








































































































































































































































































































































































































































































Текст
В. А. Проскуряков, Л. И. Шмидт
ОЧИСТКА
СТОЧНЫХ
вод
В ХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
ИЗДАТЕЛЬСТВО «ХИМИЯ»
Ленинградское отделение • 1977
6П7 : 6С9.3
П 82
УДК 628.33/.35 : 66.0
Проскуряков В. А., Шмидт Л. И.
П82 Очистка сточных вод в химической промышлен-
ности. Л. «Химия», 1977.
464 стр., 61 табл., 144 рис., список литературы 685 ссылок.
В книге изложены методы механической, физико-химической и био-
логической очистки сточных вод химических производств от растворен-
ных и нерастворенных органических и неорганических примесей. Опи-
саны методы извлечения ценных веществ из сточных вод. Рассмотрена
технология очистки сточных вод ряда производств основной химической
промышленности, промышленности основного органического синтеза,
термической переработки топлив, производств синтетических смол и
пластических масс. Значительное внимание уделено вопросам повтор-
ного использования сточных вод и создания систем без сброса сточных
вод в водоемы.
Книга рассчитана на инженерно-технических работников предприя-
тий, научно-исследовательских н проектных институтов химической,
нефтехимической, лесохимической, металлургической, целлюлозно-бу-
мажной промышленности, а также может быть использована в качестве
учебного пособия студентами химико-технологических, политехнических
и других вузов.
© Издательство «Химия», 1977
ПРЕДИСЛОВИЕ
Быстрое развитие химических отраслей промышлен-
ности СССР, образование значительных количеств сточных вод,
загрязненных различными химическими веществами, повышение
требований к качеству очищенных сточных вод обусловливают ши-
рокое применение разнообразных методов их очистки.
В данной книге авторы попытались обобщить результаты мно-
гих работ по методам и технологии очистки сточных вод химиче-
ских производств. Ограниченный объем книги позволил лишь
кратко изложить теоретические основы многих методов очистки
сточных вод. Авторы не ставили перед собой цели рассмотреть
технологию очистки сточных вод большинства (а тем более всех)
процессов производства химических продуктов. Рассмотрен только
ряд существующих химических производств, характерных с точки
зрения применения различных методов очистки сточных вод, их
повторного использования, возможности создания бессточных про-
изводств и т. п.
В книге не рассмотрены методы обработки осадков, образую-
щихся в процессах очистки сточных вод, поскольку эти вопросы
нашли отражение в специальной литературе.
Раздел «Очистка методом адсорбции активными углями» гла-
вы 8 написан Л. С. Якимовым совместно с авторами.
Авторы выражают благодарность канд. хим. наук В. Д. Сущ-
ковскому за ценные замечания, сделанные при просмотре рукописи.
Все замечания по книге будут приняты авторами с благодар-
ностью.
1*
ВВЕДЕНИЕ
Быстрый рост промышленного и сельскохозяйствен-
ного производства и транспорта в последние десятилетия привел
к загрязнению биосферы газообразными, жидкими и твердыми от-
ходами. Загрязнение воздушного и водного бассейнов, ущерб, на-
носимый животному миру, нерациональное использование природ-
ных ресурсов вызывают серьезную озабоченность у народов всех
стран.
Экономическое развитие капиталистических стран, связанное
с нерациональным, а нередко и хищническим использованием при-
родных ресурсов, влечет за собой истощение природных ресурсов,
а часто и неблагоприятные изменения в окружающей среде. Не-
хватка чистой пресной воды, загрязнение атмосферного воздуха —
реальные факты.
Плановое развитие экономики социалистических стран, осно-
ванной на всенародной собственности на средства производства и
природные ресурсы, дает несравненно большие возможности для
лучшей охраны природы и эффективного, комплексного использо-
вания природных ресурсов. Однако и для социалистических стран
эти вопросы в настоящее время весьма актуальны.
Вопросы охраны природы и рационального использования при-
родных ресурсов находятся в центре внимания Советского государ-
ства с первых дней его существования. Ленинские идеи об охране
окружающей среды и о максимально выгодном для всего народа
использовании природных богатств воплотились в принципы поли-
тики КПСС. Советское правительство постоянно заботится об ох-
ране природы и рациональном использовании природных ресурсов.
Особое внимание уделяется охране водных ресурсов. Об этом сви-
детельствует постановление Совета Министров СССР «О мерах
по упорядочению использования и усилению охраны водных ресур-
сов СССР» (№ 425 от 22 апреля 1960 г.), в соответствии с которым
были разработаны мероприятия по сохранению чистоты водоемов
и созданы органы Государственного надзора за использованием и
охраной водных ресурсов.
4
Огромное значение в деле дальнейшего улучшения комплекс-
ного использования и охраны водных ресурсов страны имеют по-
становления Партии и Правительства в период с 1968 по 1976 гг.
В сентябре 1968 г. Советом Министров СССР принято постановле-
ление «О мерах по предотвращению загрязнения Каспийского
моря», а в январе 1969 г.—«О мерах по сохранению и рациональному
использованию природных комплексов бассейна озера Байкал».
В 1972 г. ЦК КПСС и Совет Министров СССР приняли постанов-
ление «О мерах по предотвращению загрязнения бассейнов рек
Волги и Урала неочищенными сточными водами». Установлены
конкретные задания министерствам и ведомствам по строительству
очистных сооружений стоимостью 700 млн. руб. К 1980 г. сброс не-
очищенных сточных вод должен быть прекращен. Постановлением
ЦК КПСС и Совета Министров СССР от 4 февраля 1976 г. «О ме-
рах по предотвращению загрязнения бассейнов Черного и Азов-
ского морей» намечено осуществление комплекса мероприятий,
обеспечивающих полное прекращение к 1985 г. сброса неочищен-
ных хозяйственно-бытовых и промышленных сточных вод в во-
доемы бассейнов Черного и Азовского морей.
На четвертой сессии Верховного Совета СССР в сентябре
1972 г. рассматривался вопрос о мерах по дальнейшему улучше-
нию охраны природы и рациональному использованию природных
ресурсов и было принято соответствующее постановление.
Во всех союзных республиках действуют законы об охране
природы. Законы предусматривают ответственность за загрязнение
водных источников неочищенными сточными водами. Закон «Об
охране природы в РСФСР», принятый в 1960 г., запрещает ввод
в эксплуатацию предприятий, цехов и агрегатов, сбрасывающих
сточные воды без очистки.
«Основы водного законодательства Союза ССР и союзных рес-
публик», утвержденные в декабре 1970 г. сессией Верховного Со-
вета СССР, регулируют общие правила рационального использо-
вания водных ресурсов, права, обязанности и ответственность во-
допользователей, контроль за использованием и охраной вод.
Директивы XXV съезда КПСС определяют увеличение произ-
водства химической и нефтехимической промышленности в X пяти-
летке на 60—65%. Несмотря на такой значительный рост объемов
производства расход свежей воды на производственные нужды в
1980 г. останется на уровне 1975 г., а сброс промышленных сточ-
вых вод должен быть сокращен. На мероприятия по охране
окружающей среды ассигнуются крупные средства. Директивами
S
предлагается «обеспечить более полную и комплексную переработ-
ку минерального сырья, а также резко уменьшить вредное воздей-
ствие отходов на окружающую среду. Активнее вести разработку
и внедрение технологических процессов, обеспечивающих умень-
шение отходов и их максимальную утилизацию, а также систем
использования воды по замкнутому циклу». Предложено «разви-
вать специализированные производства по выпуску оборудования,
изделий и материалов, необходимых для создания и эксплуатации
на предприятиях и в городах высокоэффективных очистных соору-
жений».
Большая работа в решении вопросов водного хозяйства социа-
листических стран — членов СЭВ — проводится постоянно дей-
ствующим Совещанием руководителей водохозяйственных органов
стран-членов СЭВ.
Проблема очистки сточных вод химических производств слож-
на, так как сточные воды отличаются большим разнообразием за-
грязняющих примесей. Советскими учеными разработаны и. внед-
рены в промышленность многие методы механической, физико-хи-
мической и биологической очистки сточных вод химических произ-
водств, позволяющие утилизировать ценные примеси, надежно и
эффективно обезвреживать сточные воды от вредных примесей.
В СССР запрещается производство и применение ряда токсич-
ных препаратов (некоторых гербицидов и др.), а также биологи-
чески «жестких» поверхностно-активных веществ.
В настоящее время проводится значительная работа по созда-
нию химических производств, не связанных с образованием загряз-
ненных сточных вод, внедряются технологические схемы, преду-
сматривающие использование сточных вод в технологических про-
цессах, в системах оборотного водоснабжения. В ближайшие годы
многие предприятия химической промышленности будут работать
без сброса сточных вод в водоемы.
Большие работы в области очистки сточных вод химических
производств и их повторного использования проведены в СССР ин-
ститутом ВНИИВОДГЕО, Институтом коллоидной химии и химии
воды АН УССР, Союзводоканалпроектом, БашНИИ НП и мно-
гими другими. Значительный вклад внесен советскими учеными:
Н. С. Строгановым, Н. А. Базякиной, М. М. Калабиной, А. И. Жу-
ковым, Ц. И. Роговской, Д. М. Минцем, С. В. Яковлевым,
И. Л. Монгайтом, Б. И. Ивановым, Л. А. Кульским, Я. А. Карели-
ным, И. Д. Родзиллером, А. М. Когановским и др.
ЧАСТЬ I
СОСТАВ, СВОЙСТВА,
КЛАССИФИКАЦИЯ ЗАГРЯЗНЕНИЙ
И УСЛОВИЯ ВЫПУСКА СТОЧНЫХ ВОД
В ВОДОЕМЫ
Глава 1
ВОДА В ПРИРОДЕ.
ХАРАКТЕРИСТИКА И МЕТОДЫ
ИССЛЕДОВАНИЯ СТОЧНЫХ ВОД
ВОДА В ПРИРОДЕ
Одним из наиболее ценных природных богатств яв-
ляется вода. Без воды немыслима жизнь. Вода — строительный ма-
териал клеток, растворитель, поставляющий нужные питательные
вещества организмам и выводящий отходы жизнедеятельности из
организмов. Вода является неотъемлемой частью хозяйственной,
производственной и сельскохозяйственной деятельности людей.
Общее количество воды на Земле (объем гидросферы) оцени-
вается в 1400 млн. км3. Однако стационарные запасы пресных вод,
пригодных для использования, в том числе речных, озерных и под-
земных, составляют всего 0,3% объема гидросферы (около
4 млн. км3).
Вода на нашей планете находится в состоянии кругооборота.
Под действием солнечной энергии вода испаряется с поверхности
мирового океана и суши, а затем выпадает в виде атмосферных
осадков. С поверхности мирового океана испаряется около
448 тыс. км3 в год воды, а количество атмосферных осадков, выпа-
дающих на поверхность морей и океанов, составляет около
412 тыс. км3 в год. Разница и представляет собой речной сток с
суши в моря и океаны.
Единовременный запас воды во всех реках земного шара со-
ставляет примерно 1200 км3, причем этот объем возобновляется
в среднем каждые 12 суток.
Речной сток состоит из подземного и поверхностного (паводоч-
ного) стоков. Наиболее ценным для использования является пер-
вый источник. Использование второго источника возможно обычно-
после регулирования водохранилищами. Объем речного стока на
территории СССР составляет 4350 км3, причем большая его
часть — 3330 км3 — приходится на поверхностный (паводочный)
сток и только 1020 км3 воды является подземным (устойчивым)
стоком (1].
7
Если в среднем на одного жителя Земли приходится около
И тыс. м3 речной воды в год, то на жителя СССР—19,3 тыс. м3.
По общему объему речного стока СССР богаче любого государ-
ства мира (например, вдвое богаче США), но по удельной водо-
обеспеченности (на единицу площади) наша страна уступает мно-
гим странам мира. Величина подземного стока в нашей стране в
два раза ниже среднего на всех континентах. В общем, по водо-
обеспеченности территория СССР оценивается как удовлетвори-
тельная (около 6 л/с на 1 км2) [2, с. 77].
Водные ресурсы на территории СССР распределены очень не-
равномерно. В Европейской части СССР, где сосредоточено около
70% населения, величина стока рек составляет 23% от общего
стока. Наименее населенные и менее экономически развитые
районы — северо-западные, северные и восточные, занимающие бо-
лее половины территории СССР, имеют 80% водных ресурсов.
Значительные территории СССР расположены в зонах недоста-
точного увлажнения. К ним относятся юг Украины и Молдавии,
Прикаспийская низменность, республики Средней Азии и Закав-
казья и др. Безводны территории пустынь и сухих степей Туркмен-
ской, Узбекской и Казахской ССР, Калмыкской АССР, Астрахан-
ской области.
В СССР имеется около 2,8 млн. озер, в том числе 16 крупных,
с общим объемом воды более 26000 км3. При этом на долю
Байкала приходится 23 000 км3 воды. Нужно отметить, что объем
искусственных водохранилищ в стране достигает 500 км3.
В настоящее время на земном шаре на все виды водоснабже-
ния расходуется 160—170 км3 воды в год (безвозвратные потери).
Это соответствует общему водозабору из рек и подземных источ-
ников порядка 650—700 км3 в год, т. е. около 1,5% от объема
речного стока.
В природе чистой воды не имеется. Даже атмосферные осадки
содержат до 100 мг/л примесей.
По степени минерализации речная вода делится на маломине-
рализованную (до 200 мг/л солей), среднеминерализованную
(200—500 мг/л), повышенной минерализации (500—1000 мг/л) и
воду высокой минерализации (свыше 1000 мг/л). Вода большин-
ства рек СССР относится к первым двум группам. Содержание
солей в речной воде изменяется в течение года. В период паводка
солесодерл^ание воды снижается.
Воды открытых водоемов загрязнены гумусовыми веществами —
сложными органическими соединениями, содержание которых в
речных водах в среднем составляет 5—10 мг/л, в озерных водах
колеблется от 1 до 150 мг/л. Природные воды содержат также
коллоидные, мелкодисперсные и грубодисперсные примеси. Сле-
дует отметить и биологическое загрязнение водоемов (микроорга-
низмами, простейшими организмами, водорослями и др.).
Природные воды содержат растворенные газы — кислород, ди-
оксид углерода и другие. Величина pH воды рек и озер, как пра-
вило, составляет 6,5—8,5,
8
В воде озер обычно содержится мало взвешенных веществ. Со-
лесодержание воды различных озер существенно отличается. На-
пример, общая жесткость воды озера Байкал составляет около
1,1 мг-экв/л, озера Ладожского — 0,5 мг-экв/л, озера Чудского —
1,5 мг-экв/л, а озера Балхаш — 14,4 мг-экв/л.
Морская вода содержит в среднем 35 г/л солей, хотя в различ-
ных морях содержание солей сильно колеблется: в Балтийском
море — 5 г/л, в Черном — 18 г/л, в Красном — 41 г/л. В состав этих
солей входят хлориды Na, К, Са — около 89%, сульфаты Na, К,
Mg — около 10%, карбонаты Na и Са — до 1% и др.
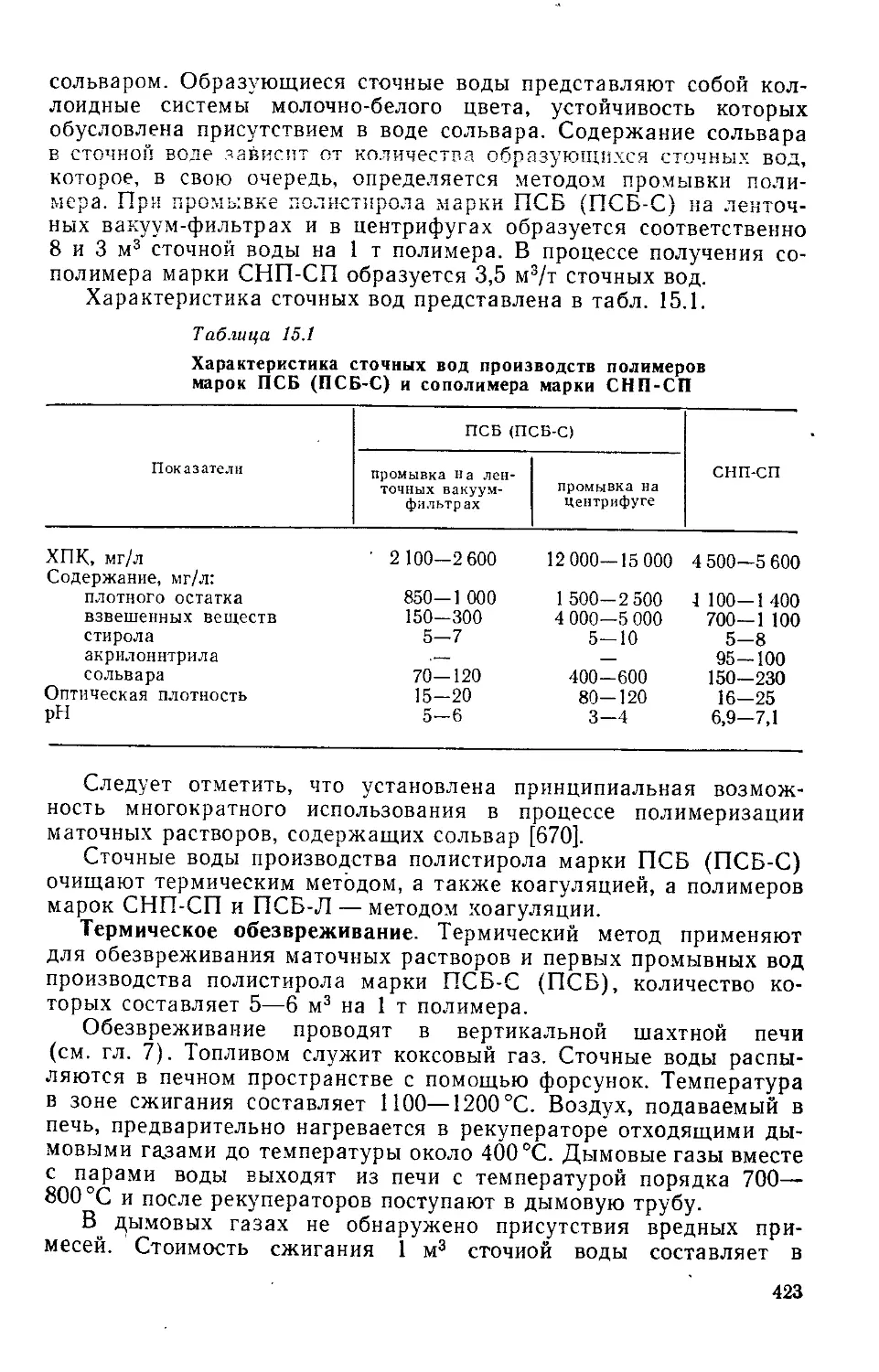
СОСТАВ И СВОЙСТВА сточных вод
Многообразие химических производств, огромное чис-
ло химических Продуктов (исходных, промежуточных и конечных),
применяемых и получаемых в технологических процессах, обуслов-
ливают образование различных количеств сточных вод, загрязнен-
ных всевозможными органическими и неорганическими веще-
ствами. Например, в зависимости от вида производства, характер-
ными загрязнениями могут быть:
Источник загрязнений
Производства минеральных и неор-
ганических солей
Производства основного органичес-
кого и нефтехимического синтеза
Нефтеперерабатывающие заводы,
предприятии по термической пере-
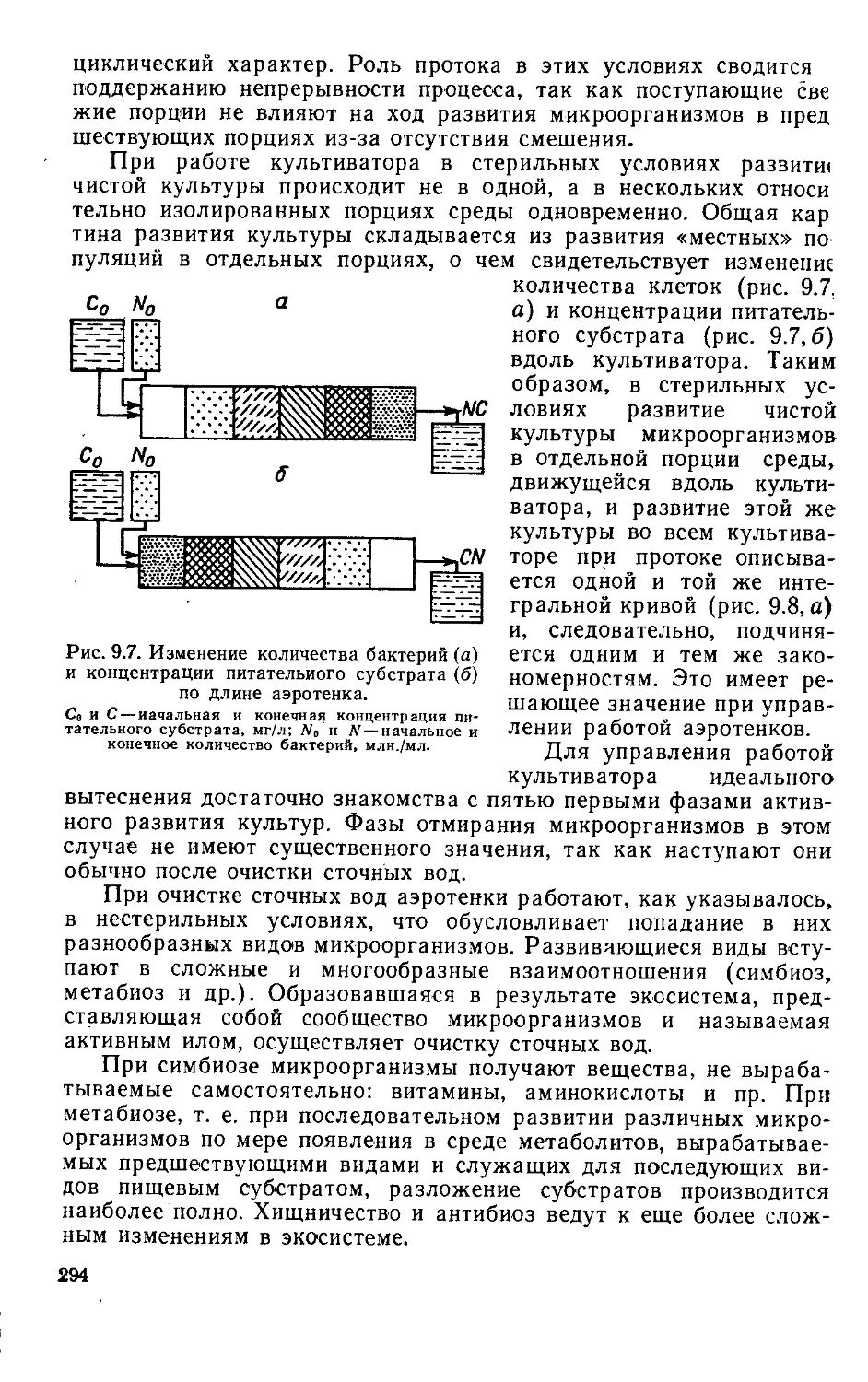
работке твердых топлив
Производства синтетических смол,
полимеров, синтетических волокон
и т. п.
Состав загрязнений
Неорганические кислоты, щелочи, со-
ли (фториды, сульфаты, фосфаты
и др.)
Жирные кислоты, ароматические со-
единения, спирты, альдегиды, кето-
ны и др.
Нефтепродукты, масла и смолы, фе-
нолы, ПАВ и др.
Высокомолекулярные вещества, мо-
номеры. частицы полимеров и др.
Многие сточные воды химических производств, кроме раство-
ренных органических и неорганических веществ, могут содержать
коллоидные примеси, а также взвешенные (грубодисперсные и
мелкодисперсные) вещества, плотность которых может быть боль-
ше или меньше плотности воды. В ряде случаев сточные воды
содержат растворенные газы (сероводород и др.) Чаще всего
сточные воды представляют собой сложные системы, содержащие
смеси различных веществ.
Концентрации примесей в сточных водах различны: воды от
охлаждения продуктов и аппаратуры практически не загрязнены,
а воды от технологических процессов содержат различные коли-
чества веществ. Например, в состав маточных растворов и кубо-
вых остатков входит обычно значительное количество примесей, а
промывные воды загрязнены в меньшей степени.
Степень вредности сточных вод зависит от токсичности загряз-
няющих ее веществ. Такие примеси, как соли тяжелых металлов,
9
цианиды, сероводород, канцерогенные вещества, бензол и многие
другие, обусловливают высокую токсичность сточных вод.
Сточные воды химических производств могут содержать пожа-
ро- и взрывоопасные вещества. Наличие в сточных водах большого
количества взвешенных веществ или соединений, способных поли-
меризоваться в водном растворе, может приводить к засорению
трубопроводов и коллекторов.
Следует учитывать агрессивность сточных вод химических
производств по отношению к материалам трубопроводов, канали-
зационных коллекторов и аппаратов очистных сооружений. Агрес-
сивность сточных вод может зависеть не только от величины pH,
но и от наличия некоторых солей и газообразных продуктов.
К числу очень агрессивных относятся сточные воды производств
кислот, фосфорных и других удобрений, гальванопокрытий, нефте-
перерабатывающих заводов, производств синтетических жирных
кислот и многие другие.
Часто сточные воды содержат вещества, обладающие резким
неприятным запахом (сульфиды, дисульфиды, сероводород, мер-
каптиды и др.). Многие сточные воды химических производств
окрашены вследствие загрязнения красителями или другими ве-
ществами, имеющими окраску.
Наличие в сточных водах поверхностно-активных веществ
обусловливает их способность к пенообразованию.
Попадание бытовых вод в производственные сточные воды
приводит к биологическому загрязнению последних.
Температура сточных вод может колебаться в широких пре-
делах. .
Режим образования и сброса сточных вод может быть различ-
ным. Многие процессы характеризуются периодическим образова-
нием и залповыми сбросами сточных вод.
МЕТОДЫ ИССЛЕДОВАНИЯ СТОЧНЫХ ВОД
Исследование качественного и количественного со-
става сточных вод химических производств часто затрудняется
вследствие их сложного состава, широкого интервала концентра-
ций примесей, изменения состава сточных вод во времени. Многие
вещества уже в очень малых концентрациях вызывают изменения
качества роды, и определение их количества в воде связано со
значительными трудностями. Особенно сложным является иссле-
дование сточных вод неизвестного состава (например, биологиче-
ски очищенных вод).
При аналитическом контроле работы очистных сооружений не-
маловажное значение имеет время, затрачиваемое на проведение
анализа, так как за этот промежуток времени в водоем или в си-
стемы оборотного водоснабжения может быть направлена недо-
статочно очищенная вода. Поэтому следует применять экспресс-
методы анализа сточных вод.
10
Часто при анализе сточных вод возникают трудности, связан-
ные с присутствием сопутствующих и мешающих веществ, не пре-
дусмотренных в стандартных методиках. В одних случаях доста-
точно определить группу веществ одинакового характера (напри-
мер. летучие жирные кислоты), в других — из группы химически
и аналитически однородных соединений необходимо выделить ве-
щества, обладающие особыми токсичными действиями (например,
при определении канцерогенных соединений).
Особое значение имеет применение автоматических приборов,
которые позволяют не только повысить производительность труда
химиков-аналитиков и снизить стоимость анализов, но и осуще-
ствить непрерывный контроль за составом сточных вод и работой
очистных сооружений, а также немедленно зафиксировать любые
нарушения.
Измерение расходов
В процессе эксплуатации очистных сооружений, при
обследовании технологических процессов и производств необходимо
измерять расходы сточных вод, осадков, илов и т. д. Автоматиче-
ское регулирование работы очистных установок и сооружений
также осуществляется по количественным показателям.
Расходомеры необходимы при биологической очистке сточных
вод (распределение потоков между аэротенками, отстойниками и
другими аппаратами), при физико-химической очистке (распре-
деление потоков между аппаратами, дозирование реагентов ит.д.).
Измерение расходов сточных вод часто связано с определенными
трудностями вследствие наличия в них агрессивных, токсичных,
коллоидных, мелкодисперсных, грубодисперсных и других приме-
сей, в том числе вязких, способных к налипанию частиц (смол, неф-
тепродуктов и др.). Все это следует учитывать при проектирова-
нии, наладке и эксплуатации расходомерных устройств.
В напорных трубопроводах применяют расходомеры пере-
менного перепада давления. Они состоят из устройства,
образующего перепад давления путем местного сужения напорного
потока, и дифференциального манометра, измеряющего этот пере-
пад [3, с. 10]. В качестве сужающих устройств исполь'зуют диаф-
рагмы с концентрическим отверстием, сегментные диафрагмы, сопла
и трубы Вентури. Предотвращение забивания отверстий и соеди-
нительных трубок примесями сточной воды достигается продувкой
сжатым воздухом или промыванием водой.
Все большее применение получают индукционные расхо-
домеры, несмотря на их сложность, поскольку в данном случае
не требуется сужения потока воды.
Для измерения расхода сточных вод в открытых лотках и ка-
налах применяют устройства, действие которых основано на опре-
делении разности уровней воды, которая создается подпором водо-
слива или сужением сечения лотка [3, с. 12]. Получили применение
измерительные лотки Вентури, представляющие собой местное
11
сужение канала без изменения профиля дна. Недостаток этих водо-
сливов— нелинейность шкалы вторичного прибора — устраняется
в пропорциональных водосливах, в которых сужения определен-
ным образом профилированы. Большое распространение получили
работающие по этому принципу щелевые расходомеры.
Отбор проб
Правильный и представительный отбор пробы сточ-
ной воды имеет большое значение для оценки протекания техноло-
гического процесса и работы очистных сооружений, для разработки
новых методов очистки. Место отбора проб выбирается с учетом
поставленных задач, местных условий, технологии производства,
расположения цехов, системы канализации и очистных соору-
жений.
Неправильный отбор проб может привести к серьезным ошиб-
кам. При отборе и транспортировке пробы возмржны улетучивание
веществ, имеющих высокое давление паров, биологическое или
химическое окисление примесей, агрегация частиц и т. д. При вы-
боре приборов для отбора проб и посуды для их хранения следует
учесть возможность взаимодействия примесей воды с материалом
посуды (например, выщелачивание компонентов некоторых марок
стекол), адсорбции примесей материалом посуды (например, сорб-
ции фосфатов, солей кадмия, меди и других примесей на стенках
стеклянных сосудов [4, с. 24] или сорбции углеводородов и пести-
цидов на стенках посуды из синтетических материалов [5, с. 34]).
Для подробного анализа сточной воды обычно достаточно ото-
брать пробу объемом 2 л. В случае малой концентрации примесей
и необходимости их концентрирования может потребоваться боль-
ший объем воды.
Для сохранения на некоторое время неизменными компонентов,
определяемых в воде, а также свойств воды производится консер-
вация проб. Для сточных вод химических производств консерви-
рующее вещество используется только в том случае, если оно не
препятствует определению присутствующих в воде компонентов.
Пробы для определения биохимического потребления кислорода
(БПК) консервировать нельзя. Описание техники консервации проб
сточных вод и перечень консервирующих веществ приведены
в работе [4, с. 21].
Существует два вида проб: простая (разовая) и смешанная.
Проста я п роба получается путем однократного отбора требуе-
мого количества сточной воды, смешанная проба — путем сли-
вания простых проб, отобранных в одном месте через определен-
ные промежутки времени или в разных .местах одновременно
[4, с. 13]. Эта проба характеризует средний состав сточной воды
объекта или средний состав воды за определенный промежуток
времени. Средняя пропорциональная проба готовится
из разовых проб, объем или число которых соответствует (пропор-
ционально) расходу сточных вод. Среднюю пропорциональную
12
пробу трудно составить, если сточная вода содержит вторую фазу
(смолы, масла и др.). В этом случае целесообразно анализировать
разовые пробы, а затем рассчитать среднюю пропорциональную
величину.
Для отбора проб сточных вод применяют различные приборы.
Из емкостей, прудов и каналов пробы отбирают бутылями, бато-
метрами и другими приспособлениями, из аппаратов и трубопрово-
дов— с помощью пробоотборных кранов, стационарно смонтиро-
ванных в нужных точках.
Отбор средних и средних пропорциональных проб целесооб-
разно производить автоматическими пробоотборниками [5, с. 35]
различных конструкций [6—9].
Общие показатели загрязненности
К общим показателям загрязненности сточных вод сле-
дует отнести показатели, характеризующие общие свойства воды
(органолептические, физико-химические), нерастворенные примеси
(содержание взвешенных веществ и их зольность), растворенные ве-
щества (общее содержание неорганических и органических приме-
сей, «органического» углерода, определение перманганатной и би-
хроматной окисляемости, биохимического потребления кислорода
и др.). Эти показатели позволяют судить об общей загрязненности
воды, степени загрязненности неорганическими и органическими
веществами, в том числе биологически окисляемыми и т. д.
Определение таких общих показателей, как органолептические
(цвет, вкус, запах, прозрачность, мутность), оптическая плотность,
цветность, pH, температура, электропроводность, щелочность, кис-
лотность, жесткость, содержание солей, общего азота, взвешенных
веществ, растворенных веществ, потери при прокаливании, чаще
всего не вызывает каких-либо трудностей (4]. Значительно слож-
нее определить содержание «органического» азота и общей серы.
Особо важными являются показатели, характеризующие суммар-
ное содержание органических веществ в сточной воде.
Определение суммарного содержания органических веществ
производится для контроля работы очистных сооружений, а также
для выяснения возможности: 1) использования сточных вод в тех-
нологических процессах, в системах оборотного водоснабжения;
2) подачи сточных вод на физико-химическую и биологическую
очистку; 3) сброса сточных вод в водоемы.
Суммарное содержание органических веществ можно найти,
определяя: потери при прокаливании, окисляемрсть (перманга-
натная и бихроматная), углерод органических веществ («органи-
ческий» углерод), биохимическое потребление кислорода. Предло-
жены также методы определения по светопоглощению в УФ-обла-
сти, хлоропоглощаемости в УФ-лучах, а также путем проведения
пиролиза примесей с последующей хроматографией газообразных
продуктов пиролиза [5, с. 93]. Однако эти методы не получили
широкого распространения.
13
Потери при прокаливании. Определение заключается в выпари-
вании определенного объема фильтрата сточной воды с последую-
щим прокаливанием остатка при 600 °C [4, с. 47]. Разность в массе
между сухим исходным осадком и остатком после прокаливания —
потери при прокаливании.
Этот метод анализа может дать лишь самое общее представле-
ние о количестве органических веществ в воде, так как при про-
каливании улетучиваются и некоторые неорганические вещества
или компоненты, кристаллизационная и гигроскопическая вода,
СО2 из карбонатов кальция и магния, соляная кислота, образую-
щаяся при гидролизе MgCl2, оксиды азота, образующиеся при вос-
становлении нитратов и т. п. Натриевые соли органических кислот
превращаются в Na2COa [5, с. 49].
Перманганатная окисляемость (метод Кубеля). Перманганат-
ная окисляемость — количество кислорода, эквивалентное количе-
ству расходуемого окислителя — перманганата калия. Методика
определения перманганатной окисляемости основана на окислении
веществ, присутствующих в сточной воде, 0,01% раствором пер-
манганата калия в сернокислой среде при кипячении.
Следует иметь в виду, что перманганатная окисляемость также
часто не отражает истинного содержания органических веществ
в сточной воде, так как очень многие органические вещества (на-
пример, спирты, кетоны, жирные кислоты, аминокислоты, бензол
и его производные) плохо окисляются перманганатом. Наряду
с этим некоторые вещества (фенолы, малеиновая кислота) прак-
тически полностью окисляются до СО2 и Н2О [5, с. 60]. Применение
этого метода может быть целесообразным для ускоренного ана-
лиза сточных вод в процессе контроля работы очистных соору-
жений.
Бихроматная окисляемость (химическое потребление кисло-
рода— ХПК). Методика определения бихроматной окисляемости
основана на окислении веществ, присутствующих в сточных водах,
0,25% раствором бихромата калия при кипячении в течение 2 ч
в 50% растворе (по объему) серной кислоты. С целью повышения
полноты окисления органических веществ применяется катализа-
тор — сульфат серебра.
Многочисленные исследования окислительного действия бихро-
мата калия в присутствии сульфата серебра на растворы различ-
ных органических веществ и сточные воды показали [5, с. 62], что
большинство органических веществ окисляется на 95—98% до СО2
и Н2О. К ним относятся жирные и другие органические кислоты,
спирты, кетоны и т. п. Плохо окисляются пиридин, пиррол, пирро-
лидин, никотиновая кислота, а также такие углеводороды, как
бензол и его гомологи, парафин и нафталин [5].
Ускоренные методы определения ХПК позволяют уменьшить
время, необходимое на проведение определения, до 10 мин [4, с. 79;
5, с. 64].
Автоматические приборы для определения ХПК сточных вод
основаны на фотометрическом измерении пробы, содержащей об-
14
разевавшиеся Сг3+-ионы или не вступившие в реакцию Cr2Oj- -ионы.
Имеются также приборы, основанные на определении количества
СО, восстановленного органическими примесями воды при высокой
температуре из СО2, подаваемого в зону реакции. Определение про-
изводится с помощью ПК-спектрометрии.
Широко известны автоматические ХПК-метры фирм Bekman,
Dow Chemical Company и Technicon (США) и др. [5, с. 71; 10].
Имеется также отечественный полуавтомат — титрометр ТПЛ-3
[И, с. 133]. Основное достоинство этих аппаратов — быстрота и
точность анализа, возможность непрерывного контроля за работой
очистных сооружений и т. д. Например, аппарат Aquarator (фирма
Precision-Scientific Со, Chicago) при величине ХПК 10—300 мг/'л
обеспечивает точность определения ±3% при продолжительности
2 мин [12].
Углерод органических веществ («органический углерод»). Для
определения органического углерода рекомендуется метод, осно-
ванный на сжигании органических веществ с помощью окисляю-
щей смеси (СгОз и Р2О5) в присутствии катализатора — сульфата
серебра — с образованием диоксида углерода, который затем погло-
щают титрованным раствором щелочи и определяют обратным ти-
трованием [4, с. 104].
Этот метод рекомендуется использовать при проведении ба-
лансовых испытаний (например, при определении прироста или
убыли органических веществ) [4]. В качестве окисляющего агента
применяется также персульфат калия.
Кроме этого так называемого «мокрого» метода используется
«сухой» метод, заключающийся в выпаривании пробы сточной воды
в токе кислорода, прокаливании остатка и пропускании обра-
зующихся паров над оксидом меди при 900 °C с последующим
определением количества образующегося диоксида углерода
[5, с. 50].
Полученный в результате применения любого метода опреде-
ления органического углерода диоксид углерода можно количест-
венно определить различными методами: ПК-спектрометрией, кон-
дуктометрически, гравиметрически, ацидиметрически с визуальной
или потенциометрической индикацией конечной точки. Применяется
также метод, по которому образовавшуюся СОг гидрируют водо-
родом до СН4, содержание которого определяют хроматографиче-
ски с помощью пламенно-ионизационного детектора [5, с. 52].
Разработаны приборы для автоматического определения содер-
жания органического углерода в сточных водах. Принцип действия
анализаторов органического углерода основан на сжигании пробы
и последующем анализе продуктов- сжигания (СО2) в оптико-аку-
стическом газоанализаторе. Анализатор органического углерода
с одновременным определением неорганического углерода (фирма
Bekman Instrument) состоит из четырех блоков: блока приготовле-
ния воздуха, блока сжигания пробы воды, газоанализатора и реги-
стрирующего прибора [11, с. 138]. Достоинство анализатора — дли-
тельность анализа составляет всего 5 мин.
15
Другой прибор (модель ДС-50, Dohrmann—Evirotech) основан
: на принципе окислительно-восстановительного пиролиза пробы над
никелевым катализатором с последующим определением образую-
щегося метана с помощью детектора пламенной ионизации [13]. Но-
вый автоматический прибор ТОС с непрерывным анализирующим
устройством позволяет за один рабочий процесс (20 мин) из одной
пробы определять как органический углерод, так и ХПК [14].
Автоматическая система йепрерывного определения органиче-
ских веществ в воде основана на обработке воды окислительной
смесью (К2СГ2О7—Ag2SO4—H2SO4). .Образующаяся СО2 анализи-
руется кондуктометрическим методом. В оставшейся жидкой части
определяется ХПК потенциометрическим титрованием. Точность
определения—16% [15].
Биохимическое потребление кислорода (БПК). Биохимическое
потребление кислорода — это количество кислорода, израсходован-
ное за определенный промежуток времени на аэробное биологиче-
ское разложение органических веществ, содержащихся в сточных
(или других) водах. Определение проводится в стандартизирован-
ных условиях и полученный результат принимается как эквивалент
суммарному содержанию биологически окисляющихся органиче-
ских примесей в сточной воде.
Методы определения БПК различаются, в основном, способом
введения в пробу воды отмеренного количества кислорода [5, с. 81]:
1) метод разбавления — разбавление водой, насыщенной кис-
лородом воздуха или чистым кислородом; 2) манометриче-
ский метод — уменьшение давления в сосуде, вызванное убы-
лью кислорода в процессе биологического окисления; замеряется
манометром; 3) кулонометрический метод — израсходо-
ванный в процессе биологического окисления кислород попол-
няется с помощью электролитического метода, причем количество
кислорода определяется по количеству затраченного электричества.
Кроме того, БПК может быть определено по количеству органиче-
ских веществ до и после биологического окисления путем опреде-
ления ХПК проб воды [5, с. 87].
При определении БПК методом разбавления [4, с. 92] стандарт-
ными параметрами являются: продолжительность инкубаций —
5 суток, температура 20 ± 1 °C, отсутствие света и доступа воздуха.
Кроме БПКз можно определять БПК за любое число дней, напри-
мер БПКго или БПК полное (БПКп), когда все биологически
окисляемые вещества разложились микроорганизмами.
Для разбавления пробы используется вода, содержащая био-
генные добавки (соли фосфора и азота), необходимые для нор-
мального протекания биологических процессов, а также произ'во-
дится ее заражение неадаптированной микрофлорой (например,
хозяйственно-бытовыми сточными водами, речной водой) или адап-
тированной микрофлорой (из биологических очистных сооружений,
лабораторных аэротенков и т. д.).
Сточные воды химических производств часто содержат природ-
ные или синтетические вещества, замедляющие процесс окисления,
16
совсем не окисляющиеся или оказывающие токсическое действие
на микроорганизмы. Разбавление пробы снижает токсическое дей-
ствие веществ.
Щелочные или кислые сточные воды перед разбавлением долж-
ны быть нейтрализованы.
Применение адаптированной микрофлоры является наиболее
важным условием определения БПК сточных вод химических про-
изводств. Например, отношение БПК20/ХПК для сточных вод про-
изводства ряда синтетических смол и пластмасс при использовании
для определения БПК20 неадаптированной микрофлоры составляет
10—20%. а адаптированной микрофлоры — 80—90% и более. Сле-
дует иметь в виду, что скорость процесса зависит от количества
введенных микроорганизмов. Конечный результат — значение
БПК — одинаков при заражении малым количеством микроорга-
низмов или при заражении большим количеством, но в первом слу-
чае он будет получен позднее [4, с. 99].
Определение БПК5 может быть целесообразным для сточных
вод, загрязненных биологически легко окисляющимися веществами
(например, сахарами). Для сточных вод химических производств
следует вместо БПК5 определять БПКп- Однако определение пол-
ного БПК затрудняется тем, что на конечной стадии биологиче-
ского окисления органических веществ одновременно начинают
протекать процессы нитрификации. Поэтому рекомендуется [4] ме-
.-уДтод, условно названный методом определения «полного» БПК,
? тогда как на самом деле процесс ведется не до полного окисления
^«^органических веществ, а до тех пор, пока не образуются нитриты
количестве 0,1 мг/л. В настоящее время метод определения БПКп
^^усовершенствован путем применения ингибиторов биологического
окисления — веществ (например, этилтиомочевины), подавляющих
жизнедеятельность нитрифицирующих бактерий и практически
не влияющих на жизнедеятельность других микроорганизмов
(5, с. 89].
В настоящее время созданы автоматические аппараты, позво-
ляющие получить кривые биохимического потребления кислорода
во времени. Фирмой Voith разработан аппарат Sopromat, принцип
действия которого основан на кулонометрическом определении кис-
лорода [5, с. 86]. Ход потребления кислорода в течение 5 дней фик-
сируется с помощью 120 измерений, причем колебания между
параллельными измерениями не превышают ±5%. Имеются дан-
ные о новых приборах (респирометрах), которые автоматически
фиксируют значения БПК5 и БПКп- Интервал между определе-
ниями составляет 5—15 мин [16].
Отечественный респирометр ОБПК-1 основан на измерении ко-
личества электричества, которое затрачивается^иа получение кисло-
рода электролитическим методом, необходимого для возмещения
его потерь в процессе окисления [11, с. 128].
Для более концентрированных сточных вод респирометр
(ОБПК-2) оборудован мощным генератором кислорода, системой
с м
принудительной циркуляции газовой фазы через скруббер с погло-
тителем диоксида углерода и пропеллерной мешалкой [11, с. 131].
Определение содержания индивидуальных веществ
Повторное использование сточных вод в технологиче-
ских процессах или в системах оборотного водоснабжения, возмож-
ность подачи их на сооружения физико-химической и биологиче-
ской очистки, контроль за работой очистных сооружений и качест-
вом очищенных сточных вод, спускаемых в водоемы, невозможны
без знания содержания в воде индивидуальных неорганических и
органических примесей. На современных крупных химических ком-
бинатах в качестве исходных, промежуточных и конечных продук-
тов применяют и получают часто более 1000 различных веществ,
причем значительная часть этих веществ попадает в сточные воды.
Предельно допустимые концентрации (ПДК) вредных веществ
в воде водных объектов хозяйственно-питьевого и культурно-быто-
вого назначения установлены примерно для 500 веществ.
Таким образом, в сточных водах необходимо определять боль-
шое число различных веществ.
Концентрации загрязняющих воду веществ обычно колеблются
в широких пределах: от дееятков граммов в литре (в сильно за-
грязненных сточных водаху до сотых и даже тысячных долей мил-
лиграмма в литре (в очищенных сточных водах, воде водоемов
и т. д.). Например, ПДК фенола в воде водоемов составляет
0,001 мг/л (10~7%), кадмия (Cd2+)—0,01 мг/л (10~6%).
Изложенное показывает, что определение концентрации химиче-
ских веществ в сточной воде является сложной задачей. Эта задача
еще более усложняется тем, что при анализе сточных вод прихо-
дится учитывать наличие в воде мешающих веществ, не предусмот-
ренных стандартными методиками.
Существующие стандартные методики [4] чаще всего удовлетво-
ряют требованиям к анализу неорганических веществ в сточных
водах. Тем не менее, для повышения точности и надежности, а
также уменьшения времени, затрачиваемого на определение, ши-
роко используются инструментальные методы определения концен-
трации неорганических веществ в сточных водах: газов (О2, СО2
и других)—газовая хроматография [17]; ионов тяжелых металлов
[18] — тонкослойная хроматография [19], полярография [4, с. 175,
284, 290, 300, 305], атомно-абсорбционная спектрофотометрия [20],
пламенная спектрофотометрия [21], нейтронная активация [22];
анионов — спектрофотометрия с лазерным возбуждением [23],
флуоресцирующая спектрофотометрия [24] и др.
Выбор приемлемого метода определения органических приме-
сей в сточных водах более затруднителен вследствие многообразия
органических веществ и наличия большого числа мешающих ве-
ществ. В связи с этим в данном разделе будут рассмотрены основ-
ные вопросы определения содержания органических веществ в сточ-
ных водах.
18
Выделение и концентрирование органических примесей
Предварительное выделение примесей из сточных вод
при анализе сложных органических смесей повышает надежность
результатов и облегчает идентификацию веществ различных гомо-
логических рядов. Часто необходимо концентрирование органи-
ческих примесей, так как чувствительность применяемых методов
недостаточна для анализа очень низкоконцентрированных сточ-
ных вод.
Для выделения отдельных групп органических веществ из сточ-
ных вод и последующего их концентрирования применяются сле-
дующие методы [5, с. 36; 25]:
1) отгонка летучих веществ с инертным газом или водяным
паром при различном pH с последующим вымораживанием соеди-
нений или конденсацией пара;
2) экстракция органическими растворителями трудно раствори-
мых в воде органических соединений;
3) выпаривание водного раствора при различном pH с после-
дующим разрушением нелетучих солей;
4) адсорбция органических веществ на активном угле, ионооб-
менных смолах и других сорбентах. При десорбции используют
как водные кислые или щелочные растворы, так и органические
растворители.
Эти методы позволяют увеличить концентрацию микрокомпо-
нентов в растворителе в 10—100 раз (однократное концентриро-
вание) и селективно выделить отдельные группы веществ. Возмож-
но применение комбинации этих методов: вещества из конденсата
водяного пара экстрагируют или выпаривают; вещества из органи-
ческих экстрактов концентрируют путем отгонки летучего раство-
рителя; после десорбции вещества концентрируют выпариванием
или экстракцией.
Ниже приведена схема [25], в которой систематизированы спо-
собы выделения и концентрирования различных классов веществ.
Схема разделена на четыре сектора в соответствии с четырьмя
операциями, положенными в ее основу. Указатели перехода в дру-
гие секторы позволяют выбрать комбинированный метод.
Рекомендуемыми критериями при оценке целесообразности при-
менения способа подготовки пробы являются [25]: темпера-
тура кипения растворителя или азеотропной смеси, давление пара
и способность к образованию водородных связей при перегонке с
паром, растворимость в воде и органических растворителях при
экстракции, способность органических кислот и оснований образо-
вывать нелетучие соединения при выпаривании, а также сорбцион-
ные характеристики. Существенное значение имеет величина pH.
При выборе способа выделения и концентрирования органических
веществ следует учитывать трудоемкость, длительность операций,
наличие мешающих примесей, влияние потерь на точность анализа.
При отгонке с паром или инертным газом (сектор I) выде-
ляются только летучие соединения. Этот метод позволяет
19
Схема выделения и концентрирования микропримесей сточных вод
И
h
та!
,2£
Фенолы
здноатомные
5
Отгонка летучих
соединений
Кислоты
алифатические
§О
я
Z
Основные II | Спирты
вещества^ \али<ратические
Разделение S сектор П В cent юр III
одного раствора I
^Разделение]
или б сектор III
Г&!
S5sgu
S 5 -тТ
11Г
£
Е s
53 ССЗ
? а
ia|i
3= 6
ft, о
4 Q)
§3
8
L
4i
PHJ;5
Вакуум
t__/_______
[^_ __Сутой остаток или концентрат
тйрты
-vj Выморажибанйе или конденсация L*
-------------1--------- -?кГ
pH 70 pHJ-5 рЯ7аеазом
с паром^ с паром или паром
S
Водный
раствор
органических
веществ
$ В
Cl -Q
sc § t $
Нейтральные^
соединения^
^Разделение]
"или б сектор IV
6'
ё
Ш
Выпаридание
родного раствора
i&s
3
1’3>|
Ъ ё<5
Е
S5S
<з
о
&
с
§
Разделение
после этерификации
J Подкисление
Разделение Жадного раствора,
эфирного экстракта или определение
после этерификации
Подщелачивание
и разделение
в водном растворе
Фенолы
нелетучие
Кислотные
вещества
Фенолы Кислотные^
одноатомные вещества-1|
8
*
LlSl
£
О
S?
£
“iOr-
«S3
Xg
ОБ
§
s'B'Csl
Zrilirm
L^_9j °
&
&
lS§
IPS
ES&
S
е
а
Z
Нейтральные] Фенолы и другие И а/Гиелотнь/е111| Ал/фо/7?б,/>лб/г|| I Основные
соединения I слабые кислоты^ ^вещества Ц || соединения || рещегт&г
Основные}
соединений
концентрировать спирты (от метилового до гексилового), одноатом-
ные фенолы из кислой среды и жирные амины из щелочей. Жирные
кислоты отгоняются неудовлетворительно. Нейтральные летучие
вещества хорошо отгоняются с инертным газом [25].
Концентрирование микропримесей экстракцией (сектор II) при-
меняется для органических веществ, ограниченно растворимых в
воде: фенолов, хлорфенолов, углеводородов, оснований, аромати-
ческих веществ и др. Широко распространенным растворителем
для экстракции органических веществ является диэтиловый эфир.
Высушенные эфирные растворы концентрируются отгонкой.
Органические кислоты в щелочных средах и основания в кис-
лых средах образуют нелетучие соли и при выпаривании этих
растворов (сектор ГП) достигается 100%-ное концентрирование.
Этот метод используется для концентрирования нелетучих с водя-
ным паром органических веществ.
Метод адсорбции на активных угляХ, ионообменных смолах я
других сорбентах (сектор IV) является эффективным. Для десорб-
ции активного угля применяют органические растворители — ди-
этиловый эфир, хлороформ, метанол и др. Методом адсорбции
может быть достигнута степень концентрирования в 103—104 раз.
Для выделения и концентрирования органических веществ из
сточных вод могут быть использованы также методы соосаждения
с гидроокисями, вымораживание воды и др. [3, с. 37; 25]. Выделение
и концентрирование высококипящих примесей кислого характера
может быть произведено путем превращения их в летучие метило-
вые или другие эфиры.
Методы определения органических примесей
Стандартные методы определения органических ве-
ществ в сточных водах основаны, главным образом, на применении
проверенных, чаще всего колориметрических методов анализа [4].
Колориметрический метод используется для определения концен-
трации в сточной воде фенолов, формальдегида, аминов, пириди-
новых оснований, ароматических углеводородов, синтетических
моющих веществ, лигносульфрновых кислот, пестицидов и др. [4, 5].
Эти методы просты, не требуют применения сложной дорогостоя-
щей аппаратуры и могут быть использованы различными предприя-
тиями и организациями.
Однако необходимость учета таких факторов, как наличие в
сточных водах мешающих веществ, высокие требования к чувстви-
тельности. и точности, уменьшение продолжительности анализов
обусловили широкое применение инструментальных методов ана-
лиза сточных вод, загрязненных органическими веществами.
Хроматографические методы. Для анализа сточных и природных
вод используется газожидкостная, тонкослойная и ионообменная
хроматография, а также хроматография на бумаге и гель-хромато-
графия [5, с. 95]. Количественное определение микропримесей эти-
ми методами производится после их предварительного выделения
21
и концентрирования или с использованием нечувствительного к
воде пламенно-ионизационного детектора.
Методом газожидкостной хроматографии при
предварительном концентрировании микрокомпонентов перед вво-
дом пробы в хроматограф могут быть количественно определены
многие органические.соединения в сточных водах: фенолы [5, с. 130],
ацетон, изопропилбензол, а-метилстирол, метилэтилпиридин [26],
хлорфенолы [27], бутанол, пентанол, бутилацетат [28], изопрен,
ацетальдегид, акролеин, метанол, толуол, кротоновый альдегид, ди-
метилдиоксан [29], производные пиридина и ароматические амины
[30], полициклические ароматические углеводороды [31] и другие
соединения.
Для определения ряда органических соединений с помощью
газовой хроматографии рекомендованы различные неподвижные
фазы [32].
Хроматографирование водных растворов с использованием не-
чувствительного к воде пламенно-ионизационного детектора при-
меняют для определения жирных кислот от уксусной до капроновой
(на муравьиную кислоту детектор не реагирует), спиртов, летучих
аминов, одноатомных фенолов, кетонов [25], хлорэтиленов [33] и
других соединений при концентрациях 1—10 мг/л. С помощью
электронозахватного детектора регистрируют следы полицикличе-
ских углеводородов, сероуглерода, дибромэтана и др. [25].
Многие соединения хроматографируют после перевода в лету-
чие эфиры (этерификации) [25].
Тонкослойную хроматографию применяют для раз-
деления и идентификации различных органических веществ. Пятна
проявляются после обработки различными реактивами или УФ-лу-
чами. Тонкослойную хроматографию используют для определения
в сточных водах фенолов [5, с. 124], углеводородов, масел [5, с. 150],
пестицидов [5, с. 163], хлорфенолов [34], хлоруглеводородов, поли-
циклических ароматических углеводородов [35], хлорофоса, дихло-
фоса [36] и др.
Для определения малых количеств органических соединений
в сточных водах (после очистных сооружений) предложено исполь-
зовать высокоразрешающую ионообменную хроматогра-
фию [37].
Полярографический метод. Полярографическим методом с ис-
пользованием ртутного капельного электрода в сточных водах
могут быть количественно определены различные органические
вещества. Определение может производиться либо путем прямого
восстановления органического вещества, например формальдегида
[38], либо косвенным методом— переводом веществ в другое, более
полярографически активное соединение, например определение ма-
леиновой кислоты в виде кальциевой соли [39]. Полярографический
метод предложено использовать для определения метилметакри-
лата [40], нитрофенолов и других нитросоединений [41], хлори-
стого винила и ацетальдегида [42], стирола [43] и других соеди-
нений.
22
Спектрофотометрический метод. Спектрофотометрический метод
в УФ-области спектра может быть использован для количествен-
ного определения различных классов органических веществ: сти-
рола, этилбензола, ацетофенона, метилфенилкарбинола [44], аце-
тона, бутанола, ацетонитрила, хлороформа и дифенила [45], арома-
тических углеводородов, пиридиновых оснований [46] и других
соединений. Для определения содержания нефтепродуктов в сточ-
ных водах рекомендуется применение спектрофотометрического
метода в инфракрасной области спектра [47, 48].
Другие методы. Распространение оптических квантовых генера-
торов и результаты опытов по использованию лазерных установок
для контроля за качеством воды указывают [49, 50] на их перспек-
тивность. С помощью этих установок может быть определена сте-
пень загрязненности воды нефтью, органическими примесями и др.
Применение спектроскопии комбинационного рассеяния с лазерным
возбуждением позволяет определять органические примеси в воде,
например бензол в концентрации менее 5—10 мг/л [51].
Летучие вещества (в основном, углеводороды) при содержании
порядка 0,01 мг/л могут быть определены с помощью масс-спектро-
метрии после выпаривания пробы в токе Н2, высушивания паров
над едким кали и конденсации [52].
Автоматические приборы для определения содержания
примесей
Автоматические приборы позволяют не только осу-
ществлять постоянный контроль за составом сточных вод на любой
стадии очистки или при сбросе их в водоемы, но и осуществлять
автоматическое регулирование процессов очистки сточных вод.
В настоящее время созданы автоматические станции, оснащенные
комплексными приборами для контроля качества воды [53, 54].
Кроме рассмотренных выше автоматических устройств для оп-
ределения ХПК, БПК и органического углерода, а также приборов
для автоматического определения температуры, pH [11, с. 71], со-
зданы автоматические приборы для контроля общих показателей
загрязненности воды: мутности [55, 56], цветности [57], взвешенных
веществ [11, с. 142; 58], жесткости и щелочности [59].
В основу автоматического контроля содержания органических
и неорганических веществ в сточных водах чаще всего заклады-
ваются колориметрические методы. Автоматические анализаторы,
работающие по этому принципу, состоят из насоса, дозаторов, со-
судов, фотоколориметра (или других приборов), самописцев. Пред-
ложено использовать ионоселективные электроды для определения
содержания цианидов в воде [11, с. 78], ионов аммония, кальция,
натрия, кадмия, меди, брома, иода и др. [60].
Фирмой Degremont (Франция) разработан ряд надежных при-
боров для автоматического анализа воды [61], с помощью которых
можно определять содержание фосфатов, железа, кремневой кис-
лоты, фенолов, детергентов.
23
Схема физико-химического исследовании
Сточная
24
сточных вод химических производств
вода
SS
Описано устройство для непрерывного автоматического кон-
троля качества воды (в лабораторных и производственных усло-
виях) по следующим показателям [59]: жесткость, щелочность, со-
держание хлоридов, сульфатов, соединений азота и фосфора (ам-
миак и фосфаты), цианидов, фенолов, синтетических детергентов, а
также ионов тяжелых металлов (Fe3+, Cr3+, Cu2+, Zn2+, Na+ и К+).
Другой автоматический фотоколориметрический анализатор
осуществляет определение 7 компонентов сточных вод: азота ам-
монийного, нитритов и нитратов (при концентрации 0—50 мг/л),
фосфатов (0—80 мг/л), цианидов (0—20 мг/л), Сг6+ (0—50 мг/л),
хлоридов (0—2000 мг/л) и анионогенных поверхностно-активных
веществ [62]. Недостаток этого анализатора — неприменимость для
анализа окрашенных сточных вод.
Имеются приборы для автоматического определения в воде
метилового спирта [63], летучих кислот [64], бора [65], фтора [66].
Содержание нефтепродуктов в сточных водах можно обнаружить
приборами марок ЛУА-65ПС, ПОНВ-63В [67]. Действие приборов
основано на экстракционно-фотометрическом методе определения
в ультрафиолетовой области спектра. Некоторые технические дан-
ные приборов:
ЛУА-65ПС ПОНВ-63В
Порог чувствительности по концентрации,
мг/л.................................. 1 2—3
Пределы измерений, мг/л.............. 1—2000 2—100
Продолжительность одного измерения,
мин................................... 10 60
Прибор ПН-1 предназначен для люминесцентного определения
нефтепродуктов в воде.
-> Схема исследования сточных вод
химических производств
Исследование -сточных вод химических производств
может быть произведено в соответствии с принципиальной схемой
(стр. 24).
В первую очередь определяют общие показатели загрязненности
сточных вод (органолептические и физико-химические), затем —
содержание примесей органического и неорганического происхож-
дения, а также растворенных газов. В случае необходимости про-
изводят выделение и концентрирование веществ в соответствии со
схемой. При наличии в сточной воде коллоидных, мелко- и грубо-
дисперсных примесей исследуют их количества и свойства. Кроме
того, определяют количество, влажность и другие свойства осадка,
образующегося после отделения (отстаиванием, фильтрованием, цен-
трифугированием или другими методами) грубодисперсных приме-
сей от сточной воды. В некоторых случаях исследуют характерные
свойства осадков (например, слеживаемость, налипаемость и др.).
При исследовании сточных вод после определенного технологи-
ческого процесса необходимо тщательно изучить условия образова-
ния сточных вод, возможность попадания веществ в сточную воду и
т. п. Это может значительно облегчить исследование сточной воды.
26
Глава 2
КЛАССИФИКАЦИЯ. МЕТОДЫ КАНАЛИЗОВАНИЯ
И ОЧИСТКИ СТОЧНЫХ ВОД
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
ВОДОСНАБЖЕНИЕ ХИМИЧЕСКИХ ПРЕДПРИЯТИЙ
Химическая отрасль является одним из основных водо-
потребителей в промышленности. Современные крупные химиче-
ские предприятия используют до 1 млн. м3 воды в сутки. Бурный
рост химической промышленности, увеличение ассортимента и по-
вышение качества химических продуктов требуют увеличения ко-
личества потребляемой воды.
Качество применяемой воды обусловливается требованиями
технологического процесса и типом оборудования. На химических
предприятиях используют различную воду: речную, фильтрован-
ную, коагулированную, артезианскую, охлажденную, частично или
полностью обессоленную, питьевую и др.
Вода в химической промышленности применяется в качестве
сырья, растворителя, реакционной среды, экстрагента или абсор-
бента, транспортирующего агента, для нагревания и охлаждения
продуктов и аппаратуры, для промывки различных продуктов, при
перегонке веществ, для образования пульп, создания вакуума, мы-
тья оборудования, тары, полов и др. Кроме того, в химической
промышленности для производственных целей широко исполь-
зуется водяной пар в виде «глухого» пара при подогреве продуктов
через стенку и «острого» пара при непосредственном контакте пара
с продуктами. Ряд технологических процессов проводится при от-
носительно низких температурах, для поддержания которых ис-
пользуют рассолы, охлажденную и артезианскую воду.
Расход свежей воды на предприятии определяется следующими
факторами: видом вырабатываемой продукции, мощностью пред-
приятия, совершенством технологического процесса производства
продукции, типом и совершенством применяемого оборудования,
степенью автоматизации производства, квалификацией обслужи-
вающего персонала, общей культурой производства и существую-
щими традициями, дефицитом воды на предприятии и т. д.
Применяют следующие системы производственного водоснаб-
жения [68, с. 5]:
а) с прямоточным использованием воды — всю
отработанную в каком-либо производственном процессе воду сбра-
сывают в водоем;
б) с последовательным использованием воды —
вся отработанная в каком-либо производственном процессе вода
направляется для вторичного использования в другом производстве
27
без промежуточной очистки, охлаждения и обработки, после чего
спускается в водоем;
в) с оборотным использованием воды — вся отра-
ботанная вода подвергается охлаждению либо очистке или охлаж-
дению и очистке, а также обработке и дезинфекции и снова ис-
пользуется на те же цели без выпуска в водоем;
Рис. 2.1. Схемы оборотиста водоснабжения:
а—с охлаждением оборотной воды; б—с очисткой оборот toft воды; а—с очисткой и охлаж-
дением оборотной воды; 1—предприятие; 2—градирня; 3—камера; 4—насосная станция;
5—очистные сооружения. Qn — производственные потерн воды; QHcn—потерн воды на испа-
рение при охлажденнн; QyH— потерн воды на унос нз охладителя; Qcfp —количество воды,
сбрасываемой нз системы для ее освежения (продувка); Фдоб—количество воды, добавляемой
в систему; Фшл — количество воды, сбрасываемой со шламом.
г) комбинированные системы.
В соответствии с «Основами водного законодательства Союза
ССР и союзных республик» (статьи 17 и 24) потребители обязаны:
рационально использовать водные объекты; принимать меры к со-
кращению или полному прекращению сброса сточных вод в водные
объекты; соблюдать установленные планы, технологические нормы
и правила водопользования, а также стремиться к совершенствова-
нию технологии производства и схем водоснабжения (применение
безводных технологических процессов, воздушного охлаждения,
оборотного водоснабжения и других технических приемов).
На промышленных предприятиях применяют три основные
схемы оборотного водоснабжения (рис. 2.1). Вода в процессе про-
изводства может только нагреваться, либо только загрязняться
или нагреваться и загрязняться одновременно. В первом случае ее
охлаждают в градирне или другом сооружении (рис. 2.1, а), во вто-
28
ром — подвергают очистке (рис. 2.1,6), в третьем — очищают и ох-
лаждают (рис. 2.1, в), после чего она вновь поступает в производ-
ство.
В процессе многократной циркуляции вода оборотных систем
упаривается, нагревается, охлаждается, аэрируется, минерали-
зуется, может становиться менее стабильной, коррозионно-актив-
ной, способной к отложению минеральных солей и биологическим
обрастаниям. Требования к качеству воды в системах оборотного
водоснабжения устанавливаются для каждого технологического
процесса. Следует отметить, что в большей части на химических
комбинатах оборотное водоснабжение используют для целей ох-
лаждения. В этом случае оборотная вода должна быть (1абл. 2.1)
термостабильной, т. е. при многократном нагревании и охлаждении
скорость выделения карбоната кальция и других солей не должна
превышать 0,25 г/(м2-ч) (толщина слоя за 1 ч — 0,08 мм). Допу-
стимая скорость биологических обрастаний теплообменных аппа-
ратов и охладителей в оборотной воде должна составлять ие
более 0,07 г/(м2-ч) (слой 0,05 мм в месяц) по сухой массе [68, с.32].
Вода не должна вызывать коррозии металла более чем 0,09 г/(м2-ч)
(слой до 0,1 мм в год) [68, с. 33].
Таблица 2.1
Общие требования к качеству пресных вод,
используемых дли охлаждения оборудования н продуктов
в теплообменных аппаратах
1 Показатели « По данным ВНИИВОДГЕО По данным ГИАП
Температура охлаждающей воды, °C До 25—40 28—30
Запах, баллы Цветность До 3 До 3
Не нормируется
pH Жесткость добавочной воды, мг-экв/л: 7,2—8,5 6,5-8,5
общая Не более 7 1,5-2,5
карбонатная До 2.5 —
Щелочность общая (оборотной воды), мг-экв/л 3-4 —
Общее солесодержание, мг/л До 1300—2000 До 1200
Окисляемость перманганатная, мг/л 10-15 До 15
БПКп. мг/л Содержание, мг/л: До 15-20 15—20
взвешенные вещества 20-30 20-30
масла и смолообразные продукты До 10—20 0,3
хлориды 150-300 До 350
сульфаты 350-500 До 500
биогенные элементы — фосфор, азот (в пере- Не более Не более
счете на Р2О5 н N) ОД-1,5 2
поверхностно-активные вещества Не нормируется —
железо (Fe3+) 0,5-4 0,5
Предотвращение образования накипи, биологических обраста-
ний и коррозии металла достигается путем обработки воды или
защиты конструктивных материалов [68, с. 117, 154, 224; 69, с. 42].
29
В процессе эксплуатации систем оборотного водоснабжения, как
указывалось, происходят потери воды за счет испарения, уноса
и др. (см. рис. 2.1). Кроме того, часть воды может намеренно
сбрасываться в результате замены ее свежей водой для поддержа-
ния заданного качества. Количество сбрасываемой воды зависит
от степени ее минерализации в процессе упаривания, а также по-
тери стабильности вследствие нарушения углекислотного равнове-
сия. Полное прекращение сброса воды при продувке оборотных си-
стем может быть достигнуто лишь при частичном обессоливании
подпиточной воды путем Н-катионирования и ОН-анионирования
[69, с. 76], а также очистки ее от других примесей.
Оборотные системы охлаждающей воды (условно чистой) ши-
роко применяются на химических предприятиях. На крупных пред-
приятиях используется до 30 оборотных систем.
Специальные водооборотные системы, использующие очищен-
ную сточную воду в том же или другом производственном процессе,
применяются значительно реже. Например, такие системы приме-
няются в производстве ацетилена, при получении аммиака, в нефте-
химической промышленности, при газификации топлив (сланца,
бурого угля) и т. д. (гл. 11, 13, 14).
Критерием эффективности системы оборотного водоснабжения
на предприятии является коэффициент использования воды
v Q& ' Qc6
к—ТоГ~
где Q3 и Qc6 — соответственно количества забираемой из источника
воды и сбрасываемой в водоем сточной воды.
На передовых предприятиях К — 0,85—0,95. В 1972 г. в целом
по химической промышленности К = 0,73 [70].
КЛАССИФИКАЦИЯ СТОЧНЫХ вод
Несмотря на многообразие получаемых или перера-
батываемых химических продуктов, технологические приемы или
операции, в которых образуются сточные воды, весьма ограничены,
а следовательно, невелико число видов сточных вод. В технологиче-
ских процессах образуются следующие основные виды сточных вод.
Реакционные воды — характерны для реакций, протекаю-
щих с образованием воды. Загрязнены как исходными веществами^
так и продуктами реакции. Очистка этих вод обычно является
серьезной проблемой.
Воды, содержащиеся в сырье и исходных про-
дуктах— свободная или связанная вода, содержащаяся во мно-
гих видах сырья (например, в угле, нефти, сланцах) и исходных
продуктов, в процессе технологической переработки загрязняется
всевозможными органическими веществами. Так, горючие сланцы
содержат 2—2,5% воды, которая в результате термической перера-
ботки сланца загрязняется фенолами, альдегидами, кетонами и др.
30
Промывная вода — широко используется для промывки
сырья и продуктов, применяемых и получаемых в технологических
процессах. Качество получаемых веществ часто определяется тща-
тельностью промывки.
М аточпые водные растворы — образуются в результате
проведения процессов получения или переработки продуктов в вод-
ных средах. Так, в результате суспензионной полимеризации сти-
рола в водной среде образуются сточные воды, загрязненные сти-
ролом, частицами полимера, стабилизатором суспензии и т. п.
В процессе кристаллизации из растворов образуются сточные воды,
загрязненные минеральными веществами и др.
Водные экстракты и абсорбционные жидкости —
образуются при использовании воды в качестве экстрагента или
абсорбента. Содержат значительные количества химических ве-
ществ. Особенно большое количество абсорбционных жидкостей
образуется при мокрой очистке отходящих газов.
Охлаждающие воды — используются на химических пред-
приятиях для охлаждения продуктов и аппаратов. Вода, не сопри-
касающаяся с технологическими продуктами, используется в си-
стемах оборотного водоснабжения.
Другие виды сточных вод — образуются от вакуум-насо-
сов, конденсаторов смешения, при гидрозолоудалении, конденсации
паров воды, от мойки оборудования, тары и помещений и т. д.
Атмосферные осадки с территорий химических предприятий также
могут быть загрязнены химическими веществами
В основу другой системы классификации сточных вод положен
принцип возможности их использования в системе оборотного водо-
снабжения [71, с. 34], сточные воды классифицируются также по
степени загрязненности.
Приведенные классификации не позволяют произвести система-
тизацию примесей сточных вод для последующей разработки прин-
ципов выбора эффективных схем очистки. С этой точки зрения
наиболее приемлемой является классификация, предложенная
Л. А. Кульским [72, с. 10]. Сущность этой классификации состоит
в том, что все примеси воды по их отношению к дисперсионной
среде разделены на четыре группы:
группа I — сточные воды содержат нерастворимые в воде
примеси с величиной частиц 10-5—10-4 м и более;
группа II — сточные воды представляют собой коллоидные
растворы;
группа III — сточные воды содержат растворенные газы и
молекулярно-растворимые органические вещества;
группа IV — сточные воды содержат вещества, диссоциирую-
щие на ионы.
Фазово-дисперсная характеристика примесей сточных вод по-
зволяет предложить для каждой группы определенный набор ме-
тодов очистки сточных вод.
Данная классификация с небольшими изменениями исполь-
зуется и в последующих разделах книги.
МЕТОДЫ КАНАЛИЗОВАНИЯ СТОЧНЫХ ВОД
Вопрос канализования современного крупного хими-
ческого или нефтехимического предприятия, имеющего в своем со-
ставе десятки химических производств, довольно сложен. Все сточ-
ные воды, а также атмосферные осадки с территории предприятия
транспортируются по канализационной сети закрытых трубопрово-
дов и каналов.
На химических предприятиях, как правило, применяется полная
раздельная система канализации. При разработке системы канали-
зации предприятия руководствуются следующими основными поло-
жениями: 1) необходимость максимального уменьшения количе-
ства сточных вод и снижения содержания в них примесей; 2) воз-
можность извлечения из сточных вод ценных примесей и их после-
дующей утилизации; 3) повторное использование сточных вод (ис-
ходных или очищенных) в технологических процессах и системах
оборотного водоснабжения; 4) использование сточных вод на дру-
гих предприятиях, а также для орошения. '
Химические предприятия чаще всего канализуются по центра-
лизованной схеме, хотя возможно в некоторых случаях применение
децентрализованной схемы канализования. Число раздельных ка-
нализационных сетей зависит от количества видов сточных вод, их
состава, возможности повторного использования, утилизации при-
месей и т. п.
Обычно в самостоятельные потоки выделяются следующие виды
сточных вод- 1) не загрязняющиеся в процессе производства (по-
сле охлаждения аппаратуры, некоторые конденсаты и т. п.); 2) кор-
розионно-активные (кислые или щелочные); 3) высокоминераЛизо-
ванные; 4) загрязненные органическими веществами; 5) содержа-
щие ценные примеси, извлечение которых экономически целесооб-
разно; 6) содержащие нефтепродукты и масла; 7) содержащие
дурнопахнущие, особотоксичные, пожароопасные или взрывоопас-
ные примеси; 8) дождевые воды; 9) бытовые воды и др.
Объединение различных сточных вод в один поток целесооб-
разно, если для их очистки приемлемы одни и те же методы (на-
пример, биологическая очистка). В ряде случаев объединение
сточных вод невозможно вследствие взаимодействия примесей с
образованием взрывоопасных веществ, нерастворимых соединений,
засоряющих трубопроводы, и т. п. Сточные воды, содержащие не-
большие количества органических примесей, часто объединяют с
бытовыми сточными водами и направляют на сооружения биоло-
гической очистки. Атмосферные осадки с территории предприятия,
загрязненные химическими веществами, в некоторых случаях объе-
диняют с производственными сточными водами.
КЛАССИФИКАЦИЯ МЕТОДОВ ОЧИСТКИ
Очистку сточных вод химических производств произ-
водят механическими, физико-химическими и биологическими ме-
тодами, Кроме того, используют термические методы, приводящие
32
Зак.
Классификация основных методов обезвреживания сточных вод химических производств
к ликвидации сточных вод, а также методы закачки сточных вод.
в подземные горизонты или их захоронение. Применяемые методы
очистки могут быть подразделены на регенеративные, связанные
с извлечением примесей, и деструктивные, обусловливающие раз-
рушение примесей.
Представленная (стр. 33) классификация основных методов
очистки сточных вод химических производств разработана на осно-
вании классификации сточных вод по фазово-дисперсным и химиче-
ским характеристикам примесей. Имея данные по расходам сточ-
ных вод, их подробную характеристику, в том числе по содержанию
примесей, а также требования к очищенной воде, можно по схеме
отобрать для проверки несколько методов. На основании экспери-
ментальных исследований с учетом технико-экономических показа-
телей выбирают оптимальный метод очистки сточных вод.
Длй ликвидации бактериального загрязнения сточных вод при-
меняют их обеззараживание (дезинфекцию).
ОСНОВНЫЕ ПРИНЦИПЫ ВЫБОРА СХЕМ ОЧИСТКИ
Выбор схемы очистки сточных вод химического пред-
приятия зависит от многих факторов: количества различных видов
сточных вод, их расходов, возможности и экономической целесо-
образности извлечения примесей из сточных вод, требований к
качеству очищенной воды с целью использования ее в системах по-
вторного и оборотного водоснабжения, качества свежей воды, мощ-
ности водоема, наличия районных или городских очистных соору-
жений и т. д.
Схема очистки сточных вод должна обеспечивать минимальный
сброс сточных вод в водоем, максимальное использование очищен-
ных сточных вод в технологических процессах и системах оборот-
ного водоснабжения, более полное извлечение ценных примесей.
Для очистки сточных вод применяют три основных типа очист-
ных сооружений: I)4локальные (цеховые); 2) общие (заводские);
3) районные, городские.
На химических предприятиях в основном применяют локальные
и общие очистные сооружения, реже производят очистку на район-
ных или городских сооружениях. В некоторых случаях сточные
воды после очистки на локальных сооружениях направляют для
доочистки на районные или городские сооружения.
Локальные (цеховые) очистные сооружения. Локальные очист-
ные сооружения предназначены для обезвреживания -сточных вод
непосредственно после технологических установок и цехов. Уста-
новки локальной очистки сточных вод являются продолжением
технологического процесса производства.
На локальных установках очищаются сточные воды, которые
без очистки не могут быть направлены, в системы повторного и
оборотного водоснабжения или на общие заводские или районные
(городские) очистные сооружения. На этих установках, как пра-
вило, из сточных вод извлекаются ценные примеси, поэтому обычно
34
применяются регенерационные методы очистки: отстаивание, фло-
тация, экстракция, ректификация, адсорбция, ионный обмен, об-
ратный осмос и др. В ряде .случаев в качестве локальных устано-
вок используют установки термического обезвреживания сточных
вод «огневым» методом.
Следует отметить, что применение локальных установок позво-
ляет во многих случаях повторно использовать очищенную сточ-
ную воду в том же технологическом процессе производства.
Общие (заводские) очистные сооружения. Крупные химические
и нефтехимические предприятия снабжены общими очистными со-
оружениями. Последние могут включать сооружения первичной
(механической), вторичной (биологической) и третичной (доочист-
ки) очистки сточных вод. На многих предприятиях имеются соору-
жения первичной и вторичной очистки. Установки доочистки необ-
ходимо применять для получения воды, которая может быть по-
вторно использована в технологических процессах или в системах
оборотного водоснабжения. При обработке воды на этих установ-
ках повышается эффективность очистки по ХПК и БПК, взвешен-
ным веществам, поверхностно-активным веществам, а также сни-
жается содержание биогенных элементов (например, фосфора,
азота) и других неорганических солей.
К сооружениям механической очистки относятся: решетки, пес-
коловки, отстойники, флотационные и фильтрационные установки
и др. (гл. 4). На этих сооружениях удаляются в основном грубо-
дисперсные примеси. В некоторых случаях производится коагуля-
ция коллоидных примесей (гл. 5).
К сооружениям биологической очистки, предназначенным для
биологического разрушения органических веществ, относятся: аэро-
тенки, биологические фильтры, биологические пруды и др. (гл. 9).
Для доочистки сточных, вод применяют реагентные методы (на-
пример, коагуляция, флокуляция, соосаждение примесей), фильт-
рование, флотацию, адсорбцию, ионный обмен, обратный осмос
и др. (гл. 4—8).
На нефтехимических и нефтеперерабатывающих предприятиях
общими очистными сооружениями являются сооружения нефте-
улавливания (гл. 13).
На многих предприятиях общие очистные сооружения исполь-
зуются не только для обезвреживания производственных сточных
вод, но и для очистки бытовых и атмосферных вод.
В связи с необходимостью создания бессточных производств
резко возрастает значение сооружений для доочистки сточных вод.
Следует отметить, что сточные воды, в зависимости от степени
загрязненности, могут направляться непосредственно на сооруже-
ния первичной, вторичной или третичной очистки. Например, сточ-
ные воды, ие содержащие взвешенных частиц, сразу поступают
на биологическую очистку.
- Районные или городские очистные сооружения. Районные или
городские очистные сооружения предназначены, в основном, для
механической и биологической очистки бытовых сточных вод.
2* 35
Производственные сточные воды, подлежащие совместному отведе-
нию и очистке с бытовыми сточными водами населенного пункта, не
должны нарушать работу сетей и сооружений, т. е. не должны
содержать:
а) более 500 мг/л взвешенных и всплывающих веществ;
б) вещества, способные засорять трубы канализационной сети
или отлагаться на стенках труб;
в) вещества, оказывающие разрушающее действие на материал
труб и элементы сооружений канализации;
, г) горючие примеси и растворенные газообразные вещества,
способные образовывать взрывоопасные смеси в канализационных
сетях и сооружениях;
д) вредные вещества в концентрациях, препятствующих биоло-
гической очистке сточных вод или сбросу их в водоем (с учетом
эффекта очистки).
Температура этих вод не должна превышать 40 °C. Производ-
ственные сточные воды, в которых могут содержаться радиоактив-
ные, токсические и бактериальйые загрязнения, перед выпуском
в канализацию населенного пункта должны быть обезврежены и
обеззаражены. Не допускаются залповые сбросы сильноконцентри-
рованных сточных вод, в том числе маточных и кубовых растворов.
Очевидно, что очистка сточных вод на крупных районных (го-
родских) очистных станциях экономически более целесообразна,
чем на местных менее крупных станциях.
ПУТИ УМЕНЬШЕНИЯ КОЛИЧЕСТВА И ЗАГРЯЗНЕННОСТИ
СТОЧНЫХ ВОД
Основными путями уменьшения количества и загряз-
ненности сточных вод являются: разработка и внедрение безводных
технологических процессов, усовершенствование существующих
технологических процессов, разработка и внедрение совершенного
оборудования, внедрение аппаратов воздушного охлаждения, по-
вторное использование очищенных сточных вод в оборотных систе-
мах охлаждающей воды, в специальных оборотных циклах и др.
Совершенствование технологических процессов
и оборудования
Задачей экологической технологии является разра-
ботка и внедрение таких технологических методов и приемов пере-
работки сырья и продуктов, которые позволяют полностью предот-
вратить или-резко сократить сброс вредных веществ со сточными
водами. Новые технологические процессы должны создаваться на
основе комплексного использования исходного сырья и материалов.
Рассмотрим кратко, по каким направлениям должно идти со-
вершенствование технологических процессов и оборудования в за-
висимости от вида сточных вод.
1. Реакционные сточные воды — единственно экологически обо-
снованным решением является получение продуктов по другим
86
реакциям, протекающим без образования воды. Хотя это не всегда
технически или экономически возможно, однако в ряде случаев
может дать значительный эффект.
Так, в процессе производства бутадиена контактным разло
ннем этилового спирта по суммарному уравнению
7пО+ м Оз
2С2Н5ОН --з--ос > СН2=СН—СН=СН2 + 2Н2О + Н2
образуется реакционная вода, загрязненная большим количеством
различных органических продуктов. Однако бутадиен может быть
получен без образования реакционной воды путем дегидрирования
бутана.
2. Вода, содержащаяся в сырье и исходных продуктах, — необ-
ходимо предварительное обезвоживание сырья и исходных про-
дуктов.
3. Промывная вода — резкое повышение качества исходного
сырья и продуктов, исключающее необходимость их промывки,
применение для промывки неводных растворителей, внедрение со-
временных схем и совершенного оборудования, широкое примене-
ние методов регенерационного выделения (адсорбция, ионный об-
мен, обратный осмос и др.) или деструктивного разрушения
(озонирование, хлорирование, биологическое окисление и т. д.)
компонентов, загрязняющих сырье и продукты.
4. Маточные растворы — проведение технологических процессов
в неводных средах (например, замена суспензионного метода по-
лучения полистирола на метод с неполной конверсией стирола),
применение «сухих» методов получения продуктов (например, бу-
маги), многократное использование маточных растворов и т. д.
5. Водные экстракты и абсорбционные жидкости — замена воды
на неводные растворы, регенерация экстрагента и абсорбента, их
многократное использование и т. д.
6. Охлаждающие воды — применение воздушного охлаждения.
7 Другие виды сточных вод — повторное использование этих
вод с промежуточной очисткой, замена воды на неводные раство-
рители при мойке оборудования и тары, применение более совер-
шенных вакуум-насосов и другого оборудования, замена баромет-
рических конденсаторов на поверхностные и др.
Примером технологических процессов, внедренных в производ-
ство, служит контактный метод получения анилина, толуидина и
других аминов, не приводящий к образованию сточных вод [70].
Перспективным направлением является комплексная перера-
ботка сырья и материалов. Например, комплексная переработка
отходов производства кальцинированной соды по аммиачному спо-
собу обеспечивает получение хлорида аммония, поваренной соли,
хлорида кальция при одновременном прекращении сброса загряз-
ненных сточных вод (гл. 10). Комплексная переработка многих
видов сырья (нефелинов, каменного и бурого углей, горючих слан-
цев и др.) позволяет, наряду с получением ценных продуктов, пре-
дотвратить образование сточных вод.
37
Применение аппаратов воздушного охлаждения
На химических предприятиях большая часть воды (до
80—85%) расходуется на охлаждение продуктов и аппаратуры.
В последнее время с этой целью широко применяют аппараты воз-
душного охлаждения (АВО). Внедрение АВО на предприятиях
СССР позволило в 1970 г. сократить потребление воды более чем
на 1,8 млрд, м3 в год, причем экономический эффект составил около
44 млн. руб. [73].
Преимущества аппаратов воздушного охлаждения по сравне-
нию с водяным охлаждением: компактность, отсутствие необходи-
мости в строительстве водоподготовительных установок, ликвида-
ция загрязнения атмосферного воздуха, наблюдающегося при ис-
парении в градирнях и оросительных холодильниках, сокращение
потребления воды и сброса сточных вод.
Применяются аппараты воздушного охлаждения следующих
типов: горизонтальный, шатровый, зигзагообразный, вертикальный
и замкнутый. Однако любой АВО имеет поверхность теплообмена,
скомпонованную из оребренных труб, которые собраны в отдель-
ные секции, оборудован осевым вентилятором, системой автома-
тического регулирования и др. Горячий (охлаждаемый или кон-
денсируемый) продукт пропускается по трубам навстречу потоку
воздуха, подаваемому вентилятором с большой скоростью (до
15 м/с). Для уменьшения конечной температуры охлаждаемого
продукта применяется увлажнение воздуха. Например, подача
воды (1 т/ч) для увлажнения воздуха в аппарат воздушного
охлаждения типа АВ ГТ с поверхностью теплообмена 20000 м2
снижала температуру охлаждаемого продукта на 8—10 °C. При
увлажнении воздуха удается охлаждать продукты до 46 и 43°C
при температуре воздуха 42 и 38 °C.
Поддержание постоянной температуры охлаждаемого продукта
достигается путем автоматического изменения угла поворота ло-
пастей вентилятора и управления жалюзийными решетками на вы-
ходе из АВО.
Возможно также применение двухступенчатых схем охлажде-
ния продуктов: сначала воздушное охлаждение в АВО, затем водя-
ное охлаждение в теплообменниках. При этом солеобразование в
аппаратах, охлаждаемых водой, будет минимальным ввиду низких
температур поступающего продукта.
РасчеУ АВО производится на ЭВМ. Расчет экономической эф-
фективности применения АВО показывает целесообразность за-
мены водяного охлаждения воздушным [73].
Повторное использование сточных вод
в системах оборотного водоснабжения
и технологических процессах
Широкое внедрение водооборота в химические произ-
водства— один из основных путей резкого сокращения потребле-
ния свежей воды и сброса сточных вод. Без организации замкну-
38
тых циклов водоснабжения технологических процессов с промежу-
точной очисткой сточных вод от загрязнений, ликвидацией проду-.
вочных вод и сброса шламов невозможно создание бессточных
производств [70]. Организация бессточного производства во мно-
гих случаях может оказаться наиболее эффективной и экономич-
ной, так как очистка сточной воды до показателей, позволяющих
спускать ее в водоемы, более затруднительна и дорога, чем осво-
бождение сточной воды от отдельных примесей, мешающих прове-
дению технологического процесса. Таким образом, сочетание водо-
оборота с локальными методами очистки является тем перспектив-
ным направлением, по которому должно идти совершенствование
технологических процессов [70].
Кроме организации специальных оборотных циклов загрязнен-
ных сточных вод, большое значение имеет использование очищен-
ных сточных вод в оборотных системах охлаждающей воды. Очи-
щенные сточные воды используются для восполнения потерь воды
на градирнях вследствие капельного уноса и испарения. Примене-
ние этих вод в системах оборотного водоснабжения часто затруд-
нено из-за высокой концентрации хлоридов (NaCl), вызывающих
интенсификацию процессов коррозии трубопроводов и теплообмен-
ной аппаратуры [74, с. 87].
Использование механически очищенных промышленных сточ-
ных вод (например, от нефтеперерабатывающих заводов — НПЗ),
загрязненных даже небольшим количеством органических веществ,
приводит к интенсивному биологическому обрастанию теплооб-
менных поверхностей. Опыт применения биологически очищенных
сточных вод НПЗ показывает, что вследствие выноса активного
ила из вторичных отстойников необходима доочистка сточных вод
[75]. Для этой цели рекомендуется применение фильтрования.
Имеется положительный опыт использования очищенных сточ-
ных вод химического комбината, выпускающего более 50 видов
продуктов, для подпитки систем оборотного водоснабжения.
Дефицит воды во многих районах стимулирует применение очи-
щенных городских сточных вод для водоснабжения промышленных
предприятий. Для доведения качества очищенных сточных вод до
нормы, требуемой при использовании их в промышленном водо-
снабжении, необходимо производить их доочистку на фильтрах и
обеззараживание. Рекомендуется применение скорых песчаных
фильтров, позволяющих снизить содержание взвешенных веществ
и БПК5 ДО 5 мг/л, а также хлорирование (дозы хлора 5—10 мг/л).
Доочищенные сточные воды не должны вызывать повышенного
биологического обрастания [76]. Опыт использования очищенных
городских сточных вод для водоснабжения промышленных пред-
приятий подтверждает перспективность этогб мероприятия.
Создание бессточных химических производств
Создание бессточных химических производств яв-
ляется актуальной и трудной задачей. Современные химические
производства, представляющие сложные комплексы технологиче-
39
ских процессов, характеризуются различными требованиями к ка-
честву воды, используемой в отдельных технологических операциях,
а также разнообразием и сложным составом образующихся сточ-
ных вод.
Основными направлениями создания бессточных химических
производств являются:
1) комплексная переработка исходного сырья и продуктов;
2) создание новых технологических процессов получения и пе-
реработки продуктов без участия воды;
3) снижение количества и загрязненности сточных вод путем
совершенствования технологических процессов и аппаратов, при-
менения безводного сырья и т. и.;
4) внедрение аппаратов воздушного охлаждения;
5) полная очистка всех производственных, хозяйственно-быто-
вых и ливневых сточных вод на локальных и общих очистных со-
оружениях с получением воды, которую можно использовать в тех-
нологических процессах и системах оборотного водоснабжения;
6) внедрение современных интенсивных методов и аппаратов
для очистки сточных вод;
7) использование всех сточных вод после очистки и охлажде-
ния в технологических процессах и оборотных системах водоснаб-
жения предприятий;
8) поддержание постоянного солевого состава воды систем обо-
ротного водоснабжения путем вывода части воды (продувки) с
целью ее частичного или полного обессоливания и возврата обес-
соленной воды в оборотную систему.
Затраты на создание бессточных химических производств опре-
деляются в значительной степени технологией этих производств
и эффективностью методов локальной очистки сточных вод. По-ви-
димому, в большинстве случаев организация бессточных произ-
водств экономически оправдана вследствие получения дополни-
тельной продукции (извлекаемой из воды), отсутствия необходимо-
сти строительства, крупных сооружений для транспортировки и
очистки природной воды, строительства сооружений для очистки
сточных вод до требуемого качества, предотвращения возможности
загрязнения водоемов в случае аварий и других непредвиденных
причин и т. д.
Примеры схем бессточных химических производств и предприя-
тий приведены в главах 10, 13, 14.
В СССР разрабатываются и внедряются проекты нескольких
крупных химических, нефтехимических и нефтеперерабатывающих
предприятий, предусматривающие системы водного хозяйства без
сброса сточных вод в водоемы [77, с. 31].
Глава 3
ИСПОЛЬЗОВАНИЕ ВОДОЕМОВ
ДЛЯ ВЫПУСКА СТОЧНЫХ вод
ЗАГРЯЗНЕНИЕ И САМООЧИЩЕНИЕ ВОДОЕМОВ
В настоящее время в водоемы земного шара выпус-
кается порядка 490—530 км3 сточных вод в год, в том числе при-
мерно 170—200 км3 промышленных сточных вод.
Водопотребление промышленностью СССР в 1975 г. составило
38,1 км3 (без теплоэнергетики) при безвозвратных потерях около
12,5 км3 [2, с. 99]. Количество промышленных сточных вод, выпус-
каемых в водоемы, равно примерно 26 км3. Около 30% водозабора
промышленности (без теплоэнергетики) приходится на химические
производства [2, с. 113].
Со сточными водами химических производств в водоемы посту-
пают самые различнее вещества, часто неприродного происхожде-
ния (синтетические). В состав их входят токсичные вещества и ве-
щества, способные накапливаться в водоемах и аккумулироваться
водными организмами.
В соответствии с составом примесей сточных вод и характером
их действия на водоемы и водные организмы предложено [78] сточ-
ные воды подразделять на четыре группы (табл. 3.1).
Таблица 3.1
Классификация сточных вод по их действию на водоемы
Груп- па Характер примесей Характер действия примеси на водоемы и водные организмы Происхождение сточных вод
1 Неорганические со
специфическими токси-
ческими свойствами
2 Неорганические без
специфических токси-
ческих свойств
Изменение органолеп-
тических и физико-хи-
мических свойств воды;
отравление водных ор-
ганизмов, жаберные
заболевания рыб и др.
Содержат взвешен-
ные вещества
3 Органические со спе-
цифическими свойства-
ми
4 Органическиё без спе-
цифических токсичес-
ких свойств (такие, как
сахар)
Отравляют водные
организмы, ухудшают
качество воды, создают
дефицит кислорода
Создают дефицит ки-
слорода
Производства основ-
ной химической и азот-
ной промышленности,
электрохимические про-
изводства и др.
Производства керами-
ческой, силикатной про-
мышленности, углеобо-
гатительные фабрики и
др.
Большинство химиче-
ских н нефтехимических
производств
То же
41
Под действием примесей вода водоемов приобретает окраску,
неприятный запах (например, фенольный или хлорфенольный, неф-
тяной), становится опасной не только для водных организмов, но
и для хозяйственно-бытового водоснабжения. Так, сточные воды
нефтеперерабатывающих заводов, содержащие более 16 мг/л неф-
тепродуктов, смертельны для рыбы и ее молоди [71, с. 11]. При со-
держании нефтепродуктов в воде более 1,2 мг/л происходит нару-
шение нормального развития икры и некоторых представителей
бентоса, а также гибель личинок рыбы. При содержании нефте-
продуктов в воде выше 0,1 мг/л ухудшаются вкусовые каче-
ства воды и мясо рыбы приобретает неприятный нефтяной
привкус.
Многие крупнейшие водоемы мира сильно загрязнены различ-
ными химическими веществами. Печально известна судьба таких
рек, как Миссисипи, Темза, Рейн и многих других. Безжизненны
воды Американских Великих озер.
Серьезную опасность представляет сброс в водоемы, особенно
малопроточные (озера, водохранилища и даже моря), сточных
вод, загрязненных биогенными элементами (соединениями фосфо-
ра и азота). В воде, содержащей органические вещества и биоген-
ные элементы, происходит интенсивное размножение микроскопи-
ческих водорослей — сине-зеленых. Временами поверхность воды
покрывается сплошным слоем водорослей ядовито-зеленого цвета,
происходит эвтрофикация водоемов (цветение). Некоторые сине-
зеленые водоросли выделяют в воду токсичные вещества. Отмирая,
сине-зеленые водоросли полностью обескислороживают воду во-
доема и загрязняют ее продуктами разложения. В настоящее
время наблюдается эвтрофикация многих водоемов: Женевского и
других озер Швейцарии, многих участков реки Амазонки и др.
Ряд водоемов нашей страны также подвергается загрязнению.
В некоторых водоемах концентрации вредных примесей (нацри-
мер, фенолов) превышают предельно допустимые.
Степень загрязнения водоемов устанавливается не только по
содержанию примесей в воде, но и по числу и виду населяющих
водоем организмов. Разработанная система «сапробности» разли-
чает зоны загрязнения водоемов в соответствии с присутствую-
щими показательными организмами [79, с. 29].
Концентрации загрязняющих сточную воду примесей при по-
ступлении их в водоем постепенно уменьшаются за счет разбавле-
ния сточной воды водой водоема, химического взаимодействия
примесей с веществами, присутствующими, в воде водоема (ней-
трализация свободных кислот и щелочей, окисление Fe2+ и т. д.), а
также вследствие разложения органических примесей с помощью
аэробных микроорганизмов, всегда имеющихся в воде водоема и
часто вносимых со сточными водами. Способность водоемов к лик-
видации загрязняющих примесей и восстановлению природных ка-
честв воды водоема и называется самоочищающей способностью
водоема. Основную роль в процессах самоочищения играют биоло-
гические процессы. Большинство неорганических солей не уча-
42
ствует в процессах самоочищения, и их вредное влияние ослаб-
ляется лишь разбавлением сточных вод.
Процессы биологического самоочищения связаны с потребле-
нием кислорода, растворенного в воде водоема. Для предотвраще-
ния нарушения кислородного режима водоема количество органи-
ческих веществ, попадающих со сточными водами в водоемы, не
должно превышать определенной величины, соответствующей ко-
личеству кислорода, поступающего из атмосферы. В противном
случае содержание кислорода в воде водоема начнет снижаться,
что приведет к гибели флоры и фауны. Процессы биологического
самоочищения водоемов могут нарушаться при попадании токси-
ческих вещертв (например, солей тяжелых металлов).
Одновременно могут протекать процессы сорбции растворенных
примесей, коагуляции и осаждения частиц, снижение числа пато-
генных бактерий и др.
Самоочищающая способность водоемов зависит от их мощности,
глубины водоема, скорости течения, температуры воды и т. д.
ПРАВИЛА ОХРАНЫ ПОВЕРХНОСТНЫХ ВОД
ОТ ЗАГРЯЗНЕНИЯ СТОЧНЫМИ ВОДАМИ
В настоящее время охрана водоемов осуществляется
в соответствии с действующими в СССР «Правилами охраны по-
верхностных вод от загрязнения сточными водами», утвержден-
ными Министерством мелиорации и водного хозяйства СССР, Ми-
нистерством здравоохранения СССР и Министерством рыбного
хозяйства СССР 16 мая 1974 г.
Эти правила включают общие требования к составу и свой-
ствам воды водных объектов, используемых для: 1) хозяйственно-
питьевого и культурно-бытового водопользования; 2) рыбохозяй-
ственных целей.
Водные объекты первого вида разделяются на две категории:
а) используемые для централизованного или нецентрализованного
хозяйственно-питьевого водоснабжения, а также для водоснабже-
ния пищевых предприятий; б) используемые для купания, спорта
и отдыха населения, а также для водоемов в черте населенных
мест. Водные объекты для рыбохозяйственных целей также под-
разделяются на две категории: а) используемые для сохранения
и воспроизводства ценных видов рыб, обладающих высокой .чув-
ствительностью к кислороду; б) используемые для всех других ры-
бохозяйственных целей.
Нормативные требования к составу и свойствам воды водое-
мов разного водопользования различны. Так, требования к воде
водных объектов, используемых для рыбохозяйственных целей, от-
личаются по показателям, характеризующим условия обитания
рыб, таким, как температура, растворенный кислород и биохими-
ческая потребность в кислороде.
Концентрации вредных веществ в воде водных объектов не
должны превышать предельно допустимые концентрации (ПДК).
43
Перечень ПДК для водных объектов хозяйственно-питьевого и
культурно-бытового водопользования включает 487 веществ, а для
рыбохозяйственных водоемов — 68 веществ. Например, ПДК не-
которых веществ составляют (мг/л):
Водоемы бытового
Рыбохозяйственные
водопользования водоемы
Бензол........................... 0,5
Кадмий.................... 0,01
Медь (Си2+)...................... 1,0
Нефть и нефтепродукты . . . 0,1—0,3
Цианиды.......................... 0,1
Алкилсульфонаты.................. 0,5
0,5
0,005
0,01
0,05
0,05
0,5
Запрещается сбрасывать в водные объекты: сточные воды, ко-
торые могут быть устранены путем усовершенствования техноло-
гии, максимального использования в системах оборотного водо-
снабжения или устройства бессточных производств; сточные воды,
содержащие ценные отходы, которые могут быть утилизированы
на данном или других предприятиях; производственное сырье, ре-
агенты, полупродукты и конечные продукты производства в коли-
чествах, превышающих установленные нормативы технологических
потерь; вещества, для которых не установлены предельно допусти-
мые концентрации; сточные воды, которые могут быть использо-
ваны для орошения в сельском хозяйстве; кубовые остатки и тех-
нологические отходы.
Разрешение на сброс в водные объекты сточных вод действую-
щих предприятий сохраняет силу в течение трех лет, после чего
подлежит возобновлению. В случае изменения условий водополь-
зования на водном объекте органы по регулированию использова-
ния и охране вод имеют право аннулировать разрешение на сброс
сточных вод или изменить ранее согласованные требования к усло-
виям спуска сточных вод данного предприятия применительно
к новой обстановке на водном объекте в соответствии со статьей 31
«Основ водного законодательства Союза ССР и союзных респуб-
лик» и определить срок, в течение которого руководителем пред-
приятия должны быть проведены соответствующие мероприятия.
Нужно отметить, что основные требования кч охране подзем-
ных вод регламентированы «Положением о порядке использования
и охраны подземных вод на территории СССР», утвержденным
Министерством геологии СССР и Министерством здравоохра-
нения СССР.
НЕОБХОДИМАЯ СТЕПЕНЬ ОЧИСТКЙ СТОЧНЫХ ВОД
Степень очистки сточных вод должна быть такой,
чтобы качество воды в водоемах после выпуска в них сточных вод
было не ниже качества воды, обусловленного требованиями «Пра-
вил охраны поверхностных вод от загрязнения сточными водами».
Для этого требуются данные о количестве и составе сточных вод
и данные исследований водоема (состава воды, гидрологических,
гидробиологических и т. п.).
44
При расчетах учитывается возможное разбавление сточной
воды водой водоема, достигаемое за счет естественных процессов
разбавления, а также в результате применения специальных
устройств, обеспечивающих эффективное смешение сточных вод с
водой водоема в створе выпуска.
Для предотвращения вредного влияния сточных вод состав и
свойства воды водных объектов санитарно-бытового водопользо-
вания должны соответствовать нормативам в створе, расположен-
ном на водотоках в одном километре от ближайшего по течению
пункта водопользования, а на непроточных водоемах и водохрани-
лищах— в одном километре в обе стороны от пункта водопользо-
вания. Для рыбохозяйственных водоемов состав и свойства воды
должны удовлетворять рыбохозяйственным требованиям либо не-
посредственно в месте выпуска, либо в створе, определяемом в
каждом конкретном случае органами рыбоохраны, но не далее чем
в 500 м от места выпуска.
При расчетах сброса сточных вод в незарегулированные водо-
емы исходят из среднемесячного расхода воды года 95%-ной обес-
печенности.
Определение условий спуска сточных вод в водоемы произво-
дят по показателям: органолептические свойства, БПК, растворен-
ный кислород, pH, содержание токсичных и вредных веществ,
взвешенных веществ. Методики расчетов условий спуска сточных
вод в водоемы изложены в работах [80, с. 12; 81, с. 139].
ЧАСТЬ П
МЕТОДЫ очистки сточных вод
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Глава 4
ОСВЕТЛЕНИЕ СТОЧНЫХ ВОД
Сточные воды многих химических производств наряду
с растворенными веществами содержат взвешенные грубодисперс-
ные и мелкодисперсные примеси (твердые или жидкие). Грубодис-
персные частицы образуются также в результате коагуляции и фло-
куляции коллоидных и мелкодисперсных частиц или коалесценции
частиц эмульсий.
Грубодисперсные примеси выделяют из сточных вод чаще всего
отстаиванием, флотацией и другими методами, мелкодисперсные —
фильтрованием, осаждением в центробежном поле и т. д. Выбор
методов осветления сточных вод зависит от дисперсности частиц,
физико-химических свойств и концентрации примесей, расхода
сточных вод, требуемой степени осветления и т. д.
Методы осветления позволяют извлекать ценные примеси и
использовать их затем в производстве. С помощью этих методов
из сточных вод удаляются обычно взвешенные частицы крупностью
более 5—10 мкм. Для удаления частиц меньшей крупности необхо-
димо предварительное•их укрупнение коагуляцией, флокуляцией
или другими методами (гл. 5). -
ОТСТАИВАНИЕ
Закономерности движения тел в жидкости под дейст-
вием сил тяжести позволяют определить скорость свободного осаж-
дения частиц монодисперсной взвеси при условии, что частицы в
процессе осаждения не слипаются и не изменяют своей формы и
размеров. Свободное осаждение частиц, а точнее, слабо стесненное
осаждение, проявляется на первых этапах процесса отстаивания, а
по мере увеличения концентрации частиц все большее значение
приобретает стесненное осаждение частиц и даже коллективное
осаждение при значительном сгущении.
46
Несмотря на то, что процесс стесненного осаждения изучался
многими исследователями, в настоящее время отсутствуют уравне-
ния, позволяющие рассчитывать скорость стесненного осаждения
с учетом всех влияющих на нее факторов. Для определения скоро-
сти стесненного осаждения чаще всего предлагается вносить по-
правки в уравнение скорости свободного осаждения. Так, вместо
плотности жидкости рж предлагается подставлять величину средней
плотности взвеси рср или вводить поправку, заменяющую эффек-
тивную плотность (рт — рж) выражением [рт — рж(14-С)], где
Рис. 4.1. Кинетика осаждения полидисперсной взвеси.
рт, С — плотность и концентрация твердого вещества в жидкости
[82, с. 104].
По другому уравнению [83, с. 31], зная скорость свободного
осаждения Uo и концентрацию твердых частиц С, можно рассчи-
тать скорость стесненного осаждения:
£7ст = £7о(1-О< (4.1>
Имеются и другие уравнения для определения скорости сте-
сненного осаждения частиц.
Взвеси сточных вод состоят, как правило, из полидисперсных
частиц, скорости осаждения которых различны и, кроме того, из-
меняются в процессе отстаивания вследствие коагуляции частиц.
Кинетика осаждения полидисперсной взвеси в цилиндре пред-
ставлена на рис. 4.1. Через некоторый промежуток времени в
верхней части сосуда появляется граница между осветленной водой
и взвесью. Наряду с образованием области осветленной воды (7)
и области свободного осаждения (II), на дне сосуда образуется
область осадка (IV), в котором идет медленное уплотнение частиц.
В очень разбавленных взвесях граница осветленной воды стано-
вится четкой только через значительный промежуток времени. Над
осадком образуется слой сгущенной суспензии, в которой твердые
частицы расположены настолько тесно, что дальнейшее уплотнение
возможно только путем вытеснения жидкости из пространства
47
между частицами (область стесненного осаждения III). Выше нахо-
дится переходная зона, плотность которой уменьшается снизу
вверх. Эта зона затем переходит в область II.
По мере отстаивания объемы осветленной зоны в области I и
осадка в области IV возрастают, при этом одновременно происхо-
дит уплотнение осадка в области III. Отстаивание заканчивается,
когда область II и переходная зона исчезают и завершается уплот-
нение сгущенной суспензии, что соответствует полному разделению
ее на осадок и осветленную жидкость (рис. 4.1,#).
Необходимо отметить, что в процессе непрерывного отстаивания
в аппарате образуются те же области, но в отличие от периодиче-
ского отстаивания эти области не изменяются по высоте.
Теоретические основы и методика технологического моделиро-
вания процесса отстаивания сточных вод изложены в работах [84,
с. 146, 149; 85, с. 77; 86, с. 140].
Типы отстойников
Для осветления сточных вод химических производств
широко применяют отстойники периодического и непрерывного дей-
ствия.
Отстойники периодического действия используют обычно при
небольших расходах или периодическом поступлении сточных вод.
Эти отстойники представляют собой металлические или железобе-
тонные резервуары с коническим днищем. Отстойник заполняют
сточной водой, и после отстаивания взвеси производят декантацию
осветленной воды с помощью сифонной трубки или кранов, распо-
ложенных выше уровня осадка. Осадок выгружают вручную или с
помощью специальных спускных устройств. При небольшом коли-
честве грубодисперсных примесей в сточной воде осадок удаляют
после нескольких декантаций. Размеры отстойника определяются,
в основном, расходом сточных вод и кинетикой осаждения взве-
шенных частиц.
При выделении из сточных вод нефтепродуктов отстойники
(маслоотстойники, нефтеловушки) часто оборудуются устройства-
ми для подогрева сточной воды. Для осветления сточных вод, со-
держащих трудноосаждающиеся примеси, используют в некоторых
случаях отстойные пруды.
Отстойники непрерывного действия (вертикальные, горизонталь-
ные и радиальные) применяют при больших расходах сточных вод.
Вертикальные отстойники. Вертикальный отстойник [87,
с. 344] — цилиндрический (или квадратный в плане) резервуар
с коническим днищем диаметром до 10 м и производительностью
до 3000 м3/сутки.
Движение осветляемой воды в отстойниках происходит в верти-
кальном направлении — снизу вверх. Взвешенные частицы оседают
в восходящем потоке воды. Расчетная скорость восходящего потока,
как правило, не должна превышать 0,5—0,6 мм/с. Высота зоны
осаждения обычно составляет 4—5 м.
48
Сбор осветленной воды осуществляется с помощью периферий-
ных или радиальных желобов через водослив. Осадок, выпавший
в иловую часть отстойника, удаляется по иловой трубе. Уклон ко-
нической части днища отстойника принимается не менее 45—50°
для обеспечения сползания осадка.
Эффективность осветления волы в вертикальном отстойнике
обычно на 10—20% ниже, чем в горизонтальном или радиальном
[87, с. 346]. Вертикальные отстойники применяют в качестве первич-
ных отстойников на общезаводских очистных сооружениях.
Расчет вертикальных отстойников проводят с помощью кривой
осаждения взвеси в соответствии с заданной степенью осветления
воды по известным методикам [86, с. 156; 87, с. 347].
Горизонтальные отстойники.,Горизонтальные отстойники — пря-
моугольные резервуары глубиной Н — 1,5—4,0 м [87, с. 148], длиной
8—12 Н (в некоторых случаях до 20 Я), с шириной коридора
3—6 м. Удаление осадка из них осуществляется гидравлическим
методом или движущимися скребками. Равномерное распределение
сточной воды по ширине отстойника производится с помощью попе-
речного лотка с водосливом или дырчатой перегородки. Для задер-
жания плавающих веществ у выхода из отстойника устанавли-
вают перегородку, погруженную в воду на 0,25 м.
Горизонтальная скорость движения воды в отстойнике обычно
не превышает 10—12 мм/с, а для сточных вод, содержащих хлопья
гидроксидов алюминия и железа, составляет 3—5 мм/с. Продол-
жительность отстаивания воды от 1 до 3 ч. При коагуляционной
очистке сточных вод эти отстойники снабжают встроенными каме-
рами хлопьеобразования.
Для расчета горизонтальных отстойников используют данные о
кинетике выпадения взвеси с учетом заданного эффекта задержа-
ния взвешенных веществ в отстойнике. Методики расчета горизон-
тальных отстойников приведены в работах [86, с. 149; 87, с. 329; 88,
с. 187].
Радиальные отстойники. Радиальный отстойник — обычно круг-
лый в плане резервуар диаметром до 60 м (иногда более 100 м),
вода в котором движется по радиусу от центра к периферии. Ско-
рость движения воды переменная: в центре — максимальная, на
периферии — минимальная. Сточная вода через центральное рас-
пределительное устройство поступает в отстойник, а осветленная
вода собирается в круговой периферийный желоб.
Радиальные отстойники оборудуются подвижными фермами с
центральным или периферийным приводом. Глубина проточной ча-
сти отстойника составляет 1,5—5 м, а отношение диаметра к глу-
бине— от 6 до 30. Продолжительность пребывания сточной воды
в отстойнике 1,5—2 ч.
Существенный недостаток описанных отстойников — наличие по-
вышенных скоростей в зоне впуска воды, что обусловливает неэф-
фективное использование значительной части объема отстойника.
Этот недостаток в значительной мере устранен в радиальных
отстойниках с периферийной подачей сточной воды [89, с. 43]. Сбор
49
осветленной воды осуществляется с помощью кольцевого лотка,
расположенного в центре отстойника. Данная конструкция отстой-
ника позволяет в 1,3—1,5 раза повысить его пропускную способ-
ность.
На эффективность осветления сточных вод отрицательное влия-
ние оказывает струйность потока. Этот недостаток устранен в кон-
струкции радиального отстойника с подвижным водораспредели-
тельным и водосборным устройствами [87, с. 344] — эффективность
осветления возрастает на 10—20%.
Рис. 4.2. Конструкции водосливных устройств отстойников:
а—прямоугольный неэатопленный с тонкой стенкой; б—с затоплен-
ными отверстиями; в—зубчатый.
Радиальные отстойники применяют на локальных установках,
а также в качестве первичных и вторичных отстойников на биоло-
гических очистных сооружениях.
Применение радиальных отстойников большой производитель-
ности (диаметром более 30—50 м) связано с отрицательным воз-
действием ветровой нагрузки на зеркало воды в отстойнике, т. е. на
эффективность осветления воды. Под действием ветровой нагрузки
нарушается гидравлический режим, так как происходит неравно-
мерное удаление осветленной воды через водосливную стенку от-
стойника.
Отстойники оборудуют в основном следующими типами водо-
сливов: 1) прямоугольным незатопленным с тонкой стенкой
(рис. 4.2,а); 2) с затопленными отверстиями (рис. 4.2,6); 3) зубча-
тым (рис. 4.2,в). Следует отметить, что увеличение ветровой на-
грузки на зеркало воды в отстойнике меньше всего влияет на рас-
ход воды через водослив с затопленными отверстиями.
Расчет радиальных отстойников аналогичен расчету горизон-
тальных отстойников.
60
Отстаивание в тонком слое жидкости
Поиски методов интенсификации и удешевления про-
цесса отстаивания привели к созданию седиментационных аппара-
тов, отличающихся от обычных малой глубиной зоны осаждения.
Малая глубина отстойников обеспечивает осветление воды в течение
4—ю мин. Это позволяет резко уменьшить объем отстойника. По
конструкции отстойники с малой глубиной зоны осаждения подраз-
деляются на трубчатые и пластинчатые (многоярусные).
Рис. 4.3. Схема трубчатого отстойника:
а—с малым наклоном труб; б — крутонаклонный.
Трубчатые отстойники. Рабочим элементом трубчатого отстой-
ника является трубка диаметром 2,5—5 см, длиной 60—100 см.
Возможно применение трубок квадратного, шестиугольного, ромбо-
видного сечения и др. В настоящее время используют две конструк-
ции трубчатых отстойников: с малым наклоном труб и крутона-
клонные.
Равномерное распределение сточной воды по сечению трубок и
ламинарность потока воды в трубках обусловливают эффективность
'осветления сточных вод в трубчатых отстойниках.
Трубчатый отстойник с малым наклоном труб
(рис. 4.3, а). Отстойник работает по периодическому режиму, вклю-
чающему периоды осветления воды и промывки трубок. Эти от-
стойники целесообразно применять для осветления сточных вод,
содержащих небольшое количество взвешенных веществ, и монти-
ровать в схеме с зернистыми фильтрами {90]. Промывка загрузки
51
фильтра совмещается с промывкой трубок отстойника. Неболь-
шой наклон трубок (5°) в направлении движения промывной воды
обеспечивает полноту удаления осадка.
Эффективность осветления составляет 80—85%. Отстойники
рекомендуется использовать при расходах сточных вод 100—
10000 м3/сутки [90].
Гидравлические нагрузки на трубчатый отстойник зависят от
характеристики взвешенных частиц и составляют 6—10 м3/ч на 1 м2
входного сечения трубок, что в 2—4 раза превышает нагрузки на
обычный отстойник [91]. Согла-
сно данным рис. 4.4, продол-
жительность работы отстойни-
ка практически не зависит от
диаметра трубок, но возраста-
ет с увеличением их длины.
Крутонаклонный
трубчатый отстойник
(рис. 4.3,6). В этом отстойни-
ке осветляемая вода проходит
через трубки, расположенные
под углом 45—60°, снизу вверх,
а осадок сползает по дну тру-
бок вниз и скапливается в шла-
мовом пространстве. Непре-
рывное удаление осадка ис-
ключает необходимость про-
мывки трубок.
В настоящее время за ру-
бежом эти отстойники изготав-
ливают в виде стандартных
отстойника, ч
Рис. 4.4. Влияние нагрузки по воде
на продолжительность работы отстой-
ника.
Длина трубок, м: 1 —1,2; 2—2,4. Диаметр тру-
бок, см: 0—2,5; ф — 5; О”Ю.
блоков (рис. 4.5) из полихлорвинилового или полистирольного пла-
стика [90]. Обычно применяют блоки длиной около 3 м, шириной
0,75 м и высотой около 0,5 м. Размер трубчатого элемента в попе-
речном сечении составляет 5X5 см. Указанная конструкция позво-
ляет легко монтировать блоки в существующих отстойниках верти-
кального, горизонтального или радиального типов [92].
Испытания установки производительностью около 500 м3/сутки,
оборудованной крутонаклонными трубчатыми отстойниками, смон-
тированными в прямоугольном осветлителе, показали [90], что при
гидравлической нагрузке 2,4—7,2 м2/ч на 1 м2 входного сечения
трубки содержание взвешенных веществ в воде снижалось с 1152—
2604 до 4—40 мг/л. Действующее входное сечение трубок состав-
ляло 4,5 м2, длина гексагональных труб— 1 м, диаметр трубок —
5 см. Для установки трубчатого отстойника была использована
лишь часть одного осветлителя, а второй был отключен. При ра-
боте обоих осветлителей до их реконструкции содержание взве-
шенных веществ в осветленной воде составляло 60—70 мг/л.
Крутонаклонные трубчатые отстойники используются в качестве
первичных осветлителей, с упехом заменяя устаревшие конструкции
52
отстойников. Реконструкция существующих отстойников путем
установки в них трубчатых элементов не требует больших затрат
и обходится примерно в 15 тыс. долларов на 3,5—4,0 тыс. м3 сточ-
ной воды в сутки [90]. Весьма перспективно применение трубчатых
Рис. 4.5. Конструкция трубчатого пластмассового блока.
отстойников в качестве вторичных осветлителей. Малое время от-
стаивания активного ила в этих отстойниках позволяет избежать
недостатков, присущих другим отстойникам — длительное время
Рис. 4.6. Схема пластинчатого (многоярусного) отстойника.
пребывания активного ила в анаэробных условиях и обусловленное
этим снижение физиологической активности микроорганизмов.
В настоящее время трубчатые отстойники применяют на очист-
ных сооружениях производительностью до 170 тыс. м3 сточной
воды в сутки. Крутонаклонные трубчатые отстойники перспективны
для очистки сточных вод от нефтепродуктов (гл. 13).
5»
Длина отстойника, см
Рис. 4.7. Зависимость эффектив-
ности осветления воды в пластин-
чатом отстойнике от его длины
и расстояния между пластинами.
Пластинчатые (многоярусные) отстойники. Пластинчатые от-
стойники (рис. 4.6) состоят из ряда параллельно установленных на-
клонных пластин. Вода в отстойнике движется параллельно пласти-
нам. Взвешенные частицы осаждаются на пластины и сползают в
шламовое пространство [93]. В зависимости от схемы движения в
отстойнике осветляемой воды и выпавшего осадка существует три
типа отстойников: 1) прямоточные, в которых направление движе-
ния воды и осадка совпадают; 2) противоточные, в которых вода
и осадок движутся навстречу; 3) перекрестные, в которых вода
движется перпендикулярно направлению движения осадка. Сле-
дует отметить, что широкое распро-
странение получили противоточные
отстойники как наиболее производи-
тельные.
На рис. 4.7 представлены резуль-
таты испытания отстойников с рас-
стоянием между пластинами h —
= 12—100 мм. Исходную воду, со-
державшую 450 мг/л взвеси, обра-
батывали сернокислым алюминием
(100 мг/л) с добавкой 0,5 мг/л по-
лиакриламида. Скорость движения
воды в отстойнике составляла 10 м/ч,
время пребывания воды (при длине
отстойника 2,5 м) около 15 мин. Как
видно из приведенных данных, с уменьшением глубины отстойника
эффективность осветления воды повышается.
Пластинчатые отстойники могут использоваться в качестве вто-
ричных осветлителей на сооружениях биологической очистки [94].
Они получили широкое распространение для выделения из сточных
вод нефтепродуктов (см. гл. 13).
Достоинства трубчатых и пластинчатых отстойников заклю-
чаются в их экономичности вследствие небольшого строительного
объема, возможности использования пластмасс, что упрощает их
изготовление, уменьшает массу и, следовательно, снижает стои-
мость. Возможность реконструкции существующих отстойников пу-
тем установки трубчатых или пластинчатых блоков — также важ-
ное достоинство.
ОСВЕТЛЕНИЕ ВОДЫ В СЛОЕ ВЗВЕШЕННОГО ОСАДКА
Широкое распространение получил метод осветления
воды путем пропускания ее через слой ранее выпавшего осадка со
скоростью, обеспечивающей поддержание осадка во взвешенном
(псевдоожиженном) состоянии. В настоящее время этот метод рас-
сматривается как коагуляционный, а механизм процесса очистки —
как процесс массопередачи мелких частиц из воды на поверхность
осадка, т. е. более крупных частиц [95]. Вследствие протекания
процессов коагуляции, сорбции, кристаллизации значительно ин-
54
тенсифицируется процесс выделения частиц из воды и повышается
эффективность ее осветления.
Осветлители со взвешенным слоем осадка широко используются
в практике очистки природных вод [83; 84, с. 165], а в последнее
время — для осветления сточных вод (производств полистирола,
вискозы, бумаги и др.). Применение их позволяет, по сравнению
с отстойниками, значительно повысить степень очистки воды при
одновременном уменьшении строительного объема сооружений в
2—4 раза [83, с. 4].
Использование осветлителей практически целесообразно для
очистки сточных вод, содержащих грубодисперсные, мелкодисперс-
ные и коллоидные частицы, характеризующиеся малой агрегатив-
Рис. 4.8. Схема осветлителя с выносным осадкоуплотни-
телем:
/—осветлитель; 2—круговой желоб; 3—центральная труба для
отвода осадка; 4—осадкоуплотннтель; 5 —расходомер.
ной устойчивостью, или сточных вод после обработки коагулян-
тами. Осветлители обычно применяют при расходе воды более
5000 м3/сутки.
Схема осветлителя с выносным осадкоуплотнителем приведена
на рис. 4.8. Сточная вода после смешения с реагентами (коагулян-
тами и др.) проходит через воздухоотделитель (на рис. 4.8 не
показан) и поступает в осветлитель 1. Вода движется снизу вверх
через слой взвешенного осадка, который находится в состоянии ди-
намического равновесия вследствие равенства скорости восходя-
щего потока воды и средней скорости стесненного осаждения хло-
пьев осадка. Осветленная вода протекает в круговой желоб 2, из
которого отводится на сооружения доочистки или на повторное
использование. Образующийся избыточный осадок по центральной
трубе 3 непрерывно перетекает в осадкоуплотннтель 4. Уплотнен-
ный осадок отводится снизу, а вода — сверху.
Частицы контактной среды находятся в состоянии стесненного
осаждения. Изменение скорости восходящего потока воды приво-
дит к изменению концентрации частиц во взвешенном слое (см.
55
стр. 47). Благодаря этому взвешенный слой может существовать
в широком диапазоне скоростей восходящего потока. В случае при-
ближения скорости потока воды к скорости свободного осаждения
частиц слой расплывается и частицы выносятся с водой. Эта ско-
рость является верхним пределом существования взвешенного
слоя. Минимальная скорость потока воды, при которой не обра-
зуется взвешенного слоя и частицы оседают на дно осветлителя,
является нижним пределом существования взвешенного слоя.
Таким образом, явление стесненного осаждения определяет
работу осветлителей со взвешенным слоем осадка.
Рис. 4.9. Зависимость содержания
взвешенных веществ в осветлен-
ной воде от скорости воды в ос-
ветлителе.
Рис. 4.10. Зависимость содержания
взвешенных веществ в осветленной
воде от высоты слоя взвешенного
осадка.
Процесс очистки воды в осветлителях со взвешенным слоем
осадка может быть .описан уравнением [95]
— = ехр Г---6
с0 ехр1 аэсхл w
где С и Со — концентрация взвешенных веществ в осветленной и
исходной воде соответственно; Км — коэффициент массопередачи
меЛких частиц к поверхности хлопьев осадка; dg — эквивалентный
диаметр частиц; Схл — концентрация твердых частиц, входящих
в структуру хлопьев; Сос — концентрация взвешенных частиц в
•осадке; w — скорость восходящего потока в контактной среде освет-
лителя; Н — высота слоя взвешенного осадка (контактной среды).
Это уравнение учитывает влияние основных факторов на эффек-
тивность очистки воды.
Зависимости содержания взвешенных веществ от скорости вос-
ходящего потока и высоты слоя контактной среды представлены на
рис. 4.9 и 4.10 [86, с. 180]. Согласно приведенным данным, с увели-
чением скорости воды содержание взвешенных веществ в осветлен-
ной воде возрастает, а рост высоты взвешенного слоя (контактной
среды) способствует более эффективной очистке воды.
S6
I-I
IHI
Рис. 4.11. Схема осветлителя ЦНИИ-2:
/—воздухоотделитель; 2—наклонные трубы; 3—щелевые перегородки;
4—дырчатая перегородка; 5—сборный желоб; 6—регулирующая задвижка;
7—отводные трубы; 8 — осадкоуплотвитель; 9, /А—трубопроводы сброса
осадка и опорожнения осветлителя; // — сопло.
Скорость восходящего потока воды в осветлителях обычно со-
ставляет 0,5—1,2 мм/с и в некоторых случаях достигает 1,5—
1,8 мм/с. Концентрация твердых веществ во взвешенном слое — от
2 до 10 г/л.
В связи с тем, что осветление воды сопровождается процессами
коагулирования частиц, агрегации мелких хлопьев и выделения
хлопьев взвеси из воды, в осветлителях всех типов имеется зона
реакции и зона осветления воды. Перемешивание в зоне реакции
создается механическим или гидравлическим способом. Снижение
скорости движения воды в зоне осветления достигается обычно
увеличением площади поперечного сечения осветлителя.
Осветлители с механическим перемешиванием получили распро-
странение за рубежом. В нашей стране применяются осветлители
с гидравлическим перемешиванием контактной среды [68, с. 162].
Предложено большое число конструкций осветлителей: со встроен-
ными или выносными осадкоуплотнителями, с дырчатым днищем, с
устройствами для принудительного отсоса осадка, коридорные и др.
[84, с. 185].
Широко известен осветлитель конструкции ЦНИИ-2 производи-
тельностью до 9000 м3/сутки (рис. 4.11). Диаметр осветлителя в
верхней части 11 м, общая высота 9 м. Смешанная с реагентами
вода через воздухоотделитель 1 и наклонные трубы 2 поступает в
осветлитель. Наклонные трубы оканчиваются соплами 11, обеспечи-
вающими тангенциальный ввод воды. Для более тщательного кон-
тактирования воды с осадком на пути движения воды расположены
щелевые перегородки 3. Над зоной осветления под сборными жело-
бами 5 расположены дырчатые перегородки 4, предназначенные для
более равномерного распределения воды. Избыточное количество
осадка по трубам 7 отводится в осадкоуплотннтель 8 и далее по трубе
с регулируемой задвижкой 6 выводится из аппарата. Трубопроводы
9 и 10 предназначены для отвода осадка и опорожнения осветлителя.
В СССР эксплуатируются также коридорные осветлители дли-
ной до 40 м [86, с. 167]. В настоящее время получили промышлен-
ное применение осветлители и других конструкций [86].
Опыт эксплуатации осветлителей показывает, что контактная
среда улучшает условия коагулирования и позволяет сократить
расход реагентов на 25—50%. Для достижения эффективной ра-
боты осветлителя необходимо избегать резких колебаний нагрузки,
а также поддерживать стабильную температуру обрабатываемой
воды, колебания которой не должны превышать ± J °C за 1 ч.
Методики расчета осветлителей со взвешенным слоем осадка
подробно изложены в работах [83, с. 114; 84, с. 194; 86, с. 182].
ФЛОТАЦИЯ
Процесс очистки сточных вод от грубо- и мелкодис-
персных частиц флотацией заключается в образовании комплексов
частицы — пузырьки, всплывании этих комплексов и удалении об-
разовавшегося пенного слоя с поверхности воды.
58
В соответствии с методами получения пузырьков воздуха (или
любого другого газа) в воде существуют следующие способы фло-
тационной очистки сточных вод:
1) флотация пузырьками, образующимися путем механического
дробления воздуха (механическими турбинками-импеллерами, фор-
сунками, с помощью пористых пластин и каскадным методом);
2) флотация пузырьками, образующимися из пересыщенных
растворов воздуха в воде (вакуумная, напорная);
3) электрофлотация.
Флотация пузырьками, образующимися
при механическом диспергировании воздуха
Процесс образования комплекса частицы — пузырьки,
протекающий на границе раздела трех фаз (частица — воздух —
вода), складывается из стадий: 1) сближение частицы с пузырьком
воздуха (при всплывании пузырьков); 2) контакт частицы с пу-
зырьком и 3) закрепление пузырька на частице (прилипание).
Прочность образовавшегося комплекса зависит от размеров частиц
и пузырьков, физико-химических свойств частиц и жидкости (гид-
рофобность поверхности частиц и их плотность, поверхностное на-
тяжение и др.), гидродинамических условий и т. д.
Для разрушения комплексов должна быть затрачена работа
4 = ав. г (1 — cos 0)
где Ов.г—поверхностное натяжение воды на границе с воздухом; ;
0 — краевой угол смачивания поверхности частиц.
Для частиц, хорошо смачиваемых водой (0 —О, cos0->l), 1
прочность прилипания минимальна, а для гидрофобных частиц —
максимальна. Наилучшие условия прилипания создаются при от-
носительно небольших скоростях перемещения частиц и пузырьков
и повышении температуры.
Важным показателем является устойчивость пенного слоя. Не-
достаточная прочность пены не дает возможности своевременно,
удалить пенный продукт с поверхности воды. Чрезмерная устойчи-
вость пены затрудняет ее дальнейшую обработку.
Кинетика флотационного извлечения примесей может быть опи-
сана известным уравнением
1 — е = ехр (— Кт) (4.2>
где е — степень извлечения примесей в пенный слой (эффектив-
ность очистки) за время т; К—коэффициент скорости флотации.
Эффективность осветления сточных вод флотацией при закреп-
лении пузырьков на частицах за счет их столкновений может быть !
оценена по уравнению [96]
8 = 1 — [1 — ехр (— Нпа)]
где Н — высота слоя воды во флотационном аппарате; п—-числа
пузырьков в единице объема воды; сс — вероятность закрепления
пузырька на частице при подъеме его на 1 см.
5U
Из этого уравнения видно, что с увеличением высоты слоя воды
и числа пузырьков эффективность очистки воды повышается.
Флотация с помощью машин импеллерного типа. Во флотацион-
ных машинах диспергирование воздуха в воде производится с по-
мощью мешалки (импеллера). Схема установки очистки сточных
вод во флотационной машине импеллерного типа представлена на
рис. 4.12. Сточная вода поступает во флотационную камеру 2 через
Рис. 4.12. Схема установки очистки сточных вод с использованием фло-
тационной машины импеллерного типа:
1—импеллер; 2—флотационная камера; 3 — штуцер ввода исходной сточной воды;
4—электродвигатель; 5 — воздушная труба; 6 — отбойные перегородки; 7—отверстия
статора; 8 — статор; 9—штуцер вывода очищенной воды; 10—штуцер вывода воздуха;
11— пеносниматель; 12—пеносборный бункер; 13—штуцер вывода пенного продукта.
штуцер 3. В центре камеры установлен импеллер 1, приводимый в
движение электродвигателем 4. Импеллер закрыт статором 8. При
вращении импеллера образуется зона пониженного давления и че-
рез центральную трубу 5 подсасывается воздух. Одновременно через
отверстия 7 на лопасти импеллера поступает небольшое количество
воды, которая перемешивается с воздухом и выбрасывается через
боковые отверстия во флотационную камеру. Отбойные перего-
родки 6 предназначены для гашения энергии турбулентного по-
тока, выходящего из отверстий статора.
Во флотационной камере воздушные пузырьки прилипают к
частицам и флотируют их на поверхность воды. Пенный слой уда-
ляется с помощью пеноснимателя 11 в пеносборный бункер 12.
Штуцеры 9, 10 и 13 предназначены соответственно для вывода очи-
щенной воды, воздуха и пенного продукта.
60
Для осветления сточных вод применяют также многокамерные
флотационные машины [97, с. 84).
Исследования процесса флотационного осветления сточных вод
97, с. 87; 98] показали, что увеличение окружной скорости импел-
iepa (а следовательно, степени дисперсности воздуха) и продолжи-
ельности флотации приводит к повышению эффективности очистки
сточных вод [98].
Коэффициент скорости флотации К [уравнение (4.2)] зависит
)т вида извлекаемых примесей и, например, для жира примерно
i 3 раза больше, чем для взвешенных веществ [99]. С увеличением
продолжительности флотации значение коэффициента К умень-
дается.
Результаты испытаний флотационной установки производитель-
тостью 10 м3/ч, предназначенной для очистки сточных вод от ма-
зута, показали, что при окружной скорости импеллера 13,7 м/с и
тродолжительности 8—9 мин содержание мазута в воде снижалось
з 267—1855 до 0—94 мг/л [100, с. 59]. Для получения удовлетво-
рительных результатов в исходную сточную воду вводили флото-
реагент ИМ-68 в количестве 20 мг/л.
Флотационные установки импеллерного типа находят примене-
ние, в основном, для очистки сточных вод от нефти, нефтепродук-
тов и жиров [97, с. 83; 99], хотя имеются данные о возможности их
«пользования для очистки сточных вод целлюлозно-бумажной
промышленности, производств пластмасс и др. [101] , Существен-
ные недостатки данного способа очистки, например малая эф-
фективность, Высокая турбулентность потоков во флотационной
камере, приводящая к разрушению хлопьевидных частиц, необхо-
димость применения поверхностно-активных веществ (флотореаген-
тов — вспенивателей), ограничивают его промышленное примене-
ние.
Флотация с помощью пористых пластин и форсунок. Исследо-
вания по очистке нефтесодержащих сточных вод флотацией пузырь-
ками, полученными диспергированием воздуха пористыми материа-
лами, проводили на опытной установке, включающей колонну-фло-
татор высотой 3,0 м [102, с. 166]. Сточная вода поступала сверху
и отводилась снизу. Воздух подавался через керамические стаканы
с размерами пор 20 мкм. Испытания показали, что остаточное со-
держание в осветленной воде нефтепродуктов составляло 23—
88 мг/л при концентрации ее в исходной воде 50—250 мг/л. Приме-
нение керамических стаканов с размерами пор 11 мкм не приво-
дило к повышению эффективности очистки.
Аналогичные результаты получены в процессе эксплуатации
опытно-промышленной установки производительностью 100 м3/ч,
предназначенной для очистки сточных вод от сланцевых смол.
Вследствие невысокой эффективности очистки, а также засоре-
ния пор керамических материалов этот метод не получил распро-
странения в промышленности. По этим же причинам метод фло-
тации с диспергированием воздуха форсунками в промышленности
не применяется.
61
Флотация пузырьками, выделяющимися
из пересыщенных растворов газов (воздуха) в воде
Широкое распространение в СССР и за рубежом получил мето;
очистки сточных вод от грубодисперсных примесей флотацией пу
зырьками газа, выделяющимися из пересыщенного раствора газ;
в сточной воде. В зависимости от способа создания пересыщенной
раствора этот метод подразделяют на вакуумную и напорнук
флотацию.
Вакуумная флотация осуществляется пузырьками, полученным;
путем создания вакуума над сточной водой, предварительно насы
щенной газом (воздухом) при атмосферном давлении.
Метод напорной флотации заключается в насыщении сточног
воды газом (воздухом) под избыточным давлением и последую-
щем резком снижении давления до атмосферного. Выделяющиеся
при этом пузырьки флотируют частицы загрязнений на поверх-
ность сточной воды.
Процесс очистки сточной воды флотацией пузырьками, выде-
ляющимися из пересыщенного раствора газа в воде, подразде-
ляется на следующие стадии:
растворение газа в сточной воде;
выделение пузырьков из пересыщенных растворов газов в воде
(возникновение новой фазы);
образование комплексов частицы — пузырьки;
подъем комплексов на поверхность сточной воды.
Каждая из перечисленных стадий процесса оказывает суще-
ственное влияние на эффективность и экономичность очистки сточ-
ных вод.
1. Число пузырьков, выделяющихся из пересыщенного раствора,
а следовательно,- и эффективность флотационной очистки зависят
от количества растворенного в воде газа. Растворимость газов
в жидкости определяется известным законом Генри.
Растворы слаборастворимых газов в воде (азота, кислорода
и др.), используемых в процессе флотационной очистки, с доста-
точной точностью подчиняются закону Генри (гл. 6).
2. Образованию пузырьков в пересыщенных растворах присущи
общие закономерности возникновения новой фазы. Самопроиз-
вольно этот процесс может идти в случае, когда отклонение си-
стемы от состояния равновесия достаточно для образования новой
фазы. Граница метастабильности (предельного пересыщения) для
газов высока. Например, насыщение воды кислородом до 23 МПа
не приводило к образованию пузырей при последующем плавном
снижении давления до атмосферного. Это указывает на большую
устойчивость пересыщенных растворов газов в воде.
Возникновение новой фазы в метастабильной фазе происходит
в форме зародышей. Гиббс впервые ввел понятие «критического
зародыша», т. е. частицы новой фазы определенного размера, кото-
рая находится в равновесии с метастабильной фазой. Однако это
равновесие является неустойчивым; уменьшение размера критиче-
62
ского зародыша приводит к его растворению, а увеличение —
к дальнейшему росту
Гкр Р2}
где гкр — радиус критического зародыша пузырька; ст—поверхно-
стное натяжение воды на границе с газом; Pi —давление газа в за-
родыше пузырька; Ру— давление в среде жидкости.
Существующие теории возникновения новых фаз [103, с. 24] не
дают возможности рассчитать число образующихся жизнеспособ-
ных зародышей пузырьков. Кроме того,' эти теории не объясняют
наблюдаемого на практике увеличения скорости образования час-
тиц новой фазы при повышении интенсивности движения среды
(перемешивания или турбулентности).
На основании предположения, о возникновении жизнеспособ-
ных зародышей пузырьков в центрах свободных вихрей, индуци-
руемых в турбулентных потоках, и некоторых положений теории
турбулентности было показано [104], что существует критическая
скорость истечения жидкости i7Kp, ниже которой образование жиз-
неспособных зародышей не Происходит. Согласно проведенным
расчетам (7КР~6,9 м/с.
Число жизнеспособных зародышей пузырьков, образующихся
в 1 л воды, может быть определено по уравнению
4 10~5 (б')1’5
(4.3)
где U' — среднеквадратичная величина компоненты турбулентных
пульсаций скорости; v — кинематическая вязкость воды; /с — раз-
мер сопла; U — скорость истечения жидкости.
Из выражения (4.3) видно, что число жизнеспособных зароды-
шей пузырьков зависит от пульсационной скорости, вязкости, раз-
мера сопла.
Скорость истечения жидкости определяется давлением перед
редукционным клапаном Р и коэффициентом местного сопротив-
ления £ этого клапана _____
U = - ,-4=- л/2g —
V1 + S V у
где у — объемная масса жидкости.
С увеличением коэффициента местного сопротивления клапана
скорость истечения жидкости снижается и, следовательно, умень-
шается число образующихся пузырьков.
Таким образом, число жизнеспособных зародышей пузырьков,
а значит, и эффективность очистки воды будут зависеть от £, т. е.
от конструкции редукционного клапана.
Результаты экспериментальных исследований образования пу-
зырьков из пересыщенных растворов азота в воде приведены на
рис. 4.13, из которого видно, что с увеличением скорости истечения
диаметр пузырьков уменьшается, а число их резко возрастает.
Повышение концентрации газа в воде при постоянной скорости
63
истечения приводит к увеличению размеров пузырьков, при этом
число их не изменяется. Снижение поверхностного натяжения воды
на границе с воздухом вызывает уменьшение диаметра пузырьков.
3. Комплексы частицы — пузырьки образуются, как указыва-
лось, двумя путями: а) пузырек прилипает к частице при их столк-
новении во время подъема пузырька в жидкости, б) пузырек вы-
Рис. 4.13. Кривые распределения пузырьков по круп-,
ности в зависимости от скорости истечения раствора.
U, м/с; 1—8,5; 2—10,4; 3 — 12,0; 4—13,4; 5 — 17,0.
деляется из пересыщенного раствора непосредственно на поверх-
ности частицы. Выяснение механизма процесса имеет практическое
значение для определения высоты слоя жидкости во флотоотстой-
нике и, следовательно, размеров флотоотстойника. По вопросу вы-
бора высоты аппаратов имеются различные мнения: по одним дан-
ным высоту флотоотстойника целесообразно принимать в пределах
1,0—1,5 м, по другим — от 2,0 до 2,5 м.
