


































































































































































































































































































































































































































Текст
Л.А.БЛИЖЕВСКИЙ, М.М.КОРБОВ, А.В. СЕРГЕЕВ
СПРАВОЧНИК ПО НОРМИРОВАНИЮ СТАНОЧНЫХ РАБОТ В ЕДИНИЧНОМ И МЕЛКОСЕРИЙНОМ ПРОИЗВОДСТВЕ
Л. А. БЛИЖЕВСКИЙ, М. М. КОРБОВ, А. В. СЕРГЕЕВ .
СПРАВОЧНИК ПО НОРМИРОВАНИЮ СТАНОЧНЫХ РАБОТ
В ЕДИНИЧНОМ И МЕЛКОСЕРИЙНОМ
ПРОИЗВОДСТВЕ
МАШГИЗ
ГОСУДАРСТВЕННОЕ НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО МАШИНОСТРОИТЕЛЬНОЙ ЛИТЕРАТУРЫ
Москва 1955
Справочник содержит укрупненные нормативы времени для нормирования работ, выполняемых на токарных, строгальных, долбежных, сверлильных, фрезерных, зуборезных и шлифовальных станках.
Рекомендуемые нормативы времени рассчитаны на условия единичного и мелкосерийного производства, для которого характерно применение универсального оборудования, нормализованного режущего и измерительного инструмента и универсальных приспособлений.
Приведенные в справочнике нормативы времени предназначены для установления расчетных норм времени на работы, выполняемые в ремонтно-механических и инструментальных цехах машиностроительных и металлообрабатывающих предприятий, а также в основных механических цехах единичного и мелкосерийного производства.
Справочник рассчитан на технологов, нормировщиков и мастеров.
А
Рецензент инж. В. М. Серебряков
Редактор доц. Е. И. Стружестрах
Редакция литературы, по экономике и организации производства Зав. редакцией Т. Д. САКСАГАДСКИЙ
ПРЕДИСЛОВИЕ
Техническое нормирование имеет большое значение для повышения производительности труда в социалистической промышленности. Заниженные опытно-статистические нормы, которые не соответствуют современному уровню техники производства, не отражают опыта передовых рабочих и не стимулируют роста производительности труда, все еще преобладают в машиностроении, особенно в цехах единичного и мелкосерийного производства.
Настоящий справочник выпускается с целью помочь работникам машиностроительных предприятий быстрей внедрять технические нормы в тех цехах, где это связано с наибольшими трудностями.
Предлагаемый справочник содержит основные положения по методике установления технических норм времени и укрупненные нормативы времени на работы, производимые на токарных, строгальных, долбежных, сверлильных, фрезерных, зуборезных и шлифовальных станках в условиях единичного и мелкосерийного производства.
Приведенные в справочнике материалы рассчитаны на условия, для которых характерно применение универсального оборудования, нормально режущего И измерительного инструмента и универсальных приспособлений.
При составлении материалов авторами были использованы ранее изданные Машгнзом нормативы режимов резания, вспомогательного н подготовительно-заключительного времени для работы в условиях серийного, единичного и мелкосерийного производства.
Предлагаемые в справочнике укрупненные нормы времени не являются предельными н могут быть прн изменении организационно-технических условий работы перекрыты передовыми рабочими.
Данный справочник имеет целью оказать помощь технологам-нормировщикам и мастерам в их повседневной практической работе на производстве при установлении норм времени.
Приведенные в справочнике укрупненные нормативы времени освобождают от наиболее трудоемкой части расчета технической нормы — выбора режима резания и расчета основного (технологического) времени и сводят весь расчет нормы времени к простейшим арифметическим действиям, занимающим незначительное время.
Авторы с благодарностью примут все критические замечания и пожелания читателей, которые просим направлять по адресу: Москва 12, Третьяковский проезд, 1, Машгиз,
ВВЕДЕНИЕ
Преобладающим методом нормирования в единичном и мелкосерийш производстве до настоящего времени является опытно-статистический мете
При опытно-статистическом методе нормирования норма времени устана ливается в целом (суммарно) на всю нормируемую операцию на основанз опыта нормировщика или мастера, статистических данных (первичной док ментации, отчетов, записей) о фактической затрате времени на такую же р боту в прошлом или же на основании сравнения данной операции с како нибудь другой одинаковой и подобной (аналогичной) операцией, на котор) норма времени уже установлена.
Опытно-статистический метод нормирования ничего общего с технически нормированием не имеет и не может служить задачам дальнейшего повыш ния производительности труда.
Опытно-статистический метод нормирования не учитывает роста технич ской вооруженности труда, достижений передовой. технологии, организацз труда и производства, передовых методов работы, а ориентирует, в лучшем сл чае, только на достигнутый и практически уже превзойденный средний уровез производительности.
Применение опытно-статистических норм влечет за собой уравниловку оплате труда малоквалифицированного и высококвалифицированного, возникая так называемые «выгодные» и «невыгодные» нормы.
Внедрение аналитически-расчетного метода нормирования в условиях ед: ничного и мелкосерийного производства является одним из важнейших факт ров дальнейшего повышения производительности труда и снижения себестоз мости продукции.
Следует учесть, что аналитнчески-расчетный метод нормирования стано’ иых работ предусматривает:
1) анализ нормируемой операции по составляющим ее элементам и выяз ление производственных возможностей станка и инструмента;
2) установление наивыгоднейшего порядка выполнения операции с учето передового опыта работы;
3) определение наивыгоднейшего режима резания и расчет основного (м; шинного) времени для каждого перехода;
4) проектирование состава и определение продолжительности вспомогателз ной работы для каждого перехода, с учетом возможных совмещений и пер< крытий;
5) определение времени обслуживания рабочего места;
6) расчет нормы штучного времени;
7) проектирование состава н определение времени подготовительно-заклн чителъной работы, если она имеет место;
8) проверку правильности расчета нормы и ее внедрение на рабочем мест При аналитнчески-расчетном методе нормирования норма штучного врем ни рассчитывается по формуле
где to— основное (технологическое) время в мин.;
1в— вспомогательное время в мин.;
/С— общий, суммарный процент от оперативного времени на организационное и техническое обслуживание рабочего места, отдых и личные надобности.
Попытки механически перенести аналитически-расчетный метод нормирования в условиях единичного и мелкосерийного производства не дали положительных результатов.
В единичном и мелкосерийном производстве большая номенклатура обрабатываемых деталей и небольшие размеры партий создают условия, при которых рабочий в течение одной смены обрабатывает несколько различных деталей. Расчет технических норм при этих условиях по дифференцированным нормативам нецелесообразен, так как требует на нормирование отдельных операций значительной затраты времени, часто превышающей время выполнения этих операций рабочим.
Неправильно рекомендовать для условий единичного и мелкосерийного производства какой-либо один метод укрупненного технического нормирования.
При нормировании трудоемких операций обработки крупных деталей в единичном и мелкосерийном производстве следует применять те же методы укрупненного технического нормирования, что и в серийном производстве, т. е. по комплексам приемов с учетом паспортных данных станка. Значительные затраты времени на расчет нормы времени в данном случае вполне оправдываются, так как точный расчет режимов резания с применением нормативов и паспорта станка обеспечивает полное использование режущего инструмента и станка и создает значительную экономию машинного времени.
При нормировании средних и мелких деталей в условиях единичного и мелкосерийного производства следует рекомендовать для расчета технической нормы укрупненные нормативы, содержащие:
а) вспомогательное время на установку и снятие деталей;
б) сумму основного (технологического) и вспомогательного времени на выполнение части операции (переход, проход или несколько проходов) либо операции в целом.
Такие нормативы освобождают нормировщика от наиболее трудоемкой части расчета технической нормы — выбора режима резания и расчета основного (технологического) времени на основании нормативов режимов резання и паспортов станков.
Наряду с укрупненными нормативами в условиях единичного и мелкосерийного производства применяются также типовые технологические процессы и типовые нормы. Типовые технологические процессы и типовые нормы применяются при нормировании операций при производстве нормализованных деталей и инструментов.
Построение нормативов. Исходными при построении рекомендуемых укрупненных нормативов времени на станочные работы были приняты следующие положения:
1. По каждому виду станочных работ принято наиболее типовое универсальное оборудование, нормальный режущий инструмент и универсальные приспособления, применяемые в мелкосерийном и единичном производстве.
Характеристики принятого оборудования, режущего инструмента и приспособления даны в пояснительной части каждого раздела станочных работ.
2. Нормативы неполного штучного времени (основное н вспомогательное без установочного) рассчитывались на основании средних режимов резания, изданных Машгизом в 1950 г., и нормативов вспомогательного времени, изданных в 1938, 1939 и 1947 гг.
Построение нормативов видно из следующего примера.
Определить основное время на черновую обработку валика в один проход.
Материал заготовки — углеродистая конструкционная сталь сй~30—40 кг/мм2, резец из быстрорежущей стали марки Р9, длина обработки L —100 мм, диаметр заготовки D=100 мм, глубина резания t — 5 мм.
Решение. По карте 5 для данных условий обработки находим основное время /о = 1,О5 мин.
Данное время рассчитано следующим путем: а) по карте 68 для диаметра £)=100ла/ и глубины резания /--5 мм при грубой обработке находим рекомендуемую подачу s=0,8 мм/об, скорость резания v=39,6 м/мин, число оборотов «== 126 в минуту.
б) Машинное время определяем по формуле ta =------=—о,99 мин.,
П 8 12и - и,о
но так как в основное время в карте 5 включено еще время на обслуживание рабочего места и личные надобности, то к данному времени необходимо прибавить еще 0,06 мин. или 6,0%, тогда общее время составит 0,99-^0,06 = = 1,05 мнн.
Для получения неполного штучного времени следует к данному времени (1,05 мин.) прибавить еще вспомогательное время, связанное с переходом = 0,8 мин., которое указано в заголовке каждой группы диаметров (карта 5) в зависимости от вида и характера обработки.
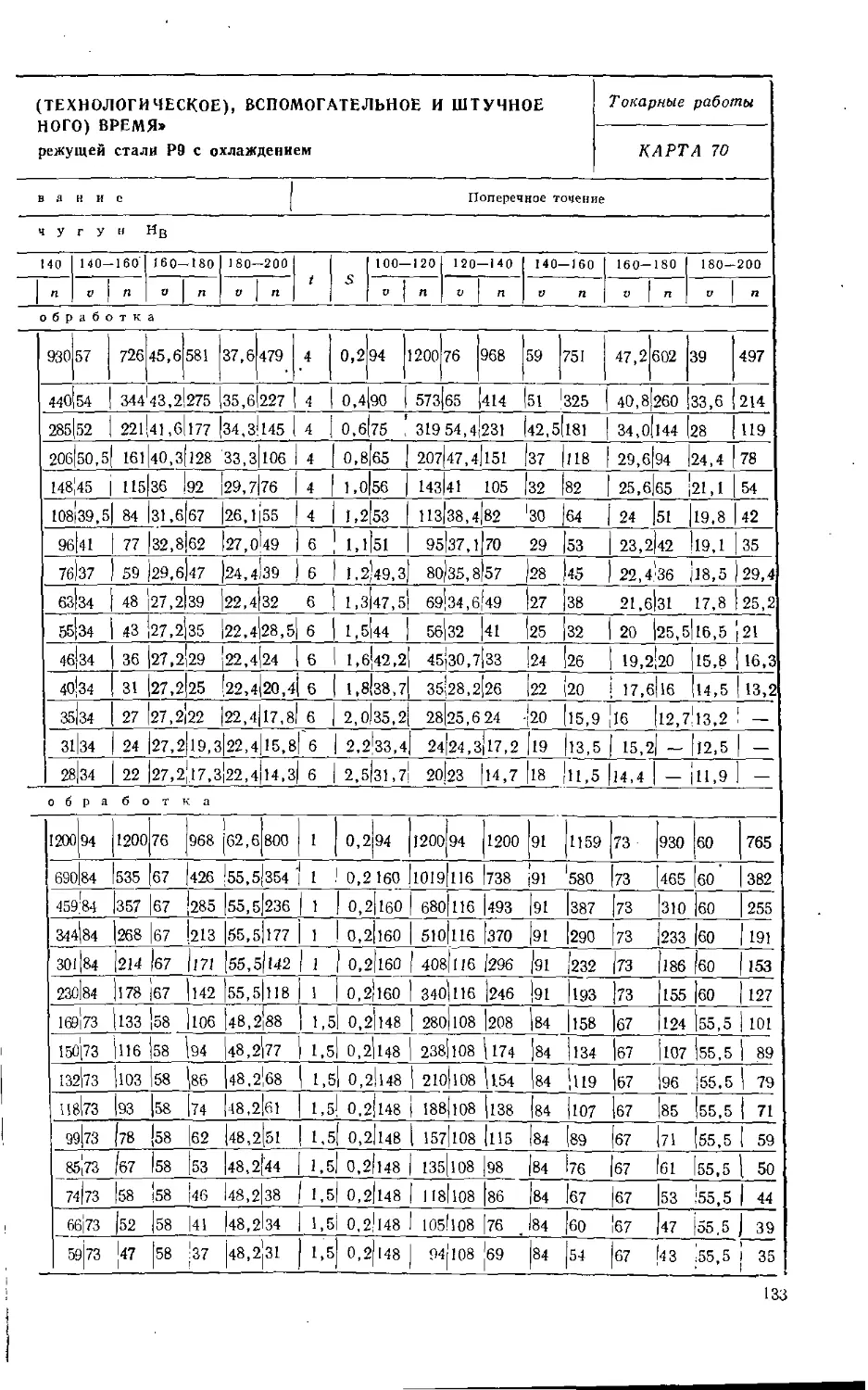
При этом необходимо отметить, что в правой половине карты 5 вспомогательное время, связанное с переходом, отдельно не выделено, так как при поперечном точении, точении галтелей, сверлении и т. д. длина обработки обусловлена нормативами, поэтому вспомогательное время, связанное с переходом и зависящее от длины обработки, включено в штучное время.
Построение нормативов на другие виды станочных работ аналогично токарным работам.
I. ТОКАРНЫЕ РАБОТЫ
НОРМИРОВАНИЕ ТОКАРНЫХ РАБОТ
1. При разработке укрупненных нормативов для нормирования токарных работ приняты следующие условия:
а) нормативы рассчитаны на типовой токарно-винторезный станок, имеющий «min— 12 об/мин, лтах = 1200 об/мин н эффективную мощность на шпинделе Л/3 = 6 кет;
б) для режущей части резцов принята инструментальная быстрорежущая сталь Р9 для обработки сталей, чугуна и цветных металлов; твердые сплавы Т15К6 и Т5К10 для обработки сталей и ВО .для обработки чугуна;
в) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резания взяты по данным НИБТН Министерства станкостроения СССР — «Режимы резания металлов инструментами из быстрорежущей стали» и «Режимы скоростного резания металлов», Машгиз, 1950;
г) режимы резания (глубина резания, подача и число оборотов) для расчета машинного времени приняты в соответствии с кинематическими данными и эффективной мощностью типового станка и допустимыми ограничивающими условиями, жесткостью системы «станок — приспособление — резец — деталь».
2. Для расчета нормы времени на токарные работы в справочнике приведены:
а) нормативы подготовительно-заключительного времени (карта 1);
б) нормативы вспомогательного времени на установку и снятие детали (карты 2—4);
в) нормативы штучного (без установочного) времени на отдельные типовые технологические переходы (карты 5—82).
3. Нормативы штучного (без установочного) времени предназначены для определения времени выполнения различных технологических переходов токарной обработки, как, например: продольное точение, растачивание, поперечное точение, прорезка канавок, накатывание и т. п. Нормативы в зависимости от вида обработки имеют следующее содержание.
Нормативы для нормирования продольного точения, растачивания, накатывания, опиливания и шлифования шкуркой цилиндрических поверхностей состоят из двух частей:
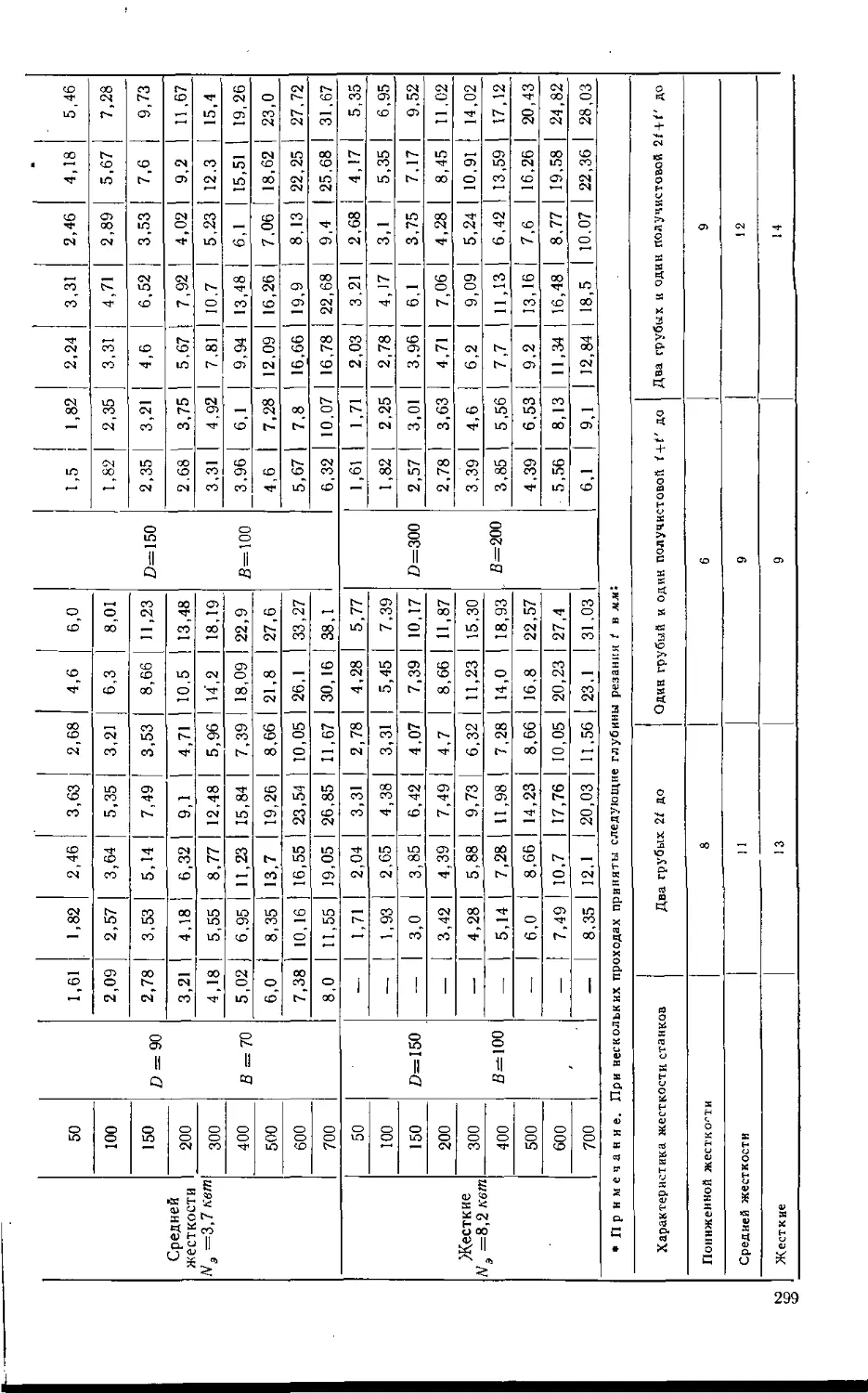
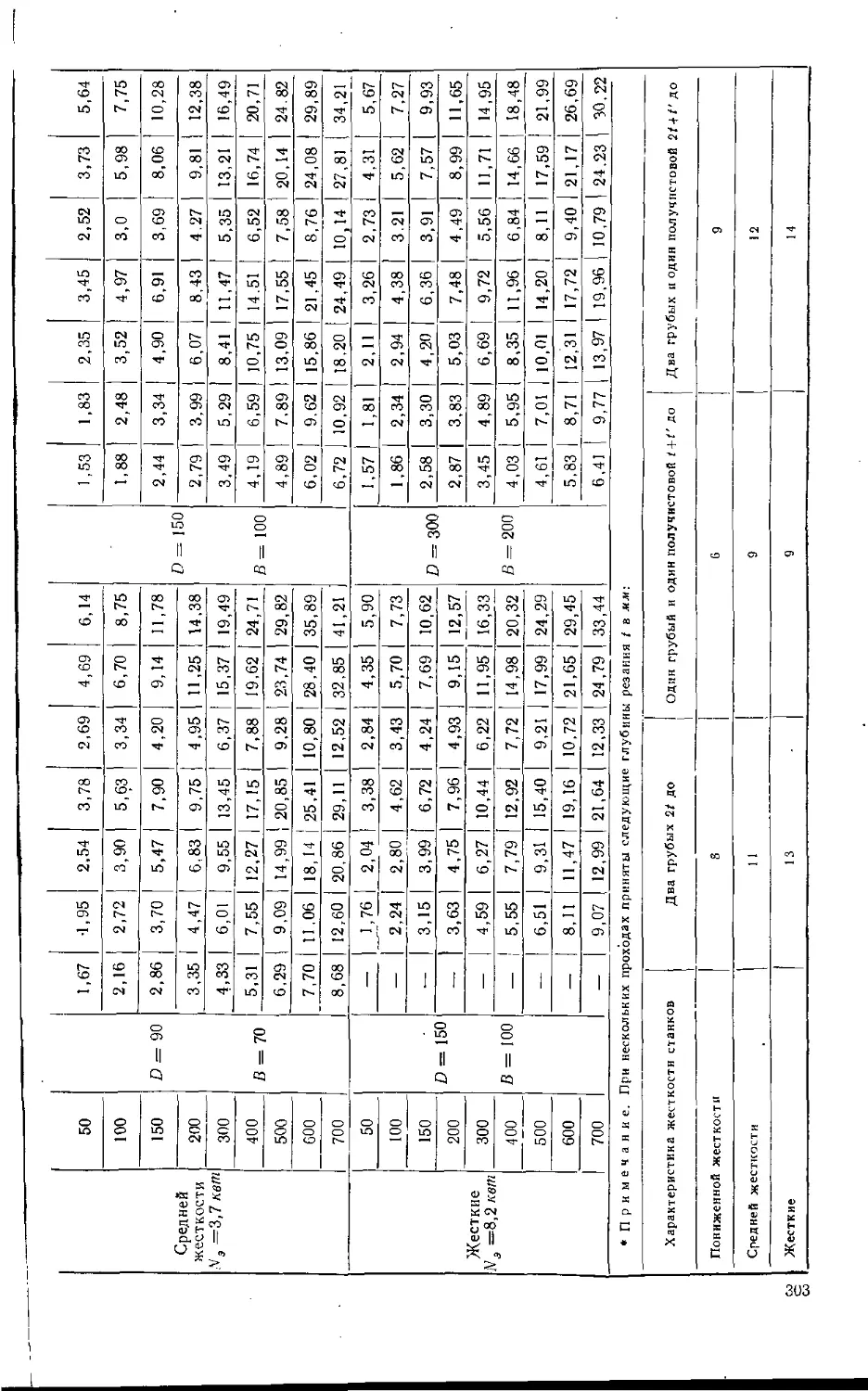
первой — «Основного (технологического) времени в минутах на 100 мм длины обработки», определяемого для данного вида обработки в зависимости от обрабатываемого металла, диаметра обработки, количества проходов, глубины резання и чистоты обработки;
второй — «Вспомогательного времени в минутах», определяемого в зависимости от количества проходов и характера обработки.
4. Основное (технологическое) время фактической длины обработки рассчитывается «по формуле
/ • L to~ 100 мин'*
где t — основное (технологическое) время в минутах на 100 мм длины обработки, взятое из соответствующей карты;
L — фактическая длина обработки в мм;
где I —.длина обрабатываемой поверхности в мм\
1\—.дополнительная длина на врезание, перебег инструмента и взятие пробных стружек.
При пользовании рекомендуемыми нормативами для определения основного технологического времени дополнительная длина на врезание, перебег инструмента и на взятие пробных стружек рассчитывается:
а) При обработке в один проход (грубый или получистовой) по формуле
где /2—.дополнительная длина на врезание и перебег инструмента в мм берется согласно табл. 10;
/8— дополнительная длина на взятие пробных стружек в мм берется согласно табл. 21;
б) при обработке в несколько проходов (грубый или получистовой, два-три грубых и один-два получистовых), как средняя величина нескольких проходов, по формуле
I 1ъ+1^ + 1и-+11п мм р п
5. Нормативы для расчета времени выполнения прочих технологических переходов токарной обработки составляют «штучное (без установочного) время в минутах», определяемое для данного перехода в зависимости от диаметра и длины обработки.
6. В «основное (технологическое) время в мин. на 100 мм длины обработки», «вспомогательное время в минутах» и «штучное (без установочного) время в минутах» включено соответствующее время на оргтехобслуживание, на отдых и личные надобности.
ПРИМЕРЫ РАСЧЕТА НОРМ ШТУЧНОГО ВРЕМЕНИ ПРИ ПОМОЩИ НОРМАТИВОВ
Первый пример. Определить норму штучного времени на обработку ступенчатого вала (фиг. 1). Материал вала — углеродистая конструкцией- ~
сталь аь = 75 кг!мм2. Заготовка — прокат диаметром 100 мм, длиной 260 мм. Вес заготовки 16,2 кг. Размер партии 3 шт.
Порядок расчета
А. Определяют технологический маршрут обработки детали.
1. Установить заготовку в самоцентрирующий патрон.
2. Подрезать торец в размер 256 мм.
3. Зацентровать.
4. Переставить заготовку в самоцентрирующем патроне.
5. Подрезать второй торец_в размер 252 мм.
6. Зацентровать.
7. Установить заготовку в центры.
8. Обточить диаметр 80 мм грубо в два прохода на длину 227 Мм.
9. Обточить диаметр 70 мм грубо в один проход на длину 77 мм.
10. Обточить диаметр 50 мм грубо в два прохода на длину 47 мм.
11. Выточить канавку шириной 5 мм (с подрезкой уступа диаметра 90 мм).
12. Подрезать уступ диаметра 80 мм.
13. Подрезать уступ диаметра 70 мм.
14. Обточить чисто диаметр 50 мм на длину 47 мм,
15. Проточить фаски 1x45° на диаметре 50 мм.
16. Обточить чисто диаметр 70 мм на длину 30 мм.
17. Обточить чисто диаметр 80 мм на длину 150 лсл,
18. Зачистить шкуркой диаметр 70 мм на длину 30 мм,
19. Зачистить шкуркой диаметр 80 мм на длину 150 мм.
20. Переставить деталь в центрах.
21, Обточить диаметр 90 мм на длину 20 мм.
22. Проточить фаску 1x45 на диаметре 90 мм,
Б. Определяют по карте 2 вспомогательное время на установку и снятие детали.
1. Установка и снятие детали в самоцентрирующий патрон производятся дважды (пункты 1 и 4 технологического маршрута). Время установки и снятия детали в самоцентрирующий патрон весом 16,2 кг (позиция 14) равно 1 мнн. Время двух установок равно 1x2 = 2 мин.
2. Установка н снятие детали в центры с надеванием хомутика производятся 2 раза (пункты 7 и 20 технологического маршрута).
Время установки и снятия детали весом 16,2 кг в центры с надеванием хомутика (позиция 11) равно 1,7 мин. Время двух установок равно 1,7 х 2 = 3,4 мин.
В. По карте 9 (обработка углеродистой стали = 70—80 ке/лелг2) в соответствии с технологическим маршрутом определяют штучное (без установочного) время для каждого перехода.
1. Подрезать торцы детали (пункты 2 и 5 технологического маршрута).
Штучное (без установочного) время одного грубого и одного получистово-го проходов при поперечном точении (подрезке) с одной стороны торца детали диаметром 100 мм равно 3,7 мин.; с двух сторон 3,7 х 2 ~ 7,4 мин.
'Ч. 2. Зацентровать торцы детали (пункты 3 и 6 технологического маршрута).
Штучное (без установочного) время зацентровки одного торца диаметром 100 мм равно 1,33 мин,, двух торцов 1,33 X 2 — 2,66 мин.
3. Обточить диаметр 80 мм грубо в два прохода на длину 227 мм (пункт 8 технологического маршрута).
Основное (технологическое) время двух грубых проходов равно
100
1,89 (227 + 5).2 о ,
~ — юо—'— ~ °'" мин
Вспомогательное время двух грубых проходов равно 0,8-2 = 1,6 мин.
4. Обточить диаметр 70 мм грубо в один проход на длину 77 мм (пункт 9 технологического маршрута).
Основное (технологическое) время равно
/(/-Hi) 1,54+77 + 5)
100 “ 100
1,26 мин.
Вспомогательное время одного грубого прохода равно 0,8 мин.
5. Обточить диаметр 50 мм в два грубых и один получистовой приход на длину 47 мм (пункты 10 и 14 технологического маршрута). Основное (технологическое) время равно
(2Г+Ч) (Г+/г)
100
3,47-(47 +3) г =------г-2—= 1,73 мин.
1 Uv
Вспомогательное время двух грубых и одного получистового прохода равно 2,1 мин.
6. Выточить канавку шириной 5 мм (с подрезкой уступа диаметра 90 мм) на длину 15 мм (пункт 11 технологического маршрута}.
Основное (технологическое) время равно
/•(/+/0 1,22 (15+2) 9Л7
~Чо~~ =--------------= 2,07 мин.
Вспомогательное время равно 0,6 мин.
7. Подрезать уступ диаметра 80 мм на длину 5 мм (пункт 12 технологического маршрута).
Основное (технологическое) время равно
b'Z_Jl,22-5 Л_.
10 10 “ °'61 АШК'
Вспомогательное время равно 0,6 мин.
8. Подрезать уступ диаметра 70 мм на длину 10 мм (пункт 13 технологического маршрута).
Основное (технологическое) время равно
i - I 0,88 -10 _
То" ~ —Гб— ~ лшн-
Вспомогательное время равно 0,6 мин.
9. Обточить чисто диаметр 70 мм на длину 30 мм подрезным резцом 90° (пункт 16 технологического маршрута).
Основное (технологическое) время одного получистового прохода равно
Г-(1 + IJK 1,63 - (30+1) - 1,5 Л7Й
—Лоо =-------Too-------= °’76 мин-
Вспомогательное время равно 1,1 мин.
10. Обточить чисто диаметр 80 мм на длину 150 мм подрезным резцом ср = 90° (пункт 18 технологического маршрута).
Основное (технологическое) время одного получистового прохода равно]
f-(l+l,)K_ 2,17-(150+1)- 1,5
100 100 °
Вспомогательное время равно 1,1 мин.
11. Проточить фаску 1x45° на диаметре 50 мм (пункт 15 технологического маршрута).
Штучное (без установочного) время точения фаски на диаметре 50 мм с поворотом резцовой головки равно 0,49 мин.
12. Зачистить шкуркой диаметр 70 мм на длину 30 мм (пункт 18 технологического маршрута).
Основное (технологическое) время равно
t‘l 0,4-30 и
100 ~ 100 ~2 мин'
Вспомогательное время равно 0,3 мин.
13. Зачистить шкуркой диаметр 80 мм на длину 150 мм (пункт 19 ’ технологического маршрута)
t • I 0,5- 150
юо юо ~0,75 мин*
Вспомогательное время равно 0,3 мин.
ю
14. Обточить диаметр 90 мм на длину 25 мм (пункт 21 технологического маршрута).
Основное (технологическое) время обточки в один грубый и один получистовой проход диаметра 90 мм равно
(Z +Г) (Z + ZJ = 4,06 . (25 + 5) _ ; 22
100 100
мин..
Вспомогательное время обточки в два прохода диаметра 90 мм равно 1,6 мин.
15. Проточить фаску 1x45° на диаметре 90 'мм (пункт 22 технологического маршрута).
Штучное (без установочного) время точения фаски на диаметре 90 мм без поворота резцовой головки равно 0,41 мин.
Г. Рассчитывают норму штучного времени на токарную обработку ступенчатого вала (фиг. 1)
1шт 2,00+3,40+7,40+2,66 + 8,77+1,60+1,26+0,80+1,73 +
+ 2,10 + 2,07+0,60+0,61+0,60+0,88+0,60+0,76+1,10+
+ 4,92+1,10+0,49+0,12+0,30+0,75 + 0,30+1,22+1,60+0,41 мин.
В целях большего упрощения расчета нормы времени по материалам
данного справочника рекомендуется пользоваться специальной нормировочной картой.
Расчет приведенного выше примера произведен при помощи подобной
карты в табл. 1.
Второй пример. Определить норму штучного времени на токарную
обработку втулки (фиг. 2). Материал втулки — серый чугун Нв = 1804-200,
Заготовка диаметром 150 мм, длиной 185 мм.
Вес заготовки 25,6 кг. Размер партии 1 шт.
Порядок расчета.
А. Определяют технологический маршрут обработки детали.
1. Установить заготовку в самоцентри-рующий трехкулачковый патрон.
2. Подрезать торец заготовки (диаметр
150 мм), сняв припуск /г = 5 мм.
3. Обточить диаметр 140 мм грубо на длину 40 мм.
4. Обточить диаметр 140 мм чисто на
длину 40 мм.
5. Сверлить отверстие на проход диаметром 24 мм на длину 180 мм.
6. Рассверлить отверстие диаметром 24 мм до диаметра 40 мм на длину
180 мм.
7. Расточить грубо отверстие диаметром 48 мм на длину 180 мм.
8. Расточить чисто отверстие диаметром 48 мм на длину 180 мм.
9. Установить деталь в центры на гладкой оправке.
10. Подрезать торец детали с другой стороны (берем по диаметру 150 м.и) в размер 175 мМ.
Ik Обточить грубо диаметр 128 мм на длину 140 мм.
12. Обточить чисто диаметр 128 мм на длину 140 мм.
Б. Определяют по карте 2 вспомогательное время на установку и снятие детали (пункты 1 и 9 технологического маршрута).
1. Время установки и снятия детали весом 25,6 кг в самоцеитрирующий патрон с выверкой (позиция 16) равно 2.50 мин.
2. Время установки и снятия детали весом 25,6 кг в центры на гладкой оправке (позиция 10) равно 2,70 мин.
НОРМИРОВОЧНАЯ КАРТА № .......
Подготовитель» о -
заключительное
время в минутах
№ по пор.
Наименование перехода
Приспособление
Режущий инструмент
Размер обработки в мм
1
Подрезать торцы с двух сторон в размер I = 252 мм
Самоцентриру-ющий 3-кулач. патрон
Резец проходной
2
Зацентровать с двух сторон
То же
Сверло центровое
3
Обточить 0 80 мм грубо в два про- Центры, хода I хомутик
Резец проходной
227
Обточить 0 70 мм грубо в один проход
То же
То же
77
Обточить 0 50 мм в два грубых и один получистовой проход
Выточить канавку Ь=^5 мм с подрезкой уступа 0 90 мм
Подрезать уступ 0 80 леи
Подрезать уступ 0 70 мм
Обточить чисто 0 70 мм
Обточить чисто 0 80 мм
11 Проточить фаску 1x45° на диаметре
50 мм
12 j Зачистить шкуркой 0 70 мм
13
Зачистить шкуркой 0 80 мм
47
14
Обточить 0 90 мм в Один грубый и один получистовой проход
15
Проточить фаску 1Х 45° на 0 90 мм
Резец кана-вочный
Резец
I подрезной
То же
I Резец про-| ходной
Наждачное полотно
То же
Резец проходной
же
15
30
| 150
30
150
25
4
5
6
7
8
9
»
»
»
5
Составил | Дата Проверил Дата |
|
Таблица I
НА ТОКАРНУЮ ОБРАБОТКУ
Завод № Цех Ws Изделие
| Наименование
Машиностроительный Ремонт но-механи* ческий | Редуктор
Количество штук Дета ль
на i изделие в партии Я* | Наименование
1 1 3 | 36 1 Ступенчатый вал
Заготовка Станок
Материал Размер в мм Вес в кг Наименование Модель, группа
Углерод ист ая сталь = 75 кг]мм* 1 = 260 16.2 Токарно^винторезный /
Вспамсзгагельное время в мин. Основное (технологическое) или штучное (без установочного) время в минутах Итого
на установку и снятие детали карты на перевод или проход № карты Расчет № карты
1X2=2,00 2 — । 3,70X2=7,40 9 9,40
— | — •— — 1,33X2=2,66 9 2,66
1,70 2 0,8X2=1,60 9 1,89х(2274-5)-2 юб -8>77 9 12,07
— — 0,80 9 1,54Х(77+5) . 100 -1-26 9 2,06
— — 2,10 9 3,47Х(47+3) , 100 9 3,83
— — 0,60 9 1,22Х( 154~2) 10 — Z,UJ 9 2,67
— 0,60 9 9 1,21
— 0,60 9 -^U.es 9 1,48
— 1,10 9 1,63Х(ЗО+1)Х1,5 | 100 ~-°’761 9 1,86
1,10 9 2,17Х(15О4-1)Х 1,5 100 —4, Ус! 9 6,02
— 1 — 1 — 0,49 " | 9 0,49
— — 0,30 9 0,40x30 100 ~0,12 9 0,42
— — 0,30 9 075 100 ~ 9 1,05
1,70 2 1.60 | 9 4,06х(25+5) 100 9 4,52
— __ | — j 0,41 9 0,41
Штучное время в мин. из 1 деталь 50,15
1 Утвердил Дата Особые замечания
В. По картам 62 (обработка инструментом из твердого сплава ВК8) и 31, (инструментом из быстрорежущей стали Р9) в соответствии с технологическим маршрутом определяют штучное (без установочного) время для каждого перехода.
1. Подрезать торцы детали (пункты 2 и 10 технологического маршрута).
Штучное (без установочного) время одного грубого и одного пол уч истового проходов при поперечном точении (подрезке) с одной стороны торца детали (диаметр 150 мм) инструментом с пластиной твердого сплава ВК8 (карта 62) равно 4,02 мин., с двух сторон 4,02x2 = 5,04 мин.
2. Обточить грубо и чисто диаметр 140 мм на длину 40 мм (пункты 3 и 4 технологического маршрута).
Основное (технологическое) время одного грубого и одного получистового прохода (карта 62, £>=150 мм) равно
tf + O (/+/1) 3,34.(40 + 3) _
100 100
мин.
Вспомогательное время одного грубого и одного получистового проходов равно 1,60 мин.
3. Сверлить отверстие на проход диаметром 24 'мм на длину 180 мм (пункт 5 технологического маршрута). Согласно карте 31 штучное (без установочного) время сверления отверстия диаметром 24 мм, длиной 180 мм (по карте 31 соответствует диаметру обработки 200) равно 6,62 мин.
4. Рассверлить отверстие диаметром 24 мм до диаметра 40 мм на длину 180 мм (пункт 6 технологического маршрута). Согласно карте 31 штучное (без установочного) время рассверливания отверстия диаметром 24 мм до диаметра 40 мм на длину 180 мм равно 2,95 мин.
5. Расточить отверстие диаметром 48 мм на длину 180 мм (пункты 7 и 8 технологического маршрута).
Основное (технологическое) время одного грубого и одного получистового проходов (карта 62, D = 50) равно
(/ + /')(/+/i)_ 2,51 (180 + 2) _
100 ~ 100
мин.
Вспомогательное время одного грубого и одного получистового проходов равно 1,60 мин.
6. Обточить диаметр 128 мм на длину 140 мм (пункты 11 и 12 технологического маршрута).
Основное (технологическое) время (карта 62) двух грубых и одногополучистового проходов при обточке подрезным резцом из твердого сплава ВК8 с главным углом в плане ср=90° равно
(2 t + £)•/• К. 4,21-140 • 1,4
100 ~ 100
-= 8,25 мин.
Вспомогательное время двух грубых и одного получистового проходов равно 2,10 мин.
Г. Рассчитывают норму штучного времени на токарную обработку втулки (фиг. 2)
1шт = 2,50 + 2,70 + 8,04 + 1,44 + 1,60 + 6.62 + 2,95 +
+ 4,57+ 1,60 + 8,25 + 2,10 = 42,37 мин.
Приведенный выше расчет удобнее выполнить при помощи специальной нормировочной карты (см. табл. 2).
Таблица 2
НОРМИРОВОЧНАЯ КАРТА №.....НА ТОКАРНУЮ ОБРАБОТКУ___________________________
Подготовительнозаключительное время в минутах Завод № Цех № Из де л не
№ Наименование
2135 Ремонтно-механиче- * ский - насое
_. — ,—
Количество штук Деталь
на 1 изделие в партии № Наименование
о 1 1 Втулка
Заготовка Станок
£ - /4/? И 5 + Материал Серый чугун Нв = = 180—200 Размер в мм £>=150, / = 185 Вес в кг 25, 6 Наименование Токарно-ванторезный Модель, группа 1
о с о Е % Наименование переходов Приспособление Режущий инструмент Размер обработки в мм Вспомогательное время вл<ая. Основное(технологнческое) или штучное (без установочного) время в минутах И того
На установку и снятие детали № карты на переход или проход № карты
Расчет № карт
1 2 3 4 5 6 Подрезать торцы (диаметр 150 .и .и) с двух сторон в размер 1—175 мм Обточить 0 140 мм в один грубый и один получистовой проход на длину 40 мм Сверлить отверстие на проход 0 24 мм на /=180 Рассверлить отверстие 0 24 мм до 0 40 мм на /=180 мм Расточить отверстие 0 48 мм в один грубый и один получистовой проход на /=180 мм Обточить 0 128 мм на /=140 леи в два грубых и один получистовой проход Самоцентри-рующий патрон То же » » Гладкая оправка Резец проходной ВК8 То же Сверло Р9 £>=24 мм Сверло F9 £>=40 мм Расточной резец ВК8 Подрезной ВК8?=90а 43 189 188 182 140 2,50 2,70 м 1 1 1 1 1 ,60 1,60 2,10 62 62 62 4,02/2=8,04 3,34/(40+3) , лл 100 -'•44 6,62 2,95 2,51/(180+2) 100 —4,57 4,21-140-1,4 о 100 ~8,25 62 62 31 31 62 62 10,54 3,04 6,62 2,95 6,17 13,05
Штучное время в минутах на 1 деталь 42,37
Составил | Дата Проверил | Дата Утвердил | Дата Особые замечания
1 1 1,1 1
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Токарные работы КАРТА 1
А. Время, зависящее от способа установка детали
1 № позиции Способ установки детали Группе станков
1-П IU-IV V
Высота центров в мм до:
250 400 600
Время в минутах
1 В центрах или на центровой оправке 4 5 8
2 ‘ В самоцентрирующем патроне 7 9 13
3 В самоцентрирующем патроне с поджатием центром задней бабки 8 И 16
4 В четырехкулачковом патроне 9 12 17
5 В четырехкулачковом патроне с поджатием центром задней бабки 10 14 19
6 На планшайбе с креплением болтами с планками ... количество болтов 2 4 6 —
7 8~ 4 5 8 11
6 9 13
9 На планшайбе с угольником и противовесом с креплением болтами с планкам 2 13 18 29
10 4 15 20 31
Б, Время на ознакомление с чертежом и инструкцией, осмотр материала (заготовки), осмотр и раскладку инструмента и подбор подкладок
И- Количество инструментов. участвующих в обработке Количество переходов в операции Примечание
1—5 | 6-10 | 11 -20| 21—Зо| 31—50
Время в мин.
11 1 3 4 — В позиции 11 учтено время на установку инструмента, во всех остальных случаях время на установку и снятие инструмента должно учитываться во вспомогательном времени
12 2—3 4 5 7 9 —
13 4—6 5 6 8 11 16
7—10 — — > 12 15 21
В, Добавлять в случаях
15 Установки на планшайбе сменного кулачка 1 2 | 3 | 5
16 Установки люнета с регулировкой , при работе в центрах . . . 4 | 5 | 7
17 при работе в патроне . . . ! 5 | 6 | 9
18 Установки копира или конусной линейки 5 | 6 | 10
19 Наладки станка для нарезки резьбы перестановкой шестерен гитары 4 j 5 | 7
20 рычагом коробки подач . . 1 1 1 1 1
21 | Установки суппорта на угол 1 1 2 1 2
22 | Смещения задней бабки для обработки конусов 3 1 4 I 6
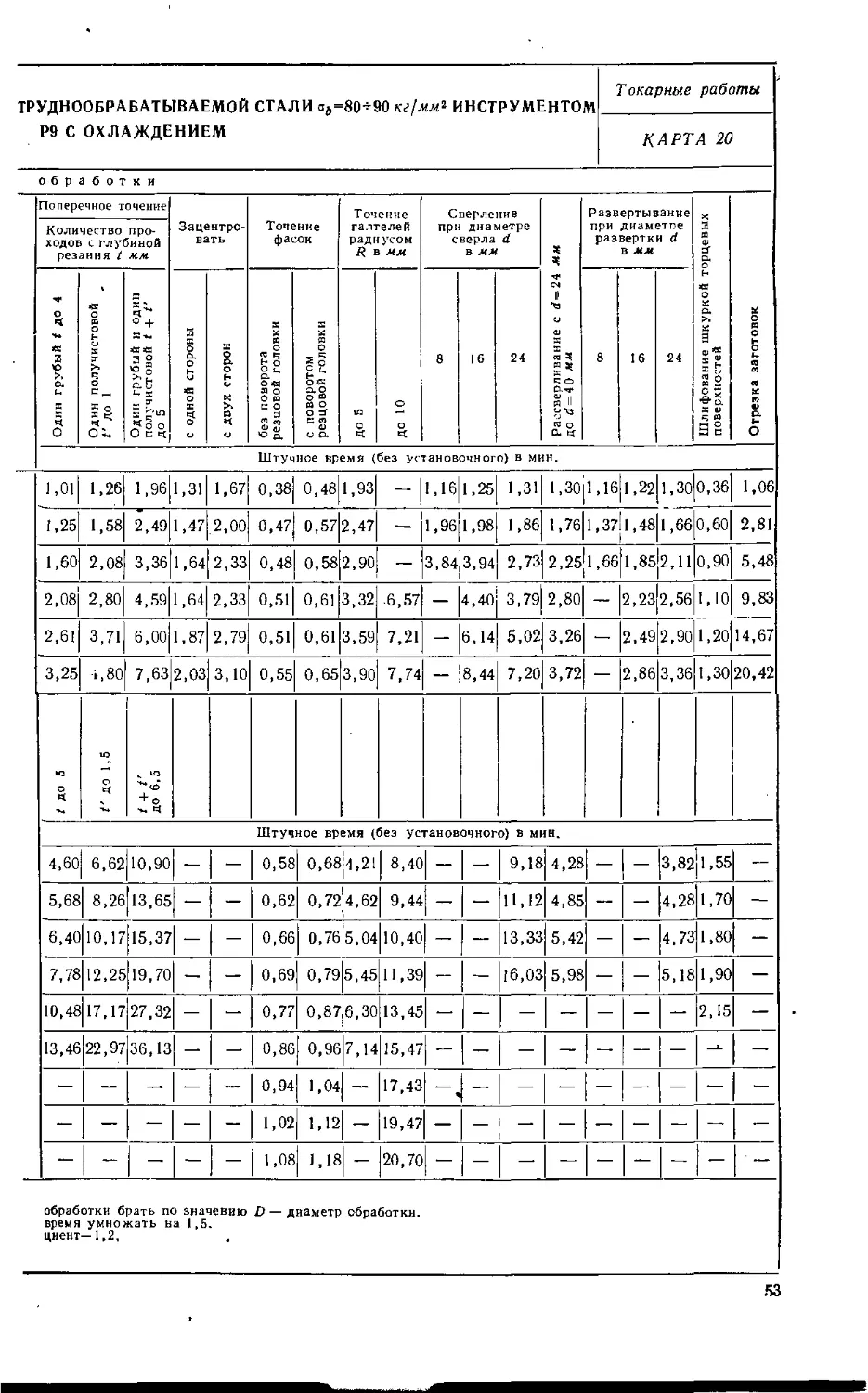
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ Токарные работы
КАРТА 2
Вес детали в кг до
Эскиз установки
Длина детали в мм
10
18 30
Время в минутах
1—3
14
15
16
17
18
19
В центрах
2
3
4
5
6
7
8
9
10
11
12
13
с надеванием хомутика
До 2000
До 1000
До 1000
До 1000
Свыше 2000
без надевания хомутика
На гладкой оправке
а оправке с гайкой
В центрах с люнетом
В самоцентрирующем патроне
без выверки
4—10
4—10
4—Ю
1—3
4—10
1—3
4—10
1—3
0,61
1,0
1.3
1.7
2,1
0,5 0,7
0,9
1.2
1,5
1,8
0,3
0,4
0,6
0,8
1.0
0,8
1.0}
1,3
1,71 2,2
0,7, 0,э| 1,2 - I - I 1,6
1,5| 1,9
2,8
2.4
3,3
2,2
3,0
2,5
0,9
1,2
1.5
1,8
2.2
2,8
3,7
3,1
2,7
4—10 0,8
1—3
1,2
4—10
1,0
1,1
1,3
1.6
1,9
2,3
1.5
1,8
2,3
2,ь 3,3
1.3
1,6
2,0
2,4 2,8
с выверкой
Без выверки
С выверкой
1—3
0,5
0,6
0,7
0,8
1,0 1,2
4—10
1—3
0,4
0,5
0,6
0,7
0,9
1,0
1.0
1,2 1,5
1 ,в) 2,1 2,5
4-10 0,9
1,3
1,5) 1,8
2,2
самоцентрирующем патроне с поджа-тием центром задней бабки
1—3
0,6
0,8
1.0
1,2
1,4 1,7
4—Ю
0,5
0,7
0,9
1,1 1,3
1,5
В
самоцентрирующем патроне и люнете
21
22
23
1— ф-
До 1000
Свыше
1000
1—3
0.7
0,9
1.1
1,3 1,6
2,0
4—Ю
0,6
0,8
0,9 1,1 1,4
1,7
— | 1,8, 2,2\ 2, — [ 1,5. 1,8' 2,2
к ет а
С %
В
s 4
и
« чс
3
5
’ ,3
— | — | 1,3 1,7
- I ~ I ~ 2,3
2 Справочник Зак. 952
I.7
00
Токарные работы
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
КАРТА 3
№ позиции
Способ выверки Длина дет али в мм Количество деталей в партии Работа вручную Работа подъемником
Вес детали в кг до
1 3 5 10 18 30 50 80 120 200 300 500
Время в мин.
На центровое биение по необработанной поверхности по мелку или резцу До 1000 1—2 — — 3,2 4,2 5.2 8,0 9,£ 10,2 13,5 16,0 19,0
3-5 — — — 2,7 3,5 4,3 6,7 8,0 9,5 11,2 13,3 15,7
ДО 2500 1-2 12,0 14,8 17,5 21,0
3—5 — 10,0 12,3 14,5 17,5
Свыше 2500 1-2 1 — — — — — — — 21,0 25,0
На центровое биение рейсмусом по обработанной поверхности До 1000 1—2 - — 5,2 6,4 7,6 11,0 13,0 15,2 18,0 21,0 25,0
3—5 — — ' 4,3 5,3 6,3 9,2 11,8 12,1 15,0 17,5 21,0
До 2500 1-2 17,0 20,0 24,0 29,0
3—5 14,0 16,7 20,0 24,0
Свыше 2500 1 12 - - 23,0 30,0
— До 1000 1-2 — — - — — — 3,3 3,5 3,8 4,1 4,4 4,8
3-5 — — - — - - 2,8 3,0 3,2 3,5 3,8 4,1
До 2000 1-2 — 1 — — - -1 — 4,б| 4,9 5,3 5,8 6,?
3—5 - 3,8 4,1 4,4 4,8 5,3
15 16 Свыше 2G00 1—2 — — 7,5 8,0 8,6
3—5 ‘— — 6,2 6,6 7,1
17 18 19 20 В центрах с люнетом ~а~- До 2000 1--2 — — — ‘— — 5,2 5,8 6,4 7,1 7,8 —
3-5 — — — — — — 4,3 4,9 5.4 6,0 6,6 —
До 3000 1—2 ’— — — — — — 6,4 7,2 8,0 8,8 9,6 10,5
хг.!п J 3-5 — — — 6,1 6,8 7,5 8,2 8,9
— — — 5,5
21 tt / I \ Свыше 3000 1—2 — — — — — "— 8,5 9,5 10,5 11,7 13,0
22 3-5 — — — — — — — 7,3 8,1 9,0 9,8 10,8
23 На планшайбе с креплением болтами с планками На центровое биение по мелку Обработанная Простая 1-2 — — — 4,0 5,0 6,5 9,5 11,0 13,0 15,0 17,5 20,5
24 3—5 — —- ’— 3,3 4,2 5,4 8,0 9,2 10,8 12,5 14,5 17,0
25 - г На центровое биение по мелку или резцу по двум диаметрам Средней сложности 1—2 — — ‘— 6,0 7,5 9,2 13,0 15,5 18,0 21,0 25,0 29,0
26 3-5 — —* — 5,0 6,3 7,7 10,8 13,0 15,0 17,5 21,0 24,0
27 28 - Рейсмусом по разметке или по разъему, или по окончательно обработанной поверхности Сложная 1-2 — — — 10,0 12,0 14,5 18,2 22,0 25,0 30,0 35,0 41,0
3—5' — — — 8,3 10,0 12,0 15,0 18,0 21,0 25,0 29,0 34,0
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТА
№ позиций Эскиз установки Состояние установочной поверхности Характер выверки Способ иыверкИ
1 2 В чстырехкулачковом патроне Обработанная i Простая На центровое или торцевое биение по .мелку или резцу
СО тГ Ю со ... - J 1 Средней сложности На торцевое биение с промером от плоскости патрона нутромером и на центровое биении по мелку или резцу
— — Сложная На центровое биение рейсмусом по окончательно обработанной поверхности
7 8 9 10 Необработанная 1 п Простая На центровое или торцевое биение по мелку или резцу
Средней сложности На центровое биение по мелку или резцу по двум диаметрам или на центровое и торцевое биение
11 12 Сложная Рейсмусом по разметке или по разъему
13
14
15
16
17
18
19
20
21
22
23
24
25
27 ;28 ;29
*31_
132
На планшайбе угольником 1 . стдд • Обработанная Средней сложности На торцевое и центровое биение рейсмусом по размеченной окружности и оси
Сложная Точно по разметке с сохранением расстояния между осями и параллельности их
Необработанная Простая На центровое и .торцевое биение по необработанной поверхности по мелку или резцу
Средней сложности На торцевое и центровое биение по необработанным поверхностям по медку или резцу
Сложная На центровое и торцевое биение рейсмусом по двум размеченным осям
В четырехкулачковом патроне с поджатием центром задней бабки
Простая Характер выверки Способ выверки 1 Длина детали в мм дсь
На центровое биение по необработанной поверхности по мелку или резцу 1000
2500
Свыше 2500
Средней сложности На центровое биение рейсмусом по обработанной поверхности 1000
2500
Свыше 2500
НОВКУ и СНЯТИЕ ДЕТАЛИ Токарные работы КАРТА 4
Количество деталей в партии Работа вручную Работа подъемником
Вес детали в кг до Количество деталей в партии Вес детали в ке до
1 3 5 10 18 30 50 80 120 200 300 500
Время в мин. Время в мин.
1—3 1,8 2,2 2,7 3,3 3,9 4,6 1—2 7,2 8,б| 10,о| 12,0 14,2 17,0
4—10 1 1,5 1,8 | 2,2 | 2,7 3,3 3,9 3—5 6,0 1 7,2 8,3 10,0 11,8 14,0
1—3 2,5 3,0 3,8 4,8 5,8 7,0 1—2 10,0 12,0 13,5 16,0 18,5 22,0
4—10 |2.1 | 2,5 | 3,2 : 4,о | 4,9 | 5,8 | 3—5 | 8,0 | Ю,5 11,3 13,4 1 15,5 1 18,5
1—3 4,4 5,4 5,4 7,5 ! 8,7 1 ю,о 1-2 13,0 1 15,5 18,5 22,0 26,5 32.0
4—10 3,7 4,5 5,4 6,3 7,3 '8,4 3—5 ( 10,8 13,о| 15,5 18,5 22,0 27,0
1—3 2,9 3,4 4,о| 4,б| 5,4 6,2 1—2 9,о| 10,5 12,о| 14,5 17,0 20, 0
4-10 2,4 2,8 3,3 3,8 4,5 5,2 3-5 7,5 8,5 10,0 12,0 14,2 16,5
1-3 4.2 5,0 6,0 7,0 8,2 9,5 1—2 12,5 15,0 17,0 20,0 24,0 28,0
4—10 3,5 4,2 5,0 5,8 6,8 8,0 3—5 10,5 12,5 14,2 16,5 20,0 23,5
1-3 5,5 6,6 8,0| 9,5 11,0 13,0 1—2 16,5 20,0 23,о| 27,5 32,5 39,0
4—10 4,6 5,5 6,б| 8,0| 9,2 11,0 3—5 13,7 16,5 19,5 23,0 27,0 32,5
1-3 - 5,4 6,4 7,5 8,7 10,0 1-2 13,о| 15,5 18,5 22,0 1
4—10 -1 4,5 5,4 6,3 7,3 ! 8,4 ! 3—5 | 10,8| 13,о| 15,б| 18,5 | — —
1-3 -1 8,0 9,8 11,5 13,5 16,0 1-2 20,0| 23,о) 26>Х)| 30,0 — —
4-10 — 6,7 8,2 9,6 11,3 13,5 3-5 17,о| 19,б| 22,о| 25,0 —
1-3 -1 3,9 4,6 5,5| 6,4 : 7,5 1-2 10,5 12,о| 14,о| 16,5 -
4-10 -1 3,3 3.8 4,б| 5,3 | 6,3 3—5 8,5 10,о| 11,71 13,8 —
1-3 — 5,7 7,0 8,4 10,0 12,0 1—2 15,0 17,5 20,5 24,0 — —
4-10 — 4,8 5,9 7,0 8,3 10,0 3—5 12,0 14,5 17,0 20,0 — —
1-3 1 - 9,0 11,0 13,0 15,5 18,0 1-2 22,о| 25,0 28,о! 32,0 - —
4—10 — 7,6 9,2 11,0 13,0 15,0 3—5 18,б| 21,Oj 23,0 27,0 — —
1-2 — 3,0 3,7 4,7 1—2 7,2 8,2 9,0 10,0 11,2 12,5
3-5 - 2,5 3,1 4,0 3-5 °°.1 со ! i о 1 7.5 8,3 9,3 10,0
1-2 | - - — — | _ | 1-2 1 _ | 9,о| 10,о! 11,0 I 12,2 1 13,8
3-5 | — — - 3-5 7,5 8,з| 9,2 10,2 11,5
1—2 1 - — - - - 1 1-2 — — 13,0 14,5 16,2
1-2 j — - - 4,0 4,9 6,2 1-2 9,0| 10,2 11,5 13,0 14,7 16,5
3-5 - — - 3,3 4,1 5,2 3—5 7,5 8,5 9,б| 10,8 12,2 13,8
1—2 - - - - — 1-2 - 11,5 13,0 14,5 16,5 18,5
3-5 — - - — — 3-5 9,6 10, ?| 12,0 13,7 15,5
1-2 - — - — - - 1-2 - - 17,5 | 20,0 1 22,5
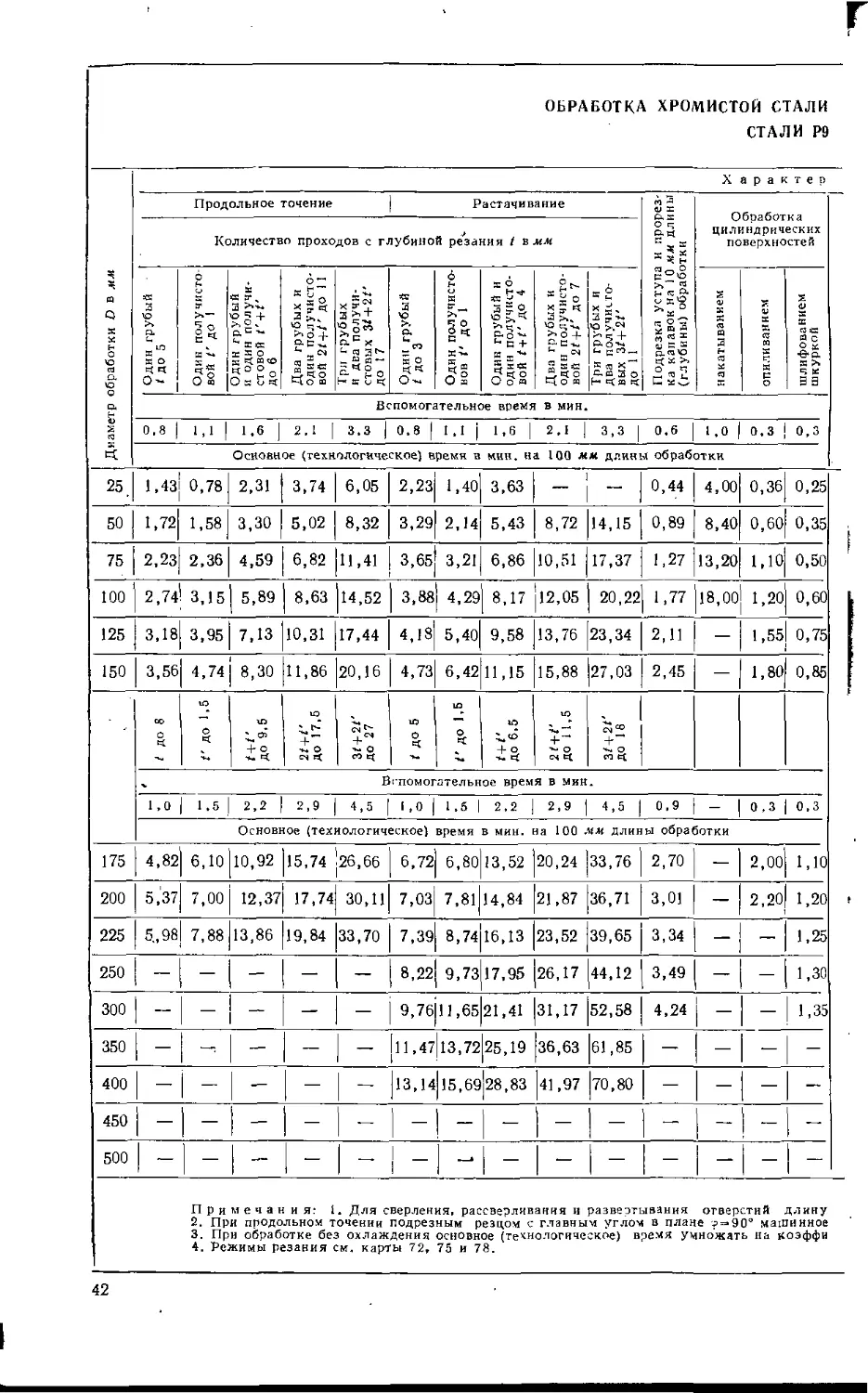
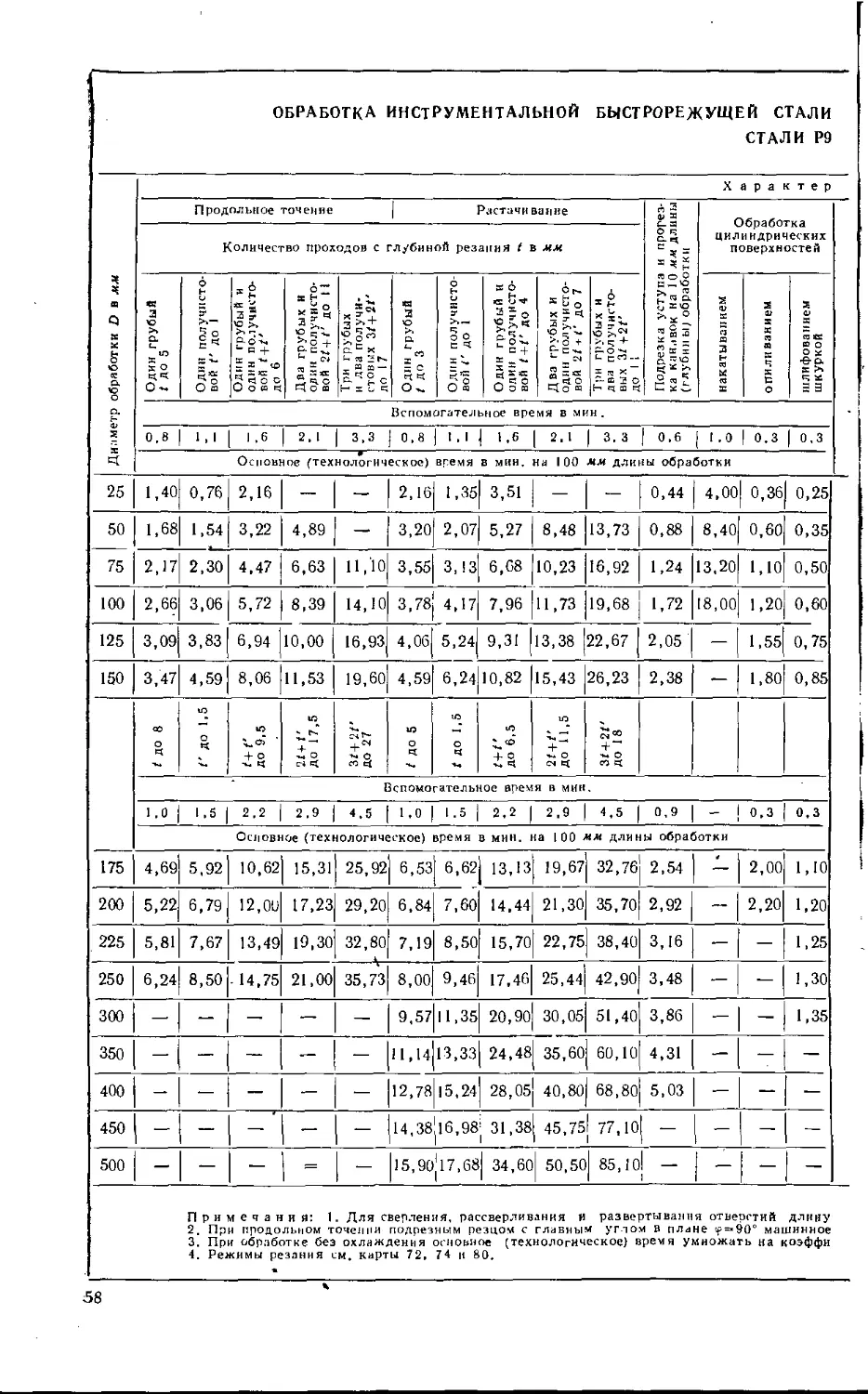
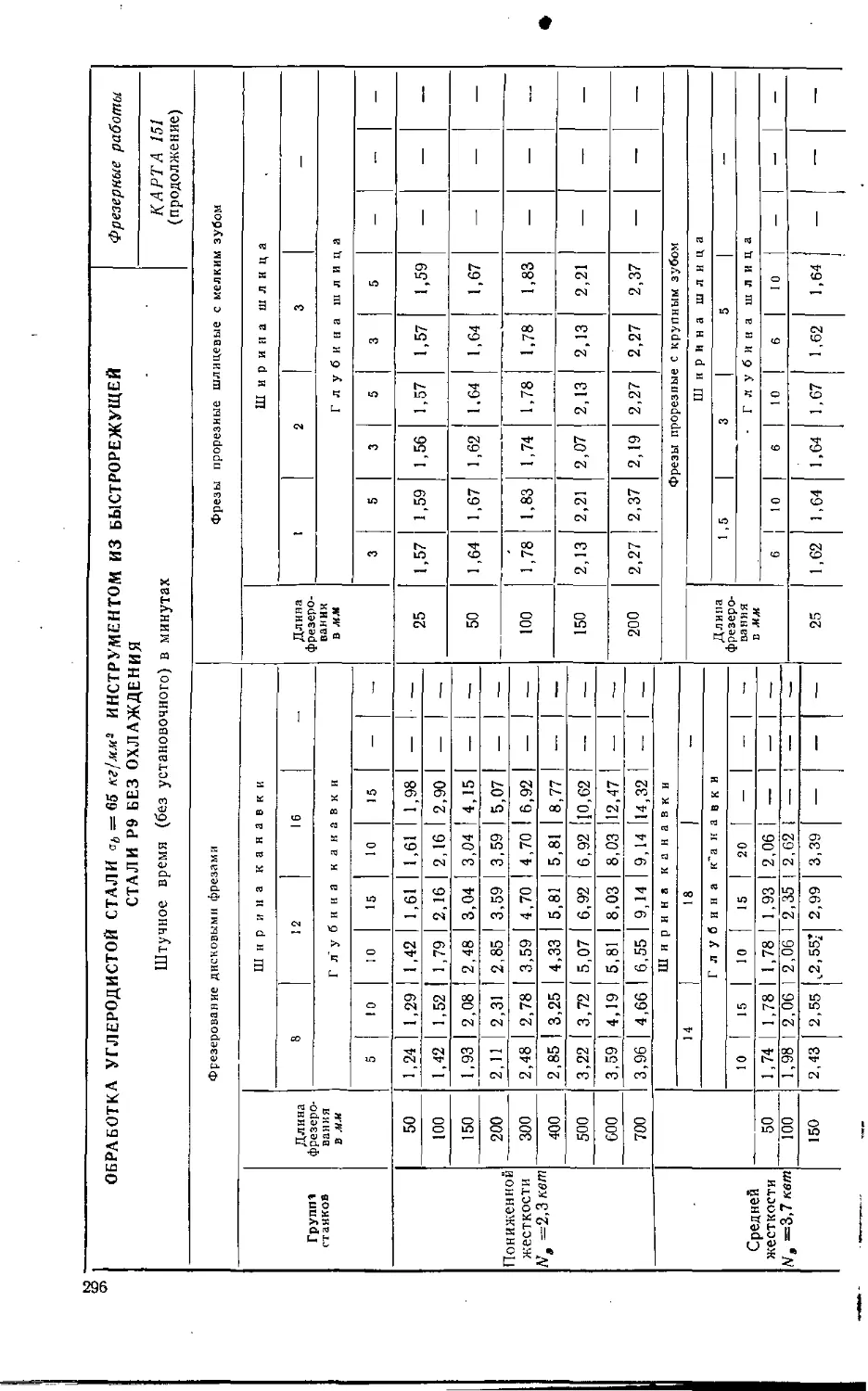
обработка углеродистой КОНСТРУКЦИОННОЙ СТАЛИ СТАЛИ Р9
обработки D в мм Характер
Продольное точение Растачивание 1 Подрезка уступа и прооез-ка канавок на J 0 л.и длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания i в мм
Один грубый / до 5 Один получисто-вой i' до 1 Один грубый и один получи-стовой i 4- t' до 6 Два грубых и один пол-учисто-вой 2Г 4- /' до 1 1 J ри грубых и два получи- 1 стовых 3/ + 2/' I до 17 I Один грубый i до 3 ! Два грубых и один получнсто- [ вой 41 + /' до 7 Три грубых и два получисто- 1 вых 3( + 4V ДО 1 1 1 1 накатыванием опиливанием шлифованием шкуркой
)дин получист 1ОЙ /' до 1 )дин грубый и >дин получнстс юй t + t' до 4
О/ £ Вспомогательное Время в мин.
0. 8 1.1 | 1.6 | 2,1 | 3.3 0.8 | 1,1 | 1,6 | 2,1 | 3.3 | 0,6 1.0 0,3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,55 0,44 0,99 - - 0,88 0,88 1,76 - - 0,18 2.80 0,25 0,20 1
50 0,66 0,61 1,27 — — 1,23 0,82 2,08 3,34 5,42 0,35 6,00 0,45 0,25
75 0,85 0,90 1,75 2,60 — 1,40 1,23 2,63 4,03 6,66 0,49 9,30 0,80 0,35
100 Г05 1,20 2,25 3,30 5,55 1,49 1,65 3,14 4,63 5,27 7,77 0,68 12,70 0,95 0,45
125 1,22 1,51 .2,73 3,95 6,68 1,60 2,07 3,67 8,94 0,81 1,10 0,50
150 1,37 1,81 3,18 4,55 7,73 1,81 2,451 4,26 6,07 10,33 0,94 — 1,30 0,70
□О О *1 /' до 1.6 t + г до 9,5 41 + г до 17,5 3/ + 2Г ДО 27 to Г до 1,5 t + до 6,5 I 2/ + V до 11.5 1 3) + 27' до 18
Вспомогательное время в мин.
1.0 1.5 2.2 2,9 4.5 1.0 1 .5 2,2 2,9 5,5 0,9 - 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1 ,85 2,33 4,18 6,03 10,21 2,57 2,60 5,17 7,74 12,91 1,03 1,45 0.751
200 2,05 2,68 4,73 6,78 11,51 2,69 3,00 5,69 8,38 14,07 1,15 1,55 0,80
225 2,29 3,02 5,31 7,60 12,91 2,83 3,35 6,18 9,01 15,19 1,24 — — 0,85
250 2,46 3,34 5,80 8,26 14.06 3,15 3,72 6,87 10,02 16,89 1,33 — — 0,90
300 2,88 4,00 6,88 9,76 16,64| 3,76 । 4.4S 8,22 11,98 20,20 1,62 0,95
350 3,05 4,65 7,70 10,75 18,45 4,38 5,25 9,63 14,01 23,64 1,70 — —
400 3,42 5,33 8,75 12,17 20,92 5,03 6,00 11,03 16,06 27,09 1,98 —
450 3,73 6.12 9,85 13,58 23,43 5,65 6,68 12,33 17,98 30,31
500 - - 6,25 7,35 13,60 19,85 33,45 — —
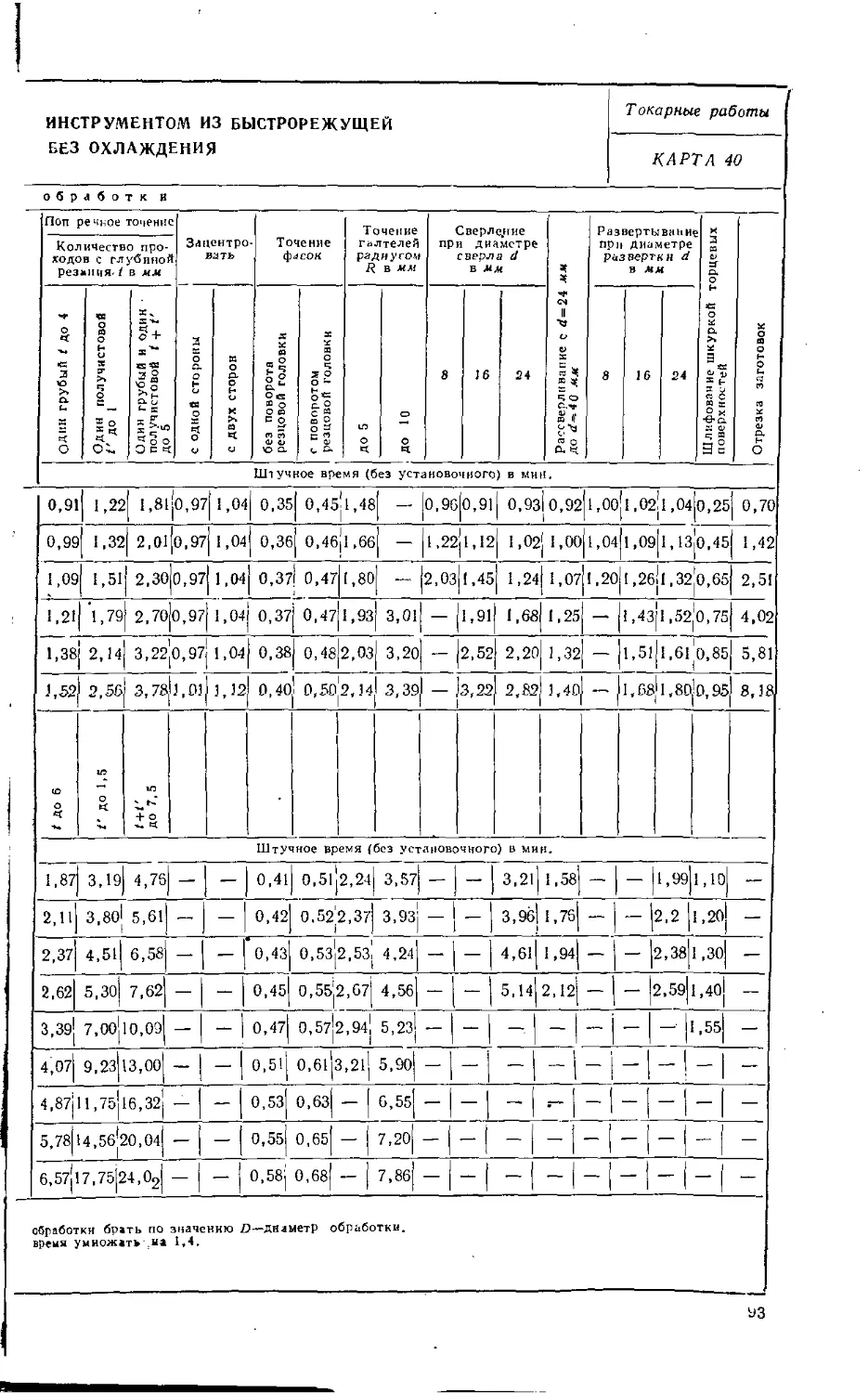
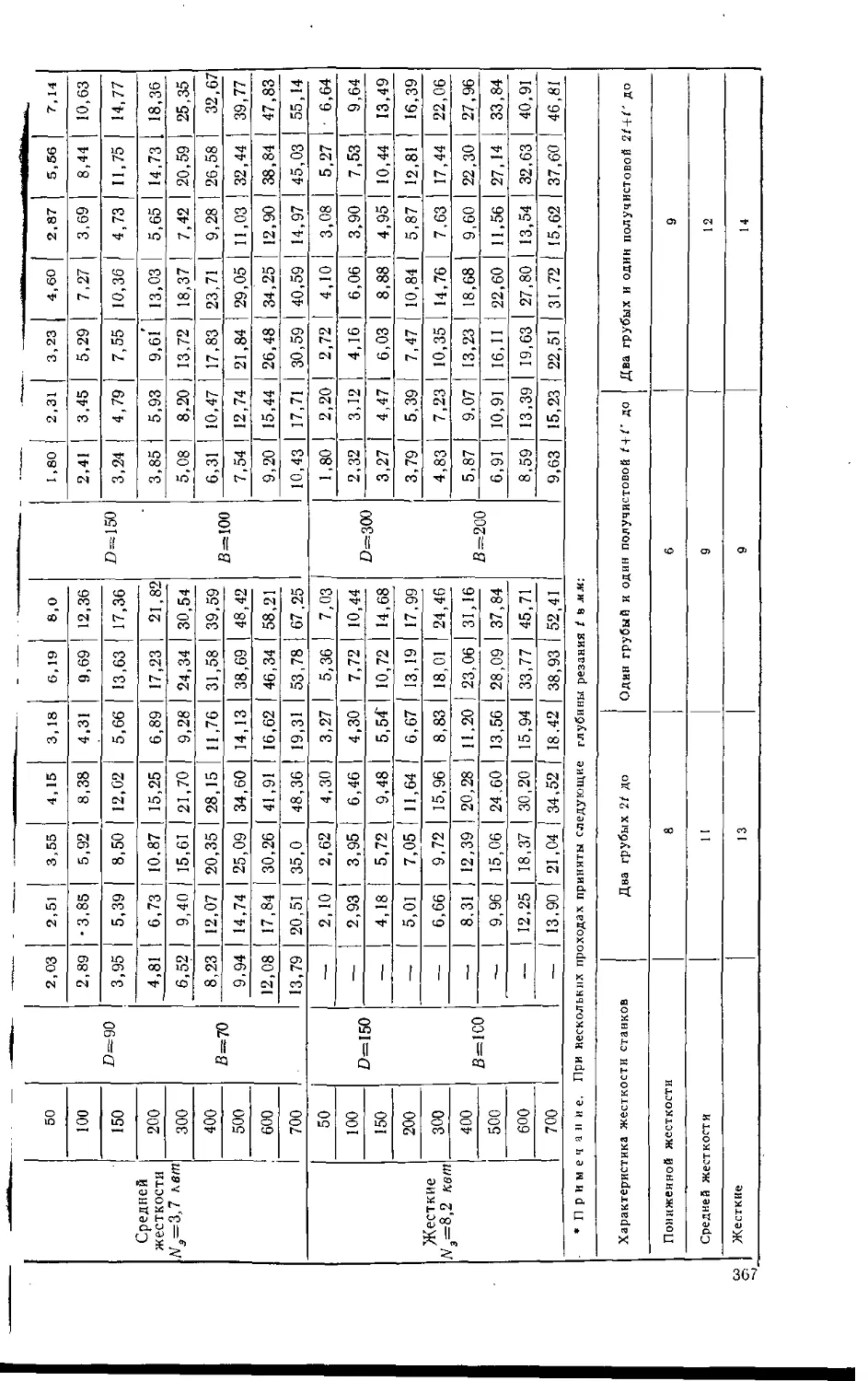
Примечания: 1. Для сверления, рассверливания и развертывания отверстнй длину 2, При продольном точении подрезным резцом с главным углом в плане <р = 90’ машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи •4, Режимы резания см, карты G8, 72, 74 и 77,
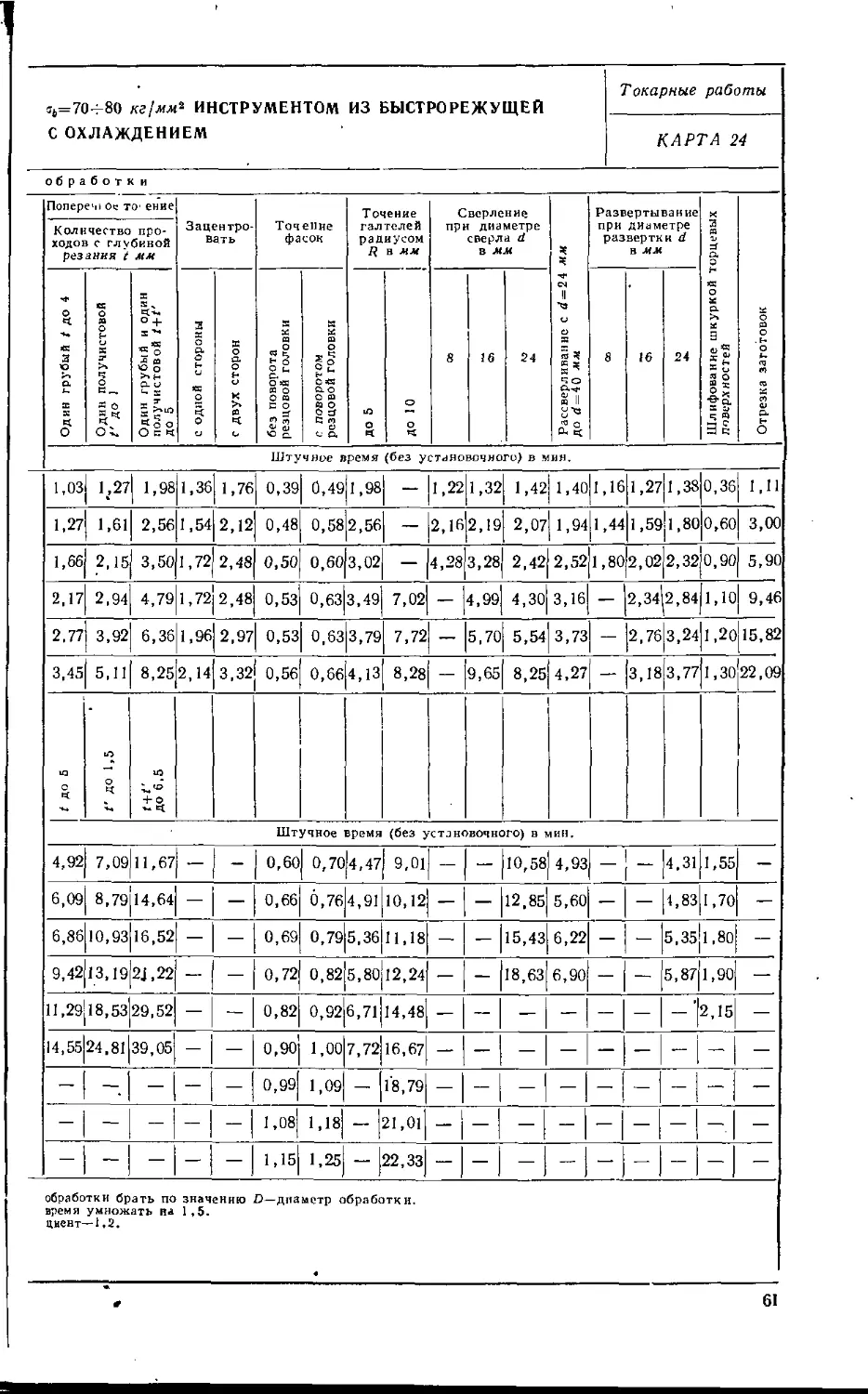
^--^0-40 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
Токарные работы
КАРТА 5
lonepesi.oe точение Количество проходов с глубиной резания 1 мм Зацентровать Точение фасок Т очепие галтелей радиусом 7? в мм Сверление при диаметре сверла d в мм Рассверливание с </ = 24 мм | до </=^40 мм । Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый / до 4 Один получистовой i' ДО 1 1 Один грубый и один получистовой ( + Г. до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки О ti до 1 0 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,91 1,23 1,84'1 ,00' 1 ,06 0,35 0,45 1,50 " — 1,О^иЭ1 1,25 1,24 1,13 1,18)1,26 0,25 0,66
0,99 1,3о1 1,97' 1,06| 1,17 0,37 0,47 1,7о! — | 1,81| 1,84 1,72 1,64 1,30 1,41 1,56 0,45)1,28
1,13 1,50 2.3U 1, 1з! 1,зо 1 0,39 0,49)1,85 — 3,5112,48 2,47 2,03 1,59 1,74 1,96 0,65 2,25
1,26 1,76 2,70 1,13 1,30 0,39 0,49'2,00 । 3,18 3,98 3,42|2,53 — 2,08)2,40 0,75 3,88
1,48 2,09 3,25 1,22 1,48 0,40 0,50,2,11 3,41 5,53 4,52! 2,92 ’ 1 2,30 2,65 0,85 5,70
1,72 2,48 3,88 1 ,30 1,63 0,41. 0,51|2,22 3,60 __ 7,52) 6,44 3,32 —' 2,63:3,06 I 0,95 7,90
t до 5 Г до 1.5 t + f до 6,5
Штучное время (без установочного) в мнн.
2,20 j 3,14 5,02 — 1 0,42 0,52 2,33 3,84 — — 8,15 3,82 — 3,46 1,10 —
2,5£ | 3,72 6,00 — j — | 0,44 0,54,2,48 4,22 1 — 9,88 j 4,33 — 3,88 | 1,20
2,97 4,42 | 7,07 — | 0,45 0,55,2,63 к4,57 — 11,8 4,84 — — |4,27 1,30 —
3,3£ 5,16 | 8,20 — 1 — | 0,46 0,552,78 4,90 — — 14,2 5,33 — 4,68 1,40 1 -
4,Х 1| 6,95,10,96 1 > 1- — | 0,49 0,59|з,08 5,67 — — — 1,55
5,4( )| 9,00 14,10 — | — 0,52 1 0,62)3,39 6,40 1 — ! — | — —
6,65|11,4о| 17,70 1 — 0,54 0,64 1 7,10 — — — — — — — — —
7,92114,20:21,80 ' 1 1- 1- | 0,57 | 0,67 1- 7,82 i “ — — — — — — — 1 -
| 9,1з| 17,10,25,90 — — О,бо| 0,70 - - 8,26 — — - — — — -i -
обработки брать по значению D — диаметр обработки, всеми умножать на 1,5.
циент 1,2.
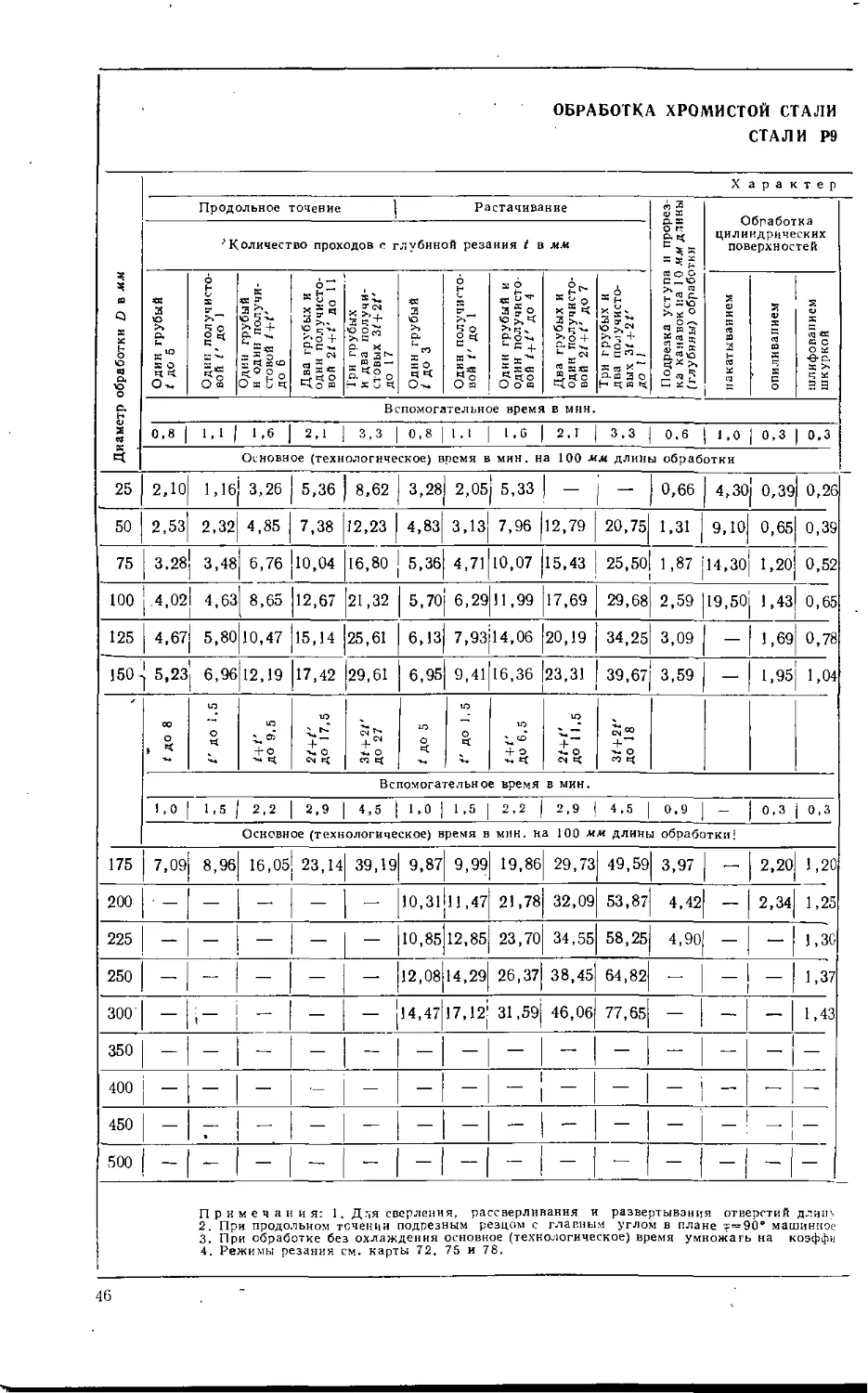
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ
СТАЛИ Р9
Диаметр обработки D в мм Характер
Продольное точение ] Растачивание Подрезка уступа и прорез-; на канавок па 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый i до 5 Один получистовой /' до 1 Один грубый и один получистовой t+t' 1 до 6 Два грубых и один получистовой 2t+t' до 11 Три грубых и два получй-стовых 3^4-2/' До 17 Один Грубый t до з Один получистовой f до 1 Одни грубый и один получистовой t+t' до 4 Два грубых и один получистовой 2t+t' до 7 Три грубых и два получисто-вых 3/+2Г ! до 11 накатыванием j £ о % % «3 в ЙЗ Те t: © шлифованием шкуркой
Вспомогательное время в мин.
0,8 | 1,1 | 1,6 | 2,1 | 3,3 | 0,8 'I 1.6 2,1 3,3 0.6 1.0 0,3 о.з
Основное (технологическое) время в мин. на 1Q0 мм длины обработки
25 0,45 | 0,44 | 0,89 — j — 0,88 ! 0,88 1 | 1,76 | — 0,14 | 2,80 0,25 | 0,20
50 0,55 0,49 1,04 — — 1,04 0,68 | 1.72 | 2,76 4,48 0,29 | 6,00 0,45 0,25
75 0,71 0,75 L46 2,17 1 — 1,15 | 1,02 ( 2,17 | 3,32 5,49 0,40 9,30 0,80 0,35
100 0,87 0,99 1,86 2,73 4,59 1,23 1,36 | 2.59 3,82 6,41 0,56 1 12,70 0,95 0,45
125 1,00 ! 1.25 2,25 3,25 5,50 1,33 1,71 | 3,04 | 4,37 7,41 0,67 — 1,10 0,50
150 1,13 1,50 2,63 3,76 6,39 1,50 2,04 3,54 5,04 8,58 | 0,77 — 1,30 0,70
со о ** f До 1,5 i+r До 9.5 Л i о CN ЕС ±? со SC ю о 1 । (' До 1.5 । t+t' । До 6,5 । S41OtfI 1 1 I 3/+2Г 1 до |8 1_ ..
Вспомогательное время в мин.
1.0 1.5 2,2 2,9 4,5 1.0 1.5 2.2 2.9 4.5 0.9 0,3 | 0.3
Основное (технологическое) время в мин, на 100 жлг-длины обработки
175 1,91 1,94 3,85 5,76 9,61 2,13 2,16 4,29 6,42 10,71 0,86 — | 1.4б| 0,75
200 2,12 2,22 4,34 6,46 10,80 2,23 2,48 4,71 6,94 11,65 0,95 — | 1,5б| 0,80
225 2,39 2,50 4,89 7,28 12,17 2,34 2,78 5,12 7,46 12,58 1,06 — — j 0,85
250 2,52 2,77 5,29 7,81 13,10 2,60 3,08 5,68 8,28 13,96 1,10 — ! — t 0,90
300 3,11 3,32 6,43 9,54 15,97 3,13 3,70 6,83 9,96 16,79 1,35 — 1 — 1 0,95
350 3,33 3,87 7,20 10,53 17,73 3,63 4,36 7,99 11,62 19,61 1,41 — j — 1
400 3,71 4,43 8,14 li,85 19,99 4,16 4,98 9,14 13,30 | 22,44 1,64 — ! — —
450 — — — — — 4,69 5,54 10,23 14,92 | 25,15 — — । — | —
500 — — — — 5,18 6,09 11,27 16,45 27,72 — i — 1 — i —
Примечания: I, Для сверления, рассверливания и развертывания отверстий 2, При продольном точении подрезным резцом с главным углом в плане ^> = 90° машин 3. При обработке без охлаждения основное (технологическое) время умножать нз коэф 4, Режимы резания см, карты 68, 72, 74 и 77,
ное время умножать на фициент—1,2.
г—X
1,97 t до Б ,57 ,38 ,22 о 1,96
ю ND
00 о V до 1,5 ’nd ,93 ,65 ,44 ,29
СО м ю м
st* i + t' до 6,5 СП 66* ,55 3 <о
1—» *w* ь ь
1 W ♦ w
1 ND 1x3 Ь__1 Q
СО ND Ъ** сл
«— —> >—>
1 ст> СП СО СО ND
00 to 1x3
о в о о о О о
о << W 00 СО со СЛ й 35
о я о у о о о о о
га * •*
о 0 48 Si & сл
м га м ^—1 —
а! W *#
СП 06 со СТ> 00 оо сл СП со
W Ск га со СО ЬЭ
со V 1 г
ND о 00 1 1
о СТ>
1 со
1 з: о к 1 1 1 ет а
о СП со м
1 00 сл со СП
о м 00
о
СП СО со и L
* 0 * W ._
О мин. 65 98 03 03 56
W ю м 1x3 >•* >•*
СО 00 сл м 00
L_J 00 СТ> ю
1
J 1 1 СЛ м
о
м м
W * *# U **
W о со СП со
00 со Нг4 W
со ND м м
с-J СО
00 со сл
о о о о о
CD 00 СП
О сл сл СЛ сл сл
1 СП со
1 ч* ..
00 со со ——L
о м со
0,95 | Штучное время (без установочного) в мин, 1 Один грубый t до 4 I Количество про-i ходов с глубиной резания t мм । |иоперечное точеинР| обработки
*ND СО Один получнстовой f ДО 1
1,85 Один грубый и один получнстовой t+t1 до 5
о "ео 00 с одной стороны Зацентровать
90'1 с двух сторон
0,35 без поворота резцовой головки Точение фасок
0,45 1,46 — 1,07 1,12 с поворотом резцовой головки
До 5 Точение галтелей радиусом Я В мм
ДО 10
со 1 Сверление при диаметре сверла d в мм
о
91*1 81*1 ю
Рассверливание с rf«=24 мм до d=4Q мм
S3‘0 os‘isrioi*i 00 Развертывание при диаметре развертки d в мм
CJ
ю
Шлифование шкуркой торцевых поверхностей
0,60 Отрезка заготовок
Токарные работы = 40 ~ 50 кг/лш ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ --------------
С ОХЛАЖДЕНИЕМ КАРТА 6
обработка углеродистой КОНСТРУКЦИОННОЙ стали
СТАЛИ Р9
Характер
Диаметр обработки D в лгж Продольное точение Расстачивание Подрезка уступа и прорез ка канавок иа 10 жж длины (глубины) обработки Обработка Цилиндрических поверхностей
Количество проходов с глубиной резания i в жж
Один грубый | 7 до 5 Один получистовой /'до 1 Один грубый и один получисто вой t + t' до 6 Два грубых и один получистовой 27-1-7' ДО 1 1 Три грубых и два получи-стовых 37 + 2/' I до 1 7 Один грубый 7 до 3 Один получистовой до 1 1 Один грубый и один получистовой 7 + 7' до 4 Два грубых и 1 один получисто- | вой 2/47' до 7 Три грубых и дна получисто- , вых 3/427' до И 1 S ф S 3 5* (О 2 а опиливанием , шлифованием шкуркой
Вспомогательное время в мин.
0,8 ' 1.1 1,6 2.1 | 3.3 | 0,8 i 1J 1.6 2.1 | 3.3 0,6 1.0 0.3 0,3
Основное (технологическое) время в мин. на 100 .мж длины обработки
25 0,59 0,44 1,03 — — 0,92 0,88 1,80 — — 0,18 2,80 0,25 0,2(
50 0,71 0,66 1,37 — — 1,33 0,88 2,24 3,60 5.84 0,37 6,00 0,45 0,25
75 0,92 0,97 1,89 2,81 — 1,49 1,32 2,81 4,30 7,11 0,53 9,30 0,80 0,35
100 1,13 .1,30 2,43 3,56 5,99 1,61 1,77 3,28 4,99 8,37 0,73 12,70 0,95 0,45
125 1,31 1,63 2,94 4,25 7,19 1.71 2,24 3,95 5,66 9,65. 0,87 1.Ю 0,50
150 1 ,47 1,96 3,43 4,90 8.33 1,9о| 2,65 4,60 6,55 11,15 1,01 1,30 0,70
i до 8 S ‘ 1 Ob' 7 t+C до 9,5 2/47' । до 17.5 СЧ Г"» 4-^ о со Е£ / до 5 7' до 1,5 / + /' до 6,5 I to С! Ct л- о СО Ц
Вспомогательное время в мин.
1.0 1.5 2 2 2.9 4.5 1,0 1.5 2.2 2,9 4,5 0,9 - 0.3 0,3
Основное (технологическое) воемя в.мин. На 100 жж длины обработки
175 2,00 2,52 4,52 6,52 11,04 2,78 2,82 5,60 8,38 !3,98 1,12 — 1,4ё 0,75
200 2.22 2,89 5,1! 7,33 12,44 2,90 3,23 6.13 9,03 15,16 1,25 1,55 0,80
225 2,47 3,27| 5,74 1 8,21 13,95 3,06 3,61 6,67 9,73 16,40 1,38 — 0,85
250 2,62 3,61 6,23 8,85 14,87 3 Jo 4,03 7,43 10,83 18,26 1,44 — - 0,90
300 3,11 . 4,33 7,44 10,55 17,99 4,08 4,91 8,99 13,07 22,06 1,76 — 0,95
350 3,30 5,04 8,34 11,64 19.98 4,75 5,68 10,43 15,18 25,61 1,83 —
400 — — — — — 5,44 6,50 11,94 17,38 29,32 2,14 —
450 — 1 — — — 7,23113,34 19,45 32,79 — — 1 — —
500 j — | — 1 ' 6,76 7,95'14,71 21,47 36,18 — — —'
Примечания: 1. Для сверления, рассверливания и развертывания отверстий 2, При продольном точении подрезным резцом с главным углом в плане г. = 90“ машин 3. При обработке без охлаждения основное (технологическое) время умножать на коэф 4, Режимы резания см. карты 68, 72, 74 и 77.
длину обработки брать по значению D— диаметр обработки, ное время умножать на 1,5, фициент—1,2, обработки I :h= 50 4-60 кг!мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ
9,75 8,50,115,1923,37 1 1 S к 2 со £Л со 8 ND ND со Штучное время (без установочного) в мин, 1 t ДО S 2о 2 сэ <0 Штучное время (без установочного) в мин, 1 Один грубый t до 4 Количество проходов с глубиной резания / мм Поперечное точение
QO ОТ ND ND СО СО 8 СО g сл 1 сл ОТ Ъ со СО СО со ND СО t' ДО 1,5 ND СЛ ОТ ND СЛ "от сл ND со ND ND ND Один получистовой t’ ДО 1
ND СО ND 1,70 00 со 1 6,35 5,28 1 +t' до 6,5 СО СО со от ND ОТ 2,35 2,00 от Один грубый и один получистовой t + t' до 5
1 1 1 1 1 1 со м 8 8 с одной стороны Зацентровать
1 | — | 0,57 | 1 1 ' 1 f 1 1 00 03, 0з £ ND ОТ с двух сторон
о о о о СП 0,52 <ё 0,46 о сл о о м о О СЛ о Со <0 0,39 О СО 0,35 без поворота резцовой г ловки 1 Точение фасок
о о Ъз о £ о <73 М О СЛ СО 99‘0 о сл сл о сл О СЛ ND о сл О со 0,49 о 0,45 с поворотом резцовой головки
1 [ 1 3,56 ОТ м ОТ 2,905,22 1 00 сл 2,58 ^‘2 ND ё со от 1 2,17 ND 8 от СЛ со до 5 Точение галтелей радиусом R в мм
00 00 W 8,37 7,56 ,6,80 60*9 СЛ 4,05 3,59 со 1 -~от“ от 1 1 1 До 1 0
1 1 1 1 1 I- 1 1 | 1 ь? м от 1,50 1,52 о 05 Сверление при диаметре сверла d в мм
1 1 1 1 1 1 а 1 1 1 |99‘9 м от О
1 1 | 1 1 1 8,58 7,2213,18 i О ND со _сл _ ю ( 3,46 2.22: м 03 СЛ со ND ю
1 1 f 1 1 06 *£ со S ND ND 1 1,96 - 03 со СЛ Рассверливание с </=24 мм до </ = 40 мм
! 1 f 1 1 1 1 1 1 ”кГ го оо Сп от ъ 00 Р;ввертывание при диаметре развертки d в мм _
КАРТА 7 Токарные работы
1 1 | 1 | 1 1 1 ND СЛ <ё ьо
1 1 1 1 1 3,59|1,40 со ND от со о 2,70: ND со С73 То со со от СЛ КЗ
1 1 | | СЛ СЛ 8 _о_ "l 0,95 8,48 ОТ о сл о сл *ND СЛ Шлифование шкуркой торцевых поверхностей
1 1 1 1 1 J 1 1 03 ОТ 4,16 2,39 о 8 Отрезка заготовок
обработка углеродистой конструкционной стали СТАЛИ Р9
I Диаметр обработки D в мм Характер
Продольное точение Растачивание 1 Подрезка уступа и прорез-1 ка канавок на 10 о длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания f в мм
, Один грубый По 5 Один получистовой до 1 Один грубый н один получистовой t + i' До 6 Два грубых и один получистовой 2( + Г до 11 Гри грубых и два получи-стовых 3< + 2/' до 17 Один грубый t до 3 Один получисто-। БОЙ t' ДО J Один грубый и ' один получистовой i + t' до 4 Два грубых и один получистовой 2/ +'(' до 7 Три грубых и два получисто-1 вых 3/ + 2t' до 11 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 ] 1,1 | 1,6 | 2,1 | 3,3 0,8 1.1 l.e 2.1 3.3 । 0,6 | 1.0 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,76 0,44 1,20 — 1,19 0,88 2,07 “— ' — : о,23 3,30 | 0,30 0,20
50 0,91 0,84 1,75 — — 1,75 1J4 2,89 4,64 7,53 0,48 7,00 0,50 0,30
75 1,19 1,26 2,45 3,64 1,96 1,71 3,67 5,63 9,30 0,68 11,00 0,90 0,40
100 1,45 1,68 3,13 4,58 7,71 2,06 2,28 4,34 6,40 10,74 0,94 15,00 1,10 0,50
125 1,69 2,10 3,79 5,48 9,27 2,22 2,86 5,08 7,30 12,38 1,И — 1,30 0,60
150 1,90 2,51 4,41 6,31 10,72 2,51 3,40 5,91 8,42 14,33 1,29 — 1,50 0,80
СО О Г до 1,5 1 ю + о *. ч 2/ + Г до 17,5 ** с СО Et t До 5 О о I t + г до 6,5 2/ + V до 11,5 1 3/ г 2Г ДО 18
Вспомогательное время в мин.
