








































Текст
065$
СУППОРТ БОКОВОЙ
К ДВУХСТОЕЧНЫМ ТОШНО-
КАРУСЕЛЬНЫМ СТАНКАМ
1525, [Л532
руководстве
ПО ЗКСПЛУЙТАЦИИ
Г. КРАСНОДАР
ОРДЕНА ТРУДОВОГО
КРАСНОГО ЗНАМЕНИ
СТАНКОСТРОИТЕЛЬНЫЙ
ЗАВОД им. СЕДИНА
СУППОРТ БОКОВОЙ
К ДВУХСТОЕЧНЫМ ТОКАРНО-КАРУСЕЛЬНЫМ
станкам /
1525, L153Z
РУКОВОДСТВО по ЭКСПЛУАТАЦИИ
2
СОДЕРЖАНИЕ
ТЕХНИЧЕСКОЕ ОПИСАНИЕ ....................................... 3
Назначение, устройство и работа бокового суппорта .......... 3
Электрооборудование ........................................ 6
Система смазки ............................................. II
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ.............................. 13
Порядок установки ........................................ 13
Настройка, наладка и режимы работы .........<.............. 15
Регулирование ................................./•.......... 15
Порядок демонтажа бокового суппорта ....................... 18
ПАСПОРТ ................................................... 22
Основные технические данные и харакгеркстлки .............. 22
Свидетельство о приемке...........'........................ 25
МАТЕРНАМ ПО ЬиСТРОИЗНАЦИНАЕМиМ ДЕТАЛЯМ. Приложение...... 27
3
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. НАЗНАЧЕНИЕ, УСТРОЙСТВО И РАБОТА БОКОВОГО СУППОРТА
(РИС.1)
Боковой суппорт предназначен для обработки наружных цилиндрических поверхностей.Кор-
пус 3 бокового суппорта представляет собой массивную чугунную отливку коробчатой формы,
усиленную внутри ребрами жесткости. Внутри корпуса размещены механизмы для осуществле-
ния перемещений суппорта и ползуна 12. Сзади корпуса имеются направляющие для вертикаль-
ного перемещения суппорта пс правой стойке, а спереди - направляющие для горизонтального
перемещения ползуна.
Прилегание к стойке и давность вертикального перемещения суппорта регулируются
клиньями 20, 22 и планками 21, 25.
Плавность горизонтального перемещения ползуна регулируется клиньями 36, 37, 38 и 40.
Вертикальное перемещение суппорта по стойке ограничивается жесткими упорами и конеч-
ными выключателями. Горизонтальное перемещение ползуна ограничивается только конечными
выключателями. Положение ползуна в гнезде корпуса фиксируется накладкой 39 (Г-Г) и
клиньями 36, 37. Хтя защиты направляющих суппорта от ныли и стружки установлены защит-
ные скребки.
Фиксация суппорта на направляющих правой стойки в требуемом положении осуществляется
винтом 34 через толкатель, а фиксация ползуна осуществляется винтом 35(Г-Г). Ползун а
суппорт могут перемещаться как вручную так и механически. Рабочие подачи и установочные
перемещения передаются суппорту коробкой подач.
Движение с выходного вала‘Хл! коробки подач (вертикальное перемещение) через жесткую
муфту передается на вал ЮН бокового суппорта и далее через червячную пару 17, 16 на ре-
ечную пару 8, 23. Рейка 23 жестко связана с правой стойкой.
Движение с выходного вала ЮД1 коробки подач (горизонтальное перемещение) через жест-
кую муфту передается на вал ЮЛ суппорта и далее через шестерни 7, 6, 5 и 4 на ходовой
винт 14 и гайку 28, смонтированную в кронштейне 29,жестко связанном с ползуном 12 при по-
мощи упира 30. Гайка 28 состоит из двух половин, одна из которых 286 неподвижна относи-
тельно кронштейна, друга х-г&кмлжет перемещаться в осевом направлении. Такая конструкция
гайки обеспечивает возможность выбора люфтов в процессе эксплуатаций.
2 червячной паре 16, 17 регулирование боковою зазора осуществляется осевым перемеще-
нием червяка 17. 3 кинических парах 41, 15 и 42, 18 регулирование бокового зазора произ-
водится под:..ин и компенсаторов.
При ручном перемещении суппорта движение на вал .-.7.1 передается маховиком I через ко-
ническую пару 42,18.
