессов и автома-
тов, выпускается свыше 90 моделей автоматизированных комплексов.
В этих условиях оптимальный выбор оборудования и вариантов его со-
четаний затруднен в связи с отсутствием систематизированной информации
о технологических возможностях и конструктивных особенностях листоштам-
повочного оборудования.
Авторы настоящего справочника, используя материалы заводов-изгото-
вителей кузнечно-прессовых машин, сделали попытку оказать помощь инже-
нерно-техническим работникам, занимающимся эксплуатацией оборудо-
вания для листовой штамповки. Приведенный справочный материал охваты-
вает все основные разновидности оборудования для листовой штамповки
и содержит сведения, необходимые как для укрупненного выбора оборудо-
вания, так и для уточненного выбора типоразмера конкретного пресса с уче-
том конструктивных особенностей штампа, подлежащего установке на нем.
Отзывы и пожелания просим направлять по адресу: 252601 Киев, 1,
ул. Крещатик, 5. Издательство «Тэхника».
з
ПРИНЯТЫЕ ОБОЗНАЧЕНИЯ
A, Ai, Аа, ... — размеры различных элементов деталей и узлов пресса;
Ае — размер бокового ползуна, перпендикулярно фронту
пресса;
Лг — габаритный размер слева направо;
Аок — ширина окна в стойке пресса;
Ал — наибольшая длина листа;
Дпз — размер нижней поверхности ползуна пресса, слева на-
право;
A®"; А™1’ — то же внутреннего и наружного ползуна пресса двойного
действия, слева направо;
Лплт — размер подштамповой плиты пресса, слева направо;
Ат — наибольшая технологическая работа пресса за один ход
в режиме непрерывных ходов;
Аст — размер стола слева направо;
а — величина боковой перемычки в ленте;
ах, а2, ... — размеры пазов в столе, плите, ползуне; размеры рабо-
а[, а'2, ... чих элементов универсальных матриц, паунсонов;
ао — расстояние между отверстиями в деталях пресса слева
направо;
ап — размер элемента посадочного места слева направо;
апз, а'пз — расстоявие между пазами или отверстиями ползуна,
слева направо;
аплт — расстояние между пазами или отверстиями в подштампо-
вой плите, слева направо;
amln> атах — наименьшее и наибольшее расстояние между грейфер-
ными линейками при их смыкании;
пст — размер прямоугольного отверстия в столе, слева направо;
ом — размер матрицы;
йзаг ~ Размер штампуемой заготовки, слева направо;
а™згх — наибольший размер штампуемой заготовки, слева на-
право;
С" — то же наименьший;
В, Blt В.,, ... — размеры различных элементов деталей и узлов пресса;
Вб — размер бокового ползуна снизу вверх;
Вр — габаритный размер, спереди назад;
Вп — наибольшая ширина листа;
Внап — расстояние между направляющими ползуна в свету, спе-
реди назад;
В„ — ширина полосы, леиты штампуемого материала;
В™х — то же наибольшая;
В™1п— тоже наименьшая;
Впз — размер нижней поверхности ползуна, спереди назад;
Врз — то же элемента ползуна, спереди назад;
— то же внутреннего ползуна пресса двойного действия,
спереди назад;
£”3Р — то же наружного ползуна, спереди назад;
4
Вплт — размер подштамповой плиты, впереди назад;
Вст — то же стола пресса, спереди назад;
b — величина перемычки в ленте между отверстиями;
6гр — расстояние между грейферными линейками при их сом-
кнутом состоянии;
6Д — размер штампуемой детали;
Ьо— расстояние между отверстиями в деталях пресса, спереди
назад;
Ьп — размер элемента посадочного места, спереди назад;
&пз; Ь']3 — расстояние между пазами или отверстиями в ползуне,
спереди назад;
6ПЛТ — то же, в подштамповой плите;
&ст — размер прямоугольного отверстия в столе, спереди назад;
&заг — размер штампуемой заготовки, спереди назад;
^загХ — то же наибольший;
— то же наименьший;
D— диаметр отверстия, направляющего узла;
Dr — наибольший наружный диаметр штампуемой детали;
Озаг — наибольший диаметр заготовки;
Озаг — то же при однорядной вырубке;
D''ar — то же при двухрядной («шахматной») вырубке;
Dc — диаметр отверстия под головку винта;
Ом — наружный диаметр матрицы;
Оплт — диаметр большего центрального отверстия в подштампо-
вой плите;
Рплш ~’ диаметр планшайбы поворотного стола;
Оре13 — диаметр револьверного диска;
Dpyj) — наибольший наружный диаметр рулона ленты;
£>ст — диаметр центрального отверстия в столе пресса;
Дшт — диаметр штока;
d; dx; d2, ... — диаметр элементов деталей пресса, штампуемого контура;
dB; dB — диаметр винта;
do — диаметр отверстия под стержень винта;
— диаметр пуансона;
dn3 ~ диаметр центрального отверстия в ползуне;
d'3; d"3 — то же нецентрального отверстия в ползуне;
dMT — посадочный диаметр (для установки) матрицы;
dnjIT — диаметр меньшего центрального отверстия в подштампо-
вой плите;
dnT — посадочный диаметр в патроне, штамподержателе для
установки пуансона, верхней части штампа;
~ наибольший внутренний диаметр рулона ленты;
dpy" — то же наименьший;
^шт — Диаметр отверстия в штоке;
dmax — наибольший диаметр вырубки, пробники;
е; q; еа, ... — размер элемента детали пресса;
ел — толщина грейферной линейки;
G — номинальная грузоподъемность;
6Ш — наибольший вес верхней части штампа, подвешиваемой
к ползуну;
бщН — то же к внутреннему ползуну;
5
G«ap — то же к наружному ползуну;
Н — закрытая высота пресса (наибольшее расстояние между
неподвижным столом и ползуном при нижнем положении
ползуна и наибольшем ходе);
Но — закрытая высота пресса при заданном ходе ползуна;
Н™х — наибольшая закрытая высота пресса при заданном ходе
ползуна;
Я^‘" — то же наименьшая;
ЯА; Hz — высотные размеры элементов деталей штампа;
Нъ — наибольшая глубина вытяжки;
Нън — вакрытая высота пресса двойного дейетвия по внутрен-
нему ползуну;
Нв л — расстояние от стола вырубной позиции до уровня подачи
ленты;
На п — закрытая высота на вырубной позиции;
Нг — высота пресса (устройства) над уровнем пола;
Нгр— расстояние от основного стола многопозиционного авто-
мата до нижней плоскости грейферных линеек;
Н'гр — расстояние от плоскости стола многопозициоиного авто-
мата до верхней плоскости грейферных линеек;
— высота штампуемой детали;
Н3 — уровень плоскости подачи (захвата) заготовки над полом;
^заг — наибольшая высота транспортируемой заготовки (после
гибки, вытяжки и других формоизменяющих операций);
Язх — расстояние от верхней плоскости нижней части штампа
до верхней плоскости захватов;
Нкр — критическое значение размера;
Нл — уровень подачи ленты, полосы, листа над полом;
Я” — уровень подачи ленты над подштамповой плитой;
Янап — расстояние от стола до нижнего торца направляющей
ползуна (для прессов с передвижным столом — при его
верхнем положении);
Янд — величина недохода плоскости (торца) выталкивателя;
(прижима) до плоскости стола (ползуна) в исходном поло-
жении;
Янар — закрытая высота пресса двойного действия по наруж-
ному ползуну;
Яо — номинальная открытая высота пресса при верхнем поло-
жении ползуна;
Я»«— то же по внутреннему ползуну пресса двойного действия;
Яап — номинальная открытая высота до запрессовочного стола;
Я"р— то же-до правильного стола;
Я«ар — то же по наружному ползуну пресса двойного действия;
Яок— высота окна в стойке пресса;
Яп — глубина посадочного места для установки матрицы,
пуансона;
ЯПз; Яд3 — толщина полок ползуна для крепления штампа;
Яплт — толщина подштамповой плиты;
Яллт— толщина подштамповой плиты на вырубной позиции;
Яр — закрытая высота по рогу пресса (наибольшее расстоя-
ние между рогом и ползуном при нижнем положении
6 ползуна и наибольшем ходе);
Нс — толщина стола;
Нст — уровень плоскости стола (расстояние от верхней плос»
кости стола до пола);
/7СТП — наибольшая высота стопы (полос, заготовок);
Ясхв — наименьший уровень оси схвата робота над полом;
Нш — закрытая высота штампа;
Н™* — то же наибольшая;
Я™ — то же наименьшая;
величина хода ползуна пресса (для гидравлического —
наибольшая);
й0 — заданная величина хода ползуна;
hi, h2, ... — глубина отверстий и пазов в плите, столе, ползуне и дру-
h’i, h2, ... гих деталях пресса, размеры рабочих элементов универ-
сального пуансона;
hB в — величина наибольшего хода верхнего выталкивателя;
йвн — величина хода внутреннего ползуна пресса двойного
действия (для гидравлического — наибольшая);
йгр — ход (раздвижение) грейферных линеек (общий), перпен-
дикулярно направлению подачи;
— ход грейферных линеек вдоль направления подачи;
йдт — перемещение детали, заготовки;
h3 у — наибольшая величина перемещения заднего упора;
йнар — величина хода наружного ползуна пресса двойного дейст-
вия (для гидравлического — наибольшая);
hH — номинальный недоход пресса;
йн в — код нижнего выталкивателя;
йнж — величина хода ножа;.
й0; h’o — глубина отверстия;
йп — величина поперечной подачи ленты для шахматной вы-
рубки;
йплт — глубина большего центрального отверстия в подштампо-
вой плите пресса;
Лпрс ~ рабочий ход гидравлического пресса (с проставкой);
йпш — ход поршня;
йст — величина выдвижения стола (ход стола в горизонталь-
ной плоскости);
йСХв — вертикальное перемещение схвата робота;
hT — величина хода, требуемая для выполнения технологичес-
кой операции;
йш — наибольшее перемещение штампа при «шахматной» вы-
рубке;
йшб — наибольший-ход шибера;
hmln — величина наименьшего хода ползуна;
— то же, наибольшего;
ha — текущее значение расстояния от ползуна до его КНП
в функции от угла поворота а кривошипного вала;
Q — усилие подушки в столе пресса (при работе в режиме
прижима);
QB — расход воздуха;
QiK — расход жидкости;
q — давление рабочей жидкости;
<7ВП— то же в главном цилиндре;
qa — то же в цилиндре ножниц;
7
дпд — то же противодавления;
<7прж — т0 же пРижима;
L; Ьл — размер штампуемой детали;
£нап — расстояние между направляющими в свету;
Ln — расстояние между осями шатунов двухкривошипного
пресса;
^пол — наименьшая длина полосы;
— то же наибольшая;
Lc; L'c — расстояние между стойками в свету;
Llu6 — длина шибера;
I; llt i2, . -. — расстояние между элементами детали;
I — расстояние от стола до иижней кромки окна в стойке
пресса;
I — глубина центрального отверстия в ползуне (под хвосто-
вик штампа);
41оз — расстояние между рабочими позициями (ход грейфер-
ных линеек в направлении подачи);
I — глубина отверстия в патроне (штамподержателе) для ус-
тановки пуансона;
М — масса пресса, установки, устройства;
Ж . п,/ИСтп— наибольшая масса соответственно заготовки, рулона и
стопы (полос, заготовок);
/Ууст — установленная электрическая мощность;
п — частота ходов;
«11 п2; ... — количество отверстий или пазов;
писп — наибольшая используемая частота ходов;
пк — число управляемых координат;
«кр — кратность частоты ходов ножниц;
лм — число позиций матрицы;
по — число одновременно отрабатываемых координат;
— количество пазов в подштоковой плите (столе);
п — количество выталкивателей;
пв
пц г — наибольшее число программируемых гибов;
я — число степеней подвижности;
п- д
и — количество рабочих позиций (применительно к многопо-
зиционному автомату — включая вырубную позицию);
и — количество пневмоподушек;
ппр — наибольшая производительность;
пр — количество рук у робота, манипулятора;
пр — частота вращения рулона;
пт — наибольшее число программируемых точек по каждой
координате, количество точек позиционирования на каж-
дой степени подвижности;
лц — наибольшая допустимая частота циклов;
пШ7 — количество штампов в револьверной головке;
nmax, nmin — наибольшая и наименьшая частота непрерывных ходов;
Р — усилие, номинальное усилие пресса, номинальное уси-
лие на главном ползуне пресса тройного действия;
РЕВ — то же на внутреннем ползуне пресса двойного действия;
Рв> п — технологическое усилие вырубки-пробивки;
Рв. Е — номинальное усилие верхнего выталкивающего устройства;
8
Рг — номинальное усилие на горизонтальном ползуне пресса;
Ра — номинальное усилие ножниц;
Рн — номинальное усилие нижнего выталкивающего устройства;
Рнар — номинальное усилие на наружном ползуне пресса двой-
ного действия;
Рп — наибольшее усилие на каждой позиции многопозицион-
ного пресса;
Рпв — номинальное усилие выталкивающего устройства;
Рпд — номинальное усилие противодавления (в частности прес-
са тройного действия);
Рпп — номинальное усилие пневмоподушки;
Рпрж — номинальное усилие прижима (в частности пресса трой-
ного действия);
Рс — суммарное номинальное усилие на всех позициях мно-
гопозициониого пресса (включая вырубную);
Рт — технологическое усилие, требуемое для выполнения опе-
рации;
Ря — допускаемое усилие нагружения пресса в функции от
расстояния ползуна до его КНП;
Ра — допускаемое усилие нагружения пресса в функции от
угла поворота кривошипного вала;
Рх — допускаемое усилие нагружения пресса при смещении
центра давления штампа от оси ползуна на расстояние -¥см;
р — рабочее давление воздуха;
R — вылет ползуна пресса (расстояние от оси ползуна до
втанииы);
/?м — радиус закругления матрицы;
г — радиус закругления элемента;
S — величина пути;
з — толщина штампуемого материала;
smax — наибольшая толщина штампуемого материала;
smin — то же наименьшая;
Т — шаг подачи ленты, полосы, листа;
t — толщина элемента детали пресса, штампа;
tpOX — длительность цикла резки при наибольшем ходе ножа;
— то же при наименьшем ходе;
v — переменная скорость движения (ползуна);
ов — скорость возвратного хода;
оВЬ1р — скорость вырубки, пробивки;
пвь1с — скорость высечки;
^заг — скорость перемещения заготовки в продольном направ-
лении;
1»за£т — то же в вертикальном направлении;
vsar — то же вращения заготовки рукой робота;
усхв — то же вращения заготовки схватом робота;
t>3 у — скорость перемещения заднего упора;
v3ai — скорость зачистки;
— скорость размотки ленты;
оп — скорость подачи полосы, ленты;
vp — скорость рабочего хода;
пх — скорость холостого хода;
fBH — скорость внутреннего ползуна;
9
v — скорость горизонтального ползуна;
инар — скорость наружного ползуна;
X,Y — координаты отверстия в штампуемой детали;
г — зазор;
X г; ^заг» ^заг — наибольшие величины перемещений заготовки в про-
странстве;
Хсм — величина смещения центра давления штампа от оси пол-
зуна;
Хтах', max ~ наибольшие значения координат;
а — угол поворота кривошипного вала от его начального по-
ложения (начальное положение -• при котором ползун
находится в КНП);
0, у — угол гибки детали, угол элемента матрицы, пуансона,
угол поворота элемента механизма;
Рр — наибольший угол между осями рук робота;
ур — наибольший угол поворота рук робота относительно
вертикальной оси (в горизонтальной плоскости);
Vcxb — наибольший угол поворота схвата относительно гори-
зонтальной оси;
6 — угол между направлениями сил;
бк — точность контура штампуемой заготовки (для координат-
но-револьверного пресса — после высечкн и фрезеро-
вания);
бо — точность координат отверстий;
6ПОД ~ точность шага подачи при наибольшем шаге;
Д — величина регулировки размера;
Да — величина регулирования высоты штампового простран-
ства в автоматах и гидравлических прессах;
Дс — величина регулирования положения стола за счет его
подъема и опускания (регулировка закрытой высоты
пресса);
Дш — величина регулировки положения ползуна за счет свин-
чивания винта шатуна (регулировка закрытой высоты
пресса);
Д/Z— разница уровней основного стола и стола вырубной пози-
ции многопозиционного автомата;
т]кр — кратность частоты ходов ножниц к частоте ходов пресса;
го — угловая скорость вращения главного вала;
<р — угол наклона подвижной части станины пресса;
— точность (д искретность) перемещения (позиционирования)
10
Глава 1
КЛАССИФИКАЦИЯ ПРЕССОВ ДЛЯ ЛИСТОВОЙ
ШТАМПОВКИ
КЛАССИФИКАЦИЯ И ОБОЗНАЧЕНИЕ ПРЕССОВ
/'Операции листовой штамповки выполняют в основном на кривошипных,
'^'гидравлических прессах и прессах-автоматах.
Классификация наиболее часто применяющихся прессов и их условные
обозначения приведены на рис. 1.
Обозначения состоят из одной буквы (К, И, П и А) и двух цифр, кото-
рые в совокупности обозначают внд пресса.
В соответствии с конструктивными особенностями все прессы объедине-
ны в серии. Например, кривошипные прессы обозначают К, КД, КА и т. д.
При этом конструкции прессов серии К являются базовыми, серии КА или
КД — параллельными базовым, отличающимися конструктивным исполне-
нием Аналогично конструкции серии прессов-автоматов, параллельных ба-
зовым, обозначают АА, АБ и т. д., серии, параллельные базовым моделям
листогибочных прессов, — ИА, ИБ и т. д.
За двумя первыми цифрами следуют еще две цифры, обозначающие но-
минальное усилие пресса (табл. 1), а затем буква, которая показывает его
I. Обозначение основного параметра пресса
Усилие пресса, кН Обоз- начение У силие ’пресса, кН Обозна- чение Усилие пресса, кН Обозна- чение Усилие пресса, кН Обозна- чение
25 14 200 23 1600 32 12500 41
31,5 15 250 24 2000 33 16000 42
40 16 315 25 2500 34 20000 43
63 18 400 26 3150 35 25000 44
100 20 630 28 4000 36 31500 45
125 21 1000 30 6300 38 40000 46
160 22 1250 31 10000 40 63000 48
модификацию в группе прессов данного вида. Например,
" однокривошипный
открытый простого действия наклоняемый двухстоечный пресс усилием
100 кН с неподвижным столом имеет обозначение КД2320, однокривошип-
ный двойного действия закрытый пресс усилием 630 кН — К5528 и т. д.
Специальные прессы, предназначенные для выполнения отдельных опе-
раций или штамповки отдельных деталей, обозначаются заводами-изготови-
телями. Так, Барнаульский завод механических прессов выпускает специаль-
ные прессы моделей К18100 (для глубокой вытяжки) усилием 1000 кН,
К18074 — для вырубки деталей статора и ротора из трансформаторного же-
леза усилием 2500 кН и т. д. Некоторые универсальные прессы обладают
параметрами, отличающимися от установленных для аналогичных по усилию
прессов. Их также обозначают соответствующими заводскими номерами. Тог
же завод, например, выпускает универсальный закрытый однокривошипный
пресс модели К18072 усилием 1600 кН, отличающийся от типажного пресса
К2532 такого же усилия увеличенным ходом. Ои предназначен для выполне-
ния операций листовой штамповки и обрезки облоя после объемной штам-
повки.
Наиболее распространенные разновидности прессов приведены на
рис. 2—10.
11
31
Рис. 1. Классификация прессов для листовой штамповки.
Классификация и обозначение основных прессов для листовой штамповки
Рис. 2. Открытые сднокривошипные прессы простого действия
усилием до 630 кН:
а — ненаклоняемые одностоечные с передвижным столом и рогом вида
КД14; б — то же с установленным рогом; в — ненаклоняемые двухсто-
ечные с неподвижным столом вида КД21; г — наклоняемые двухстоеч-
ные с неподвижным столом вида КД23; 1— пульт управления: 2— под-
штамповая плита; 3 — отверстие длн установки рога; 4— дверь; 5 —
уравновешиватель ползуна; 6 — двигатель; 7 — ограждение; 8 — на-
правляющие стола; 9— станина; 10— стол; //—корпус станины; /2 —
стойки станины; 13 — рог.
ствия усилием свы-
ше 630 кН вида КЕ21 (а), К21 (б)-.
1 — пульт управле ния; 2 — ограждение
штампового пространства; 3— ползун; 4 -а
станина; 5 — маховик; 6 — ограждение.
13
a
Рис. 4. Закрытые прес-
сы простого действия:
а — одиокривошипные уси-
лием 1600 кН модели К18072;
б — двухкривошипные уси-
лием 10 000 кН модели
К3540; / — пульт управле-
ния; г —стол; 3 —ползун;
4 — станина: 5 — привод; 6—
электрошкаф.
Рис. 5. Закрытый петырехкриво-
шипный пресс двойного действия
модели К7040:
/ — выдвижной стол; 2 — станина; 3 —
прижимной ползун; 4 — механизм регу-
лирования закрытой высоты наружно-
го ползуна; 5 — главный привод; 6 —
механизм регулирования закрытой вы-
соты вытяжного ползуна.
1 ш
ВИДЫ ПРИМЕНЯЕМЫХ ШТАМПОВ
Выбор прессов для лиетовой штамповки определяется, прежде всего,
операциями, подлежащими выполнению, и конструкциями применяемых
штампов.
Штампы для выполнения листоштамповочных операций классифицируют
по назначению, технологическим особенностям, универсальности примене-
ния и особенностям сборки (ГОСТ 15830—84). По назначению в соответствии
о выполняемыми операциями (ГОСТ 18970—84) различают штампы для отрез-
ки, вырубки, вытяжки, вырубки и пробивки, вырубки и вытяжки и т. д. По
технологическим особенностям различают штампы простого, совмещенного
и последовательного действий.
Рис. 6. Координатно-револьверный пресс модели К0126АП;
1 — револьверный диск; 2 — координатный стол.
Штамп простого действия выполняет одну или несколько одноименных
операций в пределах одной позиции за один ход подвижной части штампа.
Под позицией понимают место размещения заготовки в штампе. Штамп соот-
ветственно может быть одно- или многопозиционным. Штамп совмещенного
действия выполняет разноименные операции (например, вырубку и пробив-
ку, вырубку и вытяжку) на одной позиции за один ход подвижной части
штампа.
Штамп последовательного действия выполняет несколько операций на
нескольких позициях за соответствующее число ходов своей подвижной части.
По уииверсальвости применения штампы подразделяют на специальные
и универсальные. Специальные используют для изготовления только задан-
ной детали. Универсальные переналаживаются для изготовления различных
деталей.
По особенностям сборки различают неразборные (собираемые из узлов
и деталей, используемых только в данном штампе), сборные (собираемые и
узлов и деталей, многократно используемых в различных штампах), а также
штампы со сменными рабочими элементами, сменным пакетом и сменным
сборным пакетом.
На кривошипных прессах простого и двойного действия могут выпол-
няться все штамповочвые операции, кроме чистовой вырубки и пробивки.
Но в случае оснащения кривошипных прессов дополнительными устройства-
ми или применения штампов специальных конструкций эти операции могут
15
Рис. 7. Листоштамповочные автоматы:
а — многопозиционный вида А61, AA6I; 1 — первая рабочая по-
зиция с шахматной подачей; 2 — боковой ползун; 3 — станина;
4 — ползун; 5 — стол с грейферной подачей; б — с нижним при-
водом; 1 — толкающая головка подачи; 2 — подштамповая пли-
та; 3 — ползун; 4 — стол; 5 —тянущая головка подачи; б —
станина.
16
Рис. 8. Листогибочные прессы:
а — кривошипный модели И1330; б — гидравлический с ПУ модели И1432А;
1, 9 — стол; 2, 8 — универсальный пуансон; 3, 13— ползун; 4 — винт шатуна;
5 — привод; 6 — шатун; 7, 10 — станина; 11 — гидроцилиндры; 12 е- шток;
14— электрошкаф; 15 шкаф программного управления.
Рис. 9. Гидравлический одностоечный
правйльно-запрессовочный пресс мо-
дели П6334А:
1 — рукоятки управления; 2 — ползун; 3 —•
шток; 4— цилиндр; 5 — станина; 6 — элек-
трошкаф; 7 — правильный стол.
Рис. 10. Гидравлический одностоеч-
ный пресс модели П3236:
/ — стол; 2— верхняя плита; 3, 4— плун-
жер; 5 — верхняя траверса; 6 — поворотная
кран-балка; 7 — боковая плита.
18
также выполняться. Гибку длинномерных деталей производят на листоги-
бочных прессах. Формоизменяющие операции выполняют на гидравлических
прессах. Разделительные операции выполнять на гидравлических прессах
Крайне нежелательно.
На кривошипные прессы устанавливают любые из перечисленных штам-
пов, на гидравлические — в основном штампы простого и совмещенного дей-
ствия. На многопозиционных автоматах применяют штампы простого или сов-
мещенного действия, на автоматах с нижним приводом и быстроходных вы-
рубных — главным образом штампы простого и последовательного действия,
па автоматах тройного действия — штампы совмещенного действия. Универ-
сальные штампы, сборные и штампы со сменными элементами или пакетами
применяют главным образом при штамповке на кривошипных открытых прес-
сах простого действия.
Глава 2
КРИВОШИПНЫЕ ПРЕССЫ ПРОСТОГО ДЕЙСТВИЯ
ПАРАМЕТРЫ И РАЗМЕРЫ ОТКРЫТЫХ ПРЕССОВ
С помощью исполнительных механизмов кривошипных прессов враща-
тельное движение привода преобразуется в возвратно-поступательное пере-
мещение рабочих органов. Исполнительный механизм включает в себя кри-
вошипный, коленчатый или эксцентриковый валы, имеющие жесткую кине-
матическую связь е ползуном. Наиболее часто в качестве исполнительного
Рис. И. Схема исполнительного механизма и ти-
повая диаграмма допускаемых усилий нагруже-
ния кривошипного пресса.
19
Рис. 12. Основные параметры и размеры открытых кривошипных прессов простого действия:
а — наклоняемая станина; б — рог и передвижной стол; в — неподвижный стол, выталкивающее устройство, пол-
зуны и подштамповые плиты; t — подштамповая плита; 2—станина; 3 — направляющие ползуна; 4 — ползун; 5 —
коромысло верхнего выталкивающего устройства; 6—вкладыш; 7 — стол.
20
21
используется кривошипно-ползунный механизм (рис. 11), образованный кри-
вошипом 4, вращающимся с постоянной угловой скоростью со относительно
точки О, ползуном 2, совершающим возвратно-поступательное движение в на-
правляющих станины в переменной скоростью v и связывающим их шатуном
3. К ползуну 2 крепится верхняя часть штампа, к столу 1 — нижняя. Отно-
сительно стола ползун имеет два крайних положения — нижнее в точке k
(КНП) и верхнее — в точке и (КВП). Расстояние между ними, которое про-
ходит ползун за время половины оборота кривошипа, равно удвоенной длине
кривошипа ОА и является ходом ползуна й0. Ход ползуна может быть изме-
нен путем уменьшения или увеличения длины кривошипа ОА. Величина хода
определяется положением эксцентриковой втулки, посаженной на эксцентри-
ковый вал пресса. Наибольший ход hmax равен удвоенной сумме эксцентри-
ситетов втулки и вала, наименьший ftmin — их удвоенной разности. Закры-
тая высота пресса (расстояние между столом и ползуном при КНП) опреде-
ляет высоту штампа, который может быть установлен на столе пресса. Закры-
тую высоту пресса регулируют, изменяя длину шатуна АВ за счет винтовой
пары 6 (в прессах с шатуном, содержащим шаровую опору), положение стола
1 (в прессах, где предусмотрено перемещение стола) или положение ползуна
относительно опоры шатуна. Закрытая высота зависит также от величины
хода. Чем больше ход ползуна, тем ниже опускается ползун при его нижнем
положении относительно стола, чем меньше ход, тем выше размещается пол-
зун при своем нижнем положении.
Номинальная закрытая высота Н — это наибольшая закрытая высота,
которая соответствует наименьшей длине шатуна, нижнему положению стола
и наибольшему ходу ползуна (рис. 12). При номинальной закрытой высоте
на стол пресса может быть установлен штамп с наибольшей высотой
^аХ = Н ~ «плт + (Лшах “ Amin)/2.
где #плт — толщина подштамповой плиты.
Величины возможных изменений длины шатуна и перемещений стола
Дс влияют на высоту штампа, который может быть установлен на пресс. Если
стол пресса поднят в верхнее положение, шатун отрегулирован на наиболь-
шую длину и ход пресса является наибольшим, то на пресс может быть уста-
новлен штамп с наименьшей закрытой высотой
Нт'а=Н — И — А — Д.
ш "плт IU С
В пределах между и Н™х находятся все промежуточные значения
закрытой высоты устанавливаемых на данный пресс штампов.
Привод пресса обеспечивает заданную скорость вращения главного вала
и определенную частоту движения ползуна, под которой понимают число
двойных ходов (вверх и вниз) ползуна в единицу времени в режиме непрерыв-
ных ходов. Частота движения ползуна может быть переменной от пт111 до nmax.
Допускаемое усилие нагружения ползуна Pha кривошипного пресса
зависит от угла поворота кривошипа. Наибольшее усилие Р, которым без на-
рушения прочности деталей пресса может быть нагружен ползун, является
номинальным. Диаграмму допустимых усилий нагружения ползуна приво-
дят в паспорте пресса. Одна из типовых диаграмм изменения усилия в процес-
се перемещения ползуна между КВП и КНП показана на рис. 11,6 (кривая
в) в координатах ha — Pha, где ha — расстояние от КНП до положения точки
В в данный момент; Ph^ — сила, которой в этот момент может быть нагружен
ползун. Например, в момент, показанный на рисунке, ползун может быть
нагружен силой, измеряемой в заданном масштабе отрезком CD.
Пресс развивает номинальное усилие Р только в конпе рабочего хода на
участке номинального недохода hsl пресса. Так какйн= 1...20мм, что зна-
чительно меньше полного хода hB, то возможность использования пресса
для выполнения конкретной технологической операции нужно проверять,
сопоставляя график технологического усилия каждой операция • диаграм-
22
мой допустимых усилий пресса. Для осуществления операции усилие в про-
цессе хода ползуна должно находиться в пределах, ограниченных графиком
8. Так, операция, для которой требуется усилие, изменяющееся в процессе
ее протекания по кривой а, может выполняться на прессе, а операция, для
которой требуется усилие, изменяющееся по кривой б, не может выполнять-
ся, хотя наибольшее усилие, возникающее прв выполнении первой операции,
больше наибольшего усилия, возникающего при выполнении второй.
Наряду в перечисленными, важными технологическими параметрами
пресса являются также следующие. Закрытая высота до рога Нр (см. рис.
12) — параметр, представляющий собой наибольшее расстояние между осью
отверстия для рога и ползуном в его нижнем положении при наибольшем
ходе и наименьшей длине шатуна, а для прессов е передвижным втолом —
при его нижнем положении. Угол <р наклона корпуса станины относительно
стойки определяет возможность установки штампов со сбрасывателями. Уро-
вень торца направляющих ползуна Наап (расстояние от стола до направляющих
ползуна), расстояние между направляющими в свету £нятт, расстояние между
стойками в свету £с наряду с размерами подштамповой плнты Аплт и Вплт и
размерами стола пресса Лст и Вст характеризуют возможные габаритные разме-
ры устанавливаемого штампа.
Размеры отверстия в столе (диаметр DCT, аст и Ьст) определяют при сня-
той подштамповой плите возможные размеры устанавливаемого буферного
устройства или зоны провала деталей (отходов) после штамповки. При вы-
числении закрытой высоты устанавливаемого на плите штампа толщину под-
штамповой плиты Яплт вычитают из номинальной закрытой высоты пресса.
Размеры отверстия в подштамповой плите (£>плт, dnjra и йплт) определяют раз-
меры буферного устройства или зону провала деталей (отходов после штам-
повки), если штамп установлен на плите. Возможность установки штампа
на пресс определяется его вылетом R — расстоянием от оси ползуна до ста-
нины. В прессах с передвижным столом вылет измеряется расстоянием R'
от оси ползуна до направляющих стола. При определении размеров хвосто-
вика штампа задаются диаметром и глубиной отверстия в ползунеdn3 и /пз,
а в случае определения размеров и расположения элементов крепления штам-
па — расстоянием между пазами и отверстиями 6ПЛТ, ай, Ьо, размерами пазов
и др.
Основные параметры и размеры кривошипных открытых прессов простого
действия приведены в табл. 2*.
ПАРАМЕТРЫ И РАЗМЕРЫ ЗАКРЫТЫХ ПРЕССОВ
Закрытые прессы применяют для выполнения операций, требующих по-
вышенной жесткости пресса, а также в тех случаях, когда габаритные разме-
ры штампа не позволяют установить его на открытых прессах.
Принципиальной отличительной особенностью закрытых прессов явля-
ется рамная двухстоечная конструкция станины, благодаря которой за счет
повышения жесткости достигается более высокая точность штамповки, чем
при использовании С-образной станины.
Параметры и размеры пресса дополнительно характеризуются размера-
ми окон в стойках Аок X HQK и их расстоянием от плоскости стола I (рис. 13),
величиной хода ннжнего выталкивающего устройства /гн 3> усилием подушки
Q, допустимым весом верхней части штампа и другими параметрами.
Важной характеристикой является технологическая работа Дт за одив
ход, определяющая возможность выполнения энергоемких операций.
Основные технологические параметры и размеры закрытых прессов при^
ведены в табл. 3.
В связи с тем что на промышленных предприятиях в эксплуатации находятся
в большом количестве прессы, выпущенные 10—25 лет тому назад, в справочнике,- наряду
с новейшими,- приведены модели этих прессов.
23
2. Основные параметры и размеры кривошипных открытых прессов простого действия
Однокривошипные одностоечные ненаклоняемые с передвижным столом*
Модель Р, кН АТ, кДж ^min ^тах Л птах> мин-1 hB. в н нр ^нап ^•нап ^ПЛТ дс Я
мм мм
КД1424 250 0,54 5 65 33; 42; 50; 59 120 30 450 210 250 155 50 55 270 190 240 650—920
КД1424А 250 0,38 5 65 33; 42; 50; 59 160 30 450 210 250 155 75 55 270 190 — 650—920
КД1424Б 250 0,42 5 80 14,7; 27,8; 40,2; 51,6; 160 30 450 — 577,5 155 75 55 — 230 — 650
КД 1424В 250 0,33 5 80 61,4; 69,3; 75,5; 78,8 180 30 450 210 577,5 155 75 55 270 190 — 650—920
КД 1426 100 1,13 10 80 40; 49; 58; 65; 74 100 40 500 250 290 215 65 65 300 220 290 755—1055
КД1426А 400 0,77 10 80 40; 44; 58; 65; 74 140 35 500 250 290 215 80 65 300 220 280 755—1055
КД1426Б 400 2,7 10 90 15,4; 25,2; 2,35; 7,45; 56 45 500 250 550 215 80 65 300 250 280 755—1055
КД1426В 400 1,93 10 90 8,55; 4,64, 71,7; 78,1; 83,2; 87; 89,2 56 45 500 250 550 215 80 65 300 220 280 До 755
КД1428 630 2,4 10 100 54; 55; 76; 85; 94 90 50 530 280 350 290 80 80 290 260 340 790—1080
КД1428А 630 1,21 10 100 54; 55; 76; 85; 94 125 50 . 530 280 350 290 85 80 290 260 340 790—1080
КД1428Б 630 4,5 10 100 14,4; 23; 32,3; 41,7; 50,7; 45 50 530 280 670 290 85 80 290 300 340 790—1080
КД1428В 630 1,1 10 100 59,3; 67,3; 74,6; 81,1; 86,8; 91,5; 95,2; 97,8; 99,5 140 50 530 280 670 290 85 80 290 260 340 790—1080
К1430 1000 4,35 25 130 4*2 80 36 560 320 690 290 100 100 280 320 — 790—1080
К1430А 1000 4,2 25 130 4*2 40 36 560 320 690 290 100 100 280 320 — 790—1080
К1430Б 1000 3,0 10 130 25; 43; 64; 100 95*3 36 560 320 690 290 100 100 280 320 — 790—1080
КА1432А 1600 3,43 20 120 4*2 70 36 600 360 720 310 120 120 260 360 — 790—1080
24
25
ПппЯплжение табл. 2
модель Л(1ЛТ ®плт ®плт с?плт ^ПЛТ аСТ frCT ^плт «1 ^2 а0 Ьо Do ^ПЗ ^ПЗ ®пз пз ^пз °пз а' 1 а ‘ a h' 1 °пз ^пз rfns
мм мм
КД! 424 500 340 130 100 20 210 250 170 — 30 18 24 12 200 50 45 280 225 85 40 60 240 37 22 36 240 по 13
КД1424А 500 340 130 100 20 210 250 170 — 30 18 38 26 200 50 45 280 225 85 40 60 240 37 22 36 240 по 13
КД1424Б 560 420 130 100 20 210 250 170 — 30 18 27 15 200 50 45 355 235 157,5 40 60 240 37 22 36 240 по 13
КД 1424В 560 420 130 100 20 210 250 170 — 30 18, 24 12 200 50 45 355 235 157,5 40 60 240 37 22 36 240 по 13
КДИ26 600 400 130 100 20 250 300 200 75 37 22 32 16 250 75 52 350 285 120 50 70 240 37 22 36 240 130 22
КД1426А 600 400 130 100 20 250 300 200 150 37 22 49 33 250 75 48 350 285 120 50 70 300 37 22 36 300 130 22
КДИ26Б 630 460 130 10.0 20 250 300 200 150 37 22 36 20 265 75 52 410 285 190 50 70 300 37 22 36 300 130 22
КД1426В 600 400 130 100 20 250 300 200 150 37 22 36 20 250 75 48 410 285 190 50 70 300 37 22 36 300 130 22
КД 1428 710 480 170 140 30 300 360 240 75 37 22 32 16 310 90 52 370 310 150 50 75 240 37 22 36 240 — 22
КД1428А 710 480 170 140 30 300 360 240 150 37 22 42 33 310 90 48 370 310 150 50 75 240 37 22 36 240 — —
КД1428Б 800 560 170 140 30 300 360 240 150 37 22 36 20 310 90 48 450 310 215 50 70 240 37 22 36 — — —
КД1428В 850 480 170 140 30 300 360 240 150 37 22 36 20 310 90 48 450 310 215 50 70 240 37 22 36 300 — —
К1430 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 52 330 295 140 60 85 240 37 22 36 — — —
К1430А 850 560 240 200 40 360 420 280 150 36 22 36 20 385 90 52 330 275 140 60 65 240 36 22 36 — — —
К1430Б 850 560 240 200 40 360 . 420 280 150 37 22 36 20 385 90 52 330 280 140 60 90 240 37 22 36 — — —
КА1432А 1000 670 240 200 40 420 480 320 150 46 28 48 28 285 46 45 460 560 300 75 85 300 46 28 40 — — —
26
27
Продолжение табл. 2
Однокривошипные двухстоечные ненаклоняемые с неподвижным столом
Модель Р. кН АТ, кДж ^min ^тах h птах* ^В. в /У «Р ^яал •^нап ^ПЛТ Дс /? ^ст
мм мм
К.2114 25 0,005 4 30 Ю*а 200 5 150 — 190 85 25 25 — 95 120 800
КД2П4 25 0,005 4 36 13*2 200 5 180 — 225 94 36 32 — 100 130 800
КД2114А 25 0,005 4 36 4,7; 6,5; 10,8; 13,4; 19,7; 23,8; 27,3; 23,8; 27,3; 30,4; 32,8; 34,6; 35,5 200 5 180 — 225 94 36 32 — 100 125 800
КД2116Б 40 0,038 — 45 320 5 160 — 215 90 32 32 — 100 — 800
КД2118 63 0,12 5 50 14*2 150 10 200 —- 260 90 45 40 — 150 140 800
КД2118А 63 0,12 5 50 5,7; 7,5; 12,1; 17,2; 22,1; 26,9; 31,4; 35,3; 39,2; 42,4; 45,1; 150 10 200 — 260 90 45 40 — 150 140 800
КД2118Б 63 0,13 5 45 47,2; 48,7; 49,7 150 10 170 — 260 90 45 32 — 150 140 800
КД2120 100 0,29 5 50 7; 10; 14; 18; 22; 25; 29; 32; 35; 38; 41; 43; 45; 47; 120 40 200 — 260 195 32 40 — 130 170 745
КД2120Г 100 0,173 5 50 48; 49 180 40 200 — 260 195 65 40 —. 130 160 745
КД2122 160 0,4 5 55 25; 30; 40; 50 120 40 220 — 285 140 40 45 — 160 200 760
КД2122Г 160 0,255 5 71 13,3; 24,7; 35,8; 45,8; 54,5; 61,5; 66,7; 69,9 160 30 250 335 134 71 45 — 200 200 750
КД2122Е 160 0,226 5 55 30; 40; 50 180 40 200 — 285 140 70 45 — 160 200 760
КД2122К 160 0,20 5 71 25; 30; 40; 50 180 30 250 — 335 134 71 45 — 160 200 760
К2124 250 0,56 5 65 120 30 250 — 320 155 50 55 — 190 240 820
КД2124 250 0.54 5 65 33; 42; 50; 59 120 30 450 — 320 155 55 55 — 190 240 820
КД2124Г 250 0,48 5 80 14,7; 27,8; 40,-2; 51,6; 61,4; 69,3; 75,5; 78,8; 85,7 160 30 280 577,5 155 75 55 — 230 240 900
КД2124Д 250 0,77 5 80 75 30 300 —. 427,5 155 75 55 — 250 240 900
КД2124Е 250 0,38 5 65 8; 12; 18; 23; 28; 33; 38; 42; 46; 50; 54; 57; 59; 61; 63; 64; 64,6 160 30 250 — 320 155 75 55 — 190 240 820
КД2124К 250 0,33 5 80 14,7; 27,8; 40,2; 51,6; 61,4; 69,3; 75,5; 78,8; 85,7 180 30 250 — 407,5 155 75 55 — 190 240 835
КД2126 400 1,13 10 80 40; 49; 58; 65; 74 100 40 280 — 370 215 65 65 — 220 290 835
29
28
Продолжение табл, 2
Модель ^плт ®плт ®плт ^ПЛТ ^ПЛТ ост сст frCT ^ПЛТ а> а2 h, а0 Ьо Во ^пз #пз ^ПЗ апз ^ПЗ спз а ‘ 1 а ' 2 h' 1 йпз ^ПЗ 4пз
мм мм
К2114 260 170 70 50 15 90 —- — — 24 14 23 12 — — — но 80 — 25 50 __ — — — — — —
КД2114 280 180 70 50 15 90 — — — 24 14 20 11 90 0 32 120 95 45 25 50 — — — •—- — —
КД2114Д 280 180 70 50 15 90 — — — 24 14 20 11 90 0 32 120 95 70 25 50 —
КД2116Б 280 180 70 50 15 120 140 90 __ 24 14 19 10 — — 95 95 50 25 45 __ — — — •— —
КД2118 360 280 80 60 15 120 150 100 — 24 14 20 11 125 30 32 170 145 50 32 58 — — ““ — 140 70 13
КД2118А 360 280 80 60 15 120 150 100 — 24 14 20 11 125 30 32 170 145 105 32 56 — — 140 70 13
КД2118Б 360 280 80 60 15 120 -.150 100 30 24 14 20 11 125 30 32 170 145 105 32 56 — — — __ 140 70 13
КД2120 360 240 80 60 15 150 180 115 — 30 18 24 12 150 30 45 195 162 — 30 60 160 37 22 36 160 80 13
КД2120Г 360 240 80 60 15 150 180 115 — 30 18 24 12 150 30 45 195 162 122,5 30 60 — — — — 160 80 13
КД2122 420 280 НО 80 20 180 210 140 — 30 18 24 12 160 50 45 220 190 125 40 60 — — — 180 90 13
КД2122Г 500 380 НО 80 20 180 210 140 — 30 18 24 12 200 50 45 315 200 123 40 60 180 37 22 36 180 90 13
КД2122Е 420 280 НО 80 20 180 210 140 — 30 18 24 12 160 50 45 220 190 125 40 60 180 37 22 36 180 90 13
КД2122К 420 280 180 80 20 180 210 140 — 30 18 36 24 180 50 45 315 200 123 40 63 — — — 180 90 13
К2124 500 340 130 100 20 210 250 170 30 18 24 12 200 50 45 280 225 — 40 60 240 37 22 36 240 ПО 13
КД2124 500 340 130 100 20 210 250 170 100 24 14 21 10 200 50 45 280 225 — 40 60 — — — — 240 НО 13
КД2124Г 560 420 130 100 20 210 250 170 — 30 18 24 12 200 50 45 355 235 157,5 40 60 240 37 22 36 240 НО 13
КД2124Д 630 460 130 100 20 210 250 170 — 30 18 24 12 200 50 45 355 235 157,5 40 60 240 37 22 36 240 НО 13
КД2124Е 500 340 130 100 20 210 250 170 __ 30 18 38 26 200 50 45 280 225 157,5 40 60 240 37 22 36 240 НО 13
КД2124К 560 420 130 100 20 210 250 170 — 30 18 24 12 200 50 45 355 235 157,5 40 60 240 37 22 36 240 ПО 13
КД2126 600 400 130 100 20 250 300 200 150 37 22 32 16 250 75 52 350 285 120 50 70 240 37 22 36 240 НО 13
30
31
Продолжение табл. 2
АТ, кДж И • Г1тт ^тах h ^В. в н "р ^иап ^нап ^ПЛТ Ас
Модель Pt кН мин-1
мм мм
КД2126А 400 1,78 10 80 40; 49; 58; 65; 74 70 50 280 — 370 215 65 65 — 220 280 835
КД2126Г 400 1,08 10 90 15,4; 25,2; 35,7; 45,8; 55,4; 140 40 300 — 550 215 80 65 — 250 280 900
КД2126Д 400 1,89 10 90 64; 71,7; 78,1; 83,2; 87; 89,2 71 45 340 — 440 215 80 65 — 315 280 775
КД2126Е 400 0,96 10 80 10; 12; 15; 20; 25; 30; 35; 40; 45; 49; 53; 58; 61; 65; 68; 71; 74; 76; 77; 78; 79 140 35 280 — 370 216 80 65 — 220 280 900
КД2126К 400 1,93 10 90 15,4; 25; 28; 35,7; 45,8; 55,4; 64; 71,7; 78,1; 83,2; 87; 89,2 56 45 300 — 430 215 80 65 — 220 280 900
КД2128 630 2,21 10 100 54; 55; 76; 85; 94 90 50 340 —• 450 290 80 80 — 260 340 840
КД2128Б 630 3,78 10 100 12; 16; 21; 27; 37; 38; 44; 40 50 400 — 510 290 85 80 — 340 340 900
49; 54; 59; 64; 69; 73; 77; 81; 88; 91; 95; 97; 98; 99; 99,8
КД2128Г 630 1,21 10 100 14,4; 23; 32,3; 41,7; 50,7; 125 50 340 — 670 290 85 80 — 300 340 900
КД2128К 630 3,36 10 100 59,3; 67,3; 74,6; 81,1; 86,8; 91,5; 95,2; 97,8; 99,5 45 50 340 480 290 85 80 — 260 340 840
КД2128Е 630 1,21 10 100 54; 55; 76; 85; 94 125 50 340 — 480 290 85 80 — 260 340 900
К2130 1000 4,35 25 130 4*2 80 36 400 — 560 320 100 100 — 320 400 900
К2130А 1000 6,3 25 130 4*2 40 36 400 —- 560 320 100 100 — 320 400 900
К2130Б 1000 3,0 25 130 4*2 80 36 400 — 560 320 100 100 — 320 400 900
К2130В 1000 2,98 10 130 25; 43; 64; 90; НО 95*3 45 400 —_ 580 350 100 100 320 400 900
К2130Г 1000 5,06 10 130 25; 43; 64; 90; ПО 56 45 400 — 580 350 100 100 — 320 400 900
КД2130 1000 3,03 25 130 4*2 95 45 400 — 580 350 100 100 — 320 400 900
КЕ2130 1000 2,83 10 130 41; 77; 105; 124 Ю0*8 36 400 — 580 350 100 100 — 340 400 900
K2I32 1600 5,48 25 160 4*2 70 36 480 660 360 120 120 — 360 480 800
К2132А 1600 7,2 25 160 4*2 50 480 __ 660 360 120 120 — 360 480 800
КВ2132 1600 6,25 25 160 4*2 71 50 480 — 660 360 120 120 — 360 480 800
К2232 1600 6,49 __ 160 —- 37 36 480 — 660 360 120 120 — 360 480 800
К0134 2500 20,25 — 250 — 32 60 560 — 910 650 140 140 — 400 — 800
К2234 2500 13,7 — 200 — 35 50 500 — 760 640 140 140 — 400 500 800
32
2 9-90
33
Продолжение табл. 2
Модель ^ПЛТ вплт ^ЛЛТ ^плт ^ПЛТ ° ст °ст ^ст ьплт at Ь, Йг «о Й© Оо ^пз ®пз ®ПЗ ^пз ^пз йпз а ‘ 1 а’ 2 h* 1 °пз ьпз 4па
мм мм
КД2126А 600 400 130 100 20 250 300 200 150 37 22 32 16 250 75 52 350 285 120 50 70 — — — — 300 130 22
КД2126Г 500 420 130 100 20 250 300 200 150 37 22 36 20 250 75 52 400 285 190 50 70 300 37 22 36 300 130 22
КД2126Д 710 580 1зо 100 20 250 300 200 150 37 22 36 20 250 75 52 400 285 190 50 70 300 37 22 36 300 130 22
КД2126Е 600 400 130 100 20 250 300 200 150 37 22 49 33 250 75 48 350 285 190 50 70 300 37 22 36 300 130 22
КД2126К 600 400 130 100 20 250 300 200 150 37 22 36 20 250 75 48 410 285 190 50 70 300 37 22 36 300 130 22
КД2128 710 480 170 140 30 300 360 240 150 37 22 36 20 310 90 52 370 310 150 50 75 240 37 22 36 — — —
КД2128Г 800 560 170 140 30 300 360 240 75 37 22 36 20 310 90 48 450 310 140 50 75 240 37 22 36 — — —
КД2128Е 710 480 170 140 30 300 360 240 150 37 22 33 17 310 90 48 370 310 — 50 75 — — — — 240 — 22
К2130 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 55 330 295 140 60 75 240 37 22 36 — — —
К2130А 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 55 330 295 140 60 76 240 37 22 36 — — —
К2130Б 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 55 330 275 140 60 65 240 36 22 36 240 —- 20
К2130В 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 52 310 245 105 60 90 240 37 22 36 — — —
К2130Г 850 560 240 200 40 360 420 280 150 37 22 36 20 385 90 52 450 285 220 60 65 240 37 22 36 — — —
КД2130 850 560 240 200 40 360 420 280 150 37 22 36 20 435 90 55 450 285 220 60 65 240 37 22 36 440 — 26
КЕ2130 950 630 240 200 40 360 420 280 150 37 22 36 20 435 90 55 550 400 220 60 70 240 37 22 36 440 —- 26
К2132 1000 670 240 200 40 420 480 320 150 46 28 40 20 460 281 — 460 560 280 75 НО 300 46 28 40 — —- —
К2132А 1000 670 240 200 40 420 480 320 150 46 28 48 28 460 281 52 460 560 — 60 ПО 300 46 28 56 — —- —
КВ2132 1000 670 240 200 40 420 480 320 150 46 28 40 20 470 281 — 460 580 290 75 НО 300 46 28 40 — —
К2232*5 1000 670 240 200 40 420 480 320 150 46 28 48 20 — — 45 665 560 — 75 100 300 46 28 56 — — —
К0134*6 1120 750 240 200 40 480 530 360 150 46 28 50 30 350 225 70 930 730 365 100 190 400 46 28 50 550 — 40
К2234 1120 750 240 200 40 480 530 360 150 60 36 50 25 — — — 860 670 — 75 75 300 46 28 56 — — —
34
35
Однокривошипные двухстоечные наклоняемые с неподвижным столом^ Продолжение табл. 2
Модель Р, кН Лт, кДж h-min ^тах h птах* ^В. в Н I нр ^нап ^нап ^ПЛТ Дщ Ас R Ас ^ст
мм мм
КД2318 63 0,12 5 50 14*2 150 10 200 — 260 90 45 40 — 150 140 800
КД2318А 63 0,12 5 50 5,7; 7,5; 12,1; 17,2; 22,1; 26,9; 31,4; 35,3; 39,2; 42,4; 45,1; 47,2; 48,7; 49,7 150 10 200 — 260 90 45 40 — 150 140 800
К2320 100 0,24 5 50 Ю*2 170 35 200 — 260 195 32 45 — 130 160 745
КД2320 100 0,24 5 50 7; 10; 14; 18; 22; 25; 170 35 200 — 260 195 32 40 — 130 170 745
КД2320Е 100 0,27 5 50 29; 32; 35; 38; 41; 43; 45; 47; 48; 49 180 40 200 — 260 195 65 40 — 130 160 745
. К2322 160 0,34 10 55 IO*2 120 40 220 — 280 140 71 45 — 160 220 760
КД2322 160 0,4 5 55 25; 30; 40; 50 120 40 220 — 285 140 40 45 — 160 200 760
КД2322Г 160 0,26 5 71 13,3; 24,7; 35,8; 45,8; 54,5; 61,5; 66,7; 69,9 160 40 250 — 335 134 71 45 — 200 200 800
КД2322Е 160 0,23 5 55 180 40 200 — 285 140 70 45 — 160 200 760
К2324 250 0,54 5 65 46; 50 120 30 250 — 320 155 50 55 — 190 240 820
КД2324 250 0,54 5 65 46; 50 120 30 250 —— 320 155 50 55 — 190 240 820
КД2324А 250 0,96 5 65 33; 42; 50; 59 75 30 250 —- 320 155 50 55 — 190 250 820
КД2324В 250 1,44 5 65 75 30 250 — 320 155 50 55 — 190 240 820
КД2324Г 250 0,38 5 80 14,7; 27,8; 40,2; 51,8; 61,4; 160 30 280 407 155 75 55 — 230 240 900
КД2324Д 250 0,6 5 80 69,3; 75,2; 78,8 75 30 300 — 407 155 75 55 — 250 240 900
КД2324Е 250 0,38 5 65 8; 12; 18; 23; 28; 33; 38; 42; 46; 50; 54; 57; 59; 61; 63; 64; 64,6 160 30 250 — 320 155 75 55 — 190 240 820
КД2324К 250 0,33 5 80 14,7; 27,8; 40,2; 51,6; 61,4; 69,3; 75,5; 85,7; 78,8 180 30 250 — 407,5 155 75 55 — 190 240 820
КБ2326 400 1,08 10 80 в*2 100 40 280 — 370 215 65 65 — 220 290 900
36
37
Продолжение табл. 2
Модель ^плт ^плт ^плт ^плт ^СТ аст frCT *ПЛТ а2 h9 «о D„ Л ns Д,з dns ^ПЗ a ' i a ' * h' i ans ^ПЗ ^пз
мм ЛМ
КД2318 360 280 80 60 15 120 150 100 — 24 14 20 11 125 30 32 170 145 60 32 58 — — — — 140 70 13
КД2318А 360 280 80 60 15 120 150 100 — 24 14 20 II 125 30 32 170 145 105 32 56 — — — — — — 13
К2320 360 240 80 60 15 150 180 115 60 24 14 21 11 150 30 45 195 162 105 32 55 — — — — — — 13
КД2320 360' 240 80 60 15 150 180 115 — 30 18 24 12 150 30 45 195 162 80 32 55 — — — — 160 80 13
КД2320Е 360 240 80 60 15 150 180 115 — 30 18 24 12 150 30 45 195 162 122,5 30 60 — — — — — — 13
К2322 420 280 НО 80 20 180 210 140 — 30 18 24 12 180 50 45 220 190 76 40 60 — — — — 180 90 13
КД2322 420 280 ПО 80 20 180 210 140 — 30 18 24 12 160 50 45 220 190 125 40 60 180 37 22 36 180 90 13
КД2322Г 500 380 НО 80 20 180 210 140 — 30 18 24 12 200 50 45 315 200 123 40 60 180 — 20 32 180 90 13
КД2322Е 420 280 ПО 80 20 180 210 140 — 30 18 24 12 160 50 45 220 190 125 40 60 180 37 22 36 180 90 13
К2324 500 340 130 100 20 210 250 170 — 30 18 24 12 200 50 45 280 225 85 40 60 240 37 22 36 240 110 13
КД2324 500 340 130 100 20 210 250 170 — 30 18 24 12 200 50 45 280 225 85 40 60 — — — — 240 110 13
КД2324А 500 340 130 100 20 210 250 170 150 30 18 24 12 200 50 45 280 225 157 40 60 — — — — — — —
КД2324В 500 340 130 100 20 210 150 170 30 18 24 12 200 50 45 280 225 157 40 60 — — — — 240 110 13
КД2324Г 560 420 130 100 20 210 250 170 — 30 18 24 12 200 50 45 355 235 157 40 60 240 — — — 240 110 13
КД2324Д 630 460 130 100 20 210 250 170 — 30 18 24 12 265 50 45 355 235 157 40 60 240 37 22 36 240 110 13
КД2324Е 500 340 130 100 20 210 250 170 — 36 18 38 26 200 50 45 280 225 157,5 40 60 240 37 22 36 240 110 13
КД2324К 560 420 130 100 20 210 250 170 — 30 18 24 12 200 50 45 355 235 157,5 40 60 240 37 22 36 240 110 13
КБ2326 600 400 130 100 20 250 300 200 150 26 22 36 20 250 75 48 330 370 115 50 70 — — — — 300 130 st
38
39
Продолжение табл. 2
Модель Р, кН Ат, кДж ^min f’max h птах* ^в. в н "р ^нап ^нап ^плт дш дс R. £с /7СТ
мм мм
КД2326 400 1,13 10 80 8*2 100 60 280 — 370 215 65 65 — 220 290 900
КД2326А 400 1,78 10 80 40; 49; 58; 65; 74 70 60 280 — 370 215 65 65 — 220 280 900
КД2326Г 400 2,7 10 90 15,4; 25,2; 35,7; 45,8; 55,4; 64; 71,7; 78,1; 83,2; 87; 56 45 300 — 430 215 80 65 — 250 280 900
89,2
КД2326Д 400 1,42 10 90 Ц*2 71 45 340 — — — 80 65 — 315 280 900
КД2326Е 400 1,77 10 80 12; 15; 20; 25; 30; 35; 40; 45; 49; 53; 58; 61; 65; 68; 71; 74; 76; 78; 79 140 35 280 — 370 215 80 65 — 220 280 835
КД2326К 400 1,92 10 90 15,4; 25; 28; 35,7; 45,8; 55,4; 64; 71,7; 78,1; 83,2; 87; 89,2 56 45 300 — 430 215 80 65 — 220 280 755—1055
КД2328 КД2328Г КД2328Д 630 630 630 2,4 4,6 2,4 10 100 12; 16, 27; 32; 38; 44; 49; 90 50 340 — 450 290 80 80 — 260 340 900
10 10 100 100 54; 59; 64; 69; 73; 77; 84; 88; 91; 97; 98; 99; 99,8 45 63 50 50 340 400- — 480 290 85 85 80 80 300 340 340 340 900 900
КД2328Е 630 1,21 10 100 14,5: 23; 32,5; 41,5; 51; 59,5; 57,5; 74,5; 81; 87; 91,5; 95;' 98; 99,5 125 50 340 — 450 290 85 80 — 300 340 900
КД2328К 630 3,36 10 100 14,4; 23,3; 32,3; 41,7; 50,7; 45 50 340 — 480 290 85 80 — 260 340 900
59,3; 67,3; 74,6; 81,1; 86,8; 91,5; 95,2; 95,5; 97,8; 99,5
КА2330*6 1000 1,8 — 130 — 100 45 400 — 600 360 100 100 — 320 400 900
КБ2330*6 1000 2,25 — 130 — 80 55 400 — 600 360 100 100 — 320 400 900
КД2330*6 1000 1,98 25 130 23,2; 29,6; 36,1; 42,6; 49; 55,3; 61,5; 67,6; 73,4; 79,1; 84,5; 89,7; 94,6; 99,3; 103,7; 107,7; 111,5; 115; 120,8; 127; 129,2 95 55 400 — 550 220 100 100 — 320 400 900
КЕ2330 1000 2,4 10 30 20*2 100 50 400 — 550 440 100 100 -— 340 400 850
К2332 1600 7,2 25 160 20*2 50 —“ 480 —•*“ 660 360 120 120 — 360 480 800
КА2432 1600 7,2 — 160 50 480 —— 660 360 120 120 360 480 800
40.