0.1 1.5 2.2 2,9 4.5 1.0 1,5 | 2,2 2,9 4,5 0,9 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,56 3,24 5,80 8,36 14,16 3,56 3,61 7,17 10,73 17,90 1,44 — 1,70 9,90
200 2,85 3,71 6,56 9,41 15,97 3,73 4,14 7,87 11,60 19,47 1,60 — 1,80 0,95
225 3,18 4,18 7,36 10,54 17,90 3,93 4,64 8,57 12,50 21,07 1,77 — — 1,00
250 3,42 4,63 8,05 11,47 19,52 4,37 5,16 9,53 13,90 ! 23,43 1,86 — — 1,05
300 3,99 5,55 9,54 13,53 23,07 5,23 6,19 11,42 15,65 27,07 2,26 -—' — 1,10
350 4,23 6,48 10,71 14,94 25,65 6,08 7,29 13,37 19,45 \ 32,82 2,36 — - -
400 — — - — — 6,98 8,33 15,31 22,29 37,60 2,74 — — - -
450 — — — — — 7,85 9,37 17,12 24,97 42,09 — - • — —
500 — — — — — 8,68 10,21|18,89 27,57 46,46 — — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане св — 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэф 4. Режимы резания см. карты 68, 72, 74 и 77.
-(, = 60 4- 70кг/лшй ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
Токарные работы
КАРТА 8
обработки
Поперечное точение] Количество проходов с глубиной резания f мм Зацентро- вать Точение фасок Точение галтелей радиусом 2? н мм Сверление при диаметре сверла d и очл< Рассверливание с d = 2 4 мм до d = 40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получнстовой 1‘ ДО 1 Один грубый н один получнстовой t + Г ДО 5 с одной стороны : С Двух СТОРОН без поворота резцовой головки с поворотом резцовой головки 1 й до 5 ; ДО Ю 1 8 16 1 24 , 8 16 24
Штучное время (без установочного) н мин.
0,94 1 ,22 1,83| 1,06 1.22 0,35 0,45 1 ,60 — 1,07 1,09 1,15 1,13 1,08 1,12| 1, 1в|о,ЗО 0,74
1,04 1 ,37 2,0811,15 1 1,40 0,38 0,48 1,86 1,59 1,61 1,50 1,43 1,22 1,29|1,39 0,50 1,61
1,22 1,62 2,52 1,24 1,58 0,40 0,50j2,08 3,01 2,21 2,08 1,74|1,45(1,57 1,73 0,75 2,95
1,46 1,98 3,12 1,24 1,58 0,40 0,50 2,29 3,92 — 3,34 2,86 2,12 1,83 2,06 0,90 5,18
1,73 2,44 3,85 1,37 1,84 0,41 0,51 2,42 4,23 — 4,57 3,76 2,42 — 2,00 2,27 1,00 | 7,64
2,05 2,99 4,71 1,45 2,00 0,42 0,52^2,58 4,50 6,18 5,30 2,70 — 2,28 2,54(1,10 10,66
1 до 5 i' до 1,5 t + Г до 6,5
Штучное время (без установочного) в мин.
2,72 3,89 6,29 — — 0,43 0,53 2,73 4,83 — — 6,62 3,11 — — 2,92 1,30 —
3,27 4,71 7,66 — — 0,44 0,54 2,94 -5,35 — — 7,97 3,50 — — 3,24 1,40 —
3,68 5,35 9,03 — 0,46 0,56 3,16 5,84 — 9,48 3,90 — 1 3,57|1,50 —
' 4,31 6,71 10,71 — — 0,48 0,58 3,36 6,32 — — 11,30 4,30 — — 3,90 1,60 —
' 5,67 9,17 14,52 — — 0,52 0,62 3,78 7,35 — — — — — — 1,70 —
7,16 12,07 18,92 — 0,55 0^5 4,20 8,35 — — — . — - — —
8,85 15,3723,90 — — 0,59 0,69 — 9,30
— — — — 0,63 0,73 — 10,35 —
— j — - — — 0,66 0,76 — 11,00 —
обработки брать по значению D — диаметр обработки, время умножать на 1,5.
фициент — 1,2,
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ
СТАЛИ Р9
Диаметр обработки D в мм | Характер
Продольное точение Растачивание Подрезка уступа и прогез-: ка канавок на 10 мм длины (глубины) обработки । Обработка цилиндрических поверхностей
Количество проходов с глубиной резания 1 в мм
Один грубый f до 5 Один получисто-вой 1‘ до 1 одни грубый и один пслучи-стовой i + t'. 1 до 6 1 . Два грубых и 1 один получисто- । вой 2/ + )' до 1 1 , Три грубых и два получи-стовых 3i + it1 до 1 7 Один грубый / до 3 Один получисто-вой /'до 1 Один грубый И I | один получисто-ВОЙ t + V до 4 , Два грубых и । один получисто-। вой 2/ + V до 7 1 Три грубых и I два получнсто-, вых 3/ + 2Г до 1 J накатыванием опиливанием шлифованием ши уркой
Вспомогательное время в мин.
0,8 1,1 1.6 1 2.1 3,3 0,8 1,1 | 1,6 | 2,1 | 3,3 | 0,6 1,0 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,99 0,54 1,53 '— — 1,53 О’, 96 2,49 — 0,31 3,30 0,30 0,20
50 1,19 1,09 2,28 ) 3,47 — 2,27 1,47 3,74 6,01 9,75 0,62 7,00 0,50 0,30
75 1,54 1,63 3,17 4,71 — 2,52 2,22 4,74 7,26 12,00 0,88 11,00 0,90 0,40
100 1,89 2,17 4,06 5,95 10,01 2,68 2,96 5,64 8,32 13,96 1,22 15,00 1,10 0,50
125 2,19 2,72 4,92 7,10 12,01 2,88 3,72 6,60 9,48 16,08 1,45 1,30 0,60
150 2,46 3,26 5,72 8,18 13,90 3,26 4,42 7,68 10,94 18,62 1,69 — 1,50 0,80 j
i ДО S ! 1 /' до 0,5 | _ 1 К (А 2/ + /' 1 ДО 17,5 Ы + 2/' ДО 27 ( до 5 /'до 1,5 1 | / + /' ДО 6,5 2/ + /' до 11,5 3/ + 2/' 1 ДО 18 i
Вспомогательное время в мин.
1,« 1,5 2,2 2,9 | 4,5 1.0 1,5 2,2 2,9 4,5 0,9 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 3,33 4,20 7,53 [10,86 18,39 4,63 4,69 9,32 13,95 23,27 1,86 — 1,70 0,90
200 3,70 4,82 8,52 12,22 20,74 4,85 5,39*10,24 15,09 25,33 2,07 — 1,80 0,95
225 4,12 5,44 9,56 13,68 23,24 5,10 6,03 11,13 16,13 27,26 2,24 — — 1,00
250 4,43 6,ОЗ|1О,46 14,89 25,35 5,67 6,71 12,38 18,05 30,43 2,40 — — 1,05
300 5,19 7-21*12,40 17,59 29,99 6,79 8,04 14,83 21,62 36,45 2,92 — — 1,10
350 — — 7,90 9,4б| 17,36 25,26 42,62 ‘ 3,06 -4— — —
400 1 — — *— 9,06 10,82 19,88 28,94 48,82 3,57 — — —
450 1 — — — — 10,20 12,04 22,24 32,44 54,68 — — — —
500 — — — — 1 — 11,28|l3,25^24,53 35,81 60,34 — — —
Примечания: I Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ® = 90* машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэф 4, Режимы резания см. карты 68, 72, 74 и 77.
обработки брать по значению D — диаметр обработки, время умножать на 1,5. фициент 1,2. обработки v J ^ = 704-80 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ с охлаждением
f 1 1 CD 7^ си GO СП g CD CD ьэ CD Штучное время (без установочного} в мин, 1 t до 5 to CD CD 0 О СП о 8. Штучное время (без установочного} в мин, | Один грубый 1 до 5 Количество проходов с глубиной резания i мм I Поперечное точение
I 1 1 115,32 Ui o> 00 "от от s ОТ о t' до 1,5 3,53 2,82] 4,49 2,23 от ё ьо G0 Один получистовой /' ДО 1
1 ' 1 1 90^3 oo от 01 13,40 11,20 CD 7,67 t -1- Г до 6,5 5,62!1,58 3,70 2,78 io to со со Один грубый и один получистовой t +/' до 5
) ! ] 1 .1 [ 1 1 1 от от от от "to to с одной стороны Зацентровать
1 1 sz*o | — 1 1 1 1 1 12,26 to 0 от от от G0 ЬО с двух сторон
О 00 to о о от 0,62 о Ui o> о s о ОТ to О ё 0 4b. 0 от о о о .от со от от без поворота резцовой головки Точение фасок
0,92 — о со 0,82 о о to о o> o> о о о о ьо Сп CD 0 "от о от от о от от "ёо~ от to 0,49 сн с поворотом резцовой головки
1 ] ОТ 4,53 GO CD CD CO to от от СО 00 2.981 to 00 2,60 to от 1 До 5 Точение галтелей радиусом R в мм
| от о SZ‘H S 1 Й co .To о 00 OT 7,20 6,58 5,70 Сп 4* от _to_ 1 1 1 До Ю
1 I | 1 1 1 1 1 1 1 GO О> от to оо Сверление при диаметре сверла в мм
| 1 1 I 1 J 1 1 6,70 CD СП 3,58 to от от 0 GO о
1 1 1 1 ] 12,44 10,381 OZ‘8 "to от 4b. to 3,08 2,23 от 00 CD to
[ 1 1 1 1 4,67 4^ to W 00 СО от 00 ьо CD 4b. to от to to to 00 00 от от Рассверливание с d = 24 мм до d = 40 мм
1 1 1 1 1 1 1 | 1 1 1 1 . от КЗ Сп оо Развертывание при диаметре развертки d в мм
КАРТА 9 Токарные работы
1 1 1 1 1 [ 1 1 1 to to to to CD GO О) GO от от от 05
1 1 1 1 1 g ' GO г CO 00 от от to 00 to ,p. to 2,17 со от ьо КЗ
1 1 1 1 g от g 4b. О "от 0 8 06‘0 о от о от о от о Шлифование шкуркой торцевых поверхностей
1 1 1 1 1 1 i 1 1 13,58 CD от от от СР о £ Отрезка заготовок
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ СТАЛИ Р9
Диаметр обработки D в мм • Характер
Продольное точение | Растачивание Подрезка уступа и прорез ка канавок па 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый / до 5 Один получисто-вой Г до 1 — —— 1 Один грубый и один получи-< ТОБОЙ t + t ' до 6 Два грубых и । один получисто- ! вой 2/ + /' до I 1 Три грубых и два получи-стовых 3/ + 2/' до 17 Один грубый t ДО 3 Один ПОЛучИСТи-вой Г до 1 Один грубый и один получи<то-вой i +1' до 4 Два грубых и один получисто-вой 2/+/' до 7 Три грубых и два получисто-вых 3/+2/' до 1 1 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 | 1.1 | 1,6 2.1 3,3 0,8 М 1 1,6 2,1 з.з 0,6 | 1,0 | 0,3 | 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,22 0,67 1,89 — — 1,92 | 1,20 3,11 — — | 0,38 | 3,80 | 0,35 | 0,25
50 1,47 1,36 2,83 — — 2,81 1,82 4,63 7,44 12,07 0,76 8,00 0,60 0,35
75 1,91 2,02 3,93 5,84 '— 3,15 2,75 5,90 9,05 14,95 1,09 12,50 0,95 0,45
100 2,34 2,69 5,03 7,57 12,40 3,30 3,66 6,99 10,29 17,28 1,52 17,20 1,25 0,60
125 2,72 3,38 6,10 8,82 14,92 3,54 4,61 8,15 11,69 19,84 1,80 — 1,50 0,70
150 3,05 4,05 7,10 10,15 17,25 4,00 5,48 9,48 13,48 22,96 2,09 — 1,70 0,90
t до 8 1 ю о ЕХ /.'+ г до 9,5 2i + Г до 17,5 сч ** о О ЕХ /'до 1.5 1 t + Г до 6.5 о СЧ tf 3/ + 2Г ДО 18 1 ।
Вспомогательное время в мин.
1.0 1 ,5 2.2 2,9 4,5 1,0 1,5 2.2 2,9 4,5 0,9 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 4,12 5,21 9,33 13,45 22,78 5,74 5,82 11,56 17,30 28,86 2,31 — 1,95 1,00
200 4,59 5,98 10,57 15,16 25,73 6,01 6,68 12,69 18,70 31,39 2,58 — 2,10 1,10
225 5,11 6,74 11,85 16,96 28,81 6,31 7,48 13,79 20,10 33,89 2,85 —- 1,15
250 5;50 7,46 12,96 18,46 31,42 7,03 8,32 15,40 22,43 37,83 2,98 — 1 ,20
300 — — — — 8,42 9,96 18,38 26,80 45,18 3,49 | 1,25
350 - — — 9,80 11,73 21,53 31,33 52,86 3,80 — — —
400 — н — — —‘ 11,24|13,42 24,66 35,90 60,56 — — — —
450 — — — — 12,64 14,94 27,60 40,24 67,84 — — — —
500 — ~~ 1—Z — — 13,98 15,83 29,81 43,89 73,70 — — — - j
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ™ 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффн 4. Режимы резания см, карты 72, 74 и 78.
1 1 1 1 8,62 Е/9 5,31 oo СЛ СЛ Сл Штучное время (без установочного) в мин. i до 5 2,78 2,27 1,83 06‘1 b‘i 4b. 00 о g । Штучное время (без установочного) в мин. Один грубый t да 4 Количество проходов с, глубине! резания t мм |поперсчное точение
1 1 ] 1 14,05 о о со 8,41 6,88
i' ДО 1,5 4,10 ND 2,48 ND 4b. Один получистовой Г до 1
1 [ № ю СО а> 16,211' ~ | 13,41 11,30 1- j-lI!'6 t + Г до 6,5
6,56 сл Сл 66. *£ 3,03 to CO co 1,90 Один грубый и один получистовой t + Г
1 1 i 1 1 J J
9Z‘ i 1,63 1,45 U1 1,33 1,20 с одной стороны Зацентро-1 вать
1 — | 0,82 0,92 1 J 1 1 2,62 2,36 2,00 2,00 О СЛ с двух сторон
0,88 0,98 0,77; 0,87 — 15-80 0,71 о о> сл U1 сл о 0,5э| 0,56 0,53 о СП 0.4в| 0,58 0,45 0,42 О о CO co । 0,35 без поворота резцовой головки Точение фасок
0,»1 5,95 12-601 — 1 1 0,69 0,66 0,63 i 0,6C
0,55 0,52 0,51 6Г0 , 0,45 с поворотом резцовой головки
1 1
от 4,28 3,94 o>
3,37 ьо 2,96 to Сл o> to 'to to 1,79 до 5 Точение галтелей радиусом R. в мм
1 1 1
СО к 00 "g 1 7,80 |0S'2j 6,43 6,00 OS'S
|8£‘£| “ 1 1 до 10
1 1 1 1 1 1 ] 1 1 , |9Z I g 00 Сверление при диаметре сверла d в мм
1 1 1 1
J 1 1 1 7,20 5,30 3,82
2,48 00 1,16
1 1 1 1 1 СО 8 bo 9,33 । 6,12 4,30 3,26
2,37 99'1 'to to ю
1 1 1 1 'SO’S СЛ 00 ll’fr 3,64 — |9i‘e , to 00 о to co J
CD 1,58 IS' I Рассверливание с cf=24 мм до rf = 40 л-и
1 1 1 1
1 1 1 1 1
1 1,56 1 1,28 1,12 00 Развертывание при диаметре развертки d в жж
1 1 1 1 | 1 1 1 1 12,53 1
То to 2,00 2,29 о CO 00 ф
1 1 4,47l CD 00 co co co
2,92 ND СЛ 1,90 1,51 ND 4^ 8С1
1 1 1 1 1 2,10 8 1,70 g СП 1.25 06*11 SI‘I I | 1,00 8,03 0,85 09'0 | 0,35 Шлифование шкуркой торцевых поверхностей
1 1 1 1 [ 1 1 16,55 j 4,50 EE'S | 0,90 Отрезка заготовок
Н
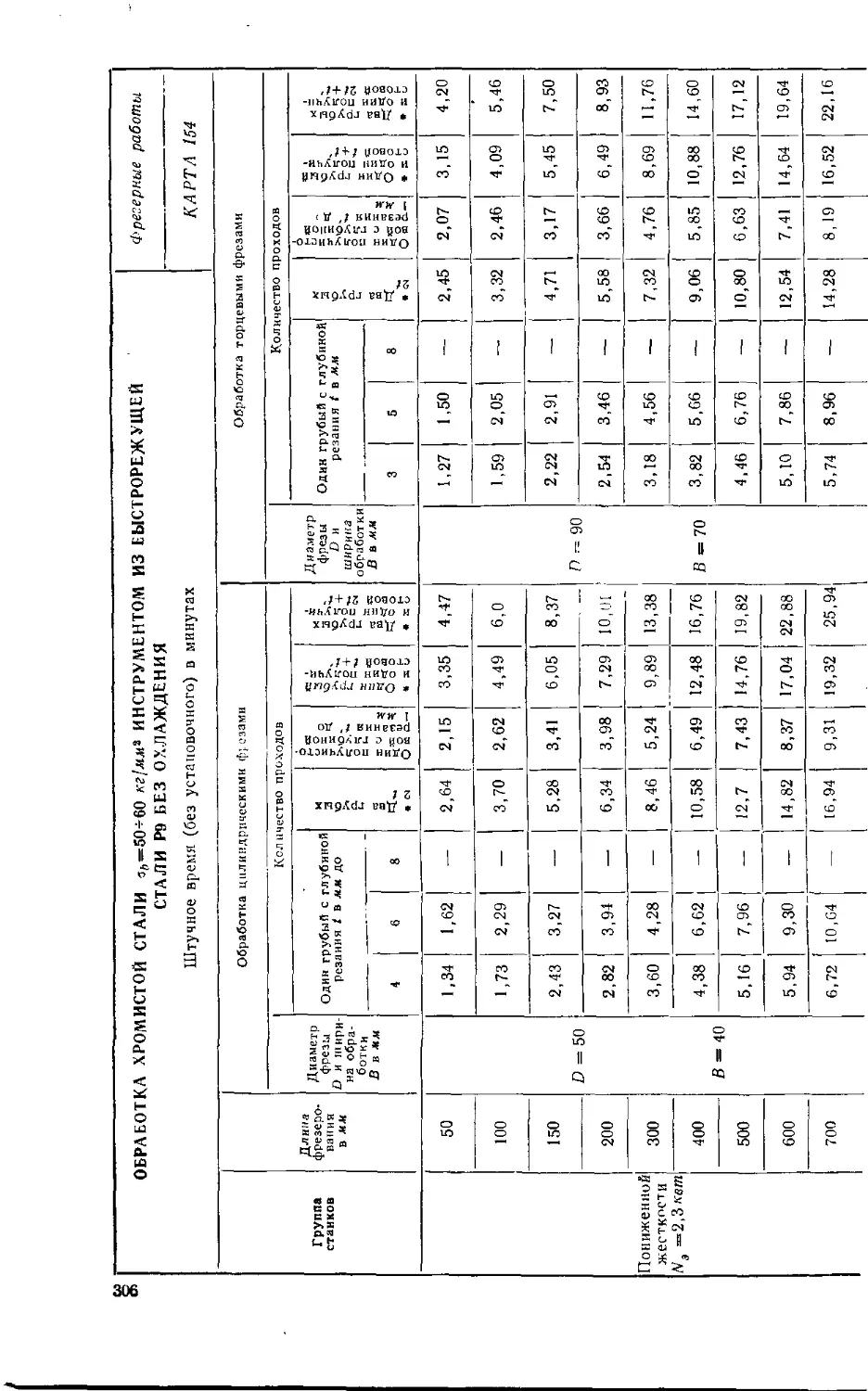
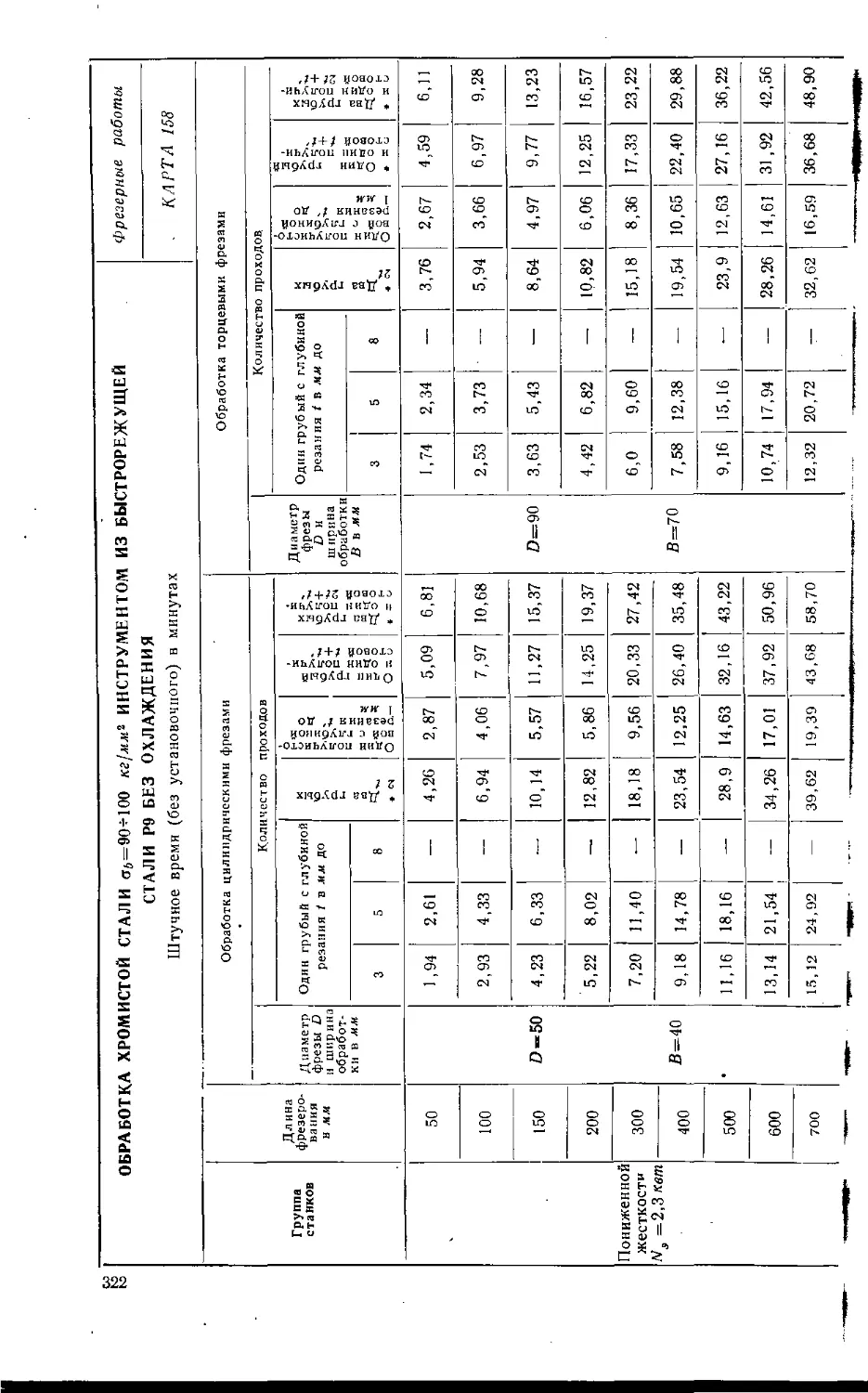
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ СТАЛИ Р9
X а р а к т е р
Продольное точение Растачивание и прорез-мм длины тки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t е мм
обработки D в мм .Один грубый / до 5 Один получнсто-вой Г до 1 Один грубый I и один получи-! стовой t + V ' до 6 Два грубых и один получистовой 2/ + Гдо 11 Три грубых и два получн-стовых 3?+2^ ДО 17 Один грубый t ДО 3 ' Один получисто-вой 1' до 1 1 Один грубый и один получието-вой t + f до 4 Два грубых и один получнстовой 2t+t' до 7 Три грубых и I два получисто- | вых 3/ + 21' до 1 1 Подрезка уступа ка канавок на 1 0 (глубины) обрабо 3 4J £ 03 ЕС 2 я £4 03 X опиливанием 1 шлифованием 1 шкуркой
а. Вспомогательное время в мин.
2 а 0,8 1.1 1,6 1 2.1 3,3 ' 0,8 1 1.1 1 1 2.1 3,3 । 0,6 1,0 ) 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,46 0,44 0,89 — — 0,88 0,88 1,76 — 0,15 2,8 0,25 0,20
50 0,57 0,52 1,09 — — 1,09 0,71 1,80| 2,89 4,69 0,30 6,0 0,45 0,25
75 0,74 0,78 1,52 2,26 — | 1,21 1,06 | 2,27 | 3,48 5,75 0,42 9,3 0,80 0,35
100 0,90 1.04 1,94 2,84 4,78 1,29 1,42 2,71 4,00 6,71| 0,58 12,7 0,95 0,45
125 1,05 1,30 2,35 3,40 5,75 1,38 1,79 3,17 4,55 7,72 0,70 — 1,10 0,50
150 1,18 1,57 2,75 3,93 6,68 1,56 2,12 3,68 5,24 8,92 0,81 — 1,30 0,70
i до 8 /' до 1,5 1 f + ДО 9,5 2t+i’ ДО 17,5 3/ + 21’ ДО 2 7 1 t до 5 1' до 1,5 2/ + V I до 11,5 i 3/ + 2Г до 18
Вспомогательное время в мин.
1,0 1 ,5 2,2 2,9 4,5 1.0 1.S 2.2 2,9 «.5 0,9 - 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,60 2,02 3,62 5,22 8,84 2,23 2,26 ! 4,49 1 j 6,72 11,21 0,89 — 1,45 0,75
200 1,78 2,32 4,10 5,88 9,98 2,32 2,58 4,90 7,22 12,12 1,00 1,55 0,80
225 1,98 2,60 4,58 6,56 11,14 2,45 2,89 5,34 7,79 13,13 1,10 — — 0,85
250 2,13 2,89 5,02 7,15 12,17 2,72 3,22 5,94 8,66 14,60 1,16 — — 0,90
300 2,49 3,46 5,95 8,44 14,39 3,27 3,86 7,13 10,40 17,53 1,40 — — 0,95
350 2,59 4,04 6,63 | 9,2fil 15,85 3,80 4,55' 8,35 12,15 20,50 1,47 — — —
400 2,79 4,62 -7,41 | 10,20 17,61 4,35 5,19 9,54 13,89 23,43 1,72 — — —
450 3,21 5,30 8,51 11,72 20,23 4,90 5,77 10,67 15,57 26,24 — — — —
500 — — — — — 5,42| 6,36 И. 78 17,20 28,98 — — — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольной точении подрезным резцом с главным углом в плане о = 90* машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72, 75 и 78.
ай = 404-50 кг [хм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Токарные работы .
С ОХЛАЖДЕНИЕМ КАРТА 11
обработки
Поперечное точение Количество проходов с глубиной резания i f-.ч Зацентровать Точение фасок Точение галтелей радиусом /? в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 жж до d = 4 0 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхносте й 1 Отрезка заготовок
Один грубый t ДО 4 Один получистовой Г до 1 Один грубый и один получистовой t + V до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,95 1,23 1,85|о,9&| 1,06 0,35 0,45 1,47 1,02 1,06 1,Ю 1 1,10 I,07jl,!0)l,I4 0,25 0,63
0,98 1,29 1,96 l,05)l ,20 ‘ 0,36 0,46 1,64 — I ,49 1,52 1,40 1,35)1 ,18 Г 1,24)1,34 0,45 1,17
1.091 1,45 2,22,1,1,32 0,38 0,48i1,78 г 2,80'2,12 !,92 1,61 1,40 1,4&|1 ,63 0,65 2,00
1,23 1,68 2,59 1,11 1,32 0,38 0,48 1,91 2,92 — 3,06 2,63 1,96 — 1,73 1,93 0,75 3,42
1,40 1,96 3,04 1,22|] ,54 0,38 0,48 1,99 3,16 — 4,19 3,44|2,22 - 1,88)2,12 0,85 5,00
1,60 2,30 3,58 1,2э|1,68 0,39 0,49 2,09 3,29 — 5,62 4,81 2,47 — 2,13)2,41 0,95 6,94
О Г до 1,5 S'gotf (
Штучное время (без установочного) в мин.
2,01 2,86 4,56 - 0,40 0,50 2,18 3,49 —' 5,98 2,82 - - 2,70 1,10
2,35 3,38 5,42 — — 0,41 0,51 2,32 3,81 — — 7,16 3,18 — 3,09 1,20 —
2,60 3,97 6,26 — 0,42 0,52 2,45 4,13 — — 8,50 3,54 — — 3,29 1,30 —
3,01 4,72 7,42 — — 0,44 0,54 2,58 4,43 10,12 3,90 — 3,59 1,40 —
3,86 6,16 9,70 — т 0,46 0,5б|2,84 5,08 — — — — — — И -
4,79 | 7,96 12,43 — — 0,49 0,59 3,11 5,70
5.89[10,01 15,59 — — 0,51 0,61 6,30 — — *— — — — —
7,37 12,39 19,45 — — 0,53 0,63 — 6,94 — — — — — — —
| 8,21 15,03)22,82 0,56 0,66 7,32 - — - — —
обработки брать по значению D — диаметр обработки, время умножать на 1,5.
циент —1,2.
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ
СТАЛИ Р9 С ОХЛАЖ
X арактер
1 Диаметр обработки D в мм Продольное точение | Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины 1 (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый 1 t до 5 । ' Один получнсто- вой Г до 1 i Один грубый 1 и один получи-стовой t+t' ' до б - Два грубых и один получнстовой 27+7' до 11 Три грубых I и два получи-[ стовых 37+27 ’ До 17 Один грубый 7 до 3 I Один получнстовой 7' до 1 Один грубый и один получнстовой 7+7' до 4 г—: Два грубых и один получнстовой 27+7' до 7 Три грубых и । два получисто-! вых 37+27' ДО 1 1 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 1.1 1.6 2,1 3,3 0,8 1.1 1.6 2,1 j 3,3 0,6 | 1.0 | 0.3 | 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,68 0,44 | 1,12 — — | 1,06 0,88 1,94 — — 0,2! 3,00| 0,27 0,20
50 0,83 0,76 1,59 — — 1,59 1,03 2,62 4,21 6,83 0,42 6,50| 0,47 0,27
75 1,08 1,15 2,23 3,31 — 1,77 1,54 3,31 3,94 5,08 8,39 0.62 10,00 0,85 0,37
100 1,32 1,52 2,84 4,16 7,00 1,88 2,06 5,82 9,76 0,86 14,00 1,00 0,47
125 1,54 1,91 3,45 4,99 8,44 2,01 2,60 4,61 6,62 11,23 1,02 — 1,20 0,55
150 1,72 2,29 4,01 5,73 9,74 2,28 3,09 5,37 7,65 13,02 1,18 •— 1,40 0,75
со о ч ю о ч S‘6 ,/4-7 S'ZI otf , ,/+;г 1 37+2/' ДО 27 1 . 7 до 5 I 7' до 1,5 7+7' ДО 6,5 27 + 7' до I 1,5 G4 °5 + ~ О ео
Вспомогательное время в мин.
1.0 1.5 2,2 2,9 <.S 1.0 1.5 | 2,2 j 2,9 j 4,5 | 0,9 0,3 I 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,33 2,95 5,28 7,611 12,89 3,24 3,29 6,53 9,77 16.301 1,30 — 1 1 55 0,80
200 2,59 3,38 5,97 8,56 14,53 3,39 3,77 7,16 10,55 17,71| 1,45 j — 1 1,65 0,85
225 2,88 3,81 6,69 9,57 16,26 3,57 4,22 7,79 11,36 19,15] 1,61 — 1 - U) 90
250 3,10 4,22: 7,32 10,42 17,74 3,97 4,69 8,66 12,63 21,29 1,69 — 1 __ | 0.95
300 3,63 5,04 8,67, 12,30 20,97| 4,76 5,63 10,39 15,15 25,54 2,05 '— — | 1,00
350 3,65 5,89 9,54 13,19 22,73 5,53 6,62 12,15 17,68 29,83 2,14 — — —
400 4,08 6,74 10,82 14,90 24,91 6,35 7,58 13,93 20,20^ 34,211 2,50 — 1 1 —
450 — — — — — 7,13 8,43 15,56 22,69 38,25 — — 1 — [ -
500 — — — — — 7,90 9,27 j 17,17 25,07 42,24 — — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ^ — 9 0° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффя 4. Режимы резания см, карты 72, 75 и 78.
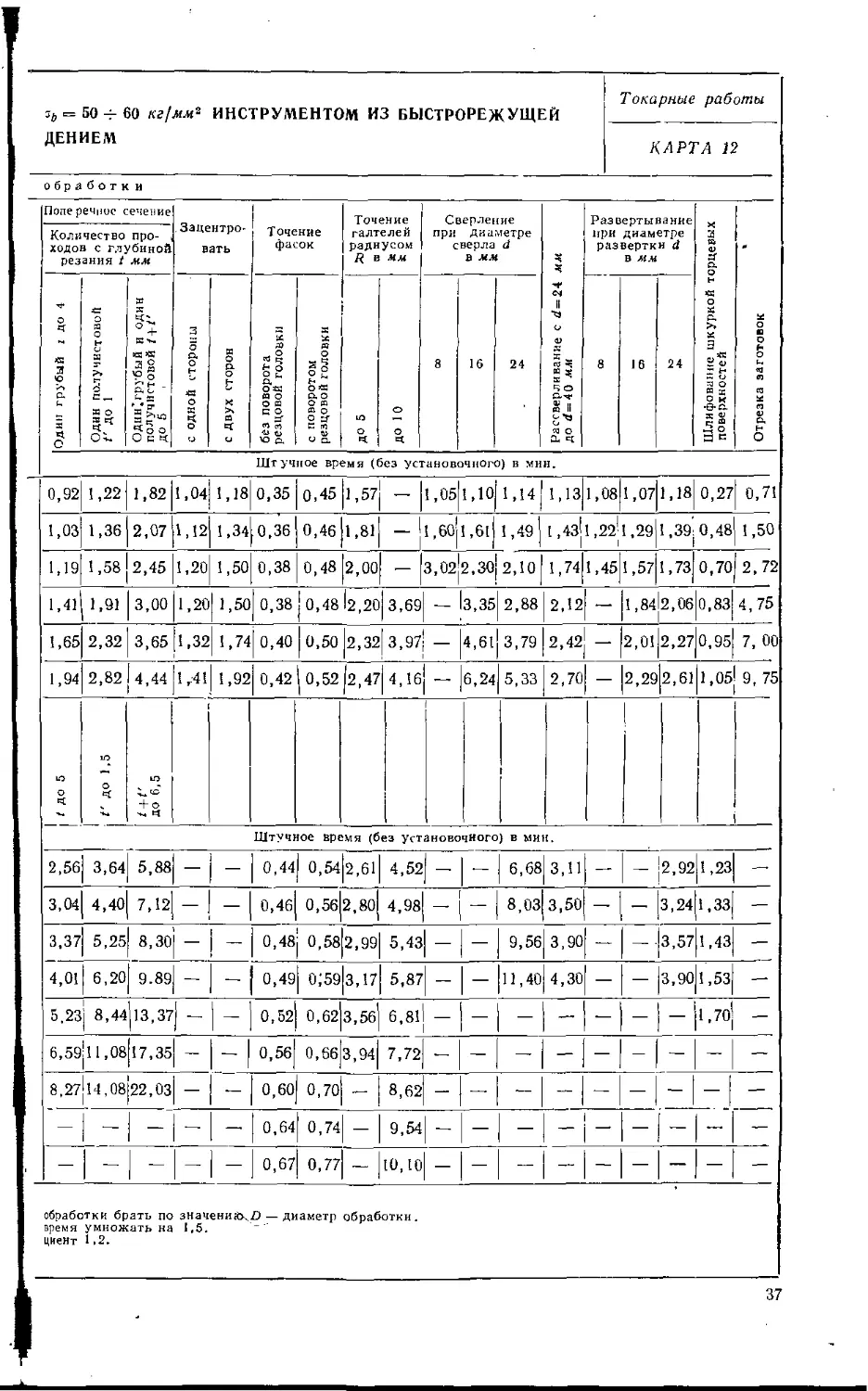
= 50-? 60 кг[мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Токарные работы
ДЕНИЕМ КАРТА 12
обра бот к и
Поперечное сечение Количество про- , ходов с глубиной, резания t мм Зацентро- вать Точение фасок Точение галтелей радиусом Р в мм Сверление при диаметре сверла d в мм Рассверливание с d=24 до <f=40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей 1 Отрезка заготовок j
[Один грубый I до 4 Один получистовой Г до 1 Однн’грубый и один получистовой /+/' до Б С ОДНОЙ стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 | до Ю 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,92 1,22 1,82 1,04 1,18 0,35 0,45 1,57 — 1,05 1,10 1,14 1, 1з|1,08 1,07 1,18 0,27 0,71
1,03 1,36 2,07 1,12 1,34 0,36 0,46 1,81 — I,60|I,6l| 1,49 j [,4311,22' 1,29 1 । 1,39:0,48 1,50
1,19 1,58 2,45 1,20 1,50 0,38 0,48 2,00 — 3,02j2,30 2,10 1,74 1,45 1,57 1,73 0,70 2,72
1,41 1,91 3,00 1,20 1,50 0,38 0,48 Ь,20 3,69 - - 1з,35 2,88 2,12 — 1,84 2,06 0,83 4,75
1,65 2,32 3,65 1,32 1,74 0,40 0,50 2,32 3,97 — 4,61 3,79 2,42 2,01 2,27 0,95 7, 00
1,94 2,82 4,44 I ,.-41 1,92 0,42 |0,52 (2,47 4,16 6,24 5,33 2,70 — 2,29 2,61 1,05 9, 75
р до 5 О ю + о к[ Г Г 1 1
Штучное время (без установочного) в мин.
2,56 3,64 5,88 — — 0,44 0,54 2,61 4,52 1 — ’— 6,68 3,11 —” — 2,92 1,23 —
3,04 4,40 7,12 — — 0,46 0,5б|2,80 4,98 - 8,03 3,50 — 3,24 1,33 —
3,37 5,25 8,30 — 0,48 О,53|2,99 5,43 — — 9,5б| 3,90 — — 3,57 1,43 —
4,01 6,20 9.89 — - - 0,49 о;59 3,17 5,87 — 11,40 4,30 — — 3,90 1,53 —
5,23 | 8,44^13,37 1-1- 0,52 0,62|з,5б’ 6,81 - — 1.70] —
6,59:11,08 17,35 — —- 0,56 0,66 3,94 7,72 —
8,27114,08|22,03 — 0,60 0,70 8,62 - — - - —
— - — - - — 0,64 0,74 — 9,54
— - - — — 0,67 0,77 — ю,ю — — — — — — — — —
обработки брать по значений^/) — диаметр обработки, время умножать на 1,5. _
циент 1,2.
ОБРАБОТКА хромистой стали
СТАЛИ Р9
Диаметр обработки D в мм Хара ктер
Продольное точение | Растачивание Подрезка уступа и прорез-1 ка канавок на Юлы длины (глубины) обработки Обработка цилиндриче'-ких поверхностей
Количество проходов с глубиной резания t в мм
Один грубый 7 до 5 Один получнстовой tr до 1 Один грубый и один получнстовой t+t' до 6 Два грубых и один получнстовой 2/ +t' до 11 Три грубых и два получи-стовых 37+ 27' ДО 17 Один грубый 7 до 3 Один получнстовой 7' до 1 Один грубый и одни получнстовой 7+7' до 4 Два грубых и один получнстовой 27+7' до 7 Три грубых и два получисто-вых 37 + 27' до 1 1 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 j 1,1 1.6 2.1 3,3 | 0,8 1 1 , 1 1.6 2,1 3.3 0,6 1,0 0.3 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
25 0,90 0,49 1,39 2,29 3,68 1,40 0,88 2,28 — 0,28 3,30 0,30 0,20
50 1,08 1,00 2,08 3,16 5,24 2,06 1,34 3,40 5,46 8,86 0,56 7,00 0,50 0,30
75 1,40 1,48 2,88 4,28 7,16 2,30 2,01 4,31 6,61 10,92 0,80 11,00 0,90 0,40
100 1,72 1,98 3,70 5,42 9,12 2,44 2,69 5,13 7,57 12,70 1.И 15,00 1,10 0,50
125 1,99 2,-48 4,47 6,46 10,93 2,62 3,38 6,00 8,62 14,62 1,33 — 1,30 0,60
150 2,24 2,97 5,23 7,47 12,70 2,96 4,02 6,98 9,94 16,92 1,54 — 1,50 0,80
00 О ю Ч 7 + 7' до 9,5 2t + t' до 17,5 37 + 27' ДО 27 7 до 5 7' ДО 1,5 7 + 7' до 6,5 S' I 1 off io СО
Вспомогательное время в мин.
1.0 1.5 2,2 2,9 4,5 1.0 1.5 2,2 2,9 4,5 0,9 - 0.3 0,3
Основное^ (технологическое) время в мин. на 100 мм длины обработки
175 3,03 3,83 6,86 9,89 16,75 4,22 4,27 8,49 12,71 21,20 1,70 —* 1,70 0,90
200 3,37 4,39 7,76 II ,13 18,89 4,41 4,90 9,31 13,72 23,03 1.89 — 1,80 0,95
225 3,75 4,95 8,70 12,45 21,15 4,64 5,49 10,13 14,77 24,90 2,09 — 4— 1,00
250 , 4,03| 5,48 9,51 13,54 22,60 5,16 6,10 11,26 16,42 27,68 2,19 — — 1,05
300 4,72 6,56 11,28 16,00 27,28 6,18 7,13 13,49 19,67 33,16 2,66 — — 1,10
350 । 4,91 7,66 12,57 17,48 30,05 7,20 8,61 ,15,81 23,01 38,82 2,78 — — __
400 — — — — — 8,25 9,85 18,10 26,35 44,45 3,25 1 — - - —
450 — — — — — 9,27 10,96 20,23 29,50 49,73] — — — -
500 — — — — — 10,26 12,0( 5 22,31 > 32..5S 54,90| — — — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане + = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффн 4. Режимы резания см. касты 72, 75 и 78.
to
обработки брать по значению D — диаметр обработки, время умножать на 1,5.
цнеит 1,2.
1 ! 1 6,55 4,95 4,10 3,70 оо с? t до 5 ю 68*1 1,51 । 1,29 до 0,94 Один грубый t до 4 ойо га 5? Ь » 2 s а о ГС
1 1 1 14,06 о ст 00 о> ё ст ст ст 4b СО со К до 1,5 3,32' 2,67 1.81‘г ”-ч X "to to Один получистовой Г до 1 CW И х X о гс а гс о д 5 ГС
1 1 | 22,05 ст 0Q СТ to 00 ст о ьо 8,73 SI 7 t+t' до б, 5 ст to 4,24 GO GO 00 to ' ст 00 2,17 00 Один грубый и один получистсвой t+i' до 5 про. лбиной мм ГС ГС X X ГС
1 | 1 1 1 1 1 1 1 ст ф. w о "до "to о с одной стороны и. Си ® р
* К5 4—Ь b-"* Ь-"* b-"* Й Я
1 1 1 1 1 1 1 1 1 о СО to о о CT о с двух сторон С
0,77 О GO О а> со "ст 0,58 0,5з’ ст to 0,50 4ь 00 Штуч 0,46 0,44 |о^*о1 о о 0,38 0,36 E без поворота резцовой головки н е-о п га
О оз о 00 GO СО о о ст 00 о ст 00 о ст ьэ "ст о ст 00 X о гс g ст ст ст о ст ст о 0,50 о 00 о X о rc w с поворотом резцовой головки о я я Я ГС
фь 4b 00 W GO ст s to to го to t— rc
1 [ ст to 4ь ф? ст о to ст о а 00 ст а> 4ь 00 to 00 co ст ст X до 5 Аг * ?
12,75 12,02 10,82 9,66 8,48 7,25 89*9 60‘9 ст Ji-00 S' № о ст 8 4,78 4ь. 4ь 1 1 1 'без ус до 10 W 5 га к - ь •с о га S » ГС ГС
1 1 1 ’ 1 1 1 1 ) 1 р X о а о 1 1 5 00 to ст о g X о 0 00 д D S г>
1 1 1 1 1 | 1 | 1 X X о ст £ ст о ji 3,65 to Ji 00 to X о а> диаметре верла d В JWjW ГС ь ГС
1 | | | 1 ьэ 10,60 00 00 о 7,38 а 3 X ст 00 ст 4,13 . 3,14 1 , 2,28 CT о to £ w 5 ю X ГС
1 | ( 1 00 1'8’1’ 3,90 3,46 X 1 3,02 2,68 2,32 □0 co Сп GO co к Рассверливание с d = 24 до d - 4 0 ЖЛ4 мм
— >—
1 1 1 1 1 1 1 1 1 1 1 CT to to g> о 00 а> и ГС
1 1 1 1 1 1 1 1 1 2,45 to Сп СО СП CT CT w CT CT о гс С ч Зе * s н Е X
— W GO GO К5 to to 1— *— i— s га X
1 ] 1 [ 1 to СО ст ст 00 Оо to ст to 00 00 CT to to л. й-га ГС
1 1 1 g О) о СП о о о о о о СЛ 0,50 о g Шлифование шкуркой торцевых поверхностей
1 ) | 1 ] 1 1 1 12,40 00 •в 6,02 3,46 "oo GC 0,80 Отрезка заготовок
Токарные работы ай = 60-:- 70 кг/лл2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ ____________
С ОХЛАЖДЕНИЕМ КАРТА 7?
1римечания:1. Для сверления, рассверливания и развертывания отверстий длину . При продольном точении подрезным резцом с главным углом в плане tp = 90° машинное . При обработке без охлаждения основное (технологическое) время умножать на коэффи . Режимы резания см. карты 72, 75 и 78.
500 450 400 350 300 250 225 200 175 | 150 125 100 СЛ о ю СЛ Диаметр обработки D в мм
— —— — — 13,31 15,64 28,95 42,26 71,21| — — - 1 1 1 1 ГО is to о NO О nd СО со оо Ю СП £ сё 1 1 — —— — — 10,70 12,77 23,47 34,17 57,64 4,22 — — - — — — — — 9,33 11,17 20,50 29,85 50,35 3,61 — — - , — — — 1 — I — 8,01 9,47 17,48 25,49 42,97| 3,45 — —1,20 । 1 I L 5,52 7,10 12,62 18,14 30,76 6,69 7,92 14,61 21,зо| 35,91 2,84 — — 1,15 4,83 6.41 11,28 16,15 27,43 6,01 7,11) 13,12 19,13 32,25] 2,71 — — 1,10 4,37 5,69 10,06 14,43'24,49 5,71 6,3б| 12,06 17,771 29,83 2,45 — 2,00 1,05 3,93 4,96 8,89 12,82) 21,71) 5,47 5,54) 11,01 16,48| 27,49 2,21 — | 1,8б| 0,97 Основное (технологическое) время в мин, на 100 мм длины обработки 1,0 | 1,6 | 2,2 | 2,9 | 4,5 | 1,0 j 1,5 | 2,2 | 2,9 4,5 ( 0,9 | - | 0,3 | 0.3 Вспомогательное время в мин. t до 8 > Г до 1,5 t + i' до 9, 5 2t + V ДО 17,5 3/ + 2Г до 27 / до 5 f до 1,5 t + i' ДО 0,5 2t + t' ДО i 1,5 3( 4- 2t' ДО 18 .2,90 3,85 6,75 9,65 16,40 3,85 5,21 9,06 12,91 21,97 1,99| — 1,63 0,87 2,58 3,21 5,79 8,37 14,16 3,40 4,39 7,79 11,19) 18,98 1,72 — 1,43 0,67 2,23 2,53 4,79| 7,02 11,81 3,16 3,49 6,65 9,81 16,46 1,44 16,50 1,20 0,57 1,81 1,93 3,74) 5,55 — 2,97] 2,62 5,59 8,56 14,15 1,04 11,90 0,93 0,43 1,40 1,29 2,69 — — 2,67 1,74 4,41 7,08 11,49 0,72 7,60 0,57 0,33 1,17 0,64 1,81 — — 1,81 1,13 2,94 — — | 0,36 3,60 0,33 0,23 । Основное (технологическое) время в мин. на 100 мм длины обработки | 0,8 | 1,1 | 1,6 | 2,1 | 3,3 | 0,8 | 1,1 | 1,6 | 2,1 3,3 | 0,6 | 1,0 | 0,3 | 0,3 Вспомогательное время в мин. 1 Один грубый / до 5 Один получнстовой /' до 1 Один грубый и один получи-стовой t+t' до 6 Два грубых и один получнстовой 2 t+t' до 1 1 Три грубых и два получи стопы х 3(+2Г до 17 Один грубый t до 3 Один получнстовой ('до 1 Один грубый и одни получнстовой t + /' до 4 Два грубых и один получнстовой 2( + (' до 7 Три грубых и два получисто-вых 3(-f- 2t' до 1 1 Подрезка уступа ка канавок на 1 0 (глубины) обрабо О с; Количество проходов с глубиной резания t в мм с = м ! Продольное точение | Растачивание | 3 х 1 Характер
накатыванием опиливанием шлифованием шкуркой Обработка цилиндрических поверхностей
обработка хромистой стали стали рэ
3* = 704-80 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
Токарные работы
КАРТА 14
о б р а б о т к и
Поперечное точение
Количество проходов с глубиной резания i мм
Зацентро-
вать
Точение фасок
Точение галтелей-радиусом
К в мм
Сверление при диаметре ('верпа d в -иле
= =
Развертывание при диаметре развертки d в мм
3
я
о
3
я
я я
я 3
° Ь
8
16
24
та ч
2*
8
16
24
я
ё
И
к Ч О
о
V
о-
ч
ч
5g
Штучное время (без установочного) в мин.
0,9 8 1,24 1,9С 1,16 1,42 0,37 0,47 1,77 1.11 1,19 1,25 1,24 1,13 1,18 1,25 0,33 0,91
1,1 5| 1,4? 2,31 1,28 1,6€ 0,41 0,51 2,18 1,80 1,83 1,71 1,62 1,30 1,41 1,55 0,57 2,25
1,4 1,81 2,97*1,41 1,92 0,44 0,54 2,51 — 3,49 2,67 2,47 2,04 1,59 1.74 1,95 0,82 '4,30;
1,79| 2,41 1 3,8? 1,41 1,92 0,44 0,54 2,84 5,34 — 3,96 3,41 2,58 — 2,07 2,36 0,97 7,65
2,20| 3,11 4,89 1,57 2,24 0,47 0,57 3,05 5,83 — 5,50 4,51 2,92 — 2,292,64 1 ,Ю| 11,40
2,68 3,95 .6,31 1,70 2,50 0,50 0,60’3,29 6,22 — 7,52| 6,42 3,31 — 2,62 3,05 1,20 15,85
t до S S' I Off ,? t +/• до 6,5
Штучное время (без установочного) в мин.
3.721 5,34 8,74 — — 0,52 0,62 3,53 6,74 — — 8,13 3,80 — — 3,44 1,43 —
4,55 6,60[10,83 ’— — 0,55 0,65 3,84 7,52 — •— 9,82 4,30 — — 3,85 1,53 —
5,02 8,07 12., 67 — — 0,58 0,68 4,16 8,28 — — 11,75 4,80 — — 4,24 1,63
6,17 9,66 15,51 — — 0,60 0,70 4,47 9,03 — 14,10 5,28 —‘ — 4,65 1,75 —
8,24 13,44 21,36 1 — 0,67 0,77 5,13 10,60 — — — — — - 2,00 —
— — — —. — 0,73 0,83 5,78 12,15 —
— — -— ’— •— 0,80 0,90 — 13,66 —
— — — — 0,86 0,96 — 15,21 —
— - — - — 0,90| 1,00 — 16,15 —
обработки брать по значению D—диаметр обработки, время умножать на 1,5.
циент—1,2.
Диаметр обработки D в мм X арактер
Продольное точение Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания f в мм
Один грубый t до 5 Один получистовой t' до 1 Один грубый и один получистовой t' + t' До 6 Два грубых и j I один получисто- ; вой 2t+t' до 11 Три грубых и два получи-стовых 3^ + 2/' до 17 Один грубый t до 3 Один получистовой f до 1 Один грубый и один получисто- | вой / + (' до 4 Два грубых и один получисто- j вой 2t+t' до 7 Три грубых и I два получисто-вых 3/+2Г ДО 1 1 накатыванием опиливанием ! 1 шлифованием шкуркой
Вспомогательное время в мин.
0,8 | 1,1 | 1.6 | 2,1 | 3.3 | 0.8 | 1.1 j 1,6 2,1 | 3,3 0.6 1,0 0.3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,43 0,78 2,31 3,74 6,05 2,23 1,40 3,63 — 0,44 4,00 0,36 0,25
50 1,72 1,58 3,30 5,02 8,32 3,29 2,14 5,43 8,72 14,15 0,89 8,40 0,60 0,35
75 2,23 2,36 4,59 6,82 11,41 3,65 3,21 6,86 10,51 17,37 1,27 13,20 1,10 0,50
100 2,74 3,15 5,89 8,63 14,52 3,88 4,29 8,17 12,05 20,22 1 ,77 18,00 1,20 0.601
125 3,18 3,95 7,13 10,31 17,44 4,18 5,40 9,58 13,76 23,34 2,11 — 1,55 0,75
150 3,56 4,74 8,30 11,86 20,16 4,73 6,42 11,15 15,88 27,03 2,45 — 1,80 0,85
- р До 8 Г до 1.5 (+с ДО 9,5 J 2t+t' до 17,5 э- О СО Ё{ t до 5 Г до 1,5 t+t' ДО 6.5 2t+f ДО 1 1,5 3/ + 2Г до 18
Вспомогательное время в мин.
1,0 1.5 2,2 2,9 4,5 i , 0 | 1.5 | 2,2 j 2,9 | 4,5 0,9 - 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 4,82 6,10 10,92 15,74 26,66 6,72 6,80 13,52 20,24 33,76 2,70 — 2,00 1,10
200 5,37 7,00 12,37 17,74 30,11 7,03 7,81 14,84 21,87 36,71 3,01 — 2,20 1,20
225 5., 98 7,88 13,86 19,84 33,70 7,39 8,74 16,13 23,52 39,65 3,34 — — 1,25
250 — — 8,22 9,73 17,95 26,17 44,12 3,49 — 1,30
300 — — — 9,76 11,65 21,41 31,17 52,58 4,24 — — 1,35
350 — — — — 11,47 13,72 25,19 36,63 61,85 — — — —
400 — 1 — — — - - 13,14 15,69 28,83 41,97 70,80 — — — —
450 — | — — — 1 - 1 - 1 - — — 1 - - -
500 '— — — — - - 1 _ 1 — — — | — — — —
Примечания: 1. Для сверления, рассверливаниям развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане j=>90’ машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72, 75 и 78.
aft=80-r90 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ Токарные работы
КАРТА 15
обработки
Поперечное точение Зацентровать Точение, фасок Точение галтелей радиусом Й мм Сверление при диаметре сверла d в мм ; Рассверливание с 4 = 24 мм до d = 40 мм Развертывание при днатиетре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 Один получистовой Г до J Один грубый и один получистовой £-}-£' до 5 1 с одной стороны с двух сторон без поворота | резцовой головки с поворотом резцовой головки о С о st 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1.01 1,26 1,9511,25 i 1,60 0,38 0,48 1,89 — 1,15 1,23 1,29 1,2в|1,15 1 1,21|1,29 0,36 1,03
1,22 1,54 2,45 1,37 1,84 0,42 0,52 2,40 — 1,91 1,93 1,81 1,72 1,35 1,4б|1,61 0,60 2,68
1,56 2,02 3,27 1,50 2,10 0,46 0,56 2,80 — 3,72 2,84 2,65 2,18 1,64 1,81 2,06)0,90 5,19
2,00 2,70 4,39 1,50 2,10 0,46 0,56 3,19 6,26 — 4,25 3,67 2,70 — 2,17 2,49 1,10 9,28
2,51 3,56 5,75 1,65 2,40 0,50 0,60 3,45 6,87 —. 5,92 4,86 3,16 — 2,43^2,82 1,20 3,85
3,11 4,59 1 7,38 1,77 2,64 0,53 0,6з[з,75 7,35 — 8,12 6,94 3,58 2, 79^3,25 1,30 19,30
t до 5 ! i 1 Г ДО 1,5 1 /+? ДО 6,5
Штучное время (без установочного) в мин.
4,39 6,29 10,37 — — 0,56 0,66 4,04 7,99 — — 8,83 4,12 — — 3,69 1,55 —
5,40 7,85'12,93 __ — 0,62 0,72 4,42 8,96 — — 10,68 4,66 — — 4,14 1,70 | —
6,24 9,65,15,57 - — 0,64 0,74 4,82 9,88 __ — 12,80 5,20 — — 4,56 1,80 —
7,37 11,6о[18,66 — — 0,67 0,77 5,20 10,80 - — 15,37 5,75 —~ 5,00 1,90 —
— — — — । 0,75 0,85|б,00112,75 — — — — — — 2,15 —“
— — — — — 0,84 0,94 6,80 14,64 1 1 —
— 1 - | — | — 1 ‘ — | 0,90 1,00 j — [16,50 1- [ — [ — | [ — [ — | — [ — [ —
— 1 — - — — 0,98 | 1,08 18,40 — — — 1 । — — — — —
— —’ — — — 1,0Е 1,1Е 19,55 -! - 1-1-
обработки брать по значению D —диаметр обработки, время умножать на 1,5.
цнент—1,2.
ОБРАБОТКА хромистой стали СТАЛИ Р9
Характер
Продольное точение Растачивание у s Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в Л£Л£ И про] мм дл1 тки
обработки D в мм Один грубый t до 5 Один получнстовой i' до 1 Один грубый и один получи-стовой t -f- t' до 6 Два грубых и один получнстовой 2t + t'до 11 Три грубых и два получи-стовых 3/ + 2/' до 17 ! Один грубый t до 3 Один получнстовой Г до 1 Один грубый и ОДИН ПОЛУЧНСТОВОЙ t + /' до 4 Два грубых и один получнстовой 2/ + Г до 7 Три грубых и I два получисто- । вых 3/ + 2t' до 1 I Подрезка уступа ка канавок на 1 0 (N убины) обрабо । накатыванием 1 опиливанием 1 1 Шлифованием шкуркой
Си Вспомогательное время в мин.
са 0,8 J.1 I.S 2.1 3,3 0,8 1.1 1.6 2.1 | 3,3 | 0,6 | 1.0 0.3 0,3
5 Основное (технологическое) время в мин. и; 100 мм длины обработки
25 1,77 0,98 2,75 4,52 7,27 2,77 1.74 4,51 0,55 4,10 0,38 0,25
50 2,14 1,96 4,10 6,24 10,34 4,08 2,65 6,73 10,81 17,54 1,10 8,70 0,63 0,37
75 2,77 2,94 5,71 8,48 14,19 4,53 3,98 8,51 13,04 21,55 1,58 13,70 1,12 0,50
100 3,39 3,91 7,30 10,69 17,99 4,82 5,32 10,14 14,96 25,10 2,19 18,70 1,37 0,63
125 3,95 4,91 8,86 12,81 21,67 5,18 6,70 11,88 17,06 28,94 2,62 — 1,62 0,75
150 4,43 5,87 10,30 14,73 25,03 5,87 8,07 13,94 19,81 33,75 3,03 — 1,87 1,00
GO О О t + г До 9,5 1 ! 2/ + 1' до 17,5 1_ + 04 О СО EJ t до 5 Г до 1.5 | ! 1 , t + г до 6,5 2t + i' До 11,5 ^00 Ч-’”’ 4м О со
* Вспомогательное время в мин.
1.0 1.5 | 2,2 j 2,9 j 4,5 | l.Q | 1,5 j 2,2 | 2,9 | 4,5 : 0*9 1 - 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 5,99 7,58 13,57 19,56 33,13 8,34 8,45 16,79 25,13 41,92 3,36 — 2,12 1,12
200 6,66 8,68 15,34 22,00 37,34 8,72 9,69 18,41 27,13 45,54 3,74 -- 2,25 1,20
225 — — — 9,18 10,85 20,03 29,21 49,24 4,14 __ —1 1,25
250 — — - - — — 10,21 12,07 22,28 32,49 54,77 4,34 — — 1,30
300 — — — 12,23 14,46 26,69 38,92 65,61 — - - 1,37
350 - - — — — 14,23 17,04 31,27 45,50 76,77 — — — —
400 - - — — — — — — — — — —
450 — — '— — ‘— — — — — — — —
500 — — — — — — — — — — — —
Примечания: 1. Для сьерлення, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ? = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи-4. Режимы резания см. карты 72, 75 и 78.
;,-90-100 лг/лли2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
Токарные работы
КАРТА 16
обработки
Поперечное точение Зацентровать Точение фасок Т очение галтелей радиусом R, в мм Сверление при диаметре сьерла d в мм Рассверливание с d = 2 4 мм до d = 40 мм Развертывание при диаметре развертки ‘d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 I Один получистовой Е до I Один грубы# И один получистовой i + t' до 5 с одной стороны с двух сторон 1 без поворота । резцовой головки с поворотом резцовой головки 1 до 5 0 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,04 1.28 2,00|1,28 1,66 0,40 0,50:2,03 — 1,17 1,26 1,34 1,33 1,17,1,23 । 1,32,0,38 1,17
1,30 1,64 2,63 1,40 1,90 0,49 0,59 2,66 — 2,00 2,03 1,91 1,80|1,39 1,51 1,68 0,63 3,20
1,73 2;24 3,64 1,53 2,16 0,52 0,62 3,15 — 3,923,01 1 2,81 2,31 1,72,1,89 1 2,15 0,94 6,33
2,28 3,07 5,03 1,53 2,16 0,55 0,65 3,65 7,44 — 4,53 3,90 2,87 — 2,27 2,63 1,12 11,40 17,05
2,90 4,14 6,73 1,70 2,50 0,55 0,65|3,96 8,17 — 6,32 5,18 3,37 -- 2,55 2,98 1,25
3,65 5,42 8,75 1,82 2,74 0,58 0,68|4,32 8,73 — 8,69 7,42 3,84 — 2,94 3,46 1,37 23,70
t ДО 5 1 1' до 1,5 / + 1' До 6,5
Штучное время (без установочного) в мин.
'5,23 7,54 12,45 — — 0,63 0,73 4,68 9,56 - — 9,48 4,44 — — 3,924,62
6,50 9,46 15,64 — — 0,68 0,78 5,16 10,75 - — 11,49 5,02 — 4,39 1,75 —
7,50|11,70’18,89 — — 0,72 0,82 5,65 11,89 — — 13,77 5,60 — — 4,86 1,87 —
— - — — 0,75 0,85|6,12 13,03 — 16,59 6,17 — — 5,32,2,00 1 —
—* __ — | — - | 0.85 0,95|7,11|15,45 — - — | — — 1 — — 2,25 —
-1 —. — | — - 0,95 1,05 8,10 17,77 — - -1 - — — f -1 — —
— — 1 — — 1,05 1,15 20,06 —• — — — — ‘— - '— —
— — — — 414j 1,24 22,40} — — — — “I - - — — —
i 1 — 1 — — | ч 1,23 1,33 23,85 1 — “ i 1 -1 _ 1 1 — — — —
обработки брать по значению D — диаметр обработки, воемя умножать на 1.5.
циент —1,2.
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ
СТАЛИ Р9
Диаметр обработки D в мм X арактер
Продольное точение | Растачивание Подрезка уступа и прорезка канавок на 1 0 jwjw длины (глубины) обработки Обработка цилиндрических поверхностей
‘Количество проходов с глубиной резания t в мм
Один грубый t до 5 Один получнстовой t' до 1 Один грубый и один получисто вой f+t' до 6 Два грубых и один получнстовой 2t + t' до 1 1 Три грубых и два получи-стовых 3/-f- 2t' до 17 Один грубый i до 3 Один получнстовой f до 1 Один грубый и один получнстовой t-s-i' до 4 Два грубых и один получнстовой 2f+t' до 7 Три грубых и два получисто-вых 3t-f-2t' ДО 1 1 1 S я Я сЧ Я 3 S сЧ 5-V S сЧ со S е; > 5 С О шлифованием шкуркой
Вспомогательное время в мин.
0,8 | 1 , 1 | 1.6 2.1 3.3 0,8 1.1 1.0 2.1 3.3 0.6 1.0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 2,10 1,16 3,26 5,36 8,62 3,28 2,05 5,33 — 0,66 4,30 0,39 0,26
50 2,53 2,32 4,85 7,38 12,23 4,83 3,13 7,96 12,79 20,75 1,31 9,10 0,65 0,39
75 3.28 3,48 6,76 10,04 16,80 5,36 4,71 10,07 15,43 25,50 1,87 |14,30 1,20 0,52
100 .4,02 1 4,63 8,65 12,67 21,32 5,70 6,29 11,99 17,69 29,68 2,59 19,50 1,43 0,65
125 4,67 5,80 10,47 15,14 25,61 6,13 7,93р4,06 20,19 34,25 3,09 — 1,69 0,78
150 - 5,23 6,96 12,19 17,42 29,61 6,95 9,41 16,36 23,31 39,67 3,59 — 1,95 1,04
- 1 t до 8 I Г до 1.5 + о 2/+/' до 17,5 3f + 2r до 27 О ю О /+г до 6,5 2t+t‘ до 11,5 3/+2Г до 18 1
Вспомогательное время в мин.
1.0 1,5 2,2 2.9 4,5 1.0 1.5 2,2 2,9 4,5 0.9 — 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки’
175 7,09 8,96 16,05 23,14 39,19 9,87 9,99 19,86 29,73 49,59 3,97 — 2,20 1,20
200 - —“ — — 10,31 11,47 21,78 32,09 53,87 4,42 — 2,34 1,25
225 — — — — 10,85 12,85 23,70 34,55 58,25 4,90 — — 1,30
250 — — — — — 12,08 14,29 26,37 38,45 64,82 — - — 1,37
300' — - - — 14,47 17,12! 31,59 46,06 77,65 — — — 1,43
350 — — - - — — — — — —. — —- — - —
400 — — — - — — — — — — ’ — -1 -
450 — — — — — — — - 1 1 —
500 - - — — j — | -1 — |
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длнн\ 2. При продольном течении подрезным резцом с главным углом в плане ?=90в машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72, 75 и 78.
^ = 1004-110 кг!ммг ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
Токарные работы
КАРТА 17
обработки
Поперся! ое юче ие Количество проходов <. глубиной резания i мм ।Зацентровать Точение 4 фасок Точение галтелей ради усом К в мм Сверление при диаметре сверла d в мм Рассверливание с 4 = 24 мм до 4 = 40 мм Разверти ванне при диаметре резвертки </ в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
один грубый t до 4 один получистовой /' до 1 один грубый и один получистовой t-\-f до 5 с одной стороны с двух сторон без поворота 1 резцовой головки с поворотом резцовой головки । до 5 ДО 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,07 1 ,зс 2,06 1,31 1,74 | 0,4 0,5 2,1' 1,19 1,29 )] 1,37 1,3б!1,19|1,26 > 1 ,ЗЕ >0,39 1,29
1,39 1,73 2,8о|1,44 1,98 1 0,52 0,62 2,9: 11 - h.07 1 2,1С 1,9" 1,8С l,41|l,54 1,72 0,65 3,72
1,89 2,43 4, ОС 1,57 2,24 0.5С ) 0.6С >3,51 |з.01 3,13 2,90 2,40 1,75|1,94 2,22 0,98 7,40
2,54 3,42 1 5,6б|1,57^2,24 0,58j 0,684,09 I 8,61 — 4,73 4,06 3,00 — [2,34 2,72 1,20|13,40
3,29 4,68 7,65 1,74] 2,58 0,58 0,68]4,47 । 9,48 6,59 5,39 3,52 2,64 3,10 1,31 20,00
4,16 6,20 10,05 1,87| 2,84 1 0,64 0,74-4,91 । 10,20 — 9,09 7,76 4,02 — 3,03 3,59'1,43 28,00
i до 5 i' до 1,5 5’9 otf ; ।
Штучное время (без установочного) в кин.
6,04 8,6ojl4,43 — 0,68 0,785,33 11,13 — 9,93 4,64 — - 4,07 1,69 —
7,53 Ю,99|18,20 - —- 0,75 0,85 5,89 12,55 — — 12,03 5,24 — 4,58 1,82 —
8,70 13,6322,00 — — 0,80 0,90 6,49 13,90 — "— 14,45] 5,87 — — 5,05 1,95 । —
— | — 1 - 0,84 0,94 7,05 15,26 — 1 17,4б|б,4б| — — | 5,55 2,0в| —
— -1 — — - 0,95 1,05^8,22 18,12 _ 1 i — — — — — | — 2,34 —
— — - - ~~ 1 — 1,07 1,17|9,39 20,90 — — — — — — — -1 —
— — — _ 1 — 1,18 1,28 23,63 —
— — — 4— — 1,30 1,40 26,42 —
— ,— — — — 1 1,38 1,48| -1 28,13| 1 — — | ]
обработки брать по значению £> — диаметр обработки, бремя умножать на 1,5.
циент—1,2.
обработка углеродистой инструментальной и конструк инструментом из БЫСТРОРЕЖУЩЕЙ
X рак тер
Продольное точение | Растачивание ф « Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм И ИД! itrtf ww 1 do du и
г> в мм 3 6 « 5 .] X и ^чисто-до и К 3 учисто- 1 5ый и учисто- (О 4 >1Х и чисто-до 7 И к - уступа к на 10 обрабс ф ф г ф
эбработки 1 Один гру! t до 5 Один пол; вой Г до Один rpyt к один по. стовой £+< до 6 Два грубь один пол: вой 2? + /' Три грубь и два пол стовых ЗГ до 17 Одни гру( г до 3 Один пол: вой V до Один Гру( один пол; вой t+t' fl Два грубь один полу вой 2t-y-t' Три Грубь 1 два получ . вых 3/+21 ДО 1 1 Подрезка . ка какаво (глубины) накаты Bai опиливат шлифован шкуркой
о. Вспомогательное время в мин.
0,8 | 1.1 i 1.6 | 2.i ; 3,3 । 0,8 1.1 1.6 2.1 3,3 0,6 1.0 0,3 [ 0,3
Е( Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,96 0,52 1,49 — — 1,48 0,93 2,42 — — 0,30 3,30 0,30 0.2С
50 1,15 1,06 2,21 3,36 — 2,20 1,42 3,62 5,83 9,46 0,60 7,00 0,50 0,30
75 1,49 1,58 3,08 4,56 7,64 2,45 2,15 4,60 7,04 11,64 0,85 11,00 0,90 0,40
ЛОО Я 1,83 2,11 3,94 5,77 9,71 2,60 2,87 5,47 8,07 13,54 1,18 15,00 1,10 0,50
125 2,12 2,64 4,76 6,88 11,66 2,79 3,61 6,40 9,20 15,60 1,41 — 1,30 0,60
150 2,38 3,16 5,55 7,94 13,50 3,16 4,29 7,44 10,06 18,06 1,64 — 1,50 0,80
со 1О 1Л л ю ю
О * -4- о КС . +
- ** СЧ Е[ га tc - сч « Kt
Вспомогательное время в мин.
1 ,0 1,5 | 2,2 | 2,9 j 4,5 | 1,0 I 1.5 | 2,2 j 2,9 4,5 0.9 - 0.3 0,3
Основное (технологическое) время в мин, {а 1 00 мм длины обработки
175 3,23 4,08 7,30 10,51 17,82 4,48 4,55 9,03 13,53 22,58 1,81 — 1,70 0,90
200 3,59 4,67 8,26 11,88 20,15 4,71 5,23 9,95 14,61 24,59 2,01 — 1,80 0,95
225 4,00 5,28 9,26 13,26 22,55 4,94 5,85 10,80 15,64 26,44 2,17 — 1,00
250 4,30 5,85^10,02 14,45 24,60 5,50 6,51)12,00 17,50 29,53 2,33 — — 1,05
300 5,04 7,00 12,02 17,05 29,10 6,59 7,80 14,38 21,00 35,38 2,83 - — 1,Ю
350 — — - - — 7,66 9,18)16,83 24,50 41,36 2,97 — —
400 — — 1 1 “ — — 8,78 10,50 19,25 28,10 47,42 3,46 — —
450 — — — — — । 9,90 11,68 21,60 31,50 53,10 — — — —
500 I - — i - — — 110,93 12,85 23,80 34,75 58,55 - — — 1-
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ? = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффн 4, Режимы резания см. карты 73, 75 и 79.
ЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛ И CTft=60<-70 кг/мм* СТАЛИ Р9 с охлаждением Токарные работы
КАРТА 18
обработки
Поперек ое точение Количество проходов с глубиной резания t мм Зацентровать Точение фасок Точение галтелей радиусом А! в мм Сверленне при диаметре сверла d в мм Рассверливание с </=24 мм до </=40 мм Разверти ванне при диаметре развертки d В мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получнстовой V до 1 Один грубый и один получнстовой < + /' До 5 * 1 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки О до ю 1 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,95 1,23 1,87 1,10 1,25 0,36 0,46 1,69 — 1,09 1,17 1,22 1,21 1.Н 1,17 1,23 0,30 0,83
1,09 1,42 2,21 1,21 1,45 0,41 0,51|2,02 - 1,75|1,77 1,66 1,57 1,28 1,38)1,52 0,50 1,93
1,33 1,74 2,69 1,30 1,66 0,42 0,52 2,29 — 3,36 2,57 2,36 1,96 1,55 1,69 1,89 0,75 3,бб
1,61 2,19 3,50 1,30 1,66 0,45 0,55 2,56 4,62 — 3,79 3,26 2,42 — 2,00|2,28 1 0,90 6,40
1,96 2,77 .4,41 1,45 1,95 0,45 0,552,73 5,01 — 5,26 4,50 2,79 — 2,22 2,54 1 1,00 9,49
2,36 3,46 5,50 1,56 2,15 0,47 0,57 2,93 5,45 7 ‘ 15 6,12 3,15 — 2,53 2,93 1,10 13,18
б до 5 о 14-tf до 6,5
Штучное время (без установочного) в мин.
3,21 4,60 7,49 — 0,48 0,58|з,13 5,76 — 7,73 3,62 — — 3,32)1,30
3,89 5,64 9,20 '— — 0,51 0,61)3,38 6,41 — — 9,33 4,08 — — 3,70 1,40 —
4,35 6,76 10,31 — — 0,53 0,63 3,65 7,04 — — 11,14 4,55 — — 4,07)1,50 —
5,22 8,15)13,05 — — 0,56 0,6б|з,90 7,65 13,46 5,С2 4,4б|1,60
6,92 11,25117,85 — — 0,60 0,70|4,44 8,90 — — — — — — — 1,80 —
8,80)14,78^23,40 -- — 0,66 0,7б|4,98 10,21 — — - — — — — —
—. — — — 0,71 0,81 — 11,45 — —
— — — — 0,76 0,86 — 12,74 —
— — — 0,81 0,91 — 13,52 — — — — — — — — —
обработки брать по значению D—диаметр обработки, время умножать на 1,5.
циеит—1,2.
4 Справочник, Зак. 952
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИЗ БЫСТРОРЕЖУЩЕЙ стали
X а р а к т е р
Диаметр обработки D в мм Продольное точение | Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания i в мм
Один грубый i до 5 — Один получистовой /' до 1 Один грубый и один получистовой t' 4- /' до 6 Два грубых и , один получистовой 2/ + t' до 1 1 Три грубых и два получи-.-товых 3/ + 2/' до 17 Один грубый / до 3 Один получистовой /' до 1 Один грубый и один получистовой / 4- /' до 4 Два грубых и один получистовой 2/ + /' До 7 Три грубых и два получисто-вых 3/ 4- 2/' до 1 1 накатыванием 1 опиливанием ! шлифованием шкуркой
Вспсмога ге чьное шемя в мин.
0,8 ) 1 . I 1.6 2.1 3.3 0,8 1.1 1.6 2,1 3,3 0.6 1,0 0.3 0.3
Основное (технологическое) время в мин. ва 100 мм длины обработки
25 1,24 0,67 1,91 — — 1,91 1,20 3,11 - — 0,39 3,80 0,35 0,25
50 1,49 1,36 2,86 4,33 — 2,84 1,84 4,67 7,51 12,19 0,77 8,00 0,60 0,35
‘ 75 1,93 2,04 3,96 5,88 9,84 3,15 2,77 5.92 9,07 15,00 1,10 12,50 0,95 0,45
100 2,36 2,71 5,08 7,43 12,51 3,35 3,70 7,05 10,04 17.44 1,53 17,20 1,25 0,60
;25 2,74 3,40 6,14 8,87 15,01 3,60 4,65 8,25 11,85 20,10 1,81 — 1,50 0,70
150 3,07 4,07 7,15 10,22 17,36 4,08 5,52 9,60 13,67 23,30 2,11 -— 1,70 0,М
СО о /' до 1,5 + о 2/ + /' до 17,5 3/4-2/' ДО 27 О ч ' 1 /’ ДО 1,5 , / 4- г 1 до 6,5 2/ + /' до 11,5 со -4- — о СО Jef
Вспомогательное время в мин.
1 .0 1,5 | 2,2 | 2,9 | 4,5 | 1.0 | 1 .5 | 2.2 | 2.9 [ 4,5 | 0,9 1 - 0.3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 4,16 5,25 | 9,42 13,56 22,98 5,79 5,86 11,63 17,43 29,08 2,32 — 1,95 1,00
200 4.62 6,02 1 10,65 15,26 25,92 6,06 6,74 12,80 18,85 31,66 2,59 — 2,10 1,
225 5,15 6,80 11,94 17,10 29,05 6,38 7,54 13,92 20,17 34,08 2,80 — 1,15
250 5,54 7,54 13,07 18,61 31,68 7,08 8.38 15,47 22,55 38,02 3,00 — 1.20
300 — 1 - — — 1 __ I 8,49 10,05 18,54 27,02 45,55 3,65 — 1,25
350 1 ~ 1 — | — — — 9,88|11,82 21,70 31,40 53,13 3,83 —
400 | — — — "— — 11,32(13,52 24.85 36,16 61,00 4,46 — —
450 [ — 1 — | — ) — — 12,75|15,05 | 27,80 40,55 68,18 — — —
500 | — 1 - 1 ~~ 1 — — 14, ю||6,56 | 31,15 44,78 | 75,38 1 — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ? == 90° машинное 3, При обработке без охлаждения основное (технологическое) время умножать на коэффй 4, Режимы резания см. карты 73, 75 и 79.
обработки брать по значению D — диаметр обработки, время умножать на 1,5.
циеит—1,2.
1 1 1 01 * н 8,79 6,48 5,35 4,77 3,90 t до 5 2,80 2,28 1,85 1,46 ZI * I 66*0 Один грубый i до 4 Колн ХОД О! реэ; (dauouj
1 1 | 18,90 14,17 Si'01 00 00 о о | 5,6о' t' до 1,5 3,24 2,49 16*1 g 1,25 Один получнстовой Г до 1 чество в с гл у а ни я ? bC о ГС
1 1 1 1,29,65 22,53 16,33 12,80 11,37 9,17' i + i' до 6,5 6,59| 5,19 4,02 W ' 2,34 |l6*l Один грубый и один получнстовой 1 + if' до 5 Про 1 биной ; мм О X
1 1 1 1 1 1 1 1 1,79 |S9* 1 1.47 OJ ьо с одной стороны Са 1» я
1 [ 1 1 | 1 1 1 2,63 2,36 66* 1 О 1,721 1 1,45 С двух стерон ;нтро-ать
0,95 О о 0,83 0,70! 0,70 0,63 09*0 0,58 о g Штуч о g 0,48 0,44 О 0,44 Z£*0 E -i без поворота резцовой головки 9* с? X £
SO* 1 о 0,93 0,86 08*0 0,73 89*0 0,64 1ное вр 0,61 0,58 0,54 0,59 0,54 о 00 X о rc « с поворотом резцовой головки ГС ГС О 3 ?! X ГС
! [ 1 6,04 5,35 4,66 3,99 3,66 емя ( 3,40 сс о to То W 2,59 2,24 '08* Ij rc 2 X до 5 S Ьа j О1
17,05 [16,05' 14,38 ьо g [11,18 9,48 69*8 7,90 7,06 без yci 6,52 6,10 5,58 1 1 | Сл rc w до 1 0 телей и у. ом в мм ГС X X ГС
1 1 1 [ 1 1 1 1 № X о и 1 | з,бо| 00 '1,12 о w Оо л
1 1 | 1 1 1 1 1 1 .с О “J 7,82 5,71 2,76 68*1 4,21 с OJ т диаметре верла d в мм X ф о
| 1 1 1 14,75 12,28 ьо аэ 00 00 и» н (с 6,68 4,б7| 1 3,54 9S‘Z 1,76 1,27| X г м «и X ГС
1 1 | 1 1 5,51 4,99 4,48 3,9б| X 3,45 3,03 2,61 2,11 О to Рассверливание С d = 24 до cf = 40 мм мм
[ 1 1 1 1 | 1 [ 1 | 1 1,62 1,33 00 при раз Т) С» W
1 1 1 1 1 | 1 1 1 2,70 N5 W СТ) 2,12 'sz* I I СП диам верти в мм ГС
1 1 1 1 1 4,83 4,00 W СЛ 00 3,15| ьо ьо СС ьо 8 СЛ QD 25* ij то етре и d я 13 X ГС
[ 1 1 1 2,10 '1,85 1,70 09*1, g N5 СЛ 1,15 11,оо| о 00 Сл ’o,6O 4,35 Шлифование шкуркой торцевых поверхностей
1 1 | 1 1 1 | 1 О 12,02 8,07 4,53 2,35 0,94 Отрезка заготовок
Токарные работы ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ '&=7(К80кг/мм* ИНСТРУМЕНТОМ ________
Р9 С ОХЛАЖДЕНИЕМ pr . !(}
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ
ИЗ БЫСТРОРЕЖУЩЕЙ стали
X ара к т е р
Продольное точение Растачивание rt 3 Обработка цилиндричесгих поверхностей
Количество проходов с глубиной резания t е мм о ч JS = = «
>тки D в мм f грубый I 5 г получисто-' до 1 | 1 г грубый ан получи- >й t + t до 6 грубых и получисто-’/ + /' до 1 1 грубых а получн-.IX 3/ 4- 2Г 7 I грубый 3 г получисто- Г ДО ’1 t грубый и получисто-I 4- ДО 4 грубых и получисто-4- t до 7 грубых и получисто-3/ 4- 2Г 1 эезка уступа анавок на 1 0 Зины) обрабо 3 ф X я сз со а к и X X ей X X эованием экой
О ей Л ЧЭ S о ч ч Оч Одие ВОЙ 1 is Ч ш чоо Ost ” < о Чой Три 1 и дв I стовь I до Г Оди1 t до 5“ О и. Е. s s I* ЧО Оси - * “ 1=1 с Чой = РЗ * СХ И 3 о Ч * >. ояч С хЬ са а X X с о шли<3 тку:
Вспомогательное время в мин.
£ 0,8 1,1 1.6 2,1 3,3 0.8 1.1 1.6 2.1 3.3 0,6 1.0 0.3 0,3
Основное (технологическое) ьремя мин. на 100 мм длины обработки
25 1,53 0,83 2,36 — 2,36 1,48 3,83 — 0,48 4,00 0,36 0,25
50 *1,83 1,68 3,51 5,34 3,50 2,26 5,76 9,25 15,00 0,95 8,40 0,60 । 0,35
75 2,47 2,51 4,88 7,25 12,14 3,88 3,42 7,30 11,17 18,50 1,35 13,20 1,10 0,50
100 2,91 3,34 6,24 9,17 15,41 4,14 4,56 8,68 12,82 21,50 1,88 18,00 1,20 0,60
125 3,38 4,19 7,56 10,92 18,50 4,43 5,73 10,16 14,60 24,77 2,23 — 1,55 0,75
150 3,79 5,02 8,81 12,60 21,41 5,02 6,81 11,82 16,85 28,67 2,60 — 1,80 0,85
in in
| / до 8 О К t 4- t' до 9,5 2/ 4- /' до 17,5 3/ 4- 2Г ДО 27 t до S о 1=1 + о ч I 2, 4- Г до 11,1 3/ 4- 2( ДО 18
Вспомогательное время в мин.
1 ,о 1.S 2,2 2,9 4,5 1.0 | 1.5 | 2,2 j 2,9 | 4,5 | о;э | “ 1 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 5,13 6,47 11,60 16,72 28,30 7,13 7,22 14,37 21,47 35,80 2,86 — 2,00 1,10
200 5,70 7,43 13,12 18,82 31,93 7,47 8,30 15,77 23,23 39,00 3,19 — 2,20 1,20
225 6,35 8,39 14,71 21,07 35,80 7,86 9,28 17,13 24,83 41,97 3,45 — — 1,25
250 - - 8,73 10,33 19,07 27,80 46,87 3,70 — — 1,30
300 — — — — 10,4б|12,38 22,83 33,28 56,10 4,50 ч — 1,35
350 — — — — - 12,17 14,56 26,72 38,88 65,60 4,71 — — —
400 — — — — — 13,95 16,65 30,60 44,55 75,20 5,50 -1 —* ч—
450 — 15,71 18,54 34,23 49,93 84,20 -1 - —
500 — — -- - - 17,37|20,40 37,77 55,15 92,90 — — —
Причечаиня; 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ? -- 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэЛЛи 4. Режимы резания см. карзы 73, 75 и 79,
a обработки брать по значению D — диаметр обработки, время умножать на 1,5. цнент—1,2, обработки 1 ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ <^=80*90 кг/л л» ИНСТРУМЕНТОМ Р9 с охлаждением
1 1 1 1 [ ОО 00 1 ьо о о 1 1 1 [ 1 1 1 [ [ S ЁЗ 1 S 1 1 1 [ [ 1 [ 1 [ о о о 1 [ -t 1 [ 1 1 1 1 13,46 22,97 36,13 — — 0,86 0,96 7,14 15,47 — — _ 10,48 17,1727,32 — — 0,77 0,8?’б,30 13,45 — — _____ 2,15 — 7,78 12,25 19,70 — — 0,69 0,7э|5,45 11,39 — — 16,03 5,98 — — 5,18 1,90 — 6,40 10,17 15,37 — — 0,66 0,765,04 10,40 — — 13,33 5,42 — — 4,73 1,80 — 5,68 8,26 13,65 — — 0,62 0,724,62 9,44 — — 11,12 4,85 — — 4,28 1,70 — 4,60 6,62 10,90 — — 0,58 0,684,21 8,40 — — 9,18 4,28 — 3,82|1,55 — Штучное время (без установочного) в мин. 1 t до в t’ до 1,5 t + /' до 6,5 3,25 *,80 2,61 3,7^ 2,08| 2,80 1,60 2,08 1,25 1,58 1,01 1,26 Штучное время (без установочного) в мин. 1 Один грубый t до 4 Один получистовой Г до 1 Количество про- Зацентро- Точение галтелей при диаметре п ходов с глубиной вать фасок радиусом сверла d резания t мм & в МЛ в мж Поперечное точение 1 _ _ II™ Точение Сверление Р
7,632,03 3,10 0,55 0,653,90 7,74 — 8,44 7,20 3,72 — 2,863,361,3020,42 6,00 1,87 2,79 0,51 0,61 3,59 7,21 — 6,14 5,02 3,26 — 2,49 2,90 1,20 14,67 4,59 1,64 2,33 0,51 0,613,32-6,57 — 4,40| 3,79 2,80 — 2,2з|2,56 1,10 9,83 3,36 1,64 2,33 0,48 0,582,90j — |з,84|з,94 2,73 2,2б[ 1,66 1,85|2,11 0,90 5,48 1 1 1 1 2,49 1,47 2,00 0,47 0,572,47 — 1,9б|1,98 1,86 1,761,3711,48 1,660,60 2,81 1 1 । 1,96 1,31 1,67 0,38 0,48 1,93 -- 1,16 1,25 1,31 1,30|1,16 1,22 1,30 0,36 1,06 Один грубый и один получистовой t + Г до 5 с одной стороны с двух сторон без поворота резповой головки с поворотом резцовой головки До 5 ДО Ю QO № КЗ Рассверливание с rf=24 до d = 4 0 мм Оо О КЗ Шлифование шкуркой т поверхностей Отрезка заготовок
азвертывание * ри диаметпе 2 эазверткн d J В ММ S о | КЛРТЛ 20 Токарные работы
ОБРАБОТКА УГЛЕРОДИСТОЙ ИСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ Из БЫСТРОРЕЖУЩЕЙ
Диаметр обработки О в мм X арактер
Продольное точение Растачивание Подрезка уступа и прорезка капа вок на 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый I t до 5 1 __ 1 Один получистовой t ДО 1 Один грубый и один получистовой t'+t' до 6 Два грубых и один получистовой 27 + 7' до 1 1 Три грубых и два получисто-вых 37+ 2/ до 1 7 Один грубый 7 до 3 Один получистовой 7' до 1 Один грубый и один получистовой t+t' до 4 Два гоубых и один получистовой 27 + 7' до 7 Три грубых и два пояучисто-вых 37 + 27' до 1 1 накатыванием опиливанием шлифованием шкуркой
В помогательное время в мин.
0,8 1,1 1.6 2,1 3.3 0.8 1.1 1.6 2.1 3.3 0,6 1.0 | 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,87 1,09 2,88 — 2,89 1,82 | 4,71 1 — — 0,59 j 4,1С 0,38 0,25
50 2,25 2,06 4,31 6,56 "— 4,29 2,78 7,07 11,35 18,43 1,17 8,70 0,63 0,37
75 2,91 3,08 5,99 8,90 14,90 4,76 4,20 8,96 13,71 22,68 1,66 13,70 1,12 0,50
100 3,57 4,10 7,67 11,25 | 18,91 5,06 5,55 10,67 15,72 26,38 2,31 18,70 1,37 0,63
125 4,14 5,14 9,28 13,41 22,70 5,44 7,03 12,48 17,91 30,38 2,74 — 1,62 0,75
150 г 4,65 6,16 10,80 15,48 26,25 6,16 8,35 14,50 20,68 35,18 3,20 — 1,87 1,00
t ДО 8 | 1 Ю О tt t+t' ДО 9,5 +— о CS о t до 5 Г ДО 1.5 — 1 ю + о 27 + 7' до 11.5 81 off ns +
Вспомогательное время в мин.
1,0 1,5 | 2,2 | 2.9 | 4,5 | 1 .0 | 1.5 | 2,2 | 2,9 | 4,5 | 0.9 | 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 6,29 7,93 14,23 20,51 34,75 8,75 8,86 17,60 26,40! 44,00 3,52 — 2,12 1,12
200 7,00 9,11 16,10 23,10 39,20 9,16 10,18 19,40 28,55 47,80 3,92 — 2,25 1,20
225 — — 9,64'11,40 21,08 30,55 51,60 4,24 — 1,25
250 •— — — — — 10,72 12,60 23,40 34,12 57,50 4,54 — — 1,30
300 — — — — — 12,83^15,20 28,02 4О,93| 68,90 5,52 — — 1,37
350 — — — __ — 14,92 17,90 32.80 47,75 80,50 5,79 — "— —
400 — — —. — — 17,12^20,43 37,60 54,75 92,40 6,75 — — —
450 — — — — — 19,28(22,75 42,15 61,40 100,32 — — — —
500 — "— — — . — 21,31125.05 46,35 67,80 110,40 — — — —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плайе ъ = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 73, 75 и 79.
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ г,—-90->100 кг]мм*
СТАЛИ Р9 С ОХЛАЖДЕНИЕМ
КАРТА 21
обработ к и
П шеренное точение Зацентровать Точение фасок Точение галтелей ради усом R в мм Сверление при диаметре сверла d в мм рассверливание с ef = 24 мм до d *=40 мм Развертывай не при диаметре р^звеотки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 Один получистовой Г до 1 Один грубый и одни получистовой t + t' до 5 С ОДНОЙ стороны с двух сторон без поворота резцовой головки ! г поворотом 1 резцовой головки до 5 до 10 8 16 24 8 16 24
* Штучное время (без установочного) в мин.
1 1,05 1,28 1 2,C2jl ,44 1,93 0,40 0,50j2.07 1,19|1,29| 1,3?| 1,36 1,19|1,25|1,3б|о,38 1,21
1,33 1,66 2,68 1 ,64 2,35 0,50 0,60 2,74 — 2,07 2,10 1,97 1,87 1,4111,54,1 t74|o,63j 3,35
1,77 2,29 3,74|1,8б| 2,74 0,52 0,62|3,26 — 4,07 3,13 2,92 2,40 1,75 1,94(2,22 0,94 4,63
2,38 3,17 5.211 ,85 2,74 0,5б| 0,66 3,77 7,79 — 4,72 4,09 3,00 — 2,34|2,71 1,12 11,93
3,02 4,30 7,00|2,13 з,зо| 0,5б| 0,66 4,02 8,58 — 6,59 5,39 3,52 — | 2,64(3,09 1,25 17,86
3,80 5,64 9,13|2,32| 3,70 0,60 0,70 4,50 9,21 9,09 7,76 4,ОЗ| -1 3,03 3,59 1,37 24,88
t до 5 ю о t + г до 6.5 1 1
Штучное время (без установочного) в мни.
5,46 7,86 13,00 — — 0,64| 0,74 4,89 ю,оо| — — 9,90 4,63 — — 4,09|1,62| —
6,89 9,9о|16,37 — - 0,70, 0,80 5,39(11,30 — — 12,07 5,22 — — 4,58)1,75
7,68 12,20 18,50 - — 0,74 0,84^5,91 12,51 — .— 14,45^ 5,86 — — 5,07 1 ,87 —
9,37 14,78 23,85 — — 0,79 0,89|б,41 13,69 — — 17,42 6,46 — - 5,57 2,00 —
12,70^20,82 33,30 — — 0,88 0,98 7,76^16,23 — 1 — 2,25
16,38(27,90 !44,00 1 I — 0,98 1,08(8,50 18,70 1
— | — — — — 1,08 1,18 — 20,20 — — — — — — — — —
— — — 1 — 1- 1,18 1,28 — 23,60
— \ — 1 — 1 — — 1,26 1,36| - ‘^5,10 —
обработки брать по значению D—диаметр обработки. время умножать на 1.5. циент—1,2. ।
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
Характер
Т-1 . . . ... 1 о . - 3 1 Обработка цилиндрических поверхностей
Диаметр обработки D в мм Продольное точение | rdt LasncilnKv Подрезка уступа и проре: ка канавок на 1 0 мм длин! (глубины) обработки
, Количество проходов с глубиной резания t в мм
Один грубый t до 5 Один получнстовой Г до 1 Один грубый и один получи-стовой t + V до 6 Два грубых и один получнстовой 2/+Г до 1 1 Гри грубых и два получи-стовых 3/-1-2?' । ДО 17 Один грубый t до 3 * Один получнстовой V до 1 Один грубый и один получнстовой ( + /' до 5 Два грубых и один получнстовой 2(+Г до 7 Три грубых и 1 два получисто- 1 вых 37+2/' до И 1 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0.8 | 1>1 | 1.6 | 2,1 | 3,3 | 0,8 | 1,1 1,6 ; 2,1 | 3,3 0,6 1,0 0,3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 2,25 1,23 3,47 — — 3,47 2,18 5,65 — — 0,70 4,30 0,39 0,26
50 2,70 2,48 5,17 7,87 — 5,15 3,34 8,48 13,62 22,13 1,41 9,10 0,65 0,39
75 3,50 3,70 7,19 10,68 17,90 5,72 5,04 10,76 16,48 27,23 2,00 14,30 1,20 0,52
100 4,29 4,93 9,21 13,50 22,72 6,04 6,72 12,80 18,88 31,70 2,77 19,50 1,43 0,65
125 4,97 6,18 11,13 16,10 27,25 6,54 8,44 14,97 21,50 36,50 3,29 — 1,69 0,78
150 5,58 7,40 12,98 18,58 31,55 7,40 10,03 17,42 24,81 42,23 3,83 . — 1,95 1,04
t до 8 t ’ до 1,5 ю СЪ -1- О 'М tt SZ'l off ,1+lZ 3/+: v до 2 7 ь-Э О (3 (' до 1.5 до 6,5 2/ + Г ДО 11,5 1 9 I off
Вспомогательное время в мин.
1.0 1.5 2,2 2,9 4.5 1.0 | 1.5 2,2 . 2,9 | Г 5 0.9 - 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 7,56 9,54 17,10 24,65 41,73 10,50 10,64 21,15 31,65 52,77 4,22 - 2,20 1,20
200 — — — 11,00 12,23 23,22 34,25 57,43 4,70 — 2,34 1,25
225 — - — — — 11,58 13,69 25,25 36,60 61,80 5,08. — — 1,30
250 — — — — — 12,87 15,21 28,10 40,97 69,05 5,45 — — 1,37
300 — — — — 15,40 18,25 33,65 49,10 82,70 6,44 - 1,43
350 — - - - — 17,91 21,46 39,40 57,30 96,75 6,97 — - —
400 — — — — — 20,55 24,55 45,13 65,65 110,08 8,10 — — —
450 — — — — 23,20 27,32 50,45 73,65 124,20 — -— — —
500 1 - — ^25,60 30,08 55,65 81,30 137,00 1 - — 1 ”' —
Прямей я и я: 1. Для сверления, рассверливания и ’ развертывания отверстий длину 2. При продольном точении подпезным резцом с главным углом в плане о=90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4,^Режимы резания см. карты 72, 73, 74, 75 и 79.
обработки брать по значению D—диаметр обработки, время умножать на 1,5.
циент— 1,2.
I 1 [ О о сл 11,06 О 8 7,96 6,37 t до 5 w СО 3,45 2,65 1,95 1,38 0,09 Один грубый t до 4 Коли ходо рез IПопер
1 [ [ 33,40 *о S 14,43 11,63 9,20 f до 1,5 8^*9 ! । 4,92 3,57 2,53 22* I 1,31 Один получистовой V до 1 1чество В с гл; 1зния 1 ф X О го
1 | | 52,50 39,50 no 00 ё 21,90 19,30 15,26 /+ г до 6.5 g 00 S 5,90 1 4,16 1 2,88 2,08 Один грубый и один получистовой t + t' до 5 про-/биной мм О а 5 (Т
1 1 [ 1 [ 1 [ 2,64| NO 2,07 NO О 1,82 1,59 с одной стороны (Х> Я JZ
1 ] 1 [ [ 1 1 1 1 СО СС 3,85 3,18 3,18 2,69 2,22 с двух сторон еитро* ать
1,45 эе‘1 N5 W |.|>| 00*1 0,87 о 00 W 0,77 0,70 Е J5 о сл сл 09*0 0,60 СЛ 0,53 0,41 Штуч без поворота резцовой головки точ фа
1,55 1,46 ££*1 ьо 0,97 0,93 0,87 [о8‘О эс1я aos о о 0,70 0,70 99*0 | 0,63 0,51 ids эон С поворотом резцовой головки о “ х я ф
[ 1 1 со со СП 00 7,43 Оэ оо 6,20 СЛ g мя (( сл 4,69 4,28 99*£| 3,02 2,23 емя (f до 5 га Л' радт R 1 О
29,90 28,10 25,10 22,20 19,24 16,16 14,73 OJ no 00 |sz* II )ез уст о 10,03 CD 00 [ 1 1 эез уст ДО Ю геле й tyeoM в мм ение
1 1 1 1 1 [ 1 1 1 х о я 1 1 1 14,23! 2,14 1,21 ановс QO при с Г)
[ 1 [ 1 1 1 1 1 1 □з X о со to 6,89 4,93 CC NO СЛ 2,17 1,31 «С о диаметре верла d в мм W ф ф
1 1 | 1 [ 18,34 14,56 99*31 о ин н (с 8,13 5,64 4,24 3,05 2,05 । 1,39 э) в ми КЗ ние
| 1 ! 1 [ О оо 6,16 5,51 4,86 X NO NO 3,68 3,13 ps* г CD W 1,39 X Рассверливание с <f = 2J до d = 40 мм мм
[ 1 1 1 1 [ 1 1 [ 1 1 6Z'1| frt' I 03* I Qo при раз W
1 1 1 1 | 1 1 1 1 * СС СЛ 2,73 2,42 i ,2,00 СЛ 00 1,27 CD днам вертк в мм ф 3
| [ [ 1 5,82' । СЛ to CD 00 NO аэ W CC NO NO 00 NO 2,29 1,79 1,37 Ю Р И aJj0 оз оз X X rt
1 1 1 1 2,34 2,08 1,95 00 no 69* Г W 0£*I 1,20 86*0' 0,65 0,39 Шлифование шкуркой торцевых поверхислтей
1 1 1 1 1 | 1 [ 1 0Z*63 i |21,30 14,23 7,86 | 3,93 1,37 1 Отрезка заготовок
Токарные работы ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ а&=Ю04-110 кг/мм* _____________
СТАЛИ Р9 С ОХЛАЖДЕНИЕМ карта 99
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ стали
СТАЛИ Р9
X а р а к тер
Продольное точение Растачивание А « х Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в ММ О R “ = я «
обработки D в мм Один грубый i до 5 Один получистовой t' до 1 Один грубый и один получистовой t+i' до 6 Два грубых и один получистовой 2t + f до 11 з >•+ С. С х _ Я й — Н X L- 5 Один грубый t до 3 Одни получистовой i' до 1 Один грубый и один получистовой t+t’ до 4 Два грубых и одни получисто- О <=t =3! О CQ Три грубых и два получисто-вых 3/ +2Г ! до । 1 1 Подрезка уступа ка канавок на 1 0 (глубин Ы) обрабс накатыванием опиливанием 1 шлифованием шкуркой
ь Вспомогательное время в МИН
S 0,8 1,1 1.6 2.1 3,3 ) 0,8 : 1.1 j 1.6 1 2,1 1 3, 3 0,6 1.0 0.3 0,3
ц Основное (технологическое) вг?емя мин, на 1 00 ИЛ длины обработки
25 1,40 0,76 2,16 — — 2,16 1,35 3,51 — •— 0,44 4,00 0,36 0,25
50 1,68 1,54 3,22 4,89 — 3,20 2,07 5,27 8,48 13,73 0,88 8,40 0,60 0,35
75 2,17 2,30 4,47 6,63 11,10 3,55 3,13 6,08 10,23 16,92 1,24 13,20 1,10 0,50
100 2,66 3,06 5,72 8,39 14,10 3,78 4,17 7,96 11,73 19,68 1,72 18,00 1,20 0,60
125 3,09 3,83 6,94 10,00 16,93 4,06 5,24 9,31 13,38 22,67 2,05 — 1,55 0,75
150 3,47 4,59 8,06 11,53 19,60 4,59 6,24 10,82 15,43 26,23 2,38 — 1,80 0,85
t ДО 8 t' до 1,5 ю + О 2/4- Г' До 17,5 3/+2Г до 27 Ь до 5 /до 1,5 t+t’ до 6,5 s'Il OB’ tf + }Z 3/ + 2Г До 18
Вспомогательное время в мин.
1.0 1.5 2.2 2,9 4.5 1.0 1.5 2.2 2.9 <•5 0,9 0.3 0,3
Основное (технологическое) время в мин. на 100 лл длины обработки
175 4,69 5,92 10,62 15,31 25,92 6,53 6,62 13,13 19,67 32,76 2,54 - 2,00 1,10
200 5,22 6,79 12,00 17,23 29,20 6,84 7,60 14,44 21,30 35,70 2,92 — 2,20 1,20
225 5,81 7,67 13,49 19,30 32,80 7,19 8,50 15,70 22,75 38,40 3,16 1,25
250 6,24 8,50 - 14,75 21,00 35,73 8,00 9,46 17,46 25,44 42,90 3,48 — — 1,30
300 — — — — — 9,57 11,35 20,90 30,05 51,40 3,86 — — 1,35
350 — — — - 11,14 13,33 24,48 35,60 60,10 4,31 — — —
400 — — — — — 12,78 15,24 28,05 40,80 68,80 5,03 — — —
450 — — 14,38^16,98 31,38 1 ! 45,75! 77, ю| — — --
500 — — — — 15,90’17,68 34,60 50,50 85,ю1 — — — —
Примечания: 1. Для сверления, рассверливания И развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ₽ = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72. 74 к 80.
^=604-70 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ
КАРТА 23
о бработк!!
Поперечное то1ение Коли честно проходов с глубиной резания t мм Зацентровать Точение фасок Точение галтелей радиусом R в мм Сверление при диаметре сверла d В Л<Л1 Рассверливание с </=24 мм до d = 4 0 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей "Г ' " Отрезка заготовок
Один грубый t до 4 Один получнстовой Г до 1 Один грубый и один получнстовой /+Г до 5 с одной стороны I с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,00 1,25 1,94 1,24 1,58 0,38 0,48 1,87 — 1,18^1,87 1,35 1,33 1,18 1,23,1,33 0,36 1,01
1,03 1,54 2,32 1,40 1,87 0,46 0,5б12,36 1 — 2,01 2,05 1,92 1,81 1,25|1,52 1,71 0,60 2,61
1,54 2<00 3,22 1,56 2,17 0,47 0,57 2,76 3,95|3,03 2,84 2,34 1,72 1,90 2,16 0,90 5,06
1,97 2,66 4,31 1,56 2,17 0,50 0,60 3,14 6,13 - 4,57 3,94 2,91 — 2,29 2,65 1,10 9,05
2,46 3,50 5,64 1,72 2,60 0,50 0,60 3,39 6,71 — 6,38 5,21 3,40 — 2,56 3,00 1,20 13,50
: 3,04 4;50 7,23 1,92 2,98 0,53 0,63 3,68 6,97 — 8,79 7,49 3,88 — 2,94 3,48 1,30|18,78
t до 5 Г ДО 1,5 ; до 6,5
Штучное время (без установочного) в мин.
4,38 6,1б[ю, 12 — — 0,56 0,66 3,96 7,80 — - 9,58 4,48 — — 3,96 1,55 —
5,26 7,66] 12,62 — •— 0,60 0,70 4,33 8,75 — — 11,641 5,06 — — 4,43 1,70 —
5,92 9,41 14,22 — — 0,64 0,74 4,74 9,54 — — 13,93 5,65 — — 4,91 1,80 —
7,20 11,31 18,31 — 0,66 0,76 5,10 10,54 — — 16,78 6,25 — — 5,38 1,90 —
9,67 15.83J25,19 — 0,73 0,83|5,86 11,43 - - — — — — — 2,15 —
12,39 21,14 33,23 — 0,81 0,91|б,66 14,28 —
— — — — 0,89 0,99 — 1G.07 —
— — — — 0,96 1,06 — 17,93
— — — — — 1,02 1,12 — 19,06 —
обработки брать по значению D — диаметр обработки, время умножать на 1,5.
циент—1,2.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
СТАЛИ Р9
Характер
Продольное точение Растачивание о s Обработка цилиндрическ их поверхностей
Количество проходов с глубиной резания t в мм и npoj ММ ДЛ| тки
обработки D в мм Один грубый t до 5 Один колучисто-вой Г до I Один грубый и одни получи-i стовой t+f ДО 6 Два грубых и один получнстовой 2t + t' до 11 Три грубых и два получи-стовых 3/ + 2/' до 17 | Один грубый t до 3 Один получнстовой t' ДО 1 Один грубый и один получнстовой t+f до 4 Два грубых и один получ истовой 2t + t' до 7 1 Три грубых и два получ истовых 3t + 2t' ДО 11 Подрезка уступа ка канавок на 1 0 (глубины) обрабо накатыванием опиливанием , шлифованием j | шкуркой
о. Вспомогательное время в мин.