П:и ручном перемещении ползуна движение на вал ХХЦ передаете.^ маховиком 2 через кони-
ческую пару 41, 15. Контроль за перемещениями осуществляется лимбами 43,расположенными
на валах маховиков. Цена деления лимбов 0,05 и.;. Фиксация лимбов в требуемом положении
производится конусной втулкой 44 с помощью гайки 45.
4
Ползун бокового суппорта илеет четырехпозп’сионную поворотную резце державку- 19.поса-
женную на палец 50. жестко связанный с ползуном Содотри подраздел 2.3 "Регулирование").
Для односторонней выборки зазоров и облегчения ручного перемещения, суппорт уравнове-
шивается грузом 46. Груз перемещается во внутренней полости правой стойки и связан с бо-
ковым суппортом стальным канатом 32.
I.I.I. Общий вид бокового суппорта с обозначением органов управления (рис.2).
1.1.2. Перечень органов управления (табл.1).
Таблица I
Позиция (см.рис.2) Органы управления л их назначение
I о А* 3 4 /. 5 6 .'.'аховик ручного перемещения бокового суппорта Маховик ручного перемещения ползуна шит закреплении ползуна Рукоятка закрепления резцедержавкк Ьинт закрепления бокового суппорта Пульт управления боковым суппортом
5
..1.3. ОСциЙ 2ид uy. э управления Сокового суппорта чрис.З).
• 6'
1.1.5.Схема кинематическая (рис.4).
Кинематическая схема проста и не требует пояснений.
Под солкой линии - выноски порядкового номера к кинематическому элементу в обозначе-
нии указано:
I. Для зубчатою колеса: первое числи - число зубьев, второе величина м дуля.
2. Для червяка: первое чпъ».. - число заходов', второе - модуль осевой.
3. Для ходового винта: первое число - число заходов, второе - величина шага.
4. Для рейки: модуль.
1.2. ЭЛЕКТРООБОРУДОВАНИЕ' .
I.2.I. Общие сведения.
Электрооборудование бокового суппорта включает в себя:
электродвигатель мощностью 3 кЭг, распоЛ’'женныЯ на коробке подач и предназначен-
ный для установочных перемещений суппорт ;
\ * ч
электромагнитные муФты нппр«аз.£ея;:^ двихенн^ супп::а и его торможения, расположен-
ные в коробке’ подач; \
конечные вкк ючаю.и .-шиченил двг.же..ин суппорта: "К центру"; "От центра";
"Вверх" и "Вниз" размещенные в эонах движения Суппорта;
арпаратуру упр!авления суппорта, расположенную) на панели управления и блоке автома-
тики, размещенных в ыкафу управления;
командоаппарати и сигнальные устройства,расположенные на пульте управления, смон-
тированном на суппорте.
Работа электроСХемы бокового суппорта, в принципе, ничем не отличается от работы
электросхемы вертикальных суппортов, поэтому ее описание здесь не приводится.
Указания по монтажу, защите и эксплуатации электрооборудования бокового суппорта оста-
ются общие ддй ставка юмо' :.: Руководство пс эксплуатации. Электрообирудован/.е.
Часть 2).
to
XXV///
Рис. слелга докобого суппорта
8
1.2.2. Перечень покупного электрооборудования
Таблица 3
' " Обозначение по схеме Наименование Тип Количество при • напряжении Приме- чание
220Ь 380В 4,00В ю •q О ч* •ч* 220В, 44GB, 60Гц
50Гц
< 4MI 4MI 4BAI 4BAI 4BI 4В2 4ВЗ 434 4Д1-4Д8 4Д10-4Д20 4Д9, 4Д68 4KI . Электродвигатель 3 кВт, 1365 об/мин, исполнение M30I с коробкой выводов КЗ Электродвигатель 3 кВт, 1640 об/мин, исполнение M3OI с коробкой выводов КЗ Выключатель автоматиче- ский переменного тока, расцепитель 8А, отсечка 12 |н, крепление на па- нели и передним присое- динением приводов Выключатель автоматиче- ский переменного тока, расцепитель I6A,отсечка 14 /н, крепление на па- нели и передним присое- динением проводов Переключатель ползунко- вый Крестовый переключатель Переключатель типа "Тумблер" Переключателе типа "Тумблер" Диод кремниевый Ооб=20$Ь, fnp=IA диод жремштевый Uo6=400o, 1пр=0,3/ Пускатель магнитный U кат ~П0( 220В) A0C2-3I—4 A0C2-3I-4 АК-63-Ж AK-63-3f.tr ПП36-22/1 КП4-2 ТП1-2 ТЫ-2 1«202Е КДЮ5Е ПМЕ-П1 I I I I 1 т X 19 2 Т I I I I I 19 о I I I I I I I 12 2 I /й I I I 1 I I 19 2 I I I I I I I 19 2 I I I I I I I 19 2 I* 4 * Только на 440Е