41
Продолжение табл. 2
Модель Лплт ^ПЛТ ^ПЛТ 4пЛТ ^ПЛТ °ст «ст feCT &плт ft. а0 Ьа D„ ^пз ^ПЗ' &ПЗ ^пз ^пз °пз а ‘ 1 а * 2 h' 1 йпз ^ПЗ ^пз
мм мм
КД2326 600 400 130 100 20 250 300 200 75 37 22 32 16 250 75 52 350 285 120 50 70 — — — — 300 130 22
КД2326А 600 400 130 100 20 250 300 200 150 37 22 32 16 250 75 52 350 285 120 50 70 — — — — 300 130 22
КД2226Г 630 460 130 100 20 250 300 200 150 37 22 36 20 265 75 52 410 285 190 50 70 — — — — 300 130 22
КД2326Д 710 580 130 100 20 250 300 200 150 37 22 36 20 305 75 52 410 285 190 50 70 — — — — 300 130 22
КД2326Е 600 400 130 100 20 250 300 200 150 37 22 49 33 250 75 48 350 285 190 50 70 300 37 22 36 300 130 22
КД2326К 600 400 130 100 20 250 300 200 150 37 22 36 20 250 75 48 410 285 190 50 70 300 37 22 36 300 130 22
КД2328 710 480 170 140 30 300 360 240 150 37 22 32 16 310 90 52 370 310 НО 50 75 240 37 22 36 240 — —
КД2328Г 800 560 170 140 30 300 360 240 150 37 22 36 16 310 90 48 450 310 140 50 70 240 37 22 36 300 130 22
КД2328Д 900 650 170 140 30 300 360 240 150 37 22 36 20 310 90 52 450 310 140 50 75 240 37 22 22 300 130 22
КД2328Е 710 480 170 140 30 300 360 240 150 37 22 49 33 310 90 48 370 310 215 50 75 240 37 22 36 — — —
КД2328К 710 480 170 140 30 300 360 240 150 37 22 36 20 310 90 48 450 310 215 50 70 240 37 22 36 300 130 22
КА2330*6 850 560 240 200 35 360 420 280 150 36 22 36 20 375 150 45 400 415 230 60 70 240 36 22 36 — — —
КБ2330*6 850 560 240 200 35 360 420 280 150 36 22 36 20 375 150 45 400 405 220 60 70 240 36 22 36 — — —
КД2330*6 850 560 240 200 40 360 420 280 150 37 22 36 20 395 150 40 400 390 190 60 70 240 37 22 36 — — —
КЕ2330 930 600 240 200 40 360 420 280 150 37 22 38 22 870 410 40 400 370 — 60 75 240 37 22 38 — — —
К2332 1000 670 240 200 35 — — — 150 48 28 48 28 — — — 520 470 — 75 100 300 46 28 56 — — —
КА2432 1000 670 240 200 35 — —- — 150 46 28 48 28 — — — 520 470 — 75 100 300 46 28 56 — 1 —
42
43
Продолжение табл. 2
Двух кривом и пные
Модель Р, кН Лт, кДж ^min *hnax h 11 max* ^в. в н "р ^ian ^нап "г,лт Лш Ас R Lc Л/СТ
мм мм
К3130А 1000 7,44 — 100 — 50 50 450 — 650 1360 100 160 — 335 1600 850
К3132А 1600 13,8 — 250 — 40 50 610*’ — 780 1630 100 160 — 535 1810 800
КА3132А 1600 13,2 — 250 — 40 65 750 __ 1150 1420 140 200 — 400 1600 800
К3034 2500 24 350 — 30 100 660 — 1030 1650 150 200 — 610 1850 800
Продолжение табл. 2
Модель ^плт вплт Сплт 4плт ^плт ^ст сст tCT ^плт 01 Л1 Ос bo D„ ^пз «пз «йз dn3 ^ПЗ °пз а' 1 а * 8 Й'*12 1 апз '>йз dn3
мм ММ
К3130А*8 2000 670 — — — — 1400 420 *8 37 22 41 25 150*9 150 40 1800 630 315 — 250*10 37 22 40 1800 30
КЗ 132 А 1800 1020 — — — 1090 690 *8 46 28 46 28 JOO*» 100 75 1550*11 860*11 430 — — 300 46 28 50 1550 — —
КА3132А 2000 750 — — — — 1090 690 *8 46 28 46 28 150*» 150 50 1800*11 71 О*11 430 — — 300 46 28 40 1550 — —
К3034 1800 1020 — — — — 1090 690 *8 49 28 48 25*12 юо*» 100 75 1620*11 860*11 430 — 250 46 28 48 1550 — —
* По заказу поставляются с рогом.
*2 Указано число ступеней регулирования хода.
*3 По заказу поставляется с регулируемой частотой ходов и пневмо по душкой.
Наибольший угол наклона станины 30°; по заказу прессы комплектуются средствами механизации и автоматизации, а также пневмопо душками в столе.
*Б В ползунах прессов К2232 н КО134 выполнено по шесть отверстий с расстоянием между ними в перпендикулярном фронту пресса направлении соответственно 110 и 130 мм;
в плитах этих прессов выполнено пять пазов с расстоянием между инмн 150 мм.
*е В ползуне имеются отверстия диаметром dn3 = 20 мм.
*7 Включая плиту ползуна толщиной 100 мм.
*s В плнтах прессов КЗ 130А выполнено 11 пазов, прессоз К3132А, КА3132А вК3034— 7 пазов, перпендикулярных к фронту пресса; расстояние между ними 150 мм, для
крепления плиты к столу преса предусмотрено 8 отверстий.
Указано расстояние от оси.
*10 В ползуне выполнено девять пазов с шагом 250 мм и, кроме того, девять отверстий с расстоянием между ними в перпендикулярном к фронту пресса направлении —
300 мм н в параллельном ему— 250 мм.
*п Указаны размеры плиты лолзуна.
h*=- 20 мм для всех прессов, кроме К3130А {h*= 24 мм). К3132А и К3034 (h'^ 30 мм)«
44
45
3. Основные параметры и размеры кривошипных закрытых прессов простого действия
Однокри вошипные*2
Модель Р, кН кДж h, мм 2 ? S 3 S о I5! Q, кН кН ^В. в ^Н. в н ^нап ^иап ^ПЛТ дш 'ок ^ок 1 нст ^ПЛТ ^ПЛТ йплт а0 Ьо 04о
мм
КВ2532 1600 11 160 60 125 6 50 10 480 480 800 120 120 850 120 300 500 79Q 800 800 150 150 150 40Н12
КА2534 2500 20,25 200 32 500 10 60 100 560 560 720 140 140 860 0,00 560 500 690 800 800 150 150 150 40Н12
КВ2534 2500 17,2 200 45 125 10 60 100 560 560 800 140 140 850 120 400 500 700 800 800 150 150 150 40
К2535 3150 30,0 200 32 630 10 60 100 560 510 840 140 140 1000 150 300 600 660 980 1000 150 150 150 40Н12
К2535А 3150 56,5 400 17 630 10 60 200 710 560 800 140 140 1000 150 530 600 660 980 1000 150 150 150 40Н12
КА2535А 3150 60 400 16 630 8,5 60 200 710 560 800 140 140 1000 150 530 600 660 980 1000 150 150 150 40Н8
КВ2535А 3150 48 400 20 630 10 60 200 710 560 800 140 140 1000 150 530 600 660 980 1000 150 150 150 40Н8
КГ2535 3150 40 400 24 630 10 60 200 570 560 800 400 140 1000 150 X X X 980 1000 X X X X
КА2036 4000 52,8 400 25 630 10 80 200 960 760 900 400 150 1100 150 500 800 660 1070 1070 304,8 265 152,4 28
КА2536 4000 38,4 250 25 630 10 80 120 670 460 800 140 160 1000 130 430 600 660 980 1000 150 150 150 40Н12
КВ2536 4000 38,4 250 25 630 10 80 200 670 460 800 160 160 1000 150 430 600 660 980 1000 150 150 150 40
КГ2536 4000 34,3 250 28 630 10 80 200 510 460 800 400 160 1000 150 X X X 980 1000 X X X X
К2736 4000 28,2 150 40 630 10 80 200 600 X 800 X X 1000 X X X X 980 1740 X X X X
К2037 5000 70,0 160 25 800 6,5 80 80 670 700 800 180 120 1050 150 380 600 500 1000 1000 150 150 150 40Н12
К2538 6300 69,6 320 20 1050 11,5 50 130 800 750 1080 180 180 1250 140 620 990 500 1230 1250 150 150 150 40Н12
КА2538 6300 65,3 320 25 1050 11,5 60 160 800 800 1080 180 180 1250 140 620 990 600 1230 1250 150 150 150 40Н12
КБ2538 6300 53,8 320 20 1050 И.5 60 160 800 800 Ю"1 180 180 1250 140 480 855 780 1230 1250 300 150 150 40Н12
К2540 10000 115,5 400 16 2300 24,6 100 200 950 960 1310 220 200 1480 200 750 1150 400 1-230 1250 300 150 150 60Н12
КВ2540 10000 90 400 20 2300 16 70 200 730 760 1310 260 200 1480 200 1040 1260 400 1250 1250 300 150 150 70
КГ2540 10000 90 400 20 2300 14 70 200 730 760 1310 260 200 1480 200 1040 1260 400 1250 1250 300 150 150 70
КГ2540А 10000 90 400 20 2300 14 70 200 730 760 1310 260 200 1480 200 1040 1280 400 1250 1250 300 150 150 70
К2542 16000 316,8 400 10 3500 50 80 250 1120 1100 1620 320 220 1830 150 980 1560 425 1800 1800 300 150 150 60/711
КВ2542 16000 165 400 16 3200 50 100 200 1520 1540 1360 650 200 1600 0,00 1550 1650 650 1580 1600 300 150 150 60/712
КГ2542 16000 165 400 16 3200 50 100 200 1520 1540 1360 650 220 1600 0,00 1550 1650 650 1580 1600 300 150 150 60/712
К2544 25000 528 600 6 500 50 — 300 1380 1400 1770 300 220 2000 300 1100 1400 —300 1970 2790 300 300 300 60/712
46
П родолжение табл. 3
Модель Qj hg Й1 «П п, А пи «из йпз апз fcU3 Zn3 1 7ПЗ а' 2 h' 2 h 1 ^4 «с
ММ шт. мм шт.
КВ2532 46+з 28 20 40 3 2 4 670 630 150 150 200 75/78 юо 40//12 4б+» 28 30 50 3 2 3
КА2534 46+з 28 30 50 5 4 4 670 650 200 150 200 757/8 120 407/12 46+я 28 25 45 3 2 3
КВ2534 46+3 28 20 40 3 2 4 670 630 150 150 200 75/78 100 40//12 28 30 50 3 2 3
К2535 4б+з 28 30 50 5 4 4 800 800 150 300 150 75/78 120 407/12 46++ 28 35 55 4 2 3
К2535А 46+з 28 30 50 5 4 4 800 800 150 300 150 75/78 120 4)7/12 46+» 28 35 55 4 2 3
КА2535А 46 28 30 50 5 4 4 800 900 150 150 — 75/78 120 407/12 46 28 35 55 4 4 1
КВ2535А 46 28 30 50 5 4 4 800 800 150 150 150 75 120 407/12 46 2м 35 55 4 4 1
КГ2535 X X X X X X X X 900 X X X X X X X X X X X X X
КА2036 53+3 337/14 23 48 7 2 2 1030 1080 150 178 165 757/8 85 26 53+» 33/714 23 48 2 3 3
КА2526 46 28 30 50 5 4 4 800 800 150 600 150 75/7.' 85 40/712 46 28 30 50 5 2 3
КВ2536 46 28 50 70 5 4 4 800 800 150 600 150 75 85 40 46 28 20 56 5 2 3
КГ2536 900 X X X X X X X X X X X X X X X X X X X X X
К2736 X X X X X X X X X X X X X X X X X X X X X X
К2037 46 28 50 70 5 4 4 800 800 150 600 150 75 85 40/712 46 28 20 56 5 2 3
К2538 56 36 45 70 4 4 4 1000 1000 300 300 150 75/77 90 407/12 56 36 45 70 3 2 3
КА 2538 56 36 45 70 4 4 4 1250 1000 150 225/150 — 75 /77 90 40//12 56 36 45 70 4 4 1
КБ2538 56 36 45 70 4 4 4 1000 1000 300 600 150 757/7 92 40/78 56 36 45 70 3 2 3
К2540 56+8 36/714 45 70 4 4 4 1250 1000 300 900 300 75 90 407/8 56+з 36/714 45 70 4 2 3
КВ254О 54+з 367/14 30 55 4 4 4 1480 1460 300 300 300 75 90 607712 56+з 36/714 30 55 4 4 —
КГ254О 56+з .367714 30 55 4 4 4 1480 1460 300 300 300 75 90 60//12 56+з 367/14 30 55 4 4 —
КГ254ОА 56+3 36/714 30 55 4 4 4 1480 1460 300 300 300 75 90 60//12 56+» 36/714 30 55 4 4 —
К2542 68+з 42 35 67 5 6 6 1440 1500 300 1200 300 757/8 90 60 68+з 42^»^ 45 77 5 3 5
КВ2542 68+з 42 32 64 4 6 6 1600 1600 300 600 — 75 Н8 90 607/12 68+з 42 35 67 4 2 —
КГ2542 68« 42/714 32 64 4 6 6 1600 1600 300 600 — 757/8 90 60/712 68+з 427/14 35 67+з 4 2 —
К2544 68+з 42 38 70 6 3 5 1600 2400 300 — 200/77 85 ~~ 68+з 42 55 87 5 — —
48
4»
Продолжение табл, 3
Двухкривошипные
Модель Р, кН лт, кДж Л, мм птах* мнн-1 <?, кН кН h пв. в, /гНж в н ^нап днап ^плт дш *ок ^ок /7СТ ^плт аплт О» "о 0do
мм
К3730А 1000 7,4 160 50 100 15 40 80 500 340 1250 100 160 1450 120 350 750 900 1250 800 150 150 150 30/712
К3732 1600 10,6 200 45 200 21,5 65 80 600 400 1800 130 160 2000 120 350 750 900 1970 1250 300 150 150 407/12
КА3732 1600 10,6 200 45 200 21,5 65 80 630 430 1800 140 200 2010 120 350 750 900 1970 1250 300 150 150 40//12
КБ3732 1600 10,0 200 48 200 21,5 65 90 630 430 1800 140 200 2010 120 350 750 900 1970 1250 300 150 150 407/12
КВ3732А 1600 16,5 320 32 200 21,5 65 90 750 650 1800 140 200 2010 120 340 750 650 1970 1250 300 150 150 40
К3534 2500 28,8 200 25 280 60 130 80 630 630 2250 160 250 2500 140 300 750 700 2470 1250 300 150 150 407/12
КА3534 2500 25,9 400 25 320 60 130 150 750 750 2250 160 250 2500 140 300 750 700 2470 1250 300 150 150 407/12
КБ3534А 2500 38,4 400 25 320 35 130 120 750 750 2250 160 250 2500 150 400 750 650 2470 1250 300 150 150 407/12
К3535А 3150 48,8 400 25 320 35 130 120 750 750 2250 180 250 2500 150 400 750 650 2470 1250 300 150 150 40//12
К3735 3150 40 250 24 320 35 160 120 750 550 2250 190 200 2500 150 400 750 500 2470 1250 300 150 150 40/712
К3735А 3150 53,3 500 18 320 35 160 120 1000 700 2250 190 400 2500 150 400 750 500 2470 1250 300 150 150 407/12
К3536 4000 48,0 250 20 800 33 100 170 750 550 2550 190 200 2750 180 450 840 600 2470 1400 300 150 150 407/12
К3537 5000 48,0 250 20 800 33 100 170 750 550 2550 220 200 2750 180 450 840 600 2470 1400 300 150 150 40/712
КБ3537 5000 48,0 250 25 560 70 100 100 750 650 2550 220 250 275 180 450 840 650 2470 1400 300 150 150 407712
К3539 8000 77,6 320 17 800 80 180 170 900 650 2550 250 250 2750 ISO 500 920 750 2470 1500 300 150 150 407/12
КА3539 8000 81,9 315 17 800 80 180 170 900 560 2250 250 250 -5о;> МО 500 920 700 2470 1500 300 150 150 40/712
КА3539А 8000 92,4 320 20 800 80 400 170 900 560 2550 250 320 275') ISO 530 960 700 2470 1600 300 150 150 40/712
КБ3539 8000 120,0 320 20 1170 95 130 100 900 560 2750 250 320 3250 180 500 960 500 2980 1600 300 150 150 407/12
КВ3539 8000 90,0 320 20 800 80 200 100 900 560 2550 250 320 2750 230 500 9.7 • 559 2470 1600 300 150 150 407/12
К3540 10000 192,0 400 20 266 130 150 100 1060 660 2900 250 320 3150 — 1000 НО) 60 5100 1800 300 150 150 60/712
КА3540 10000 158,4 400 20 2000 90 150 100 1060 660 2900 250 320 3150 — 1500 193 60 3100 1800 300 150 150 607712
К3542 16000 300 400 16 3200 230 150 100 780 450 4750 280 320 5000 — 1400 1200 60 4950 2000 300 150 150 607/12
К3544 25000 426 500 9 5000 70 150 250 1250 700 4060 300 500 4300 — 900 1140 60 3960 2000 300 260 260 60
КБ3544 25000 343 630 14 X X X X 1500 X X 320 400 X — 1920 2050 X X X X X X X
КЗО46 40000 600 500 10 * * * X 1180 X X 320 300 X — X X X 11500 2000 X X X X
К3546 40000 600 630 10 800 250 220 250 1500 1295 5300 320 200 5600 — 1510 1800 10 5000 2000 300 150 300 60/712
ДО
61
Продолжение табл. S
Модель а1 а2 ft. "п «1 л8 Л па ^113 °пз йпз '’пз 0 dns *пз 0 dI73 °.' h‘ 1 «Я
мм ШТ мм шт.
К3730А 37 22 25 41 7 6 2 1400 700 150 250 300 — — 30/712 37 22 25 41 7 3 3
К3732 46 28 30 50 7 10 4 1950 1000 300 450 150 — — 40/712 46 28 30 50 5 4 5
КА3732 46 28 30 50 7 10 4 1450 1000 300 375 150 — — 40/78 46 28 30 50 5 3 5
КБ3732 46 28 30 50 7 10 4 1450 1000 300 375 150 — — 40/78 46 28 30 50 5 3 5
КВ3732А 46 28 30 50 7 10 4 1950 1000 300 375 150 — — 40 46 28 30 50 5 3 5
К3534 46 28 30 50 7 12 4 2700 1000 300 450 200 — — 40/712 46 28 25 45 7 4 4
КА3534 46 28 30 50 7 12 4 2700 1000 300 550 200 — — 40/712 46 28 25 45 7 4 4
К3534А 46 28 30 50 7 12 4 2700 1000 300 450 200 — — 40/712 46 28 25 45 7 4 4
К3535А 46 28 30 50 7 12 4 2700 1000 300 450 200 — — 40/712 46 28 25 45 7 4 4
К3735 46 28 30 50 7 12 4 2440 1000 300 450 200 — — 40/712 46 28 30 50 7 4 4
К3735А 46 28 30 50 7 14 4 2440 1000 300 450 200 — — 40/712 46 28 30 50 7 4 4
К3536 56 36 35 60 7 14 6 2440 1200 300 600 220 — — 40/712 56 36 30 55 7 4 4
К3537 56 36 35 60 7 14 6 2440 1200 300 600 220 — — 40/712 56 36 30 55 7 4 4
КБ3537 56 36 35 60 7 12 6 2730 1250 300 200 230 — — 40/712 56 36 30 55 7 4 4
К3539 56 36 35 60 7 14 6 2470 1320 300 430 210 — — 40/712 56 36 35 60 7 4 4
КА3539 56 36 35 60 7 14 6 2470 1320 300 430 210 — — 40/712 56 36 35 60 7 4 4
КА3539Л 56 36 35 60 7 12 6 2470 1400 300 430 420 — — 40/712 56 36 35 60 7 4 4
КБ3539 56 36 40 60 9 18 6 3440 1400 300 450 300 — — 40/712 56 36 30 55 9 6 4
КВ3539 56 36 35 60 7 12 6 2730 1400 300 370 300 — — 40/712 56 36 30 55 7 4 4
К3540 56+3 36 28 53 10 20 8 3066 1700 300 550 300 — — 60/712 56+3 36 28 53 10 6 4
КА3540 56+3 36 28 53 10 18 8 3100 1700 300 550 300 — — 60/712 56+3 36 28 53 10 6 4
К3542 68+4 42/714 29 61 14 30 8 1856 1800 300 450 450 — — 60/712 68+4 '42/714 29 61 16 8 4
К3544 70+5 42 29 58 14 12 5 4250 1800 420 420 220 — — 60 70+6 42 29 58 9 8 6
КБ3544 К X X X X X X X X X X X X X X X X X X X X X
К3046 X X X X X X X 11000 1900 X X X X X X X X X X X X X
К3546 70 42 32 64 14 24 4 5540 2000 300 450 150 — — — 68+3 42 32 64 12 8 8
52
53
Продолжение табл. 8
Ч етыре кривошипные**
Модель Р, кН Ат, кДж Л, мм птах> МИН”1 <2, кН кН ^В. в ^Н. в н ^нап ^нап ^плт дш ^ОК ^ОК WCT Атт AlJTT tip br 0
адм
К4537 5000 102 630 15 320 150 150 150 1400 1300 3000 220 600 3200 550 500 500 330 3150 1790 150 150 150 mi 12
К4537А 5000 133 630 18 800 150 150 150 1850 1850 3000 220 600 3200 550 500 500 10 3150 1700 150 150 150 40ЛГ12
КА4537 5000 90 630 24 800 140 150 150 1230 1360 3350 220 500 3190 — 1900 1900 10 3150 1800 150 150 150 40/712
КА4537А 5000 90 630 24 800 140 150 150 1230 1250 3350 220 500 3190 — 1900 1900 10 3150 1800 150 150 150 40/712
К4039А 8000 158 800 20 800 x2 200 125 250 2050 1500 4180 250 500 4040 — 2100 2350 10 4000 2240 300 150 150 40/712
К4040 10000 213 900 18 350x3 250 — 300 1750 1600 4638 250 500 4550 — 2200 2600 10 4500 2500 300 150 150 60/712
К4540 10000 240 900 16 1050 290 200 305 1780 1020 4140 250 760 4640 — 900 1800 220 4570 2465 300 150 150 60/712
К4542 16000 310 500 12 2100 70 60 250 1000 750 3300 350 250 3150 — 900 1800 100 3100 2500 300 150 150 60/712
КА4542 16000 240 710 16 3200 150 70 X 1500 X X 280 500 X — 1700 1760 * X X X X * X
К4546 40000 904 500 6,5 6000 200 150 200 1250 750 5000 370 500 5400 — 2000 1750 50 4950 3000 360 203 203 55/712
К4548 63000 768 500 10 10000 350 120 80 2100 1600 11100 700 300 9500 — 2400 1820 50 12000 2000 300 450 150 60/712
Продолжение табл. 3
Модель «1 as ,21 '7 /2l А ^ПЗ спз °пз ьпз 0 ^пз ^пз 0 ^ПЗ as h' 2 t «4 /1В «6
мм ШТ. ММ ШТ.
К4537 56 36 28 53 10 20 9 2960 1500 150 600*3 686*8 — — 40/712 56 36 28 53 10 6 4
К4537А 56 36 28 53 10 20 9 3150 1700 150' 600 686 — — 40/712 56 36 28 53 10 6 4
КА4537 56 36 28 53 10 20 9 3150 1700 150 600 686 — — 40 56 36 28 53 10 6 4
КА4537А 56 36 28 53 10 20 9 3150 1700 150 600 686 — — 40 56 36 28 53 10 6 4
К4039А 56« 36 26 51 12 22 10 4000 2546 300 600 150 — — 40/712 56 36 26 51 12 6 10
К4040 56* 36 28 53 14 28 12 4500 2816 300 600 450 — — 60/712 56 36 28 53 14 8 6
К4540 56 36 28 53 14 28 12 4570 2440 300 600 450 — — 60/712 56 36 22 53 14 8 6
К4542 100 4? 30 59 Я 12 9 3100 2500 300 — — — — — 100 42 30 59 8 — —
КА4542 X X X X X X X X X X X X X X X X X X X X X X
К4546 70 42 40 70 13 22 17 5350 3000 360 500 200 — — 45/711 70 42 40 70 14 7 9
К4548 68*» 42/714 32 64 38 62 6 11500 1800 300 600 200 — — 60/78 68 42 32 64 28 14 2
* Данные в документации не приводятся. Прессы КГ2БЗБ, 1\I '.53G и К2736 —специальные, КБ3544, К3046 и КА4Б42 изготовляются по заказу.
*2 По заказу комплектуются нижними подушками усилием до 20 % номинального усилия пресса н ходом не менее 25 % от хода ползуна; поставляются со средствами механи-
зации и автоматизации, а также оснащаются предохранителями по усилию.
•3 Шаг переменный, умножению на количество рядов не подлежит.
*4 По заказу поставляются со средствами механизации и автоматизации.
54
и
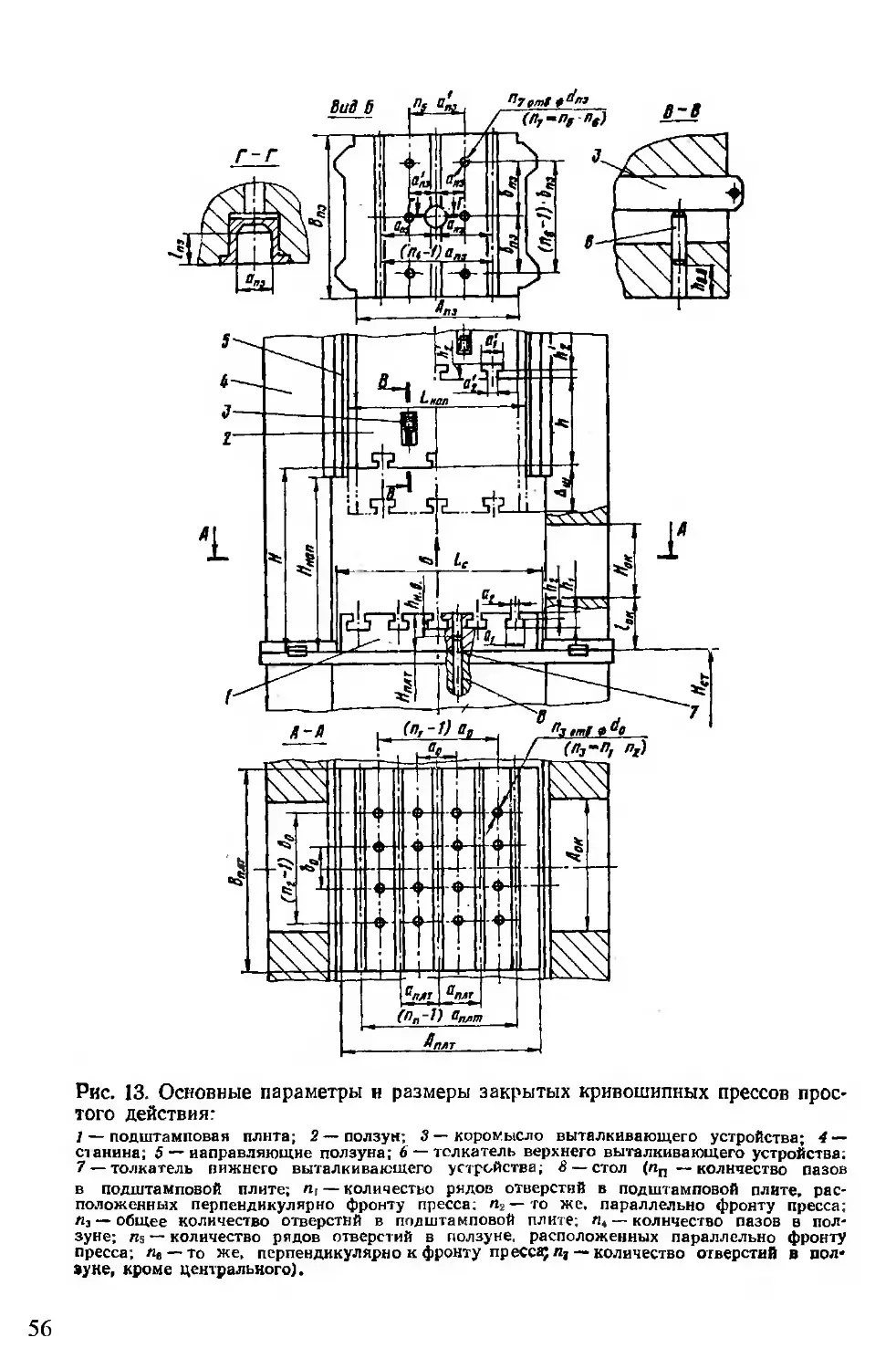
Рис. 13. Основные параметры н размеры закрытых кривошипных прессов прос-
того действия:
/ — подштамповая плита; 2—ползун; 3—коромысло выталкивающего устройства; 4 —
станина; 5 — направляющие ползуна; 6 — толкатель верхнего выталкивающего устройства.
7 —толкатель нижнего выталкивающего устройства; 8 — стол (пп —количество пазов
в подштамповой плите; п, — количество рядов отверстий в подштамповой плите, рас-
положенных перпендикулярно фронту пресса; п2 — то же, параллельно фронту пресса;
«з — общее количество отверстий в подштамповой плите; п4 — количество пазов в пол-
зуне; ns — количество рядов отверстий в ползуне, расположенных параллельно фронту
пресса; ле — то же, перпендикулярно к фронту пресса; — количество отверстий в пол-
зуне, кроме центрального).
56
ОСНОВНЫЕ СХЕМЫ ПРЕССОВ
Открытые кривошипные прессы (рис. 14) имеют С-образную станину,
благодаря чему к столу пресса доступ открыт с трех сторон. От электродви-
гателя 8 через ременную передачу 9 вращение передается маховику 10, сво-
бодно сидящему на коисоли вала 5. При подаче сжатого воздуха в полости
муфты-тормоза 11 происходит соединение маховика 10 с валом 5 через
муфту-тормоз 11. Вал 5 вращается и через эксцентриковый механизм 7—6
и шатун 4—3(рис. 14, ч) или зубчатую пару 16—17, вал 18, эксцентриковый
механизм -7—6 и шатун 4—3 (рис. 14, б) приводит в возвратно-поступа-
тельное движение ползун 2. Головка шатуна 4 посажена на вал 5 (или 18)
Рис. 14. Кинематические схемы открытых кривошипных прессов
простого действия, наклоняемых с валом, расположенным к фрон-
ту пресса, параллельно (о) и перпендикулярно (б).
а
через эксцентриковый механизм, состоящий из эксцентрика 6 н гайкн 7,
обеспечивающий регулирование величины хода ползуна. Команда на выклю-
чение муфты и остановку движения вала может подаваться от путевого фото-
электронного выключателя 19.
При выпуске воздуха из полости муфты-тормоза происходит отсоедине-
ние маховика 10 от вала 5 и одновременно торможение вращения вала.
Регулирование длины шатуна осуществляется путем ввинчивания —
вывинчивания винта 3 из головки шатуна 4.
В прессах усилием 630 кН и более ползун подвешивается на пневмати-
ческих уравновешивателях 20. Они обеспечивают выбор зазоров в системе
соединений ползун — шатун — вал, снижение расхода энергии, затрачива-
емой на перемещение подвижных частей пресса при ходе вверх, предохра-
няют ползун от падения. Уравновешиватели способствуют также более плав-
ному ходу ползуна, вследствие исключения влияние его массы на скорость
Движения.
В пазу ползуна перемещается коромысло (планка выталкивателя) 1,
Упирающееся при подъеме ползуна в упоры 12, закрепленные на станине.
Наклон корпуса станины 13 относительно стойки 15 осуществляется меха-
низмом 14.
Закрытые кривошипные прессы характеризуются рамной двухетоечной
Конструкцией станины, благодаря которой в результате повышения жестко-
сти достигается более высокая точность штамповки, чем при использовании
Сообразной станиной. На верхней части станины размещены привод, маховик,
57
муфта, тормоз и кривошипный вал. Ползун, приводимый в движение одним
или несколькими шатунами, переметается в направляющих, закрепленных
на стойках станины
Кинематическая схема одного из прессов приведена на рис. 15. От элек-
тродвигателя / крутящий момент передается через клиноременную передачу
Рис. 15. Кинематическая схема закрытого однокривошипио-
го пресса простого действия.
2 маховику 4 и от него через муфту 3 — к промежуточному валу 6, на котором
расположен тормоз 7 От вала 6 через систему зубчатых передач 5 крутящий
момент передается эксцентриковому блоку 10, приводящему в движение ша-
тун 12 н ползун 18. Эксцентриситет блока 10 является постоянным, вслед-
ствие чего ход пресса не может изменяться. Шатун с ползуном соединен вин-
товой парой /4. Относительное вращение винтовой пары осуществляется от
электродвигателя 16 через зубчатую муфту 15 и редукторы 18. В результате
этого вращения осуществляются перемещение ползуна 18 относительно ша-
туна 12 и регулирование величины штампового пространства. Одновременно
вращение передается от электродвигателя 16 из счетчик-указатель штампо-
вой высоты 17. При вращении зубчатых колес 5 движение передается командо-
58
аппарату 8, а также через цепную передачу 9 и шарнир Гука — указателю
положения кривошипа /7. От зубчатого колеса эксцентрикового блока 10 вра-
щение передается командоаппарату 19.
ВЫБОР ПРЕССА
Пресс выбирают по требуемому номинальному усилию
Р=1,25 (Рт+Рпрж + Рпд),
где Рт— технологическое усилие операции вырубки, пробивки, гибки и т. д.;
Рпрж — усилие прижима заготовки в процессе выполнения операции; Рпд —
усилие выталкивающего устройства. Зависимость приведена для случая,
когда все три усилия действуют одновременно.
Исходя из габаритных размеров штампа уточняют соответствие его за-
крытой высоты и хода ползуна требуемым. При некотором заданном ходе
ползуна h0 на пресс может быть установлен штамп с закрытой высотой, ве-
личина которой находится в пределах от
Я™" = Н - Нпт - дш - дс + (hmax - ho)/2
до — Н~ Нилт + (hmax -йо)/2.
Очевидно, что если hQ = то
я™71 = яг = Н - дплт - дш - дс и
я™х = я-яплт.
Последнее значение закрытой высоты штампа соответствует номиналь
ной закрытой высоте пресса.
Пример определениязак рытой вы соты штампа
Предположим пресс усилием 630 кН модели КД1428А имеет следующие тех-
нологические параметры: Н = 530 мм; Дш = 80 мм, Дс = 290 мм; йтах=
= 100 мм; ftmin = 10 мм; Нплт = 80 мм. Необходимо определить закрытую
высоту устанавливаемого штампа при ходе = 25 мм.
Наибольшая закрытая высота штампа
ЯГХ = Я - нплт + (hmax - hJ/2 = 530 - 80 +
-f- (100 — 25)/2 = 487,5 мм,
наименьшая —
Яо= Я - яплт - Дш - Дс + (hmax- йо)/2 = 530 - 80 -
— 80 — 290 -f- (100 — 25)/2 = 117,5 мм.
В прессах с постоянным ходом ползуна н неподвижным столом пределы
изменения закрытой высоты штампа определяются только величиной регу-
лирования длины шатуна: наибольшая закрытая высота штампа Н™* = Н —
- нклт’ наименьшая Н™п =Н- Нплт-Дш.
Затем проверяют возможность выполнения на прессе данной операции
(см. рис. 11,6). Для этого используют диаграммы допускаемых усилий
Pha в функции от ha (рис. 16—19).
В отдельных случаях в руководстве по эксплуатации пресса приводят
диаграммы допускаемого усилия Р нагружения пресса в зависимости от угла а
поворота кривошипа. Эти диаграммы (см. рис. 19, б) неудобны для пользо-
вания при выборе пресса, так как не позволяют определить закрытую высоту.
В таком случае величину, соответствующую углу поворота кривошипа а,
рассчитывают примерно по зависимости
ha = h'2 (1 — cos а),
где h — величина хода пресса, соответствующая заданному углу а.
59
При выборе пресса для установки штампа, вызывающего нецентральное
нагружение ползуна, допускаемое усилие нагружения пресса должно быть
ограничено дополнительно: при смещении центра давления штампа двухкри-
вошипного пресса от оси ползуна вправо или влево вдоль фронта пресса на
Хсм допускаемое усилие нагружения пресса
Px~Pha LJ(2 *см + *-п)>
где Ln — расстояние между осями шатунов.
Смещение нагрузки на ползун пресса в направлении, перпендикуляр-
ном к его фронту, не допускается.
Для выполнения рельефной формовки и гибки, если это допускается
запасом технологической работы за один ход пресса, его можно нагружать
Рис. 16. Диаграммы
допускаемых усилий
нагружения Рьа кри-
вошипных открытых
прессов простого дей-
ствия серии КД в за-
висимости от величи-
ны хода h ползуна и
его расстояния йа от
КНП для прессов с
номинальным усилием
25 кН (а) и 63 кН (б):
1 — 36 мм; 2 — 32; 3 —
28; 4 — 24; 5 — 20; 6 —
16; 7—14; 8 — 50; 9 —
45; /0 — 40; 11 — 35; 12 —
30; 13 — 25.
усилиями, близкими к номинальным. Если необходимо выполнить операцию,
требующую большой технологической работы, то допустимые усилии сни-
жают до 40—45 % от номинальных. Для выполнения разделительных опе-
раций усилия не должны превышать 50—60 % от номинальных. Если требу-
ется достижение 70 % номинального усилия, то габаритные размеры плит
штампа должны составлять не менее 2/3 соответствующих габаритных разме-
ров подштамповой плиты и ползуна.
В случаях, когда штамп предназначен для вытяжки, отбортовки и дру-
гих операций, требующих затрат энергии пресса на деформирование металла
на сравнительно большом участке хода ползуна, пресс следует дополнитель-
но проверять на соответствие запаса его технологической работы требуемой
величине работы деформации.
Если для выполнения операции требуется постоянное усилие Рт иа про-
тяжении хода ползуна на неличину йт, то требуемая работа деформации
Если в процессе выполнения операции является переменной, то тре-
буемую работу вычисляют либо приближенно, либо по соответствующим диа
граммам изменения требуемых усилий.
Требуемая работа деформации должна обеспечиваться возможностями
пресса. Наименьшей для данного пресса является величина его технологиче-
ской работы Лт т?режиме непрерывных ходов при птах, наибольшей — техно-
логической работы 4™ах в режиме одиночных ходов при условии восстанов-
ления прессом номинального значения кинетической энергии движущихся
частей в промежутке между двумя смежными ходами. Если же частота ис-
пользуемых ходов превышает ту, при которой происходит указанное восста-
новление, величина технологической работы, которую можно использовать
для выполнения операции за один ход ползуна, снижается.
60
Рис. 17. Диаграммы допускае-
мых усилий Риа на ползуне
кривошипных открытых прес-
сов простого действия серии
КД в зависимости от величины
хода ползуна h и его расстоя-
ния ha от КНП для прессов
усилием 100 кН (а); 160 (б);
250 (в); 400 (г); 630 (д),
1000 (е).
Рис. 18. Диаграммы допускае-
мых усилий РПа в зависимости
от расстояния ha ползуна от
КНП при центральном нагру-
жении кривошипных закрытых
прессов простого действия мо-
делей:
1— К3034 (fimax = 20 мин-1); 2 — К3132П;
КА2536; 7 — К2538; 8 — К3540; 9— К2540.
3 — КА2Б34; 4 — КА2535А; 5 КВ2536; 6 —
Рис. 19. Диаграммы допускаемых усилий нагружения прессов: а— в зависимости
от ha и h для кривошипных закрытых прессов простого действия моделей
(7—К2542; 2—К2544); б — в зависимости от а и h для кривошипного откры-
того пресса модели КЕ2130 при ходе h (7—70 мм; 2—90; 3—110; 4—130).
61
На рис. 20 приведены диаграммы технологической работы некоторых
прессов в зависимости от частоты используемых ходов. Точками обозначены
величины технологической работы соответствующих прессов в режиме не-
прерывных ходов. Эти значения даны также в таблицах основных параметров
и размеров прессов, приведенных в справочнике.
При необходимости вычисления технологической работы, которую пресс
может обеспечить при некоторой частоте используемых ходов лисп, следует
воспользоваться зависимостью
дисп _ (Дтах
^гпах)/ лисп1
где Л™ах и птах приведены в таблицах
справочника. Если известна мощность
главного привода, технологическую рабо-
ту определяют из зависимости
Д “сп = 24 Л/э/лнсп.
Рис. 20. Диаграммы зависимости
технологической работы криво-
шипных закрытых прессов просто-
го действия от частоты ходов:
1 — К3540; 2 — К2538; 3 — КА253БА; 4 —
КВ2535А; 5 — КА2538; 6 — КВ2536; 7 —
КА2Б34; 8 — КА2536.
Рис. 21. Ползун с шатуном и зуб-
чатой муфтой:
/ — сухарь; 2 — упор; 3 — подпятник;
4 — винт; 5 — крышка; 6 — винт; 7 —
шпонка; 8—гайка; 9 — эксцентриковая
втулка с зубчатой муфтой; 10 — втулка;
И — втулка: 12 — головка шатуна; 13 —
шатун; 14 — клин; /5, 19 направляю-
щие планки; 16 ~ винт; /7 —втулка;
18 — винт; 20 — рейка; 21 — болт.
62
При этом N3 принимают в киловаттах, Л”0” получают в килоджоулях.
При выборе пресса определяют также величину веса верхней части
штампа, которая может быть подвешена к ползуну (в основном в крупных
прессах), размещение и размеры отверстий и пазов для крепления штампа
отверстий для проваливания деталей и отходов, окон для подачи полосы и за-
готовок и другие геометрические размеры пресса и сравнивают их с соответ
ствующими размерами, требуемыми для установки и крепления штампа.
Выбор пресса для выполнения заданной операции и установки разраба-
тываемого штампа должен сопровождаться анализом конструктивных осо-
бенностей пресса и встроенных в него вспомогательных устройств, а также
возможностей и методов регулирования основных параметров. Наиболее
тщательному анализу следует подвергать конструкцию группы узлов при-
вода, шатуна, ползуна и стола, н которых предусмотрены основные механизмы
регулирования.
Конструкция шатуна с ползуном открытого кривошипного пресса с ва-
лом, перпендикулярным к фронту пресса, приведена на рис. 21. Головка 12
шатуна 13 надета на шейку кривошипа или на эксцентричную втулку 10,
напрессованную на шейку вала или эксцентрика. В нижнюю часть шатуна
ввинчен винт 6 с шаровой головкой, шарнирно соединенной с ползуном.
Ввинчивая или вывинчивая винт, можно изменять длину шатуна и тем самым
увеличивать или уменьшать закрытую высоту пресса. Винт 6 стопорится дву-
мя втулками 17, имеющими внутреннюю резьбу разного направления и пере-
мещающимися друг относительно друга вращением винта 16. Стопорение
втулок 17 осуществляют винтами 18. Винтом 16 фиксируют положение
винта 6.
Ход ползуна регулируют изменением положения эксцентриковой втул-
ки 9, торец которой выполнен в виде кулачковой муфты, заклиненной на
валу шпоикой 7 и находящейся в зацеплении с эксцентричной втулкой 10.
Отвернув гайку 8, перемещают муфту 9 вдоль вала. Затем с помощью ломи-
ка, вставленного в глухие отверстия, поворачивают втулку 10 в нужном на-
правлении на такое количество зубьев, какое необходимо для установления
требуемой длины хода ползуна. После этого муфту подвигают до зацепления
ее с втулкой и крепят гайкой. Обычно при установке штампа сначала уста-
навливают нужный ход ползуна, а затем закрытую высоту пресса. Описанная
конструкция ползуна и шатуна используется в прессах моделей К.115А,
К116Б.
В настоящее время открытые кривошипные прессы выпускаются преиму-
щественно с валом, параллельным фронту пресса. Механизмы регулирования
параметров в значительной мере усовершенствованы. Узел шатуна и ползуна
открытых кривошипных прессов усилием до 630 кН серии КД (рис. 22) вклю-
чает в себя корпус 22 ползуна, регулировочный винт 21 и собственно шатун
16 с крышкой 13 и вкладышами 14 и 15. Корпус ползуна имеет призматиче-
ские выемки (см. А—.4) для скольжения по направляющим 5 и 25, которые
закреплены на станине с помощью шпилек с гайками и специальных шайб 6.
Шаровая головка винта шатуна соединена с ползуном через опору 4 и пла-
вающий вкладыш 20, которые помещены в стакан 35. Стакан закрыт гайкой
36, поверх нее закреплено кольцо 7 из маелостойкой резины. Гайка 19,
ввернутая в стакан, стопорится шпонкой 30. Опорой стакана 35 является
срезная предохранительная шайба 2, рассчитанная на разрушение при пере-
грузке пресса. На ползуне в зоне стакана установлен конечный выключатель
82, который при срезании предохранительной шайбы отключает пресс.
Предохранительная шайба установлена на клиновой механизм 33 выведе-
ния пресса из распора. В случае срезания предохранительной шайбы необ-
ходимо выполнить еледующие операции:
отключить вводной автомат, закрыть вентиль подвода воздуха, открыть
предохранительный кран и выпустить из системы пресса воздух. Ползун
пресса под собственным весом должен после этого опуститься вниз (ибо урав-
новешиватели его больше ие держат) Если этого не произошло, следует
несколькими ударами молотка вверху по ползуну (через медную пластину)
опустить ползун. Контроль исходного положения ползуна определяется воз-
можностью включения двигателя;
63
снять крышку. Для этого отвернуть гайку 39 и болты 40. Болты 38 и гай-
ку 36 не отворачивать. Взя1ь рукой за шпильку и вынуть из ползуна клино-
вое устройстве 33 с разрушенной шайбой. Заменить шайбу;
сдвинуть один оносительно другого клинья на 10—15 мм, вставить в пол-
зун устройство 33 Задвинуть клинья в прежнее положение, при этом пре-
дохранительная шайба 2 поднимается вверх. Правильность положения шай-
бы определяется визуально. Выступ стакана 35 должен войти в отверстие
шайбы 2 и между стаканом и шайбой не должен просматриваться зазор;
В нижней части ползуна расположены отверстия для крепления^верхней
плиты штампа и отверстие под хвостовик. Хвостовик крепят прижимом 28
посредством шпилек с гайками. Стопорный винт 34 служит для дополнитель-
ной фиксации хвостовика штампа, а также для отталкивания прижима при
снятии штампа. Крепление штампа к ползуну прессов усилием 630 кН и вы-
ше выполняют при помощи пазов, расположенных на подошве ползуна.
