
















































































































































































































































































































































































































































Автор: Бушуев В.В.
Теги: общее машиностроение технология машиностроения машиноведение машиностроение справочник конструктора
ISBN: 5-217-03341-Х
Год: 2006




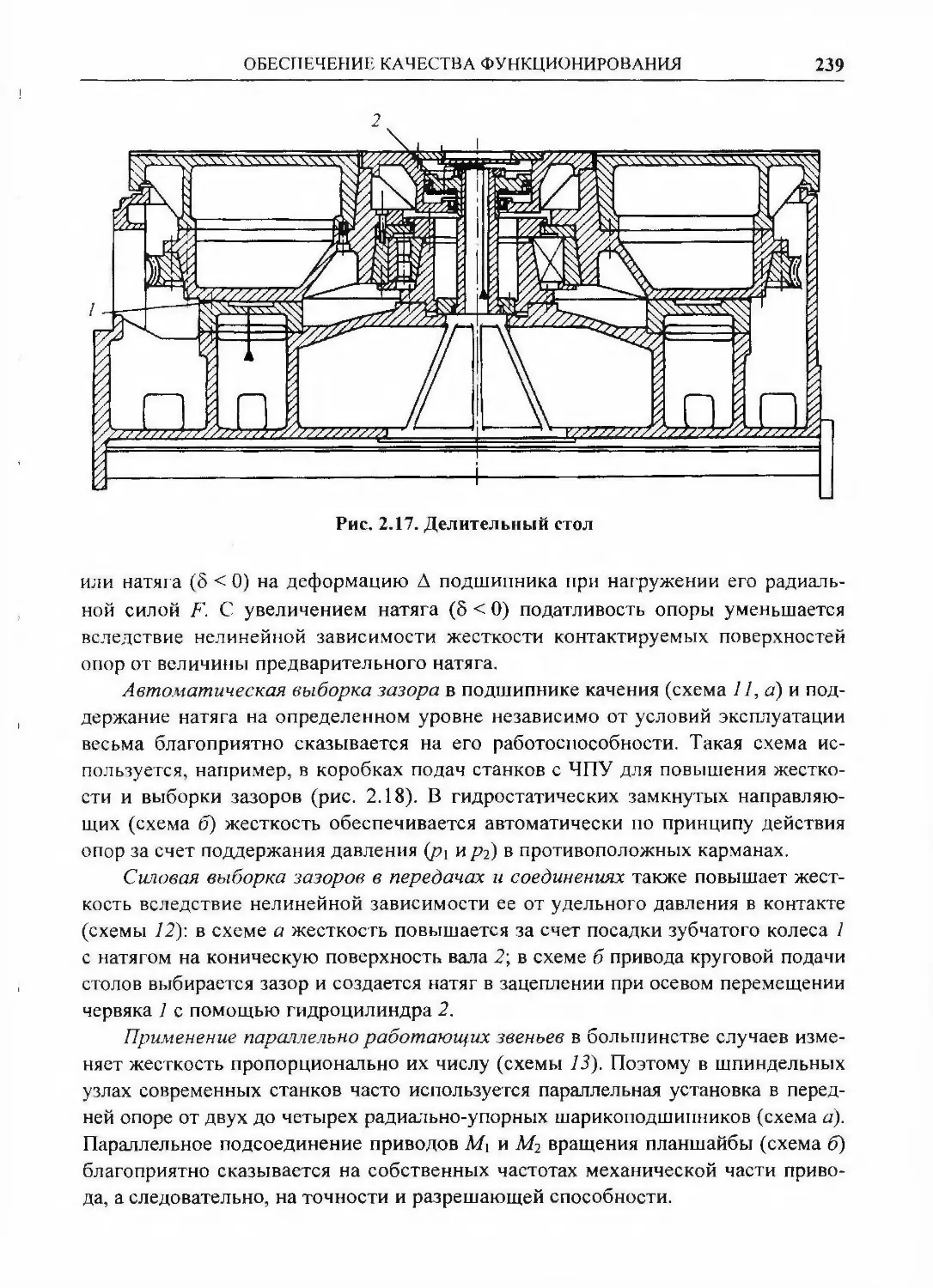
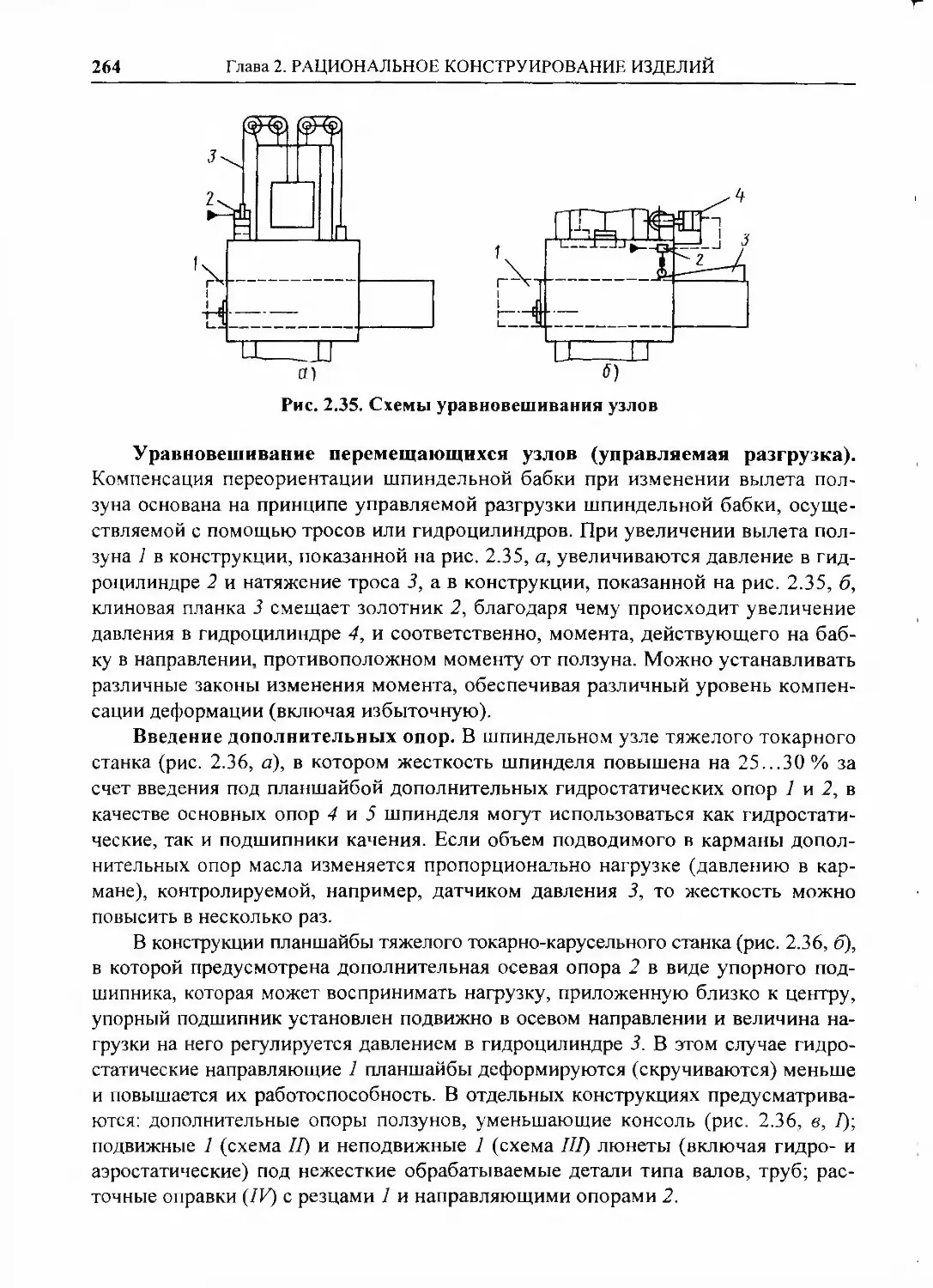
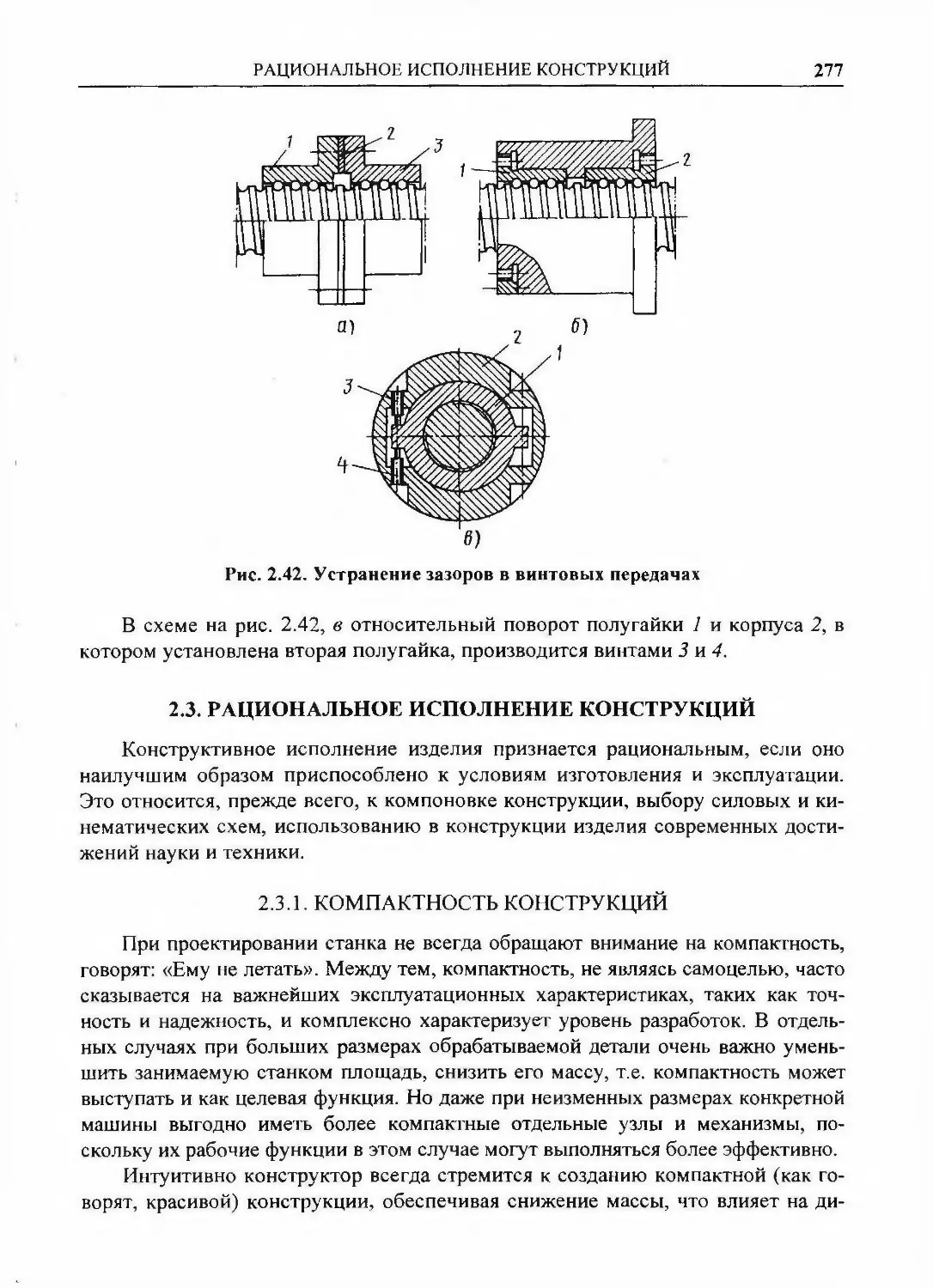
Текст
БИБЛИОТЕКИ КПНСТРЫКТПРДОснована в 1968 годуВ.В. БУШУЕВПРАКТИКАКОНСТРУИРОВАНИЯМАШИНСПРАВОЧНИКМОСКВА «МАШИНОСТРОЕНИЕ» 2006
УДК 621-001.66.004.14
ББК 34.42
Б90Бушуев В.В.Б90 Практика конструирования машин: справочник - М.: Машиностроение, 2006. -
448 с.: ил. (Б-ка конструктора.)ISBN 5-217-03 341-ХВ этом уникальном издании рассмотрены методические приемы процесса конструиро¬
вания, общие подходы к разработке рациональных конструкций, логика принятия решений
на разных стадиях конструирования, иерархические уровни решения задач, парадоксаль¬
ные ситуации, часто встречающиеся ошибки, пути совершенствования конструкций.Приведено большое количество примеров реальных ситуаций, взятых чаще всего из
практики проектирования станков.Для конструкторов, желающих глубже постигнуть специфические стороны конст¬
руирования, работающих над созданием машин и механизмов в различных отраслях
промышленности.УДК 621-001.66.004.14
ББК 34.42Справочное издание
Бушуев Владимир Васильевич
ПРАКТИКА КОНСТРУИРОВАНИЯ МАШИНРедакторЗ.М Рябкова
Художественный редактор Т.Н. Галицына
Корректор Т. В. Парайская
Инженеры по компьютерному макетированию:Е.В. Кораблева, М.Н. Рыжкова, Т.А. СынковаСдано в набор 06.06.2006 г Подписано в печать 13.10.2006 г. Формат 70x100 '/i6.
Бумага офсетная. Гарнитура Times. Печать офсетная.Уел. печ. л. 36,4. Уч.-изд. л. 35,6 Тираж 2000 экз. Заказ 4876Ордена Трудового Красного Знамени ОАО "Издательство "Машиностроение",
107076, Москва, Стромынский пер., 4. www.mashin.ruОригинал-макет подготовлен в Издательско-полиграфическом центре
Тамбовского государственного технического университетаОтпечатано в Г'УП ППП "Типография "Наука" РАИ,121099, Москва, Шубинский пер., 6ISBN 5-217-03341-Х О В.В. Бушуев, 2006© Издательство «Машиностроение», 2006Перепечатка, все виды копирования и воспроизведения материалов,
опубликованных в данной книге, допускаются только с разрешения
издательства и со ссылкой на источник информации.
ОГЛАВЛЕНИЕПРЕДИСЛОВИЕ 5Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ ... 71.1. Разработка концепции машин и устройств 91.1.1. Этапы и методы разработки концепции 91.1.2. Основные операции 121.1.3. Система движений 151.1.4. Использование физико-технических эффектов 221.1.5. Выделение главных моментов при конструировании 301.1.6. Разработка технического задания на проектирование 361.2. Приемы и методы технического творчества 391.2.1. Конструирование и изобретательство 391.2.2. Нетрадиционные конструкторские решения 581.2.3. Морфологический анализ 671.2.4. Учет «мелочей» при конструировании 721.2.5. Учет ошибок конструирования 761.2.6. Преобразование объектов 911.3. Особенности функционального конструирования 961.3.1. Варианты конструкций 971.3.2. Компромиссы при конструировании 1131.3.3. Выход из тупиковых ситуаций 1201.3.4. «Парадоксы» конструкций 1291.4. Обеспечение преемственности конструкций 1351.4.1. Особенности последовательного развития машин 1361.4.2. Конструктивная преемственность. Формы и методы обеспечения 1381.4.3. Конструирование с использованием аналогов 1561.4.4. Конструкторские каталоги 160Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ 1702.1. Обеспечение технологичности конструкций 1712.1.1. Виды и показатели технологичности конструкций 171
4ОГЛАВЛЕНИЕ2.1.2. Технологичность литых заготовок 1742.1.3. Технологичность конструкций деталей при механической
обработке и сборке 1762.1.4. Технологичность конструкций в процессах утилизации и
вторичного использования 1892.2. Обеспечение качества функционирования 1922.2.1. Конструирование и надежность изделия 1922.2.2. Точность функционирования 2152.2.3. Жесткость конструкции 2332.2.4. Теплостойкость изделия 2432.2.5. Адаптация к изменяющимся условиям работы 2462.2.6. Компенсация упругих деформаций 2572.2.7. Устранение зазоров в механизмах 2672.3. Рациональное исполнение конструкций 2772.3.1. Компактность конструкций 2772.3.2. Конструирование и силовые схемы 2892.3.3. Избыточные и недостающие связи в конструкциях 3112.3.4. Разработка кинематических схем 3202.3.5. Использование мехатронных устройств 326Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ ИМЕХАНИЗМОВ... 3413.1. Главный привод 3413.2. Шпиндельные узлы 3553.3. Приводы подачи 3753.4. Направляющие 3903.5. Механизмы автоматической смены инструментов станковс ЧПУ (МАСИ) 4033.6. Зажимные механизмы в станках 4213.7. Фиксирующие устройства 434СПИСОК ЛИТЕРАТУРЫ 43 8ПРИЛОЖЕНИЕ. Методы формообразования поверхностей 440
ПРЕДИСЛОВИЕРоль конструктора в развитии современного материального мира трудно
переоценить. В машиностроении 80...85 % затрат предопределяется техниче¬
скими решениями, которые формируются в процессе конструирования и разра¬
ботки технологий. Повышение эффективности конструирования является одной
из основных задач современного машиностроения.Рациональное конструирование предполагает:умение непрерывно улучшать функциональные показатели машин и, в то
же время, разумно сочетать новое со старым в конструкции изделия;выбирать из всего арсенала возможных конструкторских решений наиболее
приемлемые для данных условий, базируясь на опыте, знаниях и убежденности в
реальности предлагаемых решений.Трудность конструирования состоит в том, что, опираясь на имеющиеся
данные, нужно уметь прогнозировать некоторое новое состояние объекта разра¬
ботки. Поэтому, когда конструктор переходит от настоящего к будущему, пози¬
ция сомневающегося ученого (если рассматривать проектирование как науку)
становится бесполезной и должна быть заменена твердой верой, так как конст¬
руктор всегда должен считать реальным то, что существует в воображаемом бу¬
дущем. Конструирование всегда оригинально независимо от того, как решается
задача - интуитивно или на основе аналогов.Конструирование - это не наука и не искусство, но содержит элементы того
и другого. Успех дела зависит от их правильного сочетания.В каком смысле можно рассматривать процесс конструирования как науку?
В процессе работы нужно соблюдать последовательность этапов проектирова¬
ния и использовать определенные методы научно-технического творчества,
приемы и знания в различных областях науки и техники, и в этом случае можно
каждый раз получать наиболее удачные решения.Какие черты конструирования приближают его к искусству? Получение ка¬
чественно новых результатов обычно базируется на некотором скачке: переходе
от традиционного к необычному. В этом смысле инженерное творчество ближе
к изобретательству, чем к научному исследованию. Роль озарения, находки, ин¬
туиции здесь чрезвычайно велика. Поэтому далеко не все конструкторы, обла¬
дающие глубокими знаниями, становятся талантливыми. По-видимому, проек¬
тирование, как черный ящик, никогда до конца не удастся объяснить логически.Автор не ставит перед собой задачу дать систематизированный материал по
проектированию машин и, в частности, станков. Описанию наиболее характер¬
ных механизмов посвящена только одна из трех глав книги. Не рассматривает
вопросы оптимизации, особенности решения задач с помощью ЭВМ, расчеты
узлов и механизмов, которые освещены в специальной литературе. Основное
внимание уделено методическим приемам процесса конструирования, общим
подходам к разработке рациональных конструкций, описанию различных клас¬
6ПРЕДИСЛОВИЕсификационных признаков как составной части методики конструирования, рас¬
смотрению некоторых иерархических уровней при решении задач, парадоксаль¬
ных ситуаций, анализу часто встречающихся ошибок, а также конструкций ха¬
рактерных механизмов с позиции самого процесса конструирования.Разделяя точку зрения на то, что в рассматриваемой области примеры по¬
лезнее правил, автор старается избежать теоретических обобщений и отдает
предпочтение (для подтверждения того или иного тезиса) рассмотрению кон¬
кретных вариантов конструкции. Учитывая, что многие положения по конст¬
руированию носят творческий и часто интуитивный характер, автор не претен¬
дует на «истину в последней инстанции» в толковании и оценке отдельных кон¬
струкций, подходов к конструированию. Основная задача книги - попытаться
вовлечь читателя в заочный спор, позволить сопоставить позиции автора и свои
по оценке отдельных решений (альтернативный подход составляет суть процес¬
са конструирования), ввести в круг творческих проблем конструктора, показать
сложность и привлекательность его труда. Основное внимание в книге уделено
методическим аспектам процесса конструирования, логике принятия решений,
повышению активности восприятия материала.Предлагаемая книга базируется на опыте работы автора в станкостроитель¬
ной промышленности и методических разработках кафедры «Станки» МГТУ
«Станкин», используемых при подготовке специалистов для машиностроения.
Большинство примеров взято из станкостроения - сердцевины машиностроения.В первой главе рассматриваются некоторые методические стороны процес¬
са конструирования, описываются основные физические операции при конст¬
руировании, приводятся примеры решения задач с использованием физических
эффектов, рассматриваются характерные приемы конструирования, такие как
выделение главных моментов, изобретательство, компромиссы, выбор вариан¬
тов, учет ошибок при конструировании, выход из тупиковых ситуаций и др.Во второй главе описываются принципы рационального конструирования,
предполагающие следующее: обеспечение технологичности, надежности, точно¬
сти, жесткости, компактности конструкций; применение рациональных силовых
схем; адаптацию механизмов к изменяющимся условиям эксплуатации; компенса¬
цию упругих деформаций; выборку зазоров в соответственных механизмах и т.п.В третьей главе приведен анализ вариантов конструкций наиболее харак¬
терных узлов и механизмов преимущественно станков, рассмотрена классифи¬
кация конструкторских решений этих узлов по различным признакам.В приложении рассмотрены схемы формообразования наиболее распро¬
страненных поверхностей.Автор не претендует на всесторонний охват методических приемов процес¬
са конструирования, но надеется привлечь внимание читателей к этому творче¬
скому процессу, поскольку в нашем быстроменяющемся мире специалистам
важно знать не только конструкции, но и известные приемы самого процесса
конструирования, чтобы повысить эффективность разработок.Автор с благодарностью примет замечания, направленные на улучшение
содержания и изложение материала.
Глава 1ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯКонструирование представляет собой одну из эмпирико-интуитивных
форм творческой деятельности, плохо поддающихся изучению, формализации и
алгоритмизации. Конкретные методы конструирования всегда индивидуальны,
поэтому очень трудно формулировать однозначные рецепты по их применению.Паркинсон сказал, что «верблюд - это коллективно спроектированная ло¬
шадь», имея в виду, что коллектив не заменит творчески одаренного конструк¬
тора при решении конкретных задач. Идеи рождаются одним человеком, поэто¬
му применительно к конструированию с большим основанием можно говорить о
коллективном труде, чем о творчестве. Но машины создаются трудом больших
коллективов и ответственность каждого члена коллектива весьма велика, так как
основной метод решения сложных задач - это преобразование их в простые, ре¬
шаемые отдельными людьми. Поэтому необходимо учиться работать в коллек¬
тиве. При отстаивании предложенной идеи важно проявлять выдержку, привле¬
кать фундаментальные материалы для доказательств, не показывая своего пре¬
восходства над другими.Плодотворно работающий коллектив обычно характеризуется особой твор¬
ческой обстановкой, которая заставляет проектировщиков «думать вслух», поз¬
воляет всем глубже знакомиться с процессами мышления и проникать в суть
стоящей проблемы.Не следует бояться авторитетов, так как творческие идеи не нуждаются в
поддержке. Но в то же время резкая критика хороших идей - самый верный спо¬
соб погубить их. Эдисон говорил, что «общество никогда не бывает готово к то¬
му, чтобы принять какое-то изобретение», поэтому нужно проявлять выдержку,
чтобы идеи были поняты и приняты.Есть точка зрения, что конструированию нельзя научиться, а можно лишь
развивать врожденные способности, т.е. конструктором нужно родиться. Не бу¬
дем оспаривать небезосновательное утверждение и попытаемся обобщить неко¬
торые методы, помогающие конструктору развивать свои врожденные способ¬
ности.Основная трудность творческого процесса конструирования - это вос¬
приятие всей проблемы сразу. Нужно видеть будущие трудности при том или
другом варианте как конструктивного плана (размещении, герметизации, подво¬
де питания и др.), так и технологического (возможности изготовления, сборки,
условия ремонта и др.). Безусловно, увидеть проблему «целиком» до мелочей не
дано никому, но выделить главные звенья уже на ранней стадии хорошему кон¬
структору, как правило, удается. Принимать решения на ранней стадии всегда
приходится при дефиците информации, поэтому часто опыт и интуицию нельзя
заменить знаниями.
8Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯДля уменьшения числа ошибок при принятии решений на ранней стадии
проводят опытные работы для проверки идеи, разрабатывают варианты, при
этом особое внимание уделяют «сомнительным» местам.Что мешает творчеству? Это прежде всего:1) отсутствие гибкости мышления (например, скрепку можно использовать
и для подвешивания ватмана, и как дырокол);2) сила привычки (новые проблемы решаются старыми методами);3) узкопрактический подход (вместо всестороннего обдумывания, фантази¬
рования конструктор берется сразу за решение задачи);4) чрезмерная специализация (очень важно расширять свои знания в раз¬
личных областях);5) боязнь критики (пусть Вас не обескураживают такие заявления, как «это
не будет работать», «это чушь» и др.);6) влияние авторитетов.Однако следует предостеречь от эйфории по поводу «творческого порха¬
ния» при конструировании, так как это тяжелая и зачастую рутинная работа по
разработке, оформлению документов, согласованию комплектующих, материа¬
лов и др.Современное проектирование носит системный характер, что означает
согласованный выбор альтернатив между технологическими возможностями,
уровнем автоматизации, современными конструкторскими решениями и ценой,
гибкостью производства и производительностью и др.При проектировании технических систем и средств рекомендуется иметь в
виду следующие обстоятельства:1) новые технические решения появляются в результате постепенного при¬
ближения к цели;2) разработка проекта идет от общего к частному, а не наоборот. Это обу¬
славливает роль технического задания;3) получение наиболее рационального решения достигается разработкой
максимального числа вариантов и их углубленным анализом;4) при поиске решения требование правильности функционирования ма¬
шины преобладает над другими требованиями, например экономическими;5) конструктивные параметры элементов технических средств диктуются
лишь физико-техническими, а не экономическими факторами, поэтому при про¬
ектировании необходимо проводить инженерные расчеты;6) конструирование изделий выполняется с учетом возможности и трудо¬
емкости их изготовления, эксплуатации и ремонта;7) экономическая оценка конструкции всегда является важным стимулом
получения рациональных проектных решений, но может быть сделана не
раньше, чем появится вариант, отвечающий требованиям функционирования
изделия.В машиностроении и, в частности, станкостроении основными материалами
являются чугун, сталь и бронза (используется в качестве антифрикционного ма¬
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ9териала). В последнее время находят более широкое применение композицион¬
ные материалы, составленные из двух или более различных по своей природе
компонентов, в которых можно реализовать заданные свойства (текстолит, стек¬
лопластики, углепластики, полимербетоны и др.). Их использование открывает
конструкторам большие возможности. Здесь не рассматриваются вопросы, свя¬
занные с использованием материала, так как это предмет для самостоятельного
анализа.При конструировании можно выделить ряд процедур, свойств предметов,
определенные действия, которые позволяют понять этот сложный процесс и
лучше овладеть им:1) элементарные физические операции, на которые разбиваются сложные
процессы в машине;2) физико-технические эффекты и их носители (вещество, энергия и др.);3) систему движений и способы их реализации;4) различные преобразования объектов, т.е. их оформление, изменение
числа, параметров и т.п.;5) техническое качество поверхности (твердость, силу адгезии, другие ка¬
чественные и количественные показатели).Первостепенной задачей является разработка технически грамотной кон¬
цепции машины или устройства на исходных этапах конструирования.1.1. РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВРазработка концепции (т.е. замысла машины) в значительной степени опре¬
деляет успех предприятия в целом. На этом этапе нужно иметь минимум огра¬
ничений, например, не связывать себя возможностью изготовления и др. Самое
трудное в любом творческом процессе - это преодоление сложностей поиска
варианта в обширном пространстве с неограниченным числом комбинаций от¬
дельных решений. Пространство, в котором приходится вести поиск новых ре¬
шений, слишком велико, чтобы получить нужный результат без использования
методических приемов, облегчающих этот поиск.1.1.1. ЭТАПЫ И МЕТОДЫ РАЗРАБОТКИ КОНЦЕПЦИИЭтапы разработки концепции следующие.1. Описание потребностей (потребитель, объем производства, шансы на
успех реализации и др.).2 Подробное описание технологического процесса использования:для оборудования - режимы резания, базирование, припуски, условия безо¬
пасности, объем выпуска, точность и т.д.;для других машин - условия функционирования, время и место использова¬
ния, нагрузки, возможные неучтенные ситуации и др.3. Выделение главных моментов, отражающих специфику работы машины.
10Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ4. Разработка технического задания на достаточно общем уровне (не свод
правил и требований, а наиболее важные стороны).5. Обзор и анализ научной и технической информации (в том числе па¬
тентные исследования).6. Составление перечня всех возникающих идей.На этом этапе нужно относиться без предубеждения к замечаниям и попы¬
таться восполнить недостающую информацию.Методы разработки концепции. С позиции исследователей творческой
деятельности работа проектировщика представляется то как «черный ящик», на
выходе из которого возникает озарение, то как «прозрачный ящик», в котором
происходит логический процесс, до конца поддающийся объяснению. С этих
различных позиций и разрабатываются методы проектирования, которые можно
условно разделить на алгоритмические и эвристические.Алгоритмические методы проектирования. К ним относится разработка ло¬
гических и математических алгоритмов, которые можно определить как после¬
довательность указаний, касающихся процедур решения задач, например мор¬
фологический анализ. Алгоритмические методы наиболее успешно используют¬
ся при разработке концепции и при оптимизации конструкций. Они облегчают
применение ЭВМ при проектировании и конструировании и характеризуются
следующими особенностями:цели, переменные и критерии задаются заранее;поиску решения предшествует проведение анализа;оценка результатов дается в основном в словесной форме и построена на
логике, а не на эксперименте;заранее фиксируется стратегия [14, 35].При применении методов «прозрачного ящика» коренным вопросом являет¬
ся возможность расчленения или декомпозиции задачи на отдельные части, ко¬
торые можно решать последовательно или параллельно. При создании сложных
машин (станков, автомобилей и др.), которые должны отвечать большому числу
разнообразных требований, чаще всего расчленить общую задачу не удается и
приходится использовать эвристические методы.Эвристические методы проектирования. В их основе лежат опыт и способ¬
ности конструктора. Эвристические методы разрабатываются для стимулирова¬
ния творчества проектировщика. В них определяющее значение имеют ассоциа¬
тивные способности, интуитивное мышление и способы управления мышлени¬
ем. Эти методы представляют собой упорядоченные в какой-то мере общие пра¬
вила и рекомендации, помогающие решению творческих задач без предвари¬
тельной оценки результатов. Талантливый конструктор обладает развитой ин¬
туицией.Первой разновидностью интуиции является способность формирования
оригинальных конструкторских решений на основе комбинации известных ре¬
шений между собой с новыми идеями, придающими новые свойства изделию.
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ11Вторая ассоциативная разновидность интуиции - умение распознать и ус¬
мотреть в окружающем мире нужную идею, эквивалентную задачу, принцип,
провести связь между, на первый взгляд, несовместимыми вещами, перенести
решение задачи из одной сферы в другую.К третьей, наиболее важной, разновидности интуиции можно отнести спо¬
собность создавать идеализированные, желаемые образцы, умение представлять
себя в роли работающей детали, узла, машины, о также физически ощущать ра¬
боту машины.Известны более трех десятков эвристических методов: мозгового штурма;
синектики; элементарных вопросов; аналогий; «от целого к частному»; «наво¬
дящие операции» и др. [2, 14]. Многие из этих методов использованы при фор¬
мировании специального фонда эвристических приемов, обеспечивающих пре¬
образование прототипов проектируемых объектов в искомые по техническому
заданию [2]. Однако все они страдают односторонностью, например:анализ естественных природных систем - изучение формы, структур творе¬
ний природы (оболочковые структуры - труба, соты; стебель соломки - много¬
слойные конструкции);анализ известных (в том числе из других областей) технических систем;обращение к собственному опыту.Недостатки эвристического метода связаны со следующими обстоятельст¬
вами:из-за имеющихся традиций и собственной косности затруднена генерация
новых решений;правильная мысль редко рождается в нужное время, так как она не может
появиться принудительно.Часто оба метода (алгоритмический и эвристический) дополняют друг друга
и используются совместно.Принятие решений при проектировании. Принять правильное решение -
значит, выбрать такой вариант из числа возможных, в котором с учетом всего
разнообразия факторов будет оптимизирована общая ценность разработки. Час¬
то бывает необходимо несколько поступиться одной из характеристик техниче¬
ской системы, чтобы получить выигрыш в другой. Задачей процесса принятия
решений является отыскание варианта, представляющего собой наилучший с
точки зрения цели и при учете всех рассматриваемых факторов, как количест¬
венных, так и качественных. Можно выделить несколько видов задач при при¬
нятии решений:1) оптимального выбора, когда множество вариантов однозначно опреде¬
лено, а принцип выбора решения формализован (результаты не зависят от субъ¬
ективных условий);2) выбора, когда множество вариантов однозначно определено, но принцип
выбора решения не может быть формализован. В этом случае выбор варианта
зависит от того, кто принимает и на основе какой информации;3) общая задача принятия решений, когда множество вариантов не имеет
определенных границ (может дополняться и видоизменяться), а принцип выбора
12Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯрешений неформализован. В этом случае лица, принимающие решения, по-раз-
ному подходят к оценке вариантов. Общепринятым принципом, который обес¬
печивает принятие решения, является переход от сравнения альтернативных ва¬
риантов в целом к сравнению их отдельных свойств (показателей). Основная
идея такого перехода состоит в том, что в отношении отдельного свойства (по¬
казателя) легче выявить, какой из вариантов предпочтительнее.Сравнение по отдельным признакам может производиться на основе:попарного (реже группового) сравнения альтернатив по данному признаку;введения естественных числовых характеристик признаков (если признак
обладает физическим смыслом, то сравнение производят, например, по массе,
размерам, скорости, уровню шума, точности и др.). Эти свойства называют кри¬
териями;введения искусственных числовых характеристик данного признака, когда
естественные числовые характеристики признаков отсутствуют. В этом случае
эксперты вводят искусственные оценки (баллы).Существует несколько областей науки, которые можно назвать наукой о
принятии решений. К ним можно отнести оптимизацию, теорию вероятностей
и математическую статистику.Оптимизация предполагает определение значимых регулируемых пара¬
метров (при ограничениях), приводящих к экстремальному значению оптимизи¬
руемого параметра. Функция, выражающая оптимизируемый параметр, называ¬
ется целевой функцией.Теория вероятностей. Очевидно, что весьма редко приходится принимать
решения при полном знании всех обстоятельств и, следовательно, в современ¬
ных условиях важно применять теорию вероятностей.Математическая статистика имеет дело с числовыми данными или ре¬
зультатами наблюдений. Она занимается изучением того, каким образом осмыс¬
лить и обработать полученные данные и сделать правильные выводы. Вероятно¬
стные модели (теоретические распределения) используются как средство стати¬
стических решений.Теория полезности может дать способ измерения ценностей различного ря¬
да по единой шкале полезности. Она имеет дело с выбором стратегий в целях
оптимизации вероятностей получения максимального значения на шкале полез¬
ности. При инженерном проектировании необходимо принимать много реше¬
ний. В некоторых случаях нужно уметь принять промежуточные решения в ус¬
ловиях неопределенности, а затем продолжить проектирование. Приходится так¬
же решать вопрос и о том, стоит ли придерживаться однажды принятого реше¬
ния или необходимо его пересмотреть.1.1.2. ОСНОВНЫЕ ОПЕРАЦИИБольшинство сложных процессов в машинах можно свести к относительно
малому числу элементарных действий (основных операций), приведенных в
табл. 1.1 [51].
1.1. Использование при конструировании элементарных физических операцийРАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ13V1 1
u 5H *
2 8.и ЯQ,1 (L)У s
3 хя <иg В
* 2
е f-1
О о5 е1 (Uи к11
03 СО* оIIо оО, £2С S11§ Я
® XIIо таэ °-У правление -
неуправление1 я5 |5 |40 *
и п4 Й
о £■« 3ей1 о
о> Я§ эи со£ з2 о.И и5 &03 сПреобразование -
восстановлениеНакапливание -
расходованиеОбъединение -
дроблениеКомпозиция -
декомпозицияПреобразованиевращенияСменанаправленияУвеличение -
уменьшение
14Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯОбратимые операции (схемы 1-3,8), такие как увеличение - уменьшение,
смена направления, преобразование вращения, включение - прерывание, не тре¬
буют дополнительных пояснений.Операция композиция-декомпозиция может предполагать смешивание или
разделение веществ, отличающихся по физическим параметрам. В схеме 4, а
вещества с различной плотностью у\ и у2 разделяются (декомпозиция) при их
погружении в жидкую среду (отстаивание и др.). Сортирование предметов (схе¬
ма 4, б), различающихся коэффициентами трения (/1 >/2), также является приме¬
ром декомпозиции. Принцип действия насоса (схема 4, в) иллюстрирует опера¬
цию «композиция», в которой в жидкость «впускают» энергию движения.Операция объединения-дробления (или разделения) имеет место, если ве¬
щества смешиваются (разделяются) не по качественному признаку. Суммирова¬
ние (объединение) мощности двух двигателей (схема 5, а) происходит на зубча¬
том колесе 1 привода перемещения стола 2 продольно-обрабатывающего станка.
Сваривание двух (или более) элементов конструкций (схема 5, б) также является
примером объединения. Процесс резания, сопровождающийся получением дета¬
лей (из одной заготовки), является примером дробления. В качестве примера
дробления на схеме 5, в показана конструкция подшипника 3, установленного в
стакане 4, а не непосредственно в корпусе 5.Операция накапливание-расходование - это накопление (расходование)
инструмента в инструментальном магазине 1 (схема 6, а); накопление энергии
маховиком 2 в приводе главного движения зубофрезерного станка (схема 6, б);
накопление энергии пружины рычага 3 (схема б, в) и др.Операция преобразование-восстановление предполагает изменение
свойств энергии, вещества, а также сигнала. В схемах 7 сигнал одной физиче¬
ской величины преобразуется в соответствующий сигнал другой физической
величины. В радиальном гидростатическом подшипнике (схема 7, а) давления
рх и рг в вертикальных карманах преобразуются в электрический сигнал и слу¬
жат показателем нагрузки. В схеме 7, б нагрузка на шарикоподшипник контро¬
лируется тензометрическими датчиками 1, установленными в кольцевой про¬
точке наружного кольца, и деформация проволоки тензодатчиков от сил, дейст¬
вующих в подшипнике, преобразуется в электрический сигнал. В схеме 7, в
энергия поступающей в гидроцилиндр жидкости преобразуется в поступатель¬
ное перемещение поршня 1.Операции колебание-выравнивание показаны на схемах 9. Колебания ис¬
пользуются для дробления стружки за счет вибраций резцедержавки гидроци¬
линдром 1 и для транспортирования стружки путем сообщения соответствую¬
щих движений лотку 2 со стружкой. В схеме 9, в предприняты меры по сниже¬
нию колебаний (выравнивание) резца 3 повышением демпфирования корпуса
(армирование полимербетоном).Операции управления-неуправления (отсутствие управления) могут осуще¬
ствляться гидростатическими направляющими, в которых предусмотрены дрос¬
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ15сели 7 и 2 с постоянным (неуправление) и изменяющимся (управление) сопро¬
тивлением соответственно (схема 10, а), управляемым двигателем 4, регули¬
рующим частоту вращения шпинделя 3 в широких пределах (схема 10, 6). Струя
жидкости в системе охлаждения круглошлифовального станка, свободно выте¬
кающая из сопла 5, может служить примером неуправления (схема 10, в).Операции концентрирования - это такие, как направление стружки в тре¬
буемую емкость с помощью лотка 1 (схема 11, а), а также концентрация (фоку¬
сирование) лазерного луча, дающая возможность проводить резку материала 2
(схема 11,6). В схеме 11, в при перемещении поршня 3 гидроцилиндра вправо
происходит рассеяние энергии за счет увеличения сопротивления дросселирова¬
нию масла.Операции пропускание-изолирование иллюстрируются на примерах: обгон¬
ной муфты (схема 12, а), в которой вращение кольца 1 передается на вал 2 толь¬
ко в одном направлении (показано стрелкой); дросселя 3 (схема 12, 6), через
который жидкость протекает в обоих направлениях; обратного клапана 5 (схема
12, в), изолирующего выходной канал 4 от давления при направлении подачи
жидкости, указанном стрелкой.Операция испускание-поглощение - это, например, когда энергия колеба¬
ний поршня 1 возбуждается при подаче масла в правую и левую полости гидро¬
цилиндра от золотника управления 2 (схема 13, а). Поглощение колебаний про¬
исходит в несущей конструкции (схема 13, 6) при заполнении свободного про¬
странства между стенками песком, а также при изолировании трубопровода 3 от
корпуса 4 с помощью резинового кольца (схема 13, в).Операция сжатие-разрежение часто используется, например, при зажиме
детали (инструмента). В схеме 14, а масло под давлением (сжатие) подводится в
правую полость гидроцилиндра 7, осуществляя зажим. В схеме 14, 6 подача воз¬
духа под давлением р\ (сжатие) в карман 2 опоры обеспечивает разделение по¬
верхностей воздушным зазором толщиной h. В схеме 14, в закрепление заготов¬
ки 3 обеспечивается за счет создания вакуума (разрежение) в камере 4. Подпру¬
жиненная мембрана 5 повышает надежность механизма.Операция фиксирование-расфиксирование связана с закреплением и осво¬
бождением узлов, с их позиционированием в определенном положении.Кроме рассмотренных действий при создании машины используют опера¬
ции математические (сложение, вычитание и др.) и логические (блокировка дви¬
жений и др.).1.1.3. СИСТЕМА ДВИЖЕНИЙСистема движений включает источники движений, схемы соединения при¬
водов с исполнительными органами, управление энергетическим потоком, раз¬
личные способы и механизмы преобразования движений.В качестве приводов чаще всего применяют электродвигатели (постоянно¬
го, переменного тока, шаговые), пневмо- и гидроприводы. Для осуществления
16Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯдвижений используют также различные физические эффекты (магнитострик-
цию, пьезоэффект и др.).Схемы соединения приводов Д, механизмов М и исполнительных уст¬
ройств ИУ показаны на рис. 1.1.Последовательное соединение (рис. 1.1, а). Функциональными его особен¬
ностями являются:последовательное преобразование сил и скоростей;общее передаточное число равно произведению передаточных чисел пере¬
даточных звеньев;диапазон регулирования скоростей (КПД) равен произведению диапазонов
регулирования (КПД) каждого механизма.Независимое параллельное соединение двигателя осуществляют с несколь¬
кими исполнительными органами (рис. 1.1,6).Независимое соединение двигателя с исполнительными устройствами не¬
сколькими цепями (рис. 1.1, в) используют для повышения несущей способности
и резервирования системы передачи энергии (например, многосателлитные пла¬
нетарные передачи).В ковочно-штамповочном прессе к исполнительному устройству ИУ при¬
соединены по два кривошипа 4 и шатуна 3 (рис. 1.1, г). При этом исключается
боковая нагрузка со стороны ползуна на направляющую 5.Рис. 1.1. Схемы соединения приводов
18Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.2. Схема управления направлением энергетического потокаРис. 1.3. Механизмы увеличения движенияУменьшение пути перемещения показано на рис. 1.4. Малое значение пере¬
мещения S достигается разностью давлений р\ и р2, создаваемых в полости гид¬
роцилиндра:где Лдр - сопротивление истечению дросселя; Snn - площадь гидроцилиндра.В схеме 1.4, б используется винт 1 с разным шагом р\ и р2 и направлением.
Скорость перемещения v = п(р\ -pi)-Движения, получаемые от источника, редко используются непосредственно
для реализации перемещения исполнительного механизма и, как правило, пре¬
образовываются с помощью различных устройств.Наиболее распространенные схемы преобразования движений приведены в
табл. 1.2. Механизмы превращения вращательного движения в поступательное,
уменьшение величины движения и изменение направления не требуют дополни¬
тельного пояснения.
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ19Рис. 1.4. Механизмы уменьшения движенияВ механизме суммирования кулачковой передачи (винт-гайка) вращение
сообщается как винту 1, так и гайке 2, и скорость перемещения исполнительного
органа зависит от сочетания этих вращений. Суммирование движений (со и S) в
рычажном механизме происходит на звене 3, скорость которого зависит от со и
расстояния R от точки контакта до оси. В зубчатых механизмах суммирование
вращений обычно производится дифференциалом, движение в котором подается
на входной вал 4 и на водило 5, а снимается с выходного вала 6. При реализации
движений с помощью гидропривода перемещение 5з выходного звена зависит от
перемещений S\ и S2 входных гидроцилиндров.Реверсирование движений может быть реализовано с помощью кулачкового
механизма 1 либо рычажного механизма 2. Однако для этих механизмов ревер¬
сирование происходит в строго определенном положении звеньев. При реверси¬
ровании движений, реализуемых зубчатой передачей, направление вращения
выходного колеса 4 зависит от положения муфты 3 (левого или правого). В этом
случае реверсирование может быть осуществлено в любой момент времени. Ре¬
версирование движения поршня 5 гидроцилиндра происходит за счет подачи
масла в соответствующую полость.Прерывание движений производится с помощью: мальтийского механизма,
который обеспечивает поворот диска 1 на постоянный угол; храпового механиз¬
ма 2, угол вращения храповика которого может изменяться; с помощью муфт 3 и
4 включения и выключения соответствующих зубчатой и ременной передач.
Прерывание движения поршня 5 реализуется прекращением подачи масла в со¬
ответствующую полость.Синхронизация движений осуществляется двумя параллельно работающими
кинематическими цепями (I и 2, рис. 1.5) например, при перемещении S попере¬
чины портального станка. Синхронизация может обеспечиваться также с ис¬
пользованием датчиков перемещения элементов.
1.2. Преобразование движений20 Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ21Рис. 1.5. Механизмы синхронизации движенийПреобразование движений показано на рис. 1.6. При преобразовании непре¬
рывного вращения в механические колебания при периодических ударных воз¬
действиях при вращении колес со скоростью Ю] возникают центробежные силы
F\ и Fi (рис. 1.6, а), которые и являются источниками колебаний (например, при
забивании сваи в грунт). На таком же принципе основана работа гайковертов и
вибромолота.В механизме преобразования колебательных движений в прерывистое од¬
нонаправленное, показанном на рис. 1.6, б, конус 1 неподвижен, а конус 2 со¬
вершает возвратно-поступательное движение. При движении конуса 2 влево
пруток зажат шариком 3, при движении вправо шарики 4 перемещают пруток.
По такому принципу работают домкраты, механизмы подачи заготовок, прессы
(волочение металла).Рис. 1.6. Механизмы преобразования движений
22Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯДля реализации преобразования реверсивных вращений в однонаправлен¬
ное используют муфты обгона М\ и М2 (рис. 1.6, в). На выходной вал 2 вращение
передается от входного вала 7 то через муфту М\, то через муфту М2.Сочетание различных способов преобразований движений, а также носите¬
лей движений (кулачковые передачи, гидравлические и др.) может дать большое
разнообразие устройств для решения конкретных задач.1.1.4. ИСПОЛЬЗОВАНИЕ ФИЗИКО-ТЕХНИЧЕСКИХ ЭФФЕКТОВПри решении конструкторских задач часто и весьма эффективно использу¬
ются различные физико-технические эффекты (табл. 1.3) [48]. Изменение носи¬
телей эффекта (например, резина, пружина для реализации упругости), сочета¬
ние различных эффектов в одном механизме открывают практически неограни¬
ченные возможности для конструирования.Центробежные силы используются для разделения материалов различной
плотности (например, СОЖ и масла в центрифуге), фильтрования масел в цен¬
тробежных фильтрах, закрепления изделий в кулачках токарных автоматов,
для изменения натяга в шпиндельных подшипниках качения в зависимости от
частоты вращения и т.п. Центробежный эффект применяют для уплотнения
(схема /, а) и для смазывания разбрызгиванием (схема 7, б).Инерция может использоваться в делительных механизмах, когда в конце
деления привод отключается (для уменьшения удара) и механизм вращается по
инерции, для гашения колебаний и т.д. В приводе главного движения зубофре¬
зерного станка установлен маховик 7 (схема 2, а), который повышает равномер¬
ность вращения червячной фрезы 2, компенсируя неблагоприятные условии ре¬
зания, вызванные прерывистым процессом фрезерования.На схеме 2, б инерция шпинделя 3 используется при аварийных ситуациях в
качестве привода насоса 4, питающего карманы гидростатических опор шпинде¬
ля. В результате внезапного отключения энергии муфта 5 соединяет шпиндель с
насосом и гидростатические опоры будут снабжаться маслом в течение всего
времени выбега, предотвращая аварию.Клин, рычаг, эксцентрик или их сочетания при конструировании применяют¬
ся практически беспредельно. Для закрепления заготовок 7 и 3 используется кли¬
новой зажим 2 (схема 3, а) или сочетание рычага 4 и эксцентрика 5 (схема 3, б).Гидростатический эффект (гидростатические силы) находит применение в
силовых механизмах для реализации больших усилий при малых размерах уст¬
ройств. В схеме 4, а при подаче масла под давлением осуществляется прямое
вращение ротора 7. В схеме 4,6 с помощью гидроцилиндра 2 производится ком¬
пенсация веса шпиндельной бабки 3, что снижает силу привода подачи, умень¬
шает различие сил при движении шпиндельной бабки вверх и вниз и повышает
точность.
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ23Упругость используется в механизмах зажима для реализации малых пере¬
мещений, для предохранения от поломок шариковых винтовых пар при наезде
на препятствие и в других случаях. Упругость резцедержавки, обусловленную
ослабленным сечением, используют для тонкого регулирования положения рез¬
ца 3 (схема 5, а). При вращении винта 1 происходит поворот образующегося
«внутреннего» рычага в «шарнире» 2 (ослабленном сечении), вызывая микропе¬
ремещение вершины резца в соответствии с соотношением плеч А и В рычага.
Упругость резиновых ковриков 4 (схема 5, б), на которые устанавливается ста¬
нок, уменьшает его собственную частоту колебаний (до 5...25 Гц), что способ¬
ствует отстранению от внешних источников колебаний, имеющих существенно
большие частоты.Силу тяжести применяют для смазывания механизмов, например из обще¬
го бака, для перемещения деталей. В схеме 6, а для уменьшения сил в приводе
подачи (аналогично гидростатическому эффекту) используют противовес 1 ве¬
сом G. В схеме 6, б сила тяжести используется для подачи заготовок 2 в распре¬
делительное устройство 3.Теплопроводность материалов используют для улучшения отвода теплоты,
для выравнивания температуры в различных частях конструкции и др. В конст¬
рукции шпиндельного узла с керамическим шпинделем 1 (схема 7, а) смещение
конца шпинделя вдоль оси существенно меньше (почти в 1,5 раза), чем при
стальном шпинделе, имеющем значительно большую теплопроводность (и поч¬
ти на 75 % больший коэффициент температурного линейного расширения).
В схеме 7, б для уменьшения деформации шпиндельной бабки 2 от подвода теп¬
лоты от коробки передач 3 и двигателя 4 главного движения ее изолируют от
коробки с помощью прокладок 5 с низкой теплопроводностью.Колебания применяют в конструкциях для подачи штучных заготовок,
транспортировки стружки и др. В схеме 8, а при создании режима работы сверла
в условиях ультразвуковых продольных и крутильных колебаний (УЗК) сущест¬
венно изменяются характеристики прочности и пластичности обрабатываемого
материала, а следовательно, происходит улучшение условий резания и повыше¬
ние производительности. В схеме 8, б для повышения точности микропереме¬
щений А узла 1 в нем в нормальном направлении возбуждают колебания опре¬
деленной частоты, что изменяет характеристики трения. Известны и другие
примеры использования колебаний. «Прослушивание» колебаний резонансной
частоты позволяет, например, точно диагностировать «состояние» технической
системы.Адаптивное управление фрезерными станками основано на анализе колеба¬
ний шпиндельной бабки и сравнения их с допустимым уровнем. Объединение
элементов с разными резонансными частотами может существенно улучшить
динамические характеристики. Колебания используются для обнаружения тре¬
щин в металле, для измерения параметров объекта (массы, жесткости), для
улучшения транспортирования изделий.
1.3. Использование различных физико-технических эффектов24Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ25
26Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯТрение находит исключительно широкое применение для реализации раз¬
личных функций механизмов. Сюда относятся зажимные и демпфирующие уст¬
ройства, механизмы перемещений и др.В схеме 9, а трение между роликами 7 и 3 и штангой 2 обеспечивает ее пе¬
ремещение. Подобная фрикционная передача часто используется для реализации
сверхточных перемещений (долей микрометра). В схеме 9, б хомут 4 удержива¬
ется на штанге 5 также силами трения. Трение используют для сварки (сварка
трением), в предохранительных устройствах (самоторможение), для транспор¬
тирования деталей и т.п.Закономерности истечения лежат в основе создания различных регулято¬
ров, например в гидро- и аэростатических опорах, демпфирования колебаний,
«обезвешивания» узлов и т.п. Образование гидродинамической подъемной силы
вращающегося вала 7 при затягивании масла в сужающийся зазор показано на
схеме 10, а. Вследствие неразрывности слоя масла (закономерность истечения) в
каждом сечении клинового зазора оно движется со своей скоростью (объем по¬
стоянен, а зазоры разные). Скорость движения масла в сечении обусловлена ха¬
рактером распределения давления р по зазору. Реализация малых перемещений в
гидростатической опоре показана на схеме 10, б. Изменяя сопротивление дрос¬
селя 2 устройством 3, обеспечивают перемещение А в пределах долей микро¬
метра.Тепловое расширение материалов применяют при разработке механизмов
фиксации, для регулирования различных процессов, например с помощью биме¬
таллической пластинки, и т.п. В схеме 11, а тепловое расширение стержня 7
служит источником микроперемещений узла 2. Управление процессом улучша¬
ется при принудительном охлаждении стержня 7. В схеме 77, б тепловое расши¬
рение втулки 3, имеющей большой коэффициент температурного линейного рас¬
ширения (например, выполненной из бронзы, эбонита), регулирует натяг в ради¬
ально-упорных подшипниках в зависимости от их нагревания. При увеличении
температуры происходит изменение длины втулки 3 и уменьшение натяга.Давление - разрежение применяют в механизмах зажима для реализации
различных технологических процессов. В схеме 72, а давление жидкости (по¬
рядка 400 МПа), подводимой в сопло 7, используют для резки материала 2. Для
повышения эффективности процесса жидкость на выходе из сопла захватывает
частицы абразива, которые участвуют в резании. В схеме 72, б изделие 3 закреп¬
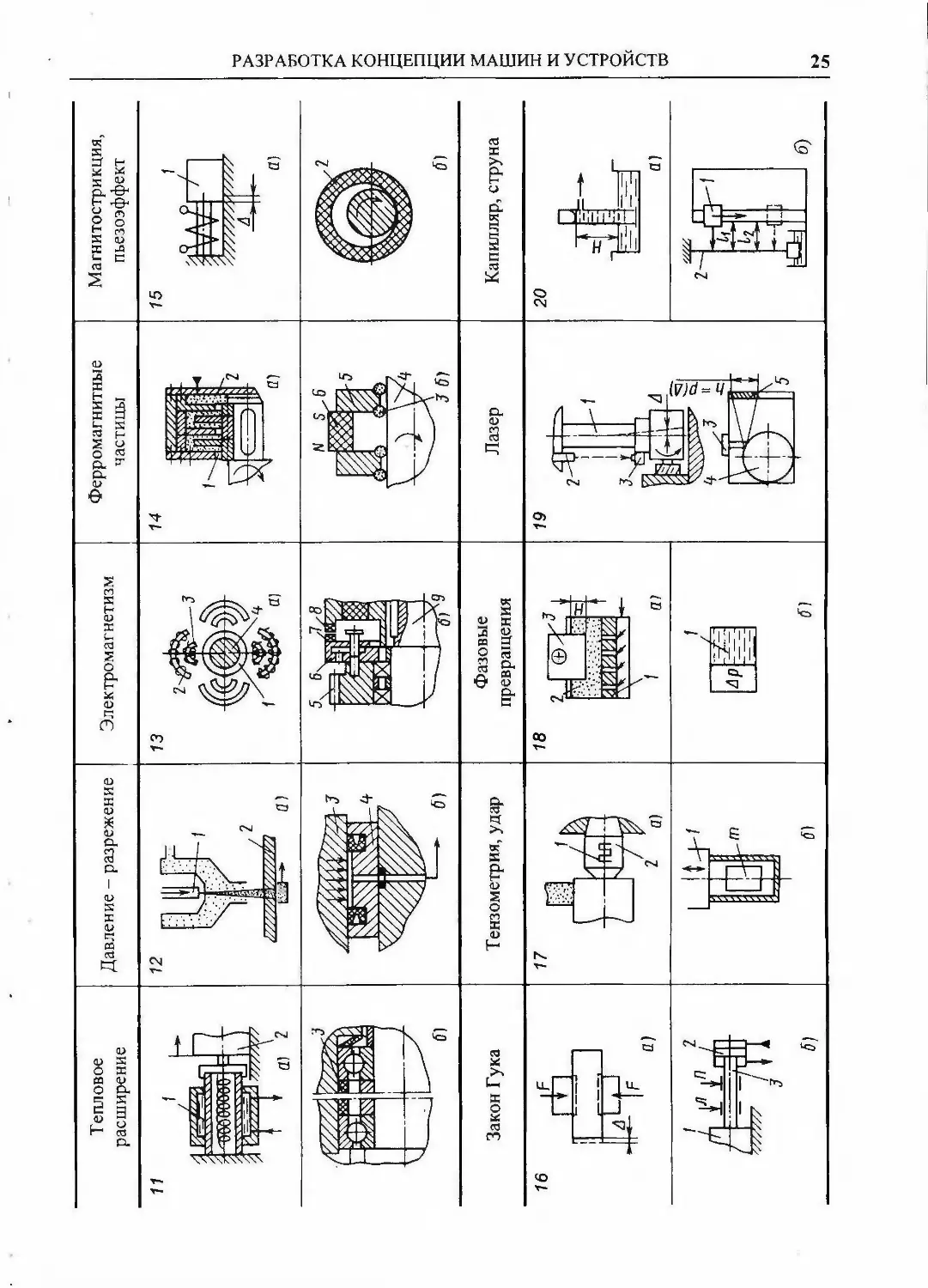
ляется вакуумными зажимами 4.Электромагнитные явления широко используются в различных механизмах
станков: от электродвигателей до тяговых устройств и зажимов. В схеме 13, а
активных электромагнитных высокоскоростных шпиндельных опор, имеющих
также хорошую несущую способность, вал 4 с пакетом электротехнического же¬
леза 7 удерживается в определенном положении с помощью магнитного поля,
создаваемого электромагнитами 2 (обмотки показаны на двух магнитах), распо¬
ложенными на статоре. Положение вала определяется с помощью специальных
датчиков 3. При отклонении вала от заданного положения система управления
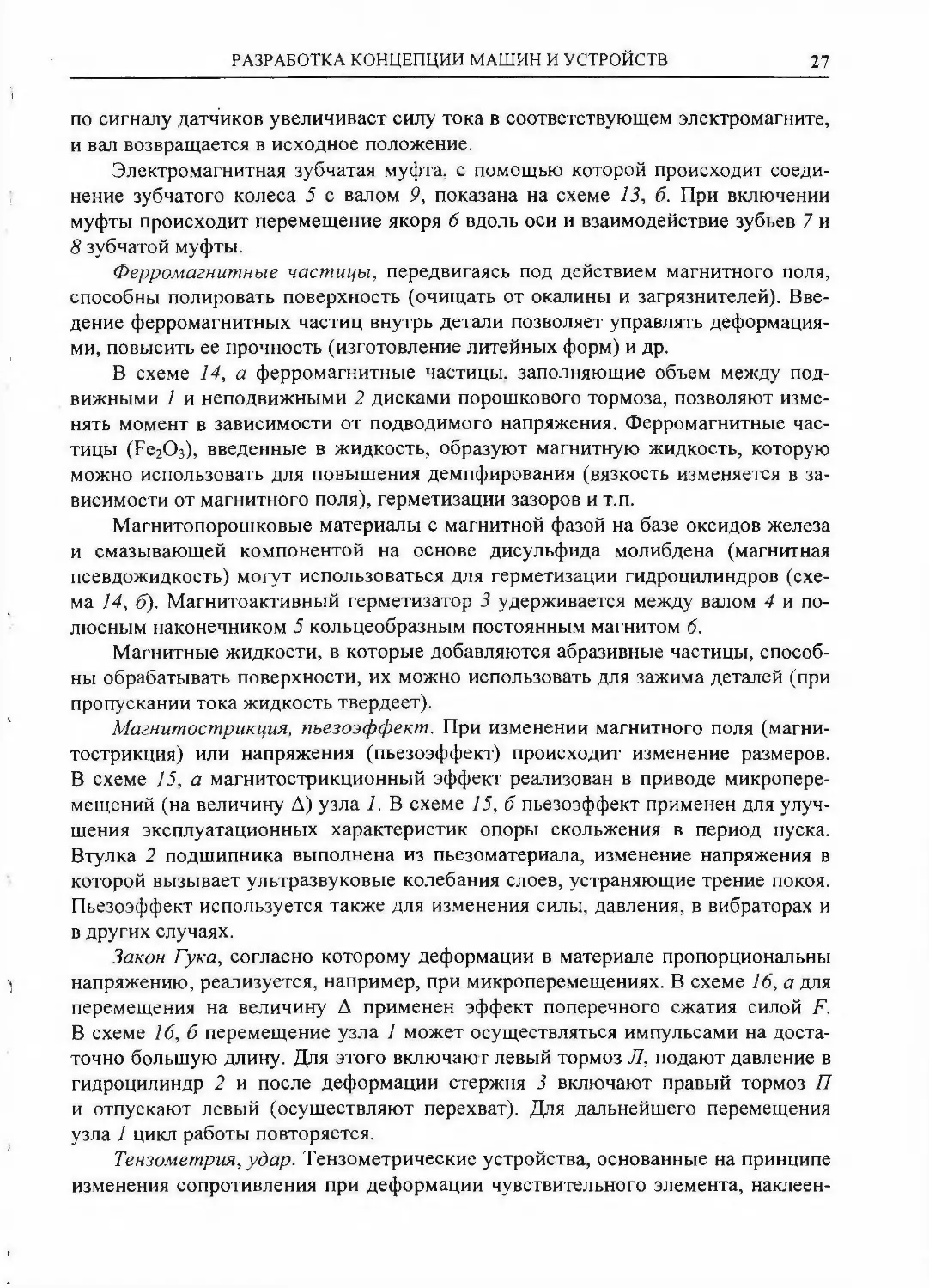
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ27по сигналу датчиков увеличивает силу тока в соответствующем электромагните,
и вал возвращается в исходное положение.Электромагнитная зубчатая муфта, с помощью которой происходит соеди¬
нение зубчатого колеса 5 с валом 9, показана на схеме 13, б. При включении
муфты происходит перемещение якоря 6 вдоль оси и взаимодействие зубьев 7 и
8 зубчатой муфты.Ферромагнитные частицы, передвигаясь под действием магнитного поля,
способны полировать поверхность (очищать от окалины и загрязнителей). Вве¬
дение ферромагнитных частиц внутрь детали позволяет управлять деформация¬
ми, повысить ее прочность (изготовление литейных форм) и др.В схеме 14, а ферромагнитные частицы, заполняющие объем между под¬
вижными 1 и неподвижными 2 дисками порошкового тормоза, позволяют изме¬
нять момент в зависимости от подводимого напряжения. Ферромагнитные час¬
тицы (Fe2C>3), введенные в жидкость, образуют магнитную жидкость, которую
можно использовать для повышения демпфирования (вязкость изменяется в за¬
висимости от магнитного поля), герметизации зазоров и т.п.Магнитопорошковые материалы с магнитной фазой на базе оксидов железа
и смазывающей компонентой на основе дисульфида молибдена (магнитная
псевдожидкость) могут использоваться для герметизации гидроцилиндров (схе¬
ма 14, б). Магнитоактивный герметизатор 3 удерживается между валом 4 и по¬
люсным наконечником 5 кольцеобразным постоянным магнитом 6.Магнитные жидкости, в которые добавляются абразивные частицы, способ¬
ны обрабатывать поверхности, их можно использовать для зажима деталей (при
пропускании тока жидкость твердеет).Магнитострикция, пьезоэффект. При изменении магнитного поля (магни-
тострикция) или напряжения (пьезоэффект) происходит изменение размеров.
В схеме 15, а магнитострикционный эффект реализован в приводе микропере¬
мещений (на величину Д) узла 1. В схеме 15, б пьезоэффект применен для улуч¬
шения эксплуатационных характеристик опоры скольжения в период пуска.
Втулка 2 подшипника выполнена из пьезоматериала, изменение напряжения в
которой вызывает ультразвуковые колебания слоев, устраняющие трение покоя.
Пьезоэффект используется также для изменения силы, давления, в вибраторах и
в других случаях.Закон Гука, согласно которому деформации в материале пропорциональны
напряжению, реализуется, например, при микроперемещениях. В схеме 16, а для
перемещения на величину Д применен эффект поперечного сжатия силой F.
В схеме 16, б перемещение узла 1 может осуществляться импульсами на доста¬
точно большую длину. Для этого включают левый тормоз Л, подают давление в
гидроцилиндр 2 и после деформации стержня 3 включают правый тормоз П
и отпускают левый (осуществляют перехват). Для дальнейшего перемещения
узла 1 цикл работы повторяется.Тензометрия, удар. Тензометрические устройства, основанные на принципе
изменения сопротивления при деформации чувствительного элемента, наклеен¬
28Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯного на конструкцию, применяют для контроля деформации, силы и в других
случаях.В схеме 17, а тензометрические механизмы служат для адаптивного управ¬
ления режимами резания круглошлифовального станка. Тензодатчик 1 наклеен
на центрах 2 станка, поддерживающих заготовку (второй центр не показан). Из¬
меряя с помощью тензодатчиков нормальную силу шлифования и поддерживая
ее на определенном уровне, повышают качество обработки. Идея использования
удара для гашения колебаний представлена на схеме 17, б. Основу гасителя со¬
ставляет тело массой т, соударяющееся с элементом 1 демпфируемой системы,
колебание которого требуется уменьшить.Фазовые и псевдофазовые превращения. В схеме 18, а зажимного приспо¬
собления (например, для корпусных деталей) на основе сред с псевдофазовыми
превращениями в контейнер 2, наполненный шариками (макрочастицами), через
пористое основание 1 с определенной скоростью поступает воздух. При подаче
воздуха макрочастицы ведут себя как жидкотекучая среда, что позволяет легко
установить деталь 3 на глубину Н. После прекращения подачи воздуха макро¬
частицы образуют твердую массу, удерживающую деталь. В схеме 18, б приме¬
нен сухой лед 1 в замкнутом объеме, повышающий давление на величину Ар
при испарении. Увеличение объема происходит при застывании висмута, что
также может быть использовано для создания неразъемного соединения. При-
мораживание используется для закрепления деталей.Лазер широко применяют для резки материалов, закаливания поверхностей,
проведения высокоточных измерений. На схеме 19 показано измерение дефор¬
мации на величину А ползуна 1 продольно-обрабатывающего станка от силы
резания с последующей ее компенсацией. Лазер 2 посылает в измерительное
устройство 3 луч, параллельный оси ползуна. Измерительное устройство (пока¬
зано внизу) состоит из цилиндрического зеркала 4, от которого отражается про¬
ходящий луч, попадающий на фотодиоды 5, которые определяют смещение пол¬
зуна. Сигнал используется в дальнейшем для управления частотой вращения,
насосов, питающих карманы гидростатических опор ползуна, благодаря чему
толщина масляной пленки в опорах зависит от величины деформации и проис¬
ходит ее компенсация.Капилляр, струна. Способность впитывать жидкость - одно из основных
свойств капиллярно-пористых материалов (схема 20, а). Если жидкость смачи¬
вает стенки капилляра, то она поднимается на высоту Н, которая зависит от раз¬
мера капилляра, поверхностного натяжения и плотности жидкости. Это свойство
может быть использовано для смазывания (фитильная смазка, пористый под¬
шипник). Кроме того, пористый материал может служить в качестве звукопо¬
глощающей облицовки, для температурной изоляции и т.п.Эффект струны (схема 20, б) можно использовать для замера точности пе¬
ремещений узлов в вертикальной плоскости. Узел 1 перемещается по направ¬
ляющим и измеряется расстояние 1\ и /2 и т.д. до струны 2. По подобному прин¬
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ29ципу работает электронный уровень, при перекосе корпуса которого изменяется
расстояние между подвешенным на струне шариком и датчиками положения.Эффект «память формы» - это восстановление исходной формы после
деформирования (обратимость больших неупругих деформаций). Носителями
этого эффекта могут быть сплавы TiNi, Cu-Al-Ti, сталь 12Х18Н10Т. Материал
может находиться в двух устойчивых состояниях: в исходной и мартенситной
фазах. При температуре выше температуры начала обратного мартенситного
превращения происходит деформация материала. На рис. 1.7 показаны примеры
возможного использования этого эффекта: на рис. 1.7, а - положение заклепки в
исходном положении I и при нагреве до температуры, при которой происходит
деформация (положение II), а на рис. 1.7, б - несварного соединения деталей в
исходном положении I, когда между деталями имеется зазор Д, который ликви¬
дируется и переходит в натяг после нагрева деталей (положение II).Избирательный перенос при трении - это перенос меди в парах трения на
сталь и обратный ее перенос со стали на медный сплав при определенных соче¬
таниях температуры, давления и скорости скольжения. Процесс сопровождается
снижением коэффициента трения и резким повышением износостойкости. На¬
пример, для пары сталь ЗОХТСА - бронза БРАЖМц 10-3-1,5 интенсивность из¬
нашивания (износ, отнесенный к пути трения) составляет 0,9 ■ 10“8.Внутреннее трение. Для твердых тел - это свойство превращать в теплоту
механическую энергию в процессе их деформирования. Используется для сни¬
жения уровня вибраций. Для масла мерой внутреннего трения является вязкость.Ультразвуковое диспергирование - тонкое размельчение (размер частиц до
1 мкм) твердых веществ под действием УЗК, применяемое в химической про¬
мышленности, а также для размельчения частиц в смазочных материалах.Дельта Е-эффект - изменение модуля упругости ферромагнитных веществ
в зависимости от их намагниченности.Следует отметить, что существует целый ряд эффектов, используемых при
конструировании, таких как влияние колебаний на коэффициент трения, гидрав¬
лический удар, гироскопический эффект, колебания при ударе, реактивная сила,
эффекты Паскаля и Архимеда, свободная и вынужденная конвекции и др.IЛб)Рис. 1.7. Эффект «память формы»
30Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1.1.5. ВЫДЕЛЕНИЕ ГЛАВНЫХ МОМЕНТОВ ПРИ КОНСТРУИРОВАНИИИзвестно, что в конструировании мелочей нет. При этом есть вопросы, ко¬
торые требуют особого внимания при создании любой машины, так как они ре¬
шающим образом сказываются на достижении поставленной цели. При проек¬
тировании станков такими главными моментами являются:метод формообразования;схемы движений, реализующие принятый метод формообразования;компоновка станка, тесно связанная со схемой движений;рациональная силовая схема.При проектировании универсальных и многоцелевых станков метод формо¬
образования изменяется редко, а варьируются в основном схема исполнитель¬
ных движений и компоновка. Для специальных станков, особенно при решении
совершенно новых задач, очень важной может оказаться совокупность всех на¬
званных выше моментов. Главные моменты можно выделить при создании не
только станка в целом, но и отдельных его составных частей - узлов. Здесь на
первый план могут выступить критерии компактности, точности, удобства сбор¬
ки и др. При этом важно уметь выделить наиболее слабые элементы станка (по
заданному критерию, например виброустойчивости, точности) и тщательно про¬
работать их конструкцию, поскольку качество станка в значительной степени
определяется именно слабым звеном (например, у токарных и горизонтально¬
расточных станков таким звеном является шпиндельный узел, у токарно-кару¬
сельных - ползун). Рассмотрим ряд примеров.Пример 1. Требуется создать станок для обработки зубчатых колес диаметром до 20 м, со¬
стоящих из отдельных секторов. Традиционный способ обработки предусматривает предвари¬
тельную сборку зубчатого венца из заготовок секторов, его обработку на токарно-карусельном
станке и последующее зубофрезерование дисковыми или пальцевыми профильными фрезами ме¬
тодом деления на зуб; при этом после прорезания каждой впадины заготовку поворачивают отно¬
сительно оси, проходящей через центр венца. Такой способ обработки требует значительных про¬
изводственных площадей, определяемых размерами собранного венца. Так как наружный диаметр
венца существенно превышает размеры стола станка, появляется большая консоль (ее длина равна
расстоянию от круговых направляющих стола до зоны обработки), что отрицательно сказывается
на жесткости и производительности станка.Для устранения указанных недостатков использована другая схема движений (рис. 1.8), ко¬
гда при обработке зубьев сектора 1 фрезой 3 деление на зуб осуществляют при повороте не вокруг
геометрической оси 5 колеса, а вокруг оси 4, расположенной между делительной окружностью 2
сектора и его геометрической осью, на угол у = 3607z, соответствующий угловому шагу (здесь z -
полное число зубьев колеса). Кроме того, предусмотрены два взаимно-перпендикулярных коррек¬
тирующих движения фрезы на величины х и у; эти движения осуществляются от устройства
числового программного управления (УЧПУ). Корректирующее перемещение• 360°и 360°п
х = (R - к) sin ; у = (R - к) II - cos z v zгде R - радиус делительной окружности сектора; к - расстояние от оси поворота сектора (стола)
до его делительной окружности; п - порядковый номер впадины сектора, считая от средней линии.
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ31Рис. 1.8. Схема деления на зуб при обработке секторов (штриховые линии и
обозначения со штрихом соответствуют положению после поворота на один шаг)Рис. 1.9. Компоновка станка для обработки зубчатых секторов
методом трехкоординатного деления
32Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯКомпоновка станка целиком обусловлена выбранной схемой движений (рис. 1.9). Стол 4 вы¬
полнен в виде сектора, ось 3 поворота которого в общем случае не совпадает с осью обрабатывае¬
мого колеса (в данном случае расстояние между осью 3 и наружной поверхностью секторовидного
стола составляет 4100 мм). Корректирующие перемещения осуществляются по оси х салазками 1,
а по оси у - стойкой 2.Здесь ярко выражена главная идея, заключающаяся в использовании трехкоординатного (два
перемещения и поворот стола) способа деления при последовательной обработке зубьев профиль¬
ным инструментом. Это позволило уменьшить размеры станка, исключить консоль при закрепле¬
нии венца на столе и практически снять ограничение по максимальному диаметру обрабатывае¬
мых колес. На таком станке можно обрабатывать и зубчатые рейки, т.е. секторы с бесконечно
большим диаметром. Кроме метода формообразования (он остался без изменений) здесь реализо¬
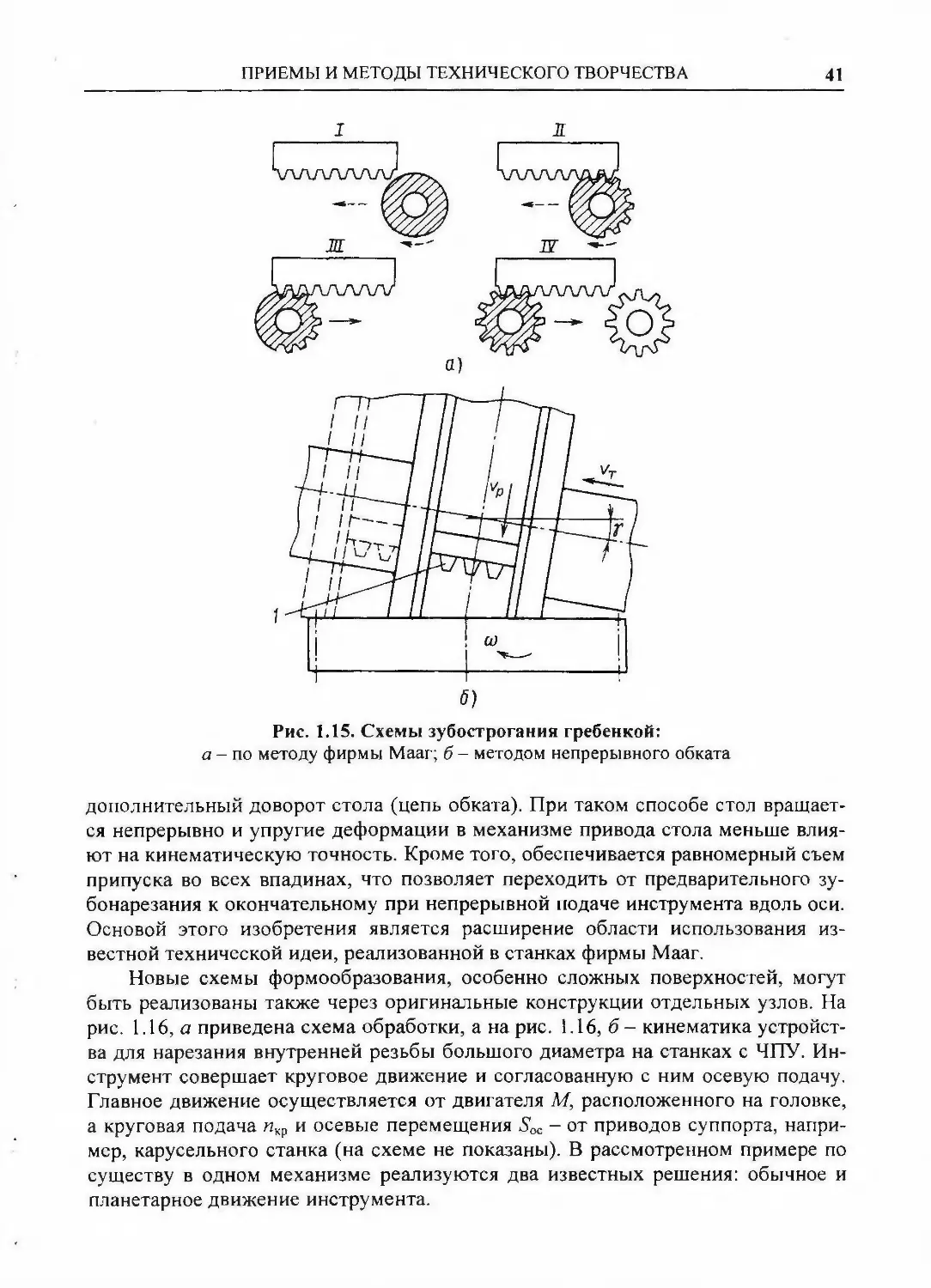
ваны указанные выше главные моменты.Пример 2. Проанализируем различные схемы обработки шатунных шеек коленчатых валов
(рис. 1.10). Выбор того или иного метода формообразования определяет в значительной степени
как компоновку станка, так и возможность перехода от обработки деталей одних размеров к дру¬
гим, т.е. гибкость (переналаживаемость).На рис. 1.10, а показаны два последовательных относительных положения I w II фрезы 1 с
внутренними зубьями и шатунной шейки 2 коленчатого вала 3. Последний непрерывно вращается
с угловой скоростью сокр круговой подачи относительно оси коренных шеек 4, а фреза - с угловой
скоростью (0рЯ и осуществляет поперечные следящие перемещения S„ с помощью гидравлическо¬
го или электрического механизма копирования.На рис. 1.10, б показана последовательность (положения I и II) обработки коленчатого вала3, установленного неподвижно в передней и задней бабках станка. Фреза I вращается своим при¬
водом с собственной угловой скоростью сорез, а также вместе с вертлюгом 4 с угловой скоростью
сокр круговой подачи. Результирующее вращение фрезы оказывается планетарным, благодаря чему
получается сложное формообразующее движение. Так как ось фрезы смещена на величину е отно¬
сительно оси вращения вертлюга, фреза перемещается вокруг шатунной шейки 2, формируя тре¬
буемый профиль радиусом г = Гфр - е.В схеме на рис. 1.10, в коленчатый вал 3 установлен в передней и задней бабках станка не¬
подвижно, фреза I вращается с угловой скоростью шр„, а формообразование шатунной шейки 2
обеспечивается благодаря согласованному движению фрезы по осям х и у от УЧПУ.Все три рассмотренные схемы обработки коленчатого вала реализуют метод охватывающего
фрезерования. При этом инструмент (фреза с внутренними зубьями) вращается, а заготовка вра¬
щается (см. рис. 1.10, а) или неподвижна (см. рис. 1.10, б и в).Эту же задачу можно решить, используя поступательное движение инструмента - протяжки2 (рис. 1.10, г), со скоростью vpe3 резания в сочетании с вращательным движением заготовки I с
угловой скоростью шкр круговой подачи. При этом движение протяжки осуществляется гидроци¬
линдром, а скорость плавно регулируется в некоторых пределах.Каждая из приведенных схем имеет положительные и отрицательные стороны, правильная
оценка которых в конкретных условиях с учетом технологических возможностей, серийности
производства, экономических и других показателей является наиболее важным моментом. Напри¬
мер, технологическая схема с вращающейся заготовкой обладает меньшей жесткостью, чем сис¬
тема с неподвижной заготовкой, вследствие чего возможны вибрации. Формообразование в ре¬
зультате планетарного движения фрезы (рис. 1.10, 6) характеризуется высокой надежностью, од¬
нако переход от обработки одного вала к другому возможен лишь в очень малом диапазоне изме¬
нения радиуса шейки, а конструкция главного узла (вертлюга) недостаточно жесткая. Схема на
рис. 1.10, в обеспечивает большую гибкость, но потенциально надежность ее ниже, чем на
рис. 1.10, б. Конструкция станка на рис. 1.10, г существенно сложнее, но производительность об¬
работки выше, чем в других случаях. В целом по комплексу показателей наилучшей является схе¬
ма, показанная'на рис. 1.10, в.
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ33Рис. 1.10. Схемы обработки шатунных шеек коленчатого вала:а- с использованием копировального устройства;
б - посредством планетарного движения фрезы;
в - с помощью УЧПУ; г - протяжкой с прямолинейной подачейПример 3. Рассмотрим методы формообразования сферической поверхности. Необходимо
создать станок, работающий методом алмазного точения, для обработки точных сферических по¬
верхностей радиусом R (рис. 1.11); погрешность формы при этом составляет доли микрометра.
Наиболее универсальным методом является обработка на станке с ЧПУ (вариант I). При этом тре¬
буемая форма рабочей поверхности обеспечивается точным перемещением инструмента 1 (напри¬
мер, алмазного резца) по осям х и у при одновременном вращении заготовки 2 вокруг своей оси
с угловой скоростью fi)p„. Однако в этом случае необходима чрезвычайно высокая точность пози¬
ционирования инструмента по осям хну, что весьма сложно, и для ее получения требуется
контролировать фактическое положение резца.Эту же задачу можно решить (без системы ЧПУ) выбором рациональной совокупности дви¬
жений инструмента и заготовки (вариант II). Инструмент 1 в виде фрезы с алмазным ножом вра¬
щается относительно оси 00 с угловой скоростью с6рсз. Заготовка 2 медленно вращается относи¬
тельно собственной оси, осуществляя круговую подачу юкр. За полный оборот заготовки форми¬
руется сферическая поверхность радиусом R = г / sin а, причем точность ее обработки не зависит
от точности позиционирования.Приведенный пример хорошо иллюстрирует роль формообразующих движений в обеспече¬
нии точности. Все остальные этапы, на каком бы высоком уровне они ни проводились, не могут
компенсировать неточный выбор метода формообразования.
34Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.11. Схема формообразования сферической поверхностиЦ- J 2 1Рис. 1.12. Схема обработки цилиндрических отверстий в тонкостенных деталяхПример 4. При обработке тонкостенных деталей сложность заключается в обеспечении рав¬
номерной толщины стенок детали и удовлетворительных условий резания при низкой жесткости
технологической системы станка.На рис. 1.12 приведена схема обработки длинных отверстий в гильзах цилиндров, например,
дизельных двигателей. На пиноли 2, установленной в задней бабке 1 тяжелого токарного станка,
закреплена резцовая головка 3 с тремя равномерно расположенными резцами. В отверстие пиноли
входит направляющая оправка 4, закрепленная на планшайбе 5 станка. При обработке заготовки б
пиноль скользит по направляющей оправке, благодаря чему достигается существенное увеличение
жесткости привода инструмента.Пример 5. Необходимо создать особо точный станок для обработки отверстий в корпусных
деталях. Безусловно, решающее влияние на выбор схемы движений и компоновки станка оказы¬
вают конкретные данные о точности, конфигурации детали и др. Однако во всех случаях необхо¬
димо учитывать следующие особенности:1) целесообразно избегать изменения длины вылета инструмента при обработке. Например,
на горизонтально-расточном станке изменение вылета подвижного шпинделя приводит к погреш¬
ности расположения оси отверстий. Более рациональной является схема движений, показанная на
рис. 1.13, а. Здесь при обработке обеспечивается постоянный вылет а шпинделя 1 благодаря тому,
что поступательное движение подачи осуществляется не шпинделем, а заготовкой 2, установлен¬
ной на салазках 5;2) желательно избегать влияния деформаций шпиндельного узла от собственного веса на
точность обработки. Этому условию лучше удовлетворяют вертикальные компоновки расточных
станков.При одностоечной компоновке координатно-расточного станка вылет а шпинделя постоян¬
ный (рис. 1.13, б), но изменяется положение шпиндельной бабки 2 на стойке У, что делает прогиб
стойки переменным. В двухстоечной (портальной) компоновке симметричность конструкции
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ35S)В)Рис. 1.13. Компоновки станков для обработки корпусных деталей:а - горизонтально-расточного, обеспечивающего постоянный вылет инструмента;
б - одностоечного координатно-расточного с вертикальной осью шпинделя;
в - двухстоечного координатно-расточногообеспечивает лучшие условия обработки с точки зрения как упругих, так и тепловых деформаций
(рис. 1.13, в). Дополнительным преимуществом такой компоновки по сравнению с одностоечной
является независимость точности перемещения по каждой оси от точности перемещения по дру¬
гим осям (в схеме на рис. 1.13, б точность положения стола 3 зависит также от точности направ¬
ляющих салазок 4). Однако в двухстоечной компоновке не удается избежать изменения вылета а,
так как перемещение инструмента в вертикальном направлении осуществляется ползуном I.Очевидно, что нельзя с большой определенностью выделить ту или иную компоновку; каж¬
дая из них имеет право на существование в конкретных условиях. Например, горизонтальная ком¬
поновка позволяет обрабатывать детали практически неограниченной высоты и имеет большие
технологические возможности, в вертикальной одностоечной компоновке обеспечивается хоро¬
ший доступ к детали, а портальная компоновка ввиду симметричной конструкции меньше под¬
вержена тепловым деформациям и отличается стабильной жесткостью несущей системы, благода¬
ря чему обеспечивается более высокая точность обработки.Пример 6. На рис. 1.14, а показана компоновка горизонтально-расточного станка с кресто¬
вым столом. Она достаточно широко применялась до последнего времени несмотря на существен¬
ные недостатки, обусловленные:1) повышенной деформацией салазок 1 при перемещении стола 2 в крайние положения
(особенно в тяжелых станках);2) трудностями встройки станка в гибкую производственную систему, поскольку стол-
спутник 3 имеет два движения, что усложняет схему механизма его смены.Этих недостатков лишена компоновка, в которой исполнительные движения распределены
между столом 2 и стойкой 1 (рис. 1.14, б), благодаря чему упрощается смена стола-спутника.
В данном случае на выбор компоновки влияет уровень автоматизации оборудования.
36Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.14. Компоновки горизонтально-расточных станков1.1.6. РАЗРАБОТКА ТЕХНИЧЕСКОГО ЗАДАНИЯ НА ПРОЕКТИРОВАНИЕЭто один из наиболее ответственных этапов проектирования, который в
значительной степени предопределяет эффективность разработки. Разработка
технического задания не является формальной процедурой, поскольку оно уточ¬
няется в процессе всего периода разработки изделия.Перед началом разработки необходимо выполнить следующее:1) сформулировать задачу;2) разработать требования к изделию с ограничениями.Формулирование задачи. При любой постановке задачи нужно ответить на
три основные вопроса:какой цели должно служить проектируемое изделие?
какие обстоятельства, требования и ограничения должны учитываться?
какая последовательность действий, приводящих к выполнению этих требо¬
ваний, и чем заканчивается разработка. Постановка задачи выражается в
словесной форме.Пример: сконструировать устройство для подъема автомобиля. Цель - поднятие автомобиля.
Общие требования и ограничения следующие: использовать в гараже, на улице при любой
погоде; предусмотреть ручной или ножной привод; обеспечить перенос человеком (можно огра¬
ничить массу, размеры).Разработка заканчивается выполнением технической документации и изготовлением опыт¬
ного образца. Справиться с задачей легче, если она разбивается на более мелкие (частные) задачи:
поднятие автомобиля, его удержание (без участия человека), опускание (при воздействии челове¬
ка) и т.д.Разработка технических требований с ограничениями. Очень важно ука¬
зать, является ли данный показатель требованием или пожеланием, которое
можно не выполнять, а руководствоваться, например, при оценке вариантов.
Требования могут быть следующих типов:Г) жесткие, при которых значение параметра выдерживается жестко (мощ¬
ность автомобиля, производительность автоматической линии и др.);2) жесткие, ограниченные диапазоном, не допускающие выход за опреде¬
ленные границы (производительность 10... 12 шт./ч и др.);
РАЗРАБОТКА КОНЦЕПЦИИ МАШИН И УСТРОЙСТВ373) целевые с ограничениями и без них. Степень выполнения этих требова¬
ний может служить мерой оценки варианта (например, сила, прилагаемая к ру¬
коятке, менее 0,5 Н), т.е, целевые требования можно выполнять в разной степени;4) необязательные (пожелания). Их можно включать или не включать в со¬
став требований.Основные показатели должны охватывать все наиболее важные стороны
изделия и быть, по возможности, независимыми один от другого. Они могут
иерархически разделяться на несколько ступеней (различная значимость) и ка¬
саться различных сторон (экономических, технических и др.); показатели жела¬
тельно оценивать количественно, но можно и качественно (лучше, хуже), что
важно при оценке вариантов.Состав требований. В зависимости от назначения изделия в состав требо¬
ваний могут входить различные признаки (от размеров до способов утилизации):
геометрия (размеры, число и др.);кинематика (вид и направление движения, скорость, ускорение);
сила (значение и направление, частота нагружения, деформации, жесткость);
энергия (мощность, КПД, трение, вентиляция, параметры состояния такие,
как давление, температура, влажность, входящая энергия, и др.);материал (физические и химические свойства основного, вспомогательного
и рекомендуемого материала);сигнал (вид показателей, входные и выходные сигналы, формы сигнала,
контролирующие и передающие приборы);безопасность (защитные системы, техника безопасности, окружающая среда);
эргономика (отношение человек - машина, учет физиологических возмож¬
ностей человека, условия обслуживания);изготовление (условия изготовления, качество, ограниченность площадей);
контроль (возможность контроля, особые предписания);
монтаж (условия монтажа, сборка, фундамент);транспортирование (ограничение размеров, грузоподъемность транспорт¬
ных и подъемных средств, условия доставки);использование (уровни шума, износ, условия эксплуатации);
технический уход (наладка, покраска, смазка, инспекция);
утилизация (вторичное использование, уничтожение, повторное применение);
цена (допустимые издержки производства, стоимость инструмента, аморти¬
зация и инвестиции);срок (окончание разработки, сетевое планирование, срок поставки).Примерный состав технического задания изделия машиностроительного производства.1. Наименование и область применения.2. Основание для разработки.3. Цель и назначение разработки.4. Источники разработки.5. Технические требования.
38Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ5.1. Состав изделия.5.2. Показатели назначения.5.3. Требования к надежности.5.4. Требования к технологичности.5.5. Требования к уровню унификации и стандартизации.5.6. Требования к безопасности.5.7. Требования к эстетичности и эргономичности.5.8. Требования к патентной чистоте.5.9. Требования к составным частям изделия, сырью, исходным и эксплуатационным ма¬
териалам.5.10. Условия эксплуатации.5.11. Требования к маркировке и упаковке.5.12. Требования к транспортированию и хранению.5.13. Дополнительные требования.6. Экономические показатели.7. Стадии и этапы разработки.8. Порядок контроля и приемки.Техническое задание в значительной степени охватывает постановку задачи
и основные требования к разрабатываемому изделию.Процедура разработки требований заключается в следующем.1. Проводится основательный анализ конкурирующих изделий с выявлени¬
ем слабых и сильных сторон.2. Учитываются техническое задание заказчика, результаты обсуждений
специалистов, данные, полученные из различных источников, здравый смысл.3. Используется имеющийся опыт.Наиболее важные требования (это только часть технического задания, которое значитель¬
но шире) для домкрата могут выглядеть так.1. Должен обслуживаться человеком.2. Работа при любых погодных условиях, кроме экстремальных.3. Желательно обеспечить возможность использования и на песчаном грунте.4. Масса не более 5 кг.5. Источник энергии - человек.6. Максимальная прилагаемая человеком сила менее 100 Н.7. Развиваемая сила более 5000 Н.8. Расстояние между опорной и подъемной площадками не более 100 мм.9. Наибольший размер в собранном состоянии 500 мм.10. Объем производства 10 тыс. в год.11. Цена на 10 % ниже существующей.12. Желательно использование коррозионно-стойкого материала для основных деталей.13. Следует исключить повреждения шасси и защитного покрытия.14. Желаемый срок службы 20 лет.15. Величина подъема при одном движении (один качок) 1 мм.16. Скорость опускания 2 мм/с.17. Использование при ремонте стандартных ключей от автомобиля.18. Смазка консистентная (может быть указан тип смазочного материала) один раз в год.