9
Продолжение табл.З
Обозначение по схеме Наименование Тип Количество при напряжении Приме- чание
О 3 380В о 1О 440ъ 220х>, 440В, 60Гц
50Гц
4KI IP3 4Р2 4РЗ 40м I,4Эм2 43м5-4Эм8 4Эм10-4лл15 4ЭмЗ, 43м4 4Эм9 4КаС 4КнС 4ВК2.4ВК4, 4ВК6.4БК& 4ЛС 4ЛС 4В2 4BI .457.428 Пускатель магнитный йкат.*1Ю(220В) Реле Uкат. - 24В Реле Окат. - I2B Реле кодовое 14уфта с посадочным t т- верстием Д& х 36 х 40АИ3 Муфта с посадочным от- верстием Д8 х 36 х 40ЛИ □ Муфта с посадочным от- верстием Д8 х 36 х 40АИ3 Кнопка, красная.исполне- ние 3 Кнопка, красна .псп> мне- ние 3 выключатель конечный Лампа к< >ммутаторнад Ламподержатсл ь .• > щивиду- альный ъ пластмассовом оформлении- по каталогу : -э€ЬЗ . Дин;-а Л"./ когл.утот piiuz ^.га.’.2й зеленого цвела :?.> каТалигу .1 1410503 Арматура сигнальная Резистор Резистор ПМЕ-2П РПУ2-012223 РПУ2-012223 ' . K1PI / 1Й>Т8.Л.13 Л, .V102-21: \ • : / 06-21! \ V 3TM-II24H /КВ02173 < КЕО4£Т4 ВЧК-хШ ад 24-35 ' 323 hOiiP-IO-Xbj II класс .ОГГ-2-56 И класс I I I <_ I /12 2 I I I 4 1 4> I ж т X 3 I I I 12 2 I I I 4 I Г Л I I I з I I I 12 2 1 I I 4 I I I I I 3 I I I 12 т I I 4 1 I I I I 3 I I I 12 2 I I I 4 I I I I I 3 I I I 12 2 I I I 4 . I I т X X 3 **Только на 220В Для тро- пиков Для тро- пиков
10
Продолжение табл.З
Обозначение по схеме Наименование Тип Количество при напряжении Приме- чание
2) о см ЙС 8 со ю со о 3 а г: да о
С\? го -Г е
50Гц С\2 С\2
4C3,4C4,4CL Конденсатор К50-6-500. Ю00 мкф 3 3 3 3 3 3
Ш42 Колодка штепсельного разъема ШР36П15ЭГ4 I I I i I I
Ш42 Колодка штепсельного разъема 2РГГ36П5Г20 г. I I I I I Для тро- пиков
Ш41 Колодка штепсельного разъема ШР55П30ЭП I I I I I I
CJ4I Колодка штепсельного разъема 2РТТ55Б30Г32 -I I I I I I Для тро- пиков
1344 Колодка штепсельного разъема Ж5Ц30ЭШ1 I I I I I I
Т44 Колодка штепсельного разъема 2РТТ55Б30’.;;32 I I I I I I Для тро- пиков
Ш45 Колодка штепсельного разъема И1Р60П47ЭГ2 I I I I I I
Ш45 Колодка штепсельного разъема 2РТТ60Б47Г37 I I I I I I Для тро- пиков
Ш43 Колодка штепсельного разъема ШР60П47ЭШ2 I I 1 I I г
Ш43 Колодка штепсельного разъема 2РТТ60Б47С137 I I I I I 1 Для тро- пиков
Ш42 вставка штепсельного разъейа 71Р36У15ПГ4 I I I т 1 I I
Ш42 Вставка штепсельного разъема 2РТТ36КУН15Ш20 I 1 I I I I Для тро- пиков
Ш41 Вставка штепсельного разъема ШР55У30НГ1 1 I I I У I
Ш41 Вставка штепсельного разъема 2РТТЬ5К/Н30!ь20 I I I I I I Для тро- пиков
!J44 1-сТавка тепсельного разъема 2Р55У30И1 I • I I т I I
11144 Вставка штепсельного Xазъема 2РТТ55КУ1130Г32 I I т X I I I Для тро- пиков
II
Продолжение табл.З
Обозначение по схеме Наименование / Тип Количество при напряжении Приме- чание
220В 1 380В 1 400В га ю -е- 1 •е* 220В, 440В, 60Гц
50Гц
Ш45 Ш45 Ш43 Ш43 хютавка штепсельного разъема Вставка Етепсельного разъема Вставка штепсельного разъема Вставка штепсельного разъема ШР60У47НГ2 2РТТ60КУН47ШЗ? ШР60У47НШ2 2РТТ60КУН47Г37 I I I I I I I I I I I I I I I I I I I I I I I I Для тро- пиков Для тро- пиков
1.3. СИСТЕМА СМАЗКИ
Смазка бокового суппорта централизованная и осуществляется от двух плунжерных насо-
сов I и 2 .С23-32), смонтированных па задней стенке суппорта (рис.7). Насосы приводятся
в действие эксцентриками, установленными на валах XXI и XXII.