Термодинамический анализ процесса показал, что вероятность
возникновения пузырьков на частицах примесей выше, чем в среде
гомогенной жидкости [96]. Эта вероятность возрастает с увеличе-
нием гидрофобности поверхности частиц и степени пересыщения
64
воды газом. Однако это не исключает возможности возникновения
пузырьков непосредственно в воде и образования комплексов в ре-
зультате столкновения пузырьков с частицами.
Возможна также флотация флокулированных агрегатов, имею-
щих пространственно-сетчатую структуру и образованных в резуль-
тате применения полиэлектролитов. В этом случае эффективность
очистки сточных вод практи-
чески должна мало зависеть
от высоты слоя воды во фло-
тационном аппарате.
Проведенные специаль-
ные экспериментальные ла-
бораторные и производст-
венные исследования пока-
зали, что эффективность
очистки воды от нефтепро-
дуктов и взвешенных веществ
флотацией в малой степени
зависит от высоты флотаци-
онного аппарата [96]. Это
следует учитывать при про-
ектировании флотационных
аппаратов.
4. Скорость всплывания
малых (г <С 0,02 см) газо-
вых пузырьков в жидкости
может быть определена по
уравнению:
OS I ' <
'20 40 60 80 1О&
Высота слоя воды, см
Рис. 4.14. Зависимость скорости всплыва-
иия пузырьков от высоты слоя воды.
и, м/с: 7 — 8,5; 2—10,4; 3—12,0; 4—13,4; 5—17,0.
----- эксперимент;---— расчет.
Определение скорости
всплывания комплексов ча-
стицы— пузырьки является
более трудной задачей, так
как скорость всплывания
зависит от многих факторов:
плотности комплексов, соотношения числа пузырьков и частиц в;
комплексе, стесненных условий всплывания и т. д. Указанные фак-
торы не позволяют применить известные уравнения для расчета
скорости всплывания комплексов.
Экспериментальные исследования скорости подъема «нижней
границы» всплывающей массы пузырьков азота в дистиллирован-
ной воде показали, что увеличение скорости всплывания пузырьков
происходит более резко (рис. 4.14), чем по расчету (пунктирные
линии), вследствие увеличения размеров пузырьков в процессе
подъема их в воде.
По данной методике были определены скорости подъема «ниж-
ней границы» всплывающих комплексов частицы — пузырьки
3 Зак, 394
воздуха для мазутной сточной воды машиностроительного завода и
производственной сточной воды комбината «Сланцы», которые со-
ставляли 0,21—0,33 см/с.
Вакуумная флотация. Вакуумная флотация применялась в зару-
бежной практике очистки сточных вод [79, с. 78]. Однако сейчас
Рис. 4.15. Схемы установок очистки сточных вод напорной флота-
цией:
а — с насыщением всего потока воды воздухом; б—с насыщением части потока
воды воздухом; в — с рециркуляцией части очищенной воды; 1 — центробежный
насос; 2—напорный резервуар; 3—редукционный клапан; 4—флотоотстойник;
5 — камера смешения. \
Потоки: I — исходная вода; 11— воздух; 111— очищенная вода.
этот метод используется редко из-за существенных недостатков:
малой степени насыщения воды воздухом и, следовательно, не-
большого числа образующихся пузырьков; необходимости созда-
ния вакуума в аппаратах, имеющих большой объем, и др.
Напорная флотация. Метод напорной флотации применяется для
очистки сточных вод нефтеперерабатывающих (см. гл. 13), бумаж-
ных и целлюлозных [105, с. 66] заводов, производств вискозных
волокон [106, с. 54], а также для отделения активного ила от био-
логически очищенных сточных вод и т. д.
66
Широкое распространение метода обусловило создание различ-
ных технологических схем процесса и конструкций аппаратов.
Схемы установок и параметры их работы. Совре-
менные схемы флотационных установок можно классифицировать
па три основные группы (рис. 4.15): а) с насыщением всего потока
сточной воды воздухом; б) с насыщением части потока сточной
воды воздухом; в) с насыщением части очищенной воды воздухом
и смешением ее со сточной водой, поступающей на очистку (с ре-
циркуляцией).
Первая схема (рис. 4.15, а) является наиболее простой. Сточ-
ная вода насыщается воздухом под давлением и поступает в на-
горный резервуар 2, в котором воздух растворяется и из воды вы-
деляются нерастворившиеся пузырьки. В случае применения для
очистки сточных вод реагентов (коагулянтов и флокулянтов)'в на-
порном резервуаре происходит процесс хлопьеобразования. Далее
сточная вода проходит через редукционный клапан 3, в котором
давление снижается до атмосферного, и поступает во флотоотстой-
ник 4.
Недостатки этой схемы — повышенное эмульгирование нефте-
продуктов и смол, присутствующих в сточных водах, при перека-
чивании центробежными насосами, а также необходимость пере-
качивания под давлением всего объема сточной воды. Тем не
менее эта схема используется на многих отечественных и зарубеж-
ных предприятиях.
В сочетании с процессами коагуляции и флокуляции напорная
флотация по этой схеме обеспечивает высокоэффективную очистку
сточных вод — обычно 80—95% и более [при остаточном содержа-
нии, например, нефтепродуктов в очищенной воде 10—20 мг/л
(см. гл. 13), взвешенных веществ—10—30 мг/л]. Следует отме-
тить, что содержание взвешенных веществ и нефтепродуктов в очи-
щенной воде обычно мало зависит от содержания их в исходной
воде. Основные параметры процесса зависят от свойств примесей
и их предварительной обработки (коагуляции, флокуляции колло-
идных и мелкодисперсных примесей) и колеблются в пределах
[105, с. 70—73; 106, с. 56; 107—108]:
Давление в напорном резервуаре, МПа . . . ..... 0,17—0,39
Время пребывания, мин:
в напорном резервуаре .......................... 1—4
во флотоотстойпике.............................. 10—20
Количество подсасываемого эжектором воздуха, % от
объема очищаемой воды............................... 1,5—5,0
Наряду с очисткой флотацией, вследствие протекания процес-
сов окисления и отдувки, происходит снижение ХПК и БПК сточ-
ной воды, содержания сульфидов, фенолов и других примесей.
Так, при флотационном отделении сланцевых смол содержание фе-
нолов в сточной воде снижается в среднем на 40%; содержание
сероводорода в сточных водах нефтеперерабатывающих заводов
уменьшается, в зависимости от величины pH, на 20—80%.
3* 67
Производительность напорных флотационных установок раз-
лична — от 5—10 до 1000—2000 м3/ч. Небольшое время пребыва-
ния сточных вод в аппаратах обусловливает их небольшой строи-
тельный объем и невысокую стоимость.
Схема очистки сточных вод флотацией с насыщением воздухом
части исходной воды (рис. 4.15, б) распространена значительно
меньше. Эта схема более экономична, чем предыдущая. Эффек-
тивность очистки сточных вод от нефтепродуктов по данной схеме
также высока. Содержание нефтепродуктов в осветленной воде
составляет в среднем 15 мг/л, сероводорода — от 12 до 2 мг/л.
Широкое распространение в практике очистки сточных вод по-
лучила схема напорной флотации с рециркуляцией части очищен-
ной сточной воды (рис. 4.15, в). По этой схеме часть очищенной
сточной воды из флотоотстойника центробежным насосом 1 по-
дается в напорный резервуар 2. Затем сточная вода, насыщенная
воздухом, проходит редукционный клапан 3, смешивается с исход-
ной сточной водой и поступает во флотоотстойник 4.
Во многих случаях применение этой схемы более целесообразно,
так как не происходит разрушения хлопьевидных осадков в ре-
дукционном клапане или повышенного эмульгирования нефте-
продуктов и смол в центробежных насосах (см. гл. 13). Для эф-
фективной очистки сточных вод на рециркуляцию подается от 20
до 50% очищенной сточной воды. Недостаток схемы заключается
в необходимости увеличения объема флотоотстойника.
Для высокоэффективной очистки сточных вод необходимо по-
лучить достаточное число пузырьков, что обеспечивается созда-
нием более высокого давления при насыщении воды воздухом,
а также увеличением количества воздуха, растворенного в воде.
Рекомендуемое давление насыщения зависит от свойств примесей
-сточных вод и количества рециркулируемой воды и составляет
обычно 0,3—0,6 МПа [108—109].
Эффективность очистки сточных вод флотацией с рециркуля-
цией части очищенной сточной воды аналогична эффективности
очистки по другим схемам.
Возможно применение также схем флотационных установок
без напорного резервуара.
Для флотационной-очистки сточных вод, содержащих ценные
примеси, контакт которых с кислородом воздуха может привести
к их окислению^ предложено вместо воздуха применять газы, не
содержащие кислорода, а также сжиженные углеводородные газы
фракций С2 — С5 [110—111]. В случае необходимости одновремен-
ного окисления примесей сточных вод в качестве газового агента
может быть использован озон [112].
В процессе флотационной очистки сточных вод образуется цен-
ный слой (пена), количество которого зависит от характера при-
месей сточных вод. Наличие в сточных водах значительных коли-
честв поверхностно-активных веществ приводит к образованию
большого количества устойчивой пены. Например, при очистке про-
изводственных сточных вод сланцеперерабатывающего комбината
напорной флотацией образуется 1,0—1,5% (об.) пены от объема
очищенной воды, при очистке мазутных вод — 2,0—3,0%.
Время жизни пены (устойчивость) для фенольной воды состав-
ляет 50 -G0 мин, мазутной воды — 100—120 мин, а сточной воды
производства вспенивающегося полистирола — 24 ч.
Концентрация примесей в воде, полученной после разрушения
пены, зависит от загрязненности исходной сточной воды, количе-
ства образующейся пены и содержания в пене воды. Например, со-
держание сланцевой смолы в воде после разрушения пены дости-
гает 10—20 г/л, а содержание взвешенных веществ в воде после
Рис. 4.16. Напорные резервуары:
I—без насыщения воды воздухом; II—с насыщением воды воздухом; а — с пере-
городкой; б—с центральной трубой; в—полочный; г — насадочный; д — роторно-ди-
скогый; /, 2, 3, 4—соответственно патрубки для входа воды, выхода воды, выхода
избыточного воздуха, входа воздуха для насыщения воды.
разрушения пены от флотационной очистки сточных вод производ-
ства сульфатной целлюлозы — 50—60 г/л.
Стоимость очистки сточных вод напорной флотацией зависит
от многих факторов (производительности установки, ценности и
возможности использования извлекаемых примесей, расхода реа-
гентов) и составляет 2—7 коп за 1 м3 очищенной сточной воды.
Конструкции основных аппаратов флотацион-
ных установок и рекомендации по их проектиро-
ванию. Вследствие высокой скорости растворения воздуха
в воде (константа скорости растворения К.р = 20—35) при подаче
его через эжектор в центробежный насос этот метод применяется
на большинстве установок напорной флотации. Эжектор устанав-
ливается на обводной линии между всасывающим и напорным тру-
бопроводами центробежного насоса. При подаче в эжектор и далее
в центробежный насос 4—5% воздуха (от объема сточной воды)
производительность и напор насоса снижаются на 10—15% и бо-
лее. Дальнейшее увеличение количества подаваемого воздуха мо-
жет привести к ухудшению работы насоса.
Для увеличения количества растворенного в воде воздуха
(газа) предлагается дополнительно аэрировать воду в напорном
резервуаре [113]. Напорные резервуары, предназначенные для
69
отделения нерастворившихся пузырьков от воды, а также протека-
ния процессов хлопьеобразования, бывают разных конструкций
(рис. 4.16). Широко используются напорные резервуары с пере-
городкой (рис. 4.16,а).
Напорные резервуары оборудуются предохранительными кла-
панами, манометрами, уровнемерами, а также устройствами для
удаления не растворившегося в воде воздуха. Время пребывания
воды в напорном резервуаре чаще всего составляет 1—2 мин.
Образование пузырьков происходит при снижении давления до
атмосферного в редукционном клапане, поддерживающем давле-
ние «до себя». Для получения достаточного числа пузырьков, обес-
печивающих высокоэффективную очистку сточных вод, скорость
Рис. 4.17. Схема прямоугольного (горизонтального) флотоотстойника:
1—приемная камера; 2—отстойная камера; 3—камера пены; 4—распределительная
перфорированная труба; 5—струегасящая перегородка; 6—отводная перфориро-
ванная труба; 7—конвейерное устройство.
Потоки: I—смесь исходной воды с воздухом; II—Осветленная вода; III—пена.
истечения воды, насыщенной воздухом (газом), в редукционном
клапане должна быть не менее 15 м/с. Рост гидравлического со-
противления клапана приводит к необходимости увеличения дав-
ления до клапана.
Основным аппаратом, определяющим эффективность выделения
комплексов частицы — пузырьки,. является флотационная камера
(флотоотстойник). Предложено много различных конструкций
флотоотстойников (см. также гл. 13). В промышленности исполь-
зуются два типа флотоотстойников: прямоугольный или цилиндри-
ческий (в плане).
Схема прямоугольного (горизонтального) флотоотстойника
представлена на рис. 4.17. Флотоотстойник имеет приемную 1, от-
стойную 2 камеры, а также камеру пены 3. Камера пены может
быть отделена от флотоотстойника. Смесь сточной воды и воздуха
через распределительную перфорированную трубу 4 поступает
в приемную камеру, затем переливается через струегасящую пе-
регородку 5 в отстойную камеру. Осветленная вода через отвод-
ную перфорированную трубу 6 выводится из флотоотстойника.
Пена с поверхности воды удаляется в камеру пены с помощью
70
Рис. 4.18. Внешний вид фло-
тационной ловушки типа
«Свен-Педерсен».
конвейерного устройства 7. Время пребывания воды во флотоот-
стойнике может колебаться от 10 до 30 мин, но чаще всего со-
ставляет 15—20 мин. Флотоотстойник, применяемый для очистки
сточных вод в целлюлозно-бумажной промышленности, представ-
лен на рис. 4.18.
Время пребывания воды во флотоотстойнике целесообразно оп-
ределять по скорости движения (подъема) «нижней границы»
комплексов частицы — пузырьки. Для этого в сосуд высотой около
1 м подается смесь исходной сточной воды с пузырьками воз-
духа. После заполнения сосуда замеряется скорость подъема ком-
плексов, образующих четкую «нижнюю границу». Затем по анало-
Рис. 4.19. Схема флотационной установки системы «Аэро-
флотор»:
1—насос; 2—напорный резервуар; 3—редукционный клапан; 4—дон*
ные скребки; 5—камера пены; 6—поверхностные скребки; 7—регу-
лятор уровня.
Потоки: I—исходная сточная вода; II—очищенная вода; III—пен-
ный продукт; IV — осадок; V—воздух; VI—реагенты.
гии с расчетом горизонтальных отстойников определяется пло-
щадь отстойной зоны флотоотстойника. Высота флотоотстойника
принимается с учетом высоты слоя жидкости, равной 1—1,5 м,
а также его конструктивных особенностей.
Применяются флотоотстойники длиной от 2—3 до 30—35 м и
шириной до 6 м.
Цилиндрические флотоотстойники более компактны и также
широко используются в промышленности. Схема флотационной
установки системы «Аэрофлотор» с цилиндрическим флотоотстой-
ником приведена на рис. 4.19 [114].
Разработаны различные конструкции цилиндрических флото-
отстойников, отличающиеся устройствами для ввода и вывода
сточной воды, удаления пенного продукта и т. д. Время пребыва-
ния воды в цилиндрических флотоотстойниках составляет 20—
30 мин при нагрузке по сточной воде 4—5 м3/(м2-ч). Типовой фло-
тоотстойник производительностью 600 м3/ч имеет диаметр 12 м и
высоту 3,5 м.
Предложены и другие конструкции флотоотстойников, напри-
мер гидроциклон-флотатор [115], флотатор-фильтр [116].
72
Электрофлотация
Сущность электрофлотационного способа очистки
сточных вод заключается в переносе вещества из жидкости на ее
поверхность с помощью пузырьков газа, образующихся при элек-
тролизе воды. Газовые пузырьки поднимаются в жидкости, стал-
киваются со взвешенными частицами, прилипают к ним и флоти-
руют их на поверхность жидкости.
Для питания электролизеров применяется постоянный ток. При
прохождении через ячейку количества электричества, равного
96500 Кл, на электродах выделяется по 1 г-экв водорода и кисло-
рода при полном использовании тока. В современных электроли-
зерах потери по току составляют 2—3%.
В процессе электролиза воды на катоде выделяется водород,
а на аноде — кислород. При прохождении через ячейку 3600 Кл
электричества (при выходе по току т] = 98%) разлагается
0,3293 г воды, выделяется 0,0366 г (0,41 л) водорода и 0,2927 г
(0,205 л) кислорода.
Основную роль в процессе флотации частиц выполняют, как
правило, пузырьки, выделяющиеся с поверхности катода. Плот-
ность тока на катоде составляет обычно 100—300 А/м2. Пузырьки
газа возникают на поверхности электрода, растут и по достиже-
нии определенного диаметра отрываются от поверхности. Возник-
новение пузырьков на электродах, как и при кипении жидкости,
происходит в некоторых точках — центрах газообразования (вы-
ступах, шероховатостях и т. п.).
Размер пузырьков, отрывающихся от поверхности электрода,
зависит не только от величины краевого угла смачивания, но и от
кривизны поверхности электрода [117, с. 43]. Замена пластинча-
тых катодов на проволочную сетку приводит к уменьшению
крупности пузырьков и, следовательно, к повышению эффектив-
ности очистки воды. С увеличением толщины проволоки размеры
пузырьков возрастают. Крупность пузырьков водорода, выделяю-
щихся на проволочном катоде из меди и нержавеющей стали
(00,2—1,5 мм), с увеличением толщины проволоки катода возра-
стает от 17—62 до 120—140 мкм и более. Увеличение кривизны
поверхности электрода обусловливает сужение пределов диамет-
ров образующихся пузырьков.
Таким образом, эффективность процесса флотационной очистки
сточных вод зависит от числа и крупности пузырьков. Для полу-
чения требуемого числа пузырьков определенного размера необ-
ходим правильный подбор материала и диаметра проволоки ка-
тода, а также плотности тока. Изменяя плотность тока, можно
варьировать степень насыщенности пульпы пузырьками и таким
образом регулировать скорость флотационной очистки сточных
вод.
Исследования показали, что с увеличением степени насыщения
пульпы пузырьками скорость электрофлотационного процесса по-
вышается до некоторого предела, соответствующего оптимальному
73
значению плотности тока (200—260 А/м2) и газосодержанию
0,1%. Дальнейшее увеличение газосодержания не приводит к ус-
корению процесса флотации вследствие образования в пульпе по-
токов, способствующих отрыву пузырьков от взвешенных частиц
[117, с. 87]. Оптимальная плотность тока при очистке сточной
воды от жира составляет 100—150 А/м2, что соответствует степени
насыщения воды пузырьками водорода, равной 0,05%. С повы-
шением плотности флотируемых частиц значение оптимальной
плотности тока возрастает.
Рис. 4.20. Принципиальная схема электрофлотационного аппарата
с растворимыми электродами:
/—5—секции аппарата; 4—пенный продукт; 5—канал для очищенной воды;
6—корпус; 7—12—электроды; 13—канал для исходной сточной воды.
С увеличением времени обработки сточной воды эффективность
очистки также повышается.
Очистка сточных вод, загрязненных мелкодисперсными и кол-
лоидными частицами, связана с необходимостью применения коа-
гулянтов. Воздействие электрического поля обусловливает ослаб-
ление или нарушение агрегативной устойчивости дисперсных си-
стем [118, с. 14]. Одновременное введение коагулянта в сточную
воду приводит к коагуляции частиц и флотации их пузырьками
газа, выделяющимися при электролизе воды. Введение коагулян-
тов в воду (солей алюминия, железа) можно осуществлять путем
электрохимического растворения электрода — анода, изготовлен-
ного из алюминия или железа.
Принципиальная схема электрофлотационного аппарата с раст-
воримым анодом конструкции Кишиневского политехнического ин-
ститута приведена на рис. 4.20. Аппарат представляет собой пря-
моугольный трехсекционный резервуар, в нижней части которого
расположены электроды. В секций 1 электроды изготовлены в виде
74
вертикальных алюминиевых пластин — катода И и растворимого
анода 12. В секции 2 расположена графитовая пластина — анод
10, параллельно ей установлена проволочная сетка — катод .9.
В секции 3 графитовые пластины 8, выполняющие роль анода, ус-
тановлены вертикально под катодом 7. Сточная вода из канала
13 поступает в секцию 1, где происходит растворение металла ано-
да в воде, образование гидроокиси металла с одновременной коа-
гуляцией примесей и флотацией их на поверхность жидкости. Ус-
тановленные в секциях 2 и 3 графитовые аноды интенсифицируют
процесс очистки, способствуя более тщательному выделению из
сточной воды взвешенных частиц. Вертикальное расположение
графитовых пластин в секции 3 позволяет увеличить поверхность-
контакта сточной воды с поверхностью анода для повышения эф-
фективности обеззараживания воды. В случае отсутствия необ-
ходимости в обеззараживании воды аппараты изготовляют без
секции 3.
Испытания аппарата показали, что содержание взвешенных
веществ в сточной воде снижается в 10—12 раз, а прозрачность
увеличивается с 1 до 15—20 см. Оптимальная плотность тока при
этом составляет 160—240 А/м2 в зависимости от содержания взве-
шенных веществ и температуры воды. С повышением температуры
эффективность очистки возрастает. Рабочая высота слоя жидкости
в аппарате должна составлять 1—1,2 м.
Недостатком указанной конструкции является образование
в процессе разложения воды гремучего газа (смеси 2/3 водорода и
*/3 кислорода). Смеси кислорода и водорода взрывоопасны в ши-
роком интервале концентраций водорода:
Нижний предел Верхний предел
взрываемости, % Нг взрываемости. % Н3
Смесь водорода с кислоро-
дом ........................ 4,5 95
Смесь водорода с воздухом . 4,1 74,5
По этой причине в промышленности применяют электролизеры
с разделением газов.
Принципиальная схема электрофлотационного аппарата с диа-
фрагмой конструкции Кишиневского политехнического института
представлена на рис. 4.21. Применение диафрагм позволяет умень-
шить расстояние между электродами и соответственно снизить
напряжение на электродах. Материалом диафрагмы могут слу-
жить хлориновые и асбестовые ткани.
Метод электрофлотационной очистки сточных вод может при-
меняться в различных отраслях промышленности. Выделяющийся
на аноде атомарный кислород приводит к окислению (Органиче-
ских примесей и снижению величины ХПК и БПК- Кроме того,
воздействие электрического поля на мелкодисперсные и коллоид-
ные частицы позволяет уменьшить дозу применяемых коагулян-
тов, а в некоторых случаях и вовсе отказаться от них.
Положительные результаты получены при использовании элек-
трофлотации для очистки сточных вод от нефти и нефтепродуктов.
75
Сточные воды, содержащие до 100 мг/л эмульгированной нефти,
обрабатывались при напряжении 5—10 В и плотности тока
100—600 А/м2. Остаточное содержание нефти в воде составляло
12—22 мг/л после 30-минутной обработки. Очищенная сточная
вода практически прозрачна и бесцветна. Одновременно происхо-
Рис. 4.21. Принципиальная схема электрофло-
тационного аппарата с диафрагмой:
У —пенный слой; 2—флотационная камера; 3—корпус;
4 — диафрагма; 5 — катод; 6 — анод; 7—канал для от-
вода кислорода; 8— штуцер для отвода очищенной
воды; 9— штуцер для отвода жидкости из анодного
пространства.
дило уменьшение кон-
центрации двухвалентного
железа в воде вследствие
окисления его и выделе-
ния из воды в виде нерас-
творимого гидрата окиси
железа [97, с. 127].
Применение электро-
лиза для очистки сточных
вод синтеза алифатиче-
ских углеводородов обес-
печивало снижение содер-
жания взвешенных ве-
ществ на 50—70% и одно-
временное уменьшение за-
грязненности воды орга-
ническими продуктами.
Эффект очистки воды по
ХПК составил 40—57%,
по углеводородам — от 55
до 82%.
В результате электро-
флотационной очистки
сточных вод целлюлозных
заводов концентрация
взвешенных веществ в во-
де без применения коагу-
лянтов снижалась от 1000
до 10 мг/л. Рекомендо-
ваны следующие парамет-
ры обработки: плотность
тока 100 А/м2, напряже-
ние 8—10 В, высота стол-
ба воды 0,5—1 м, движение сточной воды сверху вниз со скоростью
4 м/ч в направлении электродов (плоских листов), расположенных
на дне электрофлотатора. Отмечаются преимущества процесса:
эффективность, простота регулировки, небольшие габариты, высо-
кая плотность осадка, простота эксплуатации.
В процессе электрофлотационной очистки сточных вод цел-
люлозных производств уменьшается цветность вод на 94,5—97,5%
[119] и ХПК на 40—74%.
Высокий эффект получен при электрофлотационной очистке
сточных вод кожевенного завода от хрома, а также сточных вод
текстильных и пищевых предприятий [120].
76
Расход электроэнергии на очистку сточных вод зависит не
только от характера загрязнений, состава и расхода сточных вод»
но и от конструкции аппаратов, материала электродов И парамет*
ров процесса. На обработку 1 м3 сточной воды пищевой промыш-
ленности расходуется 0,15—0,50 кВт-ч электроэнергии [117»
с. 120: 127, 137], а 1 м3 сточной воды целлюлозно-бумажного про-
изводства— 3—4 кВт-ч [119].
Методика расчета электрофлотационных аппаратов приведена
в работе [117].
ФИЛЬТРОВАНИЕ
Фильтрование применяют для выделения из сточных
вод в основном грубо- и мелкодисперсных примесей. Метод фильт-
рования приобретает все большее значение в связи с повышением:
требований к качеству очищенной воды, необходимостью повтор-
ного использования сточных вод в технологических процессах»
а также системах оборотного водоснабжения. Фильтрование яв-
ляется обычно завершающей стадией очистки сточных вод, про-
шедших сооружения механической, физико-химической и биологи-
ческой очистки.
В зависимости от количества и характера примесей, а также
расхода сточных вод и требований к осветленной воде применяют
фильтры с фильтровальной перегородкой или зернистой загруз-
кой.
В процессе фильтрования сточных вод через фильтроваль-
ную перегородку разность между давлением и гидравлическим
сопротивлением осадка с течением времени изменяется.
Фильтры могут работать с постоянной или переменной ско-
ростью фильтрования. При переменной скорости фильтрования
(постоянной разности давлений) по мере увеличения объема
фильтрата, т. е. продолжительности фильтрования, скорость
фильтрования уменьшается. При постоянной скорости фильтро-
вания разность давлений возрастает по мере увеличения продол-
жительности фильтрования. Следует учесть при этом, что для
сжимаемых осадков с повышением давления удельное сопротив-
ление слоя осадка увеличивается.
Постоянство скорости фильтрования обеспечивается специаль-
ными устройствами — регуляторами скорости фильтрования.
При фильтровании сточных вод через слой песка или другого
зернистого материала могут протекать следующие процессы [86»
с. 206 ]: 1) отложение взвешенных веществ в виде тонкого слоя
на поверхности фильтрующего слоя («пленочное» фильтрование);
2) отложение взвешенных веществ в порах фильтрующего слоя;
3) отложение части взвешенных веществ в пленке и части — в по-
рах фильтрующего слоя.
Извлечение взвешенных частиц из воды и их закрепление на
.зернах фильтрующей загрузки происходит под действием сил при-
липания [84, с. 211]. Явления прилипания и отрыва частиц опре-
деляют ход процесса осветления воды.
77
Продолжительность работы фильтра до «проскока» взвешен-
ных веществ в фильтрат (выше заданной концентрации) можно
определить по формуле {84, с. 222]
где h — толщина фильтрующего слоя: и — скорость фильтрова-
ния; d — крупность зерен загрузки; k-и So — константы, зависящие
от концентрации взвеси в исходной и осветленной воде.
Из выражения (4.4) следует, что продолжительность защит-
ного действия возрастает с увеличением толщины слоя загрузки
и уменьшается с ростом скорости фильтрования и размера зерен
загрузки.
Для сточных вод, загрязненных, прочной взвесью, продолжи-
тельность фильтроцикла определяется не по «проскоку» взвеси,
а по достижению предельной потери напора [86, с. 210]
Нпр — Но b
i=
где Нщ, и Но — предельная и начальная потери напора в фильтре;
а и Ь — постоянные параметры, хгуэактеризующие свойства взвеси
и фильтрующей загрузки; f (Л) = — • ; H/t — темп прироста по-
тери напора; io — гидравлический уклон в чистой фильтрующей
загрузке.
Осветление сточных вод в аппаратах
с фильтровальными перегородками
Аппараты с фильтровальными перегородками приме-
няют для осветления сточных вод, загрязненных частицами хими-
ческих продуктов (например, волокон), активного ила и др. С этой
целью чаще всего используют микрофильтры, фильтры Вако, Кин-
цле и др.
Микрофильтры представляют собой вращающиеся горизонталь-
ные барабаны диаметром 1,5—3,0 м с металлическими сетками,
имеющими отверстия размером от 20 до 60 мкм. Барабан на 2/з
диаметра погружен в воду. Очищаемая вода поступает внутрь
барабана и фильтруется через сетчатые элементы наружу. Про-
мывная вода под давлением 0,03—0,2 МПа подается на спрыски,
расположенные над барабаном по его образующей.
Удельная производительность микрофильтра — от 10 до
25 л/(м2-с) при потере напора 0,2 м. Расход промывной воды со-
ставляет 1—3% от количества профильтрованной воды. Линейная
скорость вращения сетки изменяется от 0,1 до 0,5 м/с. При повы-
шении содержания взвешенных веществ в воде скорость необхо-
димо увеличивать. Свободное сечение ячеек микрофильтра со-
ставляет 28—36% от общей площади.
78
Микрофильтры широко используют для осветления природных
вод. Эффективность очистки воды от глинистой взвеси составляет
25—35%, диатомитовых водорослей — 40—75%, сине-зеленых во-
дорослей— 60—90% [86, с. 214].
При использовании микрофильтров в качестве вторичных от-
стойников для осветления сточных вод после биофильтров содер-
жание взвешенных веществ снижалось с 46,9 до 12,8 мг/л (после
Рис. 4.22. Фильтр Вако:
/ — фильтровальный барабан; 2—ванна; 3 — переливная труба;
4—фильтровальный барабан для нанесения подслоя; 5—ванна для
массы подслоя; 6 — спрыски; 7—бесконечная сетка; 8— вал для
съема осадка; 9—поплавковый регулятор уровня; 10, 11—трубопро-
воды для исходной и осветленной воды; 12—дроссельный клапан.
вторичных отстойников — 22,3 мг/л). Нагрузка на микрофильтры
составляла 5,75—14,4 м3/(м2-ч) [121, с. 26].
Микрофильтры не. рекомендуется применять для осветления
сточных вод после коагуляции гидроокисью алюминия вследствие
недостаточной прочности хлопьев, разрушающихся на сетке микро-
фильтра.
Микрофильтры могут быть использованы для очистки -сточных
вод бумажных фабрик [122]. Изучалась возможность применения
микрофильтров для очистки сточных вод химических и целлю-
лозно-бумажных комбинатов, заводов искусственного волокна
79
и др. [123]. Микрофильтрование применялось для предваритель-
ной очистки сточных вод (перед биологической очисткой), а также
для доочистки (после биологической очистки) сточных вод. Так,
в первом случае наблюдалось снижение БПКз до 25%, во вто-
ром — до 40%.
Для осветления оборотных и сточных вод целлюлозно-бумаж-
ной промышленности особое распространение получили фильтры
Вако, Кинцле, типа ЛТ, а также барабанные и дисковые вакуум-
фильтры [105, с. 78].
В фильтре Вако (рис. 4.22) полотно сетки не закреплено на
барабане, а только огибает его, проходя также по нескольким
валикам. Фильтр оборудован устройством для нанесения на дви-
жущуюся сетку вспомогательного фильтрующего слоя (обычно
крупного волокна), который позволяет выделять из воды мелкие
частицы.
Фильтрование на фильтре Вако происходит только за счет
разности уровней воды внутри и снаружи барабана. Эффектив-
ность осветления сточной воды, зависящая от многих факторов
(характера и количества взвешенных веществ, толщины и каче-
ства подслоя и др.), достигает 80% при содержании взвешенных
веществ в осветленной воде 10—20 мг/л.
Вакуум-фильтры со сходящей фильтровальной тканью пред-
ставляют собой барабан с незакрепленной, а лишь охватывающей
его бесконечной сеткой, проходящей вне барабана по нескольким
валикам. В результате осветления на этом фильтре сточной воды
содержание в ней взвешенных веществ снижалось с 430—20 000
до 20—85 мг/л (в среднем до 50 мг/л). Концентрация твердых ве-
ществ в осадке составляла 16—25% [105, с. 91]. Замена хлопчато-
бумажных фильтровальных тканей (сеток) на ткани из синтети-
ческих волокон (полипропилена, капрона, полиэфирных смол
и т. д.) позволяет повысить эффективность осветления воды, уве-
личить срок службы ткани и снизить эксплуатационные расходы.
Показана перспективность использования метода акустического
фильтрования для осветления сточных вод [124].
Осветление сточных вод фильтрованием
через зернистые загрузки
Фильтры с зернистой загрузкой, широко используе-
мые для осветления природных вод, применяют также для до-
очистки сточных вод, прошедших сооружения биологической очи-
стки, для выделения нефтепродуктов и смол из сточных вод и т. д.
По скорости фильтрования зернистые фильтры подразделяют
на медленные (0,5 м/ч), скорые (2—15 м/ч) и сверхскорые (более
25 м/с). Фильтры бывают открытые и закрытые, мелкозернистые
(с размером частиц верхнего слоя загрузки 0,4 мм), среднезер-
нистые (0,4—0,8 мм) и крупнозернистые (более 0,8 мм). Для пре-
дотвращения выноса фильтрующего материала с фильтратом при-
меняют специальные дренажные системы (пористые трубы и
£0
плиты, колпачки и др.) или укладывают фильтрующие материалы
на поддерживающие слои (гравий, щебенка и т. п.), размещаемые
по порядку увеличения крупности частиц.
При ухудшении качества фильтрата или значительном увели-
чении гидравлического сопротивления фильтра проводится про-
мывка фильтрующего материала загрузки.
Фильтрующие материалы. К фильтрующим материалам предъ-
является ряд требований. Они должны обладать определенным
фракционным составом, механической прочностью (на истирание
и измельчение), химической стойкостью к воде и ее примесям,
должны быть доступными и иметь невысокую стоимость.
Фракционный состав зерен фильтрующей загрузки определяет
производительность фильтров. Использование очень крупного
фильтрующего материала приводит к увеличению пропускной спо-
собности фильтра и снижению качества фильтрата. И наоборот,
мелкий фильтрующий материал вызывает уменьшение продол-
жительности фильтроцикла и перерасход промывной воды. Увели-
чение степени неоднородности зерен загрузки ухудшает условия
промывки фильтрующего материала, а также обусловливает кон-
центрирование мелких частиц на поверхности загрузки вследствие
гидравлической классификации частиц при промывке. Последнее
приводит к образованию на поверхности фильтрующего слоя
пленки, состоящей из взвешенных частиц и препятствующей
фильтрованию воды.
Недостаточная механическая прочность фильтрующего мате-
риала способствует увеличению гидравлического сопротивления
загрузки и уносу материала промывной водой.
Химическая стойкость материала загрузки — одно из основных
требований, предотвращающих загрязнение очищаемой воды и из-
менение свойств фильтрующего материала в процессе эксплуата-
ции фильтров.
Наиболее широко применяются фильтрующие материалы: квар-
цевый песок, дробленый антрацит, кварц, мрамор, керамическая
крошка, доломит, магнетит и др. В последнее время получили рас-
пространение керамзит [125], пористые пластмассы (полистирол,
полиуретан и др.) [126], горелые породы [127] и др. Для за-
грузки фильтров применяют среднезернистый (размеры зерен
0,35—1,5 мм) и крупнозернистый песок (0,5—2 мм).
Антрацитовую загрузку изготовляют из антрацита марок АП,
АК и AC-мытый. Антрацит должен иметь плотность 1,6—1,7 т/м3,
насыпную массу 0,7—0,9 т/м3, размер зерен 0,8—1,8 мм. Антрацит
слоистого етроения непригоден. Зольность антрацита не должна
превышать 5%, а содержание серы — 3% [86, с. 204].
Открытые фильтры. Открытый фильтр представляет собой обыч-
но прямоугольный в плане резервуар, загруженный фильтрующим
слоем зернистого материала и поддерживающими слоями, под
которыми размещена дренажная система, предназначенная для
отвода фильтрованной воды и равномерного распределения про-
мывной воды (рис. 4.23).
81
В верхней части фильтра укреплены желоба для подачи исход-
ной воды и отвода грязной промывной воды. Вдоль фильтра раз-
мещена аппаратура для управления работой фильтра, в том числе
регуляторы скорости фильтрования или расходомер с регулятором
для фильтрата. Высота слоя воды над загрузкой фильтра прини-
мается обычно не менее 2 м.
Рис. 4.23. Скорый фильтр:
/—трубопровод для исход*
ной воды; 2—трубопровод
для сброса первого фильт-
рата; 3—карман; 4—ответ-
вления трубчатого дренажа;
5—коллектор дренажа;
6—трубопровод для сброса
промывных вод из кармана
фильтра в канал; 7—про-
мывные желоба; 8—трубо-
провод для отвода фильтро-
ванной воды; 9—трубопро-
вод для промывной воды;
10—канал для сброса про-
мывных вод.
По мере работы фильтра увеличивается толщина пленки за-
грязнений на поверхности и в толще фильтрующей загрузки, воз-
растает глубина проникновения частиц в загрузку, увеличивается
сопротивление фильтра и снижается скорость фильтрования. При
правильном подборе материала и крупности зерен загрузки,
а также толщины фильтрующего слоя предельно допустимое сни-
жение скорости фильтрования совпадает по времени с ухудше-
нием качества фильтрата.
Высоту слоя фильтрующей загрузки выбирают в зависимости
от гранулометрического состава зерен загрузки, характера загряз-
няющих гетерофазных примесей, требуемой эффективности очи-
стки воды, принятой скорости фильтрования и т. д. Например, для
82
очистки сточных вод от нефтепродуктов высоту слоя песчано-гра-
вийной загрузки выбирают на основании данных [128, с. 45]:
Высота слоя, мм
Песок крупностью 0.7—2 мм . ,......... 1200
Гравий крупностью 2—4 »................ 400
» » 4 — 8 » .......... 200
» » 8—16 »................... 200
» * 16—32 »..................... До водяной рас.
пределителыюй
системы
Для очистки сточных вод, как правило, применяют скорые от-
крытые фильтры. Скорость фильтрования обычно составляет 5—
10 м/ч. Показатели работы открытых фильтров при очистке сточ-
ных вод от нефти и нефтепродуктов приведены в гл. 13.
При доочистке на фильтрах биологически очищенных сточных
вод химических производств эффективность процесса в значитель-
ной степени зависит от состава очищаемых вод (табл. 4.1)
[77, с. 34].
Таблица 4.1
Результаты доочистки на фильтрах биологически очищенных
сточных вод
Показатели Сточные воды нефтеперерабатывающей промышленности Сточные волы химических комбинатов
содержание в исходной воде, мг/л эффект очистки, % содержание в неходкой воде, мг/л эффект очистки, %
Взвешенные вещества 5-60 85—98 5-50 87—94
Эфирорастворимые 13—27 40—60 — —
вещества
БПК 2,8—13,4 70-85 3,8—14,7 70-85
ХПК 41—373 30—40 51-195 50-70
В процессе фильтрационной очистки сточных вод происходит
снижение концентрации кислорода с 3—4 до 1 мг/л за счет жиз-
недеятельности микроорганизмов, находящихся в загрузке. По-
требление кислорода сопровождается снижением БПК и ХПК.
сточной воды.
Скорые песчаные фильтры часто работают как поверхностные,
т. е. частицы загрязнений задерживаются в тонком верхнем слое
песчаной загрузки. В таком случае целесообразно высоту слоя
загрузки уменьшить до 27—30 см.
Продолжительность фильтроцикла зависит от многих факто-
ров: содержания и свойств примесей, скорости фильтрования, вы-
соты слоя загрузки, размера частиц загрузки и др. Вследствие
этого продолжительность фильтроцикла, например, при скорости
83
фильтрования 3 м/ч для нефтесодержащих сточных вод состав-
ляла 150—200 ч [128, с. 45], а для сточных вод целлюлозно-бу-
мажного производства — 10—12 ч при скорости фильтрования
8—10 м/ч.
Напорные фильтры. Напорные скорые фильтры представляют
собой закрытые резервуары цилиндрической формы. Фильтры
оборудованы дренажной системой, предназначенной для отвода ос-
ветленной воды и подачи промывной воды, распределительным
устройством для сжатого воздуха и т. д. Фильтры рассчитываются
на давление 0,4—0,6 МПа. Применяют вертикальные и горизон-
тальные напорные фильтры. Промышленностью выпускаются вер-
тикальные напорные фильтры диаметром 1—3,4 м, производитель-
ностью 50—90 м3/ч. Высота слоя фильтрующего материала состав-
ляет обычно 1000—1200 мм.
Разработанные в последние годы напорные фильтры с двумя
и тремя камерами, практически представляющие два или три
фильтра, расположенные один над другим, позволяют повысить
в 2—3 раза производительность по воде без увеличения диаметра
фильтра.
Предложены конструкции самопромывающихся скорых напор-
ных фильтров [86, с. 225]. В этих фильтрах промывка фильтрую-
щего слоя производится с помощью сифона, заряжающегося при
возрастании напора перед фильтром до определенного предела
вследствие загрязнения зернистой загрузки.
Напорные скорые фильтры применяют для осветления срав-
нительно небольших количеств сточных вод, загрязненных взвешен-
ными веществами, смолами и др. Например, при очистке сточной
воды сланцеперерабатывающего комбината содержание слан-
цевой смолы в воде снижается от 100—150 до 20—40 мг/л. Про-
должительность фильтроцикла составляет около 8 ч.
Многослойные фильтры. Увеличение грязеемкости фильтров без
снижения эффективности осветления воды достигается примене-
нием фильтров с многослойной загрузкой, состоящей из материа-
лов различной плотности. Наличие в многослойном фильтре верх-
них крупнозернистых слоев обуславливает большую глубину про-
никновения загрязнений, а наличие нижнего мелкозернистого
песчаного слоя — достаточно высокую эффективность осветления
воды. Кроме того, различные по природе фильтрующие мате-
риалы увеличивают вероятность адгезионного взаимодействия ча-
стиц с зернами загрузки.
Наибольшее распространение получили двухслойные фильтры.
В качестве материала верхних фильтрующих слоев используется
антрацит (d8 = 0,8—1,1 мм) [86, с. 232; 129], керамзит [130], поли-
стирол [126, 131], нижних слоев — песок (da — 0,4—0,5 мм), гра-
нит, магнетит и др.
Скорость фильтрования воды составляет 10 м/ч и более (до
25 м/ч). Грязеемкость многослойных фильтров выше в 2—4 раза, а
продолжительность фильтроцикла — в 2—3 рдза, чем однослой-
ных фильтров.
84
Применение фильтров с трехслойной загрузкой (антрацит —
песок — гранит или полистирол — антрацит — песок) позволяет
резко увеличить их производительность.
Промывка фильтров с зернистой загрузкой. Промывная вода
(обычно фильтрат) поступает под давлением в дренажную си-
стему фильтра, равномерно распределяется по площади фильтра и
поднимается вверх через загрузку со скоростью, обеспечивающей
переход зерен загрузки во взве-
шенное состояние. При этом зер-
на загрузки сталкиваются друг с
другом, в результате чего налип-
шие загрязнения отмываются по-
током промывной воды и выно-
сятся из загрузки.
Для эффективной отмывки зе-
рен загрузки разной крупности
требуется различная степень рас-
ширения фильтрующего слоя
(рис. 4.24). Основной задачей
промывки фильтра является уста-
новление таких интенсивности и
степени расширения слоя загруз-
ки, которые обеспечивают пол-
ную отмывку зерен от частиц за-
грязнений. Увеличение интенсив-
ности промывки, хотя и позволяет
повысить эффективность отмыв-
ки загрузки, однако приводит к
нежелательному возрастанию
расхода промывной воды. Значи-
тельное повышение интенсивности
Интенсивность промывки,.г/(мгс}
Рис. 4.24. Зависимость степени рас-
ширения фильтрующего слоя от ин-
тенсивности промывки водой:
1 — песок (при 4 °C); 2— песок (при 21 °C)j
3 —антрацит (при 20 °C).
промывки может вызвать сме-
щение фильтрующих и поддерживающих слоев. Значения пара-
метров процесса промывки фильтров, используемые в практике
водоподготовки, приведены в табл. 4.2.
Таблица 4.2
Параметры промывки загрузки фильтров
Тип фильтра и загрузки Требуемое относительное расширение загрузки, % Интенсивность промывки, л/(м2»С> Продолжительность промывки, мни
Скорые песчаные фильт-
ры:
d3 — 0,7—0,8 мм 45 12-14 6-5
d3 = 0,9— 1,0 мм 30 14-16 6-5
d3 = 1,1 —1,2 мм 25 16-18 6-5
Скорые фильтры с двух- 50 13-15 7-6
слойной загрузкой
(антрацит — песок)
8&
Расход промывных вод при промывке скорых и многослойных
фильтров составляет 3—5% от объема фильтрата. С целью сни-
жения расхода промывной воды и улучшения качества отмывки
зерен загрузки наряду с промывкой проводится продувка за-
грузки сжатым воздухом. Воздух от компрессора подается по спе-
циальной распределительной системе под фильтрующую загрузку.
В зависимости от размера зерен загрузки интенсивность продувки
принимают в пределах 15—20 л/(м2-с); прй этом интенсивность
промывки фильтра водой снижается до 10—12 л/(м2-с).
Для отмывки зерен загрузки от нефти, нефтепродуктов и смол
целесообразно применение горячей воды, так как при этом сни-
жаются вязкость и поверхностное натяжение, а следовательно, и
прочность прилипания частиц к зернам. Режим регенерации фильт-
ров зависит от конкретных условий и устанавливается обычно
опытным путем (см. гл. 13).
Значительное число частиц загрязнений, задерживающееся на
поверхности фильтрующего слоя, плохо отмывается во время про-
мывки фильтра. Поэтому вводят предварительную промывку
фильтра. Суть ее состоит в том, что струи воды, выходящие со
скоростью 20—25 м/с, из отверстий промывной системы, располо-
женной над фильтрующим слоем, разрушают пленку на поверх-
ности этого слоя, способствуя тем самым большей эффективности
последующей промывки. Применяются как стационарные, так и
вращающиеся промывные системы [84, с. 258]. В первом случае
интенсивность промывки составляет 3—4 л/(м2-с), во втором
0,5—0,75 л/(м2-с).
Возможны также комбинированная (одновременная подача
воды снизу и сверху) и эжекторная промывки [86, с. 225].
Для поддержания чистоты песка рекомендуется раз в 1—
2 года осуществлять его очистку.
Другие типы фильтров. Предложено много конструкций фильт-
ров с зернистой загрузкой. В контактных осветлителях и фильтрах
АКХ для повышения грязеемкости фильтра предложено фильтро-
вание проводить в сторону убывающей крупности (снизу вверх).
В контактных осветлителях в воду непосредственно перед поступ-
лением ее в зернистый фильтрующий слой вводят коагулянт. При
этом количество коагулянта должно обеспечивать снижение за-
ряда коллоидных частиц до величины, соответствующей их коагу-
ляции. Эта доза меньше той, которая необходима для получения
крупных, хорошо оседающих хлопьев [86, с. 226]. Создано не-
сколько конструкций контактных осветлителей (например, КО-1,
КО-2). Недостаток этих фильтров — взвешивание частиц за-
грузки в процессе фильтрования воды снизу вверх.
Конструкция фильтра АКХ предусматривает одновременное
фильтрование воды снизу вверх и сверху вниз с отводом фильтра-
та через сборную систему, находящуюся в толще фильтрующего
слоя. Такое расположение дренажной системы обеспечивает устой-
чивость фильтрующего слоя при любых скоростях фильтрования
воды.
86
Фильтр системы Harding [132] оборудован передвигающейся
над секциями платформой, на которой установлен насос, предна-
значенный для смыва тонкой верхней части загрузки вместе с за-
грязнениями-
Интересна новая конструкция механического фильтра с очи-
сткой в поверхностном слое и противоточным направлением воды
и песка [121, с. 33]. Конструкции беззадвижечных самопромываю-
щихся фильтров' с непрерывной и периодической промывкой фильт-
рующего слоя приведены в работе [86, с. 263].
Глава 5
ОЧИСТКА СТОЧНЫХ вод
от мелкодисперсных и коллоидных
ПРИМЕСЕЙ
Сточные воды многих химических производств пред
ставляют собой низкоконцентрированные эмульсии или суспензиг
содержащие мелкодисперсные частицы размером 0,1—10 мкг
и более, а также коллоидные частицы размером 0,001—0,1 мкм
Применяемые методы механической очистки сточных вод (см
главу 4) позволяют обычно выделять частицы крупнее 10—50 мкм
Для очистки сточных вод от мелкодисперсных и коллоидны,
частиц используют методы коагуляции и флокуляции, обусловли
вающие слипание частиц с образованием крупных агрегатов, кото
рые легко удаляются из воды механическими методами.
Методы коагуляции и флокуляции получили широкое распро
странение для очистки природных вод, а также сточных вод раз
.личных химических производств: нефтехимических [102, с. 137]
синтетических смол, волокон и пластмасс [133, с. 94; 134], целлю
лозно-бумажных [105, с. 159] и других [135, с. 76].
КОЛЛОИДНО-ДИСПЕРСНАЯ ХАРАКТЕРИСТИКА
ПРИМЕСЕЙ СТОЧНЫХ ВОД И ФАКТОРЫ,
ОБУСЛОВЛИВАЮЩИЕ ИХ АГРЕГАТИВНУЮ
УСТОЙЧИВОСТЬ
Эффективность и экономичность процессов коагуля
ционной очистки сточных вод определяются устойчивостью дне
персной системы, которая зависит от ряда факторов: степени дис
персности, характера поверхности частиц, величины электрокине-
тического потенциала, наличия в сточной воде других примесег
(например, электролитов, высокомолекулярных веществ), концен-
трации частиц и других примесей и т. д.
Сточные воды химических производств бывают загрязнены
твердыми частицами (волокна, пластмассы, цемент, каолин, глина,
каучук, фосфор, кристаллы солей и др.) или жидкими частицами
(нефть, нефтепродукты, смолы и т. п.). Поверхность этих частип
может быть гидрофобна или гидрофильна, может иметь значитель-
ную шероховатость или быть сравнительно гладкой.
Частицы примесей обладают различной плотностью, а размеры
их колеблются в широких пределах. Например:
Плотность частиц. Диапазон размеров
г/см3 частиц, мкм
Нефтепродукты........... . 0,8—1,1 от 0,01—0,1
до 200—300
Полистирол................. 1,02 0,06—0,6
Фосфор..................... 1,8 1,6—5,4
Каолин..................... 2,4 0,5—5,0
88
Чаще всего концентрация мелкодисперсной и коллоидной фазы
сточных водах относительно невелика (0,2—1%), поэтому сточ-
ые воды, как правило, могут быть отнесены к свободнодисперс-
:ым коллоидным системам [136, с. 332]. Присутствующие обычно
. сточных водах органические вещества, электролиты, поверхно-
тно-активные вещества существенно влияют на устойчивость дис-
терсных систем, а также на процессы их коагуляции.
Обладая большой удельной поверхностью, коллоидные и мел-
содисперсные частицы адсорбируют находящиеся в воде ионы.
3 результате образуется двойной электрический слой ионов, со-
•-тоящий из двух обкладок: внутренней — межфазной поверхности
:о слоем потенциалопределяющих ионов и внешней — слоем жид-
сости с эквивалентным количеством противоионов. Внешняя об-
кладка двойного слоя состоит из двух частей. Первая часть обра-
ювана противоионами, расположенными вблизи поверхности
(ассоциированные противоионы). Эти противоионы вместе с внут-
ренней обкладкой образуют плоский или «гельмгольцевский» слой,
толщина которого соизмерима с размером молекулы. Вторая часть
внешней обкладки является диффузным слоем.
Между плоским и диффузным слоем существует разность по-
тенциалов. Изменение потенциала с расстоянием в плоском слое
носит линейный характер, а в диффузном слое подчиняется экспо-
ненциальной зависимости. Часть скачка потенциала, реализуемая
в диффузном слое, является электрокинетическим потенциалом
(£-дзета потенциалом). Величина ^-потенциала зависит от объем-
ной плотности заряда в диффузном слое.
В отсутствие внешнего электрического поля центры положи-
тельных и отрицательных зарядов двойного слоя в мицелле совпа-
дают. Под действием электрического поля происходит поляризация
двойного ионного слоя в мицелле. В результате симметричное рас-
положение ионов двойного слоя нарушается и коллоидная частица
перемещается к электроду, имеющему противоположный по знаку
заряд.
Между линейной скоростью перемещения дисперсных частиц
(U, см/с), напряженностью электрического поля (£, В/м) и ^-по-
тенциалом существует зависимость
£ = ^р-.9-10* [В]
где т] — вязкость дисперсионной среды, Па-с; е — диэлектрическая
проницаемость среды.
Измерив скорость электрофореза U, можно определить ^-потен-
циал. Для частиц примесей сточных вод ^-потенциал обычно со-
ставляет от 10—15 до нескольких десятков милливольт и во мно-
гих случаях зависит от pH сточной воды (рис. 5.1). Как правило,
частицы примесей заряжены отрицательно, однако, значительное
изменение величины pH может привести да^ке к их перезарядке.
При определении ^-потенциала скорость электрофореза изме-
ряется, как средняя величина. Распределение частиц в зависимости
89
от ^-потенциала для неочищенной сточной воды представлено нг
рис. 5.2. Как видно, среднее значение ^-потенциала составляет
около 16 мВ. Приведение этой величины к нулю не обеспечивает
нейтрализацию всех коллоидных частиц. Частицы, имеющие ^-по-
тенциал выше среднего значения, будут оставаться заряженными
отрицательно, а частицы с меньшим значением ^-потенциала могут
перезаряжаться.
Следует отметить, что бактериальные клетки, живые и мертвые,
имеют ^-потенциал от 0 до 40 мВ и больше.
Сточные воды являются, как правило, агрегативно устойчивыми
дисперсными системами. Устойчивость их может быть обусловлена
различными факторами.
В основе современной теории устойчивости дисперсных систем,
развитой в работах Дерягина, Ландау, Фарвея, Овербека (теория
^.-потенциал, мВ
Рис. 5.1. Зависимость ^-потенциала
частиц поливинилхлорида (кривая /)
и фосфора (кривая 2) от pH сточных
вод.
Рис. 5.2. Распределение коллоид-
ных частиц по величине ^-потен-
циала для неочищенной сточной
воды.
ДЛФО), лежит представление о том, что между поверхностями
частиц любой природы действуют межмолекулярные силы притя-
жения и силы отталкивания ионно-электростатической или неэлек-
тростатической природы. Последние обусловлены наличием на по-
верхности частиц сольватного или адсорбционно-сольватного слоя.
Существует несколько способов коагуляции дисперсных систем
(сточных вод), целесообразность применения которых обусловли-
вается действующими факторами устойчивости систем, а также
экономическими соображениями. Особенностью коагуляционной
очистки сточных вод является необходимость применения коагу-
лянтов, не вызывающих вторичного загрязнения воды.
К основным методам коагуляционной очистки относятся (136,
с. 301, 327, 328]: коагуляция электролитами, гетерокоагуляция,
в том числе взаимная коагуляция коллоидов, а также коагуляция
под действием физических или химических факторов (перемешива-
ние, нагревание, замораживание и др.).
Следует отметить, что гетерокоагуляция — взаимодействие кол-
лоидных и мелкодисперсных частиц с агрегатами, образующимися
90
при введении коагулянтов (солей алюминия, железа и-т. и.)
в воду, является основным процессом коагуляционной очистки
сточных вод.
Важное значение приобрел также метод коагуляции при добав-
лении в дисперсную систему (сточную воду) веществ, химически
взаимодействующих со стабилизатором этой системы. Вывод ста-
билизатора из системы приводит к ее коагуляции.
ОЧИСТКА СТОЧНЫХ ВОД КОАГУЛЯЦИЕЙ
Гетерокоагуляционная очистка
Обработка воды минеральными коагулянтами — со-
лями алюминия и железа — впервые применена на рубеже XIX—-
XX вв. С тех пор этот метод с успехом используют для очистки
природных и сточных вод и, несмотря на то, что предложены и дру-
гие коагулянты, например, соли магния и кальция, ему отдают
предпочтение.
Теоретические основы процесса
Р»
Рис. 5.3. Содержание соединений
алюминия в осадках при различных
pH воды.
При введении в воду солей алюминия и железа в ре-
зультате реакций гидролиза образуются малорастворимые в воде
гидроксиды железа и алюминия;
A12(SO4)3 + 6Н2О —>
—► 2А1(ОН)з + 3H2SO4
FeCI3 + ЗН2О —> Fe(OH)3 + ЗНС1
FeSO4 + 2Н2О —> Fe(OH)2 + H2SO4
4Fe(OH)2 4-O2 4-2H2O —> 4Fe(OH)3
Образующиеся в процессе гид-
ролиза серная или соляная кис-
лоты должны быть нейтрализова-
ны, иначе равновесие реакции бу-
дет сдвинуто влево.
Данные исследований указы-
вают, что при обработке воды
сульфатом алюминия, помимо гид-
роксида алюминия образуются
различные соединения. Так, согласно данным [137, с. 34], при рН<7,6
в осадок выделяются основные соли алюминия (рис. 5.3), а по дан-
ным [138], при pH = 5 продуктами гидролиза являются также
А16(ОН)з+5 А17(ОН)]+, А18(ОН)<+ и А11з(ОН)^+. По другим данным,
в результате реакции между ионами алюминия (или железа), мо-
лекулами воды и гидроксильными группами в растворе образуются
следующие гидроксиды алюминия (или железа):
а) катионного типа - А12(ОН)2+, А12(ОН)+, А14(ОН)*+, А16(ОН)^+;
А17(ОН)£, А18(ОН)£ и А113(ОН)£; Fe(OH)2+, Fe2(OH)«+ и Fe(OH)2+;
91
б) анионного типа — А1(ОН)^" и Fe(H2O)2(OH)~;
в) неионогенного типа — А1(ОН)3 и Fe(OH)3.
Наличие указанных соединений, имеющих различную раствори-
мость в воде, зависит от значения pH, ионного состава воды, тем-
пературы, концентрации реагента и т. д. [139].
Гидроксид алюминия выпадает в осадок при pH = 4,0—12,5,
а гидроксид железа — при pH > 3 (Fe3+) и pH >9 (Fe2+). Одно-
временно в воде присутствуют перечисленные выше соединения.
При pH < рНоптим эти соединения относятся, как правило, к ка-
тионному типу ,а при pH > рНоптим—к анионному. При значениях
pH, близких к оптимальным, в воде присутствуют, в- основном,
А1(ОН)з и Ре(ОН)з. Другие соединения содержатся в воде в не-
значительных количествах.
Значение pH при оптимальных условиях коагуляции для
А1(ОН)3 составляет 5,6, а для Fe(OH)3 —8 [139]. По мнению дру-
гих авторов [137, с. 35; 86, с. 114], оптимальное значение pH зави-
сит от состава и количества примесей в воде и колеблется для
А1(ОН)з в пределах от 4 до 8. По данным [140, с. 18], значения
рНоптим при очистке сточных вод коагуляцией составляют:
А1(ОН)з
Fe(OH)2
Fe(OH)3
4,5-7,0
8,5-10,5
4—6 и
8—10
СаСОз .......
Ca^fPOilj.......
CaSOt ..........
9-11,5
10-11
4-10
Существовавшие ранее представления о коагуляционной очи-
стке воды как процессе взаимной коагуляции коллоидных приме-
сей с противоположно заряженными золями гидроксидов металлов
либо как об электролитической коагуляции не соответствовали на-
блюдаемым явлениям. В связи с этим было развито представление
о сорбционном механизме удаления коллоидных примесей из воды
на развитой поверхности коагуляционных гелей гидроксидов ме-
таллов [141, с. 54]. Очевидно, что процессы сорбции примесей на
хлопьях коагулянта происходят. Однако эта гипотеза также не
объясняет ряда известных фактов: невысокую сорбционную актив-
ность сформировавшихся хлопьев [141, с. 40]; отсутствие коагуля-
ции при введении в систему высокоактивных сорбентов — активных
углей; затруднения с очисткой воды, содержащей небольшое коли-
чество коллоидных примесей [137, с. 39]; интенсификацию процесса
коагуляционной очистки при добавлении в воду небольшого коли-
чества твердых частиц (глины, бентонита, магнезита и т. п.),
а также при рециркуляции части уже сформировавшихся хлопьев
гидроксида в зону коагуляции и т. д.
При введении в воду неорганических коагулянтов (солей алю-
миния, железа и др.) происходит, как указывалось, снижение агре-
гативной устойчивости системы под действием электролита (вве-
денной соли), сорбция ионов на поверхности частиц и образование
в результате химической реакции нового малорастворимого соеди-
нения, концентрация которого в воде значительно выше его рас-
творимости. Выделение твердой фазы коагулятора из пересыщен-
92
ного раствора (кристаллизация) протекает в три стадии: а) инку,
бационный период; б) рост частиц твердой фазы; в) старение
твердой фазы.
Процесс кристаллизации является основным процессом, опреде-
ляющим кинетику и эффективность коагуляционной очистки воды.
Инкубационный период. Инкубационный период наблюдается
при любой степени пересыщения исходного раствора и обусловлен
затруднениями в образовании малых элементов твердой фазы —
центров кристаллизации (жизнеспособных зародышей)—вслед-
ствие повышенной растворимости частиц малых размеров.
Ранее полагали, что образование зародышей в растворе проис-
ходит самопроизвольно (спонтанно). Однако в настоящее время
установлено [103, с. 29], что зародыши в реальных условиях обра-
зуются, как правило, не путем столкновения молекул или ионов
в растворе, а в результате осаждения растворенного вещества на
чужеродных частицах, присутствующих в этих растворах.
Механизм инициирования образования зародышей примесями
различен. Если частицы примесей близки по своей структуре к ве-
ществу, переходящему в осадок, оно просто отлагается на их по-
верхности. Коллоидные аморфные частицы способствуют возник-
новению центров кристаллизации, адсорбируя молекулы или ионы
осаждаемого вещества.
Следует, однако, иметь в виду, что спонтанное образование за-
родышей возможно и в присутствии затравки (чужеродных час-
тиц). Это обычно имеет место при значительных пересыщениях
раствора, когда наличие затравочного кристалла в одном из эле-
ментов общего объема раствора не исключает возникновения за-
родыша новой фазы в другом его элементе, в котором в данный
момент частиц затравки может не оказаться.
Скорость образования зародышей увеличивается с ростом пе-
ресыщения, повышением температуры и уменьшением величины
поверхностного натяжения [103, с. 35].
Длительность инкубационного периода зависит от состава рас-
твора, интенсивности перемешивания, температуры, действия внеш-
них электрического и магнитного полей, а также от конструкции
аппарата-кристаллизатора [142, с. 15]. Перемешивание увеличивает
скорость зародышеобразования. С возрастанием интенсивности
ультразвука для начала кристаллизации необходима меньшая сте-
пень пересыщения раствора. Степень воздействия электрического
поля на скорость образования зародышей зависит от природы кри-
сталлизующегося вещества.
Свойства центров кристаллизации и кинетика их формирования
практически не изучены, однако расчеты показывают, что масса
вещества в зародышах мала и поэтому центры кристаллизации не
могут вызвать заметной сорбции примесей воды, даже если они
обладают исключительно большой сорбционной способностью [142,
с. 16].
Таким образом, первой стадией коагуляционной очистки при-
родных или сточных вод является инкубационный (скрытый)
93
период зародышеобразования кристаллизующейся фазы (коагуля
тора), причем образование зародышей происходит преимущественнс
на гетерогенных частицах примесей, загрязняющих воду. Иниции-
рующим механизмом образования зародышей является, по-види-
мому, адсорбция молекул или ионов кристаллизующегося веществе
на поверхности частиц.
Рост частиц твердой фазы. После окончания инкубационного
периода центры кристаллизации продолжают появляться в рас-
творе, однако решающее влияние на кинетику кристаллизации
оказывает рост уже сформированных зародышей [143, с. 21].
Рост кристаллов определяется по меньшей мере двумя процес-
сами [103, с. 45]: диффузией
строительных частиц к поверхности
кристалла и введением их в струк-
туру кристаллической решетки. По-
следний процесс, в свою очередь,
может быть разделен на несколькс
актов: адсорбция частицы поверх-
ностью, миграция ее вдоль поверх-
ности и ее непосредственное вне-
дрение в кристаллическую ре-
шетку.
Существует несколько теорий ро-
ста кристаллов (диффузионная, тер-
модинамическая, молекулярно-ки-
нетическая).
В общем случае изменение кон-
центрации кристаллизующегося ве-
щества в растворе (С) может быть
представлено кривой, изображенной
на рис. 5.4: Участок ab на этой кри-
(скрытому) периоду. Концентрация
Рис. 5.4. Изменение концентрации
кристаллизующегося вещества
во времени.
вой отвечает инкубационному
раствора на протяжении этого периода практически постоянна.
Участок Ьс соответствует самой кристаллизации. За период вре-
мени тс—т& происходит основной рост кристаллов. Наконец, тре-
тий участок кривой cd характеризуется медленной кристаллиза-
цией. Ему главным образом соответствует процесс перекристалли-
зации.
Электронномикроскопические исследования [144] показали, что
при высоких пересыщениях и пониженной температуре выделяются
аморфные глобулы, кристаллизация которых заканчивается при-
мерно через сутки. Необходимо отметить, что в момент образова-
ния частиц гидроксида алюминия наблюдалась цепочечная струк-
' тура первичных аморфных частиц. Это свидетельствовало о нали-
чии на шарообразных частицах более активных участков, по
которым происходит слипание.
Исследования образующихся хлопьев гидроксида алюминия ме-
тодом дифракции рентгеновских лучей [145] показали, что они
состоят из микрокристаллов у-А12Оз-Н2О, размер которых увели-
чивается по мере уменьшения концентрации раствора. По-вйди-
94
мому, в этом случае не создавали значительного пересыщения рас-
твора, что и обусловливало образование мелкокристаллических
структур.
Кинетика кристаллизации в целом прежде всего определяется
степенью пересыщения раствора, причем с увеличением последней
образование осадков идет быстрее. Скорость кристаллизации зави-
сит также от температуры, эффективности перемешивания, состава
жидкой фазы и примесей в ней. Существенное влияние оказывают
также процессы дробления и аг-
регации растущих частиц, обус-
ловленные перемешиванием раст-
вора.
Рассмотрим модель кристал-
лизации коагулянта на «затрав-
ке»— коллоидных частицах при-
месей сточных вод. Если условно
считать, что кристаллизация коа-
гулянта, добавленного в сточную
воду, происходит только на этих
коллоидных частицах, то процесс
кристаллизации может быть опи-
сан дифференциальным уравне-
нием [146]
-^_ = 3 ^рпоф (а0 — а)2/з Л (5.1)
Содержание взвешенных
веществ, мг/л
где ао И а — соответственно абсо- Рис. 5.5. Зависимость дозы коггу-
лютное начальное пересыщение и лянта от содержания в воде взвгшеи-
пересыщение к моменту време- иых веш.еств и их дисперсности,
ни т; р — плотность кристаллов;
п0 — число коллоидных частиц примесей в единице объема воды;
ф— коэффициент формы; А— линейная скорость роста кристаллов
при пересыщении а.
Из этого уравнения видно, что скорость коагуляции (кристал-
лизации) зависит от числа коллоидных частиц (концентрации при-
месей) и степени пересыщения (дозы коагулянта).
В действительности процесс кристаллизации коагулянта проте-
кает сложнее. Как указывалось, возможно спонтанное образование
кристаллов. Кроме того, образование агрегатов частицы — кри-
сталлы возможно вследствие сорбции, электростатического взаи-
модействия, а также ионного обмена, особенно при значениях pH,
заметно отличающихся от pH оптимального.
В процессе роста кристаллов частицы примесей могут блокиро-
ваться молекулами коагулянта.
Экспериментальные данные, характеризующие зависимость дозы
коагулянта от содержания в воде взвешенных частиц и степени
их дисперсности, представленные на рис. 5.5 [86, с. 119], показы-
вают, что с увеличением количества частиц примесей доза коагу-
лянта возрастает.
95
При перемешивании коагулирующих растворов или их фильтро-
вании через слой зернистой загрузки происходит гетерокоагуляция
частиц на поверхности растущих кристаллов коагулянта или на
поверхности зерен загрузки. Первый процесс реализуется в освет-
лителях со взвешенным слоем осадка (см. гл. 4), второй — в аппа-
ратах контактной коагуляции (86, с. 122].
Старение твердой фазы и характеристика образующихся осад-
ков. Аморфные частицы в процессе старения превращаются в кри-
сталлы, освобождающиеся затем от избыточных поверхностных
и объемных дефектов [142, с. 24]. Сначала в объеме и на поверх-
ности аморфной глобулы образуются зародыши кристаллической
фазы. Затем эти зародыши разрастаются и занимают весь объем
глобулы. При большом количестве зародышей возможно распаде-
ние глобулы на мелкие кристаллы.
При старении частицы перераспределяются по размерам вслед-
ствие оствальдова созревания и агрегации [142, с. 26, 27]. Остваль-
дово созревание связано с тем, что при уменьшении степени
пересыщения среда оказывается недонасыщенной по отношению к
мелким кристаллам, которые вследствие этого растворяются. Одно-
временно происходит рост крупных кристаллов. Агрегация осуще-
ствляется путем слипания соударяющихся кристаллов с последую-
щей их ориентацией и срастанием.
Возможно образование агрегатов из десятков и сотен микрокри-
сталлов при соударении, причем в местах контакта кристаллов
[142, с. 27] формируются мостики из соударяющихся кристаллов.
Процесс старения частиц гидроксида алюминия сопровождается
образованием агрегатов, чаще всего в виде цепочечных или сетча-
тых структур [144]. Образуются периодические коллоидные си-
стемы, прочность связи частиц которых определяется глубиной
и координатой вторичного минимума [147, с. 59]. В результате
процессов кристаллизации аморфной части гидроксида алюминия
объем осадка уменьшается. Кроме того, вследствие старения сни-
жается способность к тиксотропии.
Существуют и другие мнения по вопросу механизма старения,
а также строения образующихся комплексов.
Например, полагают [148], что первичные частицы свежеосаж-
денного осадка гидроксида железа имеют неустойчивую полимер-
ную структуру, которая в процессе дегидратации и оксоляции по-
степенно распадается на отдельные молекулы FeOOH-nH2O или
Fe2O3-nH2O.
Предлагают [149, с. 39] свежеосажденные гели гидроксидов рас-
сматривать как гидроксиды или ортогидроксиды, а процесс старе-
ния— как полимеризацию или конденсацию с отщеплением
воды.
Некоторые исследователи считают, что такие вещества, как
А1(ОН)3, являются не гидроксидами, а оксигидроксидами, содер-
жащими химически связанную воду в виде комплексно присоеди-
ненных молекул воды или трудно отщепляемых ОН-групп
[149, с. 40].
96
Имеется также мнение, что при достижении определенных раз-
меров частиц происходит адгезия мелких частиц к более круп-
ным [150].
Образующиеся в результате обработки воды коагулянтами
осадки представляют собой хлопья — крупные частицы неправиль-
ной формы с рыхлой сетчатой структурой. Размер хлопьев колеб-
лется в широких пределах — от нескольких микрометров до не-
скольких миллиметров. Рыхлая пространственная структура
хлопьев осадков обусловливает значительное содержание в них
воды (влажность составляет 96—99,99%) •
Важной характеристикой осадков является объемная масса
(плотность) хлопьев. В значительной степени она зависит от со-
держания твердых примесей и кристаллов коагулянта в сточных
водах, а также от плотности твердых частиц. Объемная масса
хлопьев осадков составляет отычно 1,01—1,03 г/см3. При наличии
в сточных водах значительного количества твердых примесей,
имеющих большую плотность, объемная масса хлопьев может до-
стигать 1,05—1,2 г/см3.
Приближенно плотность хлопьев можно рассчитать по урав-
нению
р = 1 + С (1 - 1/Рг)
где С — концентрация твердых частиц в осадке; рт — плотность
вещества твердой фазы.
Прочность хлопьев осадков, полученных в результате коагуля-
ционной очистки сточных вод с использованием коагулянтов — со-
лей алюминия, — невелика [151, с. 91]. Также небольшую прочность
имеют хлопья гидроксидов железа и магния. В связи с этим хлопья
осадков, содержащих гидроксиды алюминия, железа, магния, раз-
рушаются и уплотняются под действием своей массы.
Влияние различных факторов на процессы
гетерокоагуляционной очистки
На скорость и эффективность процесса очистки сточ-
ных вод гетерокоагуляцией оказывают влияние многие факторы:
количество и состав растворенных в воде примесей, концентрация
коллоидных примесей, температура, перемешивание, магнитные и
электрические поля и др.
Растворенные в воде примеси. Механизм влияния примесей сточ-
ных вод на кинетику кристаллизации коагулянта многообразен. Он
может быть обусловлен процессами комплексообразования, ад-
сорбции, химического взаимодействия и т. д.
Неорганические вещества. По характеру своего влия-
ния на кристаллизацию коагулянта примеси могут быть разделены
на группы [103, с. 82]:
а) неорганические вещества, имеющие общий ион с кристалли-
зующимся коагулянтом;
4 Зак, Э94
97
б) неорганические вещества, не имеющие общего иона с кри-
сталлизующимся коагулянтом.
В первом случае примеси ускоряют процесс кристаллизации
коагулянта. По степени влияния на процесс коагуляции анионы
могут быть расположены в ряд [137, с. 39]: СГ < HCOj < SO4'.
В присутствии этих примесей сокращается продолжительность ин-
кубационного периода.
Во втором случае при концентрации солей (например, NaCl
или КО) более 1 н. скорость кристаллизации коагулянта умень-
шается.
Органические вещества. Органические вещества, адсор-
бируясь на растущих кристаллах коагулянта, образуют пленки,
тормозящие рост кристаллов. Это приводит к повышению дисперс-
ности кристаллов. Значительное содержание органических веществ
в сточных водах может быть причиной, затрудняющей применение
метода коагуляции.
Небольшое количество органических примесей в сточных водах
может вызывать ускорение процесса старения гидроксида алюми-
ния [152].
Проведенные исследования показали [151, с. 98], что полиакрил-
амид в количествах, применяемых для флокуляции взвешенных
в воде примесей, не оказывает заметного влияния на процесс вы-
деления гидроксида алюминия.
Действие поверхностно-активных веществ ^йа стадии образова-
ния новой фазы сводится к снижению вероятности образования за-
родышей новой фазы и скорости их роста [153]. Это обусловливает
резкое повышение дисперсности кристаллов и является причиной
высокой емкости адсорбционного слоя — предельной величины ад-
сорбции.
Концентрация коллоидных и мелкодисперсных примесей. С воз-
растанием концентрации коллоидных и мелкодисперсных примесей
в воде увеличивается скорость коагуляции (см. уравнение 5.1).
Доза коагулянта зависит от концентрации и степени дисперсности
примесей.
При невысоком содержании мелкодисперсных и коллоидных
примесей в воде процесс коагуляции часто протекает неудовлетво-
рительно. Образующиеся мелкие хлопья выносятся из отстойников
вместе с осветленной водой. Происходит это вследствие недоста-
точного количества центров кристаллизации коагулянта и спонтан-
ного зародышеобразования в объеме. Для уменьшения дозы коагу-
лянта и повышения эффективности очистки в очищаемую воду
добавляют небольшие количества тонкодисперсных порошков —
бентонитовой глины, магнезита, мела и т. п. Частицы порошков,
наряду с частицами примесей воды, служат центрами зародыше-
образования при кристаллизации коагулянта. В результате коагу-
ляции получаются крупные хлопья, хорошо отделяющиеся от
воды.
С этой же целью используют метод рециркуляции осадка [84,
с. 65]. По этому методу часть осадка, полученного в результате коа-
98
гуляционной очистки воды, смешивается с исходной водой, посту-
пающей на очистку.
Температура. С ростом температуры увеличивается интенсив-
ность броуновского движения, а, следовательно, и вероятность
столкновения частиц, возрастает скорость кристаллизации коагу-
лянта и уменьшается продолжительность инкубационного пе-
риода.
При невысоких температурах образуются мелкие медленно осе-
дающие хлопья, увеличиваются необходимые дозы коагулянтов
и снижается эффективность очистки воды.
Электронно-микроскопические исследования [148] показали, что
температура влияет на скорость кристаллизации первоначально об-
разовавшихся аморфных частиц гидроксида алюминия. При 80—
90 °C частицы А1(ОН)3 сразу же дают на электронограмме кар-
тину, характерную для мелкокристаллических частиц. При нор-
мальных условиях кристаллизация частиц гидроксида алюминия
заканчивается примерно через сутки.
Перемешивание. С увеличением интенсивности перемешивания
возрастает вероятность столкновения частиц, повышается скорость
кристаллизации коагулянта и уменьшается продолжительность ин-
кубационного периода [103, с. 74]. Однако существует некоторая
скорость перемешивания, выше которой продолжительность инку-
бационного периода не изменяется.
Перемешивание способствует увеличению скорости роста кри-
сталлов, которая зависит от условий диффузии.
Образующиеся в процессе коагуляционной очистки воды аморф-
ные и мелкокристаллические структуры формируются в крупные
хлопьевидные агрегаты. Механическое перемешивание этих агре-
гатов приводит к их разрушению. Однако тиксотропность частиц
обусловливает восстановление разрушенных связей". Тем не менее,
интенсивное перемешивание приводит к необратимым процессам,
обусловливающим ухудшение агрегации частиц.
Таким образом, перемешивание оказывает влияние на всех ста-
диях коагуляционной очистки сточных вод.
Другие факторы. На процессы коагуляционной очистки сточных
вод значительное влияние могут оказывать электрические и маг-
нитные поля, ультразвуковые колебания и др. Так, наложение
электрического и магнитного полей может приводить к снижению
устойчивости дисперсной системы [118, с. 14; 154, с. 26]. Ультра-
звуковые колебания также при определенных условиях могут об-
условливать снижение устойчивости дисперсных систем и особенно
устранение адсорбционно-сольватного и структурно-механических
факторов стабилизации эмульсий типа масло — вода [155].
Электрические и магнитные поля, а также ультразвуковые ко-
лебания обычно оказывают ускоряющее действие на процессы кри-
сталлизации [103, с. 90]. По-видимому, следует ожидать их поло-
жительного действия на процессы коагуляционной очистки сточ-
ных вод. Влияние электрических полей на коагуляцию показано
ниже.
4*
99
Обработка воды магнитным полем с последующим введением *
коагулянта (глинозема) приводит к возрастанию скорости коагу-
ляции на 20—90% при напряженности магнитного поля 2—
40 кА/м [156]. Для ускорения процесса коагуляционной очистки
воды рекомендуется [157] подвергать воду воздействию ультразву-
кового поля после введения коагулянта. Отмечается снижение
влажности образующегося осадка.
Соосаждение растворенных примесей
В процессе коагуляционной очистки сточных вод про-
исходит одновременное соосаждение молекулярнодисперсных при-
месей воды. Извлечение из воды примесей в виде ионов или моле-
кул объясняют сорбционными и ионообменными процессами, хими-
ческим взаимодействием и т. п. [142, с. 33; 158—159].
Соосаждение происходит при выделении твердой фазы из пере-
сыщенного раствора. Формирующиеся в процессе кристаллизации
коагулянта твердые частицы вовлекают примесь в процессы, сопро-
вождающие кристаллизацию на всех ее стадиях. Примеси могут
сорбироваться на поверхности растущих кристаллов, взаимодей-
ствовать с поверхностными «ловушками» (ступенями, выходами на
поверхность дислокаций и межблочных границ, скоплениями точеч-
ных дефектов [160, с. 8]) или переходить в приповерхностную зону
твердой фазы [142, с. 19].
В процессе роста частиц коагулянта примеси могут взаимодей-
ствовать с образованием комплексов различного состава, участво-
вать в окислительно-восстановительных, гидролитических и соль-
ватационных процессах, протекающих в среде [142]. Адсорбиро-
ванные молекулы примеси могут блокироваться молекулами
кристаллизующегося коагулянта.
В процессе старения твердой фазы может происходить пере-
распределение примеси между частицами коагулянта и водой. Если
адсорбционная способность аморфной частицы меньше, чем кри-
сталлической, сформировавшейся при старении, то процесс старе-
ния сопровождается дополнительным переходом примеси из сточ-
ной воды в твердую фазу. Эффективность процесса соосаждения
растворенной примеси зависит от многих факторов: физико-хими-
ческих свойств примеси, концентрации, вида и дозы коагулянта, на-
личия и количества других примесей в воде и т. д. .
Сложность процесса соосаждения не позволяет в настоящее
время производить прогнозирование количества примесей, захва-
ченных твердой фазой в процессе кристаллизации. Тем не менее,
процесс соосаждения широко используется для очистки сточных
вод от растворенных неорганических и органических веществ.
При коагуляционной очистке природных вод в процессе соосаж-
дения из воды удаляются органические вещества, обусловливаю-
щие ее цветность. Метод соосаждения позволяет эффективно из-
влекать из воды фтор при расходе сульфата алюминия 40—60 мг
* Рекомендуется производить магнитную обработку воды, а ие коагулянта,
т. е. вводить Коагулянт после магнитной обработки воды.
100
ia 1 мг фтора [86, с. 447]. Сточные воды могут быть очищены от
юнов меди и цинка соосаждением с фосфатом кальция [161], а от
шшьяка соосаждением с фосфатом кальция [162] и карбонатом
гальция [163]. Разработана принципиальная схема глубокой очи-
тки производственных сточных вод от мышьяка [162].
Метод соосаждения может быть с успехом использован для до-
очистки сточных вод от неорганических (см. гл. 6) и органических
[см. гл. 8) веществ. При использовании коагулянтов — солей алю-
миния— удается снизить содержание растворенного фосфора в
юде на 80—90%, а в случае
фименения солей железа —
ia 78—89% [164]. В процессе
юочистки сточных вод произ-
юдства сульфатной целлюло-
(Ы коагуляцией сульфатом
1ЛЮМИНИЯ происходит значи-
тельное снижение содержания
з воде растворенных органиче-
жих примесей. Эффективность
эчистки сточных вод по ХПК
юставляет 90—93%, а по
6ПК5 —80—85%.
Соединения алюминия спо-
собны химически взаимодейст-
зовать с примесями воды, об-
разуя, например, труднораст-
воримые соли типа «лаков» с
^уаминовыми кислотами [142,
с. 37].
Большое значение в процес-
Рис. 5.6. Соосаждение поливинилового
спирта из водных растворов с гидро-
ксидами алюминия и магния (/ = 20 °C):
19 2—гидроксид алюминия; Z', 2'—гидроксид
магния.
сах очистки сточных вод имеет
соосаждение поверхностно-активных веществ (ПАВ) [165, с. 86].
Степень соосаждения ПАВ зависит от кислотно-основных свойств
и концентрации ПАВ, знака и величины заряда поверхности, коли-
чества твердой фазы, pH и др.
Имеются данные [149, с. 14], что анионоактивные и неионоген-
ные детергенты соосаждаются с гидроксидами алюминия, железа,
магния, фосфатом кальция. Анионоактивные вещества (контакт
Петрова, порошок «Новость» и др.), имеющие отрицательно заря-
женный органический ион, взаимодействуют с положительно за-
ряженной поверхностью осадка гидроксида и в кислой среде эф-
фективно выделяются из воды. При повышении pH воды степень
ее очистки уменьшается.
Химическое взаимодействие, по-видимому, происходит и при
соосаждении поливинилового спирта (ПВС) с гидроксидом маг-
ния [159]. При повышении концентрации ПВС в воде доза гид-
роксида магния увеличивается (рис. 5.6), однако их молекулярное
соотношение практически не изменяется. В то же время ПВС
почти не соосаждается с гидроксидом алюминия.
101
Результаты опытов по соосаждению лигносульфоната кальци
с гидроксидом магния [153] показали, что при исходной концент
рации в воде детергента до 2% происходит почти полное его из
влечение из воды. Величина предельной адсорбции велика и со
ставляет 3,6 г лигносульфоната кальция на 1 г Mg(OH)2 (ил
5 г на 1 г MgO).
Имеются данные об успешном использовании метода соосаж
дения для очистки сточных вод от других детергентов, например
некаля [166, с. 153], лейканола [167].
Нужно отметить, что пептизирующее действие детергентов вы
зывает снижение эффективности очистки сточных вод и появле
ние трудноосаждаемых частиц. Детергенты способствуют такж<
образованию большого количества высоковлажных и труднообез
воживаемых осадков [149, с. 19].
В процессе очистки сточных вод от нефти, нефтепродуктов
смол, сажи [168] методом коагуляции происходит соосаждение та
ких токсичных веществ, как канцерогенные вещества—1,2-бенз
пирен, антрацен и др. Соосаждение бензпирена наблюдается i
при очистке природных вод коагуляцией гидроксидами металло!
[169].
При очистке сточных вод от нефти, нефтепродуктов и слан
цевых смол из воды удаляется также некоторое количеств!
фенолов [170].
Минеральные коагулянты, применяемые для очистки
Для очистки сточных вод применяют различные ми-
неральные коагулянты, способные образовывать аморфные или
мелкокристаллические структуры, малорастворимые в воде. Наи-
более широкое распространение получили соединения алюминия,
железа, магния и кальция.
Характеристика растворимости в воде основных минеральных
коагуляторов приведена в табл. 5.1.
Таблица 5.1
Характеристика растворимости в воде
минеральных коагуляторов
Вещества, добавляемые в воду Коагулятор Произведение растворимости коагулятора при 25 °C Растворимость коагулятора, г в 100 мл при 18 °C
A12(SO4)3 • 18Н2О А1(ОН)3 1,9 - 10~зэ 2,26 • 10“8
NaA!O2 А1(ОН)3 1,9-10“33 2,26- 10“ 8
Fe2(SO4)3 Fe(OH)3 4- 10“38 2,13-10“’
FeSO4 Fe(OH)2 4,8- 10“16 4,4-10“®
Са(ОН)2 + СО2 СаСОз 4,8- 10“9 1,4-10“’
Са(ОН)г 4“ Na3PO4 Са3(РО4)а 3,8- 10“29 2,5-10“®*
MgCl2 + Са(ОН)2 Mg(OH)2 5-10“12 9-10“4’
♦ При 20 °C.
102
pH боды
Рис. 5.7. Зависимость растворимо-
сти гидроксидов алюминия и же-
леза от pH:
1 и 2— гидроксиды алюминия в дистил-
лироваиивй и очищенной сточной воде
производства сульфата целлюлозы,
соответственно; 3 — гидроксид же-
леза(Ш) в дистиллированной воде;
4—гидроксид железа(П) в дистиллиро-
Соли алюминия.Сульфат алюминия (глинозем) AbfSOi)^
18Н2О получил широкое распространение в СССР и за рубежом
ля очистки природных и сточных вод. Плотность А12(5О4)з-
18Н2О—1.62 г/см3, насыпная масса 1,05—1,1 т/м3, растворимость
воде при 20 СС — 362 г/л.
Гидроксид алюминия, образующийся при гидролизе солей алю-
[иния, является типичным амфотерным соединением. В кислой и
хелочной среде гидроксид алюми-
:ия растворяется:
А1(ОН)3 + ЗН+ А13+ + ЗН2О
А1(ОН)з + ОН’ ч=±: АЮ2+2Н2О
Гидроксид алюминия практиче-
ки не растворим в дистиллирован-
ной воде, однако растворимость его
. сточных водах может быть боль-
ней. На рис. 5.7 представлены дан-
:ые по растворимости гидроксида
люминия в дистиллированной воде
36, с. 115] и очищенной сточной
оде производства сульфатной цел-
полозы [171] в зависимости от pH
юды. Из рис. 5.7 видно, что раство-
1имость А1(ОН)3 в сточной воде
.ыше, чем в дистиллированной,
’астворимость гидроксида алюми-
1ия в дистиллированной воде резко
юзрастает в пределах 4,5 > pH >
> 8.
Напомним, что в зависимости
>т состава примесей сточных вод
iponecc коагуляции солями алюми-
1ия рекомендуется проводить в пре-
делах 4 < pH < 8.
С увеличением температуры растворимость гидроксида алю-
миния снижается (рис. 5.8) [86]. Основные соли алюминия также
слабо растворяются в воде [172].
Для быстрого и полного протекания процесса гидролиза не-
обходим некоторый щелочной резерв воды для связывания ионов
зодорода, выделяющихся при гидролизе. Этим щелочным резервом
могут быть бикарбонат-ионы, присутствующие в воде, или спе-
хиально введенные щелочные реагенты — известковое молоко,
гальцинированная или каустическая сода.
В результате применения сульфата алюминия увеличивается
степень минерализации сточной воды.
Для сточных вод, имеющих кислую реакцию, целесообразно
трименять алюминат натрия (NaA102). Имеется также возмож-
юсть проведения процесса коагулирования без подщелачивания.
1(Х
с одновременным использованием сульфата алюминия и алюми
ната натрия:
A12(SO4)3 + 6NaA102 + 12Н2О sp=t 8А1(ОН)3 + 3Na2SO*
Температура, °C
Рис. 5.8. Зависимость раст-
воримости гидроксида алю-
миния в воде от темпера-
туры при различных pH.
Стоимость 1 т технического сульфата алюминия (ГОС!
12966—67) в зависимости от его сорта составляет 39,5—46 руб.
Очень перспективным коагулянтом является оксихлорид
алюминия А1г(ОН)5С1 [173]. В Японии этот коагулянт приме-
няется с 1966 г. [174]. Он получается иг
гидроксида алюминия и соляной кисло-
ты. Основные преимущества оксихлорида
алюминия, по сравнению с глиноземом,—
большое содержание алюминия в про-
дукте, меньшее снижение щелочности во-
ды и меньшее повышение ее солесодер-
жания. Оксихлорид имеет более сильное
коагуляционное действие и большую ско-
рость хлопьеобразования. Хорошо рас-
творяется в воде.
Получил также применение п о-
лихлорнд алюминия
[А12(ОН) nCle-n]m (SO4)х, где 1 < п 5,
т 10 [174—175]. Этот коагулянт ис-
пользуется в виде растворов 10 или 30% -
ной концентрации (по А120з).
Предложен также коагулянт [176],
получаемый Из водорастворимых
основных солей алюминия с
общей формулой Aln(OH)mX3n_m, в ко-
торой X — анион одновалентной мине-
ральной кислоты (С1~, МОГ и др.);
Зп > т- основность соли, т. е. отношение
100(m:3n), составляет 30—83%. Этот коагулянт превосходит окси-
хлорид алюминия по рабочему диапазону pH, скорости хлопьеобра-
зования и отстаивания, размерам осевших частиц, прозрачности по-
лученной воды. Кроме того, образуется меньшее количество осадка.
- Для рекуперации белковых веществ из сточных вод предло-
жено [177] использовать в качестве коагулянта лигносульфо-
нат алюминия, получаемый из лигносульфоната натрия или
кальция путем ионообменной реакции.
В качестве коагулянтов могут быть применены алюмока-
лиевые квасцы [Al K(SO4)2-12Н2О] или алюмоаммоний-
ные квасцы [A1(NH4) (SO4)2- 12Н2О], имеющие меньшую
стоимость и менее дефицитные, чем глинозем. Следует отметить,
Что при использовании алюмоаммонийных квасцов и наличии в очи-
щаемой воде свободного хлора наблюдалось образование токсич-
ных хлораминов.
104
Дешевым коагулянтом является хлорид алюминия, кото-
рый получают на нефтехимических комбинатах термическим гид-
ролизом каталитического комплекса отработанного хлорида алю-
миния, применяемого в процессах изомеризации и при производ-
стве этилбензола. Показана возможность использования этого
гоагулянта для очистки сточных вод производства синтетического
спирта [178].
Соли железа. Сульфат железа (II) или железный купорос
FeSOvTHzO. Железный купорос представляет собой прозрачные
кристаллы зеленого цвета. Под действием кислорода воздуха двух-
валентное железо окисляется в трехвалентное^и кристаллы приоб-
ретают бурый оттенок. В воде растворяется 265 г/л железного ку-
пороса при 20 °C.
Растворимость гидроксида железа (II) в воде приведена на
рис. 5.7, из которого видно, что этот коагулянт может приме-
няться при pH > 9—10. Для уменьшения концентрации раство-
ренного гидроксида железа (II) при более низких величинах pH
производят окисление двухвалентного железа в трехвалентное.
Процесс окисления можно осуществлять за счет растворенного
в воде кислорода:
4Fe(OH)2 + О2 + 2Н2О = 4Fe(OH)s
Например, для окисления двухвалентного железа, содержаще-
гося в 200 мг FeSO4-7H2O, необходимо около 5,8 мг кислорода.
Процессы гидролиза и окисления солей железа (II) протекают
эффективно при pH > 8,0. Окисление Fe(OH)2 кислородом яв-
ляется реакцией первого порядка [179].
Для окисления железа может быть использован метод хлори-
рования. Расход хлора при этом составляет 0,24 мг на 1 мг FeSCX.
Положительное качество солей железа как коагулянтов — вы-
сокая плотность гидроксида (3,6 г/см3), обеспечивающая получе-
ние плотных, тяжелых хлопьев, оседающих с большой скоростью.
Коагуляция с использованием, солей железа неприемлема для
сточных вод, содержащих фенолы, так как образующиеся раство-
римые в воде феноляты железа интенсивно окрашены. Кроме того,
гидроксид железа является катализатором, способствующим окис-
лению некоторых органических веществ и образующим комплекс-
ные окрашенные соединения, растворимые в воде.
Следует отметить возможность использования в качестве коа-
гулянта железного купороса, являющегося отходом производства
диоксида титана [180] и травления металла [181, с. 3].
Стоимость 1 т железного купороса (ГОСТ 6981—54) состав-
ляет 10—11 руб.
Хлорид железа(Ш) FeCl3-6H2O представляет собой тем-
ные кристаллы с металлическим блеском, очень гигроскопичен.
В товарном продукте содержится не менее 98% FeCl3. Плотность
хлорида железа 2,8 г/см3, растворимость в воде при 20 °C —
919 г/л.
105
С целью повышения эффективности очистки сточных вод пред
ложено [182] использовать коагулянт, состоящий из смеси раство
ров сульфата алюминия и хлорида железа в соотношении 1:1 (пс
массе). Преимущества смешанного коагулянта: повышение эффек
тивности очистки воды при низких температурах и улучшение се
диментационных свойств хлопьев.
Однако трудности, связанные с хранением и приготовление!
коагулянта, а также возможность повышения содержания ионо:
железа в очищенной воде при нарушениях технологического про
цесса, ограничивают применение смешанного коагулянта.
Стоимость 1 т хлорида железа (III) (ГОСТ 11159—65) состав
ляет 105—120 руб.
Соли магния. Хлорид магния предложено использовать дл:
очистки сточных вод производства полистирольных пластмасс, i
также вод, загрязненных эмульгированными маслами [183]. Очист
ка производится при pH ~ 11,0. Растворимость гидроксида магнш
в воде при 20 °C — 9 мг/л, плотность — 2,4 г/см3. С уменьшением
величины pH растворимость гидроксида магния в воде увеличи
вается.
Использование солей магния позволяет сократить продолжи
дельность хлопьеобразования. Снижение температуры очищаемо!
воды практически не уменьшает эффективности ее очистки.
В качестве коагулянтов могут быть использованы сульфат маг-
ния (MgSO4-7H2O) и хлорид магния (MgCl2-6H2O). Стоимосп
хлорида магния примерно в 4 раза ниже стоимости сульфата маг-
ния.
Для очистки сточных вод может быть использован извест-
ковый шлам с добавлением карбоната магния
[184]. При этом происходит осаждение Mg(OH)2 и СаСОз. Преи-
мущества этого метода: вода в процессе очистки практически не
загрязняется минеральными солями, имеется возможность реге-
нерации Mg из осадка путем обработки его диоксидом углерода
с образованием растворимого в воде бикарбоната магния, кото-
рый может быть повторно использован.
Имеются данные [185] о применении морской воды для
обработки сточных вод, загрязненных красителями. Выделяю-
щийся при pH — 11 гидроксид магния [в морской воде содержится
до 0,14% (масс.) Mg] обеспечивал эффективное обесцвечивание
воды.
Другие соли. Соли кальция используют для обесцвечивания
сточных вод производства сульфатной целлюлозы. Предлагается
применять в качестве коагулянтов оксихлорид циркония,
сульфат циркония или их смесь с кремневой кис-
лотой [186].
Кроме гидроксидов металлов, для коагуляционной очистки
сточных вод используют нерастворимые в воде фосфаты [140,
с. 18; 187, с. 137]. С помощью фосфатной коагуляции производится
эффективная очистка воды от радиоактивных примесей. Высокая
106
тепень дезактивации воды обеспечивается при соотношении
JasPO4: Са(ОН)г = 2,2 и pH = 11,3—11,5 [187, с. 130]. Положи-
ельные результаты получены при одновременном использовании
зосфата кальция и хлорида железа(Ш).
Использование карбоната кальция позволяет не только разру-
нать коллоидную систему, но и приводит к улучшению фильтруе-
мости выпавшего осадка. Этот коагулянт может быть образован
[утем последовательной обработки сточной воды гидроксидом
сальция и диоксидом углерода.
Очистка коагуляцией под воздействием
физико-химических факторов
Агрегативно устойчивые дисперсные системы могут
коагулировать, если в результате физических или химических воз-
зействий изменяется заряд или свойства поверхности частиц, свой-
:тва стабилизатора системы (защитных коллоидов) или в случае
зывода этих стабилизаторов из системы.
Для коагуляции дисперсной системы сточных вод применяют:
жисление, введение химических веществ, которые взаимодейст-
вуют с частицами или стабилизаторами системы, радиационную
збработку, воздействие электрического и магнитного полей, элек-
грогидравлического удара и т. д.
Эффективность и экономичность воздействия указанных фак-
торов на коагуляцию дисперсных примесей сточных вод зависят
зт свойств дисперсных частиц, а также от природы и количества
веществ, стабилизирующих эти системы.
Окисление. Метод окисления может быть использован для раз-
эушения ПАВ, являющихся стабилизаторами твердых или жидких
застиц, загрязняющих сточные воды.
Многие детергенты практически полностью разрушаются озо-
ном (см. гл. 7). В связи с этим представляют интерес схемы об-
работки сточных вод, включающие предварительное озонирование
с последующей коагуляцией.
Обработка химическими реагентами. Сточные воды производств
суспензионных полистиролов и сополимеров стирола с акрилонит-
рилом, метилметакрилатом и другими мономерами представляют
собой устойчивые коллоидные системы, стабильность которых
обусловлена наличием защитного коллоида — поливинилового
спирта (ПВС), Na-соли сополимера метилметакрилата с метакри-
ловой кислотой (Na-соль ММК) и др. [188]. Для очистки этих
сточных вод используют метод выведения стабилизатора суспензии
из системы (см. гл. 15). Например, обработка сточной воды серной
кислотой приводит к переводу Na-соли ММК в кислотную форму,
нерастворимую в воде. ПВС (или его производные) можно уда-
лить, обрабатывая воду карбоксилсодержащими полимерами (на-
пример, полиметакриловой кислотой), с которыми он образует
нерастворимые в воде соединения [189].
107
В результате обработки сточных вод происходит коагуляцш
коллоидных примесей. Эффективность очистки сточных вод со
ставляет 98—99,9% (по оптической плотности).
Радиационная обработка. Воздействие излучения может при-
вести к потере стабильности коллоидных систем и к коагуляции
независимо от знака заряда золя. Однако наблюдается и проти-
воположный эффект, т. е. золи становятся более стабильными
[190].
Изучение действия излучения на сточные воды показало [191],
что на установке с активностью 2000 Ku (®°Со) происходит уско-
рение седиментации твердых частиц. С изменением мощности дозы
скорость седиментации изменяется периодически, проходя через
максимумы и минимумы [192, с. 60]. Наиболее заметное ускоре-
ние седиментации наблюдается в первые 5 мин осаждения. Пс
мнению исследователей, основную роль в ускорении седиментации
играет коагуляция коллоидов, которая может быть связана с из-
менением заряда поверхности частиц, полимеризацией, измене-
нием сольватации частиц, деструкцией больших органических мо-
лекул и т. д.
Существенное значение для коагуляционной очистки сточных
вод могут иметь процессы радиационного разложения синтетиче-
ских ПАВ, содержащихся в этих водах [191].
Воздействие электрического поля. Устойчивость дисперсной си-
стемы в электрическом поле зависит от знака и величины суммар-
ной энергии взаимодействия, обусловленной сложением энергии
молекулярного притяжения, ионно-электростатической энергии от-
талкивания и энергии диполь-дипольного притяжения.
Электрообработку дисперсных частиц можно проводить в по-
стоянном и переменном однородном и неоднородном электрических
полях, а также с помощью электрического разряда малой мощ-
ности [118, с. 45, 79; 155].
Заряженные частицы, находящиеся в постоянном электриче-
ском поле, будут двигаться к противоположному по знаку зарядов
частиц электроду. Электрохимические процессы в. дисперсионной
среде, вихревые перемещения среды влияют на электрофоретиче-
ское движение частиц.
Важным параметром электрообработки является величина кри-
тической напряженности поля [193]
£кр = 4nao/ei
где Оо — поверхностный заряд частиц; е,— диэлектрическая про-
ницаемость дисперсионной среды.
При £Кр возникает необратимая агрегация частиц дисперсной
фазы.
Взаимодействие дисперсных частиц в однородных электриче-
ских полях носит преимущественно диполь-дипольный характер.
Вследствие этого частицы при наложении однородного электриче-
ского поля образуют, в основном, цепочечные агрегаты, которые
после снятия электрического поля могут как распадаться, так и
108
Рис. 5.9. Зависимость светспро-
пускания сточной воды от напря-
жения на электродах при продол-
жительности элгктрэобработки
4 мин (кривые Г—4') и 9 мин
(кривые 1—4).
Расстояние между электродами:
20 мм —кривые 1, 3, 3' и 40 мм—кри-
вые 2, 2', 4, 4‘.
Однородное электрическое поле — кри-
вые /, Г, 2, 2'\ неоднородное электри-
ческое поле—кривые 3, 3f, 4, 4'.
сохранять устойчивость. Если энергия диполь-дипольного взаимо-
действия частиц в поле на любом расстоянии друг от друга пре-
восходит энергию электростатического отталкивания, то частицы
сблизятся на расстояния, на которых преобладают молекулярные
силы цритяжения, и цепочечные агрегаты после снятия электри-
ческого поля будут устойчивы. Величина силы, действующей на
частицу в электрическом поле, во многом зависит от физических
свойств двойного слоя.
Образующиеся цепочечные агре-
гаты совершают хаотическое движе-
ние в межэлектродном промежутке,
обусловленное их взаимодействием
и конвективными потоками диспер-
сионной среды.
Под действием неоднородного
электрического поля коагуляцион-
ные агрегаты транспортируются ди-
пол офоретической силой [194]
F = '/^El
где у — поляризуемость; Ей— напря-
женность неоднородного электриче-
ского поля в центре частиц.
Направление движения частицы
зависит от соотношения составляю-
щих движущей силы. В системах с
полярной дисперсионной средой, на-
пример водой, силы за счет поля-
ризации ионных сфер возникают
уже при невысоких напряженностях
поля.
С увеличением времени электрообработки дисперсных систем
возрастает роль в процессах коагуляции электрохимических реак-
ций, проходящих в межэлектродном пространстве.
Таким образом, под влиянием электрического поля дисперс-
ные системы сточных вод становятся менее устойчивыми. Может
происходить образование агрегатов величиной до 500—1000 мкм.
Электрокинетический потенциал в процессе электрообработки
связан с напряженностью поля. При увеличении напряженности
^-потенциал может уменьшаться, достигая изоэлектрической точки.
Влияние однородного и неоднородного электрических полей на
коагуляцию дисперсной системы изучали на сточных водах произ-
водства полистиролов марок ПСБ и ПСБ-С, содержащих частицы
полимеров размером 6-Ю-5 — 5-10~4 см, стабилизированных ПВС.
Опыты проводили в камере с алюминиевыми электродами, рас-
стояние между которыми составляло 20 и 40 мм [195]. Резуль-
таты опытов, представленные на рис. 5.9, показывают, что в од-
нородном электрическом поле высокая эффективность очистки
достигается при более низком, чем в случае неоднородного поля,
109
напряжении, приложенном к электродам. Уже при небольшой про-
должительности электрообработки (менее 5 мин) наблюдается
значительное снижение концентрации ПВС в воде вследствие про-
текания электрохимических реакций.
При воздействии на дисперсную систему электрического раз-
ряда малой мощности (пробойный режим) наблюдается коагуля-
ция, например, устойчивых суспензий кембрийской глины, кера-
мических материалов и азокрасителей.
К факторам, обусловливающим нарушение агрегативной устой-
чивости системы, следует отнести наличие электрического поля,
резкого перепада давлений и температур в зоне разряда, излуче-
ний и электрохимических реакций.
Предложено использовать для электрообработки сточных вод
разряд, обладающий при малой мощности большой длительностью
импульса, превышающей время релаксации ионной сферы дисперс-
ных частиц. Нахождение суспензий в зоне разряда в течение не-
скольких секунд приводит к смещению кривой распределения ча-
стиц по крупности в сторону больших- размеров частиц. Частицы
образуют устойчивые цепочечные агрегаты, время жизни которых
составляет десятки и даже сотни секунд.
Следует отметить, что в результате действия электрического
разряда малой мощности вода может быть практически полностью
очищена от бактерий.
Причинами разрушения эмульсий (например, нефтепродуктов
в воде) под действием электрического поля могут быть не только
эффекты поляризации двойного ионного слоя и материала ди-
сперсной фазы [196, с. 79], но и электрический пробой жидких уг-
леводородных пленок [197, с. 122].
С целью усиления воздействия электрического поля на диспер-
сные системы предложено [118, с. 51] осуществлять комплекс
электрических воздействий, включающих сочетание электрических
полей и разрядов.
Электрохимическая коагуляция
Процесс очистки сточных вод от коллоидных и мел-
кодисперсных примесей гетерокоагуляцией с использованием коа-
гулянтов— гидроксидов металлов (алюминия, железа)— можно
осуществлять, пропуская сточные воды через электролизер с ано-
дами из указанных металлов. Металл анодов под действием по-
стоянного тока ионизируется и переходит в очищаемую воду. Обра-
зующиеся в воде гидроксиды алюминия или железа коагулируют
дисперсную систему. Процессу коагуляции способствуют наличие
электрического поля, а также электрохимические реакции в меж-
электродном пространстве, приводящие к снижению устойчивости
дисперсной системы.
Анодное растворение металла целесообразно производить при
невысокой плотности тока (рис. 5.10) [86, с. 130]. С уменьшением
расстояния между электродами расход электроэнергии на анодное
НО
растворение металла снижается. При расстоянии между электро-
дами 10—20 мм и общем солесодержании воды 20 мг/л для анод-
ного растворения железа рекомендуется напряжение ЗВ, а для
алюминия — 4 В [86]. При этом теоретический расход электроэнер-
гии для растворения 1 г железа составляет 2,9 Вт-ч, а для раство-
рения 1 г алюминия— 12 Вт-ч.
Растворение в воде 1 г алюминия эквивалентно введению
в сточную воду 6,33 г Ala(SO4)3, растворение 1 г железа — введе-
нию 2,9 г FeClg и 3,58 г Fe2(SO4)3.
Плотность тока, А/мг
Рис. 5.10. Расход электроэнергии
при анодном растворении 1 кг
алюминия (кривая 1) и железа
(кривая 2) в зависимости от плот-
ности тока.
Рис. 5.11. Зависимость ХПК сточной
воды производства полистирола
марки ПСБ при продолжительности
электрообработки 9 мин в неоднород-
ном поле (кривые 1, 2) и однородном
поле (кривые 3, 4) от напряжения
на электродах.'
Расстояние между электродами, мм:
1, 3—20; 2, 4 — 40.
На процесс электрохимической коагуляции оказывают влияние
многие факторы: материал электродов, скорость движения воды
в межэлектроднОхМ пространстве, расстояние между электродами,
плотность тока, температура, состав примесей сточной воды и т. д.
На эффективность очистки наибольшее влияние оказывает ко-
личество пропущенного через воду электрического тока. При про-
пускании 40 Кл/л образуются мелкие, медленно оседающие хлопья
(анод-алюминиевая пластина), при 80 Кл/л происходит активное
хлопьеобразование и при 160 Кл/л — резкое улучшение процесса
коагуляции и осветления воды [198].
С целью снижения расхода электроэнергии обычно рекомен-
дуются [86]: плотность тока не более 10 А/м2, расстояние между
электродами не более 20 мм и скорость движения воды между
электродами не менее 0,5 м/с.
111
Положительные результаты получены при электрохимическом
коагулировании сточных вод, содержащих эмульгированные час-
тицы нефтепродуктов.
Опыты по очистке сточных вод от масел показали, что при
использовании алюминиевых электродов остаточное содержание
Рис. 5.12. Аппарат для очистки воды методом электрохимической коагу-
ляции.
масел в очищенной воде составляло 30 мг/л, при использовании
железных электродов — не менее 53 мг/л [199].
На Ново-Горьковском НПЗ для очистки эмульсионных стоков
применили трехфазный переменный ток и алюминиевые электроды.
Результаты опытов показали [200], что после дополнительного
отстаивания и фильтрации обработанных сточных вод эффектив-
ность очистки составляла не менее 97,4%. Расход электроэнергии
На очистку 1 м3 сточных вод был равен 0,5—0,7 кВт-ч.
В процессе электрохимической коагуляции наблюдается сни-
жение содержания органических примесей сточных вод вследствие
протекания окислительных и других реакций (см. гл. 7), причем
112
степень снижения зависит не только от численного значения на-
пряжения на электродах, но и вида электрического поля
(рис. 5.11). С увеличением времени электрообработки концентра-
ция примесей уменьшается.
Для ускорения процесса электрокоагуляции предложено [201]
через часть сточны'х вод пропускать переменный ток. Затем обра-
ботанная часть смешивается с остальными сточными водами
и подвергается действию постоянного электрического тока. Таким
образом, применение затравки позволяет значительно интенсифи-
цировать процесс электрообработки.
Метод электрохимического коагулирования может быть
успешно использован для обработки сточных вод, содержащих
хроматы, фосфат-ионы [202].
Метод электрохимического коагулирования имеет многие до-
стоинства: компактность установок, отсутствие необходимости
в реагентах, простота обслуживания и экономичность [203, с. 45].
Недостатком метода является повышенный расход металла,
а также электроэнергии вследствие образования окисной пленки
на поверхности электродов и их механического загрязнения при-
месями сточных вод. Кроме того, в процессе очистки происходит
нагревание воды, что также увеличивает расход электроэнергии.
Для очистки сточных вод могут быть использованы электро-
коагуляторы различных конструкций [86, с. 131; 118, с. 179]. Одна
из конструкций аппаратов [86] для очистки воды с вертикально
установленными электродами представлена на рис. 5.12. Сточная
вода протекает между листами алюминия или железа и отводится
с помощью сборных лотков, расположенных в верхней части
электролизера.
ФЛОКУЛЯЦИЯ и ЕЕ ПРИМЕНЕНИЕ В ПРОЦЕССАХ
ОЧИСТКИ СТОЧНЫХ вод
Для ускорения процесса хлопьеобразования, увели-
чения скорости осаждения хлопьев, повышения качества очищен-
ной воды, а в ряде случаев и для коагуляции коллоидных примесей
используют некоторые высокомолекулярные вещества, называемые
флокулянтами. Обычно флокулянты применяют в дополнение
к минеральным коагулянтам, так как онн способствуют расши-
рению оптимальных областей температур и pH коагулирования,
снижают расход коагулянтов, повышают плотность и прочность
образующихся агрегатов, стабилизируют работу очистных соору-
жений и повышают их производительность.
Термин «флокуляция» различные авторы трактуют по-разному.
В одном случае под флокуляцией понимают процесс хлопьеобра-
зования— взаимодействие высокомолекулярных веществ с части-
цами, находящимися в воде, с образованием агрегатов (хлопьев,
комплексов), имеющих трехмерную структуру [15 с. 9]. Это
определение, охватывая практически все случаи взаимодействия
высокомолекулярных веществ с частицами, не раскрывает меха-
низма процесса.
ИЗ
В другом случае под флокуляцией понимают процесс хлопье
образования с помощью высокомолекулярных веществ, которы;
в отличие от процесса коагуляции протекает без изменения элек
трических свойств частиц (двойного электрического слоя ионов
[204, 205].
Флокуляция получила практическое применение для отделена;
твердых частиц от жидкости в различных технологических про
цессах в 30-е годы. В настоящее время флокуляция широко ис
пользуется в технологии очистки природных и сточных вод.
Флокулянты обычно подразделяют на три группы [151]: 1) не
органические; 2) природные органические; 3) синтетические ор
ганические.
Флокулянты представляют собой растворимые в воде линейные
полимеры, состоящие из большого числа групп, с длиной цепочк;
до 1 мкм. Молекулярная масса флокулянтов может достигать не-
скольких миллионов, а степень полимеризации 500—5000 и более
Растворенные в воде флокулянты находятся или в неионизи-
рованном состоянии, или диссоциируют на ионы. В последнее
случае флокулянты называются растворимыми полиэлектроли
тами. В зависимости от состава полярных групп флокулянты под-
разделяют следующим образом:
1) неионогенные — полимеры, содержащие неионогенные груп-
пы, например, —ОН, СО (крахмал, оксиэтилцеллюлоза, поливи-
ниловый спирт, полиакрилонитрил и др.);
2) анионные — полимеры, содержащие анионные группы, такие,
как —СООН, —SO3H, —OSO3H (активная кремневая кислота,
полиакрилат натрия, альгинат натрия, лигносульфонаты и др.);
3) катионные—-полимеры, содержащие катионные группы, на-
пример, —NH2, =NH (полиэтиленимин, сополимеры винилпири-
дина, BA-2, BA-102, ВА-212 и др.);
4) амфотерные — полимеры, содержащие одновременно анион-
ные и катионные группы (гидролизованный полиакриламид, белки
и др.).
При диссоциации полиэлектролитов образуется сложный высо-
комолекулярный поливалентный ион и простой маловалентный
ион. Флокулянты анионного типа дают сложный полимерный ор-
ганический или неорганический анион, а флокулянты катионного
типа — сложный полимерный органический катион. Флокулянты
амфотерного типа в зависимости от pH среды диссоциируют по
кислотному и основному механизмам.
Под влиянием физических и химических воздействий (напри-
мер, нагревание, окисление) флокулянты обычно легко разру-
шаются, образуя макромолекулы меньших размеров. Линейную
макромолекулу можно рассматривать как растянутую зигзагооб-
разную цепочку. С повышением температуры линейные макромо-
лекулы могут свертываться и образовывать клубки.
Следует иметь в виду, что адсорбированные молекулы среды
(воды) располагаются в виде мономолекулярного слоя только около
114
элярных групп высокомолекулярного вещества, оставляя непо-
рытыми неполярные (гидрофобные) части цепи, которые во мно-
1х случаях составляют не менее половины массы полимера
36, с. 468].
Полиэлектролиты, как правило, характеризуются высокой
лотностью расположения ионогенных групп — обычно на одно
вено цепи приходится по одной ионогенной группе. Поэтому моле-
улы полиэлектролитов могут испытывать в растворах значитель-
ые электростатические взаимодействия, что приводит к деформа-
ии цепей гибких молекул. Такая деформация зависит от степени
онизации групп, которая, в свою очередь, связана с присутствием
системе электролитов и с pH раствора.
Эффективность флокуляции снижается по мере возрастания
вертывания макромолекул полиэлектролита в клубки [206, с. 122].
С увеличением степени диссоциации усиливается отталкивание
аряженных групп друг от друга и макромолекула увеличивается
; размере.
Физико-химические основы процесса флокуляции
Существуют различные мнения по вопросу механизма
'ействия флокулянтов. Однако большинство теорий флокуляции
юновано на принципе адсорбции макромолекул на поверхности
•вердых частиц [151, 205, 207, 208].
Теория флокуляции, основанная на адсорбции макромолекулы
элокулянта на нескольких частицах с образованием полимерных
Костиков, связывающих частицы между собой, разработана Ла
WepoM [204, 205]. В соответствии с этой теорией процесс адсорбции
щотекает в две ступени: сначала каждая макромолекула при-
цепляется несколькими сегментами к одной частице (первичная
щсорбция), затем свободные сегменты закрепляются на поверх-
1ости других частиц, связывая их полимерными мостиками (вто-
эичная адсорбция).
Возможны различные механизмы закрепления макромолекул
флокулянтов на поверхности частиц. Неионогенные полиэлектро-
титы закрепляются на частицах с помощью полярных групп (чаще
зсего гидроксильных) благодаря образованию водородных связей
между водородом гидроксила и кислородом, азотом и другими
атомами, находящимися на поверхности частиц [209, с. 169; 210,
211]. Наличие водородных связей установлено экспериментально
з помощью инфракрасной спектроскопии [210, 211]. Хотя энергия
водородной связи значительно меньше энергии химической связи,
большое количество гидроксильных групп способствует прочному
закреплению молекул флокулянта.
Анионные флокулянты способны закрепляться на поверхности
частиц не только с помощью водородных связей, но и благодаря
химическому взаимодействию (хемосорбции) анионов с катионами,
находящимися на поверхности частиц [208; 209, с. 126].
Катионные полиэлектролиты, помимо образования агрегатов
по механизмам, аналогичным вышеизложенным, способствуют
115
флокуляции благодаря нейтрализации отрицательного заряд
частиц.
Согласно теории флокуляции, основанной на электростатиче
ском взаимодействии молекул флокулянта и частиц [212, с. 193
основное значение имеет знак и величина заряда макроионо:
и частиц. Вследствие большего электрического заряда макро
Рис. 5.13. Флокуляция суспензии илли-
товой глины флокулянтом ВА-2:
/, 2, 3—мутность после добавления флоку-
лянта, отстаивания в течение 60 мин, филь-
трования, соответственно.
ионов полимер способен адсорби
роваться на поверхности частиц
вытесняя ионы простых электро
литов.
Проведенные исследования по
казали, что адсорбция макромо
лекул полимеров сопровождаете
изменением электрокинетическо
го потенциала частиц [151, с. 80]
При флокуляции глинистых час
тиц увеличивающимися дозамг
полимерных четвертичных аммо
ниевых оснований (ВА-2, ВА-3)
происходило постепенное сниже-
ние ^-потенциала частиц до нуля
с последующей их перезарядкой
и постепенным увеличением £-по-
тенциала (рис. 5.13) [151]. Нуле-
вые значения ^-потенциала соот-
ветствовали оптимальным дозам
реагента. Однако в других слу-
чаях (например, для золя гидро-
ксида железа) при добавлении
флокулянта величина ^-потенциа-
ла несколько снижалась, но ос-
тавалась положительной при всех
дозах полимера [151, с. 81], т. е.
нейтрализация заряда частиц не
происходила.
Многочисленные опыты пока-
зывают, что введение в воду, со-
держащую отрицательно заряженные частицы коллоидных приме-
сей, анионных полиэлектролитов (например, полиакриламида) не
приводит к хлопьеобразованию независимо от дозы флокулянта
п условий флокуляции (pH, температуры и т. д.). Для успешной
флокуляции необходимо предварительное снижение агрегативной
устойчивости дисперсной системы путем коагуляции электроли-
тами, гетерокоагуляции и т. п. Например, флокуляция полиакрил-
амидом может происходить лишь после снижения ^-потенциала
ниже 30—40 мВ [212, с. 194].
Катионные флокулянты способны снижать агрегативную устой-
чивость дисперсных систем и в ряде случаев могут обеспечить их
коагуляцию без введения коагулянтов.
116
В некоторых работах [213] полиэлектролиты рассматриваются
как растворимые в воде ионообменники, а процесс флокуляции —
как ионообменный процесс.
Влияние различных факторов на процессы
флокуляции
На скорость и эффективность процесса флокуляции
существенное влияние оказывают многие факторы: концентрация
частиц и свойства их поверхности, растворенные в воде примеси,
перемешивание, последовательность введения коагулянтов и фло-
кулянтов и др.
Частицы твердой фазы. Расход флокулянта зависит от суммар-
ной удельной поверхности частиц дисперсной фазы. При неизмен-
ном размере частиц сохраняется пропорциональная зависимость
между оптимальной дозой флокулянта, и концентрацией твердых
частиц [151, с. 77]. Опыты с глинистыми и’латексными частицами
разной степени дисперсности показали, что оптимальная доза
флокулянта обратно пропорциональна квадрату радиуса частиц
[151]. Значительное возрастание степени дисперсности обусловли-
вает увеличение стерических затруднений, снижающих эффектив-
ность флокуляции.
Растворенные в воде примеси. Имеющиеся данные [85, с. 52—53[
показывают, что в присутствии гидроксидов кальция и магния
процесс флокуляции полиакриламидом активизируется. Хлорид
калия и кальция, а также карбонат калия практически не влияют
на процесс флокуляции. Большое содержание (более 1—4 г/л) та-
ких солей, как Na2CO3, K2SO4, Na2HPO4. Fe(NH4) (SO4)s- 12H2O,
Na2SC>3, NaOH, Са(ЬЮз)г, резко ухудшает процесс флокуляции
полиакриламидом.
По-видимому, органические вещества, адсорбируясь на части-
цах дисперсной фазы, влияют на сорбцию макромолекул флоку-
лянта. Например, установлено [85], что этиловый спирт и керосин
оказывают отрицательное влияние на процессы хлопьеобразо-
вания.
В настоящее время не имеется данных, позволяющих прогно-
зировать влияние различных органических примесей сточных вод
на процессы флокуляции.
Перемешивание. Эффективность процесса флокуляции, размер
и плотность образующихся хлопьев в большой степени зависят от
интенсивности и продолжительности перемешивания. Интенсивное-
перемешивание сокращает время достижения адсорбционного рав-
новесия, но при этом уменьшается количество адсорбированного
флокулянта, а также разрушается часть образующихся при фло-
куляции агрегатов. Размер устойчивых хлопьев, определенный Ла
Мером [214] из условия, что скорости их образования и разруше-
ния равны, определяется уравнением
/? = дя2е2(1 - о,)2
Ш
где К — коэффициент; п — число частиц в единице объема жидко-
сти; 0ч — часть поверхности частиц, занятой адсорбированными
молекулами флокулянта; (1 — 0Ч)—свободная поверхность.
Из уравнения следует, что размер устойчивых хлопьев зависит
от доли поверхности частиц 0Ч, занятой макромолекулами флоку-
лянта. С увеличением 0Ч размер устойчивых хлопьев возрастает
и при некоторых оптимальных дозах флокулянта достигает макси-
мального значения.
Изменение структуры хлопьев при перемешивании происходит
вследствие [151, с. 75]: а) более равномерного распределения мак-
ромолекул флокулянта, прикрепления большего числа подвижных
Рис. 5.14. Влияние градиента скоро-
сти на осаждение взвешенных ве-
ществ в воде:
] — вода, коагулированная А1(ОН)з;
2—тоже с добавлением полиакриламида.
сегментов к большему числу час-
тиц; б) адсорбции свободных сег-
ментов на тех же частицах и со-
кращения длины полимерных мо-
стиков; в) разрушения агрегатов
с укороченными мостиками с по-
следующей адсорбцией макромо-
лекул на освободившейся поверх-
ности частиц.
Очевидно, что в начальный
момент перемешивания большее
значение имеет первый процесс, в
результате которого образуются
относительно крупные хлопья.
При последующем перемешива-
нии доминируют второй и третий
процессы [151, с. 76]. Это подтвер-
дили экспериментальные исследования [151,с. 102], показавшие, что
с увеличением среднего градиента скорости G происходит сна-
чала увеличение, затем уменьшение размера хлопьев (рис. 5.14).
Показано также, что прибавление небольшого количества фло-
кулянтов резко увеличивает прочность хлопьев [151, с. 91], кото-
рая оценивалась по величине градиента скорости, необходимого
для полного разрушения хлопьев.
Количество и молекулярная масса флокулянта. При оптималь-
ном количестве добавленного флокулянта образуются не связан-
ные между собой агрегаты, способные к быстрому осаждению.
При очень малых или больших количествах полимера может на-
блюдаться не флокуляция, а, наоборот, стабилизация дисперсной
системы. При избыточном количестве флокулянта в воде может
также образоваться густая сетка ассоциированных молекул поли-
мера, препятствующая сближению и агрегации частиц суспензии.
На процесс флокуляции оказывает влияние размер макромо-
лекул флокулянта (молекулярная масса). С увеличением размера
макромолекул возрастает количество сегментов, способных к ад-
сорбции на частицах. Это приводит к образованию более крупных
агрегатов. Однако значительный рост молекулярной массы флоку-
лянтов увеличивает стерические затруднения.
118
Наиболее эффективная флокуляция должна наблюдаться при
определенном соотношении между размерами частиц и макромо-
лекул полимера [151, с. 78]. Для обычно применяемых диапазонов
молекулярных масс полимеров (до нескольких миллионов) увели-
чение размеров макромолекул приводит к снижению оптимальной
дозы полимера (рис. 5.15) [151]. При значительном различии в раз-
мерах частиц и макромолекул флокуляция затрудняется.
Влияние других факторов. Обычно флокулянты (например, по-
лиакриламид) действуют в широком интервале pH воды [85, с. 52].
В средах с различным значением pH образуются неодинаковые
по размерам и плотности флокулы. Так, при флокуляции угольных
шламов анионным полиэлектролитом — по-
лиакриламидом, наиболее плотные флоку-
лы образуются при pH = 5 4- 7. Скорость
осаждения флокул при этом значении pH
оказалась наибольшей, а объем осадка —
наименьшим.
Оптимальный диапазон pH для разных
флокулянтов различен. Например, гидроли-
зованный полиакриламид следует использо-
вать в кислой или щелочной средах, нат-
риевые соли полиакриловой и полиметакри-
ловой кислот — в области pH = 3 4-7
и т. д.
Температура, очевидно, должна оказы-
вать влияние на процесс флокуляции, хотя
в тех диапазонах температур, в которых
осуществляется коагуляционная и флокуля-
IgM
Рис. 5.15. Зависимость
оптимальной дозы поли-
этиленимина (Д) от мо-
лекулярной массы (М):
1 — для мутной воды; 2—для
цветной воды.
ционная очистка природных и сточных вод, заметного влияния ее
на процесс флокуляции не обнаружено. Тем не менее при низких
температурах воды (0—10 °C) рекомендуется применять флоку-
лянты, резко ускоряющие образование хлопьев, при этом, напри-
мер, дозу активной кремневой кислоты при температуре менее
3—7 °C следует повысить в 1,5 раза [215, с. 30].
На эффективность очистки воды может оказывать влияние по-
следовательность введения коагулянта и флокулянта. Обычно
предварительная коагуляция дисперсной системы с последующей
флокуляцией обеспечивает более высокую степень очистки [151,
с. 87]. Предварительное введение в сточную воду флокулянта мо-
жет привести к снижению скорости кристаллизации коагулянта,
а также уменьшению размеров образующихся кристаллов. В ре-
зультате снизится эффективность очистки, а также увеличится
объем и влажность образующихся осадков. Вводить флокулянт
в сточную воду целесообразно после завершения коагуляции кол-
лоидных примесей (обычно через 0,5—5 мин после введения коа-
гулянта) .
Следует отметить, что в некоторых случаях последовательность
введения коагулянта и флокулянта не оказывает существенного
влияния на очистку сточных вод.
119
Флокулянты, применяемые для очистки
В настоящее время для очистки сточных вод приме-
няется значительное число различных флокулянтов как неионбген-
ных, так и пол'иэлектролитов. Много новых марок испытано
и внедряется в промышленность.
При подборе наиболее приемлемого флокулянта следует учи-
тывать природу частиц дисперсной фазы и свойства макромолекул
флокулянта. Рассмотрим основные виды флокулянтов, применяе-
мых для очистки сточных вод.
Неорганические флокулянты. Основным неорганическим высоко-
молекулярным флокулянтом является активная кремневая кис-
лота (АК). АК представляет собой частично структурированный
коллоидный раствор (золь) диоксида кремния и отвечает общей
формуле xSiO2-z/H2O.
АК не является промышленным продуктом, ее приготовляют
на месте применения. Сырьем служит силикат натрия (жидкое
стекло) и активирующий агент — минеральные кислоты, хлор, ди-
оксид углерода или серы, сульфат или оксихлорид алюминия, алю-
минат натрия и др. [216, с. 10]. 1
. Используют жидкие стекла марок: содовое; сульфатное и содо-
во-сульфатное, изготовляемые по ГОСТ 13078—67. Наиболее при-
годным является содовое стекло с модулем 2,6—3,0, содержащее
-32—34,5% SiO2 и 11—13,5% Na2O. Стоимость 1т жидкого стекла
составляет 22 руб.
Для приготовления АК быстро смешивают 1—2% раствор си-
ликата натрия, имеющего щелочную реакцию (pH =114-12),
с раствором активирующего агента, например серной кислоты:
Na2SiO3 + H2SO4 —> H2SiO3 + Na2SOt
В результате гидролиза метакремневой кислоты H2SiC>3 обра-
зуется ортокремневая кислота Si(OH)4, полимеризующаяся до
образования коллоидных частиц кремневой кислоты с последую-
щей агрегацией этих частиц и образованием затем непрерывной
структуры (геля). Механизм полимеризации заключается в кон-
денсации кремневой кислоты с образованием силоксановых свя-
зей и частичной дегидратацией [216, с. 12]:
ОН ОН -
I I
2Si(OH)4 —► НО— Si—О— Si—ОН + Н2О и т. д.
I I
ОН он
При смешивании растворов силиката натрия с такими солями,
как А12(5О4)з, AICI3, Fe2(SO4)3, FeSO4, образуются малораство-
римые силикаты алюминия или железа. Кроме того, происходит
нейтрализация щелочности силиката натрия кислотами, образую-
щимися при гидролизе указанных солей.
Флокулирующая способность золей АК зависит преимуще-
ственно от образования в процессе их созревания агрегатов кол-
420
лоидных размеров, представляющих собой цепеобразные, развет-
вленные структуры, способные взаимодействовать с коллоидными
частицами и грубодисперсными взвесями гидроксидов алюминия,,
железа, магния и других металлов с образованием крупных, проч-
ных и тяжелых хлопьев [216, с. 21].
АК является анионным полиэлектролитом и отрицательный
заряд макроиона АК облегчает адсорбционное и адгезионное взаи-
модействие АК с положительно заряженными частицами.
Продолжительность созревания золей АК в зависимости от
вида применяемого активирующего агента составляет 20—120 мин
[151, с. 22]. При pH = 6 4-8 время созревания АК минимально.
Приготовленную АК необходимо использовать в течение не-
скольких часов (до образования геля). Для продления срока год-
ности рекомендуется АК разбавлять водой до концентрации 0,5%
по SiO2 [86, с. 125].
Скорость активации возрастает при интенсивном перемешива-
нии раствора, а также при повышении общего солесодержания
и концентрации двухвалентных катионов: Fe2+, Са2+, Mg2+.
Природные органические флокулянты. К природным высокомо-
лекулярным органическим флокулянтам относятся: крахмал, дек-
стрин, эфиры целлюлозы, альгинат натрия и гуаровые смолы.
Растворимый в воде крахмал является смесью линей-
ного полимера — амилозы и разветвленного полимера — амилопек-
тина и относится к неионогенным флокулянтам. Флокулирующая
способность крахмала зависит от его молекулярной массы и со-
держания амилозы и амилопектина, которые определяются видом
растения (например, картофель, кукуруза), из которого получен
крахмал.
Декстрины получают кислотной обработкой крахмала при
различных температурах, концентрациях кислоты и т. д. Получае-
мые анионные полиэлектролиты обладают значительной флокули-
рующей способностью.
За рубежом (в США, ФРГ и других странах) выпускают фло-
кулянты на основе крахмала: Виспрофлок 20, Виспрофлок 75,
Флокгель, Азии и др.
Альгинат натрия — полиэлектролит анионного типа, полу-
чаемый из морских водорослей [151, с. 27]. Молекулярная масса
15—170 тыс. Применяют в Японии, Англии, США под названием:
Велгум, Келкзоль, Келджин W. В СССР альгинат натрия выпус-
кается для пищевой промышленности.
К а р б о кс и м е т и л ц е л л ю л о з а (КМЦ)
C2H5O2(OH)2-n(OCH2COONa)„CH2OCH2COONa — полиэлек-
тролит анионного типа, получаемый путем обработки щелочной
целлюлозы хлоруксусной кислотой. В воде растворяется КАЩ со
степенью этерификации более 40%. Молекулярная масса 40—
ПО тыс. За рубежом КМЦ выпускается под названиями: Флоку-
лес, СМС.
Гуаровые смолы получают из семян бобового растения
Gyampsic psoraliades. Флокулянты на основе гуаровых смол —
121
неионогенные полимеры. Выпускаются за рубежом под назва-
ниями: Джагуар WP, MRL, Суперзоль.
Синтетические органические флокулянты. В настоящее время
выпускается большое число неионогенных, анионных и катионных
синтетических органических высокомолекулярных флокулянтов
[151, с. 30], которые постепенно вытесняют природные флокулянты.
/—СН2—СН— \
Полиакриламид (ПАА)! I I получил наибо-
V CONH/„
лее широкое распространение в СССР и за рубежом. ПАА полу-
чают обработкой акрилонитрила 85% раствором серной кислоты
с последующей полимеризацией акриламида. Выпускаемый ПАА
имеет молекулярную массу (1—6)-10®, хорошо растворяется в воде.
Концентрированные растворы ПАА представляют собой гелеобраз-
ную массу; разбавленные водные растворы имеют значительную
вязкость. ПАА в присутствии кислот и щелочей частично гидроли-
зуется с образованием акриловой кислоты и ее солей. Практически
полное омыление может быть достигнуто при нагревании ПАА до
100°С в Юн. растворе NaOH.
В СССР для очистки воды используют сополимеры акриламида
и акрилатов [151, с. 40]: технический полиакриламид (часто назы-
ваемый просто ПАА) — сополимер с содержанием акрилатов менее
10% и гидролизованный полиакриламид (ГПАА) — сополимер, со-
держащий более 10% акрилатов.
Технический полиакриламид. Для очистки сточных вод в СССР
применяют два сорта ПАА — известковый и аммиачный. Оба вида
технического ПАА получают по единой схеме, различие заклю-
чается в процессе нейтрализации избыточного количества серной
кислоты. В случае нейтрализации известью образуется известко-
вый ПАА, представляющий собой сополимер акриламида и акри-
лата кальция:
(—СН2—CH—CONH2) и (—СН2—СН—СООСаООС—СИ—СН2—)
Известковый ПАА содержит обычно 8—9% полимера и не более
5% кальция и представляет собой густую желеобразную массу.
0,5% водный раствор известкового ПАА имеет рН = 7-е8,5
[151, с. 45].
При нейтрализации серной кислоты аммиаком и последующей
полимеризации акриламида без отделения сульфата аммония по-
лучают аммиачный ПАА. Содержание полимера в аммиачном
ПАА составляет 4—6%, сульфата аммония — не более 13%.
0,5% водный раствор аммиачного ПАА имеет pH = 6,5 4- 8.
Молекулярная масса технического ПАА колеблется от 3,4-10®
до 4,5-10®, характеристическая вязкость — от 3,9 до 5,5 Па-с [151,
с. 44]. Благодаря наличию карбоксильных групп в молекуле, ПАА
является анионным полиэлектролитом, диссоциирующим в водных
растворах. Начальная константа диссоциации равна 4,47-10-5
[151]. ПАА вызывает коррозию черных и цветных металлов. Вод-
122
ные сильно разбавленные растворы практически не действуют на
металлы. Флокулирующие свойства ПАА оценивают по скорости
оседания суспензий охры золотистой, гидроксидов илн скорости
фильтрования суспензий [151, с. 53].
Технический ПАА должен содержать не более 0,2% акрил-
амида. Токсичность ПАА очень невелика. При температуре ниже
0 °C ПАА затвердевает, расслаиваясь при этом на два слоя. Рас-
творение ПАА в воде производится при 60—80 °C и перемешива-
нии пропеллерными или лопастными мешалками в течение 30—
60 мин. Полученный 1—1,5% раствор ПАА разбавляют водой до
рабочей концентрации, равной 0,1—0,2%.
ПАА поставляют в деревянных бочках или ящиках, а также
в полиэтиленовых мешках. Стоимость 1 т известкового ПАА со-
ставляет около 3000 руб. в пересчете на 100%-ный продукт
(ТУ 7-04-01—66).
Следует отметить, что в ряде случаев применение аммиачного ПАА
отрицательно сказывалось на эффективности процесса флокуляции.
Гидролизованный полиакриламид ГПАА получают омылением
технического ПАА щелочью при 50—80 °C. Соотношение ПАА
и щелочи в растворе поддерживают равным 2,5—3: 1 [85, с. 49]. Со-
держание карбоксильных групп в ГПАА составляет 20—40%.
Являясь амфотерным полиэлектролитом, ГПАА может диссо-
циировать в зависимости от pH среды по основному и кислотному
механизмам.
в кислой среде
в щелочной среде
г —сн2—CH Г СН2—СН—
СО
СО
+ Na+
nh2
ONa
При значениях pH, соответствующих изоэлектрическому со-
стоянию, макромолекулы ГПАА, оставаясь в целом электроней-
тральными, сворачиваются в клубок. В кислой и щелочной среде
макромолекулы вытягиваются в цепочку [136, с. 515].
Применение ГПАА в некоторых случаях дает положительные
результаты: увеличивается скорость осаждения частиц, умень-
шается объем н влажность образующегося осадка, снижается рас-
ход коагулянта [85, с. 50].
Другие полиакриламидные флокулянты. Омылением полиак-
рилонитрила получают флокулянты типа «К» [210]. В качестве доба-
вок к буровым растворам применяют некоторые другие гидролизо-
ванные полиакрилнитрилы — ГИПАН, РС-2. Однако в технологии
очистки воды эти флокулянты применения не получили [151, с. 47].
Полиакриламидный флокулянт ПАМформ получают обработ-
кой ПАА формальдегидом [151]. Флокулянт эффективен в щелоч-
ной среде.
123
За рубежом. (США, Великобритания, ФРГ) выпускается боль-
шое число полиакриламидных флокулянтов: Сепараны NP-10pwg
и АП-30; Суперфлоки 16, 20 и 84; Пурифлоки А-22 и N-17; Магни-
флоки 990, 985, 971 и 860; Магнафлоки L-22, L-24, L-25; Седипуры,
Седозаны и т. д.
Полиакриламидные флокулянты, особенно ПАА, получили ши-
рокое применение для очистки сточных вод химических и нефте-
химических производств. ПАА успешно используется в процессах
очистки сточных вод от эмульгированных частиц нефтепродуктов
и смол, сточных вод производств полистирольных пластмасс [134],
поливинилхлорида [217], сульфатной целлюлозы [218] и др.
Полиэтиленимин. Полиэтиленимин — эффективный ка-
тионный флокулянт, хорошо растворимый в воде [219, с. 40]; моле-
кулярная масса достигает 100 тыс. Макромолекулы полиэтилен-
имина содержат группы:
—СН2—СН2—NH— — СН2—СН2—N—
I
сн2—сн2—nh2
За рубежом флокулянты на основе 'полиэтиленимина выпус-
кают под названием: Седипур-КА, Сепаран С-120 и др.
П о л ио кс ы. Полиоксы —СН2—СН2—О— получают полиме-
ризацией окиси этилена. Молекулярная масса — более 140s.
Натриевые соли полиакриловой и полиметакри-
ловой кислот. Натриевые соли полиакриловой и полиметакри-
ловой кислот
[COONal Г СН3 COONaT
—сн2—Jh— Jn L—CH— CH— Jn
являются анионными полиэлектролитами, эффективными в обла-
сти pH = 3 4- 7 [151, с. 33]. Молекулярная масса этих флокулянтов
может достигать нескольких миллионов.
В СССР выпускают натриевую соль метакриловой кислоты под
названием «Комета». Этот флокулянт представляет собой -гель, со-
держащий 3—35% полимера [151].
Четвертичные аммониевые соли на основе по-
листирола и поливинилтолуола. Поли-4-винил-Ы-бензил-
f
триметиламмонийхлорид [—СН2—СН—C6H4CH2N (СН3)3С1] или
ВА-2— катионный флокулянт с молекулярной массой 5-104—105.
Представляет собой порошкообразный продукт или 7—10% рас-
твор. В водном растворе практически полностью диссоциирован
на ионы [151, с. 34].
• Флокулянт ВА-2 адсорбируется на отрицательно заряженных
коллоидных частицах, связывая их в крупные агрегаты.
Кроме флокулянта ВА-2, синтезированы и другие катионные
флокулянты: ВА-102 и ВА-212, соли четвертичных пиридиновых
оснований на основе полиметилвинилпиридина и др. [151, с. 35,36].
124
ерспективными флокулянтами являются полимеры на основе по-
иэтиленоксида и полиэтиленамина [220, 221].
Относительная флокулирующая способность. В заключение при-
мем данные, характеризующие относительную флокулирующую
юсобность некоторых веществ,
вольных шламов [85, с. 57]:
□лиокс..................... 2,60
гпаран АР-30............... 2,56
адролизованный полиакрил-
амид ....................... 2,52
элифлок 100 X.............. 1,64
гпараи 2610................ 1,0
олиакриламид............... 1,0
примененные; для флокуляции
Седозан................... 0,92
Полифлок 4Д............... 0,80
Седипур.................. 0,52
Гипан.................... 0Д0
Карбоксиметилцеллюлоза . . 0,06
Мучные отходы............ 0,014
Крахмал технический .... 0,005
В случае' применения приведенных выше флокулянтов для
чистки сточных вод эффективность их действия, очевидно, может
ыть совершенно другоц в связи с другим характером и свой-
гвами флокулируемых частиц и растворенных в воде примесей.
ОСНОВНЫЕ ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ
И АППАРАТУРА
ДЛЯ ОБРАБОТКИ ВОДЫ КОАГУЛЯЦИЕЙ
И ФЛОКУЛЯЦИЕЙ
Очистка сточных вод коагуляцией и флокуляцией
<лючает следующие процессы: приготовление водных растворов
эагулянта и флокулянта, их дозирование, смешение растворов со
сочной водой, хлопьеобразование и выделение хлопьев из воды.
Один из вариантов принципиальной технологической схемы
чистки сточных вод коагуляцией и флокуляцией представлен на
ис.5.16. Коагулянт (например,сульфат алюминия),доставляемый
а склад автомашинами 1, разгружают на колосниковые решетки
аков 2 для сухого и мокрого хранения коагулянта. По мере необхо-
имости баки заполняют водой и производят растворение коагу-
янта. Для интенсификации процесса растворения в баки подают
жатый воздух через систему перфорированных труб. После полу-
ения требуемой концентрации раствор насосом 4 перекачивается
один из растворных баков 3. Дозирование раствора коагулянта
сточную воду производится дозировочным насосом 11.