Могут быть также установлены ограничения размеров в рабочем состоянии, места хранения(гараж, автомашина) и др.Разработка исходных основных требований к изделию является весьма важ¬
ным этапом конструирования, так как служит для дальнейшего уяснения, уточ¬
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА39нения и детализации поставленной задачи, используется и дополняется в тече¬
ние всего процесса конструирования (на любом этапе) и может лежать в основе
оптимизации конструкторских решений.1.2. ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВАТехническое творчество является областью деятельности, для которой ха¬
рактерно большое разнообразие методических подходов к решению творческих
задач на различных этапах жизненного цикла изделия: от формирования творче¬
ского замысла до его реализации в опытных образцах и изделиях установивше¬
гося производства.1.2.1. КОНСТРУИРОВАНИЕ И ИЗОБРЕТАТЕЛЬСТВОУ конструктора в ходе поисков решений память должна быть свободна для
творчества и в то же время занята прежним опытом. Только разумное сочетание
прошлого опыта с творческими находками дает хорошие результаты.Роль и место изобретений в создании машин. Изобретения не являются
самоцелью. Решение переходит в разряд изобретений в тех случаях, когда уст¬
раняются технические противоречия. Основой изобретений служит углубленная
проработка конструкций (больше конструируй, меньше изобретай). Следует от¬
метить, что процесс рождения новых идей может быть различным. В одних слу¬
чаях они возникают из прямого теоретического или экспериментального иссле¬
дования, в других - на основе использования решений, известных в смежных
областях, в третьих - идеи появляются путем возрождения и обогащения на бо¬
лее высокой ступени развития техники известного ранее решения.Поскольку более ранняя фаза конструирования влияет на результат значи¬
тельнее, чем каждая последующая, наиболее эффективны изобретения на ранней
стадии решения поставленной задачи. Нужно уметь выделять центр тяжести
проблемы и постоянно совершенствовать это умение.Ценность изобретения зависит от уровня новизны, и здесь возможны раз¬
личные варианты сочетаний признаков, дающих положительный эффект:
совокупность состоит только из новых признаков (весьма редко);
совокупность образует часть новых и часть известных признаков;
совокупность состоит из известных признаков в новом сочетании (наиболее
распространенный вариант).В этой связи можно различать уровни новизны изобретений (табл. 1.4). Для
станков наиболее важной является роль изобретений, касающихся вопросов
формообразования, процессов обработки, силовых схем, компоновок. Весьма
ценными могут оказаться также решения, касающиеся отдельных узлов, кото¬
рые могут вызвать изменения в исполнительных движениях станка и даже ком¬
поновки. Рассмотрим роль изобретений на разных стадиях разработки станков.
40Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1.4. Уровни новизны изобретенийУровни новизныПримеры реализацииСуществующие решенияНовое решениеНовые задачиСвободная ковкаПрессНовые функцииОбычный станокСтанок с ЧПУНовая структураОбычный станокСтанок с параллельной
кинематикойДругой эффектРычагЖГ идроцилиндрДругой носитель
эффектаS,51°Изменение формы_хл,Изменение качества
поверхностиОбычный резецРезец с покрытиемФормообразование - известный метод обработки крупных зубчатых колес
методом зубострогания прямобочным инструментом, имеющим форму рейки,
реализован в станках фирмы Мааг (Швейцария). Кинематика метода обработки
гребенками соответствует обкатке цилиндрического колеса по зубчатой рейке
(рис. 1.15, а). Совершая возвратно-поступательное движение по направлению
зуба, гребенка снимает металл из впадин зубьев. Эвольвентная форма профиля
зуба создается огибающими резами прямой режущей кромки инструмента. Так
как число зубьев инструмента меньше числа зубьев изделия, обкат по активной
длине гребенки осуществляется многократно (положения / - IV), для чего в ки¬
нематике станка предусмотрено периодическое деление.Особенностью способа обработки реечным инструментом при непрерывном
обкате заготовки и инструмента является непрерывное вращение заготовки со
скоростью со (рис. 1.15, б). Инструмент 1 совершает возвратно-поступательное
движение со скоростью vp в направляющих, расположенных под углом у к гори¬
зонту, и тангенциальное перемещение со скоростью vT, согласованной с враще¬
нием стола таким образом, что проекция скорости vT на плоскость стола равна
линейной скорости стола на делительном диаметре нарезаемого колеса (реали¬
зация цепи обката). За один двойной ход инструмента заготовка поворачивается
на угол, равный 1 /г.Для получения требуемого числа резов на профиле колеса предусматривают
дополнительное тангенциальное перемещение инструмента и связанный с ним
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА41IЖ6)Рис. 1.15. Схемы зубострогания гребенкой:а - по методу фирмы Мааг; б - методом непрерывного обкатадополнительный доворот стола (цепь обката). При таком способе стол вращает¬
ся непрерывно и упругие деформации в механизме привода стола меньше влия¬
ют на кинематическую точность. Кроме того, обеспечивается равномерный съем
припуска во всех впадинах, что позволяет переходить от предварительного зу-
бонарезания к окончательному при непрерывной подаче инструмента вдоль оси.
Основой этого изобретения является расширение области использования из¬
вестной технической идеи, реализованной в станках фирмы Мааг.Новые схемы формообразования, особенно сложных поверхностей, могут
быть реализованы также через оригинальные конструкции отдельных узлов. На
рис. 1.16, а приведена схема обработки, а на рис. 1.16, б - кинематика устройст¬
ва для нарезания внутренней резьбы большого диаметра на станках с ЧПУ. Ин¬
струмент совершает круговое движение и согласованную с ним осевую подачу.
Главное движение осуществляется от двигателя М, расположенного на головке,
а круговая подача пкр и осевые перемещения - от приводов суппорта, напри¬
мер, карусельного станка (на схеме не показаны). В рассмотренном примере по
существу в одном механизме реализуются два известных решения: обычное и
планетарное движение инструмента.
42Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ2)Рис. 1.16. Схемы обкатки резьб большого диаметра:а - обработки; б - кинематическая резьбофрезерной головкиКомпоновка часто предопределяет работоспособность конструкции. Разра¬
ботка совершенно оригинальных компоновок - дело весьма редкое. Чаще конст¬
руктор сталкивается с необходимостью выбора из известных компоновок или
выбора отдельных решений из различных компоновочных структур. Иллюстра¬
цией влияния компоновки на эффективность решения задачи могут служить ка¬
русельные станки перестраиваемой компоновки. Это позволяет создавать из
стандартных элементов-модулей различные компоновки, приспособленные к
особенностям, конфигурации и размерам обрабатываемых деталей.На рис. 1.17, а показана схема токарно-карусельного станка, используемого
в нескольких компоновках. По варианту I поперечину 1 с двумя вертикальными
суппортами 2 закрепляют на неподвижных тумбах 3, а деталь 4 диаметром от 7 м
и высотой до 2,4 м устанавливают на планшайбе 5 станка. По варианту II попе¬
речина, закрепленная на тумбах, вращается вместе с планшайбой, а деталь с
наружным и внутренним диаметром соответственно от 14 и больше 7м- непод¬
вижна.На станках перестраиваемой компоновки можно обрабатывать кольцеоб¬
разные детали, диаметральные размеры которых намного превышают габариты
рабочей зоны станка. На рис. 1.17, б показан токарно-карусельный станок для
обработки сложных деталей. Обрабатываемая деталь 4 вращается на кольцевой
планшайбе 5, внутри которой установлена неподвижная стойка 3, оснащенная
суппортом 6 для токарных и других работ. Предусмотрена также возможность
работы суппортом 2, установленным на стойке 1 (можно фрезеровать, точить,
растачивать и т.п.).
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА43а)Рис. 1.17. Компоновки станков:а - токарно-карусельного с перестраиваемой компоновкой;
6 - токарно-карусельного с кольцеобразной планшайбойВесьма сложной задачей является не только создание новых компоновок, но
и выбор из известных исходя из конкретных условий. На рис. 1.18 приведены
варианты компоновок станков фрезерно-расточного типа для обработки деталей
с пяти сторон за одну установку. На схеме / эта задача решается с помощью до¬
полнительного съемного суппорта 1 с вертикальной осью, на схеме II - с помо¬
щью поворотного суппорта 1, установленного на двухпозиционной револьвер¬
ной головке 2, на схеме III - использованием глобусного стола 3, на схеме IV- с
помощью станочного модуля, имеющего два фрезерных суппорта с горизон¬
тальной 1 и вертикальной 2 осями. Выбор компоновки зависит от объема произ¬
водства, особенностей деталей и др. Во всех случаях это не является тривиаль¬
ной задачей и здесь всегда есть место сочетанию анализа (расчет, оценка раз¬
личных ситуаций) и интуиции.Наибольшая доля усовершенствований приходится на конструкции узлов и
механизмов, поэтому важно выявить некоторые общие пути решения конструк¬
торских задач, которые приводят к качественно новому уровню. Методы реше¬
ния проблем различны, что определяется индивидуальными особенностями изо¬
бретателей, но можно уверенно сказать, что ни один из них не решает задачу
«в лоб». Например, если перед изобретателем поставить задачи: повысить на¬
дежность работы часто ломающейся детали, он не ограничится простым увели¬
чением ее сечения, а будет осуществлять поиск других, самых неожиданных
возможностей улучшения работоспособности. Едва ли можно научиться изобре¬
тать (как и писать стихи), однако вполне по силам овладеть некоторыми мето¬
дами устранения технических противоречий, которые помогут решению постав¬
ленных задач.
44Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯI Жл иРис. 1.18. Компоновки сверлильно-фрезерно-расточного станка
для обработки деталей с пяти сторонИспользование для решения конструкторских задач различных физи¬
ческих эффектов и свойств материалов. Центробежные силы. На рис. 1.19, а
показана схема устройства для отвода резца от расточенного отверстия. Задача
состоит в том, чтобы при выводе резца не было рисок на обработанной цилинд¬
рической поверхности. Для этого на оправке предусмотрен выступ 2, создаю¬
щий дисбаланс. Для отвода резца от обработанной поверхности включается мак¬
симальная частота вращения шпинделя, оправка 1 деформируется центробеж¬
ными силами (штриховые линии) и резец отводится от обработанной поверхно¬
сти. Величина деформации А пропорциональна разности квадратов частот вра¬
щения шпинделя на максимальной птах и рабочей пр частоте:-«р)>где к - коэффициент, зависящий от материала и конструктивных особенностей
оправки.Центробежные силы могут использоваться также для автоматического ре¬
гулирования натяга в шпиндельных подшипниках качения в зависимости от час¬
тоты вращения, для надежной фиксации элементов, смазывания механизмов и
во многих других случаях. На рис. 1.19, б показана схема высокоскоростного
гидростатического подшипника, в котором давление в карманах образуется под
действием центробежных сил. Масло под небольшим давлением поступает через
отверстие 1 в приемные карманы 2 и 3. Под действием центробежных сил, воз¬
никающих при вращении вала, первоначальное давление масла возрастает на
величину
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА45Рис. 1.19. Схемы конструкций, в которых использована центробежная сила:а - для отвода резца от обрабатываемой поверхности;6 - для подачи масла под давлениемАр = рсo2R2 / 2,где р - плотность масла, кг/м3; со - угловая скорость вала, с-1; R - радиус вала, м;
Ар - увеличение давления, Па.Затем масло дросселируется на перемычках 4 подшипника и сливается в
бак. При смещении вала возникает разность давлений в противоположных кар¬
манах, что обусловливает несущую способность.Упругость среды и материала. На рис. 1.20 показан пример использования
упругости среды (воздуха) для решения задачи поддержания постоянной на¬
грузки на круговых направляющих планшайбы независимо от массы детали.
В кольцеобразный карман 1 основания подается масло под некоторым давлени¬
ем, которое необходимо выдерживать с большой точностью, требующей весьма
сложной системы регулирования давления с помощью специальных клапанов
давления (схема Г). Задачу можно решить исключительно просто, если на по¬
верхности планшайбы предусмотреть кольцеобразный достаточной емкости
карман 1 (схема 1Г), который работает как пневмогидравлический аккумулятор.Использование свойств упругости, в том числе для предупреждения дефор¬
мации, широко распространено в станкостроении. На рис. 1.20, 6 приведена
схема защиты винта 1 с помощью упругой ленты 2, свитой в спираль, на
рис. 1.20, в - схема выборки зазоров в зацеплении косозубых колес 1-3, при
которой используются упругие свойства тарельчатых пружин 4: при осевом пе¬
ремещении колеса 1 под действием пружины выбирается зазор в зацеплении. На
рис. 1.20, г показана схема мембранного регулятора гидростатических опор, на¬
значение которого в подаче объема масла в карман 2 опоры, пропорционального
давлению р\ в кармане. В этом случае независимо от нагрузки F на опору зазор h
в ней остается постоянным. Изменение нагрузки F приводит к пропорциональ¬
ному изменению давления р\, которое деформирует мембрану 1, изменяя дрос¬
селирующую щель /зр регулятора. Упругие свойства мембраны по существу оп¬
ределяют рабочие характеристики (жесткость) опоры.
46Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1Рис. 1.20. Конструкции, в которых использованы упругие свойства:а - кругового стола с гидроразгрузкой; б - защитного устройства винта;
в - механизма выборки зазоров в зацеплении; г - регулятора
гидростатических опор с упругой мембранойЭлектромагнитные свойства. Широко известны методы удаления стружки
и закрепления деталей (шлифовальные станки) с помощью электромагнитов.
Бесконтактная винтовая передача обеспечивает высокую разрешающую способ¬
ность (рис. 1.21). В винтовых канавках гайки 1 и винта 2 установлены обмотки.
При прохождении тока по обмоткам возникает магнитное поле, замыкание ко¬
торого происходит через винт и гайку. Его напряженность, а следовательно,
осевая сила в паре зависит от относительного положения выступов и впадин
винтовых канавок в гайке и на винте. Максимальная сила будет при совмещении
выступов резьбы винта и гайки. При вращении винта 2 гайка 1 (вместе с рабо¬
чим органом станка) перемещается вдоль оси, обеспечивая совмещение высту¬
пов резьбы винта и гайки.Вязкость масла. У гидростатических подшипников, установленных после¬
довательно (рис. 1.22), при вращении вала 1 вследствие возникновения вязкого
трения в опорах 2 и 3 начинает вращаться также полая гильза 4, установленная в
своих гидростатических подшипниках 5 и 6. Таким образом, скорость относи¬
тельного перемещения в опорах 2 и 3 окажется меньшей примерно в 2 раза, чем
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА47Рис. 1.21. Схема бесконтактной винтовой передачиРис. 1.22. Схема передачи последовательно установленных гидростатических опорпри обычной схеме. Благодаря этому можно увеличить частоту вращения и сни¬
зить тепловыделение примерно в 2 раза (так как потеря мощности пропорцио¬
нальна квадрату скорости). Характер распределения скоростей в опорах зависит
от площади перемычек карманов и зазоров в опорах.Закономерности истечения масел. Работа регулятора расхода для замкну¬
тых гидростатических опор определяется характером истечения масла в дроссе¬
лирующих щелях 1 и 2 (рис. 1.23, б). Кольца 6 (рис. 1.23, а) могут свободно пе¬
ремещаться в горизонтальном направлении в корпусе 3, а в вертикальном их пе¬
ремещение ограничено поверхностью 2 упора 7. Питание карманов 4 и 5 замк¬
нутых опор осуществляется от диаметрально противоположных полостей регу¬
лятора. При равном давлении в карманах (р\ - р2) кольцо 6 находится в равнове¬
сии, а его смещение е = 0 и расход масла через карманы 5 и 4 одинаков.При изменении нагрузки F и давления в карманах (например, рх > р2) коль¬
цо смещается на величину е (см. штриховую линию). При этом изменяются кон¬
фигурация дросселирующей щели и характер распределения давления в ней
(рис. 1.23, б). В сужающейся щели (я - 3/2я; 2я - 3/2л) характер изменения дав¬
ления выпуклый, а в расширяющейся (0 - я/2; я - я/2) - вогнутый. При среднем
48Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.23. Регулятор для гидростатических замкнутых опор:
а - конструктивная схема; б - распределение давлений в полостях регулятора
при смещении его подвижного элементаположении кольца давление изменяется по линейному закону. Таким образом,
при смещении кольца возникает гидравлическая жесткость, которая препятству¬
ет смещению кольца и зависит от кривизны кривых изменения давления (про¬
порциональна заштрихованным участкам). Кольцо занимает новое равновесное
положение, расход масла через карман 4 (рис. 1.23, а) увеличивается, а через
карман 5 уменьшается; при этом толщина масляной пленки h\ в опоре остается
примерно постоянной при изменении нагрузки F в широких пределах.Сила инерции. Примером реализации сил инерции может служить привод
шпинделя сверхточных станков для алмазного точения (рис. 1.24). Обработка
изделия 1 производится алмазным резцом 2 при его радиальном перемещении от
привода подачи. Шпиндель 3, установленный на аэростатических опорах 4, раз¬
гоняется до рабочей частоты со0, и его инерции достаточно для осуществления
чистового прохода резца 2. Если принять (без учета трения свободной поверхно¬
сти шпинделя о воздух), что момент трения в опорах пропорционален угловой
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА49скорости, то последняя изменяется по экспоненциальному закону. Такая конст¬
рукция позволяет избежать влияния колебаний привода на точность вращения
шпинделя (90...95 % общей погрешности) и добиться высоты микронеровностей
обработанной поверхности менее 0,005 мкм.Учет специфических особенностей конструкции. Здесь изобретатель рас¬
полагает большими возможностями, поскольку идеи рождаются на основе кон¬
кретных противоречий конструкции и требуют учета реальных условий. В стан¬
ках портальной компоновки (например, карусельных) происходит увеличение
деформации 8 поперечины 1 (штриховая линия) при перемещении суппорта 2 к
центру (рис. 1.25, а). Наиболее просто компенсация деформации достигается за
счет придания направляющим, по которым перемещается суппорт 2, формы, об¬
ратной той, которая возникает при деформации (за счет изготовления направ¬
ляющих или выставки планок, образующих направляющие). В данном случае
используется однозначная зависимость между перемещением суппорта и де¬
формацией поперечины. При двух суппортах такое решение оказывается недос¬
таточно эффективным.В аэростатической направляющей для повышения жесткости создается раз¬
режение в полости 1 (рис. 1.25, б), благодаря чему увеличиваются давление р в
направляющих и их жесткость. Здесь использованы специфические особенности
воздушных опор, связанные с возможностью создания разрежения.Часто при решении задач учитываются такие особенности, как симметрия
(асимметрия) деталей и конструкции, например, для автоматизации сборки, для
уменьшения тепловых деформаций и т.п. Для уменьшения габаритов машин ис¬
пользуют принцип «матрешки» (телескопические устройства и др.), учитывают
направленность тепловых и упругих деформаций и другие явления.
50Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.25. Схемы деформации поперечины портальных станков (а) и
аэростатических направляющих повышенной жесткости (б)Приемы решения задач при учете конструктивных особенностей меха¬
низмов. Соединение в одном механизме нескольких известных конструкторских
решений. Примером решения задачи таким способом является разработка со¬
вмещенных приводов главного движения и подачи шпинделя (планшайбы) для
станков токарной группы. При совмещенном приводе вращения планшайбы то-
карно-карусельных станков главное движение осуществляется от электродвига¬
теля Ml (рис. 1.26, б), а круговая подача (с выборкой зазоров в цепи) - от двига¬
теля М2. В последнем случае зубчатое колесо 1 перемещается вверх и с помо¬
щью муфты 7 осуществляется связь цепи с двигателем М2.В конструкции соединены два известных механизма. Первый I при работе в
режиме главного привода обеспечивает равномерное распределение нагрузки
между двумя приводными колесами 5 и 8 (рис. 1.26, а) за счет плавающего косо-
зубого колеса 2 (рис. 1.26, б). Возникновение неравномерности распределения
нагрузки приводит к различной осевой составляющей сил, действующих в заце¬
плении блока 2, и к его перемещению вдоль оси. Переключение ступеней скоро¬
стей осуществляется зубчатыми муфтами 3 и 9. Второй механизм II (работа в
режиме привода подачи) обеспечивает выборку зазоров в зацеплении колес 5 и 8
с венцом 4 (рис. 1.26, а). Для этого «плавающее» колесо 2 (см. рис. 1.26, б) при¬
нудительно перемещается в осевом направлении от гидроцилиндра б, благодаря
чему происходит выборка зазора в зацеплении (направление поворота колес при
выборке зазора обозначено штриховой стрелкой). Конструктивное исполнение
механизма показано на рис. 1.27.Расширение области использования известной технической идеи. Этот
принцип рассмотрим также на примере совмещенных приводов главного движе¬
ния и подачи станков токарной группы. В двухступенчатой планетарной короб¬
ке скоростей при включении в работу последовательно каждой ступени за счет
перемещения зубчатого колеса z3 с внутренним зубом в положении / водило 1
жестко соединено с колесом z\ и коробка работает как муфта с передаточным
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА51Рис. 1.26. Схемы совмещенного главного привода и
привода круговой подачи токарно-карусельных станков:а - выборки зазора; б - кинематическаяРис. 1.27. Совмещенный главный привод и привод круговой подачи
токарно-карусельных станков(фрагмент одной рабочей ветви механизма)
52Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯЛЖ-гг-Z,^6-z5-Z*Рис. 1.28. Схема совмещенного привода главного движения и
круговой подачи для станков токарной группы на базе планетарных передаччислом и = 1 (рис. 1.28). При перемещении зубчатого колеса z3 в положение II
вращение от зубчатого колеса Z\ на водило 1 передается через сателлиты z2, ко¬
торые обкатываются вокруг колеса z3, обеспечивая снижение частоты вращения
в 4 - 5 раз:и = (1 + z\ /z3) / (z\ /г3) = 4-5.Логическим шагом решения поставленной задачи является использование
положительных свойств планетарной передачи для получения больших переда¬
точных чисел. Для этого центральное колесо имеет дополнительный привод от
того же электродвигателя через передачи z5 - z4 (схема III). На рис. 1.29 приве¬
дена конструкция такого механизма. От двигателя 1 движение передается на
шкив 3 выходного вала по одной из цепей, которые включаются механизмом 2
переключения ступеней.Характерным примером расширения области известной технической идеи
может служить создание многопоточного дросселя для гидростатических опор,
обеспечивающего: идентичность потоков с высокой точностью и надежность
достаточно большого сечения дросселирующего канала.На рис. 1.30 показан пример решения этой задачи путем использования в
качестве дросселей кольцевых проточек 1 в поршне 2 (схема I). Недостатком
такой схемы является исключение возможности изменения сопротивления дрос¬
селей в процессе наладки. Выполнение плунжера 1 с кольцевыми проточками
поворотным (схемы II и III) дало возможность изменять сопротивление истече¬
нию, В схеме III сопротивление изменяется одновременно во всех потоках за
счет длины дросселирования, а в схеме II - за счет изменения конфигурации
дросселирующих щелей, так как кольцеобразные проточки 1 в плунжере выпол¬
нены с эксцентриситетом е относительно оси.Совмещение различных функций в одном механизме (расширение универ¬
сальности). На рис. 1.31 приведена схема шпинделя станка на гидростатических
подшипниках. Гидростатическое смазывание опор позволяет использовать под¬
шипники для зажима шпинделя: при включении вентиля 1 шпиндель прижима¬
ется буртом к торцу 2 втулки под действием давления в кармане 3.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА53Рис. 1.29. Коробка скоростей, совмещенная с приводом круговой подачиnhшШП.:Рис. 1.30. Схема многопоточного дросселя для гидростатических опор
54Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.31. Схема шпиндельного узла, в котором гидростатические опоры
использованы в качестве зажимного устройстваЧасто полезное для конструкции свойство может быть получено из «вред¬
ных» явлений, например: наложение высокочастотных колебаний на перемещае¬
мый узел повышает точность малых перемещений, неравномерная подача инст¬
румента способствует лучшему дроблению стружки и т.п. Примером использо¬
вания недостатка (повышенной податливости) для повышения работоспособно¬
сти может служить применение упругих шпиндельных опор, у которых умень¬
шаются динамические нагрузки и повышается предельная частота вращения.
Так, повышенная податливость шарикоподшипников 1 обеспечивается установ¬
кой их в гидростатических опорах 2 (рис. 1.32, а). Как показали опыты, точность
и частота вращения шпинделя увеличиваются примерно в 2 раза, а амплитуда
колебаний переднего конца шпинделя снижается в 1,5 - 2 раза. На рис. 1.32, б
показана схема опор с упругими элементами, выполненными в виде ослаблен¬
ных колец 1 и 2.Рис. 1.32. Схемы упругих опор с последовательным расположением
подшипников (а) и с упругими элементами в виде колец (б)
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА55Недостатки конструкции могут являться потенциальными достоинства¬
ми. Использование сил трения, обычно отрицательно сказывающихся на работе
механизмов, может быть полезным как самотормозящееся свойство для предо¬
хранения от поломок, в механизмах зажима и др.Использование метода инверсии (взгляд с другой стороны, например, по¬
верхность охватываемая становится охватывающей и т.п.).Рассмотрим применение этого метода на примере созданий механизма для
плавного реверсирования цепи при обработке шевронных зубчатых колес паль¬
цевыми фрезами. В этом случае на вершине шеврона должно быть изменено на¬
правление вращения заготовки. На рис. 1.33, а показана схема механизма ревер¬
са, в основу которого положено последовательное зацепление ведущего червяка1 с червячными колесами 2 и 7. В зависимости от того, с каким из них находится
в зацеплении червяк, осуществляется прямое или обратное (штриховые линии)
направление вращения выходного зубчатого колеса 4.В процессе реверсирования червяк 1 перемещается вдоль оси (по стрелке Б)
вместе с кареткой 5, воспринимающей осевую силу червяка. В каретке располо¬
жен палец б, который может входить либо в гнездо 8 неподвижного корпуса,
либо в фасонный кулачковый паз 3, выполненный на выходном колесе 4 (сече¬
ние А-А). Для осуществления реверсирования перемещают палец 6 из гнезда 8 вРис. 1.33. Схема механизма с плавным реверсированием направления вращения
56Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯпаз 3 в такой момент, чтобы он попал на круговой участок кулачкового паза.
После этого положение червяка определяется пазом, который управляет перехо¬
дом червяка из зацепления с одного червячного колеса на другое. Недостатком
схемы является то, что в среднем положении червяка, когда палец проходит че¬
рез центр колеса 4, нарушается силовая схема управления положением червяка,
который зацепляется одновременно с двумя колесами, что и определяет его по¬
ложение.Для исключения этого недостатка на основе метода инверсии разработан
другой механизм, в котором вместо двух червячных колес использованы два
червяка 2 и 7 (рис. 1.33, б), приводимые во вращение валом 1, и одно червячное
колесо 8, связанное с выходным колесом 4. Червяки также установлены в под¬
вижной каретке 5. Направление вращения выходного вала зависит от того, какой
червяк в данный момент находится в зацеплении с колесом. Пересопряжением
червяков с червячным колесом управляет кулачковый паз 3, выполненный на
колесе 4 выходного вала (в него также попадает палец 6). В данном случае кон¬
фигурацией кулачкового паза и силовой схемой обеспечивается однозначное
положение витков червяков относительно червячного колеса при пересопряже-
нии. Из приведенных примеров очевидно все многообразие приемов, которые
можно использовать при решении возникающих проблем.Можно выделить ряд дополнительных приемов для разрешения техни¬
ческих противоречий, помогающих решать задачи на уровне изобретений,
приведенных ниже.Придание объекту симметричной (или асимметричной) формы, например,
для автоматизации сборки (см. рис. 1.19, а).Компенсация веса объекта соединением с другим объектом, обладающим
подъемной силой (использование противовесов, вертикально перемещаемых
узлов, например, шпиндельной бабки).Предварительное антидействие, например, придание объекту напряжений,
противоположных нежелательным рабочим напряжениям.Компенсация относительно невысокой надежности объекта (или исклю¬
чение перегрузок) заранее подготовленными аварийными средствами. Напри¬
мер, для предохранения прокатных валиков от поломки при резком увеличении
силы прокатки применяют устройства, обеспечивающие быстрое разведение вал¬
ков. Этой же цели служат предохранительные (например, шариковые) муфты.Придание «динамичности» объекту. Характеристики объекта должны из¬
меняться так, чтобы быть оптимальными на каждом этапе работы.Использование дешевых недолговечных деталей вместо дорогих долговеч¬
ных. Например, при производстве труб волочением из высоколегированной до¬
рогой стали к торцу трубы приваривают готовый обжатый конец из дешевой
углеродистой стали, который после волочения и обрезки уходит в скрап.Замена механической системы электрической, оптической, акустической
или другой: использование электрических, магнитных, электромагнитных полей
для взаимодействия с объектом (см. табл. 1.3, схема 14, б).
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА57Использование пневмо- и гидроконструкций. Вместо твердых частей объек¬
та применяют газообразные и жидкие (надувные и гидронаполненные), воздуш¬
ную пленку, гидростатические устройства и другие (установка станков на пнев¬
моопоры).Использование гибких оболочек и тонких пленок, например, изоляция объ¬
екта от внешней среды, волновые передачи (см. схему 4 табл. 2.19).Применение пористых материалов: пористых подшипников скольжения,
пористых вставок в газостатических опорах (см. схему 15, б табл. 1.3).Отброс и регенерация частей. Выполнившая свое назначение часть объекта
должна быть удалена или видоизменена в процессе работы или, наоборот, рас¬
ходуемые части объекта могут быть восстановлены в процессе работы, напри¬
мер: пластмассовая упаковка разлагается под действием солнечных лучей; про-
катйый валок, изнашиваемый в процессе работы, восстанавливается непосредст¬
венно при его работе путем анодно-гидравлической обработки с использованием
в качестве электролита воды, охлаждающей валок.Переход в другое измерение. Трудности, связанные с движением (или раз¬
мещением) объекта по линии, устраняются, если объект может перемещаться в
двух измерениях, т.е. в плоскости. Аналогичен переход от плоскости к про¬
странству (см. рис. 1.37, а).Переход от непрерывного действия к периодическому (импульсному) изме¬
нением периодичности, использованием паузы между импульсами для действия,
например, использованием колебаний вдоль подачи резца токарного станка для
дробления стружки.Введение обратной связи (или ее изменение), например, при точном пере¬
мещении портала продольно-фрезерного станка осуществляют контроль пере¬
мещения каждой из колонн (см. схему 5, б табл. 2.23).Использование промежуточного объекта, переносящего или передающего
действие: использование примораживания, самотвердеющей резины для закреп¬
ления заготовок.Эффект самообслуживания объекта. Объект может сам себя обслуживать,
выполняя вспомогательные и ремонтные операции. Например, для повышения
стойкости корпуса дробемета его облицовочные износостойкие плиты выпол¬
няют в виде магнитов, удерживающих на своей поверхности слой дроби, посто¬
янно обновляющейся в процессе работы.Изменение физико-химических параметров объекта, например, использо¬
вание «псевдожидкости» (см. схему 14, б табл. 1.3).Применение фазовых переходов для изменения объема, выделения или по¬
глощения теплоты, изменения псевдовязкости (см. схему 18, а табл. 1.3).Применение термического расширения, например, для микроперемещений
(см. схему 11, а табл. 1.3).Следует отметить, что для решения задач на уровне изобретений использу¬
ется весь арсенал методических приемов, часть из которых рассмотрена выше.
Конструкции, выполненные на уровне изобретений, часто приводят к нетради¬
ционным решениям.
58Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1.2.2. НЕТРАДИЦИОННЫЕ КОНСТРУКТОРСКИЕ РЕШЕНИЯНаилучшей почвой для рождения идей является личный опыт и необходи¬
мость принимать собственные решения в рамках реальных ситуаций.Творческие идеи редко возникают сразу (озарение); обычно они появляются
у людей, которые обращают внимание на малозначащие с первого взгляда дета¬
ли. На рис. 1.34 приведены схемы конструкций, которые несмотря на их просто¬
ту можно рационализировать без дополнительных затрат. Так, незначительное
изменение конструкции детали (рис. 1.34, а) позволяет вместо двух наименова¬
ний деталей (вариант Г) ограничиться одним (вариант II). Изменение положения
зубчатого колеса (рис. 1.34, б) способствует выравниванию распределения на¬
пряжений о смятия в шлицевом соединении (возникающих из-за деформаций
ступицы колеса) и снижает концентрацию напряжений. Как видно из рис. 1.34, в,
небольшое изменение конструкции коробки скоростей позволяет существенно
уменьшить ее ширину В.I К I ЕЛ а Лиж)Рис. 1.34. Рационализация конструкций
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА59При установке зубчатого колеса на вал в случае / (рис. 1.34, г) шпонка не
выходит за пределы посадки с натягом по диаметру d и ориентация зубчатого
колеса при сборке затруднена, тогда как в случае II (особенно при большом на¬
тяге в соединении) осуществить сборку значительно легче. При невнимательном
подходе к выбору размера Д узел фиксации зубчатого блока 2 на валу 3 может
оказаться неработоспособным (рис. 1.34, б). Так, если точка контакта шарика 1 с
поверхностью блока 2 расположена выше центра тяжести шарика (Ai < 0, см.
вариант I), то сочетание направлений сил, действующих на шарик, может быть
неблагоприятным, что приведет к его заклиниванию. В случае А2 > 0 (вариант II)
заклинивание не возникает.На рис. 1.34, е приведены схемы лабиринтных уплотнений, которые не¬
удовлетворительно (вариант II) и достаточно надежно (вариант I) защищают
подшипник 1 шпинделя 2 от попадания мелкой стружки и пыли из зоны резания.
Поскольку на большем диаметре возникает большая центробежная сила, давле¬
ние воздуха в разных зонах лабиринта различно (р2 > р\), что обеспечивает соот¬
ветствующий уплотнительный (вариант/) или всасывающий (вариант//) эффект.На рис. 1.34, ж показаны различные варианты фиксации в осевом направ¬
лении шарикового винта привода подачи суппорта. В варианте II в отличие от
варианта / направление тепловых смещений Дш шпинделя и Ди инструмента сов¬
падает, что способствует повышению точности узла вследствие их взаимной
компенсации (степень последней зависит от характера и величины смещений
Дш И Ди).Внимательный взгляд на, казалось бы, очевидные вещи часто служит осно¬
вой для рождения оригинальных конструкций. Врагами оригинальности являют¬
ся неспособность подойти к задаче с различных сторон и склонность принимать
желаемое за действительное. Приведем примеры некоторых нетрадиционных
конструкторских решений в станках.Обеспечение компактности конструкции. Рассмотрим компактные кон¬
струкции коробок скоростей. Конструкция на рис. 1.35, а обеспечивает девять
скоростей, переключение которых происходит путем осевого смещения блоков
/ и 4 (каждый блок имеет три положения). Компактность достигается благодаря
соосности валов 2, 3 и 5, 6. Традиционная конструкция имела бы при этом в2 раза большие размеры. Малогабаритная двухступенчатая планетарная коробка
скоростей, встроенная в ползун 3 (рис. 1.35, б), обеспечивает большое переда¬
точное число (и > 5), что позволяет получить широкий диапазон частот враще¬
ния при применении бесступенчатых приводов. При больших частотах враще¬
ния (для этого зубчатое колесо z3 с внутренними зубьями перемещается вниз)
коробка работает как муфта. При этом колесо г3 жестко связано с водилом 2
(и= 1), что улучшает динамические характеристики привода. Вращение от
вала / двигателя передается через зубчатую муфту 4 и колесо z\, сателлиты z2
и колесо Zi на водило 2. Все колеса и водило имеют одинаковую угловую
скорость.
60Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯб)Рис. 1.35. Компактные конструкции коробок скоростей (а, б) и
привода гидростатической червячно-реечной передачи (в)7, / ZПри смещении колеса z3 вверх и = 1 3 , вращение от двигателя 1 пере-'I + Z1/Z3дается через зубчатую муфту 4 и колесо z\ на сателлиты z2, которые, обкатыва¬
ясь по неподвижному колесу z3, вращают водило 2 и связанный с ним выходной
вал. Особенностью конструкции является наличие самоустанавливающегося
зубчатого колеса г\ и использование трех сателлитов z2 для передачи момента,
благодаря чему уменьшаются нагрузки на каждый зуб передачи.На рис. 1.35, в приведена компактная схема привода гидростатической чер¬
вячно-реечной передачи, осуществляемого с помощью зубчатого колеса 3. Вит¬
ки червяка 1 имеют увеличенную высоту Н, что позволяет нарезать на их вер¬
шинах зубья 2, передающие вращение на червяк.Механизмы зажима. На рис. 1.36 показан механизм закрепления подвиж¬
ного узла 2 на направляющих. Зажим осуществляется при подводе масла к труб¬
кам 1 эллипсообразного сечения, которые под действием давления масла стре¬
мятся приобрести цилиндрическую форму. При этом возникает сила трения,
фиксирующая подвижный узел. В случае установки таких зажимов с двух сто¬
рон направляющих подвижный узел при закреплении не сбивается с позиции.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА61Совмещение различных функций. Реализацию уникальной возможности
одновременного вращения и поступательного перемещения в гидростатических
опорах можно проследить на примере шпиндельной бабки горизонтально¬
расточного станка (рис. 1.37, а), в которой и вращение, и осевое перемещение
шпинделя 2 осуществляются в одних и тех же гидростатических опорах 3 и 4.
•Для исключения вытекания смазочного материала при осевом перемещении
предусмотрено воздушное уплотнение 1. Это позволяет отказаться от традици¬
онной конструкции горизонтально-расточных станков, имеющих два соосных
шпинделя: одного полого (вращающегося) и другого, совершающего кроме вра¬
щения поступательное перемещение вдоль оси. Между шпинделями имеется
гарантированный радиальный зазор, что ухудшает виброустойчивость станка.
Возможность вывода резца 5 из обработанного отверстия без повреждения по¬
следнего достигается благодаря специально создаваемому перекосу шпинделя
на угол а (рис. 1.37, б). Для этого в шпиндельной гидростатической опоре кроме
несущих карманов 1 и 2 предусмотрены дополнительные карманы 3 и 4, в кото¬
рые подается масло для вывода резца.Выборка зазора в кинематических цепях. Выборка зазора в червячной
передаче обеспечивается благодаря соосной установке двух червяков 4 и 5
(рис. 1.38, а). Одна из втулок 2 и 6, служащих гидростатическими опорами чер¬
вяков, при выборке зазора смещается вдоль оси гидроцилиндром 3 или 7. Вторая
втулка при этом упирается в торец 10 корпуса 9 и воспринимает осевую силу от
червяка. Включение того или иного цилиндра зависит от контролирующего уст¬
ройства 8 направления вращения червячного колеса 1. Чтобы разместить червя¬
ки на одной оси, необходимо максимально удалить поля их зацепления с коле¬
сом от средней плоскости последнего (вариант II), для чего колесо выполняют
корригированным. В этом случае lj > 1\ и появляется возможность размещения
червяков на одной оси.На рис. 1.38, б показана схема выборки бокового зазора в зубчатой паре
привода главного движения. Натяг кинематической цепи возникает при относи¬
тельном проскальзывании колес 1 и 2 (числа зубьев которых различаются на
единицу) по поверхностям А, Б и В, армированным антифрикционным материа¬
лом. Силу натяга регулируют пружинами 3.
62Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯJЖ.1 , IJLiп=)г 1 1
( )р-(Та)шш)(%3$)(.XкШта;16)Рис. 1.37. Механизмы, обеспечивающие совмещение различных функций:а - шпиндельная бабка, в которой шпиндель вращается и перемещается вдоль оси;
б - шпиндельная бабка, осуществляющая отвод резца от обрабатываемой поверхностиРис. 1.38. Схемы выбора зазоров в кинематических цепях:а - в червячной паре; б - в зубчатой передаче
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА63Компенсация упругих деформаций деталей. В схеме компенсации упру¬
гой деформации ползуна 1 при различной длине L вылета опорный элемент 3
расположен близко к центру тяжести ползуна и перемещается вместе с ним
(рис. 1.39, а). Вес ползуна воспринимается в основном этим элементом, а перед¬
няя опора 2 обеспечивает требуемую точность перемещения. Таким образом,
прогиб ползуна имеет примерно одинаковое значение при разной длине вылета.
Для уменьшения исходной погрешности обработку ползуна проводят также с
опиранием его в центре тяжести.Уменьшить деформацию направляющих консоли 2 (рис. 1.39, б) одностоеч¬
ного токарно-карусельного станка при перемещении суппорта 1 можно, если
разгрузить консоль от веса суппорта. Для этого служит стальная балка 6, закре¬
пленная на консоли в местах ее связи со стойкой 5. Балка б воспринимает вес
суппорта через пружину 4 и ролик 3. Деформация 5 балки зависит от положения
на консоли, а деформация направляющих консоли не изменяется при перемеще¬
нии суппорта.На рис. 1.39, в показана схема гидростатических круговых направляющих 2
вертлюга 1. Грани направляющих расположены так, что треугольник сил F\, F2,
F3, действующих на них, замкнутый. Это способствует снижению деформаций
деталей.Нн-! !11j—fг1 -•
L 1 J fc/1чJа)в)6)Рис. 1.39. Компенсация упругих деформаций горизонтально-расположенного
ползуна (а), консоли (б) и круговых направляющих вертлюга (в)
64Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПриводы перемещений узлов. Казалось бы, этот традиционный механизм
отработан в такой степени, что не остается места для оригинальных решений.
Между тем, это не так. Ниже рассмотрены некоторые оригинальные решенияприводов:привод перемещения стойки тяжелого расточного станка со шпинделем
диаметром 160 мм (рис. 1.40, а). Он выполнен в виде сдвоенного червяка 1 (для
выборки зазора при осевом перемещении), сцепленного с двумя рядами роликов
2 и 3, имитирующих зубья рейки;привод подачи на базе передачи шестерня - рейка (рис. 1.40, б). Для обес¬
печения жесткости и компактности при большой редукции использована волно¬
вая передача 1, передающая вращение от двигателя 2 через зубчатые колеса 3
и 4 на рейку 5, установленную вдоль станины 6;Рис. 1.40. Приводы подачи:о-в виде червяков, контактирующих с роликами; б - на базе волновой передачи;
в - с фрикционной передачей сил
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА65беззазорный привод подачи узла 1 точных станков, например, для обработ¬
ки зеркал, дисков памяти алмазным инструментом (рис. 1.40, в). Штанга 2 при¬
водится в движение за счет контакта с роликами 3 и 4, расположенными на гид¬
ростатических опорах 5-8. Зазор в приводе выбирается при подаче смазочного
материала под давлением и смещении роликов 3 и 4 в радиальном направлении.Различные механизмы. На рис. 1.41 приведена схема непрерывного авто¬
матического контроля подачи масла в карманы гидростатических направляющих
при большом (до 50) числе карманов. Если система питания карманов функцио¬
нирует нормально, то давления р2 в кармане и р\ у реле 1 равны. При возникно¬
вении неисправностей (например, обрыве трубопровода 5) масло поступает
через дроссель 3, трубопроводы 2 и 6 и поврежденный трубопровод на слив.
Реле 1, настроенное на давление р\ * 0,25/?2min, регистрирует нарушение. При
традиционных способах контроля необходимо устанавливать большее число
контрольных устройств, что весьма сложно и ненадежно.В механизме отскока долбяка, принципиально отличающемся от широко
используемых в настоящее время механизмах (в них отскок осуществляется в
результате отвода стола или поворота долбежной головки при обратном ходе
долбяка), используется устройство закрепления долбяка 1 (рис. 1.42). Оно уста¬
новлено на шпинделе 2 и центрируется зубчатой муфтой 8 с треугольным про¬
филем зубьев. При ходе шпинделя вверх кулачок 5 воздействует через рычаг 4
на тягу 3 и сжимает пружину 6. При этом зубчатая муфта расцепляется, и долбяк
может свободно покачиваться на шарнире 7. При ходе шпинделя вниз кулачок5^С Рг V5НУЖРис. 1.41. Схема непрерывного контроля подачи масла в карманы
гидростатических направляющих
66Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.42. Механизм отскока долбякавыходит из контакта с рычагом, долбяк перемещается пружиной на величину L
и посредством кулачковой муфты фиксируется на шпинделе. Такая конструкция
исключает необходимость перемещения узла большой массы, что важно, на¬
пример, в тяжелых станках.На рис. 1.43 приведен фрагмент коробки скоростей, в которой переключе¬
ние с передачи г, - z2 на передачу z3 - z4 происходит при осевом перемещении
зубчатой муфты 7, расположенной внутри выходного колеса 2. Такая конструк¬
ция обеспечивает надежное переключение (сила действует по оси штока 3) и
позволяет использовать косозубые зубчатые колеса.Создание оригинальной конструкции обычно является мучительно трудным
процессом, который захватывает конструктора до получения им результатов.
В человеческой деятельности не так уж много сфер, которые по творческим на¬
чалам могли бы конкурировать с процессом конструирования.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА67Рис. 1.43. Механизм переключения частоты вращения коробки скоростей1.2.3. МОРФОЛОГИЧЕСКИЙ АНАЛИЗМорфологический (касающийся внешнего вида и строения) анализ - один
из алгоритмических методов конструирования. Это метод логической организа¬
ции идей при проектировании, который отличается от традиционных методов,
основанных на опыте и интуиции. Морфологический анализ - довольно строгий
метод выбора и комбинирования различных этапов конструирования для дости¬
жения поставленной цели. Его трудно использовать при плохо определенных и
нечетко сформулированных проблемах. В результате проведения морфологиче¬
ского анализа составляется морфологическая карта (ящик) решений, из которых
по определенным критериям (непростая задача) нужно выбрать окончательный
вариант.
68Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПри создании морфологической карты рассмотренные ранее методические
приемы (основные физические операции, система движений, физико-техничес¬
кие эффекты, преобразование объектов) используются для решения конструк¬
торских задач по определенным правилам. Это позволяет подходить к решению
не чисто интуитивно или на основе опыта, а опираясь на некую систему приемов
(с использованием функций, операций, эффектов). При таком подходе меньше
вероятность «потерять» хорошее решение.Составление морфологической карты (ящика). Процесс конструирова¬
ния разбивается на три фазы (этапа).1. Формулирование задачи. На этой фазе устанавливаются основные требо¬
вания и ограничения. Общая задача разбивается на частные (подзадачи-функ¬
ции), которые изделие должно выполнять. Это наиболее сложный этап анализа.
Основные трудности состоят в определении набора частных задач (функций),
которые должны быть:существенными для любого решения;независимыми друг от друга;достаточными для охвата всех аспектов проблемы;достаточно немногочисленными.2. Функциональная реализация. На этой фазе рассматриваются действия для
решения частных задач. Основным инструментом являются физические опера¬
ции (увеличить силу, обеспечить фиксацию и др.) и физико-технические эффек¬
ты без уточнения механизмов, на основе которых эти действия реализуются.3. Предметная реализация (фаза). Здесь осуществляется техническая реа¬
лизация эффектов, используемых во второй фазе. При использовании метода
преобразования объектов предлагается широкий спектр механизмов для реше¬
ния задач второй фазы (например, для реализации требования увеличить силу
предлагаются эксцентрик, рычаг, гидроцилиндр и др. - это уже этап конструи¬
рования).Пример решения задачи с использованием морфологического анализа. Разработать уст¬
ройство для произвольно частого неподвижного соединения и разъединения деталей без дополни¬
тельных приспособлений, т.е. замок с защелкой. В качестве исходного решения (для облегчения
изложения материала) принимается устройство, имеющее прямолинейные направляющие а,
штифт с поворотной защелки, кнопку d для расфиксирования запирающего элемента V, клин V,
для сжатия пружины е при фиксации и запирающий выступ V2 для фиксирования механизма
(рис. 1.44, а).1. Формулирование частных задач (декомпозиция общей задачи на более мелкие, кон¬
кретные):1) разработать устройство для запирания;2) предусмотреть устройство, препятствующее отпиранию;3) увеличить силу, т.е. прикладываемая для запирания сила мала, а сила запирания должны
быть велики;4) обеспечить фиксацию в запертом состоянии;5) сделать фиксатор бистабильным, т.е. обеспечить снятие фиксирующих свойств, и обес¬
печить стабильное положение в рабочем состоянии.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА69Рис. 1.44. Схемы механизмов типа замок-защелка2. Функциональная реализация (функциональная фаза). Здесь рассматриваются действия для
решения частных задач и используемые приемы: физические операции, системы движений, физико-
технические эффекты. Например, для частной задачи разработки устройства для запирания действи¬
ем является - вдвинуть одну деталь в другую, а движением - поступательное перемещение.3. Предметная реализация. Для частной задачи 1 (разработки устройства для запирания)
предмет реализации - направляющие а поступательного перемещения. Таким образом, рассмот¬
ренные фазы конструирования при конкретной конструкции замка представляются в виде морфо¬
логической карты (табл. 1.5).Если конструкция еще неизвестна, то для каждой частной задачи можно предложить различ¬
ные альтернативные варианты решения. Поэтому появляется семейство решений. Например, част¬
ное решение «вдвинуть одну деталь в другую» можно выполнить различными перемещениями:
поступательным, вращательным и др. Аналогично предлагаются различные варианты для других
частных решений. В результате можно сформировать морфологическую карту возможных реше¬
ний (табл. 1.6). Рассматриваемый вариант замка имеет структуру: 1.1; 2.1; 3.2; 4.1; 5.2. Фрикцион¬
ный штекерный замок для соединения деталей по рис. 1.44, б имеет структуру: 1.1; 2.1; 3.1; 4.4;
5.4, замок по рис. 1.44, в имеет структуру: 1.5; 2.1; 3.1; 5.1.В принципе количество решений определяется произведением числа вариантов в каждой
строке N-z ~ П\ «2 «з Щ Щ. Из общего числа нужно исключить несовместимые решения по отдель¬
ным строкам, например, использование вращательного и поступательного движений (винт-гайка)
исключает умножение силы рычагом и т.п. Формального приема для отбора несовместимых вари¬
антов не существует.Рекомендации по составлению морфологической карты заключаются в
следующем:чтобы иметь наибольшую вероятность найти оптимальное решение, следует
предусматривать наибольшее число вариантов тех частных задач, для которых
критерии выбора наиболее неопределимы и ненадежны (наиболее часто во вто¬
рой абстрактной фазе проектирования);в первом приближении можно ограничиться тремя - четырьмя вариантами
решений в каждой строке;можно сразу рассматривать ограниченное число вариантов, если отдельные
решения заведомо не подходят (например, использование тепловой энергии,
электромагнитной энергии и др.).
1.5. Морфологическая карта частной задачи70Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯГ§_ Л5s § 1о * 5. * Я
•©< юсоЯЧОX0>2ОО р*
|г >ЯД Ч оС оЧ
ЯЯчо
н
о*8I« =
* ¥
I |С кО)ЯнЬвяU)Яожоа>е-S мо Ч(U соЬ СЗо *3 §CQ кcd9ГЛ§СXXноСЗг4>SXfljч09CQJ5НЯD"<Ыкосз а>о
*. я'чГ -04 03(UяясзCQОИо 3
о- 2с S>яожоО)ICQ (DОU3S Й
о ч
а> юс&о3СО-оняча>соhQня*оя2>>иЯЯ4>Яя<иЕ<иЭяhQчя0)<и03>>1,яж яS §^ 5о Ач ^я §Он ояяЛч&яяоЖСЗасa, ччО!а.& Я
та о.
■л .(ЛЖсвдияяЧCQоЧОXоcdОн03ЯЯРсхС>4йноюЛCL >Я
Й °
£ э-. о
— >>яЛО.ясейСОссО)* ё4 *s йи Ня Sо S2 <и5 СиО я<и Я >>•в- & к оX я о иcd О ОГ) я я я§чясо0)ЛСиа2я0)Й!ЛяXвСО н& 5>Я ои г1'<ияноCStr<L> Ч Я3 Я CQя я н£ « уя 3 «5 й чУ й.ч51>оя4
оXо58 £я яЯ 03<и оЭ я3 *а. Ояяя)соз aеЗ Sе &н01о<ияяа03оа,я45
р.
оеляаяо§Xе й
(N -©■янк<иЯа>а.ЛсоЯа5огпCL
1.6. Морфологическая карта возможных решенийПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА71о g5 i§
5 я
^ Э-СОXйXо.{-jaR<ОX*оU<иоCQежXCQлсооа0> Си CQн со с*я45Л3пЗCLСОО)охиОнсосооСадхх<v*XCQе*IIсчСОиXГ)О!cdXНXXиСЗSSОж<У(Г>тг(NсзсоО«иНCLXCN Г)СПонЛXийXXXноси
а,
«и
х(N(NО?СЗXЙ ОXяX<L>Иоси,й яС 3* 3§ sе сиа> -0-• х <и(N П ЧЖXXSЙПcdЕГ3Си,тгrnнXXCQхXСЧГОXа>*оX<иUQII<и aх 5ж X* уа. SН -ч 2dОXазиСПгГи>>О-X^ иД. мг! 2
rt ОСЗжи<иОи; с*
• ао
тг оII<и aX »х ж5 ка. *Н £^ §in и>, S£ gо 3^ х»/“» оаисиX>>соисЗжCJ<ии5Sои из
. м
ч
• со
*/“> и** 5X sх 2° ft3 Й<и иО. etЛ е=:Н5 рВ хо- сw м Оgn Я *й О, яСО w XXKtXXиСиа>X<Т)ИX*оXS>оX<иси яЛ Sои>>§■
72Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1.2.4. УЧЕТ «МЕЛОЧЕЙ» ПРИ КОНСТРУИРОВАНИИКак уже отмечалось, при конструировании мелочей не бывает. Весь процесс
проектирования от зарождения идеи до оформления рабочих чертежей - это по¬
стоянный учет так называемых «мелочей»: как подвести и удалить смазочный ма¬
териал, нужно ли предусматривать на деталях фаску, какой выбрать посадку и т.п.Безусловно, крупные ошибки, допущенные на ранней стадии конструирова¬
ния, сказываются на работе решающим образом, но такие ошибки сравнительно
редки, поскольку решения принимаются наиболее квалифицированными спе¬
циалистами. Более характерным является недостаточный или неполный учет
«мелочей», ибо в создании машины участвует большое количество людей раз¬
ной квалификации. На рис. 1.45 показаны схемы смазывания и уплотнения уз¬
лов, в которых не в полной мере (схемы Т) гарантируется их работоспособность.
В схеме / на рис. 1.45, а уплотнение, препятствующее вытеканию жидкого
смазочного материала, малоэффективно. Небольшое изменение конструкции
(рис. 1.45, а, схема II) намного эффективнее, поскольку смазочный материал
возвращается в узел центробежной силой.Рис. 1.45. Схемы уплотняющих и смазывающих устройств
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА73В схеме / на рис. 1.45, б уплотнение мало препятствует попаданию избы¬
точного количества смазочного материала к подшипнику, например, шпиндель¬
ного узла (так как оно может стекать со стенок), в отличие от схемы II на
рис. 1.45, б.При вращении зубчатых колес, как показано на рис. 1.45, в, лучше устанав¬
ливать трубопровод по схеме II, так как в противном случае большая часть сма¬
зочного материала отбрасывается вращающимися колесами (схема Г). В ответст¬
венных случаях при реверсивной передаче трубопроводы ставят с обеих сторон
(штриховые линии).Более эффективна подача смазочного материала в скоростном подшипнике
скольжения через вал (рис. 1.45, г, схема //); в конструкции по схеме / центро¬
бежная сила препятствует попаданию смазочного материала в рабочую зону.
При установке уплотняющего кольца по схеме / (рис. 1.45, д) последнее может
выпасть или провиснуть, не обеспечив герметизацию, в отличие от схемы II.На рис. 1.46 показан ряд примеров учета технологичности конструкции.
В схеме I (рис. 1.46, а) ширина зубчатых колес принята одинаковой, что не
обеспечивает работу всех их поверхностей из-за неточностей монтажа. Более
рационально принимать колеса разной ширины (схема II), причем для экономии
металла обычно более широким выполняют колесо меньшего диаметра (как и
колесо, имеющее большую твердость рабочей поверхности). На рис. 1.46, б
(схема /) показан блок зубчатых колес, изготовленный из одной заготовки. Мень¬
шее из этих колес отшлифовать нельзя, поэтому при больших окружных скоро¬
стях и высокой твердости рабочих поверхностей колеса выполняют составнымиIE IEа) .61I ЖРис. 1.46. Примеры конструкций, учитывающих технологию изготовления
74Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ(схема II). Для экономии металла, особенно при изготовлении колес из высоко¬
легированной стали (рис. 1.46, в) или бронзы (рис. 1.46, г), предпочтительны
схемы II. В конструкции стакана 1 для его изготовления требуется прокат боль¬
шого диаметра (рис. 1.46, д), а в схеме II этот недостаток устранен.Небольшое изменение конструкции значительно снижает отрицательное
влияние на работу тепловых деформаций (рис. 1.47). При закреплении шпин¬
дельной бабки 1 токарного станка на станине 3 (через проставку 2) по схеме /
(рис. 1.47, а), с явно выраженной асимметрией базовой плоскости 4 относитель¬
но оси шпинделя, смещение шпинделя по горизонтальной оси в 3 раза больше,
чем при базировании проставки по схеме II.В схеме I на рис. 1.47, б возможно возникновение различных тепловых
деформаций втулки 1 и шпинделя 2, что сказывается на величине зазора h гид¬
ростатического подшипника. Различие температур втулки и шпинделя сказыва¬
ется на изменении зазора значительно меньше при выполнении конструкции по
схеме II.В конструкции стола с гидростатическими круговыми направляющими 1
карусельных станков (рис 1.47, в) в замкнутых объемах 2 и 3 основания и план¬
шайбы (схема /) происходит непрерывный нагрев воздуха с ухудшением работо¬
способности направляющих. При создании окон 4 и 5 (схема II) исключается
образование «воздушных карманов» и происходит циркуляция воздуха. В ско¬
ростном шпиндельном узле возможен повышенный нагрев воздуха, находяще¬
гося в замкнутом объеме 1 (выше оси), что приводит к деформации шпиндельно¬
го узла и уводу оси (рис. 1.47, г). С этих позиций желательно обеспечить больший
объем воздуха (ниже оси) и предусмотреть возможность его циркуляции.На рис. 1.47, д приведены кривые изменения толщины масляной пленки h
в гидростатической опоре планшайбы диаметром 4 м в зависимости от времени
работы Т с различной формой направляющих (режим работы п = 55 мин-1, масло
И-5А). При применении конусообразной направляющей с конусностью
Ah = 40 мкм (кривая 2) изменение толщины масляного слоя во времени сильно
уменьшилось по сравнению с плоской направляющей по схеме I (кривая /).Различные конструкторские решения с учетом «мелочей» показаны на
рис. 1.48. В шпиндельном узле не обеспечивается самоустановка гайки 1 на
резьбе при фиксации опор из-за большой длины гайки (рис. 1.48, а). Вследствие
этого происходит деформация шпинделя и увеличение биения конца шпинделя.
При уменьшении длины резьбы биение шпинделя снизилось примерно в 3 раза.
Аналогичные явления могут быть при фиксации опор шариковых винтовых пар
и других высокоточных механизмов.При показанном на схеме / (рис. 1.48, б) подводе масла требуется повышен¬
ное давление в гидроцилиндре в момент пуска для увеличения площади воздей¬
ствия (масло попадает в зазор между торцом плунжера и фланцем). В схеме II на
рис. 1.48, б этот недостаток устранен и давление воздействует сразу на большую
площадь.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА75 jtis 0 1 2 3^5 6 7 Т,ч
д)Рис. 1.47. Конструкции, по-разному реагирующие на изменение температурыЛучшее базирование зубчатого колеса на оси обеспечивается на схеме II
(рис. 1.48, в), поскольку расстояние между подшипниками больше, чем в схеме I.
При сопряжении литых деталей по схеме / (рис. 1.48, г) их контуры могут не
совпадать, что отрицательно сказывается на внешнем виде. В схеме II несовпа¬
дения контуров менее заметны. Замена одной длинной пружины (схема Г) на не¬
сколько коротких (схема II) с промежуточной втулкой предупреждает потерю
устойчивости (рис. 1.48, г).
76Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.48. Примеры конструктивных решений, иллюстрирующие учет «мелочей»1.2.5. УЧЕТ ОШИБОК КОНСТРУИРОВАНИЯРазновидностью более общего метода конструирования на основе аналогов
является метод анализа ошибок. Одно из основных правил конструирования
гласит: «найдите содержащиеся в аналогичной конструкции недостатки и попы¬
тайтесь уменьшить их». При конструировании ошибки неизбежны. Они появля¬
ются из-за невнимательности, утомления, недостаточной квалификации проек¬
тировщика и по другим причинам. В зависимости от стадии проектирования мо¬
гут возникать ошибки: формообразования, компоновки, кинематической схемы;
связанные с назначением материалов, выбором формы базовых деталей; в расче¬
тах (прочности, жесткости, размерных цепей и др.); сборки, базирования, уста¬
новки, силовой схемы; эстетического характера и др.
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА77Явные и неявные ошибки. Ошибки могут быть явными (ошибки размеров,
недостаточной прочности и др.) и неявными. Явные ошибки менее опасны, по¬
скольку обнаруживаются, как правило, при изготовлении опытного образца. Не¬
явные ошибки могут сказываться на работе в течение всего времени выпуска
машины и поэтому более опасны. Скрытые ошибки при функционировании из¬
делия могут ухудшать эксплуатационные показатели (точность, виброустойчи¬
вость и др.).На рис. 1.49. показаны примеры явных конструкторских ошибок. В двухсту¬
пенчатой коробке скоростей (схема I, рис. 1.49, а) малое расстояние между коле¬
сами (/ < b) не позволяет переключить блок 1 (правильное положение показано
штриховыми линиями). Величина перемещения I блока зубчатых колес не со¬
гласована с длиной втулки С, на которую опирается ось 2 вилки. Исправить по¬
ложение при тех же размерах коробки можно конструктивным исполнением
опоры 2 оси 3 (схема II). При подаче масла в левую полость гидроцилиндра 4
вначале перемещается ось 3 вместе со втулкой 5, а затем (после упора втулки в
кольцо 6) ось дополнительно перемещается относительно втулки, благодаря че¬
му увеличивается длина хода I.На рис. 1.49, б, в показаны конструкции, отличающиеся тяжелыми условиями
сборки - разборки. В схеме / с конической посадочной поверхностью даже не¬
большое изменение натяга или незначительный износ приводит к тому, что уста¬
новить штифт становится невозможно. В схеме II штифт небольшого диаметра
(без резьбы) трудно вытащить из отверстия. В схеме III нельзя зафиксировать гай¬
ки, так как требуется исключить проворот гайки I при завертывании гайки 2.В схеме I, показанной на рис. 1.49, в, исключительно сложно снять подшип¬
ник; этот недостаток исключен в схемах II и III. В схеме на рис. 1.49, г из-за бур¬
та 1 на валу невозможно осуществить разборку - сборку вала (необходимо заме¬
нить бурт, например, проставочным кольцом 2).В схеме I запрессовки деталей (рис. 1.49, д) из-за отсутствия фаски на оси 1
ее трудно вставить в отверстие, кроме того, воздух в замкнутой камере 2 будет
препятствовать ее перемещению. Этот недостаток отсутствует в схеме II.В клиновом соединении, выполненном по рис. 1.49, е, при перемещении уз¬
ла I по направлению стрелки произойдет выборка зазора по размеру В и закли¬
нивание. Необходимо исключить возможность самопроизвольного перемещения
клина 2, например, установить компенсатор 3 (показано штриховыми линиями).В конструкции зубчатого колеса расстояние Н между шпоночным пазом и
диаметром впадин зубьев явно недостаточно (рис. 1.49, ж), что может привести
к поломке в опасном сечении (Н > 1,8т).В схеме, показанной на рис. 1.49, з, подшипник 1 ошибочно установлен на
шлицевом валу 2, кроме того, вилка переключения 3 зубчатого колеса касается
торцов зубьев колеса 4, что приведет к быстрому износу вилки. В схеме, пока¬
занной на рис. 1.49, и, трудно установить подшипник 1 на вал 2 из-за большой
длины посадочной поверхности вала. Для обеспечения монтажа на валу нужно
предусмотреть обнижение 3.
78Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯДля выявления неявных ошибок кроме знаний требуется опыт работы кон¬
структором. Анализ конструкций, в которых отсутствуют ошибки, но тем не ме¬
нее работающих неудовлетворительно, дает конструктору неоценимую способ¬
ность в сложных ситуациях находить оптимальное решение. Например, если в
конструкции соединения тонкого и толстого листов методом сварки (или пайки)
в месте 1 появляются трещины (рис. 1.50, а, схема Г), то нужно найти причину
их появления, поскольку явных ошибок в конструкции нет. Причиной может
быть колебание тонкой стенки (толстая не колеблется ввиду большой жестко¬
сти). Способ исправления недостатка данной конструкции - уменьшение коле¬
баний (если это возможно), например, уменьшением жесткости толстой стенки
(схема II) в месте соединения.На рис. 1.50, б приведена схема передней бабки тяжелого горизонтального
зубофрезерного станка, в котором обнаружилась большая кинематическая
ошибка обрабатываемых колес при достаточно высокой точности цепи обката
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА79Рис. 1.50. Примеры анализа неявных ошибокстанка (ее проверяли кинематомером). Анализ возможных причин этого явления
показал на значительное влияние деформации делительного червячного колеса 1,
установленного па планшайбе 2, при закреплении силой F заготовки 4 в тисках 3.
Поэтому в таких станках делительное колесо располагается достаточно далеко
от планшайбы (например, у задней опоры 5).Анализ ошибок. Силовой анализ предполагает изучение цепей, передаю¬
щих движения от двигателя до исполнительного органа, восприятия нагрузок в
разных направлениях, замыкания силовых цепей и др. Анализ сборки содержит
проверку условий сборки зубчатых колес, валов, подшипников, наличия ком¬
пенсирующих звеньев, размерных цепей, поиск лишних звеньев, места подвода
смазочного материала и др.Анализ условий эксплуатации может содержать поиск ответов на вопросы
типа:что будет, если температура узла (вала, подшипника) будет расти (умень¬
шаться)?чем воспринимаются рабочие нагрузки?что будет, если прекратится подача смазки?что будет при износе отдельных элементов, например, уплотнений и т.п.?Анализ технологичности конструкции предполагает изучение условий об¬
работки (на каком оборудовании, как базировать и т.п.), простановку размеров,
выбор заготовок и материала, а также ответ на вопросы типа: как исправить си¬
туацию, например, если при конструировании выявится возможный брак рас¬
точки отверстий, находящихся близко к стенкам или друг к другу (когда «ру¬
башку» поставить весьма трудно)?Ошибки функционирования. Одним из изобретателей была предложена
схема для реализации в прессостроении, при которой малой силой F можно
обеспечить большую силу прессования q (рис. 1.51). Это вытекает из следующих
выражений:q = PlSl; (1.1)q = PS2-F;(1.2)
80Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.51. Пример ошибки функционированияР = (1.3)(1.4)2q= FS'~- (1.5)52-S,Выполнив S2 - S\ весьма малой, можно небольшой силой F обеспечить зна¬
чительную силу прессования. Однако если S\ = S2 (т.е. рассмотреть граничный
случай), то очевидно, что система выйдет из равновесия. Где же ошибка?FИз уравнений (1.1) и (1.2) найдем Р = , т.е. давление при такой exe¬
s', - S 2ме зависит от силы F, а мы его сократили в уравнениях (1.3) и (1.4). При увели¬
чении F нужно увеличивать и давление р.Ошибки формообразования. На рис. 1.52, а (схема Г) приведена схема об¬
работки напильников 1 (установленных радиально по всей поверхности план¬
шайбы 5) обкаткой двумя вращающимися дисковыми резцами 2 (типа долбя-
ков), образующими пересекающиеся зубцы (показано образование зубцов толь¬
ко одного наклона). Зубья по длине напильников получают путем нарезания
многозаходных архимедовых спиралей 3, 4, ... с постоянным шагом. Для образо¬
вания требуемого профиля зубцов на напильниках вращение сор дисковых рез¬
цов 2, сост стола 5 и радиальное перемещение Sp резцов 2 находятся в строгой
кинематической зависимости. Как показала практика, схеме формообразования
присущи следующие недостатки:1) погрешности кинематических цепей и шаговая погрешность (t\ Ф t2) ин¬
струмента могут приводить к искажению профиля напильника (схема 1Г);
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА81I ж\ -сЖРис. 1.52. Примеры ошибок формообразования2) различная толщина напильников (hi ^ hi) вызывает изменения толщины
зубьев при вершине (схемы III, IV). Это предопределило судьбу метода формо¬
образования, несмотря на то, что производительность и условия работы лучше,
чем при существующих схемах обработки.На рис. 1.52, б показана схема фрезерования гребных винтов на станках с
ЧПУ параллельными слоями (строчная обработка), осуществляемого специаль¬
ными концевыми фрезами 1 и 2 (схема Г) и торцовой фрезой 3 (схема II). В пер¬
вом случае оси фрез 7 и 2 не перпендикулярны обрабатываемой поверхности для
исключения нулевой скорости резания на вершине фрезы. Опыт показал, что
даже при компенсации радиальных сил, действующих на лопасть (за счет одно¬
временной работы двумя фрезами), условия работы оказались непригодными
вследствие возникновения недопустимых вибраций. Обработка же одной торцо¬
вой фрезой дала положительные результаты.Кинематические ошибки. На рис. 1.53, а показана часть кинематической
цепи обката зубофрезерного станка, работающего червячной фрезой 1. При об¬
работке зубчатого колеса 2 однозаходной фрезой погрешности окружного шага
/и изделия в значительной степени зависят от точности передач, расположенных
у конечных звеньев 3 и 8, в частности от элементов цепи, расположенных на
валу 6. В этой связи оказываются не безразличными как величина переда¬
82Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯточного отношения передач ■■■ -- , так и распределение его между передачами.Если принять кратным передаточное отношение этих передач (например,г4 z7 40 20 П-3- — = — = — , то погрешность окружных шагов изделия /„ при формиро-z5 z8 60 120 9)вании профиля в точках 1, 2, 3, ... (схема II) не зависит от кинематических оши¬
бок передач z4 - z5, z1 - zg, поскольку резание в этих точках осуществляется при
одном и том же относительном положении зубьев указанных передач (за один
оборот колеса 8 колеса 4, 5, 7 делают целое число оборотов). Если перераспре-. г,г7 20 18 П
делить передаточное отношение цепи (например, -^~Lz= = — I то про-z5 zs 27 120 9 Jфиль зубьев в точках 1-3 (схема II) будет образовываться уже при разном отно¬
сительном положении колес 5, 7, 8, так как за каждый оборот колеса 8 колеса 5 и7 сделают оборотов, где п - целое число (относительное положение колесповторяется через 3, 6, 9, 18,... оборотов).В трехступенчатой коробке скоростей при перемещении блока 1 в крайнее
правое положение промежуточный вал 2 вращается с высокой частотой за счет
повышающей передачи 3-4 (рис. 1.53, б). В двухступенчатой коробке при пере¬
ключении блока 1 происходит реверсирование частоты вращения на валу 2, чтоIЖ4Uв)Рис. 1.53. Примеры ошибок в кинематических цепях
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА83недопустимо (рис. 1.53, в). Кроме того, в положении подвижного зубчатого ко¬
леса 1, показанном на схеме, происходит суммирование частот вращения обоих
валов на колесе 3, что приводит к повышенному уровню шума (правильное ре¬
шение показано штриховыми линиями).В фрагменте схемы цепи деления зубофрезерного станка с ЧПУ при числе
импульсов датчика обратной связи 1 контроля вращения фрезы 2, равном 10 ОООZ 1за один оборот датчика (рис. 1.53, г), передаточное отношение передачи — = —2г 6выбрано неверно, так как за один оборот фрезы датчик повернется на угол, в ко¬
тором не содержится целое число дискрет. Для исправления положения необхо¬
димо либо перейти на передаточное отношение, равное 1/5, либо установить про¬
межуточные передачи для связи с датчиком (показано штриховыми линиями).Ошибки компоновок. Погрешности выбора компоновок могут быть связа¬
ны с нерациональным сопряжением подвижных деталей, с неправильной ориен¬
тацией инструмента относительно заготовки, неверным выбором формы и сече¬
ния базовых деталей и т.п. Компоновка сказывается на всех основных показате¬
лях станков, таких как точность, виброустойчивость, удобство обслуживания и
др. На рис. 1.54, а показана схема сопряжений поперечных салазок / токарного
станка, у которого при перемещении салазок в крайнее положение (штриховые
линии) база сопряжения Ъ изменяется (b < I, схема /) или остается постоянной
(Z>i = /, схема II). В последнем случае обеспечивается большая стабильность точ¬
ности и жесткости.Рис. 1.54. Примеры ошибок компоновок
84Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯНа рис. 1.54, б показана схема резцедержателя при обработке точением.
Центр поворота 1 вершины резца радиусом R находится ниже нормали п - п к
поверхности заготовки, построенной в точке обработки (центр вращения опре¬
деляется конструкцией резцедержавки, приспособлением и др.). В этом случае
при увеличении сил резания резец не отходит от поверхности заготовки, умень¬
шая толщину стружки и силу, а, наоборот, дополнительно внедряется в деталь
на величину At, что приведет к дальнейшему возрастанию силы резания и к не¬
устойчивости процесса резания. По правильной компоновочной схеме конст¬
рукции резцедержавки, т.е. при расположении центра 1 поворота на оси заготов¬
ки или выше нее, этих явлений можно легко избежать.Конструкции механизмов, в которых не в полной мере учтены условия
эксплуатации. Это наиболее характерные ошибки для любых машин (влияние
температуры, деформаций, условий эксплуатации и др.). Здесь успех в значи¬
тельной мере зависит от квалификации конструктора. На рис, 1.55, а показана
схема высокоскоростного шпинделя на гидростатических опорах, в котором
осевой подшипник образован буртом 2 стального шпинделя и торцами бронзо¬
вых втулок 1 и 3. По мере разогревания масла зазор в осевой опоре уменьшается
ввиду различия коэффициентов линейного расширения шпинделя и втулок на
длине L, что может приводить к заклиниванию шпинделя. В конструкции, пока¬
занной на рис. 1.55, б (схема Г) вал 1 передает вращение на коническое колесо 2.
Заклинивание передачи возможно при тепловых деформациях At вала 1, по¬
скольку осевые опоры вала удалены от колеса 2 (осевые опоры не показаны).
В схеме II этот недостаток устранен за счет плавающего переднего конца вала.Широко применяется схема закрепления шкива 1 на валу 2 с помощью
шайбы 3 (рис. 1.55, в, схема I). Однако при больших частотах вращения требует¬
ся центрирование шайбы (схема II).На рис. 1.55, г приведены схемы конструкций, в которых плохая работоспо¬
собность вызвана низкой жесткостью вала, т.е. параметры вала выбраны только
из условий прочности. В схеме / вследствие изгибной деформации вала (штрих-
пунктирная линия), сопровождающейся малыми относительными перемеще¬
ниями (сотые доли миллиметра), в зоне посадки зубчатого колеса на вал возни¬
кают знакопеременные силы трения (показаны стрелками). Это приводит к из¬
носу (фретинг-коррозии) посадочных поверхностей. Улучшить ситуацию можно
за счет повышения жесткости вала, натяга в посадке или изменив конструкцию
ступицы (схема II). В трехступенчатой коробке скоростей (схема III) из-за низ¬
кой жесткости валов возможно не только нарушение контакта в зацеплении
(особенно при перемещении блока 1 в крайние положения), но и (при динамиче¬
ской нагрузке) самопроизвольное переключение блока колес 1.При обработке шатунных шеек неподвижного коленчатого вала 1 дисковой
фрезой 2 с внутренними зубьями фреза вращается со скоростью резания сорез и
вместе с вертлюгом 3 - со скоростью круговой подачи сокр (рис. 1.55, Э). По¬
скольку фреза смещена на величину е относительно оси вращения вертлюга
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА85r LJ'V.к'Ж**4I ESS3ЖXgX" — XJ 2 I в) 4- (?)Рис. 1.55. Примеры механизмов, в которых не учтены условия эксплуатации(схема II), при его вращении формируется профиль шатунной шейки радиусом г.
Сложной проблемой здесь оказалась защита крупных крестовых роликопод¬
шипников 4 (являющихся опорами вертлюга) от попадания в них мелкой струж¬
ки, образующейся при резании твердосплавной фрезой. Обычных лабиринтных
уплотнений оказалось недостаточно, и положительные результаты получены
только при выполнении на вращающейся наружной поверхности 5 винтовой ка¬
навки соответствующего направления. С ее помощью, с одной стороны, проис¬
ходит удаление наружу попавшей в лабиринт стружки, а с другой - возникает
насосный эффект, препятствующий попаданию стружки в лабиринт.Нерациональное восприятие нагрузок. На рис. 1.56, а показаны схемы за¬
крепления оправки I зубофрезерного станка в опоре 2. При одном радиальном
подшипнике (схема I) коническое соединение 3 должно воспринимать изгибаю¬
щий момент оправки от силы резания Fp, а сила зажима F должна быть весьма
большой. В схеме II момент воспринимается вторым радиальным подшипником и
силу зажима можно существенно снизить. На рис. 1.56, б (схема II) показана схе¬
ма неправильной установки радиально-упорных подшипников, воспринимающих
консольную нагрузку (линии действия сил пересекаются в одной точке). Увеличе¬
ние эффекта «заделки» достигается в соответствии со схемой /, где L > 0.
86Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.56. Примеры конструкций с нерациональным восприятием нагрузокНа рис. 1.56, в показана передняя опора шпиндельного узла, в которой осе¬
вая сила воспринимается пружинным кольцом 1, не обладающим требуемой же¬
сткостью. В этом случае целесообразно заменить кольцо, например буртом в
корпусе (однако при этом ухудшается технологичность корпуса).В конструкции, показанной на рис. 1.56, г, ширина Ъ2 колеса 2 назначена
большей, чем ширина Ъ\ колеса 1, имеющего меньший диаметр, в то время как
нагрузки Р2 и F\ на зубья обратно пропорциональны диаметрам колес. Другой
ошибкой является установка подшипника меньшего размера (справа) у зубчато¬
го колеса 1, воспринимающего большую нагрузку (F] > F2).На рис. 1.56, д приведены схемы сварных направляющих, отличающихся по
жесткости в несколько раз (направляющая по схеме II имеет существенно боль¬
шую податливость).Погрешности изготовления и сборки. Конструкция должна быть такой,
чтобы ее работоспособность не снижалась при неизбежных в производстве по¬
грешностях изготовления и сборки. В схеме, показанной на рис. 1.57, а, задний
торец шпинделя I выполнен по номинальным размерам на уровне торца втул¬
ки 2. Поэтому любое отклонение этого торца влево на 2...3 мм может полностью
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА87вывести гидростатический подшипник из строя, так как размер дросселирующих
перемычек на втулке b = 5...6 мм. Штриховыми линиями показан требуемый
запас длины шпинделя А/.В конструкции вала на рис. 1.57, б затруднена разборка вследствие того, что
проставочная втулка 2 может провернуться (как при работе, так и при разборке)
таким образом, что шпоночный паз установится не против шпонок 1 и 3 вала, а в
произвольном положении. В этом случае разборка вала будет невозможна. Пра¬
вильное решение состоит в установке шпонки большей длины (штриховые ли¬
нии). Опасность такой ошибки состоит в том, что она может не выявиться на
опытных образцах.В)Рис. 1.57. Примеры конструкций, имеющих ошибки изготовления и сборки
88Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯМного ошибок связано с нерациональным назначением посадок, зазоров,
натягов в соединениях. Часто изменение зазоров и натягов в нужном направле¬
нии полностью изменяет работоспособность машины. Например, доля демпфи¬
рования, обусловленная зазорами, составляет 90...95 %, поэтому установление
малых зазоров (например, в ползунах, направляющих с гидростатическими опо¬
рами) может снизить (а не повысить, что кажется очевидным) виброустойчи¬
вость в несколько раз, так как энергия демпфирования примерно равна 1/2 про¬
изведения максимального перемещения на мгновенное значение силы демпфи¬
рования.В горизонтально-расточном станке с выдвижным шпинделем 1 между ним и
полым шпинделем 2 оставляют зазор 8 = 5... 15 мкм для возможности осуществ¬
ления осевого перемещения шпинделя 1 (рис. 1.57, в). При разных зазорах усло¬
вия прилегания шпинделя 1 к отверстию шпинделя 2 при колебаниях будут раз¬
личными. При относительно больших зазорах (схема Г) изгибные колебания
шпинделя 1 происходят даже внутри шпинделя 2 (штриховая линия), что повы¬
шает демпфирование. При малых зазорах 5 (схема II) изгибные колебания про¬
исходят в основном в его выступающей на величину L части.На рис. 1.57, г показана схема посадки шпинделя 1 диаметром D = 1180 мм
на конус планшайбы 2. При натяге Д больше определенного значения происхо¬
дит существенная деформация шпинделя и искажения правильной формы ци¬
линдрической поверхности. Уже при натяге Д = 0,35 мм (что соответствует ра¬
диальному натягу около 60 мкм) искажение формы (кривая 2) составляет
31 мкм, несмотря на достаточно большое сечение стенки шпинделя (t = 80 мм).
Удовлетворительные результаты (кривая 1) получены при Д = 0,12...0,15 мм,
при котором деформация не превышала 9 мкм.При установке сменного зубчатого колеса 1 на конусе 2, как показано на
рис. 1.57, д, будет образовываться уступ в отверстии (в точке 3), который пре¬
пятствует перемещению колеса в осевом направлении по мере износа. Правиль¬
ное решение, связанное с введением проточки 4, показано в нижней части схемы.Нерациональные конструкции. Потенциальные ошибки конструирования
связаны часто с недостаточным учетом технологичности (технологической ра¬
циональности). Так, в бобышке 2 (рис. 1.58, а) передней опоры шпинделя 1 по
конструктивным соображениям уменьшено сечение (t\ < tj). Это приводит к по¬
грешности формы растачиваемого под подшипник отверстия и потере точности
шпинделя.В схеме I гидростатической опоры (рис. 1.58, б) положение рабочего торца1 упорного подшипника зависит от точности резьбы 2 (от перпендикулярности
резьбы к оси шпинделя). В схеме II предусмотрено базирование втулки 1 по тор¬
цу 2 шпинделя, благодаря чему этот недостаток исключен.На рис. 1.58, в показана типовая конструкция закрепления планок 1 на са¬
лазках 2. При малом значении t в результате закрепления планок 1 винтами воз¬
никает вспучивание металла. Например, при t = 3...5 мм, винтах М24 величина
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА89Рис. 1.58. Примеры технологически нерациональных конструкцийвспучивания составила 30...40 мкм при длине L = 30...40 мм (разрез А-А). По¬
этому нужно либо увеличить t, либо исключить резьбу из зоны расположения
направляющих (схема II).Недостатки оформления чертежей. Значительное количество ошибок мо¬
жет быть связано с неправильной простановкой размеров в рабочих чертежах,
несогласованностью характерных размеров сопряженных деталей и с другими
причинами. Положение каждой поверхности определяют относительно баз. Базой
может служить поверхность, ее ось или плоскость симметрии детали, используе¬
мая для определения самой детали или детали, присоединяемой к ней. На рабочих
чертежах деталей рекомендуется использовать конструкторские базы для нанесе¬
ния координирующих размеров. Конструкторские базы определяют положение
самой детали в машине или другой детали, присоединяемой к ней.При простановке размеров необходимо исходить из следующего:
правила непосредственного размера - размер а с малым отклонением дол¬
жен быть задан непосредственно, а не через размеры Ъ и с (рис. 1.59, а);необходимо иметь минимум размеров с малыми допусками (размер а на
рис. 1.59, а);исключения абстрактных баз (плоскостей симметрии и др.). Размер а распо¬
ложения паза на рис. 1.59, б задан от оси симметрии, что неправильно. Нужно
задать размер Ь\
90Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯаа) б)Рис. 1.59. Примеры оформления чертежейправила общей размерной базы. Например, допуски на биение наиболее от¬
ветственных поверхностей шпинделя должны проставляться от рабочих шеек
АБ, а не от оси .Г(рис. 1.59, в);однократной записи размера на чертеже;задавая допуск на размер, необходимо представлять, как его можно изме¬
рить. В деталях, имеющих открытый паз (рис. 1.59, г) задают размеры с, b, R, d, а
не а, b, I, R (трудно измерить). В деталях, имеющих Т-образные пазы (рис. 1.59, д)
задают размеры а, Ь, с, d, а не е, b, Н, с. В деталях, имеющих сферические по¬
верхности (рис. 1.59, е, ж), задают размеры d, а, а не с, b или для внутренней
сферы a, R, а не R, b (трудно измерить). Желательно задавать габаритный размер
детали (для заказа заготовок). Например, в качестве справочного (размер с на
рис. 1.59, е);избегать дробных чисел (120,5... 100,3) без крайней необходимости, пред¬
почитая целые числа (100, 105) и размеры из стандартного ряда;простановка размеров должна соответствовать технологии изготовления де¬
тали, что является наиболее общим правилом оформления рабочих чертежей;при обработке на станках с ЧПУ для облегчения подготовки управляющей
программы простановка размеров должна удовлетворять требованиям програм¬
мирования и исключать необходимость пересчета размеров. (В прямоугольной
системе координат от единой конструкторской базы.)
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА911.2.6. ПРЕОБРАЗОВАНИЕ ОБЪЕКТОВПри конструировании важную роль играют различные преобразования объ¬
екта, некоторые из которых приведены в табл. 1.7. Одному и тому же физиче¬
скому эффекту может соответствовать несколько носителей.Варьирование носителем эффекта, например способами зажима (схема 1,
а - в), особенно совместно с другими изменениями оказывается эффективным
средством для решения конструкторских задач. На рис. 1.60 приведены различ¬
ные способы аккумулирования энергии, которые могут использоваться в качест¬
ве альтернативы.1.7. Преобразование объектов
92Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПродолжение табл. 1.7ИзменениесвязейПреобразование
в пространствеПреобразование
во времениПреобразование
движения и силыИзменениематериалаИспользованиеаналогийИзменение формы объектов дает возможность, например, упростить (ав¬
томатизировать) сборку (схема 2, а, II), упростить изготовление (схема 2, б, II),
выполнить консоли более эффектными в эстетическом отношении (схема 2, в, II).Изменение вида рабочих поверхностей, например, направляющих (схе¬
ма 3, а, II) или радиальных гидростатических опор (схема 3, б), где вместо ци¬
линдрического (схема /) предусмотрен сферический подшипник, позволяет со¬
кратить число элементов и обеспечить самоустановку (схема 3, б, II).Изменение положения элементов (схемы 4) или их числа (схемы 5) дает
тот или иной технический эффект, например, улучшает технологичность эле¬
мента в изготовлении (схемы 4, а и б, II), позволяет проводить одновременную
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА93V//77/S4S.п\777777777777б)Рис. 1.60. Способы аккумулирования энергии:а - механической; б - гидравлической и пневматическойобработку, например, многошпиндельными головками (схема 5, а, II), упрощает
сборку (схема 5, б, II), уменьшает число элементов и повышает надежность
(схема 5, в, II).Преобразование структуры, например, при компоновке токарно-карусель-
ных станков, при обработке кольцеобразных деталей 1 большого диаметра (схе¬
мы 6) уменьшает габариты станка (схема б по сравнению со схемой а), обеспе¬
чивает переналадку на обработку еще больших деталей и т.п.Изменение связей повышает точность (схема 7, а, II) и ремонтопригод¬
ность (схема 7, б, II).Преобразования в пространстве, в частности новая компоновка (схема 8, б)
токарного станка с наклонной станиной, повышает жесткость, упрощает уборку
стружки, дает возможность повысить уровень автоматизации.Преобразования во времени, например обеспечение одновременной обра¬
ботки двух деталей на двухшпиндельном станке (схема 9, б), повышает произ¬
водительность.Преобразование движения и силы, например обеспечение перемещения
более легкого ползуна (схема 10, б) вместо тяжелой стойки (схема 10, а), позволяет
повысить универсальность, снизить силу перемещения и потери холостого хода.Изменение материала, в частности применение пористого подшипника
скольжения (схема 11, а, II), повышает надежность, а использование для форми¬
рования поверхностей реек самотвердеющих пластмасс (схема 11, б, II) снижает
расходы и повышает точность.Использование аналогий. Часто конструкторские задачи решаются с уче¬
том решений, найденных живой и неживой природой, а также с использованием
достижений из других областей техники. После доработки идея подшипника
качения (схема 12, а) видоизменилась в направляющих качения (схема 12, б и в).Использование инверсии предполагает изменение положения охватывае¬
мых и охватывающих поверхностей, сопряжений, крепежных элементов, пере¬
дач и т.п. Инверсия положения V-образных направляющих существенно сказы¬
вается на работоспособности в зависимости от условий их применения. В схеме,
показанной на рис. 1.61, а, стружка легко сходит с направляющих, но затрудне¬
94Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯно их смазывание (используется на токарных станках с большим съемом мате¬
риала). В схеме, показанной на рис. 1.61, б, обеспечивается хорошее смазывание
(масло заливается в ванну 7, закрытую с торцов станины), но попадание струж¬
ки - недопустимо (применяется в продольно-обрабатывающих станках, когда
стружка скапливается на столе 2 станка и не попадает на направляющие).Преобразования для реализации профилактических мер. При необхо¬
димости обеспечения повышенной надежности предусматривают: предохрани¬
тельные устройства; блокировки; защиту; легкую замену деталей. На рис. 1.62, б
для исключения неправильной ориентации при сборке пружины во втулке пре¬
дусмотрена коническая поверхность 7 для направления пружины.Совмещение функций (функциональная интеграция) часто приводит к
улучшению компактности и упрощению конструкций. На рис. 1.63, а зубчатое
колесо 7 двухступенчатой коробки скоростей в правом положении работает как
зубчатое колесо, а в левом - как зубчатая муфта. На рис. 1.63, б показано, как
используется свойство пружинных шарниров и требуемое относительное дви¬
жение деталей 7 и 2 (схема 7) обеспечивается в одной детали 7+2 (схема II).2Рис. 1.61. Схемы направляющиха)Рис. 1.62. Схемы установки пружиныIЯРис. 1.63. Схемы конструкций с совмещенными функциями:а - коробка скоростей; б - шарниры
ПРИЕМЫ И МЕТОДЫ ТЕХНИЧЕСКОГО ТВОРЧЕСТВА95Дифференциация имеет в виду разделение станка на составные части (уз¬
лы) для облегчения сборки и транспортировки, создание машин из одинаковых
секций, выполнение отдельных приводов на каждое движение. В схеме привода
портала станка (рис. 1.64) функции перемещения и синхронизации движения
(исключение перекоса) разделены. Перемещение осуществляется от передачи
червяк - рейка 7, а исключение перекоса достигается перекатыванием колес 2 и
5 по рейкам 3 и 4 (без привода).Интеграция элементов предполагает объединение их одним корпусом, со¬
средоточение органов управления в одном месте и т.п. Например, в особо точ¬
ных станках дорожка качения подшипника может быть выполнена на шейке
шпинделя, который таким образом выполняет роль подшипника.Функциональные преобразования деталей. Детали могут использоваться
для выполнения нетрадиционных функций, например, пружина сжатия 3
(рис. 1.65) - для восприятия вращающего момента. Под действием моментов
М\ и М2 поводок 7 поворачивает гайку 2 и сжимает пружину с силой F.Приведем примеры, иллюстрирующие важность приема «преобразование
объектов». Рассмотрим в качестве исходной конструкции замок-защелку (см.
рис. 1.44): а - прямолинейные направляющие; с - штифт; d - кнопка; Vt - запи¬
рающий элемент; V2 - зацепной выступ, е - пружина. В схеме 7, полученной в
результате совмещения функций, изменение числа деталей, их формы привело к
трансформации замка: d и V - заменены на одну деталь, с, Кие заменены также
одной деталью. Схема II является еще одной модификацией аналогичного реше¬
ния. Таким образом, произошла интеграция в одной детали функций нескольких.Рис. 1.64. Схема привода порталаг-ZZZРис. 1.65. Схема передачи крутящего момента с помощью пружины
96Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПереход к полимерным материалам (см. рис. 1.44, в) позволил получить со¬
вершенно оригинальный результат. При этом использовались преобразования:
изменение материала, уменьшение числа деталей до одной, изменение вида ра¬
бочих поверхностей, изменение формы, совмещение функций, интеграция эле¬
ментов, функциональные преобразования (упругость материала детали замка
используется как пружина).1.3. ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯФункциональная целесообразность конструкции изделия - это способ¬
ность объекта обеспечивать выполнение заданных функций при соблюдении
требований к эксплуатационным параметрам и свойствам в условиях его ис¬
пользования по прямому назначению. Обеспечение функциональной целесооб¬
разности охватывает все стороны создания машины, включая оптимизацию за¬
трат на проектирование и рационализацию условий эксплуатации. Функцио¬
нальная целесообразность обеспечивается всеми известными методами рацио¬
нального конструирования и по существу - это задача оптимального проектиро¬
вания (поиск глобального оптимального решения). Часто при создании функ¬
ционально целесообразной конструкции приходят к необходимости создания
удобной и красивой конструкции. Речь идет о придании изделию свойств эрго¬
номичности и эстетичности.Из всех искусств более всего способствуют инженерно-техническому твор¬
честву изобразительные искусства и связанные с ними понятия красоты. Красо¬
та не может быть стандартной, и ей всегда присуща индивидуальность. Это от¬
носится и к конструкциям. Красота есть строгая соразмерная гармония всех час¬
тей, объединенных тем, что ни убавить, ни изменить ничего нельзя, не сделав
хуже. В технике наиболее целесообразные и функционально совершенные изде¬
лия являются и наиболее красивыми (это внутренняя красота). Примерами могут
быть колесо автомобиля, велосипед, которые, по существу, мало изменяются с
развитием техники.Внутренняя (функциональная) красота обусловлена в первую очередь зако¬
нами физики и создается на основе глубокого знания физической сущности ра¬
боты объекта. Внешняя (декоративная) красота основана на законах психофизи¬
ческого воздействия некоторых образов на людей (внешнее оформление). Одна¬
ко разделение между функциональной и декоративной красотой нечеткое и час¬
то они тесно связаны.Обеспечение функциональной целесообразности наиболее полно связано со
следующими сторонами процесса создания машины:с анализом вариантов конструкции;с компромиссами;с использованием внутренних резервов конструкции;с «парадоксами» конструкции, которые отражают глубокий уровень прора¬
ботки.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ971.3.1. ВАРИАНТЫ КОНСТРУКЦИЙРазработка различных новых вариантов конструкций или выбор из готовых
вариантов решений является важнейшим методическим приемом конструирова¬
ния. Переход от простых узлов и машин к более сложным сопровождается рос¬
том вариантов в связи с увеличением разнообразия материалов, конструктивных
форм, распределения функций и т.п. Как правило, наиболее рациональные ре¬
шения возникают при разработке достаточно большого числа вариантов и их
углубленном анализе.Целями разработки вариантов конструкции являются ее упрощение, выбор
наиболее эффективной, уточнение наиболее важных характеристик и показате¬
лей (принцип действия, сокращение числа компонентов, безопасность использо¬
вания, монтаж и транспортировка, технологичность конструкции), а также уточ¬
нение плохо прогнозируемых сторон конструкции.Разработка вариантов конструкций включает два уровня:1) при разработке конструкции в целом уточняется принципиальная воз¬
можность реализации идей, принципа действия. При необходимости проводятся
необходимые расчеты и эксперименты;2) при разработке узлов изучается возможность размещения узлов и меха¬
низмов, определяются наиболее важные габаритные размеры и т.п.При оценке вариантов можно выделить ряд характерных случаев.Расчетно-логический (количественный) анализ по основным показате¬
лям работоспособности конструкции. Это достаточно объективный путь
оценки вариантов. При оценке вариантов расчетным путем и для их совершен¬
ствования могут использоваться различные методы оптимизации. При этом
важными задачами являются:выбор критериев оптимизации;установление граничных условий и ограничений;описание целевой функции и множества допустимых решений;выделение главных критериев и установление весовых коэффициентов дру¬
гих критериев.Прямая оптимизация. Наиболее простой является прямая оптимизация -
нахождение оптимального значения наиболее важного показателя. Примером
может служить определение оптимального межопорного расстояния Ь0ПТ шпин¬
дельного узла для повышения статической жесткости (рис. 1.66, а). При увели¬
чении значения b податливость 1/с, вызванная деформацией самого шпинделя,
растет (кривая /), а податливость, связанная с опорами, уменьшается (кривая 2).