В прессах усилием 250 кН и выше на ползуне закреплен кронштейн 37, к ко-
торому присоединен уравновешиватель ползуна. В пазу ползуна расположе-
Рис. 22. Шатун и ползун открытого кривошипного пресса серии КД усилием до 630 кН.
поставить крышку 1 на место. Болты 40 затянуть. При этом болты 38 за-
фиксируют верхний клин в исходном положении. Навернуть на шпильку
гайку 39 и затянуть ее;
включить вводный автомат и подать в систему пресса воздух. Включить
пресс для работы в автоматическом режиме и проверить ползун на стук. Пол-
зун должен работать без посторонних стуков. Если прослушивается стук
в ползуне, нинтом 31 расстопорить гайку 36, затянуть ее до упора и вновь за-
стопорить винтом 31 через медную пластину 3.
Регулирование величины штампового пространства производят враще-
нием регулировочного винта 21 при помощи гаечного ключа. Регулировочный
винт фиксируется стопорными втулками 12 и 17, которые стягиваются винтом
18 и удерживаются от проворачивания винтами 29. Нижний предел регули-
рования штампового пространства ограничивается фиксатором 11. Величина
регулирования определяется по линейке 26 и указателю 23.
64
но коромысло выталкивателя 27. Упорами для коромысла служат регули-
руемые по высоте планки 24, закрепленные на станине.
Для регулирования зазора в шаровом соединении ползуна следует вы-
полнить следующие операции: опустить ползун на специальную подставку
необходимой высоты, позволяющую вывернуть регулировочный винт 21 из
шатуна 16’, вращая винт 18, развести стопорные втулки 12 и 17 и застопорить
фиксатор 11 так, чтобы он не входил в паз регулировочного винта (фиксатор
перемещается хвостовиком в отверстии штуцера 8 и стопорит винт шатуна под
действием пружин 9 и /<?);
вывернуть винт 31 на один-два оборота; вывернуть гайку 36 и поднять
ее; снять шпонку 30 й завернуть гайку 36 до упора плавающего вкладыша
20 в шаровую поверхность регулировочного винта 21, полностью выбрав
зазор соединения;
гайку 19 отвернуть на 7—16°, что обеспечит зазор в шаровом соединении
3 9-90 65
0,04—0,08 мм (угол между ближайшими пазами при совпадении одной пары
пазов стакана 4 и гайки 19 равен 4°, что соответствует зазору в шаровом
соединении 0,02 мм). Стопорение выполняют в обратном порядке. При экс-
плуатации не следует допускать увеличения зазора.
Шатун и ползун открытого кривошипного пресса усилием 1000 кН при-
ведены на рис. 23. Величина штампового пространства в этом прессе регули-
руется вращением рукоятки 6. Перед регулированием винт 7 следует отпус-
тить, а после него надежно затянуть. Нижний предел регулирования огра-
Рис. 23. Шатун и ползун пресса К.А2330.
Рис. 24. Шатун и ползун пресса КВ2132.
иичивается фиксатором 5. По мере износа винта шатуна его затяжку произ
водят болтом 4 до обеспечения такого минимального зазора в резьбовом сое-
динении, при котором возможно вращение винта шатуна рукояткой 6 при от-
пущенном винте 7. Зазор в шаровой опоре регулируется прокладками 2. Для
этого ползун подпирают, демонтируют пару конических шестерен и снимают
крышку 3. В корпусе ползуна 1 расположена планка выталкивающего уст-
ройства 8.
Шатун и ползун открытого кривошипного пресса усилием 1600 кН, ос-
нащенного механизмом регулирования штамповой высоты с индивидуаль-
ным приводом, приведены на рис. 24. От электродвигателя через двойную
червячную передачу вращение передается червячному колесу 8 и от него че-
рез сухарь 4 — винту шатуна 3. На шатуне установлены два конечных вы-
ключателя, срабатывающие от перемещающейся с винтом шатуна планки 7
и ограничивающие нижний и верхний пределы регулирования Шаровое
соединение регулируют вращением гайки 6, в результате чего достигается
66
необходимый зазор между головкой винта шатуна 3, подпятником 2 и вкла-
дышем 5. Подпятник опирается либо на гидропредохранитель Р, либо на
установленный вместо гидропредохранителя стакан со срезной шайбой.
В нижней части расположена планка выталкивающего устройства 1.
В открытых прессах с валом, параллельным фронту пресса, и регулируе-
мым ходом механизм регулирования размещен на кривошипном валу между
его опорами. Конструкция вала пресса с одноступенчатым приводом, у ко-
торого маховик посажен непосредственно на кривошипный вал (рис. 25),
включает в себя собственно вал 5 и эксцентриковую втулку 4, соединя-
ющуюся с ним через зубчатое эвольвентное зацепление. Ход ползуна регу-
лируют вращением эксцентриковой втулки 4, которая предварительно вы-
водится из зацепления с валом вращением гайки 8. После установки необхо-
димого хода ползуна (по указателю 13 и шкале 3) эксцентриковая втулка
вводится в зацепление с валом и стопорится болтами 12. Если пресс не имеет
механизма регулирования хода, то шатун с кривошипным валом соединяют
без промежуточной втулки.
На левый конец вала устанавливают командоаппарат 14 (рис. 26), кото-
рый с помощью шлицевого соединения (см. рис. 25, с) или шпонки (см. рис.'
25, б) соединяют с втулкой 1. На втулке закреплены электрически изолиро-
ванные друг от друга алюминиевые диски-экраны 7 и 10 и кулачок 9. Диски-
экраны коммутируют ток в соответствующих цепях электрической схемы,
управляющих работой электромагнитов, сервоклапанов и муфты, а также
работой пресса при двуруком включении и системой средств механизации.
Кулачок 9 предназначен для управления счетчиком, пневмосдувателем и дру*
гимн вспомогательными механизмами. Командоаппарат совершает все не-
обходимые включения и выключения за каждый оборот вала. Его регули-
руют, поворачивая кронштейн, на котором закреплены бесконтактные конеч-
ные выключатели Б В К, на угол, соответствующий углу поворота эксцентри-
ковой втулки при изменении величины хода ползуна.
У прессов усилием 1000 кН и выше привод, как правило, многоступенча-
тый , но конструкция механизмов для регулирования закрытой высоты и хода
пресса остается той же. Узел ползуна с шатуном открытого кривошипного
пресса с двухступенчатым приводом показан на рис. 27. Его регулирование
отличается от описанного выше. Зазор в шаровой опоре регулируют набором
прокладок 3. Предохранительная шайба 5 опирается непосредственно на
поверхность ползуна без промежуточного клинового устройства. Регулиро-
вание величины хода выполняют в такой последовательности: болт 17 выво-
рачивают наполовину, поднимают фиксатор 15, совместив зуб планки 16 с
прорезью в фиксаторе 15; болт 17 вворачивают и, вращая гайку 11, связан-
ную с ригелем 9, выводят эксцентриковую втулку 8 из зацепления с эксцент-
риком 10. Затем вращением втулки 8 совмещают нужное деление лимба
этой втулки со стрелкой на эксцентрике 10. После этого, вращая гайку 11
в противоположном направлении, вводят эксцентриковую втулку 8 в зацеп-
ление с эксцентриком 10 и фиксатором 15, болтом 17, планкой 16 застопори-
вают гайку 11 от самоотвинчивания.
Закрытую высоту регулируют вращением винта шатуна воротком при
помощи храпового механизма. Установленную закрытую высоту фиксируют
зажимными втулками 19, 20 и болтом 18. Фиксатор 21 ограничивает вывин-
чивание винта шатуна. Ручка 12 служит для изменения направления вра-
щения винта шатуна. На ней нанесены надписи (рис. 27, вид В), указыва-
ющие направление перемещения винта шатуна при покачивании корпуса 22
храпового механизма ломиком, вставляемым в специальное отверстие в кор-
пусе.
Регулирование величины хода у прессов с валом, параллельным их
фронту, по сравнению с прессами, у которых вал перпендикулярен к фрон-
ту, затруднительно. Поэтому открытые прессы выпускают также с валом,
перпендикулярным к их фронту, и с усовершенствованными механизмами
регулирования.
Двухступенчатый привод с шатуном и ползуном современного пресса
модели КЕ2130 с валом, перпендикулярным к его фронту, приведен на
рис. 28. От электродвигателя через маховик, сидящий на валу 17, далее
через зубчатую пару 14—12 вращение передается кривошипному валу 13.
Рис. 25. Кривошипный вал открытого кривошипного пресса
серии КД усилием до 630 кН:
а — основные составные части; б — вал в подшипниках станины; 1, 7,
9 — стопорные планки; 2 — шайбы; 3 — шкала; 4 — эксцентриковая
втулка; 5 — вал; 6 — планка; 8 — гайка; 10— шайба; 11— гайка; 12 —
болт; 13 — указатель; 14— втулка командоапоарата; 15 — ось эксцен-
трика вала; 16 — ось эксцентриковой втулки.
68
Вид В
Д-Д
б-В
Ползун
Вниз
Рабочее
поношение
Ползун
Вбери
Рис. 27. Шатун и ползун прессов моделей К2130В и К1430Б:
1 — головка шатуна; 2— винт шатуна; 3— набор прокладок; 4— опора;
5—• предохранительная шайба; 6 —коромысло; 7 —вкладыш; 8 — эксцен-
триковая втулка; 9— ригель; 10— эксцентрик; 11— гайка; 12— ручка;
13 — крышка; 14 — ползун; 15 — фиксатор; 16 — планка; 17, 18 — болты;
19, 20 — втулки зажимные; 21 =. фиксатор.
69
На его торце размещен механизм регулирования хода 10. Шатун 9 передает
движение ползуну 1 через вкладыш 6 и шаровую опору 5. Выталкивание дета-
ли из верхней части штампа осуществляется коромыслом 4. Для регулиро-
вания хода пресса (рис. 29) вначале освобождают шпонку 6, фиксирующую
винт 5, затем вращением винта 5, который своим фланцем через крышку 7
и вкладыш 4 передает усилие зубчатому колесу 2, выводят ее из зацепления
с валом 10. Затем винтом-шестерней 3 вращают зубчатое колесо 2 и с ним
эксцентриковую втулку 1. После установки эксцентриковой втулки в нужное
положение, определяемое по стрелке 8, вращающейся вместе с ней относитель-
но неподвижной шкалы, винтом 5 вновь вводят зубчатое колесо 2 в зацепле-
ние с валом 10 и стопорят винт 5 шпонкой 6. Шатун 9 посажен на эксцентри-
ковую втулку / через втулку 11.
Рис. 28. Двухступенчатый привод, шатун и ползун пресса мо-
дели КЕ2130.
Закрытую высоту пресса модели КЕ2130 регулируют с помощью ползуна
(рис. 30). Вначале отворачивают винт 14, размещенный на крышке 7 (см.
рис. 28), освобождают ось /9 (рис. 30), на которой посажена коническая шес-
терня 20, входящая в зацепление с валом-шестерней 10. Последняя осво-
бождается, после чего, вращая эксцентрик 13, выводят блок-шестерню 12,
скользящую по шлицам оси 19, из зацепления с контргайкой 11 и вводят ее
в зацепление с гайкой 15. Регулирование выполняют вращением вал-шестер-
ни 10, оси 19, блок-шестерни 12 и гайки 15. После установления требуемой
закрытой высоты эксцентриком 13 выводят блок-шестерню 12 из зацепления
с гайкой 15, вводят ее в зацепление с контргайкой 11 и с помощью вал-шестер-
ни 10, оси 19, блок-шестерни 12 и контргайки 11 стопорят. После этого заво-
рачивают винт 14 и стопорят ось 19.
В нижней части ползуна / (см. рис. 30) имеются Т-образные пазы для
крепления штампа и вкладыш 3 со шпильками 2 для зажима хвостовика
штампа. В прорези хвостовика размещено коромысло 4. Шатун 9 соединен
с ползуном 1 через шаровую опору, включающую подпятник 5, гайку 8
и вкладыш 6. Для нормальной работы зазор в шаровой опоре должен состав-
лять 0,05—0,1 мм. Зазор регулируют следующим образом: отворачивают
болт 17 и снимают шпонку 18, затем вращением гайки 8 устанавливают тре-
буемый зазор, после чего шпонкой 18 фиксируют положение гайки 8 и заво-
рачивают болт 17. Гайку 8 дополнительно фиксируют стопорным винтом.
В ползуне размещена предохранительная шайба 16, рассчитанная на срез при
перегрузке пресса.
70
Рис. 29. Механизм регулирования величины хода пресса моде-
ли КЕ2130.
А-Л
Рис. 30. Ползун прес-
са модели КЕ2130.
71
Коромысло, размещенное в прорези ползуна открытых прессов, предна-
значено для выталкивания детали (отхода) из верхней части штампа. Схема
взаимодействия коромысла с выталкивающим устройством штампа приведе-
на на рис. 31. Штамп крепится хвостовиком И в ползуне пресса 10 при по-
мощи вкладыша 8. Толкатель штампа 7 ввернут в выталкиватель 5, который
перемещается в окне пуансон-матрицы 4. После вырубки пуансон-матрицей
4 и матрицей 3 заготовки из полосы а пуансон-матрицей и пуансоном 2 выпол-
няется вытяжка детали б. Прижимное кольцо 1, верхняя плита 6 и пуансон-
матрица 4 совместно с ползуном 10 пресса и хвостовиком 11 штампа при
этом опускаются. Выталкиватель 5 и толкатель 7 поднимаются относительно
верхней плиты б и ползуна 10. Одновременно под действием толкателя ко-
ромысло 9 также поднимается относительно движущегося ползуна.
После вытяжки детали ползун поднимается, вместе с ним под действием
застрявшей в окне пуансон-матрицы детали поднимаются выталкиватель,
толкатель и коромысло. Когда же коро-
мысло упрется в планки, закрепленные на
станине пресса, и остановится, то при про-
должающем подниматься ползуне деталь б
будет вытолкнута из окна пуансон-матрн-
цы. Требуемая величина хода толкателя не
должна превышать наибольший ход вы-
талкивающего устройства пресса йв в Дли-
на толкателя должна обеспечивать неболь-
шое выступание его верхнего торца над
нижней плоскостью окна в ползуне с уче-
том размера /пз. Верхние выталкивающие
устройства других прессов принципиально
не отличаются от описанного выше.
Если в конструкции штампа предус-
мотрено верхнее выталкивающее устрой-
ство, следует выполнить проверку соответ-
ствия величин хода выталкивателя штампа
и пресса. Требуемое усилие выталкивания
для операций, выполняемых на кривошип-
соответствующего допускаемого усилия наг-
Рис. 31. Схема действия верх-
него выталкивающего устрой-
ства.
ных прессах, обычно меньше
ружения верхнего выталкивающего устройства соответствующего пресса.
Поэтому в таблицах параметров кривошипных прессов простого действия
значения Ра в обычно не приводят.
В закрытых кривошипных прессах величину хода ползуна, как правило,
не регулируют. Регулирование закрытой высоты в большинстве случаев ме-
ханизировано. Ползун с шатуном закрытого однокривошипного пресса при-
ведены иа рис. 32. От эксцентрикового зубчатого блока движение передается
шатуну 6. Верхняя часть шатуна — разъемная: крышка 23 соединена с ша-
туном винтами и зафиксирована от смещения замком и шпонкой. Прокладка
20 позволяет компенсировать изменение размеров вкладышей 21 и 22 в ре-
зультате их износа. Шатун 6 через палец 11 соединен с опорой 12. Последняя
является одновременно винтом, на ее наружной поверхности нарезана упор-
ная резьба. Опора ввинчена в регулировочную гайку 9, сидящую в корпусе
ползуна 10 и вращающуюся в нем, как в подшипнике. На гайку 9 надет чер-
вячный венец 8, соединенный с пей шпонками 3. При включении электро-
двигателя регулирования штампового пространства вращение от него пере-
дается через зубчатую муфту н двухступенчатый червячный редуктор, кор-
пус которого закреплен на корпусе ползуна, червячному венцу 8 и от него-'
гайке 9. При вращении последней происходит ее навинчивание на винт-опор}1
12 или свинчивание с него, вследствие чего регулируется положение ползуна
относительно стола пресса. Положение червячного венца 8 в вертикальном
направлении фиксируется фланцем 5. Для предотвращения сползания чер-
вячного венца с регулировочной гайкой 9 предусмотрено ограничительное
кольцо 4. Зазоры d между цилиндром 2 и гайкой 9 и Ь между червячным
винтом 8 и корпусом 10 регулируют, изменяя толщину компенсационный
шайб 7.
72
Рис. 32. Шатун и ползун закрытого кривошипного пресса.
На корпусе ползуна закреплен указатель закрытой высоты, получающий
вращение от того же двигателя через систему передач. Крайние положения
ползуна регулируют двумя конечными выключателями и планками, закреп-
ленными на опоре ползуна. В ползуне размещен механизм верхнего вытал-
кивателя, состоящий из планки 19, соединенных с ней штанг 18 с ввернутыми
в них винтами 25. Уплотнения 24 предотвращают утечки масла. На головках
винтов 25 установлены срезные предохранители 26, защищающие механизм
выталкивателя от поломки при перегрузке. Ход выталкивателя hBB = а
до упора 27 на станине пресса регулируется вращением винтов 25.
На ползуне смонтировано также гидравлическое предохранительное
устройство (гидропредохранитель).Усилие от шатуна 6 через палец И, опо-
ру 12 и регулировочную гайку 9 передается цилиндру 2 и далее через жид-
кость в полости — поршню 15, а от него — подошве корпуса ползуна 10.
Цилиндр 2 и поршень 15 составляют исполнительное звено гидравлического
предохранительного устройства (гидроопору). От горизонтального смещения
гидроопора зафиксирована полукольцом 17, а от размыкания — фланцем
14 и кольцом 16. Цилиндр имеет отверстие в ниппеле 13 для дренажа. Непо-
средственно к поршню присоединен патрубок /, связывающий полость с
с магистралями гидропредохранителя. В прессах с несколькими шатунами
гидроопоры размещены под опорой каждого из них.
Гидропредохранитель (рис. 33) включает в себя гидробак 9, гидропнев-
матический насос 3 , гидроопору 15, предохранительный клапан 11, распре-
делитель с электромагнитным управлением 12, реле давления 19, контроли-
рующую аппаратуру и маслопроводящую систему.
Гидропредохранитель работает следующим образом. Гидропневматиче-
ски й насос 3, подключенный к пневматической системе, накачивает масло
из бака 9 через предохранительный клапан 11 в гидроопору 15, создавая пред-
варительное давление, которое контролируется по манометру 2. В случае
перегрузки пресса срабатывает предохранительный клапан 11, перепуская
масло из гидроопоры в масляный бак. При падении предварительного давле-
ния в гидроопоре срабатывает гидравлическое реле давления 19, и пресс от-
ключается, а в случае повышения давления воздуха, подводимого к гидро -
пневматическому насосу, срабатывает предохранительный клапан, уста-
новленный в воздушной сети.
Гидропневматический насос (рис. 34), приводимый в действие сжатым воз-
духом, позволяет автоматически увеличивать давление жидкости до заранее
определенной величины, поддерживать его в течение заданного времени.
В случае его падения насос включается в работу до восстановления требуемо-
го давления. Насос состоит из пневматического цилиндра 6, корпуса 8, плун-
жера 10, поршня 7, распределительной головки 4 и обратных клапанов /, 9.
Через входное отверстие а сжатый воздух подается одновременно в ка-
меры управляющего 5 и исполнительного 2 золотников. В зависимости от
положения поршня 7 и связанного с ним управляющего золотника 5 дальней-
шее движение воздуха различно. Если поршень и управляющий золотник
находятся в крайнем нижнем положении (см. рис. 34), то воздух через управ-
ляющий золотник 5 попадает в переднюю камеру исполнительного поршня 3
и перемещает его вместе с исполнительным золотником 2 назад, открывая при
этом каналы, соединяющие переднюю золотниковую камеру с подпоршне-
вым пространством. Поршень 7 начинает движение вверх, всасывая плунже-
ром 10 масло через обратный клапан 9. Обратный клапан 1 закрыт. Воздух
из надпоршневой камеры вытесняется в атмосферу через камеры исполни-
тельного золотника 2, исполнительного поршня 3 и управляющего золотни-
ка 5. Если'поршень 7 находится в верхнем положении, то управляющий зо-
лотник 5 открывает доступ сжатого воздуха в заднюю камеру исполнитель-
ного поршня'З, последний перемещается вместе с исполнительным золотни-
ком 2 вперед, открывая при этом каналы, соединяющие заднюю золотнико-
вую камеру с надпоршневым пространством. Поршень 7 начинает движение
вниз, вытесняя плунжером 10 через обратный клапан 1 масло в напорную
магистраль и далее через предохранительный клапан— в гидроопору пол-
зуна. Воздух из поршневого пространства вытесняется в атмосферу.
После того как насос создает в гидроопоре нормальное предварительное
давление, он автоматически перестает работать. Так как гидравлическая си-
74
Рис. 33. Принципиальная схе-
ма гидропредохранителя;
I—запорный клапан для маноме-
тра; 2 — манометр; 3 — гидропнев-
матический насос; 4, 6, 3. 10. 16.
17 — трубопроводы всасывания на-
пора и слива; 5 — вентиль; 7 —
фильтр; 9 — бак; II — предохрани-
тельный клапан; 12 — распредели-
тели с электромагнитным управле-
нием; 13 — сливной клапан; 14, 20 —
линии дренажа; 15 — поршень и ци-
линдр гидроопоры; 18, 21, 22 — ли-
нии управления; 19 — реле давления
Рис. 34. Схемы гидропневмати-
ческого насоса:
а — конструктивная; б — принци-
пиальная.
75
Рис. 35. Графики зависимости расхода жид-
кости <2Ж от давления воздуха рв при сле-
дующих давлениях нагнетания масла рм,
МПа:
I — 15; 2 — 12.5; 3 — 10; 4 — 7.5; 5 — 5; Б — 2,5; 7 — 0.
Рис. 36. Гидроопоры и соединения шатуна с
ползуном:
а — гидроопора пресса КБ3732: б — соединение шату-
на с ползуном пресса КБ3732 через гидроопору; в —
новое конструктивное исполнение соединения шату-
на с ползуном для тяжелых прессов; 1 — направляю-
щая ползуна; 2 —станина; 3 — клапан; 4 — корпус
ползуна; 5 — электродвигатель механизма регулиро-
вания штампового пространства; Б— регулировочный
винт шатуна; 7 — механизм зажима регулировочного
винта шатуна; 8— шатун; 9— кривошипный вал;
10 — корпус гидроопоры; 11 — цилиндр гидроопоры;
12— уплотнение; 13 — регулировочная гайка; 14 —
опора; /5 — палец; 16 — редуктор; /7 —фланец; 18 —
дверь; 19 — разрезное замковое кольцо; 20 — ступен-
чатое кольцо.
76
стема не может быть абсолютно герметичной, то насос периодически (прибли-
зительно I раз в 2 мин) срабатывает, поддерживая постоянное давление.
При этом расход жидкости (?ж зависит от давления воздуха рв> подаваемого
в цилиндр 6, и требуемого давления нагнетания масла в гидроопору рм (рис.
35). Гидропневматичеекий насос является мультипликатором с коэффициентом
повышения давления в пределах 25—30. Производительность насоса повы-
шается с увеличением давления рв и снижением давления ры. В случае от-
сутствия нагрузки на гидроопору, т. е. при рм = 0 и номинальном давлении
воздуха рв — 0,4 МПа, производительность насоса составляет примерно
2,5 л'мин.
Другой вариант исполнения гидроопоры приведен на рис. 36, а. От пнев-
матического насоса масло через отверстие с поступает в полость е, в резуль-
тате чего клапан 3 поднимается и, прижимаясь к седлу корпуса 10, преграж-
дает доступ маслу в отверстие d на слив (седло корпуса по поверхности f для
герметичности притерто к конической поверхности клапана). Такое положе-
ние сохраняется в процессе нормальной работы пресса. При перегрузке прес-
са клапан 3 опускается, поскольку давление масла в полости е оказывается
недостаточным для восприятия увеличенного усилия Р. В результате откры-
вается доступ маслу на слив через отверстие d и запорный клапан гидроси-
стемы, а реле давления дает команду на аварийное отключение пресса.
В крупных закрвггых прессах усилием 3150 кН и выше встроенный
в ползун гидропредохранитель существенно затрудняет обслуживание прес-
са. Даже обычная замена уплотнений гидроопоры требует весьма длительно-
го времени, так как для этого необходимо выполнить демонтаж массивных
деталей. Если в конструкции соединения шатуна с ползуном (рис. 36, в) ци-
линдр гидроопоры отделен от механизма регулирования штампового про-
странства, смена уплотнений становится возможной без демонтажа крупных
деталей. Корпус 4 ползуна выполнен в виде рамы, образованной двумя сило-
выми поясами, связанными между собой ребрами и брусьями, на которых
выполнены направляющие поверхности.
В нижней части ползуна установлен цилиндр 11, в котором размещена
выполненная в виде поршня головка регулировочного винта 6 с уплотнением
12. Перемещение головки регулировочного винта ограничено разрезным
замковым кольцом 19, элементы которого удерживаютвя в выточке цилиндра
с помощью ступенчатого кольца 20. В расточке, выполненной в верхней части
ползуна, размещена опора 14, соединенная пальцем 15 с шатуном 8 привода
пресса.
В цилиндрической выемке опоры установлена регулировочная гайка 13,
на внешней поверхности которой выполнены зубья, с ними зацепляется чер-
вяк механизма регулирования штамповой высоты, размещенный в отъемном
редукторе 16, установленном на опоре 14. Регулировочная гайка зафиксиро-
вана в опоре для предотвращения перемещения фланцем 17. Окна в ползуне
закрыты дверьми 18. Таким образом, обеспечены регулирование штамповой
высоты и гидравлического цилиндра опоры, а также их контроль, обслужи-
вание и ремонт обоих устройств.
Смена уплотнения в цилиндре гидроопоры осуществляется следующим
образом. Ползун, находящийся в крайнем верхнем положении, подпирается
домкратами. Производится принудительное (переключением на главном
пульте управления) срабатывание предохранителя, обесточивается система
управления прессом н сбрасывается давление воздуха из пневматических
систем предохранителя и уравновешивателей ползуна. После этого освобо-
ждается ступенчатое кольцо 20 и удаляются все элементы замкового кольца 19.
Корпус 4 с установленным на нем цилиндром 11 опускается на домкратах
вниз до выхода нижнего торца головки регулировочного винта 6 за пределы
Цилиндра. Замена уплотнения 9 не представляет каких-либо затруднений.
После смены уплотнения выполняют сборочные работы в обратной после-
довательности. При этом не нарушаются регулировки, не рассоединяются
магистрали, не демонтируется ни одна тяжелая деталь, требуюшая примене-
ния грузоподъемных средств, благодаря чему затраты времени при заблаго-
временной подготовке работ не превышают 1,5—2 ч. Проведение этой работы
возможно при установленном на прессе штампе.
77
После регулирования высоты штампового пространства фиксируют по.
ложение ползуна. В открытых прессах (см. рис. 21—23, 27, 30) предусмотре-
но ручное стопорение, в закрытых — как правило, механизированное.
Схема одного из механизмов стопорения шатуна приведена на рис. 37,
Разрезанный вдоль оси шатун 10 етянут при помощи специальных болтов £>
Рис. 37. Механизм стопорения шатуна.
Рис. 38. Ползун пресса КБ3732 с механизмом съема заготовок:
1 — съемник; 2— ограждение; <3 —рычажная система; 4 — тяга; 5 — ползун; 6 —тяга
подвески ползуна; 7— станина; 8 — шток пневмоуравновешивателя; 9— пневмоурав-
новешиватель; /0 — подмоторный кронштейн регулирования натяжения ремней; It —
маховнк; 12 — электродвигатель главного привода; 13 — штанга механизма верхнего
выталкивателя; 14 — направляющая штанги. 15 — планка продольная; 16 — коромысло
выталкивающего устройства; 17— направляющая ползуна.
усилием пакета тарельчатых пружин 8. При включении электродвигателя
механизма регулировки штампового пространства одновременно подается
сжатый воздух в камеру а. Диафрагма 7 через поршень 6 воздействует на ры-
чаг 5, вращающийся на оси 2, посаженной во втулках 1 между приливами b
шатуна. Ось лысками, образованными на концах, воздействует на специаль-
ные толкатели 3, которые ввернуты иа резьбе н вастопорены в правой части
разрезного шатуна. В результате эта часть шатуна отходит от левой части
При этом рычаг 5 выступом с упирается в левую часть шатуна. Тарельчатые
пружины 8 сжимаются, между шатуном и винтом 4 образуется зазор, обеспе-
чивающий свободное вращение последнего. При выключении электродвига
теля воздух из полости а выпускается в атмосферу. Пружины 8 через болт i
78
Рис. 39. Схемы передвижного стола открытого кривошипного пресса:
а — принципиальная, б — конструктивная.
ползуна
Рис. 40. Рог открытого кривошипного
пресса:
/ — станина пресса; 2 — подштамповая плита;
3 — шпоика; 4 — рог.
79
вновь сжимают шатун, и зазор между ним и винтом выбирается, чем обеспе-
чивается неподвижность резьбового соединения.
Кроме описанной выше (см. рис. 32) конструкции верхнего выталкива-
ющего устройства в закрытых прессах применяются и другие. ОдЬа из них,
встроенная в ползун пресса, показана на рис. 38. Штанги 13 закреплены на
станине 7 и проходят сквозь направляющие 14, в которых размещены регу-
лируемые толкатели, передающие усилие от штанг 13 планке 15, Соединенной
с коромыслами 16 При подъеме ползуна планка 15 упирается регулируемыми
толкателями в торцы штанг и останавливается.
Важным для выбора пресса является анализ конструктивных особенно-
стей его стола, рога и нижних выталкивающих и прижимных устройств.
Простейший вариант передвижного стола открытого пресса приведен на
рис. 12. Подъем и опускание стола осу-
Рис. 41. Схема установки пневмо-
подушки на прессе К2130В:
/ — пневмоподушка; 2 — ресивер; 3 —
клапан управления
ществляются вручную с помощью вин-
товой пары и храпового механизма. Схе-
ма механизированного передвижного
стола приведена на рис. 39. От электро-
двигателя 1 через червячные пары 2 и
3—4 вращение передается винту 5, ко-
торый поднимает и опускает стол 6 в за-
висимости от направления своего вра-
щения. До включения двигателя сле-
дует винтами 7 освободить клин 8, ко-
торым застопорен стол. Остановка стола
в нужном положении обеспечивается ко-
нечными выключателями. В отдельных
случаях для установки штампов может
использоваться рог, устанавливаемый
в отверстие станины пресса (рис. 40).
В случае необходимости использо-
вания нижнего выталкивающего или
прижимного устройства следует выби-
рать прессы с пневмо- или гидроподуш-
ками. Пневмоподушками оснащены мно»
гие прессы усилием 1000 кН и выше,
в том числе большинство прессов вида
К31, К35, К37, некоторые прессы вида
КВ21 (например, КВ2132) и др.
Схема установки пневмоподушки
на открытом прессе модели К2130В
приведена на рис. 41. Усилие, развиваемое пневмоподушкой, составляет
до 50 кН, рабочий ход — до 50 мм.
Конструктивные схемы пневмоподушек с наибольшим номинальным
усилием 200 кН приведены'на рис. 42 (а, б). Воздух из сети под давлением
0,3—0,4 МПа подается в полость с и оттуда сквозь отверстие в штоке 7 —
в полость d. Под действием сжатого воздуха поршни 1 и 5 перемещаются
в цилиндре 2 и через шток 7 передают усилие на траверсу 4. Последняя пере-
мещается в направляющих 6 станины пресса. В плиту, закрепленную на
траверсе, упираются толкатели штампа. В столе пресса 3 расположены окна
для прохода траверсы е плитой, а в подштамповой плите — отверстия для
прохода толкателей. При подъеме поршней воздух из полостей Ь и с свободно
вытесняется в атмосферу. Усилие Q, которое может обеспечить пневмоподуш-
ка, вависит от давления воздуха и хода поршней йн.в. (рис. 42, Ь).
При выборе пресса с пневмоподушкой следует помнить, что в случае,
когда действие пневмоподушки осуществляется одновременно с ходом пресса,
требуемое усилие пресса должно быть увеличено на величину Q.
Если выполнение операции требует использования в закрытых прессах
нижнего прижимного или выталкивающего устройств, необходимо осуще-
ствить проверку достаточности хода йн в и усилия Q.
В крупвосерийиом и массовом производствах, если предприятие не может
приобрести автоматизированный комплекс оборудования, следует макси-
мально использовать механизмы, встроенные в универсальные прессы, В ос-
80
новном — это сбрасыватели для удаления готовой детали, вытолкнутой из
верхней части штампа.
Пример сбрасывателя, которым оснащаются открытые прессы, напри-
мер моделей К213ОВ, К1430Б, приведен на рис. 43. При подъеме ползуна
с приводом от него через рычажную систему и реечную зубчатую пару лоток
вводится в зону штампа. Деталь после штамповки выталкивается из верхней
Рнс. 42. Схемы пневмо-
подушек прессов К3132А
(а), КА3732 (б) и гра-
фики настройки пневмо-
подушки пресса К3132А
(в) при давлении возду-
ха:
/ — 0,4 МПа; II — 0,3.
части штампа и падает на лоток. При опускании ползуна лоток выводится
из зоны штампа и выносит деталь, которая при его остановке соскальзывает
в тару. Инерционная нагрузка воспринимается амортизатором 5. Положение
лотка относительно штампа регулируется винтом 3. При наладке сбрасыва-
теля следует снять вертикальную рейку 4, а горизонтальную рейку 2 отвести
назад до упора. Аналогичное устройство к вакрытсму прессу приведено на
рис. 38.
При выборе пресса со сбрасывателем следует обязательно учитывать
дополнительные ограничения размеров штампа, в частности размер Б (рис.
43), а также размеры в плане, ограниченные траекторией движения опорной
рейки 1 лотка.
81
Рис. 43. Схема сбрасывателя
Рис. 44. Принципиальная
схема исполнительного ме-
ханизма кривошипного прес-
са двойного действия.
Глава 3 «
КРИВОШИПНЫЕ ПРЕССЫ ДВОЙНОГО ДЕЙСТВИЯ
ПАРАМЕТРЫ И РАЗМЕРЫ ПРЕССОВ
Кривошипные прессы двойного действия применяют преимущественно ’
для выполнения операций глубокой вытяжки.
Они содержат основной исполнительный ,
механизм, преобразующий вращательное дви- i
жение привода в возвратно-поступательное ’
перемещение рабочего органа — ползуна. Осо- J
бенноетью прессов двойного действия является i
то, что в выполнении технологической опера- |
ции принимают участие два ползуна — внут- |
ренний и наружный.
Схема исполнительного механизма кри- j
вошипного пресса двойного действия приве-
дена на рис. 44. От электродвигателя глав- j
ного привода через клиноременную передачу, (
маховик и муфту вращение передается валу 9 ;
эксцентрикового блока. От кривошипа 8, вала 1
9 через шатун 12 и механизм регулирования i
положения внутреннего ползуна 4 движение |
передается внутреннему ползуну 14. Одновре-
менно от вала 9 через посаженные на его кон- '
цы кривошипы 10 и шатуны 7 движение пере- ,
дается ползунам И, а от них через серьги 5 и
рычаги 6 и 3 — поперечинам 2, 4, 13, соединен-
ным четырьмя винтовыми парами 15 с нар}Ж-
ным ползуном 1. В результате последний осуществляет возвратно-поступа-
тельное движение. Винтовые пары У5 позволяют регулировать его положе- „
ние. Наружный поляун останавливается в КНП, в это время внутренний
82
ползун продолжает двигаться вниз. Их совместная работа осуществляется
в определенной последовательности: одновременное опускание) остановка
наружного ползуна при продолжении опускания внутреннего ползуна,
а также при частичном его подъеме; подъем обоих ползунов.
Пример совмещенных графиков движения ползунов пресса приведен на
рис. 45. Наружный ползун при опускании опережает внутренний и, начи-
ная с некоторого момента (точка с), останавливается в КНП. В это’ время
внутренний ползун продолжает опускаться до КНП (отрезок ha), который
определяет наибольшую глубину вытяжки детали. После окончания вытяж-
ки внутренний ползун начинает подниматься, наружный еще некоторое
время стоит в КНП, после чего также начинает подниматься (точка d) вверх
до КВП. Такое отставание наружного ползуна от внутреннего при подъеме
способствует снятию готовой детали с пуансона.
Рис. 45. Графики движения ползунов кривошипного пресса двой-
ного действия.
Основные параметры и размеры прессов двойного действия аналогичны
соответствующим параметрам и размерам прессов простого действия. Боль-
шинство из них характеризует два рабочих органа. Ходы внутреннего hBH
и наружного Анар ползунов являются постоянными (нерегулируемыми). За
крытая высота измеряется от стола до внутреннего и наружного ползунов при
КНП. Первая определяет высоту вытяжной, а вторая — прижимной частей
штампа, устанавливаемого на пресс. Закрытые высоты регулируют при не-
изменной величине хода путем перемещения ползунов; внутреннего — в ре
зультате изменения длины шатуна с помощью червячного привода и винто-
вой пары (см. рис. 44; поз. 4), наружного —- за счет винтовых пар /5, на ко-
торых он подвешен. Номинальные закрытые высоты Нв11 и Ннар соответствуют
их наибольшим значениям и определяют максимально возможную высоту
устанавливаемого на пресс штампа. Величина регулирования закрытой вы-
соты для обоих ползунов Дш и частота их двойных ходов одинаковы.
Как и в прессах простого действия, допустимая нагрузка на вытяжной
ползун существенно зависит от угла поворота кривошипа. Допустимая на-
грузка на прижимной ползун и в процессе его приближения к КНП либо не
изменяется, либо незначительно возрастает. Наибольшие усилия, которыми
без нарушения прочности деталей пресса могут быть нагружены ползуны,
являются номинальными Рвн н Рнар. Возможность использования пресса
для выполнения конкретной технологической операции следует проверять,
сопоставляя график технологического усилия этой операции с упомянутой
диаграммой допускаемых усилий нагружения пресса (см. гл. 2).
Кроме перечисленных выше параметров определяют ряд параметров
и размеров, аналогичных приводимым для закрытых прессов простого дей-
ствия, с учетом того, что пресс имеет два ползуна (рис. 46). Основные пара-
метры и размеры закрытых прессов двойного действия приведены в табл. 4 и 5.
83
4. Основные параметры и размеры однокривошипиых закрытых прессов двойного действия* *
Модель Рвн рнар кДж ^ВН \iap птах МИН-1 Q р гн. в GBH in енар ш Ьц. в ЯВН ^ияр ^нап ^нап «плт *2 ^<ж «ок 1/1 ок
кН Пим кН мм
КБ5528.01 630 400 26,4 400 250 30 — — — — — 560 500 390 650 840 100 100 100 300 380
КА5530 1000 630 35,8 420 260 16 — 20 3 3 260 600 530 500 800 1080 120 125 120 480 500
КБ5530 1000 630 24 400 250 30 160 27 3 3 120 560 500 520 800 1080 120 120 120 300 480
К5535 3150 2000 163 670 420 10 600 100 10 12,5 160 950 850 770 1250 1500 200 200 200 570 1160
КА5535 3150 2000 106,5 630 400 16 630 70 10 12,5 160 720 620 590 1280 1520 180 200 0,00 700 920
К5538 6300 4000 234 850 530 8 1600 160 25 59 400 1180 1060 800 1600 1800 250 250 250 550 1320
КА5538 6300 4000 171 800 500 14 1250 120 16 20 250 900 780 740 1560 1920 220 250 0,00 880 1240
КБ5538 6300 4000 171 800 500 14 1250 120 16 20 250 900 780 1140 1560 1920 620*3 250 0,00 1535 1640
Продолжение табл. 4
Модель л*4 плт ^ПЛТ «2 пп 'Ч ЛВН пз БВН пз ^ПЗ ^пз °пз 0 ^п3 Цз а ' 1 а' 2 h' а h' 2 «4 ср днар пз йпз ьпз
мм МИН-1 мм
КБ5528.01 630 630 37 22 40 24 3 — — 400 400 50 100 240 50 40 37 22 40 22 2 645 630 150 570 22 3
КА5530 800 800 38 22 38 22 5 — — 500 500 — — 120 50 38 37 22 36 20 3 660 800 150 740 22 3
КБ5530 800 800 46 28 40 20 3 2 4 500 500 60 75 120 65 42 46 28 40 20 3 800 800 150 740 22 5
К5535 1480 1500 46 28 50 30 9 6 6 1000 1000 65 52 150 65 52 46 28 50 30 5 1300 1500 150 1400 32 9
КА5535 1230 1250 46 28 50 20 7 6 6 800 800 65 50 150 65 50 46 28 50 20 5 1190 1250 150 1150 32 7
К5538 1780 1650 56 36 70 45 5 8 8 1250 1250 — 300 — — 56 36 70 45 4 1560 1800 150 1700 32 9
КА5538 1580 1580 56 36 70 25 9 6 6 1000 1000 — — 150 80 72 56 36 70 25 5 1600 1600 150 1500 32 9
КБ5538 1600 1600 56 36 70 25 9 6 6 1000 1000 — — 150 80 72 56 36 70 25 5 1600 1600 150 1500 32 9
* По заказу поставляются со средствами механизации и автоматизации, оснащаются
номинального усилия наружного ползуна н ходом не менее 25 % хода внутреннего ползуна,
свыше 1000 кН оснащаются микропрнводом Для регулирования закрытой высоты.
*2 Для внутреннего н наружного ползунов.
*s Выдвижная плита.
4 Для всех прессов, у которых в подштамповой плите есть нецентральные отверс
КБ5528.01 240 мм, dn<nT™ 200 мм, /гплт = 35 мм; у остальных прессов, центральное
в подштамповой плите пюесса ДАббЗО имеется только одно центральное отверстие
нижними пневматическими или гидропиевматическими подушками усилием до 20 %
гндропредохраннтелямн, устройствами для ускоренной смены штампов; прессы усилием
тия, сой=» 150 мм, Ьо= 150 мп/, d0 ~ 40HI2 мм, Do ~ 50 мм, й0 == I© мм; для пресса
отверстие отсутствует;- для пресса Д6538 «Плт ~ 300 Мм> Для остальных — аплТ «= 150 мм;
^плт ” мм» ^плт ®
84
85
Б. Основные параметры и размеры двух- и четырехкривошипных прессов двойного действия*
Модель ^вн «кар Л у, кДж ^вн йнар МИН”1 Q р гн. в СВН ш ^нар ш 'ги. в WBH ^вар ^нап ^нап Ьс ^ПЛТ д*г U1 ^ок «ок ^ок
кН мм ММ
Двух кривошипные
К6037 5000 5000 211 850 600 15 — — 80 150 | — 2520 2400 1700 2700 3200 250 *3 600 140 800 600
К6537А 5000 5000 264 850 600 12 900 900 200 250 400 2120 2000 1450 3110 3300 250 600 230 1100 980
К7538 6300 4000 226 1000 630 14 1000 1000 Чет 120 ырех 160 крив 330 ОШИП1 1550*4 ы е 1450*4 1675*4 3306 3150 250 400 0,00 1400 1500
КА7040 10000 6300 200 1000 800 18 — —• 160 200 — 1855*4 1785*4 I960*4 4640 4520 280 500 0,00 2570 2600
Модель л*й плт ^ПЛТ а. Do fto “8 ft «п
К6037 3100 2000 40 50 10 56 36 53 28 10
К6537А 3250 2000 40 50 10 56 36 53 28 10
К7538 3100 2500 40 50 10 56 36 53 28 10
КА7040 4500 2500 60 70 10 56 36 53 28 14
Продолжение табл. 5
nt Ц в /18НИ лпз Ввн пз лнар йнар пз °пз h™> а" ^пз «в
мм
8x2 9 2600 1500 8 3000 2000 150 1900 40 17
16 11 2600 1500 8 3000 2000 150 1852 32 36
18 10 2650 1900 8 3140 2500 150 2400 32 32
28 12 3900 1800 12 4500 2500 *7 *8 —
* Прессы являются уникальными, изготовляются по спецзаказам.
*2 Для внутреннего и наружного ползунов,
♦я Выдвижной стол с плитой.
*5 Для^р^ссГ^бОЗ? Ол 30G мм, для остальнык прессов оплт = 150 мм, осееойпаз отсутствует; для прессов К6037, К7638 и КА7040 а0 *= 150 мм; для К6637 аг, ~
= 150 мм, два средних ряда отсутствуют; 60 = 150 мм, имеется осевой ряд отверстий.
*б Для пресса К6037 апз = 300 мм, для остальных прессов апз = 150 мм, осевой паз отсутствует; для всех прессов ах«= 56, = 53, = 53, ₽» 28 мм.
*’12 пазов аналогично внутреннему ползуну.
#э Шаг пазов —300 мм, от оси — 150 мм.
66
$3
Вид 6
Рис. 46. Основные параметры и размеры кривошипных
прессов двойного действия (яп, П\, п2, Пз, щ аналогичны
обозначениям на рис 13; количества отверстий в
наружном ползуне)
88
ОСНОВНЫЕ СХЕМЫ ПРЕССОВ
Прессы двойного действия, как правило, выполняют закрытыми. При-
вод — зубчато-эксцентриковый е валами, перпендикулярными к фронту
пресса. Для всех видов прессов применяется в основном одна кинематиче-
ская схема (рис. 47), при которой вращение от электродвигателя 2 через
клиноременную передачу 3 передается маховику 4, спаренному с муфтой
и сидящему на одном валу с тормозом 1. От этого вала через систему зубча-
тых передач 5 вращение передается зубчатым колесам 6 вала 7, в совокупно-
сти представляющих собой эксцентриковый блок. Вал 7 содержит централь-
ный кривошип и тва боковых кривошипа (см. рис. 44), с помощью которых
через соответствующие системы шатунов, ползушек, рычагов обеспечивает
возвратно-поступательное движение ползунов.
Кинематическая схема пресса модели К5535 приведена на рис. 48. От
электродвигателя 8 через клиноременную передачу 7 вращение передается
маховику 6, который свободно вращается на валу. После включения муфты
5 маховик передает вращение валу, от которого через систему зубчатых пере-
дач 9 вращение передается зубчатым колесам 13 эксцентрикового блока.
От центрального кривошипа вала эксцентрикового блока через шатун 14 дви-
жение передается внутреннему ползуну. 4. При этом винт 2 шатуна 14 соеди-
няется с внутренним ползуном 4 через гайку, приводимую при необходимо-
сти во вращение от электродвигателя 19 через червячные пары 20 и 21. Бла-
годаря этому регулируется закрытая высота по внутреннему ползуну. Одно-
временно от вала эксцентрикового блока с помощью боковых кривошипов 17
и шатунов 18 движение передается ползушкам 12, которые осуществляют
возвратно-поступательное движение вверх и вниз и передают это движение
наружному ползуну 1 через систему рычагов 15, 16. Принятое соотношение
плеч рычагов обеспечивает стояние наружного ползуна в КНП.
Соединение рычагов с наружным ползуном выполнено через винтовые
пары 3, благодаря чему может регулироваться закрытая высота по наруж-
ному ползуну. Данное регулирование в небольших прессах выполняется
вручную, в крупных — от электропривода. Остановка пресса осуществляет-
ся тормозом 10, управление — через командоаппарат 11.
ВЫБОР ПРЕССА
Пресс выбирают по усилиям, требуемым для выполнения технологиче-
ской операции. При этом в отличие от прессов простого действия усилие, ко-
торое должен обеспечить внутренний ползун, и усилие прижима, обеспечи-
ваемое наружным ползуном, определяют раздельно. Если конструкцией
штампа предусмотрено противодавление, воздействующее на внутренний
ползун, то его прибавляют к технологическому усилию. Необходимо также
учесть, что усилие, которое развивает наружный ползун, трудно обеспе-
чить таким, чтобы оно в точности соответствовало расчетному. На практике
это усилие уточняют опытным путем.
При выборе пресса с требуемой Закрытой высотой необходимо учиты-
вать не только высоты вытяжной и прижимной частей штампа, но и их соотно-
шение. Оно определяется соотношением закрытых высот пресса по наружному
и внутреннему ползунам. Возможную высоту вытяжки при заданных соот-
ношениях закрытых высот штампа определяют, руководствуясь совмещен-
ными графиками движения ползунов конкретного пресса (рис. 49). На одном
из графиков на рис. 49 показана зона допустимых глубин вытяжки В, ко-
торая начинается в момент начала выстоя наружного ползуна. Соответству-
ющая этому моменту глубина вытяжки является максимальной. При увели-
чении или уменьшении закрытой высоты пресса по внутреннему ползуну Нв
не изменяется. Поскольку ход ползунов является постоянным, то наибольшую
и наименьшую высоту штампа, который может быть установлен на пресс двой-
ного действия, рассчитывают по данным паспорта пресса.
При выборе пресса обязательно проверяют возможность его нагружения
требуемыми для выполнения операции усилиями по внутреннему и наруж-
ному ползунам (рис. 50), а также достаточность запаса его работы за один
ход.
89
Рис. 49. Примеры совмещенных графиков движения ползунов
О — внутреннего; 2— наружного) прессов моделей:
а — К5535, б — КЛ5535.
90
Для прессов двойного действия, нагружаемых при относительно боль-
шом ходе в процессе выполнения операции, особенно важна проверка доста-
точности запаса работы за один ход. У прессов е неизменяемой частотой не-
прерывных ходов ползуна работа зависит только от частоты фактических
включений.
Для прессов с изменяемой частотой непрерывных ходов ползуна запас
работы Ат тем больше, чем выше частота непрерывных ходов птах, и тем
меньше, чем больше коэффициент ее использования Кисп при одиночных
включениях (рис. 51).
Выбор прессов двойного действия для конкретных операций н штампов
должен сопровождаться анализом конструктивных особенностей шатунов,
Рис. 50. Диаграммы допускаемых усилий нагружения Рдав зависимости
от расстояния/^ ползуна до КНП прессов двойного действия моделей
КА5530 (/ — наружного ползуна; 3— внутреннего), К5535 и КА5535 (2 —
наружного ползуна; 4 — внутреннего).
Рис. 51. Диаграмма допускаемой работы Ат пресса за один ход в зави-
симости от установленной частоты непрерывных ходов Птах и коэффи-
циента их использования Лисп.
ползунов, столов, выталкивающих и прижимных устройств, а также других
узлов, в которых содержатся механизмы для регулирования технологиче-
ских параметров и размеров штампового пространства.
На рис. 52, а приведена схема ползуна однокривошипного пресса двойного
действия усилием 1000—3150 кН. Шатун 27 через палец 28 передает движение
опоре 5. Последняя через винт 10, гайку 6 и подпятник 7 передает движение
внутреннему ползуну 1. Ползун перемещается в направляющих 14. Зазор меж-
ду ползуном и направляющими регулируется болтами 13 и втулками 12. Бол-
ты упираются головками в кольца 11. Относительное положение внутреннего
ползуна 1 и пальца 28 и соответственно высота штампового пространства ре-
гулируются. От двигателя 25 через червячные пары 22, 23 и 19—21, разме-
щенные в корпусе 20, вращение передается гайке 6. Последняя, вращаясь,
свинчивается или навинчивается на винт 10, чем и осуществляется регулирова-
ние. Положение гайки 6 и червячного колеса 21 фиксируется стаканом 30 и
шайбой 29 таким образом, чтобы было обеспечено ее свободное вращение.
Крайние положения ползуна ограничиваются конечными выключателями 4, на
рычажки которых нажимают кулачки, закрепленные на штанге, перемеща-
ющейся с ползуном. Наружный ползун 2, перемещающийся в направляющих
станины, подвешен иа четырех винтах 9, соединенных с плунжерами 18 при-
вода через предохранительные шайбы 16. При достижении усилия на наруж-
ном ползуне, выше допустимого, шайбы 16 разрушаются и конечные выклю-
чатели 17, срабатывая, отключают муфту. Одновременно подается сигнал на
главный пульт «Перегрузка пресса». В случае срезания предохранитель-
91
Зй
Рис. 52. Конструктивная схема ползунов однокривошипного пресса двойного действия (а) и кон-
струкция гидропневматического компенсатора привода наружного ползуна (б).
40
ных шайб необходимо, устранив причину перегрузки пресса, отвернуть два
болта, остальные ослабить, заменить шайбу и вновь осуществить затяжку
болтов. Положение наружного ползуна регулируют, вращая гайки 8. Сто-
порение гаек и фиксация положения ползуна производятся зажимами 3 (двух
и четырехкривошипные прессы оснащаются электромеханической системой
регулирования положения наружного ползуна).