Флокулянт (например, полиакриламид) со склада 7 подается
а загрузку в реактор 8, оборудованный системой обогрева и ме-
1алками. Приготовленный раствор флокулянта сливается в рас-
одный бак 9, из которого дозировочным насосом 10 подается
сточную воду. Сточная вода и растворы коагулята и флоку-
янта поступают в смеситель 12, затем в камеру хлопьеобразова-
ия 13, а оттуда на сооружения механической очистки (отстой-
ики, фильтры и т. д. — на рис. 5.16 не показаны) для отделения
лопьев от воды.
Существующие схемы очистки сточных вод с применением коа-
улянтов и флокулянтов различаются способами дозирования коа-
/лянтов (сухое или мокрое), а следовательно, и аппаратурой
ля приготовления и дозирования коагулянтов. Флокулянты
125
- 1
дозируются в виде водных растворов. Аппаратура для приготовл
ния и дозирования коагулянтов, флокулянтов и других реагент
подробно описана в литературе [86, с. 56, 73; 222, с. 150].
На эффективность и экономичность коагуляционной очист.
сточных вод оказывают влияние не только точное дозирован
Рис. 5.16. Принципиальная технологическая схема очистки сточных вод
коагуляцией и флокуляцией:
1— автомашина; 2—баки для сухого и мокрого хранения коагулянта; 3—расходные
баки для раствора коагулянта; 4—насос для перекачки раствора коагулянта в рас-
ходные баки; 5—воздуходувка; 6—насос для откачки шлама; 7—склад флокулянта;
8— реактор с мешалками для приготовления раствора флокулянта; 9—расходный бак
для флокулянта; 10—дозировочный насос для раствора флокулянта; 11— дозировоч-
ный насос для раствора коагулянта; 12—смеситель; 13—камера хлопьеобразования.
реагентов, но и быстрое и равномерное распределение этих р
агентов в воде, достигаемое в смесителях. Продолжительное'
пребывания воды в смесителях составляет обычно не боле
1—2 мин. Применяют смесители двух типов [86, с. 91]:
1. Гидравлические, в которых смешение реагентов с водой д<
стигается за счет энергии потока воды;
2. Механические, в которых смешение осуществляется с п>
мощью мешалок, а также в центробежных насосах.
В зарубежной практике широкое применение получили смео
тели с механическим перемешиванием воды, обеспечивающие ш
тенсивное смешение за короткий отрезок времени. Расход электр<
энергии обычно составляет 1-^-1,5 кВт-ч на 1000 м3 воды.
126
хлопьеобразования вода протекает
Применяют камеры с горизонталь-
Рис. 5.17 Перегородчатая камера хлопье-
образования с горизонтальным движе-
нием воды:
1—отводной канал; 2—отвод осадка; 3—ши-
беры; 4—шиберы для отключения части
камеры; 5—шиберы для выпуска осадка.
Создание оптимальных условий процесса гетерокоагуляции
:уществляется в камерах хлопьеобразования. В практике очистки
риродных и сточных вод применяют следующие типы камер
топьеобразования: 1) перегородчатые; 2) водоворотные; 3) с ме-
аническим перемешиванием.
В перегородчатых камерах
э ряду коридоров (рис. 5.17).
мм или вертикальным движе-
ием воды. Скорость движе-
ия воды обычно принимают
2—0,3 м/с. Общая продолжи-
зльность пребывания воды в
ерегородчатых камерах —
3—30 мин [86, с. 97].
Для предотвращения раз-
ушения образовавшихся в
амере хлопьеобразования аг-
егатов скорость движения во-
ы в трубопроводах, каналах
ли лотках не должна превы-
шать 0,1 м/с. В связи с этим
злее целесообразными пред-
гавляются конструкции камер
лопьеобразования, встроен-
ых непосредственно в отстой-
ики.
Водоворотные (вихревые)
амеры хлопьеобразования
редставляют собой расширяю-
щеся кверху резервуары, в
оторые снизу поступает сточ-
ая вода (рис. 5.18). По мере
вижения воды снизу вверх
корость ее снижается, что обе-
печивает хорошее формирова-
ие хлопьев. Скорость восхо-
.ящего потока принимается от 4
ости и плотности образующихся хлопьев. Время пребывания воды
камере — 6—10 мин.
Изучение гидродинамики потоков воды в вихревых камерах
лопьеобразования показало, что в центральной части камеры
корость поднимающихся потоков увеличивается в несколько раз,
фактическое время пребывания воды в 2—3 раза ниже рас-
етного. Для устранения «мертвой» зоны в центральной части
амеры было предложено, установить приспособление цилиндриче-
кой формы. В результате этого хлопья укрупнялись и поднима-
1ись вверх, винтообразно вращаясь между стенками камеры и ци-
шндром. Коэффициент использования объема камеры хлопьеоб-
•азования увеличился.
до 8 мм/с в зависимости от круп-
127
Одним из вариантов вихревой камеры хлопьеобразования ян
ляется «встроенный» в отстойник осветлитель со взвешенньи
слоем осадка. Взвешенный осадок оказывает интенсифицирующе
Рис. 5.18. Вихревые камеры хлопьеобразования.
действие на процессы хлопьеобразования. Наличие значительной
количества твердой фазы способствует процессу коагуляции, обе
спечивает получение более крупных и тяжелых хлопьев, имеющи?
Коагулянт
I
Рис. 5.19. Схема отстойника с механической камерой хлопьеобра-
зоваиия:
1—камера смешения; 2—камера хлопьеобразования; 3—горизонтальная лопа-
стная мешалка; 4—камера осадка; 5—отстойная камера.
большую скорость осаждения. Максимальное время пребывания
очищаемой воды в слое взвешенного осадка— 10 мин.
В зарубежной практике распространение получили камеры
хлопьеобразования с механическим перемешиванием (рис. 5.19).
Для перемешивания обычно применяют горизонтальные или вер-
тикальные лопастные мешалки. Продолжительность пребывания
воды в этих камерах составляет 20—30 мин, скорость движения
128
юды 0,15—0,2 м/с. Окружная скорость мешалок (в точках, лежа-
чих в середине лопастей) для камер с горизонтальной осью впа-
дения мешалок принимается равной 0,2—0,5 м/с, с вертикальной
эсью — в 1,5—2 раза больше
Сложность процесса хлопьеобразования обусловливает отсут-
ствие в настоящее время научно обоснованных методов расчета
камер.
Работа камер хлопьеобразования с механическим перемешива-
нием рассмотрена Кэмпом [223—225]. Изучая процесс хлопьеоб-
разования, .Кэмп исходил из гипотезы, что число столкновений
частиц в единицу времени увеличивается с возрастанием работы,
совершаемой над системой, и уменьшается по мере повышения
вязкости воды. Количество энергии, приложенной к системе (еди-
ница объема воды в единицу времени), можно найти по уравнению
где т) — вязкость воды; G = du/dx — градиент абсолютной ско-
рости.
Средний градиент скорости для перемешиваемого объема воды
V при времени перемешивания t определяется по уравнению:
G = -\fW/r\Vt [с-1]. Увеличение G позволяет уменьшить время
хлопьеобразования. Однако рост градиента скорости приводит
к увеличению напряжения сдвига т = т] (dujdx) и разрушению об-
разовавшихся хлопьев. В то же время процесс формирования
хлопьев ограничен временем Т, необходимым ддя пребывания
воды в камере. Поэтому Кэмп ввел безразмерный комплекс GTt
характеризующий работу, затрачиваемую на перемешивание воды
в камере хлопьеобразования.
На основании большого экспериментального и практического
материала Кэмп установил, что в случае камер с лопастными
мешалками величина G находится в пределах 25—65 с-1, a GT —
в пределах 40 000—210 000 (при t= 10°C).
Для расчета камеры хлопьеобразования с механическим пе-
ремешиванием необходимо определить размеры камеры, лопастей
мешалок и скорости их вращения. Затем рассчитывают величины
G и GT, которые должны соответствовать рекомендуемым значе-
ниям [86, с. 10].
Применение метода Кэмпа для расчета вихревой камеры по-
казало, что интенсивное хлопьеобразование наблюдается при
G = 73 -У- 135 с-1 и GT = 289000-т- 364 500. Эти значения намного
превышают установленные Кэмпом пределы для камер с механи-
ческим перемешиванием.
£ Зак. 394
Глава 6
ОЧИСТКА СТОЧНЫХ вод
ОТ РАСТВОРЕННЫХ НЕОРГАНИЧЕСКИХ
ПРИМЕСЕЙ
Сброс неорганических соединений в пресные водоемь
ухудшает качество воды (засолонение водоемов), а в ряде случаен
оказывает неблагоприятное воздействие на флору и фауну во-
доемов и может служить причиной тяжелых заболеваний. Попада-
ние в воду водоемов солей фосфора и азота приводит к бурному
развитию водорослей, особенно сине-зеленых (эвтрофикация во-
доемов).
Предельно допустимые концентрации в воде рыбохозяйствен-
ных водоемов, например, для меди, цинка, никеля составляют
0,01 мг/л, свинца и аммиака — 0,1 мг/л, ртути(П) — 0,005 мг/л,
мышьяка (III) и цианидов — 0,05 мг/л, сульфидов и хлора актив-
ного — отсутствие.
Сточные воды могут содержать нелетучие неорганические ве-
щества (кислоты, основания, соли) и летучие соединения (серо-
водород, аммиак и др.).
В зависимости от состава неорганических примесей и их кон-
центрации в сточных водах применяют различные методы очистки:
реагентные, термические, ионообменные, электрохимические и др.
РЕАГЕНТНЫЕ МЕТОДЫ ОЧИСТКИ
К реагентным методам очистки сточных вод следует
отнести: нейтрализацию кислот и щелочей, „перевод ионов в мало-
растворимые соединения, соосаждение минеральных примесей
с солями и т. д.
Нейтрализация
Кислые и щелочные воды перед выпуском в водоем
или подачей на биологические очистные сооружения должны быть
нейтрализованы. Кроме того, нейтрализация сточных вод необхо-
дима для предотвращения коррозии трубопроводов, канализацион-
ных сооружений.
Применяют следующие способы нейтрализации:
а) взаимная нейтрализация кислых и щелочных сточных вод
(если они имеются на данном предприятии);
б) нейтрализация реагентами;
в) фильтрование через Нейтрализующие материалы (извест-
няк— СаСОз, доломит — CaCOs-MgCOs, магнезит — MgCOs, обож-
женный магнезит — MgO).
Метод взаимной нейтрализации кислых и щелочных сточных
вод широко используют на предприятиях химической промышлен-
130
юсти. Вследствие различного режима образования и сброса этих
юд применяют регулирующие и усредняющие устройства, с по-
лощью которых сточные воды равномерно выпускаются в канали-
>ацию и обеспечивается максимальное использование кислых или
целочных агентов, содержащихся в сточных водах.
Способ нейтрализации путем фильтрования сточных вод через
1ейтрализующие материалы не получил широкого распростране-
ния в отечественной промышленности из-за возникающих эксплуа-
тационных трудностей, обусловленных слеживаемостью и цемен-
тированием загрузки, выносом частиц с нейтрализованной водой
и т. д.
При наличии на предприятии только кислых или только ще-
лочных сточных вод их нейтрализацию проводят реагентами
(табл. 6.1).
Таблица 6.1
Характеристика основных нейтрализующих агентов
Агент Содержание основного вещества, % (масс.), не менее Стоимость, руб/т
Натр едкий технический (сода каустическая),
ГОСТ 2263—71:
марка А, «Химический», сорт 1 96 140,00
» А, «Ртутиый» 42 . 61,70
» Б, «Диафрагменный жидкий» 92 120,00
» Б, «Диафрагменный улучшенный» 50 57,00
» В, «Диафрагменный» 42 42,00
» Г, «Химический» 43 53,75
» Д, «Химический» 42 42,00
Сода кальцинированная (синтетическая), ГОСТ 5100-64 Известь строительная: 99 40,00
воздушная негашеная, ГОСТ 91/9—70, 85-60 —
1—3 сорт гидратная, 1—3 сорт 67—50
комовая — 15,30*
* Стоимость дана для Московской области.
Кроме реагентов, приведенных в табл. 6.1, используют также
карбонат кальция (известняк, доломит), диоксид углерода, ам-
миак. В качестве нейтрализующих добавок могут быть использо-
ваны отходы производства: карбидный шлам Ацетиленовых стан-
ций, шлам от установок химводоочистки.
Стоимость едкого натра и карбоната натрия весьма велика, и
использование их, по-видимому, целесообразно лишь в случае од-
новременного получения ценных продуктов. Хорошая раствори-
мость натриевых солей в воде упрощает процесс нейтрализации,
но увеличивает количество минеральных примесей воды. Кроме
того, СОг, получающийся при использовании карбоната натрия,
к. 131
обусловливает ценообразование, коррозию оборудования, флота-
цию осадка и т. д.
Наибольшее применение для нейтрализации сточных вод полу-
чили гашеная и негашеная известь. Достоинствами извести являют-
ся невысокая стоимость и меньшая минерализация воды при ней-
.Wr
о
tn
« 6
§2
0 10 20 30 40 50
Температура °C
Рис. 6.1. Зависимость растворимости
CaSO4 (полугидрата и дигидрата) от
температуры:
1 — CaSO, • -у НЮ: 2—CaSO, 2Н2О.
трализации серной, сернистой,
фосфорной и угольной кислот.
Однако образование осадка при
нейтрализации обусловливает не-
обходимость строительства уст-
ройств для осветления нейтрали-
зованной воды.
Наиболее часто применяют
гашеную известь в виде извест-
кового молока, а при производи-
тельности нейтрализационных
установок более 5 т/сутки (по
извести) целесообразно примене-
ние сухого метода дозирования
извести.
В результате нейтрализации
сточных вод образуются соли, хо-
рошо растворимые в воде [NaCl, NaNO3, NaaSOj, СаС12, Ca(NO3)2,
MgSO4 и др.] или плохо растворимые и практически нераствори-
мые в воде [CaSO4, СаСО3, Са3(РО4)2, CaF2 и др.].
Растворимость сульфата кальция в зависимости от температуры
представлена на рис. 6.1. Существенным
трализации серной кислоты
известью является образова-
ние пересыщенного раствора
гипса (CaSO4), выделяюще-
гося из воды в течение не-
скольких суток. Это приво-
дит к забиванию трубопро-
водов и аппаратуры.
Для снятия пересыщения
раствора
внесения
вочных»
Обычно это осуществляют
путем рециркуляции обра-
зующегося в результате ней-
трализации осадка сульфата
кальция. Как видно из
рис. 6.2, концентрация ионов
чением дозы рециркулирующего гипса, причем продолжительность
перемешивания сточной воды не должна быть менее 20—30 мин.
При нейтрализации сернокислых сточных вод известковым мо-
локом доза извести (по СаО) берется на 5—10% выше стехиомет-
недостатком метода ней-
Продолжительность перемешивания, мин
Рис. 6.2. Скорость стабилизации сульфата
кальция в воде после нейтрализации 0,5%
раствора H2SO4 в зависимости от дозы ре-
циркулирующего гипса (pH = 10»2; (=24 °C).
Доза рециркулирующего гипса (мг/л): 1—0;
2— 12 00J; 3 — 25 000 и 4 — 50 000.
применяют метод
в раствор «затра-
кристаллов гипса.
кальция в воде уменьшается с увели-
132
рического количества. В случае нейтрализации воды сухим порош-
ком или известковой пастой доза окиси кальция составляет 140—
150% от стехиометрической, так как взаимодействие между твер-
дой и жидкой фазами происходит медленнее и не до конца.
Нейтрализация солянокислых иль1 азотнокислых сточных вод
известковым молоком или другими щелочными агентами протекает
более активно, и доза их должна составлять 105% (по общей ще-
лочности) или 95% при расчете по активной окиси кальция.
Нейтрализацию сточных вод обычно проводят известковым мо-
локом, содержащим 5—10% активной окиси кальция.
Рис. 6.3. Схема установки нейтрализации сточных вод:
/ — смеситель; 2—погружной датчик; 3—приборы системы автомати-
ческого регулирования; 4—сборник известкового молока; 5 — насос;
6—приемная часть дозатора; 7— дозатор; 8—исполнительный ме-
ханизм.
Образующийся в процессе нейтрализации сернокислых.сточных
вод известковым молоком осадок гипса имеет влажность 98—99%.
Объем осадка, получающегося при нейтрализации сточных вод,
содержащих 5% H2SO4, составляет после отстаивания 7,5—10%
от объема сточных вод. Если в сточной воде содержатся’, напри-
мер, соли тяжелых металлов, синтетические жирные кислоты, то
объем образующегося осадка может значительно увеличиться [87,
с. 569].
Установки для нейтрализации сточных вод (рис. 6.3) включают
реагентное хозяйство, усреднители, смесители, контактные резер-
вуары, отстойники для выделения шлама.
Кислая вода из усреднителя поступает в ершовый смеситель 1,
являющийся одновременно и контактным резервуаром. Погружной
датчик 2, установленный на выходе из смесителя, а также приборы
системы автоматического регулирования 3 (электронный рН-метр,
потенциометр со встроенным реостатным датчиком и электронный
регулятор) позволяют осуществлять автоматическое регулирование
133
pH воды на выходе из смесителя. Известковое молоко из сбор-
ника 4 насосом 5 подается в приемную часть 6 дозатора 7.
В зарубежной практике [140, с. 50] получили применение уста-
новки нейтрализации (рис. 6.4) с механическими мешалками 2,
установленными в усреднителе / и камере нейтрализации 3 (кон-
тактном резервуаре). Нейтрализация осуществляется в две ступени
с автоматическим регулированием дозы щелочного агента с по-
мощью pH-метра. Это обеспечивает более точное регулирование
конечного значения pH сточной воды.
Регулятор расхода 4 обеспечивает регулирование уровня воды
в усреднителе с одновременным регулированием дозы щелочного
Рис. 6.4. Схема установки нейтрализации сточных вод, применяемой в США:
/—усреднитель; 2—мешалка с механическим приводом; 3—камера нейтрализации;
4—регулятор расхода; 5—расходный резервуар раствора щелочного агента; 6—регу-
лирующий pH-метр; 7—клапан.
агента на выходе из первой камеры. Это позволяет сглаживать пи-
ковые нагрузки не только по концентрации кислоты в сточной во-
де, но и при изменении расхода сточных вод.
Продолжительность процесса нейтрализации сточных вод зави-
сит от их состава, вида применяемого нейтрализующего агента,
температуры и т. д. При использовании едкого натра нейтрализа-
ция протекает практически мгновенно при любых температурах.
Время пребывания воды в камере нейтрализации при исполь-
зовании известкового молока составляет 5—30 мин в зависимости
от наличия в воде солей тяжелых металлов и других примесей.
При нейтрализации сильных кислот (НС1, HNO3) время нейтрали-
зации не превышает 5 мин. С увеличением интенсивности переме-
шивания или при использовании аэрации, а также с повышением
температуры продолжительность контакта уменьшается.
Если нейтрализующими агентами служат, например, известняк,
доломит, карбидный шлам ацетиленовых станций, время контакта
их с водой следует увеличивать до 1—3 ч [140, с. 59]. Продолжи- -
тельность пребывания воды в камере нейтрализации определяется
экспериментально в каждом конкретном случае.
134
Перевод ионов в малорастворимые соединения
Очистка сточных вод данным методом сводится к свя-
ыванию ионов, подлежащих удалению, в малорастворимые и сла-
одиссоциированные соединения. В этом случае ионные реакции
рактически необратимы.
При выборе реагентов для выделения примесей воды в виде
садков необходимо исходить из значения произведений раствори-
юсти образующихся соединений. С применением осадителей, даю-
щих соединения с малым произведением растворимости, степень
чистки воды повышается. Присутствие в воде посторонних солей
бычно приводит к возрастанию растворимости образующихся
'садков вследствие увеличения ионной силы раствора.
Следует отметить, что скорость ионных реакций в водных рас-
ворах велика и обычно реакции протекают практически мгно-
;енно.
Метод очистки сточных вод путем перевода ионов в малорас-
воримые соединения используется в химических производствах
1ля выделения ионов тяжелых металлов, соединений фтора, радио-
1ктивных и других элементов, а также для выделения соединений
фосфора (третичная очистка).
Очистка от ионов тяжелых металлов. Ионы ртути. Глубокая
)чистка сточных вод от ионов ртути проводится путем их осажде-
1ия в виде сульфидов ртути по реакции:
Hg2++S2" —► Hg2S|
Произведение растворимости Hg2S равно 1,6 • 10~52, что соот-
ветствует концентрации ртути (в дистиллированной воде) 2,5 X
X 10-21 мг/л. В реальных сточных водах, содержащих и другие соли,
растворимость Hg2S выше, чем в дистиллированной воде.
В результате осаждения образуются коллоидные частицы суль-
фида ртути, выделение которой из воды производится коагуляцией
сульфатом алюминия или железа. Остаточная концентрация ртути
после такой очистки не превышает 0,07 мг/л.
Ионы цинка, хрома(Ш), свинца, меди, кадмия.
Ионы Zn2+, Сг3+, Pb2+, Cu2+, Cd2+ образуют со щелочами труднорас-
гворимые гидроксиды. Ниже приведены произведения растворимо-
сти (ПР) этих гидроксидов:
Гидроксид ПР Гидроксид ПР
Zn(OH), 5- 10“" Ph(OH), 2-10
Сг(ОН)3 1 • 10’” си;он)2 Cd(OH)2 5,6-10 1,2-10
Теоретически полное осаждение ионов цинка должно происхо-
дить при pH =9,04-9,2 [133, с. 85]. С увеличением или уменыпе?
нием pH растворимость гидроксида цинка повышается (рис. 6.5).
При действии карбоната натрия образуется труднораствори-
мое в воде соединение цинка ZnCO3 • Zn(OH)2 • Н2О [133, с. 86].
135
Экспериментально установлено, что для обеспечения оптималт
ных условий осаждения цинка карбонатом натрия требуется знг
чительное количество реагента. Поэтому рекомендуется проводит
двухступенчатую очистку воды от цинка [133, с. 87], предусматрр
вающую предварительную нейтрализацию серной кислоты карбонг
том натрия с последующим осаждением цинка едким натром.
Более глубокая очистка от катионов цинка возможна путе!
осаждения его в виде труднорастворимого сульфида:
Zn2++ S2’—>ZnS|
nPzns = 1,6 • 10'24, оптимальное значение pH при осаждени.
цинка сульфитом натрия составляет 2,5—3,5 [226, с. 45].
Осаждение ионов хрома из сточных вод производится известко
вым молоком в интервале pH = 8,0 4- 9,5. Выше и ниже этих пре
pH
Рис. 6.5. Зависимость растворимостей в воде
гидроксидов хрома и цинка (в пересчете
иа Сг3+ и Zn2+) от величины pH:
1—Сг(ОН)3, подщелачивание известковым молоком.
2—Zn(OH)2, подщелачивание известковым моло-*
ком; 3—Zn(OH)2, подщелачивание карбонатом
Натрия.
делов растворимость гидре
ксида хрома возрастает (см
рис. 6.5).
Ионы свинца можно оса
дить не только в виде гидро
ксида свинца, но и в вид
гидроксокарбоната свинц.
(в воде нерастворим) и кар
боната свинца (ПР = 1,5 ><
X10-13).Поэтому для осаж
дения' катиона свинца може'
быть применен известия!
(СаСОз), необожженный до
ломит (CaCOa-MgCOa) I
подобные материалы.
Гидроксид медиобладае'
амфотерными свойствами I
поэтому может растворять
ся в кислоте и щелочи
Практически полное вы-
падение гидроксида меди происходит при pH = 8 4- 10, а с увели-
чением pH возможно образование растворимых купритов
(НаНСиОг или NaCuCOj). Целесообразно осаждать катионы ме-
ди (II) из воды в виде гидроксокарбоната, нерастворимого в воде:
2Си2+ + СОГ + 2ОН" —> Си2(ОН)2СО3ф
Очистка сточных вод от ионов кадмия производится путем под-
щелачивания до pH = 10,5. Образующиеся мелкодисперсные ча-
стицы Cd (ОН) 2 могут быть выделены в осадок коагуляцией суль-
фатами алюминия или железа. Катионы кадмия можно также оса-
дить в виде CdS, добавляя сульфид натрия. П Peas = 1 10-29;
рНоптим 4.
Для осаждения тяжелых металлов предложены и другие реа-
генты. Например, удаление ртути и кадмия из воды осуществляют
136
помощью ксантогенатов [227], образующих нерастворимые ком-
лексы с ионами ртути и кадмия. Однако промышленного приме-
ения эти методы не получили.
Очистка от мышьяка. Мышьяк в сточных водах может присут-
твовать в составе анионов тиосолей или кислородсодержащих
нионов. Анионы мышьяковистой (AsO2)_ и мышьяковой кислот
AsO4)3~ и соли этих кислот могут существовать в слабокислых,
[ейтральных н щелочных средах в отсутствие сероводорода и суль-
эид-ионов. Анноны AsSr и AsS4“ существуют только в присут-
твии свободных сульфид-ионов.
Очистка сточных вод от тиосолей мышьяка основана на том,
1то анионы диссоциируют в растворе с образованием сульфид-иона
226, с. 54]:
2AsS2 As2S3+S2"
Выводя сульфид-ионы из раствора, можно сдвинуть равновесие
эеакции в сторону образования нерастворимого в воде сульфида
иышьяка.
На практике осаждение сульфида с одновременным разложе-
нием тиосолей производят путем обработки воды раствором суль-
фата железа:
2AsS7 + Fe2+ —> As2S3; + FeS;
Сульфид железа малорастворим в воде— ПР = 4 • 10'19. Прак-
тически данным методом вода может быть очищена от мышьяка
полностью. Общий расход железного купороса обусловливается не-
обходимостью осаждения избыточных сульфид-ионов и разложе-
ния тиосоли.
Очистка сточных вод от солей мышьяковистой и мышьяковой
кислот производится обработкой их известковым молоком; при
этом образуются труднорастворимые соли кальция — Саз(АзО4)2
или Ca3(AsO3)2. Уменьшение остаточной концентрации мышьяка
в очищенной воде может быть достигнуто, если осаждать арсенат-
ионы сульфатом железа при pH х 9 [228]. При дальнейшем повы-
шении pH эффективность очистки воды снижается.
Для осаждения мышьяка могут быть использованы соли
Fe(II) и Fe(III). Имеются также данные [229] о трехстадийном
противоточном известковании мышьяксодержащих сточных вод,
обеспечивающем их очистку до остаточной концентрации мышьяка
0,05 мг/л.
Очистка от фтора. Фтор в сточных водах находится обычно
в виде фтористоводородной (HF) и кремнефтористоводородной
(HsSiFg) кислот и их солей. Обезвреживание сточных вод, содер-
жащих эти соединения, производится обработкой их молотым из-
вестняком и известковым молоком:
Na2SiF5 + СаСО3 —> CaSiF6 + Na2CO3
CaSiFj + 2СаСО3 —> 3CaF24 + Si ОД + 2СОД
2HF + СаСО3 —> CaF2| + CO2f + Н2О
137
или
Na^SiFe + Са(ОН)2 —► CaSiF6 + 2NaOH
Na2SiF6 + 3Ca(OH)2 —► 3CaF4 + SiO2 + 2H2O + 2NaOH
CaSiFe+ 2Ca(OH)2 —► 3CaF2i + SiO2 + 2H2O
2HF + Ca(OH)2 —> CaF4 + 2H»O
В результате этих реакций соединения фтора переходят в труд
нерастворимый фторид кальция (ПРсар2 = 4 • 10-"), растворимосп
которого в воде при 20 °C составляет около 16 мг/л.
Очистка от фосфатов. Фосфор в сточных водах присутствует
в виде растворимых соединений — орто- и метафосфатов, а такж<
в виде комплексных неорганических фосфатов, например полифос
фатов, используемых в качестве моющих средств [230].
Методы осаждения фосфатов основаны на обработке вод из-
вестковым молоком (до pH = 10-*-II) или сульфатом алюминия i
щелочной среде. В первом случае образуется Са5(РО4)з • ОН [121,
с. 50], во втором — создается сложное нерастворимое в воде соеди-
нение алюминия с гидроксильными и фосфатными группами. Эф-
фективность очистки в обоих случаях составляет 90—95%.
Соосаждение растворенных неорганических примесей
Некоторые теоретические вопросы процесса соосажде-
ния примесей с осадками солей рассмотрены в гл. 5.
Метод соосаждения используется для очистки сточных вод оТ
радиоактивных изотопов, соединений фосфора, мышьяка и др.
Промышленное применение этот способ получил для доочистки от
фосфора (третичной очистки) сточных вод, прошедших сооружения
биологической очистки.
Соосаждение соединений фосфора производится с гидрокси-
дами алюминия или железа. Дозы реагентов должны соответство-
вать количеству фосфатов, содержащихся в сточной воде. Напри-
мер [231], при мольном соотношении А1:Р, равном 1,5:1 и 1,4:1
получали снижение содержания фосфатов соответственно на 90 и
80%. Такие же результаты достигнуты при мольном соотношении
Fe: Р, равном 2,5: 1 и 2,1 : 1. Высокоэффективная очистка сточных
вод от фосфатов достигается при использовании алюмината нат-
рия с мольным соотношением Al : Р = 1,5 4- 2,1.
Наряду с фосфатами соосаждаются и другие примеси, в том
числе соединения азота и органические вещества.
Положительные результаты получены при очистке воды от фто-
ра методом соосаждения с гидроксидами алюминия. Остаточное
содержание соединений фтора в воде при дозе сульфата алюминия
200'мг/л не превышает 1 мг/л.
Одним из высокоэффективных методов очистки сточных вод от
мышьяка (As5+) является метод соосаждения с фосфатом кальция
[232]. При добавлении в сточную воду фосфорной кислоты и гидро-
ксида кальция образующийся осадок фосфата кальция захваты-
вает мышьяк. В процессе осаждения получаются осадки (твердые
138
растворы арсената и фосфата кальция), из которых мышьяк прак-
тически не вымывается.-После осаждения в сточной воде остается
0,03—0,04 мг/л As5+ при исходной концентрации около 100 мг/л.
При наличии в сточной воде As3* рекомендуется перед осаждением
окислять его до As5* с помощью хлора, хлорной извести или озона
[233].
Метод соосаждения примесей может быть использован Для
очистки сточных вод от тяжелых металлов и других неорганиче-
ских веществ.
Метод окисления
Деструктивный окислительный метод применяют для
обезвреживания сточных вод, содержащих токсичные примеси (та-
кие, как цианиды), или для дезодора-
ции дурнопахнущих сточных вод (на-
пример, сернисто-щелочных). Для
обезвреживания сточных вод исполь-
зуют окислители: хлор, гипохлорит,
диоксид хлора, озон, а также техниче-
ский кислород или кислород воздуха.
Окисление хлором, гипохлоритами
и диоксидом хлора. Метод окисления
примесей соединениями хлора являет-
ся одним из наиболее распростра-
ненных.
Хлор как окислитель, в зависимо-
сти от pH раствора, может находиться
в виде различных соединений (рис. 6.6).
В сильнокислой среде возможно при-
сутствие только молекулярного хлора.
По мере уменьшения кислотности
Рис. 6.6. Зависимость измене;
ния концентрации НОС1 и ОСГ
в воде от величины pH.
появляется хлорноватистая кислота
(НОС1), а при щелочном pH — гипохлориты. Окислительная спо-
собность этих веществ различна:
С12..........................
НОС1.........................
СЮ“..........................
д°. в
1,359
1,50
0,90
Окисление цианидов хлором можно проводить только в щелоч-
ной среде (pH 9 4- 10):
CN' + 2OH" + C!2 —+ CNO" + 2СГ + Н2О
Образующиеся цианаты можно окислить до элементарного азо-
та и диоксида углерода:
2CNO" + 4ОН" + ЗС12 —► 2CO2f + 6СГ + N2f + 2Н2О
При снижении pH возможно протекание реакции прямого хло-
рирования цианида с образованием очень токсичного хлорциана:
CN‘ + C12 —► CNCl-f-СГ
139
Более надежным и приемлемым методом является окисление
гипохлоритами:
CN" + ОСГ —- CNO + СГ
Реакция быстро и полно протекает при pH = 9 4-10. Обра-
зующиеся цианаты постепенно гидролизуются
CNO’ + 2H2O —> СОГ + NHf
или окисляются избыточным количеством гипохлорита
2CNO’ + ЗОСГ + 2Н+ » 2CO2f + N2A + ЗСГ + Н2О
при оптимальной величине pH = 6,6.
Следует отметить, что окисление цианидов и сероводорода про-
текает с большой скоростью —в течение 1—3 мин.
При наличии в сточной воде аммиака, аммонийных солей или
органических веществ, содержащих аминогруппы, вступающие с
ними в реакцию хлор, хлорноватистая кислота и гипохлориты об-
разуют моно- и дихлорамины, а также трихлорамин:
NHa + HOCl —> NH2C14-H2O
NH2C1 + HOC1 —> NHC12 + H2O
nhci2 + hoci —> nci3 + h2o
С увеличением pH воды меньшее количество хлора связывается
в дихлорамины, а при pH = 8 в воде присутствуют только моно-
хлорамины. Сумму свободного (Cl2, НОС1, ОСН) и связанного в
хлорамины хлора принято называть «активным хлором». По мере
увеличения количества введенного в воду хлора будет все с боль-
шей интенсивностью происходить окисление моно- и дихлораминов.
При дозе 10 мг С12 на 1 мг N (в виде МЩ) все хлорамины оказы-
ваются окисленными.
Диоксид хлора СГО2 обладает высокой окислительной
способностью. Окислительно-восстановительный потенциал системы
С1О2—СП составляет 1,5 В (в кислой среде). Водные растворы С1О2
относительно устойчивы в течение длительного времени [234]. Рас-
творимость в воде С1О2 при 25 °C равна 81,6 г/л, при 40 °C —
51,4 г/л. При обработке сточных вод диоксидом хлора не обра-
зуется токсичных продуктов прямого хлорирования (хлорциан,
хлорфенолы и т. п.) в любом диапазоне pH.
Исследования показали [235], что окисление цианидов диокси-
дом хлора протекает по уравнению:
CN" + 2С1О2 + 2ОН~ —► CNO" + 2C10J. + Н2О (6.1)
При этом окисление протекает полностью (в растворе после
окисления содержание CN_ составило 0,07 мг/л) только при дозе
2 моля С1О2 на 1 моль CN , что соответствует стехиометрическому
количеству по уравнению (6.1). До тех пор, пока концентрация
цианидов в растворе остается высокой, окисления до азота и ди-
оксида углерода не происходит. Цианаты начинают окисляться,
140
когда остаточное содержание цианидов достигает 2,5—3 мг/л при
дозе CIO2, близкой к теоретической.
Исследования показали, что цианиды окисляются диоксидом
хлора более эффективно в сильношелочной среде (при pH Дг 10):
содержание цианидов снижается с 24—25 до 0,03—0,09 мг/л или
на 99,6—99,9%.
При продолжительности окисления 1 мин окисляется 95,5%
цианидов, а через 10 мин реакция окисления практически закан-
чивается. Увеличение концентрации CN- в сточной воде до 120 мг/л
заметного влияния на скорость процесса не оказывает.
Рис. 6.7. Схема вакуумной хлораторной установки постоянного расхода:
/ — баллон; 2—фильтр; 3 —редуктор; 4—ротаметр; 5, 6 — манометр; 7—предохра-
нительный клапан; 8 — смеситель; 9—эжектор; 10—контактный аппарат.
Аппаратурное оформление процесса обработки сточной воды
«активным хлором» зависит от агрегатного состояния вводимых
в воду хлора или хлорсодержащих агентов. Если вода обрабаты-
вается, например, газообразным хлором или диоксидом хлора, про-
цесс осуществляют в абсорберах, если С1г или СЮ2 находятся в
растворе, контактирование сточной воды и раствора осуществляют
в контактных аппаратах, обеспечивающих эффективное смешение
и требуемое время контакта. Принципиальная технологическая
схема вакуумной хлораторной установки с постоянным расходом
хлора представлена на рис. 6.7. Гавообразный хлор из промежу-
точного баллона 1 поступает в фильтр 2, предназначенный для
очистки газа от пыли, затем проходит редукционный клапан 3,
снижающий давление газа перед поступлением в расходомер — ро-
таметр 4. Манометры 5 и 6 предназначены для измерения давле-
ния до и после редукционного клапана. Далее газ проходит через
предохранительный клапан 7 и поступает в смеситель 8, в котором
смешивается с водой. Хлорная вода из смесителя с помощью эжек-
тора 9 подается в контактный аппарат для смешения со сточной
водой. В СССР выпускаются вакуумные хлораторы производитель-
ностью до 20 кг хлора в 1 ч.
141
Окисление кислородом воздуха. Кислород с успехом исполь-
зуется для окисления сероводорода и сульфидов в нефтехимиче-
ской, целлюлозно-бумажной и других отраслях промышленности.
Окислительный потенциал кислорода Е° = 1,96 В.
В промышленности распространение получил способ окисле-
ния в жидкой фазе кислородом воздуха под давлением. Окисление
гидросульфидов и суль-
фидов протекает через
ряд последовательных
стадий [236, с. 53]:
Рис. 6.8. Принципиальная технологическая схема
установки окисления сульфидов сточных вон
кислородом воздуха:
/—сборник исходных сточных вод; 2—насос; 3—подо-
греватель; 4—окислительная колонна; 5—распылитель
воздуха; 6— сепаратор; 7—холодильник.
s2- —► s° —► s„or —>
s2or
—> so23- —► sor
При pH = 7,0-?- 13,75
основным продуктом окис-
ления H2S, NaHS и Na2S
является тиосульфат. В
кислой среде образуется
значительное количество
политионовых кислот.
В щелочной среде
(pH — 9,0 4- 9,5) проте-
кают следующие реакции:
2HS'-|-2O2 —► S2OT + H2O
2HS’ + ЗО2 + 2ОН“ —►
' —> 28ОГ-|-2Н2О
2HS” + 4О2 + 2ОН~ —►
—> 2SOr + 2H2O
В процессе окисления pH сточной воды понижается.
При окислении в щелочной среде сульфида
2S2- + 2О2 + Н2О —> S2O23-+ 2ОН‘
2S2‘ + 3O2 —► 2SO|~
S2- + 2О2 —> ОГ
до сульфита и сульфата изменения pH сточной воды не проис-
ходит.
Повышение температуры и давления увеличивает скорость
и глубину окисления сульфидов и гидросульфидов, не изменяя ме-
ханизма реакций [236, с. 57]. Теоретически на 1 г сульфидной
серы расходуется 1 г кислорода.
Принципиальная технологическая схема установки окисления
сульфидов кислородом воздуха приведена на рис. 6.8. Сточная
142
вода из сборника 1 насосом 2 через подогреватель 3 подается
в окислительную колонну 4, оборудованную распылителем воз-
духа 5. Отработанный воздух в сепараторе 6 освобождается от
уносимой влаги и сбрасывается в атмосферу. Вода из сепаратора
направляется в сборник 1.
При температуре от 60—80 до 100—120°С, давлении 0,1—
0,8 МПа и расходе воздуха 80—150 м3/м3 эффективность очистки
сточных вод от сульфидов достигает 90—95% [236, с. 86].
В случае применения катализаторов скорость окисления воз-
растает [237]. Высокими каталитическими свойствами обладают
графитовые материалы. При использовании кристаллического
графита окисление гидросульфида и сульфида натрия идет в ос-
новном до тиосульфата, а при использовании коллоидно-дисперс-
ных материалов — до элементарной серы.
Окисление озоном. Высокая окислительная способность озона
(Е° = 1,9 В) обусловливает быстрое и глубокое протекание реак-
ции в разбавленных водных растворах (см. гл. 7).
В реакциях с неорганическими веществами озон ведет себя как
сильный окислитель. При окислении цианидов расход озона со-
ответствует реакции [238]:
CN’ + Оз —► CNO‘+O2
Скорость окисления не зависит от pH при его изменении в пре-
делах 7,5—12. Однако повышение pH до 13 приводит к сильному
увеличению скорости процесса.
Скорость реакции окисления цианатов соразмерна со скоростью
распада озона в щелочной среде, поэтому расход озона значи-
тельно превышает теоретическое количество, определяемое урав-
нением:
2CNO” + ЗО3 + 2ОН" —-> 2СОГ + N2 + ЗО2 + Н2О
Ионы меди и никеля катализируют реакцию окисления цианидов,
часть цианидов при этом окисляется до диоксида углерода и азота.
Метод озонирования может быть успешно применен для очи-
стки сточных вод, загрязненных роданидами [239], сероводородом
[240] и мышьяком [241], а также для разрушения цианидных ком-
плексов цинка, меди, железа и др.
Метод восстановления
Процесс восстановления применяется для очистки
сточных вод от токсичных соединений, которые в восстановленной
форме менее токсичны и могут быть без труда выделены из сточ-
ных вод.
Широкое применение этот метод получил для очистки сточных
вод от солей хромовой кислоты. В этом случае Сг6+ восстанавли-.
вают до Сг3+, который затем выделяют в виде Сг(ОН)з. Для вос-
становления Сг6+ могут быть использованы соли Fe2+, NaHSO3,
143
Na2SO3 или газообразная двуокись серы:
6FeSO4 + 6H2SO4 + 2H2CrO4 —> Cr2(SO4)3 + 3Fe2(SO4)3 + 8Н2О
6NaHSO3 + 3H2SO4 + 4H2CrO4 —> 2Cr2(SO4)3 + 3Na2SO4 + 10H2O
3Na2SO3 + 3H2SO4 + 2H2CrO4 —► Cr2(SO4)3 + 3Na2SO4 + 5H2O
3SO2 + 2H2CrO4 — > Cr2(SO4)3 + 2H2O
Перспективным является применение в качестве восстанови-
теля двуокиси серы. Характер протекания реакции между хромо-
вой кислотой и SO2 [242] зависит от pH. При pH < 3 процесс вос-
становления заканчивается довольно быстро, а при pH < 2 пол-
ностью завершается за 10 мин.
Практически количество подаваемого восстановителя превы-
шает теоретически необходимое количество в 2—2,5 раза.
ПРИМЕНЕНИЕ ГИДРОЛИЗА ДЛЯ ОЧИСТКИ
Реакция гидролиза используется для очистки сточных
вод от аммонийных солей, карбамида и других солей, образован-
ных слабыми основаниями и сильными кислотами или слабыми
кислотами и сильными основаниями.
В процессе производства сульфата аммония образуются сточ-
ные воды, загрязненные (NH4)2SO4. Образующийся при гидролизе
(NH4)2SO4 аммиак может быть удален из воды методом отдувки
в щелочной среде.
В настоящее время разработан способ очистки сточных вод от
мочевины [243], в основе которого заложен принцип гидролиза мо-
чевины при высоких температурах. Известно [244], что при 100 °C
реакция гидролиза мочевины протекает до конца примерно за
260 ч, поэтому для уменьшения времени реакции необходимо по-
вышать температуру.
Гидролиз мочевины протекает в две стадии,' включающие изо-
меризацию мочевины и гидролиз цианата аммония:
CO(NH2)2 NH4CNO; NH4CNO + Н,О <=* 2NH3 + CO2
Кинетика гидролиза мочевины в водных растворах, содержа-
щих 5—100 г/л мочевины, при температурах до 200 °C описывается
уравнением первого порядка [244]. Практически полное разложение
мочевины (до остаточного содержания 10—15 мг/л) происходит
при 191—197°С, давлении 1,4—2,1 МПа за 25—45 мин.
Введение диоксида углерода увеличивает константу скорости
гидролиза мочевины в 1,5—3 раза.
Синильная кислота не подвергается щелочному гидролизу. Од-
нако в присутствии акрилонитрила при их мольном соотношении
1:1 в результате реакции цианэтилирования [245]
NaOH
HCN + CH,CHCN ------> (CH2)2(CN)2
происходит полное связывание синильной кислоты в сукцинонитрил,
который хорошо гидролизуется в присутствии щелочей. После гид-
ролиза синильная кислота в воде отсутствует.
144
ДЕСОРБЦИЯ ЛЕТУЧИХ ПРИМЕСЕЙ
*
Сточные воды многих химических производств за-
рязнены летучими неорганическими веществами: сероводородом,
щоксидом серы, сероуглеродом, аммиаком, диоксидом углерода и
ip. Содержание их в сточных водах составляет обычно 0,1 —1,0 г/л
1 более, в то время как ПДК в воде водоемов, например, для се-
эоводорода равно 0, сероуглерода и аммиака — 0,1 мг/л.
Многие летучие вещества, загрязняющие сточные воды, яв-
ляются ценными химическими продуктами. Поэтому возврат их
з производство — важная научно-техническая задача.
Процесс десорбции — выделение растворенного газа из раст-
вора — обусловлен более высоким парциальным давлением газа
зад сточной водой, чем в окружающей среде. Равновесное парци-
альное давление Р* пропорционально содержанию растворенного
газа в растворе X и описывается законом Генри
Р* = i|)X (6.2)
'де ф — коэффициент пропорциональности, имеющий размерность
цавления.
Закон Генри применим к разбавленным растворам, каковыми
являются сточные воды.
Выделение растворенных летучих примесей из сточных вод ме-
тодом десорбции на практике осуществляют путем естественной
дегазации через открытую водную поверхность или искусственной
цегазации в специальных аппаратах — дегазаторах.
Естественная десорбция происходит обычно в откры-
тых отстойниках и прудах при длительном пребывании в них
сточных вод. Скорость десорбции летучих веществ зависит от тем-
пературы и влажности окружающего воздуха, скорости ветра, пло-
щади зеркала воды, толщины слоя воды (глубины) и т. д.
Эффективность естественной десорбции, как правило, не пре-
вышает 50—60% даже при длительном пребывании воды в откры-
тых сооружениях [246]. При небольшой концентрации сероуглерода
и сероводорода в исходной воде продолжительность естественной
десорбции составляет 3—5 суток [133, с. 79].
Существенные недостатки естественной десорбции: большие
площади очистных сооружений, безвозвратные потери ценных ве-
ществ, загрязнение атмосферного воздуха токсичными дурнопах-
нущими веществами, не позволяют рекомендовать этот метод для
широкого применения.
Де сорбцию летучих веществ из сточных вод в искусствен-
ных условиях в зависимости от состава сточных вод, свойств
летучих примесей, требуемого эффекта очистки и способа после-
дующей регенерации примесей проводят в токе инертного газа или
выпариванием раствора. Часто используют комбинирование этих
методов, а также применяют десорбцию под вакуумом [247, с. 315,
667].
145
Десорбция в токе инертного газа
Десорбцию в токе инертного газа (собственно десорб
ция) широко применяют для удаления летучих примесей из сточ-
ных вод химических производств. Чаще всего десорбцию проводят
в токе воздуха (аэрацией). Кроме того, применяют дымовые газы
азот, водяной пар и другие газы.
Процесс десорбции в токе инертного газа проводят в десорбе-
рах колонного типа — насадочных, распылительных, барботажные
и пенных.
Насадочные аппараты. Летучие вещества из сточных вод уда-
ляют при атмосферном давлении или под вакуумом.
Для десорбции при атмосферном давлении применяют вентиля-
торные градирни, представляющие собой круглые или прямоуголь-
ные в плане колонные аппараты с дырчатым днищем, на котором
уложена насадка (кольца Рашига размером 25 X 25 X 3 иль
50X50X5 мм) или деревянная хордовая насадка. Сточная вода
с помощью распределительной системы разбрызгивается сверху и
стекает тонкой пленкой по насадке. Воздух подается под дырча-
тое дно.
Оптимальные параметры работы насадочного десорбера зависят
от свойств и концентрации летучего компонента, состава примесей
сточных вод, температуры, требуемого эффекта очистки воды.
Для удаления СОг из сточной воды рекомендуются параметры
[86, с. 462]: расход воздуха на аэрацию—15—20 м3 на 1 м3 воды
плотность орошения — 60 м3/(м2-ч) (кольца Рашига) и40м3/(м2-ч)
(хордовая насадка).
Необходимый напор, развиваемый вентилятором, подсчитывают
с учетом потерь в насадке, распределительной решетке, а также
на преодоление местных сопротивлений. Потеря напора в кольцах
Рашига (25 X 25 X 3 мм) на 1 м высоты слоя насадки составляет
около 294 Па (30 мм вод. ст.), а хордовой насадки — 98 П<
(10 мм вод. ст.).
При десорбции сероуглерода и сероводорода из сточных во;
предприятий химического волокна [86; 133, с. 81] оптимальный
удельный расход воздуха составляет 10 м3/м3 при плотности оро-
шения около 12 м3/(м2-ч). Допускается содержание в сточных во-
дах 50—80 мг/л взвешенных частиц.
При работе насадочных десорберов под в.акуумом оптимальный
удельный расход воздуха при десорбции сероуглерода и сероводо-
рода составляет 3 м3/м3 [246], плотность орошения может достигать
60 м3/(м2-ч) [133].
В процессе аэрации конденсата вторичного пара выпарной стан-
ции сульфатцеллюлозного производства в насадочной колонне прь
температуре конденсата 18—20 °C расход воздуха составляет
90 м3/м3, при 22°С — 45 м3/м3, при 31 °C — 33—37 м3/м3 и при
52 °C — 15 м3/м3 [236, с. 47].
Стоимость очистки Г м3 сточных вод в колоннах с насадкой,
работающих под атмосферным давлением, составляет около 2 коп.
146
Продолжительность
Барботажа, мин
Рис. 6.9. Кинетика удаления H2S
(кривая /) и CS2 (кривые 2—4)
из сточных вод.
Интенсивность подачи воздуха, м3/(м*»ч):
/ — 120; 2—120; 3—24 и 4—16.
зод вакуумом — 0,7 коп. [246]. Применение насадочных вентиля-
торных градирен позволяет снизить стоимость очистки до 0,5 коп.
Барботажные аппараты. Для десорбции летучих примесей мо-
уг применяться аппараты со сплошным барботажным слоем
«идкости и колонные аппараты с колпачковыми, ситчатыми и про-
зальными тарелками. Достоинством барботажных аппаратов (осо-
бенно со сплошным барботажным слоем жидкости) является воз-
можность очистки сточных вод, содержащих взвешенные вещества.
Эффективность очистки сточной воды от сероводорода и серо-
углерода в десорбере со сплошным барботажным слоем жидкости
иллюстрируется рис. 6.9.
Процесс десорбции осуществля-
ется под вакуумом или при атмо-
сферном давлении. Нагрузка сточ-
ной жидкости на рабочую площадь
барботера не должна превышать
10 м3/(м2-ч) при пневматическом
барботировании и 25 м3/(м2-ч) при
дегазации под вакуумом. Интенсив-
ность подачи воздуха соответствен-
но составляет 120 и 60 м3/(м2х
X ч) [133]. Гашение пены произво-
дится сточной водой, распиливаемой
с помощью сопел.
Степень десорбции сточных вод
эбычно составляет 98—99% (оста-
точная концентрация летучих ве-
ществ 0,4—1,5 мг/л). Стоимость
очистки 1 м3 сточных вод в десорбе-
ре, работающем под вакуумом, со-
ставляет около 1 коп., при атмосферном давлении — около
5 коп. [246].
Положительные результаты получены при использовании та-
рельчатых десорберов для очистки подскипидарных сточных вод
производства сульфатной целлюлозы [236, с. 48].
Распиливающие аппараты. Удаление летучих компонентов из
сточных вод в этих десорберах происходит в основном в момент
распиливания жидкости в газовой фазе и в процессе падения ка-
пель жидкости в десорбере. Распиливание жидкости производят
механическими или пневматическими форсунками и центробеж-
ними распылителями. Высоту падения капель до решетки (лож-
ного днища) принимают до 4—5 м.
Результаты эксплуатации распиливающих десорберов показы-
вают, что степень очистки воды составляет 80—85%, а в некоторых
случаях до 92% [246].
Пенные аппараты. Для интенсификации процесса десорбцию рас-
творенных газов из воды проводят при пенном режиме [248, 249].
Схема пенного десорбера представлена на рис. 6.10. Вода в десор-
бере движется по решетке в горизонтальном направлении, перетекая
147
с одной решетки на другую через переточные (сливные) труб!
или каналы. Воздух подается с помощью вентилятора под нижнк»
решетку и движется через решетки снизу вверх со скоростью, обе
спечивающей образование на каждой решетке слоя пены и пред
отвращающей «проваливание» воды сквозь отверстия решеток.
Рис. 6.10. Пенный десорбер:
1—пенный слой.
Размеры отверстий решетки сс
ставляют 2—12 мм при свободно!
сечении 12—35%. Гидравлическо
сопротивление одной полки 490-
686 Па (50—70 мм вод. ст.) завися
от высоты слоя пены.
Плотность, орошения жидкост
достигает 200 м3/(м2-ч) при скоро
сти газа от 1,3—1,5 до 2,5—3 м/с.
Изучение процесса десорбции и
воды газов с различней раствори
мостью [250, 251] при одинаковы,
гидродинамических и температур
ных условиях, а также при постоян
стве других физических свойств по
казало, что понижение констант^
Генри в 4-104 раз приводит к умень
шению коэффициента массопередач:
почти в 50 раз. Так, согласно дан
ным [250], коэффициент массопере
дачи (м/ч) составляет:
Для азота................. 178,7
» диоксида углерода . . . 83,9
» диоксида серы......... 32,1
» аммиака.................. 3,6
Десорбция при нагревании растворов
При этом методе десорбции в нижнюю часть десор
бера (кипятильник) подается теплоноситель — обычно «глухою
пар. В кипятильнике сточная вода частично испаряется, и полу
ценные пары движутся снизу вверх навстречу жидкости, воспри-
нимая выделяющийся из сточной воды компонент. Таким образом
процесс протекает так же, как при десорбции острым паром, с тем
отличием, что пар получается из самой десорбируемой сточной
воды, а не вводится извне.
Достоинство данного метода заключается в получении летучи?
компонентов в концентрированном виде. Этим способом можне
очистить подскипидарную сточную воду производства сульфат
ной целлюлозы от дурнопахнущих соединений на 85—90%
[236, с. 51].
Для удаления растворенных газов из сточных вод может быть
использована установка мгновенного вскипания. Установка состоит
из подогревателя сточной воды и испарительной камеры. В за-
148
эытом подогревателе сточные воды нагреваются от 120 °C, а за-
ем через редукционный клапан подаются в испарительную ка-
еру, в которой происходит их мгновенное вскипание и дегазация,
'бракующаяся парогазовая смесь выводится из камеры.
Примеры десорбционной очистки сточных вод
Десорбция диоксида углерода. Растворимость диокси-
а углерода в воде значительна и составляет 169 мг в 100 г воды
ри 20 °C и 283 мг в 100 г воды при 5 °C.
Обычно растворенный диоксид углерода удаляют аэрацией.
1ода, равновесно насыщенная диоксидом углерода, при контакте
воздухом и 5 °C содержит 2,77 мг СО2 в 1 л, а при 20 °C— 1,69 мг
СО2 в 1 л. Эти количества яв-
ляются пределом, до которого
может быть уменьшено содержа-
ние СО2 десорбцией воздухом.
Применяемые для десорбции
СО2 из воды насадочные колонны
Рис. 6.11. Зависимость содер-
жания H2S от pH сточных вод.
Рис. 6.12. Зависимость содер-
жания NH3 и NH* в воде от pH
Температура, °C: 1—0; 2—2Э; 3—4Э.
(вентиляторные градирни) обеспечивают снижение содержания
СО2 в воде до 3—4 мг/л при 5—8 °C.
Десорбция сероводорода. Свободный сероводород может при-
сутствовать в воде только при pH 5 (рис. 6.11). Поэтому прак-
тически полное удаление из воды сульфидных соединений возможно
при подкислении сточной воды. Подкисление производится кис-
лотами или путем продувки дымовыми газами, содержащими СО2.
Сероводород эффективно удаляется из воды аэрацией в дегаза-
торах с насадкой из колец Рашига [252, с. 88]. Одновременно с де-
сорбцией происходит окисление части H2S до серы: 2H2S + О2 ->
2S + 2Н2О.
149
Исследования показали, что при подкислении сточных вод с
переработки сернистых нефтей до pH = 1,75 4-2,65 серной кис л с
той при содержании сульфида в исходной воде (в пересчете н
сероводород) 6,3—20,5 г/л его остаточное содержание после аэрг
ции составляет 0,8 мг/л.
Десорбция аммиака. Аммиак хорошо растворяется в воде. Пр
20 °C в 100 г воды растворяется 51,1 г NH3, а при 50 °C — 23 г. За
висимость содержания NH3 и NH^ в воде от pH представлена н
рис. 6.12. При pH > 10 большая часть аммония переходит в ам
миак.
Аммиак десорбируют из сточных вод в условиях естественно;
дегазации или при аэрации с предварительным подщелачивание!
воды, обычно известковым молоком до pH = 10,8 4-11,5. Естест
венная дегазация осуществляется в прудах [253]. В зимних уело
виях, например при скорости ветра 8 км/ч, концентрацию NH
удавалось снизить на 90% > пропуская сточную воду через 10 пру
дов с продолжительностью пребывания 1,5 суток в каждом. Ин
тенсивность десорбции аммиака в проточном пруде в 2—3 раз.
выше, чем в непроточном.
Эффективность удаления аммиака в открытых градирнях npi
18,9—21,1 °C и плотности орошения 2,4—7,3 м3/(м2-ч) составляе
55—90%. Однако образование отложений карбоната кальция и за
грязнение атмосферы аммиаком ограничивает применение этоп
способа очистки.
Опыт эксплуатации десорбера показал [231], что при pH = 1
и удельном расходе воздуха 3000 м3/м3 удаляется 95% аммиак;
при стоимости очистки 1 м3 воды около 0,77 цента.
ОЧИСТКА МЕТОДОМ ОБРАТНОгЬ ОСМОСА
И УЛЬТРАФИЛЬТРАЦИИ
Обратный осмос (гиперфильтрация) — это непрерыв
ный процесс молекулярного разделения растворов путем их фильт
рования под давлением через полупроницаемые мембраны, задер
живающие полностью или частично молекулы либо ионы раство
ренного вещества. Гиперфильтрация используется для выделенш
низкомолекулярных растворенных веществ (например, сахаров, со
лей, кислот). При приложении давления выше осмотического (рав-
новесного) осуществляется перенос растворителя в обратно!»
направлении (по сравнению с обычным осмотическим переносом)—
от раствора к чистому растворителю через мембрану и обеспечи-
вается достаточная селективность (разделяющая способность)
очистки. Необходимое давление, превышающее осмотическое дав
ление растворенного вещества в растворе, составляет 0,5—1 МПг
при концентрации солей 2—5 г/л и 5—10 МПа при концентрации
20—30 г/л [254].
Расход энергии в процессе гиперфильтрации намного ниже, чем
в других процессах, так как он осуществляется без фазовых пере-
ходов, а энергия расходуется, в основном, на продавливание жид-
150
кости через мембрану. Численное значение расхода энергии при-
мерно равно значению минимальной термодинамической работы
разделения. Работа, затрачиваемая на продавливание 1 м3 воды
при давлении 4,9 МПа составляет 4,89-10® Дж, а работа, необхо-
димая на испарение 1 м3 воды, — 2,72-10® Дж.
Ультрафильтрация — это мембранный процесс разделения рас-
творов, осмотическое давление которых мало. Этот метод исполь-
зуется при отделении сравнительно высокомолекулярных веществ,
взвешенных частиц, коллоидов и др. Ультрафильтрация, по
сравнению с обратным осмосом, более высокопроизводительный
процесс, так как высокая проницаемость мембран [1000 л/(м2-сутки)
и более] достигается при давлении 0,2—1 МПа. ,
Преимуществами методов гипер- и ультрафильтрации являются:
простота аппаратуры; возможность разделения растворов при нор-
мальной температуре, выделения ценных продуктов, одновремен-
ной очистки воды от органических, неорганических и бактериаль-
ных загрязнений; малая зависимость эффективности очистки от
концентрации загрязнений в воде. Наряду с этим имеются и суще-
ственные недостатки. К ним относится явление концентрационной
поляризации, заключающееся в увеличении концентрации раство-
ренного вещества у поверхности мембраны вследствие преимущест-
венного переноса через нее растворителя, а также необходимость
проведения процесса при повышенном давлении в системе.
Исследования, проведенные на лабораторных и полупромыш-
ленных установках [255; 256, с-21; 257, 258], указывают на перспек-
тивность этого метода. В результате очистки сточных вод обрат-
ным осмосом или ультрафильтрацией получается очищенная вода
и вода, обогащенная растворенным веществом.
Для объяснения механизма процесса обратного осмоса вы-
двинуто несколько гипотез [256, с. 83]: просеивание, молеку-
лярная диффузия, активированная диффузия, отрицательная ад-
сорбция и др.
Полупроницаемые мембраны
Одной из важных задач при осуществлении процесса
обратного осмоса и ультрафильтрации является выбор мембран,
которые должны обладать: высокой проницаемостью и селектив-
ностью, устойчивостью к действию разделяемых растворов, доста-
точной механической прочностью, неизменностью характеристик
в процессе эксплуатации и хранения, низкой стоимостью. Наиболее
пригодны мембраны ацетатцеллюлозного типа, обработанные для
водопроницаемости перхлоратом магния. Эти мембраны с порами
0,3—0,5 нм характеризуются большой скоростью пропускания воды,
хорошо отделяют соли и другие вещества, имеют высокую степень
набухания.
Производительность мембран по воде через несколько часов
работы под давлением снижается на 30—50%, что связано с их
усадкой (снижением пористости). Зависимости селективности и
151
проницаемости от времени работы мембран представлены на
рис. 6.13.
Срок службы мембран зависит от вида, концентрации раство-
ренных в воде веществ и других факторов и колеблется от несколь-
ких месяцев до нескольких лет. Однако эти мембраны имеют недо-
статки: нестойкость в кислой и щелочной среде, малая механиче-
ская прочность, необходимость хранения и транспортировки во
влажном состоянии, старение.
Разновидностью тонких полупроницаемых мембран являются
полые полимерные волокна, имеющие внутренний диаметр 20—
100 мкм при толщине стенки 10—50 мкм.
Для улучшения физико-механических свойств ацетатцеллюлоз-
ных мембран рекомендуется наносить материал на поверхность по-
Время, ч
Рис. 6.13. Зависимость селектив-
яости и проницаемости мембран
от времени их работы.
ристой подложки с образованием по-
лупроницаемого слоя. Эти мембра-
ны называют динамическими. В ка
честве пористой подложки применя-
ют волокнистую ацетатцеллюлозу,
обработанную эпоксидной смолой
[259] и выдерживающую давление
4,5—7 МПа, полиэлектролитные
пленки, пористые углеродистые
трубки, пористые трубы из сте-
кловолокна, металлические и фар-
форовые фильтры и др. В зависи-
мости от материала подложки диа-
метр пор составляет от 3-10-6 до
5-10-4см.
Для образования полупроницае-
мого слоя на подложках применяют
коллоидные растворы гидроксидов
металлов (например, Fe, Al, Zn, Zr и др.), природные глины, тонкоиз-
мельченные иониты, нейлоновые нити, органические полиэлектро-
литы и др.
На динамических мембранах получена проницаемость до 500—
600 л/(м2-ч) при высокой селективности, достигающей для солей
90%. Динамические мембраны просты в изготовлении, способны
к самовосстановлению путем внесения незначительных количеств
мембранообразующих добавок в сточную воду.
Металлические мембраны, а также мембраны из микропори-
стого стекла [256, с. 36, 37] обладают жесткостью, большой хими-
ческой стойкостью, не разрушаются бактериями.
Влияние различных факторов
на мембранные процессы разделения
Для водных растворов электролитов проницаемость
[G, л/(м2-ч)] растворителя через мембрану можно определить по
выражению
G = V/Fx (6.3)
152
где V — количество фильтрата; F — рабочая поверхность мембра-
ны; т — время.
Наряду с проницаемостью большое значение имеет селектив-
ность мембраны (<р, %), определяющая эффективность очистки
сточной воды
<₽ = [;Cj - CJ/CJ • 100
где С\ — концентрация вещества в исходном растворе; С2 — кон-
центрация вещества в фильтрате.
Давление. Давление является одним из основных факторов, оп-
ределяющих производительность установок обратного осмоса. Про-
изводительность мембран увеличивается с повышением избыточ-
ного давления. Однако, начиная с некоторого давления, проницае-
мость мембран снижается вследствие уплотнения полимерного
материала мембраны. Для ацетатцеллюлозных мембран макси-
мальное давление составляет 10—15 МПа.
Селективность мембран в области малых давлений линейно воз-
растает с увеличением давления, затем скорость возрастания сни-
жается и селективность достигает максимальной величины.
Температура. Увеличение температуры приводит к уменьшению
вязкости и плотности раствора и одновременно к возрастанию его
осмотического давления. Уменьшение вязкости и плотности рас-
твора усиливает проницаемость мембран, а увеличение осмотиче-
ского давления снижает движущую силу процесса и уменьшает
проницаемость.
При температуре выше 40 °C растет скорость гидролиза ацетат-
целлюлозы, что приводит к уменьшению селективности мембран.
Концентрация раствора. С ростом концентрации разделяемого
раствора проницаемость мембран уменьшается вследствие увели-
чения осмотического давления растворителя и влияния концентра-
ционной поляризации. Снижение последней достигается турбули-
зацией раствора. При значении критерия Рейнольдса 2000—3000
концентрационная поляризация практически отсутствует, однако
турбулизация раствора связана с его многократной рециркуля-
цией, т. е. с затратами энергии, и приводит к накоплению взвешен;
ных частиц в растворе и появлению биологических обрастаний.
Величина pH. Изменение первоначального значения pH обычно
приводит к понижению проницаемости мембран [255, с. 10]. Влия-
ние pH на селективность мембран невелико. Летучие кислоты
плохо задерживаются мембранами, поэтому предварительная ней-
трализация летучих кислот повышает селективность процесса раз-
деления.
Срок службы ацетатцеллюлозных мембран определяется гид-
ролизом ацетатцеллюлозы, который резко ускоряется при 3 >
> pH > 8.
Промышленные аппараты обратного осмоса
и ультрафильтрации
В настоящее время применяют следующие типы ап-
паратов, различающиеся способом размещения мембран [256, с. 59]:
153
1. Аппараты типа «фильтр-пресс» с плоскокамерными фильт-
рующими элементами. Применяют при невысокой производитель-
ности установок. Пакет фильтрующих элементов зажимается ме-
жду двумя фланцами и стягивается болтами. Основной недостаток
Фильтрат
Рис. 6.14. Схема трубчатого элемента аппарата обрат-
ного осмоса:
1—пористая труба: 2—мембрана.
этих аппаратов — невысокая удельная площадь поверхности, мем-
бран (60—300 мI 2 на 1 м3 объема аппарата) и большая металло-
емкость.
2. Аппараты с трубчатыми фильтрующими элементами
(рис. 6.14). Имеют ряд преимуществ: простота конструкции, малая
металлоемкость, легкость турбу-
лизации раствора. Недостаток
аппаратов: невысокая удельная
площадь поверхности мембран
(100—200 м2/м3), трудность за-
Рис. 6.15 Схема рулонной укладки
полупроницаемых мембран:
мены вышедших из строя мем-
бран.
3. Аппараты с фильтрующими
элементами рулонного или спи-
рального типа. Имеют большую
удельную площадь поверхности
мембран (300—800 м2/м3). Полу-
проницаемая мембрана с подлож-
кой свернута в виде сдирали и
образует цилиндрический модуль
диаметром до 100 мм и длиной
до 1 м (рис. 6.15). Один модуль
системы «Галф-Аяко» с пло-
I — мембрана: 2— гибкая пористая пластина; ЩЭДЬЮ ПОВСрХНОСТИ мембраны
3—гофрированный^^сепаратор; «-труба- 4 65 и объемом около 0>007 м3
имеет пропускную способность
примерно 1,8 м3 воды в сутки [260, с. 31]. Недостаток этих аппара-
тов — сложность монтажа и смены мембран.
4. Аппараты с мембранами из полых волокон [261, 262] малого
диаметра (45—200 мкм). Волокна (из ацетатцеллюлозы, нейлона
и др.) собираются в пучки длиной 2—3 м, которые прикрепляются
к стенкам аппарата с помощью эпоксидной смолы (рис. 6.16).
Удельная площадь поверхности мембран в этих аппаратах дости-
гает 20 000 м2/м3. Расположение волокон может быть линейным,
154
о требует заделки в две трубные решетки, или U-образным с за-
глкой в одну трубную решетку. Модель фирмы «Дюпон» имеет
<аметр 35,5 см, длину 1 м и содержит 900 000 волокон общей по-
фхностью около 1700 м2.
Аппараты с мембранами из полых волокон компактны и высо-
шроизводительны. Недостаток аппаратов — трудность замены
эврежденных волокон. Если разделяемый раствор протекает
Рис. 6.16. Аппарат с мембранами из полых волокон:
/—подложка; 2—шайба с волокном; 3—корпус; /—трубка; 5—крышка.
/утри волокон, то необходима тщательная очистка его от меха-
/ческих загрязнений.
Характеристика установки фирмы «Дюпон» производитель-
>стью 40 м3 очищенной воды в сутки приведена ниже [256, с. 65]:
Наружный диаметр волокна, мкм........................... 45
Внутренний диаметр волокна, мкм......................... 24
Плотность укладки волокон в аппарате, % ................ 50
Число волокон в аппарате, млн........................... 28
Общая поверхность волокон, м2 ......................... 7850
Срок службы, лет........................................ 5
Рабочее давление, МПа................................... 4,2
Выпускаются установки производительностью 5—1000 м3/сутки.
Примеры применения метода обратного осмоса
и ультрафильтрации
Обратный осмос и ультрафильтрация могут успешно
^пользоваться для очистки сточных вод химических, нефте-
шических, целлюлозно-бумажных и других производств [258
>3].
Результаты исследований по очистке и концентрированию сточ-
лх во'д методом обратного осмоса при давлении 4,1 МПа пред-
авлены в табл. 6.2 [255, с. 13].
Из приведенных данных видно, что метод обратного осмоса
>еспечивает эффективную очистку сточных вод от минеральных
)имесей. Получаемый концентрированный раствор может быть-
155
Таблица 6.2
Данные очистки сточных вод обратным осмосом
Растворенноз вещество Концентрация, мг/л Селективность %
исходная вода фильтрат концентрат
Катионы: жглезо (II) 6,5 0,12 24 99,2
калий 26 3,3 91 93,6
кальций 360 7,6 1400 99,1
магний 240 • 0,5 940 99,9
марганец (II) 3,8 0,0 16 100
натрий 900 ПО 3400 94,9
Анионы: бикарбонат 340 12 1150 98,4
борат 0,3 0,14 0,4 60,0
нитрат 0,53 0,26 3,3 86,3
силикат 34 7,6 120 90,1
сульфат 630 0,0 2580 100
хлор 2020 170 7850 96,6
фосфат 10 0,18 40 99,3
фтор 0,7 0,12 1,3 88,0
направлен на регенерацию для извлечения и использования це
ных примесей. Метод гиперфильтрационной очистки является пе
спективным для регенерации солей тяжелых металлов из сточнг
вод.
С помощью ацетатцеллюлозных мембран удается концентр
ровать хромсодержащие сточные воды гальванических прои
водств в 50—100 раз при оптимальном давлении 8—10 МПа. F
установке обратного осмоса достигнута 93%-ная эффективное'
очистки сточных вод от хрома [264]. Полученный концентрирова
ный раствор направляют затем на катионитовые фильтры д;
очистки от ионов Na+, Са+, Fe2+ и Fe3+ и возвращают в прои
водство.
Экспериментальные данные показывают, что при давлещ
3—3,5 МПа и селективности мембран по NaCI, равной 93,5%, обе
печивается солезадержание по растворам К2СГ2О7, CuSO4 и ZnS(
на 96,5—99,0% [265].
На промышленной установке производительностью 0,45 %м3/
работающей под давлением 3 МПа, из сточных вод гальванич
ского производства извлекаются NiCU и NiSO4. Полученные со;
никеля вновь используются в производстве [266]. Смена ацетатце.
люлозных мембран проводится один раз в 1,5 года.
С помощью полупроницаемых мембран можно концентрирова'
растворы щелочей, аммонийных, фосфатных и нитратных солей щ
производстве удобрений, глицерина, спирта и др.
Метод обратного осмоса может быть успешно использован д;
«третичной» очистки сточных вод от соединений фосфора и азот
156
Производительность, мЗ/супыи
Рис. 6.17. Зависимость стоимости
очистки воды от производитель-
ности установки:
1 — общая стоимость; 2—эксплуатацион-
ные расходы; 3—капитальные затраты;
4—стоимость смены мембраны; 5—стои-
мость воды; 6—стоимость энергии.
что в отдельных случаях наи-
езультаты длительной эксплуатации полупромышленной установ-
л обратного осмоса для очистки бытовых сточных вод [267] пока-
ти, что содержание фосфора снижалось на 94%, аммиака — на
)% и нитратов — на 64%.
Очистка сточных вод обратным осмосом без их предваритель-
эй обработки проводится на опытной установке в Сан-Диего
США). Растворенные соли удаляются из воды более чем на 95%,
щелочноземельные элементы, нитрат-, фосфат- и сульфат-ионы —
злее чем на 98%. После очистки с.эда не является питьевой, но
эжет употребляться в сельском хо-
тйстве и промышленности, в том
1сле в системах оборотного водо-
шбжения. Использование необра-
этанных вод приводило к механи-
зским повреждениям мембран
зердыми частицами загрязнений и
ясокой степени износа питатель-
ях насосов. Во избежание этого
зедено предварительное фильтрова-
ие сточных вод через сетку, а так-
,е покрытие мембран прочным со-
гавом.
В результате применения обрат-
эго осмоса для очистки сточных
эд, загрязненных радиоактивными
эществами, активность воды в
эльшинстве случаев снижается на
—3 порядка [255, с. 15].
Ультрафильтрацию в промыш-
енных масштабах применяют для
егенерации солей серебра из рас-
зоров, образующихся в производ-
гве фотоэмульсий [268].
Некоторые авторы считают [269],
олее эффективным будет применение обратного осмоса и ультра-
ильтрации в сочетании с другими способами, например ионным
бменом.
Стоимость очистки воды [270] зависит от производительности
становки (рис. 6.17) и степени извлечения ценных примесей. Сле-
ует отметить, что стоимость смены мембран весьма высока и ос-
тавляет от 4 до 12 долларов за 1 м2. Тем не менее затраты на
чистку воды обратным осмосом и ультрафильтрацией, особенно
а крупных установках, не превышают стоимости очистки воды
эироко известными методами.
ТЕРМИЧЕСКОЕ ОБЕЗВРЕЖИВАНИЕ
Метод термического обезвреживания минерализован-
ых сточных вод целесообразно применять для выделения ценных
олей и других примесей, а также использовать его в качестве
157
первой ступени перед термоокислительным высокотемпературны!
обезвреживанием сточных вод.
Различают две стадии термического обезвреживания сточны
Рис. 6.18. Зависимость удельного
расхода тепла q от степени кон-
центрирования раствора <эк (п —
число ступеней испарения);
1 — обезвреживание; 2—концентрирова-
ние; 3—сушка.
вод: концентрирование и получение сухого остатка.
Стоимость обезвреживания минерализованных сточных вод оп
ределяется расходом энергии и затратами на оборудование. Зави
симость удельного расхода тепла q от степени концентрировани
раствора <ок приведена на рис. 6.1
[271, с. 13], из которого видно, чт
с увеличением <ок удельный расхо
тепла незначительно возрастает пр
концентрировании раствора и суще
ственно снижается при получени
сухого продукта.
Аппараты
для концентрирования
сточных вод
Концентрирование сточных во,
осуществляют в выпарных устаног
ках поверхностного типа (выпар
ные аппараты, установки мгновег
ного испарения), в установках
аппаратами контактного тип
(скрубберы, печи, аппараты пс
гружного горения), в холодильны
концентраторах [271, с. 9]. Выбо
аппарата зависит от состава приме
сей, их количества, расхода сточны
вод, их коррозионной активност!
необходимой степени упаривани
и т. д.
Выпарные аппараты. Приме
няют выпарные аппараты различ
ных конструкций: однокорпусные и многокорпусные с естественно
и принудительной циркуляцией [271, с. 30]. Обычно использую’
многокорпусные (4—5-корпусные) установки, обеспечивающие рас
ход тепла по пару на 1 кг влаги — 600 кДж/кг. Расчет этих аппа
ратов приведен в работе [272, с. 26]. Известно применение выпар
ных аппаратов. (6-корпусная установка) с вынесенной зоной испа
рения [273]. 'Для предотвращения образования отложений соле!
производится рециркуляция шлама. Перед выпариванием, вода об
рабатывается содой, в результате чего выпадает шлам (СаСОз).
С помощью выпарных аппаратов концентрируют сульфатньк
щелока, радиоактивные и другие сточные воды. Коэффициент очи
стки (отношение значений активности до и после очистки) радио
активных сточных вод составляет примерно 1-Ю4 [187, с. 170].
Довольно часто применение выпарных аппаратов затруднен!
вследствие «зарастания» теплопередающих поверхностей осадком
J58
роме того, во избежание коррозии теплопередающие поверхно-
ги таких аппаратов должны изготовляться из дорогостоящей ле-
1рованной стали.
Адиабатные установки. В настоящее время ведутся исследова-
ия процесса упаривания сточных вод с использованием метода
гновенного испарения. Высокий термодинамический к. п. д. по-
эбных установок и более низкая интенсивность солеобразования
1—сборник исходной сточной воды; 2—насос; 3—расходный бак;
4—теплообменник-конденсатор; 5—регулятор подачи сточной воды;
0—выпарной аппарат; 7—погружная горелка; 8 — эрлифт;#—отстойник;
10—взрывная мембрана; //—вытяжная труба.
елают этот метод очень перспективным для упаривания сточных
од [274, с. 59].
Вода нагревается до температуры кипения в отдельно вынесен-
ых подогревателях, из которых она поступает в камеру испаре-
ия с более высоким вакуумом. Испарение в камере происходит
е только с поверхности воды, но и с поверхности капель, разбрыз-
иваемых специальными устройствами.
Аппараты с погружными горелками. В аппаратах с погружными
орелками упариваемая сточная вода нагревается при непосред-
гвенном контакте (барботаже) с дымовыми газами, полученными
ри сжигании газообразного или жйдкого топлива в горелках,
астично или полностью погруженных в жидкость. Аппараты
159
с погружными горелками используют для упаривания агрессивнь
жидкостей в тех случаях, когда в процессе выпаривания выд
ляются кристаллические соли [275, с. 6].
Схема установки погружного горения представлена на рис. 6.1
Сточная вода из сборника 1 центробежным насосом 2 подаете
в расходный бак 3, из которого через теплообменник 4 и регул:
тор расхода 5 поступает в выпарной аппарат 6. В теплообменниг
сточная вода подогревается за счет тепла парогазовой смеси, вь
ходящей из выпарного аппарата. В выпарном аппарате поддерж!
вается постоянный уровень жидкости.
Природный газ и воздух подводятся в смесительную камер
погружной горелки 7. Газообразные продукты горения барбоп
руют через сточную воду. Образующийся упаренный раствор, се
держащий частицы шлама, с помощью эрлифтного устройства
непрерывно удаляется в отстойник 9. В отстойнике концентрир<
ванный раствор осветляется, шлам направляется на переработк
или в отвал, а упаренный раствор — на термоокислительное обе:
вреживание или на утилизацию. Парогазовая смесь из выпарног
аппарата отводится через каплеуловитель в теплообменник 4 дл
охлаждения исходной сточной водой и далее через вытяжну
трубу 11 сбрасывается в атмосферу.
Процесс выпаривания сточных вод в аппаратах с погружным
горелками полностью автоматизирован. Продукты сгорания, имен
щие температуру до 1500 °C, нагревают сточную воду до 80—95°
(равновесная температура испарения, т. е. температура мокрот
термометра). Дымовые газы насыщаются водяным паром и уд;
ляются из сточной воды с температурой на 1—2 °C выше равнове
ной температуры испарения. Давление в сепарационном прострат
стве аппарата составляет не более 980 Па (100 мм вод. ст.
Коэффициент использования теплоты сгорания топлива достигае
95—96%; теплопроизводительность погружной горелки (3,4ч-4,2):
X Ю7 кДж/ч [275, с. 9; 276, с. 15].
Выпарные аппараты с погружными горелками используют дл
упаривания сточных вод в производствах синтетических смол и л;
кокрасочных материалов, люминофоров и химических реактиво
эпоксидных смол [275, с. 263; 276, с. 14] и др. Результаты экспл;
атации промышленного выпарного аппарата с погружными горе;
ками объемом 34 м3 [276, с. 15], предназначенного для упаривани
сточных вод производства химических реактивов, загрязненнь;
минеральными веществами, показали, что при давлении 980 П.
рабочей температуре в аппарате 85—90 °C, производительности п
испаряемой воде 12 т/ч, теплопроизводительности 3,4 -107 кДж/
достигается 30-кратная степень упаривания раствора, что соотве
ствует содержанию сухого вещества 300—400 г/л.
Содержание СОг в газовой фазе составляет 8%, СО отсутствуе
Нужно отметить, что дымовые газы, содержащие СОг, контактиру
с выпариваемыми сточными водами, повышают их кислотность л
pH = 4 4-5, поэтому во избежание коррозии трубопроводов сто1
ную воду, подаваемую в аппарат, следует подщелачивать.
160
Отходящая из аппарата парогазовая смесь имеет точку росы
О—85 °C, и, следовательно, при охлаждении до 50 °C (в поверх-
остных воздушных холодильниках) будет получаться 0,53 л (на
м3 парогазовой смеси) конденсата, который во многих случаях
.ожет быть использован в системах оборотного водоснабжения.
По технико-экономическим расчетам стоимость выпаривания
м3 сточных вод в аппаратах с погружными горелками примерно
, 2 раза ниже, чем в обычных выпарных аппаратах [275, с. 262].
Летодика расчета аппаратов погружного горения изложена в ра-
юте [275, с. 150].
Скрубберы. Высокий экономический эффект достигается при
шаривании сточных вод в скрубберах, представляющих собой гер-
метичный полый цилиндр с коническим днищем. Сточная вода по-
хается под давлением 0,5—0,6 МПа в распыливающие форсунки,
неположенные в верхней части скруббера. Снизу подаются дымо-
зые газы, имеющие температуру 900—1000 °C. Температура ухо-
тящей парогазовой смеси поддерживается в пределах 75—90 °C.
Упаренный раствор удаляется через нижний слив и затем подается
та сжигание в топку. Плотность орошения принимается обычно
1,5—1,0 кг/(м2-с).
Установка вытяжных вентиляторов на скруббере сокращает его
зысоту и обеспечивает возможность устойчивой работы скруббера
яри колебаниях нагрузки. Методика расчета скруббера приведена
в работе [272, с. 37].
Аппараты для получения твердого (сухого)
продукта
Выпаривание сточных вод с получением твердого (су-
хого) продукта проводят в распылительных сушилках, печах, кри-
сталлизаторах и в аппаратах с кипящим слоем материала.
Распылительные сушилки. В распылительной сушилке сточная
вода поступает сверху сушильной камеры через форсунку. Сушиль-
ный агент (горячий воздух, дымовые газы) движется параллель-
ным током со сточной водой. Мелкие (размером до нескольких
микрон) твердые частицы высушенного материала осаждаются на
дно камеры и отводятся шнеком. Отработанный сушильный агент
после очистки от пыли выбрасывается в атмосферу.
В этих сушилках достигается высокая интенсивность испаре-
ния за счет тонкого распыления сточной воды (диаметр капель
составляет 20—60 мкм). Удельная поверхность испарения при этом
велика, и процесс сушки заканчивается довольно быстро (через
15—30 с). В условиях практически мгновенной сушки температура
поверхности частиц, несмотря на высокую температуру сушиль-
ного агента, лишь немного превышает температуру адиабатического
испарения жидкости.
Количество пара, получаемого с 1 м2 аппарата в 1 ч, состав-
ляет всего 10—14 кг, поэтому распылительные сушилки представ-
ляют собой громоздкие аппараты. Это ограничивает их приме-
нение.
6 Зак. 394
161
Для распиливания сточных вод, загрязненных взвешенными вс
ществами, применяют пневматические форсунки. Возможно такж
использование распылительных сушилок, работающих по принцип
противотока. Конструкции и методика расчета сушилок подроби
изложены в работах [277, 278].
Аппараты с кипящим слоем. Использование кипящего слоя по
зволяет интенсифицировать процесс испарения.
В атмосфер!/
Рис. 6.20. Схема обезвреживания сточных вод в аппарате кипя*
щего слоя с долучением гранул:
1 — аппарат кипящего слоя; 2—форсунки; 3—топка; 4—смесительная ка-
мера; 5—газораспределительная решетка; 6—течка; 7—шнек; 3 — бункер;
9— циклоны; /9—дымосос.
Для выпаривания сточных вод применяют установки с однока-
мерными непрерывнодействующими аппаратами кипящего слоя
(рис. 6.20).
Сточная вода подается в аппарат с кипящим слоем 1 через
форсунки 2. Форсунки расположены иа высоте 300—400 мм иад
слоем. Топочные газы из топки 3 поступают в смесительную каме-
ру 4, где смешиваются с воздухом, и с требуемой температурой
подаются под газораспределительную решетку 5, поддерживая ма-
териал в кипящем (псевдоожиженном) состоянии. Высушенный
продукт через течку 6 попадает в шиек 7 и далее направляется
потребителю или на захоронение. Отработанные газы очищаются
от пыли в батарейном циклоне 9 и с помощью дымососа 10 выбра-
162
сываются в атмосферу. Уловленные в циклоне частицы ссыпаются
в бункер 8, из которого периодически подаются в шнек.
Ниже приведены данные работы установки обезвреживания
сточных вод с кипящим слоем производительностью 100 м3/суткн:
Скорость теплоносителя, м/с................... 2,5—3,0
Температура теплоносителя, °C...................... 500—700
Температура в слое, °C........................ 150—200
Давление под решеткой (при высоте слоя 600—
650 мм), Па.................................... 7,5 • 103—8 • 103,
(примерно 750—
800 мм вод. ст.)
Состав и концентрация (г/л) примесей сточных вод:
NaCl........... 250-300 Na2S2O3............ 4-5
NaOH ....... 45-55 Na2S............. 1,5-2,0
Na2SO4.......... 15-20 Na2SO3............. 1-3
На установке получают гранулы размером 0,5—1,5 мм, влаж-
ностью около 0,5% в количестве 20—30 т/сутки.
Очистка методом ионного обмена
Очистка сточных вод методом ионного обмена в по-
следнее время получает все большее распространение, так как этот
метод позволяет утилизировать ценные примеси, очищать воду до
предельно допустимых концентраций и обеспечивает возможность
использования очищенных сточных вод в производственных про-
цессах или в системах оборотного водоснабжения.
Практическое применение для очистки сточных вод получили
синтетические ионообменные смолы. Соединения эти состоят из
пространственно сшитых нерастворимых в воде углеводородных
цепей (матрицы) с фиксированными на них активными ионоген-
ными группами, имеющими заряд, который нейтрализуется распо-
ложенными внутри полимера ионами противоположного знака —
противоионами, способными вступать в реакции обмена с ионами
того же знака, находящимися в растворе. При отрицательном за-
ряде фиксированных групп ионит обменивает катионы (катионит),
при положительном — анионы (анионит).
Различают следующие виды ионитов:
1. Сильнокислотные катиониты, содержащие сульфогруппы
—SO3H или фосфорнокислые группы —РО(ОН)г, и сильнооснов-
ные аниониты, содержащие четвертичные аммониевые основания
—N+(R)3. К данному виду ионитов относятся, например, катионит
КУ-2 и анионит АВ-17.
Равновесная (статическая) обменная емкость этих ионитов по
отношению к различным ионам остается постоянной (максималь-
ной) в широком интервале pH.
2. Слабокислотные катиониты, содержащие карбоксильные
—СООН н фенольные —/ \—ОН группы, диссоциирующие при
6*
168
pH > 7 (например, катиониты КБ-2 и КБ-4), а также слабооснов-
ные аниониты, содержащие первичные —NH2 и вторичные —NH—
аминогруппы (например, аниониты АН-23 и АН-2Ф), диссоциирую-
щие при pH < 7.
3. Иониты смешанного типа, проявляющие свойства смеси
сильной и слабой кислот или оснований. Так, катионит КУ-1 со-
держит сульфогруппу и фенольную группу.
4. Иониты, обменная емкость которых постепенно изменяется
в широком интервале pH. Они ведут себя подобно смеси кислот и
оснований различной силы.
Особую группу представляют окислительно-восстановительные
полимеры или редокситы, обладающие способностью к окисли-
тельно-восстановительным реакциям [173, с. 97].
При соприкосновении ионитов с водой происходит их набуха-
ние. Обычно применяемые промышленные образцы ионитов уве-
личивают свой объем при набухании в 1,5—2 раза.
Одной из основных характеристик ионитов является обменная
емкость, предельная величина которой определяется числом ионо-
генных групп. Полная емкость ионита — количество грамм-экви-
валентов ионов, находящихся в воде, которое может поглотить
1 м3 ионита до полного насыщения. Рабочая емкость ионита —
количество грамм-эквивалентов ионов, которое может поглотить
1 м3 ионита в фильтре при обработке воды до начала проскока
в фильтрат поглощаемых ионов. Кроме того, при определении ем-
кости ионитов в статических или динамических условиях разли-
чают статическую (равновесную) и динамическую обменную ем-
кость ионитов.
Характерной особенностью ионитов, важной для практического
использования, является их обратимость, т. е. возможность про-
ведения реакций в обратном направлении. Это дает возможность
производить регенерацию ионитов.
В соответствии с моделью пограничного диффузионного слоя
процесс ионного обмена можно рассматривать в виде нескольких
последовательных стадий: диффузия ионов из раствора через по-
граничную пленку жидкости к поверхности ионита, диффузия
ионов внутрь зерна ионита, химическая реакция обмена ионов,
диффузия вытесненных противоионов из объема зерна к его по-
верхности и диффузия противоионов от поверхности ионита в ра-
створ.
При малой концентрации ионов в растворе (<0,003 Л1) лими-
тирующей стадией ионообменного процесса является диффузия
ионов через жидкостную пленку (пленочная кинетика), при кон-
центрации более 0,1 М— диффузия ионов внутри зерна (гелевая
кинетика), а при концентрациях 0,003—0,1 М имеет значение пле-
ночная и гелевая кинетика.
При рассмотрении кинетики процесса ионного обмена необхо-
димо учитывать такие факторы, как температура, степень исчер-
пания обменной емкости ионита, особенности структуры и др.
164
Катионирование
Для очистки сточных вод применяют искусственные и
природные минеральные и органические катиониты. Минеральные
катиониты, несмотря на невысокую стоимость, не получили широ-
кого распространения вследствие малой обменной емкости и недо-
статочной стойкости, хотя некоторые из них (например, вермику-
лит, монтмориллонит, доломит) рекомендуется применять для
очистки сточных вод от радиоактивных примесей [187, с. 209].
Чаще используют органические искусственные сильнокислотные
(КУ-1, КУ-2, сульфоуголь, Вофатиты и др.) и слабокислотные
(КБ-4, СГ-1, Амберлайты и др.) катиониты. Характеристика неко-
торых катионитов приведена в табл. 6.3.
Таблица 6.3
Характеристика некоторых катионитов
Катионит Функцио- нальная группа Размер зерен, мм Насыпная плотность, т/мЗ Коэффициент набу- хания Обменная емкость, г-экв/мЗ Допустимая темпе- ратура, °C
воздушно- сухого влажного при Н-катио- нировании 1 1 при Na-xa- тионировании
Сульфоуголь СМ-1 (СССР) Сульфоуголь СК-1 (СССР) Катионит КУ-1 (СССР) Катионит КУ-2 (СССР) Вофатит Р (ГДР) Амберлайт IRC-100 (США) IsOaH OH- °>3°—°-80 °-65 °’55 1120 250 400 60 JCOOH 0,50-1,10 0,65 0,55 1,20 200 350 60 SO3H 0,30-1,50 0,63 0,45 1,40 300 300 - 0,30—1,00 0,71 0,50 1,42 800 800 120 >SO3H; ОН 0,30-0,75 0,62 0,50 1,24 300 300 100 0,30-1,00 0,64 0,44 1,45 — 300 120
Если катиониты находятся в Н-форме или Na-форме, обмен
катионов будет проходить соответственно по реакциям
Ме+ + Н[К) Ме[К]+Н+
Ме+ + Na[K] Ме[К] + Na+
где [К] — сложный комплекс катионита; Ме+ — катион раствора
(сточной воды).
При фильтровании воды через Н-катионитовый фильтр в воду
переходят Н-ионы и анионы превращаются в соответствующие ми-
неральные кислоты. Сухой остаток воды уменьшается. При Na-
катионировании щелочность воды практически не меняется, а со-
держание сухого остатка зависит от атомной массы и валентности
обмениваемого катиона.
Сильнокислотные катиониты позволяют проводить процесс в
любых средах, а слабокислотные — в щелочных и нейтральных.
165
Регенерация катионита — обратное замещение его сорбирован-
ных ионов ионами водорода или натрия — достигается промывкой
обработанного катионита кислотой (Н-катионит) или раствором
поваренной соли (Na-катионит):
2Me[K]+H2SO4 2Н[К] + Me2SO4
Ме[К] + NaCl =?=> Na[K] + MeCl
Обычно в сточных водах содержится не один катион, а слож-
ная смесь катионов. Наряду с солями тяжелых металлов присут-
ствуют соли натрия, кальция, магния (за счет жесткости исполь-
зуемой природной или оборотной воды), соли железа (вследствие
коррозии трубопроводов и аппаратов), кислоты. Поэтому большое
значение имеет селективность поглощения катионов.
При обмене на сильнокислотном сульфокатионите КУ-2 уста-
новлены [89, с. 136] следующие ряды катионов по энергии их вы-
теснения из катионита друг другом:
Н+ < Na+ < NHt < Mg2* < Zn2+ < Co2+ < Cu2+ < Cd2+ < Ni2+ <
< Ca2+ < Sr2+ < Pb2+ < Ba2+
Прй обмене на слабокислотном катионите КБ-4 ряд катионов
отличается от приведенного выше:
Mg2+ < Са2+ < Ni2+ < Со2+ < Си2+
На обменную емкость катионита может оказывать влияние аб-
солютная концентрация всех катионов, конкурирующих за места
в ионите. Например [89, с. 138], динамическая емкость катионита
КУ-2 по цинку для сточной воды, содержащей ZnSO4, Na2SO4 и
H2SO4, резко увеличивается с повышением степени разбавления
сточной воды.
Анионирование
Аниониты представляют собой искусственные смолы,
получаемые поликонденсацией или полимеризацией некоторых
органических соединений: фенилендиамина, мочевины, меланина
н др.
Слабоосновные аниониты характеризуются тем, что основной
радикал имеет константу диссоциации менее 1-10-3, а сильноос-
новные— больше ЫО'2. Слабоосновные аниониты обменивают
анионы сильных кислот (например, SO4~, С1~, ЫОз\ РО4-) и не
способны обменивать анионы слабых минеральных кислот (СОз-»
SiO|~ и др.):
2[А]ОН 4- H2SO4 [A]2SO4 + 2H2O
На обменную емкость слабоосновных анионитов влияет при-
рода сорбируемого аниона. С ростом концентрации кислоты в рас-
творе увеличивается обменная емкость анионитов [135, с. 153].
В СССР выпускаются слабоосновные аниониты марок АН-1,
АН-2Ф, АН-2ФГ, АН-18, АН-22, АН-31 и др. Аниониты этого типа
характеризуются наличием функциональных групп Ns и NH=.
166
1ннонит АН-2Ф содержит анион ОН" и обладает амфотерными
:войствами.
Некоторые технологические' характеристики слабоосновных
1НИОНИТОВ приведены в табл. 6.4.
Таблица 6.4
Характеристики некоторых анионитов
Аниониты Размер зерен, мм Объемная масса в рабочем состоянии, кг/мЗ Обменная емкость (по SO*-), г-экв/м3
Злабоосновные:
АН-2ФГ 0,3—1,6 0,4 700
АН-18 0,3-1,6 0,49 1000
АН-31 0,4-2 0,35 1500
Амберлайт IR-4B 0,3-0,85 0,4 1500
0 ильноосновные:
АВ-17 0,2-0,85 0,39 800
АВ-27 0,4—1,6 0,6 1000
Амберлайт IRA-401 0,3-0,85 0,71 800
Слабоосновные аниониты характеризуются неодинаковой спо-
собностью к поглощению различных анионов; для большинства
анионов справедлив следующий ряд (по поглощающей способно-
сти): SOf~ > ЫОз" > С1-. Регенерация слабоосновных анионитов
достигается фильтрованием через слой истощенного анионита 2—
4% водных растворов NaOH, Na2CO3 или NH4OH.
К отечественным сильноосновным анионитам (см. табл. 6.4)
относятся иониты марок АВ-16, АВ-17, АВ-20, АВ-21 и др. В США
применяют аниониты: Амберлайты IRA-400, IRA-401 и др.
В твердой фазе многих сильноосновных анионитов (например,
АВ-17) четвертичные аммониевые группы образуют при диссоциа-
ции ОН-ионы. Сильноосновные аниониты способны обменивать
ОН-ионы своей активной группы на анионы растворенных в воде
слабых кислот только при отсутствии в воде сильных кислот и их
солей.
Нужно отметить, что некоторые аниониты в процессе эксплуа-
тации стареют вследствие окисления кислородом, растворенным в
воде. Это приводит к снижению обменной емкости анионита. Стои-
мость сильноосновных анионитов значительно выше стоимости
слабоосновных, поэтому первые следует применять преимущест-
венно для извлечения анионов слабых кислот.
Фильтры со смешанным слоем ионитов
Полное обессоливание воды-возможно при последова-
тельном фильтровании ее через три ступени фильтров:
I ступень — Н-катионирование, при котором из воды можно
удалить катионы всех металлов. Вода при этом обогащается ми-
неральными кислотами.
167
II ступень — ОН-анионирование на слабоосновном анионит!
в результате которого из воды удаляют ионы сильных кислот
вода при этом нейтрализуется.
IH ступень — ОН-анионирование на сильноосновном анионит
для обмена анионов слабых кислот.
Большой практический интерес представляют фильтры со смс
шанным слоем, включающим как катионит, так и анионит. В та
ком смешанном слое число ступеней Н- и ОН-ионирования бескс
нечно велико, что обеспечивает практически полное обессоливани
воды при фильтровании ее через один фильтр.
Для регенерации истощенной смеси катионита и анионита не
обходимо предварительное разделение ионитов, что производите:
методом гидравлической классификации водой, подаваемой сниз
вверх. Очевидно, что с увеличением разности плотностей анионит:
и катионита эффективность разделения повышается. Из отечест
венных ионитов с успехом применяют катионит КУ-2 и аниони
АВ-17.
После разделения ионитов проводят регенерацию каждого и.
них или в этом же фильтре, или в других аппаратах (выносна:
регенерация ионитов).
Перспективно применение намывных фильтров из смешанной
слоя катионитов и анионитов.
Схемы установок ионообменной очистки
Процессы ионообменной очистки сточных вод, вклю
чающие чередующиеся стадии сорбции и регенерации ионитов
осуществляются в аппаратах периодического (фильтрах) или не
прерывного действия.
Фильтр периодического действия представляет собой закрыты!
цилиндрический сосуд с расположенным на днище щелевым дре
нажным устройством, служащим для равномерного отвода очи
щенной воды по всему сечению фильтра. Фильтр загружаете?
ионитом, высота слоя которого составляет 1,5—2,5 м. Если подачг
сточной воды и регенерирующего раствора осуществляется сверху
фильтр называется параллельноточным, когда сточная вода по-
ступает снизу, а регенерирующий раствор сверху — противо
точным.
При относительно невысоких скоростях фильтрования сточног
воды через неподвижный слой ионита (до 10 м/ч) расчет фильтра
производится на основании материального баланса, так как кине-
тика обмена на процесс практически не влияет, а динамическая
емкость ионита используется полностью [89, с. 141].
На продолжительность фильтроцикла большое влияние оказы-
вают взвешенные вещества, содержащиеся в сточной воде. Коль-
матация ионита приводит к возрастанию гидравлического сопро-
тивления загрузки фильтра и необходимости промывки. Напри-
мер, с увеличением содержания взвешенных частиц гидроксида
алюминия от 10 до 50 мг/л при скорости фильтрования 5 м3/(м2-ч)
168
оэффициент использования емкости сульфоугля уменьшается от
!3,6 до 8,1% [89, с. 142].
Преимущество установок. с псевдоожиженным слоем иони-
ов — возможность очистки сточных вод, загрязненных взвешен-
1ыми веществами.
Применяются аппараты непрерывного действия различных кон-
струкций, однако общим у них является нижний отбор отработан-
ного ионита и последующая подача, его в верхнюю часть регене-
эационного устройства. В этих установках ионит движется по
шмкнутому контуру, последовательно проходя стадии сорбции,
регенерации и промывки [173, с. 92].
Примеры применения метода ионного обмена
Метод ионного обмена может использоваться для
□чистки сточных вод многих химических производств: электрохи-
мических (от ионов тяжелых металлов, цианидов и др.), синтети-
ческих волокон (от ионов цинка и др.), азотных удобрений (от
аммиака, меди и др.), коксохимических (от тиосульфатов, рода-
нидов и др.), искусственных и естественных изотопов (от радиоак-
тивных веществ) и т. д.
Очистка от ионов тяжелых металлов. Эффективность и эконо-
мичность извлечения ионов тяжелых металлов из сточных вод
методом ионного обмена зависит от их концентрации в воде, pH,
общей минерализации воды, концентрации ионов кальция, железа
И Т. д.
Ионы цинка. Для очистки сточных вод производств вискоз-
ных волокон [133, с. 91] и фибры [279] от ионов цинка применяют
Na- или Н-катионирование. Сточные воды содержат 100 мг/л и бо-
лее ионов цинка (Zn2+), загрязнены серной кислотой и минераль-
ными солями.
При использовании сульфокатионита КУ-2 в Н-форме динами-
ческая обменная емкость катионита по иону цинка «до проскока»
составляет 2—3 мг-экв/г (воздушно-сухого катионита), причем
соотношение концентрации ионов цинка и ионов водорода или ще-
лочных металлов мало влияет на обменную емкость катионита [89,
с. 138]. Увеличение общей минерализации воды резко снижает
емкость сульфокатионитов.
Обменная емкость слабокислотных катионитов (например,
марки КБ-4) по цинку составляет 5 мг-экв/г даже при высокой
минерализации воды. Однако эти катиониты могут применяться
только для нейтральных и слабощелочных сточных вод.
Положительные результаты получены при очистке сточных вод
от цинка на установке с псевдоожиженным слоем катионита [133,
с. 93]. Регенерацию катионита проводят 2—5% раствором Na2SO4.
Отработанный регенерационный раствор, содержащий ионы Na+,
Са2+, Zn2+, Fe2+ и Н+, обрабатывается перекисью водорода и под-
щелачивается содой до pH = 4,5 4-5,0. Образующийся гидроксид
железа отделяется от раствора, затем pH доводится до 9—9,5 и
169
выпадающий гидроксид цинка отделяется и возвращается в про
изводство.
Следует заметить, что применение для регенерации катионит?
растворов H2SO4 и Na2SO4 связано с образованием и выделением
малорастворимого гипса (CaSO4), затрудняющего эксплуатации
установки. Поэтому для регенерации катионитов лучше употреб
лять соляную кислоту и поваренную соль.
Соединения хрома. Очистка сточных вод, содержащие
соли хромовой кислоты, возможна на сильноосновном анионите
АВ-17 [280]. Анионит не изменяет своих свойств (не окисляется)
в течение длительного времени при концентрации СгО3 дс
1200 мг/л. Для анионита, содержащего 6% дивинилбензола, при
pH — 1,8 4- 6 динамическая обменная емкость составляет 11,5—
12% от массы сухой смолы.
Регенерируют анионит 10—15% растворами NaOH. Однако де-
сорбция хроматов протекает эффективнее, если анионит предвари-
тельно переводится в хлоридную форму. При регенерации аниони-
та раствором, содержащим 2% NaOH и 6% NaCl, десорбируется
89—99% хроматов (от количества сорбированных). При двухкрат-
ном использовании регенерирующих растворов концентрация Сг6+
в элюате составляет 48—54 г/л, при трехкратном использовании —
73—79 г/л.
Полученный при регенерации раствор, содержащий НагСгО4,
NaOH и NaCl, пригоден для получения пассивирующих растворов.
Методом Н-катионирования хромат натрия может быть переведен
в хромовую кислоту. • х
Аналогичные результаты получены [281] при использовании
анионита — Вофатита SB. При оптимальной величине pHi=3,5-=-
— 4,5 динамическая обменная емкость Вофатита SB составляет
3,04—3,66 г СгОз на 100 мл анионита.
Ионы ртути. Изучение сорбции ртути из 0,1% раствора су-
лемы на целлюлозных волокнах показало [282], что в статических
условиях максимальная сорбция (4—4,5 мг-экв/г) достигается при
времени контакта 40 мин. Регенерировать ртуть можно путем
сжигания волокна, содержащего до 40% металлической ртути,
с последующей конденсацией ее паров.
Ртутьсодержащие сточные воды, как правило, являются много-
компонентными системами. Присутствующие в них ионы натрия,
кальция, магния, железа, а также бкислители снижают поглоти-,
тельную способность ионитов.
Исследование зависимости поглотительной способности ионита
Мтилон-Т от концентрации ртути в растворе показало [283], что
в области концентраций более 0,5 мг-экв/л емкость ионита не за-
висит от концентрации ртути в растворе, при концентрации ртути
менее 0,5 мг-экв/л сорбция ее на ионите заметно возрастает с по-
вышением концентрации. Положительной особенностью данного
ионита является то, что в интервале pH от 1 до 6,5 его емкость не
изменяется.
170
Удаление ртути из сточных вод ионитами является весьма пер-
спективным методом, что подтверждается опытом эксплуатации
установки очистки сточных вод на заводе фирмы Osaka-Soda [284].
При концентрации ртути в исходной сточной воде до 20 мг/л оста-
точная концентрация ртути составляет 0,1—0,15 мг/л.
Ионы мели, никеля и других металлов. Удаление
ионов меди, никеля, железа и других катионов можно проводить
на сильнокислотных катионитах КУ-1, КУ-2 и т. п.
Очистка сточных вод цеха концентрирования бутадиена от
ионов меди на катионите КУ-1 [285] позволяет практически пол-
ностью выделить из воды ионы меди. Сорбционная емкость катио-
нита по меди составляет 37—50 r/л при концентрации ионов меди
в исходной воде 44—219 мг/л и pH = 12,0 -г-12,4. Регенерируют
катионит 5% раствором соляной кислоты. Содержание меди
в элюате составляет 11—17 г/л.
В кислых средах сорбция ионов меди на ионитах подавляется.
Для извлечения ионов меди, находящихся в виде ацетатов или
формиатов, из сточных вод заводов синтеза аммиака [286] пред-
лагается применять катиониты, полученные из шлаков металлур-
гических заводов, регенерировать которые целесообразно 3—5%
раствором уксусной или муравьиной кислоты. Элюат может быть
возвращен в производство.
Извлечение ионов никеля из сточных вод эффективно осущест-
вляется на катионите КУ-2. Обменная емкость катионита — 63 г
Ni2+ на 1 кг сухого катионита. Регенерацию катионита целесооб-
разно производить 20% раствором серной кислоты [280]. При рас-
ходе кислоты 2 л на 1 кг катионита концентрация NiSO4 в элюате
составляет 215—220 г/л.
Для очистки сточных вод от ионов тяжелых металлов возмож-
но применение силикатнокальциевых материалов (шламов и шла-
ков металлургических производств) [287].
Очистка от аммиака и аммонийных солей. Статическая обмен-
ная емкость катионитов по иону аммония значительно умень-
шается в ряду ЫНз-НаО-> NH4HCO3-> NH4C1 [288], что объяс-
няется уменьшением значения pH раствора при извлечении ионов
аммония из раствора бикарбойата аммония и, тем более, хлорида
аммония.
Очистка сточных вод, образующихся при конденсации сокового
пара производства’ аммиачной селитры, на катионите КУ-2 обеспе-
чивает 100% извлечение аммиака. В процессе эксплуатации уста-
новки обменная емкость катионита не снижается. 10% раствор
серной кислоты практически полностью регенерирует катионит.
Для этой цели используют также 15% раствор HNO3. Элюат, со-
держащий NH4NO3 и HNO3, может быть возвращен в производ-
ство.
Удовлетворительная регенерация достигается при подаче Н3РО4
с некоторым избытком (0,5—1,0 моль на моль аммиака в смоле).
При технически целесообразном избытке кислоты 1,5—2,2 мг-экв/г
ионов аммония остается в смоле.
171
При извлечении аммиака из надсмольной воды коксохимиче-
ских заводов регенерацию ионита целесообразно производить ра-
створами фосфорной кислоты, так как получаемые кислые раст-
воры фосфата аммония можно направлять в цикл улавливания
аммиака при производстве диаммонийфосфата из аммиака коксо-
вого газа [289]. Примеси фенолов в воде не влияют на статиче-
скую обменную емкость катионитов по аммиаку.
При производстве сульфата аммония регенерацию следует про-
водить серной кислотой, а при производстве нитрата аммония —
азотной кислотой.
Ионообменный метод очистки аммиачных сточных вод эконо-
мичен, а очищенная вода может быть использована в производ-
стве и даже для питания паровых котлов.
Удаление анионов из сточных вод. Сточные воды могут быть очи-
щены от фосфат-ионов на различных анионитах. В случае очистки
от фосфатов с одновременным снижением ХПК рекомендуется
[290] применять специально обработанные глины типа вермику-
лита. В результате обработки сорбционная емкость вермикулита
по фосфатам и ХПК возрастает в 1,5—3,0 раза по сравнению
с вермикулитом в Na-форме и достигает 884 мг POt- на 100 г
вермикулита.
Городская сточная вода после анионитного фильтра содержит
около 0,1 мг/л РО4- [291].
Изучение процесса ионообменной очистки сточных вод коксо-
химического завода [292] показывает, что предварительно обес-
феноленная экстракционным методом и освобожденная от аммиа-
ка надсмольная вода газовых холодильников может быть практи-
чески полностью обессолена при помощи катионита КУ-2 в Н-фор-
ме и анионита АН-2Ф в ОН-форме. Емкость влажного катионита
КУ-2 по иону аммония составила 1935 г-экв/м3, а влажного ани-
онита АН-2Ф по анионам CNS-, БгОз-, Cl-, CN-, SO4 , 80з~ —
2065 г-экв/м3. Очищенная вода имела жесткость 0,01 —
0,02 мг-экв/л и могла использоваться в оборотном водоснабжении
завода.
Сточные воды коксохимического завода могут быть очищены
от роданид- и тиосульфат-ионов анионитом ЭДЭ-Ю-П. Несмотря
на сложный состав сточных вод и большую концентрацию солей,
сорбция роданид-иона достигает 99,6%, а тиосульфат-иона —
99%. Полная регенерация анионита обеспечивается 5% раствором
едкого натра.
Практически полная очистка сточных вод от простых и ком-
плексных цианидов может быть произведена при использовании
анионита ЭДЭ-Ю-П в ОН-форме [280]. Однако регенерация анио-
нита растворами щелочей протекает не полностью.
Очистка от радиоактивных загрязнений. Ионообменные смолы
позволяют эффективно очищать воду от многих радиоактивных
примесей. Нужно отметить, что эффективность очистки воды в зна-
чительной степени зависит от pH воды: повышение pH приводит
172
к переходу некоторых радиоактивных продуктов в коллоидное со-
стояние и уменьшению эффективности очистки.
Данные эффективности очистки воды от некоторых радиоак-
тивных изотопов в динамических условиях [293] приведены в
табл. 6.5.
Таблица 6.5
Эффективность извлечения (%) радиоактивных изотопов
из воды ионообменными смолами
Изотопы Катионит * Анионит Смешанные смолы
185^ 12—16 97,2—99,2 98,9
91у 86,3—93,1 94,2—98,5 97,6—98,7
4®Sc 95,7—97,2 98,8—99,0 98,5-98,7
89Sr 99,1—99.8 5-7 99,95—99,97
140Ва—I40La 98,3—99,0 36-42 99,5—99,6
137Cs—IS7Ba 99,8 9 99,8
llsCd 98,5 0 99,2
ssZn—9sNb 58—75 96,4—99,9 90,9—99,4
* Катионит—Амберлайт IR-120 в Н- и Na-формах.
** Анионит—Дауэкс 1 в ОН- и Cl-формах.
Эффективность очистки от большинства радиоактивных приме-
сей зависит от солесодержания сточных вод. При отсутствии солей
емкость ионитов по радиоактивным изотопам довольно велика.
Например, двухступенчатая ионообменная очистка воды с общим
солесодержанием не более 0,7 г/л и концентрацией изотопов
1,3-10~9 — 4,1-Ю-6 Ки/л обеспечивает получение высоких коэффи-
циентов очистки [294].
Большое значение имеет радиационная устойчивость ионооб-
менных смол. Под действием ионизирующего излучения емкость
ионообменных смол снижается и они разрушаются.
Существенный недостаток ионообменных смол — высокая стои-
мость, что обусловливает необходимость их регенерации. Это
приводит к образованию радиоактивных отходов, требующих
обработки и захоронения. В связи с этим перспективными ионо-
обменными материалами являются менее дорогой сульфирован-
ный битум [295], а также ионообменники в виде тканей и синтети-
ческих волокон.
ОЧИСТКА МЕТОДОМ
ЭЛЕКТРОХИМИЧЕСКОГО ОКИСЛЕНИЯ
В электролизере осуществляется ряд процессов:
окисление на аноде, электрокоагуляция, электрофорез коллоидных
частиц, электрофлотация (см. стр. 73 и 108).
Ранее полагали, что окисление на аноде протекает в резуль-
тате воздействия атомарного кислорода, выделяющегося на аноде,
173
или воздействия перекиси водорода, образующейся при димериза-
ции гидроксильных радикалов. В последнее время установлено
[296], что обычно происходит окисление хемосорбированных мо-
лекул органического вещества кислородсодержащими соединени-
ями.
Электрохимическое окисление простых или комплексных циа-
нидов [280] протекает по реакциям:
Рис. 6.21. Анодное окисление циа-
нидов в водных растворах (плот-
ность тока 10А/м2):
1—без добавления NaCl; 2—с добавле-
нием NaCl.
CN' + 2OH'-2e —► CNO“ + H2O
CNO~ + 2H2O —»- NHt + СОГ
Также в небольшой степени идут
процессы:
2CNO" + 4ОН~ - бе —> 2СО2 + N2 + 2НгО
4ОН” - 4е —> 2Н2О + О2
При очистке сточной воды от
цианидов в электролизере без диа-
фрагмы с катодом из нержавеющей
стали и анодом из платины, графи-
ка, стали, никеля и магнезита в ин-
тервале плотностей тока 100—
600 А/м2 выход по току при напря-
жении 15—20 В составлял всего 2—
4%. Эффективное окисление проис-
ходило на всех изученных анодах.
Снижение плотности тока до 10—
50 А/м2 позволило увеличить выход
по току до 30—40%, причем удель-
ный расход электроэнергии со-
ставил 0,01—0,02 кВт-ч на 1 г циа-
нидов. Снижение концентрации циа-
нидов в растворе приводило к не-
которому уменьшению скорости
окисления.
Добавление хлорида натрия в сточную воду повышает выход
по току до 60—80%. По-видимому, при этом цианиды разруша-
ются под действием выделяющегося на аноде хлора:
2СГ —2е —> С12
CN’+ С12 + 2ОН~ —> CNO- + 2СГ + Н2О
2CNO" + ЗС12 + 4ОН~ —> 2СО2 + N2 + 6СГ + 2Н2О
Продолжительность обработки раствора, содержащего 200 мг/л
цианидов, при плотности тока 10 А/м2 (рис. 6.21) и использовании
графитового анода составляет 3—3,5 ч. Количество хлоридов дол-
жно превышать Количество цианидов в 3—5 раз. Комплексные
цианиды (например, меди, серебра) полностью разрушаются. Рас-
ход электроэнергии при этом составляет 0,007—0,01 кВт-ч на 1 г
цианидов. Цианат-ионы в дальнейшем подвергаются гидролизу.
174
Присутствующие в сточных водах роданиды также разруша-
ется:
CNS- + ЮОН" — 8е —> CNO- + SOj- + 5Н2О
Одновременно разрушаются содержащиеся в сточных водах
фенолы (см. стр. 224).
Рекомендуется также добавлять в раствор цианидов смесь хло-
рида натрия и едкого натра для доведения pH до 9—10 и более
[280, 297]. При содержании NaCl и NaOH соответственно 120 и
10 мг на 1г цианидов концентрация цианидов в растворе при
плотности тока 130 А/м2 за 1—2 мин снижается с 60 до 0,04—
0,05 мг/л.
Стоимость электрохимической очистки сточных вод от циани-
дов вдвое дешевле обработки хлорной известью (0,15—0,2 коп/м3
против 0,45—0,5 коп/м3) [298].
При электролизе воды, содержащей 145—170 мг/л роданид-
ионов, анодной плотности тока 10 А/м2 концентрация роданид-
ионов в течение 5 ч снизилась до 14—19 мг/л.
В случае совместного присутствия в воде цианидов и родани-
дов примерно в равных концентрациях окисление цианидов на
аноде происходит более эффективно и концентрация CN-ионов
снижается быстрее, чем концентрация CNS-ионов.
Имеются сведения [299] о возможности очистки сточных вод
производства вискозного волокна от цинка в электролизере с ме-
таллическими электродами. При напряжении 3 В и плотности тока
200 А/м2 в течение 8—10 мин концентрация цинка в сточных водах
уменьшается от 50—60 до 0,3 г/л.
ОЧИСТКА МЕТОДОМ ЭЛЕКТРОДИАЛИЗА
Сущность процесса удаления солей из воды электро-
диализом состоит в следующем. Если в среднее отделение ванны,
разделенной диафрагмами на три отделения (рис. 6.22, а), залить
воду, содержащую растворенные соли, например хлорид натрия,
а в крайние отделения, залитые чистой водой, поместить электро-
ды и вести электролиз, то анионы будут переноситься током в
анодное пространство. На аноде будет выделяться, кислород и
хлор и образовываться кислота (пропорционально количеству вы-
делившегося кислорода). Одновременно катионы переносятся
в катодное пространство. На катоде будет выделяться водород и
образовываться щелочь. По мере прохождения тока концентрация
солей в среднем пространстве снижается. Однако по мере увели-
чения щелочности и кислотности в камерах с электродами, в про-
цессе переноса начинают в большей степени принимать участие
Н- и ОН-ионы, образующие в среднем пространстве воду. Это при-
водит к замедлению переноса ионов соли. Если в среднее простран-
ство не было обратного поступления ионов, то 1 Кл прошедшего
электричества позволит удалить из средней камеры 1 г-экв элект-
ролита. В практических условиях часть тока будет расходоваться
175
на обратный перенос ионов, а также повторный вывод этих hohoi
из средней камеры.
Выход по току (отношение удаленного количества солей к ко
личеству, которое должно быть удалено при 100°/о-ном использо
вании тока) при очистке воды в трехкамерных аппаратах не пре
вышает 20%. Эффективность процесса обессоливания воды резке
повышается в результате применения электрохимически активны?
(ионообменных) диафрагм, способных пропускать ионы только од
ного знака. Благодаря селективной ионной проводимости, а также
диафрагмами:
1 — анод; 2—катод; 3— анодная диафрагма: 4—катодная диафрагма; 5— анионо*
проницаемая диафрагма; б —катионопроницаемая диафрагма.
высокому сопротивлению ионитовых диафрагм диффузии приме-
нение их позволило повысить коэффициент выхода по току до
85—95%.
Схема трехкамерного диализатора с ионообменными диафраг-
мами, представлена на рис. 6.22,6. В ванне устанавливают анио-
нопроницаемую диафрагму 5 и катионопроницаемую диафрагму 6.
Катионы из анодного пространства не могут попасть в среднюю
камеру, так как диафрагма 5 для них непроницаема. Аналогично
анионы не могут пройти через диафрагму 6.
Наибольший выход по току достигается в многокамерных элек-
тродиализаторах.
В электродиализаторах используют гомогенные и гетерогенные
диафрагмы. Первые получают поликонденсацией или сополимери-
зацией мономеров, вторые — смешением тонкоизмельченного иони-
та и инертного неэлектропроводного связующего (например, поли-
этилена, каучука) с последующим формованием в тонкие листы.
Катоды и, особенно, аноды, должны изготовляться из стойких к
окислителям материалов: платины, магнетита, графита.
При очистке методом электродиализа сточных вод, содержащих
соли, которые образованы из кислот и оснований, можно получать
кислоты и щелочи и вновь использовать их в производстве [300,
301]. Опытный аппарат-диализатор для получения кислоты и ще-
лочи из растворов от регенерации ионитовых фильтров имел ра-
176
бочую площадь диафрагм 0,36 м2 [300]. Анод изготовлен из ли-
пового титана с двухсторонним платинированием (следует отме-
ить высокую стоимость платинированных анодов), катод — из
гержавеющей стали. В опытном аппарате можно было собирать
'2 трехкамерных или 8 четырехкамерных ячеек. Регенерационный
заствор содержал в основном NaNO3, NaCl и Na2SO4 в количестве
10—35 г/л. Выход кислоты и щелочи по току изменялся в зави-
симости от продолжительности использования диафрагм. Так,
тосле 340—360-часовой работы и 3400—4000-часового контактиро-
вания с рабочими растворами выход щелочи по току снизился от
37 до 60%, а кислоты — от 52 до 40%. Затрата электроэнергии на
Зависимостъ выхода по току
кислоты от их концентрации:
2'—на
- HNOi.
Рис. 6.23.
щелочи и
1, 1' — на лабораторной установке; 2,
°пытной установке; 1, 2—NaOH; Г, 2'
кислоту
сточных
аппара-
I м3 регенерационного раство-
эа при использовании диа-
фрагм в течение 300 ч состав-
ляет 150 кВт-ч. В процессе
многократной циркуляции рас-
твора в камерах содержание
солей снизилось до 5 г/л.
С появлением отечественных
биполярных диафрагм стало
возможным получать
и щелочь из солевых
вод в многокамерных
тах без использования продук-
тов электродных реакций. Кро-
ме того, биполярные диафраг-
мы позволяют упростить аппарат, а также увеличить срок службы
анионитовых диафрагм (исключается воздействие на них кисло-
рода), которые, как и катионитовые диафрагмы, применяются в
аппарате наряду с биполярными.
На опытном электродиализаторе [300] использовались на ка-
тионитовой стороне биполярной диафрагмы мембраны МК-40, а
на анионитовой — МА-40 или МА-41 Л. Опыты проводили на 12-
камерном аппарате. На рис. 6.23 приведена зависимость выхода
щелочи и кислоты по току от их концентрации. С увеличением
концентрации кислоты и щелочи выход их по току уменьшается,
причем выход кислоты по току уменьшается быстрее, чем щелочи,
что свидетельствует о меньшей селективности анионитовых мемб-
ран по сравнению с катионитовыми. В процессе электродиализа
наблюдается обратная миграция Н-ионов из кислоты в регенера-
ционный раствор, в результате чего происходит снижение значе-
ния pH от 11 до 2.
Наблюдавшееся повышение содержания соли в кислоте и ще-
лочи с ростом их концентрации обусловлено увеличением проник-
новения кислоты и щелочи во внутренний раствор биполярной ди-
афрагмы.
В зависимости от соотношения объемов циркулирующих рас-
творов можно получить различные концентрации кислоты и ще-
лочи.
177
Таким образом, методом электродиализа можно утилизировал
кислоты и щелочи из сточных вод с одновременным их обессоли
ванием.
Метод электродиализа широка применяется в настоящее врем:
для обессоливания природных вод [274, с. 104]. Этот метод явля
ется перспективным для очистки сточных вод от растворенных со
лей. Единственный существенный недостаток метода — необходи
мость предварительной очистки сточных вод от взвешенных и кол
лоидных частиц, которые могут засорять ионитовые диафрагмы
Этим методом очищают сточные воды от соединений фтора г
хрома [302, 303]. Очистке от фтора подвергали сточные водь
криолитового производства, содержащие 2—7 r/л фтор-иона
а также Na+, SOl-, Fe3+, SiO2. Очистку проводили в многокамер-
ном электродиализаторе фильтр-прессного типа с мембранами
г типа МК-40 и МА-40. При однократном прохождении сточных вол
через электродиализатор степень обессоливания достигала 75—
80%, однако в очищенной воде содержалось 0,8 г/л и более фтора
Снижение концентрации фтора в исходной воде до 0,5—1,5 г/л по-
зволяет получать очищенную воду, содержащую 0,16—0,5 г/л
фтора. Доочистку сточных вод проводили на ионитовых фильтрах.
Содержание фтора в очищенной воде не превышало 5 мг/л.
Схема очистки сточных вод от фтора включает двухступенча-
тый электродиализ (концентрация фтора в воде снижается от 5,5
до 0,5 г/л) и ионитовую доочистку. Расход энергии на очистку
электродиализом составляет 17 кВт-ч/м3 (без учета энергии на пе-
рекачивание), выход по току — 46%. ,
Технико-экономическая оценка показала, что извлечение 1 кг
фтора электродиализом примерно в 5 раз дешевле реагентного
метода.
От хрома очищали сточные воды, содержащие (г/л):
СгОз.................
Na2SO<...............
NaOH.................
3,6 NaCl................... 0,18
2,3 Na2S2O3................ 0,21
2,7
На первой ступени электродиализа концентрация СгО3 снижа-
лась до 1 г/л, на второй ступени — до 0,2—0,3 г/л. Содержание
СгО3 в концентрате не превышало 69 г/л. Выход по току —36%.
При сроке службы диафрагм 2 года и ионита (для доочистки сточ-
ных вод) 5 лет электродиализный метод примерно в 2 раза де-
шевле химического. Выделенные из сточных вод примеси могут
быть употреблены в производстве.
Метод электродиализа был использован для очистки сточных
вод от радиоактивных загрязнений [187, с. 151]. Показано, что этим
методом можно с высокой эффективностью удалять многие рас-
творенные радиоактивные изотопы (137Cs, 13II, 8SSr и др.), однако
была установлена невозможность эффективного удаления с его
помощью радиоактивных загрязнений, ассоциированных с взве-
шенной фазой сточных вод (95Zr, 95Nb и др.).
178
Эффективность очистки радиоактивных вод с помощью электро-
иализа можно повысить, если между ионообменными мембранами
эместить смесь катионита и анионита (отношение объемов 1:3).
'реимущество этого процесса заключается в том, что под дей-
гвием электрического тока происходит непрерывная электролити-
гская регенерация ионитов и удаление продуктов регенерации
грез ионообменные мембраны в камере концентрирования.
Положительные результаты получены при очистке радиоактив-
ых сточных вод методом электродиализа в две стадии: первая —
астичное обессоливание; вторая — глубокая очистка от радиоак-
ивных изотопов. В результате двухстадийиой очистки минерали-
ация воды не превышала 25 мг/л, а p-активность сточной воды
нижалась в 50—100 раз (по 90Sr — в 103—5-103 раз). По сравне-
ию с очисткой воды методом ионного обмена объем образующихся
тходов уменьшался в 2,5—3 раза, а стоимость —на 70%.
ОЧИСТКА МЕТОДОМ ИОННОЙ ФЛОТАЦИИ
Очистка сточных вод методом ионной флотации осно-
ана на способности многих неорганических ионов образовывать
поверхностно-активными веществами плохо растворимый в воде
-чдрофобный продукт, который, благодаря наличию ПАВ, концен-
рируется на межфазной поверхности газ — жидкость. После раз-
ушения образующейся пены получают концентрат извлекаемого
омпонента. Теоретические основы процесса изложены в гл. 8.
В качестве собирателей и пенообразователей при ионной фло-
ации катионов обычно используют аиионоактивные ПАВ, а при
элотации анионов — катионоактивные ПАВ.
Ионы многих цветных металлов образуют с алкилксантогеиа-
ами, алкилмеркаптанами, дитизоном и некоторыми другими ве-
ществами, обладающими полярно-аполярной структурой молекул
504, с. 113], трудно растворимые в воде соединения, имеющие гид-
юфобный характер. После добавления пенообразующего вещества
ДАВ) указанные соединения могут быть сфлотированы.
Для извлечения ртути из сточных вод [305] в качестве осадителя
(спользован этилксантогеиат калия, а в качестве пеиообразова-
’еля — ксиленол. При времени флотации 13,3 мин (производитель-
юсть установки 300 л/ч), исходной концентрации ртути в воде
178,7 мг/л, pH — 4,5 и расходе ксантогената 200 г/м3 степень из-
влечения составляла 89,7%. Содержание ртути в концентрате до-
стигало 21,4%.
Эффективная очистка сточных вод от ионов кадмия методом
юнной флотации достигалась при использовании додецилбеизол-
сульфоната натрия. Концентрация ионов кадмия в воде снижалась
)т 10 до 0,01 мг/л [306].
Ферроцианид может быть выделен из водного раствора при ’
использовании в качестве пенообразующего вещества солей алкил-
1ММОНИЯ [307, с. 150]. Имеются данные [308] о возможности извле-
1ения бихромат-ионов из водных растворов с помощью этилгексаде-
тилдиметиламмоний бромида или лаурилсульфата натрия.
179
В фотографической промышленности метод ионной флотащ
можно использовать для концентрирования комплексного сереб[
в анионной форме, применяя катионный собиратель [307, с. 153].
Значительное число исследований посвящено удалению из сто
ных вод радиоактивных элементов методом ионной флотации [14
с. 93]. Для выделения 90Sr, 9IY, 144Се эффективным флотореагенто
оказался контакт Петрова (НЧК). Степень извлечения микропр]
месей указанных радиоактивных изотопов зависит от величины р!
Наиболее полный переход изотопов в пенный продукт наблюдаете
в области pH: для 91Y — 2,5—3,5; 144Се — 2,0—2,5; 90Sr — 6,0—7,
Степень извлечения 91Y составляет 92%, 144Се — 95%; 90Sr — 76°/
Наличие в растворе электролитов снижает степень извлечения р;
диоактивных изотопов в пенный продукт [149, с. 101].
В пенный продукт могут быть переведены миироколичеств
изотопов 91Y и 144Се с помощью неионогенного ПАВ, наприме
ОП-7, однако степень извлечения изотопов при этом значительн
ниже, чем при использовании контакта Петрова [149, с. 103].
Глава 7
ОЧИСТКА СТОЧНЫХ вод
ОТ РАСТВОРЕННЫХ ОРГАНИЧЕСКИХ
ПРИМЕСЕЙ
ДЕСТРУКТИВНЫМИ МЕТОДАМИ
К основным деструктивным методам обезвреживания
точных вод от растворенных органических примесей относятся
грмоокислительные, окислительные (например, озонирование, хло-
ирование) методы, а также электрохимическое окисление и гид-
олиз. Деструктивные методы применяют в случае невозможности
ли экономической нецелесообразности извлечения примесей из
точных вод. Выбор деструктивного метода для обезвреживания
точных вод производится с учетом расхода сточных вод, состава,
оличества и свойств примесей, требований к качеству очищенной
оды и возможности ее повторного использования.
ТЕРМООКИСЛИТЕЛЬНЫЕ МЕТОДЫ ОБЕЗВРЕЖИВАНИЯ
К термоокислительным методам обезвреживания
точных вод относятся парофазное окисление («огневой» метод),
кидкофазное окисление, а также парофазное каталитическое окис-
(ение. Сущность этих методов состоит в окислении примесей кис-
юродом воздуха при повышенной температуре. В настоящее время
ни методы являются единственно надежными для обезвреживания
зекоторых сточных вод, содержащих смеси токсичных веществ.
Производственные сточные воды классифицируют в зависимо-
сти от физических свойств жидкости:
1) загрязненные только органическими веществами: а) лету-
шми; б) нелетучими;
2) загрязненные органическими (в том числе летучими и неле-
тучими) и неорганическими веществами.
По теплотворной способности [309, с. 50] сточные воды де-
лятся на:
1) не требующие дополнительного топлива для обезвреживания
с теплотворной способностью не ниже 8,4 МДж/кг (2000 ккал/кг)];
2) для обезвреживания которых необходимо добавлять топливо.
Кроме того, термоокислительное обезвреживание сточных вод
может происходить без образования остатка или с образованием
твердого остатка или жидкого расплава.
«Огневой» метод
Сущность термоокислительного обезвреживания «ог-
невым» методом заключается в том, что сточная вода, вводимая
в распыленном состоянии в высокотемпературные (900—1000 °C)
181
продукты горения топлива, испаряется и органические примес
воды сгорают, образуя продукты полного сгорания. Минеральнь
примеси при этом образуют твердые или расплавленные частит
которые выводятся из рабочей камеры печи или уносятся дым<
выми газами. <
Недостатком этого метода является высокий расход топлив
и перегрев водяного пара до 900—1000 °C. В связи с этим прим<
нение «огневого» метода обезвреживания сточных вод целесооС
разно: 1) для небольшого количества сточных вод, содержащи
высокотоксичные органические примеси, извлечение и обезврежь
вание которых другими методами невозможно или экономическ
менее целесообразно; 2) при извлечении растворенных ценных мг
неральных примесей; 3) в случае наличия горючих производствен
ных отходов' (например, кубовые остатки, сбрасываемые газы), кс
торые могут быть использованы вместо топлива.
В отечественной и зарубежной практике обезвреживания сточ
ных вод «огневым» методом широко применяют камерные и шахт
ные печи, печи с псевдоожиженным слоем, циклонные печи [310
Печи для «огневого» обезвреживания. Камерные и шахт
ные печи используют для обезвреживания сульфитных щелокоь
сточных вод анилинокрасочной промышленности, производств фс
нолоформ альдегидных смол, капролактама, пластмасс и др. [276
с. 23, 25; 309, с. 54, 55]. Камерные н шахтные печи оборудуют^
устройствами для сжигания жидкого или газообразного топлива
а также форсунками для распыливания сточной воды. Низки1
удельные нагрузки топочного объема по сточной воде, составляю
щие 20—100 л/(м3-ч), обусловливают большой объем рабочих ка
мер печей, а следовательно, большие габариты и высокую стой
мость камерных и шахтных печей. Несмотря на низкие удельные
нагрузки, наблюдается неполное окисление загрязняющих приме
сей и вынос их с дымовыми газами. Это происходит вследствие
неудовлетворительных условий тепло- и массообмена, обусловлен
ных несовершенным гидродинамическим режимом в рабочей ка
мере печи. Быстрый износ футеровки, значительный вынос пыль
и, следовательно, трудность утилизации тепла, высокая стоимость
камерных и шахтных печей ограничивают в настоящее время ил
применение.
Наиболее эффективными и универсальными печами для «огне-
вого» обезвреживания сточных вод являются циклонные ка-
меры. Тепловое напряжение единицы объема топочной камеры
зависит от температуры среды, дисперсности подаваемых сточных
вод и топлива, а также длительности его сгорания. Высокое теп-
ловое напряжение с малыми тепловыми потерями при минималь-
ных избытках воздуха, более интенсивный массо- и теплообмен
между каплями сточной воды и газообразными продуктами обеспе-
чивается более высокими скоростями потоков, развитой турбулент-
ностью. Это позволяет в десятки раз повышать удельные нагрузки
во сравнению с камерными и шахтными печами и соответственно
уменьшать габариты и стоимость установок. Для обезвреживания
182
точных вод применяют вертикальные и горизонтальные циклон-
ые камеры.
Рис. 7.1. Горизонтальная циклонная камера:
1—форсунка для подачи топлива; 2—форсунка для распиливания сточных вод;
3—сопла для подачи вторичного воздуха; 4—кожух печи; 5—взрывной клапан;
6 — футеровка печи; 7 — разгрузочный люк с затвором.
Рис. 7.2. Вертикальная циклонная камера:
1—горелка предварительного смешения; 2—центробежная форсунка;
3—кирпичная головка; 4—водоохлаждаемый пережим; 5~—летка' для
выпуска расплава минеральных солей.
Горизонтальная циклонная печь, предназначенная для сжига-
ния сульфатных щелоков (рис. 7.1), имеет цилиндрическую ка-
меРУ> расположенную под небольшим углом к горизонту. На
183
передней торцовой стенке печи установлена газомазутная горелка
Форсунки для распиливания сточных вод расположены по горизон
тальной оси печи. Вторичный воздух для горения органически
примесей сточных вод подается тангенциально через ряд сопед1
Концентрация NazCO3,%
Удельная нагрузка рабочего
объема камеры, т/(м3ч)
Рис. 7.3. Зависимость степени
пылеуноса из циклонной камеры
Na2SO4 от температуры (a), Na2CO3
от концентрации (б) и Na2COj от
удельной нагрузки рабочего объе-
ма, камеры (в).
ной центробежной сепарации
равномерно установленных в кладк
печи. Минеральные соли расплав
ляются, расплав стекает к задне:
торцовой стенке, откуда удаляете:
через специальный люк с затвором
Распыливание сточных вод произво
дится форсунками при помощи ежа
того воздуха или пара. Дымовые га
зы удаляются из печи через цилинд
рический канал, расположенный п<
оси задней торцовой стенки.
Более рациональны [310] верти
кальные циклонные камеры (рис 7.2)
отличительными особенностями ко
торых являются: 1) тангенциаль
ный подвод топлива и воздуха, рас
средоточенный по окружности цщ
клонной камеры в ее головно!
части; 2) зона горения топлива от
делена от зоны испарения сточно!
воды и окисления примесей разме
щением пояса форсунок для распы
ливания сточной воды ниже поясг
горелочных устройств; 3) с цельк
повышения устойчивости горениг
топлива зона горения имеет кирпич-
ную футеровку; 4) для интенсифика
ции горения газа используются го-
релки предварительного смешения,
а при отоплении жидким топливом—
совместный ввод топлива и воздуха;
5) для распыливания сточной воды
используются экономичные механи-
ческие центробежные форсунки,
устанавливаемые радиально по ок-
ружности циклонной камеры.
Малые габариты циклонных ка-
мер и наличие в них эффектив-
позволяют использовать водоохлаж-
даемые футеровки, дающие возможность обезвреживать минерали-
зованные сточные воды с улавливанием 80—90% минеральных
примесей и выпуском их из камеры в виде расплава.
Изучение пылеуноса из циклонных камер при обезвреживании
сточных вод показывает [311, с. 83], что пылеунос зависит от тем-
пературы процесса. Минимальное значение (13%) уноса Na2SO4 на-
184
>людается в интервале температур отходящих газов 975—985 "С
рис. 7.3,a), NaCl — 900—950 °C и Na2CO3 —970—1000°С. С повы-
шением концентрации минеральных примесей в сточной воде пы-
льное снижается (рис. 7.3,6), по при концентрации солей 2—3%
юльшая их часть выносится из камеры. Увеличение удельной на-
•рузки рабочею объема циклонной камеры по сточной воде также
щиводит к повышению пылеуноса (рис. 7.3, в). Поэтому не реко-
мендуется проектировать циклонные печи с очень высокими удель-
ными нагрузками. Пылеунос также увеличивается с уменьшением
медианного диаметра капель распиливаемой сточной воды и кор-
1евого угла распиливания [311].
Исследования, проведенные на стендовых циклонных установ-
ках, а также опыт эксплуатации промышленных циклонных уста-
новок по «огневому» обезвреживанию сточных вод целлюлозно-бу-
мажной, лесохимической, анилинокрасочной промышленности, про-
лзводств капролактама, синтетических волокон, синтетических
пушистых веществ, карбофоса и других сточных вод [309, с. 66;
276, с. 21—27; 71, с. 242], содержащих различные классы органи-
ческих соединений и неорганических примесей, показывают, что
з зависимости от физико-химических свойств веществ полное вы-
горание органических примесей достигается при следующих пара-
метрах:
Для сточных Для сточных вод, со-
вод, содержащих держащих органические.
органические примеси элементорганические и минеральные примеси
Удельные нагрузки рабочего объема камеры по сточной
воде, л/(м3 ч) Коэффициент расхода возду- 600—2500 500—1500
ха Средний медианный диаметр 1,05-1,10 1,08-1,10
капель, мкм Центральный угол распылива- 300-500 400-800
ння форсунок, градусы . . Температура отходящих га- 75—95 85-105
зов, °C 850—1020 Выбирается в зависи- мости от темпера- туры плавления со- лей и их летучес- ти *
* Температуру отходящих газов выбирают счетом необходимости полно-
го сгорания органических примесей и улавливания максимального количества
расплава минеральных примесей, зависящего от температуры плавления солей
и их летучести. Оптимальная температура отходящих газов для сточных вод,
содержащих карбоиат натрия, гидроксид натрия или иатрнйорганические
соединения — 970 —1000 °C, хлорид натрия — 900 — 950 °C, сульфат натрия — 980—
1020 °C [310].
Для обезвреживания сточных вод находят применение печи
с псевдоожиженным слоем [309, с. 70]. Принципиальная
схема представлена на рис. 7.4. С помощью форсунок сточная вода
подается в реактор 1 печи. Псевдоожиженный слой создается с по-
мощью воздуха, подаваемого под газораспределительную ре-
шетку 2. Зола, образующаяся при сгорании, имеет размеры частиц
185
Твердый газ
продукт
Рис. 7.4. Схема печи с псевдо-
ожиженным слоем:
/—реактор; 2—газораспределитель-
ная решетка; 3—трубопровод для
возврата материала; 4—циклонный
сепаратор.
1—5 мм и создает псевдоожиженный слой. Температура в печ
(около 750 °C) поддерживается за счет тепла от сгорания оргаш
ческих примесей сточных вод, а также за счет тепла сжигаемо!
топлива. Дымовые газы проходят циклонный сепаратор 4, из коте
рого уловленный материал по труб<
проводу 3 возвращается в реактор. И:
быточное количество золы непрерывн
отводится из реактора.
Печи с псевдоожиженным слое!
просты по конструкции и компактнь
однако для исключения шлаковани
слоя температура в печи должна быт
ниже температуры плавления мине
ральных примесей сточных вод, чт
часто является недостаточным дл:
полного обезвреживания сточных вод
Технологические схемы установо!
«огневого» обезвреживания. Выбо|
технологической схемы установки «ог
невого» обезвреживания сточных во,
определяется рядом факторов: расхо
дом сточных вод, природой и количест
вом примесей, методами регенерацш
тепла, способами очистки отходящи?
газов и др.
На рис. 7.5 представлены принципиальные схемы «огневого»
обезвреживания сточных вод, загрязненных органическими приме
сями (группа I — «малозольные» сточные воды). Наиболее проста!
Рис. 7.5. Принципиальные технологические схемы уста-
новок огневого обезвреживания сточных вод, содержа-
щих органические вещества:
а—без регенерации тепла; б—с регенерацией тепла; /—сборник
исходной сточной воды; 2—насос; 3—печь; 4—воздуходувка;
5—дымовая труба; 6—котел-утилизатор; 7—воздухоподогрева-
тель; в — дымосос.
схема (рис. 7.5, а)—без регенерации тепла — применяется лишь
для обезвреживания очень небольших количеств сточных вод, так
как расход топлива в таких случаях велик и достигает 300 кг на
1 м3 сточной воды. Эта схема характеризуется небольшими капи-
тальными затратами, но высокими эксплуатационными расходами.
186
<ема на рис. 7.5,5 применяется, например, для обезвреживания
очных вод, загрязненных органическими кислотами [276, с. 25].
шло дымовых газов используется для получения насыщенного
фа (давлением 2,55 МПа) в котле-утилизаторе 6 и для подогрева
>здуха до 300 °C.
Рис. 7.6. Принципиальные технологические схемы
установок «огневого» обезвреживания высоко-
зольных сточных вод:
а—с предварительным упариванием сточных вод; б—с упа-
риванием сточных вод и сушкой примесей; 1— сборник
исходных сточных вод; 2, 5, 12—насосы; 3—скруббер;
4—сборник упаренных сточных вод; 6—печь; 7—воздухо-
дувка; 8—дымосос; 9—дымовая труба; 10—выпарные
аппараты; 11—сборник упареииых сточных вод; 13—рас-
пылительная сушилка; 14—циклон.