При Ь0ПТ суммарная податливость будет минимальной. Однако наиболее часто на
плоскости ху определяют допустимую область решений (рис. 1.66, б), ограни¬
ченных изменением ряда величин (f, f2, f\). Например, распределение переда¬
точного отношения / = i\ i2 двухступенчатой передачи зависит от выбранного
критерия (табл. 1.8).
98Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.66. Схемы оптимизации параметров:а - шпиндельного узла; б - с нахождением допустимой области решений1.8. Распределение передаточных отношений двухступенчатой передачи в
зависимости от критериев оптимизацииПередаточноеКритерийчисло
и ~ 1 / /равнопрочностиповерхностейзубьевминимальной
массы колесминимального
размера коробки
передач8/2 = 3,78/2 = 3,71/2 = 4,17i] - 2,1,2h = 2,16/i = l,9210/2 = 4,05г2 = 3,89h = 4,56/> = 2,47/i = 2,57/i = 2,1912/2 = 4,08/2 = 3,97/2 = 4,76ц = 2,94h = 3,02/, = 2,5216ь = 4,31/2 = 4,26/2 = 5,21/i = 3,71/, = 3,76/, = 3,07Выбор оптимального варианта возможен только для относительно простых
частных случаев.Многокритериальная оптимизация. При этом важно выделить наиболее
важные показатели и установить значимость каждого из них (например, в виде
весовых коэффициентов). Так для планшайбы карусельно-шлифовального стан¬
ка с диаметром обработки 2500 мм ответственным моментом является назначе¬
ние привода вращения планшайбы, поскольку колебания от привода могут пере¬
даваться изделию (рис. 1.67). В качестве первого варианта / рассмотрен привод
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ991 1Рис. 1.67. Планшайба карусельно-шлифовального станкаот электродвигателя постоянного тока, через коробку скоростей (не показаны)
на шкив клиноременной передачи 1 и далее через торсионный вал 2 на план¬
шайбу 3. Назначение торсионного вала 2 заключается в фильтрации крутильных
колебаний привода. Во втором варианте II роль шкива выполняет сама план¬
шайба, а торсионный вал исключен. Оценка вариантов может быть проведена на
основе динамического анализа приводов: по амплитудно-частотным характери¬
стикам, форме колебаний элементов привода. Поскольку в рассматриваемом
случае момент инерции планшайбы оказался столь значительным, что конструк¬
ция привода практически не сказывается на изменении динамических характе¬
ристик планшайбы и вид привода определяется конструктивными соображе¬
ниями.Технические, экономические ограничения, а также требования техники
безопасности, эргономики и др. Среди технических ограничений учитывают ус¬
ловия функционирования, способы изготовления (сварка, литье), сборки, испы¬
таний, контроля, параметры помехоустойчивости, надежности и безопасности,
вопросы триботехники, возможности технического обслуживания и др.Необходимость делать выбор возникает на самой ранней стадии (зарожде¬
ние идеи, поиск методов формообразования, компоновок) и присутствует в те¬
чение всего периода создания машины. Например, на этапе выбора метода обра¬
ботки очень важно оценить всю совокупность проблем, стоящих перед разра¬
ботчиком и потребителем при том или ином варианте (готовность производства,
квалификацию, затраты, сроки, необходимость проведения научно-исследова-
тельских работ и т.п.).
100Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯНа основе анализа исходных вариантов устанавливаются (с точки зрения
функционального использования и промышленной реализации) их слабые и
сильные стороны и выбираются наиболее рациональные из них. Не следует сра¬
зу останавливаться на заманчивом, с первого взгляда, оригинальном решении,
вроде бы не имеющем минусов, и, тем самым, ограничивать поиск в других на¬
правлениях. Особенно это касается ранних стадий проектирования.Пример выбора метода обработки оптических зеркал (плоских, сфериче¬
ских или асферических). При обработке алмазным резцом 1 (рис. 1.68, а), обла¬
дающим высокой стойкостью, требуемые параметры изделия (например, откло¬
нение от плоскостности) обеспечиваются за счет точного контроля положения
резца (например, лазерными устройствами 2) относительно изделия 3. При ис¬
пользовании абразивного круга 1 (рис. 1.68., б), совершающего осциллирующее
движение, съем материала зависит от удельной силы в контакте инструмента с
заготовкой 3, скорости резания, времени нахождения инструмента в контакте с
изделием, материала и др. После каждого рабочего цикла профиль изделия из¬
меряется лазерными приборами 2, составляется топография поверхности и в за¬
висимости от величины погрешности изменяется время контакта круга с издели¬
ем в данной области, постепенно приближаясь к идеальному профилю.В абстрактном представлении нельзя обоснованно выбрать тот или иной ва¬
риант формообразования. Необходимо знать требуемую производительность,
размеры изделия, стойкость резца, возможности приводов и измерительных уст¬
ройств и многое другое. Но и достаточно полная информация по указанным осо¬
бенностям не делает этот выбор легким.При обработке алмазным резцом обеспечивается более высокая производи¬
тельность, поверхность изделия более однородна. В то же время успех сильно
зависит от теплового режима, точности приводов и геометрической точности
станка. Затраты на станок могут быть весьма значительными. Обработка абра¬
зивным кругом реализуется на более простом (дешевом) станке, ее точностьРис. 1.68. Схемы обработки оптических зеркал
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ101достигается методом последовательных приближений к заданному профилю и в
меньшей степени зависит от точности станка. Однако производительность в
этом случае существенно ниже, а качество поверхности хуже вследствие вне¬
дрения абразива в деталь.Часто не представляется возможным дать исчерпывающий расчетный (ко¬
личественный) анализ конструкции.Выделение отдельных наиболее характерных качественных критериев
работоспособности конструкции (размеры, простота, точность, технологич¬
ность и т.д. или сочетания качественных и количественных критериев). Весьма
трудно, например, выбрать вариант компоновки: вертикальной, горизонтальной;
консольной, портальной; с подвижной стойкой, с подвижным столом и т.п.Рассмотрим компоновки горизонтальных многоцелевых станков, отличаю¬
щиеся различным распределением исполнительных движений между узлами
(рис. 1.69, а). При крестовой конструкции стола 2 (схема I) стойка 1 неподвиж¬
на, а деталь перемещается в горизонтальной плоскости. В схеме II перемещение
в горизонтальной плоскости распределено между стойкой 1 и столом 2, а в схе¬
ме III деталь неподвижна, а стойка 1 перемещается вместе с салазками. Все эти
компоновки используются на практике даже в пределах одного размера станка.
Выбор той или иной компоновки зависит в значительной степени от интуиции,
традиций, конкретных специфических условий.Магазин М инструментов на многоцелевых станках может быть расположен
(рис. 1.69, б): на стойке сбоку (схема Г); на стойке сверху (схема II); на санях
(схема III); на станине (схема IV). При оценке вариантов с позиции динамиче¬
ской податливости несущей системы в зоне резания в низкочастотном диапазоне
колебаний установлено, что для тяжелого многоцелевого станка минимальная
динамическая податливость обеспечивается при расположении магазина на са¬
нях или станине, а для станков средних размеров - при расположении его на
стойке или рядом со станком./х_,н£См.ж а)
i мжа-Ф-ажмб)Рис. 1.69. Компоновка станков
102Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯВыбор вариантов решений узлов и механизмов на уровне кинематических
схем рассмотрим для дифференциалов и коробок передач (рис. 1.70). При выбо¬
ре дифференциала трудно отдать предпочтение тому или другому варианту.
Дифференциал с цилиндрическими колесами (схема Г) менее критичен к по¬
грешностям изготовления и монтажа; дифференциал с коническими колесами
(схема II) дает возможность применения ведущих колес больших диаметров
(при тех же общих размерах). Двухступенчатая коробка скоростей имеет боль¬
шое передаточное отношение и используется при регулируемой частоте враще¬
ния двигателя М. В коробке, выполненной по схема I, входной и выходной валы
расположены соосно, что повышает компактность, а одно из передаточных от¬
ношений коробки равно единице, в то время как в схеме II его можно изменять
по желанию конструктора.В конструкциях шпиндельных бабок с гидростатическими подшипниками
осевой подшипник 1 выполнен по-разному (рис. 1.71, а). В схеме I он располо¬
жен в задней опоре шпинделя, что облегчает монтаж, но вызывает тепловой
увод переднего конца шпинделя. Осевая сила замыкается через детали, имею¬
щие значительную протяженность. В схеме II эти недостатки устранены, однако
изготовление и сборка шпиндельного узла (особенно осевого подшипника) зна¬
чительно сложнее.Механизмы переключения передач на две позиции, выполненные по двум
схемам, показаны на рис. 1.71, б. В схеме / механизм имеет автономно переме¬
щающуюся ось 1 с вилкой 2. В схеме //перемещается ось 7, на которой установ¬
лен зубчатый блок 2. В обоих случаях перемещение осей осуществляется с по¬
мощью гидравлики. Схема II обеспечивает лучшую компактность, но ее под¬
вижная рабочая ось установлена с некоторым зазором в опорах скольжения.
Схема I наиболее распространена, так как механизм переключения скоростей,
являясь по существу вспомогательным устройством, выполнен автономным.штатJDIЕ< jxj—-©б)Рис. 1.70. Варианты кинематических схем дифференциалов (а) и
коробок скоростей (б)
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ103С -/Г гS3 &V//y/;/S/777SS/ss////// Uiw-а)ЖЖРис. 1.71. Варианты исполнения различных устройств
104Глава I. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯВ схеме I (рис. 1.71, в) для установки крышек 1 предусмотрены проточки, а
в схеме II они отсутствуют. На рис. 1.71, г фиксация зубчатых колес блока осу¬
ществляется винтами (схема I) или пружинным кольцом (схема II). На рис. 1.71, д
по-разному оформлены конические зубчатые колеса: в схеме I колесо имеет
меньшую жесткость в осевом направлении, но изготовление колеса несколько
проще и консоль нагружена меньше.Выбор варианта шпиндельного узла, выполненного на базе радиально-упор¬
ных подшипников, также может опираться на современные методы расчета теп¬
лового состояния, жесткости и т.п. (рис. 1.72). Например, для работы на высоких
частотах при легких или средних осевых нагрузках предпочтительными являют¬
ся схемы II и IV, а при средних и тяжелых осевых нагрузках - схемы / и III.Оценку вариантов компоновок также можно проводить исходя из динами¬
ческой податливости несущей системы станка в зоне резания. В последнее вре¬
мя, особенно в станках с ЧПУ, стали использовать цилиндрический привод с
выборкой зазора в зацеплении (рис. 1.73). Вращение от двигателя 3 на шпиндель 1
(и заготовку) передается через зубчатые колеса 4, зацепляющиеся с конечным
звеном - зубчатым цилиндрическим колесом 2. Для выборки зазора в зацепле¬
нии этих колес предусмотрен торсионный вал 5, разворотом которого на неко¬
торой угол обеспечивают требуемую силу в зацеплении при выборке зазора.В традиционной схеме привода через червячную пару / (рис. 1.74) выборка за¬
зора в ней осуществляется одним из способов, показанных на рис. 2.40 и рис. 2.41.Цилиндрический привод отличается отсутствием самоторможения (и по¬
тенциально лучшими возможностями при работе следящего привода), высоким
КПД и высокой допустимой частотой вращения, но при этом имеет сложную
конструкцию.Рис. 1.72. Варианты установки подшипников шпиндельного узла
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ105Рис. 1.73. Привод стола зубофрезерного станка
в виде цилиндрической зубчатой передачиЧервячный привод характеризуется высокой редукцией при хорошей ком¬
пактности, самоторможением, более высокой точностью (благодаря коэффици¬
енту перекрытия реализуются «фильтрующие» способности передачи к погреш¬
ностям), однако имеет низкий КПД, ограничение по частоте вращения и износ
колеса.Аналитическим путем пока не удается однозначно ответить на вопрос о
предпочтительности того или иного привода, и конструктор решает эту задачу
исходя из опыта, технологических возможностей, особенностей проектируемого
станка (скорости резания, размера станка и т.п.). Если какой-то тип привода не
удовлетворяет техническим требованиям (например, частоте вращения), то во¬
прос о назначении варианта решается более определенно.Выбор варианта компактных двухступенчатых коробок скоростей, выпол¬
ненных на базе планетарной передачи (рис. 1.75, схема I) или обычной двухсту¬
пенчатой зубчатой передачи (схема II), может определяться требуемым переда¬
точным отношением, передаваемой мощностью, возможностью предприятия-
изготовителя и т.п. При больших передаточных отношениях (4-5) меньшие раз¬
меры обеспечивает планетарная коробка скоростей, к тому же передаваемая
мощность также выше благодаря трем параллельно работающим сателлитам
106Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯША - А(установлены через 120° равномерно по окружности). Переключение передач
осуществляется при перемещении колеса 1 с внутренним зубом с помощью гид¬
роцилиндра 2. При меньших передаточных отношениях коробки схема II явля¬
ется вполне конкурентоспособной (особенно при небольшой мощности), к тому
же она более проста в изготовлении. Переключение частоты вращения с одной
ступени на другую производится при перемещении колеса 1 и соответствующим
соединением напрямую выходного колеса 2 с двигателем (см. рис. 1.75) либо
через две пары зубчатых колес 3 при перемещении зубчатого колеса 1 влево.Использование личного опыта и интуиции конструктора. Как правило,
любой вариант имеет преимущества и недостатки и роль конструктора состоит в
том, чтобы при недостаточной информации принять вариант, имеющий больше
преимуществ. Задача может решаться только в конкретной постановке, так как
вариант, удовлетворяющий одно производство, может совершенно не подходить
для другого.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ107
108Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯВесьма сложной оказалась проблема обслуживания тяжелого зубофрезерно¬
го станка при обработке крупных заготовок диаметром 5... 12 м (рис. 1.76): не¬
обходимо менять фрезу; попадать во впадину зуба новой фрезой (при замене);
контролировать процесс обработки и др. Решение задачи - оснащение станка
специальной площадкой оператора, которая позволит ему в любой момент пе¬
реместиться в зону обработки и провести необходимые действия. В схеме I
площадка 1 оператора находится на подъемно-поворотном устройстве 2, закреп¬
ленном на стойке станка 3. Такое решение позволяет при относительно ком¬
пактных размерах устройств обслуживать станок как при небольших, так и при
крупных заготовках. В схеме II подъемно-поворотное устройство 1 установлено
рядом со станком и при больших размерах станка его габариты существенно
больше, чем в первом случае (консоли длиннее). Тем не менее есть и опреде¬
ленные преимущества такой конструкции, полностью независимой от станка
(обслуживание, монтаж, меньшее влияние на рабочий процесс и др.). И та и дру¬
гая схемы применяются на практике.Рис. 1.76. Схемы механизмов для улучшения обслуживания
тяжелого зубофрезерного станка
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ109В механизме зажима инструмента с помощью тарельчатых пружин 3, воз¬
действующих через шарики 2 на коническую поверхность оправки 1, разжим
осуществляется с помощью гидроцилиндра 4 (рис. 1.77). При отсутствии оправ¬
ки шарики не должны выпадать из втулки 5, и эта задача решается различными
способами: в схеме I (рис. 1.78) выпаданию шариков 2 из втулки 5 препятствует
стержень 3, входящий вместо оправки 1 в контакт с шариками (под действием
пружины 4)\ в схеме II предусмотрена втулка 3 с конической поверхностью,
расположенной ниже оси центров шариков, а в схеме III - конические отверстия 1
в самой втулке.5Рис. 1.77. Механизм зажима инструментовI ЖРис. 1.78. Зажимные устройства
110Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯОчевидно, что однозначно выбрать вариант невозможно, поскольку все три
схемы выполняют свою функцию. Ограничимся перечислением преимуществ и
недостатков каждого из них. В схеме / необходимы дополнительные детали
(пружины, подвижный стержень), выход из строя которых приведет к отказу в
работе. Технология изготовления отверстий во втулке под шарики весьма проста
(оси должны находиться в одной плоскости). В схеме II для удерживания шари¬
ков от выпадания используется неподвижная втулка, которая не снижает надеж¬
ность работы, но создает хорошие технологические предпосылки для изготовле¬
ния отверстий под шарики. В схеме III промежуточные детали исключены, но
требуется выполнить конические отверстия с высокой точностью (есть опас¬
ность изготовления отверстий разной глубины, что исключает равномерную пе¬
редачу нагрузки шариками). По мнению автора, схема II является предпочти¬
тельной.На примере разработки элементов главного привода зубодолбежного станка
(рис. 1.79) рассматривается сложность принятия решения при выборе того или
иного варианта конструкции. В схеме, показанной на рис. 1.79, а, вращение от
двигателя 1 передается через кривошипный вал 2, каретку 3 и камень 4 на салаз¬
ки 5 шпинделя 6 станка. Необходимо спроектировать механизм автоматического
изменения расхода а (хода) долбяка. Задача сводится по существу к установке
каретки 3 таким образом, чтобы расстояние Ъ между осями камня 4 и кривошип¬
ного вала 2 составляло 1/2 хода долбяка: Ъ = 1/2 а. Необходимо также зафикси¬
ровать каретку 3 в отрегулированном положении. Поэтому задача создания ме¬
ханизма перемещения каретки 3 и устройства ее зажима должна решаться в тес¬
ной взаимосвязи.Для изменения хода долбяка в конструкции по схеме I (рис. 1.79, б) необхо¬
димо зафиксировать коническое колесо 1 (фиксатором 6), тогда при вращении
кривошипного вала 2 происходит вращение колеса 5 и винта 4 привода каретки3. В этом случае зубчатый механизм работает как планетарная передача с вра¬
щающимся водилом (кривошипным валом 2). Недостатками такого механизма
являются плохое базирование конического колеса 1 при ограничениях по длине
(малой ширине В колеса), а также наличие возвратно-поступательного переме¬
щения долбяка при установке расхода. При этом используется единый привод
для установки расхода и для обработки.При использовании схемы II перемещение каретки 3 производится от авто¬
номного привода 1 с помощью винта 4. В этом случае происходит соединение
зубчатых полу муфт, например, от гидро цилиндра. Такое решение связано с ус¬
ложнением конструкции (дополнительный привод), а установка расхода проис¬
ходит при среднем (по длине хода) положении долбяка (так как привод враще¬
ния можно конструктивно расположить только горизонтально). Его преимуще¬
ство заключается в том, что долбяк при перемещении каретки неподвижен.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ111/ 2Рис. 1.79. Варианты главного привода зубодолбежного станкаА-АВ механизме, выполненном по схеме III, установка расхода долбяка осуще¬
ствляется за счет поворота эксцентриковой оправки 1 (с эксцентриситетом е) от
главного привода при вращении кривошипного вала 2. Для этого происходит
осевое перемещение оправки I (привод не показан) и расцепление зубьев кулач¬
ковой муфты 3. При этом цапфа диаметром d оправки входит в отверстие 4 сала¬
зок 5 и блокирует оправку 1 от проворота при вращении кривошипного вала 2.
При повороте оправки 1 относительно кривошипного вала 2 происходит изме¬
нение эксцентриситета е (расхода). Следует отметить, что при таком механизме
при установке расхода требуется разрывать цепь механизма отскока шпинделя,
112Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯчтобы не потерять фазу отвода, при нулевом положении пальца (ось цапфы оп¬
равки 1 совпадает с осью кулачкового вала 2) механизм не работает, а дискрета
отсчета величины расхода не постоянна и зависит от углового положения оправ¬
ки 1. Преимуществами механизма являются жесткость конструкции и простота
выполнения.Разновидность механизма перемещения каретки - схема IV. В этом случае
функция перемещения от автономного двигателя совмещена с закреплением ка¬
ретки. (Можно также перемещение каретки осуществлять и от главного двигате¬
ля.) Это осуществляется с помощью дифференциального винта 1 (винты с раз¬
ной резьбой - левой и правой), одна часть которого служит для перемещения, а
вторая - для закрепления каретки 3 клином 2. При закреплении происходит фик¬
сация гайки 4, связанной с клином 2. Перемещение каретки осуществляется при
включении муфты 7, а зажим - муфты 5. При этом в приводе зажима требуется
предохранительная муфта <5, ограничивающая силу зажима, а ход муфты 5 непо¬
стоянен и зависит от положения клина 2.На рис. 1.79, в показаны различные механизмы зажима каретки, которые
реализуются в схемах I и II. При прямом зажиме (схема I) требуется значитель¬
ная сила тяги, кроме того, зажим осуществляется в средней части кривошипного
вала, в то время как каретка имеет перемещение на 1/2 величины хода долбяка.
Выполнив ослабленным сечение каретки 3, можно увеличить силу зажима за
счет деформации элементов 1 и 2 направляющих каретки. В схеме II зажим про¬
изводится клином 2, взаимодействующим с кулачковым пазом тяги 1. Выигрыш
в силе (за счет клинового механизма) теряется из-за низкого КПД. К тому же
конструкция неоправданно усложнена. Зажим в схеме III осуществляется через
тягу 1 и кулачково-эксцентриковый механизм 2, что дает выигрыш в силе по
сравнению со схемами I и II, но конструкция достаточно сложная.Зажим, показанный на рис. 1.79, г, осуществляется с помощью рейки 1 (от
гидравлики), вращающей зубчатое колесо 2, имеющей на конце коническую по¬
верхность. При осевом перемещении колеса 2 оно деформирует направляющие
элементы 3 и 4 каретки 5, благодаря чему и осуществляется зажим. (При зажиме
исключается вращение винта с помощью муфты.) При перемещении каретки 5
(за счет вращения винта 6) не происходит относительного изменения положения
зажимных элементов (конических поверхностей колеса 2 и каретки 5) и зажим
производится одинаково при перемещении каретки 5 в пределах длины хода.Таким образом, рассматривая решение одной из конструкторских задач, не¬
обходимо учитывать большой комплекс вопросов: от условий эксплуатации, тех¬
нологических возможностей и квалификации предприятия-изготовителя до оцен¬
ки стоимости, влияния погрешностей изготовления на работоспособность и т.п.Вследствие невозможности механического перебора всех возможных вари¬
антов (из-за ограниченности времени и средств) успешный выбор рациональных
конструкций часто базируется на эвристических подходах, при которых множе¬
ство вариантов отсекается подсознательно, с учетом опыта.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯИЗ1.3.2. КОМПРОМИССЫ ПРИ КОНСТРУИРОВАНИИКонструирование - это непрерывная цепочка компромиссов, которые воз¬
никают на всех стадиях создания машины. Например, выбор мощности главного
привода, диапазона частот вращения шпинделя и величин подач - это всегда
компромисс. С одной стороны, увеличение этих параметров повышает возмож¬
ности станка, его производительность, а с другой - сопровождается усложнени¬
ем и удорожанием. В этих условиях нужно всегда иметь четкую информацию о
возможностях использования этих параметров, о техническом уровне производ¬
ства, где будут эксплуатироваться станки, и др. Как правило, улучшение любой
технической характеристики станка (грузоподъемности, точности, надежности,
производительности и пр.) вызывает повышение трудоемкости его изготовления
и стоимости, часто требует другого уровня обслуживания и эксплуатации. При¬
веденные ниже примеры дают некоторое представление о сложности принятия
компромиссных решений.Уровень автоматизации. Кажется бесспорным стремление к повышению
уровня автоматизации станков, однако в реальных условиях это не всегда так.
Например, при создании гаммы станков всегда возникает вопрос, делать ли все
станки с ЧПУ или предусмотреть также цифровую индикацию: до какого разме¬
ра станка (например, карусельного, зубофрезерного и др.) иметь модификацию
станков с автоматической сменой детали и заготовки; выполнять ли автоматиче¬
скую смену червячных фрез в станках с ЧПУ средних размеров или, учитывая
длительный цикл обработки, ограничиться механизацией смены инструмента.Все эти вопросы требуют компромиссных решений не только для различ¬
ных групп станков, но и для однотипных станков различного размера. С повы¬
шением уровня автоматизации улучшается использование станка, повышается
производительность, но усложняется обслуживание, увеличивается сложность и
стоимость, как правило, снижается надежность.Кинематические цепи. При выборе варианта кинематической схемы идут
на компромисс. Так, в схеме / привода главного движения зубофрезерных стан¬
ков главный привод установлен в стойке (рис. 1.80), что уменьшает массу суп¬
порта и упрощает конструкцию. Однако кинематическая цепь имеет три или две,
если двигатель установлен наверху стойки (штриховые линии), дополнительные
пары конических колес. В схеме II цепь главного движения короткая и жесткая,
но суппорт утяжелен (хуже собственные частоты) и конструкция оказывается
более сложной.Технологические возможности. Тенденция современного производства к
концентрации операций постоянно ставит перед конструктором задачи рацио¬
нального сочетания технологических возможностей и усложнения конструкции.
Избыточность технологических возможностей (особенно, если это приводит к
серьезным усложнениям) может быть не оправдана экономически.
114Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯI ЖРис. 1.80. Кинематические схемы главного привода зубофрезерных станковПри разработке новой гаммы тяжелых зубофрезерных станков для обработ¬
ки колес диаметром 5... 12 м стоял вопрос о рациональных технологических воз¬
можностях станка: ограничиться традиционными методами обработки (зубофре-
зерование червячной, дисковой и пальцевой фрезами) или обеспечить также зу-
бодолбление, возможность обточки (в частности контрольных и базовых по¬
верхностей), сверление и растачивание отверстий и т.п. В зависимости от приня¬
того решения конструкция станка может существенно измениться.Схемы компоновок таких станков с более широкими технологическими
возможностями приведены на рис. 1.81. В одном варианте станка предусмотре¬
ны два привода вращения стола (рис. 1.81, а): цилиндрический 2 для точения и
червячный 3 для других работ. Каретка 1, устанавливаемая на суппорте, служит
для токарных операций. В другом варианте станка для точения, сверления и
проведения других операций предусмотрена дополнительная консоль 1 с суп¬
портом 2 (рис. 1.81, б). Еще одним решением может быть установка на стойке 3
станка вместо суппорта для обработки зубчатых колес токарного суппорта 4.
Во всех случаях конструкция станка значительно усложняется.Задача расширения технологических возможностей решается в общем кон¬
тексте создания конструкции станка, поскольку сказывается и на типе круговых
направляющих (при точении должны быть малоизносные направляющие, а при
зубодолблении - с малым трением, например, гидростатические), и на кинема¬
тике станка. Реализация зубодолбления за счет использования съемного узла
требует определенных кинематических ограничений в самой кинематической
структуре и т.д.При создании токарно-карусельных станков возникает вопрос, нужно ли
предусматривать шлифование; если да, то выполнять ли шлифовальное устрой¬
ство в виде автономного суппорта (обеспечивается высокая мощность главного
привода) или достаточно предусмотреть установку на токарный суппорт шли¬
фовальной головки со встроенным двигателем (мощность существенно меньше,
чем в первом случае)? Предусматривать ли на токарно-карусельном или расточ¬
ном станках установку различных дополнительных устройств, расширяющих
технологические возможности, и каких именно? Если какая-то операция исполь¬
зуется крайне редко, будет ли это технически оправдано?
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ115б)Рис. 1.81. Схемы компоновок зубофрезерных станковАналогичные вопросы возникают при создании любых станков, в том числе
многоцелевых. Компромисс между количеством инструментов в магазине и ус¬
ложнением конструкции решается разными фирмами по-разному. В каких слу¬
чаях ограничиться револьверной головкой в токарных модулях, а в каких преду¬
сматривать смену инструмента с применением магазина? (В этом случае воз¬
можности станка существенно расширяются.) Предусматривать ли шлифоваль¬
ные работы на многоцелевом станке токарного типа и т.п.? Выбор средств кон¬
троля, объема диагностирования состояния станка всегда решается на основе
компромисса.Конструкции отдельных узлов. Большое число компромиссных решений
возникает при конструировании узлов. Это связано с возможностями изготовле¬
ния, условиями сборки и т.п. Рассмотрим кинематические схемы привода подач
станков с ЧПУ при одинаковом передаточном числе (и = 4) от двигателя 1 к ша¬
риковому винту 2 (рис. 1.82, а). Схема II конструктивно проще схемы I. Однако
приведенный к двигателю момент инерции колес редуктора с равномерно рас¬
пределенным передаточным отношением между двумя парами колес (схема I)
более чем в 2,5 раза меньше, чем в схеме II (момент инерции изменяется
116Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1CnLr(ircm АР,*7--0^ИстДЕИ1ст<РкЛет(Яд)р<Ц>кI cm (—1 Лет Л/1стЕстШспг6)Рис. 1.82. Кинематические схемы приводов подач и главного движенияпропорционально диаметрам колес в четвертой степени), что благоприятно ска¬
зывается на динамических характеристиках привода. То же самое можно сказать
о выборе диаметра винта. Увеличение диаметра винта повышает несущую спо¬
собность, долговечность, однако возрастает момент инерции. Таким образом,
вопрос о распределении передаточного отношения в коробке подачи и выборе
диаметра винта решается на основе компромисса.На рис. 1.82, б приведены кинематические схемы коробки скоростей и гра¬
фики развиваемой мощности Р при переключении ступеней. Двухступенчатая
коробка (схема Г) конструктивно проще, однако если требуется большой диапа¬
зон регулирования частот вращения, то приходится выбирать большое переда-Z Zточное отношение коробки <рк = ——- . При этом, если оно больше диапазонаz2 Z3регулирования двигателя (Рл)р при постоянной мощности, то возникает падение
мощности АР на отдельных частотах вращения и необходимо снижать режимы
резания в этой области. Трехступенчатая коробка (схема II) не имеет этого не¬
достатка, и на всех трех ступенях (/ ст, II ст и III ст) мощность используется
полностью. Однако конструкция коробки сложнее. В многоступенчатой коробке
скоростей с постоянной частотой вращения двигателя увеличение числа ступе¬
ней улучшает условия использования станка, но усложняет и удорожает конст¬
рукцию.Таким образом, выбор числа ступеней всегда является компромиссом. Вы¬
бор диаметра шпинделя, опор (типа и установки) - это компромисс между жест¬
костью и быстроходностью, точностью и стоимостью. Разрешение этого ком¬
промисса состоит в выборе опор максимальной жесткости, обеспечивающих
требуемую максимальную частоту вращения.Важным вопросом является выбор рациональных сечений базовых деталей.
Рациональные сечения базовых деталей, работающих в основном на кручение
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ117(и частично на изгиб), например стойка одностоечных токарно-карусельных
станков, приведены на рис. 1.83. С позиции жесткости сечение деталей и число
ребер в них нужно увеличивать, но это повышает массу и стоимость. Лучшими
характеристиками по жесткости при одинаковой массе имеют круглые сечения
(схема II), но квадратное сечение (/), несмотря на это, применяют значительно
чаще ввиду простоты изготовления и лучших конструктивных возможностей
(размещения механизмов, «встраиваемости» в общую архитектонику и т.п.).Надежность. Улучшение этого показателя почти всегда сопровождается
усложнением и удорожанием машины. Выбор малоизносных направляющих или
опор (гидростатических, аэростатических), винтов и других деталей, их термо¬
обработка, применение антифрикционных материалов или покрытий повышают
трудоемкость и стоимость. Применение более совершенных механизмов, систем
управления, приводов практически всегда связано с удорожанием конструкции.
Устранение зазоров в кинематических цепях, применение элементов качения в
большинстве подвижных стыков и другие современные решения не могут быть
безусловно приняты для реализации во всех станках и механизмах.Далеко не всегда ясно, что экономически целесообразнее - удорожать пер¬
воначально машину, обеспечив ее долговечность, либо предусмотреть ее теку¬
щий ремонт в процессе эксплуатации. Эти вопросы требуют конкретной прора¬
ботки. Разрешение компромисса в настоящее время лежит в обеспечении на¬
дежности наиболее ответственных деталей и узлов станка (направляющих, тяго¬
вых элементов механизмов подач, шпинделей и др.).Технологичность конструкций. Много компромиссных решений прихо¬
дится принимать при необходимости обеспечения технологичности конструк¬
ций (механическая обработка, получение заготовок, сборка и др.). В отдельных
случаях приходится даже ухудшать эксплуатационные характеристики, обеспе¬
чивая технологичность.Так, для упрощения литья конструкция планшайбы станка выполнена состав¬
ной из деталей I и 2 (рис. 1.84), хотя это снижает ее жесткость и ухудшает работу
круговых гидростатических направляющих (снижается также грузоподъемность).Упорный бурт гидростатического подшипника передней опоры шпинделя
горизонтально-расточного станка образован полукольцами 1 и 2 (1.85, а), благо¬
даря чему упрощается сборка узла, но ухудшаются жесткость и надежность, чем
в конструкции с буртом, образованным одной втулкой 1 (рис. 1,85, б).ЖРис. 1.83. Рациональные сечения стоек станков
118Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.85. Схемы гидростатических подшипниковПри установке двигателя 1 в станине по схеме / (рис. 1.86) требуется выве¬
рять вал двигателя, чтобы он был соосен винту 2, но механическая обработка
упрощена, так как не требуется центрирующих поверхностей на кронштейне 3.
В конструкции, выполненной по схеме //, сборка двигателя упрощена, так как на
фланце 4 предусмотрена цилиндрическая базирующая поверхность для установ¬
ки промежуточного кронштейна 3. В этом случае несколько усложнена механи¬
ческая обработка. Очевидно, что выбор исполнения здесь зависит от конкретных
условий (серийности, квалификации сборщиков и др.).
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ119Рис. 1.86. Схемы установки двигателей приводов подач станков с ЧПУI Л/ 2Рис. 1.87. Гидростатические направляющиеОчень важным обстоятельством для обеспечения работоспособности гидро¬
статических замкнутых направляющих салазок является исключение отклонения
от параллельности рабочей поверхности направляющей и замыкающей планки 1
(рис. 1.87). При возникновении клинообразного зазора (в результате деформа¬
ции планки 1 и контактной деформации в стыке 2) расход масла резко возраста¬
ет, а жесткость и несущая способность снижаются. С этих позиций лучшие ус¬
ловия гарантирует конструкция по схеме II. Здесь силы воспринимаются буртом2 и обеспечивается меньшая деформация рабочей поверхности планки 1. Не¬
смотря на это, большее распространение получила схема /, поскольку трудоем¬
кость изготовления ниже.
120Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРазрешение возникшего технического противоречия посредством компро¬
миссных решений производится конструктором чаще всего на основе опыта и ин¬
туиции. Обычно отсутствуют объективные признаки для оценки рациональности
именно такого компромисса, который заложен в данной конструкции, поскольку
крен технических решений в ту или иную сторону всегда зависит от конкретных
условий и для разных предприятий-изготовителей может быть различным.1.3.3. ВЫХОД ИЗ ТУПИКОВЫХ СИТУАЦИЙВ практике конструирования тупиковые ситуации возникают постоянно и
связаны как с сегодняшним состоянием техники (возможностями изготовления,
приводами, датчиками и т.п.), так и с ограничениями технического задания на
станок, с его специфическими особенностями (требованиями по точности, слож¬
ностью уборки стружки и др.). Возникновение новых задач, которые трудно ре¬
шить известными методами, также часто требуют иных подходов (возрастание
требований к частоте вращения и скоростям перемещения, уровню автоматиза¬
ции и надежности и др.).При решении трудных задач помогают интуиция и опыт. Конструктор впи¬
тывает информацию, увлекается посторонними делами, и этот период можно ха¬
рактеризовать как этап «вынашивания» идеи. Решение часто приходит неожидан¬
но и носит характер изменения формулировки задачи (установки). Дело в том, что
техническое задание не регламентирует многих сторон и не является чем-то жест¬
ким (за исключением наиболее важных параметров). Для поиска решений исполь¬
зуются различные методы, некоторые из которых рассматриваются ниже.Подход к решению вопроса с разных сторон. Неудовлетворительное ре¬
шение в этом случае можно перекомпоновать, модифицировать, использовать
по-другому, заменить отдельные звенья, изменить носитель движения и тип пе¬
редающих устройств и т.п.Особенностью двухступенчатой планетарной коробки скоростей (см.
рис. 1.35, б) является то, что переключение передач происходит при перемеще¬
нии колеса большого диаметра с внутренним зубом. Трудность создания высо¬
коскоростной коробки состоит в том, что при большой частоте вращения вилка
переключения 1 (рис. 1.88, схема Г), контактируя с буртом колеса 2, не выдержи¬
вает скорости скольжения (она может быть порядка 20...30 м/с). При такой ком¬
поновке коробки обеспечить трение качения в этом соединении практически
невозможно. Решение задачи состоит в обеспечении, кроме фиксирования вилки
переключения устройством 3, дополнительного автономного фиксирования ко¬
леса 2 тремя равномерно расположенными фиксаторами 4. Они взаимодейству¬
ют с колесом 2 таким образом, что после стопорения вилки 1 происходит пере¬
мещение фиксаторами (пружиной и центробежной силой фиксаторов) колеса 2,
в результате чего торцы вилки во время вращения не взаимодействуют с буртом
колеса и между вилкой и буртом колеса образуется зазор Д (схема II). Таким об¬
разом, для решения задачи модифицирован механизм фиксации.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ121J 4-Рис. 1.88. Схема переключения передач у двухступенчатой
планетарной коробки скоростейПри разработке суппорта зубофрезерного станка (рис. 1.89) по конструк¬
тивным соображениям (ограниченным габаритам, особенно по размеру Н) воз¬
никает трудность размещения винта 1 тангенциальной подачи каретки 2 (осуще¬
ствляющего осевую передвижку червячной фрезы, например, при ее износе).
Свободное пространство занято валом 3 привода вращения фрезы.Решение проблемы состоит в соосном расположении вала привода враще¬
ния фрезы 3 (рис. 1.90) и винта подачи 1 привода каретки 2 (эффект матрешки).
Однако в этом случае шариковый винт 1 необходимо выполнить полым. Другим
вариантом решения может быть перемещение самого шпинделя 1 (рис. 1.91) от
червячной передачи 2. Но такое решение можно реализовать при фрезерном
шпинделе 1, установленном на опорах скольжения 4 и 5, так как они позволяют
осуществлять как вращение, так и перемещение вдоль оси. Кроме того, трудно
обеспечить осевое биения фрезы, так как в формировании погрешностей участ¬
вует резьба подвижной втулки 3.В станках расточного типа весьма актуальной задачей является осуществле¬
ние радиального перемещения резца при обработке кольцевых канавок, обниже-
ний и т.п. (рис. 1.92). Суть проблемы состоит в передаче вращения на привод
радиального перемещения каретки 1 с резцом при вращающемся шпинделе и
планшайбе 2.
122Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.90. Суппорт зубофрезерного станка с перемещаемым
в осевом направлении шпинделем с помощью полого винтаЭта задача решена в конструкции расточной головки, использующей плане¬
тарный механизм (рис. 1.93). Она состоит из неподвижного корпуса 1 (закреп¬
ляемого на шпиндельной бабке) и вращающегося патрона 2, соединенного со
шпинделем 7. В патроне 2 размещена каретка 3, на которой устанавливается
резцедержавка, перемещаемая винтом 4. Вращение на него передается от двига¬
теля через пару конических колес 5 (показано одно колесо) и планетарный меха¬
низм 6 и контролируется датчиком. Передаточное отношение зубчатых колес и
планетарного механизма (при остановленном водиле) должно быть равно еди¬
нице, а направление вращения входного и выходного вала одинаковым.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ123Рис. 1.91. Суппорт зубофрезерного станка с перемещаемым
в осевом направлении шпинделемРис. 1.92. Схемы обработки канавок радиальным суппортом расточного станкаОдна из возможных кинематических схем представлена на рис. 1.94, в кото¬
рой в качестве водила выступает червячное кольцо:£l £l £l£l = iПри вращении водила со скоростью сон выходное колесо z8 вращается со
скоростью со8 и передаточное отношение имеет видс \ЩЬ. £l_iVZ4 ^ _
124Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.94. Кинематическая схема привода резцедержавкиАналогичная задача стояла при обработке наружных и внутренних поверх¬
ностей крупных патрубков (как цилиндрических, так и другой формы). На
рис. 1.95 показана кинематическая схема планшайбы 4, устанавливаемой на
суппорте 7 токарно-карусельного станка. Привод главного движения (вращение
фрезы со скоростью Лфр) производится от двигателя 6 через шпиндель суппорта,
круговая подача пк - от двигателя 1, расположенного на неподвижной части пла¬
нетарной головки через червячную пару 2, радиальная - от двигателя 5 через
планетарные передачи и шариковую винтовую пару 3. Таким образом, фреза
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ125Рис. 1.95. Кинематическая схема навесной планшайбы для обработки патрубковможет осуществлять круговую подачу и радиальное перемещение, обеспечивая
обработку поверхностей сложной формы. Для реализации условия, при котором
радиальная подача отсутствует при невращающемся двигателе 5, нужно обеспе¬
чить передаточное отношение28 :£б___£|_ £з_ zio _ j
z7 z5 z2 z4 zgа для осуществления радиальной подачиВ рассмотренных примерах задача передачи вращения с неподвижного кор¬
пуса на вращающуюся планшайбу решается с использованием планетарных пе¬
редач.Поиск новых взаимосвязей меяеду частями, имеющими неудовлетвори¬
тельное решение. Во многих случаях для устранения возникшего технического
противоречия нужны новые взаимосвязи, отражающие иные подходы к данной
задаче.
126Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПример 1. Требуется создать механизм реверсирования выходного вала со следующими до¬
полнительными требованиями:1) реверсирование должно осуществляться без разрыва кинематической цепи (без потери
информации);2) для улучшения динамики желательно иметь плавное изменение скорости выходного зве¬
на (в процессе реверсирования) при постоянной скорости входного звена;3) частота вращения выходного звена в прямом и обратном направлениях одинаковая.На рис. 1.96 показаны механизмы реверса, основанные на различных взаимосвязях между их
элементами, обусловливающие соответствующие уровень и качество решения поставленной зада¬
чи. В типовой схеме механизма изменение направления вращения на выходном звене 2 произво¬
дится при переключении муфты т2 (гидроцилиндром 3 или другим способом) в правое или левое
положение (рис. 1.96, а). Изменение направления вращения происходит теоретически мгновенно,
кроме того, кинематическая цепь в процессе реверсирования разрывается (отсутствует связь меж¬
ду колесами Z\ и г2) и из-за упругих деформаций валов возможен (в среднем положении муфты
т2) пропуск целого оборота входного вала (потеря информации). Таким образом, не выполняются
пп. 1 и 2 технических требований.Реверсивный механизм, выполненный на основе планетарных передач (рис. 1.96, б), работает
как простой дифференциал с передаточным числом от водила 2 к выходному валу 3, равным двум
(схема Г). Реверсирование происходит за счет периодического включения в работу вала 4, приво¬
дящего во вращение водило 2 дифференциала. При неподвижном вале 4 выходной вал имеет час¬
тоту входного вала. При включении вала 4 с частотой п происходит суммирование движений ва¬
лов 1 и 4 таким образом, что выходной вал вращается с той же частотой, но в обратную сторону.В схеме II дополнительно к планетарному механизму предусмотрены счетные механизмы С,
и С2, связанные с водилами, которые определяют длительность такта реверсирования. Они пред¬
ставляют собой диски с пазами II и 12, в которые при их совмещении (через определенное число
оборотов) западают фиксаторы, прекращая вращение колес одного механизма и освобождая фик¬
сатор для работы другого механизма. Таким образом, один из механизмов счета постоянно замк¬
нут (неподвижен) и также неподвижно связанное с ним водило планетарного механизма П^ и П2.1Рис. 1.96. Схемы механизмов реверсирования вращения
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ127В случае, когда Я, неподвижен, движение от колес 2 и 6 передается сателлитам 3 и 7. Так как
водило первого планетарного механизма П\ неподвижно, то вращение через колеса 2 - 3 - 4 - 5
передается водилу второго механизма Пг. Одновременно с этим вращается и приводное колесо 6
этого механизма. При суммировании движений вал 10 имеет одно направление вращения. При
замыкании механизма С2 начинает работать счетный механизм С\. При этом водило механизма Я2
затормаживается, а водило П, начинает вращаться. Вращение от вала 1 через колеса 6-9 переда¬
ется валу 10, который вращается в другую сторону, но с той же частотой, для чего передаточные
отношения планетарных механизмов должны подбираться из соотношенияТакая конструкция не удовлетворяет п. 2 требований, т. е. не обеспечивается плавное изме¬
нение скорости выходного вала. Конструкции механизмов, удовлетворяющих всем приведенным
выше техническим требованиям, описаны ранее (см. рис. 1.33).Рассмотренные механизмы используются в зубофрезерных станках при обработке пальцевой
фрезой шевронных колес. При неизменной осевой подаче инструмента в середине колеса с помо¬
щью этого механизма изменяется направление вращения колеса. Более радикальным решением
является замена механической цепи связью цепей через программу. Поиск новых взаимосвязей,
использование иных принципов являются мощным средством решения сложных задач.Пример 2. Известно большое разнообразие регуляторов для гидростатических опор, смысл
которых состоит в увеличении расхода масла через них (в уменьшении сопротивления истечению)
при увеличении нагрузки на опору (давления рх в опоре). При этом обеспечивается постоянная
толщина h масляной пленки. Один из регуляторов (мембранный) приведен на рис. 1.20, г. При
увеличении нагрузки на опору 2 в ней растет давление Р\, что вызывает деформацию мембраны I
и увеличение щели hp в регуляторе. Большим недостатком таких устройств является возможность
засорения щели hp, причем по мере засорения уменьшаются давление и щель hp в регуляторе, вы¬
зывая ускорение засорения. Казалось бы, что ситуация неразрешимая, так как это свойство опре¬
делено самим принципом действия устройства.Для изменения условий засоряемости необходимо, чтобы при увеличении давления дефор¬
мация упругого элемента не увеличивалась, а уменьшалась. Такая идея реализована в регуляторе,
показанном на рис. 1.97. Упругим элементом служит кольцо I с радиальной прорезью 4 (для
уменьшения жесткости кольца). Масло от насоса по кольцеобразному зазору hp попадает в по¬
лость 3 между кольцом 1 и упором 2, на которое кольцо опирается. В результате этого происходят
деформация кольца (штриховая линия) и изменение сопротивления регулятора (щель имеет пере¬
менную величину в соответствии с величиной деформации кольца). При увеличении нагрузки на
опору F, а следовательно, давления р\ в кармане, деформация кольца уменьшается (а не увеличи¬
вается, как на рис. 1.20, г), сопротивление также уменьшается, что приводит к увеличению расхо¬
да. При засорении клинообразной щели и уменьшении давления р\ деформация кольца будет
уменьшаться (при полном прекращении истечения щель hp будет концентричной), что приведет к
самоочищению регулятора.Пример 3. Необходимо «вписаться» в ограниченное пространство, обеспечив передачу
больших сил, т.е. при заданных предельных габаритных размерах конструкции (зубчатой или чер¬
вячной передачи и т.п.) нужно существенно повысить конструктивными методами передаваемую
силу. В червячной и зубчатой передачах (рис. 1.98, я и б) для равномерного распределения нагруз¬
ки между обоими приводными элементами / и 2 предусмотрено плавающее звено 3 (новая взаи¬
мосвязь), которое при возникновении разности сил в зацеплении полушевронов перемещается в
осевом направлении (например, в роликовых подшипниках), обеспечивая равномерную нагрузку
на оба приводных элемента независимо от шаговых погрешностей, деформаций и других отклоне¬
ний в зацеплениях.
128Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.97. Схема регулятора для разомкнутых гидростатических опор4^в) ГрнРис. 1.98. Схемы механизмов с параллельными цепямиНа рис. 1.98, в показана схема гидроцилиндра с увеличенной примерно в 2 раза силой F (при
заданном давлении ри). Это достигается благодаря тому, что поршень I воспринимает давление
как в полости 2, так и в полости 3. В рассмотренных случаях используется параллельное соедине¬
ние элементов, обеспечивающее значительное увеличение передаваемой силы в таких конструк¬
циях, в которых, на первый взгляд, использованы все резервы.Переоценка проектной ситуации. В наиболее сложных случаях приходит¬
ся проводить переоценку первоначального замысла, либо отказываясь удовле¬
творить в полной мере все поставленные требования, либо существенно изменив
саму идею или способ ее реализации.Примером переоценки проектной ситуации служит разработка зубостро¬
гального станка для обработки зубчатых колес гребенкой (см. рис. 1.15). Осуще¬
ствление возвратно-поступательного тангенциального движения каретки с инст¬
рументом при непрерывном вращении стола практически невозможно осущест¬
вить с помощью механизмов реверсирования (например, рассмотренных выше),
что связано с большой частотой вращения, сложностью образования кинемати¬
ческих связей между различными узлами станка и т.п. В этих условиях реализа¬
ция предложенной схемы стала возможной только при использовании системы
УЧПУ, при автономных приводах вращения стола и тангенциального переме¬
щения каретки (переоценка проектной ситуации). Но даже в рамках такого ре¬
шения реализация больших скоростей резания также ограничена переходными
процессами двигателей, постоянно работающих в реверсивном режиме.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ129Выход из тупиковых ситуаций может лежать в области использования ме-
хатроники, при правильном сочетании механических, электрических (электрон¬
ных) и гидравлических (пневматических) устройств (см. гл. 2) и часто решается
на уровне изобретений при переходе на нетрадиционные конструкции.1.3.4. «ПАРАДОКСЫ» КОНСТРУКЦИЙКонструкции машин одинакового назначения, например однотипные станки
различных фирм, не отличаются большим многообразием, которое подчеркива¬
ло бы тщетность попыток поиска оптимальных решений. Во всех случаях про¬
является четкая тенденция к однообразию. Это свидетельствует о том, что при
создании рациональных конструкций успешно, хотя и часто интуитивно, приме¬
няется принцип: проектируй не как возможно, а как необходимо. Реализация
этого принципа, при котором осуществляется поиск оптимальной конструкции в
условиях действия многообразных и подчас противоречивых факторов, может
привести к созданию нелогичных, на первый взгляд, конструкций. Однако
именно такая «парадоксальность» часто характеризует глубокий уровень прора¬
ботки. Это положение иллюстрируется ниже на ряде примеров.Пример 1. Зададимся вопросом, можно ли повысить прочность детали, уменьшая площадь
ее сечения и массу?В конструкции, показанной на рис. 1.99, а, в варианте II сечение гайки уменьшено при со¬
хранении той же общей высоты Н. Благодаря этому часть ее витков деформируется (растягивает¬
ся) под нагрузкой F, что способствует лучшему распределению нагрузки по высоте гайки и повы¬
шению ее несущей способности по сравнению с вариантом I.Изменяя податливость обода пары зубчатых колес (варианты II - IV на рис. 1.99, б) по срав¬
нению с исходной конструкцией (вариант Г), в которой опора вала расположена ближе к левому
торцу колес, можно достичь более равномерного распределения напряжений ст по длине зуба, при
этом компенсируются погрешности изготовления, деформации валов, подшипников и т.д.В этих конструкциях повышение прочности достигается путем увеличения податливости де¬
талей и снижения концентрации напряжений.Если рассматривать ползун с различной длиной нижней опоры {Ь2 > Ъ\. рис. 1.99, в), то каза¬
лось бы, что увеличение длины должно благоприятно сказаться на давлении р в опоре, однако это
не всегда справедливо. При неудачном соотношении длины опоры, жесткости ползуна, зазора в
опоре и ее податливости под действием силы F может произойти защемление ползуна в нижней
опоре (вариант II), сопровождаемое значительным ростом давления. Здесь, в отличие от рассмот¬
ренных выше случаев, увеличение податливости ползуна может привести к существенно неравно¬
мерному распределению нагрузки по опоре, а также к повышению давления.На рис. 1.99, г показаны два варианта соединения элементов конструкции сваркой. В вариан¬
те II благодаря удалению части сварного шва концентрация напряжений снижена более чем в
1,5 раза по сравнению с вариантом I.Рассмотрим сечения деталей типа балок, работающих на изгиб (рис. 1.99, <Э). В варианте II
для повышения прочности предусмотрены ребра I и 2. Однако при определенных соотношениях
размеров, при которых общий момент инерции сечения с ребрами растет медленнее, чем высота
ребер, разрушение может начаться именно с этих ребер. В подобных случаях для увеличения
прочности целесообразно не выполнять ребра, а использовать способ максимально возможного
удаления материала от нейтральной оси сечения.
130Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.99. Примеры конструкций, у которых повышение прочности достигнуто
в результате уменьшения площади сеченияАналогичный результат получается при рассмотрении круглого сечения (вариант I, рис. 1.99, е),
работающего на изгиб и срезанного с двух сторон (вариант II). В последнем случае момент сопро¬
тивления несколько больше, чем в варианте I, так как момент инерции уменьшается для сечения в
варианте II в меньшей степени, чем изменяется расстояние до крайних волокон.Таким образом, для отдельных сечений можно увеличить момент сопротивления не добавле¬
нием, а уменьшением сечения, путем срезания части сечения, наиболее удаленной от нейтральной
оси.В схеме, показанной на рис. 1.99, ж, выборка 1 около крепежных элементов в одной из со¬
единяемых деталей способствует расширению зоны контакта (заштрихованная область), сниже¬
нию неравномерности распределения напряжений ст, повышению эффективности закрепления
(особенно крупных деталей).Следует отметить, что применение полых деталей (рис. 1.99, з, и) способствует повышению
долговечности, а кроме того, происходит самозатягивание гаек. Такое решение может применять¬
ся для колец и тел качения подшипников, в зубчатых колесах, червячных передачах, гайках и др.Пример 2. В станках консольной компоновки очень важной проблемой является уменьше¬
ние деформации консоли при перемещении узлов (например, суппорта). Можно ли для этой цели
ограничиться увеличением сечения консоли при переходе к более крупным станкам?При деформации консоли / длиной / под действием веса G суппорта 2 максимальный ее про¬
гиб (рис. 1.100, а)где Е - модуль упругости материала; J - момент инерции сечения консоли.
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ131г-ЧЗ-,жа)11I6)Рис. 1.100. Схемы консольно расположенных узлов, иллюстрирующие низкую
эффективность увеличения сечения деталей для уменьшения деформацийЕсли линейные размеры сечения консоли увеличить во всех направлениях в к раз (для станка
следующего размера), то прогиб будетз#,зS2 =GГк3 EJk4Однако с увеличением размеров консоли растут габаритные размеры и вес суппорта:
G1 = Gk3- при этом прогиб увеличится в к2 раз. Таким образом, простым увеличением размеров
при переходе к более крупным станкам часто ограничиться нельзя, и для уменьшения деформаций
нужны другие пути, например применение устройства компенсации деформаций. Непродуманное
увеличение размеров сечений деталей в целях снижения деформаций может не привести к желае¬
мому результату.Деформация консольной конструкции, состоящей из двух деталей (рис. 1.100, б, вариант II),
всего на 2,5 % меньше, чем деформация целой детали меньшего сечения (вариант Г). Каждая из
двух деталей в варианте II воспринимает нагрузку F автономно. Совместная работа возможна
только при весьма большом усилении затяжки стыка, превращающем плоскость стыка в нейтраль¬
ное сечение. В рассмотренных случаях увеличение сечения деталей не дает ожидаемого эффекта.Пример 3. При применении гидростатических опор, например, в направляющих станков
важной проблемой является обеспечение постоянства зазора. Для этой цели часто используют
самоустанавливающиеся (плавающие) опоры (рис. 1.101). Задача состоит в том, чтобы, не услож¬
няя конструкцию, обеспечить надежную самоустановку опоры.В схеме / масло в рабочий карман 1 опоры 2 подастся через дроссель 3. При перекосе на¬
правляющих (штриховые линии) произойдет перераспределение давления р, на перемычках. (Пер¬
воначальное распределение показано сплошными линиями, а при перекосе - штриховыми.) При
такой схеме эпюра давлений изменяется мало и эффект самоустановки незначителен. На первыйРис. 1.101. Схемы самоустанавливающихся гидростатических опор
132Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯвзгляд, кажется, что единственным выходом из этого положения является создание двух рабочих
карманов, в каждый из которых подается масло через свой дроссель. Однако можно улучшить
ситуацию неожиданным решением. В схеме II предусмотрены дополнительные глухие карманы I
и 2 на перемычках, благодаря чему эффект самоустановки сильно возрастает.Пример 4. На рис. 1.102, а приведены схемы сечений сварных деталей, имеющих различную
способность поглощать колебания. В варианте II в отличие от варианта I обеспечена возможность
относительного перемещения (в пределах упругих деформаций) при колебаниях стыкуемых дета¬
лей. Трение, возникающее на поверхности контакта деталей при колебаниях, способствует повы¬
шению демпфирования. При сварке необходимо технологическими методами гарантировать кон¬
такт соединяемых элементов.Конструкции передней опоры шпинделя различаются расстоянием между подшипниками
(рис. 1.102, б). В варианте 7/это расстояние больше, чем в варианте /(6? > Ъ\), благодаря чему при
изгибе шпинделя возникает эффект «заделки» и повышается виброустойчивость шпиндельного
узла.На рис. 1.102, в показана гидростатическая опора шпинделя, к карманам которой подсоеди¬
нены дополнительные емкости 2 в виде цилиндров с подпружиненными поршнями (эту же роль
могут выполнять пакеты мембран). При повышении давления в кармане подпружиненный пор¬
шень перемещается, и вследствие изменения объема масла между дросселем I и карманом 3 дина¬
мическая жесткость масляного слоя снижается. Такое решение, на первый взгляд, кажется абсурд¬
ным. Однако при определенных соотношениях параметров опор и дополнительных емкостей
амплитуда А колебаний шпинделя на резонансной частоте f0 может существенно уменьшитьсяРис. 1.102. Повышение демпфирования в конструкциях
(/'- текущая частота колебаний)
ОСОБЕННОСТИ ФУНКЦИОНАЛЬНОГО КОНСТРУИРОВАНИЯ133(рис, 1.102, г, кривая /) по сравнению с амплитудой колебаний шпинделя на обычных гидростати¬
ческих опорах (кривая 2). Это объясняется тем, что демпфирование в системе зависит от относи¬
тельного перемещения элементов опоры и при малых перемещениях шпинделя силы демпфирова¬
ния невелики. Снижение динамической жесткости (при постоянной статической) в данном случае
благоприятно сказывается на резонансной амплитуде колебаний.Конструкция резца с повышенной податливостью за счет прорези I в резцедержателе 2 (эф¬
фект «лебединой шеи») в отдельных случаях (например, при обработке широкими резцами и т.п.)
позволяет существенно увеличить предельную ширину стружки (рис. 1.102, д). Введение повы¬
шенной податливости в силовой поток с высокой собственной частотой резца смещает полную
частотную характеристику разомкнутой упругой системы в положительном направлении действи¬
тельной оси (штриховая линия на рис. 1.102, е) и повышает виброустойчивость, характеризуемую
в конечном счете отрезком Яеэус.При обработке заготовки / на токарно-карусельном станке (рис. 1.102, ж), виброустойчи¬
вость которого сильно зависит от характера динамической податливости ползуна 2, из трех сече¬
ний ползунов (/, //, III), вписываемых в заданный диаметр с/оп (для обработки минимального от¬
верстия), наибольшей виброустойчивостью обладает ползун прямоугольного сечения (вариант IIF),
как это ни парадоксально, имеющий меньшую сторону //к (0,7... 0,8)5 в направлении главной
(наибольшей) составляющей Fz силы резания. Это объясняется тем, что при разной жесткости
ползуна удается избавиться от сильной связанности колебаний по разным направлениям, обеспе¬
чив максимальную динамическую податливость в направлении скорости резания. При этом мак¬
симальные колебания оказываются параллельными скорости резания и не вызывают изменения
толщины среза, а следовательно, и силы резания. Здравый смысл подсказывал конструктору до
последнего времени прямо противоположный подход к назначению сечения ползуна.На рис. 1.102, з показана схема стойки 1 с грузом 2, колебание которого зависит от толщи¬
ны t фланца и силы затяжки стойки на станине. Для уменьшения амплитуды колебаний, казалось
бы, нужно увеличивать сечение t и силу затяжки. На самом деле это не так, поскольку при умень¬
шении величины / и снижении силы затяжки возрастает демпфирование и может снижаться ам¬
плитуда колебаний. Для реальных условий при высоте стойки 300 мм и уменьшении t от 49 до
30 мм, а силы затяжки от 7 до 10 кН амплитуда колебаний снизилась почти в 2,5 раза (при этом
несколько уменьшилась и собственная частота).В рассмотренных выше случаях положительный эффект возникает при весьма незначитель¬
ном изменении конструкции.Пример 5. Передняя опора быстроходного шпинделя состоит из трех радиально-упорных
подшипников (рис. 1.103, а). Диаметр посадочного отверстия в корпусе под третий подшипник
увеличен примерно на 0,2 мм (А = 0,1 мм). На первый взгляд, такая конструкция не оправдана,
однако поскольку предварительный натяг третьего подшипника больше, чем у двух других, при
отсутствии зазора Д этот подшипник нагревается сильнее, чем остальные. Наличие зазора Д по¬
зволяет наружному кольцу свободно деформироваться при нагреве, что способствует стабилиза¬
ции натяга в опоре.Конструкция передней опоры шпинделя по варианту / (рис. 1.103, б) обладает, на первый
взгляд, преимуществом перед вариантами // и ///, так как жесткость в первом случае несколько
выше благодаря меньшему, чем в варианте II, расстоянию от оси до винтов крепления переднего
фланца 2 (С < С)) и более короткой, чем в варианте III, консольной части шпинделя (а < а,). Од¬
нако поскольку винты /, крепящие фланец 2, расположены близко к расточке под подшипники
(/| < /2), при затяжке винтов возникает большая деформация Д корпуса и дорожек качения (см.
рис. 1.98, б, вариант /), что отрицательно сказывается на точности. Такая «мелочь» может испор¬
тить самую удачную конструкцию шпиндельного узла. В конструкции по варианту ///деформация
кольца подшипника исключается благодаря тому, что винт крепления фланца отстоит от подшип¬
ника на достаточно большом расстоянии /3.
134Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.103. Конструктивные особенности шпиндельных узлов
с улучшенными эксплуатационными характеристикамиПример 6. Много парадоксальных решений связано со сложным влиянием температуры уз¬
лов на их работу. На рис. 1.104, а показано сечение стойки станка, на задней стенке 1 которой ус¬
тановлен фланцевый двигатель 2. Обычно для уменьшения влияния тепловых деформаций сече¬
ния элементов конструкции целесообразно выполнять симметричными. В данном случае вследст¬
вие одностороннего нагрева стойки передачей теплоты от двигателя, деформация передней стенки 3
и направляющих, расположенных на ней, при увеличении толщины задней стенки (при приближе¬
нии сечения к симметричному) возрастает. Поэтому переднюю стенку целесообразно сделать
толще, чем заднюю (тонкими сплошными линиями показана форма стойки при толщине задней
стенки / = 30 мм, штриховыми - при / = 12 мм).Влияние схемы закрепления шпиндельной бабки на станине на тепловые смещения у конца
шпинделя во времени Т показано на рис. 1.104, б. Далеко не всегда удается проследить связь меж¬
ду схемой закрепления шпиндельной бабки на станине и величиной тепловой деформации в на¬
правлении, максимально влияющем на точность обработки. Наилучшие результаты дает фиксация
шпиндельной бабки под источником максимального тепловыделения (под шпинделем).На рис. 1.104, в показана схема расположения конических роликоподшипников, например, в
шпиндельном узле. На первый взгляд, для уменьшения влияния тепловых деформаций на предва¬
рительный натяг в подшипниках желательно уменьшить расстояние b между ними, например, на
величину Ь]. В действительности существует оптимальное (сточки зрения тепловых деформаций)
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ135расстояние Ь, при котором оси вращения роликов обоих подшипников пересекаются на оси шпин¬
деля в одной точке. В этом случае изменение осевого предварительного натяга будет компенсиро¬
ваться одновременным изменением радиального натяга.1.4. ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙНередко возникает вопрос: может ли вообще изделие (машина, станок, ав¬
томобиль и др.) быть абсолютно новым, оригинальным? Простое, визуальное
изучение любого (даже «сверхоригинального») изделия показывает, что конст¬
руктивное исполнение большинства его составных частей основано на исполь¬
зовании уже известных в мировой практике конструкторских решений и мате¬
риалов. Действительно, разработка любой конструкции немыслима без ретро¬
спективного анализа и учета особенностей развития данного вида техники и ис¬
пользования накопившегося множества рациональных решений в форме конст¬
рукторских норм и справочных данных, альбомов типовых конструкций и ката¬
логов, классификаторов изделий, составных частей и материалов.Сущность преемственного развития техники заключается в обеспечении в
каждом конструктивном исполнении изделия единства изменяемых и повторяе¬
мых сторон (конструктивных элементов и связей между ними) и проявляется в
определенном (как правило, рациональном) сочетании новых и заимствованных
технических решений.
136Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ1.4.1. ОСОБЕННОСТИ ПОСЛЕДОВАТЕЛЬНОГО РАЗВИТИЯ МАШИНПоследовательное развитие машин определяется эволюцией технологиче¬
ских способов производства и обычно сопровождается длительным совершенст¬
вованием существующих конструкций. Процесс совершенствования машин
должен быть непрерывным, т.е. задолго до завершения работ над машинами од¬
ного поколения формулируются задачи, связанные с дальнейшим их развитием
и обновлением, начинается разработка машин нового поколения.Можно выделить ряд основных особенностей развития машин, которые на¬
метились в последнее время и определяют особенности поиска новых решений.При создании и обновлении конструкций машин для принятия решений
часто используют разнообразные методы инженерного прогнозирования, кото¬
рые позволяют определить динамику изменения параметров и характеристик
изделий, ведущих составных частей и материалов.Поиск технических решений, как правило, осуществляется на альтернатив¬
ной основе, что позволяет не упустить рациональный вариант конструктивного
исполнения.На исходных этапах создания машины выделяют главные моменты, от ко¬
торых во многом зависит успех разработки. (Для станков это метод формообра¬
зования, компоновка, схемы движений, силовая схема.)Широкое распространение получают мехатронные устройства, современные
приводы (в том числе линейные), элементы искусственного интеллекта: от рас¬
познавания образов (функция зрения) до управления речевыми сигналами, а
также механизмы, построенные на новых физических принципах (магнитная
подвеска, магнитострикционный привод и др.).При обеспечении технологичности конструкций предполагается реализация
безотходного производства (вопросы утилизации, повторного использования и т.п.).Важнейшим направлением рационального конструирования признаются
стандартизация конструктивных решений, которая предполагает повторяемость
(узлов и деталей), вариантность как рациональное многообразие, взаимозаме¬
няемость, обязательность применения. Методами стандартизации, в частности,
являются: 1) симплификация - уменьшение до достаточного числа разновидно¬
стей; 2) унификация - объединение нескольких деталей или узлов в один; 3) ти¬
пизация - разработка типовых конструкций для разных моделей на основе ана¬
логичного функционального назначения и одинаковых технических характери¬
стик; 4) агрегатно-модульный принцип проектирования, предполагающий воз¬
можность компоновки машины из стандартных модулей, агрегатов, узлов, сбо¬
рок (сроки и стоимость сокращаются в несколько раз).Технологические возможности машин расширяют за счет установки допол¬
нительных устройств и приспособлений, например: установка второй шпин¬
дельной бабки на токарном станке для обработки заготовки с двух сторон; при¬
менение механизмов загрузки заготовок и инструмента. На стадии разработки
концепции прорабатываются все возможные модификации машины.
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ137Создание универсальных и многофункциональных конструкций расширяет
технические возможности машины. Для станков это, например, возможность
обработки заготовок с пяти сторон без переустановки.Применение механизмов с более естественной схемой работы, обусловлен¬
ной самой природой функционирования (самоуправляемость, адаптация к усло¬
виям эксплуатации и др.), обеспечивает их надежную работу.Эффективному конструированию способствует использование достижений
в смежных областях с учетом явлений в живой природе (процесс избирательного
перекоса для повышения износостойкости и др.).Обеспечение безопасности технических средств часто связано с повышени¬
ем живучести, т.е. обеспечением возможности эксплуатации машины даже при
наличии регламентированных дефектов, а также обеспечением ограниченной
работоспособности при воздействиях, не предусмотренных условиями эксплуа¬
тации. Особенно это важно для транспортных средств, эксплуатация которых
связана с риском для здоровья и жизни человека.Часто эволюционное развитие машин (постепенное совершенствование од¬
ной конструктивной схемы) на определенном этапе исчерпывает свои возмож¬
ности, и в этом случае переходят на новые структуры. Примером могут служить
станки с параллельной кинематикой типа «гексапод», которые строятся на но¬
вых принципах и обеспечивают скорости и ускорение подвижного элемента
почти на порядок больше, чем традиционные станки.Задача сокращения номенклатуры объектов производства решается тремя
основными способами:1) созданием параметрических рядов машин с рационально выбранными
интервалами между каждой из них;2) увеличением универсальности машин, т.е. расширением круга выпол¬
няемых ими операций;3) внесением в конструкцию резервов развития и последовательным ис¬
пользованием их при модернизации.Проведение модернизации и разработка модификаций изделия обеспечива¬
ют эффективное использование машин в течение длительного времени. Прида¬
ние машине резервов развития позволяет систематически совершенствовать ма¬
шину и поддерживать ее показатели на уровне возрастающих требований. Ре¬
зервы, закладываемые в конструкцию, зависят от назначения машины. Для стан¬
ков это жесткость и виброустойчивость, возможность повышения быстроходно¬
сти, установки новых приводов, направляющих и др. Это не означает, что базо¬
вая модель должна быть переусложненной и переутяжеленной. Важно выделить
узлы, являющиеся препятствием дальнейшего улучшения машины.При создания размерных рядов машин сокращается номенклатура объектов
производства, повышается серийность выпуска, расширяются возможности ме¬
ханизации и автоматизации производства и совершенствования технологиче¬
ских процессов.
138Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРационализация процесса конструирования на основе применения конст¬
руктивных рядов выгодна как для производителя, так и для потребителя:для производителя - одноразовое проведение основных конструкторских
работ; более высокое качество изделий; унификация конструктивных элементов
и составных частей изделия;для потребителя - повышение качества изделий; сокращение сроков по¬
ставки машин; упрощение ремонта и обслуживания.Под конструктивным рядом понимают совокупность одноименных тех¬
нических объектов (машин, приводов и др.), которая выполняет одинаковую за¬
дачу и перекрывает всю рассматриваемую область (например, диапазон диамет¬
ров обрабатываемых заготовок) выбранными ступенями ряда. Особенность по¬
строения машин по конструктивным рядам состоит в том, что весь ряд проекти¬
руется в соответствии с базовым проектом, а параметры и размеры элементов
ряда назначаются по единым закономерностям.При разработке размерных рядов используются два возможных вспомога¬
тельных средства: закон подобия и геометрические ряды нормальных чисел.
Различают подобие геометрическое, временное, силовое, температурное и др.Если обозначить, например, при геометрическом подобии £0 - размер базо¬
вого образца, а Ь\- размер следующего образца в размерном ряду, то геометри¬
ческое подобие можно выразить так:Ф L = А / А) •Рациональные ряды строятся в основном по принципу геометрической про¬
грессии, в которой каждый член ряда получается умножением предыдущего
члена на постоянную величину (р (знаменатель ряда):<р = л/То, п = 5, 10, 20 и 40.Эти числа вместе с буквой R составляют обозначение ряда. Получают ряды
R5, RIO, R20, R40, для которых q> составляет соответственно 1,41, 1,25, 1,12,
1,06. При возведении членов геометрической прогрессии в любую степень по¬
лучают новую прогрессию, но с иным знаменателем. Таким образом, если ли¬
нейные размеры ряда деталей образуют геометрическую прогрессию, то значе¬
ния сечений, объемов, масс, моментов сопротивлений и инерции сечений также
образуют геометрические прогрессии, но с иными знаменателями. В отдельных
случаях более рационально иметь разное значение знаменателя (р в ряду с уче¬
том применяемости различных категорий машин и механизмов.1.4.2. КОНСТРУКТИВНАЯ ПРЕЕМСТВЕННОСТЬ.ФОРМЫ И МЕТОДЫ ОБЕСПЕЧЕНИЯВ любом изделии как продукте эволюции всегда имеются узлы, детали, ре¬
шения, уже использованные ранее. Недаром в жизни бытует афоризм: «новое -
это хорошо забытое старое». Соблюдение принципа преемственности является
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ139одним из эффективных путей сокращения сроков создания и освоения машины,
снижения затрат на ее производство и эксплуатацию. Хорошо отработанные уз¬
лы, механизмы не требуют замены: и «старое» и «новое» могут прекрасно сосу¬
ществовать.Суть конструирования - обеспечение высоких показателей машины, а не
погоня за оригинальностью. Конструктивная преемственность не является чем-
то внешним для процесса конструирования, определяемым только индивидуаль¬
ными особенностями конструктора, хотя от этих качеств зависит многое (как
правило, чем моложе конструктор, тем с большей легкостью он отходит от из¬
вестных решений). Она по существу определяется самой логикой последова¬
тельного развития машин. Модернизация и систематическое совершенствование
конструкций, разработка модифицированных исполнений изделия позволяют
поддерживать показатели машины на уровне возросших требований в течение
определенного времени без коренной переработки конструкции.Вопрос состоит в том, как наиболее рационально сочетать новое со старым
(говорят, что «лучшее - враг хорошего»). Это зависит от качества отработки от¬
дельных решений (стоит ли заимствовать), от уровня технологической подго¬
товленности (восприимчивости) к новому, от профессиональных качеств конст¬
руктора.Существует несколько опасностей на этом пути:1) консерватизм, влекущий за собой добровольный отказ от творческих по¬
исков и приводящий к необъективной критике новых решений и отходе от них;2) психологическая инерция, ослабляющая самоконтроль, в результате чего
конструктору очень трудно отрешиться от какого-то своего решения, так как он
находится «в плену» у идеи.Говоря о конструктивной преемственности, можно выделить несколько ас¬
пектов этой проблемы.1. Приверженность к определенным, отработанным решениям (схемы обра¬
ботки, компоновки, конструкции отдельных узлов и др.) определяет «почерк»
фирм, которые весьма неохотно расстаются со своими, ставшими традиционны¬
ми, решениями (метод «Мааг», способ «Ингерсол» и др.).2. Индивидуализация конструкций станков (особенно с ЧПУ) не должна
распространяться на все узлы, механизмы и детали. Так, направляющие, приво¬
ды подач, механизмы зажима инструмента, узлов и заготовок, механизмы убор¬
ки стружки, коробки скоростей и т.п. могут использоваться для станков различ¬
ных типов с минимальными изменениями или без них. Кинематические цепи
станков с ЧПУ тоже служат основой для конструктивной преемственности стан¬
ков различного назначения. Во всех случаях предпосылкой для заимствования
решений является функциональная тождественность механизмов. Это создает
условия для реализации модульного принципа конструирования - весьма эф¬
фективного средства для освоения в серийном производстве.3. Конструктивная преемственность позволяет повысить эффективность
разработок за счет использования каталожного проектирования станков. В этом
140Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯслучае многообразные требования, предъявляемые к станкам, выполняются с
применением вспомогательных средств в форме конструкторских каталогов,
типовых конструкций, расчетных программ, систематизирующих основные ра¬
бочие возможности.4. Степень заимствования определяется на стадии замысла и предполагает
оценку и согласование следующих источников:известных технических решений (возможности использования своих и «чу¬
жих» решений в неизменном виде, их модификацию и т.п.);реальных возможностей разработчика (квалификации, сроков и др.);
научно-технического задела по проблемам в рамках создаваемой машины
(уровня и завершенности предпроектных научно-исследовательских и опытно¬
конструкторских работ).Приверженность фирм к «своим» решениям. Она проявляется на стадии
как выбора процесса обработки, компоновки станка, так и принятия отдельных
конструктивных решений. Так, при методе «Мааг» шлифование зубчатых колес
осуществляется двумя тарельчатыми кругами (рис. 1.105). Профиль зуба образу¬
ется в результате кинематических движений при обкатке плоскостей шлифо¬
вальных кругов по делительной окружности колеса. Шлифовальные круги 1 и 2
тарельчатой формы имеют узкую режущую кромку, и поверхность касания про¬
филя зуба невелика. Благодаря этому нагрев поверхности в зоне резания мень¬
ше, чем при других способах шлифования, меньше опасность появления тре¬
щин. Наличие точечного контакта между кругом и изделием позволяет приме¬
нить устройство для компенсации износа, которое периодически возвращает (по
стрелке Б) рабочие кромки кругов 1 и 2 после автоматической правки их по мере
износа в заданное положение с помощью алмазного щупа 3 и контактного уст¬
ройства 4. Такой метод обработки используется фирмой несколько десятилетий.Можно указать ряд фирм по производству зубчатых колес (цилиндрических
и конических) коленчатых валов, которые развивают ставшую для них традици¬
онной схему формообразования, несмотря на появление многих альтернативныхРис. 1.105. Схема шлифования зубчатых колес методом «Мааг»
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ141способов. Показательно, что каждая из фирм защищала свою схему обработки,
опираясь на ряд неоспоримых преимуществ. Все дело в конкретных условиях
применения, в зависимости от которых на первый план выступает то или другое
качество (например, стоимость или стойкость инструмента и др.).Рассмотрим некоторые компоновочные решения, ставшие традиционными
для отдельных фирм. Зубофрезерные (или зубодолбежные) станки одного раз¬
мера с подвижной стойкой 1 (схема Г) или с подвижным столом 2 (схема II)
удачно используются на протяжении длительного времени (рис. 1.106, а). Ком¬
поновки горизонтально-расточного станка портальной конструкции (схема 7) и с
консольным расположением (схема II) шпиндельной бабки 1 применяют в тяже¬
лых станках (рис. 1.106, б). Традиционным является расположение инструмен¬
тального магазина 1 сбоку (схема Г) или сверху (схема II) стойки многоцелевых
станков (рис. 1.106, в). Традицией определяется также компоновка продольно¬
обрабатывающих станков (рис. 1.106, г), которые выполняют с подвижным либо
столом (схема Г), либо порталом (схема II). Установка портала 1 в станках
на отдельном фундаменте (справа) или в соединении со столом (слева) тожег)Рис. 1.106. Традиционные компоновки станков различных фирм
142Глава I. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯявляется в основном традицией изготовителя. Вертикальная или горизонтальная
компоновка многоцелевых станков среднего размера часто определяется при¬
верженностью фирмы,В наибольшей степени принцип преемственности касается отдельных кон¬
структивных решений. На рис. 1.107 показана угловая фрезерная головка, в ко¬
торой для восприятия осевых нагрузок, возникающих в конических колесах,
предусмотрены штифты 7 и 3, фиксирующие стаканы 2 и 4. Такое решение яв¬
ляется характерным для различных конструкций станков одного завода.Для одних фирм свойственно использование сварных базовых деталей, для
других - литых, а также направляющих качания или гидростатических направ¬
ляющих. На рис. 1.108 приведены примеры ряда традиционных конструктивных
решений: установки компенсаторов 7 (рис. 1.108, а); гильзовой конструкции
шпиндельной бабки (схема 7, рис. 1.108, б) и установки шпинделя прямо в кор¬
пусе (схема II); монтажа в станках длинных ходовых винтов (рис. 1.108, в) с не¬
подвижными люнетами 1 и 2, уменьшающими прогиб винта 3, и полугайкой 4
(схема I) или гайкой 4, выполненной полной, а люнетами 7 и 2, перемещающи¬
мися таким образом, чтобы оставаться примерно в середине пролета между
гайкой и опорами винта (схема II).Традиционными являются схемы гидравлической разгрузки подвижной
стойки 7 тяжелого станка (рис. 1.109). Конструкция I проще, но необходимо
обеспечить сбор масла с направляющих. В конструкции II сбор масла не требу¬
ется, однако имеет место сосредоточенный характер приложения нагрузки
(в местах установки роликов 2), что вызывает местные деформации.Рис. 1.107. Угловая фрезерная головка
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ143Рис. 1.108. Некоторые традиционные решения механизмовРис. 1.109. Схемы разгрузки тяжелых узловИнструментальный магазин многоцелевого станка, показанный на
рис. 1.110, имеет оригинальный привод поворота, традиционный для одной из
фирм. Он состоит из червяка 1 и равномерно установленных по окружности на
торце магазина роликов 2 (в соответствии с числом позиций в магазине). За один
оборот червяка 1 происходит поворот магазина на одну позицию.Круговые направляющие планшайб токарно-карусельных станков выпол¬
няют на подшипниках качения 1 (рис. 1.111, а) и на гидростатических опорах 1
(рис. 1.111, б). Если при диаметре планшайбы Д,л, не превышающем 3 м, целе¬
сообразной является установка подшипников качения (для большинства фирм),
144Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ6-6Рис. 1.110. Инструментальный магазин многоцелевого станка
с оригинальным приводом поворотаПЛ аY/f№>тЛ,У7л 1777,ВТч ччч\^ 6)Рис. 1.111. Круговые направляющие планшайб тяжелых станков
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ145что связано с более высокой надежностью и меньшими затратами на эксплуата¬
цию, то при больших размерах планшайбы предпочтение отдается гидростати¬
ческим опорам. Это связано с трудностями изготовления, монтажа крупных
подшипников качения и т.п. Тем не менее, фирма Доррис (Германия) даже в
станках самых крупных размеров (с диаметром планшайбы до 12 м) использует
подшипники качения. Также традиционно даже самые крупные горизонтально¬
расточные станки фирмы Вотан (Германия) (с размерами стола до 4 м) оснаща¬
ются аэростатическими направляющими 2 для всех линейных перемещений
(рис. 1.112). Само собой разумеется, что для их реализации потребовалась отра¬
ботка аэростатических опор с замыканием роликами 1 (для обеспечения жестко¬
сти) и технологии изготовления сопряженных деталей, поскольку малая величи¬
на зазора в направляющих (порядка 10 мкм) требует точного изготовления дета¬
лей и достаточно высокой их жесткости. Тем не менее, эта фирма, практически
как и многие другие, выпускающие аналогичные станки, настойчиво придержи¬
вается своей концепции.Типовые конструкции и модульный принцип конструирования. Метал¬
лорежущие станки имеют большое количество узлов одинакового функциональ¬
ного назначения. Эти устройства могут быть конструктивно однотипными для
различных станков и, кроме того, если они выполняются в виде автономных ме¬
ханизмов (модулей), то их можно использовать полностью при конструированииРис. 1.112. Аэростатические направляющие тяжелых горизонтально-расточныхстанков фирмы Вотан
146Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯстанков (модульный принцип). Типизация машин дает возможность проведения
единой технической политики, использовать общие методы расчета, создает
предпосылки для расширения унификации, упрощает ремонт, обслуживание иэксплуатацию.Обычно станки одного технологического назначения, отличающиеся разме¬
рами обрабатываемой заготовки, строятся по единой схеме (единой кинематике,
одинаковым конструктивным решениям важнейших узлов), обеспечивая широ¬
кую унификацию и агрегатный метод проектирования. На рис. 1.113 приведены
конструкции механизмов, которые могут быть конструктивно идентичны для
станков различных групп:гидравлического переключения двухступенчатой коробки передач, произ¬
водимого при перемещении поршня 1 (рис. 1.113, а);выборки зазоров в приводе столов, имеющих в качестве конечных звеньев
две червячные передачи 1 и 2 (рис. 1.113, б) (Один червяк 1 установлен подвиж¬
но в осевом направлении. При подаче масла под давлением в одну из полостей
гидроцилиндра 3 происходит выборка зазора в зацеплении червячных передач
при их работе в обе стороны.);в)Рис. 1.113. Типовые решения ряда механизмов, идентичные для
станков различных групп
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ147зажима перемещаемых деталей (столов, саней, стоек и т.д.) прямого дейст¬
вия (рис. 1.113, в). Зажим осуществляется тарельчатыми пружинами 1, а разжим -
с помощью гидравлики;зажима консольно расположенного инструмента 1 во вращающемся шпин¬
деле 3 с помощью цангового механизма 2 (рис. 1.113, г). При осевом перемеще¬
нии вправо тяги 4 под действием тарельчатой пружины (на схеме не показаны)
происходит зажим инструмента, а при перемещении тяги влево (с помощью
гидроцилиндра) - его открепление.Типовыми решениями, которые могут применяться (заимствоваться) в стан¬
ках различных групп и различного типоразмера практически без изменения
конструкции, являются (рис. 1.114): направляющие качения подвижного узла 1
(рис. 1.114, а); шпиндельный узел на радиально-упорных подшипниках (рис.
1.114, б); механизм захвата инструмента в механизмах автоматической смены
(рис. 1.114, в); роликовые опоры шариковой винтовой подачи в приводах подачи
станков с ЧПУ (рис. 1.114, г).На рис. 1.115 показаны механизмы, которые могут использоваться как в ви¬
де конструктивного решения, так и целиком, когда они выполняются в виде ав¬
тономных устройств:трехскоростная коробка скоростей компактной конструкции (рис. 1.115, а);Рис. 1.114. Типовые решения ряда механизмов станков различных групп,
применяемые практически без изменения конструкции
148Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.115. Типовые решения ряда механизмов, которые могут использоваться
в станках в виде конструктивных решений или автономных устройствдвухступенчатая коробка подач станков с ЧПУ с выборкой зазоров в зацеп¬
лении с помощью разворота колес 1 и 2 (рис. 1.115, б). Кроме того, здесь преду¬
смотрена выборка зазора в радиально-упорных подшипниках с помощью пру¬
жины 3;съемная угловая фрезерная головка 1, устанавливаемая на ползуне 4 станка
(рис. 1.115, в). Вращение на шпиндель 2 головки передается через шпиндель 3ползуна;
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ149механизм зажима рычажного типа (для повышения усилия) (рис, 1.115, г).
Зажим осуществляется при подаче масла под давлением в полость 1 гидроци¬
линдра, в результате чего происходит поворот рычага 2 на оси 3 и фиксация узла;поворотный стол (рис. 1.115, д). Вращение планшайбы 1 осуществляется
червячным приводом 2, а фиксация ее в заданной позиции - с помощью зажи¬
ма 3, выполненного в виде пакета дисков, при подаче масла в гидроцилиндр 4.Модульный принцип конструирования служит хорошей базой для повыше¬
ния уровня заимствования конструктивно отработанных узлов. Он предполагает
разделение станка на конструктивно независимые модули (в отличие от разде¬
ления на отдельные узлы), на базе которых (аналогично детскому конструктору)
идет компоновка станка для решения данной технологической задачи.Под конструкционным модулем понимают функционально и конструктив¬
но независимую единицу, которую можно использовать индивидуально и в раз¬
личных комбинациях с другими модулями. Качественная сторона модульной
системы оценивается уровнем технологической приспособляемости к производ¬
ственным задачам [1]: модульные системы первого уровня позволяют создавать
станки для обработки геометрически подобных заготовок разных размеров
(гамму однотипных станков), второго уровня - оборудование для обработки
деталей, отличающихся также числом обрабатываемых поверхностей, третьего
уровня - станки с различным уровнем автоматизации, а четвертого уровня -
станки и участки, работающие в различных условиях производства.Модульный принцип конструирования обладает следующими преимущест¬
вами:позволяет создавать новое оборудование, обеспечивая наилучшим образом
требования технического задания, а не подгонять процесс под возможности уже
имеющегося оборудования;сокращает время и трудоемкость создания машин, так как более полно ис¬
пользуются выполненные ранее разработки;увеличивает надежность станков за счет отработанности входящих в них
модулей;улучшает условия эксплуатации вследствие уменьшения разнообразия кон¬
струкций.В схеме модульного принципа проектирования станков токарной группы
(рис. 1.116) предусмотрены основные станочные узлы I - VII и набор агрегатов
1 - 24, используемых в зависимости от конкретных требований заказчика. Ос¬
новными узлами станка являются: I - система управления; II - гидравлика, гид¬
ростатика, масляное охлаждение; III - передняя бабка; IV - продольная каретка
суппорта; V- люнет; VI- нижняя часть задней бабки; VII- станина.Среди набора агрегатов, составляющих основу модульной структуры для
проектирования станков токарного типа, выделены: I - система закрепления из¬
делия; 2 - револьверные головки; 3 и 4 - дисковые револьверные головки с
невращающимся 3 и вращающимся 4 инструментом; 5 - многорезцовые держав¬
ки; б - пинольные резцедержатели; 7 - борштанги; 8 - смазочно-охлаждающие
Рис. 1.116. Схема модульного принципа конструированиясистемы; 9 - система автоматической смены инструмента с помощью магазинов;
10 - система автоматической смены инструментальных спутников; 11 - система
стружкоотвода; 12 - внутришлифовальные силовые головки; 13 - шлифоваль¬
ные головки для обработки наружных поверхностей; 14 - расточные силовые
головки; 15 - силовые головки для глубокого сверления; 16 - сверлильно-фре¬
зерные силовые головки; 17 - инструментальные силовые головки с вращаю¬
щимся инструментом; 18 - системы со сдвоенным приводом; 19 - система авто¬
матической смены инструмента с помощью стационарного магазина; 20 - кон¬
трольно-измерительная система для инструментов; 21 - система диагностики
состояния инструмента (предотвращение разрушения); 22 - контроль точности
обрабатываемой заготовки; 23 - транспортно-манипуляционная система; 24 -
система для встройки станка в автоматическую линию.Конструирование с использованием каталогов [41]. Конструкторские ка¬
талоги, выполненные по различным формам, могут упростить работу конструк¬
тора. Их используют даже на стадии разработки концепции. В этом случае ката¬
логи содержат информацию о состоянии науки, об особенностях методов обра¬
ботки, компоновок, составных частей станка. Особенно успешно можно приме¬
нять каталоги при отходе от твердо установленных решений при анализе вари¬
антов, который связан с расчетными оценками.Отдельные цифровые значения соответствующих параметров и конструк¬
тивные особенности узлов находятся в специальных картах. Информация в кар-
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ151тах конструкций может быть выражена в форме схем конструкций (формы сече¬
ний, заребрения и т.п.), диаграмм, функций влияния отдельных конструктивных
параметров на свойства элементов конструкции. Карты используются для анали¬
за вариантов конструкции и поиска путей рационализации.Наглядная информация, содержащаяся в каталогах, может, с одной сторо¬
ны, побуждать к действию, к усилению творческого подхода, а с другой - огра¬
ничивать конструктора, если примеры в каталогах канонизируются и использу¬
ются как директива.Наиболее эффективно каталоги конструкций используются на стадии эс¬
кизного и технического проектов для выбора отдельных составных частей
(узлов) станка. На рис. 1.117 показан фрагмент каталога для проектированияО I КомпоновкаIni,..—ifnp - in ■!Предпосылки:технологическиеВозможноститочность„• нагрузки;
рабочее пространствоНУ^АL _|.J- -уОЛ СтолMZ8 К Cj0.5 ШпиндельF Жd'd\тlU*IUL/ // III I И IIIVH||
> 5
(у >42tстружкиii /и в
□—1 иlLl/ // IIIРис. 1.117. Фрагмент каталога конструкций
152Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯтокарно-карусельного станка. В качестве предпосылок для проектирования вы¬
ступают: технологические возможности для обработки различных деталей (на
рис. 1.117 приведена деталь-представитель); точность обработки, нагрузки (си¬
лы резания, массы деталей и др.); рекомендуемые размеры рабочего пространст¬
ва; степень автоматизации; стоимость и др.В зависимости от конкретных требований технического задания выбирается
одностоечная или двухстоечная компоновка (карта 0.1): особенности компоно¬
вок, такие как жесткость, занимаемая площадь и масса, технологические воз¬
можности и др. После выбора компоновки (например, одностоечной) рассмат¬
ривается требуемое оснащение станка (карта 0.2). В зависимости от конкретных
условий определяется набор навесных головок (прямая, угловая или универ¬
сальная фрезерная, планшайба с радиальным перемещением инструмента; шли¬
фовальная головка и др.). В карте 0.2 даны также сведения о диапазонах измене¬
ния параметров, о габаритных размерах и т.п.В следующих картах каталога (0.3-0.7 и т.д.) находят соответствующую
информацию по основным узлам станка: по карте 0.3 - о сечении стойки (В х Н),
рациональном заребрении и т.п.; по карте 0.4 - о допустимой нагрузке G, точно¬
сти 5 и окружной скорости v в зависимости от среднего диаметра направляющих
D, по выбору высоты планшайбы Н и т.д.; по карте 0.5 - о шпиндельном узле,
встроенном в ползун (деформацию 8 в зависимости от межопорного расстояния
Ь, первые три гармоники собственных колебаний шпинделя в функции b и др.);
по карте 0.6 в зависимости от типа направляющих (скольжения /; гидростатиче¬
ских II или комбинированных III) - о погрешности перемещения А, деформации
8 от нагрузки; по карте 0.7 - о рациональном сечении ползуна (В х Н) для обес¬
печения максимального сечения снимаемой с детали стружки /стр (для обеспече¬
ния максимальной виброустойчивости).По другим, не показанным на рис. 1.117, картам можно примерно устано¬
вить рациональные конструктивные решения и уже на ранней стадии проекти¬
рования оценить основные возможности и особенности проектируемого станка.