На плунжеры подвески наружного ползуна надеты маслоуловители 15,
от которых масло поступает в емкости 24, размещенные внутри ползуна. По
мере необходимости масло из них сливается через отвод 26. Регулирование
с помощью винтов 9 не дает возможности получить равномерный прижим за-
готовки, что приводит к перегрузке отдельных элементов привода наружного
ползуна и их выходу из строя. Исключить перегрузку позволяют гидропнев-
матические компенсаторы (рис 52, б). В их Конструкции каждый из регули-
ровочных винтов 9, связывающих прижимной ползун с элементами привода,
опирается на поршень 30 гидравлического цилиндра 31, установленного на
прижимном ползуне 2. В дне цилиндра размещена втулка 32, цилиндрическое
отверстие которой служит для направления верхнего конца полого штока 33,
запирающего полость гидравлического цилиндра. Нижняя часть цилиндра
31 образует с закрепленным на штоке 33 поршнем 34 пневматическую полость,
закрытую крышкой 35, центральное отверстие которой служит для направ-
ления нижнего конца штока. На этом же конце штока установлен разгрузоч-
ный клапан 36, состоящий из корпуса 50, ввернутого в отверстие штока 33
и одетого на него седла 51, которое поджимается пружиной 42 к корпусу кла-
пана. Под крышкой 35 установлен маслосборник 37, в дне которого размещен
подпружиненный толкатель 39, взаимодействующий со штырем конечного
выключателя 38.
Пневматическая полость каждого цилиндра сообщена с ресивером 44,
в котором регулятором давления 40, размещенным на пневматической панели
пресса, поддерживается заданное давление, контролируемое с помощью реле
давления 41. Гидравлические полости цилиндров четырех регулировочных
винтов сообщены между собой и соединены с напорной магистралью. В ней
установлены реле давления 46, реверсивный золотник 45, манометр 47, об-
ратный 48 и предохранительный 43 клапаны.
Подача масла в напорную магистраль осуществляется от единой гидро-
системы пресса — централизованной системы циркуляционной жидкой смаз-
ки и производится через золотник 50 и питатель 49, один из отводов которого
постоянно небольшими дозами осуществляет подпитку гидравлических ци-
линдров, восполняя утечки и поддерживая в них давление масла 2,5—4 МПа.
Излишки масла при этом сбрасываются предохранительным клапаном 43.
Штамповая высота прижимного ползуна регулируется таким образом,
чтобы в процессе прижима заготовки ход поршня 30 не превышал наиболь-
шей величины, на которую рассчитан компенсатор. При смещении поршня
масло вытесняется из гидравлической полости, давление в которой возрастает
от величины предварительной закачки до рабочей величины (около 20 МПа).
Поскольку последнее уравновешено давлением воздуха на поршень, го он
вместе со штоком 33 также смещается вниз, поддерживая неизменным рабо-
чее давление масла в гидравлической полости и, следовательно, поддерживая
постоянным усилие прижима заготовки. Дополнительные деформации ста-
нины. возникающие в процессе вытяжки, не влияют на величину усилия при-
жима, так как они компенсируются перемещением поршня 30 и штока 33
с поршнем 34 в обратном направлении.
В случае перегрузки (при неправильной наладке штампа, подаче более
толстой или сдвоенной заготовки и т. д.) перемещения поршня 30 и штока 33
увеличиваются и при достижении предельной величины торец клапана 36 че-
рез толкатель 39 воздействует на конечный выключатель 38. Последний по-
дает команды одноаременно на аварийный останов пресса, включение уст-
ройств, сигнализирующих о перегрузке, и на переключение реверсивного зо-
лотника 45. принудительно соединяющего напорную магистраль со сливной.
В результате этого фиксируется наличие перегрузки и предупреждается воз-
можность следующего хода ползуна, т. е. команда на останов пресса и на
сброс давления из гидравлических цилиндров дается до начала перегрузки
прижимного ползуна по усилию.
94
Если вследствие инерционности привода регулировочный винт 9 будет
воздействовать на поршень 30 и последний продолжит перемещение со што-
ком 33 и корпусом 52 клапана, то клапан принудительно откроется, так как
его седло 51 при этом упирается в торец маслосборника. Произойдет быстрый
сброс давления нз полости гидравлического цилиндра, предупреждающий
перегрузку. Для последующего пуска пресса после срабатывания предохра-
нителя н устранения причин перегрузки необходимо в наладочном режиме
вывести ползуны в исходное (верхнее) положение и с главного пульта дать
команду на восстановление предохранителя. При этом переключается золот-
ник 50 и масло поступает в напорную магистраль, мииуя питатель 49, осу-
ществляя быструю закачку масла в гидравлические цилиндры. По окончании
закачки (росте давления в цилиндрах и напорной магистрали до требуемой
величины) реле давления 46 возвращает золотник 50 в исходное положение.
Рис. 53. Вариант крепления наружного ползуна.
Усилие прижима может регулироваться в пределах от половины номи-
нального усилия прижимного ползуна до его полной величины посредством
изменения давления сжатого воздуха в системе регулятором 40. Компенса-
тор обеспечивает надежную защиту системы наружного ползуна от перегру-
зок по усилию и исключает неравномерность нагрузки четырех винтов.
Отдельные прессы, эксплуатирующиеся до настоящего времени, не осна-
щены механизированными средствами регулирования штампового простран-
ства. Оно регулируется вручную. Внутренний ползун перемещается относи-
тельно винта шатуна вращением последнего ломиком с помощью храпового
механизма, а наружный — с помощью круглых гаек.
На рнс. 53 показан один из вариантов подвески наружного ползуна на
четырех винтах 5, закрепленных в двух траверсах 3, соединенных системой
рычагов 2 и 1 с валами 14, которые рычагами 10 и 11 соединены с боковыми
ползунами 12, перемещающимися в направляющих станины и траверсы прес-
са. В боковых ползунах укреплены на осях ролики 13 и 15, перемещающиеся
под действием кулачков. Регулирование положения наружного ползуна по
высоте относительно станины 6 производится гайками 4, которые фиксируют-
ся на винтах 5 разрезными хомутами 9 при помощи рукоятки 8 и винта 7. На
внешней цилиндрической поверхности гаек нанесены деления, а иа приливах
ползуна — риски «О».
Для регулирования закрытой высоты по наружному ползуну необходи-
мо последний поставить в нижнее положение, освободить стопорные винты
и отвернуть верхние гайки 4. Затем ключом вращать нижние гайки 4 для
подъема или опускания ползуна до нужного положения. Гайки необходимо
95
вращать, последовательно переходя от одной к другой по диагоналям. После
установки ползуна в нужное положение верхние гайки следует опустить до
зажима ползуна и застопорить хомутами с винтами. При таком регулирова-
нии наружный ползун может получать небольшой перекос в пределах зазора,
имеющегося в его направляющих, чем обеспечивается равное усилие при-
жима на различных участках заготовки.
Столы прессов малых усилий обычно не содержат механизмов для регу-
лирования их параметров. В крупных прессах столы делают выдвижными
(см. рис. 4). Под столом размещают механический выталкиватель, пневмати-
ческую или гидропневматическую подушку.
Механический выталкиватель подвешен на тягах к ползуну, его наиболь-
ший ход равен ходу ползуяа. Пневматические и гидропневматические подуш-
ки обеспечивают ход, определяемый их конструкцией и размерами, не зави-
сящий от хода ползуна пресса.
Прессы двойного действия некоторых моделей, предназначенные для
глубокой вытяжки, оснащаются гидропневматической подушкой с пневма-
тическим удерживателем, который предотвращает смятие вытянутой детали,
В этом случае пресс может использоваться как пресс тройного действия. По-
душка служит не только для выталкивания, но и для прижима при сложной
вытяжке отдельных элементов в дне или фланце детали, выполнения рельеф-
ной формовки, совмещаемой с вытяжкой, а также создает возможность совме-
щения в одном штампе двойной вытяжки детали.
Принцип действия гидропневматической подушки в отличие от пневма-
тической заключается в том, что ее рабочее давление обеспечивается жидко-
стью, на которую воздействует сжатый воздух. Схема пресса двойного дей-
ствия, оснащенного гидропневматической подушкой с пневматическим удер-
живателем, приведена на рис. 54. На прессе установлен штамп для вытяжки
корытообразной детали с рельефным диом. Заготовка а укладывается на
плоскость матрицы 16 и выталкивателя 19. При включении пресса его на-
ружный ползун 15 опускается и верхняя часть штампа прижимает заготовку.
Затем опускается внутренний ползун 17 и пуансоном 18 на выталкивателе
19, который поддерживается подушкой, воздействующей на пуансон через
толкатели 20 на уровне плоскости матрицы (см. рис. 54, I), осуществляется
рельефная формовка диа детали. По завершении формовки пуансоном выпол-
няется вытяжка детали. При этом выталкивателем 19 опускается ползун по-
душки на величину Ай.в, являющуюся частью наибольшего возможного хода
подушки hH в.
Корпус 8 подушки крепится к кронштейнам станины пресса. Он служит
резервуаром низкого давления, корпус 9 — резервуаром высокого. В кор-
пусе 9 перемещается плунжер 11, уплотненный манжетами 10, к нему при-
креплен ползун 12, входящий в окно стола 13 пресса. Толкатели 20 штампа
упираются в плиту ползуна 12, проходя сквозь отверстия в подштамповой
плите 14. В нижней части корпуса 8 имеется седло 7, закрываемое клапаном
6, перемещаемым совместно с поршнем 4. Последний направляется в цилинд-
ре 5. Через крышку 3 цилиндра 5 в полость Д периодически поступает сжа-
тый воздух от пневмосистемы, перемещающей поршень 4. Детали, включа-
ющие цилиндр 5, поршень 4, клапан 6 в целом являются механизмом-удер-
живателем гидропневматической подушки.
Для подготовки подушки к работе плунжер 11 опускают в нижнее поло-
жение. В резервуар корпуса 8 через вентиль 22 заливают масло. Чтобы вы-
теснить остатки воздуха, запорный винт манометра, соединенного с полостью
А, немного отворачивают. Уровень масла контролируют вентилем 24, находя-
щимся ниже предохранительной пробки 23. Последняя предохраняет подуш-
ку от перегрева. При нагревании свыше 80 ° С легкоплавкая заглушка в проб-
ке расплавляется и воздух из полости Б выходит. В результате заливки масла
через вентиль 22 заполняются следующие полости: Б, В (через отверстия
в стенке корпуса 9, находящиеся ниже седла 7) и А (через щель между клапа-
ном 6 и седлом 7, которая образуется вследствие того, что в полость Д воздух
не подается и поршень 4 с клапаном 6 опускаются в нижнее положение).
После заполнения маслом полости Б через штуцер 21 подается воздух,
который оказывает давление на поверхность масла и перегоняет его в полости
В и А. Воздух в полость Б во время работы пресса подается постоянно, и мас-
I (В исходном положении)
Рис. 54-. Пресс двойного действия с гидропневматической подушкой и уста-
новленным штампом для вытяжки.
97
ло в полости Б и сообщающейся с ней полости В всегда находится под давле-
нием. Слив масла осуществляется через вентиль 25.
Гидропневматическую подушку настраивают, изменяя соотношение дав-
ления воздуха в полостях Д и Б В зависимости от конкретных размеров по-
душки для каждого пресса строятся соответствующие графики настройки.
Один из таких графиков для пресса К5535 приведен на рис. 55. Если в поло-
сти Д давление воздуха составляет 0,15 МПа, в полости Б — 0,2 МПа, то
в полости В установится давление масла (во время осуществления прижима)
1,9 МПа, а усилие прижима составит 480 кН. При выталкивании усилие
составит 53 кН.
К ползуну 12 (рис. 54) прикреплен кулачок 1, управляющий конечным
выключателем 2. Последний, в свою очередь, управляет пневмосистемой.
Рис. 55. Графики настройки гндропневм этической по-
душки.
Положением кулачка определяется длительность выдержки ползуна в КНП.
Его можно установить так, чтобы отключение воздуха, подаваемого в полость
Д, происходило в момент прохождения ползуном пресса КНП. В этом слу-
чае время выдержки равно нулю.
В процессе работы пресса с установленным на ием штампом за каждый
ход осуществляется полный цикл срабатывания гидропневматической подуш-
ки. Указанный цикл включает (применительно к работе пресса двойного
действия) 4 этапа.
Первый этап — исходное положение. Внутренний 17 и наружный 15 пол-
зуны пресса находятся в КВП, ползун 12 гидропневматической подушки —
в верхнем положении и упирается в подштамповую плиту 14 (см. рис. 54, 7).
При этом воздухораспределитель пневматической системы пресса подает
воздух в полость Д под поршень 4. Клапан 6 прижат к седлу 7, масло запер-
то в полости А.
Второй этап — прижим заготовки перед вытяжкой. Наружный ползун
15 пресса — в КНП; внутренний ползун 17 совершает ход вниз и через тол-
катели штампа, проходящие сквозь отверстия в подштамповой плите 14. на-
жимает на ползун 12 подушки. Вначале ползун не опускается, в результате
чего выполняется рельефная формовка дна штампуемой детали По ее завер-
шении под действием продолжающего опускаться ползуна 17 и пуансона 18
выталкиватель 19 и ползун 12 начинают опускаться, в результате чего давле-
ние масла в полости А возрастает. В это время на систему поршень 4 — кла-
пан 6 действуют силы: вниз — на клапан 6 (в результате давления масла
в полости А) и на кольцевую поверхность поршня 4 в полости цилиндра 5
(вызванная давлением масла в полостях В и Б под действием давления воз-
духа в полости Б) и вверх — на нижнюю поверхность поршня 4 (вызванная
98
давлением воздуха в полости Д). Когда в результате непрерывного возраста-
ния давления в полости А наступает равновесие указанных сил, поршень 4
опускается и клапан 6 отходит от седла 7, образовав щель, через которую мас-
ло из полости А выдавливается в полость ^.'Поскольку при этом перетека нию
масла из полости А в полость В оказывает постоянное сопротивление масло
в полости Б, находящееся под давлением воздуха, а поршень 4, находясь
под давлением воздуха в полости Д, поддерживает постоянно условия дрос-
селирования, то движению плунжера 11 оказывается в течение его опускания
постоянное сопротивление, обеспечивающее постоянное зажатие отформо-
ванного дна детали между пуансоном 18 и выталкивателем 19.
Третий этап — выдержка. Внутренний ползун 17, пройдя КНП, подни-
мается вверх. Воздействие на ползун 12 прекращается и давление в полости
А мгновенно падает: клапан 6 под действием сохраняющегося давления воз-
духа в полости Д запирает седло, преграждая доступ масла из полости В
в полость А Таким образом, в течение определенного времени происходит
подъем ползуна 17, а ползун 12 остается в нижнем положении, в котором он
остановился по окончании вытяжки детали (т. е. опустившись на вели-
чину Лн.в).
Четвертый этап — выталкивание готовой детали из полости штампа.
Внутренний ползун 17 продолжает движение вверх, наружный — 15, осуще-
ствив съем детали с пуансона, также начинает подниматься Деталь находит-
ся в матрице 16. Подается соответствующая команда от командоаппарата
и воздухораспределитель прекращает подачу воздуха в полость Д, давление
в ней падает и поршень 4 под действием давления масла в полости В, вызван-
ного давлением воздуха в полости Б, опускается. Клапан 6 открывает путь
маслу из полости В в полость А, и плунжер 11 под действием масла, поступа-
ющего в полость А из полостей В и Б, начинает подниматься, производя
через толкатели 20 подъем выталкивателя 19 и выталкивание де-
тали из матрицы 16. При приближении ползуна 12 к КВП кулачок 1 нажи-
мает на рычажок конечного выключателя 2 и тем самым подается команда
на подачу воздуха в полость Д. Клапан 4 вновь поднимается, перекрывая
седло 7, подача масла в полость А прекращается, чем предотвращается удар
ползуна 12 о подштамповую плиту 14. Он приближается к ней с замедленной
скоростью и останавливается. Готовая деталь выталкивается на уровень
верхней плоскости матрицы 16.
Глава 4
ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
ПАРАМЕТРЫ И РАЗМЕРЫ ПРЕССОВ
Гидравлические прессы имеют ряд преимуществ перед кривошипными.
Основными из них являются постоянство допустимого нагружения ползуна
независимо от его расстояния до КНП, а также постоянство скоростей дви-
жения ползуна. Благодаря этому в специализированных листоштамповоч-
ных цехах гидравлические прессы находят все большее применение, особенно
для выполнения операций глубокой вытяжки. Вместе с тем для разделитель-
ных операций применять гидравлические прессы не рекомендуется.
Основным параметром пресса является его номинальное усилие Р, изме-
ряемое произведением активной площади рабочего плунжера (плунжеров,
поршней) на номинальное давление жидкости в рабочем цилиндре (цилинд-
рах). Кроме номинального усилия Р гидравлические прессы характеризуют-
ся усилиями нижнего выталкивателя Рн Б , прижима Рпрж, усилием по-
душки Q и номинальным давлением рабочей жидкости q. Для отдельных ви-
дов прессов, оснащенных горизонтальным (боковым) плунжером, в таблицах
технических характеристик приводится номинальное усилие этого плун-
жера Рг
Характерными параметрами гидравлических прессов являются скорости
холостого ох, рабочего ор и возвратного ов ходов главного, бокового ползунов
и выталкивателя, а также наибольший ход ползуна /гтах, ход нижнего вытал-
99
б-ь
Рис. 56. Схема штампо-
вого пространства одно-
стоечного гидравлическо-
го пресса:
а — штамповое пространство;
б — стол без гидроподушки;
в — стол с гидроподушкой;
1 — стол; 2 — ползун; 3 —
шток; 4 — стопорный винт.
б
. библ
Oct
Рис. 57. Принципиальная схема
гидравлического пресса с возврат-
ными цилиндрами:
1 — возвратные цилиндры; 2 — нижняя
поперечина (стол); 3 — плунжеры; 4<—
колонны; 5 — верхняя поперечина; 6 —
рабочий цилиндр; 7 — рабочий плун-
жер; 8 — подвижная поперечина (пол-
зун).
100
Рис. 58, Рабочее пространство пресса модели П3438Б.
101
Рис. 59. Рабочее пространство гидравлического одностоечного отборто-
вочного пресса модели ПА3239Ф1;
/ — механизм фиксации положения стола; 2 —стол; 3— верхние (главные) пол-
зуны; 4 — бокогой ползун; 5 — выталкиватель; 6 — поворотная консольная кран-
балка.
102
кивателя hK , открытая высота Но (расстояние между столом и нижней
плоскостью штока в его верхнем положении) и др. Остальные параметры
и размеры аналогичны соответствующим параметрам и размерам кривошип-
ных прессов.
По конструктивному признаку выпускаемые отечественной промыш-
ленностью гидравлические листоштамповочные прессы подразделяют в ос-
новном на одностоечные и рамные. Различают правйльно-запрессовочные
и собственно листоштамповочные одностоечные гидравлические прессы. По-
следние применяют с гидроподушкой и с дополнительным горизонтальным
плунжером (отбортовочные).
Рис. 60. Гидравлическая схема одностоечного пресса:
1, 8, Ю— предохранительные клапаны; 2—поддерживающий
клапан; 3 — шток с поршнем; 4 — поршневая полость цилиндра;
5 — сливной клапан; 6 — распределитель; 7 — обратный клапан;
9 — напорный золотник; 11 — электродвигатель; 12 — шестерен-
ный иасос; 13 — радиально-поршневой насос; 14 — фильтр.
Рамные прессы выполняют простого и двойного действия, колонные —
преимущественно двойного действия.
Основные типовые параметры и размеры гидравлических прессов при-
ведены на рис. 56—59 и в табл. 6—11, гидравлическая схема одностоечного
пресса — на рис. 60.
Следует учитывать, что прессы (табл. 9—11) в большинстве случаев яв-
ляются уникальными, изготовляющимися по единичным заказам для отдель-
ных заказчиков. На их основе по спецзаказам разрабатываются и изготов-
ляются прессы с аналогичными параметрами.
ВЫБОР ПРЕССОВ
Выбор гидравлических прессов для установки на них штампов в основ-
ном аналогичен выбору кривошипных. Постоянство усилий, которыми могут
быть нагружены рабочие органы гидравлических прессов, а также постоян-
ство скоростей их движения облегчают выбор пресса, так как исключают не-
обходимость сравнения диаграмм изменения технологических усилий с диа-
граммой допустимого нагружения пресса. То же касается запаса работы,
которую может выполнить пресс за один ход. Если номинальное усилие
пресса и рабочий ход ползуна для выполнения данной операции достаточны.
Го требуемая для этой операции величина работы прессом всегда может быть
обеспечена.
103
6. Основные параметры и размеры гидравлических правильно- заирессовочных одностоечных прессов простого действия
Модель F, кН h-max* vx rP °в МПа Н« R НСт лст вст «?ст ?ст ''ши «1 а2 Л, ft. ^пз ^ЛЗ ^нз' ЙПЗ а * 1 а ' 2 1, < 1 h‘ 1
мм/с мм
П6316А 40 250 150 48 360 10 400 160 250 320 300 80 190 150 23 14 10 19 170 170 — 40 23 14 10 19
П6320 100 400 125 20 300 16 600 200 650 500 380 125 252 240 30 18 14 28 — — — 30 — —, — 26
П6320Б 100 400 230 25—100 360 16 600 200 800 500 380 125 252 240 30 18 14 28 — — — 30 — — — 26
П6324 250 500 125 24 300 16 710 250 700 630 480 160 320 300 30 18 12 24 240 240 150 30 30 18 12 24
П6324Б 250 500 250 20 350 16 710 250 700 630 480 160 320 300 30 18 12 24 240 240 150 30 30 18 12 24
П6326 400 500 125 16 315 20 710 320 730 630 560 160 360 300 30 18 14 28 — — — 65 — — — —
П6326Б 400 500 250 16 350 25 710 320 730 630 560 160 360 300 30 18 13 25 380 380 300 50 37 22 16 32
П6328 630 500 98 13 300 25 710 320 730 630 560 160 360 300 30 18 14 26 — — — 65 — — —* —
П6328А 630 500 98 13 300 25 710 320 730 630 560 160 360 300 30 18 14 26 380 380 300 50 37 22 16 32
П6328Б 630 500 220 10 310 25 710 320 730 630 560 160 360 300 30 18 14 26 380 380 300 50 37 22 16 32
П6328В 630 500 250 18 350 25 710 320 730 630 560 160 360 300 30 78 14 26 380 380 300 50 37 22 16 32
П6330 1000 500 80 12,5 236 25 750 400 745 800 630 200 415 300 30 18 13 25 300 300 200 60 30 18 13 25
П6330Б 1000 500 230 12,5 320 25 750 400 800 800 630 200 415 300 30 18 13 25 300 300 200 60 30 18 13 25
П6332 1600 500 80 12,5 190 32 750 400 800 800 630 200 415 400 46 28 26 46 400 400 300 60 46 28 20 40
П6332Б 1600 500 180 6,3 180 25 750 400 800 800 630 200 415 300 46 28 18 38 450 390 300 60 46 28 18 38
П6332В 1600 500 250 10 250 25 750 400 800 800 630 200 415 300 46 28 18 38 450 390 300 60 46 28 18 38
ПА6332 1600 500 80 12,5 190 32 750 400 800 800 630 200 415 300 46 28 18 38 450 450 300 60 46 28 18 38
Г16334А 2500 500 29 4,5 70 25 800 400 800 1000 630 200 415 300 46 28 20 40 450 450 300 60 46 20 20 40
П6334Б 2500 500 125 4,5 НО 25 800 400 800 1000 630 200 415 300 46 28 18 38 450 390 300 60 46 28 18 38
П6035 3150 500 30 5,0 100 30 1000 450 800 1250 630 250 440 400 46 28 30 50 500 500 400 225 46 28 30 50
П6120А 100 400 120 12,5 190 16 600 200 800 500 380 125 252 240 30 18 12 24 200 200 125 30 23 14 10 19
П6126А 400 500 200 16,0 315 25 710 320 730 630 560 200 380 300 30 18 13 25 380 380 300 50 37 22 16 32
П6132А 1600 500 20 5,0 80 25 750 400 800 800 630 200 415 300 46 28 18 38 450 450 300 50 46 28 18 38
104
105
7. Основные параметры и размеры гидравлических листоштал повочных одностоечных прессов простого действия с гидроподушкой
Модель pt кН Q, кН их ИР '-'н МПа hfnax ^Н. и /Л, « нст Л ст &СТ «О ^0 &плт /2 2 л, ^пз ^ПЗ 0d[13 a* 1 а ‘ 2 h f 2 h‘
мм/с мм
П3224А 250 100 250 20,0 350 16 500 160 710 250 700 630 480 120 150 300 30 18 12 24 240 240 150 30 30 18 22 24
П3226А 400 160 250 16,0 350 25 500 160 710 320 730 630 560 120 150 300 30 18 18 30 380 380 300 50 37 22 16 32
П3228 630 250 125 20—125 300 32 500 160 710 320 730 630 560 120 150 300 36 22 16 32 380 380 300 60 36 22 16 32
П3228А 630 250 220 10,0 310 25 500 160 710 320 730 630 56С 120 150 300 30 18 14 26 380 380 300 50 37 22 16 32
П3228Б 630 250 250 18,0 350 25 500 160 710 320 730 630 560 120 150 300 30 18 14 26 380 380 300 50 37 22 16 32
П3230 1000 400 80 12,5 236 25 500 200 750 400 800 800 63С 120 150 400 46 28 18 38 450 450 300 60 46 28 18 38
П3230А 1000 400 190 8 240 25 500 200 750 400 800 800 630 120 150 400 46 28 18 38 450 450 300 60 46 28 18 38
П3232 1600 400 80 12,5 190 32 500 200 750 400 800 800 630 150 150 400 46 28 18 38 450 450 300 60 46 28 18 36
П3232А 1600 630 180 6,3 180 25 500 200 750 400 800 800 630 150 150 300 46 28 18 38 450 390 300 60 46 28 18 38
П3232Б 1600 630 250 10 250 25 500 200 750 400 800 800 630 150 150 300 46 28 18 38 450 390 300 60 46 28 18 38
П3234А 2500 1000 125 4,5 НО 25 500 200 800 400 800 1000 630 150 150 300 46 28 18 38 450 450 300 60 46 28 18 38
П3234В 2500 1000 125 4,5 ПО 25 500 200 800 400 800 1000 630 150 150 300 46 28 18 38 450 450 300 60 46 28 18 38
8. Основные параметры и размеры гидравлических рампы; листоштамповочных прессов простого действия с гидроподушкой*
Модель Р, кН ^шах» мм Q р гн. в ^н. в» мм °х VP VB Но ^нап ftCT д ’штт = Лст ®плт ~ ®ст ^плт ^пз ^ПЗ
кН мм/с ММ
пзн 1600 530 630 300 250 300 15—36 200 900 1500 1380 —— 1380 1120 130 1520 1120
П3432А 1600 600 630 300 250 400 27—54 185—370 1145 1150 960 .— 1120 1000 130 1320 1120
П313 2500 600 1000 310 250 290 15—26 150 1060 1700 1530 — 1530 1400 160 1730 1400
П8434 2500 710 1000 310 300 300 16—32 280 1400 1700 1530 — 1530 1400 220 1730 1400
ПА3434 2500 710 1600 1000 300 400 16—100 100—320 1400 1720 1550 .— 1700 1400 220 1730 1400
П31‘5 6300 750 2500 1140 350 215 10 120 1400 2200 2100 — 2100 1800 220 2290 1800
П3438Б 6300 1000 2500 800 450 500 35—120 375 1800 2520 2250 3350 2500 1800 240 2500 1800
ПА3438 6300 900 4000 2500 420 320 10—60 80—200 1650 2120 1850 — 2100 1800 240 2500 1800
• Размеры мест крепления штампов следует принимать по соответствующим данным, приведенным в руководствах по эксплуатации.
106
107
9. Основные параметры и размеры гидравлических одностоечных отбортовочных прессов*
Модель р Рт "max ,г Лтах Q, кН &Н. в» мм °х °Р °в “р Но Нг а ^ст д ЛПЛТ ~ ^ПЛТ ” — Вст ^пз ®пз *б %
кН ММ мм/с ММ
- П3236 4000 1000 1200 1120 1000 560 200 15 115 31,5 60,5 1800 700 1100 1120 2400 2000 1200 1600 600 500
ПБ3236Ф 4000 1000 1200 1120 1000 560 200 15 115 31,5 60,5 1800 700 1100 1500 2400 2000 1200 1600 500 500
ПА3236Ф1 4000 1000 1200 1120 1000 560 40—240 2—18 15—135 35 80 1800 700 1100 1500 2400 2000 1200 1600 500 500
П3239 8000 2000 1200 1300 2000 560 175 15 ПО 30 60 2200 900 1500 1300 2600 2600 1500 2000 800 600
ПД3239Ф1 8000 2000 1200 1300 2000 560 40—210 2—18 15—135 35 70 2200 900 1500 2000 3600 2600 1500 2000 600 600
Г13241 12500 3150 1200 1700 3150 550 125 10 104 21 42,5 2200 1050 1900 1700 4500 3000 2400 2500 850 800
ПА3241Ф1 12500 3150 1200 1700 3150 550 125 13 104 21 42,5 2200 1050 1900 1700 4500 3000 2400 2500 850 800
♦ Размеры мест крепления штампов следует принимать по данным, приведенным в руководствах по эксплуатации.
10. Основные параметры и размеры гидравлических рамных листоштамповочных прессов двойного действия
Модель ^РН ₽пар <2 °р VB ^ВН "пар "н. в waH но /7“а₽ ^ПЛТ ^ПЛТ ~ = лст ^ПЛТ ~ 353 Вст '''пз впз
кН мм/с ММ
П331 1600 1000 400 400 20—50 160—400 700 420 300 1550 1200 160 1800 1250 1120 800
П332А 2500 1600 630 400 13—33 125—320 800 480 350 1800 1360 200 2000 1400 1250 900
пззз 4000 2500 1000 350 12—33 100—400 900 540 400 2000 1500 250 2500 1600 1600 1000
11. Основные параметры и размеры гидравлических ко лонных листоштамповочных прессов двойного действия*
Модель ^ВН» кН, для ступеней Р нор’ кН ft-BH — ~ /?нар» Q, кН «8 "и. в’ Рг, кН "х *4 ср "в «0 А ЛПЛТ ~ Аст “ ^ст "ст
I ш
мм мм/с мм
П4638 2000 4000 6300 1000 1700 2000 700 320 300 33 160 2600 3550 3550 3550
П233 2800 5600 8000 5000 2100 2500 700 500 200 32 135 3250 2650 2650 2650
П233А 2800 5600 8000 5000 1700 2500 700 500 200 32 135 2600 2650 2650 2650
ПА235 4000 8000 12500 8000 2000 8000 800 500 200 25 125 3100 3200 3200 3203
П236 5000 10000 16000 10000 2500 5000 900 630 200 25 125 3900 3550 3550 3550
П236Б 5000 10000 16000 10000 1400 5000 900 630 200 24,4 125 2500 3550 3550 3550
П4642 5000 10000 16000 10000 2500 5000 1000 630 200 28 135 4000 3550 3550 3550
П238 8000 16000 25000 16000 2500 8000 1000 1000 200 20 80 3900 6000 5500 6500
П238А 8000 16000 25000 16000 2000 8000 1000 1000 200 20 80 3000 6000 5500 6150
ПА238 8000 16000 25000 16000 2500 8000 1000 1000 200 100 200 3900 4100 4100 4100
П239А 10000 20000 31500 20000 1700 10000 500 1250 200 100 200 3100 4300 4300 4350
» Прессы предназначены для горячей вытяжки деталей типа днищ, сосудов, резер
колодной штамповки методом тройного, двойного н простого действия; при наличии надеж
давления, могут также применяться для вырубки и пробивки.
«а Для П ступени.
•• Над столом.
»« Прн двойном действии ор приведено для вытяжной траверсы.
вуаров, котлов н других деталей нз толстого листа, могут применяться для горячей и
ной системы, воспринимающей гидравлические удары, неизбежные при мгновенном сбросе
108
109
Регулирование параметров пресса влияет на выбор гидравлического
пресса в значительно меньшей степени, чем на выбор кривошипного. Воз-
можная высота устанавливаемого штампа определяется только открытой
высотой пресса. При этом требуемый для работы штампа ход пресса всегда
обеспечивается им в пределах разницы между открытой высотой пресса и за-
крытой высотой штампа При этом следует обязательно учитывать, что в си-
лу большой величины хода гидравлического пресса при подъеме вверх направ-
ляющие втулки, если штамп оснащен направляющими узлами, как правило,
сходят с колонок. Поэтому следует предусматривать крепление штампа, ис-
ключающее какое бы то ни было смещение его частей один относительно дру-
гого.
Прн выборе прессов, оснащенных гидроподушкой, следует учитывать,
что внизу, под столом, размещается ее цилиндр, который управляется от
Рис. 61. Глубокая вытяжка на прессе с гидроподушкой в по-
ложениях:
а — исходном; 6 — нижнем; в — при завершении операции; I — шток
гидроподушки; 2 — толкатели; 3 — прижим; 4 — заготовка; 5— матрица
штампа; 6—ползун; 7 — пуансон штампа; S — готовая деталь после
штамповки.
гидравлической системы пресса. Гидроподушка может использоваться для
выталкивания детали из матрицы после штамповки или для прижима флан-
ца детали при вытяжке. В первом случае подъем штока гидроподушки начи-
нается после завершения операции и подъема ползуна вверх, во втором—
поршень гидроподушки опускается под действием поршня главного пилинд-
ра и поднимается, когда поднимается ползун. При этом создаются благопри-
ятные условия для выполнения операции глубокой вытяжки (рис. 61).
Глава 5
СПЕЦИАЛИЗИРОВАННЫЕ ПРЕССЫ
Наиболее широко применяются специализированные прессы, предназ-
наченные для выполнения операций гибки (листогибочные) и пробивки от-
верстий (дыропробивные и координатно-револьверные). Их особенностью
является то, что они эксплуатируются, как правило, без специально разра-
батываемых и изготавливаемых штампов. Операции гибки и пробивки от-
верстий выполняют на этих прессах с помощью универсальных инструментов
и приспособлений, являющихся принадлежностью прессов. Это сокращает
цикл подготовки производства новой продукции и способствует широкому
применению этих прессов в условиях мелкосерийного производства с часто
меняющейся характеристикой выпускаемых изделий
ПАРАМЕТРЫ, ОСНОВНЫЕ ВИДЫ И ВЫБОР
ЛИСТОГИБОЧНЫХ ПРЕССОВ
Листогибочные прессы предназначены для гибки различных деталей,
когда требуется большая длина гиба, а также'для изготовления гнутых про-
филей типа «уголок», «швеллер», «зетовый» из листового и полосового метал-
110
Вариант для прессов
ИМ38А,И1438АП
Ри< G2 Схема рабочего пространства и универсальный инструмент листо-
гибочного пресса:
/ — ползун пресса 2 — стол; 3— универсальный пуансон; 4—матрица; 5—Солты;
6 — подкладная плита.
111
12. Основные параметры и размеры кривошипных листогибочных прессов*
Модель 5 t-НИИ ,хш S S Н /? i-c со К ч ||ь о вст at Д 2 Qs «4 «в
Q," к Е •S ММ мм
И1328*2 630 30 80 320 100 250 2060 2550 160 12 15 95 — 38 7 26
ИА 1328 630 30 80 320 100 250 2050 2550 160 12 15 95 15 38 7 26
ИА1328А 630 30 80 320 100 250 2550 4050 160 12 15 95 15 38 7 26
И1330 1000 35 80 300 125 250 2000 2500 200 12 15 95 — 38 7 26
И1330А 1000 35 80 300 125 250 2500 4000 200 12 15 95 — 38 7 26
ИА 1330 1000 30 80 320 100 250 2050 2550 200 12 15 95 — 38 7 26
И1332 1600 30 100 400 125 320 2550 3400 250 13 17 140 22 58 10 38
И1332А 1600 30 100 380 120 320 3250 3050 250 13 17 140 22 58 10 38
И1334 2500 24 120 560 140 320 3250 5050 320 13 17 140 22 58 10 38
И1334А 2500 28 100 375 150 320 2500 3150 320 16 20 140 — 58 10 38
И1336*2 4000 18 120 450 160 400 3200 4050 400 16 20 180 — 85 45 —
И1336А*2 4000 18 120 450 160 400 4050 6000 400 16 20 180 — 85 45 —
Продолжение табл. 12
Модель ав °10 ht '?s hi ht h„ ft? he ha l П1 h
ММ
И1328*2 10 58 15 19 12 18 12 152 40 20 15 45 95 2310 7 830 120
ИА1328 10 58 15 19 12 18 12 152 40 20 15 45 95 2310 7 330 120
ИА1328А 10 58 15 19 12 18 12 152 40 20 15 45 95 3850 11 350 100
И1330 10 58 15 19 12 18 12 152 40 20 — 45 95 2310 7 330 120
И1330А 10 58 15 19 12 18 12 152 40 20 — 45 95 3850 11 350 100
ИА1330 10 58 15 19 12 18 12 152 40 20 —- 45 95 3850 11 350 100
И1332 15 85 26 20 13 20 13 220 48 60 20 60 130 3150 7 450 125
И1332А 15 85 26 20 13 20 13 220 48 60 20 60 130 4800 12 400 125
И1334 15 85 26 20 13 20 13 220 48 60 — 45 135 2900 5 580 125
И1334А 15 85 26 26 14 25 14 200 50 60 —. 45 145 3150 7 450 125
И1336*2 22 ПО 38 25 14 25 14 225 50 60 30 60 145 3780 9 420 135
И1336А*2 22 НО 38 25 14 25 14 225 50 60 30 60 145 5730 15 382 135
♦ По заказу поставляются со средствами механизации и автоматизации и дополни-
тельными защитными устройствами.
♦s У прессов И1328, И1336 и И1336А паз с размером ав выполнен с углом 54°,
112
13. Основные параметры и размеры гидравлических листогибочных прессов*
Модель X и и С S S VP «в- д** R LC СО с II ь о вст а,
аГ" * -е мм/с ММ
И1430 1000 20 160—285 50 16 100 500 125 250 2050 2550 200 16 19
ИА1430 1000 20 190 100 15 65 400 100 250 2050 2500 200 16 19
ИА1430А 1000 20 190 100 15 65 400 100 250 3150 4000 200 16 19
ИА1430П 1000 20 190 100 15 65 400 100 250 2000 2500 200 16 19
ИА1430АП*3 1000 20 190 100 15 65 400 100 250 3150 4000 200 16 19
ИА1430А.Ф2*3 1000 16 190 100 12,5 65 400 100 250 3150 4000 200 16 19
И1432А 1600 25 160—285 40 14 80 560 125 320 3200 5000 250 16 20
ИА 1432 1600 26 160—285 60 15 80 560 125 320 2550 3400 250 16 20
ИА1432А 1600 26 210 100 12,5 60 500 100 320 3150 5000 250 20 23
ИА1432П*3 1600 26 160—285 60 15 80 560 125 320 2550 3400 250 20 23
ИА1432АП*3 1600 25 210 100 12,5 65 500 100 320 3150 5000 250 20 23
ИА1432А.Ф2*3 1600 26 210 100 12,5 65 500 100 320 4000 5000 250 20 23
И1434А 2500 26 210 100 12 60 500 125 320 3150 5000 320 20 23
И1434АП*3 2500 33 210 100 10 60 500 125 320 3150 5000 320 20 23
И1434А.Ф2*3 2500 33 210 100 10 60 500 125 320 4000 5000 320 20 23
И1436А*6 4000 26 320 100 12 60 670 160 400 4000 6300 400 30 33
И1436АП*3 4000 26 320 100 12 60 670 160 400 4050 6400 400 30 33
И1438А 6300 31 320 100 8 60 630 160 400 6300 8000 400 40 44
И1438АП*6 6300 31 320 100 8 60 630 160 400 6300 8000 400 40 44
Продолжение табл. 13
Модель С» «в 1 «7 1 | <>» | °10 1 | л» 1 | ^7 ^я «с
ММ
И1430 95 38 7 26 10 58 15 19 25 10,4 145 40 20 45 90
ИА 1430 95 38 .7 26 10 58 15 19 25 10,4 145 40 20 45 90
ЙА1430А 95 38 7 26 10 58 15 19 25 10,4 145 40 20 45 90
ИА1430П 95 38 7 26 10 58 15 19 25 10,4 145 40 20 45 90
ИА 1430АП*3 95 38 7 26 10 58 15 19 25 10,4 145 40 20 45 90
ИА1430А.Ф2*8 95 38 7 26 10 58 15 23 25 10,4 145 40 20 45 90
И1432А 140 58 10 38 15 85 26 23 25 14 200 50 60 45 135
ИА1432 140 58 10 38 15 85 26 30 32 10,4 198 50 60 45 135
ИА1432А 140 58 10 38 15 85 26 30 32 10,4 198 50 60 45 145
ИА1432П 140 58 10 38 15 85 26 30 32 10,4 198 50 60 45 135
ИА1432П*3 120 58 10 38 15 85 26 30 32 10,4 198 50 60 45 135
ИА1432А.Ф2*3 120 58 10 38 15 85 26 30 32 10,4 203 50 60 45 135
И1434А 140 58 10 38 15 85 26 30 32 10,4 203 50 60 45 135
И1434АП*3 140 58 10 38 15 85 26 30 32 10,4 203 50 60 45 135
Й1434А.Ф2*3 140 58 10 38 15 85 26 30 32 10,4 203 50 60 4fr 135
И1436А 180 85 — 58 26 НО 38 40 42 10,4 223 — —— 55 140
И1436АП*3 180 85 -» 58 26 НО 38 40 42 10,4 223 —. — 55 140
И1438А 200 110 1,11 » 65 26 160 38 40 42 12,4 223 — — 55 135
И1438АП*6 200 НО — 65 26 160 38 40 42 12,4 223 — — 55 135
* Комплектуются средствами механизации.
*2 Любая величина в указанных пределах.
*s С программным управлением.
•’ В результате изменения величины хода.
У прессов И1436А н И1436АП размер с4 = 15 мм, у остальных паз с размером at
отсутствует; у прессов Ш436АП и И1438АП размер й9 = 20 мм, у остальных *- отсутствует.
113
14. Ориентировочные значения усилия гибки Р, кН, на 1 м длины детали в зависимости от толщины заготовки s
наименьшей ширине отгибаемой полки &д = &mln = 0,75ам
и ширины матрицы ам при
мм
лм. мм 1 1,2 1,5 1.8 2 2,5 3 3,5 4 4,5 5 6 7 8 9 10 12 15 18 20
7 100 140 220 — — — — — — — —• — — — __ __ — — —
10 70 100 150 220 — — — — — — — — — — — — — — — —
15 — 70 100 150 180 — — — — — — — — — — — — — — —
22 — — — — 120 190 280 — — — — — — — — — — — —
26 — — — — — 160 230 320 — — — — — — — — —- — — —
38 — — — — — — — — 290 360 ; 450 — — — — — — — — —
45 — — — — — — — — 240 300 370 j 540 740 — —- — —- — — —
53 — — — — — — — — 260 320 460 630 820 — — — — — —
58 — — — — — — — — 230 290 420 570 750 950 — — — — —
85 — — — — — — — — — — — 290 390 510 650 800 1150 — — —
110 — — — — — — — — — — — — 300 400 500 | 620 890 1390 — —
130 — — — — — — — — — — — — — — 420 520 750 1160 । 1670 —
180 — — — — — — — — — — — — — — — — 550 "SO I 1220 1500
200 — — — — __ — — — — — — — — — — — 760 1100 1340 |
250 — — — — — — — — — — — — — — — — с60 10S0
Примечанья: 1. Данные приведены для материалов с <тв =- 450 МПа.
2. В прямоугольниках, обведенных утолщенной линией, даны значения усилия для рекомендуемых соотношений толщины заготовки и ширины матрицы.
114
115
116
Рис. 63. Примеры использования универсальных
пуансона и матрицы для получения профилей:
а — П-образного; б—Z-образного; в — с полками; г —
сложного (I—VI—последовательность гибки, VII — го-
товый профиль).
Рис. 64. Специальный инструмент к
листогибочному прессу:
I — матрицедержатель; 2 — матрица; 3 —
прихват.
лопроката за один или несколько переходов. Гибку осуществляют с помо-
щью универсального инструмента (рие. 62). Кроме того, на листогибочных
прессах с применением специального инструмента могут выполняться опера-
ции пробивки отверстий.
Отечественной промышленностью выпускаются листогибочные прессы
двух исполнений: с механическим приводом (кривошипные) и гидравличе-
ские.
Показатели технической характеристики листогибочных прессов с меха-
ническим приводом (табл. 12) аналогичны соответствующим показателям
кривошипных прессов, а прессов с гидравлическим приводом (табл. 13) —
Рис. 65. Универсальные упоры:
а — с винтовым зажимом; б — с маточным зажимом; в — укрепляемые
на перемещающейся каретке.
А
Рис. 66. Схема гибки детали с
длинной полкой.
соответствующим показателям гидравлических листоштамповочных прессов
У кривошипных листогибочных прессов ход не регулируется. Ход гид-
равлических прессов регулируется в пределах разницы между открытой вы-
сотой пресса и закрытой высотой штампа с помощью конечных выключа-
телей.
Выбор листогибочных прессов определяется геометрическими парамет-
рами изгибаемой детали — длиной гиба, шириной и высотой ее полок, необ-
ходимым для выполнения операции усилием и соответствующими им требу-
емыми технологическими и конструктивными параметрами пресса (вылет,
закрытая высота, величина хода, номинальное усилие). Ориентировочно
можно определить потребное усилие гнбкн в зависимости от геометрических
параметров заготовки и матрицы по
данным табл. 14. Примеры последова-
тельности гибки показаны на рис. 63.
Особенностью методики выбора ли-
стогибочного пресса является то, что
для него не проектируется специальный
штамп, а используется универсальный
(см. рис. 62). В связи с этим в основе
выбора пресса лежит технологическая
проработка его возможностей для гибки
той или иной детали. При этом могут
применяться различные варианты спе-
циальных пуансонов (рис. 64, о), смен-
ные матрицы с универсальным матри-
цедержателем в виде горизонтальной
подкладной плиты (рис. 64, б) или вертикальной стойки (рис. 64, в).
Универсальность листогибочных прессов обеспечивается также различ-
ными вариантами упоров 1, которые перемещаются на кронштейне-? и крепят-
ся на нем винтовым зажимом 2 (рис. 65, а) или маточным зажимом 4 (рис.
65, б). Иногда упоры фиксируются винтом 6 (рис. 65, в), вращая который
с помощью маховичка 7 перемещают каретку 5. Последняя несет на себе ме-
ханизм, обеспечивающий регулирование уровня упора 1.
Профиль матрицы для V-образной гибки зависит от размеров профиля
изгибаемой детали. Размеры матрицы можно ориентировочно определить
без учета усилия пресса по данным табл. 15.
Если деталь имеет длинную полку £д (рис. 66), то при гибке в матрице
с симметричным Р-образиым профилем и углом 2Р ее коиеп А поднимается
117
Г2 15. Рекомендуемые оптимальная ширина матрицы । мм, и соответствующая ей наименьшая ширина &д, мм, отгибаемой полки
У-образных профилей из стального листа
Толщина металла s, мм
Длина гибки L, мм до 3 3—,4 4—5 5—7 7—9 9—10 10—11 11—12 12—14 14—16 16—18
ам '-д аы ьд °м 6д см ьд ам "л “м £д «м ьд ьд см ЬД °м 6д °м "д
1000 10 17 13 22 16 27 22 38 32 53 36 60 45 73 50 80 63 100 70 112 80 128
1250 25 42 36 59 40 66 50 80 56 88 70 ПО 80 125 — —
1600 40 63 45 70 55 85 63 97 70 110 — — — . —
2000 18 30 30 48 45 70 50 78 58 ' 90 70 106 — — — — — —
2500 16 26 20 32 35 55 50 77 63 95 70 105 —
3150 22 35 40 61 55 83 70 104 —
4000 22 34 25 39 45 68 70 103 — — — — — — — — — — — —
5000 13 21 30 45 50 74 —
Пр имеча ние. Здесь г== (1,2.»Л>5) s; = (0,1...0,15) ам.
на значительную высоту с большой скоростью. В результате действия сил
инерции Полка, как правило, искажается, занимая положение R и изгибаясь
в направлении, противоположном ее подъему. В этих случаях профиль мат-
рицы следует размешать несимметрично (у. > у2). Это обеспечивает умень-
шение высоты подъема конца полки, снижение скорости ее движения и ис-
ключает искажения формы полки. Но при
сила Р, направленная под некоторым
углом 6 к вертикали, что снижает до-
пустимое усилие нагружения пресса.
ПАРАМЕТРЫ И ВЫБОР
ДЫРОПРОБИВНЫХ ПРЕССОВ
Дыропробивные прессы предназна-
чены для пробивки отверстий в листо-
вом и фасонном прокате, при оснащении
специальными приспособлениями и ин-
струментом могут быть использованы
для гибки и штамповки жалюзи. Пара-
метры дыропробивных прессов (рис. 67)
приведены в табл. 16.
Выбор прессой осуществляют по
двум главным параметрам: требуемому
диаметру пробивки и толщине штам-
пуемого материала. При выборе пресса
необходимо учитывать также его вылет,
этом возникает равнодействующая
Рис. 67. Схема рабочего простран-
ства дыропробивного пресса:
7— сменный пуансон; 2 — сменная мат-
рица
ограничивающий наибольшую ко-
ординату отверстия.
16. Основные параметры и размеры дыропробивных прессов*
Модель Pf кН птах» мин—i ft ,*2 Стах *2 smax R ^ПЗ Ост
мм
К1924 250 66 20 25 10 400 30 50
КБ 1925 320 70 20 26 10 400 30 50
К1927 500 50 30 30 16 500 40 60
КБ 1928 630 56 30 32 16 500 40 60
КБ1929 800 53 35 20 20 600 40 70
К1930 1000 42 40 38 25 600 50 70
КБ1931 1250 45 45 40 25 600 50 70
* По заказу поставляются с подающим и отводящим рольгангами, а также — с при-
способлениями для трехпуансонной пробивки отверстий по шаблону.
•• Для стали при ов = 450 МПа.
ПАРАМЕТРЫ И ВЫБОР КООРДИНАТНО-РЕВОЛЬВЕРНЫХ ПРЕССОВ
Координатно-револьверные прессы (КРП) предназначены для последо-
вательной пробивки разнообразных по форме и размерам отверстий, пазов,
обрезки углов в деталях типа панелей, плат, шасси и щитков приборов. Не-
которые модели прессов оснащены помимо инструмента для пробивки отвер-
стий устройствами для последовательной штамповки сложных наружных
и внутренних контуров и фрезерования (зачистки гребешков вырубленного
контура). Это позволяет значительно расширить их технологические возмож-
ности. Отечественной промышленностью освоено производство гаммы КРП,
в том числе прессов, оснащенных устройствами числового программного
управления (ЧПУ).
Выбор КРП определяется требуемым усилием пробивки, наибольшим
размером пробиваемого отверстия, габаритными размерами заготовки, наи-
119
17. Основные параметры координатно-револьверных прессов и обрабатывающих центров на их базе
о
Модель р. nmax "исп авые изач ПШТ» h *2 max *2 с max Y лтах у 1 max атах заг дтах заг ±бо + 6
кН МИН-*1 м/мив шт. мм
К0120 100 185 — — — 24 20 70 3 1000 630 1000 по шаблону
К0122П 160 200 50 — — 28 32 90 6 1000 800 1000 0,15 —
К0122АП 160 200 50 — 28 32 90 6 1000 800 1000 0,15 —
К0122БП 160 200 50 0,4—1,0 1,0—2,0 28 2 90 6 1000 800 1000 0,15 0,3
' К0126Б 400 140 50 — — 28 32 90 6 1200 1000 1200 0,2 —
К0126П 400 140 50 0,4—1,0 1,0—2,0 28 32 90 6 1200 1000 1800 0,2 0,3
К0126АП 400 140 50 — — 28 32 90 6 1200 1000 1200 0,2 —
К0128П 630 120 50 0,4—1,0 32 40 170 8 1200 1200 1200 0,2 0,3
К0128АФ4 630 120 50 0,4—0,7 0,15—2,0 32 40 170 8 1200 1200 2000 0,2 0,3
К0130Ф4 1000 100 0,3—0,6 0,15—2,0 28; 32 40 200 8 1200 1200 2000 0,25 0,3
ОЦК0126Ф4 400 300*3/150 300*з/150 0,3—1,2 0,15—2,0 28 32 90 6 1000 800 1600 2000 0,15 0,3
ОЦК0126ПЛ 400 140 50 0,4—1,0 1,0—2,0 28 32 90 6 1200 1000 1800 0,2 0,3
СЦК0128Ф4 630 250*3/125 250*3/125 0,5—1,0 0,15—2,0 32 40 120 8 1000 900 1800 2000 0,15 0,3
СЦК0126Ф4Д1 400 200*3/400 200*3/400 0,3—1,6 0,15—2,0 28 32 90 6 1000 800 600 2000 0,15 0,3
* При шаге 20 мм.
• « Для стали при ов = 450 МПа.
*s При одновременной работе двумя ползунами.
Рис. 68. Рабочее пространство коор-
динатно-револьверного пресса и схе-
мы установки инструмента в револь-
верной головке:
д—общий вид; 1—листодержатели; 2 —
упор; 3 — нижний диск револьверной го-
ловки; 4 — матрицедержатель; 5 — кольцо
прижимное; 6 — верхний диск револьвер-
ной головки; 7 — пуансонодержатель; 8 —
штампуемая заготовка; 9 — стол; 10 — при-
жим; 11 — хобот; /2 — матрица; 13 — пуан-
сон; б. fl — варианты установки инструмента
на прессе КО 120 для отверстий диаметром
35—70 и до 35 мм; г, д — варианты уста-
новки инструмента на прессе К0122П для
отверстий диаметром до 20 и свыше 20 мм;
е, ж, з — варианты установки инструмен-
та иа прессах К0122БП и К0126П для от-
верстий диаметром свыше 20 мм и для вы-
сечки; и — вариант размещения инструмен-
та в револьверной головке прессов К0122БП
и К0126П; 14, 28 — для отверстий диамет-
ром свыше 60 до 90 мм; 15, 16. 18—21, 23,
24, 26, 27. 29, 30, 32—34, 36—38, 40, 41 — для
отверстий диаметром до 20 мм; 17, 25, 31 —
для отверстий диаметром свыше 20 до
40 мм; 21 и 35 — для отверстий диаметром
свыше 40 до 60 мм; 39 — для высечкн.