Для обезвреживания сточных вод II группы, содержащих зна-
ительное количество минеральных примесей и небольшое коли-
ество нелетучих органических веществ, с целью снижения рас-
ода топлива применяют схемы с предварительным упариванием
точных вод образующимися дымовыми газами (рис. 7.6, а). Упа-
ивание производится в скруббере <3, а упаренный раствор сжи-
ается в печи 6. Неорганические соли выводятся из топки в
187
расплавленном состоянии. Дымовые газы освобождаются в скр)
бере от уносимых частиц, охлаждаются и затем сбрасываются
атмосферу. Сточные воды анилинокрасочной промышленности, (
держащие хлорид и сульфат натрия, до 2% органических примес<
а также небольшое количество минеральных кислот, после предг
рительной нейтрализации в сборнике 1 (рис. 7.6,6) и упаривания
выпарных аппаратах 10 подаются в скруббер 3 для очистки дым
вых газов от пыли, а затем поступают в распылительную суши
ку 13, в которой выпариваются с получением солей влажност!
1—4%. Высушенный продукт пневмотранспортом подается в п
клонную печь 6, в которой производится выжигание органическ
веществ из солей. Плав солей используется в производстве, а га;
после распылительной сушилки проходят сухой циклон 14, мокр!
скруббер и выбрасываются в атмосферу. Схемы обезвреживай
сточных вод с предварительным упариванием значительно экон
мичнее по расходу топлива (в 2—2,5 раза), чем простейшие схем
' Однако данные схемы имеют ограниченное применение, т.
как в сточных водах обычно содержатся легколетучие примес
переходящие в дымовые газы и приводящие к загрязнению а
мосферы.
Обезвреживание «огневым» методом сточных вод II группы, с
держащих минеральные компоненты и органические примес
в том числе легколетучие, осуществляют по схемам, приведеннь
на рис. 7.7. При обезвреживании по схеме с утилизацией теп.
(рис. 7.7, а) стоки подаются в выпарной аппарат, в котором п;
атмосферном давлении отгоняются летучие органические примес
поступающие с некоторым количеством водяных паров непосре
ственно в топку. Затем сточные воды поступают в скруббер, г,
они упариваются и направляются далее для «огневого» обезвреж
вания в топку.
Схема установки, представленная на рис. 7.7, б, предусматр
вает мокрую очистку отходящих газов в скруббере со сбросом р
циркулирующего раствора в циклонную топку. Это позволяет п
лучить 95% и более минеральных примесей сточной воды в ви,
расплава солей.
Рассмотренные технологические схемы не исчерпывают во
оптимальных вариантов «огневого» обезвреживания сточных во
Использование тепла отходящих газов для предварительного уп
ривания сточных вод, получения пара, горячей воды, подогре!
воздуха позволяет значительно снизить расход топлива, повыси'
к.п.д. установок.
В зависимости от состава и концентрации примесей сточнь
вод для их упаривания могут быть применены не только скру
беры, но и выпарные аппараты с погружными горелками и д
(см. гл. 6).
Термический метод в настоящее время широко использует<
для обезвреживания хлорорганических сточных вод.
При «огневом» обезвреживании сточных вод, содержапц
хлорорганические вещества [312], хлорид железа [181, с. 6], обр
188
ется соляная кислота, которую извлекают абсорбцией из отхо-
щих газов, концентрируют и используют на производстве. При
пользовании отходов с теплотворной способностью 10500—
600 кДж/кг (2500—3000 ккал/кг) печь работает стабильно без
дачи дополнительного топлива. По расчетам, затраты на пере-
ботку отходов практически равны стоимости регенерированного
Рис. 7.7. Принципиальные технологические схемы уста-
новок «огневого» обезвреживания сточных вод, содер-
жащих легколетучие примеси:
а—с утилизацией тепла; б—без утилизации тепла; / — сборник
исходных сточных вод; 2, 7,12—насосы; 3 — печь; 4—воздухо-
дувка; 5—скруббер; 6 — сборник воды; 8 — дымосос; 9—дымовая
труба; 10 — выпарной аппарат; 11 —сборник упаренных сточных
вод.
пористого водорода при производительности современных уста-
овок, достигающей 28 тыс. т/год 100%-ного хлористого водо-
ода [312].
Стоимость обезвреживания 1 м3 сточной воды, содержащей ма-
ое количество горючих примесей, без утилизации тепла отходящих
азов составляет 8—12 руб; при этом удельные капитальные за-
раты равны 4—13 руб. [310]. На установках повышенной произво-
ительности с использованием тепла отходящих газов стоимость
безвреживания не превышает 5—6 руб/м3, а при высокой кон-
ентрации горючих примесей и одновременном получении ценных
обочных продуктов (например, кальцинированной соды) стои-
ость обезвреживания сточных вод может быть еще более снижена.
189
Метод жидкофазного окисления *
Сущность термоокислительнего жидкофазного обе
вреживания сточных вод («мокрого» сжигания) состоит в окисл
нии кислородом воздуха органических примесей сточной воды п]
повышенной температуре (обычно до 350 °C) и давлении, обесп
чивающем нахождение воды в жидкой фазе. Температура процес<
должна быть ниже 374 °C — критической температуры воды. Пр
имущество данного метода обезвреживания сточных вод закл)
чается в значительно меньших затратах тепла вследствие отсу
ствия необходимости испарения воды и нагревания паров до выс
ких температур. В зависимости от температуры и времени ко
такта окисление органических примесей сточных вод происход!
полностью или частично (до карбоновых и дикарбоновых кислс
или других промежуточных продуктов).
Принципиальная технологическая схема установки термооки
лительного жидкофазного обезвреживания сточных вод [313] пре,
ставлена на рис. 7.8, а. Сточная вода из сборника 1 с помощь
центробежного насоса 2 и насоса высокого давления 3 подаете
через теплообменники 4 (I и II ступени) в реактор 5. В теплоо(
менниках сточная вода подогревается за счет тепла очищение
сточной воды. Сжатый воздух от компрессора 7 подается в труб<
провод сточной воды перед теплообменником I ступени, поэтом
процесс окислительной деструкции примесей сточных вод нач1
нается в теплообменниках и трубопроводах и продолжается в р>
акторе. Смесь продуктов окисления — вода, пар, газы и зола — г
реактора через теплообменник 4 (И ступени) поступает в сепар;
тор 6, в котором газовые продукты отделяются от жидкости. Г;
зовая фаза из сепаратора поступает в блок утилизации энергй!
состоящий из воздушного компрессора 7, газовой турбины 8 и м<
тора-генератора 9. Выхлопные газы из турбины выбрасываютс
в атмосферу. Жидкая фаза, содержащая золу, проходит теплооС
менник I ступени и змеевиковый теплообменник, расположенны
в сборнике 1, в которых отдает свое тепло исходной сточно
воде.
Для обезвреживания сточных вод, содержащих значительно
количество органических примесей, может применяться схем
установки, изображенная на рис. 7.8, б. Высокая концентраци
примесей исключает необходимость подогрева воды в теплообмен
нике, кроме пускового периода. В то же время целесообразно ос>
ществлять подогрев воздуха и увлажнять его в увлажнителе 10.
Для очистки сточных вод, содержащих небольшое количеств
органических примесей, более пригодна схема, представленная н
рис. 7.8, в. По этой схеме производится циркуляция горячей очи
щенной воды с целью более полной отдачи тепла исходной сточно
воде.
* За рубежом метод жидкофазного окисления при постоянном давлении пс
лучил название метода Циммермана.
190
Рис. 7.8. Схемы установок для обезвреживания
сточных вод, содержащих различные количества
загрязнений (универсальная установка) (а), боль-
шие количества загрязнений (б) и малые количе-
ства загрязнений (в):
1—сборник сточной воды; 2—насос; 3—насос высокого
давления; 4—теплообменник; 5—реактор; 6—сепаратор;
7—воздушный компрессор; 8—газовая турбина; 9—син-
хронный мотор-генератор; 10—увлажнитель; //—цирку-
ляционный насос.
191
Рекуперация избыточного количества тепла возможна такя
путем получения водяного пара, используемого затем для отопл
ния или на производстве [314].
Эффективность обезвреживания сточных вод зависит в осно
ном от температуры процесса окисления. С увеличением темпер;
туры (рис. 7.9) содержание примесей в сточной воде резко умён;
шается [315—316], а скорость реакции окисления возрастает. Ув,
личение парциального давления кислорода при постояннс
температуре практически не оказывает влияния на эффективное!
Рис. 7.9. Зависимость ХПК (кри-
вые 1—3) и концентраций фенола
в воде (кривые Г—S') от темпера-
туры.
Время контакта: 1 и Г—30 мин: 2 и
2'—60 мии; 3 и 3'—120 мин.
процесса окисления [315], что с<
гласуется с теорией радикальнс
цепного окисления органически
веществ молекулярным кислор»
дом. Это также указывает на о'
сутствие необходимости введени
в систему избыточного количеств
воздуха.
Такие зависимости получен
при обезвреживании сточных во;
содержащих метиловый спирт
формальдегид [317], бензол, ци1
логексан, нитроциклогексан, ни:
шие дикарбоновые кислоты [318
сложные эфиры, жирные кислот
[319] и т. д.
Установлено [320], что вегщ
ства, летучие при температур
окисления (растворимые и нерас
творимые в воде), окисляются
основном в парогазовой фаз<
поэтому лимитирующей стадие
их окисления является диффузия из жидкой фазы в газовую. Увелг
чение турбулентности жидкости приводит к повышению скорост
окисления этих веществ. Органические вещества, не летучие в у<
ловиях процесса окисления (растворимые и нерастворимые в воде
окисляются непосредственно в жидкой фазе, температура которо
превышает на 2—5 °C температуру газовой фазы. Скорость окис
ления этих веществ с увеличением температуры и степени турбу
лизации возрастает.
Очищенная сточная вода содержит [316, 319, 321] летучи
с водяным паром кислоты, состоящие в основном из уксусной
муравьиной кислот. При окислении фенольной сточной воды ма
ксимальное количество летучих с паром кислот (в пересчете н
уксусную кислоту) образуется при температуре около 200 °(
Окисление органических веществ в присутствии щелочи позволяе
получать 3—4%-ные растворы ацетата натрия и других соле
[319].
С увеличением содержания органических примесей в сточно
воде экономичность процесса жидкофазного окисления возрастав"
192
изшая теплотворная способность (кДж/л) сточной воды может
лть ориентировочно определена по уравнению [309, с. 89]:
н = 13,44 ХПК.
Повышение содержания органических примесей в сточной воде
>условливает необходимость увеличения количества подаваемого
,здуха. Это вызывает возрастание количества пара, выносимого
; реактора с газовыми продуктами окисления. Подача в реактор
’5 г воздуха на 1 л сточной воды приводит к полному испарению
|ды и прекращению процесса окисления. Для уменьшения коли-
ства воды, выносимой с газовыми продуктами, необходимо по-
лшать давление в реакторе, а также производить увлажнение
сдаваемого воздуха (см. рис. 7.8,6).
Метод жидкофазного окисления широко применяется для обез-
>еживания осадков бытовых сточных вод и начинает приме-
тся для очистки промышленных сточных вод химических про-
шодств.
Данные, полученные при жидкофазном окислении сточных вод
1зличных производств, приведены в табл. 7.1 [309, с. 86]. Как
[дно, метод жидкофазного окисления является высокоэффектив-
лм и может использоваться для обезвреживания сточных вод,
'грязненных различными веществами. При окислении в щелоч-
>й среде элементорганические соединения разрушаются до соот-
тствующих хлоридов, фторидов, бромидов, фосфатов, нитратов
окислов металлов.
На целлюлозном заводе Хамершилл (Швеция) в течение ряда
:т успешно работала установка обезвреживания натриевого суль-
итного щелока [322]. При производительности установки по ще-
>ку 9 м3/ч потребляемая мощность компрессора составляла
> кВт, однако тепло на установке не утилизировалось.
На основании опыта эксплуатации этой установки фирмой Бер-
торд (Норвегия) построена более крупная установка, предна-
[аченная для обезвреживания сульфитных щелоков [322; 79,
476] целлюлозного завода. Производительность установки
>0 т/ч. Сульфитный щелок, имеющий высшую теплотворную спо-
рность QB = 18,2 МДж/кг, подается под давлением 15 МПа.
а подачу воздуха (90 т/ч) затрачивается мощность 19,5 МВт,
1 перекачивание щелока—1,1 МВт. Мощность паровой турби-
>i — 8 МВт, остальная мощность обеспечивается с помощью га-
'вой турбины и, кроме того, получается значительное количество
ipa давлением 0,12 и 0,8 МПа. Максимальная температура в ре-
сгоре 312°С, давление 15МПа. Значение расчетного к. п. д. уста-
>вки — 91%. Установка не нуждается в дополнительной энергии
кроме того, обеспечивает получение пара.
Аналогичные установки сооружены в Швеции и США [322].
В ПО «Азот» построена полупромышленная установка [318]
) обезвреживанию сточных вод производства капролактама,
'Держащих около 4 г/л адипината натрия и других органиче-
:их веществ и до 4,8 г/л неорганических солей. Производитель-
)сть установки — 5,5 м3/ч, температура в реакторе — 270 °C,
7 Зак: 394 193
Таблица 7.1
Результаты обезвреживания сточных вод
методом жидкофазного окисления
Сточные воды ¥ Условия опытов Характеристика сточной воды
А МПа т, °C т, ч исходной обезвреженной
pH ХПК, мг/л pH ХПК, мг/л
Азотной промышлен- 8,4 270 3 10 12 270 9 200 ности Нефтеперерабатываю- 6,0 300 5 14 16 550 3,1 360 щих заводов Целлюлозно-бумажных 10,9 300 0,5 12 6 200 11,3 330 производств Фармацевтической про- 5,0 300 0,25 8,8 5 650 7 510 мышленности Содержащие: полимеры 8,0 225 3 13 61 000 7,9 1 400 8,3 225 3 1,5 187 000 1,8 800 порофор 3,0 300 0,25 10,9 27 960 9,2 810 ацетон, фенол, бу- 5,0 300 0,25 7,2 20 000—47 000 5,5—6,8 200—75 тиловый спирт, анилин формальдегид 7,0 210 2 6 1 310 5 10 амины 10,0 225 3 13 196 000 7,9 1 400 хлор, фтор, серу, 18,0 290 3 14 21 000 7,2 250 органические Сое- динения (углево- дороды, кислоты) кристаллы 15,0 200 1,25 8 9 500 6 4 350 цианиды 1,0 180 1 10 — Полная очистка сульфиды 0,6 120 4,4 11 35 200 Полная очистка от сульфидов После крекинга нефти 15,1 305 0,5 10,8 35 300 7,9 7540
давление—10 МПа. Реактор представляет собой 10 труб диамет
ром 0,2 м, высотой 12 м, соединенных последовательно.
При ХПК исходной сточной воды до 12 000 мг/л ХПК очищен-
ной воды составляет 200—400 мг/л.
В связи с рядом конструктивных и технологических недорабо
ток в процессе эксплуатации установки наблюдалось выделенш
солей «жесткости» на теплопередающих поверхностях подогрева
теля. В газовых выбросах содержались диоксид углерода, азот
кислород, пары воды, следы оксида углерода, однако отсутство
вали сернистый ангидрид, оксиды азота и другие токсичные газы,
что является достоинством метода.
Конечные продукты окисления (пар, вода, газ), имеющие вы-
сокие температуру и давление, обладают большой энергией, кото
рую используют для выработки электроэнергии и пара. Возмож-
ность достижения весьма высокого теплового к. п. д. (90% и бо
194
лее) указывает на большую перспективность данного метода,
особенно в связи со все увеличивающимся дефицитом топлива.
В табл. 7.2 приведены варианты ориентировочного энергетиче-
ского баланса установки обезвреживания сточных вод методом
«мокрого» сжигания [309, с. 92].
Таблица 7.2
Варианты ориентировочного энергетического баланса
процесса «мокрого» сжигании
Теплотворная способность *, кДж/кг Концентр ацня органических веществ в сточных водах, % (масс.) Самообеспечение энергией Отдача энергии на сторону
тепловой механической
<840 < 3 Нет Нет Нет
840-1680 3-6 Обеспечена Частично >
обеспечена
1680 6 » Обеспечена >
> 1680 >6 > » Осуществима
* Теплотворная способность органических веществ условно принята равной теплотворной
способности условного топлива (29 400 кДж/кг).
Метод жидкофазного окисления обладает существенными пре-
имуществами по сравнению с другими термоокислительными ме-
тодами обезвреживания сточных вод: отсутствие необходимости
в испарении воды, высокая эффективность, экономичность, уни-
версальность и др. Недостатки метода: высокая стоимость обору-
дования, образование накипи на теплопередающих поверхностях,
коррозия и др.
Метод термокаталитического окисления
в парогазовой фазе
Сущность метода заключается в каталитическом
окислении кислородом воздуха при повышенной температуре в па-
рогазовой фазе органических веществ, загрязняющих сточные во-
ды. Метод пригоден для очистки сточных вод, загрязненных лету-
чими органическими веществами.
По данному методу сточная вода подается в выпарной аппа-
рат. Кубовый остаток, содержащий нелетучие органические веще-
ства и неорганические соединения, направляется на переработку,
уничтожение или захоронение. Пары воды и органических веществ,
а также газы и воздух подогреваются, и смесь подается в контакт-
ный аппарат, загруженный катализатором. Обезвреженная паро-
газовая смесь охлаждается, и образующийся конденсат направ-
ляется для использования в производстве.
Применение этого метода целесообразно при выводе воды из
технологического процесса в виде пара, направляемого в тепло-
обменники-конденсаторы (из ректификационных колонн, выпарных
7* 195
аппаратов и др.). Экономическая эффективность метода повышает-
ся в случае использования тепла, выделяющегося при окисле-
нии органических веществ. Очищенная вода (конденсат), как
правило, может быть использована в системах оборотного водо-
снабжения.
Изучение кинетики парофазного окисления ряда индивидуаль-
ных органических веществ [323] показало, что реакция окисления
соответствует реакции первого
порядка.
Разработана технологиче-
ская схема установки очистки
сточных вод методом каталити-
ческой тер-моокислительной де-
струкции в парогазовой фазе,
представленная на рис. 7.10.
Сточная вода из сборника 3
подается в выпарной аппарат
/, упаренная пульпа далее по-
ступает на центрифугу 2, где
она обезвоживается, и осадок
направляется на сжигание. Па-
Рис. 7.10. Принципиальная технологиче-
ская схема очистки сточных нод произ-
водства поливинилхлорида и сополиме-
ров:
выпарной аппарат; 2—центрифуга; 3—сбор-
ник сточной воды; 4, б*-—центробежные насосы;
S—увлажнитель; 7—подогреватель паровоз-
душной смеси; 8 —-пусковой подогреватель;
9—контактный аппарат.
ры воды и органических ве-
ществ нагреваются в подогре-
вателе 7 за счет тепла парога-
зовой смеси, выходящей из кон-
тактного аппарата 9, и после
смешения с подогретым воз-
духом при 300 °C поступают
в контактный аппарат. Обез-
вреженная парогазовая смесь, пройдя подогреватель 7, подается
в увлажнитель 5, а из него поступает в греющую камеру вы-
парного аппарата. Конденсат из греющей камеры используется
в производстве.
Положительные результаты получены при обезвреживании
сточных вод акрилатных производств (акрилатов, метил- и бутил-
акрилатов, органического стекла) [324], содержащих (г/л):
Уксусная кислота...........12,39
Акриловая кислота.......... 3,46
Акролеин.................... 0,13
Этиловый спирт............5,93
Этнлацетат................0,47
Ацетон....................2,2
Объемная скорость паровоздушной смеси при нормальных ус-
ловиях— 6600 ч-1, время контакта— 0,54 с.
Эффективность обезвреживания сточной воды производства
акриловой кислоты при 300 °C,,объемной скорости паровоздушной
смеси 18 000 ч-1 и использовании катализатора — хромита меди —
составляла 99,26—99,84%. Для предотвращения возрастания тем-
пературы выше 400 °C ХПК конденсата испаряемой воды не дол-
жно превышать 20 г/л. Замена воздуха техническим кислородом
практически не влияет на эффективность очистки сточных вод.
196
Сточные воды, содержащие до 50 г/л органических веществ
ацетон, фенол, диацетоновый и изопропиловый спирты, окись ме-
нтила, производные пинаколина), окислялись в парогазовой фазе
а медно-хромовом катализаторе и марганцевой руде [325]. На
;едно-хромовом катализаторе практически полная очистка сточ-
ых вод достигалась при 250 °C, а на марганцевой руде — при
00 °C (табл. 7.3).
Таблица 7.3
Результаты очистки сточных вод парофазным каталитическим окислением
Медно-хромовый катализатор [нагрузка—5,5 м3/(м3*ч), ХПК’=126 000 мг/л! Марганцевая руда [нагрузка—7.3 мЗДмЗ.ч), ХПК = 121 700 мг/л]
температура, °C ХОД очищенных сточных вод, мг/л степень очистки,' % температура, °C ХПК очищенных . сточных вод, мг/л степень очистки, %
100 1000 99,2 350 5392 95,8
150 539 99,7 400 674 99,4
200 100 100 450 .669 99,5
250 33,7 100 500 10 100
300 10,7 100 550 2 100
Минимальное количество воздуха, необходимое для обезвре-
кивания 1 м3 сточной воды, составляло 98,5 м3. Необходимо от-
летать, что после 300-часовой работы разрушалось 20% марган-
хевой руды, после 400-часовой — до 80%. При этом катализатор
годностью терял активность. Медно-хромовый катализатор «прот
хаботал» более 1000 ч без заметного снижения активности.
Такая высокая эффективность достигнута при очистке сточных
год производства полиформальдегида, содержащих формальдегид,
иетиловый спирт, триоксан, диоксолан, муравьиную кислоту, уро-
тропин [326]. Активность катализатора — оксида меди — не сни-
жалась в течение 920 ч. Ориентировочная стоимость очистки 1 ма
тгочных вод составляет 3,68 руб.
Одним из важных вопросов является подбор катализаторов.
Катализаторами глубокого окисления могут быть благородные
металлы на различных носителях, оксиды металлов, сложные ок-
сидные соединения — шпинели. Однако большинство металлов не-
устойчиво в атмосфере водяного'пара, а оксид металлов и шпинели
не могут быть использованы в случае наличия в парогазовой сме-
си «контактных» ядов — хлора, фтора и др.
Несмотря на указанные недостатки, метод каталитического
окисления в парогазовой фазе может быть успешно использован
для обезвреживания сточных вод, особенно в случае вывода сточ-
ной воды из технологического процесса в виде парогазовой фазы.
Отсутствие твердых частиц в обезвреженной парогазовой смеси
значительно облегчает организацию процесса утилизации тепла.
197
Контактные аппараты, широко используемые для каталитиче
ского обезвреживания промышленных газовых выбросов [ЗОЕ
с. 113—114], по-видимому, могут быть применены и для каталити
ческого окисления органических примесей сточных вод в парога
зовой фазе.
ОЧИСТКА МЕТОДОМ ОЗОНИРОВАНИЯ
Озон обладает высокой окислительной способности
(£° = 2,07В, в щелочной среде Е° — 1,24 В) и при нормально!
температуре разрушает многие органические вещества, находящие
ся в воде. В процессе озонирования воды возможно одновремен
ное окисление примесей, обесцвечивание, дезодорация, обеззара
живание сточной воды и насыщение ее кислородом. Достоинство?
этого метода является то, что в воду обычно не вносятся хими
ческие реагенты.
Озон — бледйо-фиолетовый газ, плотность которого npi
0,1 МПа (примерно 760 мм рт. ст.) равна 2,14 г/л, температуре
плавления —251 °C, температура кипения —112 °C. При давлени!
0,1 МПа в 1 л воды растворяется при 0°С 1,42 г озона, npi
10 °C—1,04 г и при 30 ”С — 0,45 г. Растворимость озона в вод,
зависит от pH и количества примесей в воде. При наличии кисло’
и солей растворимость озона в воде увеличивается, при наличш
щелочей — уменьшается.
' Озон самопроизвольно диссоциирует на воздухе и в водном рас
творе, превращаясь в кислород. В водном растворе озон диссо-
циирует быстрее. Распад озона в воде резко увеличивается с по
вышением pH [327, с. 12]. С ростом температуры скорость разло
жения озона возрастает.
Наиболее экономичным методом получения значительных ко
личеств озона является пропускание воздуха или кислорода чере;
электрический разряд высокого напряжения (5000—25 000 В) в ге-
нераторе озона (озонаторе), который состоит из двух электродов
расположенных на небольшом расстоянии друг от друга. В про-
мышленных генераторах озона применяют электроды либо в виде
двух параллельных пластин, либо в виде двух концентрически
расположенных трубок разного диаметра. Производительность од
ного озонатора в зависимости от его размеров и конструкции ко
леблется от Юг до 10кг озона в 1 ч [328]. Выпускаемые в СССР
генераторы озона состоят из пакета трубчатых элементов, разме
щенных в общем цилиндрическом корпусе [327, с. 93]. Техниче-
ская характеристика выпускаемых озонаторов приведена в работе
[327, с. 92].
Производительность озонатора и расход электроэнергии на по-
лучение озона зависят от влагосодержания поступающего в озона-
тор воздуха, температуры, содержания кислорода, а также от кон-
струкции озонатора. В связи с этим на современных установка?
воздух перед подачей в озонаторы подвергается осушению охлаж-
дением до точки росы и последующей абсорбции силикагелем илг
198
ктивной окисью алюминия. Содержание воды в осушенном воз-
ухе составляет 0,03—0,1 г/м3. Так как тихий электрический раз-
яд сопровождается выделением тепла, предусмотрено водяное
хлаждение электродов.
Увеличение концентрации кислорода в воздухе, подаваемом
озонатор, позволяет значительно повысить производительность
зонатора по озону и увеличить энергетический выход (в кило-
раммах озона на киловатт-час затраченной электроэнергии). На-
ример, производительность озонатора типа ПО-3 при работе на
кислороде составляет 760 г озона в 1 ч, а при работе на воздухе —
70 г озона в 1 ч. Стоимость получения и введения в воду 1 кг
вона составляет 80—90 коп.
Озон является очень токсичным газом, поэтому предельно до-
устимая концентрация озона в воздухе рабочей зоны равна
>,0001 мг/л. Потери непрореагировавшего озона могут составлять
0—30%, что приводит к значительному загрязнению окружаю-
цей среды. Рекуперация непрореагировавшего озона может не
олько уменьшить его потери, но и снизить загрязнение воздуха
'абочей зоны.
Взаимодействие озона с органическими веществами
Озон реагирует с насыщенными соединениями с об-
разованием свободных радикалов. По-видимому, лимитирующей
тадией процесса является воздействие озона на связь С—Н:
RH + Оз —> R • + НО . + О2 (или R • + НО3)
Образующиеся радикалы R- в атмосфере кислорода в основ-
юм превращаются в пероксирадикалы умеренной активности, и
;епная реакция окисления может возникнуть лишь при достаточ-
ю высокой температуре, когда скорость реакции роста цепи боль-
це скорости реакции обрыва цепи. При невысокой температуре
•кисление озоном протекает как нецепная радикальная реакция
образованием гидропероксидов:
R‘ + O2 —► ro2.
RO2« + RH —► ROOH + R-
Например, при окислении озоном алифатических спиртов [329]
образующиеся неустойчивые гидроксигидропероксиды разлага-
этся до альдегидов (при окислении первичных спиртов) и кето-
юв (при окислении вторичных спиртов):
Rx /ОН R.
> 'С=О + Н2О2
R/ ХЮН R/
Альдегиды, в свою очередь, окисляются до надкислот, которые
оазлагаются в разбавленных водных растворах до органических
:ислот и пероксида водорода.
199
Предполагается, что параллельно протекает реакция окисле
ния гидроксильного радикала [329]
НО. + Оз —► но2- + о2
с последующей рекомбинацией пероксирадикалов:
2НО2. —► Н2О2+О2
Однако в действительности накопления пероксида водорода не
наблюдается, и расход озона в нейтральной и кислой среде соот-
ветствует реакции:
R—СН2ОН + 2О3 —> RCOOH + 2О2 + Н2О
По-видимому, в момент выделения пероксид водорода реаги-
рует с озоном:
Н2О2 -f- Оз —>- Н2О 2О2
Кроме того, возможно, что озон расходуется на разложение
гидроксигидропероксидов и надкислот. Скорость реакции в эти*
условиях увеличивается, что, вероятно, обусловливается разложе-
нием по радикальному механизму пероксида водорода, гидропе-
роксида, надкислоты и озона. Одновременное возрастание количе-
ства генерированных первичных радикалов инициирует процесс
окисления. Таким образом, для ускорения процесса инициирова-
ния процесс окисления озоном целесообразно проводить в щелоч-
ной среде.
Промежуточными и конечными продуктами окисления многих
органических веществ являются спирты, альдегиды - (кетоны) и
кислоты, поэтому приведенный механизм окисления может быть
справедлив и для этих соединений.
При наличии связей С=С озон присоединяется по месту двой-
ной связи с образованием озонидов:
R— СН=СН2 + О3 —► R—СН—О—СН2
I I
о-----о
R— СН—О—СН2 + Н2О —> R—СНО + СН2О + Н2О2
О-----О
Большой практический интерес представляет способность озо-
на воздействовать на ароматические соединения. Например, при
воздействии озона на бензол в результате гидролитического рас-
щепления образующегося триозонида получают глиоксаль, гли-
оксиловую и щавелевую кислоты.
Окисление органических веществ озоном может протекать и
более глубоко — до СОг и Н2О, однако расход озона при этом су-
щественно возрастает.
Для ускорения процесса окисления озоном органических при-
месей сточных вод предложено использовать катализаторы, на-
пример окись меди [330], силикагель [331].
Следует отметить, что недостаточная изученность процесса
окисления органических веществ озоном в разбавленных водных
200
эастворах, тем более в многокомпонентных системах — сточных
зодах, не позволяет в настоящее время предсказать или рассчи-
тать параметры и эффективность очистки без проведения экспе-
риментальных исследований.
Схемы установок и конструкции аппаратов
для обработки сточных вод озоном
Озонирование сточных вод представляет собой про-
цесс абсорбции, сопровождающийся необратимой химической ре-
акцией в жидкой фазе. Вследствие химической реакции движущая
сила хемосорбции возрастает и процесс протекает быстрее, неже-
ли в случае простой физической абсорбции. Для повышения ско-
рости процесса в кинетической области необходимо увеличивать
Рис. 7.11. Принципиальная технологическая схема уста-
новки очистки сточных вод озонированием:
I — смеситель; 2—насос; 3—барботажный абсорбер; 4—сборник;
5—озонаторная установка; 5—аппарат для очнсткн отходящих
газов.
температуру, а в диффузионной области — температуру и поверх-
ность соприкосновения фаз. Для процесса абсорбции эффектив-
ным является также повышение давления. Значительное повыше-
ние температуры воды приводит к увеличению скорости разложе-
ния озона и, кроме того, связано с большими энергетическими
затратами, поэтому на практике не применяется.
С целью повышения экономичности процесса озонирования не-
обходимо за малый промежуток времени осуществить максималь-
ную абсорбцию озона сточной водой из его смеси с воздухом.
В схемах установок озонирования сточных вод применяют раз-
личные абсорберы: барботажные, насадочные (насадка из колец
Рашига или хордовая насадка), инжекторные, механические и др.
Принципиальная технологическая схема установки озонирова-
ния сточных вод с барботажным абсорбером представлена на
рис. 7.11. Сточная вода поступает в смеситель 1, в котором она
смешивается с реагентами для получения требуемого значения
pH, и далее насосом 2 подается в барботажный абсорбер 3, а
201.
оттуда — в сборник очищенной воды 4. Озоно-воздушная смесь по
ступает в барботажный абсорбер с озонаторной установки 5. От
работанные газы из абсорбера направляются в аппарат 6 дл:
очистки и затем сбрасываются в атмосферу. Возможна также по
дача этих газов на рекуперацию озона.
Рис. 7.12. Абсорбционные контактные устройства для озонирования
воды:
0 т—механическое ротационное; б—барботажное; в—эжекторное; г—конструк-
ции МИСИ; д—конструкции ГИПХа; 1—электродвигатель; 2—контактный
резервуар; 3—ротор; 4—фильтросные трубы.
При высокой концентрации озона в озоно-воздушной смеси
возможно применение схемы установок с насыщением озоном ча-
сти исходной сточной воды или части очищенной воды. Схемы не-
которых абсорбционных устройств, применяемых для озонирова-
ния воды, представлены на рис. 7.12. Данные, характеризующие
расход электроэнергии и потери озона при абсорбции водой, при-
ведены в табл. 7.4 [86, с. 32].
Для повышения степени использования озона возможно при-
менение установок, включающих несколько ступеней абсорбции
озона сточной водой.
202
Таблица 7.4
Расход электроэнергии и потери озона
при абсорбции водой
Тип абсорбционного устройства Расход электроэнергии на абсорбцию 1 кг озона, кВт’Ч Потери озона, %
Абсорбер с подачей озона через фильтросы (высота слоя воды 5 м) 26—28 20—40
Противоточный абсорбер 11-15 7,5-35
Эжекторный абсорбер 20-25 14-16
Напорный абсорбер (давление 0,2 МПа) 80-100 0-1
Примеры применения метода озонирования
В настоящее время выполнено большое число работ
по выяснению эффективности и экономичности очистки сточных
вод методом озонирования. Имеется значительный опыт промыш-
ленного применения озона для.подготовки питьевой воды. На ла-
бораторных и полупромышленных установках произведена очист-
ка сточных вод от фенолов, нефтепродуктов, поверхностно-актив-
ных веществ, канцерогенных веществ и различных других при-
месей.
Очистка фенольных вод. Многочисленные опыты свидетель-
ствуют о том, что фенолы, содержащиеся в сточных водах, рас-
щепляются под действием озона с образованием альдегидов,
глиоксаля, щавелевой и дикарбоновых кислот, гидропероксида,
а также диоксида углерода. При относительно высоких концент-
рациях фенола в воде (более 50—200 мг/л) процесс окисления
протекает с одинаковой скоростью независимо от pH раствора,
а при низких концентрациях фенола оптимальным значением
было pH = 11,4 [332]. Результаты опытов приведены в табл. 7.5
[333, с. 179]. .
Таблица 7.5
Результаты окисления озоном фенолов в водном растворе
Начальная концентрация фенолов в воде около 100 мг/л, pH = 12.
Фенол о-Крезол jw-Крезол
расход озона, мг/л содержание фенола, мг/л расход озона, мг/л содержание о-крезола, мг/л расход озона, мг/л содержание ж-крезола, мг/л
0 96 0 99 0 99
54 47 49 46 57 41
110 12 100 11 110 2,7
180 0,4 150 1,7 150 0,4
220 0,2 200 0,2 200
260 0,1 240 0,1 260 —
203
При озонировании фенольных сточных вод нефтеперерабатывг
ющих и других предприятий расход озона значительно возрастает
по сравнению с расходом на озонирование чистых водных раство
ров, и достигает 5—Юг озона и более на 1 г фенолов [238].
Многоатомные фенолы окисляются озоном медленнее [334]. На
пример, при озонировании сточной воды коксохимического завода
содержащей 710 мг/л одноатомных фенолов и 380 мг/л много
атомных фенолов, после 4 ч озонирования концентрация их соот
ветственно составила 0,8 и 198 мг/л [334]. Озонирование водны:
растворов фенола, о-крезола, р-нафтола и резорцина в течение
10 мин при концентрациях 10 мг/л и pH = 7 приводило к сниже
нию содержания фенола, о-крезола и 0-нафтола на 96,3—99,2%
а резорцина примерно на 80% [335]. Окисление фенола в сточных
водах озоном до диоксида углерода и воды неэкономично даже
при повышенных температурах. При использовании 5 молей озоне
на 1 моль фенола эффективность очистки фенольной воды со-
ставляет 98%. Соли Fe2+ тормозят деструкцию фенола озоном
[336].
Исследования, проведенные в СССР и за рубежом, показали,
что метод озонирования является эффективным для очистки сточ-
ных вод коксохимических заводов, загрязненных фенолами, рода-
нидами и цианидами (см. гл. 14).
Показана возможность применения озона для доочистки фе-
нольных сточных вод завода полукоксования химического комби-
ната «Освенцим», предварительно очищенных методом экстракции
феносольваном [337]. Расход электроэнергии на 1 кг окисленного
фенола составлял 50—100 кВт-ч.
Стоимость окисления 1 кг фенолов сточных вод- нефтеперера-
батывающего завода составляет 1,48 доллара [332].
Очистка от нефтепродуктов. Метод окисления озоном может
быть с успехом применен для очистки от нефтепродуктов сточных
вод нефтепромыслов и нефтеперерабатывающих заводов. Резуль-
таты опытов по очистке сточных вод нефтепромыслов [97, с. 145J
показали, что при pH = 5,8 и продолжительности очистки 10 мин
содержание нефтепродуктов снижается с 19—33 до 2 мг/л. Расход
озона составляет в среднем 0,52 мг на 1 мг нефти. Очищенная во-
да прозрачна, бесцветна и практически не имеет запаха.
Увеличение содержания нефтепродуктов в сточной воде приво-
дит к повышению расхода озона на 1 л Воды; изменение pH в пре-
делах 5,4—8,7 и температуры в интервале 5—50 °C практически
не влияет на эффективность очистки. С повышением числа ступе-
ней озонирования содержание примесей в сточной воде уменьша-
ется [338].
Изучение действия озона на водные растворы некоторых ве-
ществ, содержащихся в нефти, таких, как циклопентан, циклогек-
сан и нафтеновые кислоты, а также водные растворы, сульфонаф-
теновых кислот, образующихся в процессе переработки нефти,
позволили установить оптимальные параметры и эффективность
очистки сточных вод от этих продуктов [339].
204
При окислейии озоном циклопентана [339] в щелочной среде
(pH = 12,5) наблюдалось накопление в первые 10 мин циклопен-
танола и циклопентанона, а затем количество их снижалось. Ус-
тановлено, что циклопентан в водном растворе под действием
озона распадается по схеме: циклопентан —>гидропероксид —> ци-
клопентанол циклопентанон —* глутаровая кислота -» диоксид
углерода. В нейтральной среде циклопентан не окисляется озоном.
При оптимальном значении pH =12,5 и продолжительности 2 ч
циклопентанол окисляется до СО2. Расход озона составляет 7,8 мг
на 1 мг окисленного циклопентанола.
Промежуточными продуктами окисления
озоном циклогексана, находящегося в вод-
ном растворе, являются циклогекса.нол, ци-
клогексанон и адипиновая кислота. Цикло-
гексанол и циклогексанон относительно лег-
ко окисляются озоном. В кислой и ней-
тральной средах скорость окисления неве-
лика, в щелочной среде (pH = 11,5)—рез-
ко возрастает. Образование в процессе
окисления кислых продуктов реакции ведет
к снижению pH раствора. Для практически
полного окисления 1 мг циклогексанола
до СО2 расход озона при pH, равном 11,5
и 12,5, соответственно составляет 5,0 и
6,98 мг.
Окисление нафтеновых и сульфонафте-
новых кислот озоном в разбавленных вод-
Продолжительность
озонирования, мин
Рис. 7.13. Кривые окис-
ления нафтеновых (кри-
вая 1) и сульфоиафте-
новых (кривая 2) кислот
озоном при рН= 12,5.
ных растворах протекает успешно лишь в
щелочной среде [238]. Кривые окисления показывают'(рис. 7.13),
что под действием озона сульфонафтеновые кислоты окисляются
несколько легче, чем нафтеновые. Указанные кислоты могут быть '
окислены озоном до СО2. Расход озона на окисление при
pH = 12,5 составляет 4,61 мг на 1 мг нафтеновых кислот и 3,97 мг
на 1 мг сульфонафтеновых кислот.
Стоимость очистки . 1 м3 сточной воды, содержащей 30 мг/л
нефти [338], составляет 1,66 коп., причем 1,46 коп. расходуется на
электроэнергию. При изменении содержания нефти от 10 до
50 мг/л стоимость очистки повышается от 0,65 до 2,68 коп.
Очистка от ПАВ. Озонирование является эффективным методом
деструктивного разрушения поверхностно-активных веществ, осо-
бенно устойчивых к биологическому окислению. В результате
окисления ПАВ озоном могут образоваться продукты, биологиче-
ски легкоокисляемые.
Метод озонирования применяли для очистки сточных вод от
анионоактивных и неионогенных ПАВ.
Очистка от анионоактивных ПАВ. НЧК («нейтра-
лизованный черный контакт») представляет собой водный раствор
кальциевых или натриевых солей сульфокислот, полученных ней-
трализацией кислого гудрона известковым молоком или едким
205
натром. В слабокислой и нейтральной средах окисление НЧК про-
текает достаточно полно при времени контакта 10—15 мин. Рас-
ход озона составляет 0,9—1,0 мг на 1 мг НЧК [340].
Таблица 7.6
Результаты окисления озоном водных растворов
алкилбензолсульфоната натрия и додецилбензолсульфоната
натрии НП-1 прн pH = 12
pH после Содержание ПАВ, мг/л Степень
озонирования ДО очистки после очистки окисления, % мг на мг ПАВ
Ал кил бензо л сульфонат натрия
11,74 11,74 81,68 81,68 22,72 22,75 72,3 72,3 1,28 1,31
Додецилбензолсульфоиат натрия НП-1
11,88 11,66 73,6 73,6 6,94 6,03 90,2 91,8 1,23 1,19
Окисление алкилбензолсульфоната натрия («хлорного сульфо-
нола») в водном растворе озоном [238] показало, что оптималь-
ным значением pH является 11 4- 12. При продолжительности
окисления 20 мин степень окисления «хлорного сульфонола» со-
ставляет 72,3% (табл. 7.6). 90%-ное
удаление алкилбензолсульфоната
достигается при расходе озона на
1 мг, равном 2,09 мг.
Степень окисления додецилбен-
золсульфоната натрия НП-1 выше
90% при расходе озона около 1,2 мг
на 1 мг ПАВ (см. табл. 7.6).
Возможность окисления некаля
(дибутилнафталинсульфоната нат-
рия) озоном проверялась на водных
растворах, содержащих 50—200 мг/л
этого продукта [341]. В начальный
период окисления (до 10 мин) рас-
ход озона на окисление 1 мг не-
каля составляет 1,0—1,6 мг, а эф-
Рис. 7.14. Зависимость степени уда-
ления ПАВ от времени контакта:
1 — ОП-Ю (рН = 5,0); 2—ОЖК (рН = 10,8);
3—дисолван 4411 (pH =7,8).
фективность его использования —
65—85%. Более высокая степень очистки воды от некаля (95—
97%) достигается при расходе озона около 5 мг на 1 мг некаля.
Очистка от неионогенных ПАВ. Экспериментально
изучено окисление озоном неионогенных ПАВ (ОП-Ю, ОЖК и ди-
солвана 4411), содержащихся в водных растворах [342].
При содержании в воде 120 мг/л ОП-Ю, оптимальном значе-
нии pH = 5 и времени контакта 10 мин количество ОП-Ю сни-
206
кается на 70% (рис. 7.14). Расход озона при этом составляет
),455 мг на 1 мг ОП-Ю.
Степень окисления ОЖК (оксиэтилированной жирной кисло-
ы) достигает 94% (см. рис. 7.14) при исходном содержании
ЭЖК в воде 61,3 мг/л, pH — 10,8 и расходе озона на окисление
4,601 мг на 1 мг ОЖК-
Более высокая степень окисления (96,36%) получена при об-
работке озоном дисолвана 4411 (см. рис. 7.14). Этот эффект полу-
чен при pH = 7,8, исходном содержании дисолвана 4411 в воде
58,5 мг/л и расходе озона 1,269 мг на 1 мг ПАВ. Степень окисле-
ния дисолвана повышается при увеличении температуры до 60 °C,
и одновременно снижается расход озона.
Доочистка после биологической очистки. Метод озонирования
может быть использован для доочистки биохимически очищенных
сточных вод. При этом происходит не только доочистка сточных
вод от биологически трудноокисляемых веществ, но и их обезза-
раживание.
В ПО «Азот» эксплуатируется установка доочистки и обезза-
раживания сточных вод, прошедших сооружения биологической
очистки (343]. При дозе озона около 20 мг/л прозрачность сточ-
ной воды повышается от 12 до 40 см и более, цветность воды сни-
жается от 75 до 20—25°, ХПК воды уменьшается от 90—100 до
45—50 мг/л, коли-титр возрастает от 0.04 до 1,11.
Кинетика снижения ХПК, содержания веществ, извлекаемых
серным эфиром, и нафтеновых кислот при озонировании биологи-
чески очищенных сточных вод НПЗ представлена на рис. 7.15 [344].
Процесс окисления озоном органических веществ протекает удо-
влетворительно в щелочной среде. Обработанная вода не содержит
фенолов, не имеет запаха нефтепродуктов и бесцветна. Однако
содержание углеводородов в результате 2-часового озонирования
снижается лищр от 6,5 до 5,5 мг/л. Расход озона при pH — 12,5 со-
ставляет 460 мг/л.
Обработка биологически очищенной сточной воды заводов ос-
новного органического синтеза [345] дозой озона 15—20 мг/л
является достаточно эффективной для обеззараживания и доочи-
стки их от органических веществ, особенно смол.
Очистка других сточных вод. Рядом исследователей показана
возможность и экономическая целесообразность применения озона
для очистки сточных вод, содержащих самые различные органи-
ческие соединения.
При озонировании сточных вод, содержащих 180 мг/л диметил-
амина, продуктами окисления в щелочной среде (pH = 12) явля-
ются формальдегид, муравьиная и угольная кислоты, нитриты и
нитраты [346]. Концентрация диметиламина в воде при озониро-
вании снижается до 2,25—4,96 мг/л при удельном расходе озона
5,58—5,88 мг/мг.
С помощью озонирования может быть значительно снижена
концентрация такого опасного канцерогенного вещества, как 1,2-
бензпирен. При концентрации бензпирена в воде до 4 мкг/л [347]
207
эффективность очистки воды достигает 98%, а при концентраци
100 мкг/л и времени контакта 30 мин — 99% [348].
Положительные результаты получены при озонировании вод
ных растворов пестицидов. Для снижения концентрации карбс
фоса в воде от 10 до 2 мг/л необходима доза озона 3,5 мг/л, а ДЛ1
полного разрушения — доза 26 мг/л; метафос при концентраци!
10 мг/л разрушается дозой озона 4,5 мг/л; трихлорметафос такж
может быть полностью разрушен с помощью озона [347]. Однакс
Рис. 7.15. Влияние продолжительности озонирова-
ния на изменение ХПК, содержание веществ, из-
влекаемых серным эфиром, и нафтеновых кислот.
1 —рН = 7,4; 2—рН=12,5.
озонирование ДДТ малоэффективно: для снижения его кон-
центрации на 50% необходима доза озона, равная 55,2 мг на 1 мг
ДДТ.
Отмечена высокая эффективность метода озонирования по от-
ношению к таким хлорорганическим пестицидам, как линдан, аль-
дрин и дильдрин [349]. С помощью озона удалось полностью
обезвредить сточную воду, содержащую от 0,55 до 2,2 мг/л этих
токсичных веществ.
Применение озонирования для обесцвечивания сточных вод,
содержащих красители [350, с. 79], показало, что присутствие в
водном растворе смеси различных красителей в концентрациях
10—25 мг/л не тормозит процесса обесцвечивания воды.
Показана возможность и высокая эффективность метода озо-
нирования при очистке сточных Вод, содержащих акролеин, ал-
лиловый спирт, ацетальдегид, алифатические спирты, сточных вод
20«
производства изопрена, динитронафталина, алкилсвинца, кремний-
органического производства [238, 329, 351—353].
.Разработан способ очистки сточных вод от тетраэтилсвинца
[128, с. 83] окислением озоном в присутствии катализатора — си-
ликагеля. Очищенные по этому методу сточные воды не содержат
ни органического, ни минерального свинца, образующегося при
окислении тетраэтилсвинца, и, кроме того, освобождаются от ми-
нерального свинца, содержащегося в очищаемой воде.
Применение катализаторов для интенсификации окисления озо-
ном водного раствора хинолина [354] позволяет повысить скорость
окисления. Лучшие результаты получены при использовании сое-
динений меди (CuO, CuSO4). Соединения Cd, Se и Zn обладают
ингибирующими свойствами. Окисление хинолина без катализа-
тора протекает интенсивно в нейтральной среде, в присутствии ка-
тализатора — в кислой.
Для разрушения биологически трудноокисляемых веществ
предложено подвергать сточную воду озонированию перед подачей
на биологические очистные сооружения [355].
Необходимо, однако, отметить, что процессы окисления озоном
органических веществ в разбавленных водных растворах изучены
весьма недостаточно. В ряде случаев возможно образование в ре-
зультате озонирования токсичных продуктов, например, цианидов
при окислении тиоцианатов или фенолов при разрушении гумино-
вых комплексов железа и марганца и др.
ОБРАБОТКА СТОЧНЫХ ВОД ХЛОРОМ
И ХЛОРСОДЕРЖАЩИМИ АГЕНТАМИ
Высокая окислительная способность хлора и некото-
рых хлорсодержащих агентов, например диоксида хлора, гипохло-
ритов, позволяет применять их для очистки сточных вод от не-
которых органических примесей. Характеристика хлора и хлор-
содержащих агентов, а также схема установки хлорирования воды
приведены в гл. 6.
При введении хлора или хлорсодержащих агентов в сточную
воду протекают реакции взаимодействия их с водой и органиче-
скими и неорганическими примесями. Скорость и глубина реакций
зависят не только от природы примесей, но и от параметров про-
цесса: температуры, pH, концентрации окислителя, времени кон-
такта и т. д. Количество хлора, поглощаемого примесями сточной
воды, определяется как хлорпоглощаемость воды.
Применение хлора и гипохлоритов. Как указывалось, при введе-
нии хлора в воду образуются хлорноватистая (НОС1) и соляная
кислоты. Гипдхлориты кальция и натрия [Са(ОС1)2 и NaOCl], а
также хлорная известь образуют в воде хлорноватистую кислоту.
Соотношение хлорноватистой кислоты и гипохлоритов определяется
значением pH воды (см. рис. 6.6).
Одним из эффективных методов очистки сточных вод от фено-
лов является окисление «активным хлором». Установлено, что
209
в зависимости от дозы «активного хлора» образуются различны!
хлорпроизводные фенола [356]:
Отношение (по массе)
«активный хлор* : фенол
0,5: 1
1:1
2:1
Найденные продукты окисления
Фенол; 2-хлорфенол; следы 2,6-дихлорфе-
нола
Фенол; 2-хлорфенол; 2,6-дихлорфенол
Фенол; 2-хлорфенол; 2,6-дихлорфенол; три-
хлорфенол
Дальнейшее увеличение дозы «активного хлора» до 6 мг на
1 мг фенола приводит к окислению фенола до малеинового анги-
дрида, образующего при взаимодействии с водой малеиновую кис-
лоту:
ОН
6СН—СООН
+ 8НОС1 —► || + 2СО2 + 8НС1 + Н2О
СН—СООН
Одновременно в воде содержатся хлорфенолы, пирокатехин,
следы пирогаллола и хиноидные соединения [357]. Для более пол-
ного разрушения фенолов необходима доза «активного хлора»
8 мг на 1 мг фенола. В этом случае в обработанной воде содер-
жатся, кроме малеиновой кислоты, муконовая и муравьиная кис-
лоты.
Таким образом, окисление фенола «активным хлором» проис-
ходит по стадиям: хлорфенолы — многоатомные фенолы и хино-
идные соединения — карбоновые кислоты.
Основным фактором, от которого зависит скорость окисления
фенола, является величина pH. Лучшие результаты достигаются
при окислении фенола в слабощелочной среде (pH = 7,2-т-8,5).
В соответствии с кинетическим уравнением окисления фенола
[358]:
- ~^С1- = К [СвН5О’11НОС1]
повышение концентрации хлорноватистой кислоты приводит к уве-
личению скорости реакции. Практически для сточных вод доза
«активного хлора» будет несколько выше 8—9 мг/л вследствие
расходования хлора на окисление других примесей, всегда при-
сутствующих в сточных водах.
Оптимальной температурой окисления является 40 °C. При
этой температуре скорость реакции окисления фенола в 2—3 раза
выше, чем при 20 °C. Увеличение температуры более 45 °C неце-
лесообразно вследствие перехода гипохлоритов в хлораты, имею-
щие более низкую окислительную способность.
На скорость окисления фенолов «активным хлором» в неболь-
шой степени оказывают положительное влияние соли тяжелых ме-
таллов, например соли трехвалентного железа [359, с. 163].
210
Для увеличения скорости и глубины очистки сточных вод от
юрфенолов предложено проводить их обработку хлором в две
упени: на I ступени — в слабокислой среде, на II ступени —
слабощелочной. Сточные воды производства эфирсульфоната,
'держащие 3—6 г/л хлорфенолов (в основном, моно- и дихлор-
енолов), небольшие количества эфирсульфоната и другие при-
еси, после двухступенчатой обработки хлором в кислой и щелоч-
эй средах содержали 0,2—0,7 мг/л хлорфенолов при концентра-
ии их в исходной воде 300—6000 мг/л. Очищенная вода содержит
100—2060 мг/л малеиновой кислоты. Расход хлора на окисление
кг хлорфенолов составил 7—9 кг.
Окисление ксиленола [360] 10% раствором гипохлорита каль-
ия практически заканчивается в течение 1 ч при оптимальном
яачении pH = 7-г 8,5. Продуктами окисления ксиленолов, в за-
исимости от положения метильных групп, могут быть метил- и
иметилмалеиновые кислоты, а также уксусная и муравьиная кис-
оты.
При очистке сточных вод «активным хлором» от ксантогенатов
ера, входящая в состав ксантогенатов, может быть окислена до
ульфат-ионов [359, с. 169]:
Xs
!ROCX + 16С12 + 20Н2О —> 2ROH + Na2SO4 + 3H2SO< -f- 32НС1 + 2СО2
^SNa
Если «активный хлор» введен в сточную воду в недостаточном
юличестве, то часть серы ксантогената окисляется до сульфатов,
i остальное количество — до элементарной серы. Для окисления
:еры ксантогенатов до сульфат-ионов при времени контакта
Д мин необходимо 3,5 мг «активного хлора» на 1 мг ксантоге-
гата натрия.
В процессе производства хлорофоса образуются сточные воды,
юдержащие хлорорганические, фосфорорганические и другие сое-
хинения. Обезвреживают эти сточные воды методом окислитель-
ного хлорирования в щелочной среде в присутствии катализато-
эа — активного угля марки АР-3 [361]. При дозе хлора 29,1 г/л и
здкого натра 32,8 г/л и 30—40 °C органические примеси в очищен-
ной воде не обнаружены. Уголь регенерируют, промывая его 10%
раствором едкого натра.
Хлорирование — один из распространенных методов дезодора-
ции сточных вод. Так, при дезодорации сточных вод производства
сульфатной целлюлозы содержащиеся в воде сернистые соедине-
ния (неорганические и органические) взаимодействуют с хлором
с образованием различных продуктов [236, с. 36]. В зависимости
от расхода хлора окисление метилмеркаптана может протекать по
реакциям:
2CH3SH4-CI2 —► CH3SSCH3 + 2НС1
CH3SH 4- 2С12 + Н2О —> CH3SOC1+3HC1
CH3SH + ЗС12 + 2Н2О —> CH3SO2C1 4-5НС1
211
Доза С1О2, мг на 1мгрезорцина
Рис. 7.16. Влияние дозы СЮг и pH на окис*
ление резорцина и образование хинонов.
pH: 1—3-3,4; 2—5,5; 3—7,5-8,5; 4-10-10,6.
Подскипидарная вода, кроме метилмеркаптана, содержит д
метилсульфид и диметилдисульфид, которые окисляются хлоре
намного медленнее. Время контакта сточной воды, загрязненн<
метилмеркаптаном, с хлором составляет 5 мин, а загрязненш
диметилсульфидом и диметилдисульфидом — 45—60 мин.
Хлорирование может быть использовано для разрушения ка
церогенных веществ, таких, как 1,2-бензпирен [347].
Разработан [362] метод очистки сточных вод от уксусной ки
лоты путем хлорирования при действии УФ-лучей; при этом уксу
ная кислота превращаете
в метиленхлорид и диоксг.
углердда.
Введение хлора интенш
фицирует процесс фотохим!
ческого окисления орган!
ческих примесей, содер
жащихся в сточной вод
[363], в 25—55 раз. Введе
ние хлора в количестве
превышающем необходимое
приводит к ухудшению 04!
стки.
Сточная вода произвол
ства мукохлорной кислот!
содержит значительное ко
личество органических ве
ществ, в том числе муко
хлорную, муравьиную и ща
велевую кислоты. Очистке
этих сточных вод , произво
дится методом окислительного хлорирования в щелочной среде
Рекомендуется следующий режим процесса очистки.
Избыток гипохлорита натрия, %.............40—50
Избыток едкого натра, %................-• 10—20
Температура, °C..................... . . 60—70
Продолжительность окисления, ч ...... 3—4
Эффективность процесса разложения органических веществ до-
стигает 95% [367].
Необходимо отметить, что, несмотря на простоту и компакт-
ность установок хлорирования воды, доступность хлора и хлор-
содержащих агентов, значительный опыт применения этого метода
для Обеззараживания воды, метод обработки сточных вод «актив-
ным хлором» может иметь лишь ограниченное применение. Недо-
статочная глубина окисления (в основном, до органических кис-
лот), образование хлорорганических соединений (например, хлор-
фенолов, хлораминов) часто более токсичных, чем исходное веще-
ство, высокие дозы «активного хлора», высокая токсичность самого
хлора и многих хлорсодержащих агентов позволяют рекомендовать
212
продуктом окисления является
Доза С1Ог,мг/т
Рис. 7.17. Влияние дозы С1О2 на
цветность и ХПК сточной воды при
времени контакта:
1 —10 мин; 2—120 мин; 3—20 ч.
pH = 4 ч-10 и дозе 1,5—2,0 мг
>тот метод лишь для доочистки некоторых видов сточных вод, не
ребующих значительных расходов «активного хлора».
Применение диоксида хлора. Водные растворы диоксида хлора
i кислой среде довольно устойчивы. С повышением температуры
1 pH скорость разложения диоксида хлора увеличивается, осо-
бенно на свету. В щелочной среде диоксид хлора гидролизуется
: образованием хлоритов и хлоратов (см. гл. 6).
Фенол легко окисляется диоксидом хлора. В кислой и ней-
тральной средах [364] основным
т-бензохинон. Расход СЮз на
жисление 1 мг фенола до «-бен-
зохинона составляет 1—1,2 мг.
В щелочной среде при избытке
ОЮ2 основные продукты окисле-
ния фенола — органические кис-
поты (из которых идентифициро-
ваны малеиновая и щавелевая).
Цля полного окисления 1 мг фе-
нола до органических кислот при
продолжительности контакта 15—
20 мин необходимо 5 мг СЮг.
Эффективность окисления м-
крезола и расход СЮг мало за-
висят от значения pH [365]. При
СЮ2 на 1 мг лт-крезола последний окисляется на 98,5—99,5%. Ос-
новным продуктом окисления л-крезола являются хиноидные со-
единения. При практически полном окислении лз-крезола окола
55—60% крезола окисляется до хиноидных соединений.
n-Бензохинон в кислой среде не окисляется диоксидом хлора,,
а в слабощелочной среде окисляется незначительно [365]. При
дозах 3—5 мг CIO2 1 мг n-бензохинона в щелочной среде окисля-
ется почти полностью до органических кислот (в основном, ма-
леиновой) .
^Обработка диоксидом хлора резорцина показала, что интенсив-
ность процесса окисления незначительно увеличивается с повыше-
нием pH (рис. 7.16), В кислой среде (pH = 3 4-3,4) одновремен-
но с окислением резорцина происходит разложение образующихся
хиноидных соединений. В нейтральной и щелочной средах хиноид-
ные соединения окисляются после полного окисления резорцина.
Оптимальные параметры окисления резорцина: доза 1,5—2,0 мг
СЮ2 на 1 мг резорцина, pH = 5,5 4- 8,0, время контакта 20—
30 мин. Основные продукты окисления резорцина — кислотные со-
единения.
Таким образом, обработка сточных вод, загрязненных фенола-
ми, диоксидом хлора может приводить к образованию хиноидных
соединений или к разрыву бензольного кольца и образованию орга-
нических кислот — конечных продуктов окисления.
Диоксид хлора был использован, для доочистки сточных вод,
прошедших биологическую очистку [366]. Под воздействием СЮг
21а
значительная часть веществ, придающих сточной воде цветность
окисляется, и при времени контакта 10 мин (рис. 7.17) цветносп
сточной воды снижается на 50% при дозе диоксида хлора 50 мг/л
Дальнейшее увеличение времени контакта приводит лишь к не
большому снижению цветности воды. Расход СЮг на 10° сниже
ния цветности составляет в среднем 2,8—3,0 мг/л, а на 1 мг сни
жения ХПК—1,7 мг/л. Изменение pH в пределах 2,5—11,5 прак
тически не влияет на эффективность процесса окисления. Стой
мость диоксида хлора, необходимого для обработки 1 м3 сточно!
воды, составляет 3—5 коп. (при общем расходе 60 мг/л).
ОЧИСТКА ОКИСЛЕНИЕМ КИСЛОРОДОМ ВОЗДУХА,
ПЕРОКСИДОМ ВОДОРОДА И ДРУГИМИ ОКИСЛИТЕЛЯМ!
Молекулярный кислород. Молекулярный кислоро;
имеет сравнительно высокий окислительный потенциал (1,229 В)
поэтому используется для окисления многих примесей: сероводо
рода и его солей (см. гл. 6), серусодержащих соединений сточных
вод производства сульфатной целлюлозы [236, с. 42], меркаптида,
метилмеркаптана и других дурнопахнущих веществ. Например,
окисление метилмеркаптана кислородом воздуха в водных раство-
рах проходит через ряд стадий:
CH3SH —> CH3SSCH3 —> CH3SO2H—> CH3SO3H
При pH ниже 11,0 частично протекает реакция нуклеофильного
замещения [236, с. 53]:
CH3SH + H2o —> CH3OH + H2s
Фенолы, растворенные в сточных водах, относительно легко
окисляются кислородом воздуха. При взаимодействии с кислоро-
дом фенолы претерпевают глубокие структурные превращения:
гидроксилируются, образуют хиноны, оксихиноны, карбоновые, гу-
миновые кислоты, перекисные соединения, а также продукты уп-
лотнения. Дальнейшее окисление может привести к образованию
диоксида углерода и воды. Глубина превращения фенолов зависит
от параметров окисления. Многоатомные фенолы окисляются ин-
тенсивнее одноатомных, особенно при pH = 7. Например, степень
разложения метилрезорциновой и диметилрезорциновой фракций
[368] при температуре сточной воды 40 °C и pH = 9,5 ~ 13,0 со-
ставляет 30—50%, причем наблюдается образование продуктов
уплотнения и конденсации фенолов, плохо растворимых в воде.
Метод окисления примесей сточных вод молекулярным кисло-
родом используют для очистки нефтесодержащих сточных вод в
-окислительных башнях [369]. В окислительной башне, работаю-
щей на нефтеперерабатывающем заводе в г. Толедо, окисление
примесей происходит по свободнорадикальному механизму. В ка-
честве катализаторов процесса используют микропримеси ме-
таллов: кобальта, никеля, хрома и железа. Высота окислительной
башни равна 7,6 м, длина—1,8 м, ширина—1,2 м. В нижнюю
часть башни вводятся воздух и водяной пар, газообразные про-
.214
(укты удаляются сверху. Башня разделена по высоте на 6 камер.
Очищаемая вода подается в верхнюю камеру башни и проходит
;се камеры. Плотность орошения составляет 6,1 м3/(м2-ч), время
’.онтакта — около 6 мин при расходе воздуха 213 м3/мин. В двух
1ерхннх камерах происходит удаление аммиака и сероводорода.
Эсновная часть органических примесей удаляется из воды вслед-
ствие химического окисления, однако некоторая часть примесей
жисляется микроорганизмами, развивающимися на внутренних
юверхностях башни. В результате очистки ХПК сточной воды
снижается на 41—75%, а БПК — от 12—15 до 4—7 мг/л.
Пероксид водорода. Пероксид водорода, являющийся одним из-
сильных окислителей, применяют обычно в
гвора. Реакция разложения пероксида
водорода — экзотермическая:
Н2О2 —+ Н2О + 0,5О2 - /У298 =
— 98,8 кДж/моль (23,6 ккал/моль)
Разложение Н2О2 катализируется не-
которыми металлами переменной ва-
лентности (Fe, Си, Мп, Со, Сг) и их со-
лями. При разработке и реализации тех-
нологических процессов с применением
Н2О2 следует учитывать взрывоопасность
ее концентрированных растворов.
На рис. 7.18 приведена кинетика окис-
ления фенола в водном растворе перок-
сидом водорода в присутствии катализа-
тора— двухвалентного железа. В процес-
се окисления фенола Fe2+ окисляется в
Fe3+, которое затем гидролизуется и вы-
падает в осадок. При этом pH раствора
снижается. Из рис. 7.18 видно, что более
90% фенола окисляется в течение
10 мин.
Для корректировки pH в воду добавляют щелочные агенты —
NaOH или Са(ОН)г. Эффект очистки воды при использовании
Са(ОН)г выше. По-видимому, образующиеся промежуточные про-
дукты окисления выпадают в виде нерастворимых в воде кальцие-
вых солей, например оксалата кальция.
Этот метод может быть применен для очистки сточных вод про-
изводства фенолоформальдегидных смол [370].
Для очистки сточных вод от органических циансодержащих
примесей (акрилонитрила, пропилонитрила и ацетонитрила) пред-
ложено использовать пероксид водорода в щелочной среде [371].
В процессе окисления нитрилы сначала превращаются в амиды,
затем — в соли карбоновых кислот. При количестве добавляемой
щелочи от 0,5 до 10 г/л и времени контакта порядка нескольких
десятков минут остаточная концентрация нитрилов в очищенной
воде составляет 0,2—0,3 мг/л.
t
Г 80
3
|Г
Qj
О
I
<3
20-
° 20 40 60
Время контакта, мин
Рис. 7.18. Кинетика окисле-
ния фенола пероксидом во-
дорода.
Концентрация: фенола—500 мг/л,.
FeSO, • 7Н2О —70 моль/л;
Н2О2 (30%) —20 моль/л.
215*
Применение Н2О2 совместно с катализатором (Fe2+ или Fe3+
позволяет при pH = 3 4-5 окислить 30—65% органических приме
сей бытовых сточных вод до СОг [372], причем Fe2+ функционируе
как катализатор только при t 65 °C. Показано, что алкилбензол
сульфонаты окисляются пероксидом водорода до СО2 на 98%.
Следует отметить, что, несмотря на высокую эффективност
очистки сточных вод пероксидом водорода, этот метод не получи,
в настоящее время промышленного применения вследствие высо
кой стоимости Н2О2.
Оксиды марганца. При обработке сточных вод оксидами мар
ганца происходит окисление органических примесей, загрязняю
щих воду. Например, окисление фенола может протекать по еле
дующим уравнениям [373, с. 15]:
С6Н5ОН + 14МпО2 + 14H2SO4 —► 6СО2 4- 17Н2О + 14MnSO4
или
С6Н5ОН + 14Мп2О3 + 28H2SO< —► 6СО2+31Н2О + 28MnSO4
Регенерация оксидов марганца осуществляется путем обработ
ки сульфата марганца щелочью и кислородом воздуха:
MnSO4 + 2NaOH —► Mn(OH)2 4-Na2SO4
2Mn(OH)2 + O2 2H2MnO3
При взаимодействии марганцовистой кислоты с гидроксидом
марганца (II) образуется оксид марганца:
Н2МпО3 4-Мп(ОН)2 —► Мп203 + 2Н2О
Данные опытов окисления фенола, загрязняющего воду, при
97—98 °C и содержании в воде серной кислоты в количестве 2,5—
3,5% показали, что окисление фенола практически заканчивается
в течение 1 ч. Эффективность очистки составляет 99,7—99,9%.
Вместо оксидов марганца может быть применена марганцевая
руда (пиролюзит), стоимость которой сравнительно невысока, и
процесс очистки небольших количеств сточных' вод может быть
осуществлен без регенерации пиролюзита.
Данный метод используется для очистки сточных вод произ-
водств фенолоформальдегидных смол и дифенилолпропана от фе-
нола. При снижении концентрации фенолов от 1000 до 40 мг/л
расход на 1 м3 сточных вод составляет:
Регенерированных оксидов Воздуха.................43 м3
марганца...............80 кг Пиролюзита...............2 кг
Щелочи.................13,1 кг
Соляная кислота служит катализатором [374] реакции окисле-
ния фенола. Так, в сточных водах производства алкилфенольных
присадок, содержащих 15—19 г/л соляной кислоты, в результате
окисления пиролюзитом при параметрах
Температура, °C............ 20 Размер зерен -пиролюзита, мм 0,25
Расход пиролюзита, г/л ... 20 Время контакта, мин....... 40
pH....................... 1,0
£16
онцентрация фенола снижается от 230—280 до 2 мг/л, а ХПК — от
00—632 до 86 мг/л [375]. Эффект очистки по фенолу составляет
9,3%, по ХПК — 86,4%, причем сера и нефтепродукты в воде не
бнаружены. Нужно отметить, что процесс очистки осуществлялся
ез регенерации пиролюзита.
Другие окислители. Для окислительной деструкции органиче-
ких примесей сточных вод могут быть использованы такие силь-
(ые окислители, как перманганаты, бихроматы и др. При введе-
:ии в сточную воду перманганата калия
МпО; + 2FLO + Зе" —> МпО2 + 4ОН"
)бразуется хлопьевидный осадок, обладающий высокой сорбирую-
цей способностью. Скорость окисления органических загрязнений
возрастает с повышением pH [86, с. 558]. Следует иметь в виду, что
КМпО4 является хорошим бактерицидом.
Имеются данные о возможности доочистки сточных вод от о-,
и- и n-крезолов перманганатом калия [376], причем процесс окис-
ления при концентрации крезолов менее 0,12 мг/л и дозе 5 мг/л
КМпО4 заканчивается за 3 ч, а при больших концентрациях тре-
буется большая доза перманганата калия или более высокие зна-
чения pH.
Высокая стоимость перманганата калия весьма ограничивает
возможность широкого применения его в настоящее время для
очистки сточных вод.
РАДИАЦИОННОЕ ОКИСЛЕНИЕ
В относительно разбавленных водных растворах, кон-
центрация, загрязнений в которых не превышает 10-2— 10-3 М, ра-
диационно-химические превращения протекают не в результате
радиолиза этих примесей, а через их реакции с продуктами радио-
лиза воды [192, с. 14]: ОН-, Н+, гидратированный электрон — егвдр,
НОГ (в присутствии кислорода) и Н2О2. Окислителями являются
ОН-, НОГ и Н2О2, а восстановителями — Н+ и еГИдР. Частицы Н+ и
^гидр проявляют окислительные свойства в кислой среде и в при-
сутствии молёкулярного кислорода:
Н+ + О2 —> но;
2вгидр + О2 —► О2
Продукты этих реакций являются сильными окислителями.
В зависимости от условий проведения процесса примеси сточ-
ных вод могут вступать с продуктами радиолиза воды в различ-
ные реакции: окисления, восстановления, присоединения, отщепле-
ния и т. д. Очевидно, что основным процессом, приводящим к глу-
бокой очистке сточных вод, является радиационное окисление.
При действии излучений высоких энергий на разбавленные вод-
ные растворы различных органических веществ возникает боль-
шое число окислительных частиц, обусловливающих протекание
217
нецепных и цепных процессов радикального окисления. Следуе'
отметить, что реализация цепных процессов при радиационно-хи
мических превращениях примесей сточных вод является наиболе»
эффективной [192, с. 16].
Источники излучения для радиационной обработки
сточных вод
В качестве источников излучения могут быть исполь-
зованы: радиоактивные 50СО и 137Cs, тепловыделяющие элементы
(ТВЭЛы), радиационные контуры, ускорители электронов, а также
<?меси продуктов деления, извлеченных из отработанных ТВЭЛов
J192, с. 112]. Оценка стоимости энергии излучения различных ис-
точников при радиационной очистке сточных вод приведена в
табл. 7.7 [191].
Таблица 7.7
Стоимость радиационной обработки сточных вод
Источник излучения К. П. д. излуча- теля, % Мощность источника, необходимая для получения дозы 103 Дж/кг Г одовые расходы, млн. долларов Стоимость обработки, цент/мЗ
Кобальт-60 75 1,48-10"» с-* 1 3,8 27,5
Цезий-137 75 6,66-1018 с-1 2,6 18,5
Контур 50 400 МВт 0,9 3,5—8,0
Ускоритель 80 600 кВт 2,7 18,0
ТВЭЛ 50 1600 кВт 5,7 42,0
В связи со значительным прогрессом в последние годы в раз-
работке мощных и относительно недорогих ускорителей электронов,
по-видимому, стоимость обработки на них сточных вод в ближай-
шие годы снизится.
Кобальт-60. 60Со дает почти чистое у-излучение. Средняя энер-
гия у-квантов равна 1,25 МэВ. Обладает высокой проникающей
способностью (слой воды толщиной 15 см не обеспечивает полного
поглощения излучения). Период полураспада — 5,3 лет, продол-
жительность использования в промышленности — до 10 лет. Выпу-
скается в виде стержней диаметром 11 мм и длиной 80 мм с удель-
ной активностью 17—70 г-экв/г. Так как энергия у-квантов еоСо
ниже порога ядерных реакций, у-излучение этого источника не
дает наведенной радиации и облученные сточные воды радиацион-
но безопасны. Недостаток этого источника — высокая стоимость,
составляющая, например, в США около 0,4 доллара (0,33 руб.) за
1 г-экв.
Цезий-137. 137Cs дает у-излучение, энергия у-квантов которого
равна 0,67 МэВ, а период полураспада — 33 года. Радиоактивный
137Cs обладает более низкой проникающей способностью, чем 60Со,
однако является одним из перспективных излучателей. 137Cs полу-
чают в виде хлорида цезия из отработанных ТВЭЛов.
218
Тепловыделяющие элементы (ТВЭЛы). ТВЭЛы являются одним
13 дешевых источников излучения. ТВЭЛы, извлеченные нз актив-
ной зоны реактора, имеют высокую у-активность, которая изме-
няется во времени как по энергии, так и по интенсивности. Это за-
рудняет использование ТВЭЛов. Тем не менее они являются пер-
пективным источником излучения.
Радиационные контуры. В качестве излучателя используется но-
:итель, циркулирующий в замкнутой системе (контуре) и активн-
шрующийся под действием нейтронов в активной зоне реактора.
Реактор тепловой мощностью 240 МВт в контуре с натриевым но-
сителем может обеспечить 900 кВт мощности у-излучения. Недо-
статки этого метода — необходимость доставки сточных вод к ме-
сту нахождения реактора, а также высокая стоимость строитель-
ства контуров.
Ускорители электронов. Для очистки воды перспективны ускори-
тели электронов трансформаторного типа и линейные ускорители
192, с. 118]. Ускорители электронов обеспечивают получение-
мощного потока ускоренных электронов. Недостатки — неболь-
шая проникающая способность электронов и высокая стоимость
ускорителей.
Примеры применения метода радиационного
окисления
Рассмотрим результаты применения радиационного
метода на примере очистки сточных вод от фенола, цианидов №
синтетических ПАВ [191]. При этом следует
отметить, что, как показали исследования
[191], продукты разложения этих соединений
не оказывают отрицательного влияния на
процессы биологической очистки сточных
вод. Продукты разложения таких биологи-
чески «жестких» ПАВ, как некаль, ОП-7,
ОП-Ю, поддаются биологическому разло-
жению.
Моза, Д-10* Дж/кг
Рис. 7.19. Скорость ра-
диационного разложе-
ния фенола без барбо-
тажа (кривая 1) и с бар-
ботажем (кривая 2) воз-
духа.
Очистка от фенола. Исследовано у-облу-
чение кобальтом-60 в проточной системе
при мощности дозы 0,48 Вт/кг водных рас-
творов, содержащих 10, 100 и 1000 мг/л фе-
нола. Показано, что максимальная скорость
разложения фенола в растворе с концентра-
цией 1000 мг/л составляет 2,4 мг/(л-мин).
Разложение фенола на 75% в растворах,
содержащих 100 мг/л фенола, происходит в течение 60 мин, а раз-
ложение на 100% — за 90 мин. В растворе с концентрацией 10 мг/л
фенол полностью разлагается за 20 мин, при этом скорость разло-
жения составляет 0,25 мг/(л-мин).
Введение кислорода в раствор во время облучения не изменяет
скорости разложения в растворе, содержащем 1000 мг/л фенола»
21»
и значительно увеличивает скорость разложения для растворо1
меньшей концентрации. Влияние барботажа воздуха на скорост!
разложения фенола иллюстрируется рис. 7.19 [192, с. 99]. Повы
шение температуры до 80 °C увеличивает примерно в 2 раза выхо/
продуктов разложения фенола.
Очистка от цианидов. у-Облучение кобальтом-60 в проточно!
-системе водного раствора, содержащего 26 мг/л CN-, показало, чт<
при дозе 1,8-103 Дж/кг цианиды полностью разлагаются [192, с
Рис. 7.20. Зависимость Рис. 7.21. Результаты радиационной обработки
скорости радиационного сточных вод производства синтетического кау-
разложеиия цианидов от чука, содержащих 480 мг/л некаля.
мощности дозы, Вт/кг:
1—6.4 • 10'; 2—1,17-10';
3—3 • 103; 4-1,74-10';
5—2,9 • 104.
101]. С увеличением мощности дозы (рис. 7.20) скорость разложе-
ния цианидов возрастает. Повышение температуры до 75 °C прак-
тически не влияет на скорость разложения цианидов. Цианидные
комплексы меди и цинка разлагаются менее эффективно.
Очистка от поверхностно-активных веществ. Радиационная об-
работка позволяет разрушать многие поверхностно-активные веще-
ства. Например, исследование облучения водного раствора алкил-
бензолсульфоната дало следующие результаты [191]:
Концентрация ПАВ,
мг/л
14
Доза облучения,
Дж/кг
103
100
200
(0,4-0,5) • 10*
10*
Примечание
Вещество полностью разруша-.
ется, причем при низких
мощностях дозы эффектив-
нее, чем при высоких
Снижается концентрация
и пенообразование раствора
и повышается его поверхно-
стное натяжение
90%-ное разрушение вещества
При облучении (мощность дозы 2 Вт/кг) сточных вод производ-
ства синтетического каучука, содержащих 480 мг/л некаля, про-
исходит эффективное разложение некаля (рис. 7.21), для чего тре-
220
ется доза примерно 2-Ю4 Дж/кг [191]. Аналогичные результаты
лучены при радиационной обработке других ПАВ — сульфонола,
Л-7 и ОП-Ю [192, с. 95].
Следует отметить, что барботаж растворов ПАВ воздухом поэ-
ляет увеличить скорость процесса разрушения.
Очищать сточные воды от ПАВ предложено [377] путем
1едварительного выделения этих ПАВ из воды методом фло-
цни с последующей 'радиационной обработкой пенного слоя,
шример с помощью пучка ускоренных электронов с энергией
; менее 5 МэВ.
ГИДРОЛИТИЧЕСКАЯ ОЧИСТКА
Метод гидролитического расщепления органических
эдеств применяется в некоторых случаях для очистки сточных
>д. Например, в результате щелочного
гдролиза
RCN + NaOH + Н2О —► RCOONa + NH3
ггрилы, содержащиеся в сточных водах
эоизводства акрилонитрила и метакри-
энитрила [378—379], превращаются в
^токсичные натриевые соли карбоновых
1слот, растворимые в воде. Данные
анетики щелочного гидролиза нитри-
эв представлены на рис. 7.22. Анализ
гих зависимостей показывает, что ре-
кция щелочного гидролиза описывается
равнением первого порядка по нитри-
ам практически при любой концентра-
ии щелочи. Значения констант щелочно-
) гидролиза нитрилов при различных
гмпературах приведены в работе [378].
Установлено снижение реакционной
юсобности нитрилов к щелочному гид-
Рис. 7.22. Кинетика гидро-
лиза нитрилов при 100 °C и
концентрации 10 г/л NaOH:
1—кротононитрил; 2—димер
метакрилонитрила; 3—метакри-
лонитрил; 4— ацетонитрил; 5—ак-
рилонитрил; 6—метилсукцино-
нитрил; 7—сукциноиитрил.
олизу в ряду: сукциноиитрил, метилсук-
.инонитрил, акрилонитрил, ацетонитрил, метакрилонитрил, димер
[етакрилонитрила и кротонитрил.
В результате очистки сточных вод производства акрилонитрила,
одержащих 1000—3000 мг/л нитрилов, при следующих парамет-
iax
Концентрация NaOH, % (масс.).............. 0,25
Температура, °C............................150—160
Время контакта, мин........................... 15
онцентрация нитрилов снижается (по —CN) до 100—120 мг/л.
Метод щелочного гидролиза использован для разложения ами-
опроизводных типа натриевой соли диизопропилтиокарбаминовой
221
кислоты с последующей отгонкой амина [380]:
(«3O-C3H7)2NCSNa + 3NaOH —> (u3o-C3H7)2NH + Na2S + Na2CO3 + H2O
I
О
Увеличение избыточной щелочности от 10 до 60 мг/л при 60'
и времени контакта 0,5—1,0 ч повышает степень извлечения дииз
пропиламина от 95 до 97%.
Имеются данные исследования [381] механизма гидролиза ря,
фосфорорганических инсектицидов при 20—70 °C и pH = 1 4-
Гидролиз эфиров тиофосфорной И дитиофосфорной КИСЛОТ в ЭТ1
интервалах температуры и pH протекает по схеме [382]:
ROv .S ROX ,S
+НОН + R'OH
RCr 4)R' ROZ XOH
ROk RCk
X/ +hoh ;p^ 4-r'sh
ROZ XSR' ROZ XOH
При повышении температуры до 100 °C и увеличении кисло
ности раствора происходит более глубокое расщепление. Напр:
мер, расщепление эфиров тиофосфорной кислоты протекает i
схеме:
R°x
V; + 4НОН 2ROH + Н3РО4 + H2S + R'OH
ROZ XOR'
При продолжительности гидролиза 2 ч степень минерализацк
фосфорорганических соединений составляет 60—70%. Бихрома
ная окисляемость сточных вод при этом снижается на 40—50%.
Метод гидролитического расщепления был проверен для оч]
стки сточных вод производства октаметила [382]. Установлено, чт
в присутствии кислот воздействию подвергается N—Р-связь:
О О
l(CH3)2N]2P-O—P[N(CH3)2]2 4- 5Н2О 4NH(CH3)2 + 2Н3РО4
При содержании октаметила в сточной воде 2,5—3% и конце!
трации соляной кислоты, соответствующей 1 н. раствору, гидролт
при 100 °C практически заканчивается в течение 15 мин. Образуй
щийся диметиламин может быть возвращен в производство.
Таким образом, метод щелочного или кислотного гидролиза ор
ганических примесей сточных вод может быть использован в ряд
случаев для очистки сточных вод, особенно при получении в р<
зультате гидролиза ценных веществ, которые могут быть использс
ваны в производстве.
ЭЛЕКТРОХИМИЧЕСКОЕ ОКИСЛЕНИЕ
При электрохимической очистке сточных вод происхс
дят процессы электрохимического восстановления и окисления ор
ганических примесей соответственно на катоде и аиоде. Катодны
222
роцессы обусловлены присоединением водорода или замещением
лектроотрицательных функциональных групп органических при-
1есей на водород. Анодные процессы могут происходить под дей-
твием атомарного кислорода в результате взаимодействия орга-
ических веществ с перекисью водорода, образующейся вследствие
имеризаиии свободных гидроксильных радикалов, а также вслед-
твие непосредственной отдачи электрона аноду молекулой органи-
[еского вещества.
Основное значение в процессах электрохимической очистки
:точных вод имеют процессы анодного окисления органических
фимесей, которые в настоящее время недостаточно изучены. При
)бработке сточных вод, как правило, на аноде протекают реакции
хеструктивного окисления органических веществ с получением про-
лежуточных или конечных продуктов окисления (органических
сислот, СОз, НгО и др.). Имеются сведения о механизме катод-
хого восстановления и анодного окисления ряда органических со-
единений [383, с. 444, 453]. Механизм окисления органических ве-
цеств в разбавленных водных растворах мало изучен.
Протекание реакций окисления зависит от многих факторов:
материала электродов, плотности тока, концентрации веществ, со-
иевого состава, pH и т. д. Например, окисление спиртов протекает
по схеме [384, с. 383]:
RCH2OH —► RCHO —> RCOOH—► R—R + СО2
Возможно окисление формальдегида до угольной кислоты:
НСНО - 2е + 2ОН" —> Н2 + СО2 + Н2О
В то же время на платиновом аноде формальдегид окисляется
до муравьиной кислоты, ацетальдегид — до уксусной кислоты.
Имеются данные о возможности полного окисления метилового
спирта до СОг на аноде из диоксида свинца [384, с. 384], а также
полного окисления толуола в кислой водной суспензии на аиодах
из платины и диоксида свинца.
Окисление органических кислот может происходить по различ-
ным направлениям. Например, окисление муравьиной кислоты на
платиновом аноде протекает до СОг. При окислении кислот может
идти реакция димеризации:
RCOO" —> R • + СО2 + е
2R. —> R—R
Окисление уксусной кислоты (ацетат-ионов) в щелочной среде
на платиновом аноде в зависимости от условий электролиза мо-
жет протекать по реакциям:
СН3СОО~ + ЗОН" - 2е —► СН3ОН + COf + Н2О
2СН3СОО~ + 4ОН" — 2е —► С2Н6 + 2COf + 2Н2О
СНзСОО" + 5ОН" - 4е —> СН2О + СОз' + ЗН2О
СНзСОО" + 1 ЮН" - 8е —► 2СОГ + 7Н2О
223
При наличии в сточной воде ионов хлора в электролитическо!
ванне протекают реакции окислительного хлорирования.
Нужно отметить, что большое значение при электрохимической
окислении веществ в водных растворах имеет плотность тока. Прг
малой плотности тока значительная часть образующегося на аноде
кислорода выделяется в виде газа и практически не используется
в реакциях окисления.
Важным условием успешной работы установок электрохимиче-
ской очистки сточных вод является правильный выбор материала
электродов. В качестве анодов используют электропроводящие кор-
розионно-стойкие прочные материалы: металлические — например,
сталь, никель, свинец, платина, неметаллические — уголь, графит,
магнетит (ЕезСЬ), диоксиды свинца и марганца и др. Наиболее
стойкий материал — платина, однако вследствие ее высокой стои-
мости применение получили аноды из титана, покрытого тонким
слоем (2—3 мкм) платины.
Выбор материала катода определяется его химической стой-
костью, активностью и стоимостью.
Для предотвращения смешения продуктов электролиза, осо-
бенно газов (водорода и кислорода), образующих взрывоопасные
смеси (стр. 75), применяют диафрагмы, разделяющие катодное и
анодное пространство. Диафрагмы должны обладать механической
прочностью, химической стойкостью и вместе с тем должны быть
достаточно пористы для того, чтобы падение напряжения в ней
было невелико. Материалом для диафрагмы служат керамика,
асбест, стекло, дерево и др. В последнее время применение полу-
чили ионитовые мембраны (катионитовые и анионитовые), обла-
дающие избирательной ионной проводимостью (см. гл. 6).
Очистка сточных вод обычно происходит в результате реакций,
протекающих на обоих электродах. В процессе электрохимического
окисления и восстановления многие токсичные вещества претерпе-
вают изменения и образуются другие, менее токсичные вещества.
В некоторых случаях образуются вещества мало растворимые
в воде, которые выпадают в осадок.
Очистка от фенолов. Электрохимическое окисление фенола со-
провождается образованием малеиновой кислоты и диоксида угле-
рода [373, с. 17]:
СНСООН
С6Н5ОН + 7Н2О —> || +2СО, + 8Н2
СНСООН
Окисление фенола и крезола при малых концентрациях этих ве-
ществ в воде и отсутствии минеральных солей протекает медленно
и требует значительного расхода электроэнергии [385]. Окисление
фенола и крезола при концентрациях 1 г/л и более на анодах из
графита*и магнетита при плотности тока 100—200 А/м2 также тре-
бует значительных расходов электроэнергии (0,3—0,5 кВт-ч на
1 г фенола или крезола). При добавлении в сточную воду 2—3 г
NaCl на 1 г фенола или крезола расход электроэнергии снижается
до 0,03—0,05 кВт-ч.
224
При работе электролизера с диафрагмой расход электроэнергии
/величивается примерно в 4 раза [373].
Опыт работы промышленной установки по обесфеноливанию
точных вод, состоящей из 6 электролизеров типа БГК-12 без диаф-
эагм с графитовыми анодами общей площадью поверхности 2,8 м2
а перфорированными стальными катодами площадью поверхности
3,36 м2, показал, что при расходе сточной воды 0,26 м3/ч на один
электролизер концентрация фенола снижается с 2,5 г/л практиче-
ски до нуля [386]. Исходная сточная вода содержала около 200 г/л
NaCl, 5 г/л NaOH и перед подачей в электролизер подогревалась
до 70—75 °C. Плотность тока на анодах составляла 640—700 А/м2,
напряжение — 2,34-2,8 В, расход электроэнергии —15,84-25 кВт-ч
на 1 м3 воды.
Обработка сточных вод, содержащих фенолы, тиосульфаты, тио-
цианаты, хлориды, в вертикальном цилиндрическом электролизере
с платиновым анодом и железным катодом позволяет при плотно-
сти тока 800—1200 А/м2, напряжении 3—4 В и продолжительности
очистки 5—8 ч снижать ВПК сточных вод на 95% [387].
Очистка от серусодержащих соединений. Метод электрохимиче-
ского окисления может быть использован для очистки сточных вод,
загрязненных серусодержащими органическими соединениями, на-
пример, сточных вод нефтеперерабатывающих заводов. При плот-
ности тока 200—300 А/м2 в электролизере с асбестовой или хло-
риновой диафрагмой и графитовым анодом достигается 98-99%-
ное удаление сульфидов, меркаптанов и других соединений в
результате их анодного окисления до элементарной серы, тиосуль-
фатов и сульфатов [388]. В католите накапливается щелочь, кото-
рая может быть вновь использована на производстве. При добавле-
нии в сточную воду 50 г/л NaCl окисляемость в течение 8 ч сни-
жается со 180 до 0/4 г/л. Без добавления хлоридов окисляемость
уменьшается с 24,2 до 2,2 г/л. Присутствие в растворе фенолятов и
нафтенатов снижает скорость окисления сернистых соединений.
Стоимость обезвреживания сточных вод нефтеперерабатывающего
завода определяется расходом электроэнергии, который составляет
300—400 кВт-ч на 1 м3 сточной воды. Стоимость регенерированной
Щелочи превышает стоимость затрачиваемой электроэнергии, что
указывает на экономическую эффективность метода.
Предложен [389] метод очистки сточных вод от некаля (натрие-
вой соли дибутил нафталинсульфокислоты) электрохимическим
окислением в закрытом электролизере под давлением до 2,5 МПа
при температуре до 150 СС. В результате электролиза образуются
диоксид углерода, альдегиды, кетоны. Показано, что электрохими-
ческая очистка 0,25%-ного раствора некаля при 135°C, силе тока
2 А, давлении 2 МПа и времени контакта 30 мин приводила к сни-
жению ХПК раствора с 3248 до 832 мг/л, содержание некаля в
очищенной воде составляло 200 мг/л, альдегидов — 293 мг/л, лету-
чих с паром кислот— 139 мг/л.
Очистка от фосфор- и металлорганических соединений. Метод
электрохимического окисления использован для очистки сточных
8 Зак, 394 225
вод производств метилмеркаптофоса, метафоса и тиофоса [390
Очистку проводили в электролизере с диафрагмой, графитовьп
анодом и железным катодом. В процессе окисления органически:
веществ получаются хлор, водород и щелочь, которые могут быт;
использованы. Исходные сточные воды содержали (г/л):
Фосфор органический .... 1,2 Метиловый спирт..........6,8
Фосфор неорганический ... 0,2 п-Нитрофенол.............2,36
Хлорид натрия............305
При плотности тока 800 А/м2 и напряжении 3,4 В в очищенной вод*
органический фосфор не обнаружен.
Результаты электрохимического окисления сточных вод произ
водства ядохимикатов в электролизере типа БГК-13 при произво
дительности 60 л/ч, нагрузке по току 4500 А и напряжении 3,3 Е
представлены ниже:
Состав газа, % (об.):
С12.................................. 96,0
СО2................................... 3,0
Н2.................................... 0,3
Концентрация водорода, % (об.) . . . 100
Содержание в щелочном растворе, г/л:
NaOH................................ 103,5
NaClO3 .............................. 0,03
органических веществ (по ХПК) . . Не обнаружено
Выход щелочи по току, %.................. 81,6
Расход электроэнергии, кВт ч:
на 1 т 100%-ной NaOH................. 2710
на 1 м3 сточной воды.................. 248
Окисление метилфосфоновой кислоты протекает только на ано-
де из платины, вследствие прочности связи углерод — фосфор. На
анодах из свинца и графита окисление практически не происходит
[390]. Оловоорганические соединения, также характеризующиеся
прочной связью олово — углерод, разрушаются с помощью элект-
рохимического окисления в электролизере с анодом из титана, по-
крытого диоксидом свинца, катодом из нержавеющей стали и ка-
тионитовой диафрагмой Л4К-40 [391]. В анодное пространство за-
ливают сточную воду, католитом служит 5.%-ный раствор едкого
кали. Опыты проводили со смесью сточных вод производств те-
трабутилолова и дибутилдилаурината олова. В результате очистки
сточных вод при плотности тока на аноде 270 А/м2, на катоде
570 А/м2 и времени контакта 4 ч ХПК снижалось с 67,2 до 22,3 г/л.
Тетрабутилолова в очищенной воде не обнаружено.
Установлено [392], что при плотности тока 3200 А/м2 в электро-
лизере с анодом из графита и катодом из нержавеющей стали в
течение 1,5 ч достигается практически полное разрушение диэтил-
дикаприлата олова и тетраэтилолова.
Очистка от других органических соединений. Для очистки сточ-
ных вод, содержащих нитросоединения ароматического ряда, пред-
ложено [385] сначала производить катодное восстановление нитро-
соединений до аминосоединений с последующим анодным Окисле-
нием, сопровождающимся образованием нетоксичных продуктов
226
(СО2, NH3, N2, Н2О). При очистке сточных вод, содержащих три-
нитротолуол, в электролизере с пористой диафрагмой и графито-
вым анодом при плотности тока 200—600 А/м2 расход электроэнер-
гий, необходимой для удаления из сточных вод 1 г тринитрото-
луола, составил 0,3—0,5 кВт-ч.
При электрохимической обработке сточных вод, содержащих
метиламин в количестве 31 г/л, в присутствии NaCl (40—150 г/л)
в электролизере с анодом из графита и магнетита при плотности
тока 100—200 А/м2 степень удаления амина составила 66—95%.
Эффективность удаления из сточных вод диметилэтилендиамина
в присутствии NaCl (40 г/л) составила 72—92%. Продуктами
анодного окисления являются спирты, СО2, N2 и Н2О.
При обработке сточных вод, содержащих 1 г/л дииминового
эфира адипиновой кислоты, в электролизере с анодом из графита
и магнетита при плотности тока 500 А/м2 90—100%-ная степень де-
струкции эфира достигалась в течение 2 ч [393].
Электрохимический способ использован для очистки сточных
вод производства симазина и цианурхлорида, содержащих соли
циануровой кислоты, этиламин и другие азотсодержащие органи-
ческие примеси [394]. Следует отметить, что этиламин более устой-
чив к электрохимическому окислению, чем другие примеси сточной
воды.
При очистке сточных вод производства симазина в электроли-
зере с графитовым анодом и железным катодом при плотности тока
250—500 А/'м2, напряжении 6—7 В, времени контакта 5—10 ч и
30—70 °C степень снижения содержания «органического» азота
составила 95% при расходе электроэнергии 300—500 кВт-ч на 1 м3
сточной воды.
Электрохимический метод является эффективным для очистки
сточных вод производства целлюлозы [395]. В результате очистки
снижается окисляемость и цветность сточных вод.
Значительное число работ посвящено применению электрохи-
мического метода для очистки сточных вод производств различных
красителей. Сточные воды производства азокрасителей [396] в ре-
зультате анодного окисления в электролизере с графитовым ано-
дом обесцвечиваются на 99,9%, при этом окисляемость их сни-
жается на 90%.
Сточные воды производства кубовых красителей (например, ку-
бового бирюзового ЗХ) подавали в анодное пространство электро-
лизера, оборудованного катионитовой мембраной МК-40, анодом из
диоксида свинца, катодом из нержавеющей стали. Катодное про-
странство заполняли 5%-ным раствором NaOH. При плотности
тока 160—250 А/м2 степень очистки сточной воды по ХПК состав-
ляла 98—99% [397].
Разработан и проверен электрохимический метод очистки сточ-
ных вод производства триазиновых красителей [398]. Имеются дан-
ные о возможности использования электрохимического метода для
очистки сточных вод производств синтетических жирных кислот
[399], синтетического бутилового спирта [400], сероорганических
8*
227
соединений гетероциклического ряда [401], фунгицида — поликар
бацина [402].
Электрохимическая очистка сточных вод во многих случая;
экономически более выгодна, чем другие методы обезвреживаниг
[296, 403]. Затраты на электрохимическую очистку сточных во;
от фенолов в 2 раза меньше стоимости озонирования и в 5 ра;
дешевле адсорбционного метода. Достоинства электрохимического
метода особо ощутимы при проведении одновременно процессов
очистки сточных вод и регенерации ценных примесей (кислот и
щелочей).
Значительные преимущества электрохимического метода очи-
стки по сравнению с другими методами приведут, по-видимому, в
ближайшие годы к его широкому применению для обезвреживания
вод химических производств.
Глава 8
ОЧИСТКА СТОЧНЫХ вод
ОТ РАСТВОРЕННЫХ ОРГАНИЧЕСКИХ
ПРИМЕСЕЙ
РЕГЕНЕРАЦИОННЫМИ МЕТОДАМИ
Применение регенерационных методов для очистки
сточных вод химических производств позволяет не только обезвре-
живать сточные воды, но и извлекать из них ценные примеси.
В ряде случаев очищенные сточные воды могут быть повторно ис-
пользованы в производстве. Возврат в производство извлеченных
примесей уменьшает производственные потери сырья, реагентов
и продукции и часто делает процесс очистки сточных вод рента-
бельным. Создание химических комплексных безотходных произ-
водств повышает значение и перспективы использования регене-
рационных методов очистки сточных вод.
ЭКСТРАКЦИОННАЯ ОЧИСТКА
Основы процесса экстракционной очистки
Экстракционный метод широко применяется для очи-
стки сточных вод от органических примесей, особенно фенольных
сточных вод термической переработки твердых топлив (угля, слан-
ца, торфа). Использование метода экстракции экономически целе-
сообразно в случае значительной концентрации органических при-
месей или высокой стоимости извлекаемого вещества. Например,
извлечение фенолов из сточной воды рационально при их концент-
рации не менее 2—4 г/л.
В процессе экстракции растворенное вещество распределяется
между сточной водой и экстрагентом до достижения равновесия,
характеризуемого законом равновесного распределения, который
выражают через коэффициент распределения
КР = С9/СВ (8.1)
где Сэ и Св — соответственно концентрация растворенного веще-
ства в экстрагенте и в воде.
Коэффициент распределения зависит от ряда факторов: темпе-
ратуры, присутствия примесей в воде и экстрагенте, наличия за-
местителей в орто-, мета- или пара-положении и др.
Рассмотрим влияние некоторых факторов на коэффициент рас-
пределения на примере экстракции фенолов из водных растворов,
получившей, как указывалось, широкое применение в промышлен-
ности.
Температура оказывает существенное влияние на эффектив-
ность процесса экстракции вследствие изменения растворимости
229
веществ и взаимной растворимости органической и водной фаз.
Так, коэффициент распределения фенолов в системе вода — фе-
нол — бензол с увеличением температуры повышается, а для си-
стемы вода — фенол — бутилацетат, наоборот, понижается [404,
с. 43]:
Температура, °C................
Бензол ........................
Бутнлацетат ..................
10 20 30 40 60
1,8 2,1 2,36 2,5 2,95
55,5 48,5 45,0 40,0 34,4
При экстракции многоатомных фенолов увеличение числа окси-
групп в молекуле фенола приводит к значительному уменьшению
коэффициентов распределения (табл. 8.1).
Таблица 8.1
Коэффициенты распределения различных фенолов
в системе вода — фенолы — растворитель
Экстрагент Фенол Пирока- техин Пирогал- лол Резорцин Гидро- хинон
Амиловый спирт 36,8 10,0 2,9 8,3 6,3
Этилацетат 58,0 19,0 — 9,1 - 6,2
Бутилацетат 48,5 14,0 —— 6,2 47
Амилацетат ; 43,8 11,5 — 4,9 4,0
В большинстве случаев функциональные группы, введенные в
фенолы, повышают коэффициент распределения соответствующего
производного, за исключением аминогруппы и второй гидроксиль-
ной группы [404, с. 69]. Наличие в сточной воде нейтральных со-
лей (например, КС1, NaCl) может оказывать высаливающее дей-
ствие, т. е. понижать растворимость извлекаемого компонента и
повышать эффективность экстракции. Введение в сточную воду ве-
ществ, повышающих растворимость в воде извлекаемого компо-
нента (гидротропных веществ), таких, как мочевина, глицерин,
ацетон, приводит к снижению эффективности процесса экстракции.
На коэффициент распределения оказывает влияние pH сточной
воды.
Однако в действительности коэффициент распределения часто
отклоняется от величины, рассчитанной по уравнению (8.1), вслед-
ствие взаимодействия молекул растворенного вещества друг с дру-
гом с образованием димеров [404, с. 20] или с молекулами раство-
рителя (образование молекулярных комплексов и т. п.) [71, с. 99],
некоторой взаимной растворимости экстрагента и сточной воды и
т. д. Так, распределение фенолов в значительной степени отли-
чается от распределения по уравнению (8.1) и-может быть рас-
считано по формуле
А'р == (Сэ)»/Св (8.2)
где п — показатель степени, характеризующий отклонение системы
от идеальной.
230
На основании опытов с водными растворами фенолов рассчи-
аны коэффициенты распределения по уравнению (8.2) для си-
•темы вода — фенолы — органический растворитель (табл. 8.2).
Таблица 8.2
Коэффициенты распределения фенолов
между органическим растворителем и водой
Система Коэффициент распределе- ния по уравнению (8.2) п Система Коэффициент распределе- ния по уравнению (8.2) п
Зода — фенол — бу- 38,0 0,98 тилацетат Вода — фенол — изо- 13,3 0,89 пропиловый эфир Вода—о-крезол—бу- 159,0 0,99 тилацетат 1 Вода—.«-крезол—бу- 155,0 1,02 тилацетат Вода— «-крезол—бу- . 190,0 1,07 тилацетат Вода—резорцин—бу- 2,1 0,80 тилацетат Вода — 2,4-диметил- 43,6 0,99 резорцин — бутил- ацетат
Из данных табл. 8.2 видно, что показатель степени для ряда
систем значительно отклоняется от единицы: это указывает на за-
метное отклонение этих систем от идеального состояния. Для та-
ких реальных систем количество вещества (г), остающегося в сточ-
ной воде после однократной экстракции, может быть рассчитано
по уравнению [405]:
где А — количество вещества в исходной сточной воде, г; VB —
объем сточной воды, л; Vp-ля — объем растворителя, л.
По величине коэффициента распределения судят об экстрак-
ционной способности растворителей и целесообразности его исполь-
зования в каждом конкретном случае.
Для успешного протекания процесса экстракции экстрагент
должен обладать следующими свойствами: 1) иметь хорошую
экстрагирующую способность по отношению к извлекаемому веще-
ству, т. е. высокий коэффициент распределения; 2) обладать опре-
деленной селективностью — способностью экстрагировать из слож-
ной водной системы одно или определенную группу веществ; 3) от-
личаться малой растворимостью в воде (с другой стороны, вода
должна мало растворяться в экстрагенте); 4) заметно отличаться
плотностью от плотности воды, что обеспечивает быстрое и пол-
ное разделение фаз; 5) иметь температуру кипения, значительно
отличающуюся от температуры кипения экстрагируемого вещества,
что обеспечивает легкость их разделения; 6) не взаимодействовать
с экстрагируемым веществом, материалом аппаратуры и не под-
вергаться заметному гидролизу; 7) иметь небольшую удельную
231
теплоту испарения и малую теплоемкость, что позволяет снизит
расходы пара и охлаждающей воды; 8) иметь возможно меньшу!
огнеопасность, взрывоопасность и токсичность; 9) иметь низку!
стоимость.
Органические растворители (например, бензол, простые и слож
ные эфиры) применяются для экстракционной очистки сточных во,
от фенолов в коксохимической, сланцеперерабатывающей и угле
перерабатывающей промышленности [71, с. 83; 333, с. 103] от ани
лина в анилинокрасочной [89], от уксусной кислоты в лесохимиче
ской, от эпихлоргидрина в химической [406] промышленности и т. п
В качестве экстрагентов при извлечении фенолов в некоторы.
случаях используют различные технические продукты, такие, ка]
антраценовое масло, поглотительное масло, состоящее из средних i
тяжелых ароматических углеводородов [71, с. 98], сырой бензол
содержащий толуол, ксилолы и другие примеси [333, с. 111], по0оч
ные продукты производства бутилового спирта, получаемые npi
ректификации бутилового и изобутилового спиртов и содержащш
смесь бутилизобутилового, диизобутилового и дибутилового эфи-
ров [407]. Эти экстрагенты имеют низкую стоимость и позволяют
значительно уменьшить стоимость очистки сточных вод. Основное
недостаток указанных экстрагентов — нестабильность состава.
Часто экстракция смесью двух растворителей оказывается бо-
лее эффективной, чем раздельное применение компонентов смесг
(синергетический эффект). Так, если коэффициент распределения
фенола для амилового спирта составляет 35,2, а для диизопропи-
лового эфира — 27,8, то для смеси, содержащей около 20% ами-
лового спирта и 80% диизопропилового эфира, он будет равен 56
[71, с. 106].
Для экстракционной очистки сточных вод применяют схемы
многоступенчатой противоточной экстракции и непрерывной проти-
воточной экстракции. Схемы установок одноступенчатой (одно-
кратной) и многоступенчатой экстракции в перекрестном токе не
получили распространения соответственно вследствие недостаточ-
ной эффективности и большого расхода экстрагента.
При экстракции по многоступенчатой противоточной схеме сточ-
ная вода и экстрагент поступают с противоположных концов уста-
новки, состоящей из нескольких ступеней, каждая из которых
включает смеситель воды и экстрагенты и отстойник (или центро-
бежный сепаратор). Сточная вода и экстрагент движутся навстре-
чу друг другу, в результате очищенная сточная вода выходит из
последней ступени, а конечный экстракт — из первой ступени. На
последней ступени сточная вода, содержащая небольшое количе-
ство извлекаемой примеси, смешивается со свежим экстрагентом,,
а на первой ступени исходная сточная вода контактирует с экстра-
гентом, содержащим некоторое количество примеси. Благодаря
этому достигается большая движущая сила процесса экстракций
и высокая эффективность очистки сточных вод.
При непрерывной противоточной экстракции сточная вода (дис-
персионная среда) и капли диспергированного экстрагента (дис-
232
ерсная фаза) движутся навстречу друг другу и примеси сточной
оды непрерывно переходят в экстрагент. Разделение фаз происхо-
,ит на входе и выходе из аппарата. Эта схема также обеспечивает
ысокую движущую силу процесса экстракции.
В некоторых случаях экстрагент может быть дисперсионной
редой. .Метод непрерывной противоточной экстракции наиболее
iacTo используется для очистки сточных вод.
В соответствии с указанными схемами для очистки сточных вод
1рименяют две группы экстракционных аппаратов:
1) ступенчатые экстракторы;
2) дифференциально-контактные экстракторы, в которых про-
исходит практически непрерывное изменение состава фаз.
В зависимости от источника энергии, используемой для диспер-
гирования одной фазы в другой и перемешивания фаз, различают
экстракторы, в которых диспергирование осуществляется за счет
энергии потоков (распылительные, полочные, насадочные и ситча-
тые экстракторы), и аппараты с введением внешней энергии по-
средством механического перемешивания, вибраций, пульсаций,
путем проведения экстракции в поле центробежных сил и т. д.
В настоящее время разработано большое число экстракцион-
ных аппаратов, применяемых в химической технологии [71, с. 112;
333, с. 116].
Технологические схемы установок очистки
Технологическая схема очистки сточных вод экстрак-
ционным методом зависит от количества и состава сточных вод,
свойств экстрагента, способа его регенерации и ряда других фак-
торов. Указанная технологическая схема включает обычно четыре
установки: 1) подготовки воды; 2) экстракции; 3) регенерации рас-
творителя из очищенной воды; 4) регенерации растворителя из
экстракта.
Установка подготовки воды для экстракционной очистки. В со-
став данных установок обычно включают отстойники, флотаторы,
фильтры для механической очистки; нейтрализаторы для доведения
pH до требуемой величины; карбонизаторы для обработки сточных
вод, содержащих аммиак; поверхностные холодильники для охлаж-
дения сточной воды до температуры не выше 30—40 °C.
Установка экстракции. Очищенная от эмульгированных и сус-
пендированных частиц (например, смол, масел, нафталина, золы)
сточная вода поступает на экстракционную установку. В состав
этой установки входят колонна для улавливания паров раствори-
теля 1 (рис. 8.1), насосы 2, 4, экстрактор 3 и сборник экстрагента
5. Колонна 1 обычно представляет собой оросительную насадоч-
ную колонну, вода в которую подается сверху, а неконденсирую-
щиеся газы и пары из аппаратов поступают снизу.
Установка регенерации растворителя из очищенной воды. Раст-
воренный в воде экстрагент обычно регенерируют путем отгонки
в виде азеотропной смеси с водой. Отгонка растворителя осуществ-
ляется обычно в насадочной колонне, в которую сверху подается
233
подогретая очищенная вода, а снизу — острый пар. Вода, подавае
мая в колонну, подогревается за счет тепла воды, выходящей иг
колонны.
Растворители, имеющие высокое давление паров, могут бытг
регенерированы путем отдувки воздухом или другими газами
(стр. 236). Это позволяет снизить расход тепла на подогрев воды
а также уменьшить потери растворителя, вызванные гидролизом
при повышенной температуре.
Для легкогидролизующихся растворителей, имеющих высокую
стоимость и обладающих высокими температурой кипения, тепло-
Рис. 8.1. Схема экстракционной установки для
очистки сточных вод от фенолов:
1 — колонна улавливания паров экстрагента; 2, 4—-'насосы;
3—экстрактор; 5—сборник экстрагента.
емкостью и теплотой парообразования, может быть целесообраз-
ным применение метода реэкстракции. Сущность метода состоит
в том, что растворитель из воды экстрагируется другим более де-
шевым растворителем, который затем может быть легко удален
из воды методом перегонки. Так, в процессе отгонки бутилацетата
(при температуре в отгонной колонне до 100 °C) из обесфенолен-
ной воды химические потери вследствие гидролиза бутилацетата
составляют 30—50% от общих потерь [408, 409]. Указанные потери
могут быть снижены, например, при использовании схемы с экс-
тракцией бутилацетата из воды диизопропиловым эфиром с после-
дующей его отгонкой из воды (температура кипения диизопропило-
вого эфира 68,7°C).
Установка регенерации растворителя из экстракта. Для регене-
рации растворителя из фенольных экстрактов применяет двух-
ступенчатую ректификацию. На первой ступени в ректификацион-
ной колонне, работающей прн атмосферном давлении, отгоняется
часть растворителя. Сгущенный экстракт поступает для полного
удаления растворителя в ректификационную колонну второй сту-
234
пени, которая работает под вакуумом 6-103Па или при атмосфер-
ном давлении. Отгонка растворителя в виде азеотропной смеси
с водой, имеющей температуру менее 100 °C (для азеотропной сме-
си бутилацетат — вода — 90,2 °C), производится острым паром.
Технологические, эксплуатационные и экономические показа-
тели установок экстракционной очистки фенольных сточных вод
приведены в главе 14.
ОЧИСТКА ПЕРЕГОНКОЙ И РЕКТИФИКАЦИЕЙ
Перегонка и ректификация являются одними из наи-
более распространенных методов выделения из сточных вод раство-
ренных органических жидкостей. Установки перегонки и ректифи-
кации сточных вод, как правило, входят в состав технологических
схем основных производств. Выделенные из сточных вод примеси
обычно используются на этих же производствах.
Для очистки сточных вод применяют простую перегонку, пе-
регонку в присутствии водяного пара или инертных носителей,
азеотропную перегонку, а также ректификацию в отгонных колон-
нах, в присутствии перегретого водяного пара и азеотропную рек-
тификацию.
Специфичность процесса очистки сточных вод этими мето-
дами обусловливается относительно малыми концентрациями
примесей и необходимостью практически полного выделения их
из сточных вод.
Перегонка
Простая перегонка. Простую перегонку проводят на
установке периодического действия путем постепенного испарения
сточной воды, находящейся в перегонном кубе. Образующиеся
пары конденсируются в конденсаторе-холодильнике, и дистиллят
поступает в сборник. Простую перегонку осуществляют также и
непрерывным методом. Метод простой перегонки целесообразно
применять для очистки сточных вод от примесей, температура
кипения которых значительно ниже температуры кипения воды
(ацетон, метиловый спирт и т. п.). Расчет процесса однократной
перегонки приведен в работе [410, с. 83]. Для более полного разде-
ления смеси и получения более концентрированного дистиллята
перегонку проводят с дефлегмацией. Над перегонным кубом уста-
навливают трубчатый или змеевиковый дефлегматор, в котором
пары частично конденсируются, причем из пара преимущественно
конденсируется вода (более высококипящий компонент). Вода в
виде флегмы сливается в куб, а пары, обогащенные низкокипящим
компонентом, направляются в конденсатор-холодильник.
Перегонка с дефлегмацией обычно используется для очистки
сточных вод, когда полученный дистиллят непосредственно с ус-
тановки направляется в производство.
235
Перегонка в присутствии водяного пара или другого инертного
носителя. Довольно часто для очистки сточных вод применяют пе-
регонку с водяным паром. Отличие этой схемы от схемы простой
перегонки заключается во введении острого пара непосредственно
в сточную воду, что упрощает конструкции перегонных аппаратов,
снижает расход тепла на перегонку. Для отгонки из сточной воды
примесей могут быть использованы инертные носители, например
газыг'воздух, азот, диоксид углерода, углеводородные газы и др.
Применение этого метода целесообразно для выделения приме-
сей, имеющих высокое давление паров и, соответственно, низкую
температуру кипения, содержание которых в сточной воде невелико
(100—200 мг/л).
Недостатком метода отгонки с инертными носителями являются
сложности, связанные с отделением трудносжижаемого дистиллята
от инертного носителя.
Перегонка азеотропов. Многие органические вещества образуют
с водой азеотропные или нераздельнокипящие смеси. Азеотропные
смеси, обладающие неограниченной взаимной растворимостью (на-
пример, этиловый спирт, ацетонитрил, масляная кислота), назы-
ваются гомоазеотропами и чаще всего характеризуются минималь-
ной температурой кипения. Перегонка гомоазеотропов с начальной
концентрацией Са, совпадающей с концентрацией постояннокипя-
щей смеси, бесполезна для разделения компонентов смеси. Однако^
сточные воды в подавляющем большинстве случаев имеют началь-
ную концентрацию органических примесей С\, которая значительно
меньше их концентрации в азеотропной смеси. Если С\ < Са, то
постепенное выкипание смеси L\ приводит к постепенному обога-
щению жидкого остатка высококипящим компонентом (водой).
Для расчета процессов однократной и постепенной перегонки гомо-
азеотропов рекомендуется пользоваться расчетными уравнениями,,
выведенными при анализе бинарных систем с монотонными кри-
выми равновесия [410, с. 103].
Известно большое число нераздельнокипящих бинарных рас-
слаивающихся смесей, состоящих из воды и органических жидко-
стей, которые обладают ограниченной взаимной растворимостью
и при перегонке образуют гетероазеотропные смеси. Особенностью
этих смесей является то, что в зависимости от содержания компо-
нентов жидкость либо однородна, либо состоит из двух несмеши-
вающихся слоев. Сточные воды соответствуют, как правило, обла-
сти растворимости вещества в воде, поэтому при перегонке будут
наблюдаться закономерности, справедливые для смесей взаимно-
растворимых жидкостей.
Для более полного выделения примесей из сточных вод мето-
дом перегонки необходимо отгонять значительное количество воды
(5—10% и более).
Таким образом, малое содержание отгоняемых компонентов
в сточных водах, значительно меньшее, чем концентрация в азеот-
ропной смеси, обусловливает протекание процесса перегонки по
закономерностям, описывающим процесс простой перегонки.
236
Ректификация
Отгонная ректификационная колонна. Схема ректи-
фикационной отгонной колонны представлена >;а рис. 8.2. Сточная
вода в жидкой фазе L подается на верхнюю тарелку отгонной ко-
лонны 1 (или на насадку), с которой отводятся пары D состава
Vn, являющиеся одним из конечных продуктов. Сточная вода с
нижней тарелки отводится в парциальный кипятильник 2, в кото-
ром за счет подачи тепла Q подвергается частичному выкипанию,
Рис. 8.2. Принципиальная
схема отгонной колонны:
/ — отгонная колонна; 2—ки-
пятильник.
Рис. 8.3. Принципиальная схема скруббера
для обесфеноливания сточных вод паро-
циркуляционным методом:
1 — поглотительная секция; 2—скруббер; 3 —глу-
хая тарелка; 4—отгоииая секция; 5—патрубок;
6 — вентилятор; 7—насос для циркуляции раствора
фенолятов.
образуя поток паров, возвращающихся в колонну в качестве паро-
вого орошения. Сточная вода R состава XR отводится в качестве
основного продукта. Подробный расчет отгонных колонн приведен
в работе [410].
Метод очистки в отгонных ректификационных колоннах приме-
няется для выделения из сточных вод многих органических при-
месей (бензола, хлорбензола, бутилацетата и др.).
Ректификация в присутствии перегретого водяного пара. Паро-
циркуляционный метод обесфеноливания сточных вод. Использова-
ние перегретого водяного пара в процессах ректификационной
очистки сточных вод в отгонных колоннах объясняется трудностью
оборудования колонны кипятильным устройством, позволяющим
обеспечить необходимый для процесса восходящий паровой поток.
237
Кроме того, применение острого пара позволяет снизить его общий
расход на очистку сточных вод. Расчет процесса ректификации в
отгонной колонне в присутствии перегретого водяного пара приве-
ден в работе [410, с. 230, 240]. Этот метод ректификации широко
используется, особенно в нефтехимической промышленности, для
очистки сточных вод от углеводородов, альдегидов, диметиламина,
диметилформамида и других примесей.
Пароциркуляционный метод очистки (см. гл. 14) заключается
в ректификации сточных вод в отгонной (отпарной) колонне с ис-
пользованием циркулирующего водяного пара и последующей от-
мывке (абсорбцией) циркулирующего пара с помощью щелочи или
других реагентов. Этот метод прцгоден, для очистки сточных вод
от летучих с водяным паром органических примесей и впервые был
применен в США и в Германии (метод Копперса) [79, с. 424]. Па-
роциркуляционный метод получил широкое распространение во
многих странах, в том числе и в СССР, для обесфеноливания сточ-
ных вод коксохимических заводов [71, с. 147; 6, с. 7] и предприятий
переработки бурых углей [79]. Данный метод может быть исполь-
зован [71] для очистки сточных вод от производств синтетических
фенола и л-крезола, карбоновых кислот, а- и р-нафтолов, фенол-
формальдегидных. смол и т. д.
Принципиальная схема скруббера для обесфеноливания сточ-
ных вод пароциркуляционным методом [333, с. 52] представлена на
рис. 8.3. Сточная вода, нагретая до температуры кипения, подается
в верхнюю часть скруббера 2. Скруббер разделен глухой тарелкой
3 на верхнюю 4 и цижнюю 1 секции. Глухая тарелка оборудована
патрубком 5 для прохода пара, циркулирующего с помощью вен-
тилятора 6. Верхняя отпарная (отгонная) секция скруббера за-
полнена деревянной хордовой насадкой, нижняя поглотительная
секция — металлической спиральной насадкой [333, с. 51] или коль-
цами Рашига [410]. Поднимающийся в верхней секции водяной пар
орошается стекающей по насадке водой и производит отгонку из
воды летучих фенолов. Обесфеноленная вода отводится с глухой
тарелки, а циркулирующий пар вентилятором подается в нижнюю,
часть поглотительной секции скруббера. Верхний ярус насадки по-
глотительной части скруббера периодически орошается горячим
(102—103 °C) 8—10% раствором едкого натра, нижний ярус — цир-
кулирующим раствором фенолятов натрия, подаваемым насосом 7.
Обесфеноленный пар проходит слой насадки для улавливания ка-
пель щелочи и вновь поступает в нижнюю часть отпарной верхней
секции. Раствор фенолятов натрия из нижней части скруббера не-
прерывно удаляется на склад. В скруббере поддерживается давле-
ние около 103 Па (100 мм рт. ст.).
Степень десорбции фенолов из сточной воды зависит от коли-
чества пара, содержания в нем фенолов, поверхности контакта фаз
и т. п. С увеличением удельного расхода пара эффективность обес-
феноливания возрастает, однако при удельном расходе пара более
1800—2000 м3/м3 влияние этого фактора уменьшается. Эффектив-
ность обесфеноливания воды заметно снижается при повышении
238
содержания фенолов в поступающем паре. Кроме того, на степень
очистки воды оказывают отрицательное влияние содержащиеся
в воде другие примеси: сероводород, аммиак, диоксид углерода и
др. [333, с. 46].
В процессе абсорбции фенолов щелочно-фенолятным раствором
происходит извлечение фенола из пара в виде фенолята натрияз
CSH5OH + NaOH CsH5ONa+H2O
Образующиеся феноляты натрия в водном растворе способны
гидролизоваться. С увеличением степени гидролиза возрастает кон-
центрация фенолов в паре. Степень гидролиза фенолятов значи-
тельно увеличивается с повышением температуры и уменьшением
концентрации фенолятов в растворе и резко снижается с возра-
станием избытка свободной щелочи в растворе. Так, при двойном
избытке щелочи по отношению к количеству фенола концентрация
фенола в паре снижается в 12,5 раза, а при четырехкратном из-
бытке.— в 50 раз. *
На эффективность процесса абсорбции фенолов из пара оказы-
вает влияние наличие примесей в щелочно-фенолятном растворе.
Присутствие аммиака также ухудшает процесс обесфеноливания
пара. Свободный сероводород и диоксид углерода взаимодейст-
вуют с NaOH, вследствие чего содержание свободной щелочи в
щелочном растворе уменьшается и ухудшается извлечение фе-
нолов.
Данный метод позволяет снижать содержание летучих с водя-
ным паром фенолов в воде до 200 мг/л. Технологические, эксплуа-
тационные и технико-экономические показатели работы пароцирку-
ляционных установок приведены в главе 14.
Абсорбцию фенолов из пара предлагалось производить не толь-
ко щелочью, а различными агентами: углеводородами, каменно-
угольной смолой и др. [79, с. 426]. Однако практического примене-
ния эти агенты не получили.
Азеотропная ректификация. При азеотропной ректификации при-
меняется разделяющий компонент, который образует с одним из
компонентов сточной воды гетероазеотроп с минимальной темпе-
ратурой кипения. В результате отгоняется более летучая азеотроп-
ная смесь, а в кубовом остатке содержится практически чистый
второй компонент.
Схема установки очистки сточных вод методом гетероазеотроп-
ной ректификации приведена на рис. 8.4. Сточная вода, состоящая
из компонентов А + Б, подается в азеотропную ректификационную
колонну 1, которая орошается сверху разделяющим компонентом
В. Сверху колонны удаляется гетероазеотропная смесь А 4- В,
снизу — чистый компонент Б. Дистиллят после охлаждения в хо-
лодильнике 2 поступает в сепаратор 3, в котором происходит рас-
слоение гетероазеотрона. Из сепаратора разделяющий компонент
В (в данном случае — верхний продукт) насосом 4 подается в
теплообменник 5, а затем в азеотропную колонну. Компонент А,
239
содержащий небольшое количество растворенного компонента В,
из сепаратора насосом 6 подается в теплообменник 7, а оттуда в
отгонную колонну 8, снизу которой выводится чистый компонент А,
а сверху — смесь, обогащенная разделяющим компонентом В. Эта
смесь после конденсации и охлаждения в холодильнике 9 поступает
в сепаратор.
Методом азеотропной ректификации выделяется уксусная кис-
лота из водного раствора. При этом разделяющими компонентами
Рис. 8.4. Схема установки для очистки сточных вод
методом гетероазеотропной ректификации:
1 — азеотропная ректификационная колонна; 2, Р —холодильники;
3 — сепаратор; 4, 6 — насосы; 5, 7—теплообменники; 8—отгонная
колонна.
могут быть этилацетат, бутилацетат, дихлорэтан и др. Этим мето-
дом предложено очищать небольшие количества концентрирован-
ных фенольных сточных вод [411]. При использовании в качестве
разделяющего агента бутилацетата или бутилового спирта, обра-
зующих гетероазеотропную смесь с водой, содержание фенола в
дистилляте (очищенной воде) составляло в среднем 47 мг/л при
концентрации его в исходной сточной воде 60 г/л. Обесфенолива-
ние сточных вод термической переработки сланцев, содержащих
9300 мг/л фенолов, в том числе 3200 мг/л летучих с водяным паром
фенолов, методом азеотропной ректификации с разделяющим аген-
том— бутилацетатом — позволяет снизить концентрацию фенолов
до 30—90 мг/л.
Достоинства метода — простота и эффективность, недостаток —
большой расход тепла, поэтому данный метод применим для очи-
стки небольших количеств концентрированных сточных вод, за-
грязненных ценными примесями.
240
ОЧИСТКА МЕТОДОМ АДСОРБЦИИ
АКТИВНЫМИ УГЛЯМИ
Основы процесса адсорбционной очистки
Адсорбция активными углями является одним из наи-
юлее эффективных методов очистки промышленных вод, содержа-
цих органические примеси, и позволяет добиться глубокой очистки
юды до норм ПДК вредных веществ в воде промышленного, обо-
ротного, санитарно-бытового и рыбохозяйственного использования
: одновременной утилизацией или деструктивным разрушением из-
?леченных веществ.
Этот метод нашел широкое применение в промышленности при
)екуперации летучих растворителей, очистке газов, паров и жид-
состей и приобретает все большее значение как для регенеративной
412—414], так и для деструктивной очистки промышленных сточ-
гых вод [415—417], а в последнее время успешно используется в
схеме комплексной глубокой очистки сточных вод, включающей
механическую, физико-химическую, биологическую и адсорбцион-
ную очистку.
Достоинства метода — возможность проводить адсорбцию ве-
ществ из многокомпонентных смесей, а также высокая эффектив-
ность, особенно при очистке низкоконцентрированных сточных вод.
С технико-экономической точки зрения, адсорбция весьма эффек-
тивна для извлечения из сточных вод ценных продуктов с целью
использования их в замкнутом цикле основного производства.
Таблица 8.3 Стоимость (центы/мя) очистки сточных вод
Метод очистки Производительность, м3/ч
800 1 600 16 000
Химическая очистка 9,6 8,5 4,7
Адсорбция 15 11,3 6,2
Фильтрование 3,7 2,7 1,2
Себестоимость очистки сточных вод зависит от масштабов про-
изводства и от качественного и количественного составов сточных
вод. В табл. 8.3 приведена стоимость адсорбции в общей схеме
очистки сточных вод при разной производительности установки
1418]. По данным работы [419], стоимость третичной очистки 1 м3
сточных вод методом адсорбции с регенерацией активного угля
составляет около 2,9 цента. Стоимость регенерации угля равна
примерно половине стоимости свежего угля, т. е. от 5 до 11 цен-
тов/кг в зависимости от производительности установки; при этом
капитальные затраты составляют 100, 400 и 650 тыс. долларов при
производительности установки по углю соответственно 2, 5 и 10 т
Б сутки [420].
241
Для установки адсорбционной деструктивной очистки (адсор
бент — активированный антрацит) производительностью 10 000 м
сточных вод в сутки, обеспечивающей извлечение 8—10 т органи
ческих веществ в сутки, затраты на очистку 1 м3 воды составляю'
60—70 коп. (в том числе затраты на адсорбент — 20—25 коп.)
[71, с. 233].
Адсорбция — это самопроизвольно протекающий диффузионный
процесс, сопровождающийся уменьшением запаса энергии Гиббсе
системы, в результате которого происходит концентрирование рас-
творенного вещества (адсорбата) или растворителя (адсорбтива)
на поверхности твердого тела (адсорбента). В общем виде процесс
адсорбции описывается известным уравнением Гиббса. Согласие
современным представлениям, энергия адсорбции (АГадС) опреде-
ляется разностью энергий взаимодействия молекулы адсорбата
с адсорбентом, соседними молекулами в адсорбционном слое и
адсорбтивом и зависит от природы и строения молекул адсорбата
и адсорбтива, их ориентации у поверхности адсорбента, от природы
и структуры поверхности адсорбента. Процесс адсорбции обычно
является экзотермическим и сопровождается выделением тепла.
В зависимости от характера сорбционного взаимодействия ад-
сорбата и адсорбента различают физическую адсорбцию [421, с. 12]j
активированную адсорбцию [422, с. 10] и хемосорбцию [423, с. 13].
Физическая адсорбция обусловлена силами межмолеку-
лярного взаимодействия Ван-дер-Ваальса, не избирательна, пол-
ностью обратима, протекает с высокой скоростью и имеет сравни-
тельно низкую теплоту адсорбции — от нескольких килоджоулей
до нескольких десятков килоджоулей на моль адсорбата. Адсорб-
ция протекает молекулярно, т. е. преимущественно адсорбируются
соединения в недиссоциированном состоянии. Физическая адсорб-
ция характерна для веществ, адсорбируемых из парогазовой фазы,
а при адсорбции из растворов осложнена физико-химическим вза-
имодействием адсорбата, адсорбтива и адсорбента.
Активированная адсорбция обусловлена взаимодей-
ствием адсорбата и адсорбента с образованием поверхностного
соединения особого рода, характерного тем, что молекулы адсор-
бента, вступившие во взаимодействие с молекулами адсорбата
(адсорбтива), остаются в кристаллической решетке адсорбента.
Активированная адсорбция избирательна, как правило, протекает
медленно (с повышением температуры скорость адсорбции замет-
но возрастает), необратима и характеризуется высокой теплотой
адсорбции — до нескольких сотен килоджоулей на моль адсорбата
[424, с. 7].
Хемосорбция — обычная химическая реакция, протекаю-
щая на поверхности адсорбента и сопровождающаяся выделением
теплоты, эквивалентной теплоте химической реакции [421, с. 14].
Уменьшение энергии АГадС, происходящее в процессе адсорбции,
может быть выражено уравнением [80, с. 60]
AFаде — 1П Кадс> Каде = Гадс/Сравн
242
xe R— газовая постоянная; Т — температура; Садс— концентра-
ми вещества в адсорбционном слое; Сравп— равновесная концент-
ация вещества в объемной фазе.
Значения ЛРЭДГ различных классов органических веществ, эле-
ментов структуры и функциональных групп при их адсорбции из
одных растворов активными углями (КАД-иодный, БАУ, ОУ)
риведены в работе [71, с. 192, 193]. Для анилина, например,
Д'адс C,H,NH2=AFaflc 0^(21,21 кДж/мОЛь) +аде NH,(1,05кДж/мОЛЬ)=
=22,26 кДж/моль.
Одним из основных критериев оценки адсорбционных свойств
щсорбеита является изотерма адсорбции, определяющая
зависимость активности адсорбента (а) от концентрации адсорбата
» условиях равновесия (Сравн) при постоянной температуре:
а ~ f (Сравн)^
Для аналитического описания изотермы адсорбции наибольшее
применение получили уравнения Лэнгмюра
АбСравн
1 + йбравн
(где А — предельная адсорбция; В — константа равновесия, по-
стоянная при данной температуре) и Фрейндлиха
а = павп
* равн
где р и ц — эмпирические константы.
Константы уравнения Фрейндлиха для различных органических
веществ при адсорбции из водных растворов активными углями
марок КАД и ОУ приведены в работе [425].
В большинстве случаев при адсорбционной очистке промышлен-
ных сточных вод приходится иметь дело с многокомпонентными
системами, для которых характерно взаимное вытеснение компо-
нентов с поверхности адсорбента. Изотермы адсорбции из много-
компонентных смесей рассмотрены в работах [426, 427]. На рис. 8.5
приведены изотермы адсорбции суммарных веществ (неидентифи-
цированных соединений), которые содержатся в сточных водах,
прошедших биологичеекую очистку (значение адсорбции рассчи-
тано по изменению ХПК сточных вод).
Процесс адсорбции сопровождается выделением теплоты, и при
увеличении температуры системы активность адсорбента умень-
шается (рис. 8.6).
' Реакция среды оказывает заметное влияние на адсорбцию сла-
бых электролитов, так как адсорбция в общем случае протекает
молекулярно. Наибольшее значение адсорбции наблюдается [428]
для оснований при рН0Пт = рК + 3; для кислот при рН0Пт =
= рК — 3 и для веществ, обладающих двумя ионогенными груп-
пами, образующими ионы одинакового знака, оптимальное значе-
ние pH определяется наибольшей из констант диссоциации:
рНопт = рКмакс ± 3. Ниже приведен пример зависимости адсорбции
243
уксусной кислоты активным углем БАУ от различных значений pl
среды:
pH среды............
Адсорбция, % (масс.)
О 2 5 7 10
5,0 10,3 5,1 0,9 0,0
Для уксусной кислоты рК « 4,75, а рН0Пт = 1,75, что согласуете!
с приведенными данными.
Весьма важным, особенно с практической точки зрения, момен
том при адсорбционной очистке промышленных сточных вод яв
ляется кинетика процесса, или скорость адсорбции, опреде-
ляющая выбор технологической схемы, габариты аппаратов и т. д
Содержание органических
веществ (по ХПК),г/5?
Рис. 8.5. Изотермы абсорбции
органических веществ (продук-
тов биологического окисления
сточных вод) активным углем
марки КАД-иодный из сточных
вод производства изопрена
(кривая 1) и фенольных (кри-
вая 2).
Концентрация фенолов, г/я
Рис. 8.6. Изотермы адсорбции
двухатомных фенолов из сточ-
ных вод термической перера-
ботки горючих сланцев освет-
ляющим активным углем мар-
ки А.
Температура, °C: 1—20; 2—60.
Скорость процесса адсорбции зависит от концентрации адсорбата,
температуры, природы и структуры адсорбата, адсорбтива и адсор-
бента и определяется внешней и внутренней диффузией молекул
из объема раствора к поверхности зерен и в порах адсорбента,
скоростью собственно адсорбции молекул на поверхности и скоро-
стью вытеснительного обмена конкурентно адсорбируемых молекул.
В большинстве случаев полагают, что скорость собственно
адсорбции велика и не лимитирует общую скорость процесса
[424, с. 63], а следовательно, последняя определяется скоростью
подвода вещества к поверхности адсорбента в результате внешней
и внутренней диффузии молекул. В зависимости от условий прове-
дения процесса (скорость потока, природа и концентрация адсор-
бата, размер, форма, структура и свойства адсорбента и т. д.)
244
•пределяющей стадией адсорбции может быть либо внешний мае-
ообмен, либо внутренний массоперенос, либо скорость процесса
>пределяется той и другой стадией.
На рис. 8.7 приведены кривые зависимости относительной вели-
|ины адсорбции от времени контакта фаз при адсорбции двухатом-
ных фенолов углями различной структуры (крупнопористые уг-
Рис. 8.7. Зависимость относительной адсорб-
ции двухатомных фенолов из сточных вод
термической переработки горючих сланцев
от времени контакта фаз для активных
углей различной структуры и зернения:
1— ОУ; 2—КАД-молотый; 3—ВАУ (0,2-0,5 мм);
4 — БАУ (0,5—1мм); 5 — КАД-иодиыЙ (0.2—0,5 мм);
6 —БАУ (1,6-2 мм); 7—КАД-иодный (0,5-1 мм);
8 — КАД-иодный (1,6 —2 мм).
ж — марок БАУ, ОУ; мел-
опористые— марок КАД-
юдный, КАД-молотый) и
юрнения в статических ус-
говиях [414]. Структура ак-
тивного угля и его зернение,
<ак видно ИЗ'рисунка, ока-
тывают существенное влия-
ние на скорость адсорбци-
онного процесса, которая
уменьшается при переходе
от крупнопористого угля к
мелкопористому и увеличи-
вается с уменьшением раз-
мера зерна адсорбента. Для
крупнопористого пылевид-
ного (размер частиц менее
40 мкм) угля марки ОУ ад-
сорбционное равновесие
устанавливается практиче-
ски мгновенно.
Для расчета кинетики
адсорбции предложен ряд
формул [429, 430], применимость которых оценивается обычно мето-
дом подбора на ЭВМ.
Активные угли и их регенерация
В ряду адсорбентов особое место принадлежит актив-
ным углям, которые в силу специфичности своих свойств адсорби-
руют из воды преимущественно органические вещества. Адсорб-
ционная способность активных углей является следствием сильно
развитой поверхности и пористости. Удельная поверхность актив-
ных углей составляет обычно 400—900 м2/г [422, с. 9]; адсорбцион-
ные свойства в значительной мере зависят от структуры, величины
пор, распределения их по размерам. Структура угля оказывает
заметное влияние на скорость адсорбции, определяет форму изо-
термы и число адсорбированных молекул различных размеров.
В зависимости от преобладающего размера пор активные угли
условно разделены на три структурных типа: крупнопористые, мел-
копористые и угли смешанного типа. Размеры макропор оцени-
ваются в (1 4-2) • 10~4 мм, их удельная поверхность 0,5—2 м2/г.
Радиус переходных пор 1,6-10~7—2-10~4 мм, удельная поверхность-
245.
’20—70 м2/г. Средний радиус микропор составляет мене
1,6-10~7 мм, а удельная поверхность — сотни м2/г. Макропоры
переходные поры играют, как правило, роль транспортных кане
.лов, а адсорбционную способность определяет в основном микрс
пористая структура активных углей [424, с. 32].
В табл. 8.4 приведена характеристика наиболее часто приме
няемых активных углей [421, с. 18—27]. Кроме активных углей пр
деструктивной адсорбционной очистке промышленных вод приме
няют бурый уголь, полукокс, кокс, торф, шлак, золу, гидроксиде
металлов (в основном для извлечения высокомолекулярных соеди
нений и разрушения коллоидных систем) и другие адсорбенте
[432, 433].
Регенерация активного угля является одним из основных вопро
сов, возникающих при адсорбционной очистке промышленные
сточных вод. Цель регёнерации — с одной стороны, десорбция ад
сорбированных молекул (при регенеративной очистке воды) иле
деструктивное их разрушение и, с другой стороны, восстановление
адсорбционной способности активного угля.
Для удаления органических веществ с поверхности активногс
угля используют вытеснительную десорбцию, смещение равновес-
ного состояния системы с помощью изменения концентрации адсор-
бата и температуры процесса, перевод молекул, например, слабых
электролитов в диссоциированную (ионную) форму. При деструк-
тивной регенерации применяют окисление химическими реаген-
тами и термическую деструкцию.
Легколетучие органические вещества (например, этиловый
спирт, бензол, толуол) удаляют обычно высокотемпературной де-
сорбцией в парогазовой фазе. В качестве десорбирующего агента
применяют воздух, инертные газы, острый насыщенный или пере-
Таблица 8.4
Характеристика активных углей
Показатели Осветляющие древесные угли
марки А марки Б молотый марки МД
Основной размер зерен, мм <0,04 <0,04
Насыпная масса, г/л - I* —
Содержание влаги, % < 10 <58 <10
Содержание золы, % < 10 <6 <10
Прочность, % — —
Динамическая активность — — —
Объем, см3/г: общий
микропор 0,26 0,26 0,22
переходных пор 0,27 0,27 0,18
макропор — —-
246
ретый водяной пар, пары органических веществ [71, с. 222—228;
13; 424, с. 145—149]. При использовании воздуха температура, как
(равило, не превышает 120—140 °C, в случае перегретого пара —
*00—300 °C, дымовых и инертных газов — 300—500 °C.
При жидкофазной вытеснительной десорбции обычно исполь-
|уют низкокипящие легко перегоняющиеся с водяным паром орга-
шческие растворители (например, метиловый спирт, бензол, то-
1уол, дихлорэтан, бутилацетат), из которых адсорбция адсорбата
троисходит хуже, нежели из воды [80, 414, 420]. Десорбция прово-
дится на холоде или при нагревании, по окончании десорбции
застворитель отгоняется из угля острым водяным паром или инерт-
тым теплоносителем. На рис. 8.8 в качестве примера приведены
изотермы адсорбции фенолов, образующихся в процессе термиче-
ской переработки горючих сланцев, из различных растворителей
активным углем ОУ [414]. Из смеси бензол — изопропиловый спирт
фенол адсорбируется хуже всего, и именно этот растворитель яв-
ляется наиболее эффективным десорбентом.
Органические соединения удаляют из активного угля, промывая
его водным раствором кислот (десорбция оснований) или щелочей
(десорбция кислот).
При деструктивной регенерации, когда адсорбированные веще-
ства не представляют технической ценности, обычно применяют
термические и окислительные (окисление хлором, озоном) методы
[415, 420, 434]. На рис. 8.9 приведена технологическая схема терми-
ческой регенерации высокодисперсного активного угля [420]. При
термической регенерации потери активного угля составляют около
5—10%. В процессе многократного использования активный уголь
частично дезактивируется (рис. 8.10), вследствие чего часть его
заменяется свежим углем [435].
Рекупер ацион- ный уголь Газовые угли
марки АР-3 марки АГ-2 марки ВАУ марки КАД-иодный марки КАД-молотый марки СКТ
1—55 1-3,5 1-3,5 1-5 <0,04 1-3,5
550 600 260 380 — 420
< 15 <5 < 10 <5 < 10 <5
<8 — — < 15
>90 >70 — >60 — >65
>115 г/л > 45 мин >35% >55% >80% >50%
по бензолу по бензолу по хлору по иоду по иоду по бензолу
0,7 0,6 15 1,0 0,98
0,33 0,3 0,23 0,34 0,12 051
0,07 0,05 0,08 0,15 0,11 0,20
0,3 0,22 1.19 0,51 — 0,27
247
Рис. 8.8. Изотермы адсорбции фенолов сточных вод
термической переработки горючих сланцев из различ-
ных растворителей:
1 — вода (20 °C); 2—О — этиловый спирт (23 °C); ф— изопропи-
ловый спирт (20 °C); 3—И — бутиловый спирт (20 °C); @—бу-
тиловый спирт (40 °C); 4-—® — метиловый спирт (20 °C);
5 — 0— этиловый спирт (40 °C); О—изопропиловый спирт
(40 °C); 6—□ — бутилацетат (23 °C); — бутилацетат (40°С);
А — бутилацетат (100 °C); 7 — © — бензол — изопропиловый
спирт (20 °C); ♦— беизол — изопропиловый спирт (40 °C).