Е си 0.8 1 ,1 | 1.6 ( 2.1 | 3.3 | 0.8 | 1.1 | 1.5 | 2.1 3,3 | 0,6 1.0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,65 0,90 2,56 i - — 2,55 1,60 4,16 — 0,52 4,00 0,36 0,25
50 1,99 1,82 3,81 5,79 — 3,79 2,46 6,24 10,03 16,28 1,04 8,40 0,60 0,35
75 2,57 2,72 5,29 7,86 13,15 4,21 3,71 7,91 12,12 20,00 1,47 13,20 1,10 0,50
100 3,16 3,63 6,78 9,94 16,71 4,47 4,94 9,42 13,90 23,30 2,04 18,00 1,20 0,60
125 3,66 4,54 8,22 11,85 20,05 4,81 6,22 11,02 15,82 26,88 2,42 1,55 0,75
150 4,11 5,44 9,55 13,65 23,20 5,44 7,38 12,82 18,27 31,10 2,82 — 1,80 0,85
t ДО 8 КО О S‘6 otf 1 - 2t+f до 17,5 3,+2Г ДО 27 t до 5 f до 1,5 t+f ДО 6,5 ю to СЧ 81 otf Jt + tE
Вспомогательное время в мин
1.0 1.5 2,2 2,9 4.5 1.0 1 . 5 2,2 2.9 4,5 0,9 0.3 о.з
Основное (технологическое) время в мин, на 100 мм длины обработки
175 5,56 7,02 12,58 18,14 30,70 7,73 7,83 15,57 23,30 38,80 3,11 - 2,00 1,10
200 6,18 8,05 14,21 20,40 34,62 8,10 9,00 17,10 25,20 42,30 3,46 — 2,20 1,20
225 6,88 9,08 15,95 22,85 38,80 8,52 10,07 18,58 26,94 45,50 3,74 — — 1,25
250 — — — 9,47)11,20 20,67 30,13 50,80' 4,01 — — 1,30
300 — — — — 11,33 13,41 24,78 36, ioj 60,85 4,74 — — 1,35
350 — — — — — 13,20 15,80 29,00 42,15 71,16 5,11 — — —
400 — — — — — 15,12118,07 33,20 48,30 81,50 5,96 — — —
450 — — — — - 17,03|20,11 37,14 54,18 91,30 — — — —
500 — — — — — 18,85)22,12 40,93 59,80 100,70 — — — —-
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ;=90’ машинное 2. При обработке без охлаждения основное (технологическое) время умножать на коэффн 4, Режимы резания см. карты 72, 74 и 80.
5Ь=7О : 80 кг! мм- ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ Токарные работы
КАРТА 24
обработки
Поперем ое то1 ение Зацентровать Точ епие фасок Т очение галтелей радиусом Р в мм Сверление при диаметре сверла d в мм j Рассверливание с </ = 24 мм до d = 40 мм Развертывание при диаметре развертки d В 4fAC Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания ? мм
Один грубый t до 4 Один получистовой 1 1' до 1 Один грубый и один получистовой / + /' : до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки ! до 5 О 8 16 24 8 16 24
Штучное время (без установочного) в мня.
1,03 1,27 1,98 1,36 1,76 0,39 0,49 1,98 — 1,22 1,32 1,42 1,40 1,16 1,27 1,38 0,36 1,11
1,27 1,61 2,56 1,54 2,12 0,48 0,58 2,56 — 2,16 2,19 2,07 1,94 1,44 1,59 1,80 0,60 3,00
1,66 2,15 3,50 1,72 2,48 0,50 0,60 3,02 — 4,28 3,28 2,42 2,52 1,80 2,02 2,32 0,90 5,90
2,17 2,94 4,79 1,72|2,48 0,53 0,63 3,49 7,02 — 4,99 4,30 3,16 2,34',2,84 1,10 9,46
2,77 3,92 6,36 1,96 2,97 0,53 0,63 3,79 7,72 — 5,70 5,54 3,73 — 2,76 3,24 1,20 15,82
3,45 5,11 8,25 2,14 3,32 0,56 0,6б|4,13 8,28 9,65 8,2б| 4,27 3,18 3,77 1,30 22,09
t до S Г ю о t+r до 6,5
Штучное время (без установочного) в мин.
4,92 7,09|11,67 — — 0,60 0,70^4,47 9,01 — 10,58 4,93 4.31 1,55 —
6,09 8,79 14,64 — — 0,66 0,76 4,91 10,12 — — 12,8б| 5,60 — — 4,83 1,70 —
6,86 10,93 16,52 — — 0,69 0,79 5,36 11,18 — — 15,4з| 6,22 — — 5,35|1,80 —
9,42|13,19|2j ,22 0,72 0,82|5,80р2,24 — 18,63 6,90 5,87 1,90] —
11,29jl8,53 29,52 — — 0,82 0,92|6,71|14,48 — — — — — — — 2,15 —
14,55 24,81 39,05 — — 0,90' 1,00|7,72 16,67 —
— — — — — 0,99| 1,0э| — 18,79 — — — — — — — — —
— — — — — | 1,08 1,1в| — 21,01 _ 1 — — — — 1 — — — —
— — — — — j 1,15 1,2б| 22,33 — 1
обработки брать по значению D—диаметр обработки, время умножать на 1,5. циент—1,2.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
СТАЛИ Р9
а р а к т е р
Продольное точение Растачивание 3 ж Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t ММ о 5 с $ Я = ч £
обработки D В мм Один грубый 1 до 5 Один получисто-1 вой до I | Один гр) бый и один получи-стовой 1 +/' 1 ДО 6 Дв грубых и ' один получнстовой 2/+Г до ] ] Три грубых : И два получи-сговых 3/ + 2/' до 17 Один грубый 1 ДО 3 Один получнстовой Г ДО 1 ! Один грубый и один получнстовой / + /' до 4 | Два грубых и один получнстовой 2/*/’ до 7. Три грубых и два иолучисто-вых 3/ + 2/' до 1 1 Г1 одрезка уступа ка канавок на 1 0 (глубины) обрабс накатыванием i 1 ‘ ' опиливанием шлифованием 1 шкуркой
Вспомогательное время в мин.
S я 0.8 1.1 1.6 2.1 3.3 0.8 1.1 1.8 2,1 3.3 0.6 1,0 0.3 0.3
5 Основное (технологическое) время в мин, на Ю0 мм длины обработки
25 1,94 1,06 3,00 — — 3,00 1,88 4,87 — — 0,61 4,10 0,38 0,25
50 2,33 2,14 4,47 6,80 4.45 2,88 7,32 11,78 19,10 1,22 8,70 0.63 0,37
75 3,02 3,19 6,22 9,23 15,45 4,94 4,35 9,29 14,22 23,52 1,73 13,70 1,12 0,50
100 3,70 4,25 7,96 11,65 19,61 5,25 5.801 11,05 16,30 27,35 2,39 18,70 1.37 0,63
125 4,29 5,33 9,64 13,91 23,53 5,64 7,29 12,93 18,60 31,50 2,84 — 1,62 0,75
150 4,82 6,38 11,20 16,05 27,25 6,39 8,66 15,07 21,45 36,48 3,31 — 1,87 1.00
i до S V до 1,5 ю + О ч, е£ 2t +i' до 17,5 3/+2Г ДО 27 ю о /'до 1,5 / + /' до 6,5 2/+/' до 1 ] -5 81 Otf
Вспомогательное время В мин.
1.0 1.5 2.2 2.9 4.5 1,0 1,5 | 2.2 2,9 | 4.5 | 0,9 - 0.3 0.3
Основное (технологическое) время в мни, на 100 мм длины обработки
175 6,52 8,23 14,78 21,28 36,04 9,07 9,19 18,32 27,32 45,58 3,64 — 2,12 1,12
200 7,25 9,44 16,70 23,92 40,64 9,50 10,56 20,08 29,58 49,63 4,06 — 2,25 1,20
225 — — — — — 10,00 11,82 21,80 31,60 53,40 4,39 — — 1,25
250 — — — — — 11,11 13,14 24,27 35,38 59,60 4,70 — 1,30
300 — — — — — 13,30 15,75 29,07 42,36 71,40 5,56 — — 1,37
350 — — — — — 15,50 18,53 34,00 49,50 83,50 6,00 — — —
400 — — — — — 17,75 21,20 38,95 56,70 95,60 7,00 — — —
450 — — | — — — 20,00 23,60 43,60 63,60 107,20 — — —
500 — — | — — |22, 10)25,95 48,10 70,20 118,20 । — — — —
Примечании: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане е>=90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффн 4. Режимы резания см, карты 72, 74 и 80. •
80-;-90 кг}мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
КАРТА 25
Попереч! ое точение Зацентровать Точение фасок Точен не гал гелей радиусом fi в мм Сверление при диаметре сверла d в мм Рассверливание с </ = 24 мм до d = 40 мм Развертывание при диаметре развертки d в мм Шлифов ,ние шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 ; Один получистовой Г до 1 Один грубый и один I получистовой t+t’ До 5 с одной стороны с двух сторон без поворота ! резцовой головки ! с поворотом резцовой головки . , « 1 до 5 01 оИ 8 16 24 8 16 24
Штучное время (без Установочного) в мин.
1,06 '1,29 2,12 1,46 1,98(0,40 0,50^2,10 — 1,26 1,38 1.47 1,4511,23 1,30 1,420,38 1,24
1,35 1,69 2,72 1,68 2,4ojo,51 0,61(2,78 — 2,28 2,31 2,20 2,06 1,50 1,66 1,90 0,63 3,46
1,80' 2,34 3.80(1 ,89 2,82(0,53 0,63 3.32 — 4,56 3,52 3,32 2,70 1,88'2,12 2,44^0,94 6,86
2,41 3,24 5,44 1,89- 2,82(0,57 0,67|3,86 8.02 — 5,36 4,62 3,39 — 2.5б1з,02|1,12(12,37
3,10 4,42 7,19(2,18 3,4о'о,57 1 0,67(4,21 8,82 — 7,52 6,16 4,02 2,94 3,48 1,25|18,50
3,90 5,91 9,38|2,39 3,82'0,61 0,71 4,59 9,50 — 10,45 8,89 5,16 — 3,49 4,13 1,37|25,76
б до 5 ю о 9*9 otf |
Штучное время (без установочного) в мин.
5,72 8,12| 13.41 — — 0,65 0,75(5,01 10,39 — 11,50 5,34 — — 4,91 1,62 —
7,Оо| 10,22 16,90 — — 0,71 0,81 5,52 11,66 — — 13,93 6,06 — — 5,29|1,75 —
7,92'12,65'19,11 I 1 — 0,75 0,85 6,08 12.89 — — 16,7б| 6,96 — 5,75^1,87 —
9,69 15,3824,67 1 — — 0,80 0,90(6.60 14,12 — — 20,20 7,50 — — 6,30|2,00 —
11.62 21,55 34,41 — — 0,90 1,00|7.65 16,80 — — — . — — — — 2,25 —
16,85 27,93 45,50 j _ — 1,00 1 1,10 8,75 19,30 —
— . — —' — — 1,П 1,21 — 21,82 1 i ~ — — — — — — — —
— — — — — 1,20 1,30 — 24,90 — — — — — — — — —
— — — — |1,29 1,39 — 25,90 — — — — — — — — —
обработки брать по значению D—диаметр обработки, время умножать на 1,5.
циент— 1,2.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
СТАЛИ Р9
Диаметр обработки D в мм Характер
Продольное точение Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины1 (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый до t 5 Один получистовой Г до 1 Один грубый и один получистовой i + f до 6 Два грубых и один получистовой 2/ + г до 1 1 Три грубых и два получи-стовых 37 + 27' ДО 17 Один грубый 7 до 3 Один получисто-! вой 7' до‘1 1 Один грубый и один получистовой 7 + 7' до 4 Два грубых и , один получисто- 1 вой 27 + f до .7 1 Три грубых и I два получистО’ вых 37 + 27' ДО 11 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0.8 1.1 1.6 2.1 3.3 0.8 | 1.1 1.6 2J ( 3.3 | 0,6 1 1 ,0 0,3 0,3
Основное (технологическое) время в мин на 100 мм длины обработки
25 ' 2,25 1,22 3,47 — — 3,47 2,18 5,65 — 0,70 4,30 0,39 0,26
50 2,70 2,47 5,18 7,88 — 5,15 3,34 8,48 13,61 22,13 1,41 9,10 0,65 0,39
75 3,49 3,70 7,19 10,68 17,90 5,72 5,04 10,76 16,48 27,23 2,00 14,30 1,20 0,52
100 4,29 4,92 9,21 13,50 22,71 6,08 6,72 12,80 18,89 31,70 2,77 19,50 1,43 0,65
125 4,97 6,17 11,15 16,10 27,23 6,54 8,44 14,97 21,54 36,50 3,29 — 1,69 0,78
150 5,58 7,40 12,98 18,58 31,54 7,40| 10,03 17,45 24,82 42,25 3,84 — 1,95 1,04
О Г до 1,5 7 + Г 1 до 9,5 2/ + Г I До 17,5 о СО 7' до 5 Г до 1,5 7+7' до 6,5 +-Мн. О см fit °*оО +“ 'U О СО Е(
Вспомогательное время в мин .
1 .0 1.5 2.2 2,9 4,5 1 .0 1.S 2,2 2.9 4.5 0,9 - 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 7,56 9,52 16,69 24,63 41,70 10,50 10,64 21,15 31,65 52,80 4,22 — 2,20 1,20
200 — — — — — 10,00 12,23 23,25 34,25 57,50 4,70 — 2,34 1,25
225 — — — — — 11,55'13,70 25,26 36,60 61,81 5,08 — ' — 1,30
250 — — — — — 12,85'15,21 28,10 40,95 69,10 5,44 — 1,37
збо — — — — 15,4о|18,25 33,65 49,10 82,70 6,44 — 1,43
350 — — — — 17,92|21,50 39,40 57,30 96,75 6,94 — — —
400 — — —• ’— 20,55|24,55 45,10 65,70 110,80 8,10 — — ' —
450 — — — 23,15 27,33 50,50 73,60 124,10 - —
500 — — — — — 25,62 30,07 55,70 81,30 137,00 — — — —
П р я мечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2, При продольном точении подрезным резцом с главным углом в плане ® = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72, 74 и 80.
ab= 904-100 кг]мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ
КАРТА 26
обработки
Поперечное точение Зацентро- вать Точение фасок Точение галтелей радиусом R В JUJC Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до 4 = 40 мм Развертывание при диамезре развертки 4 в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 Один получистовой t’ ДО 1 Один грубый и один .получистовой t+t' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки О ДО 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,09 1,31 2,08 1,58 2,43 0,41 0,51 2,24 — 1,16 1,43 1,54 1,52 1,26 1,35 1,47 0,39 1,36
1,18 1,77 2,88 1,91 2,90 0,53 0,63 3,03 — 1,56 2,47 2,34 2,54 1,56 1,74 1,99 0,65 3,93
2,46 2,51 4,15 2,06 3,39 0,56 0,66 3,64 — 4,92 3,76 2,56 2,90 4,88 2,24 2,60 0,98 7,87
2,64 3,54 5,78 2,06 3,39 0,60 0,70 4,28 9,10 — 5,77 4,96 3,54 — 2,74 3,22 1,20 14,22
3,44 4,90 8,05 2,38 4,06 0,60 0,70 4,70 10,00 — 8,10 6,62 4,35 4— 3,14 3,70 1,30 21,30
4,38 6,51 10,60 2,64 4,54 0,66 0,76 5,15 10,80 — 11,28 9,61 5,01 — 3,60 4,35 1,43 29,70
[ t ДО 5 Г до 1,5 /+б5 до 6,5
Штучное время (без установочного) в мин.
6,38 9,18 15,25 — — 0,70 0,80 5,60 12,10 — — 12,51 5,80 — — 4,96 1,69 —
7,95 11,59 19,30 — — 0,77 0,87 6,21 13,30 — — 15,10 6,58 — — 5,59 1,82 —
9,04 14,32 21,84 — — 0,84 0,94 6,84 14,75 — — 18,21 7,35 __ — 6,20 1,95 —
11,05 17,50 28,60 — — 0,87 0,97 7,44 16,20 — — 22,05 8,22 — 6,81 2,08 —
15,05 24,80 39,41 1 * — — 0,99 1,09 8,69 19,21 — — — — — 2,34 —
19,42 33,34'52,30 ь 1- 1,11 1,21|9,90 22,20 - - -
— — — — — 1,23 1,33 — 25,05 — —- — — — — — —
"— — — — — 1,28 1,38 — 28,89 — — — — — — — —
— — — — — 1,45 1,55 — 29,85 —. —" — — — ‘— — —
обработки брать по значению ZJ — диаметр обработки, время умножать на 1,5.
циент —1,2.
5. Справочник. Зак. 952
65
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ СТАЛИ Р9
Диаметр обработки D в мм Характер
Продбльное точение Растачивание Подрезка уступа и прорезка канавок на 10*л длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый t до 5 Один получнстовой f до 1 Один грубый и один получи-стовой i + t' до 6 ,_ Два грубых и один получнстовой It + Г до 11 Три грубых и два получи-стовых 3/ + 2Z' 1 да 17 Один грубый 1 р до 3 Одни получнстовой (' до 1 Один грубый и один получнстовой t + i' до 4 , Два грубых и один получнстовой 2/ + Г до 7 Три грубых и два получисто' вых 3( + 2Г до 1 1 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 1,1 1.6 2,1 3,3 0,8 1.1 1,6 2.1 3.3 0.6 1,0 0,3 0,3
Основное (технологическое) время в мни. на 100 мм длины обработки
25 2,54 1,39 3,93 — — 3,93 2,47 6,40 — — 0,80 4,50 0,41 0,27
50 3,06 2,80 5,86 8,92 5,82 3,78 9,61 15,44 25,00 1,59 9,50 0,67 0,40
75 3,96 4,19 8,14 12,10 20,25 6,48 5,70 12,19 18,65 30,83 2,26 14,80 1,25 0,55
100 4,86 5,58 10,43 15,29 25,71 6,88 | 7,60 14,50 21,40 I 35,88 | 3,13 20,00 1,50 0,70
125 5,63 6,99 12,63 18,24 30,85 7,40 9,56 16,95 24,36 41,30 3,73 — 1,75 0,85
150 6,32 8,38 14,70 21,00 35,7о 8,38 11,36 19,75 28,10 47,83 4,35 — 2,00 1,10
1 до 8 о I ( + t' ДО 9,5 ' 2/ + Г ! до 17,5 з/ + It' До 27 1 р до 5 1' ДО 1.5 ; 1 t + t' до 6,5 2/ + Г до 11,5 1 04 зО + ’М О сп сх
Вспомогательное время в мин.
1,0 1.5 2,2 2.9 4,5 1,0 1,5 2,2 2,9 5,5 0,9 - 0,3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 8,56 10,79 19,35 27,90| 47,25 11,90 12,07 23,95 35,84 59,80 4,78 — 2,30 1,30
200 — — — — 12,47 12,86 26,32 38,79 65,10 5,32 — 2,45 1,35
225 — — 13,10 15,50 28,60 41,47 70,00 5,76 - 1,40
250 — — — — — 14,57 17,25 31,80 46,37 78,20 6,16 — — 1,47
300 — — — — — 17,45 20,62 38,10 55,60 93,60 7,30 —• — 1,55
350 — — — — — 20,30 24,30 44,60 64,85 109,50 7,86 -
400 — — — — 23,00 27,80 51,10 74,37 125,20 9,18 — —
450 — — — — — 26,20 30,94 57,15 83,40 140,50 — — — —
500 — — — — — 29,00*34,05 63,00 92,00 155,00 — — —
Пряисчап ня: ] , Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане = 90° машинное 3, При обработке без охлаждения основное (технологическое) время умножать на козффи 4, Режимы резания см. карты 72, 74 и 80.
= 100-:-110 кг[мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ Токарные работы
КАРТА 27
обработки
Поперечное точение ЗацентрО’ вать Точение фасок Точение галтелей радиусом R в мм Сверление при диаметре сверла в мм Рассверливание с d = 2 4 ММ до d = 40 мм । Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Одни грубый t до 4 Один получистовой । t' ДО 1 Один грубый и один 1 получистовой t + f до 5 | с одной стороны i с двух сторон без поворота резцовой головки с поворотом резцовой головки ДО 5 до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,12 1 ,33 2,1з|1,70 2,44 0,42| 0,52 2,36 — 1,34 1.47 1,58 1,56 1,27 1,38 1,5о)б.41 1 ,48*
1,51 1,60 3,03 1,96 2,98 0,56 0,66 3,25 — 2,52 2,56 2,44 2,27 1,59 1.78 2,03 0,67 4,49 8,87
2,10 2,69 4,47 2,24?3,56 0,59 0,69 3,96 — 5,09 3,92 3,741 1 3,03 2,01 2.30 2,69 1.00
2,88 3,89 6,47 2,24 3,56 0,65 0,75 4,68 10,12 — 6,14 5,20 3,82 — 2,82 3,35,1,25 16,43
3,77 5,42 8,88 2,63| 4,29 0,65 0,75 5,14 11,19 — 8,50 6,95 i 4,58 — 3,24 3,88 1,3,б|24,О5
4,85 7,22 11,89 2,89^4,84 0,70 0,80 5,66^12,06 11 ,85 10, ю1 5,28 — 3,75 4,53 1,50,33,52
t до 5 ю о •Ч • t + Г до 6,5
Штучное время (без установочного) г мин.
7,И 10,26^17,07 - 0,75 0,85 6,17 13,14 13,10 6,10 5.10|l ,75 —
9,01 13,02:21,60 1 — — 0,84 0,94 6,86 14,88 — — 16,10 6,91 — 5,8о|1.9О -
11,10 16,2о|24,51 — 0,89 0,99 7,55 16,53 19,20 7,74 — — 6,50*2,05 —
12,42 19,66:31,78 * 1 - 0,94 1,04 8,25 18,13 — — 23,21 8,55 — — 7,08 2,20 —
16,96 27,90^44,48 — — 1,08 1,18 9,66 21,62 — — — — — — 2,45 —
21,92 37,51)59,15 l — — 1,22 1,32 11,07 24,96 — — — — —
— 1 - 1 — "— 1,36 1,46 _ 1 28,21 — — — | — — — — —
— — 1 [ “ — — 1,48 1,58 — 31,63 — — — — — — — — —
— | — 1 - — 1,60 1,70 — ) 33,701 i — | — | -1 — j — — | — — —
обработки брать по значению £>— диаметр обработки, время умножать на 1,5.
циип — 1,2.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ
СТАЛИ Р9
Характер
1 Диаметр обработки D в ли Продольное точение Растачивание Подрезка уступа и прорезка канавок на 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый t до 5 Один получисти вой t ' до 1 Один грубый и один получ и стовой t + t Два грубых и ' один получистовой 2t + Г до 11 Три гр\ бых и два получи стовых 3/ + 21' до 17 Один грубый t до 3 Один получистовой Г до 1 Один грубый и один получистовой t + Г до 4 Два грубых и один получистовой 2/ + Г до 7 Три грубых и два получисто-вых 3t + 2t' до 11 накатыванием опиливанием шлифованием шкуркой
Вспомогательное вр^мя в мин.
0.8 | 1.1 ( 1,6. | 2,1 | 3,3 | 0,8 | 1,1 | 1,6 | 2,1 j 3,3 j 0.6 | 1,0 j 0,3 | 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 3,30 1,80 5,10 — — 5,10 3,20 8,29 — 1,03 4,70 0,43 0,29
50 3,96 3,63 7,59 11,55 — 7,56 4,89 12,46 20,00 32,45 2,06 10,00 0,70 0,42
75 5,12 5,42 10,55 15,69 26,25 8,39 7,39 15,80 24,20 39.95 2,93 15,70 1,30 0,58
100 6,29 7,22 13,50 19,82 33,32 8,92 9,85 18,80 27,70 46,48 4,06 21,00 1,60 0,75
125 7,29 9,06 16,38 23,65 39,95 9,58 12,40 21,99 31,60 53,55 4,83 — 1,85 0,90
150 8,18|10,85 19,05 27,23 46,25 10,85 14,72 25,60 36,40 62,00 5,63 — 2,10 1,15
f ДО 8 Г до 1,5 t + Г до 9,5 2/ + Г ДО 17,5 сч ’м О СО ю о 1' до 1,5 t тЬ t' до 6,5 V 10 4-- О еч ех 4- — ’М о
Вспомогательное время в мин.
1,0 1,5 | 2,2 | 2,9 j 4,5 [ 1,0 | 1,5 | 2,2 | 2,9 | 4,5 | 0,9 | — ] 0,3 ' 0,3
Основное (технологическое) время в мин. на ЮО мм длины обработки
175 — — — — — 15,40 15,62 31,00 46,45 77,40 6,19 — 2,45 1,40
200 — — — — — 16,15 17,95 34,10 50,20 84,30 6,90 — 2,60 1,45
225 — — — — — 16,98 20,10 37,05 53,70 90,70 7,45 — — 1,50
250 — — — 18,90:22,35 1 1 41,20 1 60,04 101,30 8,00 1,57
.300 — — I ” — — 22,60 26,80 49,35 72,00 121,30 9,46 — '— 1,65
350 — — j — — — 26,30 31,53 57,80 84,00 142,00 10,19 — —
: 400 — — — — — 30,17 36,00 66,20 96,30 162,60 11,88 — — —
450 — — — — — 33,95’40,10 74,00 108, ю)182,00 1 1 " — —
500 — — — — — !37,55 1 44,10 | 81,70]119»20'|201,00 — — 1 — | —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане v = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см. карты 72, 74 и 80.
«О
обработки врать по значению D — диаметр обработки, время умножать на 1,5.
циеит —1,2.
обработки | 110 :12о кг/.и .и 2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ
1 1 1 1 28.5С 21,67 15,81 12,85 11,30 8,98 Штучное время (без установочного) в мин. t ДО 5 6,04 4,66 3,50 2,47 1,70 1,20 Штучное время (без у ста нов очного) в мин, | Один грубый t до 4 Количество проходов с глубиной резания t мм Поперечное точение!
1 1 ОС СЛ Сл 37,00 N3 СЛ ОС о сл 16,50 86* 31 Г до 1,5 9,03 6,67 4,69 w 2,04 1,37 Один получнстовой /' до 1 Одни грубый и ОДИН получнстовой i + t' до 5
Г 57,10 40,80 - W W 27,50 09*is| t + t' до 6,5 14,78 to 00 СЛ 5,30 3,42.2,33 to io an
1 | [ | 1 1 3,53 00 ОС Ю сл оо 2,68 QC с одной стороны Зацентровать
1 1 1 1 1 1 1 1 1 5,40 to 4,42 3,71 w о о с двух сторон
1,98 ОС 00 сл СП Со 1,30 to S0* I 56*0 ОС ОС КС о 0,67 0,64 0,46 без поворота резцовой головки Точен ие фасок
0,74 0,56( с поворотом резцовой головки
to 1,9с 1,58|12,90 JO to КС 1,15 9,43 1 ,os 0,98 0,92 0,84 0,84 0,77
1 | 1 — W to 1 8,50 Q N3 6,96 6,38 । СЛ 4,77 00 Co 2,68 до 5 Точение галтелей радиусом Л в мм
15,35 14,10 to 1 1 | ДО 10
43,20 40,60 36,20 to Ю 00 о to W Сл 21,10 18,91 О
1 1 66*1 69'1 о 00 Сверление при диаметре сверла d в мм
( 1 1 1 1 1 | 1 1
о
1 1 1 1 1 | | [ 1 13,30 9,51 6,74 4,35 2,81 1,51
| 1 1 [ 1 24,80 ко СЛ СЛ 16,95 w 8 10,70 7,32 5,47. 3,92 to СЛ w 09*1 го
5,94 5,11 4,28 3,34 Рассверливание с d = 24 мм до d — 40 мм
1 1 [ 1 1 9,64 8,71 1 7,80 6,88 to QC 1,67
1 | 1 1 1 1 1 1 1 1 1 1 to 1,70 OJ oo 00 Развертывание при диаметре развертки d в мм КАРТА 28 Токарные работы
| 1 | 1 1 1 | 1 1 5,20 3,55 3,08 2,60 1,92(2,22 1,43 (71
1 1 1 1 1 о _СО_ ю W СЛ го 6,52 O1 Co СЛ © 4,30 3,69 to. 00 CD 1,59 Ю *
Oo СЛ 1,45 Ice* i s 0,70 0,43 Шлифование шкуркой торцевых поверхностей
1 1 1 1 2,60 to g 2,00 09*1
| 1 1 1 1 1 1 1 1 43,25 31,00 20,70 w 2,05 1,80 Отрезка заготовок
Примечания: 1, Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в n.^atie ^=90° машинное 3. Режимы резания см. карты 69, 73, 74 и 81 .
500 450 400 350 300 250 225 200 SZI 0SI 125 001 от от о ND СЛ Диаметр обработки D в мм
о Ой от 00 от от сл от от от от от от 00 от от СЛ от от от 1 Основное (технологическое) внемя в мин. на 100 мм длины обработки о J Вспомогательное время в мнн, | t ДО 8 от ’•ч от со СЛ 00 о от Основное (технологическое) время в мкн, на 100 мм длины обработки | о 00 Вспомогательное время в мин, 1 Один грубый t до 6 Количество проходов с глубиной резания i в мм Продольное точение |
1 ОО 00 от ОТ о от от от от от 00 от от СЛ со СП от от от 00 от , 1.5 | 2,2 | t' до 1,5 от 00 от ОО от £ от от от от от о от с Один получистовой f до 1
ОО <£) от <0 ОО СП со t--> от от от I—* 1о Сл от от СЛ от от цэ сл t+t' до 9,5 СП от от от от от от со о 2,70 00 CD Один грубый и один получи-стовой t+t' до 7
[ 1 ОТ от <0 от от от 00 СО ОТ от от от i—* 00 со от от о о 2t+t’ до 17,5 00 от в от от от <0 (0 от 00 00 2,80 2,1 ] 3,3 | 0,8 | Два грубых и один получистовой 2Mt' до 1 3
ОО от от QD 1о от от от от СЛ от от от СЛ от от от от 00 от | о'I | e‘t 37+2Г до 27 СЛ со от от 10,91 00 СП от СП от 00 ’от 00 Три грубых и два получи-стовых 37 + 2Н до 20
(0 от СЛ ю 8,86 15,90 Сл nd 00 от от от от от от от от 4* ОТ ОТ Сл от 00 со □0 t До 6 со 00 от ъ от (0 (0 ND Ю ND <0 о Один грубый t до 4 Растачивание
ОТ СЛ 00 00 Ю Сл от от от 1,5 | 2.2 | 2,9 | 4.5 | t' до 1,5 о со от 00 от от 00 от ’о 00 со - Один получистовой /' до 1
ОТ to от —Ю ' ND to со ю со СП о со ю от 11.45 | от от от t+t' ДО 7,5 от 00 00 от от 1о со от от <0 со от -о> Один грубый и один получистовой (4 t' до 5
36,79 со со о> to от о 00 от от от от от от от 00 ОТ о □0 Сл СЛ 00 от иэ 2t+t' до 13,5 от СП от от от о от от (0 от от о 1 2,1 | 3,3 | Два грубых и один получистовой 2t + t' до 9
63,93 СЛ 00 от ОО СЛ to СП от —со ъ Сл ОТ ОТ СЛ от от от СЛ от от 00 от от 3<+2Г ДО 21 от от (0 от от от 00 ND ND СЭ 1 Три грубых и два получисто-вых 3/Ч-2Н до 14
1 1 to t--> 8 от от СО Ю от ||,13 О о о о 00 от о 2 ’от от о от 0,25 О о Подрезка уступа и про ка канавок на 1 0 мм дл (глубины) обработки 9СЗ-'ШЫ Э Dk
1 1 . 1. 1 1 1 1 1 ( 1 1 [ от о ю со СП ’о о от 00 о о накатыванием □ я Э s
1 1 1 1 от СЛ _от ; 0,3 j 0.3 со о о <0 от о 00 о о от о от СП о опнливзннем S-U
! ( от от от 00 Сл о g от о о ОТ о Сл о со СЛ о ND СЛ о от со шлифованием шкуркой го £ X
ОБРАБОТКА СЕРОГО ЧУГУНА Н в=110: 160
СТАЛИ Р9
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Токарные работы
БЕЗ ОХЛАЖДЕНИЯ КАРТА 29
обработк и
Поперечное точение Зацентровать Точение фасок Т очен ие галтелей радиусом 7? в мм Сверление при диаметре сверла d в мм Рассверливание с с/=24 мм до </=40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
один грубый t до 4 один получистовой Г до 1 один грубый и один получистовой (+/' ДО 5 с одной стороны с двух сторон без поворота рез<;овой головки с поворотом резцовой головки ДО 5 ДО Ю 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,97 1,26 1,91 0,97 1,04 0,35 0,45jl ,54 — 0,99 1,01 1,04 1,02 1,03 1,08 1,14 0,25 0,74
1,11 1,52 2,32|о,99 1 1,08 0,39 0,49|1,79 — 1,31 1,34 1,24 1,18 1,09 1,21 1,31 0,45 1,54
1,31 1,98 2,98| 1,04 1,18 0,40 0,50 2,01 — 2,38 1,83 1,63 1,35 1,27 1,44 1,60 0,65 2,74
1,53 2,61 3,84 1,04| 1,18 0,40 0,50|2,15 2,88 — 2,48 2,20 1,61 — 1,6б|1,89 0,75 4,26
1,80 3,42 4,91 1,12[ 1,34 0,42 0,52b, 24 1 3,10 — 3,32 3,00 1,78 — 1,79 2,07 0,85 5,90
2,06 4,41 6,16 1,19) 1,48 0,42 0,52 2,31 3,26 — 4,47 3,88 1,94 — 2,02 2,36 0,95 8,30
t Д. 0 6 Г до 1,5 । i+t' до 7,5 • t
Штучное время (без установочного) в мин.
2,70 5,99 8,37 1 — | — 0,47 0,57|2,47 ! 3,34 1 — 4,65 2,21 — — 2,64 0,10 —
'з, 16 7,47 10,31 — ) — 0,49 0,59 2,64 3,61 — — 5.56 2,48 — — 2,92 1,20 ——
3,59 9,12 12,39 — 1 —— 0,52 0,62|2,82 3,90 — 6,61 2,76 — 3,20|1,30 —
3,99^.0,99 14,67 -— — z 0,54 0,64|2,99 4,19 — — 7,76 3,02 — — 3,50'1,40 —
5,26 15,35 20,29 — — 0,59 0,69 3,33 4,76 — — — — — — — 1,55 —
6,39|20,30 26,37 0,64 0,74 3,68 5,33 — -
7,64 26,15 33,48 — — 0,69 0,79 — 5,93 —
8,93 33,32 4Г.93 — — 0,74 0,84 — 6,52
— — — I- 1 — 0,78 0,88 7,И — — - — — ’— —
обработки брать по значению D— диаметр обработки, время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА //л~ 160 : 180
СТАЛИ Р9
1 Диаметр обработки D в леи Характер
Продольное точение | Растачивание Подрезка уступа и прорезка канавок на Ю мм длины (глубины) обработки Обработка цилиндрических поверхност ей
Количество проходов с глубиной резания t в мм
Один грубый i до 6 Один получистовой t' до 1 1 Один грубый и один получистовой t+t' до 7 ГТ * 1 Два грубых и один получистовой 2t+t' до 1 3 Три грубых и два получи-стовых 31+2Г до 20 Один грубый t до 4 Один получистовой f до 1 Один грубый и один получистовой t + t' до 5 Два грубых и один получистовой 2/4-1' до 9 Три грубых и два получисто-вых 3/4-2Г . ДО 1 4 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 1,1 1,6 2,1 3,3 0,8 1,1 1 .6 2,1 3,3 0,6 1,0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 j 1,27 0,95 2,22 3,49 5,71 2,35 1,73 4,11 — — 0,32 2,80 0,25 0,2С
50 1,47 1,92 3,39 4,86 8,25 3,41 2,61 6,02 9,43 15,45 0,56 6,00 0,45 0,25
75 1,69 2,87 4,56 6,25 10,81 3,68 4,01 7,69 11,37 19,06 0,78 9,30 0,80 0,35
100 2,03 3,83 5,86 7,89 13,75 3,76 5,33 9,09 12,85 21,94 0,80 12,70 0,95 0,45
125 2,15 4,79 6,94 9,09 16,03 3,86 6,52(10,38 14,24 24,62 1,06 — 1,10 0,50
150 2,25 5,75 8,00 10,25 18,25 4,00 7,93| 11,93 15,93 27,86 1,25 1,30 0,70
, t до 8 i t' до 1,5 1— /+г 1 до.9,5 2/+Г: до 17,5 । , 3/+2Г до 27 О tt ю о до 7,5 1 2/4- Г до 13,5 5-е tc
* Вспомогательное время в мин.
1.0 1.5 2.2 2.9 4.5 1.0 1.3 2,2 2.9 4,5 0,9 0,3 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
175 2,67 7,32 9,99 12,66 22,65 5,50 7,79 13,29 18,79 32,08 1,42 — 1,45 0,75
200 3,18 8,37 11,55 14,73 26,28 5,50 8,89 14,39 19,89 34,28 1,59 — 1,55 0,80
225 3,54 9,46 13,00 16,54 29,54 5,61 10,00 15,61 21,22 36,83 1,74 — — 0,85
250 3,66 10,47 14,13 17,79 31,92 6,19 11,14 17,33 23,52 40,85 1,84 — — 0,90
300 4,11 12,57 16,68 20,79 37,47 7,45 13,38(20,83 28,28 49,11 2,15 — 0,95
350 4,45 14,67 19,12 23,57 42,69 8,72 15,71(24,43 33,15 57,58 2,37 — — —
400 — — —. — — 9.99 17,95'27,94 37,94 65,88 2,65 — — —
450 — — — — — 11,14 20,00 31,14 42,28 73,42 — — — —
500 — — 1'2,61 22,00 34,61 47,22 81,83 — — — —
Пр им еча'н и'я: ‘I. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане <f = 90° машинное 3. Режимы резания см. карты 69, 73, 74 и 81.
ИНСТРУМЕНТОМ из быстрорежущей Токарные работы
БЕЗ ОХЛАЖДЕНИЯ КАРТА 30
обработки
Поперечное точение Количество проходов с глубиной резаний t мм Зацентровать Т очение фасок Точение галтелей радиусом Л в мм Сверление при диаметре сверла d в мм Рассверливание с 4=24 мм до 4=4 0 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубы Й t до 4 Один получистовой f до 1 Один грубый и один получистовой t+t' до 5 с одной стороны с двух гторон без поворота резцовой головки с поворотом резцовой головки до 5 О ч 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,99| 1,28 1,95 0,97 1,04 0,36 0,46 1,61 — 1,01 1,03 1,07 1,04 1,04 1,10 1,17 0,25 0,82
1,19 1,62 2,49 1,03 1,16 0,41 0,51 1,92 — 1,38 1,41 1,31 1,24 1,12 1,25 1,38 0,45 1,82
1,44 2,19 3,32 1,08 1,26 0,42 0,52 2,20 — 2,52 1,95 1,76 1,43 1,30 1,51 1,70 । 0,65 3,35
1,71 2,99 4,38 1,08 1 1,26 0,42 0,52 2,37 3,30 — 2,66 2,37 1,73 — 1,76'2,02 0,75 5,17
2,05 3,99 5,72|1,20 1,50 0,45 0,55|2,49 3,56 — 3,56 3,24 1,92 — 1,91|2,23 0,85 7,25
2,37 5,23 7,29|1,26 1,62 0,48 0,58 2,59 3,77 — 4,85 4,21 2,12 — 2,1б|2,55|0,95 10,25
t ДО 6 Г до 1,5 t+t' до 7,5
Штучное время (без установочного) в мин.
3,18 7,23 10,09 — — 0,51 0,61 2,78 3,87 — — 5,08 2,42 - — 2,86 1,10 —
3,76 9,10 12,54 — — 0,54 0,64 3,00 4,21 — — 6,09 2,72 — — 3,18 1,20 —
4,30 11,16 15,15 — — 0,57 0,67 3,21 4,57 — — 7,27 3,02 - — 3,50 1,30 —
4,81 13,53 18,02 — — 0,60 0,70 3,42 4,94 — — 8,54 3,32 — — 3,82 1,40 —
6,39 ,18,99^25,07 — — 0,67 0,77|3,85 5,65 — — — — — — — 1,55 —
7,81 25,23 32,72 — — 0,73 0,83|4,30 6,38 —
9,2б|32,58 41,52 — — 0,79 0,89 — 7,14 —
— — — — — 0,85 0,95 — 7,87 -
— — — — — 0,91 1,01 — 8,61 — — —“ — — — — — —
обработки брать по значению D— диаметр обработки время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА //в--180 : 200
СТАЛИ Р9
X а р а к т е р
Диаметр обработки D в мм Продольное точение Растачивание Подрезка уступа и прорезка канавок на 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
| Один грубый / ДО 6 Один получнстовой Г до 1 Один грубый и один получи-сто вой £4-Г ДО 7 Два грубых и один получнстовой 2t + f до 13 Три грубых и два получи-стсвых 3/ +2f ДО 20 Один грубый t до- 4 Один получнстовой /'до 1 Один грубый и один получнстовой t+f до 5 Два грубых и один получнстовой 2t+f до 9 ® £ * Д X 3 S7*** о с; 4-Р- О 2* t* с СО тг 31 пз йя 3 О Н < и 5 су РЗ м 3 й гЗ опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0.8 ; 1.1 ] 1,6 2,1 3,3 0.8 1.1 1,6 2,1 3,3 0,6 1,0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,53 1,16 2,69 4,22 6,91 2,87 2,08 4,95 — — 0,38 3,30 0,30 0,20
50 1,78 2,31 4,09 5,87 9,96 4,11 3,16 7,27 11,38 18,65 0,67 7,00 0,50 о,зо
75 2,03 3,47 5,50 7,53 13,03 4,46 4,82 9,28 13,74 23,02 0,94 11,00 0,90 0,40
100 2,45 4,6! 7,06 9,51 16,57 4,53 6,42|10,95 15,48 26,43 0,95 15,00 1,10 0,50
125 2,58 5,76 8,34 10,92 19,26 4,65 7,85 12,50 17,15 29,65 1,28 — 1,30 0,60
150 2,71 6,93 9,64 12,35 21,99 4,87 9,55 14,37 19,19 33,56 1,50 - - 1,50 0,80
О /' до 1,5 ст* 4- О 2/ + Г ДО 17,5 3/+2Г До 27 t до 6 Г до 1.5 t + f до 7,5 2t+f до 13.5 + о СО
Вспомогательное время в мин.
1,0 1,5 2,2 2.9 4,5 1.0 1.5 2,2 2,9 4.5 0,9 — I 0.3 [ 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 3,22 8,83 13,05 16,27 29,32 6,62 9,38 16,00 22,62 38,62 1,71 - 1,70 0,90
200 3,84 10,09 13,93 17,77 31,70 6,62 10,71 17,33 |23,95 41,28 1,92 — 1,80 0,95
225 4,27 11,40 15,67 19,94 35,61 6,75 12,05 18,80 25,55 44,35 2,11 — — 1,00
250 4,42 12,61 17,03 21,45 38,48 7,46 13,42)20,88 28,34 49,22 2,23 1,05
300 4,75)15,15 19,90 24,65 i44,55 8,97^16,11)25,08 34,05 59,13 2,59 1,10
350 - - — — 10,50 18,9329,43 39,93 69,36 2,86 —L — —
400 — - — — 12,04 21,63:33,67 45,71 79,38 — — - --
450 - - — — — — 1-3,42 24,09 37,51 50,93 88,44 — - — —
500 — - - - — 14,70|26,50 41,20 55,90 97,10 —
Примечания; 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ^=>90° машинное 3. Режимы резания см. карты 69, 73, 74 и 81,
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ
Токарные работы,
КАРТА 31
обработк и
Поперечное точение Количество проходов с глубиной резания t мм Зацентровать Точение фасок Точение галтелей радиусом Ji в мм Сверление при диаметре сверла d в мм Рассверливание £_d = 24 мм до rf = 40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получистовой Г до L 1 Один Грубый и один получистовой t+t' до 5 I с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки О 01 Off 3 16 24 8 16 24
Штучное время (без установочного) в мин,
1,02 1,30 2,00 1,02 1,14 0,37 0,47 1,68 — 1,03 1,06 1, ю; i/о? 1,05 1,12 1,2о1о,ЗО 0,90
1,25 1,72 2,65 1,09 1,28 0,43 0,5з!2,0б| — ! 1 1,44 1,47 1,38 1,29 1,14 1,29 1,44 0,50 2,11
1,55 2,40| 3,64 1,17 1,44 0,45 0,55|2,40 — 2,66'2,07 1,88] 1,52 1,35 1,57 1,79 0,75 3,94
1,89 3,36 4,93 1,17 1,44 0,45 0,55'2,£0 3,72 — 2,83 2,53 1,84 — 1,84 2,14 0,90 6.17
2,29 4,58 6,55 1,28 1,66 0,48 0,58 2,74 4,03 — 3,80 3,49 2,07 — 2,01 2,39 1,00 8,62
2,69 6,07 8,45 1,37 1,84 0,52 0,62|2,85 4,28 5,22 4,54 2,29 — 2,29'2,74 1,10 12,15
О f ДО 1,5 + о -м. Ч
Штучное время (без установочного) в мин.
3,65 8,47 11,81 — — | 0,56 0,66 3,08 j 4,40 — — 5,50 2,62 — — 3,08 1,30 —
4,36'10,72 14,75 — 0,59 0,69 3,35 4,81 — — 6,62 2,95 — — 3,44 1,40 —
5,01 13,20 17,90 — — 0,63 0,73|3,61 5,24 — — 7,92 3,28 — — 3,78 1,50 —
5,62 16,66 21,36 — — 0,67 0,7?|з,86 5,69 — — 9,35 3,61 — 4,14 1,60 —"
7,53^22,65 29,86 0,74 0,84 4,38 6,55 — — — — — — — 1,80 —
'.1,24 30,1б|з9,С9 — 0,82 0,92 4,92 7,42 1 ~ — — | — J — J — 1 —
— — — — - - 0,89 0,99 8,34 —
— — — — — 0,97 1,07 — 9,22 —
— — — — 1,03 1,13 — 10,11 — — — — —- — — —
обработки брать по значению D—диаметр обработки, время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА нв = 200-?220 СТАЛИ Р9
X а р а 1 стер
Продольное точение | Растачивание V № Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм I И ПрО[ Мм &Л1 ►тки
обработки D в мм [ Один грубый i до 6 Один получистовой 1' до 1 « ? О. с Я ет a s о я ЦЙЬ-erf О О л Два грубых и один получистовой 2/+/' до 13 , Три грубых . и два получи-: стоеых + до 2 0 Один грубый t ДО 4 Один получистовой /' до 1 Один грубый и один получистовой / + /' до 5 Два грубых н один получистовой 2t+У до 9 Три грубых и два получисто-вых 3/+2/' до 14 Подрезка уступа ка канавок на 1 0 (глубины) обрабс накатыванием опиливанием । шлифованием ! ШКУРКОЙ
Q. Вспомогательное время в мин.
<и 0,8 1.1 1,6 2,1 ; 3,3 | 0,8 | 1.11 1.6 1 2.1 | 3,3 | 0,6 । 1,0 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 1,81 1,37 3,18 4,99 8,17 3,39 2,45 5,84 — — 0.46 3,30 0,30 0,20
50 2,10 2,72 4,82 6,92 11,74 4,86 3,73 8,59 13,45 22,04 0,80 7,00 0,50 0,30
75 2,41 4,09 6,50 8,91 15,41 5, 02 5,69 10,71 15,73 26,43 1,10 11,00 0,90 0,40
100 2,89 5,44 8,33 11,22 19,55 5,35 7,58 12,93 18,28 31,21 1,12 15,00 1.Ю 0,50
125 3,05 6,80 9,85 12,90 22,75 5,49 9,26 14,75 20,24 34,99 1,50 — 1,30 0.60
150 3,20 8,18 11,38 14,58 25,96 5,68 11,27 16,95 22,63 39,58 1,78 — 1,50 0,80
t до 8 У до 1,5 1 + о ЕС 2/ + У до 17,5 3* + 2/' до 27 О г* Г до 1,5 t + г до 7,5 21 + У до 13,5 31 + 2/' до 21
Вспомогательное время в мин.
1,0 1,5 2,2 2,9 4,5 1.0 1,5 2,2 2,9 4,5 0,9 - 1 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 3,81 10,42 14,23 18,04 32,27 7,82 11,06 18,88 26,70 45,58 2,01 “Г 1,70 о;9о
200 4,53 11,90 16,43 20,96 37,39 7,82 12,63 20,45 28,27 48,72 2,26 — 1,80 0,95
225 5,05 13,46 18,51 23,56 42,07 7,97 14,22 22,19 30,16 52,35 2,48 — — 1,00
250 5,22 19,88 20,10 25,32 45,42 8,81 15,83 24,64 33,45 58,09 2,61 — — 1,05
300 — — — — — 10,59 19,01 29,60 40,19 69,79 3,06 — — 1,10
350 — — - 12,39 21,27 33,66 45,05 78,71 — — — —"
400 — — '— — — • 14,20 25,53 39,73 53,93 93,66 — — — —
450 — — — — — — — — — — — —
500 — — — — — — — — — — — —
Примечания: 1 * 2. При продольном 3. Режимы резания , Для сверления, рассверливания и развертывания отверстий длину об точении подрезным резном с главным углом в плане о •= 90° машинное м. карты 69, 73, 74 и 81,
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ
Токарные работы
КАРТА 32
об работки
Поперечное точение Количество проходов с глубиной резания t в мм Зацентровать Точение фасок Точение галтелей радиусом Р в мм Сверление при диаметре сверла d в ММ Рассверливание с </=24 jmjb до </=40 мм Развертывание при диаметре развертки d р мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получнстовой f до ] Один грубый и один получнстовой /+/' до 5 с одной стороны 1 с двух сторон 1 без поворота резцовой головки с поворотом резцовой головки до 5 ДО 1 0 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,05^ 1,32^ 2,05^1,06^ 1 ,221| 0,38^ 0,48^1,7&' 1,0^1,1 о' 1.14| 1.111 1,07^1,15^,24^0,30^ 0,99
1,32 1,81 2,82|1,15 1,40 0,46 0,5б|2,19 — 1,53 1,57 1,47 1,38 1,18 1,36 1,53 0,50 2,42
1,69 2,63 3,98 1,24 1,58 0,50 0,60^2,60 — 2,85 2,23 2,05 1,63 1,40 1,66 1,93|0,75 4,58
2,08 3,75 5,51 1,24 1,58 0,52 0,62|2,83 4,15 — 3,07 2,76 2,00 — 1,97 2,32|0,90 7,15
2,54 5,19 7,42 1,37 1,84 0,52 0,62^3,00 4,52 — 4,14 3,83 2,27 — 2,16^2,61 1,00 10,00
3,02 6,95 9,66 1,45 2,00 0,56 0,66 3,14 4,82 5,74 4,99 2,53 2,47|з,00^1, Ю 14,20
t до 6 S' I otf До" 7,5
Штучное время (без установочного) в мин.
4,16 9,78 13,63 — — 0,61 0,71 3,41 4,96 — — 6,10 .2,90 — — 3,39 1,30 ' —
4,99 12,43 17,11 — — 0,65 0,75 3,72 5,45 — — 7,35! 3,26 — 3,79 1,40 —
5,76 15, 37 20,82 — — 0,69 0,79 4,04 5,96 — — 8,84 3,76 — — 4,18 1,50 —
6,48 18,74 24,90 — — 0,73 Х),83 4,33 6,49 — 10,46 4,00 — — 4,58 1,60 —
8,72^26,52|34,92 — 0,82 0,92 4,93 | 7,49 1 — — — —. 1,80 - -
— 1 — — — 0,91 1,0! 5,57 8,52 — — — — — — — —
— — — 1 — — 0,99 1,09 — | 9,61 — — — — — — — — —
— — — i ~ — 1,09 1,19 — |10,65 — — — — — — — —
— —. — — 1,16 1,26 — |11,70| — — — — — — — — —
работки брать по значению D—диаметр обработки, время умнЛкать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА И в = 220' 240 СТАЛИ.. Р9
। Диаметр обработки D в мм X арактер
Продольное точение Растачивание Подрезка уступа и прорезка канавок на 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый Н до 6 | Од1и1 получисто-| ВОЙ t' до 1 Один грубый и один получи^ . стовой 1 Г до 7 । Два грубых и j одни получистовой 2t +t' до 13 Три грубых 1 и два получи- i стовых 3' -р 2Г 1 до 20 j Один трхбыЙ I /до 4 Одни получисто» ВОЙ 1' до 1 1 Один грубый и один получистовой i + 1' до 5 Два грубых и один получистовой 2/-(-/' до 9 Три грубых и I два получисто-вых 3/ + 2/' ДО 14 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 1.1 1,6 2, 1 3,3 0,8 1,1 1,6 2.1 3,3 0,6 ; 1 ,0 0,3 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
25 2,141 1,61 3,75 5,89 9,84 3,99 2,88 6,87 - 0,54 3,80 0,35 0,25
50 2,48 3,21 5,69 8,17 13,86 5,71 4,39 10,10 15,81 25,91 0,94 8,00 0,60 0,35
75 2,8з1 4,82 7,65 10,48 18,33 5,88 6,70 12,58, 18,46 31,04| 1,30 । 12,50 0,95 0,45
ЮТ 3,40 6,41 9,81 13,21 23,02 6,32 8,92 15,24) 21,56 36,80 1,32 17,20 1,25 0,60
125 3,59 8,02 11,61 15,20 26,81 6,47|10,92 17,39 23,86 41,25 1,78 - 1,50 0,70
150 3,77 9,64 13,41 17,18 ! 30,59 6,71)13,27 19,98 26,69 46,67 2,10 1,70 0,90
1 \ i до 8 /'ДО 1,5 1 1 I t + г 1 ДО 9,5 1 о G4 3/+2,' до 27 | / до 6 /'ДО 1,5 / + /’ до 7,5 . 2/ + V | до 13,5 3/ + 2/' 1 до 2!
Вспомогательное время в мин.
1.0 1.S 2,2 2,9 4,5 1.0 1,5 2,2 2.9 4,5 0,9 — 0,3 0,3
Основное (технологическое) время в мни. на 100 мм длины обработки
175 4,48)12,28 16,76 21,24 38,00 9,21)13,04 22,25 31,46 53,71 2,37' — 1,95 1,00
200 5,Зз|14,02 19,35 24,68 44,03 9,21 14,88 24,09 33,30 57,39 2,67 2,10 1,10
225 5,94'15,85 21,79! 27,73 49,52! 9,38*16,70 26,08 35,46 61,54* 2,92 1 — — 1,15
250 6,6о|17,53 24,13 30,73 54,8б|10,38)18,66 29,04 39,42 68,46 3,09 — - 1,23
300 | — — - -- — 12,43|22,4О 34,88 47,36 82,24 — — — 1,25
350 — ! - — 14,60(26,32 40,92 55,52 96,44 — — —
400 1 - - -
450 1 — -
500 j — — - - -
Примечания; 1. Для свержения, рассверливания и развертывания отверстий длину об 2. При продольном точении подрезным резцом с главным углом в'плане <? = 90° машинное 3. Режимы реэация см, карты 69, 73, 74 и 81.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ
Токарные работы
КАРТ Л 33
обработки
Поперечное точение Количество проходов с глубиной резания t в мм Зацентровать Точение фасок Точение галтелей радиусом в мм Сверление при диаметре сверла d в мм Расверлинанне с d = 24 мм до d = 40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торпцевых поверхностей Отрезка заготовок
Одни грубый t до 4 Один получистовой Г ДО 1 Один грубый и один получистовой t + t' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,08 1,36 2,12 1,08 1,26 0,39 0,49 1,83 — 1,07 1,12 1,18 1,14 1,08 1,18 1,27 0,35 1,09
1,41 1,93 3,02 1,18 1,46 0,49 0,59 2,36 — 1,59|1,63 1,54 1,43 1,20 1,40 1,59 0,60 2,76
1,83 2,89 4,41 1,27 1,64 0,52 0,62 2,83 — 2,98|2,33 2,15 1,72 1,43 1,72 2,01 0,85 5,30
2,29 4,22 6,19 1,27 1,64 0,55 0,65 3,12 4,67 3,23 2,92 2,11 — 2,05|2,44 1,00 8,35
2,85 5,92 8,45 1,42 1,94 0,55 0,65 3,31 5,10 - 4,38 4,06 2,41 — 2,27 2,76 1,15^11,70
3,41 7,99 11,08 1,52 2,14 0,61 0,71 3,47 5,46 — 6,10 5,28 2,70 — 2,60|3,18 1,25 16,55
t до 6 t ' до 1,5 t + i' до 7,5
Штучное время (без установочного) в мин.
4,75 11,32 15,75 — | 0,66 0,76 3,79 5,62 1- 1- 6,49j3,08 — 3,60 1,50 —
5,72 14,44 19,84 — 0,71 0,81 4,15 6,19 - — 7,84 3,48 — — 4,03 1,60 —
6,6з| 17,90 24,22 — — 0,76 0,86 4,53 6,78 — 9,44 3,88 — — 4,45 1,70 —
7,48,21,87 29,03 — — 0,81 0,91 4,87 7,42 — — 11,1914,28 — - 4,87 1,85 —
— — —- — — 0,91 1,01 5,59 8,60 — — — — — 2,Ю —
— — — — — 1,02 1,12'6,34 1 9,82 — 1 1
— — — — — 1,22 — 11,10 - -
— — — - 1,23 1,33 12,32 — — — — — — — j —
— — — — 1,32 1,42 — 13,55 — — — — — — “ i
работки брать по значению D — диаметр обработки, время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА Н240 — 260
СТАЛИ Р9
Диаметр обработки D в мм Характер
Продольное точение j Растачивание Подрезка уступа и прорез ка канавок на 10 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый 7 до 6 Одни получнстовой V до 1 I Один грубый И одни получи-стовой t -i~ i' до 7 Два грубых И один получнстовой 27+7' до 13 Три грубых и два иолучи-стовых 3/ + 2t' до 20 Один грубый 7 до 4 Один получнстовой 7' до 1 Один грубый и един получнстовой С + 7' до 5 Два грубых и один получнстовой 27 4- 7' до 9 Три грубых и два получисто- j вых 3^ + 2/' До 14 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 | 1,1 1,6 2,1 3,3 | 0,8 | 1,1 ] 1,6 [ 2,1 | 3,3 | 0,6 | 1 ,0 | 0,3 [ 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
25 2,45 1,83 4,29 6,74 11,03 4,57 3,31 7,88 — 0,62 3,80 0,35 0,25
50 2,83 3,68 6,51 9,34 15,85 6,54 5,02 11,56 18,10 29,66 1,07 8,00 0,60 0,35
75 3,23 5,51 8,74 11,97 20,71 6,6о| 7,66 14,26 20,86 35,12 1,49 12,50 0,95 0,45
100 3,89 7,33 11,22 15,11 26,33 7,20|10,22 17,44 24,64 42,08 1,51 17,20 1,25 0,60
125 4,11 9,17 13,28 17,39 30,67 7,38112,49 19,87 27,25 47,12 2,03 — 1,50 0,70
150 4,31 11,02 15,33 19,64 34,97 7,75|15,19 22,94 30,69 53,63 2,39 — 1,70 0,90
! ДО 8 О , t + i' ' до 9,5 27 + 7' до 17.5 37 + 27' ДО 27 7 до 6 7' до 1,5 7 4-7' ДО 7,5 27 4- 7' до 13,5 37 4- 27' ДО 21
Вспомогательное время в мии.
1.0 1,5 | 2,2 | 2,9 | 4,5 1 1,0 1.5 | 2,2 2,9 4,5 0,9 0.3 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
<75 5,12|14,08 19,15 24,27 43,42 10,53 14,92 25,45 35,98 61,43 2,73 — 1,95 1,00
200 ' 6,11|16,05 22,16 28,27 50,4з| 10,53 17,03 27,56 38,09 65,65 3,06 2,10 1,10
225 6,79 18,14 24,93 31,72 56,65|10,74|18,95 29,69 40,43 70,12 3,35 __ -- 1,15
250 — — — — 11,8б|21,34 33,20 45,06 78,26 — 1,20
300 — — 14,28 25,62 39,90. 54,18 94,08 — — 1,25
350 j — — -
400 —
450 | — —
500 | — — — —-
Примечания: ,1. Для сверления, рассверливания и развертывания отверстий длину об 2, При продольном точении подрезным резцом с главным углом в плане <р —90е машинное 3. Режимы резания см. карты 69, 73, 74 и 81.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ Токарные работы КАРТА 34
обработки
"[оперенное точение Количество проходов с глубиной резания t мм Зацентровать Точение фасок Точение галтелей радиусом Я в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до d = 40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой t+t' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 ! до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,Н 1,39 2,1 в|1,20 1,50 0,41 0,51 Г,91 — 1,11 1,16 1,22 1,17 1,09 1,20 1,30 0,35 1,19
1,48 2,04 3,2111,33 1,76 0,51 0,61 2,52 — 1,66 1,71 1,62 1,49 1,23|1,44 1,6б|о,6О 3,10
1,98 3,13 4,8о|1,45 2,00 0,56 0,6б|з,06 3,1412,47! 2,29|1,81 1,47 1,80|2,12 0,85 6,62
2,50 4,65 6,8з|1,45 2,00 0,59 0,бэ|з, 38 5,16 — 3,43 3,10 2,25 — 2,15 2,58 1,00 9,40
3,14 6,59 9,41 1,63 2,36 0,59 0,69[з,59 5,65 — 4,66 4,35 2,56 — 2,40 2,94 1,15 13,30
3,79 8,96^12,43 1,76 2,62 0,65 0,75|3,78 6,05 — 6,52 5,67 2,89 — 2,74 3,40 1,25 18,80
t ДО 6 1 О ч to + о *
Штучное время (без установочного) в мин.
5,31 12,78 17,77 — — 0,71 0,81 4,05 6,24 — — 6,98 3,32 — 3,86 1,50 —
6,42 16,35 22,46 — 0,77 0,87 4,58 6,90 — — 8,46 3,76 — - 4,32,1,60 —
7,47^20,31 27,46 — | 0,82 0,9214,99 7,59 — 1 — 10,20|4,18 4,77 1,70 —
— — - — — 0,88 0,9815,39 8,30 — — 12,124,62 — 5.24 1,85 —
— — — -- — 1,00 . 1,10|6,21 9,67 — 1 1 “ — —г — — 2,10 । _
— | — — | — — 1,12 1,22 7,07 11,05 i 1 j — —
— —- — — — 1,24 1,3' — 12,56 — | — — —
— | — — — — 1,36 1,46 13,96 — Г —
— j — — — — 1,46 1,56 15,36 — 1 1 j - -
работки брать по значению D — диаметр обработки, время умножать на 1,4,
и. Справочник, Зак. 952
ы
оо
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длию 2. При продольном точении подрезным резцом с главным углом в плане у = 90° машинное 3, При обработке без охлаждения основное (технологическое} время умножагь на козффи 4. Режимы резания см. карты 70, 73, 75фН 82,
t до 8
Г до 1,5
/ + Г до 9,5
2/ + /'
ДО 17,5
37+2Г
ДО 27
i до 6
f ДО 1,5
1
до 7,5
2Л-Г
до 13,5
з/+2Г
ДО 21
0,90 1,63 2,53 3,43 5,96 1,44 2,24 3,68 5,12 8,80 0,56 — 1,15 0,63
125 | О,83| 1,36 2,19 | 3,02 5,21 1 100 сл о to сл Диаметр обработки D в мм -
0,74 1,10 1,84 2,58 4,42 0,64| 0,82 1,46 2,10 3,56 0,51 0,54 1,05 1,56 2,61 0,44 0,44 0,88 1,32 2,20 Основное (технологическое) время в мин. на 100 мм длины обработки ,0,8] 1,1 | 1.6 | 2,1 | 3,3 ( 0.8 | 1 ,1 | 1.6 | В(помогатеж ное время в мин. Один грубый t до 6 Один получистовой Г до 1 Один грубый и один получистовой t ~ i' 7 Два грубых и один получистовой 21 + Г до 13 Три грубых и два получи-стовых 3(-р2(' до 20 , цилиндрических Количество проходов с глубиной резания 1 в мм С а х поверхностей s V Продольное точение 1 Растачивание 1 Й х 1 . - - - - .. 1 Г *r« I Kfl й firiT LF Й X арактер
1,31 1,89 3,20 1,25 1,15 2,76 1,23 1,15 2,38 1,1б| 0,92 1,91 0,88 0,88 1,76 Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой t + t' до 5
4,51 7,71 0,47 | — | 1,00[ 0,45 4,01 6,77 | 0,39 11,50 0,85 0.4С 3,61 5,99 0,32 8,40 0,72 0,32 3,07 4,98 0,22 5,4о1 0,40 0,23 - । 2,64 4,40 0,12 2,50 0,23 0,1? Е ‘ 0 j £ ‘ 0 j 0 ‘ 1 | 9'0 | — j ~ Два грубых и один получистовой 21+t' до 9 Три грубых и два получигто-вых ЗМ-2(' до 14 Подрезка уступа ка канавок на 1 0 (глубины) обрабо накатыванием опиливанием шлифованием шкуркой
ОБРАБОТКА КОВКОГО ЧУГУНА Нв = 1004-120
СТАЛИ Р9
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ Токарные работы
КАРТА 35
обработки
Понереч! ое точение Количество проходов с глубиной резания t в мм ЗацентрО’ вать Точение фасок Т очение галтелей ради усом R в мм Сверление при диаметре сверла d в мм 5$ Ч сч II 4> S h Ч о к о Сц Et Развертывание при диаметре развертки d в мм Шлифсвяпие шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Одни получистовой t до 1 Одни грубый и один получистовой tit' до 5 с одной стороны с двух сторон | без поворота резцовой головки с поворотом резцовой головки 1 ю О * до 1 0 J 8 1Ь 24 8 16 24
Штучное время (без установочного) в мин.
0,91 1,20 1,79 0,97 1,04 0,35 0,45 1,40 — 0,92 0,92 0,94 0,94 1,00 1,03 1,0710,23 0,58
0,99 1,32 1,99 0,97 1,04 0,36 0,4б|1,52 — 1,13|1,13 1,03 1,03-1,04|1, ю|1,18 0,40 0,99
1,07 1,48’ 2,24 0,97 1,04 0,36 0,46 1,63 — 1,97|1,47 1,27 1,Н 1,19|1,2в| 1,40 0,58 1,61
1,19 1,72 2,58 0,97 1,04 0,37 0,47 1,70 2,06 1,96 1,74 1,32 1,46 1,61 0,68 2,49
1,31 2,01 3,01 1,03 1,16 0,37 0,47 1,73 2,15 — 2,59 2,27 1,40 — 1,54 1,72 0,77 3,56
1,46 2,38 3,53 1,08 1,26 0,38 0,48 1,77 2,23 — 3,32 2,90 1,48 — 1,72 1,94 0,86 5,00
9 otf f tn С ' tx is
< Штучное время (без установочного) в мин.
1,78 2,95 4,41 — — 0,39 0,49 1,86 2,25 — — 3,71 1,68 — — 2,16 1,00 —
2,00 3,49 5,18 — — 0,41 0,51 1,93 2,40 — — 3,96 1,88 — 2,38 1,10 —
2,26 4,08 6,02 — 0,42 0,52 2,01 2,53 — — 4,62 2,08 — — 2,60 1,17
2,46 4,78 6,92 1 — 0,44 | 0,54*2,10 2,67 — 5,32| 2,27 — 2,81 1,26 —
3,16 6,36 9,26 — — 0,46 | 0,56 2,27 2,96 — — — — — 1,35 —
— — '— — — 0,48 0,58 2,42 3,23 — —
— 1 — 1- | 0,51 | 0,61 3,51| — — — — 1 —
— 1 -1 — — — 1 0,55 f 0,65 3,76 — —
— i — — j — 1 -1 °-5* 0,6- — 4,01 | — j — | — 1 —
обработки брать по значению D — Диаметр обработки, время умножать на 1,4.
цнент ],2.
Характер
=f
*
Q я
Продольное точение | Р астачивание 1Я11Н1 -eadt Обработка цилиндрических поверхнос тей
Количество проходов с глубино 1 резания i в мм
а х я ММ дл )ТКИ
С о ►лучисто- [О i у бы й юл уч и- +г бых и луч исто- Г до (3 бых ?лмчн-3/4-2*' >п 3 лучисто- о 1 X CS ю луч исто ДО S бых и .пучисто-(’ до 9 бых и i'khcto- 2Г а уступа юк на 1 0 ы) обрабс Я X а х 2 ± а:
Один гр t До 6 . - Один ПС ной Г д О: СЧ Два гру один по вой 2f-H Три гру п два п< стойых до 20 Один гр t До 4 Один по вой Г Д| Один гр один по вой / + /' Два rpyi один по вой 2/+; Три гру два пол; вых 3/4 до 1 4 Подрез к ка Kauai (глубин п Э F СЧ Ж СЧ X опил ива; шлифова шкуркой
Диаметр Вспомогательное время в мин,
0.8 1 *’* | 1.6 j 2.1 I З.з | 0,8 | 1.1 I 1.6 1 2.1 j 3,3 | 0.6 | 1.0 | 0.3 1 0.3
Основное (технологическое) время в мри, на 100 мм длины обработки |
25 0,6( 0,44 1,04 1,64 2,68 1,13| 0,8 8 2,01 — — 0,17 2,5 0 0,23| 0,18
50 0,7С 0,74 | 1,44 2,14 3,58 1,5е 1,0 4| 2,63 | 4,22 6,8 5 0,31 5,4 0 0,40| 0,23
75 0,87 1.Н | 1,98 2,85 4,83 1,61 ) 1,5 э] 3,24 4,93 8,17| 0,44 8,40| 0,7! 2 0,32
100 | 1,01 1,50 | 2,51 3,52 6,03 | 1,75 1| 2,0" 3,79 5,51 9,30| 0,54 11,50| 0,81 > 0,40
, 125 1,15 1,86 2,99 4,12 7,И 1,8С 2,5* 4,38 6,18 10,5б| 0,65 — 1,00| 0,45
150 | 1,23 | 2,24 3,47 ' 4,70 8,17 1,97 3,0б| 5,03 7,00 12,ОЗ| 0,77 | — | 1,15| 0,63
! t до 8 1' До 1,5 1 s*6 Otf ——\ 2/+Г До 17,5 3t + 2t' до 27 t до 6 Г до 1,5 t * до 7,5 2/ + Г до 13,5 *+* о со ц,
Вспомогательное время в мин.
1.0 1.3 2.2 2,9 4,5 1.0 1.5 2.2 2,9 4.5 0.9 — 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,59 2,81 4,40 5,99 10,39 2,76 3,10 5,86 8,62 14,48 0,83 — 1,30 0,68
200 1,72 3,18 4,90 6,62 11,52 2,80 3,56 6,36 9,16 15,52 0,95 — 1,40 0,70
225 1,87 3,59 5,46 7,33] 12,79 2,87 4,0’ 6,88 9,75 16,63 1,02 — — 0,75
250 2,03 4,01 6.04 8,07 14,11 3,21 4,45 7,6б| 10,87 18,53 1,06 — — 0,80
300 2,36 4,80 7,16 9,52 16,68 3,83 5,90 9,1з] 12,96 22,09 1,34 — — 0,85
350 2,58- 5,58 8,16 10,74] 18,90 4,45 6,26 10,71 15,16 25,87 1,48 ] — — —
400 2,76 6,46 9,22 11,98 21,20 5,10 7,12| 12,22^ 17,32] 29,54 1,62 ] — -1 —
450 — — — — — 5,73 7,95 13,68 19,41 33,09 — — — —
500 Г — — — — -1 6,2б| 8,80i 15,06 21,32] 36,38] — — — 1
Примечания; 1, Для сверления, рассверливания и развертывания отверстий длину 2, При продольном точении подрезным резцом с главным углом в плане о = 90° машинное 3, При обработке без охлаждения основное (технологическое) время умножать На коэффи 4. Режимы резания см. карты 70. 73. 74 и 82.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ Токарные работы
КАРТА 36
обработк и
Поперечное точение Зацентровать Течение фасок Т очение галтелей радиусом 7? в мм Сверление при диаметре сверла d в мм Рассверливание с d=24 мм' до d =4 0 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заго/овок
Количество проходов с глубиной резания t в мм
Один грубый t цо 4 Один получистовой V до 1 Один грубый и один 1 получистовой До 5 с одной стороны i с двух сторон без поворота резцовой головки г поворотом резцовой головки до 5 1 до Ю 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,93 1,22 1,8з'о,97 I I 1,04 0,35 0,45 1,44 — 0,94 0,94 0,96|0,96 1 ,01 1,05 1,09|0,23 0,64
1,03 1,38 2,08 0,97 1,04 0,37 0,47 1,61 — 1,18 1,18 1,08 1,07 1 ,06 1,15 1,23|0,40 1,20
1,16 1,60 2,44 0,97 1,04 0,37 0,47 1,76 — 2,07 1,55 1,35 1,19 1,22 1,35 1,47 0,58 2,06
1,31 1,92 2,91 0,97 1 ,04 0,38 0,48 1 ,86 2,34 — 2,08 1,85 1,40 — 1,54 !,72|0,68 3,24
1,49 2,32 3,50 1,03 1,16 0,38 0,48 1,90 2,47 — 2,74 2,44 1,52 — 1,64 1,8б|о,77 4,68
1,69 2,84 4,21 1,08 1,26 0,41 0,51 1,96 2,56 — 3,55 3,13 1,62 — 1,84 2,111о,86 1 6,50
О Г до 1.5 до 7,5
Штучное время (без установочного) в мин.
2,12 3,59 5,40 — — 0,42 0,52 2,07 2,61 — — 3,64 1 ,83 — — 2,36 1,00 —
2,43 4,35 6,46 — 0,45 0,55 2,17 2,80 — — 4,31 2,06 — 1 2,60 1,10 —
2,78 5,16 7,62 — 0,46 0,56 2,29 3,00 — — 5,03|2,28 — -1 2,84 1,17 —
3,05 6,10 8,84 — — 0,48 0,58|2,40 3,19 — — 5,8з|2,49 — 3,08 1,26 —
4,02 8,28 11,98 — — 0,51 0,61 2,63 3,57 — — — — — — — 1,35 —
4,93 10,84 15,46 — — 0,54 0,64 2,85 3,95 —
6,09 13,69 19,47 — — 0,57 0,67 — 4,33 ।
— — — — — 0,60 0,70 — 4,72| — — — — — — — — —
— | — | — | О,64| 0,74 — 1 5,10| — j — | — j — 1 — 1 — 1 | 1
обработки брить по значению D — диаметр обработки, время умножать на i,4, циент i ,2.
ОБРАБОТКА КОВКОГО ЧУГУНА Нв = 1404-160 СТАЛИ Р9
Диаметр обработки D в мм . Характер
Продольное точение Растачивание Подрезка уступа и прорезка канавок |ш 10 мм длины (глубины) обработки Обрабо гк а цилиндрических поверхностей
Количество проходов с глубиной резания t в -им
Один грубый t ДО 6 Один получистовой Г до 1 Один грубый , и один получи- । стовой /4-/' до 7 Два грубых и один получистовой 2/ + Л до 1 3 Три грубых и два получи-стовых 3/4-2/' до 2 0 Один грубый / до 4 Один получистовой /' до 1 Один грубый и один получистовой /4-/' до 5 Два грубых и один получистовой 2/4-/' до 9 Три грубых и два получисто-вых 3/4-2 /' ДО 1 4 накатыванием 01 Е £ 5; § к О шлифованием шкуркой
Вспомогательное время в мин.
0,8 1.1 1.6 2.1 3.3 0.8 1.1 1.6 2, 1 3.3 0.6 1.0 0.3 1 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,76 0,48 1,24 2,00 3,24 1,45 0,88 2,33 — 0,21 2,80 0,25 0,20
50 0,90 0,95 1,85 2,73 4,60 2,03 1,32 3,35 5,38 8,73 0,39 6,00 0,45 0,25
75 1.И 1,43 2,54 3,65 6,19 2,18 2,00 4,18 6,26 10,54 0,56 9,30 0,80 0,35
100 1,29 1,93 3,22 4,51 7,73 2,20 2,65 4,85 7,05 11,90 0,69 12,70 0,95 0,45
125 1,45 2,38 3,83 5,28 9,11 2,30 3,32 5,62 7,92 13,54 0,83 — 1,10 0,50
150 1,58 2,86 4,44 6,02 10,46 2,52 3,92 6,44 8,96 15,40 0,99 1,30 0,70
i До 8 О Ef t+r До 9,5 । I 2/ + Г до 17,5 3/4-2/' до 27 i t ДО 6 9' 1 °tf ю И" о 1 2/4-/' до 13.5 3/4-2/' ДО 21
Вспомогательное время в мин.
1.0 1.5 2,2 2,9 4.5 1.0 1.5 2,2 2,9 4,5 0,9 - 0,3 0.3
Основное (технологическое) время в мин, на юо мм длины обработки
175 2,03 3,60 5,63 7,66 13,29 3,53 3,98 7,51 11,04 18,55 1,06 — 1,45 0,75
200 2,21 4,08 6,29 8,50 14,79 3,59 4,57 8,16 11,75 19,91 . 1,23 — 1,55 0,80
225 2.41 4,61 7,02 9,43 16,45 3,67 5,14 8,81 12,48 21,29 1,30 — — 0,85
250 2,61 5,14 7,75 10,36 18,11 4,11 5,70 9,81 13,92 23,73 1,36 — — 0,90
300 3,03 6,16 9,19 12,22 21,41 4,91 6,79 11,70 16,61 28,31 1,71 — — 0,95
350 3,32 7,16 10,48 13,80 24,28 5,70 8,04 13,74 19,44 33,18 1,90 — — —
400 3,53 8,23 11,81 15,34 27,15 6,54 9,14 15,68 22,22 37,90 2,07 — — —
450 3,65 9,38 13,03 16,68 | 29,71 7,35|10,20 17,55 24,90 42,45 — — — —
500 1 - При 2. П) 3. Пр 4. Ре м е ч а н и я: 1. Для се и продольном точении и обработке без охлаж жимы резания см. кар 8,04[ 11,28 ерлеиия, ра подрезным pt дгния основн гы 70* 73, 7 19,32 ссверлиг ?зцом с ое (техЕ и 82. 27,3б| 4б,68| — | — | — | — >ания и развертывания отверст ий длину главным углом в плане ?=90° машинное (алогическое) время умножать на коэффи
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
КАРТА 37
обработк и
Поперечное точение Зацентровать Точение ок Точение галтелей радиусом R, в мм Сверление при диаметре сверла d в мм Рассверливание с d—24 мм до d = 4 0 мм Развертывание при диаметре развертки d в мм [ Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Количество проходов с глубиной резания t мм
Один грубый t до 4 Один получнстовой 1' ДО 1 Один грубый н один получнстовой /+/' до 5 I с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 0 J Off | 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,95 1,23 1,86 0,97 1,04 0,35 0,45 1,50 — 0,960,96 0,99 0,99|1,02 1,07 I , 12’0,25 0,70
1,08 1,44 2,21 !0,99 1,08 0,39 0,49 1,71 — 1,22 1,22 1,12 1,11 1,08 1,18 1,28(0,45 1,42
1,24 1,72 2,б4|1,02 IJ4 0,39 0,49 1,90 — 2,16 1,62 1,42 1,25 1,25(1,40 1,5б|0,65 1 2,51
1,44 2,13 3,25 1,02 1,14 0,40 0,50'2,01 । 2,64 ___ 2,19 1,96 1,48 — 1,61 1,82(0,75 3,97
1,68 2,65 4,'01 1,09 1,28 0,40 .0,50 2,08 2,81 — 2,92 2,61 1,62 — 1,73 1,99 0,85 5,80
1,92 3,31 4,91 1,15 1,40 0,44 0,54 2,15 2,94 — 3,80 3,35 1,75 — 1,9412,27(0,95 8,15
<0 ю * LO
О о l=t
** ** ~ Ct
Штучное время (без установочного) в мин.
2,48 4,28 6,45 — — 0,46 0,56 2,29 2,99 — — 3,92 1,98 — — 2,55 1,10 —
2,87 5,23 7,79 — — 0,48 0,58(2,43 3,23 — — 4,66 2,22 — — 2,81 1,20 —
3,32 6,28 9,28 — — 0,50 0,60(2,57 3,49 — — 5,49 2,47 3,09|1,30 —
3,67 7,51 10,86 — — 0,52 0,622,71 3,73 — — 1 6,37 2,71 — __ 3,35 1,40 —
4,91 10,28 14,87 — — 0,56 0,66^3,01 4,22 — — — — — — — 1,55 —
6,08|13,58[19,34 - 0,60 0,70|з,30 4,71 —
(7,57 17,22(24,48 —- — 0,65 0,75 — 5,20 — — — — — — — —
9,29(21,64 30,41 - 0,68 0,78 5,69 — — — — — ‘— —
- 0,72 0,82 — 6,18 — — — — — — — —
обрабогки’брать по значению D — диаметр обработки, время умножать наж1,4,
аиент 1,2.
ОС Ос Примечания; !. Для сверления, рассверливания И резвертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане да = 90“ машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи 4. Режимы резания см, карты 70, 73, 74 и 82. 500 450 400 350 300 250 225 200 175 О 125 100 сл о to СЛ Диаметр обработки JO в мм ОБРАБОТКА КОВКОГО ЧУГУНА А/в = 160-Н80 СТАЛИ Р9
1 1 4,41 4,14 3,80 7,71 3,26 | 3,01] 5,76 2,76 2,54 Основное (технологическое) ввемя в мин, на 100 мм длины обрабоотки о Вспомогательное время в мин* t до 8 1,97 1,81 1,62 1,39 C0 0,95 Основное (технологическое) время в мни, на ЮОжлг длины обработки j 0,8 | Вспомогательное время в мин, Один грубый t до 6 Количество проходов с глубиной резания / в мм 1 Продольное точение | Растачивание | Характер
1 1 10,34 8,95 о> to 5,10 4,50 - t' до 1,5 3,58 2,98 ♦ 2,42 0,79 1,20 | 2,33 1 09*0 ' - Один получистовой V до 1
1 | ,14,75 13,09 11,51 CD ОО 8,77 7,86 . 7,04 2,2 2,9 | i 4- /' до 9,5 5,55 CD 4,04 3,18 1,55 Один грубый и один получистовой /-}-/' до 7
| 1 19,16 17,23 15,31 12,94 | И.78 10,62 9,58 2/4-/' до 17,5 СЛ to 09‘9 5,66 4,57 3,46 2,50 | Е'Е 1*3 Два грубых и один получистовой 2/ + /' до 1 3
1 33,91 30,32| 7,13, 26,82 22,62 | 20,55 00 GC 16,62 4,5 | J.0 | 1 ,5 2,2 | 2,9 4,5 | 0,9 — | 3/ 4-/' до 27 13,07 11,39 9,70 7,75( 5,79| 2,54! Три грубых и два получисто-вых 3/4-2Г до 20
10,05’14,10 9,20 । 8,17 о оо СП 00 5,14 | 4,60' 4,49 lO t ДО 6 /' до 1,5 3,15 2,87 2,75 to to 1,81 0.8 | 1 . 1 | Один грубый t до 4
кэ СЛ 11,43 10,05 7,13 | 6,42 5,71 4,98 4,91 4,14 3,32 to o> СЛ 1,10 Один получистовой /'до 1
24,15 21,95, ’о о 8l'ZI ю ьэ | 11,02 10,20 9,39 ДО 7,5 8,06 7,01 6,07 5,12 4,19 2,91 Г 5 1 9*1 Один грубый и один получистовой / + / ' до 5
34,20 31,15 1 ' 27,77 24,31 о 17,41 СП СП то _ № сл сп СП 13,80| 23,19 2t+t‘ до 13-5 11,21 88*6 00 Оо to 7,84, 12,96 | 6,73 1 Два грубых н один получистовой 2/ + /' до 9
58,35 53,10| 47,37 41,49 35,40 29,68 24,89 3/4-2/' до 2 1 19,27 16,89 j 14,89 10,92, 0,49 | I | 3.3 j 0,6 Три грубых и два получисто-вых 3/ + 2/' до f 4
1 2,59 2,36 2,13 1,70 89*1 1,53 1,23 1,04 0,86 0,70 0,27 Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки
1 1 1 1 1 1 1 1 1 I j 12,70 9,30 6,00| 0,45! 2,80 Е ’0 | 0'1 | накатыванием Обработка цилиндрических поверхностей
1 1 | 1 1 1 1 1,55j 0,80 1,45 О W 1,30 1,10 0,95 О 0,25 опиливанием
1 1 1 1 0,95 06'0 0,85 0,75 о 0,70 ' 0,50 0,45 0,35 | 0,25 05*0 О Слэ шлифованием шкуркой
обработки брать по значению D—диаметр обработки, время умножать на 1.4.
циент 1,2,
1 1 9,25, 7,40 5,93, 4,39 3,93 3,38 2,89 Штучное время (без установочного) в мин, / до 6 2,18 1,8э: 1,59! 1,33 1,15 0,99 | Штучное время (без установочного) в мин. Один грубый t до 4 Количество проходов с глубиной резания 1 в □ о ft X о IT ф ТВ S V
1 1 21,24 16,68 12,56 CD 7,57 6,251 1 5,07 /' до 1,5 3,85 3,02 2,37 1,85 1,51 1,25 Один получистовой Г до !
1 1 о 23,76 18,17 91*91 11,18 9,32, сп 1 t + t' до 7,5 5,71 СЛ со 3,64 : 2,87 2,34 <£ Один грубый н один получистовой t+t' до 5
1 1 1 1 1 1 1 1 1,23 1,07 1,07 10*1 0,97 с одной стороны Зацентровать
1 оо од О со W 1 1 1 1 1 1 1 1 1 1 1,56 1,44 Н'*1 1,24 ьэ 1,04 с двух сторон
0,77| 0,87 — 0,73 0,83 — 0,68 0,78 3,81 0,63 0,73 3,44 | 0,57 0,67 3,07 0,54 0,6412,91 0,52 0,622,71 0,49 0,59|2,54 0,47 0,57|2,37 0,42 0,522,28 о й о СЛ - ьо СО 0,41 0,512,06 0,41 0,51 1,81 0,35 0,45|1,55 без поворота резцовой головки с поворотом резцовой головки до 5 Точение Точение галтелей фасок радиусом R в мм
08*9 61*9 5,56 4,95 4,35 1 Со to 3,41 3,35 3,19 2,98 1 1 1 до 10
1 1 1 1 1 1 1 Г 1 1 1 — 4,05 — 3,10 1 ю со to to ко 1,27 1,27 0,98^0,98 оо Сверление 1 при диаметре ; сверла d ! п мм
1 1 1 1 1 6,94 5,97 5,02 to оо 3,59 2,79 60'3 1,51 1,18 1,01 N3
1 1 1 1 2,94 2,68 2,42' 91*3 1,90 1,74 1,58 1,32 1,01 Рассверливание с d=24 мм до d = 40 мм
1 1 | 1 1 | ] 1 | 1 1 1 to 00 1,10 1,03 Развертывание « при диаметре 3 развертки d S в мм — о
1 1 I | 1 J 1 1 1 ю о о 1,83 1,70 1,46 1,22 1,09 о,
1 1 1 1 1 1 1 — 1,55 СО сп о 3,35,1,30 1 1 3,06 1,20 2,76 1,10 ьо сл СО СЛ to оо сл со СЛ СП Сл СП сл 1,35 0,45 1,16 0,25 nd Шлифование шкуркой т поверхностей
1 | 1 | 1 1 ] 1 1 9,95 7,10 1 4,85 ! 1 3,03 1,65 0,76 Отрезка заготовок
‘ Токарные работы
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ _____________
С ОХЛАЖДЕНИЕМ карта
Диаметр обработки D в мм Характер
Продольное точение Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки Обработка цили ндрическнх поверхностей •
Количество проходов с глубиной резания t в мм
I Один грубый / то 6 | 1 Один получнстовой f до 1 Один грубый и один получи-стовой t + Г до 7 Два грубых и один получнстовой 2/ + /' до 13 Три грубых и два получисто-вых 3/+2/, до 20 Один грубый t до 4 Один получнстовой t' до I Один грубый и один получнстовой t + f до 5 Два грубых и один получис-товой 2/ + /' до 9 Три грубых и два получисто-вых 3/ + 2f [ до 1 4 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мни.
0.8 | -1 , [ 1 1.6 | 2.1 3.3 0.8 , 1.1 | 1.6 — 0.6 1,0 0,3 0.3
Основное (технологическое) время в мин, на (00 мм длины обработки
25 1,17 0,73 1,90 3,07 4,97 2,22 1,33 3,55 5,77 9,32 0,32 3,30 0,30 0,20
50 1,37 1,45 2,82 4,19 7,01 3,09 2,01 5, Ю 8,19 13.29 0,59 7,00 0,50 0,30
75 1,70 2,17 3,87 5,57 9,44 3,32 2,98 6,30 9,62 15,92 0,86 11,00 0,90 0,40
100 1,96 2,93 4,89 6,85 11,74 3,34 4,03 7,37 10,71 18,06 1,05 15,00 1,10 0,50
125 2,21 3,62 5,83 8,04 13,87 3,50 5,04 8,54 12,04 20,58 1,26 1,30 0,60
150 2,40 4,35 6,75 9,15 15,90 3,83 5,96 9,79 13,62 23,41 1,50 — 1,50 0,80
। i до 8 । о ЕС l-\f До 9,5 + *, о сч 5^ О о t ДО 6 , Г ДО 1,5 ДО 7,5 1Л О сч ес h со с?
Вспомогательное время в мин.
1.0 1,5 2.2 2.9 4,5 ] 1,0 j 1,5 | 2.2 | 2.9 4,5 | 0.9 j - 1 о,? 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 3,09 5,48 8,57 11,66 20,23 5,36 6,06 11,42 16,78 28,20 1,61 — 1,70 0,90
200 3,35 6,20 9,55 12,90 22,45 5,46 6,94 12,40 17,86 30,26 1,86 — 1,80 0,95
225 3,65 7,0! 10,66 14,31 24,97 ' 5,58 7,81 13,39 18,97 32,36 2,03 — 1,00
250 3,96 7,81 11,77 15,73 27,50 6.25 8,67 14,92 21,17 36,09 2,06 — — 1,05
300 4,61 9,36 13,97 18,58 32,55 7,46 10,32 17,78] 24,24 42,02 2,59 г 1,10
350 5,05 10,90 15,95 21,00 36,95 8,67 12,21 20,88 29,55 50,43 2,88 — — —
400 — — — — — 9,94 13,89 23,83 33,77 53,60 3,16 — — —
450 — — — — — 11,18 15,50 26,68 37,86 64,54 - — — —
500 — — — — — 12,21 17,24 29,45 41,66 71,11 - — -J —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2, При продольном точении подрезным резцом с главным углом в плане s-ЭО’ машинное 3, При обработке без охлаждения основное (технологическое) время умножать на коэффи 4, Режимы резания см. карты 70, 73, 74 и 82.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
С ОХЛАЖДЕНИЕМ
КАРТА 39
обработки
Попереч ое точение Зацентровать Точение фасок Точение галтелей радиусом R в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до rf=40 мм Развертывание при диаметре развергки d в л<л< Шлифование шкуркой торцевых поверхnocieft Отрезка заготовок
Количество про* ходов глубиной резания t в мм
I Один грубый t до 4 Один получнстовой I Г ДО 1 Один грубый и один получнстовой t+t' до 5 с одной стороны с двух сторон без поворота резцовой головки 1 с поворотом резцовой головки до 5 О о 8 16 24 8 16 24
Штучное время (без установочного) в мин.
1,02 1,27 1,99 1,00 1,10 0,40 0,50|| ,61 — I,01|l ,01| 1,04 1,04 1,04 1,11 1,19?0,30, । 0,84
1,20 1,59 2,47 1,07 1,24 0,44 0,54 1,93 — 1,31 1,31 1,34 1,21 1,12 1,23 1,41 0,50 1,92
1,44 2,00 3,12 1,15 1,40 0,45 0,55 2,23 — 2,37|1,79 1,59 1,40 1,33 1,53 1,74 0,75 3,58
1,75 2,63 4,06 I.151 1,40 0,46 0,56 2,40 3,35 — 2,46 2,22 1,69 — 1,78 2,06 0,90 5,80
2,11 3,42 5,21 1,25 1,60 0,46 0,56 2,49 3,60 — 3,29 2,99| 1,87 — 1,94-2,30)1,00 9,52
2,48 4,42 6,58 1,33 1,76 0,50 0,60 2,61 3,80 — 4,35 2,85)2,05 2,18 2,64 1,10 11,92
О । /' до 1,5 ю + 5
Штучное время (без установочного) в мин.
3,33 5,91 8,91 — — 0,53 0,63)2,82 3,88 — — 4,55 2,32 — — 2,98 1,30 -
3,92 7,35 10,96 0,56 0,66 3,03 4,25 — 5,45 2,62 - 3,30 1,40
4,60 8,94) 13,23 — — 0,60’ 0,70 3,36 4,64 - 6,46 2,91 — — 3,64 1,50 —
5,15 10,80 15,63 — 0,63 0,73 3,47 5,02 — — 7,55 3,19 — — 3,96 1,60 —
7,02jl5,02 21,72 0,67 0,77|з,91 5,74 — - 1,80 —
8,81 20,03 28,52 — — 0,75 0,85 4,35 6,50 — — * — — —" — —
’— — — — — 0,82 0,92 — 7,22
— — — 0,86 0,96 — 7,99 — — — — — — — —
— — — — — 0,93 1,03 — 8,73 — — — — — — — -
обработки брать по значению D—диаметр обработки, время умножать на 1,4.
цнент 1,2.
ОБРАБОТКА БРОНЗЫ СРЕДНЕЙ ТВЕРДОСТИ Нв = 1004-140 СТАЛИ Р9
X 3 р j к т е р
Продольное точение Растачивание то 3
Обработка цилиндрических
Количество проходов с глубиной резания t в мм поверхностей
В ММ вд 6 h S я Хй * -х X с и IHCTO-ЦО 1 3 тз 1ИСТО- X £ -р 6 Н Оз S X О 6 X н .'ступа на i 0 обрабс 4J X S я
Q X X о с £ ±45 н получ t' до 1 и груб! I получ ой t+t1 грубы; 1 получ 2t+t' , « |5 а ю сь X н полу! V ДО 1 Н гр у 61 1 полу /+Г до грубы; 1 полу’ 2/ +Г J грубы; получ! 3*+2Г 4 । (tq ни g моявне: < еиеэс! ТО X 3 h X то X X X X н
ю ТО 'С Одш t ДО = « До О и ш [ч. * 4° ° О о Сч И ®. ч о Цои Три и ДВ стов ДО : X о ч ч О и ~ - *= 5 4 ° Сои ТО S й= чо д х л х о.® и о R Ч и Ч * >> О _ tr J. ТО 7* х С- X ТО X X с о X >1 П X 3 3
а Вспомогательное время в мин.
СУ S то 'О,8 1.1 J .6 2.1 3.3 0,8 IJ 1.6 2,1 3.3 0.6 1 1.0 ( 0.3 1 0.3
Е[ Основное (технологическое) время В МИН. на 1 00 мм дл ины обработки
25 0,50 0,44 0,94 0,92 0,88 1,80 — 0,20 2,80 0,25 | 0,20
50 0,58 0,65 1,23 — — 1,29 0,90 2,19 3,48 5,67 0,37 6,00 0,45 0,25
75 0,69 0,98 1,67 2,36 __ 1,39 1,35 2,74 4,13 6,87 0,53 9,30 0,80 0,35
100 0,82 1,30 2,12 2,94 5,06 1,40 1,80 3,20 4,60 7,80 0,65 12,70 0,95 0,45
125 0,91 1,63 2,54 3,45 5,99 1,53 2,26 3,76 5,29 9,05 0,78 — 1,10 0,50
150 1,00 1,95 2,95 3,95 6,90 1,63 2,70 4,33 5,96 10,29 0,93 1,30 0,70
1Л ю
ДО 8 о Ч ‘11 < rf+, ДО 6 о СХ ‘+Г > 13,
** +& еч . со ч CN СХ сп Ч
Вс помог.чтельное время В МИН,
1,0 1.5 | 2,2 | 2.9 | 4.5 | 1,0 | 1.5 j 2,2 | 2 ,9 | 4.5 | 0.9 | - 1 0,3 0,3
Основное (технологическое) время В МИН, ia ] 00 мм длины обработки
175 1,24 2,27 3,51 4,75 8,2б| 2,25 2,70 4,95 7,20 12,15 1,00 — 1,45 0,75
200 1,38 2,74 4,12 5.501 9.621 2.211 3,08 5,29 7,50 12,79 1,16 — 1,55 0,80
225 1,51 3,10 4,61 6,12 10,73 2,31 3,46 5,77 8,08 13,85 1,23 — — 0,85
250 1,59 3,44 5,03 6,62 11,65 2,56 3,86 6,42 8,98 15,40 1,28 ; '— — 0,90
300 1,79 4,15 5,94 7,73 13,67 3,10 4,60 7,70' 10,80| 18,50 1,61 | — — | 0,95
350 1,96 4,82 6,78 8,74 15,52| 3,60 5,40 9,00| 12,60 21,60 1,79 | — — —
400 2,12 5,51 7,63 9,75 17,38 4.11 6,15 10,26 14,37 24,63 1,96 — — —
450 2,35 6,16 8,51 10,86 19,37| 4,65| 6,98 11 ,ез| 16,28 27,91 — — —
500 2,46 6,9 9,36 11,82 21,18] 5,14 7,68 1 12,82 17,96 30,78 — — —
Примечай ня: 1 Для сверления, рассверливания и развертывания отверстий длину
2. При продольном точении подрезным резцом с главным УГЛОМ в плане $.= 90’ машинное
3. Режимы резания см. карту 76.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ
КАРТА 40
обработк Н
Поп речное точени Количество проходов с глубине! резания- f в мм Злцентро f В37Ь Точение фасок Точение галтелей радиусом в мм Сверление при диаметре сверла d в мм Рассверливание с rf=24 мм до d-40 мм Развертывани при диаметре развертки d в мм е з й> О* О а ¥ 3 в 0 и s (Г И •е-Ё сг Д ’ 1 Отрезка заготовок |
1 ОД|1Н грубый / до 4 1 Один получнстовой 1 i' до 1 Один грубый и один получнстовой t + Г до 5 С одной стороны с двух сторон без поворота резцовой головки с поворотом 1 резцовой Головин 1 до 5 О 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,91 | 1,22 1,81|0,97| 1,04 0,35| 0,45'1,48] — |0,9б|0,91 | 0,9з|i 0,92 1 ,оо]1,02)1,04]о,25 0,70
0,99 | 1,32 2,01,0,97 I 1,04 0,Зб| 0,46|1,6б| — |1,22|1,12 1,02] 1,00 1,04 1 ,оэ|1, 1з]о,45 1,42
1,0э| 1,51 2,3о|о,97 1,04 0,37 0,47 1,80 - 2,0з|1,45 1,24| 1,07 1 1,20 1,2б11,32)о,65 2,51
1,21 ’1,79 2,70|0,97 1,04 0,37 0,47 1,93 3,01 — 1,91 1,68 1,25 — 1,43)1,52)0,75 4,02
1,38 2,14 3,22)0,97) 1,04 0,38 0,4б|2,03 3,20 2,52 2,20 1,32 — 1,51)1 ,6l)o,85 5,81
1,52 2,56] 3,78)1,01 1,12 0,40 0,50)2,34 3,39 3,22 2,82 1.40! 1,68) 1,80’0,95 8,18
CD О ’К» 1 V до 1,5 I 1Л is
Штучное время (без установочного) в мин.
1,87 3,19 4,76 — — 0,41 0,51)2,24| 3,57 — —" 3,21]1,58 — — |1,99 1,10 —
2,И 3,80l 5,61 I — — 0,42 0.52'2,37 i 3,93] _ 1 1 — 3,9б| i 1,76 — 2,2 1,20 —
2,37 4,51 6,58 — — 0,43 0,5312,53', 4,24 — — 4,61 1,94 — 2,за|1 .зо —
2,62 5,30 7,62 — — 0,45 0,55)2,67] 4,56 — — 1 5,14] 2,12| — 2,59|1,40| —
3,39' 7,00)10,09] — -1 0,47 0,57]2,94| 5,23 1 1 1 — — — — 1 — — ,55 —
4,07 9,23 3,00 — — 0,51| 0,61|з,21] 5,90 1 1 — |
4,87 1,7о]16,32| — — 0,53| 0,63 — 6,55] — — — -1-1 — ] — —
5,78 4,56'20,04 — — 0,55) 0,65 — j 7,2о| — | — — | — | — 1 — 1 । — | —
6,57|17,75|24,02 — 1 — 0,58] 0,68 — 1 7,8б] — 1 — ( — |
обработки брать по значению D— диаметр обработки, время умножаться* 1,4.
ОБРАБОТКА БРОНЗЫ ВЫСОКОЙ ТВЕРДОСТИ /7^ = 150,200
СТАЛИ Р9
Диаметр обработки D в.лгзт Характер
Продольное точение Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания f в мм
Один грубый i до 6 Один получистовой Г до 1 1 £3 ? £§ + К s о S Ч И Ь-ч°£о □ = о Ч Два грубых и один получистовой г до 1 э1 1 ря грубых 1 и два получи- । стовых 3/ + 2/' до 20 Один грубый 1 / до 4 | Один получистовой Г до 1 Один грубый и ! один получистовой t + V до 5 Два грубых и один получистовой 2( + /' до 9 Три грубых и два получнсто- вых 3t + до 1 4 накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0.8 1.1 1,6 2.1 3,3 0.8 1.1 1 1,6 2.1 3.3 0,6 1 ,0 0,3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,72 0,46 1,18 — — 1,31 0,91 2,22 — 0,29 3,30 0,30 0,20
50 0,83 0,93 1,76 — — 1,84 1,28 3,12 4,96 8,08 0,53 7,00 0,50 0,30
75 0,99 1,40 2,39 3,38 — 1,98 1,93 3,91 5,89 9,80 0,76 11,00 0,90 0,40
100 1,17 1,86 3,03 4,20 7,23 2,00 2,57 4,57 6,57 11,14 0,93 15,00 1,10 0,50
125 1,30 2,33 3,63 4,93 8,56 2,19 3,23 5,41 7,60 13,01 1,12 — 1,30 0,60
150 1 ,43 2,79 4,22 5,65 9,87 2,33 3,86 6,19 8,52 14,71 1,33 1,50 0,80
S off ; Г до 1,5 i t + t' до 9,5 2, + Г ДО 17.5 I о m О Г до 1,5 t + г до 7,5 2/ + Г до 13,5 о со rj
Вспомогательное время в мин.
1.0 1 '5 1 2,2 2,9 4,5 1,0 1,5 | 2,2 2,9 4,5 0,9 0.3 0.3
Основное (технологическое) время в мин. на 100 aijh длины обработки
175 1,77 3,24 5,01 6,88 11,89 3,22 3,86 7,08 10,30 17,38 1,43 — 1,70 0,90
200 1,97 3,92 5,89 7,86 13,75 3,16 4,40 7,56 10,72 18,28 1,66 — 1,80 0,95
225 2,16 4,43 6,59 8,75 15,34 3,30 4,95 8,25 11,55 19,80 1,76 — 1,00
250 2,27 4,92 7,19 9,46 16,65 3,66 5,52 9,18 12,84 22,02 1,83 — — 1,05
300 2,56 5,93 8,49 11,05 1 19,54 4,43 6,57 11,00 15,43 26,43 2,30 — — 1,10
350 2,80 6,90 9,70 12,50 22,20 5,15 7,72 12,87 18,02 30,89 2,56 — — —
400 3,03 7,88 10,91 13,94 24,85 5,87 8,80 14,67 20,54 35,21 2,80 — — —
450 3,36 8,80 12,16 15,52 27,68 6,65 10,00 16,65 23,30 39,95 — — —
500 3,52 [ 9,85 13,37 ! 16,89 30,26 7,35)10,98 18,33 25,68 44,01 — — —
Примечания: 1, Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ф — 90° машинное 3. Режимы резания см. карту 76.
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
БЕЗ ОХЛАЖДЕНИЯ
КАРТА 41
обработки
Поперечное точение Количество проходов с глубиной резания i в мм Зацентровать Точение фасок Точение галтелей радиусом Я в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до d = 4 0 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Один получнстовой Г до 1 Один грубый и один получнстовой t -г /' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки ДО 5 до 10 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,93 1,24 1,87 0,97 1,04 0,36 0,46 1,57 — 0,96 0,94 0,98 0,9б|1,00 1,05 1,08 0,30 0,81
1,06 1,39 2,15 0,97 1,04 0,38 0,48 1,83 — 1,22|1,21 1,10 1,07 1,05 1,15 1,22|0,50 1,85
1,20 1,66 2,56 1,01 1,12 0,39 0,49 2,03 — 2,11 1,59 1,38 1,18 1,21 1,36 1,46^0,75 3,40
1,37 2,06 3,13 1,01 1,12 0,39 0,49 2,22 3,75 2,12 1,91 1,40 — 1,57 1,7о|о,9О 5,50
1,60 2,56 3,86 1,09 1,28 0,41 0,51|2,36 4,02 — 2,83 2,51 1,52 - 1,66 1,83| 1,00 8,05
1,81 3,17 4,68|1,15 1,40 0,43 0,53^2,51 4,30 — 3,66 3,21 1,62 — 1,87 2,07 1,10 11,32
О 1 /'"до 1,5 \ t + с 1 до 7,5 1
Штучное время (без установочного) в мин.
2,32 4,06 6,08 — — 0,45 0,55|2,65 4,55 3,86 1,84 2,31 1,30 —
2,65 4,95 7,30 — — 0,47 0,57 2,85 5,07 — —' 4,67 2,06 — — 2,54 1,40 —
3,03 5,95 8,68 — — 0,49 0,59 3,07 5,51 — — 5,47^2,27 — ~— 2,78'1,50 —
3,38 7,10 10,18 — — 0,52 0,62|3,28 5,98 — — 6,10| 2,49 — — 3,02 1,60 —
4,48 9,65 13,83 — — 0,54 0,64*3,66 1 6,94 — — — — — — 1,70 —
5,46 12,70 ! 7,86 — 0,59 0,69 4,05 7,90 — —
6,60 16,30 22,60 — — 0,63 0,7з! — | 8,83 — — — 1 — — —
7,90^20,30 27,90 — — 0,65 0,75 9,77 1 1 —
9,О224,85|33,57 — 0,70 0,80 __ 10,70 — — — — —" — — —
обработки бпать по значению D —диаметр обработки, время умножать на 1,4.
ОБРАБОТКА АЛЮМИНИЯ «л=7-г16 кг}мм2 И ДУРАЛЮМИНА
СТАЛИ Р9
Характер
Диаметр обработки D в мм Продольное точение | Растачивание Подрезка уступа и прорезка канавок на 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в мм
Один грубый 1 ДО 6 Один получистовой У до 1 иди,, 1 p; и один получи-стовой t + t' до 7 Два грубых и один получистовой It + У до 13 L РИ ГруОЫХ и два получи-стовых + 2tr до 20 Один грубый р До 4 Один получисто вой У до 1 Один Грубый и один получисто вой t + t' до 5 Два грубых и один получистовой 2/ + У до 9 1 ри груоых и два получисто-вых 3/ + до 14 накатыванием опили ванием шлифова н нем шкуркой
Вспомогательное время в мин.