121
122
123
большей толщиной пробиваемого материала, количеством и параметрами тре-
буемого рабочего инструмента. Основные параметры отечественных прессов
(рис. 68) приведены в табл. 17.
На базе КРП выпускаются обрабатывающие центры, обеспечивающие
выполнение комплекса операций по штамповке различных деталей. Осо-
бенностью КРП является то, что в выполнении технологической операции
помимо ползуна принимают участие револьверная головка с набором рабо-
чего инструмента и координатный стол в каретками, перемещающими заго-
товку по заданным координатам.
Привод револьверной головки позволяет осуществить синхронный по-
ворот ее верхнего и иижнего дисков с заданной переменной скоростью и их
остановку на необходимых позициях.
При работе на КРП с ЧПУ в задачу оператора входят установка заго-
товки по упору, ее закрепление в зажимах листодержателей, заправка пер-
фокарты (перфоленты) в считывающий механизм, нажатие на пусковую
кнопку программного управления и съем готового изделия. Перемещение
и установка заготовки в рабочие позиции, поворот револьверной головки
и включение пресса на рабочий ход происходят автоматически.
Размеры мест установки сменных пуансона и матрицы, которыми сле-
дует руководствоваться при изготовлении штампов и КРП, приведены
в табл. 18.
18. Размеры мест установки штампов на координатно-револьверных прессах, мм
Модель пресса Диаметр пуансона „ ( т 'I -- Ё "а „ ( т) Й "а Ш j e ± 0,01
К0120 <10 25 15 32 М8 Мб - —
10—25 40 25 32 М8 Мб — ——
25—35 55 50 40 М8 Мб — —
35—70 90 50 40 Ml 2 Мб — —
К0122П 10—20 40 20 45 М8 М12 -
20—40 60 30 60 М8 М12 —-
40—60 90 40 70 М8 М20 —»
60—90 120 40 90 М8 М20 — —
К0122БП, <20 40 20 45 М8 Ml 2 4 17
К0126П 20—40 60 30 60 М8 М12 6 24
40—60 90 40 70 М8 М20 6 29
60—90 120 40 90 М8 М20 6 39
14* 60 20 60 М8 Ml 2 — —
* Для высечки.
В настоящее время еоздаютея гибкие производственные модули на базе
КРП. Это наиболее перспективный вид оборудования, который должен ре-
шить проблему широкого внедрения КРП в мелкосерийном производстве
и создания на их основе гибких производственных систем В частно-
сти, создаются модули четырех основных моделей М20ЦК0126Ф4.01,
М20ЦК0126Ф4.02, М20ЦК0126Ф4.01.03 иМ20ЦК0126Ф4.01.04 — все на базе
обрабатывающего центра модели ОЦК0126Ф4. В состав модулей входят спе-
циальное устройство загрузки и выгрузки листа модели УЗВЛ1, специальное
124
устройство выгрузки модели КАУ.01Ф5.21 и устройство ЧПУ 2С85-62.10. Мо-
дули обеспечивают обработку листов с размерами 1000—1600 мм, толщиной
До 6 мм, а также пробивку отверстий диаметром до 90 мм и нареза’ние резьбы
До Мб мм. Точность координат отверстий находится в пределах 0,1_0,15 мм.
Глава 6
ПРЕССЫ-АВТОМАТЫ
Механизация и автоматизация листоштамповочного производства явля-
ются значительным резервом повышения производительности груда в машино-
строении,
В настоящее время может быть выделено пять основных направлений
в указанной области: встраивание средств механизации и автоматизации
в универсальные прессы; применение лисгоштамповочных прессов-автоматов;
создание автоматизированных комплексов на базе универсальных прессов
и автоматов; встраивание средств автоматизации в штампы; создание средств
механизации вспомогательных процессов в листоштамповочном производ-
стве
ПАРАМЕТРЫ И РАЗМЕРЫ ПРЕССОВ-АВТОМАТОВ
Наиболее универсальными и широко применяющимися в промышленно-
сти являются листоштамповочиые автоматы с нижним приводом (рис. 69,
табл. 19), многопозицнонные с верхним приводом (рис. 70, табл. 20), выруб-
ные быстроходные (рис. 71, табл. 21) и тройного действия для чистовой вы-
рубки (рис. 72, табл. 22).
ОСНОВНЫЕ ОСОБЕННОСТИ И ВЫБОР ПРЕССОВ-АВТОМАТОВ
Автоматы с нижним приводом представляют собой двухкривошипиые
прессы с расположением эксцентрикового вала под столом. Прессы оборудо-
ваны двусторонней валковой подачей и ножницами для резки отходов. Осо-
бенностями автоматов являются бесступенчатое изменение частоты ходов пол-
зуна, отсутствие зазора в шариковых направляющих ползуна по четырем
колоннам, точная настройка шагв подачи на ходу, возможность резки отхо-
дов любой длины, кратной шагу подачи, а также высокая жесткость основ-
ных элементов автоматов. Автоматы выполняют с нормальным ходом для
разделительных операций и с увеличенным ходом для вырубки, вытяжки,
гибки, формовки.
Принцип работы автомата заключается в том, что толкающая или тяну-
щая подача с определенным шагом и частотой, соответствующей частоте дви-
жения ползуна, протягивает ленту сквозь рабочую зону автомата, в которой
установлен штамп простого или последовательного действия. На выходе лен-
та разрезается на части специальными ножницами, работающими синхронно
с основными механизмами. В автоматах серии АВ62 ножницы оборудованы
программным устройством, обеспечивающим разрезание ленты через задан-
ное число ходов автомата.
Скорость штамповки регулируют изменением частоты движения ползуна
и механизма подачи ленты. Широкий диапазон частоты движения ползуна
автомата обеспечивается многоскоростным двигателем и редуктором типа
коробки скоростей. Частоту движения ползуна регулируют переключателем
скоростей электродвигателя и рукояткой переключения на коробке скоро-
стей. При переключении скоростей электродвигатели каждая следующая
ступень должна включаться постепенно после равгона маховика иа меньшей
скорости. Шаг подачи плавно регулируют от нуля до макеимальной величины
С помощью соответствующей конструкции валковой подачи этот процесс
выполняется без остановки автомата.
Уровень подачи ленты регулируется по мере веобходимости. Корпус
толкающей подачи прикреплен к столу автомата шпильками, пропущенны-
ми сквозь пазы в кронштейнах корпуса. Пазы обеспечивают возможность
подъема и опускания корпуса. Упорный резьбовой штырь поддерживает кор-
125
ю
О,
Рис. 69. Принципиальная схема автоматического комплекса на базе листоштампового автомата с нижним
приводом и схема рабочего пространства автомата:
1 — правильно-размоточное устройство; 2 — автомат; 3 — тянущая валковая подача»
19. Основные параметры и размеры листоштамповочных автоматом с нижним приводом
Модель р, кН д т> Л, П, МИН“* Лтах Вп smax ^тах сп, м/мин, при подаче ±впод. при подаче н ВС ^ПЛТ
кДж ММ max min вал- кле- вал- кле- ММ
ковой щевой новой щевой
А6214 25 0,03 8 1000 400 32 1,0 32 1,0 20 0,1 160 160 110 25 28
АБ6218 63 0,18 12 800 320 63 1,2 40 1,5 20 — 0,1 180 220 125 32 32
АБ6218А 63 0,30 20 630 250 63 1,2 40 1,5 20 । 0,1 — 176 220 125 32 32
АБ6220 100 0,23 16 630 250 100 1,4 50 1,7 20 — 0,1 — 210 280 140 32 40
АБ6220А 100 0,29 28 500 200 100 1,4 50 1,7 20 — 0,1 — 194 280 140 32 40
АВ6220 100 0,14 12 1250 160 100 1,4 50 1,4 — 50 — 0,05 170 280 140 32 40
АВ6220А 100 0,19 28 750 150 100 1,4 50 1,4 20 50 0,1 0,05 170 280 140 32 40
АА6222 160 0,36 20 500 200 125 1,6 90 1,6 20 — 0,1 — 220 360 160 40 40
АБ6224 250 0,43 25 400 160 160 1,8 ПО 2,0 20 — 0,1 — 250 450 200 50 50
АБ6224А 250 0,43 40 315 120 160 1,8 ПО 2,0 20 — 0,1 — 250 450 200 50 50
АВ6224 250 0,3 20 800 125 160 2,0 ПО 2,0 20 50 0,1 0,1 250 450 200 50 50
АВ6224А 250 0,4 40 500 100 160 2,0 ПО 2,0 20 50 0,1 0,1 250 450 200 50 50
А6226 400 0,80 28 315 120 180 2,0 140 2,5 20 — 0,15 320 560 280 65 63
АВ6226 400 0,25 25 1000 100 200 2,5 140 2,5 — 50 — 0,1 320 560 280 65 63
АА6228 630 1,82 32 250 100 250 2,2 180 2,8 20 — 0,2 360 710 360 80 60
АБ6228 630 1,34 32 250 100 250 2,2 180 2,8 20 — 0,2 360 710 380 80 63
АБ6228А 630 0,96 60 200 80 250 2,2 180 2,8 20 0,2 346 710 360 80 60
АВ6228 630 0,6 28 800 80 250 2,8 180 2,8 — 50 0,1 360 710 360 80 63
АВ6228А 63о 1,2 63 400 50 250 2,8 180 2,8 20 50 0,2 0,1 360 710 360 80 63
АА6230 1000 2,28 40 200 80 280 2,8 240 3,2 20 — 0,25 400 900 450 100 75
АВ6230 1000 2,25 32 320 60 280 2,0 220 3,2 50 — 0,1 400 900 450 100 80
АВ6230А 1000 3,84 70 200 40 280 3,2 220 3,2 20 50 0,25 0,1 400 900 450 100 80
АГ6230 1000 1,92 32 400 80 280 3,2 220 3,2 — 50 — 0,1 400 900 450- 100 80
АА6232 1600 5,25 50 160 63 360 3,6 280 3,6 20 — 0,3 __ 450 1120 560 120 80
АА6232А 1600 7,68 80 100 40 380 3,6 280 3,6 20 — 0,3 » 435 1120 560 120 80
АВ6232 1600 4,83 40 250 50 360 2,0 280 3,6 — 50 — 0,1 450 1120 560 120 80
АВ6232А 1600 10,1 80 100 32 360 3,6 280 3,6 20 50 0,3 0,1 450 1120 560 120 80
~ АВ6234 2500 4,7 50 200 40 400 2,0 350 4,0 — 50 — 0,1 560 1400 710 160 100
*3 АВ6234А 2500 12,7 100 140 28 400 2,0 350 4,0 20 50 0,3 0,1 560 1400 710 160 100
Продолжение табл. 19
Модель h Я НСт ДСт SCT QCT feCT "о *0 Д ЛПЛТ йплт йплт <7, А1 й2 'ns
ММ
А6214 65—90 900 420 325 125 45 56 200 155 230 60 23 14 21 12 25 50
АБ6218 65—90 900 420 325 160 55 56 200 155 230 60 23 14 21 12 32 55
АБ6218А 65—90 900 420 325 160 55 56 200 155 230 60 23 14 21 12 32 55
АБ6220 80—120 1100 400 540 220 60 92,5 230 275 280 60 30 18 26 14 32 55
АБ6220А 80—120 1100 400 540 220 60 92,5 230 275 280 60 30 18 26 14 32 55
АВ6220 80—120 1100 400 540 220 100 92,5 230 275 280 60 30 18 26 14 32 55
АВ6220А 80—120 1100 400 540 220 100 92,5 230 275 280 60 30 18 26 14 32 55
АА6222 90—140 1100 760 700 280 120 195 430 440 480 100 30 18 26 14 40 60
АБ6224 90—140 1100 760 700 360 160 195 430 440 480 100 30 18 26 14 40 60
АБ6224А 90—140 1100 760 700 360 160 195 430 440 480 100 30 18 26 14 40 60
АВ6224 90—140 1100 760 700 360 160 195 430 440 480 100 30 18 26 14 40 60
АВ6224А 90—140 1100 760 700 360 160 195 430 440 480 100 30 18 26 14 40 60
А6226 100—160 1205 900 780 450 200 240 510 550 580 160 37 22 33 17 50 70
АВ6226 100—160 1205 900 780 450 200 240 510 550 580 160 37 22 33 17 50 70
АА6228 150—210 1100 930 ИЗО 560 240 230 400 700 500 160 37 22 33 17 50 70
АБ6228 150—210 1100 930 ИЗО 560 250 230 400 700 500 160 37 22 33 17 50 70
АБ6228А 150—210 1100 930 ИЗО 560 240 230 400 700 500 160 37 22 33 17 50 70
АВ6228 150—210 1100 930 ИЗО 560 250 230 400 700 500 160 37 22 33 17 50 70
АВ6228А 150—210 1100 930 ИЗО 560 250 230 400 700 500 160 37 22 33 17 50 70
АА6230 170—250 1000 1480 1030 710 300 — — 890 650 160 37 22 33 17 60 75
АВ6230 170—250 1000 1480 1030 710 280 — — 890 650 160 37 22 33 17 75 85
АВ6230А 170—250 1000 1480 1030 710 280 — — 890 650 160 37 22 33 17 75 85
АГ6230 170—250 1000 1480 1030 710 280 — — 890 650 160 37 22 33 17 75 85
АА6232 200—280 1150 1600 1200 900 360 — 1100 800 160 46 28 40 20 75 85
АА6232А 200—280 1150 1600 1200 900 380 — — 1100 800 160 46 28 40 20 75 85
АВ6232 200—280 1150 1600 1200 900 360 — 1100 800 160 46 28 40 20 75 85
АВ6232А 200—280 1150 1600 1200 900 380 — — 1100 800 160 46 28 40 20 75 85
АВ6234 250—350 2240 2210 1600 1120 400 — — 1380 1000 200 46 28 40 20 75 85
АВ6234А 250—350 2240 2210 1600 1120 400 — — 1380 1000 200 46 28 40 20 75 85
06-6
20. Основные параметры и размер ы многопозиционных листоштамповочных автоматов*
Рп ^поз Л.т ах Бп т 1 max ^заг /7заг «в н «в. п «плт «Гр «в. л атах amin йгр
Модель пшах»
мин-1
кН мм
А6122А 160 50 100 120 8 80 115 80 70 60 30 320 200 40 30 160 200 160 100 60
А6124А 250 75 125 100 10 100 150 100 90 75 40 400 495 50 40 220 270 230 150 80
АА6124А 250 75 125 150 10 100 150 100 80 75 40 400 495 50 40 220 376 230 150 80
А6126Б 400 120 160 80 10 130 170 190 120 90 60 400 760 50 40 220 290 220 150 80
А6126В 400 120 160 110 10 130 170 190 120 90 60 400 760 50 40 220 290 220 150 80
А6128А 630 200 200 65 10 170 210 170 160 НО 80 500 740 90 50 320 395 250 180 100
АА6128 630 200 200 90 10 170 210 170 160 НО 70 500 740 90 50 320 395 250 180 100
АА6130А 1000 300 250 56 8 210 300 210 200 160 100 500 470 90 50 320 400 340 240 120
А6132А 1600 500 280 32 8 250 450 250 240 235 95 670 1000 100 80 400 600 450 250 200
АА6132 1600 500 280* 2 40 8 250 450 250 235 235 95 670 1000*3 100 80 400 600 450 250 200
А6134А 2500 750 320*2 28 8 300 500 300 250 225 ПО 670 1000 125 80 400 580 500 300 220
АА6134 2500 750 320*2 35 8 300 500 300 290 265 ПО 670 1000*3 125 80 400 600 500 300 230
А6136А 3150 1200 360 21 8 400 630 400 390 330 130 800 580 140 100 130 600 600 400 200
АА6136 3150 1200 360 30 8 400 630 400 390 330 130 800 580 140 100 500 820 600 400 240
А6138 6300 2000 400 20 8 400 630 600 590 530 140 800 500 160 100 500 600 700 400 200
АА6138 6300 2000 400 25 8 500 680 600 590 530 140 800 500 160 80 500 600 700 500 260
А6140 10000 2500 600 16 8 500 450 700 690 630 200 1000 750 200 125 600 750 800 500 300
АА6140 10000 2500 450 25 8 500 450 700 690 630 200 1000 750 200 100 600 600 700 500 260
» По заказу поставляются с механизмами подачи штучных заготовок и оснащаются устройствами для штамповки в два потока: автоматы
серии АБ усилием 1600 кН и выше оснащаются грейферной подачей с перемещением линеек по двум и трем координатам.
_ *г Ход вырубного ползуна — 60 мм.
tg *3 Расстояние Нв- п регулируется в пределах 30 мм.
OEI
Вид A fСариант)
Рис. 70. Схема рабочего пространства многопознционного листоштамповоч-
ного автомата:
1— прижим; 2 — подштамповая плита; 3—ось второй рабочей позиции; 4— ось второй
промежуточной позиции; 5 — ось первой промежуточной позиции; 6 — ось выдачи заго-
товки; 7 — ось первой (вырубной) рабочей позиции; 8 — стол вырубной позиции; 9 — под-
штамповая плита вырубной позиции; 10— шибер; 11 — патрон вырубной позиции; 12 —
патрон основной позиции; 13— ползун; 14—стол, 15— валковая подача; Уб —шахмат-
ная подача; 17 — механизм поперечного перемещения грейферных линеек; 18 — механизм
продольного перемещения грейферных линеек; 19 — нажимная плита; 20 — ползушка шах-
матной подачи; 21— матрица для вырубки; 22—пуансон для вырубки; 23 — верхняя
часть штампа; 24— станина; 25— ножницы; 26— корпус механизма поперечного переме*
щения грейферных линеек; 27 — мостик; 28 — захват; 29 — грейферная линейка.
5*
131
Рис. 71. Схема рабочего пространства быстроходного вырубного
автомата:
1 — подштамповая плита; ? — вкладыш.
132
21. Основные параметры и размеры вырубных быстроходных прессов-автоматов
Модель Р, кН АТ, кДж h, мм п, МИН—1 s T H fic Нщп Ац]
max min max min max | min max | min
мм
А6324 250 0,05—0,27 16 800 215 160 30 1,8 0,35 110 0 250 608 50 16
А6326 400 0,24 20 630 100 180 30 1,0 0,35 140 30 280 720 80 40
А6328А 630 0,37 20 500 80 220 40 1,0 0,35 190 40 420 880 100 40
А6330 1000 0,58 24 450 100 300 60 1,0 0,35 250 60 465 1200 125 60
А6334 2500 2,9 30 300 50 350 100 2,0 0,5 350 130 580 1560 180 60
АА6336 4000 4,8 40 250 30 500 100 2,0 0,5 500 180 750 2390 250 80
Продолжение табл. 21
«л НСт ZOK ^ОК ^ОК Ai ". Лст ^СТ аСт ^СТ плт ап п ьп
Модель
мм
A6324 100—65 1650—1015 1005 1180 100 240 600 570 520 400 150 570 480 400 150 —
A6326 160—120 1260—1220 900 1135 100 200 580 200 90 800 820 550 180 700 450 540 180 220
A6328A 180—140 1230—1190 950 1135 100 270 620 200 90 870 900 600 220 800 560 630 230 250
A6330 190—140 1415—1365 1100 1210 550 320 1150 220 90 1200 1120 800 320 1150 700 810 350 310
A6334 210—150 1415—1365 1100 1330 649 685 1700 220 90 1650 900 1400 350 1650 900 1400 400 350
AA6336 220—160 1815—1765 1500 1730 705 720 2000 240 100 2300 1200 2100 580 2300 1200 2100 500 600
Продолжение табл. 21
Модель а2 'h h3 ^пз ^ПЗ Л£ АЛ Bj ь апз ^пз ^пз ' °; а' 2 ft2
ММ
А6324 30 18 14 26 400 440 120 300 425 150 28 100 — - 30 18 14 26
А6326 37 22 16 32 780 400 300 620 860 150 35 150 50 75 37 22 16 32
А6328А 37 22 16 32 800 440 300 620 860 150 35 150 50 75 37 22 16 32
А6330 37 22 16 32 1100 650 500 800 1180 250 45 150 100 — 37 22 16 32
_ А6334 46 28 30 50 1550 700 900 1310 1700 260 90 300 — 46 28 30 50
й АА6336 46 28 20 40 2160 900 1200 1860 2370 400 70 300 — - 46 28 20 J 40
Bui С
Рис. 72. Схема рабочего пространства автомата тройного действия для чисто-
вой вырубки с гидравлическим (а) и механическим (б) приводом.
134
22. Основные параметры и размеры пресс-автоматов тройного действия для чистовой вырубки
Модель с ю Q. И о. р О* п С Q. Е кДж Л, мм rtmax п исп т с с «о 4-1 H Нв & я Ннд е £с
max min max min max min
кН МИН“* мм
Механический привод ползуна
А6824 400 125 63 15 2,6 45 90 36 125 — 6 0,5 125 0 0,5 190 235 60 90 0 0 350 3 00
А6828 1100 315 60 80 8,7 50 65 26 160 — 8 0,5 160 0 0,25 230 280 70 115 0 0 500 —
А6830 1750 500 250 95 13,8 60 50 20 180 — 8 0,5 180 0 0,25 250 310 70 125 0 0 650 —-•
А6832 2800 800 400 160 27,5 65 50 20 190 — 10 0,5 190 0 0,3 300 365 70 150 0 0 850 —
Гидравлический привод ползуна
А6830А 1000 500 500 250 7,9 60 75 16 180 20 8 1.6 190 0 0,1 240 300 75 120 0 0 580 —
А6834А 2500 1250 630 460 34,3 70 60 60 250 40* 14*2 3*2 999,9 25 0,3 380 450 80 120+80 65 60 700 —
А6834Б 2500 1250 630 460 36,8 150 60 60 250 40* 15*2 3*2 999,9 25 0,3 410 560 80 200 65 60 700
А6836Л 4000 2000 1000 460 62,7 80 50 50 360 40 16*2 3*2 999,9 25 0,3 380 460 80 120*80 85 80 820 —
А6836Б 4000 2000 1000 460 62,7 80 50 50 360 40 16*2 3*2 999,9 25 0,3 380 460 80 120*80 85 80 820 —
А6838А 6300 3200 1600 460 98,8 100 50 45 450 40 16*2 3*2 999,9 25 0,3 400 500 80 135™ 105 100 940 —
Механо-гидравлический привод ползуна
€
А6826Б
400 200 100 80 2,4 50 100 20 125
0,5 125 0 0,25 190 240 1 60 90
0 0 370
Продолжение табл. 22
Механический привод ползуна
А6824 280 300 280 100 — — — 22; 42; 62; 23; 40; 60; — —- 23 14 9 18 М16 65 2
А6828 400 425 400 120 — — -— 62; 82; 100; 40; 60; 80; — — 30 18 12 26 М16, /И20./И24 150 2
А 6830 510 540 510 160 — — — 80; 100; 120; 60; 80; 100; -—. — 37 22 16 33 /ИЗО, /И36 150 2
А 6832 700 720 700 200 — — — 100; 120; 140; 80; 100; 120; —• — 48 28 20 40 /И36, /И48 150 2
Гидравлический привод ползуна
А6830А 420 420 420 250 — — 180 180 — — 37 22 16 33 /ИЗО 100 3
А6834А 650 620 650 320 400 280 280 200 150 12/77 /И12 46/37 28 20/16 40/32 — 150 4
А6834Б 650 620 650 320 400 280 280 200 150 12/77 /И 12 46/37 28 20/16 40/32 — 150 4
А6836А 770 810 770 400 500 380 330 250 190 12/77 ЛП2 46/46 28 20/20 40/40 — 150 4
А6836Б 770 810 770 400 500 380 330 250 190 12/77 АП 2 46/46 28 20/20 40/40 — 150 4
А6838А 890 930 890 520 680 495 400 305 240 12/77 ЛИ 2 46/46 28 20/18 40/38 — 150 4
Механо-гидравлический привод ползуна
А6826Б 300 300 300 100 — — — 40; 60; 40; 60; — — 23 14 9 18 Л116 65 2
* Ширина ленты не менее 60 мм.
•! Толщина ленты 1.6—2,8 мм.
»3 В числителе — размер в ползуне, в знаменателе в столе.
пус на требуемом уровне, так же регулируется и уровень тянущей подачи. Он
фиксируется по шкале, прикрепленной к столу.
Ход автомата является постоянным. Штамповое пространство регули-
руют от отдельного электропривода с червячной передачей, которая обеспе-
чивает вращение гайки, ее навинчивание и свинчивание с” резьбовой части
колонн и соответственно — изменение положения верхней траверсы. Микро-
переключатели ограничивают подъем и опускание ползуна при достижении
им крайних положений. Установленное штамповое пространство фиксируют
контргайками, расположенными в верхней части траверсы. Перед регулиро-
ванием гайки должны быть освобождены.
На боковых сторонах верхней траверсы установлены регулируемые
клинья. С их помощью верхние валки подач поднимают в случае установки
на автомат штампа последовательного действия с ловителями. Во время рабо-
ты клинья прижимаются к нижним пружинами, усилие которых регулирует-
ся гайками. Для заправки ленты верхний валик
поднимается пневмоцилиндром. При смазке ленты
к корпусу вводной подачи крепится ванночка,
из которой масло поступает на смазывающие
валки.
С целью крепления штампа в столе и верхней
траверсе предусмотрены Т-образные пазы. Для
удаления изделия из верхней части штампа в пол-
зуне имеется выталкиватель, расположенный в
центральном отверстии. В средней части стола
предусмотрено сквозное отверстие для выпадания
отштампованных деталей.
Рис. 73. График зависи-
мости шага подачи от
частоты ходов автомата
модели АА6230.
При выборе автомата необходимо учитывать,
что допускаемая нагрузка на него зависит от
эксцеитричиости приложения равнодействующей
усилий, возникающих в процессе штамповки.
Так, для автомата АА6230 при номинальном
усилии 1000 кН и полной ширине стола 1080 мм
нагружение номинальным усилием допустимо лишь при приложенив равно-
действующей в пределах 600 мм ширины стола.
Существенным при эксплуатации является также снижение величины
полезной работы при возрастании частоты движения ползуна. Для автомата
АА6230 при частоте 80 ходов в минуту полезная работа составляет 2,28 кДж,
а при повышении частоты до 200 ходов в минуту она снижается до 0.91 кДж.
При выборе автомата необходимо также учитывать, что с возрастанием
частоты ходов допускаемая величина шага подачи резко уменьшается (рис.
73). Соответствующие графики и таблицы приводятся в руководстве по экс-
плуатации автоматов.
Автоматы, как правило (автоматы серии АВ62 — в обязательном поряд-
ке), комплектуются одной из следующих групп средств автоматизации; кле-
щевой подачей, правйльно-разматывающим устройством, ножницами для
резки отштампованной ленты; валковой толкающей подачей, правйльно-раз-
матывающим устройством, ножницами для резки отштампованной ленты;
валковой тянущей подачей, правильно-разматывающим устройством, нож-
ницами для резки отштампованной лепты; валковой двусторонней подачей;
правйльно-разматывающим устройством, ножницами для резки отштампо-
ванной ленты. По требованию заказчика может поставляться наматывающее
устройство.
Особенностью конструкции автоматов серии АВ62 является, в частности,
двухкривошипный привод ползуна от электродвигателя с бесступенчатым ре-
гулированием числа оборотов. Конструкция двухкривошипного привода
с широкоразнесенными шатунами обеспечивает устойчивое без перекосов
перемещение ползуна с приложением рабочей нагрузки вне центра и дает
возможность использовать1 свободное пространство под столом автомата для
встраивания стапелирующих устройств Кроме того, автоматы этой серии
усилием 1000 кН и более оснащены выдвижной подштамповой плитой.
Многопозициопныр автоматы предназначены для последовательного вы-
полнения различных штамповочных операций в массовом производстве. Они
137
позволяют автоматизировать весь производственный процесс изготовления
деталей, включая межоперационную транспортировку полуфабрикатов,
уборку отходов и т. д.
Принцип работы автомата (рис. 74, а) состоите следующем. Рулон
ленты надевают на барабан разматывающего устройства, расположен-
Рис. 74. Схема штамповки на многопозиционном автомате:
а — последовательность штамповки; б — схема установки штампов; /—нож»
вицы; 2 — пуансон для вырубки заготовки; 3 — валковая подача; 4 — грейфер»
ные липейкн; 5 — шиберное устройство
ного позади пресса. Лента подается валковой подачей 3 через правильное
устройство в зону первой рабочей позиции / автомата в направлении, перпен-
дикулярном к его фронту, спереди назад. На первой рабочей позиции нахо-
дится механизм шахматной подачи (в крупных прессах такой механизм от-
сутствует), обеспечивающий перемещение плиты, па которой устанавливается
штамп для вырубки в направлении, перпендикулярном к осн лен гы. Плита
со штампом перемещается при каждом ходе ползуна автомата таким образом,
что заготовки вырубаются из ленты в шахматном порядке. После вырубки
лента подается к ножницам 1, которые разрезают ее на части определенной
134
длины. В некоторых конструкциях автоматов предусмотрена намотка ленты
на барабан без ее разрезки.
Для обеспечения свободного перемещения штампа в направлении, пер-
пендикулярном к оси ленты, его пуансон размещается в нижней части штам-
па и не имеет жесткой связи с патроном ползуна пресса. Последний лишь
обеспечивает его толкание. Возврат пуансона в исходное верхнее положе-
ние осуществляется пружинами.
Величина перемещения плиты шахматной
подачи плавно регулируется
hn
от нуля до±-Д, При вы-
рубке круглых заготовок не-
обходимое значение Лп для
конкретного случая раскроя
ленты определяют исходя из
диаметра заготовки £>заг и ве-
личины перемычки между от-
верстиями в ленте b по зави-
симости Лп = 0,87 (Djar+ b).
При этом ширина ленты
Вп = Лп + Озаг + 2°. где
а — величина перемычки по
краям ленты. В случае если
производится однорядная вы-
рубка, механизм шахматной
подачн регулируется таким
образом, чтобы перемещение
плиты было равно нулю.
Вырубленная заготов-
ка падает на поверхность
мостика и подается шибером
на промежуточную пози-
цию. Длину шибера и по-
ложение мостика уточняют
в процессе наладки так, что-
бы на промежуточной пози-
ции был осуществлен захват
заготовки грейферным уст-
ройством. Грейферное уст-
ройство представляет собой
две линейки, расположен-
ные вдоль фронта автомата
симметрично его оси и пе-
ремещающиеся возвратно-по-
ступательно в двух направ-
лениях— вдоль фронта прес-
са и перпендикулярно к нему
Благодаря такому движению линейки своими захватами за ход автомата
перемещают заготовку на величину шага, оставляют ее на следующей пози-
ции, раздвигаются, возвращаются в исходное положение, сдвигаются и захва-
тывают следующую заготовку, поданную в это время на предыдущую по-
зицию.
Таким образом, заготовка подается на II—VI рабочие позиции, где по-
следовательно выполняются различные операции вытяжки, пробивки, обрезки
до получения готовой детали. Конечным результатом штамповки на автомате
является, как правило, стаканчик с наружным диаметром £>д и высотой HR.
При расчетах допустимых соотношений величин DM, DR и 7/д следует поль-
зоваться номограммами, приведенными в руководстве по эксплуатации. По-
следовательность такого расчета на примере автомата А6124А приведена на
рис. 75. Номограмма построена на предельных значениях размеров DM, DR
139
S,mm
-r—fOO
80
60
го
Вапкодая подача
Продольный ход
.§_____________
^[Поперечный ход
Шахматная вырубка
Графики и циклограмма работы автомата
о
JJff,MM
Номограмма для определения
поперечных размеров инстру-
мента по размерам изделия
Захват
6
Подача 6Одо’\ | J '‘ПодачаЗО.
даЬ.ход5в"^тояние6У‘\Холоотой ход 120° \>тояиие5Г\РаЬ.ход62°
Стояние70"\0тюытие80’\ртояниебд\3акрытие80°^тояние70°
РаЬ.ход55"\ Стояние 250° \Рав.ход55°
q Схема штамповки
Dm
fim/2 =?
Од
£
А
80
60
дО
20
О
10
20
30
ж:
Рис. 75. Графики, циклограмма работы многопозиционного автомата и определение размеров инструмента на
примере автомата А6124А:
а — графики и циклограмма работы автомата; б — номограмма для определения поперечных размеров инструмента по разме-
рам штампуемой детали; в — схема штамповки; 1 — продольное перемещение грейферных линеек; 2— движение ползуна; 3—
поперечное перемещение грейферной линейки; 4—13 — характерные точки графического расчета допустимых соотношений Ом и Од.
и HR в сочетании с предельными положениями грейферных линеек. В каче-
стве базовых приняты некоторые точки 9 и 9', соединенные с точками предель-
ных положений грейферных линеек (иа графике О и 6). В результате образуется
полюс К. Точка 9 дополнительно соединена с началом координат номограммы.
В результате образуется базовая прямая 9—О.При пользовании номограммой
полюс К и базовая прямая 9—0 являются основой для расчета.
При заданных величинах HR и Нзх на оси S откладывают величину HR
-f- Нзх, проводят горизонталь до пересечения с кривой 2 и находят точку 4,
затем проводят вертикаль до кривой 3 (точка 5) и горизонталь (точка 7). Через
точку 7 и полюс К проводят луч и находят точку 8, из которой параллельно
базовой 9—0 проводят луч в направлении оси DM. Далее на оси DR отклады-
вают заданный размер DR и проводят вертикаль, находя на ее пересечении с
соответствующими линиями (точки 11, 12, 13). Точку 11 сносят на ось Ом и
определяют допустимое наибольшее значение DM для данных Н д и Нзх.
Если принятая величина Нзх больше некоторого критического значения
Нкр, характерного для данного автомата, то на этом расчет можно закончить.
Если же Нзх Нкр, то расчет следует продолжить. Точки 12 и 13 сносят на
ось HR Если вертикаль пересечет и остальные кривые на нижней части номо-
граммы, го и другие полученные при этом точки также сносят на ось HR. За-
тем в пределах допустимых вариантов принимают окончательное решение.
В приведенном иа рис. 75 примере для HR — 40 мм и Нзх = 10 мм найдено
DM = 46 мм. Дчя случая DM/DR~2 величина Н не может быть более 35 мм,
а для случая Ом/£)д = 1,75 — менее 40 мм. В заданном случае DR = 26 мм,
следовательно, DM/DO=1,77, т.е. значение /7д — 40 мм неприемлемо. Оно
должно быть несколько уменьшено, поэтому следует повторно провести построе-
ние соответствующих точек на графиках и номограмме. Очевидно, что при
уменьшении Нд прямая 8—10 пройдет выше и при £>д=26 мм значение £>м
увеличится. Заданная величина HR будет соответствовать ее найденному по
номограмме предельному значению.
В автоматах предусматривается возможность (в результате соответ-
ствующего изменения соединений звеньев механизмов привода продольного
и поперечного движений грейферных линеек) регулирования закона переме-
щения грейферных линеек и получения различных графиков. На рис. 76 при-
ведены такие варианты графиков и соответствующая циклограмма работы
всех механизмов автомата. Каждый из вариантов графиков движения линеек
соответствует определенным соотношениям размеров HR, Нзх, DR и Du при
определенных пределах частоты ходов ползуна.
Если Изх> Икр, то расчет величины DM по заданным HR, 11 зх, DR выпол-
няется аналогично показанному на рис. 75, но с учетом наличия трех ва-
риантов графиков движения линеек. На рис. 76 на примере автомата А6128А
показана последовательность такого расчета. По значению Н 7/зх находят
точку 4, затем вместо одной точки 5 (см. рис. 75) — три варианта таких точек
(5', 5" и 5"'). Далее находят точки 7', 7" и 7"', проводят три луча через полюс
К (построение полюса в данном примере не показано), затем три луча парал-
лельно базовой прямой 9—0. Нанося на номограмму заданное значение DR, на-
ходят соответственно три значения DM. В рассмотренном примере по данным
Нд = 46 мм, HR Нзх — 64 мм, Од = 50 мм найдены значения DM, равные
59,94 и 123 мм. Исходя из необходимости применения наименьшего возможного
значения величины Ом принимают Ом = 94 мм (поскольку Ом = 59 мм при
Од = 50 мм конструктивно неприемлемо).
При необходимости определения возможных значений НR но заданным
значениям Ом и Од номограммой пользуются в обратном порядке. Если W3X С
< Окр, то выбор размеров штампуемой детали и матрицы производят по графи-
кам (рис. 77) в зависимости от частоты движения ползуна.
141
Hfi+Hsx
hrt>/2
Вырубные быстроходные автоматы предназначены для вырубки плоских
заготовок из ленточного материала в условиях массового производства. Их
применяют преимущественно в радиотехнической, электротехнической и при-
боростроительной отраслях промышленности для штамповки пластин ротора
и статора, деталей магнитоприводов, электронных приборов и т. п. На автома-
ты устанавливают штампы последовательного действия.
При выборе автомата ориентируются главным образом на номинальное
усилие и его зависимость от степени смещения равнодействующей технологи-
ческих усилий от оси пресса. Соответствующие графики приводятся в руко-
водствах по эксплуатации прессов Размеры проектируемых штампов прини-
мают в соответствии с размерами посадочных мест автомата (см. рис. 71),
Прессы-автоматы тройного действия (табл. 22) обеспечивают штамповку
деталей повышенной точности с низкой шероховатостью поверхности среза.
45 МИН-'; / — ДЛЯ DKfD^ = 2; 2 — для
4 — для Дм/£>д = 1,25.
Рис. 77. Графики для рас-
чета размеров штампуемой
детали и матрицы штампа
при //зх « Якр для автома-
та А6128А:
а — п = 50 — 65 мин-’: б — п =
40 — 55 мин-*: в — гг = 30 —
£>м/°д= *'75: г —Для dm/dr = *-5;
При чистовой вырубке-пробивке в зоне разделения штампуемого мате-
риала создается напряженно-деформированное состояние объемного сжатия.
Оно возникает вследствие внедрения в заготовку вдоль линии среза на неко-
тором расстоянии от нее клиновидного ребра, а также эффекта тройного дей-
ствия, обеспечивающего прижим исходной заготовки, отхода и вырубаемой
детали в процессе штамповки при высоких удельных усилиях. В результате
этого почти исключаются деформация детали и образование сколов иа ее по-
верхности — блестящий поясок распространяется практически на всю тол-
щину среза детали
Способ чистовой вырубки-пробивки с прижимом штампуемого материала
клиновидным ребром позволяет производить штамповку деталей из пластич-
ных материалов толщиной от 0,5 до 20 мм и получать при этом высокую точ-
ность и хорошее качество поверхности среза. Для чистовой вырубки-пробивки
используют конструкционные, углеродистые и легировакнвте стали с содержа-
нием углерода не более 1,2 % с пределом прочности до 800, 600, 400 и 350 МПа
при толщине материала соответственно меиее 2 мм, 2—4, 4—10 и 10—20 мм.
Могут также штамповаться алюминий и его сплавы с пределом прочности до
250 МПа, латунь с содержанием меди не менее 63 %, бронза с содержанием
меди не менее 92 % и медь.
Детали, изготовленные способом чистовой вырубки-пробивки, характе-
ризуются следующими параметрами качества. Точность наружного контура
достигает седьмого-восьмого квалитетов СТ СЭВ 145—75, точность отвер-
стий — шестого — восьмого квалитетов. В материале толщиной до 4 мм мож-
но получить отверстия с допусками по Н7- Точность межцентровых расстоя-
ний пробиваемых отверстий находится в пределах йс(0,01—0,03) мм. Непер-
пендикулярность поверхности среза составляет примерно 0,001—0,004 мм на
1 мм толщины детали. Неперпендикуляриость поверхности среза тем меньше,
чем меньше зазор между пуансоном и матрицей, радиус закруглевия режущей
ИЗ
кромки матрицы и чем больше усилия прижима и противодавления, прочнее
штампуемый материал. Неплоскостность поверхности вырубленных деталей
находится в пределах 0,01—0,02 мм на 100 мм длины. Величина закруглений
кромок, образующихся на наружном контуре детали со стороны матрицы и на
контуре отверстия со стороны пуансона, не превышаете,1—0,2 толщины ма-
териала. Закругление кромок на вырубаемой детали тем меньше, чем меньше
притупление режущей кромки матрицы и пуансона, прочнее материал н плав-
нее контур среза. Шероховатость поверхности среза зависит от шероховатости
режущих поверхностей штампа. Так, при шероховатости режущих поверх-
ностей Ra = 0,16...0,32 мкм шероховатость поверхности детали Ra = 0,4...
....1,6 мкм.
Способ чистовой вырубки-пробивки на прессах тройного действия позво-
ляет штамповать детали с диаметром отверстия и расстоянием от его края
до края контура, меньшими толщины материала (0,6 и выше), и с радиусом
Рис. 78. Схема чистовой
вырубки-пробивки.
закруглений наружного и внутрен-
него контуров, равным соответствен-
но о,1—0,5 и 0,08—0,2 толщины ма-
териала. Ширина перемычек при чи-
стовой вырубке-пробнвке из-за нали-
чия клиновидного ребра должна быть
больше, чем при обычной вырубке.
Наиболее общая схема чистовой
вырубки-пробивки показана на рис.
78. При такой схеме обеспечивается
одновременная вырубка по наруж-
ному контуру диаметром D и про-
бивка отверстия диаметром d. До
начала вырубки и пробивки исход-
ная заготовка 2 (рис. 78, а) зажи-
мается усилием прижима Рпрж между
прижимом 7 и матрицей 3. В нее внед-
ряются клиновидные ребра, располо-
женные иа прижиме и матрице. Отход
между иижним выталкивателем 9 и
10 зажимается тем же усилием Рпрж
пуансоном 5. В отход также внедряется клиновидное ребро, расположенное
на выталкивателе. Штампуемая деталь 6 зажимается усилием противодавле-
ния Рпд между пуансон-матрицей 7, на которую воздействует усилие Р глав-
ного ползуна пресса, и верхним выталкивателем 4. Поскольку Р > РВЛ1 +
+ Рпд (где Рв п — усилие вырубки и пробивки), выталкиватель 4 утапли-
вается и штампуемая деталь 6 отделяется от исходной заготовки. После воз*
вращения в исходное положение деталь 6 выталкивается выталкивателем 4
из кольцевой полости между матрицей 3 и пуансоном 5, а отход 10 отделяется
от пуансона отлипателем 8.
Двя качественного выполнения процесса должно выполняться условие
Рв. п: Рпрж: Рпд = 1,0:0,5:0,25. Следовательно, расчетное требуемое суммарное
усилие чистовой вырубки-пробивки составляет Рч= 1,75 Рв п.
Конструкцией прессов указанное выше условие обычно обеспечивается,
поэтому пресс можно выбирать по усилию главного ползуна исходя из требо-
вания Р 1,25 . Р
в.п
При этом усилие Р8 определяют, как в елучае обычной вырубки. Вы-
бор пресса должен сопровождаться анализом возможной величины ходов
подвижных органов пресса. Конструкция штампа должна обеспечивать вписы-
вание хвостовиков, толкателей и других деталей штампа, передающих усилия
Рпд и Рпрж на гидроопоры пресса, в соответствующие окружности, диаметры
которых приведены в паспорте пресса.
Как и в обычных прессах, при выборе пресса-автомата необходимо сопо-
ставлять закрытую и открытую высоты пресса с требуемыми для устанавли-
ваемого штампа. В частности, при выборе пресса-автомата с гидравлическим
приводом следует определять и анализировать соотношения следующих ха-
W
рактерных параметров: наименьшей Н™[п и наибольшей Н™ах открытых высот
пресса, а также наименьшей Л”1" н наибольшей Иг™х закрытых высот устана-
вливаемого штампа. Эти величины вычисляют из зависимостей Н™ах = Но
= H™x = Ho-h=H- H™n = Ho-h-ba~H-ba.
Глава 7
АВТОМАТИЗИРОВАННЫЕ КОМПЛЕКСЫ
ОБОРУДОВАНИЯ ДЛЯ ШТАМПОВКИ
ИЗ ЛЕНТЫ, ПОЛОСЫ И ЛИСТА
СОСТАВ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
КОМПЛЕКСОВ ОБОРУДОВАНИЯ
Эффективным направлением автоматизации листоштамповочиого произ-
водства является создание автоматизированных комплексов, которые включают
в себя основной листоштамповочиый универсальный пресс или пресс-автомат
и вспомогательное оборудование.
Комплексы для штамповки из ленты включают следующее оборудование:
правйльно-разматывающие или разматывающие устройства для размот-
ки рулона ленты и ее правки при необходимости с ааданиой скоростью; вал-
ковые, ролнко-клииовые или клещевые подачи, позволяющие протягивать
ленту сквозь штамп с определенным шагом и с частотой, соответствующей
частоте ходов пресса; кривошипный пресс, на котором устанавливается
штамп, осуществляющий необходимую операцию и ножницы для разрезки
отходов ленты на части, удобные для последующего складирования и транс-
портировки или наматывающие устройства, обеспечивающие намотку остат-
ков ленты иа барабан с требуемой скоростью.
Оеиовиые варианты сочетания вспомогательных средств автоматизации,
используемые при’создании комплексов для штамповки из ленты, приведены
в табл. 23. При этом в качестве основного агрегата применяют прессы с одно-
сторонней и двусторонней валковой, ролико-клиновой или клещевой пода-
чами. Соответственно могут быть скомплектованы комплексы для ленточного
материала.
23. Состав вспомогательиых средств автоматизации комплексов для штамповки
деталей из ленточного материала
Вариант сочетания Правильно-разматывающее устройство с фиксацией рулона Разматываю- щее устройство с фиксацией рулона по его анутреннему отверстию Наматывающее устройство Ножницы для резки отходов ленты
по его наружной поверхности по его отверстию
I Н" — 4-
II + —— — +
III — 4- — 4-
IV — 4- —
V — -— 4- 4- —
VI — — — 4~
Примечание. Вспомогательные средства, аключениые в состав комплекса,
обозначены знаком «плюс».
Состав и техническая характеристика комплексов для ленточного мате-
риала, выпускаемых отечественной промышленностью, приведены в табл. 24.
145
24. Состав и Техническая характеристика автоматизированных комплексов оборудования для штамповки из ленточного материала на базе кривошипных прессов
Модель Средства механизации и автоматизации Размеры ленты Шаг подачи 7 ±впод «Л ^np Габаритные размеры комплекса
Правильно- разматываю- щее устройство* Разматываю- щее устройство с фиксацией рулона Пбдача*® Ножниц^ для резки отходов*8 Вп 5
комплекса пресса min max min max лг Вг
min max
по отверстию MM
АККД2114А.01 КД2114А — РУ63 ВП32А В составе пресса 10 40 0,3 1.0 10 40 0,2 — 8160— 13680 2750 1250
АККД2118А-1 КД2118А — РУ63 ВП32А То же 40 40 0,3 1,0 0 40 0,13 890—930 9000; 15000 2830 1230
АККД2118А-3 КД2118А — РУ63 РКП15 10 40 0,3 l.o 5 40 0,05 — 9000; 11400; 15000 2830 1230
АККД2120-1 КД212О ПУ8 — ВП38 НП1 20 63 0,3 1.4 10 100 0,3 — 1020 6000 2500
АККД2122Е.07 АККД2122Е.09 КД2122Г КД2122Г У411.12 У411.12 — ВП38 КП63 НП1 НП1 20 20 63 63 0,3 0,3 1.0 1,0 10 0 100 63 0,25 0,05 6300 6300 5700 1400
АККД2122Е.10 КД2122Г .— РУ63 ВП38А НМ 160 20 63 0,3 1.0 10 100 0,25 9600 5400 1450
АККД2122Е.14 КД2122Г ПУ8 — ВП38 НП1 20 63 0,3 1.4 10 100 0,2 — 9600 6000 2500
АККД2122E.KIl63.il КД2122Г РУ63 КП 63 нш 20 63 0,3 1,0 0 63 0,05 — 9600 4600 1400
АККД2122Е.06 КД2124Е — РУ160А ВП38А НП38А 20 100 0,3 1,5 10 100 0,25 — 9600 6350 1500
АККД2124Е.07 КД2124Е У411.12 —- ВП38 НШ 40 100 0,3 1,6 10 100 0,25 — 6300 6200 1400
АККД2124Е.08 КД2124Е У411.32 — КП 100 НШ 40 100 0,3 1,5 n 100 0,05— 0,15 — 9600 6200 1400
АККД2124.10 КД2124 ПУ 160 — ВП38 НП1 — 100 0,3 1,5 — 100 0,25 — 7200 8380 1600
АККД2124Е.11 КД2124Е , РУ160А КП 100 НП1 40 100 0,1 1,2 0 100 0,05 — 9600 6400 1800
АККД2124Е.14 КД2124Е РУ 160 А ВП38А НМ160 40 100 0,3 1.0 10 100 0,25 — 9600 5600 1600
АККД2124Е.ВП38.01 КД2124Е ПУ7 — ВП38 НШ 20 100 0,3 1.5 10 100 0,25 — 9600 6350 1500
АККД2126Е.06 КД2126Е РУ160А ВП38А НМ160 40 160 0,5 1,8 40 160 0,4 8400 6600 1700
АККД2126Е.07 КД2126Е У411.32 — ВП39 НШ 40 160 0,5 2,0 40 160 0,4 — 92*4 6100 1700
АККД2126Е.09 КД2126Е У411.32 — КП 160 НП1 50 160 0,3 1.5 0 160 0,05— 0,15 0,4 — 92 •« 5500 1700
АККД2126Е.Ю КД2126Е ПУ160 — ВП39 нш 160 0,5 2,0 160 6000 8530 1600
АККД2126Е.14 КД2126Е РУ160А ВП39А НМ160 40 160 0,5 1,0 40 160 0.4 8400 3700 1800
АККД2126Е.ВП39.01 КД2126Е ПУ7 — ВП39 нш 40 >40 0,5 1,8 4< 166 0.4 — 8400 6600 1700
АККД2126Е.КП160.11 КД2126Е РУ 160 А КП 160 НП1 50 160 0.3 1,5 l.: I6d 0,05 92*4 4900 1700
АККД2128Е.06 КД2128Е РУ160А ВП39А НМ160 40 160 0,5 1,8 40 160 0,4 2500 6950 2000
АККД2128Е.07 КД2128Е У411.32 — ВП39 нш W 160 0,5 2,0 40 160 0,4 — 82 *4 5900 1800
АККД2128Е.08 КД2128Е У411.32 КП 160 НП1 50 160 0,3 1,5 0 160 0,15 — 82 *4 5000 1800
АККД2128Е.09 КД2128Е У411.32 — КП160 нш 50 160 0,3 1,5 0 160 0,05— 0.15 — 82 •« 5600 1800
АККД2128Е.10 КД2128Е ПУ 160 — ВП39 НП1 — 160 0,5 2,0 — 160 0,4 — 5400 8630 1600
АККД2128Е.11 КД2128Е РУ160А ВП39 НП1 — 160 0,5 2,0 — 160 0,4 -- 7500 8630 1600
АККД2128Е.14 КД2128Е РУ160А ВП39А НМ160 40 160 0,5 1,0 40 106 0,4 7500 6950 2000
АККД2128Е.ВП39.01 КД2128Е ПУ7 — ВП39 НШ 40 160 0,5 1,8 40 160 0,4 . 7500 5850 2200
К18001 К2130А ПУ250 — ВП40 НП2 30 250 0,25 3,0 — 250 0,6 115—145*® 2400 7560 2700
К18.330-01 К2130В ПУ9 — ВП40 У713.31 —. 250 0,5 3,5 — 315 0,63 120—140*® 5700 6500 2700
АККД2330-2 КД2330 ПУ9 — ВП40 НП2 250 0,5 2,5 — 250 —. 5700 8540 2120
АККЕ2130.01 KE2I30 ПУ250/36А — КП 250 ! НП2 20 250 0,6 3.0 10 160 0,05 3270 8400 2270
АККЕ2330.01 КЕ2330 ПУ250/36А -< КП250.02 НП2А — 250 0,5 2,5 — 250 0,5 6000 8540 2360
АККЕ2330.02 КЕ2330 ПУ9 — ВП2Б0.02 НП2А — 250 0,5 2,5 — 250 . 4500 8540 2360
АККЕ2330.03 КЕ2330 ПУ9 — ВП250.03 НП5 — 250 0,5 2,5 250 6000 7450 2360
АККЕ2330.04 КЕ2330 ПУ9 — ВП250.04 НП5 —. 250 0,5 2,5 __- 250 6000 7450 2360
АККЛ2130АФ1.01», КЛ2130АФ1 — РУ250/36А ВП40 НУ250/36А 100 250 0.5 2,5 60 250 0,65 7200 .8500 3000
АККВ2132-1 КВ2132 ПУ400/36А —- ВП40 НП2А 10 315 0,5 3,5 60 315 0,65 4260 8760 3200
АККВ2132.02 КВ2132 — ПГ9 ПГ9 — 0250 250x250 0,8 — — 360 0,2 800—1100 960 3200 2100
АККВ2132.03 КВ2132 ПУ400/36А ВП40 НП2 100 400 0,5 3,5 0 400 0,1 4260 8700 3200
АККВ2132А.01 КВ2132А ПУ10 —• ВП40 । НП2 100 315 0,5 3,5 60 315 0,65 3260 8700 3200
АККВ2132А.03 КВ2132 ПУ400/36А ВП40 НП2 1 100 400 0,5 3,5 0 400 0,1 — 4680 8 700 3200
146
147
Продолжение табл. 34
Модель Средства механизации и автоматизация Размеры ленты Шаг подачи ±бпод «л ппр Габаритные размеры комплекса
Правильно разматываю 1 щее устройство* •• Разматываю- щее устройство с фиксацией рулона по Подача*8 Ножницы Для резки отходов*3 йп S
Т
комплекса I пресса min шах min max Аг Вг
РКП max
отверстию мм
АККМ2134А.07 КМ2134А ПУ400/36А ВП400/12А 11П2А 100 400 0,5 3,6 50 400 0,5 — 61*’ 9200 3000
АККМ2134АФ1.07 КМ2134АФ1 ПУ400/36А — ВП400/12А НП2А 100 400 0,5 3,6 60 400 0,5 — 3660 9200 3000
АДКВ2534.06 КВ2534 ПУ400/36А ВП400/12А НП2А 100 400 0,5 3,6 50 400 0,5 2400 9200 3560
АККА2534Ф1.06 КВ2534 ПУ400/36А *— ВП400/12А НП2А 100 400 0.5 3,6 50 400 0,5 — 2400 9200 3560
АККА2036.01 •’ КА2036 РУ800; ПУ800 — КП800 —- 150 630 0.5 3,0 20 800 0,5 980—1130 800 14680 5700
АККБ3537.01 КБ3537 Являются составными частями комплекса»8 — 150 700 1.0 2,0 500 2500 0,5 — 600 15000 9000
АКК2538.01.01 К2Б38 То же*9 — 170 700 0,5 3.0 20 800 0,5 —* 800 14450 5700
АККВ3539.01 КВ3539 »*» — 400 900 1.0 2,0 500 2500 0,5 — 600 16000 10000
АККГ2540.01•? КГ254О-О1 РУ800; ПУ800 1 РУ800 1 КП800 — 150 800 0,5 3,0 20 800 0,5 930—1080 800 165 66 5700
* ПУ7, ПУ9 н ПУ 10 — с фиксацией рулона по его наружной поверхности, остальные
»2 ВП — валковая, РКП — ролико-клиновая, КП — клещевая подача: если после
в остальных случаях —двухсторонняя.