Рис. 8.9. Схема установки термической регенерации
высокодисперсного активного угля-: ‘
/ — сборник отработанного угля; 2 — весовой ленточный пита-
тель; 3— пневматический затвор; 4 — регенератор; 5 — камера
сгорания; 6 — сепаратор; 7—вытяжной вентилятор; 8— венти-
лятор; 5 — шнек; /0 —фильтр; 11— пневматический транспор-
тер; 12— сборник регенерированного угля; 13—-компрессор.
В США разработан метод биологической регенерации сорбента
436]. При регенерации в течение. 14 ч происходит биохимическое
экисление органических соединений, адсорбированных на активном
угле. По данным фирмы, биологическая регенерация позволяет
продлить срок использования сорбента в 200 раз.
j______________।______________।_____________2______________l
0 2 4 Б В 10
Число регенераций
Рис. 8.10. Снижение активности угля марки БАУ
(фракция 0,2—0,5 мм) в процессе многократного ис-
пользования при десорбции фенолов изопропиловым
спиртом.
Целесообразность применения того или иного метода регенера-
ции активного угля определяется технико-экономическими пара-
метрами процессов.
Схемы установок адсорбционной очистки
В промышленности процесс адсорбции осуществляют
по периодической, полупериодической и непрерывной технологиче-
ским схемам. В качестве адсорбентов используют гранулирован-
ные (крупнозернистые), мелкозернистые и высокодисперсные (пы-
левидные) активные угли. Наиболее простым, с технологической
Адсорбент
' Адсорбент
1
Очищенная
сточная
L бода*^
2
Ч^ Отработанны ?
абсорбент \ ^Отработанный
адсорбент Ч^ ^Отработанный
адсорбент
Рис. 8.11. Схема трехступеичатой адсорбционной установки с последовательным
введением адсорбента:
1—мешалка; 2—отстойник.
точки зрения, является схема периодического процесса
адсорбции. При периодической адсорбции в качестве адсор-
бента обычно используют высокодисперсные активные угли, при-
чем адсорбцию проводят в одну или несколько ступеней. На
рис. 8.11 приведена принципиальная схема установки трехсту-
пенчатой периодической адсорбции. Остаточная концентрация
249
адсорбата в воде Сп при многоступенчатой адсорбции определяете:
согласно соотношению [80, с. 63]
V + Кадсг) Со
тде V — объем сточных вод; п — число ступеней адсорбции; g — ко
личество адсорбента; Со — концентрация вещества в исходно!
сточной воде.
Рис. 8.12. Схема трехступенчатой адсорбционной установки с противо-
точным введением адсорбента:
Z—мешалка; 2—отстойник; 3—приемник адсорбента; 4—насос.
Количество адсорбента, необходимое для достижения заданной
концентрации адсорбата в воде, определяется из уравнения:
(Со Сравн)
В производственных условиях адсорбционное равновесие, как
правило, не достигается и степень использования активного угля
обычно составляет:
К = ост ~ 0,7 4- 0,8
U Со Ьравн
тде ах — фактическое значение адсорбции; Сост — остаточная кон-
центрация вещества в очищенной воде.
Периодическую многоступенчатую адсорбцию можно осуще-
ствить в противоточном варианте (рис. 8.12), тогда [80, с. 66]:
В этом случае требуется значительно меньшее количество ад-
сорбента, периодическая схема адсорбции превращается в схему
250
Рис. 8.13. Зависимость вре-
мени защитного действия
от высоты слоя адсорбента.
^прерывной многоступенчатой противоточной адсорбции. Однако*
1кие установки дороги и сложны в эксплуатации.
Периодическую адсорбцию выгодно применять тогда, когда ее
ожно провести в одну ступень, используя небольшое количество
дсорбента. Например, на водопроводных станциях при подготовке
итьевой воды (дезодорация, обесцвечивание) в транспортирую-
[ий трубопровод вводят до 10 г/м3 активного угля, адсорбент от-
еляют от воды на песчаных фильтрах.
В промышленных условиях для доочистки сточных вод исполь-
уют отходы производства: золу, шлак, кокс, полукокс и т. д. Ем-
эсть таких сорбентов обычно составляет
,1—10 мг/л и обусловливается адсорб-
ионной способностью несгоревшего угле-
ода, хемосорбцией и каталитическим
•кислением органических веществ в при-
утствии кислорода воздуха.
Весьма эффективным сорбентом яв-
яется зола и «улёт» из генераторов
Винклера, представляющие собой по су-
ществу активный уголь. Эти сорбенты
гспользуют в ГДР [437, с. 160] и Чехрсло-
акии [438] при обесфеноливании про-
шшленных сточных вод. Сорбент в
.оличестве 6—10% вводится в транспор-
ирующий трубопровод; степень обесфе-
юливания составляет 95% по одноатом-
1ым фенолам и около 75% по двухатомным фенолам при содер-
кании в очищенной воде первых около 17 мг/л, вторых — пример-
ю 77 мг/л; ХПК сбрасываемой воды составляет 384 мг/л.
В системах периодической адсорбционной очистки сточных вод.
1ктивный уголь, как правило, не регенерируется, а после использо-
}ания сбрасывается на иловые площадки или сжигается.
Наибольшее практическое применение до настоящего времени
юлучили установки полупериодического действия
(непрерывного по воде и периодического по углю); в которых осу-
цествляется адсорбционная очистка в неподвижном (стационар-
том) слое гранулированного зерненого активного угля в динами-
ческих условиях. Адсорбция в динамических условиях в стацио-
тарном слое позволяет более полно использовать емкость адсор-
эента, получать устойчивые надежные результаты.
Для инженерных расчетов при адсорбции из водных сред часто
тспользуют формулу, предложенную Н. А. Шиловым для адсорб-
ции газов и паров
Т3 = kff — То !
где т3 — время защитного действия угольного слоя; Н — высота
слоя; то — потеря времени защитного действия.
На рис. 8.13 приведена кривая динамики адсорбции. Обычно
для расчета адсорбционных параметров системы используют
251
уравнения массопередачи и расчеты проводят с помощью ЭВ?
[429, 430].
Применяются различные варианты технологических установо
адсорбции в стационарном слое активного угля. Например, п
одному варианту, последовательно работают два адсорбера, трс
тий находится на регенерации. По мере насыщения адсорбент
первый по ходу воды адсорбер отключается на регенерацию^ а ад
сорбер, прошедший регенерацию, включается последним по ход
воды. По другому варианту, предусмотрены две параллельны
нитки адсорберов, работающие попеременно; после «проскока
поток воды переключается на параллельную нитку, а отработав
шие адсорберы включаются на регенерацию. Обе схемы имею
свои достоинства и недостатки. Первая схема сложнее в эксцлуа
тации, однако позволяет более полно использовать емкость ад
сорбента.
При адсорбции в неподвижном слое зерненого активного угл1
удельная производительность адсорберов обычно составляет 2-
6 м3/(м2-ч), высота слоя угля в адсорберах колеблется от 1 до 6 м
Адсорбция в неподвижном слое позволяет добиться глубоко!
очистки воды. Одним из основных ее недостатков является мала!
интенсивность процесса, обусловленная небольшой скоростью ад
сорбции из-за медленной диффузии молекул в порах зерненоп
адсорбента *, и необходимость периодической регенерации угля
в том же аппарате. В США для очистки промышленных вод при
меняют установки с движущимся слоем гранулированного зерне
ного адсорбента [89, с. 106].
Интенсификация процессов адсорбции идет по пути использо
вания кипящего слоя мелкозернистых (размер частиг
0,25—1,5 мм) и высокодисперсных адсорбентов (раз
мер частиц менее 40 мкм). На рис. 8.14 приведена принципиальная
технологическая схема очистки сточных вод анилинокрасочногс
производства с применением кипящего слоя мелкозернистого ак-
тивного антрацита (размер частиц 0,25—1 мм) [415]. Эта схема
позволяет организовать непрерывный процесс, кипящий слой не
заиливается взвешенными веществами, регенерация адсорбента
проводится в отдельном аппарате. Гидравлическое сопротивление
в кипящем слое по сравнению с неподвижным слоем меньше, а ско-
рость массообмена выше в результате использования менее круп-
ных частиц активного угля. Для кипящего слоя рекомендуется
высота 1—1,5 м, расширение слоя Н/Но « 1,5 при удельной произ-
водительности адсорберов 10—15 м3/(м2-ч) [69, с. 187].
К недостаткам процесса адсорбции в кипящем слое мелкозер-
нистых активных углей следует отнести: уменьшение динамической
адсорбционной емкости и коэффициента защитного действия, вы-
званное интенсивным перемещением частиц по высоте слоя; исти-
рание адсорбента в процессе эксплуатации, особенно при транс-
* Коэффициент диффузии в жидкой фазе составляет 10~4—10~5 см2/с, а в
парогазовой фазе — около 10-1 см2/с.
552
ортировке и термической регенерации; более сложную конструк-
ию адсорберов. Улучшение адсорбционных характеристик кипя-
щего слоя может быть достигнуто локализацией перемешивания
астиц по высоте слоя за счет секционирования и введения в слой
азличного рода насадок. Аппараты подобного типа исследованы
Рис. 8.14. Схема установки очистки сточных вод анилинокрасочного произ-
водства адсорбцией во взвешенном слое:
J, 2 — насосы дозирования кислых и щелочных стоков; 3, 6 — осветлители; 4—смеси-
тель; 5—бак известкового молока; 7 — многоярусный противоточный адсорбер; 8—угле-
уплотнитель; 9—фильтр; 10 — контрольный пруд; 11 — дозатор активного угля; 12—до-
затор угля в камеру регенерации; 13—дозатор угля в камеру активации; 14—печь
для регенерации отработанного активного угля и активации во взвешеииом слое.
з работах [69, 415, 424], их расчет может быть осуществлен по
збщему методу расчета непрерывных массообменных процессов
химической технологии. На рис. 8.15 приведены схемы адсорберов
непрерывного действия.
В последнее время все большее внимание исследователей при-
влекает возможность применения при адсорбции высокодисперсных
пылевидных активных углей. Эти адсорбенты позволяют макси-
мально повысить скорость адсорбции, они обладают большой ем-
костью, дешевле и доступнее, чем гранулированные активные угли.
Фактором, сдерживающим их широкое применение, является слож-
ность регенерации активного угля. В настоящее время эта про-
блема успешно решается.
253
Одним из перспективных методов использования высокоди
персиых углей является адсорбция в кипящем слое, стабилизова
в
Отработанный
адсорбент
Воздух
Адсорбент
Сточная
вода
Очищенная
вода
Рис. 8.15. Адсорберы не-
прерывного действия с ки-
пящим слоем активного
угля:
а—одноярусный; б — много-
ярусный с переточными трубка-
ми: в—с секционированием слоя
адсорбента; /—опорные решетки;
2—распределительные решетки;
3—адсорбент: 4—желоб для
очищенной воды; 5—питающая
воронка сухого дозирования
угля; 5—эрлифт; 7—слой гра-
вия.
ном высокомолекулярными флокулянтами [414]. При адсорбциог
ной доочистке фенольных вод процесса термической переработк
горючих сланцев в полупроизводственных условиях высота кипя
щего слоя составляла 0,8—3 м при расширении ЩН0 = 8—10
254
дельной производительности 9,2—15 м3/(м2-ч). При исходной кон-
ентрации фенолов 1 г/л степень очистки составляла 99—99,5%,
екционирование слоя провальными решетками позволило увели-
ить степень очистки до 99,9—99,99%.
ИОНООБМЕННАЯ ОЧИСТКА*
При ионообменной обработке сточных вод, содсржа-
1их органические примеси, наряду с ионным обменом протекают
роцессы хемосорбции и физической адсорбции органических ве-
ществ ионитами [165, с. 40; 439]. Диффузионные затруднения при
'бмене крупных органических ионов обусловливают целесообраз-
ность применения «малосшитых» ионообменных смол. Значитель-
ное увеличение в объеме при набухании «малосшитых» смол дает
юзможность диффундировать в них крупным органическим ионам.
При ионообменном поглощении органических ионов скорость
постижения равновесия обычно значительно меньше, чем при об-
лене неорганических ионов. Следует учитывать, что процесс погло-
цения больших органических ионов имеет внутридиффузионный
характер. Поэтому скорость фильтрования сточной воды через слой
юнита должна быть, как правило, невелика. Эффективность ионо-
обменной очистки сточных вод от органических соединений в боль-
ной степени зависит от. минерального состава сточных вод. Нали-
чие в воде минеральных солей отражается на равновесии ионооб-
менного процесса [165, с. 47, 48].
Присутствие многовалентных катионов при поглощении органи-
ческих оснований или многовалентных анионов при поглощении
органических кислот приводит к вытеснению органических веществ
в раствор и резкому снижению емкости ионитов.
Ионообменное поглощение ПАВ анионитами из растворов, со-
держащих более 25—30 мг-экв/л минеральных солей, практически
не происходит, если концентрация ПАВ ниже некоторого предела
(20—50 мг/л). Однако с повышением концентрации ПАВ в рас-
творе поглощение их резко возрастает [165]. Поэтому применение
ионообменных смол для выделения ПАВ из сточных вод, содержа-
щих минеральные соли, экономически приемлемо при концентрации
ПАВ более 500 мг/л. Так, при фильтровании сточной воды произ-
водства каучука «Наирит», содержащей 1020 мг/л эмульгатора
СТЭК, 402 мг-экв/л хлоридов и 5,4 мг-экв/л сульфатов, через слой
анионита в Cl-форме концентрация СТЭК в фильтрате длительное
время составляла в среднем около 400 мг/л [165, с. 49]. Эффект
очистки сточной воды от эмульгатора достигал 70—75% при ем-
кости анионита более 30% (масс.).
На сорбционную емкость ионитов по органическим соедине-
ниям отрицательное влияние могут оказывать другие примеси, рас-
творенные в сточной воде и способные блокировать ионогенные
группы смол. Кроме того, наличие в сточной воде тонкодисперсных
* Основы процесса ионообменной очистки сточных вод, а также свойства
ионитов приведены в гл. 6. '
255
взвешенных частиц может приводить к нежелательному заилив
нию фильтрующего слоя анионита.
Регенерация ионитов от органических соединений более затру,
нительна, чем от минеральных солей. Регенерирующий агент be
бирается с учетом свойств выделяемого органического вещестЕ
и возможности дальнейшего использования регенерационных ра<
творов. Например, для извлечения фенолов и анилина из ионите
используют водные растворы щелочей и кислот, в то время ка
ПАВ не вытесняются из смол даже концентрированными раствс
рами неорганических щелочей, кислот или солей [165, с. 53]. Дл
удаления ПАВ предложено использовать органические растворг
тели или их смеси с небольшими количествами водных растворо
электролитов. Так, успешная регенерация сильноосновного анионг
та АВ-16 (извлечение некаля и лейканола) может быть достигнут
при использовании регенерирующего раствора состава, %: этиле
вый спирт — 46,5, вода — 46,5 и NaCl — 7 [165, с. 56].
Исследования показали, что метод ионного обмена может быт
применен для извлечения, из сточных вод многих ценных органиче
ских примесей: фенолов, анилина, антибиотиков, ПАВ, альдегь
дов и др.
Извлечение фенола. Для удаления фенола из сточных вод пред
ложены различные иониты: сульфокатиониты и сильноосновны
аниониты; аниониты Permutit ES, Amberlite 410, а также катиони
CS-1 [440]; сильноосновной анионит Dowe-X-1 (327 кг/м3)*, бифунк
циональный анионит LF (230 кг/м3), слабоосновной анионит Wofa
tit М (47,8 кг/м3), сульфоуголь Escasbo (58,9 кг/м3) [441]. Степеш
очистки сточных вод от фенола обычно составляет 95%. Предло
жено регенерировать иониты 0,5 н. раствором серной кислоты илг
5—10%-ным раствором едкого кали.
Если фенол целесообразно возвращать в производство, то реко
мендуется регенерировать аниониты с помощью органическогс
растворителя (например, метилового спирта). В случае регенера-
ции анионита щелочью необходимо производить разложение отра-
ботанных щелочных растворов.
Применение отечественных ионитов позволяет извлекать из
сточных вод более 90—95% фенолов. Исследован механизм и ки-
нетика сорбции фенола отечественными ионитами (ЭДЭ-10П,
АВ-16, АВ-17, сульфоуглем, КУ-1 и др.) и определена их емкость.
Аниониты АВ-17 и ЭДЭ-10П в ОН-форме сорбируют фенол из
водных растворов в результате ионного обмена и молекулярной
сорбции [442]. Применение сильноосновного анионита АВ-16 позво-
ляет снижать концентрацию фенола в воде от 450 до 22 мг/л. [443].
Емкость анионита при этом достигает 70% (масс.). Введение в
раствор минеральных солей (NaCl и Na2SO4) уменьшает емкость
анионитов. Следует отметить, что емкость анионита АВ-17 по фе-
нолу постоянна при изменении pH в пределах 6—12, а анионит
ЭДЭ-10П имеет максимальную емкость при pH = 8,5 [439].
* В скобках указана емкость ионита по фенолу.
256
Равновесная концентрация
сренола, мг-экв/л
Рис. 8.16. Изотермы сорбции фенола
из водных растворов пиридинсодер-
жащими анионитами:
/ — МВП-3 макропористой структуры; 2 —МВП-3;
3 — ВП-3; 4 —АН-27; 5 —АН-25.
Поглощение фенола смолой КУ-21 пропорционально концентра-
ии фенола в воде и значительно увеличивается при уменьшении
рупности частиц смолы, что служит дополнительным подтвержде-
ием физического характера адсорбции фенола из воды катиони-
1ми. Положительные резуль-
аты получены при извлече-
ии фенолов из сточных вод
ззосборников крксохимиче-
кого производства с помощью
ульфоугля [444].
Значительную поглотитель-
ую способность имеют анио-
иты — сополимеры, в частно-
ти продукты полимеризации и
ополимеризации производных
инилпиридина [439], способ-
,ые к комплексообразованию
фенолами. Изотермы сорбции
‘енола из водных растворов
иридинсодержащими аниони-
ами (рис. 8.16) показывают,
то анионит МВП-3 макропо-
>истой структуры обладает максимальной поглотительной способ-
юстью (9,92 мг-экв/г). При очистке сточных вод производства фе-
юла сульфурационным методом статическая емкость анионита
v4Bn-3 несколько снизилась и составляла 8,4 мг-экв/г.
Извлечение анилина. .Анилин из сточных вод можно извлечь
: помощью катионитов. Данные по емкости некоторых катионитов
1риведены в табл. 8.5.
Таблица 8.5
Емкость катионитов по анилину
Марка катионита Емкость катионита, % от его массы Марка катионита Емкость катионита, % от его массы
до проскока (при кэи- цеитрации анилина 10 мг/л) полная динами- ческая до проскока (при кон- центрации анилина 10 мг/л) полная динами- ческая
КУ-2 14,6 31 КБ-4П2 — 9,5
КУ-1 22,7 34 Сульфоуголь 33,0 42,2
КУ-1г — 6,7
Сульфокатионит КУ-1 и сульфоуголь (СУ) обладают наиболее
высокой емкостью по анилину. При извлечении анилина катиони-
том КУ-1 время работы катионита (высота слоя 4 м) до «проскока»
10 мг/л составляет 32 ч [439]. Регенерировать насыщенный анили-
ном катионит рекомендуется 10% раствором H2SO< при удельной
нагрузке 0,65 м3/(м2-ч). Продолжительность регенерации 25 ч.
257-
9 Зак. 394
Извлечение поверхностно-активных веществ. Выше показанс
что метод ионного обмена можно успешно использовать для очист
ки сточных вод от ПАВ. Показано, что из сточных вод ПАВ целе
сообразно извлекать на установках с псевдоожиженным слоем ис
нита [165, с. 50J. Механизм и результаты очистки сточных вод о
некоторых ПАВ (например, сульфонола, некаля, лейканола) боле
подробно изложены в работе [165, с. 37].
Использование анионита ЭДЭ-10П позволяет удалить из сточ
ной воды до 98,7—99,3% нейтрализованного черного контакт.
(НЧК) [445]. Содержание НЧК в очищенной сточной воде состав
ляет 3,0—5,3 мг/л при содержании НЧК в исходной воде 502—
587 мг/л. Оптимальное значение pH равно 7—8. Присутствие i
’воде 200—1000 мг/л NaCl и 50—76 мг/л эмульгированной нефп
приводит к снижению эффективности удаления НЧК. Аниони'
предложено регенерировать 7% раствором NaCl в 50% растворе
диоксана. Сорбционная активность анионита ЭДЭ-10П восстанав
ливается при этом на 87—91%.
Извлечение других органических веществ. Для сорбции фор
мальдегида из водных растворов наиболее пригоден низкоосновные
анионит АН-15 [446]. Процесс сорбции в этом случае являете*
диффузионным, поэтому следует применять небольшие скорость
фильтрования (удельная нагрузка — не более 1 объема растворе
на 1 объем смолы в 1 ч).
Пиридиновые основания, находящиеся в водном растворе е
виде ионов или в молекулярной форме, образуют с катионитом
соль. В некоторых случаях значительное количество пиридина сор-
бируется физически. Опыты по извлечению пиридина из водных
растворов катионитом КУ-2 [447] показали, что статическая обмен-
ная емкость катионита по пиридину составляет 3,2—3,3 мг-экв/г.
В присутствии аммиака сорбируемость пиридина резко умень-
шается.
Установлено, что методом ионного обмена могут быть очищены
сточные воды от муравьиной кислоты [448], от низкомолекулярных
алифатических спиртов [449], от сернистых соединений [450] и др.
Использование ионитов позволяет обесцветить сточные воды цел-
люлозно-бумажной промышленности на 95% и одновременно уда-
лить 90% органических веществ по ХПК и 60%—по ВПК [451].
Достоинства этого метода по сравнению с другими методами обес-
цвечивания сточных вод — отсутствие осадка, глубокое обесцвечи-
вание и возможность очистки разбавленных сточных вод.
ОЧИСТКА МЕТОДОМ ОБРАТНОГО ОСМОСА
И УЛЬТРАФИЛЬТРАЦИИ*
Метод очистки сточных вод от органических примесей
обратным осмосом и ультрафильтрацией весьма перспективен, так
как обеспечивает высокую эффективность очистки и позволяет ис-
* Основы процесса очистки сточных вод обратным осмосом и ультрафиль-
трацией изложены в гл. 6.
258
пользовать в производстве выделенные примеси и очищенную
сточную воду.
При использовании полупроницаемых мембран из органических
полимеров из сточной воды почти полностью удаляются многие
Таблица 8.6
Данные очистки сточных вод на ацетатцеллюлозных
мембранах при давлении 10,0 МПа
Сточная вода Выделяемый компонент Содержание растворенных веществ в исходной воде, мг/л Селектив- ность, %
1 800
2 000 (по ХПК)
18 860 (по ХПК)
100
100
85,2
Производства синтети-
ческого волокна
Производства окиси
пропилена и стирола
жидкофазным методом
Капролактам
Другие органические при-
меси
Этилбензол, гидропере-
кись этилбензола
и другие органические
соединения
растворенные и взвешенные вещества, бактерии и вирусы, резко
снижается цветность и мутность воды. Мембраны задерживают
почти все молекулы, имеющие молекулярную массу более 300 [258].
Имеются данные [452], что
ультрафильтрация через синте-
тические целлюлозные мембра-
ны может быть использована
для отделения воды из раство-
ров веществ с молекулярной
массой порядка 1200—2 000 000
при давлении 1,4—3,6 МПа.
Методом ультрафильтрации
возможно также удаление ве-
ществ с низкой молекулярной
массой (фенола, мочевины и
др-)-
Исследования показали, что
на отечественных мембранах
Рис. 8.17. Зависимость селективности <р
и проницаемости G ацетатцеллюлозных
мембран от давления при концентрации
сульфонола 0,1%.
возможна очистка сточных вод
от самых различных по природе веществ (см., например, данные
табл. 8.6) [256, с. 22]. Для очистки сточных вод производства поли-
амина и изоцианатов [453] от хлорбензола использовали полиуре-
тановые мембраны проницаемостью 1—30 л/(м2-ч) при давлении
5—10 МПа. При фильтрации сточной воды в одну ступень селек-
тивность мембран по хлорбензолу составляет 90—100%. Фильтра-
ция в две ступени обеспечивает полное отделение хлорбензола от
сточной воды, содержащей в 1 л до 2200 мг хлорбензола. Присут-
ствие в сточной воде метилового спирта, формальдегида, анилина,
9*
259
NaOH (pH = 10), NaCl (до 200 г/л) на селективность по хлорбен
золу не влияет.
Метод обратного осмоса может быть успешно применен дл?
разделения водных растворов поверхностно-активных вещест?
(ПАВ) [454].
На рис. 8.17 и 8.18 представлены зависимости селективности
и проницаемости ацетатцеллюлозных мембран от давления и кон-
центрации сульфонола. На рис. 8.18 видны две области: первая
характеризуется резким подъемом селективности и спадом прони-
цаемости до концентраций, не превышающих критическую концен-
трацию мицеллообразования (ККМ), вторая имеет менее выра-
женные изменения этих величин. Следует отметить, что такие
Концентрация сульфонала, %(масс)
Рис. 8.18. Зависимость селективности <р и про-
ницаемости G мембраны от концентрации
сульфонола при давлении 10 МПа.
зависимости не характер-
ны для растворов неорга-
нических солей.
Исследование эффек-
тивности удаления из
сточных вод алкилсульфа-
тов с длиной углеводо-
родной цепочки от 10 до
16 атомов углерода [455]
показало, что при перехо-
де от низшего к высшему
гомологу степень извлече-
ния алкилсульфатов уве-
личивается. При давлении
2,4 МПа и pH = 6 степень извлечения триде’цил-, тетрадецил-, пен-
тадецил- и гексадецилсульфата натрия составляет 95% и более
при их содержании в исходной воде от 100 до 1000 мг/л.
Получены положительные результаты очистки сточных вод от
ОП-7 обратным осмосом при давлении 5 МПа. Проницаемость
мембран составляла 5—20,8 л/(м2-ч) при концентрации ОП-7 в
фильтрате 1—18 мг/л [456].
Метод обратного осмоса и ультрафильтрации используют для
очистки сточных вод целлюлозно-бумажной промышленности [256,
с. -24; 257]. Применение мембран позволяет снизить цветность на
99%, ХПК — на 64% и количество твердого остатка — на 43%
[457].
Метод обратного осмоса обеспечивает эффективную очистку
сточных вод производств сульфитной и сульфатной целлюлозы.
Фильтрат после обработки воды обратным осмосом может быть
использован в производстве. В некоторых случаях более целесо-
образно применение ультрафильтрации, обеспечивающей высокую
производительность и достаточную эффективность при малом дав-
лении (табл. 8.7 и 8.8). Наличие нефтепродуктов в сточной воде
Приводит к некоторому ухудшению качества очищаемой воды и
резкому снижению водопроницаемости мембран [458, с. 178]. После
механического удаления отложений нефтепродуктов характеристи-
ки процесса разделения восстанавливались.
260
Таблица 8.7
Результаты очистки сточных вод производства
сульфатной целлюлозы обратным осмосом
Сточная вода Цветность, градусы Селектив- ность по цвет- ности, % Окисляемость, мг/л Селектив- ность по окис- ляемости, % Прони- цаемость, л/(м2-ч)
исход- ная вода фильт- рат исход- ная вода фильт- рат
Белый поток * 360 22 94,0 184 14,8 92,0 16,1
Черный поток ** 2620 25 99,0 640 32,0 95,0 21,0
Смешанный поток3* 2130 10 99,5 320 15,2 95,4 20,0
Конденсаты выпар- 3210 17 99,4 610 47,2 92,4 19,1
ных цехов После биологической 3620 24 99,3 408 5,6 98,8 26,2
очистки
* Сточная воца после стадии отбелки целлюлозы.
** Сточная вода после варки целлюлозы.
3* Сточные воды после смешения черного и белого потоков.
Таблица 8.8
Результаты очистки сточных вод производства
сульфатной целлюлозы ультрафильтрацией
Мембрана
Сточная вода
Ацетатцеллю-
лозная № 1
Ацетатцеллю-
лозная № 2
Динамическая
Черный поток Белый поток после биологиче- 2460 1200 3280 180 57 62 92,7 95,3 98,1 1104 184 400 122 32 32 89,0 82,7 92,0 17,9 20,8 23,1
ской очистки после химической 91 26 71,5 55 25,1 54,4 22,1
очистки Черный поток 2620 850 67,6 640 392 38,8 104
после биологиче- 3620 1305 64,0 408 289 29,2 102
ской очистки Черный поток 4220 19Э 95,5 810' 160 80,3 30,5
Белый поток 2065 48 97,2 168 80 52,3 30,5
Применение обратного осмоса и ультрафильтрации дает воз-
можность не только значительно снизить расход свежей воды ла
производство целлюлозы, но и резко уменьшить нагрузку на
очистные сооружения. Например, очистка сточных вод производ-
ства сульфатной целлюлозы этим методом позволяет снизить рас-,
ход воды на 4,5—6,0 м3/т и практически предотвратить попада-
ние щелока со стадии промывки целлюлозы на очистные сооруже-
ния и, соответственно, повысить степень регенерации реагентов.
261
За рубежом функционируют установки обратного осмоса про-
изводительностью 900 м3/сутки и более [459] .сооружаются уста-
новки производительностью до 3000 м3/сутки. На заводе нейтраль-
ной сульфитной целлюлозы [460] разработана технологическая схе-
ма очистки сточных вод, включающая установку обратного осмоса
производительностью 4500 м3/сутки и позволяющая снизить потре-
бление свежей воды на 4150 м3/сутки.
В заключение следует отметить, что метод обратного осмоса
и ультрафильтрации является перспективным для очистки сточных
вод от многих других растворенных органических примесей (высо-
комолекулярных соединений, красителей и др.).
ОЧИСТКА МЕТОДОМ ПЕННОЙ ФЛОТАЦИИ
(СЕПАРАЦИИ)
Пенная флотация
Метод пенной флотации (сепарации) основан на спо-
собности поверхностно-активных веществ адсорбироваться на гра-
нице раздела жидкость — газ. Всплывающие пузырьки должны
образовывать сравнительно устойчивую пену, в которой и аккуму-
лируется удаляемое вещество. Пена обычно самопроизвольно вы-
ливается из аппарата и после разрушения образует верхний (обо-
гащенный или пенный) продукт — индивидуальное химическое ве-
щество (сублат) [304, с. 10].
Очень близка к пенной флотации ионная флотация, для кото-
рой характерно образование небольшого слоя неустойчивой пены,
дающей при разрушении «пенку» — плохо растворимый в воде
гидрофобный продукт взаимодействия извлекаемого иона или мо-
лекулы (коллигенда) с ПАВ [304]. Результаты пенной флотации
можно характеризовать коэффициентом распределения пред-
ставляющим отношение концентрации ПАВ в верхнем продукте
Св к концентрации его в нижнем продукте (сточной воде) Сн.
Кр = Св/С« (8.4)
Зависимость между избытком адсорбированного вещества в
поверхностном слое Г, активностью компонента в растворе а0 и
поверхностным натяжением о на границе раствор — газ выра-
жается уравнением Гиббса:
В достаточно разбавленных растворах а0 « Со и тогда после
преобразования
Г RT дС0 (8'6>
Из уравнения (8.6) видно, что вещества, понижающие поверх-
ностное натяжение (дст/дСоСО), положительно адсорбируются
(концентрируются) на межфазной поверхности (Г>0). Толщина
262
адсорбционного слоя в случае флотации ионогенных ПАВ изме-
няется в пределах 10~7—НН см [304, с. 28].
Рассчитаем ориентировочно, во сколько раз концентрация ПАВ
в адсорбционном слое выше концентрации в сточной воде. Если
условно рассматривать адсорбционный слой как однородную по-
верхностную фазу толщиной 6, то можно записать [304, с. 26]
Г = (Со - Са) 6 (8.7)
где Г° — величина адсорбции, равновесная по отношению к кон-
центрации Со в сточной воде; Са — соответствующая Г° концентра-
ция ПАВ в адсорбционном слое.
Из уравнений (8.6) и (8.7) получим:
?==1_^т (8.8)
Со ORT дС0
Используя уравнение (8.8), покажем, что отношение С&]С0
может достигать для ПАВ величины 104—105. Например, при
293 К и концентрации децилового спирта Со = 3,2-10-2 моль/м3
поверхностное натяжение воды составляет 62,5-10-3 Н/м. В дан-
ной области концентраций, в которой зависимость поверхностного
натяжения от концентрации близка к линейной, получим
до (62,5-72,8) 10-3 nqvr ,,
дСа 3,2 • 10-2
где 72,8-1 О*3 Н/м — поверхностное натяжение чистой воды при
293 К.
Приняв б = 10~9 м, в соответствии с уравнением (8.8), получим
са 1
— = 1--------!------(-о,з)« io»
Со 10“9- 8,3 -293
Таким образом, ориентировочные расчеты показывают, что
концентрация ПАВ в адсорбционном слое примерно в 100 тыс.
раз выше концентрации в водном растворе. Это указывает на
возможность интенсивной очистки сточных вод методом пенной
флотации.
Кинетика процесса флотации зависит от многих факторов, и
поэтому получение аналитических зависимостей затруднено. В об-
щем случае на скорость процесса пенной флотации оказывают
влияние: время, необходимое для достижения адсорбционного
равновесия на межфазной границе газ — водный раствор ПАВ;
наличие и количество минеральных и органических примесей в
воде; изменение поверхностного натяжения сточной воды в про-
цессе флотации; уменьшение объема сточной воды вследствие вы-
носа части воды в пену; изменение размера пузырьков газа по
мере уменьшения концентрации ПАВ в сточной воде и т. д. [461,
с. 81].
В некоторых случаях экспериментальные данные удовлетвори-
тельно описываются [149, с. 28] известным уравнением Белогла-
зова:
1п (Сост/^-о) —
(8.9)
263
Значения k для некоторых неионогенных и катионных ПАВ,
по данным [165, с. 118], близки и составляют 1,6—1,7 мин-1, а для
анионного ПАВ (сульфонола) намного ниже (0,5 мин-1).
Экспериментальные данные [304, с. 29] свидетельствуют о том,
что время, необходимое для достижения адсорбционного равнове-
сия на межфазной границе газ — водный раствор ПАВ, изменяет-
ся от долей секунды до многих часов. Это время увеличивается
с уменьшением концентрации ПАВ и при переходе к высшим го-
мологам. В случае неионогенных ПАВ с коротким углеводород-
ным радикалом это время обычно составляет доли секунды, а для
разбавленных растворов ионогенных ПАВ с длинным углеводо-
родным радикалом оно весьма велико [304].
С другой стороны, с повышением концентрации ПАВ в рас-
творе скорость извлечения ПАВ уменьшается вследствие мицел-
лообразования.
Влияние различных факторов
на эффективность процесса пенной флотации
Концентрация ПАВ в сточной воде. Степень извлече-
ния ПАВ с повышением' его концентрации в растворе увеличи-
вается вплоть до критической концентрации мицеллообразования
[165, с. 117]. При концентрации ОП-Ю 300 мг/л высокая степень
извлечения достигается через 4—5 ч, в то время как при более
низких концентрациях — через 1—1,5 ч.
Концентрация ПАВ в сточной воде оказывает существенное
влияние на объем образующейся пены. Данные рис. 8.19 показы-
вают [462], что с увеличением концентрации алкилфенолполигли-
коля при постоянном относительном расходе воздуха объем пены
значительно возрастает. В процессе пенной флотации в пену мо-
жет переходить значительное количество воды (10% и более), что-
нежелательно. Поэтому рекомендуется [165, с. 119] применять ме-
тод пенной сепарации для очистки сточных вод, содержащих
100—200 мг/л ПАВ.
Размеры и число пузырьков газа. Величина межфазной по-
верхности газ — жидкость является наиболее важным фактором
эффективной очистки сточной воды. Поэтому при определении сте-
пени очистки необходимо учитывать диаметр пузырьков газа, а
также их число. По-видимому, с уменьшением диаметра пузырь-
ков эффект очистки не будет снижаться при меньшем расходе газа.
Влияние диаметра пузырьков на параметры очистки воды от не-
ионогенного ПАВ — алкилфенолполигликоля — изучали [462] на
установке, обеспечивавшей получение пузырьков со средним диа-
метром: d\ < 0,1 мм; d2 = 0,5 4-1,0 мм; d3 = 1 4-2 мм. Приве-
денные на рис. 8.20 данные эффективности выделения ПАВ при
различных относительных расходах воздуха с использованием пу-
зырьков разных диаметров показывают, что с уменьшением диа-
метра пузырьков при постоянном расходе воздуха эффективность
очистки воды возрастает. Например, при относительном расходе
264
воздуха 5 л на 1 л воды эффект очистки для пузырьков диаметром
менее 0,1 мм составляет 85%, а для пузырьков диаметром 1—
2 мм — 74%. При более низких концентрациях ПАВ в воде тре-
буется меньший расход воздуха, однако удельный расход воздуха
на 1 г извлеченного из воды ПАВ повышается.
Влияние других факторов. На интенсивность и эффективность
процесса очистки сточных вод пенной флотацией оказывают влия-
ние минеральные примеси. Наличие солей в воде обусловливает,
с одной стороны, уменьшение ве-
личины ККМ и соответствующее
снижение интенсивности процес-
са, с другой стороны, оказывает
15
Рис. 8.20. Влияние относительного
расхода воздуха на степень
очистки.
Концентрация ПАВ, моль/л:
-- --0.52-10-3; -----0,13 • 10“3;
Диаметр пузырьков, мм: Q—0,1;
А—0,5-1,0; □ —1-2.
Отношение объемных расходов
воздуха и воды
Рис. 8.19. Зависимость объема обра-
зующейся пены от относительного рас-
хода воздуха.
Концентрация ПАВ, моль/л: 1 — 0,13 • 10“3;
2—0,26 • 10“3; 3—0,39 • 10~3; 4—0,52 10~3.
сильное высаливающее действие, вызывая чрезмерное пенообра-
зование и переход значительного количества сточной воды в пену,
что нежелательно. На извлечение неионогенных ПАВ катионы
оказывают более сильное воздействие, чем анионы [166, с. 120],
причем эффективность воздействия возрастает с увеличением сте-
пени гидратированности ионов: Li+ > Na+ > NH* > К+- Отме-
чается [304, с. 29], что для анионоактивных ПАВ эффективны поли-
валентные катионы, а для катионоактивных ПАВ — поливалентные
анионы.
Небольшие количества низкомолекулярных органических при-
месей могут оказывать положительное влияние на степень извле-
чения ПАВ. Предполагают [304, с. 36], что влияние этих примесей
связано как с их поверхностно-активными свойствами, так и со
способностью к механическому упрочнению пены.
Неодинаковое для различных ПАВ время достижения ад-
сорбционного равновесия обусловливает необходимость разной
265
продолжительности контактирования пузырьков со сточной водой,
а следовательно, и разную высоту столба жидкости в сепараторе.
Например, при извлечении хлорного сульфонола из воды влияние
высоты слоя жидкости [463] на эффективность очистки сказывает-
ся вплоть до высоты 3 м. Экспериментальные исследования с вод-
ным раствором натриевой соли монобутилдифенилсульфокислоты
показали, что степень извлечения не зависит от высоты колонны
для диапазона высот от 10 до 150 см [464].
Примеры применения метода пенной флотации
В процессе пенной флотации происходит не только
извлечение ПАВ, но и одновременное удаление из воды суспен-
дированных или эмульгированных частиц, а также частичное уда-
ление растворенных веществ. Особенно приемлем этот метод для
очистки сточных вод от детергентов, содержащихся в количестве
10—50 мг/л. При извлечении 90—95% детергента объем продукта
после разрушения пены значительно меньше объема исходной
сточной воды.
Аппаратурное оформление процесса пенного сепарирования
определяется методом диспергирования газа в сточной воде. Для
диспергирования газа используют пористые материалы (фильт-
росные пластины), метод напорной флотации, механические им-
пеллерные флотационные машины, электролиз воды и др. Одним
из перспективных методов является метод напорной флотации (см.
стр. 62). Высокая дисперсность пузырьков (20—120 мкм), большая
межфазная поверхность при малом расходе воздуха, простота
схемы — преимущества этого метода.
Способ очистки сточных вод во флотационных машинах импел-
лерного типа практически не получил промышленного применения
из-за образования большого количества шлама (после разруше-
ния пенного продукта), достигающего, например, для ОП-Ю 30%
от объема очищаемой воды [165, с. 104]. Результаты очистки сточ-
ных вод от ПАВ Sopal на установке с диспергаторами — фильт-
росными пластинами приведены в табл. 8.9.
Таблица 8.9
Результаты очистки сточных вод от ПАВ Sopal
Концентрация ПАВ в исходной воде 50 мг/л; интенсивность аэрации
8 мэ/(м2-ч).
Продолжи- тельность aspацин, мин Объем шлама после разрушения пены, % от объема воды Концентра- ция ПАВ в шламе, мг/л Продолжи- тельность аэрации, мни Объем шлама после разрушения пены, % от объема воды Концентра- ция ПАВ в шламе, мг/л
30 0,490 589,0 75 0,700 613,0
45 0,525 607,8 90 0,735 644,7
60 0,600 610,0
266
Для высокоэффективной очистки сточных вод в некоторых слу-
чаях целесообразно применение схем с несколькими ступенями
очистки. На рис. 8.21 представлена принципиальная схема опыт-
но-промышленной установки очистки сточных вод методом пенной
флотации [462]. Сточная вода из сборника 1 насосом 2 через про-
межуточный сборник 3 и расходомер 4 подается в сепаратор 5. Се-
паратор имеет пять последовательно расположенных камер (сту-
пеней). С помощью воздуходувки 6 и расходомеров 7 в каждую
Рис. 8.21. Принципиальная схема опытно-промышленной установки очистки
сточных вод методом пенной сепарации:
/ — сборник исходной воды; 2—насос; 3 —промежуточный сборник; 4—расходомер
воды; 5—сепаратор; 6— воздуходувка; 7—расходомер воздуха; 8— сборник очищен-
ной воды; 5—вентилятор; 10 — циклон; // — отстойник; 12—камера концентрирования
пены.
камеру сепаратора^ может быть подано требуемое количество воз-
духа. В камерах установлены решетка для распределения посту-
пающей воды и диспергатор воздуха, имеющий 15 отверстий диа-
метром по 2 мм. Высота слоя воды в камерах составляет 0,5—
0,8 м. Очищенная вода поступает в сборник 8, а полученная пена
собирается в боковом желобе (на рисунке не показан), из кото-
рого вентилятором 9 подается в циклон 10. В вентиляторе проис-
ходит частичное разрушение пены; в циклоне газовая (воздух)
фаза отделяется от жидкости. Из циклона смесь воды с пеной
направляется в отстойник 11, где происходит их разделение. Вода
из отстойника подается в первую камеру сепаратора, а пенный
продукт — в камеру концентрирования пены 12.
Производительность установки — 0,5 м3/ч, расход рециркули-
рующей из отстойника воды — 1,0 м3/ч, расход воздуха на очистку
сточной воды — в пределах 100—150 м3/ч. В результате очистки
получали 0,45 м3/ч очищенной воды, содержащей до 1 г/л взве-
шенных веществ. Результаты очистки сточной воды приведены в
табл. 8.10.
Одним из важных вопросов, возникающих при использова-
нии метода пенной флотации, является проблема разрушения
значительного количества образующейся пены. Для ускорения
267
Таблица 8.10
Результаты очистки сточных вод на опытно-промышленной
установке пенной флотации
Показатели Исходная вода Очищенная вода Эффект очистки, %
БПК5, мг/л 1400 80 94,5
ХПК, мг/л 6000 300 95,0
Содержание взвешенных веществ, % (масс.) 1,6 0,1 93,7
разрушения пены испяользуют механические, термические, физико-
химические и химические методы [165, с. 121; 465, с. 208, 249].
Метод пенной флотации может быть успешно использован для
очистки сточных вод от различных веществ, проявляющих поверх-
ностно-активные свойства, в химической, нефтехимической, целлю-
лозно-бумажной и других отраслях промышленности. Полученные
в результате очистки сточных вод концентрированные растворы
ПАВ используются в производстве или обрабатываются извест-
ными методами.
На основании результатов испытаний установки очистки сточ-
ных вод методом пенной флотации производительностью около
2000 м3/сутки [466] были сделаны расчеты стоимости очистки:
Производительность установки, тыс. м3/сутки . . 4
Капитальные затраты, доллары на 1 м3/сутки 6,9
Текущие расходы, цент/м3....................0,45
40 400
4,5 3,2
0,50 0,37
В заключение отметим, что метод ионной флотации пока не
получил распространения в промышленности для очистки сточных
вод от растворенных органических веществ; имеются лишь дан-
ные исследований по использованию его, например, для выделе-
ния фенолов из сточных вод [467].
ОЧИСТКА ПУТЕМ ПЕРЕВОДА
ОРГАНИЧЕСКИХ ПРИМЕСЕЙ
В ЛЕГКОВЫДЕЛЯЕМЫЕ СОЕДИНЕНИЯ
Выделение из сточных вод многих органических ве-
ществ (например, карбоновых кислот, формальдегида, мономе-
ров) является сложной научно-технической задачей или связано
со значительными материальными затратами. Поэтому часто це-
лесообразнее переводить эти вещества в другие соединения (ма-
лорастворимые, более летучие и т. д.), выделение которых из сточ-
ных вод не представляет трудностей.
Метод этерификации
Характерной особенностью карбоновых кислот яв-
ляется их способность образовывать со спиртами в присутствии
минеральных кислот сложные эфиры (реакция этерификации).
268
Эта реакция может быть использована для очистки сточных вод
)т низкомолекулярных органических кислот (например, масляной,
/ксусной), выделение которых из сточных вод представляет опре-
теленные трудности. Образующиеся сложные эфиры могут быть
легко удалены из сточной воды методом перегонки.
По мере образования эфира концентрация кислоты и спирта в
смеси будет уменьшаться и, следовательно, будет снижаться ско-
рость реакции этерификации. Для увеличения выхода эфира, т. е.
повышения эффекта очистки, необходимо повышать концентрацию
спирта и уменьшать концентрацию эфира путем его отгонки по
мере образования.
Для ускорения реакции этерификации используют катализа-
торы—минеральные кислоты. Например, в промышленных масшта-
бах при этерификации уксусной кислоты и этилового или бутилово-
го спиртов в качестве катализатора применяют серную кислоту.
Процесс очистки сточной воды с одновременным получением
сложных эфиров возможно проводить в аппаратах периодического
или непрерывного действия.
Данный способ целесообразно применять для очистки сточных
вод, содержащих значительное количество карбоновых кислот. Вы-
сокая стоимость получаемых сложных эфиров обусловливает эко-
номические преимущества метода [468]. Проверка указанного ме-
тода подтвердила возможность применения его для обработки
сточных вод и кубовых остатков производств синтетических жир-
ных кислот [469], уксусного ангидрида и триацетата целлю-
лозы [468].
Перевод в малорастворимые соединения
Для очистки сточных вод от поливинилового спирта
(ПВС) или его производных — частично ацетилированных поливи-
ниловых спиртов (сольваров) — предложено использовать реакции
взаимодействия ПВС и сольваров с растворимыми в воде карб-
оксилсодержащими полимерами и их солями, в результате которых
образуются продукты, практически не растворимые в воде [470].
В связи с этим изучено взаимодействие разбавленных (0,02—0,5%)
водных растворов ПВС (молекулярная масса М — 30000; 0,7%
ацетатных групп) и сольваров (Л! = 33 000 и Af = 36 000; 11 и
22% ацетатных групп) с полиметакриловой кислотой ПМАК (М —
= 200 000), натриевой солью сополимера метилметакрилата с мет-
акриловой кислотой [Na-ПММК, 30% (масс.) метилметакрилата] и
натриевой солью сополимера стирола с малеиновым ангидридом
[Na-стиромалем, 55% (масс.) стирола]. Натриевыми солями сопо-
лимеров были вынуждены воспользоваться вследствие нераствори-
мости в воде их кислотных форм.
При подкислении смесей водных растворов ПВС или сольваров
с Na-ПММК, Na-стиромалем или ПМАК ДО pH = 4,4 и ниже для
всех концентраций растворов наблюдается образование нераство-
римых продуктов. При всех рассмотренных соотношениях компо-
нентов от 0,1 до 10 также происходит образование осадков [188,
26»
методом ИК-спектроскопии.
Кинетические исследования
0,5% растворов ПММК и ПВС
ЮОг
60
40
20
'gfe? во
Б о?
5 51
5* 0J
о
Отношение карбоксилсодержащий
реагент: ПВС,
Рис. 8.22. Зависимость выхода про-
дуктов взаимодействия полимеров
от отношения карбоксилсодержащий
полимер/ПВС (pH = 3,5):
1 — смесь 0,5% водных растворов ПММК
с ПВС; 2—смесь 0,2% водных раство-
ров ПММК с сольваром (22% ацетатных
групп); 3—смесь 0,5% водных растворов
ПМАК с ПВС.
189]. Максимальный выход продуктов взаимодействия наблюдает-
ся при соотношениях компонентов, близких к эквимолекулярным
(рис. 8.22), при этом состав образующихся ассоциатов соответ-
ствует эквимолекулярному соотношению исходных веществ.
Прочие ассоциаты образуются за счет водородных связей, воз-
никающих между полимерными цепями, что было подтверждено
показали, что при взаимодействии
при pH = 3,5 и температуре около
20 °C реакция заканчивается за
1 ч. Уменьшение pH среды до 2,5
приводит к практически мгновен-
ному завершению реакции, а по-
вышение pH до 4,0—4,5 увеличи-
вает время реакции до несколь-
ких часов. Эти закономерности
наблюдались и для всех других
исследованных систем.
Нужно отметить, что с увели-
чением молекулярной массы и
количества ацетатных групп ПВС
выход продуктов реакции значи-
тельно возрастает. Количество по-
лимеров, перешедших в осадок,
зависит также от природы кисло-
ты, применяемой для подкисле-
ния. Так, при подкислении смеси
Na-ПММК и ПВС серной кисло-
той в осадок переходит до 80%
полимеров, соляной кислотой —
лишь 63%, азотной — 64,5% и
фосфорной — 65,5%. Повышение
температуры от 6 до 60°С приводит к уменьшению количества не
вступившего в реакцию ПВС.
На основании этих исследований разработан метод очистки
сточных вод, загрязненных ПВС или его производными (см.
гл. 15). Представляет интерес реагентный метод очистки сточных
вод, содержащих 1,5—90 г/л фенола, путем обработки алкилсуль-
фохлоридами в щелочной среде при 20—40°C [471]. Наиболее эф-
фективными являются алкилсульфохлориды, содержащие 4—8 ато-
мов углерода в цепи. Содержание фенола в очищенной воде со-
ставляет около 0,5 мг/л. Образующиеся продукты нетоксичны,
нерастворимы в воде и легко отделяются отстаиванием.
Полимеризация и поликонденсация
Методы поликонденсации и полимеризации применяют
для очистки сточных вод, содержащих органические примеси,
склонные к реакциям полимеризации или поликонденсации, такие,
как фенолы, формальдегид, кротоновый альдегид и др.
270
Очистка от формальдегида. Эффективным методом очистки сточ-
ных вод является альдольная конденсация формальдегида в при-
сутствии щелочей по схеме:
СНЧО -L СН-0 —> сн.-он—сно
СН;ОН—сно + сн.о —> сн.он—снон—сно
Конечным продуктом реакции является гексоза. Использование
гидроксида кальция в качестве щелочного агента и повышение
температуры приводит к резкому ускорению процесса альдольной
конденсации [373, с. 23].
Очистка от фенолов и формальдегида. При значительном содер-
жании в сточной воде фенола и формальдегида эти примеси могут
быть выделены в виде фенолоформальдегидных смол. Процесс кон-
денсации фенолов или их производных с формальдегидом проводят
при избыточном количестве формальдегида в присутствии щелочей
или кислот [373, с. 30, 32]. В результате конденсации образуются
резольные смолы. В условиях значительного избытка формальде-
гида в щелочной среде [472, с. 419] и при низких температурах
(20—60 °C) образуются фенолоспирты, не вступающие в дальней-
шую реакцию конденсации. Более высокие температуры (выше
70°C) способствуют взаимодействию фенолоспиртов друг с другом.
С целью сокращения времени, необходимого для конденсации
фенола с формальдегидом, предложено проводить конденсацию при
высокой температуре (150—160 °C) и повышенном давлении (0,5—
0,6 МПа) [473].
Резольная смола — смесь сравнительно низкомолекулярных ли-
нейных и разветвленных продуктов. Молекулярная масса их изме-
няется от 400 до 800—1000. Образующаяся резольная смола
растворима в воде. Выделенная из воды смола может быть исполь-
зована в качестве склеивающего материала в производстве фанеры,
древесностружечных плит и других изделий [474].
Данный метод используют в промышленных масштабах для
очистки сточных вод, образующихся в процессе производства фе-
нолоформальдегидных смол (полученных конденсацией фенола,
n-трет-бутилфенола, ксиленолов, крезолов, дифенилолпропана)
[474] (см. гл. 15).
Очистка от полимеризующихся примесей. Полимеризующиеся
вещества, такие, как альдегиды с двойными связями, можно непо-
средственно в водном растворе превращать в полимерные соеди-
нения. Например, кротоновый альдегид, содержащийся в сточных
водах, полимеризуют при температуре выше 70 °C и pH = 10,5.
Затем сточную воду нейтрализуют и выделяют полимер.
Применение других методов
Для выд'еления из сточных вод органических примесей
используют методы, например, связанные с переводом этих органи-
ческих соединений в другие соединения, легко отделяющиеся от
воды. Так, формальдегид, содержащийся в сточной воде, может
271
быть переработан в уротропин путем обработки газообразныл
аммиаком [373, с. 23]. Для очистки сточных вод, содержащих уксус
ную кислоту и поваренную соль, их обрабатывают хлором пря
действии УФ-лучей. В результате уксусная кислота превращается
в метиленхлорид и диоксид углерода, которые без труда можнс
выделить из воды [362].
С целью перевода нитросоединений ароматического ряда в не-
растворимые соединения или в соединения, способные к окислению
микроорганизмами, разработан метод кислотного восстановления
на железных стружках [475]. При этом нитрогруппы восстанавли-
ваются в аминогруппы водородом в момент его выделения при дей-
ствии кислоты на железные стружки.
Методом восстановления водородом очищают сточные воды от
нитросоединений и галогензамещенных нитросоединений, в част-
ности хлорпикрина и пикриновой кислоты. В результате хлорпи-
крин восстанавливается до метиламина, а пикриновая кислота —
до триаминофенола [476]. Образующийся метиламин отгоняют от
сточной воды и пропускают через солянокислый раствор нитрита
натрия при 0—5 °C, в результате чего он превращается в метиловый
спирт. Содержание хлорпикрина в сточных водах составляет 20—
30 мг/л при степени очистки 70—80%, пикриновая кислота отсут-
ствует. Сточные воды могут быть возвращены в производство.
Ароматические нитросоединения могут быть восстановлены
электролитическим методом при pH = 3-ь4, плотности тока
200 А/м2, напряжении 5—6 В и температуре 90°C [477].
Глава 9
БИОЛОГИЧЕСКАЯ ОЧИСТКА
сточных вод
Метод биологической очистки получил широкое рас-
пространение для очистки сточных вод химических производств.
Этот метод основан на способности микроорганизмов использовать
в качестве питательного субстрата многие органические и некото-
рые неорганические соединения, содержащиеся в сточных водах.
Широкое использование биологического метода обусловлено его
достоинствами: возможностью удалять из сточных вод разнообраз-
ные органические соединения, в том числе токсичные; простотой
аппаратурного оформления; относительно невысокими эксплуата-
ционными расходами. К недостаткам метода следует отнести вы-
сокие капитальные затраты, необходимость строгого соблюдения
технологического режима очистки, токсичное действие на микро-
организмы ряда органических и неорганических соединений, необ-
ходимость разбавления сточных вод в случае высокой концентра-
ции примесей.
Биологическая очистка сточных вод может производиться в
аэробных или анаэробных условиях. Аэробные методы, получив-
шие наибольшее распространение, основаны на использовании
аэробных микроорганизмов, для жизнедеятельности которых необ-
ходимо присутствие в воде свободного кислорода. При анаэробной
очистке, т. е. без доступа кислорода воздуха, органические веще-
ства разрушаются анаэробными микроорганизмами. Анаэробный
метод (сбраживание) редко применяется для очистки производ-
ственных сточных вод, а используется в основном для сбражива-
ния осадков и в ряде случаев для денитрификации сточных вод.
В процессах биологической очистки сточных вод часть окисляе-
мых микроорганизмами веществ используется в процессах биосин-
теза (образование биомассы — активного ила или биопленки), а
другая часть превращается в безвредные продукты окисления:
воду, СО2, NO3 и др.
Принцип действия современных аппаратов и сооружений био-
логической очистки сточных вод основан на методах непрерывного
культивирования микроорганизмов. Принципиальная схема уста-
новки аэробной биологической очистки сточных вод в аэротенках
представлена на рис. 9.1. Исходная сточная вода подается в аэро-
тенк 1, в который также непрерывно подаются активный ил (воз-
вратный) и воздух. Смесь очищенной сточной воды с активным
илом (иловая смесь) поступает во вторичный отстойник 2. .Освет-
ленная сточная вода из отстойника направляется на доочистку, по-
вторное использование и т. д. Часть активного ила подается в
аэротенк, а другая часть — избыточное количество — на перера-
ботку. В биофильтрах очистка сточных вод производится микро-
организмами биопленки, находящейся на поверхности наполнителя.
273
Биологическая очистка сточных вод проводится в нестерильных
условиях. Использование чистых культур бактерий для разруше-
ния специфических примесей (например, фенолов, роданидов) не
получило распространения в промышленности в связи с их малой
жизнеспособностью, постепенным вырождением или вытеснением
другими микроорганизмами [478, с. 46].
Исходная
сточная вода
Иловая
смесь
Очищенная
сточная вода
BostyXj
Активный ил( возвратный)
- Избыточное
количество
активного ила
РиС. 9.1. Принципиальная схема установки биологиче-
ской очистки сточных вод:
1 — аэротенк; 2—вторичный отстойник.
Разложение органических веществ с помощью микроорганизмов
происходит также в естественных условиях (в водоемах, биологи-
ческих прудах, на полях орошения).
ЗАКОНОМЕРНОСТИ ПРОЦЕССА БИОЛОГИЧЕСКОЙ
ОЧИСТКИ
Процесс изъятия и потребления микроорганизмами
органических примесей сточных вод состоит в основном из трех
стадий [479, с. 17]: 1) массопередача органического вещества и
кислорода из жидкости к поверхности клетки; 2) диффузия веще-
ства и кислорода через полупроницаемую мембрану клетки и
3) метаболизм диффундированных продуктов, сопровождающийся
приростом биомарсы, выделением энергии, диоксида углерода
и т. д. Как показали исследования [479, с. 20], процессы сорбции
органических веществ микроорганизмами существенного значения
в механизме биологической очистки сточных вод не имеют. Основ-
ная роль принадлежит процессам превращения вещества внутри
клетки.
Интенсивность и эффективность биологической очистки сточных
вод определяется скоростью размножения бактерий.
Рост чистой культуры (популяции или потомства одной клетки
какого-либо вида микроорганизмов) в отдельной порции среды в
стерильных условиях за счет использования одного питательного
субстрата графически описывается известной S-образной кривой,
а ее гибель — зеркально противоположной кривой. На суммарной
кривой, отражающей полный цикл развития популяции (рис. 9.2),
обычно выделяется до 9 фаз: I — начальная стационарная; II— по-
ложительного ускорения роста клеток (/ и II фазы часто объеди-
няют в одну — лагфазу); III — экспоненциального роста; IV — за-
медления роста; V — максимальная стационарная; VI— положи-
тельного ускорения отмирания бактерий; VII — экспоненциальной
274
ибели клеток; VIII— замедления отмирания; IX — стабилизации
юпуляции.
Фазы роста отражают количественную сторону развития ми-
сробных популяций. Изменение же качественного состояния кле-
ок (физиологического или структурно-функционального) опреде-
аяется стадиями развития: эмбриональной, молодости, зрелости и
старости.
В начале лагфазы нет видимого изменения численности микро-
зрганизмов и заметного потребления питательных веществ. Од-
нако это не говорит еще о полном застое: внутри микробных клеток
происходят определенные структурно-функциональные перестрой-
ки, подготавливающие их к началу активного роста и физиологи-
ческой деятельности. В результате в середине лагфазы клетки
сказываются омоложенны-
ми, начинают активнее ды-
шать, питаться и расти.
К концу лагфазы ско-
рость роста микроорганиз-
мов достигает максималь-
ной величины, клетки все бо-
Сс igrn i п in iv v Vi Vi! via к
Продолжительность, ч
Рис. 9.2. Кривая роста популяции бакте-
рий (IgA'') и изменения концентрации суб-
страта (Сс).
АГ— численность бактерий, млн./мл; Сс— концен-
трация субстрата, мг/л.
лее и более омолаживаются,
размеры их увеличиваются в
3—5 раз, они усиленно ды-
шат, потребляют питатель-
ный субстрат и реагируют на
изменение условий окру-
жающей среды, иными словами, проявляют все признаки, свойст-
венные организмам, находящимся в эмбриональной стадии. Лаг-
фаза не наблюдается, если молодые клетки быстро переносятся
из аппарата в аппарат в совершенно идентичные условия окру-
жающей среды (pH, температура, концентрация и состав пита-
тельных веществ, окислительно-восстановительный потенциал и
пр.). Ее также не бывает, если производится «большой засев»
(20—30 млн. бактерий на 1 мл среды) или если при посеве клеток
увеличивается температура культивирования. При любом отклоне-
нии от первоначальных условий культивирования, достигающих
пороговых значений, появляется лагфаза той или иной продолжи-
тельности.
В экспоненциальной фазе рост клеток происходит с постоянной
удельной скоростью, т. е. единица микробной биомассы в единицу
времени увеличивается на одну и ту же величину. Однако в первой
половине этой фазы деление клеток опережает их рост, клетки
мельчают, не успевают разойтись и образуют цепочки из 2—10 и
более особей. Во второй половине скорости роста и деления клеток
уравновешиваются, цепочки исчезают, и бактерии приобретают
размеры и свойства, типичные для данного вида. На протяжении
всей экспоненциальной фазы клетки продолжают сохранять вы-
сокую физиологическую активность, свойственную молодым орга-
низмам.
275
Наступление фазы замедления роста свидетельствует о начале
старения культуры. Физиологическая активность клеток снижается,
в них накапливаются запасные питательные вещества, появляются
формы отклонения, изменяется поверхность клеточных оболочек,
начинается флокуляция (образование хлопьев) и т. д.
В максимальной стационарной фазе число клеток достигает
максимума, прирост микроорганизмов лишь компенсирует их ги-
бель, физиологическая активность клеток падает до минимума, на-
растают явления флокуляции. На этой фазе заканчивается период
активного развития микроорганизмов. При полном исчерпании
субстрата, накоплении в среде метаболитов и определенном уплот-
нении популяции наступают фазы прекращения физиологической
деятельности культуры или ее отмирания.
Сточные воды представляют собой, как правило, многокомпо-
нентный субстрат — смесь многих веществ. При очистке сточных
вод в нестерильных условиях в них попадают разнообразных видов
микроорганизмы, способные и не способные к развитию за счет
использования веществ, составляющих «загрязнение» воды. Раз-
виваются, однако, лишь те виды, которые способны жить за счет
использования одного (моноауксия), двух (диауксия) или несколь-
ких веществ (полиауксия) и, кроме того, способны занять опреде-
ленную экологическую нишу (место) в складывающейся экосистеме
(сообществе) в связи с наличием приспособительных механизмов,
обеспечивающих выживание в борьбе за существование.
В условиях протока и неизменной концентрации субстрата
можно поддерживать микроорганизмы все время в стадии физио-
логической активности и таким образом интенсифицировать про-
цесс очистки.
БИОЦЕНОЗ АКТИВНОГО ИЛА И БИОПЛЕНКИ
В процессе биологической очистки сточных вод форми-
руются биоценозы микроорганизмов (активный ил или биопленка),
состав которых зависит от характера примесей сточных вод, исход-
ного посевного материала и условий проведения процесса очистки.
Активный ил по внешнему виду представляет собой мелкие
хлопья от светло- до темно-коричневого цвета, которые состоят из
большого числа многослойно расположенных или флокулирован-
ных клеток. Активный ил — это амфотерный коллоид, имеющий в
интервале значений pH = 4-4-9 отрицательный заряд. Поверхность
бактерий, образующих хлопья активного ила, достигает 100 м2 на
1 г сухого ила. Размер хлопьев активного ила обычно составляет
0,1—0,5 мм и иногда достигает 2—3 мм и более.
Биопленка, нарастающая на частицах наполнителя биофильт-
ров, представляет собой слизистые обрастания толщиной 1—3 мм
и более от светло-желтого до темно-коричневого цвета.
Химический состав активного ила зависит от состава сточных
вод, видового состава бактерий, режима процесса очистки [479,
с. 12]. Сухое вещество активного ила содержит 70—90% органиче-
276
их и 30—10% минеральных веществ. В минеральной части най-
ны многие элементы, в том числе микроэлементы: железо, медь,
1гний, марганец, цинк, молибден и др.
Микрофлора и микрофауна активного ила
и биопленки
Активный ил представляет собой сложный комплекс
икроорганизмов разных систематических групп (например, бак-
:рий, простейших, грибов), между которыми складываются опре-
гленные взаимоотношения: симбиотические (обоюдополезные)
ли антагонистические (враждебные).
Часто наблюдается явление метабиоза — когда продукты жиз-
едеятельности одних микробов служат источником энергии или
итательных веществ для других. Источником питания для основ-
ой массы простейших являются бактерии. Простейшие могут
оглощать большое число бактерий.
Самая многочисленная группа микроорганизмов в активном
ле — бактерии. Число их колеблется от 108 до 1012 клеток на 1 г
ухого ила [480]. Микробиологический состав бактерий активного
ла в значительной степени зависит от вида и концентрации ве-
ществ, загрязняющих сточную воду, а также условий процесса
чистки. Из активного ила выделено более 100 штаммов бак-
ерий.
Самой многочисленной группой бактерий в активном иле (50—
>0%) являются бактерии, относящиеся к семейству Pseudomona-
laceae, в том числе виды, окисляющие метан (Methanomonas sp.),
штриты (Nitrosomonas sp.), молекулярный водород (Hydrogeno-
nonas sp.), восстановленные соединения серы (Sulfomonas sp.) и
ip. [478, с. 46]. Бактерии рода Pseudomonas окисляют фенолы, жир-
1ые кислоты, альдегиды, спирты [481, с. 71, 75, 78], алканы, на-
фтены [478, с. 136], ароматические углеводороды [478, с. 161] и др.
Из представителей других семейств микроорганизмы рода My-
cobacterium (5—15%) способны окислять различные углеводороды,
рода Bacterium (до 30 видов) —нефть, парафины, нафтены, фенолы
[478, с. 47], альдегиды, жирные кислоты [481, с. 94] и др. В актив-
ных илах, окисляющих алифатические углеводороды, содержится
5—20% Bacillus. Кроме того, в активных илах имеются аммони-
фицирующие, нитрифицирующие, денитрифицирующие бактерии,
серобактерии (Thiobacterium, Thiothrix), сульфатредуцирующие
бактерии (Desulfatomoculum, Desulfovibrio), а также Actinomyces,
Nocardia, Sarcina и др.
Данные по скорости биохимического окисления (на 1 г актив-
ного ила) органических веществ различными группами микроор-
ганизмов представлены в табл. 9.1 [478, с. 44].
Из данных табл. 9.1 видно, что Pseudomonas почти с одинаковой
скоростью окисляют различные классы органических веществ. Ba-
cillus, Bacterium окисляют вещества с несколько меньшей скоро-
стью.
277
Таблица 9.1
Скорость биохимического окислении R органических вещестс
Группы микроорганизмов мг/(г*ч)
алканы арены спирты фенолы альде- гиды жирны КИСЛОТ1
Arthrobacter 6-16 __ 18-22
Bacillus 8-16 4-10 10-16 12-18 8-14 12-2С
Bacterium 10-16 10-15 12-18 12-16 8-10 16-ЗС
Corynebacterium 12-16 — —> — — 10—22
Micrococcus 16-20 —- 16-18 12-15 10-15 12-24
Pseudomonas 12—22 8—14 16-20 14-20 15-20 20-30
Sarcina — 14-18 8-16 10-20 — —.
Actinomyces 10-15 — 8-14 — 10-15 16-24
Nocardia 10-18 8-12 10-14 12-15 —• —
Бактериальный состав биопленки изменяется по высоте бис
фильтра [481, с. 78]. Поверхностный слой биопленки состоит глав
ным образом из скоплений бактерий и грибов. В биопленка
обнаружены те же группы микроорганизмов, что и в активных ила
(например, Pseudomonas, Bacterium, Micrococcus, а также грибы
дрожжи и т. д.).
Скопления бактерий в активных илах и биопленке окружень
слизистым слоем и называются зооглеями. Способность к образо
ванию слизи (капсулы) зависит от состава сточных вод, условиг
очистки и т. д. [478, с. 63]. Зооглейные илы имеют высокую фер
ментативную активность и хорошие физические характеристики
Соотношение капсульных и бескапсульных форм бактерий назы-
вается коэффициентом зооглейности К. [478, с. 65]. Например, длг
сточных вод производства белкововитаминного концентратг
К — 45, производства синтетических жирных кислот — 20 и произ-
водства ПАВ — 0,1. При К <Z 10 наблюдается развитие нитчатых
бактерий, плохое уплотнение и вспухание активного ила. При
К >10 возрастает скорость биохимического окисления органиче-
ских веществ [478]. Благоприятный режим для образования зооглей
создается при аэрации, оптимальной концентрации примесей, от-
сутствии ПАВ.
В биоценозах активных илов и биопленок встречаются пред-
ставители простейших: саркодовые (Sarcodina), жгутиковые инфу-
зории (Mistigophora), реснитчатые инфузории (Ciliata), сосущие
инфузории (Suctoria) [478, с. 71]. Функции простейших в биоцено-
зах активных илов и биопленок до конца не установлены. Очевид-
но, что непосредственного участия в очистке сточных вод простей-
шие не принимают. Однако, питаясь бактериями, они регулируют
их количество. Простейшие способствуют осветлению воды, рыхлят
биопленку и т. д. Поедая менее подвижные старые бактериальные
клетки, простейшие обусловливают омоложение биоценоза, увели-
чение коэффициента зооглейности, активности биоценоза. Кроме
278
ого, в активных илах и биопленках встречаются микроскопиче-
кие животные — коловратки, питающиеся бактериями, простей-
ними и органическим детритом, грибы (фузарии, аспергиллы, пе-
шциллии), водоросли (зеленые, сине-зеленые и диатомовые), а
акже черви, клещи, личинки мух, играющие большую роль в ра-
боте биофильтров [481, с. 5/].
Наличие простейших, как указывалось, улучшает качества
эчищенной воды, а также может оказывать стимулирующее дей-
ствие на бактерии [479, с. 15]. Отмечалось, что в присутствии про-
стейших не наблюдалась лагфаза в развитии бактерий и стимули-
ровался их рост. Для хорошей работы аэротенка в 1 л активного-
ила должно быть 200—500 мм3 простейших [479]. По данным Бо-
гена [482], в активных илах высокого качества на 1 • 10s бактериаль-
ных клеток должно быть 10—16 простейших организмов, среднега
качества — 5 4-9 и плохого качества — 1-4-4.
Простейшие являются хорошими индикаторами эффективности
процесса биологической очистки. Наблюдения о наличии, количе-
стве или смене видового состава простейших позволяют судить о
состоянии и нарушениях процесса очистки.
Адаптация микроорганизмов
Адаптация (приспособление), или приведение орга-
низма в соответствие с окружающей средой, обусловливает резкое
увеличение интенсивности и эффективности биологической очистки.
Во многих случаях образование фермента, расщепляющего
определенные вещества (ферментная адаптация), происходит
только тогда, когда микроорганизмы входят в контакт с субстра-
том. Особенно часто это явление наблюдается, если субстратом
является новое синтетическое вещество, ранее в природе не при-
сутствовавшее (многие продукты химической промышленности).
В процессе биологической очистки сточных вод химических
производств, содержащих новые синтетические вещества, полимеры,
поверхностно-активные вещества, на первой стадии очистки окис-
ление этих веществ микроорганизмами, как правило, очень незна-
чительно или вообще не происходит. Через некоторое время, ино-
гда через несколько месяцев, микроорганизмы начинают окислять
эти соединения.
Для уменьшения времени, необходимого для адаптации микро-
организмов к веществам, целесообразно при пуске очистных соору-
жений произвести засев в сточную воду уже адаптированной
микрофлоры, полученной на полупроизводственных установках
или доставленной с других очистных сооружений.
Ферментативная активность микроорганизмов
активного ила и биоплеики
Способность микроорганизмов окислять органические
вещества определяется активностью их ферментов. Для переработ-
ки сложной смеси химических веществ, присутствующих в сточных
279-
водах, биоценозу бактерий необходимо 80—100 различных ферме!
тов [478, с. 54]. Каждый фермент действует избирательно, катал!
зирует одну реакцию. Набор систем ферментов зависит от состав
и концентрации примесей сточных вод, а скорость образована
ферментов — от физиологической активности микроорганизме!
определяемой стадией их развития. Высокая физиологическая аг
тивность бактерий, как указывалось, сохраняется на протяжени
всей экспоненциальной фазы их развития.
В иловых смесях обнаружены различные ферменты: гидре
литические (гидролазы, протеазы, липазы, амилазы), окислительно
восстановительные (дегидрогеназы, оксидазы, пероксидазы и др.)
В результате действия различных внеклеточных ферментов значи
тельное количество высокомолекулярных соединений гидролизует
ся вне клетки [478, с. 57].
Высокая чувствительность ферментов к изменению услови!
окружающей среды обусловила возможность использования этоп
биохимического критерия для характеристики активности биоцено
зов, а следовательно, для контроля работы биологических очист
ных сооружений [480]. Технологический контроль за работо!
аэротенков рекомендуется осуществлять по дегидрогеназной актив
ности биоценоза активного ила [483—484]. Для контроля эффек
тивности очистки промышленных сточных вод могут быть исполь-
зованы и другие ферменты, например фенолазы — при очистке
фенольных вод.
Прирост биомассы и потребление кислорода
в процессе биологической очистки
Прирост биомассы (или так называемый экономиче-
ский коэффициент) — отношение массы органического соединения,
используемого микроорганизмами на построение клеточных струк-
тур Q, к потребленной массе соединения Qo:
Кэ = -£-.100[%]
Значения экономических коэффициентов различных классов
органических -соединений приведены ниже [478, с. 69]:
кэ. %
Алифатические углеводо-
роды . ...................20—50
Ароматические углеводо-
роды .....................10—35
Алифатические спирты . . 60—80
Кэ. %
Фенолы ...................40—70
Альдегиды и кетоны . . . 40—80
Алифатические карбоновые
кислоты..................56—80
Степень использования углеводов для синтеза веществ прото-
плазмы составляет 65—85%, аминокислот — 32—68% [479, с. 31].
Прирост биомассы зависит от вида бактерий, их возраста, хи-
мической природы соединения, отношения БПКп : [N] : [Р] (где
[N] и [Р] — концентрация азота и фосфора в сточной воде), темпе-
ратуры и т. д. Прирост биомассы для смеси культур биоценоза
.280
ктивного ила и биопленки всегда выше, чем для монокультуры,
кля смеси веществ прирост биомассы также выше, чем для одного
ещества.
Скорость потребления кислорода организмами биоценоза ак-
ивного ила или биопленки зависит от многих факторов: вида бак-
ернй и фазы их развития, температуры, величины биомассы, хи-
шческой природы и концентрации примесей сточных вод, конпен-
рации биогенных элементов и т. д. Очевидно, что наибольшая
корость потребления кислорода наблюдается в экспоненциальной
разе роста бактерий.
Количество кислорода, необходимого для полного биологиче-
:кого окисления, зависит от природы каждого индивидуального
ющества. Данные о потребности в кислороде (БПКб, БПКп и ХПК)
три окислении органических веществ, встречающихся в производ-
ственных водах, приведены в работах [479, с. 24; 485, с. 264].
БИОЛОГИЧЕСКОЕ ОКИСЛЕНИЕ РАЗЛИЧНЫХ КЛАССОВ
ОРГАНИЧЕСКИХ СОЕДИНЕНИЙ
Интенсивность и эффективность биологического окис-
ления различных органических соединений зависит от многих фак-
торов: например класса и структуры соединения, размера моле-
кулы, наличия функциональных групп, а также от видового соста-
ва бактерий биоценоза активного ила или биопленки, длительности
их адаптации и пр. Окисление веществ, существующих в природе,
обычно не представляет затруднений — длительность адаптации
микроорганизмов составляет несколько часов. Синтетические ве-
щества часто окисляются с трудом, и длительность адаптации со-
ставляет более полугода. Вещества, находящиеся в коллоидном
или мелкодисперсном состоянии, окисляются с меньшей скоростью,
чем вещества, растворенные в воде.
Проницаемость молекул через стенку клетки и цитоплазматиче-
скую мембрану зависит от размера молекул, поэтому с увеличе-
нием молекулярной массы веществ уменьшается степень их биоло-
гического окисления.
Наличие функциональных групп способствует биологическому
окислению органических соединений, а наличие разветвленных
углеводородных цепей, наоборот, повышает устойчивость соедине-
ний к биологическому окислению.
Углеводороды предельного ряда могут окисляться различными
путями [478, с. 129]. Окисление клетками Ps. aeruginosa происходит
по схеме: предельные углеводороды -> непредельные углеводоро-
ды -> спирты -> кетосоединения -> жирные кислоты-> диоксид угле-
рода и вода. Возможно также окисление через гидропероксид и
далее до жирных кислот, а кроме того, образование жирных кис-
лот через вторичные спирты и метилалкилкетоны.
Наличие двойной связи в некоторых случаях облегчает биоло-
гическое разложение соединений, хотя многие соединения под-
даются распаду при длительной адаптации микроорганизмов или
281
практически не разрушаются [485, с. 304]. Спирты (одно-, двух-
трехатомные) и многие их производные, а также вторичные спир
ты хорошо биологически окисляются, третичные спирты боле
устойчивы к окислению. Практически не разрушаются ди- и три
этиленгликоль.
Диэтиловый эфир практически не окисляется микроорганизма
ми, сложные эфиры уксусной кислоты, как правило, окисляютш
1485, с. 312].
Альдегиды и кетоны в большинстве случаев биологически раз
рушаются, при этом альдегиды окисляются легко, а кетоны более
устойчивы к окислению.
Органические кислоты легко биологически окисляются. Му-
равьиная кислота используется как источник энергетического
обмена: она повышает скорость биологического использования дру-
гих органических кислот, расходуемых на прирост биомассы и
энергетический обмен. Биологическое окисление жирных кислот с
длиной углеродной цепи Си и более происходит после адаптации
микроорганизмов [479, с. 29].
Скорость биологического окисления солей жирных кислот
уменьшается с увеличением длины углеродной цепи. Двухосновные
кислоты более устойчивы к окислению, чем одноосновные.
Циклические углеводороды значительно труднее окислить био-
логически, чем парафиновые углеводороды. Многие циклические
углеводороды (например, циклогексан или циклогексен) практи-
чески не разрушаются микроорганизмами.
Большой интерес представляет окисление ароматических соеди-
нений в системах с биоценозами активного ила или биопленки, так
как эти соединения присутствуют во многих промышленных сточ-
ных водах.
Бензол разрушается микроорганизмами после их длительной
адаптации. Производные бензола, как правило, характеризуются
большой степенью биологического распада. Наличие различных
функциональных групп увеличивает способность к биологическому
разрушению соединений в такой последовательности: —СН3,
—ООССНз, —СНО, —СН2ОН, —СНОН-СООН, —CN, —NH2,
—ОНСООН, —SO3H [486].
Ароматические кислоты поддаются биологическому разложе-
нию, причем с увеличением числа гидроксильных групп окисление
их протекает более успешно [89, с. 163].
Многими работами установлены эффективность и механизм
окисления фенолов [487—489]. Разрушение фенола происходит по
схеме: фенол -► пирокатехин -► ffuc-ifuc-муконовая кислота -► лак-
тон -> р-кетоадипиновая кислота —> янтарная кислота -> уксусная
кислота-> диоксид углерода и вода. Двухатомные фенолы — ре-
зорцин и пирокатехин — окисляются после адаптации микро-
организмов. Наиболее трудно разрушаются гидрохинон и пиро-
галлол.
Большинство аминов биохимически окисляется. При этом могут
образовываться аммиак, диоксид углерода и вода или аммиак,
282
сусная и масляная кислоты [490]. Акрилонитрил поддается био-
тическому разрушению при длительной адаптации микроорганиз-
>в, так же как и амины с числом углеродных атомов в молекуле
7 до 20 [491]. Анилин биологически разрушается, но присоеди-
нив второй аминогруппы или атома хлора затрудняет биологиче-
ое окисление полученного соединения.
Нитросоединения обычно плохо окисляются микроорганизма-
I. Нитробензол практически не разрушается; о-, м-, п-нитрофе-
|лы и 2,4-динитрофенол поддаются биологическому окислению
32].
Хлорпроизводные органические соединения обладают различной
:тойчивостью к биологическому окислению. Практически не раз-
даются: дихлорметан, ДДТ, 1,2-дихлорэтан, хлороформ, хлорцик-
эгексан, хлорбензол, о-дихлорбензол и др. Биологически окис-
1ются [485, с. 323]: трихлорэтилен, м- ио-хлоранилин, этиленхлор-
1дрин, 2,4-дихлорфенол. Также успешно очищается сточная вода
эоизводства поливинилхлорида [493, с. 110].
Поверхностно-активные вещества подразделяются на биологи-
ески «жесткие» — не поддающиеся окислению или трудноокис-
яющиеся с помощью микроорганизмов, и биологически «мягкие»
ещества. Алкилсульфаты легко окисляются микроорганизмами: на
ервой стадии окисления образуются соответствующий спирт и
грная кислота. Эффективность биологического окисления алкил-
ензолсульфонатов зависит от длины и степени разветвленности
лкильной группы и положения атома углерода, к которому при-
оединена алкильная группа. Первичные алкилбензолсульфонаты
прямой алкильной цепочкой окисляются быстро, вторичные —
[едленнее, третичные — устойчивы к биологическому окислению
178, с. 224]. Скорость окисления ПАВ алкилбензолсульфонатного
ипа зависит от положения бензолсульфонатной группы в алкиль-
ной цепи. Устойчивость к окислению возрастает при перемещении
>ензолсульфонатной группы молекулы додецилбензолсульфоната
। положение 2, 3, 4, 5 и 6. На скорость расщепления алкилбензол-
ульфонатов оказывает влияние положение сульфонатной группы
> бензольном кольце. Соединения в пара-положении окисляются
быстрее, чем в мета- и орто-положении.
В настоящее время биологически «жесткие» ПАВ заменяются
з производстве биологически «мягкими» веществами.
Многие микроорганизмы способны окислять различные веще-
ства, причем длительность адаптации определяется характером ве-
цества.
При наличии в сточной воде смеси веществ в первую очередь и
наиболее интенсивно будут окисляться вещества, которые лучше
усваиваются микроорганизмами. В зависимости от состава при-
месей сточных вод и состава биоценоза активного ила или био-
пленки возможны различные варианты изъятия примесей: одно-
временное потребление всех веществ с одинаковой скоростью; одно-
временное потребление всех веществ, но с сильно различающейся
скоростью; последовательное потребление всех веществ [479, с. 32].
283
ВЛИЯНИЕ РАЗЛИЧНЫХ ФАКТОРОВ НА ПРОЦЕСС
БИОЛОГИЧЕСКОЙ ОЧИСТКИ
На интенсивность и эффективность биологичесг
очистки сточных вод оказывают влияние многие факторы: тем:
ратура, pH, наличие и концентрация токсичных веществ, конщ
трация биомассы и др. Регулирование ряда факторов позвол?
уменьшить продолжительность и повысить эффективность очист
сточных вод.
Температура. В процессе биологической очистки сточных в
в зависимости от изменения температурных условий окружающ
среды происходит изменение биоценоза. В зависимости от клим
тических условий и времени года температура биологически оч
щаемых сточных вод может колебаться от 2—5 до 25—35 °C. Be
ной, летом и ранней осенью, когда температура сточных вод
ниже 15 °C, развиваются преимущественно мезофильные и некот
рые термофильные микроорганизмы; поздней осенью, зимой и ра
ней весной преобладают психрофильные формы.
Повышение температуры за пределы физиологической норм
микроорганизмов приводит к их гибели, в то время как понижен»
температуры вызывает лишь снижение физиологической норм
активности микроорганизмов. Медленное изменение температур
в пределах физиологической нормы не оказывает существенно
отрицательного воздействия на микроорганизмы, однако резкие к
лебания температуры неблагоприятно влияют на их жизнедеятел
ность.
При низких температурах снижается скорость процесса биол'
гической очистки, уменьшается глубина очистки и ухудшается пр<
цесс флокуляции микроорганизмов, что, в свою очередь, приводг
к увеличению количества микроорганизмов, выносимых со сто»
ными водами из вторичных отстойников.
Влияние температуры на процесс биологического окислени
удовлетворительно описывается известным уравнением Аррениус
[493, 494].
При понижении температуры сточной воды от 20 до 6 °C числ
видов микрофлоры и микрофауны в биоценозе активного ила умеш
шается [495]. Изменение температуры от 20 до 37 °C приводит
увеличению скорости биологического окисления в 2—2,3 раза,
изменение температуры от 20 до 6°C замедляет скорость процесс
примерно в 2 раза [496]. Повышение температуры от 6 до 20 °(
способствует возрастанию окислительной мощности аэротенка
2—2,5 раза.
Изменение температуры воды вызывает изменение раствори
мости кислорода в воде. В теплое время года, когда физиологиче
ская активность микроорганизмов усиливается, растворимость кис
лорода снижается; в зимний период наблюдается противоположна:
картина. В связи с этим для поддержания достаточно высоко,
йффективности биологической очистки в теплое время года необ
ходимо производить более интенсивную аэрацию, а в зимнее вре
£84
1Я — поддерживать более высокую концентрацию микроорганиз-
мов в возвратном иле, а также увеличивать продолжительность
юрационного периода.
Повышение концентрации кислорода в воде в зимний период
ю 5 мг/л и более, по-видимому, активирует обменные процессы в
млетках.
Величина pH. Бактерии лучше растут в нейтральной или слабо-
делочной среде. Для большинства грибов и дрожжей более благо-
приятна слабокислая среда.
Эффективная очистка сточных вод происходит при pH =
= 5,5 4-8,5; оптимальный интервал pH составляет 6,5—7,5. При
pH ниже 5 и выше 9 эффективность биологической очистки, как
правило, резко снижается.
В процессе жизнедеятельности многие бактерии могут подкис-
лять или подщелачивать среду. Например, при разложении моче-
вины или белков образуется аммиак, а при потреблении солей
органических кислот в среде накапливаются катионы щелочных
металлов.
Микроорганизмы активного ила обладают способностью авто-
регулирования pH [479, с. 47].
Перемешивание. Перемешивание сточной воды и активного ила
в аэротенках обеспечивает поддержание активного ила во взвешен-
ном состоянии, создает более благоприятные условия массопере-
дачи питательных веществ и кислорода к поверхности микробных
клеток.
Турбулизация жидкости приводит к разрушению хлопьев ак-
тивного ила на более мелкие скопления микроорганизмов. Это
способствует улучшению снабжения клеток питательными веще-
ствами и кислородом, создает более благоприятные условия обита-
ния микроорганизмов.
Тщательное перемешивание сточных вод и активного ила по-
зволяет уменьшить продолжительность аэрации без снижения эф-
фективности очистки сточных вод [479, с. 41].
Турбулизация жидкости, как показали исследования, приво-
дит к исчезновению в сточной воде свободно плавающих про-
стейших.
При небольшой степени турбулизации потока в биоценозе ак-
тивного ила появляются нитевидные бактерии. При интенсивном
перемешивании в биоценозе преобладают свободно плавающие
цилиндрические формы бактерий, обладающие высокой биохими-
ческой активностью [479].
Концентрация кислорода. Скорость растворения кислорода
в сточной воде не должна быть ниже скорости его потребления
микроорганизмами. Исследования показали [494], что скорость по-
требления кислорода микроорганизмами активного ила практи-
чески не изменяется при концентрации кислорода в воде в пре-
делах от 1 до 7 мг/л. Снижение концентрации кислорода ниже
0,5 мг/л неблагоприятно сказывается на скорости его потребления
микроорганизмами.
285
При низкой концентрации кислорода в воде увеличивается к<
личество метаболитов (продуктов обмена) и соответственно chi
жается количество углерода, переходящего в клетки и выделяй
щегося в виде СОг-[479, с. 43].
Концентрацию кислорода в сточной воде рекомендуете
поддерживать в зависимости от размеров хлопьев активного ил<
при интенсивном перемешивании и минимальных размерах хлош
ев — не менее 1 мг/л, при слабом перемешивании и крупных раг
мерах хлопьев — около 2 мг/л [2].
Токсичные примеси. Многие химические вещества могут оказы
вать на микроорганизмы токсичное воздействие, нарушающее и
жизнедеятельность. Так, при значительных, концентрациях фенола
формальдегида и других антисептиков происходит денатураци:
белков протоплазмы, а эфир и ацетон разрушают оболочку клетки
Вредные вещества, попадая в бактериальную клетку, взаимодей
ствуют с ее компонентами и нарушают их функции.
Установлены максимальные концентрации (МК) вредных ве
ществ в сточных водах, поступающих на биологические очистньк
сооружения [485, с. 260].
Особенно токсичны соли тяжелых металлов, которые по степенг
.токсичности можно расположить так: Sb Z^Ag > Си > Hg >
> Со > Ni > Pb > Сг > Cd > Zn > Fe.
Предельно допустимые концентрации (ПДК) отдельных ве
ществ [485] в смеси бытовых и производственных сточных вод, по
ступающих на сооружения биологической очистки, составляют
(мг/л):
пдк
ПДК
Нефть и нефтепродукты ... 25
Формальдегид................25
Синтетические ПАВ (биологи-
чески «мягкие»):
анионные.................20
неионогенные.............50
Цианиды..................... 1,5
Сульфиды.................1
Цинк.....................1
Медь.....................0,5
Никель...................0,5
Кадмий...................0,1
Свинец...................0,1
Ртуть....................0,005
ПДК некоторых вредных веществ в чистых растворах при очи-
стке в аэротенках-смесителях [215, с. 31] составляют (мг/л):
Фенол.....................1000
Метиловый спирт............. 950
Ацетальдегид................ 750
Бутиловый спирт............. 600
Резорцин.................... 500
Капролактам................300
Толуол.....................200
Уксусная кислота ......... 200
Анилин.....................100
Отрицательное воздействие на процессы биологической очистки
оказывает повышенная концентрация неорганических солей в сточ-
ных водах. Например, при концентрации хлоридов до 30 г/л резко
снижается качество очистки сточных вод. Максимальное количе-
ство неорганических солей в сточной воде не должно превышать
10 г/л. Резкие колебания концентрации неорганических солей так-
же неблагоприятно сказываются на эффективности очистки сточ-
ных вод.
286
Биогенные элементы. Азот и фосфор являются необходимыми
компонентами клеточного материала для всех организмов. Азот
}ходит в состав вещества клетки в восстановленной форме (в виде
шинных и иминных групп), а фосфор — в окисленной форме. Дру-
'ие элементы, необходимые для нормальной жизнедеятельности
микроорганизмов (например, микроэлементы), обычно в достаточ-
ном количестве присутствуют в сточных водах.
Недостаток азота и фосфора в воде приводит к резкому нару-
шению процесса биологической очистки сточных вод, снижению
физиологической активности микроорганизмов и интенсивности
окисления загрязненных сточных вод. Кроме того, при недостатке
биогенных элементов в биоценозе появляется значительное коли-
чество нитчатых форм бактерий и ухудшается осаждаемость ак-
тивного ила.
Потребное количество биогенных элементов зависит от вели-
чины прироста биомассы, которая в свою очередь зависит от клас-
са окисляемого вещества, вида микроорганизмов, фазы развития
этих микроорганизмов и др.
Ниже приведены данные потребности в биогенных элементах,
полученные при эксплуатации сооружений биологической очистки
сточных вод некоторых производств:
Соотношение
. ВПК : [N] : [Р]
Синтетических жирных кислот............100:3:0,8
Поливинилацетатных пластмасс..........100:3,9:0,8
Изопренового каучука..................100:3,3:0,9
Нефтеперерабатывающего завода..........100:5:1
Нефтехимического завода................100:5-1,3
Синтетического глицерина................100:5:1,2
Нефтемаслозавода.......................100:7:1,5
Химического (производства фенола, дихлор-’
фенола, нитробензола и др.).............100:5:1,3
Целлюлозно-бумажного...................100:5:1
В качестве биогенных добавок применяют различные водорас-
творимые соли и вещества: сульфат и нитрат аммония, мочевину,
аммиачную воду, аммофос, суперфосфат, ортофосфорную кислоту
и т. д. Применяемые биогенные соли не должны образовывать
между собой нерастворимые в воде соединения. Например, при
совместном использовании аммиачной воды и суперфосфата в слу-
чае повышения pH может происходить образование нерастворимого
в воде двузамещенного фосфата кальция.
В настоящее время на большинстве сооружений биологической
очистки сточных вод производится совместная очистка производ-
ственных и бытовых сточных вод. При этом возможно использова-
ние азота и фосфора, содержащихся в бытовых сточных водах, и
покрытие таким образом части потребностей в этих элементах, не-
обходимых для очистки производственных сточных вод.
Доза и возраст активного ила. Интенсивность и эффективность
очистки сточных вод зависят не только от условий обитания
микроорганизмов, но и их количества (дозы активного ила). Доза
287
§ Возраст ила, сутки
Рис. 9.3. Влияние возраста
нла на его прирост.
активного ила в аэротенках обычно поддерживается в предела:
2—4 г/л. Повышение концентрации микроорганизмов в сточно!
воде позволяет увеличить скорость потребления субстрата. Однакс
одновременно необходимо увеличивать количество растворяемой
в воде кислорода и улучшать условия массообмена.
Для повышения дозы активного ила в аэротенке необходимс
резко увеличить концентрацию микроорганизмов в возвратном
активном иле, которая зависит от способности активного ила и
осаждению, характеризуемой значением илового индекса. Умень-
шение илового индекса от 150 до 50 мл/г позволяет повысить дозу
активного ила в аэротенке от 2,5 до 6 г/л [479, с. 40].
Получить более концентрированный возвратный ил в отстойни-
ках затруднительно. Поэтому необходимо применять другие методы
отделения активного ила, например флотационный, а также прово-
дить процесс биологической очистки при
параметрах, обеспечивающих образова-
ние активного ила с малым иловым ин-
дексом.
В последнее время отмечается, что
применение для биологической очистки
«старого» активного ила приводит к сли-
зеобразованию, вспуханию и замедлению
скорости его осаждения [89, с. 191]. За
рубежом на установках биологической
очистки применяют активный ил двух-
трехдневного возраста. Микроорганизмы
«молодого» активного ила, представлен-
ные, в основном, бактериями и небольшим количеством простей-
ших, более выносливы к колебаниям температуры в пределах
10—30°C на протяжении 12 ч и колебаниям pH. Мелкие хлопья
«молодого» активного ила хорошо оседают [497]. Зависимость при-
роста активного ила от его возраста приведена на рис. 9.3.
Регенерация активного ила. Одним из приемов, позволяющих
в некоторых случаях сократить общий объем аэротенков (на 5—
15%) и улучшить осаждаемость ила, является применение метода
так называемой регенерации активного ила. По этому методу воз-
вратный активный ил, обычно имеющий концентрацию 7—8 г/л,
перед подачей в аэротенки аэрируется в специальных сооруже-
ниях — регенераторах.
В процессе биологической очистки сточных вод в аэротенке во
время флокуляции микроорганизмов происходят процессы сокоагу-
ляции коллоидных и мелкодисперсных веществ, всегда содержа-
щихся в сточных водах. Кроме того, в жидкости возвратного ила
возможно накопление продуктов метаболизма одних видов микро-
организмов, скорость биологического окисления которых другими
видами сравнительно невелика. При биологической очистке, особен-
но при недостаточной глубине очистки или нарушении режима
очистки, возможно изменение видового состава сообщества микро-
организмов (появление нитчатых бактерий, грибов и т. д.), что
288
также приводит к уменьшению эффективности очистки сточных
вод. Анаэробные условия нахождения микроорганизмов в отстой-
нике способствуют снижению их физиологической активности.
Регенерация активного ила, по-видимому, обусловливает проте-
кание следующих процессов:
1. Частичное или полное окисление коллоидных и растворенных
трудноокисляемых примесей, находящихся в возвратном иле.
2. Ускорение процесса окисления продуктов метаболизма и
других веществ вследствие более высокой концентрации активного
ила в регенераторах.
3. Изменение видового состава микроорганизмов вследствие
аэрации и развития простейших организмов (отмирание факульта-
тивных нитчатых бактерий, грибов и др.).
4. Увеличение физиологической активности бактерий, обуслов-
ленное усиленной аэрацией и размножением значительного числа
простейших, питающихся бактериями и тем самым способствую-
щих омоложению бактерий и изменению их видового состава.
Увеличение числа жизнеспособных микроорганизмов отмечает-
ся многими исследователями. Рост физиологической активности
бактерий, очевидно, является основной причиной, обусловливаю-
щей эффективность процесса регенерации.
Необходимо отметить, что длительное нахождение микроорга-
низмов в регенераторе, т. е. в условиях отсутствия питательного
субстрата, приводит к гибели или снижению их физиологической
активности.
АЭРОБНАЯ БИОЛОГИЧЕСКАЯ ОЧИСТКА
СТОЧНЫХ ВОД
Аэробная биологическая очистка получила большое
распространение для очистки сточных вод химических производств.
Современные химические предприятия имеют биологические очист-
ные сооружения. Аэробная биологическая очистка производится в
аэротенках, биофильтрах, аэрофильтрах, прудах и т. д.
Очистка в аэротенках
Аэротенк представляет собой аппарат с постоянно
протекающей сточной водой, во всей толще которой развиваются
аэробные микроорганизмы, потребляющие субстрат, т. е. «загряз-
нение» этой сточной воды.
Аэротенки могут быть классифицированы по гидродинамиче-
скому режиму их работы: 1) аэротенки идеального вытеснения;
2) аэротенки идеального смешения; 3) аэротенки промежуточного
типа.
Гидродинамический режим работы аэротенков оказывает прин-
ципиальное влияние на условия культивирования микроорганиз-
мов, а следовательно, на эффективность и экономичность биологи-
ческой очистки сточных вод.
Ю Зак. 394
289
Схема аэротенков идеального вытеснения и идеального смеше-
ния представлена на рис. 9.4.
Конструкции аэротенков могут быть различными и зависят от
системы аэрации, способа распределения потоков сточных вод и
возвратного ила и т. д. Имеются также конструкции аэротенков,
совмещенных с отстойниками и фильтрами, с регенерацией актив-
ного ила и без нее.
Существует также классификация аэротенков по величине «на-
грузки» на активный ил — высоконагружаемые (аэротенки на
неполную очистку), обычные и низконагружаемые (аэротенкипро-
дленной аэрации).
Большое значение в конструкции аэротенков имеет система
аэрации. Применяются аэротенки с пневматической, пневмомеха-
нической, механической и эжекционной системами аэрации.
S
Исходная
бода *
Очищенная
ёода
Исходная^
бода *
Очищенная
Zoda
Рис. 9.4. Схемы аэротенка:
а—идеального вытеснения; б—идеального смешения.
Аэрационные системы предназначены для подачи и распреде-
ления кислорода или воздуха в аэротенке, а также поддержания
активного ила во взвешенном состоянии.
Пневматическая система аэрации. Пневматические аэраторы
подразделяют на типы в зависимости от крупности получаемых
пузырьков: мелкопузырчатые (d — 1—4 мм), среднепузырчатые
(d = 5—10 мм) и крупнопузырчатые (d > 10 мм) [498, с. 33].
К мелкопузырчатым относятся, например, аэраторы форсуночного
и ударного типа, а также керамические, тканевые и пластиковые
аэраторы; к среднепузырчатым — перфорированные трубы, щеле-
вые и другие устройства; к крупнопузырчатым — открытые трубы,
сопла и т. п.
При массовом всплывании пузырьков в воде различают следую-
щие гидродинамические режимы: барботажный, барботажно-струй-
ный, струйный и подвижной пены. Исследования показали, что
мелкопузырчатые аэраторы работают в барботажном режиме, а
среднепузырчатые — в барботажно-струйном.
В аэротенках-вытеснителях широкое применение получили
пористые аэраторы — фильтросные пласт ины, а также перфориро-
ванные трубы. Сжатый воздух подается к каналу, расположенному
по всей длине дна аэротенка. Этот канал перекрывается фильтро-
сами. Фильтросы обычно размещают на дне аэротенка с одной
стороны (односторонняя аэрация), с двух сторон или равномерно
через некоторое расстояние по всему дну. Средний размер пор
отечественных фильтросов составляет 100 мкм. Затраты энергии —
1,15—1,40 кВт-ч на 1 кг удаленной примеси (по БПКз) [499, с. 12].
290
За рубежом распространены, наряду с фильтросными плитами,
дисковые пористые диффузоры, пористые трубы и др.
Основным недостатком пористых мелкопузырчатых аэраторов
является их засорение пылью, поступающей с воздухом. Содержа-
ние пыли в воздухе не должно превышать 0,05 мг/м3. Перерывы в
аэрации приводят к фильтрованию жидкости через пористые аэра-
торы и забиванию их частицами активного ила. Среднепузырчатые
аэраторы — перфорированные трубы
(d = 6 — 10 мм) — менее эффективны,
но и меньше засоряются.
В зарубежной практике очистки
применяются купольные и тарельча-
тые клапаны, которые во избежание
попадания воды в воздухопровод при
отключении подачи воздуха закры-
ваются под тяжестью собственной
массы.
Стремление добиться повышения
эффективности среднепузырчатых
аэраторов привело к созданию низко-
напорных аэраторов типа «Инка», глу-
бина погружения которых в сточную
воду невелика (0,3—0,8 м). Примене-
ние этих аэраторов позволяет исполь-
тельного расхода воздуха от
ширины полосы аэрации [498,
с. 59].
f—ширина полосы аэрации; В — ши-
рина дна аэротенка; при flB=l
относительный расход воздуха при-
зовать низконапорные вентиляторы.
Однако расход энергии на 1 кг удален-
ной примеси (по БПК) примерно ра- нят за едиин«у-
вен расходу при употреблении пори-
стых пластин [498, с. 45]. Эффективность массопередачи при сред-
непузырчатой аэрации зависит от высоты слоя воды в аэротенке,
при этом коэффициент использования кислорода не превышает
7—8%.
С увеличением ширины полосы аэрации от 10 до 50% дости-
гается резкое уменьшение расхода воздуха (рис. 9.5).
Для увеличения коэффициента использования воздуха предла-
гаются различные усовершенствования систем мелко- и среднепу-
зырчатой аэрации, например применение аэраторов с насадками,
перфорированными пластинами, сетками и т. д. [498, с. 43; 500].
Эти приспособления позволяют увеличить время пребывания пу-
зырьков в воде, а также повышают коэффициент массопередачи
за счет так называемых концевых эффектов, возникающих в мо-
мент образования и коалесценции пузырьков.
Исследования, проведенные с целью определения эффективно-
сти применения перфорированной пластины (диаметр отверстий—•
5 мм), установленной над среднепузырчатым аэратором на высоте
80 мм, показали [500]:
1) односторонняя аэрация с одной перфорированной пластиной
в 1,5—2 раза эффективнее, чем аэрация без дополнительных
устройств;
10*
291
2) степень использования кислорода в случае применения пер-
форированной пластины увеличивается в 2—4 раза, по сравнению
с аэрацией без дополнительных устройств, в зависимости от интен-
сивности аэрации. С повышением интенсивности аэрации эффек-
тивность перфорированных пластин уменьшается.
Для предотвращения осаждения активного ила в аэротенке
минимальные донные скорости воды должны быть в пределах 15—
30 см/с [498, с. 57].
Механическая и пневмомеханическая система аэрации. При ме-
ханической системе аэрации перемешивание иловой смеси и воз-
духа осуществляется механическими устройствами, например
вращающимися мешалками, щетками, турбинками и т. п.
Рис. 9.6. Механические аэраторы:
а—турбинный; б—турбинный с центральной трубой; в—всасывающий глубин-
ный; г—глубинный с подачей воздуха под лопасти ротора; д—тоже с подачей
через лопастн ротора; е — щеточный; ж—колесный.
Механические аэраторы подразделяются на аэраторы малого и
глубокого погружения. В первом случае кислород вовлекается в
поверхностную зону жидкости, а затем перемешивается со всем
объемом воды за счет энергии аэратора, во втором — обеспечивает-
ся активное насыщение кислородом придонных слоев сточной
воды, которые интенсивно перемешиваются со всем объемом воды.
По конструктивным особенностям механические аэраторы под-
разделяются на аэраторы с горизонтальной и вертикальной осью
вращения. Глубинные аэраторы с принудительной подачей воздуха
называются пневмомеханическими.
В СССР и за рубежом предложено много конструкций механи-
ческих аэраторов (рис. 9.6) [498, с. 62; 501].
Критериями оценки эффективности аэраторов являются их про-
изводительность по кислороду и удельные затраты энергии на рас-
творение кислорода. При использовании механических аэраторов
затраты электроэнергии составляют 0,3—0,7 кВт-ч на 1 кг рас-
292
воренного кислорода и зависят от конструкции и мощности аэра-
ора. Аэраторы с вертикальным валом обычно на 10—30% эконо-
мичнее аэраторов с горизонтальным валом. При полной биологи-
меской очистке для удаления 1 кг примеси (по БПК5) требуется
жоло 1 кВт-ч электроэнергии.
Основные типоразмеры и характеристика одного из механиче-
ских аэраторов с глубиной погружения диска 8—10 см, применяе-
мого в отечественной практике при очистке сточных вод, приведены
в работе [501, с. 70]. Достоинство механических аэраторов — высо-
кая эффективность и экономичность, а также отсутствие необхо-
димости в строительстве воздуходувных станций и коммуникаций.
Другие типы аэраторов. Действие эжекционных аэраторов осно-
вано на использовании энергии струи жидкости для эжектирования
и дробления воздуха. Эффективными оказались аэраторы типа
Вентури [499, с. 31], расход электроэнергии у которых составляет
около 1 кВт-ч на 0,6—0,9 кг перенесенного кислорода.
Предложен аэратор ударного действия, в котором выходящая
с большой силой струя воды встречается с пузырями воздуха в
полой части контактора. Под воздействием струи жидкости воздух
дробится на мелкие пузырьки [23, с. 32].
Возможно также осуществление насыщения сточной воды кис-
лородом воздуха в центробежных насосах, однако недостаток этого
метода — необходимость многократного перекачивания сточных вод.
Аэротенки идеального вытеснения
Аэротенки идеального вытеснения получили самое
широкое распространение для очистки сточных вод во всех отрас-
лях промышленности и для обработки городских сточных вод.
Особенность работы аэротенков-вытеснителей обусловлена тем,
что если в начальной стадии процесса в аэротенке наблюдается
максимальное количество субстрата и дефицит кислорода, то в
конечной стадии процесса очистки микроорганизмы находятся в
среде, имеющей избыточное количество кислорода при практически
полном отсутствии субстрата. Кроме того, следует отметить, что
концентрация биомассы по длине аэротенка изменяется очень мало
(увеличивается на 3—5%).
Закономерности развития микроорганизмов в аэротенках-вытес-
нителях. Развитие микроорганизмов в культиваторах идеального
вытеснения (аэротенках-вытеснителях) происходит .в соответствии
с изложенными выше закономерностями [502].
Особенности развития обусловлены гидравлическим режимом
движения жидкости, т. е. тем, что каждая порция питательной
среды (сточной жидкости), поступающая в культиватор, мало
смешивается с предшествующими и последующими порциями.
Движение порций среды вдоль культиватора можно сравнить с
движением на ленте конвейера ряда колб, наполняемых средой
на входе в него и опорожняемых на выходе. Развитие микро-
организмов в каждой движущейся порции среды (колбе) носит
293
циклический характер. Роль протока в этих условиях сводится
поддержанию непрерывности процесса, так как поступающие све
жие порции не влияют на ход развития микроорганизмов в пред
шествующих порциях из-за отсутствия смешения.
При работе культиватора в стерильных условиях развита»
чистой культуры происходит не в одной, а в нескольких относи
тельно изолированных порциях среды одновременно. Общая кар
тина развития культуры складывается из развития «местных» по-
пуляций в отдельных порциях, о чем свидетельствует изменение
Рис. 9.7. Изменение количества бактерий (а)
и концентрации питательного субстрата (б)
по длине аэротенка.
Со и С — начальная и конечная концентрация пи-
тательного субстрата, мг/л; No и N—начальное и
конечное количество бактерий, млн./мл.
количества клеток (рис. 9.7.
а) и концентрации питатель-
ного субстрата (рис. 9.7,6)
вдоль культиватора. Таким
образом, в стерильных ус-
ловиях развитие чистой
культуры микроорганизмов
в отдельной порции среды,
движущейся вдоль культи-
ватора, и развитие этой же
культуры во всем культива-
торе при протоке описыва-
ется одной и той же инте-
гральной кривой (рис. 9.8, а)
и, следовательно, подчиня-
ется одним и тем же зако-
номерностям. Это имеет ре-
шающее значение при управ-
лении работой аэротенков.
Для управления работой
культиватора идеального
вытеснения достаточно знакомства с пятью первыми фазами актив-
ного развития культур. Фазы отмирания микроорганизмов в этом
случае не имеют существенного значения, так как наступают они
обычно после очистки сточных вод.
При очистке сточных вод аэротенки работают, как указывалось,
в нестерильных условиях, что обусловливает попадание в них
разнообразных видов микроорганизмов. Развивающиеся виды всту-
пают в сложные и многообразные взаимоотношения (симбиоз,
метабиоз и др.). Образовавшаяся в результате экосистема, пред-
ставляющая собой сообщество микроорганизмов и называемая
активным илом, осуществляет очистку сточных вод.
При симбиозе микроорганизмы получают вещества, не выраба-
тываемые самостоятельно: витамины, аминокислоты и пр. При
метабиозе, т. е. при последовательном развитии различных микро-
организмов по мере появления в среде метаболитов, вырабатывае-
мых предшествующими видами и служащих для последующих ви-
дов пищевым субстратом, разложение субстратов производится
наиболее полно. Хищничество и антибиоз ведут к еще более слож-
ным изменениям в экосистеме.
294
Кроме перечисленных причин, смена популяций обусловлена
1кже условиями окружающей среды (pH, температурой, соста-
;м «загрязнений» сточных вод, содержанием минеральных солей
т. д.).
Прекращение развития микроорганизмов в нестерильном аэро-
*нке (в экосистеме) обусловлено исчерпанием субстрата, так как
результате метабиоза и полиауксии не происходит накопления
редных метаболитов, а флокуляция уменьшает плотность популя-
ии. Это очень важно при очистке сточных вод, поскольку полная
чистка как раз и требует, чтобы все виды, входящие в экосистему,
Рис. 9.8. Кривая роста популяции бактерий (1g N) и изме-
нения концентрации субстрата (Сс) в аэротенке в стериль-
ных (а) и нестерильных (б) условиях.
N —Nt—число бактерий отдельных популяций, млн./мл; Na — избы-
точная суммарная численность бактерий, млн./мл; Z—ZF—кори-
доры аэротенка.
независимо от их взаимоотношений потребили свой субстрат пол-
ностью, совершили определенный цикл развития и закончили его,
перейдя в максимальную стационарную или последующие фазы
(рис. 9.8, б).
Таким образом, развитие микроорганизмов в аэротенках-вытес-
нителях в нестерильных условиях носит сложный характер. Не-
смотря на наличие протока, оно происходит по законам, установ-
ленным для микроорганизмов, культивируемых периодически в
стерильных условиях. Динамика популяции и смена фаз роста
регулируется здесь, как и в природе, изменением условий окру-
жающей среды, взаимодействием микроорганизмов в экосистеме
и рядом других факторов.
Следует также отметить, что содержание в сточных водах разно-
образных питательных веществ и развитие в аэротенках множества
видов микроорганизмов по сложным законам превращают любые
аэротенки в многоступенные системы. Многоступенность аэротен-
ков сильно затрудняет управление ими в связи с необходимостью
295
создания различных условий для оптимального развития мик
организмов на каждой ступени, т. е. по длине аэротенков.
Неравномерное потребление кислорода по длине аэротег
обусловливает целесообразность пОдачи его в соответствии с i
треблением в каждой фазе развития микроорганизмов. Наприм
при биологической очистке сточных вод, содержащих биологичес
легкоокисляемые вещества (например, углеводы), 10—15% bi
духа целесообразно подать в зону аэротенка, соответствующ
лагфазе развития микроорганизмов, 50—60% воздуха — в зо!
соответствующую экспоненциальной фазе, и 25—40% —в зону, <
ответствующую максимальной стационарной фазе.
Конструкции аэротенков-вытеснителей. Аэротенки-вытесните.
представляют собой длинные коридорные сооружения, оборудова
ные аэрационной системой. Применяются аэротенки, состоящие
Исходная
Рис. 9.9. Схема коридорного аэротенка идеального вытеснения.
одного, двух, трех и более коридоров, без регенератора или ।
встроенным регенератором активного ила. Схема 3-коридорно1
аэротенка представлена на рис. 9.9.
Для очистки промышленных сточных вод применяют 2—4-кор
дорные аэротенки, имеющие рабочую глубину 3—5 м, ширину к<
ридора 5—10 м, длину коридора 50—150 м и объем от 1500 i
30 000 м3.
В качестве регенератора активного ила используют обычно одг
или два коридора аэротенка.
Недостатки аэротенков-вытеснителей — чувствительность к ц
регрузкам, громоздкость и высокая строительная стоимость.
Аэротенки полного смешения
Аэротенки-смесители (полного смешения) предста!
ляют собой сооружения, в которых порции поступающей сто»
ной воды практически мгновенно перемешиваются со все
массой жидкости и активного ила. Закономерности процесса бис
логической очистки сточных вод в аэротенках-смесителях суще
ственно отличаются от процессов, протекающих в аэротенках-вы
теснителях.
Если в аэротенке-вытеснителе бактерии проходят практиче
ски полный цикл своего развития, то в аэротенках-смесителя:
бактерии поддерживаются в такой фазе развития, которая обес
печивает максимальную скорость потребления субстрата. В аэро
тенке-смесителе микроорганизмы постоянно находятся в стади;
«молодости», обычно в фазе экспоненциального роста.
296
Быстрое смешение поступающей сточной воды со всей массой
цы и активного ила позволяет равномерно распределять орга-
ческие загрязнения и растворенный кислород и обеспечивать
боту аэротенка при постоянных условиях и высоких нагрузках.
>льшое разбавление поступающей сточной воды практически
ищенной водой в аэротенке позволяет очищать сильно загряз-
нные сточные воды без предварительного разбавления.
Существенным недостатком аэротенков-смесителей является
лее высокая по сравнению с аэротенками- вытеснителями оста-
чная концентрация примесей в очищенной воде. Это обуслов-
ив необходимостью поддержания некоторой минимальной кон-
нтрации субстрата в воде аэротенка для сохранения физиоло-
ческой активности микроорганизмов.
Сточная
вода
ннштниш
Возвратный
^ТТТТТТ~Т~Уа<тйВны^.. _
I । । I I । । । I ил ^Избыточное
^количество
\ активного
ила
Очищенная
вода *
Иловая^
смесь
Рис. 9.10. Схема работы аэротенка-смесителя с рас-
средоточенными подачей сточных вод и активного
ила и отбором иловой смеси:
I — аэротенк; 2—вторичный отстойник.
Конструкции аэротенков-смесителей. Предложено большое
исло конструкций аэротенков-смесителей [501, с. 74] с отдель-
ыми вторичными отстойниками или сблокированных с отстой-
[иками (аэротенк-отстойник).
Схема аэротенка-смесителя с рассредоточенной подачей сточ-
юй воды и возвратного активного ила и рассредоточенным отбо-
юм иловой смеси представлена на рис. 9.10. Интенсивная по-
1еречная циркуляция смеси под действием аэрации обеспечивает
юздание условий в аэротенке, близких к условиям полного сме-
цения.
Во многих странах получили применение аэротенки-отстойни-
<и, различающиеся по типу аэрации, по направлению движения
сточной воды (установки с центрально расположенной или пери-
ферической зоной аэрации) и т. д. [501, с. 75].
Схемы аэротенков-отстойников с пневматической ...системой
аэрации представлены на рис. 9.11. Исходные сточные воды по-
ступают в зону аэрации 2, куда также подается сжатый воздух,
диспергируемый аэратором 4. Смесь сточной воды и активного
ила перетекает в зону отстаивания 5, из которой удаляется
очищенная сточная вода. Осевший активный ил через щелевое
297
отверстие подсасывается в зону аэрации. Избыточное количест]
активного ила удаляется из зоны отстаивания. Камера 7 пре;
назначена для дегазирования ила.
Рис. 9.11. Аэротенкн-отстойиики с пневматической системой аэрации:
в—конструкции АКХ нм. К. Д. Памфилова; б—с двойным отделением дегазации
ила (США); в—«Оксиконтакт Т-2> (Франция); 1 — устройство для подачи исходной
сточной воды; 2—зона аэрации; 3—трубопровод для подачн сжатого воздуха;
4—пневматический аэратор; 5—зона отстаивания; 6—устройство для отвода очи-
щенной воды; 7—отделение дегазирования ила.
а
Рис. 9.12. Аэротенки-отстойники с механической системой аэрации:
а—с центрально расположенной зоной аэрации (Франция); 6—с сосредоточенным
возвратом активного ила конструкции МИСИ нм. В. В. Куйбышева; t — зона аэрации;
2—механический аэратор; 3—стабилизатор потока; 4—зона отстаивания; 5—дегаза-
тор активного ила.
Работа аэротенков-отстойников с механической системой аэра-
ции (рис. 9.12) аналогична работе аэротенков с пневматической
аэрацией.
298
Недостатком аэротенков-отстойников является неравномер-
тое распределение активного ила по длине щели вследствие
большой ее протяженности. Этот недостаток устраняется в аэро-
генке-отстойнике конструкции МИСИ им. В. В. Куйбышева
(рис. 9.12,6), в котором активный ил из зоны отстаивания подса-
сывается с помощью механического поверхностного аэратора. При-
меняют также аэротенки-отстойники с пневмомеханической систе-
мой аэрации.
Достоинство аэротенков-отстойников — компактность и отсут-
ствие необходимости перекачивания возвратного ила.
Другие типы аэротенков
Аэротенки промежуточного типа — это сооружения,
совмещающие элементы аэротенков-вытеснителей и аэротенков-
смесителей. К этому типу относятся: каскад аэротенков-смесителей
и аэротенк с рассредоточенной подачей сточной воды при сосредо-
точенной подаче активного ила.
Каскад аэротенков-смесителей (2—3 аэротенка и более)
обеспечивает не только высокую интенсивность процесса, но и
позволяет получить большую глубину очистки. Однако примене-
ние каскада усложняет схему и увеличивает объем соору-
жений.
В аэротенках с рассредоточенной подачей сточной воды (при
сосредоточенной подаче активного ила) концентрация биомассы
на входе равна ее содержанию в возвратном иле и постепенно
уменьшается по мере приближения к выходу из сооружения. В от-
личие от аэротенка-вытеснителя дефицит кислорода в конце соору-
жения обычно больше, чем в начале, и остаточное содержание
загрязняющих воду веществ повышено. Для получения более
глубокой очистки сточная вода может быть подана неравномерно
по длине аэротенка. Промышленная проверка данного аэротенка
показала, что БПКп очищенной сточной воды находится в преде-
лах 10—15 мг/л при БПКп исходной воды 200—250 мг/л.
Аэротенки с рассредоточенной подачей сточной воды имеют
следующие преимущества: повышенную концентрацию биомассы
в начальной части аэротенка, позволяющую уменьшить продол-
жительность лагфазы; равномерность подачи воздуха по длине
аэротенка; уменьшение токсичности сточных вод вследствие их
разбавления.
Для увеличения концентрации растворенного кислорода в
очищаемой воде и степени использования кислорода воздуха
предложено очищать сточные воды в вертикальных колонных
аппаратах [503, 504] или в напорных аэротенках, работающих
под давлением до 0,4 МПа (примерно 4 кгс/см2) [505, 506]. Не-
смотря на высокую эффективность, эти аппараты пока не полу-
чили промышленного применения.
Методики расчета аэротенков изложены в работах [479,
с. 179; 501, с. 124].
299
Применение кислорода для биологической очистки
Повышение интенсивности аэробной биологической
очистки ограничивается недостаточной скоростью растворения
кислорода воздуха в воде. Для ликвидации дефицита кислорода
в настоящее время предложено производить аэрирование воды
кислородом вместо воздуха [507—509].
Замена кислородом воздуха в обычных аэротенках экономи-
чески нецелесообразна вследствие малой степени его использо-
вания. Поэтому применяются, как правило, закрытые герметич-
ные аэротенки.
Широкое распространение за рубежом получили аэротенки
системы Unox, разработанные и выпускаемые фирмой Union Car-
bide [510, 511]. Аэротенк состоит из нескольких секций, оборудо-
ванных пневмомеханической системой аэрации (рис. 9.13). Каж-
Рис. 9.13. Аэротенк системы Unox с аэрацией кислородом:
1—аэротенк; 2 — мешалка; 3—кислородный компрессор.
дая секция представляет собой аппарат полного смешения. Сточ-
ная вода, возвратный активный ил и кислород поступают в пер-
вую секцию аэротенка и затем последовательно протекают через
все секции.
Аэрация сточной воды в каждой секции осуществляется с по-
мощью кислородного компрессора (низконапорного), подающего
кислород. через полый вал мешалки во вращающийся аэратор.
Из последней секции удаляются газы (диоксид углерода, азот),
содержащие небольшое количество кислорода.
Давление кислорода в аэротенке лишь немного превышает атмо-
сферное и поддерживается с помощью автоматического устройства.
Сравнительные показатели процесса биологической очистки
смеси сточных вод нефтеперерабатывающего и нефтехимического
заводов при использовании кислорода приведены в табл. 9.2
[512, с. 48]. Как видно, снижение периода аэрации в 4—6 раз
при замене воздуха кислородом обеспечивает достаточно эффек-
тивную очистку сточных вод. Применение кислорода позволяет
вести процесс очистки при более высоких концентрациях актив-
ного ила с более высокими удельными скоростями окисления.
Значение илового индекса снижается до 40—45 мл/г.
300
Таблица 9.2
Сравнительные показатели биологической очистки
смеси сточных вод НПЗ и НХК при использовании
воздуха н кислорода
Показатели Аэрация
воздухом кислородом
Период аэрации, ч 8 12 8 4 2
Окислительная мощность по БПКп. г/(м3 • сутки) 693-975 640—716 978 1782 4248
Доза ила, г/л 1,9-4,6 2,8—4,5 4,4 6,3 7,4
Иловый индекс, мл/г 110-352 73—257 67 43 39
Расход воздуха или кислорода, м3/м3 85-126 68—128 36 18 9
Нагрузка на ил, мг/(г - сутки) 249—952 255—608 367 470 883
Удельная скорость окисления, мг/(г ч) Степень очистки, %: 10,1-31,7 10,4—24,8 15,1 18,2 44,8
по ХПК 68—90 72-85 87 79 75
по БПКп 80—98 98 99 94 97
по нефтепродуктам Характеристика очищенных сточ- ных вод: 45—66 70—74 50 61 68
ХПК, мг/л 46-221 66—177 86 114 154
БПКп, мг/л Содержание, мг/л: 4-80 6-8 3 20 12
взвешенных веществ 4—116 10-18 — 15 15
нефтепродуктов 14-22 14 14 16 18
растворенного кислорода 0,2—4,5 0,95—4,5 18,2 8,7 12,4
При очистке различных сточных вод в аэротенках системы
Unox отмечается высокая степень использования кислорода (бо-
лее 90%), увеличение производительности по сравнению с суще-
ствующими аэротенками в 4 раза, меньшее количество избыточ-
ного активного ила, отсутствие запаха, компактность и т. д. [511,
513—515].
Накопление СОг представляет проблему, особенно при очист-
ке сточных вод, содержащих значительное количество органиче-
ских веществ. Рекомендуется производить отдувку СО2 из воды
воздухом [516].
Биологическая очистка сточных вод фармацевтического заво-
да (5700 м3/сутки) осуществляется в закрытом аэротенке разме-
рами 22,2 X 56,5 X 4,2 м, в который подается кислород, получае-
мый в генераторе производительностью 15т/сутки [517]. Высота
столба жидкости в аэротенке составляет 3 м, толщина слоя кис-
лородной подушки 1,2 м. Кислород смешивается со сточными во-
дами с помощью поверхностных механических аэраторов. На
установке достигается высокая эффективность очистки сточных
вод. Для повышения эффективности использования кислорода
глубину аэротенка рекомендуется увеличить до 9 м [518].
301
Во многих работах отмечается целесообразность применения
кислорода для биологической очистки сточных вод в закрытых
аэротенках. Во ВНИИВОДГЕО [519] разработан аэротенк-от-
стойник, названный окситенком и представляющий собой герме-
тичный резервуар с механическим аэратором, совмещенный с
илоотделителем (рис. 9. 14). Окситенк состоит из цилиндрическо-
го резервуара, внутри которого помещена цилиндрическая пере-
городка. Перемешивание производится с помощью механического
поверхностного аэратора. По мере снижения давления кислорода
в реакторе автоматически подается кислород.
Рис. 9.14. Схема окситенка:
/ — реактор; 2—осветлитель; 3—аэратор; 4—перегородка; 5—пере-
крытие; 6—гидравлический затвор.
Полупромышленные испытания окситенка показали, что при
очистке сточных вод химического комбината ВПК снижается от
300 до 15—20 мг/л. Концентрация растворенного кислорода со-
ставляет до 15 мг/л, доза ила—10 г/л. Окислительная мощность
окситенка достигает 5 кг/(м3-сутки) (по ВПК), что в 10 раз пре-
вышает окислительную мощность действующих аэротенков-сме-
сителей. Эффективность использования кислорода в окситенке—
95%.
Испытания показали также, что концентрация растворенного
кислорода в диапазоне отО до 6 мг/л существенно влияет назна-
чение окислительной мощности окситенка. При дальнейшем по-
вышении концентрации кислорода окислительная мощность уве-
личивается незначительно.
С ростом концентрации микроорганизмов (дозы активного
ила) до 6—8 г/л пропорционально повышалась окислительная
мощность окситенка. Дальнейшее увеличение дозы ила меньше
влияет на окислительную мощность, и это влияние практически
исчезает при дозе 20—30 г/л.
302
Проведенные технико-экономические исследования подтвер-
дили рентабельность использования кислорода в закрытых аэро-
тенках (табл. 9.3) [519].
Т аблица 9.3
Расходы на строительство и эксплуатацию установок
очистки сточных вод с использованием кислорода
и воздуха
Показатели Производительность установки, млн. гал./сутки
6 30
Аэрация
воздухом кислородом воздухом кислородом
Капитальные затраты млн. 0,64 0,54 2,2 1,7 долларов Потребляемая мощность. 290 105 1 470 515 л. с. Текущие и эксплуатационные 61 300 32 000 226 000 106 000 расходы, доллары/год Стоимость очистки 1 млн. 91 63 95 66 гал., доллары
Предполагается, что к 1980 г. в США потребление кислорода
в процессах биологической очистки составит более 12 млн. т в
год [510].
Технологические схемы установок
Схемы сооружений биологической очистки сточных
вод, как правило, включают установки:
1) усреднения и осветления исходных сточных вод (усредни-
тели, песколовки, отстойники и т. д.);
2) биологической очистки осветленных Сточных вод (аэротен-
ки, регенераторы активного ила, вторичные отстойники и т. д.);
3) приготовления и дозирования реагентов;
4) доочистки сточных вод (пруды, фильтровальные станции
и т. д.);
5) обработки осадков (иловые площадки, вакуум- и пресс-филь-
тры, сушилки, печи и т. д.).
В случае совместной очистки производственных и хозяйственно-
бытовых сточных вод в схеме предусматриваются также установки
обеззараживания очищенных сточных вод. Применяют одноступен-
чатые и многоступенчатые схемы установок биологической очистки
сточных вод.
Выбор схемы зависит от ряда факторов: расхода сточных вод,
состава и концентрации примесей, требований к качеству очищен-
ной воды и т. п.
303
Схема одноступенчатой установки. Схема одноступенчатой уста-
новки биологической очистки сточных вод, представленная на
рис. 9.15, а, наиболее широко применяется в настоящее время в
различных отраслях промышленности. Данная схема наиболее
проста.
Схемы многоступенчатых установок. При содержании в сточной
воде различных групп органических соединений, скорости биоло-
гического окисления которых сильно различаются, целесообразно
Рис. 9.15. Схемы установок биологической очистки сточных
вод:
а—одноступенчатая система; б—двухступенчатая система; в—ком-
бинированная трехступенчатая система; 1 — аэротенк I ступени;
2—отстойник I ступени; 3—аэротенк II ступени; 4—отстойник
II ступени; 5—аэротенк III ступени; 5—отстойник III ступени;
7—регенератор активного ила.
Потоки: I— исходные сточные воды; 77—очищенная вода после I сту-
пени; III— возвратный ил I ступени; IV—избыточное количество ак-
тивного ила I ступени; V—очищенная вода после II ступени;
VI—возвратный ил II ступени; VII—избыточное количество актив-
ного ила II ступени; VIII—очищенная вода после Ш ступени;
IX—возвратный ил III ступени; X—избыточное количество актив-
ного ила III ступени.
применение схем многоступенчатых установок биологической очи-
стки. На каждой ступени очистки культивируется свой биоценоз
микроорганизмов, специализированный для очистки отдельных
групп органических веществ. Это обусловливает повышение эффек-
тивности очистки сточных вод, особенно от биологически трудно-
окисляемых веществ, позволяет уменьшить объем сооружений и
расход воздуха на аэрацию, а также количество избыточного ак-
тивного ила. Большое достоинство этих схем — устойчивость рабо-
ты установок при перегрузках как по количеству сточных вод, так
и по концентрации примесей.
Предложено большое число различных схем многоступенчатых
установок [479, с. 147; 520].
При прямоточной многоступенчатой схеме сточная вода посту-
пает сначала на I ступень очистки (рис. 9.15,6), затем на II сту-
пень и т. д. Следует отметить, что на каждой ступени циркулирует
«свой» активный ил. Некоторые схемы предусматривают подачу
избыточного активного ила со II ступени в аэротенк 1 ступени.
304
озможно также избыточный активный ил после I ступени пода-
1ть в аэротенки II ступени и т. д.
Для повышения эффективности двухступенчатых схем рекомен-
уется [479. с. 1481 на I ступени использовать аэротенки-смесители,
на II ступени — аэротенки-вытеснители.
Двухступенчатые установки биологической очистки сточных вод
ксплуатируются на ряде химических и нефтехимических комби-
атов. Эффективность очистки сточных вод на этих сооружениях
а 10—15% (по БПКп) выше, чем на одноступенчатой установке,
по содержанию нефтепродуктов — на 15—20%.
Эффективность очистки сточных вод на трех- и четырехступен-
атых установках выше, чем на двухступенчатых [479, с. 151].
На современных химических и нефтехимических предприятиях
бразуется большое количество сточных вод, расход и загрязнен-
юсть которых весьма различны. Смешение этих сточных вод и
>чистка совместного стока не всегда рациональны. Например, раз-
>авление теплых сточных вод (20—30°C), содержащих значитель-
1ые количества органических соединений, более холодными и менее
(агрязненными водами приведет к снижению интенсивности биоло-
ической очистки.
В подобных случаях целесообразно применение схемы комби-
шрованной многоступенчатой установки биологической очистки
(рис. 9.15, в). В соответствии с этой схемой наиболее загрязненные
сточные воды, а также воды, содержащие биологически трудно-
экисляемые вещества, подаются на I ступень высоконагружаемых
аэротенков, работающих с неполной очисткой. Очищенная в аэро-
тенках I ступени вода смешивается с другими сточными водами
(менее загрязненными), и смесь подается на II ступень очистки.
Выходящая после II ступени вода смешивается с еще менее за-
грязненными сточными водами и подается на III ступень очистки
и т. д. В качестве III ступени очистки могут быть использованы,
например, биологические пруды.
Промышленная проверка схемы комбинированной двухступен-
чатой установки показала [520], что несмотря на значительные
колебания величины БПКб исходных сточных вод, БПКб очищен-
ных сточных вод не превышало 15 мг/л. Следует отметить, что при
этом использовалось лишь 60—70% объема аэрационных соору-
жений.
В заключение следует отметить недостатки схем многоступен-
чатых установок: сложность, необходимость строительства допол-
нительных вторичных отстойников, необходимость перекачивания
большого количества возвратного активного ила.
Результаты очистки
Результаты работы аэротенков (с пневматической
системой аэрации) при очистке сточных вод химических произ-
водств приведены в табл. 9.4 [71, с. 297]. Из данных табл. 9.4
видно, что окислительная мощность аэротенков составляет
305
600—1000 г/(м3-сутки) и лишь в редких случаях превышае
1000 г/(м3-сутки). В связи с этим одной из важнейших задач я)
ляется интенсификация процессов биологической очистки сточны
вод.
Таблица 9.4
Показатели работы аэротенков
при очистке сточных вод химических производств
Источник образования сточных вод Допусти- мое зна- чение БПКп по- ступаю- щих сточных вод, мг/л Окисли- тельная мощность, г/(м3«сут- ки)(доза ила 2-3 г/л) БПКп очищен- ных сточ- ных вод, мг/л Расход воздуха, м3 на 1 м3 сточной воды (глубина аэротенка 1,5-2 м) Количест во избы- точного активногс нла, г/мЗ
Газогенераторные станции 400 800 20 40
Нефтеперерабатывающий завод 600 400 20 80 150
Термическая переработка слан- 408 1200 20 60 —
цев 520 1000 20 70 —_
730 700 30 90 —_
Термическая переработка твер- 460 750 15 40 —
дого топлива
Производство:
вискозного волокна 130 610 10 14,5 ——
бутадиен-витрильного кау- — 600 — 135 —
чука
бутадиен-стирольного 420 900 10 35 180-19»
каучука
изопренового каучука 460 800 22 45-50 170-18»
капролактама 340 750 10 80 100-15»
поливинилацетата 510 1000 10 50 158
полихлорвиниловой смолы 1000 1500 20 60
синтетических жирных ки- 1660 860 15 120 155
слот
синтетического спирта 800 700 15 90 100-15»
фенола и ацетона 1100 840 10 88 —
хлоропренового каучука 430 950 20 ' 60 100
Себестоимость биологической очистки сточных вод в аэротенках
зависит от многих факторов: расхода, концентрации и состава при-
месей сточных вод, требуемой глубины очистки и т. д. Капиталь-
ные затраты на строительство сооружений биологической очистки
сточных вод химических и нефтехимических предприятий дости-
гают 10—20% общей стоимости предприятия. Себестоимость очи-
стки 1 м3 сточных вод на биологических очистных сооружениях
составляет обычно от 3—5 до 8—10 коп.
Очистка в биофильтрах
Биологический фильтр — аппарат, загруженный филь-
трующим материалом, на поверхности которого развиваются микро-
организмы (биопленка). Эти микроорганизмы потребляют суб-
страт, который является «загрязнением» сточной воды, протекаю-
щей через фильтрующий материал.
306
Биофильтры применяют для очистки сточных вод химических
роизводств. Технологические схемы установок очистки, включаю-
щие биофильтры, аналогичны схемам установок с аэротенками и
меют в своем составе усреднители, песколовки, первичные и вто-
ичные отстойники, реагентные хозяйства и т. д.
Биофильтры подразделяют на два вида [521, с. 5]: 1) с объем-
ов загрузкой; 2) с плоскостной загрузкой. Первые, в свою оче-
едь, подразделяются на типы: а) капельные с фракциями
агрузочного материала крупностью (d) 20—30 мм и высотой слоя
агрузки (h) 1ч-2 м; б) высоконагружаемые — с? = 40-т-60мм и
= 24-4 м; в) башенные (большой высоты)—d = 60 4- 80 мм
[ h = 8 4- 16 м.
Капельные биофильтры рекомендуется применять при расходах
сточных вод до 1000 м3/сутки, а высоконагружаемые и башен-
1ые — при расходах до 30—50 тыс. м3/сутки.
В биофильтрах с объемной загрузкой используются загрузоч-
тые материалы: щебень, гравий, шлак, керамзит и другие, имею-
цие плотность 500—1500 кг/м3 и пористость 40—50%.
Биофильтры с плоскостной загрузкой рекомендуется подразде-
лять по типу загрузки [521, с. 6]: а) с жесткой засыпной загрузкой
з виде колец и обрезков труб из керамических, пластмассовых и
металлических материалов плотностью (р) 100—600 кг/м3 и пори-
стостью (л) 70—90% при высоте слоя (h) 1—6 м; б) с жесткой
блочной загрузкой в виде решеток или блоков из пластмассовых
листов — р = 40 4-100 кг/м3, л = 90 4-97%, /1 = 24-16 м или
асбоцементных листов — р = 200 4-250 кг/м3, л = 80 4-90%, h. =
= 2 4-6 м; в) с мягкой загрузкой из металлических сеток, синте-
тических пленок или тканей, которые крепятся на каркасах или
укладываются в виде рулонов — р = 5 4- 60 кг/м3, л = 94 4- 99%,
Л = 3 4- 8 м.
Кроме того, применяют погружные (дисковые) биофильтры,
представляющие собой резервуары, в которых размещены вращаю-
щиеся диски, попеременно контактирующие при вращении со сточ-
ной водой и воздухом. Диаметр дисков — 0,6—3 м, расстояние ме-
жду дисками—10—20 мм, частота вращения—-1—40 об/мин.
Биофильтры с жесткой засыпкой и мягкой загрузкой рекомен-
дуется применять при расходах сточных вод до 10 тыс. м3/сутки,
с жесткой блочной загрузкой — до 50 тыс. м3/сутки, погружные био-
фильтры— до 500 м3/сутки.
Биофильтры (кроме погружных) следует отнести к вертикаль-
ным аппаратам идеального вытеснения. Если в аэротенке-вытесни-
теле создаются условия для вытеснения воды и микрофлоры, то в
биофильтре — в основном для воды и в меньшей степени для ми-
кроорганизмов. Это приводит к накоплению по высоте загрузки
различных физиологических групп микроорганизмов. В верхнем
слое загрузки осуществляется преимущественно потребление био-
логически легкоокисляющихся веществ и далее вниз — все более
трудноокисляющихся.
307
В биофильтре происходит непрерывный прирост и отмиран!
микроорганизмов. Очищенная вода с выносимыми частицами би
пленки поступает во вторичный отстойник. Основными микроорг.
низмами, потребляющими субстрат — примеси сточных вод, я;
ляются бактерии. Кроме того, микрофлора и микрофауна биопле!
ки представлена разнообразными плесневыми грибами, червям;
насекомыми и т. д.
Исследования по очистке на биофильтре сточных вод произво;
ства . поливинилацетатной продукции, загрязненных ацетато
кальция (464 мг/л), ацетальдегидом (141 мг/л), формальдегиде!
(19,6 мг/л), масляным альдегидом (0,6 мг/л), метиловым спирто:
(56 мг/л) и бутиловым спиртом (6 мг/л), показали [481, с. 77], чт
поверхностный слой состоит из зооглейиых скоплений бактериг
грибных нитей и др. В верхнем слое загрузки (0—25 см) наиболь
шее развитие получила микрофлора, окисляющая уксусную кисло
ту и ацетальдегид, в более глубоких слоях происходит потребление
спирта и формальдегида, в нижних слоях — потребление янтарно!
кислоты, а также процессы нитрификации.
Капельные биофильтры имеют небольшую гидравлическую на
грузку [0,5—3 м3/(м2-сутки)] и предусматриваются с естественно!
аэрацией. Орошение капельного биофильтра производится равно
мерно с небольшими промежутками времени. Высоконагружаемые
биофильтры имеют гидравлическую нагрузку 10—30 м3/(м2-сутки)
и обеспечиваются естественной или искусственной аэрацией (аэро-
фильтры) . Степень использования кислорода воздуха в аэрофиль-
трах составляет 7—8%.
Биофильтры конструируются обычно круглыми в плане диамет-
ром от 6 до 30 м и более.
Надежная рдбота биофильтра может быть достигнута только
при равномерном орошении водой его поверхности. Орошение
осуществляется специальными распределительными устройствами
подвижного и неподвижного типа. К неподвижным распределите-
лям относятся дырчатые желоба или трубы и разбрызгиватели
(спринклеры); к подвижным — качающиеся желоба, движущиеся
наливные колеса и вращающиеся реактивные распределители. Для
орошения поверхности фильтров как в отечественной, так и зару-
бежной практике наибольшее распространение получили сприн-
клерные и подвижные реактивные оросители.
Для предотвращения заиливания загрузки биофильтров необхо-
димо удаление из сточной воды взвешенных веществ (до содер-
жания 50—100 мг/л).
К эксплуатационным особенностям высоконагружаемых био-
фильтров относятся: обязательное орошение всей поверхности био-
фильтров поступающей водой, непрерывно или с малыми проме-
жутками; повышение нагрузки по воде до 10—30 м3 на 1м2 по-
верхности фильтра в сутки; самопроизвольная промывка фильтров
и введение рециркуляции.в случае высокой концентрации загряз-
нений в воде или необходимости интенсификации промывки загру-
зочного материала.
308
Для увеличения производительности биофильтров и повышения
качества -очищенной воды рекомендуется применение двухступен-
чатых схем [521, с. 35]. Второй ступенью могут служить аэротенки
или биологические пруды.
Показатели работы биофильтров с объемной загрузкой и аэро-
фильтров при очистке сточных вод химических производств приве-
дены в табл. 9.5 [71, с. 293], из которой видно, что окислительная
мощность биофильтров достигает 500—580 г/(м3-сутки) при 20 °C.
Таблица 9.5
Показатели работы биофильтров с объемной загрузкой
Источник образования сточных вод Допустимое значе- ние БПКп исходной 1 СТОЧНОЙ воды, мг/л Окислительная мощность биофиль- тра, г/(мЗ*сутки) БПКп очищенной сточной воды, мг/л Нагрузка по воде, м3/(м2.сутки) Расход воздуха, м3 на 1 м3 сточной воды Высота биофиль- тра, м
Канифольно-экстракционные заводы 400 500 20 2,4 Естествен- ная аэрация 1,5
НПЗ (ЭЛОУ) — 300 20 8,0 20 4,0
Термическая переработка сланцев Производство; бутадиен-стирольного каучу- - ка; содержание в сточных водах иекаля: 430 430 25 1,5 Естествен- ная аэрация 1,5
менее 200 мг/л 250 250 25 3,0 60 3,0
менее 100 мг/л 500 500 20 3,0 70 3,0
диметилтерефталата 580 580 20 1,5 Естествен- ная аэрация 1,5
натрийбутадиенового каучука — 500 20 .— То же —
окиси этилена 320 175 10 ' 0,8 1,5
поливинилацетата 515 500 10 1,5 1,5
синтетических жирных кислот 363 300 20 1,5 18 1,5
хлоропренового каучука 430 400 15 1,5 Естествен- ная аэрация 1,5
Для биофильтров с плоскостной загрузкой предложены различ-
ные загрузочные материалы (полистирол, поливинилхлорид, поли-
этилен, металлические трубки, сетки, асбоцементные листы, плен-
ки, ткани и т. д.).