0,8 | 1,1 1 1,6 | 2,1 3.3 | 0.8 | 1,1} 1,6 | 2.1 | 3,3 | 0,6 1.0 0.3 0.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,44 0,44 0,88 — — 0,88 0,88 1,76 — — 0,12 1,40 0,15 0,15
50 0,24 0,44 | 0,68 — — 0,59 0,59 1,18 1,77 2,95 о,п 3,00 0,25 0,20
75 0,26 0,44 | 0,70 0,96 — 0,42 0,59 1,01 1,43 2,44 0, 15 4,60 0,45 0,30
100 | 0,32 । 1 0,44 0,76 1,08 1,84 0,45 0,59 1,04 1,49 2,53 0,21 6,30 0,50 0,35
125 0,37 0,47 0,84 1,21 2,05 0,47 О,64| 1,11 1 1,58 2.69 0,24 __ 0,55 0,40
150 0,41 0,54 0.95 1,31 2,31 0,52 0,75 1,27 1,79 3,06 0,29 — 0,60 0,50
t ДО 8 S' I off j i ДО 9,5 ю % о 04 к! см о t до 6 У ДО 1,5 до 7,5 2/+/' до 13,5 3t + 2t’ до 21
Вспомогательное время в мин.
1 .0 1,5 2.2 2,9 4,5 1.0 1,5 2.2 2,9 4.5 0,9 — 0.3 0,3
Основное (технологическое) время в мин, на 100 мм длины обработки
175 0,56 0,71 1,27 1,83 3,10 0,78 | 0,80 j 1,58 | 2.36 3,94 0,32 — 0,70 0,60
200 0,63 0,82 1,45 2,08 3,53 0,88 0,91 | 1,74 I 2,57 4,31 0,35 1 ~ 0,8С | 0,65
225 0,7С । 0,92 1,62 2,32 | 3,94 0,87 1,03 | i.so 2,77 4,67 0,39 1 - 1 0,70 1
250 0,75 1,03 1,75 2,47 | 4,22 0,97 1,15 2,12 3,09 5,21 | 0,41 1 ~ 1 “ 0,75
300 | 0,88 1,23 2,11 2,99 | 5,10 | 1ДС >j 1,37 | 2,53 | 3,69 | 6,22 | 0,50 — 1 - | 0,80
350 0,85 1,43 2,32 3,21 5,53 | 1,35 1,61 2,96 4,31 7,27 0,52 ! “ 1 — —
400 0,9 1,64 2,62 3,60 6,22 1,5< 1,8^ 3,38 4,92 8,ЗС 0,60 — — —
450 jl.l 5 1,88 3,03 4,18 | 7,21 1,7^ I1, 2,0с 3,79 5,53 9,35 1 - j —
500 i1,1 8 2,05 3,23 4,41 7,64 1,921 2,2( 5 4,18 6,10 10,24 — — 1 “ 1 -
Пр и ие ча к и я: 1. Для сверления, рассверливания и Развертывания отверстий дтину 2. При продольном точении подрезным резцом с главным углом в плане s = 90° машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи
.ЛМЬ-
обработки брать по значению D —диаметр обработки, время умножать на Q,g,
циент 1,2,
00 00 3,10 гс to 2,25 1,91 i 1,61 It, 1,38 1,26 1 Штучное время (без установочного) в мин, 1 / до 6 11*1 1,04 66'0 о 00 о 0,90 0,88 I Штучное время (без установочного) в мин. 1 Одни грубый t до 4 Количество проходов с глубиной резания t в мм [Поперечное точение| обработки 1 :й=20 :-30 кг!мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ
81'9 СЛ СО о | 3,57 to to co to w 00 2,16 ю Сл -л Г до 1,5 сл ОТ со CD СО СО to 00 l,22l Один получистовой i' до 1
9,13 CD to 09*9 | СП Сл о СЛ w 3,67 СО со О СО 2 to t + г до 7.5 to СО СП _ сз” со то то о оо 00 СО 00 00 8 Один грубый и один получистовой t+t' ДО 5
1 1 1 1 1 1 1 j о CD о CD о СО о со 0 CD с одной стороны Зацентровать
| 1 1 1 1 1 I . 1 1 о а О о о О с двух сторон
0,40 о со to 0,38 о оо 00 о co о w о 0,36 о со Сл о СО Сл о СО сл о СО Сл СО СЛ о со СЛ 0,35 О со СП без поворота резцовой головки Точение ! фасок
О о О О О оо |8*‘О 0,47 о о о о 0,45 о Сл о Сл о Сл 0,45 о Сл 0,45 О Сл с поворотом резцовой головки
1 1 1 1,93> 00 Ю СП |1,68 2,28 ъ> о Сл Сл СС СО Сл о со оо До 5 Точение галтелей радиусом R в мм
3,51 3,30 СО о Сл to оо w Ю 8 го й 2,17 2,02 "со оо CD СО 00 Сл 1 1 1 ДО Ю
1 1 1 [ 1 1 | 1 1 1 1 1 !g*'3| СП о СО Сверление при диаметре сверла d в ММ
1 ] 1 1 1 1 1 1 3,35 to сс 2,16 о to Сл о СО оо сл
1 1 1 1 1 СЛ 4,44 СО 00 Сл 3,30 ьо 00 о 2,13. Й to 0О о Сл 0,96
1 1 i I 1 io 00 00 о to СП со СО N5 CD о to о ’со о 8 Рассверливание с d = 24 мм до d = 40 мм
1 ] 1 1 1 [ 1 1 1 1 | СО 2 О СО оо Q0 Развертывание при диаметре развертки d в мм
КАРТА 42 Токарные работы
1 1 1 ] 1 1 | 1 1 сс СО to to со Сл 1,02’1,04! 1 1 о со со
| ] 1 1 1 31'3 ’cd оо to о 00 СП СО 8 03 CD о
1 1 1 1 [ co О 'о 8 о 00 Сл 0,75 о ъ> Сл О СЛ сл о ui со Сл 0,30} 0,63 о То to Шлифование шкуркой торцевых, поверхностей
1 1 1 1 1 1 1 1 to CD О го Сл СП СЛ 2 SQ 00 0 сл 00 Отрезка заготовок
ОБРАБОТКА АЛЮМИНИЯ ^^17—28 кг/мм2, ДУРАЛЮМИНА ~ь-30-40 кг/мм2, од=10-?20 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
X арактер
Диаметр обработки D в мм Продольное точение Растачивание Подрезка уступа и прорез- ка канавок на 1 0 мм длины (глубины) обработки Обработка цилиндрических поверхностей
Количество проходов с глубиной резания t в лл
Один грубый 7 до 6 1 Один получнстовой Г до i Один грубый и один получи-стовой t + t' до 7 Два грубых и один получнстовой 27 + 7' до 1 3 Три грубых и два получи- । стовых 37 + 27' до 20 Один грубый 7 до 4 Один получнстовой t' до 1 Один грубый и один получнстовой i + t' до 5 Два грубых и один получнстовой 27 + 7'до5 । Три грубых и । два получистс-вых 37 + 27' до 14 накатыванием опиливанием — шлифованием шкуркой
Вспомогательное время в мин.
0,8 1,1 1,6 2,1 3,3 0,8 Ы l.e 2,1 3,3 0,6 1,0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,44 0,44 0,88 — — 0,88 0,88 1,76 — 0,12 1,40 0,15 0,15
50 0,24 0,44 0,68 — — 0,59 0,59 1,18 1,77 2,95 0,13 3,00 0,25 0,20
75 0,31 0,44 0,75 1,06 — 0,50 0,59 1,09 1,59 2,68 0,18 4,60 0,45 0,30
100 0,38 0,44 0,82 1,20 2,02 0,54 0,59 1,06 1,53 2,59 0,24 6,30 0,50 0,35
125 0,44 0,54 0,98 1,42 2,40 0,58 0,74 1,28 1,82 3,10 0,29 — 0,55 0,40
150 0,49 0,66 1,15 1,64 2,79 0,65 0,88 1,50 2,12 3,62 0,34 — 0,60 0,50
t ДО 8 О t + Г ДО 9,5 27 + 27' до 17,5 37 + i' до 27 t до 6 О S‘Z off / + — ** о CM 37 + 27' ДО 21
Вспомогательное время в мин.
1,0 | 1,5 | 2,2 | 2,9 4,5 1,0 | 1,5 2,2 ] 2,9 j 4,5 | 0,9 | — 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 0,67 0,84 1,51 2,18 3,69 0,92 0,94 1,86 2,78 4,64 0,37 — 0,70 0,60
200 0,74 0,97 1,81 2,55 4,36 0,97 1,08 2,05 3,02 5,07 0,41 — 0,80 0,65
225 0,83 1,09 1,92 2,75 4,67 1,02 1,21 2,23 3,25 5,48 0,46 — —! 0,70
250 0,89 1,21 2,10 2,99 | 5,09 1,13 1,35 2,48 3,61 6,09 0,48 | — 1 0,75
300 1,05 1,44 2,49 3,54 6,03 1,36 1,61 2,97 4,33 7,30 0,58 — — 0,80
350 1,07 1,69 3,76 3,83 6,59 1,58 1,90 3,48 5,06 8,54 0,63 — —*• —
400 1,18 1,93 3,11 4,29 7,40 1.81 2,!6 3,97 5,78 9,75 0,71 —" —
450 1,38 2,20 3,58 4,96 8,54 2,04 2,41 4,45 6,49 10,94 — — —
500 1,41 2,41 3,82 5,23 9,05 2,26 2,65 4,91 7,17 12,08 — — -1 —
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане <р = 90“ машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффн
СИЛУМИНА И ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СТАЛИ Р9 С ОХЛАЖДЕНИЕМ Токарные работы КАРТ А 43
обработки
Поперечное точение Количество проходов с глубиной резания t в мм Зацентро- вать Точение фасок Точение га птелей радиусом R в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до i = 40 мм Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых поверхностей Отрезка заготовок
Один грубый t до 4 Одни получистовой ДО 1 Один грубый и один 1 получистовой t + /' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки до 5 до ю 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,88 1,22 1,80 0,97 1,04 0,35 0,45 1,38 — 1,07|0,98 0,96 0,91 0,99 0,99 1,0l|0,22 0,58
0,90 1,28 1,88 0,97 1,04 0,35 0,45)1,42 1,50|1,25 1,05 0,98 1,02|1.03 1,05^0,30 0,73
0,91 1,33 1,94 2,10 0,97 1,04 0,35 0,45 1,48 — 2,48 1,61 1‘,28 1,05 1,14)1,18 1,21*0,35 1,08
1,01 1,39 0,97 1,04 0,35 0,45 1,54 1,96 — 2,16 1,72 1,22 — 1,31 1,37 0,45 1,74
1,08 1,49 2,26*0,97 1,04 0,35 0,45 1,58 2,05 — 2,76 2,13 1,28 — 1,36 l,42j0,55 2,46
1,16 1,64 2,47 0,97 1,04 0,35 0,45 1,62 2,10 — 3,35 । 2,80 1,36 — 1,50 1,57 0,65 3,43
i /до 6 ю О о
Штучное время (без установочного) в мин.
1,33 1,87 2,89 — — 0,35 0,45 1,65 2,17 — — 3,34 1,53 — — 1,73 0,75 —
1,47 2,08 3,24 — — 0,36 0,46 1,72 2,33 — — 4,00 1,70 — — 1,89 0,85 —
1,60 2,33 3,63 — — 0,36 0,4б|1,76 2,46 — — 4,67 1,87 — — 2,04 1,00 —
1,75 2,60 4,04 — — 0,37 0,47)1,81 2,63 — — 5,46 2,04 — — 2,20 1,20 —
2,10 j 3,24 5,02 — — 0,38 0,48 1,93 2,82 — — — — — — — 1,30 —1
2,49 3,99 6,17 — — 0,39 0,49|2t05 3,10 —
2,92 | 4,86 | 7,46 - 0,40 0,50 3,37 - —
3,51 5,84 9,03 — - - 0,41 0,51 — 3,66 — — — — — —" — — —
3,82| 6,95^10,44 — 0,41) 0,51 -1 — | — — — — — —
обработки брать по значению D — диаметр обработки, время умножать на 0,9.
цнент 1,2.
ОБРАБОТКА ДУРАЛЮМИНА ^=40^50 кг/мм*, СИЛУМИНА И ЛИТЕЙНЫХ ИЗ БЫСТРОРЕЖУЩЕЙ стали
Продольное точение Растачивание > 3 с*1} а о Е Обработка
г । ।.
о цилиндрических
Количество проходов с глубиной резания t в мм Е » _ S S х поверхностей
Диаметр обработки D в мм Один грубый / ДО 6 Один получнстовой /'до 1 Один грубый н один получи-стовой t + Г ДО 7 Два грубых и один получнстовой 2/ + V до 1 3 Три грубых и два получи-стовых 3/ + 21' до 20 Один грубый 1 до 4 Один получнстовой Г до I । Один грубый и один получнстовой ( +/' до 5 Два грубых и один получнстовой 2/ + /' до 9 Три грубых и два получисто-вых 3/ + 2Г До 14 Подрезка уступа ка канавок на 10 (глубины) обрабог накатыванием опиливанием шлифованием шкуркой
Вспомогательное время в мин.
0,8 1, 1 | 1,6 | 2,1 | 3,3 | 0,8 [ 1 ,1 | 1.6 1 2,1 3,3 0,6 1 .0 0,3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,44 0,44 0,88 — 0,88 0,88 1,76 0,12 1,40 0,15 0,15
50 0,30 0,44 0,74 — 0,59 0,59 1,18 1,77 2,95 0,16 3,00 0,25 0,20
75 0,38 0,44 0,82 1,20 0,63 0,59 1,22 1,85 3,07 0,22 4,60 0,45 0,30
100 0,48 0,54 1,02 1,50 2,52 0,67 0,74 1,41 2,08 3,49 0,31 6,30 0,50 0,35
125 0,55 0,68 1,23 1,78 3,01 0,72 0,94 1,65 2,37 4,02 0,36 — 0,55 0,40
150 0,62 0,82 1,44 2,06 3,50 0,82 1,10 1,92 2,74 4,66 0,42 — 0,60 0,50
t до 8 /' до 1,5 t 4- Г ДО 9.5 2t + Г ДО 17,5 1 3/ + 21' ДО 27 О к ш о t + V до 7,5 2t + 1' ДО 13.5 3/ + 2t' до 21
Вспомогательное время в мин.
1.0 1,5 2,2 2,9 4 ,5 1.0 1.5 2,2 2,9 4,5 0,9 — 0.3 0,3
Основное (технологическое) время в мин. на 100 мм длины обработки
175 0,84 1,05 1,89 2,73 4,62 1,16 1.18 2,34 3,50 5,84 0,47 — 0,70 0,60
200 0,92 1,21 2,13 3,05 5,18 1,21 1,35 2,56 3,77 6,33 0,52 — 0,80 0,65
225 1,03 1,36 2,39 3,42 5,81 1,27 1,51 2,78 4,05 6,83 0,57 — 0,70
250 1,Н 1,51 2,62 3,73 6,35 1,42 1,68 3,10 4,52 7,62 0,60 — — 0,75
300 1,30 1,80 3,10 4,40 7,50 1 1,70 2,01 3,71 5,41 9,12 0,73 — 0,80
350 1,34 2,11 3,45 4,79 8,24 1,98 2,36 4,34 6,32 10,66 0,76 — -
400 1,47 2,41 3,88 5,35 9,23 2,27 2,70 4,97 7,24 12,21 0,89 — — —
450 1,71 2,76 4,47 6,18 10,65 2,56 3,01 5,57 8,13 13,70 — —
500 | 1,77 3,01 4,78 6,55 11,33 2,82 3,32 6,14 8,96 15,10
Примечания: 1. Для сверления, рассверливания и развертывания отверстий длину 2. При продольном точении подрезным резцом с главным углом в плане ? = 90* машинное 3. При обработке без охлаждения основное (технологическое) время умножать на коэффи
АЛЮМИНИЕВЫХ СПЛАВОВ сй=20ч-30 кг/мм* ИНСТРУМЕНТОМ
Р9 С ОХЛАЖДЕНИЕМ КАРТА аа
обработки
Поперечное точепн* Количество проходов с глубиной резания t в мм Зацентро вать Точение фасок Точение галтелей радиусом 7? в мм Сверление при диаметре сверла d в мм Рассверливание с d = 24 мм до d = 40 жлс Развертывание при диаметре развертки d в мм Шлифование шкуркой торцевых п о верхи ос тс й Отоезка заготовок
Один грубый f до 4 Один получистовой Г до 1 Один грубый И один плучистовой t + t' до 5 с одной стороны с двух сторон без поворота резцовой головки с поворотом резцовой головки 1 В । до 5 01 otf 8 16 24 8 16 24
Штучное время (без установочного) в мин.
0,88 1,22 1,80 0,97 1,04 0,35 0,45,1,38 1 — 1,07|0,98 0,96 0,93|1,00 1,00 1, 02*0, 22 0,58
0,91 1,28 1,89 0,97 1,04 0,35 0,45 1,46 — 1,50jI ,25 1,05 l,02|l ,03 1,05 I ,ов[о.зо 0,80
0,98 1,33 2,01 0,97 1,04 0,35 0,45 1,53 2,4811,61 1,28 1,10 1,17 1,21 1,25 0,35 1,25
1,05 1,43 2,16|0,97 1,04 0,35 0,45 1,60 2,13 — 2,16 1,73 1,29 — 1,36 1,42^0,45 2,05
1,13 1,58 2,39 0,97 1,04 0,35 0,45 1,65 2,24 2,76 2,20| 1,37 — 1,41 1,47 ( ),55 2,91
1,24 1,76 2,68 1,01 1,12 0,36 0,46 I,70j 2,32 - - 3,42 2,9б| 1,45 — 1,56 1,65 ),65| 4,07
О /' до 1,5 t + t' до 7,5
Штучное время (без установочного) в мин.
1,46 2,05 3,20| — — 0,36 0,46 1,75 2,48 — — 3,58 1,64 — — 1,81*0,75 —
1,63 2,33| з,бз| 0,37 0,47 1,82 2,60 — — 4,30 1,83 — - 1,98|о,85 —
1,75 2,63 4,08 — — 0,37 0,47 1,89 2,76 - — 5,08 2,02 — — 2,15 1,00 —
1,97 2,97 4,62 — — 0,38 0,48 1,95 2,92 — — 5,90 2,21 — — 2,32j 1,20* —
2,42 3,76 5,86 — — 0,39 1 0,49 2,09 3,2l| — — — — — — — 1,30 —
2,90 4,70 7,30 — — 0,40 0,50 2,24 3,46
3,44 5,77 8,90 — — 0,42 0,52 — 3,87 •— — — — — — —
4,16 7,01 10,85 — — 0,44 0,54 — 4,25
4,56 8,38 12,62 — 0,45 0,55 — 4,56 - - — — — — —
обработки брать по значению D — диаметр обработки, время умножать на 0,9.
циент 1,2. ,
обработка конструкционной углеродистой И ЛЕГИРОВАННОЙ СТАЛИ = 40-?50 кг/лм(3 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5К10 Токарные работы
КАРТА 45
Диаметр обработки D в мм 1 Характер обработки
Продольное точение | Растачивание | Поперечное точен не
Количество проходов с глубиной резания t в мм
1 Один грубый t до 4 Один получнстовой Р до 1 Один грубый и один получнстовой 1 t + t' до 5 Два грубых и один получнстовой 2t + Г до 9 Три грубых и два . ; получистовых 3/ + 2Г до 14 Один грубый 1 до 3 Один получнстовой Г до 1 | Один грубый и один получнстовой ( + Г до 4 Два грубых и один получнстовой 2/ + Р до 7 Три грубых и два получистовых 3/ + 2Г до И — Один грубый t до 3 ।— Один получнстовой Р до 1 Один грубый и один получнстовой ( + Г до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.6 2.1 3,3 0,8 о 1.6 2.1 3, 3
Основное (технологическое) время в мин. на Ю0 мм длины обработки
25 0,29 0,44 0,73 1 1 • - J — 0,44 j 0,88 1,32 — — 0,87 1,22 1,79
50 0,26 0,44 0,70 — 0,44 0,88 1,32 1,76 3,08 0,88 I ,25 1,83
75 0,35 0,44 0,79 1,14 — 0,37 0,88 1,25 1,62 2,87 0,95 1.34 I ,99
100 0,43 0,51 0,94 1,37 2,31 0,42 0,57 0,99 1,41 2,40 1,02 1,41 2,П
125 0,53 0,64 1,17 1,70 2,87 0,49 0,71 1,20 1,69 2,89 1.Н 1,56 2,35
150 0,62 0,77 1,39 2,01 3,40 0,56 0,79 1 1,35 1 1.91 3,26 1.2! 1,73 2,62
9 off ; | Р до 1,5 О ч 2/ + Р до 13,5 15 otf о ч ('до 1,5 t + Р до 5,5 2( + Г до 9, 5 31 + 2Г до 15 t ДО 5 Г до 1,5 О ч
Вспомогательное время в мин. Штучное время (без установочного) в мин.
'° •5 2,2 2,9 4,5 1.0 1.5 2,2 2.9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1 ,07 0,98 2,05 3,12 5,17| 0,70 1.0 1,70 2,40 | 4,10 1.46 j 1,93 | 3,07
200 1,21 | 1,11 2,32 | 3,53 | 5,85 0,80 | 1.14 1,94 2,74 | 4,68 1,65 | 2,15 | 3,49
225 1,37 1,26 2,63 1 4,0 6,63 0,89 | 1,29 2,18 3,07 5,2б| 1,88 2,41 | 3,96
2501 1,54 1,39 2,93 4,47 7,40 0,98 1,43 2,41 3,39 5,80| 2,14 2,71 4,54
3001 1,83 1,67 3,50 5,33 8,83 1,30 1,72 3,02 4,32 7,34] 2,68 3,38 5,74
350 2, & | 1,95 | 4,07 6,19 10,26 1,50 2.0 | 3,50 | 5,0 8,50| 3,33 4,18 7,20
400 2,40 | 2,23 | 4,63 7,03 11,66 1,72 2,29 4,01 | 5,73 9,74 4,06 5,12 8,86
450 2,73 2,51 5,24 7,97 13,21 1,93 2,57 4,50 | 6,43 10,93 4,97 6,16 10,81
5001 3,07 2,79 | 5,86 8,93 14,79 2,15 | 2,87 5.02 | 7,17 12,19 5,97 7,33 12,98
Примечание. При продольном точении подрезным резцом с главным углом в плане 'р =• 90° машинное время умножать на 1 ,2. ,
ОБРАБОТКА КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ = 50< 60 кг^ым* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5К10 Токарные работы
КЛРТЛ 46
Диаметр обработки £> в мм Характер обработки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой t + Г до 5 Два грубых и один । получистовой 2/ + Г до 9 Три грубых и два получистовых 3/ + 2/ до 1 4 Один грубый 1 до 3 , Один получистовой Г до 1 i Один грубый и один получистовой t + V до 4 Два грубых и одни ! получистовой j 21+ Г до 7 Три грубых и два получистовых 3t + 2Г до 1 1 । Один грубый t до 3 Один получистовой f ДО 1 Одни грубый и один получистовой t + Г до 4
Вспомогательное время в мин. Штучное время (без установочного) в мни.
0,8 1.6 2,1 3,3 ; 0,8 1,1 | 1,6 2,1 | 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — — 0,44 0,88 1,32 — 0,87 1,22 1,79
50 0,34 0,44 0,78 — — 0,46 0,88 1,34 1,80 3,14 0,9! 1,25 1,84
75 0,47 0,51 ,98 1,45 — 0,50 0,99 1,49 1,99 3,48 0,99 1,36 2,03
100 0,57 0,68 1,25 1,82 3,07 0,56 0,76 1,32 1,88 3,30 1,07 1,49 2,24
125 0,70 0,85 1,55 2,25 3,80 .0,65 0,95 1,50 2,15 3,65 1,20 1,69 1 2,56
150 0,82 1,02 1,84 2,66 4,50 0,74 1,15 1,79 2,53 4,32 1,32 1,91 2,91
t до 6 /' до 1,5 t +Г до 7,5 2/ + V до 13,5 3/ + 2Г до 21 О Г до 1,5 otf j +; 2( + V до 9,5 1 SI Otf + ;s S Otf J 1 V до 1.5 t + Г до 6,5
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1,0 1,5 2,2 1 2,9 | 4,5 j 1,0 | 1,5 | 2,2 | 2.9 | 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 I 42 1,30 3,22 4,64 7,86 0,93 1,33 1,26 2,19 3,45 1,66 2,18 3,53
200 1/1 1,48 3,09 4,70 7,79 1,06 1,52 2,58 3,64 6,22 1,93 2,48 4,08
225 1,83 1,68 3,51 j 5,34 8,85 1,19 1,72 2,91 4,10 7,01 2,22 2,82 4,71
250 2,05 1,85 3,90 5,95 9,85 1,30 1,91 3,21 4,51 7,72 2,56 3,22 5,46
300 2,44 2,23 4,67 7,11 11,78 1,72 2,29 4,01 5,73 9,74 3,29 4,12 7,09
350 2,82 2,59 5,41 8,23 13,64 2,0 2,67 4,67 6,67 11,34 4,14 5,19 9,02
400 3,20 2,97 6,17 9,37 15,54 2,29 3,06 5,35 7,64 12,99 5,13 6,42 11,24
450 3,64 3,34 6,98 10,62 17,60 2,57 3,43 6,0 8,57 14,57 6,32 7,83 13,83
500 4,09 3,71 7,80 11,89 19,69 2,86 3,82 6,68 9,54 16,22 7,67 9,38 16,73
Примечание. При продольном точении подрезным резцом с главным углом в плане у = 90° машинное время умножать на 1,2. •
обработка КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ с* = 60-70 кг/мм* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5КЮ Токарные работы
КАРТА 47
Диаметр обработки D в мм Характер обработки
Продольное точение [ Растачивание Поперечное точение
Количество проходов с глубиной резания 6 в мм
Один грубый t до 4 Один получистовой t ДО 1 Один грубый и один получистовой t + i' до 5 Два грубых и один получистовой 2t + t' до 9 Три грубых и два получистовых 36 + 26' до 14 Один грубый 6 ДО 3 Один получистовой / до 1 Один грубый и один получистовой 6' + 6' до 4 Два грубых и один получ истовой 26 + 6' до 7 Три грубых и два получистовых 36 + 26' до И Один грубый 6 до 3 Один получистовой 6' до 1 Один грубый и один получистовой j 6,+ 1' до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
8,0 1Л 1,6 2.1 3,3 0,8 1.1 1 .6 2.1 3,3
Основное (технологическое) время на 100 мм длины обработки
25 0,29 0,44 0,73 — 0,44 0,88 1,32 — — 0,87 1,22 1,79
50 0,37 0,44 0,81 — 0,59 0,88 1,47 2,05 3,53 0,92 1,27 1,87
75 0,50 0,65 1,15 1,65 — 1,65 1,27 1,92 2,57 4,49 1,00 1.41 2,09
100 0,62 0,87 1,49 2,11 3,60 0,72 0,98 1,70 1 2,42 4,12 1,08 1,59 2,35
125 0,74 1,08 1,82 2,56 4,38 0,78 1,22 2,00 | 2,78| 4,78 1,23 1,83 2,74
150 0,82 1,30 2,12 2,94 5,06 0,83 137 2,30 | 3,13 5,43 1,35 2,12 3,15
t до 5 ю о О ч 26 + Г до 13,5 । 36 + 26' ДО 21 1 о t' ДО 1,5 6 + 6' до 5,5 26 + 6' ДО 9,5 1 SI Off ,75 + 7 । t до 5 i i‘ ДО 1,5 i 6 + 6' до ! 6,5
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1 ,0 1.5 2,2 2.9 4.5 1.0 1.5 2,2 2.9 4,5
Основное (технологическое) время в мни. на 100 мм длины обработки
175 1,51 1,66 3,17 4,68 7,85 1,19 1,71 2,90 4,09 6,99 1,72 2,47 3,87
200 1,73 ! 1,91 3,64 5,37 9,01 1,36 1,95 3,31 4,67 7,98 1,99 2,86 4,53
225 ' 1,96 ' 2,14 4,60 6,56 11,16 1,52 2,19 4,21 5,73 9,94 2,31 3,31 5,30
250 2,19 2,38 | 4,57 6,76 11,33 1,70 2,44 4,14 5,84 9,98 2,68 3,82 6,18
300 2,61 2,86 5,47 8,08 13,55 1,89 2,92 4,81 6,70 11,51 3,45 4,98 8,11
350 3,04 3,34 6,38 9,42 15,80 2,21 3,41 5,62 7,83 13,45 4,38 6,36 10,42
400 3,46 3,82 7,28 10,74 18,02 2,52 3,91 6,43 8,95 15,38 5,43 7,95 13,06
450 3,94 4,29 8,23 12,1?| 20,39 t 2,84 4,39 7,23 10,07 17,30 6,70 9,75 16,13
500 4,42 4,77 9,19 13,6[ 22,80 3,16 4,88 8,04 11,20 19,24 8,15 11,77 19,59
Примечание. При продольном точении подрезным резцом с главным углом В плане <р = 90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ 1 Токарные работы И ЛЕГИРОВАННОЙ СТАЛИ = 70 -80 кг/лл» — ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5К10 КАРТА 48
Диаметр обработки D в мм Характер обработки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый f до 4 Один получнстовой до 1 Один грубый и один получнстовой t + Г до 5 Два грубых и один получнстовой 2( + Г до 9 Три грубых и два получистовых 3/ + 2/' до 1 4 Один грубый t до 3 Один получнстовой Г до 1 Один грубый и один получнстовой t + V до 4 Два грубых и один получистовой 2/ + f' до 7 Три грубых и два получистовых i 3t + 2t' до J 1 । Один грубый t до 3 1 Одигс пол уч ИС го вой Г до 1 Один грубый и один получнстовой \ t + Г до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,6 1 1.6 . 2,1 3,3 0,6 1 ‘ 1.6 12-> 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — — 0,44 0,88 1,32 — — 0,88 1,22 1,80
50 0,41 0,55 0,96 — — 0,74 1,06 1,80 2,54 4,34 0,93 1,30 1,91
75 0,56 0,83 1,39 1,95 — 0,82 1,59 2,41 3,23 5,64 1,01 1,47 2,16
100 0,70 1,10 1,81 2,52 4,33 0,90 1,21 2,Н 3,01 5,12 1,11 1,70 2,49
125 0,87 1,38 2,25 3,12 5,37 0,99 1,51 2,50 3,49 5,99 1,27 2,00 2,96
150 0,99 1,65 2,64 3,63 6,27 1,03 1,81 2,84 3,87 6,71 1,44 2,36 3,48
t до 6 Г до 1,5 t + t' до 7,5 1 1 2/ + г ДО 13,5 СЧ и О со / до 4 Р ДО 1,5 t + Г до 5.5 2t + f ДО 9.5 3t + 2/ ДО 15 t До 5 Г до 1.5 t + Г до 6,5
Вспомогательное время в мил. Штучное время (без установочного) в мин.
1.0 1.5 2,2 2.9 4,5 1.0 | 1.5 j 2,2 ( 2,9 | 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,73 2,07 3,80 5,53 9,33 1,33 2,12 3,45 4,78 8,23 1,83 2,80 4,31
200 1,96 2,37 4,33 6,29 10,62 1,52 2,42 3,94 5,46 9,40 2,15 3,29 5,12
225 2,24 2,67 4,91 7,15 12,06 1,71 2,72 4,43 6,14 10,57 2,51 > 3,84 6,03
250 2,51 2,97 5,54 8,11 13,65 1,89 3,02 4,91 6,80 11,71 2,93 4,48 7,10
300 2,97 3,56 6,53 9,50 16,03 2,10 3,62 5,72 7,82 13,54 3,82 5,94 9,43
350 3,42 4,15 7,57 10,99 18,56 2,45 4,23 6,68 9,13 15,81 4,87 7,66 12,21
400 3,88 4,75 8,63 12,51 21,14 2,80 4,83 7,63 10,43 18,06 6,06 9,65 15,39
450 4,41 5,34 9,75 14,16 23,91 3,14 5,44 8,58 11,72 20,30 7,53 11,90 19,11
500 4,94 5,94 10,88 15,82 26,70 3,50 6,04 | 9,54 13,04 22,58| 9,16 14,42 23,25
Примечание. При продольно*! точении подрезным резцом с главным углом в плане = 90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ <тй =80^90 кг/л(л*а ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5К10 Токарные работы К APT Л 49
Диаметр обработки D в мм Характер обработки
Продольное точение Р астачивание Поперечное точение
Количество проходов с глубиной резания t л
Один грубый t до 4 Один получистовой Г до 1 Одни грубый и один получистовой ( + (' до 5 Два грубых и один получистовой 2t + t' до 9 Три грубых и два получистовых 3/ + 2V до 14 Одни грубый t до 3 Одни получистовой t' ДО 1 Один грубый и один получистовой t + Г до 4 Два грубых и одни получистовой 2t + f до 7 Три грубых и два получистовых 3/ + 2Г до 1 1 Один грубый 1 до 5 Один получистовой t' до 1 Один грубый и один получистовой t + Г до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1.5 2.1 3,3 0,8 1 . 1 1.6 2.1 | 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — 0,44 0,88 1,32 — — 0,87 1,22 1,79
J 50 0,47 0,65 IJ2 — — 0,88 1,26 2,14 3,02 5,16 0,94 1,31 1,94
75 0,60 0,97 1,57 2,17 — 0,98 1,87 2,85 3,83 6,68 1,03 1,50 2,21
100 0,78 1,29 2,07 2,85 4,92 1,07 1,44 2,51 3,58 | 6,09 1,15 1,77 2,60
125 0,94 1,61 2,55 3,49 6,04 1,18 1,80 2,98 4,16 7,14 1,30 2,11 3,09
150 1,09 1,94 3,03 4,12 7,15 1,22 2,16 3,38 4,60 7,89 1,51 2,53 3,72
О V до 1,5 О 2t + (' До 13.5 3/ + 2Г до 21 i До 4 до 1,5 t + f до 5,5 2t + t' ДО 9,5 3/ + 2Г до 15 Г ДО 5 t' до 1,5 (+ (' до 6,5
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1.5 г.2 2.9 05 1,0 1,5 2.2 2,9 4 ,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,87 2,49 4,36 6,23 10,59 1,48 2,53 4,01 5,49 9,50 1,95 3,01 4,64
200 2,13 2,85. 4,98 7,11 12,09 1,70 2,88 4,58 6,28 10,86 2,18 3,57 5,44
225 2,43 3,20 5,63 8,05 13,69 1,91 3,24 5,15 7,06 12,21 2,57 4,23 6,49
250 2,72 3,55 6,27 8,99 15,26 2,10 3,60 5,70 7,80 13,50 3,01 4,94 7,63
300 3,25 4,26 7,51 10,76 18,27 2,35 4,33 6,68 9,03 15,71 3,76 6,60 10,05
350 3,78 4,97 8,75 12,53 21,28 2,75 5,04 7,79 10,54 18,33 5,30 8,59 13,57
400 4,31 5,68 9,99 14,30 24,29 3,13 5,76 8,89 12,02 20,91 6,63 10,85 17,17
450 4,91 6,39 11,30 16,21 27,51 3,53 6,49 10,02 13,55 23,57 8,25 13,43 21,36
500 5,51 7,10 12,6l| 18,12 ЗО,73| 3,92 7,21 j 11,13 15,05 26,18 10,07| 16,27| 26, 02
Примечание. При'продольном точении подрезным резцом с главным углом в плане = 90е машинное время_умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ cft=90-100 кг/мм2 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15КЮ Т окарные работы КАРТА 50
Диаметр обработки D в мм । Характер обработки
Продольное точение | Растачивание 1 Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 4 Один получистовой /' до 1 Один грубый и один получистовой ' t + (' до 5 Два Грубых « ОДИН; получистовой 2( + f до 9 Три грубых и два получистовых 3( + 2(' до 1 4 Один грубый t до 3 Один получистовой (' до 1 Один грубый и один получистовой ( + (' до4 Два грубых и один получистовой 2( + (' до 7 Три грубых и два получистовых 3( + 2i' до 1 1 Один грубый i до 3 Один получистовой V до 1 Один грубый н один получистовой t + V до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин .
0,8 1.1 1.6 2.1 3,3 0.8 1.1 1.6 2,1 3.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,33 0,51 0,84 — — 0,51 1,01 1,52 — — 0,90 1,29 1,88
50 0,54 0,75 1,29 — — 1,01 | 1,45 2,46 3,47 5,93 0,95 1,34 1,97
75 0,69 1,12 1,81 2,50 — 1,13 2,15 3,38 4,5! 7,89 1,06 1,56 2,30
100 0,90 1,49 2,39 3,29 5,68 1,23 1,66 2,89 4,12 7,01 1,19 1,87 2,74
125 1,08 1,85 2,93 4,01 6,94 1,36 2,07 3,43 4,79 8,22 1.38 2,25 3,31
150 1,25 2,24 3,50 4,76 8,26 1,40 2,49 3,89 5,29 9,18 1,62 2,74 4,04
(О о ч ('до 1,5 t + (' ДО 7.5 2t + (' до 13,5 3( + 2(' ДО 21 t до 4 (' до 1,5 1 t + Г ДО 5,5 ! ** о сч Ч 3/ 4- 2Г ДО 15 О ч (' ДО 1.5 t + (' до 6,5
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1,5 2.2 2.9 4.5 1.0 1.5 2,2 2,9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,15 2,87 5,02 7,17 12,19 1,71 2,92 4,63 6,34 10,97 2,17 3,35 5,20
200 2,46 3,28 5,74 8,20 13,94 1,96 3,32 5,28 7,24 12,52 2,39 3,93 6,00
225 2,80 3,68 6,48 9,28 15,76 2,20 3,73 5,93 8,13 14,06 2,84 4,33 6,84
250 3,13 4,09 7,22 10,35 17,57 2,42 4,14 6,56 8,98 15,54 3,34 5,51 8,53
300 3,74 4,90 8,64 12,40 21,04 2,71 4,99 7,70 10,41 18,11 4,21 7,43 11,32
350 4,35 5,72 10,07 14,42 24,49 3,17 5,80 8,97 12,14 21,11 5,97 9,70 15,35
400 4,96 6,54 11,50 15,46 26,96 3,61 6,63 10,24 13,85 24,09 7,51 12,32 19,50
450 5,65 7,35 13,00 18,65 31,65 4,07 7,47 11,54 15,61 27,15 9,36 15,32 24,37
500 6,34 8,17 14,51 20,85 35,36 4,51 8,29 12,80 17,31 30,11 11,46 18,54 29,68
Примечание. При продольном точении подрезным резцом с главным углом в плане о = 90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ кг/мм* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т5КЮ Токарные работы
КАРТА 51
1 Диаметр обработки D в мм | Характер обработки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания 1 в ч.ч
Один грубый t до 4 Один ПОЛУЧНСТОВОЙ I Г до 1 । ! Один грубый и ] ' один получисговой t + V ДО 5 два грубых и один получистовой I 2t 4- Г до 9 Три грубых и два получистовых 3/ + 2Г до 14 Один грубый t до з| 1 1 Один получи СТОВОЙ 1' до 1 Один грубый и один получнстовой / + Г до 4 Два грубых и один , полччнстовой 2/ + Г до 7 I Три грубых и два получистовых 3( + 2Г до И Одни грубый t до 3 1 Один получистовой 1 /’ до 1 Один грубый и одна получистовой f + Г до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.6 2,1 3,3 0,8 1.1 1.6 2.1 3.3
Основное (технологическое) время в мин. на (00 мм длины обработки.
25 0,41 0,43 0,84 - 0,61 0,85 1,46 — — 0,89 1,22 1,81
50 0,64 0,88 1,52 "— — 1,19 1,70 2,89 4,08 6,97 0,98 1,37 2,03
75 0,81 1,31 2,12 2,93 — 1,32 2,53 3,85 5,17 9,02 1,09 1,62 2,39
100 1,05 1,75 2,80 3,85 6,65 1,45 1,94 3,39 4,84 8,23 1,25 1,98 2,92
125 1,27 2,17 3,44 4,71 8,15 1,59 2,43 4,02 5,61 9,63 1,46 2,44 3,58
150 1,48 2,62 4,10 5,58 9,68 1,65 2,92 4,57 6,22 10,79 1,75 3,00 4,43
О О tt 1 1 , i + t' До j 1 7‘5 2/ + Г до 13,5 1 3/ + 2Г 1 до 21 О t' ДО 1,5 1 1 / + Г до 1 1 5,5 2/ + i' । ДО 9,5 1 I 3f + 2Г ДО 15 t ДО 5 | 1 1 о t + 1' до j 6, 5
1,0 1.5 2,2 Вспомогательное время в мин 2,9 | 4,5 | 1,0 | 1,5 2.2 2,9 4,5 Штучное время (без установочного) в мин.
Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,53 3,37 5,90 8,43 14,33 2,00 3,42 5,42 7,42 12,84 2,40 3,73 5,81
200 2,88 3,85 6,73 9,61 16,34 2,30 3,89 6,19 8,49 14,68 2,65 4,42 6,75
225 3,28 4,32 7,60 10,88 18,48 2,58 4; 37 6,95 9,53 16,48 3,18 4,88 7,74
250 3,68 4,80 8,48 12,16 20,64 2,84 4,86 7.70 10,54 18,24 3,76 6,26 9,71
300 4,39 5,75 10,14 14,53 24,67 3,18 5,85 9,03 12,21 21,24 4,79 8,51 12,98
350 5,10 6,72 11,82 16,92 28,74 3,72 6,80 10,52 14,24 24,76 6,85 11,18 17,72
400 1 5,82 7,67 13,49 19,31 32,80 4,23 7,78 12,01 16,24 28,25 8,66 14,24 22,59
450 1 6,63 8,63 15,26 21,89 37,15 4,77 8,77 13,54 18,31 31,85 10,83 17,77 28,29
500 1 7,44 9,59 17,03 24,47 41,50 5,30 9,73 15,03 20,33 35,36 13,30 21,56 34,53
Примечание. При продольном точении подрезным резцом с главным углом в плане ф = 90° машинное время умножать иа 1,2.
обработка КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ - 40 - 50 кг/м№ ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА TI5K (Г Токарные работы
КАРТА 52
1 | Диаметр обработки D в мм 1 Характер обработки
Продольное точение j Растачивание | Поперечное точение
Количество проходов е глубиной резания t в мм
' Один грубый 1 до 4 Один получистовой f до 1 Один грубый и один получистовой t + Г до 5 Два грубых и один получистовой 2/ + f до 9 Три грубых и два получистовых 3/ + 2Г до 14 Один грубый i до 3 Один получистовой Г до 1 Один грубый и один получистовой 1+ Г до 4 1 Два грубых и один I получистовой 2/ + V до 7 Три грубых и два получистовых 3f + 21' до 11 Один грубый t до 3 1 Один получистовой t ДО 1 Один грубый и один получистовой i + t' до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 j l.l 1 1.6 | 2,1 | 3,3 | 0,8 | м I l.e 1 2,1 1 3.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — 0,44 0,88 1,32 — — 0,89 1,22 1,81
50 0,27 0,44 0,71 — — 0,44 0,88 1,32 1,76 3,08 0,89 1,28 1,87
75 0,35 0,44 0,79 1,14 — 0,33 0,88 1,21 1,54 2,75 0,94 1,33 1,97
100 0,42 0,44 0,86 1,28 2,14 0,41 0,44 0,85 1,26 1,67 1,00 1,39 2,09
125 0,51 0,44 0,95 1,46 2,41 0,49 0,46 • 0,95 1,44 2,39 1,10 1,44 2,24
150 0,61 0,49 1,10 1,71 2,81 0,55 0,54 1,09 । 1,64 2,73 1,22 1,53 2,43
О Г до 1,5 t + f ДО 7,5 | 2t + Г । ДО 13.5 1 3f + 21' ДО 21 t ДО 4 1 If до 1,5 О 41 2/ 4- V до 9,5 3f + 2t' . До 15 t до 5 1 f' до 1,5 + иэ
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 | 1,5 1 2,2 2.9 | 4,5 | 1.0 1.5 2,2 ' 2,9 4.5
Основное (технологическое) время В мин. на 100 мм длины обработки
175 1,05 | 0,64 | 1,69 | 2,74 4,43 | 0,83 | 0,64 1,47 2,30 | 3,77 | 1,44 | 1,65 2,78
200 1,19 | 0,73 | 1,92 3,11 | 5,03 | 0,94 0,73 1,67 2,61 4,28 1,63 | 1,80 3,11
225 1,35 0,82 | 2,17 3,52 5,69 | 1,04 0,82 1,86 | 2,90 4,76 | 1,83 | 1,98 3,50
250 1,51 0,91 2,42 3,93 6,35 1,16 0,91 | 2,07 | 3,23 1 5,30 2,08 [ 2,16 3,92
300 1,82 1,08 2,90 4,72 7,62 1,27 1,08 2,35 3,62 5,97 2,60 2,60 4,88
350 2,10 | 1,27 3,37 5,47 | 8,84 | 1,47 1,27 2,74 4,21 | 6,95 | 3,21 3,12 | 6,01
400 2,39 | 1,45 3,84 6,23 [10,07 [ 1,68 1,45 3,13 4,81 7,94 3,93 [ 3,71 7,32
450 2,72 | 1,62 4,34 7,06 |11,40 [ 1,90 1,62 3,52 5,42 | 8,94 4,79 | 4,39 | 8,86
500 3,08 1,81 4,89 7,97 [12,86 | 2,10 1,81 3,91 | 6,01 | 9,92 | 5,76 [ 5,14 [10,60
Примечание. При продольном точении подрезным резцом с главным углом в плане = 90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ Токарные работы
И t/ici nruDnll 11 Wfl Vlrttfiri MU * UU CvC/AlAl" ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 КАРТА 53
Диаметр обработки D в мм Характер обработки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания i в мм 1
Один грубый t до 4 Один получистовой /' до 1 Один грубый и один получистовой t + Г до 5 Два грубых и один получистовой 2/ + /' до 9 Три грубых и два получистовых 3/' + 2Г ДО 14 Один грубый t до 3 Один получистовой С ДО 1 Оди.. грубый н один получистовой t + i' до 5 Два грубых и один получистовой Zt + Г до 7 Три грубых и два получистовых 3/ + 2Г до 1 I Один грубый t до 3 1 Один получистовой Р до 1 1 Один грубый и 1 одни получистовой t + t' до 4
Вспомогательное время в мин. Штучное время (беа установочного) в мин.
0,8 1,1 1 1.6 2,1 3.3 / 0,8 1 1.6 2.! 3.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — — 0,44 0,88 1,32 — — 0,89 1,22 1,81
50 0,34 0,44 0,78 — — 0,44 0,88 1,32 1,76 3,08 1 0,91 1,28 1,29
75 0,47 0,44 0,91 1,38 — 0,45 0,88 1,33 1,78 3,11 0,98 1,33 2,01
100 0,57 0,45 1,02 1,59 2,61 0,55 0,49 1,04 1,59 2,63 1,06 1,39 2,45
125 0,68 0,56 1,24 1,92 3,36 0,66 0,62 1,28 1,94 3,22 1,19 1,55 2,44
150 0,82 0,67 1,49 2,31 3,80 0,74 0,73 1,47 2,21 3,68 1,34 1,64 2,66
| i до 6 1' ДО 1,5 о к + ю. 1 2/ + /’ до 13,5 3/ + 2Г : до 21 О । t ДО 1,5 1 t + t' до 5,5 S‘6 + ;з 3/ + 2Г ДО 1 5 / до 5 до 1,5 о
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1,5 | 2,2 2,9 4.5 1.0 1.5 2,2 2,9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,42 0,86 1,28 2,70 3,98 1,11 0,86 1,97 3,08 5,05 1,64 1,81 3,13
200 1,61 0,98 2,59 4,20 6,79 1,27 0,98 2,25 3,52 5,77 1,89 2,01 3,59
225 1,83 1,10 2,93 4,76 7,69 1,41 1,10 2,51 3,92 6,43 2,16 2,25 4,09
250 2,05 1,22 3,27 5,32 8,59 1,56 1,22 2,78 4,34 7,12 2,49 2,49 4,66
300 2,45 1,47 3,92 6,37 10,29 1,71 ..46 | 3,17 4,88 8,05 3,18 3,07 5,94
350 2,83 1.71 4,54 7,37 11,91 1,99 1,71 3,70 5,69 1 9,39 4,01 3,76 7,45
400 3,22 1,95 5,17 8,39 13,56 2,27 1,95 4,22 6,49 10,71 4,97 4,56 9,21
450 3,66 2,19 5,85 9,51 15,36 2,56 2,19 4,75 7,31 12,06 6,09 5,46 11,24
500 4,12 2,44 6,56 10,68 17,24 2,84 2,44 5,28 8,12 13,40 7,40 6,47 13,55
Примечание. При продольном точении подрезным резцом с главным углом в плане э = 90® машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ сй=60-70 лг/лл* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 Токарные работы КАРТА 54
Диаметр обработки D в мм [ Характеров работки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 4 Один получистовой i' до 1 Одни грубый и один получистовой / + /' до 5 Два грубых и один получистовой 2i+i' до 9 Три грубых и два получистовых 3t + 2(' до 14 Один грубый i до 3 Один получистовой Г до 1 Один грубый и один получистовой / + Г до 4 Два грубых и один получистовой 2( + Г до 7 Три грубых и два получистовых 3/+2Г до 1 1 Один грубый t до 3 Один получистовой Г до 1 Один грубый и один получистовой f + i' до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1 ,6 2,1 3,3 0.8 1.1 1.6 2.1 . 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — — 0,44 0,88 1,32 — — 0,87 1,22 1,79
50 0,38 0,44 0,82 — '—1 0,44 0,88 1,32 1,76 3,08 0,92 1,28 1,90
75 0,51 0,45 0,96 1,47 — 0,48 0,88 1,36 1,84 3,20 0,99 1,33 2,02
100 0,63 0,59 1,22 1,85 3,07 0,59 0,64 1,23 1,82 3,05 1,08 1,44 2,21
125 0,74 0,74 1,48 2,22 3,70 0,71 0,80 1,51 2,22 3,73 1,22 1,60 2,50
150 0,87 0,89 1,76 2,63 4,39 0,82 0,95 1,77 2,59 4,36 1,38 1,78 2,85
U до 6 Г до 1,5 t \-i’ до 7,5 2/ + Г до 13,5 3/+2Г ДО 2 1 1 О Г до 1,5 t + t' ДО 5,5 S‘6 otf ,7+75 3/+2Г ДО 15 t до 5 f ДО 1,5 t+t' до 6,5
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1,0 1,5 2,2 2,9 4.5 | 1,0 1.5 | 2,2 2,9 4,5
Основное (технологическое) время в мин, на 100 мм длины обработки
175 1,52 1,08 2,60 4,12 6,72 1,20 1.П 2,31 3,51 5,82 1,71 2,00 3,39
200 1,73 1,24 2,97 4,70 7,67 1,26 1,27 2,53 3,79 6,32 1,97 2,27 3,92
225 1,96 1,39 3,35 5,31 8,66 1,42 1,43 2,85 4,27 7,12 2,29 2,57 4,54
250 2,19 1,54 3,73 5,92 9,65 1,59 1,59 3,17 4,75 7,92 2,65 2,89 5,22
300 2,61 1,84 4,45 7,06 11,51 1,86 1,91 3,77 5,63 9,40 3,42 3,64 6,75
350 3,03 2,15 5,18 8,21 13,39 2,16 2,23 4,39 6,55 10,94 4,34 4,55 8,57
400 3,45 2,46 5,91 9,36 15,27 2,47 2,54 5,01 7,48 12,49 5,39 5,57 10,64
450 3,95 2,77 6,72 10,67 17,39 2,78 2,86 5,64 8,42 14,06 6,62 6,75 13,06
500 4,45 3,07 7,52 11,97 19,49! 3,10 3,18 6,28 9,38 15,66 8,00 8,06 15,74
Примечание, При продольном точении подрезным резцом с главным углом в плане 9=90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ zb=70+80 кг/льи2 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 Токарные работы.
КАРТА 55
Диаметр обработки D в мм Характер обработки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый i до 4 Один получистовой Г до 1 Один грубый и один получнстовой i+t' до 5 Два грубых и один получистовой 2t+'t' до 9 Три гр} бых и два получистовых 3/+ 2Г до 14 Один грубый t до 3 Один получистовой /'до 1 Один грубый и один получнстовой i+t' до 4 Два грубых и один получистовой 2t+t' до 7 Три гоубых и два получистовых 3/ + 2Г до 1 1 1 Один грубый t до 3 Один получистовой t' до 1 Один грубый и один получистовой t + i' до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1,6 .2,1 3,3 0.8 1.1 1.6 2.1 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,29 0,44 0,73 — 0,44 0,88 1,32 — 0,87 1,22 1,79
50 0,42 0,44 0,86 — — 0,48 0,88 1,36 1,84 3,20 0,92 1,25 1,87
75 0,67 0,54 1,21 1,88 — 0,54 1,02 1,56 2,10 3,66 1,02 1,36 2,06
100 0,70 0,72 1,42 2,12 3,54 0,66 0,78 1,44 2,10 3,54 1,13 1,51 2,32
125 0,84 0,90 1,74 2,58 4,32 0,78 0,99 1,77 2,55 4,32 1,29 1,70 2,67
150 0,98 1,08 2,06 3,04 5,10 0,90 1,18 2,08 2,98 ‘5,06 1,48 1,93 3,09
t ДО 6 ю о t + i' до 7,5 2i+t' До 13,5 3( + 2Г ДО 2 1 j, otf ; „ ___1 О tt i+t' до 5,5 о сч 3/ + 2/' до 15 to о Г до 1,5 о
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1.5 2.2 2.9 4,5 1.0 1,5 2,2 2.9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,70 1,33 3,03 4,73 7,76 1,35 1,38 2,73 4,08 6,81 1,80 2,20 3,70
2001 1,93 1 1,52 3,45 5,38 8,83 1,54 1,57 3,11 4,65 7,76 2,08 2,52 4,28
225 2,19 1,72 3,91 6,10 10,01 1,72 1,76 3,48 5,20 8,68 2,42 2,89 4,99
250 2.46 1,91 4,37 6,83 11,20 1,90 1,96 3,86 5,76 9,62 2,81 3,29 5,77
300 2,92 2,29 5,21 8,13 13,34 2,09 2,35 4,44 6,53 10,97 3,64 4,06 7,38
350 3,29 2,67 6,06 9,45 15,51 2,44 2,75 5,19 7,63 12,82 4,63 5,32 9,64
400 3,86 3,06 6,92 10,78 17,70 2,79 3,14 5,93 8,72 14,65 5,76 6,59 12,04
450 4,39 3,43 7,82 12,21 20,03 3,14 3,53 6,77 9,91 16,68 7,14 8,04 14,86
500 4,92 3,82 8,80 13,72 22,52 3,49 3,92 7,41 10,90 18,31 8,69 9,65 18,02
Примечание. При продольном точении подрезным резцом с главным в плане ^=90° машинное время умножать на 1,2. углом
обработка КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ . 80’ 90 кг]мм* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 Токарные'работы
КАРТА 56
Характер обработки
Продольное точение | Растачивание | Поперечное точение
Количество проходов с глубиной резания t в мм
О Cl Н Вспомогательное время в мин. Штучное время (без установочного) В мин.
(У 2 а 0.8 | 1.1 1 1.6 2,1 3,3 0,8 | 1.1 1.6 j 2,1 | 3,3
я: Основное (технологическое) время в мни. на 1 00 мм длины обработки
25 0,29 | 0,44 | 0,73 | _ 1 i — J 0,44 | 0,88 1,32 — ! — 0,87 1,22 1,79
50 0,47 | 0,42 | 0,89 | — — i 0,57 | 0,88 1,45 2,02| 3,47 0,93 | 1,28 1,97
751 0,64 | 0,64 | 1,28 | 1,92 — 0,63 1,24 1,87 2,5о| 4,37 1,03 | 1 .40 | 2,11
1001 0,77 | 0,85 j 1,62 | 2,39 4,01 0,73 0,93 1,66 2,39| 4,05 1,15 1,59 | 2,42,
125 0,92 | 1.06 | 1,98 | 2,90 4,88 0,88 1,17 2,05 1 2,93| 4.981 1,30 1.82 2,81
150 1,08 1,27 2,35 3,43 5.78 0,99 Г,40 2,39 3,38 5,77 1,51 2,12 3,31
О ю о t + t' До 1 7’5 i о 3/ + 2Г ДО 21 oV ? S' I off ,f t+t' До 5,5 2f+t' ДО 9,5 SI off 1 лъ + п 1 1 1 t до 5 1 | i' до 1,5 t + t' до 6,5
Вспомогательное время в мин.
1.0 1.6 2,2 2,9 | 4,5 1.0 1.5 2.2 2,9 4.5 ш ’ jr премл (без установочного)
Основное (технологическое) Время Б МИН. на 1 00 мм длины обработки
175 1,91 1 1,60 3,51 5,42 8,93 1,47 1,63 3,10 4,57 7,67 1,91 2,46 4,05
200 2,16 1,82 3,98 6,Н 10,12 1,70 1,86 3,56 5,26 8,82 1,93 2,86 4,79
225 2,46 2,04 4,50 6,96 | П,46 1,89 2,10 3,99 5,88 9,87 2,65 3,25 5,69
250 2,76 2,28 5,04 7,80 | 12,84 2,07 2,33 4,40 6,47 10,87 3,07 3,82 6,57
300 [ 3,29 2,74 6,03 9,32 | 15,35 , 2,29 2,80 5,09 7,38 12,47 4,03 4,98 .8,69
350 | 3,81 3,19 7,00 10,81 17,81 2,67 3,29 | 5,96 8,63 14,59 5,15 | 6,36 11,13
400 | 4,33 3,64 7,97 12,ЗС 20,27 3,06 j 3,75 6,81 9,87 । 16,68 6,45 [ 7,95 14,08
450 | 4,93 4,10 | 9,03 | 13,96 >| 22,99 3,43 4,19 7,62 | 11,05 18,67 7,98 9,75 | 17,41
500 5,52 । 4,56 10,08 15,6С )| 25,68 | 3,82 | 4,66 | 8,48 12,30 20,78 | 9,70 ]11,77 | 21,14
Примечание, При продольном точении подрезным в плане if> = 90° машинное время умножать на 1,2. резцом с главным углом
8. Справочник. Зак. 952.
113
ОБРАБОТКА КОНСТРУКЦИОННОЙ УГЛЕРОДИСТОЙ И ЛЕГИРОВАННОЙ СТАЛИ ^=-90~ 100 лг/лл;2 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 Токарные работы
КАРТА 57
Диаметр обработки D в мм ' .. — Характер обработки
Продольное точение | Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой t+t' до 5 Два грубых и один получистовой 2t+t' До 9 Три грубых и два I получистовых 3/ + 2Г до 14 Один грубый t до 3 Один получистовой Г до 1 Один грубый и один получистовой t+t' до 4 Два грубых и одни получистовой 2t+t' до 7 Три грубых и два получистовых 3/4-2/ до 1 1 Один грубый t до 3 Один получистовой V до 1 Один груб ый и один получистовой t + t' ДО 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1.6 2,1 3.3 0.8 1.1 1,6 2.1 3,3
Основное (технологическое) время в мин, на 100 мм длины обработки
25 0,31 0,44 0,75 — — 0,44 0,88 1,32 — — 0,87 1,22 1,79
50 0,51 0,48 1,02 — 0,65 0,95 1,60 2,25 3,85 0,94 1,29 1,91
75 0,74 0,74 1,48 2,22 — 0,73 1,43 2,16 2,89 5,05 1,06 1,43 2,17
100 0,89 0,98 : 1,87 2,76 4,63 0,84 1,07 1,91 2,75 4,66 1,19 1,65 2,52
125 1,06 1,22 2,28 3,34 5,62 1 ;01 1,35 2,36 3,37 5,73 1,38 1,92 2,98
150 1,25 1,46 2,71 3,96 6,67 1,94 1,61 2,75 3,89 6,64 1,60 2,27 3,55
«5 О ю о t+t' до 7,5 ' 2t+f до 13.5 1 3/ + 2Г до 21 О ю о tt t+t' до 5,5 S‘6 off ,;+;з .—- SI off О Г до 1.5 i+t' до 6.5
Вспомогательное время в мнн. Штучное время (без установочного) в мнн.
1,0 | 1.5 | 2,2 | 2,9 | 4,5 | 1,0 | 1,5 | 2,2 2,9 | 4,5 Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,20 1,84 4,04 6,24 10,28 1,69 1,87 3,56 5,25 8,81 2,07 2,65 4,40
200 2,49 2,09 4,58 7,07 11,65 1,96 2,14 4,10 6,06 10,16 2,46 3,11 5,25
225 2,83 2,35 5,18 8,01 13,19 2,18 2,42 4,60 6,78 11,38 2,93 3,69 6,29
250 3,18 2,63 5,81 8,99 14,80 2,38 2,69 5,07 7,45 12,52 3,41 4,22 7,31
300 3,79 3,16 6,95 10,74 17,69 2,64 3,22 5,86 8,50 14,36 4,50 5,55 9,74
350 | 4,38 | 3,67 8,05 12,43 20,48 | 3,07 j 3,79 6,86 | 9,93 16,79 5,79 7,14 12,62
400 4,99 | 4,19 9,18 14,17 23,35 3,52 4,32 7,84 11,36 19,20 7,30 8,94 15,93
450 5,70 4,72 10,42 16,12 26,54 3,95 4,82 8,77 12,72 21,49 9,06 11,04 19,79
500 6,35 5,25 11,60 17,95 29,55 4,39 5,36 9,75 14,14 23,89 11,03 13,36 24,06
Примечание. При продольном точении подрезным резцом с главным углом в плане <р=90° машинное время умножать на 1,2.
ОБРАБОТКА КОНСТРУКЦИОННОЙ углеродистой И ЛЕГИРОВАННОЙ СТАЛИ 0^=100^110 кг/мм* ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА Т15К6 Токарные работы КАРТА 58
Диаметр обработки D в мм Характер обработки
Продольное точение Растачивание | Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 4 Один получистовой ДО 1 ! Одни грубый и один получистовой . t+f до 5 Два грубых и один получистовой 2(4-/' до 9 Три грубых и два получистовых 3(4-2/' до 14 Один грубый / ДО 3 Один получистовой (' до 1 Один грубый и один получистовой i+t' до 4 Два грубых и один получистовой 2(4-/' до 7 Три грубых и два । получистовых 3(4-2/' до 1 1 Один грубый / до 3 Один получистовой f до 1 Один грубый II ОДИН получистовой I i+f до 4
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1,1 1.6 2,1 3,3 0,8 1.! 1.6 2,1 3,3
Основное (технологическое) время в мин, на 1 00 мм длины обработки
25 0,36 0,44 0,80 — 0,44 0,88 1,32 — — 0,87 1,22 1,79
50 ! 0,64 0,57 1,21 — — 0,77 1,12 1,89 2,66 4,55 0,97 1,31 1,95
75 , 0,86 0,86 1,72 2,58 — 0,85 1,67 2,52 3,37 5,89 1,39 1,89 2,88.
100 1,04 1,15 2,19 3,23 5,42 0,99 1,26 2,25 3,24 5,49 1,59 2,21 3,14
125 1,24 1,43 2,67 3,91 3,68 1,19 1,59 2,78 3,97 6,75 1,87 2,62 4,06
150 1,46 1,72 3,18 4,64 7,82 1,34 1,89 3,23 4,57 7,80 2,21 3,14 4,04
t до 6 1 (' ДО 1,5 t+f до 73 | 2t+f до 13,5 3/4-2/' до 21 / до 4 /' до 1,5 i+t' до 5,5 2(4-/' ДО 9,5 3(4-2/' до 15 i до 5 (' до 1,5 i + f до 6,5 ।
Вспомогательное время в мин. Штучное время (без установочного) в мин,
1.0 1.5 2.2 2.9 4,5 1,0 1,5 2.2 2,9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 2,58 2,16 4,74 7,32 12,06 1,99 2,20 4,19 6,18 10,37 2,91 3,72 6,21
200 2,92 2,46 5,38 8,30 13,68 2,30 2,51 4,81 7,П 11,92 3,50 4,40 7,50
225 3,32 2,75 6,08 9,40 15,48 2,56 2,84 5,40 7,96 13,36 4,19 5,13 8,91
250 3,73 3,08 6,81 10,54 17,35 2,80 3,15 5,95 8,75 14,70 4,91 6,05 10,55’
300 4,45 3,70 8,15 12,60^ 20,75 3,10 3,78 6,88 9,98 16,86 6,55 8,05 14,19
350 5,14 4,31 9,45 14,59 24,04 3,61 4,45 8,06 11,67 19,75 8,48 10,43 18,55
400 5,85 4,91 10,76 16,61 27,37 4,13 5,07 9,20 13,33 22,53 10,71 13,15 23,50
450 6,66 5,54 12,20, 18,86 31,06 4,43 5,66 10,09 14,52 24,61 13,36 16,25 29,25
500 7,46 6,16 13,62 21,08 34,70 5,16 6,29 11,45 16,61 28,06 16,31 19,71 35,61
Примечание. При продольном точении подрезным резцом с главным углом в плане <р — 90° машинное время умножать на 1,2.
ОБРАБОТКА СЕРОГО ЧУГУНА нв =120-5-140 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 Токарные работы
КАРТА 59
Диаметр обработки D в мм | X а р а к те р о б р я бр тки
Продольное точение Растачивание Поперечное точение
Количество проходов с глубиной резания|/ в мм
Один грубый t до 6 Один получистовой Г до 1.5 Один грубый и один получистовой ? + (' до 7,5 Два грубых и один получистовой 2t+t' до 13,5 Три грубых и два получистовых 3/ + 2Г до 21 Один грубый t до 4 Один получистовой t' до 1 | Один грубый и один получистовой t + i' до 5 Два грубых и один получистовой 2t +i' до 9 Три грубых и два по чучистовых 3*+2Г до 14 Один грубый t до 6 Один получистовой С до 1 Один грубый и оди и получистовой /+/’ ДО 7
Вспомогательное время Штучное время (без установочного) в мин.
0,8 1,1 1.6 2.1 3.3 0,8 1.1 1.6 2,1 3,3
Основное (технологическое) время в мин. на 100 мм. длины обработки
25 0,29 0,44 0,73 — 0,44 0,88 1,32 0,87 1,22 1,79
50 0,28 0,44 0,72 — — 0,56 0,88 1,44 2,00 3,44 0,91 1,28 1,89
75 0,34 0,64 0,98 1,32 — 0,60 1,13 1,73 2,33 4,06 0,97 1,39 2,04
100 0,37 0,86 1,23 1,60 2,83 0,64 0,90 1,54 2,18 3,72 1,03 1,56 2,27
125 0,40 1,07 1,47 1,87 3,34 0,71 1,12 1,83 2,54 4,37 1,09 1,77 2,54
150 0,45 1,29 1,74 2,19 3,93 0,78 1,36 2,12 2,88 5,00 1,17 2,05 2,89
t до 8 Г до 1.5 1 9'6 ov ,/ + / 1 S'ZI ОГ л-нг 3f + 2t' до 27 <£> О О 1 t+t' ДО 7 * со io cn ex 3/ + 2Г до 2 0 t ДО 8 t’ до 1 / f(' до 9
Вспомогательное время в мин. Штучное время (без установочного) в мин.
'•0 1.5 2.2 2,9 4,5 1.0 1.5 2,2 2,9 4,5
Основное (технологическое) время в мин, на 100 мм длины обработки
175 0,64 1,50 2,14 2,78 4,92 0,91 1,56 2,47 3,38 5,85 1,41 2,36 3,45
200 0,70 1,72 2,42 3,12 5,54 1,04 1,81 2,85 3,89 6,74 1,56 2,72 3,96
225 0,76 1,94 2,70 3,46 6,16 1,17 2,04 3,21 4,38 7,59 1,75 3,14 4,57
250 0,84 2,15 2,99 3,83 6,82 1,30 2,26 3,56 4,80 8,42 1,91 3,61 5,20
300 1,01 2,57 3,58 4,59 8,17 1,24 2,71 3,95 5,19 9,14 2,39 4,68 6,75
350 1,13 3,01 4,14 5,27 9,41 1,44 3,17 4,61 6,05 10,66 2,87 5,96 8,51
400 1,27 3,43 4,70 5,97 10,67 ' 1,65 3,61 5,26 6,91 12,17 3,43 7,42 10,53
450 1,38 3,92 5,30 6,68 11,98 1,85 4,07 5,92 7,77 13,69 3,99 9,08 12,76
500 1,49 4,13 5,79 7,28 ! 13,07 2,06 4,52 6,58 8,64 15,22 4,58 10,96 15,22
Примечание, При продольном точении подрезным резцом с главным углом в плане с — 90° машинное время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА =140+160 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 Токарные работы
КАРТА 60
Диаметр обработки D в мм 1 Характер обработки
Продольное точение Растачнвамие Поперечное точение
Количество проходов с глубиной резания I в ям
Один грубый t до 6 Один получистовой Г ДО 1.5 Один грубый и один получистовой t+t' до 7,5 Два грубых и один получистовой 2t+t' до 13,5 Три грубых и два I получистовых 3/4-2/' до 21 1 Один грубый / до 4 Один получистовой /' до 1 Один грубый и один получистовой ( + /' до 5 Два грубых и один получистовой 1 2/ + /' до 9 Три грубых и два получистовых 3/4-2/' до 14 1 Один грубый t до 6 Один получистовой /' до 1 Один грубый и один получистовой / + *' до 7
Вспомогательное время в мин. Штучное время (без установочного) В мин.
0,8 1,1 1 ,6 2,1 3,3 0,8 1.1 1,6 2J 3,3
Основное (технологическое) врем я в мин, на ЮО мм длины обработки
25 0,29 0,44 0,73 — — | 0,44 0,88 1,32 1 — 0,87 1,22 1,79
50 0,35 0,54 0,89 — — 0,71 0,95 1,66 2,37 4,03 0,93 1,29 1,91
75 0,42 0,82 1,24 1,66 — 0,76 1,44 2,20 2,96 5,16 1,00 1,44 2,12
100 0,47 1,09 1,56 2,03 3,59 0,83 1,15 1,98 2,81 4,79 1,08 1,66 2,43
125 0,52 1,37 1,89 2,41 4,30 0,90 1,43 2,33 3,23 5,56 1,17 1,94 2,79
150 0,56 1,63 2,19 2,75 4,94 0,97 1,72 2,69 3,66 6,35 1,25 2,28 3,21
р до 8 1 р' До 1,5 О ч ч* Ci ю Х5 О СЧ tt 1 3/4-2/' I ДО 27 .1 / до б 1 ! О / + /' до 7 2/4-/' До 1 3 J3/-1-2/' до 20 t до 8 । /' ДО 1 1 /+/' до 9
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1.5 2.2 2.9 4.5 1.0 1.5 2,2 2.9 4.5
Основное (технологическое) время в мин, на 100 мм длины обработки
175 0,82 1,91 2,73 3,55 6,28 1.17 2,01 3,18 4,35 7,53 1,56 2,36 3,92
200 0,89 2,18 3,07 3,96 7,03 1,32 2,30 3,62 4,94 8,56 1,76 3,15 5,44
225 0,98 2,46 3,44 4,42 7,86 1,48 2,58 ,4,06 5,54 9,60 1,98 3,67 5,34
250 1,07 2,74 3,81 4,88 8,69 1,65 2,86 4,51 6,16 10,67 2,18 4,27 6,14
300 1,27 3,28 4,55 5,82 10,37 1,58 3,44 5,02 6,60 11,62 2,80 5,64 8,12
350 1,44 3,82 5,26 6,70 11,96 1,83 4,02 5,85 7,68 13,53 3,41 7,25 10,34
400 1,61 4,37 5,98 7,59 13,57 2,10 4,59 6,69 | 8,79 15,48 4,13 9,12 112,93
450 ||.75 4,98 1 6,73 8,48 15,21 2,46 5,16 7,62 (10,08 17,70 4,86 11,23 (15,76
500 | 1,90 5,46 7,86 9,26 15,62 2,61 5,74 8,35 [10,96 19,31 | 5,58 13,60 18,87
Примечание. При продольном точении подрезным резцом с главным углом в плане 4=90° машинное время умнвжать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА нв --160 180 Токарные работы
ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 КАРТА 61
I Диаметр обработки D в мм Характер обработки
Продольное точение | Растачивание Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 6 Один получнстовой /'До 1,5 1 Один грубый и один получистовой t+i' до 7.5 — — Два грубых и один получистовой 2i+f до 13,5 Три грубых п два получистовых 3/ + 2Г до 21 Один грубый t go 4 Один получистовой । i' до 1 1 Один грубый и один получистовой t + Г до 5 Два грубых и один получистовой 2t+t‘ до 9 Три грубых и два получистовых I 3/ + 2Г до 14 Один грубый t до 6, i 1 Один получистовой Г ДО 1 Один грубый и одни получистовой i+t' до 7 1
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1.6 2,1 3.3 0.8 1.1 1,6 1 3.3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,31 0,44 0,75 — — 0,44 0,88 1,32 — 0.88 1,22 1,80
50 0,44 0,68 1,12 — - - 0,83 1,20 j 2,09 2,98 5,07 0,95 1,32 I 1,96
75 0,53 1,02 1,55 2,08 — 0,95 | 1,27 | 2,22 j 3,17 5,39 1,04 1,51 2,24
100 0,58 1 1,37 1,95 2,53 4,48 | 1,03 1,43 2,46 3,49 5,95 1,13 1,79 2,60
125 0,65 1,71 2,36 3,01 5,37 1,12 1,79 2,91 4,03 6,94 1,24 2,13 3,05
150 0,70 2,04 2,74 3,44 6,18 1,21 2,15 3,36 4,57 7,93 1,35 2,55 3,59
1 t ДО 8 Г до 1,5 I f + i' до 9,5 2i+f до 17,5 3/ + 2Г ДО 27 О ч О О ts 4- 7= о СЧ Ц if СО / до 8 О 1 до 9
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1.0 1,5 2,2 2.9 ) 4,5 1.0 1.5 2.2 2,9 4,5
Основное (технологическое) время в мин, на 100 мм длины обработки
175 1,02 2,38 j 3,40 4,42 7,82 1,45 2,51 3,96 5,41 9,37 1,74. | 3,06 4,48
200 1,11 2,72 3,83 4,94 8,77 1,65 2,87 4,52 6,17 10,69 1,98 3,64 5,31
225 1,22 3,07 4,29 5,51 9,80 1,85 3,23 5,08 | 6,93 12,01 2,27 4,30 6,25
250 1,33 3,41 4,74 6,07 10,81 2,06 3,58 5,64 7,70 13,34 | 2,52 | 5,04 7,25
300 1,59 4,09 5,68 7,27 12,95 1,97 4,30 6,27 8,24 14,51 j 3,29 1 1 6,75 9,72
350 1,80 4,77 6,57 8,37 14,94 2,29 5,02 7,31 9,60 16,91 | 4,06 8,78 12,52
400 2,01 5,46 7,47 9,48 16,95 2,61 5,73 8,34 10,95 19,29 4,95 11,09 15,73
450 2,18 6,22 8,40 10,58 18,98 2,95 | 6,46 9,41 12,36 j 21,77 5,85 13,73 19,27
500 2,37 6,82 9,19 11,56 20,75 3,28 7,17 10,45 13,73 । 24,18 6,77 16,71 23,16
Примечание. При продольном точении подрезным резцом с главным углом в плане <р=90° машинное время умножать на 1,4. "
ОБРАБОТКА СЕРОГО ЧУГУНА 180-200 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 Токарные работы
КАРТА 62
Диаметр обработки £) в мм Характер обработки
Продольное точение | Растачивание | Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t до 6 I Один получистовой f до 1,5 J Один грубый и один получистовой tt до 7,5 Два грубых и один получистойой 2t+t' до 13,5 Три грубых и два получистовых : 3/+2Г до 21 | Один грубый t до 4 Один получистовой t' до 1 Один грубый и один получистовой ; t+t' до 5 Два грубых и один , получистовой 2t+f до 9 Три грубых и два получистовых 3t + 2Г до 1 4 Один грубый t до 6 Один получистовой Г до 1 1 Один грубый и один получистовой t+i' до 7
Вспомогательное время в мин, Штучное время (без установочного) в мин.
0.8 1,1 | !.в | 2.1 | 3,3 | 0,8 | 1.1 | 1,6 1 2,1 1 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,39 0,44 0,83 — — 0,53 0,88 1,41 — 0,89 1,22 | 1,81
501 0,53 0,83 1,36 — — 1,07 1,44 2,51 3,58 6,09 0,98 1,36 j 2,01
75 0,64 1,24 1,88 2,52 — 1,16 2,16 3,32 4,48 7,80 1,08 1,59 2,35
100 0,71 1,65 2,36 3,07 5,43 1,24 1,74 2,98 4,22 7,20 1,19 1,91 2,78
125 0,80 2,07 2,87 3,67 6,54 1,37 2,17 4,04 5,41 0,45 1,32 2,33 3,34
ч!50 0,87 2,47 3,34 4,21 7,55 1.47 2,60 4,07 5,54 9,61 1.48 2,86 4,02
t до 8 Г ДО 1,5, 1 t+t' до 9,5 2t + f I | до 17,5 1 7- О СО из О । <+*' ДО 7 СЧ ч 3/ + 2Г до 20 СО о § t+t' до 9
Вспомогательное время в мин. Штучное время (без установочного) В МИИ.
1,0 1.5 2,2 2,9 4.5 1.0 1 1,5 | 2,2 I 2,9 4.S
Основное (технологическое) время в мин. на 100 мм длины обработки
175 ‘1,09 2,89 | 3,98 I 5,07 | 9,05 1,47 3,04 4,51 5,98 (10,49 | 1,80 3,32 4,79
200 1,19 3,31 | 4,50 5,69 10,19 1,66 3,48 5,14 6,80 11,94 2,03 4,17 5,89
225 1,30 3,72 5,02 6,32 11,34 1,85 3,91 5,76 7,61 13,37 2,18 4,95 6,81
250 j 1,41 4,13 5,54 | 6,95 12,49 2,04 4,35 6,39 8,43 114,82 2,64 5,87 8,19
300 1,62 4,97 6,59 8,21 14,80 2,37 5,21 7,58 9,95 17,53 3,20 6,88 9,86
350 1,92 5,78 7,70 j 9,62 |17,32 2,77 6,08 8,85 |11,62 20,47 3,36 10,39 14,27
400 2,03 6,61 8,64 |1О,67 (19,31 3,16 j 6,95 10,11 (13,27 23,38 4,92 (13,20 17,81
450 2,31 j 7,44 9,75 |12,06 |21,81 3,55 7,83 |11,38 (14,93 |26,31 6,04 16,41 22,14
500 2,57 8,27 10,84 13,41 |24,25 3,96 8,69 12,65 16,61 29,26 7,31 19,98 26,97
Примечание, При продольном точения подрезным резцом с главным углом в плане <р=90° машинное время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА Н3 =2004-220 Токарные работы
ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 КАРТА 63
1 Хар акте роб р а б о тки
Продольное точение j Растачивание | Поперечное точение
Количество проходов с глубиной резания 1 В мм
обработки D в мм Один грубый t до 6 Один получистовой t' до 1,5 Один грубый и один получистовой /+/' ДО 7,5 Два грубых и один получистовой 2t+l' до 13,5 Три грубых и два получистовых ЗЛ-2Г до 21 Один грубый t до 4 Один получистовой /' ДО 1 Один грубый и один получистовой t+t' до 5 Два грубых и один получистовой 2i + t' до 9 Три грубых н два получистовых 3/ + 2Г ДО 1 4 Один грубый t до 6 -Один получистовой Г до 1 Один грубый н один получистовой t+t' до 7
h Вспомогательное время в мин. Штучное время (без установочного)
Е са 0,8 1 . 1 1.0 2.1 3.3 0.8 1.1 1.6 2.1 3,3
ч Основное (технологическое) время е мин. на 100 мм длины обработки
25 0,42 0,48 0,90 — — 0,63 0,85 1,48 — — 1 0,9 1,22 1,80
50 0,62 0,97 1,59 — — 1,25 1,69 2,94 4,19 7,13 1,04 1,38 2,10
75 0,75 1,53 2,28 | 3,03 — 1,36 2,53 j 3,89 5,25 9,14 1,12 1,64 2,45
100 | 0,83 | 1,92 2,75 | 3,58 | 6,33 | 1,45 | 2,03 1 3,48 1 4,93 1 8,41 1,25 2,02 1 2,96
125 0,92 2,39 3,31 4,23 7,54 1,59 2,53 4,12 5,71 9,83 1,40 2,53 3,61
150 0,99 2,87 3,86 4,85 8,71 1,71 3,03 4,74 6,45 11,19 I ,55 3,13 4,38
/ ДО 8 j lO о =с ч t + t’ ДО 9,5 2t+t' ДО 17,5 3/+2Г ДО 27 1 1 t до 6 о tf t+t' до 7 2f+i' ДО 13 OS Ob’ ,!Z+K t до 8 О tf 6 otf ?
Вспомогательное время в М ИН. Штучное время (без установочного)
1.0 1.5 2,2 2,9 4,5 । 1.0 1.5 2,2 2,9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,21 3,35 4,56 5,77 10,33 1,94 3,53 5,47 7,41 12,88 ' 1,86 3,84 5,38
200 1,29 3,83 5,12 6,41 11,53 2,22 4,05 6,27 8,49 14,76 2,10 4,66 6,45
225 1,40 4,32 5,72 7,12 12,84 2,49 4,56 7,05 9,54 16,59 2,33 5,59 7,60
250 1,42 4,79 6,21 7,63 13,84 2,77 5,07 7,84 10,61 18,45 | 2,58 6,63 8,90
300 1,64 5,74 7,38 9,02 16,40 2,78 6,08 8,86 И,64 20,50 3,33 9,07 12,04
350 1,85 6,71 8,56 10,41 18,97 3,24 7,09 10,33 13,57 23,90 4,16 11,87 15,72
400 2,12 7,65 9,77 11,89 21,66 i 3,70 8.10 11,80 15,50 27.30 1 5,04 15,15 19,87
450 2,25 8,62 10,87 | 13,12 23,99 1 4,16 9,12 13,28 17,44 30.72 5,90 18,82 । 24,41
500 2,57 9,57 12,14 1 14,71 26,85 1 4,63 10,13 14,76 1 19,39 34,15 1 6,79 522,98 29,46
Примечание. Прн продольном точении подрезным в плане ^=90° машинное время умножать на 1,4. резцом с главным углом
ОБРАБОТКА СЕРОГО ЧУГУНА Яд=220^240 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 Токарные работы
КАРТА, 64
Диаметр обработки D в мм Характер обработки
Продольное точение | Растачивание j Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый г до 6 Один получистовой /' до 1,5 1 Один грубый и один получистовой t+t' до 7,5 Два грубых и один получистовой 2t + t' До 13,5 Три грубых и два получистовых 3/4-2/' до 21 Один грубый t до 4 о ю о я р* R О Р — ж О 3! Один грубый и один получистовой /4-/' до 5 Два грубых и один получистовой 2i + t‘ до 9 Три грубых и два получистовых 3/4-2/' до 1 4 Один грубый / До 6 1 Один получистовой /'ДО 1 , Один грубый н один получнстовой / + /' до 7 |
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 j 1,1 j 1,6 j 2,1 Основное (технологическое) 3,3 время 0,8 В МиН, 1.1 ia 100 1.6 | 2.1 j 3,3 и.« длины обработки
25 0,51 0,57 1,08 — - 0,74 1,01 | 1,75 — — j 0,91 1,23 1,82
50 0,73 1,15 1,88 — ; 1,48 | 2,00 3,48 4,96 8,44 | 1,07 1,42 2,17
75 0,90 1,71 2,61 3,51 1,61 3,01 4,62 6,23 10,85 1,18 1,74 2,59
100 0,99 2,28 3,27 4,26 7,53 1,73 2,42 4,15 5,88 10,03 1,32 2,18 3,19
125 1,10 2,85 3,95 5,05 9,00 1,89 3,01 4,90 6,79 11,69 1,50 2,79 3,97
150 1,18 3,42 3,60 4,78 8,38 2,03 3,61 5,64 7,67 13,31 1,70 3,51 4,89
со о /' До 1,5 1 t + /' ДО 9,5 21 + Г ДО 17,5 еч о СО rt t до 6 о ес / + f До 7 21 + /' ДО 13 3/ + 2/' ДО 20 со О /' до 1 / + /' до 9
Вспомогательное время в мин. Штучное время (без установочного) в мии.
1,0 1.5 2,2 2,9 4,5 1.0 1.5 2,2 2,9 4,5
Основное (технологическое) время в мин. на 100 мм длины обработки
175 1,44 3,98 5,42 6,86 12,28 2,31 4,27 5,52 7,83 13,35 2,04 4,35 6,07
200 1,53 4,56 6,07 7,62 113,71 2.64 4,82 7,46 10,10 17,56 2,33 5,33 7,34
225 1,67 5,13 6,80 8,47 13,60 2,97 5,43 8,40 11,37 19,77 2,61 6,44 8,73
250 1,70 5,70 7,40 9,10 16,50 3,30 6,03 9,33 12,63 18,66 2,91 7,67 10,27
300 1,96 6,83 8,79 10,75 19,54 3,31 7,24 10,55 13,86 24,41 3,81 10,52 14,01
350 2,21 7,98 10,19 12,40 22,59 3,86 8,45 12,31 10,17 | 28,48 4,80 13,91 18,39
400 2,46 9,12 11,58 | 14,04 25,62 4,41 9,65 14,06 18,47 | 32,53 5,84 17,81 23,33
450 2,67 10,26 12,93 j 15,60 28,53 4,96 10,85 15,81 j 20,77 | 36,58 6,87 | 22,18 28,74
500 2,83 !lI,40 13,23 | 16,06 >29,29 1 5,51 12,06 17,57 123,08 |40,65 1 1 7,93 | 27,14 34,73
Примечание. При продольном точении подрезным резцом с главным углом в плане щ=90° машинное время умножать на 1,4.
ОБРАБОТКА СЕРОГО ЧУГУНА Нв=240-260 ИНСТРУМЕНТОМ ИЗ ТВЕРДОГО СПЛАВА ВК8 Токарные работы КАРТА 65
Диаметр обработки D в мм Характер обработки
Продольное точение | Растачивание | Поперечное точение
Количество проходов с глубиной резания t в мм
Один грубый t ДО б Один по-лучисто-вой Г до 1,5 Один грубый и один получистовой t + V ДО 7,5 Два грубых и один пол уч истовой 2/ 4- Г до 13,5 Три грубых и два получистовых 3? + 2Г до 21 Один грубый С до 4 Один получистовой V до 1 Один грубый и один получистовой i + t' До 5 Два грубых и один получистовой 2< 4- Г до 9 Три грубых и два получистовых 3/+ 2Г ДО 14 Один грубый t до 6 Один получистовой Г до 1 Один грубый и один получистовой t + V ДО 7
Вспомогательное время в мин. Штучное время (без установочного) в мин.
0,8 1.1 1.6 2.1 3,3 0,8 1, 1 1.6 2,1 | 3,3
Основное (технологическое) время в мин. на 100 мм длины обработки
25 0,58 0,60 1,24 — — 0,85 1,Н 1,96 — — 0,92 1,24 1,84
50 0,84 1,31 2,15 — — 1,71 2,30 4,01 5,72 9,73 1,10 1,46 2,25
75 1,04 1,96 3,00 4,04 — 1,85 3,47 5,32 7,17 12,49 1,23 1,82 2,74
100 1,13 2,62 3,75 4,88 8,63 1,98 2,78 4,76 6,74 11,50 1,40 2,33 3,41
125 1,27 3,28 4,55 5,82 10,37 2,17 3,47 5,64 7,81 13,45 1,60 3,04 4,33
150 1,36 3,93 5,29 6,65 11,94 2,34 4,15 6,49 8,83 15,32 1,82 3,86 5,36
/ до 8 ' V рр 1,5 t + t' до 9,5 2/ + Г ДО 17,5 3f + 2Г до 27 / до 6 Г до 1 t + i' до 7 2/ + f до 13 3/+ 2П до 20 н до 8 /' до 1 t + i’ до 9
Вспомогательное время в мин. Штучное время (без установочного) в мин.
1,0 1,5 2.2 2,9 4,5 1 ,0 1.5 2,2 2,9 | ‘4,5
Основное (технологическое) время в мин. на 1Q0 мм длины обработки
175 1,65 4,58 6,23 7,88 14,11 2,66 4,85 7,51 10,17 17,68 2,23 4,82 6,73
200 1,77 5,24 7,01 8,78 15,79 3,03 5,54 8,57 11,60 20,17 2,55 5,96 8,20
225 1,92 5,91 7,83 9,75 17,58 3,41 6,23 9,64 13,05 22,69 2,88 7,23 9,79
250 1,95 6,56 8,51 10,46 18,97 3,80 6,93 10,73 14,53 25,26 3,22 8,65 11,55
300 2,26 7,88 10,14 12,40 22,54 3,81 8,32 12,13 15,94 28,07 4,25 11,92 15,85
350 2,53 9,18 11,71 14,24 25,95 4,44 9,72 14,16 18,60 32,76 5,40 15,81 20,89
400 2,83 10,47 13,30 16,13 29,43 5,07 11,10 16,17 21,24 37,41 6,59 20,41 26,68
450 3,07 11,80 14,87 17,94 32,81 5,68 12,49 18,17 23,85 42,02 7,77 25,33 32,78
500 3,26 13,10 16,36 19,62 35,98 6,34 13,88 20,22 26,56 46,78 8,99 31 ,04 39,69
Примечание, При продольном точении подрезным резцом с главным углом в плане »^90® ^машинное время умножать'на 1,4.
10,091 19,101 29,19 39,28 68,47 11,87 22,47 34,34| 46,21 80,55 15,90 30,53 46,43 62,33 108,76 20,5* 39,41
со
□
о
2
о
Сл
Ь
V Л о л
СО 8 N5 Ъ1
СЛ 4,78
| 8,76 7,30
1 : 11,79 9,82'
20,55 3,56 17,12 2,97
1 6,74^ 10,30 5,62 8,59
13,86 11.56
24,16 20,15
4,77 3,97
9,16 7,63
13,93 11,60
18,70 15,57
СО ьэ 8 26,17
6,17 11,83 5,14 9,86
g СЛ 8 to СЛ Диаметр обработки D в мм
2,01 1,51 j-1 о 'сл Основное (технологическое) время в мни, О I Вспомогательное Один грубый С до 2 Количество проходов =115 кг[мм‘ 1 <7^ =125 кг/мм* | =145 кг)мм* | aj, =
3,82 : 2,87: 1.91| i 1,77 - Один получистовой f до 0,2
СП 8 4,38 2,92 2,27 о Один грубый и один получистовой t + t' до 2,2
7,84 1 68*9 3,93 2,77 j 2,1 | 3,3 Два грубых и один получистовой 2t + Г до 4,2
13,67 10,27 6,85 5,04 Три грубых и ДВа получистовых 3? 4- 2Г до 6,4
2,37 4,49 1,78 3,38 Ь—* 'чО 0,59 [ 0.8 Один грубый t до 2
2,25 1,77 'L Один получистовой f до 0,2
6,86 1 5,16 w 2,36 о Одни грубый и один получистовой t + V до 2,2
9,23 Л 't© 4,63 2,95 со Два грубых и один получистовой 2/ 4- Г до 4,2
16,09 ' 12,10 8,07 5,31 I 3,3 | 0.8 Три грубых и два получистовых 3/ 4- 2Г до 6,4
3,18 2,38 1,59 О Один грубый / до 2
01‘9 4,58 3,06 | 1 ,1 | 1,6 | 2,1 | 3,3 | 0.8] (.1 | Один получистовой /' до 0,2
9,28 6,96 4,65 2,57 Один грубый и один получистовой t 4- V до 2,2
9,34 6,24 3,37 Два грубых и один получистовой 2/ + V до 4,2
21,74 16,30 © со 5,94 Три грубых и два получистовых 3/ + 2/' до 6,4
4,12 3,08 9O‘S 1 1,03 Один грубый 1 до 2
% СЛ rS GO "co Один получистовой t' до 0,2
к
ПРОДОЛЬНОЕ ТОЧЕНИЕ
на 100 мм длины обработки время в мин. на 100 мм длины обработки j время в мин. ' 1 с глубиной резания i в мм 165 кг!мм* | =175 кг 1мм* | =185 кг!мм* | =195 кг!мм3 р ь 5* см. карту 71
59,97 80,53 . 54,00 72,50 47,99 64,44 42,00 56,40 1 35,98 48,321 30,00 40,28 26,99 36,24 24,00 32,22 21,00 28,20 ю ю ю с© СЛ о 18,00 24,17 H'OS oo'si 12,00 16,12 60'GI 00'6 6,00 8,06 3,00| 4,03 | i.6 | 2 , 1 Один грубый и один получистовой t + Г до 2,2 Два грубых » один получистовой It 4- t' до 4,2
140,50 23,64 45,32 126,50 21,28 40,83 to со чз со То 98,40 16,56 31,64 84,30 14,19 27,19 70,28 11,82 22,68 63,23 10,64 20,40 сл to f© СП 00 СП 49,2о1 8,28 ) 42,17 7,08 1 | 35,14 5,90 28,12 4,72 1 21,08 3,54 j 14,06 2,36 7,03 1,18 | 3,3 | 0,8 Три грубых и два получистовых 3/ + 2Г до 6,4 Один грубый t до 2
15,«7 сл | 13,59 11,33 [ 9,06
6,80 4,53 1— Один получистовой V до 0Л
68,96 92,60 62,11 83,39 а сП 48,20 64,76 41,38 55',57 34,50 46,32 31,04 41,68 27,60 37,05 24,15 32,43 1 [ 2,2 | 2,9 | 4,5 | 20,67 27,75 17,23 23,13 13,7^| 18,50 1 10,34 13,88 To ' co СЛ 3,45 4,63 I' 5 | 9' I | Один грубый и один получистовой t 4- Г до 2 ,2 Два грубых и один получистовой 21 + t' до 4,2
161,5б| 145,50 OS'631 Ьб'гп 1 СЛ
О со ьо 64,05 1 56,58| 48,42 40,36 32,28 24,22 i 16,34 "0 ЭО | 3,3 Три грубых и два получ истовых St + 2t' до 6,4
26,11 50,05 76,16 102,27 178,43 29,00 23,50 45,09 68,59 92,09 160,68 26,09 20,89 40,Об) 60,9s| 81,84^ 142,7э) 23, J 18,29| 35,05 53,34 71,63 124,97 20,30 СЛ-о» со GI S S й 13,06 25,04 38,10 51,16 89,26 14,49 11,75 22,53 34,28 46,03 80,31 13,04 10,43 20,04 30,47 40,90 71,37 11,59 9,14 17,53 26,67 35,81 62,48 10,15 1 .0 | 1,5 | 2,2 | 2,9 | 4,5 j 1,0 j 7,84 15,02 22,86 30,70 52,93 8,71 6,53 12,52 19,05 25,58 44,63 7,26 5,23 10,00 15,23 20,46 35,69 5,81 3,91 7,52 11,43 15,34 26,77 3,36 2,62 5,00 7,62 10,24 17,86 2,90 1,31 2,50 3,81 5,12 8,93 1,45 8‘0 | £'£ | I‘G |9'l|l‘l|8'0| Один грубый i до 2 Один получистовой t' до 0,2 Один грубый и один получистовой t + t' до 2,2 Два грубых и один получистовой 21 + t' до 4,2 Три грубых и два получистовых 3/ +2/' до 6,4 Один грубый t до 2
КАРТА 66
55,57 •50,05 44,47| 38,92 'со 27,81 25,01 22,25 ю о J 5'3 | S' I 16,68 13,90 II' II QO Ы СЛ 5,56 | 2.78 1 - Один получистовой Г до 0,2
84,57 76,15 о> Ъз 59,22 Сл 42,30 38,05 33,84 29,61 25,39 i to 16,92 11,71 8,46 SG't' ! 1 11.6 Один грубый и один получистовой t + t' до 2,2
113,57 198,14 102,24 178,39 15'891 38‘06 79,52 138,74 68,13 118,86 56,79 99,09 51,09 89,14 45,43 79,27 39,76 69,37 to Gn 34,10 59,49 28,42 49,58 24,73 41,65 t 15,07 26,78 11,36 19,82 5,68 9,91 | 2,1 | 3,3 Два грубых и один получистовой 2t 4- f до 4,2 Три грубых и два получ истовых St + 2/’ до 6,4
РЕЗЦАМИ Т5КЮ Токарные работы
I I
ПРОДОЛЬНОЕ ТОЧЕНИЕ
Режимы резания
Закален
crj, = И 5 кг!ммг аь = 125 кг/мм* 45 KsjMM1 1 =
Количество проходов
обработки в мм D Один грубый i до 2 Один получистовой 1 /' до 0,2 Один груоыя и один получистовой I t 4- 7' до 2,2 1 Два грубых и один получистовой | 27 + 7' до 4,2 Т(и грубых и д1а получистовых 37 + 2Г до 6,4 Сдин грубый t до 2 Один получистовой 1 У до 0,2 Один грубый и один получистовой 7 4- 7' до 2,2 Два грубых и один получистовой 27 4- 7' до 4,2 1ри грубых н два получистовых 37 + чс до 6,5 ; Один грубый i до 2 Один получистовой Г до 0,2 иднн груоыи и один получистовой t 4- t' до 2,2 Два груоых и один получистовой 2/4-7' до 4,2 1ри груоых и два получистовых 37 4- 27' до 6,4 Один грубый t до 2 Один получистовой t' до 0,2
н Вспомогательное
Е л 0,8 1.11 1.6 2.1 | 3,3 | 0,8 | Ы 1 1.61 2.1 | 3,3 | 0,8 j 1,1 | i,6 - 2.1 | 3,3 | 0.8 j 1.1|
ч. Основное (технологическое)
25 0,32 1,77 2,09 2,41 4,50 0,38 1,77 2,15 2,53 4,68 0,51 1,77 2,28 2,79 5,07 0,66 1.77
50 0,65 1,77 2,42 3,07 5,49 0,76 1,77 2,53 3,29 5,82 1,02 1,95 2,97 3,99 6,96 1,31 2,5;
75 0,93 1,90 2,88 3,8' 6,74 1,15 2,'23 3,38 4,53 7,91 1,53 2,92 4,45 5,93 ;0,43 1,97 3,82
100 | 1,30 | 2,52 3,82 5,12 8,94 1,53 2,97 4,50 6,03 10,53 2,03 1 3,91 5,94 7,97 13,9! 2,63 5,09
125 1,62 3,15 4,77 6,39 11,16 1 ,91 3,71 5,62 7,53 13,15 2,54 4,88 7,42 9,96 17,38 3,29 6,36
15) 1 ,95 3,78 5,73 7,68 13,41 2,29 4,45 6,74 9,03 15,77 3,06 5,85 8,91 11,97 20,88 3,94 7,60
Вспомогательное
1 .0 | I .5 | 2.г | 2,9 । 4,5 ! И 1,5 | 2,2 | 2,9 | 4,5 | 1 .0 | 1.3 I 2,2 2,9 4,5 ..0
Основное (технологическое
175 2,27 4,41 6,6f 8,95 15,63 2,67 5,19 7,86 10,53 18,3' 3,56 6,82 10,38 13,94 24,32 4,60 8,91
200 2,60 5,05 7,65 10,25 17,9(7 3,06 5 /4 9,00 12.06 21,06 4,07 7,80 11,87 15,94 27,81 5,25 1 ЮЛ
225 2,92 5,68 8,60 11,52 20,12 3,43 6,68 10,11 13,54 23,65 4,5- 8,78 13,36 17,94 31,30 | 5,92 | ПЛ
<50 3,25 б,з: 9,56 12,81 22,37 | 3,82 | 7,42 | 11,24 I 15,06 26,30 5,09 9,75 14,84 19,93 34,77 [ 6,57 12.72
300 3,89 7,51 11,46 15,3? 26,8 | 4,58 8,9oj 13.48 18,0( 31,51 6,1С 11,7< 17,8о| 23,9о| 41,7oj 7,88 15,26
350 4,54 8, 3 13,37 17,91 31,28 5,34 10,39 15,73 21 ,07 36,80 7,12 13,65 20,77 27,89 48,66 9,21 17,81
400 5,19 10,89 16.08 21 27 37,35 6,10 11,87 17,97 24,07 42,04 8,15 15,60 23,75 31,90 51,65 10,51 20,35
450 5.81 11,36 17,26 23,04 40,24 6,87 13,36 20,23 27,10 47 ,33 9,16 17,55 26,71 35,87 | 62,58 11,83 22,94
500 6,49 | 12,61 19/0 25,59 44,69 7,63 14,84 22,47 30,10 52,57 10,18 19.50 .19,68 39 ,86 69,54 13,14 25 ,44
38,5 34,73 g co Cft 27,02 23,14 g Й 15,43 13,50 Co <T> a to Ю время 11,57' 9,65 7,72 5,79 3,85 El'S и s — X Q a Одни грубый и — один получнстовой t 4- f до 2,2 rt S CD ее X X Т5 ГЯ и> > g
51,72 46,56 23 36,23 о СП S 23,29 20,68 co 5 3 to <O 3 я СП СП rs Е 10 ,35 7,7б| 5,16 GJ 8 a tu s a w £ Два грубых и один получистовой 2^ + Г до 4,2 Ov а X о X* в) It i ф ее
90,30 g 72,23 63,25 54,16 СЛ 36,11 31 ,601 1 X № s't 5 X | 27,08 22,59 18,07 13,55 9.01| 1 СЛ 'cn *2 X X X [» CP я X Три грубых и два получистовых 3t 4- 2Г до 6,4 rt> CJ Ы ЕЙ ~^1 сл
15,t s 60‘Ll 10,59 9,06 9S‘Z IS'9 6,04 Cn 100 м 1 l ,0 1 1 л W QO CP Q 2,27 J i 9Z‘O 100 мм дn 0 Один грубый t до 2 Й М Я 05
1дк‘бг; 1 1 26,34 CP О ee'zi 2941 Co K‘ 01 3 S‘1 1 8,77 7,31 5,85 4,39 2,92 1,77 Один получистовой f до 0,2 *. sC II
44,37 39,94 63'9£ 31,07 26,61 61‘gL 19,98 17,75 ( 1 15,531 x E 0 ел z'z | 13,30 60' п 8,87 99'9 4,43 r? X X E О — Один грубый и один получистовой t с V до 2,2 1 75 х.