•3 НП — с индивидуальным приводом, НМ — с приводом от пресса.
*4 Производительность приведена в штуках в минуту; в остальных случаях —
•• Приведены значения высоты подачи ленты над подштамповой плитой.
*3 С наматывающим устройством НУ250/36А.
*’ РУ — разматывающее и ПУ—правильное устройства; кроме того, в комплект
и разгрузочная тележка модели ТЗ-5; пресс оснащен выдвижной подштамповой плитой;
*’ Валковая подача — К05.7140.1, тележка К05.7740.1, разматывающее устройство
*" Применяются тележка для подачи рулонов, правильное устройство, толкающая
программе, точность подачн указана при шаге 1200 мм.
-по его отверстию.
|ислового обозначения валковой подачи стоит буква А, то подача — односторонняя
еоретическая при непрерывной работе в штуках в час.
ходит реечный съемник, обеспечивающий съем деталей с верхней части штампа,
[ривод съемника—от ползуна пресса.
- К05.7740.2, правильное устройство— К05.7740.3.
алковая подача и лотковый съемник готовых деталей; шаг подачи устанавливается по
25. Состав и техническая характеристика автоматизированных комплексов
ля штамповки из полосы на базе кривошипных прессов
Модель Средства механизации и автоматизации, входящие в комплекс би s T ±бпод "л ^стп nnp Ar BT
комплекса Манипуля- тор (поло- Валковая Прочие средства min max min max min max
тель) MM
АККД2118А.21 КД2118А МПП11 ВП44 Устройство для удаления от- ходов полос (УП12) 20 40 0.7 1,0 5 40 0,125 885—930 iOO — 8000 2000
АККД2122Г.21 КД2122Г МПП11 ВП42 То же 20 63 0,7 1,0 10 100 0,25 885-935 100 6540 8000 2000
АККД2124Е.02 КД2124Е МПП10 ВП42 Ножницы для резки отходов (НП4) 45 100 0,5 1,5 45 100 0,25 955—985 160 7500 6000 2000
АККД2126Е.02 КД2126Е мпшо ВП43 То же 45 160 0.5 2,0 45 i 60 0,4 995—1025 160 6600 6200 2000
АККД2126Е.21 КД2126Е — ВП43Л Выбрасывающие валки Стол загрузки 40 160 0,5 2,0 40 120 0,4 995—1050 65» 5400 1900
АККД2128Е.02 КД2128Е мппю ВП43 Ножницы для резки отходов (НП4) 45 160 0,5 2,5 45 160 0,4 1015—1035 160 5400 6500 2000
АККД2128Е.21 КД2128Е •— ВП43 Выбрасывающие валки Стол загрузки 40 160 0,5 2,5 40 120 0,4 1015—1070 63» 5600 2200
АККЕ2330.21 КЕ2330 ПП12 ВП250.02 Ножницы для резки отходов (НП2А) 90 250 0,8 3,0 0 250 — — 200 5880 5600 2600
АККВ2132.21.05 КВ2132 ПП250.02 ВП250/10А Полосоукладчик УП250 60 250 2,0 10,0 30 250 0.4 400 3700 8800 2500
АКК2736.01 К2736 Являются составными частями комплекса*2 80 270 5,0 12,0 0 220 0,5 — 1700*’ 8800 7040 2340
АККГ2540А.21 КГ2540А ПП11 ПШ6*3 Механизм выгрузки МВ8 120 820 2,5 11,0 80 600 1.5 1100 КГ 450 700 8750 5650
• Производительность приведена в штуках в минуту. В остальных случаях —
*2 Крючковая подача, транспортер, рольганг, валковая подача, механизм отбраковки
*3 Шаговая подача.
*4 Указана масса стопы полос.
еоретическая при непрерывной работе комплекса в штуках в час.
разборки полос, полосоукладчик.
148
149
На рис. 79—84 показаны схемы некоторых из выпускаемых комплексов обо-
рудования.
Комплексы для штамповки деталей из полосы включают в себя криво-
шипный пресс, манипулятор для подачи полос (с магазинным устройством)
и подачу. Состав и техническая характеристика этих комплексов приведены
в табл. 25, их схемы — на рис. 85—87.
Комплексы для штамповки деталей из листа включают в себя пресс
и автоматическую подачу с ЧПУ. Штамповку на них осуществляют путем по-
следовательного перемещения листа в двух направлениях в плоскости штам-
Рис. 79. Схема комплексов
оборудования на базе от-
крытых кривошипных прес-
сов с односторонней валко-
вой подачей для штамповки
нз ленты:
/ — разматывающее устройство;
2 — валковая подача; 3 — нож-
ницы для резки отходов; 4 ~
пресс.
повки. Техническая характеристика комплексов приведена в табл. 26, прин-
ципиальная и конструктивная схемы комплекса — на рис. 88, 89.
26. Техническая характеристика автоматизированных комплексов для штамповки
из листа на базе кривошипного пресса и подачи АП50
Модель Ллх^л smax ^max 6под д г вг
комплекса пресса
ММ
АККД2126Д.Ф2.01 АККД2128Б.Ф2.01 КД2126Д КД2128Б 1000x1500 1500X1000 3,2 4,0 140 160 0,2 0,2 5250 5250 3650 3700
Ниже приведено краткое описание работы основных комплексов. Ком-
плекс для штамповки из ленты на базе кривошипного пресса с валковой
подачей, правйльио-разматьтваюшим устройством и ножницами для резки
отходов работает следующим образом.
Рулон ленты устанавливают на барабан правйльно-разматывающего уст-
ройства и фиксируют на нем по торнам и внутреннему диаметру. Для уста-
новки рулона ленты с различными внутренними диаметрами используют ком-
плекты сменных накладок с интервалом регулирования 50 мм по диаметру.
С помощью правильной головки, оснащенной правильными, тянущими вал-
ками и щетками, лента сматывается с рулона, очищается от загрязнения,
правится и подается в валковую подачу.
Валковая двусторонняя подача автоматически перемещает ленту в рабо-
чую зону штампа. Направление подачи — справа налево или слева направо
по фронту пресса. После переналадки она может быть использована как одно-
сторонняя подача толкающего или тянущего типа. Каретки подачи крепятся
к столу пресса. Уровень подачи материала регулируется. Устройство для
150
Рис. 80. Схема комплекса оборудования на базе открытого кривошипного пресса с двусторонней валковой подачей для
штамповки из ленты;
/ — пресс, 2 — валковая подача; 3 —ножницы для резки отходов; 4 — правильно-размагывающее устройство.
Рис. 81. Комплекс оборудования на базе открытого кривошипного пресса
с двусторонней валковой подачей для штамповки из ленты:
1 — правильно-разыатывающее устройство; 2 — пресс; 3 — ножницы для резки отходов
Рис. 82. Схема комплексов оборудования на базе открытых кривошипных прес-
сов с клещевой подачей для штамповки из ленты:
а — с разматывающим устройством; б— с прввильно-разматывающим устройством; 1 —«
пресс; 2 —г ножницы для резки отходов: 3 — клещевая подача; 4 — правильно-рззматы*
вающее устройство; S — разматывающее устройство,
152
устройство; 6 —
6 S
Рис. 83. Схема комплекса оборудования
на базе закрытого однокривошипного
пресса с клещевой подачей для штам-
повки из ленты:
1 — пресс; 2—реечный съемник; 3— клеще-
вая подача; 4 — правильно-разматьшающее
устройство; 5 — разгрузочное
разматывающее устройство.
□еж
□ □
г
3
Рис. 84. Схема комплекса оборудования на
базе закрытого двухкривошипного пресса с
валковой подачей для штамповки из ленты:
I— пресс; 2— валковая подача; 3—правильное
устройство; 4— разматывающее устройство: 5 —
тележка; 6 — колодец петлевого компенсатора.
f
£22
Рис. 85. -Схема ком-
плекса оборудова-
ния на базе откры-
того кривошипно-
го пресса с валко-
вой подачей для
штамповки из по-
лосы:
I — полосоподаватель;
2— двусторонняя вал-
ковая подача; 3 —
пресс; 4 — ножницы
для резки отходов.
153
Рис. 86. Схема комплекса оборудования на базе закрытого кривошипного пресса с валковой подачей
для штамповки из полосы:
1 — пресс; 2—механизм отбраковки; 3 — крючковая подача; 4— транспортер выгрузки изделия; 5 — полосоукладчик; 6 —
механизм отбраковки полос из пакета; 7 — рольганг; 8 — валковая подача.
вусторонней смазки ленты перед штамповкой крепится к валковой подаче
э стороны рабочей зоны
Отработанная лента режется ножницами на мерные части нужного разме-
а Ножницы установлены на сварной раме, оснащенной устройством регу-
иронки высо1ы плоскости подачи лешы относительно пола.
Рис. 87. Комплексы оборудо-
вания для штамповки из по-
лосы :
а — общий вид комплекса на базе
открытого кривошипного пресса; б —
конструктивная схема комплекса на
базе закрытого кривошипного Прес-
са {/ — полосоподаватель; 2 — вал-
ковая подача; 3 — пресс; 4 — нож-
ницы для резки отходов).
Привод вращения валков правйльно-разматывающего устройства — от
тндивидуального электродвигателя постоянного тока через клиноременную
передачу, червячный редуктор, цепную и зубчатые передачи. Привод валко-
»ой подачи установлен на эксцентриковом валу пресса с помощью планшайбы,
привод ножевой траверсы ножниц — от пневмоцилиндра.
Системы управления правйльно-разматывающим устройством, прессом
Ё ножницами взаимно сблокированы. Режимы работы — наладочный, ходы —
Диночные и автоматические, управление — кнопочное.
155
Комплекс для штамповки из полосы по принципу действия относится
к автоматизированным. В его состав входят полосоподаватель, валковая дву-
сторонняя подача и ножницы для резки отходов полосы. Полосы захваты-
ваются пневмоприсосами, что обеспечивает работу как с магнитными, так
Рис. 88. Схема комплекса обо-
рудования на базе открытого
кривошипного пресса для штам-
Рис. 89. Конструктивная схема комплекса оборудования на базе от-
крытого кривошипного пресса для штамповки из листа.
и с немагнитными материалами различной толщины, жесткости и длины. Для
’окращения подготовительного времени конструкцией предусмотрена загру-
зочная позиция, что позволяет во время работы загружать или менять пустую
кассету Для этой же цели существует рольганг, вынесенный из зоны захвата
юлосы После укладки полосы на рольганг от электрического датчика пода-
ет я сигнал на включение электропривода подающих роликов, которые пере-
мещают полосу через левую каретку валковой подачи к штампу. После этого
подается сигнал для автоматического зажима валков левой каретки и полоса
поступает в зону штамповки с заданным шагом. Привод подающих роликов—
регулируемый. Это позволяет подбирать необходимую скорость подачи поло-
сы в зависимости от шага подачи.
156
Отштампованный конец полосы перехватывается правой кареткой валко-
вой подачи по команде от эксцентрикового вала пресса и подается в межно-
жевое пространство ножниц, где разрезаются отходы полосы на мерные дли-
ны, кратные шагу подачн. Ножницы отличаются от встраиваемых в комплек-
сы для штамповки деталей из рулонного материала тем, что за ножами уста-
новлен механизм для выброса остатков отшампованной полосы в тару. При-
вод этого механизма осуществляется от электродвигателя, управляемого от
командоаппарата пресса.
Комплекс включают в работу с пультов управления манипулятора, прес-
са и ножниц. Электросхема обеспечивает аварийную остановку комплекса
с любого из трех пультов. Комплекс может работать в наладочном, первом
автоматическом (с кратными заготовками) и втором автоматическом (с не-
кратными заготовками) режимах.
Комплекс для штамповки (см. рис. 89) имеет автоматическую по-
дачу и устройство ЧПУ. Перед пуском комплекса в устройство ЧПУ 6 вводит-
ся соответствующая программа. Оператор сдвигает с подъемного стола 4 на роль-
ганг 3 подачи лист и предварительно ориентирует его по боковым упорам
и прижимам листодержателей, нажимает пусковую кнопку на панели 5
УЧПУ и дальнейшая работа комплекса происходит автоматически.По про-
грамме, лист перемещается кареткой подачи 1 до удаляемого упора (в рабо-
чую зону пресса 2). Происходит кратковременная остановка каретки, окон-
чательная ориентация задней кромки листа по прижимам листодержателей
и зажим листа. Одновременно с зажимом листа упоры автоматически удаля-
ются. Лист перемещается в положение первой вырубки, затем — по програм-
ме на шаг с каждым ходом пресса. Остатки листа возвращают в исходное поло-
жение.
Вырубленные заготовки проваливаются в окно стола пресса и с помощью
ленточного транспортера выносятся в тару, расположенную перед подачей.
Одновременно со штамповкой ножами, предусмотренными в штампе, сетку
отходов предыдущего ряда разрезают и удаляют специальными лотками.
После возвращения кареток подачи в исходное положение оператор раз-
жимает лист при помоши соответствующей кнопки на пульте 5 управления
подачи и вручную удаляет его остатки. Одновременно с разжимом листа про-
исходит выдвижение упоров в положение ориентации. После удаления остат-
ков комплекс готов для обработки следующего листа.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
И КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ СРЕДСТВ АВТОМАТИЗАЦИИ
Техническая характеристика устройств для размотки ленты, правйльно-
разматывающих и наматывающих устройств, а также подач и ножниц приве-
дена в табл. 27—34. Техническая характеристика автоматической подачи мо-
дели АП50 с ЧПУ для штамповки из листа приведена ниже:
Наибольшие размеры подаваемого листа, мм .............. 1000x1500
Толщина подаваемого листа, мм..........................0.5—4,0
Наибольший шаг подачи, мм ..............................160
Уровень подачи листа над полом, мм..................... 995—1035
Число координат перемещения листа......................2
Точность перемещения листа, мм..........................±0,2
Средняя скорость перемещения листа, м/с................0,23
Дискретность задания координат перемещения, мм ... 0,1
Установленная мощность, кВт ...........................4,0
Габаритные размеры, мм ................................
в плане .......................................... 3000X4400
высота над уровнем пола ...........................1400
Масса, кг ............................................. 4450
Правйльно-разматывающие устройства (ПУ) имеют одинаковую принци-
пиальную схему. Их отличие состоит в способе фиксации рулона, количестве
правильных валков, конструкциях барабана и командоаппарата. Правйльно-
разматывающие устройства с фиксацией рулона соответственно по наружной
поверхности и по отверстию приведены на рис. 90 и 91. Устройство с фикса-
цией рулона по отверстию состоит из узлов базирования и крепления рулона
(рис. 92, а), а также протяжки и правки ленты (рис. 92, б). Последний
157
27. Техническая характеристика устройств для размотки ленты
с фиксацией рулона по отверстию______________
Основные параметры и размеры Модель устройства
РУ63 РУ160А РУ250/36 А РУ800
В™х. мм 63 160 250 800
smax< мм 1,о 2,0 2,5 3,0
"рул> с 1 6,1 4,0 0,6—3,6* 0,6—24*
Орул, ММ 800 1000 1200 800—1800
jmax и _ мм рул ’ 480 480 430 900
<С. мм 180 180 350 490
Лгрул- КГ 80 300 1800 12000
Нл, мм 1330 1300 960 2000
Л'т, КВТ 1,4 1,8 2,4 4.2
Аг X Вг, мм 1355 X 600 1840 X 850 200 X 915 1960 X 3405
Нс, мм 925 1300 1300 3580
М, кг 95 180 520 890
• Приведена скорость подачи ленты ол в метрах в минуту.
Рис. 90. Правйльно-разматываюшее устройство модели ПУ7;
1 — корпус с опорными роликами дли рулона; 2 — правильная головка: 3 —
рычаг командоаппарата контроля петли ленты; 4 — пульт управления; 5 —
регулятор скорости размотки ленты.
158
Рис 91. Правйльно-рязматывающее устройство модели
ПУ8:
/ — барабан для рулона (двусторонний); 2 — разматывающая
головка; 3 — шкаф управления; 4— регулятор скорости размот-
ки леиты; 5— пульт управления.
Рис. 92. Конструктивная схема правйльно-разматывающего устройства.
159
28. Техническая характеристика правильно-разматывающих устройств для леиты
Основные параметры и размеры Модель уст ройства
ПУ7 ПУ9 ПУ10 ПУ63 ПУ400/36Л ПУ800» ПУ8 У411.12 У411.32 ПУ160 ПУ 260 ПУ250/36А
птах 140 250 400 63 400 800 63 63 160 160 250 250
smax 1,8 4,0 3,6 2,5 • 3,6 3,0 1,4 2,5 2,5 2,5 2,8 3,6
*л. м/с 0,04—0,4 0,04—0,4 0,04—0,4 0,04—0,4 0,6—36 2,4—24 0,0417—0,417 0,08—0,8 0,042—0,42 0,04—0,4 0,04—0,4 0,6—0,36
°рул 1000 1200 1200 1000 1200 — 800 1000 1200 1200 1200 1200
#л 1000 1100 1200 630 1075 1250 912 — — 785*2 920*2 1075
Л1рул. кг 860 2200 3500 320 1800 — 350 300 1000*3 100U 2100 1800
Nycr, кВт 1,5 _ 3,2 4,5 1,2 8,0 16,0 1,0 1,0 1,5 1,3 4,5 4,3
лгхвг 570X1815 600 X 2200 835 x 2280 2180x900 1800x1125 6530x3195 520X2040 2100x 2040 2300X1000 2300Х1Ю0 2645x1150 2100X975
"г 1360 1320 1470 1200 1670 1860 1100 1400 1400 1685 2040 1300
М, кг 1088 1568 2350 920 1450 8400 620 650 850 1600 3100 780
* Правильное устройство.
•2 Уровень оси рулона над полом.
•* Может быть установлено два рулона массой по 1000 кг.
29. Техническая характеристика валковых подач
Основные параметры и размеры Модель подачи
ВП32 ВП38 ВП39 ВП40 ВП250.02 ВП250.03 ВП250.04 ВП400/3.6 ВП32А ВП38А ВП39А ВП40А ВП42 ВП43
S™In, мм 10 20 40 100 — — — 100 10 20 40 100 20 40
fi™ax, мм 40 100 160 315 250 250 250 400 40 100 160 315 100 160
5ГП1П> мм 0,3 о,з 0,5 0,5 0,5 0,5 0,5 0,5 о,з о,з 0,5 0,5 0,5 0,5
smax> мм 1,0 1,6 2,5 3,5 2,5 2,5 2,5 3,6 1,0 1,6 2,5 3,2 1.6 2,0
«л» м/с 0,27 0,39 0,42 0,42 0,5 0,5 0,5 — 0,27 0,39 0,40 0,40 0,40 0,40
т 10—40 10—100 40—160 60—315 <250 <250 <250 50—400 До 40 10—100 40—160 60—315 10—100 40—160
“®под 0,125 0,25 0,4 0,65 0,5 0,5 0,5 0,5 0,125 0,25 0,4 0,65 0,25 0,4
пц, мин-1 400 300 160 100 — — — — 400 300 160 100 300 160
мм 45—85 60—90 80—110 120—140 103—140 103—140 103—140 100—220 45—85 60—90 80—110 120—140 50 50
М, кг 90 276 420 700 650 655 385 400 43 130 205 395 285 450
Примечания: 1. Валковые подачи ВП42 и ВП43 — для подачи полосы, осталь ные — для подачн лента. 2. Подачи ВП32А. ВП38А, ВП39А и ВП40А и. односторонние,
остальные — двусторонние.
160
161
30. Техническая характеристика клещевых подач*
Основные параметры и размеры Модель подачи
КП6 КП7 КП8 КП63 КП 100 КП160 КП 800
В™|П, мм 10 10 10 20 40 50 150
В™х, мм 100 160 200 63 100 160 800
smin> мм 0,1 0,1 0,2 0,3 0,3 0,3 0,5
stnax> мм 2,0 2,0 2,0 1,5 1,5 1,5 3,0
Т, мм 0—100 0—160 0—200 0—63 0—100 0—160 20—180
-бП0Д- мм 0,1 0,125 0,2 0,03*2 0,05*2 0,05*2 0,5
л , мин-1 120 100 90 180 160 140 5—32
мм Л’ 100—135 130—165 160—250 — — — 980—113'
Q*’, м3 ХВ 9 8,1 И.2 12,0 — — 19,32 —
Аг, мм — 1090 — 380 500 680 3030
Вг, мм — 375 —- 340 360 420 1980
Нг, мм — 540 — 200 200 230 1550
М, кг 64,5 70 78 75 90 120 3800
* Работают при давлении воздуха 0,4—0,5 МПа.
*® Для материала толщиной свыше 1 мм погрешность шага составляет + 0,15 мм.
*• При наибольших шаге подачи и частоте циклов за I ч непрерывной работы.
31. Техническая характеристика ролико-клиновых подач
Основные параметры и размеры Модель
РКП8 РКП9 РКП10 РКПП
ртах .... , ММ 100 63 40 160
т 100 63 40 160
~бпод 0,1 0,075 0,05 0,12
лц, мин-1 120 170 400 100
Примечание. Толщина ленты 0,3—2,5 мм.
162
32. Техническая характеристика манипуляторов для подачи полос
Основные параметры и размеры Модель Основные параметры н размеры Модель
У411.11 мппю ппи У411.11 МППЮ ппи
мм 20 45 120 йстп> мм 160 160 400
мм 63 160 820 япр, шт./мин* до 14 до 14 8
smin> мм 0,5 0,7 2,5
NyCT, кВт 1,2 1,2 8,0
sniax- ММ 1,5 3,0 11,0
Lm'", ММ ПОЛГ 1000 1000 1150 Лг, мм 3500 3480 5110
£п’ах, мм 2000 2000 3500 Вг, мм 1500 1650 3640
мм 860 955 — Нг, мм 1800 1900 2500
7/™х, мм 920 1035 — М, кг 1600 1700 8869
• При подаче полос длиной 1000 мм.
33. Техническая характеристика ножниц для резки отходов материала
после штамповки
Основные параметры и размеры Модель
НП2А НП5 НП1 НП2 НМ 160 НП4
е™ах, мм 400 250 160 400 160 160
smax» мм 0,4—4,0 0,5—2,5 2,0 4,0 2,5 2,0
мм — 25,8 8—14 16—31 6 8—14
п, мин'1 150 — 65 32 — —
Якр, мин'1 1—99 — 1—1/32 1—1/32 1/2; 1/4; 1/8; 1/12 1—1/32
углах п zp •с 0,4 — 0,2 0,5 — 0,12
С’ с — — 0,12 0,37 — 0,08
л'уст, кВт — — — — — 0,12
Лг X Вг, мм 860x440 398x288 480X350 680 x890 320x332 850X1250
7/г, мм 1390 1696 1040—1300 1040—1300 — 1350
Л1, кг 385 85 280 400 80 350
Примечания: 1. Ножницы работают прн давлении воздуха 0,4—0,5 МПа. 2. Нож-
ницы модели НП4 предназначены для резки полосы, остальные —• для резки леиты. 3. Для
ножниц модели НМ160 используют привод от пресса, для остальных-» индивидуальный
Vs 6*
163
34. Техническая характеристика наматывающих устройств
Основные параметры, мм Модель
НУ9 НУ 10 НУН НУ160 НУ250 НУ400
птах 140 63 250 160 250 400
с Jmax 1,8 1,4 4,0 2,5 2,8 4,0
°РУЛ 700 700 1200 1400 1400 1400
4 670 850 1850 1500 1415 1580
660 750 840 900 1000 1220
1100 857 1325 1500 1500 1500
включает в себя корпус 20, в котором размещен привод устройства, и пра-
вильную головку 11. На стойке 1 закреплен корпус 8. В нем вращается ось,
на консоли котор ой закреплен барабан, состоящий из основания 4 и секторов
5. С помощью спе циальиой рычажно-винтовой системы в результате вращения
винта 6 секторы 5 раздвигаются или сближаются, фиксируя или освобождая
рулон ленты. Ви нт 6 вращают рукояткой, надеваемой на его квадратный ко-
нец 7. В процессе размотки ленты вращение барабана притормаживается
фрикционным тормозом 2. Торможение регулируют усилием зажатия пру-
жин.
Для пропуска ленты между валками узла протяжки и правки верхнюю
его часть с валками 9 поднимают, вращая винт 10. Ленту пропускают между
ограничительными роликами 8, затем протягивают между верхними 9 и ниж-
ними 22 правильными валками, а также между верхним 14 и нижним 15 тя-
нущими валками. При подъеме вращением винта 10 верхних валков 9 пружи-
на 13 сжимается и верхний приводной валок 14, освобождаясь, дает возмож-
ность протолкнуть ленту. Она протягивается между валками настолько, чтобы
ее было достаточно для образования петли между ПУ и прессом. Затем винтом
10 валки опускают, пружина 13 освобождается и лента оказывается нажатой
между валками.
Прн включении комплекса ПУ работает следующим образом. От двига-
теля 18 через клиноременную передачу 17,червячный редуктор 19 и цепную
передачу 21 вращение передается нижним правильным валкам 22 и тянущим
валкам 14 и 15. В результате этого леита протягивается между валками.
Усилие зажатия ленты валками 14 и 15 регулируется поджимом пружины 13
винтом 12, а качество правки — опусканием и подъемом валков 9 винтом 10.
В последнее время в конструкциях ПУ вместо механического привода от вин-
тов 10 и 12 применяют пневмопривод.
Командоаппарат (датчик) 16 управляется компенсационной петлей ленты.
Его рычаг под действием протягиваемой ленты вращается относительно оси,
закрепленной на корпусе 20, чем обеспечивает включение двигателя 18 при
уменьшении петли и его остановку в случае чрезмерно большой петли. В уст-
ройствах с базированием рулона по наружной поверхности последний опира-
ется на поддерживающие ролики.
Разматывающие устройства (РУ) предназначены для механизированной
размотки рулона ленты с целью исключения влияния массы рулона на точность
подачи материала по шагу. Разматывающее устройство применяют в сос-
таве комплекса оборудования для штамповки деталей из ленточного ма-
териала, не требующего правки перед штамповкой, с массой рулона до
300 кг.
164
Разматывающее устройство модели РУ63 (рис. 93) включает в себя ру-
лонницу 1 и шкаф 2. Конструктивная схема рулонницы для ленты шириной
до 63 мм приведена на рис. 94. На валу 1, приводимом во вращение электро-
двигателем через редуктор, на шпонке установлена планшайба 3. С планшай-
бой 3 жестко связаны три направляющие 5. Ползуны 4 с установленными иа
них пальцами 7 при перемещении обеспечивают фиксацию рулона по внутрен-
нему диаметру. Достигается это следующим образом. Рулон устанавливают
по внутреннему диаметру на пальцы 7,отпускают винты II и,вставив в отвер-
стие на шайбе 2 ломик, вращают ее, обеспечивая синхронное перемещение
ползунов 4 до величины внутреннего диаметра рулона. После этого вииты 11
Рис. 93. Конструктивная схема разматывающего устройства мо-
дели РУ63.
затягивают. Рулон зафиксирован. Перестановка пальцев 7 в’отверстия 6 поз-
воляет дополнительно .увеличить величину внутреннего диаметра рулона.
Перемещением втулки 9 с ввернутыми в нее штырями 8 ограничивают ширину
рулона. Втулку фиксируют винтом 10.
Наматывающее устройство (НУ) состоит из приемного натяжного уст-
ройства, барабана и привода. Узлы могут быть смонтированы либо на одной
станине, либо отдельно (рис. 95). В последнем случае барабан 6 смонтирован
на корпусе 7, в котором размещается привод барабана. На стойке 1 распо-
ложены натяжная головка 4 (аналогична тянущей головке РУ), но тормозя-
щая, командоаппарат 2, рычаг которого качается на оси 8, лентоукладчик 5
и пульт управления 8.
Остаток ленты пропускается сквозь натяжную головку и далее закреп-
ляется эксцентриковым зажимом на барабане. Он состоит из отдельных сек-
торов, поэтому диаметр отверстия рулона отхода ленты может изменяться.
В процессе работы командоаппарат 2 контролирует наличие петли ленты л,
натяжное устройство 4 обеспечивает плотную намотку, а лентоукладчик 5 —
ровную намотку и контроль размера рулона.
Конструкция командоаппарата 2 для ПУ, РУ и НУ одинакова. Она пред-
етавляет собой консольно качающийся рычаг, свободный конец которого ро-
ликом опирается на петлю ленты л. На оси качания командоаппарата 8 име-
ются секторы, входящие по мере качания рычага в прорези бесконтактных
165
166
Рис. 94. Конструктивная схема рулонницы для ленты шириной до 63 мм.
путевых выключателей, вследствие чего соответствующие команда подаются
приводу барабана.
Валковая подача (ВП) имеет привод от кривошипного вала пресса, что
позволяет протягивать ленту сквозь зону штамповки в соответствии е часто-
той ходов ползуна.
Наиболее распространены двухсторонние валковые подачи (рис. 96).
На конце кривошипного вала пресса крепят планшайбу 6, к которой присоеди-
няют палец 4 в головкой привода 5. Последняя соединена в тягой 3, длина
которой может регулироваться для установления необходимого момента на-
чала подачи ленты, его восстановления до требуемого и установки требуемого
Рис. 95. Конструктивная схема наматывающего устройства.
уровня подачи ленты относительно уровня зеркала матрицы штампа. В про-
цессе вращения кривошипного вала пресса тяга 3 и соединенный с ней рычаг 1
колеблются. Амплитуда колебаний зависит от эксцентриситета пальца 4 отно-
сительно оси кривошипного вала. Эксцентриситет регулируют, перемещая
палец 4 по планшайбе 6. Таким образом регулируют шаг подачи в заданном
диапазоне. Колебательное движение рычага 1 передается вилкам левой тол-
кающей головки 2, а от них с помощью тяги, размещенной в кожухе 8,— вал-
кам правой тянущей головки
Кинематическая схема валковой подачи приведена на рис. 97. На конце
кривошипного вала 11 пресса, на котором устанавливают подачу, крепят
планшайбу 10, по которой с помощью гайки 9 перемещается палец 8 в голов-
кой привода 7. К головке привода присоединена тяга 6 с регулируемой дли-
ной, которая через рычаг крепится к валу 4. При вращении кривошипного
вала 11 вместе g ним вращается планшайба 10, в результате чего с определен-
ным радиусом относительно оси кривошипного вала вращается палец 8. Ве-
личина радиуса вращения пальца зависит от его положения на планшайбе 10.
От пальца 8 через головку привода 7 тяге 6 передается колебательное движе-
ние, приводящее к колебательному движению вала 4. Амплитуда колебаний
вала 4 зависит от эксцентриситета пальца 8 и длины регулируемой тяги 6.
Через сектор 5, жестко сидящий на валу 4, и обгонную муфту 13 колебания
вала 4 передаются верхнему валку 2 левой головки и далее через пару зуб-
чатых колес 14 — нижнему валку 3. Усилие прижатия валков друг к другу
регулируется нажимной гайкой 15 через пружину 16. Одновременно через
167
co
Рис. 96. Двусторонняя валковая подача:
а — общий вид подачи на прессе; б — левая головка; (1— рычаг; 2 — левая головка; 3 — тяга; 4—палец; 5 — головка привода; 6—план-
шайба; 7 — правая головка; 8— кожух; 9— крышка корпуса; 10—ось; 11 — рукоятка; 12 — ось; 13— муфта обгона; 14 — ннжний валок;
15— верхний валок; 16— регулировочная гайка; 17— пружина; 18—ось; 19 — рычаг привода правой каретки; 20—корпус; 21 — штифты;
22 — болты крепления шпоики; 23 — вал; 24 — болты крепления головки к прессу; 25 ~~ болты регулирования положения головки; 26 — болты
регулирования уровня подачи).
тягу 12 колебательное движение передается валу 17 аналогичной по устрой-
ству правой головки. В процессе колебательного движения валков их инер-
ция в момент изменения направления вращения гасится фрикционными диско-
выми тормозными устройствами 1.
Если в установленном на прессе штампе применяют фиксаторы (ловители)
или шаговые ножи, то в момент штамповки требуется освобождение ленты.
Правая еомбка
Рис. 98. Планшайба с пальцем и головкой привода.
Для этого к ползуну пресса дополнительно крепят два кулачка, которые при
ходе ползуна вниз нажимают на соответствующие рычаги подачи н тем самым
приподнимают верхние валки. В случае использования валковой подачи подъ-
водВеРХПИХ валков ДЛя запРавки в них полосы осуществляется пневмопри-
Узел планшайбы с пальцем и головкой привода (рис. 98) является общим
Для всех подач, приводящихся в движение от кривошипного вала пресса.
7 9-80 । цо
Планшайба 4 с помощью переходного фланца 3 крепится к торцу'кривошип-
ного вала 11. Планшайба может вращаться относительно переходного фланца
в пределах длины пазов п. Ее положение фиксируется с помощью винтов 12,
чем устанавливаются начало и окончание движения пальца 5. Последний своей
Т-обраэиой головкой перемещается в пазу планшайбы винтом 2, вращающим-
ся в сухарях 1, и фиксируется в необходимом положении путем ватяжки гай-
ками 6, осуществляющими важим через раепорную втулку 9. Необходимое
положение пальца определяется по шкале линейки 10. Головка привода 8
надета на палец 5 на подшипниках. Крышка 7 образует соответствующую
полость для смазки. Односторонние валкоиые подачи отличаются отсутствием
правой головки и соответственно тяги 12.
Ролико-клиновые подачи (РКП) приводятся в движение аналогично вал-
ковым (рис. 99). К кривошипному валу пресса 11 крепится планшайба 10, по
которой с помощью гайки 9 перемещается в радиальном направлении палец 8
с головкой привода 7. Последняя шарнирно соединена с тягой 6, через рыча-
ги 5 н 3 приводящей в возвратно-поступательное движение подвижную карет-
ку 2.Предварительное регулирование величины шага подачи обеспечивается
изменением эксцентриситета пальца 8 на планшайбе 10. Точная регулировка
шага каретки выполняется упорами 14. Поломки предотвращаются предохра-
нительной муфтой 4.
В подвижной каретке имеются пары роликов 1, которые при движении
каретки вправо заклинивчют находящуюся между ними ленту л и протяги-
вают ее вправо на величину шага подачи. При движении каретки влево пру-
жины /5 сжимаются, лента расклинивается и ролики проскальзывают по ней.
В это время ролики 12 неподвижной каретки 13 заклинивают ленту и не дают
ей возможности переместиться влево Когда каретка 2 перемещается вправо,
ролики 12 пропускают ленту. Схема пресса с роликоклиновой подачей приве-
дена на рис. 100.
Клещевые подачи (КП) в отличие от валковых и ролико-клиновых осна-
щены индивидуальным пневматическим приводом. Принцип работы подач
моделей КП6, КП7, КП8 заключается в следующем (рис. 101). Сжатый воздух
под давлением 0,4—0,5 МПа подается из сети через муфтовый кран 12, влаго-
отделигель 11, регулятор давления 10 и маслораспылитель 7 в точку а магист-
рали. Необходимое давление в процессе работы поддерживают регулятором
давления 10, контролируют реле давления 8 и по манометру 9. Из точки а
воздух поступает в воздухораспределитель 4 и в точку Ь воздухораспредели-
теля 1. Воздухораспределителем 4 управляет кулачок 5, посаженный на вал
пресса, и таким образом за время полного оборота вала происходит полный
цикл работы подачи. В свою очередь, воздухораспределитель 4 управляет
работой воздухораспределителя 1. Воздухораспределитель управляет работой
поршней-клещей неподвижной 17 и подвижной 21 кареток и одновременно —
работой воздухораспределителя ^.Последний управляет работой цилиндра
подачи 15.
При ходе ползуна пресса вниз кулачок 5 ставит золотник воздухораспре-
делителя 4 в такое положение, при котором воздухораспределитель 1 обеспе-
чивает подачу воздуха из точки b в точку d. В результате воздух поступает
в точку е и далее в полость неподвижной каретки 17 (через клапан дросселя
19\, поднимает поршень-клещи 18. Лента л оказывается зажатой и не может
перемещаться ни влево, ни вправо. При этом воздух из полости подвижной
каретки 21 вытесняется через дроссель 19, воздухораспределитель 1 и глуши-
тель 3 в окружающее пространство, поршень-клещи 20 опускается и освобож-
дает ленту л. Одновременно от точки е воздух поступает к воздухораспредели-
телю 24 и перемещает его золотник в такое положение, при котором возду>
из точки а поступает в точку q и далее в точку п. В результате этого поршеш
цилиндра подачи движется влево, перемещая штоком 22 подвижную каретк)
21 в исходное левое положение. Воздух из левой полости цилиндра вытесняет
ся, поступает от точки т через дроссель 14 в точку 1 и через глушитель 6 вы
ходит в окружающее пространство. Поскольку при втом леита зажата порш
нем-клещами неподвижной каретки, то подвижная каретка свободно перс
мещаегся влево, а лента остается неподвижной.
Ход каретки может регулироваться упорами и составляет часть наиболь
170
Рис. 100. Схема пресса с ролико-клиновой подачей:
/ — лента; 2 — ролико-клиновая подача; 3—пресс.
171
шего хода поршня ft. Регулирование плавное (от нуля до ft). В конце хода
ползуна вниз деталь штампуется. Затем начинается подъем ползуна. Кула-
чок 5 прн этом ставит золотник воздухораспределителя 4 в такое положение,
при котором воздух от точки b поступает к точке с и далее через клапан дрос-
селя 19в полость подвижной каретки 21. Поршень-клещи 20 поднимается и за-
жимает ленту. При этом воздух из полости неподвижной каретки вытесняется.
Через дроссель 19 он поступает в точку d и далее через глушитель 2 — в окру-
жающее пространство. Поршень-клещи 18 опускается и освобождает ленту.
Одновременно из точки с воздух поступает через дроссель 13 к воздухораспре-
делителю 24 и перемещает его золотник в положение, при котором воздух
Рис. 101. Принципиальная схема клещевой иодачи с одной
подающей кареткой моделей КП6, КП7, КП8.
от точки а подается в точку f и далее — в точку т. В результате поршень ци-
линдра подачи движетея вправо и перемещает штоком 22 подвижную каретку
21 в крайнее правое положение. Поскольку при этом лента важата поршнем-
клещами подвижной каретки и освобождена поршнем-клещами неподвижной
каретки, то она перемещается вправо на величину шага подачи. При этом
воздух из правой полости цилиндра подачи 15 вытесняется, проходит от точ-
ки п через дроссель и далее до точки qt аатем выходит в окружающее простран-
ство через глушитель 6.
На входе в клещевую подачу лента направляется валком 16. Корпус
клещевой подачи крепится к столу пресса 23. Наличие дросселей обеспечивает
плавность движения всех механизмов подачи.
Клещевые подачи моделей КП63, КП100 и КП160 также имеют индиви-
дуальный пневмопривод, работой которого управляет клапан управления
(КУ), кинематически связанный с кривошипным валом пресса. При работе
пресса КУ переключает один из воздухораспределителей подачи, иамеияя
направление потока воздуха к вахватам. В результате материал зажимается
в одном из захватов и освобождается в другом. Одновременно происходит
переключение второго воздухораспределителя, который изменяет направле-
ние потока воздуха к плунжерам механизма подачи. Далее цикл повторяется.
Имеется также воздухораспределитель, обеспечивающий равжатие вахвата
при заправке ленты в начале работы и воздухораспределитель, обеспечива-
172
киций отключение управления подачи при наладке пресса или штампа. В со-
став подачи входят дроссели для синхронизации срабатывания захватов пода-
чи. Они обеспечивают опережение зажатия материала в одной из кареток
перед освобождением его в другой. Другая пара дросселей позволяет регу-
лировать плавность подхода подвижных масс к крайним положениям.
Основным звеном клещевой подачи является собственно механизм подачи,
представляющий собой два плунжерных пневмоцилиндра двухстороннего
действия (рис. 102). На плунжерах 8 закреплены каретки 6 с зажимными ме-
ханизмами- Плунжеры перемещаются в направляющих втулках корпусов
3 и д до упоров 2 и 10. Величину перемещения плунжеров с каретками опре-
деляют положением корпусов 3 и 9 один относительно другого. Корпус 3
(при установке шага подачи) перемещается по скалкам 7 при отпущенных бол-
тах 5. Скалки 7 служат также направляющими для кареток 6. Точную настрой-
ку шага подачи выполняют при помощи упоров 2 с отсчетом величины регу-
лировки по лимбам 1. Материал подаваемой ленты в каретке зажимается при-
жимом 11 под действием пружины 12, освобождается рычагом 13, сжимающим
пружины 12, под действием плунжера 14 при подаче под него сжатого воздуха.
Подаваемая лента в механизме подачи направляется роликами 19.
Подвижные массы при подходе нх к крайним положениям тормозятся пнев-
моамортизаторами, представляющими собой замкнутую (в определенном поло-
жении) полость, воздух из которой выдавливается через регулируемое дрос-
сельное отверстие. При движении плунжера 8 влево воздух из выхлопной по-
лости сбрасывается через отверстия 4 и 15 в атмосферу. При подходе к крайне-
му положению (за 25 мм от него) плунжер 8 перекрывает манжету 16 и остав-
шийся в замкнутой полости 17 воздух вытесняется через регулируемое дрос-
сельное отверстие, чем и осуществляется торможение подвижных масс. Ре-
гулирование сечения дроссельного отверстия осуществляется иглой 18. Кла-
пан у правления подачи выполнен в виде плоского золотника 8 (рис. 103),
притертого к распределительной плите 7. Привод золотника осуществляется
от кривошипного вала 2 пресса через звездочки 1 и 11, связанные втулочно-
роликовой цепью, и вал 10, посаженный в корпус 9 на^подшипниках качения.
Клапан крепят к станине 6 пресса посредством плиты 4 и пластин 5. Высота
пластин уточняется при монтаже подачи в зависимости от конструкции пресса.
Натяжение цепи передачи выполняют с помощью винта 3.
Подача снабжена механизмом для смазывания ленты, состоящем из вал-
ков, поджимаемых друг к другу пружинами. Масло к валкам подается из ван-
ночки, прикрепляемой к станине пресса.
Клещевая подача модели КП250 (рис. 104) включает раму 5, цилиндры
подачи 1 и зажима 2, пневмосистему 6, каретку 3 и механизм смазки 4. Рама
представляет собой стальную сборную конструкцию из плиты и каркаса, сое-
диненных между собой направляющими типа «ласточкин хвост» и установоч-
ным винтом. С помощью плиты подачу крепят к столу пресса слева. На на-
клоняемые прессы рама устанавливается через специальные колодки. Внизу
на плите крепится кронштейн с винтом и маховиком. С помощью винта с ма-
ховиком каркав перемещается по направляющим плиты.
Цилиндр подачи — двухстороннего действия с двухсторонним торможе-
нием и изменяемым ходом поршня. Он предназначен для перемещения на
установленный шаг подачи по цилиндрическим направляющим каретки с за-
жатой в ней металлической лентой. Цилиндр подачи крепится к раме с помо-
щью посадочной шейки и стяжек. Основными деталями цилиндра (рис. 105)
являются гильза ^.передняя крышка 1 с камерой торможения а,упор 3 с ка-
мерой торможения б, поршень 2, задняя крышка 5, гайка 4 перемещения упо-
ра, лимб 6 тонкой настройки шага подачи и линейка 7 грубой настройки шага
подачи. Плавность торможения поршня в конце хода регулируют дросселя-
ми в передней крышке и в упоре.
Цилиндр прижима — пневматический мембранный одностороннего действия
в пружинным возвратом. Он предназначен для удержания подаваемой ленты
при возвращении каретки в исходное положение. Цилиндр зажима устанавли-
вается на кронштейне рамы над цилиндром подачи.
Каретка предназначена для перемещения подаваемого материала в штам-
повую зону прессов на величину установленного шага перемещения. Она .уста-
173
Iilihlililililildili
Рис. 102. Механизм клещевой подачи КП63.
новлена в цилиндрические направляющие на раме и соединена со штоком
цилиндра подачи пальцем. Механизм смазки состоит из устройств очистки
лен гы перед смазкой, смазки ленты перед подачей в штамповую зону пресса,
а также боковых направляющих для перемещения ленты при подаче.
Подача работает следующим образом. Жестко связанный с кривошипным
валом пресса кулачок, вращаясь, нажимает на рычаг воздухораспределителя
управления и открывает доступ сжатого воздуха в левую полость золотника
Рис. 103. Клапан управления клещевой подачи
КП63.
воздухораспределителя, который, в свою очередь, открывает доступ воздуха
в верхний цилиндр зажима. Лента зажимается в каретке и одновременно от-
крывается доступ воздуха в левую полость цилиндра подачи. За один оборот
кривошипного вала пресса и кулачка воздухораспределитель управления
Дважды изменяет направление подачи сжатого воздуха в пневмоаппаратуре,
что позволяет выполнить подачу каретки с материалом и возврат ее в исход-
ное положение. Таким образом, за один оборот кривошипного вала пресса
подача совершает одно рабочее движение и один холостой ход. Общий вид
смонтированной иа прессе клещевой подачи показан на рис. 106.
Ножницы для резки отходов ленты (рис. 107, 108) включают трехходо-
вой сдвоенный сблокированный клапан (рис. 108, а), узел подготовки воздуха
(рис. 108, б) и силовой блок (рис. 108, в). Узел подготовки воздуха состоит
из вентиля 7, крана 2, манометра 3, влагоотделителя с конденсатоотводчиком
4', регулятора давления 5, реле давления 6, предохранительного клапана 8.
пробки 7 и соединяющих каналов. Вне узла имеются ресивер 18 и конденсато-
175
Сжатий losiyx из сзти
Рис. 104. Клещевая подача КП250.
Рис. 105. Цилиндр клещевой подачи КП250.
Рис. 106. Клещевая подача:
/ — рама; 2 —подвижная каретка; 3 —кор-
пус; 4 — цилиндр подачи; 5 — коробка воз-
духораспределителей; 6 — направляющий
валик; 7 —. кожух.
Рис. 107. Ножницы для резки отхо-
дов ленты:
(f~Pa“a; 2 —кнопка «пуск»-«стоп»; 3 —
Шма Иож; < — верхний иож; 5 — электро-
Моп ’ 6 ~~ Пневмооборудование; 7 — пнев-
вои ЛНндР силового блока; 8 — регулиро-
„-ЧНая гайка установки хода поршия си-
аового блока.
177
отводчик 19. Между узлом подготовки воздуха и трехходовым сдвоенным сбло-
кированным клапаном установлен маслораспылитель 17. В состав трехходо-
вого сдвоенного сблокированного клапана входят собственно трехходовые
клапаны 10 и 15, фильтр 11, электропневматическне вентили 12 и 14, а также
дроссели 9, 13 и 16.
Рабочим органом является силовой блок. Ои состоит из подвижной и не-
подвижной частей. В подвижную часть входит траверса 21, верхний наклон-
ный нож 20, колонки 23, пневмоцилиндр 27 с возвратной пружиной 29 и порш-
нем 30, регулировочная гайка 28, стакан 26 и прижим (на рисунке не показан).
Рис. 108. Принципиальная схема ножниц для резки отходов ленты.
Неподвижная часть включает корпус 25, нижний иож 22 и втулку 24, запол-
ненную индустриальным маслом. Рабочий ход совершается следующим обра-
зом. Воздух, поступая в цилиндр 27, двигает поршень 30 вверх, сжимая
пружину 29. Шток поршня, поднимаясь вверх, вытесняет из втулки 24 жид-
кость, которая давит на дно стакана 26 и перемещает его вниз. Стакан, воздей-
ствуя на цилиндр 27 через винт 31 и гайку 28, перемещает его вниз. Вместе
с цилиндром вниз перемещаются колонки 23 и траверса 21 с подвижным ножом
20. Осуществляется рез. Пружины выполняют возврат в исходное положение.
Регулирование исходного положения траверсы 21 относительно нижней части
осуществляется гайкой 28.
Манипулятор для подачи полос (полосоподаватель), встраиваемый в ком-
плекс оборудования для штамповки из полосы, приведен иа рис. 109. Кине-
матическая схема манипулятора (рис. НО) может быть условно разделена на
четыре самостоятельные кинематические цепи: перемещения каретки, меха-
низма подачи полосы в валке шаговой подачи, механизма подъема кассеты
и механизма перемещения тележки с кассетами. Эти цепи функционально
связаны между собой посредством элементов электрооборудования. В цепи
перемещения каретки движение от штока цилиндра 6 передается каретке 8
с цилиндром 7 вертикального перемещения траверсы 9 с закрепленными на
ией элементами захвата б полосы (пневматическими присосами) и пневмопи-
И8
Рис. 109. Конструктивная схема манипулятора модели МПШО для подачи полос.
линдром 10 распушителя. Каретка перемещается по направляющим скольже-
ния. В цепи механизма подачи полосы движение от двигателя 18 через редук-
тор 11 передается на нижний валок 14. Цилидр 15 прижимает верхний валок
12 к нижнему. В цепи механизма подъема кассеты движение от мотор-редук-
тора 30 через муфту 29, шарниры 27 и систему валов 26 передается через ре-
дукторы 28 на вииты 19 с установленными на них кронштейнами 21. Крон-
штейны перемещаются в направляющих 20. В цепи механизма перемещения
тележки 23 последняя с установленной на ней кассетой 1 перемещается вруч-
ную по направляющим 22 с помощью рукоятки 24.В рабочих положениях
тележка фиксируется с помощью специальных фиксаторов 25. На кассете 1
имеются подпружиненные боковые планки 2.
Рис. ПО. Кинематическая схема манипулятора модели МПШО.
Кроме перечисленных узлов, на схеме показаны рольганг 4, электро-
магнитная муфта 17, электромагнитный тормоз 16 и механизм контроля двой-
ной толщины 13.
Все узлы манипулятора крепятся на станине И (см. рис. 109). Рама ста-
нины — сварная, коробчатой формы. Для установки станины на необходимом
уровне в ее нижней части размещены специальные винтовые домкраты 18.
В верхней части станины установлены упоры 3 (см. рис. 110), взаимодей-
ствующие с боковыми планками кассет. На выходе со стороны места установки
рольганга 13 (см. рис. 109) расположена проводка. Каретка 5 служит для
крепления и перемещения траверсы 12. Каретка перемещается в направля-
ющих посредством пневмоцилиндра 3. Сжатый воздух подается по воздухо-
проводу 4. На верхней плоскости каретки установлен пневмоцилиндр 6. Его
шток 7 своей нижней частью шарнирно соединен с траверсой 12. Втулки 14,
установленные на каретке, служат направляющими вертикального переме-
щения траверсы. Траверса 12 представляет собой балку с установленными
на ней корпусами 20, на которых закреплены пневмоприсосы 19. Корпуса
соединены с балкой с помощью планок 10, относительно балки подпружине-
ны и имеют возможность небольшого перемещения по вертикали. На переднем
конце балки установлен цилиндр 15 распушителя. Распушитель работает
следующим образом: при подходе траверсы к нижнему положению предус-
мотрено рассогласование во времени по подъему полосы с более раниим подъ-
емом присоса цилиндра распушителя. За счет упругих сил, в случае захвата
двух полос, должно произойти их разделение.
Траверса перемещается вертикально при помощи пневмоцилиидра 6,
установленного иа каретке 5. Горизонтальное перемещение траверсы проис>
180
Рис. 111. Конструктивная схема автоматической подачи модели
АП50 для листа:
/ — координатный стол; 1 — листодержатель; 3 —упор; 4 — тумба; 5 — ус-
тановочный башмак; 6 — пульт управления.