Биофильтры с пластмассовой загрузкой использовали для очи-
стки сточных вод коксогазовых заводов от фенолов и цианидов,
эффективность удаления которых составляла соответственно 95 и
90% [521, с. 71]. Применение загрузки из пластмасс по сравнению
с объемными материалами позволяет осуществлять более эффек-
тивную очистку сточных вод от фенолов.
309-
Для очистки сточных вод химического завода применены био-
фильтры, загруженные пятью расположенными один над другим
слоями поливинилхлорида, которые были разделены воздушными
прослойками. Загрузка имела форму пчелиных сот. Сточные воды
содержали жирные кислоты, глицерин, жиры, масла, фенолы и др.
В результате очистки БПК5 сточных вод снижалось от 5—19 г/л до
50 мг/л. При нагрузках по БПК5 7,5 и 2,0 кг/(м3-сутки) снижение
БПКэ составляло соответственно 70 и 90%.
Очистка сточных вод НПЗ на биофильтре с пластмассовой за-
грузкой приводила к снижению концентрации фенолов от 11 до
0,5 мг/л (95%) и сероводорода — от 115 до 48 мг/л (58%).
Изложенное показывает, что биофильтры с плоскостной загруз-
кой являются эффективными аппаратами. Их применение ограни-
чивают недостатки: заиливание, снижение окислительной мощности
в процессе эксплуатации, неприятные запахи и т. д. Методика
расчета биофильтров приведена в работе [521, с. 82].
Очистка в биологических прудах
Очистка сточных вод в биологических прудах широко
используется во многих странах в различных отраслях промыш-
ленности, в том числе для доочистки сточных вод предприятий хи-
мической и нефтехимической промышленности [522—525]. При
сравнительно небольшой стоимости строительства и невысоких
эксплуатационных расходах биологические пруды позволяют повы-
сить эффективность и надежность комплекса очистных сооружений.
Пруды являются сооружениями биологической очистки, в кото-
рых под действием бактерий происходит окисление органических
примесей. Продукты распада в процессе фотосинтеза могут усваи-
ваться микроводорослями.
Для очистки сточных вод применяют анаэробные и аэробные
пруды. Аэробные пруды подразделяются на пруды с естественной
и искусственной аэрацией. В прудах с естественной аэрацией очи-
щаемая вода движется с очень малыми скоростями. При этом по-
лезно используется лишь часть объема пруда. Время пребывания
воды в этих прудах зависит от вида и концентрации органических
примесей и колеблется обычно от 7 до 60 суток. Для увеличения
эффективности и интенсивности очистки сточных вод глубина пру-
да не должна превышать 1 м; при этом создаются благоприятные
условия для прогревания, освещения и аэрации воды, а также засе-
ления водными организмами — гидробионтами. Гидробионты раз-
деляются на бентосные (донные), планктонные (глубинные), ней-
стонные (поверхностные), микрофиты (водоросли), макрофиты
(водные растения).
Вследствие малой интенсивности окисления большей части при-
месей продолжительность пребывания сточных вод многих хими-
ческих производств превышает 40 суток (табл. 9.6) [478, с. 115].
Вместе со сточными водами из вторичных отстойников в пруды
выносится активный ил, который является посевным материалом.
310
Таблица 9.6
Интенсивность окисления примесей в биологических прудах
Типы прудов Время дЛл иОлниГо окисления^ сутки
алканов аренов спиртов фенолов альдеги- дов жирных кислот
С естественной аэрацией 66 80 40 60 50 44
С искусственной аэрацией 17 24 10 12 12 11
В зависимости от времени года эффективность очистки сточных
вод в прудах различна. В холодный период интенсивность очистки
резко снижается, поэтому в ряде случаев рекомендуется ограничи-
вать период работы прудов в средней части СССР четырьмя-—
пятью, а на юге — семью — девятью месяцами. При обильном раз-
витии фитопланктона растения ассимилируют свободный и связан-
ный СОг, в результате чего pH воды может возрасти до 9—10 и
выше, что приводит к гибели бактерий.
Пруды с искусственной аэрацией имеют значительно меньший
объем, и требуемая степень очистки воды в них обычно достигает-
ся за 1—3 суток [526]. Скорость движения воды в таких прудах
превышает 0,1 м/с. Аэрирующие устройства могут быть механиче-
ского или пневматического типа.
Рекомендуется [525] проектировать трехкаскадные биологиче-
ские пруды прямоугольной формы с отношением ширины к длине
1 : 2 Ч-1 : 3. В первых двух каскадах следует предусматривать по
две параллельные секции, что позволяет их периодически очищать.
При расчетах продолжительности пребывания воды в секциях
пруда необходимо учитывать, что первая секция одновременно
выполняет функцию отстойника, во второй секции происходит ос-
новное потребление субстрата сточных вод, а третья секция яв-
ляется стабилизатором, в котором заканчивается процесс очистки.
Исходя из этого, продолжительность пребывания воды в первой
секции следует принимать равной одним суткам, а глубину — Зм,
при этом снижение БПКп сточных вод составит 10—15%. Методи-
ка расчета биологических прудов приведена в работах [525, 526].
В биологических прудах необходимо присутствие водных расте-
ний, оказывающих благоприятное воздействие на процессы очист-
ки. Рекомендуется занимать растительностью примерно ’/з голов-
ной части пруда [525]. Высшие водные растения и фитопланктон
способствуют снижению количества биогенных элементов в воде,
играют большую роль в кислородном режиме, интенсифицируют
процессы окисления и нитрификации, а также являются источни-
ками питания пресноводных животных.
Концентрация нефти и нефтепродуктов при прохождении во-
ды через заросли макрофитов значительно снижается. Так, ХПК
311
•сточной воды завода органического синтеза снижалось при нали-
чии рогоза широколистного в 1,5 раза, камыша озерного — в 4
раза [525]. Имеется положительный опыт использования для
очистки сточных вод одноклеточных водорослей — хлореллы [89,
с. 238]. Источниками углерода и азота для хлореллы являются
капролактам, сероуглерод и т. д. [527].
В химической и нефтехимической промышленности биологи-
ческие пруды используют в основном для доочистки сточных
вод, прошедших сооружения биологической очистки (см. гл. 13).
Доочистка позволяет снизить содержание в воде фенолов, циа-
нидов и других соединений,а также повысить концентрацию кис-
лорода и улучшить другие санитарно-гигиенические показатели
очищенной сточной воды [89].
Биологические пруды имеют ряд существенных недостатков,
ограничивающих их применение: низкая окислительная способ-
ность, сезонность работы, размещение на большой территории,
неуправляемость, наличие застойных зон, трудность чистки и т. д.
Земледельческие поля орошения и поля фильтрации
Сточные воды могут быть использованы для полив-
ки сельскохозяйственных культур на специально подготовлен-
ных земледельческих полях орошения (ЗПО). Очистка сточных
вод на ЗПО основана на воздействии почвенных микроорганиз-
мов, кислорода воздуха, солнца и жизнедеятельности растений.
При ирригационной оценке промышленных сточных вод следует
учитывать степень минерализации примесей воды, значение pH,
наличие и концентрацию токсичных примесей [478, с. 106]. На-
пример [79, с. 114], концентрация фенолов в воде, равная 50 мг/л,
является безвредной.
На ЗПО могут очищаться сточные воды азотно-туковых за-
водов и др. [71, с. 290].
Экономическая эффективность использования сточных вод
промышленных районов на ЗПО может возрастать за счет вза-
имного разбавления и усреднения сточных вод.
На полях фильтрации очистка сточных вод -производится без
участия растений. Отсутствие активного слоя почвы и растений
снижает эффективность и интенсивность очистки. Метод очистки
сточных вод на полях фильтрации имеет ограниченное примене-
ние и практически мало перспективен.
АНАЭРОБНАЯ БИОЛОГИЧЕСКАЯ ОЧИСТКА
СТОЧНЫХ ВОД
Анаэробное брожение. Для предварительной очистки
концентрированных сточных вод в некоторых случаях может ис-
пользоваться процесс анаэробного сбраживания. Применяют
преимущественно процесс метанового брожения под действием
бактерий Methanobacterium, Omelanskii, Methanobacterium Soh-
Д12
negentii, Methanosarcina, Methanica и др. Под действием фер-
мента гидрогеназы активируется водород, акцептируемый диок-
сидом углерода с образованием метана [89, с. 242]. В первой
фазе брожения расщепляются сложные органические вещества
с образованием органических кислот, в результате чего сточные
воды подкисляются до pH — 5-е 6. Затем под действием метановых
бактерий кислоты разрушаются с образованием СН4 и СОг. Одно-
временно может происходить сбраживание других соединений.
Полного сбраживания органических веществ не наблюдается.
В среднем степень распада органических соединений составляет-
40%, при этом выделяется 63—65% СН4 и 32—34% СОг [478, с.
123].
Процессы метанового брожения осуществляются в метантен-
ках в мезофильных (30—35 °C) и термофильных (50—55 °C) ус-
ловиях. В термофильных условиях разрушение органических сое-
динений происходит более интенсивно.
Метантенк представляет собой железобетонный резервуар с
коническим днищем, герметическим перекрытием, снабженный
устройством для улавливания и отвода газов, а также оборудо-
ванный подогревателем и мешалкой. Применяются метантенки
диаметром до 20 м и полезным объемом до 4000 м3. Существует
три типа метантенков: с жестким куполообразным перекрытием,
с плавающим перекрытием и открытые метантенки.
Предельно допустимые концентрации (мг/л) токсичных ве-
ществ при метановом брожении приведены ниже:
Ацетон...............800
Бензол...............200
Толуол...............200
Амиловый спирт .... 100
Свинец.............. 50
Медь................ 25
Хром((Ш)............ 25
Хром(У1)............. 3
Анаэробное брожение используют за рубежом для очистки
сточных вод пищевой и целлюлозно-бумажной промышленности:
[89, с. 245]. В СССР метановое брожение широко применяется для
сбраживания избыточного активного ила.
Концентрированные сточные воды производства капролакта-
ма могут быть очищены без предварительного разбавления в
метантенках [528]. Предлагается для отделения биомассы (сеп-
тического ила) использовать центрифугу.
Денитрификация. Для удаления из сточных вод нитратов ши-
роко используется метод биологической денитрификации в анаэ-
робных условиях [230, 231]. В процессе аэробной биологической
очистки сточных вод азотистые соединения могут быть окислены
с помощью бактерий до нитратов (нитрификация), и затем в анаэ-
ровных условиях нитраты могут быть восстановлены до молеку-
лярного (газообразного) азота (денитрификация).
Денитрификаторами являются гетеротрофные организмы, ис-
пользующие органические вещества в качестве источника угле-
рода, нужного для получения энергии и клеточного материала.
К числу этих организмов относятся бактерии вида Pseudomonas,
313-
Bacillus, Micrococcus и др. Источниками углерода могут быть
биологически легкоокисляющиеся вещества (спирты, сахара,
жирные кислоты и др.). Применение в промышленности получил
метиловый спирт, добавляемый в биологически очищенную сточ-
ную воду. В настоящее время за' рубежом для биологической
денитрификации используют десятки тысяч тонн метилового
спирта в год.
Процесс денитрификации протекает в две стадии:
1 1 2
NOJ+4-СНзОН —► NO2 + 4'CO2 + -=-H2O
NO2- + yCH3OH —> 1ы2+уСО2 + уН2О + ОН-
NO3-+-J-CH3OH —> ±N2 + AcO2+^-H2O + OH’
о 2 о о
Для удаления 1 мг азота нитратов требуется 1,9 мг метило-
вого спирта.
Растворенный кислород перед денитрификацией должен быть
удален из сточной воды, иначе метиловый спирт будет окислять-
2 2 4
ся аэробными бактериями: -д-СН3ОН + О2 -* у СО2 + " Н2О.
Для удаления 1 мг кислорода необходимо 0,67 мг метилового
спирта (без учета прироста биомассы). Общая потребность в ме-
тиловом спирте (без учета ВПК сточной воды) может быть оп-
ределена из уравнения [231]:
С = 2,47 [N]o + 1,53 [N], + 0,67 [О]0
где С — требуемое количество метилового спирта, мг/л; [N]o и
JN]i— соответственно начальная концентрация азота нитратов и
нитритов в сточной воде, мг/л; [О]0 — начальная концентрация
кислорода в сточной воде, мг/л.
Процесс денитрификации может осуществляться также в ана-
эробном биологическом пруду или специальных аппаратах. Эф-
фективность удаления азота нитратов после 10-суточного пребы-
вания в пруду составила 90%. Аналогичная эффективность по-
лучена в результате денитрификации сточной воды в насадоч-
ных колонных аппаратах при времени контакта до 15 мин [231].
При 33 °C в метантенке содержание нитратов в’ сточной воде
через 2 ч снижалось от 120 до 8—9 мг/л [529].
Для сточной воды, содержащей 20 мг/л азота нитратов и
6 мг/л растворенного кислорода, стоимость добавляемого мети-
лового спирта составляет около 5 долларов на 1000 м* 2 3 * * 6 сточной
воды.
Достоинством метода биологической денитрификации являет-
ся отсутствие отходов.
ЧАСТЬ HI
ТЕХНОЛОГИЯ очистки сточных вод
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Глава 10
ОЧИСТКА СТОЧНЫХ вод
ОСНОВНОЙ ХИМИЧЕСКОЙ
ПРОМЫШЛЕННОСТИ
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
КАЛЬЦИНИРОВАННОЙ СОДЫ
Условия образования сточных вод
Производство кальцинированной соды Na2CO3 осу-
ществляется в основном аммиачным способом (способ Сольвэ),
доля которого в общей выработке соды в СССР составляет око-
ло 93%, а в США — 70% [530]. В настоящее время в СССР соз-
даются содовые заводы мощностью до 2 млн. т соды в год.
Сырьем служит хлорид натрия в виде водного раствора (рас-
сола) и карбонатное сырье — мел или известняк. Реакция идет
в присутствии аммиака:
NaCl + NH3 + СО2 + Н2О —> NaHCO3 + NH4C1
Бикарбонат натрия как малорастворимая в данных условиях
соль выпадает в осадок, а хлорид аммония остается в растворе.
Процесс производства кальцинированной соды включает сле-
дующие стадии:
1) очистка сырого рассола от ионов Са2+ и Mg2+; 2) приготовле-
ние известкового молока; 3) приготовление аммонизированного
рассола (абсорбция); 4) карбонизация аммонизированного рас-
сола; 5) фильтрование суспензии бикарбоната натрия; сырой би-
карбонат натрия направляется в отделение кальцинации, а маточ-
ная жидкость (называемая фильтровой жидкостью) перекачивается
в отделение дистилляции; 6) кальцинация NaHCO3 (термическое
разложение с образованием готового продукта — соды, а также
диоксида углерода и паров воды); 7) дистилляция фильтровой
жидкости с целью регенерации аммиака и СО2; карбонаты и би-
карбонаты аммония разлагаются при нагревании, а для разложе-
ния хлорида аммония фильтровая жидкость обрабатывается рас-<
твором известкового молока и подается в дистиллер, в котором
происходит отгонка аммиака острым паром:
2NH4C1 4- Са(ОН)2 —► 2NH3 + СаС12 + 2Н2О
315
Оставшаяся дистиллерная жидкость охлаждается и перекачи-
вается в специальные накопители «белые моря» или направляет-
ся на переработку.
Количество и состав сточных вод-
В процессе получения кальцинированной соды об-
разуются сточные воды, не требующие специальной очистки (ус-
ловно-чистые), и загрязненные. Общее количество сточных вод за-
висит от применяемой системы водоснабжения. При использова-
нии схемы оборотного водоснабжения среднегодовое количество
сточных вод на производство 1 т Ыа2СОз составляет около
10,5 м3, в том числе не требующих специальной очистки — 0,5 м3
и загрязненных — до 10 м3. При схеме водоснабжения с последо-
вательным использованием воды количество сточных вод состав-
ляет 90—110 м3/т, в том числе не требующих специальной очи-
стки— 80—100 м3 и загрязненной—10 м3.
Сточные воды, не требующие специальной очистки,- использу-
ют в качестве теплоносителя для охлаждения продуктов и аппа-
ратуры. Эта вода имеет повышенную температуру (30—40 °C) и
практически не загрязнена., Загрязненной водой является дистил-
лерная жидкость (8,5 м3 на 1 т соды). Составы жидкости, выхо-
дящей из дистиллера, а также взвешенных веществ, содержа-
щихся в этой жидкости, приведены в табл. 10.1.
Т аблица 10.1
Состав дистиллерной жидкости и взвешенных веществ,
содержащихся в ней
Показатели Концентрация примесей в дистиллер» ной жидкости, г/л Состав взвешенных веществ дистиллериой жидкости, % (масс.)
Хлорид кальция 118—125 —
Хлорид натрия 58,6—80,0 —
Сульфат кальция 2,0—2,7 20—25
Гидроксид кальция 1,6—2,3 20—27
Взвешенные вещества 15,0—26,3 —
Аммиак 0,06—0,17 —
Диоксид углерода До 4 —
Карбонат кальция — До 45
Гидроксид магния — 1—2
Оксиды металлов (R2O3) —— 6—7
Диоксид кремния + вещества, не- растворимые в НС1 — 6—7
Следует учитывать, что количество и состав сточных вод мо-
гут изменяться в значительных пределах (см. табл. 10.1) в зави-
симости от качества исходного сырья, вида и состояния оборудо-
вания.
Дистиллерная жидкость содержит большое количество СаС1г,
NaCl и других солей, значительное количество взвешенных ве-
316
эств. Плотность дистиллерной жидкости составляет 1,145 г/см3,
ри производстве 1 т Na2CO3 со сточной водой (дистиллерной
идкостью) сбрасывается до 1,1 т СаС12, 0,7 т NaCl и других солей.
В процессе производства кальцинированной соды образуются
кже менее загрязненные сточные воды, так называемые «сла-
де» жидкости (1 м3 на 1 т соды) [531, с. 217], содержащие не-
>льшое количество аммиака, соды, карбоната и хлорида аммо-
1я. К ним относятся: сточные воды из холодильника и промы-
1теля газов содовых печей, конденсат из конденсатора дистил-
щии и холодильника дистилляции и сточная вода из верхней
эчки промывателя воздуха [531, с. 11].
При очистке рассола от солей кальция и магния образуется
:адок гидроксида магния и карбоната кальция в количестве
)—30 л на 1 м3 очищенного рассола. Общая щелочность шла-
а составляет 118,9 н. д. *, содержание С1~ — 92,2 н. д. В шламе
)держится 265—295 г/л NaCl, до 295 г/л СаСО3 и около 40—
) г/л прочих примесей (гидроксидов магния, кальция и др.).
Очистка и использование сточных вод
«Слабые» жидкости. Часть «слабой» жидкости охлаж-
ается в оросительных холодильниках и затем подается на оро-
:ение коллектора и холодильника газа содовых печей. Для вы-
еления из «слабой»» жидкости NH3 и СО2 осуществляется ее
истилляция, отгонка газов производится в дистиллере «слабой»
щдкости (ДСЖ) с помощью острого пара. Содержание аммиака
жидкости, выходящей из ДСЖ, не должно превышать 85 мг/л.
орячая жидкость из ДСЖ используется для гашения извести
ри приготовлении известкового молока. После охлаждения «сла-
ая» жидкость применяется для промывки бикарбоната натрия на
акуум-фильтрах, а также для производства каустической соды
о известковому методу, если такое имеется на заводе.
Шлам из отделения рассолоочистки. Шлам из отстойников рас-
ола в количестве 8—12 м3/ч (для содового завода производи-
ельностью 600 000 т в год Na2CO3) разбавляется водой до отно-
ления Т:Ж= 1:6 и насосом перекачивается в накопитель «белое
юре».
Дистиллерная жидкость. На всех содовых заводах, работающих
ю аммиачному методу, сооружаются шламонакопители — «белые
юря», предназначенные для очистки сточной жидкости от взве-
пенных примесей (см. табл. 10.1) [532, с. 119]. Осветленная ди-
тиллерная жидкость сбрасывается в водоемы или направляется
ia переработку.
Очистка сточных вод от хлоридов возможна путем переработ-
ки дистиллерной или фильтровой жидкости с получением то-
шрных продуктов. В настоящее время разработаны и внедрены
троцессы получения ^лорида кальция и натрия из дистиллерной
* Н. д. — нормальное деление; н. д. равно 1/20 н.
317
жидкости, технического или тукового хлорида аммония из филь
ровой жидкости.
Потребность в твердом зернистом хлориде кальция для ух»
да за дорогами и улицами городов составила в 1975 г. око;
500 тыс. т (в пересчете на 67%-ный продукт) [533].
Технический хлорид аммония (нашатырь) применяется nj
пайке и нанесении покрытий. Основное количество хлорида ai
мония используется в сельском хозяйстве в качестве азотного г
ка [533].
Следует отметить, что для полной переработки отходов пр
производстве 610 000 т в год кальцинированной соды необходим
мощности по получению 200 000 т в год хлорида кальция (67%
и 460 000 т в год тукового хлорида аммония.
Жидкий хлорид кальция. Процесс производства жщ
кого хлорида кальция (содержит не менее 32% СаС12) состои
из следующих стадий: 1) отделение взвешенных веществ из ди
стиллерной жидкости; 2) карбонизация жидкости; 3) очистк
дистиллерной жидкости от SOI ; 4) упаривание очищенной жид
кости; 5) отделение выпавших при упаривании жидкости кри
сталлов поваренной соли; 6) растворение кристаллов поварен
ной соли с получением концентрированного раствора.
На получение 1 т жидкого СаС12 расходуется:
Разбавленная дистиллерная жидкость
(>8,5—9% СаС12), м3........................ 5,6
Электроэнергия, кВт • ч......................50—55
Пар, кДж ..................................5,04 • 10е
ВаС12, кг..................................... 11
Отходом производства является шлам, получающийся прт
очистке дистиллерной жидкости от SOt~ и взвешенных частиц
Количество шлама составляет около 250 кг на 1т СаС12 (в пе
ресчете на 67%-ный продукт). Содержание растворенных мине-
ральных солей в шламе — около 12%, взвешенных частиц 27—
28%. Шлам сбрасывается в накопитель «белое море».
Себестоимость производства 1 т жидкого СаС12 составляет
8—9 руб. при отпускной цене 10—12 руб./т.
Твердый хлорид кальция. Твердый (чешуированный)
хлорид кальция получают выпариванием жидкого хлорида каль-
ция до состояния плава с последующей кристаллизацией (чешу-
ированием) плава, термической закалкой и охлаждением полу-
ченных чешуек. На производство 1 т 67%-ного СаС12 расходуется:
СаС12 (32% раствор), т.......................Около 2,5
Электроэнергия, кВт • ч....................... 75
Пар, кДж................................... 6,5 106
Условное топливо, кг ......................... 46
Вода, м3...................................... 20
Технический хлорид аммония. Хлорид аммония по-
лучают из фильтровой жидкости, содержащей, кроме NH4C1, пова-
ренную соль. Конечными продуктами являются NH4C1 и NaCl
318
шщевая соль сорта «Экстра»), Эта схема полностью устраня-
образование сточных вод, является более экономичной по ка-
1таловложениям, однако требует выработки дополнительного
эличества аммиака [70].
Состав фильтровой жидкости, г/л:
ториды , ..............
чмиак .................
эли аммония ...........
160—165 Взвешенные вещества . . . До 10
До 20 Тиосульфаты..............0,8—2,0
50—55 Сульфиды.................0,01—0,1
Процесс получения технического хлорида аммония включает
тедующие стадии: 1) насыщение фильтровой жидкости аммиа-
эм; 2) насыщение фильтровой жидкости поваренной солью;
) осветление полученного раствора; 4) охлаждение раствора и
ристаллизация хлорида аммония; 5) отделение кристаллов хло-
ида аммония на центрифуге и их промывка; 6) сушка и упа-
овка хлорида аммония.
На производство 1 т технического хлорида аммония расхо-
уется:
Жидкий аммиак, т............................... 0,35
NaCl (техническая), т........................ 2,3
Электроэнергия, кВт • ч...................... 415
Пар, кДж . .................................1,68-10’
Вода, м3.............................. . . . 37
При этом образуются следующие отходы, производства:
а) маточный раствор (после выделения кристаллов NH4C1 и
тделения их на центрифуге) в количестве около 14 м3 состава,
zo (масс.):
NaCl............. 15-16 NH3..............До 1%
(NH4)2CO3........ 7-8 NH4C1............15-16
б) промывная вода (после промывки кристаллов NH4C1 на
'ентрифуге) в количестве 1,5—1,8 м3 состава, % (масс.):
NaCl...............13-14 NH3................До 0,8
(NH4)2CO3........... 6-7 NH4CI............. 8—9
в) шлам (при растворении соли) в количестве 0,9—1 м3 со-
[ержит те же примеси, что маточный раствор и промывная вода.
Эти отходы, образующиеся вследствие неполного использо-
1ания фильтровой жидкости, направляются в цех кальциниро-
!анной соды для утилизации путем дистилляции. Себестоимость
'ехнического хлорида аммония несколько ниже его отпускной
1ены.
Туковый хлорид аммония. Сущность процесса — выде-
тение из предварительно дегазированной фильтровой жидкости
<лорида натрия кристаллизацией при упаривании, а затем хлорида
1ммония при охлаждении путем адиабатического испарения. Мато-
чный раствор, образующийся при отделении кристаллов NH4Cl,
присоединяется к поступающей на упаривание дегазированной
фильтровой жидкости.
Процесс получения тукового хлорида аммония состоит из сле-
дующих основных стадий; 1) очистка фильтровой жидкости от
319
ионов железа с помощью гидросульфита натрия; 2) дегазац
очищенной фильтровой жидкости с целью предотвращения поте
,легко разлагающихся при нагревании соединений: NH4HC(
(NH4)2CO3 и др.; 3) приготовление смешанного раствора из де1
зированной жидкости и маточного раствора, полученного пос
отделения кристаллов NH4C1; 4) упаривание смешанного раство
в четырехкорпусной выпарной установке с целью концентрирон
ния раствора и выделения поваренной соли; 5) отстой, центри4
гирование, промывка и сушка поваренной соли (на 1 т NH4C1 г
лучается около 440 кг пищевой NaCl); 6) кристаллизация NH4
путем охлаждения и концентрирования раствора в результа
адиабатического испарения влаги при постепенном понижен,
давления над раствором; 7) отстой и центрифугирование, сушка
упаковка хлорида аммония; 8) абсорбция газов (после дегазаци:
и паров аммиака рассолом с получением кондиционного аммон
• зированного раствора, используемого в содовом производстве.
На производство 1т тукового хлорида аммония (97, 5%) расх
дуется:
Жидкий аммиак, т.........................Около 0,3
Гидросульфид натрия, (62%-ный), кг . . . ,1
Хлорид кальция (38%-ный), кг............ 0,39
Электроэнергия, кВт * ч.................. 135
Пар, кДж........................ . . . 8,4 - 10е
Природный газ, м3'........................ 10
Оборотная вода, м3....................... 220
В процессе получения 1 т тукового хлорида аммония образую
ся следующие отходы производства:
а) шлам (после очистки фильтровой жидкости) в количеств
45 кг, Т: Ж = 1 : 1,65; жидкая фаза представляет собой фильтр<
вую жидкость, содержащую около 16% NH4C1 й 1% NaCl; шла
используется в содовом производстве;
б) конденсат газа (после дегазации фильтровой жидкости)-
«слабая» жидкость — в количестве 0,5 м3/т, содержит более 40(
(NH4)2CO3; направляется в содовое производство на установи
дистилляции «слабых» жидкостей;
в) загрязненный конденсат сокового пара (после вакуум-вь
йарной и вакуум-кристаллизационной установок) в количестЕ
около 5 м3/т, содержит примерно 0,04—0,05% NH4C1, 0,01е
(NH4)2CO3 и 0,01—0,015% Na4OH. После охлаждения до 35°C м<
жет быть использован для.растворения поваренной соли в рассол!
ных скважинах.
Необходимо отметить, что себестоимость тукового хлорид
аммония выше его отпускной цены, и цехи по производству этог
удобрения в настоящее время являются убыточными [7].
Закачка сточных вод в подземные горизонты
Дистиллерная жидкость может быть сброшена чере
буровые скважины в глубокие, надежно изолированные на боль
шой площади водоносные горизонты [534]. Так, гидрогеологически
320
заботы, проведенные в одном из районов, показали принципиаль-
iyro возможность сброса сточных вод в горизонты апт-альба и
щлловея. Сточные воды целесообразно закачивать на глубину
;00Q_1500 м, ня которой практически отсутствует водообмен и нз*-
годятся воды, по химическому составу близкие к составу дистил-
терной жидкости.
Экономические показатели закачки в
подземные горизонты зависят [535] от
эасстояния транспортировки дистиллер-
юй жидкости к району закачки и от прие-
мистости скважин при технически прием-
лемом давлении в устье скважины. Зави-
симость себестоимости транспортировки
и закачки дистиллерной жидкости от
длины трубопровода и приемистости
скважин представлена на рис. 10.1.
СТОЧНЫЕ ВОДЫ
ПРОИЗВОДСТВА
ЭКСТРАКЦИОННОЙ
ФОСФОРНОЙ кислоты
И ФОСФОРНЫХ УДОБРЕНИЙ
В процессе производства эк-
стракционной фосфорной кислоты и фос-
форных удобрений образуются сточные
воды, загрязненные соединениями фтора.
По ориентировочным расчетам [536],
Рис. 10.1. Зависимость себе-
стоимости (S) транспорти-
ровки и закачки 1 м3 жидко-
сти в подземные горизонты
от приемистости скважи-
ны (77).
Длина трубопровода, км: 1— 110J
2—59; 3—0.
количество сточных вод, из которых фтор не выделяется в виде
целевого продукта, составляло в 1970 г. 85 млн. м3, а количество
фтора в них — около 35 тыс. т.
Условия образования сточных вод
Экстракционная фосфорная кислота. Экстракционный
сернокислотный способ получения фосфорной кислоты заключается
в разложении природных фосфатов серной кислотой и в отделении
образующейся твердой фазы — сульфата кальция — от раствора
фосфорной кислоты. Обычно получаемая фосфорная кислота имеет
низкую концентрацию (25—32% Р2О5), поэтому ее упаривают до
более высокой концентрации.
В зависимости от условий проведения процесса и вида выделяе-
мого сульфата кальция различают при способа производства
экстракционной фосфорной кислоты: дигидратный (CaSC>4-2H2C)),
полугидратный (CaSO4-0,5H2O) и ангидритный (CaSO4). Наибо-
лее распространен дигидратный способ [537, т. 2, с. 904; 10, с. 171],
обеспечивающий получение при 65—80 °C фосфорной кислоты с
содержанием 25—32% Р2О5.
Процесс получения экстракционной фосфорной кислоты деги-
дратным методом состоит из следующих стадий:
п Зак. 394
321
1. Разложение апатитового концентрата серной кислотой в
экстракторе.
2. Охлаждение пульпы в вакуум-испарителе и выделение соеди-
нений фтора из водяных паров и газов в промывной башне, оро-
шаемой циркулирующим горячим раствором H2SiF6, с последую-
щей конденсацией паров воды в барометрическом конденсаторе,
орошаемом водой. Вода,из барометрического конденсатора сбра-
сывается в канализацию и частично может использоваться для
промывки полотен вакуум-фильтра.
3. Фильтрование пульпы на вакуум-фильтре. Образующийся
слой сульфата кальция (фосфогипса) промывают в три стадии
водой. На 1 т Р2О5 образуется 5,8—6,0 т влажного фосфогипса.
Воду после промывки полотен используют для промывки фосфо-
гипса.
4. Концентрирование фосфорной кислоты до содержания 50—
55% Р2О5 методом выпаривания, чаще под вакуумом. Разрежение
в системе выпарки создается с помощью пароэжекционных устано-
вок, отработанный пар из которых направляется в промежуточный
конденсатор, орошаемый водой. Конденсат, содержащий неболь-
шие количества фтора, поступает на промывку полотен вакуум-
фильтра.
5. Абсорбция фторсодержащих газов с получением кремнефто-
ристоводородной кислоты.
В процессе выпаривания кислоты на греющих поверхностях
осаждаются примеси — сульфат кальция и др. Поэтому после 60—
70-часовой работы аппаратуру промывают под разрежением в те-
чение 8—12 ч горячей подкисленной водой при повышенной ско-
рости циркуляции. Промывная вода сбрасывается в канализацию.
Простой суперфосфат. Простой суперфосфат получают разло-
жением природных фосфатов серной кислотой, взятой в количестве,
не достаточном для связывания всего кальция в сульфат. Обра-
зующаяся суспензия по мере протекания реакций и кристаллиза-
ции сульфата кальция постепенно загустевает и твердеет («созре-
вает») в сплошную массу, которую затем измельчают. Выделяю-
щиеся фтористые газы направляются на установку абсорбции.
Абсорбция фтора (в виде SiF4) производится водой. Образую-
щийся раствор кремнефтористоводородной кислоты используют
для производства кремнефторида натрия. При производстве про-
стого суперфосфата загрязнение сточных вод происходит также
вследствие промывки газоходов и оборудования водой.
Гранулированный суперфосфат. Процесс гранулирования со-
стоит в окатывании нейтрализованного и увлажненного суперфо-
сфата в барабанном грануляторе с последующей сушкой, дробле-
нием и рассевом гранул. Схема использования воды в процессе
получения гранулированного суперфосфата .приведена на рис. 10.2.
Суперфосфат, содержащий 12—13% влаги, смешивается с ней-
трализующими твердыми добавками (известняком, мелом) и по-
дается в барабанный гранулятор 1. Внутрь барабана через фор-
сунки поступает вода. Гранулы высушиваются в барабанной
322
прямоточной сушилке 2. Выделяющиеся в процессе сушки супер-
фосфата газообразные соединения фтора дымососом 3 подаются
в циклонный пылеуловитель 4 и затем в абсорбер 5, орошаемый
водой. Вода в скруббер подается из сборника 6 насосом 7. Скруб-
берная жидкость направляется в сборник 8 и далее — на грануля-
цию. Избыточное количество жидкости поступает в сборник 3. Гра-
нулированный суперфосфат далее рассеивается, а крупные гранулы
измельчаются (на рисунке не показано). Готовый продукт охлаж-
дается в аппарате 10 воздухом, подаваемым воздуходувкой 11. За-
пыленный воздух поступает в циклонный пылеуловитель 12 и да-
лее вентилятором 13 подается для очистки в абсорбер 14.
Рис. 10.2. Схема использования воцы в производстве грану-
лированного суперфосфата:
1— барабанный гранулятор; 2 — барабанная сушилка; 3 —дымосос;
4, 12—циклонные пылеуловители; 5, 14—абсорберы; 6, 8 —сборники;
7, 9 — насосы; /0—аппарат для охлаждения гранул; 11 — воздуходувка;
13 — вентилятор.
Скрубберная жидкость, поступающая на орошение скрубберов,
содержит до 2 г/л фтора, 10—17 г/л Р2О5. На некоторых предприя-
тиях скрубберная жидкость полностью используется в производ-
стве гранулированного суперфосфата, на других предприятиях
часть скрубберной жидкости сбрасывается в канализацию (проду-
вочная вода).
Сточные воды образуются также при конденсации паров в га-
зоходах, выхлопных трубах, а также в гидрозатворах.
Двойной гранулированный суперфосфат. Концентрированное
удобрение — двойной суперфосфат — получают разложением при-
родных фосфатов фосфорной кислотой. Технологический процесс
производства двойного суперфосфата состоит из следующих основ-
ных стадий: 1) разложение фосфоритной муки фосфорной кисло-
той с получением пульпы двойного суперфосфата; 2) сушка пуль-
пы в распылительной сушилке; 3) грануляция порошкообразного
11* 323
продукта и сушка гранул двойного суперфосфата в барабанной су-
шилке; 4) рассев полученных гранул; 5) охлаждение гранул; 6) ней-
трализация свободной кислотности продукта; 7) расфасовка гото-
вого продукта; 8) очистка отходящих газов от пыли и соединений
фтора.
Выходящие из распылительной и барабанной сушилок газы
проходят очистку в две ступени — сначала поглощаются кремне-
фтористоводородной кислотой, затем водой и после этого доочи-
щаются в третьем аппарате, орошаемом раствором известкового
молока. В настоящее время на ряде установок доочистка газа про-
изводится водой. Полученный 8—10%-ный раствор кремнефтори-
стоводородной кислоты перерабатывают в кремнефторид натрия,
аммония, алюминия и др. Отработанное известковое молоко, содер-
жащее не более 5 г/л СаО, сбрасывают в канализацию.
Воздух после охлаждения гранул двойного суперфосфата очи-
щается в циклонном пылеуловителе и скруббере, орошаемом
водой.
Сточные воды образуются также при конденсации водяных па-
ров в газоходах, выхлопных трубах и гидрозатворах.
Количество и состав сточных вод
Экстракционная фосфорная кислота. На получение 1 т
100%-ного Р2О5 расходуется порядка 200—210 м3 воды. Основное
количество воды поступает на охлаждение продуктов, а также
охлаждение и конденсацию паров в барометрических или поверх-
ностных конденсаторах. Сточные воды после барометрических
конденсаторов в количестве 45—55 м3/т с содержанием иона фтора
не более 10 мг/л и pH = 6,5 обычно сбрасываются в водоем без
очистки. Количество загрязненных сточных вод (конденсат соко-
вых паров вакуум-выпарных установок, промывные воды систем
концентрирования фосфорной кислоты и узла фильтрации, аварий-
ные сбросы и т. п.) составляет 1,0—2,0 м3/т, в том числе 0,5—
Ю,7 м3/т сточных вод от промывки аппаратов и трубопроводов.
Конденсаты соковых' паров вакуум-выпарных установок имеют
pH = 1,3, содержат порядка 600—1000 мг/л фтора, 10—15 г/л P2OS
и до 10 г/л SiO2.
Сточные воды производства фосфорной кислоты имеют
pH = 1,4-г- 1,5 и содержат в среднем, г/л:
SO3’................. 3-4
..................0,7—1,0
Взвешенные вещества . . . 5—6
Сухой остаток............12—16
Прокаленный остаток . . . 7—10
Простой суперфосфат. На получение 1 т суперфосфата (100%-
ный Р2О5) расходуется от 0,2 до 1,4 м3 воды [537, т. 2, с. 866]. Из
ЭТого количества основная часть выводится из процесса в виде
$—12%-ного раствора кремнефтористоводородной кислоты, кото-
рая направляется на переработку, а небольшую часть составляет
Конденсат водяных паров в газоходах, гидрозатворах и т. п.
824
Гранулированный суперфосфат. На получение 1 т гранулиро-
анного суперфосфата расходуется 1—3 м3 воды. Количество за-
рязненных сточных вод составляет 0,9—2,0 м3/т [539]. В сточной
оде содержится: 0.02—0,7 % HoSiFg (в зависимости от степени
[ейтрализации свободной Р2О5 и степени разбавления скруббер-
юй жидкости), 1 — 15 г/л Р2О5.
Двойной гранулированный суперфосфат. На производство 1 т
(войного гранулированного суперфосфата (100%-ный Р2О5) рас-
ходуется 10—15 м3 воды. Количество загрязненных сточных вод
доставляет 0,25—1,0 м3/т, содержание фтористоводородной кис-
юты в них может достигать 1,4% [539]. При использовании из-
весткового молока для доочистки газов в канализацию сбрасы-
вается 0,07—0,1 м3/т сточной воды, содержащей до 5 г/л СаО
и до 30 мг/л фтора; pH не менее 6,4.
Кремнефторид натрия. При производстве кремнефторида нат-
рия количество образующихся загрязненных сточных вод состав-
ляет около 16 м3/т [540, с. 155; 541]. Сточные воды имеют pH =
= 0,6-ь-1,0 и содержат, г/л:
Н£1............... 30-40 Na2SiF6................... 10-15
NaCl..............Около 20 Взвешенные вещества 5
Очистка и использование сточных вод
Основной вредной примесью сточных вод произ-
водств экстракционной фосфорной кислоты и фосфорных удоб-
рений является кремнефтористоводородная кислота и другие со-
единения фтора. ПДК фтор-иона в воде водоемов составляет
1,5 мг/л.
Образование значительных объемов сточных вод и необходи-
мость их тщательной очистки связана с большими экономически-
ми затратами. Более целесообразным является повторное исполь-
зование сточных вод — организация замкнутых оборотных цик-
лов [536].
В производстве экстракционной фосфорной кислоты необходи-
мо заменять барометрические конденсаторы на поверхностные,
что позволяет практически ликвидировать образование большого
количества сточных вод. Конденсаты соковых паров могут быть
использованы для подпитки циркуляционных систем отделения
абсорбции или в отделении грануляции суперфосфата. Для под-
питки циркуляционных систем отделений экстракции и выпарки
может служить скрубберная жидкость производства гранулиро-
ванного суперфосфата. В производстве фосфорной кислоты можно
применять нейтрализованную и осветленную сточную воду [542]
для промывки фильтровальной ткани, фосфогипса, оборудования
и трубопроводов, для орошения барометрических конденсаторов
и т. д.
При производстве фосфорных удобрений значительное коли-
чество сточных вод может быть употреблено повторно: для
32S
увлажнения суперфосфата в грануляционных барабанах, разба
ления серной кислоты, приготовления известкового молока, в пр
цессе абсорбционной очистки газов и т. д. Следует отметить, ч'
этот прием помогает избежать накопления вредных примесей
воде в результате вывода части воды из системы. Как указывалос
часть сточных вод производства фосфорных удобрений может и>
пользоваться в процессе получения экстракционной фосфорно
кислоты.
На ряде предприятий США [543] сточные воды после нейтр;
лизации известью направляются
Рис. 10.3. Зависимость концентрации
фтор-иона в нейтрализованной воде от
расхода СаСОд.
Концентрация HSiFe в исходном растворе, %:
1 — 0,21; 2 — 0,4; 3—0,62; 4—1,06; 5 — 2,11.
на повторное использовани'
На некоторых предприятия
потребность в воде производст
удовлетворяется за счет сто’
ных вод.
В зависимости от требуемо
степени очистки сточных во
от соединений фтора предлс
жены различные методы обеэ
вреживания: ионный обме!
электродиализ, сорбция на оь
сиде алюминия, соосаждени
с гидроксидами алюминия ил
железа и др. (см. гл. 6). Значь
тельные количества соедине
ний фтора удаляют, перевод:
фтор в малорастворимые сое
динения, например в CaF
(ПР=4-10-11 при 25°C), об
работкой сточных вод соединениями кальция (суспензией мела ил!
известковым молоком).
Реагентные методы очистки (см. также гл. 6). Фторсодержащис
сточные воды нейтрализуют обычно суспензией мела (СаСО3)
Исследования показали [544], что с возрастанием концентрации
H2SiF6 в воде с 0,2 до 5% содержание фтор-ионов в растворе
повышается с 24 до НО мг/л. Увеличение расхода СаСО3 выше
20% от стехиометрического количества практически не оказывает
влияния на остаточную концентрацию ионов фтора в воде (рис.
10.3). Повышение температуры также существенно не влияет на
процесс нейтрализации.
При стехиометрическом расходе реагентов состав растворов
зависит от исходной концентрации H2SiF6 [544]. По мере повыше-
ния концентрации H2SiF6 мольные отношения F~ и СаО прибли-
жаются к составу CaF2 (табл. 10.2).
Следует отметить, что растворимость CaF2 в воде резко воз-
растает в присутствии даже незначительных количеств HgSiFe.
Так, при концентрации 0,1% H2SiF6 содержание CaF2 в растворе
составляет 200 мг/л. Остаточное содержание ионов фтора в сточ-
ной воде после нейтрализации зависит от степени гидролиза
H2SiF6. С повышением концентрации кислоты степень ее гидролиза
326
Т аблица 10.2
Данные опытов нейтрализации
фтсрсодержащих сточных вод суспензией мела
^одержаЕи? в ис- ходном растворе Содержание в нейтрализованном растворе, мг'л- Количество SiO*. перешедшее в раствор, % Мольное отно- шение F“: СаОобщ
о N S 1 ’ о 4 Й S 1 еч О О) Ю о О я и к аз О я и о аз О я и сч ь Я и
,21 1660 875 24,4 254 67,9 36,0 31,9 50,0 29,0 1,10
,40 3170 1665 31,9 388 53,7 47,0 6,7 65,5 26,3 1,87
,62 4900 2580 34,5 220 54,8 51,0 3,8 71,0 8,5 1,99
,08 8400 4410 40,7 420 60,6 60,4 0,2 83,6 9,3 2,12
1еньшается [545], что не способствует образованию CaF2. Поэтому
едует разбавлять раствор H2SiF6.
Оптимальными параметрами процесса нейтрализации являют-
ц концентрация H2SiF6 в исходной воде не более 1%; количество
аСО3 — 20% сверх стехиометрического; рН»6. Остаточное со-
;ржание фтора будет составлять около 25 мг/л.
Для увеличения эффективности очистки целесообразно вво-
1ть в сточную воду более растворимые соединения кальция, на-
эимер гидроксид кальция. Процесс нейтрализации будет проте-
1ть по реакции:
H,SiF6 + ЗСа(ОН), —> 3CaF2 + SiO_> + 4Н,0
Нейтрализация сточных вод известковым молоком при
И = 10—12 позволяет [544] снизить содержание ионов фтора
воде до 12—20 мг/л. Для сокращения расхода извести рекомен-
уется проводить процесс нейтрализации в две стадии: сначала
елом (до pH = б-т-7), затем известковым молоком (до pH «11).
[ромежуточное осветление сточных вод дает возможность снизить
эдержание ионов фтора в сточной воде до 8—10 мг/л.
Принципиальная технологическая схема установки нейтрали-
ации фторсодержащих сточных вод с использованием СаСОз
редставлена на рис. 10.4. Обработанная в реакторах сточная
ода направляется на осветление в отстойники, после чего посту-
ает на повторное использование или в водоем. Осадок из отстой-
иков обезвоживается, а затем вывозится в шламонакопители. По-
идимому, после промывки и высушивания полученный продукт
южет быть использован в цементной промышленности (анало-
ично отходам производства кремнефторида натрия [537, т. 2,
. 1145]).
Обезвоживание осадков происходит успешно на вакуум-фильт-
ах [539]. Для увеличения скорости осаждения частиц рекомен-
,уется [546] добавлять флокулянт — полиакриламид. Расход поли-
327
акриламида для суспензии, содержащей 14—15 г/л твердых в
ществ, составляет 2,5 мг/л.
На некоторых предприятиях нейтрализованную сточную вод
(в виде суспензии) перекачивают в осадконакопители, где пр<
исходит осаждение твердых примесей, а осветленную воду сбр;
сывают в водоем.
Для нейтрализации фторсодержащих сточных вод предлож<
ны и другие реагенты: нефелин (природный алюмосиликат на'
рия и калия) [547], известковое молоко, сульфат алюминия, ко;
Рис. 10.4. Принципиальная технологическая схема установки
нейтрализации фторсодержащих сточных вод мелом:
1, 6—бункеры; 2—транспортер; 3—склад мела; 4—грейферный кран; 5—сбор-
ник-усреднитель; 7— реактор; 8—вентилятор.
чеданный огарок [548], суперфосфат или фосфат натрия [549]. Од-
нако промышленного применения эти реагенты не получили.
Обезвреживание электрохимическим методом. Электрофоретиче
ская подвижность иона F- при 25 °C составляет 55,4 Ом-1-см2/г-эк!
[550].
Исследования по электрохимическому обезвреживанию фтор-
содержащих сточных вод проводили в 3-камерном электродиали-
заторе, оборудованном платиновым анодом и никелевым катодом
а также селективными мембранами (см. гл. 6)—анионообменно?
на основе анионита марки ЭДЭ-10П и катионообменной на основ(
катионита марки КУ-2 [551]. После прохождения 0,62 А-ч электри-
чества (115% от теоретически необходимого) количество фтора
снизилось с 720 до 1,4 мг/л, значение pH — с 7,4 до 6,2. Вследствие
резкого снижения электропроводности напряжение на клеммах
электродов повысилось с 18 до 280 В. Температура растворов воз-
росла с 25 до 70°C. Зависимость степени извлечения и выхода по
току фтора от количества‘пропущенного электричества приведена
на рис. 10.5. Как видно, глубина очистки сточных вод зависит от
828
эличества пропущенного тока, однако выход по току для фтора
-ВЫСОК.
Использование многокамерного электродиализатора фильтр-
рессного типа [552] для очистки сточных вод, содержащих
—7 г/л фтора, обеспечивает снижение концентрации фтора в
оде до 150 мг/л с выходом по току 92% в камерах, обессолива-
ия и концентрирования. Продуктом камер концентрирования
после кристаллизации, фильтрования и сушки) является твер-
дя соль, содержащая 98% NagSiFe. Последующая ионитная до-
чистка позволяет снизить концентрацию ионов фтора в воде до
мг/л. Расход электроэнергии
а очистку 1 м3 составляет
7 кВт-ч. Технико-экономиче-
кие расчеты показали, что из-
влечение из сточных вод 1 кг
ртора по данной схеме будет
:тоить в 5 раз дешевле, чем
'.уществующими в настоящее
щемя методами (известкова-
ние и т. п.).
Обезвреживание методом
ионного обмена. Метод ион-
ного обмена целесообразно
% от теоретически необходимого
10.5. Зависимость степени извле-
(кривая 1) и выхода по току
Рис.
чеиия
(кривая 2) фтора от количества пропу-
щенного электричества.
применять для очистки сточных
вод, содержащих небольшие
количества ионов фтора (см.
гл. 6). Проверена возможность
обезвреживания сточных вод
методом ионного обмена после обработки известью или мелом [553]
и после электрохимической очистки [552].
Наибольшей емкостью по фтору обладает анионит АВ-16г (до
56 мг-экв/л) [553]. Однако регенерация анионита протекает
успешно в случае применения анионита марки ЭДЭ-10П. В каче-
стве регенерирующих растворов используют водные растворы
NaOH, Na2CO3, NH4OH. Лучшей регенерирующей способностью
обладает 2—3%-ный раствор NaOH. После регенерации'анионита
раствор, содержащий 2—3% NaF, может быть использован для
получения солей фтора. Положительные результаты дало приме-
нение для регенерации анионита 10% раствора Na2CO3. Схема
установки обезвреживания фторсодержащих сточных вод нейтра-
лизацией с последующим ионным обменом приведена на рис. 10.6.
Представленная схема обеспечивает высокоэффективную очистку
сточных вод от соединений фтора [553].
Доочистка другими методами. Установлена [86, с. 439; 554] воз-
можность доочистки сточных вод'от ионов фтора с помощью
зернистого активного оксида алюминия. Последний является в
данном случае анионитом, избирательно обменивающим ионы
и ОН-, которыми он заряжен при регенерации, на ионы F-. Рабо-
чая емкость сорбента по фтору принимается равной 900—1000 г
329
фтора на 1 м3 набухшего сорбента [86, с. 443]. Регенерацию сс
бента рекомендуется проводить 1 —1,5% раствором A12(SO4)3. Дг
ный метод позволяет снижать содержание ионов фтора в воде
требуемых норм.
Выделить фтор из воды можно, соосаждая его с гидроксид
ми алюминия или магния [86, с. 447; 555, с. 7], образующими*
при обработке воды солями алюминия или магния (см. гл. 5
При обесфторивании воды (pH = 5 4-5,5) расход А12(5О4)з с
снижение содержания фтора с 5 до 1 мг/л составляет 40—50 &
на 1 мг удаленного фтора.
Рис. 10.6. Схема установки обезвреживания фторсодер-
жащих сточных вод:
1—нейтрализатор; 2—отстойник; 3—колонна с анионитом.
Доочистку фторсодержащих сточных вод можно производить
вводя в воду фосфат натрия и известь [549], в результате чегс
образуются малорастворимые в воде вещества типа апатита:
ЗНРОГ + 5Са2++ ЗОН" + F- —> Ca5F(PO4)3| + ЗН2О
При содержании фтора в исходной воде 8—62 мг/л (после
известкования) концентрация его в очищенной воде составляла
0,4—27,5 мг/л.
Для доочистки фторсодержащих сточных вод возможно при-
менение суперфосфата, обеспечивающего снижение содержания
фтора в воде с 8—17 до 0,5—1,5 мг/л [549].
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА ФОСФОРА
И ТЕРМИЧЕСКОЙ ФОСФОРНОЙ КИСЛОТЫ
Условия образования сточных вод
Сырьем для получения фосфора являются фосфори-
ты. Суммарная реакция восстановления трикальцийфосфата угле-
родом и возгонки фосфора выражается уравнением:
Са3(РО4)2 + 5С = Р2 + 5СО + ЗСаО - Q Дж
В процессе возгонки протекают побочные реакции, в резуль-
тате которых образуются: СО2, Н2, H2S, РН3, SiF4 и др. Выходя-
330
щй из печи газ с содержанием 4—10% (об.) Р4, 65—85% СО,
,5—1 % SiF4 и других продуктов очищается от пыли (шихты)
электрофильтрах. Так как частицы пыли содержат адсорбиро-
анный фосфор, ее удаляют из бункеров электрофильтров водой,
результате чего образуется сточная вода — «котрельное моло-
о» [556, с. 6]. Из электрофильтров газ поступает в конденсаторы
юсфора, где промывается водой и охлаждается при этом до
б °C. Сконденсировавшийся жидкий фосфор собирается под во-
юй в сборниках.
Распределение содержания взвешенных примесей (шлама)
лежду жидким фосфором и водой в конденсаторе зависит от pH
:реды. Содержание взвешенных веществ в воде в кислой среде
шачительно меньше, чем в нейтральной. Накопления ионов Са2+,
Vlg2+, SiO2-, SO2-, Cl* в воде практически не происходит [557].
В ваннах конденсаторов поддерживается постоянный уровень
воды. По мере накопления фосфора загрязненная вода сливается
з сборник сточных вод, а при сливе фосфора освобождающийся
объем заполняется пропиточной водой. Время полной замены воды
составляет для первых (по ходу газа) конденсаторов в среднем
сутки [558].
Фосфорсодержащие сточные воды образуются также при про-
мывке фосфора в хранилищах и отстойниках, промывке желез-
нодорожных цистерн и т. п.
Производство термической фосфорной кислоты включает сле-
дующие процессы: 1) сжигание жидкого фосфора; 2) охлажде-
ние газов; 3) гидратацию и абсорбцию оксидов фосфора; 4) кон-
денсацию фосфорной кислоты и улавливание туманообразной
фосфорной кислоты.
Сточные воды, загрязненные элементарным фосфором, обра-
зуются в результате контакта воды с фосфором при его хранении,
а также при промывке резервуаров, цистерн и коммуникаций.
При промывке оборудования и коммуникаций образуются также
сточные воды, загрязненные фосфорной кислотой.
В некоторых схемах предусматривается доочистка газа перед
сбросом в атмосферу абсорбцией водой. Однако образующиеся
сточные воды, как правило, могут быть использованы в системе
гидратации и абсорбции оксидов фосфора.
Количество и состав сточных вод
Для производства 1 т фосфора требуется около 500 м3
воды, из них 475—480 м3 воды для охлаждения продуктов. На
технологические нужды расходуется 20—25 м3/т воды, однако ос-
новное количество этой воды находится в циркуляционной систе-
ме. Количество загрязненных сточных вод, содержащих элемен-
тарный фосфор, составляет 5—8 м3 на 1 т фосфора [558].
Количество воды, расходуемой на производство 1 т фосфорной
кислоты, зависит от принятой технологической схемы производства
и составляет от 120 до 200 м3. При использовании оборотной
331
системы водоснабжения на 1 т продукта образуется 4—6 м3 проду
войной воды и 0,3—0,4 м3 сточной воды, загрязненной фосфором
и фосфорной кислотой.
Содержание основных примесей в сточных водах фосфорной:
производства на разных заводах, конденсация фосфора на кото-
рых происходит при различной величине pH, приведено в табл.
10.3 [556, 558].
Таблица 10.3
Содержание основных примесей сточных вод
производства фосфора при различных pH среды конденсации
pH Содержание примесей, г/л
взвешенные вещества ₽4 Р2О5 F" SiO3
1,7-2,3 0,15—1,3 0,1-0,7 6,2-9,2 2,8—6,3 2,6-3,4
2,4—3,3 0,05-0,15 0,1-0,2 8,4-11,8 5,6—6,9 1,7-2,8
6,8-7,8 21,4—30,6 0,4-0,6 0,6—0,9 0,2—0,5 0,2—0,3
Из приведенных в табл. 10.3 данных видно, что при pH — 6,84-
4- 7,8 содержание в воде взвешенных веществ резко возрастает, а
концентрация Р2О5, F- и SiOl- снижается. Следует отметить,
что элементарный фосфор содержится, в основном, в виде взвешен-
ных частиц, так как растворимость его в воде невелика. В неко-
торых случаях содержание фосфора достигает 5600 мг/л [559].
Кроме указанных примесей, сточные воды содержат, мг/л:
Цианиды................ 10—500 Фосфнн............. Немного
Сульфиды (H2S)......... 10—20 Сухой остаток...... 1000—2500
Фенолы................. 5—25
На большинстве заводов фосфор конденсируется в кислой сре-
де, т. е. в условиях, когда основное количество шлама при разделе-
нии фосфора и воды переходит в фосфор [557]. В нейтральной и
слабощелочной среде частицы обладают высоким зарядом, кото-
рый снижается с уменьшением величины pH. Изоэлектрическая
точка этой системы наблюдается при pH — 2. При снижении pH
до 7 величина ^-потенциала снижается до —14 Мв; при этом сред-
ний эквивалентный радиус увеличивается с 1,6 до 5,4 мкм. В кис-
лой среде частицы объединяются в крупные агрегаты, быстро осе-
дающие в ваннах конденсаторов.
На современных фосфорных заводах количество фосфорсодер-
жащих сточных вод составляет 5—6 тыс. м3 в сутки.
«Котрельное молоко» содержит 8—40% твердого остатка (из
них 0,39—0,78% Р4) и имеет плотность от 1050 до 1300 кг/м3 [560].
Выход «котрельной пыли» составляет в среднем 190 кг на 1 т фос-
фора.
332
Очистка и использование сточных вод
Сточные воды производства фосфорной кислоты обыч-
но очищают совместно со сточными водами производства фосфора.
Предложенные способы очистки предусматривают не только
обезвреживание сточных вод, но и извлечение основного количе-
ства фосфора с целью уменьшения производственных потерь. Это
достигается методом механической очистки, так как фосфор нахо-
дится в воде в виде суспендированных частиц вместе с частицами
шлама. Фосфорсодержащие частицы шлама отделяются от сточ-
ной воды в отстойниках различных конструкций, а также в гидро-
циклонах. Однако эффективность процесса отстаивания недоста-
точна: за 2 ч— 60—80% [561], за 4 ч — до 90%. Предложенная
схема очистки сточной воды от фосфорного шлама, включающая
отстойник (отстаивание в течение 1 ч) и два последовательно
установленных гидроциклона диаметром 75 мм, обеспечивает 80—
85 %-ное осветление.
Для интенсификации процесса осаждения частиц применяют
коагулянты [сульфат алюминия, хлорид железа (II)] и флокулян»
ты (полиакриламид). Обработка сточной воды сульфатом алюми-
ния в количестве 25 мг/л позволяет повысить эффект очистки
воды от взвешенных частиц до 98% [558]. Применение полиакрил-
амида (до 20 мг/л) обеспечивает повышение производительности
станции нейтрализации примерно в 2 раза [562]. Рекомендуемое
количество полиакриламида по отношению к массе твердой ф: зы
суспензии составляет 0,2—0,3% [563].
Образующийся в результате механической очистки сточных вод
фосфорный шлам, содержащий 10—30% фосфора, направляется на
сжигание или на установку дистилляции. Объем первичного шла-
ма (в процентах от объема воды) составляет 0,2—2% (1,4—2,0%
при pH = 6ч-9 и не более 1 % в кислой среде) [564].
Для очистки сточных вод от фосфора разработаны [565, с. 167;
566, 567] методы, основанные на окислении взвешенных и раство-
ренных частиц фосфора кислородом воздуха, хлором или другими
окислителями. При окислении кислородом воздуха:
Р4 + 5О2 + 6Н2О = 4Н3РО4
Взаимодействие фосфора и продуктов его окисления с хлором
может быть описано уравнениями:
Р4 + 10С12 + 16Н2О = 4Н3РО4 + 20НС1
Н3РО3 + С12 + Н2О = Н3РО4 + 2НС1
Проведенные исследования показали, что максимальная ско-
рость окисления получена при pH = 7 4-8 [566]. После нейтрализа-
ции исходной сточной воды известковым молоком и осаждения
взвешенных веществ содержание фосфора снижается с 12—16 до
1,2 мг/л. Оставшийся в воде фосфор полностью окисляется хлорной
33»
водой в течение 15 мин при дозе хлора 25 мг/л. Для интенсифика-
ции процесса осаждения взвеси используется полиакриламид.
Степень очистки сточных вод по данной схеме зависит в боль-
шой степени от эффективности работы отстойников. Опыт эксплуа-
тации подобных установок показал [567], что суспендированные
частицы фосфора окисляются хлором медленно, и поэтому содер-
жание фосфора в очищенной воде (после третьего контактного ап-
парата) составляет 0,4—1,2 мг/л [566].
Следует отметить, что в щелочной среде интенсивно протекает
реакция образования из элементарного фосфора фосфина — ток-
сичного и взрывоопасного газа. Поэтому нейтрализацию кислых
Сточная^
вода
A12(SO4)3
CaClg Са(он)г ПАА
Очищенная бода
на использование
Шлам
на обезбрежидание
Шлам
на обезвреживание
Дозбд/х1 fl __________
на использование
Очищенная
бода‘
2
5
Рис. 10.7. Схема установки очистки сточных вод производства
фосфора:
1, 3 — отстойники; 2—реактор; 4— сборник очищенной воды; 5—аэрацион-
ная колонна.
фосфорсодержащих сточных вод следует проводить осторожно, не
допуская образования щелочной среды (pH — не более 7,5—8,0).
В настоящее время разработана и внедрена схема очистки сточ-
ных вод производства фосфора, обеспечивающая возможность по-
вторного использования очищенных сточных вод в производстве
фосфора и фосфорной кислоты [558, 559]. Аналогичная схема раз-
работана и внедрена на одном из заводов США [568].
Схема установки представлена на рис. 10.7. Нейтральная или
слабощелочная сточная вода, в которую добавлен коагулянт —
сульфат алюминия — в количестве до 25 мг/л, подается в отстой-
ник 1, где производится отделение фосфорсодержащего шлама.
Затем в сточную воду вводится известковое молоко и образующая-
ся в реакторе взвесь отделяется от воды в отстойнике 3. Перед по-
ступлением воды в отстойник в воду дозируется полиакриламид.
Осветленная сточная вода сливается в сборник 4, из которого
часть воды направляется в производство для повторного использо-
вания, а другая часть — в аэрационную колонну 5 для отдувки
токсичных газов (фосфина и др.). Очищенная сточная вода также
повторно используется на производстве. При отсутствии необходи-
334
мости в нейтрализации перед вторичным осветлением в сточную
воду вводят хлорид кальция. Очищенная вода содержит (мг/л):
Взвешенные вещества . .
Фосфорный ангидрид . .
Цианиды...............
Фториды ..............
100-150
150—200
10—400
30-40
Сульфиды ...............
Фенолы .................
Фосфор элементарный . . .
10-20
4—15
3-4
Проведенная проверка [558] показала, что примеси очищен-
ной сточной воды не оказывают отрицательного воздействия на
технологические процессы и продукты производства. Накопле-
ние растворимых примесей в замкнутом цикле использования
Рис. 10.8. Схема повторного использования очищенных
сточных вод в производстве фосфора и фосфорной
кислоты:
1— сборник-усреднитель; 2—узел грануляции; 3—ванна конден-
саторов; 4 — гидрозатвор; 5 — сборник роды для передавливания
фосфора; 6 — сборник воды для смыва пыли в электрофильт-
рах; 7— сборник воды для приготовления «глиняного молока»;
5 — сборник воды для получения фосфорной кислоты; 9—сбор-
ник воды для приготовления реагентов на установке очистки
сточных вод: 10 — сборник воды для приготовления «известкового
молока»; Ц — сборник воды для промывки цистерн.
воды не происходит, так как большое количество воды расходу-
ется на гранулирование шлака, смыв пыли с электрофильтров, а
также выводится со шламами.
Схема повторного использования очищенных сточных вод в
производстве фосфора и фосфорной кислоты приведена на
рис. 10.8. Эта схема разработана [559] с учетом различных тре-
бований, предъявляемых потребителями к качеству используе-
мой воды. Положительные результаты промышленных испыта-
ний позволили ввести данную схему очистки сточных вод и по-
вторного использования очищенной сточной воды в постоянную
эксплуатацию.
На основании полученного опыта внедрения схемы повтор-
ного использования очищенных сточных вод разработана прин-
ципиальная схема «бессточного» производства фосфора [558],
335
представленная на рис. 10.9. Эта балансовая схема предусматри-
вает использование свежей воды (из водоема) только для подпитки
системы оборотного водоснабжения (для охлаждения аппаратов),
а также для водоснабжения котельной, лаборатории и на бытовые
нужды.
1500
Рис. Ю.9. Принципиальная схема бессточного производства фосфора.
Цифры указывают материальные потоки в мг/сутки
Для подпитки замкнутых систем водоснабжения, для мокрой
пылегазоочистки, пылеуборки и технологических процессов ис-
пользуется продувочная вода системы оборотного водоснабже-
ния и сточные воды лабораторий.
Данная схема внедрена в промышленность и позволяет пол-
ностью исключить сброс в водоемы токсичных фосфорсодержа-
щих сточных вод.
Глава 11
ОЧИСТКА сточных вод
АЗОТНОЙ ПРОМЫШЛЕННОСТИ
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА АММИАКА
Условия образования, количество и состав
сточных вод
В настоящее время для производства аммиака из
природного и попутного газов используют различные технологи-
ческие схемы, отличающиеся способами конверсии газов и мето-
дами очистки конвертированного газа. По способу конверсии
природного газа применяют две схемы: I — с каталитической
конверсией под атмосферным давлением; II — с каталитической
конверсией под давлением.
Очистку конвертированного газа от СОг проводят абсорбцией
моноэтаноламином, водой или водно-щелочным раствором. Вы-
деление из газа СО и доочистка от СОг осуществляется абсорб-
цией медно-аммиачным раствором или жидким азотом. Кроме
этих сточных вод в процессе охлаждения газа в холодильниках,
скрубберах образуются конденсаты. В канализацию сбрасывают-
ся также избыточное количество конденсата из циркуляционной
системы и сточные воды от пропарки и промывки оборудования,
продувки котлов, охлаждения компрессоров и т. д.
В процессах получения аммиака из природного и попутного
газов образуются производственные сточные воды: не требую-
щие специальной очистки (условно-чистые) и загрязненные.
Сточные воды, не требующие специальной очистки, использу-
ют в системах оборотного водоснабжения. Количество этих вод
зависит от принятой схемы производства, особенно от способа
очистки газа от СОг: при получении аммиака из природного га-
за по схеме I с водной очисткой газа — 800—825 м3 на 1т ам-
миака, с моноэтаноламиновой очисткой газа — 500—550 м3/т; по
схеме II с моноэтаноламиновой очисткой газа от СОг и отмыв-
кой газа от СО жидким азотом — 640 м3/т [569, с. 226]. Кон-
центрация аммиака в оборотной воде, по данным заводов, не
должна превышать 3—5 мг/л. В воде, подаваемой на очистку га-
за от СОг, концентрация диоксида углерода не должна быть вы-
ше 30—50 мг/л. В оборотной воде от процесса медно-аммиачной
очистки содержание Си2+ составляет до 0,5 мг/л.
Данные о количестве загрязненных сточных вод, образую-
щихся при получении аммиака с использованием природного га-
за, представлены в табл. 11. 1.
337
Таблица 11.1
Характеристика сточных вод производства аммиака
из природного газа
Технологический процесс, Расход Концентраци
в котором образуется сточных Примесь примеси,
сточная вода вод, мЗ/т мг/л
Технологическая
схема I
Водная очистка газа от СОг 8,7 Диоксид углерода 35-50
Моноэтаноламиновая очист- 0,01 Бикарбонат натрия До 1 000
ка газа от СО2
Компрессия газа 0,8 Масло Следы
Медно-аммиачная и щелоч- 0,1—0,2 Медь 1-5
иая очистка газа и реге- Аммиак До 100
нерация медно-аммиачного
раствора
Синтез аммиака 0,3-0,5 Аммиак Следы
Углеаммонийные соли До 20 000
Пропарка и промывка обо- 0,005-0,01 Медь До 1 500
рудования Аммиак До 1 500
Диоксид углерода До 1 500
Масло Следы
Уксусная кислота До 1000
Технологическая
схема II [80, с. 231]
Моноэтаноламиновая очист- 0,01 Бикарбонат натрия 500-1 000
ка газа
Сжижение аммиака 0,05 Масло Следы
Продувка котлов 0,6 Щелочь 80—220
Фосфорный ангидрид 500—3 300
Диоксид кремния 4 600
Примечание. Содержание масла определяли в воде после маслоуловителей.
Очистка и использование сточных вод
Сточные воды отделения конверсии природного га-
за используют в системе оборотного водоснабжения. В оборот-
ный цикл поступают также (после газоотделителей и градирни)
сточные воды установки водной очистки газа от СОг. Для умень-
шения до нормы содержания СОг в воде после дегазации (а сле-
довательно, и предотвращения сброса продувочной воды в кана-
лизацию) дополнительно очищают воду методом аэрации (см.
гл. 6). Сточные воды с установок компрессии газа и сжижения
аммиака, загрязненные маслами, направляют в маслоуловители
отстойного типа и затем сбрасывают в канализацию химически
загрязненных стоков завода. Использование этих вод в системах
оборотного водоснабжения возможно после тщательной доочист-
ки их от следов масел. Уловленные масла направляют на уста-
новку регенерации масел.
338
Наиболее загрязненными являются стоки установок медно-
лмиачной и щелочной очистки газа и регенерации медно-аммиач-
>го раствора. Для уменьшения потерь меди и аммиака с отрабо-
нным раствором каустика целесообразно заменять щелочную
шстку газа на очистку аммиачной водой, которая используется
1тем для приготовления аммиачных удобрений. Этот метод на.ме-
;но применить на некоторых заводах.
Часть сточных вод установки медно-аммиачной очистки и ре-
шерации медно-аммиачного раствора используют для приготов-
ения аммиачной воды (применяют в сельском хозяйстве), а
зкже медно-аммиачного раствора. Некоторая часть воды мо-
:ет быть израсходована для промывки аппаратуры перед ре-
онтом. Сточная вода от пропарки и промывки оборудования в
оличестве 100—200 м3 в месяц отстаивается от масел и исполь-
уется в качестве добавки в медно-аммиачный раствор, а также
небольшое количество) для приготовления аммиачной воды. За-
;ена медно-аммиачного метода очистки газа от СО методом
тмывки жидким азотом позволяет предотвратить образование
агрязненных сточных вод (за исключением очень небольшого
оличества малозагрязненного конденсата от осушки газа).
Сточные воды от моноэтаноламиновой очистки газа, установ-
и синтеза аммиака, часть сточных вод установки медно-амми-
чной очистки, а также продувочные воды котлов (после нейт-
рализации) поступают в канализацию химически загрязненных
точных вод. Например, общие потери аммиака на одном из
федприятий в 1970 г. со сточными водами составили около
tO т.
Доочистку сточных вод от аммиака проводили различными
летодами (электродиализ, паровая отдувка, ионный обмен — см.
л. 6), однако наиболее эффективным и экономичным оказался
летод ионного обмена [569]. Положительные результаты полу-
лены при использовании катионитов: Wofatit F., Zewatit S 100,
Farion KS[570], Из отечественных ионитов применим катионит
КУ-2, динамическая обменная емкость которого по аммиаку со-
ставляет около 3 мг-экв/г. При содержании аммиака в исходной
воде 0,2—1,0 г/л катионит КУ-2 полностью очищает воду. В про-
цессе работы емкость катионита практически не изменяется. Пол-
ную регенерацию катионита обеспечивает 10% раствор серной
кислоты. Раствор после регенерации содержит 50—60 г/л суль-
фата аммония.
Если основное количество аммиака в сточной воде находится
в виде карбоната аммония, то при ионирований выделяется СО2,
который поддерживает катионит во взвешенном состоянии [571].
При 80—90 °C концентрация СО2 в конденсате снижалась с 580
до 25 мг/л.
Очищенная вода может быть использована в системах обо-
ротного водоснабжения и даже для питания котлов ТЭЦ [569].
Для извлечения меди из сточных вод производства аммиака
также был использован метод ионного обмена (см. гл. 6).
339
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА КАРБАМИДА
Условия образования, количество и состав
сточных вод
Карбамид (мочевина) является одним из наиболее
концентрированных азотных удобрений, объем производства ко-
торого непрерывно возрастает. Синтез карбамида осуществляют
из аммиака и диоксида углерода, причем применяют, как прави-
ло, схемы с частичным или полным рециклом NH3 и СОг [572,
с. 180].
При получении . карбамида образуется большое количество
реакционной воды. Сточными водами являются также конденсат
острого пара, подаваемого в паровые эжекторы, десорбер и дру-
гие аппараты, вода, образующаяся при охлаждении сальников
плунжерных насосов, смывы с полов и другие неорганизованные
сбросы (промывка оборудования, обогрев предохранительных
клапанов и т. п.).
Среднегодовое количество сточных вод составляет около 211—
241 м3 на 1 т карбамида, в том числе воды, не требующей спе-
циальной очистки, — около 210—240 м3 и загрязненной — 0,8—
1,05 м3.
Воды, не требующие специальной очистки, используют в си-
стемах оборотного водоснабжения. К загрязненным водам отно-
сятся: реакционная вода (300л/т); конденсат острого пара (око-
ло 0,3—0,5 м3/т); вода, расходуемая на охлаждение и неоргани-
зованные сбросы (около 0,25—0,3 м3/т).
Данные, характеризующие потери аммиака и карбамида со
сточными водами на различных стадиях технологического про-
цесса, приведены в табл. 11. 2. [572, с. 353]. В табл. 11. 3 пред-
ставлены данные по распределению аммиака и карбамида в кон-
денсатах сокового пара I и II ступеней выпарки, из которых
Таблица 11.2
Потери аммиака и карбамида со сточными водами
на различных стадиях технологического процесса
производства карбамида
Сточная вода Содержание в сточной воде, г/л Количество сточных вод на 1 т карбамида, кг Средние по- тери на I т карбамида (в пересчете на NH3), кг
аммиак карбамид
Конденсат хвостовых эжек- торов выпарки 50-75 — 140 7,1
Конденсат охлаждения саль- ников плунжерных насосов 0,9-6,1 1,5-10,5 75 0.7
Вода после десорбера I ступени 2,0—4,4 5,3-6,4 825 5,0
Вода после десорбера II ступени 0,07-0,11 5,3-6,4 900 3,0
340
видно, что соковые пары II ступени выпарки уносят значитель-
ное количество карбамида..
Таблица 11.3
Распределение аммиака и карбамида в конденсатах
сокового пара I и II ступеней выпарки
Место отбора пробы сточной воды Количество конденсата сокового пара, л/ч Содержание, г/л Расход, кг/ч
NH3 CO(NH2)2 NHa CO(NH2)2
Конденсатор I ступени вы- 8 900 9,4 2,7 83,6 24,0
парки Форконденсатор II ступени 952 0,6 100,5 0,6 95,3
выпарки Конденсатор II ступени 750 5,2 7,2 3,9 5,4
выпарки Дополнительный конденса- 450 0,3 0,3 0,1 0,1
тор
Всего: 11 052 — — 88,2 124,8
Очистка и использование сточных вод
С целью снижения потерь аммиака и мочевины со
сточными водами предложено осуществить комплекс мероприя-
тий [573, с. 352], основными из которых являются: 1) фракци-
онная конденсация и промывка соковых паров выпарки II ступе-
ни с получением концентрированного раствора, который может
быть возвращен в цикл выпарки; 2) частичная конденсация па-
ров после эжекторов с улавливанием практически всего содер-
жащегося аммиака; 3) глубокая очистка сточных вод от аммиака
и карбамида с утилизацией отгоняемого аммиака в цикле произ-
водства карбамида или для получения нитрата аммония;
4) включение в работу II ступени абсорбции и десорбции; этот
узел может быть подключен совместно или отдельно с узлом глу-
бокой очистки сточных вод.
Внедрение указанных мероприятий позволяет значительно
снизить производственные потери аммиака и мочевины и повы-
сить степень использования сырья примерно до 90%. Включение
в схему форконденсатора II ступени выпарки дает возможность
вернуть в производство до 95% карбамида, уносимого с парами
выпарки II ступени (см. табл. 11.3).
Потери аммиака можно уменьшить, установив хвостовой кон-
денсатор, рассчитанный на частичную или полную конденсацию
пара после эжекторов, расход которого составляет около
150 кг/т. При этом одновременно возрастает количество соково-
го конденсата и, соответственно, увеличится нагрузка на узел
абсорбции — десорбции и конденсатор дистилляции JI ступени.
841
Для глубокой очистки сточных вод от карбамида предложено
[573] проводить высокотемпературный гидролиз карбамида (см.
гл. 6) с последующей десорбцией или ректификацией аммиач-
ной воды и использованием образующегося аммиака в произ-
водстве карбамида или для получения других продуктов (напри-
мер, нитрата аммония).
Вода
NH3 I I Конденсат
сокового пара
-в
Неорганизованные
сбросы. В канализацию
Рис. 11.1. Принципиальная технологическая схема уста-
новки очистки сточных вод производства карбамида:
1 — абсорбер; 2—сборник; 3—насос; 4—теплообменник; 5—рек-
тификационная колонна; 6 — кипятильник; 7 — гидролнзер;
8 — дефлегматор-промыватель; 9— десорбер; 10— холодильник.
Установка глубокой очистки сточных вод представлена на
рис. 11. 1.
Аммиачная вода, содержащая 15—20% NH3 и незначитель-
ное количество СОг, стекает из абсорбера 1 в сборник 2, из кото-
рого насосом 3 через теплообменник 4 подается под давлением
до 2,0 МПа в верхнюю часть колонны ректификации 5. В ниж-
ней части колонны с помощью выносного кипятильника 6 поддер-
живается температура 200—210°С. Газовая фаза, содержащая
более 90% NH3, менее 5% СО2 и водяные пары, направляется в
дефлегматор-промыватель 8, где образуется раствор углеаммо-
нийных солей (УАС), часть которого непрерывно отводится в
промывную колонну узла дистилляции I ступени (на рисунке не
342
показан). Очищенные от СО2 пары аммиака, содержащие не бо-
лее 2% водяных паров, могут быть направлены на конденсацию
или поданы в промывную колонну.
Жидкая фаза из кубовой части колонны ректификации с со-
держанием не более 6% карбамида и около 0,2% аммиака по-
ступает в гидролизер 7, в котором выдерживается в течение эО—
60 мин при 190—200 °C для разложения карбамида до NH3 и
СО2. Газовая фаза из гидролизера сбрасывается в колонну ректи-
фикации 5, а жидкая фаза проходит теплообменник 4, дроссели-
руется и поступает в десорбер 9. При дросселировании от 2,0
МПа до атмосферного давления и последующей обработке раст-
вора острым паром из раствора выделяется аммиак. Очищенная
сточная вода из десорбера через теплообменник 4 и холодильник
10 сбрасывается в канализацию.
По данным ряда предприятий концентрация аммиака в очи-
щенной сточной воде не превышает 150 мг/л, а содержание карб-
амида в воде снижается до 300—500 мг/л. Если сточные воды
производства карбамида направляются на сооружения биологи-
ческой очистки, содержание карбамида в воде не должно превы-
шать 700 мг/л, аммиака — 65—70 мг/л [574].
Целесообразно проводить биологическую очистку сточной во-
ды производства карбамида в смеси с другими сточными водами,
содержащими органические соединения. В этом случае карбамид
и аммиак будут активно использоваться микроорганизмами в каче-
стве источников азота. Кроме того, сточные воды производства
карбамида после нейтрализации азотной кислотой рекомендуется
применять в качестве жидких азотсодержащих удобрений [574].
Одним из путей использования азота, содержащегося в сточных
водах производства карбамида, является управляемое культивиро-
вание водорослей на этих сточных водах, что позволит получать
питательные кормовые белки.
С целью ликвидации сброса сточных вод производства карб-
амида предложено [575] в цехе карбамида организовать внутрен-
ний водооборотный цикл (спеццикл), включающий вентиляторную
градирню, оборудованную брызгоуловителями и мощными вен-
тиляторами, и циркуляционные насосы. При этом в градирне
должно быть обеспечено испарение определенного количества
сточной воды независимо от времени года и метеорологических
условий. Для предотвращения выделения аммиака в атмосферу
сточная вода перед подачей в спеццикл обрабатывается диок-
сидом углерода. Накопление в оборотной воде углеаммонийных
солей и карбамида предотвращается путем подачи части этой
воды на орошение промывной колонны и абсорбера. Такая схе-
ма позволяет не только предотвратить загрязнение атмосферы,
но и утилизировать ценные продукты. При этом рекомендуется
воду спеццикла использовать в качестве охлаждающего агента в
теплообменной аппаратуре. По расчетам, все расходы на созда-
ние внутреннего оборотного цикла окупятся примерно в течение
одного года.
343-
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
АММИАЧНОЙ СЕЛИТРЫ
Условия образования, количество и состав
сточных вод
Аммиачная селитра является одним из самы^ рас-
пространенных видов азотных удобрений. В промышленности
широко применяется только метод получения аммиачной селит-
ры из синтетического аммиака (или аммиаксодержащих газов)
и разбавленной азотной кислоты.
Процесс получения аммиачной селитры состоит из следую-
щих стадий: 1) получение растворов аммиачной селитры нейт-
рализацией азотной кислоты газообразным аммиаком или амми-
аксодержащими газами; 2) упаривание растворов аммиачной
селитры до состояния плава; 3) кристаллизация из плава соли
в виде частиц округлой формы (гранул), чешуек (пластинок) и
мелких кристаллов; 4) охлаждение или сушка соли; 5) упаков-
ка в тару готового продукта.
Полученные растворы аммиачной селитры направляются на
выпарную установку. Растворы 65% концентрации NH4NO3 вы-
паривают в две ступени [576, с. 76].
Основным источником загрязненных сточных вод являются
конденсаты соковых паров аппаратов ИТН (использование теп-
ла нейтрализации) и выпарных установок. Кроме того, сточные
воды образуются при охлаждении продуктов, промывке аппара-
туры, мытье полов и т. д.
В настоящее время на многих предприятиях барометрические
конденсаторы заменяют поверхностными. Это позволяет значи-
тельно уменьшить количество образующихся' сточных вод, уве-
личить концентрацию примесей в воде.
В процессе производства аммиачной селитры образуются
сточные воды: 1) не требующие специальной очистки (условно-
чистые)— воды от охлаждения продуктов; 2) загрязненные —
конденсаты соковых паров, а также воды от промывки аппара-
туры, мытья полов и т. п. Количество сточных вод, не требую-
щих специальной очистки, при использовании оборотной системы
водоснабжения составляет 50—70 м3 на 1т аммиачной селитры.
Количество загрязненных сточных вод зависит от -способа конден-
сации.соковых паров, а также от объема^этих паров.
При использовании азотной кислоты концентрацией от 43 до
58% выход сокового пара на 1 т селитры составляет 328—437кг
[575, с. 72]. В случае применения барометрических конденсато-
ров расход сточных вод при прохождении через одну ступень
возрастает примерно на 10 м3 на 1 т селитры. Суммарные поте-
ри аммиака и селитры со сточными водами от барометрических
конденсаторов составляют более 90% от общих потерь по цеху.
Расход сточных вод, образующихся при охлаждении сальников
насосов, мытье оборудования и полов, может достигать 0,8 м3 на
1 т аммиачной селитры, в том числе до 0,2 л/т щелочного раст-
.344
вора после промывки выпарных аппаратов. На современных
предприятиях общий расход загрязненных стачных вод состав-
ляет 0,6—0,8 м3/т.
Кроме того, сточные воды образуются в результате продувки
оборотных систем водоснабжения, причем количество продувоч-
ных вод зависит от принятой схемы и в случае подачи сточных
вод после барометрических конденсаторов в оборотную систему
достигает 7—10% от мощности системы.
Потери аммиака и азотной кислоты с соковым паром зависят
от эффективности работы нейтрализационных и выпарных уста-
новок, а также от степени очистки соковых паров в сепарато-
рах. Обычно потери NH3 на 1 т NH4NO3 составляют 2—2,5 кг, по-
тери HNO3 —7—7,5 кг [537, т. 2, с. 1190].
В случае конденсации соковых паров в барометрических кон-
денсаторах концентрация NH3 в сточной воде составляет 9—
39 мг/л (в среднем 25 мг/л), а концентрация NH4NO3— 30—
115 мг/л (в среднем 55 мг/л). При замене этих конденсаторов
на поверхностные концентрация NH3 в конденсате возрастает до
300—500 мг/л, a NH4NO3 — до 600—1800 мг/л (в некоторых слу-
чаях— до 2,5 г/л и более).
Концентрация примесей в конденсате от охлаждения отрабо-
танного газа из скрубберов-нейтрализаторов составляет: NH3—>
до 5 г/л (или HNO3 — до 10 г/л) и NH4NO3 — 50—100 г/л.
Очистка и использование сточных вод
Одним из наиболее рациональных решений являет-
ся использование сточных вод производства аммиачной селитры,
например в производстве азотной кислоты для абсорбции окис-
лов азота. Однако присутствие NH4NO3 в сточных водах не дает
возможности реализовать это решение. Для достижения цели
необходимо: 1) резко снизить количество образующихся сточ-
ных вод путем замены барометрических конденсаторов на по-
верхностные; 2) очищать конденсат сокового пара от содержа-
щихся в нем NH4NO3 и NH3.
Конденсат сокового пара очищают в настоящее время методом
ионного обмена (см. гл. 6) или путем отмывки сокового пара в
промывателе тарельчатого типа, работающем по принципу пар-
циального конденсатора.
Очистка конденсата сокового пара методом ионного обмена.
Конденсат очищают в две ступени [577]: 1) выделяют из воды
NH* с помощью катионита КУ-2 в Н-форме; 2) выделяют из
воды NO^, используя слабоосновной анионит АН-2Ф.
Выбор катионита КУ-2 обоснован тем, что он имеет значи-
тельную поглотительную емкость по аммиаку (до 2000 г-экв/м3),
причем сохраняет ее при 90—100 °C.
Катионит регенерируют 15—20% раствором HNO3. Фильтр
отмывают очищенным конденсатом до содержания аммиака в
промывной воде около 0,5 мг/л. Анионит регенерируют 10% ра-
створом аммиака. Регенерационные растворы, содержащие до
345
50 г/л NH4NO3 и 60 г/л HNO3, возвращают в производство ам-
миачной селитры.
Этот метод очистки конденсатов соковых паров внедрен на
ряде предприятий. Установка состоит из трех катионитовых и
трех анионитовых фильтров. Конденсат сокового пара с темпе-
ратурой около 35 °C, содержащий 0,5 г/л аммиака и до 2,5 г/л
NH4NO3 (общая концентрация NH3—1,02 г/л), поступает в один
из трех Н-катионитовых фильтров. Насыщение смолы ведется
до тех пор, пока содержание NH3 в очищенной воде не достиг-
нет примерно 0,5 мг/л. Затем конденсат поступает на анионито-
вый фильтр, в котором очищается до остаточного содержания
NO3 в воде примерно 0,5 мг/л. Регенерация катионита осуществ-
ляется 15% раствором HNO3 (30 м3 на одну регенерацию). Реге-
нерационный раствор содержит 53,9 г/л NH4NO3, 59,6 г/л HNO3.
Количество промывных вод — 32 м3. Отмывка катионита произво-
дится неочищенным конденсатом сокового пара.
Оптимальными условиями процесса регенерации являются:
Концентрация в конденсате, г/п:
NH+................................ 0,35
NH4NO3............................ 1,2
Концентрация HNO3, %................. 15
Время контакта кислоты с катионитом, мии 30
Для очистки сточных вод производства аммиачной селитры,
содержащих до 15 г/л NH3 и 7 г/л NH4NO3, применяют метод
ионного обмена [569]. Очищенную воду используют для пита-
ния парогенераторов высокого давления.
Очистка сокового пара в промывателях. Этот метод заключается
[577] в том, что при прохождении соковых паров через барбо-
тажный слой подкисленного азотной кислотой конденсата, а за-
тем через пленку конденсата, образующуюся в результате ча-
стичной конденсации сокового пара, последовательно происхо-
дит отмывка от примесей NH3 и NH4NO3. Очищаются соковые
пары в промывателях тарельчатого типа. Соковый пар вводится
тангенциально через штуцер, расположенный в нижней части ап-
парата, проходит затем через ситчатую тарелку, орошаемую
азотной кислотой, и далее через вторую и третью тарелки, на
которых расположены охлаждающие змеевики. В верхней части
промывателя имеется отбойный слой из керамических колец Ра-
шита общей высотой 200 мм. Образующиеся в промывателе ра-
створы, содержащие 14—17% NH4NO3. и около 2% HNO3, после
нейтрализации возвращаются в производство.
Испытания промывателя [577] в условиях работы без пода-
чи азотной кислоты на первую тарелку показали, что при наг-
рузке по соковому пару около 0,6 'T/ч и начальном содержании
4,2 г/л NH4NO3 и 1,3 г/л NH3 степень очистки в среднем состав-
ляет 86—90% по NH4NO3 и 32—35% по NH3. Остаточная кон-
центрация примесей в конденсате сокового пара: 0,51 г/л NH4NO3
и 0,9 г/л NH3. Расход воды на охлаждение сокового пара — 2,5 м3/т.
346
На эффективности работы промывателя отрицательно сказы-
ваются колебания нагрузки, подачи охлаждающей воды, а так-
же вакуума в системе.
В случае подачи азотной кислоты на орошение в промыва-
тель соковый пар практически полностью отмывается от аммиака,
а содержание NH4NO3 в конденсате не превышает 0,5 г/л.
Комбинированная очистка сточных вод. С целью повышения эф-
фективности и экономичности очистки конденсатов соковых па-
ров предложена [577] комбинированная двухступенчатая схема».
Рис. 11.2. Принципиальная схема очистки сокового пара и
конденсата от NH3 и NH4C1H:
1—аппарат ИТН; 2 — промыватель соковых паров; 3 — выпарной аппарат
I ступени; 4— выпарной аппарат II ступени; 5 —сепаратор; 6 — поверх-
ностный конденсатор; 7—напорный бак азотной кислоты; 8 — гидро-
затворы; 9—холодильник; 10—катнонитовые фильтры; СП —соковый
пар; К.СП — конденсат сокового пара; ОКСП — очищенный конденсат
сокового пара; ДН— донейтралнзатор; ПЖ.Э — парожидкостная эмульсия.
согласно которой соковые пары сначала очищаются в промывате-
лях, затем конденсируются в аппаратах поверхностного типа и
освобождаются от остатков NH4NO3 и NH3 методом ионного обме-
на. Принцип работы установки понятен из рис. 11.2. Данная схема
позволяет достигнуть высокой эффективности очистки и полностью
использовать очищенную воду в процессе получения азотной кис-
лоты и в других производствах.
На ряде заводов часть сточной воды производства аммиач*
ной селитры используется для подачи на орошение в абсорберы
очистки воздуха, выходящего из сушильного барабана или гра-
нуляционной башни, от частиц пыли. По мере повышения кон-
центрации аммиачной селитры в растворе часть его выводится из
цикла и направляется на выпаривание, а к остающемуся раствору
добавляют сточную воду.
Глава 12
ОЧИСТКА СТОЧНЫХ вод
ПРОИЗВОДСТВ ОСНОВНОГО ОРГАНИЧЕСКОГО
И НЕФТЕХИМИЧЕСКОГО СИНТЕЗА
Промышленность основного органического .и нефтехи-
мического синтеза включает большое число различных произ-
водств. В настоящей главе рассмотрены вопросы технологии
очистки сточных вод лишь некоторых многотоннажных производств.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА АКРИЛОНИТРИЛА
Условия образования, количество* и состав
сточных вод
Основным перспективным методом производства акри-
лонитрила является метод окислительного аммонолиза пропилена.
Синтез акрилонитрила проводят на висмут-фосфор-молибденовом
катализаторе при 425—500 °C, давлении 0,1—0,6 МПа и времени
контакта 1—3 с. В исходную смесь, подаваемую в реактор, добав-
ляется водяной пар в количестве 2—3 объема на объем пропилена.
Кроме того, продукты реакции обогащаются водяным паром, обра-
зующимся в процессе окисления.
Выходящая из реакторов парогазовая смесь содержит непро-
реагировавшие аммиак и пропилен, акрилонитрил, ацетонитрил,
синильную кислоту, альдегиды, а также водяной пар, диоксид
углерода и азот. После охлаждения газ поступает в абсорбер, оро-
шаемый водным раствором серной (или уксусной) кислоты, ко-
торый связывает аммиак в соль. Из полученного в абсорбере вод-
ного раствора отгоняют вначале летучие вещества, а раствор
сульфата аммония направляют на переработку. Из смеси органи-
ческих веществ отгоняют синильную кислоту, азеотропную смесь
акрилонитрила с водой и ацетонитрил. Далее акрилонитрил на-
правляют на ректификацию.
В процессе производства акрилонитрила образуются сульфат-
ные сточные воды в количестве 0,6 м3 на 1 т акрилонитрила и
сточные воды (конденсаты и другие), содержащие нитрилы, в ко-
личестве до 6 м3/т (80, с. 203]. Нитрильные сточные воды имеют
pH около 8 и содержат, мг/л:
Акрилонитрил......................
Ацетонитрил.......................
Синильная кислота ................
Сукцинонитрил ....................
Смолы.............................
Бикарбонат натрия ................
Сульфат натрия....................
Аммиак ...........................
Диоксид углерода..................
25 000—30 Оф
30 000—35 000
200
200
2 000-3 000
1 500
2 000
150
1 200
848
Сульфатные сточные воды являются водным раствором суль-
<ата аммония [до 30% (масс.)], содержащим свободную серную
ислоту [до 1% (масс.)] и загрязненным тяжелыми смолистыми
еществами [1—2% (масс.)].
Очистка и использование сточных вод
Нитрильные сточные воды. Сточные воды очищают от
[итрилов и синильной кислоты на отгонной колонне. В результате
одержание нитрилов снижается до 3000 мг/л, в том числе сум-
[арное содержание акрилонитрила и ацетонитрила составляет
ООО мг/л, сукцинонитрила — 2000 мг/л и синильной кислоты —
00 мг/л.
Последующую очистку нитрильных сточных вод предложено
доводить путем щелочного гидролиза (см. гл. 7) [578] при следую-
цих параметрах процесса:
Концентрация NaOH, % (масс.)............... 0,25
Температура, °C..........................150—160
Продолжительность гидролиза, мин............ 15
В результате остаточная концентрация нитрилов в воде не пре-
вышает 100—120 мг/л. К недостаткам метода следует отнести не-
эбходимость внесения в сточную воду значительных количеств
щелочи, высокое содержание нитрилов в очищенной воде.
Сточные воды целесообразно доочищать биологическим мето-
дом, так как нитрилы и продукты щелочного гидролиза (карбоно-
вые кислоты) поддаются биологическому распаду [485, с. 264, 266,
273, 296].
Сульфатные сточные воды. Обычные способы переработки суль-
фатных сточных вод путем выпаривания и кристаллизации суль-
фата аммония для сточных вод производства акрилонитрила не-
приемлемы вследствие наличия в воде тяжелых смолистых ве-
ществ. Эти смолы осаждаются на кристаллах сульфата аммония,
резко снижая его качество. Для переработки сульфатных сточных
вод, загрязненных смолами, разработано несколько способов [579]:
1) выделение сульфата аммония из раствора, насыщенного аммиа-
ком; 2) выделение сульфата аммония вакуум-кристаллизацией;
3) обработка сульфатных сточных вод известью.
Метод выделения сульфата аммония из раство-
ра, насыщенного аммиаком, основан на том, что раствори-
мость сульфата аммония в водных растворах аммиака значительно
уменьшается по сравнению с растворимостью в воде. При этом
растворимость смол не изменяется. Поэтому при насыщении охла-
жденного раствора сульфата аммония аммиаком происходит кри-
сталлизация сульфата аммония, который выделяется из раствора,
захватывая лишь небольшое количество примесей. Степень извле-
чения сульфата аммония при рециркуляции маточных растворов
составляет 82,5%. Недостатком этого метода является большая
энергоемкость и малая степень извлечения.
349
При выделении сульфата аммония методом в
куумной кристаллизации смолы, содержащиеся в стс
ной воде, остаются в маточном растворе и не загрязняют сульф
аммония. Выделяющиеся кристаллы в виде 85%-ной пульпы г
правляются на вакуум-фильтр, затем кристаллы сушатся п
100 °C. Коэффициент извлечения сульфата аммония по этому м
тоду составляет 85—92,5%. Полученный продукт отвечает требов
ниям ГОСТ. Недостаток метода — низкая степень извлечения пр
дукта из сточных вод. ,
Одним из перспективных методов является обработка сул
фатных сточных вод известью:
(NH4)2SO4 + Са(ОН)2 —> CaSO4 2Н2О + 2NH3
Выделяющийся аммиак может быть использован в процесс
синтеза акрилонитрила. Образующийся в качестве побочного пр<
дукта гипс (CaSO4-2H2O) после соответствующей обработки м
жет служить строительным материалом. Количество извест
составляет 102—110% к расчетному. При эффективном перемеш:
вании исходных продуктов продолжительность реакции не превг
шает 10 мин. Изменение температуры в пределах 10—100°С г
оказывает практического влияния на скорость реакции. Для очис
ки гипса от смол его промывают водой.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА СИНТЕТИЧЕСКИХ
ЖИРНЫХ КИСЛОТ (СЖК)
Условия образования сточных вод
Синтетические жирные кислоты получают путем жид
кофазного каталитического окисления парафина при атмосферно:
давлении с использованием марганцевого катализатора. При окис
лении парафина образуется смесь карбоновых кислот С!—С20
выше, дикарбоновые кислоты, альдегиды, кетоны, лактоны, эфир!
и другие соединения.
В процессе производства СЖК на многих стадиях используете:
вода. Технологическая схема производства СЖК с указание»
источников образования сточных вод представлена на рис. 12.1
Парафин и продукт, возвращаемый со стадии разделения (неомы
ляемые I), смешиваются с катализатором в смесителе 1 и дале<
насосом подаются в колонну окисления 2, в которую также посту
пает воздух. При охлаждении отработанного воздуха в холодиль
нике 3 часть летучих продуктов конденсируется и отделяется от
воздуха в сепараторе 4. Воздух доочищается в промывном скруб-
бере 5 водой и выбрасывается в атмосферу.
По окончании процесса окисления жидкость в колонне 2 охла-
ждают до 80—90 °C и сливают в шламоотстойник 6, в который
добавляют также немного воды. Шлам (нерастворимые в оксидате
щелочные и марганцевые соли низших дикарбоновых кислот) от-
деляется от органического слоя. Органический слой непрерывно
350
Катализатор
Рис. 12.1. Источники образования сточных вод в процессе производства синтетических жирных
кислот окислением парафина.
1 — смеситель; 2 — колонна окисления; 3 — холодильник; 4, 10, 16, 22 — сепараторы; 5 —промывной скруббер; 6 — шламо-
отстойник; 7—промывная колонна; 8, 9 — омылители; 11, 21, 25 —сборники; 12 — турбонасос; 13 — теплообменник,
14— автоклав; /5 —печь; /7 —шнек; 18, 19— аппараты с мешалкой; 20 — отстойник.
Сточные воды: / — водный конденсат; // — вода от промывки воздуха; /// — вода от промывки оксидата; /Г -кон-
денсат после термической обработки мыла; V — сульфатная вода.
насосом подается в промывную колонну 7, где водой экстрагируют
ся из оксидата низшие водорастворимые кислоты. Оксидат затеи
поступает в омылители 8 и 9, в которых производится нейтрализа
ция свободных карбоновых кислот 25% раствором соды и гидро
лиз сложных эфиров и лактонов 30% раствором щелочи. Часп
неомыленного продукта отделяется в сепараторе 10 и поступает i
сборник 11, другая часть продукта для завершения процесса омы-
ления из сепаратора насосом 12 подается в теплообменник 13, где
нагревается до 180 °C, затем в автоклав 14, в котором неомылен-
ные продукты отделяются и стекают в сборник 11.
Мыло из автоклава 14 нагревают в печи 15 до 320—340 °C и
после снижения давления отделяют от паров воды и неомыляемых
веществ в сепараторе 16. Обезвоженное м.ыло из сепаратора 16
транспортируется шнеком 17 в аппарат 18, куда добавляется также
вода. Мыльную массу насосом подают в аппарат 19, в котором
соли разлагаются концентрированной серной кислотой при нагре-
вании и перемешивании с образованием свободных карбоновых
кислот. Эмульсия разделяется в отстойнике 20. Верхний слой —
карбоновые кислоты — стекает в сборник 21, откуда направляется
на разделение (перегонкой в глубоком вакууме). Нижний слой—
водный раствор сульфата натрия — направляется на обезврежи-
вание.
В сепараторе 22 конденсат разделяется на органический и вод-
ный слой. Органический слой (неомыляемые II) сливается в сбор-
ник 23 и направляется на переработку.
Количество и состав сточных вод
* В процессе производства СЖК образуется около 8 м3
сточных вод на 1 т переработанного парафина. Данные о количе-
стве и составе сточных вод приведены в табл. 12.1 [399, 580].
Из приведенных в табл. 12.1 данных видно, что сточные воды
производства СЖК в значительной степени загрязнены летучими
органическими веществами. Сульфатные сточные воды и воды от
процесса промывки СЖК содержат большое количество сульфата
натрия.
Следует отметить, что сточные воды, содержащие низкомолеку-
лярные кислородсодержащие соединения (кислоты, кетоны, эфиры,
спирты), объединяются в отдельный поток «кислых» сточных вод.
В состав этого потока входят водный конденсат, воды от промывки
воздуха и оксидата, а также вода после подсушки сырых жирных
кислот. Усредненный поток кислых сточных вод загрязнен в основ-
ном низкомолекулярными жирными кислотами Ci—С4, содержание
которых достигает 17—20% (масс.). Общий выход кислот состав-
ляет 6—7% (масс.) от переработанного парафина [581, с. 138].
В кислых сточных водах могут присутствовать также кислоты
С5—С6 и дикарбоновые водорастворимые кислоты [581, с. 140].
Исследования показали, что количество нелетучих кислот состав-
ляет 1,0—1,2% от массы переработанного парафина. Эти кислоты
содержатся в воде после промывки оксидата.
352
12 Зак, 394
Таблица 12.1
Количество и состав сточных вод
производства СЖК
Источник образования сточной воды Количество сточной воды на 1 т парафина, рЙ
Водный конденсат 0,12 1,4-2,6
Промывка воздуха 0,55 2,2-2,8
Промывка оксидата 0,45 3,1-4,1
Отделение катализаторного шлама 0,3-0,4 2,9-3,6
Термическая обработка мыла 0,6-0,7 6,8-7,6
Сульфатная вода 3,2-3,6 2,8-3,8
Промывка сырых жирных кислот 0,9-1 3,2—4,2
Подсушка сырых жирных кислот 0,04 2,2-3,8
Дистилляция сырых жирных ки- слот (вода барометрических конденсаторов) U 6,5-6,9
Промывка аппаратов й трубопро- водов 0,05 6-7
ХПК, г/л ВПКз, г/л впкп. г/л Содержание летучих жирных кислот в пересчете на уксусную, % (масс.) Содержание сульфата натрия, г/л
247-284 86 187 22,4—24,5
49,5—68,3 30 43,6 4,5-6,5 ——
67,9-112 39,5 65,6 6,3-10,2 —
54-75 14,3 31,2 4,5-6,3 —
21 7 13,8 1,5-2 —
9,3-19 5,4 9,2 0,8-3,7 90-140
6-14 3,6 6,2 0,5-1,3 5-10
38,4 23,8 32,8 3,4-4
0,8-2 0,5 1,3 0,09 —
2-3
Содержание кислот в усредненном потоке кислых вод состав-
ляет, % (масс.) [582]:
Муравьиная......... 5,48 Пропионовая....... 2,4
Уксусная .......... 5,04 Масляная......... 1,98
В. сульфатных сточных водах содержится до 1,5% (масс.) низ-
комолекулярных кислот,. причем 30—80% приходится на долю
уксусной кислоты [583]. Кроме того, в воде присутствуют дикарбо-
новые кислоты, кетоны, сложные эфиры и другие вещества.
Очистка и использование сточных вод
Наиболее загрязненными являются кислые и сульфат-
ные сточные воды, очищать которые предложено на локальных
установках.
Кислые сточные воды. Для очистки кислых сточных вод могут
быть использованы различные методы: экстракция, сорбция,
ионный обмен, азеотропная и экстрактивная ректификация. Для
извлечения кислот С]—С4 из усредненного потока кислых сточных
вод наиболее целесообразным является метод азеотропной ректи-
фикации [582], в соответствии с которым воды отгоняют от смеси,
применяя в качестве разделяющего компонента изоамилформиат
[584]. Изоамилформиат образует с водой гетероазеотропную смесь,
имеющую температуру кипения 89,7°C и содержащую 23,5% воды.
В процессе азеотропной ректификации кислых сточных вод
образуется осадок. В результате отгонки получается «черная» кис-
лота, содержащая 0,4—0,6% указанного осадка [584]. Осадок от-
деляется методом вакуум-фильтрования и возвращается после
промывки на переработку в производство. Полученный дистиллят
после выделения из него изоамилформиата содержит 0,06—0,18%
муравьиной кислоты, 0,2—0,4% альдегидов и кетонов; ХПК состав-
ляет 2141—3289 мг/л. Этот дистиллят может быть использован для
промывки воздуха и оксидата в процессе производства СЖК [584].
В результате ректификации «черной» кислоты получают товар-
ные муравьиную, уксусную, пропионовую и масляную кислоты.
Однако качество этих кислот невысоко.
Для получения индивидуальных кислот высокой степени чисто-
ты предлагается двухстадийная схема выделения водорастворимых
кислот Ci—С4 [582]. С целью повышения качества кислот рекомен-
дуется предварительно очищать воду от легколетучих компонентов,
представляющих собой монокарбоновые кислоты, нейтральные про-
дукты и другие вещества [585].
При переработке всех кислых вод в настоящее время может
быть получено около 40 000 т кислот (в том числе 18 000 т му-
равьиной, 16000 т уксусной, 3500 т пропионовой и 2500 т масляной
[582]), стоимость которых значительно ниже прейскурантных цен.
С целью получения муравьиной кислоты, не содержащей при-
месей других кислот, разработан метод переработки кислых сточ-
ных вод, заключающийся в этерификации кислот метиловым спир-
том в присутствии серной кислоты [586]. Этерификацию проводят
354
в колонне 1 (рис. 12.2). Часть метиловых эфиров и метилового
спирта отгоняется в этой колонне, остальное количество — в ректи-
фикационной колонне 2. Сточная вода, содержащая 0,24% мура-
вьиной, 0,34% уксусной, 0,27% пропионовой и 0,28% масляной
кислот, направляется на нейтрализацию и биологическую доочи-
стку. В ректификационной колонне <3 из смеси метиловых эфиров
и метилового спирта выделяется метилформиат, который омыляет-
ся затем 25% раствором кальцинированной соды в омылителе 4,
метиловый спирт отгоняется в аппарате 5, и после сушки в аппа-
рате 6 получают товарный формиат натрия.
Рис. 12.2. Схема переработки кислых сточных вод производ-
ства СЖК:
1—этерификациониая колонна; 2, 3, 10—ректификационные колонны;
4. 7— омылители; 5, 8 — аппараты регенерации метилового спирта;
5, 9—сушильные аппараты.
Смесь метилового спирта и метиловых эфиров кислот С2—С«
омыляют известковым раствором в омылителе 7, отгоняют метило-
вый спирт в аппарате 8 и кальциевые соли кислот С2—С4 направ-
ляют в сушилку 9. Водный раствор метилового спирта подают в
ректификационную колонну 10. Полученный метиловый спирт на-
правляют на этерификацию, а сточную воду — на установку био-
логической доочистки.
Полученные по этой схеме формиат натрия и кальциевые соли
кислот иМеют высокое качество, причем себестоимость их значи-
тельно ниже прейскурантной стоимости.
Шламовые воды и воды от промывки оксидата после отделения
нелетучих примесей могут быть использованы для промывки отхо-
дящего воздуха [587].
Кислые сточные воды производства СЖК предлагается исполь-
зовать для обработки призабойных зон скважин и глин в произ-
водстве красного кирпича [588], для получения ценных азотных
удобрений [589, с. 21].
Сульфатные сточные воды. Сульфатные сточные воды содержат
в среднем 12% сульфата натрия. Повышение концентрации суль-
фата натрия в растворе возможно путем возврата всего объема
12*
355
сульфатных вод на стадию приготовления мыльного клея и их по-
стоянной рециркуляции. Выпадающий в осадок безводный сульфат
натрия может быть отделен от раствора. Таким образом, образо-
вание сульфатного стока по этой схеме исключается. Однако дан-
ная схема не нашла промышленного применения вследствие заби-
вания трубопроводов и арматуры кристаллизующимся сульфатом
натрия, повышения концентрации примесей (солей железа, мар-
ганца), коррозии аппаратуры и т. д. [589, с. 8].
Предложены различные методы извлечения сульфата натрия
из сточных вод: путем двойной перекристаллизации в распылитель-
ных сушилках, в аппаратах кипящего слоя, высаливанием едким
натром, электролизом и др. [589, с. 7; 590—591]. Первые два в на-
стоящее время получили промышленное применение.
При обезвреживании сточных вод по первому методу сульфат-
ную воду нейтрализуют кальцинированной содой и подают на
вакуум-выпарную установку. Выходящие из нее пары воды конден-
сируются в барометрическом конденсаторе и сбрасываются в ка-
нализацию. Сульфатный раствор, содер'жащий 25—28% сульфата
натрия, обезвоживается в распылительных сушилках и порошок
сульфата натрия отделяется от парогазовой фазы в циклонах. По-
лучаемый сульфат натрия содержит: 86—90% Na2SO4, 9—13%
Органических соединений, 0,2—0,3% солей железа и марганца,
0,5% влаги [589, с. 17]. Пылевидная форма и малая насыпная
масса (0,4—0,6 г/см3) затрудняют его использование в промыш-
ленности. Для получения пригодного сульфата натрия производят
его гранулирование [589]. Основной недостаток данного метода —
низкие экономические показатели.
Более экономичным является метод очистки сульфатных сточ-
ных вод в аппаратах кипящего слоя с получением технического
гранулированного сульфата натрия.
Сульфатные воды, упаренные до 25—27%-ной концентрации,
подогреваются до 80—90 °C и через распределительный коллектор
распылительных форсунок распыляются над поверхностью кипя-
щего слоя (см. гл. 6). Аппарат кипящего слоя представляет собой
стальной цилиндр высотой 6000 мм с внутренним диаметром
2260 мм, футерованный огнеупорным шамотным кирпичом
[589, с. 26].
Промышленные испытания установки обезвреживания сульфат-
ных вод в аппаратах кипящего слоя дали положительные резуль-
таты [589]. Получаемый сульфат натрия имеет размеры гранул от
0,25 до 7 мм (основная часть 2—3 мм), насыпную массу 1 г/см3 и
содержит 90—93% основного вещества.
Следует отметить, что содержание основного вещества в товар-
ном сульфате натрия определяется, в первую очередь, степенью
отстоя жировой части из раствора и его pH [592]. С понижением
pH исходного раствора содержание основного вещества в продукте
увеличивается.
Основными недостатками данного метода являются образова-
ние большого количества загрязненных отработанных газов, а так-
356
же «зарастание» отдельных участков аппарата сульфатом натрия.
Отходящие газы содержат мелкодисперсные частицы сульфата
натрия и органические вещества, придающие газам запах. Разра-
ботана и проверена схема обезвреживания этих газов методом
сжигания на катализаторах при 300—350 °C. По другой схеме
[589, с. 29] газы, очищенные от частиц сульфата натрия, обезвре-
живаются сжиганием при высоких температурах (600—700 °C) в
котлах-утилизаторах. Тепло отходящего газа и сжигаемого в топке
мазута используется для получения пара.
В заключение следует отметить, что наиболее перспективными
являются разрабатываемые в настоящее время способы производ-
ства СЖК, исключающие образование сульфатных сточных вод
путем бесщелочной переработки парафина, разложения натриевых
мыл жирных кислот угольной, азотной, фосфорной, соляной и орга-
ническими кислотами [589, с. 9].
Биологическая доочистка сточных вод. Содержащиеся в сточных
водах жирные кислоты и соответствующие им альдегиды поддают-
ся биологическому распаду [485, с. 294; 481, с. 14, 15]. Максималь-
ная концентрация сульфата натрия в воде, подаваемой на биологи-
ческую очистку, не должна превышать 3000 мг/л [485, с. 261].
Изучение процесса биологической очистки сточных вод произ-
водства жирных кислот показало [481, с. 75], что высокая степень
очистки наблюдается при следующих параметрах:
Время аэрации, ч.............................. 24
Концентрация активного ила в аэротенке, г/л . . 3
pH............................................ 7,8
БПКп, мг/л....................................400
Концентрация, мг/ч:
азота (аммонийного)....................... 30
фосфора.................................... 5
Очищенная сточная вода имела БПКп = 17 мг/л. В составе
микрофлоры активного ила обнаружены Pseudomonas (60%),
Bacillus (18%), Bacterium (12%), Sarcina (5%), Fundi (5%).
В связи с тем, что сточные воды производства СЖК являют-
ся сильно загрязненными (ХПК смешанного стока составляет
Таблица 12.2
Результаты биологической очистки сточных вод
производства СЖК
Показатели Исходная сточная вода Очищенная сточная вода
Запах Специфический Без запаха
Цвет Желтоватая' Бесцветная
ХПК, мг/л 1000 39
БПК, мг/л 655 20
рн 7,5 8,3
Концентрация ила, г/л — 3,5
Иловый индекс, мл/г — 75
Зольность ила, % — 33,1
357
8—15 г/л, БПКп = 3—6 г/л), перед подачей на биологические
очистные сооружения они должны быть разбавлены до содержа-
ния органических веществ, соответствующего ХПК=Ю00 мг/л и
БПКп 650 мг/л [593]. Данные очистки сточных вод при времени
аэрации 16 ч представлены в табл. 12.2.
Для разбавления сточных вод производства СЖК могут быть
использованы хозяйственно-фекальные, условно-чистые и другие
сточные воды. Окислительную мощность аэротенков при очистке
сточных вод производства СЖК следует принимать равной
950 г/(м3-сутки). Опыт работы биологических очистных соору-
жений Волгодонского химического комбината подтвердил пра-
вильность выбора указанных выше параметров очистки сточных
вод производства СЖК [594].
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА БУТАДИЕНА
Условия образования сточных вод
Основным перспективным способом производства
бутадиена-1,3 (дивинила) в настоящее время является двухста-
дийное каталитическое дегидрирование бутана и бутиленов. Спо-
соб производства бутадиена по двухстадийной схеме состоит из
следующих основных процессов [595, с. 92]: 1) очистка исход-
ного сырья (ректификация, осушка, очистка от сернистых соеди-
нений); 2) каталитическое дегидрирование бутана в бутилены;
3) компрессия и разделение контактного газа с выделением бу-
тан-бутиленовой фракции; 4) отделение бутана от бутиленов;
5) каталитическое дегидрирование бутиленов в бутадиен;
6) компрессия и разделение контактного газа с выделением бу-
тилен-бутадиеновой фракции; 7) выделение и концентрирование
бутадиена из его смесей с бутиленами.
Значительные количества воды расходуются в процессах вы-
деления и очистки бутадиена, особенно при охлаждении и про-
мывке контактного газа в скрубберах. Для очистки бутадиенсо-
держащих фракций от ацетиленовых соединений, а также для
выделения бутадиена промышленное применение получил метод
хемосорбции с водно-аммиачным раствором ацетата меди(1). Это
обусловливает попадание в сточные воды аммиака и ионов меди.
При экстрактивной ректификации бутан-бутиленовой фрак-
ции углеводородов с применением селективных растворителей
(например, водных растворов ацетона и ацетонитрила, диметил-
формамида) образуются сточные воды, загрязненные соответст-
вующими растворителями.
В процессах промывки и охлаждения контактного газа первой
и второй стадий дегидрирования образуется сточная вода, которая
затем используется в оборотной системе.
Количество и состав сточных вед
Количество и состав сточных вод производства бу-
тадиена приведены в табл. 12. 3 [80, с. 183].
858
Таблица 12.3
Количество и состав сточных вод
производства бутадиена
Стадии процесса Расход сточных вод, мЗ/т Pf
средний макси- мальный
Дегидрирование бутана в бутилены 0,4 0,6 1
Разделение контактного газа дегидрирования бутана 0,1 0,2 —
Экстрактивная ректифика- ция бутан-бутиленовой фракции 0,5 0,65 7,
Дегидрирование бутиленов в бутадиен 15-17,5 18-21 —
Разделение контактного газа дегидрирования бу- тиленов 0,1 0,2 8,
Выделение и очистка бута- диена 0,2 0,3 —
Выделение изобутилена из бутиленовой фракции 0,2 0,3 —
Охлаждение сальников на- сосов 3,0 3,5 —
Всего . . . 19,5-22,0 23,8-26,8
1 ХПК БПКп Содержание, г/л
взве- шенные веще- ства сухой остаток углево- дороды специфические примеси
0,3-0,47 0,3-0,34 до 10 0,16 0,15 Хром (Сг0+) до 1,5
3,0 2,1 0,05 0,13 1,0 Азот — 0,1
2 3,8-4,1 2,8 — — 1,2 Ацетон — до 0,15 или ацетонит- рил — до 0,5
0,89-0,96 0,7 — — 0,3 Азот — 0,04
6 8,0 6,0 0,05 — 2,8 —
0,3 0,2 — — —
0,35 0,3 — — 0,1 NaOH - до 5,0
1,0 0,8 — 0,14 0,4 —
В процессе производства бутадиена из бутана значительное
количество сточных вод используется в технологических процессах
в специальных системах оборотного водоснабжения. При промывке
и охлаждении контактного газа процесса дегидрирования бутана
в бутилены количество воды, выводимой из оборотной системы,
определяется количеством катализаторной пыли, улавливаемой
этой водой. При расходе воды 4—6 м3 на 1т бутадиена из системы
выводится до 10% воды, находящейся в обороте [596]. Сточная
вода содержит в зависисости от вида и качества катализатора
до 10 г/л катализаторной пыли и до 1,5 г/л растворенных ионов
хрома.
При промывке и охлаждении контактного газа процесса де-
гидрирования бутиленов в бутадиен расходуется до 280 м3/т обо-
ротной воды [80, с. 180], причем из системы выводится до32м3/т
избыточного количества воды, образующейся вследствие конден-
сации водяного пара, содержащегося в контактном газе. Сточ-
ные воды содержат бутилены, бутадиен и др. Следует отметить,
что в канализацию сбрасывается 15—17,5 м3/т сточных вод
(табл. 12.3), остальное количество сточной воды используется в
производстве.
После очистки от ацетиленовых углеводородов водно-амми-
ачным раствором ацетата меди бутадиен промывают водой, 0,2—
0,3 м3/т которой сбрасывается в канализацию. Небольшое коли-
чество сточной воды (около 0,07 м3/т), содержащей ионы меди
(до 10 г/л), образуется в процессе концентрирования бутадиена
с помощью аммиачного раствора ацетата меди.
В результате экстрактивной ректификации бутан-бутилено-
вых смесей с применением водных растворов ацетона й ацето-
нитрила образуется 0,5—0,65 м3/т сточной воды, содержащей до
20 г/л ацетона или до 1,5 г/л ацетонитрила.
Смесь сточных вод производства бутадиена имеет ХПК —
980 мг/л, БПКп — 800 мг/л, и содержит мг/л: плотного остат-
ка *— 140, прокаленного остатка — 80 [80, с. 183].
Очистка и использование сточных вод
Основное количество сточных вод в производстве бута-
диена образуется в процессе дегидрирования изобутиленов (см.
табл. 12.3). Схема использования воды при дегидрировании бути-
ленов в бутадиен представлена на рис. 12.3 [24]. Контактный газ
поступает снизу в скруббер 7, имеющий по высоте две секции.
Сверху в скруббер подается для охлаждения газа циркулирующая
вода, используемая затем в качестве теплоносителя в производ-
стве бутадиена. Во второй секции скруббера производится испа-
рительное охлаждение контактного газа, причем подаваемая во-
да также находится в оборотной системе, постоянно подпитыва-
* Плотный остаток получают, высушивая нефильтрованную исследуемую
пробу при 105 °C [84, с. 15].
360
емой водой. Контактный газ проходит затем конденсатор 3 и
поступает в промывную колонну 4, орошаемую водой. Вода цир-
кулирует в системе, охлаждаясь в холодильнике 5. Конденсат
из конденсатора, а также избыточное количество оборотных вод
сливаются в сборник 6. Из сборника сточные воды поступают в
холодильник 7 и далее направляются на очистку или возвраща-
ются в производство бутадиена. Сточные воды используются
для компенсации потерь в системе охлаждения газа процесса де-
гидрирования бутана, в процессе экстрактивной ректификации
углеводородов, для «закалки» контактного газа, для питания
Вода
Рис, 12.3. Схема использования воды в процессе промывки и
охлаждения контактного газа дегидрирования бутиленов в бута-
диен:
1, 4—скрубберы; 2—насос; 3, 5, 7—холодильники; 6—сборник.
котлов-утилизаторов. Избыточное количество сточных вод нап-
равляется совместно с другими сточными водами данного произ-
водства на сооружения биологической очистки.
В процессе экстрактивной ректификации бутан-бутиленовой
фракции сточная вода, образующаяся при отмывке бутана и бути-
ленов от селективного растворителя (например, ацетона, ацетонит-
рила), направляется в отгонную колонну. Очищенная вода после
охлаждения вновь поступает в скрубберы для отмывки бутана и
бутиленов от селективного растворителя, и только небольшое из-
быточное количество воды сбрасывается в канализацию.
Сточная вода после промывки бутадиена от аммиака также ис-
пользуется вторично в этом процессе. Аммиак отгоняется из во-
ды в отпарной колонне, в канализацию сбрасывается лишь из-
быточное количество сточных вод. В случае применения ацетона
сточные воды содержат углеводороды, ацетон (до 20 г/л). Пос-
ле отгонки концентрация ацетона в воде снижается до 100—
150 мг/л. При использовании ацетонитрила содержание его вво-
де после отгонки снижается от 1500 до 500 мг/л [80, с. 173].
361
Сточные воды после охлаждения и промывки контактного газа
процесса дегидрирования бутана очищают по следующей схеме:
1) выделение катализаторной пыли отстаиванием в течение 8 ч;
2) обработка сульфатом железа(I) для восстановления Сг6+ в
Сг3+; 3) добавление извести и отстаивание хлопьев Сг(ОН)3 и
скоагулировавших мелких частиц катализатора. Растворимость
Сг(ОН)3 очень невелика — ПР = 10-30. После двухчасового от-
стаивания вода практически полностью освобождается от взве-
шенных частиц, причем остаточная концентрация Сге+ составляет
0,01—0,25 мг/л. Рекомендуется применять следующие оптималь-
ные дозы реагентов [80, с. 182]: FeSO4 — 32 мг на 1 мг Сг6+,
известь — 2,5 мг-экв на 1 мг-экв FeSO^. Сточную воду обрабаты-
вают сульфатом железа (II) при рН = 3,74-4,3, а после обработ-
ки известью pH воды повышается до 8,5—11,3. Объем выпадаю-
щего осадка зависит от содержания катализаторной пыли в ис-
ходной сточной воде, влажность осадка составляет 50—60%. Для
доочистки сточных вод может быть использован метод ионного
обмена (см. гл. 6).
Сточные воды процесса концентрирования бутадиена с ис-
пользованием аммиачного раствора ацетата меди, содержащие
4—10 г/л ионов меди, подвергают очистке путем перевода ионов
меди в малорастворимые в воде гидроксиды меди — ПРсцгон», =
— 5,6-10~20 (см. гл. 6). В результате щелочной обработки сточных
вод при рН = 84-10 содержание ионов меди в воде снижается на
98,5—99,0%, однако остаточная их концентрация велика: 60—
100 мг/л [80]. Количество NaOH составляет 1,0—1,12 г на 1г
содержащихся в воде ионов меди. В процессе реагентной очист-
ки сточных вод образуется до 10% осадка (от объема сточных
вод), имеющего влажность 82—87%. Доочистку сточных вод
от ионов меди можно проводить различными методами (см.
гл. 6).
Доочистка сточных вод от ионов меди методом ионного об-
мена на сильнокислотном катионите КУ-1 обеспечивает практи-
чески полное извлечение ионов меди [285]. Сорбционная ем-
кость катионита по меди составляет 37—50 г/л при концентра-
ции ионов меди в исходной воде 44—219 мг/л и pH = 12,04-12,4.
Регенерируют катионит 5% раствором соляной кислоты. Содер-
жание меди в элюате составляет 11—17 г/л. Следует отметить,
что в кислой среде сорбция ионов меди на ионитах подавляется.
Регенерационные растворы могут быть обработаны щелочью
совместно с основным потоком сточных вод.
Для выделения металлической меди из гидроксида меди осадок
предварительно прокаливается в течение 30—60 мин при 350—
400 °C с целью обезвоживания и перевода гидроксида меди в оксид.
Последующее контактирование оксидов меди при этой температуре
с газом, содержащим водород, обеспечивает восстановление окси-
дов до металлической меди.
Сточные воды производства бутадиена, содержащие низкокипя-
щие органические вещества (например, ацетон, ацетонитрил, бутан,
362
бутилены), перед сбросом в канализацию подвергают очистке от
указанных веществ на отпарных колоннах.
Общий поток сточных вод очищают на биологических очистных
сооружениях, что обеспечивает снижение содержания примесей на
97—98% (по БПК) при окислительной мощности аэротенков 800—
900 г/(м3-сутки) (по БПК).
В заключение отметим, что дальнейшее совершенствование ме-
тода получения бутадиена из бутана (одностадийное дегидрирова-
ние бутана в бутадиен, применение неводных селективных раство-
рителей, очистка углеводородов с помощью цеолитов), а также
развитие производства бутадиена путем пиролиза нефтяных фрак-
ций с получением бутилен-бутадиеновой фракции позволят резко
сократить количество и загрязненность образующихся сточных вод.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА ИЗОПРЕНА
КАТАЛИТИЧЕСКИМ ДЕГИДРИРОВАНИЕМ ИЗОПЕНТАНА
Условия образования сточных вод,
В СССР в крупном промышленном масштабе освоен
способ получения изопрена двухстадийным дегидрированием изо-
пентана. На первой стадии дегидрирования изопентана образуются
изоамилены. Дегидрирование производится при 540—580°C на
катализаторах, содержащих оксид хрома. Контактный газ из реак-
тора поступает для охлаждения в котел-утилизатор, затем охлаж-
дается в тарельчатом скруббере, орошаемом водой. Вода циркули-
рует в системе, причем часть воды через холодильник постоянно
выводится на очистку от катализаторной пыли и других примесей.
Конденсат, образующийся при охлаждении контактного газа в
холодильниках, отделяется от углеводородов и сбрасывается в ка-
нализацию.
Далее из контактного газа методом абсорбции выделяется изо-
пентан-изоамиленовая. фракция, после чего изоамилены извле-
каются путем экстрактивной ректификации. Очищенные от при-
месей изоамилены направляются на установку каталитического
дегидрирования в изопрен.
Дегидрирование осуществляется при разбавлении сырья боль-
шим количеством водяного^пара. Контактный газ охлаждается в
котлах-утилизаторах и поступает на установку охлаждения и про-
мывки. Охлаждение и промывка производятся водой и маслом.
Изопрен-изоамиленовые углеводороды разделяют методом экстрак-
тивной ректификации с использованием в качестве селективного
растворителя водного ацетонитрила или безводного диметилформ-
амида. При регенерации селективного растворителя образуется
небольшое количество сточных вод. Отмывку углеводородов после
экстрактивной ректификации производят водой, циркулирующей
в оборотной системе.
Сточные воды образуются также в результате конденсации
водяных паров при компремировании газов, при гидроуплотнении
сальников насосов, промывке аппаратуры, мытье полов.
363
Количество и состав сточных вод
Дегидрирование изопентана. В системе водооборота
установки промывки и охлаждения контактного газа циркулирует
20—25 м3 воды на 1 т изопрена. Из системы водооборота выводит-
ся 1 —1,2 м3/т. Вместе с конденсатом водяного пара, образующимся
при сушке изопентановой фракции и компримировании контактного’
газа, количество сточных вод составляет 1,2—1,5 м3/т [80, с. 167].
Характеристика сточных вод: содержание катализаторной пыли —
6—8 г/л, хрома — до 10—15 мг/л; ХПК — около 400 мг/л, ВПК—"
70 мг/л.
Дегидрирование изоамиленов. В системе водооборота установки
промывки и охлаждения контактного газа расходуется 430—500 №
воды на 1 т изопрена. Вследствие конденсации водяного пара, ис-
пользуемого при дегидрировании изоамиленов, образуется избыток
воды в количестве 19—20 м3/т, выводимой из оборотной системы.
Характеристика сточных вод: ХПК — около 240 мг/л, БПК—около-
170 мг/л, температура — 90 °C, содержат небольшое количество-
углеводородов (изоамилены, изопрен). При масляной промывке
образуются сточные воды, имеющие ХПК до 1000 мг/л, ВПК до
650 мг/л [80].
Экстрактивная ректификация изоамилен-изопреновой фракции.
При отмывке изопрена от селективного растворителя (экстрагента)’
образуются сточные воды в количестве 2—3 м3/т при расходе воды
в системе водооборота около 20 м3/т. В случае применения диме-
тилформамида сточные воды имеют характеристику: ХПК — около
2900 мг/л, БПК — около 1100 мг/л, содержание диметилформамида
130—160 мг/л.
Регенерация диметилформамида. В процессе регенерации диме-
тилформамида образуются сточные воды в количестве около
0,5 м3/т. Характеристика сточных вод: концентрация диметиламина
20 г/л, диметилформамида — около 1 г/л, ХПК — порядка 10 г/л.
Прочие источники образования сточных вод. При конденсации
водяного пара из газов в процессе их охлаждения и компримиро-
вания образуются конденсаты, сбрасываемые в канализацию. Вме-
сте со сточными водами, образующимися при гидроуплотнении
сальников насосов, промывке оборудования, мытье полов, в кана-
лизацию сбрасывается 6—8 м3/т сточных вод, содержащих неболь-
шое количество изопрена, изоамиленов.
Таким образом, в процессе получения изопрена двухступенча-
тым гидрированием изопентана образуется порядка 30—35 м3 сточ-
ных вод на 1 т изопрена. \
Очистка и использование сточных вод
Очистка сточных вод процесса промывки и охлажде-
ния контактного газа от частиц катализаторной пыли и растворен-
ного хрома проводится аналогично очистке сточных вод стадии
364
дегидрирования бутена производства бутадиена. Сточные воды
процесса промывки и охлаждения контактных газов дегидрирова-
ния изоамиленов после дегазации используются для питания
котлов-утилизаторов, для технологических целей. Избыточное ко-
личество воды направляется на сооружения биологической очистки.
Схема использования и очистки сточных вод в процессе отмыв-
ки изопрена от диметилформамида представлена на рис. 12,4.
Изопрен подается снизу в промывную колонну 1, орошаемую
сверху водой и конденсатом. Сточная вода из промывной колонны
Сточная бода,
на доочистку
Рис. 12.4. Схема очистки и использования сточных
вод в процессе отмывки изопрена от диметнл-
формамида:
1—промывная колонна;, 2, 4, 10—холодильники; 3 — тепло-
обменник; 5, 8 — колонны отгонки диметиламина; б, 9—кон-
денсаторы; 7—сборник; ДМА— диметиламин; ДМФ—ди-
метилформамнд.
охлаждается в теплообменнике 3 и холодильнике 4 и после дози-
рования в нее раствора щелочи поступает в колонну 5 для отгонки
диметиламина. Диметилформамид взаимодействует со щелочью
(см. гл. 7) с образованием диметиламина и натриевой соли мура-
вьиной кислоты:
(CH3)2NC^ + NaOH —> (CH3)2NH + HCOONa
тН
Пары диметиламина конденсируются в конденсаторе 6, и ди-
стиллят собирается в сборник 6. Очищенная вода из отгонной ко-
лонны поступает в теплообменник 3, в котором отдает тепло воде,
подаваемой на отгонную колонну, и после дополнительного охлаж-
дения в холодильнике 2 направляется на орошение в промывную
колонну. Избыточное количество воды поступает на доочистку.
Режим процесса очистки сточных вод [80, с. 172]:
Температура верхней части колонны, °C............... 70—90
- Продолжительность реакции омыления, мин............. 90
Количество отбираемого дистиллята, % (об.)......... 10
Количество щелочи, кг на 1 кг диметилформамида . . . 0,6—0,7
365
В результате очистки содержание Диметилформамида снижает-
ся от 160 мг/л практически до нуля, диметиламина — от 1100 до
160 мг/л, ХПК — от 2900 до 615 мг/л, ВПК — от 1100 до 520 мг/л.
Очищенная вода содержит до 150 мг/л формиата натрия.
На этой же установке возможна очистка сточной воды, обра-
зующейся в процессе регенерации диметилформамида [80, с. 169].
Эта сточная вода поступает в сборник 7, в который также подается
раствор щелочи. Из сборника сточная вода направляется в ко-
лонну отгонки диметиламина 8. Образующийся в результате ще-
лочного гидролиза диметиламин вместе с содержащимся в воде
диметиламином отгоняется от воды, конденсируется в конденсаторе
9 и направляется для использования на производство. Очищенная
сточная вода после охлаждения в холодильнике 10 поступает на
доочистку.
Конденсаты водяного пара, сточные воды после гидроуплотне-
ния сальников насосов, промывки оборудования и другие, содер-
жащие углеводороды С5 (например, изопрен, изоамилены), перед
сбросом в канализацию подвергаются отпарке.
Характеристика общей смеси сточных вод производства изо-
прена при использовании селективных растворителей — диметил-
формамида и ацетонитрила — приведена в табл. 12.4 [80].
Таблица 12.4
Характеристика общей смеси сточных вод
произиодстиа изопрена
Показатели 'Селективный растворитель
димети лфор м ам ид ацетонитрил
ХПК, мг/л 300—600 860—2500
БПК5, мг/л 200—400 420—1400
БПКп, мг/л Содержание, мг/л: 300-520 560—1800
диметиламина 50 —•
ацетонитрила — 480—1480
летучих органических кислот (в пе- 20 —
ресчете на муравьиную) солей уксусной кислоты 200—500
азота аммонийного 15-30 12
сухого остатка 90 —
прокаленного остатка 20 —
непредельных углеводородов 15-20 18-26
pH 9,0—9,2 8,2-9,5
Сточные воды, прошедшие первичную локальную очистку, до-
очищают на биологических очистных сооружениях совместно с
другими сточными водами завода. Эффективность процесса биоло-
гической очистки определяется концентрацией токсичных или био-
логически трудноокисляемых примесей сточной воды — диметил-
формамида, диметиламина, ацетонитрила. Диметилформамид —
366
биологически трудноокисляемое вещество, поэтому максимальная
концентрация его в воде, подаваемой на сооружения биологиче-
ской очистки, не должна превышать 10 мг/л [485, с. 266]. Однако
длительная адаптация микрофлоры к диметилформамиду обеспе-
чивает получение штаммов, способных разлагать диметилформ-
амид на 85% при концентрации его в воде до 250 мг/л. Диметил-
амин и ацетонитрил поддаются достаточно глубокому биологиче-
скому разложению адаптированной микрофлорой при концентрации
в воде, поступающей на биологические очистные сооружения, со-
ответственно 600 [485] и 1000 мг/л [80, с. 173].
Характеристика биологически очищенных сточных вод произ-
водства изопрена приведена в табл. 12.5 [80].
Таблица 12.5
Характеристика биологически очищенных сточных вод
Показатели Селективный растворитель
диметилформамид ацетонитрил
ХПК, мг/л 25-70 30-60
БПК5, мг/л — 5-10
БПКп, мг/л 6—20 8-20
Содержание, мг/л:
ацетонитрила — 4
азота аммонийного 0,5—10 90
азота нитритов 0,3 10
азота нитратов 0,6—17 56
pH 7,3—7,9 7,3
Процесс биологической очистки сточных вод производства изо-
прена характеризуется следующими параметрами:
Окислительная мощность аэротенков, г/(м3 • сутки) . . 900—1200
Концентрация активного ила в аэротенке, г/л .... 3—4
Продолжительность аэрации, ч..................... 10—12
Уменьшение количества и загрязненности сточных вод произ-
водства изопрена из изопентана возможно путем дальнейшего
совершенствования систем повторного и оборотного использования
сточных вод, утилизации тепла, использования биологически очи-
щенных сточных вод, внедрения новых процессов синтеза изопрена
(например, одностадийным дегидрированием изопентана), новых
методов разделения продуктов.
• СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА ИЗОПРЕНА
ИЗ ИЗОБУТИЛЕНА И ФОРМАЛЬДЕГИДА
Условия образования сточных вод
Двустадийный процесс получения изопрена основан
на конденсации изобутилена с формальдегидом и последующем
разложении полученного диметилдиоксана в изопрен.
367
Первая стадия — конденсация жидких изобутилена и формаль-
дегида с получением 4,4-диметилдиоксаца-1,3—происходит в при-
сутствии катализатора (серной кислоты) при 80—100 °C. Помимо
основного продукта на этой стадии образуются побочные продук-
ты: триметилкарбинол, метилаль, диоксановые спирты, диолы, эфи-
ры и другие вещества. ,
Продукты реакции в зависимости от растворимости распреде-
ляются между масляным и водным слоями. Масляный слой после
охлаждения промывается слабым раствором щелочи и направляет-
ся на переработку. Водный слой нейтрализуется щелочью и посту-
пает в колонну отгонки легколетучих органических продуктов
(метилаль, метиловый спирт, триметилкарбинол, диметилдиоксан),
которые присоединяются к масляному слою. Затем из водного слоя
отгоняется непрореагировавший формальдегид, после чего сточная
вода направляется на очистку.
Вторая стадия — разложение диметилдиоксана с отщеплением
воды и формальдегида и образованием изопрена — протекает при
360—380 °C в присутствии водяного пара в количестве 2 : 1 (по
массе) по отношению к диметилдиоксану. Контактный газ посту-
пает на конденсацию. Конденсат при отстаивании расслаивается
на масляный и водный слои, направляемые на переработку. Полу-
чаемый в результате переработки изопрен-сырец промывается вод-
ным конденсатом, после чего направляется на азеотропную осушку.
Водный слой поступает на ректификацию для отгонки легколе-
тучих органических продуктов. Сточная вода, содержащая фор-
мальдегид, направляется на очистку.
Вследствие конденсации парогазовой смеси в пароэжекционных
вакуумных установках в процессе ректификации образуется значи-
тельное количество сточных вод. Кроме того, сточные воды обра-
зуются при обезвоживании перерабатываемых продуктов, после
гидроуплотнения сальников насосов, в результате промывки аппа-
ратов и других вспомогательных операций.
Количество и состав сточных вод
В процессе производства изопрена конденсацией изо-
бутилена с формальдегидом сточные воды образуются в следующих
количествах, м3/т.
Отделение нодного слоя от продуктов реакции конденса-
ции ................................................. 5—5,5
Отделение водного слоя от продуктов реакции разложе-
ния диметилдиоксана .................................... 9
Промывка изопрена-сырца.................................. 1,5
Конденсация водяных паров в пароэжекционных уста-
новках .......................... ".................. До 6,5
Регенерация катализатора, охлаждение -сальников насо-
сов, промывка оборудования, мытье полов.............. 3,5—4,0
Всего . . . 25—28
368
Сточные воды I стадии синтеза
300 г/л и содержат, г/л:
изопрена имеют ХПК = 250 4-'
Диметилдиоксан.............. 65
Диолы....................... 41
Формальдегид ......... 20
Триметилкарбинол............ 23
Метиловый спирт.............. 6
Непредельные спирты ..... 3
Циклические спирты........... 19
Углеводороды С4............... 2
Высококипящие побочные про-
дукты ..................... 48
Сточные воды после узла упарки водного слоя I стадии синтеза
изопрена в количестве 1,2 м3/л имеют ХПК = 300 4- 350 г/л и со-
держат, г/л:
Высококипящие побочные про-
дукты .....................145
Формальдегид............. 19,5
Триметилкарбинол.......... 1,8
Диметилдиоксан ....... 0,5
Сульфат натрия............ 81,5
Гидроксид натрия ...... 6
Формиат натрия.............. 8,3
Сточные воды II стадии синтеза изопрена содержат, г/л:
Формальдегид.................. 60—80
Диметилдиоксан................... 1,2
Муравьиная кислота............... 1,2
Сточные воды, образующиеся в результате конденсации паро-
газовой смеси в пароэжекционных вакуумных установках, а также
в других вспомогательных операциях, характеризуются суммарным
содержанием органических примесей, определяемым значениями
ХПК до 1000 мг/л и БПК около 400 мг/л.
Очистка и использование сточных вод
Очистку сточных вод производства изопрена предло-
жено осуществлять в несколько ступеней: 1) первичная очистка от
летучих органических веществ сточных вод I и II стадий; 2) очист-
ка сточных вод II стадии от высококипящих органических веществ;
3) биологическая очистка сточных вод I и II стадий, а также
остальных стоков.
Сточные воды I стадии синтеза изопрена после нейтрализации
щелочью подаются в ректификационную колонну, в которой отго-
няются легколетучие органические вещества (диметилдиоксан,
формальдегид и другие). Упаренная сточная вода из кипятильника
направляется на дальнейшее обезвреживание. Дистиллят после
конденсации паров легколетучих веществ и воды сливается в сбор-
ник, в который подается также сточная вода II стадии синтеза изо-
прена. Следует отметить, что дистиллят может сразу направляться
в производство. Из сборника сточная вода поступает во вторую
ректификационную колонну. Ректификация проводится в тарельча-
той колонне при температуре в кипятильнике 158 °C и давлении
0,6 МПа. Сточные воды после ректификационной колонны в коли-
честве 11—11,5 м3/т направляются на сооружения биологической
очистки.
369
Очищенные сточные воды имеют pH около 3, ХПК = 7000 -=
4-8000 мг/л, БПКп = 40004-5000 мг/л и содержат, мг/л:
Муравьиная кислота................... 3000— 3700
Формальдегид.......................... 500—1300
Циклические спирты...................... 1000
Диметилдиоксан......................... 100—150
Метиловый спирт........................ 20—40
Плотный остаток..................... 500
Взвешенные вещества................. 150—600
В результате ректификации сточных вод содержание формаль-
дегида снижается на 97% и более. Следует отметить, что в сточных
водах остается значительное количество высококипящих веществ,
практически не поддающихся биологическому разрушению.
Сточные воды I стадии синтеза изопрена после упарки, содер-
жащие большое количество органических примесей (см. стр. 369),
очищают методом экстракции или термического обезвреживания.
Для экстракции органических примесей из сточных вод могут при-
меняться диметилдиоксан и его смеси с непредельными спиртами,
а также бутиловый спирт и другие растворители [80, с. 174]. В ре-
зультате предварительной упарки с последующей экстракцией
содержание органических веществ в сточной воде снижается на
90—98%, однако ХПК остается высоким — около 25 г/л, причем в
сточной воде содержится значительное количество веществ, не под-
дающихся биологическому распаду. Кроме того, использование по-
бочных продуктов, извлекаемых из сточных вод, в настоящее время
затруднено.