59,48 й 47,58^ 41,66 35,67 Й i ' 26,79 23,79 О Co to ел о | 2 ,9 । S3 14,87 11,89 1 EG'8 ! СЛ 3,29 C\ Oi 0 i | 2,1 Два грубых и один получистовой 2i 4- V до 4,2 к t
103,85 g ^0’28 72,73 52,28 СЯ £ Й f-3' I | 36,35 я x 1 4-5 j 31,13 j 25,96 20,76 15,59 10,3?| Ft X 1 j 3 / Три грубых И два получистовых 3t 4- 2Г до 6.4
16,69 ur 13,35 1 11,70 8 | 7,52 6,67 Сл $ | 1,0 ! 5,00 | 4,18 3,34 2,50 j 59'1 0 0 Один грубый t до 2
32,11 I 80‘65 25,8^ 22,62 19,38 £ ел "ел 12,93j “OJ СЛ t£> Ъ» IO j 8,08 6,46 4,85 3,23 1,77 i 1 1,1 Один получисто Г до 0,2 Я
49.00 or tfr $ s 34,32 29,38 |б^‘ w | 22,06 5 g rJ | 12,26 9,80 7,35 4.8э| CD — Один грубый и один получистовой 1 + f до 2,2 се
o> СЛ to СЛ *сл 20*91 39,38 to to 26,27 re 'to re "g> | 16,44 13,14 9,85 6,55^ GJ rs 1 ‘ Два грубых и один получнстовой 2/ + V до 4,2 г
114,60 s £ 80,34 o> OO 157, 51,64 45 ,87'j о 4,5 1 Ъ 28,7 J 22,94 17,20 6.06 . j 3,2 Три грубых И два получистовых 3Z + И' до 6,4
□G CD js. to cO 00 ел - СЛ CO re — © 0 Одни грубый i до 2
cS SJ GO t§ CO СЛ £ to 0 _к_ £ ao go
35,87 32,23 28,6з| n‘ss 21,52 r-1 eg 16,14 14,35 to s JI 5 о 26*8 । 81' L 1 cn to 3,58 s — Один получнстовой V до 0,2 Q II >1 ч о * Й
| 54,40 "co I ел 38,10 32,63 OL' Lb | 24,49 21,77 1 19,04! | 7/5 о* | 13,61 10,8 1 8,17 СЛ co 2,71 11.6 Один грубый И один получистовой t -h t' до 2, 2 S61 ^3 ъ г
о СП oo JS 51,09 43,74 'co 29,15 1 25,53 2,9 I 21,88 СО re 14,60 10,95 7,27 3 | 2.1 Два грубых и один получистовой 2/ + Г до 4,2 ? S Тз я са й
127,3? 1 114,62 2 89.19 74,37 : 1 63,66 1 57,33' 50,90 44,57 СЛ W со 31,86 25,49 19,12 12,70 k'E | Три грубых и два получистовых 3/ + 2Г до 6,4 5
f
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ (БЕЗ УСТАНОВОЧ Обработка инструментом из быстро
1 Продольное точение | Растачи
Углеродистая конструкционная
D 30- -40 40-50 50-60 60—70 70-80 80—90 30—40 40-50 1
t S ’ 1 п У | Л О J П V П V | п V п V | п о , л
Грубая
25 5 0,2 76',0 970^92,0(1170 71,0 90554,0 68s|42,0 535 34,о| 433 3 0,1 94,0 1200 94,01200
50 5 | 0,4 63,0 40277,0, 490 59,0 376,45,0 286 35,0, 223 28,3, 180; 3 |о.1588,о| 560,108,0, 688
75 5 1 0,6)49,0 208,59,0 25046,0, 195,35.0, 149,27,0, 11521 ,в| 9з| 3 |о,22,81,0| 343,99,0 420
100 5 | 0,8,39,6, 126,48,0, 153,37,0, 118,28,4, 90,22,of 70'17,8, 57, 3 | 0,3,75,0, 239| 91 ,о| 290
125 5 | 1,0,34.2 । 87|42,о| 1О7|32,О, 81,24,5) 62,19.0, 49!15,4, 39, 3 | 0,4,65,о| 16б! 79,о) 202
150, 5 | 1,2,30,6 1 65,37,О, 78 28,7 61,22,0, 47,17,0, 36,13,7 29 3 | 0,5 55,0, 117,67,0; 142
17б| 8 | 1,1,28.8, 52,28,о| 51(27,0, 49^20,б(37,б| 16,о| 29,13,0|23,б| 5 |о.4,57.о| 104,69,0, 125
200| 8 | 1,2,27,0, 43,26,0| 42,25.4 40,19,3, 31)15,0, 24,12,l|19,3 5 10,5,49.5, 79, 60,0| 96
22Е )| 8 | 1,3,25,2, 36,24,81 35,24,6, 35,18,0,25.5|14,0,19,8,11,3, 16, 5 | 0,6,44,0, 62|54,0, 76
25( )| 8 11,45,23,4, 30,22,9| 29,22,о| 28,16,8,21,4|13,о|16,s|10,5 13,з| 5 , 0,6 44,о| 56| 54,0, 69
30( )| 8 | 1,622,6, 24,21,2,22,5,21.3 23,16.2, 17,12,б|13,4, — —| 5 | 0,6,44,0, 47)54,0, 57
350 8 | 1,8,21,о| 1919,4,17.7119,7, 18,15,2, 14, — | -| - 1 — | 5 О,6 44,о| 40,54,0, 49
400, 8 | 2,о|19,4,15,5,18,0,14,3, — | — | — | — | — | — 1 — 5 0,6 44,0, 35 54,о| 43
45 0| 8 | 2.2,18,2,12,9| — | — 1— — | — | — 1 — | — — 1 — | 5 0,6 44,0, 31 54,0 38
501 о| - 1 — l^ ~| — 1 — 1“| — 1— ! —1 — 1 —HI 0,6,44.0, 28 54,0,34,4
Получ истова я
25 I |0,2| 94,1200 168 1200 94,1200 94,1200 76,5,975, 62,790, 1 0,1) 94,1200 , 94,1200
50 1 |о,2, 137, 872 168 1070 129 820 98, 625 76,5,487, 62,395 I 0,15, 135 , 860, 165,1050
75 1 | 0.2, 137, 581 168 712 129 547 98, 416 76,5, 325 62) 2641 1 0,15, 135 573, 165, 700
100 1 1 0,2| 137, 43б| 168 534 129 410 98 312 76, б] 244 62 197 1 0,15, 135 430, 165, 525
125 I | 0,2| 137, 349, 168 428 129 329 98 250 76,5 195 62 158 1 0,15, 135 344, 165, 420
150 1 ,0.2, 137, 291| 168 356, 129 274 98| 208 76,5 163 62 132 1 |о,15, 135, 286, 165, 350
175 l,5|o,2l 124, 226 152 275 11б| 211 89 162 69 126 56 102 1,5, 0,2) 111 202, 136, 248
200,1,5,0,2, 124, 198 152 242 116 185 89 142 69| 110 56 8э|1,5 0,2, 111! 177, 13б| 216
225 1,5,0.2| 124, 176 152 215 116 164 89 126 69 98 56 79,1,5 0,2 111 157, 13б| 193
250 1,5,0,21 124, 158 152 194 116 148 89 ИЗ 69 88 56 71|1,5, 0,2 111 141| 13б| 173
300 1,5 0,2, 124, 132 152 161| 116 123 89 94| 69 73 56 60|1,5 1 0,2 111 118, 136, 145
350 1,5 0,2, 124, ИЗ 152 138 116 105 89| 81 69 63 56 51 1,5 0,2 111) 101, 136, 124
400,1,510,2 124, 99, 152 121 116 92 89, 71 69 55 56, 45 1.5, 0,2 111 88, 136 108
450 1,5 0,2 124, 88 152, 107 116 82 89| 63 69 49 5б| 40 1,5 1 0,2 Ill 79, 13б| 96
500 1,5 0,2 124| 79 152 97 116 74 89 57 69 44 56 36 1,5 0,2 111 71] 136 87
(ТЕХНОЛОГИЧЕСКОЕ)» ВСПОМОГАТЕЛЬНОЕ И ШТУЧНОЕ НОГО) ВРЕМЯ режущей стали Р9 с охлаждением Токарные работы КАРТА 68
Поперечное точение
ва ние
сталь zfr кг/мм*
50—60 60-70 70-80 80-90 t S 30-40 40-50 50—60 60-70 70—80 80—9 0
V | п V | п V | п v | п V | п о | п и | п г п V | п о | п
обработка
1 91,0|1160 70,0 89о|54,О 688|44,о| 560 3 0,2| 9о|115о| 94 1200 84|1070’ 64 1 1 815 бо) 637 40,5 516
83,0 528,63,0, 402,49.0 312,40,0, 255 3 0.4, 75, 478, 911 580 70, 446, 53 338,41,5, 264 33,6214
76,0) 323^58,о| 246,45,0, WlWI 153] 3 0,6 58| 246, 70, 297 54, 230, 41 174 32, 136 25,9,110
70,0; 223,54,0, 17241,5 132)33,6 107 3 0.8, 47, 150, 57| 182, 44 140,33.5,107 26 83, 211 67
61,о| 156,46,0 117,36,0, 92(29,0 74 3 |1.0,40,5, ЮЗ, 49| 125 38, 97, 29 74,22,5, 57,18.2, 46
52,о! 110,39.0, 83,30.б[ 65,25,0, 53, 3 ,1.2, 36, 771 441 93| 34, 72 25,8 55, 20, 42,16.2,34
53,0, 96,40,0, 73,3 L5, 57,25,0,45,5, 5 11,1,34,21 62, 42, 77, 32, 58,24,5, 45, 19, 35,15,4! 28
46,0, 73,35,0 56,27,5 44 22,0 35 5 11.231.8, 51| 39, 62, 30, 48,22.8, 36 17,7, 28,14.з| 23
41,0i 58 31,5, 45|24,б| 39,20,0 28,3 5 |1,3,29,1| 41,35.6 50,27.з| 39,20.9, 30,16.2, 23|13,1, 18
41.0, 52,31,5 40 24,5, 31|20,0!25.5, 5 11,5,27,7, 35, 34 43, 2б| 33| 2о| 25,15,4, 20,12.5, 16
41,0| 44,31,5,33,5,24,5, 26,20.0 21,2, 5 |1 ,б| 27,28,б| 33 35,25,з| 27,19,3, 20, 15, 1б|12-1, 13
41,0, 37 31.5 28,6,24,5,22,3,20,0,18,2, 5 |1,8,24,8(22,6, 30 27,23,3| 21)17,8, 1б|13.8, 12, -1 —
41,0, 33,31,5, 25,24,5,19,5;20,0| 16, 5 ,2,0| 23,18,3, 28 2221,6, 17|l6,5| 13 —| — | —| —
41,0| 29,31,5 22,2,24,5,17,3,20,о|14,2, 5 ,2,2,21,6,15,3,26,4 19,20,2, 14, -| —1 -| —| _
41,0, 26,31,5, 20,24,5,15,6,20,о|12,7| 5 ,2,5,20,1112,8,24,6 1б| 19/ 12, -1 -| -, -
обработка
94I12001 94)1200| 86,1095, 70,890 1 ,0.2, 94,1200, 94(1200, 94,1200, 94,1200, 79 100б| 64,815
127 810 97 618 75,478, 61,388, I ,0.2 142, 904, 174,1110| 133 848, 102 650, 79 503, 64,408
127 540 97 412 75,318, 61,259, 1 |о,2 142, 603 174, 740, 133 565 102 433, 79, 33б| 64,272
127 404 97 -309 75,239, 61,194 1 ,0.2, 142, 452 174 554, 133, 423, 102 325, 79 2511 64,204
127 324 97, 247 75 191 | 61, 155 I ,0.2 142, 362 174, 443, 133, 339, 102,260, 79 201, 64,163
127 270 97 206 75, 159, ,61| 130, 1 |о,2 142, 302 174, 370, 133, 282, 102,216, 79, 168, 64,136
105 191 80 146 62 113 50, 91,1,5,0.2 130, 236 158 288, 121 220 93,169 72 , 131, 58,106
105, 167 80 127 62 99, 50, 80,1,5,0.2 13о| 207 158 252, 121 192, 93,148, 72 115, 58 92
105 149 80 из . 62 88 50, 7111.5,0,2 13о| 184 158 224,1211 171, 93,132, 72 102| 58 82
105 134, 8о| 102 62, 79 50, 64,1,5,0.2 13о| 166,158, 201,1211 154, 93,118, 72 92, 58, 74
105 111 80 85 62 6б1 50, 53,1,5,0.2, 130, 138,158, 168,121 128 93| 99 72 77, 58 62
105 96 80 73 62 5б| 50, 46 1,5,0,2 130| 118, 158 144, 121 НО 93| 85 72, 66? 58[ 53
105 84 80 64 62, 49 50| 40 1.5,0,2 130| 104 158, 126, 121 96 93 74 72, 57, 58, 46
105, 74 80 57 62 44 50, 35 1.5,0,2 130, 92 158 1121 121 8б| 9з| 66 72 51| 58, 41
105 67 80 51 62 39 50| 32 1,5|0,2 130| 83 158 100|121 77 93 59 72 46| 58 37
129
9 Справочник. Зак. 952
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ (БЕЗ УСТАНОВОЧ Обработка инструментом иа быстро
Продольное точение
Растачи
Серый
LJ t S 140-160 V | л 160- -180| 180-n | V -200 n 200-”1 -220 fl 220-240 0 j n 240-u | -260| л / j s 140—160 о j n 160 ° -180 n
Гру бая
2б|б 0,2 40, в]; 520 32,7 417 [г? 344|23,oj293 19,4^247 17 216 4 |o,l 43,в|з58 35,1)447
50,6 0,4 1 35.3,226 28,3 180 ,23.4 149 ’ 19,9 127 16,8] 107 14,7i94 ' 4 ]o,15 40,8,260 32,7,208
75,6 0,6 31,о|132 24,8 105 ,20,5 871 17,4 74,14,8(63 12,9,55 ! 4 ,0.22 38,5,164 30,9 131
100,6 0,8 25,7,82 20,6 66 |17,0 54[ 14,5 46 ' 12,2,39 10,7,34 4 |o,3 36.7T17 29,4 94
125,6 1,0 | 24,2,62 19,4 49 ,16,0,41 13,6 35 11,5 29 110,0,26 0.4,34.0,87 27,2 69
150,6 1.2 23,1,49 18,5)39 ,15.3 32 , 13,0,28 10,2,22 | 9,620 4 Jo, 5,31,3,66 ,25,0 53
175,8 1.1 22,7,42 18.2,34 |15,0,28 12,8 24 10,8,20 | 9,5,18 |б |o,4)32,6'61 ,26,1 49
200,8 1.2 21.7,35 17.4,28 114.4,23 , 12,2 19,5,10,4 16,5, 9,1 14,5,6 0,5,30,2,48 24,2 39
225,8 '1.3 ,20,4,29 ,16,3!23 |13,5,19 11,5 16,3 9,7 14 J 8,5,12 6 0,6 27,9,39 22,4,32
250,8 1,45,19,6,25 15,720 |13.о|16,6,11.О 14 9,4 12 [ 6 0,6,27,9135 22,4)28
300,8 1,6 19,0,20 15,2,16,2,12,6,13,4 - 6 ,0,6,27.9,30 22,4(24
350,8 1,8 18,3,16,6,14,6,13.3, — | — — — - - 6 0,6,27.9,25 22,4,20
400,8 2,0 |17,7,14.1, — j j 6 ,0,6,27.9,22 22,4,17.9
450,8 2,2 ,17,1,12.1, — | j - le 0.6,27.9|l9,6,22,4’15,7
500,3 — j — j — 1 1 6 0,6^27,9,17.9 22,4 14,4
Получистовая
2б|1 0,1 53 |б76 |42,4,540 |з5,о|446 |29,з|з80 25,2|321 122.0,280 1 0,2 54.0,688 43,б|556
5о| 1 ,0,15,53 ,338 ,42,4,270 |35,0,223 ,29,8,190
75,1 ,0,15,53 ,225 ,42,4,180 ,35,р|149 ,29,8,127
100,1 ,0.1553 ,169 ,42.4,135 |з5,0,112,29,8 95
25,2,160 ,22,0,140 1 Jo,2^4,р|з44 ,43,6,278
25,2,107 ,22,р| 93
25,2, 80 ,22,0, 70
1 |о,2,54,0,229 ,43,б|185
1 |р,2,54,0,172 ,43.6,139
12&jl |о,15153 ,135 ,42.4,108 )з5,о| 89,29,8 76125,2, 64 |22,о| 56 1 |о,2,54,о'138 |43,б|111
150(1 |0,15,53 ,113 ,42.4, 90 |35,о[ 75,29,8, 63,25,2, 54 22,0, 47 1 ,0,2,54,0,115 |43,б| 92
17511,5,0,2 ,47 | 86 |37,5, 69 |з1 ,o| 58,26,4, 49,22.3, 41 19,5, 36 1.5,0,2,49,8, 91 ,40.0, 73
200il,5j0,2 ,47 | 75 ,37.5, 60 ,31.0, 49,26,4, 42 [22,з! 36 19,5, 31 1.5,0.2,49.8, 80 ,40.0, 64
225,1,5,0,2 ,47 | 67 |з7,5, 53 ,31.0, 44,26.4, 37,22,3, 32 19,5, 28 1,5,0.2,49.81 71 ,40.0, 57
250,1,5,0.2 ,47 | 60 ,37,5, 48 1з1 ,о|з9,5|26,4,33-6,22.3,28,4 19,5, 25 ,1,5,0,2149,8, 64 ,40,0, 51
300,1,5,0.2 ,47 1 50 ,37.5, 40 ,31 ,о!зЗ ,26.4,28 ,22.3,23 19,5, 21 1,5,0.2,49.8, 53 ,40,0, 42
43 |з7,5, 34 ,31,0,28 ,26,4,24 ,22,3,20 ,19,5,17,б|1.5,0,2,49.8, 43 ,40.р| 36
37 |з7,5| 30 !31,0,25 ,26,4,21 ,22, з! 17,8,19,5,15 ,б] 1, б|о .2,49,8, 40 ,40.0, 32
33 |з7,б| 27 31,0,22 ,26.4,18.6,22,з|15,б|19,5,13,7,1.5,0,2,49,8, 35 ,40,р| 28
30 37,5, 24 31,0,19 26,4,17 ,22.3,14,3,19,5,12,5,1,5,0,2,49,8 32 ,40,0, 26
350 1,5,0.2 ,47
400,1.5,0,2 ,47
450,1,5,0,2 ,47
500,1.5,0.2 47
(ТЕХНОЛОГИЧЕСКОЕ), ВСПОМОГАТЕЛЬНОЕ И ШТУЧНОЕ НОГО) ВРЕМЯ» режущей стали Р9 с охлаждением Токарные работы
КАРТА 69
ванне . Поперечное точение
чугун Нв
180—20С 200—220 220—24( 240—26С 1 140—160 160—18 ) 180—20 ) 200—22С 220—24( 240—260
о | п и | п V | п V j п i S V [ П о | п a i п 1 v | п о | п и । п
о б р а б о т к а
29,0 370 24,7 315 20,9266 18,3 233 4 |о,2 45,0 573 36 459 ЗО.о|з83 1 25,5^322 21,б|275 18,9 241
27,0 172 ,23,0 146 119,4 124 |17,0,108,4 |0,4,39,3,250 31,5 201 26,0)166 22,0,140 18,71119 [16,4| 105
25,5 108,21,7 96 18,4 82 16,1| 73.|4 ,0,6,33,2)141 26,6 113,22,0| 98 |18,7| 84 15,8, 67 13,9, 59
24,3 78 ,20,б) 66 17,5, 56 ,15,3, 49 ,4 |о,8|зо,2) 96 24,2 77,20,0| 64 17,0| 54,14,4 | 46 12,б| 40
22,5, 57 |19,1| 49 16,2, 41 14,2,36,2,4 11,0|27,2| 69 21,8| 5б|18,о| 46 |15,з| 39|13,о| 33 11,3, 29
20,/| 44 |17,б| 37,14,9)31,б|13,0|27,б|4 11,2,25,71 55 20, б| 44 |17,0| Зб|14.5| 31 |12,2| 2б|10,7| 23
21,6, 40 118,4, 34 15,б| 29,13.6, 25,6 |1,1,24,9, 47 20,0 37)16,5, 31 |14,о| 26 11,9| 22 10/| 19
20,о| 32 17,о| 27 14,4| 23 |12,б| 20|б |1,2!24,2| 39 19,4 31|16,0| 25 13,б| 22 11,5|18,з|1О,о| 16
18,б| 26 |15,7| 22 |13,з|18,8 11,7)16,6,6 |1,з123,4, 33 18,8 27,15,22 113,2,18.7)11,2)16,0,9,8 14
18,5|23,б|15,7) 20|13,з) 17 111,7(14,9)б 11,5,21,8, 28 17,5 22|14,5|18,5 12,з|15,7 10,5,13/ -1-
18,5,19,5)15.7,16,б|13,з|14,1 |11.7,12.4|б ,1,6,21,1| 22 16,9] 18,14,014.8,11,9 12,7 — — — —
18,5|16.8|15,7,14,2,13. з|12,1 -1- 6 11,8,20,4,18,4,16,з|14,7)13,5)12,з| — — -— — — —
18,5,14,8,15,7,12,б| -1- 6 )2,о|19,б|15,б)15,7|12,5|13,о) — 1 — —
18,513,0 —1 -1- 6 ,2.2 18,9,13,41 — | —
— — — — 1 — — —1 6 2,5 -i- — — — — — — — — — —
о б р а бот к а
36 459|30,6 390125,9 330^22,7 289 1 0,2 57,0 726 |46,о|586 38,0 484 32,3 412 27/|з49 23,9 304
36 230,30,6 195,25,9)165|22,7,145 1 )о,2 57,0 363 | 16,0,293 38,0,242 32,3 206 27,4,175 23,9 152
36 153 |ЗО,6 130,25,э|110,22,7, 96 1 |о,2 57,0 242,46,0)195 38,0,161 32, з) 137 27,4,116 23,9 101
36 П5|ЗО,6 98 |25,э| 83 122,7, 72 1 |о,2 57,0 182 ,46.о|147 38,0|121 32,з) ЮЗ 27,4, 87|23,9( 76
36 92,30,6] 78 25,э| 66,22,7, 58, ,0,2,57,0 145,46,о)117 38,о| 97' 32,з| 82, 27/| 70 ,23.9, 61
36 | 77?30,б| 65,25,91 55 ,22,7, 48 | 1 |0,2|57,0 121 ,46,о| 98 38,о| 81 32,з| 69,27,41 58)23,9 51
33 | 62’28,о| 52!23,8| 44,20,8, 391 -5|0,2,53,0 97 42,4, 78 35,о| 66129.8| 56,25,2, 47 22,0, 41
33 | 54 28,0 45)23,8) 38,20,8l Зз|1л5)0,2|53,0! 84,42,4) 68 35,0, 56,29,8; 47,25,21 40 22,0, 35
33 , 47 28,0, 40,23,8 34,20.8, 29 11,5,0,2,53,0, 75,42,4, 60 1 35,0| 50)29,8| 42,25,2, 36 22,0, 31
33 | 42 ,28,0,35.6,23,8 30 20,826,5)1,5)0,2|53,0, 68,42.4, 54,35,0, 45,29,81 38,25,2, 32 |22,о| 28
33 | 35,28,0, 30,23,8, 25,20,8, 22 11,5,0,2,53,0, 56,42,4, 44 35,0, 37, 29,8, 32,25,2, 27,22,0, 23
33 30,28,0, 25,23,8, 22 ! 20,8| 18,8)1,5,0,2)53,0, 48,42,4, 39 |з5,о| 32,29,8, 27)25,2) 23, 22,0,19,8
33 | 26,28,0 22,23,8) 19 20,8 16.6,1,5|о,2|53,о| 42, 42/1 34,35,0, 28|29,8| 24,25,2) 20,22,0,17.6
33 | 23 ,28,0 19.8)23,8,16,8 20,8 14,71 1,5!о,2 53,о! 37|42.4| ЗО135,О| 25 29.8) 21 ,25,2,17,6,22,0)15/
33 | 21 28,0 17,9 23,8 15,2 20,8 13,3,1,5 0,2 1 53,0 34 42,4 28 35,0 22 5 >9,8 19,2|25,2|16,1|22,0 14,1
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ (БЕЗ УСТАНОВОЧ Обработка инструментом из быстро
> Продольное точение • | Растачи
Ковкий
100—120 120—140 1 40—160 J 60—I 80 180— 200 100-120 120-
f S । । । 1 1 г 6 I 1
v | п v | п v [ п о п 0 п О П V
Грубая
25 6 0,2 94 1200 |б9 879 54 688 43,2 550 35,б|453 4. 0,1 94 1200 73
50 6 0,4 18! | 516 |59 |376 [46 244 | 36,8 | 2351 30,4[194 4 0,1595 605: 69
75 | 6 0,6 |б6 | 280 |48 ,204 |37,5!159 | 30,0 | 127| 24,7,105 4 0,22,92 | 391| 67
100 | 6 0,8 ,56 | 180 [41 [130 32 |102 25,6 | 82 21,1 67 | 4 | 0,3 [89 284, 64,6
’125 | 6 1,0 [51 1 130 |37 | 97 |28,8| 73 | 23 | 59| 19 | 48,5, 4 | 0,4 [79 | 201 58
150 | 6 1,2 |46,б| 99 |33,9| 72 !26,5| 56 |21,2 | 45] 17,5! 37 [ 4 | 0,5 |б9.5, 145, 50,6
175 8 |1,1 |45,в| 86 |зз,3 63 |26,0| 48 20,8 | 38| 17,1[ 31 6 0,4 [72 13L 52,5
200 8 [1,2 [44 1 70 |32 [ 51 |25,о| 40 20 | 32| 16, 5, 26,3 6 | 0,5 |б5 104, 47,4
225 8 |1,3 |42,2| 60 |ЗО,7| 44 |24,о| 34 19,2 | 27, 15,8| 22,4 6 1 о,6 |б0 [86 | 43,5
250 8 |1,45|38,7 49 [28,2| 36 |22,0 28 17,6 22,4| 14,б| 18,б| 6 | 0,6 |б0 |76 43,5
300 8 |1,6 |37 | 39 |26,9| 29 ]21,о| 22 |16,8 [17,в| 13,в| 14,б| 6 | 0,6 |б0 |б4 1 43,5
350 j 8 |1,8 |35,2| 32 |25,б) 23 |2О,о| 18,2|16,0 [14,б| 13,2, 12 | 6 | 0,6 |б0 ,55 | 43,5
400 8 [2,0 |33,4| 27 [24,з| 19,4il9,o| 15,1 15,2 |12,1| — | — | 6 [ 0,6 60 |48 ! 43.5
450 8 |2,2 |з1,7| 22 [23 | 16.з| — | — -1-1 - — | 6 | 0,6 |б0 [42 | 43,5
500 8 [2,5 |28,2| 18 | — | — | — | — -!- - — | 6 | 0,6 ,60 |38 | 43,5
Получистовая
25 1 0,2 94 1200 94 (1200 87 (1108 1 1 1 1 70 892 57,4 730 1 0,1 94 1200| 94
50 1 0,2 153 | 974 111 707 87 | 553 70 446 57,4 365 [ 1 [ 0, is|148 944 108
75 1 0,2 1153 | 650 [111 | 471 [87 | 369 70 297 57,4[244 1 1 | 0,151148 | 62э[108
100 1 0,2 [153 | 487 |111 | 353 87 | 277 70 | 223 57,4 183 | 1 0,151148 471|108
125 1 |0,2 |153 | 395 1111 | 288 87 224 70 | 178| 57,4 146 ! 1 0,15|148 | 403|108
150 1 !0,2 [153 | 325 [111 | 236 |в7 | 185 |70 [ 149] 57,4’122 | 1 | 0,15,148 ; 315,108
175 1,5|0,2 [143 260 |104 ! 189 81 | 148 65 И8| 53,5 98 | 1,5 0,2 |128 | 233 93
200 1,5|о,2 143 | 228 [104 166 81 1 129 ,65 104 53,5 85 1 ,б| 0,2 [128 | 204, 93
225 1,5,0,2 |143 203 [104 147 ,81 | 115 |б5 | 92| 53,5 76 ] 1,б| 0,2 1128 | 181 93
250 1,5,0,2 143 | 182 [104 132 |в1 | 103 65 83 53,5 68 1 1,5| 0,2 128 | 163 93
300 1,5[о,2 [143 | 152 |104 | ИО [81 | 86 ,65 69 53,5 57 | 1,5 0,2 128 [ 136, 93
350 1,50,2 |143 i 130 |104 | 95 [81 | 74 65 [ 59 53,5 49 | 1,5| 0,2 128 | 117| 93
400 1,5 0,2 |143 ! 114 [104 | 83 81 | 65 |б5 | 52 53,5 | 43 | 1,5[ 0,2 ,128 | 102 93
450 1,50,2 1143 j 101 |104 74 (81 | 57 65 | 46, 53,5] 38 [ 1,5 0,2 |128 lt 91 93
500 1,50,2 143 | 91 104 66 |81 | 52 65 411 53,5| 34 j 1,5 0,2 128 82 93
(ТЕХНОЛОГИЧЕСКОЕ), ВСПОМОГАТЕЛЬНОЕ И ШТУЧНОЕ НОГО) ВРЕМЯ» режущей стали Р9 с охлаждением Токарные работы
КАРТА 70
ванне Поперечное точение
чугун Hg
140 140-160 16 0—180 1 80—200 100—120 120—140 140—160 160—180 180—200
t> | Л D | П V П v | п и | п
обработка
930 57 726 45,6^581 |з7,б|479 4 0,2 94 1200 76 968 59 751 47,2 602 39 1497
440 54 | 344'43,2(275 |з5,6,227 4 | 0,4(90 573 65 414 ,51 !325 40,8,260 33,6 ,214
285,52 ) 221,41 ,б|177 |34,з|145 | 4 | 0,6,75 ’ 319 54,4,231 (42,5,181 34,о|144|28 (119
206,50,5, 161,40,з| 128 33,3,106 1 4 ) 0,в|б5 | 207,47,4| 151 ,37 |118 | 29,6,94 ,24,4 | 78
148,45 | 115 36 ,92 |29,7,76 ,4 | 1 ,о|б6 | 143,41 105 |з2 ,82 ) 25,б)б5 (21,1|54
108|39,5| 84 31 ,б|б7 |26,1|55 | 4 | 1,2,53 | 113,38,4,82 ’30 ,64 | 24 |б! |19,8 142
96,41 | 77 , 32,8,62 ,27,0^49 | 6 , 1,1,51 | 95,37,1,70 29 ,53 |23,2|42 (19,1 | 35
76,37 | 59 ,29,6,47 ,24,4)39 ,6 ) 1,2,49,3, 80,35,8,57 ,28 ,45 | 22,4'36 (18,5 | 29,4
63,34 | 48 127,2,39 ,22,4,32 6 | 1,3,47,5, 69,34,6,49 ,27 |з8 21,б|з1 17,8 | 25,2
55,34 | 43 ,27,2,35 ,22,4,28,5,6 ,1,5,44 | 56,32 ,41 ,25 |з2 | 20 |25,5|1б,5 ,21
46,34 | 36 ,27,2,29 ,22,4,24 | 6 1 1,6,42,2, 45,30,7,33 ,24 ,26 | 19,2;20 |15,8 | 16,3
40,34 | 31 |27,2|25 !22,4(20,4(б ( 1,8|з8,7 35;28,2,26 |22 ,20 ( 17,б|16 |14,5 | 13,2
35,34 | 27 |27,2|22 (22,4,17,8, 6 | 2,0,35,2 28,25,624 -[20 |15,9 |16 |12,7,13,2 1 —
3134 | 24 |27,2[19,3,22,4,15,8, 6 | 2,2[33,4 24,24,3|17,2 (19 |13,5 | 15,?| — |l2,5 | —
28,34 | 22 |27,2|.17,3 22,4|14,з| 6 | 2,5,31,7 20,23 |14,7 (18 (11,, 5 |14,4 | — (11,9 | —
обра ботка
1 | III I 120094 120076 968 [62,6,800 1 0,294 11200 94 (1200 91 (1159 73 930 [60 765
69084 535 67 (426 ,55,5,354 | 1 ! 0,2 160 11019 116 ,738 ,91 !580 73 465 |б0 382
459!84 357 67 ,285 ,55,5,236 | 1 0,2,160 | 68o|116 ,493 91 |з87 (73 310 |б0 255
314,84 268 67 1.213 ,55,5,177 | 1 0,2,160 | 5ю|116 ,370 91 ,290 ,73 233 |б0 191
301,84 ,214 |б7 1171 |55,5(142 | 1 | 0,2,160 | 408,116 (296 ,91 ,232 |тэ (186,60 (153
230,84 |178,67 ,142,55,5,118,1 | 0,2,160 | 340,116 ,246 ,91 ,193 ,73 155,60 ,127
169|73 |133 ,58 ,106 ,48,2|88 , 1,5, 0,2|148 ) 28о|1О8 ,208 ,84 |158 |б7 124 |б5,5 | 101
150,73 1116,58 ,94 ,48,2,77 | 1.5, 0,2,148 | 238,108 , 174 ,84 ,134 |б7 1107 ,55,5 | 89
132,73 |103 ,58 ,86 ,48,2,68 | 1,5, 0,2,148 | 210,108 ,154 ,84 ,119 |б7 ,96 ,55,5, 79
118,73 ,93 ,58 ,74 ,48,2 61 | 1,5) 0,2(148 | 188(108 ,138 |s4 (107 |б7 ,85 ,55,5 | 71
99|73 (78 ,58 |б2 |48,2|51 | 1,5, 0,2(148 1 157,108 (115 |в4 ,89 (б7 (71 |55,5 1 59
85,73 /б7 1б8 ,53 ,48,2,44 | 1,s| 0,2(148 ( 135,108 98 ,84 ,76 |б7 1б! ,55,5 1 50
74,73 |б8 ,58 [46 148,2 38 / 1,5, 0,2(148 | 118,108 86 ,84 |б7 |б7 |53 !55,5 | 44
6673 (52 |58 |41 (48,2,34 | 1,5, 0,2,148 1 105(108 ,76 J84 |б0 1б7 ,47 (55,5 | 39
59 73 47 58 , 37 48,2^31 | 1,5 0,2^148 | 94(108 |б9 84 |б4 67 143 155,5 J 35 . _ ' 1 I
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ И ШТУЧНОЕ (БЕЗ УСТА Продольное точение резцами,
D Грубая обработка
Закаленная сталь
t S 125 145 165 ‘ 175 185 195
п У п и п О п V | п " 1
Резцами
25 2,0 0,3 73 930 54 688 42 535 36,5 465 33 420 30 382
50 2,0 0,3 73 465 54 344 42 268 36,5 233 33 | 210 30 191
75 2,0 0,3 73 310 54 229 42 178 36,5 155 33 | 140 30 127
100 2,0 0,3 73 233 54 172 42 134 36,5 116 33 105 30 96
125 2,0 0,3 73 186 54 138 42 107 36,5 93 33 84 30 76
150 2,0 0,3 73 155 54 115 42 89 36,5 78 33 70 30 64
175 2,0 0,3 73 133 54 98 42 76 36,5 66 33 60 30 54,6
200 2,0 0,3 73 116 54 86 42 67 36,5 58 33 52,5 30 47,8
225 2,0 0,3 73 103 54 76 42 59,4 36,5 52 33 46,6 30 42,4
250 2,0 0,3 73 93 54 69 42 53,5 36,5 46,5 33 42 30 38,2
300 2,0 0,3 73 78 54 57 42 44,6 36,5 38,8 33 1 35 30 31,8
350 2,0 0,3 73 66 54 49 42 38,2 36,5 33,2 33 30 30 27,3
400 2,0 0,3 73 58 54 43 42 33,4 36,5 29 33 26,3 30 23,9
450 2,0 0,3 73 52 54 38,3 42 29,7 36,5 25,8 33 23,3 30 21,2
500 2,0 0,3 73 46,5 54 34,4 42 26,8 36,5 23,3 33 21 30 19,1
Резцами
25 1 2,0 0,3 47 599 35 446 27 344 23,5 299 21 268 19 242
50 | 2,0 0,3 ! 47 , 299 35 | 223 27 172 23,5 | 150 21 134 19 |121
75 | 2,0 | 0,3 I 47 | 200 35 | 149 27 | 115 23,5 | 100 | 21 89 | 19 80
100 | 2,0 0,3 47 | 150 35 | 112 27 | 86, 23,5 | 75 | 21 67 19 61
125 | 2,0 | 0,3 47 | 120 35 | 89 | 27 | 69 25,5 | 60 | 21 53,6 19 1 48,4
150 | 2,0 | 0,3 1 47 | 100 35 | 74 27 | 57 23,5 | 50 21 44,7 19 40,3
175 | 2,0 0,3 1 47 | 86 35 | 64 27 49,2 23,5 1 42,7 21 38,3 19 34,6
200 | 2,0 0,3 1 47 75 35 56 27 43 23,5 37,4 21 33,5 19 30,3
225 | 2,0 0,3 47 66,5 35 49,6 27 38,2 23,5 33,2 21 29,8 19 26,9
250 | 2,0 0,3 47 60 35 44,6 27 34,4 23,5 | 29,9 21 26,8 19 24,2
300 | 2,0 0,2 47 50 35 37 27 28.5 23,5 25 21 22,4 19 20,2
350 | 2,0 0,3 47 42,8 35 31,9 27 24.6 23,5. 21,4 21 19,2 19 | 17,3
400 | 2,0 | 0,3 47 37,5 35 27,9 27 | 21,5 23,5 18,7 21 | 16,8 | 19 15,2
450 | 2,0 0,3 47 33,3 35 24,8 27 19,1 23,5 1 16,6 21 14,9 19 13,5
500 | 2,0 0,3 47 30 35 22,3 27 | 17,2 | 23,5 15 21 13,4 19 12,1
(ТЕХНОЛОГИЧЕСКОЕ) ВСПОМОГАТЕЛЬНОЕ НОВОЧНОГО) ВРЕМЯ» оснащенными твердым сплавом Токарные работы
КАРТА 71
Получнстовая обработка
в кг)мм1
t 125 145 165 , 175 185 195
V | п V | п V [ п V | п ° | " ° 1 п
Т15К6
0,2 0,05 94 1200 1200 94 J.1200 94 1200 94 1200 93 1185
0,2 0,05 188 1200 167 1064 | 131 | 835 114 | 726 103 656 93 | 593
0,2 | 0,05 226 960 167 709 | 131 | 556 114 | 484 103 437 93 | 395
0,2 | 0,05 226 | 720 167 532 | 131 | 417 | 114 | 363 | 103 328 | 93 | 296
0,2 | 0,05 226 | 576 167 426 | 131 | 334 | 114 | 290 | 103 262 1 93 | 237
0,2 | 0,05 226 | 480 167 355 | 131 | 278 | 114 , 242 | 103 219 93 | 198
0,2 | 0,05 226 | 412 167 304 | 131 ) 239 | 114 | 208 | 103 188 93 | 169
0,2 | 0,05 226 360 167 266 | 131 | 209 114 182 103 164 | 93 | 148
0,2 ) 0,05 226 | 320 167 236 | 131 1 186 114 161 | 103 146 | 93 | 132
0,2 | 0,05 226 288 167 213 | 131 | 167 114 145 103 131 | 93 | 119
0,2 | 0,05 226 240 167 178 | 131 | 139 114 121 | 103 НО | 93 | 99
0,2 | 0,05 226 | 206 167 152 | 131 | 119 114 104 103 94 | 93 | 85
0,2 0,05 226 180 1 167 133 | 131 i 104 114 91 103 82 | 93 | 74
0,2 | 0,05 226 160 167 118 | 131 93 114 81 юз 73 | 93 | 66
0,2 0,05 226 । 144 | 167 106 131 84 114 73 103 66 | 93 | 59
Т5КЮ
0,2 0,05 94 1200 | 94 1200 85 1083 74 943 67 854 60 764
0,2 | 0,05 147 937 | 109 695 85 542 74 472 67 427 | 60 382
0,2 | 0,05 147 624 | 109 463 85 361 74 314 67 285 | 60 255
0,2 | 0,05 | 147 468 | 109 347 85 271 74 236 67 214 | 60 | 191
0,2 | 0,05 | 147 375 | 109 | 278 85 217 74 189 67 171 | 60 | 153
0,2 | 0,05 | 147 312 | 109 | 232 | 85 181 74 157 | 67 142 | 60 | 127
0,2 | 0,05 | 147 268 109 | 198 85 155 74 135 | 67 122 | 60 | 109
0,2 | 0,05 | 147 | 234 | 109 | 174 ) 85 | 135 1 74 1 118 | 67 | 107 | 60 | 96 '
0,2 | 0,05 | 147 | 208 | 109 | 154 1 85 | 120 1 74 | 105 | 67 | 95 | 60 1 85
0,2 | 0,05 147 |. 187 | 109 | 139 | 85 | 108 1 74 94 1 67 | 85 | 60 | 76
0,2 0,05 147 156 | 109 | 116 1 85 | 91 1 74 79 67 | 71 | 60 | 64
0,2 | 0,05 | 147 j 134 | 109 1 99 | 85 1 72 1 74 67 67 1 61 60 | 55
0,2 1 0,05 | 147 117 | 109 87 85 | 68 1 74 59 67 53 60 1 47,8
0,2 0,05 | 147 104 109 72 85 | 60 1 74 52 67 47,5 60 1 42,5
0,2 0,05 | 147 94 109 70 85 | 54,5 74 47,5 67 42,7 60 38,2
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ
Обработка инструментом из быстро
D Углеродистая конструкционная сталь в кг] мм* Хромистая сталь
30—40 40-50 50—6 0 60—70 70-80 80—90 40 — 50 50-60 60-70
и п п V п V п V и п V п V п V п
Точение галтелей
25 0,04 43,7 557 53,5 682 41,1 524 31,3 399 24,3 309 19,7 251 50,5 643 35,0 445 26,8 340
50 0,05 38,9 248 47,5 303 36,5 233 27,9 178 21,6 138 17,5 112 44,9 286 31,0 199 23,7 152
75 0,06 35,6 151 43,6 185 33,5 142 25,5 108 19,8 84 16,0 68 41,2 175 28,6 122 20,7 93
100 0,07 32,4 103 39,6 126 30,4 97 23,2 74 18,0 57 14,6 46,5 37,4 119 25,9 83 19,8 63
125 0,08 30,8 77 37,6 96 28,9 74 22,1 5б|17,1 44 13,9 35,4 35,6 91 24,6 63 18,8 48
15о|о,О9 29,2 62 35,6 76 27,4 58 20,9 44,4)16,2 34,4 13,1)27,8 33,7 72 23,3 49,5 17,8 37,8
175|о, 10 27,5 50 33,7 61 25,9 47,1'19,7 ’ 1 ’ 1 ’ 35,9 15,3 27,8 12,4 22,6 31,8 58 22,0 40 16,8 30,6
200 0,10 27,5 43,8 33,7 53,7 25,9 41,2)19,7 31,4 15,3 24,4 12,4 19,7 31,8 50,6 22,0 35^16,8^26,8
225 0,10 27,5 38,9 33,7 47,7 25,9 36,7 19,7 27,9 15,3 21,6 12,4 17,6 31,8 45 22,0 31,1 16,8 23,8
250 0,10 27,5 35 33,7 42,9 25,9 33 19,7 25,1 15,3 19,5 12,4 15,8 31,8 40,5 22,0 28|16,8 21,4
300 0,10^27,5 29,2 33,7 35,8 25,9 27,5 19,7 20,9 15,3 16,2 12,4|13,2 31,8 33,8 22,023,4 16,8 17,8
35о)о, ю|27,5 25 33,7 30,7 25,9 23,6 19,7 17,9 15,3 13,9 — 31,8 28,922,0 20 16,8 15,3
Точение галтелей
100 0,04 43,7 139 53,5 170 41,1 131 31,3 100 24,3 77 19,7 63|5О,5 161 35,5 113 26,7 85
125 0,05 38,9 99 47,5 121 36,5 93 27,9 71 21,6 55 17,5 44,6 44,9 114 31,1 79 23,8 61
150|0,06 35,6 76 43,6 93 33,5 71 25,5 54 19,8 42 16,0 34 41,2 88 28,5 61 21,8)46,3
175 0,07 32,4 59 39,6 72 30,4 55 23,2)42,2 18,0|32,7 14,6 26,6 37,4 68 25,9 47 19,8 36
200 0,07 32,4 51,6 39,6 63 30,4 48,4 23,2 36,9 18,0|28,б|14,6 23,2137,4 । 60 25,9 41,2)19,8 31,5
225 0,07 32,4 45,9 39,6 56(30,4 43 23,2'32,8 18,0|25,5|14,6 20,7|37,4 53)25,9|36,7)19,8 28
250 О,О7|32,4 41,3 39,6 50 30,4 38,7 23,2)29,6 18,0 23 14,6 18,б1з7,4 1 47,6 25,9 33 19,8 25,2
300 О,О7|32,4|34,4 39,6 42 30,4 32,3 23,2|24,б!18,0 1 1 19,1 14,6 15,5[37,4 39,7 25,9)27,5 19,8 21
350 0,07|з2,4 29,5 39,6 36 30,4 27,7 23,2 21,1 18,0 16,4 14,6 13.3 37,4 34 25,9)23,6 19,8 18
400 0,07 32,4 25,8[39,6 31,5 30,4 24,2 23,2)18,5 18,0 14,4 — — 37,4 29,8 25,9 20,6 19,8 15,8
450 0,07 32,4|22,9 39,6 28|30,4|21,5 23,2 16,4 18,0 12,8 — — 37,4 26,5 25,9 18,3 19,8 14
500 0,07|32,4 20,6 39,б|25,2|30,4 19,4 23,2 14,8 — — — — 37,4 23,8 25,9 16,5 19,8 12,6
«ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» режущей стали Р9 Токарные работы КАРТА 72
в ке)мм* Инструментальная быстрорежущая сталь су в кг!ммг
70-80 80-90 ' 90-100 100—110 60-70 70—80 80-90 90—100 100-1 ю 1 10—120
v п V п V п V п п и п V п V п V л и п
радиусом до 5 мм
20,6 262 16,8 214 13,6 -173 11,4 145 17,3 220 14,6 186 12,4 158 10,7 136 9,5 121 7,0 89
18,4 118|14,9 96 12,1 78 10,2 64 15,3 98 13,0 83 11,0 70 9,5 60 8,4 54 6,5 41 ,’4
16,7 71 13,7 58 11,1 47 9,3 39,5 14,1 60 11,9 50,5 10,1 42,9 8,7 36,9 7,7 32,7 5,9 25,1
15,3 48,7 12,4 39,5 10,1|з2,2 1 8,5 27,1)12,8 40,8)10,8 34,4 9,2 29,3 7,9 25,2 7,0 22,3 5,4,17,2 1
14,5 37 11,8 30,1 9,6 24,5 8,0 20,4 12,1 30,8 1О,3|26,2 8,7 22,2 7,5 19,1 6,7 17,1 5,1 13
13,8^29,3 11,2 23,8 9,1 19,3 7,6 16,1 11,5 24,4 9,7 20,6 8,3 17,6 7,1 15,1 6,3 13,4 — —
13,023,7,10,6 19,3 8,6 17,5 7,2 13,1 10,9 19,8 9,2 16,7 7,8 14,2 6,7 12,2 — — — —-
13,0 20,7 10,6 16,9 8,6|13,7 — — 10,9 17,4 9,2 14,6 7,8 12,4 — — — — —
13,0 18,4 10,6 15 8,6 12,2 — — 10,9 15,4 9,2 13 — — — — — —
13,о|16,6 10,6 13,5 — - 10,9 13,э! — — — — — — — —
13,0jl3,8 - — 1 1
13,0 — — — - -
радиусом до 10 мм
20,7 66 16,8 54|13,6 43,3 11,4 36,3 17,3 56 14,6 46,5 12,4 39,5 10,7j34,l 9,5 30,2 7,о|22,3
18,4 4/|14,9 38|12,1 30,8(10,2 26 15,3 39 13,0 33,1 11,0 28 9,5|24,2 8,4 21,4 6,5)16,3 1
16,8 35,7 13,7 29,1 11,1 23,6 9,3 19,7 14,1 29,9 11,9 25,3 10,1)21,4 8,7 18,5 7,7 16,3 5,9 12,5
15,3 27,8 12,4 22,6 10,1 18,4 8,5115,5 1 12,8 23,3 10,8 19,7 9,2|16,7 7,9 14,4 7,0|12,7 — —
15,3)24,4 12,4 19,7 10,1 16,1 8,5(13,5 12,8 20,4 10,8 17,2 9,2 14,6 7,9 12,6 — —
i5,3j21,7 12,4 17,6 10,1 14,3 8,5 12 12,8 18,1 10,8 15,3 9,2 13 — — — — —
15,з|19,5 12,4)15,8 10,1 12,9 —- — 12,8|16,3 10,8 13,8
15,3|16,2 12,4 13,2 — — — — 12,8 13,6 —
15,3 13,9 — - - -
15,3 12,2 —
— —' - —
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ
Обработка инструментом из быстро
Углеродистая, инструментальная и конструкционная труднообрабатываемая сталь в кг/мм* Серый чугун Н&
60-70 70—80 80-90 90—Ю0 100-110 140—160 160—180 180-
V п V п V п V п V п V п V п V
Точение галтелей
*
25 0,04 25,0 319 19,4 247 15.8. 201 12,9 164 10,7 136 25,7 327 20,6 262 17,0
50 0,05 22,2 141 17,3 ПО 14,0 89 Н,4 73 9,5 61|22,8 145 18,3 117 15,1
75 0,06 20,4 87 15,8 67 12,9 55 10,5 44,6 В,7 36,э|20,8 88 16,7 71 13,8
100-0,07 18,5 59 14,4 46 11,7 37,3 9,5 30,3 7,9 25,2 19,0 61 15,2 48,4 12,6
125 0,08 17,6 44,8 13,7 34,9 11,1 28,3 9,1 23,2 7,5 19,1'18,0 45,9 14,4 36,7 11,9
150 0,09 16,7 35,5 13,0 27,6 10,5 22,3 ’ 8,6 18,3 7,1 15,1 17,1 36,3 13,7 29,1 11,3
175 0,10 16,7 30,4 13,0 23,7 10,5 19,1 8,6 15,'7 7,1 12,9 16,2 29,5 12,9 23,5 10,7
200 0,10 16.7 26,6 13,0 20,7 10,5 16,8 8,6 13,7 — — 16,2 25,8 12,9 20,5 10,7
225 0,10 16,7 23,6 13,0 18,4 10,5 14,9 8,6 12,2 — — 16,2 22,9 12,9 18,3 10,7
250 0,10 16,7 21,3 [13,0 16,5 10,5 13,4 __ — — 16,2 20,6 12,9 16,4 10,7
зоо|о,ю 16,7 17,7 13,0 13,8 — — — — — — 16,2 17,2 12,9 13,7 —
350 0,10 16,7 15,2 13,0 — — — — — — — 16,2 14,7 — i — 1 —
Точение галтелей
100 0,04 25,0 80 19,4 62 15,8 50,3 12,9 41,1 10,7 34, I 25,7 82 20,6 67 17,0
125 0,05 22,2 57 17,3 44 14,0 35,7 Н,4 29 9,5 24,2 22,8 58 18,3 47 15,1
150 0,06 20,4 43,3 15,8 33,5 12,9 27,4 10,5 22,3 8,7 18,5 20,81 44,2 16,7 35,5 13,8
175 0,07 18,5 33,7 14,4 26,2 11,7 21,3 9,5 17,3 7,9 14,4 19,0 34,6 15,2 27,7 12,6
200[0,07 18,5 29,5 14,4 22,9 И,7 18,6 9,5 15,1 7,9 12,6 19,0 30,2 15.2 24,2 12,6
225 0,07 18,5 26,2 14,4 20,4 11,7 16,6 9,5 13,4 — - 19,0 26,9 15,2 21,5 12,6
250|0,07 18,5 23,6 14,4 18,3 11,7 14,9 9,5 12,1 - 19,0 24,2 15.2 19,4 12,6
300 0,07^18,5 19,6 14,4 15,3 11,7 12,4 - - — 19,0 20,2 15.2 16,1 12,6
350 0,07 18,5 16,8 14,4 13,1 — - — — — — 19,0 17,3 15,2 13,8 —
4Оо|о,О7 18,5 14,7 19,0 15,1 15,2 12,1 —
450|0,07 18,5 13,1 — - — — — — — — 19,0 13,4 — — —
500 0,07 — 19,0 12,1 — —- -
«ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» режущей стали Р9 Токарные работы
КАРТА 73
Ковкий чугун Н&
200 200—220 220-240 240-260 100-120 120-140 140—160 160-180 180-200
п V п о п О Л V п V п V п и п и п
радиусом до 5 мм
217 14,5 185 12,2 155 10,7 136 53,7 684 39,0 497 30,5 389 24,4 311 20,1 | 256
96 12,8 82 10,9 69 9,5 61 47,9 305 34,8 222 27,2 173 21,8 139 18,0 115
59 11,7 49,7 9,9 42 В,7 36,9 43,8 186 31,9 136 24,9 106 19,6 83 16,4 70
40,1 10,7 34,1 9,1 29 7,9 25,2|39,8 127 28,9 92 22,6 72 18,1 58 14,9 47,5
30,3 10,1 25,7 8,6 21,9 7,5 19,1|37,9 1 .. 97 27,5 70 21,5 55 17,2 44 14,3 36,4
24 9,6 20,4 8,1 17,2 7,1 15,1 35,7 76 26,0 55 20,3 43,1 16,2 34,4 13,4 28,5
19,5 9,1 16,6 7,7 14 6,7 12,2 33,8 62 24,6 44,8 19,2 34,9 15,4 28 12,7 23,1
17 9,1 14,5 7,7 12,3 — — 33,8 54 24,6 39,2 19,2 30,6 15,4 |24,5 12,7 20,2
15,1 9,1 12,9 — — — 33,8 48 24,6 34,8 19,2 27,2 15,4 21,8 12,7 18
13,6 — — - — — 33,8 43 24,6 30,1 19,2 24,5 15,4 19,6 12,7 16,2
— — — — — — — 33,8 35,9 24,6 26,1 19,2 20,4 15,4 16,3 |12,7 13,5
— — — — — '— — 33,8 30,7 24,6 22,4 19,2 17,5 15,4 14 - - —
радиусом до 10 мм
54,1 14,5 46,5 12,2 38,э|10,7 34,1 53,7 171 39,0 124 30,5 97 24,4 78 20,1 64
38,5 12,8 32,6 10,9^27,8 9,5 24,2 47,9 122 34,8 89 27,2 69 21,8 56 18,0 46
29,3 11,7 24,8 9,9 21 8,7 18,5 43,8 93 31,9 68 24,9 53 19,6 41,6 16,4 34,8
22,6 10,7 19,5 9,1 16,6 7,9 14,4 39,8 72 28,9 53 [22,6 41,1 18,1 32,9 14,9 27,1
20,0 10,7 17 9,1 14,5 7, э! 12,6 39,8 63 28,9 46 22,6 36 18,1 28,8 14,9 23,7
17,8 10,7 15,1 9,1 12,9 — — 39,8 56 28,9 40,9 22,6 32 18,1 25,6 14,9 21,1
16 10,7 13,6 — — — I- 39,8 51 |28,9 36,8 22,6 28,8 18,1 23,1 114,9 19
13,4 — — — — 39,8 42,3 28,9 30,7 |22,6 | 24 18,1 19,2 14,9 15,8
— — — —’ — — — 39,8 36,2 28,9 26,3 22,6 20,6 18,1 16,5 14,9 13,6
’— — — — — — — 39,8 31,7 28,9 23 22,6 18 18,1 14,4 14,9 12
— — — — — — — 39,8 28,2 28,9 20,5 22,6 16 |18,1 12,8 — —
— — — 1 j — 1 ~ |39,8 <25,4 28,9 18,4 |22,6 (14,4 1 — 1 ' i —
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ (БЕЗ УСТАНОВОЧ Обработка инструментом из
D 3 Отрезка углеродистой конструкционной стали в кг/мм* с охлаждением D 3 Отрезка инструментальной sij в кг/ллР
30-40 40—50 1 50-60 60—70 70—80 80—90 60—7 0 70—80 80—90
V 1 " V 1 п V п V 1 " 1» V п V 1" 1 п у 1 п
25^0,0?|б5 |828 |79 jioot >61 ^777^46,4 591 |зб^459129,2 372 | 25 0,06 25,6 326 , 6^275 1 18,4 234
5о)о,О9 54 344 |б6 I 42С ) 51 325)з8,7 247 |зо|191 24,3 155 | 50 0,07 21,3 136 18,С 115 15,з)э8
75 0,11 46,8 199 57 1 242|43,э(186 33,5 142 2б|110 21,1 90 1 75|0,09 18,5 78,6 15.6 66 13,з|б6,5
100 0,12 41,3 132 |б1 16: 38,£ 124 29,7 94,5 23 73,2 18,6 59,2 100 0,10 16,3 51,9 13,8 44 11,7 37,3
125 0,13 39,б!101 i 48/ 12з1з7,2 95 28,4 72,4 22 56 17,8 45,4 125 0.11 15,6 39,8 13,2 33:6 11,2 28,6
150 0,14 37,8 80 |4б,2 98|з5.5 1 75 27,1 57,6 21 44,6 17,0 36,2 150|0,12 14,9 31,6 12,6 26,8 10,7|22,7
D 5 Прорезка канавок в углеродистой конструкционной стали cj, в кг/мл3 с охлаждением D 5 Прорезка канавок в инстру стали aj, в кг/лл/1
30—40 j 40—50 50-60 [ 60—70 7 0—80 80-90 60—70 70—80 80—90
и п 1 v п V » У V 1 " V п ° rt V 1 п V 1 п
25 0,07 65 828 79 1006 61 777)46,4)591 36 459 29,2 372 25 0,06 25,6 326 21,6 275 18,4)234
50 0,09 54 344 66 420 51 325 |з8,71247 30 191 24,3 155 50 0,07 2l,3|l36 18,o)l 15 15,3 98
75 0,11|46,8 199 57 242|43.9 j 186 33,5 142 26 ПО 21,l|90 75 0,09 18,5 78,6 15,6 66 13,3 56,5
lOojo, 12j41 ,з|132 5! 163 38,9 124 ,29,7 1 94,5 23 73,2 18, б]59,2 100 0,10 16,3 51,9 13,8 44 11,7 37,3
issjo, 1з|зэ,б)ю1 48,4) 11) 1 и 123)37,2| 95 |28,4|72,4|22j56 17,8)45,4| i t 125 0,11(15,6, 39,8^13,2)33,б|11,2j28,6
15о]о, 14 С 17,в) 80 16,2 98 35,5 1 75j27,l 17,б|21|44,б|17,0: 36,2 1501 ),12)14,9 31,б|12,6 } | 26,8 10,722,7
17б|о, 1б[з7^ 69 [46,2 84 35,5 65|г7,1 4 9,з|21 (38,2)17,0 10,9 | 175 0-13 4,9! 27,1 2,6 22,9|10,7 19,5
200 С ), 1б|зб,0 Е >7,3 14,0 70: 1 1 I 1 33,8]53,8|25,8 41,1 20 г [ 1 | 1 1 1 11,8 16,2125,82 ►00 0,14 14,2 22,6 12,0 19,1)10,2 16,2
22б|о, 17|з4,2)48,4|41,8| 59: 1 32,1|45,4 !4,5|з4,7 92 !6,9)15,4)21,8)225 0.15|13,5 19,1 Н,4 16,1 9,7|l3,7
1 1 1 1 ! 250|0,18|34,2|43,б|41,8|53,2 32,1 А 10,9 >4,5|з1,2 9|24,2 5,4) 19,5)250 |о,16 13,5 17,2 11,4|14.5 9,7|12,4
300|С 350|С , 1э| 32,4[з4,4|39,6^42 [ 30,4(32, з): 23,2(24,б[ I в! 19,7) 14,6 j 15,5|зоо(о, 17| 12, б| 13,б( ! __ ( — —
),2 |32,4|29.5|: 39,6136 | 30,4(27,7; 23,2(21,l|18|l6,4|14,6|13,3|350 0,18 — | — | *— — — —
400|0,22|з0,б[24,4|37,4 29,8|28-7j22,8|21, 17,4i 17р 3»5 — — 4 00 j0,19 — | -1 - — „ 1 —
(ТЕХНОЛОГИЧЕСКОЕ), ВСПОМОГАТЕЛЬНОЕ И ШТУЧНОЕ НОГО) ВРЕМЯ» быстрорежущей стали Р9 Токарные работы
КАРТА 74
быстрорежущей стали с охлаждением D 3 Отрезка серого чугуна Нд
90-! 00 100-110 110—120 140—160 160-180 180—200 200—220 220—240 240—260
п п и п и п V гг ° п У п п
15,8|го! 14,0 178 10,8 138 25 0,10 32,6 415 26,1 333 21,6 275 18,4 234 15,6 199 13,6 173-
13,2 84 Н,7 74,5 9,0 57,3 50 0,12 31,1 198 24,9 159 20,6 131 17,5 III 14,8 94 13,0 83
II ,4 U^IO, 1 1 1 42,9 7,8 33,1 75 0,14 28,7 122 23,0 98 19,0 81 16,2 69 13,7 58 12,0 51
10,1 32,2 9,0 28,7 6,9 22 100 0,16 27,9 89 22,4 71 18,5 59 15,7 50 13,3 42,4 11,7 37,3
9,7 24,7 8,6 21,9 6,6 16,8 125 0,18 27,2 69- 21,8 55,6 18,0 45,9 15,3 39 13,0 33,1 11,3 28,8
9,2 19,5 8,2 17,4 6,3 13,4 150 0,19 26,4 56 21,2 45 17,5 37,2 14,9 31,6 12,6 26,8 11,0 23,4
ментальной быстрорежущей с охлаждением D S Прорезка канавок в сером чугуне Hq
90-100 100-110 110—120 140—160 160—180 180—200 200-220 220—240 240—260
V п V п V п V V п У п V п
15,8 201 14,0 178 10,8 138 25 0,10 32,6^415 26,1 333 21,6 275 18,4 234 15,6 199 13,6 173
13,2 84 11,7 74,5 9,0 57,3 50 0,12 31,1 198 24,9 159 20,6 131 17,5 111 14,8 94 13,о! 83
П,4 48,4 10,1 42,9 7,8 33,1 75 0,14 28,7 122 23,0 98 19,0 81 16,2 69 13,7 58 12,0 51
10,1 32,2 9,0 28,7 6,9 22 ЮС 0,16 27,9 89 22,4 71 18,5 59 15,7 50 13,3 42,4 Н,7 37,3
9,7 24,7 8,6 21,9 6,6 16/8 125 0, is|27,2 69 21,8 55,6 18,0 45,9 15,3 39 13,0 33,1 11,3 28,8
9,2 19,5 8,2 17,4 6,3 13,4 150 0,19 26,4 56 21,2 45 17,5 37,2'14,9 31,6 12,6 26,8 11,ol 23,4
9,2 16,7 8,2 14,9 175 0,20 1 | 25,7|46,8|20,6 37,5 1 1 ' 17,0|30,9р4,5 26,4 12,2|22,2 10,7 19,5
8,8 14 7,8 12,4 — — 200 0,21 24,9 39,6 20,0 31,8 16,5,26,3 14,0|22,3 18,9 10,4 16,6
8,4 12 — — — — 225 0,23 23,4 33,1 18,8 26,6 15,5 21,9 13,2 18,7 11,2 15,9 9,8 13,9
— 250 0,25 22,7|28,9 18,2'23,2 1 15,0 19,1 I2,s|16,3 10,8 13,8 9,5 12,1
— — —- — ЗОо[о,26 22,3 23,7 17,9 19,0 14,8 15,7 12,6 13,4 — — —
— — - - — — — 350 0,28 21,9 19,9 17,5 15,9 14,5 13,2 — — — — —
— — - - -— — — 400 0,30 21,1 16,8|16,9|13,5 — — — — — — -
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ОСНОВНОЕ (БЕЗ УСТАНОВОЧ Обработка инструментом из быстро
D S Отрезка хромистой стали в кг/мм* с охлаждением D $ Отрезка н констру стали
40- р 1 -50 п 50- -60 п 60- * -70 п 70-v -80 80- V -90 п 90-° 1 10 п 100 v -но п 60- V -70 п
25 0,07 75,0 955 52,0 663 39,6 505 30,6 390|24,8 316 20,2 257 16,8 215 25 0,06 37,1 473
50 0,09 62,0 395j43,2 275 33,0 210 25,5 1 162 20,7 132 16,8 107 14,1 90 50 0,07 30,9 197
75|0,11 54,0 229 37,4 159 28,6 121 22,1 94 17,9 76 14,6 62 12,2|51,8 75 0,09 26,8 114
100 0,12 47,8 152 33,1 105|25,3 81 19,6 62,4 15,9 50,7 12,9 41,1 10,8 34,4 100 0,10 23,7 76
125 0,13 45,8 117|з1,7 1 81 24,2 62 18,7 47,7 15,2 38,7 12,3 31,3 10,3 26,3 125 0,11 22,7 58
150 0,14 43,7 9з|з0,2 64 23,1 49 17,9 38 14,5 30,8 Н,8 25,1 9,9 21 150 0,12 21,6 46
D S Прорезка канавок в хромистой стали кг/мм с охлаждением D S Прорезка и констру
40- ° ; -50 п 50- ° -6 0 п* 60- ° -70 п 70- V 1 -80 п 80-и -90 п 90- V -100 п 100 V — 110 п 60 V -70 «
2б|о,О7 75,0 955 52,0| 663 39,6 505 30,6 390 24,8 316 20,2 257 16,9 215 25 0,06 37,1 473
50 0,09 62,0 395 43,2 275 33,0 210 25,5 162 20,7 132 16,8 107 14,1 90 50 0,07 30,9 197
75 0,11 54,0 229 37,4 159 28,6 121 22,1 94 17,9 76 14,6 62 12,2|51,8 75 0,09|26,8 114
100 0,12j47,8 152 33,1 105 25,3 81 19,6 62,4 15,9 50,7 12,9 41,1 10,8 34,4 100 0,ю|23,7 76
125 0,13 45,8 117 31,7 81 24,2 62 18,7 47,7 15,2 38,7 12,3 31,3 10,3 26,3 125[о,11 22,7 58
150 0,14 43,7 93 30,2 64 23,1 49 17,9 38 14,5 30,8 Н,8 25,1 9,9 21 15о)о,12 21,6 46
175|о, 15|43,7 80 30,2 55[23,1 42 17,9 32,6 14,5)26,4)11,8 21,5 9,9 18,0 175|0,1з|21,6 39,3
200 0,16 41,6 66 28,8 45,9 22,0 35 17,0 27,1 13,8 22 11,2 17,8 9,4 15,0 200 0,14 20,б|з2,8
225 j0,17 39,5 56 27,4 38,8 20,9 29,6 16,2 22,9 13,1 18,5 10,6 15,0 8,9 12,6 225 0,15 19,6 27,7
250 0,18 39,5 50,3 27,4 34,9 20,9 26,6 16,2 20,6 13,1)16,7 10,6 13,5 — 250 0,16 19,6 25
300 0,19 37,4 39,7 25,9)27,5)19,8 21 [15,3 16,3 12,4 13,2 — —' — 300 0,17 18,5)l9,6
35о)о,2 37,4 1 34 25,9 23,6 19,8 18 15,3 13,9 — — —. — — — 350|0,18 18,516,8
400 0,29 >35,4 28,9 24,Е >19,5 18,7 44/ — — j 4 ОС 0,19 17,5 13,9
(ТЕХНОЛОГИЧЕСКОЕ), ВСПОМОГАТЕЛЬНОЕ И ШТУЧНОЕ НОГО) ВРЕМЯ» режущей стали Р9 Токарные работы 0
КАРТА 75
углеродистой инструментальной кционной труднообрабатываемой в кг1мм' с охлаждением 0 D s Отрезка ковкого чугуна Н& с охлаждением
70-80 ’ 80—90 90—10 0 100-11 100—12 0 120—14 0 140-16 0 160—18 0 180—20
V 1 п В п n a n и п V п V п и п о 1 "
28, 36' '23,- i 298 19, i 1 24: 3 15,1 3 20 21 0,0( 5 6 7 85 4 48, 5 61< 3 38 48 4 30, 4 38 7 25, 1 32(
24, ( is: 19,1 > 12' 15,5 10 13,5 1 8' 5C )0,0' 61 г 39; 5 44,1 з| 285 5 3, >| 22; 1 3 28,( J 179(23, 1 1 1 145
20,6 88 16,£ 71,8 13,f 58,E >11,4 148 J 7E >0,0£ 5( 5 231 141, 3 174 32 136125, 51 10£ 21, 9С
18,458,6 15,С 1 47,8 12,2 38,£ 10,1 32,2 [ 100 0,10 53 16£ 38,4| 121 30 9( 24,( )76,5 19,8 63
17,6 44,9 14,3 36,4 И,7 29,8 9,7 24,7 | 125 0,11 49,3 126 35,8 91 28 1 71,3 22,4 57,1 18,5 47,1
16,8 35,7 13,7 29,1 11,1 23,6 9,2 21 1 150 0,12 47,5 101|з4,6 74 27 57.4 21,С 45,9 17,8 37,8
канавок в углеродистой инструментальной кцнбнной труднообрабатываемой стали ав кг;мм1 с охлаждением D 3 Прорезка канавок в ковком чугуне Hq с охлаждением
70-80 80-90 I 90—100 100-110 100-120 120—140 140—160 160—180 180—200
v п v " 1 ° 17 n V п О п ° п и п V Л
28,8 367 23,4 298 19,1 243 15,8 201 25 0,10 67 854 48,6 619 38,0 484 30,4 387 25,1 320
24,0 153 19,5 124 15,9 101 13,2 84 50 0,12 62 395 44,8 285 35,0 223 28,0 179 23,1 147
20,8 88 16,9 71,8 13,8 58,6 11,4 48,4 75 0,14 56 238 41,0 174 32,0 136 25,6 109 21,1 90
18,4.58,6 15,0 47,8 12,2 38,9 10,1 32,2 lOOjO, 16 53 169 38,4 122 30,0 96 24,0 76,б! 19,8 63
17,б)44,9 14,3 36,4111,7129,8, 9,7 24,7 1 125|0,18 49,3 126 35,8 91|28,0 71,з|22,4 57,1 18,5 47,1
16,8 35,7 13,7 29,1(11,1 23,6 9,2 21 150 0,19 47,5 101 34,6 74 27,0 1 57,4|21,6 45,9 17,8.37,8
16,8 30,6 13,7 24,9j 11,1 20,2 9,2 16,7 175 3,20 47,5 86 34,6 63 27,0 49,1 21,6 39,3|17,8 32,4
16,0 25,5 13,0 20,7 10,6 16,9 8,8 14 200^0,21^45,8^73 33,3 53 26,0 41,4 20,8 33,1|17,2 27,4
15,2 21,5 12,4 17,6 10,1 14,3 8,4 12 22б|о,23 14,01 52 32,0 45,3 15,0 35,4! 20,0 28,3 6.5 23,4
5,2 19,4 12,4 15,8 10,1 12,9 — 1 250|0,25' 12.2 >з,8: ;о,7: 19,1 1 !4,0 10,6 9,2)24,5 5,8 10.1
4,4 15,3 11,7 12,4 — — — — 300 C ,26 4 0,5' 13 19,4: 11,21 13,01 14,4 8,4 19,5 5,2 6,1
4,4 3,1| — -i — — — — j 350 0 ,28|38,7 15,2|28,2’25,6j22,01 10 7,6 6,o]l4,5jI3,2
3,6 0,8 — — — — — — | 400|0,30 3 7,0 2 !9,5|26,9|21,4^21 ,о|16,7 6,8 3,4 — —
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ И ШТУЧНОЕ (БЕЗ УСТАНО Обработка инструментом из быстро Обрабатываемый
, Продольное точение Раст чи
Грубая обработка . Получистоная обработка Грубая обработка
D Нв нв нв нв
t s 10°- -140 150—200 t s 100—140 150—200 f s 100—140 150—200
1 v 1 n v j n v j н и j n v n V | п
25 | 6 0,2 84 | 1070)59 I 75tf| 1 | 0,2! 94) 1200| 90 | 1150,‘ 4 0,1 1 90 | 1150 63 | 805
50 : 6 0,4, 72 ) 459]50 [ 322j 1 | 0,21 12S| 81б| 90 | 574, 4 |o,15, 86 | 549 60 384
75 | 6 0,61 60 | 255|42 179 1 I 0,2| 128| 543| 90 I 382 4 |o,22[ 82 348|57 | 244
100 I 6 0,8| 48 | 153'33,б| 107| 1 1 0,2, 128| 407| 90 | 287, 4 |o,3 | 75 | 239,52,51 167
125 | 6 1 ,о| 46 | 117,32,2 82) 1 | 0,2 12S| 32б| 90 | 230) 4 | 0,4, 68 [ 173,47,5 121
150 | 6 1,2| 42 1 89 i29,4| 62 1 1 0,2l 12s| 272 90 | 191| 4 | 0,б| 61 [ 130,42,7, 91
175 | 8 1,1| 43 | 78,30,oj 55| 1,5| 0,2, 121| 220| 85 | 15б| 6 | 0,4, 65 | lis|45,5j 83
200 | 8 | 1,2 40 64!28 |45 | 1,5| 0,2| 121 193 85 | 135, 6 | 0,б| 6o| 96 42,67
225 | 8 1 1,з| 38 54,26,6,38 : I,5| 0,2) 121 171, 85 I20| 6 | 0,б| 54 | 76,5,37,8 53
250 | 8 |l,4б| 36 | 46,25,232 1 1,5, 0,2, 121, 154, 85 | 108, 6 I 0,б1 54 | 69 |з7,8,48
300 8 |1,6 | 35 | 37 ,24,5,26 [ 1,5| 0,2, 121| 128, 85 | 90, 6 , 0,б| 54 | 57 |37,8l40
350 | 8 |1,8 33 | 30 23,1,21 ] 1,5 0,21 121) 1 lol 85 | 77, 6 | 0,6, 54 49 37,8,34,3
400 | 8 [2,0 ( 31 | 25 21,7-17,5, 1,5, 0,2, 1211 96, 85 , 68, 6 , 0,6, 54 | 43 ,37,8,30
450 | 8 [2,2 | 29 | 20,5 20,3,14, з| 1,5 0,2, 12l| 8б| 85 60| 6 | 0,6, 54 [ 38 37,826,6
500 | 8 |2,5 27 | 17,218,9,12 , 1,5, 0,21 121) 77,85 54 6 | 0,6, 54 | 34,4 37,8,24
Прорезка канавок Отрезка Точение галтелей 7? = 5 Точе
D l!R яв яв нв нв нв
U s 100—140 150—200 „ 1 00—140 150-200 о 100-140 150—200 О о М
v | п г [ л v ] п и п о|п о] ” I
-25| 0,1| 38 [484 | 26,6)338 |0,1 | 38 | 484 1 26,б! 338 | 0,09| 48 |б12 | 33,б1428 | -
50 0,121 35 1223 | 24,5 156 !0,12| 35 223 [ 24,5[ 156 ( 0,05, 43 [274 | 30,0|191 | -
75|0,14| 32 |136 | 22,4) 95 [0,14| 32 | 136 ] 22,4] 95 | 0,06| 39 |166 | 27,3] 116 , -
100|0,1б| 30 | 95 1 21,0(66 )0,1б| 30,95 | 21,0, 66(0,07, 36,115 ,25,2,80 | 0,04
1251 0,18 28 1 71 | 19,б| 50 [0,18] 28 | 71 | 19,б| 50 | 0,08, 34 | 87 | 23,8] 61 | 0,05
150| 0,19| 27 1 57 | 18,9, 40 [0,19| 27 | 57 | 18,9) 40 1 0,09) 32 [ 68 | 22,41 48 7 0,06
175j0,20| 27 | 49 1 18,9) 34,3[ — ) — [ — j — ] — | 0,10| 30 ) 55 | 21,0| 38,2) 0,07
2001 0,211 26 1 41 | 18,2| 28,7] — | — | — | | — | 0,10) 30 1 48 1 21,0) 33,4) 0,07
225| 0,231 25 | 35,4| 17,5 24,8] — | — | — [ — ) — [ 0,Ю| 30 [ 42 I 21,0| 29,7] 0,07
250 0,25| 24 | 30,6; 16,8)21,4| — | —1 —| — | 0,10| 30 | 38 ) 21,0| 26,8) 0,07
3001 0,261 23 1 24,4| 16,1|I7,1| — I — | — f — ( — ( 0,10, 30 ( 38,1) 21,0) 22,31 0,07
3501 0,28| 22 | 20 15,4| 14,0| — | — | — | — | | 0,10] 30 | 27,3| 21,0[ 19,1| 0,07
400 0,301 21 | 16,7 14.7| - -1 -1 - | - | - | - | -1 — 1 0,07
45010,32) 20 | 14,1 14,0) -(-,-)-)-)-, -|-)-)-1 — | 0,07
5001 0,35 20 | 12,7] 14,о| — [ — | —) — 1 — I — ] — 1 —| —1 — 1 — | 0,07
-1-1-1 -! -1 -1-1 -1 -1 -1 -1 -1 -1 -1 -1 -1 -
-1 -1 -1 - -1 -1-1 -1 -1 -( -1 -1 -1 -1 -1 — 1 —
- ! - । - 1 - < -1 -1-1 -1 -1 -1 - 1 - 1 -1 - i -г — 1 —
- 1 - 1 - 1 -
«ОСНОВНОЕ (ТЕХНОЛОГИЧЕСКОЕ), ВСПОМОГАТЕЛЬНОЕ ВОЧНОГО) ВРЕМЯ» режущей стали Р9 без охлаждения материал—бронза Токарные работы КАРТА 76
ванне Поперечное точение
Получистовая обработка Грубая обработка Получистовая обработка
t S ^в 100—1 40 "в 150—200 t $ 10^140 '50-=00 i S нв 100-140 150—200
и ) п V | п v п о | п V | п V ( п
1 0.1] 94, 12оо| 92 1 1170 4 0,2 90 | 1150|бЗ (805 1 0,2 ! 94| 1200 93 | 1185
I |0,15| 12з| 784| 86 | 549| 4 | 0,4 | 78 498 54,б)з48 1 0,2 | 133| 848| 93 | 592
1 ОДб! 123| 522 86 | 36б| 4 | 0,6 | 65 27б!45,5 193 1 0,2 13з| 565 93 | 395
I 0,1б| 123 392| 86 | 274 1 4 | 0,8 | 57 | 182’40 1127 11 1 0,2 13з| 424) 93 | 296
1 0,15) 123| 313| 86 | 21э| 4 | 1,0 | 50 127,35 | 89 1 1 0,2 13з| 339| 93 1 237
1 0,1б| 12з| 261| 86 | 187 4 1 1.2 46 98,32,2! 69 1 1 0,2 133| 283 | 93 | 198
1,5 0,2 | 1OS| 197| 76 | 138 6 | 1,1 | 45 82 hl,5| 57 1,5 I 0,2 12б| 229 ! 88 | 160
1,5;0,2 108, 172, 76 | 121) 6 | 1,2 | 44 70 |30,8) 49 1,5 1 0,2 12б| 201 | 88 | 140
1,5|0,2 | 10в! 153| 76 | 108, 6 1,3 | 42 60 29,4, 42 1,5, 0,2 12б! 178 88 | 125
1,510,2 | 10в| 137, 76 | 9?| 6 | 1,5 39 50 |27,з| 35 1,б| 0,2 12б| 160) 88 | 112
1,50,2 1ОЗ| 11б| 76 | 81 6 1,6 | 37 39 |25,э| 27,б| 1,5, 0,2 126 134, 88 | 94
П,5,0,2 | 10в| 9в| 76 | 69| 6 1,8 | 35 | 32 ,24,5) 22,3 1,5, 0,2 126 11 б| 88 | 80
1,5|0,2 | ios) 8б| 76 | 61| 6 1 2,0 | 33 26,3)23,1] 21 1 1.Е >| 0,2 ' 12б| 100] 88 | 70
1,50,2 | 1OS| 76 76 | 54| 6 2,2 31 ; 22 ,21,7| 15,з| 1,5, 0,2 | 12б| 89, 88 | 62
1,5,0,2 | 10в| 69| 76 | 49) 6 1 2,5 | 29 | 18,5,20.31 12,9, 1,5| 0,2 । 12б| 80| 88 1 56
ние галтелей/?™ 1 0 Сверление Развертывание
1!в 100—140 150—200 D 1 в ив 100-140 ^в 150—200 D 1 в нв 100—140 Нв 150-200
о | п v J п V | п V | п v [ п V [ п
-1- -1-1 8 25 0,2 30, l) 1200 30,1] 1200) 8 25 0,5 30,1) 1200 27,5) 1100
— 1 — 1-1- 8 50 0,17| 30,1| 1200| 30,1| 1200| 8 50| 0,5 30,1] 1200 27,5 1100
“ 1 — 1-1 -) 8 75 0,15] 30,1| 1200| 25,8) 10301 8 75| 0,5| 30,1] 1200] 27,5| 1100
48 | 153)33,б)Ю7 | 16 | 25 0,35] 57,о] 1140] 38,2] 765] 16 25] 0,7| 28,5) 566) 19,1| 380
43 | Н0|30,0) 76 | 16 1 50| 0,311 52,о) 1130| 34,8] 695 16 | 501 0,7 28,5] 566| 19,1] 380
39 | 83 |27,3| 58 | 16 | 75| 0,30| 46,б| 92б| 31,2| 622 16 | 75| 0,7) 28,5| 566 19,1| 380
36 | 66 ;25,2| 46 ] 16 | 1С0| 0,28| 45,0] 89б| 30,2) 602] 16 | 100| 0,7| 28,5] 5661 19,1| 380
36 | 57 |25,2|40 | 16 [ 1251 0,27| 40,о) 798] 26,8] 533| 16 1 125| 0,7; 28,5| 56б| 19,1| 380
36 ( 51 (25,2)35,7) 16 | 150[ 0,26| 34,5] 686] 23,2) 462| 16 ( 150| 0,7| 28,5| 56б| 19,1) 380
'36 | 46 |25,2|32,1 | 24 | 25] 0,45) 55, о| 730| 36,8] 488 | 24 | 25| l,0l 22,5] 299 ! 15,1| 200
36 |38,2]25,2]25,81 24 ) 50| 0,43] 55,0| 730| 36,8] 488] 24 | 50| I,О] 22,5| 299| 15,1| 200
36 )32,8|25,2)23 | 24 | 75| 0,40| 53,0| 705| 35,5] 4721 24 | 75| 1,0| 22,5] 299| 15,1] 200
36 |28,7)25,2)20,1| 24 | 100| 0,38] 51 ,о| 672| 34,2| 455| 24 | 100 ] 1 ,о| 22,5] 2991 15,1| 200
36 ]25,5 25,2(17,8| 24 ) 125) 0,36 45,0) 600| 30,2| 402) 24 | 125] 1,0| 22,5| 29S , 15,1| 200
36 |23,0|25,2| 16,1| 24 | 150] 0,35| 42,б| 5^5] 28,5) 388| 24 | 150| I,о| 22,б| 299] 15,1) 200
| 24 | 175 0,34] 37,5| 498| 25,2| 334| 24 | 175] 1,0| 22,5| 299| 15, l| 200
1 24 | 200 0,33| 34,0| 452. 22,8] 304] 24 | 200 | 1,0| 22.5| 299] 15,1| 200
1 ! [ 1 [ 1 ] 1 1 24 | 225| 0,33| 31,0| 412] 20,8[ 276| 24 | 225| 1,0| 22,5] 299] 15,1| 200 24 | 250| 0,33| 31,0| 412, 20,81 2761 24 | 250| 1,0| 22,5| 299| 15,11 200
Ю Справочник. Зак. 952.
145
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 с охлаждением Токарные работы
КАРТА 77
D 1 3 Углеродистая конструкционная сталь в кг/лл’
30—40 40—50 50—60 60-70 70-80 80—90
V л и п О п V п и п V п
8 25 о,1 27,6 1099 ь 30,1 1200 30,1 1200 30,1 1200 30,1 1200 29,6 1178
8 50 0,08 19,3 768 23,7 943 30,1 1200 26,2 1043 23,0 915 20,7 824
8 75 0,075 13,9 553 17,0 677 21,8 868 18,8 748 16,5 657 14,9 59В
16 25 0,17 23,4 466 28,7 571 36,8 732 31,8 633 27,9 555 25,1 500
16 50 0,15 20,0 398 24,5 488 31,4 625 27,1 539 23,8 475 21,4 426
16 75 0,15 17,6 350 21,5 428 27,6 549 23,8 474 20,9 416 18,8 374
16 100 0,13 16,4 326 20,1 400 25,7 512 22,2 442 19,5 388 17,6 350
16 125 0,13 14,1 281 17,3 344 22,2 442 19,2 382 16,8 335 15,1 301
16 150 0,13 11,8 235 14,4 287 18,5 368 16,0 318 14,0 279 12,6 251
24 25 0,22 22,7 301 27,8 369 35,6 472 30,8 409 27,0 358 24,3 322
24 50 0,22 20,8 276 25,5 338 32,7 434 28,3 376 24,8 329 22,3 296
24 75 0,2 19,7 261 24,1 320 30,9 410 26,7 354 23,4 311 21,1 280
24 100 0,2 18,5 245 22,7 301 29,0 385 25,1 333 22,0 292 19,8 263
24 125 0,2 17,1 227 20,9 277 27,0 358 23,3 309 20,3 269 18,3 243
24 150 О* 17 15,9 211 19,5 259 24,9 330 21,5 285 18,9 251 17,0 226
24 175 0,16 14,7 195 18,0 239 23,1 307 20,0 265 17,5 232 15,8 210
24 200 0,16 13,6 180 16,7 222 21,4 284 18,5 245 16,2 215 14,6 194
24 225 0,16 12,5 166 15,3 203 19,7 261 17,0 226 14,9 198 13,4 178
24 250 0,16 11,3 150 13,9 184 17,8 236 15,4 204 13,5 179 12,2 162 :
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 с охлаждением Токарные работы
КАРТА 78
D 1 S Хромистая сталь в кг/л-и1
40-50 50—60 60-70 70-80 80-90 90—Ю0 100—1 10
и 1 л п У п V п V п V п
8 25 0,1 30,1 1200 30,1 1200 30,1 1200 28, о] 1115 1 25,0 995 22,7 904 21,4 852
8 50 0,08 30,1 1200 25,8 1027 22,3 888 19,6 780 17,5 697 15,9 633 15,0 597
8 75 0,075 22,1 880 18,5 736 16,0 637 14,0 557 12,5 498 11,4 454 10,7 426
16 25 0,17 37,4 744 31,2 621 27,1 539 23,7 472 21,2 422 19,3 383 18,1 360
16 50 0,15 31,9 635 26,7 531 23,1 460 20,2 402 18,1 360 16,4 326 15,5 309
16 75 0,15 28,0 557 23,4 466 20,3 404 17,8 354 15,9 316 14,4 287 13,6 271
16 100 0,13 26,1 520 21,8 434 18,9 376 16,6 330 14,8 295 13,5 269 12,7 253
16 125 0,13 22,5 448 18,8 374 16,3 324 14,3 285 12,8 255 11,6 231 10,9 217
16 150 0,13 18,8 374 15,7 313 ,3’6 271 11,9 237 10,6 211 9,7 193 9,1 181
24 25 0,22 36,2 480 30,2 401 26,2 348 23,0 305 20,5 272 18,6 247 17,6 234
24 50 0,22 33,2 441 27,8 369 24,1 320 21,1 280 18,8 249 17,1 227 16,1 214
24 75 0,2 31,4 417 26,2 348 22,7 301 19,9 264 17,8 236 16,1 ’214 15,2 202
24 100 0,2 . 29,5 291 24,6 326 21,3 283 18,7 248 16,7 222 15,2 202 14,3 190
24 125 0,2 27,4 364 22,9 304 19,7 261 17,3 230 15,4 204 14,0 186 13,2 175
24 150 0,17 25,3 336 21,2 281 18,3 243 16,1 214 14,4 191 13,0 173 12,3 163
24 175 0,16 23,5 312 19,6 260 17,0 226 14,9 198 13,3 176 12,1 161 пл 151
24 200 0,16 21,7 288 18,1 240 15,7 208 13,8 183 12,3 163 И.2 149 10,5 139
24 225 0,16 20,0 265 16,7 222 14,5 192 12,7 169 11,3 150 10,3 137 9,7 129
24 250 | 0,16 18,1 240 ( .5-1 200 13,1 174 11,5 153 10,3 137 9,3 123 8,8 117
io1
и?'
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (ЬЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 с охлаждением Токарные работы
КАРТА 79
D 1 S Углеродистая, инструментальная и конструкционная труднообрабатываемая стали в кг]мм»
60—70 | 70—80 80-90 90—100 1 00—1 ю
и п ° п а J1 и U п
8 25 0,07 29,9 1199 26,3 1047 23,7 943 21,4 852 20,1 800
8 50 0,06 20,9 832 18,4 732 16,6 661 15,0 597 14,0 557
8 75 0,05 15,0 597 13,2 525 11,9 474 10,7 426 10,1 402
16 25 0,13 25,4 506 22,3 444 20,1 400 18,1 360 17,0 338
16 50 0,12 21,7 432 19,0 378 17,1 340 15,5 339 14,5 289
16 75 0,12 19,0 378 16,7 332 15,0 299 13,6 271 12,7 253
16 100 0,11 17,7 352 15,6 311 14,0 279 12,7 253 11,9 237
16 125 0,10 15,3 305 13,4 267 12,1 241 10,9 217 10,2 203
16 150 0,10 12,7 253 П,2 223 10,1 201 9,1 181 8,5 169
24 25 0,16 24,6 326 21,6 287 19,4 257 17,6 234 16,5 219
24 50 0,16 22,6 300 19,8 263 .7.9 238 16,1 214 15,1 200
24 75 0; 16 21,3 283 18,7 248 16,8 223 15,2 202 14,3 190
24 100 0,15 20,0 265 17,6 234 15,8 210 14,3 190 13,4 178
24 125 0,15 18,5 245 16,2 215 14,6 194 13,2 175 12,4 165
24 150 0,13 17,2 228 15,1 200 13,6 180 12,3 163 11,5 153
24 175 0,12 15,9 211 14,0 186 12,6 167 П.4 151 10,7 142
24 200 0,12 14,7 195 13,0 173 11,7 155 10,5 139 9,9 131
24 225 0,12 13,6 180 11,9 158 10,7 142 9,7 129 9,1 121
24 250 0,12 12,3 163 10,8 143 9,7 129 8,8 117 8,2 109
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 с охлаждением Токарные работы
КАРТА 80
D 1 Инструментальная быстрорежущая сталь в кг/мм*
60-70 70—80 80-90 90—100 100—1 10 I 10—120
D п и п V Л V п V п V п
8 25 0,06 22,4 892 19,7 784 1 17,8 709 1 16,1 641 15,1 601 | 1 13,2 525
8 50 0,05 15,6 621 13, £ 549 12,4 494 11,3 450 10,6 422 9,2 366
8 75 0,045 11,2 446 9,9 394 8,9 354 8,1 322 7,6 303 6,6 263
16 25 0,10 19,0 378 16,7 332 15,1 301 13,7 273 12,8 255 11,2 223
16 50 0,09 16,2 322 14,3 285 12,9 257 11,7 233 10,9 217 9,5 189
16 75 0,09 14,2 283 12,5 249 11,3 225 10,2 203 9,6 191 8,4 167
16 100 0,08 13,3 265 П.7 233 10,5 209 9,6 191 9,0 179 7.8 155
16 125 0,075 11,4 227 10,1 201 9,1 181 8,2 163 7,7 153 6,7 133
16 150 0,075 9,5 189 е 8,4 167 7,6 151 6,9 137 6,4 127 5,6 Ш
24 25 0,13 18,4 244 16,2 215 14,6 194 13,2 175 12,4 165 10,8 143
24 50 0,13 16,9 224 14,9 198 13,4 178 12,2 162 11,4 151 9,9 131
24 75 0,13 15,9 211 14,0 186 12,6 167 11,5 153 10,8 143 9,4 125
24 100 0,12 15,0 199 13,2 175 11,9 158 10,8 143 10,1 134 8,8 117
24 125 0,11 13,8 183 12,2 162 11,0 146 9,9 131 9,3 123 8.1 107
24 150 0,10 12,9 171 11,3 150 10,2 135 9,3 123 8,7 115 7,6 101
24 175 0,10 11,9 158 10,5 139 9,5 126 8,6 114 8,1 107 7,0 93
24 200 0,10 11,0 146 9,7 129 8,7 115 7,9 105 7,5 100 6,5 86
24 225 0,10 10,1 134 8,9 118 8,0 106 7,3 97 6,9 92 6,0 80
24 250 0,10 9,2 122 8,1 107 7,3 97 6,6 88 6,2 82 5,4 | 72
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 Токарные работы
' КАРТА 81
D 1 Серый чугун Нв
140-160 160—180 180-200 | 200—220 | 220—240 240—260
V V п и п п и п V п
8 25 0,12 30,1 1200 30,1 1200 30,0 1194 25,5 1015 23,1 920 20,7 824
8 50 0,10 30,1 1200 30,1 1200 27,4 1091 23,3 928 21,1 840 19,0 756
8 75 0,09 27,7 1103 23,6 940 20,5 816 17,4 692 15,8 629 14,1 561
16 25 0,2 42,5 846 36,2 721 31,5 627 26,8 533 24,3 484 21,7 432
16 50 0,18 38,3 762 32,7 651 28,4 565 24,1 480 21,9 436 19,6 390
16 75 0,17 35,0 697 29,8 593 25,9 516 22,0 438 19,9 396 17,9 356
16 100 .0,16 33,5 667 28,5 567 24,8 494 21,1 420 19,1 380 17,1 340
16 125 0,16 29,6 589 25,2 502 21,9 436 18,6 370 16,9 336 15,1 301
16 1 150 1 0,15 1 24,7 «2 21.1 420 18,3 364 15,6 311 14,1 281 12,6 251
24 25 0,28 37,0 491 31,5 418 27,4 364 23,3 309 21,1 280 18,9 251
24 50 0,26 39,2 520 33,4 443 29,0 385 24,7 328 22,3 296 20,0 265
24 75 0.241 36,5 484 31,1 413 i 27,0 358 23,0 305 21,0 279 18,6 247
24 100 0,24 35,6 472 30,4 403 26,4 350 22,4 297 20,3 269 18,2 242
24 125 0,22 32,4 430 27,6 366 24 319 20,4 271 18,5 246 16,6 220
24 150 0,21 30,6 406 26,1 346 22,7 302 19,3 256 1 17,5 232 15,9 211
24 175 0,20 29,0 385 24,7 328 21,5 285 18,3 243 16,6 220 14,8 196
24 200 0,19 27,5 365 23,5 312 20,4 271 17,3 230 15,7 208 11,1 187
24 225 0,19 25,2 334 21,5 285 18,7 248 15,9 211 14,4 191 13,1 174
24 250 0,19 23,0 305 19,6 260 17,0 226 14,5 192 13,1 174 11,7 155
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» Сверление отверстий инструментом из быстрорежущей стали Р9 с охлаждением Токарные работы
КАРТА 82
D S S Сверление ковкого чугуна Hg
1 00—120 120-140 140—160 160—180 1 80—200
и п V Л О п У п ’с п
8 25 0,2 30,1 1200 30,1 1200 30,1 1200 28,9 1151 24,8 987
8 50 0,17 30,1 1200 30,1 1200 30,0 1194 25,5 1015 21,9 872
8 75 0,15 30,1 1200 27,8 1107 23,2 924 19,7 784 16,9 673
16 25 0,35 51,5 1025 41,2 820 34,3 683 29,2 581 25,0 498
16 50 0,31 43,8 872 35,0 697 29,2 581 24,8 1 494 21,3 624
16 75 0,30 42,0 836 33,6 669 28,0 557 23,8 474 20,4 | i 406
16 100 0,28 40,5 806 32,4 645 27,0 537 23,0 458 19,7 392
16 125 0,27 36,0 717 28,8 573 24,0 478 20,4 406 17,5 348
16 150 0,26 31,2 621 25,0 498 20,8 414 17,7 352 15,2 303
24 25 0,45 49,5 657 39,6 526 33,0 438 28,1 373 24,1 320
24 50 0,43 51,0 677 40,8 541 34,0 451 28,9 384 ^4,8 329
24 75 0,40 48,0 1 637 38,4 1 510 32,0 425 27,2 361 23,4 311
24 100 0,38 45,9 609 36,7 487 ! 30,6 406 26,0 345 22,3 j 296
24 125 0,36 40,8 541 32,6 433 27,2 361 23,1 307 19,9 264
24 150 0,35 38,4 510 30,7 407 25,6 340 21,8 289 18,7 248
24 175 0,34 36,0 478 28,8 382 24,0 319 20,4 271 17,5 232
1 24 200 0,33 34,2 254 27,4 1 364 22,8 303 19,4 257 16,6 220
24 225 0,33 31,4 417 25,1 333 20,9 277 17,8 236 15,3 203
24 250 0,33 28,5 378 22,8 303 19,0 252 16,2 | 215 13,9 184
II. РЕЗЬБОНАРЕЗНЫЕ РАБОТЫ
НОРМИРОВАНИЕ РЕЗЬБОНАРЕЗНЫХ РАБОТ
1. При разработке нормативов данного раздела приняты следующие
условия:
а)- нормативы рассчитаны для нарезания резцами резьбы на типовом токарно-винторезном станке, имеющем ИпНп = 12 об/мин., nmax =» 1200 об/мин, и эффективную мощность на шпинделе ЛО = 6 кет, и для нарезания резьбы метчиками и плашками на сверлильном станке, имеющем nmin = 47 об/мин., «max = 466 об/мнп. и эффективную мощность на шпинделе N3 —5,2 кет,
б) для режущей части резцов и для метчиков принята инструментальная быстрорежущая сталь Р9. Для плашек принята инстументальная сталь У12А и 9ХС;
в) работа производится с охлаждением;
г) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резання приняты в соответствии с данными НИБТН Министерства станкостроения СССР — «Режимы резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.
2. Для расчета нормы времени на резьбонарезные/работы в справочнике
приведены: \
а) нормативы штучного (безу становой ног о) времени на нарезание резьбы резцом, метчиками и плашкой (карты 83 — 85).
Нормативы разработаны на основные виды резьб (ОСТ 32 , 266, 271, 272, 1260 и 2410) для наружного и внутреннего нарезания на проход и в упор с учетом дйаметра, шага или числа ниток и длины нарезаемой резьбы;
б) подготовитель!ю-заключительное время и вспомогательное время на установку и снятие детали при расчете норм времени на нарезание резьбы берется из раздела «Нормирование токарных работ» по картам 1, 2; 3 и 4.
3. Пример пользования нормативами для расчета нормы штучного времени.
Определить норму штучною времени на нарезку резьбы ОСТ 32 на ступенчатом валу (фиг. 3). Заготовка — ступенчатый вал на предварительной
операции обработан под резьбу, Вес заготовки 4,1 кг. Материал детали углеродистая сталь Ой = 75 кг/мм2.
Порядок расчёта нормы штучного времени
фиг 3i А. Определяют технологический маршрут
обработки детали.
1. Установить деталь в центры с хомутиком.
2. Нарезать резьбу М39 х 4.
Б. Рассчитывают по нормативам время выполнения отдельных технологических переходов.
1. Установить деталь в центры и снять с надеванием хомутика (пункт 1 технологического маршрута).
Согласно карте 2 вспомогательное время установки и снятия детали весом 4,1 кг с надеванием хомутика равно 1 мин. (берется по первой позиции для веса детали до 5 кг).
2. Нарезать резьбу ОСТ 32 М39 х 4 (пункт 2 технологического маршрута).
Длина обработки равна длине обрабатываемой поверхности плюс врезание и перебег инструмента. При нарезании резьбы на проход L = I + 3S = 380 + + 3-4 = 392 мм.
По карте 83 (карту принимают в зависимости от материала детали) для размера обработки до 450 мм (ближайший к расчетному) штучное время (без установочного) нарезания резьбы ОСТ 32 М39 х 4 равно 16,3 мин.
В. Рассчитывают норму штучного времени.
Норма штучного времени будет равна сумме времени выполнения отдельных технологических переходов
~ 1 4" 16,3 = 17,3 мин.
Для упрощения весь расчет нормы штучного времени рекомендуется производить при помощи специальной нормировочной карты (табл. 3).
Таблица 3
НОРМИРОВОЧНАЯ КАРТА №.........НА РЕЗЬБОНАРЕЗНУЮ ОБРАБОТКУ
500-
Подготовь I тельно заключительное время в мин.
Завод № Цех № Изделие
№ Наименование
Машиностроительный Ремонтно* Механический 1
Количество штук Дет аль
на 1 изделие в партии № наименование
1 3 03 Ступенчатый вал
Заготовка
Станок
Размер
материал
Вес в кг
Наименование
Модель - группа
Углеродистая сталь = = 75 кг; мм*
0=39. 1 = = 500
Токарно винторезный
Наименование
Приспосо-
переходов
бдение
Инструмент
Длина обработки
Вспомогательное время
Основное (технологическое) или штучное (без установочного) время в мин,
Расчет
карты
Итого
Нарезать резьбу М39Х4
Центры, хомутик
Резьбовой резец
380
12
392
16,3
83
17,3
С
%
I
I
L
1
2
о 3
№
Штучное время в минутах на 1 деталь
17,3
Составил
Дата
Проверил
Дата
Утвердил
Дата Особые замечания
ОБРАБОТКА углеродистой стали СТАЛИ Р9 Штучное время
Нар е з а и е
Диаметр резьбы л i е т р и ч е С К О й
3 ост 32 ОСТ 27 1 ОСТ 272
для ОСТ 32, 271, й
272 и 2410 3 на проход в упор на проход в упор на проход в упор *
В мм для 'О
ОСТ 1260 3$ X Я! К к Ч к
и 206 в ч х 03 х Ц сз X са и Ч X
дюймах а и К а <у, Л £ * Л к Q я S.
к а >.« о ГУ £ к к о
5 5 «С X к к И X а X X к й = а са х - к д Е X я к X X 3 X х к 03 X сЧ X X к а х
50 4,2 6,4 6,2 9,0 3,7 6,0 6,4 9,1 3,5 5,9 6.9 9,7
100 4,8 — 8,9 .—1 4,5 —- 9,9 1— 4,6 —. 11,4 —
2? мм 200 7,0 15,2 — 6,8 — 17,6 — 7,4 —- 21,0 —
7 / * 350 2,5 9,0 — 23,3 — 1,5 9,2 — 28,1 — 1,0 10,7 — 34,5
IS 500 10,9 31,4 — 11,6 *—- 38,6 — — 1 * — —
750 15,0 45,6 <— — — — — — — — —
1000 18,2 — 59,1 •—— — — — — — —
50 4,3 6,6 6,5 9,4 4,5 7,2 8,0 11,1 3,9 6,2 7,4 10,1
100 5,1 7,6 9,5 13,1 5,5 8,7 12,5 16,6 4,9 7,9 11,9 15,7
27 мм 200 7,6 .—‘ 16,4 — 8,4 — 22,4 — 7,6 —— 21,6 —
1 г' 350 3,0 10,0 — 25,4 — 2,0 11,4 35,9 — 1,5 10,6 35,1 —
500 12,4 — 34,4 — 14,4 — 44,9 — 13,6 —- 48,6 —
750 17,0 — 50,1 — 20,1 — 72,6 — — —- л—
1000 21,1 65,1 — 25,1 — 95,0 — — — —’
50 5,4 8,4 7,5 11,0 4,8 7,5 8,0 11,1 4,6 6,6 7,4 10,1
33 мм 11/ * 100 6,4 9,7 10,6 15,0 6,0 9,3 12,5 16,6 6,0 8,6 11.9 15,7
200 3,5 9,7 18,1 — 2,0 9,4 — 22,4 —* 1.5 9,7 —- 21,6 ——
*74 300 11,8 — 24,4 11,9 35,9 — 12,5 1 31,1
450 15,0 — 33,9 - 15,7 — 44,9 — 16,7 — 44,6 —
50 5,5 8,7 7,1 10,5 4,7 7,1 7,0 10 5,0 7,3 8.0 10,7
39 мм 100 6,7 10,3 9,8 14,0 5,8 8,6 10,5 14,4 6,4 9,5 12 5 16,3
200 4,0 10,3 — 16,5 — 3,о 9,0 — 18,4 — 2,0 10,3 —- 22,5 —
300 12,7 —— 22,0 — 11,3 —- 25,4 —. 13,2 — 31,5 —
450 16,3 — 30,3 — 14,8 — 35,9 17,6 — 45,Q —
45 мм 13/'' 50 5,6 9,0 6,8 10,2 4,8 7,4 7,0 10 5,2 7,6 8,0 10,7
100 4,5 6,9 и,о 9,3 13,3 3,0 6,1 9,2 10,5 14,4 2,0 7,0 10,1 12 5 16,3
174 200 10,1 16,5 15.0 21,1 9,6 13,9 18,4|24,3 11.5 16,7 22 5 29,1
52 мм О" 50 6,4 9,81 7,1 10,7 5,0 7,7 7,0 10 5,5 8.0 8,000 7
100 5,0 8,1 12.1 9,6 13,8 3,0 6,5 9,8 10,5 14,4 2,0 7,5 10,9 12,5 16,3
200 12,6 18.2j 15.6 21,6 10,4 15,1)18,4 24,3 12,3 18,3 22 5|29,1 \ [
60 мм 91/ ” 50 6,4 10,1 7,1 10,7 6,1 9.8 7,4 10,8 5.3 9,3 8.0 12,6 !
100 5,5 8,1 12,7 9,6 13,8 4,0 7,9 12,5 10,4 14,6 3,0 7,0 11,5 12,5 18,2
~ /2 200 12,6 19,4 15,6 21,6 12,1 19,5|17,1 23,7 11.5 17,5 22,5 30,9
50 7,1 11,3 7,6 11,6 6,4 10,1 7,6111,2 5,5 9,6 8.0112,6
2%" 100 6,0 9,1 14,3 10,2 14,8 4,0 8,4 13,2 10,9(15,3 3,0 7 5 12.1 12,5 18,2
200 14,6 22,0 16,8 23,0 13,1 20,9 18,1)25.1 12,5 18,7| 22,5)30,9 1
76 мм 3" 50 — — — 6,6 10,5 7,6 11,2 13,3 15,3 5,8 9,9 8,0 12,6
' 75 100 — — — — 4,0 7,8 8,9 12,3 14,0 9,3 10,9 3,0 6,9 8,0 н,з 12,7 10,3 12,5 15,4 18,2
150 — — — — 11,8 19,0 15,0 21,0 11,3 17,1 18,0 25,3
50 * — - — 6,9 10,9 7,8 11,4 6,0 10,2 8,0 12,6
85 мм зу2" 75 100 — — — — 4,0 8,2 9,4 12,8 14,7 9,5)13,6 11,2115,7 3,0 7,3 8,5 11,8 13,3 10,3 12,5 15,4 18,2
150 — — —. — 12,6 19,1 15,3|21,6 12,0 18,0( 18,0 25,3
100 мм 4'' 50 — .— — 7,3 11,5 7,8 11,8 6,4 10 8 8,012,6 i
75 100 — — — 4,0 8,8 10,3 13,8 16,0 9,5 П,2 14,2 16,5 3,0 7.9 9,3 12,7 14,5 10,3 15,4 12,5 18,2
150 — — — — 13,9 22,0 15,3 22 8 13,2 19,8 18,025,3
Примечания: 1 . При нарезании крепежной резьбы по 2-му классу точности приведен 2, При нарезании трапецеидальной резьбы повышенной точности приведенное в, карте 3. Режимы резания см. карты 8G, 87. 88, 89, 90 н 91 '
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ С ОХЛАЖДЕНИЕМ (без установочного) в мин. Резьбонарезные работы КАРТА 83
резцом резьбы Нарезание резьбы плашками и машин ними метчиками
дюймовой трубной трапецеидальной
ОСТ 126 0 ОСТ 266 ОСТ 2410
Ч исло ннток на 1' на проход в упор Число ниток на 1* на проход в упор Шаг в мм 1 на проход в упор Длина резьбы в ММ На проход метчиком В упор
метчиком плашкой
наружная внутренняя наружная £ X х 03 X наружная внутренняя наружная внутренняя' наружная внутренняя наружная внутренняя
Без перемещения задней бабки
9 4,3 4,9 7,1 8,9 10,7 14,7 17,7 5,7 6,7 9,7 16,7 25,7 34,7 50,7 65,7 1 1 1 1 1 1“ Сл 14 Ь— СО СО CQ ТГ | 1 | | 1 1 1 1 1 1 00 6,5 10,0 17,7 8,1 5 5,7 6,2 8,6 10,1 11,6 15,5 18,0 II 1 11 1 -°0 о 8,1 11,0 18.2 26,9 35,6 51,5 64,0 12,0
25 Диаметр резьбы до 22 мм
8 4,4 5,0 7,3 9,3 11,2 15,5 18,7i 5,8 7,4 6,8 11,1 — 19,5 — 30,6 — 41,7 — 61,2 — |79,7 1 1 1 1 1 со оо 11 3,9 4,6 6,9 9,0 1 1 1 1 1 оо ю 6,4 9,6 16,9 26,5 8,0 11,8 5 5,8 6,4 9,0 10,8 12,6 17,0 20,0 ।।।।। 8,1 11,0 18,2 26,9 35,6 51,5 64,0 12,0 16,3 1,0 1,5 1,3
50 1,4 2,2 2,0
75 — — —
25 Диаметр резьбы до 36 мм
7 4,6 5,4 8,1 9,8 12,4 6,2 7,6 7,4 Н,1 19,5 26,8 38,0 9,3 13,9 11 4,1 5,0 7,7 9,5 12,2 5,6 7,1 6,4 9,6 16,9 23,3 32,9 8,0 11,8 6 5,9 6,6 9,4 10,8 12.9 8,9 9,9 7,4 9,6 15,4 19,8 26,4 h 1 1 оо О
1,3 1,8 1,6
6 5,1 6,1 9,1 И,1 14,1 1 I 1 “Р Оо 7,8 11,5 19,9 27,3 38,4 9,7 14,3 Л 4,3 5,3 8,0 10,5 13,6 5,8 7,5 6,4 9,6 10,9 23,3 32.9 8,0 11,8 6 6,0 6,8 9,8 П.4 13,8 9,1 10,3 7,4 9,6 15,4 19,8 26,4 11,0 14,3
50 1,7 2,9 2,7
75 2>1 4,1 3,9
С перемещением задней бабки
5 5,6 6,8 10,3 7,41 8,1 9,3 11,8 14,320,3 10,1 14,7 25,1 II 4,4 5,6 8,9 6,0 7.9 12,5 6,4 9,6 16,9 8,0 11,8 20,3 8 7,7 8,7 12 0 11,1 12,7 17,9 8,9 11,1 16,8 12,9 16,2 24,9
4,5 5,8 7,1 11,0 7,6 9,7 15,1 8,4 12,4 21,5 10,5 15,5 26,7 11 4,6 6,0 9,5 6,3 8,3 13,3 6,4 9,6 16,9 8,0 11,8 20,3 8 7,8 9,0 12,6 11,3 13,1 18,7 8,9 11,1 16,8 12,9 16,2 24,9
25 Диаметр резьбьс до 22 жж
4 5,9 7,4 11,5 8,1 10,6 17,0 8,9 13,4 23,5 И,1 16,7 29,1 11 4,8 6,4 10,5 6,8 9,5 15,7 6,4 9,6 16,9 8,0 11,8 20,3 8 8,0 9,4 13,4 11,6 13,7 19,9 8,9 П,1 16,8 12,9 16,2 24,9
1,5 2,0 —
— — — И 5,0 6,8 11,3 7,0 10,0 16,5 6,4 9,6 16,9 8,0 11,8 20.3 10 8.9 10 6 13,0 1ББ 9,8 12,4 19,6 14,4 18,3 28,5
1б’0|22,'9 50 1,9 2,7 —
3,5 6,7 7,7 8,7 12,0 9,1 10,6 12,1 16,4 9,7 12,2 14.7 21,0 12,3 15,4 18,5 26,0 11 5,2 6,2 7,2 10,1 7,3 8,8 10,4 14,5 6,4 8,0 8,0 Ю.О 9,6 11,8 13,7] 16,5 10 9,0 10,0 10,9 14,7 13,3 14,7 16,1 21,3 10,0 И,4 12,8 17,6 14,7 16,8 18,9 25,5
75 — —
25 Диаметр резьбы до 36 мм
3,25 6,7 7,7 8,7 12,0 9,3 10,9 12,5 17.0 10,1 12,8 15,5 22,2 12,8 16,0 19,5 27,5 11 5,5 6,7 7,8 11,0 7,7 9,5 11,3 15,7 6,4 8,0 9,6 13,7 8,0 10,0 11,8 16,5 12 10,8 12,0 13,1 17,5 16,0 18,0 19,7 26,0 11,4 12,8 14,2 19,2 16,6 18,7 20,8 27,6
1,8 2,3 —
3 7,6 8,9 10,2 14,2 Ю,3|1О,9 12,2113,8 14,1 16,7 , 19.4524,0 13,7 17,5 21,0 30,0 11 5,9 7,2 8,5 12,С 8,1 Ю,1 '2,1 ’6,9 6,4 8,0 9,6 13,7 8,3 10,3 12,4 17,3 12 И ,2 16,7 12,6118,8 13,9)20,9 18,7)27,7 11,4 12,8 14,2 19,2 16,6 18,7 20,8 27,6 50 2,2 3,4 —
75 2,6 4,6
ное н карте время умножать на коэффициент ],3. время умножать на коэффициент 1,2.