Из нижней полости бокового суппорта масло насосами I и 2 подается в маслораспределители
5 и 6 (С32-43). Из маслораспределителя 5 масло поступает для смазки направляющих ползу-
на, из маслораспределителя 6 - для смазки направляющих суппорта (Трубки на схеме не по-
казаны). Избыток масла от набосов через тройники 3 и 4 поступает в распределительную ка-
меру 7, находящуюся в верхней части корпуса бокового суппорта, оттуда по трубкам расте-
кается для смазки подшипников, зубчатых колес и других механизмов суппорта. Червячная
пара смазывается разбрызгиванием масла вравяяцимися шестернями. Гайки перемещения пол-
зуна бокового суппорта смазываются шприцем через масленки.
В корпус рокового суппорта заливается масло "Индустриальное 50" (машинное СУ), кине-
матическая вязкость при температуре 50иС-42... 58 сст.Ло своим свойствам оно соответствует
маслу иностранного производства Shell Tellus oil 37, фирмы Shell , Англия.
Полная смена масла производится один раз в четыре месяца. Объем заливаемого масла 10
литров.
12
Рис. 7. С жеста сстазжи дожобого суппорта
13
Типоразмер.............
Диаметр плунжера, мм ..
Ход плунжера, мм.......
3
Производительность, см
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ПЛУНЖЕРНОГО НАСОСА
С23-32
12
12
1,3 при давлении
ГОкг/см2 за один
двойной ход плун-
жера
2. И Н С Т Р У К Ц И Я а '» Э К С 11 Л У А Т А Ц И И
2.1. ПОР^СК УСТАНОВКИ
2.1.1. Транспортирование.
Транспортирование бокового суппорта к месту установки производят в упакованном виде.
Захват я.лкя стальным канатом осуществляв г соответствии со знаками,нанесенными на Со-
новых поверхностях тщижса.
2.1.2. Распаковка.
Распаковку ставленного н.- место груза следует начинать с верха ящика. Для транспор-
тирования л установки боковин) суппорта на стойке станка следует в резьбовые отверстия
корпуса и коробки подач ввернуть рым-болты, за которые суппорт поднимается канатом, как