В связи с этим для очистки сточных вод после упарки исполь-
зуют термический метод (см. гл. 7). Обезвреживание сточных вод
проводят в циклонных печах. В качестве топлива используют при-
родный газ, а также жидкие горючие отходы производства изо-
прена (кубовые остатки). При переработке сточных вод в количе-
стве 18 м3/ч выработка пара (давлением 1,3 МПа) составляет
Таблица 12.6
Результаты биологической очистки сточных вод
производства изопрена
Показатели Исходная сточная вода Очищенная сточная вода
ХПК, мг/л 1500 475
БПКп, мг/л 462 22
рн Содержание, мг/л: 8,6 7,8
азота аммонийного 20,7 3,5
азота нитритов — 0,05
азота нитратов — 2,2
активного ила — 3,1
Иловый индекс, мл/г — 30
370
2 т/ч. За счет выработки пара практически компенсируются за-
каты на термическое обезвреживание сточных вод.
После физико-химической очистки сточные воды производства
зопрена направляются на биологическою очистку. Исследова-
ия показали, что количество органических примесей в сточной
оде, поступающей па биологическую очистку, не должно превы-
гать (по ХПК) 1500 мг/л. Результаты биологической очистки
точных вод производства изопрена в аэротенках приведены в
абл. 12.6 [597, с. 19].
Окислительная мощность аэротенков составляет 800—1000 г/(м3Х
(сутки). Из данных табл. 12.6 видно, что сточная вода производ-
тва изопрена содержит значительное
оличество биологически неокисляемых
еществ — ХПК очищенной воды состав-
яет 475 мг/л.
Для доочистки сточных вод, прошед-
тих биологическую очистку, применен
1етод адсорбции [598]. В качестве адсор-
ента использован активный уголь мар-
и КАД-иодный. Изотерма адсорбции
рганических веществ представлена на
ис. 12.5. Емкость угля в динамических
юловиях составляет 82 мг/г, т. е. на
шистку 1 м3 сточной воды расходуется
жоло 6 кг угля. Степень очистки сточ-
!ОЙ воды по ХПК — 93%, по высококи-
[ящим побочным продуктам—100%.
Очищенная сточная вода может быть ис-
[ользована в системах оборотного водо-
снабжения.
Концентрация, мг/л
Рис. 12.5. Изотерма адсорб-
ции органических веществ
из сточной воды производ-
ства изопрена.
С целью повышения степени очистки сточных вод производства
изопрена предложено [355] непосредственно перед биологической
эчисткой подвергать сточные воды озонированию. С увеличением
гозы озона значительно снижаются ХПК и pH сточной воды. При
расходе озона 1,3 г на 1 г органических веществ (по ХПК) в очи-
ненной воде практически отсутствуют биологически трудноокис-
тяемые вещества. Следует отметить, что очищенная вода прозрач-
на и не имеет запаха. В настоящее время данный способ очистки
сточных вод производства изопрена проходит опытно-промышлен-
ную проверку.
Для уменьшения количества сбрасываемых сточных вод необхо-
димо дальнейшее совершенствование технологии производства изо-
прена методом конденсации формальдегида с изобутиленом. В на-
стоящее время предусматривается осуществление рециркуляции
водного слоя на I стадии синтеза, что позволит исключить сброс
сточных вод, содержащих значительное количество биологически
неокисляемых органических веществ.
Глава 13
ОЧИСТКА СТОЧНЫХ вод
НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ
Нефтеперерабатывающие заводы по своему профилю
делятся на топливные, топливно-масляные и заводы с нефтехими-
ческими производствами. По глубине переработки нефти — уровню
отбора светлых нефтепродуктов — на нефтеперерабатывающих за-
водах применяют схемы переработки по топливному варианту с
невысоким уровнем отбора светлых продуктов или высоким уров-
йем отбора светлых продуктов, а также схемы переработки нефти
по топливно-масляному варианту [599, с. 449].
УСЛОВИЯ ОБРАЗОВАНИЯ, КОЛИЧЕСТВО И СОСТАВ
СТОЧНЫХ вод
Рассмотрим условия образования сточных вод неко-
торых основных технологических процессов.
Обессоливание нефти проводится в две ступени на электрообес-
соливающих установках (ЭЛОУ). В нефть вводятся промывная
вода, деэмульгатор и щелочь, смесь подогревается и поступает в
электродегидратор первой ступени, в котором удаляется основная
масса воды и солей. Применяют в основном неионогенные деэмуль-
гаторы, такие как ОП-7, ОП-10, ОП-20, дисольван, ОЖК и др.
Часто промывную воду после второй ступени используют на первой
ступени. Образующаяся сточная вода сбрасывается в канализацию.
В процессе первичной перегонки нефти источниками образова-
ния сточных вод, загрязненных нефтепродуктами и другими веще-
ствами, служат: конденсаты водяного пара, подаваемого в основ-
ную атмосферную колонну атмосферно-вакуумных установок, кон-
денсаты от барометрических конденсаторов смешения, скрубберов,
охлаждения сальников насосов, воды от мытья полов и т. д. Значи-
тельное количество сточных вод образуется в процессе щелочной
очистки бензина и других продуктов от сернистых соединений.
Светлые нефтепродукты очищают обычно 10% раствором щелочи.
Следы щелочи удаляют из нефтепродуктов водной промывкой. От-
работанный щелочной раствор содержит около 2% NaOH.
При термическом и каталитическом крекинге основное количе-
ство сточных вод образуется при конденсации и охлаждении про-
дуктов. Горячая отработанная вода направляется в систему
оборотного водоснабжения. Нефтесодержащие сточные воды обра-
- зуются при конденсации водяного пара, подаваемого в реактор.
В канализацию сбрасываются сточные воды от промывки аппара-
туры, смыва нефтепродуктов с полов, охлаждения сальников
насосов и т. д.
37?
Нефтепродукты после очистки от непредельных и ароматиче-
ких углеводородов, а также смолистых, азотистых и отчасти сер-
истых соединений отмываются водой от кислоты и обрабаты-
вается щелочным раствором для удаления остатков кислых про-
,уктов. В результате образуются сточные воды: кислые промывные
оды, отработанный щелочной раствор и нефтесодержащие ней-
ральные воды от аппаратов, смыва с полов, мойки оборудования
I т. п. Сточные воды образуются также при промывке газов рас-
вором едкого натра от сероводорода перед подачей газов на уста-
говки фракционирования, в процессе деасфальтизации масел про-
бном, сернокислотной и щелочной очистки масел и других про-
цессах.
Следует отметить, что попадание нефтепродуктов, фенолов и
цругих веществ в сточные воды происходит через неплотности ап-
щратуры, а также при авариях.
Значительное количество сточных вод отводится от насосных
зтанций, резервуарных парков, нефтеналивных установок и др.
Кроме того, в канализац-ию попадают ливневые воды с территории
производственных площадок, загрязненные нефтепродуктами и
механическими примесями.
На современных нефтеперерабатывающих предприятиях сбор-
и отведение производственных сточных вод осуществляется с по-
мощью двух основных систем канализации.
Система I предназначена для сбора и отвода нефтесодержащих
нейтральных сточных вод (от конденсаторов смешения, скруббе-
ров, от охлаждения сальников насосов, промывки лотков, смыва
полов, ливневые воды и т. д.).
Система II представлена отдельными сетями для сбора и отво-
да сточных вод, содержащих нефть, минеральные соли, сернистые
соединения (высокоминерализованные воды от ЭЛОУ и сырьевых
резервуарных парков, в том числе ливневые воды; сернисто-щелоч-
ные воды от аппаратов по защелачиванию нефтепродуктов; кислые
сточные воды с установок сернокислотной обработки нефтепродук-
тов, от производства серной кислоты и др.). В систему II посту-
пают также сточные воды от установок карбамидной депарафини-
зации дизельного топлива, установок этилирования бензина, соо-
ружений очистки сточных вод (от промывки фильтров, от разде-
лочных резервуаров нефти) и др.
Сточные воды обеих систем канализации поступают на очист-
ные сооружения.
В настоящее время на передовых нефтеперерабатывающих за-
водах СССР топливного профиля в водоемы сбрасывается 0,2—
0,3 м3 сточных вод на 1 т перерабатываемой нефти, на передовых
заводах топливно-масляного профиля — 0,4—0,6 м3/т сточных вод,.
На проектируемых и строящихся предприятиях количество сточ-
ных вод составит 0,1—0,2 м3/т. На лучших зарубежных предприя-
тиях образуется 0,1—0,2 м3/т. <
В сточных водах I системы канализации содержится в среднем
около 3 г/л нефтепродуктов и 100—300 мг/л взвешенных веществ;
373
в сточных водах II системы — в среднем около 5 г/л нефтепродук
тов и 0,3—0,5 г/л взвешенных веществ.
Характеристика сточных вод, прошедших сооружения механиче
ской очистки, приведена в табл. 13.1 [512, с. 16].
Таблица 13.1
Характеристика сточных вод нефтеперерабатывающих заводо!
(после механической очистки)
Показатели I система канализации II система канализации
ХПК, мг/л 245—535 368—660
БПК5, мг/л 62-210 66-150
БПКп. мг/л 135-320 197—300
pH 7,8-8,6 7,0—7,8
Содержание (мг/л) нефтепродуктов экстраги-
руемых:
серным эфиром 14-82 56—110
четыреххлористым углеродом 30-55 33—65
Содержание, мг/л:
фенолов 0,2—20 1,0-2,4
сульфидов (H2S) до 20 до 50
взвешенных веществ 25—57 23—82
.сухого остатка 375—990 3 800—10 000
азота аммонийного 6—40 12—28
’ хлоридов 105-340 3 000—7 000
сульфатов 100-260 150-300
неионогенных ПАВ — 38-126
Общая жесткость, мг-экв/л 2,6—7,3 13—44
Общая щелочность, мг-экв/л 2-5 2,1—5,2
Количество концентрированных сернисто-щелочных сточных
вод, образующихся при защелачивании светлых нефтепродуктов,
составляет 0,001—0,002 м3 на 1 т перерабатываемой нефти. Харак-
теристика отработанных щелочных растворов представлена в
табл. 13.2 [600].
Удельный расход свежей пресной воды на современных НПЗ
составляет в среднем 0,5 м3/т для завода топливного профиля и
1 м3/т для топливно-масляного. Удельный расход оборотной, воды
на заводах топливного и топливно-масляного профиля соответст-
венно составляет в среднем 13 и 23 м3/т, а процент использования
воды — 92 и 96% [75].
В промышленных ливневых сточных водах содержится до 15%
технологических конденсатов. Технологические конденсаты, обра-
зующиеся на установках АВТ (атмосферно-вакуумная трубчатка),
содержат от 10 до 300 мг/л сероводорода (в зависимости от каче-
ства перерабатываемой нефти). Концентрация сероводорода в
конденсатах с установок каталитического крекинга и гидроочистки
(гидрокрекинга) достигает 15—18 тыс. мг/л. Кроме того, в этих
стоках присутствует до 18 тыс. мг/л аммиака.
374
Таблица 13.2
Характеристика отработанных щелочных растворов
от установок по защелачиванию нефтепродуктов и
очистки газа
Показатели Ус1аноики лВТ остановки крекингов
защелачива- ние бензина защелачива- ние керосина защелачива- ние бензина очистка газа
Щелочность, мг-экв/л 400—1500 575—750 550—2000 3680
ХПК, г/л 8—63 37-83 193—545 96
БПК5, г/л 2,4—44 9-25 13-100 45
БПКп, г/л 3,5-54 17-59 24—180 56
Содержание, г/л;
фенолов 0,2—8 11-28 17—168 0,1
нейтральных углеводе- 0,2—1,2 0,7—1,5 0,7—5,3 0,06
родов
нафтеновых кислот 0,1 —0,9 2,6—6,4 1,4—10 0,13
серы общей 2—48 0,7-1,1 4,0—4,5 53
сульфидов 0,8—33 0,02-0,09 0,8—13 31
тиосульфатов 0,7-6 0,06-0,4 1-12 6,1
меркаптанов 0,5-9 0,04—0,02 2—17 8,5
плотного остатка 54—212 45—66 46—133 —
прокаленного остатка 41-170 16-38 31—83 —
ОБЕЗВРЕЖИВАНИЕ СТОЧНЫХ ВОД
Резкое сокращение количества сточных вод, сбрасы-
ваемых в водоемы, может быть достигнуто путем использования
этих вод в системах оборотного водоснабжения. Поэтому основная
задача очистки заключается в том, чтобы качество очищенных
сточных вод удовлетворяло требованиям на качество оборотной
воды не только по содержанию органических и минеральных при-
месей, взвешенных веществ и нефтепродуктов, но и коррозионной
активности, скорости биологического обрастания и солеобразования
на теплопередающих поверхностях.
Принципиальные схемы очистки
На отечественных и зарубежных нефтеперерабаты-
вающих заводах общепринятая схема включает три стадии очист-
ки: 1) механическая — очистка от грубодисперсных примесей
(твердых и жидких); 2) физико-химическая — очистка от коллоид-
ных частиц, обезвреживание сернисто-щелочных вод и стоков-
ЭЛОУ; 3) биологическая — очистка от растворенных примесей,-
Кроме того, производится доочистка биологически очищенных сточ-
ных вод.
На некоторых зарубежных заводах для очистки от растворен-
ных примесей используют сорбционный метод.
375-
В табл. 13.3 приведены данное о применяемых схемах очистк;
сточных вод на ряде зарубежных заводов [601, с. 11].
Таблица 13.3
Схемы очистки сточных вод,
применяемые на некоторых зарубежных НПЗ
Предприятие! фирма, город, страна Схема очистки сточных вод Литература
НПЗ компании «Маратон
Ойл Ко», Техас-Сити,
США
НПЗ фирмы «Атлантик
Ричфилд», Карлсон,
США
Завод фирмы «Хамбл Ойл»,
Питсбург, США
НПЗ компании «Америкэн
Ойл Ко», Уайгинг, США
НПЗ фирмы «Хамбл Ойл»,
Бейтаун, США
НПЗ фирмы «Ситиз-Сервис»,
Бронте, Каиада
НПЗ фирмы «ЕНИ», Ингель-
штадт, ФРГ
НПЗ, Польян, Франция
НПЗ, Сан-Нарро, Италия
НХК, Питешти, СРР
Нефтеловушки типа АНИ — реагент-
ная флотация
Нефтеловушки типа АНИ — адсорб-
ционная установка
Коагуляция — песчаные фильтры
Нефтеловушки типа АНИ — аэрируе-
мый пруд — реагентная флотация
Нефтеловушки типа АНИ — пруд до-
полнительного отстоя — аэротен-
ки — биологические пруды
Нефтеловушки типа АНИ — пруд —
усреднитель — коагуляция — био-
фильтры — озонирование — аэро-
тенки — песчаные фильтры
Нефтеловушки с параллельными
пластинами — коагуляция — биоло-
гическая очистка
Нефтеловушки с параллельными плас-
тинами — биологическая очистка
Реагентная флотация — биологичес-
кая очистка
Нефтеловушки типа АНИ — коагу-
ляция — биологическая очистка —
сооружения доочистки
[602]
[603]
[604]
[605]
[606]
[607]
[608]
[609]
[610]
[611]
Для очистки сточных вод I системы в настоящее время на оте-
чественных предприятиях используют две схемы. Первая схема
включает очистку сточных вод в нефтеловушках, прудах, флотато-
рах, песчаных фильтрах и т. д. Очищенная вода используется для
подпитки оборотных систем. Вторая, более перспективная схема,
кроме сооружений механической и физико-химической очистки,
включает сооружения биологической очистки и в некоторых слу-
чаях установки доочистки сточных вод.
В состав сооружений очистки сточных вод II системы входят
установка механической очистки, физико-химической очистки
сернисто-щелочных стоков, а также двухступенчатой биологиче-
ской очистки. Кроме того, могут использоваться установки деми-
нерализации воды, а также ее добчистки от взвешенных и раство-
ренных органических примесей.
.376
Ниже приведена современная схема сооружений очистки сточ-
шх вод НПЗ.
Схема сооружений очистки сточных вод НПЗ
Механическая очистка
Для очистки сточных вод от грубодисперсных частиц
нефтепродуктов, а также взвешенных твердых частиц применяют
песколовки, нефтеловушки, пруды дополнительного отстоя, а так-
же песчаные фильтры.
Песколовки. В песколовках улавливается более 5% крупных ча-
стиц (0,15—0,2 мм) минеральных примесей (песка и др.). Время
пребывания воды в песколовках — 0,5—2 мин, влажность осадка
после песколовок — 40—50%, объемная масса — около 1,3 т/м3,
содержание нефтепродуктов — 5—10% и бблее. В песколовках вы-
деляется 25% и более нефтепродуктов, содержащихся в сточных
водах. В связи с этим необходимо оборудовать песколовки нефте-
сборными устройствами.
Нефтеловушки. Для удаления нефтепродуктов и механических
примесей из сточных вод на заводах применяют типовые нефтело-
вушки, представляющие собой горизонтальный отстойник (см. гл. 4)
длиной 9—36 м, шириной одной секции от 2 до 6 м и глубиной до
2,4 м. Продолжительность пребывания воды в нефтеловушке
обычно составляет 2 ч при расчетной скорости протока 3—8 мм/с.
Остаточное содержание нефтепродуктов после нефтеловушек
при осветлении сточных вод I системы составляет 50—150 мг/л,
377
II системы—100—200 мг/л. Степень улавливания механических
примесей — около 50%. Уловленные нефтепродукты содержат 40—
70% нефти, 1—5% твердых веществ и 30—60% воды. Осадок из
нефтеловушек состоит из механических примесей (20—25%), неф-
тепродуктов (10—15%) и воды (60—70%).
Следует отметить, что перекачивание сточных вод центробеж-
9 8 7 3
и
6 5 4
13' 14
1Г 12'
ными насосами приводит к эмульгированию содержащихся в воде
нефтепродуктов и снижению эффективности осветления воды.
В зарубежной практике нефтеулавливания используются также
горизонтальные нефтеловушки. Широко применяются нефтеловуш-
ки типа АНИ (Американ-
ский нефтяной институт),
рассчитанные на улавли-
вание частиц нефти раз-
! мерой 150 мкм и сниже-
ние содержания нефти в
воде до 50—100 мг/л. Ти-
повые нефтеловушки АНИ
имеют длину камер 9 и
26 м, ширину 6 м и глу-
бину 2 м [609].
На зарубежных нефте-
перерабатывающих заво-
дах широкое распростра-
нение получили нефтело-
Рис. 13.1. Схема многоярусной нефтеловушки
конструкции фирмы «Shell»:
1 — трубопровод для подачи исходной сточной воды;
2—решетка; 3— воздушник; 4—нефть, собранная под
колпаком; 5—нефтесборный колпак; 6 — уровень воды
над колпаком; 7 — устройство для отвода собраииной
под колпаком нефти; 8 — перелив воды с колпака;
<)—лебедка; 10— трубопровод отвода осветленной воды;
11— пластины; 12 — трос; 13 — шланг для удаления
осадка; 14—песколовка.
вушки с параллельными
пластинами, в которых с
уменьшением слоя отстаи-
ваемой жидкости умень-
шается продолжитель-
ность отстаивания (см.
гл. 4) и повышается эф-
фективность очистки воды
вследствие обеспечения
ламинарного режима движения жидкости. Эффективность выделе-
ния мелких частиц (размером 30—100 мкм) нефтепродуктов значи-
тельно выше (на 17—38%) в нефтеловушках с параллельными
наклонными пластинами, чем в нефтеловушках АНИ [612]. В прак-
тике нефтеулавливания применяют отстойники с параллельными
наклонными пластинами двух типов: 1) с перекрестным (перпен-
дикулярным) движением сточной воды и нефтепродуктов; 2) с про-
тивоточным движением сточной воды и нефтепродуктов. Схема
многоярусной нефтеловушки фирмы «Shell», работающей по пере-
крестному принципу, представлена на рис. 13.1 [613]. Камера неф-
теловушки закрыта колпаком, который охлаждается водой. Это
позволяет предотвратить испарение нефтепродуктов в атмосферу.
Х1ластины изготовлены из стали толщиной 1 мм и смонтированы
под углом 45°. Расстояние между пластинами 100 мм. Всплываю-
щая нефть собирается под колпаком. Оседающий шлам удаляется
-378
потока стоннои воды
Нефть
Осадок
Рис.
нефтеловушки типа СРУ.
13.2. Конструкция
помощью специального шланга. Длина отстойной части нефтело-
ушки — 8,5 м, ширина секции — 1,5 м, высота — 2,1 м.
Нефтеловушки фирмы «Shell» эксплуатируются на заводах во
гногих странах [614].
На рис. 13.2 представлена схема нефтеловушки с параллель-
1ыми пластинами типа СРУ, работающая по противоточному
щинципу [615, 616]. Особенность конструкции — гофрированные
гластины, расположенные по направлению
юд углом 45°. Секция нефтеловушки
-шеет поперечное сечение 100 X 100 см,
тлину 175 см. Число пластин в одной
секции равно 24 или 48 при расстоянии
между пластинами 4 или 2 см. Произво-
дительность по воде одной секции со-
ставляет 15 м3/ч (расстояние между пла-
стинами 4 см) и 30 м3/ч (расстояние —
2 см). Каждая пластина имеет 5 впадин
(желобов) и 6 выступов (колпаков).
Осадок сползает по желобам (гофрам)
в специальные вертикальные каналы,
расположенные в торце отстойника, а
всплывшие нефтепродукты собираются
под колпаками (гофрами) и отводятся в
вертикальные каналы, находящиеся в
торце с противоположной стороны неф-
теловушки.
Из секций составляются блоки нуж-
ной производительности, причем габари-
ты нефтеловушки с параллельными пла-
стинами примерно в 10—15 раз меньше,
чем у обычных нефтеловушек.
Применение нефтеловушек с парал-
лельными пластинами позволяет сни-
жать содержание нефтепродуктов в сточ-
ной воде до 15—25 мг/л.
Основные достоинства нефтеловушек
стинами по сравнению с обычными нефтеловушками: более вы-
сокая эффективность, значительно меньший объем и занимаемая
площадь, возможность изготовления из пластмасс, меньшая сто-
имость (в 1,5—2 раза), предотвращение загрязнения атмосферы
парами нефтепродуктов.
Пруды дополнительного отстоя. В отечественной и зарубежной
практике для доочистки сточных вод, прошедших нефтеловуш-
ку, применяют пруды дополнительного отстоя. Пруды обеспечи-
вают снижение содержания нефтепродуктов в воде до 30—60 мг/л.
Продолжительность отстаивания сточных вод в прудах состав-
ляет от 3 ч до 2—3 суток. Увеличение этого времени до 20 су-
ток не оказывает существенного влияния на эффективность,
очистки.
с параллельными пла-
37»
Целесообразно применение нескольких секций прудов, ка»
дан из которых оборудуется устройством для рассредоточенног
ввода и выпуска воды. Глубина прудов составляет 1,5—4 д
Сбор и удаление нефтепродуктов с поверхности прудов осущест
вляется обычно с помощью нефтесборных труб и механическим
методами (скребками и т. п.).
Пруды дополнительного отстоя имеют существенные недс
статки, ограничивающие их применение: трудность удалени.
нефтепродуктов и осадков; необходимость больших территорш
для их строительства, высокая стоимость; влияние ветровой на
груз'ки; загрязнение атмосферы испаряющимися нефтепродукта
ми и др.
Песчаные фильтры. Для доочистки сточных вод от нефтепродук
тов применяют песчаные фильтры. Схема и описание песчаногс
фильтра приведены в главе 4 (см. рис. 4. 23). В качестве основ
ной песчаной загрузки используют кварцевый песок с крупно
стью частиц 0,5—2 мм. Высота слоя загрузки составляет обыч-
но 1—1,2 м. Как правило, фильтрование сточной воды произво-
дится снизу вверх с линейной скоростью 5 м/ч.
На фильтры рекомендуется подавать сточную воду, содержа-
щую в 1 л не более 50—60 мг нефтепродуктов. В этом случае в
1 л очищенной воды содержится 20—30 мг нефтепродуктов. С
увеличением концентрации нефтепродуктов в исходной воде эф-
фективность очистки заметно снижается. При оптимальных па-
раметрах фильтрования продолжительность фильтроцикла до-
стигает 150—200 ч. Грязеемкость фильтров по нефтепродуктам
может составлять 0,5%.
Загрузку фильтров регенерируют путем промывки горячей и
холодной водой с продувкой воздухом. Один из рекомендуемых
режимов [617, с. 46]: 1) опорожнение; 2) заполнение горячей
водой с температурой 80 °C; 3) продувка воздухом в течение
10—15 мин с интенсивностью 20 л/(м2-с); 4) промывка горячей
водой в течение 15 мин с интенсивностью 15 л/(м2-с); 5) про-
дувка воздухом чв течение 10—15 мин с интенсивностью
20 л/(м2-с); 6) промывка горячей водой в течение 15 мин с ин-
тенсивностью 15 л/(м2-с); 7) промывка холодной водой в тече-
ние 5 мин с интенсивностью 15 л/(м2-с).
Для промывки фильтров рекомендуется использовать очи-
щенную сточную воду I системы канализации. Расход промывной
воды составляет до 1,5—2% от количества очищаемой воды. Во-
да после промывки фильтров направляется во II систему кана-
лизации.
За рубежом применяют скорые фильтры с высотой слоя пес-
чаной загрузки до 30 см. Фильтр промывается обратным током
воды. В случае сильного загрязнения песка нефтепродуктами
производится замена слоя толщиной 10—15 см.
В качестве материала фильтрующей загрузки применяются
не только кварцевый песок, но и антрацит, диатомит и др.
380
Физико-химическая очистка
С помощью физико-химических методов очистки
(например, коагуляции и флокуляции, реагентной флотации,
озонирования, адсорбции и др.) из сточных вод удаляют эмуль-
гированные и суспендированные частицы (диаметром менее
100 мкм), а также растворенные примеси.
Установки коагуляционной очистки. Коагуляция является одним
из основных методов очистри сточных вод НПЗ от эмульгиро-
ванных и суспендированных частиц (см. гл. 5). В качестве коа-
гулянтов применяют в основном соли алюминия и железа. Для
поддержания требуемого значения pH используют известковое мо-
локо. В процессе коагуляционной очистки происходит соосаждение
части растворенных в воде примесей, поэтому уменьшаются значе-
ния ХПК и ВПК сточных вод. Доза коагулянта зависит от концен-
трации примесей, количества ПАВ в сточной воде и других факто-
ров и составляет обычно 25—100 мг/л и более. В очищенной воде
содержится не более 30—40 мг/л нефтепродуктов.
С целью повышения эффективности очистки сточных вод сов-
местно с коагулянтами используют различные высокомолекуляр-
ные анионные флокулянты: активную кремневую кислоту, поли-
акриламид, Налко-7716 и др. Содержание нефтепродуктов в
очищенной воде в этом случае составляет 10—30 мг/л.
В качестве коагулянта предложено использовать отходы
производства, например, диоксида титана, основными компонен-
тами которых являются соли двух- и трехвалентного железа, а
также соединения титана в виде титанилсульфата (1—1,5%)
[618]. Для коагулирования применяли также смеси солей трех-
валентного железа, приготовленные путем обработки отходов
производства диоксида титана хлорной водой.
При расходе 100 мг/л смеси солей FeCU + Fe2(SO4)3 остаточ-
ное содержание нефтепродуктов в воде не превышает 13 мг/л.
Нужно отметить, что очищенная вода прозрачна, бесцветна
и имеет слабый нефтяной запах. Образующиеся крупные
хлопья хорошо осаждаются. Объем шлама после 12—24-ча-
сового отстаивания составляет 1,3% от объема обрабатываемой
воды.
С целью регенерации железа и нефтепродуктов, уменьшения
расхода коагулянта и выхода шлама полученный шлам обра-
батывали серной, соляной кислотой или кислым гудроном при
pH = 2,54-2,8. Было проведено 20 циклов коагуляции сточной во-
ды I системы, отстаивания, фильтрования и регенерации шлама
серной кислотой или кислым гудроном. Проведенные исследова-
ния показали, что даже после 20 циклов регенерации содержа-
ние нефтепродуктов в очищенной воде не превышало 7—10 мг/л
при их содержании в исходной сточной воде 250 мг/л. После 20
циклов рекомендуется выводить шлам из системы и обрабаты-
вать его соляной кислотой при рН=1 для полного растворения
солей железа. Расход серной кислоты (при дозе коагулянта
381
FeSO4-7H2O—150 мг/л) составляет 78,6 мг на 1 л сточной вс
ды, соляной кислоты — 5,9 мг/л.
Большой интерес представляет использование катионны
флокулянтов, таких, как полиэтиленимин (ПЭИ), ВА-2, На/
ко-600, минеральных коагулянтов (см. гл. 5). Имеются положг
тельные данные о применении полиэлектролита Налко-600 [61!
для выделения эмульгированных нефтепродуктов из сточны
вод. Показано, что ПЭИ обеспечивает высокоэффективную очи
стку при небольших дозах [620]. При дозе выше 5 мг/л степеш
очистки заметно снижается. Аналогичное действие оказывае:
флокулянт ВА-2. Лучшие результаты получены при обработке
сточной воды ПЭИ с последующим фильтрованием через песча-
ный фильтр. Применение ПЭИ различной молекулярной массы
(при дозах- до 5 мг/л) мало влияет на эффективность очистки
сточных вод.
Сравнительная характеристика сточной воды, обработанной
ПЭИ или FeCh (доза 100 мг/л), приведена в табл. 13.4, из ко-
торой видно, что очистка более эффективна в случае использо-
вания ПЭИ.
Т аблица 13.4
Сравнительная характеристика сточных вод,
обработанных ПЭЙ н FeCI3
Показатели Исходная сточная вода Очищенная сточная вода
после обработки ПЭИ и фильтрования после обработки FeCls и фильтрования
Цвет Темно-коричневый Бесцветный Бесцветный Запах Сильный (нефте- Сильный (нефте- Слабый (нефте- продуктов) продуктов) продуктов) pH 7,6 7,6 7,6 ХПК, мг/л 860 340 380 БПК, мг/л 103 16 23 Содержание, мг/л: взвешенных ве- 133 2,5 3,4 щестн нефтепродуктов 155 4,1 5,7 фенолов 3,8 3,2 3,5 неионогенных 16,0 14,5 15,0 ПАВ ПЭИ - 0,06 -
Установки реагентной флотации. В СССР и за рубежом для
очистки сточных вод НПЗ от нефтепродуктов и механических
примесей широко используют установки реагентной напорной
флотации [602, 605, 610, 621—623]. В настоящее время имеется
тенденция к применению напорной флотации с рециркуляцией
части очищенной сточной воды (см гл. 4). Установки реагентной
флотации размещают обычно после сооружений механической
очистки сточных вод.
382
Основные параметры работы установок напорной флотации:
Давление в напорном резервуаре, МПа................... 0,2—0,5
Время пребывания сточной воды, мнн:
в напорном резервуаре.................................. 1—3
во флотоотстойчике.................................... 15—30
Количество рециркулируемой жидкости, % от объема
очищаемой воды........................................ 30—50
Объем воздуха, растворяемого в воде, % от объема сточ-
ной воды.............................................. 1—3
Используются коагулянты и флокулянты — A12(SO4)3, FeCl3,
полиакриламид и др. Доза коагулянта зависит от качества сточ-
ных вод и составляет 25 мг/л и более.
Сточные воды после установок реагентной напорной флота-
ции содержат 10—20 мг/л нефтепродуктов. Эффективность очистки
от механических примесей составляет 80—95%.
Рис. 13.3. Схема флотатора с камерой хлопьеобразования:
1 — камера хлопьеобразования; 2 — нефтесборная труба; 3 —пеносборный
желоб; 4—решгтка; 5 — скребковое устройство; 6 — насос; 7 — напорный бак;
8 — перфорированная труба.
Применяют установки с флотоотстойниками различных кон-
струкций— прямоугольные и круглые в плане, со встроенной ка-
мерой хлопьеобразования и т. д. Схема установки напорной фло-
тации с рециркуляцией части очищенной воды и флотоотстойни-
ком со встроенной камерой хлопьеобразования представлена на
рис. 13.3. Флотоотстойник имеет размеры: длина 25 м, ширина 5 м
и глубина 2 м. Содержание нефтепродуктов в воде, прошедшей
данную установку, составляет 10—15 мг/л.
Эффективность флотационной очистки сточных вод I и II си-
стем НПЗ различна:
I система II система
Содержание, мг/л:
нефтепродуктов....... 20—25 20—40
механических примесей ... 15—20 25—40
ХПК сточных вод снижается в результате очистки на 15—
25%. Повышение содержания эмульгаторов в сточных водах
(особенно НЧК) приводит к снижению эффективности очистки.
383
Стоимость работающей на одном из НПЗ флотационной уста-
новки производительностью 250 м3/ч сточных вод составляет
33,8 тыс. руб. Установку обслуживает один оператор. На 1 м3
сточной воды расходуется [624]:
Электроэнергия, кВт • ч....................... 0,47
Пар, кДж...................................... 5,04 • 103
Вода, м3..................................... 0,021
Сжатый воздух, м3............................ 0,022
Электрофлотационная очистка. Метод электрофлотационной
очистки может обеспечить эффективное выделение нефтепродук-
тов из сточных вод (см. гл. 4). При наложении электрического
поля частицы нефтепродуктов перемещаются к аноду. Выделяю-
щиеся в процессе электролиза пузырьки газов флотируют эти ча-
стицы на поверхность жидкости. Процесс очистки сточных вод
интенсифицируется при использовании коагулянтов. Положитель-
ные результаты получены в случае применения растворимых элек-
тродов из алюминия и железа.
Оснойные параметры процесса [97, с. 127; 621]:
Напряжение, В............................. 2—10
Плотность тока, кА/м3......................10—60
Продолжительность флотации, мии............30—60
Остаточное содержание нефтепродуктов в сточной воде после
электрофлотационной. очистки составляет 2—10 мг/л. Например,
на установке производительностью - 100 м3/ч содержание масел
снижается с 800 до 3—5 мг/л. При этом на очистку 1 м3 сточной
воды расходуется 0,15 кВт-ч электроэнергии [621]. Следует от-
метить, что одновременно протекающие процессы окисления ор-
ганических примесей сточной воды приводят к снижению вели-
чины ХПК и ВПК.
Озонирование. Озонирование является эффективным средством
разрушения токсичных органических веществ. В промышленных
масштабах озонирование применяется для разрушения биологи-
чески трудноокисляемых веществ перед подачей их в аэротенки
Таблица 13.5
Данные опытов очнсткн сточных вод НПЗ
от нефтепродуктов
Продолжи- тельность очистки, мнн Доза озона, мг/л Израсходо- вано озона на окисле- ние, мг/л Содержание нефтепродук- тов в воде* мг/л Расход озона, мг на 1 мг нефтепродук- тов
до очнсткн после очистки
3 27 26,8 34,1 18,0 1,68
6 54 49,5 37,0 5,3 Г,56
9 81 62,0 44,8 5,3 1,57
12 108 63,2 43,3 3,3 1,58
15 135 63,7 45,9 3,2 1,49
30 270 71,4 46,5 1,9 1,60
384
[607]. Вопросы использования озона для очистки нефтесодержа-
щих сточных вод рассмотрены в гл. 7.
Данные опытов очистки сточных вод нефтеперерабатывающе-
го завода от нефтепродуктов озонированием при рН=8,4ч-9,2
[625] представлены в табл. 13.5.
Сорбционная очистка. За рубежом имеется тенденция к замене
громоздких биологических сооружений адсорбционными установ-
ками (для очистки сточных вод НПЗ) [601, с. 46]. Исследова-
ния показали, что сточные йоды перед подачей на адсорбцион-
ную установку должны быть очищены от нефтепродуктов до
содержания не выше 20 мг/л и от механических примесей до со-
держания не выше 60 мг/л [626]. Схемы адсорбционных устано-
вок приведены в гл. 8.
В результате адсорбционной очистки сточных вод на НПЗ
фирмы «Атлантик Ричфилд компани» [627] ХПК сточной воды
снижается от 250—450 до 37 мг/л (в среднем). Стоимость этой
установки составляет около 4 млн. долларов.
В Японии предложено использовать для адсорбционной очи-
стки сточных вод НПЗ сорбент, получаемый из нефтяного пека
[602, с. 48]. В связи с низкой стоимостью адсорбента себестоимость
очистки • сточных вод значительно ниже, чем при использовании
активных углей.
По некоторым данным [628] затраты на строительство уста-
новки, включающей очистку сточных вод НПЗ на песчаных
фильтрах и адсорбционную очистку, для завода, сбрасывающего
12,5 тыс. м3 сточных вод в сутки, будут на 20% ниже, чем на
строительство сооружений биологической очистки с предвари-
тельным фильтрованием сточных вод через песчаные фильтры.
Эксплуатационные затраты на адсорбционную очистку сточных
вод НПЗ для установок производительностью 3785—37 850 м3/сутки
составляют 1,3—2,6 цент/м3 [626].
Биологическая очистка
Биологическая очистка сточных вод I и II систем
канализации НПЗ является основным методом очистки. Этот
метод применяется не только для обезвреживания сточных вод
перед сбросом их в водоемы, но и с целью снижения скорости
коррозии, солеобразования и биологического обрастания тепло-
передающих поверхностей при возврате сточных вод в системы
оборотного водоснабжения. Производственно-ливневые сточные
воды I системы канализации после биологической очистки на-
правляются в систему оборотного водоснабжения предприятия.
Сточные воды II системы канализации вследствие высокого со-
держания в лих солей после биологической очистки в настоящее
время сбрасываются в водоемы.
Сточные воды I системы канализации. Биологическая очистка
сточных вод НПЗ производится на одноступенчатых биологиче-
ских установках (см. гл. 9) в аэротенках с рассредоточенным вво-
дом сточной воды и в аэротенках-смесителях [629].
13 Зак. 394
385
Для проектирования сооружений биологической очистки
сточных вод I системы канализации НПЗ рекомендуется [629]
принимать:
Продолжительность аэрации в аэротенках, ч.......... 6
Концентрация активного ила в аэротенке, г/л .... 2—3
Объем регенератора, % от объема аэротенка..........Не менее 30-
Расход воздуха на 1 м3 очищаемой воды (при высоте
слоя воды в аэротенках 4 м), м3.................. 20—25
Прирост активного ила на 1 м3 сточной воды, г (по
сухому веществу):
для НПЗ топливно-масляного профиля............. 25
для НПЗ с нефтехимическими производствами . . 50
Окислительная мощность аэротенков, кг/(м3 сутки) . . 0,9—1,0
Содержание в сточной воде, подаваемой на биологиче-
скую очистку, мг/л:
солей азота (по азоту).......................... До 15
солей фосфора (по фосфору)................. . До 3
Продолжительность отстаивания сточных вод во вто-
ричных отстойниках, ч............................. 3
Результаты очистки сточных вод I системы канализации НПЗ
на биологических очистных сооружениях приведены в табл. 13.6.
Таблица 13.6
Качество очистки сточных вод
I системы канализации НПЗ
Показатели После песчаных фильтров После биологи- ческой очистки Нормы на оборотную воду, не ’более
ХПК, мг/л 280-360 110-150 __
БПК5, мг/л 80-120 10-14 —
БПКп, мг/л 200—250 15-20 25
рИ Содержание, мг/л: 8,7-9,4 6,6—7,4 7—8,5
эфирорастворимых веществ 50-85 13-21 25
фенолов 5-15 0,05—0,24 —
азота аммонийного 23-45 9—27 —
азота нитритов — 0,02—1,7 —
фосфатов 1-1,8 0,03—0,3 —
хлоридов 35—60 30—60 180
сульфатов 40—150 40-150 250
сухого остатка 400—440 370—440 • 800
растворенного кислорода — 1—2,7 —
взвешенных веществ 20—50 13—33 25
Временная жесткость, мг-экв/л 0,3-2 0,3-1,2 3
Постоянная жесткость, мг-экв/л 2,5-5,5 1,5-4,5 6
Из данных табл. 13.6 видно, что биологически очищенная сточ-
ная вода может быть направлена в систему оборотного водоснаб-
жения НПЗ. Нужно отметить, что в результате биологической
очистки скорость коррозии, солеобразования и биологического
обрастания теплопередающих поверхностей снизилась соответствен-
но на 34; 66 и 69% [630].
386
Сточные воды II системы канализации. Сточные воды II системы
канализации НПЗ состоят в значительной мере из сточных вод
ЭЛОУ и поэтому загрязнены деэмульгаторами, сернистыми сое-
динениями, минеральными солями, нефтепродуктами и др. Из-
вестно, что многие деэмульгаторы (см. гл. 9) практически не
подвержены биологическому разрушению и отрицательно воз-
действуют на биологические процессы.
НЧК, а также деэмульгаторы неионогенного типа (диссоль-
ван 4411, проксанол 305, дипроксамин 157) биологически окис-
ляются плохо или совсем не окисляются [527, с. 26]. Более
полно окисляются деэмульгаторы ЧНПЗ-59 и ОЖК. В настоя-
щее время разработаны биологически разлагаемые неионогенные
деэмульгаторы (ОДП и ОМК), применение которых позволит
повысить эффективность биологической очистки сточных вод
[629].
Для проектирования очистных сооружений II системы кана-
лизации НПЗ рекомендуется [512, с. 30]:
1. Биологическую очистку сточных вод II системы, содержа-
щих до 10 г/л минеральных солей, производить в смеси с быто-
выми сточными водами или сточными водами нефтехимических
производств при оптимальном соотношении 1:0,3—1:1 в одно- или
двухступенчатых сооружениях. Выбор схемы очистки сточных
вод зависит от степени их загрязненности: одноступенчатая
схема — при БПКп 200 мг/л, двухступенчатая — при БПКп
450 мг/л.
2. Условия и параметры очистки сточных вод II системы ка-
нализации в одноступенчатых биологических сооружениях поддер-
живать аналогичными биологической очистке сточных вод I систе-
мы. Очищенная вода не имеет запаха нефтепродуктов, содержит
10—15 мг/л эфирррастворимых веществ, в том числе 3—5 мг/л
углеводородов нефти, 25—30 мг/л взвешенных веществ и имеет
БПКп = 15-20 мг/л.
3. Условия и параметры биологической очистки сточных вод
в двухступенчатых сооружениях:
Продолжительность аэрации, ч:
I ступень................................. 3—4
II ступень............................. 6—8
Концентрация активного ила, г/л:
I ступень..............................3,0—4,5
II ступень.............................0,5—1,0
Расход воздуха, м3/м3:
I ступень................................30—40
II ступень...............................15—20
Концентрация биогенных веществ, мг/л:
азота....................................10—15
фосфора................................... 2—3
Средний прирост активного ила, г/м3 (по су-
хому веществу)............................25—50
Продолжительность отстаивания сточных вод,
ч:
после I ступени......................... 1,5
после II ступени....................... 3
13'
387
В результате двухступенчатой биологической очистки сточ-
ные воды имеют БПКп — 10ч-20 мг/л, содержат 10—15 мг/л эфи-
рорастворимых веществ, в том числе 3.—5 мг/л углеводородов
нефти, 15—20 мг/л взвешенных веществ, не имеют запаха нефте-
продуктов.
Эффективность очистки сточных вод на двухступенчатых би-
ологических сооружениях составляет по БПКз— 93—98%, по
нефтепродуктам — 77—86% и по фенолам — 99—100%.
Необходимо отметить, что окислительная мощность аэротен-
ков в процессе биологической очистки сточных вод НПЗ невели-
ка и составляет от 200 до 600 г/(м3-сутки), что обусловлено ма-
лой скоростью окисления сырой нефти [40—50 г/(м3-сутки)] и
нефтяных дистиллятов [100—200 г/(м3-сутки)] [629].
Малая интенсивность очистки сточных вод в аэротенках, вы-
сокие капитальные затраты на строительство биологических очи-
стных сооружений обусловливают поиски более интенсивных
методов и аппаратов биологической очистки сточных вод. Перспек-
тивным методом интенсификации процесса биологической очист-
ки сточных вод является применение кислорода для аэрации (см.
гл. 9). Проведенные исследования показали, что замена воздуха
кислородом позволяет снизить продолжительность очистки сточ-
ных вод НПЗ в аэротенках от 8—12 до 2—3 ч [512, с. 48].
Биологическую очистку сточных вод' НПЗ производят также
в биофильтрах и аэрофильтрах (см. гл. 9). Однако, вследствие
невысокой окислительной мощности- данных аппаратов и мень-
шей эффективности очистки сточной воды по сравнению с аэро-
тенками, они не получили широкого распространения. Следует
заметить, что в зарубежной практике очистки сточных вод при-
меняются аэротенки-отстойники.
В заключение отметим, что интенсификация процесса биологи-
ческой очистки сто.чных вод должна сопровождаться внедрением
более прогрессивных методов отделения активного ила от очищен-
ной воды — отстаивание в тонком слое, напорная флотация.
Доочистка биологически очищенных сточных вод
Наибольшее распространение для доочистки сточ-
ных вод, прошедших сооружения биологической очистки, полу-
чили фильтрование через микрофильтры и зернистые фильтры,
реагентная флотация, доочистка в биологических прудах, озони-
рование, адсорбция активными углями. Кроме того, могут быть
применены методы ионного обмена, обратного осмоса, электро-
диализа и др.
Фильтрование через микрофильтры. На микрофильтрах дости-
гается выделение из сточной воды взвешенных частиц активного
ила (см. гл. 4). Процесс фильтрования рекомендуется проводить
при следующих параметрах [631]:
Размер ячеек
сетки, мкм.......................’............ 40 X 40
поддерживающей сетки, мм . ................ 1,25—2,0
388
Высота заполнения барабана водой .................0,7 диаметра
Частота вращения барабана, об/мнн................. 6—20
Продолжительность фильтроцикла, с............... 15—30
Скорость фильтрования, м/ч........................ 25—45
С помощью микрофильтров содержание взвешенных веществ
вводе снижается на 50—65%, БПК — на 25—35% при исходном
содержании взвешенных веществ 15—40 мг/л.
Фильтрование через зернистые фильтры. Значительное сниже-
ние содержания примесей в биологически очищенной сточной во-
де достигается при фильтровании ее через фильтр с песчаной
загрузкой. Эффективность доочистки сточной воды фильтрова-
нием через песчаный фильтр (высота слоя песка 1 м, крупность
частиц песка 1—2 мм, скорость фильтрования 5—7 м/ч) или че-
рез двухслойный фильтр — песчано-антрацитовый (высота слоев
по 0,5 м, скорость 8—10 м/ч) составляет: 70—85% по БПКп.
30—40% по ХПК и 85—98% по взвешенным веществам. Продол-
жительность промывки фильтра — 6—8 мин при интенсивности
промывки 14—17 л/(м2-с) [631]. Продолжительность фильтро-
цикла заг-исит от состава исходной сточной воды и может дости-
гать 70 ч. Эффективная доочистка сточных вод происходит при
фильтровании их в направлении убывающей крупности загрузки
(снизу вверх).
Положительные результаты получены при доочистке сточных
вод на трехслойных фильтрах со смешанной загрузкой [121,
с. 137]. Хорошая работа фильтров со смешанной загрузкой до-
стигается при добавлении в фильтруемую воду коагулянтов (на-
пример, сульфата алюминия в количестве не менее 10 мг/л) и
флокулянтов (в количестве 0,05—0,5 мг/л). После такой обра-
ботки содержание фосфора в воде снижается на 75—90%, в том
числе растворенного — на 65—90%. В осветленной воде практи-
чески не имеется взвешенных веществ. Эксплуатационные рас-
ходы составляют около 6 долларов на 1000 м3 воды.
Реагентная флотация. При использовании напорной реагентной
флотации для доочистки биологически очищенных сточных вод
параметры флотационной очистки аналогичны параметрам,при-
веденным выше. Доза коагулянта — сульфата алюминия —за-
висит от качества очищаемой воды и составляет обычно более
10 мг/л. Для улучшения процесса хлопьеобразования применяют
флокулянты (например, полиакриламид). Содержание взвешенных
веществ в очищенной воде не превышает 10 мг/л, ХПК снижается
на 30—50%, БПК — на 60—80%. Из сточной воды удаляется основ-
ное количество фосфора.
Доочистка в биологических прудах. Для доочистки сточных вод
применяют неаэрируемые и аэрируемые биологические пруды (см.
гл. 9). Доочистка сточных вод в прудах происходит как за счет
более тщательного отстаивания, так и за счет биологического
окисления. Результаты очистки в биологических прудах некото-
рых НПЗ приведены в табл. 13.7 [512, с. 67].
389
Из данных табл. 13.7 видно, что эффективность очистки сточ-
ных вод в биологических прудах по БПКз колеблется в пределах
от 10,3 до 51,8%, хотя в ряде случаев наблюдается вместо очистки
вторичное загрязнение воды. Тем не менее в биологических прудах
может быть снижено содержание биологически медленноокисляю-
щихся веществ — нефти, нефтяных дистиллятов и др.
Озонирование. Для выяснения возможности применения озона
изучалось его действие на водные растворы веществ, содержа-
щихся в нефти или образующихся в процессе переработки и
окисления нефти (см. гл. 7).
Таблица 13.7
Показатели работы биологических прудов НПЗ
(средние данные за 1972 г.)
Предприятие Время пре- бывания воды в пру- дах, сутки бпк5 до очистки , мг/л после очистки Степень очистки, К
Грозненский НПЗ им. А. Ша- 6 2 2,5 -
рипова Киришский НПЗ 320 3 3,3 —
Ново-Горьковский НПЗ 10 34 20 41,2
Ново-Ярославский НПЗ 6,9 28,7* 14,6* 49,2
Орский НПЗ 1,45 18,4 16,5 10,3
Пермский НПЗ 6,35 16,4 7,9 51,8
Полоцкий НПЗ 3,5 11,5 7,2 37.4
Салаватский НХК 1,45 20,2 37,8 —
• ВП*П.
В результате 2-часового озонирования концентрация нефте-
продуктов в воде снижается на 70—80%, ВПК — на 80—90% и
ХПК — на 75—85%. Озонированная вода не содержала фенолов
и не имела запаха [238]. Однако расход озона в этих условиях
высок—12 мг на 1 мг окисленных углеводородов. Расход озо-
на может быть снижен при уменьшении глубины распада нефти.
В нейтральной среде до практически достаточной глубины рас-
пада окисляется не менее 45% углеводородов при расходе озо-
на 5 мг/мг.
Адсорбция. Для глубокой доочистки биологически очищенных
сточных вод от органических соединений успешно применяется
метод адсорбционной очистки (см. гл. 8). Использование актив-
ных углей для доочистки позволяет снизить концентрацию орга-
нических примесей на 90—98%. Регенерация угля, как правило,
осуществляется термическим методом в многоподовых печах.
Наиболее эффективными отечественными активными углями яв-
ляются угли марок АР-3, АГ-3, БАУ.
390
Опыт эксплуатации крупной установки адсорбционной до-
очистки сточных вод показывает, что БПКп очищенной воды не
превышает 1 мг/л, содержание фосфора — 0,1—1,0 мл/л. нитра-
тов — менее 2 мг/л [631]. Высокое качество очищенной воды
позволяет использовать ее не только в системах оборотного во-
доснабжения, но и практически во многих технологических про-
цессах.
Метод обратного осмоса. Для доочистки биологически очи-
щенной сточной воды был испытан метод обратного осмоса (см.
гл. 6). Фильтрование производилось под давлением 4,5—
Содержание эфирораство- римых веществ, мг/л Степень очистки, % Содержание фенолов, мг/л Степень очистки, %
до очистки после очистки до очистки после очистки
0,26 0,08 69,2 Отсутствуют —
8,2 4,4 46,3 0,007 0,002 71,5
13,7 6,2 54,7 0,3 0,035 88,4
14,8 8,0 45,9 0,02 0,0018 91,0
15,6 14,0 10,2 Отсутствуют —
9,2 5,1 44,6 —-
11,7 4,6 63,8 0,09 0,04 55,5
2,9 4,3 0,04
10,0 МПа. Использовалась ацетатцеллюлозная мембрана типа
«Владимир» селективностью (по NaCl) 96% и проницаемостью
150—220 л/(м2-сутки). Проведенные испытания показали, что
метод обратного осмоса позволяет не только снижать общее со-
лесодержание сточных вод на 95—98%, но и очищать сточную
воду от органических веществ на 90—95%. Селективность и
проницаемость мембран в течение продолжительного времени
остаются без изменений.
Очистка сернисто-щелочных сточных вод
Сернисто-щелочные сточные воды являются, как
указывалось, наиболее загрязненными (см. табл. 13.2). Концент-
рация фенолов в среднем превышает 6 г/л, сульфидов — до
30 г/л, ХПК — более 100 г/л и БПКп = 80ч-90 г/л [632].
Наиболее рациональна замена каустической соды, применяе-
мой для очистки нефтепродуктов, на регенерируемые реагенты
391
или введение новой технологии переработки нефти, исключаю-
щей необходимость щелочной очистки нефтепродуктов. Напри*
мер, усовершенствование метода физической стабилизации бен-
зинов позволяет при внедрении его на установках АВТ и терми-
ческого крекинга снизить общее количество сернисто-щелочных
сточных вод на 20—25% [632].
Для обезвреживания сернисто-щелочных сточных вод приме-
няют методы окисления, карбонизации, отпарки и др.
Рис. 13.4. Принципиальная технологическая схема
установки обезвреживания сернисто-щелочных сточ-
ных вод окислением кислородом воздуха:
/—насос; 2—теплообменник; 3—окислительная колонна;
4—холодильник; 5—каплеуловитель.
Окисление. В процессе окисления кислородом воздуха при повы-
шенной температуре сульфиды превращаются в тиосульфаты.
Теоретическое потребление .кислорода составляет 1 кг на 1 кг
сульфидной серы, но фактический расход кислорода выше вслед-
ствие окисления части тиосульфата до сульфата.
Исследования показали, что скорость окисления пропор-
циональна концентрации сульфидов [633]. Скорость окисления
сульфидов повышается с увеличением давления; оптималь-
ными являются давление 0,3—0,4 МПа и температура 90—
93 °C.
Схема установки по обезвреживанию сернисто-щелочных сточ-
ных вод приведена на рис. 13.4. Очищенные от нефтепродуктов и
взвешенных веществ сточные воды насосом 1 подаются в тепло-
обменник 2, в котором подогреваются до 85—95 °C, и затем посту-
пают в окислительную колонну 3. В эту колонну также вводится
воздух. Очищенная вода выводится из колонны, проходит через
теплообменник, в котором отдает тепло исходной сточной воде, и
затем сбрасывается во П систему канализации. Отходящие газы
«"-.таждаются в холодильнике 4, проходят каплеуловитель 5 и сбра-
ЗУ2
сываются в атмосферу или, в случае необходимости, направляются
на установку доочистки.
На основании эксплуатации опытно-промышленной установ-
ки обезвреживания сернисто-щелочных сточных вод производи-
тельностью 10—12 м3/ч рекомендуются следующие параметры
процесса окисления [634]:
Температура в колонне, °C.............................85—95
Давление в колонне. МПа................................ 0,4
У цельный расход воздуха, м3 на 1 м3 сточных вод ... 7,5
В результате очистки содержание сульфидов снижалось (в
пересчете на сероводород) от 24—3267 до 2,7—332 мг/л (в сред-
нем на 88,8%), одновременно содержание тиосульфатов повыша-
лось от 1,8 — 270 до 9,8—1508 мг/л (в среднем в 5,8 раза). Стои-
мость очистки 1 м3 сточных вод на установке составляет пример-
но 30 коп.
Добавление небольшого количества катализатора, например
1 10_5% солей меди, обеспечивает при 130 °C и давлении 0,5 МПа
полное окисление тиосульфатов до сульфатов.
Имеются данные о применении в качестве катализаторов со-
лей железа и кобальта. На НПЗ в г. Питешти [611] окисление
сульфидов проводят в круглых резервуарах диаметром Эми
объемом 220 м3, работающих попеременно в режиме наполнения
или аэрации. Аэрацию осуществляют с помощью механических
аэраторов диаметром 1,8 м и мощностью 14,7 кВт в течение 8 ч.
В качестве катализатора используют соль кобальта. В результа-
те очистки из сточных вод удаляется до 85% сульфидов и мер-
каптанов.
Положительные результаты получены при очистке сульфид-
содержащих технологических конденсатов НПЗ методом окисле-
ния [635]. Содержание сульфидов (по S2-) снижается от 1780 до
24 — 26 мг/л, а ХПК — от 6150 до 3200 мг/л.
Карбонизация. При обработке сернисто-щелочных сточных вод
диоксидом углерода происходит карбонизация солей натрия с обра-
зованием соды и выделением кислых соединений в свободном со-
стоянии:
Na2S + СО2 + Н2О = Na2CO3 + H2S
2NaHS + СО2 + Н2О = Na2CO3 + 2H2S
Из полученного содового раствора фенолы извлекают экст-
ракцией диизопропиловым эфиром или бутилацетатом. После
отгонки экстрагента и возвращения его в производство получен-
ные фенолы направляют на использование. Сероводород из со-
дового раствора отгоняется газами карбонизации и водяным па-
ром. Схема установки карбонизации сернисто-щелочных сточ-
ных вод представлена на рис. 13.5.
Необходимый для данного процесса диоксид углерода полу-
чается путем выделения его из дымовых газов (на схеме не по-
казано). Сернисто-щелочные сточные воды после отделения
393
С^г Карбонизационный газ
IV
Рис. 13.5. Схема установки очистки сериисто-щелочиых сточных вод методом карбонизации:
/—сборник-усреднитель; 2—насос; 3—теплообменник; 4— подогреватель; 5 — карбонизационная колонна; 6, 9,12 — сборник;/—холодильник;
S —экстракционная колонна; 10—колонна регенерации растворителя из сточной воды; 11 — кипятильник; 13 — отпарная колонна; 14—сепа-
ратор; 15—вакуум-насос; 16—сборник нейтрализованной воды.
Потоки: I — сернисто-щелочные сточные воды; II— водяной пар; /// — охлаждающая вода; IV —растворитель; V — растворитель на регене-
рацию; VI — нейтрализованная сточная вода.
нефтепродуктов в нефтеловушке и усреднения в сборнике 1 на-
сосом 2 через теплообменник 3 и подогреватель 4 подаются в
карбонизатор 5, в который также поступает СОг. Сточная вода
из карбонизатора проходит теплообменник 3 и направляется в
сборник 6. Из сборника сточная вода насосом через холодиль-
ник 7 подается в экстракционные колонны 8, в которые также
подается экстрагент. Обесфеноленная вода сливается в сборник 9,
а экстракт направляется на ректификацию, в результате кото-
рой получают товарные фенолы и регенерированный раствори-
тель, вновь используемый для экстракции фенолов (на схеме не
показано). Обесфеноленная сточная вода из сборника 9 насосом
через теплообменник подается в колонну регенерации раствори-
теля из воды 10, оборудованную кипятильником И. Отгоняю-
щийся из воды растворитель после конденсации и охлаждения
(на схеме не показано) направляется на экстракцию.
Сточная вода из кипятильника 11 проходит теплообменник,
охлаждается и сливается в сборник 12, из которого насосом через
теплообменник <3 подается в отпарную колонну 13. В отпарную ко-
лонну подается также острый пар и карбонизационные газы из
карбонизаторов. Выделение сероводорода из воды производится
под вакуумом. Смесь H2S и СО2 охлаждается, проходит сепаратор
и направляется на переработку. Нейтрализованная сточная вода
из отпарной колонны проходит теплообменник, в котором отдает
свое тепло входящей воде, поступает в сборник и насосом подается
во II систему канализации и далее — на биологическую очистку.
Основные параметры процесса: температура в карбонизаторе
90—100 °C при продолжительности карбонизации 3—4 ч.
Установки карбонизации сернисто-щелочных сточных вод рабо-
тают на отечественных НПЗ, а также на некоторых зарубежных
заводах [166, с. 121].
Отпарка или отгонка в токе инертного носителя. За рубежом
распространен метод отпарки для очистки сернисто-щелочных
сточных вод от сернистых соединений [636, с. 58]. Сточная вода
после отделения нефтепродуктов подогревается и подается в верх-
нюю часть отпарной колонны, в которую снизу поступает острый
пар и дымовые газы. Очищенная вода проходит теплообменник,
где отдает тепло воде, поступающей на очистку. В результате
очистки содержание сульфидов снижается от 5 г/л до 5 мг/л. Очи-
щенная сточная вода подвергается биологической доочистке.
Изучение процесса нейтрализации сернисто-щелочных сточных
вод с последующим выделением серусодержащих соединений от-
гонкой в токе воздуха и инертного носителя (азота) показало [637],
что сернистые соединения наиболее интенсивно выделяются при
pH < 4,5. Одновременно с десорбцией серусодержащих соедине-
ний протекают окислительно-восстановительные процессы, причем
образование элементарной серы происходит как в среде воздуха,
так и в среде азота. Количество элементарной серы, выпадающей
в осадок после продувки воздухом, составляет 52,7%, а после от-
дувки азотом — 79% от общего количества извлекаемой серы. Из
395
очищенных сточных вод элементарную серу выделяют отстаива-
нием и фильтрованием.
Очистку сернисто-щелочных сточных вод НПЗ можно осущест-
влять методом электрохимического окисления в электролитической
ванне, анодная и катодная камеры которой разделены полупрони-
цаемой диафрагмой [388].
На одном из заводов работает установка электролитической
регенерации отработавшей щелочи [638, с. 87]. В результате элек-
тролитического окисления -присутствующих в растворе меркапти-
дов натрия образуются дисульфиды и одновременно регенерирует-
ся щелочь.
Основные направления очистки и использования
сточных вод НПЗ
Важнейшая задача, стоящая перед нефтеперерабаты-
вающей промышленностью, — резкое сокращение водопотребления
и стокообразования, а также создание заводов без сброса сточных
вод.
Основными направлениями, обеспечивающими создание бессточ-
ного НПЗ, являются:
1. Снижение количества и загрязненности сточных вод. Для
достижения этого необходимо: широкое внедрение аппаратов воз-
душного охлаждения; изменение технологии переработки нефти,
приводящей к ликвидации образования сточных вод; замена кау-
стической соды для очистки нефтепродуктов от сернистых соеди-
нений на регенерируемые реагенты; использование на НПЗ нефтей,
предварительно обезвоженных и обессоленных на нефтепромыслах
н т. д.
2. Полная очистка всех производственно-ливневых и хозяйст-
венно-бытовых сточных вад, включающая механическую, физико-
химическую и биологическую очистку, а также доочистку сточных
вод. В результате должна быть обеспечена практически полная
очистка сточных вод от нефтепродуктов, органических соединений,
минеральных солей, а также доочистка от соединений фосфора и
азота, способствующих биологическому обрастанию аппаратуры.
3. Внедрение передовых интенсивных методов и аппаратов для
очистки сточных вод (нефтеулавливающей аппаратуры, биологиче-
ских и физико-химических методов и аппаратов).
1 4. Использование всех образующихся сточных вод после соот-
ветствующей очистки в системах повторного и оборотного водо-
снабжения. В настоящее время имеется большой и положительный
промышленный опыт использования в системах оборотного водо-
снабжения биологически очищенной сточной воды I системы кана-
лизации. Деминерализация биологически очищенной сточной вода
II системы канализации позволит использовать ее в системе обо-
ротного водоснабжения НПЗ.
5. Обработка воды, подаваемой в системы повторного и оборот-
ного водоснабжения, с целью снижения коррозии, солеобразования
396
1.
и биологического обрастания аппаратуры. Подача в системы обо-
ротного водоснабжения тщательно очищенной деминерализован-
ной воды позволит перейти к беспродувочной работе оборотных
систем.
На основании имеющегося опыта работы очистных сооружении,
использования сточных вод в системах оборотного водоснабжения,
а также опытно-промышленных испытаний разработана схема во-
доснабжения и канализации НПЗ топливного профиля, работаю-
щего без сброса сточных вод в водоем [639].
Схема использования воды на НПЗ топливного профиля
без сброса сточных вод в водоем
Цифры указывают материальные потоки в м3/ч.
На этом заводе максимально используются аппараты воздуш-
ного охлаждения, очистка нефтепродуктов от сернистых соедине-
-ний осуществляется регенерируемыми реагентами, исключая
очистку авиакеросина, которая производится щелочью. Отводимые
самотечной сетью производственно-ливневой канализации сточные
воды поступают на очистные сооружения. Для очистки сточных
вод ЭЛОУ запроектирована установка термического обессолива-
ния. Сернисто-щелочные сточные воды после обезвреживания на
установке карбонизации подаются совместно со стоками ЭЛОУ на
установку термического обессоливания. Полученный в результате
397
термического обессоливания конденсат направляется на биологи-
ческие очистные сооружения. Остаток после выпаривания (рапа)
поступает на переработку с целью выделения хлорида натрия.
Пополнение систем оборотного водоснабжения осуществляется
очищенными сточными водами. Постоянный солевой состав воды,
находящейся в системе оборотного водоснабжения, поддерживает-
ся за счет вывода части воды на установку термического обессоли-
вания и возврата в систему обессоленного конденсата.
Сравнение технико-экономйческих показателей работы бессточ-
ных НПЗ и заводов, работающих со сбросом производственных
сточных вод в водоемы, показывает, что внедрение бессточных
НПЗ обеспечивает снижение удельных капиталовложений на 1 м3
сточных вод в сутки на 10—100 руб. и стоимости строительства
очистных сооружений — в 1,5—2 раза.
Глава 14
ОЧИСТКА СТОЧНЫХ вод
ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ
ТВЕРДЫХ ТОПЛИВ
В процессах термической переработки каменного и
бурого углей, сланца и торфа образуется значительное количество
сточных вод, загрязненных фенолами и другими токсичными веще-
ствами. Количество и состав сточных вод зависят от вида пере-
рабатываемого топлива и процесса термической переработки.
В настоящей главе рассмотрены вопросы использования и очистки
сточных вод процессов высоко- и среднетемпературного коксова-
ния углей, а также газификации прибалтийских сланцев и торфа.
УСЛОВИЯ ОБРАЗОВАНИЯ, КОЛИЧЕСТВО И СОСТАВ
СТОЧНЫХ вод
Основным источником образования токсичных сточ-
ных вод в процессе коксования и газификации является влага
топлива или шихты и пирогенетическая вода, образующаяся при
термическом разложении топлива, а также конденсат острого пара,
вводимого в процессах переработки топлив.
Коксохимические заводы
Газ из коксовых печей отводится в газосборники, где
охлаждается путем орошения надсмольной водой. Количество над-
смольной воды составляет 5—6 м3 на 1 т шихты. В сепараторе газ
отделяется от жидкой фазы и подается для дальнейшего охлажде-
ния в газовые холодильники. Жидкая фаза поступает в отстойник,
в котором вода отделяется от смолы. Отстоявшаяся вода направ-
ляется на орошение газа в газосборник.
Газ после электрофильтров подается в абсорбер, где из него
извлекается аммиак серной кислотой. Одновременно из газа уда-
ляются пиридиновые основания. Затем газ охлаждается водой в
конечных холодильниках непосредственного орошения. При этом
из газа вымываются нафталин, остатки фенолов, часть цианисто-
водородной кислоты и др. Вода очищается от нафталина, подается
в градирню и затем направляется в конечные газовые промыва-
тели.
Далее газ освобождается от бензола абсорбцией каменноуголь-
ным поглотительным маслом, очищается от сероводорода и одно-
временно от цианистоводородной кислоты и частично от диоксида
углерода.
При выделении сырого бензола из поглотительного масла
дистилляцией и ректификацией используется острый пар, что
399
приводит к образованию сепараторных сточных вод. Сепараторные
сточные воды образуются также в процессе фракционной раз-
гонки смолы.
Кроме того, сточные воды образуются при переливах из хра-
нилищ, аварийных выпусках, смене воды в оборотных циклах
водоснабжения, мойке оборудования и полов и т. д.
Количество и состав сточных вод зависят от качества коксуе-
мых углей, технологических параметров процесса коксования, Кон-
струкции коксовых печей, и поэтому для разных коксохимических
предприятий различны. На современном коксохимическом заводе
с печами больших объемов количество сточных вод на 1 т кокса
составляет 0,2—0,3 м3 или около 150 м3/ч.
Расход свежей воды на производство 1 т кокса составляет
1,15—1,55 м3 (при использовании фенольной воды для тушения
кокса), а процент использования воды — 95—96%.
На коксохимическом заводе основными сточными водами яв-
ляются фенольные. Количество фенольных вод в среднем состав-
ляет [333, с. 20] (м3/ч):
Смешанные воды после аммиачных колони и смолоперегонной
установки ..................................................78
Конденсат газопровода...................................... 8
Смесь сточных вод после конечного газового холодильника . . 15
Сточная вода из бензольного отделения ....................... 25
» » из чеха ректификации.............................6
» » после пекококсовой установки.................... 5
Кроме того, в процессе очистки коксового газа от сероводорода
мышьяково-содовым методом образуется 4—6 м3/ч сточных вод.
Характеристика фенольных сточных вод приведена в табл. 14.1
[333]. Сточная вода после пекококсовой установки содержит около
0,02 г/л фенолов.
Кроме летучих с водяным паром фенолов (см. табл. 14.1) в
сточных водах содержатся нелетучие с паром фенолы (пирокате-
хин, резорцин) в количестве до 350 мг/л [640].
Нужно отметить, что сточные воды, образующиеся в процессе
коксования восточных углей, содержат меньше фенолов и серово-
Таблица 14.1
Характеристика сточных вод коксохимических заводов
Сточная вода Содержа
фенолов аммнака
летучего связанного
Из аммиачного отделения 0,1—0,3 0,05—0,1 0,05—0,5 Сепараторная, из бензольного отделения 0,2—0,4 0,03—0,05 0,1—0,15 Из цикла конечного охлаждения 0,1—2,0 0,01—0,1 0,1—ОД Из цеха ректификации' 0,2—0,3 0,05—0,1 0,01—0,05 Из смолоперегоиного цеха 1,0—3,0 0,3—1,0 0,1—0,3 Общая смесь фенолЬиых вод 0,2—0,4 0,1—0,8 0,1—1,0
400
дорода, чем сточные воды заводов, использующих угли Донбасса
и др.
Фенольные сточные воды, кроме указанных в табл. 14.1 приме-
сей, содержат смолы и масла, концентрация которых может дости-
гать 150—500 мг/л. Солесодержание общего стока составляет
2500—4500 мг/л. Ci очные воды коксохимических предприятий со-
держат роданиды, количество которых на различных предприя-
тиях колеблется в широких пределах — от 80 до 700 мг/л (по ро-
данид-иону).
Предприятия полукоксования и газификации угля,
горючих сланцев и торфа
Данные о количестве фенольных сточных вод приве-
дены в табл. 14.2.
Производственные сточные воды образуются также в процессах
очистки газов и переработки продуктов, получающихся при полу-
коксовании или газификации топлив (смол, фенолов и др.).
В зависимости от вида топлива и способа его переработки со-
став фенольных сточных вод изменяется в широких пределах (см.
табл. 14.2). Особенно различно содержание в фенольных водах
одноатомных (летучих) и многоатомных (нелетучих) фенолов, ам-
миака, органических кислот. Остальные производственные сточные
воды содержат смолы, фенолы (до 1 г/л) и сравнительно неболь-
шое количество других примесей.
Зависимость количества образующихсж сточных вод и концент-
рации содержащихся в них фенолов от способа термической пере-
работки сланцев иллюстрируется данными табл. 14.3 [641].
В зависимости от вида перерабатываемого топлива в сточных
водах содержатся различные фенолы. Например, при термической
переработке прибалтийских горючих сланцев фенольные сточные
воды содержат % (масс.) [642]:
Фенол..............15 Ксиленолы........... 20
о-Крезол...........12 Остальные фенолы ... 30
м- и и-Крезол.....23
ние, г/л Окисляемость, мг/л pH
сероводорода тиоциаиат-иона цнан-иоиа
0,02-0,05 0,4—0,6 0,005—0,02 1600 8-9
0,1 0,08—0,1 0,15 2 300 5-7
0,1 0,1—0,15 0,05-0,15 2 000—3 000 6-7
0,01 Отсутствует Следы 500—1 500 7-8
0,05 0,02—0,1 0,03 2500-7 000 7-8
0,03-0,1 0,1—0,4 0.02—0.04 1 000—3 000 8-9
401
При полукоксовании бурых углей (ГДР) сточные воды содер
жат, % (масс.):
Карболовая кислота.........................27,2
о-Крезол................................... 9,5
Ксиленолы ................................. 2,0
Другие одноатомные фенолы..................18,6
Пирокатехин..................................18,6
Пирогаллол................................. 3,2
Другие многоатомные фенолы...................16,8
Т аблица 14.2
Состав фенольных сточных вод, образующихся в процессах
термической переработки различных топлив
Процесс Концентрация, г/л Количество сточ- ных вод на 1 т топлива, м3
фенолов аммиака жирных кислот серово дорода альдеги- дов
летучих неле- тучих
Полукоксование бурого угля 3,6-14 2-13 1,3-7,1 1,5-15 0,1—4,7 0,16-2,8 150
Газификация бу- рого угля ПОД давлением 3—3,5 1,2—3 3,7-4,9 0,7-1,3 0,4—0,7 — —
Газификация торфа Полукоксование каменного угля Переработка горю- чих сланцев: 4—4,5 9—9,4 5,14 7-35 — — 400
5,8—7 0,7-1,1 4,5—6 — 0,15—0,25 — 150
в камерных печах 1,5—2 10-15 0,6—0,9 0,5-0,6 Следы 0,1 150
в газогенера- торах 0,7—0,8 6-10 0,6-1,2 0,6-1,5 Следы 0,1 230
Таблица 14.3
Количество фенольной воды н содержание в ней фенолов
при различных способах переработки горючих сланцев
Источник образования сточной воды Количество сточной воды, кг на 1 т сланца Содержание фено- лов, г/л
Газогенераторы с паровоздушным дутьем 284 До 1
60 13
Г азогенераторы без принудительного
дутья 160 6,5
Камерные печи 230 И
Туннельные печи 40 12
Вращающиеся реторты 120 9
Агрегаты с твердым теплоносителем 40 7
ЭНИН
402
Следует отметить, что сточные воды термической переработки
оплив загрязнены смолами, содержание которых может дости-
ать нескольких граммов на литр,
ИСПОЛЬЗОВАНИЕ сточных вод
Фенольные сточные воды без предварительной эффек-
тивной очистки обычно не могут быть повторно использованы.
Коксохимическое производство
Согласно разработанной схеме производственной канализации
коксохимического завода с мокрым тушением кокса фенольные
сточные воды после очистки от смол, масел, аммиака и фенолов
используют для тушения кокса. Содержание фенолов в этих водах
не должно превышать 0,2 г/л, смолы и масел—0,1 г/л. Существен-
ный недостаток метода — загрязнение атмосферы токсичными ве-
ществами. В настоящее время многие заводы переходят на сухое
тушение кокса. Поэтому основным направлением использования
сточных вод является внутритехнологический оборот. Для этого
необходимо производить, как правило, глубокую очистку сточных
вод.
Для уменьшения количества образующихся сточных вод необ-
ходимо снижать влажность шихты, произвести замену пароинжек-
торных установок на газоинжекторные, усовершенствовать техноло-
гические процессы переработки продуктов с целью уменьшения
количества расходуемого острого пара и воды.
В некоторых случаях сточная вода может использоваться без
предварительной очистки в системах оборотного водоснабжения.
Например, сепараторные воды отделения улавливания бензола,
сепараторные воды цеха ректификации бензола и отстойные воды
•складов бензольных продуктов рекомендуется направлять в обо-
ротный цикл конечных газовых холодильников через смолопро-
мыватели.
Сточные воды пекококсовых установок — конденсат газа, вода
от опорожнения трубопроводов, от продувки оборотного цикла
газовых холодильников пекококсовых установок — могут быть ис-
пользованы для восполнения потерь в оборотном цикле водоснаб-
жения газосборников пекококсовых установок.
Для восполнения потерь воды в системах оборотного водоснаб-
жения предложено применять обесфеноленную сточную воду [643].
При содержании фенолов в оборотной воде 1 мг/л накопления их
в воде не обнаружено.
Некоторые сточные воды могут быть использованы для приго-
товления реактивов (сепараторные воды смолоперегонного отделе-
ния) или поглотительных растворов цеха сероочистки (конденса-
ты, не содержащие аммиак).
Применение аппаратов воздушного охлаждения вместо водяного
для первичного охлаждения коксового газа, паров бензола, масел
403
и других продуктов [73] позволяет значительно сократить количе-
ство воды, расходуемой в технологических процессах.
Сточные воды после очистки могут быть непосредственно на-
правлены на тушение кокса или используются для тушения кокса
после доочистки их биологическим методом. В последнем слу-
чае резко снижается загрязнение атмосферы токсичными веще-
ствами.
При низких концентрациях фенолов в сточных водах (заводы,
использующие восточные угли) целесообразно применение схемы,
включающей механическую очистку, биологическую доочистку и
последующее использование очищенной воды для тушения кокса.
‘ Для заводов с сухим тушением кокса применимы схемы, вклю-
чающие механическую очистку, физико-химическую очистку (от
фенолов, смол и масел), биологическую очистку и доочистку сточ-
ных вод до качества, позволяющего использовать их в системах
оборотного водоснабжения. В некоторых случаях биологически
очищенные сточные воды направляются для доочистки на город-
ские очистные сооружения.
Полукоксование и газификация твердых топлив
На заводах полукоксования и газификации твердых
топлив фенольные сточные воды используют для тушения кокса
и золы, однако это также вызывает загрязнение атмосферы. Ис-
пользование фенольных сточных вод в системах оборотного во-
доснабжения приводит к биологическому обрастанию трубопро-
водов, поэтому эти воды целесообразно предварительно очищать.
На некоторых заводах фенольные сточные воды применяют для
гидрозолоудаления. Имеются сведения о возможности использо-
вания фенольных сточных вод в качестве удобрения [79, с. 436].
С целью уменьшения количества образующихся сточных вод
необходимо снижать влажность перерабатываемого топлива,
применять процессы и аппараты, связанные с меньшим образо-
ванием сточных вод (например, агрегаты с твердым теплоноси-
телем ЭНИН при переработке сланцев), усовершенствовать тех-
нологические процессы (снижение количества применяемого остро-
го пара) и др.
На сланцеперерабатывающих предприятиях [644] обесфено-
ленной водой можно заменить свежую техническую воду в слу-
чае промывки коксового дистиллята и смолы полукоксования.
Производственные и хозяйственно-бытовые сточные воды, имею-
щие относительно низкую температуру или охлажденные на гра-
дирне, подают для охлаждения газа на саммиачные» скрубберы
химической очистки газа взамен свежей воды. Сточную воду
после саммиачных» скрубберов направляют в газгольдеры. Эти
мероприятия совместно с использованием предварительно обес-
смоленной производственной сточной воды для пополнения шла-
мовых циклов камерных печей и газогенераторов позволили зна-
чительно снизить объем сточных вод [644].
404
ОБЕЗВРЕЖИВАНИЕ СТОЧНЫХ ВОД
Для очистки фенольных и других производственных
сточных вод термической переработки твердых топлив применя-
ют механические, физико-химические и биологические методы.
Очистка от смол
Смолы, содержащиеся в сточных водах, подавае-
мых на сооружения биологической очистки, оказывают неблаго-
приятное воздействие на процесс биологического окисления при-
месей. Поэтому концентрация смол в воде не должна превышать
25—35 мг/л [645]. Наличие смол в фенольной воде приводит к
загрязнению фенолов, извлекаемых из этой воды методом экст-
ракции органическими растворителями.
Очистку сточных вод от смол осуществляют методами отстаи-
вания, флотации и фильтрования (см. гл. 4 и 13).
Существующие отстойники с механизированным удалением
всплывающих и оседающих примесей обеспечивают снижение со-
держания смол в воде с 0,5—5 г/л до 100—400 мг/л. Эффектив-
ность осаждения смол зависит от pH воды, температуры и др.
Щелочная среда обусловливает устойчивость эмульсии смолы в
воде. Подкисление сточной воды до pH = 74-7,5 приводит к улуч-
шению осветления воды.
Изучение работы флотационных установок на ряде коксохи-
мических предприятий [645] показало, что максимально возмож-
ная глубина обессмоливания сточной воды (до 45—90 мг/л) со-
ответствует содержанию в осветленной воде части смолы колло-
идной дисперсности (диаметром менее 1 мкм). Для улучшения
обессмоливания сточных вод используется коагулянт — желез-
ный купорос. Обработка сточной воды железным купоросом в
количестве 30—70 мг/л (в расчете на FeSO4) позволяет почти а
два раза снизить содержание масел в очищенной воде — с 65—
85 до 35—45 мг/л.
Для обессмоливания производственных сточных вод газослан-
цевого завода разработан и внедрен метод напорной флотации
[170, 646]. Результаты длительной эксплуатации промышленной
напорной флотационной установки производительностью 100 м3/ч
приведены в табл. 14.4. Оптимальными параметрами процесса фло-
тационной очистки являются:
Давление в напорном резервуаре, МПа...................0,3—0,4
Продолжительность пребывания воды, мин:
в напорном резервуаре .............................. 2
во флотоотстойнике................................20—30
Количество подсасываемого эжектором воздуха (от объ-
ема очищаемой воды), % (об.).........................2,5—3
Обессмоленная производственная сточная вода направляется
на биологические очистные сооружения.
Для более эффективного обессмоливания фенольных сточных
вод газосланцевого завода предложено перед экстракционной
405
£.
Таблица 14.4
Результаты работы промышленной флотационной установки
Показатели Содержание примесей в сточной воде, мг/л Эффект очистки (с коагуля- цией), К
до флотации после флотации
без коагуляции с коагуля- цией *
Смола (экстрагируемая че- тыреххлористым углеро- дом) Фенолы суммарные Взвешенные вещества ХПК 50-150 30—90 8-10 84—94
150-200 40-100 1270-1400 120-160 16-40 1050—1150 100-140 10-25 950—1030 20—40 65-75 20-25
• Доза коагулянта—10—12 мг/л сульфата алюминия (по А12Оз).
очисткой использовать метод напорной флотации [647]. С целью
предотвращения окисления фенолов кислородом воздуха в каче-
стве газообразного агента рекомендуется применять газ, не содер-
жащий кислород. Исследования, проведенные на опытной установке
[646, 648], показали, что эффективность очистки в этом случае до-
стигает 92%.
Глубокую очистку сточных вод от смол и масел осуществля-
ют методом фильтрования через фильтры, загруженные кварце-
вым песком. Опыт эксплуатации кварцевых фильтров показал,
что остаточное содержание смолы в воде составляет 15—2Омг/л.
Обычно используют закрытые песчаные фильтры (см. гл. 13) с
высотой песчаной загрузки около 1 м и размером зерен песка
0,7—2 мм. При скорости фильтрования 5 м/ч продолжительность
фильтроцикла в зависимости от содержания смолы в поступаю-
щей воде составляет обычно 8—12 ч. Регенерируют песчаную
загрузку фильтров также, как фильтров после доочистки нефте-
содержащих сточных вод (см. гл. 13). В качестве загрузки
фильтров могут быть использованы кокс, антрацит и другие
материалы.
Очистка от фенолов
Вследствие высокой концентрации фенолов в сточ-
ных водах получили промышленное применение такие регенера-
ционные методы очистки, как экстракция и выпаривание. В на-
стоящее время эксплуатируется значительное число промышлен-
ных установок, работающих по этим методам.
Утилизация получаемых фенолов (для производства смол,
дубителей и прочих продуктов) позволяет не только покрыть
расхрды на извлечение фенолов из сточных вод, но и при содер-
жании фенолов выше 3—4 г/л обеспечивает рентабельность их
очистки.
406
Экстракционная очистка
При экстракционной очистке фенольных сточных
вод в качестве экстрагента применяют бутилацетат, диизопро-
пиловый эфир, бензол и др. (см. гл. 8). Для повышения эффек-
тивности извлечения фенолов предложено [71, с. 106] использо-
вать смешанные растворители: бутил ацетат в смеси с бутиловым
спиртом, с диизопропиловым эфиром и др. Однако наиболее
часто применяют бутилацетат или смесь бутилацетата с изобу-
тилацетатом (феносольван), обладающие высокой экстрагирую-
щей способностью по отношению к фенолам (см. гл. 8).
Установки для экстракционной очистки сточных вод от фено-
лов включают четыре отделения: 1) подготовки фенольных
сточных вод к экстракции —выделение смол отстаиванием и
фильтрацией, охлаждение сточной воды, улавливание паров
растворителя и, в случае необходимости, карбонизация; 2) экст-
ракции; 3) регенерации экстрагента из воды; 4) регенерации
растворителя из экстракта и получения товарных фенолов.
Принципиальная технологическая схема установки обесфено-
ливания сточных вод газосланцевых заводов представлена на
рис. 14.1. Сточная вода проходит кварцевый фильтр /, в кото-
ром очищается от смолы, и поступает в уравнительную емкость
2. Далее фенольная вода насосом 3 через холодильник 4 подает-
ся в колонну 5 для улавливания неконденсирующихся паров
растворителя, поступающих из разных аппаратов, а затем насо-
сом 6 — в последовательно соединенные распылительные экст-
ракционные колонны 7 и 8 (диаметр 2 м, высота 20 м). В экстрак-
ционную колонну 8 насосом 20 из сборника регенерированного
растворителя 18 подается растворитель (смесь бутилацетата с ди-
изопропиловым эфиром). С верха колонны 8 слабый экстракт сте-
кает в сборник 9, откуда насосом 10 подается в экстракционную
колонну 7. Экстракт из колонны 7 стекает в сборник 23.
Обесфеноленная вода поступает в сборник 17, из которого
насосом 19 через теплообменник 11 подается в колонну 12 реге-
нерации растворителя из воды (диаметр 2 м, высота 18 м). Сни-
зу в регенерационную колонну подается острый пар. Очищен-
ная вода насосом 13 прокачивается через теплообменник 11, где
отдает свое тепло поступающей воде, и направляется на использо-
вание или на доочистку. Пары растворителя и воды (азеотроп-
ная смесь) проходят конденсатор 14 и холодильник 15; конден-
сат поступает в сепаратор 16, в котором растворитель отделяет-
ся от воды. Растворитель из сепаратора сливается в сборник 18,
а вода—в сборник 17.
Экстракт из сборника 23 насосом 22 через теплообменник 24
и подогреватель 25 подается в регенерационную (ректификаци-
онную) колонну I ступени 26, оборудованную кипятильником 28
и предназначенную для сгущения экстракта. В эту колонну на-
сосом 21 из сборника 18 подается флегма (растворитель). Диа-
метр тарельчатой ректификационной колонны—1,6 м, высота —
407'
19 м. Пары растворителя проходят теплообменник-конденсатор
24, холодильник 27, и регенерированный растворитель поступает
в сепаратор 32 и далее в сборник 18. Сгущенный экстракт из ки-
пятильника 28 ректификационной колонны насосом ^направля-
ется в регенерационную колонну II ступени 30, оборудованную
Очищенная бода
Раствор фенолов ~на склад |
Рис. 14.1. Принципиальная технологическая схема установки экстракционного
обесфеноливания сточных вод термической переработки горючих сланцев:
1—кварцевый фильтр; 2—уравнительная емкость; 3, 6, 10, 13, 19—22, 29—насосы; 4, 15,
Z7—холодильники; 5—колонна для улавливания паров растворителя; 7, 8—экстракционные
колонны I н II ступени; 9—промежуточный сборник экстракта; 11, 24—теплообменники;
12—колонна регенерации растворителя из обесфеиолеиной воды; 14, 31—конденсаторы-холо-
дильники; 16, 32—сепараторы; /7—сборннк обес'феноленной и отсепарированной воды;
13 —сборник регенерированного растворителя; 23—сборник экстракта; 25—подогреватель;
26—регенерационная колонна I ступени; Ж 33—кипятильники; 30—регенерационная ко-
лонна II ступени; 34—сборник товарных фенолов.
кипятильником 33 (диаметр около 0,5 м, высота 16 м). Снизу в ко-
лонну подается острый пар. Отгонка растворителя осуществляет-
ся в виде гетероазеотропной смеси с водой. Пары азеотропной
смеси проходят конденсатор-холодильник 31, конденсат поступа-
ет в сепаратор 32, из которого растворитель сливается в сборник
18, а вода — в сборник 17. Товарные фенолы из кипятильника 33
• поступают в сборник фенолов 34 и далее — на склад.
408
Таблица 14.5
Характеристика работы установок обесфеноливания
сточных вод
Показатели Установки очистки сючиых вод
полукоксова- ния бурого угля [649) газификации под давлением бурого угля [652] термической пере- работки горючих сланцев
Производительность установок, м3/ч Содержание в исходных сточных 30-40 70—90 60—70
водах, г/л: фенолов
летучих 5 3,2—3,3 0,5-1,0
нелетучих 6,8 1,2-1,3 9,5-11,0
Итого: 11,8 4,4—4,6 10-12
сероводорода 0,1 0,4-0,7 Следы
аммиака 6 4,5—5 0,5—1
смолы Содержание в очищенных сточ- ных водах, г/л: — 0,12—0,44 0,1-0,3
фенолов
летучих 0,15 0,12—0,25 0,02-0,05
нелетучих 1,15 0,52 0,58—0,75
Итого: 1,30 0,64-0,77 0,6-0,8
Степень извлечения фенолов, %
летучих 97 92,5—96 95-96
нелетучих 83 57-60 93—94
Объемное соотношение бутилаце- 1:7 1 : 10 15*
тат — вода Содержание фенолов:
в регенерированном бутил- 0,1—0,8 3—5 1,5-2,0
ацетате, г/л
в экстракте, % (масс.) 10 —• 8-9
Содержание в концентрированном экстракте, % (масс.):
фенолов 90 50—70 70—75
бутилацетата 10 30-50 25—30
воды — — —
нейтральных масел Содержание в сырых фенолах, %: 1,5 4-5 —
бутил цгтата 0,5-0,9 0,5—0,6 0,3-0,5
ВОДЫ 0,5 3-4 0,6-0,8
нейтральных масел 1,5 4-5 2,0—3,0
Температура, воды, °C:
перед колонной для улавлн- 25-30 35—40 35-50
вания паров растворителя
поступающей на экстракцию Температура в колонне регенера- 30 27—30 30-40
ции экстрагента из воды, °C:
на входе в колонну 79—83 93-95 —
верха кэлонны 80—85 96-97 95-102
низа колонны 96-99 101 102-105
* Смесь бутилацетата (30—50М (масс.)) и диизопропилового эфира [50—70М (масс,)].
409
П родолжение
Показатели Установки очистки сточных вод
полукоксова- ния бурого угля [649] газификации под давлением бурого угля [652] термической пере- работки горючих сланцев
Температура в колонне регенера- ции I ступени экстрагента из экстракта, °C: на входе в колонну 110-120 100-120
верха колонны 130-145 114-120 90-110
низа колонны 170-185 161-173 160-200
Температура в колонне регенера- ции II ступени экстрагента из экстракта, °C: верха колонны 125-140 118 100-130
низа колонны 190-197 145 . 180—200
Фракционный состав (%) сырых фенолов при выкипании до тем- ператур. °C: 170 7-11
190 5 20-35
200 7 —
210 15 50—60 —
220 19 — —
230 40 — —
240 — 70—80 10,9
250 57 —. ——
260 75 75-85 —
270 88 — 17,1
280 92 —- —
287 97 90—95 —-
300 — — 73,0
Эффективность процесса экстракции фейолов бутилацетатом
или его смесью с другими растворителями снижается с повыше-
нием содержания в воде свободного аммиака. Кроме того, увели-
чиваются потери бутилацетата вследствие гидролиза в щелоч-
ной среде. Сточная вода полукоксования бурого угля содержит
около 6 г/л аммиака [649], причем степень нейтрализации ам-
миака в ней составляет до 50%. Для нейтрализации аммиака
предусматривается' обработка фенольной сточной воды диокси-
дом углерода (карбонизация). После карбонизации степень нейт-
рализации возрастает до 75—85%, что заметно повышает эф-
фективность очистки воды от фенолов. Узел карбонизации воды
несложен: фенольная вода освобождается от частиц смолы, ох-
лаждается до 25—30 °C и поступает в барботажную колонну, в
которую также подается СОг. Одновременно со связыванием ам-
миака происходит отдувка сероводорода. Сточная вода затем
фильтруется и направляется на экстракцию фенолов.
Схемы установок обесфеноливания сточных вод термической
переработки углей (полукоксования и газификации) аналогичны
схеме, приведенной на рис. 14.1.
410
Характеристика работы установок обесфеноливания сточных
вод приведена в табл. 14.5. Следует отметить высокую эффектив-
ность извлечения летучих фенолов и меньшую — нелетучих.
Расходные показатели процесса экстракционной очистки фе-
нольных сточных вод приведены в табл. 14.6.
Таблица 14.6
Расходные показатели на 1 м3 обесфеноленной воды
Установки очистки фенольных сточных вод
Статья расхода полукоксова- ния бурого угля [649] газификации под давлени- ем бурого угля [652] полукоксо- вания угля (ГДР) [653] термической переработки горючих сланцев
Бутил ацет ат, кг 0,25 0,39 0,20 0,32*
Пар, МДж 0,38 0,55 0,38 0,42
Электроэнергия, МДж 20,5 10,4 9,0 9,3
Вода техническая, м3 2,4 — 4,0 0,75
Диоксид углерода, м3 30 — — —
* Расход диизопропнлового эфира составляет 0,34 кг.
Доля расходов на бутилацетат в себестоимости очистки высока
(до 30%), если учесть высокую стоимость бутилацетата. Потери
бутилацетата складываются из химических (за счет гидролиза),
физических (с сырыми фенолами, обесфеноленной водой и др.) и
механических (испарение, течи и т. п.). На долю химических по-
терь приходится примерно 50% от общих потерь бутилацетата
[71, с. 140; 408, 650].
Для снижения химических потерь бутилацетата рекомендуется
[651] применять вместо отгонки двухступенчатую экстракцию бу-
тилацетата из обесфеноленной воды бензолом при соотношении
экстрагент:вода = 1:10 и температуре не ниже 40°C.
Для экстракционной очистки сточных вод коксохимических
заводов могут быть применены различные растворители (бензол,
сложные эфиры, поглотительное масло и др.), однако наибольшее
распространение нашел бензол, получаемый при коксовании угля.
В связи с тем, что коэффициент распределения бензола по отноше-
нию к фенолу невелик (около 2,2 при 20°C), используются значи-
тельные объемы бензола и концентрация фенолов в экстракте
мала. Поэтому для регенерации бензола применяют не дистилля-
ционные методы, а метод абсорбции водным раствором щелочи
(бензол-фенолятный метод).
Бензол-фенолятный метод очистки включает следующие стадии:
1) обессмоливание воды отстаиванием, фильтрованием и промыв-
кой циркулирующим бензолом; 2) экстракция фенолов из сточной
воды бензолом; 3) очистка бензола от растворимых в нем кислых
газов промывкой щелочно-фенолятным раствором; 4) экстракция
фенолов из бензола щелочным раствором; 5) выделение раство-
ренного бензола из обесфеноленной сточной воды.
411
Полученные растворы фенолятов после предварительного упа-
ривания направляют на переработку.
Основные показатели работы установок обесфеноливания сточ-
ных вод методом экстракции бензолом:
Степень обесфеноливания, %....................90—92
Отношение объемов бензола и воды ............. 1:1
Расход 100%-ного едкого натра на 1 кг фенолов, кг . . . 0,6
Степень превращения едкого натра в феноляты натрия,
%............................................ 70
Концентрация едкого натра в растворе для экстракции
фенолов из бензола, % (масс.)................ 15—20
Потери бензола с водой, кг/м3.................0,25—2,5
Температура, °C............................... 40—50
С увеличением объемного соотношения бензола и воды степень
обесфеноливания может быть повышена до 98%.
На некоторых коксохимических заводах в качестве экстраген-
тов используют бутилацетат, феносольван, каменноугольное масло
и др. [333, с. 136, 145].
Экстракционные методы обесфеноливания сточных вод обла-
дают большими достоинствами: высокой эффективностью очистки,
возможностью извлечения нелетучих фенолов и др.
Выпаривание
Предложены различные схемы установок очистки
сточных вод методом выпаривания. Широкое распространение в
коксохимической промышленности получил пароциркуляционный
метод. Основы процесса изложены в гл. 8.
Принципиальная технологическая схема пароциркуляционной
установки представлена на рис. 14.2. Сточная вода, очищенная от
летучего аммиака, из испарительной части аммиачной колонны /
при температуре кипения поступает в сборник 2, из которого на-
сосом 3 подается в верхнюю часть обесфеноливающего скруббера
4 (описание скруббера приведено в гл. 8). В скруббере осущест-
вляется постоянная циркуляция с помощью вентилятора 5 водяных
паров, имеющих температуру 101—103 °C. Из сточной воды, сте-
кающей по насадке, поднимающийся водяной пар отгоняет фе-
нолы. Обесфеноленная сточная вода из скруббера самотеком через
гидрозатвор поступает в реактор-отстойник 6 и приколонок 7 для
выделения аммиака из связанных солей.
Водяной пар, насыщенный фенолами, из верхней десорбцион-
ной части скруббера вентилятором подается в нижнюю поглоти-
тельную часть, сверху которой периодически (с помощью реле
времени 8) подается насосом 9 из сборника 10 горячий 8—10%
раствор едкого натра. Образующийся раствор фенолятов натрия
постоянно подается насосом 13 на орошение нижнего яруса погло-
тительной части скруббера. Это позволяет повысить концентрацию
фенолятов в растворе на 20—25%. Обесфеноленный пар поступает
в десорбционную часть скруббера. Часть раствора фенолятов сте-
кает в сборник 12, из которого насосом 11 направляется на склад.
412
Периодичность подачи свежей щелочи позволяет снизить ее
расход без уменьшения эффективности обесфеноливания водяного
пара.
Отрицательное влияние на процесс обесфеноливания сточной
воды оказывают кислые примеси, такие, как диоксид углерода,
сероводород и синильная кислота, которые связывают едкий натр
Обесфеноленная бода
<ная
[оН?
Щелочной
раствор
Раствор
фенолятов
на склад
6
Очищенная
сточная вода
Рис. 14.2. Технологическая схема установки обесфеноливания сточных вод
пароциркуляционным методом:
1—аммиачная колонна; 2 — сборник; 3—насос; 4—скруббер; 5—вентилятор; 6—реактор-
отстойник; 7 — приколонок; 8 — реле времени; 9—насос для горячего щелочного раствора;
10— сборник горячего щелочного раствора; 11— насос для перекачки раствора фенолятов
натрия; 12 — сборник раствора фенолятов натрия; /3 —насос для циркуляции раствора
фенолятов иатрия; 14 — подогреватель.
Аммиачные
пары
Известковое
молоко I
в балластные соли. Диоксид углерода к тому же способен взаимо-
действовать с фенолятами с образованием фенола и бикарбоната
натрия.
Концентрация летучего аммиака в воде, подаваемой на обес-
феноливающую установку, не должна превышать 500 мг/л. При-
сутствие аммиака в циркулирующем паре приводит к снижению
степени обесфеноливания воды.
Для повышения степени извлечения фенолов из циркулирую-
щего пара применяется трехступенчатая схема орошения с двумя
ступенями рециркуляции и периодическим орошением верхней
ступени свежим раствором щелочи.
Основные показатели технологического режима работы паро-
циркуляционных установок [654, с. 296]:
Температура, °C:
воды, подаваемой в скруббер, не ниже.............. 100—102
циркулирующего пара.......................... 101 —103
щелочи, подаваемой в скруббер................ 102—103
циркулирующих фенолятов...................... 105—115
Давление в скруббере, кПа (мм рт. ст.)........... 6,7—26.6
(50-200)
413
Концентрация, %:
едкого натра в свежем растворе................... 4—12
фенолов в выводимых растворах фенолятов нат-
рия, не менее.................................. 15
свободного едкого натра в выводимых растворах
фенолятов натрия, не более .................. 8
Количество циркулирующего пара на 1 м3 воды, м3 1400—2001
Поверхность насадки, м2/(м3 • ч):
деревянной хордовой .................. 400
металлической спиральной...................... 650—700
Число ступеней орошения абсорбционной части .... 3
Плотность орошения циркулирующим раствором фено-
лятов натрия, м3/(м2 • ч)........................... 5
Расход щелочи на 1 кг извлекаемых фенолов, кг . . . 0,9
Расход водяного пара низкого давления на 1 м3 воды, кг 15—20
Степень обесфеноливания сточной воды пароциркуляционнь^
методом составляет 80—90%. Остаточное содержание фенолов i
очищенной воде не превышает 150—200 мг/л. При использование
многоступенчатой системы орошения поглотительной части скруб-
бера обеспечивается степень обесфеноливания воды не ниже 90%.
Достоинствами пароциркуляционного метода являются: просто-
та и компактность установки, простота эксплуатации, полная авто-
матизация, отсутствие контакта сточной воды с реагентами. Недо-
статки метода: недостаточная эффективность обесфеноливания
воды, значительные расходы щелочи и водяного пара, потери фе-
нолов в процессе отгонки летучего аммиака.
Для очистки сточных вод, образующихся при полукоксовании
и коксовании угля, предложена [655] схема, предусматривающая
предварительное подщелачивание воды с последующим выпарива-
нием. Соли жирных кислот, феноляты и другие соединения остают-
ся в. остатке, а конденсат после отгонки аммиака и доочистки
активным углем может быть вторично использован на производ-
стве. Остаток после выпаривания направляется на переработку
или сожжение.
Для очистки фенольных сточных вод термической переработки
горючих сланцев разработана и внедрена в промышленных мас-
штабах установка [656], на которой сточная вода очищается от
смолы, затем подвергается выпариванию в многокорпусной вакуум-
выпарной установке. Полученный дистиллят поступает на доочист-
ку активным углем марки КАД и затем используется в производ-
стве. Продукты регенерации активного угля присоединяются к
сточной воде, направляемой на выпаривание. Водный остаток
после выпаривания подается на извлечение многоатомных фенолов
экстракцией бутилацетатом, а затем на получение уксусной кис-
лоты и аммиака или, в случае их незначительного количества,
сбрасывается на биологические очистные сооружения.
Следует отметить, что расход бутилацетата при извлечении
фенолов по данной схеме в 25 раз меньше, чем при экстракцион-
ном методе.
Метод выпаривания предложено использовать для очистки
сточных вод процессов газификации торфа в газогенераторах и
414
.ри энерготехнологической переработке по схеме ЭНИН [657, 658].
Отличительной особенностью сточных вод процесса газификации
орфа в газогенераторах является значительное содержание жир-
[ых кислот (до 40 г/л), в том числе [% (масс.)]: муравьиной — 8,6;
'ксусной — 75,3; пропионовой — 10,3 и масляной — 5,8. Содержание
тетучих фенолов в воде — 4 г/л и аммиака— 15 г/л.
Разработанная схема переработки сточных вод включает сле-
1ующие стадии: 1) упаривание исходной сточной воды до 40% от
тервоначального объема, при этом концентрация жирных кислот
возрастает с 32,7 до 78 г/л; 2) подкисление упаренной воды серной
кислотой в количестве 105% к теоретически необходимому для
связывания аммиака; 3) отгонку жирных кислот из подкисленной
зоды (в дистиллят переходит 80—85% кислот); 4) экстракцию
кислот из перегнанной воды этилацетатом; 5) регенерацию этил-
ацетата из экстракта и воды; 6) ректификацию полученной «черной
кислоты».
В результате Очистки сточной воды получены товарные про-
дукты (в кг на 1 т сточной воды):
Техническая уксусная кислота (100%-ная)......................22
Сульфат аммония (80%-ный)...................................40
Летучие фенолы.............................................. 2
Плотный остаток (растворимая смола)........................80
Очищенная вода содержит до 200 мг/л фенолов, до 3 г/л жир-
ных кислот и имеет БПКп до 7 г/л.
Плотный остаток может найти применение в качестве удоб-
рения.
Аналогичная схема разработана для очистки сточных вод, по-
лучающихся при энергохимической переработке низинного фрезер-
ного торфа по схеме ЭНИН [658]. Улавливание летучих фенолов
производится раствором щелочи. Доочистка полученного дистил-
лята осуществляется активным углем. Эффективность очистки
составляет 89—97% по летучим фенолам и 95—98% по нелетучим.
Для небольших количеств фенольных сточных вод предложен
[659] метод азеотропной ректификации в присутствии добавок,
образующих с водой азеотропные смеси, температура кипения
которых ниже температуры кипения азеотропной смеси фенолов с
водой. В качестве добавок целесообразно использовать бутилаце-
тат, бутиловый спирт или их смесь.
Исследования показали, что при концентрации летучих фенолов
в исходной воде 40—60 г/л содержание их в дистилляте не превы-
шает 80—100 мг/л.
Биологическая очистка
Фенольные сточные воды после установок экстракции
или выпаривания доочищаются на биологических очистных соору-
жениях, чаще всего совместно с другими производственными и хо-
зяйственно-бытрвыми сточными водами. Доочистка производится в
аэротенках и биофильтрах по одно- и двухступенчатым схемам
(см. гл. 9).
415
Таблица 14.7
Результаты многоступенчатой очистки сточных вод
коксохимического завода
Показатели I ступень ' П ступень III ступень.
бпк5 Содержание, мг/л: 480 190 20
фенолов 0,5 0,2 0,06
нитратов Отсутствуют 1,5
роданидов 220 Отсутствуют
цианидов Следы
эфирорастворнмых масел - 50 20 10
Проведенные ранее исследования показали, что окисление
летучих фенолов в аэротенках протекает эффективно, однако неле-
тучие фенолы окисляются недостаточно полно [481, с. 70, 71].
Эффективность процесса биологической очистки сточных вод
коксохимических заводов определяется скоростью разложения ро-
данидов [660]. Нагрузка аэротенков по роданидам не должна быть
выше 0,3 кг/(м3-сутки) при расходе воздуха (пневматическая
аэрация) не менее 700 м3 на 1 кг роданидов. Концентрация фено-
лов в очищаемой воде может вдвое превышать концентрацию
роданидов без ухудшения эффективности очистки.
Значительное содержание аммиака (общего) в сточной воде
приводит к увеличению времени аэрации, расходу значительного
количества воздуха, а также к некоторому снижению эффектив-
ности очистки сточной воды от фенолов и других примесей.
В процессе биологической очистки сточных вод коксохимиче-
ских производств в первую очередь окисляются фенолы, а затем
роданиды и цианиды, причем после разрушения фенолов многие
культуры способны разрушать роданиды [661, с. 34]. Предложено * **
Таблица 14.8 Результаты работы биологических 1—исходная сточная вода; 2 — очищенная очистных сооружений сточная вода.
ХПК. мг/л
Сточные воды 1 2
Газификации под давлением бурого угля [652]
Термической переработки горючих сланцев:
в биофильтрах [665]
в аэротенках [666]
660-1151 —
150-245* 50—108**
510-906 174-469
’ БП*п.
** Окисляемость-
416
производить биологическую очистку сточных вод в несколько сту-
пеней [661, с. 33], при этом на первой ступени предусматривается
очистка от фенолов с помощью фенолразрушающих бактерий, на
второй ступени — очистка от роданидов и цианидов с помощью
роданразрушающих бактерий и на третьей ступени — окончатель-
ная доочистка сточных вод. Данные очистки фенольных сточных
вод приведены в табл. 14.7.
Преимуществом многоступенчатых схем очистки является
возможность использования на первой и второй ступенях пред-
варительно адаптированных фенол- и роданразрушающих куль-
тур, так называемый «микробный» метод очистки [661], позво-
ляющий подавать сточные воды, содержащие до 2000 мг/л фено-
лов, до 1000 мг/л роданидов. Однако следует иметь в виду, что
применение чисто «микробного» метода в процессе очистки
сточных вод в нестерильных условиях затруднено, так как в
складывающемся биоценозе некоторые выведенные культуры
могут быть вытеснены другими более жизнеспособными в дан-
ных условиях культурами микроорганизмов.
Опыт эксплуатации промышленной двухступенчатой установ-
ки биологической очистки сточных вод показал, что степень очи-
стки от фенолов составляет 99,08—99,84% и от роданидов —
95,0—99,6% при следующих параметрах процесса:
Температура воды, °C:
на I ступени............................30—32
на II ступени...........................25—30
Оптимальное значение pH:
на I ступени..........................7,2—7,5
на II ступени.........................6,8—7,0
Содержание фенолов в воде после I ступени,
мг/л....................................0,5—5
Для обесфеноливания и обезроданивания сточных вод были
использованы разновидности лучистых грибков Nocardia:
N. Convaluta и N. Mexicana [662, 663].
ВПК5, мг/л Содержание фенолов, мг/л
летучих нелетучих
I 2 1 2 1 2
153-575 * 20—30 * 33-62 ' 0,4-0,8 128-177 —
116-330 11-34 16—32 1,1-5,8 56—180 3—24
116—454 6—65 1,5—16 0,2—0,8 92—202 —
14 Зак. 394
417
Результаты опытов по очистке сточных вод от фенолов с помощью
культуры N. Convaluta и очистки обесфеноленной воды от родани-
дов с использованием культуры N. Mexicana при 28—30 °C пока-
зывают, что эти культуры обладают большей активностью, чем
применяемые обычно культуры фенол- и роданразрушающих бак-
терий. Положительным свойством культуры Nocardia является ее
высокая активность при любых концентрациях фенолов.
Значительное распространение получил метод биологической
очистки производственных сточных вод коксохимических предприя-
тий совместно с хозяйственно-бытовыми водами. Показано, что при
времени аэрации 12 ч, концентрации активного ила в аэротенке
3 г/л и фенолов в смеси менее 30 мг/л в очищенной воде практи-
чески фенолы не обнаруживаются, а при концентрации фенолов в
исходной воде до 50 мг/л в очищенной воде содержится до 0,3 мг/л
фенолов. БПК очищенной воды обычно не превышает 10—20 мг/л.
Исследования по биологической очистке сточных вод термиче-
ской переработки бурых углей и горючих сланцев показали [481],
что концентрация летучих фенолов в очищенной воде составляет
0,1—0,4 мг/л, нелетучих— 16—26,7 мг/л.
Из результатов работы биологических очистных сооружений,
представленных данными табл. 14.8, следует, что при продолжи-
тельности аэрации 15—16 ч содержание фенолов (летучих) сни-
жается до 0,2—5,8 мг/л. Окислительная мощность аэротенков со-
ставляет 500—800 г/(м3-сутки) .
Интересно отметить, что в сточных водах переработки сланцев
после очистки на биофильтрах определено [664] следующее соот-
ношение основных фенольных компонентов (%):, фенол — 9, о-кре-
зол — 32, ju- и п-крезол — 32, ксиленолы — 27.
Следует отметить, что для повышения эффективности очистки
сточных вод необходимо внедрение новых методов и аппаратов
для биологической очистки сточных вод—-с применением техниче-
ского кислорода, флотационного отделения активного ила от сточ-
ной воды, отстаивания в тонком слое жидкости и др.
Физико-химические методы доочистки
Для доочистки фенольных сточных вод, прошедших
очистку физико-химическим методом,применяют регенеративные (ад-’
сорбция, ионный обмен), деструктивные (озонирование и др.) методы.
Адсорбция. Адсорбция является эффективным методом обесфе-
ноливания сточных вод (см. гл. 8). Сорбентами могут служить
активные угли, кокс, зола, шлаки и др. [667, 668]. Показана при-
менимость активного угля марки КАД-иодный для обесфенолива-
ния сточных вод коксохимических производств [669]. Очистке воды
активным углем предшествует ее ионитная очистка от роданидов
и тиосульфатов. После насыщения уголь регенерируют при 70°C
промывкой бензолом. Раствор фенолов обрабатывают щелочью и
очищенный бензол используют в процессе. Из регенерированного
угля отгоняют бензол с водяным паром и уголь вновь используют
для очистки воды. После 15 циклов адсорбции — десорбции уголь
418
подвергают термической регенерации при 800 °C. После такой обра-
ботки остаточное содержание фенолов составляло около 5 мг/л при
исходной концентрации 250 мг/л. Окисляемость очищенной воды —
около 100 мг/л.
Метод адсорбции успешно используют для доочистки феноль-
ных вод после установок экстракционного обесфеноливания. Толь-
ко па одном газосланцевом заводе применение адсорбции позво-
лит дополнительно получать до 800 т фенолов в год и значитель-
ное количество воды, пригодной в производстве.
Изотермы адсорбции, а также кинетические данные по адсорб-
ции фенолов из фенольных вод переработки сланцев приведены в
гл. 8. Наиболее эффективными адсорбентами являются пылевид-
ные активные угли — щелочной марки «А» и КАД-молотый [414].
Положительные результаты получены по доочистке фенольных
вод газосланцевого завода на непрерывнодействующей адсорбци-
онной установке во взвешенном слое пылевидного активного угля,
стабилизированного полиакриламидом [414]. Проведенные испыта-
ния показали, что при высоте кипящего слоя 80 см, удельной про-
изводительности 7,2 м3/(м2-ч) и концентрации фенолов 1 г/л сте-
пень очистки воды составила 99—99,5%. Кроме того, адсорбцию
можно проводить в две ступени с получением на I ступени фено-
лов, на II ступени — органических кислот (до 500т/год). Себестои-
мость очистки 1 м3 сточной воды адсорбцией по данной схеме
составляет 6—8 коп. [414].
Ионный обмен. Для доочистки сточных вод коксохимического
завода использованы органические ионообменники — пермутит и
вофатит [79, с. 430]. Вофатит способен сорбировать от 4 до 10%
(масс.) фенолов.
Присутствие роданидов, тиосульфатов и других солей часто за-
трудняет процессы очистки от фенолов сорбцией, озонированием.
Для извлечения мешающих примесей используют иониты [292].
С помощью катионита марки КУ-2 в Н-форме из сточных вод из-
влекают фенолы, а анионитом марки АН-2Ф в ОН-форме—рода-
ниды, тиосульфаты, цианиды и другие соли (см. также гл. 6 и 8).
Регенерируют катионит 18—20% раствором серной кислоты, анио-
нит— 3—4% раствором аммиака. В результате очистки сточной
воды содержание общего аммиака снижалось с 227—558 до 3—
6 мг/л, роданидов — с 89—345 до 1—3 мг/л, цианидов — с 4 мг/л
до нуля, фенолов — с 20—30 мг/л до нуля.
Методом ионного обмена достигается высокоэффективная
очистка сточных вод от роданидов и цианидов. При скорости филь-
трования сточной воды через катионит 13,3 м/ч и анионит — 8 м/ч
продолжительность фильтроцикла составляет соответственно 12—
23 и 13,9—29,7 ч. При этом емкость катионита— 1860—
2100 г-экв/м3, анионита — 2065 г-экв/м3. Расход реагентов на ре-
генерацию ионитов в расчете на 1 м3 сточных вод: серной кисло-
ты— 0,145 кг/м3 и аммиака — 0,375 кг/м3. Регенерационный раствор
после катионитового фильтра содержит 97—108 г/л сульфата
аммония и 46—58 г/л серной кислоты и может быть использован
14* 419
для производства сульфата аммония.. Регенерационный раствор
после анионита содержит около 3 г/л аммиака и 50 г/л солей.
Отогнанный из него аммиак также может служить для получения
сульфата аммония.
Очищенная сточная вода может быть использована в системах
оборотного водоснабжения.
Озонирование. Перспективным методом доочистки фенольных
сточных вод является озонирование (см. гл. 7). Проведенные ис-
следования показали, что при оптимальных параметрах процесса
[333, с. 182]: pH около 12, температура-—50—55°C, концентрация
фенолов в сточной воде снижается с 200—300 до 0,1—0,2 мг/л, ро-
данидов— с 500—600 до 3—5 мг/л, окисляемость — с 1000—1500
до 100—200 мг/л. Расход озона при этом составляет 1,5—2,0 г на
1 л воды.
Перспективная схема очистки и использования
сточных вод
Перспективная схема очистки и использования сточ-
ных вод должна обеспечивать прекращение сброса сточных вод в
водоемы. Для создания бессточного предприятия необходимо сни-
жение количества и загрязненности сточных вод путем уменьше-
ния влажности топлива; усовершенствования технологии перера-
ботки топлив; снижения количества применяемого острого пара;
внутритехнологического водооборота; внедрения современного тех-
нологического оборудования; полной очистки всех производствен-
ных ливневых и хозяйственно-бытовых сточных вод с использова-
нием современных эффективных методов и аппаратов; использова-
ния всех очищенных сточных вод в технологических процессах и
системах оборотного водоснабжения; широкого внедрения аппара-
тов воздушного охлаждения вместо водяного.
С учетом вышеизложенного для предприятий термической перера-
ботки твердых топлив может быть применена схема очистки и ис-
пользования сточных вод без сброса их в водоем (см. стр. 421).
Фенольные сточные воды после установки обесфеноливания
смешиваются с производственными сточными водами, предвари-
тельно очищенными от смол и масел. Смесь сточных вод подается
на установку физико-химической доочистки от фенолов, органиче-
ских кислот и других соединений (метод адсорбции, ионного обме-
на и др.). Возможно также применение биологического метода для
доочистки сточных вод, однако при этом безвозвратно теряется
значительное количество фенолов и других ценных веществ. Далее
сточная вода подвергается очистке от минеральных примесей (ион-
ный обмен, обратный осмос). Очищенная вода используется в тех-
нологических процессах, а также для пополнения систем оборот-
ного водоснабжения. Постоянный солевой состав воды, находящей-
ся в системе оборотного водоснабжения, поддерживается путем
вывода части воды из системы на установку термического обессо-
ливания (возможно применение и других методов обессоливания
воды) и возврата обессоленного конденсата.
420
Схема очистки и использования сточных вод
без сброса их в водоем
Очищенная сточная вода
Глава 15
ОЧИСТКА СТОЧНЫХ вод
ПРОИЗВОДСТВ СИНТЕТИЧЕСКИХ
ПОЛИМЕРОВ И ПЛАСТИЧЕСКИХ МАСС
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВ
СУСПЕНЗИОННЫХ ПОЛИСТИРОЛОВ
И СОПОЛИМЕРОВ СТИРОЛА
Условия образования сточных вод
Полистирол и сополимеры стирола с другими моно-
мерами получают методами полимеризации в блоке, а также
эмульсионной и суспензионной полимеризацией. В процессе блоч-
ной полимеризации вода используется для охлаждения аппаратуры
и химически загрязненных сточных вод не образуется. Поэтому в
настоящем разделе рассмотрены процессы эмульсионной и суспен-
зионной полимеризации и сополимеризации стирола.
При эмульсионной полимеризации в реактор заливается вода
и эмульгатор (например, натриевые соли синтетических кислот
Сю—Сю), стирол и инициатор (водный раствор персульфата ка-
лия). После полимеризации от полученного латекса острым паром
отгоняется непрореагировавший мономер и производится коагуля-
ция латекса с помощью квасцов или других коагулянтов. Далее
полученный полимер отделяется от маточного раствора и промы-
вается водой. Водно-эмульсионная полимеризация может осуще-
ствляться и непрерывным методом.
Суспензионную полимеризацию стирола проводят периодиче-
ским методом. В реактор загружается вода, добавляется водный
раствор стабилизатора и инициатор. Затем полученный полимер
отделяется от водной фазы, промывается водой и направляется
на сушку и упаковку.
В процессе производства полистирола и сополимеров вода ис-
пользуется на охлаждение аппаратов, приготовление растворов, в
качестве маточного раствора, а также для промывки полимеров.
В зависимости от способа промывки полимера на 1 т образуется
от 3 до 8 м3 загрязненных сточных вод. Степень загрязненности
зависит от метода полимеризации, характера применяемых моно-
меров, а также природы эмульгатора или стабилизатора.
Очистка сточных вод производств полистирола
марок ПСБ (ПСБ-С),
ПСБ-Л и сополимера марки СНП-СП
В процессе производства этих полимеров в качестве
стабилизатора суспензии используют поливиниловый спирт (ПВС)
с содержанием 10—13% и 18—21% ацетатных групп, называемый
422
сольваром. Образующиеся сточные воды представляют собой кол-
лоидные системы молочно-белого цвета, устойчивость которых
обусловлена присутствием в воде сольвара. Содержание сольвара
в сточной воде зайисит от количества образующихся сточных вод,
которое, в свою очередь, определяется методом промывки поли-
мера. При промывке полистирола марки ПСБ (ПСБ-С) на ленточ-
ных вакуум-фильтрах и в центрифугах образуется соответственно
8 и 3 м3 сточной воды на 1 т полимера. В процессе получения со-
полимера марки СНП-СП образуется 3,5 м3/т сточных вод.
Характеристика сточных вод представлена в табл. 15.1.
Таблица 15.1
Характеристика сточных вод производств полимеров
марок ПСБ (ПСБ-С) и сополимера марки СНП-СП
Показатели ПСБ (ПСБ-С) СНП-СП
промывка на лен- точных вакуум- фильтр ах промывка на Центрифуге
ХПК, мг/л Содержание, мг/л: ’ 2 100—2 600 12 000-15 000 4 500-5 600
плотного остатка 850-1 000 1 500-2 500 1 100-1 400
взвешенных веществ 150-300 4 000—5 000 700-1 100
стирола 5—7 5-10 5-8
акрилонитрила .— — 95—100
сольвара 70—120 400-600 150-230
Оптическая плотность 15-20 80-120 16-25
рн 5-6 3-4 6,9—7,1
Следует отметить, что установлена принципиальная возмож-
ность многократного использования в процессе полимеризации
маточных растворов, содержащих сольвар [670].
Сточные воды производства полистирола марки ПСБ (ПСБ-С)
очищают термическим методом, а также коагуляцией, а полимеров
марок СНП-СП и ПСБ-Л — методом коагуляции.
Термическое обезвреживание. Термический метод применяют
для обезвреживания маточных растворов и первых промывных вод
производства полистирола марки ПСБ-С (ПСБ), количество ко-
торых составляет 5—6 м3 на 1 т полимера.
Обезвреживание проводят в вертикальной шахтной печи
(см. гл. 7). Топливом служит коксовый газ. Сточные воды распы-
ляются в печном пространстве с помощью форсунок. Температура
в зоне сжигания составляет 1100—1200 °C. Воздух, подаваемый в
печь, предварительно нагревается в рекуператоре отходящими ды-
мовыми газами до температуры около 400 °C. Дымовые газы вместе
с парами воды выходят из печи с температурой порядка 700—
800 °C и после рекуператоров поступают в дымовую трубу.
В дымовых газах не обнаружено присутствия вредных при-
месей. Стоимость сжигания 1 м3 сточной воды составляет в
423
зависимости от стоимости топливного газа (коксового или природ-
ного) от 2,5 до 3,8 руб.
Физико-химическая и биологическая очистка. Для очистки сточ-
ных вод производств полимеров марок ПСБ (ПСБ-С) (образую-
щихся цри промывке полимера на ленточных вакуум-фильтрах) и
СНП-СП разработана схема, включающая коагуляцию коллоид-
ных примесей золем гидроксида магния в щелочной среде [183],
отделение образующегося осадка и последующую биологическую
доочистку сточных вод [671].
Рис. 15.1. Принципиальная схема установки очистки
сточных вод полистирола марки ПСБ-С (ПСБ) ко-
агуляцией с использованием солей магния:
1 — усреднитель сточных вод; 2—насос; 3, 5 — смесители;
4 — камера хлопьеобразования; 6 — осветлитель; 7—нейтрали-
затор; 8—отстойная центрифуга.
Сточная вода после усреднения (рис. 15.1) проходит смеситель,
в который подается коагулянт — хлорид магния, и поступает в ка-
меру хлопьеобразования, куда вводится раствор едкого натра. При
этом вода подщелачивается до pH = 11,0. Далее вода ср скоагу-
лировавшими частицами проходит смеситель, в который подается
раствор флокулянта — полиакриламида, и поступает в осветли-
тель. Осветление воды производится в центробежных сепараторах
или в осветлителях со взвешенным слоем осадка. Осветленная вода
нейтрализуется серной кислотой и направляется на биологические
очистные сооружения. Полученный осадок обезвоживается на
центрифуге и затем направляется на использование или сбрасы-
вается в отвалы.
Оптимальная доза хлорида магния составляет: для сточной во-
ды полимера марки ПСБ-С (ПСБ) — 175 мг/л и марки СНП-СП —
1100 мг/л. Количество образующегося осадка—10—12% (об.),
влажность — до 98%. В результате сгущения осадка на отстойной
центрифуге (типа АОГ) содержание твердых веществ в осадке
424
1 м3 сточной воды— от 0,8 до
БПКп сточных вод полистирола
Доза коагулянта, мг/л
Рис. 15.2. Зависимость оптической плот-
ности сточных вод от дозы коагулянтсв
и температуры:
О и ® —ММК: ® —стиромаль; Q—ПМК:
---- 100 °C; --20 °C: 1—3 — сточная вода
сополимера СНП-СП; 4 — сточная вода поли-
стирола ПСБ-С.
повышается от 20—25 до 100—120 г/л. Концентрация взвешенных
частиц в фугате не превышает 150 мг/л.
Эффективность очистки сточных вод производств полистиролов
марок ПСБ (ПСБ-С) составляет. %: по ХПК 65—70. по оптической
плотности 97,5—98, по сольвару 70—75. Опыт эксплуатации про-
мышленной установки по очистке этих сточных вод производитель-
ностью 1000 м3/сутки подтвердил высокую эффективность данного
метода [134]. Стоимость очисть
1,0 руб. Следует отметить, что
марки ПСБ-С (ПСБ), после
доочистки биологическим ме-
тодом составляет 10—15 мг/л.
Данный метод не получил
применения для очистки сточ-
ной воды полимера марки
СНП-СП вследствие большо-
го расхода коагулянта — хло-
рида магния.
Уменьшение количества
промывных вод (промывка
полимера на центрифуге) при-
вело к увеличению загрязнен-
ности сточных вод и резкому
снижению эффективности очи-
стки воды коагуляцией соля-
ми магния.
Для очистки сильноза-
грязненных сточных вод пред-
ложено [470] использовать
реакции взаимодействия ПВС
с растворимыми в воде карбо-
ксилсодержащими полимера-
ми и их солями (см. гл. 8), в результате которых образуются не-
растворимые в воде продукты. При этом происходит коагуляция
коллоидных частиц полимеров. Применены следующие водораство-
римые Na-соли: сополимеров метилметакрилата с метакриловой
кислотой (ММК); полиметакриловой кислоты; сополимера стирола
С малеиновым ангидридом (стиромаль).
В сточную воду вводят требуемое количество полимерного
коагулянта (в виде 5—10% водного раствора), добавляют кислоту
до pH = 2,5 -т- 3, смесь подогревают до заданной температуры и
после добавления полиакриламида фильтруют. Результаты опытов
представлены на рис. 15.2, из которого видно, что повышение тем-
пературы приводит к возрастанию эффективности очистки.
Эффективность очистки составляет, %: по ХПК 86—97; по оп-
тической плотности 99—99,7; по сольвару 50—55 и по акрилони-
трилу 97—98.
Для полистирола марки ПСБ-Л оптимальными параметрами
очистки являются: pH =3, 60°С и соотношение (по массе)
425
ММК : сольвар, равное 1,25. Эффект очистки воды при этих пара-
метрах составил, %: по ХПК 86—91, по оптической плотности
.98—99 и по сольвару 76—82.
Принципиальная технологическая схема очистки сточных вод
с применением полимерных коагулянтов практически не отличает-
ся от схемы, представленной на рис. 15.1. Схема дополнительно
включает теплообменник для нагревания сточных вод.
Стоимость очистки 1 м3 сточной воды производств полимеров
данным методом составляет 1 —1,5 руб. в зависимости от дозы
применяемого полимерного коагулянта.
Следует заметить, что для очистки указанных сточных вод мо-
жет быть использован выпускаемый промышленностью продукт
«Комета», представляющий собой нейтрализованную на 50—60%
щелочью полиметакриловую кислоту, которая содержит до 35%
полимера.
С целью снижения затрат на очистку сточных вод производств
полимеров, получаемых с использованием стабилизатора суспен-
зии— ПВС или сольвара, вместо коагулянта — Na-соли ММК
предложено использовать сточную воду производства сополимеров
марок МСН и МС, содержащую ММК. Эффективная очистка сточ-
ных вод производства полистирола марки ПСБ-С (ПСБ) дости-
гается при соотношении сточных вод производств полимеров ПСБ-С
(ПСБ) и МСН (МС), равном 4:1.
Для интенсификации процесса осветления сточных вод приме-
нен метод напорной флотации (см. гл. 4). Эффективность очистки
сточных вод производства полистирола марки ПСБ-С исследовали
на промышленной напорной флотационной установке производи-
тельностью 12,5 м3/ч [672]. Для коагуляции коллоидного раствора
применяли хлорид магния в количестве 0,18 г/л и полиакриламид—
15 мг/л. Основные параметры работы установки:
Давление в напорном резервуаре, МПа...................0,35—0,42
Количество подсасываемого воздуха, % (об.)............2,5—2,7
Температура воды, °C .................................17—18
Время пребывания воды, мин:
в напорном резервуаре ............................... 4
во флотоотстойнике.................................. 30
Эффективность очистки сточной воды по взвешенным веще-
ствам составила 94,5—98,5%, по ХПК — 80,4 — 83,6%. Следует
отметить при этом, что количество образующейся пены составило
около 5% (от объема воду), шлама влажностью 97—98% после
разрушения 1 м3 пены— 100—120 л.
Очистка сточных вод производств сополимеров
марок МС,
МСН, ЛПТ и ПСБ-Н
Сточные воды производств сополимеров марок МС,
МСН, ЛПТ и ПСБ-Н загрязнены органическими веществами, на-
ходящимися в коллоидном и молекулярно-дисперсном состоянии.
Устойчивость коллоидной системы обусловлена наличием в воде
426
Таблица 15.2
Характеристика исходных и очищенных сточных вод производств полимеров марок МС, МСН, ЛПТ, ПСБ-Н
1 — исходная сточная вода; 2 — очищенная сточная вода.
Показатели Сточные воды производства полимеров марок Смесь СТОЧНЫХ вод производства потимеров марок МС, МСН и ЛПТ
МС МСН ЛПТ ПСБ-Н
1 2 1 2 1 2 1 2 1 2
ХПК, мг/л 4 676 178 6 160 768 3 200 384 12 100 847 4 800 700
Содержание, мг/л:
плотного остатка 1 843 1 245 2 964 2 095 1 534 1 240 6 000 4 672 2 320 1 100
прокаленного остатка 387 1 055 637 1 820 218 1 080 590 4 590 450 1 200
взвешенных веществ 235 10 338 20 5 515 20 - 10 4 081 10
стирола 10 2 20 1,5 — — 10 2 7 1,2
акрилонитрила — — 524 65 — — 1 800 97 4(1 6,0
метилметакрилата 135 75 238 33 508 50 — — 450 26
бутилакрилата — — — — 200 6,5 — — 188 14
фосфора 111 по 262 35 81 40 — — 126 60
сульфатов - 500 - 1 озо - 625 - 7,2 835
рн 7 7,4 6,5 7,1 6,8 7,1 6,8 7,2 6,4 7,1
Оптическая плотность 20 0,15 35 0,1 20 0,04 97 0,02 16 0,02
стабилизатора суспензии — Na-соли ММК. Характеристика локаль-
ных сточных вод сополимеров марок МС, МСН, ЛПТ и ПСБ-Н, а
также смеси сточных вод сополимеров марок МС, МСН и ЛПТ
приведены в табл. 15.2.
При разработке метода очистки сточных вод использовано
•свойство Na-соли ММК переходить при подкислении в нераство-
римый в воде сополимер (Н-форму). Выведение из системы ста-
билизатора суспензии приводит к коагуляции коллоидного раствора.
Оптимальными параметрами процесса очистки являются: для
локальных сточных вод и смеси сточных вод производства сополи-
меров марок МС, МСН и ЛПТ доза серной кислоты— 1 г/л, поли-
акриламида— 20 мг/л и температура — 95 °C; для сточной воды
производства сополимера марки ПСБ-Н доза серной кислоты —
3 г/л, полиакриламида — 20 мг/л, температура — 80 °C [134].
Сточную воду осветляли методом вакуум-фильтрации. Полу-
чены следующие результаты: удельное сопротивление осадка —
2,3-1013 м-2, пористость — примерно 0,97, удельная поверхность
твердых частиц — 7,9-107 м2/м3, количество обезвоженного осад-
ка— от 1,0 до 1,2% от объема стока, влажность — 75%.
Характеристика очищенных сточных вод приведена в табл. 15.2.
Принципиальная схема установки очистки сточных вод вклю-
чает следующие стадии: 1)" усреднение; 2) обработку серной кис-
лотой и полиакриламидом; 3) нагревание сточной воды и после-
дующее осветление на вакуум-фильтре. Очищенная вода после
нейтрализации едким натром и охлаждения направляется для
доочистки на биологические очистные сооружения. ХПК биологи-
чески очищенной сточной воды составляет 70—100 мг/л, БПКп —
.10—15 мг/л.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
ФЕНОЛОФОРМАЛЬДЕГИДНЫХ СМОЛ
Условия образования сточных вод
Фенолоформальдегидные смолы новолачного и резоль-
ного типа получают непрерывным или периодическим методом.
Сырьем служат формальдегид и фенол, причем последний употреб-
ляется также и в смеси с другими производными фенола или ани-
лином. В качестве катализаторов используют соляную кислоту,
едкий натр, гидроксиды бария и аммония.
Технологический процесс получения -твердых новолачной и ре-
зольной смол включает следующие стадии: подготовка, загрузка и
конденсация сырья, сушка смолы, слив, охлаждение и измельчение
смолы.
Для конденсации применяют 40% водные растворы формальде-
гида (формалин), содержащие небольшие количества метилового
спирта.
Источниками образования сточных вод являются: реакционная
вода, вода, вводимая в процесс с формальдегидом, едким натром,
аммиачной водой или другими катализаторами, вода со стадии
428
отделения надсмольной воды от смолы и сушки смолы (конден-
саты), а также от мойки аппаратуры и полов. Кроме того, обра-
зуется значительное количество (50—100 м3/т) сточных вод, не
требующих специальной очистки (от охлаждения аппаратуры).
В среднем на 1 т поволачной смолы получается 600 кг надсмоль-
ных вод, а на 1 т резольной смолы — до 900 кг.
Следует отметить, что в случае промывки смолы водой коли-
чество сточных вод значительно увеличивается. Общее количе-
ство загрязненных сточных вод на 1 т смолы составляет 1,5—2,0 м3.
Сточные воды производства фенолоформальдегидных смол со-
держат, г/л:
Фенолы...............2,5—5,0 Метиловый спирт...... 2—7
Формальдегид.........1,5—4,0 Смола................0,1—2,3
Для очистки этих сточных вод применяют регенеративные и
деструктивные методы.
Очистка сточных вод
Метод вторичной конденсации* фенола с формальде-
гидом. Фенол и формальдегид, содержащиеся в надсмольной воде,
конденсируют в щелочной среде с получением разольной смолы,
которая является товарным продуктом. Очистку сточных вод про-
водят на установках периодического и непрерывного действия.
Установка периодического действия включает реактор, оборудо-
ванный рубашкой для подачи пара или охлаждающей воды, обрат-
ным холодильником, мерниками й отстойниками [474]. Непрерывно-
действующая установка включает каскад из четырех последова-
тельно расположенных реакторов [673].
Очистку сточных вод рекомендуется проводить следующим
образом [474]. К сточной воде добавляется кальцинированная сода
и реакционная смесь нагревается до кипения (90—95 °C в зависи-
мости от марки смолы). Через 15—20 мин добавляется 40% рас-
твор едкого натра до pH = 9 4-11 и смесь выдерживается при
температуре кипения в течение 60—120 мин до выделения смолы
при нейтрализации пробы смеси серной кислотой. По окончании
конденсации реакционная смесь охлаждается до 25—35°C и ней-
трализуется 20%-ной серной кислотой. Продолжительность выде-
ления смолы при слабокислой реакции среды составляет 16—24 ч.
После этого отделяют отстоявшуюся воду и сливают готовую
смолу.
Для получения резольной смолы на 100 ч. (масс.) сточной воды
[содержащей 4—5% (масс.) фенола и 2% (масс.) формальдегида]
расходуется 0,55 ч. (масс.) соды, 1 ч. (масс.) едкого натра и 1,5—
Д,7 ч. (масс.) 96%-ной серной кислоты.
Очищенная вода содержит, мг/л: фенола — до 100—150, фор-
мальдегида— до 1000 и метилового спирта — 1500 мг/л (при содер-
жании метилового спирта в исходной воде 2000 мг/л).
* Теоретические основы очистки сточных вод методом вторичной конденсации,
изложены в гл. 8.
429
По другой схеме сточные воды производства фенолоформаль-
дегидных смол очищают в две стадии [673]: I — вторичная конден-
сация фенола с избыточным количеством формальдегида в щелоч-
ной среде; II — ректификация с целью удаления метилового
спирта.
Очистка сточных вод может быть произведена конденсацией
фенола с формальдегидом в кислой среде [373, с. 42] с получением
также резольной смолы [472, с. 417].
Приведенные схемы очистки сточных вод производства феноло-
формальдегидных смол применимы для других марок смол, изго-
товленных с использованием крезолов, ксиленолов, п-трет-бутнл-
фенола, дифенилолпропана и других фенолов.
Недостатком метода очистки сточных вод конденсацией при
атмосферном давлении является большая продолжительность про-
цесса и соответственно значительный расход тепла, а также высо-
кое остаточное содержание фенола в воде. В связи с этим предло-
жено [473] конденсацию фенола с формальдегидом проводить при
150—160°C и повышенном давлении (0,5—0,6 МПа). Процесс
очистки сточных вод включает следующие стадии: подщелачивание
воды до pH = 11, конденсация, нейтрализация реакционной массы
до pH = 6 4- 7, фильтрование.
Оптимальными параметрами процесса конденсации являются:
pH—11, молекулярное соотношение фенол:формальдегид, рав-
ное 1 :3, температура 150 °C и продолжительность 15 мин.
При подкислении реакционной массы (нейтрализации)' до
pH = 6ч-7 смола выпадает в осадок.
В результате очистки сточной воды содержание фенола в воде
снижается от 4000 до 30—70 мг/л, нитрозофенола — от 5000 до
170—320 мг/л, перманганатная окисляемость уменьшается от
18 400 до 1400 мг/л.
Достоинствами метода очистки сточных вод вторичной конден-
сацией являются: простота аппаратурного оформления, возмож-
ность повторного использования очищенной воды и применения
полученной смолы в различных отраслях народного хозяйства
(в качестве литейного крепителя, при производстве древесностру-
жечных плит, минераловатных изделий).
При условии полной реализации полученной из сточных вод
резольной смолы стоимость обезвреживания 1 м3 сточных вод со-
ставляет 4—6 руб.
Для очистки надсмольных вод производства фенолоформаль-
дегидных смол предложено [674] применять адсорбцию древесными
опилками с последующей их обработкой формальдегидом, фено-
лом, соляной кислотой и конденсацией смеси с получением продук-
тов, пригодных для изготовления пресс-композиций.
Высокотемпературное парофазное термоокислительное обезвре-
живание. Надсмольные воды производства фенолоформальд^гид-
ных смол обезвреживают в шахтной печи производительностью
10 м3/сугки (см. гл. 7). Дымовые газы и продукты сжигания орга-
нических примесей сточных вод направляются в рекуператор.
430
После рекуператора температура отходящих газов составляет
порядка 400 °C. Воздух в рекуператоре нагревается до 200—320 °C.
Рабочая температура в печи—1000—1100°С. Следует отметить,
что при температуре в печи ниже 800—900 °C содержание токсич-
ных примесей (фенола, формальдегида) в отходящих дымовых га-
зах превышает предельно допустимые нормы [675].
Расход газа зависит от содержания органических приме-
сей в сточной воде и составляет в среднем 100—120 м3/ч
(qp = 29,4 МДж/м3). Стоимость обезвреживания 1 м3 сточных
вод— 10—12 руб.
В циклонной печи обезвреживают сточные воды, имеющие
ХПК = 235н- 270 г/л и содержащие, % (масс.): фенола—3,3—
3,8, формальдегида — 1,2—2,6, метилового спирта — 6 [676]. Для
полного надежного обезвреживания фенола требуется температура
930—950°C. При 940—950 °C, повышенной нагрузке циклонной
печи [около 2 т/(м3-ч)] и коэффициенте расхода воздуха 1,10—1,15
получены удовлетворительные результаты по полноте выгорания
органических веществ.
Капитальные затраты на строительство цеха огневого обезвре-
живания составляют около 6 руб. на 1 м3 сточных вод (годовой
производительности), а плановая себестоимость обезвреживания
1 м3 — примерно 10 руб.
Каталитическое термоокислительное обезвреживание в парога-
зовой фазе. Образующиеся при отгонке воды от смолы загрязнен-
ные пары предложено [676] направлять на установку парофазного
каталитического окисления (см. гл. 7). Паровоздушную смесь, на-
гретую до 250—300 °C, пропускают через катализатор ГИПХ-105,
что позволяет значительно снизить температуру окисления по срав-
нению с некаталитическим термоокислением. Очищенные пары
конденсируются. С увеличением температуры и времени контакта
наблюдается возрастание степени очистки воды.
При оптимальных параметрах процесса обезвреживания
Время контакта, с............:............... 0,4
Коэффициент избытка воздуха.................. 1,7
Температура, °C...............................300
эффективность очистки сточных вод от органических примесей со-
ставляет 99,9—100%.
Жидкофазное термокаталитическое окисление. Сточную воду
после очистки методом вторичной конденсации рекомендуется
[373, с. 45] доочищать путем жидкофазного окисления с использо-
ванием пиролюзита или регенерированных оксидов марганца
(см. гл. 7).
В сточную воду добавляется серная кислота до 3%-ной кон-
центрации, вводится пиролюзит, подается воздух, затем в реактор
подается острый пар, температура воды поднимается до 97—98°C
и реакционная смесь аэрируется в течение 4—5 ч. Пиролюзит в
процессе окисления находится во взвешенном состоянии. Окисле-
ние заканчивается при содержании фенола в очищаемой воде не
431
более 3 мг/л. Затем сточную воду вместе с катализаторами направ-
ляют в реактор регенерации оксидов марганца. В смесь добавляет-
ся при перемешивании раствор едкого натра до pH — 9-г-11, и об-
разующийся оксид марганца отделяется на центрифуге от очищен-
ной воды.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
МОЧЕВИНОФОРМАЛЬДЕГИДНЫХ СМОЛ
Мочевиноформальдегидные смолы получают путем
конденсации мочевины и формальдегида в слабощелочной, ней-
тральной или слабокислой средах при различных температурах в
присутствии разнообразных конденсирующих веществ, при добав-
лении‘некоторых растворителей и т. д. [472, с. 381]. В промышлен-
ности на установках периодического или непрерывного действия
из мочевины и формалина получают конденсационные растворы,
растворы смолы и сухие смолы. Обезвоживание реакционной смеси
чаще всего производится под вакуумом”. .
Сточные воды образуются за счет выделения реакционной воды
и воды, введенной в .процесс с сырьем и реагентами (формалином,
едким натром, аммиаком и-др.). Количество загрязненных сточных
вод составляет 1,5—2,5 м3 на 1 т смолы.
Для очистки этих сточных вод предложены различные методы:
термическое обезвреживание, обработка мочевиной в кислой среде,
дистилляция с последующим высаливанием.
Термическое высокотемпературное обезвреживание и термока-
талитическое обезвреживание сточных вод являются высокоэффек-
тивными методами [678]. Основные параметры и оборудование про-
цесса обезвреживания аналогичны приведенным'выше (стр. 430).
Для термокаталитического обезвреживания сточных вод рекомен-
дуется применять в качестве катализатора оксиды меди.