ОБРАБОТКА легированных сталей и СТАЛЬНОГО СТАЛИ Р9 Штучное время
Диаметр резьб i,i для ОСТ 32, 271, 272, и 24 10 в для ОСТ 1260 и 266 в дюймах Длина резьбы в мм Нарезание рез
метрической
ОСТ 32 ОСТ 271 ОСТ 272
Шаг в мм на проход в упор Шаг в мм на проход в упор Шаг в мм ' на проход в упор
наружная внутренняя наружная внутренняя К к1 ЗГ а *9 X внутрен’ няя наружная внутренняя 1 наружная внутренняя наружная внутрен- j няя
22 -мл ’/в" 50 100 200 ' 350 500 750 1000 2,5 5,5 6,5 9,7 12,9 16,0 22,5 28,0 9,0 8,0 11,5 19,7 30,3 41,0 60,0 78,0 П,7 — 1,5 4,5 5.7 9, ; 12,9 16,6 СЧ , , . 00*1 1 1 1 1 1 8,6 14,0 26,0 42,0 59,5 12,2 1,0 5,1 7Д 11,7 17,4 «*111111 ю.о1 16,5 31,0 50,0 111 1 1 Ijt
27 мм Г 50 100 200 350 500 750 1000 3,0 5,7 6,9 10,5 14,3 18,0 25,5 32,0 1111 1-^ СЛ ыэ 8,1 П,8 20,3 31,4 42,5 62,2 80,7 11,9 16,5 2,0 6,0 7,6 12,0 16,7 21,5 33,0 39,0 9,6 11,6 10,6 16,8 30,3 49,0 67,5 100,0 130,0 О ТГ 1л*сч' 1 1 1 1 1 - СЧ 1,5 4,8 6,3 10,3 15,0 19,6 7,8 10,0 10,3 17,2 32,3 53,0 73,0 1 1 1 1 1 — СЧ
33 мм 1Уг 50 100 200 300 450 3,5 7,3 9,0 14,0 17,5 23,0 И,4 13,1 9,4 13,2 22,4 30,0 41,7 14,0 19,0 2,0 6,4 8,3 13.3 17,2 23,0 10,0 12,4 10,8 17,1 31,0 43,7 62,7 15,0 22,4 1,5 5,7 7,8 13,1 17,4 24,0 8.2 10,6 10,3 17,2 32,3 47,5 67,5 14,7 24,6
39 лл 1&* 50 100 200 300 450 4,0 7,5 9,5 15,0 19,0 25,0 11,8 14,6 9,3 13,0 22,0 29,5 40,7 13,5 17,8 3,0 6,2 8,0 12,7 16,3 22,0 9,6 11,6 9,4 14,4 25,5 35,5 50,5 И,0 20,0 2,0 6,7 9,0 14,5 19,0 25,7 аГсч* 1 1 1 1 10,8 17,5 32,5 47,5 67,5 in in" I I I | 1
45 мм 50 100 200 4,5 7,7 10,0 16,0 12,5 16,0 26,0 9,3 13,0 22,0 13,2 17,0 27,0 3,0 6,5 8,6 14,0 9,9 12,3 20,0 10,и 15,5 27,5 14,0 20,0 33,0 2,0 7,0 9,7 16,0 10,2 14,3 23,8 10,81 15,5 17,5 25,5 32,5s 41,5
52 мм 2" 50 100 200 5,0 8,4 11,0 18,0 13,7 18,0 28,0 9,8 13,8 23,4 14,0 18,0 28,0 3,0 6,8| 10,3 9,2 13,0 15,0'21,0 10,6 16,8 30.3 14,0 20,0 33,0 2,0 7,5 10,6 18,0 11,0 15,3 26,0 10,8 17,5 32,5 15,5 25,5 41,5
60 мм 2 Уз" 50 100 200 5,5 8,7 11,6 19,0 14,0 18,5 30,0 10,0 14,1 24,0 14,0 18,0 28,0 4,0 8,6113,0 11,б|17,0 19,227,0 11,9 18,3 32,6 15,0 20.5 32,0 3,0 7,2 10,0 16,7 12,6'10,8; 16,4 16.5)17,5 27,6 26,б|32,5, 47,0
68 мм 2%" 50 100 200 6,0 10,0 13,6 22,6 16,0 21,0 34,0 11,0 15,6 26,6 15,0 19,3 30,0 4,0 9,0 12,4 21,0 14,0 18,4 29,0 12,5 19,5 35,0 15,8 21,5 34,0 3,0 7,6 10,8 18,3 13,4 17,5 27,4 10,8 16,4 17,5 27,6 32,5147,0
76 мм 3’ 50 75 100 150 — 1111 1111 Jill 4,0 9,4114,6 11,4|17,1 13,3,19,5 18,7)26,5 12,5 16,0 19,5 28,0 15,8 18,5 21,5 32,0 3,0 8,0 9,8 11,6 16,3 13,0 15,4 17,9 24,8 10,8 14,5 17,5 26,0 16,4 21,0 27,6 41,5
85 мм зу2я 50 75 100 150 — — — — II 1 1 4,0 10,о| 15,2 12,0,17,8 14,020,4 20,0126,6 12,5 16,0 19,5 28,0 15,8 18,5 21,5 32,0 3,0 9,1 11,2 13,4 19,0 13,4 16,0 18,7 26,2 10,8 14,5 17,5 26,0 16,4 21,0 27,6 41,5
100 мм 4’ 50 75 100 150 — 1111 11 1 1 1 1 1 1 1 1 1 1 4,0 10.7 13,3 15,8 22,5 16,0 19,2 22,3 30,6 12,5 16,0 19,5 28,0 15,8 18,5 21,5 32,0 3,0 10,7 13,6 16,4 23,5 14,5 17,2 20,4 28,8 10,8 14,5 17,5 26,0 16,4 21,0 27,6 41,5
Примечания; I. При нарезании крепежной резьбы по 2-му классу точности приведен 2, При нарезании трапецеидальной резьбы повышенной точности приведенное в карте вре 3, Режимы резания см, карты 86, 87, 88, 89, 90 и 91,
ЛИТЬЯ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ с охлаждением (без установочного) в мин. Резьбонарезные работы
КАРТА 84
цом резьбы Нарезание резьбы
дюймовой трубной трапецеидальной . плашками и машинными метчи-
ОСТ 1260 ОСТ 266 ОСТ 2410 ками
। В упор
на проход в упор на проход в упор на проход в упор
а о X о о as? о s о S 0 X
я X X X а; К X Св с-5 S
X ев £ X X X X X £ св X X S? св X св у- S “ X j ЕГ в
ок Q. g о, ч * £ л * Л £ Ч -я Чё и V S ч X
Г1! Ой и П. о. ;>г к >. К
7 а <в X X CQ X се X X к X X s -в ГГ X св X X X X св X х х И X 3 св X X х Л X св X X со X
1 оез переме-
5,7 8,5 9,4 11,0 5,2 6,8 9,1 11,5 7,2 10,7 9,8 14,6 щеиия задней
6,6 — 14,0 6,2 — 14,0 — 7,9 — 13,2 1— оаоки
9,7 12,5 24,6 38,5 9,0 25,0 И,1 (3,4 21,7 31,9 .
9 — — 14 — . 5 •ч—-
15,3 — 52,0 -—. — .—, 15,6 42,1 — Диаметр
21,5 — 76,0 — — — — — 21,0 — 60,8 — Г ДО сзьбы 22 ММ
26,4 •— 100,0 — — — — — 25,0 — 78,0 —
5,8 7,5 10,3 12,0 5,5 7,3 9,0 11,3 7,4 10,9 9,8 14,6 25 1,3 2,0 1,7
6,7 9,0 16,0 18,8 6,5 9,0 13,5 17,0 8,3 12,3 13,2 19,6
8 9,9 12,9 — 28,8 45,5 — И 10,0 13,0 — 24,0 38,0 — 5 12,0 14,8 — 21,7 31,9 50 1,8 2,9 2,6
15,8 -—L 63,0 — — — ** — 17,6 — 41,1 — —
22,2 26,5 — 92,0 120,0 — — — - - — 24,0 29,0 — 60,8 78,0 — 75 1— — —
— —
6,0 7,8 10,3 12,0 5,8 7,9 9,0 11,3 7,5 11,2 9,3 13,9 Диаметр
7.2 9,6 16,0 18,8 7,0 10,0 13,5 17,0 8,5 12,7 12,1 18,1 резьбы
7 11,1 —- 28,8 — 11 10,8 .— 24,0 — 6 12,3 — 19,5 до 36
13,8 17,8 39,0 57.0 - 13,5 17,0 33,0 46,0 14,4 17,6 25,2 33,7
— — — — — — 25 1,7 . 2,3 I2,1
6,7 8,8 11,0113,0 6,0 8,1 9,0 11,3 7,7 11,4 9,3 13,9
8,2 11,0 17,0 19,4 7,5 10,5 13,5 17,0 8,9 13,2 12,1 18,1 50 1,2 3,8 3,5
6 13,0 15,8 30,0 40,0 П 12,0 14,8 24,0 33,0 6 13,1 15,6 19,5 25,2
— — — . — — »—— 75 2,7 5.3 5,1
20,7 '— 58,5 — 19,0 46,0 — 19,3 — 33,7 --
7,6! 10,0 11,5 13,7 6,1 8,4 9,0 11,3 9,1 14,1 10,0 15,6
5 9,61 13,5 17,5 20,0 11 7,8 11,1 13,5 17,0 8 10,6 16,4 12,6 19,4 С перемеще
15,4| 21,5 31,0 34,0 12,5 17.4 24,0 28,4 15,7 23,5 19,7 29,5 нием задней бабки
4,5 7,7 10,0 10,6 14,0 12,0 .18,0 14,5 21,0 6.5 8,4 8,9 9,0 11,3 9,3 14,5 10,0 15,6
11 11,6 13,5 17,0 8 11,1 17,0 12,6 19,4
16,0 23,0 32,0 36,0 13,3 18,6 24,0 28,4 16,7 24,7 19,7 29,5
7,8 11,4’ 12,5 15,0 6,7 9,5 9,0 11,3 9,7 14,8 10,2 15,9 резьбы
4 10,4 15,5 19,0 22,6 И 9,0 13,3 13,5 17,0 8 11,6 17,8 12,8 19,8 до 22 ил<
16,7 26,0 34,0 39,4 14.7 22,0 24,0 ; 28,4 17,7 26,3 20,1 30,3
— — — 7 0 9,8 9,0 11,3 11,3 16,7 11,9 17,8 25 2,0 2,6
11 9 5 14,0 23,0 13,5 24,0 17,0 28,4 10 13,8 21,2 20,3 30,3 15,1 23,8 22,5 34,7
— — — —. 15,8 50 2,5 3,5
8,8 12,2 7,3 10,1 9,0 11,3 11,5 17,1 12,1 18,1
13,31 11 ,z 17,8 21,6
3,5 10,4 14,5 1 1 8,7 12,3 11,3 14,0 12,9 19,2 13,8 20,6 75 —
12,3 17,31 22,0 26,0 11 10,0 14,5 13,5 16,5 1U 14,3 21,2 15,5 23,1
18,1 24,0| 31,5|37,0 14,1 20,2 19,1 23,0 19,4 28,0 21 2 30,9 Диаметр резьбы до 36 мм
8,8 12,5 14,oll8.O 18,5'22,5 23,0 27,0 7,7 10,8 9,0 11,4 13,9 20,4 14,6 21,3
3,25 10,4 12,3 15,0 18,0 11 9,4 10,9 13,3 15,8 11.3 14,1 12 15,6 23,0 16,6 23,3
13,5 16,8 17,3 25,5 18,7 27,3 25 2,4 3,0
18,1 25,0 33,0|38,0 15,4 22,0 19,1 23,5 23.4 33.7 25,5 36,4 —
10,0 14,0 15,0 19,0 8,3 11,3 9,0 11,6 14,5 21,2 15,0 22,С 50 2,9 4,4 1 —
3 12,3 16,5 19,0 24,0 11 10,0 14,1 11,3 14,3 12 16,5 24,2 17,3 25,3 1
14,7 20,0 24,5 29,0 11,9 17,0 13,5 17,0 18,5 27,0 19,7 28,6 3,4 6,0
21,6 28,3 35,0 40,0 16,8 23,6 19,1 24,0 25,3136,0 27,0 38,4 1О
ное в карте время умножать на коэффициент 1,3. мя умножать на коэффициент 1,2.
ОБРАБОТКА чугуна, бронзы и латуни Штучное время
I Нар е з а и и е р е з
I мет р и ч е с к й
резьбы ОСТ 32 ОСТ 271 ОСТ 272
для ОСТ
Й
32, 271,
272 и 24 10 3 на проход в упор на проход в упор на проход в упор
В мм для OCT J260
5 К К № № № К
и 266 я? 03 х й й а й 5? та та i п
в дюймах та й ф 1 Ф й ф . 1 ф А ф £
3 ч PJ Си >. К 5 £ к Шаг Си £ X о. к о а >*
EJ а X и к А X X Д X X 2 X в й X | С Е
I1 5Г 4, К 1 5,76 6,2? j 8,50 3,17 I1 5,59 1 9,34 । (з,5€ (5,88 (6,68 |12,0
22 мм 7 / * 100 200 350 4,80 — 9,14 3,94 । 5,26 8,78 4,71 ’— 11,95
2,5 .— .— — 1,5 .— 1,0 .—.
/ 8 500 750 1000 — — — — 1 1 1 — — "— '— — — 1 ! 1
50 4,23 6,06 6,40 9,32 4,57 6,4 7,08 9,90 3,95 6,04 6,63 9,83
100 200 350 5,05 — 9,40 — 5,63 — 10,66 — 5,00 — 10,35 —
I * 3,0 __ .— —- 2,0 1,5 ।
500 750 1000 1 1 1 — — — —. — — — — — — к
50 4,31 6,18 6,13 8,69 4,81 6,74 7,08 9,90 4,72 6.66 7.45 10,50
33 мм 100 5,22 7,46 8,86 12,48 6,11 8,57 10,66 14,90 6,23 8,82 11,70 16,50
iy4" 200 300 450 3,5 — 2,0 — — — '— 1,5 — — 1 1 I 1
50 4,43 6,33 5,78 8,21 4,69 6,56 6,68 9,33 5,04 7,07 7,08 9,90
100 5,46 7,76 8,17 11,52 5,88 8,23 9,85 13,75 6,58 9,23 10,67 14,90
н/з" 200 4,0 — — —• — 3,0 — — — — 2,0 —— — — 1
300 450 — — - — —* — — — — •
45 мм 13Z ” 50 4,55 6,52 5,52 7,85 4,88 6,83 6,68 9,33 5,28 7,39 7,08 9,90
100 4,5 5,69 8,14 7,64 10,80 3,0 6,25 8,75 9,85 13.75 2,0 7,06 9,88 |Ю,67 14,90
1/4 200 8,98 12,48 12,88 17,80 9,90 13,70 17,10 23,70 11,62 15,9б| 18,84 26,00
52 мм О" 50 5,34 8,08 6,12 9,18 5,09 7,13 6,68 9,331 5,56 7,78 7,08 9,90
100 5,0 6,67 10,17 8,24 12,36 3,0 6,67 9,35 9,85 13,752,0 7,61 10.66 10 67 14,90
200 10,44; 15,54 13,58 19,92 10,74 14,90 17,10'23,70| 12,72 17,52 18,84]26.00
60 мм 2У2" 50 5,50 8,41 6,12 9,18 5,09 7,11 9,32 14,82 5,89 8,221 5 33 7,47 6,68 9,33
100 200 5,5 6,99 10,81 11,08 16,82 8,24 13,58 12,36 19,92 4,0 6,67 10,74 8,27 13,94 11,53’3,0 19,26] 7Д6 11,82 10,03 16,26 9,85 13,75 17,20 23,70
501 5,59 9,26 6,12 9,84 5,29 6,80 5,89 8,221 5,58 7,68 6,68 9,33
2%" 1006,0 7,18 11,96 8,24 13,08 4,0 7,08 9,30 8,27 11,533,0 7,65'10,45 9 85 13.75
200| 11,46 18,62 13,58 20,96 11,56 16,00 13,94 19,26| 12,80; 17,10’17,20 23,70
76 мм 50 —. 5,40 7,20 5,89 8,22, 5,92 8,30 6,68 9,33
75г — — — 4,0 6,35 8,65 7,08 9,82 3,0 7.12 10,00 8,25 11,53
У 100 1 7,30 10,10 8,27 11,53 8,34 11,70 9,85 13,75
150[ 1 — । — — 10,10,14,70 11,55115,90| 11.76; 16,20114,00 19,30
85 мм 50 и 5,60 7,43 6,37| 8,92 6,10 8,54 6,68 9,33
75 — — - 4,0 6,67 9,00 7,82. 10,92ч п 12,93, ,и| 7,39 10,36 8,25 11,53
У/У 100 — — .—» 7,73 10,56 9,25 8,69 12.19 9,85 13,75
150 — — — 10,75 15,39 13,03 18,05' 1 12,28 16,90 14,00 19,30
100 мм 50 6,00 7,96 6,60 9,10| 6,54 9 14 7,08 9,80
75 — 1,0 7,24 9,79 8,15 11,201. 0 8,06 11,26 8,8542,25 1
4" 100 — — —— —. 8,49 1,61 9,70 3,30 й 9.59 13 39 10,67,14,70
150 — — — — 1.90 6,97 3,70 18,60| 13,6348,70,15 2520,70
п р и м ч а и и я: . При нарезани л крепежной резьбы по 2-му классу точности приведен
2. При нарезани и трапецеидальной резьбы повышенной точности приведенное в карте
3. Режимы резания см. карты 86 87. 88, 89, 90 и 91
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 (без установочного) в мин. Резьбонарезные работы
КАРТА 85
цом резьбы Нарезание резьбы плашками и машинными метчиками
дюймовой трубной трапецеидально й
ОСТ 1260 ОСТ 266 ОСТ 2410
। Число ниток на 1 1- на проход в упор Число ниток па 1'1 на проход в Упор I Шаг в мм I на проход в упор Длина резьбы в мм На проход метчиком В упор
S о £ £ плашкой
наружная внутренняя наружная внутренняя наружная внутренняя наружная внутренняя наружная 1 внутренняя 1 наружная внутренняя
Без переме- . щения задней бабка
9 3,40 3,90 5,48 5,17 7,43 8,35 14 5,20 5,00 7,40 8,30 5 ^11111 7,20 6,98 9,58 10,42
25 Диаметр резьбы до 22 мм
8 3,48 4,07. 5..63 5,05 7-20 8,15 11 3.53 4,16 5,71 5.16 7-36 8.30 5 4,91 5,41 7,33 — 6,98 9,58 10,42 0,72 1,08 0,90
50 1,00 1,60 1,40
75 — — —
25 Диаметр резьбы до 36 мм
7 3,60 4,30 5,83 6,95 4,78 6,66 7,73 10,75 11 3.67 4,44 5,93 7,16 5,16 7,36 8,30 11,90 6 4,98 5,55 7,43 8,25 6,58 8,72 9,78 12,96
0,90ll,30 1,20
6 3,64 4,3? 5,90 7,10 4,68 6,45 7-55 10,40 11 3.82 4,73 6,16 7,61 5,16 7,36 8,30 11,90 6 5,08 5,75 7,58 8,55 6,56 8,72 9,78 12,96
50 1,20 2,10 2,00
75 1,50 3,00 2,80
5 4,1 lj 6,491 4,901 7,75 5,011 7-88 6 60110,40 7,62(11,76 10 80|1б;80 11 3 961 6.38 5,01 8,06 7 82(11,82 5,16| 8,30 7,36’11,90 I2,52j 19,50 8 6,421 9,39 7,33 10,68 10,66:14,96 7,561 II,04 9,62 13,98 15,24 21,56 С перемещением задней бабки
4,5 4.23 5 25 8,10 6,71 8,31 12,62 4,93 6,66 10-92 7-82 10,53 17,06 II 412 5,34 8,48 6,65 8.59 12,88 5.16 7,36 12 52 8.30 11.90 19,50 8 6,56 7,61 11,22 9,59 11,08 15,76 7,56 9,62 15,24 11,04 13,98 21,56
25 50 Диаметр резьбы до 22 мм
4 434 5 48 8.56 6,841 4,94 8,58] 6,68 13.16110,94 7,83 10.56 1712 11 4,31 5,71 9.12 6.94 9,18 14,06 5,16 7,36 12,52 8.30 11,90 19,50 8 6,711 9,81 7,92111,52 11,84116,62 7,56 9,62 15,24 11,04 13,98 21,56
1,10
— — — —' 1 1 1 11 4-48 6,07 9 94 724 977 15 24 5,16 7-36 12,52 8,30 11.90 19,50 10 7,19 8,58 12,96 10,96 13,02 19,04 8,00 10,20 16,20 12,19 15,47 23,94 1,40 -
1,40 2,00 -
3,5 5,70 6,54 7,39 10,18 9,41 10,81 12,22 16,40 6.15 7 23 8,30 11,55 10,10 11,85 13-60 18,50 11 4,75 5,68 6,60 9,15 7-66 9,13 10,61 13,95 5,98 7,53 9,07 12,85 9,65 12,12 14,60 19,95 10 7,43 8,24 11,35 12,58 8,00 12,19 9,10! 13,83 10,20 15,47 14,00]20,65 75 — — —
y,Ub Id, /У 12,27| 18,15 25 Диаметр резьбы до 36 мм
3,25 5,77 6,65 7,53 10,40 9,60 11.07 12,57 16,95 6,15 7,23 8.30 11,55 10,10 11,85 13.60 18,50 11 4,89 5,88 6,88 9,57 7,88 9;46 11 05 14,60 5 98 7,53 9.65 12,12 12 8.54 9,46 10,38 14,02 12,84 14,10 15,37 20,20 9,16 10,40 11,62 15,87 13,74 15,45 17,17 22,90
9.07 14-60 12,85119,95 1,30 1,70 —
3 5,96 6,93 7,91 1096 9,82 11,43 13 03 17,65 6,30 7,45 8,60. 12,00 10.44 12,36 14.28 19 50 11 5,24 6,40 7.55| 10 60| 8,43 10,34 12-16 16,30 5981 9,65 7,53|12.12 9,07.14,60| 12,85|19,95| 12 8,86 9,94 11,02 14,98 13,25 14,72 16,20 21,45 9,59 11,13 12,47 17.15 14,08 15,98 17,87 23,95 50 1,60|2,50 —
75 1,90*3,30 —
ное в карте время умножать на коэффициент 1,3: время умножать на коэффициент 1,2,
Диаметр резьбы в жж Шаг резьбы в мм Углеродистая сталь Легированная
Наружная резьба Внутренняя резьба Наружная резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая чистовая обработка обработка
На про
i ° п * v п V п 1 ° п И и ”1*1 ° ! п
22 2,5 6 32,4 470 3 7,6 835 7 26,1 378 4 45,9 665 7 25,9 376 4 46,0 667
27 3,0 6 27,9 330 3 50,4 595 7 22,5 266 4 40,5 478 7 22,3 263 4 40,3 476
33 3,5 7 27,0 260 4 45,0 434 9 21,6 209 4 36,0 347 9 21,6 208 5 36,0 347
39 4,0 7 24,3 198 4 43,2 352 9 19,8 162 4 34,2 279 9 19,4 158 5 34,6 282
45 4,5 7 22,5 159 4 39,6 280 9 18,0 127 4 31,5 223 19 18,0 127 5 31,7 224
52 5,0 8 21,6 132 4 37,8 231 10 17,1 105 5 29,7 182 10 17,3 106 5 30,2 185
G0 5,5 8 19,8 105 4 36,9 196 10 15,3 81 5 28,8 153 10 15,9 84 5 29,5 156
68 6,0 9 19,8 93 4 34,2 160 12 15,3 72 5 27,0 127 12 15,9 75 6 27,3 128
— - -
—
—
в у п
22 2,б| 6 9,2 133 3 9,2> 133 7 7,3 106 4 7,3 106 7 7,3 106 4 7,3 106
27 3,0 6 8,5 100 3 8,5 100 7 6,8 80 4 6?8 ’ 80 7 6,8 80 4 6,8 80
33 3,5 7 10,4 100 4 10,4 100 9 8,3 80 4 8,3 80 9 8,3 80 5 8,3 80
3^ 4,0 7 12,3 100 4 12,3 100 9 9,8 80 4 9,8 80 9 9,8 80 5 9,8 80
45 4,5 7 14,1 100 4 14,1 100 9 11,3 80 4 11,3 80 9 11,3 80 5 11,3 80
52 5,0 8 16,3 100 4 16,3 100 10 13,1 80 5 13,1 80 10 13,1 80 5 13,1 80
60 5,5 8 16,9 90 4 16,9 90 10 13,6 72 5 13,6 72 10 13,6 72 5 13,6 72
68 6,0 9 17,9 84 4 17,9 84 12 14,3 67 5 14,3 67 12 14,3 67 6 14,3 67
-
РЕЗАНИЯ из быстрорежущей стали Р9 Резьбонарезные работы КАРТА 86
сталь Чугун Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
X о Д
1 / 1 и п i | * i п i v 1 ” 1 i v 1 п 1 i v 1 п 1 Z V j п
9 20,9 303 5 36,8 533 6 32,4 470 3 1 57,6 | 835| 7 26,1 378 3 45,9 665
9 18,0 213 5 32,4 383 6 27,9 330 3 50,4 595 7 22,5 266 3 40,5 478
11 17,3 167 6 28,8 278 6 27,0 260 3 45,0 434 7 21,6 209 3 36,0 347
11 15,8 129 6 27,4 224 6 24,3 198 3 43,2 352 7 19,8 162 3 34,2 279
11 14,4 102 6 25,2 178 6 22,5 159 3i 39,6 280 7 18,0 1271 3 31,5 223
12 13,7 84 7 23,8 146 6 21,6 132 4' 37,8 । 231 8 17,1 105 4 29,7 182
12 12,2 G5 7 23,0 122 6 19,8 105 4 36,9 196 8 15,3 81 4 28,8 153
15 12,2 57 7 21,6 101 6 19,8 93 4 34,2 160 8 15,3 72 5 27,0 127
— - — — 1 - - — — —
—
—
0 Р
9 । 5,9 86 I5 5,9 86 6 9,2 133 3 9.2 133 7 7,3 106 3 7,3 106
9 j 5,5 65 5 5,5 65 6 8,5 100 3 8,5 100 7 6,8 80 3 | 6,8 80
11 *6,7 65 6 6,7 65 6 10,4 100 3 10,4 100 7 8,3 80 3 8,3 80
11 7,9 65 6 7,9 65 6 12,3 100 3 12,3 , 100 7 9,8 80 3 9,8 80
,11 9,1 65 6 9,1 65 6 14,1 100 3 14,1 100 7 11,3 80 3 11,3 80
J2 10,5 65 7 10,5 65 6 16,3 100 4 1 16,3 100 8 13,1 80 4 13,1 80
12 10,9 58 I7 10,9 । 58 1 6 16,9 90 4 16,9 1 90 8 13,6 72 4 13,6 72
15 11,4 54 I7 11,4 54 6 17,9 84 4 17,9 84 8 I 14,3 67 5 14,3 67
— 1 __
— 1 j - 1 — 1 1 — 1 — 1 — 1 — | — | — —
— •—» 1 | — — | — 1 — —
11, Справочник. Зак. 952.
161
Диаметр резьбы в мм _ Шаг резьбы в мм Углеродистая сталь Легированная
Наружная резьба Внутренняя резьба Наружная резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
На про
£ v 1 * i v | « 1 i 1 1 v 1 п 1 1 V п * 1 v ! п 1 i | и п
22 1.5 4 32,4 470 2 57,6 1 835! । 5 26,1 378 3 45,9 665 5 25,9 376 3 46,0 667
27 2,0 6 32,4 382 3 57,6 680 7 26,1 308 4 45,9 542 7 25,9 306 4 46,0 543
33 2,0 6 32,4 312 3 57,6 555 7 26,1 252 4 45,9 443 7 25,9 250 4 46,0 444
39 3,0 6 27,9 228 3 50,4 412 7 22,5 184 4 40,5 330 7 22,3 182 4 40,3 330
45 3,0 6 27,9 197 3 50,4 357 7 22,5 159 4 40,5 286 7 22,3 157 4 40,3 286
52 3,0 6 27,9 171 3 50,4 308 7 22,5 138 4 40,5 248 7 22,3 137 4 40,3 246
60 4,0 7 24,3 129 4 43,2 230 9 19,8 105 4 34,2 182 9 19,4 103 5 34.6 184
68 4,0 7 24,3 114 4 43,2 203 9 19,8 93 4 34,2 160 9 19,4 91 5 34,6 163
76 4,о| 7 j 24,3 102 4' 43,2 174 9 19,8 80 4 34.2 138 9 19,4 82 5 34,6 135
85 4,0 7 24,3 91 4 43,2 162 9 19,8 74 4 34,2 128 9 19,4 73 5 34,6 130
1.00 4,0 7 24,3 77 4 43,2 138 9 19,8 63 4 34,2 109 9 19,4 63 5 34,6 111
в у
22 1,5 4 9,2 133 2 9,2 133 5 7,3 106 3 7,3 106 5 7,3 106 3 7,3 106
27 2,0 6 11,3 133 3 11,3 13^ 7 9,0 106 4 9,0 106 7 9,0 106 4 9,0 100
33 2,0 6 13,8 133 3 13,8 133 7 11,0 106 4 11,0 106 7 11,0 106 4 11,0 106
39 3,0 6 12,3 100 3 12,3 100 7 9,8 ! 80 i 4 9,8 80 7 9,8 80 4 9,8 80
45 3,0 I6 14,1 100 I3 14,1 100 7 i 11,3 80 4 11,3 80 7 11,3 80 4 11,3 80
52 3,0 6 16,3 100 3 16,3 100 7 13,1 80 4 13,1 80 7 13,1 80 4 13,1 80
60 4,0 7 18,8 100 4 18,8 100 9 15,1 80 4 15,1 80 9 15,1 80 5 15,1 80
68 4,0 7 21,4 100 4 21,4 100 9 17,1 | 80 4 17,1 80 9 17,1 80 5 П,1 80
76 4,0 7 24,9 100 4 24,9 100 9 19,9 80 4 19,9 80 9 19,9 80 5 19,9 80
85 4,0 7 22,2 83 4 22,2 83 9 17,6 66 4 17,6 66 9 17,6 66 5 17,6 66
100 4,0 7 24,3 77 4 24,3 77 9 19,8 63 4 19,8 63 9 19,8 63 i5 19,8 63
РЕЗАНИЯ из быстрорежущей стали Р9 Резьбонарезные работы
КАРТА 87
сталь Чугун - Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
червовая обработка чистова я обработка черновая обработка чистовая обработка Чернова я обработ ка чистовая обработка
ХОД
1 £ и | п £ V | и । | v | и i I и | « ! и । rt | i и п
6 20,9 302 4 36,8 533 4 32,4 470 2 57,6 835 5 26,1 1 3781 3 45,9 665
9 20,9 246 5 36,8 435 6 32,4 382 3 57,6 680 7 26,1 308 3 45,9 542
9 20,9 202 5 36,8 355 6 32,4 312 3 57,6 555 7 26,1 252 3 45,9 443
9 18,0 147 5 32,4 264 6 27,9 228 3 50,4 412 7 22,5 184 3 40,5 330
9 18,0 127 5 32,4 229 6 27,9 197 3 50,4 357 7 22,5 159 3 40,5 286
9 18,0 110 5 32,4 19< 6 27,9 171 3 50,4 308 7 22,5 138 3 40,5 248
11 15,8 84 6 27,4 146 6 24,3 129 3 43,2 230 7 ; 19,8 105 3 34,2 182
11 15,8 74 6 27,4 128 6 24,3 114 ’3 43,2 203 7 19,8 93 3 34,2 160
11 15,8 64 ’6 27,4 110 6 24,3 102 3 43,2 174 7 19,8 80 3 34,2 138
11 15,8 59 6 27.4 102 6 24,3 91 3 43,2 162 7 19,8 74 3 34.2 128
11 15,8 50 6 27,4 87 6 24,3 77 3 43,2 138 7 19,8 63 3 34,2 109
0 J1
6: 5,9 1 8б| 4 5,9 86 4 9,2 133 2 9,2 133 5 7,3 Юб| 3 7,3 106
9 7,2 86 5 7,2 86 6 11,3 133 3 11,3 133 7 9,0 106 3 9,0 106
9 . 8,8 86 5 8,8 8G 6 13,8 133 3 13,8 133 7 11,0 106 3 11,0 106
9 7,8 64 5 7.8 64 6 12,3 100 3 12,3 100 7 9,8 80 3 9,8 80
9 9.0 64 5 9,0 64 6 14,1 100 3 14.1 | юо 7 11,3 801 3| 11,3 80
9 10,5' 64 5 10,5 64 6 16,3 100 3 16,3 100 7 13,1 80 з 13,1 80
11 12,6 64 6 12,6 64 6 18,8 100 3 18.8 100 7 15,1 80 3 15,1 80
11 13,7 64 6 13,7 64 6 21,4 100 3 21,4 100 7 17,1 80 3 17,1 80
11 15,9 | 64 6 | 15,9 | 64 16 24,9 ) 100 1 3 | 24,9 100 7 | 19,9 80 3 19,9 'j 80
11 14,1 | 53 I6 14,1 53 16 22,2 | 83 3 | 22,2 83 7 17,6 66 3 17,6 66
11 1 15,8 1 5С 1 6 ) 15,8 | 5С 1 6 | 24,3 | 77 1 3 | 24,3 )77 I7 | 19,8. | 63 1 3 | 19,8 1 63
Диаметр резьбы 1 в мм — — Шаг резьбы в мм Углеродистая сталь Легированная
Наружная р езьба чистовая обработка Внутренняя резьба Наружная резьба
черновая обработка черновая ! чистовая обработка обработка черновая обработка чистовая обработка
На про
1 1 v п i 1 ° 1 п 1 ' 1 ’ п 1 i и п 1 о [ п i 1 л
22 1,0 4 32,4 470 2 57,6 835 5 26,1 1 378| 3 45,9 665 5 25,э| 376 3 46 | 66; i !
27 1,5 4 32,4 832 3 57,6 680 5 26,1 3osj 3 45,9 542 5 25,9 306 4 46 543
33 1,5 5 | 32,4 312 3 57,6 555 6 26,1 252 1 3 45,9 443 6 25,9 | 250 4 46 444
39 2,0 6 32,4 265 3 57,6 470 7 26,1 213 4 45,9 374 7 25,9 .212 4 46 376
45 2,0 6 32,4 229 3 57,6 407 7 26,1 185 4 45,9 325 7 25,9 183 4 46 326
52 2,0 6 32,4 198 3 57,6 353 7 26,1 160 4 45,9 281 7 25,9 158 4 46 282
60 3,0 6 27,9 148 3 50,4 267 7 22,5 119 4 40,5 215 7 22,3 118 4 40,3 214
68 3,0 6 27,9 131 3 50,4 234 7 22,5 105 4 40,5 190 7 22,3 105 4 40,3 187
76! 3,0 6 । 27,9 112 3 50,4 202 7 22,5 90 4 40,5 163 7 22,3 ) 90 4 40,3 162
85 3,0 6 27,9 104 3 50,4| 189 7 22,5 84 4I 40, б| 152 7 22,3 83 4 40, з| 151
100 3,0 6 27,9 89 3 50,4| 160 7 22,5 72 4 40,5 129 7 22,3 7>| 4i 40, з| 128
а У п
22 i,0 4 9,2 133 2 9,2 133 5 7,3 106 3 7,3 106 5 7,3 106 3 7,3 106
27 1,5 4 11,3 133 3 11,3 133 5 9,0 106 3 9,0 106 5 9,0 106 4 9.0 106
33 1,5 5 13,8 133 3 13,8 133 6 11,0 106 3 11,0 106 6 11,0 106 4 11,0 106
39 2,0 6 16,3 133 3 16,3 133 7 13,0 106 4 13,0 106 7 13,0 106 4 13,0 106
45 2,0 6 18,8 133 3 18,8 133 7 15,0 106 4 15,0 106 7 15,0 106 4 15,0 106
52 2,0 6 21,7 133 3 21,7 133 7 17,3 106 4 17,3 106 7 17,3 106 4 17,3 106
60 3,0 6 18,8 100 3 18,8 100 7 15,1 80 4 15,1 80 7 15,11 80 4 15,1 80
68 3,0 6 21,4 100 3 21,4 100 7 17,1 80 4 17,1 80 7 17,1 80 4 17,1 ,86
76 3,0 6 24,9 100 3 24,9 100 7 19,9 80 4 19,9 80 7 19,9 80 4 19,9 80
85 3,0 6 26,7 100 3 26,7 100 7 21,4 80 4 21,4 80 7 21,4 80 4 21,4 80
100 3,0 6 27,9 89 3 27,9 89 7 22,5 72 4 22,5 72 7 22,5 72 4 22,5 72
РЕЗАНИЯ из быстрорежущей стали Р9 Резьбонарезные работы КАРТА 88
сталь Чугун Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
ход
1 V 1 i и 1 п i V 1 " 1 ‘ 1 ° 1 п i ( V п
6 20,9 302 4 36,8 533 4 32,4 | 270 2 57,6 835 5 26,1 378 3 45,9 665
6 20,9 246 1 5 | 36,'8 435 4 32,4 j 382 1 3 | 57,6 680 5 26,1 308 3 45,9 542
8 20,9 202 ! 5 36,8 355 5 32,4 312 3 57,6 555 6 26,1 252 3 45,9 443
9 20,9 171 5 | 36,8 299 6 32,4 265 1 3 | 57,6 470 7 | 26,1 | 213 1 3 45,9 374
9 20,9 14в[ 5 | 36,8 | 260 6 | 32,4 | 229 3 | 57,6 | 407 7 | 26,1 | 185 I3 45,9 325
9 20,9 128 5 36,8 225 6 32,4 198 3 [ 57,6 353 7 26,1 160 3 45,9 281
9 18,0 95 5 32,4 172 6 27,9 148 3 50,4 267 7 22,5 119 3 40,5 215
9 18,0 84 5 32,4 152 6 27,9 131 3 50,4 234 7 22,5 105 3 40,5 190
9 18,0 72 5 32,4 130 6 27,9 112 3 50,4 202 7 22,5 90 3 40,5 163
9 18,0 67 5 32,4 119 6 27,9 104 3 50,4 189 7 22,5 84 3 40,5 152
9 18,0 58 5 32,4 101 6 27,9 89 3 50,4 160 7 22,5 72 3 40,5 129
0 Р
6 5,9 86 4 5,9 86 4 9,2 133 2 9,2 133 5 7,3 106 3 7,3 106
6 7,2 86 5 7,2 86 4 11,3 133 3 11,3 133 5 9,0 106 3 9,0 106
8 8,8 86 5 8,8 86 5 13,8 133 3 13,8 133 6 11,0 106 3 11,0 106
9 to,4 86 5 10,4 86 6 16,3 133 3 16,3 133 7 13,0 106 3 13,0 106
9 12,0 86 5 12,0 86 6 18,8 133 3 18,8 133 7 15,0 106 3 15,0 106
9 13,8 86 5 13,8 86 6 21,7 133 3 21,7 133 7 17,3 106 3 17,3 106
9 12,1 64 5 12,1 64 6 18,8 100 3 18,8 100 7 15,1 80 3 15,1 80
9 13,7 64 5 13,7 64 6 21,4 100 3 21,4 100 7 17,1 80 3 17,1 80
9 15,9 64 5 15,9 64 6 24,9 100 3 24,9 100 7 19,9 80 3 19,9 80
9 17,1 1 64| 5 17,1 64 6I 26,7 100 3 1 26,7 100 7 21,4 80| 3I 21,4 | 80
9 18,0 58 5 18,0 58 6 27,9 89 3 27,9 89 7 22,5 72 3 22,5 | 72
РЕЖИМЫ Нарезание дюймовой резьбы ОСТ 1260
[ Диаметр резьбы | в дюймах Число ниток на один дюйм Углеродистая сталь Легированная
Наружная резьба Внутренняя резьба Наружная резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
на про
1 v п i и п £ v п п ° п i V п |
78 9 5 31,5 457 4 51,3 743 6 25,2 366 5 40,5 587 7 25,2 366 5 41,0 59Е *
1 8 5' 27,9 330 4 49,5 585 6 22,5 266 5 39,6 468 7 22,3 263 5 39,6 46;
1/4 7 5 25,2 243 4 44,1 425 6 19,8 191 5 35,1 338 7 20,2 194 5' 35,2 34С
Р/2 6 6 24.3 198 4 42,3 346 8 18,9 154 5 33,3 272 7 19,4 158 5 33,8 277
1’/45 7 22,5 159 4 37,8 267 9 18,0 127 5 30,6 216 8 18,0 127 5 30,2 214
2 4,5 7 20,7 127 4 35,1 215 9 16,2 99 5 27,9 171 8 16,6 102 5 28,0 172
2^|4 7 !S.9 100 4 33,3 177 9 15,3 81 5 26.1 139 8 15,1 80 5 26,6 141
2% —
3 3,5 8 18 73 4 30,6 123 10 14,4 58 5 24,3 98 10 14,4 58 5 24,5 98
3/1 3,25 9 17,9 67 4 27,9 105 12 13,5 51 5 22,5 84 12 14,3 54 6 22,3 84
4 3 9 17,1 55 4 27,9 89 12 13,5 43 5 22,5 72 12 13,7 44 6 22,3 71
в ул
78 9 5 8,1 118 4 8.1 118 6 6,5 94 5 6,5 94 7 6,5 94 5 6,5 94 Г f
1 8 5 9,3 110 4 9,3 110 6 7 Г 7,5 88 5 7,5 88 7 7,5 88 5 7.5 88
1/4 7 5 11,4 110 4 И.4 НО 6 9,1 88 5 9,1 88 7 9,1 88 5 9,1 88
1/2 6 6 12,3 100 4 12,3 100 8 9,8 80 5 9,8 80 7 9,8 80 5 9,8 80
1% 2 5 4,5 7 14,1 100 4 14,1 100 9 11,3 80| 5 11,3 80 8 и,з 80 5 11,3 80
7 14,4 88 4 14,4 88 9 11,5 70 5 11,5 70 8 11,5 70 5 11,5 70
2/2|4 7 14,7 78 4 14,7 78 9 И,7 62 5 11,7 62 8 И.7 62 5 11,7 52
2%
3 3,5 8 17,1 69 4 17,1 69 10 13,7 55 5 13,7 55 10 13,7 55 5 13,7 55
3/>|з,25 9 17,4 65 4 17,4 65 12 13,5 51 5 13,5 51 12 13,5 51 6 13,5 51
4 3 9 । 17,1 55 4 | 17,1] 55 12 13,5 1 « 5 13,5 43 12 13,5 43 1 6 13,5 43
РЕЗАНИЯ резцами из быстрорежущей стали Р9 Резьбонарезные работы
КАРТА 89
сталь Чугун Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
1 черновая | обработка i чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
ход
1 i | о v п v 1 п 1 1 V 1 п 1 1 v 1 п 1 ‘ 1 v 1 п
7I 20,2' 293 6 32,4 470 4 31,5 457 3 51,3 1 743 5 25,2 366 4 40,5 587
7 18,0 213 6 31,7 ' 374 4’ 27,9 ззо1 3' 49,5 | 585 5I 22,5 1 26б| 4I 39,6 | 468
7! 15,8 153 6 28,1 270 4 25,2 243 3 44,1 425 5 19,8 191 4 35,1 338
10 i 15,1 123 6 26,6 217 4 24,3 198 3 42,3 | 346 5 1 18,9 154 1 4! 33,3 272
12 14,4 10? 6 24,5 173 5 22,5 159 3 37,8 267 6 18,0 127 4 30,6 216
12 13,0 . 79 6 22,3 137 5 20,7 127 3 35,1 215 6 16,2 99 1 4 , 27,9 [ 171
12) 12,2 65 6 20,9 111 5 18,9 100 3 33,3 177 6 15,3 81 4 26,1 139
1 — — - — — ~* — — - — — — — — —
12 11,5 46 6 19,4 78 6 18,0 73 4 30,6 123 8 14,4 58 5 24,3 98
14 10,8 41 7 18,0 67 6 17,9 67 4 27,9 105 8 13,5 51 5 22,5 84
14 10,8 34 7 18,0 58 6 17,1 55 4 27,9- 89 8 13,5 43 5 22,5 27
0 Р
7 5,2 75 6 5,2 75 4 8,1 118 3 8,1 118 5 6,5 94 4 6,5 94
7 6,0 70| 6 6,0 70 4 9,3 ПО 3 9,3 ПО 5 7,5 88 4 7,5 88
7 7,3 70 6 7,3 70 4 11,4 110 3 11,4 1 110 5 9 1 88 4 9,1 88
10 7,8 64 6 7,8 64 4 12,3 100 3 12,3 100 I5 9,8 80 4 9,8 80
12 | 9,0 64 6 9,0 64 5 14,1 100 3 14,1 100 6 11,3 80 4 11,3 80
12 9,2 1 56 6 9,2 56 5 14,4 88 3 1 14,4 1 | 88 I6 1 11,5 | 70 14 11,5 70
12 9,4 50 6 9,4 50 5 14.7 78 3 14,7 78 I6 И,7 62 1 4 И,7 62
1 — — — — - — i 1 — — — — ‘ — —
12 | п,о | 44 16 | и,о 44 6 17,1 1 69 1 4 | 17,1 | 69 8 | 13,7 j 55 5 13,7 55
14 10,8 1 41 7 10,8 41 6 17,4 65 4 17,4 65 8 13,5 51 5 13,5 51
14 10,8 34 7 10,8 34 '16 17,1 55 4 17,1 55 8 13,5 45 5 13,5 43
РЕЖИМЫ Нарезание дюймовой резьбы ОСТ 266
I Диаметр резьбы в дюймах Число ниток на один дюйм Углеродистая сталь Легированная
Наружная резьба - Внутренняя резьба Наружная резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
на про
i 1 v п 1' 1 v 1 п 1 ‘ 1 ° 1 " 1 1 V j п 1 ‘ V i п С 1 п |
ТЛ 14 4 36 522 1 3 | 58,5 848 5 1 28,8 417 4 1 46,8 678 5 28,8 417 4 46,8 678
1 11 5 36 425 3 58,5 690 6 28,8 340 4 46,8 552 6 28,8 340 4 46,8 552
К 11 5 36 348 3 58,5 565 6 28,8 278 4 46,8 452 6 28,8 278 4 46,8 452
1 % 11 5 36 294 1 3 58,5 478 6 28,8 235 4 46,8 382 6 28,8 235 4 46,8 382
1% 11 5 36 255 3 58,5 414 6 28,8 204 4 46,8 332 6 28,8 204 4 46,8 332
2 11 5 36 220 3 58,5 358 6 28,8 176 4 46,8 286 6 28,8 176 4 46,8 286
2% 11 5 36 191 3 58,5 310 6 28,8 153 4 46,8 248 6 28,8 153 4 46,8 248
2% 11 5 36 169 3 58,5 274 6 28,8 135 4 46,8 220 6 28,8 135 4 46,8 220
3 11 5 36 145 3 58,5 235 6 28,8 116 4 46,8 188 6 28,8 116 4 46,8 188
зу2 И 5 36 135 3 58,5 219 6 28,8 108 4 46,8 175 6 28,8 108 4 46,8 175
4 11 5 36 115 3 58,5 186 6 28,8 92 4 46,8 149 6 28,8 92 4 46,8 149
в ул
7в 14 4 10,1 146 3 10,1 146 5 8,1 117 4 8,1 117 5 8,1 117 4 8,1 117
1 11 5 12,2 144 3 12,2 144 6 9,7 115 4 9,7 115 6 9.7 115 4 9,7 115
1у«| 11 5 14,9 144 3 14,9 144 6 11,9 115 4 11,9 115 6 11,9 115 4 11,9 115
П/2 11 5 17,6 144 3 17,6 144] 6 14,1 115 4 14,1 115 6 14,1 115 4 14,1 115
1% 11 5 20,4 144 3 20,4 144 61 г 16,2 115 4 16,2 115 6 16,2 115 4 16,2 115
2 11 5- 23,5 144 3 23,5 144 6 18,8 115 4 18,8 115 6 18,8 115 4 18,8 115
2j/2 11 5 27,1 144 3 27,1 144 6 21,6 115 4 21,6 115 6 21,6 115 4 21,6 115
2% 11 5 30,7] 144 3 30,7| 144 6 24,5 115 4 24,5 115 6 24,5 115 4 24,5 115
3 11 5 25,8| 104 3 25,8 104 6 20,6 83 4 20,6 83 6 20,6 83 4 20,6 83
3% И 5 27,8| 104 3 27,8| 104 6 22,2 83 4 22,2 83 6 22,2 83 4 22,2 83
4J 11 5 32,6 104 3| 32, б| 104 6 26,1 83 4 26,1 83 6 26,1 83 4 | 26,1 83
РЕЗАНИЯ резцами из быстрорежущей стали Р9 Резьбонарезные работы КАРТА 90
сталь Чугун Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
ход
1 V 1 п 1 ‘ О 1 п i и п 1 i 1 V 1 п 1 1 * п 1 ( 1 ° 1 п
6 23,0 334 5 37,5 | 543 3 36 522 1 3 58,5 848 4 28,8 417 । 4 46,8 | 678
7 23,0 272 5 37,5 | 442 4 36 425 3 58,5 690 5 28,8 340 4 46,8 552
7 23,0 223 5 37,5 | 362 4 36 348 3 58,5 565 5 28,8 278 4 46,8 452
7 23,0 188 5 37,5 306 4 36 294 3 58,5 478 5 28.8 235 4 46,8 382
7 23,0 163 5 37,5 266 4 36 255 3 58,5 414 5 28,8 204 4 46,8 332
7 23,0 141 5 37,5 | 229 4 36 | 220 13 | 58,5 | 358 5 | 28,8 176 4 | 46,8 286
7 23,0 122 5 37,5 198 4 36 । 191 3 58,5 ЗЮ 5 28,8 153 4 46.8 248
7 23,0 108 5 37,5 176 4 36 169 3 58,5 274 । 5 28,8 135 4 46,8 220
7 23,0 93 5 37,5 150 4 36 145 3 58,5 235 5 28,8 116 4 46,8 188
7 23,0 87 5 37,5 140 4 36 135 3 58,5 219 5 28,8 108 4 46,8 175
7 23,0 74 5 37,5 119 4 36 115 3 58,5 186 1 5 | 28,8 92 4 46,8 149
о Р
6 6,5 94 5 6,5 94 3 10,1 146 3 10,1 146 4 117 4 8,1 117
7 7,8 92 5 7,8 92 4 12,2 144 з 1 1 12,2 144 5 9,7 115 4 9,7 115
7 9,5 92 5 9,5 92 4 14,9 144 3 ! 14,9 | 144 5 11,9 115 4 11,9 115
7 11,3 92 5 11,3 92 4 17,6 144 3 17,6 144 5 14,1 | 115 4 14,1 115
7 13,0 92 5 13,0 92 4 20,4 144 з 1 1 20,4 144 5 16,2 115 4 16,2 | 115
7 15,0 ! 92 5 15,0 92 4I 23,5 144| 3 1 23,5 | 144 5 18,8 j 115| 4 18,8 115
7 17,3 92 5 17,3 92 4 27,1 144 3 27,1 144 5 21,6 llsj 4 21,6 115
7 19,6 92 5 19,6 92 4 30,7 144 3 30,7 144 5 24,5 115 4 24,5 115
7 16,5 | 66 51 16,5 | 66 4I 25,8 | 104 3 35,8 Ю4| 5 1 20,6 | 83 4| 20,6 83
7 17,8 66 5| 17,8 66 4 27,8 1 1 104 3 27,8 104 5 22,2 83 4 22,2 | 83
7 20,9 66 5 20,9 66 4 32,6 104 3 32,6 104 5 26,1 | 83 4 26,1 83 ,
РЕЖИМЫ
Нарезание метрической трапециоидальной резьбы ОСТ 2410
Диаметр резьбы । в Шаг резьбы в мм Углеродистая сталь Легированная
Наружная резьба Внутренняя резьба Наружная резьба
черновая обработки чистовая обработка черновая обработка чистовая 1 Обработка черновая обработка чистовая обработка
ri а про
‘ 1 и 1 п 1 j j « 1 1 v 1 п 1 11 D | H 1 | v j n 1 ‘ 1 0 | n I
г ।
22 5 8 33,3 483 5 57,6 835 10 27,0 392 6 45,9 665 ,ol 26,6 386 6 46,1 668
27 5 8 33,3 393 5 57,6 680 10 27,0 319! 6 45,9 542| 10 26,6 314 6 46,1 544
33 6| 8I 28,8 278 5! 57, б| 555 10 23,4| 22б| 6 45,gj 443 10 23,0 222| 6 46, l| 445
39 6 8 28,8 235 5 57,6 470 10 23,4 .191 6 1 45,91 376 I0[ 23,0 188 6 46, l| 376
45 8 10 22,5 159 6 57,6 407 12 18,0 127 7 45,9 325 12 18,0 127 7 1 46,1| 326
52 8 10 22,5 138 6 57,6 352 12 18,0 НО 7 45,9 281 12 18,0 110 7 46, ij 282
60 8 10 22,5 120 6 57,6| 306 12 18,0 96 7 | 45, э| 242 12 18,0 96 7 46,1| 245
68 10 12 18,9 89 7 57,6 270 14 15,3 72 8| 8| 45,9 215 14 15,1 71 8 46,1 216
76 10 12 18,9 76 7 57,6 231 14 15,3 62 8 45,9 185 14 15,1 61 8 46,1 185
85 12 13 16,2 61 1 8 57,6 1 216 16 12,6] 57 10 45,9 172 I6| 13,o| 49 io] 46,1 173
100 12 13 16,2 52 8 57,6 183 16 12,6 49 10 45,9 146 16i 13,0 41 10 46,1 147
В У и
22 1 5 8 6,2 90 5 6,2 90 10 5,0 72 6 5,0 72 10’ 5,0 72 6 5,0 72
27 5 1 8 7,6 90 5 7,6 90 10 6,1 ’ 72 6 6,1 72 10! 6,1 72! 6 l 6,1 72
33 i6 I8 9,3 90 5 9,3 90 10 7,5 | 72 i6 7,5 72 io! 7,5 72 6 7,5 | 71
35 6 1 8 И,С 90 5 11,0 90 10 8,8 ! 72 6 8,5 72 10 )| 8,8 75 6 8,8 72
4с > 8 ) 10 12,7 1 | 90 6 12,7 90 12 ! ю,1 75 !i 7 10,1 72 12 | 10,1 72 7 10,1 i Ъ
5! 8 IC 1| 14,7| 90 6 14,7 90 15 11,’ т 7! 7 IM 75 15 11,7 75 17 11,7| 75
60| 8 к 17, )| 90 6 17,С 9( 15 13,' 72| 7 13,4 75 15 13г 75 7 13,4 Ъ
6 в| 10 1 15 15г 1 72 7 1 15г 7! 2 Ь 12г 1 51 8 I 12г 51 b 12,' 1| 51 1 8 [ 12J я
7б| 10 I! 17, э| 72 7 [ 17, ) 7 2 I 1 14,4! 5 8 8 14г 1 51 3 b 1| 14,' 1 51 J 8 | иг 51
8б[ 12 К 16,. 21 61 8 16, 6 1| Н 5 13,э1 5 4 10 13, jl 5-1 1 1б| 13,( )| 4( )il0 | 13,! 5-
10 0 12 к 5 16,2! 52 1 8 16,! > 5 2| 1 э| 12,б| 4 gl 10 12,6| 4 9 I 6 13, 3 4 10 12, 5 4
1 70
РЕЗАНИЯ Резьбонарезные работы
резцами КЗ быстрорежущей стали Р9 КАРТА 91
сталь Чугун Бронза
Внутренняя резьба Наружная резьба Внутренняя резьба
черновая обработка чистовая обработка черновая обработка чистовая обработка черновая обработка чистовая обработка
код
1 v п i п L v п v » п i ° п
12 21,6 314 > 36,8 533 7 33,3 483 4 57,6 835 8 27,0 392 5 45,9 665
12 21,6 255 7 36,8 435 7 33,3 393 4 57,6 680 8 27,0 319 5 45,9 542
12 18,7 181 7 36,8 355 7 28,8 278 4 57,6 555 8 23,4 226 5 45,9 443
12 18,7 153 7 36,8 300 7 28,8 235 4 57,6 470 8 23,4 191 5 45,9 376
14 14,4 102 9 36,8 260 9 22,5 159 5 57,6 407 10 18,0 127 6 45,9 325
14 14,4 88 9 36,8 225 9 22,5 138 5 57,6 352 10 18,0 110 6 45,9 281
14 14,4 77 9 36,8 195 9 22,5 120 5 57,6 306 10 18,0 96 6 45,9 242
16 12,2 57 10 36,8„ 173 10 18,9 89 5 57,6 270 12 15,3 72 6 45,9 215
16 12,2 49 10 36,8 148 10 18,9 76 5 57,6 231 12 15,3 62 6 45,9 185
18 10,1 38 12 36,8 138 II 16,2 61 6 57,6 216 14 12,6 57 7 45,9 172
18 10,1 32 12 36,8 117 II 16,2 52 6 57,6 183 14 12,6 49 7 45,9 146
о р
12 4,0 58 7 4,0 58 7 6,2 90 4 6,2 90 8 5,0 72 5 5,0 72
12 4,9 58 7 4,9 58 7 7,6 90 4 7,6 90 8 6.1 72 5 6:‘ 72
12 6,0 58 7 6,0 58 7 9,3 90 4 9,3 90 8 7.5 72 5 7.5 72
12 7,0 58 7 7,0 58 7 11,0 90 4 11,0 90 8 8,8 72 5 8,8 72
14 8,1 58 9 8,1 58 9 12,7 90 5 12,7 90 10 10,1 72 6 10,1 72
14 9,4 58 9 9,4 58 ’ 9 И,7 90 5 14,7 90|10 Н,7 72 6 И,7 72
14 10,7 58 9 10.7 58 9 17,0 90 5 17,0 90|10 13,4 72 6 13,4 72
16 9,9 46 10 9,9 46 10 15,4 72 5 15,4 72 12 12,4 58 6 12,4 j 58
16 11,5 46 10 11,5 46 10 17,9 72 5 17,9 72 12 14,4 58 6 14,4 58
18 10,1 38р2 11,1 43 И 16,2 61 6 16,2 61 14 13,9 54 7 13,9 54
18 10,1 <? 32 12 10,1 39 11 16,2 52 6 16,2 52|14 12,6 49 7 12,6 | 49
Ш. СТРОГАЛЬНЫЕ РАБОТЫ
НОРМИРОВАНИЕ СТРОГАЛЬНЫХ РАБОТ
1. Нормативы данного раздела разработаны на следующие условия:
а) нормативы рассчитаны иа типовой поперечно-строгальный станок c«min = — 10,5 двойных ход/мин., лтах = 58,5 двойных ход/мин. и N3 = 3,5 кет и типовой продольно-строгальный станок с Vmjn 12 м/мин, ГП]ах 24 м/мин и N3 14 кет;
б) для режущей части резцов принята инструментальная быстрорежущая сталь Р9;
в) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резания приняты в соответствии с данными Н14БТН Министерства станкостроения СССР «Режимы резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.;
г) режимы резания (глубина резания, подача и число двойных ходов) для расчета машинного времени приняты в пределах, допустимых паспортными данными типовых строгальных станков.
2. Для расчета норм времени на строгальные работы в данном разделе приведены:
а) нормативы подготовительно-заключительного времени (карта 92);
б) нормативы вспомогательного времени на установку и снятие детали (карта 93);
в) нормативы неполного штучного (без установочного) времени на отдельные технологические переходы обработки (строгание горизонтальных и вертикальных плоскостей, канавок, пазов и т. п.) на поперечно- и продольно-строгальных станках (карты 94— 133).
3. Пример пользования нормативами для расчета нормы штучного времени, времени строгания опорной плоскости кронштейна длиной Z — 300 мм, шириной В = = 140 мм (фиг. 4).
Заготовка—литье, серый чугун Н$ = 190, вес 17 кг. Припуск на обработку 7 мм.
Партия—Зшт. Обработка получистовая (VVi) на поперечно-строгальном станке.
Фиг. 4.
Порядок расчета норм штучного времени
А. Определяют технологический маршрут обработки детали.
1. Установить в тиски и снять деталь.
2. Строгать опорную плоскость.
Б. Рассчитывают по нормативам время выполнения отдельных переходов.
1. Установить деталь в тиски и снять (пункт 1 технологического маршрута).
Согласно карте 93 вспомогательное время на установку и снятие детали весом 17 кг на необработанную поверхность в тиски со средней сложностью выверки по разметке рейсмусом на параллельность к плоскости CTOJra 3,2 мин. (берется по пятой позиции для веса детали до 18 кг).
2. Строгать опорную плоскость I = 300 мм, В = 140 мм в два прохода: один грубый и один получистовой с общей глубиной резания 7 мм (пункт 2 технологического процесса).
По карте Ill (обработка серого чугуна Нв = 180 -г 200, поперечно-строгальные работы) для ближайших размеров обработки I = 350 мм и В = 150 мм при обработке в два прохода (один грубый и один получистовой). Штучное время без установочного равно 33,8 мин.
В. Рассчитывают норму^штучного времени
}шт = 3,2 4- 33,8 = 37 мин.
Данный расчет приведен в специальной нормировочной карте (табл. 4).
Таблица 4
НОРМИРОВОЧНАЯ КАРТА №... НА СТРОГАЛЬНУЮ ОБРАБОТКУ
Подготовь-тельно-заклю-чительное время в мин. 3?вод № - | Цех № Изделие
№ [ Наименование
ь- 300 Машиностроительный j Ремонтно-механический
— — "Т J Количество штук | Деталь
па I изделие j в партии № 1 Наименование
/ | з 04 | Кронштейн
Заготовка [ Станок
Материал | Размер j Вес в кг ] Наименование [Модель—группа
Серый чугун Нв=190 1 44Пу.Зоо 1 17 i Лоперечно-стро- 1 1 i-гил. ии [ j, гальный '
по пор
На именование переходов Приспо- соблен нс Режущий инструмент Размер обработки в мм Вспомогательное время в мни. Основное (технологическое) или штучное(без установочного время) в мин.
На установку и снятие детали карты На переход или проход № карты Расчет № карты Итого
Строгать опорную плоскость 140X300 мм Т иски Обыкновенный строгальный проходной резец Р9 L X В = —350X150 3,2 93 — — 33,8 111 37,0
i 1
j 1
|
_______________________________________ Шту иное время в мин. на I деталь
| Проверил | Дата | Утвердил | Дата | Сь обые замечания
37,0
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Строгальные работы
I. На поперечно-строгальные работы КАРТА 92
А. Время, зависящее от способа установки детали
№ ПОЗИЦИИ Способ установки детали Количество болтов Время в мин.
1 2 На столе с креплением болтами с планками 2 2
4 10
3 В тисках с креплением тисков на столе - 9
4 На угольнике с креплением болтами с планками 2 12
5 4 14
Б. Добавлять в случаях
6 Поворота суппорта на угол — I
7 Поворота резцедержателыюй доски на угол - I
И. На продольно-строгальные работы
А. Время, зависящее от способа установки детали
Кв позиции Способ установки детали Группа станков
I 11
Длина стола в мм до
2500 5000
Число работающих суппортов
’-2 1 3-4 1-2 3—4
Время в мни.
1 На столе с креплением болтами с планками 4 9 12 11 15
2 8 12 16 15 19
3 12 — — 19 23
4 На призмах с креплением болтами с планками 10 14 13 1 17
Б. Время на ознакомление с чертежом и конструкцией, осмотр материала (заготовки), осмотр и раскладку инструмента и подбор подкладок
Количество инструментов, участвующих в обработке Количество переходов в операции
1-3 4-6 | 7—10 1 1-15 16—20
5 1-2 2 з 1 4 5 —
6 3-4 - 1 5 6 7 8
5-6 - - ! 8 9 10
В. Добавлять в случаях 1
8 Установки угольника с креплением и проверкой по детали 4 6
9 Установки на столе домкрата, или распорки, или призмы 1 1
10] Установки оправки для резцов 1 2
11 Поворота резцедержателя на угол 1 1 I
12 Поворота суппорта на угол 2 3
ВСПОЛЮГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Строгальные работы
КАРТА 93
тисках
Эскиз установки.
Поперечно-строгальные тиски
5
6
7
8
9
10
На столе с креплением бол' тами с плапкоми
12
13
14
15
16
Сбоку стола или на угольнике с креплением болтами ( планками
19
2С
17
18
..У]
Со-’тоян не установочной поверхности Характер выверки Способ выверки Количество деталей В пар си и Вес детали в кг до
1 3 5 10 18 30 50 80 120 200 300
Время в мин.
Вручную Краном
Обработанная — Без выверки 1—3 4—10 0,7 0,6 0,8 0,7 1 ,о 0,9 1,2 1.0 1,4 1.2 — — — —
Простая Резцом или иглой, укрепленной в резцедержателе, на параллельность к плоскости стола 1—3 4—10 1J 0,9 1,4 1,2 1,6 1,4 1,9 1,6 2,2 1,9 — — — — — 1 1
Необработанная Средней сложности По разметке рейсмусом на параллельность к плоскости стола и иглой, укрепленной в резцедержателе, на параллельность к движению ползуна 1—3 4—10 1,5 1,3 1,9 1,6 2,3 1,9 2,7 2,3 3,2 2,6 — —' — — —
Обработанная — Без выверки 1—3 11,2 4—10|1,0 1,3 1,1 1,511,8 1 ,ЗК5 2,1)2,5 1,812,1 4,5 3,8 5,0 4,2 5,6 4,7 6,2 5.2 7,0 6,0
Простая Резцом или иглой, укрепленной в резцедержателе на параллельность к движению ползуна 1-3 4—10 1,4 1,2 1,7 1,4 2.1 1.7 2,6 2,2 3.1 3,6 2,6|3.1 5,6 4.7 6,4 5,4 7.3 6.2 8,4 7,1 9,6 8,0
Простая Резцом или рейсмусом по необработанному контуру в одной плоскости 1—3 4—10 1.7 1,5 2,2|2,8 1,9|2,1 3.4 2.8 4,0 3,3 4,6 3,9 6,9 5,8 8,0 6,8 9,2 7,7 10.5 9,0 12,4 10,0
Необработанная Средней сложности По разметке реймусом на параллельность к плоскости стола и иглой, укрепленной в резцедержателе на параллельность к движению ползуна Т Т с 00 3,1 2,6 3,8 3,2 4,7 4,0 5.7 4,8 В Я Ь,о 5,8 8,0 6,8 10,6 9,0 12,2 10,3 14,0 12,0 16,0’19,0 13,5 16,0 i
Обработанная Простая Рейсмусом по обработанной поверхности на параллельность- или угольником на перпендикулярность к плоскости стола 1—3 4—10 — — 2,7 2,3 3,2 2,7 3,8 3,2 4,5 3,8 7,0 5,9 8,0 6.8 9,2 7,8 10,5 8,7 12,0 10,0
Необработанная Средней сложности По разметке реймусом на параллельность к плоскости стола 1—3 4—10 — — 3,5 3,0 4,0 3,4 4,6 3,9 5,3 4,5 8,5 7,2 9,5 8,0 10.5 9,0 12,0 10,0 14,0 И, 5
Необработанная Сложная По разметке рейсмусом на параллельность к плоскости стола и иглой, укрепленной в резцедержателе на параллельность к движению ползуна 1—3 4—10 — 1 1 4,5 3,8 5,2 4,4 6,0 5,1 7,0 5,9 10,0 8,5 11,5 9.7 13,0 11,0 15,0 12,7 17,0 14,5
Справочник. Зак, 952.
Примечание. Время па у ста по яку и сн ятие детали (поз. 7 — 20) учитывает крепление детали двумя болтами. В случаях крепления детали дополнительными болтами к табличному времени на каждый болт следует добавлять 0,5 0,7
Эскиз уста повки. Продольно-строгальные станки Состояние установочной поверхности Характер выверки Высота деталей в мм Способ выверки Кол ичество деталей в партии 10 | 58 | 30 •Вручную Время детали в кг до 50 ( 80 [ 120| 200| 300| 500| 800|<200 Время в мин. Краном
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
На столе с креплением болтами с планками
W го Я X ГО О ю го \о о — До 500 Свыше 500 Без выверки — с*э •— 1 1 1 КЗ сл КЗ 2.7 2,3 3,0 2,5 3,5 3,0 5,0 4,2 5,6 4,7 6,3 5,3 7,1 6,0 8,5 8,0 6,8 9,6 9,0 7,6 10,8 10,0 8.5 12,2 И,2 9.5 13,8
. Простая До 500 1 Свыше | 5С0 По необработанной неразмеченной поверхности резцом или иглой, укрепленной в державке, на параллельность к движению стола 1-2 3—5 1-2 3,5 З.С 4,3 3,6 5,2 4,4 7,0 6,0 7,9 6,7 8,8 7.4 9.8 8,3 12,0 11,0 9,3 13,2 12,2 11,3 15,0 13,6 11,5 16,5 15,2 12,8 18,5
Средней сложности До 500 Свыше 500 По разметке или по обработанной поверхности иглой, укрепленной в державке, на параллельность к движению стола 1-2 3-5 1-2 5,0 4,2 6,0 5.1 7,5 6,4 9,5 8,0 10,5 9,0 11.7 10,0 13,0 11,0 15,5 14,6 12,3 17.2 16,5 14,0 19,5 18,5 15,7 22 Л 20,5 17,5 25,0
Необработанная Простая До 500 Свыше 500 По необработанной неразмеченной поверхности рейсмусом на параллельность к плоскости стола или иглой, укрепленной вдержавке, на параллельность к движению стола [ СУ 4? СУ ( Ill 1 _ 4,2 3,6 5,0 4,2 6,0 5,1 8,0 6,7 9,1 7.7 10.0 8,5 11,2 9,5 13,5 12,6 10,7 15,2 14,2 12,0 17,5 16,0 13,5 20,5 18,0 16,2 23,5
Средней СЛОЖНОСТИ До 500 Свыше 500 По необработанным поверхностям рейсмусом на параллельность к плоскости стола и иглой, укрепленной к державке, на параллельность к движению стола 1—2 3-5 1-2 6,5 5,5 7,5 6,3 9,0 7,6 11,5 9,7 13,0 11,0 15,0 12,7 17,0 14,5 20,5 19,0 16,0 23,0 21,51 18,0 26,0 24,0 20,5. 30,0 28,0 23,5 34,0
Сложная До 500 Свыше 500 При разметке рейсмусом на ' параллельность к плоскости стола и иглой, укрепленной в державке, на параллельность к ходу стола 1—2 3-5 1—2 9,5 8,0 11,0 9,3 13,0 11,0 16,5 14,0 19,0 16.0 22,0 25,1 18,5 21 Д — 30,0 28,о!з2,5 23,527,5 34,5'39,0 37,0 31,0 45,0 42,0 36,0 51,0
0,5
0,7
1,2
Примечание. Время на установку и снятие детали учитывает крепление детали четырьмя болтам и. В случаях креплений детали дополнительными болтами к табличному времени на каждый болт следует дс, б-J пл я гь .
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Штучное время (без Режимы резания
। Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый i До 4 Один полу-ч истовой Г до 2 Один грубый и один получистовой t + t’ ДО 6 Два грубых и один по-луч истовой 2/+/' до 10 Один грубый t до 4 Один получистовой Г до 2 Один грубый и один получистовой i + t' ДО 6 Два грубых и один получистовой 2t+i' до ю Один грубый t до 4 [ Один получистовой V до 2
( ' Длина строга
150 250
10 2,8 j 3,6 6,0 7,0 | 2,8 3,6 6,0 7,0 2,9 3,6
30 | 3,3 I 4,7 7,7 9,2 3,3 4,7 7,7 9,2 3,6 4,7
60 4,1 6,4 10,1 12,4 4,1 6,4 10,1 12,4 4,8 6,4
100 5,5 9,1 14,0 17,7 5,5 9,1 14,0 17,7 6,6 9.1
150 6,8 11,8 18,0 23,2 6,8 11,8 18,0 23,2 8,5 Н.8
200 8,2 14,5 22,1 28,6 8,2 14,5 22,1 28,6 10,3 ' 14,5
250 9,5 17.3 | 26,2 34,0 9,5 17,3 26,2 34,0 12,2 17,3
300 10,9 20,0 | 30,3 39,5 10,9 20,0 30,3 39,5 14,1 20,0
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,1 4.4
20 3,6 4,9 8,1 9,9 3.6 4,9 8,1 9,9 3,6 5,3
30 4.1 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,1 6,2
50 5,2 7,6 12,4 15,9 | 5,2 7,6 | 12,4 15,9 5,2 8,0
70 6,6 9,2 15,8 20,8 6,6 9,9 | 15,8 1 20,8 1 6,6 10,3
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 8,3 13,0
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 12 15
Глубина канавки
6 * 10 1 6 * 12 6 10 12 16 6 10 | 12 16 I 20
100 1.8 2,0 2,3 j 1.7 1,9 2,1 1,8 2,3 2,4 2,7 2,3 2,6 1 3,0 3.4 | 3,8
200 | 2,1 2,3 2,6 1,9 2,1 2,4 2,1 2,6 2,9 3,4 2,6 3,0 | 3,8 4,5 | 5,3
300 2,4 2,7 3,2 2,3 2,6 2,9 2,4 3,2 3,4 4,1 3,0 3,8 | 4,5 5,3 6,0
450 2.9 3,3 3,8 2.6 3.0 3,6 2,9 3,8 4,5 5,3 3,8 5,3 I 6,0 7,5 9,0
600 3,5 4,1 4,9 | 3,0 3,8 4,5 3.5 4,9 5,6 7,1 4,5 6,8 | 7,5 10,0 12,0
СТАЛИ ст — 50—60 кг]мм2 ИНСТРУМЕНТОМ БЕЗ ОХЛАЖДЕНИЯ установочного) в минутах см. карту 130 П оперечно-строгальные работы
КАРТА 94
вых плоскостей
глубиной резания t в мм
Один грубый и один получисто вой (+Г до 6 Два грубых и один полу ЧИСТОВОЙ 2/+Гдо 10 Один грубый t до 4 Один получистовой t' до 2 Один грубый и один получисто ВОЙ t+f до 6 Два грубых и один полу чистовой 2t+t' До 10 Один грубый f до 4 Один получистовой V до 2 Один грубый и один получистовой /+/' до 6 Два Грубых и один получистовой 2/ + Г' до 10
и и я в мм
350 500 650
6,1 7,2 3,0 3,6 6,3 7,5 3,3 4,3 6,8 8,6
8,0 9,8 4,1 4,7 8,4 10,8 4,8 5,8 10,2 13,1
10,7 13,7 5,7 6,4 П,7 15,6 7,0 8,1 14,7 19,9
15,0 19,9 8,2 9,1 16,6 23,1 10,3 П,7 21,4 30,0
19,7 26,4 10,8 И,8 22,0 31,2 14,1 15,5 29,0 41,3
24,3 32,9 13,5 14,5 27,4 39,3 17,9 19,3 36,6 52,7
28,9 39,4 16,2 17,3 | 32,8 47,4 21,6 23,1 44,2 64,1
33,5 45,9 18,9 20,О' 38,2 55,5 25,4 27,0 51,8 75,4
и ы х плоскостей
7,0 8,3 3,3 4,4 7,3 8,7 3,6 4,4 7,6 9,4
8,5 10,3 4,0 5,3 8,9 11,2 4,7 5,3 9,6 12,5
9,9 12,3 4,8 6,2 10,6 13,6 5,8 6,2 11,6 15,5
12,9 16,3 6,6 8,0 14,2 18,4 8,0 8,0 15,6 21,7
16,3 21,2 8,1 10,3 17,9 24,3 10,4 10,3 20,1 27,9
20,6 27,2 10,5 13,0 22,9 31,6 13,7 13,0 26,1 37,1
в канавок
(уступа) в мм
20 [ 25 | 30
(уступа) в мм
8 12 16 24 | 30 1 8 1 *2 1 16 24 ] 30 | 10 | 15 | 20 | 25 30
3,4 4,1 4,9 5,б| 6,8 3,8 4,5 5,3 6,4[ 7,5| 4,9 6,о| 7,5, 9,0 10,5
3,8 4,5 6,0 6,8 8,3 4,1 5,3 6,8 8,3 9,8 6,0 7,5 9,8 11,5 13,5
4,1 5,3 7,9 9,4 11,0 4,9 6,8 8,6 10,5 12,0 7,5 10,5 13,0 16,0 19,0
5,3 7,5 9,0 12,0 15,0 6,0 8,6 10,5 14,5 16,5 9,8 13,5 17,5 21,0 25,0
6.8 9,0 12,0 16,0 19,0 7,9 10,5 14,5 19,о] 22,5 13,0 19,0 23,5 28.5 34,0
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Штучное время (без Режимы резания
Количество проходов с
*
Ширина строгания 1 Один грубый / до 4 Один получистовой Г до 2 Один грубый и один получисто' вой t+t' ДО 6 Два грубых и один получ истовой '2t + t' До 10 Одни грубый t до 4 Один получистовой Г до 2 Один грубый и один получистовой t+i' ДО 6 Два грубых и один получистовой 2(+Г до Ю Один грубый t ДО 4 Один получистовой Г до 2
Длина строга
150 250
10 2,8 3,6 6,0 7,0 2,9 3,6 6,1 7,2 3,1 4,0
30 2,3 4,7 7,7 9,2 3,6 4,7 9,0 9,8 4.1 5.1
60 4,1 6,4 10,1 12,4 4,8 6,4 10,7 13,7 5,7 6,8
100 5,5 9,1 14,0 17,7 6,6 9,1 15,0 19,9 8,2 9,5
150 6,8 11,8 18,0 23,2 8,5 11,8 19,7 26,4 10,8 12,2
200 8,2 14,5 22,1 28,6 10,3 14,5 24,3 32,9 13,5 14,9
250 9,5 17,3 26,2 34,0 12,2 17,3 28,9 39,4 16,2 17,7
300 10,9 20,0 30,3 39,5 14,1 20,0 33,5 45,9 18,9 20,4
, Строгание вертикаль
.0 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,3 4,4
20 3,6 4,9 8,1 9,9 • 3,6 4,9 8,1 9,9 4,10 5,3
30 4,1 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,8 6,2
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 6,6 8,0 |
70 6.6 9,9 15,8 20,8 6,6 9,9 15,8 20,8 8,1 10,3 |
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 10,5 13,0 1
Строгание уступе!
Длина стро-| гаи ня L в мм Ширина к а н а в к в
6 8 12 | 15
Глубина канавкв
6 8 10 6 | 9 | 12 | б | 10 !2 16 6 | 10 | 12 16 1
100 2,05 2,32 2,55 1,88 2.14 2,4 2,05 2,55 2,73 3,08 2,55 3,0 3,4 3,84| 4,25
200 2,4 2,64 2,9 2,14 2,4 2,73 2,4 2,90 3,25 3,84 3,0 3,4 4,25 5,1 5,95
300 2,7.3 3,08 3,58 2,55 2,9 3,25 2,73 3,58 3.84 4.7 3,4 4,25 5,1 5,95 6,8
450 3,25| 3,75 4,25 2,9 3,4 4,1 3,25 4,25 5,1 5,95^ 4,25 5,95 6,8 8,5 10,2
600 3,93| 4,7 5,54 3,4 | 4,25 5,1 3,93| 5,54 6,4 8,1 | 5,1 7,65 8,5 11,5 13,6 : 1
СТАЛИ г6=60-^70 кг1мм1 ИНСТРУМЕНТОМ Р9 БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
установочного) в минутах см. карту 130 КАРТА 95
и ы I плоскостей
глубиной резания t в мм
Один грубый и один получистовой t+t' до 6 Два грубых и один получистовой 2/+/'до 10 Один грубый t до 4 Один получн-стовой ДО 2 Один грубый и один получистовой t + t' До 6 Два грубых и один по-лучксто-вой 2t + t' до 10 Одни грубый t до 4 Один получ и-стовой /' до 2 Один грубый и один получистовой t + t' ДО б Два грубых и один . получистовой 2t + t' до 10
ння в м м
350 500 | 650
6,7 7,9 ‘ 3,3 4,3 6,8 8,6 3,6 4,6 7,8 9,5
8,8 11,2 4,8 5,8 10,2 13,1 5,7 6,8 12,1 15,9
12,1 16,0 7,0 8,1 14,7 19,9 8,9 10,0 18,5 25,6
17,0 23,5 10,3 11,7 21,4 30,0 13,4 14,9 27,7 39,4
22,4 31,6 14,1 15,5 29,0 41,3 18,7 20,4 38,5 55,5
27,8 39,7 17,9 19,3 36,6 52,7 24,0 25,8 49,2 71,5
33,2 47,8 21,6 23.1 44,2 | 64,1 29,3 31,2 60,0 87,6
38,6 55,9 25,4 27,0 51,8 75,4 34,6 36,7 70,7 103,7
них плоскостей
7,3 8,7 3,6 4,4 7,6 9,4 3,6 4,8 8,0 9,7
8,9 11,2 4,7 5,3 9,6 12,5 4,7 6,0 10,3 13,2
10,6 13,6 5,8 6,2 11,6 15,5 5,8 7,3 12,7 16,6
14,2 18,4 8,0 8,0 15,6 21,7 8,0 9,8 17,4 23,5
17,9 24,3 10,4 10,3 20,1 27,9 10,4 12,8 22,7 31,4
22,9 31,6 13,7 13,0 26,1 37,1 13,7 16,6 29,7 41,7
и канавок
(уступа) в мм
| 20 25 | 30
' (уступа) в мм
'1 1 12 | 16 | 24 30 8 12 16 1 24 30 | 10 IS 20 25 30
3,84 4,7 5,54 6,4 7,65 4,25 5,1 5,95 7,24 8,5 5,54 6,8 8,5 10,2 11,9
4,25 5,1 6,8 7,65 9,35 4,7 5,95 7,65 9,35 11,0 5 6,8 8,5 11,0Е 12,75 15,3
4,7 5,95 8,94 10,64 12,34 5,54 7,65 9,8 11,9 13, 6 8,5 11,9 14,4Е 17,85 21,4
5,95 8,5 10,2 13,6 17,0 6,8 9,8 11,9 16,15 18, 7 11,05 15,3 19,55 24,0 28,1
7,65 10,2 13,6 17,85 21,4 8,94 11,9 16,15 21,4 25,5:14,45 1 21,4 26,4 32,5 38,4
обработка углеродистой КОНСТРУКЦИОННОЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Штучное время (без Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Одни грубый i До 4 Один полу-। чистовой ! С до 2 Один грубый и один получ истовой i +f до 6 Два грубых и один по-л учисто-вой 2/+/' до 1 0 Один грубый / До 4 Один получистовой /' до 2 Один грубый и один получистовой t+f до 6 Два грубых и один получистовой 2t+f до 1 0 Один грубый i до 4 Один получистовой f до 2
Длина строга
150 150 |
10 2,8 3,6 6,0 7,0 3,0 3,6 6,3 7,5 3,3 4,3
30 3,3 4,7 7,7 9,2 4,1 4,7 8,4 10,8 4,8 5,8
60 4,1 6,4 10,1 12,4 5,7 6,4 П,7 15,6 7,0 8,1
100 5,5 9,1 14,0 17,7 8,2 9,1 16,6 23,1 10,3 11,7
150 6,8 11,8 18,0 23,2 10,8 11,8 22,0 31,2 14,1 15,5
200 8,2 14,5 22,1 28,6 13,5 14,5 27,4 39,3 17,9 19,3
250 9,5 17,3 26,2 34,0 16,2 17,3 32,8 47,4 21,6 23,1
300 10,9 20,0 30,3 39,5 18,9 20,0 38,2 55,5 25,4 27,0
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,3 4,0
20 3,6 4,9 8,1 9,9 3,6 4,9 8,1 9,9 4,0 4,9
30 4,1 ' 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,8 5,8
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 6,6 7,6
70 6,6 10,3 15,8 20,8 6,6 10,3 15,8 20,8 8,1 10,3
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 10,5 12,6
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 | 12 | 15
Глубина канавки
6 8 10 1 « • 12 6 10 12 18 6 1 0 12 16 20
100 2,4 2.7 3,0 2,2 2,5 2,8 2,4 3,0 3,2 3,6 3,0 3,5 4,0 4,5 5,0
200 2,8 3,1 3,4 2,5 2,8 3,2 2,8 3,4 3,8 4,5 3,5 4,0 5,0 6,0 7,0
300 3,2 3,6 4,2 3,0 3,4 3,8 3,2 4,2 4,5 5,5 4,Г 5,0 6,0 7,0 | 8,0
450 3,8 4,4 5,0 3,4 4,0 4,8 3,8 5,0 6,0 7,0 5,( 7,0 8,0 10, о| 12,0
600 4.6 5,5 6,5 4,0* 5.0 6,0 4,6 6,5 7,5 9,5 6,0 9,0 10,0 13, 5 16,0
СТАЛИ zb = 7080 кг!мм* ИНСТРУМЕНТОМ БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
установочного) в минутах см. карту 130 КАРТА 96
ных плоскостей
глубиной резания t в мм
Один грубый и один получистовой f + r до 6 Два грубых и один получистовой 2М Г До 10 Один грубый t до 4 Один получистовой Г до 2 Один грубый и один получистовой t+r до 6 Два гру-бых и один получистовой 2/ + /' до 10 Одич грубый t до 4 Один пол/чистовой Г до 2 Один грубый и один получи* сто вой до 6 Два грубых Н ОДНИ получи стовой 2t + t' до 10
вия в мм
350 | 500 | 650
6,8 8,6 3,6 4,6 7,8 9,5 4,0 5,0 8,6 10,8
10,2 13,1 5,7 6,8 12,1 15,9 7,0 8,1 14,7 19,9
14,7 19,9 8,9 10,0 18,5 25,6 11,5 12,7 23,8 33,5
21,4 30,0 13,4 14,9 27,7 39,4 17,8 19,3 36,5 52 6
29,0 41,3 18,7 20,4 38,5 55,5 35,3 27,0 51,7 75,3
36,6 52,7 24,0 25,8 49,2 71,5 32,8 34,6 66,9 97,9
44,2 64,1 29,3 31,2 60,0 87,6 40,3 42,2 82,0 120,3
51,8 75,4 34,6 36,7 70,7 103,7 47,8 50,0 97,2 143,3
ных плоскостей
6.9 | 8,3 3,6 4,8 8,0 9,7 4,0 5,3 8,9 11,2
8,5 j 10,8 4,7 6,0 10,3 13,2 5,6 7,1 12,3 16,1
10,2 13,2 5,8 7,3 12,7 16,6 7,1 8,9 15,6 20,9
13.6 18,0 8,0 9,8 17,4 23,5 10,2 12,6 22,3 30,6
17,5 23,9 10,4 12,8 22,7 31,4 13,5 | 16,7 29,6 41,3
22,5 31,2 13,7 16,6 29,7 41,7 18,1 22,1 39,6 56,0
и канавок
(уступа) в мм
| 20 | '5 | 30
(уступа) в мм
8 1 12 1 16 1 24 | 30 8 12 | 16 1 24 30 | 10 1 15 20 25 30
4,5 5,5 6,5 7,5 9,0 5,0 6,0 7,0 8,5 10,0 6,5 8,0 10,0 12,0 14,0
5,0 6,0 8,0 9,0 11,0 5,5 7,0 9,0 11.0 13,0 8,0 10,0 13,0 15,0 18,0
5,5 7,0 10,5 12,5 14,5 6,5 9,0 11,5 14,0 16,0 10,0 14,0 17,0 21,0 25,0
7,0 10,0 12,0 16,0 20,0 8,0 11,5 14,0 19,0 22,0 13,0 18,0 23,0 28,0 33,0
9,0 12,0 16,0 21,0 25,0 10,5 14,0 19,0 25,0 30,0 17,0 25,0 31,0 38,0 45,0
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Штучное время (без Режимы резания
Строгание горизонталь
Ширина строгания В в Количество проходоа с
Один грубый Т до 4 Один полу-чистовой t' до 2 Один грубый и один получнс. TQBOfl t + t' ДО 6 Два грубых и один по-лучигто-вой 2t + t' до 10 1 Один грубый / до 4 Один получистовой Г до 2 Один грубый и один по-л учнсто-вой t+t' ДО 6 Два грубых и один получистовой 2t +f до 10 ! Один грубый / до 4 । Один получистовой Г до 2
Длина строга
150 250 (
10 2,9 3,6 6,1 7,2 3,0 3,6 6,3 7,5 3,3 4,3
30 3,6 4,7 8,0 9,8 4,1 4,7 8,4 10,8 4,8 5,8
60 4,9 6,4 10,7 13,7 5.7 6,4 11,7 15,6 7,0 8,1
100 6,6 9,1 15,0 19,9 8,2 9.! 16,6 23,1 10,3 11,7
150 8,4 11,8 19,6 26,4 10,8 11,8 22,0 31,2 14,1 15,5
200 10,3 14,5 24,2 32,9 13,5 14,5 27,4 39,3 17,9 19,3
250 12,2 17,3 28,8 39,4 16,2 17,3 32,8 47,4 21,6 23,1
300 14,1 20,0 33,4 45,9 18,9 20,0 38,2 55,5 25,4 27,0
Строгание вертикаль
10 3,1 1 4,0 6,6 7,9 3,3 4,0 6,9 8,3 3,6 4,8
20 3,6 4,9 8,1 9,9 4,0 4,9 8,5 10,8 4,7 6,0
30 4,1 5,8 9,5 11,9 4,8 5,8 10,2 13,2 5,8 7,3
50 5,2 7,6 12,4 15,9 6,6 7,6 13,6 18,0 8,0 9,8
70 6,6 10,3 15,8 20,8 8,1 10,3 17,5 23,9 10,4 12,8
100 8,3 12,6 20.2 | 26,8 10,5 12,6 22,5 31,2 13,7 16,6
Строгание уступов
. * с Ч Q. Ширина канавки
6 1 8 1 12 1 16 1
Г дубина к'а и а в к и
g к
ч = 6 8 10 6 9 12 6 10 12 16 6 10 12 16 20
100 3,4 3,8 4,2 3,1 3,5 3,9 3,4 4,2 4,5 5,0 4,2 4,9 5,6 6,3 7,0
200 3,9 4,4 4,8 3,5 3,9 4,5 3,9 4,8 5,3 6,3 4,9 5,6 7,0 8,4 9,8
300 4,5 5,1 5,9 4,2 4,8 5,3 4,5 5,9 6,3 7,7 5,6 7,0 8,4 9,8 11,0
450 5,3 6,2 7,0 4,8 5,6 6,7 5,3 7,0 8,4 9,8 7,0 9,8 11,0 14,0 17,0
600 6,5 7,7 9,1 5,6 7,0 8,4 6,5 9,1 10,5 13,5 8,4 12,5 14,0 19,0 22,5
СТАЛИ S.--80 : 90 кг/мм* ИНСТРУМЕНТОМ БЕЗ ОХЛАЖДЕНИЯ П оперечно-строгальные работы
установочного) в минутах КАРТА 97
см. карту 130
ных плоскостей
глубиной резания i в мм
Один грубый и план ПОЛУЧИ, то-вой f т (' ДО 6 Два грубых и один получистовой ДО 1 0 Один грубый t До 4 Один получистовой /' До 2 Один грубый и один получнстовой /+(' До 6 . Два грубых и один по-Л V4 и с ТОБОЙ 20-1' до 10 Один грубый / до 4 Один получистовой V до 2 Один грубы й и один получистовой до 6 Два грубых н од ин получистовой 2f-H' до 10
ния в мм
350 500 650
6,8 8,6 3,6 4,6 7,8 9,5 4,0 5,0 8,6 10,8
10,2 13,1 5,7 6,8 12,1 15,9 7.0 8,1 14,7 19,9
14,7 19,9 8,9 10,0 18,5 25,6 11,5 12,7 23,8 33,5
21,4 30,0 13,4 14,9 27,7 39,4 j 17,8 19,3 36,5 52,6
29,0 41,3 18,7 20,4 38,5 55,5 25,3 27,0 51,7 75,3
36,6 52,7 24,0 25,8 49,2 71,5 32,8 34,6 66,9 97,9
44,2 64,1 29,3 31,2 60,0 87,6 40,3 42,2 82,0 120,3
51,8 75,4 „34,6 36,7 70,7 103,7 47,8 50,0 97,2 143,3
ных плоскостей
8,0 9,7 4,0 5,3 8,9 11,2 4,6 5,3 9,6 12,4
10,3 13,2 5,6 7,1 12,3 16,1 6,8 7,1 13,5 18,5
12,7 16,6 7,1 8,9 15,6 20,9 8,9 8,9 17,4 24,6
17,4 23,5 10,2 12,6 22,3 30,6 13,2 12,5 25,3 36,7
22,7 31,4 13,5 16,7 29,6 41,3 17,8 16,7 33,8 50,0
29,7 41.7 18,1 22,1 39,6 56,0 24,2 22,1 45,7 68,2
и канавок
(уступа) в мм
1 20 1 25 | 30
(уступа) в мм
8 | 12 | 16 | 24 j 30 | ^8 | 12 | 16 | 24 | 30 | 10 | 15 | 20 | 25 | 30
6,3 7,7 9,0 10,5 12,5 7,0 8,4 9,8| 12,0 14,0 9,1 11,0 14,0 17,0 19,5
7,0 8,4 11,0 12,5 15,5 7,7 9,8 12,5 15,5 18,0 11,0 14,0 18,0 21,0 25,0
7,7 9,8 15,0 17,5 20,0 9,0 12,5 16,0 19,5 22,5 14,0 19,5 24,0 29,5 35,0
9,8 14,0 17,0 22,5 28,0 11,0 16,0 19,5 26,5 31,0 18,0 25,0 32,0 39,0 46,5
12,5 17,0 22,5 29,5 35,0 15,0 19,5 26,5 35,0 42,0 24,0 35,0 43,5 53,0 63.0
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ из быстрорежущей Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый i до 4 Один получистовой Г до 2 Один грубый и один получистовой t+t' ДО 6 Два грубых и один получистовой 2/ + Г До 10 Один грубый t до 4 Один получистовой t' до 2 Один грубый и один получистовой l+f ДО 6 Два грубых и один полу-ч истовой 2/ + Г До 10 Один грубый t ДО 4 Один получистовой /'до 2
Длина строга
150 250
10 2,8 3,6 | 6.0 7.0 2,9 3,6 6,1 7,2 3,1 4,0
30 3,3 4,7 7,7 9,2 3,6 4,7 8,0 9,8 4,1 5,1
60 4,1 6,4 10,1 12,4 4,8 6,4 10,7 13,7 5,7 6,8
100 5,5 9,1 14,0 17,7 6,6 9,1 15,0 19,9 8,2 9,5
150 6,8 11,8 18,( 22,1 > 23,2 8,5 11,8 19,7 26,4 10,9 12,2
200 8,2 14,5 28,6 10,3 14,5 24,3 32,9 13,5 14,9
250 9,5 17,3 26,2 34,0 12,2 17,3 28,9 39,4 16,2 17,7
300 10,9 20,0 30,3 39,5 14,1 20,0 33,5 45,9 18,9 20,4
Строгание вертикаль
ю 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,1 4,4
20 3,6 4,9 8,1 9,9 3,6 4,9 8,1 9,9 3,6 5,3
30 4,1 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,1 6,2
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 5,2 8,0
70 6,6 10,3 15,8 20,8 6,6 10,3 15,8 20,8 6,6 10,3
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 8,3 13,0
Строгание уступов
Длина строгания L в мм • Ширина канавки
6 1 8 1 12 15
Глубина канавки
6 i 8 | 10 « 9 12 6 1 10 | 12 16 6 | 10 | 12 | 16 20
100 2,05 2,32 2,51 j 1,88 2,14 2,4 2,05 2,55 2,73 3,08 2,55 3,0 3,4 3,84 4,25
200 2,4 2,64 2,9 2,14 2,4 2,73 2,4 2,90 3,25 3,84 3,0 3,4 4,25 5,1 5,95
300 2,73 3,08 3,5 8 2,55 2,9 3,25 2,73 3,58 3,84 4,7 3,4 4,25 5,1 5,95 6,8
<450 3,25 3,75 4,2 5 2,9 3,4 4,1 3,25 4,25 5.1 5,95 4,25 5,95 6,8 8,5 10,2
600 3,93 4,7 5,5 4 3,4 4,25 5,1 3,93 5,54 6,4 8,1 5,1 7,65 8,5 11,5 13,6
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ = 60 ? 70 KtjMM* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 131 Поперечно-строгальные работы
КАРТА 98
ных плоскостей
глубиной резания t в мм
Один грубый и один полV4исто вой 2 + 1' № 6 Два грубых и один получи сто-вой 2t+f до 1 0 Один грубый 1 до 4 Один получистовой t до 2 Один грубый и один получисто вой t+f до 6 ’ Два грубых И один получистовой 2Г-р/' ДО Ю Один грубый t ДО 4 Один получистовой /' до 2 Один грубый и один получистовой t + f до 6 Два грубых и один получистовой 2t + f до 10
НИЯ в мм
350 500 650
6,7 7,9 3,3 4,3 6,8 8,6 3,3 4,3 6,8 8,6
8,8 Н,2 4,8 5,8 10,2 13,1 4,8 5,8 10,2 13,1
12,1 16,0 7,0 8,1 14,7 19,9 7,0 8,1 14,7 19,9
17,0 23,5 10,3 11,7 21,4 30,0 10,3 11,7 21,4 30,0
22,4 31,6 14,1 15,5 29,0 41,3 14,1 15,5 29,0 41,3
27,8 39,7 17,9 19,3 36,6 52,7 17,9 19,3 36,6 52,7
33,2 47,8 21,6 23,1 44,2 64,1 21,6 23,1 44,2 64,1
38,6 55,9 25,4 27,0' 51,8 75,4 1 25,4 27,0 51,8 75,4
ных плоскостей
7,0 8,3 3,3 4,4 7,3 8,7 3,6 4,8 8,0 9,7
8,5 10,3 4,0 5,3 8,9 11,2 4,7 6,0 10,3 13,2
9,9 12,3 4,8 6,2 10,6 13,6 5,8 7,3 , 12,7 16,6
12,9 16,3 6,6 8,0 14,2 18,4 8,0 9,8 । 17,4 23,5
16,3 21,2 8,1 10,3 17,9 24,3 10,4 12,8 22,7 31,4
20,6 27,2 10,5 13,0 22,9 | 31,6 13,7 16,6 29,7 41,7
* и канавок
(уступа) в -«.и
20 25 30
(уступа) в мм
8 12 16 24 30 » 12 16 24 30 10 1 15 | 20 | 25 [ 30
3,84 4,7 5,54 6,4 7,65 4,25 5,1 5,95 7,24 8,5 5,54| 6,8] 8,5 10,2 11.9
4,25 5,1 6,8 7,65 9,35 4,7 5,95 7,65 9,35|11,05 6,8 8,5 ,05 >12,75 15,3
4,7 5,95 8,94 10,64^12,34 5,54 7,65 9,8 11,9 13,6 8,5 | II,9^14,45 17,85 21,4
5,95 8,5 10,2 13,6 17,0 6,8 9,8 11,9 16,15 18,7 11,05| 15,3(19,55 | 24,0 28,1
7,65 10,2 13,6 17,85 21,4 8,94 11,9|16,15 21,4 25 ,5) 14.45 21,4 26,' 32,5 38,4
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t ДО 4 Один получистовой f до 2 Один грубый и один получистовой t+t' до 6 Два грубых и ОДИН ПО' лучисто-вой ДО 10 Один грубый t ДО 4 Один получистовой /' до 2 Один грубый и один получистовой t +1' ДО 6 Два грубых н один получистовой 2 t + t* до 10 1 Один грубый i до 4 1 Один полу-| чистовой /' до 2
Длина строга
150 250
10 2,8 3,6 6,0 7,0 3,0 3,6 6,3 7,5 3,1 4,0
- 30 3,3 4,7 7,7 9,2 4,1 4,7 8,4 10,8 4,1 5,1
60 4,1 6,4 10,1 12,4 5,7 6,4 11,7 15,6 5,7 6,8
100 5,5 9,1 14,0 17,7 8,2 9,1 16,6 23,1 8,2 9,5
150 6,8 11,8 18,0 23,2 10,8 11,8 22,0 | 31,2 10,8 12,2
200 8,2 14,5 22,1 28,6 13,5 14,5 27,4 39,3 13,5 14,9
250 9,5 17,3 26,2 34,0 16,2 17,3 32,8 47,4 16,2 17,7
300 10,9 20,0 30,3 39,5 18,9 20,0 38,2 55,5 18,9 20,4
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,3 4,0
20 3,6 4,9 8,1 9,9 3,6 4,9 8,1 9,9 4,0 4,9
30 4.1 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,8 5,8
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 6,6 7,6
70 6,6 9,9 15,8 20,8 6,6 9,9 15,8 20,8 8,1 10,3
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 10,5 12,6
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 1 I2 15 |
Глубина канавки
• » 10 6 9 12 6 10 12 16 6 1 10 12 16 20 |
100 2,4 2,7 3,0 2,2 2,5 2,8 2,4 3,0 3,2 3,6 3,0 3,5 4,0 4,5 5,0
200 2,8 3,1 3,4 2,5 2,8 3,2 2,8 3,4 3,8 4,5 3,5 4,0 5,0 6,0 7,0
300 3,2 3,6 4,2 3,0 3,4 3,8 3,2 4,2 4,5 5,5 4,0 5,0 6,0 7,0 8,0
450 3,8 4,4 5,0 3,4 4,0 4,8 3,8 5,0 6,0 7,0 5,0 7,0 | 8,0 10,0 12,0
600 4,6 5,5 | 6,5 | 4,0 5,0 6,0 | 4,6 6,5 ] Т.5 9,5 6,0 9,0 10,0 13,5 | 16,0
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ сд = 70 80 кг]мм* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ П оперечно-строгальные работы
(без установочного) в минутах см. карту 131 КАРТА 99
ных плоскостей
глубиной резания / в мм
Один грубый и один получистовой f +t' ДО 6 Два грубых и один получистовой 2/4-/'до 10 Один грубый / до 4 Один получнс-товой /' до 2 Один грубый и оди н получистовой t+t' до 6 Два грубых н один получистовой 2/4-/' до 10 Один грубый t до 4 Один получистовой Г до 2 Один грубый и один получистовой t+t' до 8 Два грубых и один получистовой 2/4-/' до 10
ния в мм
350 | 500 | 650
6,7 7,9 3,3 4,3 6,8 8,6 3,6 4,6 7,8 9,5
8,8 11,2 4,8 5,8 10,2 13,1 5,7 6,8 12,1 15,9
12,1 16,0 7,0 8,1 14,7 19,9 8,9 ю,о । 18,5 25,6
17,0 23,5 10,3 Н.7 21,4 30,0 13,4 14,9 27,7 39,4
22,4 31,6 14,1 15,5 29,0 41,3 18,7 20,4 38,5 55,5
27,8 39,7 17,9 19,3 36,6 52,7 24,0 25,8 49,2 71,5
33,2 47,8 21,6 23,1 44,2 64,1 29,3 31,2 60,0 87,6
38,6 55,9 25,4 27,0 51,8 75,4 34,6 36,7 70,7 103,7
ных плоскостей
6,9 8,3 3,6 . о 4,0 8,0 1 1 9,7 4,0 4,8 8,4 10,5
8,5 10,8 4,7 6,0 10,3 13,2 5,6 6,0 11,2 14,9
10,2 13,2 5,8 7,3 12,7 16,6 7,1 7,3 14,0 19,2
13,6 18,0 8,0 9,8 17,4 23,5 10,2 9,8 19,6 27,9
17,5 23,9 10,4 12,8 22,7 31,4 13,5 12,8 25,8 37,6
22,5 31,2 13,7 16,6 29,7 41,7 18,1 16,6 34,1 50,5
н канавок
(Уст у п а) в мм
.1 20 25 30
(уст У и а) в мм
8 1 .2 | 16 24 30 8 1 121 16 24 | 30 j 10 1 15 20 | 25 30
4,5 5,5 6,5 7,5 9,0 5,0 6,0 7,0 8,5 10,0 6,5 8,0 10,0 12,0 14,0
5,0 6,0 8,0 | 9,0 11,0 5,5 7,0 9,0 11,0 13,0 8,0 10,0 13,0 15,0 18,0
5,5 7,0 10,5 12,5 14,5 6,5 9,0 11,5 14,0 16,0 10,0 14,0 17,0 21,0 25,0
7,0 10,0 12,0 16,0 20,0 8,0 11,5 14,0 19,0 22,0 13,0 18,0 23,0 28,0 33,0
9,0 12,0 16,0 21,0 25,0 10,5 14,0 19,0 25,0 30,0 17,0 25,0 31,0 38,0 45,0
ОБРАБОТКА углеродистой инструментальной и конструкционной инструментом из быстрорежущей Штучное время (без Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t До 4 Один получистовой V до 2 Один гр уб ы й и один получистовой До 6 Два грубых и один получистовой 2/+Г до 10 Один грубый t до 4 Один получистовой f до 2 Один грубый и один получистовой t +/' ДО 6 Два грубых и один получистовой 21+Г до 10 Один грубый t до 4 Один получистовой Г до 2
Длина строга
150 250
10 2,9 3,6 6,1 7,2 3,0 3,6 6,3 7,5 3,3 4,3
30 3,6 4,7 8,0 9,8 4,1 4,7 8,4 10,8 4,8 5,8
60 4,9 6,4 10,7 13,7 5,7 6,4 11,7 15,6 7,0 8,1
100 6,6 9.1 15,0 19,9 8,2 9,1 16,6 23,1 10,3 Н,7
150 8,4 11,8 19,6 26,4 10,8 11,8 22,0 31,2 14,1 15,5
200 10,3 14,5 24,2 32,9 13,5 14,5 27,4 39,3 17,9 19,3
250 12,2 17,3 28,8 39,4 16,2 | 17,3 32,8 47,4 21,6 23,1
300 14,1 20,0 33,4 45,9 18,9 | 20,0 38,2 55,5 25,4 27,0
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,3 4,0 6,9 | 8,3 3,6 4,4
20 3,6 4,9 8,1 9,9 4,0 4,9 8,5 10,8 4,7 5,3
30 4,1 5,8 ! i 9,5 11,9 4,8 5,8 10,2 13,2 5,8 6,2
50 5,2 .7,6 12,4 15,9 6,6 7,6 13,6 18,0 8,0 8,0
70 6,6 10,3 15,8 20,8 8,1 10,3 17,5 23,9 10,4 10,3
100 8,3 12,6 20,2 26,8 10,5 12,6 22,5 31,0 13,7 13,0
Строгание уступов
Длина стро-: гания L в мм Ширина канавки
6 | 8 | 12 1 15 |
— — t Глубина канавки j
6 8 10 1 б 9 12 6 | 10 1 12 16 [ 6 | ю 12 16 1 20
100 2,4 2,7 3,0 | 2,2 2,5 2.8 2,4 3,0 3,2 3,6 3,0 3,5 4,0 4,5 5,0
200 | 2,8 3,1 3,4 2,5 2,8 3,2 2,8 3,4 3,8 4,5 3,5 4,0 5,0 6,0 7,0
300 3,2 3,6 4,2 3,0 3,4 3,8 3,2 4,2 4,5 5,5 4,0 5,0 6,0 7,0 8,0
450 3,8 4,4 5,0 3,4 4,0 4,8 3,8 5,0 6,0 ! 7,0 5,0 7,0 8,0 10,0 12,0
600 4,6 5,5 6,5 4,0 5,0 6,0 4,6 6,5 7,5 1 I 9,5 6,0 | 9,0 10,0 13,5 16,0
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ = 80 90 кг/мм* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
установочного) в минутах см. карту 130 КАРТА 100
ных плоскостей
глубиной резания t в мм
Один грубый и один получистовой Г-t-/' До б Два грубых в один полу чистовой 2/+Г' до 1о Один грубый / до 4 1 Один получистовой t' до 2 Один грубый и один получистовой t + t' ДО 6 Два грубых и один получистовой 2/+У До 10 Один грубый t ДО 4 Один получи-стовой Г до 2 Один грубый н один получистовой t + t' до 8 Два грубых И ОДИН получистовой 2t + t' До 10
и н Я в мм
350 j 500 650
6,8 8,6 | 3,6 | 4,6 | 7,8 9,5 4,0 5,0 8,6 10,8
10,2 13,1 1 5-7 6,8 12,1 15,9 7,0 8.1 14,7 19.9
14,7 19,9 8,9 10,0 18,5 25,6 П.5 12,7 23,8 33,5
21,4 30,0 13,4 14,9 27,7 39,4 17,8 19,3 36,5 52,6
29,0 41,3 18,7 20,4 38,5 55,5 25,3 27,0 51,7 75,3
36,6 52,7 24,0 25,8 49,2 71,5 32,8 34,6 66,9 97,9
44,2 64,1 29,3 31,2 60,0 87,6 40,3 42,2 82,0 120,3
51,8 75,4 34,6 36,7 70,7 103,7 47,8 50,0 97,2 143,3
ных плоскостей
7,6 9,3 4,0 | 4,8 8,4 10,7 4,0 5,3 8,9 | 11,2
9,6 12,5 5,6 6,0 11,1 14,9 5,6 7,1 12,3 16,1
11,5 15,6 7,1 7,3 14,0 19,3 7,.| 8,9 15,6 20,9
15,5 21,6 10,2 9,8 19,5 27,8 10,2 | 12,6 22,3 30,6
20,3 29,0 13,5 12,8 25,7 37,4 13,5 | 16,7 29,6 41,3
26,1 38,1 18,1 16,6 34,1 50,5 18,1 22,1 39,6 56,0
в канавок
(уступи) в мм
| 20 | 25 I 30
{уступа) в мм
8 12 16 24 30 1 8 1 12 1 16 [ 24 | 30 ! 10 1 15 | 20 I 25 30
4,5 5.5 6,5 7,5 9,0 | 5,0 6,0 | 7.0 | 8,5 10,0 | 6,5 | 8,0 10,0 12,0 14,0
5,0 6,0 8,0 9,0 П,0 5,5 7.0 9,0 11,0 13,0 | 8,0 10,0 13,0 15,0 18,0
5,5 7,0 10,5 12,5 14,5 6,5 9,0 И,5 14,0 16,0 |ю,о 14,0 17,0 21,0 25,0
т,о 10,0 12,0 16,0 20,0 8,0 ! 11,5 14,0 19,0 22,0 13,0 18,0 23,0 28,0 33,0
9,0 12,0 16,0 21,0 25,0 10,5 14,0 19,0 25,0 30,0 17,0 25,0 31,0 38,0 45,0
ОБРАБОТКА углеродистой инструментальной И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ
• Штучное время (без
Режимы резания
j Ширина строгания В в мм Строгание горизонталь
Количество проходов с
1 Один грубый: t до 4 ; 1 Один получистовой Г до 2 Один грубый и один получистовой t+t' ДО 6 Два грубых и один получистовой 2t+f до 10 Один грубый f до 4 Один получистовой Г до 2 Один грубый и один получистовой t+tr ДО 6 Два грубых и один получистовой 2/+Г ДО 16 Один грубый f до 4 Один получистовой Г до 2
Длина строга
150 250
10 2,9 3,6 6,1 7,2 3,3 3,6 6,5 8,0 3,6 4,6
30 3,6 4,7 8,0 9,8 4,8 4,7 9,1 12,1 5,7 6,8
60 4,9 6,4 10,7 13,7 7,0 6,4 13,0 18,2 8,9 10,0
100 I 6,6 9,1 15,0 19,9 10,3 9,1 19,0 27,6 13,4 14,9
150 | 8,4 11,8 19,6 26,4 14,1 11,8 25,5 37,9 18,7 20,4
200 10,3 14,5 24,2 32,9 17,9 14,5 32,0 48,2 24,0 25,8
250 12,2 17,3 28,8 39,4 21,6 17,3 38,5 58,4 29,3 31,2
300 14,1 20,0 33,4 45,9 | 25,4 20,0 45,0 68,7 34,6 36,7
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,3 4,0 6,9 8,3 3.6 4,8
20 3,6 4,9 8,1 9,9 4,0 4,9 8,5 10,8 4.7 6,0
30 4,1 5,8 9,5 11,9 4,8 5,8 10,2 13,2 5,8 7,3
50 5,2 7,6 12,4 15,9 6,6 7,6 13,6 18,0 8,0 9,8
70 6,6 9,9 15,8 20,8 8.1 10,3 17,5 23,9 10,4 12,8
100 1 8,3 12,6 20,2 26,8 10,5 12,6 22,5 31,2 13,7 16,6
Строгание уступов
Длина строгания L в мм Ширина канавки
0 « 12 15 1
Глубина канавки
6 8 10 6 9 12 6 10 12 1 6 6 10 i2 16 20 |
100 3,4 3,8 4,2 3,1 3,5 3,9 3,4 4,2 4,5 5,0 4,2 4,9 5,6 6,3 7,0 1
200 3,9 4,4 4,8 3,5 3,9 4,5 3,9 4,8 5,3 6,3 4,9 5,6 7,0 8,4 9,8
зсо 4,5 5,1 5,9 4,2 4,8 5,3 4,5 5,9 6,3 7,7 5,6 7,0 8,£ 9,8 и,о
450 5,3 6,2 7,0 4,8 5,6 6,7 5,3 7,0 8,4 9,8 7,0 9,8 11,0 14,0 17,0
600 6,5 7,7 9,1 5,6 7,0 8,4 6,5 9.1 10,5 13,5 8,4 12,5 14,0 19,0 22.5 '
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ сб = 90 100 кг} мм* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ установочного) в минутах см. карту 131 П оперечно-строгальные работы
КАРТА 101
ных плоскостей
глубиной резания t в мм
Один грубый и один получи с-товой t+t' до 6 Два грубых и один получистовой 2t + f До 1 0 Один грубый 1 до 4 Один получистовой t' до 2 Один грубый и один пол учистовой t+t' ДО 6 Два грубых и один по-лучистовой 2/+Р до 10 Один грубый t ДО 4 Одни получи-стовой Г ДО 2 ОДИ!( грубый н одни получистовой t+t' до 6 Два грубых и одни получистовой До Ю
НИЯ В мм
350 500 650
7,8 9,5 4,0 5,0 8,6 10.8 4,0 5,0 8,6 10,8
12,1 15,9 7,0 8,1 14,7 19,9 7,0 8,1 14,7 19,9
18,5 25,6 11,5 12,7 23,8 33,5 11,5 12,7 23,8 33,5
27,7 39,4 17,8 19,3 36,5 52,6 17,8 19,3 36,5 52,6
38,5 55,5 25.3 27.0 51,7 75,3 25,3 27,0 51,7 75,3
49,2 71,5 32,8 34,6 66,9 97,9 32,8 34,6 66,9 97,9
60,0 87,6 40,3 42,2 82,0 120,3 40,3 42,2 82,0 120,3
70,7 103,7 47,8 50,0 97,2 143,3 47,8 50,0 97,2 143,3
вых плоскостей
8,0 9,7 4,0 5,3 8,9 11,2 4,6 5,3 9,6 12,4
10,3 13,2 5,6 7,1 12,3 16,1 6,8 7,1 13,5 18,5
12,7 16,6 7,1 8,9 15,6 20,9 8,9 8,9 17,4 24,6
17,4 23,5 Ю,2 12,6 22,3 30,6 13,2 12,5 25,3 36,7
22,7 31,4 13,5 16,7 29,6 41,3 17,8 16,7 33,8 50,0
29,7 41,7 18,1 22,1 39,6 56,0 24,2 22,1 45,7 68,2
к канавок
(уст у п а) в мм
20 25 30
(уст у п а) в мм
8 12 16 24 30 | 8 1 12 16 24 30 1 10 15 20 25 1 30
6,3 7,7 9,0 10,5 12,5 7,0 8,4 9,8 12,0 14,0 9,1 П,0 14,0 17,0 19,5
7,0 8,4 11,0 12,5 15,5 7,7 9,8 12,5 15,5 18,0 11,0 14,0 18,0 21,0 25,0
7,7 9,8 15,0 17,5 20,0 9,0 12,5 16,0 19,5 22,5 14,0 19,5 24,0 29,5 35,0
9,8 14,0 -17,5 22,5 28,0 11,0 16,0 19,5 26,5 31,0 18,0 25,0 32,0 39,0 46,5
12,5 17,0 22,5 29,5 35,0 15,0 19,5 26,5 35,0 42,0 24,0 ^б.О |43,5 53,0 63,0
Справочник Зак. 952.