показано на ;ис.8. / t ‘
14
РИС. 8, CXJ.'A ТРАПСПОРТИРОЬАПИ/i БОКОВОГО
СУППОРТА
15
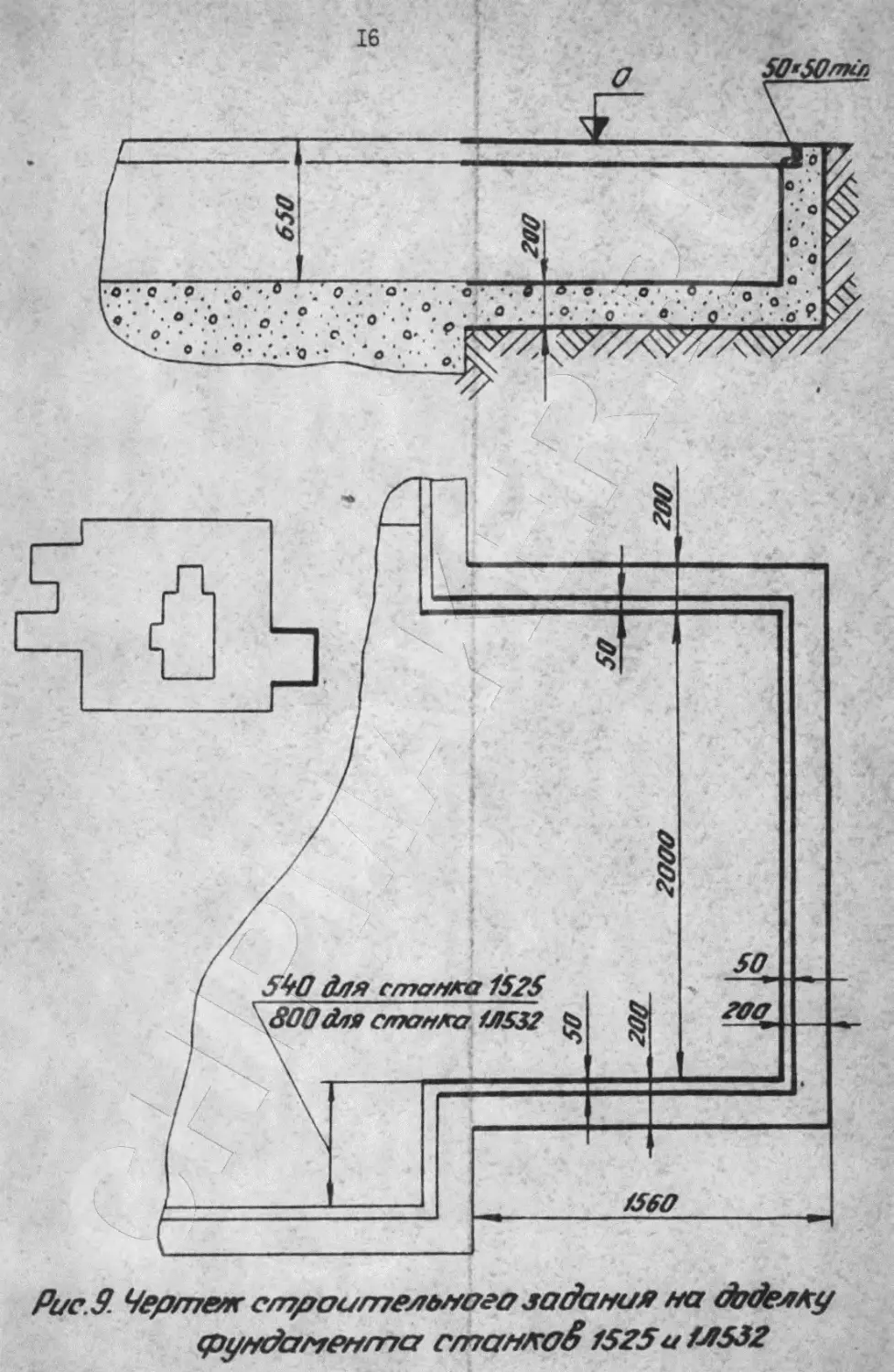
2.1.3. Фундаменты станков.
Чертежи строительного задания на фундаменты станков и требования предъявляемые к фун-
даментам помещены в Руководстве по эксплуатации часть I станков 1525, 1Л532 (см.рис.23
и 24).
При установке на станке бокового суппорта основной фундамент под станок должен выпол-
няться с учетом дополнительного углубления с правой стороны, как это показано на рис.9.
2.1.4. Установка бокового суппорта (рис.1).
Прежде чем приступить к монтажу бокового суппорта, следует удалить все антикоррозий-
ные покрытия, нанесенные на обработанные поверхности перед упаковкой, путем протирки
чисты™ салфетками, увлажненными уайт-спиритом и для предохранения от коррозии смазать
чистым машинным маслом. После этого монтаж бокового суппорта производят в следующей пос-
ледовательности. К правой стойке крепят рейку 23 (при условии установки бокового суппор-
та на ранее поставленном станке). Затем боковой суппорт без прижимных уланок 21, 25 и
Зклиньев 20, 22, приподнимая кравом, ..приваливают к стойке так, чтобы шестерня 8 вошла
в зацепление с рейкой 23. После этого ставят на место прижимные планки 21, 25 и
клин 22.
Суппорт опускают на деревянные подкладки. Уравновешивающий груз 46, с прикрепленным
к нему стальным канатом 32, опускают в стойку. Стальной канат проводят через блоки 47 и
присоединяют к корпусу Сокового суппорта. После этого устанавливают конечный выключа-
тель ВПК-IIII (4BKS), ограничивающий перемещение бокового суппорта вниз (при условии
установки бокового суппорта на ранее поставленном станке).
По окончании монтажа производится регулирование на плавность перемещения бокового
суппорта, проверяя зазоры щупом 0,03 мм.
2.2. НАСТРОЙКА, НА.1АДКА И РАБОТи
Г '
2.2.1. Управление рабочими подачами и установочными перемещениями суппорта <рис.З;.