181
ходит вместе с кареткой. На траверсе установлены конечные выключатели
дающие команду на подъем кассеты по мере выбора стопы. Рольганг 13 слу
жит промежуточным местом расположения полосы п еред перемещением в ме
ханизм шаговой подачи и включает поддерживающую балку и ограничь
тельные ролики. Плаики с установленными на них ограничительн ыми ролш
камн могут поворачиваться вокруг осей, ориентируя полосы по оси роль-
ганга.
Механизм подачи 2 перемещает полосы с рольганга в механизм шаговой
подачи. Он включает раму с установленными на ней нижним и верхним вал-
Рнс. 112. Кинематическая схема
автоматической подачи модели
АП50.
ками. Нижний валок приводится во вра-
щение посредством электродвигателя по-
стоянного тока через редуктор. Между
двигателем и редуктором установлена
электромагнитная муфта, работающая
по командам от устройства счета им-
пульсов. На быстроходной стороне при-
вода размешен диск, при помощи кото-
рого считывается заданное количество
импульсов. Червячное колесо редуктора
увтановлено на нижнем валке. На сво-
бодном конце нижнего валка закреплен
электромагнитный тормоз. Верхний ва-
лок механизма привода совершает кача-
тельное движение посредетвом пневмо-
цилиндра, прижимая в нужный момент
полосу, поданную на рольганг к ниж-
нему валку
Одновременную подачу двух полос
контролируют с помощью убыстряющей
пары зубчатого зацепления, на одной
из шестерен которого установлен фла-
жок, входящий при опускании верхнего
валка в паз БВК. Механизм подъема 17
служит для поддержания постоянного
уровня верхней полосы и представляет
собой мотор-редуктор, который через
две пары конических шестерен передает
вращение на вертикальные винты, пере-
мещающие кронштейны с установленной
на них кассетой. Крайние положения
кронштейнов фиксируются конечными
выключателями
Механизм загрузки 8 позволяет доставлять кассеты е полосами на рабо-
чую позицию и перемещать отработанную кассету на позицию выгрузки. Он
состоит из двух кронштейнов, опирающихся одним концом на платики ста-
нины, а другим посредством домкратов — на фундамент. На кронштейнах
установлены скалки, служащие направляющими для тележки, которая пере-
мещается по скалкам вручную посредством рукоятки Для остановки тележ-
ки в определенных положениях предусмотрены специальные фиксаторы,
управляемые педалью.
Кассета 1 предусмотрена для установки пакета полое перед дальнейшей
транспортировкой и представляет собой дно, ограниченное торцевым упором
и боковыми планками. Боковые планки по мере выбора стопы и подъема кас-
сеты, войдя в соприкосновение со специальными упорами, поворачиваются
вокруг осей таким образом, чтобы верхний торец планок находился на 20—
30 мм выше плоскости съема полое. Все электрооборудование манипулятора
размещено в шкафу 9. Управление осуществляется от пульта 16.
Автоматическая подача для листа обеспечивает перемещение листа в двух
направлениях со средней скоростью 14 м/мин и наибольшим шагом 160 мм
(рис. 111). Ее кинематическая схема приведена на рис. 112. Каретки 8 и 9 по-
лучают движение от электродвигателей соответственно 5 и 3 через винтовые
182
пары 2 и 4. Каретка 8 перемещается в направлении оси X по направляющим
каретки 9 и вместе с кареткой 9 4- в направлении оси Z. Движение кареток
контролируют датчиками 1, приводящимися в движение от тех же винтовых
пар- Лист устанавливают на каретке 8 по упору 6 и зажимают листодержа-
телями 7. Обе каретки с приводами смонтированы на координатном столе /
(см. рис. 11 !)• Тумба подачи 4 представляет собой сварной корпус, на котором
крепится координатный стол 1, смонтирован рольганг с утопающими роли-
ками н упорами. Для ее установки на требуемом уровне предусмотрены уста-
новочные башмаки 5. Листодержатели 2 представляют собой клещеобразный
зажим с пневмоприводом. Нижними прижимами оии крепятся к верхней
каретке координатного стола.
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ И ПЕРСПЕКТИВЫ
АВТОМАТИЗАЦИИ ШТАМПОВКИ ЛЕНТЫ, ПОЛОСЫ И ЛИСТА
В настоящее время в кузнечно-штамповочном производстве создаются
гибкие производственные модули (ГПМ), предназначенные для автоматизи-
рованного раскроя листового стального проката, а также для вырубки заго-
товок из ленты, полосы и листа. К таким модулям относятся описанные ниже.
Гибкий производственный модуль модели М1НК3418ГФ3.01 предназна-
чен для раскроя листа толщиной до 6,3 мм на полосы и карты. Он включает
кривошипные ножницы с наклонным ножом, механизм подачи листов, полос
н поштучной выдачи листов, устройство разделения и сбора заготовок и от-
ходов, стеллаж (приводной рольганг) для двух стоп исходных листов или по-
лос и механизм возврата полос для их разрезки на карты. Устройство ЧПУ
выполнено на базе блока цифровой индикации Ф5134 и командоконтроллера
КМ3412.
Модуль обслуживается одним оператором и наладчиком (один наладчик
обслуживает два модуля). Управление осуществляется с центрального пуль-
та, с которым соединены все компоненты модуля, участвующие в автомати-
зированном раскрое листов. Размеры листа составляют 1800 X 3000 мм, дли-
на отрезаемых полос 1800, ширина — 205—1500 мм. Точность размеров
отрезаемых полос и карт при резке листов толщиной до 3 мм составляет
±0,15 мм, свыше 3 мм — ± 0,25 мм. Скорость подачи листа регулируема.
Для листов толщиной до 3 мм она составляет 1 м/с, толщиной свыше 3 мм—
0,4—0,6 м/с.
Гибкие производственные модули моделей М2КВ2224Ф4.21, М2КВ2226.21
и М2КВ2228Ф4.21 применяют для штамповки из полосы соответственно ши-
риной до 125, до 160 и до 200 мм. Длина полос 1400—2000 мм. В состав моду-
лей входят прессы усилием соответственно 250, 400 и 630 кН. При штамповке
обеспечивается шаг соответственно до 125, до 160 и до 200 мм с точностью
—0,35 мм. Кроме прессов комплексы включают магазины штампов с ЧПУ
и кассет, манипулятор заготовок, шаговую подачу, ножницы для резки от-
ходов полосы и устройство ПУ. Модули обслуживаются одним оператором.
Гибкие производственные модули моделей М2КВ2026.Ф2.01 и М2КВ2028.
Ф2.01 обеспечивают штамповку из полосы или ленты шириной соответственно
До 160 и до 200 мм и длиной 1200—2000 мм, с шагом подачи до 160 и до 200 мц
с точностью ±0,35 мм.В состав модулей входят открытые кривошипные прес-
сы усилием 400 и 630 кН с механизмом автоматического регулирования ва.
крытой высоты, магазин пакетов штампов, универсальный блок для сменных
пакетов ножницы и устройство ПУ
Модуль модели М2К2128Ф4.01 на базе пресса усилием 400 кН аналоги-
чен предыдущему. Он предназначен для вырубки из полосы шириной до
200 мм и шагом подачи до 200 мм с точностью ±0,4 мм. Модуль включает сле-
дующие устройства: автоматизированной загрузки-выгрузки кассет полое
с магазином кассет, автоматизированной подачи полосы к прессу, шаговой
подачи полосы в штамп и автоматизированной загрузки-выгрузки пакетов
с магазином, транспортировки деталей и отходов, приема-выдачи и установки
тары, программного управления, а также универсальный блок и ножницы,
Гибкий производственный модуль модели М2КБ2030.Ц1.21 на базе от.
крытого пресса усилием 1000 кН также применяют для штамповки из полосу
183
шириной до 2500 мм и шагом до 300 мм о точностью —0,5 мм. Он содержит
транспортно-накопительную систему, устройство загрузки полосоподавателя
в пакетами полос от транспортно-накопительной системы и полосопода(рщее
устройство, а также валковую подачу, кассетирующее устройство, блок с па-
кетами, роботокару с устройствами накопления и загрузки пакетов, ножницы
и устройство ПУ.
Модуль модели М1А6324Ф3.01 на базе вырубного пресса-автомата пред-
назначен для штамповки из ленты шириной 20—80 мм.
Гибкий производственный модуль ГПМ-УБШ-1 применяют для безрас-
кройной штамповки деталей из листа. Он обеспечивает автоматическую пода-
чу листа из стопы и штамповку деталей по заданной программе в штампах
простого, последовательного и совмещенного действий. Модуль создан на базе
пресса усилием 1000 кН модели К2130Б. Его применение полностью исклю-
чает разрезку листа на полосы. Лист перемещается по программе, которая
задается с помощью клавишной аппаратуры. Система ЧПУ позволяет опера-
тивно (за 3—5 мин) вносить изменения в программу штамповки с учетом фак-
тических размеров листа, конфигурации и размеров штампуемых деталей.
В настоящее время создаются модули более высокого уровня с автомати-
ческими установкой и сменой штампов, адресованием штампов из склада-
накопителя, удалением и заменой тары с деталями и отходами. Применение
двух и более таких модулей позволяет воздавать в листоштамповочном про-
изводстве гибкие производственные системы (ГПС).
Глава 8
АВТОМАТИЗИРОВАННЫЕ
И АВТОМАТИЧЕСКИЕ
КОМПЛЕКСЫ ОБОРУДОВАНИЯ
ДЛЯ ШТАМПОВКИ ИЗ ШТУЧНЫХ ЗАГОТОВОК
СОСТАВ И ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
КОМПЛЕКСОВ НА БАЗЕ КРИВОШИПНЫХ ПРЕССОВ
Автоматизированные и автоматические комплексы оборудования вклю-
чают механизмы: накопления и подачи исходных заготовок (магазинное уст-
ройство, бункер, питатель), а также манипулирующие исходными заготов-
ками, подающие их в зону штамповки, извлекающие из штампа готовые дета-
ли (манипулятор, робот) и удаляющие заготовки после штамповки (механизм
выгрузки, пневмоедуватель). Простейшим таким комплексом является пресс,
оснащенный одним из видов питателей и подач. В основном применяют ши-
берные питатели, револьверные и грейферные подачи.
Шиберные питатели обеспечивают поступательное перемещение штучных
заготовок из зоны загрузки в зону штамповки. Они изготавливаются с при-
водом от пресса или с индивидуальным приводом. Одна из принципиальных
схем шиберного питателя приведена на рис. 113. От поршня 1 пневмопривода
через систему рычагов 2, 3 передается движение ползуну 4 и от него — шибе-
ру 5. При ходе поршня 1 на величину hnaj рычаг 3 качается с углом качания
Р- В результате шибер осуществляет возвратно-поступательное движение
е ходом Лшв. Чтобы изменить ход шибера, необходимо регулировать положе-
ние точки А па рычаге 3. Шибер 5 передвигается вправо, захватывает очеред-
ную заготовку 7 и перемещает ее на величину h дт в зону штамповки. В магази-
не 6 заготовки перемещаются вниз за каждый ход шибера. Условием надеж-
ного захвата заготовки является соблюдение неравенств f <s и s < г < 2s.
Шиберный питатель может применяться самостоятельно как шиберная по-
дача, а также в сочетании с другими подачами.
Револьверные подачи (рис. 114) обеспечивают транспортирование штуч-
ных заготовок от места загрузки к рабочей позиции и далее — на позицию
разгрузки. Привод подачи осуществляется от пресса через планшайбу и тягу
аналогично ВП и РКП (см. гл. 7). При этом планшайба ие имеет регулировки
184
эксцентриситета пальца, поскольку шаг подачи является постоянным. Далее
через систему рычагов 6—5—4 движение передается ползуну 3. Двигаясь
возвратно-поступательно, последний через собачки 2 приводит к прерыви-
стому вращению в одном направлении кранового колеса 1, совмещенного
с рабочим револьверным диском. В гнезда револьверного диска вставляются
заготовки, транспортируемые из зоны загрузки а к воне штамповки б и да-
лее____ к зоне разгрузки в. В подачах имеются дополнительные (по сравнению
0 приведенной схемой) механизмы, обеспечивающие фиксацию диска, его еа-
грузку и т. п.
Грейферные подачи аналогично шиберным питателям транспортируют
заготовку поступательно. С их помощью заготовка может перемещаться в зо-
не штамповки, занимая очередные позиции при последовательном выполнении
операций. Основной элемент подачи — грейферные линейки 1 и 2 (рие. 115).
Рис. ИЗ. Принципиальная схе-
ма шиберного питателя с инди-
видуальным пневмоприводом и
рычажным передаточным ме-
ханизмом.
Рис. 114. Принципиальная схе-
ма револьверной подачи.
Оии перемещаются следующим образом: вперед на шаг /поз, а затем раздвига-
ются в стороны на величину йгр/2 (каждая). Далее обе— назад на шаг /поз и к
оси — на величину Лгр/2 (каждая). В результате такого движения линейки
захватывают заготовку и за каждый цикл переносят ее с 1 на II позиции, со
11— на III, с III — на 1У, с 1У— на У и т.д. Таким образом, заготовка
перемещается по соответствующим позициям штампа. При ходе назад линейки
должны быть раздвинуты на величину Лрр > d — Ьтр, чтобы заготовка оставалась
на соответствующих позициях. Грейферная подача применяется в совокупности
с шиберным питателем. Шибер 4 подает исходную заготовку 3, перемещая ее
ИЗ зоны загрузки на шаг йшб на позицию 1, откуда она транспортируется
грейферными линейками. Привод движения линеек может быть индивидуальным
и от пресса.
Грейферные подачи используют также в сочетании с валковыми и клеще-
выми. В этих случаях становится возможной штамповка из ленточного или
полосового материала. На первой позиции выполняется вырубка заготовки
из ленты, после чего грейферные линейки передают ее на следующую пози-
цию. Грейферные подачи применяются в составе миогопозиционных автома-
тов. Кроме того, на их основе создаются линии штамповки, включающие не-
сколько прессов, обеспечивающих последовательную штамповку деталей.
Схемы кривошипных прессов для полуавтоматической штамповки, оснащен-
ных шиберной и револьверной подачей, приведены на рие. 116. Прее* в ши-
берной подачей показан на рис. 117, с револьверной — на рис. 118. Револь-
верная подача приведена на рие. 119. На рис. 120 показана схема автоматизи-
рованного комплекса на базе кривошипного пресса с грейферной подачей.
Основные параметры автоматизированных кривошипных прессов в шибер-
ной и револьверной подачей и автоматизированных коплексов иа базе криво-
шипных прессов с грейферной подачей приведены в табл. 35 и 36.
185
35. Основные параметры и размеры автоматизированных кривошипных
прессов с шиберной н револьверной подачей
Модель Р, кН нн ,4веа X 2 С е нни/ im ,duu Древ. мм В ет О с е я 2 'Ь В •е X 3 к 2 2
Шиберная подача
КД2122Е.01 160 35—90 0,5 50 — — 100 1750 1085
КД2124Е.01 250 35—90 0,5 50 — — 100 1930 1240
КД2126Е.01 400 90—240 1.0 30 — — 250 2400 1600
КД2126Д.01 400 90—240 1,0 29 — — 250 1980 1600
КД2128Б.01 630 5 10—240 1,0 29 — — 250 2700 1690
Рево льве р н а я пода ч а
КД2122Е.02 160 63 0,5 но 70 10 — 1190 1085
КД2128Б.02 630 125 0,5 60 125 — — 1870 1790
КВ2132.01 1600 180 0,5 45 180 10 — 2800 2500
КВ2132.02 1600 180 0,5 45 180 10 — 2860 2500
Примечания: 1. Прессы моделей КД2122Е.01 и КД2124Е.01 оснащены шиберной
подачей модели ПШ1, остальные— ПШ2.
2. Пресс модели КД2122Е.02 оснащен револьверной подачей РП24, остальные — РП23.
36. Основные параметры и размеры автоматизированных комплексов
на базе кривошипных прессов с грейферной подачей
Модель Р, кН язаг* ^заг» мм S, мм ипр, шт./мин 2 2 ни в о с е NN 1 2 2 Ч* 2 X аГ
комплекса - GJ S •& р « 2- QJ ВД Ч Q.O о К Е
АККД2126Д.31 ПЕН 400 40—63 0,5—4,0 4В 100 Б0 4 200 2200 1900
ЛККД2128Б.31 АКК2128Д.31 ПГ11 630 40-63 0,5—4,0 42 100 50 4 200 2500 2000
АККЛ213ЙАФ1.02 ПГ9 1000 250x250 0.8 20 <60 360 4 — 2600 1815
АККВ2132.02 АККВ2132А.02 ПГ9 1600 <250 >0.8 16 360 до 60 4 — 3200 2100
АККББ532.01 ПГ8 1600 400x 600 200 25 45 450 4 4400 4200
АККМ2134АФ1.01 ПГ10 2500 ДО 400 >1,0 10 560 ДО 70 4 3400 2700
166
5
Рис. 116. Схемы прессов для полуавтоматической
штамповки деталей из штучных заготовок:
а-моделей КД2122Е.01, КД2124Е01. КД2126Д.01 и
КД2128Б01; б - моделей КД2122Е.02 и КД2132А.02; / —
пресс; 2 — шиберная подача; 3 — револьверная подача с пи-
тателем.
187
Рис. 117. Пресс модели КД2322 с шиберным питателем модели ПШ1:
/ — тумба питателя; 2 — шкаф управления; 3— винт регулирования уровня подачи: 1
корпус питателя; 5 — магазин; 6 — пресс.
Рис. 118. Пресс с револьверной подачей:
1 — привод подачн; 2 —пресс; 3— корпус подачи.
Рис. 119. Револьверная подача мо-
дели РП20:
1 — корпус подачи; 2 — револьверный
диск с храповым колесом; 3 — выталки-
ватель готовой детали.
Рис. 120. Схема комплексов моделей АККД2126Д.31, АККД2128Д.31
АККВ2132.02 на базе прессов серии КД2100 с грейферной подачей:
1 — питатель; 2 — пресс; 3 — грейферная подача.
188
Наряду в автоматизированными прессами и комплексами, оснащениями
перечисленными видами подач, применяют также прессы в другими средства-
ми механизации, в частности с устройствами для удаления готовых дета-
лей из зоны штамповки.
Автоматические комплексы создаются, как правило, из кривошипных
прессов и средств автоматизации, которые включают следующие механизмы:
накопления (магазинное устройство) или накопления и первичной подачи
(бункер, питатель) исходной заготовки; манипулирования заготовкой для
подачи ее в зону штамповки, извлечения готовой детали из штампа и удаления
из зоны штамповки (манипулятор, промышленный робот); удаления готовых
деталей (механизм выгрузки, пневмосдуватель и др.). На основе робототехни-
ческих комплексов (РТК) создаются робототехнические участки (РТУ) и авто-
Рис. 121. Схема и основные размеры однооперационного
комплекса модели АККД2118А-2:
а — компоновка; б — стол с направляющими и датчиком контроля
заготовки.
матические линии (АЛ). РТК создаются для выполнения одной или двух
операций штамповки, РТУ и АЛ — для двух и более.
На рис. 121, а приведена схема однооперационного листоштамповочного
комплекса модели АККД2118А-2, включающего пресс 9 модели КД2118А,
промышленный робот 2 (ПР) модели КМО, 63Ц4212, пульт управления 1,
электрошкаф 3 пресса, блок 4 подготовки воздуха, вакуумный захват 5, тару
б, лоток 7, основание 8, на котором смонтирован комплекс; устанавливае-
мый на прессе штамп 10, пневматический сдуватель 11, стол 12 и вибробункер
13. Комплекс обслуживается оператором, работающим в зоне с. Стол 12 пред-
ставляет собой стойку 20 (рнс. 121, 6), к которой с помощью болтов 15 крепит-
ся штатив 16. При освобождении болтов 15 положение штатива по высоте мо-
жет регулироваться. На плите штатива винтами 17 закреплены направля-
ющие 21 и упор 18. Возле упора закреплен датчик 19 контроля заготовки d.
Положение манипулятора по высоте также регулируется, в результате чего
рука со схватом робота может быть установлена на необходимом уровне над
плоскостью матрицы штампа.
Заготовки, предварительно засыпанные в вибробуикер, подаются нм по
лотку 14 на стол 12 между направляющими 21 до упора 18. Датчик контроля
положения заготовки d при положении ползуна пресса в КВП разрешает
включение рабочего хода ПР. При этом происходит включение схвата, его
подъем, поворот, опускание и отключение, а также выполняется укладка за-
готовки в трафарет штампа. После укладки заготовки схват ПР возвращается
в исходное положение, а после его выхода из зоны штампа включается ход
пресса. Ползун пресса совершает рабочий ход и при возвращении в КВП
кулачком, находящимся на кривошипном валу, включает пневматический
сдуватель II, который удаляет отштампованную деталь в лоток. Лоток уста-
189
Рис. 122. Однооперационный комплекс модели АККД2118А-2:
7 — пульт управления; 2 — электрооборудование; 3 — робот; 4 — пресс; 5 — вибробун-
кер.
Рис. 123. Схемы однооперационных комплексов на базе прессов серии
КД2100: а —моделей АККД2118А.03 и АККД2122Е.01; б — АККД2126Е.03;
в — АККД2128Е.03, АККЕ2130.31, АККД2330.02.01 и АККМ2134А.31.
1 — пресс; 2 — пневмосдуватель; 3 — вибробункер; 4, 5 — робот; 6 — накопитель; 7 —
магазинное устройство.
190
§
4440
3440
S
Рис. 124. Схема однооперационного комплекса моде-
ли АККЕ2330.31:
а — общий вид; б — компоновка; 1 — робот модели КМ5Ц4203
с ПУ; 2 — магазинное устройство модели МУ ПР2: 3 — ролы
ганг; 4 — пресс модели КЕ2330; S — тара.
191
4440
открытого пресса:
1 — пресс модели К3132А;
2 —механизм загрузки; 3 —<
манипулятор.
Рис. 125. Схема однооперационного комплекса модели АКК2130В.31:
/•—тара; 2—механизм контроля поштучного захвата заготовок; 3—магазинное устройство модели МУПР2; 4 —
робот модели КМЮЦ4202 с системой программного управления; 6 —рольганг; 6 — пресс модели К2130В; 7 — лоток.
АКК3034 |^ХеМа и основные размеры однооперационного комплекса модели
}ZZ5?eCC Мо'?ели К3034; 2 ~ манипулятор модели К05.7623.1; 3— тележка манипулятора;
ижгазин (подъемный стол); 5 — механизм переноса заготовок.
193
Рис, 128. Схема однооперационных комплексов моделей
АККА3732-1, АККВ3732А-1, АККБ3534А-1, АККБ3535А-1,
АККБ3537.31 и АККВ3539.31:
1 — пресс; 2 — механизм выгрузки; 3 — манипулятор.
шо
Рис. 129. Схема однооперационно-
го комплекса модели АККБ5530.31
на базе кривошипного закрытого
пресса двойного действия модели
КБ5530:
I — пресс; 2 — робот модели КМ10Ц4202;
3 — магазинное устройство модели
АККМ2134.31.10.
194
Рис. 130. Схемы двухоперационных комплексов модели Л614 (а)
и Л612 (б);
/ — ограждение; 2— тара- 3 — ПР модели 1\М1,25Ц.42]б напольного типа;
4 — система управления ПР; 5 — шиберный питатель; 6 — пресс модели
КД2122Б; 7 —ПР модели КМ1.25Ц.4216 напольного типа; в —пресс модели
КД2124Е.
Рис. 131. Двухоперационный комплекс модели Л612,
195
a
Рис. 132. Схемы двухоперационных РТУ моделей:
а — РТУ2КД2128Е. РТУ2КД2330.02.02 и РТУ2КД2330.01; б — РТУ2КД2126Е.01,- в —
РТУ2КД2122Е.01 и РТУ2КД2124Е.01; / — тара; 2, 7 —роботы; 3 — магазинное устройство;
шиберный питатель.
4 — рольганг; 5 — пресс: 6 — накопитель; 8
t
Рис. 133. Схема и основные размеры
двухоперациовного роботизированного
технологического участка модели
РТУ2КВ2132.31:
/ — пресс модели КВ2132; 2 — манипулятор;
3 — ограждение; 4— устройство ЦПУ; 5 —ма-
газиииое устройство; 6 — передающее устрой-
ство.
196
Рис. 134. Схема и основные размеры двухоперационной роботи-
зированной линии модели Л511.24.100:
/ — промышленный робот модели КМ1.25Ц4216; 2 — шиберный питатель;
3 -= пресс модели КД2124Е; 4 — ограждение; 5 — тара; 6 — устройстао ЦПУ.
Рис. 135. Схема и основные раз-
меры двухоперационной робо-
тизированной линии модели
Л511.34.100:
1 — накопитель модели АККД2.126Е.03-
65-001; 2— ограждение; 3— прессы мо-
дели КД2126Е; 4 — тара; 5 — промыш-
ленный робот модели МА2.5Ц4202; 6 —
узел стыковки.
197
ВибА
8800
Рис. 136. Схема и основные размеры трехоперационной роботизированной ли
нии модели Л521.42.100:
1 — пресс модели КД2330-02; 2 — робот модели КМ5Ц4202; 3 •— передающее устройств;
^?ЛеЛло/?52Л41-111; 4-магазинное устройство модели МУПР2; 5—робот модел
КМ5Ц4203; 6 — пульт управления; 7 — тара.
10000
Рис. 137. Схема и основные размеры четырехоперационной роботизированной
линив модели Л521.41.100:
1 — прессы модели КД2330-02; 2 — магазинные устройства модели МУПР2; 3 — робот*
модели КМ5Ц4202; 4—передающее устройство модели Л521.41.1И; 5 ^система управле
ия ПР; £ — тара.
198
новлен под углом и деталь из него попадает на тару б. При возвращении ползу-
на пресса в КВП через электросхему подается команда на включение ПР. Да-
лее его включение осуществляется после того, как датчик контроля 19 заго-
товки обнаружит очередную поданную на стол заготовку и т. д.
Комплекс (рие. 122) может работать в ручном (в случае наладки), цикло-
вом (при проверке правильности наладки путем отработки одного полного
цикла) и автоматическом режимах.
На рис. 123—125 показаны схемы других однооперациоиных РТК, на
рие. 126—128 — однооперационных РТК на базе прессов с манипуляторами,
на рис. 129 — однооперационного РТК на базе пресса двойного действия.
Схемы двухоперационных РТК, РТУ и АЛ приведены на рис. 130—135,
трех- и четырехоперациоиных АЛ — на рис. 136 и 137. В табл. 37 приведена
развернутая техническая характеристика комплексов, РТУ и АЛ, выпус-
каемых отечественной промышленностью.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СРЕДСТВ АВТОМАТИЗАЦИИ
Первым звеном автоматизированного комплекса, как правило, являются
механизмы накопления, или накопления и первичной подачи исходной заго-
товки (табл. 38). Один из этих механизмов — шиберный питатель может слу-
жить также в качестве самостоятельной автоматической подачи заготовки
в зону штамповки (табл. 39).
Вторым звеном автоматизированного комплекса являются манипулято-
ры, роботы, шиберные, револьверные (табл. 40) и грейферные (табл. 41) по-
дачи.
Манипуляторы и роботы в отличие от подач осуществляют не только соб-
ственно подачу заготовки в зону штамповки, но и манипулирование заготов-
кой. Наиболее эффективными для подачи штучных заготовок являются ПР
в комплексе с другими вспомогательными механизмами. Технические харак-
теристики выпускаемых промышленностью роботов и манипуляторов приве-
дены в табл. 42.
Третьим звеном автоматизации являются вспомогательные механизмы,.
осуществляющие удаление готовой детали из зоны штамповки (эта функ-
ция может также выполняться манипулятором и роботом), ее передачу от од-
ного механизма к другому и т. д. Наиболее часто применяют механизм вы-
грузки модели К05.707. Его техническая характеристика приведена ниже:
Ход, мм .............................................560
Рабочее давление в пневмоцнлиндре, МПа...............0,5
Размерь' лотка, мм .................................. 1000X1800
Габаритные размеры, мм ............................. 1660x1575x16 90
Масса, кг......................... 356
В качестве передающих для РТУ и АЛ применяют устройства моделей
Л521.41.111.00.001 и РТУ2КВ2132.31.20. Их технические характеристики
приведены ниже:
Размер плоского полуфабриката в плане, мм:
наименьший................................
наибольший.............................
Наибольшая масса полуфабриката, кг . . .
Наибольшее перемещение полуфабриката, мм:
горизонтальное ............. . ...........
вертикальное .........................
Наибольший поворот полуфабриката в гори-
зонтальной плоскости, ° .............
Габаритные размеры в плане, мм . . . . .
Масса, кг.............................
1О0ХЮО
500X500
5
3000 (500) •
100
180
1840X1160 (1250X800)»
550 (250) *
* В скобках приведены значения параметров модели РТУ2КВ2132.31.30, отличающиеся
от аналогичных параметров модели Л521.41.Ш.00.001.
199
37. Техническая характеристика автоматизированных и автоматических комплексов, участков н линий для штамповки деталей из штучных заготовок
Пресс» включенный в комплекс, участок, линию Модель комплекса, участка, линии Основные средства автоматизации
Механизм накопления и подачи исходных заготовок Модель манипулятопа или робота, включенного в комплекс, участок, линию Механизм выгрузии готовых деталей
Модель Количество, шт. Наименова- ние» Модель Наименова- ние* Модель
— размеры исходной заготовки, мм & * g ц. ± /истп» кг/Нстп, мм ^схв» мм ^схв» мм ппр» шт./ч лг X Вр, мм
«заг^заг в
Однооперационные комплексы
КД2118А
КД2118А
КД2122Е
КД2122Е
КД2126Е
КД2128Б
КД2128Е
КД2128
КЕ2130
КД2330
КД2330
КД2130
КД2330
КЕ2330
K2I30B
К Б 5530
К3132А
КЗ 132А
КА3732А
КВ3732А
К3034
КО 134
КМ2134 А
КБ3534А
К3535А
КБ3537
КВ3539
1 АККД2118А-2 Вб ВПУ630А КМ0.63Ц4212
1 АККД2118А.03 Вб УСБЗ КМ0.08Ц4211
1 АККД2122Е.01 Вб УСБЗ КМ0.63Ц4212
1 АККД2122Е.02 Вб УСБЗ КМ0.63Ц4212
1 АККД2126Е.03 н АККД2126Е. КМ1.25Ц4216
03-03-65.01
1 АККД2128Б.31 п
1 АККД2128Е.03*2 М/у МУПР4 МА2, 5Ц4202
1 АКК63ПР М/у МУПР1 ПРЦ1
1 АККЕ2130.31 М/у МУПР2 КМ10Ц4202
1 АККЮОПР М/у МУПР2 ПРЦ1
1 АККЮОПР-01 М/у МУПР1 ПРЦ1
1 АККЮОПР-02 М/у МУПР2 ПРЦ1
1 АККД2330.02.01 М/у МУПР2 КМ5Ц4203
1 АККЕ2330.31 М/у МУПР2 КМ5Ц4203
1 АКК2130В.31 М/у МУПР2 КМЮЦ4202
I АККБ553С.31 М/у АККМ2134. КМ10Ц4202
31.10
1 АКК3132А-1 — К05.7623.1
1 АККЮОПР М/у МУПР2 ПРЦ1
1 АККА3732А-1 — K05.7623.I
1 АККВ3732А-1 — — К05.7623.1
I АКК3034-1 K05.7623.I
1 АКК0134-1 М/у МУПР2 ПРЦ1
I АККМ2134А.31 М/у КМ10Ц42-2
I АККБ3534А-1 «в* К05.7623.1
1 АКК3535А-1 К05.7623.1
1 АККБ3537.31 —» КОБ. 7642.2
1 АККВ3539.31 *— *— К05.764 2.2
Пс ПС1 10X90 0.5—2,5 0,63 0,16 40/— —4 1500 1850х 1700
Пс ПС1 63x63 0.5—2,5 0,08 0,1 40/— —— —— 1500 1850x1700
Пс ПС1 25X63 1,0—4.5 0,63 0,1 40/— —— —. 1400 1670x2170
Пс ПС1 НЮхЮО 1,0—4,5 0,10 0.1 40/— —4 — 1400 1670x2170
25 X 25 1.0—4,0 0,63 0.1 —/250 80 1000 2900X2800
Г/у гпп 63x63 0.5—5,0 0,16 — 2520 2500x2000
250x250 0.5—2,0 1,25 о,1 —/250 1020 125 670 2900 x 2800
250x250 0,5—2,0 2,5 0.1 -/260 900—1100 150 300 3780 x 2760
500X500 0,5—6,0 2,5 0.1 —/320 —— 150 500 4000X3700
.— 500 x 500 0,5—6,0 2,5 0,1 —/250 900-1100 150 300 4350X4350
. 500x500 е,Б-б,о 2.5 0,1 —/250 900-1100 150 360 4400X 3450
. 500x500 0,5—6,0 2,5 0.1 —/250 900—1100 150 360 4400X3450
. 450X500 0,5—5,0 2,5 0.1 —/250 1000—1130 0—100 600 4800x3500
500 X 500 0,5—6,0 2,5 0,1 — /320 1000—1130 0—100 600 4440x3460
. 450x500 0.5—5,0 5,0 0,1 —/250 150 500 4440X4050
— — 650Х6Б0 0,5—3,0 5,0 0.1 —/320 — 150 300 5300x4800
1250x600 0,8—6,0 20,0 0,5 —/280 1100 0—250 860 5800x3450
. 500x500 0,6—6.3 5,0 0,1 —/250 900—1100 150 240 4250X3450
Мв К05. 1200 X750 0.8—6,0 20,0 ' 0,5 -/280 1100 0—250 860 5100x3550
Мв 707 КОБ. 1200x750 0,8—6,0 20.0 0,5 —/280 1100 0—250 860 4810x3380
707 1250x600 0,8—6,0 20,0 0,5 —/280 1100 0—250 860 5500x3050
500x600 0,5—6,3 2.5 0,1 —/250 1135-1165 150 420 3500x2640
650x600 0,5—8.0 5,0 0.1 —/320 —• 150 400 5500X4500
1300x750 0,8—6,0 20,0 0,5 —/280 1100 0—250 860 5450x4600
1300X750 0,8—6,0 20.0 0,5 —/280 1100 0—250 860 5450x4600
1700x1000 0,8—6,0 20,0 0.5 —/280 1100 0—250 600 5885 x 4130
— — 1700x1000 0,8—6,0 20,0 0,5 —/280 1100 0—250 600 7030x 4850
Многооперационные комплексы, Участки и линии
КД2126Д КД2128Б КЛ2130А КЕ2330 I I 1 1 АККД2126Д.31 АККД2128Б.31 АККЛ2130АФ1.02 АККЕ2330.31.Ф1 П П г/у М/у пгн МУПРЗ*‘, МУПР4, г/у Г/У пгн ПГ11 63Х63 63x63 250X250 250 x 250 0,5—4.0 0,5—5,0 0,5—5,0 0,5—4,0’ ю Ъ1 1 1 0,5 0.5 0.2 —/200 —/200 —/200 —/400 160** 160*8 800—1100 28 2880 2520 1200 1200 2200x1900 2500x2000 3000x2000 3840 x 2360
КВ2132 КМ2134А КД2122Е КД2124Е КД2126Е КД2128Е КД233О КД2330-02 1 1 2 2 2 2 2 2 АККВ2132.02 АККМ2134АФ1.01 РТУ2КД2122Е.О1 РТУ2КД2124Е.01 РТУ2КД2126Е.01 РТУ2КД2128Е.01 РТУ2КД2330.01 РТУ2КД2330-02. 02 Г/у Г/У Ш/п Ш/п Ш/п М/у М/у М/у МПШО ПГ9 ПГ9 Л612.42 Л612.42 Л612.42 МУПР4 МУПР2 МУПР2 КМ1.25Ц4216 КМ1.25Ц4216 МА2.5Ц4202 КМ5Ц4202 КМ5Ц4201 КМ5Ц4202 о И I И I 1 РТУ2 КД2330. 260x250 400X400 90x90 90X90 150X100 250X250 450x500 450 x 50 0 >0,8 >1,0 0,5—2,0 0,5—2,0 0,5—4,0 0,5—4,0 0.5—5,0 0,5—5,0 0,63 0,63 0,8 1.6 1.6 1,6 0.5 0,5 0.1 0,1 0,1 0,1 0,1 0,1 —/200 —/200 — /200 —/200 —/250 —/320 —/250 —/320 800—1100 800—1200 900—1100 900—1100 900—1000 990—1100 970—1100 970—1000 80 80 0—125 О—ЮО 0—100 0—100 960 600 960 770 680 600 480 600 3200 x2100 3400x2700 3100x2700 3000x3000 3800 x3800 4650x3770 4900X4300 4900X 4300
КВ2132 КД2124Е КД2126Е 2 2 2 РТУ2КВ2132.31 •• Л511.24.100 Л511.34.100 М/у Ш/п н ПШ1 АККД2126Е. КМ10Ц4202 КМ1.26Ц4216 МА2.5Ц4202 — 01.66 300x500 60x90 150x100 0.5—6,3 0.5—2,0 0,5—4,0 5.0 0,63 0,8 ' 0.1 0,1 0,1 —/320 —/300 990—1140 900—1100 900—1100 0—100 -80 0—125 400 770 750 7100X 4700 3000x3000 3800X3200
КД2330-02 КЕ2330 4 3 Л521.41.100»» Л521.42.Ю0*8 М/у М/у 03-65-001 МУПР2 МУПР2 КМ5Ц4202 КМ5Ц4202, КМ5Ц4203 — 450x500 500X500 0,5—5,0 0,5—5.0 1.6 1,6 0,1 0,1 —/320 —/250 970—1100 970—1100 0—100 0—100 440 450 10000Х 6000 8800x5000
200 101
’Чени*»»
Пресс, включенный в комплекс, участок, линию Модель Основные средства автоматизации
Механизм накопления и подачи нскод- ных заготовок Модель манипулятора или робота, включенного в комплекс, участок, Механизм выгрузки готовых детелей
О и Ь комплекса, участка, линии § KI » О
Модель <У 6Г К « а Наимен ние* Модель линию Найме» вне* Модель
КД2124Е 2 Л612 Ш/п Л612-42-001 РПД1,25*« м •—»
КД2122Е 2 Л614 Ш/п ПШ1 РПД1.25*” st—
КД2124Е 2 Л 612 А Ш/п ПШ1 КМ1.2БЦ4216 | — Комплексы для пробивки
КБ1925 I АККБ1925.01 ПДШ2»! —ч»
КБ1928 1 АККБ1928.01 — •— ПДШ2 а—»
КБ! 929 1 АККБ1929.01 — ПДШ2 — ч—•
КБ1931 1 АККБ1931.01 ПДШ2 •
•Условные обозначения: Вб — вибробункер; Н — накопитель} М/у — магазинное
Пс — пневмосдуватель; М/в — механизм выгрузки.
• ’ В комплексе использован бункер модели БУБ1.
• • Приведено расстояние от плоскости стола до верхней плоскости линеек.
• * Состав средств автоматизации уточняется по требованию заказчика.
»» Включено передающее устройство модели Л521.41.111.
• в В ближайшее время будет заменен роботом КМ1, 2БЦ4201.
* ! Универсальное приспособление для пробивки отверстий по координатам.
38. Техническая характеристика питающих
Основные параметры н размеры Модель
МУПР1 МУПР2 МУПР4
Чаг X 6saP)mln. ММ (азаг X Ьзаг )тах, ММ 100X100 250x250 250x250 500x500 70x70 250 x250
smln> мм 0,5 0,5 0,5
^стп- ММ 250 250 320
Мстп, КГ 120 400 160
/73, мм 800—1100 800—1100 800—1100
Аг х Вг, мм 390X1100 640X1520 390—1100
Нг, мм 950—1100 950—1165 1050—1200
М, кг 300 600 30
• Магазинные устройства работает при давлении воздуха 0.4Б—.6,5 МПа.
202
Продолжение табл. S7
- — — - Размеры исходной заготовки, мм ^заг» кг U, ± Мстп» кг//7стп» мм ^СХВ» мм ^СХВ> мм "пр, шт./ч лг X Ву. мм
«ваг ^заг 6
90x90 90x90 90X90 0,5—2,0 0,6—2,0 0,6-2,6 0,63 0,63 0,63 0,1 ОД 0,1 —/200 —/200 —/200 830—955 830—955 900—110» 125 125 80 700 960 940 3550x3400 3100x 2700 3550x 3400
(Шеерстий по шаблону
1000x400
1000x500
1000x600
1000X600
До 10
До 16
До 20
До 26
1020
1020
960
, 860
2460x2300
2460x2565
2460x 2800
2460x 3000
(устройство: П питатель; Ш/п — шиберный
питатель; Г/у —. грейферное устройство;
магазинных*) и бункерных устройств
^тройства
УМР1 УСБЗ РТУ2КВ2132.31.10 AKKM2134A.31.10 Л612.42.0Ы
080 25X25 100X100 100x100 40x40
250X 250 63x63 500 x 500 600x 650 90x90
0,5 1,0 0,5 0,5 0,5
300 — 320 320 300
150 40 640 970 18
«40—1020 — 990—1140 990—1140 830—955
760X1640 0710 640x1425 700X1625 370x750
900—1374 710 1050—1190 1050—1190 980—1050
320 255 500 600 4 320
203
яо. техническая характеристика шиберных подач
Основные параметры и размеры Модель подачи Основные параметры и размеры Модель подачи
ппи П1П2 ПШ1 ПШ2
«заг. мм 12—90 30—240 п, мин-1 100 70
*за’> мм 35—90 90—240 Hcw мм 200 300
S, мм 0,5 1,0 4Г, мм 750 1100
^заг» мм 35—90 90—240 Вг, мм 370 400
Ani6min« Ь™ 12 30 М, кг 320 400
^шбтах» ММ 100 250 <2В- м3/мин 0,2 0,38
* В направлении подачи.
Перпендикулярно к направлению лодачи.
40. Техническая
характеристика
револьверных
подач
Основные параметры Модель подачи
РП2Ц РП21
£>3аГ, ММ 125 180
S, мм 0,5 0,5
U* п заг, мм 16 20
п, мин-1 75 40
* После гибки, вы-
тяжки.
41. Грейферные подачи с питателями
Основные параметры и размеры Модель подачи
ПГ9 ПП0 ПП1
("заг X Karimin. мм — — 40x40
(азаг X ^заг^шах» мм 250X250 400X400 63x63
smln» мм 0,8 1,0 0,5
6шах> ММ 5,0 5,0 4,0
«по.. шт- 4 4 4
Йрр, мм 60 70 50
hpp, мм 360 560 100
п, мин-1 10—100 10—80 71
Ярр, “М 800—1100* 800—1200» 160
мм — — 200
М, кг 180 280 560
* От пола.
104
КОНСТРУКЦИЯ и особенности выбора
И ПРИМЕНЕНИЯ СРЕДСТВ АВТОМАТИЗАЦИИ
Роботы
Роботы наиболее полно обеспечивают комплексную автоматизацию про-
цессов листовой штамповки с использованием штучных заготовок. Они позво-
ляют создавать автоматизированные и автоматические комплексы, линии
и гибкие производственные модули.
В наибольшей мере требованиям автоматизации, таким, как быстродей-
ствие, легкая переналаживаемость, возможность замены схватов, отвечают
агрегатированные жесткопрограммируемые пневматические роботы. Их под-
бирают и собирают строго в соответствии с заданными функциями. Избыточ-
ность функций исключается, поэтому в сравнении с универсальными роботами
они наиболее дешевы.
Агрегатированные роботы моделей МА2, 5Ц4201 и МА2, 5Ц4202
имеют грузоподъемность 2,5, моделей МА5Ц4201, МА5Ц4202, МА5Ц4203
и МА5Ц4204—5, моделей МА10Ц4201, МА10Ц4202 и МА10Ц4203 — 10 кг.
Роботы МА10Ц4201 и МА5Ц4201 оснащены двумя руками, МА10Ц4202 —
тремя, остальные — одной рукой. Все агрегатированные роботы позволяют
обеспечить по две программируемые точки положения исполнительных ор-
ганов при прямом и обратном перемещениях: в горизонтальном и вертикаль-
ном направлениях, при повороте в горизонтальной плоскости и вращении за-
хвата. Время захвата и отпускания заготовки находится в пределах 0,9 с при
использовании вакуумного, 0,3 с — электромагнитного и 0,4 с — механиче-
ского (клещевого ) схватов. Скорость перемещения заготовки в горизонталь-
ном направлении составляет 1,6, в вертикальном — 0,63 м/с, поворота в го-
ризонтальной плоскости — 120, вращения схвата — 180 град/с. Более под-
робная характеристика представителей агрегатированных роботов приве-
дена в табл. 42. Кинематическую структуру роботов определяют агрегатные
узлы подъема, поворота и вращения рук, а также пневмопитания. Исполни-
тельные устройства управляются системами ЦПУ типа УЦМ663, УЦМЮ0
и др.
Робот модели ПРЦ1 показан на рис. 138. На корпусе робота смонтиро-
ваны две руки 2 со схватами 3. Программоносителем служит штеккеряая па-
нель 1, на которой штеккераМи, вставляемыми в нужные гнезда, набирается
соответствующая программа и устанавливается заданный вариант последо-
вательности работы рук и схватов робота. Примененная система программно-
_го управления позволяет одновременно управлять следующими движениями:
подъемом-опусканием рук, их поворотом, продольным перемещением вперед-
.назад, вращением схватов относительно горизонтальной оси по часовой стрел-
ке и против нее и зажимом-разжимом заготовки схватами. В зависимости от
формы и размеров заготовки робот оснащается клещевыми, вакуумными
электромагнитными схватами со сменными элементами. Руки 2 робота вьь
олнены в виде длинноходовых пневматических цилиндров со схватами 3 на
"концах штоков. Пневматическая система управления движением всех меха-
жизмов собрана на струйных элементах. Конечные положения механизмов
регулируются упорами.
Робот модели РПД1.25 (рис. 139) может осуществлять следующие опе-
рации: захват заготовки, расположенной на исходной позиции в ориентиро-
ванном положении; подъем, кантовку и транспортирование ее к штампу;
установку заготовки в штамп, захват, извлечение из матрицы или съем с пуан-
сона и вынос из штампа отштампованной заготовки или детали; укладывание
се на исходную позицию следующего пресса или сброс детали в тару.
Робот включает основание 2, на котором смонтированы все остальные
РВЛЫ, закрытые кожухом 8: пневмопривод /, механизм подъема и. поворота 3,
оголовок 4, две руки 6 со схватами (клещевыми, вакуумными или электро-
магнитными) 5, механизм вращения схватов 7, устройство ЧПУ 9 и узел сты-
ковки 10. Робот в комплексе оборудования следует располагать таким обра-
•ом, чтобы магазинное устройство 14, пресс 12 со штампом 13 и тара 11 для
Сброса деталей находились в зоне обслуживания робота.
205
42. Технические характеристики промышленных роботов и манипуляторов
Основные параметры и размеры Модель
кмо, 08Ц4211 МРИ МО, 63Ц4201 кмо, 63Ц4212 SS'ltfUd' Ml, 25Ц0101 КМ1 25Ц4216 МА2 5Ц4201 МА2 5Ц4202 МА 5Ц4202 КМ 5Ц4202 КМ 5114203 ПРШ КМ 10Ц4201 КМ 10Ц4202 О сч <s 32 КМ05. 1 7623.1 КОБ. 7642.2 \ gg 20,0
0, кг 0,08 0,5 0,63 0,63 . 1,25 1.25 1,25 2,5 2,5 5,0 5,0 5,0 10,0 10,0 10,0 10,0 20,0 20.0
мзаг> «г 0,08 0,5 0,63 0,63 0,63 1,25 0,63 1,25 1,25 5,0 2,5 2,5 5,0 5,0 5,0 3,3 20,0 20,0 20,0
1
Ир, мм 1 1 1 I 2 1 2 2 2 1 2 2 2 2 2 3 1 1
1300x750 25
°заг^заг» мм 50—Б00 <160 10—100 40x90 40—250 30—150 40-90 20-400 20—400 20-500 20—500 20—500 50-500 100—500 100—500 20—500 400— 1250 500— 1700
Пц, мин-1 Б0 40 60 40 12 25 15 17 17 15 15 15 6 10 12 13 18 14
Узаг. мм — <500 — — 500 320 500 630 500 630 600 630 800 806 800 1000 900 1105 900
^заг» мм 12 25 20 20 125 — 80 125 125 125 100 100 150 150 150 160 60 60 60
V ..." 180. 37 120 240 180 — 180 90 90 90 90 90 180 180 180 180 — —s'
2
ППД> * 2 3 2 2 4 5 4 4 4 4 4 5 4 5 6 5 — S"
2
пт — — 2(3) — — 2 2 — 2(3) 2 2 2 — 2 2 2 — .—
?схв» ♦•‘° — — — 180 — 180 — 180 180 180 180 180 180 180 —
—*
₽р....» — — — 60 — 90 90 90 — 90 90 40 90 90 90 —
0,5
м. ± 0,1 1,0 0,16 0,1 0,1 0,16 0.1 0,1 0,1 0,1 0,1 0,1 0,5 0,1 0,5 0,5 0,5 0,5
—
“X- м/° — — — — 1,5 1,5 1,0 1,2 1.2 1,6 1,0 1,5 0.6 1,5 1,3 1.0 — —
—
4Т. «/с 0,16 — 0,18 — 0,5 0,3 0,45 0,5 0,5 0,63 0,4 0,4 0,3 0,5 0,3 0,5 — —
"заг* r₽a«/c 400 — 563 — 180 — 150 120 120 120 90 160 88 180 90 90 —
—
исхв- град/° — — — — 180 — 180 180 180 180 150 180 180 180»» 180 180 — —
4814
г 350 ООО 380 380 1000 1520 960 1170 1300 1250 900 ^900 2115 905*2 t 2080 1500 4300 5540
Вт 260 4Б0 360 360 800 600 600 1170 1300 920 820 820 1000 740*2 1160 1400 2600 2700 2715
3200
/И, кг 17 220 30 20 460 310 280 320 350 335 600 570 1000 550 550 J 580 3200 4060
* Без учета захватов.
*« Без УЦПУ.
»• Робот МА10Ц4201 имеет поперечное перемещение на расстояние до 800 мм.
206
?07
Рис. 138. Общий вид промышленного робота модели ПРЦ1.
0-125
Рис. 139. Промышленный робот модели РПД1.25:
а — общий вид; б — конструктивная схема; в — схема воны обслуживания.
208
Кинематическая схема робота приведена на рис. 140. Вертикальный вал
31, несущий оголовок 27, поворачивается влево-вправо. Движение передается
от поворотного пневмомотора 32. При этом одновременно через зубчатое ко-
лесо 30 и рейку 29 движение передается шганге, которая своим зубом упирает-
ся в правый 2 или левый 5 упоры, настраиваемые иа определенную величину
поворота рук. Остановка происходит плавно благодаря тормозным цилинд-
Рис. 140. Кинематическая схема промышленного робота моде-
ли РПД1.25
рам 1 и 4. Движение вверх-вниз вертикальному валу и оголовку 27 переда-
ется от пневмоцилиндра 28 При этом шлицевой хвостовик вертикального вала
Скользит во втулке поворотного двигателя, ограничение хода обеспечивается
упорами 6 и 7, а плавность остановки — тормозными цилиндрами 5 и 9.
На оголовке закреплены пневмоцилиндры 26 и 22, которые обеспечивают
перемещение штанг рук 21 и 25 вперед-назад. При этом ограничение хода
штанг обеспечивается упорами 11, 24 и 14, 17, а плавная остановка — тормоз-
ными цилиндрами 12, 23 и 15,16. Оголовок состоит из двух рычагов, прикреп-
ляемых к фланцу вертикального вала. Для изменения угла между осями рук
имеется механизм, состоящий из червячной шестерни и червяков на рычагах.
На руках закрепляются схваты клещевые 13, вакуумные 10 или электромаг-
209
нитные 8. Схват одной из рук может вращаться относительно оси руки, полу
чая движение от двигателя 18. Поворот ограничивается регулируемым упо
ром через реечное зацепление 19, 20.
Клещевой схват (рис. 141, а) включает пневмоцилиндр 6 односторонней
действия и шток 5, который через серьгу 1 связан с рычагами 3, вращающими
ся один относительно другого вокруг оси 2. На губках 4 могут крепиться
накладки из мягкого материала. При поступлении воздуха в полость пневмо
цилиндра 6 рычаги расходятся. Зажим заготовки осуществляется под дей*
ствнем пружины.
Рис. 141. Схваты робота:
а — клещевой; б — вакуумный; в — электромагнитный.
Схема вакуумного схвата приведена на рис. 141, б. Создание вакуума осу-
ществляется эжектором, закрепленным между схватом и стержнем руки. Эжек-
тор навинчивается на стержень руки, а вакуумный схват — на эжектор.
Электромагнитный схват (рис. 141, а) работает под действием электрического
тока, подаваемого на его катушку.
Клещевой схват используют для объемных, а вакуумный и электромаг-
нитный — для плоских заготовок.
Робот модели КМ1, 25Ц4216 (рис. 142, л) заменяет в настоящее время
описанный выше робот РПД1, 25.
Робот модели КМ1, 25Ц0101 (рис. 142, б) предназначен для комплекто-
вания прессов усилием до 250 кН. Его исполнительное и загрузочно-ориенти-
рующее устройства совмещены, имеется промежуточный стол для вторичной
ориентации, обеспечивается контроль и сброс сдвоенных тонких заготовок
и автоматическое перемещение заполненных сменных кассет, расположенных
на поворотной платформе исполнительного устройства, на рабочую позицию.
Робот оснащен цикловым электронным устройством ПУ, обеспечивающим
одновременное .управление шестью координатами и одновременное управле-
ние двумя схватами. ПУ работает по принципу синхронного автомата с жест-
ким циклом управления.