Безусловно, во многих случаях каталоги могут быть использованы только для
реализации направлений проектирования, а не для получения готовых конст¬
рукций.Степень заимствования определяется научно-техническим заделом, необ¬
ходимым для реализации новых идей.Рассмотрим схематично примерный перечень научных и инженерных проблем, которые тре¬
бовалось решить при переходе станков на гидростатические опоры.Разработка систем питания и выявление области их рационального применения (для боль¬
ших и малых расходов, для различного диапазона нагрузок и т.п.). При системе питания насос -
карман (схема /) в каждый карман 1к - 4к опоры независимо от нагрузки подается постоянное
количество масла (рис. 1.118, а). При системе питания с дросселями (схема II) достаточно иметь
один насос I, который подает масло через дроссели 2 к каждому карману. В системе питания с
регуляторами (схемаIII) сопротивление каждого из них определяется давлениемр\..,р4 в кармане,
уменьшаясь с его увеличением. Это обеспечивает благоприятное (с учетом характера нагружения)
распределение расхода по карманам, что повышает жесткость масляного слоя. Каждая из систем пита¬
ния имеет множество конструктивных решений в зависимости от эксплуатационных требований.
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ153ЖU 2к Зк 4-кЖ(к 1к Зк Ч кРис. 1.118. Схемы систем питания гидростатических опор:а - дозирования масла; 6 - дроссельная; в - смазывания шпиндельной бабки;1 - манометр; 2 - аккумулятор; 3 - реле давления; 4 - холодильная установкаВ дроссельной системе (рис. 1.118, б), используемой в шпиндельных узлах фирмы Вотан
(Германия), дроссели выполнены в виде нескольких капиллярных трубок 2, закрепленных в резь¬
бовой заглушке 3, которая входит в отверстие в корпусе подшипника.Параллельно с системой питания отрабатывалась система маслообеспечения в целом, вклю¬
чающая насосы, фильтры, манометры, баки и др. (рис. 1.118, в).Исследование основных эксплуатационных характеристик гидростатических опор (жестко¬
сти масляного слоя, несущей способности, потерь на трение, точности, виброустойчивости и т.п.).
Это серьезные теоретические и экспериментальные работы.Выявление особенностей конструкции при переходе на гидростатическую смазку. Сюда вхо¬
дят отработка требований к жесткости базовых деталей, анализ влияния тепловых и упругих де¬
формаций на работоспособность и др. Как показывает анализ, наибольшую долю (80...90 %) в
общую деформацию узла с гидростатическим смазыванием ползунов вносит их собственная по¬
датливость. При большой нагрузке деформация ползуна АИ„ (рис. 1.119, а) на длине опоры L мо¬
жет превышать зазор в ней, что приводит к контакту узкими площадками по обеим сторонам пол¬
зуна и к его защемлению. Аналогичная картина имеет место и в шпиндельных узлах. Уменьшить
прогиб а можно за счет сокращения вылета а и выбора оптимального расстояния А между опорами.При нагружении планшайб заготовками типа кольца (рис. 1.119, б, схема Г) - наиболее рас¬
пространенного случая - нагрузка F сосредотачивается в двух диаметрально противоположных
точках, что приводит к деформации планшайбы в зоне направляющих в виде двух волн отклоне¬
ний (штриховые линии). Температурная деформация планшайб (схема II) в результате трения в
круговых направляющих имеет чашеобразный характер (штриховые линии), что приводит к
уменьшению толщины пленки в направляющих 1.
154Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРис. 1.119. Схемы опор, иллюстрирующие влияние упругих и
тепловых деформаций на работу направляющихХарактерной деформацией замкнутых направляющих является отжим (штриховая линия) за¬
мыкающих планок / (рис. 1.119, в).Отработка технологии изготовления деталей опор и разработка специфических устройств
для гидростатических опор (подвод и сбор масла, уплотнения и т.п.). Сопряженные поверхности
деталей, образующих гидростатическую опору, должны быть обработаны с высокой точностью.
Это определяет многие эксплуатационные характеристики (точность, жесткость и др.). Эффектив¬
ным, а при сложных сопряженных поверхностях единственно возможным способом образования
рабочих поверхностей является использование пастообразных антифрикционных компаундов на
основе эпоксидных смол (например, УП-5-222, УП-5-250, СКЦ-3 и др.).Последовательность образования рабочих поверхностей реек 1 гидростатической червячно¬
реечной передачи следующая (рис. 1.120, а). Производят шлифование (в термоконстантных усло¬
виях) профилей рабочего червяка и мастер-червяка 3. Толщина витка мастер-червяка больше, чем
рабочего червяка, на величину зазора в передаче (50. ..80 мкм) в зависимости от ее размеров. Рей¬
ку устанавливают в приспособлении, в котором размер А выдержан таким, чтобы при установке
рейки / между ее зубьями и боковыми поверхностями мастер-червяка 3 образовался зазор около 1
мм на сторону. Полимерный материал наносят на зубья рейки, а профиль мастер-червяка покры¬
вают тонким слоем разделительного состава. Мастер-червяк закрепляют полувтулками 2 и 4 в
приспособлении. При этом эпоксидная композиция полностью заполняет зазоры между витками
мастер-червяка и зубьями рейки, а излишки ее вытесняются. После отверждения полимера мастер-
червяк удаляется и на рейках образуется требуемый профиль.При уплотнении направляющих поступательного перемещения (рис. 1.120, б, схема I) коль¬
цо I прижимается к направляющей 2 с небольшой силой (в соответствии с разными давлениями
слева и справа от кольца), уменьшая расход масла через карман. При бесконтактном уплотнении
шпинделя / (схема 1Г) масло от осевого 2 и радиального 3 подшипников отводится через отверстие 4.
Наиболее надежным является подвод смазочного материала через одну деталь (рис. 1.120, в,
схема Г), а подвод масла через плохо контролируемый стык I (схема II) нежелателен, так как труд¬
но проверить установку уплотнительного кольца и его эффективность.Отработка конструкций распространенных узлов. В конструкции шпиндельного узла для
упрощения обработки и сборки упорный подшипник образован полукольцами 2 и 3, передающими
силы на корпус 4 шпиндельной бабки, а не на недостаточно жесткую крышку I (рис. 1.121).Применение гидростатической смазки потребовало решения множества дополнительных
специфических проблем, таких как исследование работы систем питания в статически неопреде¬
лимых системах, рациональный выбор материалов трущихся пар, учет аварийных ситуаций при
внезапном выключении смазки и др.
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ155Рис. 1.121. Шпиндельный узел с гидростатическими опорами
156Глава I. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯРассмотренный далеко не полный перечень задач при использовании новых
решений свидетельствует о важности постепенного перехода к ним, опираясь на
известные хорошо зарекомендовавшие себя в работе аналогичные решения. При
большой степени заимствования конструкторские разработки быстро стареют.
Лучшие результаты достигаются при рациональной комбинации нового и из¬
вестного. При проектировании сложных станков используется 50 % и даже бо¬
лее отработанных конструкторских решений без переделок или с частичными
изменениями. Однако это касается, как правило, не главных узлов. Основные
узлы и конструкторские решения, определяющие сущность разработок, созда¬
ются заново.1.4.3. КОНСТРУИРОВАНИЕ С ИСПОЛЬЗОВАНИЕМ АНАЛОГОВИногда высказывается мнение, что лучше для решения задачи в одной об¬
ласти взять специалиста из другой области (он как бы менее «зашорен» и т.п.).
Опыт конверсии показал, что это не имеет под собой никакой почвы. Швейную
машину также трудно сконструировать, как и ракету. Каждый хороший худож¬
ник в целях совершенствования мастерства считает обязательным копирование
работ великих мастеров. Так же и хороший конструктор должен осмыслить в
деталях и «пропустить через себя» процесс получения хороших конструкций
(прототипов) прежде всего в своей области. Углубленное изучение конструк¬
тивной эволюции позволяет набрать необходимую сумму фактов для формули¬
рования закономерностей развития машин этого класса, что облегчает поиск
перспективных решений. Таким образом, можно сформулировать наиболее рас¬
пространенный и эффективный метод конструирования - метод, основанный на
анализе и критической оценке известных решений-аналогов (одного или не¬
скольких).Недостатками этого метода являются:он может войти в привычку, и тогда появляется боязнь самостоятельных
шагов. Может развиться чрезмерный консерватизм, влекущий за собой отказ от
творческих поисков и приводящий к необъективной критике новых решений;конструктивные решения быстро стареют, особенно если доля заимствова¬
ния велика.Вопрос о том, как рационально совмещать новое со старым, зависит от ка¬
чества отработки известного решения (стоит ли заимствовать), от уровня техно¬
логической подготовленности, профессиональных качеств конструктора.В случае конструирования, когда за основу принимается известный прото¬
тип, хорошо зарекомендовавший себя в работе, риск разработки существенно
уменьшается.
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ157Этапами разработки являются.1. Анализ аналогов, при котором уточняются технологические особенности
использования машины, изучаются принцип работы и конструктивные особен¬
ности, оцениваются положительные и отрицательные стороны и на основе полу¬
ченной информации более точно формулируется техническое задание на разра¬
ботку.2. Уточнение разработок с учетом возможностей производства: что можно
заимствовать полностью, какие изменения необходимо провести и к чему они
приведут, что разрабатывается вновь.3. Представление образа будущей машины и оценка согласования новых
решений с заимствованными, а также последствий проведенных изменений.Методы работы с прототипом включают:1) использование видов преобразований объекта, рассмотренных в п. 1.2.6;2) приспособление объекта к новым условиям работы;3) упрощение объекта, например удаление неосновных элементов;4) перенос решений из другой области;5) введение новых деталей, узлов, приводов;6) уменьшение недостатков в заданных условиях работы;7) изменение условий работы (сокращение времени действия отрицатель¬
ных факторов, исключение нежелательных свойств);8) частичное решение, т.е. неполное удовлетворение требований при со¬
хранении работоспособности и основных показателей.Примеры конструирования с помощью аналогов. Рассмотрим весьма укрупненно после¬
довательность решения задачи этим методом.Постановка задачи. Спроектировать установку для отрезки труб нефтепроводов и обработки
фаски под сварку (при ремонте трубопроводов). Заданы: диапазон диаметров 250... 1020 мм, тол¬
щина труб 5.. .40 мм, материал. Задача состоит в следующем:при появлении трещин 1 (рис. 1.122) нужно вырезать негодную часть («катушку») длиной Z;подготовить фаски 2 под сварку для последующей установки новой «катушки» и сварить ее с
трубой.В первую очередь необходимо при анализе аналога определить:1) принцип обработки (формообразование, технология);2) схему резания, режимы и инструмент;3) тип и особенности приводов;4) диапазон охвата диаметров труб одной установкой;5) условия обеспечения безопасности, особенности эксплуатации;6) конструктивные и другие особенности.Рис. 1.122. Схема трубы с дефектами
158Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯПринцип работы аналога (рис. 1.123, а). Труборез 1 устанавливается на обрабатываемой
трубе 2 и удерживается подпружинной многозвенной цепью 3. Цепь каким-то образом натягивает¬
ся на трубу (механизм натяжения установить не удалось). При переходе на другой диаметр трубы
длина цепи компенсируется, очевидно, изменением числа звеньев (установить не удалось). Трубо¬
рез опирается на трубу четырьмя роликами 4, что уменьшает влияние погрешности трубы на глу¬
бину резания. Обработка осуществляется набором фрез 5, которые вращаются от гидро- или пнев¬
мопривода (очевидно, для регулирования частоты, большей безопасности и получения меньших
габаритов установки). От этих же двигателей осуществляется круговая подача SKp трубореза. При
этом вращается звездочка привода и происходит обкатывание по натянутой цепи. Один труборез
используется для некоторого диапазона диаметров (установить не удалось). Труборез работает в
заводских и полевых условиях.Схема обработки (рис. 1.123, б). При отрезке (схема Г) используется прорезная (отрезная)
фреза 1 диаметром около 200 мм, при образовании фасок (схема 1Г) - набор фрез 2 для получения
левосторонней и правосторонней фаски. Диаметры согласованы с диаметром отрезной фрезы.
(Круговая подача около 76 мм/мин и менее для легированных сталей, максимальная глубина реза¬
ния в один проход - 20 мм, частота вращения фрезы 35...55 мин"1.)Использованы гидро- и пневмоприводы с соответствующим периферийным оборудованием
(компрессором, насосной установкой, дизель-генератором и др.), мощность главного привода око¬
ло 4 кВт. Не удалось установить следующее:диапазон охвата диаметров одной установкой;как осуществляется подача на врезание SBp;как исключается поломка фрезы в конце обработки;как совмещаются начало и конец среза при базировании на цепи.Можно заимствовать полностью:1) схему резания, движения, инструмент, режимы обработки (безусловно, с соответствую¬
щими расчетами и корректировками);2) базирование на роликах, когда копируется отклонение трубы по форме.Рис. 1.123. Схема прототипа трубореза
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ159Рис. 1.124. Схема одностороннего
резания трубыВ отличие от аналога внесены следующие изменения:1) поскольку отсутствует соответствующий набор устройств для реализации гидро- или
пневмопривода в условиях работы с большими минусовыми температурами, целесообразно ис¬
пользовать взрывозащищенные электродвигатели. Это накладывает отпечаток на выбор их мощ¬
ности. Для уменьшения габаритных размеров двигателей мощность должна быть минимально
необходимой. Поэтому в отличие от аналога используем одностороннее резание (рис. 1.124) при
обработке фаски, при этом частично изменяется метод обработки;2) из-за плохого базирования установки при применении цепной передачи схема резания
должна быть симметричной (см. рис. 1.123, б), т.е. одна угловая фреза работает «вхолостую» толь¬
ко для уравновешивания осевой нагрузки. В противном случае возникает осевая сила, которая не
воспринимается цепью (т.е. избыточная мощность в нашем случае недопустима, а применение
цепной передачи затруднено);3) возможность совмещения плоскости резания в начале и в конце обработки без соответст¬
вующих устройств вызывает сомнение, поэтому нужны какие-то направляющие устройства, на¬
пример в виде гибкой ленты, по торцам которой базируется установка.Наиболее слабым местом аналога, на взгляд автора, является отсутствие хорошего базирова¬
ния для получения реза, перпендикулярного оси трубы, поэтому принимаются новые решения:1) для осуществления круговой подачи и базирования устройства предлагается разъемный
зубчатый венец 1, закрепляемый на трубе (рис.1.125, а). Выставка и закрепление венца осуществ¬
ляются двенадцатью винтами 2 (рис. 1.125, б);2) базовые поверхности 3-8 венца служат опорными поверхностями трубореза, который
устанавливается на этот венец;3) салазки трубореза 9 вращаются при обкатывании колеса 10 вокруг венца /. На салазках 9
на оси 12 установлен корпус установки 15 (рис. 1.125, в);4) для осуществления радиальной врезной подачи главный привод выполняется в поворот¬
ном корпусе 15, связанном осью 12 с салазками 9. Величину врезания регулируют выдвижением
ролика 13 (за квадрат 14). Ролик опирается на обрабатываемую трубу, что дает возможность копи¬
ровать погрешность трубы. Кинематическая схема трубореза приведена на рис. 1.126.Условно можно выделить следующие выполненные преобразования:перенос из другой области - зубчатый венец;введение новых приводов - электроприводов;профилактическая компенсация недостатков - улучшено базирование установки на зубчатом
венце;изменение условий работы (базирования).Анализ полученного решения в сравнении с аналогом показал:1) преимущества - упростилось обслуживание, так как вместо гидро- или пневмопривода
использован электропривод; снята проблема совмещения плоскости резания в начале и в конце
фрезерования; довольно просто решена задача осуществления радиального врезания 5рад; исклю¬
чена поломка фрезы в конце резания установкой сзади фрезы клина, который входит в обрабаты¬
ваемый паз;2) недостатки - завышена масса установки, так как гидро двигатель имеет меньшую массу;
увеличено количество типоразмеров установок на весь диапазон диаметров труб, так как венец
используется на небольшом диапазоне размеров; процесс выверки зубчатого венца и установка
устройства стали более трудоемкими.
160Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ6)Рис. 1.125. Новые решения, принятые при создании труборезаРис. 1.126. Кинематическая схема созданного труборезаКак видно, проектирование с использованием аналогов является не прямым
заимствованием, а творческим осмыслением имеющегося опыта.1.4.4. КОНСТРУКТОРСКИЕ КАТАЛОГИКонструирование с использованием каталогов преследует цель свести все
многообразие всевозможных конструкций к ограниченному, хорошо обозримо¬
му набору исходных форм, а методику конструирования - к нескольким основ¬
ным правилам [41]. Основой представления этих правил является то обстоятель¬
ство, что все технические устройства могут быть описаны с помощью трех ос¬
новных понятий: вещества, энергии и информации.
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ161Под конструкторским каталогом понимают построенную по строгим
формальным принципам подборку решений элементарных повторяющихся за¬
дач конструирования, возможных и рациональных вариантов исполнения про¬
стых деталей и узлов (объектов) либо правил их соединения (операций). Ката¬
ложное конструирование дает понимание того, что большинство существующих
конструкций может быть сведено к относительно небольшому числу базовых,
которые, в свою очередь, - к реализации определенных функций с помощью
обозримого набора физических эффектов. Прообразом всех конструкторских
каталогов является периодическая система элементов Д.И. Менделеева, неза¬
полненные клетки которой в свое время стимулировали целенаправленный по¬
иск неизвестных элементов. Одно из назначений конструкторских каталогов со¬
стоит в разработке подробной таблицы, которая со временем будет целиком за¬
полнена. Конструкторские каталоги строятся по единообразным структурным
принципам и содержат:классификационную часть, которая включает те существенные принципы,
которые классифицируют содержание каталога;главную часть - собственно содержание каталога, выполненного, например,
в виде простых схем или эскизов с нумерацией, облегчающей поиск решения;специальную часть, содержащую специальные признаки, ориентированные
на удобство применения. Специальная часть позволяет легко отбирать решения,
удовлетворяющие имеющимся ограничениям.В соответствии с назначением каталоги делятся на три класса: объектов,
операций и решений.Каталоги объектов. Каталоги объектов могут представлять собой подбор¬
ки тех или иных способов изготовления, носителей эффектов, самих эффектов.
Каталоги этого класса охватывают и более узкие области: технологические про¬
цессы, сведения о площадях, объемах, центрах тяжести, моментах инерции,
важнейших для конструирования геометрических тел, о физических и техноло¬
гических свойствах различных материалов и др. В качестве объектов могут вы¬
ступать также однотипные конструкции, такие как подшипники качения, одно¬
ступенчатые передаточные механизмы и т.п. Таким образом, в каталогах объек¬
тов содержатся обширные сведения по конструированию, не ограниченные, од¬
нако, какими-либо конкретными задачами.В табл. 1.9 приведен фрагмент конструкторского каталога прямолинейных
направляющих с различными формами профиля. Здесь варьируется профиль по
табл. 1.10. Обычно предпочтительны направляющие, профиль которых (форма
поперечного сечения) состоит из отрезков прямых. В основу классификации на¬
правляющих положено число прямолинейных элементов, составляющих сече¬
ния, их взаимное расположение и тип связи.Каталоги операций. Конструкторские каталоги этого класса содержат опе¬
рации (шаги процедур) или последовательность операций, представляющих ин¬
терес при методическом конструировании, а также сведения об условиях их
1.9. Виды пар в прямолинейных направляющих162 Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯI<dX
X
о>КАс;оXU<dXXDУЛXSяЬЙо к
Е cdS *О. S'gSC о
s a
nXXSоid5Q.aв3CDsXd>*AКОЬЙUоО(D5X<DCQ CDОXиоXXсхсоио
к
§ *
к g*рz gх ално•©-я яо•©< яуо,Я йи ссо о
<35><г
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ163Iокя<L>*-С«=:ои;U2оо4>t?ог*<ияж<DЕРcd0 к1 2S- яЕ о.IяаоX5Сия3UlЯ<и*лЧОжUяя<DCQОяоояо-яоCJО)яя<иCQояоояОняоиояЯ гг,0 s1 5II•В- ЯК 4Jcj Яо и03•©*оCLс:>>лV))глV_y
1.10. Классификация направляющих164 Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ165применимости. В каталогах операций собираются, упорядочиваются и, по воз¬
можности, полно систематизируются правила варьирования конструкций, выбо¬
ра решений, расчетов на прочность, расчетов допусков и др. Каталоги операций
призваны, в частности, предоставлять конструктору средства для целенаправ¬
ленного варьирования решений для разработки различных функциональных
структур.В табл. 1.11 приведен фрагмент каталога операций варьирования конструк¬
ции. По этому каталогу можно изменять число элементов, форму, топологию и
размеры, материал (количество, вид и качество). В табл. 1.12 приведен пример
варьирования конструкции при разработке шатуна.Следует иметь в виду, что рабочие поверхности (отверстия под поршневой
палец и коленчатый вал) определяются на ранней стадии проектирования и не мо¬
гут быть в дальнейшем изменены (в противном случае требуется переработка всей
конструкции узла). Другие же поверхности допускают изменения в широких пре¬
делах. Различные операции по табл. 1.12 не являются независимыми друг от дру¬
га. Так, изменение поверхности (конфигурации) детали всегда приводит к измене¬
нию самой детали, и наоборот. Не принимать в расчет эти взаимозависимости
нельзя, но основным критерием различия операций может служить их цель.Каталоги решений. Каталоги этого класса всегда содержат решения задач
в пределах одного этапа конструирования. Чаще всего каталоги решений со¬
ставляются для поиска функциональных решений, которые представляются, как
правило, на уровне принципиальных схем. В табл. 1.13 приведен пример конст¬
рукторского каталога одноступенчатого умножения силы. Цель создания ката¬
лога - показать физические эффекты, с помощью которых производится умно¬
жение силы, представить примеры реализации и описать свойства умножителей
силы.Сравнение каталогов различных типов. Каталоги объектов и операций
содержат сведения об общих множествах объектов или действий, а каталоги ре¬
шений ориентированы на конкретную постановку задачи. Каталоги объектов и
операций характерны тем, что довольно небольшое их число охватывает обшир¬
ные группы задач. Каталоги решений содержат сведения только о некоторых
органических классах функций, позволяющих найти большинство возможных
рациональных решений.В работе [41] приведено большое количество конструкторских каталогов,
среди которых: типы требований к проектируемому изделию; силы и движения
(передача сил и ограничения движений в разных направлениях, увеличение сил и
т.п.); логические элементы и механизмы (механизмы отрицания, конъюнкции и
дизъюнкции и т.д.); неподвижные соединения (заклепочные, соединения вал -
ступица и др.); подвижные соединения (прямолинейные направляющие, подшип¬
ники и др.); транспортные средства; зубчатые колеса; информационные механиз¬
мы; модели и вспомогательные величины для конструирования в отдельных фа¬
зах. Модели содержат уравнения для определения важнейшего параметра реше¬
ния (механизма), схему реализации и условия функционирования (ограничения).
1.11. Операции варьирования конструкцийВарьируемый параметр166Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ1671.12. Изменение конструкции шатунаЦелевоесвойствоИзменение
по каталогу
операции
варьирования
конструкцийЭскизПредыдущий
шаг: уменьшение
массы при
оптимальных
сеченияхИсходныйконтурСборка с
коленчатым
валомИзменить число
деталей и
поверхностейКрепежныеповерхностинеподвижногосоединенияИзменить форму
поверхностей и
деталейОтверстия для
соединительных
деталей и
подвода маслаИзменитьтопологиюдеталейУменьшение
сечения
(силовой поток)ИзменитьразмерыдеталейТаким образом, проектирование с помощью конструкторских каталогов яв¬
ляется одним из эффективных направлений конструирования, осуществляемого
по определенным правилам.
1.13. Одноступенчатое умножение силы168Глава 1. ОБЩИЕ ПРИЕМЫ И МЕТОДЫ КОНСТРУИРОВАНИЯ
ОБЕСПЕЧЕНИЕ ПРЕЕМСТВЕННОСТИ КОНСТРУКЦИЙ 169
Глава 2РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙОсновные этапы создания технических объектов. Процесс создания но¬
вой техники можно укрупненно представить состоящим из проектирования, кон¬
струирования, технологической подготовки производства, изготовления и испы¬
тания опытных образцов, освоения серийного производства.Проектирование, называемое также поисковым, разбивают на два этапа:
научно-технические исследования и обоснование необходимости создания тех¬
нического объекта. На первом этапе проводят в необходимом объеме инженер¬
ное прогнозирование и исследования принципов действия, которые могут быть
использованы при создании технического объекта (ТО). На втором этапе анали¬
зируют тенденции развития техники, определяют перспективность создания это¬
го объекта и формулируют исходные технические требования. Поисковое про¬
ектирование завершают оформлением технического задания на объект.Конструирование, которое называют также проектированием конструкции
ТО, завершается разработкой его технической документации (чертежами, спе¬
цификацией, расчетами, сопроводительной документацией и т.п.).Технологическая подготовка производства охватывает круг вопросов ра¬
ционального изготовления ТО в условиях конкретного производства. Цель дан¬
ного этапа - отработка конструкции на технологичность, разработка технологи¬
ческих процессов обработки и сборки объекта. Процесс разработки технологий
сопровождается переработкой и изменениями конструкторской документации.Изготовление и испытание опытных образцов ставит целью проверить
правильность основных конструкторских решений и отработать технологиче¬
скую документацию.Освоение серийного производства связано с решением ряда производст¬
венных задач, достижением необходимого объема выпуска в соответствии с про¬
ектной мощностью предприятия, стабильным достижением качества выпуска ТО.Требования, предъявляемые к техническим объектам. В настоящее вре¬
мя приняты следующие показатели качества ТО [4].Показатели функционирования характеризуют полезный эффект от ис¬
пользования ТО по служебному назначению и определяют область его примене¬
ния. Без достижения показателей функционирования все другие показатели не
имеют смысла.Показатели надежности определяют свойство ТО сохранять свою рабо¬
тоспособность во времени и включают вероятность безотказной работы, нара¬
ботку на отказ, технический ресурс, срок службы и др.Показатели эргономичности характеризуют качество работы ТО в систе¬
ме человек - среда - машина с учетом комплекса санитарно-гигиенических, ан¬
тропологических, физиологических и психофизиологических свойств человека.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ171Показатели эстетичности - это внешние свойства ТО, включающие
форму, окраску, выразительность, гармонию с окружающей средой и др.Показатели технологичности характеризуют эффективность конструк¬
торских решений по их ресурсоемкое™ с учетом условий производства, экс¬
плуатации и ремонта, утилизации и вторичного использования.Показатели ресурсопотребления определяют ресурсоемкость рабочего
процесса, реализуемого ТО, по уровню затрат топлива, энергии, материалов,
труда и времени при непосредственном использовании объекта по назначению.Показатели безопасности отражают конструктивные особенности ТО,
обусловленные безопасностью человека во всех режимах изготовления, экс¬
плуатации и ремонта, транспортирования, хранения, утилизации и вторичного
использования.Показатели экологичности характеризуют конструктивные особенности
ТО, обусловленные потребностями защиты окружающей среды от опасных и
вредных воздействий.Патентно-правовые показатели не являются показателями качества из¬
делия, однако определяют его патентно-правовую защищенность применитель¬
но к условиям конкретных рынков и поэтому играют важную роль при оценке
его конкурентоспособности.Рациональное конструирование изделий - многоплановая проблема, тремя
ключевыми аспектами которого являются:обеспечение технологичности конструкций;обеспечение качества функционирования;рационализация конструктивных исполнений.2.1. ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙКонструктор, придавая конструкции изделия в процессе ее разработки
необходимые свойства, выражающие полезность изделия, придает ей и такие
конструктивные свойства, которые предопределяют уровень затрат ресурсов
на создание, изготовление, техническое обслуживание, ремонт и утилизацию
изделия [44].Совокупность свойств изделия, определяющих приспособленность его кон¬
струкции к достижению оптимальных затрат ресурсов при производстве и
эксплуатации для заданных показателей качества, объема выпуска и условий
выполнения работ, представляет собой технологичность конструкции изде¬
лия (ТКИ).2.1.1. ВИДЫ И ПОКАЗАТЕЛИ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙК основным признакам классификации технологичности на виды относятся
метод воздействия на конструкцию изделия, область проявления ТКИ и вид
затрат.
172Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПо методу воздействия на конструкцию различают два вида ТКИ: техно¬
логическую рациональность и преемственность конструкции изделия. Они вы¬
ражают техническую сущность конструкции изделия, т.е. те ее существенные
черты, воздействуя на которые, конструктор разрешает противоречия между ак¬
тивными элементами технологического процесса и изделием.Технологическая рациональность конструкции изделия представляет со¬
бой совокупность тех свойств изделия, которые характеризуют соответствие
принятых конструктивных решений условиям производства, эксплуатации и ре¬
монта. Уровень технологической рациональности конструкции регулируется
посредством целесообразного (по условиям производства, эксплуатации и ре¬
монта) выбора состава конструктивных элементов и материалов, схем соедине¬
ния составных частей изделия и т.п.Технологическая рациональность характеризует возможность изготовления
и эксплуатации данного изделия или группы его исполнений при использовании
имеющихся в распоряжении изготовителя и потребителя трудовых, материаль¬
ных и других видов ресурсов.Преемственность конструкции изделия представляет собой совокупность
тех свойств изделия, которые выражают технологичность его конструкции с
точки зрения единства повторяемости и изменяемости принятых в ней инженер¬
ных решений. Эти свойства, в частности, характеризуют:единство повторяемости составных частей в данном исполнении изделия
или множестве его исполнений и применяемости в них новых составных частей,
обусловленных новизной требований к изделию или множеству его исполнений
по их функциональному назначению, условиям производства, эксплуатации и
ремонта (конструктивная преемственность изделия);единство повторяемости и изменяемости технологических методов выпол¬
нения, поддержания и восстановления элементов конструкции изделия, учиты¬
ваемых при его конструировании (технологическая преемственность конструк¬
ции изделия).Виды ТКИ по области ее проявления характеризуют приспособленность
конструкции изделия к сокращению затрат ресурсов и времени и определяются
следующими основными сферами производственной деятельности, в которых
проявляется качество изделия:производственная ТКИ - техническая подготовка производства, процессы
приготовления, сборки изделия и монтажа его вне предприятия-изготовителя;эксплуатационная ТКИ - техническое обслуживание, текущий ремонт, хра¬
нение и транспортирование, диагностирование и утилизация изделия;
ремонтная ТКИ - все виды ремонта, кроме текущего.Виды ТКИ по производимым затратам выражают ее экономическую
сущность, которая проявляется в одной или нескольких конкретных областях.
Трудоемкость, материалоемкость, энергоемкость и хроноемкость изделия как
виды ТКИ представляют собой свойства его конструкции, определяющие соот¬
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ173ветствующие затраты ресурсов (труда, материалов, энергии и времени) при про¬
изводстве, эксплуатации и ремонте изделия.Все многообразие показателей ТКИ может быть сведено к семи группам,
которые соответствуют перечисленным ниже видам показателей по характери¬
зуемым свойствам:1) технологической рациональности конструкции изделия - коэффициен¬
там сложности конструкции, сборности, легкосъемности составных частей, дос¬
тупности мест обслуживания, контролепригодности, разновесности элементов
при монтаже вне предприятия-изготовителя, распределения допуска между из¬
готовлением и монтажом;2) преемственности конструкции изделия - коэффициентам новизны конст¬
рукции изделия, применяемости унифицированных или стандартных составных
частей, унифицированных конструктивных элементов деталей (резьб, крепле¬
ний, галтелей, фасок, проточек, отверстий и т.п.) и материалов в изделии, повто¬
ряемости составных частей, конструктивных элементов деталей и материалов в
изделии, типизации конструктивного исполнения;3) ресурсоемкости изделия - общей, структурной, удельной или относи¬
тельной ресурсоемкости по видам затрат и области проявления;4) производственной ТКИ - трудоемкости изделия в технической подго¬
товке производства, изготовлении и монтаже вне предприятия-изготовителя;
материалоемкости изделия в изготовлении; энергоемкости изделия в изготовле¬
нии; продолжительности технической подготовки производства и изготовления
изделия; технологической себестоимости изделия в изготовлении;5) эксплуатационной ТКИ - трудоемкости изделия в эксплуатации; разо¬
вой, оперативной трудоемкости изделия в техническом обслуживании; трудоем¬
кости изделия в монтаже, демонтаже и в утилизации; материалоемкости изделия
в эксплуатации; энергоемкости изделия в эксплуатации; разовой, оперативной
продолжительности технического обслуживания изделия; технологической се¬
бестоимости изделия в эксплуатации;6) ремонтной ТКИ - трудоемкости изделия в ремонте; материалоемкости
изделия в ремонте; энергоемкости изделия в ремонте; продолжительности ре¬
монта изделия; технологической себестоимости изделия в ремонте;7) общей ТКИ, определяемой по всем областям проявления - удельной тру¬
доемкости изделия, материалоемкости, энергоемкости и технологической себе¬
стоимости изделия.Конструктор, придавая конструкции изделия технологическую рациональ¬
ность и преемственность в процессе отработки ее на технологичность, должен
учитывать одновременно возможные области проявления ТКИ, влияние прини¬
маемых им инженерных решений на снижение ресурсоемкости конструкции из¬
делия и повышение уровня ТКИ по каждой области ее проявления с учетом ре¬
зультатов совершенствования условий выполнения работ при производстве,
эксплуатации и ремонте изделия.
174Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙОбеспечение технологичности конструкции изделия, являясь основой наи¬
лучшего использования конструкторско-технологических резервов для наиболее
полного решения задач, технической подготовки производства, обусловливает
эффективность производства изделия. При этом следует учитывать, что задачи
обеспечения технологичности решаются в основном при конструировании изде¬
лия и роль конструктора здесь оказывается решающей. Чертеж создает конст¬
руктор и нельзя надеяться, что технологичность детали будет обеспечиваться
технологом на стадиях разработки и освоения технологических процессов.2.1.2. ТЕХНОЛОГИЧНОСТЬ ЛИТЫХ ЗАГОТОВОКПри оценке литых заготовок на технологичность учитывают следующее:
рациональность конфигурации детали и способ ее изготовления; расположение
базовых поверхностей отливки и их взаимосвязь с базовыми поверхностями для
механической обработки; наличие внутренних полостей, литых отверстий, ре¬
бер; величину уклонов, толщину стенок, опасные места и др.В табл. 2.1 рассмотрены общие правила конструирования литых заготовок.
При конструировании необходимо учитывать расположение модели в форме и
по возможности исключить поднутрения / и 2 на внешних и внутренних конту¬
рах (схемы 7, а и б). Наиболее технологичными являются схемы II, что оценива¬
ется по методу световых теней (схемы / с зачерненными участками являются
технологически нерациональными).При литье в песчаные формы для образования внутренних полостей исполь¬
зуют стержни, формуемые из песчаных смесей с крепителями (схема 2). Умень¬
шение числа стержней (схема II) повышает технологичность. Этому способству¬
ет правильное расположение выступов, бобышек и т.п. Из схем 3, а наиболее
технологичной является схема III, так как внутренний контур детали образуется
с помощью стержней, а в схемах I и //требуются дополнительные стержни. Рас¬
положенные близко друг к другу в одной плоскости приливы (схема 3, б, I) сле¬
дует объединять в один прилив (схема II).Низкое качество литья часто связано с возникновением усадочных раковин
ввиду наличия массивов, утолщений и др. Устранение излишнего металла /
(схема 4, а, II) в сопряжениях, а также узких углублений 1 (схема 4, б, Г), напри¬
мер, с помощью ребер 7 (схема II) уменьшает возможность образования усадоч¬
ных раковин.Исключение съемных частей моделей (схема 5, а и б, II) повышает техноло¬
гичность. Для получения качественных отливок большое внимание необходимо
уделять ребрам жесткости, толщине стенок, форме переходов и сопряжений
(схемы 6). Ребра жесткости должны иметь уклон 10...36°; их высота не должна
превышать 55; в местах сопряжений ребер со стенками отливки не должно быть
утолщений металла.
2.1. Технологичность отливокОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ175
176Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.2. Допускаемые размеры чугунных отливокМаксимальный
габаритный раз¬
мер отливки, ммНоминальный размер,ммДо 5050...120120...260260...500500...800800...1250До 1200,20,3---120...2600,30,40,6---260...5000,40,60,81--500...12500,60,811,21,41,61250...31500,811,21,41,62До 2600,50,81---260...5000,81,21,21,5--500...125011,21,522,531250...31501,21,522,534До 50011,522,5--500...12501,21,82,23451250...31501,522,53,556При S/S| > 2 и при ударных нагрузках переходы рекомендуется выполнять в
виде клина (схема 7,6), а в остальных случаях, как показано в схемах 7, а ив.
Различные виды сопряжений и рекомендуемые размеры приведены в схемах 8.
Следует уменьшить разнообразие радиусов галтелей г и закруглений и приме¬
нять по возможности одно значение радиуса. Допускаемые отклонения размеров
чугунных отливок приведены в табл. 2.2.2.1.3. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙ ДЕТАЛЕЙ
ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ И СБОРКЕТехнологичность конструкций деталей при механической обработке за¬
висит от характера производства, оборудования и ряда других факторов. Поэто¬
му единый подход здесь невозможен. Однако можно отметить ряд общих поло¬
жений, которые создают предпосылки для конструирования технологически ра¬
циональных деталей в различных производствах. Оптимальные условия созда¬
ются в том случае, когда максимальное число обрабатываемых деталей охваты¬
вается минимальным количеством технологических решений. Это приводит к
типизации технологических процессов и к снижению затрат.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ177При отработке конструкций деталей на технологичность имеют в виду сле¬
дующее:уменьшение числа деталей и узлов;
подобие конструктивных форм заготовки и детали;
уменьшение числа переустановок при механической обработке;
сокращение объема и упрощение механической обработки;
правильный выбор материала (его обрабатываемость) и заготовки (сокра¬
щение механической обработки);простановку размеров в зависимости от характера механической обработки
и расположения баз;правильный выбор базовых поверхностей и максимальное совмещение кон¬
структорских, технологических и метрологических баз;
сквозную обработку поверхностей;
исключение обработки торцов внутри корпусов;
жесткость деталей для успешной механообработки;
расчленение или объединение деталей при обработке на станках с ЧПУ;
предусмотрение канавок для выхода инструмента;создание условий для повышения жесткости и стойкости инструмента (сво¬
бодный выход, доступность поверхности);минимальное количество разнообразия отверстий, выточек и резьбовых от¬
верстий в корпусных деталях;четкое разграничение поверхностей, подлежащих механической обработке;
расположение соосных отверстий в порядке уменьшения диаметров;
исключение несквозных отверстий и обработки нерабочих поверхностей
(т.е. изготовление без резания);отказ от обрабатываемых поверхностей, расположенных наклонно относи¬
тельно главных осей, и др.В табл. 2.3 приведены некоторые способы повышения технологичности
конструкций деталей при механической обработке. Важным условием обеспече¬
ния технологичности является исключение обработки торцов, канавок и других
поверхностей внутри корпуса. В вариантах II (схемы 1, а я в) это выполнено за
счет использования уже обработанных стаканов 7 и 2. Вариант / (схема 7, б)
сложной обработки проточки под пружинное колесо (радиальным перемещени¬
ем резца) заменен вариантом II обработки выточки 7 на торце корпуса.Расчленение деталей в варианте II (схема 2, а и б) существенно облегчает
получение труднообрабатываемых, например, наружных цилиндрических по¬
верхностей в корпусах и сложных отверстий для обеспечения соосности (вари¬
анты 7).Четкое разграничение обрабатываемых поверхностей в вариантах II (схе¬
мы 3, а-в) улучшает условия резания, повышает стойкость инструмента и точ¬
ность по сравнению с вариантами 7.
2.3. Технологичность при механической обработке178Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙх<гзсоо&яюа>XX£Га>сиN>ХSОо
кX
D-О5ася *6 s
О йи S3Йюла.VDОМ"Iю
л
а.VO
о*р-ч1р—1‘Р>хI§<иXха>Я8УcdОнXXсзшогонОчосаКх¥н »о оVO хл аа, ою на> и9 Р*ОКICQXноокнаа>XXX<иaзсооа
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ179
180Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙОбеспечение базирования, особенно не удобных для обработки деталей,
предусмотрение специальных приливов 7 и 2 (схемы 4) является необходимым
условием получения высококачественной поверхности. Здесь важно обеспечить
условия обработки за один установ (вариант II), работу на проход и т.п.Повышение жесткости протяженных деталей типа крышек, коробок важно
для создания нормальных условий при резании (схемы 5). В варианте II
(схема 5, а) это обеспечивается за счет ребер 7 в крышке. В конструкции круп¬
ногабаритной планшайбы жесткое крепление двух ее половин 7 и 2 (схема 5, б)
за счет использования клина 3 и хорошего доступа к болтам крепления гаранти¬
рует точность обработки и ее сохранение при монтаже.При обработке точных поверхностей крупногабаритных деталей (планшайб,
стоек и др.), а также весьма сложных поверхностей типа червячных реек, винтов
хорошие результаты дает использование самотвердеющих пластмасс. В вариан¬
те 7 (схема 6) эпоксидный компаунд 4 наносится на рабочую поверхность план¬
шайбы 7, после чего для окончательного формирования рабочей плоскости на
ней устанавливают на компенсаторах 2 груз 3 (или сопряженную деталь, напри¬
мер основание). После затвердения смеси получаются готовые круговые направ¬
ляющие планшайбы. В варианте II формирование рабочих профилей реек 7 про¬
исходит аналогично с помощью эталонного червяка 2 и эпоксидного компаунда 3.При обработке корпусных деталей важной стороной обеспечения техноло¬
гичности является рациональное размещение отверстий (схемы 7). Следует из¬
бегать отверстий, длина которых превышает диаметр в 8 - 10 раз; в соосных от¬
верстиях их диаметры (d\, d3, d2, схема 7) должны уменьшаться в одном направ¬
лении (схема II). Более технологична (обработка без поворота стола) корпусная
деталь, в которой du > dn и d2\ > d2i, т.е. диаметры уменьшаются в одном на¬
правлении. При получении резьбовых отверстий важно обеспечить правильный
выход инструмента (схема 7, в, 1Г), исключить обработку в наклонных и трудно¬
доступных поверхностях. Совместная обработка нескольких деталей (схема 7, г, I)
в собранном виде исключает взаимозаменяемость и ухудшает ремонтопригод¬
ность, и ее желательно исключить (вариант 77).Сокращение числа и уменьшение размеров обрабатываемых поверхностей
улучшает технологичность. В схемах 8, а и б, II это достигается за счет литейно¬
го обнижения 7. Технологичность конструкции детали при механической обра¬
ботке значительно зависит от оборудования, на котором изготовляются детали.
При обработке на станках с ЧПУ параметры, характеризующие технологич¬
ность, существенно отличаются от параметров, характерных для обработки на
станках с ручным управлением. Например, для станков с ЧПУ усложнение фор¬
мы детали предпочтительнее увеличения числа инструментов, требуемых для ее
обработки.Расположение бобышек на одном уровне (схемы 9, а и б, II) уменьшает ко¬
личество позиционируемых перемещений и повышает технологичность конст¬
рукции детали.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ181Важным является исключение обработки с двух сторон, например отвер¬
стий по схемам 10, а, б, I. В конструкциях по вариантам //обработка возможна с
одной стороны.Уменьшение числа инструментов расширяет номенклатуру деталей, полу¬
чаемых на данном станке с ЧПУ. Например, предпочтительнее иметь несоосные
отверстия (схема 11, а, 1Г), но с одинаковыми резьбовыми отверстиями d\, чем
соосные отверстия и разные резьбовые отверстия d\ и dj (вариант Г). При обработ¬
ке зубчатых колес предпочтительной является форма обода, получение которой
обеспечивается тем же самым инструментом, что и других поверхностей колеса
(схема 11, б, II). Увеличение величины сбега резьбы I (схема 11, в, II) позволяет
отказаться от выточки (вариант /) и уменьшить количество инструментов.Расположение отверстий во внешних стенках (схема 12, а, II) позволяет
применять короткий инструмент, что повышает жесткость и точность. Этой же
цели служит изменение конструкции детали с таким расчетом, чтобы труднооб¬
рабатываемое отверстие dj можно было обработать достаточно жестким инст¬
рументом (схема 12, б, 1Г).Разграничение поверхностей (схемы 13, а а б, II), доступ инструмента (схе¬
ма 13, в, II), создание условий для свободного выхода инструмента (схема 13, г, II)
являются необходимыми условиями процесса изготовления точных поверхно¬
стей. Обработка за один установ (схемы 14, а и б, II) позволяет повысить точ¬
ность и эффективность использования оборудования.Уменьшение расхода металла за счет рациональной конструкции (схе¬
мы 15, а - в, II) - составная и важная часть повышения технологичности конст¬
рукции детали при механической обработке. Этому служит также упрощение
механической обработки (схемы 16, а, II, III и 16, б, II). Симметричность конст¬
рукций, простановка точных размеров от основных технологических баз, выбор
методов центрирования и формы центрирующих отверстий и другие меры для
снижения затрат направлены на повышение технологичности.Технологичность конструкций изделий при сборке. В машиностроитель¬
ном производстве трудоемкость сборочных работ может превышать 50 % общей
трудоемкости изготовления. Технологические предпосылки конструирования
применительно к сборке исходят из взаимозаменяемости, компенсирования и
регулирования, размерного анализа, уменьшения многозвенности, расчленения
конструкции на самостоятельные сборочные единицы, изменения способов со¬
единений, сопряжений и креплений, рационального центрирования и базирова¬
ния сопряженных деталей и узлов, сокращения крепежных элементов, уменьше¬
ния числа деталей в сборке и в изделии, создания удобства зачаливания и уста¬
новки тяжелых деталей, обеспечения геометрической определенности установки
деталей за счет формы и расположения базовых и центрирующих поверхностей,
устранения пригонки, упрощения сборочных операций (последовательной уста¬
новкой деталей в сборочную единицу, введением разъемов для электрических
кабелей и гидравлических шлангов и др.).
182Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙМодульный принцип конструирования станков, агрегатирование и стандар¬
тизация отдельных частей позволяют разбить общую сборку на отдельные опе¬
рации, а следовательно, снижают затраты. В табл. 2.4 приведены распростра¬
ненные в машиностроении методы повышения технологичности конструкции
изделий в сборочных операциях.Компенсирование (схемы /) используется для снижения точности изготов¬
ления деталей, а также для уменьшения влияния эксплуатации на работоспособ¬
ность. Компенсатор / позволяет снизить точность изготовления линейных раз¬
меров деталей (схемы 1, а). Причем схема II предпочтительнее, так как в этом
случае легче измерить толщину компенсатора. Если компенсаторы используют
для уменьшения влияния износа, то важно, чтобы обеспечивалось уменьшение
толщины компенсатора, а не его наращивание. В схемах 1,6 ив компенсируют¬
ся погрешности осевой и радиальной установки (е - эксцентриситет) валов.Для упрощения сборки изделия и повышения технологичности его конст¬
рукции при эксплуатации часто используют регулирование. Так, при осевом пе¬
ремещении втулки 1 (схема 2, а) регулируется зазор в подшипнике скольжения.
У привода подачи с шариковой винтовой передачей для повышения жесткости
на концах винта предусмотрены осевые опоры 7 и 2 (схема 2, б, 7), между которы¬
ми винту дается предварительное растяжение. Для этого служат компенсатор 7
(вариант 77) и гайка 2.Часто размерный анализ конструкции позволяет исключить необоснованно
высокие требования к детали. Например, в схеме 3, I размер А образуется из
трех размеров, а в варианте //-только из одного.Определенность установки уменьшает опасность влияния недостаточного
качества сборки, квалификации рабочего на эксплуатацию. Так, при затягивании
гайки 2 (схема 4, I) возможен зажим (по торцам) поворотного рычага / (из-за
деформаций щек 3 и 4 кронштейна). В схеме II этот недостаток устранен.Способы сопряжений, закреплений, соединений оказывают большое влия¬
ние на трудоемкость изделия в сборочных операциях. В варианте I сопряжений
(схемы 5, а) не обеспечивается правильное положение рабочего торца 2 кольца /,
так как отсутствует его базирование, как в варианте II по торцу 3. В варианте /
схемы 5, б вал имеет один диаметр d и монтаж деталей на нем затруднен, а в
варианте II подшипники и зубчатые колеса устанавливаются на разных поверх¬
ностях.При закреплении планки / винтами с потайными головками (схема б, а, 1)
очень трудно обеспечить совпадение конических отверстий планки 1 и головок
винтов, что упрощено в варианте II. Фиксирование колес с помощью винта /
(схема 6, б, Г) не гарантирует нормальной разборки - сборки, так как на валу об¬
разуется вспучивание металла. Закрепление детали гайкой / (схема б, в, Г) на
валу, имеющем диаметр, равный диаметру резьбы, также ухудшает условия
монтажа, поскольку при затягивании гайки не исключается вспучивание резьбы
и затруднено снятие детали 2, что исключено в варианте II.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ183Условия монтажа существенно зависят от вида соединений деталей. На¬
пример, в схеме 7, / передача момента осуществляется шпонкой, а в схеме II как
центрирование колеса, так и передача момента осуществляются с помощью гоф¬
рированной втулки /, обеспечивающей беззазорное соединение. В схеме III со¬
единение колеса с валом клеевое /,ав схеме IV - адгезионное полимербетоном,
из которого выполнен вал 1 с колесом.В тяжелых и точных станках при больших трудностях обеспечения относи¬
тельного положения деталей использование самотвердеющих пластмасс упро¬
щает сборку. В схеме 8, а положение направляющих стойки / (параллельность
направляющих оси вращения планшайбы 2) обеспечивается при предваритель¬
ной выставке стойки и заливке зазора между станиной и стойкой самотвердею-
щей пластмассой 3. Аналогично обеспечивают соосность передней 7 и задней 2
бабок (схема 8, б). Установка каленых планок направляющих качения сущест¬
венно упрощается, если их положение определяется выставкой, а зазор между
шпонкой 2 и планкой 1 заполняется эпоксидным компаундом (схема 8, в).Упрощение сборочных операций осуществляется за счет удобства монтажа,
устранения пригонки, создания подсборок, расчленения конструкции. Разборка
вала по схеме 9, а, / требует демонтажа шпонки, которая выступает на величину А;
в схеме II этот недостаток устранен. Удобство монтажа двигателя зависит от
возможности его зачаливания (схема 9, б, II).Устранение пригонки зубчатого колеса / на валу (схема 10, а, II) или вала /
в корпусе (схема 10, б, II), когда не требуется подгонять две шпонки, сущест¬
венно упрощает сборку.Монтаж в виде подсборок (схема 11, II) дает возможность проводить парал¬
лельную сборку и упрощает сборочные операции. Расчленение конструкции
(схема 12, II), при которой сборка сложных узлов (например, коробок скоростей,
шпинделей) производится автономно в своих корпусах, а не в громоздких дета¬
лях, снижает трудоемкость и повышает качество сборочных работ.Очень важным является центрирование деталей, работа которых зависит от
правильного положения относительно других деталей. Это относится, например,
к лабиринтному уплотнению во фланце / (схема 13, а, 1Г), которое хорошо рабо¬
тает только при равномерном кольцеобразном зазоре. В схеме 13, б, II гидроста¬
тической опоры крышка /, образующая осевую опору, центрируется на втулке 2,
обеспечивая качественный монтаж.Правильное базирование деталей также является условием качественной
сборки. Например, избыточные связи при базировании по двум диаметрам d\ и
d2 (схема 14, а, Г) затрудняют сборку, что исправлено в схеме II. Часто не преду¬
сматривают базы для кольца упорного подшипника (схема 14, б, Г), что приво¬
дит к неправильной работе подшипника, так как при монтаже не исключено
смещение колец / от требуемого для нормальной работы положения. При бази¬
ровании колец по схеме II этот недостаток устранен.Для упрощения сборки должна обеспечиваться последовательная установка
поверхностей. В схеме 15,1 вал / входит в отверстие корпуса одновременно двумя
2.4. Технологичность сборки184Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ
Упрощение сборочных операцийОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ185
186Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙдиаметрами, что создает трудности сборки (правильный монтаж по схеме II).
Аналогичный недостаток имеет схема 15, 6 монтажа вала 1 с подшипниками.Большие удобства для сборщиков создает установка собранных валов в
корпус коробки (схемы 16). В этом случае валы полностью собираются отдельно
на верстаках, что обеспечивает соответствующее качество.Допуски на детали. Большое влияние на технологичность конструкции из¬
делия как при механической обработке, так и при сборке оказывают допуски на
детали. При жестких допусках имеют место большие расходы, что, однако, не
всегда положительно сказывается на работоспособности машин. Известны слу¬
чаи, когда принудительный отбор деталей, например по созданию более тугих
сопряжений и более точных форм, нередко снижает динамические характерис¬
тики станка вследствие ухудшения демпфирования. Некоторые возможности
снижения требований к допускам приведены в табл. 2.5.Применение другого рабочего принципа функционирования узла дает воз¬
можность существенно пересмотреть допуски. Например, в схеме 1, I гидроста¬
тического шпиндельного узла нужно выдержать зазор в осевых подшипниках в
весьма узких пределах (±5 мкм). Изменением принципа работы и заменой замк¬
нутой осевой опоры разомкнутой (схема 1Г) с предварительной нагрузкой гидро¬
цилиндром исключается необходимость обеспечения осевого зазора, который в
данном случае устанавливается автоматически.2.5. Снижение требований к допускамДругой рабочий принципЮстировкаНастройкаИспользование упругостиКомпенсация допусков
пазамиУстранение двойной
подгонки45
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ187Юстировка узлов и деталей является наиболее распространенным способом
снижения требований к допустимым отклонениям. Так, выставка суппорта 1
(схема 2) для обеспечения минимального перекоса а шпинделя производится
применением клиньев 2 направляющих. Аналогичный эффект дает настройка
требуемого параметра, например, зазора в направляющих 1 (схема 3).Использование упругости является широко распространенным методом
уменьшения требований к точности элементов направляющих тяжелых станков
(схема 4), обеспечения заданного натяга в шпиндельных подшипниках и т.п.
При необходимости создавать точные поверхности, прилегающие к разным де¬
талям, например, планок 1 направляющих (схема 5), реализуется компенсация
допусков пазами 2 элементов, которые дают возможность как изменять качество
обработки каждой поверхности, так и осуществлять подгонку каждой из них от¬
дельно.Устранение двойной подгонки исключает статическую неопределимость и
существенно упрощает сборку. В схеме б, а для этой цели одна из опор 1 вала
выполнена плавающей, а в схеме б, б V-образная направляющая 1 сочетается с
плоской (а не со второй V-образной), что также снижает требования к точности
обработки.Примеры технологически нерациональных конструкций (рис. 2.1). Об¬
работка выточки 1 по схеме / (рис. 2.1, а) нерациональна, так как остается тон¬
кая перемычка Ь, в которой может возникнуть скол. Схемы II и III лучше, при¬
чем схема II более рациональна, когда обрабатывается плоскость I для несколь¬
ких отверстий.В отверстии детали, показанной на рис. 2.1, б, для улучшения условий рабо¬
ты предусмотрена фаска. Однако в схеме I при сборке можно перепутать сопря¬
жения, так как фаска предусмотрена с одной стороны. Этого недостатка лишена
схема II, т.е. лучше предусмотреть либо полную симметрию, либо явную асим¬
метрию детали.В схеме I на рис. 2.1, в для обработки поверхности диаметром D$p требуется
дополнительный инструмент, а на рис. 2.1, г контур литой бобышки совпадает с
контуром фланца 1, и отклонения размеров литья вызовут не только ухудшение
внешнего вида, но и трудности размещения резьбовых отверстий, что исключе¬
но в схеме II.В схеме II на рис. 2.1,6 втулка 1 более проста в изготовлении, однако если
требуется точное положение торца, то схема / более технологична. Обработка
детали по схеме II на рис. 2.1, е более технологична, так как в ней предусмотре¬
но отверстие 1, благодаря чему исключается скорость резания, близкая к О
(на оси детали).При установке литых крышек 1 и 2 (рис. 2.1, ж) размер а между ними дол¬
жен быть не менее 10... 12 мм, в противном случае значительнее погрешность
литья (ухудшается внешний вид), кроме того, могут быть трудности с размеще¬
нием крышек.
188Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙVZZ///A7777уЛе) ж)жY77777M',П7,Wm-r.k; J,З-^ммt|\в-дмм^ И
0)Рис. 2.1. Конструкции, имеющие разную технологичностьОбработка шпоночного отверстия по схеме / (рис. 2.1, з) затруднена, так как
не предусмотрена возможность для выхода инструмента, что исправлено в схе¬
мах II и III. Растачивание отверстий в закрытой полости по схеме / (рис. 2.1, и)
менее технологично, чем в открытой (схема II). Высота бобышки 3...4 мм
(рис. 2.1, к, Г) не гарантирует качества обработки, и возможно полное удаление
бобышки при подрезании торца.Фиксация зубчатого колеса в осевом направлении по схеме II (рис. 2.1, л)
предпочтительнее, особенно если устанавливается на вал покупного изделия
(двигателя и др.). Нерациональна конструкция изделия, показанного на рис. 2.1, м,
если размер b = 2...4 мм. В этом случае погрешности литья и линейных разме¬
ров могут приводить к касанию торца зубчатого колеса бобышки.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ189Установка двух зубчатых колес на одной шпонке (рис. 2.1, н, II) более тех¬
нологична, чем на двух (схема Г). Более точное центрирование достигается на
меньшем диаметре по схеме II на рис. 2.1, о.2.1.4. ТЕХНОЛОГИЧНОСТЬ КОНСТРУКЦИЙВ ПРОЦЕССАХ УТИЛИЗАЦИИ И ВТОРИЧНОГО ИСПОЛЬЗОВАНИЯНа протяжении последних лет развиваются исследования в области конст¬
рукционных материалов, а также методические подходы к конструированию,
которые помогают конструктору создавать машины, обеспечивая минимальные
отходы и повторное использование элементов устройств после окончания ос¬
новной эксплуатации. Можно выделить повторное использование изделия (или
его деталей и узлов), что должно быть учтено на стадии конструирования, и ма¬
териалов, как утильсырья, которые используются после соответствующей пере¬
работки и обогащения по специальной технологии (рис. 2.2). Лучшие результа¬
ты получаются при одновременной реализации обоих этих подходов. Следует
отметить, что вторичное использование эффективно лишь в тех случаях, когда
не связано с большими издержками [7].При учете требований вторичного использования особое значение приобре¬
тают такие показатели качества изделия, как срок службы, надежность, безопас¬
ность производства и эксплуатации, особенности эксплуатации и утилизации,Рис. 2.2. Возможности вторичного использования изделий и материалов
(ОС- окружающая среда)
190Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙудобство монтажа и ремонтопригодность (способы ее обеспечения должны быть
интегрированы в стратегию вторичного использования), легкость смены быстро¬
изнашиваемых деталей, затраты на производство, эксплуатацию. Отметим неко¬
торые правила конструирования изделия, которые упрощают его вторичное ис¬
пользование. При проектировании изделия, его узлов и деталей необходимо
обеспечить:удобство демонтажа, повторного монтажа, очистки используемых деталей;возможность замены частей, подвергающихся изнашиванию и коррозии;сохранность материалов, минимальное разнообразие используемых мате¬
риалов;утилизацию частей как единого целого (без разборки);простоту разделения конструкции на отдельные части, выполненные из не¬
совместимых для утилизации материалов;удобство демонтажа деталей из драгоценных и вредных материалов.Следует предусматривать также возможность модернизации изделия, по¬
зволяющей впоследствии комбинировать его с новыми частями (изделиями).
Рассматривая приведенные выше правила конструирования, можно выделить
два основных момента:1) независимо от выбранной стратегии вторичного использования необхо¬
димо обеспечить благоприятный для демонтажа способ соединений. При этом
конструктору важно иметь количественную или качественную оценку легкости
разборки (или разрушения) соединения, а также оценку выносливости соедине¬
ний. В табл. 2.6 приведены примерные оценки свойств некоторых соединений;2) разрабатывая конструкцию изделия, следует учитывать совместимость
материалов при их использовании и утилизации. Если для черных и цветных
металлов и сплавов данных вполне достаточно, то для получения информации о
неметаллических материалах (особенно пластмасс) необходимы интенсивные
исследования. В любом случае следует стремиться к использованию материалов
без примесей и к многократному обороту неметаллических материалов.В удачном с точки зрения вторичного использования агрегате все демонти¬
руемые части (насосы, нагреватель, присоединяемое оборудование) расположе¬
ны в основании и крепятся с помощью специальных быстродействующих упру¬
гих элементов (рис. 2.3). Для демонтажа необходимо опрокинуть корпус, соеди¬
ненный с основанием с помощью шарниров, и вынуть агрегат с приводами. Та¬
кая конструкция не только обеспечивает удобство наладки и замены вышедших
из строя узлов, а также удобство технического обслуживания и ремонта, но и
облегчает демонтаж изделия для повторного применения материалов. В приводе
главного движения станка несущий подшипник 1 вала двигателя зафиксирован с
помощью быстросъемной скобы 2, а не обычного компенсаторного (или пру¬
жинного) кольца (рис. 2.4). Таким образом, эффективность вторичного исполь¬
зования изделия обеспечивается уже на стадии его конструирования.
ОБЕСПЕЧЕНИЕ ТЕХНОЛОГИЧНОСТИ КОНСТРУКЦИЙ1912.6. Оценка свойств некоторых соединений
с позиции вторичного использования изделийСтепень пригодности для вторичного использования1Способсоединенияпо несу¬
щей спо¬
собности2по стоимостипо возможности
повторного примененияэлементовмонтажаконтролякачествадемон¬тажа3устрой¬стваматериалаКлеевое
(пластмасса -2/2233/232металл)Сварное1/1233/231Магнитное2/2121/-22«Липучка»3/3111 /-22Болтовое (сталь)1/1222/222Болтовое2/2222/111(пластмасса)Защелка
с силовым2/3111 /-11замыканиемЗащелка с гео¬
метрическим1/2113/131замыканиемНатяжением1/2121/211Поворотом1/2111/211на 90°
Сжатием2/2111/212' Цифры обозначают: 1 - предпочтительно; 2 - пригодно; 3 - малопригодно.2 В числителе приведены данные для подвижных деталей, включающих соответст¬
вующее соединение, в знаменателе - для неподвижных.3 В числителе приведены данные для демонтажа соединений без разрушения, в зна¬
менателе - с разрушением.Наряду с рациональным выбором материалов и способов соединения эле¬
ментов изделия необходимо также предусматривать утилизацию отходов. Целе¬
сообразность вторичного использования всего изделия, его элементов или мате¬
риалов зависит от темпов технического прогресса и сложности изделия.
192Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ\Рис. 2.3. Конструкция агрегата, благоприятная для вторичного использованияРис. 2.4. Легкоразборные соединения в приводе главного движения станка2.2. ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯКачество функционирования изделия обеспечивается разнообразными фак¬
торами, прежде всего его надежностью, точностными характеристиками, спо¬
собностью адаптироваться к меняющимся условиям работы и т.п. Ниже рас¬
смотрены соответствующие мероприятия конструктивного характера.2.2.1. КОНСТРУИРОВАНИЕ И НАДЕЖНОСТЬ ИЗДЕЛИЯВ современном производстве надежность изделия наиболее полно характе¬
ризует совершенство его конструкции по условиям нормального функциониро¬
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ193вания изделия по назначению. Не останавливаясь на общих вопросах надежно¬
сти, показателями которой являются безотказность, долговечность, ремонтопри¬
годность, коэффициент технического использования и другие, следует отметить
необоснованность существующего мнения, что обеспечение надежности - дело
большой науки. При проектировании станочного оборудования очень многое
зависит от пытливости и умения конструктора.Для металлообрабатывающих станков наиболее характерной является
функциональная и параметрическая (точностная) надежность. Способы ее обес¬
печения в значительной степени различные. Существенно разными могут быть
количественные показатели надежности станков различных типов (универсаль¬
ных, многоцелевых, легких, тяжелых и др.). Все это не позволяет сформулиро¬
вать единые требования к конструкции с позиции ее надежности. Поэтому ниже
рассматриваются только отдельные аспекты проблемы повышения надежности
при конструировании.Под надежной конструкцией в широком смысле можно понимать такую, в
которой предприняты меры к тому, чтобы даже при наличии помех или отказов
отдельных элементов не наносился серьезный ущерб для функционирования
всей системы. Для автоматизированного производства важной стороной являет¬
ся не только совершенствование составных частей (станков, транспортных уст¬
ройств и др.), но и оптимизация структуры, которая может включать развитую
диагностику технического состояния, устройства контроля точности изделий,
рациональную технологическую схему обработки. Например, в условиях гибко¬
го производства выход из строя ряда станков не должен вызывать простоя всей
системы, а лишь уменьшить штучную производительность (за счет изменения
маршрута обработки).Надежность в значительной степени определяется основной идеей машины,
например, для станков методом формообразования, компоновкой, кинематиче¬
ской структурой, силовой схемой. Наиболее прогрессивны станки с непрерыв¬
ными (простыми) процессами формообразования и движениями, например, с
вращательным движением вместо возвратно-поступательных (строгание, долб¬
ление и др.), в которых велика роль инерционных нагрузок и переходных про¬
цессов. Обработка зубчатых колес методом непрерывного обката обладает су¬
щественно более высокой надежностью, чем методом единичного деления.Весьма важным с позиции функциональной, но еще в большей степени точ¬
ностной надежности является создание станков с минимальным силовым воз¬
действием, например, при применении новых методов обработки (лазерной,
плазменно-механической, скоростной обработки абразивно-водяной струей и
др.). Большое значение оказывает снижение динамических воздействий на кон-
тактируемые поверхности.Надежность, связанная с компоновкой, определяется величиной и диапазо¬
ном изменения характерных параметров при перемещении узлов (нагрузкой на
194Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙнаправляющие, жесткостью несущей системы по всему рабочему пространству
и т.п.). С этих позиций большей надежностью обладают портальные компоновки
по сравнению с консольными (особенно для тяжелых и точных станков). Удоб¬
ство удаления стружки также может служить показателем надежности компо¬
новки станка в автоматизированном производстве. Защита от внешних и внут¬
ренних возмущений является важной стороной совершенствования станков.
Сюда входит виброизоляция точных станков с помощью специальных фунда¬
ментов (пружинных, пневматических, резиновых ковриков и др.), позволяющих
обеспечить низкую (порядка 5... 10 Гц) собственную частоту станка и устранить
высокочастотные возмущения. Эффективным способом уменьшения влияния
внутренних возмущений является применение бесконтактных (гидро- и аэроста¬
тических, магнитных) опор.Обычно основные параметры машины подтверждаются расчетами. Если
расчет показывает критическое состояние работоспособности, то от такой кон¬
струкции (от главного замысла) нужно отказаться. Следует искать конструкции,
обеспечивающие не только работоспособность, но и реализацию основных па¬
раметров машины с запасом (принцип избыточности). Остановимся на некото¬
рых конструкторских методах повышения надежности.Повышение технического уровня машин. Большинство мер, повышаю¬
щих технический уровень, благоприятно отражается на надежности, даже если
они напрямую не направлены на улучшение этого показателя. Применение про¬
стых и проверенных решений, стандартизация, унификация и агрегатирование
конструкций улучшают надежность.Повышение точности деталей, как правило, повышает долговечность и
улучшает виброакустические качества станка. Повышение точности зубчатых
колес на одну степень (для 6 - 8-й степеней точности) повышает долговечность
приблизительно на 8... 10 %; снижение погрешностей отклонений форм дорожек
качения подшипников от 1,5 до 0,3 мкм увеличивает долговечность в 2,5 раза, а
уровень шума снижается до 30 % и т.д.Замена менее совершенного трения более совершенным, переход, напри¬
мер, на бесконтактные опоры создает оптимальные условия для позиционирова¬
ния узлов (сила трения пропорциональна скорости и при подходе узла к задан¬
ной точке сила трения стремится к 0) и одновременно повышает длительность
сохранения точности (теоретически она бесконечно большая).Правильное сочетание механических, гидравлических и электрических
(электронных) устройств способствует упрощению конструкции, а следователь¬
но, повышению надежности. При этом одним из основных факторов повышения
надежности является информационное обеспечение данными о качестве состав¬
ных частей и машины в целом. По укрупненным оценкам распределение отказов
станков с ЧПУ (от общего их числа) составляет: около 50 % электрооборудова¬
ние и электроника; около 35 % механические узлы; 10 % гидравлика; 5 % про¬
чие отказы.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ195Тенденциями повышения технического уровня машин являются:
существенное упрощение кинематических цепей с одновременным повы¬
шением сложности механизмов (закаленные направляющие, шариковинтовые
передачи, механизмы автоматической смены инструмента и заготовок и др.).
В связи с более интенсивной работой повышаются требования к долговечности
и износостойкости механических частей станков;сокращение функции гидропривода, ограничение их операциями, требую¬
щими больших сил (зажим - отжим, вспомогательное перемещение, гидроурав¬
новешивание, предохранительные устройства, выборка зазоров);передача многих функций в станках электрическим (электронным) устрой¬
ствам и устройствам, сочетающим механические и электрические принципы
(мехатроника);снижение уровня шума. Большинство активных методов снижения уровня
шума уменьшают переменные силы и колебания, повышают надежность. Ос¬
новными источниками шума являются зубчатые колеса, гидроагрегаты, электро¬
двигатели. При неправильном проектировании корпусных деталей, имеющих
большую шумоизлучающую поверхность, большая часть звуковой мощности
приходится на них. Многие другие методы повышения технического уровня
также благоприятно отражаются на надежности;повышение стойкости изделия к внешним воздействиям. Сюда относятся и
правильный выбор материала основных деталей, и создание необходимых запа¬
сов жесткости, прочности и точности, реализующие принцип избыточности,
применение защитных устройств для направляющих, винтов и т.п.Применение механизмов с более естественной схемой работы, надеж¬
ность которых обеспечивается самой природой функционирования. Суще¬
ственное повышение надежности достигается, например, при применении меха¬
низмов, приспосабливающихся к изменяющимся условиям эксплуатации: само-
устанавливающихся, самоприрабатывающихся, самосмазывающихся и других
подобных механизмов. На рис. 2.5, а показана схема консольно нагруженного
вала с самоустановкой опоры 1, благодаря чему повышается работоспособность
подшипника. В системе питания радиального гидростатического подшипника с
адаптивным управлением (СП с АУ) в противоположных карманах подшипника
поддерживается постоянное давление масла независимо от изменяющихся усло¬
вий эксплуатации (нагрева деталей, их износа, загрязнения масла, фрикционного
движения масла при больших скоростях и др.). На рис. 2.5, б показан карман 1, а
подвод масла к противоположному карману под давлением р2 осуществляется
по проточке, показанной штриховой линией. Суть работы СП с АУ заключается
в том, что в диаметрально противоположных карманах поддерживается среднее
давлениеPcp = PJ2 = (P]+P2)/2 (2.1)независимо от условий эксплуатации. Это достигается благодаря тому, что дрос¬
селирующим устройством, от которого масло подводится к каждому карману,
196Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.5. Механизмы, приспосабливающиеся к условиям эксплуатациислужит золотник 2. В нем предусмотрены дроссельные отверстия 3, сечения ко¬
торых изменяются при перемещении золотника. При равенстве рабочих площа¬
дей Su S2 и Si золотника его положение равновесия обеспечивается при соблю¬
дении равенства (2.1). При этом указанные соотношения давлений устанавлива¬
ются автоматически вне зависимости от зазора в опоре (или его изменения),
температуры масла, погрешностей изготовления подшипника и др.В высокоскоростном шпиндельном узле, в котором требуется уменьшать
натяг в подшипниках при увеличении частоты вращения, желательно использо¬
вать эффект, который всегда сопутствует изменению частоты вращения, напри¬
мер изменение температуры. В приведенной на рис. 2.5, в (схема Г) конструкции
повышение температуры при росте частоты вращения будет сопровождаться
удлинением проставочной втулки 1 (выполненной из соответствующего мате¬
риала) и уменьшением натяга. (Можно добиться и противоположного эффекта.)
Аналогичным образом (рис. 2.5, в, II) можно компенсировать влияние на натяг
центробежных сил Fa, действующих на шарики подшипника:
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ197Fn= т со2cR,где т - масса шарика; R - радиус центра шариков; сос - угловая скорость сепаратора.Для этого достаточно наружное кольцо выполнить с упругой установкой.
Для повышения надежности использована сила, возникающая непосредственно
из-за изменившихся условий работы, поэтому такие схемы наиболее надежны.На рис. 2.5, г показаны различные схемы расположения направляющих то¬
карного станка. Учитывая, что износ направляющих скольжения линейно воз¬
растает от давления, наиболее надежными оказываются направляющие, у кото¬
рых широкая грань перпендикулярна результирующей силе (складывается из
веса узла G и силы резания Fp). Для того чтобы износ меньше влиял на точность,
он должен по возможности вызывать только тангенциальное относительное сме¬
щение инструмента и заготовки (параллельное скорости v на схеме Г). Этому
условию в большей степени удовлетворяет схема II, в которой изнашивается на
величину Д преимущественно узкая грань 1 направляющих. Совокупности на¬
званных требований отвечает схема III.Упрощение конструкции. Упрощение конструкции является наиболее эф¬
фективным (но не простым!) методом повышения надежности. Использование
электрошпинделей без коробок скоростей или шкивов, максимальное упроще¬
ние привода подачи (двигатель соединен непосредственно с шариковинтовой
передачей) и другое создают условия для достижения высокой надежности. Уп¬
рощение конструкции может проводиться по следующим направлениям:1) упрощением деталей при увеличении их количества;2) усложнением отдельных, наиболее важных деталей (узлов) при сокра¬
щении их числа;3) использованием различных физических принципов для решения задачи и др.По первому направлению получен механизм для реализации весьма точногорадиального перемещения резца 1 (рис. 2.6, а) за счет поворота втулки 2 с эксцен¬
триситетом отверстия d\ по отношению к поверхности d2. Фиксация оправки 3 с
резцом в отрегулированном положении производится сильфонными втулками 4
и 6 при затягивании винтом 5. Кажущееся, на первый взгляд, большое количество
деталей не снижает надежности работы, так как детали имеют простую форму и
могут быть выполнены с высокой точностью. Решение задачи закрепления гайки 1
шариковой винтовой передачи с помощью кронштейна 2 выполнено весьма просты¬
ми средствами (рис. 2.6, б). Для повышения надежности (смягчения удара при наезде
на препятствие) крепление кронштейна производится через упругие шайбы 3.Примером решения задачи по второму направлению является ползун токар¬
но-карусельного станка, на котором предусмотрено использование как резце¬
державки 1 (рис. 2.6, в), закрепленной гидроцилиндрами 2 на ползуне, так и вра¬
щающегося инструмента на оправке 4, закрепленной цанговым механизмом 3.
Конструкция узла (суппорта) усложнилась, однако отпала необходимость иметь
два суппорта (одного для токарных, а другого для фрезерно-расточных работ),
надежность в целом повысилась.
198Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙj ( 'ЭМ2 ЭМЗРис. 2.6. Механизмы упрощенной конструкцииК третьему направлению относится весьма простая схема закрепления под¬
вижного узла / с помощью электромагнита ЭМ и стальной ленты 2 (рис. 2.6, г, Г).
При этом используется совокупность технических эффектов (электромагнетизм,
упругость ленты). На рис. 2.6, г, //показан привод микроперемещений салазок /,
в котором использованы упругие свойства ленты 2. Предусмотрев зазор 8 между
электромагнитом ЭМ2 и лентой и обеспечив соответствующую последователь¬
ность включения электромагнитов ЭМ1 - ЭМЗ, можно получить весьма малую
величину перемещений AS « L(\-cosa), где a = arcsin5/I.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ199В механизме контроля наличия инструмента 1 в шпинделе 2 станка кон¬
троль производится по давлению р\ воздуха реле 3 (рис. 2.6, д). Простота конст¬
рукции обусловлена удачным сочетанием физических эффектов, используемых
в конструкции для решения задачи (воздух часто используется также для обдува
конуса, так что конструкция механизма контроля оказывается весьма простой).Совершенствование силовой схемы. Наибольший эффект достигается
на стадии выбора схем резания, компоновок, но важной является также рацио¬
нализация конструкций отдельных механизмов. Устранение консоли (схема II на
рис. 2.7, а) способствует снижению нагрузки на подшипники двигателя 1 и по¬
вышает надежность. Рациональному распределению нагрузки в конструкциях
способствует устранение избыточных (или введение недостающих) связей. На
рис. 2.7, 6 показана схема V-образных статически неопределимых направляю¬
щих, в которых, например, температурные деформации (штриховые линии) вы¬
зывают рост удельных давлений по отдельным граням 1 и 2 (схема Г) направ¬
ляющих. Более рациональная конструкция показана на схеме II.Обеспечение устойчивости. При работе могут возникать ситуации, когда
нагрузки возрастают до недопустимых значений, а также образуются другие по¬
мехи, способные вывести машину из строя (столкновение узлов, обрыв тросов и
др.). Главным способом устранения больших нагрузок при столкновении узлов
является замена в движущихся системах механизмов с геометрическим замыка¬
нием механизмами с силовым.Рассмотрим некоторые устройства защиты узлов от перегрузок. В приводе
подач станков с ЧПУ предусмотрена шариковая муфта I (рис. 2.8, а), передаю¬
щая вращение от шкива 2 через полумуфты 3 и 4 на винт 7. При превышении
допустимого момента происходит осевое перемещение шариков 5 и пробуксо¬
вывание муфты, что контролируется конечным выключателем 6. Аналогичная
схема используется на многих механизмах станков.Рис. 2.7. Механизмы с рациональной силовой схемой
200Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.8. Устройства защиты узлов станка от перегрузок
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ201ж) 4Рис. 2.8. ПродолжениеВ шариковинтовой передаче, показанной на рис. 2.8, б, корпус гайки 1 со¬
единен с перемещаемым узлом 2 через ряд тарельчатых пружин 3, смягчающих
удар при столкновении, а в показанной на рис. 2.8, в, ошибки программирования
не вызывают столкновения гайки 1 с опорой 4. При подходе гайки к опоре по-
лумуфта 3 винта соединяется с полумуфтой 2 корпуса гайки, вращение ШВП бло¬
кируется и тем самым устраняется опасность повреждения элементов качения.При применении червячного механизма для защиты привода узла 1 при на¬
езде на препятствие 2 (рис. 2.8, г) происходит осевое перемещение червяка 3,
сжатие пружины (червяк вывинчивается из червячного колеса, как из гайки) и
отключение привода с помощью конечного выключателя 4 (аналогичный привод
может использоваться для многократного подвода узла в заданное положение).
Конструктивное исполнение червячного механизма показано на рис. 2.8, ж.
В устройстве, предотвращающем падение противовеса 1 шпиндельной бабки
при обрыве троса 2 (рис. 2.8, д), под действием пружины 3 клин 4 выбирает за¬
зор между предохранительной штангой 5, установленной в стойке 6, и грузом 1
и блокирует падение груза.Повышение помехоустойчивости при автоматической смене инструмента и
заготовки достигается, если в устройствах смены предусмотрен контроль нали¬
чия (отсутствия) в гнезде (позиции) магазина свободных мест.Весьма важным является также исключение аварийных ситуаций при раз¬
личных нарушениях в работе станков, например, при внезапном отключении
электроэнергии. При возникновении такой ситуации узлы, работающие на выбе¬
ге (по инерции), должны остановиться без повреждения опор. Это достигается
202Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙправильным подбором трущихся материалов, обеспечением аварийного смазы¬
вания опор гидроаккумулятором либо за счет автоматического подсоединения в
этом режиме масляного насоса к движущемуся по инерции узлу (к шпинделю, к
планшайбе), снабжающего опор маслом в течение времени вращения по инер¬
ции (см. табл. 1.3, схема 2, б).В механизме зажима заготовки повышенной надежности за счет аккумулиро¬
вания энергии аккумулирующий объем образуется в результате деформации стен¬
ки 1 поршня и крышки 2 (рис. 2.8, е), выполненных относительно нежесткими.Замена силового замыкания механизма геометрическим. Это особенно
важно в устройствах, работа которых требует исключительной надежности
(безопасность людей, дорогостоящие операции и др.). В механизме зажима ин¬
струмента в двухзахватной руке МАСИ выпадение тяжелого инструмента 1 от
сил инерции и веса при повороте руки исключается (рис. 2.9, о), так как допол¬
нительно к пружине 2, осуществляющей силовое замыкание, предусмотрено гео¬
метрическое замыкание поворотной клешни 5 с помощью толкателей 3 и 4 (при¬
вод толкателей не показан).Разжим инструмента 1 многоцелевого станка происходит при осевом пере¬
мещении цанги 2 за счет ее упругих свойств (рис. 2.9, б, Г), а разжим лепестков
цанги 2 (рис. 2.9, б, 1Г) производится принудительно конической поверхностью
втулки 3 при осевом перемещении цанги, что более надежно.2Рис. 2.9. Механизмы закрепления (зажима) инструментов
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ203В механизме, показанном на рис. 2.9, в, инструмент зажимается в шпинделе
от гидропривода при осевом перемещении тяги 2 влево (масло подается в по¬
лость 1 гидроцилиндра). Геометрическое замыкание предусмотрено на случай
аварийного отключения давления (обрыва трубопровода и др.). В этом случае
подпружиненные фиксаторы, выполненные в виде поворотных рычагов 4, пре¬
пятствуют самопроизвольному перемещению тяги 2 вправо и откреплению ин¬
струмента. Для разжима инструмента требуется переместить поршень 3 с кони¬
ческой поверхностью, служащей для деблокировки механизма. Возрастание
усилия на инструменте сверх запланированного не приводит к его смещению и
возможной поломке при использовании механизма зажима инструмента, приве¬
денного на рис. 2.9, г. В положении «зажато» (нижняя часть) тяга 1, взаимодей¬
ствующая с инструментом с усилием пружины 2, не может перемещаться в осе¬
вом направлении справа - налево (на разжим), так как через втулку 6 и шарик 5
воздействует на втулки 3 и 4. Для отжима инструмента необходимо с помощью
гидроцилиндра 7 переместить втулку 4 и обеспечить попадание шарика 5 в со¬
ответствующую проточку втулки 4 (верхняя часть).Фиксация деталей. В машиностроении на долю резьбовых (61 %), закле¬
почных (22 %) и прессовых соединений (12 %) приходится 95 % всех видов со¬
единений. В станках, имеющих значительные динамические нагрузки, на долю
резьбовых соединений приходится до 20 % отказов, определяемых механиче¬
ской системой станка. Характерным является разрегулирование направляющих,
в частности опор качения, ослабление крепления конечных выключателей, вин¬
тов крепления опор, ходовых винтов, соединений гидропривода.Отвинчивание винтов (болтов) наблюдается как при осевой, так и при попе¬
речной (вдоль стыка) динамической нагрузке, в станках оно обусловлено в ос¬
новном действием поперечных нагрузок. Надежность крепления повышается
при большей затяжке стыков, так как уменьшается доля поперечной нагрузки на
болты. Длинные винты меньшего диаметра менее склонны к самоотвинчиванию,
крупные винты нужно затягивать с большими усилиями. Влияние плоских шайб
на склонность к самоотвинчиванию незначительно.Для конструкций, находящихся под постоянной нагрузкой, например для
разъемных гидростатических опор, характерным является ослабление затяжки,
связанное с обжимом резьбы (особенно в начальный период эксплуатации). Ос¬
новная идея повышения надежности соединений типа резьбовых - объединение
преимуществ геометрической связи (больших усилий) и силовой связи (исклю¬
чение зазоров).Сила и энергия при монтаже должны значительно превышать эти показатели
при работе. Примером может служить дюбель, в котором при монтаже использует¬
ся три умножителя силы (диаметр рукоятки отвертки больше диаметра дюбеля,
резьбовое соединение и угол заострения дюбеля). Весьма ответственны способы
фиксации вращающихся и перемещающихся деталей, а также деталей, определяю¬
щих важные показатели работоспособности (точность, виброустойчивость и т.п.).
204Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПри закреплении блоков зубчатых колес резьбовые соединения (схемы II и
III, рис. 2.10, а) обеспечивают меньшую надежность, чем их фиксация с помо¬
щью пружинного кольца 1 (схема Г). При фиксации деталей шпиндельных узлов
(рис. 2.10, б), обеспечивающих натяг в подшипниках с помощью резьбовых эле¬
ментов, стопорящие устройства от вывинчивания гаек (схемы I-III) не влияют на
точность расположения рабочего торца гайки (могут применяться при относи¬
тельно короткой проставочной втулке 1), а при фиксировании гаек (схемы IV- VI)
положение торца может изменяться, что влияет на точность базирования кольца
подшипника, поэтому их рекомендуется применять при большой длине проста¬
вочной втулки Г. (0,5... 1) d. При закреплении корпусов 1 опор винтов 2 приво¬
дов подач станков с ЧПУ в большинстве случаев более надежная и жесткая фик¬
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ205сация (схемы I, II) является и более трудоемкой (рис. 2.10, в). Однако даже самая
простая фиксация корпусов опор с помощью штифтов требует тщательной при¬
гонки отверстий под штифты или шпонок (схема III). В схеме IV максимальная
жесткость обеспечивается при усилии на винте, действующем сверху вниз. При
фиксировании блока зубчатых колес более надежной, особенно при больших
окружных скоростях, является схема II (рис. 2.10, г), поскольку центробежная
сила, действующая на фиксаторы /, увеличивает усилие закрепления. Это может
оказаться особенно важным при фиксации крупного колеса с внутренним зубом
коробки скоростей.Обеспечение однозначности расположения элементов механизма. Одно¬
значность положения, например, перемещаемого элемента при фиксировании
также сказывается на надежности. В устройстве для переключения блока зубча¬
тых колес определенность положения поршня 1 при его осевом перемещении
определяется четкостью работы фиксатора 2 и гидропривода (рис. 2.11, а). Фик¬
сатор взаимодействует с конечным выключателем 3 и отключает насос, подаю¬
щий масло в полость гидроцилиндра. В другом варианте (рис. 2.11, 6) переме¬
щение поршня 1 перед его фиксацией в любое из трех положений производится
до жесткого упора (например, для перемещения в среднее положение масло по¬
дается одновременно в полости 4 v. 5\ для перемещения в крайнее левое положе¬
ние - в полость 5). Фиксатор 2 дает возможность отключить насос после оста¬
новки поршня 1.
206Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙДиагностика неисправностей. Уровень диагностирования зависит от осо¬
бенностей станка. Как правило, он повышается с увеличением степени автома¬
тизации, стоимости, важности обрабатываемых на станке изделий. С одной сто¬
роны, расширение диагностических функций улучшает помехоустойчивость
станка, а с другой, - введение дополнительных устройств усложняет станок и
систему его управления, повышает затраты на изготовление. В общем случае
следует стремиться к уменьшению диагностических устройств, переходя от ди¬
агностики отдельных элементов к изучению состояния станка в целом, напри¬
мер, используя процедуры, которые позволяют оценивать станок по параметрам
какого-либо динамического процесса (виброакустическая диагностика). Это
требует повышения надежности составных частей и элементов машины. Тем не
менее, для каждого станка сохраняется определенная степень оснащения уст¬
ройствами контроля состояния важных узлов, выход из строя которых может
привести к крупным авариям, к браку дорогостоящей заготовки, к нарушению
безопасности рабочего и другим последствиям. В качестве примеров можно
привести контроль величин перекоса поперечины и износа гаек портальных
станков. В результате недопустимого перекоса (на величину 8) поперечины 1
портального станка, например, в результате износа одной из гаек винтов 2 и 3
или поломок в цепи привода (рис. 2.12, а), может произойти заклинивание на¬
правляющих 4 и 5 и поломка поперечины. Контроль перекоса производится уст¬
ройством б, установленным на поперечине и прижатым пружиной 7 к направ¬
ляющей 5 стойки. При возникновении недопустимого перекоса поперечины
включается один из конечных выключателей 8 или 9 и привод перемещения по¬
перечины останавливается.Износ гаек вертикально перемещаемых узлов можно контролировать как
периодически (визуально), так и непрерывно (автоматически). В начале экс¬
плуатации (схема I, рис. 2.12, б) между рабочей 1 и предохранительной 2 гайкой
устанавливается зазор h, контролируемый указателем 3. По мере износа витков
рабочей гайки от нагрузки F, например на At (схема II), происходит уменьшение
зазора (h\ < И) на это же значение. При недопустимом износе включается конеч¬
ный выключатель 4. В случае отказов в системе контроля и полного разрушения
резьбы основной гайки усилие воспринимается предохранительной гайкой 2,
что предотвращает аварию.В отдельных случаях предусматривают автоматический контроль давления
в карманах гидростатических опор ответственных узлов (например, уникальных
станков, скоростных узлов и др.). Так, при контроле функционирования системы
питания шпиндельных узлов (рис. 2.12, в), если, например, в карман 1 по каким-
либо причинам масло не поступает или подается в недостаточном количестве
(обрыв трубопровода и др.), то перемещаемый пружиной золотник 2 включает
реле 3 давления, сигнализирующее о неполадках. При диагностировании со¬
стояния узлов уникальных станков используют контроль температуры в круго-
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ207вых направляющих карусельных станков, максимальной разности давлений в
гидростатических направляющих, характеризующей распределение нагрузки и
деформацию узлов станка, а также контроль зазоров в ШВП с помощью датчи¬
ков касания, увода шпинделя от температуры, работы УЧПУ.В условиях автоматизированного производства важным является контроль
состояния режущего инструмента (износа и поломки), что реализуется различ¬
ными способами (контролем потребляемой мощности и состояния режущей
кромки контактным и бесконтактным датчиками, виброакустическим диагно¬
стированием).Развитие систем индикации отказов является одним из направлений повы¬
шения надежности высокоавтоматизированного оборудования.Рис. 2.12. Устройства контроля состояния узлов
208Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙТехнологичность конструкций, понимаемая в широком смысле, оказывает
большое влияние на надежность. Надежность существенно зависит от качества
соединения деталей, которое изменяется в зависимости от фактических размеров
сопряженных элементов в пределах допусков. Не всегда слишком тугое соедине¬
ние способствует повышению надежности, так как происходит искажение гео¬
метрии. Поэтому важно иметь технологический процесс, который гарантирует
малое рассеяние размеров даже в пределах поля допуска.Разные схемы установки подшипников обеспечивают разную технологичность
с точки зрения получения требуемого натяга (рис. 2.13): в схеме / (рис. 2.13, а) не
исключена возможность создания чрезмерного натяга, так как для его установки
требуется фланцем 1 через ролики подшипника переместить внутреннее кольцо 2
и проставочную втулку 3; в схеме II натяг устанавливается перемещением толь¬
ко внутреннего кольца; натяг в осевых 1 и радиальных 3 подшипниках создается
одновременно (рис. 2.13, б, Г), что не обеспечивает требуемой надежности. Не
спасает положения и установка проставочного кольца 2 (показано штриховой
линией), поскольку для радиальных опор требуется большее усилие затяжки
гайки, чем для осевых. Этого недостатка лишена конструкция (схема 1Г), в кото¬
рой натяг регулируется раздельно.I Жб)Рис. 2.13. Схемы установки подшипников,
обеспечивающие разную технологичность
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ209Большое влияние на надежность оказывает выбор материала ответственных
деталей с точки зрения обрабатываемости. Например, рассеяние твердости чер¬
вячных точных колес сказывается как на точности, так и на равномерности из¬
носа (с этих позиций лучших результатов достигают при использовании бронзы
ОФ 10-0,5). Стабильность размеров во времени, в первую очередь наиболее от¬
ветственных деталей (шпинделей, ходовых винтов и др.), а также уровень оста¬
точных напряжений сказываются на сохранении точностной надежности.
С увеличением прочностных свойств материала остаточные напряжения меньше
влияют на точность.Применение автоматических устройств для выполнения станком слу¬
жебного назначения в разнообразных условиях эксплуатации. Используются
системы компенсации упругих и тепловых деформаций, износа отдельных меха¬
низмов, системы стабилизации тепловых полей, корректировки движений узлов
при изменении силовых или геометрических параметров, а также саморегулирова¬
ния параметров, адаптации механизмов к изменяющимся условиям эксплуатации.Вопросы триботехники. Износные отказы возникают вследствие ухудше¬
ния первоначальных параметров изделия. В станках износ часто приводит также
к параметрическим отказам, т.е. к выходу основных параметров (точности) за
допустимые пределы. Износ направляющих, винтов, различных узлов трения
является основной причиной потери точности. Различают следующие виды из¬
нашивания: абразивное (наиболее опасное для станков), вследствие пластиче¬
ской деформации (смятие шпонок, повреждение зубьев и т.п.), усталостное при
циклическом воздействии на микровыступы поверхностей (подшипников, зуб¬
чатых колес и др.), а также водородное, окислительное, коррозионное, кавита¬
ционное, эрроэионное изнашивание, которые определяются конкретными усло¬
виями эксплуатации.Величина износаИ = Kpmvt,где К - коэффициент износа; р - давление; т - коэффициент; для абразивного и
усталостного изнашивания т = 1; v - скорость перемещения; t - время работы.Скорость изнашивания у = И/1.Наиболее характерными методами повышения износостойкости являются
следующие.1. Правильный выбор материалов трущихся пар - сочетание твердого ма¬
териала с мягким (сталь - бронза, сталь - тексолит и др.); твердого материала с
твердым (лучше, если они отличаются по твердости на 8... 10 HRC). Так как из¬
носостойкость чистых металлов находится в линейной зависимости от твердо¬
сти, следует обеспечить определенный уровень твердости. Критической является
твердость металла, достигающая 60 % твердости абразива (при меньшей твердо¬
сти износ резко увеличивается); поверхностное упрочнение (лазерная закалка,
210Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙазотирование, цементация и др.), что существенно снижает износ (до 5 раз); ис¬
ключение сочетания мягкого материала с мягким и назначения трущихся пар из
одного материала.2. Применение более совершенного трения - замена трения скольжения на
трение качения; использование бесконтактных механизмов (на базе гидростати¬
ческих, аэростатических, магнитных опор).3. Улучшение условий смазывания - создание требуемого по условиям экс¬
плуатации режима смазывания (см. табл. 2.7); диспергирование (размельчение)
частиц абразива в масле с помощью ультразвукового или гидродинамического
устройства. Мелкие частицы абразива (размером менее 5 мкм), содержащиеся в
масле, исключают непосредственный контакт и мало сказываются на износе; ис¬
ключение из масла примесей серы, а также попадания воды в парах сталь - медные
сплавы (червяк - червячное колесо и др.) для уменьшения водородного изнашива¬
ния; защита рабочих поверхностей от попадания абразива (защита направляющих,
винтов и т.п.). Это снижает износ в 2 раза и более; своевременная замена масла.4. Совершенствование конструкции с позиции улучшения износостойкости -
создание конструкций, у которых износ меньше сказывается на точности и рабо¬
тоспособности (см. рис. 2.5, г); снижение концентраций напряжений, возникаю¬
щих, например, при фреттинг-коррозии, пластическом деформировании и в дру¬
гих случаях (см. рис. 2.73, а, в); создание постоянных условий на поверхностях
трения (применение гидроразгрузки, «обезвешивание» деталей, исключение ста¬
тической неопределимости и т.п.); снижение вибраций узлов, поскольку высо¬
кочастотные составляющие вибраций (с частотой более 20 Гц) в спектре доми¬
нирующих нагрузок существенно повышают износ.5. Технологические методы повышения износостойкости - применение без-
абразивной обработки; правильный выбор шероховатости и метода обработки.В зависимости от режимов работы пар трения имеет место оптимум шеро¬
ховатости поверхностей и не всегда снижение шероховатости уменьшает износ.