Для осуществления рабочих или установочных перемещений суппорта двухпозидаонный пе-
реключатель 5 устанавливается в положение, соответствующее рабочим подачам или устано-
вочным перемещение.' Явухпозиционный переключатель 3 устанавливайся в положение "Тор-
моз включен" (для исключения возможности другого движения суппорта). Зтот переключатель
устанавливается в положение "Тормоз выключен" лишь в случае необходимости дополнительных
ручных перемещений в процессе резания. Рукояткой крестового переключателя I устанавлива-
ется требуемое- направление движения суппорта. а нажатием центральной кнопки на нем, про-
изводите.'.-включение рабочей подачи.
Что же касается установочных перемещений, то они в отличие от рабочих подач, продол-
жаются только до тех нор пока нажата иентр.х'ьная кнопка и прекращаются при ее пускании.
16
17
Выключение рабочей подачи производится установкой рукоятки крестового переключателя
I в нейтральное положение.
Выбор величины додачи производится поворотом рукоятки ползункового переключателя 4.
2.2.2. Ручное перемещение суппорта.
Ручное перемещение боковою суппорта осуществляется маховиками I и 2 Срис.2). За
идин оборот маховика, суппорт или пслзун перемещается на 2,5 мм.
2.2;3. Установка инструмента.
резцедержавкс одновременно можно установить четыре резца. Закрепление резцов произ-
водится винтами.
2.2.4. Режимы работы.
Допускаемое усилие резания на суппорте зависит г. вылета ползуна, iia рис. 10 приведен
график этой зависимости. При работе на станке усилия ре тмя не должны превышать данных
графика.
Обработка боковым суппортом при вращении планшайбы по часовой стрелке не предусмотре-
на.
Рис. 10. ГРАФИК ДОПУСКАВйи УСИЛИЙ РЕЗАНИЯ
18
2.3. РЕГУЛИРОВАНИЕ
В процессе работы суппорта возникает необходимость в регулировании отдельных составных
частей с целью гостанлвления его нормальной работа. Регулирование клиньев регулирование
зазора в резьбовом соединении такое же как и для вертикальных суппортов (см.Руководство по
эксплуатации, часть I, подраздел 2.4. "Регулирование").
2.3.1. Регулирование зажима поворотной резцедержавкл рис.II).
В время работы рукоятка 52 находится в положении I. ДЛя установки резцедержавки в но-
вую позицию, рукоятка 52 пов рачивается против часовой стрелки в положение II и затем от-
водится в положение Ш. При этом резцедержавка IP отки-сесоя пружиной 54 и зубчатая муфта
•18 выводится кз зацепления с зубчатой муфтгой 42. Теперь резцедержавка IS, вручную может
быть установлена в требуемом положении. ‘.кксацдяи предваритсльйый зажим резцедержавки
производится эксцентриком рукоятки 52 при ее переводе из положения 111 в положение И.окон-
чательный зажйм-винтовой парой 50-51 при повороте рукоятки 52 по часовой стрелке из подо-
жени?- И в положение I.
Сжглиия резцедержавки в одном из четырех положений осуществляется гариковни фиксато-
ром 56. Регулирование усилия зажима и установка рукоятки в требуемое положение осущест-
вляется резьбовой втулкой 55, стопорящейся винтом 57.
2.4. ПОРЯДОК Д'_?.Е’НТАлА ГОТОВОГО СУППОРТА (рис.1)
Для удобства демонтажа, 'сиять коробку псдач правого вертика-.ьнз.о суппорта. Ежовой
суппорт пустить в крайне? цджйее положение и, поддерживая краном уравновешивающий груз,
отсоединить связывающий их стальной канат.
Отсоединить коробку подач бокового суппорта и вытащить вертикальны:’! клин 2С. Снять при-
жимные пленки 21. 25 и вывести боковой суппорт из направляющих стойки.
19
Рис. 11. Резцеcte/якабла лоборотная
20
XXV///
Рис. 12. Схема раслалохгения лодши/wuxoS
качеиия Sa^oSaea суллар/ла
21
ПЕРЕЧЕНЬ ПОДШИПНИКОЬ КАЧЕНИЯ
Таблица 4
Поз. см. рис.12 Наименование Обозначение, ГОСТ Основные размеры Количество
I !11арикоподаипник радиальный од- норядный 209 ГОСТ 8338-57 45 х 85 х 19 I
2 Царикоподшипник радиальный од- нородный /то ГОСТ 8338-57 50 х 90 х 20 *7
3 Шарикоподшипник радиальный од- норядный \ 211 ГОСТ 8338-57 55 х ТОО х 21 о
4 Шарикоподшипник радиальный од- норядный 00206 ГОСТ 7242-70 30 х 62 х 16 8
5 Шарикоподшипник радиальный од- норядный с канавкой . 50207 ГОСТ 2893-54 35 х 72 х 17 4
6 Шарикоподшипник упорный одно- родный. 8108 ГОСТ 6874-54 40 : . 60 х 13 I
7 Шарикоподшипник упорный одно- рядный 8208 ГОСТ 6874-54 40 х 68 х 19 -2
8 Шарикоподшипник упорный одно- родный 8210 ГОСТ 6874-54 50 х 78 х 22 О Ьа
9 Роликоподшипник игольчатый с наружным кольцом 943/40 ГОСТ 4060-60 40 х 50 х 38 I , Ч .1
22
3. ПАСПОРТ
3.1. ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
3.1.1. Техническая характеристика.