193
обработка углеродистой инструментальной и конструкцией ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время Режимы резания
Ширина строгания В в мм j Строгание горизонталь
Количество проходов с
Один грубый / до 4 Один получистовой /' до 2 Один грубый и один пол уч иеговой t+t' ДО 6 Два грубых и один получистовой 2Г+Г до 10 Один грубый t до 4 Один получистовой Г до 2 Один грубый н один получистовой t-j-t' ДО б Два грубых и один получистовой 2/+Г до 10 Один грубый / до 4 Один получистовой /' до 2
Длина строга
150 250
10 3,0 3,6 6,3 7,5 3,3 3,9 6,8 8,3 3,6 4,6
30 4,1 4,7 8,4 10,8 4,8 5,4 9,8 12,8 5.7 | 6,8
60 5,7 6,4 П.7 15,6 7,0 7,7 14,3 19,5 8,9 10,0
100 8,2 9,1 16,6 23,1 10,3 11,3 20,9 29,5 13,4 14,9
150 10,8 11,8 22,0 31,2 14,1 15,1 28,6 41,1 18,7 20,4
200 13,5 14,5 27,4 39,3 17,9 18,9 36,2 52,5 24,0 25,8
250 16,2 17,3 32,8 47,4 21,6 22,7 43,7 63,7 29,3 31,2
300 18,9 20,0 38,2 55,5 25,4 26,5 51,3 - 75,1 34,6 36,7
Строгание вертикал!.
10 3,3 4,0 6,9 8,3 3,6 4,8 8,0 9,7 4,0 4,8 !
20 4,0 4,9 8,5 10,8 4,7 6,0 10,3 13,2 5,6 6,0
30 4, 6 8 5,8 10,2 13,2 5,8 7,3 12,7 16,6 7,1 7,3
50 6 7,6 13,6 18,0 8,0 9,8 17,4 23,5 10,2 9,8
70 8,1 10,3 17,5 23,9 10,4 12,8 22,7 31,4 13,5 12,8
100 10,5 12,6 22,5 31,2 13,7 16,6 29,7 41,7 18,1 16,6
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 12 15
Глубина канавки
6 8 ! 0 6 9 12 б 10 12 16 6 10 12 16 [ 20
100 3,2 3,5 3,8 3,1 3,5 3,9 3,2 3,8 4,1 4,5 3,7 4,5 4,9 5, 5 6,3
200 3,7 3,9 4,2 3,4 3,8 4,2 3,7 4,2 4,6 5,6 4,2 5,1 5,6 7, 3 7,7
300 4,2 4,5 4,9 3,8 4,2 4,9 4,2 4,9 5,6 7,0 4,9 6,3 7 9 .0 9, I 10,5
450 | 4,9 5,6 6,3 4.2 5.! 5,9 4,9 6.3 7.0 8,4 5.6 7.7 п,1 >| 13,3
600 | 5,6 7.0 7,7 4,9 6,3 7.7 5,6 7,7 9,1 11.2 7,7 9.! 9,8 15г 1| 18,2
НОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ ^=1004-110 кг'лм-СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
(без установочного) в минутах см. карту 131 КАРТА 102
н ы х плоскостей глубиной резания t в мм
Один грубый и один получистовой t+t' ДО 6 Два грубых и один полу-ч истовой 2/+Z' до 10 Оди(! грубый t до 4 Один получистовой Г до 2 Один грубый и один получистовой t+t' до 6 Два грубых и один получистовой 2t+t' до 10 Один грубый t до 4 Один получистовой f ДО 2 Один грубый и один получистовой t + t' до б Два грубых и один получ и-стовой 2t+f ДО 10
НИЯ в мм
350 | 500 | 650
7,8 9,5 4,0 5,0 8,6 10,8 4,0 5,6 9,2 Н,4
12,1 15,9 7,0 8,1 14,7 19,9 7,0 9,9 16,5 21,7
18,5 25,6 11,5 12,7 23,8 33,5 11,5 16,3 27,4 37,1
27,7 39,4 17,8 19,3 36,5 52,6 17,8 25,4 42,6 58,7
38,5 55,5 25,3 27,0 51,7 75,3 25,3 36,1 60,8 84,4
49,2 ' 71,5 32,8 34,6 66,9 97,9 32,8 46,8 79,0 110,1
60,0 87,6 40,3 42,2 82,0 120,3 40,3 57,5 97,2 135,7
70,7 103,7 47,8 50,0 97,2 143,3 47,8 68,2 115,4 161,3
ных плоскостей
8,4 10,5 4,6 5,3 9,6 12,4 4,6 6,0 10,3 13,1 •
11,2 15,0 6,8 7,1 13,5 18,5 6,8 8,5 14,9 19,9
14,0 19,6 8,9 8,9 17,4 24,6 8,9 11,1 19,6 26,7
19,6 27,9 13,2 12,6 25,3 36,7 13,2 16,6 28,9 40,3
25,8 37,6 17,8 16,7 33,8 50,0 17,8 22,3 38,8 55,0
34,1 50,5 24,2 22,1 45,7 68,2 24,2 29,2 52,8 75,3 .
и канавок
(уступа) в мм
j 20 j 25 ~ ] 3?
(уступа) в мм
8 12 16 24 30 8 12 16 24 30 10 15 20 25 30
5,6 7,0 8,4 9,8 11,2 6,3 7,0 8,4 9,8 11,9 8,4 9,8 11,2 13,3 15,4
6,3 7,7 9,1 11,9 12,6 7,0 9,4 9,8 12,6 15,4 9,8 11,9 15,4 17,5 20,3
7,0 9,1 11,2 15,4 18,2 8,4 9,8 12,6 16,8 19,6 11,9 15,4 19,6 23,1 26,6
9,1 11,9 14,7 19,6 23,8 9,8 12,6 16,1 21,7 26,6 15,4 20,3 25,9 30,8 36,5
П,2 15,4 19,6 25,2 30,8 12,6 16,8 21,0 28,0 35,0 20,3 26,6 35,0 42,0 50,4
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ Е ЫСТРОРЕЖУЩЕЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Штучное время Режимы резания
Ширина строгания В & мм Строгание горизонталь Количество проходов с
Один грубый < ДО 4 Один получистовой Г до 2 Один грубый и один получистовой до 6 Два грубых и один получистовой 2f+t до Ю Один грубый f до 4 Один полу- j чистовой f ДО 2 ОДНИ Гру бый И один получистовой t+г ДО 6 Два грубых и один полу чистовой 2Г + Г До 10 Один грубый t до 4 Один получистовой f ДО 2
Длина строга
150 j 250 1
10 2,8 3,6 6,0 7,0 3,0 3,6 6,3 7,5 3,3 4,3
. 30 3,3 4,7 7,7 9,2 4,1 \ • 4,7, 8,4 10,8 4,8 5,8
60 4,1 6,4 10,1 12,4 5,7 6,4 П,7 15,6 7,0 8,1
100 f 5,5 I 9,1 14,0 •17,7 8,2 । 9,1 16,6 23,1 10,3 Н,7
150 6,8 11,8 18,0 23,2 10,8 11,8 22,0 31,2 14,1 15,5
200 | 8,2 14,5 22,1 28,6 13,5 14,5 27,4 39,3 17,9 19,3
250 | 9,6 17,3 26,2 34,0 16,2 17,3 | 32,8 47,4 21,6 23,1
300 | Ю,9 20,0 30,3 39,5 | 18,9 20,0 38,2 55,5 25,4 27,0
: Строгание вертикаль г
10 . 3,1 4,0 | 6,6 7,9 | 3,3 4,0 6,9 8,3 3,6 4,0 i
20 3,6 4,9 | 8,1 9,9 | 4,0 4,9 8,5 10,8 4,7 4,9
30 4,1 5,8 | 9,5 П,9 | 4,8 5,8 10,2 13,2 5,8 5,8
50 5,2 7,6 12,4 15,9 6,6 | 7,6 13,6 18,0 8,0 7,6
70 6,6 10,3 15,8 | 20,8 8Д| 10,3 17,5 23,9 10,4 10,3
100 8,3 | 12,6 20,2 26,8 10,5 | 12,6 22,5 31,2 1 13,7 12,6 j
i Строгание уступов 1
Длина строгания L в л<л Ширина канавки
6 8 ! 12 1 ’5 |
Глубина канавки
6 8 10 6 | 9 12 ) 6 10 12 16 6 10 12 | 16 20
100 2,4 2,7 3,0 2,2 2,5 2,8 2,4 3,0 3,2 3,6 з,о 3,5 4,0 4,5 5,0
200 2,8 3,1 3,4 2,5 2,8 3,2 2,8 3,4 3,8 4,5 3,5 4,0 5,0 6,0 7,0
300 3,2 3,6 4,2 3,0 3,4 3,8 3,2 4,2 4,5 5,5 4,0 5,0 6,0 7,0 8,0
450 3,8 4,4 5,0 3,4 4,0 ) 4,8 3,8 5,0 | 6,0 7,0 5,0 7,0 8,0 10,0 12,0
600 I 4,6 5,5 6,5 4,0 5,0 | 6,0 4,6 6,5 7,5’ 9,5 6,0 9,0 10,0 13,5 16,0
СТАЛИ = 60 -70 кг/мм* ИНСТРУМЕНТОМ Р9 БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 131 Поперечно-ст рогалсные работы КАРТА ЮЗ
ных плоскостей
глубиной резания t в мм
Один грубый н ОДИН получистовой t + t' ДО 6 Два грубых и один получистовой 2t+t' до 10 Один грубый t до 4 ОДИ!1 получистовой У- до 2 Одиц грубый и одни получисто во й t4-У ' До 6 Два грубых и один получистовой 2t+t' до !0 Один грубый t до 4 Один ПОЛУЧИ' стовой Г до 2 Один Грубы й и один получи-с говой t+t' до 6 Два грубых и один получистовой 2У+Г до 10
н и Я в м м
350 500 650
6,8 8,6 3,6 4,6 7,8 9,5 3,6 4,6 7,8 9,5
10,2 13,1 5,7 6,8 ; 12,1 15,9 5,7 6,8 12,1 15,9
14,7 19,9 8,9 10,0 18,5 25,6 8,9 10,0 18,5 25,6
21,4 30,0 13,4 14,9 27,7 39,4 13,4 14,9 27,7 39,4
29,0 41,3 18,7 20,4 38,5 55,5 18,7 20,4 38,5 55,5
36,6 52,7 24,0 25,8 49,2 71,5 24,0 25,8 49,2 71,5
44,2 64,1 29,3 31,2 60,0 87,6 29,3 31,2 60,0 87,6
51,8 75,4 34,6 36,7 70,7 103,7 34,6 36,7 70,7 103,7
и ы х плоскостей
7,2 8,9 3,6 4,8 8,Р 9,7 4,0 5,3 8,9 11,2
9,2 12,2 4,7 6,0 10,3 13,2 5,6 7Д 12,3 16,1
11,2 15,2 5,8 7,3 12,7 16,6 7,1 8,9 15,6 20,9
15,2 | 21,2 8,0 9,8 17,4 23,5 | 10,2 12,6 22,3 30,6
19,8 28,5 10,4 12,8 22,7 31,4 13,5 16,7 29,6 41,3
25,7 37,6 13,7 16,6 297 41,7 | 18,1 | 22,1 39,6 56,0
в канавок
(уступа) в м м
20 25 [ 30
(у i т у п а) в м м
8 12 16 | 24 30 8 | 12 16 | 24 30 1 ю 15 20 25 30
4,5 5,5 6,5 7,5 9,0 5,0 6,0 7,0 8,5 10,0 I 6,5 8,0 10,0 12,0 14,0
5,0 6,( 8,0 9,0 П,0 5,5 7,0 9,0 и,о 13,0 8,0 10,0 13,0 15,0 18,0
5,5 7,( ) 10,5 12,5 14,5 6,5 9,0 П,5 14,0 16,0 . 10,0 14,0 17,0 21,0 25,0
7,0 10,( 12,0 16,0 20,0 8,0 11,5 14,0 19,0 22,0 13,0 18,0 23,0 28,0 33,0
9,0 12,( 16,0 21,0 25,0 4 10,5 14,0 19,0 25,0 30,0 17,0 25,0 31,0 38,0 45,0
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Штучное время Режимы резания
i Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t до 4 Один получистовой /' до 2 Один грубы й и один получистовой t+t' ДО 6 Два грубых и один получистовой 2/+Г до 10 Один грубый 1 ДО 4 Один получистовой Г до 2 Один грубый и один получистовой t+t' ДО б Два грубых и один получистовой 2t+f‘ ДО 10 Один грубый t ДО 4 Один получистовой Г до 2
Длина строга
150 250
10 2,9 3,6 6,1 7,2 3,0 3,6 6,3 7,5 3,3 4,3
30 3,6 4,7 8,0 9,8 4,1 4,7 8,4 10,8 4,8 5,8
60 4,9 6,4 10,7 13,7 5,7 6,4 Н,7 15,6 7,0 8,1
100 6,6 9,1 15,0 19,9 8,2 9,1 16,6 23,1 10,3 11,7
150 8,4 И.8 19,6 26,4 10,8 11,8 22,0 31,2 14,1 15,5
200 10,3 14,5 24,2 32,9 13,5 14,5 27,4 39,3 17,9 19,3
250 12,2 17,3 - 28,8 39,4 16,2 17,3 32,8 47,4 21,6 23,1
300 14,1 20,0 33,4 45,9 18,9 20,0 38,2 55,5 25,4 27,0
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,3 4,0 6,9 8,3 3,6 4,4
20 3,6 4,9 8,1 9,9 | 4,0 4,9 8,5 10,8 4,7 5,3
30 4,1 5,8 9,5 Н,9 4,8 5,8 10,2 13,2 5,8 6,2
50 5,2 7,6 12,4 15,9 6,6 7,6 13,6 18,0 8,0 8,0
70 6,6 10,3 15,8 20,8 8,1 10,3 17,5 23,9 10,4 10,3
100 8,3 12,6 20,2 26,8 10,5 ‘ 12,6 22,5 31,2 13,7 13,0
Строгание уступов
Длина строгания L в мм Ширина канавки
(3 8 1 12 15
Глубина канавки
6 8 10 | 6 | 9 | 12 | 6 10 | 12 16 | 6 10 | 12 | 16 | 20
100 3,4 3,8 4,2 3,1 3,5 3,9 | 3,4 4,2 4,5 5,0 4,2 4,9 5,6 6,3 7,0
200 3,9 4,4 4,8 3,5 3,9 4,5 3,9 4,8 5,3 6,3 4,9 5,6 7,0 8,4 9,8
300 4,5 5,1 5,9 4,2 4,8 5,3 4,5 5,9 6,3 7,7 5,6 7,0 8,4 9,8 11,0
450 5,3 6,2 7,0 4,8 5,6 6,7 5,3 7,0 8,4 9,8 7,0 9,8 11,0 14,0 17,0
600 6,5 7,7 9,1 5,6 7,0 8,4 6,5 9,1 10,5 j 13,5 8,4 12,5 14,0 19,0 22,5
СТАЛИ сь—70—80 кг]мм* ИНСТРУМЕНТОМ 19 БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
(без установочного) в минутах КАРТА 104
см. карту 131
ных плоскостей
глубиной резания t в мм
Один грубый и один получисто вой <+/' ДО 6 Дна грубых и один получистовой 2t +t' до 10 Один грубый i до 4 Один получистовой f до 2 Одни грубый и один получистовой до 6 Дна грубых и один получистовой 2<+Г ДО 10 Один грубый t ДО 4 Один получистовой f До 2 Один грубый и один пол чистовой /+/' до 6 Два грубых и один получистовой 2/+Z' до 10
нкя в мм
350 500 650
6,8 8,6 3,6 4,6 7,8 9,5 4,0 5,0 8,6 10,8
10,2 13,1 5,7 6,8 12,1 15,9 7,0 8,1 14,7 19,9
14,7 19,9 8,9 10,0 18,5 25,6 11,5 12,7 23,8 33,5
21,4 30,0 13,4 14,9 27,7 39,4 17,8 19,3 36,5 52,6
29,0 41,3 18,7 20,4 38,5 55,5 25,3 27,0 51,7 75,3
36,6 52,7 24,0 25,8 49,2 71,5 32,8 34,6 66,9 97,9
44,2 64,1 29,3 31,2 60,0 87,6 40,3 42,2 82,0 120,3
51,8 75,4 34,6 36,7 70,7 103,7 47,8 50,0 97,2 143,3
ных плоскостей
7,6 9,3 4,0 4,8 8,4 10,7 4,6 5,3 9,6 12,4
9,6 12,5 5,6 6,0 ИЛ 14,9 6,8 7,1 13,5 18,5
11,5 15,6 7,1 7,3 14,0 19,3 8,9 8,9 17,4 24,6
15,5 21,6 10,2 9,8 19,5 27,8 13,2 12,5 25,3 36,7
20,3 29,0 13,5 12,8 25,7 37,4 17,8 16,7 33,8 50,0
26,1 38,1 18,1 16,6 34,1 50,5 24,2 22,1 45,7 68,2
н канавок
(уступа) в мм
| 20 | 25 | 30
(уступа) в мм
8 12 16 24 30 8 | 12 16 24 30 10 15 20 25 30
6,3 7,7 9,0 10,5 12,5 7,0 8,4 9,8 12,0 14,0 9,1 11,0 14,0 17,0 19,5
7,0 8,4 11,0 12,5 15,5 7,7 9,8 12,5 15,5 18,0 11,0 14,0 18,’0 21,0 25,0
7,7 9,8 15,0 17,5 20,0 9,0 12,5 16,0 19,5 22,5 14,0 19,5 24,0 29,5 35,0
9,8 14,0 17,0 22,5 28,0 11,0 16,0 19,5 26,5 31,0 18,0 25,0 32,0 39,0 46,5
12,5 17,0 22,5 29,5 35,0 15,0 19,5 26,5 35,0 42,0 24,0 35,0 43,5 53,0 63.0
* ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРОРЕЖУЩЕЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ' Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Одни грубый i до 4 Один получистовой Г до 2 Один грубый и один получистовой i+t' ДО 6 Два гру-бых и один получистовой 2/ до 10 Од и гг грубый i до 4 Один получнстовой Г до 2 Один грубый и один получистовой t+i' до б Два грубых и один полу-ч истовой 2t+t' до 10 Один грубый t до 4 Один получистовой Г до 2
Длина строга
150 250
10 2,9 3,6 ел 7,2 3,3 3,9 6,8 8,3 3,6 4,6
30 3,6 4,7 8,0 9,8- 4,8 5,4 9,8 12,8 5,7 6,8
60 4,9 6,4 10,7 13,7 7,0 7,7 14,3 19,5 8,9 10,0
100 6,6 9,1 15,0 19,9 10,3 п,з 20,9 29,5 13,4 14,9
150 8,4 И.8 19,6 26,4 14,1 15,1 28,6 41,1 18,7 20,4
200 10,3 14,5 24,2 32,9 17,9 18,9 36,2 52,5 24,0 25,8
250 12,2 17,3 28,8 39,4 21,6 22,7 43,7 63,7 29,3 31,2
300 14,1 20,0 33,4 45,9 25,4 26,5 51,3 75,1 ’ 34,6 36,7
Строгание вертикаль
10 3,1 4,0 | 6,6 7,9 3,6 4,0 7,2 8,9 1 4,0 4,8
20 3,6 4,9 8,1 9,9 4,7 4,9 9,2 12,2 5,6 6,0
30 4,1 5,8 9,5 Н,9 5,8 5,8 11,2 15,2 7,1 7.3
50 5,2 7,6 12,4 15,9 8,0 7,6 15,2 21,2 10,2 9,8
70 6,6 10,3 15,8 20,8 10,4 10,3 19,8 28,5 13,5' 12,8
100 8,3 12,6 20,2 26,8 13,7 12,6 25,7 37,6 18,1 16,6
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 12 15
Глубина канавки
6 8 10 1 6 9 12 6 10 12 16 6 10 2 | 16 20
100 3,2 3,5 3,8 3,1 3,5 3,9 3,2 3,8 4,1 4,5 3,7 4,5 4,9 5,( > 6,3
200 3,7 3,9 4,'2 3,4 3,8 4,2 3,7 4,2 4,6 5,6 4,2 5,1 5,6 7,( 7,7
300 4,2 4,5 4,9 3,8 4,2 4,9 4,2 4,9 5,6 7,0 4,9 6,3 7,0 9, 10,5
450 4,9 5,6 6,3 4,2 5,1 5,9 4,9 6,3 7,0 8,4 5,6 7,7 9,1 11,1 > 13,3
600 5,6 7,0 7,7 4,9 6,3 7,7 5,6 7,7 9,1 П,2 7,7 9,1 9,8 15/ 18,2
СТАЛИ «й = 80 :90 кг1мм2 ИНСТРУМЕНТОМ Р9 ЬЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 131 П оперечно-строгальные работы
КАРТА 105
ных плоскостей
глубиной резания t в мм
Один грубый и один получисто вой t+t' ДО 6 Два грубых и один полу-ч истовой 2t+f до Ю Один грубый / до 4 Один получистовой Г до 2 Один грубы й и один получистовой t + t’ до 6 Два грубых и один получистовой 2t + t' до ю Один грубый f до 4 Один получистовой Г до 2 Один грубый и один получ и-стовой t+t' до 6 Два грубых и ОДИН пол учи-ст овой ‘2t + t’ ДО 1 0
ния в мм
350 500 650
7,8 9,5 4,0 5,0 8,6 | Ю,8 4,0 5,0 8,6 10,8
12,1 15,9 7,0 8,1 14,7 | 19,9 7,0 8,1 14,7 19,9
18,5 25,6 11,5 12,7 23,8 33,5 11,5 12,7 23,8 33,5
27,7 39,4 17,8 19,3 36,5 52,6 17,8 19,3 36,5 52,6
38,5 55,5 25,3 27,0 51,7 75,3 25,3 27,0 51,7 75,3
49,2 71,5 32,8 34,6 66,9 97,9 32,8 34,6 66,9 97,9
60,0 87,6 40,3 42,2 82,0 120,3 40,3 42,2 82,0 120,3
70,7 103,7 47,8 50,0 97,2 143,3 47,8 50,0 97,2 143,3
ных плоскостей
8,4 10,7 4,0 5,3 8,9 11,2 4,6 6,0 10,3 13,1
11,1 14,9 5,6 7,1 12,3 16,1 6,8 8,5 14,9 19,9
14,0 19,3 7,1 8,9 15,6 20,9 8,9 11,1 19,6 26,7
19,5 . 27,8 10,2 12,6 22,3 30,6 | 13,2 16,6 28,9 40,3
25,7 37,4 13,5 16,7 29,6 41,3 17,8 22,3 38,8 55,0
34,1 50,5 18,1 22,1 39,6 56,0 24,2 29,2 52,8 75,3
и канавок
(уступа) в мм
20 25 i 30
(уступа) в мм
8 12 16 24 30 8 12 16 1 24 30 1 '° 1 15 20 j 25 30
5,6 7,0 8,4 9,8 11,2 6,3 7,0 8,4 9,8 11, £ 8,4 9,8 11,2 13,3 15,4
6,3 7,7 9,1 11,9 12,6 7,0 9,4 9,8 12,6 15/ 9,8 11,9 15,4 17,5 20,3
7,0 9,1 11,2 15,4 18,2 8,4 9,8 12,6 16,8 19,( > 11,9 15,4 19,6 23,1 26,6
9.1 11.9 14,7 19,6 23,8 9,8 12,б| 16,1 21,7 26,6 15,4| 20,3 25,9 30,8 36,
4,2 15,4 19,6 25,2 30,8 12,6 16,8 21,0 28,о| 35,( ) 20,3 26,б| 35,С 42,0 50,4
обработка инструментальной быстрорежущей ИЗ БЫСТРОРЕЖУЩЕЙ стали Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t до 4 — Один получистовой Г до 2 | — Один грубый и один получистовой t +t' до 6 Два грубых и один получистовой 2t+t' до 10 Один грубый Г до 4 Один получистовой Г до 2 Один грубый и один получистовой Г-f-/' до 6 Два гру- | бых и । один получистовой 2f+f' до ю аН 3 ю я* S о О- Один получистовой Г до 2
Длина строга
150 250
10 3,0 3,6 6,3 7,5 3,3 3,9 | 6,8 8,3 3,6 4,6
30 4,1 4,7 8,4 10,8 4,8 5,4 | 9,8 12,8 5,7 6,8
60 5,7 6,4 Н,7 15,6 7,0 7,7 14,3 19,5 8,9 10,0
100 8,2 9,1 16,6 23,1 10,3 11,3 20,9 29,5 13,4 14,9
150 10,8 11,8 22,0 31,2 14,1 15,1 28,6 41,1 18,7 20,4
200 13,5 14,5 27,4 39,3 17,9 18,9 36,2 52,5 24,0 25,8
250 16,2 17,3 32,8 47,4 21,6 22,7 43,7 63,7 29,3 31,2
300 18,9 20,0 38,2 55,5 | 25,4 26,5 51,3 75,1 34,6 36,7
Строгание вертикаль
10 3,3 4,0 6,9 8,3 3,6 4,8 8,0 9,7 4.0 4,8
20 4,0 4,9 8,5 90,8 4,7 6,0 10,3 13,2 5,6 1 6,0 1
30 4,8 5,8 10,2 13,2 5,8 7,3 12,7 16,6 1 7’’ 7,3
50 6,6 7,6 13,6 18,0 . 8,0 1 9,8 1 | 17,4 23,5 10,2 9,8
70 8,1 10,3 17,5 | 23,9 I 10,4 1 12,8 22,7 31,4 1 13,5 12,8
100 10,5 12,6 22,5 | 31,2 13,7 16,6 29,7 41,7 18,1 16,6
Строгание уступов
Длина строгания L в мм Ширина к а и а в к и
6 8 1 12 15 |
Глубина канавки
6 | 8 | 10 6 9 12 | б 10 12 1б G 10 12 16 20
100 3,2 | 3,5 1 3,8 3,1 3,5 3,9 3,2 3,8 4,1 4,5 3,7 4,5 4,9 5,6 6,3
200 3,7 | 3,9 4,2 3,4 3,8 4,2 3,7 4,2 4,6 5,6 4,2 j 5,1 ‘ 5,6 7,0 7,7
300 4,2 | 4,5 4,9 3,8 4,2 4,9 4,2 4,9 5,6 7,0 4.9 6,3 7,0 9, 10,5
450 | 4,9 | 5,6 6,3 4,2 5,1 5,9 4,9 6,3 7,0 8,4 5,6 7,7 9,1 Н,2 13,3
600 5,6 | 7,0 7,7 4,9 6,3 7.7 5,6 7,7 9,1 |11,2 7,7 9,1 9,8 |15,4 18,2
СТАЛИ сй--904-100 кг/лъи3 ИНСТРУМЕНТОМ Р9 БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 131 П оперечно-строгальные работы
КАРТА 106
ных плоскостей
глубиной резания t в мм
Один грубы й я один получ и~-свой / + Г до 6 Два грубы х и один получистовой 2t +t' до 10 Один грубый / до 4 Один получистовой Г до 2 Один грубый и один ПОЛучИС- ТОБОЙ f + f до 6 Два грубых и один получистовой 2f + f До 10 Одни грубый' / до 4 Один получистовой У до 2 Один грубый и один получистовой t+i' до 8 Два грубых и один получистовой 2/+Г до 10
НИЯ в мм
350 500 650
7,8 9,5 4,0 5,0 8,6 10,8 4,0 5,6 9,2 И,4
12,1 15,9 7,0 8,1 14,7 19,9 7,0 9,9 16,5 21,7
18,5 25,6 11,5 12,7 23,8 33,5 11,5 16,3 27,4 37,1
27,7 39,4 17,8 19,3 36,5 52,6 17,8 25,4 42,6 58,7
38,5 55,5 25,3 27,0 51,7 75,3 25,3 36,1 60,8 84,4
49,2 71,5 32,8 34,6 66,9 97,9 32,8 46,8 79,0 110,1
60,0 87,6 40,3 42,2 82,0 120,3 40,3 57,5 97,2 135,7
70,7 1 103,7 47,8 50,0 97,2 143,3 47,8 68,2 115,4 161,3
ных плоскостей
8,4 10,7 4,6 5,3 9,6 12,4 4,6 6,0 10,3 13,1
10,1 14,9 6,8 7,1 13,5 18,5 6,8 8,5 14,9 19,9
14,0 19,3 8,9 8,9 17,4 24,6 8,9 Н,1 19,6 26,7
19,5 | 27,8 13,2 12,5 25,3 36,7 13,2 16,6 28,9 40,3
25,7 37,4 17,8 16,7 1 33,8 50,0 17,8 22,3 38,8 55,0
34,1 50,5 24,2 22,1 45,7 68,2 24,2 29,2 52,8 75,3
канавок
(уступа) в мм
| 20 25 30
(уступа) в мм
1« 12 16 24 30 8 12 16 24 30 10 1 15 20 | 25 । 3(
5,6 7. о' 8,4 9,8 11,2 6,з| 7,0 i 8,4 9,8 11,9 8,4| 9,8 11 ,1 >| 13,3 15,4
6,3 7,7‘ 9,1 11,9 12,6 7,0 9,4 9,8 12,6 15,4 9,8 11,9 15.-: 17,5 20,3
7,0 9,1 11,2 15,4 18,2 8,4 9,8 12,6 16,8 19,6 11,9 15,4 19,е >1 23,1 1 26,6
9,1 11,*9 14,7 19,6 23,8 9,8 12,6 16,1 21,7 26,6 15,4| 20,3 25,1 30,8 36,5
11,2 15,4 19,6| 25,2 30,8 12,6 16,8 21,0 28,0 35,0 20,3 26,6 35, 0 42,о] 50,4
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ 1ЫСТРОРЕЖ>ЩЕЙ из еыстрорежущей СТАЛИ Штучное время Режимы резания
Ширина строгания В в мм 1 Строгание горизонталь
Количество проходов с глубиной
Один грубый t ДО 4 Один получистовой Г до 2 Один грубый и один получистовой /+/' до 6 Два грубых и один получ истовой 2/+/' до 10 Один грубый t до 4 Один полу-ч истовой Г до 2 Один грубый и один получистовой /+/' ДО 6 Два грубых и од ин получистовой 2/ + /' до 10 Один грубый / ДО 4 Один получистовой Г до 2
Длина строга
150 250
; Ю 3,3 3,6 6,5 8,0 3,6 4,6 7,8 9,5 4,0 5,0
30 4,8 4,7 9,2 12,2 5,8 6,8 12,2 16,1 7,1 8,1
60 7,4 6,4 13,2 18,7 9,3 10,0 18,9 26,4 12,0 12,7
100 10,5 9,1 18,9 27,7 - 13,7 14,9 28,0 40,0 18,1 19,3
150 14,3 11,8 25,5 38,2 19,1 20,4 38,9 56,3 25,8 27,0
200 18,1 14,5 32,0 48,5 24,6 25,8 49,8 72,7 33,4 34,6
250 21,9 17,3 38,5 58,8 30,0 31,2 60,7 89,0 41,1 42,2
300 25,8 20,0 45,1 69,3 35,5 36,7 71,6 105,5 48,7 50,0
Строгание вертикаль
10 3,3 ’ 4,0 6,9 8,3 3,6 4,8 8.0 9,7 4,0 5,3
20 4,0 4,8 8,5 10,8 4,7 6,0 10,3 13,2 5,6 7,1
30 4,8 5,8 10,2 13,2 5,8 7,3 12,7 16,6 7,1 8,9
50 6,6 7,6 13,6 18,0 8,0 9.8 17,4 23,5 10,2 12,6
70 8,1 ю,з 17,5 23,9 10,4 12,8 22,7 31,4 13,5 16,7
100 10,5 12,6 22,5 31,2 13,7 16,6 29,7 41,7 18,1 22,1
Строгание уступов
Длина строгания L в мм !- Ширина к а н а в к-п
6 1 8 12 15 |
Глубина канавки
« 8 | 10 1 8 9 | 12 ) 6 | 10 12 | 16 6 i 10 12 16 | 20 |
100 3,7 4,0 4,4 I 3,6 4,0 4,5. 3,7 4,4 4,7 5,2 4,2 5,2 5,7 6,5 7,3
2и0 4,2 4,5 4,9 3,9 4,4 4,9 4,2 4,9 5,3 6,5 4,9 5,8 6,5 8J 8,9
300 4,9 5,2 5,7 4,4 4,9 5,7 4,9 5,7 6,5 8,1 5,7 7,3 8,1 10,5 12,1
450 5,7 6,5 7,3 4,9 5,8 6,9 5,7 7,3 8,1 9,7 6,5 8,9 10,5 13,0 15,4
600 6,5 8,1 8,9 5,7 7,3 8,9 6,5 8,5 10,5 13,0 8,9 10,5 11,3 17.fi 21,1
СТАЛИ с^ЮО-ИЮ кг/мм2 ИНСТРУМЕНТОМ Р9 БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
(без установочного) в минутах см. карту 131 КАРТА 107
ных плоскостей
резания I в мм
Один грубы й и один пол учис-тово ii i 4-1' До 6 Два грубых и один получистовой .7 + t' до 10 Один грубый i до 4 Один получистовой f до 2 Один грубый и одни получистовой t+v До 6 Два грубых и один получистовой 2/ + Г до 10 3 ! ® Один £" получи- 't стовой к о Г до 2 О- | Один грубый и один получистовой до 6 Два грубых и од ин получистовой c2t+t' до 10
ния в мм
350 | 500 ( 650
8,6 10,8 4,6 5,0 9,2 12,0 5,5 5,6 10,7 14,4
14,8 20,1 8,9 8,1 16,6 23,7 11,6 9,9 21,1 30,9
24,3 34,5 15,6 12,7 27,9 41,7 20,7 16,3 36,6 55,5
36,8 53,2 24,2 19,3 42,9 65,4 33,2 25,4 58,0 89,5
52,2 76,3 34,9 27,0 61,3 94,5 48,4 36,1 83,9 130,6
67,5 99,1 45,6 34,6 79,7 123,5 63,6 46,8 109,8 171,7
82,8 121,9 56,3 42,2 98,0 152,3 .78,8 57,5 135,7 212,7
98,1 145,1 67,0 50,0 116,4 181,7 94,0 68,2 161,6 253,7
ных плоскостей
8,9 11,2 4,6 6,0 10,3 13,1 5,5 6,0 И,2 14,9
12,3 16,1 6,8 8,5 14,9 19,9 8,6 8,5 16,7 23,5
15,6 20,9 8,9 П,1 19,6 26,7 11,6 Н,1 22,3 32,1
22,3 30,6 13,2 16,6 28,9 40,3 17,8 16,6 33,5 49,5
29,6 41,3 17,8 22,3 38,8 55,0 24,1 22,3 45,1 67,6
39,6 56,0 24,2 29,2 52,8 75,3 33,3 29,2 61,9 93,5
и канавок
(уступа) в мм
1 20 25 1 30
(уступа в мм
8 12 16 24 30 8 12 16 24 30 10 15 20 25 30
6,5 8,1 9,7 11,3 13,0 7,3 8,1 9,7 11,3 13,8 9,7 и,з 13,0 15,4 17,8
7,3 8,9 10,5 13,8 14,6 8,1 10,9 11,3 14,6 17,8 11,3 13,8 17,8 20,2 23,5
8,1 10,5 13,0 17,8 21,1 9,7 11,3 14,6 19,4 22,7 13,8 17,8 23,5 26,7 30,8
10,5 13,8 17,0 22,7 27,5 11,3 14,6 18,6 25,1 30,8 17,8 23,5 30,0 35,6 42,1
13,0 17,8 22,7 29,2 35,6 14,6 19,4 24,3 32,4 40,5 23,5 30,8 40,5 48,6 58,3
обработка инструментальной быстрорежущей из быстрорежущей стали Штучное время Режимы резания
Ширина строгания в В мм Строгание горизонталь
Количество проходов с
Одни грубый t до 4 Один полу-, чистовой 1 Г до 2 Один грубый и один получис-говой i + t' ДО 6 Два гру-бых и ОДИН по-лучисто* вой до 10 Один грубый t до 4 Один получистовой t' До 2 Один грубый и один получистовой t+t' до 6 Два грубых и один получистовой 2t+t' до 10 Один грубый t до 4 Один получистовой /' до 2
Длина строга'
150 | 250
10 3,6 3,3 6,3 8,0 4,0 4,6 8,2 10,3 4,6 5,0
30 5,8 4,8 10,2 14,1 7,1 6,8 13,5 18,7 8,9 8,1
60 9,3 7,4 16,3 23,8 12,0 10,0 21,6 31,8 15,6 12,7
100 13,7 Ю,5 | 23,6 35,6 18,1 14,9 32,4 48,8 24,2 19,3
150 19,1 14,3 32,8 50,2 25,8 20,4 45,6 69,7 34,9 27,0
200 24,6 18,1 42,1 65,0 33,4 25,8 58,6 90,3 45,6 34,6
250 30,0 21,9 51,4 79,7 41,1 31,2 71,8 111,2 56,3 42,2
300 35,5 25,8 60,7 94,6 48,7 36,7 84,8 131,9 67,0 50,0
Строгание вертикаль
10 3,6 4,0 7,1 8,9 4,0 4,9 8,5 10,8 4,6 6,0
20 4,7 4,9 9,2 12,1 5,6 6,7 10,8 15,6 6,8 8,5
30 5,8 5,8 И.2 15,3 7,1 8,5 15,2 20,5 8,9 н, i;
50 8,0 7,6 15,2 21,5 10,2 12,2 21,9 30,2 13,2 16,6}
70 10,4 10,3 19,6 28,4 13,5 16,3 29,2 40,9 17,8 22,3
100 13,7 12,6 25,6 37,6 18,1 21,7 39,2 55,6 24,2 29,2}
Строгание уступов
Длина строгания L в мм Ширина канавки
6 8 1 ,2 15
Глубина канавки
6 8 10 j 6 9 | 12 | 6 | 10 | 12 16 6 | 10 | 12 | 16 | 20
J00 4,1 4,5 4,9 4,0 4,5 5,0 4,1 4,9 5,2 5,8 4,7 5,8 6,3 7,2 8,1
200 4,7 5,0 5,4 4,3 4,9 5,4 4,7 5,4 5,9 7,2 5,4 6,5 7,2 9,0 9,9
300 5,4 5,8 6,3 4,9 5,4 6,3 5,4 6,3 7,2 9,0 6,3 8,1 9,0 И,7 13,5
450 6,3 7,2 8,1 5,4 6,5 7,6 6,3 8,1 9,0 10,8 7,2 9,9 И.7 14,4 *7,1
600 7,2 9,0 9,9 6,3 8,1 9,9 7,2 9,4 Н.7 14,4 9,9 И,7 12,6 19,8 23,4
СТАЛИ ^=--1104-120 кг/ям* ИНСТРУМЕНТОМ Р9 БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 131 Поперечно-строгальные | работы КАРТА 108
ных плоскостей
глубиной резания t в мм
Один грубый и один получис-говой f-t-f' ДО 6 Два грубых и эдин получистовой 2.t+t’ До 10 Один грубый Г до 4 Один получистовой Г До 2 Один грубый и один получистовой i+t' ДО 6 Два грубых и один получистовой 2f-|-i' до ю Один грубый t до 4 Один получистовой i' до 2 Один грубый и один получистовой i+t- до 6 Два грубых и один получистовой 2t+t' до 10
н и я в мм
350 | 500 650
9,2 12,0 5,5 5,6 10,7 14,4 5,5 6,5 П,7 15,4
16,6 | 23,7 Н,6 9,9 21* 1 30,9 И,6 12,6 23,8 33,7
27,9 41,7 20,7 16,3 36,6 55,5 20,7 21,7 42,1 61,0
42,9 65,4 33,2 25,4 58,0 89,5 33,2 34,4 67,0 98,5
61,3 94,5 48,4 36,1 83,9 130,6 48,4 49,6 97,4 144,1
79,7 '123,5 63,6 46,8 109,8 171,7 63,6 64,8 127,8 189,8
98,0 152,3 78,8 57,5 135,7 212,7 78,8 80,0 158,2 235,3
116,4 181,7 94,0 68,2 161,6 253,7 94,0 95,2 188,6 281,3
ных плоскостей
10,3 13,1 5,5 6,0 11,2 14,9 5,5 7,0 12,2 15,9
14,9 19,9 8,6 8,5 16,7 23,5 8,6 10,6 18,9 25,6
19,6 26,7 ? 11,6 1 И,1 22,3 32,1 | И,6 14,2 26,4 35,2
28,9 40,3 17,8 16,6 33,5 49,5 17,8 21,3 38,5 54,5
38,8 55,0 24,1 22,3 45,1 67,6 24,1 28,8 52,4 74,8
52,8 75,3 33,3 29,2 61,9 93,5 33,3 39,5 72,1 103,6
н канавок
(уступа) в мм
| 20 25 30
уступа) в мм
1 8 12 16 24 30 8 12 16 24 30 10 15 20 25 30
7,2 9.0 10,8 12,6 14,4 8,1 9,0 10,8 12,6 15,3 10,8 12.6 14,4 17,1 19,8
8,1 9,9 П,7 15,3 16,2 9,0 12,1 12,6 16,2 19,8 12,6 15,3 19,8 22,5 26,1
9,0 П,7 14,4 19,8 23,4 10,8 12f6 16,2 21,6 25,2 15,3 19,8 25,2 29,7 34,2 -
4,7 15,3 18,9 25,г| 30,6 12,6 16,2 20,7 27,9 34,2 19,8 26,1 33,3 39,6 46,8
14,4 19,8 25,2 32,4 39,6 16,2 21,6 27,0 36,0 45,0 26,1 34,2 45,0 54,0 64,8
ОБРАБОТКА СЕРОГО ЧУГУНА Нв = 140 /60 СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания в в Строгание горизонталь
Количество проходов с
Один грубый t до 6 Один получистовой /' до 2 Од ии грубый и один получиеговой до 8 Два грубых и один по-л учисто-вой 2/+/' до 14 Один грубый I / до 6 Один получистовой Г до 2 в Один грубый и один получистовой /-г/’ до 8 Два грубых и один получистовой 2/+/’ до 1 4 Один грубы! t до 6 Один получи Г то вой /' ДО 2
Длина строга
150 | 250
10 2,8 3,6 6,0 7,0 2,9 3,6 6,1 7,2 3,1 4,3
30 3,3 4,? 7,7 | 9,2 3,6 | 4.7 | ' 8,0 9,8 | 4,1 | 5,8
60 4,1 6,4 ’ 10,1 12,4 | 4,8 6,4 10,7 13,7 5,7 8,1
100 5.5 9,1 | 14,0 17,7 6.6 9,1 15,0 19,9 8,2 11,7
150 6,8 11,8 18,0 ' 23,2 8,5 11,8 19,7 * 26,4 10,9 15,5
200 8,2 14,5 22,1 28,6 10,3 14,5 24,3 32,9 13,5 19,3
1 250 / 9,5 / /7,3 / 26,2 34,0 1 12,2 / 17,3 28,9 39,4 / 16,2 / 23,1
300 Ы.9 20,0 30.3 | 39,5 | 14,1 20,0 33,5 45,9 | 18,9 j 27,0
\ Строгание вертикаль
10 | 3,1 | 4,0 6,6 7,9 | 3,1 | 4,0 | 6,6 7,9 | 3,3 4,4
20 I 3,6 | 4,9 8.1 | 9,9 | 3,6 | 4,9 | 8,1 | 9,9 | 4,0 | 5,3
30 4.1 5,8 9,5 11,9 4,1 5,8 9,5 11,9 4,8 6,2
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 6,3 8.0
70 | 6,6 10,3 15,8 20,8 6,6 10,3 15,8 20,8 8,2 10,3
100 | 8,3 | 12,6 | 20,2 26,8 8,3 12,6 20,2 ) 26,8 10,5 13,0
Строгание уступов и
Длина строгания L в мм Ширина канавки
6 8 12 I 18 1 20 |
Глубина канавки
G [ 8 | 10 6 | 9 | i а| 6 | 10 | 12| 16 | 6 | Ю | 12 16 20 | 8 12 16 24 | 30 | 8
1001 1,7 1,92 !,1 1,7 1,912,1 1,7 S м 2.2 2с 2,0 2,4 2,6 3,0 3,4 3,0 3,7 4,5 5,2. 6,0 3,1
200^2, о!г,1 2 ,3 1,8 2,о[2,3 1 1 2,0 5 \з 2,5 З.С 2,2 2,7 3,0 3,7 4,1 3,4 4,1 4,9 6,4| 6.7 3,'
300^2,3:2,4 2 ,6|2,0|2, 3 2,6|2,3|2,6 3,0 3,4 2,6 3,4 з,?| 4,9 5,6 3,7| 4,9 6,0 1 1 7,9 9,7 4,5
450^2,6 3,02 ,4'2,3|2, 7 3,1 2,61 3.4 3,7 4,f 3,0 4,1 4.9 6,0 7,1 4,9| 6,4! 7,9 10,5 12,7 5,5
600 з,о 3,84 , 1[2,6 з, 4 4,1 3,0,4 1,1 4.9 6,с 4,1 4,9 5,2 8,3 9,7 6,0| 8,3| 10,5|13,5 16, 5 6,'
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 130 Поперечно-строгальные работы КАРТА 109
ных плоскостей
глубиной резания t в Л£Л£
Один грубый и одни получистовой t+t' до 8 Два грубых и одни получистовой 2t+t' До 14 Один грубый t ДО 6 Один получистовой t' до 2 Один грубый и один получистовой t+t' До 8 Два грубых и один получистовой 2t + t' До 14 Один грубый 1 t до 6 Один получистовой Г до 2 Один грубый и один получистовой t+t’ до 8 Два грубых и один получистовой 2t + t' до 14
Ния в мм '
350 500 650
6,9 8,1 3,3 4,6 7,4 8,9 3,3 4,6 7,4 8,9
9,5 11,8 4,8 6,8 | 11.1 14,1 4,8 6,8 П,1 14,1
13,4 17,3 7,0 10,0 | 16,6 21,9 7,0 10,0 16,6 21,9
19,2 25,7 10,3 14,9 24,6 33,3 10,3 14,9 24,6 33,3
25,7 34,9 14,1 20,3 33,9 46,3 14,1 20,3 33,9 46,3
32,2 44,2 17,9 25,8 43,2 59,3 17,9 25,8 43,2 59,3
38,7 53,3 21,6 31,2 52,4 72,3 21,6 31,2 52,4 72,3
45,2 62,6 25,4 36,7 61,6 85,3 | 25,4 36,7 61,6 85,3
ных плоскостей
7,3 8,7 3,6 4,8 8,0 9,7 3,6 5,3 8,5 10,3
8,9 11,2 4,7 6,0 10,3 13,2 4,7 7,1 Н,4 14,3
10,6 13,6 5,8 7,3 12,7 16,6 5,8 8,9 14,3 18,3
14,0 18,5 8,0 9,8 17,3 23,5 8,0 12,5 20,1 26,3
17,9 24,4 10,4 12,8 22,7 31,3 10,4 16,7 26,5 35,3
22,9 31,7 13,7 16,6 29,3 41,7 13,7 22,1 35,2 47,2
к а п а в о к Строгание ласточкина хвоста
(уступ а) в Длина стро-гания в мм Высота строгания в мм
25 | 30
(уступа) в мм 10 12 16 20 25 30 35 40 45 — —
12 ,6 24 . 30 10 15 20 25 30
3,7 4,5 5,2 6,4 4,5 5,2 6,0 7,1 8,3 150 6,8 7.5 8,3 ю, 12,о| 13,5 15,0 16,5 18,8 — —
4,5 5,2 6,7 8,3 5,2 6,4 8,3 9,: 10,9 250 8,3 9,0 10,1 12/ 115,0)17,3 19,5 21,0 24,0 — —
5,2 6,7 9,0 10,5 6,4 8,3 10,5 12/ 14,2 400 10,5 11,6 13,5 15, И9,5 23,3 25,5 27,8 32,3 — --
6,7 8,6 11,6 14,2 8,3 10,9 13,9 16, Е 19,5 600 13,1 15,0 17,3 20/ 25,5 30,8 34,5 36,8 42,8 — —
9,0 11,2 15,0 18,7 10,9 14,2 18,7|22,4 27,0 — — —
14. Справочник Зак. 952
209
ОБРАБОТКА СЕРОГО ЧУГУНА HR = 160 <• 180 СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь-
Количество проходов с глубиной
Один грубый t До 6 Один получистовой f до 2 Один гр у бы й и один получистовой t+t* до 8 Два грубых и одни получистовой 2Г+Г до 14 Один грубый t до 6 Один получистовой V до 2 Один грубый и один получистовой t+t' до 8 Два грубых и один получистовой 2/+Г * до 14 Один грубый t до 6 Один получистовой Г До 2
’ Длина строга
150 | 250
10 2,8 3,6 6,0 7,0 2,9 3,6 6,1 7,2 3,1 4,3
30 3,3 4,7 7,7 9,2 3,6 | 4,7 8,0 9,8 4,1 5,8
60 4,1 6,4 10,1 12,4 4,8 6,4 10,7 13,7 5,7 8,1.
100 5,5 9,1 14,0 17,7 6,6 9,1 15,0 19,9 8,2 11,7
150 6,8 И,8 18,0 23,2 8,5 11,8 19,7 26,4 10,9 15,5
200 8,2 14,5 22,1 28,6 10,3 14,5 24,3 32,9 13,5 19,3
250 9,5 1.7,3 26,2 34, О' 12,2 17,3 28,9 39,4 16,2 23,1
300 10,9 20,0 30,3 39,5 14,1 20,0 33,5 45,9 18,9 27,0
Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,1 4,0 6,6 7,9 3,3 4,8
20 3,6 4,9 8,1 9,9 3,6 4,9 8,1 9,9 4,0 6,0
30 4,1 5.8 9,5 11,9’ 4,1 5,8 9,5 11,9 4,8 7,3
50 5,2 7,6 12,4 15,9 5,2 7,6 12,4 15,9 6,3 9,8
70 6,6 10,3 15,8 20,8 6,6 10,3 15,8 20,8 8,2 12,8
100 8,3 12,6 20,2 26,8 8,3 12,6 20,2 26,8 10,5 16,6
Строгание уступов и
Длина строгания L в ллг Ширин а канавки
6 | 8 | 12 | 15 20
' Глубина канавки
6 | 8 | ю| б | 9 | 12| 6 | ю| 12| 16 | 6 Ю | 12 | 16 | 20 | 8 | 12 | 16 | 24 | 30 | 8
100 2,3^2,5 2,7|2,2 2,5^2,8 2,3 2,7 2,9 3,2 2,6 3,2 3,5 4,0 4,5 4,0 5,0 6,0 7,0 8,0 4,5
200 2, б|г, 8 3,о!2,4 2,7 3,0 2,6 3,0 3,3 4,0 3,0 3,6 4,0 5,0 5,5 4,5 5,5 6,5 8,5 9,0 5,0
300 3,0 3,2'3,5 2,7|3,03,5 3,0 3,5 4,0 5,0 3,5 4,5 5,0 6,5 7,5 5,0 6,5 8,0 11,0 13,0 6,0
450|3,5 4,0 4,5|з,о|з,б|4,2 3,5 4,5 5,0 6,0 4,0 5,5 6,5 8,0 9,5 6,5 8,5 10,5 14,0 17,0 7,0
600|4,0 5,0 5,5|з,54,5 5,5 4,0 5,5 6,5 8,0 5,5 6,5 7,0 11,0 13,0 8,0 11,0 14,0 18,0 22,0 9,0
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 130 П оперечнострогальные работы
КАРТА ПО
ных плоскостей
резания t и мм
Один грубый и один оолучисто вой t+t' до 8 Два грубых и один получистовой 4t+t’ До 14 Один грубый t до 6 Один получистовой t' до 2 Один грубый и один получисто вой до 8 Два грубых и один получистовой 2t+t ДО 14 Один грубый t до 6 Один получистовой Г до 2 Од ин грубый и один получистовой t+Г ДО 8 Два грубых и один получистовой 2*+Г до 1 4
Н [I я В ММ
350 500 1 650
6,9 8,1 3,3 4,6 7,4 8,9 3,6 5,0 8,2 10,0
9,5 11,8 4,8 6,8 .11,1* 14,1 5,7 8,1 13,4 17,3
13,4 17,3 7,0 10,0 16,6 21,9 8,9 12,7 21,1 28,2
19,2 25,7 10,3 14,9 24,6 33,3 13,4 19,3 32,1 43,8
25,7 34,9 14,1 20,3 33,9 46,3 18,7 27,0 45,1 62,1
32,2 44,2 17,9 25,8 43,2 59,3 24,0 34,6 58,0 80,3
38,7 53,3 21,6 31,2 52,4 72,3 29,3 42,2 71,0 98,5
45,2 62,6 25,4 36,7 61,6 85,3 34,6 50,0 85,0 116,8
лих плоскостей
7,6 9,1 3,6 5,3 8,5 19,3 4,0 5,3 8,9 11,2
9,7 11,9 4,7 7,1 П,4 14,3 5,6 7,1 12,3 16,1
11,7 14.7 5,8 | 8,9 14,3 18,3 7.1 | 8,9 15,6 20,9
15,7 20,3 8,0 12,5 20,1 26,3 Ю,2 | 12,5 22,3 30,6
20,4 26,8 Ю,4 j 16,7 26,5 35,3 13,5 16,7 29,6 41,3 ;
26,5 35,2 13,7 22,1 35,2 39,9 18,1 22,1 39,6 56,0
канавок Строгание ласточкина хвоста
(уступа) в мм Длина строгания в мм Высота строгания в мм
25 | 30
(уступа) мм - 1 0 12 16 j 20 25 30 35 40 45 —
12 16 24 30 10 15 20 25 30
5,о| 6,0 7,0 8,5 6,0 7,( 9 8,0 9,5 11,0 150 7,7 8,5 9,4|11,5)13,6 15,3 17,0 18,7|21,4 —
6,7| 7,0 9,о)11,0 7,0 8,5)11,0 12,5 14,5 250 । 9,4 10,2 1 1,5)14,1)17,0)19,6 22,3 24,0 27,3 —
7,0 9,0 2,0 14,0 8,5 11,( ) 14,0|16,5 19,0 400 11,9 13,2115,3 17,9 22,3 26,4|29,0 31,7 36,6
9,0|11,5 5,5 19,0 11,0|14,Е 18,5|22,0 26,0 600 14,9 17,01 9,6|23,2 29,0 34,э|з9,3 41,9 48,7 -
,2*015,0 5 !О,о'25,О । 14,5'19,С 25,0 30,0 36,0 —
ОБРАБОТКА СЕРОГО ЧУГУНА = 180 4- 200 СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t до 6 Один полу- чистовой ! /’ до 2 Один грубый и один получистовой ' до 8 ‘ Два грубых и один получистовой 2/ + Г До 1 4 Один грубый t до 6 Один полу- | чистовой г ДО 2 1 Один грубый и один получистовой t+t' до 8 Два грубых и один получистовой 2t + i' до 14 Один грубый t ДО 6 Один получистовой Г до 2
Длина строга
150 250
10 2,8 | 3,6 । 6,0 ! 7,0 3,0 | 3,9 ! 6,5 7,7 j 3,3 ! 4,6
30 3,3 4-7| 7,7 9,2 4,1 ‘ 5,4 9,1 11,4 4,8 6,8
60 4,1 6,4 10,1 12,4 5,7 7,7 13,0 16,9 7,0 10,0
100 5,5 9,1 14,0 17,7 8,2 11,3 18,8 25,3 10,3 14,9
150 6,8 11,8 18,0 23,2 10,8 J 15,1 25,3 34,5 14,1 20,4
200 8,2 14,5 22,1 28,6 13,5 18,9 31,8 43,7 17,9 25,8
250 9,5 17,3 26,2 34,0 16,2 22,7 38,3 52,9 21,6 31,2
! 300 10,9 20,0 30,3 39,5 18,9 26,5 44,8 62,1 25,4 36,7
* Строгание вертикаль
10 3,1 4,0 6,6 7,9 3,3 4,0 6,9 8,3 3,6 4,8
! 20 3,6 I 4,9 8,1 9,9 4,0 4,9 8,5 10,8 4,7 6,0
30 4,1 5,8 9,5 11,9 4,8 5,8 10,2 13,2 5,8 7.3
50 5,2 7,6 12,4 15,9 6,6 7,6 13,6 18,0 8,0 9,8
- 70 6,6 10,3 15,8 20,8 8,1 10,3 17,5 23,9 10,4 12,8
100 8,3 12,6 20,2 26,8 10,5 12,6 22,5 31,2 13,7 16,6
Строгание уступов
Длина строгания L в мм Ширина канавки
6 1 8 12 15 | 20
Глубина канавки
6 8 Н 6 9 12 б 10| 12 16 6 10 12 16 20 8 12 16 24 30 8
100*2,8 3,0 3,2 2,б|з,0 3,4 2,8 3,2|з,5 3,8 3,1 з, 3 4,2 4,8 5,4 4,8 6,0 7,2 8,4 9,6 5,4
200 3,1 3,4 3,б|2,9|з,2 3,6 3,1 3,6|4,0 4,8 3,6 4, 3 4,8 6,0 6,6 5,4 6,6 7,8 10,3 10,8 6,0
300 3,6 3,8 4,2 3,2 3,6 4,2 3,6 4,2^4,8 6,0 4,2 5, 1 6,0 7,8 9,0 6,0 7,8 9,6 13,2 15,6 7,2
4504,2 4,8 5,4 3,6 4,3 5,0 4,2 5,4|б,0 7,2 4,8 6, 5 7,8 9,6 11,4 7,8|10,3 12,6 16,8 20,4 8,4
^00|4,8 6,0 6,С >4,2 5,4 6,6 4,8|б,б)7,8 9,6 6,6 7, 8 8,4 13,2^15,6 9,6 13,2 16,8 21,6 26,4 10,8
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 130 Поперечно-строгальные работы
КАРТА 111
ных плоскостей
глубиной резания t в мм
Один грубый и один получистовой i+t' до 8 Два грубых и ( один получистовой 2t+t‘ до 1 4 Один грубый t до 6 Один получистовой i‘ до 2 Один грубый и один получистовой t + t1 ДО 8 Два грубых и один получистовой 2i+t' до 1 4 Один грубый t ДО 6 Один получистовой Г до 2 Один грубый и ОДИН получистовой t+t’ до 8 Два грубых и один \ получистовой 2t+t' до 14
н и я в мм
350 j 500 | 650
7,4 8,9 3,6 5,0 8,2 10,0 4,0 5,0 8,6 | 10,8 '
И,1 14,1 5,7 8,1 13,4 17,3 7,0 8,1 14,7 19,9
16,6 21,9 8,9 12,7 21,1 28,2 11,5 12,7 23,8 33,5
24,6 33,3 13,4 19,3 32,1 43,8 17,8 19,3 36,5 52,6
33,8 46,3 18,7 27,0 45,1 62,1 25,3 27,0 51,7 75,3
43,0 ' 59,3 24,0 34,6 58,0 80,3 '32,8 34,6 66,9 97,9
52,2 72,3 29,3 42,2 71,0 98,5 40,3 42,2 82,0 : 120,3
61,4 85,3 34,6 50,0 85,0 116,8 47,8 50,0 97,2 143,3
ных плоскостей
8,0 9,7 4,0 5,3 8,9 11,2 4,0 6,0 9,1 п.7
10,3 13,2 5,6 7,1 12,3 16,1 5,6 8,5 13,7 17,1
12,7 16,6 7,1 8,9 15,6 20,9 7,1 11,1 17,7 22,4 '
17,4 23,5 10,2 12,6 23,3 30,6 10,2 16,6 25,8 33,2
22,7 31,4 13,5 16,7 29,6 41,3 13,5 22,3 34,6 ’ 45,0
29,7 41,7 18,1 22,1 39,6 56,0 18,1 29,2 46,7 61,1
и канавок Строгание ласточкина хвоста
(уступа) в мм 1 Длина строгания в мм Высота строения в *
25 | 30
(уступа) в мм 10 12 16 20 25 30 35 40 45 —
12 16 24 30 10 15 20 25 30
6,0 7,2 8,4 10,3 7,2 8,4 9,6 11,4 13,2 150 9,0 10,0 11,0 13,5 16,0 18,( 20,0 22,0 25,0 — —
7,8 8,4 10,8 13,2 8,4 10,3 13,2 14,9 17,4 250 11,0 12,0 13,5 16,5 20,0 23,0|26,0 28,6 32,0 — —_
8,4 10,8 14,4 16,8 10,3 13,2|16,8|19,8 22,8 400 14,0 15,5 18,0 21,0 26,0 31,0[34,О 37,6 43,0 — —
10,8 13,8 18,6 22,8 13,2 ’17,4)22,2 26,4 31,2 600 17,5)20,0 23,0 27,0 34,0 41,0|46,0)49, С [57,0 — —
14,4 18,0 24,0 30,0 17,4 22,8 30,0 36,0 43,2 —
ОБРАБОТКА СЕРОГО ЧУГУНА нв = 200 - 220 СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t до 6 Один получистовой Г до 2 Один грубый м один получистовой t+t' до 8 Два грубых и один получистовой 2t+t' до I 4 Один грубый t до 6 Один получистовой 1‘ до 2 Один грубый и одни получистовой t+t' До 8 Два грубых и один получистовой 2t+t' до 14 Один грубый t до 6 Один полу- I ЧИСТОВОЙ i ' до 2
Длина строга
150 250
10 2,9 3,6 6,1 7,2 3,0 3,9 6,5 7,7 3,3 4,6
30 3,6 4,7 8,0 9,8 4,1 5,4 9,1 11,4 4,8 6,8
60 4,9 6,4 10,7 13,7 5,7 7,7 13,0 16,9 7,0 10,0
100 6,6 9,1 15,0 19,9 8,2 11,3 18,8 25,3 10,3 14,9
150 8,4 11,8 19,6 26,4 10,8 15,1 25,3 34,5 14,1 20,4
200 10,3 14,5 24,2 '32,9 13,5 18,9 31,8 43,7 17,9 25,8
250 12,2 17,3 28,8 39,4 16,2 22,7 38,3 52,9 21,6 31,2
300 14,1 20,0 33,4 45,9 18,9 26,5 44,8 62,1 25,4 36,7
Строгание вертикаль
10 3,1 4,0 6,6 7.9 3,3 4,8 7,6 9,1 3,6 5,3
20 3,6 4,9 8.1 9,9 4,0 6,0 9,7 11,9 4,7 1 7,1
30 4,1 5,8 9,5 11,9 4,8 7,3 И,7 14,7 5,8 | 8,9
50 5,2 7,6 12,4 15,9 6,6 9,8 15,7 20,3 8,0 12,6
70 6,6 10,3 15,8 20,8 8,1 12,8 20,4 26,8 10,4 16,7
100 8,3 12,6 20,2 26,8 10,5 16,6 26,5 35,2 13,7 22,1
Строгание уступов
Длина строгания L в jHJt Ширина канавки
6 1 . 8 12 | 15 20 |
Г* лубина канавки
6 8 о 16 9 12 6 1 12[ 16 6 | 10 | 12 16 | 20 | 8 12 | 16 | 24 | 30 8
100 3,1 2 3,5 з,е 3,1 3,5 3,9 3,2 3,8|4,1| 4,5 3,7 4,- 5 4,9 5,6 6,3 5,6 7,0 8,4 9,81 1,2 6,3
200 3, 7 3,9 4,2 3,4 3,8 4,2 3,7 4,2|4,б| 5,6 4,2 5, 1 5,6 7,0 7,7 6,3 7,7 9,1 11,9 2,6 7,0
300 4, ф, 5 4,9 3,8 4,24,9|4,2j4,< 9 5,б| 7,0 4,9 6, 3 7,0 9,1 10,5 7,0 9,1 11,2 15,4 8,2 8,4
450 4/ 95,6 6,3 ^4,2 5,1|5,9|4,9 6, 37,о| 8,4 5,6 7, 7 9,1 11,2 13,3 9,1 11,9 14,7 19,6.23,8 9,8
600 5,6|7,0 7,7 4,9 6,з|7,7|5,6 7, 79,1|11,2 7,7 9,1| 9,8 15,4 18,2)11,2)15.4 19,6 25,2 10,8|12,6
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ БЕЗ ОХЛАЖДЕНИЯ Поперечно-строгальные работы
;без установочного) в минутах см. карту 130 КАРТА 112
ных плоскостей
г лубиной резания t в мм
Один грубый и один пол уч [кто-вой t+t' до 6 Два грубых и одни получистовой 2t+t' до 14 Один грубый t ДО 6 Один получистовой f до 2 Один грубый и один получистовой t+t* до 8 Два грубых и один по-лучнсто-во'й 2/+/' до 1 4 Один грубый Р до 6 Один получистовой V до 2 Один грубый и один получистовой t+t'до 8 Два грубых и один получистовой 2t+t‘ До 14
и и я в мм
350 500 650
7,4 8,9 3,6 5,0 8,2 10,0 4,0 5,6 9,2 11,4,
И,1 14,1 5,7 8,1 13,4 17,3 7,0 9,9 16,5 21,7
16,6 21,9 8,9 12,7 21,1 28,2 11,5 16,3 27,4 37,1
24,6 33,3 13,4 19,3 32,1 43,8 17,8 25,4 42,6 58,7
‘ 33,8 46,3 18,7 27,0 45,1 62,1 25,3 36,1 60,8 79,3
43,0 59,3 24,0 34,6 58,0 80,3 32,8 46,8 79,0 110,1
52,2 72,3 29,3 42,2 71,0 98,5 40,3 57,5 97,2 135,7
61,4 85,3 34,6 50,0 85,0 116,8 47,8 68,2 115,4 161,3
ных плоскостей
8,5 10,3 4,0 6,0 9,1 11,7 4,6 6,0 10,3 13,1
11,4 14,3 5,6 8,5 13,7 17,1 6,8 8,5 14,9 19,9
14,3 18,3 7,1 Н,1 17,7 22,4 8,9 11,1 19,6 26,7
20,1 26,3 10,2 16,6 25,8 33,2 13,2 16,6 28,9 40,3
26,5 35,3 13,5 22,3 34,6 45,0 17,8 22,3 38,8 55,0
35,2 47,2 18,1 29,2 46,7 61,1 24,2 29,2 52,8 75,3
и канавок Строгание ласточкина хвоста
(уступа) в мм Длина строгания в мм Высота строгания в мм
25 | 30
(уступа) в мм 10 12 16 20 25 30 35 40 45 — —
.2 16 24 30 | 10 15 20 25 I 30
7,0 8,4 9,8 11,9 8,4 9,8 П,2 13,1 15,4 150 10,8 12,0 13,2р6,3 19,2 21 ,е .24,0)26,4 30,0 — —
9,4 9,8 12,6 15,4] 9,8|11,9)15,4 17,1 >20,3 250 13,2 14,3 16,з|19,8 24,0 27,б|з1,2)зЗ,6 38,4 ’—
9,8 12,6 16,8 19,6 11,9)15,4 19,6 23, 26,6 400 16,8 18,6 21,6 25,2|31,2 37,5 140,8 44,4 51,6 — —
12,6 16,1 21,7 26,6 15,4 20,325,9 1 зо,г 5 36,5 600)20,9 24,0 27,6 32,4j40,8j49,2’55,2j58,8 68,4 1- —
16,8 21,0 28,О135,0!20,3 1 I I 26,6*35,0 42,0.50,4 - - Г
ОБРАБОТКА серого чугуна ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый i до 6 Один полу-1 ЧИСТОВОЙ Г ДО 2 Один грубый и один получистовой t+t' До 8 Два грубых и один получистовой 2£-|-/' до 14 Одни грубый t ДО 6 1 : Один получистовой t' до 2 Один грубый и один получистовой t + t' до 8 Два грубых и один получистовой 2t+i' до 14 Один грубый t до 6 Один получистовой Г до 2
Длина строга
150 250
10 2,9 3,6 6,1 7,2 3,3 4,6 7,4 8,9 3,6 5,0
30 3,6 а,7 8,0 9,8 4,8 6,8 11,1 14,1 5,7 8,1
^60 4,9 6,4 10,7 13,7 7,0 10,0 16,6 21,9 8,9 12,7
100 6,6 9,1 15,0 19,9 10,3 14,9 24,6 33,3 13,4 19,3
150 8,4 П,8 19,6 26,4 14,1 20,4 33,8 46,3 18,7 27,0
200 10,3 14,5 24,2 32,9 17,9 25,8 43,0 59,3 24,0 34,6
250 12,2 17,3 28,8 39,4 21,6 31.2 52,2 72,3 29,3 42,2
300 14,1 20,0 33,4 45,9 25,4 36,7 61,4 85,3 34,6 50,0
Строгание вертикальных
10 3,1 4,0 6,6 7,9 3,3 | 4,8 7,6 9,1 3,6 5,3
20 3,6 4,9 | 8.1 9,9 4,0 6,0 9,7 11,9 4,7 7,1
30 4,1 5,8 9,5 11,9 4,8 | 7,3 11,7 14,7 5,8 8,9
• 50 5,2 7,6 12,4 15,9 6,6 | 9,8 15,7 20,3 8,0 12,6
70 6,6 10,3 15,8 20,8 8,1 12,8 20,4 26,8 10,4 16,7
100 8,3 12,6 20,2 26,8 10,5 16,6 26,5 35,2 13,7 22,1
Строгание уступов
Длина строгания L В Af.lt Ширина канавки
6 8 1 12 | 15 20
Глубина канавки
6 8 10 6 9 12 6 10 i12 16 6 10 12 16 20 | 8 [ 12 | 16 24 30 8
100 3,7 4,0 4,3 3,5 4,0 4,5 3,7 4,3 4,6 5,1 4,2 5,1 5,6 6,4 7,2 6,4 8,0 9,6 11,2 12,8 7,2
200 4,2 4,5 4,8 3,8 4.31 4,8 4,г1 4,8 1 5,3 4,8' 5,8 1 6,4 8,0 8,8 7,2 8,8 ^10,4 ,13,6 ,14,4 8,0
300 4,8 5,1 5,64,3 4,8 5,6 4,8 5,6 6,4 8,0 5,6 7,2 8,0 10,4 12,0 8,0 10,4 12,8 17,6 20,8 9,6
450 5,б|б,4 7, гк,8 1 5,8 6,7 5,6 7,2 8,0 9,6 6,4 8,8 10,4 12,8 15,2 10,4 13,6 16,8 22,4 27,2 Н,2
600 6,4^,0 8,8|5,6 7,2 8,8 6,4 8,8 10,4|12,8 8,8 10,4 11,2 17,6 20,8 12,8 17,6 22,4 28,8 35,2 14,4
Нв= 220—240 ИНСТРУМЕНТОМ БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 130 Поперечно-строгальные работы
КАРТА 113
ных плоскостей
глубиной резания t в мм
Один грубый и один получистовой t+i' до 8 Два грубых и один получистовой t+t' до 1 4 Один грубый t до 6 Один получистовой t' до 2 Один грубый и один получистовой t + f ДО 8 Два грубых и один получистовой 2/4-Г до 14 Один грубый t до 6 Один получистовой i' до 2 Один грубый и один получистовой t+t' до 8 Два грубых и один получистовой 2t + f до 14
н в я в м м
350 500 650
8,2 10,0 4,0 5,6 9,2 Н,4 4,6 5,6 9,9 | 12,7
13,4 17,3 7,0 9,9 16,5 21,7 8,9 9,9 14,2 25,5
21,1 28,2 11,5 16,3 27,4 37,1 15,3 16,3 31,3 44,8
32,1 43,8 17,8 25,4 42,6 58,7 24,2 25,4 49,0 71,5
45,1 62,1 25,3 36,1 60,8 79,3 34,9 36,1 70,5 103,6
58,0 80,3 32,8 46,8 79,0 110,1 45,6 46,8 91,8 135,5
71,0 98,5 40,3 57,5 97,2 135,7 56,3 57,5 113,2 167,5
85,0 116,8 47,8 68,2 115,4 161,3 67,0 68,2 134,6 199,6
плоскостей
8,5 10,3 4,0 6,0 9,1 1 11,7 4,6 1 7,0 11,3 | 14,1
11,4 14,3 5,6 8,5 13,7 17,1 6,8 10,6 17,0 22,0
14,3 18,3 7,1 И,1 17,7 22,4 8,9 14,2 22,7 29,8
20,1 26,3 ) Ю,2 16,6 25,8 33,2 13,2 21,3 33,6 45,5
26,5 35,3 13,5 22,3 34,6 45,0 17,8 28,8 46,0 62,1
35,2 47,2 18,1 29,2 46,7 61,1 24,2 39,5 63,1 85,6
и канавок Строгание ласточкина хвоста
(уступа) в мм
25 | 30 Для ргй строгания в мм Высота строгания в мм
(уступа) в мм
12 1в 24 30 10 15 20 25 | 30 10 12 16 20 25 30 35 40 45
8,0 9,6 И,2 13,6 9,6 11,2 12,8 15/ 2 17,6 150 12,6 14,С 15,4 18,9 22,4 25,2 28,0)30,1 3 35,1
10,7|11,2|14,4|17,б|11,2|13,6 17,6 20, ( 3 23,2 250 15,4)16,8 18, э|23,1)28,0 32,2|36,5|39, з)44,8
11,2|14,4 19,2)22,4 3,6 17,6 22,4 26, 4 30,4 400 19,6 21,7 25,2 2901зб,5 43,4 47,6)51 ,< 3 60,2
14,4|18,4|24,8 30,4|17,6(23,2 29,6 35,2|41,6 600 [24,5 28,0 32,2|37,9 47,6 57,4 64,5(б8,7|79,9
19,2*24,0 32,0 40,0^23,2(30,4 1 1 40,0 48, 3 57,6
ОБРАБОТКА серого чугуна ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Штучное время Режимы резания
Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый i до 6 ; ОДИН ПОЛу-1 чистовой Г до 2 Один грубый и один получистовой t + t' до 8 Два грубых и один получистовой 2t+t’ ДО 14 Один грубый t до 6 ! Один получистовой /' ДО 2 Один грубый и один получистовой t + t’ до 8 Два грубых и один получистовой 2t + f до 1 4 Один грубый i до 6 Один получистовой Г до 2
Длина строга
150 250
10 3,0 3,6 6,3 7,5 3,3 4,6 7,4 8,9 3,6 5,0
30 4,1 4,7 8,4 10,8 4,8 6,8 П,1 14,1 5,7 8,1
60 5,7 6,4 11,7 15,6 7,0 10,0 16,6 21,9 8,9 12,7
100 8,2 9,1 16,6 23,1 10,3 14,9 24,6 33,3 13,4 19,3
150 10,8 11,8 22,0 31,2 14,1 20,4 33,8 46,3 18,7 27,0
200 13,5 14,5 27,4 39,3 17,9 25,8 43,0 59,3 24,0 34,6
250 16,2 17,3 32,8 47,4 21,6 31,2 52,2 72,3 29,3 42,2
300 18,9 20,0 38,2 55,5 25,4 36,7 61,4 85,3 34,6 50,0
Строгание вертикальных
10 3,3 6,0 6,9 8,3 3,6 4,8 8,0 9,7 4,0 5,3
20 4,0 4,9 8,5 10,8 4,7 6,0 10,3 13,2 5,6 7,1
30 4,8 5,8 10,2 . 13,2 ! 5,8 7,3 12,7 16,6 7,1 8,9
50 '6,6 7,6 13,6 18,0 8,0 9,8 17,4 23,5 10,2 12,6
70 8,1 10,3 17,5 23,9 10,4 12,8 22,7 31,4 13,5 16,7
100 10,5 12,6 22,5 31,2 13,7 16,6 29,7 41,7 18,1 22,1
Строгание уступов
I Длина строгания L в ми1 Ширина канавки
6 8 | 12 15 20
Глубина канавки
6 8 Ю 6 9 J2| 6 ю| 12 16 в 10 12 16 20 8 I 2 16 24 30 8
100 4,1 4,5 4,9 4,0 4,5 5,о|4,1|4,9 5,2 5,8 4,7 5,8 6,3 7,2 8,1 7,2 9,0 10,8 12,6 14,4 8,1
200|4,7 5,0 5,4 4,3 4,9 5,4|4,7 5,4 5,9 7,2 5,4 6,5 7,2 9,0 9,9 8,1 9,9 11,7 15,3 16,2 9,0
300 5.4(5,8 i 6,3 4,9 5,4 6,з|б,4 6,3 7,2 9,0 6,3 8,1 9,0 11,7|13,5 9,0 11,7 14,4 19,8 23,4 10,8
450 6,3 7,2 8,1 5,4 6,5 7,6 6,3 8,1 9,0|10,8 7,2 9,9(11,7 1 ) 14,4|17,1 11,7 15,3 18,9 25,2|30,6 12,6
600 7,2|9,0 9,9 6,3-8,1^9,9^7,2 9,4^11,7(14,4 9,9 И,7 12,6 19,8'23 4 1 14,4 19,8|25,2 32,4 39,6 16,2
Н в =2404-260 ИНСТРУМЕНТОМ БЕЗ ОХЛАЖДЕНИЯ (без установочного) в минутах см. карту 130 Поперечно-строгальные работы КАРТА 114 ,
ных плоскостей
Глубиной резания f в .ия
Один грубый и один получистовой i + /' До 8 Два грубых и один получистовой t +(' до 1 4 Один грубый t до 6 Один получистовой V до 2 Один грубый и один получистовой До 8 Два грубых и один получистовой 2/ +Г ДО 14 Один грубый t до 6 Один пол уч и-стовой f до 2 Один грубый и одни получистовой t+t’ до 8 Два груб ых и один получ и стовой 4t +г до Н
н и я в м м
350 I 500 650
8,2 10,0 4,0 5,6 9,2 11*4 5,5 6,5 Н,7 15,4
13,4 17,3 7,0 9,9 16,5 21,7 11,6 12,6 23,8 33,7
21,1 28,2 11,5 16,3 27,4 37,1 20,7 21,7 42,1 61,0
32,1 43,8 17,8 25,4 42,6 58,7 33,2 34,4 67,0 98,5
45,1 62,1 25,3 36,1 60,8 79,3 48,4 49,6 97,4 144,1
58,0 80,3 32,8 46,8 79,0 110,1 63,6 64,8 127,8 189,8
71,0 98,5 40,3 57,5 97,2 135,7 78,8 80,0 158,2 235,3
85,0 116,8 47,8 68,2 115,4 161,3 94,0 95,2 188,6 281,3
плоскостей
8,9 11,2 4,6 6,0 10,3 13,1 5,5 7,0 12,2 15,9
12,3 16,1 6,8 8,5 14,9 19,9 8,6 10,6 18,9 25,6
' 15,6 20,9 8,9 11,1 19,6 26,7 11,6 14,2 26,4 35,2
22,3 30,6 13,2 16,6 28,9 40,3 17,8 21,3 38,5 54,5
29,6 41,3 17,8 22,3 38,8 55,0 24,1 28,8 | 52,4 74,8
39,6 56,0 24,2 29,2 52,8 75,3 33,3 39,5 72,1 103,6
и канавок Строгание ласточкина хвоста
(уступа) в мм
25 | 30 Длина строгания Высота строгания в мм !