Например, в ряде случаев при увеличении нагрузки оптимум шероховатости
смещается в сторону более грубой поверхности. Это связано с тем, что в связи с
повышением выделения теплоты в зоне контакта для ее отвода необходимо уве¬
личивать количество масла, находящегося в неплотностях контактируемых де¬
талей (т.е. поверхность должна обладать определенной маслоемкостью). Хоро¬
шо удерживают смазку поверхности, полученные шабрением, алмазным выха¬
живанием, накаткой роликами.В табл. 2.7 приведены классы износостойкости материалов.6. Создание требуемого режима смазывания (табл. 2.8). Нередки случаи не¬
дооценки смазочных материалов, между тем их влияние на износ исключитель¬
но велико. Например, достаточно ввести в зону контакта смазочный материал
толщиной около 0,1 мкм, как сила трения снижается в 10 раз, а износ в 1000 раз
по сравнению с «сухим» контактом. Режим смазывания существенно сказывает¬
ся на работоспособности механизмов.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2112.7. Классы износостойкости материаловКласс износо¬
стойкостиСкорость изна¬
шивания, мкм/чПримеры соединений0L/1О1Шпиндельные подшипники скольжения,
гидрораспределители1ю-422 • 10-4Зубчатые передачи, кулачковые механизмы,
ходовые винты, гайки качения34 -10'44ООО1Направляющие, ходовые винты скольжения51,6 -ю^363,2 10‘3Фрикционные муфты76,4 -10"3При гидростатическом режиме трущиеся поверхности разделены слоем h
смазки при любых сочетаниях скоростей и нагрузок и благодаря этому обеспе¬
чивают минимальный износ. В качестве смазочных систем преимущественно
используют многопоточные насосы (схема I, 3, а), когда в каждый карман масло
подается от своего потока, либо дроссели (схема /, 3, б), при которых для пита¬
ния используется один насос, а подвод к каждому карману осуществляется через
свой дроссель.Гидродинамический режим смазывания возникает в клинообразной щелипри определенных скоростях скольжения (v > 1 1,5 м/с). Давление рм в щели(схема II, 2) возникает из-за затягивания в нее вязкой жидкости, перемещаемой
поверхностью (валом). Гидродинамический режим наблюдается при работе
подшипников скольжения, направляющих, зубчатых и червячных передач, при
определенных сочетаниях скорости скольжения v, давления в контакте и вязко¬
сти г| смазки. Смазочные системы для гидродинамического режима имеют более
простую конструкцию (схемы II, 3 - IV, 3) и не требуют высокого давления на¬
гнетания р„. Масло может подаваться самотеком (схема II, 3, в), от многопоточ¬
ного насоса (схема III, 3, г), с помощью регулируемых и нерегулируемых дрос¬
селей (схема III, 3, д) и разбрызгиванием (схема IV, 3, е).Контактно-гидродинамический режим характерен для зубчатых, цепных
передач, подшипников качения, кулачков при высоких контактных давлениях.
В условиях контактно-гидродинамического смазывания поверхности скольже¬
ния испытывают большие нагрузки и происходят их упругие деформации (схе¬
ма III, 2), приводящие к увеличению зоны контакта В (до 1 мм и более), несущей
нагрузки. Вязкость сжимаемого в малом зазоре (й = 0,5... 1 мкм) масла увеличи¬
вается настолько, что в пленке смазочного материала появляются свойства, ха¬
рактерные для твердого тела (модуль упругости, коэффициент Пуассона и др.).
212Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.8. Режим смазывания№попор.Характе¬ристикиГ идроста-
тическийГ идродина-
мическийКонтактно-гидродина¬мическийГраничныйIIIIIIVСмазываниеповерхностиРаспре¬делениедавленийщ1 2 3Способреализацииа)>|( )|( )|с )|(sTi1' Возвух.еГШг)(Н>6)(?)е)Параметрыр„ — 3... 5 МПа
v = 0... 80 м/с
h = 20...50 мкмрк = 0,1 ...0,3 МПа
v = 1,5...60 м/с
h = 20...60 мкмрп Ь 1000 МПа
h = 0,5... 1 мкм/г« 0,1 мкмОбласть су¬
ществования\ 1,4МПа 210МПа7УЕ0,01 0,1 1 У,м/с
aiS)При этом между изменением давления на трущихся поверхностях и толщиной
формирующегося смазочного слоя устанавливается соотношение, обеспечи¬
вающее минимально необходимую толщину пленки для реализации режима
гидродинамической смазки. Связь между минимальной толщиной пленки h и
максимальными контактными давлениями р приведена на схеме 5, б, по которой
ориентировочно можно определить зоны режимов смазывания. Для реализации
контактно-гидродинамического смазывания подходит любая из смазочных сис¬
тем, применяемых для гидродинамической смазки, а также смазывание в виде
масляного тумана (схема III, 3, а) или импульсами (схема III, 3, б).
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ213Большинство пар трения машин (направляющие, зубчатые передачи, под¬
шипники и др.) работают при граничном смазывании, при котором толщина
слоя смазки составляет порядка 0,1 мкм и менее. В этих условиях поведение
смазочного материала определяется не его вязкостью, а зависит от особых
свойств, которые она приобретает в узких зазорах под влиянием взаимодействия
с поверхностями трения. Поверхностный слой твердого тела отличается боль¬
шой активностью. Это объясняется тем, что внутри твердого тела каждый атом
окружен другими атомами и прочно связан с ними по всем направлениям. На
поверхности же остаются свободные связи, наличие которых создает атомарное
(молекулярное) притяжение. Вследствие чего поверхность твердого тела всегда
покрыта тончайшей адсорбционной пленкой. Молекулы 1 смазочного материала в
адсорбированном слое ориентированы перпендикулярно твердой поверхности 2
(в виде ворса, схема IV, 2), благодаря чему смазочный материал в тангенциаль¬
ном направлении легко изгибается, а в перпендикулярном обладает сопротивле¬
нием сжатию. Слой имеет способность самозалечиваться, что предотвращает
лавинообразный процесс схватывания в точках контакта 3.При режиме граничного смазывания микрогидродинамические составляющие
подъемной силы отсутствуют, а между процессами образования и разрушения по¬
верхностных пленок устанавливается устойчивое равновесие, чему способствует
поверхностная обработка (азотирование и др.). Область существования граничной
смазки показана в строке 5. Переход от одного режима смазывания к другому не
имеет четких границ: существуют переходные зоны, например режим полужидко-
стной смазки, при котором появляются зоны контакта и силы трения имеют две
составляющие, обусловленные режимами граничной и жидкостной смазки.Некоторые методы уменьшения влияния износа на работоспособность кон¬
струкций приведены в табл. 2.9.1. Выбор направления износа. При воздействии результирующей силы F
грани направляющей по-разному влияют на точность размера d: в схеме а износ
Д узкой грани 1 оказывает большее влияние на точность, чем износ Д] в схемах
6, в, где сказывается в основном износ широкой грани 2.2. Создание постоянных условий (удельных давлений р или произведения
р\) на поверхностях трения, например: за счет регулируемой гидроразгрузки
(схема а); разгрузкой направляющих поперечины 1 портального станка от веса
шпиндельного узла 4 (схема б); при подачи масла в гидроцилиндр 3 вес узла 4
воспринимается разгрузочной балкой 2.3. Обеспечение более совершенного трения. Использование гидравличе¬
ского смазывания (схема а) практически исключает изнашивание. Замена трения
скольжения трением качения (схема 6) кроме снижения износа уменьшает силу
трения во много раз.4. Применение бесконтактных механизмов, например, электромагнитной
передачи винт - гайка (схема а) или гидростатических направляющих штосселя
зубодолбежного станка (схема б) исключают износ.
214Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.9. Методы обеспечения износостойкости машинВыбор направления
износаСоздание постоян¬
ных условий на по¬
верхностях тренияОбеспечение более
совершенного
тренияПрименениебесконтактныхмеханизмовСоздание условий
для хорошего
смазыванияИспользование
пористых и
антифрикционных
материаловРазгрузка
от усилий
ответственных
элементовКомпенсация и
самокомпенсация
зазоров5. Создание условий для хорошего смазывания деталей. В парах трения жела¬
тельно иметь жидкостное трение. Наиболее просто оно реализуется, если возника¬
ет гидродинамический режим. При этом скорость скольжения v должна быть пер¬
пендикулярна линии контакта 1, например, у подшипника скольжения (схема а).
В обычной червячной передаче контактные линии 1 (схема б) поверхности профи¬
ля на большей части длины зуба составляют небольшой угол ф с направлением
скорости v скольжения, в результате чего условия образования гидродинамической
смазки неудовлетворительные (происходит нагрев и износ передачи). В передаче с
улучшенными (благодаря специальной форме профиля) условиями смазывания
скорость v составляет с линией контакта 1 (схема в) угол ф * 90°, вследствие чего
улучшаются условия смазывания и основные показатели передачи.6. Применение пористых и антифрикционных материалов в подшипниках
скольжения. Втулка 1 пропитана смазочным материалом, и в процессе работы,
если этого материала оказывается недостаточно, он при разогревании дополни¬
тельно выдавливается из втулки, так как коэффициент теплового расширения
материала втулки больше, чем смазочного материала.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2157. Разгрузка от усилий ответственных элементов. В схеме привода стола
зубообрабатывающего станка предусмотрены две червячные делительные пере¬
дачи 1 и 2, одна из которых используется для предварительной обработки, вто¬
рая (точная) - при чистовой обработке колес.8. Компенсация и самокомпенсация зазоров. В схеме а зазор в передаче
винт - гайка периодически уменьшается винтом 1. В схеме б зазор в V-образной
направляющей при ее износе устраняется автоматически под действием веса узла.К современным методам уменьшения влияния износа также относятся:защита рабочих поверхностей пар трения от загрязнения;своевременная замена масла;правильное назначение шероховатости поверхностей;применение принципа избыточности и резервирования.Принцип избыточности предполагает создание запасов прочности, износо¬
стойкости, жесткости, виброустойчивости, теплостойкости, благодаря чему по¬
вышается запас надежности, поскольку область состояний изделия удаляется от
области предельных значений параметра.В отдельных случаях для повышения надежности сложных систем преду¬
сматривают резервные элементы, включенные параллельно, которые могут рабо¬
тать либо одновременно, или включаются по мере выхода из строя одного из них.2.2.2. ТОЧНОСТЬ ФУНКЦИОНИРОВАНИЯТочности в станках принадлежит особая роль. Часто она выступает как це¬
левая функция и ей подчинены все другие эксплуатационные показатели. Дело в
том, что многие параметры машин определяются точностью их элементов: дол¬
говечность зубчатых колес возрастает с повышением их кинематической точно¬
сти; разрешающая способность телескопов зависит от погрешности геометрии
профиля зеркал и др. Не случайно с 40-х годов XX века каждые 20 лет точность
повышается на порядок. В настоящее время при обработке оптических деталей
отклонение формы от расчетной не превышает 0,01 мкм на диаметре 2500 мм, а
шероховатость поверхности - 0,003...0,005 мкм. Получение такой точности свя¬
зано с использованием всего комплекса научно-технических достижений в об¬
ласти машиностроения, измерительной техники, создания климатических камер
с постоянной температурой, в которых недопустимо даже присутствие человека,
изменяющего температурный режим.Окружающая среда (запыленность, влажность, температура), интенсивность
удаления стружки, стабильность свойств материала, припуски и точность форм
заготовки и многое другое оказывают большое влияние на точность.Погрешности обработки подразделяют на пять видов: погрешность размеров,
отклонения расположения поверхностей, отклонения формы, волнистость и шеро¬
ховатость поверхностей. Проблема обеспечения точности станков различных ти¬
пов столь сложна, многогранна и индивидуальна, что дать даже отдаленное пред¬
ставление о путях ее решения невозможно и ее можно обозначить лишь тезисно.
Источники погрешностей216Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.14. Источники погрешностей в станках
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ217На рис. 2.14 приведены наиболее характерные источники возникновения
погрешностей в станках. Среди погрешностей формообразования можно отме¬
тить следующие ошибки: связанные с аппроксимацией траекторий и интерполя¬
цией 8; настройки Лр (например, подбора колес гитар при обработке косозубых
колес); самого процесса формообразования А/, в частности и при обработке зуб¬
чатых колес червячной фрезой, что связано с конечным числом резов 1, 2, фор¬
мирующих профиль.В станках с ЧПУ точность обработки формируется до самого процесса обработ¬
ки - на этапе программирования. При этом возникают погрешности аппроксимации
80П вычисления координат опорных точек 1,2, ..., интерполяции 8И округления раз¬
меров и предыскажения траектории движения режущего инструмента (табл. 2.10,
схема 1, а). Например, величина округления зависит от дискреты (цены импульса)
станка: дискрета определяет величину элементарного перемещения, цена импуль-2.10. Погрешности формообразования
218Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙса ограничивает теоретический предел возможной точности. Погрешность ап¬
проксимации 50п возникает в результате приближенной замены криволинейного
контура отрезками прямых линий. Элементарный шаг аппроксимации определя¬
ется углом а, от которого и зависит величина отклонения 50п = Я(1 - cosа/2).Погрешности аппроксимации могут достигать 10... 15 % допуска на деталь.
Наклонные прямые и криволинейные участки, аппроксимируемые отрезками
прямых при обработке деталей, формируются сочетанием движений рабочих ор¬
ганов станка по осям х и у. При этом возникают погрешности интерполяции 5И.
Они зависят от величины дискретности станка, динамических характеристик
системы управления и привода. Обычно величина погрешности меньше, чем
показана в табл. 2.10, так как в современных станках проводится аппроксимация
кубическими (или более высокого порядка) сплайнами, осуществляющими за¬
мену фактической кривой между опорными точками отрезками кривых третьего
(или более высокого) порядка.При обработке фасок (схема I, б) или скруглений действительная траекто¬
рия отличается от запрограммированной на величину 5Г, связанную с наличием
радиуса г на режущей кромке инструмента, которую можно уменьшить введени¬
ем предыскажений в программу.Погрешности формообразования. Они вызваны приблизительной на¬
стройкой гитары дифференциала (при обработке косозубых колес) и могут быть
снижены при переходе к станкам с ЧПУ, в которых предусматриваются авто¬
номные приводы перемещения фрезы М\ и дополнительного вращения колеса
М2 с соответствующими датчиками ДП1 и ДП2 (схема 2). В этом случае связь
между перемещением фрезы и поворотом заготовки реализуется через элек¬
тронную схему, что уменьшает погрешности настройки.Большие возможности снижения погрешностей формообразования лежат в
сфере совершенствования схемы обработки. Например, при обработке плоско¬
стей цилиндрической фрезой (схема 3, а, Г) возможна погрешность А, зависящая
от числа зубьев фрезы (определяемом углом а), величиной подачи S и частотой
вращения. Обработка торцом фрезы (схемы 1Г) исключает эту погрешность.При сверлении отверстий по схеме 3, б, I, возможен увод сверла, а по схеме II,
когда вращается заготовка, отклонение от прямолинейности оси отверстия су¬
щественно ниже.Точность обработки зубьев колес существенно зависит от выбранного спо¬
соба формообразования (схемы 3, в). Обработка пальцевыми (схема Г) или дис¬
ковыми фрезами уступает по точности обработке долбяками (схема II) или чер¬
вячными фрезами (схема III), где реализуется непрерывный процесс формообра¬
зования. При обработке червячной фрезой точность колеса в меньшей степени
зависит от точности инструмента, чем при обработке долбяком.Широкие возможности по уменьшению погрешностей формообразования
лежат в использовании новых методов обработки. При суперточной доводке оп¬
тических поверхностей с помощью ионных лучей обработка зеркала 1 осущест-
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ219Рис. 2.15. Схема обработки сверхточных оптических деталей с помощью ионных лучейвляется в вакуумной камере 10 (рис. 2.15). Съем стекла со скоростью 1 ...5 мкм/ч
происходит от воздействия ионным пучком (от источника 6), размеры пятна ко¬
торого можно изменять (от 1 до 10 мм в диаметре). При этом точность может
быть выше 0,01 мкм. Управление всеми процессами осуществляет ЭВМ, которая
через программный блок 8 и систему 7 управляет источником б и приводами 9
перемещения детали 1. Контроль формы осуществляется лазерным устройством 4,
а термодатчик 5 контролирует температуру. Управление потоком ионов произ¬
водится перемещением маски 2 приводом 3.Технологические погрешности закрепления и базирования изделий и ин¬
струмента (см. рис. 2.14). Смещение деталей 1 на величину 5 при закреплении в
патроне токарного станка, погрешность установки а2 детали 1 на столе 2 станка и
погрешность самого стола-спутника а, при базировании, например на штифты 3 и4, составляют значительную долю (до 50 %) в общем балансе погрешности.Некоторые способы снижения ошибок путем совершенствования механиз¬
мов базирования и закрепления приведены в табл. 2.11. Значение эксцентриси¬
тета расположения отверстия d (схема а) при базировании детали 1 по наружно¬
му диаметру Д связанное с отклонением AD, по схеме I е = AD /(2 sin а /2), а по
схеме II - е, =AD/2. Применение сферических центров (схема б, II) вместо ко¬
нических (схема I) снижает некруглость шеек детали 1 в 1,5-2 раза. Более совер¬
шенная схема базирования столов-спутников, например, с использованием вместо
срезанного штифта 1 по схеме I, в конической упругой втулки 1 по схеме II, сни¬
жает погрешность базирования.
220Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.11. Погрешности базирования и закрепления1в)М• \
шд)При обработке весьма точных деталей базирование может оказывать ре¬
шающее влияние. Важно выдерживать принцип постоянства баз на различных
операциях технологического процесса во избежание наложения погрешностей
взаимного расположения баз. Обработка конусов и других базовых поверхно¬
стей шпинделя 2 показана на схеме г при его базировании на рабочие шейки 1 и 3.
Исключение избыточных связей путем использования, например подводимых
опор 1 (схема д), благоприятно сказывается на точности. Погрешность закрепле¬
ния снижается при применении полностью осесимметричных зажимов (схема г),
за счет использования самозатягивающихся патронов (схема ж), обеспечиваю¬
щих передачу момента без неуравновешенных радиальных нагрузок.Геометрические погрешности. Они связаны с изготовлением, сборкой, теп¬
ловыми и упругими деформациями и являются характерными для всех станков
без исключения. К этим погрешностям изготовления относятся (см. рис. 2.14): от¬
клонения шеек шпинделей от соосности и от круглости, приводящие к радиаль-
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ221ному биению оправок 1, отклонение от прямолинейности и плоскостности дета¬
лей (направляющих, базовых поверхностей) и др. Температурные деформации,
например, 8, стойки 1 при подводе теплоты Q от шпиндельной бабки 2, оказы¬
вают особое влияние в точных и тяжелых станках и могут составлять 30...70 %
общей погрешности станка. Упругие деформации 8У, в первую очередь при из¬
менении параметров (вылета шпинделей 1, ползунов и др.), носят более ста¬
бильный характер, чем тепловые, и позволяют использовать различные эффек¬
тивные методы для их компенсации.Износ инструмента может оказывать такое же влияние на точность, как и
собственные геометрические погрешности станка. Использование инструмента с
малым размерным износом (синтетического, керамического) улучшает условия
получения точности.В табл. 2.12 приведены некоторые способы уменьшения геометрических
погрешностей. Точность установки деталей 1 типа колец на вал диаметром d2.12. Погрешности изготовления и сборки* '1 ' ^^222 'I6)л8)
222Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ(колец подшипников, зубчатых колес и др.) зависит от принятого метода бази¬
рования. Погрешность возникает вследствие смещения силы F, перемещающей
кольцо на величину е (схема а, Г). Это связано, например, с отклонением от пер¬
пендикулярности торцов колец и гаек, с помощью которых производится закре¬
пление кольца. Если принять точность установки кольца шириной b за единицу
(схема I), то точность схем установки I, II и III соотносится как 1:8:12 при b = d
(посадка по диаметру d в схеме II - выполнена с зазором). Базирование по схеме IV
соотносится к схеме / как 1,5:1 (верхняя часть) и 12:1 (нижняя часть). Одной из
лучших схем базирования точных деталей является установка их на короткий
конус с прижатием к торцу (см. рис. 3.15).Базирование обоих колец упорного подшипника (схема б, II) повышает точ¬
ность и работоспособность (по сравнению со схемой I), так как обеспечивается
правильное положение шариков и дорожек качения. Высокая точность относи¬
тельного положения деталей достигается при их фиксировании с помощью
сильфонной втулки I (схема в).Устранение статической неопределимости (например, в направляющих по
схеме г, II) уменьшает опасность влияния погрешностей изготовления и монтажа
на точность, что особенно важно в точных станках. При обработке деталей повы¬
шению точности способствуют: симметричность деталей (схемы д, II и е, II),
в противном случае возникает погрешность Ad отверстия d (схема е, Г); обработ¬
ка деталей в том же положении, в каком она будет работать, например, изготов¬
ление зубчатого турбинного колеса в горизонтальном положении (схема ж);
создание условий для выхода инструмента (схема з, II).Упругие и тепловые деформации также влияют на геометрическую точ¬
ность. Уменьшению деформаций при зажиме деталей способствуют повышение
точности торцов проставочных колец 1 и сокращение их числа (табл. 2.13, схе¬
ма 1, а, II), исключение действия поперечных сил на положение деталей при за¬
жиме (схемы б и в). Во многих случаях в станках с ЧПУ отказываются от ис¬
пользования зажима подвижных узлов, и их правильное положение при обра¬
ботке обеспечивается соответствующей жесткостью и беззазорностью привода.Снижение влияния поперечных сил достигается при использовании более
совершенной схемы передачи нагрузки (схема 2, а, II) ослаблением сечения
муфты (схема 2, б, II), исключением образования сдвигающей силы F при по¬
грешностях торцов отверстий под болты путем повышения точности этих тор¬
цов или базированием фланцев по диаметру d (схема 2, в, II).Значительную роль играют упругие деформации в консольных компоновках
и при перемещении узлов. В схеме шпиндельных бабок портальных станков при
перемещении гильз 1 бабки (схема 3, а, 1Г) достигается большая жесткость, чем
при перемещении ползуна 2 (схема Г). При длине перемещения более 4 м тяго¬
вые устройства в виде передач рейка-шестерня (схема 3, б, II) или червяк-рейка
обеспечивают большую жесткость, чем передачи винт-гайки (схема Г).
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2232.13. Упругие деформацииТепловые деформации имеют большое значение, поскольку электрические и
механические потери могут достигать 50 % мощности, подводимой к станку
(табл. 2.14). Особенно актуальна эта проблема для точных, тяжелых и автомати¬
зированных станков. Одним из эффективных путей снижения температурных
деформаций является использование материала деталей с низким коэффициен¬
том теплопроводности и малым коэффициентом температурного линейного рас¬
ширения (инвара, кварца, чугуна, легированного никелем, и др.).При изготовлении станины станка (схема 1, I) из полимербетона (синтеграна,
гранитана), который имеет коэффициент теплопроводности ниже, чем у чугуна в
40 - 50 раз, увеличивается постоянная времени разогревания станка и снижается
деформация. Аналогично сказывается и изготовление шпинделя (схема II) и под¬
шипников (схема III) из керамики. При этом наряду с низкой теплопроводностью
(в 10-20 раз) благоприятно сказывается также уменьшенный на 75 % коэффици¬
ент температурного линейного расширения керамики по сравнению со сталью.
224Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.14. Тепловые деформацииМатериал/ IшОхлаждение,изоляция4--Е-б)СимметрияI t,Н-1||Совершенствованиеконструкцииnil1 сL,пЖ'I1- г—|1г~1^а)IЛВоздухВ)У7777ЛКНе теряют своего значения способы снижения тепловых деформаций, свя¬
занные с обеспечением меньшего изменения температуры во время работы: ра¬
зогревание станка на холостом ходу; охлаждение смазочного материала и шпин¬
дельных узлов (схема 2, а); теплоизоляция ответственных узлов от интенсивных
источников теплообразования, например, шпиндельного узла 1 от коробки пере¬
дач 2 (схема 2, б).Термосимметричность конструкции как отдельных деталей (схемы 3,1 и II),
так и компоновки станка (схема III) способствует снижению тепловых деформа¬
ций. Она достигается за счет одинаковых массивов металла (/i = /2), использова¬
нием тепловых щитов 1 (схема II), которые выравнивают постоянные времени
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ225различных частей станка. В конструкции токарно-карусельного станка (схема III)
симметричное расположение главного привода 1 большой мощности относи¬
тельно стоек 2 к 3 способствует снижению влияния температурных деформаций
на точность.Совершенствование конструкции также благоприятно сказывается на сниже¬
нии тепловых деформаций. Например, расположение осевой опоры шпинделя вбли¬
зи переднего конца (схема 4, а), при котором L2<L\, приводит к меньшему уводу
шпинделя при разогреве. Применение более совершенных опор, например аэроста¬
тических (схема 4, б), в которых между перемещаемыми деталями образуется слой
воздуха толщиной h, благоприятно сказывается на тепловыделениях и деформациях.Переход от циркуляционной смазки в шпиндельных узлах к капельной (схе¬
ма 4, в, I) или смазка «масляным туманом» (схема II), а также использование
пластичных смазочных материалов способствуют снижению потерь на трение и
теплообразование.При анализе тепловых явлений выделяют основные элементы (имеющие
большие размеры, активно влияющие на точность, например базовые детали,
шпиндели, винты и др.), и уделяют им главное внимание. В руках конструктора
находятся следующие эффективные средства:рациональное размещение источников тепловыделений (например, в верх¬
ней части станка, вне его);правильная ориентация и закрепление узлов и взаимная компенсация теп¬
ловых смещений (см. рис. 1.34, ж);ограничение расстояния от оси шпинделя до направляющих;
компенсация тепловых смещений ходовых винтов предварительным растя¬
жением.Примером парадоксального влияния температуры на точность может слу¬
жить достижение плоскостности планшайбы на токарно-карусельном станке, по¬
лучаемой точением при малой глубине резания (0,1...0,2 мм). При контроле пло¬
скостности индикатором, установленным вместо резца на суппорте, вместо нуле¬
вой погрешности теоретически получается чашеобразное отклонение до 0,2 мм
при диаметре планшайбы 4000 мм. Анализ показал, что даже небольшие силы в
зоне резания (1000...2000 Н) нагревают планшайбу, что приводит к ее темпера¬
турной деформации (избыточная температура в 1 °С вызывает деформацию до0,1 мм). При охлаждении распыленной жидкостью планшайбы удалось умень¬
шить влияние температуры вплоть до получения выпуклой формы планшайбы.Способы повышения геометрической точности станка (табл. 2.15). Умень¬
шение влияния условий работы, в частности износа, является одним из путей
повышения и длительного сохранения точности. Износ вертикальной направ¬
ляющей 1 (схема 1, а, I) скольжения прямо сказывается на погрешности обра¬
ботки диаметра d. В схеме II на этих гранях предусмотрены направляющие ка¬
чения, обеспечивающие большую износостойкость. Положительно сказывается
переход от гидродинамических направляющих к гидростатическим, у которых
точность мало зависит от скорости перемещения.
226Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.15. Повышение геометрической точности1Уменьшение влияния
условий работы2Использование
специфических свойствIКонструкторскиеусовершенствованияпдпшжг :Щг*», 1 тт.Г“'М-r лЩ\ *йКг f(6)^ О) 6)ЯшВ)Для длительного сохранения точности привода столов точных зубообрабаты¬
вающих станков предусмотрены две делительные передачи 7 и 2 (схема 1, б, Г)
для предварительной и окончательной обработок колес. При работе одной чер¬
вячной передачи вторая отключается (червяк 3 или 4 выводится из зацепления с
соответствующими колесами). Для этих же целей в качестве привода перемеще¬
ния суппорта (схема II) токарных станков используют передачу шестерня-рейка 7
(при обточке) или винт-гайка 2 (при нарезании резьб). Уменьшение влияния из¬
носа червячной фрезы 7 (схема 7, в) на точность нарезаемого колеса достигается
при осевом перемещении (по стрелке А) фрезы, в результате чего в работу не¬
прерывно или периодически включаются неизношенные режущие кромки.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ227Повышение геометрической точности достигается также за счет использо¬
вания специфических свойств механизмов, например редуцирующего эффекта
бесконтактных (аэро- и гидростатических) опор (схема 2, а). Следует отметить,
что при сверхточной обработке использование бесконтактных опор и направ¬
ляющих является одним из наиболее эффективных путей. Фильтрация погреш¬
ностей в многоконтактных передачах (схема 2, б) или уменьшение влияния от¬
дельных составляющих погрешностей (например, радиального биения ер на осе¬
вое еж в винтовой передаче (схема 2, в)).Различные конструкторские усовершенствования определяются конкрет¬
ными условиями. Используют, например, активный контроль при обработке де¬
талей на токарно-карусельном станке (схема 3, а). В процессе работы периоди¬
чески измеряют фактический размер г и вводят соответствующую коррекцию на
его отклонение, вызванное износом инструмента, тепловыми деформациями и др.Большие возможности заложены в применении механизмов коррекции. Те¬
пловые смещения шпинделя могут компенсироваться периодическим измерени¬
ем положения характерной точки шпинделя (например, базовой поверхности) и
соответствующей автоматической коррекцией величины перемещений. Погреш¬
ность винта 2 (схема 3, б), вызывающая ошибку перемещения узла 7, может ком¬
пенсироваться за счет изменения зазоров в осевом гидростатическом подшипни¬
ке 3 по требуемому закону. Это происходит при изменении сопротивлений
дросселей 7?, и Т?2 в функции погрешности перемещений б: (R\, 7?2)=/(8). Ис¬
ключение переориентации узлов в зазорах, например замена направляющих
скольжения (схема 3, в, 7) гидростатическими (схема 1Г), существенно сказывает¬
ся на точности.Неиспользованные резервы для повышения точности лежат в области при¬
менения адаптивных систем управления точностью. Адаптивная система ком¬
пенсации износа инструмента и направляющих токарного станка содержит дат¬
чик 7 (рис. 2.16), сигнализирующий об окончании обработки одной детали,
счетчик 2, привод 3 для перемещения пневмосопла 4, закрепленного на суппорте,Рис. 2.16. Схема компенсации износа инструмента и
направляющих токарного станка
228Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙпри обработке некоторого количества деталей (считается счетчиком 2). Заслон¬
ка 6, установленная на станине 5, может закрывать или открывать (AS) отверстие
в пневмосопле 4, изменяя давление АР в его камере.Механизм компенсации износа состоит из пневмогидравлического преобразо¬
вателя 7, связанного с резцедержателем 8, закрепленным на упругом элементе 10.
Внутри него размещен гидроцилиндр, в который подводится масло из пневмо¬
гидравлического преобразователя 7. По мере износа инструмента 9 проводится
его перемещение на величину AR. После полного использования ресурса инст¬
румента счетчик 12 переполняется и дается команда на электроавтоматику 11,
и станок отключается.Погрешности позиционирования. Они являются специфическими для
станков с ЧПУ и определяют разность между требуемым и фактическим поло¬
жением узлов при их перемещении. Здесь решающее влияние оказывают при¬
вод, измерительная система, трение в направляющих перемещаемого узла (см.
рис. 2.14). Характер изменения скорости S в процессе подхода к требуемой точ¬
ке 1 из точки 2, динамические характеристики (соотношение собственных частот
механической и электрической систем), тип привода (следящий, шаговый и др.)
оказывают влияние на точность. Тип датчика 1 обратной связи и место его уста¬
новки сказываются на погрешности позиционирования решающим образом. Ха¬
рактер изменения сил трения в направляющих и тяговых устройствах переме¬
щаемых узлов, рассеяние 6о этих сил в области малых скоростей (при подходе
узла к заданной точке) приводят к скачкообразному движению и возникновению
погрешностей Ах. Средние значения погрешностей позиционирования совре¬
менных станков составляют 0,04/1 ООО...0,05/1 ООО. Наилучшие показатели лежат
в пределах 0,01...0,02 мкм на 100 мм длины.В табл. 2.16 показаны схемы, характеризующие влияние наиболее важных
факторов на точность позиционирования. При косвенном контроле перемещения
узлов (схема 1, а, I) датчик положения 1 целесообразно размещать на ненагружен-
ной ветви кинематической цепи (установка на нагруженной цепи показана штри¬
ховой линией). На точности перемещения сказываются погрешности зубчатых ко¬
лес 2 редуктора, ошибки шагов тягового устройства (шариковой винтовой пары).Во многих случаях при использовании современных УЧПУ типа CNC по¬
грешность перемещения (схема 1, б) может быть уменьшена введением коррекции
при перемещении по соответствующей оси. Например, для компенсации погреш¬
ности (кривая 1) по длине перемещения L в ряде точек (через интервалы AL) вво¬
дится коррекция в систему ЧПУ (кривая 3), имеющая в этих точках перемеще¬
ние с обратным знаком. При этом итоговая погрешность (кривая 2) значительно
уменьшается. Компенсируется также зазор в опоре А (схема Г) при реверсирова¬
нии силы F (изменении направления перемещения). При использовании датчи¬
ков непосредственного контроля перемещаемых узлов (схема 1, а, II) достигает¬
ся большая точность (примерно на 40 %), однако требования к приводу и к же¬
сткости механической системы возрастают.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2292.16. Погрешности позиционированияДатчики, коррекция1_ J ИмЛ'Ига)2 IУстановка датчиковУстранение зазоров,
жесткостьСовершенныемеханизмыр•1_Г "Т__Г• 1
-J$-1
Ж пXI6 56)При применении датчиков непосредственного контроля (оптических лине¬
ек, индуктосинов и т.п.) неправильный выбор места установки датчиков может
свести на нет их преимущества. В схеме 2, I измерительная линейка 1 датчика
закреплена далеко от инструмента 2, и при реверсировании движений возникает
переориентация узла (поворот на угол а). Она зависит от зазоров в направляю¬
щих, от их жесткости и др. При этом, несмотря на то, что узел остановится по
показаниям датчика на нужной координате 0, в зоне фрезы возникает погреш¬
ность Ai. При установке датчика 1 вблизи инструмента (схема II) погрешность
Аг будет существенно меньше.Устранение зазоров и повышение жесткости цепей привода подачи - важное
условие достижения точности. Сюда относятся выборка зазоров в зацеплениях
230Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙзубчатых колес (схема 3, а), в посадках d колес и датчиков на вал (схема 3, б).
Обязательным условием удовлетворительной работы следящих приводов подач
и достижения высокой точности позиционирования является согласование соб¬
ственных частот механической и электрической частей привода. Собственная
частота механической части, определяющая жесткость, должна по крайней мере
в 2 раза превышать собственную частоту электрической части. Переход от ша¬
рикоподшипников (схема 3, в, Г) к роликовым опорам (схема II) повышает осе¬
вую жесткость опор в несколько раз.Наконец, использование в конструкции совершенных механизмов является
мощным неиспользованным в полной мере резервом повышения точности. Сре¬
ди таких механизмов нужно отметить следующие: направляющие с низким тре¬
нием, например, гидростатические (схема 4, а), аэростатические, качения; ис¬
ключающие деформации узлов и их смещения при закреплении. Так, стол 2 на
схеме 4, б зажимается лентами 1 и 3 на станине с помощью гидроцилиндра 4, не
вызывая поперечных сил и изменения положения узла при закреплении.При использовании в кинематических цепях приводов с большим переда¬
точным отношением (схема 4, в) желательно исключить самотормозящие пере¬
дачи (например, заменить червячную передачу (схема Г) на ряд цилиндрических
(схема II).Совершенствование системы смазывания опор винта и гайки тягового ме¬
ханизма может повысить точность в несколько раз. Постепенное разогревание
винта теплым маслом (при циркуляционном смазывании) в отдельных случаях
может оказать решающее влияние на точность. Кроме того, можно осуществлять
подвод узла к заданной точке с одной стороны, что исключит влияние упругих
зазоров (зона нечувствительности).Кинематические ошибки. Они оказывают особое влияние в зубо- и резь¬
бообрабатывающих станках, в делительных столах и в других случаях. Эти
ошибки связаны в первую очередь с погрешностью 5 изготовления винтов 1 (см.
рис. 2.14), зубчатых колес, с.погрешностями е установки полумуфт 1 и 2 и др.
Основные методы повышения точности кинематических цепей даны в табл. 2.24.
Достигнутая в настоящее время кинематическая ошибка цепей (отклонение угла
поворота от заданного значения) не превышает 1 с.Динамические погрешности (табл. 2.17). Они связаны различными видами
колебаний, вызванных многообразными факторами: вынужденные колебания,
например, при обработке прерывистых поверхностей 1 (см. рис. 2.14); парамет¬
рические колебания, обусловленные, например, различной податливостью 8 ко¬
лец подшипников в зависимости от угла поворота ср; автоколебания, например
при расточке отверстий, приводят к возникновению динамических ошибок, и
управление ими представляет весьма сложную задачу.Учитывая то обстоятельство, что амплитуда колебаний А пропорциональнавеличине , где К - демпфирование, т, С - соответственно масса и жест-
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ231кость одномассовой системы, можно указать на большую роль демпфирования
для снижения уровня колебаний.Демпфирование зависит от применяемого материала, например, использо¬
вание полимербетона (схема 1, а) изменяет характер затухания (кривая 2) по
сравнению с чугунной деталью (кривая 7). Виброизоляция, являясь пассивным
способом борьбы с колебаниями, тем не менее широко применяется и обладает
высокой эффективностью. Связь зубчатого обода 7 со ступицей 3 через упругое
звено 2 (схема 7, б), установка трубопровода 7 на резиновое кольцо 2 (схема 7, в)
гасят возникающие колебания.2.17. Динамические погрешностиДемпфирование,виброизоляцияЛК,)ВиброгасителиСтабилизацияпараметров1 Jа)-S-tfj/ CJCNJ ■"б)Ya'кААг</>г).МкigzzzszРазличныеусовершенствованияГ/777//Е-жа)шз:г Н ■аг. в уб)
232Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПрименение направляющих, обладающих высоким демпфированием (схе¬
ма 1, г) (гидростатических), может повысить виброустойчивость в несколько раз.
Установка жестких станков на виброопоры 7 (схема 7, д) или крупных станков на
бетонный блок 7, опертый на пружины 2 (схема 7, ж), позволяет снизить собст¬
венную частоту колебании станка (до 5... 10 Гц) и отстраниться, таким образом, от
высокочастотных возмущений. Для уменьшения колебаний длинных трубопрово¬
дов 1 (схема 7, е) предусматривают по его длине специальные расширительные
камеры 2, что изменяет характер колебаний давлений в трубопроводе.Применение виброгасителей является активным средством борьбы с коле¬
баниями, однако их влияние ограничено узким диапазоном рабочих частот.
В конструкции хобота 7 фрезерного станка (схема 2, а, 7) для снижения колеба¬
ний можно использовать дополнительную массу 3 и демпфирующий материал 2.
Применяют также активные виброгасители 4. Они выполнены, например (схема II),
в виде цилиндра с установленными в нем дисками 3 и грузами 2, поджатыми
пружиной 4 к резиновой прокладке 7. При возникновении колебаний фрикцион¬
ные диски 3, плотно сидящие в цилиндре, копируют колебания хобота, опережая
колебания более тяжелых масс. В результате при перемещении дисков происхо¬
дит их трение об отверстие и рассеяние энергии.Динамическое гашение крутильных колебаний осуществляют с помощью
упругодемпфирующего элемента 7 (схема 2, б), выполненного из резины, а ма¬
ятниковое гашение колебаний (схема 2, в) кривошипа 7 - кольцеобразным маят¬
ником 2.Снижение вынужденных и параметрических колебаний обеспечивается при
стабилизации параметров системы, оказывающих влияние на возникновение
колебаний. Это относится к контролю вибродатчиками 7 и к балансировке шли¬
фовального круга 2 (схема 3, а); к исключению неодинаковой жесткости вала
(шпинделя) при его вращении, например, за счет склеивания колеса и вала вме¬
сто шпоночного соединения (схема 77); к использованию подшипников с боль¬
шим числом тел качения (схемы 3, в, г, 1Г), что гарантирует повышение частоты
и уменьшение амплитуды колебаний (а, < а) колец подшипников вследствие
изгибных деформаций колец.Различные конструктивные усовершенствования, даже подчас самые не¬
ожиданные, способствуют уменьшению колебаний, например; изменение формы
сечения и повышение жесткости (схема 4, а, 1Г); изменение жесткости ползунов
в одном из направлений для уменьшения «связанности» колебаний по этим осям
(схема 4, б, II); устранение зазора в соединении выдвижного шпинделя горизон¬
тально-расточного станка за счет перемещения конусообразной втулки 7 (схе¬
ма 4, в); применение гидроразгрузки направляющих (схема 4, г) для уменьшения
релаксационных колебаний, особенно при малой скорости перемещений и др.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2332.2.3. ЖЕСТКОСТЬ КОНСТРУКЦИИПод жесткостью С понимают способность системы сопротивляться появле¬
нию упругих перемещений (деформаций) б под действием нагрузки F, и она вы¬
ражается отношением приращения силы к приращению перемещений. При ли¬
нейных зависимостях между силами и деформациями, характерных для растя¬
жения-сжатия, изгибного и крутильного деформирования деталей C = F/б
(в Н/мкм). Жесткость является одним из критериев работоспособности машин
наряду с такими, как прочность, износостойкость, теплостойкость, виброустой¬
чивость. Особенно важен этот критерий для оборудования, которое должно
обеспечивать определенный уровень точности. Поэтому станки имеют, как пра¬
вило, большую металлоемкость, чем другие машины одинаковой мощности. Де¬
ло здесь в отставании модуля упругости Е от роста прочностных характеристик.
Гарантируя требуемый запас прочности машины, например, при использовании
легированных сталей, можно не обеспечить жесткость, так как модуль упруго¬
сти (показатель жесткости материала) растет при этом незначительно.Жесткость деталей и соединений выбирают из следующих условий:1) исключения потери устойчивости, например, тонких стержней, рабо¬
тающих на продольный изгиб (пластины, стержни, оболочки и т.п.);2) обеспечения правильного взаимодействия сопряженных звеньев. Напри¬
мер, при выборе диаметров валов коробок передач учитывают и возможность их
изгиба, и нарушение правильного контакта зубчатых колес;3) уменьшения (или исключения) резонансных колебаний, например шпин¬
деля станка;4) обеспечения необходимой точности изготовления деталей на данном
оборудовании при допустимой производительности. Это условие является опре¬
деляющим для станков, так как жесткость сказывается на точности обработки и
производительности.Баланс податливости элементов машины. Отдельные узлы и элементы
могут влиять на жесткость по-разному, что определяется их особенностями. При
определении слабых мест в конструкции необходимо определить, какую долю
податливости (величина, обратная жесткости) вносит каждый деформируемый
элемент, т.е. нужен баланс податливости. Можно рассматривать детали и эле¬
менты машины, участвующие в силовом потоке как параллельное или последо¬
вательное соединение пружин. Общая податливость машины всегда больше, чем
у самого податливого элемента.Общая жесткость элементов:с последовательными связямиП
234Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙс параллельными связями (например, направляющих стола)се=£с,,1=1где С, - жесткость г'-го элемента.Мерой рациональности конструкции с позиции статической жесткости мо¬
жет служить равномерность вклада узлов и элементов машины в общую дефор¬
мацию. Однако в реальных условиях существуют слабые звенья, решающим об¬
разом влияющие на податливость машины. Например, упругие перемещения
суппортов токарных станков обусловливают 1/2 суммарной податливости дета¬
лей несущей системы. Чем больше число звеньев, определяющих жесткость, тем
меньше удельный вес звена, имеющего максимальную жесткость. Жесткость
балок при распространенных видах деформации растяжение - сжатие, изгиба и
кручения определяется соответственно по формулам:Ср= ES/1; Си = (EJ / 1г)К; CK=GJp/l,где / - длина балки; S - площадь сечения балки; J - момент инерции сечения в
направлении нагружения; Ур - полярный момент инерции; G - модуль упругости
второго рода; К - коэффициент, зависящий от способа заделки балки и характе¬
ра нагрузки.Жесткость в значительной степени зависит от количества затянутых и неза¬
тянутых (например, направляющих скольжения) стыков.Контактная деформация неподвижных стыковS = Крт,где К - коэффициент контактной податливости (для шлифованных стыков
К * 1 мкм/МПа); р - среднее давление в стыке, МПа; т - коэффициент, т = 0,5
для чистовых методов обработки.Деформация предварительно затянутых стыков зависит от давления затяжкир0:~ КтрОбычно ро = 3... 3,5 МПа. Контактная деформация подвижных станков (на¬
правляющих скольжения) 5Н = Кнр\ где Ки « 10 мкм/МПа.Назначение предварительного натяга в элементах качения (подшипни¬
ках, шариковых винтовых передачах и др.). Обычно устанавливают минимально
необходимый натяг, при котором исключается возникновение зазора при ревер¬
сировании нагрузки:2тгде F„ - сила натяга; F - максимальная рабочая нагрузка; т - коэффициент; для
шариковых передач т = 2/3, для роликовых опор т= 1.Необоснованно большой натяг уменьшает долговечность, повышает тепло¬
выделение и не дает серьезных преимуществ в жесткости.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ235Нормирование жесткости. Для некоторых видов машин, в частности метал¬
лорежущих станков, жесткость нормируется. Например, нормативная жесткость
станков, работающих узкими режущими кромками (токарных, карусельных, стро¬
гальных и др.) и широким инструментом (фрезерным, шлифовальным) изменяется
пропорционально основному размеру станка в степени 1/3 и 2/3 соответственно.
В качестве основного размера для токарного станка служит максимальный диа¬
метр обработки, для фрезерного станка - ширина стола и т.п.В табл. 2.18 приведены некоторые способы повышения жесткости и снижения
ее влияния на работоспособность (точность, функционирование и др.) станков.Методы обработки, не требующие высокой жесткости (схемы /). При
обработке фрезой 1 весьма нежесткой крышки 2, осуществляемой с использова¬
нием упора 3 (схема а), податливость крышки и всей системы меньше влияет на
виброустойчивость. В схеме б положение резца 1 относительно заготовки 2 оп¬
ределяется измерительным рычагом 3, опирающимся на обрабатываемую по¬
верхность, благодаря чему компенсируется износ резца. В принципе измери¬
тельный рычаг может управляться другой, например эталонной, поверхностью.
Второй конец рычага связан с золотником 4, который управляет положением
подвешенного на пружинах 6 и 7 гидроцилиндра 5.Много неиспользованных возможностей повышения жесткости содержится
в компоновках станков.Отказ от консольных компоновок в расточных (схема 2, а) и токарно-кару-
сельных (схема 2, б) станках существенно повышает жесткость и снижает ее из¬
менение по рабочему пространству.При обработке весьма точных деталей, а также деталей большой протяжен¬
ности большое влияние на точность оказывает изменение жесткости С по ко¬
ординате обработки. Например, лучшая соосность отверстий d\ и d2 (схема 3, а)
получается при постоянном вылете / оправки (шпинделя) и перемещением сала¬
зок 1 с заготовкой, чем при изменении вылета шпинделя. Меньшая конусооб-
разность достигается при обработке цилиндрической поверхности на токарно¬
карусельном станке (схема 3, б) боковым суппортом 1, чем вертикальным 2, так
как в этом случае обработка производится при постоянно изменяющемся вылете
менее жесткого ползуна 3.Расположение узлов станка и выбор сечений деталей таким образом, чтобы
была обеспечена максимальная жесткость в направлении, влияющем на точ¬
ность, являются важными факторами компоновки. На схеме 4, а сечение ползу¬
на В х Н выбрано разным. В схеме I максимальное сечение (Н> В) назначено в
направлении скорости резания, мало влияющем на точность, в то время как в
схеме II - в перпендикулярном направлении, непосредственно влияющем на по¬
грешность получения диаметра d. Расположение инструмента относительно за¬
готовки в пространстве (схема 4, б) также имеет значение. Например, для токар¬
ных станков минимальная динамическая податливость инструмента обеспечива¬
ется при его установке под углом ф = 45...60° к горизонту, что гарантирует
большую точность и лучшую виброустойчивость.
2.18. Повышение жесткости С и уменьшение ее влияния на работоспособность236Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ5 йЪА trО- 03о пЮ <иОт хО овхтУЖ
Продолжение табл. 2.18ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ237х3со dqо ни ив? >яН осх Р-о г?
ю►аоЙ"4—1 50и<Ч\\Ч\чнкcdС2ос f-rазу. I f
ДП7ТТ~1(о<ияЯ<иВЛX<иS>*PQ0)изЯ<DPQСОCdс=:оЯtrа>Яя1—1иЦсо2*Ог»ейXно<•>я<Dэ>ЯОсоосх<иWооинсОсоО&<1>Sтаа.cdСЕГТЭ— -3-н-IIu^looя gКЗо? 2Н 0)й 5со на. л5 *я <->
ял а>
го £О,J*S<иякК0)Sяа.Сеа>- Ч £2Si sс* Ян <t> Cd5 сх хн с 0>J о S
<и
ЯеcdЯ0JScdсо7,^ «54#5;0)яяО)a3сооса>хЯАяЯСО<и<ияЦ!мО<ияSяа>сосоа.CLСcdЯа>яя0)ВнОяа>S>>нн со£ е51§ *О. §^ *
238Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПодатливость станков в разных направлениях зависит от относительного
расположения узлов, сочетания направлений их перемещений, что сказывается
на их точности. Например, различие податливостей в вертикальном и горизон¬
тальном направлениях, влияющее на некруглость обрабатываемого отверстия,
меньше при продольно перемещаемых салазках и поперечно перемещаемом
столе (схема 5, б), чем при перемене местами движений этих узлов (схема 5, а).
Расширение применения симметричных конструкций узлов и компоновок станков
создает условия для большей стабильности жесткости по рабочему пространству.Сопряжения деталей и узлов (направляющих, станин, стоек и др.). При пе¬
ремещении подвижной детали 1 (хобота, ползуна и др.) в зависимости от харак¬
тера сопряжения длина базы Ъ может изменяться (схема б, а, Г) или оставаться
постоянной (схема II): b\ - const. Это приводит (схема /) к большому изменению
величины деформаций на конце подвижной детали. При сопряжении станины I
и стойки 2 по вертикальной плоскости 3 (схема б, б, Г) деформации деталей, ус¬
тановленных на станине 1 (в плоскости х), оказались существенно выше, чем
при соединении стойки со станиной по горизонтальному стыку (схема Я).Точные и тяжелые станки весьма чувствительны к способу установки их на
фундаментах. На схеме 7, а показано влияние конструктивного исполнения кар¬
манов под фундаментные болты (или для крепления двух неподвижных деталей)
на деформацию (в процентах) в горизонтальном направлении. В станках большой
длины (схема 7, б) жесткость станины зависит от конструкции фундамента и спо¬
соба закрепления на нем станины. Собственная жесткость станины, зависящая от
высоты Н станины, расположения ребер, сказывается существенно меньше.Компенсация упругих перемещений, особенно консольно расположенных уз¬
лов, уменьшает отрицательное влияние деформаций на точность. Так, снижение
деформации ползуна 1 от собственного веса или веса установленного на нем узла
происходит за счет предварительной деформации ползуна клиньями 2 — 4 в про¬
тивоположном направлении (штриховая линия на схеме 8, а). Причем силы, соз¬
даваемые на клиньях, возрастают по мере приближения к заделке 5. На схеме 8, б
компенсация вылета ползуна 1 осуществляется изменением положения троса 2 ме¬
ханизма уравновешивания. При увеличении вылета ползуна одновременно умень¬
шается размер /, определяющий место связи троса со шпиндельной бабкой 3.Расположение опор оказывает существенное влияние на деформацию дета¬
лей типа балок. В схемах 9 показано изменение деформации fc в центре балки,
вплоть до полного ее исключения = 0) только за счет изменения положения
опор.Создание предварительного натяга - один из наиболее эффективных спо¬
собов повышения жесткости, особенно контактной (схемы 10). Жесткость кру¬
говых гидростатических направляющих 1 делительного стола повышается за
счет предварительного нагружения планшайбы гидроцилиндром 2 через цен¬
тральную опору (схема а, рис. 2.17). Это благоприятно сказывается также и на
угловой жесткости масляного слоя. На схеме б показано влияние зазора (5 > 0)
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ239или натяга (5 < 0) на деформацию А подшипника при нагружении его радиаль¬
ной силой F. С увеличением натяга (6 < 0) податливость опоры уменьшается
вследствие нелинейной зависимости жесткости контактируемых поверхностей
опор от величины предварительного натяга.Автоматическая выборка зазора в подшипнике качения (схема 77, а) и под¬
держание натяга на определенном уровне независимо от условий эксплуатации
весьма благоприятно сказывается на его работоспособности. Такая схема ис¬
пользуется, например, в коробках подач станков с ЧПУ для повышения жестко¬
сти и выборки зазоров (рис. 2.18). В гидростатических замкнутых направляю¬
щих (схема б) жесткость обеспечивается автоматически по принципу действия
опор за счет поддержания давления (рх и р2) в противоположных карманах.Силовая выборка зазоров в передачах и соединениях также повышает жест¬
кость вследствие нелинейной зависимости ее от удельного давления в контакте
(схемы 72): в схеме а жесткость повышается за счет посадки зубчатого колеса 7
с натягом на коническую поверхность вала 2; в схеме б привода круговой подачи
столов выбирается зазор и создается натяг в зацеплении при осевом перемещении
червяка 7 с помощью гидроцилиндра 2.Применение параллельно работающих звеньев в большинстве случаев изме¬
няет жесткость пропорционально их числу (схемы 13). Поэтому в шпиндельных
узлах современных станков часто используется параллельная установка в перед¬
ней опоре от двух до четырех радиально-упорных шарикоподшипников (схема а).
Параллельное подсоединение приводов М\ и М2 вращения планшайбы (схема б)
благоприятно сказывается на собственных частотах механической части приво¬
да, а следовательно, на точности и разрешающей способности.
240Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.18. Коробка подач с выборкой зазоров в соединенияхЗамена точечного контакта опор и передач линейчатым или площадкой
контакта дает положительный эффект (схемы 14): так, в качестве опор планшай¬
бы 1 используют роликовые подшипники 2 (схема а), а направляющие имеют
контакт тел качения шариков 1 в форме пятна 2 и 3 (схема б), что повышает жест¬
кость в несколько раз.Использование многоконтактных опор, передач и соединений — известный
способ повышения контактной жесткости (схемы 15). Например, фиксация сто¬
ла-спутника 1 на основании 3 производится с помощью реек 2 и 4 (схема а),
контактирующих сразу несколькими зубьями, что существенно более жестко,
чем базирование на штифтах. Применение многоконтактных механизмов в тяго¬
вых устройствах (передачах червяк-рейка, винт-гайка) также благоприятно ска¬
зывается на контактной жесткости (схема б).Оптимизация отдельных конструктивных параметров узлов и деталей
имеет неиспользованные резервы (схемы 16). Например, в шпиндельных узлах
(схема а) оптимизацию жесткости можно проводить изменением межопорного
расстояния b выбором соответствующих опор. Форму и размеры сечений кор¬
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ241пусных и базовых деталей (схема 6) необходимо назначать с учетом характера
нагружения. Наилучшими свойствами при одинаковом расходе материала и на¬
гружении крутящим моментом обладают симметричные профили с максималь¬
ным удалением сечения от центра (круглые, квадратные). При действии изги¬
бающего момента жесткость повышается при увеличении высоты сечения Я в
плоскости его действия (момент инерции прямоугольного сечения Н х В про¬
порционален высоте сечения в кубе).Уменьшение числа звеньев (схемы 17). В горизонтально-расточном станке
(схема а) широко применяется конструкция, в которой полый шпиндель 3 враща¬
ется в подшипниках качения 2, а выдвижной шпиндель 1 имеет возможность до¬
полнительного осевого перемещения, что обусловливает необходимость обеспе¬
чения подвижного стыка 4 этих шпинделей (схема Г). При установке шпинделя 1
на гидростатических подшипниках 2 и 3 (схема II) такой подвижный стык и по¬
лый шпиндель не требуются, поскольку гидростатические опоры позволяют реа¬
лизовывать как вращательное, так и поступательное (по стрелке с) перемещения.
Повышение радиальной жесткости достигается при установке подшипника по
схеме 17, б, II.Вид тягового устройства в приводах подач в отдельных случаях, особенно
при большой длине перемещения, по существу, определяет жесткость (схемы 18).
Например, при длине / винта более 4. ..5 м суммарная податливость элементов при¬
вода подачи (опор, кронштейна, где они установлены) более чем на 60...70 % зави¬
сит от податливости винта (схема о). В этих условиях лучшие результаты достига¬
ются при использовании передач червяк-рейка (схема б) или зубчатое колесо-рейка
(схема в), так как рейки 1 закрепляются в этом случае на всей длине перемещения в
отличие от винта, который фиксируется на концах в опорах 7 и 2 (схема а).Уменьшение кромочных контактов (схемы 19). При больших деформациях
деталей узла (ползуна, вала) могут возникать кромочные эффекты и повышенная
контактная податливость. Так, деформация ползуна 1 от силы F вызывает не¬
равномерную по длине опоры 2 нагрузку р и, как следствие, повышенную по¬
датливость (схема а, Г). Использование вместо опоры скольжения гидростатиче¬
ской (схема 1Г) создает условия для более равномерного распределения нагрузки
и повышения жесткости несмотря на наличие дополнительного податливого
звена - масляного слоя. Благоприятно сказывается, особенно при консольных на¬
грузках на валы, применение самоустанавливающихся подшипников (схема б, II).Точность прилегающих поверхностей существенно влияет на контактную
податливость (схемы 20). Например, несовпадение угла конуса посадочного от¬
верстия шпинделя и оправки (схема а) в пределах Да = 10... 15' увеличивает по¬
датливость в 10-15 раз. При тщательной обработке (тонком точении, шлифова¬
нии) и сравнительно грубой (фрезеровании) коэффициент контактной податли¬
вости может отличаться более чем на порядок. Когда прилегание на всей пло¬
щади двух поверхностей обеспечить трудно (схема б, Г), целесообразно гаранти¬
ровать их контакт по периферии (схема II), что особенно благоприятно при дей¬
ствии опрокидывающего момента.
242Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙСтатически неопределимые системы, применяемые при относительно низкой
жесткости деталей станка, могут благоприятно влиять на жесткость (схемы 21).
Жесткость и виброустойчивость шпиндельного узла повышаются до 1,5 раз за
счет установки третьей опоры (схема а, Г). Жесткость винтов подачи (схема 1Г)
возрастает, если предусмотреть по две осевые опоры 1 и 3 винта 2, установлен¬
ные на его концах. На схеме б показаны статически неопределимые направляю¬
щие, имеющие повышенную жесткость.Замена напряжений изгиба и кручения работающих деталей на напряжения
растяжения (сжатия) благоприятно отражаются на их жесткости (схемы 22): за
счет этого уменьшена деформация рычага 1 (схема а, II), а напряжения сжатия,
создаваемые в стойке 1 с помощью тяги 2, уменьшают деформации стойки, вы¬
званные консольной нагрузкой F (схема б).Совершенствование силовых схем является практически неисчерпаемым ис¬
точником повышения жесткости (схемы 23). В приводе подачи (схема а) исполь¬
зуется вращающийся винт либо гайка (схема б, рис. 2.19). В последнем случае
винт 1 работает на кручение (в худшем случае на 1/2 его длины) в отличие от
схемы а, когда он работает полной длиной при подходе гайки 2 к правой опоре.
Разные схемы установки подшипников (схемы е) обеспечивают различную ради¬
альную жесткость (схема II имеет радиальную жесткость выше примерно на 10 %).Рис. 2.19. Шариковинтовая передача с вращающейся гайкой
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ243Создание компактных механизмов способствует, как правило, повышению
жесткости (схемы 24). Трехступенчатая коробка передач (схема а) при одинако¬
вом числе колес имеет большую (на 2Ь) ширину (и соответственно длину валов),
чем показанная на схеме б. Это дает возможность повысить крутильную жест¬
кость, так как доля деформаций валов достигает 25...35 % общей величины по¬
датливости элементов кинематической цепи. Таким образом, отработка требова¬
ний к жесткости и ее обеспечение в станках является весьма сложной, много¬
плановой и неоднозначной задачей, решение которой зависит как от общего
подхода к созданию станка (формообразованию, компоновке), так и от конст¬
рукции его составных частей.2.2.4. ТЕПЛОСТОЙКОСТЬ ИЗДЕЛИЯВ результате нагрева возникают следующие вредные для работы машины
явления.1. Понижение точности. Температурные деформации, сказываемые на точ¬
ности обусловлены следующим:различием коэффициентов температурного линейного расширения мате¬
риалов деталей;непостоянством температурного поля в пространстве, а следовательно, не¬
равномерной деформацией деталей;разной тепловой инерцией деталей и их элементов. Обычно нагревание де¬
талей во времени подчиняется экспоненциальному закону. Поскольку постоян¬
ная времени отдельных элементов детали различна (например, из-за разных
толщин стенок, массы и т.п.), детали деформируются и изменяют свою форму
даже при равномерном изменении температуры окружающей среды.2. Изменение величин зазоров в подвижных соединениях и искажение гео¬
метрии сопряжений.3. Снижение защитной способности масляного слоя, разделяющего детали,и, как следствие, повышенный износ (направляющих, зубчатых колес).Наиболее распространенные способы уменьшения влияния температурных
явлений на работоспособность изделия приведены в табл. 2.19.Создание термосимметричных конструкций (схема 1) за счет толщин стенок
t\ »ti (схема а) или тепловых щитов 1 (схема б) характерно для крупных деталей.Использование систем охлаждения, стабилизация температуры масла и ох¬
лаждение наиболее важных узлов станка, например шпинделя (схема 2), наибо¬
лее распространены в точных станках.Выбор материала деталей с низким коэффициентом теплопроводности
(например, полимербетона) при изготовлении станин (схема 3, а) или шпин¬
дельных подшипников из керамики (схема 3, б) соответственно увеличивает по¬
стоянную времени и снижает теплопередачу в корпус.Теплоизоляция характерна для энергоемких узлов, например, коробок пере¬
дач 1 (схема 4).
244Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.19. Обеспечение теплостойкости машинТермосимметричностьконструкцийИспользование
систем охлажденияВыбор материала
деталейТеплоизоляцияРациональноезакреплениедеталейПрименение само-
устанавливающихся
элементовАвтоматическоеобеспечениезазоров-натяговПрименение
статически опре¬
делимых системИспользование схем
компенсированияСамокомпенсациядеформацийВыбор направления
деформированияПрименение систем
адаптации
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ245Рациональное закрепление деталей (схемы J). Так, из рассмотрения различ¬
ной фиксации в осевом направлении шарикового винта 7 привода подачи суп¬
порта следует, что в варианте а в отличие от варианта б направления тепловых
смещений Дш шпинделя и Ди инструмента совпадают, что способствует повы¬
шению точности вследствие их взаимной компенсации.Применение самоустанавливающихся элементов и механизмов (схемы 6).
В круговых гидростатических направляющих 7 стола с самоустанавливающими-
ся башмаками 2 на каждом башмаке (равномерно установленных по окружно¬
сти) выполнено по два кармана 3 и 5. При отсутствии тепловых деформаций на¬
правляющих 7 башмаки занимают горизонтальное положение, а давление масла
в карманах 3 и 5 одинаковое. При тепловой деформации, приводящей к перекосу
направляющих на угол а, давление в кармане 5 превышает давление в кармане 3,
вследствие чего башмак деформируется по опорной поверхности 4, и его рабо¬
чая плоскость снова устанавливается параллельно направляющей планшайбы 7.Автоматическое обеспечение зазоров-натягов (схема 7). При автоматиче¬
ском поддержании заданного натяга в роликовой опоре шпиндельного узла не¬
зависимо от тепловых деформаций кольцо 3 поджимает торцом 2 конические
ролики 7 подшипника с силой, зависящей от давления масла в полости 4.Применение статически определимых систем (схемы 5). Избыточные связи
при температурных деформациях (штриховая линия) возникают по граням 7 и 2
(схема а); этот недостаток исключен в схеме б.Использование различных схем компенсации (схемы 9). Так, смещение осевого
подшипника, установленного во второй опоре вала (по стрелке), вызывает наруше¬
ние исходного зазора в зацеплении колес. В схеме б этот недостаток устранен.Самокомпенсация деформаций (схема 10). При выбранных размерах между
подшипниками, когда оси роликов пересекаются в одной точке, радиальные из¬
менения размеров подшипников компенсируются осевыми деформациями вала.Выбор направления деформирования (схемы 77). Тепловые деформации де¬
талей 7 и 2 (схема а) направлены навстречу друг другу (показано стрелками),
что вызывает изменение зазора h гидростатического подшипника. На схеме б
направления деформации этих деталей совпадают, и вследствие этого зазор И
изменяется меньше.Применение систем адаптации (схема 12). При контроле положения оси
шпинделя с компенсацией тепловых смещений 8 деформация передней 7 и зад¬
ней 4 стенок от тепловых деформаций пропорциональна изменениям электриче¬
ских сопротивлений 2 и 3, изменяющихся с изменением температуры стенок.
Данные о сопротивлениях поступают в микропроцессорное устройство и на сис¬
тему ЧПУ станка.Уменьшение источников тепловыделений за счет совершенствования про¬
цесса резания, эффективного отвода стружки, применения современных приво¬
дов и механизмов является эффективным средством снижения теплового воз¬
действия.
246Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2.2.5. АДАПТАЦИЯ К ИЗМЕНЯЮЩИМСЯ УСЛОВИЯМ РАБОТЫВ процессе эксплуатации станка происходят постоянные изменения как
внешних факторов, действующих на станок (нагрузок, температурного поля и
др.), так и состояния механизмов. Эти изменения могут быть вызваны износом
деталей, снижением их жесткости и другими причинами. Способность механиз¬
мов станка выполнять рабочие функции, особенно при случайных изменениях
условий работы, существенно зависит от возможности их приспособления к из¬
меняющимся воздействиям. Механизмы могут адаптироваться к положению ме¬
ханизма и форме поверхностей, нагрузке, температурным явлениям, условиям
смазывания, погрешностям изготовления, динамическим явлениям, износу и т.п.Самоустановка элементов. В гидродинамическом подшипнике с вклады¬
шами 1 (рис. 2.20, а), опирающимися па шаровые опоры 2, самоустановка вкла¬
дышей происходит как вдоль оси (компенсируя деформацию вала 3), так и в пер¬
пендикулярном к оси направлении (сечение А-А). Наклон вкладышей и рабочий
зазор h зависят от частоты вращения вала. При ее повышении возрастает давление
в слое смазочного материала и увеличивается зазор h (вследствие деформации
шаровых опор и резьбы), что обусловливает снижение потерь на трение.Гидростатические подшипники со сферической рабочей поверхностью ра¬
диусом R могут работать при больших деформациях вала 1 (рис. 2.20, б), по¬
скольку поворот последнего, обусловленный его деформациями, не приводит к
изменению зазора в сферической опоре и к ухудшению работоспособности
подшипника. В гидростатических направляющих поступательного перемещения
с плавающими опорами 4 (рис. 2.20, в) между опорами и направляющей 2 в про¬
цессе работы поддерживается постоянный зазор h независимо от нагрузки, дей¬
ствующей на стол 1, и деформаций (отжатий) деталей. Это обеспечивается бла¬
годаря выбору определенного соотношения площадей верхнего и нижнего тор¬
цов плавающей опоры и сопротивления дросселя 5, выполненного в виде винто¬
вой канавки. Плавающая опора «следит» также за наклоном направляющей,
обеспечивая примерно постоянный зазор h по ширине опоры. При перекосе опо¬
ры распределение давлений в щелях 3 и б становится различным и опора уста¬
навливается параллельно поверхности направляющей.В круговых гидростатических направляющих стола 2 диаметром 4...8 м
(рис. 2.20, г) с самоустанавливающимися башмаками 1 (схема Г) на каждом из
них выполнены по два кармана 3 и 4 (схемы II, III). При отсутствии деформации
планшайбы 2 в радиальном направлении башмак занимает горизонтальное поло¬
жение, так как давления в карманах равны (схема II). При перекосе планшайбы на
угол а, например в результате упругой или тепловой деформации (схема III),
давление рз в кармане 3 превышает давление в кармане 4, вследствие чего
башмак деформируется по опорной поверхности 5 и его рабочая плоскость ус¬
танавливается параллельно направляющей планшайбы. При такой конструкции
допускаемые деформации в радиальном сечении могут существенно превышать
толщину масляной пленки h.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ247Рис. 2.20. Схемы самоустановки элементов механизмов:а - гидродинамического подшипника; б - гидростатических сферических подшипников;
в - гидростатических направляющих поступательного перемещения с плавающими
опорами; г - круговых гидростатических направляющих; д - аэростатических
направляющих поступательного перемещения; е - направляющих каченияВ аэростатических направляющих поступательного перемещения опоры 3
взаимодействуют со столом 1 через шарики 2 и устанавливаются параллельно ра¬
бочей поверхности станины 4 благодаря перераспределению давления в воздуш¬
ном зазоре h в зависимости от величины перекоса (рис. 2.20, д). Воздух в опору
подводится через четыре равномерно расположенных дросселя 5 (отверстия под¬
дува), и при ее перекосе возникают различные давления как в отверстиях 5, так и
в микроканавках б, передающих давление воздуха на всю площадь опоры.
248Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙСамоустанавливающаяся направляющая качения, показанная на рис. 2.20, е, /,
применяется для легко нагруженных опор, так как усилие с салазок 2 передается
на направляющие 1 через шарик 3 небольшого диаметра. В тяжелонагруженных
направляющих (схема II) самоустановка обеспечивается только по ширине В
опоры 1 благодаря применению клина 2 с конической опорной поверхностью 3.
На рис. 2.20, е, III показана опора 1 качения, обеспечивающая свою самоуста-
новку в двух плоскостях за счет ослабления сечения опоры 3 пазами 2.Механизм зажима планшайбы 4 (рис. 2.21, а), установленный в основании 8
токарно-карусельного станка, выполнен в виде пластин 3 и 6, имеющих боль¬б)Рис. 2.21. Самоустанавливающиеся механизмы зажима планшайбы (а) и
планетарного редуктора(б)
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ249шую жесткость в плоскости, перпендикулярной к чертежу, и малую - в плоско¬
сти чертежа. Зажим планшайбы осуществляется за кольцеобразный паз 5 при
смещении вправо поршня 1 гидроцилиндра. Для освобождения планшайбы слу¬
жит пружина 2, которая после снятия давления масла перемещает поршень вле¬
во. При этом пластины 3 и б сближаются с помощью пружины 7, что исключает
трение при работающей планшайбе. Изменение относительного положения
планшайбы и основания (например, при разной массе заготовок) не сказывается
на работе механизма зажима, поскольку малая жесткость пластин 3 и 6 обеспе¬
чивает их самоустановку и надежную фиксацию даже при достаточно большом
смещении стенок паза 5 по вертикали.В планетарном редукторе, приводящем во вращение шпиндель 1 фрезерной
головки 2 (рис. 2.21, б), установленной в ползуне 3, шпиндель выполняет функ¬
ции водила. В нем установлены три сателлита 7 под углом 120°. Обкатываясь по
венцу б с внутренним зубом, сателлиты приводят шпиндель во вращение. Вход¬
ной вал 5 имеет возможность самоустановки, так как он базируется только в од¬
ном подшипнике 4, а другой опорой служат сателлиты. Такая конструкция обес¬
печивает равномерное распределение нагрузки между сателлитами при неиз¬
бежных шаговых погрешностях зубчатых колес. При отсутствии самоустановки
зубья сателлитов и венца 6 нагружались бы по-разному, в зависимости от соче¬
тания погрешностей зубчатых колес, сателлитов и зубчатого колеса вала 5.Характерным примером обеспечения адаптации к погрешностям является
плавающая ось 4 зубчатой шевронной передачи (см. рис. 2.61, в). Нарушение
равновесия и сил в зацеплении приводит к перемещению колес и к выравнива¬
нию нагрузки между полушевронами.Самоприспособляемость к форме сопряженных объектов. Ходовая те¬
лежка 1 (рис. 2.22, а) приспосабливается к рельефу дороги в продольном на¬
правлении (поворачивается относительно рамы 2). Рама, кроме того, может ос¬
таваться горизонтальной благодаря автономному управлению гидроцилиндрами.
Самоприспособляемость к форме захватываемого изделия характерна для робо¬
тов (имитация кисти руки).Самоприспособляемость к месту расположения сопрягаемого объекта.
Если нельзя сдвинуть захватываемый предмет до его зажатия, то нужно исполь¬
зовать специальные захватные устройства (часто из упругих элементов). Губки 1
и 4 (рис. 2.22, б) установлены на ленточной пружине 3 и за счет ее упругости
зажимают перемещаемый предмет 5 (разводятся гидроцилиндром 2).Адаптация по нагрузке характерна для обрабатывающих систем (станков -
по силе резания, прессов - по силе прессования), а также в зажимных и фрикци¬
онных механизмах, например, в зажимных механизмах происходит автоматиче¬
ское увеличение силы при возрастании момента на заготовке или частоты вра¬
щения (центробежной силы). Одинаковая сила прижатия заготовок 1 при одно¬
временном прессовании, например древесно-стружечных изделий с помощью
гидроцилиндра 2, обеспечивается в приведенной на рис. 2.22, в схеме.
250Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.22. Схемы самоприспособляемости механизмовПринцип «самопомощи» характерен для случаев, когда действующие на¬
грузки или конструктивные особенности способствуют выполнению основной
функции. Сила трения в резьбе основной части 1 гайки пропорциональна силе
затяжки Fs и силе действующей нагрузки FA (рис. 2.23, а).Компенсация теплового расширения заключается в обеспечении относи¬
тельно свободного перемещения деталей в направлении деформации. В ответст¬
венных конструкциях вводят корректировку формы (рис. 2.23, б). Так, шток 1,
нагреваемый снизу, выполнен коническим. При разогреве обеспечивается по¬
стоянный зазор по длине втулки. В схеме закрепления шпиндельной бабки тем¬
пературная деформация шпинделя Дшп частично компенсируется смещением
корпуса Дкор(рис. 2.23, в).Повышение уровня стабильности работы конструкции. Перекос поршня
(рис. 2.24, а, I) приводит к увеличению силы прижатия Fn его к цилиндру. Вве¬
дение канавок (II), выполнение поршня конусообразным (III), с карманами (IV) и
шарнирным соединением (V) повышает уровень стабильности. Установка вала
на конических роликовых подшипниках стабильна, если корпус разогревается
больше вала (Д/к > Д/в), в противном случае произойдет заклинивание подшип¬
ников (рис. 2.24, б).Рис. 2.23. Различные схемы адаптации
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ251Жшi-ЦЦгг'Т \4J/\ш\\Рис. 2.24. Примеры повышения стабильности работы конструкцииОбеспечение зазоров-натягов. В столе с направляющей 1 поступательного
перемещения треугольного сечения под действием собственного веса салазок 4
автоматически выбираются зазоры, образовавшиеся в процессе изнашивания
(рис. 2.25, а). По мере увеличения износа круговых направляющих 3 и радиаль¬
ного подшипника 5 планшайба 2 под действием собственного веса смещается
вдоль оси, что несколько компенсирует износ радиального подшипника. Сте¬
пень компенсации зависит от угла конуса радиальной опоры и соотношения ин¬
тенсивностей износа осевой и радиальной опор.В направляющей качения, показанной на рис. 2.25, б, обеспечивается посто¬
янный предварительный натяг посредством тарельчатых пружин 1, что исклю¬
чает влияние погрешностей направляющих (отклонений от прямолинейности и
параллельности) на величину натяга. Это особенно важно при большой длине
перемещений. При автоматическом поддержании заданного натяга в роликовой
опоре шпиндельного узла независимо от условий эксплуатации (натяг может из¬
меняться, например, из-за тепловых деформаций) кольцо 2 поджимает торцом 3
конические ролики 4 подшипника с силой, зависящей от давления масла в по¬
лости 1 (рис. 2.25, в).Гидростатические опоры в разной степени адаптируются к условиям пере¬
менной температуры, например при большом диапазоне частот вращения шпин¬
деля (рис. 2.25, г). В схеме / при нагревании бронзовой втулки 1 (длиной L) и
стального шпинделя 2 вследствие различных коэффициентов температурного
линейного расширения металлов осевой зазор h уменьшается, из-за чего воз¬
можно заклинивание опоры. В схеме II упорный подшипник образован буртом
шпинделя малой длины (/ < L); кроме того, в результате нагрева осевой зазор И
в опоре не уменьшается, а увеличивается, так как охватывающая деталь опоры 1
выполнена из бронзы и имеет больший коэффициент температурного линейного
расширения, чем охватываемая стальная деталь 2.
252Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.25. Автоматическое обеспечение рабочих зазоров-натягов:а - стола с треугольными направляющими и конической радиальной опорой;
б - направляющих качения тяжелых станков; в - роликовой опоры шпиндельного узла;
г - гидростатических шпиндельных опорУлучшение условий смазывания. Работоспособность и износ деталей ма¬
шин существенно зависят от того, в какой мере конструкция механизма обеспе¬
чивает благоприятные условия смазывания. В пористом самосмазывающемся
подшипнике скольжения втулка 1 (рис. 2.26, а) пропитана смазочным материа¬
лом и в процессе работы, если его оказывается недостаточно, он дополнительно
выдавливается из втулки, так как коэффициент температурного линейного рас¬
ширения материала втулки больше, чем у смазочного материала.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ253IРис. 2.26. Механизмы с различными условиями смазывания и уплотнения:а - самосмазывающийся пористый подшипник; б - червячные передачи
с разными условиями образования гидродинамической подъемной силы;
в - манжетное уплотнение, работа которого зависит от частоты вращенияИзвестны конструкции самосмазывающихся подшипников качения, в кото¬
рых сепаратор выполнен на основе материалов из фторопласта (Ф4К15М5,
Ф4С15 и др.). Самосмазывание реализуется за счет продуктов износа сепаратора.
Условия смазывания многих механизмов зависят от возможности образования
гидродинамической подъемной силы в зоне контакта. Наиболее благоприятные
условия для этого возникают в тех случаях, когда скорость скольжения перпенди¬
кулярна к линии контакта. Так, в обычной червячной передаче (рис. 2.26, б, I)
контактные линии 1 поверхности профиля на большей части длины зуба состав¬
ляют небольшой угол ср с направлением скорости vcx скольжения, в результате
чего при большой скорости скольжения вследствие неблагоприятных условий
трения могут происходить разогрев передачи и повышенный износ колеса.
В передаче с улучшенными благодаря специальной форме профиля условиями
смазывания (схема II) скорость vCK составляет с линией 1 контакта угол <р ~ 90°.
Поэтому условия возникновения гидродинамической подъемной силы сущест¬
венно улучшаются (она возрастает с повышением скорости vCK), благодаря чему
снижается износ.Работа манжетного уплотнения подшипникового узла зависит от условий
эксплуатации (рис. 2.26, в). При малой частоте вращения шпинделя 2 происхо¬
дит надежное контактное уплотнение; при высоких частотах вращения под дей¬
ствием центробежных сил уплотняющий ус 1 манжеты отгибается и не контак¬
тирует с поверхностью фланца, исключая увеличенное тепловыделение. В то же
время при большой частоте вращения повышается эффективность лабиринтных
уплотнений.
254Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ32П3а)Рис. 2.27. Механизмы, обеспечивающие повышение кинематической точности:а - двухчервячный привод с плавающим звеном; б - дифференциальный механизмПовышение кинематической точности. Двухчервячный привод (рис. 2.27, а, I)
с плавающим звеном 3 (выполненным в виде самоустанавливающегося вдоль
оси шевронного колеса) позволяет в отдельных случаях автоматически компен¬
сировать накопленную погрешность Fp шага червячного колеса. Силы, возни¬
кающие в зацеплении шевронного колеса, смещают его в процессе работы вдоль
оси, обеспечивая работу обоих червяков независимо от погрешности Fp. В этом
случае, если указанная погрешность проявляется в виде правильной синусоиды
(схема II), она компенсируется даже при ее росте в результате износа червячной
пары. При любом угловом положении червяков 1 и 2 червячное колесо зацепля¬
ется с каждым из них участками, на которых текущие значения погрешностей
и Fp2 одинаковы по абсолютному значению, но имеют разный знак; при этом
полусумма углов поворота червяков, соответствующих каждому значению те¬
кущего угла ф поворота колеса, остается постоянной. Текущему углу ф поворота
колеса при контакте с ним червяков в точках а я б соответствуют углы а\ и а2
поворота обоих червяков:где и - передаточное число червячной пары.Двухчервячный привод с жесткой кинематической связью между червяками
(без самоустановки колеса 3 вдоль оси) теоретически снижает в 2 раза накоп¬
ленную погрешность передачи. В течение каждого полуоборота червячного ко¬
леса оно находится в зацеплении с тем червяком, который расположен в данный
момент в зоне наибольшей погрешности Fp. Другой червяк в это время вращает¬при Fp\ = -Fp2
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ255ся вхолостую и, следовательно, не изнашивает зубья колеса. В течение следую¬
щего полуоборота происходит смена работающего червяка. Благодаря такой
схеме точность колеса в процессе работы даже повышается. Так, за 24 года экс¬
плуатации вертикального зубофрезерного станка, в котором подобный привод
использован в качестве привода делительной пары, накопленная погрешность
червячного делительного колеса снизилась от 15 до 5 с.Самокомпенсация погрешностей присуща механизмам с избыточными ки¬
нематическими связями и со многими контактами (например, волновым переда¬
чам, ходовым винтам с длинной гайкой, муфтам с торцовыми кулачками мелкого
треугольного профиля и т.п.). Так, в дифференциальном механизме (рис. 2.27, б)
предусмотрено два сателлита 7 и 2 (избыточная связь). Образование суммарной
погрешности на выходном звене 3 зависит от фазы проявления погрешностей
сателлитов, но в общем случае суммарная погрешность, по крайней мере, на 25 %
меньше, чем при одном сателлите.Улучшение динамического качества механизмов. Динамические явления
могут проявляться в станках по-разному: в одних случаях наблюдается большая
потеря точности, в других возникают недопустимые колебания, исключающие
нормальную эксплуатацию станка. Для автоматической балансировки вращаю¬
щегося шпинделя 7 шлифовального станка (рис. 2.28, а, 7) зажимная гильза 2 с
помощью гидравлики перемещается вправо и освобождает три шарика 3, сво¬
бодно расположенных в кольцевом пазу. При этом необходимо, чтобы шпин¬
дель мог свободно вращаться относительно своего центра тяжести, для чего ис¬
пользуются опоры 4 повышенной податливости: они вводятся в действие на времяРис. 2.28. Устройства, учитывающие динамику механизмов:а - схема автоматической балансировки шпинделя;
б - патрон токарного станка с компенсацией действия центробежных сил;
в - инерционный динамический гаситель колебаний с подстраиваемой частотой
256Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙбалансировки вместо основных опор. При этом возникают силы (схемы II), пере¬
мещающие шарики таким образом, что центр тяжести шпинделя стремится сов¬
пасть с его геометрической осью. В этом положении гильза 2 перемещается вле¬
во, и шарики фиксируются между торцом шпинделя и сферической поверхно¬
стью гильзы.Серьезной проблемой при повышении частоты вращения шпинделей, на¬
пример токарных станков, является снижение сил крепления заготовки в резуль¬
тате действия центробежных сил на зажимные кулачки патрона. В конструкции
токарного патрона, показанной на рис. 2.28, б, сила зажима заготовки не изменя¬
ется. При вращении патрона рычаг 1 под действием центробежных сил повора¬
чивается относительно точки А и воздействует на рейку 2 кулачка 3, благодаря
чему нейтрализуется влияние центробежных сил. Инерционный динамический
гаситель колебаний (рис. 2.28, в) может подстраивать частоту своих колебаний к
частоте возбуждения. Это осуществляется благодаря элементу, обкатывающему
замкнутую поверхность (таким элементом может быть цилиндр в цилиндриче¬
ской полости, шар в сферической и др.). В результате присоединения подобных
гасителей к вибрирующему звену движение обкатки синхронизируется с внеш¬
ним возбуждением и периодическая реакция, создаваемая вращающимся эле¬
ментом, противодействует вибрации.Адаптивные управления. Широкие возможности открываются перед конст¬
рукторами при использовании адаптивных систем для целенаправленного улуч¬
шения некоторых показателей (например, геометрической точности), компенса¬
ции деформаций деталей и т.д. Схема компенсации прогиба ползуна 2 и шпинделя
1 при их выдвижении (рис. 2.29, а) применяется на тяжелом расточном станке
(диаметр шпинделя 220 мм, сечение ползуна 640x740 мм). Величина перемещения
контролируется потенциометрами П\ и П2, сигнал от которых поступает в счетное
устройство 3. Оно вырабатывает сигнал, управляющий приводами дросселей 4 и
5, питающих карманы гидростатических направляющих. Сопротивление дроссе¬
лей изменяется двигателями М\ и М2 и контролируется потенциометрами П3 и П4.
При выдвижении ползуна и (или) шпинделя прогиб А компенсируется изменени¬
ем толщины h\ и h2 масляной пленки в направляющих станины.В адаптивной системе, предназначенной для компенсации деформаций де¬
талей одностоечного токарно-карусельного станка (рис. 2.29, б), используется
лазерное измерительное устройство. Компенсация деформаций консоли, стойки
и фундамента осуществляется с помощью тросов 2 и 3, требуемое натяжение
которых обеспечивается гидроцилиндрами 1 и б. Измерительное устройство со¬
стоит из лазера 7 и датчиков 4 и 10. Луч от лазера используется, с одной стороны,
как отвес (определяет вертикаль и фиксирует датчиком 4 прогиб стойки 8), а с
другой, - как уровень (определяет горизонталь, получаемую с помощью призмы 5,
луч от которой попадает на датчик 10, измеряющий деформацию консоли 9).
Силы в гидроцилиндрах изменяются по команде от датчиков 4 и 10 с помощью
напорных золотников (не показаны).
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ257Рис. 2.29. Адаптивные системы управления точностью станков:а - расточного; б - одностоечного токарно-карусельного2.2.6. КОМПЕНСАЦИЯ УПРУГИХ ДЕФОРМАЦИЙУпругие деформации в станках возникают от действия внешних сил, веса
перемещающихся узлов (изменение относительного положения), зажимных уст¬
ройств и могут изменяться от долей до тысяч микрометров (деформация ползу¬
нов токарно-карусельных станков). Деформации определяются жесткостью дета¬
лей, которая для станков имеет особенно большое значение. Станки, особенно
прецизионные, приходится проектировать значительно более массивными (для
обеспечения высокой жесткости), чем другие машины при тех же нагрузках. Осо¬
бенно сложно бороться с упругими деформациями в тяжелых и точных станках,
так как они сопоставимы или превышают требуемую геометрическую точность
станка. Так, деформации узлов одностоечного токарно-карусельного станка с диа¬
метром планшайбы 10 м и с максимальным диаметром обработки 22 м (рис. 2.30)
258Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ1—г8100СэCJ<г>4-V ЧзРис. 2.30. Схема деформации станка консольного типасоставляют: стойки 5i = 1,25 мм; консоли 62 = 1 мм; планшайбы (при нагрузке
F= 300 т) 53 = 0,05 мм; станины б4- зависит от жесткости фундамента. Очевид¬
но, что допускаемое отклонение от прямолинейности перемещения суппорта в
горизонтальной плоскости (0,06 мм) без дополнительных конструкторских и
технологических мер обеспечить невозможно.Методы снижения упругих деформаций и их отрицательного влияния на
точность станка рассмотрены ниже.Повышение жесткости деталей. Наиболее доступными способами увели¬
чения жесткости являются выбор рациональных сечений деталей, правильное их
зоребрение и назначение материала. В тяжелых станках широкое применение
находят сварные конструкции базовых деталей, обеспечивая благоприятное со¬
отношение между весом деталей и их жесткостью (модуль упругости примерно
в 2 раза выше, чем у чугуна). Расширяется также область использования нетра¬
диционных материалов, таких'как полимербетон, волокнистые композиционные
материалы и керамика. Станины, выполненные из полимербетона, повышают
жесткость в 1,5 раза и более.При выборе поперечных сечений деталей ориентировочную оценку их же¬
сткости можно проводить при работе на изгиб и кручение (это относится к стой¬
кам, поперечинам, ползунам и другим деталям типа балок). Изгибная и крутиль¬
ная жесткость определяются соответственно осевым Jx и полярным Jo момента¬
ми инерции сечения, которые для ряда сечений одинаковой удельной массы
приведены на рис. 2.31, а. Из анализа рис. 2.31, а и зависимостей, определяю¬
щих моменты инерции,следует:1) для замкнутых профилей толщина стенок S влияет на жесткость в первой
степени, а размер сечения а - в третьей, поэтому целесообразно выбирать тонко¬
стенные профили. Для разомкнутых профилей размер а сказывается на изгиб в
первой степени;
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ2592) при действии изгибающего и крутящего моментов лучше выбирать тон¬
костенные сечения с контуром, максимально удаленным от оси (круглый про¬
филь оптимален);3) при работе на кручение необходимо избегать применения разомкнутых
сечений.Эти выводы справедливы при исключении местных деформаций сечения,
которые возникают при нагружении деталей, например, через направляющие
(место присоединения направляющих к основному сечению является слабым
звеном). Для избежания искажения формы сечений деталей предусматривают ряд
продольных № 6 (или диагональных) и поперечных №№ 2-5 ребер. С увеличе¬
нием числа ребер расход металла (масса детали) растет быстрее, чем увеличива¬
ется жесткость (Сх и Ск, где Сх и Ск - жесткость детали при работе соответствен¬
но на изгиб и кручение). Вертикальные продольные ребра мало сказываются на
жесткости; значительно лучше простые поперечные перегородки № 4 с диаго¬
нальными или V-образными продольными ребрами № 6, подпирающими на¬
правляющие 1 и 2. Таким образом, не следует стремиться к чрезмерному зареб-
рению деталей (за исключением разомкнутых профилей, где это крайне важно, а
также мест передачи нагрузки, например, направляющих).а) 6)Рис. 2.31. Влияние некоторых параметров корпусных деталей на их жесткость
260Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПо технологическим и конструктивным соображениям часто в корпусных
деталях предусматривают окна (рис. 2.31, в, схемы II, III), которые могут приво¬
дить к существенному снижению жесткости на кручение. (В схеме / 6 - дефор¬
мации Сок, С - жесткость деталей с окнами и без них.) При работе деталей наизгиб следует:1) располагать окна ближе к нейтральному сечению (схема II), а также по
возможности исключить окна в разных стенках в одном сечении;2) избегать размеров окон, превышающих 1/2 размера сечения (D/а <0,5);3) предусматривать бобышки вокруг окон или хорошо закреплять крышки.Однако изложенное не всегда справедливо, так как требуется учитыватьособенности работы отдельных узлов. Например, станины тяжелых станков ус¬
танавливают на индивидуальном фундаменте, который и определяет их жест¬
кость. Увеличение сечения станины мало сказывается на прогибе, в то время как
повышение жесткости фундамента приводит к пропорциональному снижению
деформации станины. Большое влияние на жесткость планшайб кроме высоты
оказывает заребрение деталей.Рациональные схемы нагружения. Существенных успехов можно достиг¬
нуть при благоприятной схеме нагружения корпусных деталей. Например, на¬
гружение узлов, перемещаемых по гидростатическим направляющим или на¬
правляющим скольжения, происходит более равномерно (распределенная на¬
грузка), чем при опорах качения (сосредоточенная нагрузка). Установка на
планшайбу 2 крупных деталей 1 (рис. 2.32, а), превышающих ее диаметр, вызы¬
вает ее деформацию (штриховые линии). Для исключения скручивания план¬
шайбы 3 и перекоса направляющих (рис. 2.32, б) деталь 4 устанавливают на бал¬
ках 1, закрепленных на промежуточной детали 2. При такой установке планшай¬
ба воспринимает только сосредоточенные нагрузки, а момент воспринимается
балками 2.На рис. 2.32, в балки 1 закрепляются на стальной (нерабочей) планшайбе 2 и
опираются плоскостью 3 на рабочую планшайбу 4 между гидростатическими
направляющими 5 и 6. При этом исключается закручивание планшайбы и обес¬
печивается возможность установки деталей различного диаметра на одних и тех
же балках. Такая схема реализована в конструкции одностоечного токарно¬
карусельного станка с диаметром планшайбы 10 м и диаметром заготовок до
22 м. При относительно небольших размерах планшайбы можно обрабатывать
весьма крупные детали.Установка крупных деталей на столах или планшайбах при гидростатиче¬
ских направляющих может контролироваться по разности давлений в отдельных
карманах. Более благоприятное распределение нагрузки на станину, шпиндель¬
ную и заднюю бабки при обработке тяжелых валов достигается за счет исполь¬
зования дополнительных люнетов.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ261Рис. 2.32. Схемы установки планшайбыСоздание на рабочей поверхности направляющих формы, обратной
той, которая возникает при деформациях. Это относится, прежде всего, к по¬
перечинам (консолям), ползунам, стойкам, планшайбам. Прогиб поперечины
портальных станков удается компенсировать за счет создания «арки» размером 5
шабрением, шлифованием, выставкой планок 1 (рис. 2.33, а). Таким образом,
удается компенсировать деформацию поперечины от собственного веса и веса
одного из суппортов 2. Аналогичным образом компенсируется деформация сто¬
ек, а также станин (например, деформацией всего сечения станины тяжелых
станков при установке их на фундаменте).Деформация поперечины противоположного знака создается с помощью
балок 1 (рис. 2.33, б), прикрепленных к поперечине в местах связи ее со стойка¬
ми 3 и 4 (см. рис. 2.33, а). Винтами 2 поперечина изгибается и скручивается в
плоскостях, противоположных направлениям деформаций, возникающих при
работе станка. Недостатками такой конструкции являются: сложность, увеличе¬
262Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ6ООО о
оо
0 оо оо о80.J506)Рис. 2.33. Схемы компенсации деформаций
за счет предварительного искажения направляющихние массы и невозможность компенсации деформаций при произвольном распо¬
ложении на поперечине двух суппортов (на рис. 2.33, а показан один суппорт).Предварительный прогиб ползуна достигается местным его нагревом газо¬
вой горелкой в отдельных точках до температуры 150...200 °С (рис. 2.33, в).