210
Робот модели КМО, 63Ц4212 показан на рис. 143. Основными узлами ро-
бота (рис.144) являются рука 1, привод 4 и пневмопривод 6. Привод размещен
в корпусе 13, в котором на подшипниках вращается барабан 11. В отверстии
барабана размещен вертикальный вал 9 с упором 10. Они вращаются вместе
с барабаном, но могут перемещаться и относительно него вдоль оси. На бара-
бане закреплена крышка 8. В корпусе закреплены кулачки 2 переключения,
кулачок включения пресса 3 и регулируемые упоры 7. На внутренней поверх
ности барабана имеются торпевые кулачки, такие же кулачки — на упоре 10.
При помощи пружины они прижаты друг к другу.
Рука 1 со схватом крепится к вертикальному валу 9 с помощью оголовка
5, позволяющего устанавливать руку в необходимое положение по высоте
и углу в плоскости действия. Рука может применяться с механическим, ва-
куумным или электромагнитным схватом. Вертикальный вал Рис ним рука 1
осуществляют подъем (опускание) и поворот от одного пневмодвигателя. По-
следний представляет собой два поршня 15 перемещающие зубчатую рейку
12, скользящую в направляющей втулке 14. Зубчатая рейка приводит во вра-
щение барабан 11, на котором нарезаны зубья шестерни, входящей в зацеп-
ление с рейкой 12. При движении поршней и рейки барабан 11 вращается
вместе в прикрепленным к нему упором 10 и вертикальным валом 9. Враще-
ние продолжается до тех пор, пока упор 10 не дойдет до регулируемого упора
7, прикрепленного на корпусе робота. Упор 10 прекращает вращение, а бара-
бан продолжает, вследствие чего своими торпевыми кулачками опускает упор
10 с валом 9 вниз. При перемещении поршней и рейки в противоположном
направлении движения осуществляются в обратном порядке- вначале подъем
вала 9, затем его поворот. После остановки вращения вала 9 барабан продол-
жает вращаться и вал перемещается вдоль вертикальной оси до тех пор, пока
кулачок барабана не упрется в стопор. Затем барабан останавливается. Из-
211
меняя положение упоров 7, можно регулировать угол поворота руки, изменяя
положение кулачка на барабане — величину ее подъема (опускания).
Пневмосистема 6 позволяет приводить в движение поршни пневмадвига-
теля. Принципиальная пневматическая схема приведена на рис. 144, а. По-
воротный пневмодвигатель 20 конструктивно является частью привода. Пнев-
модроссели с обратным клапаном 19 и 21 служат для регулирования скоростей
поворота барабана за счет изменения проходного сечения на выходе пневмо-
двигателя. Пневмораспределитель 18 позволяет изменять направления дви-
жения пневмодвигателя. Переключением пневмораспределителя 18 управляют
распределители 16 с роликами, которые переключаются упорами барабана
в крайних положениях. В цепь управления распределителем 16 включены
Рис. 143. Общий вид промышленного робота модели
КМ0,63Ц4212:
1 — пневмопривод; 2 — оголовок; 3 — рука со схватом; 4 — крышка при*
вода; 5 — кулачок барабана; 6— корпус привода; 7 — пневмоцнлнндр.
пневмодроссели 17 для регулирования длительности задержки включения на
время срабатывания пневматических устройств схвата. В одну из цепей управ-
ления (вращение влево, в штамп) включены параллельно клапан электропнев-
матический 27 и пневмотумблер 28. Клапан включает начало цикла по коман-
де от обслуживаемого устройства. Пневмотумблер используется при наладке
робота. При кратковременном включении робот выполняет одни цикл, при
переключении в положение наладки робот работает в непрерывном режиме.
От цепей управления пневмораспределителя 18 подведено управление на
пиевмораспределитель 26, который обеспечивает включение-выключение ци-
лин дра 25 пневматического схвата, либо эжектора 24 вакуумного схвата, либо
(через пневмотумблер 22) — пневмоэлектропреобраэователя 23 электро-
магнитного схвата.
Работа системы осуществляется в следующем порядке. Сжатый воздух
из блока подготовки поступает в пневмодвигатель 20 и через распределитель
16 — к клапану 27. Робот подготовлен к началу цикла. Далее поступает элек-
трический сигнал от соответствующего датчика пресса. Клапан 27 переме-
щается в нужное положение, после чего переключаются пневмораспредели-
тель 18 и, например, пневмоэлектропреобразователь 23. Двигатель начинает
движение к «штампу». В конце хода, когда кулачок барабана нажмет на ро-
лик распределителя 16, произойдет переключение пневмораспределителя 18,
двигатель начнет двигаться в обратном направлении, схват выключится.
При выходе руки из зоны штампа кулачок барабана нажимает на микропере-
ключатель и подает команду на начало рабочего хода пресса. Придя в ис-
ходное положение, кулачок барабана вновь нажмет на ролик распределителя
16, и робот остановится до подачи команды на начало следующего цикла.
21В
Точки подключения тумблера 22 могут быть изменены таким образом,
чтобы получилась схема, при которой робот выгружает детали из штампа.
Начало цикла может быть также смещено.
Рис. 114. Схемы робота модели КМ0.63Ц4212:
а — общая конструктивная; б — привода; в — кинематическая; г — пнев-
матическая.
Робот модели КМ5Ц4203 (рис. 145, 146). Основание 2 (см. рис. 146) уста-
навливается с помощью четырех опорных винтов б, которые позволяют регули-
ровать положение корпуса робота над уровнем пола в пределах 140 мм. На
основании закреплена тумба, несущая на себе механизмы поворота и подъема.
Механизм поворота соетоит из двух односторонних пневмоцилиндров 27,
поршни которых соединены шгок-рейкой 28, находящейся в зацеплении
е шестерней 16,
213
ООН-MS
Bui Б
кожух спит
Вив А
кожух снят
Рис. 145. Робот моде-
ли КМ5Ц4203:
1 — рука левая; 2 — гид*
робуфер; 3 — механизм
вращения схвата: 4 —
рука правая; 5 — гидро*
система; 6 — основание;
7 — схват (вакуумный,
електромагнитный или
клещевой); 8—механизм
поворота; 9 — механизм
подъема.
Рис. 146. Кинематическая схема робота КМ5Ц4203.
214
С этой же шестерней находится в зацеплении рейка 26, в торцы которой ввер-
нуты винты 25, ограничивающие перемещение рейки 26 между упорами 24,
в которых установлены гидробуферы 23. Их положением определяется вели-
чина хода торможения. Она регулируется гайками 22.
Механизм подъема включает пневмоцилиндр 3 и шток 20, к верхней части
которого крепится подвижная траверса 9. К нижней крышке 5 прикреплены
неподвижные стойки 21, являющиеся направляющими траверсы 9. К послед-
ней крепится штанга 8, несущая на себе регулируемые упоры 4, соединенные
со штоком 1 гидробуферов 7. С верхней стороны к траверсе с помощью пальца
19 и радиально-упорного подшипника 18 крепится колонна 17, повредством
Рис. 147. Руки робота КМ5Ц4203.
шлицевого соединения связанная с шестерней 16. Торможение подвижных масс
при подходе к упорам осуществляется гидробуферами 7. На колонне 17 в по-
мощью клеммных зажимов 14 закреплены левая 15 (загружающая) и правая
13 (разгружаюшая) руки с.клещевыми 12, вакуумными 11 или электромагнит-
ными 10 схватами Руки представляют собой (рис. 147) длинноходовые пнев-
моцилиндры 1 двухстороннего действия. На их штоках закреплены траверсы
5, соединенные со штангами 2 Последние перемещаются в подшипнике
скольжения корпуса 3. закрепленного с помощью клеммного соединения на
гильзе пневмоцилиндра / На штангах 2 с помощью клеммного соединения
установлен упор 10, служащий для регулирования величины хода. Штанги 2
поддерживаются скалками 9, закрепленными на кронштейнах 11. Скалки 9
позволяют подводить сжатый воздух к схватам. При подходе к упорам тормс
жение осуществляется гидробуферами 4. На траверсах 5 установлены хвосто-
вики 8, предназначенные для крепления сменных ехватов.
Угол между руками устанавливается разворотом клеммных зажимов 12
(на рис. 145, поз. 14} относительно колонны 17 Точная настройка угла осу.
ществляется регулировочными винтами 6 (рис 147). Хвостовик 8 на правой
руке вращается е помощью пневматического двигателя 7
Робот модели КМ5Ц4261, предназначенный для РТУ и АЛ, включает
трехрукий манипулятор в пневматическими приводами исполнительных ме-
каниамов и устройство циклового программного управления, выполненное
215
в отдельном блоке. Работая в цилиндрической системе координат, робот вы-
полняет следующие движения схватов: продольное (до 630 мм), вертикальное
(до 100 мм) и поворот вокруг вертикальной оси (до 90°). Кроме того, возможно
вращение вокруг горизонтальной оси одного из схватов в предела* 180°.
В зависимости от конфигурации переносимых заготовок и изделий робрт осна-
щается пневматическими (вакуумными), пневмомеханическими и электромаг-
нитными ехватами.
Пневмоприводы позволяют обеспечивать высокие скорости перемещения
схватов, гидравлические амортизаторы — их плавную остановку в конеч-
ных положениях.
В составе РТУ робот выполняет следующие операции: захват заготовки
е исходной позиции и перепое ее в рабочие воны прессов; укладку заготовки
в штампы; вынос отштампованного изделия из рабочей воны пресса и укладку
изделия в тару. На исходную позицию робота заготовки выдают с помощью
магазинного или кассетно-ориентирующего устройства. Безаварийность ра-
боты обеспечивается датчиками внешней информации, которые исключают
возможность попадания двух заготовок в штамп, а также возможность работы
пресса при нахождении схвата в штамповой зоне, неправильной укладки за-
готовки или в случае, если отштампованное изделие не удалено из штампа.
Робот модели КМ10Ц4201 включает две руки, пневмопривод исполни-
тельных механизмов и струйную систему циклового программного управле-
ния. Работая в цилиндрической свстеме координат, робот выполняет следу-
ющие движения схватов: продольное (до 800 мм), вертикальное (до 150 мм)
и поворот вокруг вертикальной оси (до 180°). Кроме того, возможно вращение
вокруг горизонтальной оси одного из схватов в пределах 180 °. Он также осна-
щается пневматическими (вакуумными), пневмомеханическими, электромаг-
нитными схватами, имеет высокие скорости перемещения схватов и обеспечи-
вает их плавную остановку в конечных по-
ложениях.
Струйная система циклового програм-
много управления позволяет задавать прог-
раммы при коммутационном способе их на-
бора. Программоносителем является штек-
керная панель, которая обеспечивает дли-
тельность тактов цикла 0,1—3,0 с, число
тактов цикла — 25, выходов — 30, одно-
временно управляемых выходов в любом
такте и повторяемых выходных сигналов
в цикле — 3. Источником питания системы
является вентилятор.
Пт{цоях6ат рвйтв
Рис. 148. Принципиальная
схема магазинного устрой-
ства МУПР2:
1 — загрузочная позиция; 2 —
поворотный стол; 3 — привод
подъема и поддержания стопы;
4 — рабочая позиция.
Вспомогательные устройства
Магазинное устройство модели МУПР2
(рис. 148, 149) содержит две позиции на-
копления заготовок. Попеременно одна из
позиций за счет поворота платформы 14
(см. рис. 149) перемещается в зону захвата
рукой манипулятора илн шиберной подачн. Положение платформы при этом
стопорится фиксаторами 8. Уровень верхней заготовки стопы поддерживается
пиевмоцилиндром, уровень платформы регулируется винтовыми устрой-
ствами.
Механизм контроля поштучной выдачи заготовок (рие. 150) применяется,
в частности, в РТУ2 КД2330.01, в тех случаях, когда рабочая часть вакуумного
или электромагнитного схвата меньше габаритных размеров заготовки Ме-
ханизм контроля представляет собой измерительные клещи, закрепленные
при помощи клеммного зажима 1 на руке 8 ПР- При возврате руки ПР в зад-
нее положение с заготовкой в схвате кромка заготовки попадает между
роликами 4 и 5. В результате поворота рычага 6 вокруг оси 7 ролик 4 пере-
мещается вниз, а кронштейн рычага 6 — вверх. При попадании в механизм
S16
двух или более заготовок перемещение кронштейна рычага б формирует за-
прещающий сигнал от предварительно настроенного датчика 3, закреплен-
ного в неподвижном рычаге 2.
Рис. 149. Конструктивная схема магазинного устройства
модели МУПР2:
/ — приемная стойка; 2— стопа заготовок; 3 — ось; 4, 6 — подшип-
ники; 6 —кольцо; 7 —шарик; 8 —фиксатор; 9 —цепная передача;
10 — гайка; 11 — винт; 12 — цилиндр: 13 — шток; 4— платформа.
Рис. 150. Механизм контро-
ля поштучной выдачи заго-
товок.
Кроме механизма контроля поштучной выдачи заготовок, который гГо
существу является датчиком соответствующего назначения, в составе РТК,
РТУ и АЛ применяют приведенные ниже датчики.
Датчики внешней информации — устройства, обеспечивающие конт-
роль за состоянием объектов, с которыми работают ПР. Они контролируют
наличие стопы заготовок на исходной пози-
ции ПР (в питателе), поштучный захват
заготовок из стопы; наличие н правиль-
ность укладки заготовок в штамп, вынос
отштампованных заготовок из штампов, по-
ложение ползунов прессов в КВП, совер-
шение рабочего хода ползунами прессов,
готовность передающего механизма к при-
емке отштампованной заготовки на выгру-
вочной позиции ПР, подачу заготовки пе-
редающим механизмом на приемную пози-
цию ПР, сохранность ограждения рабочей
воиы.
Датчик контроля наличия стопы заго-
товок должен быть установлен в питателе
и обеспечивать выдачу разрешающего сиг-
нала при наличии стопы и запрещающего
сигнала при ее отсутствии, блокируя ход
рук ПР в позиции захвата заготовок.
Датчики наличия и правильности ук-
ладки заготовок, как правило, монтируются
в штампе. Их количество и расположение
Должно гарантировать достоверность сигналов о правильности укладки.
Датчики контроля выноса отштампованных заготовок из штампов монти-
руются на схвате выгружающей руки ПР. Иногда функции контроля выноса
из штампа могут выполнять датчики, контролирующие правильность укладки
Их в штамп.
217
Датчики контроля совершения рабочего хода ползуном пресса и его по<
ложения в КВП устанавливаются в командоаппарате пресса.
Датчики готовности передающего механизма к приемке отштампованной
заготовки и подаче ее на приемную позицию последующего ПР монтируются
в самом механизме. Датчики выдают разрешающие сигналы: первый — на
возможность укладки заготовок предшествующему ПР; второй — на воз-
можность захвата заготовки последующему ПР.
Датчики контроля целостности ограждения монтируются в съемных егс
частях.
В РТУ и АЛ используют струйные и электронные торцевые датчики.
Струйные применяют на базе ПР моделей КМ10Ц4201 и КМ5Ц4201. В других
РТУ и АЛ применяют бесконтактные электронные датчики типа У511.00.
Их техническая характеристика приведена ниже:
Напряжение питания. В.....................
Вид тока питающей цепи....................
Амплитуда выходного сигнала, В , . . . .
Ток нагрузки, мА, не более............ .
Характер нагрузки ........................
Остаточное напряжение. В, не более . . .
Частота включений. Гц, не более...........
Максимальный разброс точек срабатывания, мм,
не более ...............................
Дискретность хода, мм, ие более...........
Масса, кг, не более .................. .
Присоединение ..................... . .
12—24
Постоянный
12—24
100
Активная, индуктивная
2,5
1000
0,06
Резьбовое М14Х0.7Б
Датчики характеризуются также зоной чувствительности, ограниченной
с одной стороны торцевой поверхностью датчика, а с другой — макеималь-
218
ным расстоянием до контролируемого металлического объекта (заготовки,
выступа, пластины), внутри которой при появлении этого объекта происходит
срабатывание датчика. Для датчика модели У511.11 зона чувствительности
составляет до 1 мм, модели У511.21 — до 2 мм, модели У511.31 — до 4 мм
Передающее устройство модели Л521.41.11 (рис. 151) обеспечивает тран-
спортирование заготовки в горизонтальной и вертикальной плоскостях под
захват рукой робота При этом заготовка, уложенная на планшайбу устрой-
ства, может также вращаться относительно оси планшайбы.
Штампы, работающие в РТК, РТУ и АЛ, должны удовлетворять специ-
альным требованиям, основные из которых приведены ниже.
После окончания штамповки необходимо, чтобы деталь оставалась в ниж-
ней части штампа в ориентированном положении. С этой целью применяют
штифты и трафареты, фиксирующие заготовку, увеличенной высоты, на них
выполняют фаски\и скосы под углом не более 40° к вертикальной оси с заход-
ной частью 1—3 мм для обеспечения самоустанавливаемости заготовок под
действием гравитационных сил. Съемники выполняют пружинными, чтобы
обеспечить возможность установки датчиков контроля наличия и правильно-
сти положения заготовки. Кроме того, необ-
ходимо, чтобы открытая высота штампов обес-
печивала возможность входа схвата с заготов-
кой в зону штамповки, хвостовики штампов
имели привязке к трафаретам или фиксирую-
щим штифтам в пределах 0,5 мм, конструкции
штампов исключали возможность запрессовки
отхода в деталь и наоборот (при разделитель-
ных операц иях).
В специально оговоренных случаях штам-
пы должны иметь отлип ателн для подъема
Рис. 152. Присоединитель-
ные размеры датчиков типа
У511.00.
плоской заготовки относительно зеркала мат-
рицы иа 3—5 мм, выталкиватели для подъема отштампованной заготовки из
матрицы, устройства для удаления отходов. При использовании ПР, имею-
щих общий привод вертикального перемещения нескольких рук, допуск на
высоту нижней части штампа не должен превышать ± 0,5 мм. Наличие и
правильность укладки небольших заготовок в штамп контролируют одним
датчиком, вмонтированным в нижнюю часть штампа заподлицо с зеркалом
штампа или утопленным относительно его на 1—2 мм.
При размерах заготовок более 200 мм и фиксации их по наружному кон-
туру контроль осуществляют три датчика, два из которых расположены вдоль
одной стороны, а третий — в середине противоположной стороны заготовки.
Датчики монтируются в теле матрицы на расстоянии 20—40 мм от кромок за-
готовок В штампах, где заготовку фиксируют двумя фиксаторами по отвер-
стиям, да1чики располагаются в зоне 20—40 мм от фиксаторов. Для контроля
крупных заготовок (до 300 мм) с большой кривизной датчики можно монти-
ровать в отлипателях, поднимающих заготовку ня 3—5 мм над зеркалом
штампа. Такой монтаж повышает надежность работы датчиков. Трубки, иду-
щие к струйным, или провода, идущие к электронным датчикам, должны укла-
дываться в нишах G нижней стороны штампа и закрываться крышками. При
этом провода или трубки не должны пересекать отверстий, выполненных
в штампах для проваливания отходов или крепления деталей штампов. Про-
ложенные в штампе провода или трубки соединяются е системой управления
ПР при помощи разъемов или проходных штуцеров. Размеры для привязки
электронных датчиков типа У511.00 приведены на рис. 152.
Используемые для штамповки иа РТК, РТУ и АЛ плоские заготовки
должны иметь отклонение от плоскостности не более 2 % от длины и ширины
заготовки, заусенцы иа кромках — не более 0,12 мм. Заготовки из немагнит-
ных материалов обезжиривают.
219
Состав и техническая характеристика
автоматизированных гидравлических прессов
Промышленностью выпускаются одностоечные гидравлические прессы
а шиберной подачей (рис. 153, а) и поворотным столом (рис. 153, б. Их тех-
ническая характеристика приведена в табл. 43. Они предназначены для вы-
полнения широкого диапазона операций листовой штампонки.
Рамные автоматизированные прессы (табл. 44) оснащают манипулятором,
обеспечивающим загрузку заготовок в штамп и выгрузку готовых изделий,
и выдвижным столом, используемым для смены штампа. На этих прессах выпол-
няют операции глубокой вытяжки, отбортовки, гибки и другие при относитель-
но крупных размерах устанавливаемых штампов.
Шиберная подача
П3226В 400 500 250 16—32 350 400 710 320 — — 1950 1770
П3228В 630 500 220 10 310 400 710 320 — 1060 1800
П3230В 1000 500 190 16—32 240 400 750 400 — 1950 2090
П3232В 1600 500 180 6,3—12,5 180 400 750 400 — — 1950 2090
П3234В 2500 500 125 4 110 630 800 400 — — 2600 2230
Поворотный стол
П6316Ж 40 250 150 48 360 — 400 160 500 2, 3,4, 800 1270
6, 12
П6320Ж 100 400 230 25 350 — 600 200 630 То же 1000 1700
П6324Ж 250 500 250 20 350 — 710 250 800 » 1100 1900
П6326Ж 400 500 250 16 350 — 710 320 800 » 1250 1770
44. Основные параметры и размеры автоматизированных гидравлических
листоштамповочных прессов
Модель К И 3 3 X =5 А 3 а Я о Ct rt ь а? Я?
аГ ^.е мм/с ММ
П3432А 1600 600 630 250 400 27—170 185—370 1145 7000 6800 1500 1120
П3434А 2500 710 1000 300 400 16—105 140—280 1340 7430 6340 1700 1480
П3438А 6300 1000 2500 420 40 13—80 105—210 1850 9500 7100 2120 1800
Пр им еч а н и е. Прессы оснащены механической рукой.
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ В РОБОТИЗАЦИИ
ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ШТУЧНЫХ ЗАГОТОВОК
Наиболее эффективным средством интенсификации листоштамповочного
производства является создание автоматизированных производств, сочета-
ющих высокую производительность штамповки с многономенклатурностыо
и мелкосернйностью производства. Таким условиям в полной мере отвечают
220
ГПС первого уровня — гибкие производственные модули (ГПМ) К ним от-
носят производственные системы, состоящие из одной единицы технологиче-
ского оборудования, средств автоматизации технологического процессе
и устройства программного управления Они обеспечивают автономное функ-
ционирование с многократным повторением цикла обработки изделия, авто-
матизированную переналадку при переходе на изготовление нового изделия,
встраивание в производственные системы более высокого уровня. Их целе-
Рис. 153. Схемы автоматизированных гидравлических одностоечных
прессов: а — с шиберной подачей; б — с поворотным столом:
1 — пресс; 2 — шиберная полача; S — поворотный стол.
221
45. Состав ГПМ пяти исполнений
Наименование составных
частей ГПМ
Исполнение
1 2 3 4 5
Выполняемая операция
Специальный одно-
кривошипный откры-
тый пресс усилием
1 000 кН с устрой-
ством механизирован-
ного регулирова-
ния штампового про-
странства
Специальный одно-
кривошипный откры-
тый пресс усилием
1000 кН с устройст-
вами механизирован-
ного регулирования
штампового про-
странства, крепления
и раскрепления штам-
пов
Универсальный одно-
кривошипный открытый
пресс усилием 1000 кН
Устройство механи-
зированной смены
штампов с накопи-
телем
Штамповка
То же
Универсальный блок
для сменных пакетов
или штампов
Промышленный робот
Манипулятор
Магазин схватов
Загрузочное устрой-
ство с комплектом
универсальных кассет
-I
+*
+
+
Механизированная или автоматизиро-
ванная подача пакетов в блок или
штампов на стол пресса из накопителя
и удаление их из блока или со суола
пресса (установка и снятие пакетов
или штампов осуществляется сред-
ствами автоматизированной транспор-
тно-складской системы (АТСС)
Механизированное или автоматизи-
рованное крепление пакетов (штам-
пов)
Захват заготовок из питателя, нх
транспортировка, укладка и удаление
из штампа, а также укладка отштам-
пованного изделия или полуфабриката
в установленную на приемном устрой-
стве тару и управление ГПМ
Захват заготовок из питателя, их
транспортировка, укладка и удаление
из штампа, а также укладка отштам-
пованного изделия или полуфабрика-
та в установленную на приемном уст-
ройстве тару; автоматизированная
смена схватов; перепрограммирование
и регулирование перемещений рук
Накопление схватов, подача их к ме-
сту автоматизированной смены робо-
том
Накопление и автоматизированная по-
дача кассет к месту захвата заготовок
ПР, удаление и подача пустых кассет
на позицию захвата их средствами
АТСС (установка кассет с заготовка-
ми на загрузочное устройство осуще-
ствляется средствами АТСС)
222
Продолжение табл. 45
Наименование составных
частей ГПМ
Приемное устройство
с комплектом тары
Устройство програм-
много управления
ГПМ
Исполнение
1 2 3 5
+ + + + +
— — — + +
Выполняемая операция
Прием изготовленных деталей в тару
и автоматизированное перемещение
тары на позицию снятия ее средства-
ми Л ГСС (установка пустой тары
осуществляется средствами АТСС)
Управление всеми составными частя-
ми I ИМ и модулем в целом; связь с
УПУ более высокого уровня
• С автоматизированной переналадкой
сообразно применять в условиях мелкосерийного производства, когда за еди-
ницей технологического оборудования в планируемом периоде, равном одно-
му месяцу, закреплено изготовление 20—40 деталей. Создание ГПМ проводит-
ся на базе быстроходных промышленных роботов в применением устройств,
механизирующих и автоматизирующих смену штампов, автоматизирован-
ных загрузочных устройств, прессов е механизированным регулированием
штампового пространства и т. д.
Отечественной промышленностью осваивается выпуск пяти основных ис-
полнений ГПМ на базе открытых кривошипных прессов простого действия,
усилием 1000 кН, ориентировочный состав которых приведен в табл 45.
Различные исполнения ГПМ отличаются уровнем автоматизации его
переналадки для изготовления нового изделия. Первое исполнение обеспе-
чивает автоматизированную замену пустой кассеты на кассету с заготовками
нового изделия, а также тары е отштампованными изделиями на свободную.
Второе и третье исполнения позволяют механизировать регулирование штам-
пового пространства, установку и снятие штампов, а также их крепление
и раскрепление. Четвертое исполнение обеспечивает автоматизированную
переналадку технологического и вспомогательного оборудования команда-
ми от системы управления. ГПМ этих исполнений длительное время, напри-
мер, в течение одной-двух смен,может функционировать без участия челове-
ка, т. е. работать по так называемой «безлюдной технологии». ГПМ второго
И четвертого исполнений работают на обычных штампах с колонками, имею-
щими унифицированные размеры верхних и нижних плит и обеспечивающими
механизированное или автоматизированное их крепление на прессе. ГПМ
третьего и пятого исполнений работают на унифицированных по размерам па-
кетах (штампах) без колонок, которые устанавливаются и крепятся на универ-
сальных блоках, смонтированных на прессах. Эти ГПМ рекомендуется при-
менять в условиях многономенклатурного производства, так как стоимость
пакетов ниже стоимости обычных штампов в колонками.
Одна из схем модуля ГПМ иа базе кривошипного закрытого пресса
усилием 2500 кН, разработанного Ивано-Франковским СКВ. приведена
на рис. 154.
Модуль предназначен для работы по заданной программе от ЧПУ в усло-
виях многономеиклатурного мелкосерийного и единичного производства. Он
работает следующим образом. Сменные штампы устанавливаются цеховыми
транспортными средствами иа устройство 7, которым подаются в пресс, где
автоматически зажимаются. После обработки заданного количества деталей
штамп автоматически удаляется в устройство 7 и цикл повторяется.
Кассеты с одной или несколькими стопами заготовок необходимых раз-
меров автоматизирование или механизированно крепятся на поворотную
платформу манипулятора. Емкость платформы — 2 кассеты. После обработки
заданного количества заготовок из одной кассеты в вону загрузки манипуля-
тора автоматически подается следующая кассета, а отработанная кассета
удаляется на позицию замены кассеты. Л1анипулятор 3 выполняет поштучный
захват заготовки, транспортировку и укладку ее в штамп. Выполняется one-
223
рация штамповки, после чего манипулятор 6 захватывает отштампованнук
деталь и сбрасывает на транспортер. Транспортер опускает деталь в тару,
расположенную в устройстве приема, выдачи и установки тары для отштампо
ванных деталей. При заполнении тара автоматически заменяется. Под гран-
спортер подается порожняя, а заполненная удаляется на позйпию смеиы.
Отходы при пробивке удаляются напровал, далее по передающему тран-
спортеру, расположенному под столом пресса, и по нижнему транспортеру
сбрасываются в тару нижней платформы устройства приема-выдачи и уста-
новки тары для деталей и отходов. Если детали или отходы после штамповки
Рис. 154. Схема ГПМ на базе закрытого кривошипного пресса усилием
2500кН:
1 — устройство транспортировки деталей и отходов; 2 — устройство управления; 3 —- за-
грузочный манипулятор; 4 — сбрасыватель; 5 — пресс модели КИ2534; 6 — разгрузочный
манипулятор; 7 — устройство смены штампов; 8 — транспортер удаления отштампован-
ных деталей; 9 — устройство приема-выдачи и установки тары для отштампованных де-
талей; 10 — то же для деталей н отходов
остаются в верхней части штампа, то оии сбрасываются в тару, установленную
на верхней платформе устройства. При вырубке по контуру кольцевые от-
ходы удаляются рукой манипулятора или сбрасывателем. Выбор схвата ма-
нипулятора (вакуумного, механического или электромагнитного) зависит
от размеров и конфигурации заготовки и готового изделия. Замена штампов
и ваготовок после обработки заданного числа деталей происходит автомати-
чески по программе. При переходе иа новую серию программа заменяется.
Вслед ва освоением ГПМ на их базе будут создаваться гибкие производствен-
ные линии (ГПЛ), которые обеспечат миогооперапионную штамповку как еди-
ным потоком, так и параллельными потоками в различных комбинациях,
в том числе и самостоятельную штамповку на каждом ГПМ В перспективе
намечено освоить выпуск ГПЛ на базе двух, трех и четырех прессов с соот-
ветствующим количеством роботов, питателей, передающих устройств и др.
224
Приложения
1. Габаритные размеры и установленная мощность основных моделей
прессов
Модель дг вг "г igx *1эЛМ Модель
ММ ММ
Кривошипные открытые
прессы простого действия
Однокривошипные ненаклоняемые
одностоечные с передвижным
столом
КД1424 1170 1200 2145 2,7
КД1424А 1210 1045 2314 2,5
КД1424Б И 80 1240 2365 3,2
КД1424В 1200 1220 2420 2,5
КД1426 1270 1375 2565 4,7
КД1426А 1240 1320 2740 4,5
КД1426Б 1305 1415 7285 6,3
КД1426В 1380 1330 2797 4,5
КД1428 1500 1800 3020 9,0
КД1428А 1445 1690 3031 6,3
КД1428Б 1450 1675 3050 8,5
КД1428В 1627 1420 3063 6,3
К1430 1555 1850 2935 14,5
К1430А 1430 1850 2640 7,0
К1430Б 1555 1850 2935 11,8
К1432 1765 2060 4000 10,0
КА1432А 2340 2100 3465 19,0
КД2124Г 1180 1210 2445 3,2
КД2124Д 1100 1400 2465 2,4
КД2124Е 1180 1140 2295 2,5
КД2124К 1200 1220 2410 2,5
КД2126 1270 1350 2420 4,7
КД2126А 1340 1980 2420 5,2
КД2126Г 1305 1415 2730 6,3
КД2126Д 1300 1600 2750 5,6
К2130А 1555 1850 2725 10,5
К2130Б 1440 1910 2650 10,0
К2130В 1855 1850 2725 11,8
К2130Г 1555 1850 2725 11,8
КД2130 1620 2080 3280 12,0
КЕ2130 1960 2040 2270 11,8
К2132 2340 2100 3650 16,0
К2132А 1800 2100 3360 15,0
КВ2132 2340 2100 3650 18,5
К2232 1790 2065 3560 10,0
К0134 2640 2700 4810 27,0
К2234 2300 2450 3950 20,0
Однокривошипные ненаклоняемые
двухстоечные с неподвижным
столом
К2114 515 800 1535 0,4
КД2114 600 825 1585 0,37
КД2118 620 970 1805 0,75
КД2118А 820 990 1850 0,75
КД2118Б 590 915 1795 0,8
КД2120 965 1045 1790 2,0
КД2120Г 940 1000 1830 1,3
КД2122 990 1085 1875 2,0
КД2122Г 995 1120 1960 1.7
КД2114А 780 850 1640 0,37
КД2П6Б 585 850 1715 0,5
КД2126Е 1305 1330 2600 5,6
КД2126К 1380 1330 2677 4,5
КД2128Б 1690 1570 2970 6,3
КД2128Г 1450 1675 2970 6,3
КД2128К 1627 1420 2923 6,3
КД2128Е 1500 1690 2890 6,3
К2130 1555 1800 2725 14,5
КД2122Е 990 1085 1875 1.7
К2124 1020 1280 2040 2,8
КД2124 1170 1190 2100 2,7
Однокривошипные наклоняемые
деухстоечные с неподвижным
столом
КД2318 620 970 1805 0,75
КД2318А 820 990 1850 0,75
К2320 860 1275 1795 1,7
КД2320 965 1240 1775 1,7
КД2320Г 1000 1340 1780 2,0
К2322 920 1250 1950 1,7
КД2322 1100 970 1872 2,0
КД2322Г 1120 1200 1960 1,7
КД2322Е 1060 ИЗО 1865 1,7
К2324 880 ИЗО 2090 2,7
КД2324 1180 1160 2110 2,7
КД2324А 1300 1600 2140 3,0
КД2324В 1170 1360 2110 4,5
КД2324Г 1435 1180 2445 2,5
КД2324Д 1200 1400 2465 1,9
КБ2326 1270 1420 2350 4,5
КД2326 1270 1880 2490 4,7
КД2326А 1340 1980 2490 5,2
КД2326Г 1305 1665 2780 6,3
КД2326Д 1350 1650 2750 4,2
КД2326Е 1305 1880 2645 44,5
КД2326К 1614 1330 2742 4,5
КД2328 1450 1690 2880 9,0
КД2328Г 1450 1995 2970 8,5
225
Продолжение прил. 1
Модель <4f "г £ id Модель Лг вг «'г •э £
ММ 5? ММ 5;
КД2328Д 1500 1800 3000 6,3 Деухкривоши пные
КД2328Е КД2328К КА2330 КБ2330 КД2330 КД2324Е КД2324К КЕ2330 1500 1740 1870 1630 1650 1180 1200 1745 2010 1420 2460 2460 2125 1600 1385 2360 2900 2988 2950 2930 3180 2296 2410 3180 6,3 6,3 7,5 7,5 7,8 2,5 2,5 10,0 К3730А КА3132А К37322А КА3732 КВ3732 КВ3732А К3534 3085 2940 3200 3550 3550 3380 4470 1740 2990 2025 2415 2250 2400 2900 4010 4750 4730 4570 4570 5000 5085 15,5 22,0 20 20 20 22 30
К2332 КА2432 2100 2100 3200 3200 3670 3670 15,0 15,0 К3536 К3537 КБ3537 4730 4730 4265 2470 2470 2870 5760 5760 6220 40 40 50
К3539 4485 2800 6245 55
КА3539 4375 2975 6520 58
Деухкривоши пные КА3539А КБ3539 4600 5500 3280 3650 6325 6940 77 100
К3130А 2740 2185 3560 15,5 КА3534 4070 2700 5840 27
КЗ! 32 А 3450 2975 3990 23,0 КБ3534А 4555 2900 5855 40
КА3132А 2940 2990 4750 22,0 К3535А 4555 2900 5855 50
К3034 3050 3070 5380 30,0 К3735 4290 2210 5385 40
К3735А 4290 2210 5890 40
КВ3539 4200 3500 6600 75
Кпивошипные закпытые К3540 6000 4740 7970 160
лпессы попетого КА3540 5150 4700 7830 132
действия К3542 7400 4800 9000 200
К3544 7980 4000 9015 160
Однокривошипные КБ3544 К3046 7720 12570 5600 6750 10800 9850 200 250
КВ2532 2700 2500 4070 27,5 К3546 7640 5980 1490 250
КА2534 3000 2970 5140 27,0
КВ2534 2700 2500 4690 33,5
К2535 2940 3070 5310 40 Ч етыпехкпивошипные
К2535А 3410 3140 5940 40 5130 4840 7810
КА2534А 3140 3150 6080 40 К4537 64
КВ2535А 3410 3140 5930 40 К4537А 6305 4200 8380 100
КГ2535 3480 3350 6180 40 КА4537 5500 4550 7530 90
КА2036 3550 3450 6180 55 КА4537А 5500 4550 7550 90
КА2536 3410 3140 5930 40 К4039А 6360 5280 8950 132
КВ2536 3410 3140 5930 40 К4040 6745 5300 9320 160
КГ2536 3480 3350 6050 40 К4540 7970 5440 9970 160
К2736 3130 2340 5200 47 К4542 6240 5420 7000 155
К2037 5600 5600 5760 73 КА4542 7605 6310 9100 160
К2538 3280 3470 6190 58 К4546 8520 7000 9125 245
КА2538 3605 4030 6360 68 К4548 13300 6800 10500 320
КБ2538 3600 3470 6190 56
К2540 4540 3800 6990 77
КВ2540 4310 3820 6675 75 Кривошипные закрытые
КГ2540 4310 3820 6790 75 прессы двойного
КГ2540А 4310 3820 6910 75 деи ствия
К2542 КВ2542 5050 4670 4620 4670 8720 8110 132 110 Однокривошипные 33
КГ2542 4670 4670 8110 ПО КБ5528.01 2800 2300 4900
К2544 5390 4870 9125 132 КА5530 2300 1850 5250 23,4
КБ5530 2700 2790 5750 30
226
Продолжение прил. 1
Модель Л г Вг «г га У о Модель л г ьг нг ,ст, кВт
ММ мм
К5535 3600 3030 6675 68 Листоштамповочные одностоечные
КА5535 3470 3720 6580 71 простого действия с гидроподушкой
К5538 КА5538 КБ5538 3800 4040 7270 4300 4300 5125 7880 8080 8080 78 100 100 П3224А П3226А П3228 900 950 870 1530 1770 1730 2760 2880 2540 7,5 7,5 22
П3228А 1060 1800 2900 11
П3228Б 1060 1800 2900 15
Двухкривошипные П3230 920 1980 2805 22
К6037 К6537А 7210 6560 5670 3000 10300 9565 132 132 П3230А П3232 П3232А 1200 1040 1150 2090 2050 2090 3400 3150 3500 11 30 15
П3232Б 1150 2090 3500 19
Че тырехкривоши пные П3234А П3234В 1320 2230 2230 2600 3670 3670 15 15
К7538 5260 4830 9240 132
КА7040 6750 5520 10165 150
Л истоштамповочные рамные
простого действия с гидроподушкой
1 и др авлические прессы П311 2600 2640 4000 40
Правйльно-запресовочные П3432 2600 2640 4020 55
одностоечные простого действия П3432А 2700 5550 4750 55
П6316А П6320Б П6320 П6324А П6324Б П6326 715 910 1215 855 900 780 1020 1450 1250 1500 1530 1780 1240 2085 1982 2270 2760 2430 3,0 4,0 3,0 4,0 7,5 17 ПА3434 П315 П313 П3434 П3438Б ПА3438 3500 5070 2890 2710 8600 4200 2400 3000 3665 3050 6750 2800 4600 5480 4320 4400 6470 5800 63 75 400 55 165 93
П6326А 950 1650 2450 7,5
П6326Б 950 1770 2880 7,5
П6328 1900 2130 2430 22 Одностоечные отбортовочные
П6328А П6328Б П6328В П6330 П6035 П6120А П6126А ПА6322 870 10'60 1060 900 3200 1355 1650 2190 1730 1800 1800 2250 2700 1450 1600 1330 2540 2900 2900 2700 3550 2085 2450 2000 22 11 15 22 22 2,2 7,5 7,5 П3236 ПБ3236Ф1 ПА3236Ф1 П3239 ПА3239Ф1 П3241 ПА3241Ф1 5050 6500 6500 6390 7500 6900 5450 9180 9000 9000 11050 10400 11800 12200 5650 6700 6700 6605 8100 7000 7900 74,3 31,5 31,5 124 127 129 133
П6324 1845 1750 2235 7,5
П6330Б 1200 2090 3400 И Рамные листоштамповочные
ПА6330 920 1980 2805 22 двойного действия
П6332 П6332А П6332Б П6332В 920 1150 1150 1150 2250 2090 2090 2090 3060 3000 3500 3500 44 И 15 19 П331 П332А ПЗЗЗ 2520 4850 3470 4750 6100 5470 5250 6100 6,800 83,4 83,4 123,4
ПА6332 1040 2050 3150 30
П6334 П6334А 1060 1250 2320 2170 3070 3150 44 22 Колонные листоштамповочные двойного действия
П6334Б 1320 2230 3670 15 П4638 10500 18700 7600 240
П6128 1600 1730 2450 22 П233 88600 15000 9605 280
П6132А 2000 2090 3000 11 П233А 88600 15200 7300 296
227
Продолжение прил. 1
Модель Лг ЙГ «г н сс X ь Медель л г /У г н CQ К
ММ аГ мм й:
ПА235 10000 17650 9550 356 КБ1928 1070 1555 1880 6,8
П236 10560 18750 8500 405 КБ1929 1145 1900 2080 6,3
П236Б 10560 18790 8500 405 К1930 1220 1895 2435 6,8
П4642 10600 18350 10850 367 КБ1931 1220 1895 2435 6,8
П238 14410 19400 11900 527
П238А 14410 32700 9300 527 ч
ПА238 П239А 14410 12600 29400 24300 11600 10205 527 627 Координатно-револьверные прессы и обрабатывающие центры
на ua базе
[ К.0120 2200 2950 1800 1,1
специализированные К0122П 1460 4110 2160 5,0
прессы К0122АП 4110 3000 2160 5,0
Кривошипные листогибочные К0122БП 4040 3430 2050 5,5
И1328 И1328А ИА1328 ИА1328А И1332Б ИА1332А И1334 И1334А И1334Б И1330А 1920 2870 2945 4050 5400 5050 5130 4040 5400 4050 2870 2270 1580 1580 3850 2250 3035 3320 3700 1820 3200 2710 2750 2750 3450 3470 5000 4020 5000 2945 7,0 7,5 7,5 7,5 18,5 14,0 20,0 28,0 21,0 14,5 К0126Б К0126П К0126АП ОЦК0126Ф4 ОЦК0126ПЛ ОЦК0126Ф401 К0128П К0128АФ4 К0130Ф4 ОЦК0128Ф4 2500 2500 2460 4200 9000 5250 4000 3695 3695 4550 4200 4200 4550 2500 2500 4560 5160 5000 5685 2500 2310 2310 2310 2560 2500 2500 3085 2725 2590 2700 6,5 6,5 7,0 7,1 71,5 18,9 15,0 12,7 21,2 13
И1332 3850 2250 4030 14,5
И1332А 5450 3590 4455 14,5
ИА1334 5050 3400 4020 28 Автоматы
И1336 И1336А 5100 6400 4100 4175 4700 4700 40 40 Л истоштамповочные с нижним приводом
А6214 4850 510 1350 2,2
Гидравлические листогибочные АБ6218 АБ6218А 1500 1500 1200 1285 1260 1260 6,0 8,0
И1430 2710 1580 3295 17,0 АБ6220 1600 1150 1566 6,0
ИА1430 2650 1470 2920 18,1 АБ6228 2614 2285 2328 14
ИА1430А 4150 1470 2920 18,1 АБ6228А 2614 2285 2314 8,0
ИА1430П 2650 1715 2901 18,1 АВ6228 3000 1500 2120 20
ИА1430АП 4160 1715 2900 15,0 АВ6228А 3000 1500 2120 20
И1432А 5050 1925 4415 22,0 АБ6220А 1560 1260 1690 6,0
ИА1432 5150 1570 3200 23,1 АВ6220 1600 1150 1540 7,5
ИА1432А 3500 1570 3200 23,1 АВ6220А 1600 1150 1560 6,0
ИА1432П 3500 1770 3310 19,7 АБ6222 1600 1150 1540 7,5
ИА1432АП 5150 1770 3310 19,7 АБ6224 1975 1580 1830 8,0
И1434А 5150 2450 5300 31,1 38 АБ6224А 1975 1580 1850 5,7
И1436АП 6500 2230 3970 АВ6224 1900 1300 1600 10
И1438АП 8100 2370 3910 47,6 АВ6224А 1900 1300 1600 10
А6226 2360 2100 1890 11
АА6228 2400 2200 1820 11
Дыропробивные АА6230 2540 3160 2145 19
К1924 КБ1925 К1927 990 990 1070 1210 1210 1555 1350 1350 1880 2,6 2,2 6,8 АВ6230 АВ6230А АА6232 АА6232А 3660 3660 3450 3450 2560 2560 3280 3280 2450 2490 2300 2355 32 32 35 32
228
Продолжение прил. 1
Модель ЛГ нг m м У Модель л г fir «г m м £
мм % ММ
АВ6232 4140 2640 2670 42
АВ6232А 3740 2640 2710 42 вырубные быстроходные ~
АВ6234 4840 3360 2505 35 А6324 2080 975
АВ6234А 4895 3435 2555 71 2490 7,5
А6326 2730 1400 3595 17
А6328А 3040 1920 3650 18,5
А6330 4150 2250 4275 22
М ногопози ционные АА6330 10700 3000 3700 30
А6122А 1660 2780* 2695 4,5 А6334 5600 2900 5200 55
А6124А 2250 3000 2995 7,2 А6336 13000 7000 7000 75
АА6124А 2250 1730 2995 6,0
А6126Б 2770 4400 3600 7,2
А6126В 1900 2770 3600 7,2
А6128А 2100 3230 4410 14
АА6128 3180 6500 4270 15 Тройного действия для чистовой
АА6130А 2250 3650 4800 25 вырубки
А6132А 4180 4600 4920 42 А6824 1715 6,9
АА6132 2800 4530 5200 42 1970 2240
А6134А 4760 7160 5260 55 А6828 1910 1765 2675 14,0
АА6134 3020 -5150 6450 55 А6830 2270J 2115 2725 19,7
АБ6134 3400 5700 6660 55 А6830А 3920 3120 2180 20,7
А6136А 5870 4120 5800 60 А6832 2450 2250 2920 30
АА6136 4330 6000 7200 75 А6834А 3550 2430 3070 74,5
АБ6136 6600 4550 6130 71 А6834Б 4100 2500 2800 45
А6138 3600 6955 6415 100 А6836А 4000 2580 3350 90
АА6138 3700 7100 6500 100 А6836Б 4450 2500 2900 75
А6140 4500 7700 8550 200 А6838А 4500 2720 3750 ПО
АА6140 10000 5000 8000 160 А6840 5000 2900 4250 150
♦ Для мвогопозиционных автоматов указан габаритный размер усШОЫШ Q Q счетам
механизмов подачи левты.
229
СПИСОК ЛИТЕРАТУРЫ
1. Арцыбашев Г. А., Волков В. А., Филькин И. Н. Комплексы оборудо
вания для штамповки деталей иа базе тяжелых механических npeccoi
//Кузнеч.-штамп. пр-во.— 1982.— № 11.— С. 12—14.
2. Арцыбашев Г. А, Филькии И. Н. Автоматические линии для листово!
штамповки на базе тяжелых механических прессов// Кузнеч.-штамп. пр-во.—
1982,— № 11.— С. 10—11.
3. Гусев А. И., Линц В. П. Холодиоштамповочиое оборудование и егс
наладка.— М.: Высш, шк., 1977.— 287 с.
4. Зубцов М. Е. Листовая штамповка.— Л.: Машиностроение. Ленингр,
отд-иие, 1980.— 430 с.
5. Кузиечно штамповочное оборудоваиие / А. Н. Банкетов, Ю. А. Бо-
чаров, Н. С. Добринекий и др.— М.: Машиностроение, 1982.— 576 с.
6. Лапскер Р. Д., Игнатов В. И. Автоматический комплекс оборудование
с ЧПУ мод. АКИ 2314П-1 // Кузнеч.-штамп. пр-во.— 1982.— № 5.—
С. 5—6..
7. Мальков Ю. Б., Ватолин Б. И. Конструктивные особенности и техно-
логические возможности агрегатных промышленных роботов для кузнечно-
штамповочного производства // Кузнеч.-штамп. пр-во.— 1986.— Ns 7.—
С. 29—33.
8. И. Я. Мовшович, А Я. Гоницкий, Л. А. Исиков И Переналаживаемые
штампы в робототехнических комплексах / Кузнеч.-штамп. пр-во.— 1986.—
№ 7.— С. 27—29.
9. Пособие штамповщику / Л. И. Рудман, В. Л. Марченко, М. Т. Мар-
циновский, Ю. М. Деглин; Под общ. ред. Л. И. Рудмаиа.— К.: Техника,
1982.— 264 с.
10. Романовский В. П. Справочник по холодной штамповке.— Л.: Маши-
ностроение, Ленингр. отд-ние, 1979.— 520 с.
11. Рудмаи Л. И. Наладка прессов для листовой штамповки.— М.: Ма-
шиностроение, 1980.— 219 с.
12. Справочник конструктора по штампам: Листовая штамповка
/В. Л. Марченко, Л. И. Рудман, А. И. Зайчук и др.; Под общ. ред. Л. И. Руд-
мана.— М.: Машиностроение, 1988.— 496 с.
13. Технология листовой штамповки. Курсовое проектирование
/В. И. Стеблюк, В. Л. Марченко, В. В. Белов, А. Г. Гривачевскнй.— К.:
Вища шк., 1983.— 280 с.
14. Федоркевич В. Ф. Конструктивные особенности тяжелых кривошип-
ных листоштамповочных прессов И Кузнеч.-штамп. пр-во.— 1982.— Ns 11.—
С. 14—16.
15. Филькин И. Н., Кудинов И. Е. Механизация и автоматизация ва-
грузки штучных крупногабаритных заготовок к одно- и двухкривошипным
прессам простого действия // Кузиеч.-штамп. пр-во.— 1980.— № 1.—
С. 26—27.
16. Филькии И. Н. Листоштамповочные кривошипные прессы проетого
и двойного действия.— М.: НИИмаш, 1975.— 15 с.
17. Шаров А. С., Дылев В. И. Выставке «Автоматические манипулято-
ры»// Кузнеч.-штамп. пр-во.— 1982.— № 5.— С. 36.
16. Эксплуатация и обслуживание оборудования и технологической ос-
настки для листовой штамповки: Справ. / А. М. Грншков, Л. И. Рудман,
Н. В. Ровенский, В. Л. Марченко / Под общ. ред. Л. И. Рудмана — М.: Ма-
шиностроение, 1984.— 304 с.
230
ОГЛАВЛЕНИЕ
Стр.
Предисловие .....................................................3
Принятые обозначения . . . ,....................................4
Глава 1. Классификация прессой для листовой штамповки .... 11
Классификация и обозначение прессов....................11
Виды применяемых штампов...............................15
Глава 2. Кривошипные прессы простого действия...................19
Параметры и размеры открытых прессов...................19
Параметры и размеры вакрытых прессов...................23
Основные схемы прессов.................................57
Выбор пресса...........................................59
Глава 3. Кривошипные прессы двойного действия . ...............82
Параметры и размеры прессов............................82
Основные схемы прессов.................................89
Выбор пресса ..........................................89
Глава 4. Гидравлические прессы..................................99
Параметры и размеры прессов............................99
Выбор пресеов.........................................103
Глава 5. Специализированные прессы.............................ПО
Параметры, основные виды и выбор листогибочных прессов . ПО
Параметры и выбор дыропробввных прессов...............119
Параметры и выбор координатно-револьверных прессов . . .119
Глава 6. Грессы-автоматы.......................................125
Параметры и размеры прессов-автоматов.................125
Основные особенности и выбор прессов-автоматов........125
Глава 7. Автоматизированные комплексы оборудования для штамповки
из ленты, полосы и листа..............................145
Состав и техническая характеристика комплексов оборудования 145
Техническая характеристика и конструктивные особенности
средств автоматизации.................................157
Современные теиденпии н перспективы автоматизапии штам-
повки ленты, полосы и листа...........................183
Глава 8. Автоматизированные и автоматические комплексы оборудова
ния для штамповки из штучных заготовок.........................184
Состав и техническая характеристика комплексов на базе
кривошипных пресеов . 184
Техническая характеристика средств автоматизации .... 199
Конструкция и особенности выбора и применения средств
автоматизации ....................................... 205
Современные тенденции в роботизации штамповки деталей из
штучных заготовок......................................220
Приложения ..................................... . к . . . . 225
Список литературы .............................................230
231
Справочное издание
Рудман Леонид Израилевич, Зайчук Алексей Иванович,
Марченко Валерий Леонидович, Калениченко Иван Степанович
СПРАВОЧНИК ПО ОБОРУДОВАНИЮ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ
Редактор Е. Н. Деркач
Оформление художника Л. А. Дикарева
Художественный редактор И. В. Рублева
Технический редактор Н. А. Бондарчук
Корректоры В. Н. Руденко, Л. А. Москаленко
ИБ М> 402#
Сдано в набор 13.02.89, Подписано в печать 09.08.89. БФ 01647. Формат 60Х90/и. Бумага
типографская № 2. Гарнитура литературная. Печать высокая. Усл. печ. л. 14,5. Ус»т.
кр.-отт. 14,875. Уч.-изд. л. 16,71. Тираж 6000 экз. Зак. 9-90. Цена 1 р.
Издательство «Тэхника». 252601 Киев, I.. ул. Крещатик, Б.
Книжная ф-ка им. М. В. Фрунзе. 31С057. Харьков-57, ул. Донец-Захаржевского, 6/8.