Таблица 5
Нйимензвание параметров Модель станка
1525 1Л532
Наибольший диаметр обрабатываемого изделия, мм 2250 3000
Наименьший диаметр обрабатываемого изделия, мм 690 1410
Наибольшая высота обрабатываемого изделия, им 1140 1140
Габаритные размеры бокового .суппорта, мм: -» ’ 7 -• 'Л-"'- "
длина 2075 2075
жрнна 765 765
высота * 895 895
шасса бокового суппорта (с коробкой подач и ) f
уравновеУдвшющим груз.,..»), кг V/QO
3.1.2. Основные данные.
• \ Таблица 6
характеристика бокового суппорта Модель станка
1525 1Л532
1Хаиболышие размеры державки резца .•рина х высота), ил 63 63
Наибольшее перемещение, мм: - ,
горизонтальное 850 850
вертикальное /. 1475 1475
Цена деления лимфа, мм:- горизонтальное перемещение 0,05 0,05
вертикальное перемещение 0,05 0,05
Выключающие электроупоры: горизонтального перемещен»:-! имеются имеются
вертикального перемещения ЙМвЮТСЯ тлеются
Жесткие упоры: горизонтального перемещени. нет нет
вертикального перемещения тлеются тлеются
3.1.3. Установка бокового суппорта (рис.13).
пространства fotvfow суппорта
24
I
3.1.4. Механика подач бокового суппорта (табл.7).
Таблица 7
Номер Рабочие подачи мм/об суппорта, Скорости установочных переме- щений суппорта, мм/мин
ступени т'оризональные и вертикальные
Модели зтанков
1525 и 1Л532 1525 и 1Л532
I 0,04 5
2 0,06 7
3 0,09 10
4 0,12 14
5 0,18 20
6 0,25 28
7 0,35 40
8 0,50 56
9 0,70 . 80
10 1,00 112
II 1,40^ 160
12 2,00 224
13 2,80 315
14 •1,00 450
15 5,60 630
16 8,00 900
17 11,20 1250
18 16,00 1800
Наибольшее допускаемое усилие резания для сокового суппорта 2500 кгс
25
Отдел технического контроля
3.2. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
бокового сушюрта
установленного на станке
модели Л532
Класс точности Н
Заводской номер 351
26
г
3.2.1. Испытание f ..•к>«чг.‘о суппсрт- :?a с ••',:г?тпт«ие н--р’дпл точности по ГОСТ 44-72
ч та w. 8 ).
Номер провер- Чт- проверяется
I.I2 Прямолинейность горизонтального перемещения пол- зуна бокового суппорта
1,13 Параллельность траектории пере- мещения ползуна бокового суппор- та рабочей пс- ьсрхг.зстг план- шайбы
1.14 Прямолинейность вертикального перемещения бо- кового суппорта
I.I5 Перпендикуляр- ность направления/ перемещения б^ко- ; суйжума ра- бочей поверхности плактгЖы •»' •• • « -*
Таблица 8
С:;е-’п проверки
АЭПусК
мкм
30
25
на 5(jJmm
Наиб.лиаме :
обрабатываем.;,
го изделия,
на всей
длине
хода
ползу-
на
3150
2500
25
3150
30
250С
16
2500
3150
2500
Факти-
ческое
отклони
ние,
мкм
24
/5
хода ползуна (на-
клон траектории к
краю план’лайбы зе
попускается)
/5
на длине
хода суп-
порта
16
3150 на длине переме-
щен!! л бокового
суппорта 500 мм
27
' \
МАТЕРИАЛЫ
ПО БЫСТРОИЗНАШИВАЭШМ ДЕТАЛЯМ
приложение