Предварительная деформация ползуна производится постоянным моментом М
(рис. 2.33, г), создаваемым при деформации планки 1 (схема I), При этом ком¬
пенсируется 80...90% прогиба 8 от собственного веса под действием момента
MG (б < 80 (схема II).Разгрузка от веса перемещаемых узлов. При уменьшении деформации
направляющих поперечины I за счет разгрузки ее от веса суппорта 3 (рис. 2.34, а)
вес суппорта передается не на направляющие 2, а на дополнительную балку 4
через гидроцилиндр 5 и точные направляющие 2, поперечины воспринимают
только силы резания.При разгрузке от веса деталей консольного станка за счет изменения натя¬
жения троса 1 (рис. 2.34, б) при подводе масла под давлением в гидроцилиндр 2
можно компенсировать кроме веса суппорта 3 также вес консоли 4. На точность
перемещения суппорта оказывает влияние место «подвеса» троса. Полностью
компенсировать погрешность вертикального перемещения и перекоса суппорта
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ263вследствие деформаций консоли не удается. На рис. 2.34, в показаны схемы воз¬
никновения погрешностей при такой схеме компенсации. Если устранить де¬
формацию направляющих консоли таким образом, чтобы вертикальное переме¬
щение отсутствовало (Дz = 0, схема Г), т.е. обеспечить идеальную параллель¬
ность перемещения суппорта, то погрешность в горизонтальном направлении Ах
не изменяется по величине. Если компенсировать 1/2 величины деформации Az
(схема II), то можно добиться уменьшения погрешности Ах до 0. (На схемах Kv -
коэффициент контактной податливости направляющих консоли, G - вес суппор¬
та.) Прогиб ползуна 1 (рис. 2.34, г), который подвешен в центре тяжести с по¬
мощью ролика 3 на планке 2 шпиндельной бабки, при изменении его вылета не
изменяется. Дополнительно предусмотрено автоматическое смещение на вели¬
чину / ролика 3 на ползуне, которое зависит от веса, устанавливаемого на ползу¬
не узла. В этом случае компенсируется также вес сменных узлов.^—=-^=— Я-г '6)A1=ZKVРис. 2.34. Схемы конструкций, в которых деформации снижаются за счет
разгрузки от веса перемещаемых узлов
264Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.35. Схемы уравновешивания узловУравновешивание перемещающихся узлов (управляемая разгрузка).Компенсация переориентации шпиндельной бабки при изменении вылета пол¬
зуна основана на принципе управляемой разгрузки шпиндельной бабки, осуще¬
ствляемой с помощью тросов или гидроцилиндров. При увеличении вылета пол¬
зуна 1 в конструкции, показанной на рис. 2.35, а, увеличиваются давление в гид¬
роцилиндре 2 и натяжение троса 3, а в конструкции, показанной на рис. 2.35, б,
клиновая планка 3 смещает золотник 2, благодаря чему происходит увеличение
давления в гидроцилиндре 4, и соответственно, момента, действующего на баб¬
ку в направлении, противоположном моменту от ползуна. Можно устанавливать
различные законы изменения момента, обеспечивая различный уровень компен¬
сации деформации (включая избыточную).Введение дополнительных опор. В шпиндельном узле тяжелого токарного
станка (рис. 2.36, а), в котором жесткость шпинделя повышена на 25...30 % за
счет введения под планшайбой дополнительных гидростатических опор / и 2, в
качестве основных опор 4 и 5 шпинделя могут использоваться как гидростати¬
ческие, так и подшипники качения. Если объем подводимого в карманы допол¬
нительных опор масла изменяется пропорционально нагрузке (давлению в кар¬
мане), контролируемой, например, датчиком давления 3, то жесткость можно
повысить в несколько раз.В конструкции планшайбы тяжелого токарно-карусельного станка (рис. 2.36, б),
в которой предусмотрена дополнительная осевая опора 2 в виде упорного под¬
шипника, которая может воспринимать нагрузку, приложенную близко к центру,
упорный подшипник установлен подвижно в осевом направлении и величина на¬
грузки на него регулируется давлением в гидроцилиндре 3. В этом случае гидро¬
статические направляющие 1 планшайбы деформируются (скручиваются) меньше
и повышается их работоспособность. В отдельных конструкциях предусматрива¬
ются: дополнительные опоры ползунов, уменьшающие консоль (рис. 2.36, в, Г);
подвижные 1 (схема II) и неподвижные 1 (схема III) люнеты (включая гидро- и
аэростатические) под нежесткие обрабатываемые детали типа валов, труб; рас¬
точные оправки (IV) с резцами 1 и направляющими опорами 2.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ265Рис. 2.36. Снижение деформаций за счет введения дополнительных опорИспользование эталонных линеек. Для обеспечения правильной траекто¬
рии движения салазок 3 независимо от нагрузки F (рис. 2.37), деформации на¬
правляющих 4 и других факторов положение салазок 3 в вертикальном направ¬
лении определяется точностью измерительной линейки 1 и контролируется дат¬
чиком положения 2. Сигналы от датчика 2 (фактическое положение), а также от
устройства б (заданной толщины масляной пленки h) поступают в регулирую¬
щее устройство 5, которое управляет сопротивлением дросселя 7, через которыйРис. 2.37. Компенсация деформаций с помощью эталонных линеек
266Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙмасло поступает в карман 8 гидростатической направляющей. Изменяя поверх¬
ность эталона, можно обеспечивать разный закон движения (в качестве эталона
может использоваться струна, деформируемая лента, линейка и др.).Компенсация деформаций с помощью адаптивных систем управления.
На рис. 2.38, а показана система автоматического регулирования заданного го¬
ризонтального положения ползуна вне зависимости от изменяющихся условий
эксплуатации. Уровень 1, установленный на суппорте, фиксирует перекос пол¬
зуна 2 и через усилитель управляет золотником 3. Благодаря этому изменяются
толщины h] и h2 масляной пленки в направляющих шпиндельной бабки и ком¬
пенсируется наклон суппорта, например, от разного вылета ползуна.Получили развитие системы управления на базе лазерных измерительных
устройств для контроля и компенсации прогиба стоек, консолей, ползунов тяже¬
лых станков. В системе измерения прогиба ползуна тяжелого продольно¬
фрезерного станка с помощью лазерного устройства 1 (рис. 2.38, б, I) деформа-Рис. 2.38. Адаптивные системы управления положением узлов
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ267ция 8 ползуна от силы резания контролируется измерительным датчиком 2, ус¬
тановленным на угловой фрезерной головке 3. Датчик представляет собой ци¬
линдрическое зеркало, от которого луч отражается и падает на фотодиоды 4
(схема II). Величина смещения h луча зависит от прогиба ползуна. Изменение
положения ползуна для компенсации деформаций производится аналогично
рассмотренному выше случаю за счет изменения толщин масляной пленки в
нижней и верхней гидростатических опорах (регулированием производительно¬
сти насосов в системе насос-карман).В системе компенсации прогиба борштанги I при расточке детали 2 (рис. 2.38, в)
в качестве привода резца 3 используется встроенный в борштангу пьезоэлектри¬
ческий датчик 4, который преобразует электрический сигнал (поступающий к
приводу через контактное кольцо 6) в радиальное перемещение резца. Измери¬
тельная система представляет собой лазерный источник 9, луч от которого про¬
ходит сквозь полое отверстие шпинделя и борштанги и попадает на призму 5.
Призма смонтирована в непосредственной близости от резца со смешением
вершины с оси борштанги на величину L (схема II). Перемещение призмы реги¬
стрируется в двух перпендикулярных направлениях с помощью зеркала 7 и фо¬
тодатчика 8, генерирующего напряжение, пропорциональное координатам от¬
раженного от призмы 5 луча (при отсутствии погрешностей траектория луча
представляет собой идеальную окружность). Цилиндричность оценивается со¬
поставлением желаемой и контролируемой траекторий движения. Применение
системы позволяет уменьшить погрешность более чем в 2 раза.Применение системы ЧПУ. В настоящее время большинство систем ЧПУ по¬
зволяет проводить коррекцию ошибок положения узлов, обусловленных деформа¬
циями. Например, при перемещении суппорта по координате х (см. рис. 2.34, б, в)
производится принудительное смещение ползуна по координате г, т.е. осущест¬
вляется коррекция его положения даже в случае, когда обрабатывается торец
заготовки. Система ЧПУ автоматически реализует эту коррекцию без ее введе¬
ния в управляющую программу. Величину коррекции назначают в зависимости
от величины деформации, измеренной при экспериментальном контроле станка.
При этом можно учесть взаимное влияние двух суппортов, расположенных на
одной поперечине, и решать другие задачи. В большинстве случаев механиче¬
ские и электронные методы коррекции дополняют друг друга и используются
совместно.2.2.7. УСТРАНЕНИЕ ЗАЗОРОВ В МЕХАНИЗМАХРаботоспособность и точность большинства механизмов станков в значи¬
тельной степени зависят от зазоров в соединениях, опорах и передачах. Чаще
всего зазоры отрицательно сказываются на эксплуатационных показателях, по¬
этому конструкторы постоянно заняты поиском эффективных решений, устра¬
няющих зазоры полностью или хотя бы частично. Для станков с ЧПУ эта про¬
268Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙблема особенно актуальна, поскольку зазоры оказывают влияние также на рабо¬
ту привода, системы управления и т.д. Особо следует отметить упругие зазоры,
которые появляются в результате деформаций элементов станка (в частности,
направляющих) при реверсировании движений. Они зависят от жесткости со¬
единения, сил трения, расстояния от направляющих до места измерения и дру¬
гих факторов. Здесь упругие зазоры не рассматриваются.В основу устройств для выборки зазоров положено использование ряда фи¬
зико-технических эффектов, наиболее распространенные из которых приведены
в табл. 2.20. Чаще всего используют упругие свойства материала, относительные
перемещения элементов, а также эффект клина. Соединение валов (схема 7, 7)
основано на деформации (штриховые линии) сильфонной втулки 7, обеспечи¬
вающей как передачу момента, так и точное центрирование зубчатого колеса 2.
Рабочие размеры: d = 14... 100 мм; L = 20...60 мм. В схемах I, 2 и I, 4 зазор в за¬
цеплении соответственно цилиндрической и червячной передач устраняется в
результате радиального сближения колес пары (схема /, 2) или червяка с коле¬
сом (схема I, 4). При этом из-за искусственно увеличенной податливости в ради¬
альном направлении жесткость передачи невысокая.Выборка зазора в передаче винт-гайка скольжения (схема I, 3) и в направ¬
ляющей качения (схема 1, 5) происходит с помощью пружины 1 . Натяг в ради¬
альном двухрядом подшипнике с цилиндрическими роликами (схема I, 6) регу¬
лируют, деформируя внутреннее кольцо 7 при его осевом перемещении по ко¬
нической шейке 2.Схемы II, 1 - 6 иллюстрируют устранение зазора путем относительного пе¬
ремещения или поворота деталей 1 и 2. Такие соединения, как правило, отличают¬
ся высокой жесткостью. В схеме II, 1 предусмотрен относительный поворот час¬
тей 7 и 2 сборной ступицы червячного колеса; в схеме II, 2 тангенциальное отно¬
сительное смещение (разворот) зубчатых венцов 7 и 2 осуществляется винтом 4,
взаимодействующим с пальцем 3 и с торцом паза 5, выполненного в венце 2.
Осевое смещение червяков 1 и 2 червячно-реечной передачи (схема II, 3) и червя¬
ка 2 (схема II, 4) червячной пары производится с помощью гидроцилиндра или
пружины. Натяг в направляющих качения (схема II, 5) создается поворотом эксцен¬
трика 2 (е - эксцентриситет), а в радиально-упорных подшипниках (схема II, 6) -
сближением внутренних колец 7 и 2 при подшлифовывании компенсатора 3.В устройствах, выполненных по схемам III, 1-6, для устранения (или
уменьшения) зазора используются свойства конических и клиновых соединений.
Так, в винтовой передаче приводов подачи (схема III, 3) зазор выбирается при
автоматическом повороте полугаек 7 и 2 пружинами. Зазор в червячной переда¬
че (схема III, 4) уменьшают периодически при износе червячного колеса 7 путем
осевого перемещения (по стрелке) червяка 2, имеющего различную толщину
витка (iS*2 > £i) в осевом сечении (разноходовая передача). В этом случае после
перемещения червяка в работу вступает профиль с большей толщиной витка.
2.20. Виды соединений, передач, опорОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ269«35 нS? йл -в"
а .©.О г>оЯо<и«а>воSCQОЁ<UоVЩи0CQОЖМSX(Uкя<DОнSа>X5чDСс?пКоо
270Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙВыборка зазора в роликовых направляющих качения (схема III, 5) осущест¬
вляется при осевом перемещении опоры 1, установленной на клине 2, имеющем
конусообразную поверхность. В этом случае достигается также самоустановка
опоры 1. Постоянный натяг в подшипнике с коническими роликами (схема III, 6)
создается путем осевого нагружения роликов через втулку 1 при подводе масла
под постоянным давлением в полость 2.В гидростатических замкнутых опорах и передачах (схемы IV, 1 - 6) зазоры
устраняются благодаря самому принципу действия, когда масло под давлением
поступает в противоположные карманы 1 и 2 и заполняет зазор между рабочими
поверхностями. (В передачах скольжения, имеющих аналогичное назначение,
для обеспечения их работоспособности предусматривают зазор, который отри¬
цательно сказывается на функционировании механизма, например при реверси¬
ровании.)Эффект гидростатической смазки используется, например, в направляющих1 и 2 шпинделя (схема IV, 1) зубодолбежного станка, предназначенных для осу¬
ществления возвратно-поступательного перемещения, и в гидростатической
червячно-реечной передаче (схема IV, 3) с карманами на рейке, используемой в
тяжелых станках при большой длине перемещения. Реализация гидростатиче¬
ской смазки в червячной передаче (схема IV, 4) возможна только при специаль¬
ных профилях червяка и колеса (например, в глобоидных парах), обеспечиваю¬
щих малый и достаточно постоянный зазор в зоне зацепления, играющий роль
уплотнения. Выборка зазоров гарантирует высокую точность перемещения уз¬
лов (схема IV, 5), в том числе при их реверсировании, и высокую геометриче¬
скую и размерную точность шпиндельных узлов (схема IV, 6).В схемах V, 1 - 6 для ликвидации зазора используются различные эффекты.
Применяя самотвердеющую пластмассу, впрыскиваемую в шлицевое соедине¬
ние, устраняют боковые зазоры (схема V, 1). Для создания предварительного
натяга в зацеплении зубчатых колес (схема V, 2) используется относительное
проскальзывание колес 1 и 2, числа зубьев которых различаются на единицу (z и
z + 1). Оба они находятся в зацеплении с колесом 3, причем колесо 2 всегда от¬
стает от колеса 1 и прижимается к противоположной стороне профиля зуба ко¬
леса 3. Сила, с которой выбирается зазор, регулируется пружиной 4.В винтовой передаче (схема V, 3) использованы магнитные свойства: вра¬
щение от винта 1 к гайке 3 передается бесконтактно благодаря взаимодействию
магнитных полей, возникающих в витках обмоток 2 винта и гайки. Передача
движения при этом осуществляется в обоих направлениях без зазоров (при ре¬
версировании может возникать упругий зазор, величина которого зависит от
магнитных свойств передачи). В червячной передаче (схема V, 4), изменяя мо¬
мент тормоза 1, связанного с косозубым колесом 2, можно регулировать осевую
силу, с которой происходит выборка зазора.В схеме V, 5 зазор в V-образной направляющей при ее износе устраняется
автоматически под действием веса узла. Автоматическое регулирование натяга в
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ271подшипнике при его нагреве (схема V, 6) осуществляется благодаря назначению
материала кольца 7 с повышенным коэффициентом температурного линейного
расширения (например, эбонита). При нагреве кольца его ширина 7 увеличива¬
ется и натяг уменьшается.Различные способы устранения зазоров в соединениях с валами показаны на
рис. 2.39. В приводах подачи (коробах подач, шариковых винтовых передач и
др.) используют конусообразные детали, при перемещении которых в осевом
направлении зазор выбирается благодаря деформации ступицы (рис. 2.39, а), а
зажимные диски 7 и 2 не передают момент, который зависит от зазора в посадке
и коэффициента трения, или зажимных колец (рис. 2.39, б и в). Закрепление зуб¬
чатого колеса на валу коническими кольцами 7 (рис. 2.39, б) не обеспечивает его
точного центрирования, поэтому требуется посадка по дополнительной поверх¬
ности диаметром d. Конические кольца обеспечивают герметизацию в месте ус¬
тановки; их разборка не вызывает трудностей, так как они не самотормозящие.
Однако такой зажим недостаточно надежно работает при ударных нагрузках.
Недостатками зажима на рис. 2.39, в являются зависимость передаваемого мо¬
мента от температуры (при большой разнице температур ступицы и вала) и от¬
сутствие центрирования соединяемых деталей; однако он нечувствителен к
ударным нагрузкам и не требует стопорения зажимных винтов 7.В соединении колеса 7 с валом 3 (рис. 2.39, г), передающего малую нагруз¬
ку (вращение датчиков), закрепление колеса на валу и выборка зазора в этом
соединении осуществляются при деформации хомутом 2 ступицы, ослабленной
прорезями 4. В распространенном соединении выходного вала 7 (рис. 2.39, д)
двигателя привода подачи с сильфонной муфтой 2 (и далее с ходовым винтом)
передача момента осуществляется силами трения, возникающими в соединении
при деформации конусообразной втулки 3.Разновидности конического соединения, обеспечивающего выборку зазора,
приведены на рис. 2.39, е-з, а соединений, передающих большой момент (типа
шпоночных) в основном для приводов главного движения, на рис. 2.39, и-л.
Уменьшение или полное устранение бокового зазора в шлицевом соединении
(рис. 2.39, и) осуществляется в результате деформации ослабленной ступицы 7
колеса кольцом 2 с конической внутренней поверхностью. Шлицы сопряженных
деталей 7 и 3 выполняют с разным угловым смещением относительно кулачков 2
полумуфт с трапецеидальным профилем (рис. 2.39, к). Благодаря этому при осе¬
вом смещении деталей 7 и 3 выбираются зазоры в шлицевом соединении. Боковой
зазор между шпинделем 7 зубодолбежного станка и направляющей втулкой 2
уменьшается посредством клиньев 3 и 4 (рис. 2.39, л).Зазор в соединении вала 7 с втулкой 3 (рис. 2.39, м) может устанавливаться
различным (вплоть до полного устранения) в результате деформации втулки под
давлением масла, подводимого в камеру 2. На рис. 2.39, н показана схема вы¬
борки зазора в шпоночном соединении шпинделя 7 зубофрезерного станка с
зубчатым колесом 2 привода.
272Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙd=W...300»rtd «15 300wРис. 2.39. Схемы устранения зазоров в соединениях с валом
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ273Ниже приведены рекомендуемые значения удельной нагрузки р и переда¬
ваемой осевой силы Fдля различных устройств, описанных выше.Схема Рис. 2.39, а Рис. 2.39, б Рис. 2.39, в 1.1, табл. 2.20р, МПа - 1000 2000F, кН 15...70 18...54 25...180 6...80В табл. 2.21 даны ориентировочные значения передаваемого момента для
таких устройств при коэффициенте трения в соединении 0,1 и посадке по диа¬
метру d - Н7/И6.В зубчатых и червячных передачах зазоры выбираются либо в каждой от¬
дельной передаче (рис. 2.40), либо в цепи, образующей замкнутый кинематиче¬
ский контур (см. рис. 2.41). В последнем случае это достигается благодаря взаим¬
ному развороту (перемещению) кинематических цепей посредством специального
нагружающего устройства (пружинного, гидравлического). В результате относи¬
тельного поворота кинематических цепей в каждой из них формируется однопро¬
фильное зацепление, которое не нарушается даже при реверсировании движения.Венец прямозубого колеса 1 поворачивают с помощью эксцентрика 2 и
фиксируют винтами (рис. 2.40, а). Зазор в косозубой передаче регулируют пу¬
тем осевого смещения колеса либо эпизодически посредством компенсатора 2
(рис. 2.40, б), либо постоянно тарельчатыми пружинами 1 (рис. 2.40, в). В по¬
следнем случае зазор выбирается полностью и обеспечивается определенная же¬
сткость соединения, зависящая от характеристики пружины.Зазор в зацеплении силовой червячной передачи ликвидируют осевым пе¬
ремещением червяка 3 при подводе масла под давлением в полость гидроцилин-
дра 4 (рис. 2.40, г). Для возможности размещения двух червяков на одной оси
передачу выполняют корригированной, благодаря чему поля зацепления 1 и 2
удаляются от средней линии. По конструктивным соображениям такую схему
применяют в средних и крупных передачах. При выборке зазора в зубчатой паре
редуктора механизма подачи относительный разворот колес 1 и 2 при устране¬
нии зазора производится винтами 3-6 (рис. 2.40, д).2.21. Крутящий момент (Н м), передаваемый различными устройствамиd, ммСхемыРис 2.39, аРис 2.39, бРис 2.39, вРис 2.39, д1.1, табл. 2.2015...20-20...3027020...7036...6220...40150...70030...150270...70070...88062...24040...60700...1700150...800700...2500-240...200060...801700...3200800...15002500...5200-2000...350080...1003200...60001500...27005200...8000-3500...5000
274Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ1ч*я•СЕШйh12 3 г)А-АРис. 2.40. Разновидности конструкций устройств выборки зазоров
в зубчатых и червячных передачахРассмотренные схемы выборки зазора характерны для силовых передач и ис¬
пользуются в приводах главного движения и подачи. Другие устройства, обеспе¬
чивающие существенно меньшую жесткость (рис. 2.40, е-и), применяются пре¬
имущественно в измерительных цепях. Их работа основана на автоматическом от¬
носительном повороте венцов 1 и 2 с помощью пружины 3. Сравнительно невысо¬
кую жесткость обеспечивает метод устранения зазора путем радиального сближе¬
ния червяка 1 и червячного колеса 2 с помощью пружины 3 (см. рис. 2.40, и).
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ФУНКЦИОНИРОВАНИЯ275Полное устранение зазора путем относительного разворота кинематических
цепей наиболее часто применяют в силовых передачах, в частности в приводах
подачи (рис. 2.41). Это осуществляется при перемещении в осевом направлении
шевронного колеса 1 под действием пружины 2 или гидроцилиндра (рис. 2.41, а).
Направление разворота зубчатых колес при выборке зазора показано стрелками.
Такая конструкция характерна для приводов подач тяжелых станков при боль¬
шой длине перемещения подвижного узла, поскольку длина реек 3 практически
не ограничена (в отличие от длины винта в передачах винт-гайка).Рис. 2.41. Схемы создания натяга в приводах подачи и главного движения,
использующих цилиндрические зубчатые и червячные передачи
276Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙВ приводе стола зубофрезерного станка с ЧПУ (рис. 2.41, б) отсутствие за¬
зора в зацеплении конечного звена (зубчатого колеса 2) и ведущих колес 1 и 3
обеспечивается благодаря крутильной податливости вала 5, который предвари¬
тельно закручивают на требуемый угол и затем фиксируют с помощью зубчатой
муфты 4. Устранение зазора в приводе круговой подачи стола станка с ЧПУ
(рис. 2,41, в) осуществляется путем осевого смещения червяка 1 при подводе
масла в гидроцилиндр 2. Аналогичная задача решается при радиальном переме¬
щении салазок 1 с колесом 2 (рис. 2.41, г), в результате чего устраняется зазор в
зацеплении зубчатых колес 3 и 5 с колесом 4.Разновидность привода круговой подачи с выборкой зазора показана на
рис. 2.41, д, где это осуществляется при подаче масла в гидроцилиндр 2 за счет
осевого перемещения шевронного колеса 1. При этом в зацеплении колес 3-4 и
5-4 зазор полностью устраняется. В приводе стола зубофрезерного станка
(рис. 2.41, е) зазор в делительной червячной передаче выбирается при осевом
перемещении (посредством гидроцилиндра 4) вспомогательного червяка 3, на¬
ходящегося в зацеплении с червячным колесом 2, установленным соосно с дели¬
тельным колесом 1 (червячные колеса условно показаны не на одной оси).Разновидности способа устранения зазора в силовых цепях (например, в при¬
водах главного движения круглофрезерных станков) показаны на рис. 2.41, ж и з.
Разворот кинематических цепей осуществляется при осевом перемещении косо¬
зубого колеса 1 пружинами 2. Устранение зазора в планетарных передачах про¬
исходит за счет принудительного разворота в противоположные стороны двух
соосно расположенных элементов одного из звеньев передачи (рис. 2.41, и). Ис¬
ходная кинематическая цепь состоит из центрального колеса 1, сателлита 2, не¬
подвижного центрального колеса 3, закрепленного на корпусе, и водила 8. Для
выборки зазоров установлена дополнительная кинематическая цепь, содержащая
элементы 4-9. При повороте винта 4 (его ось перпендикулярна плоскости ри¬
сунка) подвижное центральное колесо 5 поворачивается и выбираются зазоры в
парах зубчатых колес 5-6 и 6-7. Через упругий элемент 9 вращение передается
колесу 1, и выбираются зазоры в парах 1-2 и 2-3. После выборки всех зазоров
упругий элемент закручивается, что обеспечивает постоянный натяг в кинема¬
тической цепи и исключает появление зазора при износе элементов передачи.Устранение зазора и создание натяга в винтовых передачах приводов пода¬
чи осуществляется при осевом сближении (в результате подшлифовывания ком¬
пенсатора 2) полугаек 1 и 3 (рис. 2.42, а) либо при относительном развороте по-
лугаек (рис. 2.42, б и в). Так, в схеме на рис, 2.42, б точная установка натяга
обеспечивается поворотом в одну сторону полугаек 1 и 2, число фиксирующих
зубьев которых различается на небольшую величину (например, z и z + 1), При
повороте полугаек на один зуб величина осевого натягагде Р - шаг винта.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ2776)Рис. 2.42. Устранение зазоров в винтовых передачахВ схеме на рис. 2.42, в относительный поворот полугайки 1 и корпуса 2, в
котором установлена вторая полугайка, производится винтами 3 и 4.2.3. РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙКонструктивное исполнение изделия признается рациональным, если оно
наилучшим образом приспособлено к условиям изготовления и эксплуатации.
Это относится, прежде всего, к компоновке конструкции, выбору силовых и ки¬
нематических схем, использованию в конструкции изделия современных дости¬
жений науки и техники.2.3.1. КОМПАКТНОСТЬ КОНСТРУКЦИЙПри проектировании станка не всегда обращают внимание на компактность,
говорят: «Ему не летать». Между тем, компактность, не являясь самоцелью, часто
сказывается на важнейших эксплуатационных характеристиках, таких как точ¬
ность и надежность, и комплексно характеризует уровень разработок. В отдель¬
ных случаях при больших размерах обрабатываемой детали очень важно умень¬
шить занимаемую станком площадь, снизить его массу, т.е. компактность может
выступать и как целевая функция. Но даже при неизменных размерах конкретной
машины выгодно иметь более компактные отдельные узлы и механизмы, по¬
скольку их рабочие функции в этом случае могут выполняться более эффективно.Интуитивно конструктор всегда стремится к созданию компактной (как го¬
ворят, красивой) конструкции, обеспечивая снижение массы, что влияет на ди¬
278Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙнамические характеристики, металлоемкость, эффективнее используя рабочее
пространство, совмещая функции отдельных механизмов и др. Можно оцени¬
вать компактность конструкции по следующему:- при одинаковых с прототипом размерах она обеспечивает большие же¬
сткость и мощность, имеет лучшие рабочие параметры (например, передаточные
отношения, крутящий момент и т.п.);- имеет меньшие, по сравнению с прототипом, размеры и массу и гаранти¬
рует обработку изделия с требуемыми свойствами.В табл. 2.22 приведены некоторые (далеко не исчерпывающие) способы
улучшения компактности станков и их механизмов. Обычно консольные компо¬
новки (схемы 1) токарно-карусельных, фрезерных и других станков занимают
меньшую, на 30...40%, площадь, чем портальные. В узлах и механизмах стан¬
ков возможность уменьшения размеров в одном или разных направлениях пре¬
допределяет, как правило, реализацию того или иного конструктивного реше¬
ния, когда необходимо «вписаться» в заданное пространство.Объединение нескольких механизмов в один (схемы 2). Это, кроме умень¬
шения размеров и массы, часто способствует повышению надежности. На схеме 2
табл. 2.23 и рис. 2.43 это проиллюстрировано в совмещенном приводе главного
движения и круговой подачи шпинделя токарного станка (схема 2, /, рис 2.43).
Вращение на выходной вал 9 (и далее на шпиндель) передается от входного вала 1
либо через двухскоростную планетарную коробку скоростей 7, либо от волновой
передачи 2. При работе в режиме главного привода (с высокой частотой враще¬
ния) колесо 8 с внутренним зубом занимает крайнее правое либо крайнее левое
(как на рис 2.43) положение. В первом случае коробка скоростей работает как
муфта с передаточным числом, равным единице, поскольку зубчатые колеса 12,11 и 10 замкнуты через венец 6. Во втором случае колесо с внутренним зубом 8
становится неподвижным, так как венец 6 сцепляется с венцом 5 корпуса. Вра¬
щение от вала 1 передается на колеса 12 и 11, водило 10 и на ведомый вал 9
(реализуется передаточное число 4...5).При работе в режиме привода подачи подвижное зубчатое колесо 8 уста¬
навливается в среднее положение и происходит расцепление колес 10 и 8, 5 и 6.
Диск 4 перемешается влево, и зубчатые муфты 3 и 13 сцепляют входной вал 1 с
генератором волн 15, а венец 14 волнового редуктора - с диском 4. Вращение
передается от вала 1 к муфте 13 и через генератор 15, гибкое колесо 2, муфту 3,
диск 4, водило 10 на выходной вал 9. В этом случае передаточное число может
достигать 100 и даже более.При традиционном решении имеются, как правило, два автономных двига¬
теля для главного движения и подачи, коробки скоростей и подач, переключаю¬
щие, блокировочные устройства, что существенно менее компактно. Другим при¬
мером объединения механизмов является совмещение устройства переключения
скоростей и рабочего вала коробки передач (схема г, II). В этом случае вал 1 вы¬
полняют подвижным в осевом направлении, и он перемещается гидроцилин¬
дром 2, осуществляя переключение скоростей.
2.22. Способы повышения компактностиРАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ279i S£г 2
с *
sЛа чсв CU1ОЯясвО)оГ)►л4
о
с
о5л\в3v.о- -9-<иК «2 Й& й5 W6 -в-я Г)-гНп?ТТТТ tск _ж S3 uс; а<D ЕГ
Cdq clcd а>
Си СиCd <ис: сILй>ЯЯ )SЙ я
3 g
а ж« лОUГЙГГГГ03оо-SгоtoЯЯсоX0)S<DЯя0)яяп<и1юоCsl.S--ЬРЛ\Л a =ЁЙiiшч^ .frС 52я *я- 3я оЯ Р-Си ЙС 1ft\\VW4V\e
gs'SSSS/fSSS.п I» IтТ-1 -ггп Iв-AS лcd x
X COС £ лU
э- sжояI cf=:£ Й
а. оJсоЛчоожоXЯ S
я 2
§ х Ё
=* >. u
га -в< Sя х чs is“IO 1
О яя “
§ °
Продолжение табл. 2.22280Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ2817 3 4 5 6 18Рис. 2.43. Совмещенный привод главного движения и круговой подачиПараллельная передача сил (схемы 3). Это достигается, например, с по¬
мощью двух червячных колес или двумя гидроцилиндрами. Распределение на¬
грузки между колесами 1 и 2 (схема 7) зависит от погрешности червячных пере¬
дач и от жесткости элементов, передающих нагрузку. В схеме II сила на поршне
удваивается. В этом случае достигается сокращение радиальных размеров по
сравнению с традиционным устройством, имеющим один поршень. Снижение
массы и размеров передач достигается за счет повышения рабочих скоростей.
Но при этом увеличивается износ, растет температура и усложняются требова¬
ния к приводу.Использование многопоточных одновременно работающих передач(схемы 4). Этот метод позволяет решить задачу повышения компактности весь¬
ма эффективно. В схеме / в качестве многопоточных передач выступают три са¬
теллита I, установленные на водиле 2 планетарного редуктора. В схеме //умень¬
шение радиальных размеров редуктора происходит благодаря применению шев¬
ронной передачи, одно из колес 1 которой может перемещаться вдоль оси (при
возникновении неодинаковых сил зацепления в полушевронах) и осуществлять
равномерную передачу момента обоими полушевронами. Примеры реализации
этого принципа даны на рис. 1.35, б; 2,43 и 2.61, а.Применение многоконтактных механизмов (схемы 5). Это гарантирует
уменьшение размеров по сравнению с мало-, одноконтактными при одних и тех
же силовых параметрах. В волновой передаче вследствие большого числа одно¬
временно работающих зубьев гибкого колеса 1 (схема I) происходит передача
большого крутящего момента. На рис. 2.44 показана схема волнового редуктора,
282Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.44. Схема волнового приводапредназначенного для передачи большого крутящего момента с передаточным
отношением около 100. От вала 1 двигателя движение передается через волно¬
вой редуктор 2 на электромагнитную зубчатую муфту 3 и далее на выходное
зубчатое колесо 4.В зубчатой муфте (схема II) одновременная работа зубьев 1 обеспечивается
их точным изготовлением. Многие механизмы с большой редукцией (винтовые,
червячные передачи, червяк-рейка, зубчатые передачи с внутренним зубом)
функционируют как многоконтактные и благодаря этому передают значитель¬
ные нагрузки.Реализация одинаковых или подобных функций механизма посредством
одного элемента (схемы 6). «Связанные колеса» 1 и 4 коробки подач (схема Г)
взаимодействуют с блоками зубчатых колес 2 и 3, расположенными на разных ва¬
лах. В обычной схеме зубчатые колеса блоков 2 и 3 зацепляются каждое со своим
колесом, что требует установки на среднем валу четырех колес. При применении
«связанных» колес их число сокращается до трех (схема а) или до двух (схема б),
что уменьшает осевой размер L коробки. В традиционной схеме L > 8Ъ, при
одной «связанной» передаче L > 1Ь, а при двух «связанных» колесах L > 4Ь (где
b - ширина зубчатого колеса). В гидростатической опоре (схемы II) уплотняю¬
щие дросселирующие щели I и 2 радиального подшипника служат дросселями
упорных 3 и 4 (схема б), что исключает необходимость установки автономных
дросселирующих устройств 1 (схема а).Рациональная конструктивная схема (схемы 7). Простым изменением
конструкции подвижного блока (схемы Г) можно добиться сокращения осевого
габарита коробки с L > life (схема б) до L > 1Ь (схема а). Аналогичных результа¬
тов достигают при правильном размещении проточки 1 (шириной Ь) под вилку,
перемещающей блоки зубчатых колес (схемы II). При рациональном размеще¬
нии проточки (схема б) длина коробки сокращается на величину Ъ.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ283Принцип «матрешки» (схемы 8). Он успешно применяется для сокраще¬
ния размеров, например, в коробках передач (см. рис. 1.35, а и 1.43) или в теле¬
скопических устройствах. В коробках скоростей и подач (схема I) установка од¬
ного вала 1 внутри другого (полого) 2 позволяет существенно уменьшить, в пер¬
вую очередь, радиальные размеры, так как при обычной схеме требуется место
для размещения третьего вала. В механизме гидроразгрузки ползуна 1 (схема II)
обеспечивается компактность в направлении перемещения за счет телескопиче¬
ской установки гидроцилиндров 2 и 3. Одновременно гидроразгрузка, «обезве-
шивая» ползун, позволяет применять привод с меньшим усилием, а следова¬
тельно, с меньшими размерами. Телескопическая защита направляющих и вин¬
та, подвод масла к перемещаемому элементу с помощью телескопических труб
также являются примерами реализации этого принципа.Совмещение функций устройств (схемы 9). Гидростатические опоры
служат как для вращения шпинделя 1 (схема I), так и для его фиксации, когда в
кольцевой карман 2 осевого подшипника прекращается подача масла под давле¬
нием. Давление в кармане 3 смещает шпиндель 1 в осевом направлении, и про¬
исходит его зажим силами трения. Иногда по давлению в карманах осуществля¬
ют контроль нагрузки, и это может служить примером выполнения разнообраз¬
ных функций одним устройством (гидростатическими опорами). Зубчатое коле¬
со 1 (схема II) кроме основной функции - передачи момента с вала 2 на вал 3 и
изменения частоты вращения — работает как муфта при переключении скоростей
(см. рис. 1.29). Примерами совмещении функций служат механизмы, показан¬
ные на рис. 1.19, а; 1.26; 1.29; 1.35, в.Использование различных физических эффектов - пьезоэффекта, магни-
тострикции, упругости материала и др. (схемы 10). Для уменьшения радиальных
габаритов, обеспечения быстросъемности и исключения необходимости обра¬
ботки крепежных отверстий для фиксации крышки 1 (схема Г) используются
упругие свойства пружины 2. В схеме II существенное увеличение передаваемой
силы при одновременном изменении ее направления гидроцилиндрами 1 и 2 с
разными диаметрами обеспечивается за счет гидростатического давления. При
решении конкретных задач могут использоваться механические колебания (для
отвода стружки, облегчения перемещения); инерция (в приводе) и другие физи¬
ческие эффекты (см. рис. 2.6, д; 1.36).Реализация дополнительных функций (схемы 11). В схеме I дополни¬
тельная функция (фиксация от осевого смещения) реализована наружным коль¬
цом 1 шарикоподшипника при установке на нем пружинного кольца 2, а в схеме II
кольцеобразная канавка 1, выполненная на наружной поверхности втулки 2 гид¬
ростатического радиального подшипника, служит дросселем для питания кар¬
манов, благодаря чему обеспечивается компактность опор, не требуется уста¬
новка внешних дросселей (см. рис. 1.37).Расширение универсальности узлов, особенно несущих инструмент или за¬
готовку, способствует повышению компактности конструкции станков (схемы 12).
Известен горизонтально-расточный станок, в шпиндельной бабке которого преду¬
смотрен поворотный ползун. В ползуне на одинаковом расстоянии от оси поворота
284Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙустановлены два рабочих шпинделя, служащие для черновой и чистовой обработок.
Поворотом ползуна вокруг оси требуемый шпиндель устанавливается в рабочую
позицию. Поворотная головка 1 (схема / и рис. 2.45, а) позволяет устанавливать ра¬
бочий шпиндель 2 как в горизонтальном, так и в вертикальном положениях (умень¬
шается число съемных узлов). Для этого плоскость поворота 3 головки расположена
под углом 45° к горизонту. Для фиксации головки предусмотрена зубчатая муфта 4.
Такое решение может реализовываться как в токарных модулях, обеспечивая ком¬
плексную обработку деталей типа тел вращения, так и на фрезерных станках.Фрезерный шпиндель 1 (схема II и рис. 2.45, б) может устанавливаться и за¬
крепляться под любым углом в пределах угла поворота подвижной части голов¬
ки 180°. Поворот осуществляется с помощью червячной передачи 2, закрепление
поворотной части - сильфонной втулкой 3 (рис. 2.45, б). Такая конструкция ис¬
пользуется в токарно-карусельных, продольно-фрезерных станках.Рис. 2.45. Угловые головки
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ285Рациональное базирование деталей позволяет создавать компактные кон¬
струкции без снижения эксплуатационных качеств (схемы 13). Сокращением чис¬
ла базирующих элементов в направляющих типа «ласточкин хвост» (схема а, I)
обеспечивается компактность базирования. То же самое относится к цилиндри¬
ческим направляющим. Существенного уменьшения осевого размера при уста¬
новке точных деталей (червячных и цилиндрических колес, планшайб и др.)
можно достигнуть при замене центрирования деталей по диаметру или конусу
на центрирование по короткому конусу и развитому торцу (схема б, I, см. также
рис. 1.121). Выигрыш в осевом направлении может быть в 3 раза и более. Пере¬
становка подвижных и неподвижных элементов методом инверсии (схема II)
может способствовать сокращению размеров.Применение рычажных механизмов для увеличения сил, изменения на¬
правления перемещения (схемы 14). Эти механизмы располагают колоссальны¬
ми возможностями для сокращения размеров и могут быть основаны как на еди¬
ничных эффектах, так и на их совокупности (клин с эксцентриком, два клина,
клин и рычаг и др.). На схеме II показано использование клинового 1 и рычаж¬
ного 2 механизма для увеличения силы зажима (см. рис. 1.115, г).Преобразование структуры, например, компоновки токарно-карусельных
станков при обработке кольцеобразных деталей 1 большого диаметра (схема а, II)
уменьшает габариты станка (по сравнению со схемой а, Г) и обеспечивает пере¬
наладку на обработку еще больших деталей при тех же размерах станка. Изме¬
нение структуры коробки передач с большим передаточным числом (схема б, II)
также уменьшает размеры. В схеме а, I большая редукция реализуется в одной
паре колес 1-2, вследствие чего колесо 2 имеет большие размеры, что определя¬
ет габариты коробки передач. В схеме б, II, несмотря на дополнительный вал,
размеры коробки меньше, так как общее передаточное число распределено меж¬
ду двумя парами колее 1-2, 3-4.Создание меньшего трения в элементах конструкции улучшает условия
использования рабочего объема, снижает мощность привода и т.п. (схемы 16).
В схеме I зажим ползуна 1 производится клиновым механизмом 2 с опорами ка¬
чения. Это повышает КПД механизма и силу зажима. Применение гидростатиче¬
ского смазывания (схема II) в крупном радиальном подшипнике 1, например
планшайб, позволяет при одинаковых габаритах с опорой качения иметь сущест¬
венно большее внутреннее отверстие D, которое используется в одних случаях
для установки деталей типа вала (зубофрезерные станки), а в других - для уборки
стружки через центр. Более совершенное трение может обеспечить компакт¬
ность механизмов выставки тяжелых заготовок, переустановку узлов и т.п.Уменьшение числа деталей в элементах конструкции, ликвидация лишних
звеньев (схемы 17). В главном приводе зубодолбежной головки перемещение дол¬
бяка 1 (вверх-вниз) происходит от кривошипно-шатунного механизма 6 (схема а).
Для освобождения долбяка при его холостом ходе (вверх) применен зубчато¬
кулачковый механизм 4-5, при повороте которого происходит взаимодействие ку¬
лачка 4 с подпружиненной тягой 3. Долбяк в это время может свободно покачивать-
286Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙся на шарнире 2, обеспечивая отвод долбяка от обработанной поверхности при холо¬
стом ходе. В схеме б тот же механизм выполнен без зубчатых колес, только с помо¬
щью поворотного кулачка 4, благодаря чему уменьшились размеры механизма. Этот
пример (рис. 2.46) иллюстрирует также реализацию различных функций одним и
тем же элементом, а именно - кривошипно-шатунный механизм используется и для
главного движения, и для согласованного с ним открепления-закрепления долбяка.Рис. 2.46. Зубодолбежный суппорт для зубофрезерного станка
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ287А -АРис. 2.46. ПродолжениеЗамена точечного контакта линейчатым дает возможность передавать су¬
щественно большие нагрузки при одинаковых размерах деталей (схемы 18). Роли¬
коподшипник (схема б, Г), применяемый вместо шарикоподшипника (схема а, I)
в сочетании с использованием в качестве дорожек качения поверхностей валов,
позволяет значительно уменьшить радиальные размеры. Применение цангового
зажима 1 (схема 1Г) инструмента 2 вместо шарикового 3 обеспечивает получение
большей силы при одинаковых размерах механизма.Распределением передаточных отношений между зубчатыми колесами
(схемы 19) можно существенно влиять на размеры редуктора: схема II более
компактна, чем схема /.Использование рациональной силовой схемы (исключение работы дета¬
лей на изгиб, замыкание сил на коротком участке и т.п.) позволяет уменьшить
размеры механизмов (схемы 20). В главном приводе токарно-карусельного стан¬
ка на консольно установленных конических колесах развиваются большие силы
(схема Г), что требует соответствующих размеров. В схеме II вращение от двига¬
теля М через коробку скоростей КС передается непосредственно на венец 1, вра¬
щающий планшайбу 2 (рис. 2.47, б). Общее пространство, занимаемое приво¬
дом, в этом случае существенно уменьшилось (см. рис. 1.115, а; 2.60, а).Использование принципиально новых решений на всех этапах конст¬
руирования, особенно на ранних, позволяет эффективнее решить многие про¬
блемы, в том числе и проблемы компактности. В последнее время бурно разви¬
ваются мехатронные механизмы, сочетающие в себе преимущества механиче¬
ских и электрических (электронных) систем. Среди них можно отметить устрой¬
ства для автоматического радиального перемещения резца в расточных оправ¬
ках, механизмы поворота деталей на требуемый угол и т.п. Пример принципи¬
ального нового решения компоновки дан на рис. 2.84. Реализация принципа ин¬
версии (см. рис. 1.33) также позволяет улучшить компактность.
288Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙСоздание статически неопределимых систем (см. п. 2.3.3), обеспечение са¬
моустановки механизмов также создают возможности для сокращения габа¬
ритов.Во многих случаях различные способы повышения компактности реализу¬
ются в одном механизме. На рис. 2.47, а шкив 1 ременной передачи использует¬
ся и как корпус планетарного редуктора 2 с большим передаточным числом
(8-10). Здесь компактность обеспечивается уменьшением числа звеньев, объе¬
динением элементов, рациональной конструктивной схемой, совмещением
функций. На рис. 2.47, б показана двухступенчатая планетарная коробка скоро¬
стей привода планшайбы 4 токарно-карусельного станка. Коробка скоростей 1
частично размещена внутри шкива 2 (принцип «матрешки»), кроме того, ис¬
пользуются многопоточные передачи 3 (три сателлита); реализуется принцип
объединения и уменьшения числа звеньев; обеспечивается рациональная конст¬
руктивная схема, когда входной и выходной элементы коробки скоростей уста¬
новлены соосно.Широкие возможности повышения компактности заложены в использова¬
нии энергоемких источников - гидравлики в механизмах зажима (см. рис. 1.36),
гидроразгрузки для облегчения движения узлов (см. рис. 1.109) и индивидуаль¬
ных современных приводов для перемещения механизмов; в применении цеп¬
ных и ременных передач между удаленными валами (взамен зубчатых) и меха¬
низмов с малым трением (например, бесконтактных); в использовании много¬
шпиндельных станков, рациональных сечений; в совершенствовании методов
расчета, гарантирующих работоспособность без большого запаса.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ2892.3.2. КОНСТРУИРОВАНИЕ И СИЛОВЫЕ СХЕМЫОсновные эксплуатационные показатели станков и, в первую очередь, про¬
изводительность существенно зависят от силовых параметров, к которым отно¬
сятся мощность, допустимые силы резания, максимальный момент и др. Срав¬
нение этих параметров одновременно с анализом конструктивных особенностей
позволяет объективно оценивать станки одинакового технологического назна¬
чения, но разной конструкции. Обеспечение рациональной силовой схемы ма¬
шины и механизма, способы передачи сил являются наиболее часто повторяю¬
щимися проблемами в машиностроении.Силы, действующие в конструкциях. Все силы, действующие в конст¬
рукции, можно классифицировать следующим образом.1. Природные силы, не связанные с самой конструкцией:
гравитационные (сила веса, Архимедова сила);сила инерции (ускорение, центробежная и кориолисова силы, реактивнаясила).2. Силы упругости (рис. 2.48):обусловленные деформацией пружин F = CS, где С - жесткость; S - ве¬
личина деформации пружины;связанные с деформацией материала (пьезокерамика) под действием на¬
пряжения (электрострикция) F = C(U-U)l, где U - напряжение;связанные с деформацией материала под действием магнитного поля
(магнитострикция) F= С(В - В0) I, где В - магнитный поток;обусловленные тепловым расширением материала F= C(t-t0)l, где t-
температура.3. Силы трения:скольжения (рис. 2.49, а) = F„f\ р = arctg/,' где /и р - коэффициент и
угол трения соответственно;качения (рис. 2.49, б) М = F„fK, где /к - коэффициент трения качения, ха¬
рактеризующий отклонение нормальной реакции F„ от оси (в единицах длины);жидкостное (вязкое) - гидростатические, гидродинамические опорыV(рис. 2.49, в) F - , где ц - вязкость; S - площадь поверхности трения; v -hскорость; h - толщина слоя масла.////////////ЛOOOOOOfVi.A u(B,t) *iРис. 2.48. Схема, иллюстрирующая возникновение сил упругости
290Глава 2, РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙQ)SV Vб)ШЩШ.Рис. 2.49. Силы, действующие при тренииПри взаимодействии элементов конструкции может иметь место геометри¬
ческое и упругое скольжение. Геометрическое скольжение возникает при отно¬
сительном перемещении тел (трение скольжения). Упругое скольжение имеет
место в результате взаимодействия тел, имеющих различную упругую деформа¬
цию в месте соприкосновения в направлении передачи движения (сил трения),
что характерно для подшипников качения, зубчатых и ременных передач. Упру¬
гое скольжение во многом определяет нагрузочную способность и КПД.4. Силы, сочетающие различные эффекты:трение и инерцию (динамическая подъемная сила крыла самолета);упругость и инерцию (упругий удар).5. Силы, обусловленные особенностью конструкции (силы взаимодействия
между звеньями механизма):вызванные тепловыми деформациями;связанные с погрешностью изготовления звеньев, наличием статической
неопределимости, неуравновешенностью.На рис. 2.50 показано возникновение дополнительной силы Faon =5(С0П на
центральную осевую опору 1 стола тяжелого карусельного станка, вызванной
тепловыми деформациями 6, планшайбы 2 при ее вращении на гидростатиче¬
ских направляющих 3. Назначение осевой опоры 1 состоит в том, что она вос¬
принимает большую часть нагрузки от веса заготовки, установленной близко к
центру планшайбы. При вращении планшайбы возникают ее нагревание от тре¬
ния в направляющих и тепловая деформациягде At - избыточная температура направляющих.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ291Рис. 2.50. Схема тепловой деформации планшайбыВеличина силы Faon зависит от жесткости Соп- При больших деформациях
возможен случай, при котором величина масляного слоя h в направляющих ста¬
новится недопустимо большой и направляющая теряет работоспособность (вся
нагрузка от веса в этом случае воспринимается осевой опорой 1) . Для исключе¬
ния этого явления осевую опору 1 часто опирают на подвижный гидроцилиндр,
с помощью которого устанавливается доля общей нагрузки, воспринимаемой
опорой 1 (таким образом снимается статическая неопределимость опор).В винтовом приводе подачи винт установлен с погрешностью А (рис. 2.51),
при этом ось винта 1 не параллельна направляющим 2. Вследствие этого возника¬
ет дополнительная радиальная сила Faon, действующая на винт и направляющие,
максимальное значение которой (в крайнем правом положении стола 3) зависит от
приведенной жесткости опоры 4 и жесткости винта Соп: Faon max « Д Соп.Рассмотренные силы могут быть внешними и внутренними. К внешним си¬
лам относятся движущие силы привода, силы и моменты полезного сопротивле¬
ния (сила резания и другие силы рабочих процессов), вес. Внутренние силы -
это силы упругости деформируемых звеньев (позиционные силы), силы взаимо¬
действия между звеньями станка, которые не совершают работы, а превращают¬
ся в теплоту.6. Силы, связанные с циркуляцией энергетического потока в механизмах.
В замкнутой кинематической цепи может иметь место явление, при котором си¬
лы, вызывающие деформации отдельных звеньев, превышают силы, вызываю¬
щие движение звеньев. При этом произведение силы, вызывающей деформацию
на перемещение этого звена за цикл установившегося движения, может превы-Рис. 2.51. Схема винтового привода подачи(
292Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ2 4-Рис. 2.52. Схема возникновения внутренних силшать значение энергетического потока, подводимого к механизму. На рис. 2.52
пары колес 1 и 2, 4 и 5 собраны так, что валы 3 и 6 предварительно закручены;
рабочий момент М\ уменьшает деформацию вала 6 и увеличивает деформацию
вала 3 (при М > 0). При этом момент, закручивающий вал 6 между колесами 1 и5, может во много раз превышать вращающий момент М\, причем Af6co6 > М,®,.
Произведения М6со6 и А/3со3 называют замкнутой мощностью. В планетарных
передачах с большим передаточным отношением элементы закручиваются при
вращении, причем это явление может возникать и без создания искусственной
замкнутой кинематической цепи.Основные факторы, влияющие на выбор рациональной силовой схе¬
мы. Умножители силы используют для получения сил нужного значения. В них
выходная энергия равна входной за вычетом потерь на трение. Наиболее распро¬
страненными умножителями являются клин, рычаг, блок скольжения и блок каче¬
ния. В двухступенчатом умножителе силы используются рычаг и клин (рис. 2.53),
а отношение силFBblx г, 1— = : = Л1Л2>FBX г 2 smaгде FBbIX и FBX - соответственно выходная и входная сила.Рис. 2.53. Схема двухступенчатого умножителя сил
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ2936)Рис. 2.54. Умножители сил, использующих силу упругостиЧасто в зажимных механизмах для увеличения силы используют свойство
упругих тел: при деформировании в одном направлении деформироваться также
в другом. Так, в направлении действия силы F\ балка имеет жесткость С\
(рис. 2.54, а), а в направлении действия силы F2 - жесткость С2. При некоторых
допущениях зависимость между входной F\ и выходной F2 силами прямо про¬
порциональная и определяется коэффициентом умножения r\ = F1/Fl. Приме¬
ром умножителя силы, работающего на этом принципе, является пружинная за¬
жимная втулка (деформации Sj и S2), широко используемая в конструкциях
(рис. 2.54, б). Коэффициент увеличения силыпри С,/С2 = 10 2...10 4.Главным направлением использования такого умножителя силы является
создание распорных сил (рис. 2.55). Распорное действие сил в механизме ис-1С I2где С1 и С2 - жесткости в соответствующих направлениях; v = — ; г| = 5...50)Рис. 2.55. Схема механизма, создающего распорные силы
294Глава 2, РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙпользуют для преобразования малой по значению внешней силы F\ в большие
силы давления F2 и F3. Условием для этого является выбор больших углов дав¬
ления 90° - а < р (где р - угол трения). При действии на ползун 1 силы F\ два
других ползуна прижимаются к стойке 2 и остаются неподвижными (начальное
прижатие ползунов осуществляется пружиной).Силовые параметры и размеры машин необходимо рассматривать приме¬
нительно к конкретной машине. При переходе от станка одного размера к станку
другого размера силовые характеристики (напряжение в деталях, передаваемые
мощность и момент, жесткость, моменты инерции сечений деталей и др.) изме¬
няются по-разному. В качестве базы для сравнения удобно принимать основной
размер станка I (например, максимальный диаметр обработки у токарных стан¬
ков, ширину стола у фрезерных), пропорционально которому изменяются ли¬
нейные размеры деталей (безусловно, здесь можно рассматривать только соот¬
ветствие основного размера станка и габариты деталей в среднем).Напряжения в деталях. Для ряда подобных деталей, рассчитываемых
на прочность при одинаковом напряжении, допускаемая нагрузка F„ пропор¬
циональна квадрату размеров поперечных сечений (или линейного размера),
т.е. FCT~/2.Например, при увеличении сечения детали (стержня, балки) допустимая на¬
грузка на растяжение пропорциональна его площади. При работе на изгиб дета¬
лей станка следующего размера момент инерции J деталей изменяется пропор¬
ционально /4, и действующий момент М и координата zmax наиболее нагружен¬
ных волокон деталей увеличиваются пропорционально основному размеру, т.е.
напряжение о ~ Mzm3xl J ~ Fat I2.Жесткость деталей. При переходе от одного размера станка к другому до¬
пустимая погрешность обработки изменяется примерно пропорционально ос¬
новному размеру в степени 0,5, поэтому допустимые деформации изменяются
аналогично, т.е. 8 ~V7.Жесткость станков в меньшей степени зависит от основного размера:С~ V7..A/^~f8/s,где F§ - нагрузка (например, сила резания), определяемая из условий допусти¬
мых деформаций; - для станков, работающих узкой режущей кромкой;(~3#) - для станков, работающих широкой режущей кромкой. Из этих выраже¬
ний следует:Fs~ ~/.Таким образом, максимальная сила резания, определяемая из условий до¬
пустимых деформаций, растет, как правило, медленнее или пропорционально
основному размеру станка. Максимальный вес устанавливаемой заготовки зави¬
сит от основного размера в квадрате: Fq ~ I2.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ295Сравнение Fg и F„ показывает, что с увеличением размеров станков их
прочностные характеристики улучшаются, поскольку нагрузки, лимитируемые
допустимыми деформациями, изменяются примерно пропорционально основ¬
ному размеру, а нагрузки, ограниченные прочностью деталей, - пропорциональ¬
но квадрату основного размера.Момент и мощность выражаются следующим образом:M~FJ~ V/^.A//17»/2;P~F8v~(W...!\//7)v«v/,т.е. передаваемая мощность изменяется примерно линейно основному размеру
(при v = const), а момент - пропорционально основному размеру в квадрате. Ес¬
ли учесть, что при увеличении размеров станка скорость резания v несколько
снижается, получим, что мощность растет медленнее, чем основной размер
станка. Масса станка на 80...85 % определяется базовыми тонкостенными дета¬
лями, поэтому она увеличивается примерно пропорционально квадрату линей¬
ных размеров.Хотя приведенные соотношения лишь укрупненно характеризуют физиче¬
скую картину изменения силовых параметров станков, при переходе от меньше¬
го размера станка к большему выявленные закономерности в целом правильно
отражают тенденции этих изменений.Уменьшение влияния внешних сил и веса деталей. Работа станка во многом
зависит от способа восприятия главных действующих в конструкции нагрузок.
Рациональные силовые схемы характеризуются работой элементов главным об¬
разом на растяжение или сжатие, замыканием сил на коротком участке, а также
меньшим влиянием сил на деформации благодаря удачному расположению по¬
верхностей, правильному выбору их конфигурации в направлении различных
осей и др. Элементы конструкций станков воспринимают силы резания, инер¬
ции, трения узлов и деталей. Силы резания определяются принятой схемой фор¬
мообразования, и здесь возможности разработчика в создании рациональных
конструкций достаточно велики.На рис. 2.56, а показаны схемы обработки шатунной шейки коленчатого ва¬
ла фрезами с внутренними (схема I) и наружными (схема II) зубьями. В первом
случае обеспечивается большая стабильность силы резания, так как в работе
участвует одновременно большее число зубьев. Еще более широкие возможности
появляются при использовании новых методов формообразования, например, об¬
работки цилиндрических заготовок абразивно-водной струей (рис. 2.56, б). Вода
под большим давлением (около 400 МПа) поступает в сопло 1 (схема I), смеши¬
вается с абразивом и выходит из насадка в виде абразивно-водной струи 2, обла¬
дающей режущими свойствами. Обработка цилиндрической заготовки (схема II) с
диаметра d\ = 25 мм до d2 = 6 мм может осуществляться за один проход при сле¬
дующих условиях: требуемая мощность насоса 12 кВт; расход абразива 0,27 кг/мин;
296Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.56. Схемы формообразования,
в которых уменьшено отрицательное влияние внешних силпроизводительность насоса около 7 л/мин; частота вращения шпинделя 3000 мин-1;
продольная подача 5=10 мм/мин. При этом в зоне обработки развиваются зна¬
чительно меньшие силы, чем, например, при точении.Влияние веса перемещаемых узлов на деформацию деталей особенно силь¬
но в тяжелых и точных станках, поскольку изменение относительного положе¬
ния деталей в большей степени приводит к их деформированию и возникнове¬
нию погрешностей обработки. Вес большинства пустотелых базовых деталей
(станин, стоек) изменяется примерно пропорционально квадрату линейных раз¬
меров (при переходе, например, от станка одного размера к другому), т.е. Gi ~ /2.
Вес деталей типа суппортов, шпиндельных бабок, в которых сосредоточено
большое количество механизмов, изменяется примерно пропорционально треть¬
ей степени размеров, т.е. Gi~ 1Ъ■ Учитывая, что деформация при изгибе под дей¬
ствием собственного веса G в виде сосредоточенной нагрузки 5 ~G/3/(£/), и
подставляя значения веса Gi в последнюю формулу, можно сделать вывод о том,
что во многих случаях невозможно уменьшить деформации, обусловленные
собственным весом путем простого увеличения сечения деталей. Действительно,
в формуле числитель изменяется быстрее знаменателя, так как произведение GI3
зависит от основного размера станка в шестой степени, а момент инерции J -
лишь от основного размера в четвертой степени.Ослабить отрицательное влияние веса тяжелых подвижных узлов можно
способом их уравновешивания или «обезвешивания». При уравновешивании
шпиндельной бабки 2 станка с помощью гидроцилиндра 3 значение уравновеши¬
вающей силы устанавливают клапаном 1 (рис. 2.57, а). Аналогичным способом
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ297V-445б)7~Т
5 ЧI=ШCTUб)5г;Рис. 2.57. Схемы уравновешивания подвижных узловуравновешивают ползуны и другие узлы тяжелых станков. Уравновешивание
шпиндельной бабки 5 грузом 4 одновременно с компенсацией деформации пол¬
зуна / осуществляется в зависимости от его вылета (рис. 2.57, б). При этом из¬
меняется натяжение в тросах 2 и 3 в результате их взаимодействия с копиром 6,
перемещаемым вместе с ползуном. Схема устройства, которое облегчает вы¬
ставку тяжелых заготовок и снижает при этом деформации деталей станка, пока¬
зана на рис. 2.57, в. Заготовку 1 устанавливают на гидростатические башмаки 2,
которые вместе с тисками 4 закреплены на столе 5 станка. При подаче насосом 3
масла в карманы башмаков 2 заготовка поднимается на величину h, и ее легко
перемещают в пределах хода (± 50 мм), осуществляя выставку.Эффективным способом снижения давлений в направляющих скольжения
тяжелых станков, а также нагрузки на приводы подачи является гидравлическая
разгрузка направляющих стоек, поперечин, столов и т.п. Уменьшить более чем
на порядок силу трения можно, если использовать опоры качения и бесконтакт¬
ные механизмы.Уменьшение влияния внешних сил и замена внешних сия на внутренние
(рис. 2.58). В схеме / при передаче момента фрикционной муфтой 1 нагружают¬
ся силой F осевые опоры 2 и 3. В схеме II этот недостаток исключен.Исключение (уменьшение) консолей. Консоли оказывают особенно сильное
влияние на точность станка (технологическую надежность), причем это нужно
учитывать на всех стадиях его создания: от выбора схемы формообразования до
конструирования отдельных деталей.
298Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.58. Схема, иллюстрирующая снижение влияния внешних силСхемы формообразования. Если заготовка 1 круглого сечения имеет низкую
жесткость, обрабатывается на круглошлифовальном станке, то она сильно де¬
формируется, и для получения требуемой точности необходимо длительное вы¬
хаживание (рис. 2.59, а, Г). В подобных условиях целесообразно использовать
бесцентрово-шлифовальный станок (схема II). При этом деформация исключает¬
ся, так как заготовка 1 расположена между шлифовальным 3 и ведущим 4 кругами
и дополнительно поддерживается опорным ножом 2. Кроме того, не нужно закре¬
плять заготовку и не требуется привод осевой подачи (поскольку заготовке сооб¬
щается перемещение вследствие наклона оси ведущего круга на некоторый угол),
что также способствует уменьшению деформации обрабатываемой детали.На рис. 2.59, б показаны схемы обработки на многоцелевом (или горизон-
тально-расточном) станке отверстий в корпусной детали 1. В схеме / отверстие
d2 обрабатывают после отверстия d\ при установке оправки большей длины (или
при соответствующем вылете шпинделя), что отрицательно влияет на жесткость
технологической системы станка. При увеличении консоли возрастает отклоне¬
ние от круглости и соосности обоих отверстий. Этот недостаток устранен в схе¬
ме //; здесь оба отверстия обрабатываются при примерно одинаковом вылете, но
для этого требуется точный поворот детали на 180° (станок должен быть осна¬
щен поворотным столом).Компоновка станков. На рис. 2.59, в показаны консольная (схема I) и пор¬
тальная (схема II) компоновки токарно-карусельных станков, предназначенных
для обработки деталей, имеющих одинаковый максимальный диаметр. При мак¬
симальном диаметре заготовки суппорт 2 может приблизиться к оси вращения
планшайбы 3, только если длина / консоли 1 (схема I) примерно в 2 раза меньше
длины 21 поперечины 1 (схема II). В этом случае деформация консоли 8К~ /3/3
в 2 раза больше деформации поперечины: 5п~(2/)3/48. При учете контактных
деформаций направляющих консоли деформации отличаются еще больше. Кро¬
ме того, при портальной компоновке (схема II) стойки работают на изгиб, а силы
замыкаются на жестком портале в отличие от консольной компоновки (схема I),
где стойка работает на изгиб и кручение. Если по этим схемам выполнить фре¬
зерные станки (штриховые линии), то для обработки деталей без их переуста¬
новки длина I консоли одностоечного станка должна быть равна длине поперечи¬
ны двухстоечного, и деформации в этом случае будут различаться уже в 16 раз.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ299На рис. 2.59, г показаны схемы вертикально-фрезерного станка (схема I) с под¬
вижным столом 1 и горизонтально-фрезерного станка (схема II) с дополнитель¬
ной универсально-фрезерной головкой 2, установленной на консоли 1. Такие
станки отличаются широкой универсальностью и удобством обслуживания, од¬
нако из-за больших консолей конструкция станков нежесткая и режимы резания
ограничены. Существенно увеличить жесткость можно, перейдя от консольных
компоновок к портальным.1 гпиггi—
:— JV7777,V777/Sв)I , т 1I IРис. 2.59. Устранение консолей за счет схем обработки и компоновки
300Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙОтдельные узлы и механизмы. В двухступенчатой коробке скоростей, пока¬
занной на рис. 2.60, а, при использовании «обратной» консоли шкива 1 умень¬
шен момент, действующий на вал 2 по сравнению с моментом, воспринимаемым
валом 3 при консольном шкиве 4. Полное исключение консоли достигается ус¬
тановкой шкива в подшипниках на неподвижном фланце, благодаря чему на вал
передается только крутящий момент.На рис. 2.60, б приведены зависимости изменения жесткости шпинделя Сш
от изменения конструктивных параметров: вылета а шпинделя (кривая 7), егоРис. 2.60. Уменьшение консолей в конструкциях узлов и
их влияния на работоспособность
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ301диаметра d (кривая 2) и межопорного расстояния Ъ (кривая 3); здесь а0 и do - ба¬
зовые значения; Ьопт - оптимальное значение. Очевидно, что наибольшее влия¬
ние на жесткость оказывают диаметр шпинделя (в четвертой степени) и его вы¬
лет (в третьей степени). Вследствие того что межопорное расстояние влияет на
деформации шпинделя и подшипников противоположно (при увеличении b де¬
формация шпинделя возрастает, а деформация подшипников уменьшается), за¬
висимость жесткости от межопорного расстояния имеет пологий характер и зна¬
чение b часто можно выбирать из конструктивных соображений.Кроме параметров шпинделя большое влияние на общую жесткость шпин¬
дельного узла оказывает жесткость передней опоры. В схеме I на рис. 2.60, в на¬
грузка действует консольно на бурт 1 через упорный подшипник; устранение
консоли (схема II) улучшает работу подшипника. Уменьшение длины консоли
(Z,2 < L\), на которой смонтировано коническое зубчатое колесо (рис. 2.60, г),
способствует снижению нагрузок, действующих на вал и опоры соответственно.Для деталей станка, работающих на изгиб (консоли, хоботы, балки), не без¬
различно распределение сечения составных деталей (рис. 2.60, д). Если по конст¬
руктивным (или чаще) по технологическим соображениям деталь состоит из
двух частей, то большей жесткостью (более чем в 1,7 раза) обладает схема II, так
как момент инерции растет пропорционально высоте сечения Н в третьей степени.Совершенствование конструктивной схемы путем использования мно¬
гопоточных передач. У двухступенчатой планетарной коробки переключение
скоростей производится при перемещении вилки 1 (рис. 2.61, а). В показанной
позиции (понижающая ступень) вращение от двигателя 2 через колесо 3 переда¬
ется на три сателлита 4, которые, обкатываясь относительно неподвижного ко¬
леса 7 с внутренним зубом, вращают водило б и далее шкив 5. Для включения
второй ступени (с передаточным отношением 1:1) вилка 1 перемещается влево и
соединяет зубчатое колесо 8 с валом двигателя и далее с водилом 6. В этом слу¬
чае коробка скоростей работает как муфта. Рациональность конструкции с пози¬
ции передачи нагрузки заключается в следующем:1) на первой (понижающей) ступени благодаря трем сателлитам общий си¬
ловой поток разделяется на три части, что способствует более равномерному
распределению нагрузки на валы, опоры и передачи;2) при работе на второй ступени отсутствует обкатывание, а следовательно,
изнашивание передач.В круглофрезерном станке привод вращения коленчатого вала 1 (рис. 2.61,6)
осуществляется с двух сторон, что компенсирует относительно низкую жест¬
кость самого изделия. При обработке зубчатых колес с внутренним зубом по
методу непрерывного деления одновитковой фрезой 1 (рис. 2.61, в) в целях со¬
кращения габарита головки, увеличения передаваемой мощности для вращения
фрезы используются две параллельно работающие кинематические цепи. Рав¬
номерное распределение нагрузки по ним осуществляется благодаря самоуста-
новке в осевом направлении вала 4 с зубчатыми колесами 3 и 5, имеющими раз¬
ное направление наклона зуба. При нарушении равномерного распределения
302Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ8)Рис. 2.61. Многопоточные передачинагрузки вал 4 перемещается в игольчатых подшипниках 2 и 6 под влиянием
разности сил, действующих в зацеплении колес 3 и 5. Конструктивное исполне¬
ние такой фрезерной головки с подвижным валом 4 приведено на рис. 2.62.Рациональное нагружение деталей. Общим принципом рациональной си¬
ловой схемы является метод передачи сил:1) прямым способом;2) на коротком участке;3) при равномерном распределении напряжений по сечению.Передача сил прямым способом. Примером такой передачи является обточ¬
ка на токарном станке цилиндрической заготовки с подвижным люнетом, уста¬
новленным с противоположной стороны от резца. Радиальная составляющая сил
резания в этом случае замыкается на люнете. При консольной обработке этой же
заготовки и обработке в центрах деформируется заготовка и сила передается на
переднюю и заднюю бабки.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ3031Рис. 2.62. Головка для обработки зубчатых колес дисковыми фрезами
с параллельными цепямиМетоды обеспечения прямой передачи сил приведены ниже.1) Уменьшение изгибающего момента. Это достигается, например, заменой
напряжений изгиба напряжениями растяжения-сжатия. Следует избегать конст¬
рукций, работающих на изгиб и кручение, так как в сечении в этом случае на¬
гружены преимущественно периферийные волокна, а по мере приближения к
нейтральной оси напряжения уменьшаются вплоть до нуля. Наиболее выгодна
работа на растяжение-сжатие, когда все сечение нагружено одинаково. Поэтому
в конструкциях типа ферм, стержневых систем следует заменять изгиб растяже¬
нием-сжатием.На рис. 2.63 показаны примеры неудачных (схема I) и улучшенных (схе¬
мы II, III) конструкций. На рис. 2.63, а, I кронштейн подвергается изгибу под
действием силы F; в схеме II положение несколько улучшено, горизонтальная
полка 1 мало способствует увеличению жесткости. Оптимальная ферменная кон¬
струкция (схема III) обеспечивает работу стенок 1 и 2 на растяжение-сжатие при
а = 90... 120°.
304Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙТонкостенная цилиндрическая конструкция на рис. 2.63, б, I при действии
поперечной нагрузки F подвергается изгибу и работает в основном боковыми
стенками (зачерчено), так как их жесткость в этом направлении существенно
выше жесткости стенок, расположенных примерно перпендикулярно нагрузке.
При конической форме (схема II) конструкция приближается к ферменной, в
которой наряду с работой боковых стенок на изгиб верхние стенки работают на
растяжение, а нижние - на сжатие, так как в этом случае нагрузку воспринимает
вся поверхность, благодаря чему прочность и жесткость возрастают.При закреплении корпусных деталей, например на фундаменте (рис. 2.63, в),
полка 1 работает на изгиб. Этого можно избежать, расположив крепежные эле¬
менты в карманах 2 в плоскости несущей стенки 3 (схема II). Жесткость косозу¬
бого колеса (рис. 2.63, г), а также конических колес повышается при соответст¬
вующей конструкции несущего обода. Изгиб полки 1 на рис. 2.63, д, II исключа¬
ется в результате введения дополнительной опоры 2.Изгиб может возникать в конструкциях, работающих на растяжение-сжатие
в результате асимметрии сечений, внецентренного приложения нагрузки и т.п.Брус прямоугольного сечения (рис. 2.64, а), работающий на разрыв в зави¬
симости от расположения выемки 1 размером а, может подвергаться также дей¬
ствию изгибающего момента (схема I). Предусмотрев симметричную выборку 2
с противоположной стороны (схема II), можно увеличить прочность бруса бла¬
годаря устранению изгиба, несмотря на уменьшение сечения.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ305ЖиF,<5Сг/-j-В)Рис. 2.64. Схемы деталей с рациональным сечением при работе на изгибВ деталях, подвергающихся чистому изгибу, целесообразно вводить неко¬
торую асимметрию сечений с целью уменьшить напряжения растяжения ор за
счет увеличения напряжений сжатия сс (рис. 2.64, 5-г). Нейтральное сечение, оп¬
ределяемое координатой у (рис. 2.64, б и г), при этом смещается к периферии -
области напряжений растяжения.2. Устранение изгибающего момента посредством объединения с другими
силами, т.е. замена одной подсистемы другой, в которой устранен момент. На
рис. 2.65 показано такое преобразование из схемы консольного крана 1 в схему II,
при этом GI = О, /,.3. Обеспечение конструктивной схемой работы сил на прижим к базовому
элементу. Это особенно важно для подвижных направляющих при силе резания,
существенно превышающей вес узла, и для нежестких конструкций. В порталь¬
ных станках (рис. 2.66, а) сила резания Fp при преобладающих видах обработки
должна быть направлена таким образом, чтобы она воспринималась основной
направляющей 1, а не замыкающей планкой 2 (реакция R\ > R2). На рис. 2.66, бРис. 2.65. Схемы, иллюстрирующие устранение изгибающего момента
306Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙZРис. 2.66. Механизмы, в которых обеспечена работа на прижим
к базовому элементупоказана схема расположения базовых поверхностей 7 и 2 подвижной опоры 3
суппорта зубофрезерных станков. Здесь сила Fp резания направлена на прижим к
базе как при встречном, так и при попутном (штриховая стрелка) фрезеровании.
Аналогичные условия должны выполняться и для других станков.Передача сил на коротком участке. Основные признаки этого принципа опре¬
деляются количеством деталей (или стыков), через которые передается сила, гео¬
метрией деталей (размерами деталей, воспринимающих силу). Примерами реализа¬
ции могут служить схема 17,6 (см. табл. 2.18), где радиальная сила от подшипника
передается на корпус через стакан (схема 7) или непосредственно (схема 77), что яв¬
ляется более предпочтительным. В схеме 3, б при обработке заготовки на токар¬
но-карусельном станке силы резания замыкаются на коротком участке (при об¬
работке суппортом 7, установленном непосредственно на портале) или на длин¬
ном участке, когда сила от суппорта 2 передается на портал через поперечину.
Равномерная передача сил характеризуется следующим:
равномерным распределением нагрузки и напряжения по сечению;
сравнимой по величине деформацией элементов, через которые передается
нагрузка;исключением (уменьшением) относительных деформаций между контакти¬
рующими поверхностями за счет однонаправленности деформаций и согласо¬
ванностью жесткости материала и конструкции;
отсутствием концентраций напряжений;
равнопрочностью конструкций.Рациональное распределение напряжений по сечению. В схеме II нагруже¬
ния трубы (см. рис. 2.63, б) обеспечивается (как было описано выше) более рав¬
номерное распределение напряжения по сечению, в отличие от схемы 7. При ра¬
боте на изгиб чем тоньше стенка сечения, тем равномернее распределение на¬
пряжения по толщине стенки (ограничена потерей устойчивости). Круглая труба
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ307с толщиной стенки 5 = 0,2d (d- диаметр трубы) по сравнению со сплошной тру¬
бой dcn„ в 2 раза легче при одинаковых напряжениях. Работа на кручение ра¬
зомкнутого профиля в сотни раз хуже, чем замкнутого. На кручение лучше всего
работают осесимметричные замкнутые профили.На рис. 2.67 показаны схемы соединения вала и ступицы, в которых вели¬
чины относительных деформаций в посадке различны: в схеме б из-за снижения
крутильной жесткости ступицы относительная деформация фг в соединении
(разность между деформацией вала 2 и ступицы 1) может быть существенно
уменьшена (схема б).Для более равномерного нагружения часто используются противоположные
методы:1) повышение жесткости (уменьшение нежелательных деформаций, вызы¬
вающих концентрацию нагрузки);2) повышение упругости, компенсирующей неравномерность нагрузок. По¬
стоянство сечения гайки передачи (рис. 2.68, слева от оси) обусловливает боль¬
шую неравномерность напряжений а по высоте гайки. Это связано с различным
направлением деформаций винта и гайки (винт растягивается, гайка сжимается).
Неравномерное сечение гайки дает лучшие результаты (справа от оси);3) замена напряжений растяжения напряжениями сжатия. При соединении
тяги, работающей при знакопеременных нагрузках (растяжение-сжатие), клин 1
создает при сборке напряжение растяжения ар (рис. 2.69, а) или сжатия асж
(рис. 2.69, б). Таким образом, с позиции прочности предпочтительнее оказыва¬
ется последняя схема;4) обеспечение напряжений определенного направления. Это особенно важ¬
но при использовании материалов с анизотропными свойствами и при возмож¬
ности потери устойчивости (например, длинных стержней). Детали из чугуна,
бетона желательно проектировать так, чтобы они работали на сжатие, а детали,
армированные волокнами, - на растяжение;1Риг 1К1. Схемы деформации вала в посадкеРис. 2.68. Схема деформациивинта и гайки
308Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.69. Варианты соединения тяги5) снижение концентрации напряжений введением дополнительных дета¬
лей. Так, максимальное напряжение а на рис. 2.70, а по меньшей мере в 2 раза
больше, чем на рис. 2.70, б;6) упругое упрочнение конструкции, которое предусматривает повышение
прочности за счет предварительного задания деформаций противоположного
направления основной нагрузке. Его часто используют в материалах, имеющих
малое временное сопротивление на растяжение ав.Армирование бетонной балки снизу стальными прутками повышает значе¬
ние ст„ (рис. 2.71, а). Стяжка стержнями 2 чугунной балки 1 обеспечивает ей де¬
формацию противоположного основной нагрузке F направления (рис. 2.71, б).гНК.■чц_rh_!Ph • •>нУа) б)Рис. 2.70. Снижение концентрации напряженийа)Атг /б)Рис. 2.71. Схемы предварительно нагруженных конструкций
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ309Рис. 2.72. Повышение прочности корпусов и трубТакой же прием применяют при весьма больших нагрузках в конструкциях. На
рис. 2.72 корпус пресса армирован тонкой лентой 1 (или проволокой), которая
значительно прочнее материалов основного корпуса 2. При этом создаются на¬
пряжения сжатия (по определенному закону от слоя к слою), которые вычита¬
ются из напряжений растяжения корпуса от рабочей нагрузки F. Таким же обра¬
зом изготовляются сосуды высокого давления. Аналогичный эффект достигает¬
ся при использовании предварительно напряженных труб (рис. 2.72, б).Пластическое упрочнение предусматривает повышение прочности пласти¬
ческим деформированием участков материала, наиболее нагруженных в рабочем
состоянии (обжатие, неравномерный нагрев и др.). При заневоливании пружин
(выдерживании в сжатом состоянии 36...48 ч) витки закручиваются и рабочая
нагрузка вычитается из предварительно полученного напряжения.Уменьшение концентрации напряжений. Сложность формы и переменность
сечений машиностроительных конструкций приводят к тому, что в зонах пере¬
хода от одного участка сечения к другому возникает концентрация напряжений.
Так, на рис. 2.73, а, I при больших деформациях вала 1 напряжения а распределя¬
ются по длине роликов 2 неравномерно. В подобных условиях предпочтительнее
использовать опоры по схеме II, в которых кромочные нагрузки устранены, и на¬
грузка распределяется каждым подшипником отдельно (реакции R\ и Ri).В направляющих качения 1 (рис. 2.73, б) распределение контактных напря¬
жений а ролика зависит от соотношения ширины В ролика 1 и каленой планки 2
направляющей. При их равенстве распределение напряжений более равномер¬
ное. В прессовом соединении на рис. 2.73, в обеспечено более равномерное рас¬
пределение давления по длине посадки (нижняя часть рисунка) за счет рацио¬
нального расположения утолщения 1.Уменьшение возможностей возникновения внутренних напряжений. Это
весьма актуально, например, при термообработке деталей, для которых желатель¬
но симметричное расположение отверстий, равномерное распределение масс и
т.п. При необходимости изготовления в тонких деталях поверхностей, вызываю¬
щих неизбежную концентрацию напряжений, необходимо симметричное распо¬
ложение этих поверхностей. Например, предусмотрение в тонкой оправке второго
(нерабочего) шпоночного паза, диаметрально противоположного рабочему.
310Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.73. Уменьшение кромочных напряженийСнижение влияния погрешностей изготовления. Часто погрешность изго¬
товления существенно сказывается на характере распределения нагрузки. При
посадке зубчатых колес, рассчитанных на одинаковый момент (рис. 2.74, а), приРис. 2.74. Уменьшение влияния погрешностей изготовления
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ311погрешностях относительного положения шпоночных пазов (схема I) в началь¬
ный период работает одна шпонка, что приводит к перегрузкам и к образованию
зазора в сопряжении. На рис. 2.74, б приведены схемы упоров, в которых по¬
грешность установки упора 1 (штриховая линия схемы 7) может значительно
повлиять на давление в зоне контакта с винтом 2. В схеме II отклонение от пер¬
пендикулярности торца оси / упора мало влияет на давление, поскольку одна из
поверхностей выполнена сферической.Уменьшение силового воздействия на элементы станка. Это относится:к схемам формообразования, от которых в значительной степени зависит
сила резания;к решениям, направленным на снижение сил трения (применение бескон¬
тактных опор, антифрикционных покрытий, опор качения и др.); это снижает
также силы, возникающие от привода;к повышению динамического качества механизмов, обеспечивающего сни¬
жение инерционных нагрузок при переходных процессах, пуске и торможении
(использование упругих муфт, рациональное распределение передаточных от¬
ношений и т.п.);к весу, особенно тяжелых станков и консольно расположенных узлов (обез-
вешивание перемещаемых механизмов, гидроразгрузка и т.п.).2.3.3. ИЗБЫТОЧНЫЕ И НЕДОСТАЮЩИЕ СВЯЗИ В КОНСТРУКЦИЯХВлияние избыточных и недостающих связей. Избыточные связи в конст¬
рукциях и обусловленные ими явления статической неопределимости могут
иметь двоякое значение: в отдельных случаях они повышают жесткость, точ¬
ность, надежность, а в других - могут стать причиной преждевременного выхо¬
да механизма из строя. Условия эксплуатации, конструктивные особенности,
размеры станков существенно влияют на характер влияния избыточных связей
на рабочие параметры, например на статическую жесткость. Так, создание избы¬
точных связей в направляющих 1 и 2 тяжелых станков (рис. 2.75, а, I) при отно¬
сительной низкой собственной жесткости деталей снижает податливость на¬
правляющих, в то время как в средних и легких (схема II) приводит к неопреде¬
ленности распределения нагрузки по направляющим 1 и 2 и, в конечном счете, -
к снижению жесткости и работоспособности. В шпинделе на гидростатических
опорах, в котором упорный подшипник образован рядом автономных 1-4 кар¬
манов (рис. 2.75, б), в отличие от обычного, содержащего один кольцевой кар¬
ман, благодаря введению статической неопределимости жесткость узла при дей¬
ствии радиальной нагрузки может увеличиться на 30...40%, так как часть на¬
грузки при перекосе вала воспринимается упорным подшипником. Таким обра¬
зом, избыточные связи полезны в конструкциях, имеющих недостаточную соб¬
ственную жесткость.
312Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.75. Конструкции, в которых избыточные связи сказываются на
статической жесткостиСтатическая неопределимость, как правило, способствует повышению виб¬
роустойчивости. В шпиндельном узле с тремя опорами (рис. 2.76, а) виброустой¬
чивость благодаря средней 1 опоре (избыточной связи) может увеличиваться в
1,5 раза (задняя опора не показана). Аналогично может сказываться избыточная
связь, образованная втулкой 1 с большим зазором (около 0,2 мм на радиус),
представляющая собой масляный демпфер (рис. 2.76, б). При воздействии силы
F формы колебаний по длине / шпинделя без демпфера (кривая 1) и с демпфе¬
ром (кривая 2) существенно различаются. Безусловно, при введении дополни¬
тельной опоры повышаются потери мощности и снижается быстроходность.Аналогичный эффект можно наблюдать и в трехопорной конструкции пол¬
зуна токарно-карусельных станков. В конструкции салазок 1 (рис. 2.76, в) ис¬
пользованы направляющие качения 2. Дополнительно для повышения вибро¬
устойчивости предусмотрены антифрикционные планки 3 w 4, установленные
с зазором б = 0,02...0,03 мм (пассивный демпфер). При повышении амплитуды
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ313г"\ rtfT1V4км3 Ш■U/tF///У✓/-f^ N/' ъ>Рис. 2.76. Примеры повышения виброустойчивостиколебаний салазок (на неблагоприятных режимах) в направлении х возникает
контакт этих планок с направляющими (избыточная связь) и уровень колебаний
снижается (виброустойчивость повышается на 30.. .40 %).Существенное влияние оказывают избыточные связи также на точность ба¬
зирования и работы механизмов. В большинстве случаев при создании точных
механизмов целесообразно избегать статически неопределимых систем, по¬
скольку в этом случае легче обеспечить точность изготовления и сборки.В табл. 2.12 приведена схема а базирования колец подшипников и других
точных деталей. Введение базирования по торцу повышает точность на порядок.
Длина проставочных втулок b определяет точность базирования, а при длине
больше диаметра точность увеличивается на порядок (при малом зазоре в посад¬
ке). Наилучшие результаты дает базирование по узкому конусу (с натягом) и
развитому торцу. Базирование по нескольким цилиндрическим поверхностям
отрицательно сказывается на точности.
314Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙНа рис. 2.77, а, / ошибочно предусмотрено двойное базирование соединения
по диаметру d и зубьям 1 зубчатой муфты. Недопустимо также центрирование
детали 1 по двум диаметрам d\ и d2 одновременно (рис. 2.77, а, II). Правильные
решения показаны штриховыми линиями.Базирование точного червячного колеса 1 недостаточно только по одной
конической поверхности 2 (рис. 2.77, б, /); необходимо предусмотреть также ба¬
зирование по торцу (штриховые линии); при этом и точность базирования по¬
вышается почти на порядок (уменьшается перекос). На рис. 2.77, б, II показана
передняя опора шпинделя с двухрядным цилиндро-роликовым радиальным под¬
шипником, в которой не обеспечивается требуемая высокая точность установки
внутреннего кольца 1 подшипника (перпендикулярность оси) из-за недостающей
связи базирования кольца по торцу (улучшенная конструкция показана штрихо¬
выми линиями).В конструкции направляющих с привертными планками 1 (рис. 2.77, в, Г) не
достает базирования планки для обеспечения требуемого положения вертикаль¬
ной направляющей. Правильные решения приведены на схемах II, III.В)Рис. 2.77. Влияние избыточных и недостающих связей на точность
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ315Вместе с тем, часто создание избыточных связей в виде многократного кон¬
такта не только повышают точность, но и в целом работоспособность (шлице¬
вые, резьбовые, винтовые и другие соединения). Принцип действия волновой
передачи основан на избыточности контакта зубьев жесткого и гибкого колес,
реализуемого генератором волн деформации. В коническом дифференциале
предусмотрена пара сателлитов 1 и 2 (рис. 2.77, г), благодаря чему снижается
влияние их кинематической погрешности на погрешности выходного звена 3.Муфты, имеющие трапецеидальный профиль зубьев и обеспечивающие
точный поворот одной полумуфты относительно другой (деление на заданный
угол), также базируются на избыточности связей, благодаря которым произво¬
дится автоматический отбор и исключение из контакта зубьев, имеющих боль¬
шие шаговые отклонения (рис. 2,77, д).Аналогично влияют на точность избыточные связи в многоконтактных
механизмах, например червячных и винтовых передачах. Суть повышения точ¬
ности многоконтактных механизмов рассмотрим на примере червячной пары
(рис. 2.77, е). Решающее влияние на циклическую погрешность вращения чер¬
вячного колеса 2 оказывает погрешность винтовой линии Д?0(ф) червяка 1, из¬
меряемой вдоль линии зацепления (здесь ср - текущий угол поворота). Погреш¬
ность Д?0(ф) вызывает в процессе зацепления циклическую погрешность Дф2
перемещения идеального колеса 2. Точки контакта /к, 2К, ..., zK, принадлежащие
соответствующим зубьям колеса, перемещаясь вдоль линии зацепления NN, ос¬
таются на постоянных расстояниях, равных основному шагу Рь. Поскольку рас¬
стояние между соответствующими точками червяка вследствие имеющейся по¬
грешности является переменным, червяк контактирует с колесом не всеми зубь¬
ями, находящимися в данный момент в зоне зацепления, а только теми из них, у
которых значение Дг0(ф) максимальное. (В остальных теоретических точках
контакта образуются зазоры.) В следующий момент зацепления максимальное
значение Д?0(ф) может оказаться на другом витке червяка, вследствие чего дей¬
ствительная точка контакта переместится на другую пару зубьев. В результате
такого «блуждания» точки контакта в пределах зоны зацепления колесо 2 в сво¬
ем движении воспроизводит не все значения Д?0(ф), а лишь погрешности того
участка винтовой поверхности червяка, который более других выступает над
идеальной поверхностью.Причины возникновения избыточных или недостающих связей в кон¬
струкциях. Условия эксплуатации. В планшайбе 1 токарно-карусельного стан¬
ка, установленной на гидростатических опорах 2 и 4 (рис. 2.78, а), для воспри¬
ятия центральной нагрузки F предусмотрен упорный подшипник качения 3.
Вследствие большой окружной скорости (порядка 8... 10 м/с) происходит нагрев
направляющих планшайбы (штриховые линии), в результате чего планшайба
опирается только на осевой подшипник 3. Гидростатические направляющие не
участвуют в работе (вследствие образования большого зазора в них), и теряется
работоспособность конструкции. Устранить этот недостаток можно, исключив
316Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙподшипник 3 (см. рис. 1.111, б) или выполнив его с упругой установкой. Для
станков с небольшой окружной скоростью такая конструкция вполне работоспо¬
собна. Аналогичный эффект, сопровождающийся повышением давлений на гра¬
нях, может возникнуть при работе V-образных круговых или плоских направ¬
ляющих.Установка радиально-упорных (особенно конических) подшипников 3 для
фиксации быстроходных валов 1 (рис. 2.78, 6) при /> (8... 12)d может вызывать
защемление вала вследствие температурных деформаций.В конструкции шпиндельных узлов (с выдвижным шпинделем) горизонталь-
но-расточных станков зазор А (рис. 2.78, в, Г) между выдвижным 1 и полым 2
шпинделем для обеспечения виброустойчивости должен колебаться в узких
пределах (5...7,5 мкм). Однако изменение температурного режима работы мо¬
жет привести к возникновению натяга в соединении и заклиниванию (невоз¬
можности перемещения вдоль оси) шпинделя. Избежать избыточной связи мож¬
но увеличением зазора Д| (в допустимых пределах) и введением дополнительно
зажима (рис 2.78, в, II) шпинделя (например, в виде деформируемой от давления
тонкостенной втулки 3), который устраняет отрицательное влияние повышенно¬
го зазора Д| в соединении. При этом возможно как полное устранение зазора при
обработке торцов, так и частичное - при обработке с осевой подачей шпинделя 1.
Это достигается подводом в камеру 4 масла под соответствующим давлением.2)Рис. 2.78. Конструкции, в которых избыточные связи образуются вследствие
недостаточного учета условий работы
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ317Перемещение стола I (рис. 2.78, г) многоцелевого станка с гидростатиче¬
скими направляющими осуществляется от шариковинтовой передачи 2. Для ис¬
ключения дополнительной нагрузки на гайку, особенно когда последняя нахо¬
дится вблизи опор винта, корпус ее в направлении, перпендикулярном направ¬
ляющим, выполнен ослабленным в виде пластины 3. Это уменьшает влияние как
разной толщины масляной пленки в направляющих (например, в зависимости от
нагрузки), так и неточности выставки винта на работоспособность передачи.Прямые конструкторские ошибки. На рис. 2.79, а показана схема шпин¬
дельного узла токарного станка, в котором неправильно установлены радиально-1ша*S\8)1 2 3Рис. 2.79. Схемы избыточных связей,
возникающих из-за прямых конструкторских ошибок
318Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙупорные подшипники / и 2 шкива, так как воспринимают осевую нагрузку
шпинделя наряду с подшипниками 3 шпинделя. На рис. 2.79, б приведена схема
установки подшипников, образующая избыточные связи. На схеме / неправильно
установлено маслоотражательное кольцо 1 (правильная установка на схеме II).
При восприятии осевой и радиальной нагрузки двумя подшипниками раздельно
(рис. 2.79, в) целесообразно, чтобы подшипник I, воспринимающий радиальную
нагрузку, не препятствовал перемещению вала 2 в осевом направлении и наобо¬
рот (правильное положение показано штриховой линией). В заднем подшипнике 1
шпиндельного узла (рис. 2.79, г) отсутствует необходимая связь, обеспечиваю¬
щая фиксацию внутреннего кольца 2. Ее можно обеспечить, установив между
ним и шкивом 3 проставочное кольцо. В опоре шариковинтовой передачи привода
подачи осевые нагрузки воспринимаются одновременно подшипниками 1 и 2, ус¬
тановленными на концах винта (рис. 2.79, д). Однако для обеспечения одновре¬
менной работы подшипников не достает жесткой связи колец Зи^с корпусом
(например, с помощью фланца, аналогичного фланцу 5).Условия сборки. В зависимости от особенностей механизма к связям между
элементами конструкции предъявляются различные требования. В винтовой па¬
ре привода подачи для обеспечения хорошей работы соединения необходимо
выдержать с высокой точностью параллельность направляющих 1 и винта 2
(рис. 2.80, а), а также согласовать размер Н от направляющих до оси винта и
гайки. При невыполнении этих условий может происходить повышенный износ
и даже заклинивание, особенно вблизи опор. При установке шпонки на валу из¬
быточная связь, требующая пригонки шпонки по торцам (рис. 2.80, б, II), ус¬
ложняет технологию изготовления; в схеме / этого не требуется. На рис. 2.80, в
показан качающийся рычаг 2, у которого рабочий торец не определен (недос¬
тающая связь), так как скольжение может происходить по торцу как 3, так и 4.