Метод очистки, основанный на обработке сточных вод мочеви-
ной в кислой среде [370], использовался для обезвреживания над-
смольных сточных вод, содержащих 5—10% (масс.) формальдегида
и около 10% (масс.) метанола, сточных вод от мойки возвратной
тары, содержащих до 2% карбамидной смолы и до 0,5% формаль-
дегида. Перед обработкой из надсмольной воды отгонялся метило-
вый спирт. Для подкисления использовалась серная кислота.
В результате взаимодействия формальдегида и карбамидной
смолы с мочевиной в кислой среде (pH — 1 ч- 2) образуется не-
растворимая метиленмочевина и ее производные. Реакция взаимо-
действия формальдегида с мочевиной протекает при 90 °C в тече-
ние 3 ч, карбамидной смолы с мочевиной — при комнатной темпе-
ратуре в течение 2 ч. Остаточное содержание, метилольных групп
в сточной воде при обработке карбамидной смолы составляет
500—600 мг/л, остаточное содержание формальдегида при обра-
ботке формальдегидных вод — около 100 мг/л. Сточные воды
после выделения продуктов реакции нейтрализуются известковым
молоком (расход СаО — 4 г/л). Сточная вода после выделения
432
зульфата кальция направляется на повторное использование (на-
зример, для мойки тары, оборудования) или на биологическую
цоочистку.
Осадок метиленмочевины может быть использован в качестве
добавки (до 10%) к аминопластам. При этом качество изделий из
аминопластов не ухудшается.
При производстве мочевиноформальдегйдной смолы ВМЧ-4
образуются сточные воды, содержащие около 2% формальдегида
и 40—50% этилцеллозольва [373, с. 66]. Сточную воду обрабаты-
вают аммиаком для перевода формальдегида в уротропин, затем
высаливают этилцеллозольв поташом [474]. Образующийся верх-
ний слой — раствор воды и уротропина в этилцеллозольве — содер-
жит 5,5—14,5% (масс.) воды и 0,2—0,45% (масс.) поташа; ниж-
ний слой — раствор поташа в воде — содержит до 0,05—0,19%
(масс.) этилцеллозольва. Из верхнего слоя перегонкой выделяют
этилцеллозольв и используют его в производстве. Из нижнего слоя
выпариванием выделяют поташ, при этом первые 10—15% дистил-
лята возвращают на высаливание, остальной дистиллят исполь-
зуют для технических целей. Регенерированный поташ возвращают
в производство.
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
эпоксидных смол
Эпоксидные смолы получают путем конденсации про-
дуктов, содержащих эпоксидные группы, с гидроксилсодержащими
соединениями. Широкое распространение получили эпоксидные
смолы, образующиеся при конденсации эпихлоргидрина с 4,4-ди-
оксидифенилпропаном в присутствии 15% раствора едкого натра.
Полученную смолу промывают 3—5 раз горячей водой для от-
мывки поваренной соли. Дальнейшая сушка и очистка эпоксидной
смолы производится путем растворения ее в толуоле, отгонки вод-
но-толуольной смеси и фильтрования толуольного раствора от
кристаллов поваренной соли. Растворителем служит циклогекса-
нон. Для производства эпоксидных смол применяют и другие ве-
щества: дихлоргидрин глицерина, глицерин, уксусную’ кислоту
и др.
В процессе производства эпоксидных смол загрязненные сточ-
ные воды образуются за счет реакционной воды, вследствие при-
менения водных растворов катализаторов и растворителей, а так-
же в результате промывки й сушки смол. Количество сточных вод
составляет 2,2—11,2 м3 на 1 т смолы [373, с. 73] в зависимости от
рецептуры и технологии их получения. Характеристика сточных
вод производства некоторых марок эпоксидных смол представлена
в табл. 15.3 [373, с. 76, 83, 87; 679]. Нужно отметить, что ма-
точные растворы производства смолы марки Э-ЗЗр содержат 400—
3100 мг/л уксусной кислоты; маркц Э-40 — до 7000 мг/л бикарбо-
ната натрия; марки Э-15 — до 11 г/л едкого натра.
15 Зак, 394 433
Таблица 15.3
Характеристика сточных вод производства эпоксидных смол
Содержание примеси. Эпоксидные смолы марок
ЭД-5 и ЭД-6 Э-ЗЗр Э-4Э Э-15
маточный раствор ДИСТИЛЛЯТ маточный раствор ДИСТИЛЛЯТ маточный раствор промывные воды
Дифенилолпропан, мг/л Отсут- 6—20 — 130 20 35 000 70
Толуол, мг/л ствует 240 __ 4 300 33 000 —
Циклогексанон, г/л — 36—37 92—104 — — —
Фенол, мг/л —, 3-4 8-40 — — —
Хлорид натрия, г/л 1,7 130—144 — 200 — 123 24
Карбонат натрия, мг/л — — — 3 500 — 2 000 —
Взвешенные вещества 550 До 35 000 — 50 —- 11 6
(смолистые), мг/л Глицерин, мг/л 5 400 1 000-4 000 200 1 100 500 170 35
Для очистки сточных вод производства эпоксидных смол пред-
ложены методы коагуляции, дистилляции, адсорбции, электрохи-
мического и биологического окисления.
Для выделения из сточных вод мелкодисперсных и коллоидных
частиц смолы применяют метод коагуляции с использованием
солей железа и алюминия (см. гл. 5). Например, на очистку сточ-
ных вод производства 1 т смолы Э-ЗЗр расходуется 0,85—1,7 кг
FeCU и 0,85—1,7 кг NaOH [373, с. 76]. С целью регенерации смолы
полученный осадок после уплотнения обрабатывают циклогекса-
нолом. Гидроксид железа отделяют от раствора смолы в цикло-
гексаноне и раствор направляют на использование.
Осветленный маточный раствор* (например, эпоксидных смол
марок ЭД-5 и ЭД-6, Э-ЗЗр, Э-40, Э-15) подвергают дистилляции.
Сначала отгоняют 10% от объема маточного раствора, затем — вто-
рую фракцию (70—80%). Первую фракцию, содержащую значи-
тельное количество растворителя (циклогексанона, толуола и др.),
подсоединяют к дистилляту, а вторую фракцию (конденсат, содер-
жащий 20—30 мг/л глицерина, 100—200 мг/л растворителя) исполь-
зуют в производстве. Кубовую жидкость направляют на сжигание.
Однако значительное количество глицерина и поваренной соли в
кубовой жидкости указывает на необходимость разработки мето-
дов утилизации этих ценных продуктов.
Дистилляты, содержащие большое количество растворителей,
также направляют на разгонку. Отогнанный растворитель, напри-
мер циклогексанон, используют в производстве, кубовые остатки
поступают в производство смолы.
434
Для выпаривания сточных вод производства эпоксидных смол,
содержащих значительное количество механических примесей, ре-
комендуется применять выпарные аппараты с погружными горел-
ками [373, с. 85].
Разработаны схемы очистки сточных вод производства эпоксид-
ных смол от органических примесей методами адсорбции и элек-
трохимического окисления [373, с. 88, 92]. При адсорбционной
очистке маточного раствора эпоксидной смолы марки Э-15 расход
активного угля марки А составляет 3 кг/м3, серной кислоты—
4,1 кг/м3. Отработанный уголь направляют на сжигание.
Электрохимическую очистку сточных вод рекомендуется прово-
дить после выделения из воды смолы, для чего воду обрабатывают
соляной кислотой (2,3 кг/м3). Затем сточную воду нейтрализуют
известковым молоком до pH = 7 4-8, вновь отделяют выпавшие
взвеси и подают в электролизер. Материалом .анода является
графит, катода — сталь. Плотность постоянного тока на аноде —
600—700 А/м2, напряжение — 3—4 В. Очищенные сточные воды
содержат в 1 л не более 1 мг фенола.
Изучена возможность биологической очистки сточных вод про-
изводства эпоксидных смол марок ЭД-5 и ЭД-6 [679]. Сточные
воды разбавляют свежей водой (в 5 раз), Добавляют биогенные
элементы (5 мг/л фосфора и 15 мг/л азота) и очищают в аэротен-
ке-смесителе при продолжительности аэрации 24 ч. При этом ХПК
снижается на 99%, БПК20 — на 98,3%. Очищенная вода бесцветна
и прозрачна.
В заключение следует отметить, что имеются данные по очистке
сточных вод производства эпоксидных смол на основе тетрагидро-
бензилового спирта и адипиновой кислоты биологическим методом
[680], на основе тетрагидробензальдегида и 1,1-бис (гидроксиме-
тил) циклогексана и тетрагидробензилового эфира тетрагидробен-
зойной кислоты методом каталитического окисления в парогазовой
фазе (катализатор — пиролюзит) [681].
СТОЧНЫЕ ВОДЫ ПРОИЗВОДСТВА
ПОЛИВИНИЛАЦЕТАТНЫХ ПОЛИМЕРОВ
В процессе производства поливинилового спирта
(ПВС), сополимерной дисперсии винилацетата с этиленом
(СВЭД), поливинилацеталей на стадии отделения маточного рас-
твора и промывки полимера образуются загрязненные сточные
воды.
Сточные воды ряда производств поливинилацетатных полиме-
ров загрязнены поливиниловым спиртом, винилацетатом, метило-
вым спиртом, ацетальдегидом и другими растворенными в воде
органическими веществами, а также мелкодисперсными и коллоид-
ными частицами, устойчивость которых обусловлена наличием в
сточной воде поверхностно-активных веществ, таких, как ПВС,
ОП-10 и др. Характеристика сточных вод некоторых производств
15*
435
поливинилацетатных полимеров представлена в табл. 15.4 и
15.5 [682].
Таблица 15.4
Характеристика сточных вод производства СВЭД
Показатели Стабилизатор дисперсии
ПВС оп-ю
исходная вода очищен- ная вода эффект очистки, X исходная вода очищен- ная вода эффект ОЧИСТКИ, К
ХПК, мг/л Содержание, мг/л: 20 000 1 100 94,5 3 000 500 83
взвешенных ве- 3 000 50 98,3 200 50 77,3
ществ
винвлацетата 800 120 85 200 30 85
ацетальдегида 500 120 76 200 25 825
муравьиной и ук- 700 500 29 — — •—-
сусной кислот
ПВС 600 50 91,7 — ——
. оп-ю —. — 100 10 90
хлоридов — — — — 220 —
pH з,8 65—8,5 — 7,7 6,5-8,5 —
Оптическая плот- 28 0,1 99,7 20 0,15 99,2
ность
Цвет Белый Бес- ' цветная — Белый Бес- цветная —-
Запах Есть Слабый — Есть Слабый —
Прозрачность Мутная Проз- — Мутная Проз- —•
£ рачная , рачная
Таблица 15.5
Характеристика маточных растворов производств СДВД и
полнейиилбутираля
Показатели СДВД Поливинилбутираль
ИСХОДНЫЙ раствор очищенный раствор эффект очистки, % неход- кий раствор очищен- ный раствор эффект очистки, %
ХПК, мг/л 4400-5500 1150-3000 45-74 5735 3021 47,4
Содержание, мг/л:
винилацетата 400-600 7-143 76-98,3 —— — —
масляного аль- — — — 257 22,4 91,3
дегида
ацетальдегида 350-650 30—100 85-91- 40 8 80
метилового спирта — — — 1762 440 75
бутилового спирта * 700—800 330—600 25-53
436
В зависимости от характера примесей, загрязняющих сточную
воду, применяют следующие физико-химические методы очистки:
отгонка легколетучих органических компонентов; термическое
обезвреживание; обработка сточных вод карбоксилсодержащими
«оединениями для очистки от ПВС, коагуляции мелкодисперсных и
коллоидных примесей. Доочистку сточных вод производят биоло-
гическим методом.
Метод отгонки предложено использовать для очистки сточных
вод производства ПВС с повышенной концентрацией ацетатных
групп, содержащих 423—742 г/л метилового спирта, 50—57 г/л ме-
тилацетата и винилацетата и 3—14 г/л ацетальдегида и бензина
{683]. При производстве поливинилкеталя маточные растворы, со-
держащие около 87 г/л циклогексанона и первые порции промыв-
ных вод, подвергают ректификации. Маточные растворы и промыв-
ные воды производства поливинилформальэтилаля (винифлекса),
содержащие значительное количество ацетальдегида, также под-
вергают разгонке [80, с. 222, 223]. Полученные ацетальдегид, цик-
логексанон и другие вещества используют как товарные про-
дукты.
В процессе ректификации сточных вод производства ПВС с по-
вышенным содержанием ацетатных групп отбирались три фракции
с температурами кипения 61—62, 62—65,0 и 65,0—70,5 °C. Фракции
1 и 2 рекомендуется сжигать совместно с другими отходами, а
фракцию 3 [37% (об.)] — направлять на регенерацию метилового
спирта.
Кубовый остаток предложено разбавлять в 6—7 раз (до содер-
жания ПВС не более 40—50 мг/л) и подавать на биологические
очистные сооружения. Результаты биологической доочистки кубо-
вого остатка в аэротенках-смесителях показали, что эффективность
очистки сточной воды по приведенной схеме составляет 98—99%
(по ХПК).
При разгонке на ректификационной колонке с разделительной
способностью 20 теоретических тарелок маточных растворов от
производств СДВД и поливинилбутираля [682] происходит удов-
летворительная очистка от легколетучих .компонентов (см.
табл. 15.5). Дистиллят в количестве 4—5% (об.) направляют на
переработку или сжигание, а кубовый остаток после нейтрализации
подают на биологические очистные сооружения.
Некоторые сильнозагрязненные маточные растворы, например
производства поливинилформаля, рекомендуется направлять на
термическое обезвреживание [80]. '
С целью очистки сточных вод, загрязненных ПВС или сольва-
рами, применяют метод, основанный на способности ПВС образо-
вывать в кислой среде нерастворимые в воде комплексы с поли-
мерными карбоксилсодержащимн соединениями [470] (см. гл. 8).
Переход ПВС в нерастворимое соединение сопровождается коагу-
ляцией полидиеперсной системы. Для очистки стачных вод произ-
водств СВЭД, ПВС и сольваров в качестве карбоксилсодержащего
полимера использовались: флокулянт «Комета», Na-соль сополи-
437
мера метилметакрилата с метакриловой кислотой — стиромаль
[682, 684].
По данному методу сточная вода усредняется, нагревается до
40—60 °C и подается в смеситель. В смеситель подается также
требуемое количество раствора карбоксилсодержащего полимера
(например, 10% раствор «Кометы»). Далее смесь поступает в ка-
меру хлопьеобразования, в которую также дозируется 10% рас-
твор серной кислоты. Для улучшения хлопьеобразования в сточ-
ную воду в смеситель добавляется 0,1—1,0% раствор полиакрил-
амида. Затем в осветлителе происходит отделение осадка, объем
которого зависит от загрязненности сточной воды и, например, для
сточных вод производства СВЭД составляет 3—10% от объема
стока. Влажность осадка — 65—85%, зольность — 0,05—0,5%. При
нейтрализации осадка едким натром получается клееобразная
масса, пригодная для применения в качестве клея в полиграфиче-
ской промышленности.
Оптимальными параметрами очистки являются: соотношение
ПВС : карбоксилсодержащий полимер, близкое к эквимолекуляр-
ному (1:2); рН-^3; 40—60 °C, доза полиакриламида — 20 мг/л.
При производстве СВЭД с использованием стабилизатора
ОП-Ю образующиеся сточные воды представляют собой устойчи-
вую коллоидную систему, загрязненную растворенными органиче-
скими веществами (см. табл. 15.4). Для очистки сточной воды был
использован метод коагуляции солями магния в щелочной среде
[183]. Оптимальная доза хлорида магния (при содержании ОП-10
240 мг/л) составила 250 мг/л [682]. Характеристика очищенной сточ-
ной воды приведена в табл. 15.4. Следует отметить, что при содер-
жании ОП-Ю в воде до 100 мг/л достигается 90%-ная степень его
очистки. С увеличением содержания ОП-Ю остаточное количество
его в очищенной воде увеличивается без снижения эффективности
очистки воды по другим показателям.
Исследования показали [682], что сточные воды некоторых про-
изводств после физико-химической очистки могут быть повторно
использованы для промывки полимера и аппаратуры.
Сточные воды производств поливинилацетатной продукции до-
очищают биологическим методом.
Изучение процесса биологической очистки сточных вод прово-
дилось в аэротенках и биофильтрах [481, с. 77]. Сточная вода имела
ХПК = 674 мгМ, БПКп = 515 мг/л, pH = 7,4 и содержала (мг/л):
Ацетат кальция..............464
Ацетальдегид...............141
Формальдегид...............19,6
Масляный альдегид........ 0,6
Метиловый спирт.......... 56
Бутиловый спирт........... 6
Параметры работы аэротенка:
Продолжительность аэрации, ч...................12
Концентрация беззольного активного ила, г/л ... 3
Зольность ила, %..............................35
Иловый индекс.................................75
438
Состав микрофлоры активного ила, %:
Pseudomonas..............55
Micrococcus .............35
Bacterium 8
Sarcina .................. 2
Очищенная вода имела БПКп = 6 мг/л, ХПК = 14 мг/л, кон-
центрация азота нитратов составляла 8,4 мг/л.
Сточные воды производства поливинилбутираля, содержащие
эмульгатор волгонат, могут быть очищены биологическим методом
без предварительной физико-химической очистки [685]. Очистка
проводится в аэротенках при продолжительности аэрации 24 ч и
концентрации активного ила 1—1,5 г/л. В процессе очистки на-
блюдается подщелачивание воды. Очищенная вода имеет ХПК =
= 47 Ч- 50 мг/л и БПКз = 3—4 мг/л.
ЛИТЕРАТУРА
1. Львович М. И. ЖУрн. ВХО, 1972, т. 17, № 2, с. 127—134.—
2. Кульский Л. А., Даль В. В. Проблемы чистой воды. Киев, «Наукова думка»,
1974. 231 с. — 3.-Смирнов Д. Н., Дмитриев А. С. Автоматизация процессов очист-
ки сточных вод химической промышленности. Л., «Химия», 1972. 168 с. — 4. Уни-
фицированные методы анализа вод. Под общей ред. Ю. Ю. Лурье. М., «Химия»,
1971. 375 с. — 5. Лейте В. Определение органических загрязнений питьевых, при-
родных и сточных вод. Пер. с нем. Под ред. Ю. Ю. Лурье. М., «Химия», 1975.
200 с.—6. Дегтярев Ю. Н., Коновалов В. М., Чернобровкин А. П. «Гигиена и
санитария», 1971, № 3, с. 74. — 7. Смоляков В. Э., Штейн А. Л. «Кокс и химия»,
1974, №. 8, с. 47. — 8. Вайсман Я. И., Шаталин В. Д., Борихип С. Я. Авт. свид..
339830, 1972.— 9. Jebens Harold J., Thomas Richard H. Water a. Sewage Works,
1970, v. 117, № 9, p. 326—327.— 10. Cronholm. M, Winbladh E. «Watten», 1972,
v. 22, № 4, p. 367—373.
11. Смирнов Д. H. Автоматическое регулирование процессов очистки сточных
и природных вод. М., Стройиздат, 1974. 256 с. — 12. Schmiertech + Tribol., 1970,
. Bd. 17, № 5, S. 224.— 13. Takahashi У., Moore R. T., Joyce R. J. Amer. Lab.,
1972, v. 4, № 7, p. 34—38.— 14. Emde W., Bleier H. Osterr.—Abwasser —
Ddsch., 1972, Bd. 17, № 2, S. 17—21.—15. Bleier H. Water Res., 1972, v.6,№ 4—5,
p. 605—609. — 16. Jammartino Nicholas R. Chem. Eng., 1972, v. 79, № 25, p. 82—
84. — 17. Sutter E„ Schweiz Z. Hydrol., 1971, Bd. 33, № 1, S. 117—120. — 18. Мар-
кова А. И. Методы определения тяжелых металлов в загрязнённых природных и
разбавленных сточных водах. М., «Колос», 1968. 68 с.— 19. Bailey A. R. J. W’ater
Pollut. Contr. Fed., 1969, v. 38, № 4, p. 449—455. — 20. Hemsley J. J. Water Pollut.
Contr. (Gr. Brit), 1971, v. 70, № 6, p. 611—618.
21. Goebgen Hans Gunter. Chem. Ing.-Techn., 1971, Bd. 43, № 15, S. 862—.866.—
22. Florkowski T., Holijnska B., Niewodniczanski J. Nucl. Techn. Environ. Pollut,
Vienna, 1971, p. 335—345.—23. Baldwin Stuart F., Brown Chris W. Water Res.,
1972, v. 6, № 12, p. 1601—1604. — 24. Guyon John G., Shults Wilbur D. J. Amer.
Water Works Assoc., 1969, v. 61, № 8, p. 403.— 25. Семенченко Л. В., Каплин В. T.r
Лурье Ю. Ю. Зав. лаб., 1970, т. 36, № 4, с. 412—419;—26. Чу веская А. Я.,
Дудко Л. Г. «Научн. труды Омского мед. ин-та», 1971, № 107, с. 13. — 27. Гриб-
кова А. Д., Кадужская И. Н. Докл. Нефтехим. секции. Башкир, респ. правя. ВХО
им. Д. И. Менделеева, 1969, вып. 5, с. 278—282. — 28. Davis William В., Langley
William D., Whealy Roger D. Chem. Eng. Progr. Sympos. Ser., 1967, v. 63, № 78,
p. 235—249.—29. Волошина А. И. В кн.: Гидрохимические исследования. Махач-
кала, 1972, с. 99. — 30. Bark L., Cooper R. L., Wheatstone К. C. Water Res., 1972,
v. 6, № 1, p. 117—126.
31. Шабад Л. M., Хесина A. Я., Петрова T. В. В кн.: Вопросы профилакти-
ческого загрязнения внешней среды, в частности, водоемов канцерогенными ве-
ществами. Горький, 1972, с. 22. — 32. Пахомова А. Д., Берендеева В. Л., Горо-
новский И. Т. В кн.: Новая аппаратура и автоматические устройства по техноло-
гии обработки воды. Киев, «Наукова думка», 1972, с. 233—238.—33. Гукало-
ва Т. П., Максименко Н. Г. Техн, и эконом, информ. Очистка промышленных
выбросов и техника безоп. на хим. предпр. Вып. 7. М., изд. НИИТЭХИМ, 1975,
с. 29—31, —34. Thielemann Н. Z. gesamte Hyg., 1971, Bd. 17, № 6, S. 399—402,—
440
35. Dietz F., Корре P. Haus Techn. Vortragsveroff, 1972, № 283, S. 17—28. —
36. Zycinski Dariusz. Rocz. Panst. zakt. hig., 1971, Bd. 22, № 2, S. 189—194.—
37. Katz Sidney, Pitt Wilson W. R., Scott Charles D. e. a. Water Res., 1972, v. 6,
9, p. 1029—1037. — 38. Ярошевская T. M . Бирчанская Г. Б., Жуковская Л. И.
Техн, и эконом, информ. Очистка промышленных выбросов и техника безопасно-
сти на хим. предпр. Вып. 4. М., изд. НИИТЭХИМ, 1975, с. 15. — 39. Мяснико-
ва В. Ф., Жирнова Л. И. Там же, вып. 3, с. 29—31. — 40. Шкорбатова Т. Л.,
Пегусова Л. Д., Цехмистро М. М. «Гигиена и санитария», 1968, № 8, с. 55—59.
41. Зайцев П. М., Красносельский В. Н., Дигенский В. Н. Зав. лаб., 1968,
т. 34, № 8, с. 940. — 42. Мешкова О. В., Дмитриева В. Н., Безуглый В. Д. 'Хим.
пром., 1971, № 4, с. 271—273. — 43. Абашин В. Г.,. Мамедова В. М., Липец-
кий В. А. Азерб. хим. ж., 1972, № 2, с. 169—172. — 44. Мамедова В. М., Марка-
рян Н. С., Абашин В. Г. Нефтеперераб. и нефтехим. научно-техн, сб., 1972, № 8,
с. 43. — 45. Зубрицкий К- В., Бучнева А. И. «Труды Воронеж, мед. ин-та», 1968,
вып. 73, с. 143—149. — 46. Савиных Т. В., Животкевич Г. Е. «Научн. труды Омск,
мед. ин-та», 1971, № 107, с. 15—21. — 47. Gulati S. Instrum. India, 1972, v. 7, № 4,
p. 13.— 48. Юдилевич M. M. Определение содержания нефтепродуктов н произ-
водственных и сточных водах. Под ред. Ю. М. Кострикина. М., «Энергия», 1972.
54 с.—49. Measures R. М„ Brislow М. Can. Aeronaut, a. Space J., 1971, v. 17,
№ 10, р. 421. — 50. Ершов В. С. В кн.: Научные основы технологии очистки воды.
Киев, «Наукова думка», 1973, с. 98—101.
51. Bradley Eugene В., Frenzel Charles A. Water Res., 1970, v. 4, № 1, p. 125—
128. — 52. Melpolder F. W., Warfield C. W., Headington С. E. Anal. Chemistry,
1953, v. 25, p. 1453—1455. — 53. Лобачев П. В., Алин Э. В. Водосиабж. и саи.
техника, 1970, № 10, с. 3—6. — 54. Davies Antony W. Instrum. Contr. a Automat.
Waste-Water Treat. Syst. (Progr. Water Technol. v. 6), Oxford e. a., 1974, p. 30—
40. — 55. Акопов Э. И., Ованесян А. Г. В кн.: Новая аппаратура и автоматиче-
ские устройства по технологии обработки воды. Киев, «Наукова думка», 1972,
с. 119—124. — 56. Journet J. М., Prompsy J. J. Technol. mod., 1975, v. 67, № 3,
p. 25—28. — 57. Ершов В. С., Гороновский И. Т. В кн.: Новая аппаратура и авто-
матические устройства по технологии обработки воды. Киев, «Наукова думка»,
1972, с. 110—117. — 58. Акопов Э. И. «Научн. труды Акад, коммун, хоз.», 1971,
вып. 80, с. 30—34, —59. Abry С. «Papeterie», 1971, v. 93, № 11, р. 1019, 1023. —
60. Melbourne К. V., Robertson К G., Oaten А. В. J. Water Pollut. Contr.
(Gr. Brit.), 1972, v. 71, № 3, p. 278—287.
61. Clendinning B. A. Effluent a. Water Treat., 1972, v. 12, № 4, p. 56. —
62. Ellerker R., Collinson B. Water Pollut. Contr. (Gr. Brit.), 1972, v. 71, № 5,
p. 540—547.—-63. Musselwhite С. C. Ibid., 1975, v. 74, № 1, p. 110. — 64. Hark-
ness N., Willets D. G. Ibid., 1972, v. 71, № 3, p. 261—275. — 65. Alghan Badar K-,
Goulden Peter D. Water Res., 1972, v. 6, № 12, p. 1475—1485.—66. Султанов Э. Г.
В кн.: Новая аппаратура и автоматические устройства по технологии обработки
воды. Киев, «Наукова думка», 1972, с. 132—137. — 67. Попов Ю. В., Осипов В.М.,
Имануилов Л. А. Техн, и эконом, информ. Охрана труда и техника безоп. Очистка
сточных вод и отходящих газов в хим. пром. Вып. 1. М., изд. НИИТЭХИМ, 1971,
с. 17—25. — 68. Шабалин А. Ф. Оборотное водоснабжение промышленных пред-
приятий. М., Стройнздат, 1972. 296 с. — 69. Когановский А. М., Семенюк В. Д.
Оборотное водоснабжение химических предприятий. Киев, «Буд1вельник», 1975.
232 с. — 70. Костандов Л. А. Жури. ВХО, 1972, т. 17, № 2, с. 122—126.
71. Очистка производственных сточных вод. Под ред. Ю. И. Турского и
И. В. Филиппова. Л., «Химия», 1967. 332 с. — 72. Кульский Л. А. Теоретическое
обоснование технологии очистки воды. Киев, «Наукова думка», 1968. 127 с.—
73. Каменев С. А., Горелова Л. 3., Горелик Я- Л. В кн.: Проектирование пред-
приятий коксохимической промышленности. Вып. 40. 1974, с. 71—75. — 74. Семе-
нюк В. Д., Терновцев В. Е. Комплексное использование воды в промышленном
узле. Киев, *Буд1вельник», 1974. 232 с. — 75. Сайфутдинов К- 3., Иоакимис Э. Г.,
Ефимова А. К. Химия и технол. топлив и масел, 1974, № 9, с. 4—7. — 76. Луки-
ных Н. А., Липман Б. Л., Терентьева Н. А. Жури. ВХО, 1972, т. 17, № 2, с. 139—
142. — 77. Худенко Б. М., Тарнопольская М. Г., Кравцова Н. В. и др. Глубокая
очистка и повторное использование сточных вод (обзор). М., Центр, ян-т иаучн.
441
информ, по строит, и архитектуре, 1974. 65 с. — 78. Веселов Е. А. Уч. зап. Ка-
рело-Финского гос. ун-та (Петрозаводск), 1953, т. 5, вып. 3, с. 130—170.—
79. Мейнк Ф., Штофф Г., Колыиюттер Г. Очистка промышленных сточных вод.
Пер. с нем. Под ред. Б. И. Иванова. Л., Гостоптехиздат, 1963. 647 с. — 80. Жу-
ков А. И., Демидов Л. Г., Монгайт И. Л. и др. Канализация промышленных
предприятий. М., Стройиздат, 1969. 375 с.
81. Черкинский С. Н. Санитарные условия спуска сточных вод в водоемы.
Изд. 4-е. М., Стройиздат, 1971. 208 с. — 82. Баттаглия А. Обезвоживание про-
дуктов обогащения и циркуляции моечных вод. Пер. с польск. М. А. Борца и
Л. С. Зарубина. М., «Недра», 1967. 308 с. — 83. Кургаев Е. Ф. Основы теории и
расчета осветлителей. М., Госстройиздат, 1962. 164 с. — 84. Кастальский А. А.г
Минц Д. М. Подготовка воды для питьевого и промышленного водоснабжения.
М., «Высшая школа», 1962. 559 с. — 85. Фоменко Т. Г., Благов И. С., Коткин А. М.
и др. Шламы, их улавливание и обезвоживание. М., «Недра», 1968. 203 с. —
86. Клячко В. А., Апельцин И. Э. Очистка природных вод. М., Стройиздат, 1971.
580 с. — 87. Федоров Н. Ф., Шифрин С. М. Канализация. М., «Высшая школа»,
1968. 592 с. — 88. Яковлев С. В., Калицун В. И. Механическая очистка сточных
вод. М., Стройиздат, 1972. 200 с.— 89. Когановский А. М., Кульский Л. А., Сот-
никова Е. В. и др. Очистка промышленных сточных вод. Киев, «Техника», 1974.
257 с. — 90. Culp Goldon L., Hsiung Kou-uing, Conley Walter R. J. Sanit. Eng.
Div. Proc. Amer. Soc. Giv. Eng., 1969, v. 95, № 5, p. 829—847.
91. Viraraghavan T. Pollut. Eng., 1973, v. 5, № 1, p. 39—40. — 92. Slechta
Alfred F., Conley Walter R. J. Water Pollut. Contr. Fed., 1971, v. 43, № 8,
p. 1724—1738, 1766, 1770—1779. — 93. Passavant Udo, Havel Gunther. Abwasser-
technic, 1972, Bd. 23, № 1, S. 1—111.— 94. Ulmgren Lars, Andersson Christer.
«Vatten», 1972, v. 28, № 5, p. 455—468. — 95. Шапченко В. M. Автореф. канд.
дисс. Л., ЛИСИ, 1974. — 96. Шмидт Л. И., Хайнман В. Я-, Проскуряков В. А.
ЖПХ, 1970, т. 43, № 11, с. 2553—2558. — 97. Перевалов В. Г., Алексеева В. А.
Очистка сточных вод нефтепромыслов. М., «Наука», 1969. 224 с. — 98. Вол-
ков Л. Е., Шмидт Л. И. «Труды ВНИИТ», 1961, вып. 10, с. 228—235. — 99. Заб-
баров А. И. В ки.: Новые методы и типы сооружений для очистки производствен-
ных и городских сточных вод. Межвуз. сб. трудов. X» 1. Л., изд. ЛИСИ, 1972,
с. 69—72.— 100. Бруселъницкий Ю. М. Судовые устройства очистки трюмно-бал-
ластных вод от нефтепродуктов. Л., «Судостроение», 1966. 202 с.
101. Taylor R, W. Pollut. Eng., 1973, v. 5, № 1, p. 26.— 102. Монгайт И. Л.,
Ридзиллер И. Д. Методы очистки сточных вод. М., Гостоптехиздат, 1958. 251 с.—
103. Хамский Е. В. Кристаллизация из растворов. Л., «Наука», 1967. 151 с.—
104. Шмидт Л. И., Консетов В. В., Проскуряков В. А. Инж.-физ. журн., 1971,
т. 20, № 2, с. 261—267.— 105. Заморуев Б. М. Использование воды в целлюлозно-
бумажной промышленности. М., «Лесная пром.», 1969. 216 с.— 106. Мацнев А И.
Очистка сточных вод флотацией. Киев, «Будшельник», 1976. 132 с. —
107. Шмидт Л. И. «Горючие сланцы», 1971, № 6, с. 11—14.— 108. Kohler R. Was-
ser, Luft u. Betr., 1972, Bd. 16, № 9, S. 294—298. — 109. Mayo W. E. Eng. Digest,
1966, № 10, p. 51—55. — ПО, Волков Л. E„ Шмидт Л. И. Авт. свнд. 211411, 1968.
111. Соколов А. Г., Никитин Ю. М. Авт. свнд. 222249, 1965. — 112. Foulds
Jon. М., Wilson Donald В., Шаг John. W. Water a. Sewage W’orks, 1971, v. 118,
№ 3, p. 80—83.— 113. Стахов E. А. Авт. свнд. 155456, 1963.— 114. Chem. Eng.,
1968, v. 75, № 2, p. 108—110.— 115. Ипполитов M. Ф., Субботкин Л. Д. Авт.
свнд. 196716, 1967.— 116. Австр. пат. 282493, 1970.— 117. Матов Б. М. Электро-
флотация. Ноиое и очистке жидкостей. Кишинев, «Картя Молдовеняскэ», 1971.
184 с.— 118. Грановский М. Г., Лавров И. С., Смирнов О. В. Электрообработка
жидкостей. Л., «Химия», 1976. 216 с.— 119. Вендеревский А. Д., Першина Т. П.,
Сыроватко В. Н. Реф. информ. Целлюлоза, бумага, картон, 1973, № 23, с. 11—
120. Мамаков А. А., Файнштейн Л. Б., Кубрицкая Т. Д. и др. Изв. АН МолдССР.
Физ.-техн. и мат. и., 1973, № 1, с. 87—89.
121. Орловский 3. А. Очистка сточных иод за рубежом. М„ Стройиздат, 1974.
192 с,—122. Rimer Alan Е. J. Water Pollut. Contr. Fed., 1971, v. 43, № 7,
p. 1528—1540. — 123. Сидорова И. А., Скирдов И. В. «Труды института ВОДГЕО»,
442
1974, вып. 43, с. 21—24.— 124. Гасанов Р. Н. «Труды Азерб. НИИ водн. про-
блем», 1972, т. 3, с. 34—43.— 125. Мартенсен В. Н., Быкова П. Г., Стрелков А. К.
и др. Водоснабж. и сан. техника, 1972, № 8, с. 9—11.—126. Ботук Б. О., Заво-
лока Н. П., Шабратько Б. К. В кн.: Водоснабжение, канализация и гидротехни-
ческие сооружения, Респ. межвел. научя.-техн. сб. Вып. 15. Киев. «Буд1вельник»,
1972, с. 60—68.— 127. Фоминых А. AL, Артеменок Н. Д. Изв. вузов. Строит, и
архит., 1970, № 8, с. 126—133,— 128. Карелин Я. А., Жуков Д. Д„ Денисов М. А.
и др. Очистка производственных сточных вод. М., Стройиздат, 1970. 153 с. —
129. Kirshman William В., Jones Warren Н. J. Amer. Water Works Assoc., 1972,
v. 64, № 3, p. 157—161.— 130. Горбачев E. А., Дворецкий А. В., Санкин H. Ф.
Водоснабж. и сантехника, 1972, № 8, с. 6—9.
131. Заволока Н. П., Шабратько В. К. В кн.: Сан.-техн. межвед. респ. научи,
сб. Вып. 11. Киев, 1971, с. 100—107.— 132. Lunam, Etteltand, McAllon. J. Water
Pollut. Contr. Fed., 1969, v. 41, № 2, p. 247—251.— 133. Фишман Г. И., Лит-
вак А. А. Водоснабжение и очистка сточных вод предприятий химических воло-
кон. М., «Химия», 1971. 160 с.— 134. Прохорова В. А., Шмидт Л. И., Кузнецо-
ва Е. М. и др. Пластич. массы, 1970, № 5, с. 73—76.— 135. Хоникевич А. А.
Очистка радиоактивио-загрязиеииых вод. М., Атомиздат, 1974. 312 с.— 136. Воюц-
кий С. С. Курс коллоидной химии. М., «Химия», 1964. 564 с. —137. Мартыно-
ва О. И. Коагуляция при водоподготовке. М. — Л., Госэнергоиздат, 1951. 76 с.—
138. Black А. Р., Chen Chinglin. J. Amer. Water Works Assoc., 1967, v. 59, № 9,
p. 1173—1183,— 139. Stumm W„ O’Mellia C. R. Ibid., 1968, v. 60, № 5, p. 514—
539. — 140. Parsons W. A. Chemical Treatment of Sewage and Industrial Wastes.
Washington, D. C. Published by National Lime Association, 1965. 534 p.
141. Кульский Л. А., Когановский A. M., Гороновский И. T. и др. Физико-
химические основы очистки воды коагуляцией. Киев, Изд. АН УССР, 1950.
108 с. — 142. Мелихов И. В., Меркулова М. С. Сокристаллизация. М., «Химия»,
1975. 280 с.— 143. Стрикленд-Констебл. Р. Ф. Кинетика и механизм кристаллиза-
ции. Пер. с англ. Под ред. Т. Г. Петрова. Л., «Недра», 1971. 299 с.— 144. Бе-
рестенева В. Я., Каргин В. А. Усп. хим., 1955, т. 24, с. 249—260. — 145. Glenn R. Е.
Judkins J. F., Morgan J. М. J. Amer. Water Works Assoc., 1973, v. 65, № 6, p. 414—
417.— 146. Тодес О. M. В кн.: Проблемы кинетики н катализа. Т. 7. М. — Л.,
Изд. АН СССР, 1949, с. 91—98.— 147. Ефремов И. Ф. Периодические коллоид-
ные структуры. Л., «Химия», 1971. 191 с. — 148. Репина Н. С., Ермоленко И. Ф.,
Эфрос М. Д. и др. Коллоидн. ж,, 1974, т. 36, № 3, с. 585—587.— 149. Пушка-
рев В. В., Егоров Ю. В., Хрусталев Б. Н. Осветление и дезактивация сточных
вод пениой флотацией. М., Атомиздат, 1969. 146 с.— 150. Stevenson D. G. J. Inst.
Water Eng., 1972, v. 26, № 3, p. 155—169.
151. Вейцер Ю. И., Минц Д. М. Высокомолекулярные флокулянты в процес-
сах очистки воды. М., Стройиздат, 1975. 191 с.— 152. Саидов X. С., Арипов Э.А.,
Ахмедов К. С. В кн.: Минеральные и органоминеральные удобрения, структуро-
образователи почв и гербициды. Ташкент, «Фаи», 1967, с. 290—293.— 153. Пи-
менская Н. Ф., Соловьева Е. С., Смирнов Б. И. и др. Коллоидн. ж., 1974, т. 36,
№ 3, с. 504—509. —154. Классен В. И. Вода и магнит. М., «Наука», 1973. 111 с.—
155. Лавров И. С., Грановский М. Г. «Труды ЛИСИ», 1973, № 75, с. 63—72.—
156. Шахов А. И., Ширяев А. В., Душкин С. С. Изв. вузов. Строит, и архит.,
1963, № 11—12, с. 214,—157. Пат. ГДР 75277, 1970. — 158. Руднев Н. А., Мало-
феева Г. И. В ки.: Труды комиссии по аналитической химии. Т. 25. М., «Наука»,
с. 224—230. — 159. Шмидт Л. И. ЖПХ, 1973, т. 46, № 8, с. 1763—1766. — 160. Вар-
ма А. Рост кристаллов и дислокации. Пер. с англ. Под ред. Н. Н. Шефталя. М.,
ИЛ, 1958. 182 с.
161. Николаев А. В., Васильева Л. И., Подузова С. А. и др. Изв. СО АН
СССР. Сер. хим. и., 1972, № 12, вып. 5, с. 118—120.— 162. Николаев А. В., Ма-
зурова А. А., Сердюк Т. Н. и др. Там же, с. 121—127.— 163. Седова В. А., Ко-
ган Б. И., Вишнякова Н. Н. Цвет, мет., 1974, № 8, с. 27—29. — 164. Dobolyi Е.
Water Res., 1973, v. 7, № 12, р. 1767—1779.— 165. Когановский А. М., Климен-
ко Н. А. Физико-химические методы очистки промышленных сточных вод от по-
верхностно-активных веществ. Киев, «Наукова думка», 1974. 159 с.— 166. Петру А.
Сточные воды. Пер. с чешек. М., Стройиздат, 1965. 334<с. — 167. Родзиллер И. Д.,
443
Тарнопольская М. Г. Журн. ВХО, 1972, т. 17, № 2, с. 156—162.—168. Ливке В. А.„
Водяник Р. С. Хим. пром., 1969, № 1, с. 30.— 169. Ильницкий А. 77., Шерене-
шева Н. И., Кутаков К- В. ^Гигиена и санитария», 1972, № 11, с. 24—26.—
170. ШмидтьЛ. И. «Горючие сланцы», 1967, № 5, с. 7—11.
171. Беров М. Б., Шмидт Л. И., Шапченко В. М. Бум. пром., 1973, № 2,
с. 6.— 172. Шишкиашвили Н. Е., Каргин В. А., Бацакадзе А. Д. ЖФХ, 1947,
т. 21, № 3, с. 391—396.— 173. Вольф И. В., Ткаченко Н. И. Химия н''микробиоло-
гия природных и сточных вод. Л., Изд. ЛГУ, 1973. 238 с.— 174. Look Jap,, 1972,
v. 16, № 190, р. 11—21.— 175. Van Shigeo. Hukkake zenno, Jap. Chem. Ind Assoc.
Mon., 1973, v. 26, № 1, p. 27—35, — 176. Япон. пат. 21401, 1972,— 177. Япон. пат.
37200, 1972.— 178. Мамедов А. А., Гарибов И. М., Липецкий В. А. Технич. и
экон, информ. Охрана труда н техн, безоп. Очистка сточных вод н отход, газов
в хим. пром. Вып. 4. М., изд. НИИТЭХИМ, >1973, с. 7—9.— 179. Горшков А. С.,
Рейсбах М. С. ЖПХ, 1974, т. 47, № 3, с. 649—651. — 180. Макаров И. А., Ка-
линийчук Е. М., Василенко И. И. и др. Нефтеперераб. и нефтехимия, 1972, вып. 7,
с. 56^—63. .
181. Пономарев Ю. Л., Горелик Л. И., Реутович Л. Н. и др. Методы обез-
вреживания солянокислых сточных вод. Под ред. И. П. Мухленова. М., изд.
НИИТЭХИМ, 1972. 63 с. — 182. Кульский Л. А., Когановский А. М. Указания по
применению смешанного алюможелезного коагулянта для обесцвечивания и
осветления воды. Киев, Изд. МКХ УССР, 1955. 47 с.— 183. Шмидт Л И., Гор-
бань С. М., Никитина Н. Н. Авт. свид. 231398, 1968. —184. Thompson С. G.,
Leary С., Colyer J. е. a. Water a. Wastes Eng., 1972, v. 9, № 8, р. 41—43. —
185. Minowa Michio, Tabata Ichiro, Ito Hiromasa e. a. Pollut. Contr., 1973, v. 8,
№ 1, p. 20—30.— 186. Япон. пат. 19524, 1972.— 187. Кузнецов Ю. В., Щебетков-
ский В. Н., Трусов А. Г. Основы очистки воды от радиоактивных загрязнений.
Изд. 2-е. Под ред. В. М. Вдовенко. М., Атомиздат, 1974. 360 с.— 188. Кузнецо-
ва Е. М., Шмидт Л. И., Гальперин В. М. и др. ЖПХ, 1974, т. 47, № 2, с. 307—
311.—189. Кузнецова Е. М., Проскуряков В. А., Шмидт Л. И. и др. Пластич.
массы, 1972, № 4, с. 71—72. — 190. Annets М. J. Phis. Chem., 1935, v. 39, р. 509—
513.
191. Джагацпанян Р. В., Гершенович А. И., Филиппов М. Т. Жури. ВХО,
1972, т. 17, № 2, с. 177—184.— 192. Долин П. И., Шубин В. Н., Брусенцева С. А.
Радиационная очистка воды. М., «Наука», 1973.152 с,—193. Эстрела-Льопис В. Р.,
Ду хин С. С., Смирнов О. В. Коллоидн. ж., 1972, т. 34, № 2, с. 306.— 194. Ши-
лов В. Н., Эстрела-Льопис В. Р. В кн.: Поверхностные силы в тонких пленках и
дисперсных системах. М., «Наука», 1972, с. 115—132. — 195. Лавров И. С., Смир-
нов О. В. ЖПХ, 1971, т. 44, № 12, с. 2669—2675. —196. Панченков Г. М., Ца-
бек Л. К. Поведение эмульсий во внешнем электрическом поле. М., «Химия»,
1969. 190 с.— 197. Зонтаг Г., Штренге К- Коагуляция и устойчивость дисперсных
систем. Пер. с нем. Под ред. О. Г. Усьярова. Л., «Химия», 1973. 152 с.—
198. Дмитриев В. Д. «Труды ЛИСИ», 1973, № 75, с. 59—62.— 199. Гришина Е. Е.
«Труды ВНИИВОДГЕО», 1966, вып. 14, с. 29—32. — 200. Арчакова Г. А. В кн.:
Водоотведение и очистка сточных вод. Минск, «Наука и техника», 1969. с. 82—
90.
201. Англ. пат. 859417', 1961. — 202. Onstott Е. J., Gregory William S., Thode
Edward F. Environ. Sci. a. Technol., 1973, v. 7, № 4, p. 333—337. — 203. Апель-
цина E. И. Электрохимические методы в технологии очистки природных и сточ-
ных вод. Обзор. М., ЦИНИС. ГОССТРОЙ СССР, 1971. 49 с. —204. La Мег V.K.,
Smellie А. Н. Colloid Sci., 1956, v. 11, № 11, ф. 710—715. — 205. La Мег V. К-
Ibid., 1964, v. 64, № 4, р. 291—293.— 206. Кульский Л. А. Основы технологии
кондиционирования воды. Киев, Изд. АН УССР, 1963. 452 с. — 207. Габриело-
ва Л. И. В кн.: Методы анализа флотационных реагентов. М., изд. ЦНИЙЦвет-
мет, 1964, с. 22—31. — 208. Spaldon F. Ein Beitragzur Frage der Verwendung
makromolekularen Reagenzien als Floking-Forsehlungs Hefte, 1960, A 163, S. 85—
100.— 209. Глембоцкий В. А., Классен В. И. Флотация. М., «Наука», 1973. 384 с.—
210. Ахмедов К- С., Арипов Э. А., Вирская Г. М. и др. В кн.: Водорастворимые
полимеры н нх взаимодействие с дисперсными системами. Ташкент, «ФАН», 1969»
с. 278—282.
444
211. Масленкова Г. А. Коллоидн. ж., 1961, т. 23, № 5, с. 615—620. — 212.
Кузькин С. Ф., Небера В. П. Синтетические флокулянты в процессах обезвожива-
ния. М., Гостоптехиздат, 1963. 244 с. — 213. Reurwein R. A., Ward D. W. Soil Sci.,
1952, v. 73, р. 485—496. — 214. La Мег V. К., Healy Т. W. Rev. Pure a. Appl.
Chem., 1963, v. 13, № 5, p. 112—133. — 215. Строительные нормы н правила.
Нормы проектирования, водоснабжение. Наружные сети и сооружения. СНиП.
11-31—74. Часть II. Глава 31. М., Стройиздат, 1975. 149 с. — 216. Кульский Л. А.,
Накорчевская В Ф-, Слилченко В. А. Активная кремнекислота и проблема ка-
чества воды. Киев, «Наукова думка», 1969. 238 с. — 217. Соколов В. П., Лоба-
шов К- А. В кн.: Труды по химии и химической технологии. Вып. 3. Горький,
1965, с. 204—211.-*- 218. Мазинг Л. А., Гуричева 3. Г., Евилевич М. А. и др.
Бум. пром., 1962, № 9, с. 7—10.— 219. Гембицкий П. А., Жук Д. С., Каргин В. А.
Полиэтиленимин. М., «Наука», 1971. 103 с. — 220. Strohmeier W. Ргерг. Int. Symp.
Macromol. Helsinki, 1972, v. 4, № 3, p. 353.
221. Соломенцева И. M., Баран А. А., Киселев Г. П. и др: Коллоидн. ж., 1973,
т. 35, № 4, с. 699—703. — 222. Кульский Л. А. Теоретические основы н технология
кондиционирования воды. Киев, «Наукова думка», 1971. 499 с. — 223. Camp Т. R.,
Stein. Р. S. J. Boston Soc. Civil. Eng., 1943, v. 30, p. 219—226. — 224. Camp T. R.
Proc. Am. Soc. Chem. Eng., 1945, v. 71, № 4, p. 445—486. — 225. Camp T. R. Ibid.,
1953, v. 79, Ns 283, p. 1—18. — 226. Милованов Л. В., Краснов Б. П. Методы хи-
мической очистки сточных вод горнорудных предприятий цветной металлургии.
М., «Недра». 1967. 148 с. — 227. Takahashi Tomoyuki, Matsuoka Isao, Shimoiizaka
Junzo. Technol. Repts Tohoku Univ., 1971, v. 36, № 2, p. 203—212. — 228. Доливо-
Добровольский В. В. Доклады Высшей школы. Металлургия, 1958, № 3, с. 104—
107. — 229. Григорян В. 3. Цвет, металлы, 1972, № 3, с. 54—56- — 230. Eliassen
Rolf, Tchobanoglous George. Enviromental Sci., a Technol., 1969, v. 3, № 6, p. 536—54L
231. J. Water a. Sewage Works, 1972, v. 119, № 7, p. 60—67. — 232. Нико-
лаев А. В., Мазуров А. А. Изв. CO АН СССР. Сер. хим. н., 1970, вып. 3, № 7,
с. 115—120. — 233. Николаев А. В. Цвети, металлы, 1972, № 1, с. 15—17.—
234. Блоштейн И. И. Получение и применение двуокиси хлора. М., «Химия»,-
1961. 64 с. — 235. Лурье Ю. Ю., Белевцев А. Н. В кн.: Очистка производственных
сточных вод. № 4. М., Стройиздат, 1969, с. 56— 66. — 236. Алферова Л. А., Алек-
сеев А. А. Химическая очистка сточных вод в производстве сульфатной целлю-
лозы. М., Лесная пром., 1968. 105 с. — 237. Алферова Л. А., Титова Г. А. ЖПХ,
1969, т. 42, № 1, с. 192—195. — 238. Кандзас П. Ф., Мокина А. А. Журн. ВХО,
1972, т. 17, № 2, с. 169—177..— 239. Рожнятовский И. И. В кн.: Доклады иа
I Всесоюзной межвузовской конференции по озону. М., Изд. МГУ, 1960, с. 46.—
240. Линевич С. Н., Филимонова Л. Н. Труды Новочерк. политехи, нн-та, 1969,
вып. 199, с. 77—82.
241. Николаев А. В., Мазурова А. А., Щекочихина Р. Л. и др. Изв. СО АН
СССР. Сер. хим. н., 1973, № 2, вып. 1, с. 14—20. — 242. Grindley F. J. Soc. Chem.
Ind., 1945, v. 64, p. 339—354. — 243. Зиновьев Г. H., Кучерявый В. И. и др.'Авт.
свид. 186891, 1966. — 244. Кучерявый В. И., Зиновьев Г. Н., Кощеренков Н. Н.
ЖПХ, 1969, т. 42, № 7, с. 1596—1600. — 245. Серебряков Б. Р., Далин М. А.,
Коновальчук А. Г. ДАН АзССР, 1963, т. 19, с. 31—34. — 246. Жуков А. И., Мяс-
ников И. Н. Журн. ВХО, 1972, т. 17, № 2, с. 142—149. — 247. Рамм В. М. Аб-
сорбция газов. М., «Химия», 1966. 766 с. — 248. Туболкин А. Ф., Мухленов И. П.,
Тумаркина Е. С. ЖПХ, 1968, т. 41, Ns 4, с. 787—794. — 249. Мухленов И. П.,
Тарат Э. Я-, Тумаркина Е. С. и др. Там же, 1970, т. 43, № 8, с. 1841—1843.—
250. Сидорова Л. С., Туболкин А. Ф., Тумаркина Е. С. Там же, 1969, т. 42, № 9,
с. 2050—2055.
251. Туболкин А. Ф., Мухленов И. П., Тумаркина Е. С. ЖПХ, 1970, т. 43, № 10,
с. 2184—2188. — 252. Кастальский А. А. Проектнр’ованне устройств для удаления
из воды растворенных газов в процессе водоподготовки. М., Госстройнздат, 1957.
148 с. — 253. J. Public Works, 1973, v. 104, Ns 5, p. .78—84, 100. — 254. Кожевни-
кова H. E., Леонов А. И. Обратный осмос н ультрафильтрация. Обзоры по от-
дельным производствам химической промышленности. Вып. 35. М., изд.
НИИТЭХИМ, 1973, с. 1—48. — 255. Дытнерский Ю. И., Кочаров Р. Г., Добро-
вольский А. А. Очистка сточных вод обратным осмосом и ультрафильтрацией.
445
М., изд. НИИТЭХИМ, 1973. 22 с. — 256. Дытнерский Ю. И. Мембранные про-
цессы разделения жидких смесей. М., «Химия», 1975. 232 с. — 257. Дытнер-
ский Ю. И., Семенов В. П., Кожин В. В. и др. Очистка сточных вод целлюлозно-
бумажной промышленности обратным осмосом и ультрафильтрацией. М., изд.
ВНИПИЭИлеспром, 1973. 42 с. — 258. Родзиллер И.Д., Головенков Ю.Н. Журн.
ВХО, 1972, т. 17, № 2, с. 184—189. — 259. Mahon Н., Mklain Е., Skiens W. е. а.
Chem. Eng. Progr. Symposium Servic£, 1969, v. 65, № 91, p. 85—97. — 260. Очист-
ка сточных вод на зарубежных фабриках. Охрана природы и охрана труда.
М., изд. Цветметннформация, 1974. 47 с.
261. Cooke W. Р. Effluent a. Water Treat. J., 1970, v. 10„№ 2, p. 89—93.—
262. IDI-Zeitschrift, 1972, Bd. T-7, S. 493—496. — 263. Robinson W. T. J. Water Pol-
lut. Contr. Fed., 1968, v. 40, № 9, p. 489—493. — 264. Schrantz Joi. Ind. Finish,
1973, v. 49, № 6, p. 38—45. — 265. Губанов A. M., Карелин Ф. H. В кн.: Мем-
бранная технология — новое направление в науке и технике. М., 1973, с. 77—79.—
266. Ind. Finish, 1973, v. 49, № 7, р. 38—40. — 267. Nusbaum J., Gruver R. E„
Sleigh J. H. Chem. Eng. Progr., 1972, v. 68, № 1, p. 69. — 268. Rivet Rierre. Ind.
miner. Ser. miner., 1973, № 1, p. 41—45, 46—48. — 269. Hindin E. E., Bennet P. J.,
Narayanan S. S. Water a. Sewage Works, 1969, v. 116, № 12, p. 466—478.—
270. Ricles R. N. Membranes Technology and Economics. New York, Park Ridge,
1967. 187 p.
271. Таубман E. И., Бильдер 3. П. Термическое обезвреживание минерализо-
ванных промышленных сточных вод. Л., «Химия», 1975. 208 с. — 272. Нсинов-
ский А. А. Оборудование термического обезвреживания промышленных стоков.
М., «Машиностроение», 1972. 136 с. — 273. Ткач В. И., Филиппов С. И., Соро-
кин В. С. Водоснабж. и сан. техника. 1973, № 7, с. 17—21. — 274. Слесарен-
ко В. Н. Современные методы опреснения морских и соленых вод. М., «Энергия»,
1973. 248 с. — 275. У дыма П. Г. Аппараты с погружными горелками. М., «Маши-
ностроение», 1973. 271 с. — 276. Исламов М. Ш. «Труды Ленниигипрохим», 1974,
с. 1—75.-277. Лыков М. В. Сушка распылением. М., Пищепромиздат, 1955.
200 с. — 278. Лыков М. В., Леончик Б. И. Распылительные сушилки. М., «Маши-
ностроение», 1966. 331 с. — 279. Лукашевич А. С., Вольф И. В., Максимов В. Ф.
«Труды ЛТИ цел. бум. пром.», 1970, вып. 27, с. 126—133. — 280. Белевцев А. И.,
Генкин В. Е. Журн. ВХО, 1967, т. 12, № 6, с. 644—651.
281. Kaheding J., Triglaff Т. Wasserwirtchaft-Wassertechn., 1966, № 10, S. 66—
76. — 282. Роговин 3. А.,-Лишевская М. О.; Вороненко В. В. и др. Хим. пром.,
1966, Ns 7, с. 512—515.— 283. Федонина В. Ф., Лишевская М. О., Вороненко В. В.
Журн. ВХО, 1972, т. 17, № 4, с. 474—481. — 284. Gardiner William С., Munoz
Frank. Chem. Eng., 1971, v. 78, № 19, p. 57—59. — 285. Струков Ф. И. В кн.: Те-
зисы докладов Конференции по методам очистки газовых выбросов и промсто-
ков от вредных веществ. Дзержинск, 1967, с. 63—66. — 286. Jonescy F. D., Fudo-
rache J. Bui. Inst, politehn. Bucuresti, 1967, v. 29, № 1, p. 67—72. — 287. Сигна-
лов И. H., Душина А. П., Алесковский В. Б. Цветн. металлы, 1972, № 6, с. 27—
30. — 288. Кудряшова Р. И., Харлампович Г. Д., Юшкова М. В. ЖПХ, 1969, т. 42,
№ 4, с. 823—829. — 289. Гофман М. В., Харлампович Г. Д., Русьянова Н. Д.
Журн. ВХО, 1960, т. 5, № 1, с. 38, —290. Пат. США 3677939, 1972.
291. Jorgensen Erik. Techn. eau., 1972, № 303, p. 51—53. — 292. Купряхи-
на К 3., Шулешов Е. И., Рожнятовский И. И. и др. В кн.: Очистка водного и
воздушного бассейнов на предприятиях черной металлургии. М., «Металлургия»,
1972, с. 151—158. — 293. Ayres J. A. Ind. a. Eng. Ghem., 1951, v. 43, р. 1526—
1532. — 294. Раузен Ф. В., Соловьева 3. Я. «Атомная энергия», 1965, т. 18,
с. 623—627. — 295. Седов В. М.,' Кондратьев А. Н. Там же, 1971, т. 30, с. 320—
334. — 296. Томилов А. П., Осадченко И. М., Фукс Н. Ш. Хим. пром., 1972, № 4,
с. 267—271. — 297. Слободский С. А., Вайль Е. И., Скляр М. Г. и др. Авт. свид.
234245, 1969, —298. Генкин В. Е. «Труды ВНИИВОДГЕО», 1968, вып. 20, с. 54—
58. — 299. Арчакова Г. А. В кн.: Очистка сточных и природных вод. Минск,
«Наука и техника», 1970, с. 149—159. — 300. Раузен Ф. В., Дудник С. С. Водо-
снабж. и сан. техника., 1974, № 8, с. 12—15.
30,1. Ерусалимский Э. М. «Труды ВНИИВОДГЕО», 1972 (1973), ч. 1, вып. 40,
с. 114—119, —302. Шубин А. С., Ткач В. М. ЖПХ, 1966, т. 39, № 5, с. 1028—
446
1037. — 303. Шубин А. С., Анисимова Л. М. Авт. свид. 146249, 1962. — 304. Кузь-
кин С. Ф., Гольман А. М. Флотация ионов и молекул. М., «Недра», 1971. 134 с.—
305. Сар М., Mazacek J. «Rudy», 1960, d. 2, s. 2—6. — 306. Shrolsuka Todashy,
Ishiwata Masahiro, Chem. Eng., 1973, v. 18, № 2, p. 184—190. — 307. Себба Ф.
Ионная флотация. Пер. с англ. М., «Металлургия», 1965. 170 с —308 Bhattocha-
zyya Dibakar, Carlton J. A., Grieves R. B. Amer. Inst. Chem. Eng. J., 1971, v. 17,
№ 2, p. 419—424. — 309. Термические методы обезвреживания отходов. Под ред.
К. К. Богушевской и Г. Н. Беспамятнова. Изд. 2-е. Л., «Химия», 1975. 176 с. —
310. Бернадинер М. Н., Рубинштейн Г. Н., Шурыгин А. П. Журн. ВХО, 1972,
т. 17, № 2, с. 162—168.
311. Шурыгин А. П„ Бернадинер Л1. Н. Огневое обезвреживание промышлен-
ных сточных вод. Киев, «Техника», 1976. 200 с. — 312. Tsuruta Hidemasa. СЕЕК,
Chem. Econ. a. Eng. Rev., 1972, v. 4, № 12, p. 45—1, 57. — 313. Zimmerman F. J.
Ind. Water a. Wastes, 1961, July — August, p. 104—108.—314. Pradt L. A. Chem.
Eng. Progr., 1972, v. 68, № 12, p. 72—77. — 315. Шмидт Л. И., Плюшкин С. А.,
Шапченко В. М. и др,- «Научные труды ЛТИ им. Ленсовета», 1975, вып. 1,
с. 73— 76. —316. Шмидт Л. И. ЖПХ, 1970, т. 43, № 9, с. 2123—2125. — 317. Сте-
панян И. С., Винокур И. А., Падарян Г. М. Хим. пром., 1972, № 6, с. 430.—
318. КрысинсКий Б. В., Иванова Э. М., Казаченко К- К- и др. В кн.: Химия и
технология продуктов органического синтеза. Полупродукты для синтеза поли-
амидов. М., изд. ОНТИ ГИАП, 1963, с. 149—155. — 319. Крысинский Б. В., Гор-
чакова Е. В. Гидролизн. и лесохим. пром., 1957, № 7, с. 23—25. — 320. Крама-
ренко С. С. В кн.: Новые методы сжигания топлива и вопросы теории горения.
М., «Наука», 1972, с. 167—174.
321. Hurwitz I. W., Dundas W. J. J. Water Pollut. Contr. Fed., 1960, v. 32,
№ 9, p. 918—929. — 322. Blikstad F. Norsk Skogindustri, 1956, v. 10, № 5, p. 172—
180. — 323 Салтанов В. С. Хим. пром., 1968, № 5, с. 349—351. — 324. Салта-
нов В. С., Казаматкин Е. П., Лобашов К- А. Там же, № 1, с. 32. — 325. Ала-
нова Т. Г., Марголис Л. Я. Там же, с. 30. — 326. Степанян И. С., Винокур Э. А.
Техн, и эконом, информ. Охрана труда и техника безопасности. Очистка сточ-
ных вод и отходящих газов в хим. пром. (НИИТЭХИМ), 1971, вып. 7, с. 5—8.—
327. Кожинов В, Ф., Кожинов И. В. Озонирование воды. М., Стройиздат, 1974.
160 с. — 328. Mignot S. Effluent a. Water Treat. J., 1972, v. 12, № 4, Suppl. Focus
Degremont Laing, p. 39—41. — 329. Краснов Б. П., Пакуль Д. Л., Кириллова Т. В.
Хим. пром., 1974, № 1, с. 28—30. — 330. Mainic G. «Vom Wasser», 1970, Bd. 37,
S. 98—106.
331. Емельянов Б. В., Шемякина 3. Н., Халявин М. Н. Авт. свид. 127263,
1960. — 332. Niegowski S. S. Sewage a. Ind. Wastes, 1956, v. 28, p. 1266—1277.—
333. Гринберг A. M. Обесфеноливание сточных вод коксохимических заводов. М.,
«Металлургия», 1968. 212 с. — 334. Hall D. A. «Gas World», 1958, № 3829 (Cok-
ing), р. 7—13. — 335.Шевченко М. А.ДКалийничук Е. М., Касьянчук Р. С. Укр.
хим. ж., 1964, т. 30, с. 527—531. — 336. Eisenhauer Н. R. Water Res., 1971, v. 5,
№ 7, р. 467—472. — 337. Кохут О. И. В кн.: Очистка промышленных сточных
вод. М., Госстройиздат, 1962, с. 396—406. — 338. Иоакимис Э. Г., Куликов А. Е.,
Назаров В. И. и др. Химия и технол. топлив и масел, 1975, № 3, с. 22—25-—
339. Кандзас П. Ф., Мокина А. А., Марченко Р. Ф. и др. В кн.: Исследования в
области добычи нефти. Вып. 5. М., изд. Всес. нефтегаз. НИИ, 1969, с. 81—88.
341. Ласков Ю. М-, Шеховцев И. М. «Труды МИСИ им. В. В. Куйбышева»,
1971, № 87, с. 37—42. — 342. Малкина И. И., Перевалов В. Г. Нефтян. хоз., 1970,
№ 3, с. 60—62. — 343. Кульский Л. А., Плысюк А. А., Слипченко В. А. Хим. пром.
Украины, 1970, № 2(50), с. 58—63. — 344. Кандзас П. Ф., Мокина А. А., Мар-
ченко Р. Ф. и др. «Труды института ВОДГЕО», 1974, вып. 43, с. 67—69. —
345. Плысюк А. А., Ливке В. А., Муший Р. Я. и др. В кн.: Тезисы докладов
Конференции по методам очистки газовых выбросов и промышленных стоков от
вредных веществ. Дзержинск, 1967, с. 141—148. — 346. Рогожкин Г. И. «Труды
ВНИИВОДГЕО», 1970, вып. 27, с. 45—48. — 347. Габович Р. Д., Врачинский К- К-,
Куринный И. Л. «Гигиена и санитария», 1969, № 6, с. 18—22. — 348. Ильниц-
кий А. П., Хесина А. Я- Там же, с. 116—120. — 349. Buescher С. A., Dougher-
ty S. Н„ Skrinde R. Т. J. Water Pollut. Contr. Fed., 1967, v. 36, p. 100—107,—
447
350. Яковлев С. В., Ласков Ю. М. Очистка сточных вод предприятий легкой про-
мышленности. М., Стройиздат, 1972. 112 с. *
351. Wierzbicki Т. Zesz. nauk. Politech. Slask Inr. sanit., 1969, № 13, c. 95—
99. — 352. Гаврилов M. С., Розкин М. Я-, Стороженко Л. В. и др. Изв. вузов.
Химия и хим. технол., 1970, т. 13, № 5, с. 726—728. — 353. Акимова Н. А., Кар-
вацкая В. И. В кн.: Хим. технология. Нау.чно-произв. сборник. № 5 (41). Киев,
«Техника», 1968, с. 48—52. — 354. Naimie G., Axt G., Sontheimer Я. «Vom Wasser»
(Weinheim), 1970, Bd. 37, 1971, s. 98—105. — 355. Немченко А. Г., Макейки-
на В. В., Мамонтова О. В. Авт. свнд. 346235, 1972. — 356. Burttshell R. Н. Amer.
Water Works Association, 1959, v. 51, p. 2—11. — 357. Лурье Ю. Ю., Крас-
нов Б. П., Панова В. А. «Труды ВНИИВОДГЕО», 1962, вып. 1, с. 33.—
358. Soper F. G., Smith G. F. J. Chem. Soc., 1962, p. 1582—1590. — 359. Милова-
нов Л. В. Очистка сточных вод предприятий цветной металлургии. М., «Метал-
лургия», 1971. 384 с. — 360. Кандзас П. Ф., Антипова П. С., Белевцев А. Н.
В кн.: Очистка производственных сточных вод. № 4. М., Стройиздат, 1969, с. 49—55.
361. Фукс Н. Ш., Лескова М. А. В кн.: Тезисы докладов Конференции по
методам очистки газовых выбросов и промышленных стоков от вредных веществ.
Дзержинск, 1967, с. 66—70. — 362. Chem. Ind., 1973, v. 25, № 4, р. 231—234.—
363. Hancil V., Smith S. M. Ind. Eng. Chem. Process Design a. Develop., 1971,
v. 10, № 4, p. 515—523. — 364. Лурье Ю. Ю., Белевцев A. H., Овчинникова И. В.
Водоснабж. и сан. техника, 1973, Хе 4, с. 7—11. — 365. Лурье Ю. Ю., Белев-
цев А. Н., Овчинникова И. В. «Труды института ВОДГЕО», 1974, вып. 43, с. 1—
4. — 366. Белевцев А. Н., Лурье Ю. Ю., Овчинникова И. В. В кн.: Очистка про-
изводственных сточных вод. № 5. М, Стройиздат, 1973, с. 146—152. — 367. Бур-
макин Н. М., Савинова А. М., Коган Л. М. и др. Хим. пром., 1971, № 8, с. 580—
582, —368. Кирсо У. Э., Губергриц М. Я., Куйв К. А. ЖПХ, 1968, т. 41, № 6,
с. 1257—1261, —369. Prather V. В. J. Water Pollut. Contr. Fed., 1970, v. 42, Xe 4,
p. 596—605. — 370. Фишман Г. И., Певзнер И. Д., Райкина С. Л. и др. Пластич.
массы, 1975, № 5, с. 40—42.
371. Франц, пат. 2076809, 1972. — 372. Bishop D. F., Stern G., Fleisch-
man M. e. a. Ind. Eng. Chem. Process Design, a. Develop., 1968, v. 7, № 1,
p. 110—117.—373. Сахарное А. В. Очистка сточных вод и газовых выбросов
в лакокрасочной промышленности. М., «Химия», 1971. 144 с.— 374. Немченко А. Г.,
Макейкина В. В., Мамонтова О. В. Авт. свид. 255137, 1969,—375. МакейкинаВ. В.,
Мамонтова О. В. Хим. и технол. топлив в масел, 1970, Хе 8, с. 22—23.—
376. Kelus Sadwiga. Roczn. Panstw. zakl. Hig, 1968, t. 19, № 5, str. 525—530.—
377. Джагацпанян P. В., Гершенович А. И., Коньков И. Г. и др. Авт. свид.
387580, 1975. — 378. Липецкий В. А. В кн.: Тезисы докладов Конференции по ме-
тодам очистки газовых выбросов и промышленных стоков от вредных веществ.
Дзержинск, 1967, с. 46—60. — 379. Гусейнов А. Г., Липецкий В. А. Хим. пром.,
1969, Хе 4, с. 264—265. — 380. Фукс Н. Ш., Дородных А. 3. В кн.: Тезисы докла-
дов Конференции по методам очистки газовых выбросов и промышленных сто-
ков от вредных веществ. Дзержинск, 1967, с. 70—76.
381. Miihlmann R., Schrader G. Z. Natur., 1957, Bd. 126, S. 196—203.—
382. Либман Б. Я., Фукс H. Ш. Журн. ВХО, 1967, т. 12, Хе 6, с. 651—656.—
383. Федотьев Н. П., Алабышев А. Ф., Ротинян А. Л. и др. Прикладная электро-
химия. Под ред. Н. П. Федотьева. Л., «Химия», 1967. 600 с.— 384. Tjnuuoe А.П.,
Майрановский С. Г., Фиошин М. Я. Электрохимия органических соединений. Л.,
«Химия», 1968. 591 с. — 385. Лурье Ю. Ю., Генкин В. Е. В кн.: Очистка промыш-
ленных сточных вод. М., Госстройиздат, 1960, с. 61—71. — 386. Дедусенко Н. И.,
Егоров П. А., Корчагин Л. В. и др. Укр. хим. ж., 1963, т-. 34, Хе 10, с. 1069—
1074. — 387. Англ. пат. 888654, 1962. — 388. Жалнерюс И. Ю., Лурье Ю. Ю. «Тру-
ды АН ЛитССР», сер. Б, 1969, т. 2 (57), с. 103—112, —389. Бочкарев И. М..
Лобашов К- А. Авт. свид. 170867, 1965. — 390. Осадченко И. М., Томилов А. П.,
Фукс Н. Ш. и др. ЖОХ, 1969, т. 34, вып. 4, с. 932—936.
391. Сирак Л. Д., Луценко Ф. А., Шкорбатова Т. Л. В кн.: Водоснабжение,
канализация, гидротехнические сооружения. Вып. 17. Киев, «Буд1вельник», 1974,
с. 72—74. — 392. Чернега Л. Г., Козюра А. С., Казакова А. А. и др. Там же, 1971,
вып. 13, с. 75—81. — 393. Александрова Г. А. Техи. и эконом, ииформ. Охрана
448
труда и техника безопасности. Очистка сточных вод и отходящих газов в хим.
пром. М., изд. НИИТЭХИМ, 1969, вып. 5, с. 5. — 394. Шкорбатова Т. Л., Козю-
ра А. С., Пономаренко 3. И. В ки.: Водоснабжение, канализация, гидротехниче-
ские сооружения. Вып. 13. Киев, «Буд1вельник», 1971, с. 81—89. — 395. Лома-
на М. А:, Гусев А. М., Жустарева С. С. Целлюлоза, бумага, картой. Реф. инф.
М.. ВНИПЙЭИлеспром, 1971, № 10, с. 7—9, —396. Пат. ЧССР 105798, 1962.—
397. Козюра А. С., Шкорбатова Т. Л., Сирак Л. Д. и др. Авт. свнд. 320453,
1972. — 398. Захоржевская А. Г. В кн.: Промышленная канализация и очистка
сточных вод. Вып. 1. Киев, «Буд1вельнйк», 1966, с. 37—46.— 399. Мацаренко В. А.,
Дудкова Л. И. Хим. пром., 1968, № 5, с. 345—347. — 400. Жаворонкова В. И.
«Труды института ВОДГЕО», 1974, вып. 47, с. 40—48.
401. Лурье Ю. Ю., Бурсова С. Н., Мельникова Н. С. и др. Авт. свид. 346236,
1972. — 402. Бурсова С. Н. «Труды ВНИИВОДГЕО», 1971, вып. 33, ч. 2, с. 40—
43. — 403. Вишняков В. Г., Лохматова Т. Ф. Электрохимический метод очистки
сточных вод. Обзоры по отдельным производствам хим. пром. М., изд.
НИИТЭХИМ, 1974, вып. 12(62), с. 71—88. — 404. КоренманД. И. Экстракция
фенолов. Горький, Волго-Вятское книжн. изд., 1973. 216 с. — 405. Иванов Б. И.
«Труды ВНИИТ», 1964, вып. 13, с. 185—189. — 406. Андриевская Е. А. Обзоры
по отдельным производствам хим. пром. Вып. 12. М., изд. НИИТЭХИМ, 1974,
с. 3—70. — 407. Лаврентьев В. Г., Лапан А. П., Титов И. П. и др. «Кокс и хи-
мия», 1975, № 1, с. 36—39. — 408. Шмидт Л. И., Козак Ю. А. «Труды ВНИИТ»,
1961, вып. 10, с. 236—239. — 409. Марьясин И. Л. Хим. и технол. топлив и масел,
1959, № 8, с. 9. — 410. Богатуров С. А. Основы теории и расчета перегонки и
ректификации. Изд. 3-е. М., «Химия», 1974. 440 с.
411. Шмидт Л. И., Горелик Л. И. Авт. свид. 192088, 1967. — 412. Fox R. D.
Chem. Eng. Progr., 1973, v. 80, № 18, p. 72—82. — 413. Волков Б. В., Ковпако-
ва Р. Ф., Аленченкова В. Е. и др. В ки.: Исследовании в области промышлен-
ного применения сорбентов. М., Изд. АН СССР, 1961, с. 140—143. — 414. Яки-
мов Л. С., Иванов Б. И. «Горючие сланцы», 1968, № 5, с. 13—17; Хе 6, с. 19—
26. — 415. Когановский А. М. В ки.: Исследования в области промышленного при-
менения сорбентов. М., Изд. АН СССР, 1961, с. 105—114. — 416. Browning J. Е.
Chem. Eng., 1972, v. 79, № 4, р. 36—40. — 417. Яковлев С. В., Ванин В. В. Водо-
снабж. и сан. техника, 1972, № 10, с. 33—35. — 418. Coken J. Р., Kugelman J. R.
Water Research, 1972, v. 6, № 4—5, p. 487—492. — 419. Berg E. L., Williers R. V.,
Masse A. N. e. a. Chem. Eng. Progr. Symp. Ser., 1971, v. 61, № 107, p. 154—164.—
420. Koches C. F., Smith S. B. Chem. Eng., 1972, v. 79, № 9, p. 46—47.
421. Бренауэр С. Адсорбции газов и паров. Пер. с англ. Под ред. М. М. Ду-
бинина. М., ИЛ, 1948. 784 с. — 422. Дубинин М. М. В кн.: Поверхностные хими-
ческие соединения и их роль в явлениях адсорбции. М., Изд. МГУ, 1957,
с. 9—33. — 423. Трепнел Б. Хемосорбция. Пер. с англ. Под ред. А. В. Киселева.
М., ИЛ, 1958. 327 с. — 424. Серпионова Е. И. Промышленная адсорбция газов и
паров. М., «Высшая школа», 1969. 416 с.— 425. Кульский Л. А., КалинийчукЕ. М.,
Барановская А. И. В кн.: Исследования в области промышлеиного применения
сорбентов. М., Изд. АН СССР, 1961, с. 115—120. — 426. Шай Е., Надь А. Д.
В кн.: Третья Всесоюзная конференция по теоретическим вопросам адсорбции.
Вып. 1. М., «Наука», 1969, с. 30—48. — 427. Когановский А. М., Левченко Т. М.,
Кириченко В. А. Там же, вып. 2, с. 13—18. — 428. Ровинская Т. М. В кн.: Иссле-
дования в области промышленного применения сорбентов. М., Изд. АН -СССР,
1961, с. 121—126. — 429. Тимофеев Д. П. Кинетика адсорбции. М„ Изд. АН СССР,
1962. 252 с. — 430. Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы
работы аппаратов со стационарным и кипящим слоем. Л., «Химия», 1968. 512 с.
431. Колышкин Д.-A., Михайлова К. К. Активные угли. Свойства и методы
испытаний. Справочник. Под ред. Т. Г. Плачеиова. Л., «Химия», 1972. 57 с.—
432. Странкмюллер Р. В. В ки.: Очистка промышленных сточных вод. М., Гос-
стройиздат, 1962, с. 437—441. — 433. Кульский Л. А., Когановский А. М., Ровин-
ская Т. М. и др. Укр. хим. ж., 1956, т. 22, № 1, с. 112—117.— 434. Кульский Л. А.,
Когановский А. М., Калинийчук Е. М. и др. Хим. пром., 1959, № 4, с. 46—49. —
435. Иванов Б. И., Кириллина Н. И., Самойлова Л. М. и др. В ки.: Очистка
сточных вод топливной промышленности и нефтехимического синтеза. М. — Л.,
449
«Химия», 1965, с. 23—27. — 436. Browning 1. Е. Chem. Eng., 1970, v. 77, Na 19,
p. 32—34. — 437. Дирихс А., Кубична P. Фенолы и основания из углей. Пер. с
чешек. Под ред. С. Д. Федосеева. М., Гостоптехиздат, 1958. 468 с. — 438. Кара-
сей 3., Шульман И. В кн.: Очистка промышленных сточных вод. М., Госстрой-
издат, 1962, с. 305—323. — 439. Звегинцева Г. В. Обзорная информ, по хим. пром.
СССР. М., изд. НИИТЭХИМ, 1970, вып. 13, с. 1—41.— 440. Cached V., Taubert R.r
Winder Fr. Bui. Stint, si tehn. Inst. Politehn Timisoara., 1962, v. 7, p. 39—49.
441. Norelska A., Basinski A., Marciniak J. Roczn. Chem., 1967, t. 41, № 5,
str. 949—961. — 442. Лурье Ю. Ю., Краснов Б. П. ЖПХ, 1964, т. 37, с. 864—867.—
443. Сахарное А. В. Лакокрас. материалы и их применение, 1960, № 5, с. 37—
40. — 444. Вашкевич И. И., Корчагин Л. В. «Кокс и химия», 1965, № 2, с. 40—
41. — 445. Мусатова С. М., Перевалову В. Г. В кн.: Научно-технический сборник
по добыче нефти. М., изд. Всес. нефтегаз. НИИ, Ns 42. 1971, с. 150—159.—
446. Раков Э. М. ЖПХ, 1973, т. 46, № 11, с. 2449—2452. — 447. Кудряшова Р. И.,
Харлампович Г. Д. Там же, с. 2571—2573. — 448. Краснов Б. П., Овчиннико-
ва. И. В. Гидролизн. и лесохим. пром., 1966, № 6, с. 6. — 449. Хомченко Г. П.,
Медведев И. Я., Перемыслова Е. С. и др. Докл. Московск. с.-х. акад. им. К. А. Ти-
мирязева, 1971, вып. 172, с. 172—175. — 450. Вольф И. В., Максимов В. Ф: «Тру-
ды ЛТИ ЦБП», 1970, вып. 23, с. 81—90.
451. Anderson L. G., Broddevall Bengt, Lindberg Sigvard. Pap. Trade J., 1973,
v. 157, № 9, p. 35—36. — 452. Forbes F. Chem. Proc., 1970, v. 16, p. 14—19.—
453. Корнева Л. В., Авдонина Ю. А., Олевский В. М. и др. В кн.: Мембранная
технология — новое направление в науке и технике. М., 1973, с. 72. — 454. Мор-
гунова Е. П., Дытнерский Ю. И., Свитцов А. А. Там же, с. 61—64.—455. Мига-
латий Е. В., Пушкарев В. В. Там же, с. 65—67. — 456. Тихонов В. С. «Труды
ВНИИВОДГЕО», 1972, вып. 40, ч. 1, с. 139—141.^457. Beder Я. Gillespie. Tappi.,
1970, v. 53, № 5, р. 883—887. — 458. Кульский Л. А., Чепцов А. С., Князькова Т. В.
и др. Новые методы опреснения воды. Киев, «Наукова думка», 1974. 190 с. —
459. Brian L. Filtration a. Separation, 1971, № 6, р. 715—721. — 460. Nelson W.R.*
Walraven G. О. Pulp a. Paper, 1968, v. 42, № 34, p. 30—34.
461. Пушкарев В. В., Трофимов Д. И, Физико-химические особенности очист-
ки сточных вод от ПАВ. М., «Химия», 1975. 144 с. — 462. Simmler W., Stickel R.
Chem. Jng. Techn., 1972, Bd. 44, № 5, S. 341—347. — 463. Лукиных Я. А., Разумов-
ский Э. С., Гецина Г. И. «Научи, труды АКХ им. К. Д. Памфилова», 1970,
вып. 63, с. 77—88. — 464. Goldberg М., Ribin Е. Israel J. Chem., 1968, v. 6,
р. 90—97.— 465. Тихомиров В. К. Пены. Теория и практика их получения и раз-
рушения. М., «Химия», 1975. 264 с. — 466. Brunner С. A., Slephan D. С. Ind. Eng.
Chem., 1965, v. 57, № 5, p. 40—48. — 467. Grieves R. B., Aronico R. C. «Nature»,
1966, v. 210, № 5039, p. 901—903.—468. Шмидт Л. И., Горелик Л. И., Понома-
рев Ю. Л. Техн, и экоиом. ииформ. Охрана труда и техника безоп. Очистка
сточных вод и отходящих газов в хим. пром. Вып. 4. М., изд. НИИТЭХИМ, 1968,
с. 53—55. — 469. Кудряшов А. И., Макаров С. В., Удовенко С. А. и др. Авт.
свид. 349678, 1972. — 470. Шмидт Л. И., Кузнецова Е. М., Прохорова В. А. и др.
Авт. свид. 302315, 1971.
471. Хим. пром., 1971, № 1, с. 74—75. — 472. Николаев А. Ф. Синтетические
полимеры и пластические массы на их основе. Изд. 2-е. М. — Л., «Химия», 1966.
768 с. — 473. Староверова Я. Ф., Головина Л. А. Техн, и эконом, информ. Охрана
труда и техи. безоп. Очистка сточных вод и отходящих газов в хим. пром.
Вып. 11. М., изд. НИИТЭХИМ, 1973, с. 17. — 474. Сахарное А. В., Зеге И. П.
Жури. ВХО, 1967, т. 12, № 6, с. 667—670. — 475. Щеголев К- В., Яковлева Л. И.
В кн.: Водоснабжение, канализация и очистка сточных вод промышленных пред-
приятий. Вып. 13. Киев, «Буд1вельник», 1971, с. 91—96. — 476. Белостоцкий А.М.,
Гоголев И. Я-, Шабалин А. Ф. и др. Авт. свид. 345102, 1971. — 477. Пат. ГДР
734479, 1970. — 478. Поруцкий Г. В. Биохимическая очистка сточных вод химиче-
ских производств. М., «Химия», 1975. 256 с. — 479. Карелин Я. А., Жуков Д. Д.,
Журов В. Я. и др. Очистка производственных сточных вод в аэротенках. М.,
Стройиздат, 1973. 223 с. — 480. Гюнтер Л. И. Журн. ВХО, 1972, т. 17, № 2,
с. 150—156.
450
48!. Роговская Ц. И. Биохимический метод очистки производственных сточ-
ных вод. М., Стройиздат, 1967. 140 с.— 482. Rogan R. «Manual on Disposal of
Refinery Wastes», 1963, v. 4, part A, p. 150—159. — 483. Гюнтер Л. И., Казаро-
вец Н. М. Методика определения дегидрогеназной активности при технологиче-
ском контроле за работой аэротенков. М.. Изд. ОНТИ АКХ, 1970. 16 с. —
484. Орманская Ф. Б. «Труды ВНИИВОДГЕО», 1970, вып. 23, с. 163—167.—
485. Беспамятное Г. П, Богушевская К. К., Беспамятнова А. В. и ‘др. Предельно
допустимые концентрации вредных веществ в воздухе и воде. Изд. 2-е. Л., «Хи-
мия», 1975. 456 с. — 486. Winter W. Wasserwirtsch-Wassert., 1964, Ns 2, S. 53—56.—
487. McDonald D. L., Stanier R. J., Ingraham J. R. J. Biol. Chem., 1954, v. 210,
№ 2, p. 809—820. — 488. Chamberlain E. M., Dagley S. Biochemistry J., 1968,
v. 110, Ns 4, p. 755—763. — 489. Seidman M. M., Wood J. M. «Bacteriology», 1969,
v. 97, № 3, p. 1192—1197. — 490. Porter I. R. Bacteriological Chemistry a. Physio-
logy. New York, J. Willey a. Sons, 1947, p. 842—844.
491. Куклина M. H., Зяббарова С. А., Теплякова E. В. В кн.: Промышленное
загрязнение водоемов. Вып. 9. М., «Медицина», 1969, с. 119—127. — 492. Mala-
nej G. W. J. Water Pollut. Control Fed., 1960, v. 32, Ns 12, p. 1300—1311.—
493. Киевский M. И., Лерман E. А. Очистка сточных вод хлорных производств.
Киев, «Техшка», 1970. 160 с. — 494. Абрамов А. В., Наседкина Е. В. «Труды ин-
ститута ВОДГЕО», 1974, вып. 43, с. 35—38.— 495. Роговская Ц. И., Лазаре-
ва М. Ф., Харитонова Г. П. и др. Там же, с. 39—42. — 496. Костина Л. М. Там
же, с. 42—44. — 497. Samer С. N. Sewage a. Ind. Wastes, 1955, v. 27, № 86,
р. 929—938.— 498. Худенко Б. М., Шпирт Е. А., Аэраторы для очистки сточных
вод. М., Стройиздат, 1973. 113 с. — 499. Евилевич М. А., Брагинский Л. Н., Приц-
кер Б. С. и др. Аэрационное оборудование для биологической очистки сточных
вод в аэротенках. М„ изд. ВНИПИЭИлеспром, 1969, 53 с. — 500. Завьялов В. Г.,
Шмидт Л. И., Хазак В. М. и др. Бум. пром., 1973, № 11, с. 17—18.
501. Карелин Я. А., Репин Б. Н. Биохимическая очистка сточных вод пред-
приятий пищевой промышленности. М., «Пищевая пром.», 1974. 166 с. — 502. Пля-
ка В. Е. Бум. пром., 1972, № 3, с. 6—8.— 503. Товстолес В. В. Авт. свид. 103769,
1956. — 504. Куросава Кэйдзи. Нонре осби нэже, 1970, v. 37, № 2. р. 112—122.—
505. Надысев В. С., Щербакова Л. Н., Ступакова Л. Ф. Масложир. пром., 1970,
№ 12, с. 32—35. — 506. Джурабаков 3. X. «Труды Ташкентск. политехи, ии-та»,
1972, вып. 88, с. 65—67. — 507. Пат. США 3547811, 1970,—508. Пат. США 3547812,
1970, —509. Пат. США 3607735, 1971, —510. Olin I. Н. Paper Trade J., 1970,
v. 154, Ns 23, p. 31.
511. Environ. Sci. a Technol., 1972, v. 6, Ns 10, p. 878. — 512. Гербер В. Я.
Биохимическая очистка сточных вод нефтеперерабатывающих и нефтехимических
заводов. М., изд. ЦНИИТЭнефтехим, 1974. 76 с. — 513. Oil a. Gas J., 1970, v. 68,
Ns 26, р. 91—92, 97—98.— 514. Water a. Pollut. Contr. (Can.), 1972, v. 110, Ns 10,
p. 26. — 515. Compressed Air, 1970, v. 75, Ns 12, p. 6—8. — 516. Speace R. E.,
Humenicu Michael J. J. Water Pollut. Contr. Fed., 1973, v. 45, Ns 3, Part. 1,
p. 412—423, 564, —517. «Power», 1972, v. 116, Ns 11, p. 12—13, 24—27, 32, 39, 43,
45, 49. — 518. Remus G. Water a. Wastes Eng., 1972, v. 9, № 11, p. 36.—
519. Скирдов И. В., Швецов В. Н., Бондарев А. А. «Труды института ВОДГЕО»,
1974, вып. 43, с. 47—50. — 520. Пляка В. Е., Шмидт Л. И., Шапченко В. М. и др.
Бум. пром., 1973, № 4, с. 10.
521. Яковлев С. В., Воронов Ю. В. Биологические фильтры. М., Стройиздат,
1975. 136 с. — 522. Gloyna Earnest F., Brady S. 0., Lyles H. J. Water Pollut.
Control. Fed., 1969, v. 41, Ns 3, Part 1, p. 429—439. — 523. Kenyon William K.
J. Amer. Oil Chem. Soc., 1970, v. 47, № 9, p. A402, A404, A446—447.—
524. McLean H. A., Harris L. E., Murphy К. I. Pulp a. Pap. Mag. Can., 1972, v. 73,
Ns 7, p. 89—92. — 525. Родзиллер И. Д., Зотов В. М. Водоснабж. и сан. техника,
1972, Ns 7, с. 9—11. — 526. Родзиллер И. Д. Водоснабж. и сан. техника, 1973,
№ 8, с. 5—9. — 527. Паламар-Мирдзинцева Г. М. Хим. волокна, 1966, Ns 3,
с. 61. — 528. Колесов Ю. Ф. Изв. вузов. Строит, и архит., 1971, Ns 6,
С- 127—133. — 529. Нубарян Т. К, Пронько С. Л. Техи. и экоиом. информ. Охрана
труда и техника безоп. Очистка сточных вод и отходящих газов в хим. пром.
Вып. 3. М., изд. НИИТЭХИМ, 1972, с. 10—12.— 530. Микулин Г. И. В кн.:
451
Международный симпозиум социалистических стран по содовой промышленно-
сти. Харьков, 1971, с. 9—16.
531. Петров В. Г. Оборудование содовых заводов. Харьков, изд. ХГУ, 1965.
326 с.— 532. Беньковский С. В., Круглый С. М„ Секованов С. К- Технология
содопродуктов. М., «Химия», 1972. 351 с.— 533. Миткевич Э. М., Золотарева Л. Н
Логвин В. А. В кн.: Международный симпозиум социалистических стран по со-
довой промышленности. Харьков, 1971, с. 106—ПО. — 534. Лехтимяки Э. В., Лав-
рентьева К. Ф. Техн, и эконом, информ. Очистка сточных вод и отходящих газов
в хим. и нефтехнм. пром. Вып. 2. М., изд. НИИТЭХИМ, 1965, с. 5. — 535. Тка-
чев А. А., Легеза Н. В., Чернега Л. Г. В кн.: Водоснабжение, канализация и
очистка сточных вод промпредпрнятий. Вып. 9. Киев, «Буд1вельник», 1969, с. 88—
92.— 536. Страшко Б. К. В кн.: Очистка сточных вод производств химической
промышленности. Л., Изд. Ленниигипрохима, 1971, с. 20—28. — 537. Позин М. Е.
Технология минеральных солей (удобрений, пестицидов, промышленных солей,
окислов и кислот). Изд. 4-е. Ч. 2. Л., «Химия»,, 1974. 768 с. — 538. Копылев Б. А.
Технология экстракционной фосфорной кислоты. Л., «Химия», 1972. 312 с.—
539. Бурмистров И. Ф., Страшко Б. К-, Малюков А. Ф. и др. .«Труды Леннииги-
прохима», 1969, вып. 2, с. 122—129. — 540. Укрупненные нормы расхода воды и
количества сточных вод на единицу продукции для различных отраслей про-
мышленности. М., Стройиздат, 1973. 367 с.
541. Хаскин С. А. Журн. ВХО, 1961, т. 6, № 2, с. 200—205. — 542. Хами-
дов В. А. Хим. пром., 1972, № 2, с. 108—110. — 543. Inorganic Fertilizer and Phos-
phate Mining Water Pollut. and Control. Washington, 1971, 12020FPD, p. 140—
142. — 544. Архипова Л. H., Гофман M. И. «Труды НИУИФ», 1971, вып. 215,
s. 82—91. — 545. Архипова Л. H., Шпунт С. Я. «Труды НИУИФ», 1965, нып. 208,
с. 55—58. — 546. Гофман М. И., Архипова Л. Н., Шрайбман Б. И. и др. «Труды
НИУИФ», 1971, вып. 220, с. 104—112. — 547. Вольфкович С. И., Ремен Р. Е. Coj
общения о иаучно-техн. работах НИУИФ, 1957, вып. 2, с. 52. — 548. Шафи-
ров Р. Р., Шульц Е. В., Ахмедов Г. И. «Труды Бакинского филиала ВНИИВОД-
ГЕО», 1974, вып. 6, с. 239—243. — 549. Лурье Ю. Ю., Антипова П. С., Белев-
цев А. Н. Цвет, металлы, 1961, № 1, с. 43—47. — 550. Шубин А. С., Смирно-
ва Л. М. Журн. ВХО, 1961, т. 6, № 4, с. 474.
551. Каган В. 3., Муханцева В. В., Скрипач Т. К. «Научные труды Гиред-
мета», 1972, т. 40, с. 177—185. — 552. Шубин А. С., Ткач В. М., Анисимова Л. М.
и др,. ЖПХ, 1966, т. 39, № 5, с. 1028—1037. — 553. Архипова Л. Н., Иванова Т. Б.,
Гофман М. И. «Труды НИУИФ», 1971, вып. 215, с. 76—81. — 554. Петрова Т. Я.,
Баху ров В. Г., «Атомная энергия», 1969, т. 26, № 6, с. 552. —555. Методы очистки
промышленных фторсодержащих сточных вод. Свердловск, 1959. 19 с. — 556. По-
годин М. А., Леонов Б. М., Страшко Б. К. Очистка сточных вод и переработка
шлама фосфорных заводов. Л., «Химия», 1973. 52 с. — 557. Диамантиди П. А.
«Труды Ленниигипрохима», 1974, вып. 10, с. 10—15. — 558. Бурмистров И. Ф.,
Трофимов Ю. М., Шиманский К. А. Журн. ВХО, 1972, т. 17, № 2, с. 197—201.—
559. Бурмистров И. Ф., Бабуров В. П., Бренчуков Ю. А. В кн.: Фосфорная про-
мышленность. Вып. 1. Л., изд. Ленниигипрохима, 1969, с. 10—12. — 560. Пано-
ва М. И., Серебренникова М. А., Патрушев Д. А. «Труды УНИХИМ», 1970,
вып. 19, с. 137—139.
561. Бляхер И. Г., Вайнсбейн М. М., Беляева Л. А. «Труды УНИХИМ», 1967,
нып. 14, с. 113—120. — 562. Грачева Т. А., Бабуров В. П., Кананыхина Г. А.
«Труды НИУИФ», 1968, вып. 1 (209), с. 70—78. — 563. Грачева Т. А. Хим. пром.,
1972, № 11, с. 857—858. — 564. Трофимов Ю. М., Бурмистров И.Ф., Степанов А. В.
В кн.: Очистка сточных вод производств химической промышленности. Л., 1971.
с. 4—19. — 565. Постников Н,- Н. Термическая фосфорная кислота. М., «Химия»,
1970. 304 с. — 566: Абличенков И. И., Грачева Т. А., Минина М. В. Водоснабж. и
сан. техника, 1965, № 9, с. 1—3. — 567. Бабуров В. П., Бурмистров И. Ф., Дани-
лова В. Н. В кн.: Тезисы докладов Конференции по методам очистки газовых
выбросов н-промстоков от вредных веществ. Дзержинск, 1967, с. 76—80.—
568. Barber J. С. Chem. Eng. Progress, 1969, v. 65, № 6, p. 70—73. — 569. Arion N. M.
Informs, chim., 1971, № 103, S. 143—145. — 570. Miksa Gyula. «Gyogyszereszet»»
1965, v. 9, № 4, p. 146—148.
452
571. Павлюк С. И., Лавке В. А., Арзамасцева В. С. Хим. пром., 1975, № 5,.
. 362. — 572. Кучерявый В. И., Лебедев В. В. Синтез и применение карбамида.
Ц «Химия», 1970. 448 с. — 573. Кучерявый В. И., Лебедев В. В. Авт. свид..
86891, 1966. — 574. Ливке В. А., Губернаторова В. А., Голованова Э. В. Техн, и
коном, информ. Очистка сточных вод и отходящих газов в хим. и нефтехим.
фомышлеиности. Вып. 3. М., изд. НИИТЭХИМ, 1965, с. 17—18. — 575. Горлов-
кий Д. М., Мельников Б. П., Шелепова И. А. и др. Техи. и эконом, информ.
Охрана труда и техника безопасности. Очистка сточных вод и отходящих газов
i хим. пром. Вып. 8. М., изд. НИИТЭХИМ, 1972, с. 15. — 576. Миниович М. А..
Троизводство аммиачной селитры. М., «Химия», 1968. 212 с.— 577. Кильман Я. И.,
Макаров А. В. Азотная пром. Техиико-экоиом. ииформ. ГИАП, 1968, № 3,.
6—16. — 578. Липецкий В. А. В кн.: Тезисы докладов Конференции по методам
эчистки газовых выбросов и промстоков от вредных веществ. Дзержинск, 1967,
:. 46—50. — 579. Липецкий В. А. В кн.: Тезисы докладов Конференции по мето-
гам очистки газовых выбрееов и промстоков от вредных веществ. Дзержинск,
1967, с. 50—65. — 580. Чередников А. В. В кн.: III Всесоюзное совещание по син-
гетическим.жирозамеиителям, поверхностио-активным веществам и моющим сред-
ствам. Шебекино, 1965, с. 125—127.
581. Маньковская Н. К. Синтетические жирные кислоты. М., «Химия», 1965.
164 с. — 582. Моцаренко В. А., Лебединская И. А., Дудкова Л. И. и др. Хим.
пром., 1969, № 1, с. 12—14. — 583. Коробова Э. С., Миненко А. И., Потатуев А. А.
Там же, № 7, с. 506. — 584. Алферова Л. А., Чистов И. Ф. Маслобойно-жировая
пром., 1961, № 6, с. 19—25. — 585. Моцаренко В. А., Лукиных О. В., Дудко-
ва Л. И. и др. Хим. пром., 1971, № 5, с. 569. — 586. Макаров С. В., Кудря-
шов А. И., Бухштаб 3. И. и др. Техн, и эконом, информ. Охрана труда и техника
безопасности. Очистка сточных вод и отходящих газов в хим. пром. Вып. 11. М.,
изд. НИИТЭХИМ, 1972, с. 7—9. — 587. Бочкарев Ю. А., Макаров С. В., Кудря-
шов А. И. и др. Хим. пром., 1970, № 1, с. 16—17. — 588. Чередников А. В. В кн.:
III Всесоюзное совещание по синтетическим жирозаменителям, поверхностно-ак-
тивным веществам и моющим средствам. Шебекино, 1965, с. 127—129. — 589. Со-
лодовников В. В., Чередников А. В' Обезвреживание сульфатных сточных вод
производств СЖК. М., нзд. ЦНИИТЭНефтехим, 1970. 57 с. — 590. Чередни-
ков А. В., Солодовников В. В., Стрелецкая И. Н. и др. Хим. пром., 1969, Ns 4,
с. 265—266.
591. Байдин И. И., Богданов Ю. С., Коробова Э. С. Хим. пром., 1975, № 6,
с. 422—424. — 592. Болотин И. М., Каганович Ю. Я-, Розанов О. М. и др. Там
же, с. 447. — 593. Ерымовская И. И., Моцаренко В. А., Грищенко С. В. и др.
Кяй. пром., 1968, № 1, с. 34—35. — 594. Мацаренко В. А., Грищенко С. В., Вани-
фатьева М. Т. и др. Хим. пром., 1969, № 3, с. 189—193. — 595. Литвин О. Б.
Основы технологии синтеза каучуков. М., «Химия», 1972. 529 с. — 596. Ива-
нов В. И., Иванова О. И. Журн. ВХО, 1972, т. 17, № 2, с. 189—196. — 597. Же-
ребин А. А., Иванов В. И., Мирончук Г. М. и др. Очистка сточных вод предприя-
тий синтетического каучука и резиновой промышленности. М., изд. ЦНИИТЭХИМ,
1970. 65 с. — 598. Якимов Л. С., Каразеева Л. И. Техн, и эконом, информ.
Охрана труда и техника безопасности. Очистка сточных вод и отходящих газов
в хим. пром. Вып. 2. М., изд. НИИТЭХИМ, 1972, с. 14—16.— 599. Эрих В. Н.г
Расина М. Г., Рудин М. Г. Химия и технология нефти и газа. Л., «Химия», 1972.
464 с. — 600. Монгайт И. Л., Побегайло П. И., Бондарев А. А. Журн. ВХО, 1967,
т. 12, № 6, с. 615—622.
601. Шимкович В. В. Очистка сточных вод нефтеперерабатывающих и нефте-
химических предприятий. М., изд ЦНИИТЭнефть, 1973. 66 с. — 602. Oil a. Gas. J.,
1966, V. 64, № 36,.р. 194—195, —603. Pacific Oil World, 1971, v. 64, № 6, p. 10—
14.—604. Albright R. L. NLGI Spokesman, 1970, v. 34, № 4, p. 120—Г23.—
605. Mallat P. C. Oil a. Gas J., 1970, v. 68, № 28, p. 100—114. — 606. Ibid., № 11,
p. 20—24. — 607. «Techniques du Petrol», 1963, v. 18, № 205. p. 15—22.— 608. Oil a..
Gas International, 1971, № 11, p. 70—71. — 609. Gerome J. J. Ind. Petrol en Euro-
pa, Gas chemik, 1971, Bd. 39, № 20, S. 55—58,—610. Oil a. Gas J., 1971,
v. 69, № 17, p. 96—99.
611. Ind. Petrole en Europe, 1970, hors series, S. 113. — 612. Effluent Water
Treatment J., 1970, v. 10, № 4, p. 207—214. —613. Kirby A. W. Chem. Eng., 1964,
45X
.№ 177, р. 76—81. — 614. Gray Т. IT. Effluent Water Treatment J., 1970, № ‘
p. 207—214. — 615. Morrison I. Oil a. Gas J., 1970, v. 68, № 50, p. 86—91.-
616. Farrell F. C., Gray T. IT. Effluent a. Water Treatment J., 1972, v. 12, № S
p. 469—471, —617. Карелин Я. А., Жуков Д. Д., Денисов М. А. и др. Оч^стк
производственных сточных вод. М., Стройиздат, 1970. 152 с. — 618. Калинин
чук Е. М., Макаров И. А., Василенко И. И. и др. Хим. и технол. топлив и масел
1972, Xs 10, с. 23—27. —619. Chem. Eng., 1970, v. 77, Xs 24, p. 58—60.— 620. Гу
дашева В. М., Верхотина Л. В. Хим. и технол. теплив и масел, 1975, Xs £
с. 34—36.
621. Яковлев С. В. В ки.: Очистка нефтесодержащих сточных вод. М., изд
МДНТП, 1973, с. 3—14.— 622. Караваев И. И., Резник И. Ф. Флотационна!
очистка сточных вод от нефтепродуктов. Под ред. И. Л. Монгайта. М., изд
ВНИИТЭнефтехима, 1966. 87 с. — 623. Шмидт Л. И., Горелик Л. И. Ииформ
выпуск (реферативный) по обмену опытом в строит, и проектир. Сер. 2: проек
тир. водоснабж. и канализ. Xs 27. М., 1966, с. 14—24. — 624. Зырянов Л. Я. Неф-
теперераб. и нефтехимия, 1969, Xs 11, с. 11. — 625. Алексеева В. А. Хим. и технол
топлив и масел, 1965, Xs 8, с. 27. — 626. Paulson Е. G. Oil a. Gas J., 1970, v. 68,
Xs 26, р. 85-87.-627. Wilson Howard M. Ibid., 1971, v. 69, Xs 16, p. 184. -
628. Peoples R. F., Krishman P., Simonsen R. N. J. Water Pollut. Contr. Fed.,
1972, v. 44, Xs 11, p. 2120—2128, 2186, 2190, 2193, 2196.— 629. Гербер В. Я. Хим.
и технол. топлив и масел, 1974, Xs 9, с. 10—14. — 630. Сайфутдинов К- 3., Иоаки-
мис Э. Г., Ефимова А. К. В кн.: Очистка нефтесодержащих сточных вод. М., изд.
МДНТП, 1973, с. 18—23.
631. Хаскин С. А., Карш В. П. В кн.: Очистка нефтесодержащих сточных
вод. М., изд. МДНТП, 1973, с. 24—32. — 632. Эйгенсон А. С., Иоакимис Э. Г.
Хим. и технол. топлив и масел, 1974, Х° 9, с. 7—10. — 633. Martin I. D., Leva-
nas L. D. Oil a. Gas, 1962, v. 60, Xs 24, p. 184—187. — 634. Дьячков Б. H. Нефте-
перераб. и нефтехимия, 1969, Xs 6, с. 6—8. — 635. Иоакимис Э. Г., Дмитриева В. Я.
Хим. и технол. топлив и масел, 1967, Хе 12, с. 18—22. — 636. Рубинштейн С. Л.,
Хаскин С. А. Очистка сточных вод нефтеперерабатывающих заводов. М., изд.
ЦНИИТЭнефтехим, 1966. 85 с. — 637. Гусейнова Т. К-, Соколов В. П. Теки, и
эконом, информ. Очистка пром, выбросов и техника безопасности на хим. пред-
приятиях. Вып. 6. М., Изд. НИИТЭХИМ, 1975, с. 9—И. —638. Карелин Я. А.,
Перевалов В. Г. Очистка сточных вод от нефтепродуктов. М., Госстройиздат,
1961. 132 с. — 639. Арсеньев Г. А. В кн.: Очистка нефтесодержащих сточных вод.
М., изд. МДНТП, 1973, с. 15—17. — 640. Медведев К. П. «Кокс и химия», 1962,
.№ 10, с. 33—35.
641. Серебрянников Н. Д., Берновская Н. А. «Горючие сланцы», 1968, Xs 2,
с. 24—27. — 642. Иванов Б. И., Шаронова И. Ф. «Труды ВНИИПС», 1954, вып. 2,
с. 196—205. — 643. Привалов В. Е., Папков Г. И., Сухомлинов Б. П. и др. В кн.:
Очистка водного и воздушного бассейнов на предприятиях черной металлургии.
М., «Металлургия», 1972, с. 158—164.— 644. Белицкий-С. «Горючие сланцы», 1971,
Xs 2, с. 36—40. — 645. Кагасов В. М., Дербышева Е. К., Пименов И. В. и др.
«Кокс и химия», 1975, Xs 6, с. 36—38. — 646. Волков Л. Е„ Шмидт Л. И. «Горю-
чие сланцы», 1962, X» 4, с. 34—39. — 647. Шмидт Л. И., Волков Л. Е. Авт. евнд.
211411, 1968. — 648. Шмидт Л. И., Волков Л. Е. «Труды ВНИИТ», 1962, вып. 11,
с. 284—288. — 649. Эппель С. А. В кн.: Очистка промышленных сточных вод. М.,
Госстройиздат, 1962, с. 54—64. — 650. Иванов Б. И., Шаронова И. Ф., Евстра-
това 3. Ф. «Труды ВНИИПС», 1956, вып. 5, с. 304—310.
651. Эппель С. А., Филиппов И. В., Кочеткова Р. П. Техн, и эконом, информ.
Очистка промышленных выбросов и техника безопасности на хим. предприятиях.
Вып. 1. М., изд. НИИТЭХИМ, 1975, с. 12—43. — 652. Перемышлин В. А. Там же,
с. 99—122, —653. Lorens К. Chem. Technik, 1956, Bd. 1, Xs 3, S. 164—168,—
-654. Лейбович P. E., Обуховский Я. M., Сатановский С. Я. и др. Технология
коксохимического производства. Изд. 2-е. М., «Металлургия», 1974. 423 с. —
655. Грюневальд Г. В кн.: Очистка промышленных сточных вод. М., Госстройиз-
дат, 1962, с. 421—428. — 656. Иванов Б. И., Шаронова И. Ф., Козак Ю. А. «Труды
ВНИИПС», 1956, вып. 5, с. 294—303. — 657. Кунин А. М., Раковский В. Е., Сума-
роков В. П. и др. В кн.: Очистка промышленных сточных вод. М., Госстройиздат,
454
1962, с. 219—230. — 658. Волкова Л. И., Кунин А. М. Торф, пром., 1969, № 11,
с. 17—19. — 659. Горелик Л. И., Шмидт Л. И. Авт. свид. 192088, 1967. — 660. Пап-
ков Г. И., Сухомлинов Б. П., Винарский М. С. и др. В кн.: Очистка водного и
воздушного бассейнов иа предприятиях черной металлургии. М., «Металлургия».
1972/с. 167—174.
661. Путилина Н. Т„ Квитницкая Н. Н.. Костовецкий Я. И. Микробный ме-
тод обесфеноливания сточных вод. Киев, «Здоровье», 1964. 87 с. — 662. Горбу-
нов А. В., Усенко Л. Л., Нестерюк Л. С. и др. «Кокс и химия», 1975, № 6, с. 33—
36. — 663. Bringman. G., Schroder W. Gesundheits Ing., 1960, H. 7, S. 205—209. —
664. Берновская H. А. «Горючие сланцы», 1974, № 2, с. 45—47. —665. Павло-
ва В. В. В кн.: Очистка промышленных сточных вод. М., Госстрайиздат, 1962,
с. 263—267. — 666. Никитина Н. С., Иванова В. И., Гусев А. Г. и др. В кн.:
Очистка сточных вод топливной промышленности и нефтехимического синтеза.
М. — Л., «Химия», 1965, с. 98—108. — 667. Кустка М. В кн.: Очистка промышлен-
ных сточных вод. М., Госстройиздат, 1962, с. 162—177. — 668. Новотный И. Там
же, с. 178—190. — 669. Гринберг А. М., Рожнятовский И. И. В кн.: Очистка про-
изводственных сточных вод. М., Госстройиздат, 1962, с. 191—202. — 670. Зу-
мер А. 3., Прохорова В. А., Носаев Г. А. Пластич. массы, 1975, К° 5, с. 50—51.
671. Кузнецова Е. М„ Шмидт Л. И., Проскуряков В. А. и др. Экспресс-ин-
форм. ЦБНТИ Минводхоза СССР «Комплексное использование и охрана водных
ресурсов», 1970, сер. 4,'вып. 4, с. 19—26. — 672. Шмидт Л. И., Пономарев IO. Л.
Техн, и эконом, информ. Охрана труда и техника безопасности. Очистка сточных
вод и отходящих газов в хим. пром. Вып. 3. М., изд. НИИТЭХИМ, 1968.
с. 3—6. — 673. Ивонина Л. П. Там же. Вып. 5. М., изд. НИИТЭХИМ, 1973,
с. 12. — 674. Красноселов Б.К-, Чарина М. В. Авт. свид. 420572, 1974. — 675. Жит-
ков В. И., Фокин А. П., Балашов Е. В. Техн, и эконом, информ. Охрана труда и
техника безопасности. Очистка сточных вод и отходящих газов в хим. пром.
Вып. 1. М„ изд. НИИТЭХИМ, 1969, с. 33—38. — 676. Шурыгин А. П„ Бернади-
нер М. П. Пластич. массы,'1975, № 5, с. 62. — 677. Вебер Н. В., Цельникер Д.И.,
Якобсон Б. В. и др. Там же, с. 43.— 678. Овакимян Л., Григорян X. Пром.
Армении, 1968, № 6, с. 15. — 679. Фридман Р. А., Приходько Э. Ф., Зотов В. М.
и др. Техн, и эконом, информ. Охрана труда и техника безопасности. Очистка
сточных вод и отходящих газов в хим. пром. Вып. 6. М., изд. НИИТЭХИМ,
1970, с. 19. — 680. Фридман Р. А., Новикова Р. М. Техн, и эконом, информ.
Охрана труда и техника безопасности. Очистка сточных вод и отходящих газов
в хим. пром. Вып. 8. М., изд. НИИТЭХИМ, 1972, с. 16—18.
681. Рудненко Е. В., Фридман Р. А., Акулова Л. Г. Техн, и эконом, ииформ.
Охрана труда и техника безопасности. Очистка сточных вод и отходящих газов
в хим: пром. Вып. 2. М., изд. НИИТЭХИМ, 1971, с. 8—11.— 682. Кузнецова Е. М.,
Прохорова В. А., Чистякова О. И. Пластмассы, 1975, № 5, с. 46—49. — 683. Про-
хорова В. А., Андрианова О. Н. Техн, и эконом, ииформ. Охрана труда и техника
безопасности. Очистка сточных вод и отходящих газов в хим. пром. Вып. 1. М.,
изд. НИИТЭХИМ, 1971, с. 13—16. — 684. Кузнецова Е. М., Прохорова В. А. Техи.
и экоиом. информ. Очистка промышленных выбросов и техника безопасности иа
хим. предприятиях. Вып. 2. М., изд. НИИТЭХИМ, 1975, с. 7-9.-685. Ивано-
ва В. И., Прохорова В. А., Стародынова Е. Н. Техн, и эконом, информ. Очистка
промышленных выбросов и техника безопасности на хим. предприятиях. Вып. 8.
М„ изд. НИИТЭХИМ, 1975, с. 7—9.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсорберы для озонирования сточных вод
201—203
.Адсорбция активными углями 241 сл., 390,
391, 418, 419.
адсорберы 254
активные угли 245
свойства 245—247 таблица
регенерация 246—249
в кипящем слое адсорбента 252, 253
стабилизированном флокулянтами
254
изотермы 243, 244, 248, 371
основы процесса 241
очистка сточных вод 141, 253, 254, 371,
376, 385, 418
схемы установок 249—252
Азот общий 24
«органический» 13, 24
Активный ил 273, 276, 279
адаптация микроорганизмов 279
возраст 287, 288
доза 287, 288
микрофлора и микрофауца "277
прирост 280
регенерация 289
ферментативная активность микроорга-
низмов 279
Альгинат натрия 121
Алюминия
гидроксид 103
лигиосульфоиат 104
оксихлорид 104
полихлорид 104
сульфат 103
хлорид 105
Аиалнзатор(ы)
автоматические
биохимического потребления кислоро-
да (БПК) 17
колориметрические 23
фотоколориметрнческие 28
химического потребления кислорода
(ХПК) 14
нефтепродуктов 26
«органического» углерода 15
Анаэробное брожение 312. 313
Аниониты 163, 166, 167, 256, 257
сильноосиовные 166, 167
слабоосиовные 165, 167
Антрацит 81, 242
Аппараты воздушного охлаждения (АВО) 38
.Аэротенки 289 сл., 306
идеального вытеснения 289, 290, 293—296,
305
идеального (полного) смешения 289, 290.
296—299, 305
отстойники 297—299
промежуточного типа 289„ 299
системы «Unox» 300
Аэраторы 290—293
Аэрация 289 сл.
система
механическая 292, 293
пневматическая 290—292
пневмомеханическая 292, 293
1,2-Бензпирен 102, 207, 208, 212
Бессточные химические производства 39—40,
335—336, 397, 421
Биологическая очистка 273 сл., 424—426
анаэробная 312—314
аэробнаи 289 сл.
влияиие различных факторов 284—289
эакоиомериостн процесса 274, 293
применение кислорода 300—303
Биологическая очистка
сточных вод химических производств 306
309, 343, 357. 363, 367, 370, 376, 377
385—388, 415—418, 428, 435, 437—439
схемы установок 304, 305 ,
Биологические пруды См. Пруды
Биологическое окисление органических сое
динений 281—283
Биопленка 276—279
Биофильтры 305—310
с объемной загрузкой 307—309
с плоскостной загрузкой 307, 309, 310
погружные (дисковые) 307
Биохимическое потребление кислорода (БПК)
12, 16—19
Биоценоз микроорганизмов активного ила и
биопленки 276 сл.
Бихроматы 217
Блок трубчатый пластмассовый 52, 53
Вакуум-фильтры для осветления сточных
вод 80
Вода
в природе 7
правила охраны от загрязнения 43
предельно допустимые концентрации
(ПДК) вредных вещеста 18
сточная См. Сточные воды
Водорода пероксид 215, 216
Водоснабжение 27—30
комбинированные системы 28
с оборотным использованием воды 28
с последовательным использованием во-
ды 27, 28
с прямоточным использованием воды 27
Восстановление 143, 144
бисульфитом 143
водородом 272
диоксидом серы 144
Выделение и концентрирование органических
примесей 19, 20
Выпаривание 157—163, 397—398, 412—415, 435
Генератор озона 239
Гетерокоагуляционная очистка 91 сл.
влияние различных факторов 97—100
инкубационный период 93, 94
рост частиц твердой фазы 94—96
соосаждение растворенных примесей
100—102. 138, 139
старение твердой фазы 96, 97
характеристика осадков Ж, 97
Г.етерокоагуляция 90 сл.
Гидролитическая очистка 221, 229
Гидроциклои-флотатор 72
Гиперфильтрация см. Обратный осмос
Гипохлориты 140
Горелые породы 81
Декстрины 121
Денитрификация 313, 314
Десорбция
аммиака 150
в искусственных условиях 145
в токе инертного газа 146—148
Диоксида углерода 149
естественная 145 ,
при нагреааняи растворов 148, 149
сероводорода 149, 150
Добавки биогенные 16, 287
Доочистка сточных вод
адсорбцией 390, 418
в биологических прудах 389, 390
-456
,оочистка сточных вод
в прудах дополнительного отстоя 37$
обратным осмосом 391
озонированием 390, 420
фильтрованием 380. 388
флотацией 389
Келеза
сульфат 105
хлорид 105, 106
(агрязиение водоемов 11
Закономерности процесса биологической очи-
стки 274
Земледельческие поля орошения 312
Зооглеи 278
Ингибиторы биологического окисления 17
Лоииты 163 сл., 255—258
Лонная флотация 179 сл., 262
Ионообменная очистка 163 сл., 255—258, 329,
345, 346, 419
от аммиака 171. 172
от аммонийных солей 171, 172
от анилина 257, 258
от ионов тяжелых металлов 169—171
от ПАВ 258
от радиоактивных загрязнений 172, 173
удаление анионов из сточных род 172
от фенола 256, 257
от фтора 329
Метод (ы)
гидролитического расщепления 221, 222
деструктивной очистки 33, 181 сл., 273 сл*
Копперса 238
Кубеля 14
Кэмпа 129
окисления 139—143, 173—175, 190—198,
209 сл. 215—217, 219—226, 272, 281-284,
328, 329, 392
определения органических примесей 13,
21 сл.
масс-спектроскопия 23
полярография 18, 22
спектрофотометрия 18, 23 '
хроматография 18, 21, 22
очистки от
газов 33, 145—150
грубодисперсных примесей 33, 46 сл.
мелкодисперсных и коллоидных при-
месей 33, 88
растворенных неорганических приме-
сей 33, 130
растворенных органических примесей
33, 181 сл., 229 сл., 273 сл.
реагентные 130 сл., 326—328
регенерационные 33, 229 сл.
термический 423
устранения и уничтожения 33 181 сл
320, 321
Циммермана 190
Микрофильтры 78, 79, 388
«Мокрое» сжинание 190
Камера хлопьеобразования 127. 128
циклонная 182—185
Карбоксиметилцеллюлоза (КМЦ) 12k
Карбонизация 393—396, 410
Катионирование 165, 166
Катиониты 163, 165. 166, 256, 257
Керамзит 81
Кислород молекулярный 214, 215
Кислота активная кремневая (АК) 120, 121
Коагулянты 333. 381, 383, 424
минеральные 102 сл.
растворимость в воде (таблица) 102
Коагуляция 88, 91 сл., 381. 382
воздействием электрического поля 99,
108—110
минеральными коагулянтами 91 сл.
обработкой химическими реагентами 107,
108
окислением 107
радиационной обработкой 108
технологическая схема установки 126
электролитами 90
электрохимическая НО—113
Кобальт-50
Коэффициент
использования воды 30
распределения 229—231, 242, 262
Крахмал 121
Лотки Вентури 11
Марганца оксиды 216, 217
Машины флотационные импеллерные 60. 61.
266
Мембранные процессы разделения
аппараты 153—158
влияние различных факторов 153
мембраны полупроницаемые 151, 152, 156
Метантенки 313
Метод(ы)
восстановления 143, 144 , 272
вторичной конденсации фенола с фор-
мальдегидом 429, 430
Нейтрализация 130—134 .
взаимная 130, 131
реагентами 130—132
Нефтеловушка(н) 376—379
горизонтальная 377, 278
многоярусная 378
типа СРУ 379
Обратный осмос 150 сл., 258—262, 391 См,
Мембранные процессы разделения
«Огневое» обезвреживание сточных вод
высокозольных 187, 188
малозольных 186, 187
содержащих летучие примеси 188, 189
с предварительным упариванием 188
печн 182—186
Озон 198
Озонатор 198
Озонирование 198 сл.
очистка от ПАВ 20§—207
нефтепродуктов 204, 205
фенолов 203, 204
Окисление
«активным хлором» 209
биологическое 281—284
гипохлоритами 140
диоксидом хлора 140, 141
жидкофазное 190—195
кислородом воздуха 142, 143, 392
озоном 143, 198 сл.
пероксидом водорода 215, 216
радиационное 217—221
термокаталитическое в парогазовой фазе
195—198, 431, 432
хлором 139
электрохимическое 173—175, 222—225 272,
396
Окисляемость
бихроматная 14, 15
перманганатная (метод Кубеля) 14
Окситенк 302
Осветлитель
контактный 86
со взвешенным слоем осадка 55, 56—58
457
Отстойники
вергикальйые 48, 49
горизонтальные 49
пластинчатые (многоярусные) 53, 54*
радиальные 49, 50
трубчатые 51—53
Очистка и использование сточных вод произ-
водств
акрилонитрила 221, 349 сл.
аммиака 338
аммиачной селитры 171, 345
бутадиена 360
вискозного волокна 305
изопрена 209, 287, 306, 364 сл., 369
' кальцинированной соды 317 сл.
капролактама 193, 259, 306
коксохимических заводов 172, 232, 233,
403—405
кремнийорганическнх 209
нефтеперерабатывающих заводов 194,
375 сл.
нефтехимических заводов 287, 301
поливинилацетатных пластмасс 287, 306,
309, 435—439
синтетических жирных кислот 227, 238,
269. 287, 306, 309, 354 сл.
синтетических каучуков ЗС6
суспензионных полистиролов и сополиме-
ров стирола 109, 422—428
термической переработки твердых топлив
232, 238, 244, 245, 248, 254, 255, 306, 309,
406—420
уксусного ангидрида и триацетата цел-
люлозы 363
фармацевтических 194, 301
фенолформальдегидных смол 215, 238, 271,
428—432
фосфора и термической фосфорной кисло-
ты 333—335
. целлюлозно-бумажных* 194, 211, 258, 260—
262, 287, 301, 306, 309
экстракционной фосфорной кислоты и
фосфорных удобрений 325 сл,
эпоксидных смол 160, 433—435
Очистка сточных вод Cty< методы; очистка
и использование сточных вод производств
Счистка сточных вод от
алкилсвинца 209
альдегидов 192, 208, 258, 270—272, 278, 280,
282. 361. 428—433
аминов 194, 207. 227. 253, 257, 282—283
аммиака 157, 171. 339, 340, 346, 347, 361
аммонийных солей 171, 345—347, 349, 350
1.2-бензпнрена 102, 207, 208, 212
бензола и его производных 192, 237, 259,
282, 287
жирных кислот 192, 212, 213, 240, 258,
268, 280
конов тяжелых металлов
кадмия 136, 179
меди 135, 136, 156, 171, 362
никеля 171
ртути 135, 170, 179
свинца 135
хрома 135, 143, 156, 170, 178, 179
цинка 135, 136, 156, 169
кетонов 194, 197
красителей 208, 227
люминофоров 160
тиеталлорганических соединений 225
мочевины 144, 259, 342, 343. 432, 433
мышьяка 137. 138
нефтепродуктов н смол 88, 201, 214, 377—
385, 405. *406
нитросоединений 221. 226, 227, 272, 283, 349
пестицидов 208
поливинилового спирта 101. 107, 269,
435 сл.
радиоактивных в?щеста 157, 172, 173,
178—180
роданидов 175, 416, 419
серебра' солей 157, 180
458
Очистка сточных вод от
сероводорода 140
серусодержащих веществ 194, 211, 225,
228, 258
синильной кислоты 144
спиртов 192, 194, 197, 208, 227, 258, 278, 306
сульфидов 142, 194, 214
углеводородов 194, 278, 280, 281
фенолов 192, 194, 197, 203, 210—214, 216.
217, 219, 224, 225, 229—231, 234, 235, 238—
240, 244, 245, 248, 249, 254—257. 259. 270,
271, 278. 280, 282. 287, 306, 309, 406—420,
429—432
фосфатов 138, 172
фосфора 88, 333
фосфорорганических соединений 222, 225
фтора 137, 138, 178, 326—330
хлорорганических веществ 188, 283
хлорофоса 211
цианидов 139, 140, 143, 172, 174. 175, 194.
' 215, 220, 309
циклогексана 192, 282
Очистные сооружения 34 сл.
локальные (цеховые) 34, 35
общие (заводские) 34, 35
районные (городские) 34, 35
ПАВ 101, 102. 179. 205—207, 219—221, 255, 258,
260. 262. 264—266, 283
Пенная флотация 262 сл.
Перевод ионов и молекул в малорас1вори-
мые соединения 135—138, 269, 270
Перегонка 235, 236
Перманганаты 217
Песколовки 377
Печи для «огневого» обезвреживания сточ-
ных вод
камерные 182
с псевдоожиженным слоем 182, 185, 186
циклонные 182—185
шахтные 182
Пластмассы пористые 81
Подземные горизонты, закачка 320, 321
Полиакриламид (ПАА) 122, 123
Полимеризация и поликонденсация 270, 271
Полиоксы 124
Полиэтиленимин 124
Приборы для анализа воды См. Анализаторы
Проба воды
консервация 12
простая 12
смешанная 12
средняя пропорциональная 12
Пробоотборники автоматические 13
Пруды
биологические 310—312, 389, 390
анаэробные 310
аэробные 310—312, 389, 390
дополнительного отстоя 379, 380
Радиационные контуры 219
Растворы маточные водные 31, 37
Расходомеры 11, 12
Регенерация активных углей 246—249
Регенерация активного ила 289
Резервуар напорный 68—70
Ректификационная отгонная колонна 237
Ректификация 235—240
азеотропная 239, 240
в присутствии перегретого водяного пара
237—239
гетероазеотропная 239, 240
экстрактивная 364
Респирометры 17. 18
Сепарация См. Флотация пенная
Скруббеп(ы1 для сбесфеноливаиия сточных
вод 237, 238
для коыцентрипования сточных вод 161
Смолы гуаровые 121, 122
оли аммониевые четвертичные на основе
полистирола и поливинилстирола 124
©осаждение ‘ при
гетерокоагуляции 100—102, 138, 139
осаждении 46
текла жидкие 120
тоимость очистки 189. 197, 213, 218, 228, 241,
268, 306, 318, 321, 385, 398, 423, 424, 426,
430, 431
.точные воды
измерение расходов 11
использование водоемов для выпуска 41
кислые 354, 355
классификация 30, 31, 41
коллоидно-дисперсная характеристика
примесей 88
методы исследования 10
методы канализования 32
методы очистки См. Методы
необходимая степень очистки 44
нефтесодержащие 373, 374
ннтрильные 349
общие показатели загрязненности 13
охлаждающие 31, 37
очистка и использование См. Очистка и
использование сточных вод производств
промывные 31, 37
реакционные 30, 36
содержание индивидуальных веществ 18
содержащиеся в сырье и исходных про-
дуктах 30, 37
состав и свойства 9
сульфатные 349, 355—357
схема исследования 26
уменьшение количества и загрязненно-
, сти 36
фенольные 401, 402
фосфорсодержащие 331. 332
фторсодержащне 324, 325
Сульфоуголь 257
Сушилки распылительные 161, 162
Схема использования сточных вод в произ-
водстве
бутадиена 361
гранулированного суперфосфата 323
изопрена 365
нефтеперерабатывающего завода 397
термической переработки твердых топлив
421
фосфора и термической фосфорной кисло-
ты 335, 336
Тепловыделяющие элементы (ТВЭЛы) 219
Термическое обезвреживание 157 ел.
Термоокислительиое обезвреживание
высокотемпературное в п арогазовой фазе
430, 431
каталитическое в парогазовой фазе 431'
Углерод органических веществ («органиче-
ский» углерод) 13, 15, 16
Угли активные См. Адсорбция активными
углями
Ультрафильтрация 150 сл., 258—262
Уравнение Лэнгмюра 243
Фрейндлиха 243
Ферменты 280
Фильтрование и сл.
акустическое 80
«пленочное» 77
через зернистую загрузку •
через фильтровальную перегородку 78, 79».
388. 389
Фнльтросные пластины 265
Фильтрующие материалы 81
Фильтр(ы) 78 сл.
АКХ 86
беззадвижечные самопромывающигся 87
Вако 78, 79
зернистые 80, 85, 86
Кинцле 78, 80
многослойные 84, 85
микрофильтры 78, 79, 388, 389
напорные 84
открытые 81—83
песчаные 380
скорые 80, 82
со смешанным слоем ионитов 167, 168
Флокулянт(ы) 113 сл., 333, 381, 383, 424
«Комета» 124
неорганические 120, 121
природные органические 121, 122
Флокулирующая способность 125
Флокуляция 88, 113 сл.
влияние различных факторов 117—119
технологическая схема 126
Флотатор с камерой хлопьеобразования 383
Флотатор-фильтр 72
Флотация 58 сл.
вакуумная 66
ионная 179, 180
напорная 66. 67, 266, 382—384 , 389
пенная (сепарация) 262 сл.
с помощью
машин импеллерного типа 60, 61
пористых пластин и форсунок 61
Флотоотстойник 70—72
Формула Шилова 251
Химическое потребление кислорода
См. Окисляемость бнхроматная
Хлор 139, 209 сл.
«активный» 141, 209 сл.
диоксид 140. 212, 213
Хлорирование 211—213
ХПК-метры автоматические 15
Цезий-137
(ХПК>
Экстрагенты 2312
Экстракты водные 31, 37
Экстракционная очистка 229 сл., 233—235,.
407 сл.
Электродиализ 175—179
Электродиализаторы 176
Электрофлотация 73—77, 384
Этерификация 268, 269
ОГЛАВЛЕНИЕ
Часть I
Состав, свойства, классификация загрязнений
и условия выпуска сточных вод в водоемы
Глава 1. Вода в природе. Характеристика и методы исследовании сточных вод
Вода в природе.................................................... 1
Состав и свойства сточных вод......................................9
Методы исследования сточных вод...................................1
Измерение расходов .......................................... Н
Отбор проб.................................................... 12
Общие показатели загрязненности............................... 13
Определение содержания индивидуальных веществ .................Iя
Выделение и концентрирование органических примесей . . . . 19
Методы определения органических примесей...................21
Автоматические приборы для определения содержания примесей 23
Схема исследования сточных вод химических производств ... 26
Глава 2. Классификация, методы канализоваиии и очистки сточных вод хи-
мических производств ................................................ 27
Водоснабжение химических предприятий..............................27
Классификация сточных вод.........................................30
Методы каналнзования сточных вод . ........................... .32
Классификация методов очистки . ..............................'.32
Основные принципы выбора схем очистки.............................34
Пути уменьшения количества и загрязненности сточных вод...........36
Совершенствование технологических процессов и оборудования . . 36
Применение аппаратов воздушного охлаждения ...................38
Повторное использование сточных вод в системах оборотного водо-
снабжения и технологических процессах.........................38
Создание бессточных химических производств....................39
Глава 3. Использование водоемов дли выпуска сточных вод...............41
Загрязнение и самоочищение водоемов...............................41
Правила охраны поверхностных вод от загрязнения сточными водами 43
Необходимая степень очистки сточных вод ... ...................44
Часть II
Методы очистки сточных вод химических
производств
Глава 4. Осветление сточных вод ............................ 46
Отстаивание ...... ............................................ 46
Типы отстойников •. .........................................48
Отстаивание в тонком слое жидкости...........................51
Осветление воды в слое взвешенного осадка.......................54
Флотация...................................................... .58
Флотация пузырьками, образующимися при механическом дисперги-
ровании воздуха...............'..............................59
460
Флотация пузырьками, выделяющимися из пересыщенных растворов
газов (воздуха) в воде.................................. 62
Электрофлотация .........................................73
Фильтрование . . .............................................. 77
Осветление сточных вод в аппаратах с фильтровальными перегород-
ками ..................................................... 78
Осветление сточных вод фильтрованием через зернистые загрузки 80
Глава 5. Очистка сточных аод от мелкодисперсных н коллоидных примесей 88
Коллоидно-дисперсная характеристика примесей сточных аод и факторы,
обусловливающие их агрегативную устойчивость.......................88
Очистка сточных вод коагуляцией .....................................91
Гетерокоагуляциоиная очистка . . . ..............................91
Теоретические основы процесса............................... 91
Влияние различных факторов на процессы гетерокоагуляционной
очистки................................................... 97
Соосаждение растворенных примесей .........................100
Минеральные, коагулянты, примеряемые для очистки..........102
Очистка коагуляцией под воздействием физико-химических факторов 107
Электрохимическая коагуляции.....................................ПО
Флокуляция и ее применение в процессах очистки сточных вод . . . .113
Физико-химические основы процесса флокуляции.............115
Влияние различных факторов на процессы флокуляции . . . .117
Флокулянты, применяемые для очистки . ..................120
Основные технологические схемы и аппаратура для обработки воды коа-
гуляцией и флокуляцией............................................125
Глава 6. Очистка сточных вод от растворенных неорганических примесей
Реагентные методы очистки......................................
Нейтрализация ............ ................................
Перевод ионов в малорастворимые соединения.................
Соосаждение растворенных неорганических примесей .......
Метод окисления..............................................
Метод восстановления . . . ................................
Применение гидролиза для очистки . . ................ ........
Десорбция летучих примесей.....................................
Десорбция в токе инертного газа............ ...............
Десорбция при нагревании растворов .................... .
Примеры десорбционной очистки сточных вод..................
Очистка методом обратного осмоса н ультрафильтрации............
Полупроницаемые мембраны ........................... . . . .
Влияние различных факторов на мембранные процессы разделения
Промышленные аппараты обратного осмоса и ультрафильтрации . .
Примеры применения метода обратного осмоса и ультрафильтрации
Термическое обезвреживание.....................................
Аппараты для концентрирования сточных вод..................
Аппараты для получения твердого (сухого) продукта .........
Очистка методом ионного обмена.................................
Катионирование ............................ ...............
Аиионирование ............ ................ ...............
Фильтры со смешанным слоем ионитов.........................
Схемы установок ионообменной очистки.......................
Примеры применения метода ионного обмена . ...... . .
Очистка методом электрохимического окисления...................
Очистка методом электродиализа ................
Очистка методом ионной флотации............................ .
Глава 7. Очистка сточных вод от растворенных органических примесей
деструктивными методами...........................................
Термоокислительиые методы обезвреживания . ....................
«Огневой» метод............................................
Метод жидкофазного окисления...............................
130
130
130
135
138
139
143
144
145
146
148
149
150
151
152
153
155
157
158
161
163
165 .
166
167
168
169
173
175
179
181
181
181
190
461
Метод термокаталитического окисления в парогазовой фазе , . . .195
Очистка методом озонирования .................................... 198
Взаимодействие озоиа с органическими веществами.............. 199
Схемы установок и конструкции аппаратов для обработки сточных
вод озоном..................................................... 201
Примеры применения метода озонирования.........................208
Обработка сточных вод хлором и хлорсодержащими агентами ..... 209
Очистка окислением кислородом воздуха, пероксидом водорода и дру-
гими окислителями...................................................214
Радиационное окисление..................... ........................217
Источники излучения для радиационной обработки сточных вод . . 218
Примеры применения метода радиационного окисления......219
Гидролитическая очистка .......................................... 221
Электрохимическое окисление ............................... 222
Глава 8. Очистка сточных вод от растворенных органических примесей ре-
генерационными методами................................................229
Экстракционная очистка ...................................... ..... 229
Основы процесса экстракционной очистки ....................... 229
Технологические схемы установок очистки . ................ . . . 238
Очистка перегонкой и ректификацией ................................235
Перегонка......................................................235
Ректификация ... .................................... ......... 237
Очистка методом адсорбции активными углями.........................241
Основы процесса адсорбционной очистки........................ 241
Активные угли и их регенерация............................... 245
Схемы установок адсорбционной очистки .........................249
Ионообменная очистка.............................................. 255
Очистка методом обратного осмоса и ультрафильтрации ............. 258
Очистка методом пенной флотации (сепарации)...................... 262
Пенная флотация . '.......................................... 262
Влияние различных факторов на эффективность процесса пенной
флотации . ............................................ ..... 264
Примеры применения метода пенной флотации .....................266
Очистка путем перевода органических примесей в легковыделяемые со-
единения ....................................................... 268
Метод этерификации ........................................... 268
Перевод в малорастворимые соединения ..........................269
Полимеризация и поликонденсация . ............................. . 279
Применение других методов .....................................271
Глава 9. Биологическая очистка сточных вод............................273
Закономерности процесса биологической очистки .....................274
Биоценоз активного ила и биопленки ............................... 276
Микрофлора и микрофауна активного ила н биопленки ...... 277
Адаптация микроорганизмов.................................... 279
Ферментативная активность микроорганизмов активного ила и бно-
пленки........................................................ 279
Прирост биомассы и потребление кислорода в процессе биологиче-
ской очистки................................................... 280
Биологическое окисление различных классов органических соединений 281
Влияние различных факторов на процесс биологической очистки .... 284
Аэробная биологическая очистка сточных вод ..................... . 289
Очистка в аэротенках...........................................289
Аэротенки идеального вытеснения............................293
Аэротенки полного смешения................................ 296
Другие типы аэротенков.....................................299
Применение кислорода для биологической очистки ...... 309
Технологические схемы установок ..... 303
Результаты очистки ....................................... 305
Очистка в биофильтрах......................................... 306
462
Очистка в биологических прудах ...............................310
Земледельческие поля орошения и поля фильтрации...............312
Анаэробная биологическая очистка сточных вод ................... 312
Часть III
Технология очистки сточных вод химических
производств
Глава 10. Очистка сточных вод основной химической промышленности . .315
Сточные воды производства кальцинированной соды ..................315
Сточные воды производства экстракционной фосфорной кислоты и фос-
форных удобрений...................................................321
Сточные воды производства фосфора и термической фосфорной кислоты
Глава 11. Очистка сточных вод азотной промышленности..................337
Сточные воды производства аммиака.............................. 337
Сточные воды производства карбамида.............................. 340
Сточные воды производства аммиачной селитры..................... . 344
Глава 12. Очистка сточных вод производств основного органического и неф-
техимического синтеза.................................................348
Сточные воды производства акрилонитрила........................ 348
Сточные воды производства синтетических жирных кислот ...... 350
Сточные воды производства бутадиена............................. 358
Сточные воды производства изопрена каталитическим дегидрированием
изопентана , . ........................................... ....... 363
Сточные воды производства изопрена из изобутилена и формальдегида 367
Глава 13. Очистка сточных вод нефтеперерабатывающих заводов .... 372
Условия образования, количество и состав сточных вод..............372
Обезвреживание сточных вод....................................... 375
Принципиальные схемы очистки................................375
Механическая очистка..................................... 377
Физико-химическая очистка.................. ................381
Биологическая очистка ... ....................... ......... 385
Доочистка биологически очищенных сточных вод ..............388
Очистка сернисто-щелочных сточных вод......................391
Основные направления очистки и использования сточных вод
НПЗ . .................................................... 396
Глава 14. Очистка сточных вод термической переработки твердых топлив 399
Условия образования, количество и состав сточных вод.............399
Коксохимические заводы.......................................399
Предприятия полукоксования и газификации угля, горючих сланцев’
и торфа ........................................................401
Использование сточных вод .................................... 403
Коксохимическое производство . ...............................403
Полукоксование и газификация твердых топлив...................404
Обезвреживание сточных вод................................... . 405
Очистка от смол ..............................................405
Очистка от фенолов ......................................... 406
Перспективная схема очистки и использования сточных вод . . . 420
Глава 15. Очистка сточных вод производств синтетических полимеров и
пластических масс.....................................................422
Сточные воды производств суспензионных полистиролов и сополимеров
стирола.......................................................... 422
Сточные воды производства фенолоформальдегидиых смол..............428
Сточные воды производства мочевиноформальдегидных смол .... 432
Сточные воды производства эпоксидных смол....................... 433
Сточные воды производства поливинилацетатных полимеров............435
Литература...........................................................440
Предметный указатель..................................................456
463
Владимир Александрович Проскуряков
Лев Иосифович Шмидт
ОЧИСТКА СТОЧНЫХ вод
В ХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
Редактор Л. Ф. Травина
Техн, редактор 3. Е. Маркова
Корректор М. 3. Басина
Переплет художника А. И. Бородина
ИБ № 596
М-12978. Сдано в наб. 26/XI 1976 г. Поди, к печ. 5/IV 1977 г-
Формат бумаги бОХЭО'Лв- Бум. тип. № 3.
Усл. печ. л. 29,0. Уч.-нзд. л. 33,58. Тираж 18 400 экз.
Зак. 394. Изд. № 267. Цена 1 р. 94 к.
Издательство <Хнмия>, Ленинградское отделение
191186, г. Ленинград, Д-186, Невский пр., 28
Ордена Трудового Красного Знамени
Ленинградская типография Кг 2
имени Евгении Соколовой Союэполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии н книжной торговли^
198052, Ленинград, Л-52, Измайловский проспект, 29