ПЕРЕЧЕНЬ EUCTPOffiIlA№IiAlWLLX ДЕТАЛЕЙ
Л п.п. Обозначение Номер дета- ли по черте- жам Руковод- ства Наименование Коли- чество Куда входит Материал Масса, кг
I 25.66.150 16 Шестерня червячная I Боковой суппорт Бронза БрОЦС5-5-5 ГОСТ 613-65 Чугун СЧ15-32, ГОСТ 1412-70 Бр-3,4 СЧ-3,9
2 25.66.20IA 14 Зинт ходовой • I То же Сталь 45 ГОСТ 1050-60 16.8
3 25.66.202 8 Шестерни реечная I н Сталь 40Х ГОСТ 4543-7Г 3,8
4 25.66.207 17 Червяк I ♦1 Сталь 45 ГОСТ 1050-60 1,8
5 25.66.208 23 Рейка I _Н_ Сталь 45 ГОСТ 1050-60' 32
6 16.40.206 15, 18 Шестерня коническая I Сталь 45 ГОСТ 1050-60 1,38
7 16.66.226 41, 42 Шестерня коническая 2 Сталь 45 ГОСТ 1050-60 0,28
8 16.66.261 5, 6 Шестерня 2 Сталь 45 ГОСТ’ 1050-60 1,54
9 16.66.263 4, 7 ilfe стерня 2 '• W Сталь 45 ГОСТ 1050-60 0,59
10 16.650.I53A 2,8 Гайка 2 _ н__ — Бронза 0Ф10-1 ГОСТ 613-65 3,1
29
30
- // ‘66Ф
T6V НДС *5...SO
7Фаски
с фаска
2**5
2*6S°
2^$-°
2 <раски
6ало&-no 37r остальных -no C/73.
2 * Деталь разрозагль после окопуатеолпои механо vec/voa од-
рс/ЗЬтка, оде лолсбанб/ rrap/capofiamb и сдать комплекюгчо
8 1*0.
№>!frS(M3
модуль нормальный 5
Числа эудьед 37
Угол на клана зуда 17а3б'
Направление зуда Ледое
(/сходный контур ГОСТ л 13735-68
Коэффициент смещения исходного контура 0
Степень точности по ГОСТ16*3-У6 Ст. 7~ А
Длина одщей нормали
Допуск на колебание Ьа ны об щей нормали 0.03
Допуск на радиальное Зияние зубчатого бенца о, OS
Предельные отклонена я рсноЗнаео ьиага to.018
Допуск на разность окружные шаео£ 0,019
Пятно По высоте не менее ^S7o
А 4ЛУЛЛ/Аа По длине не менее 6070
Допуск на направление луда 0,013
Диаметр делительной окружности 89,17
Обозначение черте нт со пря лгенн ого колеса 73.66208
№ п/л. № детали ло черте- /кам рукободептба jadcai кои Н"детали
3 -7б^С> гмб.гог
32
33
3
V»
0949909/
UbrXUbif! ®? *
_____-
55
4?
<
U'O+SL'lSI
***-&>
ubm'ach
Ll'0i39'U9
ubi^'sa
Ub^l'ffS
ub+arijfot
UbMt‘L21
ubfSf'wt
34
36
£9J999* &> Q
пиииюро,ю nOMJpOyDf D^LUOffOffO^/iU UtW tMDOlOA OU rM/2MujpoH U/u o'N
fyjOU-X/MWDU/OU OU-gDUDJ nnLU3tfo£U/O
aod&Oi'Dd &/7UJA/OUULUO O/OUQUOpjrfu 9/9НМО&ОЛ/ЯОН
19г 999f OJArtW DOOUAfOtU^DUOD O^OlUUff,
£9 r>U/OOW!ufay£> /7OU9^Lun^p 0LU<?UJ£>r>fr’
tzo'o Djpfc ' jrWWfDdmOH DU *j/>UOfr
<•/.£& 2ОМЗЫЫ JUnirg DU DLUUDLUUOU OUUJtfU
°А>оь OOHOWJH аимэ/яд ou
Wo 09/r моиро DU tfDU*DUSO3Dd 0^0009ufUOhiM9U 02 Ou£l<OU//^O^fD if/VJ - DfOVD* OU bjAuof
ы'о DJ^iTOU u/odapo of
S9OO ohuD9 o&OLUDACrf? onud •Djp JDHWDDpDODU Jfofajoir
9£O'O DUDUfODU n^hrfO /9U - nrp ODUDf^O^ DU V ofiuo&"
^s'zz ni/ou/dou nafrypo OMDl/tf
X-&WJ 99-Ы9ЛОО./ ou пшооиьои/ 9UDUDU/J
О D^U/UDU O&DUODXOn рпнртп&ио ujuDDhndxbeou
99-99L£t -LOOJ Cf^AUUD^ r>/<?UpO)C}pf
IZ 099f/>£ OUDDfy
£ wfyouj
$?- VOt*9£*M
ow