Необходимо зафиксировать кольцо / на корпусе.шУ \'Ш&77-б)Рис. 2.80. Схемы механизмов, учитывающих условия сборки
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ319Зазоры в соединениях и погрешности изготовления. В шестеренном насосе при
неправильном назначении допусков появляется недостающая связь (рис. 2.81, а).
Корпус насоса образован тремя плоскими деталями 1 - 3, и требуемая соосность
отверстий d выдерживается при сборке за счет выставки крышек 1 и 3. При малом
зазоре в посадке осей (по диаметру d) может возникнуть ситуация, когда ось 4
центрируется в одной крышке, например 1, когда зазор 5 в посадке крышки 3
больше, чем в первой (недостающая связь).При работе могут возникнуть большие кромочные давления и повреждение
подшипников скольжения, так же как и в других точных механизмах при малом
расстоянии между опорами и небольшом радиальном зазоре. Так, избыточная
связь в конструкции дифференциального поршня возникает из-за неправильного
выбора зазоров в соединениях по диаметрам d\, d2, d3 (рис. 2.81, б, I). При малых,
примерно одинаковых зазорах по этим поверхностям из-за отклонения от соос¬
ности отверстий в корпусе 1, крышке 3, а также в поршне 2 базирование его мо¬
жет происходить на диаметрах d\ и d2, т.е. на небольшой длине. Для исправления
положения необходимо по диаметру d2 предусмотреть повышенный зазор. Если
это недопустимо (из-за утечек), от избыточной связи можно избавиться конструк¬
тивными мерами, например за счет самоустанавливающейся втулки 1 (схема II),
которая при создании давления р„ выставляется по оси поршня 2. Если не обес¬
печить перпендикулярность торца 3 к отверстию, то перекос втулки 1 при ее при¬
жатии давлением рИ к торцу 3 приведет к гарантированному контакту в посадке
диаметром с?3 (штриховые линии) и избавиться от лишней связи не удастся.Рис. 2.81. Устройства, иллюстрирующие влияние допусков и
погрешностей изготовления на возникновение избыточных связей
320Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙСледует отметить, что влияние избыточных связей в точных плунжерных
механизмах (золотниках, клапанах, цилиндрах) исключительно велико. В гидро¬
статическом подшипнике с внутренним дросселированием дросселями для ра¬
бочих карманов 1,2, ... служат приемные карманы Г, 2', ... (рис. 2.81, в), причем
каждый приемный карман соединен с противоположным несущим карманом
(штриховые линии). Масло подается в кольцевую канавку 3 и, дросселируясь в
щелях 6др, поступает в приемные, а затем в рабочие карманы. Так как в этом
случае параметры дросселей определяются величиной зазора в приемных кар¬
манах, работоспособность подшипника определяется точностью изготовления
деталей. Например, отклонения от соосности втулок или (в еще большей степе¬
ни) их перекос (схема II) могут привести к большой разнице сопротивлений при¬
емных карманов Г и 2' (h\* h2) и к металлическому контакту вследствие этого.
Отклонение от соосности двух опор не должно превышать 0,6 h.В схеме кулисного механизма избыточные связи могут возникать вследст¬
вие отклонения от параллельности осей вращательных пар и плоскостей сопри¬
косновения кулисы 1 и кулисного камня 2 во всех положениях механизма
(рис. 2.81, г).Таким образом, уменьшение отрицательного влияния избыточных связей
достигается за счет:применения самоустанавливающихся механизмов;
односторонней фиксации валов в осевом направлении;
применения плавающих опор;
стабилизации температурного режима;увеличения зазоров в соединениях конструкций (особенно при большой их
жесткости);создания условий центрирования соосно устанавливаемых деталей;повышения точности обработки;обеспечения однозначности поверхностей трения.2.3.4. РАЗРАБОТКА КИНЕМАТИЧЕСКИХ СХЕМНесмотря на стремительное развитие станков с ЧПУ, выполненных на ос¬
нове взаимосвязей движений через программу, кинематические цепи на базе ме¬
ханических передач не утратили своего значения. Поэтому изучение заложен¬
ных в них возможностей и использование всех (даже незначительных) путей
улучшения кинематических цепей дают ощутимые результаты.Особенности кинематических схем. В табл. 2.23 приведены основные осо¬
бенности кинематических схем и показаны возможности их совершенствования.Выбор типа передач (схемы 1). Заменяя наружное зацепление (схема а)
внутренним (схема б) или распределяя большое передаточное отношение между
двумя парами (схема в) вместо одного (схема а), получают положительный эф¬
фект. Глобоидная червячная передача (схема г) при одинаковых нагрузочных
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ321характеристиках имеет меньшие размеры, чем передача с цилиндрическим чер¬
вяком. Применение планетарных (схема д) и волновых (схема е) механизмов да¬
ет существенный выигрыш в габаритах при больших передаточных отношениях.2.23. Особенности кинематических схем
322Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙПараллельно присоединенные кинематические цепи и многоконтактные пе¬
редачи (схемы 2) позволяют ощутимо уменьшить размеры механизмов при оди¬
наковых передаваемых нагрузках. При «плавающих» вдоль оси шевронных ко¬
лесах 1 (схемы а, б) на выходное звено 2 передается удвоенный момент (равно¬
мерно распределяя нагрузку по потокам). Использование двух сателлитных ко¬
лес 7 и 2 в дифференциальном механизме (схема в) также повышает несущую
способность. Применяя неполный профиль в многоконтактных механизмах -
винтовом (схема г) и червяк-рейка (схема ж), можно кроме сокращения разме¬
ров облегчить сборку, размещение передач и др. Распределение передаваемой
мощности по нескольким потокам (схема д), особенно при самоустановке колес,
дает большой эффект уменьшения размеров в радиальном направлении. Приме¬
нение гидростатических многоконтактных передач (схема е) позволяет более
равномерно распределять нагрузку между профилями, что повышает несущую
способность при тех же габаритах.Отключения кинематических звеньев (или цепей) (схемы 3). Червячные пе¬
редачи наиболее часто отключают радиальным (схема а) или осевым (схема б)
перемещением червяков в своих кронштейнах. В механизмах, имеющих две чер¬
вячные пары (например, в столах зубофрезерных станков), необходимо попере¬
менно вводить в зацепление тот или иной червяк.В схеме в, I одна червячная передача, например 1, выполнена с боковым за¬
зором Д], большим по сравнению с зазором Д2 {II и III) передачи 2 (червячные
колеса условно показаны несоосными). При среднем положении косозубого ко¬
леса 3 червяк 1 не вращает колесо: вращение передается от червяка 2. При этом
зазор между червяком и колесом в схеме III полностью выбирается (Д2 < ДО.
При перемещении колеса 3, например влево, червяк 1 доворачивается и левый
его профиль касается профиля колеса (верхняя схема II), а червяк 2 перестает
работать. Для вращения червячного колеса в другую сторону колесо 3 переме¬
щается вправо и выбирается зазор между колесом и правым профилем червяка 1.Цилиндрические колеса отключают при радиальном перемещении одного
из колес (схема г) либо муфтой (схемы д и е). В коробках подач наиболее часто
отключение передач осуществляется за счет осевого перемещения одного из ко¬
лес (схема ж). В конических передачах включение (или отключение) проводят
муфтами (схемы з, и).Улучшение силовых характеристик (схемы 4). Расположение колес друг от¬
носительно друга влияет на значения действующих на элементы передач сил,
благодаря чему можно улучшать силовые характеристики. Схемы а отличаются
направлением наклона зубьев промежуточных колес 1 и 2. Суммарные осевые
силы, действующие на ось 3 в схеме I, меньше, чем в схеме II, так как они вы¬
числяются как разность F\ и F2. Влияние расположения промежуточного зубча¬
того колеса 1 на силы, действующее на опоры вала этого колеса, показано на
схемах б. В схеме II силы в зацеплениях F\ и F2 почти параллельны, и суммарная
сила Fz, действующая на опоры, велика. В схеме / вследствие изменения на¬
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ323правления сил F\ и F2 они в значительной степени компенсируются, и равнодей¬
ствующая сил меньше, чем в схеме II. Для реверсивной передачи предпочти¬
тельным является расположение осей колес в одной плоскости.Синхронизация движений двух цепей может производиться: за счет враще¬
ния одним двигателем (схема 5, а); с использованием измерительных устройств1 и 2 (схема 5, б); с помощью синхронных двигателей Ml и М2, например, в зу¬
бошлифовальных станках (схема 5, в).Повышение точности кинематических цепей. Некоторые возможности
повышения точности кинематических цепей приведены в табл. 2.24.2.24. Повышение точности кинематических цепей
324Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙВыбор передаточных отношений и размеров передач. Чем больше диаметр
ведомого звена, тем меньше (при прочих равных условиях) погрешность пере¬
дачи в связи с тем, что угловая погрешность шага при обработке колес больших
размеров, как правило, снижается.Распределение передаточного отношения (схемы 1) между промежуточны¬
ми колесами кинематической цепи. Например, при распределении передаточно¬
го отношения по схеме а, где вначале установлены повышающие, а затем пони¬
жающие передачи (и = 4), погрешность выходного звена примерно на 25 %
меньше, чем при передаточных числах всех передач, равных единице. Рост от¬
носительной частоты вращения в средней части кинематической цепи способст¬
вует повышению точности. Поэтому важнейшим требованием является обеспе¬
чение максимально возможных передаточных чисел на конечных звеньях.
Например, в цепи обката зубофрезерного станка (схема б) максимальные пере¬
даточные числа итах1 и ит3х2 необходимо назначать соответственно в приводе
стола и фрезы.При выборе передаточного числа каждой отдельной пары (схемы в) следует
иметь в виду, что взаимодействия отдельных составляющих кинематической по¬
грешности происходят по закону наложения. Результирующая погрешность обра¬
зуется как результат суммирования (в соответствующем масштабе) погрешностей
каждого звена. Взаимодействие составляющих не вызывает появления новых гар¬
моник погрешностей, которых нет среди отдельных составляющих кинематиче¬
ской цепи. При кратном передаточном отношении передач или равном единице
{z\:z2- 1) взаимодействие кинематических погрешностей звеньев сводится к
сложению погрешностей с различными периодами и амплитудами. Результирую¬
щая амплитуда погрешности 5 зависит от амплитуды погрешности каждого коле¬
са и их начальных фаз. Происходит естественная компенсация погрешностей
(вследствие несовпадения фаз, максимальных погрешностей), и в общем случае
суммарная погрешность меньше, чем при других передаточных отношениях.Характер суммирования погрешностей передач с некратным передаточным
отношением (типа z\ : (z\ ± 1) или z\ : (Kzx), где К- несокращаемая дробь) зави¬
сит от сочетания частот и амплитуд. На схемах / и II приведены случаи суммиро¬
вания погрешностей 5 двух колес с близкими частотами при повороте на угол ср.
В схеме / гармоники отличаются на единицу, а суммарная погрешность колеблет¬
ся от суммы до разности амплитуд погрешностей каждого из колес. В схеме II
гармоника с высшим номером имеет большую амплитуду, и суммирование даст
характер погрешности, показанный на схеме.Таким образом, в общем случае передаточные отношения с неравным и не¬
кратным числом образуют большую погрешность, так как в процессе вращения
всегда происходит арифметическое суммирование максимальных амплитуд, и
взаимной компенсации погрешностей не происходит.Кинематические цепи с избыточными связями (схемы 2). Например, примене¬
ние двухчервячного привода с жесткой кинематикой между червяками (схема а, I)
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ325в отличие от одночервячного дает возможность теоретически в 2 раза снизить
накопленную погрешность передачи, если погрешность червячного колеса 1
имеет характер правильной синусоиды. На схеме II погрешностей 5 сплошной
линией показана погрешность пары при одночервячном, а штриховой - при
двухчервячном приводе. На схеме б, II приведены графики проявления кинема¬
тических погрешностей 8, и 82 элементов дифференциала (схема I) в погрешно¬
сти угла поворота ср выходного вала 1. При наличии одного сателлита 2 на выходе
образуется погрешность 82. Жирной линией показан характер изменения погреш¬
ности 8i выходного вала при двух сателлитах. В данном случае каждый сателлит
создает погрешность 3 и 4 одинакового значения. Образование суммарной по¬
грешности зависит от фазы проявления погрешностей каждого колеса, и в общем
случае она меньше примерно на 25 %, чем при одном сателлите (8] < 82).В многоконтактных червячных и винтовых передачах (схемы в) происходит
фильтрация погрешностей за счет особенностей контакта (см. рис. 2.77, е). Уве¬
личение высоты профиля Н (схема /) проводит к росту фильтрующих свойств.
Уменьшение угла профиля а (схема II) снижает роль радиального биения (экс¬
центриситета е) на результирующую погрешность. Например, уменьшение угла
профиля червяка делительных передач от 20 до 15° и коэффициента высоты го¬
ловки и ножки в 1,2 раза снижает циклическую погрешность на 25...30 %.Несоосность двух валов (схемы 3), соединенных муфтой (схема а, I), приво¬
дит к погрешности, зависящей от частот вращения валов. Аналогичный характер
погрешностей дает несоосность в шпоночном соединении вала с колесом. При¬
менение упругих муфт (например, сильфонных по схеме II) снижает влияние не-
соосности. При соединении кинематических цепей двух механизмов (схемы б),
если центрирование их происходит на большом диаметре, возможно возникно¬
вение ощутимой несоосности (равна 1/2 зазора в посадке по диаметру d). Для
уменьшения влияния несоосности лучше использовать схему II, так как она вы¬
зовет лишь колебания бокового зазора в зацеплении, но не приведет к появле¬
нию выходной погрешности.Рациональная установка колес (схемы 4). Погрешность паразитных колес
(схемы а) может проявиться в погрешности выходного звена, увеличенной в2 раза. Поэтому их следует по возможности избегать. При этом важным является
также место установки паразитного колеса. На схеме / штриховой линией пока¬
зана лучшая (с позиции точности) схема установки паразитного колеса при за¬
данном направлении вращения. Общее правило установки требует, чтобы пере¬
дача вращения на паразитном колесе проходила на минимальном угле у между
точками контакта 1 и 2; при реверсивной передаче оси желательно располагать
на одной линии. Для уменьшения влияния погрешностей промежуточных пере¬
дач кинематической цепи на выходную точность наименее точные передачи
(например, конические на схеме б, II) необходимо располагать как можно даль¬
ше от конечных звеньев 2, чтобы их влияние было уменьшено за счет редукции
в промежуточной передаче 1.
326Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙКомпенсация погрешностей (схемы 5). Погрешности цилиндрических ко¬
лес б* и 82 (схема а) одной частоты (например, из-за несоосности ех и е2) можно
компенсировать за счет совмещения фаз погрешностей. В этом случае суммарная
погрешность 8v будет равна разности амплитуд составляющих звеньев. Достиже¬
ние высокой точности вращения делительного колеса мастер-станка (схема б)
происходит с использованием коррекционного механизма, выполненного в виде
копира 1 (по окружности стола), дающего дополнительный доворот через рычаг 2
водилу дифференциала 3. Копир профилируют в соответствии с шаговой по¬
грешностью колеса. Аналогично исправляется погрешность перемещения сала¬
зок при наличии погрешностей ходового винта 1 (схема в). В этом случае вдоль
станины, например токарного станка, устанавливают коррекционную линейку 2
с профилем, зависящим от погрешности, которая через рычаг 3 поворачивает
гайку, уменьшая погрешность перемещения.2.3.5. ИСПОЛЬЗОВАНИЕ МЕХАТРОННЫХ УСТРОЙСТВВ последнее время возникла и бурно развивается во всем мире новая от¬
расль науки и техники - мехатроника, которая базируется на знаниях механики,
электроники, современных методов компьютерного управления и обработки
информации. Специфика мехатронных систем заключается в соединении, как
правило, трех начал - энергетического, информационного и управляющего, что
создает хорошие предпосылки для получения принципиально новых конструк¬
торских решений. Широкое применение мехатронных устройств в конструкциях
машин дает ряд существенных преимуществ, к которым относятся:относительно низкая стоимость благодаря высокой степени интеграции,
унификации и стандартизации элементов и интерфейсов;высокое качество реализации сложных и точных движений вследствие при¬
менения методов интеллектуального управления;высокая надежность, долговечность и помехозащищенность;
конструктивная компактность;улучшение массогабаритных и динамических характеристик машин вслед¬
ствие упрощения кинематических цепей.Мехатроника - это новая область науки и техники, посвященная созданию
и эксплуатации машин и систем с компьютерным управлением движением, ко¬
торая базируется на знаниях в области механики, электроники и микропроцес¬
сорной техники, информатики и компьютерного управления движением машин
и агрегатов.Синергетический характер интеграции составляющих элементов в меха¬
тронных системах проявляется в совместном действии, направленном на дости¬
жение общей цели. При этом принципиально важно, что составляющие части не
просто дополняют друг друга, но объединяются таким образом, что образован¬
ная система обладает качественно новыми свойствами. Взаимосвязь компонен¬
тов мехатронной системы (механических, электрических, информационных) вы-
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ327раже на в их прямом взаимодействии, которое определяет поведение системы в
целом. В практическом плане при проектировании мехатронных систем это оз¬
начает, что для достижения наилучших показателей системы в целом проводит¬
ся согласованный выбор наиболее важных параметров электромеханической
системы.Рассмотрим такую взаимосвязь на примере привода подачи станка с ЧПУ.
В современных станках с ЧПУ применяются преимущественно следящие приво¬
ды, позволяющие точно регулировать угловое положение и угловую скорость
вала двигателя в зависимости от заданного воздействия. Такой привод состоит
из следующих основных систем (рис. 2.82): регулирования 1, приводной 2 и из¬
мерительной 3. Угол ф поворота вала двигателя М преобразуется в координату х
исполнительного органа ИО (например, стола), которая измеряется датчиком
обратной связи ДОС. Соответствующий сигнал поступает в систему регулиро¬
вания, где формируется сигнал рассогласования Ах = - х (где д:3 - заданная
координата). В зависимости от сигнала рассогласования с целью оптимизации
динамического поведения привода в регуляторе Рт вырабатывается регулирую¬
щее воздействие, благодаря чему привод работает так, чтобы рассогласование
уменьшалось (угловая скорость двигателя пропорциональна рассогласованию,
при Ах = 0 стол занимает заданное положение). Непрерывное устранение рассо¬
гласования является характерной особенностью следящего привода.Приводная система состоит из усилителя мощности, двигателя, элементов
механической системы (в нее входят муфты, зубчатые колеса, тяговые устройст¬
ва, например, шариковинтовые передачи и др.). Измерительная система замыка¬
ет контур системы регулирования через обратную связь по перемещению.Очевидно, что истинное положение стола станка определяется не только
характером управляющего воздействия (изменением сигнала во времени), но и
параметрами механической системы (жесткостью и зазорами в передачах, мо¬
ментами инерции вращающихся деталей, собственной частотой механической
части привода, трением в направляющих и др.). Поэтому значения параметров
элементов такой системы должны быть согласованы. Например, для повышения
жесткости механической цепи диаметр винта передачи необходимо увеличивать
(жесткость пропорциональна диаметру в квадрате). Однако момент инерции5Щ 2~[ J~j_1Рис. 2.82. Схема следящего привода станка с ЧПУ:Э - энергия; В - возмущения
328Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙвинта при этом растет еще больше (пропорционально диаметру в четвертой сте¬
пени), что ухудшает динамические характеристики привода в целом. Выбор
компромиссного значения диаметра винта обеспечивает оптимальное функцио¬
нирование привода.Минимальные погрешности привода и его устойчивое функционирование
возможны только при определенном соотношении собственных частот /м и /3
механической и электрической частей привода (частота fM определяется жестко¬
стью и массой привода, а частота/, зависит от быстродействия и структуры сис¬
темы регулирования): fM/f> > 2. Наконец, точность обработки заготовки зависит
от быстродействия привода, от согласования параметров (например, коэффици¬
ентов усиления) приводов по разным осям и от других факторов, т.е. определя¬
ется электрической составляющей почти в той же мере, что и механической. Та¬
ким образом, привод подачи необходимо рассматривать как единую электроме¬
ханическую (мехатронную) систему, математическое описание работы которой
содержит как параметры двигателя, так и параметры элементов механической
системы.Уровень интеграции составляющих элементов - основной классификацион¬
ный признак в мехатронике. В соответствии с ним можно разделить мехатрон-
ные системы по уровням и по поколениям. Мехатронные модули первого уровня
реализуют движение какого-либо органа без широкой взаимосвязи этого движе¬
ния с другими (например, «мотор-шпиндель» станков). Мехатронные системы
второго уровня объединяют, как правило, несколько мехатронных устройств в
единую систему, реализующую сложные законы движения и выполняющую
различные функции. Примером мехатронных систем второго уровня могут слу¬
жить станки и промышленные роботы с ЧПУ. Развитие третьего поколения ме¬
хатронных систем направлено на интеллектуализацию всех процессов, проте¬
кающих в мехатронной системе. К третьему поколению можно отнести меха¬
тронные системы, состоящие преимущественно из мехатронных модулей. При¬
мером могут служить станки типа «гексапод», а также станки, выполненные из
мехатронных модулей вращения.Характерные особенности мехатронных систем. Технической базой
управления мехатронными системами являются микропроцессоры. Развитие
микропроцессорной техники позволяет создавать весьма эффективные локаль¬
ные децентрализованные системы управления, малогабаритные и достаточно
дешевые. При этом устраняются многие трудности, характерные для крупных
централизованных систем управления: необходимость организации разветвлен¬
ных каналов связи, наличие ограничений по быстродействию и др. Следует от¬
метить, что электронная аппаратура, используемая в мехатронных системах,
должна соответствовать достаточно жестким условиям работы (запыленности,
вибрации и др.). Работоспособность мехатронных систем обеспечивается только
при определенном уровне ее надежности. В широком плане надежной системой
можно считать такую, которая продолжает функционировать при отказе отдель-
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ329ных элементов (свойство живучести). Это особенно важно для мехатронных
систем, которые должны сохранять ограниченную работоспособность даже при
наличии дефектов или при воздействиях, не предусмотренных условиями экс¬
плуатации. Появление отказа допускается, но он не должен приводить к выходу
всей системы из строя.Рассматривая мехатронную систему как единое целое, необходимо обратить
особое внимание на надежность ее компонентов. Повышение надежности меха¬
нических устройств часто основано на принципе избыточности, который предпо¬
лагает большой запас прочности, износостойкости, жесткости и виброустойчиво¬
сти всех элементов. Однако достаточная надежность механической части меха-
тронной системы может быть обеспечена только при соответствующей надежно¬
сти программных и аппаратных средств информационной и управляющей частей.
Кроме общеизвестных мер повышения надежности для мехатронных систем ха¬
рактерно использование диагностирования. При этом с помощью датчиков соби¬
рается текущая информация о состоянии системы и ее важнейших узлов и дета¬
лей. Полученные данные служат для корректировки условий эксплуатации.Для повышения надежности сложных (в первую очередь электронных) сис¬
тем используют принцип резервирования, когда при выходе элемента из строя
его функции выполняет дублер. Рассмотрим систему, состоящую из трех парал¬
лельно соединенных элементов (рис. 2.83), имеющих вероятность безотказной
работы Р\, Р2 и Р3. Отказ системы возможен только при одновременном отказе
всех элементов, и его вероятность Р0 намного меньше, чем для каждого из эле¬
ментов.В общем случае Р0 = (1 - Pi) (1 - Рг) (1 - Рг)', если Р\ = Р2 = Рз = Р, то РЕ =
= 1 - (1 - Р)3. Например, если для каждого элемента Р = 0,9, то для системы в
целом вероятность безотказной работы Р^ = 1 — (1 - 0,9)3 = 0,999, а вероятность
отказа Р0 = 0,001, и она ниже на два порядка, чем без резервирования.Одной из ключевых проблем в области мехатронных систем является
управление движением исполнительного органа с помощью ЭВМ. При этом не¬
обходимо обеспечить восприятие сигнала от датчика обратной связи, преобразо¬
вание его в форму, пригодную для дальнейшего использования, подачу сигнала
на источник движения и реализацию движения. Здесь должны решаться задачи,
связанные с датчиками, приводами, управлением движением (программное и
аппаратное обеспечение), контролем перемещений и др.Рис. 2.83. Параллельное соединение элементов для повышения надежности
330Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙОсновные признаки механической составляющей мехатронной систе¬
мы. К ним относятся следующие.1. Миниатюризация и компактность. Во многих случаях только компактная
механическая система позволяет реализовать принципы мехатроники. При этом
обеспечивается уменьшение массы узлов (что способствует улучшению дина¬
мических характеристик), более эффективно используется рабочее пространст¬
во, появляется возможность совмещения функций и т.п. Механизм можно счи¬
тать компактным, если при том же габарите, что у прототипа, он характеризует¬
ся большими жесткостью и мощностью либо при одинаковых силовых парамет¬
рах имеет меньшие размеры.Известны различные методы повышения компактности механизмов: со¬
вмещение нескольких механизмов в одном (например, совмещенный привод
главного движения и круговой подачи токарных и токарно-карусельных стан¬
ков); использование рациональной силовой схемы (в общем случае - прямая пе¬
редача сил короткой частью детали при равномерном распределении нагрузки
по ее сечению; параллельная передача сил (по нескольким потокам, как, напри¬
мер, в планетарных передачах); использование многоконтактных механизмов
(винтовых, волновых передач и др.); реализация одинаковых или подобных
функций посредством одного элемента (например, подвижного колеса в коробке
передач, которое может использоваться как зубчатое колесо и как муфта); ис¬
пользование принципа «матрешки» (телескопические устройства; установка од¬
ного вала внутри другого в коробках скоростей и подач); совмещение функций
одним и тем же элементом и т.д.2. Повышение износостойкости и долговечности элементов конструкции
(закалка поверхностей, применение высоколегированных материалов и др.).3. Существенное упрощение кинематических цепей при одновременном
повышении сложности механизмов; усложнение конструкции наиболее важных
деталей и узлов при сокращении их числа (направляющие с закаленными план¬
ками; тяговые устройства в виде ШВП или зубчато-ременные передачи вместо
сложных редукторов и т.п.).4. Выборка зазоров в элементах конструкции. Зазоры оказывают отрицатель¬
ное влияние на работу привода, системы управления и мехатронной системы в це¬
лом; поэтому их стараются устранить различными геометрическими или силовыми
методами. Зазоры выбирают в соединениях валов, в зубчатых и винтовых переда¬
чах, направляющих и подшипниках. Особенно опасны зазоры в элементах тяговых
устройств и в соединениях с датчиками обратной связи. Для выборки зазоров слу¬
жат различные способы: использование упругих свойств элементов конструкции,
их относительное перемещение, применение клиновых и конических соединений,
гидростатическое смазывание, а также трение и другие физические эффекты.5. Улучшение показателей, связанных с динамической стабильностью кон¬
струкции: повышение жесткости элементов, уменьшение массы и моментов
инерции подвижных узлов, в том числе путем подбора материалов (среди них
отметим керамику, углепластик, волокнистые композиционные материалы и
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ331др.); повышение демпфирования (например, благодаря применению бесконтакт¬
ных механизмов); балансировка и самобалансировка вращающихся элементов.6. Применение механизмов с пониженным трением (трение качения, жид¬
костное трение).7. Использование прецизионной механики, что характерно для многих меха¬
тронных узлов, реализация функций которых возможна лишь при высокой точно¬
сти элементов (шпиндели на электромагнитных опорах, мотор-шпиндели и др.).Основные функции мехатронных систем. Среди многочисленных функ¬
ций мехатронных устройств это следующие:
реализация главного замысла машины;
обеспечение функционирования основных узлов;управление параметрами процесса обработки (в том числе в электрохими¬
ческих и электрофизических станках);повышение точности станков (в том числе коррекция погрешностей пози¬
ционирования узлов);компенсация упругих и тепловых деформаций;
коррекция погрешностей перемещений;адаптация к условиям обработки в целях компенсации деформаций;
повышение функциональной устойчивости гидроприводного механизма
(ГПМ) благодаря непрерывному получению информации об их состоянии и кор¬
рекции условий их работы.Дополнительными функциями являются: реализация малых и точных пере¬
мещений (магнитострикционные, электромагнитные приводы, пьезоприводы);
контроль заготовок и качества обработанных деталей (идентификация заготовок,
измерение диаметров, межцентровых расстояний, длин, погрешностей располо¬
жения); контроль наличия инструмента в шпинделе станка или гнезде магазина.Реализация главного замысла машины. В отдельных случаях удачное объе¬
динение (синтез) электроники и механики позволяет создавать станки, основан¬
ные на совершенно иных концептуальных принципах. В основу таких станков
(гексаподов) положен мехатронный механизм поступательного перемещения.
Он включает: прецизионную ШВП, электродвигатель (иногда совмещенный с
ШВП), встроенные датчики скорости и положения и электромагнитные тормоза.Станок-гексапод выполнен на базе шести ШВП 2 с соответствующими дат¬
чиками перемещения и высокомоментными двигателями (не показано), осуществ¬
ляющими осевое перемещение винтов (рис. 2.84, а, б). Одним концом ШВП шар¬
нирно соединены с основанием 1 (нижней платформой), а другим (также шарнир¬
но) - с подвижной верхней платформой 4, на которой расположен исполнитель¬
ный орган (ИО) - инструментальная головка 3. Инструментом могут служить
фрезы, сверла, резцы, шлифовальные круги, измерительные наконечники (при
использовании станка в качестве координатно-измерительной машины - КИМ).
Перемещая винты на различную величину, можно управлять положением ИО
(перемещать его в вертикальном и горизонтальном направлениях, поворачивать
в трех плоскостях, схемы I - IV).
332Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.84. Схемы станков-гексаподовОсновная сложность при создании таких станков - разработка программно¬
математического обеспечения, позволяющего рассчитывать траектории переме¬
щений ШВП в реальном времени и выполняющего ряд других функций.Одна из главных систем подобных станков - информационная: она позволя¬
ет получать сведения о положении ИО, о состоянии элементов привода (двига¬
телей, ШВП) и связывать приводы с системой управления (на базе ЭВМ). По¬
следняя должна осуществлять одновременное управление по всем координатам
и компенсировать изменение ряда характеристик станка. Например, для умень¬
шения влияния тепловых деформаций ШВП на точность обработки в каждую из
них может быть встроен лазерный интерферометр, постоянно измеряющий дли¬
ну винтов и передающий информацию на ЭВМ. Это позволяет снизить погреш¬
ность перемещения до 10 мкм и менее по любой из координат и, следовательно,
использовать станок в качестве КИМ.Основные особенности подобных станков следующие:1) они значительно проще, легче, точнее и имеют большую жесткость, чем
станки традиционной компоновки;
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ3332) имеют высокую жесткость, обусловленную работой ШВП на растяже¬
ние-сжатие и равномерным распределением сил по всей структуре;3) геометрическая симметрия, возможность контроля и компенсации де¬
формаций благодаря информационной системе позволяют повысить точность
обработки;4) малая масса подвижной платформы и ее высокая жесткость способству¬
ют увеличению скорости перемещений в 3...5 раз (скорость быстрых ходов дос¬
тигает 180 м/мин, рабочих - 50 м/мин);5) простая модульная конструкция, выполненная на единой базе (стандарт¬
ные ШВП, приводы, датчики, платформы и др.), упрощает производство и обес¬
печивает гибкую и быструю реакцию на требования заказчика.Другим примером станков новой концепции с использованием мехатрон¬
ных систем являются станки на базе пространственных механизмов параллель¬
ной структуры, все точки звеньев которых описывают неплоские траектории.
При этом выходное звено соединено со станиной несколькими параллельными
кинематическими цепями. В результате образуется пространственная ферма,
благодаря чему повышается жесткость конструкции. В станке для объемной
профильной обработки резанием использованы два подобных пятизвенных ме¬
ханизма (рис. 2.85): для перемещения заготовки и инструмента. Система управ¬
ления функционирует в реальном времени, обеспечивая компенсацию упругих
деформаций и реализуя другие оптимизационные процедуры. Отсутствие пря¬
молинейных направляющих, использование модульного принципа построения
на базе небольшого набора элементов повышают точность и упрощают процесс
создания станков.На основе мехатронной системы построен станок для сверхточной обработ¬
ки оптических изделий, отличающихся особо высокими требованиями к точности
(погрешность формы изделия диаметром 1500 мм не должна превышать 15 нм, а
шероховатость - 4,2 нм), что не позволяет применить традиционные методы кон-Рис. 2.85. Схема станка на базе механизмов параллельной кинематики:1, 2, 4, 7, 8, 10 - приводы; 3,9 - шарниры; 5 - заготовки; 6 - инструмент
334Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙРис. 2.86. Станок для сверхточной обработки оптических изделийструирования. Решением стало разделение станка на несущую и метрологиче¬
скую системы. Такой станок работает алмазным инструментом 3 (рис. 2.86), ус¬
тановленным в ползуне 4 бабки 5 и осуществляющим перемещение по оси z с
дискретностью 2,5 нм. Заготовка 2 расположена на планшайбе 1, вращающейся
на аэростатических опорах, и закреплена на ней с помощью жидкой резины, ко¬
торая, застывая, образует жесткое соединение.При перемещении портала 6 по оси х и ползуна по оси z можно обрабаты¬
вать как плоские, так и сложные поверхности. Виброизоляция станка осуществ¬
ляется с помощью виброопор и сложной системы термостабилизации. Для осу¬
ществления постоянного контроля относительного положения инструмента и
заготовки и, при необходимости, коррекции этого положения служит автоном¬
ная метрологическая рама 8, на которой установлены лазерные гелий-неоновые
интерферометры Майкельсона.Точность измерения горизонтального и вертикального положения инстру¬
мента, а также положения заготовки относительно метрологической рамы со¬
ставляет 0,64 нм. Это достигается благодаря тому, что лазерные устройства ра¬
ботают в вакууме, создаваемом в гибких металлических сильфонах 7.Решение столь сложной задачи стало возможным благодаря использованию
мехатроники в широком смысле этого понятия, т.е. неразрывного единства ин¬
формационной системы, обеспечивающей непрерывный контроль относитель¬
ного положения узлов, и механической системы, обеспечивающей их точное
перемещение. При этом обе системы дополняют друг друга, оказывают взаим¬
ное влияние и не могут функционировать автономно.Мобильные роботы для инспекции и ремонта подземных трубопрово¬
дов (рис. 2.87). Применение мобильных роботов для телеинспекции и обслужи¬
вания магистралей (нефте-, газопроводов, канализационных сетей) позволяет
предупредить техногенные и экологические аварии и катастрофы и внедрить
бестраншейные методы ремонта. Герметичный робот имеет цветную поворот-
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ335|^о—loJJJJ-и_лйиk~>o«а)6)6)наг)д)е) Ж)Рис. 2.87. Схемы роботизированных операций:а - телеинспекция трубопровода; б - подрезка выступающих элементов; в - локальная
заделка дефекта; г - дефект в трубопроводе; д - зачистка с помощью фрезерной головки;
е - установка внутреннего бандажа; ж - трубопровод после ремонтаную телекамеру и может перемещаться в трубе с дистанционным управлением с
поста управления, размещенного в автомобиле. Телекамера оснащена устройст¬
вом наведения (механизмы качания, ротации и подъема) для осмотра стенок
трубы, блоками освещения, стеклоочистителем, а также имеет дистанционный
привод фокусировки: приводы представляют собой мехатронные модули типа
мотор-колесо.Помимо системы технического зрения робот оснащен датчиком пути, дат¬
чиком углов крена и дифферента корпуса, датчиком углов ориентации телека¬
меры. Эти сенсоры необходимы не только для управления движением робота, но
и для трассировки залегания трубопровода, дают информацию о профиле трубы
и координатах дефектов (свища, трещины) или обнаруженного постороннего
предмета. Для устранения дефектов робот комплектуется сменными рабочими
органами - фрезерными и бандажными головками для выполнения операций
внутри трубы.Обеспечение функционирования основных узлов. Характерными представителя¬
ми мехатронных систем являются высокоскоростные (с частотой до 200 ООО мин-1)
шпиндельные узлы на электромагнитных опорах (ЭМО), принцип работы кото¬
рых аналогичен принципу действия активного магнитного подвеса ферромаг¬
нитного тела (рис. 2.88). Вес G ферромагнитного тела 1 уравновешивается элек¬
тромагнитной силойF = К\Вг,где В = К2ИЬ - магнитная индукция в зазоре 5; i - сила тока в обмотке электро¬
магнита 6; К\, К2 - коэффициенты.
336Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙ6 5Рис. 2.88. Схема активного магнитного подвесаТаким образом,F - K3i2 /82,где К} = K{Kl.При г - 5 JG/К3 тело 1 находится в положении равновесия (F=G). При
перемещении тела 1 на величину у и постоянстве силы тока г силаF = КЪ1! (Ъ - у)2 Ф G,т.е. равновесие нарушается.Отсюда следует, что силу тока i необходимо регулировать так, чтобы она
снижалась при уменьшении зазора 5, и наоборот. Для этого предусмотрена сис¬
тема управления, учитывающая фактическое положение тела 1, измеряемое дат¬
чиком 2. Сигнал датчика, пропорциональный перемещению (с полярностью, за¬
висящей от направления перемещения), поступает в усилитель 3 и корректи¬
рующее звено 4, где вырабатывается сигнал, пропорциональный скорости пере¬
мещения, который суммируется с сигналом датчика перемещения. В корректи¬
рующем звене создается фазовое опережение в области собственных частот, не¬
обходимое для обеспечения жесткости опор. Полученный сигнал преобразуется
в усилителе тока 5 и служит для изменения силы тока в электромагните 6.Схема шпиндельного узла на ЭМО показана на рис. 2.89. Для привода вра¬
щения служит асинхронный двигатель, частота вращения ротора 3 которого ре¬
гулируется изменением частоты питающего напряжения на статоре 4. Шпиндель
имеет две радиальные ЭМО 2 и 10 и две осевые 8 опоры. Для сохранения посто¬
янного положения оси ротора при различных радиальных и осевых нагрузках от¬
клонение ротора от среднего положения контролируется радиальными 1, 11,5,9 и
осевыми 6 и 7 датчиками. Сигналы рассогласования преобразуются управляю¬
щей ЭВМ в ток возбуждения в обмотках, чем регулируется электромагнитная
сила, которая при наличии отклонения ротора возвращает его в исходное поло¬
жение за несколько миллисекунд.
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ3376111 10 9 8Рис. 2.89. Схема шпиндельного узла на электромагнитных опорахТакое решение практически снимает вопрос о потерях на трение в опорах
(эти потери зависят от зазора, который в ЭМО достаточно велик (0,3...0,5 мм)) и
о допустимой частоте вращения (она ограничена в рассмотренной конструкции
не трением, а прочностью материала шпинделя). Кроме того, становится воз¬
можным производить автоматическую балансировку шпинделя (при этом ось
вращения совмещается с центром масс с помощью системы управления) и осу¬
ществлять угловое перемещение шпинделя по заданному закону в пределах за¬
зора в опорах, что позволяет при необходимости получать сложный (бочкооб¬
разный, эллипсообразный и т.п.) профиль обрабатываемой детали.В этой конструкции взаимосвязь составных частей мехатронной системы
так тесна, что ни одну из них нельзя рассматривать изолированно даже на самом
предварительном этапе проектирования. Например, возможность отказов систе¬
мы управления компенсируется введением аварийных механических опор. Во¬
просы отвода теплоты, выбора места установки двигателя решаются при анализе
единой мехатронной системы.Широкое использование в современных станках получили мехатронные мо¬
дули мотор-шпиндель, отличительной особенностью которых является отсутст¬
вие отдельно расположенного двигателя, коробок скоростей и других промежу¬
точных элементов, поскольку шпиндель используется как ротор электродвигате¬
ля, а статор непосредственно встроен в корпус шпиндельного узла. Это сущест¬
венно упрощает конструкцию станков.Все шире используются в станках также мехатронные модули движения на
основе линейных двигателей, которые исключают применение тяговых уст¬
ройств типа передача винт-гайка и повышают эксплуатационные характеристи¬
ки в несколько раз (скорость до 200 м/мин, ускорение до 5g и др.).Транспортные мехатронные средства. Среди легких транспортных средств
(JITC) следует отметить электровелосипеды, роллеры, инвалидные коляски,
электромобили с автономными источниками питания. Они являются альтерна¬
тивой транспорту с двигателями внутреннего сгорания и используются в эколо¬
338Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙгически чистых зонах (лечебно-оздоровительных, выставочных комплексах).
Основой для создания J1TC являются мехатронные модули типа мотор-колесо
на базе, как правило, высокомоментных двигателей. В табл. 2.25 приведена тех¬
ническая характеристика ЛТС.Повышение точности станков. Эта функция мехатронных систем особенно
важна для сверхточных и тяжелых станков, в которых традиционные методы
повышения точности либо исчерпаны, либо связаны со значительными затрата¬
ми. Большинство методов повышения точности с помощью мехатронных систем
реализуется как компенсация упругих и тепловых деформаций, коррекция по¬
грешностей позиционирования и перемещения узлов, а также адаптация станка к
условиям обработки по одному из показателей точности.Компенсация упругих деформаций. Геометрическая точность тяжелых стан¬
ков из-за большой массы узлов обеспечивается традиционными, чисто механиче¬
скими способами лишь при значительных затратах или не достигается вовсе.
Новые решения, в которых используются принципы мехатроники, сочетают в се¬
бе, как правило, управляемую силовую механическую компенсацию веса узлов и
дополнительную коррекцию, осуществляемую системой ЧПУ. На рис. 2.90, а по¬
казана схема разгрузки консольного станка от веса его узлов путем изменения
натяжения троса 3 (механическая система) при подводе масла под давлением в
гидроцилиндр 4. Давление устанавливается системой ЧПУ в зависимости от по¬
ложения суппорта 1 на консоле 2 (информационная система).Однако полностью компенсировать погрешность вертикального перемеще¬
ния и перекоса суппорта, обусловленную перекосом в направляющих консоли,
не удается. Подробно компенсация рассмотрена на рис. 2.34, в. Рассмотрение
даже такой простой модели показывает, что механическим (силовым) способом
нельзя одновременно компенсировать непараллельность Аг движения суппорта2.25. Техническая характеристика легких транспортных средствПоказательЛТС с элек¬
троприводомМаксималь¬
ная ско¬
рость, км/чРабочее
напряже¬
ние, ВМощ¬ность,кВтНоминаль¬
ный мо¬
мент, НмНоминаль¬
ная сила
тока, АМасса,кгКресла-коляски6240,1525810Электрове¬лосипеды15240,3201512Роллеры30240,5152012Миниэлек¬тромобили801102,5302825
РАЦИОНАЛЬНОЕ ИСПОЛНЕНИЕ КОНСТРУКЦИЙ339Рис. 2.90. Схема разгрузки консольного станка от веса суппортаи погрешность Ах размера. Эту задачу можно решить с использованием системы
ЧПУ. Например, на рис. 2.90, в при перемещении суппорта по координате х про¬
изводится принудительное смещение ползуна 5 по координате z, т.е. его поло¬
жение корректируется даже в случае обработки торца заготовки. Система ЧПУ
автоматически реализует эту коррекцию без ее предварительного введения в
управляющую программу. Величину коррекции назначают в зависимости от ве¬
личины деформации (штриховые линии на рис. 2.90, а), измеренной при экспе¬
риментальном контроле станка.Применение адаптивных систем компенсации деформаций. В подобных
случаях требуемый параметр контролируют с помощью какого-либо датчика,
сигнал которого служит для дальнейшего управления. В последнее время актив¬
но развиваются адаптивные системы на основе лазерных измерительных уст¬
ройств (см. рис. 2.38).Некоторые дополнительные функции мехатронных систем. Диагностика
станков и их узлов осуществляется на базе обширной информации о состоянии
этих объектов. Здесь можно отметить два основных способа. Первый способ
связан с получением большого числа сигналов, характеризующих работу от¬
дельных узлов. На основании этих сигналов, обрабатываемых по специальной
программе, формируется заключение о состоянии станка. Объекты диагностиро¬
вания - это узлы, механизмы, УЧПУ, приводы и др. Контролируются, например,
наличие зазора в элементах привода подачи посредством датчика, перекос попе¬
речины портальных станков, износ гайки скольжения станка, наличие инстру¬
мента в шпинделе и т.п. Второй способ основан на использовании процедур, ко¬
торые позволят оценить состояние станка по параметрам какого-либо динамиче¬
ского процесса, связанного с функционированием отдельного механизма и от¬
ражающего состояние станка. Такой процесс можно разложить на составляющие
и получить необходимую информацию о работоспособности станка. При этом
340Глава 2. РАЦИОНАЛЬНОЕ КОНСТРУИРОВАНИЕ ИЗДЕЛИЙне требуется большого числа диагностических устройств; характерный прием -
применение методов виброакустической диагностики.Уровни использования мехатронных систем. Практическое применение ме¬
хатронной концепции предполагает решение конкретных конструкторских про¬
блем. В связи с этим целесообразно выделить различные уровни использования
мехатронных систем на примере использования их в станках.На первом (низшем) уровне мехатроника позволяет повысить точность
станка (введение коррекции перемещений, компенсация упругих и тепловых
деформаций и др.). Конструкция станка при этом мало изменяется.На втором уровне станок сохраняет свои основные функции, конфигурацию
(компоновку, узлы и т.п.), однако в нем реализуется целый комплекс новых
свойств: возможность виброакустической диагностики состояния, повышение
технологической надежности и функциональной устойчивости. Информацион¬
ной базой для прогнозирования состояния станка и повышения качества обра¬
ботки являются относительные колебания инструмента и заготовки. К этому же
уровню использования мехатронных систем можно отнести управление пара¬
метрами процесса обработки, например в электрофизических и электрохимиче¬
ских станках.На третьем уровне станок сохраняет свои основные функции и способ фор¬
мообразования, но в результате использования мехатроники изменяется его
внутренняя структура (см. рис. 2.84 и рис. 2.85).На четвертом уровне реализуются элементы искусственного интеллекта -
от распознавания образов деталей (выполнение функции зрения) до управления
станками с помощью речевых входных сигналов. Здесь могут использоваться
саморегулирующие адаптивные системы, интеллектуальные алгоритмы, генери¬
рующие рекомендации для систем управления и т.п.В зависимости от способа реагирования мехатронных систем на внешние
воздействия их можно классифицировать как пассивные и активные. Законо¬
мерность поведения (реакция) пассивной мехатронной системы на возмущение
устанавливается на фазе конструирования с помощью эффективных расчетных
процедур, например, методом конечных элементов. Таким способом могут
компенсироваться упругие деформации от веса (установкой соответствующей
величины нагрузки), погрешность позиционирования узлов, когда величина
коррекции определяется при экспериментальном исследовании и реализуется с
помощью ЧПУ.Поведение активной мехатронной системы зависит от характера возмущений,
которые определяются условиями эксплуатации и контролируются соответст¬
вующими датчиками. К активной мехатронной системе можно отнести систему,
используемую в станке для сверхточной обработки (см. рис. 2.86). В нем поведе¬
ние системы зависит от точности относительного положения инструмента и за¬
готовки, определяемого с помощью лазерных измерительных устройств.
Глава 3КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ ИМЕХАНИЗМОВ3.1. ГЛАВНЫЙ ПРИВОДГлавный привод осуществляет движение резания и должен обеспечить дос¬
таточно мелкую градацию и большой диапазон частот вращения и высокую же¬
сткость. Важнейшими исходными данными для его проектирования являются
диапазон регулирования частот вращения шпинделя Rn =птах/птт и мощность
привода, определяемые в результате анализа технологического процесса изго¬
товления типовых деталей. В современных станках диапазон регулирования
R„ = 100...250. Статистика загрузки привода станков показывает, что полная
мощность Р двигателя используется при частоте вращения, превышающей неко¬
торое значение пр (расчетная частота):пР =На этой частоте производят прочностные расчеты элементов главного при¬
вода. Наиболее часто применяют электродвигатели с регулируемой частотой
вращения (постоянного тока и асинхронные с частотным регулированием скоро¬
сти). Весь требуемый диапазон регулирования Rn обычно не удается реализовать
без коробки скоростей, число ступеней zK которой принимается минимальным
(для упрощения) и, как правило, не превышает четырех:*к=- : + 1>•ёФкгде (Ял) р = 3... 6 - диапазон регулирования частоты вращений двигателя постоян¬
ного тока при постоянной мощности; <рк - передаточное число коробки скоростей.Для лучшего использования возможностей двигателя принимаютФк *(Кд)г-В этом случае на всем диапазоне регулирования (Рд) Р при любой включен¬
ной ступени коробки обеспечивается номинальная мощность. Для уменьшения
числа ступеней можно принимать срк > (Rn) Р, при этом в диапазоне частот, где (рк
превышает (Д,) Р, будет иметь место падение развиваемой двигателем мощности.
Допустимое превышение фк над (Рд)Р получается из анализа требуемой мощно¬
сти резания на соответствующих частотах. Общий диапазон регулирования час¬
тот главного привода
342Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВЛп=(Дд)тФк2к~'(Яд)/>,где (7?д)„ = 3...5 - диапазон регулирования частот вращения двигателя с посто¬
янным моментом.При конструировании коробок скоростей стремятся упростить конструкцию
и сделать ее более компактной за счет уменьшения числа ступеней, ограничения
передаточного числа в каждой передаче, которое для повышающей передачи
выбирается, как правило, не более 2, а понижающей - не менее 1/4.Способы совершенствования коробок скоростей (табл. 3.1). Уменьшение
осевых размеров достигается:рациональным расположением колес в подвижных блоках 7 и 2 (схемы 7-2;
3-4)-применением «связанных» колее 7 (схемы 5 и 6), при которых осевые раз¬
меры сокращаются на ширину колеса (схемы 3 и 4);заменой тройного блока (схема 7) двойным и перемещаемым отдельно ко¬
лесом (схема 8); иногда используют схему с тремя автономно перемещаемыми
колесами взамен тройного блока;использованием зубчатых муфт 7 и 2 (схемы 9 и 10) или, при средних час¬
тотах вращения, электромагнитных муфт 7 и 2 (рис. 3.1).Уменьшение радиальных размеров коробок скоростей осуществляют:
заменой трехваловой коробки двухваловой (схема 77);рациональным распределением передаточных отношений между несколь¬
кими парами колес (схема 72). Например, общее передаточное отношение в по¬
казанном на схеме 72 положении распределено между колесами 7 - 2, 3 - 4. Ес¬
ли большое передаточное отношение реализовывать в одной паре колес, то раз¬
меры коробки возрастают;применением параллельно работающих передач (схема 13), благодаря чему
мощность передается по параллельным потокам и размеры коробки существен¬
но уменьшаются. Конструкция такой двухступенчатой коробки скоростей, при¬
стыкованной непосредственно к двигателю 7, показана на рис. 3.2;соосной установкой валов (схема 14). Наглядным примером реализации
этого способа является коробка скоростей, показанная на рис. 1.35, а\применением планетарных передач (схема 75), благодаря чему можно обес¬
печить большое передаточное число и > 5 при сравнительной компактной кон¬
струкции коробки скоростей (см. рис. 1.35, б; рис. 1.75, схема 7, рис. 2.47, б;
рис. 2.61, а).Другие улучшения коробок скоростей направлены:на отключение неработающих передач. Например, в схеме 16 при переклю¬
чении блока 7 вправо включается повышающая передача z2 - Zt, в результате
чего может возникать повышенный уровень шума. В схеме 77 прямое соедине¬
ние входного и выходного валов происходит при перемещении колес 7 и 2 и от¬
ключении колес вала 3;
3.1. Совершенствование кинематических схем коробок передачГЛАВНЫЙ ПРИВОД343£хевI#IЯиSФ гУ(О-СЕГевet8.ё&и. п1г-р •
*D|Оuо С4
я ~>я +иS g<D S
00св*«оясвночк1топ'т*рXЯ«яtfОaС<и2яXaСигоно&Sa SX &
<L> СX V-
*Х) ннIS3а кfir св
U* со
«
со
имё к$ £■и чI &d <u
§-С
СсвU6О НIIО ^
Wоа>«=;о<ияUhus<иолчоюс?о5г:оXсв¥схя<иCQочяоьйсSсояо§свОн0>Я
X<и5 вЧ Н
«и св„ S
ЕГ Яо ыа& g Xо Q- н
£ & °
а, сО<и*=!Оа> «
К *я Й<Ы *г зJ|Lе4<i“II г лJIL JIL£□ лгis§1я 5Э* ** *е
I О.св tr
ГО §д,Ь о
01§
п.UхГу!1 / /''
.^Т'йЫз’’FtТГ~*ГПaodawcBd
хияээо эинэптчнэмдaodawrad хинчгаиЬЫэинэшчнэмавинэть/ОгКSHjXdf
344Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.1. Восьмискоростная коробка скоростей
с электромагнитными муфтами 1,2 и т.п.
ГЛАВНЫЙ ПРИВОД345Рис. 3.2. Двухступенчатая коробка скоростей с тремя параллельно работающими колесами
346Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВна блокировку муфт 1 и 2 переключения (схема 18); в этом случае исключается
необходимость электрической блокировки от неправильного включения муфт и
упрощается механизм переключения скоростей;на рациональное размещение проточек под вилку переключений (схема 19)
для сокращения осевых размеров L. Если проточки С ~ Ъ расположить на обоих
блоках 1 и 2 ближе к опорам (как на блоке 1), то размер коробки L для показан¬
ной схемы будет больше примерно на величину Ъ, чем в схеме 19;
на использование шкивов (схема 20).Часто ременную передачу от двигателя к шпинделю можно использовать
для упрощения коробки скоростей (см. рис. 1.115, а) и передачи максимальных
частот вращения, минуя зубчатые колеса.Кинематические схемы коробок скоростей на две-четыре ступени для
регулируемых приводов главного движения (табл. 3.2). (Валы, расположен¬
ные на одной оси, условно приняты за один вал.) Наиболее распространенными
являются двух- и трехваловые коробки с различными типами передач:прямозубыми (схемы /, 4, 7, 10, 13), в которых переключение происходит за
счет перемещения блока 1 и пересопряження зацеплений колес;прямозубыми и косозубыми колесами (схемы 2, 5, 8, 11, 14), в которых пе¬
ремещаемый блок 1 используется и как муфта;только с косозубыми колесами (схемы 3, 6, 9, 12, 15), в которых скорости
переключаются муфтами 1 (схемы 3 и 6) и муфтами 1, 2 (схемы 9, 12, 15). В про¬
стой коробке скоростей на две скорости не удается реализовать большое переда¬
точное отношение, так как оно ограничено размерами колес (рис. 3.3). Шпин¬
дельный узел с двухступенчатой коробкой и прямозубыми колесами (схема 4,
табл. 3.2) показан на рис. 3.4. Особенностью коробки является равномерное рас¬
пределение передаточного отношения между двумя парами колес 1 - 2 и 3 - 4,
благодаря чему передаточное отношение существенно больше. В компактной
коробке (схемы 2, табл. 3.2) вращение от вала 1 двигателя (рис. 3.5) передается
на вал 6 через двухступенчатую коробку, выполненную на базе зубчатого перебора
2-3,4- 5. Переключение передач происходит при перемещении муфты 7.В автономной двухскоростной коробке с прямозубыми 1-2 (рис. 3.6) и ко¬
созубыми 3-4 колесами переключение передач производят осевым перемеще¬
нием колеса 1 до его сцепления с муфтой 5. Выходной вал 6 коробки связан с
выдвижным шпинделем горизонтально-расточного станка, поэтому он установ¬
лен в шпиндельных подшипниках.Двухступенчатая коробка с большим передаточным числом коробки фк
обеспечивает широкий диапазон регулирования (рис. 3.7). Одна передача реали¬
зуется при левом положении блока 7-8 через пару колес 10-9, вторая - при пра¬
вом положении блока 7 — 8. В этом случае движение от вала 1 двигателя пере¬
дается через три пары колес 2 - 3, 4 - 5, б - 7, обеспечивающих большое переда¬
точное число (и > 8). В шпиндельном узле с трехступенчатой коробкой пере¬
ключение передач происходит при перемещении муфты 1 и блока 4-6
3.2. Разновидности коробок скоростей с бесступенчатым приводомГЛАВНЫЙ ПРИВОД347
348Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.3. Двухступенчатая коробка скоростей с прямозубыми колесами
ГЛАВНЫЙ ПРИВОД349Рис. 3.4. Шпиндельная бабка с двухступенчатой коробкой скоростей (с прямозубыми передачами)
350Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.5. Двухскоростная компактная коробка скоростей
на базе «перебора» зубчатых колесРис. 3.6. Автономная двухступенчатая коробка скоростей
ГЛАВНЫЙ ПРИВОД351Рис. 3.7. Двухступенчатая коробка скоростей
с большим передаточным отношением(рис. 3.8). При левом положении муфты 1 вращение на шпиндель передается
через косозубые колеса 2-3; при этом блок 4-6 находится в нейтральном по¬
ложении. В правом положении муфты 1 вращение передается через колеса 4-5
или 6-7 при соответствующем положении блока 4-6.В шпиндельном узле токарного станка с четырехступенчатой коробкой ско¬
рости переключаются при перемещении колес 1, 2 или 3 (рис. 3.9).Механизмы переключения скоростей. Коробки передач с электромагнит¬
ными муфтами (см. рис. 3.1) не требуют специальных механизмов переключе¬
ния. Во всех остальных случаях необходимо устройство для перемещения зуб¬
чатых колес (муфт). При этом должны быть обеспечены:1) механизированный способ переключения;2) фиксация подвижного элемента в заданном положении;3) индикация положения подвижного звена (контроль включения);4) устранение попадания зубчатых колес и муфт «зуб в зуб» при переклю¬
чении.Наиболее часто применяют гидравлические (рис. 3.10) или электромехани¬
ческие устройства переключения. Для двухступенчатой (или четырехступенча¬
той) коробки используют механизм переключения на два положения
(рис. 3.10, а). Конструктивное исполнение гидроцилиндра на два положения
352Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВМЙЬтДЗкДРис. 3.8. Шпиндельный узел горизонтально-расточного станка
с трехступенчатой коробкой скоростейРис. 3.9. Шпиндельный узел токарного станка
с четырехступенчатой коробкой скоростей
ГЛАВНЫЙ ПРИВОД353I Л_ х Q- х — х —*Рг Pi ч44- Рг 1 Рз 2 PlI Л шtflI— р1, Л-Рга)I Л шI-*~Pi, Л-*р1+ Pz ,Ш-~р3б)I Л шРис. 3.10. Схемы переключения скоростей с помощью гидроцилиндровприведено на рис. 1.113, а и рис. 3.3. Особенность механизмов на три положе¬
ния блока состоит в том, что должна осуществляться точная остановка под¬
вижного блока как в крайних, что сравнительно просто, так и в среднем (как на
рис. 3.10, б-г) положении.В схеме, показанной на рис. 3.10, б, при одновременной подаче масла под
давлениями р\ и р2 в полости с разными площадями поршень 1 служит упором
для рабочего поршня 2, связанного с вилкой переключения. Конструктивное ис¬
полнение механизма дано па рис. 3.11, а. В схемах, показанных на рис. 3.10, в, г,
точное среднее положение блока гарантируется благодаря тому, что втулка 1,
имеющая возможность перемещения по штоку 2 рабочего поршня, служит ему
упором (ограничителем хода). В свою очередь, вследствие разных площадей по¬
лостей, в которые подводится масло при переключении (р2 и р3 по схеме в и /?, и
р2 по схеме г) втулка 1 перемещается до торца 3 в гидроцилиндре.Конструктивное исполнение механизма по схеме рис. 3.10, г приведено на
рис. 3.11, б. Увеличение хода штока 2 достигается свободно посаженной на него
втулкой 1. При гидравлическом переключении передач фиксаторы 3-5 часто
используются и для индикации положения конечными выключателями 6-8.
Иногда удерживание блока в заданном положении осуществляют с помощью
354Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ«гидравлического замка». Для уменьшения опасности утыкания торцов зубьев
при переключении передач предусматривают скругление профилей и медленное
вращение привода в реверсивном режиме.
ШПИНДЕЛЬНЫЕ УЗЛЫ355Рис. 3.12. Электромеханический механизм переключения скоростейЭлектромеханическое устройство переключения передач показано на
рис. 3.12. Вращение от вала 1 двигателя передается через пару колес 2 и 3 на
вал 4 и далее - на кулачок 5. При вращении кулачка 5, имеющего профильный
паз, происходит перемещение вилки б, которая в требуемом положении фикси¬
руется подпружиненным упором 7.3.2. ШПИНДЕЛЬНЫЕ УЗЛЫШпиндельные узлы предназначены для осуществления точного вращения
инструмента или заготовки и в значительной степени определяют качество об¬
работки.
356Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВКритериями работоспособности являются точность, быстроходность, на¬
грузочная способность, статическая жесткость, динамические характеристики,
энергетические потери, нагрев опор, статические, динамические и температур¬
ные смещения переднего конца шпинделя, ресурс работы.Точность характеризуется радиальным, осевым и торцовым биением шпин¬
деля и для средних станков составляет 5...8 мкм. Подшипники выбираются при¬
мерно в 3 раза точнее, чем допустимое биение. Наиболее точные станки имеют
биение 0,1...0,02 мкм.Быстроходность. В настоящее время скорость резания заготовок из стали и
чугуна достигает 1600...2500 м/мин, алюминия - 3000...4000 м/мин, а пластиков -3000... 10 000 м/мин. Скорость шлифования выросла до 100 м/с и более. Быстро¬
ходность оценивается по параметру nd, где d - диаметр под шейку переднего
подшипника, мм, ап- частота вращения (мин-1). Для различных эксперимен¬
тальных опор этот показатель (при специальных мерах) имеет следующие зна¬
чения, мм/мин:2...2.5.• 106 для шпинделей на подшипниках качения;1.5.. .1,8 • 106 на гидростатических опорах (ограничена потерями мощности);2.5... 3 • 106 на аэростатических подшипниках (ограничена потерей устой¬
чивости из-за полускоростного вихря);6 • 106 на электромагнитных опорах (ограничена механической прочностью
материала шпинделя, разрушающегося от центробежных сил).Рабочие параметры обычно ниже приведенных здесь в 1,5 - 2 раза.Нагрузочная способность определяет передаваемый крутящий момент или
мощность привода Р. Для токарных и фрезерных станков P/d ~ 0,2...0,35 кВт/мм,
для электрошпинделей на опорах качения, гидростатических и аэростатических
этот показатель составляет соответственно P/d= 0,75; 0,3. ..0,8; 0,4.Статическая жесткость. Необходимо стремиться к максимально возмож¬
ной жесткости исходя из особенностей конструкции. Баланс упругих перемеще¬
ний конца шпинделя токарнЫх станков на подшипниках качения составляет:деформация передней и задней опор соответственно 40...50 % и 2...3 %;деформация консольной части шпинделя 15...20 %;деформация межопорного участка 30...40 %.На долю упругих перемещений устройств, крепления инструмента или де¬
тали приходится 30...50 % общей деформации. Например, на токарном станке
со шпинделем диаметром d = 110 мм деформация распределялась следующим
образом: 16 % шпиндель; 28 % опора; 36 % кулачковый патрон. Деформация
шпиндельного узла многоцелевого станка с диаметром шпинделя 80 мм распре¬
делялась: 37 % шпинделя с опорами; 11 % оправки; 52 % конического соедине¬
ния шпинделя с оправкой.Достигнутая статическая жесткость составляет (4...5)d Н/мкм (d в мм). Ста¬
тическая жесткость сильно зависит от диаметра d шпинделя (в четвертой степе¬
ни), длины консоли а конца шпинделя (в третьей степени) и мало зависит от
ШПИНДЕЛЬНЫЕ УЗЛЫ357расстояния Ъ между опорами, причем увеличение Ъ сверх оптимального значе¬
ния лучше, чем его уменьшение. Назначение размеров шпинделя (диаметров,
длины переднего конца) производится с учетом силовых и скоростных характе¬
ристик станка. Статистические данные позволяют практически однозначно свя¬
зать размеры переднего конца с основным размером станка. Принятые соотно¬
шения диаметра шпинделя и основного размера станка приведены ниже:Токарные станкиНаибольший диаметр обра¬
ботки, мм 125 160 200 250 315 400Максимальный диаметр шпин¬
деля D, мм (см. рис. 3.15) 92 108 133 165 210 280Фрезерные станкиШирина стола, мм 100...125 160...200 250...320 400. ..500Номер конуса под инструмент 30 40 40(50) 40,50Диаметр шпинделя d, мм (см. рис. 3.17)... 69,832 88,882 (128,57) 152,4Динамические характеристики шпиндельного узла включают частоту соб¬
ственных колебаний, АФЧХ, динамическую жесткость, форму колебаний на
собственной частоте. Собственная частота шпинделя должна превышать макси¬
мальную частоту вращения не менее чем на 30 % (большинство шпинделей ра¬
ботают в дорезонансной зоне). Собственную частоту увеличивают, изменяя d,
а и Ь. Колебания шпинделя на холостых ходах являются следствием действия
центробежных сил, возмущений от подшипников (форма рабочих поверхностей
колец и шариков), а также привода (кинематических погрешностей колес, изме¬
нения натяжения в ветвях ременной передачи из-за ошибок шкивов и ремней и
др.). Меньший уровень вибрации наблюдается при использовании подшипников
более тяжелых серий.Энергетические потери характеризуются моментом трения и мощностью
холостого хода и учитываются при выборе опор, при назначении мощности при¬
вода. Следует иметь в виду, что высокоскоростные шпиндели имеют весьма
большие потери мощности на трение при большой частоте вращения. При тро-
гании с места потери на трение в 1,5 - 2 раза выше, чем при вращении. Двухряд¬
ный роликоподшипник имеет примерно в 2 раза больше потерь, чем радиально¬
упорный шариковый. Потери на трение гидростатических и гидродинамических
опор при высоких скоростях (15.. .20 м/с) превышают потери опор качения.Нагрев опор приводит к изменению натяга в подшипниках, к тепловому
смещению конца шпинделя. Средняя температура опор не должна превышать50...60 °С. В зависимости от класса точности станка допускается следующая
температура опор.
358Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВКласс точности станка Н П В А СДопустимая температура, °С 60 50...55 40...45 36...40 28...30Нагрев опор сильно зависит от смазочного устройства.Допустимое смещение конца шпинделя, вызванное статическими, динами¬
ческими деформациями или тепловыми явлениями, определяется особенностями
работы станка.Срок службы шпиндельного узла не регламентируется, ограничивается, как
правило, износом опор качения и составляет 10 000...30 000 ч.Классификация шпиндельных узлов (ШУ) по различным признакам
(табл. 3.3). По виду опор различают шпиндельные узлы на подшипниках каче¬
ния (более 90 %), гидростатических, гидродинамических, аэростатических и
электромагнитных опорах. Наиболее универсальными являются подшипники
качения, однако точность их ограничена, как правило, 2 мкм, в то время как бес¬
контактные опоры по этому показателю существенно лучше.В табл. 3.4 приведено сравнение различных шпиндельных опор.По совокупности признаков наилучшими являются опоры качения, которые
применяют в большинстве случаев. Только при особых требованиях (точности,
демпфировании, быстроходности) переходят к опорам других типов.В зависимости от расположения опор используют двухопорные (схема 6,
табл. 3.3) или трехопорные (схема 7) шпиндельные узлы, а также узлы с перед¬
ним (схема 8, а также см. рис. 3.15), задним (схема 9, а также см. рис. 3.23, а)
расположением осевых подшипников. В отдельных случаях, например, при уп¬
ругой установке опор, а также при коротких шпинделях применяют шпиндель¬
ные узлы с установкой осевых подшипников в передней и задней стенке (схема 10,
а также см. рис. 3.17, 3.18).Наиболее распространены двухопорные шпиндельные узлы как наиболее
простые и точные, трехопорные используют редко для повышения жесткости и
виброустойчивости. С позиции тепловых деформаций предпочтительным явля¬
ется переднее расположение осевых опор (схема 8), однако для упрощения кон¬
струкции, обслуживания, сборки применяют и заднее расположение опор.По связи с приводом различают следующие шпиндельные узлы: с автоном¬
ной коробкой передач КС (схема 11, а также см. рис. 3.15, 3.16);с коробкой, встроенной в шпиндельный узел (схема 12, а также см. рис. 3.18);мотор-шпиндели, в которых привод 1 встроен непосредственно в шпиндель
(схема 13 и рис. 3.13);многошпиндельные узлы (схема 14), в которых движение от одного веду¬
щего вала передается на ряд параллельных шпинделей;шпиндельные узлы с двойным приводом (схема 15) от коробок скоростей и
подач. Во время работы одного из них второй автоматически отключается. Та¬
кое решение используют при круговой подаче, например, при фрезеровании и
обточке заготовок на станках токарной группы (см. рис. 3.35).
3.3. Классификация шпиндельных узлов (ШУ)ШПИНДЕЛЬНЫЕ УЗЛЫ 3595 S£ I6 *
О о,С с%Еа.afarЯ5 *^ Н Нл u j'8 s!8 5 £П 35 р.° ё ио а *С й> s
&s
лсо/TU-Ь,rffiiVIа.аIи01Ё 1
>л XЭ- S8 1
Я ©
8 с* уо К
Сьsf#\гаCWф—?
и|с I-ж!т J-F32 sк оS чо 2° Эо о.С с©Ш:Зз£LJ с 1-11®Lца:5№иг——I 'Ij®ГТ|Е©Scшх<иX л
о о.ч 2о с
с оS3аоСпТгОносо£§оСИIid
360Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ3.4. Сравнение шпиндельных опорПризнакТипы опоркачениягидростатическиегидродинамическиеДемпфированиеНВСТочность вращенияС (2 мкм)В (0,5 мкм)В (1 мкм)Статическая жесткостьВВСБыстроходностьСССПотери мощностиНСВИзносСНСВозможность охлаждениянВССтоимостьнВСНадежностьвНСПримечание. Обозначения: Н - низкое; В - высокое; С - среднее качество.В зависимости от конструктивного исполнения шпиндельного узла ШУ
можно выделить гильзовое исполнение (схема 16, а также см. рис. 3.21 и 3.24),
при котором шпиндельный узел выполнен в виде гильзы, что позволяет прово¬
дить унификацию и организовать централизованное производство.Рис. 3.13. Мотор-шпиндель шлифовальной головки
ШПИНДЕЛЬНЫЕ УЗЛЫ361Рис. 3.14. Угловая фрезерная головкаДля расширения технологических возможностей станков применяют раз¬
личные съемные узлы, например, прямую 1 или угловую 2 (схема 17 и рис. 3.14)
расточно-фрезерную головки. В этом случае шпиндель выполняется в каждой из
сменных головок, а в корпусе 3, на котором они устанавливаются, предусматри¬
вают только привод. В конструкции по рис. 3.14 угловая головка 2 закрепляется
в ползуне 3 хомутом 1. Наиболее часто шпиндель располагается в корпусе
шпиндельной бабки (схема 18, а также см. рис. 3.15, 3.18, 3.19).В горизонтально-расточных станках применяют шпиндельные узлы, в кото¬
рых предусмотрено два шпинделя: полый 1 (схема 19 и см. рис. 3.8) и второй 2
меньшего диаметра, осуществляющий наряду с вращением также осевое пере¬
мещение (относительно полого шпинделя). В особо тяжелых горизонтально¬
расточных станках предусмотрено два соосных шпинделя с автономными при¬
водами (схема 20), один из которых используется для вращения малого шпинде¬
ля, а на другой (большего диаметра) насаживается планшайба.По способу закрепления детали и инструмента различают шпиндельные
узлы: с ручным зажимом, например шлифовального круга (схема 21); с механи¬
зированным зажимом, например заготовки на токарном станке (схема 22) или
инструмента на станках фрезерного типа (схема 23).
362Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВВ шпиндельном узле с высокой частотой вращения предусматривают меха¬
низмы зажима с исключением влияния центробежных сил на усилие (схема 24,
также см. рис. 2.28, б). Применяют также схему закрепления инструмента на
специальной оправке (например, червячной фрезы), которая зажимается в
шпинделе станка (схема 25).Разновидность шпиндельных узлов по другим признакам приведена в схе¬
мах 26 - 30. При автоматической смене инструмента необходима угловая ориен¬
тация шпинделя, которая может производиться механическими способами (схе¬
ма 26) или с использованием датчиков углового положения шпинделя. В от¬
дельных случаях применяют узлы с автоматически регулируемым натягом в
подшипниках (схема 27), с контролем вибродатчиками и автоматической балан¬
сировкой шпинделя (схема 28), с периодическим контролем положения оси
шпинделя с помощью датчика 1 (схема 29), с компенсацией тепловых смещений
(схема 30). В этом случае в корпус встроены электрические сопротивления 1 и 2,
величина которых изменяется в зависимости от температуры. Эти данные по¬
ступают в микропроцессорное устройство 3, а затем в систему ЧПУ станка.В ряде случаев в шпиндельный узел встраивают устройства для контроля
силы резания и температуры. Это позволяет регламентировать износ инструмен¬
та и обнаруживать его поломку, определять оптимальное время правки шлифо¬
вального круга и т.п. При применении подшипников качения контроль силы
производится тензодатчиками, встроенными в кольцевые проточки колец под¬
шипника.Разновидности шпиндельных узлов (табл. 3.5). По подшипникам. Наибо¬
лее широкое применение нашли шпиндельные узлы на опорах качения. Кониче¬
ские роликоподшипники (схема 1) обладают максимальной жесткостью С*, но
ограничены низкими частотами вращения. Они весьма чувствительны к уста¬
новке зазора - натяга.Хорошие показатели по точности, жесткости и виброустойчивости имеют
радиальные двухрядные роликоподшипники (схема 2), которые монтируют с
небольшим натягом, увеличивающимся при нагревании. Их применение ограни¬
чено станками со средней быстроходностью.С ростом быстроходности более широко стали применяться радиально¬
упорные шарикоподшипники (схема 3). Их жесткость значительно (до 5 раз) ус¬
тупает роликовым подшипникам, и ее повышают установкой нескольких под¬
шипников и созданием соответствующего предварительного натяга. Жесткость
пропорциональна величине натяга в степени 0,5, а силе натяга - в степени 1/3.
С ростом натяга жесткость возрастает сначало быстро, а затем медленно, поэто¬
му больших натягов нужно избегать. Главный критерий выбора натяга - предот¬
вращение раскрытия стыков подшипника при низких частотах вращения и чрез¬
мерного проскальзывания при высоких (для избежания износа и нагрева).Упорно-радиальные подшипники (схема 4) применяют для восприятия осе¬
вых нагрузок при средней быстроходности. Упорные подшипники (схема 5)
3.5. Разновидности шпиндельных узлов на опорах каченияШПИНДЕЛЬНЫЕ УЗЛЫ363
364Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВимеют меньшую быстроходность, но большую жесткость. Особенностью высо¬
коскоростных шарикоподшипников является действие на тела качения центро¬
бежных сил и гироскопических моментов. Центробежные силы прижимают ша¬
рики к дорожкам наружных колец, вследствие чего происходит изменение углов
контакта шариков и перераспределение контактных нагрузок, что снижает жест¬
кость и ресурс. Кроме того, натяг должен исключить проскальзывание шариков
от гироскопических моментов. Тип подшипника выбирают исходя из макси¬
мальной жесткости с учетом допустимых частот вращения.По виду смазки различают опоры с проточной смазкой (схема б), со смазкой
впрыскиванием (схема 7), с дозированной подачей смазочного материала в зону
контакта, смазку «масляным туманом» (схема 8) и с пластичной смазкой (схема 9).
В большинстве случаев смазочный материал выбирают исходя из быстроходно¬
сти с учетом допустимого нагрева, а также из конструктивных соображений.
Смазывание имеет большое значение. Недостаток смазочного материала приво¬
дит к появлению скольжения и износу тел качения, избыток - к нагреву из-за
интенсивного перемешивания и потери смазочной способности. (При d = 80 мм
nd = 1,4 • 105 мм/мин, при увеличении расхода смазочного материала от 0,7 до
3 л/мин потери возрастают от 2 до 3,6 кВт.) Для достижения максимальной бы¬
строходности нужно использовать либо минимальные, либо большие расходы
(для интенсивного охлаждения).При правильно спроектированной циркуляционной смазке (при расходе
масла 5...8 л/мин) маслом отводится 50...70 % количества теплоты. Наилучшие
результаты по быстроходности показало смазывание впрыскиванием масла в
строго дозированном объеме (0,02...0,13 см3/ч). Однако при этом требуются
сложные системы подвода, отвода и контроля порций подаваемого масла. Быст¬
роходность достигает nd = (8... 10) • 105 мм/мин. Смазывание масляным туманом
дает удовлетворительные результаты по потерям, но экологически не в полной
мере отвечает современным требованиям, так как капли масла (80... 100 капель в
1 мин) распыляются воздухом и подаются в шпиндельный узел. Эта масляно¬
воздушная смесь может быть и в зоне нахождения оператора.Самым неприхотливым и надежным является пластичный (густой) смазоч¬
ный материал, который наносится на длительный срок; 3-5 лет и более (при хо¬
рошей герметизации). Объем опоры заполняется на 30...40 % и требуется преду¬
смотреть пространство около подшипника для размещения выталкиваемой из опо¬
ры смазки. Потери на трение при использовании пластичной смазки небольшие.По типу уплотнений различают шпиндельные узлы с контактными и бес¬
контактными уплотнениями. Контактные уплотнения (схема 18) применяют при
малой скорости (менее 10 м/с) вследствие большого нагрева. В отдельных кон¬
струкциях устанавливают пружинные кольца. Наиболее часто используют бес¬
контактные уплотнения. Действие лабиринтных уплотнений (схема 19) основано
на торможении (завихрении) воздуха в узкой кольцевой щели (0,05...0,1 мм) с
ШПИНДЕЛЬНЫЕ УЗЛЫ365последующим расширением в смежной камере большого объема. В кольцевой
щели давление преобразуется в скоростной напор; потери напора обеспечивает
уплотнение.Часто в лабиринтных уплотнениях используется эффект центробежных сил
(схема 20), которые различны на разных диаметрах лабиринтного уплотнения.
На большем диаметре эти силы больше и изменяется давление воздуха р\ > р2,
благодаря чему осуществляется уплотнение. Большую надежность обеспечивает
воздушное уплотнение (схема 21). Особые трудности возникают при уплотне¬
нии вертикальных шпинделей, в которых используют различные сочетания ла¬
биринтных уплотнений (схема 22).Фиксацию деталей на шпинделе осуществляют следующими способами: с
помощью двух гаек (схема 23); гайкой и шайбой (схема 24); подпружиненным
фиксатором 1 (схема 25); с помощью винта 1 и медного сухаря 2 (схема 26); за
счет деформации тела гайки (схема 27). Общими требованиями к механизмам
фиксации являются тонкая регулировка, высокая надежность и равномерность
передачи сил при зажиме. На рис. 3.15 и 3.16 показаны шпиндельные узлы мно¬
гоцелевых станков токарной группы. В конструкции, показанной на рис. 3.15,
привод вращения осуществляется от двигателя через два шкива 1 и 2, что позво¬
ляет обойтись без коробки скоростей. Для шпиндельных опор применена схема 14
(табл. 3.5). Конструкция, показанная на рис. 3.16, характеризуется механизиро¬
ванным зажимом заготовки от пневмоцилиндра 1 и фиксацией шпинделя в тре¬
буемом угловом положении с помощью фрикционного механизма зажима 2.
В обоих случаях для снижения колебаний вращение на шпиндель передается
через ременные передачи.Рис. 3.15. Шпиндельный узел токарного станка
366 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.16. Шпиндельный узел многоцелевого станка токарной группы
ШПИНДЕЛЬНЫЕ УЗЛЫ367По типу опор шпиндельные узлы отличаются большим разнообразием.
Наиболее распространенные схемы, расположенные в порядке возрастания бы¬
строходности, показаны на схемах 10-17.Подшипниковые опоры. В шпиндельном узле многоцелевого сверлиль¬
но-фрезерно-расточного станка опорами шпинделя служат радиально-упорные
подшипники (рис. 3.17). Передача момента осуществляется муфтой 1.Особенностью шпиндельного узла со встроенной двухступенчатой короб¬
кой скоростей является охлаждение подшипников маслом, подаваемым в винто¬
вые проточки 1 (рис. 3.18). Здесь важно выбрать размеры сечения t бобышки и
расход масла. Следует иметь в виду, что «рубашечное» охлаждение подшипни¬
ков приводит к неравномерному нагреву колец подшипника (на 7... 10 °С), что
вызывает увеличение натяга в 2 - 2,5 раза. Толщина стенки t в случае «рубашеч¬
ного» охлаждения выбирается 23...55 мм. Чрезмерный расход охлаждающей жид¬
кости малоэффективен. Например, при увеличении расхода со 10 до 60 л/мин тем¬
пература снижается всего на 20 %.Другой особенностью этого шпиндельного узла является принудительный
обдув конуса воздухом, подводимым в отверстие 2 гидроцилиндра, а также ори¬
гинальная конструкция механизма переключения скоростей за счет осевого пе¬
ремещения оси 3.На рис. 3.19 приведена конструкция шпиндельного узла вертикально¬
фрезерного станка с встроенной в корпус двухступенчатой планетарной коробкой
скоростей 1, благодаря чему обеспечивается компактность. Недостатком конст¬
рукции является трудность регулирования силы пружин 2 механизма зажима
инструмента и подвод масла при разжиме инструмента через вращающийся
368 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.18. Шпиндельный узел многоцелевого станка со встроенной коробкой скоростей
ШПИНДЕЛЬНЫЕ УЗЛЫ369Рис. 3.19. Шпиндельный узел с планетарной коробкой скоростейшпиндель. Между кольцом 3, через которое подводится масло, и шпинделем
необходимо предусмотреть минимальный зазор для уменьшения утечек при
подводе масла под давлением и в то же время достаточный для исключения кон¬
такта шпинделя и втулки 3 при деформации шпинделя.На рис. 3.20 и 3.21 показаны шпиндельные узлы на подшипниках качения
с различной максимальной частотой вращения за счет конструктивных усо¬
вершенствований и рационального смазывания. В конструкции с передней
370Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВопорой из радиально-упорных подшипников (рис. 3.20, а), а задней - из двух¬
рядной роликовой опоры обеспечивается частота вращения до 5000 мин-1
(nd = 5 ■ 105 мм/мин при диаметре шпинделя под переднюю шейку примерно
100 мм), которая используется в токарных и реже - во фрезерных станках. Повы¬
шение быстроходности до nd = 6,3 • 105 мм/мин достигается за счет установки в
задней опоре двух радиально-упорных подшипников (рис. 3.20, б). Расстояние L
между передними и задними подшипниками выбирают таким, чтобы теоретиче¬
ски исключить влияние тепловых деформаций на натяг (радиальная деформация
компенсируется осевой). В шпиндельном узле, показанном на рис. 3.20, в, распо¬
ложение подшипников аналогично рассмотренному, но дополнительно встроенаI ill!! | j ; I ! I I il IРис. 3.20. Шпиндельные узлы с различными опорами
ШПИНДЕЛЬНЫЕ УЗЛЫ371Рис. 3.21. Шпиндельные узлы на подшипниках качения
повышенной быстроходностисистема охлаждения (СОЖ) или масло подается в винтовую канавку втулки 1.
В этом случае при той же быстроходности температура шпиндельного узла сни¬
жается примерно в 2 раза. Дальнейшее повышение быстроходности возможно
при строгой дозировке смазочного материала и его охлаждении.На рис. 3.21, а показан шпиндельный узел, смазываемый охлажденным
маслом. При этом быстроходность nd = 1,2 • 106 мм/мин. Следует отметить, что
чрезмерное увеличение расхода малоэффективно: расход 2...3 л/мин вполне дос¬
таточен, так как при этом температура снижается на 30...35 %. На рис. 3.21, б
приведена схема шпиндельного узла с автоматическим установлением преднатя-
га подшипников за счет подачи масла в гидроцилиндр 1. Наружная поверхность
гидроцилиндра образует гидростатический радиальный подшипник, что повы¬
шает демпфирование. При смазывании и охлаждении проточным охлажденным
маслом (объемом около 3 л/мин) быстроходность nd достигает 1,5 ■ 106 мм/мин.Гидростатические опоры (рис. 3.22, а). Применяют цилиндрические (7),
конические (II), сферические (III) и комбинированные (IV) (цилиндрические и
плоские) опоры. Наиболее распространенные схемы шпиндельных узлов на гид¬
ростатических опорах показаны на рис. 3.22, б. Наилучшими показателями по
372Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВЖа)Жшв шРис. 3.22. Схемы шпиндельных подшипников (а) и шпиндельных опор (б)быстроходности обладает узел с узким осевым подшипником (схема II), а наи¬
более компактной является схема IV.В шпиндельном узле шлифовального станка средних размеров упорный
подшипник образован узким буртом 1 шпинделя и торцами втулок 2 и 3
(рис. 3.23, а). Недостатком схемы является заднее расположение осевой опоры,
вызывающее увеличенный тепловой увод шпинделя.В шпиндельном узле поворотного стола с большим диаметром шпинделя
(1230 мм) упорный подшипник образован полукольцами 1 и 2, передающими
силы на корпус 3 шпиндельной бабки (рис. 3.23, б).В шпинделе с гидростатическими опорами гильзового исполнения дроссели
выполнены в виде щелевых проточек 1 глубиной 0,25 и 0,3 мм для радиальных и
осевых опор соответственно (рис. 3.24). При повороте дросселя 4 за пазы 2 (че¬
рез окно 3) сопротивление истечению изменяется одновременно во всех карма¬
нах на одинаковое значение, что позволяет обеспечить оптимальную настройку.В гидродинамических опорах шлифовального шпинделя с многокли¬
новыми самоустанавливающимися (на сферических опорах) вкладышами 1
(рис. 3.25) конические поверхности скольжения дают возможность восприни¬
мать как радиальные, так и осевые нагрузки. Удлинение шпинделя при нагрева¬
нии не сказывается на работе, так как вкладыши поджимаются к коническим
поверхностям вала пружиной 2, что обеспечивает толщину масляной пленки в
несколько микрометров. При пуске и остановке шпинделя предварительный на¬
тяг снимается подачей масла под давлением в полость 3, благодаря чему умень¬
шается износ во время пуска.
ШПИНДЕЛЬНЫЕ УЗЛЫ373J6)Рис. 3.23. Шпиндельные узлы с гидростатическими подшипникамиВ аэростатических опорах особо точного алмазно-фрезерного станка
воздух подается через два ряда сопел 1 (рис. 3.26, б), установленных в непосред¬
ственной близости к опорам. Осевой зазор составляет около 0,01 мм, радиаль¬
ный - около 0,02 мм, радиальное биение - около 0,1 мкм, а осевое - не превышает
374Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ0,05 мкм. Вращение шпинделя производится встроенным электродвигателем 2,
тепловое воздействие которого снижается за счет охлаждения маслом при его
подаче в винтовую канавку 3. Балансировка шпинделя производится
грузиком 4.12 3 Ч-Рис. 3.24. Шпиндельный узел гильзового исполнения
на гидростатических опорах2 1Рис. 3.25. Шпиндельный узел шлифовального станкас гидродинамическими подшипниками
ПРИВОДЫ ПОДАЧИ375а) б)Рис. 3.26. Шпиндельный узел (а) особо точного станка, верхняя аэростатическая
опора и встроенный электродвигатель (б)3.3. ПРИВОДЫ ПОДАЧИНаряду с главным приводом привод подачи является важнейшим механиз¬
мом станка, оказывающим большое влияние на точность обработки. Различают
приводы подач для прямолинейного (наиболее распространенного) и кругового
движений. Характерным для привода является наличие конечного звена с боль¬
шой редукцией (тяговое устройство). Величина ускоренного перемещения в со¬
временных станках достигает SycK = 15...30 м/мин, а диапазон изменения подач
S /S ~ 5...20 тыс. и даже более. Обычно такой диапазон обеспечивается с^шах / mmпомощью регулируемых электродвигателей (асинхронных, вентильных) посто¬
янного (высокомоментных) или переменного тока. Выбор двигателя произво¬
376Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВдится на основе анализа технологического процесса обработки деталей с про¬
веркой момента сопротивления при разгоне и ускоренном перемещении узла по
развиваемым на этих режимах моментах двигателя.Основные требования к приводам подачи, в первую очередь станков с
ЧПУ (табл. 3.6).Высокая статическая жесткость С = F/5 уменьшает отрицательное влия¬
ние на привод внешних воздействий: сил резания, трения (схема 1). Она обеспе¬
чивается в первую очередь рациональным выбором тягового устройства и спо¬
собом его закрепления. При длине перемещения L < 4 м хорошие результаты
достигаются при использовании передачи винт - гайка (схемы 2). Повышения жест¬
кости длинных винтов добиваются установкой их в двух опорах (схема 3, б). При
растягивании винта (примерно на 0,01 мм на 1000 мм) относительная жесткость
С* увеличивается более чем в 2 раза (схема б), кроме того, при возникновении
температурных деформаций исключается работа винта на продольный изгиб.
Применение вращающейся гайки и неподвижного винта (схема 2, II) также по¬
вышает жесткость. На долю винта приходится более 50 % общих деформаций,
поэтому важно повысить жесткость собственного винта, которая растет пропор¬
ционально его диаметру в квадрате.При длине перемещения более 4 м используют тяговые устройства червяк-
рейка (схема 4), шестерня-рейка, при этом длина перемещения не сказывается
на жесткости. Положительное влияние на жесткость оказывает предварительный
натяг в опорах (схема 5), шариковой винтовой паре, зубчатых колесах. До 20 %
деформаций приходится на кронштейн подшипника, поэтому важно продумать
его закрепление. Схема б, II имеет большую жесткость. Применение роликовых
опор винта (схема 7), установка параллельных радиально-упорных шарикопод¬
шипников для восприятия осевой силы положительно сказываются на жесткости.Выборка зазоров в элементах привода - обязательное условие нормальной
работы электромеханического привода подач станков с ЧПУ. Применение силь-
фонных муфт (схема 8) для связи двигателя с механическими элементами, безза¬
зорная посадка зубчатых колес с передачей момента не через шпонки, а за счет
трения (схема 9), выборка зазоров в зацеплениях (геометрическая - схема 10 или
силовая - схема 11) создают соответствующие условия для исключения или
уменьшения зазоров и получения требуемой точности и динамических характе¬
ристик.Хорошие динамические характеристики предполагают следующее.1. Высокое быстродействие привода, дающее возможность отработать за¬
дающее воздействие с минимальным запаздыванием. Например, при обработке
квадрата (схема 12), ориентированного под углом 45° к осям координат в точке 1
в момент мгновенного изменения скорости, нужно иметь высокое быстродейст¬
вие привода, чтобы обеспечить точность. В противном случае возникает по¬
грешность (штриховая линия). Современные приводы имеют собственную час¬
тоту Уоэ ~ 40... 50 Гц. У транзисторных приводов fm> 100 Гц.
3.6. Основные требования к приводам подачПРИВОДЫ ПОДАЧИ377
378Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ2. Согласование параметров динамической системы (коэффициентов усиле¬
ния Кп и КУу по скорости) по отдельным осям. Например, при обработке фрезой
круга (схема 13) для получения минимальной погрешности 5 быстродействие и
передаточные свойства приводов (коэффициенты усиления) по осям хну долж¬
ны быть по возможности равными. В противном случае при одинаковой величи¬
не рассогласования Xw и Fw действительного и заданного положений узла вместо
круга образуется эллипс, так какУ* KyXXw, уу Yи.где \х и vy - скорости перемещения по соответствующим осям.3. Малый момент инерции механических элементов привода, приведенный
к двигателю (схемы 14). Например, при передаточном отношении коробки подач
1 : 4 ее приведенный момент инерции примерно в 2,7 раза больше в схеме /, чем
в схеме II с равномерным распределением передаточного отношения (момент
инерции растет с увеличением диаметра d в четвертой степени).4. Обеспечение подхода узла к заданной точке (положение 00 на схема 15)
без колебаний (схема II), что достигается следующим:изменением от исходного значения v0 по определенному закону (с помощью
системы управления) скорости узла при его подходе к заданной точке. В схеме 16
сплошной и штриховой линиями показан различный характер изменения скоро¬
сти при подходе узла к позиции 00;применением направляющих и тяговых устройств с совершенным трением
(низким, мало зависящим от скорости), например, гидростатических II или на¬
правляющих качения вместо направляющих скольжения I (схема 17);согласованием собственной частоты механической /ом и электрической /оэ
(контура системы регулирования привода) (схема 18).Важнейшей составной частью электромеханического привода подач являет¬
ся тип тягового устройства и вид передачи на конечном звене при осуществле¬
нии кругового движения.Тяговые устройства (табл. 3.7).Винт-гайка - наиболее распространенная передача. В станках с ручным
управлением (цифровой индикацией) часто ограничиваются наиболее простой
передачей скольжения (схема Г), в которой угол профиля резьбы а = 0...300 (при
уменьшении угла а радиальное биение меньше влияет на погрешность переме¬
щения). В станках с ЧПУ наибольшее применение находят шариковинтовые пе¬
редачи (схема II), обеспечивающие высокую жесткость и позволяющие устра¬
нить зазор, например, за счет сближения (как на схеме II) полугаек.Гидростатическая передача (схема III) находит ограниченное применение
при больших диаметрах винта (150 мм и более). Карманы 1 для подвода масла
образованы на неполной окружности для уменьшения влияния погрешностей на
работоспособность. Дросселями 2 обычно служат отверстия диаметром 1 ...3 мм,
по которым масло подводится к карманам. Характерное использование передачи
3.7. Основные тяговые устройства и конечные звенья приводов подачПРИВОДЫ ПОДАЧИ379
380Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВвинт-гайка показано на схеме IV. Часто по конструктивным соображениям меж¬
ду двигателем и винтом устанавливают коробку подач КП или редуктор.Передача зубчатое колесо-рейка по частоте использования находится на
втором месте после передач винт-гайка. Она имеет высокую надежность, проста
в обслуживании. Основной недостаток - невысокая редукция в передаче, вслед¬
ствие чего для ее реализации требуется довольно сложный редуктор с большим
передаточным отношением. В схеме / показана передача с выборкой зазора в
зацеплении с рейкой 1 за счет подпружиненного колеса, на схемах II и III -
соответствующие кинематические схемы. В схеме II зазоры выбираются на ко¬
нечном звене (в передаче 1) ив колесах 2, наиболее близких к конечному звену,
в схеме III - при осевом перемещении шевронного колеса 1 с помощью пружины.Передачи червяк-рейка применяют, как правило, при больших перемещени¬
ях узла (более 4 м), а также в ряде случаев, где требуется компактность встрой¬
ки. Червяк по сути дела представляет собой короткий винт, а рейка - длинную
срезанную гайку. Применяют как передачу скольжения (схема Г), так и гидро¬
статическую (схема II) в станках с ЧПУ. В такой передаче в смазочной системе
требуется распределитель, который обеспечивает подвод масла к участкам пере¬
дачи, находящимся в данный момент в зацеплении. В передаче с карманами на
рейках (схема II) подвод масла в карманы 1 противоположных профилей рейки 3
осуществляется через коллектор 2. Особенностью привода (схема III) являются
небольшие размеры передачи I, вращающей червяк, и малое передаточное от¬
ношение на ней.Червячные передачи с выборкой зазора, например с помощью пружины 1
(схема I), либо цилиндрические, в которых зазор на конечном звене 1 выбирает¬
ся при осевом перемещении шевронного колеса 2 от гидроцилиндра 3 (схема II),
используют для круговой подачи.Примеры приводов подачи. В типовом приводе на базе шариковой винто¬
вой передачи (рис. 3.27) от вала 1 двигателя через ременную передачу 2 враще¬
ние передается на винт 4. В конструкции использованы беззазорные посадки
шкивов, жесткие осевые опоры 3 винта и предохранительное устройство 5 от
поломки винта при аварийных ситуациях. В типовой промежуточной коробке
привода с шариковинтовой передачей (рис. 3.28) вращение от вала 1 двигателя
на винт 6 передается через беззазорную сильфонную муфту 2 и зубчатые колеса3 - 5 с выборкой зазоров в зацеплении.В приводе подачи с использованием беззазорной передачи зубчатое колесо-
рейка (рис. 3.29) вращение от вала 1 двигателя передается на плавающий в под¬
шипниках 4 вал 3, на котором установлены зубчатые колеса 5 и б с разным на¬
правлением зубьев. При осевом перемещении вала 3 происходит разворот колес7 и 8 в разные стороны, благодаря чему выбирается зазор в зацеплении между
этими колесами и рейкой 9. Сила, с которой выбирается зазор, должна исклю¬
чить нарушение контакта в разгруженной цепи привода, что обеспечивается
ПРИВОДЫ ПОДАЧИ381выбором величины компенсатора 2. Изменение толщины компенсатора приво¬
дит к изменению упругих деформаций элементов в силовом потоке.В приводе колесо-рейка выборка зазора осуществляется за счет осевого пе¬
ремещения косозубых колес 1 и 3 тарельчатыми пружинами 2 и 4 (рис. 3.30).
Остальные зубчатые передачи, оказывающие меньшее влияние на работоспо¬
собность (удалены от конечного звена), не имеют механизма выборки зазора.Привод подачи с передачей червяк-рейка отличается короткой кинематиче¬
ской цепью (рис. 3.31), так как от двигателя 1 до червяка 2 достаточно иметь од¬
ну или две зубчатые передачи.В приводе круговой подачи стола выборка зазора в зацеплении осуществля¬
ется за счет осевого перемещения червяка 1 (рис. 3.32, см. также рис. 1.38, а).
В посадках зубчатых колес коробки подач 2 предусмотрена выборка зазоров.Приводы полярной координаты станков токарной группы. Из всех де¬
талей, обрабатываемых на токарных станках в условиях единичного и мелкосе¬
рийного производства, до 70 % требуют кроме точения других операций, таких
как фрезерование, сверление. Для их реализации часто необходим привод кру¬
гового вращения шпинделя с малой (регулируемой) скоростью с дискретностью
управления не хуже 0,001° для осуществления контурного фрезерования. Пере¬
даточное число такого привода - около 100. В отдельных случаях ограничива¬
ются позиционным управлением (поворотом на требуемый угол) с дискретно¬
стью 1...2° (для сверления, зенкерования и др.). К приводу полярной координа¬
ты предъявляются требования, аналогичные приводу подач: жесткие и короткие
цепи, минимальные зазоры, большая редукция на конечных звеньях и т.п.
382Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.28. Типовая коробка подач
ПРИВОДЫ ПОДАЧИ383Рис. 3.29. Привод подачи с тяговым устройством зубчатое колесо-рейка
384 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.30. Привод колесо-рейка с выборкой зазора в отдельных передачах
ПРИВОДЫ ПОДАЧИ385Рис. 3.31. Привод на базе червячно-реечной передачи
386Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.32. Привод круговой подачи стола расточного станка
ПРИВОДЫ ПОДАЧИ387На рис. 1.29 показан привод на базе планетарных передач. Особенностью
этого привода является использование одного двигателя при работе и в режиме
главного движения и круговой подачи. В приводе планшайбы карусельных
станков (см. рис. 1.27) применяют два двигателя, но большинство элементов ко¬
робки скоростей используется в режиме как главного движения, так и круговой
подачи. Желательно иметь блочное исполнение привода полярной координаты
токарных станков для установки базового шпиндельного узла в различных мо¬
дификациях станка. Для включения привода (сцепления со шпинделем) преду¬
сматривают механизм перемещения элементов привода, при этом с помощью бло¬
кировок исключают возможность одновременного включения коробки скоростей и
привода полярной координаты (на рис. 1.29 это обеспечивается самой схемой).Кинематические схемы приводов полярной координаты (от двигателя М2)
токарных станков основаны на отключении привода от шпинделя (рис. 3.33, а)
при работе двигателя М\ главного движения.3) в)Рис. 3.33. Кинематические схемы привода полярной координаты
(круговой подачи) шпинделя токарных станков
388Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВНа рис. 3.33, б привод размещен на поворотном рычаге 1, перемещаемом
гидроцилиндром 2. Для исключения попадания «зуб в зуб» колес 3 и 4 привода
используют датчики резьбонарезания, связанные со шпинделем (не показаны), и
датчики 5 привода. Крайнее положение поворотного рычага ограничено упора¬
ми и конечными выключателями. На рис. 3.33, в отключение и включение при¬
вода производится при осевом перемещении колеса 1. Правильное угловое по¬
ложение колес 1 и 2 при включении обеспечивается датчиком резьбонарезания
(не показан) и датчиком 3 привода полярной координаты. При такой схеме
шпиндель обычно снабжается тормозным устройством 4 для фиксации шпинделя
при работе в режиме позиционирования и для создания режима «подтормажива-
ния» при круговом фрезеровании. На рис. 3.33, г-е используется червячный редук¬
тор, сцепление и расцепление колес 1 и 2 происходит при радиальном перемещении
кронштейна 3. На рис. 3.33, д червяк 1 размещен на кронштейне 2, поворачиваемом
с помощью гидроцилиндра 3, а на рис. 3.33, е червяк 1 для «сцепления» и «расцеп¬
ления» перемещается в осевом направлении гидроцилиндром 2.Рис. 3.34. Привод полярной координаты с радиальным перемещениемкоробки подачи
ПРИВОДЫ ПОДАЧИ389На рис. 3.34 показан привод в соответствии со схемой рис. 3.33, г. Крон¬
штейн 3 перемещается радиально по направляющим 4 с помощью гидро-
цилиндра 5 (отвод кронштейна пружиной 6), при этом осуществляется сцепле¬
ние или расцепление колес 7 и 2.В приводе (рис. 3.35), выполненном по схеме рис. 3.33, е, осевое перемеще¬
ние кронштейна 3 с червяком 7 производится гидроцилиндром 2. Привод имеет
довольно большие размеры.В механизме углового позиционирования шпинделя, осуществляемого с
помощью зубчатого колеса 7 и двух гидроцилиндров 2 и 3 (рис. 3.36), штоки-
фиксаторы гидроцилиндров имеют зубья, сдвинутые относительно друг друга
(в угловом положении) на 1/2 углового шага колеса 7. Благодаря этому дискреты
углового позиционирования соответствуют удвоенному значению числа зубьев
колеса 7.-чРис. 3.35. Привод полярной координаты
с осевым перемещением червяка
390Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВА-АРис. 3.36. Механизм углового позиционирования шпинделя токарного станка3.4. НАПРАВЛЯЮЩИЕНаправляющие обеспечивают правильность траектории движения рабочего
органа и восприятие внешних сил. Основными требованиями являются точность
перемещения, долговечность, жесткость, демпфирование в направлении, пер¬
пендикулярном поверхности скольжения, малые силы трения. Важным является
также благоприятное расположение направляющих в рабочем пространстве, за¬
щита от стружки, близость точки приложения тягового устройства к центру тя¬
жести. Направляющие являются слабым местом станка, и к их выбору нужно
подходить с особой тщательностью, учитывая нагрузки, скорость скольжения,
размеры, точность.В табл. 3.8 приведены конструктивные схемы направляющих прямолиней¬
ного движения с различным трением. Основные геометрические формы направ¬
ляющих выполнены на базе прямоугольника (схемы 1 - 3), срезанного треуголь¬
ника (схемы 4-6) и круга (схемы 7 - 9). Наиболее распространенными являют¬
ся прямоугольные направляющие ввиду простоты конструкции и высокой
точности.В направляющих скольжения применяют базирование (в вертикальной
плоскости) как по одной узкой грани (схема 7, 7), так и симметрично по поверх¬
ностям двух граней направляющих (схема 7, 77).
3.8. Конструктивные схемы направляющихНАПРАВЛЯЮЩИЕ391
392Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВВ направляющих качения применяют геометрическое (схема 2,1) и силовое
(схема II) замыкание. Последнее используют при больших перемещениях для
уменьшения влияния погрешностей изготовления на натяг в опорах (5... 10 мкм).Гидростатические направляющие (схемы 3), как правило, имеют конструк¬
цию, аналогичную направляющим скольжения с той лишь разницей, что на ра¬
бочей поверхности направляющих салазок предусматривают карманы (по
меньшей мере по два на каждой), в которые масло подается под давлением.
Наиболее простыми являются разомкнутые (схема II) направляющие, однако для
повышения жесткости часто применяют замкнутые (схема Г).Гидродинамические направляющие применяют в направляющих главного
движения при скорости скольжения порядка 1 м/с (продольно-обрабатывающие
станки). Их несущая способность обусловлена затягиванием движущимся сто¬
лом масла в клинообразные обнижения, выполненные на поверхности направ¬
ляющих. Направляющие, в основе геометрической формы которых лежит тре¬
угольник, используют реже из-за сложности изготовления. Они обеспечивают
хорошую жесткость (схема 4, I), компактность (схема II). В направляющих по
схеме II типа «ласточкин хвост» а = 55°.Направляющие качения (схема 5) требуют устройств для создания предва¬
рительного натяга, который образуется перемещением планки 1 (схема I) или за
счет эксцентрика 1 с эксцентриситетом е (схема II). V-образные гидростатиче¬
ские разомкнутые направляющие чаще всего используют в столах продольно¬
обрабатывающих станков (схема б, II). Замкнутые направляющие (схема Г) из-за
сложности и отсутствия преимуществ перед прямоугольными применяются ред¬
ко. Эпизодически применяют также направляющие, формы которых выполнены
на базе круга. Это связано с невысокой жесткостью самих направляющих или
большими размерами сечений направляющих (для получения требуемой
жесткости).В направляющих скольжения и гидростатических используют две цилинд¬
рические направляющие (схемы 7 и 9) или их сочетание с плоской. Направляю¬
щие качения, как правило, имеют каналы возврата 1 шариков (схемы 8) для
обеспечения большой длины перемещения.В комбинированных направляющих (схемы 10) опоры качения устанавлива¬
ют в направлении, определяющем точность (схема 10, / для токарного станка), а
направляющие скольжения - перпендикулярно главным составляющим сил ре¬
зания. На схеме 10, II показан фрагмент направляющих стойки многоцелевого
станка, на одной из которых установлены и опоры качения 1, и антифрикцион¬
ные планки 2. В последнее время стали применять направляющие типа ТНК
(Япония) (схема III). За счет благоприятного контакта шариков 1 с направляю¬
щей (площадка в форме эллипса) обеспечивается высокая жесткость. Установка
направляющих на салазках показана на схеме IV.В связи с тем, что твердость направляющих оказывает решающее влияние
на износостойкость (например, закалка направляющих скольжения до твердости
НАПРАВЛЯЮЩИЕ39356...63 HRC снижает износ в 2-3 раза), часто применяют привертные закален¬
ные направляющие в виде планок (рис. 3.37), отличающиеся толщиной (/- VI и
VII, VIII) и способами крепления (/ - VIII). Наибольшее распространение нахо¬
дят массивные планки (/ - VI), так как обеспечивают большую точность и жест¬
кость. Повышения износостойкости добиваются: выбором материала направ¬
ляющих подвижной детали (бронза, планки из наполненного фторопласта, ком¬
позиционный пастообразный материал на основе эпоксидных смол толщиной3...5 мм и др.); снижением шероховатости скользящих поверхностей (для стан¬
ков класса П, В Ra = 0,32...0,63 мкм); защитой направляющих от попадания гря¬
зи и стружки; ограничением удельных давлений (максимальные давления для
станков средних размеров не должны превышать 2,5...3 МПа).ДРис. 3.37. Схемы привертных направляющих
394Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ200Рис. 3.38. Направляющие скольжения токарного станкаНа рис. 3.38 показаны направляющие скольжения токарного станка с ЧПУ.
Для повышения износостойкости направляющие как продольного 1, так и попе¬
речного 3 перемещения армированы антифрикционным материалом. Установка
требуемого для перемещения зазора 10... 15 мкм производится клином 4. Винт 2
продольной подачи смонтирован снаружи направляющих, что упрощает сборку
и обслуживание. Направляющие скольжения фрезерного станка с ЧПУ
(рис. 3.39) выполнены в виде привертных каленых планок 2 и 5. Регулирование
зазора в направляющих производится клиньями I и 3, а винт 4 подачи располо¬
жен близко к центру тяжести стола 6. Особенностями направляющих качения
суппорта карусельно-шлифовальных станков являются: жесткая установка (на
клиновую поверхность) накладных планок 1 (рис. 3.40), расположение винта
подачи 3 в середине между опорами качения 2 и 4 (близко к центру тяжести сис¬
темы), что уменьшает момент, снижает контактные деформации и повышает
точность; разгрузка горизонтальных направляющих от веса суппорта с помощью
тарельчатых пружин 5, что повышает долговечность, снижает нагрузки на опо¬
ры качения.
НАПРАВЛЯЮЩИЕ
396Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.40. Направляющие качения суппорта
карусельно-шлифовального станкаПри установке опор качения /, 2 в направляющих ползуна 3 натяг в опорах
осуществляется клиньями 4 (рис. 3.41). На рис. 3.42 показаны направляющие
качения стола многоцелевого станка с массивными привертными планками 1 и 2.
НАПРАВЛЯЮЩИЕ397Y//////////7XА -АЛ ZZZx PJр-гг ■ ~
h ( - 'gift1 1 + Hj
) 1 ^г + +
||.17 J□Рис. 3.41. Ползун карусельно-шлифовального станка на опорах качения
2 1Рис. 3.42. Направляющие качения стола многоцелевого станкаВ гидростатических замкнутых направляющих стола 1 продольно-фрезер¬
ного станка с ЧПУ в качестве системы питания используется многопоточный
насос (рис. 3.43). Особенностями такой конструкции являются: применение пла¬
вающих опор 2, что снижает влияние деформаций и погрешностей обработки на
работоспособность; система сбора масла в виде корыт 3; использование в каче¬
стве привода подач гидростатической червячно-реечной передачи 4.Особенностью гидростатических направляющих стола горизонтально¬
расточного станка с ЧПУ является конструкция планок 1 (рис. 3.44), которые
обеспечивает повышенную жесткость (за счет уступа 2) крепления планки.
398Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.43. Гидростатические направляющие продольно-фрезерного станкаРис. 3.44. Г идростатические направляющие расточного станкаБлагодаря этому в процессе эксплуатации рабочий зазор в направляющих вы¬
держивается в заданных пределах.Комбинированные направляющие столов фрезерных станков показаны на
рис. 3.45: на рис. 3.45, а вертикальные направляющие выполнены на роликовых
опорах 1 и 3, а горизонтальные 4 и 5 - как направляющие скольжения из анти¬
фрикционных планок. Замыкание горизонтальной направляющей 4 осуществля¬
ется опорой качения 2; на рис. 3.45, б стол 1 перемещается по горизонтальным
направляющим 2, а центрирование в вертикальной плоскости производится опо¬
рами качения 3 и 4.В комбинированных вертикальных направляющих стойки основные нагруз¬
ки воспринимаются направляющими скольжения 1 (рис. 3.46), а исключение пе¬
рекоса при перемещении и уменьшение сил трения осуществляется опорами ка¬
чения 2-4. Винт 5 привода вертикального перемещения располагается вблизи
базовых направляющих. В конструкции комбинированных направляющих стола
многоцелевого станка для выборки зазора в направляющих скольжения 1 преду¬
смотрено устройство 2 с тарельчатыми пружинами (рис. 3.47).
НАПРАВЛЯЮЩИЕ399Рис. 3.45. Комбинированные направляющие столов:
а- с привертными планками; б - охватываемых станинойРис. 3.46. Комбинированные направляющие стойки многоцелевого станка
400Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ1 гзРис. 3.48. Круговые направляющие скольжения стола
зубообрабатывающего станкаОсобенностью конструкции с круговыми направляющими 1 скольжения
стола 2 зубообрабатывающего станка является радиальное центрирование стола
в конической втулке 3 (рис. 3.48), зазор в которой периодически (по мере изно¬
са) восстанавливается за счет ее осевого перемещения.В круговых направляющих токарно-карусельных станков с большой линей¬
ной скоростью (10 м/с и более) в качестве осевой опоры использован крупный
шариковый упорный подшипник 1 (рис. 3.49). Для повышения жесткости в осе¬
вом направлении, а также для радиального центрирования планшайбы применен
радиально-упорный шарикоподшипник 2. Планшайба 2 вращается на круговых
гидростатических направляющих 1 (рис. 3.50, а). Толщина масляной пленки в
НАПРАВЛЯЮЩИЕ4011 2Рис. 3.49. Круговые направляющие карусельного станка среднего размераа)Рис. 3.50. Схемы планшайбы на гидростатических направляющих тяжелого
токарно-карусельного станка (а); с замкнутыми гидростатическими
направляющими станка средних размеров (б)
01600Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.S1. Стол с аэростатическими круговыми направляющими
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 403них в зависимости от нагрузки изменяется от 40 до 110 мкм. При нагрузке, при¬
ложенной близко к центру, в гидроцилиндр 3 подводится масло под соответст¬
вующим давлением, благодаря чему большая часть нагрузки воспринимается
осевым подшипником 4 и снижается деформация планшайбы. Замкнутые на¬
правляющие, конструктивно выполненные в виде кольца 1, показаны на
рис. 3.50, б. Основной проблемой здесь является обеспечение параллельности
рабочих поверхностей направляющих.В столе алмазно-фрезерного станка с круговыми аэростатическими направ¬
ляющими планшайба 1 вращается на плоских направляющих 2 (рис. 3.51), в ко¬
торые воздух подается через дросселирующее устройство 3, обеспечивая рабо¬
чий зазор 15...20 мкм. Для повышения жесткости планшайба 1 и несущая плита4 с направляющими выполнены из сплошного металла (без обнижений).3.5. МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ
ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ (МАСИ)Основное назначение МАСИ - сокращение времени простоя станка, затра¬
чиваемого на смену инструментов, и обеспечение автоматической обработки
сложных деталей. В зависимости от назначения станка устройства МАСИ могут
включать: накопители инструментов (револьверные головки, инструментальные
магазины); загрузочно-разгрузочные устройства для съема и установки инстру¬
мента в шпиндель станка (автооператоры); промежуточные конвейерные уст¬
ройства для передачи инструмента от накопителя к загрузочно-разгрузочному
устройству при больших расстояниях от шпинделя до накопителя (перегружате¬
ли, автооператоры).Инструментальные магазины. В станках сверлильно-фрезерного расточ¬
ного типа наибольшее применение получили МАСИ с использованием инстру¬
ментальных магазинов с размещением в них до 200 инструментов. Инструмен¬
тальные магазины дискового, барабанного и цепного типов в зависимости от
компоновки станка могут располагаться на шпиндельной бабке, стойке, станине
или рядом со станком. В горизонтально-расточном станке с МАСИ (рис. 3.52)
устройство автоматической смены инструмента включает инструментальный
магазин 1 цепного типа, автооператор 2 смены инструмента и траверсу 3, по ко¬
торой перемещается автооператор. Инструмент закрепляется в шпинделе 4 стан¬
ка. На рис. 3.53 приведена кинематическая схема МАСИ этого станка. Переме¬
щение инструмента в цепном магазине осуществляется высокомоментньш дви¬
гателем Мъ через ряд зубчатых колес и цепную передачу. Перемещение автоопе¬
ратора 2 по траверсе 3 происходит от электродвигателя М\ при включении элек¬
тромагнитной муфты ЭМ1 и обкатывании зубчатых колес z = 20 по рейке. Пово¬
рот инструмента при его смене осуществляется от того же двигателя при вклю¬
чении муфты ЭМ2.
404Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВГнезда 1, 2 инструментального магазина (рис. 3.54), в которых устанавлива¬
ется инструмент, закреплены на цепи 3 магазина, натяжение которой произво¬
дится винтами 4 и 5. Фиксация инструмента 8 осуществляется поворотным фик¬
сатором 7 от подпружиненного упора 6. Положение магазина в позиции смены
инструмента показано на рис. 3.55. Инструмент 1 удерживается в гнезде магази¬
на с помощью поворотного фиксатора 2, освобождение которого производится
упором 5. Контроль положения инструмента осуществляется конечными вы¬
ключателями 3 и 4. Для повышения точности положения инструмента в магази¬
не при его съеме предусмотрены дополнительные направляющие качения 6-8.Захват и удержание инструмента в поворотной руке автооператора произ¬
водится с помощью подпружиненных губок 1 и 2 (рис. 3.56). Для повышения
надежности транспортировки инструмента происходит его жесткая фиксация
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУМ = 10,5 Нт, п =1000мин 1 — -М = 52Нт, п=Ю00мин~{Рис. 3.53. Кинематическая схема МАСИ расточного станка
АА -АРис. 3.54. Инструментальный магазин цепного типа
406Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВVZZZZ.TZZZZZZZZZZZlРис. 3.55. Инструментальный магазин в позиции смены инструмента(от поворота губок 7 и 2) с помощью штока 3. На рис. 3.57 показаны направ¬
ляющие качения 3 автооператора 7 при его перемещении по траверсе 2 (транс¬
портирование инструмента от магазина до шпинделя и обратно), на рис. 3.58 -
механизм перемещения руки 2 с инструментом (при его выдвижении из гнезда
магазина или конуса шпинделя) от гидроцилиндра 7. При выдвижении рука ба¬
зируется в цилиндрических направляющих 3. Поворот руки 2 на 180° при смене
инструмента осуществляется через коническое колесо 4 входного вала.Поворот инструментального магазина б дискового типа с вертикальной
осью (рис. 3.59, а) происходит от двигателя 7 через зубчатые передачи 2-3; 4-5.
На схеме рис. 3.59, б показан фрагмент дискового магазина 7, вращение которо¬
го происходит от двигателя 4 через зубчатую передачу 3. Базирование магазина
осуществляется в круговых направляющих скольжения 2, а фиксирование в за¬
данной позиции - упором 5 с помощью гидроцилиндра 6.
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 407Рис. 3.56. Рука автооператораИнструментальная система токарных многоцелевых станков реализуется вдвух видах:1) инструментальных магазинов, связанных посредством манипуляторов с
инструментальными головками, закрепленными на поперечных салазках станка.
Это обеспечивает большую емкость накопителя, малые размеры, однако конст¬
рукция достаточно сложная;2) револьверных многопозиционных головок, оснащенных неподвижными и
вращающимися инструментами (радиальными и осевыми).Револьверные многопозиционные головки. Одноинструментальная двух¬
позиционная головка многоцелевого токарного модуля имеет ось вращения под
углом 45° к вертикальной оси, фиксируется в двух положениях, что обеспечива¬
ет возможность установки инструмента в осевом и радиальном направлениях
(рис. 3.60). Привод вращающегося инструмента содержит регулируемый элек¬
тродвигатель 1, передающий вращение через пару цилиндрических 2 и 3 и пару
конических колес б и 7 на вращающийся инструмент 11 (через зубчатую муфту 12).
Поворот корпуса 5 производится при размыкании зубьев торцовой зубчатой
муфты 4 штоком 10 гидроцилиндра, сцепленным с зубчатым колесом 9. При
этом с помощью гидроцилиндра 8 зубья торцовой муфты 4 расцепляются. Ана¬
логичные головки применяются и в многоцелевых станках фрезерного типа.
408Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.57. Направляющие качения автооператораНаибольшее распространение в токарных многоцелевых станках нашли инст¬
рументальные системы с многопозиционными револьверными головками, так как
они упрощают конструкцию и сокращают время смены инструмента до нескольких
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 4091 2 [^^^Н^^ЧЧ\ЧУ<.Ч\\ЧЧ\ЧЧ\ЧЧЧ\\ЧчУЛ:;\УЧ\ГгРис. 3.S8. Механизм перемещения рукиа) 6)Рис. 3.59. Дисковые инструментальные магазины:а - с вертикальной осью; б - установленный на стойке станка
410 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.60, Двухпозиционная головка токарного модуля
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 411секунд. Точность поворота инструментального диска ± 2 с. Револьверные голов¬
ки различают:по расположению оси - с вертикальной и горизонтальной осью. Первые бо¬
лее компактны, однако в них трудно реализовывать вращающийся инструмент.
Головки с горизонтальной осью имеют большую жесткость и позволяют уста¬
навливать большее количество инструментов;по типу привода - гидравлические (более надежные) и электромеханические.В связи с тем, что 70...75 % видов деталей, обрабатываемых точением, тре¬
буют других операций (сверления, фрезерования и др.), широко используют ре¬
вольверные головки, в которых можно устанавливать вращающийся инстру¬
мент. На рис. 3.61, а показана кинематическая схема револьверной головки с
приводом через центр с вращением всех инструментов одновременно. Для такой
компоновки характерны следующие недостатки: большой уровень шума и мощ¬
ность холостого хода; худшие условия безопасности; наматывание стружки на
неработающий инструмент; небольшое количество инструментов. К преимуще¬
ствам можно отнести быстрое деление, хорошее зацепление приводных колес.
(Конструктивное исполнение см. рис. 3.65.)Компоновка револьверной головки с приводом, размещенным снаружи в
отдельном корпусе (привод удален от рабочей зоны), наиболее распространена
(рис. 3.61, б), так как вращается только инструмент, требуемый для данной опе¬
рации. Кроме того, исключено наматывание стружки на неработающий инстру¬
мент и работа более безопасна.Электромеханическая револьверная головка для невращающегося инстру¬
мента токарных станков (рис. 3.62). От асинхронного электродвигателя 1 вра¬
щение передается на колеса 2 и 3 и далее на планетарный редуктор. Колесо 4Рис. 3.61. Револьверные головки токарных модулей
с вращающимся инструментом:а - с приводом через центр; б - с автономным приводом инструмента
412Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ9 8 7 6 5 4-32 115 16 /7 18Вид АРис. 3.62. Электромеханическая револьверная головка
с невращающимся инструментомредуктора, обкатываясь по неподвижному в данный момент колесу 18 (так как
инструментальный диск 10 зафиксирован кулачковой муфтой 14), вращает коле¬
со 16, несущее ролик 6. При вращении колеса 16 ролик 6 заходит во впадину
торцового кулачка, выполненного на детали 15. Пружина 12 отжимает деталь 9,
и зубья торцовой кулачковой полумуфты 14 выходят из зацепления с зубьями
полумуфты 14 на инструментальном диске.
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 413На внешней цилиндрической поверхности колеса 16 выполнен паз, в край
которого упирается после освобождения инструментального диска палец 17.
В результате этого колесо 16 фиксируется и планетарная передача 4, обкатыва¬
ясь по неподвижному колесу 16, передает вращение на колесо 18 и вместе с ним
на инструментальный диск 10.Датчик 19 контролирует поворот диска 10 и при подходе к нужной позиции
дает сигнал электромагниту 8, который управляет фиксатором 11, освобождае¬
мым пружиной 9. Так как фиксатор 11 заходит в паз еще не остановленного дис¬
ка 10, предусмотрено демпфирующее устройство (втулка 20). В момент сраба¬
тывания фиксатора датчик 7 дает команду на отключение двигателя 1. После
небольшой паузы двигатель 1 реверсируется. Так как фиксатор 11 находится в
пазу диска 13, центральный вал головки и колесо 18 неподвижны. Поэтому при
реверсе планетарное колесо 4 приводит во вращение колесо 16, ролик 6 вновь
вводит в зацепление зубья муфты 14. В момент фиксации датчик 5 дает команду
на отключение двигателя.Электромеханическая револьверная головка с горизонтальной осью для
невращающегося инструмента токарных модулей имеет один привод и развитую
механическую систему (планетарный редуктор, кулачковые механизмы) для
осуществления поворота инструментального диска (рис. 3.63). Время смены каж¬
дого из двенадцати положений около 1 с. Вращение от асинхронного двигателя1 через зубчатое колесо 2 передается на планетарный редуктор. Три сателлита 4,
обкатываясь по неподвижному колесу 3, передают вращение на деталь 5, а затем
через шпонку - на центральную гильзу 7 и деталь 6. При этом выдвигается ин¬
струментальный диск 8 и за счет взаимодействия зажимного кулачка 73 с роли¬
ком 75 происходит расцепление зубьев торцовой муфты 10. Одновременно ро¬
лик 14 подхватывает деталь 9, которая связана с инструментальным диском 8, и
начинает его вращать.При подходе к нужной позиции датчик 19 дает команду электромагниту 16,
который толкает фиксатор 12 до попадания его в гнездо инструментального
диска. При фиксировании диска 8 датчик 77 отключает электродвигатель 7. За¬
тем двигатель 7 реверсируется, при этом ролик 14 оказывается в середине паза
кулачка 9 (рис. 3.63, б, 77) и за счет профиля кулачка 73 ролик 15 оказывается на
его плоском участке (движение на рис. 3.63, б, IV показано стрелками). На диске
18 имеются выступы, число которых равно числу позиций головки. В момент
зажима, т.е. когда ролик 15 находится на плоском участке кулачка 73, один из
этих выступов нажимает на выключатель датчика контроля блокировки 77, ко¬
торый отключает электродвигатель 7.Особенностью револьверной головки с вертикальной осью является то, что
все приводы выполняются от гидроцилиндров и поворот головки 7 с закреплен¬
ными на ней инструментами происходит без подъема корпуса, что исключает
414Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.63. Электромеханическая револьверная головка
с горизонтальной осью для невращающегося инструмента:а - конструкция; б - схема взаимодействия кулачков с роликами
при повороте инструментального диска: I, III - в момент расцепления
кулачковой муфты; II - IV - в момент фиксации муфты
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 4151 2 3 4 5 6Рис. 3.64. Револьверная головка с гидравлическим приводом и вертикальной осьюпопадание грязи (рис. 3.64). Для осуществления поворота масло подается в по¬
лость 7 гидроцилиндра 5 и происходит расцепление зубьев муфты 9. Нижняя
полумуфта, которая одновременно является и поршнем гидроцилиндра 5, при
повороте корпуса головки остается неподвижной; связанная с ней шлицами 2
центральная гильза также не может вращаться.Для поворота головки масло подается в полость 4 гидроцилиндра 3, а из по¬
лости 8 масло сливается в бак. Поршень 10 этого гидроцилиндра имеет в отвер¬
стии резьбу 12, а на наружной поверхности - шлицы 11. Поэтому при подаче
масла одновременно с подъемом поршня 10 происходит его поворот и через
шлицевое соединение 11 вращение передается корпусу головки. Система ЧПУ
отслеживает это вращение, и при подходе к нужной позиции датчик 13 дает ко¬
манду на замедление вращения до точного совмещения зубьев муфты 9. Когда
это произошло, прекращают подачу масла в полость 7 гидроцилиндра 5 и пода¬
ют его в полость 6.
416Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРевольверная головка с вращением инструментов (валом 7) от одного элек¬
тродвигателя 17 через ременную передачу 16 показана на рис. 3.65. Поворот ин¬
струментального диска 8 в требуемую позицию осуществляется электродвигате¬
лем 1 через планетарную передачу 2 и через водило, передающее вращение ко¬
лесам 3 и 4. Колесо 3 зацепляется с колесом 14, имеющим ролик 13 и работаю¬
щим в режиме кривошипного диска. При одном полном обороте колеса 14 его
ролик 13 входит в пазы многопазового диска 12 (мальтийского креста) и повора¬
чивает его на один угловой шаг.Одновременно с этим зубчатое колесо 4, вращая колесо 11с кулачковым
профилем, дает возможность перемещаться (пружинами) полумуфте 10 с кулач¬
ком 5 в осевом направлении, расцепляя торцовую муфту 6. В таком положении
(при расцепленной муфте 6) диск 12 поворачивается роликом 13 кривошипного
диска 14, и одновременно вместе с корпусом 9 поворачивается инструменталь¬
ный диск 8 с инструментами на следующую позицию. Контроль производится
датчиком 15.В револьверной головке токарного модуля с приводом вращения инстру¬
мента, расположенным снаружи, на диске 10 установлен ряд инструментальных
блоков 11 и 12 (12 - 16 инструментов), причем вращается только один инстру¬
мент (в данном случае 12), находящийся в рабочей позиции (рис. 3.66). Отличи¬
тельной особенностью головки является использование одного двигателя М по¬
стоянного тока как для поворота инструментального диска в требуемую пози¬
цию, так и для вращения инструмента. Это реализуется благодаря использова¬
нию планетарного редуктора с перемещающимся (в три позиции 1п, 2п, Зп) во-
дилом 1. (Гидроцилиндр привода водила не показан.) В положениях водила 1п и
2п происходит вращение инструмента, а в положении Зп - поворот инструмен¬
тальной головки.На рис. 3.67 приведена кинематическая схема головки. В положении водила
2п (см. также рис. 3.66) вращение от двигателя на вал 13 и далее на вращающий¬
ся инструмент передается через передачи z = 32...64; z = 34...68 и далее через
2 = 22 на водило 1 с передаточным отношением планетарного редуктора, равным
единице. Водило вращает приводной вал 14, при этом сателлиты 2=16 свободно
откатываются по колесу 2 (z = 55) с внутренним зубом. Вращение от колеса
z = 34 передается на колеса 2 = 21 и на вал 13 привода вращения инструмента.
В положении 1п водило 1 получает вращение за счет обкатывания сателлита2 = 16 по солнечному неподвижному колесу z = 55. В этом положении с валом 14
связан сателлит z = 16 и планетарный редуктор дает повышение частоты враще-
(22/55 + 1)ния в 3,5 раза: — — = 3,5, что позволяет существенно повысить частотувращения инструмента. Дальнейшая передача движения аналогична положению
2п. Поворот инструментального диска 10 в следующую рабочую позицию про¬
изводится при положении водила Зп. Для осуществления поворота в полость б
гидроцилиндра 7 подается масло, происходит перемещение диска 10 влево и
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 417
V7777.418 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.66. Револьверная головка с автономным приводом каждого инструмента
МЕХАНИЗМЫ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТОВ СТАНКОВ С ЧПУ 419расцепление зубьев муфты 9. В результате этого освобождается для вращения
солнечное колесо 2 = 55. Кроме того, фиксатор от гидроцилиндра 5 входит в паз
колеса 4 и лишает возможности вращения приводной вал 14. При этом вал 14
соединяется с водилом 1 (при перемещении левое колесо водила зацепляется с
зубьями вала 14) и водило тоже не вращается, а движение передается через ко¬
лесо г = 22 на z = 16 и далее на солнечное колесо z = 55 (с передаточным отно¬
шением 16 : 55), через которое происходит поворот диска 10 с инструментами.В конце поворота инструментального диска 10 его вращение замедляется
(команда от датчика 3) и при совмещении зубьев торцовой муфты 10 датчик 3
дает команду на отключение вращения двигателя и на закрепление диска 10 при
подаче масла в полость 8 гидроцилиндра.Револьверная головка карусельно-шлифовального станка, которая устанав¬
ливается с возможностью поворота относительно оси 0 на корпусе суппорта 2
(рис. 3.68), позволяет обрабатывать наружные, внутренние плоские, цилиндри¬
ческие и конические поверхности. Включение в работу шпинделей 1 (для
шлифования плоскостей) и 5 производится зубчатой муфтой 3, а частота враще¬
ния двигателя М\ переменного тока регулируется в пределах 800...3000 мин-1.
Шпиндель 4 имеет свой привод Мг и служит в основном для шлифования отвер¬
стий. Поворот головки на любой угол в автоматическом или ручном режиме
осуществляется от гидродвигателя М путем обкатывания относительно непод¬
вижного червячного колеса 6.Фрагмент конструкции головки дан на рис. 3.69. Вращение от двигателя М\
через шкивы 1 и 3 ременных передач передается на соответствующие шпиндели
(не показаны). Включение в работу одного или другого шкива (и шпинделя)
осуществляется зубчатой муфтой 2, перемещаемой гидроцилиндром 4. Поворот
головки на требуемый угол, контролируемый датчиком 6, производится от
420Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.68. Кинематическая схема
револьверной головки карусельно¬
шлифовального станкаРис. 3.69. Фрагмент конструкции револьверной головки
карусельно-шлифовального станка
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ421гидродвигателя М через пару зубчатых колес и червячную передачу. Происхо¬
дит обкатка корпуса 8 головки относительно неподвижного червячного колеса 9.
Для осуществления поворота необходимо расцепить зубья торцовой зубчатой
муфты 10 с помощью гидроцилиндра 11.При подаче масла в соответствующую полость происходит перемещение
корпуса 8 головки и расцепление зубьев 10, что контролируется конечным вы¬
ключателем 5. Возврат головки в исходное (рабочее) положение после поворота
на угол производится тарельчатыми пружинами 12 и контролируется конечным
выключателем 7.3.6. ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХДля осуществления рабочего процесса на станках предусматривают устрой¬
ства для зажима деталей, инструмента, отдельных узлов станка, которые долж¬
ны обеспечить постоянство положения инструмента и заготовки при обработке.Требования, предъявляемые к механизмам зажима. Механизмы зажима
отличаются большим разнообразием, но независимо от их вида к ним предъяв¬
ляются следующие требования: надежности (возникающие при обработке силы
не должны изменять первоначальное положение детали; силы зажима должны
сохраняться в течение процесса обработки); достаточной жесткости, устраняю¬
щей возможность возникновения вибраций; точности; универсальности; конст¬
руктивной простоты и малых габаритных размеров. Дополнительно к ним
предъявляются требования по концентричности зажима симметричных деталей
независимо от колебаний размеров заготовки, механизации и автоматизации
процесса зажима и т.п.Классификация механизмов зажима (табл. 3.9). При рассмотрении уст¬
ройств римскими цифрами обозначаются строки таблицы, а арабскими - соот¬
ветствующий столбец.По принципу замыкания различают механизмы с геометрическим (жестким)
и силовым замыканием.При геометрическом замыкании (схемы 1) сила зажима создается за счет
деформаций передаточного и зажимного звеньев и может существенно изме¬
ниться, например, в результате изменения относительного положения зажимного
механизма и детали (относительный поворот, смятие контактируемых поверхно¬
стей и т.п.). Закрепление детали 1 осуществляется при относительном переме¬
щении зажимных элементов 2 (чаще всего посредством винтовых соединений,
эксцентриков и т.п.), причем в схемах II - IV требуемая сила зажима зависит от
коэффициента трения контактируемых поверхностей. В схеме I сила зажима пе¬
редается на инструмент 1 через три равнорасположенных штифта 2 при осевом
перемещении кольца 3. Закрепление обрабатываемой детали 1 в кулачках 2 и 3
тисков (схема II) производится при вращении винта 4. Зажим втулки 1 в отвер¬
стии детали 3 (схема III) осуществляется при радиальном перемещении распорной
3.9. Классификация механизмов зажима422Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВМJF--ШИ7//ЛЕМНВХЭ 1Ч1ГЕА
По используемому эффекту По виду приводаЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ423
424Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВвтулки 2 за счет поворота гайки 4. Фиксация детали 1 на салазках 3 (схема IV)
происходит при осевом перемещении конического пальца 2.В механизмах с силовым замыканием сила зажима создается внешними уст¬
ройствами (пружиной, гидравликой и др.), и в этом случае она практически не
зависит от колебаний размеров устанавливаемых деталей 1 (схемы 2).Силовое замыкание резца 1 в резцедержателе 2 (схема I), зажим заготовки 1
в кулачках 2 патрона токарного станка (схема II), фиксация поворотной план¬
шайбы 1 (схема III) упором 2 или салазок 1 (схема IV) гидроцилиндром 2 произ¬
водится с помощью пружины, гидравлики или пневматики. Закрепление заго¬
товки (схема II) в трехкулачковом патроне производится при осевом перемеще¬
нии тяги 3 от пневмоцилиндра (на схеме не показано) за счет взаимодействия ее
с клинообразной поверхностью кулачка 4.По способу передачи силы различают механизмы прямого действия (схемы 3)
и рычажные (схемы 4), в которых рабочая сила увеличивается с помощью ры¬
чажных или клиновых механизмов. Закрепление инструментальных блоков 1 в
державках 2 револьверных головок токарных модулей (схема 3, 1) происходит
при осевом перемещении цанги 3. Центрирование резцовых блоков 1 произво¬
дится с помощью муфты с треугольным профилем. Исключение проворота об¬
рабатываемой детали 1 (схема II) на оправке 2 производится за счет сил трения,
возникающих на торце при завертывании гайки 3. Фиксация поворотного стола
I многоцелевого станка (схема III) в любом угловом положении производится
силами трения в многодисковом тормозе 2 (часть дисков установлена на пово¬
ротном столе 1, а часть - на неподвижном основании 3) при подводе масла в
гидроцилиндр 4. Зажим салазок 1 на станине 2 (схема IV) производится при под¬
воде масла к эластичным трубкам 3 эллипсообразного сечения, которые под
действием давления стремятся приобрести цилиндрическую форму.Фиксация оправки 1 на шпинделе 2 (схема 4,1) осуществляется клиньями 3,
перемещаемыми винтом 4. Закрепление прутковой заготовки 2 (схема II) с помо¬
щью цанги 1 происходит при вращении гайки 3. Зажим планшайбы 1 (схема III)
в любом угловом положении происходит за счет деформации пластин 2 при осе¬
вом перемещении гидроцилиндра 3. Увеличение силы зажима деталей типа са¬
ней 1 при использовании рычага 2 показано на схеме IV.По характеру нагружения можно выделить механизмы, при работе которых
возникают поперечные силы (схемы 5) и самоустанавливающиеся (схемы 6), в
которых силы зажима уравновешены. В первом случае возникают деформации
закрепленного элемента, что может приводить к его смещению с рабочей пози¬
ции (отрицательно сказывается на точности позиционирования узлов и т.п.).
В схемах 5 шлифовальный круг 1 (схема Г), корпус I (схема II), пиноль 1 (схе¬
ма III) и цилиндрические направляющие 1 (схема IV) закрепляются с помощью
винтовых механизмов 2.В схеме 6, I инструментальная оправка 1 зажимается в шпинделе 2 осевой
силой, передаваемой от цанги 3 к оправке 1. Как правило, осевая сила на цанге
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ425создается с помощью тарельчатых пружин (на схеме не показаны). Закрепление
цилиндрической детали 1 на конической оправке 3 производится с помощью
цанги 2 при осевом перемещении оправки 3 (схема II). Фиксация плунжера 1
(схема III) на основании 3 происходит с помощью сильфонной втулки 2 при ее
осевой деформации (фланцем 4). Закрепление каретки (схема IV) на цилиндри¬
ческой направляющей 2 осуществляется хомутом 1, связанным с кареткой.В зависимости от используемого эффекта можно выделить механизмы за¬
жима, в основе функционирования которых лежит упругость материала (схемы 7),
подвижность деталей механизмов зажима (схемы 8) и другие эффекты (схемы 9).
При зажиме инструментальной оправки 1 (схема 7,1) в шпинделе 3 используется
деформация цанги 2, возникающая при ее осевом перемещении. Закрепление
цилиндрической заготовки 1 диаметром d на токарном станке (схема II) произ¬
водится за счет деформации мембраны 2 с установленными на ней кулачками 3.
При перемещении цапфы 4 в направлении стрелки и деформировании мембраны
происходит разжим заготовки, а при освобождении цапфы - ее закрепление с
силой, зависящей от жесткости мембраны. Зажим цилиндрических деталей (схе¬
ма III), например шпинделя 2, может осуществляться при подаче масла в коль¬
цеобразную камеру и деформации тонкостенной втулки 1. Аналогичная схема
реализована в узлах поступательного перемещения (схема IV), где используется
упругость резиновой манжеты 1, во внутреннюю полость которой подается под
давлением масло.В схеме 8,1 цилиндрическая оправка 1 или подобная ей деталь фиксируется
при повороте эксцентрика 2. Закрепление детали I в самоцентрирующем трех¬
кулачковом патроне показано на схеме II. Деталь 1 устанавливается в центрах, а
зажим осуществляется тремя эксцентрично поставленными сегментами 2,
имеющими насеченную рабочую поверхность. При увеличении момента враще¬
ния происходит автоматическое увеличение силы закрепления. На схеме III по¬
казан механизм зажима шпинделя 1 с помощью гидроцилиндров 2 и 3 и фрик¬
ционного диска 4. Закрепление сменных кулачков 1 в токарном патроне 2 пока¬
зано на схеме IV. Кулачок 1 базируется муфтой с треугольным профилем 3 и
фиксируется с помощью тяги 4 при перемещении замка 5.В схеме 9,1 для зажима оправки 1 используется вакуум, образованный в ра¬
бочих полостях. Значение силы может регулироваться пружиной 2. Для закреп¬
ления деталей при плоском шлифовании часто применяют электромагнит или
зажимные плиты, или плиты на постоянных магнитах. В схеме II показаны маг¬
нитные плиты с кольцевым расположением полюсов. Полюсная плита с помо¬
щью немагнитного материала делится на северный и южный полюсы и служит
для создания поля между магнитом и деталью. В схеме III для зажима шпинделя 1,
установленного на гидростатических подшипниках, используется осевой под¬
шипник 2, в один из карманов 3 которого прекращается подача смазочного ма¬
териала. Зажим осуществляется за счет давления масла в противоположном
кармане.
426Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВНа схеме IV показан способ закрепления подвижного узла 1 с помощью
тонкой ленты 2, установленной в основании. С помощью электромагнита 3 про¬
изводится фиксация узла в требуемом положении без какого-либо воздействия
механизма зажима на положение подвижного узла (вследствие малой жесткости
ленты 2 в поперечном направлении). Благодаря этому исключается влияние ме¬
ханизма зажима на точность позиционирования.По виду привода различают зажимные устройства с механическим (схемы 10),
пружинным (схемы 11), гидравлическим или пневматическим (схемы 12) и элек¬
тромеханическим (схемы 13) приводами. Фиксирование оправки 1 (схема 10, I)
производится равномерно расположенными винтами 2 со сферическим наконеч¬
ником. Деталь 1 (схема II) закрепляется через рычажную систему при осевом
перемещении тяги 2. Закрепление колонны 1 радиально-сверлильного станка
(схема III) производится стержнем 2 при вращении винта 3. Зажим резцедержки 1
(схема IV) токарно-карусельного станка на ползуне 3 осуществляется хомутом 4
с конусообразными поверхностями. Резцедержка центрируется на ползуне ку¬
лачковой муфтой 2 с треугольным профилем.Весьма часто для осуществления зажима используют пружины (схемы 11).
Сменная часть 1 (схема I) инструментального блока закрепляется на державке 2
резцовой головки токарного станка при осевом перемещении штанги 3 (под дей¬
ствием пружины). При этом тяга 3 своей конической частью воздействует через
наклонные штифты 4 на коническую канавку сменной части блока. Зажим заго¬
товок 1 (схемы 11, II и 12, II) производится через рычаг 3 с помощью гидроци¬
линдра 2, сила в котором развивается либо пружиной (схема 11, II), либо давле¬
нием масла (схема 12, II). Закрепление планшайбы 1 (схема 11, III) осуществля¬
ется за счет деформации пружиной 2 механизма камертонного типа.Зажим поперечины 1 токарно-карусельного станка с помощью пружины и
клинового механизма показан на схеме 11, IV. Сила пружины передается через
клин 2 на тягу 3 и рычаг 4.Закрепление деталей с помощью гидравлики (пневматики) показано на схе¬
мах 12. Оправка 1 (схема Г) фиксируется в шпинделе 2 при подаче масла в замк¬
нутую цилиндрическую полость. Фиксация пиноли 1 задней бабки (схема III)
при ее упоре в деталь 3 осуществляется за счет деформации в радиальном на¬
правлении ослабленных участков 2 пиноли. Зажим детали 1 (или спутника) про¬
изводится с помощью гидроцилиндра 2 и поворотного рычага 3 (схема IV).Электромеханические приводы механизмов зажима (схемы 13) развивают
большие силы и поэтому имеют повышенные размеры. Они включают двигатель
М и исполнительный механизм, выполненный, как правило, в виде передачи
винт-гайка. В схеме / закрепление инструмента на фрезерном станке осуществ¬
ляется при осевом перемещении тяги 1, движение на которую передается от
двигателя М через планетарный редуктор 2 и гайку 3. На схеме II осевое пере¬
мещение тяги 1 кулачкового патрона для зажима заготовки производится через
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ427червячную и винтовую передачи. На схеме III вал 1 фиксируется от вращения
электромагнитной муфтой 3, связанной с корпусом 2.Электромеханический зажим поперечины 1 (схема IV) токарно-карусельных
станков развивает исключительно большие силы благодаря большому переда¬
точному отношению от двигателя М до зажимаемого элемента.На рис. 3.70 показаны разновидности механизмов зажима инструмента, ус¬
тановленного по оси шпинделя в станках различных типов. На рис. 3.70, а за¬
крепление оправки 1 в коническом отверстии шпинделя 2 производится от паке¬
та тарельчатых пружин 4. Один конец пружин упирается в торец шпинделя, а
другой связан с тягой 5 (не показано). Тяга 5 воздействует через цангу 3 на хво¬
стовик оправки, осуществляя закрепление инструмента. Разжим производится от
гидроцилиндра (не показан), перемещающего тягу 5 с цангой вперед, в резуль¬
тате чего освобождается конический хвостовик оправки. Аналогичную схему
имеет большинство механизмов зажима.Рис. 3.70. Механизмы зажима инструмента
в шпинделе сверлильно-фрезерно-расточных станков
428Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВВ конструкции, показанной на рис. 3.70, б, зажимная втулка 2, связанная с
подпружиненной тягой 4, передает силу на оправку 7 через шарики 3. На
рис. 3.70, в оправка 7 взаимодействует через шарики 2 непосредственно с тягой 3.
В цанговом механизме зажима (рис. 3.70, г) сила от тяги 6, лепестков 3 и 7 цанги
передается на оправку 7 через ввернутый в нее хвостовик 2. Раскрытие цанги
(верхнее положение) происходит за счет взаимодействия втулки 5 с торцом ле¬
пестков 3 и 7, а также под действием пружины 4.В рассмотренных механизмах из-за неисправностей в механизме зажима
(поломки пружины) или специфических условий резания, не исключающих
«подхвата» инструмента (например, из-за неконтролируемого роста силы реза¬
ния), возможно его осевое перемещение и поломка. Кроме того, для обеспечения
большой силы зажима требуется последовательная установка тарельчатых пру¬
жин, в результате чего из-за трения торцов пружин теряется значительная часть
силы.На рис. 3.71 показан механизм зажима, в котором исключены отмеченные
выше недостатки. Здесь сравнительно небольшая сила от пружины 7 передается
через конические поверхности втулок 2,3,5 и шарик 4 на шток 6 (нижняя
часть). Выбором углов наклона конических поверхностей (например, а « 12°)
можно обеспечить соответствующее увеличение силы пружины при ее передаче
на шток 6 (в 5 - 6 раз). Вместе с тем при возникновении осевой силы F на «вы¬
тяжку», вследствие того что угол а выбран близким к углу трения, коэффициент
передачи силы от штока 6 к пружине 7 дополнительно увеличивается в 10 раз и
более. Таким образом механизм образует замок, и перемещение инструмента в
осевом направлении практически невозможно под любым воздействием.В трехкулачковых патронах токарных станков с различными механизмами
привода кулачков принцип качающегося рычага используется на рис. 3.72, а.
Гильза 7, привернутая к тяговой штанге (не показана), взаимодействует с ка¬
чающимися рычагами 2, оси которых установлены в корпусе патрона. Корот¬
кие плечи рычагов, входящие в пазы основания кулачков 3, передвигают
их в радиальном направлении. Винтами 4 зажимные кулачки (не показаны)Рис. 3.71. Механизмы зажима инструмента с геометрическим замыканием силы
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ429Рис. 3.72. Трехкулачковые патроны токарных станков
430Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВзакрепляются на подвижных кулачках. В корпусе клинореечного патрона рас¬
положены три пары реек 4 и 5 соответственно с небольшим и большим углом
наклона зубьев, зацепляющихся с зубьями кулачков 3 (рис. 3.72, б). Рейки 4
соединены с втулкой 2 и служат для зажима - разжима заготовки. Рейки 5 со¬
единены с втулкой 1 и предназначены для изменения положения зажимных
кулачков при переходе на другой диаметр обработки. Для этого рейки 4 выхо¬
дят из зацепления с кулачками, а рейки 5 сцепляются с ними, благодаря чему
возможно перемещение кулачков. Обе втулки 1 и 2 приводятся в движение
гидроцилиндрами.Патрон, показанный не рис. 3.72, в, обеспечивает центрирование заготовки
кулачками (при патронной обработке), а также самоустановку кулачков по за¬
готовке (при обработке в центрах). Центр в патроне выполнен плавающим: при
определенной силе поджима заготовки пинолью задней бабки тарельчатые
пружины сжимаются и центр утапливается. Привод основания кулачка 2 про¬
изводится клиновым механизмом при перемещении втулки 1, связанной тягой
с гидроцилиндром (на схеме не показаны). В патроне с реечным приводом ку¬
лачков привод кулачков осуществляется от гидромотора (рис. 3.72, г), уста¬
новленного на заднем конце шпинделя (на схеме не показано). Ротор 1 гидро¬
мотора (схема II) связан с втулкой 2 (схема Г) и с зубчатым колесом 3. При по¬
вороте гидромотора вправо (на угол срр) клинья 4 с косозубыми рейками входят
в зацепление с нарезкой на сменных кулачках 5, вызывая их радиальное пере¬
мещение и зажим заготовки. При повороте ротора гидромотора в левую сторо¬
ну (на угол срсм) клинья рейки выводятся из зацепления с косозубой нарезкой
на кулачках, освобождая их. После этого кулачки могут переустанавливаться
вручную на заданный диаметр.В гидроцилиндре зажима деталей (привод кулачков) токарных станков
гидроцилиндр 3 (рис. 3.73), передающий силу на тягу 1 привода кулачков, ус¬
тановлен на шкиве 2 привода вращения шпинделя. Для уменьшения дисбалан¬
са предусмотрены грузики 4. Подача масла в гидроцилиндр производится че¬
рез золотник 5.В трехкулачковом патроне для закрепления коленчатых валов коленчатый
вал 1 устанавливается в центрах б и зажимается кулачками 2 с помощью кли¬
нового механизма 3 при осевом перемещении поршней 4, связанных с втулкой 5
(рис. 3.74). Закрепление и открепление производится гидроцилиндром (не
показан).Самоустанавливающийся зажим прямого действия позволяет избежать по¬
перечных нагрузок на узел 1 за счет податливых лепестков 2 и 3 в направлении
зажима (рис. 3.75, а). Зажим, показанный на рис 3.75, б, позволяет на закрепляе¬
мом узле 3 существенно увеличить силу, развиваемую тарельчатыми пружинами1 механизма за счет рычага 2.
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ431Рис. 3.73. Г идроцилиндр зажима токарного станка
432 Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВРис. 3.74. Трехкулачковый патрон для зажима коленчатого вала
ЗАЖИМНЫЕ МЕХАНИЗМЫ В СТАНКАХ433Рис. 3.75. Механизмы зажима узлов:
самоустанавливающийся; б - рычажного типа с большой силой зажима
434Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВ3.7. ФИКСИРУЮЩИЕ УСТРОЙСТВАФиксирующие устройства применяются в узлах захватов автооператоров,
делительных столах, револьверных головках, шпиндельных блоках агрегатных
станков, накопительных устройств, столах-спутниках и т.д. В отдельных случаях
время фиксации узла достигает 30...40 % времени деления (лимитируется дина¬
мическими нагрузками), поэтому их назначают с учетом характера работы [16].К основным требованиям, предъявляемым к фиксирующим устройст¬
вам, можно отнести точность, жесткость и надежность. Во многих случаях тре¬
буемая точность фиксации, например, револьверных головок лежит в пределах
±2 с. Угловая точность, обеспечиваемая единичными фиксаторами (цилиндри¬
ческими, коническими, и др.), как правило, не выше 10'. Поэтому для получения
меньшей погрешности используют устройства с усреднением погрешностей
(с избыточными связями). Наиболее часто их выполняют на базе муфт с пло¬
ским зубчатым колесом.Для повышения точности фиксирующих устройств обычно отверстия на¬
правляющих втулок притирают по фиксатору с зазором 8... 10 мкм. В отдельных
случаях для направления фиксирующих элементов используют опоры качения, а
также аэро- и гидростатические опоры фиксирующего узла, что уменьшает
влияние сил трения на точность фиксации. Одним из распространенных спосо¬
бов повышения точности является использование двойной фиксации, при кото¬
рой один из фиксаторов служит упором, а другой доводит фиксируемый узел до
точного положения, определяемого первым упором. Повышение точности по¬
ложения фиксирующей втулки достигается, в частности, за счет использования
жидких самотвердеющих композитов, вводимых в зазор между втулкой и кор¬
пусной деталью.В процессе фиксирования рабочего органа возникают динамические на¬
грузки в фиксирующем устройстве. Основной причиной их возникновения явля¬
ется соударение фиксируемого органа с фиксатором. Методы по снижению ди¬
намических нагрузок сводятся к следующему:1) снижению скорости движения или полному останову фиксируемого ор¬
гана к моменту его фиксации (в том числе за счет модификации механизмов пе¬
риодического перемещения);2) рациональному выбору жесткости соударяющихся элементов;3) применению демпфирующих устройств.Для улучшения динамических характеристик механизмов периодического
перемещения (привода) фиксируемого органа повышают их жесткость и точ¬
ность, устанавливают самотормозящие передачи ближе к конечному звену.
Полностью исключить ударную нагрузку в фиксирующем устройстве можно,
используя схемы с предварительной фиксацией.Разновидности фиксирующих устройств, отличающиеся по виду фик¬
саторов и другим признакам (табл. 3.10).
ЗЛО. Разновидности фиксирующих устройствФИКСИРУЮЩИЕ УСТРОЙСТВА435ттЕГОн3ю5 s| &я о<D ЬЯ ла> оt- «^ 5о •©-(U
«=?
рг8 -е-D-SSлОноЙо«S
436Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВПо виду фиксаторов (схемы I) можно выделить устройства с цилиндриче¬
скими (схема а) или коническими (схема б) фиксаторами, перемещение которых
происходит в закаленных втулках / и 2 с минимальным (8... 10 мкм) зазором в
посадке. Плоские фиксаторы (схемы виг) менее технологичны и применяются
реже. Фиксаторы на базе зубчатой рейки (схема д) обеспечивают усреднение
погрешностей элементов фиксации и наиболее точны. Рычажные фиксаторы
(схема е) применяют в специфических механизмах точного деления зубообраба¬
тывающих и им подобных станков и в других устройствах.Наиболее простыми являются цилиндрические фиксаторы, которые широко
применяются, в том числе в столах-спутниках, поворотных столах агрегатных
станков и др. Чаще всего это фиксаторы с зазорами в соединениях (схемы II).
Зазор (8... 12 мкм) может быть как в направляющей втулке 1 (схемы I, а, б), так и
в фиксирующей втулке 2 (схема а). В качестве привода фиксаторов используют
пружины, гидропривод и в отдельных случаях электропривод с соответствую¬
щими промежуточными звеньями. Например, для фиксации спутника 4 на столе
станка использованы фиксаторы 1, которые вводятся из фиксирующих втулок
посредством гидроцилиндра 3 через рычаг 2.Фиксирующие устройства с беззазорным соединением (схемы III) основаны
на выборке зазоров как в направляющей втулке 1, например с помощью шари¬
ковых опор (схема а), так и в фиксирующей 2 благодаря коническому соедине¬
нию. В схеме б выборка зазора осуществляется при деформации ослабленной
втулки 1 (при деформации упругой прокладки 2).Механизмы регулирования позволяют устранять погрешности изготовления,
сборки и компенсации фиксирующих устройств (схемы IV). Смещение оси фик¬
сирующего отверстия (схема а) производится за счет поворота эксцентриковой
втулки (с эксцентриситетом е), которая после регулирования закрепляется резь¬
бовой пробкой 2. Возможности такой регулировки ограничены малой величи¬
ной, так как для большого смещения требуется изменять положение и оси фик¬
сатора. Известны клиновые (схема б) механизмы настройки, в которых переме¬
щение фиксирующей колодки 2 осуществляется клиньями 1 и 3.Фиксирующие устройства с силовой фиксацией по упору используют в ав¬
томатических станочных системах, на которых производят точную обработку
(схемы V и VI). В устройствах, не содержащих механизмы компенсации износа,
силовая фиксация обеспечивается за счет предварительного натяга в соединени¬
ях, например с набором шариков (схема V). В исходном положении сепаратор 3
с шариками 2 расположен между фиксатором 5 и втулкой 4 основания 6. Рас¬
стояние между фиксатором и втулками 1 и 4 меньше диаметра шариков на вели¬
чину, лежащую в пределах упругой деформации в их сопряжении со втулкой и
фиксатором. Поэтому фиксатор, перемещаясь вверх, перекатывает шарики, ко¬
торые вместе с сепаратором заходят в фиксированное отверстие. Затем в фикси¬
рующее отверстие входит фиксатор, запирая фиксирующий орган. Из-за износа
возникает зазор и появляется погрешность.Фиксирующие устройства с автоматической компенсацией износа, кото¬
рая обеспечивается механизмом запирания, например, от поворотного устройст¬
ва в виде червячной передачи (схема VI, а), достаточно распространены. При
подходе к заданной позиции фиксатор 1 входит в фиксирующее гнездо. После
ФИКСИРУЮЩИЕ УСТРОЙСТВА437этого подается команда на реверс фиксируемого органа (планшайбы 2) для соз¬
дания натяга в фиксирующем устройстве. При достижении определенного натя¬
га, обеспечиваемого подпружиненным червяком 3, привод отключается (при
фиксации планшайбы червяк вывертывается, как из гайки, сжимает пружину и
отключает привод конечным выключателем).Фиксирующие устройства со встроенными датчиками (например, индук¬
тивными) контроля фиксации имеют более высокие точность и надежность
(схема VI, б). На поверхности фиксатора 4, прилегающей при фиксации к упорам 2
фиксируемого органа 3, находится гнездо, в котором размещен индуктивный
датчик 1. Датчик фиксирует заданную величину деформации в зоне контакта,
после чего отключается привод.Многоконтактные фиксирующие устройства (с избыточными связями) от¬
личаются повышенными точностью и жесткостью, так как в них происходит ус¬
реднение единичных погрешностей (схемы VII). Чаще всего в качестве фикси¬
рующих пар применяют зубчатые пары, шарики, ролики и др. На схеме а приведено
базирование стола 1 с помощью муфты с плоскими зубчатыми колесами 2 и 3.
Одно зубчатое колесо крепится к столу, а другое - к основанию. При фиксации
стол опускается и зубья муфты входят в зацепление. Это наиболее распростра¬
ненный способ фиксации точных силовых узлов (столов, револьверных головок
и др.). К недостаткам следует отнести необходимость перемещения (подъема)
фиксируемого органа (например, гидроцилиндром 4) для расцепления зубьев
перед поворотом (для чего нужен механизм перемещения), а также ограничен¬
ную грузоподъемность.Устройство по схеме б содержит два замкнутых ряда точных шариков 2 и 3,
один из которых закреплен в фиксирующем органе (столе), а другой - в непод¬
вижном основании 4. При фиксации шарики одного ряда входят в выемки, обра¬
зованные шариками другого ряда. К недостаткам этой конструкции относится
необходимость высокой концентричности рядов шариков, кроме того, стол об¬
ладает ограниченной грузоподъемностью, так как базирование его происходит
при точечном контакте между шариками.Фиксирующие устройства с запиранием клиновым механизмом применяют¬
ся в поворотных столах, шпиндельных бабках, револьверных и делительных го¬
ловках. Наиболее простыми являются конструкции, у которых базовый фикса¬
тор 1 и клиновой механизм 2 запирания разделены (расчлененные фиксаторы -
схема VIII). Сочлененные устройства уступают по надежности расчлененным,
однако они более компактны, поскольку у них базирование и запирание произ¬
водятся по одним и тем же фиксаторам. В фиксирующем устройстве по схеме IX
одна клиновая пара образована верхним скосом фиксатора 1 и косой стороной паза
фиксируемого узла 2, а другая - нижним скосом фиксатора и скосом толкателя 3.
Фиксатор 1 вводится в отверстие, а затем толкатель, сжимая пружину 4, воздейст¬
вует своим скосом на фиксатор, выбирает зазор между фиксатором и основанием.В последнее время более широко стали применяться устройства, силовая
фиксация в которых обеспечивается за счет радиальной упругой деформации
тонких стенок фиксирующих втулок (схема X). Деформация втулки 1 происхо¬
дит под действием гидроцилиндра 2 после ввода фиксатора в отверстие фикси¬
рующего органа с помощью гидроцилиндра 3.
438Глава 3. КОНСТРУИРОВАНИЕ ХАРАКТЕРНЫХ УЗЛОВ И МЕХАНИЗМОВУлучшение динамических характеристик достигается за счет использования
фиксаторов, обладающих повышенным демпфированием, и тормозных уст¬
ройств, приближающих характер движения фиксируемого органа к идеальному
и устраняющих вредные влияния упругих колебаний и соударений в системе
привода механизма периодического перемещения (схемы XI). На схеме а повы¬
шение демпфирования достигнуто установкой упругой втулки 3 (резиновой или
пластмассовой) между хвостовиком 1 и фиксатором 2. На схеме б тормозное
устройство содержит фрикционную колодку 1, закрепленную на ползуне 2,
пружину 3, кулачок 4 для отвода тормоза при разгоне планшайбы 5.Полностью исключить ударную нагрузку устройством можно, используя
схемы с предварительной фиксацией (схема XII). При предварительной фикса¬
ции поворотного стола использован мальтийский механизм (ММ) внешнего за¬
цепления. Стенки А и Б пазов креста ММ периодического поворота планшайбы
9 сопрягаются с радиусными участками срезанного диска 1. Ось диска совпадает
с центром вращения кривошипа 6 ММ. На кривошипе закреплены ролики 2 и 5,
которые работают поочередно при повороте планшайбы. В момент входа ролика2 в паз 3 креста ролик 5 выходит из зацепления с радиусным участком срезанно¬
го диска 1. После окончания поворота ролики 2 и 5 охватывают диск 1 с двух
сторон, останавливают планшайбу и фиксатор 7 входит во втулку 8 планшайбы.
Между роликами и диском должен быть гарантируемый зазор, чтобы оконча¬
тельная фиксация проводилась устройством.В механизмах деления стола на Mz зубообрабатывающих станков часто
применяют рычажные фиксирующие механизмы (схема XIII). Вращение от при¬
вода передается через электромагнитную муфту 1, зубчатые колеса 2 и 5 на дис¬
ки 6 и 7, имеющие пазы. За один оборот диска 6 и несколько целых оборотов
диска 7 происходит совмещение пазов, в которые западают рычаги 3 и 4. При
этом электромагнитная муфта 1 отключается и выходной вал останавливается.СПИСОК ЛИТЕРАТУРЫ1. Аверьянов О.И. Модульный принцип
построения станков с ЧПУ. М.: Машинострое¬
ние, 1987. 232 с.2. Автоматизация поискового конструи¬
рования (искусственный интеллект в машин¬
ном проектировании) / А.И. Половинкин и
др.; под ред. А.И. Половинкина. М.: Радио и
связь, 1981. 344 с.3. Альтшуллер Г.С. Алгоритм изобрете¬
ния. М.: Московский рабочий, 1973. 296 с.4. Амиров Ю.Д. Квалиметрия и сертифи¬
кация продукции: методическое пособие. М.:
Издательство стандартов, 1996. 104 с.5. Бушуев В.В. Основы конструирования
станков. М.: Станкин, 1992. 520 с.6. Борисов В.И. Общая методология кон¬
струирования машин. М.: Машиностроение,
1978.120 с.7. Байтц В. Конструирование изделий и
проблема их вторичного использования. М.:
СТИН. 1998. №4. С. 38-41.8. Винников Н.З. Сверлильные станки и
работа на них. М.: Высшая школа, 1988. 256 с,9. Витриченко Э.И., Прохоров А.П.,
Трушкин Е.В. Методы изготовления астроно¬
мической оптики. М.: Наука, 1980. 340 с.10. Врагов Ю.Д. Анализ компоновок ме¬
таллорежущих станков. М.: Машиностроение,
1978. 208 с.11. Гаркунов Д.М. Триботехника. М.:
Машиностроение, 1985. 424 с.12. Геминтерн В.И., Каган Б.М. Методы
оптимального проектирования. М.: Энергия,
1980.160 с.13. Гордон Дж. Конструкции, или почему
не ломаются вещи. М.: Мир, 1980. 390 с.14. Джонс Д. Методы проектирования. М.:
Мир, 1986. 336 с.15. Детали и механизмы металлорежущих
станков / Под ред. Д.Н. Решетова. Т. I, II. М.:
Машиностроение, 1972. Т. I. 664 с.; т. И. 520 с.
СПИСОК ЛИТЕРАТУРЫ43916. Добровольский В.Л. Фиксирующие
устройства в автоматических станочных сис¬
темах. М.: Машиностроение, 1989. 72 с.17. Дроздов Ю.Н., Павлов В.Г., Пучков
В.Н. Трение и износ в экстремальных услови¬
ях. М.: Машиностроение, 1986. 223 с.18. Дунаев П.Ф., Леликов О.П. Конст¬
руирование узлов и деталей машин. М.: Выс¬
шая школа, 1985. 416 с.19. Калинин В.И. и др. В помощь конструк-
тору-станкостроителю. М.: Машиностроение,
1983.288 с.20. Конструирование машин: справочно¬
методическое пособие. Т. 1 / К.Ф. Фролов и
др.; под общ. ред. К.Ф. Фролова. М.: Машино¬
строение, 1994. 528 с. Т. 2 / А.Ф. Крайнев и
др.; под общ. ред. К.Ф. Фролова. М.: Машино¬
строение, 1994. 624 с.21. Кудинов В.А. Динамика станков. М.:
Машиностроение, 1967. 352 с.22. Кузнецов М.М., Усов Б.А., Староду-
бов B.C. Проектирование автоматизированного
производственного оборудования. М.; Машино¬
строение, 1987. 288 с.23. Кузнецов Ю.М., Срибный Л.Н. По¬
вышение эффективности токарных станков.
Киев: Техника, 1989. 168 с.24. Левина З.М., Решетов Д.Н. Контакт¬
ная жесткость машин. М.: Машиностроение,
1971.264 с.25. Металлорежущие станки и автоматы /A.С. Проников и др.; под ред. А.С. Проникова.
М.: Машиностроение, 1981.479 с.26. Металлорежущие станки / Под ред.B.Э. Пуша М.: Машиностроение, 1985. 576 с.27. Модзелевский А.А., Соловьев А.В.,
Ленг В.А. Многооперационные станки. М.:
Машиностроение, 1981. 216 с.28. Опитц Г. Современная техника произ¬
водства. М.: Машиностроение, 1975. 280 с.29. Орлов В.П. Трактат о вдохновении,
рождающем великие открытия. М.: Знание,1980.336 с.30. Орлов П.И. Основы конструирования:
справочно-методическое пособие. М.: Машино¬
строение, 1988. Кн. 1. 560 с. Кн. 2. 544 с.31. Основы конструирования машин.
Атлас конструкций / Под ред. Д.Н. Решетова.
М.: Машиностроение, 1967. 252 с.32. Половинкин А.И. Основы инженерного
творчества. М.: Машиностроение, 1988. 368 с.33. Полозов B.C., Буденков О.А., РотковC.И. Автоматизированное проектирование.
М.: Машиностроение, 1983. 280 с.34. Проников А.С. Надежность машин.
М.: Машиностроение, 1978. 592 с.35. Прохоров А.Ф. Конструктор и ЭВМ.
М.: Машиностроение, 1987. 272 с.36. Пуш В.Э. Конструирование металло¬
режущих станков. М.: Машиностроение, 1977.390 с.37. Проектирование металлорежущих
станков и станочных систем: справочник-
учебник. Т. 1 // Проектирование станков / А.С.
Проников, О.И. Аверьянов, Ю.С. Аполлонов и
др.; под общ. ред. А.С. Проникова. М.: Маши¬
ностроение, 1994. 444 с.38. Проектирование металлорежущих
станков и станочных систем: справочник-
учебник. Т. 2, Ч. 1: Расчет и конструирование
узлов и элементов станков / А.С. Проников и
др.; под общ. ред. А.С. Проникова. М.: Изд-во
МГТУ им. Н.Э. Баумана; Машиностроение,
1995.371 с. Ч. 2.320 с.39. Реймерс А.Н. Основы конструирова¬
ния. М.: Машиностроение, 1965. 228 с.40. Решетов Д.Н., Портман Б.Т. Точность
металлорежущих станков. М.: Машиностроение,1986.336 с.41. Рот К. Конструирование с помощью
каталогов: пер. с нем. В.И. Борзенко и др. /
Под ред. Б,А, Березовского. М.: Машино¬
строение, 1995. 420 с.42. Степанов Ю.С., Щукин А.Е., Афа¬
насьев Б.И. Эвристические методы в техноло¬
гии машиностроения: Альбом типовых приме¬
ров: учебное пособие. М.: Машиностроение,
1996. 128 с.43. Теленс Я.Ф. Работа конструктора. М.:
Машиностроение, 1987. 255 с.44. Технологичность конструкции изде¬
лия: справочник / Под общ. ред. Ю.Д. Амиро¬
ва. М.: Машиностроение, 1990. 768 с.45. Тринг М., Лейтуэйт Э. Как изобре¬
тать. М.: Мир, 1980. 272 с.46. Ханзен Ф. Основы общей методологии
конструирования. Л.: Машиностроение, 1969.
164 с.47. Хилл П. Наука и искусство проектиро¬
вания. М.: Мир, 1973. 264 с.48. Физические эффекты в машинострое¬
нии: справочник / В.А. Лукьянец, и др.; под
общ. ред. В.А. Лукьянец. М.: Машинострое¬
ние, 1993. 224 с.49. Чернов Л.Б. Основы методологии про¬
ектирования машин. М.: Машиностроение,
1978.148 с.50. Gerhard Pahl. Wolfgang Beitz Konstruk-
tionslehre methoden und Anwendung, Aufl.
Springer. New York: Verlag Berlin Heidelberg,
1993.752 c.51. Roller R. Konsnruktions-methode filr den
Maschinen-Gerate und Apparatebar. Berlin:
Springer-Verlag, 1976. 184 s.
ПРИЛОЖЕНИЕ. МЕТОДЫ
ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙИзвестно большое разнообразие мето¬
дов обработки резанием, позволяющих полу¬
чить различные поверхности. Наиболее рас¬
пространенные из них приведены в таблицах
прил. 1 - 5. Поверхности образуются при
сочетании главного движения (V) с движе¬
ниями подач (S, Si, S2, SK, S0, SB), обката oo0>
деления сод и др. В отдельных случаях рабочее
движение подачи может отсутствовать, а рас¬
пространение ’ обработки на всю поверхность
осуществляется за счет установочного (без
нагрузки силами резания) перемещения (5У).
В таблицах прил. 1 — 5: v — скорость резания;
Si - S2 - подачи узлов, движущихся прямоли¬
нейно; St - круговая подача; S„ v„ - подача и
скорость ведущего круга.1. Получение плоских поверхностей
(прил. 1). Обработка открытых плоскостей
может производиться строганием (схема /),
фрезерованием цилиндрической (схемы 2, а и б)
или торцовой (схема 2, 6) фрезой, шлифовани¬
ем периферией (схема 3, а) или торцом (схе¬
ма 3, б) круга, протягиванием (схема 4). Обра¬
ботка торцов и отрезка заготовок осуществля¬
ются на токарно-карусельных (схема 5, а),
токарных (схема J, б) и других станках. Отрез¬
ка цилиндрических заготовок дисковыми фре¬
зами показана на схеме 6. Шлифование пери¬
ферией (схема 7, б), торцом (схема 7; а) шли¬
фовального круга или конусным кругом (схе¬
ма 7, в) является наиболее распространенной
финишной операцией получения цилиндриче¬
ских деталей. На схеме 8 приведена обработка
торца ленточными пилами (схема 8, а) и зен¬
ковка (схема 8, б).Обработка пазов, уступов и им подобных
поверхностей производится резцами (схема 9),
фрезами (схема 10), шлифовальным кругом
(схема //), а также другим инструментом, на¬
пример протяжкой (схема 12).Получение плоских поверхностей на де¬
талях, имеющих, например, цилиндрическую
или более сложную форму, приведено на схе¬
мах 13 - 16. Обработка квадрата (схема 13)
производится резцом при взаимосвязанныхформообразующих движениях заготовки и
инструмента (5 =f(V)). На схеме 14, а такая же
операция осуществляется на токарно-карусель-
ном станке фрезой при взаимосвязанных дви¬
жениях - вращения планшайбы SK и переме¬
щения фрезы S\.На схеме 14, б фрезерование квадрата
осуществляется на расточном станке при со¬
гласованных движениях инструмента в двух
взаимно-перпендикулярных направлениях. На
схеме 15 показано шлифование плоской по¬
верхности на валу, а на схеме 16 - получение
квадратного отверстия на сверлильном станке
в цилиндрической детали. Это достигается за
счет использования специального инструмента
с числом режущих кромок на одну меньше
числа граней отверстия. Получение отверстия
осуществляется при вращении инструмента со
скоростью а>1 относительно оси <Э\ и планетар¬
ного вращения со скоростью со2 относительно
оси 02. При этом режущие кромки перемеща¬
ются вдоль сторон квадрата.2. Обработка наружных цилиндриче¬
ских, конусообразных и сферических по¬
верхностей на деталях типа тел вращения
(прил. 2). Цилиндрические поверхности могут
быть получены на станках токарной группы
проходными (схема 1, а) или чашечными (схе¬
ма 1, б) резцами, методом бесцентрового точе¬
ния (схема 1, в), с использованием навесной
планшайбы на станках расточной группы
(схема 1, г) при перемещении резцедержавки 1.
Цилиндрические поверхности образуются
также круговым фрезерованием дисковой фре¬
зой (схема 2, а), фрезами с внутренними зубь¬
ями - при обработке коленчатых валов за счет
перемещения фрезы 1 в двух взаимно-пер¬
пендикулярных направлениях (схема 2, б) либо
за счет планетарного движения фрезы 1 со
скоростью при неподвижной заготовке 2 (схе¬
ма 2, в). Возможна также обработка торцовой
фрезой (схема 2, г). На расточных станках об¬
работка наружных поверхностей, например
патрубков, проводится при круговой подаче фре¬
зы (аналогично схеме /, г).
Прил. 1. Обработка плоских поверхностейПРИЛОЖЕНИЕ441няо2оЯЯя55Яисх[JlJlJULUijjM5
26лял»о•е«яЯ^пI>яого0)О.е& ^Sо!=Гмо0*fnS1<оtoЧХЭ0НЭ01ШKEXWdMlQprtidoj.пиАхоЛ‘ИМНЕНВЯ ‘MCBJJХВ1ГВЯ
ВН ИХЭ0НЭ01ГЦHaxooHxdsaou H>uogEdgo вид
Прил. 2. Обработка цилиндрических, конических и других поверхностей442ПРИЛОЖЕНИЕввяээьисйГншгиПввяээьино)!квмзэьис!зфэHxooHxdaaou ио игавямхвдв dgo вид
ПРИЛОЖЕНИЕ443Круговое шлифование цилиндрических
поверхностей показано на схемах 3, а, б, а
бесцентровое и врезное - на схемах 3, в, г со¬
ответственно. Получение цилиндрических
поверхностей с помощью плоской и круговой
протяжек показано на схемах 4, а, б.Обработка конических наружных по¬
верхностей резцами возможна на станках то¬
карной группы (схема 5, а, б), причем в по¬
следнем случае - путем суммирования двух
подач. Обработка конусообразных поверхно¬
стей в корпусных деталях (патрубков, флан¬
цев) осуществляется на расточных, токарно¬
карусельных станках с применением навесных
планшайб, в которых предусмотрено управляе¬
мое радиальное перемещение резца (схема J, в).Получение конических поверхностей
фрезерованием показано на схемах б, причем
схемы 6, а и б характерны для станков токар¬
ной группы, а схема б, в, на которой показана
обработка патрубка, реализуется на расточных
и токарно-карусельных станках при примене¬
нии специальной планшайбы с управляемой
радиальной подачей фрезы.На схемах 7 показана обработка конусо¬
образных поверхностей на шлифовальных
станках при продольной (схема 7, а) или попе¬
речной (схема 7, б) подачах инструмента. Воз¬
можна обработка конических поверхностей
протяжкой (схема 8).На схемах 9 показаны формообразующие
движения при обработке сферических наруж¬
ных поверхностей, а также других поверхно¬
стей сложной формы. Наиболее распростра¬
ненной является обработка резцом на токар¬
ном станке с ЧПУ двумя подачами (схема 9, а).
Обработка сферических поверхностей не¬
большого радиуса г может проводиться врез¬
ной подачей профильным резцом (схема 9, б).
Простой способ получения весьма точных
сферических поверхностей радиуса R, напри¬
мер оптических изделий, возможен за счет
установки резцовой головки под углом а к оси
обрабатываемой заготовки (схема 9, в). Сферо¬
образные поверхности на корпусных деталях
могут быть получены с применением специ¬
альных планшайб (на расточных, токарно¬
карусельных станках) методом двух подач
(схема 9, г).Обработка сферических поверхностей
профильной фрезой показана на схеме 10, а.
Фрезерование сферообразных патрубков (пе¬реходных кривых от фланца к стенке и т.п.)
производится на расточных и токарно-кару¬
сельных станках с применением специальной
планшайбы 1, имеющей управляемую ради¬
альную координату (схема 10, б).При шлифовании сферических поверхно¬
стей профильными кругами по схеме 11, а сфера
образуется при соответствующем угловом
относительном перемещении инструмента и
заготовки, а по схеме 11,6 - методом бесцен¬
трового шлифования. Получение сферической
поверхности с помощью протяжки показано на
схеме 12.3. Получение отверстий различными
инструментами (прил. 3). Обработка цилинд¬
рических отверстий резцами (схема 1, а, б, в)
возможна как при вращающейся заготовке на
токарном станке (схема 1, а), так и при вра¬
щающемся инструменте на расточном станке
(схема 1, б). Обработка внутренних выточек в
корпусных деталях производится при радиаль¬
ной подаче инструмента с использованием спе¬
циальной планшайбы (схема 1, в).Фрезерование отверстий большого диа¬
метра осуществляют на станках расточного
типа с использованием двух связанных подач
(схемы 2, а, б), обработка выточек фрезами - с
использованием специальных фрезерных при¬
способлений (схема 2, в).Обработку отверстий на внутришлифо-
вальных станках осуществляют при вращении
детали (схемы 3, а, б) и при неподвижной де¬
тали за счет планетарного движения SK шлифо¬
вального круга (схема 3, г). На схеме 3, в при¬
ведены формообразующие движения при бес¬
центровой обработке отверстия.На схемах 4 показана обработка отвер¬
стий различными способами: протяжкой (схе¬
ма 4, а), сверлом (схема 4, б), разверткой (схе¬
ма 4, в), глубоких отверстий - специальным
сверлом (схема 4, г). Получение кольцеобраз¬
ных поверхностей или получение отверстий
большого диаметра в листовом материале по¬
казано на схеме 4, д.Конические поверхности получают, как по¬
казано на схемах 5-8. Обработка резцами воз¬
можна с использованием двух подач (схема 5, а),
при перемещении резца параллельно обра¬
зующей конуса (схема 5, б), а также при при¬
менении специальных планшайб с радиальной
и осевой подачей инструмента (схема 5, в), с
использованием профильных резцов (схема 5, г).
Прил. 3. Обработка отверстий и внутренних поверхностей444ПРИЛОЖЕНИЕввмээьисйГншги^Тквмээьино)!нвхээьис1эфэимонхс1эноп иоиэвшчхвд^до Сид
ПРИЛОЖЕНИЕ445Аналогично фрезеруют конические по¬
верхности профильными резцами, установлен¬
ными на планшайбах, имеющих круговую SK и
радиальную S подачи (схема 6, а). Фрезерова¬
ние отверстий на токарно-карусельном станке
производят при установке ползуна параллель¬
но образующей конуса (схема 6, б).Финишную обработку выполняют шли¬
фовальными кругами, ось которых параллель¬
на образующей конуса (схема 7, а), или с ис¬
пользованием копира 1 (схема 7, б).Конические отверстия небольших разме¬
ров получают зенкером (схема 8, а) или раз¬
верткой (схема 8, б).Обработка сферического отверстия рез¬
цом с использованием специальной планшай¬
бы с двумя взаимосвязанными подачами пока¬
зана на схеме 9. Аналогично получают сферу
дисковыми фрезами (схема 10). Шлифование
дорожек качения в подшипниках при врезной
подаче круга показано на схемах 11.При хонинговании (суперфиниширова¬
нии) хонинговальные бруски прижимаются к
поверхности детали (схема 12, а), а рабочее
движение обеспечивается за счет дугообраз¬
ных колебаний вокруг оси. При обработке
(хонинговании) вогнутой поверхности абра¬
зивной головкой 1 (схема 12, б) получение
сферической поверхности обеспечивается за
счет вращательных движений v и SK.4. Обработка зубчатых и червячных
колес (прил. 4). При обработке резцами
(гребенками) цилиндрических колес (схема 1,
а), для получения зубьев воспроизводятся два
взаимосвязанных движения обката: вращение
заготовки ш0, ее перемещение S0 и движение
резания v. При обработке лезвийным инстру¬
ментом (схеме /, б), поверхность зуба опреде¬
ляется законом движения режущей кромки
инструмента относительно изделия и уравне¬
нием режущей кромки. Настройка цепи обката
такая же, как у зубофрезерного станка, а пере¬
менными параметрами, определяющими про¬
филь изделия, являются параметры располо¬
жения режущей кромки а, а иг.Наибольшее распространение для полу¬
чения колес общего назначения имеет способ
обработки червячной фрезой (схема 2, а), а при
фрезеровании крупно-модульных колес - ме¬
тод единичного деления профильными конце¬
выми (схема 2, б) или дисковыми (схема 2, в)фрезами. При чистовой обработке колес круп¬
ного модуля применяют также дисковые (не¬
профильные) фрезы 1 и 2 (схема 2, г). В этом
случае наряду с движением обката <о0 и S0 тре¬
буется главное движение v фрезы, зубья кото¬
рой установлены в плоскости воображаемой
рейки. Фрезерование колес с внутренним зу¬
бом проводится с использованием специаль¬
ных головок дисковыми, пальцевыми фрезами
методом единичного деления, а также методом
непрерывного деления одновитковой фрезой-
«улиткой» 1 (схема 2, д).При шлифовании цилиндрических зубча¬
тых колес наибольшее распространение полу¬
чил метод обката (схема 3), основанный на
воспроизведении зацепления колеса с рейкой.
На схеме 3, а шлифовальный круг 1 соответст¬
вует форме зуба рейки 2, по которой обкаты¬
вается шлифуемое колесо. Аналогичную схему
движений имеет метод шлифования обратны¬
ми сторонами круга (схема 3, б). На схеме 3, в,
получившей название «Мааг», эвольвентный
профиль образуется обкатом зубьев двумя
тарельчатыми кругами / и 2, плоскости кото¬
рых образуют исходный контур, по которому
обкатывается колесо. Благодаря узкой режу¬
щей кромке и небольшой поверхности касания
круга и профиля зуба нагрев поверхности мень¬
ше, чем при других способах шлифования, и
точность выше. Высокую точность обеспечи¬
вает также шлифование кругом, выполненным
в виде абразивного червяка 1 (схема 3, г).Из других распространенных методов фор¬
мирования цилиндрических колес можно отме¬
тить зубодолбление цилиндрическими долбяка-
ми (схема 4, а), шевингование как отделочную
операцию (схема 4, 6), зуботочение долбяком
(схема 4, в), применяемое для обработки зубча¬
тых колес с внутренним зубом. Скорость реза¬
ния V, зависит от скорости долбяка уд и углов
наклона линии зуба колеса (30 долбяка Р; их
сумма ро + Р = Pi-При обработке прямозубых конических
колес (схема 5) используется зубодолбление
резцами по методу обката. Необходимое дви¬
жение обката между делительными конусами
нарезаемого 1 и плоского (воображаемого)
колеса 2 осуществляется путем поворота на¬
правляющих инструмента 3 в плоскости плос¬
кого конического колеса вокруг его оси (ш0,).
Резец 3 движется (скорость v) вдоль образую¬
щей конуса впадин обрабатываемого колеса.
Прил. 4. Обработка зубчатых и червячных колес446ПРИЛОЖЕНИЕэимээниЛгншш^!эимоэьино)!3NHhBadohээ^оя Рид
ПРИЛОЖЕНИЕ447При обработке конических колес с кру¬
говым зубом (схема 6} наибольшее распро¬
странение получил метод обката с периоди¬
ческим делением (для формирования сле¬
дующего зуба). При этом воспроизводится
движение обката заготовки 1 по воображае¬
мому плосковершинному производящему
колесу 2 с круговыми зубьями. Инструментом
служит зуборезная головка 3 с резцами 4,
закрепленными на торце головки. Резцы при
движении образуют зуб производящего коле¬
са. Резцовая головка 3 установлена на люльке
станка и получает главное движение v, мед¬
ленно вращается со скоростью а)о2 вместе с
люлькой, реализуя вместе с вращением заго¬
товки со0) движение обката.Аналогично осуществляется и шлифова¬
ние конических колес шлифовальным чашеч¬
ным кругом 1 (схема 7). В массовом производ¬
стве используют круговые протяжки 1 (схема 8).
В иих около 2/3 резцов служит для чернового
прорезания, а остальные - для чистового про¬
филирования впадин. Формообразование по¬
верхностей зубьев обеспечивается возвратно¬
поступательным перемещением протяжки (S).Обработка червячных колес резцом-
летучкой показана на схеме 9, а. Резец 1 закре¬
пляется на оправке 2; для получения нужного
числа зубьев реализуются вращение оправки и
тангенциальное перемещение фрезы S0 (обка¬
та) и связанное с ними вращение стола со ско¬
ростью со0. На схеме 9, б показана обработка
глобоидного колеса резцами 1 и 2, установ¬
ленными касательно к профильной окружно¬
сти радиуса г0.Фрезерование колес можно производить
червячной фрезой (схема 10, а) с радиальной
подачей, червячной фрезой при тангенциаль¬
ной подаче инструмента (схема 10, б). Фрезе¬
рование глобоидных колес (схема 10, в) осу¬
ществляться специальными червячными фре¬
зами 1, у которых режущие кромки касательны
к профильной окружности г0.5. Обработка резьб и червяков различ¬
ным инструментом (прил. 5). Образование
резьбы шагом t резцом на токарном станке про¬
исходит при согласованном вращении заготовки
и перемещении инструмента. При получении
эвольвентных червяков (схема 1, б) резец уста¬
навливается касательно к основному цилиндру.Обработка резьб гребенками (схема 1, в) произ¬
водится при движениях, аналогичных схеме 1,
а. На схемах 1, г нд показано образование резьб
резьбонарезными головками, которые оснащены
плоскими плашками (схема 1, г) или комплектом
круглых гребенок (схема 1, д). На схеме 1, е
показана обработка с использованием специ¬
ального приспособления крупных резьб в кор¬
пусных деталях (см. рис. 1.16). На схеме 2, а
показана обработка крупных резьб или червяков
дисковой фрезой 1, установленной под углом
подъема витков к. На схеме 2, б показано фрезе¬
рование коротких резьб гребенчатыми фрезами.
Интервал между затылованными профилями
соответствует шагу резьбы. Фреза подается на
врезание, и далее инструмент совершает осевое
перемещение, соответствующее шагу резьбы.Резьбошлифование точных резьб воз¬
можно однопрофильным кругом (схема 3, а),
многопрофильным кругом продольной пода¬
чей (схема 3, б) и врезной подачей (схема 3, в).
В первых двух случаях обеспечивается более
точная обработка. На схемах 4 показана обра¬
ботка резьб метчиком (схема 4, а), плашкой
(схема 4, б), вихревое высокопроизводительное
нарезание наружных резьб (схема 4, в).При обработке различных сложных по¬
верхностей используется профильный резец
(схема 5, а) либо поверхность формируется
сочетанием подач резца (схема 5, б). Аналогич¬
но образуется поверхность фрезерованием (схе¬
мы б, а и б). Обработка лопастей винтов и им
подобных поверхностей осуществляется фре¬
зерованием «строчками» (схема б, в). Фреза
устанавливается перпендикулярно поверхно¬
сти резания за счет подачи SKp3, а сложная вин¬
товая поверхность формируется при сочетании
движений .S'jpi, .S'Kp2, 5кр3, .S’b S2, S}. Фрезерова¬
ние сложных внутренних полостей произво¬
дится концевой фрезой 1 при согласованном
движении (5Ь и S2) по двум осям (схема б, г).Шлифование конических и сферических
поверхностей на деталях типа тел вращения мо¬
жет выполняться кругами с узкой режущей
кромкой (схема 7, а), а деталей типа кулачков -
согласованием круговой Sv и поперечной подачи5 (схема 7, б). На схеме 8, а показано одновре¬
менное протягивание зубьев рейки 1. На схеме 8,6 приведена обработка отверстия переменного
диаметра с помощью лепесткового сверла
. 5. Обработка резьб, червяков и других сложных поверхностей448ПРИЛОЖЕНИЕ