(уступа) в .и ,и
I 2 16 24 30 [ 10 | 15 20 | 25 30 10 1 2 16 20 25 | 30 35 40 45 1 1
9,0 10,8 12,6 15,3 10,8 12,6 14,4 17,1 19,8 15С 14,4 16, 0 17,6 21,6 25,6|28,8 32,0 35,2 40,0
12,1 12,6 16,2 19,8 12,б|15,3 19,в|22,5 26,1 25С 17,6 19,1 г 21, б|26,4 32,0 36,8 41,6 44,8151,2
12,6 16,2 21,6|25,2 15,з119,8 25,2|29,7 34,2 400 [22,4^24,8 28,8 33,6 41,6 49,6 54,4 59,21б8,8 1
16,2 20,7 27,9 34,2]19,8i26,l ’ll’ 33,3 39,6 46,8 60< 3 28,0 32,О|36,8 43,2 54,4|65,6 73,6 78,4)91,2 -
21,6|27,0 36,0^45,0 26,1 34,2 45,0 54,0'б4,8 — — —
обработка углеродистой КОНСТРУКЦИОННОЙ СТАЛИ СТАЛИ Р9 Штучное время (без Режимы резания
Строгание горизон
я Количество проходов
Ч «Л. .сова « j л.т *S в Л. j co й
№ S ® (о ° о | |§ ~ о 2 л ° * к — Jj
X nJ О н гр} 8 н пол овой и гр> iHH п овой Г до груб ;ин п овой Г Д в гр: 8
SO S t"w s?,t" nl5l'+ so S S « , я n n + so s t- О S 2
о НЧ cc^o «°^+B°s^ «« «so «°s+Bs^ «« « = О «° s+ »° и- «ч
3 O?4Oa^4s^ O>. О’м О 7 К О**
Длина строга
3 500 | 750 1000 |
50 3,9 1 7,3 I 10,7 1 13,1 | 4,7 9,2 | 13,4 16,6 5,6 1 11,0 1 16,1| 20,г| 6,4
75 4,7 9,2 | 13,4 I 16,6 | 6,0 12,0 | 17,5 | 22,0 7,2 | 14,6 | 21,з| 27,о| 8,5
100 5,5 | 11,0 | 16,0 | 20,0 7,2 | 14,8 | 21,5 | 27,2' 8,9 1 18,3 | 26,7, 34,1| 10,6
125 6,6 f 13,2 | 19,0 | 24,1 | 8,8 | 17,9 | 25,9 | 33,3 10,9 | 22,3 | 32,4| 41,э| 13,0
150 7,5 | 15,0 | 21,7 | 27,7 | 10,0 | 20,7 | 29,9 38,5 12,5 | 25,9 | 37,б| 48,7, 15,1
175 8,3 | 16,9 | 24,4 | 31,2 j 11,3 | 23,5 | 34,0 ) 43,9 14,2 | 29,6 | 43,0| 55,8| 17,2
200 9,1 1 18,7 | 27,0 | 34,6 | 12,5 | 26,3 | 38,0 1 49,1 15,9 | 33,3 | 48,4| 62,9| 19,3
250 10,8 | 22,4 | 32,4 | 41,7 | 15,0 | 31,9 | 46,1 | 59,7 19,3 | 40,7 | 59,2| 77,1| 23,5
300 12,4 | 26,1 | 37,7 | 48,6 17,5 ) 37,5 | 54,2 | 70,3 22,6 ) 48,0 | 69,в| 91,о] 27,7
350 14,0 | 29,8 | 43,0 | 55,5 | 20,0 | 43,1 | 62,3 | 80,9 2б;0 | 55,4 80,б| 105,2| 31,9
400 15,7 | 33,5 | 48,4 | 62,6 | 22,5 ) 48,7 70,4 91,5 29,3 | 62,7 91,2, 119,1| 36,1
500 19,0 | 40,9 59,1 | 76,6 | 27,5 | 59,1 86,6 112,7 36,0 | 77,4 112,б| 147,2 , 44,5
600 22,3 | 48,3 69,8 | 90,6 | 32,5 | 71,1 102,8 133,9 i 42,7 | 92,1 134,о| 175,з| 52,9
Строгание вертикаль
30 3,4 | 6,4 | 9,3 | 11,2 4,1 1 7,8 | 11,4 | 14,0 4,7 | 9,2 | 13,4 | 16,6 | 5,3
50 4,3 | 8,2 | 12,0 | 14,8 5,4 [ 10,6 | 15,5 | 19,4 6,3 | 12,9 | 18,7 [ 23,5 | 7,4
75 5,3 | 10,5 | 15,3 | 19,1 | 6,9 | 14,1 | 20,5 | 25,9 8,4 | 17,5 1 25,4 | 32,3 j 9,9
100 6,3 ] 12,8 | 18,6 | 23,4 | 8,5 | 17,6 | 25,6 | 32,6 | 10,4 | 22,1 | 32,0 | 40,9 j 12,5
125 7,6 | 15,4 [ 22,2 | 28,4 | 10,4 | 21,4 | 31,0 | 40,0 12,7 ( 27,0 | 38,9 | 50,2 | 15,4
150 8,7 | 17,7 | 25,6 | 32,9 | 12,0 | 24,9 | 36,1 | 46,7 14,8 | 31,7 | 45,7 1 59,1 | 18,0
175 9,7 | 20,0 | 28,9 | 37,2 | 13,5 | 28,4 | 41,1 | 53,2 16,9 | 36,3 | 52,4 | 67,9 ( 20,5
200 10,7 | 22,3 | 32,2 | 41,5 | 15,1 | 31,9 | 46,2 | 59,9 18,9 | 40,9 | 59,0 | 76,5 | 23,1
250 12,7 | 26,9 ! 38,8 | 50,1 [ 18,3 | 38,9 | 56,4 | 73,3 23,0 | 50,2 | 72,4 | 94,0 | 28,3
300 14,8 | 31,5 | 45,5 | 58,9 | 21,4 | 45,9 | 66,5 | 86,5 27,1 j 59,4 | 85,7 |111,4 | 31,4
Строгание уступов
о ае Ширина канавки
° -4 10 | 15 | 20 |
S к к ® Глубина канавки
5г РЗ 6 ] 10 | 16 j 8 | 22 | 16 j 24 [ 8 I 12 | 16 | 24 | 30 | 8 |
50С 1,9 | 2,6 | 3,8 | 2,3 | 2,6 | 3,4 | 4,5 | 2,6 I 3,4 I 4,5 | 6,0 I 7,5 1 3,8
750 2,3 | 3,4 | 4,9 | 2,6 | 3,4 | 4,1 | 5,6 [ 3,0 1 4,1 | 5,6 | 7,5 | 9,8 [ 4,5
1000 3,0 1 4,1 I 6,0 | 3,0 | 4,1 f 5,3 I 7,1 I 3,8 | 5,3 | 6,8 | 9,8 | 12,0 | 5,3
1250| 3,4 | 4,5 | 7,1 1 3,4 | 4,9 | 6,0 | 8,3 | 4,5 | 6,4 | 8,3 | 11,3 | 14,3 j 6,0
1500 [ 3,8 j 5,3 | 8,3 | 4,1 | 5,6 ] 7,1 | 9,8 | 5,3 | 7,9 | 9,8 j 13,5 | 16,5 [ Q.8
2000, 4,5 1 6,8 | 10,5 | 4,9 1 6,8 | 9,0 | 12,8 | 6,8 I 9,0 | 12,0 | 17,3 | 21,8 [ 8,3
2500 ] 5,6 | 8,3 | 12,8 | 6,0 | 8,3 ] 11,3 ( 15,8 | 8,3 | 11,3| 15,0 | 21,0 | 26,3 | 9,8
(уступа) в мм 25 | 30 | 40 | (уступа) в мм л канавок ных плоскостей 1250 | 1500 X S я а с глубиной резания f в мм 1 тальных плоскостей
13,5! 17,3 | 24,8 1 30,0| 12,8| 18,0 ] 23,3 [ 27,8| 33,0| 15,0 | 21,8 | 27,0! 39,8! 52,5 1 j 10,5| 14,3 j 20,3 |24,8| 10,5] 15,0 | 19,2 | 22,5| 27,0| 12,8 ] 18,0 | 22,5] 32,3] 42,8 j 8,3| 11,3 | 15,8 | 19,5| 8,31 12,0 | 15,0 | 18,0[ 21,0| 9,8 1 14,3 | 17,3] 25,5| 33,0 ] | 7,5| 9,8 | 13,1 | 16,5| 7,5| 10,5 | 12,8 | 15,0| 18',0| 8,3 | 12,0 | 15,0| 21,8] 27,8 ] | 6,8j 8,3 1 11,3 ] 13,5! 6,8| 9,0 | И ,3 | 12,8] 15,0| 7,5 | 10,5 | 12,8| 18,0| 23,3 | 5,6| 6,8 | 9,0 | 10,5| 5,6 6,8 | 9,0 ] 10,-51 12,0] 6,0 | 9,0 | 10,5] 14,3] 18.8 | | 4,5, 5,6 | 7,1 | 8,з| 4,5| 5,6 | 6,8) 7,9| 9,о| 5,3 | 6,8, 8,з| 11,з) 14,3 | I 12 | 16 | 24 | 30 | 10 | 15 | 20 | 25 j 30 | 10 | 15 20 | 30 | 40 | [ 72,91 103,51 133,5] 41,1| 87,0| 127,3| 166,7| 51,7|: | 61,4| 88,9| 115.8| 33,3| 73,2| 105,7| 137,31 43,5| 96,2| 138,9| 180,71 54,111 | 49,9] 72,2| 93,9| 21,7‘ 59,4| 85,7] 111,1| 35,3] 77,8] 112,3| 145,9| 43,7| 96,7] 139,6| 181,6] | 44,2] 63,9] 83,0] 24,0| 52,5| 75,7| 98,0| 31,21 68,7] 99,11 128,6| 38,5! 85,2] 122,9| 159,7| | 38,4| 55,6] 72,2 21,0 45,6] 65,8| 85,1| 27,1| 59,4| 85,7] 111,П 33,5| 73,6| 106,3| 138,1| 1 32,7| 47,3] 1 26,6| 38,6| 49,6| 14,8| 31,5| 45,5| 58,6] 18,9| 40,7| 58,8| 76,0] 23,1! 50,1] 72,4| 93,8] | 29,9| 30,3| 15,Ц 22,0] 27,9| 8,7] 17,7] 25,6| 32,6| 10,7] 22,3| 32,2] 41,2| 12,9] 27,0| 39,1] 50,3| | 10,б| 15,3, 19,1) 6,г| 12,2) 17,б| 22,1| 7.4, 14,э| 21,б| 27,2, 8,7, 17,8, 25.7, 32,7 |115,о) 162,1| 213,б| 62,5|136,7| 198,4, 259,2, 82,9,181,2, 263,з| 344,5,102,р|225,2| 326,4, 426,7 96,4| 140,1| 183,2| 52,5)114,7) 166,4, 217,2, 69,5,151,7, 220,4, 288,2, 85,5,188,7, 273,4, 357,2 77,9, 113,2, 147,9|42,5| 92,7| 134,4, 175,2, 56,1| 122,2, 177,5, 231,э| 68,9,151,7, 219,8, 287,0 68.7, 99.8, 130,з| 37,б) 81,7, 118,4, 154,2, 49,3,107,2, 155,7, 203,3, 60,5,133,2, 192,9, 251,7 59,4, 86,3, 50,2, 72,9, 40.9, 59,4, 36,3, 52,7, 31,б| 45,9, 27,0, 39.2, 22,1| 32,2, 17,б| 25,б| | 12,9, 18,81 Один получистовой у до 2 Один грубый и один получистовой t + Г до 10
61,31 17,9| 38,7| 55,8] 72,0] 23,0] 50,2| 72,4] 93,7] 28,3| 62,0| 89,5| 116,1| 39,7| ll,7j 24,6| 35,5] 45,5| 14,8| 31,5] 45,5| 58,6] 17,9| 38,51 55,6| 71,8| 112,б| 32,б| 70,б| 102,2, 133,0, 42,7, 92,7, 134,б| 175,б| 52,3,114,7, 166,2, 216,7 95,0,27,5, 59,5, 86,2, 112,0, 36,0, 78.0, 113,2, 147,5, 44,0, 96,5, 139,7, 182,0 77,3,22,5, 48,4, 70,1| 90,9, 29,з| 63,2, 91,7, 119,з| 35,7, 78,1| 113,0, 147,0 68,5,21,0,42,91 62,1, 80,4,25,9, 55,9, 81,0, 105,2, 31,5, 68,8, 99,5, 129,3 59,6, 17,5, 37,4, 54,11 69,9, 22,б| 48,5, 70,з| 91,2, 27,4, 59,б| 86,2, 111,9 50,8, 15,0, 31,8, 46,0, 59,з| 19,2, 41,1| 59,б| 77,0, 23,2, 50,4, 72,8, 94,3 1 41,з| 12,б| 26,0| 37,7, 48,5,15,9,33,4, 48,5, 62,7, 19,1| 32,б| 10,0, 20,4, 29,б| 38,2, 12,б| 26,0, 37,7, 48,5, 14,9, 31,б| 45,7, 58,9 23,7, 7,5, Два грубых и один получистовой 2/ + У до 1 8
Один грубый t ДО 8
14,9, Один получистовой У до 2
21,б| 27,4, 9,2, 18,7, 27,1| 34,б| 10,8, 22,4, 32,4] 41,5 Один грубый и один получистовой t + t' до 1 0
Два грубых и один получистовой ‘2t + У до 18
| 2000 | 2500 Один грубый t до 8
114,2| 165,1| 215,1| 64,3|1 Один получистовой У до 2 Один грубый и один получистовой t+t’ до 10
Два грубых и один получистовой 2/ + Г до 18 Один грубый t до 8
142,71 206,2] 268,8| 119,6| 172,91 225,3| 40,8, 59,1| 76,5 Один получистовой /' до 2
Один грубый и один получистовой i + У до 1 0
Два грубых и один получистовой 2t + У до 18
ай=50~б0 кг{мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Продольно-строгальные БЕЗ ОХЛАЖДЕНИЯ ________работы______
установочного) в минутах
см. карту 132 КАРТА 115
обработка углеродистой конструкционной стали СТАЛИ Р9 Штучное время (без Режимы резания
а? Строгание г о р и з о и
© Количество проходов
ч та , я. з ? ОО| « 1 . I J °о[ та га,’ . . ooi та ।
13! S гбы ?' бы1 олу 10 ых олу о 1 бы iy- V бы □лу I 0 1ЫХ олу о 1 /бы гу- V 'бы олу _10 ЫХ олу о 1 ’бы
нч Р Йта ?? Эта ?вгаоГ?в«Ч S Д,СтаО'?сгаЧ S'
о ti п 8 FI П1 ОБО Т"г£ НН оао г _д гр: IIH DBOI у_ I Г1 8 н п, ОБО fl Г[ НН ОБО 2 _А гр' ,ин ОБО г н г] 8 н П1 ОБО Н Г| ;ин ОБО гр; ,ин ОБО V н г[ 8
so s'"-'/ я Ч е; , я Ч f- + 1 so ир” и !« if П + i ® fj0* я??-, я ?т- so
О-к. О sr ч О s я”-р я ясч С-к. | О я Ч |О я сг-к. рк с =ч О а1 ч |О к ярs я-см |
X Длина строга
3 500 | 750 [ Ю00 (
50 4,4 1 7,3 1 11,0 1 13,7 5,1 1 9,2 1 13,8, 17,4| 6*2 | 11,0 | 16,7' 21,4 7,2
75 5,1 I 9,2 । 13,8 | 17,4 | 6,6 | 12,0 | 18,1 23,2, 8,1 | 14,6 | 22,2 28,8, 9,6
100 6,1 | 11,0 | 16,6 | 21,2 | 8,0 | 14,8 | 22,з| 28,8] 10,1 | 18,3 | 27,э| 36,5] 12,1
125 7,4 13,2 | 19,8 | 25,7 | 9,8 | 17,9 | 26,э! 35,3| 12,4 | 22,3 | 33,э| 44,э| 14,9
150 8,4 15,0 | 22,6 | 29,5 | 11,2 | 20,7 | 31,1| 40,э| 14,3 | 25,9 | 39,4, 52,з| 17,3
175 9,3 16,9 | 25,4 | 33,2 1 12,7 | 23,5 | 35,4, 46,7| 16,3 | 29,6 | 45,1| 60,0 19,8
200 10,3 18,7 | 28,2 | 37,0 | 14,1 | 26,3 | 39,б| 52,3, 18,3 | 33,3 | 50,8, 67,7, 22,3
250 12,3 | 22,4 33,9 | 44,7 | 17,0 | 31,9 | 48,1| 63.7, 22,3 1 40,7 62,2, 83,1! 27,2
300 14,2 | 26,1 | 39,5 52,2 | 19,9 | 37,5 | 56,б| 75,1| 26,2 | 48,0 | 73,4| 98,2] 32,2
350 16,2 | 29,8 | 45,2 | 59,9 | 22,8 | 43,1 | 65,1| 86,5 30,1 | 55,4 | 84,7| 113,4| 37,1
400 18,1 | 33,5 | 50,8 | 67,5 | 25,'7 | 48,7 | 73,б| 97,9| 34,1 | 62,7 | 96,о| 128,7, 42,1
500 22,0 , 40,9 | 62,1 | 82,7 | 31,5 | 59,9 | 90,б| 120,7, 42,0 | 77,4 | 118,б| 159,2, 52,0
600 ' 25,9 | 48,3 | 73,4 | 98,3 | 37,3 | 71,1 | 107,6 143’,б| 49,9 | 92,1 | 141,2, 189,7 61,9
Строгание вертикаль
30 3,6 | 6,4 | 9,5 | 11,6 | 4,3 | 7,8 | 11,6 | 14,4 | 5,1 | 9,2 | 13,8 | 17,4, 6,0
50 4,6 | 8,2 [ 12,3 | 15,4 | 5,7 | 10,6 | 15,8 | 20,0 | 7,0 [ 12,9 [ 19,4 | 24,9| 8,4
75 5,7 ) 10,5 | 15,7 ) 19,9 | 7,5 | 14,1 | 21,1 | 27,1 | 9,3 | 17,5 | 26,3 | 34,1] 11,4
100 6,9 | 12,8 | 19,2 [ 24,6 | 9,3 | 17,6 | 26,4 | 34,2 | 11,7 | 22,1 | 33,3 [ 43,51 14,3
125 8,4 | 15,4 | 23,0 [ 30,0 | 11,4 [ 21,4 [ 32,0 | 42,0 | 14,4 | 27,0 | 40,6 | 53,6| 17,2
150 9,6 1 17,7 ( 26,5 | 34,7 1 13,1 | 24,9 | 37,2 | 48,9 ] 16,7 | 31,7 | 47,6 ( 62,9] 20,2
175 10,7 | 20,0 [ 29,9'1 39,2 | 14,9 [ 28,4 [ 42,5 | 56,0 | 18,7 | 36,3 [ 54,2 | 71,5! 23,1
200 11,9 | 22,3 | 33,4 j 43,9 | 16,7 1 31,9 | 47,8 | 63,1 | 21,5 | 40,9 | 61,6 | 81,7| 26,1
250 14,3 | 26,9 | 40,4 | 53,3 1 20,2 | 38,9 | 58,3 | 77,1 | 26,2 | 50,2 [ 75,6 | 100,41 32,0
300 | 16,6 [ 31,5 | 47,3 1 62,5 | 23,8 | 45,9 | 68,9 | 91,3 ) 31,0 | 59,4 | 89,6 [ Н9,2| 37,9
Строгание уступов
о Ч Ширина канавки
10 | 15 | 20 |
ж к S s Е? X Глубина канавки
6 | 10 | 16 | 8 | 12 | 16 ] 24 | 8 | 12 | 16 | 24 | 30 | 8
500 2,1 1 3,0 | 4,3 | 2,6 1 3,0 I 3,8 1 5,1 3,0 | 3,8 | 5,1 | 6,8 8,5 4,3
750[ 2,6 1 3,8 | 5,5 | 3,0 1 3,8 [ 4,7 f 6,4 | 3,4 | 4,8 [ 6,4 [ 8,5 | 11,1 1 5,1
1000 | 3,4 ] 4,7 | 6,8 | 3,4 I 4,7 [ 6,0 j 8,1 | 4.3 | 6,0 | 7,7 [ 11,1 | 13,6 | 6,0
1250 1 3,8 | 5,1 | 8,11 3,8 | 5,5 | 6,8 | 9,4 [ 5,1 | 7,2 | 9,4 | 12,8 | 16,2 | 6,8
1500| 4,3 | 6,0 | 9,4 [ 4,7 | 6,4 1 8,1 | 11,1 | 6,0 | 8,5 1 11,1 [ 15,3 | 18,7 [ 7,7
2000 [ 5,1 | 7,7 | 11,9 | 5,5 1 7,7 | 10,2 [ 14,5 | 7,7 [ 10,2 | 13,6 | 19,6 | 24,9 [ 9,4
25001 6,4 | 9,4 | 14,5 | 6,8 [ 9,4 j 12,8 | 17,9 | 9,4 | 12,8 | 17,0 ) 24,0 | 29,9 | 11,1
й о JS. .r^ Г1^ ГО 8 к to 3 0D CT cn .14 co CO to 8 . . к Один полу. о н
to oo to CD Си CT К ст 0D 00 <n 03 to Ю а ЧИСТОВОЙ ?' Си
tD 4> tn to 4b -о ст СТ i—i Ict X о to 4^ to CT oo CT о ст CT й ДО 2 О Ь
□ 1—_k ш Один грубый к X tr
О tO ст ел . рх. -рх. GO to >_* ь . px. >—t о to CT CT k pN. co to .- и один полу- о -**
оо to CT u> ‘'•4 СТ о to CT o г— ‘'•4 to CT о 0D to CT oo co 03 CT чистовой 5? Е
о ст no _сл 00 ►—> 1—’ ст *4 CT to о Oo CT нръ GO >—* 03 03 t + 1' до 10 Q X
.- X to . . Два грубых Ей □
4х no to 00 лз СЛ 4ь to W to CT Ю 00 CT СЛ *r^ GO to и один полу-
to co to 00 03 to to to CT о oo to о to 03 GO 4^ cn чистовой S
jCn ±? to ±? ~ст to ст co CT н оз to to 4^ co О CT_„ CT GO 2( + t' до 18 о
‘F4 co co to to to bw» ^4 o> b£^ ь£^ 00 CO to to to k Один грубый №
4-^ ‘'-•J о *4 со ст GO to CT ф G0 to GO to 03 CO CO ‘'‘•j 4^. 00 ъ. X
00 00 ‘Ч to ‘Ч I—* ст _о GO 4^ Sc ст CT *4 00 CT о 1—i NO to CT 4^ ►U t до 8 JC % о
00 сл CT 4^ С4 G0 to l_M G0 to 00 ^4 СИ it4 GO GO to to Один полу- о
co 40 to СП оо 4* "ч to ст to о to 00 to "4 CT CT 4^ чистовой V
о to 4^ СП СР **4 ел оз **4 to **4 **4 CT CT to 4^ 00 CT 4x CT до 2
kvrt to . . bwvR СЛ Один грубый
GO 1—* 00 "xj CD СЛ »рч со to >—t о 4x to о to CT CT k fN. co GO to it один полу-
to □0 00 ио ’‘4 и> u> 00 to CT 4* о GO CT 03 00 CT № о чистовой
О to GO to СЛ о со 00 СП to CT **4 CT ^•4 **4 to 00 to CT CT CT t + /' до 10
k-rt to to RwvR Два грубых
4x им t1-1) to CD 4ь GO to 00 GO 00 0D (Г\ to to 00 CT СЯ to и один полу-
03 00 о CD to 00 GO о CT CO CT GO *** 00 03 СЛ cO N3 I—* to чистовой
GO GO 4^ СП 4^ ±? —* 4^ 00 to CT 00 Qo О >—* CT GO I-* CT io 2/ + f до 18
59,5] 50, Oj CT GO 00 31,0] 26,3] 21,5| 16,81 to 00 to to оз 00 65,з| 57, б| 49,6| 41,7| зз,э| 30, o| 26, o| 22,11 GP to GO CT Один грубый i до 8
П4, tD cd оз 00 СП to О О G0 to to >k 181, ‘IS! 122, 107, <o to 78, 63, 55, w CO CO 1 26, 00 Один получистовой f
to to _Qp 4ь no ^4 ^л co CT to **4 to to о to to CT о TO до 2
i— HH to to о Один грубый
1—» О 00 *xj оз 4ь GO to GO 00 a> CT 00 CT СЛ GO to о и один полу-
to СП to сл "4 GO to "4 CT GO 00 o> CT w to CT to 00 чистовой
CT СП ъ> ‘Ч 4ь ст cn GO to to CT to GO 4^ o°. CT GO t -f- i' до [ 0
to им 1—« им CO CO to to Два грубых
GO to co Cn eg 00 о 00 03 to 00 cn 00 CT to kvrt 82, CT CT GO и один полу-
О R— to 00 00 co “'-J to ‘'-•J чистовой
M Co 4^ tp со to ст 00 CT ——_ to co *4 4^ CT CT 4^ 00 CT ►—> CT 2t + f' до 18
co о to CO со со to CD to CT 118, to to 00 о о CT о CT 4k GO 03 GO N3 CT to ^4 to Один грубый
_o GO Cn _CT 00 _to О |~^ GO CT 00_ cn Си о 0^ _ Gn_ 03 ‘Ч to CT io 1 до 8
4ь ст 00 cd СЛ 00 to to to 00 Си GO to CT CT CT to Один полу-
to to u> cn СО to со 00 "4 CT oo г— GO 4^ CT 00 00 to о о to чистовой Г
*4 О *4 to сз о сл О 00 Ko to cn >—* w. CT ф_ CT to ДО 2
to — 1 -b GO to to to ел Один грубый
00 4ь to 1—и to *'xj сл 4k to 4^ 00 GO >_* CT Ф *'4 ст kfik GO с и один полу-
4ь о CT 00 о со си ь'-4 co о GO to 4^ CT 00 о 03 **4 GO ч истовой
to 4^ _03 ►— СО 00 Cn CT to 4^ о to CT ‘Ч 03 CT CO ст 00 00 t + /' до 1 0
no to H-R* .r^ CO GO to to * k Два грубых
00 GO to cd 4ь to ст Cn GO 0D 00 GO to CT GO to о 00 03 и один полу-
о to CO to 03 со tu 03 00 4^ о Cn >—» GO 0D 00 to iQ “ NO co 4ь чистовой
to ‘Ч to to G0 ст to ►— CT GO to x CT CT to GO Гео co —• CO 2/+ /' до 18
70 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Продольно-строгальные БЕЗ ОХЛАЖДЕНИЯ работы
установочного) в минутах
см. карту 132 КАРТА 116
2000] 6,0 | 9,0 [ 14,0 | 6,5 | 9,0 [ 12,0 [ 17,0 | 9,0 | 12,0 ] 16,0 | 23,0 j 29,0 | 11,0 25001 7,5 | 11,0 [ 17,0 | 8,0 | 11,0 | 15,0 I 21,0 I 11,0 I 15,0 I 20,0 I 28,0 | 35,0 I 13,0
30 | 3,8 | 6,4 | 9,7 | 12,0 | 4,7 | 7,8 | 12,0 | 15,2 | 5,5 I 9,2 | 14,2 | 18,2| 6,4
009 500 400 350 300 250 200 175 OS I 125 001 СЛ СЛ О Ширина строгания В в «ле
GO to to to СО £ t3 CD 00 4 СЛ Один грубый t ДО 6
СО о ►— cd to oo GO CD O> F— CD "-J
. гх. GO го to to Один noiiv-
00 о 00 со o> to 00 O> СЛ 00 •—* CD ’“*'3 чистовой i'
GO То сл 00 ►— ►u co о о О to GO СЛ до 2
о Один грубый
00 О cd сл сл Q0 Й co CT> co о to to ND _q 4ь и один полу-
4 4 4 4 чистовой
to о cd СЛ to to о CD О СП t + t' до 8
— — — — — — Два грубых
со mq гт> СП rfs rfS co GO to to __< и один полу-
to СЛ CD 00 CD o> to 00 co CD 4x чистовой
4х cd 4х -q to -q о 00 СЛ to o -q 2/ + f до 14
-ы о G0 to to 00 to СЛ to ‘ZI 1 СЛ 1 13 — CD CD Один грубый t ДО 6
сл о сл ч о co СЛ o> -4 CD 4 00 О
—m.~' 1 —— ——,
mq сл 4b ь£ь GO GO to to to to—m kvrt Один полу-
о 00 00 o> co о to CD чистовой t'
СО ‘Ч •— Cn CO GO СЛ CD 00 о to -q до 2
Одни грубый
СО 00 mq CD СЛ 4ь GO GO to to J—» и один полу-
со о to GO 00 CO CD CD 4^ чистовой
00 bwm .г^ о ^q ‘F4 О GO o> О ~o GO ^q t + t' до 8
— Два грубых
о> GO со 00 ^q СЛ СЛ »FS GO GO ND и один полу-
GO 00 СЛ to CD to СП CD to СЛ CO чистовой
СО СП G0 GO CO СЛ CO СЛ to O> to ‘It + /'до 14
62, СЛ to to со CO to | 27. to to to о ^q СЛ to co ‘-q Один грубый
сл сл сл СЛ СЛ СЛ СЛ o СЛ о To 4 to i ДО 6 О
cd cd сл 00 to to to >_-L km Один полу- н
to to сл 00 о co to СЛ to 00 F— чистсвой 1
‘Ч kU о ‘N 00 CD CD GO 00 CD О до 2 о
сл to о со O> СЛ GO GO to О Д Л Один грубый и один полу- Я о №
00 >СО to co 0*S 00 00 2,6 S*9 о о GO 00 7,7 S чистовой t + t' до 8 ь 3 л S гъ
’Два грубых
to 00 Г% to o о СЛ Cn *N co to и один полу- W
4b о сл 00 CD O> 00 to co rt чистовой о
То io сл to 00 q to—m -q ^q о 4ь ч It + i' до I 4 □ хз
о> сл 1 52, 1 46, 1 40, GO ) 27, 1 24, to 00 4^ — 00 О Один грубый о X о К ы
СП СЛ Г1Л ("l w 1 Г ф * *^q CD СЛ t до 6 о
я
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ
СТАЛ И Р9 Штучное время (без Режимы резания
Си
’Б р 1 18,0| lo'frl | I п,о; 10*01 !о'б 1 СЛ б,о| ю (уст ю (уст к я № 72,9| 61,4| 49,91 £ 38,4| 32,7| to о> 16’05 Il’SI 10,5! Е СЛ CD О> 77,э| ' 68,7, СП 50,2 40,э| 00 о> GO 9’ I£ 27, о| 22,1) СП 12,э| OSSI Один получистовой t' до 2 О Во Ь S 'о т1 ет m ш C-J 1^
о л я л 23,0 | 19,0 | 15,0 । 13,0 | 11,0 1 9,0 7,5 у п а) СИ у п а) Я Ей К о 116,3| 97,9| 79,4| со 60,9| СЛ ос Is'St’ 33,01 23,8| 16,4| □ Ьг 0 191,7 . 160,6 129,6 to 98, б| 83,2 67,6 59,9 1 52,1 44,3 36,3 28,6 to 0 "co ec is ie Один грубый и один получистовой i + t’ до 8 Зиной P' Зч Е х [ОВОЧНС .арту ] Ф х > •к 00
Зак. 95 33,0 | 1 27,0 [ to о 1 18,0 1 , 15,0 I 8 1 е*6 1 то в мм в мм Я 159,1[ 133,81 108,3; СО СП 00 00 to 00 со | 56,8; 44,1] 31,5! 21, з| к о п 1 267,81 1 224,2| 00 о 159,1| 137,2 | 115,б| со | 82,9 •| 72,0 1 61, о| | 49,51 GO 00 27, э| Два грубых и один получистовой 2/ + Г до 14 езания f □ а о ст tCT 0 ш * Ja m Ф с*
о о 33,0] 26,01 ГО ю 00 о 14,01 о W СП to СП 44,31 35,9| со to СП 23,4| 19,2 15,0| 10,9| СП г е й to to сл 3 сл 62, б| 55,0| 47, б| о о 32, б| to 00 00 1 25,0 to GO 1 17,51 GO 00 |0'0I Один грубый i До 6 жиг н с к о 2 я я S S з: о
о 1о‘я 11,0| 8 о О 7,51 |0*9 О 00 о 73,2[ 59,4| 52 ;5| СЛ о> 38,7| 31,51 to _о 12,2! со СП Ф. ЦО to 81,7, 70,5[ 59,5 48,4| 42,9 1 37,4 31,8, 26,01 20,4 и,э| Один получистовой V до 2 W м 5
to о 20,0 | 1 0'91 14,0 | 12,0 | 1 0’6 7.5 1 СЛ 138,7| H6,7f 94,51 00 со о 72,3| о> 49,9| 38,8| 27,8| 18,э| ьэ to 00 191,4 сл 135,9| 7о 99,7 00 о 70,9 I 61,6 52,3 to 33,4 24,1| 1500 Один грубый и один получистовой i + t' до 8 з: Ф 3
о 25,5 [ 20,0 | о 15,0 | 12,0 | I 0'6 to о Й 189,51 159,31 128,7| со CD 00 оо ст Г ‘39 37,0| 24,7 319,21 to О) to 215,2| 189,2| 163,0 | 138,0 110,9 СО 00 о | 84,9 СО j 58,5 1 45,5 GO to Два грубых и один получистовой 2t + f до I 4 S Со СП
37,0| зо,о; 24,0| 20,01 lo'zi j? 10, б| to СЛ 69,51 58,31 СЛ 35,91 о NO Ьо 19,21 СП ср 13‘6 to GO Ъ_ 8 83,0| 73,0 62,8, 52,8 to 1 37,7 1 32,7 1 27,7| 1 22,6| 1 17,5 12,5! Один грубый t до 6 Е о
о 36,01 28,0| 24,0| 20,0| 16,0| 8 W to 96,2 Ос 68,7! 59,41 50,2[ 40,7| 31,5| 22,3| X СО 00 to сп to to to 107,21 92,7 78,0 63,2 55,э| 48,5 |Г|» 33,4’ 26,o| 18,7| Один получистовой 1' до 2 Ф m
20,0 | 17,0 I 13,0 | 11,0 | 10,0 | 8,0 | 7,0 | о 00 to СО 153,7| 124,2[ 109,4| eg сл 79,8[ ст 49,9] 37,4] 23,3 303,4| 253,9 204,4, Jd 154,7| 1 130,0 I ‘SOI 92, в| 00 о 68, о| 1 55,2! to w 0 0 Один грубый и один получистовой t + t' до 8 £ m
to го 0D о> to 0D to СП to о> 4^ 128,71 о 00 о> сл СО to GO СП to 00 to СЛ to to i—* СЛ Два грубых и один полу*
о о о о о о о со to сл СО JO оо СЛ ос — ст 00 СЛ СЛ о сл 00 о> 00 00 4,0] ст 00 СЛ "to чистовой 24 + Г до 1 4 13 & О la Д О
36,0| 30,0| 23,0, 20,0] о о 0* II о о 86,01 72,0| 58,1| 51.21 44,2] 37,3| 30,3| to со ст 16,4| 10,9| 152,51' to СЛ 102,5! со О о 77, б| 65,0| 52, б| о о 33,8 to U1 1 21 ,з| 15,0| Один грубый t до 6
53,0| 43,0| 34,0| 29,0| 24,0| 19,0| СП W to СО СП 96,7| 00 СП to 73,6| 62,0| о 38,51 27,0| 17,8 225,2| 00 00 151, ?| 133,2| ф. 96,5 СО 68,8| 59, б| сл о 40,81 GO O> 22,4| bo Один получистовой t' До 2 "В о
1 0‘0'Z 57,0 | о о 31,0 | 25,0 | | 0*6! о 227,9| 190,8| СП о 135,6| 117,0[ IS‘86 l9‘6Z 61,О[ 42,6| 27,9| 376, э| 315,4| 253,4 222,41 191,4| 160,7| 129, в| GO 00 00 83,4| 1 67,51 52,11 36, б| СЛ Один грубый и один получистовой t 4- Г до 8 А 117 3 3 Й D is
225 312,2| 261J 210,4| 1 ‘S8I 9'691 134,1| 00 00 to СТ сл 37,1 527,7 "ю 354,2 310,7 267,2 224,0 180,6 158,9 137,1 115,5 93,3 71,7 49,9 Два грубых и один получистовой 21 4- t' до 1 4 St К
ОБРАБОТКА УГЛЕРОДИСТОЙ КОНСТРУКЦИОННОЙ СТАЛИ СТАЛ И Р9 Штучное время (без Режимы резания
С трог а н и е гор И 3 О II
X Количество проходов
oq « 1 ж 1 1 аЕ 1 «2
к * U-1 ? ОО 3 • % Z j-. 3 ♦ ч оо 5? - 3
X X £ч Q х О о «в К 2 и Ш О S (ин гру< ОДИН ПС стовой К'до. за грубь □дин по стовой + Г до х 9. (ив пол; стовой i 2 щи гру( один по стовой h Г до 1 за грубь один по стовой + t' До X я о (ин пол; стовой 1 2 (ИК гру( один по стовой P Г до за грубь один по стовой + t' ДО №10 X О
X о< 5s ° о я ч s О о г § И ' О я s-w R. S sr см о\’ 25 х О О s' Ч О я Чх
X ДЛИН а строга
5 00 750 1000
50 5,1 7,3 11,9 15,5 6,7 9,2 15,4 20,6 8,2 11,0 18,7 25,4 9,6
75 6,6 9,2 15,3 20,4 1 8,9 1 12,0 20,4 27,8 11,1 14,6 25,2 34,8 13,2
100 8,0 и,о 18,5 25,0 11.1 14,8 25,4 35,0| 14,1 18,3 31,9 44,5| 16,9
125 9,8 13,0 22,0 30,4 13,6 17,9 30,7 42,9 17,4 22,3 38,9 54,9| 20,9
150 11,2 15 0 25,4 35,2 15,9 20,7 35,8 50,3 20,4 25,9 45,5 64,5| 24,5
175 12,7 16,9 28,8 40,1 18,1 23,5 40,8 57, б| 23,3 | 29,6 1 52,1 74, о! 28,2
200 14,1 18,7 32,0 44,7| 20,3 26,3 45,8 64,7 26,3 33,3 58,8 i 83,7 31,9
250 17,0 22,4 38,6 54,2| 24,7 31,9 55,8 79,1 32,3 40,7 72,2 111,5 39,3
300 19,9 26,1 45,2 63,7 29,2 37,5 65,9 93,7| 38,2 | 48,0 85,4| 122,2 46,6
350 22,8 29,8 51,8 73,2 33,7 43,1 76,0 108,3 44,1 55,4 98,7 141,4 54,0
400 25,7 33,5 58,4 82,7 38,1 48,7 86,0 122,7| 50,1 62,7 | 112,0 | 160,7 61,3
500 31,5 40,9 71,6 101,7 47,0 59,9 106,1 151.7 62,0 77,4 138,6. 199,2 76,0
600 37,3 48,3 84,8 120,7 55,9 71,1 126,2| 180,7| 73,9 92,1 165,2 237,7 90,7
Стр оган и е вс р т и КОЛЬ
30 4,2 6,4 10,1 12,8 5.2 7,8 12,5 16,21 6,2 | 9,2 14,9| 19,6 7,1
50 5,5 8,2 13,2 17,2 7,2 10,6 17,3 23,0 8,8 12,9 21,2 28,5| 10,4
75 7,1 10,5 17,1 22,7 9,6 14,1 | 23,2 | 31,3| 12,1 | 17,5 29,1 39,7| 14,5
100 8,7 12,8 21,0 28,2 | 12,1 | 17,6 ( 29,2 | 39,8| 15,4 | 22,1 | 37,0| 50,91 18,6
125 Ю,6 15,4 | 25,2 34,4 14,9 ( 21,4 ( 35,5 f 48,9( 19,0 | 27,0 | 45,2| 62,8| 23,8
150 j 12,3 17,7 | 29,2 | 40,1 | 17,3 24,9 41,4 | 57,3| 22,3 | 31,7 | 53,2| 73,81 27,1
175 13,9 20,0 | 33,1 | 45,6 | 19,8 ( 28,4 | 47,4 [ 65,8] 25,6 [ 36,3 1 61,11 85,3| 31,2
200 15,5 22,3 37,0 | 51,1 1 22,3 | 31,9 | 53,4 1 74,31 28,9 | 40,9 j 69,0| 96,5| 35,3
250 18,8 26,9 44,9 1 62,3 27,2 | 38,9 | 65,3 | 91,11 35,5 | 50.2 | 84,9 119,0j 43,5
300 22,0 31,5 52,7 73,3 32,2 45,9 77,3 | 108,1| 42,1 | 59,4 | 100,7| 141,4| 51,7
с трог а н и е уступов
а55 Ш и р и н а нал а а к и
10 5 20 1
X в? я 2 Г л у б и и а к а н а в к и
6 10 1 6 8 12 16 24 8 12 1 6 24 30 »
500 3,5 4,9 7,0 4,2 4,9 6,3 8,4 4,9 6,3 8,4 Н,2 14,0 ! 7,0
750 4,2 6,3 9,1 4,9 6,3 7.7 10,5 5,6 7,7 10,5 14,0 18.2 | 8,4
1000 5,6 7,7 1 И.2 5,6 1 7,7 1 9,8 13,3 7,0 9,8 12,6 18,2 22,4 [ 9,8
1250| 6,3 8,4 13,3 6,3 9.1 11,2 15,4 8,4 11,9 15,4 21,0 26.6 | П.2
15001 7,0 | 9,8 1 15,4 1 7,7 Ю,5 1 13,3 18,2 9.8. 14,0 18,2 25,2 30,8 1 12,6
2000 8,4 12,6 19,6 9,1 12,6 16,8 23,8 12,6 16,8 22,4 32,2 40,7 | 15,4
2500 10,5 15,4 1 23,8 1 11,2 15,4 1 21,0 1 29,4 1 15,4 21,0 28,0 39,3 49,1 | 18,2
Я S м 0 * ОДИН ПОЛУЧИСТОВОЙ t' ДО 2 с глубиной резания t в мм
Один грубый и один получистовой t 4- V до 8
Два грубых и один получистовой 2t 4- /' до 1 4
Один грубый i до 6
Один получистовой t' до 2
Один грубый и один получистовой t + Г до 8
Два грубых и один получистовой ‘2t 4- Г до 14
Один грубый t До 6
Один получистовой /' до 2
Один грубый и один полу-ч истовой t + tr до 8
Два грубых и один получнстовой 2/ 4- Г до 14
Один грубый t ДО 6
Один получнстовой Г до 2
Один грубый н один получнстовой i 4- /' до 8
Два грубых и один получистовой 2t 4- Г до 14
3f)=804-90 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Продольно-строгальные БЕЗ ОХЛАЖДЕНИЯ ________работы______
установочного) в минутах
см. карту 132 КАРТА 118
обработка углеродистой инструментальной И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время (без Режимы резания
3- Строгание горизонталь
Количество проходов с
«5 tS J ' «С 5 J ' С
. к S бы у-бы ал J ых ЭЛ) 10 бы у-бы зл) ых 10 бы [у- 3 L? X £ О 3 Ю § 2 § - Ю
н ^G<='°'OCSO £
о
я I с n J S ь 5 2 i. к ж о о s ®. о ® р я а о о х ж о ‘•so;, я
g Ч ж+3 =- ЧЯ ^ =+5 si «я. Ди ОД ист ва ОД ист (+_ Ди ДО
л О-ч О У -к. О Я f-fc. 4s сгсм О5. О Я"** ЗЕ 4з УИ О’1- О П--К. □ НЕГ< Оч*
К Длина с т D о г а
а 500 j 750 | 1000 |
50 5,9 1 7,3 | 12,7 | 17,1| 7,8 | 9,2 | 16,б| 22,в| 9,6 | 11,0 20,11 28,2| 11,5
75 7,8 | 9,2 | 16,5 1 22,в| 10,6 | 12,0 | 22,1) 31,2| 13,2 14,6 27,з| 39,0 16,1
100 9,6 | 11,0 20,1 | 28,2; 13,4 | 14,8 | 27,?| 39,б| 16,9 | 18,3 34,7] 50,1 20,7
125 11,8 | 13,2 | 24,2 | 34,б| 16,5 | 17,9 | 33,б| 48,7| 20,9 ' 22,3 42,4, 61,9| 25,6
150 13,6 | 15,0 | 27,8 | 40,о| 19,3 | 20,7 | 39,2| 57,1| 24,5 | 25,9 49,б| 72,9 30,2
175 15,5 | 16,9 31,6 | 45,7) 22,1 | 23,5 ) 44,в| 65,б| 28,2 | 29,6 57,о| 83,в| 34,9
200 17,3 | 18,7 | 35,2 | 51,1| 24,9 | 26,3 | 50,4, 73,э| 31,9 | 33,3 64,4) 94,э| 39,5
250 21,0 | 22,4 | 42,6 | 62,2| 30,5 31,9 | 61,б| 90,?| 39,3 | 40,7 79,2 117,1) 48,8
300 24,7 ) 26,1 50,0 | 73,3| 36,1 37,5 | 72,в| 107,5, 46,4 48,0 93,6 138,б| 58,0
350 28,4 | 29,8 57,4 | 84,4, 41,7 | 43,1 ! 84,11 124,4, 54,0 | 55,4 108,6 161,2( 67,3
400 32,1 | 33,5 64,8 | 95,5 47,3 48,7 | 95,2, 141,1| 61,3 | 62,7 123,2 183,1| 76,5
500 39,0 | 40,9 79,1 | 116,7 58,5 59,9 | 117,б| 174,7, 76,0 77,4 152,6 227,2 95,0
600 46,9 | 48,3 | 94,4 | 139,9 69,7 71,1 | 140,о| 208,з| 90,7 | 92,1 182.0.1 271,з) 113,6
Строган ие вертикаль
30 5,0 1 6,4 | 10,9 1 14,4| 6,4 | 7,8 | 13,7, 18,б| 7,8 | 9,2 16, б| 22,81 9,1
50 6,8 | 8,2 1 14,5 ’ 19,8 | 9,2 | 10,6 j 19,3| 27,0| 11,5 | 12,9 23,9] 33,9; 13,7
75 9,1 | 10,5 [ 19,1 [ 26 7 | 12,7 | 14,1 | 26,3] 37,5| 16,1 [ 17,5 33,1| 47,7| 19.5
100 11,4 ] 12,8 | 23,7 | 33,6 | 16,2 | 17,6 | 33,3| 48,0| 20,7 | 22,1 42,3] 61,5] 25,2
125 14,0 | 15,4 ] 28,6 | 41,2 [ 20,0 | 21,4 | 40,6| 59,2| 25,6 | 27,0 51,81 76,0] 31,3
150 16,3 | 17,7 | 33,2 | 48,1 । 23,5 | 24,9 ] 47,6| 69,7] 30,3 | 31,7 | 61,2i 90,1| 37,0
175 18,6 | 20,0 | 37,8 ( 55,0 j 27,0 28,4 | 54,61 80,2| 34,9 [ 36,3 70,4] 103,9| 42,8
200 20,9 | 22,3 | 42,4 | 61,9 | 30,5 [ 31,9 | 61,6| 90,7[ 39,5 | 40,9 79,6| 117.7Г 48,5
250 25,5 | 26,9 | 51,6 | 75,7 [ 37,5 | 38,9 | 75,6| 111,7| 48,8 j 50,2 98,2] 145,6] 60,0
300 30,1 | 31,5 | 60,8 ( 89,5 1 44,5 | 45,9 | 89,61 132,7| 58,0 | 59,4 П6,6| 173,2] 71,5
Строг 1ние уступов
6 =5 а а? Ш и > и н а канавки
1° I , 15 | 20 1
2 к s ® Г л у б и и а канавки
6 | 10 | 16 | 8 | 12 j 16 | 24 | 8 | 12 | 16 ] 24 | 30 | 8 |
500 2,5 1 3,5 1 5,0 | 3,0 1 3,5 1 4,5 | 6,0 | 3,5 | 4,5 | 6,0 8,0 1 10,0 1 5,0
750 3,0 | 4,5 | 6,5 1 3,5 | 4,5 | 5,5 | 7,5 | 4,0 [ 5,5 1 7,5 10,0 | 13,0 | 6,0
1000 | 4,0 1 5,5 1 8,0 | 4,0 | 5,5 | 7,0 | 9,5 j 5,0 | 7,0 | 9,0 13,0 | 16,0 | 7,0
1200] 4,5 | 6,0 | 9,5 | 4,5 1 6.5 ] 8,0 | 11,0 | 6,0 | 8,5 1 11,0 15,0 | 19,0 ] 8,0
1500| 5,0 | 7,0 | 11,0 [ 5,5 1 7,5 | 9,5 | 13,0 | 7,0 | 10,0 ] 13,0 18,0 ; 22,0 | 9,0
2(к,0| 6,0 | 9,0 | 14,0 | 6,5 | 9,0 | 12,0 | 17,0 1 9,0 | 12,0 1 16,0 | 23,0 ] 29,0 ] 11,0
2500| 7,5 | 11,0 | 17,0 | 8,0 | 11,0 | 15,0 | 21,0 | 11,0 | 15,0 | 20,0 | 28,0 | 35,0 | 13,0
4* о со сп О -С X to *19 to £ 88 32, to 8 сл о Е 1115 ст о> 00 8 8 о c£ CT to to to to ж Один получше ТОБОЙ £
о о о о сл со ч СР '4* CO to 4k о> СО 1—» СЛ X to *CT GO о СЛ to Г до 2
23.0 1 19,0 1 15,0 ст о о‘п 1 1 9,0 7,5 05 у п а) сл у и а) Ьз К й> й 143,6[ 120,61 i9‘Z6 86,2) 1 74,6 1 63,2 51,31 1б‘б£ 28,3| 19,1! □ ь с || 227,8 о >| 153,f ' 135,2 a> ’ai 1 98,2 i) 79,C о CT O_ сл 00 1 42,3 j 33,1 i| 23,9 1250 я к к Один грубый л один получистовой t+t' до 6 иой реза □ Ъ О
— о to о — — — — — Два грубый
о о 21,0 0*81 15,0 12,0 9,5 ш s £ W к 2 to 4^ to O> 15*011 93,1 75,0) СЛ о> о сл 26,7) X о 340, С 284,2 228,7 201,1 173,2 145,6 114,7 103,9 89,2 76,0 e* i9 47,7 33,9 и один получнстовой 2t + t' до 10 я ш я о
1 ‘ее i | 26, 1 22, 00 — со 00 сл 71, 57, о 43, ‘Z8 1 30, 23, ст О т е 00 сл 00 16 00 о О □0 ' 57; ri 46 '1 35 GO О 1 24, CT GO Один грубый i ДО 4 к к а
о о Q о о Г4, со GO СЛ 00 СО о СТ 00 оо о "о о oo 00 to tart O> СЛ »
X —1 о ст 6 87, 73, 59, 52, ] 45. G0 □0 31, 24, 12, ст ст 'О to ] 81 | 70 СЛ <O '1 48 fe co 1 31 to CT 1 20. я [ Один получистовой
о о о о о сл со со to 4ь 5я О> «о сл _ст to СЛ СЛ tn 00 о Ik CO i' до 2
i 24, ( о 1 16,( 1 14,( 1 12J СО ч СЛ * IZI 143, 116, § 00 оо PZ 1 а> о 47, зз, 22, '1 270 j 226 □0 Ю | 160 GO □0 J 116 1| 94 l| 83 t| 72 CT ) 49 | 38 to О Один грубый и один получистовой
С—) о СЛ CO GO сл со 00 о to to СО со со СЛ СЛ 00 O> CT t +t' до G
GO 25,1 о 1 17,1 1 15J to 1 9,( to со 255, 213, 172, 1 151 oei 1 [ ио, □0 68, Сч 31, - о || 338 J 272 || 239 >| 205 J 172 ij 139 i| 122 1| 106 I 89 1 72 СЛ СЛ j 39 Два грубых и один получистовой
о со о —'' GO ст СТ to to СЛ 00 GO ю to to to O> CT GO 00 СЛ CO .r^ 2i+t' до 10
к*** ' —— —
37. зо, to 20, 4х о to сл to 94, 76, 67, 57, 48, 39, 30, о 13, <о сл о t3 о Si о 3 CT СЛ CT 39, 32, 24, Одив rpvGbifi t До 4
о СП t~—I о СТ СЛ СЛ СЛ — со СЛ C4i СО СЛ сл сл сл CT GO СЛ Ю □0 о O>
4^ GO to to to co а> СЛ сл G0 to с© ю о CD о Сл 4^ GO to Один полу-
4-^ а> 00 4^ СО* СП to o> ''J ОС О 4* го to 00 co СЛ 00 (CT CT 00 чистовой
о о о о о О со ьэ to 00 4x to СЛ GO СО to То. to Q io ст СЛ 4* CT f до 2
Кр ю — —•—' о Один грубый
о GO — о 00 ‘Ч о to сл 00 CO bi GO 134 116 со 60, 42, 27, 359 300 IVS to 681 891 123 109 CT CO CT Jo CT о о и один получистовой
о о О о - со co СТ 00 со ±3 _00 4^ ст ст СО СО ст О СЛ CT GO СЛ 4 CT_ 00 io t + f до 6
29,0 ! 24,0 ; 19,0 | о £ о 12,0 9,0 | 1 S1 336,7| 282,7| 227,5| 200,2; 172,3| 144,7[ рр 89,2| 61,6| сс «о 537,7 449,2 360,7 315,7 272,2 228,1 00 co 161,8 139,6 94.9 72,7 8'OS Два грубых и один получи стовой 2t + f до 10
О? СТ о 23, : 20, 1 17. ‘Я 1 — д- -4 CO СЛ 00 -о ст о □0 G0 to сл о> ьэ ьэ ст 00 СЛ О GO 100 | 94, 1 76, ст СЛ CT 1 39, 1 30, to Один грубый t до 4
СП о о СП о со _о CT CO СЛ СО G0 -о о> ►С* сл о С"} СЛ о Or co 4b. to CT
«л GO to to м 4х км CO 00 ст сл to to to 00 СЛ GO CO о СЛ СЛ GO to Один полу-
о СО о о С СО о сл "о j OS to CO g> o> сл io G0 "ст to о ОС СЛ о сл 'to 00 GO to 4>* CT> СЛ 00 00 □о co ~o> 00 ’a> to to чистовой f до 2
СЛ ,r^ GO GO to ЬанМ to 00 to GO co а> 4^ to «о сл 00 G0 g ГО О to to CO СЛ GO CO Ms.} CT сл Один грубый
сл СЮ to u> C 1 4х 00 » 00 •xj . Гх. CO CT> о GO СЛ CT 00 CO to и один полу-
о "о "с о ’о о 'со CO CO СТ СЛ о 00 00 4* - io ст "ст CO о сл CT CT CT чист. /+ f до б
.r^ GO to № to ст сл GO co to to to __< Два грубых
1 1 1 to СЛ S 4^ 1—и ^4 ст> ст 4^ CO GO 00 to CT . px. >—* 00 CT и один полу-
k 1 1 1 to to СО 4^ сл о сл 00 ст о СО GO 00 GO 00 p to СЛ CT чистовой
to CO to СО >—* о ГС 1— *0 ьэ to ‘Ч to CT СЛ CO GO ►— СЛ CT 2t+t' до 10
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ <зь = 604-70 кг/мм* Продольно-строгальные СТАЛИ Р-9 БЕЗ ОХЛАЖДЕНИЯ ' ________работы
установочного) в минутах
см. карту 133 КАРТА 119
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время (без Размеры резания
ч 1 Строгание горизонталь
JD 1 Количество проходов с
ад в j ад I ад ’ . j г ад ад j । ад
к бы у-бы ЭЛ у ых олу nf •бы [у-бы □ Л> >ых 0Л1 10 бы |у-бы ОЛу 6 >ых олу 1 0 б ы
t- с д <» з в я в.: а Ь" с а14 им км , 1 м —
к к ° о =5° s2~ = хРо =5° к к°о «2^ =
£ 4«t [ t(s Ч0£+»:С£+ КСЧ Etb. tSOsC:» ЧЧ
2 0 O»i.j0s»i.4s5,C4 О ** ; О О x *, s zr cj Оч О я-»- Osa*« яя О-к,
S Длина строга
3 1 500 | 750 | Ю00
50 | 6,5 1 7,3 | 13,з| 18,з| 8,5 | 9,2, 17,2| 24,2, 10,в| 11,0 | 21,з| 30,б| 12,8
75 | 8,6 9,2 | 17,з| 24,4| 11,7 | 12,0 23,2) 33,4| 15,1) 14,6 | 32,2 45,8 18,2
100 | 10,7 | 11,0 | 21,2) 30,4] 14,8 | 14,8 29,1) 42,4, 19,4, 18,3 | 37,2| 55,1 23,5
125 13,1 ) 13,2 | 25,5) 37,2| 18,3 | 17,9 | 35,4| 52,з| 24,о| 22,3 | 45,б| 68,1 29,1 .
150 15,2 | 15,0 29,4| 43,2, 21,4 | 20,7 | 41,з| 61,з| 28,з| 25,9 | 53.4, 80,з| 34,5
175 17,4 1 16,9 | 33,б| 49,б| 24,6 | 23,5 | 47,б| 70,?| 32,б| 29,6 | 61,4| 92,б| 39,8
200 19,5 18,7 37,4| 55,5| 27,7 I 26,3 | 53,2] 79,5 36,9 33,3 | 69,4, 104,9, 45,1
250 23,7 22,4 | 45,з| 67,6 34,0 | 31,9 | 65,1| 97,7, 45,б| 40,7 | 85,4, 129,5, 55,8
300 28,0 26,1 | 53,3, 79,9 40,3 | 37,5 77,о| 115,9 54,1 48,0 | 101,3 154,0, 66,5
350 32,2 29,8 | 61,2, 92,0 46,6 | 43,1 88,9, 134,1| 62,7, 55,4 | 117,з| 178,б| 77,0
; 400 36,5 | 33,5 | 69,2, 104,3 53,0 | 48,7 100,9, 152,5, 71,4, 62,7 ) 133,з| 203,з| 87,7
500 45,0 1 40,9 | 85,11 128,7 65,5 | 59,9 | 124,б] 188,7, 88,5, 77,4 | 165,1, 252,2, 108,9
600 53,5 | 48,3 | 101,о| 153,1 79,1 | 71,1 , 149,4, 227,1, 105,5 92,1 | 196,8, 300,9 130,3
Строгание вертикаль
30 5,0 6,4 | 10,9, 14,4, 6,4 | 7,8 | 13,7, 18,б| 7,8, 9,2 | 16,5 22,8 9,1
50 6,8 | 8,2 [ 14,5] 19,8] 9,2 | 10,6 | 19,3| 27,0| 11,5| 12,9 | 23,9) 33,9] 13,7
75 9,1 1 10,5 | 19,11 26,71 12,7 | 14,1 | 26,3] 37,51 16.1| 17,5 1 33,1| 47,71 19,5
100 11,4 | 12,8 | 23,7] 33,6] 16,2 ] 17,6 | 33,3| 48,0] 20,7] 22,1 | 42,3| 61,51 25,2
125 14,0 | 15,4 | 28,6| 41,2] 20,0 | 21,4 | 40,6| 59,2| 25,6| 27,0 | 51,8| 76,0] 31,3
150 16,3 ] 17,7 | 33,2] 48,1| 23,5 | 24,9 | 47,6| 69,7] 30,3] 31,7 [ 61,2| 90,1| 37,0
175 18,6 | 20,0 | 37,8] 55,0| 27,0 | 28,4 | 54,6| 80,2] 34,9| 36,3 | 70,4| 103,9] 42,8
200 20,9 | 22,3 | 42.4| 61,9] 30,5 | 31,9 | 61,61 90,7] 39,51 40,9 j 79,6] 117,7| 48,5
250 25,5 ! 26,9 | 51,6| 75,7| 37,5 | 38,9 | 75,6] 111,7] 48,8| 50,2 | 98,2| 145,6] 60,0
300 30,1 | 31,5 j 60.8) 89,5| 44,5 J 45,9 | 89,6| 132,7] 58,0| 59,4 | 116.6] 173,2| 71,5
Строгание уступов
о 3 Ширина канавки
ь со 10 | 15 | 20 |
I? Глубина канавки
^2 6 | 10 | 16 | 8 ] 12 ] 16 | 24 | 8 j 12 | 16 24 30 | 8
500 2,7 1 4,0 I 5,5 | 3,3 I 4,0 | 5,0 | 6,5 | 4,0 | 5,0 | 6,5 | 8,5 | 11,0 | 5,5
750 3,3 | 5,0 | 7,0 | 3,9 ] 5,0 ] 6,0 | 8,5 | 4,5 | 6,0 | 8,0 | 11,0 | 14,0 | 6,5
1000 4,4 | 6,0 | 9,0 | 4,4 [ 6,0 | 7,5 | 10,5 | 5,5 ] 7,5 | 10,0 | 14,0 ] 17,5 | 7,5
1200 5,0 ) 6,5 | 10,5 | 5,0 [ 7,2 | 9,0 [ 12,5 1 6,5 1 9,0 [ 12,0 ( 16,5 | 21,0 [ 8,5
1500 5,5 ] 7,5 1 12,0 | 6,0 | 8,5 | 10,5 | 14,5 ] 7,5 | 11,0 ] 14,5 | 20,0 | 24,0 | 10,0
2000 6,5 1 10,0 | 15,5 | 7,5 | 10,0 | 13,0 | 18,5 | 10,0 | 13,0 | 17,5 | 25,0 । 32,0 ] 12,0
2500 8,3 [ 12,0 [ 19,0 [ 9,0 | 12,0 ] 16,5 1 23,0 ] 12,5 | 16,5 ] 22,0 | 31,0 | 39,0 | 14,5
о СЛ оо от ч ч м Й ex CD 00 to to CD 03 СЛ Q cc 115, ‘96 i 3 8 59, ел о 40. 36, 31, ND 22, ND X Один получистовой bi о Е Я <3
t**1 сл СЛ t**1 сл ю >-] и] X CO to1 4^ CD CD СЛ о 4* to 41 4^ to CD GO от о СЛ CD а /' ДО 2 X X X ЕС — t;
— —— — - Си Один грубый о OS Q S Я
25, ‘15 ex ‘я to о 00 — л X Я ►и to CD □0 ex CD GO ел to ND □0 CD □ 244 204 164 145 125 Q СЛ 00 ел СЛ от СЛ СЛ СЛ СЛ GO СЛ to СЛ № СЛ сс и один полу-чистовой » X да ° о S ®
СЛ о ОТ о о о от о сд to № М Оз ND rr> t CD К *> GO CD C£ о ел ел 00 "to "to .Г4 "w GO to to О S t + t' до 6 Си О X 77 о ОТ От -О m > w от
GO 0^ ND гр to Гй*| to гт> | 13, Г"> — 0 С0 о X о b'1 CD СЛ to Я G0 GO to СЛ to to CD ел ND —• to 00 ОТ СЛ GO Два грубых и один полу- НИЯ X 00 -ООО
- ю к Гй*| . *•-- о GO СЛ •—4 £"> от GO to CD 00 GO 00 GO 1—"• от чистовой ^4. о со
СЛ сл о о СЛ о СЛ к r*i №> CD ел 4ь. 'o >— to "от "to 00 о и 'cD ел 2t+t' до 10 W ® н
— — to. - —— , X * — S
от GO О> to СО to 20 от to со 00 СЛ 4 СЛ СЛ о GO GO 30. 23, от о (T СЛ Q to СЛ CD 89, от 64. СЛ to 45, w CD 33, to 21, Один грубый t До 4 о S S ? от > >
t**1 f* о ГЛ о сл Q о G0 00 * rv eft CD to C4 00 э СЛ to СЛ Q GO Q 00 ОТ to 00 1-3 гл
D сл to о □0 от — 5| 73 СЛ CD СЛ to 1! 45 GO 00 GO to to GO ex X 1 92, 1 81, Q 1 59, 1 48, 42, 1 37. GO 26, 1 20, 4ь Одни получистовой Ск5 X ia :£ гл ’О
Q о Сл о •* - ГЛ CD СЛ CD to ‘^1 СЛ СЛ 4^ CD 4^ 00 о 4^ CD t' до 2 я s=
—— ’ to — — — — ел Один груоыи S л
26, 22, -о 15, 04 о 00 и- 4ь 5> 102 00 00 Q 4** GO GO to to 286 239 193 169 146 123 CD CD 00 от 64, СЛ to о to 00 о и один получистовой н >
СЛ О сл СЛ О о сл СЛ to сл Ca3 СЛ CD 00 о to to 4^ 00 4* CD Q от CD to 4^ 4x от CD t + t' до 6 ь
‘f'E 1 1 28, 1 22, S от G0 °' ю w о CO ND l| 172 151 OS I 1 o 00 CD ex □0 GO | 435 1 364 293 I 257 I 221 | 185 j 149 | 132 I 114 L96 СЛ CD 42 Два грубых и один получистовой з:
о о о о сл О о Гй*| CT> CD К *> to СЛ 00 GO "to "o to to 4ь от CD Q •—* CD CD Q 2t + t' до 1 0 II
1 — — — — — — — — to- Один грубый
Гй*| to . X . X ™" & СЛ GO GO to - - GO to Q 00 ОТ СЛ 4^ GO to
о G0 от to 00 СЛ i—i ю ND cP o> 00 to о о GO GO CD to ел 00 to GO СЛ ex oo CD t до 4 у ’1'
гп п гл сл ГЛ Сл сл СЛ CD ex o — J*n 00 * CD СЛ СЛ СЛ GO Q Q Q GO 00 to ex □0
f| 48 СО СО G0 to ex i| 22 i 13 zz L CD □0 СЛ CD il 50 о 1 31 to to >11 00 ел to to 1107, 1 92. 00 1 63, 1 55, (fc 1 33, to ex 00 Один получистовой о К
СЛ гл гл о СЛ сл о ю ю to сл to 00 .K Ctf CD to "to ND Q to CD СЛ ►—> 4^ о t' до 2
ND ND ОТ 4ь to CD 00 JSI 11 t-si l 9П 1 !| 97 1 79 >| 60 NO 1 27 1 387 | 324 260 j 228 961 | 991 | 133 117 101 00 СЛ от CD 53 1 37, ооог Один грубый и один получистовой
О СЛ чЛ о о о о о СР CO CD cc CP to 00 *N от CD 4>, 4^ CD to 4* 4^ ел СЛ GO GO СЛ t+t' до 6
——— — — — — Два грубых
593 398 348 300 251
cu ND to ex ND ч от G0 о 1—» G0 GO О 282 ND to ND 172 4ь CD 00 CD er> GO CD to от О to 00 СЛ GO to CD о CD СЛ СЛ и один получистовой
О СЛ о СЛ СЛ о о Си ND GO 00 to CD ‘N to GO to СЛ 'o от о GO —q 4b 2t + f до 1 0
-—- — — — — —— — — СЛ '"3 — to ND * Один грубый t до 4 с
GO CD G0 GO ND СЛ to to 00 сл to to о —4 CD СЛ 00 00 4) о о 00 GO to СЛ от СЛ от to 50, 29, Q 00 87, 76, ‘99 55, 44, 34, 23. >5 с
СЛ о СЛ с~> сл сл п о о CD ,5| 85 rp ,3| 62 от СЛ СЛ о СЛ СЛ ел GO СЛ CD GO ’-^5
СЛ 00 G0 GO to ND ex to || 16 to CD CD ex 00 1 50 | 38 | 27 1 17, to to СЛ 00 □0 ' ISI GO GO 114, 1 96, 78, 68, 59, о ‘Of’ GO 22, Один получистовой -О а о ОТ с.
Q Г и (-"I гл о о p^ rVi - СЛ CD 00 to to ел 00 от 4^ 00 ex 4b N5 Г до 2 5^
Сл
ч 62, 1 48,: о 34,( to 21,1 о to 00 to to GO O> О CD £ to 98,( 74,8| ел ОС 00 Q to 402,4 322, £ 282, S 243,4 to Q to 164,6 144,7 124,9 105,1 84,9 65,1 45,3 Один грубый и один полу-чист. t +('до 6 120 £ о п 5s
о _GH сл сл —— — CD CD ел — — — — — — — Два грубых а:
1 1 1 1 1 1 1 422 352 to s ND CD to 00 о от 110 ел (fc 735 615 493 431 371 GO to СЛ Q 219, 189, 158, 128, CD от и один получистовой £ съ
to to to CD -o ND -ч 1— 4 to ND 4 ND о to 4 CO CD GO 2t + t' до 10 -
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТОРЕЖУЩЕЙ
Штучное время (без Режимы резания
1 Ширина строгания В в мм Строгание горизонталь
Количество проходов с
Один грубый t до 4 Один получистовой V до 2 Один грубый и один получистовой /+Г до 6 Два грубых и один получистовой : 2f+/' до 1 0 Один грубый 1 до 4 Один полу-; ЧИСТОВОЙ /' до 2 Один грубый и один получистовой t+t' до 6 Два грубых и один получистовой 2t+t’ до 10 Один грубый f до 4 Один получистовой V до 2 Один грубый и один получистовой t + Г до 6 Два грубых и один получистовой 2?+/' до 1 0 Один грубый t до 4
Длина строга
500 750 1000
50 7,4 7,9 14,9| 20,8| 9,7 | 9,9 | 19,l| 27,з| 12,2| 12,2| 23,9 34,6 14,7
75 9,6 10,0 19,l| 27,2| 13,4 13,1 | 26,о| 37,9, 17,2, 16,5 33,2 48,9 20,9
100 12,1 12,1 23,7 34,з| 17,2 | 16,2 | 32,9, 48,б| 22,2 20,8 42,5 63,2 27,2
125 14,9 14,5 28,6 42,l| 21,3 19,7 40,2, 60, 1| 26,5 25,4 52,1 78,2 33,8
150 17,4 16,6 33,2 49,2" 25,0 | 22,8 47,о| 70,б| 32,5 29,7 61,4 92,5 40,0
175 19,8 18,8 | 37,8 56,2, 28,8 | 26,0 | 54,о| 81,4| 37,5 34, о| 70,7 106,8 46,3
200 22,3 20,9 | 42,4 63,з| 32,5 | 29,1 | 60,в] 91,9 42,5 38,3 80,0, 121,1 52,5
250 27,3 25,1 | 51,6 77,б| 40,0 | 35,4 | 74,6 113,2| 52,б| 46,9| 98,6 149,7 65,0
300 32,2 29,4 | 60,8 91,б| 47,5 | 41,7 | 88,4, 134,б| 62,б| 55,б| 117,г| 178,3 77,5
350 37,2 33,6 | 70,0 105,8, 55,0 48,0 | 102,21 155,8, 72,5, 64,1| 135,8, 206,9 90,0
400 42,1 | 37,9 | 79,2 119.9, 62,5 | 54,4 | 116,11 177,2 82,5, 72,8, 154,5 235,6 102,5
500 | 52,0 | 46,4 | 97,6 148,2 77,5 | 66,9 | 143,б| 219,7| 102,б| 89,э| 191,б| 292,7, 127,5
600 61,9 | 54,9 | 116,0| 176,б| 92,5 | 79,5 171,г| 262,з! 122,б| 106,9, 228,6 349,7, 152,5
Строгание вертикаль
30 | 5,4 | 6,4 11,3| 15,2, 7,0 | 7,8 | 14,з| 19,в| 8,б| 9,2 17,з| 24,4 10,2
50 | 7,5 | 8,2 | 15,2] 21,2| 10,2 ! 10,6 | 20,3| 29,0| 13,2] 12,9| 25,61 37,3| 15,5
75 | 10,2 | 10,5 [ 20,2| 28,9 14,1 I 14,1 | 28,5| 41,91 18,2: 17,5! 35,2| 51,9| 22,2
100 1 12,8 | 12,8 | 25,1] 36,41 18,1 | 17,6 | 35,2; 51,8; 23,6| 22,1| 45,2| 67,3| 28,8
125 | 15,8 | 15,4 | 30,4| 44,8! 22,4 [ 21,4 | 43,01 64,0[ 29,2| 27,0] 55,4| 83,2| 35,8
150 | 18,4 | 17,7| 35,3| 52,3! 26,4 | 24,9 | 50,51 75,5| 34,6| 31,7| 65,5| 98,7| 42,5
175 | 21,1 | 20,0 | 40,3| 60,0; 30,4 | 28,4 | 58,0| 87,0| 40,0| 36,31 75,5| 114,1! 49,1
200 | 23,7 | 22,3 | 45,2! 67,5| 34,4 ] 31,9 | 65,51 98,51 45,3! 40,9| 85,4| 129,3| 55,7
250 f 29,0 | 26,9 | 55,1| 82,7| 42,4 | 38,9 | 80,5| 121,5[ 56,0| 50,2| 105,4| 160,0; 69,0
300 | 34,3 j 31,5 1 65,0| 97,9| 50,2 | 45,9 | 95,3| 144,1| 66,7| 59,4| 125,3| 190,6| 82,3
Строгание уступов
Длина строгания L в мм ‘ Ширина канавки
10 1 15 | 20 |
Глубина канавки
6 | J0 | 16 | 8 | 12 | 16 j 24 8 1 12 | 16 | 24 j 30 | 8 |
500 3,2 | 4,5 | 6,5 | 4,0 | 4,5 | 6,0 | 8,0 | 4,5 | 6,0 | 8,0 | 10,5 । 13,0 6.5
750 | 4,0 | 6,0 | 8,5 j 4,5 [ 6,0 | 7,0 | 10,0 | 5,5 | 7,0 | 10,0 ] 13,0 | 17,0 ] 8,0
1000 | 5,0 | 7,0 ] 10,5 | 5,0 | 7,0 | 9,0 | 12,5 | 6,5 ! 9,0 I 12,0 1 17,0 | 20,5 | 9,0
1200 | 6,0 | 8,0 | 12,5 | 6,0 | 8,5 | 10,5 | 14,5 | 8,0 | 11,0 | 14,5 | 19,5 [ 24,5 [ 10,5
1500 | 6,5 | 9,0 1 14,5 | 7,0 | 10,0 | 12.5 | 17,0 [ 9.5 | 13,0 ] 17,0 | 23,5 | 28,5 | 12,0
2000 | 8,0 f 11,5 | 18,0 | 8,5 | 11,5 | 15,5 | 22,0 | 12,0 | 15,0 [ 21,0 | 30,0 | 38,0 | 14,5
2500 | 9.5 | 14,0 | 22,0 | 10,5 ! 14,0 | 19,5 | 27,0 | 14,5 ! 19,5 | 26,0 | 36,5 | 45,5 | 17,0
10,5| 20,2| 28,9j 11,?| 12,21 23,11 33,1| 15,з| 14,9, 29,4, 43,о| 18,4, 17,8| 35,4) 52
131,7| 283,4! 434,5 183, о| 152,2 334,4, 515,7,242,5,209,2, 450,9, 691,7,301.5,258,2, 558,э| 858,7 П0,з| 237,0; 363,1|152,9,127,б| 279,7; 430,9,202,5,175,2, 376,9, 577,7,251,5,216,2, 466,9, 716,7 89,1, 190,8, 291,9|122,7,ЮЗ,2| 225,1, 346,1| 162,5,141 ,о| 302,7, 463,5,201,5 173,7, 374,4 574,2 78,4, 167,6 256.2,107,7, 90.7, 197.6, 303,6,142,б| 123,7, 265,4 406,2,176,5,152,2, 328,2 503,0 67,9, 144,6, 220,7, 92,7, 78,4, 170,з| 261,3,122,5 57,2, 121,4 185,0, 77,7, 66,0, 142,9, 218,9,102,5 , 89,7, 191,4, 292.2,126,9,110,2, 236,з| 361,5 46,5 98,2, 149,3, 62,7, 53,7, 115,б| 176,б| 82,5 оо от 35,9, 30.5, 24,9 19,6 кэ 1250 1 И з: я л а Один получистовой 1' до 2 глубиной резания t в мм ных плоскостей ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ ай = 80—90 кг/мм* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ установочного) в минутах см. карту 133
75,1| 63,5, СЛ от о о ю оо Один грубый и одни получистовой t+t’ до 6
131,б| 55,2, 47,5, 101,9, 155,4, 72,5 00 95,9, 77,3[ , 59,41 от Два грубых и один получистовой 2/+Г до 10
47,7, 41 ,з| 88,2, 134,2, 62,5 40,l| 35,1| 74,4, 112,8 52,5 32,6 28,б| 1 25,11 сл 1500 | 2000 1 2500 Одни грубый t до 4
I 22,4, от Один получистовой f до 2
60,4, 91,3| 42,5 . 46,7, СО to ю Один грубый и один получистовой t + t’ до 6
о ОС Два грубых и один получистовой 2ГьГдо 10
32,5 to to СЛ to 0 Один грубый t до 4
106,7, 228,4, 349.2,151.9,131.2, 282,з| 432,5 1'72,7, 154,4, 235,2 102,2, 89,0, 190,4, 290,9 64,0| 55,5| 117,2, 178,р| 77,з| 67,8, 144,з| 219,9 46.9, 98,б| 1 38,1| I 29,5 Один получистовой Г до 2
135,7, О ОС 1 61,2, ьэ Один грубый и один получистовой t+t’ до 6
206,5, 149,41 64,8, 120,6 I 92,01 от ы "сл Два грубых it одни получистовой ‘2t+t’ до 10
IZI VldVX Продольно-строгаль ные работ ы
89,7, 78,4, 167,з| 255,3 1 52,3| 46,з| 97,8, 148,4 i 39,9 to Один грубый t до 4
57,2, 121,2, 184,3 1 35,7, 74,8, 113,0 to СЛ СЛ Одни получистовой 1’ до 2 Один грубый и один полу-чист. /+/'до 6
Два грубых и один получистовой 2t + t до 1 0
обработка углеродистой инструментальной и КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время (без Режимы резания
Строгание горизонталь
са cq Количество проходов с
aS ts ‘ ‘ BS 5S'<aS в ‘ ' в
вд 3 , з х £ ° 3 . 3 £ х о 3 , 3^ х S.’ <=> 3
S £ 'S. о о 3 о " & 'g. о 3 О " '£ j? в О е, 3 о " ®
5 в S’ с i=° 9 с« о S' с ей о > ^сй^1? ка а •?
П 1 п< во: 2 П п во До 'РУ н во Д П i п< во 2 И и во Цо 'РУ н во Д П 1 П( во 2 г; н во до PJ н во д Г1 1
я. 'дин ДО ‘ Див исто До дин од и исто ,ва г од и исто L±£ дин До ‘ дин ИСТО ' до Дин одп исто РГ f ,ва г одп исто t + t' Дин До ‘ Дин ИСТО ДО ДИН ОДП кето 4-Г . ва г одп исто t + t' дин до ;
X Оч, О Сн“ч~Ц.= :г<м О ч, О s*- Os э-ч» Rs зчм Оч, О Os а1»- чз sl-< От.
си Длина строга
з 500 | 750 j 1000 |
50 8,1 1 8,6 I 16,2 22,8| 11,о| 11,1 I 21,6 31,2, 14,б| 13,б| 27, l| 39,б| 16,9
75 11,1 | 11,0 | 21,6 31,2 15,4 14,8 | 29,7 43,б| 19,9| 18,6 38,о| 56,4| 24,3
100 14,0 | 13,5 | 27,о| 39,б| 19,8, 18,6 | 37,э| 56,2, 25,в| 23,б| 48,э| 73,2, 31,7
125 17,3 | 16,3 , 32,в| 48,б| 24,5] 22,7 | 46,4| 69,8, 32,о| 28,э| 60,1| 90,7, 39,4
150 20,2 | 18,8 | 38,2| 56,9| 28,9| 26,4 | 54,б| 82,в| 37,э| 33,э| 71,о| 107,б| 46,8
175 23,2 | 21,2 | 43,б| 65,з) 33,з| 30,2 | 62,7, 94,6 43,8| 38,э| 81 ,э| 124,з] 54,2
200 26,1 | 23,7 | 49,о| 73,б| 37,7, 33,9 | 70,8, 107,1 49,7, 43,э| 92,8, 141,1| 61,5
250 32,0 | 28,7 | 59,э| 90,4] 46,5, 41,4 | 87,1] 132,2] 61,5] 53,э] 114,б| 174,76,3
300 37,9 | 33,6 | 70,7, 107,1| 55,з| 48,9 | 103,4 157,3 73,з| 63,9 136,4, 208,3 91,0
350 43,8 | 38,6 | 81,б] 123,9] 64,1] 56,4 ( 119,?| 182,4 85,0 73,э| 158,1] 241,7] 105,5
400 | 49,7 | 43,5 | 92,4, 140.б| 73,0 63,9 | 136,1| 207,7 97,0 83,9, 180,l) 275,7| 120,5
500 | 61,5 | 53,4 | 114,1] 174,1] 90,5, 78,9 | 168,б] 257,7 120,5, 103,9 233,б] 352,7, 149,9
600 I 73,3 | 63,3 | 135,8| 207.6; 108,0, 93,9 | 201,1 307,7] 144,о| 123,9 267,1| 409,7, 179,5
Строгание вертикаль
30 | 6,0 | 6,8 | 12,3 16,8, 7,8, 8,4, 15,7 22,о| 9,7, 10,о| 19,2, 27,4, 11,6
50 | 8,5 | 8,9 | 16,9| 23,91 И,6| 11,6 | 22,7 32,8| 14,7| 14,6| 28,8| 42,о] 17,8
75 | 11,6 ( 11,6 1 22,7) 32,8; 16,3) 15,5 | 31,3 46,1) 21,0) 19,6) 40,11 59,6| 25.7
100 | 14,7 | 14,2 | 28,4| 41,6| 21,01 19,5 1 40,0| 59,5| 27,2| 25,01 51,7| 77,4| 33,5
125 | 18,1 | 17,2 1 34,5 51,2| 26,0| 23,8 | 49,0| 73,5| 33,8| 30,6| 63,6; 96,0| 41,6
150 | 21,3 | 19,8 | 40,3| 60,21 30,7| 27,8 | 57,7| 87,0) 40,0| 36,01 75.2) 113,8) 49,5
175 | 24,4 | 22,5 | 46,1| 69,1[ 35,4| 31,7 [ 66,3] 100,3| 46,3| 41,4| 86,9| 131,8| 57,3
200 I 27,5 | 25,1 | 51,8| 77,9i 40,1| 35,7 | 75,0| И3,7| 52,5* 46,7] 98,4] 149,5| 65,2
250 | 33,8 | 30,4 | 63,4) 95,8] 49.51 43,7 | 92,4) 140,5) 65,0) 57,4) 121,6) 185,2| 80,7
300 | 40,0 | 35,7 | 74,91 И3,5| 59,0)51,6 [ 109,8) 167,4] 77,5| 68,1| 144,8| 220,91 96,5
Строгание уступов
о ч Ширина канавки
10 ] 15 ] 20 |
«S Н- 5 Е Глубина канавки
6 ) 10 | 16 8 12 | 16 | 24 | 8 | 12 16 j 24 30 | 8 |
500 1 4,0 1 5,6 | 8,0 1 4,8 | 5,6 7,2 | 9,6 | 5,6 1 7,2 | 9,6 12,8 | 16,0 | 8,0
750 | 4,8 | 7,2 | 10,4 | 5,6 | 7,2 ( 8,8 | 12,0 1 6,4 | 8,8 | 12,0-1 16,0 | 20,8 1 9,6
1000 | 6,4 | 8,8 | 12,8 | 6,4 | 8,8 | 11,2 | 15,2 | 8,0 | 11,2 | 14,4 | 20,8 | 25,6 | 11,2
1200 | 7,2 | 9,6 | 15,2 | 7,2 | 10,4 | 12,8 | 17,6 | 9,6 | 13,6 | 17,6 | 24,0 | 30,4 ] 12,8
1500 | 8,0 | 11,2 | 17,6 [ 8,8 1 12,0 | 15,2 | 20,8 ] 11,2 ] 16,0 | 20,8 | 28,8 | 35,2 | 14,4
2000 | 9,6 | 14,4 | 22,4 | 10,4 | 14,4 | 19,2 | 27,2 | 14,4 | 19,2 1 25,6 ] 36,8 | 46,4 1 17,6
2500 ] 12,0 | 17,6 1 27,2 | 12,8 ] 17,6 | 24,0 | 33,6 ] 17,6 | 24,0 | 32,0 ] 44,8 | 56,0 | 20,8
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ — 90W0 kzImm* СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ П рода льно-строгальные работы
установочного) в минутах см, карту 133 КАРТА /22
ных плоскостей
глуби([ой резания f в л.и
l=S J 1, aS =® q ей aS * S3 « к
[у-бы □ Л) X 2* ° зз “ 'Р л© 'р О 5 ч _ з о 3 О 3 н 3 § - \о х о с зз
n --S | £ S « “ « с та о о та « <о 'О Ста о ч *5! » сет о о« Р сет о
В g £ р1“ s ** Ьч Ё get &- О О “ m ef О ЕХ с» я ta Ё § с* К О О Е S м S' о Д5 а к д иЯ + с _ о
к о 0 i а о 4° = + ,ва г одп исто t+t' S я О rj tc Я 2 о я h ЕС ДИН од и исто: И' J ,ва г оди исто Г + Г S О Ef г 2 с «а. 'ДИН оди исто И' . ,ва г ОДИ исто н-г S о ГС Ы = о О ДИ И оди кт. 1 Bd г оди исто иг
О я<|о S ЕЙ 3" OJ О Ц. s в* О^м О?- J S S», ЕД, S ЕГ<М О Os J RS ус*
яия в мл
1250 | 1500 j 2000 | 2500
16,l| 32,б| 47,9> 20,2, 18,9| 38,з| 56,8, 26,1| 23,9 49,2, 73,б| 31,7) 28,8, 59.7, 89,7
22,з| 46,l| 68,9| 29,l) 26,б| 55,8 93,2, 37,э| 33,9 71,о| 107.2, 46,3 41,3| 86.8, 131,4
28,б| 59,8| 90,0| 38,о| 34,о| 71,й| 107,б| 49,7( 43,9 92,8, 140,8, 60,8 53,7 113,7 172,8
35,2| 73,в| 111,8| 46,9, 41,8| 87,э| 133.l| 61,б| 54,2 114,9 174,7 75,з| 66,5 141,0 214,6
41,4| 87,4^ 132,8 55,в) 49,4| 104,4, 158,5, 73,з| 64,2 136,7 208,з| 9О,о[ 79,0| 168,2, 256,5
47,7, 101,l| 153.9, 64,6, 56,9, 120,7 183,б| 85,1| 74,2 158.5, 241,9,104,5, 91.4, 195,l| 297,9
53,9 114,б| 174,7, 73,5 64,4, 137,l| 208,9, 97,О, 84,2 180,4, 275,7,119, l|103,9; 222,2, 339,6
66,4, 141,9, 216,8, 91,3, 79,4, 169,9, 259,5,120,5,104,2 223,9, 342,7|148,з|128,б| 276,11 422,7
78,9| 169, l| 258,7,108,9, 94,4 202,5, 309,7,144,0,124,2 267.4, 409,7 177,5,153,6 330,з1 506,1
91,4, 196,1, 300,2,126,5,109,4, 235,1] 359,9,167,5,144.2 310,9, 476.7,206,5,178,2, 383,9, 588,7
103,9, 233,б| 342,7,144,5,124,4, 268,1, 410,9,191.5,164,21 354.9, 544,7 235,0'203,2 437.4, -670,7
128,э| 278.0, 426,5,179,5,154,б| 333,з| 511,1,238,5,204,2, 441,9, 678,7,294,0,253,2,546,4, 838,7
153,9, 332,б| 510,7,215,5)184,71 399,4, 613,2,285,5)244,2 528,9, 812,7|з52,9|зОЗ,2[654,9(1005,7
ных плосткостей
И ,б| 22,7| 32,8* 13,8, 13, l| 26, l| 38,2, 17,б| 16,7, 33,4| 49,2, 21,з| 19,8| 40,з| 59,9
16,9| 34,2| 50,5| 21,3| 19,31 39,8| 59,41 27.5| 25,3| 52,01 77,8| 33,8| 30,5| 63,5| 95,6
23,6| 48,8| 73,0| 30,7| 27,01 56,9| 85,9| 40,0! 36,0| 75,21 И3,5| 49,41 43,7| 92,31 140,0
30,2| 63,2| 95,2| 40,1| 34,7| 74,0] 112,4| 52,5| 46,7] 98,41 149,2| 65,0] 57,0] 124,2] 187,5
37,2| 78,0| 118,2| 49,5| 42,7| 91,4] 139,2] 65,01 57,71 121,9| 185,4| 80,6| 70,6| 150,4| 229,3
43,9| 92,6] 140,7| 59,0| 50,4| 108,6| 165,9[ 77,5| 68,5| 145,21 221,0| 96,3| 83,8| 179,31 273,9
50,5| 107,0| 162,9] 68,3| 58,2| 125,7] 192,3| 90,0| 79,21 168,4| 256,7|111,9| 97,2] 208,3| 318,5
57,1| 121,5] 185,3| 77,7| 65,8] 142,7| 218,7|102,5| 89,8| 191,5' 292,3| 127,5! 110.3| 237,0| 362,8
70,4| 150,3| 229,6] 96,5] 81,2] 176,9| 271,7| 127,5| 111,2] 237,9| 363,7|158,8]137,0| 295,0] 452,1
83,7] 179,41 399,0|П5,31 96.7| 211,21 324,8| 152,5| 132,2| 283,9| 434,7[ 190,0]163,2|352,4| 540,7
и канавок
(уступа) в мм
25 | 30 j 40
(уступа) в ЛЛ
12 ! 16 ! 24 | 30 10 | 15 | 20 ] 25 | 30 10 1 15 1 20 | 30 [ 40
9,б| 12,0 | 15,2 | 17,б| 9,о| Н.2 | 13,5 | 15,7| 18, о| 10,5 1 13,5 ! 16,б) 22,5) 28,б| —
12,0| 14,4 ] 19,2 | 22,4| И,2] 13,5 | 18,0 | 21,0] 24,0; 12,0 | 18.0 ] 21,0| 28,5| 37,51 —
14,4] 17,6 [ 24,0 | 28,81 13.5| 18,0 | 22,5 | 25,5| 30,0] 15,0 | 21,0 | 25,51 36,0] 46,5| —
16,0| 20,8 | 28,8 | 35,2) 15,0] 21,0 ] 25,5 1 30,0| 36,0] 16,5 ] 24,0 | 30,0) 43,5] 55,5| -
17,6] 24,0 | 33,6 | 41,6| 16,5] 24,0 | 30,0 | 36,0| 42,0| 19,5 | 28,5 | 34,5| 51,01 66,0| —
22,4] 30,4 | 43,2 | 52,8] 21,0| 30,0 ] 38,2 | 45,0| 54,0| 25,5 | 36,0 | 45,0| 64,5| 85,51 —
28,8| 36,8 | 52,8 ] 70,4] 25,5] 36,0 | 46,5 1 55,51 66,0' 30,0 | 43,5 | 54,0] 79,5] 105,01 -
ОБРАБОТКА углеродистой инструментальной И КОНСТРУКЦИОННОЙ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ Штучное время Режимы резания
Строгание горизонталь
д Количество проходов с
ч хй «й < < О J < О зет J
3 3 х S' - а - 3 ? к * - 3 . 3 $ х У? ® 3
X та та § та з § о га £ 'g.o'°3oo'o £ га § «, з § “ та
X 5® п’с"3'9есц §« £ era о та ч >> ^к,йогасво >>
гЧ ?• ° О Р-ОеГ^О р- l„°4S?O & ° о ь О Ч Ь О Ч и
£_| f-1 с а ся ц х й 4 G.s о* u х a р- :с а gcdoj “ а Си я a
О к ° о я = О* s о я х2о « 5 2^ S ° , и =°о -
См
Ч Ч ^Ч°я+аОг^. ЧЧ Чк «°я+шОк-^ Ч< 4^ 4°S+®°^; ЧЧ
«ч О 7». О я tr -t. t[ к у <м Сч О o'-w ОхгччЧяа-м От- Ох-. О х гл, “к ус-i О-м
х Длина строга
з 500 | 750 | 1000 |
50 8,1 | 9,5 | 17,1 23,7| П,0 | 12,4 | 22,э| 32,4, 14,о| 15,4, 28,э| 41,41 16,9
75 11,1 | 12,5 | 23,l| 32,7 15,4 | 16,8 | 31 ,?| 45,б| 19,э| 21,з| 40,7, 59,l| 24,3
100 14,0 | 15,4 28,9 41,4, 19,8 | 21,2 | 40,б| 58,8| 25,в| 27,г| 52,5 76,8| 31,7
125 17 3 1 18,7 35.2' 51,ll 24,5 1 25,9 | 49,б| 72,7 32,о| 33,4^ 64,б| 95,2, 39,4
150 20,2 | 21,6 | 41,о| 59,8 28,9 | 30,3 | 58,4| 85,э| 37,9, 39,з! 76,4| 112,9 46,8
175 23,2 1 24,6 47,о| 68,в| 33,3 | 34,7 1 67,2, 99,1| 43,8 45,2 88,2, 130,б| 54,2
200 26,1 | 27,5 | 52,в| 77,б| 37,7 | 39,1 76,о| 112,з| 49,?| 51,1| 100,о| 148,з! ’61,5
250 32,0 ] 33,4 | 64,б1 95,2| 46,5 1 47,9 ) 93,б1 138,7, 61,5) 62,э] 123,б| 183,71 76,3
300 37,9 | 39,3 | 76,4! 112,9] 55,3 | 56,7 | III ,2| 165, l| 73,3| 74,7? 147,2, 219,11 91,0
350 43,8 | 45,2 | 88,2, 130,б| 64,1 1 65,5 | 128,8, 191,5, 85,0 86,4 170,6 254,2, 105,5
400 49,7 | 51,1 | 100,о| 148,з1 73,0 | 74,4 | 146,6, 218,2, 97,0 98,4, 194,б| 290,2, 120,5
500 61,5 | 62,9 | 123,6 183,7, 90,5 91,9 | 181,б| 270,7, 120,5 121,9, 241,б| 360,7, 149,9
600 73,3 74,7 1 147,2 219,1 108,0 1109,4 1 216,61 323,2, 144,0 145,4, 288,б| 431,2, 179,5
Строгание вертикаль
30 6,6 | 7,4 13,5 j 18,6 8,2 , 9,2 16,9, 23,б| 11,1 | 11,1 | 21,7 31,3, 13,3
50 9,6 | 9,9 | 19,0 1 27,1| 13,2 | 13,0 ) 25,7| 37,4| 17,0 | 16,1 | 32,6| 48,1| 20,7
75 13,3 | 13,0 | 25,8 | 37.6 18,7 | 17,7 | 35,9| 53,1, 24’,3 | 22,4 | 46,2| 69,0[ 29,9
100 16,9 | 16,1 | 32,5 | 47,9| 24.2 1 22,4 j 46,11 68,8| 31,7 | 28,6 | 59,9| 90,1| 39,1
125 | 21,0 | 19,5 | 39,7 | 59,3| 30,0 | 27,4 1 56,6| 85,2| 39,4 [ 35,2 | 73,8[ 111,8| 48,6
150 24,6 | 22,7 | 46,5 | 69,7’ 35,5 | 32,1 | 66,81 100,9| 46,8 | 41,4 1 87,4[ 132,8| 57,8
175 28,4 | 25,8 | 53,4 | 80,4! 41,0 | 36,8 | 77,О’ 116,6| 54,1 | 47,7 1 101,0| 153,7| 67,0
200 | 31,9 f 28,9 | 60,0 | 90,5| 46,5 1 41,5 | 87,2| 132,3| 61,5 | 53,9 [ 114,61 174,7[ 76,3
250 | 39,3 1 35,2 \ 73,7 | 111,61 57,5 | 50,9 | 107,6' 163,7| 76,3 | 66,4 | 141,91 216,8| 94,7
300 | 46,6 | 41,4 ! 87,2 | 132,4[ 86,5 | 60,4 1 128,1| 195,2| 91,0 j 78 ,9 1 169,1| 258,7| 113,2
Строгание усгу
6 SS Ширина канавки
ь “ 10 | 15 1 20 |
Глубина канавки
6 | Ю | 16 | 8 [ 12 | !6 | 24 [ а[121б{24|зо| 8
500 4,3 | 6,0 1 8,5 1 5,1 1 6.0 | 7,7 | 10,2 .6,0 | 7,7 10,2 1 13,6 | 17,0 [ 8,5
750 5,1 | 7,7 | 11,0 | 6,0 | 7,7 1 9,4 1 12,8 | 6,8 | 9,4 1 12,7 1 17,0 | 22,1 | 10,2
1000 6,8 | 9,4 | 13,6 I 6,8 | 9,4 | 11,9 1 16,2 | 8,5 | 11,9 1 15,3 | 22,1 | 27,2 1 11,9
1200 7,7 | 10,2 | 16,2 | 7,7 | 11,0 | 13.6 | 18,7 1 10.2 | 14,4 | 18,7 | 25,5 | 32,3 | 13,6
1500 8,5 | 11,9 । 18,7 | 9,4 | 12,8 | 16,1 | 22,1 | 11,9 | 17,0 | 22,1 | 30,6 i 37,4 1 15,3
2000 | 10,2 | 15,3 | 23,8 | 11,0 | 15,3 | 20,4 | 28,9 | 15,3 1 20,4 1 27,2 ( 39,1 | 49,3 | 18,7
2500 12,8 | 18,7 | 28.9 [ 13,6 | 18,7 1 25,5 1 35,7 j 18.7 1 25,5 | 34,0 1 47.6 | 59,5 | 22,1
1
1 Я 1 (О оо| i 66 сл| Cn 1 eg to - я &> сл to Q О "^1 ел СЛ оь. со to —4 а Один полу- S X
Г »"> 00 kq Cn to to on C J ^-чД & со 1 1 1—-ч GD to “-q to сп 1 °0 с_> со СП 00 s чистовой Е
о
ГУ) O' co ta,q to £0 С0 гл to L J И*1* to f 1 co G0 <о СО “-q со CD to оо 1—-Ч “-q со а X *wj
2^ — —1 — " — — — — — — — — — — Один грубый
32 to to to 00 Cn to *< а to 2^ to о CO СЛ со to □ CO СЛ со 24 to оо СП to о <о -^q ел 4^ со Ю и один полу- а
- ч ч cn № о сл to СП ''sj co CDi Ю СЛ bi CO о 1—4 to со W <o ю 4^ <n 4^ Ui чистовой ь
«—* о- СЛ "4 co “< № со г—j 1 to CO’ 00 СЛ СЛ оо о ел CD ел ел to CD о to Cn -q к t + Г до 6 a W о
— — —1 “ — —— — — — — — — —— — r> — — — — — — —” Два грубых CJ Q
СП ("Д со СП to СЛ to о 0> к? и S3 X &> со to to CD to CO CD w » оо СЛ со я Cn co 44 со GD со 27 to to ОО О) со 1 ю -^q СЛ и один полу- X а X
4 > to UJ ^sj" О **F^ oo 4^ G0 xj о -4^q ОО о сл to 00 со <о “*q 4^ to t_J чистовой х О
СР “<] сл Cn 4^ к к И О _» co if) 00 Co Q ——4 со ел сл n из -^q ю ' Q0 сл СП co 1—4 2(+Г до 10 •ч.
—— ~— -—— —— |b-j KT — Одни грубый £0 i-j
гп к^. co co to '— 54 со CO on сл СП •4^ W ю ——4 ft R^q £ to о СО ^q ел СЛ нръ. G0 to to
$ Г"1" co 00 I^C сл co 1—-4 о CO ел СЛ Ц2ь СП Cn О ел 00 1—-ч со - рч- Сл OD ОО co С J t До 4
i_t Se 4 ч ч ч ч ч ч ч
оо I—_1 to **F^ □0 о xj си to >—4 “xj CD (JI ел Сл СП СП Сл СО со СЛ ел 00 ю о 1—-J to
ьо to - . — 1— to сл cn 4^ со to L ю ОО .р». to <о сл Сл рч. со GO to Один полу-
ю "•"ч] CT< - p*- to <L0 GO t I ) о ^_J 1——• ю ю СЛ xj ел 00 о со СП ел оо о о >——' ч истовой
ч w 4 О ч ч ч ч ч ч ч ч ч 4 Ч
to > сл d~.i сл о to ,''xj to (Ji 1—4 "ч] го to to to ел о to со СЛ ел СП ел k.—.
—— —-— — — СЛ Один грубый
СО GO СО to to СП to to 5 to to СЛ to 4^ to о 00 ел со й со Сп to оо to Сп to оо со ю ^q СП 4^ о и один полу-
ч * V Сл to to—а о CO co GO “xj CD ел J >—4 иэ <о со 00 со ^q о to 4^ ел ю чистовой
г* р'“У (J) l-fib to l-fib о
to L J cn M <JI 4^ GJ 4^ о 00 иэ 00 со сп <n 1—-ч СП ОО СО со
— —— — — ——- — — “ — — . — Два грубых и один полу-
Ci’. to to _» со Г1Л to to >—i ел СП Г4 со со to to >_4 - >_4 '
ю о to *-q Ю Со GO to СЛ to CO сл GO о ел со со to СО ел - рч. —4 оо сп
ч * V - j— О сл co CO 00 CJJ to о со со СЛ to ОС сп со <n GO ел О с*э CD <С чистовой
о QC L to a to r* it+t' до 1 0
СЛ I—L CD GJ оо to со “xj ел *q со 1—4 --q о сл с_> to СП ОО
—— —— — — L L to —— 1 а — • ”” ~‘—
Сп Г4- co uO to to L -q сл to (““] CO ел со ' оо со СО ел - рч. to CO оо Въ.'] ел - рч. со to Один грубый
00 GO to "*bj to CD № СО l'“1 Г ] CH I——* ]1 1“• CD СО Сл оо *q Г ,] СЛ со >—4 со --q CD t до 4
4
to о to 4^ □0 СП <л G_ co to СЛ СО СЛ сп СП СЛ сп о со СЛ •ч-q СР
СП 4^ w co to — СЛ to гЛ CD сл Cn to ГО 00 ю <о ел рч. to CO оо ел СЛ W to Один полу-
о ОС to GJ L Ю О 4^ to 1—4 CO сл GO >—4 GO [ОО “xj о со <о СП to OO ел СЛ со ю “-q чистовой
*• 4 4 м
«Г* ел 00 1^, о CX to to to to "-bj to xj co СО СО to to to to --q to •^q ОО о to со СЛ K“s t ДО 2
— — Один грубый
ьо to 1— со to to 1— 1—4 l_4 1—4 СЛ Г4 со со to to l_4 ' >_4 ——4 ' о
Ео сл tO ._^ со to CO CD ОО СП со “xj МчД 00 со 00 <o *q - рч. to о СП И ОДИН ПОЛ У'
4 * ** 4 k. o to GO c; CO to 4^- СО оо мч —-q со СЛ 00 1—-ч 1—-ч >q со о сл to чистовой
to ОС о a 00 KT
со Cn 00 (JI to CO 00 о со СО СО С£> <о <o C£> СЛ ю о 4^ оо t+t до 6
СО co to to СП co co to to н-> 85 Сл СЛ рч. w to to to L . L . L Два грубых
00 Gm- Qi to CO Г4! . to 4^ ЧЛ G0 оо СЛ —4 о со ел co СП ОО .рч. —4 “xj
4 4 4 4 4 СЛ о сл to • GO GD GO GJ CD СП со 1— о о 4^ <о GO оо to >q чистовой
. рч [ / j to '2t+t' до 10
— — — — — — — — То <n CP _o CO 00 _co GJ ио to "w~ to- to кГ ^4 _to_ СЛ ~S о_ ел to —
Гл Г4 co co to to - ' Г4- to oo .ps. to 1— CO СП со to СП СО со о ач.1 4^ о <о B>q ел - рч. co Один грубый
00 сл to ""-J to “O с о о □c co GO СП CD оо 4* Ю сп ел °° CD 4* ео СЛ о ел i до 4
CD о co [^) to сл ю СЛ 1—4 co —*q СЛ 00 GD о СП о СЛ СП со >—4 СЛ О со 00 со "*q
cn 4^ co co to ю to *— CO ex C5 Й G0 to со £ to G3 to to ^q сп to о со >^q ел рч. co Один полу-
[ч^ □с **p^ CD 00 о CO co 00 to UJ о UI to СЛ ел 00 <о о о ел 1—4 --q to *q co ч истовой
4 4 4 * Ч 4 ч ч
X □с СП to сл о GO •4-^ оо to to *-q ^q to to о Q0 to "-q c_> to •*q 1—4 t до 2
-r- — J1 Один грубый
СП CO ьр* co to to to о 4^ о СП 00 4* 4»* со сп to G3 23 to о ОО СЛ to ю ел о сэ
t~~i <n <n о o ►К > <л to on СЛ ~i CD со СЛ СП ОО о со СП CO <о с_> to со 4^ и один полу-
u чист, t + t'до ()
to CD ,p*>. ОС to СЛ CO о ел № CO Ю со со со GO СЛ 1-—• ю СР> СЛ "to to О
—к —— — “ — -— —4 Два грубых
CD ГП co co to to —4 >__4 О □0 •^q ел СЛ GO со to to —4
1 1 1 1 со to КО CD 1—* ел ел СЛ □с о со UI 1—1 ел to ex со <r> и один полу
( 1 j 1 1 to о □0 ел « Г СО 00 ел ОС «фь. OD to СР> СП “< 4* чистовой 2N Г до 10
о о СО CO CO □0 CO GD со to to to ^4 Cn to 1 GO оо ”o
ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ а* = 100-^110 кг/мм* Продольно-строгальные
СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ работы
(без установочного) в минутах
см. карту 133 КАРТА 123
ОБРАБОТКА СЕРОГО ЧУГУНА 7/в-- 1404-160 СТАЛИ Р9 Штучное время (без установоч Режимы резания
3 Строгание горизонталь
tn Количество проходов с
=cs J ' о SK с; J < О 45 ' *о<5
гания грубы 1 полу- вой 2 грубы н пол 5 вой ДО 6 рубых н пол) вой ' ДО j грубы 1 полу- вой 2 грубы 11 ПОЛ) вой ДО 6 рубых и полу вой ' до 1 грубы 1 полу- вой 2 грубы Н ПОЛ) вой до 6 рубых н пол) вой ” до 1 rpv6bl 1
5 К = ?о х а Е о о s » о 1 u = о j- х о л - 520 = n tt S Зм rj S h + s °, S°
» ° и» ЧЧ Ы bi 4° е + а° s, Ч 4 s сХ°я+“ая^ ЧЧ
я Оч. О я О Я я--*- Ця??, О-ь- Оя-к. О s я- -к, EJ s з- см О-к. Offi, О*,
К о. Длина строга
3 500 750 | 1000 |
50 | 3,7 | 7,3 | 10,5 12,7 | 4,3 | 9,2 13,0 | 15,в| 5,1 | 11,0 | 15,б| 19,г| 5,8
75 | 4,4 | 9,2 | 13,1 16,0 | 5,5 | 12,0 17,0 | 21,о! 6,5 | 14,6 | 20,б| 25,б| 7,5
100 | 5,1 | 11,0 | 15,6 19,2 | 6,4 | 14,8 20,7 | 25,б| 7,5 | 18,3 25,7, 32,1| 9,3
125 1 6,1 13,2 | 18,5 | 23,2 | 7,8 | 17,9 | 24,9 | 31,з| 9,6 22,3 31, ij 39,з| 11,4
150 6,9 15,0 | 21,1 26,6 | 8,8 | 20,7 | 28,7 | 36,l| 11,1 | 25,9'1 36,2| 45,э| 13,1
1 175 | 7,6 16,9 | 23,7 29,9 9,9 | 23,5 | 32,6 | 41,1| 12,5 | 29,6 | 41,з| 52,4| 14,9
200 | 8,3 | 18,7 | 26,2 33,'1 i 10,9 I 26,3 | 36,4 | 45,9( 13,9 | 33,3 | 46,4| 58,э| 16,7
250 | 9,8 | 22,4 31,4 | 39,8 j 13,0 31,9 | 44,1 55,7| 16,8 | 40,7 56,?| 72, l| 20,3
300 | 11,2 | 26,1 36,5 | 46,3 j 15,1 | 37,5 | 51,8 | 65,5 19,6 | 48,0 66,8 85,0| 23,8
350 | 12,7 | 29,8 | 41,7 | 53,0 17,2 | 43,1 | 59,5 | 75,з| 22,5 | 55,4 | 77,l| 98,2, 27,3
400 14,1 33,5 | 46,8 J 59,5 19.3 | 48,7 | 67,2 | 85, l| 25,3 | 62,7 87,?! 111,1| 30.9
500 | 17,0 | 40,9 | 57,1 1 73,7 | 23,5 | 59,9 82,6 | 104,7, 31,0 | 77,4 | 107,б| 137,2, 38,0
600 | 19,9 ) 48,3 | 67,4 , 87,9 , 27,7 | 71,1 | 98,0 | 124,з| 36,7 | 92,1 | 128,0, 163,3, 45,1
Строгание вертикаль
30 1 3,4 6,4 | 9,3 I П.2 | 4,1 1 7,8 | 11,4 14,0 | 4,7 9,2 1 13,4 16,6 | 5,3
50 | 4,3 8,2 | 12,0 1 14,8 | 5,4 | 10,6 | 15,5 | 19,4 | 6,3 | 12,9 | 18,7 | 23,5 | 7,4
75 | 5,3 10,5 | 15,3 | 19,1 | 6.9 | 14,1 | 20,5 [ 25,9 | 8,4 | 17,5 | 25,4 | 32,3 | .9,9
100 | 6,3 | 12,8 | 18,6 | 23,4 | 8,5 | 17,6 | 25,6 | 32,6 | 10,4 | 22,1 | 32,0 | 40,9 | 12,5
125 | 7,6 | 15,4 1 22,2 | 28,4 | 10,4 i 21,4 [ 31,0 | 40,0 | 12,7 | 27,0 [ 38,9 | 50,2 | 15,4
150 | 8,7 | 17,7 | 25,6 | 32,9 | 12,0 | 24,9 | 36.1 | 46,7 | 14,8 | 31,7 | 45,7 | 59,1 | 18,0
175 | 9,7 | 20,0 [ 28,9 1 37.2 | 13,5 | 28,4 | 41,1 | 53,2 | 16,9 | 36,3 | 52.4 । 67,9 | 20,5
200 [ 10,7 | 22,3 | 32,2 1 41,5 > 15,1 | 31,9 | 46,2 | 59,9 | 18,9 I 40,9 | 59,0 | 76,5 | 23,1
250 | 12,7 | 26,9 [ 38,8 | 50,1 | 18,3 | 38,9 | 56,4 f 73,3 | 23,0 | 50,2 | 72,4 | 94,0 | 28,3
300 | 14,8 I 31,5 1 45,5 I 58,9 | 21,4 | 45,9 I 66,5 | 86,5 | 27,1 | 59,4 | 85,7 ЦП,4 | 31,4
Строгание усту
, а? 6 а? Ширина канавки
£ “ 10 | 15 | 20 ]
2 « я я Глубина канавки
ч 5 । । 4U 6 | 10 | 16 1 8 | 12 | 16 | 24 8 j 12 | 16 | 24 | 30 | 8
500 1 1.9 1 2,6 | 3,4 I 1,9 1 2,3 | 3,0 ! 3,8 1 2,3 | 3,0 | 3,8 ! 4,5 | 5,6'| 3,0
750 | 2,3 | 3,0 | 3,8 | 2.3 | 2,6 | 3,4 [ 4,5 । 2,6 j 3.8 | 4,5 | 6,0 J 6.8 | 3,8
1000 | 2,6 I 3,4 | 4,9 | 2.6 | 3,4 | 4,1 6,0 | 3.4 | 4,5 | 5,6 | 7,9 [ 9.4 | 4,5
1250 1 3,0 | 3,8 ( 5,6 [ 3,0 | 3,8 | 4,9 | 6,8 | 3,8 | 5,3 ( 6.8 | 9,0 | 11,3 | 5,3
1500 | 3,4 | 4,5 | 6,8 1 3,4 । 4,5 | 5,6 > 8,3 i 4.5 | 6,0 ] 7,9 | 10,9 | 13,5 1 6,0
2000 । 3,8 | 5,6 | 8,3 I 4,1 | 5,6 | 7,1 | 9,8 | 5,3 j 7,5 | 9,8 1 14,3 | 17,3 | 6,8
2500 1 4,5 | 6,8 | 10,5 | 4,9 | 6,8 | 9,0 | 12,0 | 6,4 ( 9,0 | 12,0 | 17,3 | 21,0 [ 8,3
сО cd Сл W — •< д о а CD О £ GC 00 GO ND СЛ го СЛ E Сл 8 а О 00 СЛ Д 0 ё GC CD GO ND ND ND -xj ND s X Одшг'полу-чистовой
Сл ор СС сл ОС го С0 । Г" С0 ND •N СЛ <с СЛ д ND Д CD n tn <D M t' до 2
— — — О —— — Один грубый
! Г"| <г> 00 С7> сл . гч. □ Л о ОС О> СЛ Ф» co W ND 1—Б □ о 00 O> СЛ СЛ ib w w ND к—к to и один полу-
X W сл ND ио СЛ 'vj 00 t1 - ND СЛ b Co 00 сл ND Д о 0 CO 0 фь 00 cn чистовой
чЛ* ф* W 00 J: сл сс (л) № "сл tr ND <о (T> CD fT> Г1*1 о co 0 Ц> ъ "to co Д OD Д сл to 0 t + t’ до 6
— — — — — ’ сл И — rt Два грубых
ND о о ND о <£> кт С0 W сО 00 HxJ о> N со ND u X ND ND О 00 CD СЛ Ф co w to и один полу-
* W % 5е W сл W W ND н—* CO «5 'vj CD О Cf? о 00 ND СЛ 00 0 ND чистовой
сс СП 00 СЛ ф СЛ о & о Сл Ос <S о ND W o> <D о 00 Q> Ю o> CD сл СЛ 2i + Г до 10
— н-1 — —— - — - •
ND ND —к 1—к X ф- GO ND ND ND - к—к сл со GO ND ND — u T-^k Один грубый
ф о сл со •“ ""J о *“ GO '"J Ф* ""•J Ф 00 o> co СП о> ND 00 w СЛ w 00 o> t До 4
ос W 00 сл W о сл W ,"i о 00 ND Kt СЛ 'о. О Ф ND • II* 0 CD 00
— — —•—— — — 1 ’ -ч-— — — — VW Один получистовой
о «5 *xj с; сл ф W О 00 СО сл СП ND СЛ £ CD ND У* ND co o> ф ю ND 00 0 СЛ Д no ND CO w ND O> ND О Ф
Сл о сл _** Ц> сл 00 — о NO _Ф СП с; -J yi _ст> jS ND -<1 о -Ц -4 СЛ СЛ, Д 00 0 Ф> Д СЛ Г До 2 Один грубый и один полу-
ND «5 ОС о> — ND О ос o> сл W ND . . сл co 00 0 tn СЛ Ф w to ND G
W о 1 8* со сл о ю сл СО Сл сл сл сл 00 сл ОС Сл СЛ Сл СЛ СЛ ъ> o5 'д 00 3,2) 17,7! ND ’9,5, 00 CD ND 00 СЛ 0 Д чистовой J + Г до 6 "Два грубых
ОС сл ND о «5 сл к? до С7> QO ю 00 сл ф* w ND ND ND ф •N- ND Q 00 J o> СЛ Ф w ND и один полу-
ОС ОС о сл О 1 8‘ ъ> о о О> СО 00 о □1 ND ОС С7: сл СЛ ND C7: ND ND ND ND со ND GO 00 0 Ю СЛ ND СЛ CD СЛ СЛ "сл СЛ o> 0 чистовой 2t + Г ДО 10
” — —— —•—' — -— >-
ND — 1—1 к- сл Ф w GO ND ND I__ll 1—к СЛ co w ND ND 1—к 1—к Один грубый
ND Cn 00 ОС сл о ND 00 сл 00 ы 6,8 сл со сл сл CO ND w о 00 «5 00 о Ф О UD СЛ 00 2,4 6,7 "0 GO ND Д o> co Д 00 ND t до 4
- — —1 < ।
ND ND 1—к 1—к‘ 1—к к—Б «5 о> СЛ сл ф со КЭ 00 <л ND о «Ч_] CD СЛ i-N Ф w ND Один полу-
ND "и] СЛ ND о 00 о Ф* и> 00 ю CJ ND Ф ND ND 00 w СЛ 00 p— co CD 00 чистовой
о сл W о 00 сл W ND № 00 ф* ND -xj сл CD CD ND ND ND t—\ tc Д "сл 1—к Ф* "0 k“l V до 2
si ; 01 1 ОС 1 6 5> W •“ сс 00 сл f*D ND ND fji ND О> ND 0 co сл w to 0 0 Один грубый и один полу-
о — со — "о СО — о сл 00 "со ND CD СО сл ND ОС 00 сл Сл ND ND СЛ w о ю сл 00 - 00 co "(J) 18,2 СЛ "w о o> "сл 0 GO o> чистовой t + t * ДО 6
LI 1 14 •“ «5 00 о> сл ND ОС Ф ND Ц0 СЛ ND CO ND ND Q*> N3 00 o> CO — <0 00 xxj сл Ф» CO Два грубых и один полу-
£‘. со W ОС ы ОС W сл сл ф сл СО ос о> 1— со d о 00 ъ ND ND о сл 00 ND 5,9 Ю СЛ w "o> СЛ w 00 ND ND ND О 00 Сл ND cn чистовой 2/ +Р до 10
ND 00 ND «5 'vj о> ю о> сл W со ос CD со ND co to HxJ ND 00 00 СО СЛ U5 СЛ Ф» co co 0 to ND CD ND О 5> co Один грубый
00 о СО ’о 00 jp ф» о W к— 'О сл сл w «5 Ю — "сО 00 00 0 to "o> <— Cs СЛ t До 4
GC ND ND 1—к >—1 ф сО ОС 'vj C71 сл W ND u ND ND 00 CO $ o> СЛ СЛ Ф w ND Один полу-
О» -х! ф* о 00 до о ND ю о> СЛ CD ND со ’'-xj СЛ 00 1— w Ф* 00 00 Д 0 0 ND чистовой
СП сл СО СО со сл W 'vj о> 'vj ND О> о >—к СЛ о 00 ND -4J to -4J СЛ j™. 00 o> Ф* 00 o> Ф*~ 1' до 2
W ND ND rto — 1—Б 1—к 00 ND ND cn Один грубый
СО d ю 00 сл Лх. С _ 1 ’‘xj Q0 ND О 00 сл w ND 8 00 СЛ GO 0 Д 00 o> СЛ фь CO и один полу-
•* о> ND Ю ND о> f -Г ’ ND сл cc СЛ ta—* СО 00 w 00 СЛ ND 0 0 GO чистовой
со ио □1 00 ф> СО а «г о> «5 Ц>. СЛ Ф» С: -4j СЛ «5 д to 0 ND Ф» cr> Д 1—к t + Г до 6
ND ND u 1—Б - 00 СО ND ND ND u Два грубых
1 1 1 [ 1 и> ND 00 СЛ W (0 »4j СЛ co 8 СО d CO 0 w ND 0 00 »xj СЛ CO и один полу-
1 1 1 1 1 00 Сл OJ 00 o> о ND ND Ф* Д 0 Ф* 00 СЛ 00 чистовой
00 GO а> 'vj 1— k— 00 00 co «5 ND ND w 00 Ф* 0 -4J co 1— СЛ w Д 2( + /' до 10
0
a г
□ ь о л X О
о
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ П родольно-строгальные
БЕЗ ОХЛАЖДЕНИЯ _______работы. ______
кого) в минутах
см. карту 132 КАРТА 124
ОБРАБОТКА СЕРОГО ЧУГУНА Нв - 160 : 180
СТАЛИ Р9 БЕЗ
Штучное время (без уставе Режимы резания
3 • 3= С трогание горизонталь
Количество проходов с
« as 1 • о « <= . г о « г «5 J J О «
« ' 3 . s > х - 3 . ЗТ? х 3 л
5 >, ч '° О ® 3 о о *£. & ® о “ 3 0 п ® О ® j о о ®
£ £ 3« ?c=c'Scs« а о® Йс*=° L и в ° , о Ч „ о Г Е о rotf в в a еч = e t г в* и_ с яа u а ш о а х м * а о ® Г . С О к <м х и ахи-
Q. X ^Рг-Х", с^и5Р'" ® # ° n х s. Pi. ь- х о х х ° о ® *. Р ж. Р л
X 0 я Н В = ч ь > ко
я О ч» О Ояи-и^ГС'. О •- Q X i. О = S' ч. о», а О х s-чч е<х erS О-*
X S 1 л и н а строга
3 500 | 750 1000 |
50 I 3,9 1 -7,3 I 10,7 | 13,1 I 4,7 1 9,2 | 13,4 16,6 5,6 1 11,0 16,1| 20,2| 6,4
75 | 4,7 | 9,2 | 13,4 ) 16,6 | 6,0 | 12,0 | 17,5 22, о] 7,2 14,6 21, з| 27,о| 8,5
100 | 5,5 | 11,0 | 16,0 | 20,0 | 7,2 | 14,8 | 21,5 27,2 8,9 18,3 26,7| 34,1)10,6
125 | 6,6 | 13,2 | 19,0 | 24,1 | 8,8 | 17,9 | 25,9 33,3 10,9 22,3 32,4^ 41,9| 13,0
150 | 7,5 | 15,0 | 21,7 | 27,7 | 10,0 | 20,7 | 29,9 38, б| 12,5 25,9 | 37,6 48,7) 15,1
175 | 8,3 16,9 24,4 | 31,2 | 11,3 | 23,5 | 34,0 43,9 14,2 29,6 43,0 55,в| 17,2
200 | 9,2 | 18,7 | 27,0 34,6 | 12,5 26,3 | 38,0 49,1| 15,9 33,3 | 48,4 62,9 19,3
250 | 10,8 | 22,4 | 32,4 | 41,7 | 15,0 31,9 46,1 59,7| 19,3 40,7 ! 59,2 77,1| 23,5
300 12,4 26,1 37,7 48,6 | 17,5 37,5 54,2 70, з1 22,6 | 48,0 69,в| 91,о!27,7
350 14,0 29,8 | 43,0 55,5 | 20,0 43,1 62,3 80,9| 26,0 | 55,4 | 80,б| 1о5,2| 31,9
400 | 15,7 | 33,5 | 48,4 | 62,6 | 22,5 48,7 70,4 91, б| 29,3 | 62,7 | 91,2) И9,1| 36,1
500 f 19,0 | 40,9 ( 59,1 | 76,6 ( 27,5 ( 59,9 [ 86,6| 112,7( 36,0 | 77,4 | 112,б( 147,2| 44,5
600 | 22,3 48,3 | 69,8 | 90,6 | 32,5 | 71,1 ) 102,8 133,э| 42,7 | 92,1 | 134,о| 175,3| 52,9
Стр огаиие верти
30 | 3,6 | 6,4 | 9,5 | 11,6 | 4,3 | 7,8 | 11,6 14,4 | 5,1 | 9,2 | 13,8 | 17,4| 6,0
50 | 4,6 | 8,2 | 12,3 j 15,4 | 5,7 | 10,6 | 15,8 20,0 | 7,0 | 12,9 | 19,4 j 24,9| 8,4
75 | 5,7 | 10,5 | 15,7 | 19,9 | 7,5 | 14,1 | 21,1 27,1 | 9,3 | 17,5 ! 26,3 | 34,1| 11,4
100 | 6,9 j 12,8 j 19,2 | 24,6 | 9,3 | 17,6 | 26,4 34,2 И,7 | 22,1 | 33,3 | 43,5| 14,3
125 | 8,4 | 15,4 1 23,0 | 30,0 1 11,4 | 21,4 1 32,0 42,0 14,4 | 27,0 j 40,6 । 53,6, 17,2
150 | 9,6 | 17,7 | 26,5 | 34,7 | 13,1 | 24,9 | 37,2 1 48,9 16,7 | 31,7 47,6 | 62,9) 20,2
175 | 10,7 | 20,0 | 29,9 | 39,2 | 14,3 | 28,4 | 42,5 1 56,0 18,7 | 36,3 54,2 | 71,5| 23,1
200 | 11,9 | 22,3 1 33,4 [ 43,9 | 16,7 | 31,9 | 47,5 63,1 21,5 | 40,9 61,6 | 81,7| 26,1
250 [ 14,3 j 26,9 | 40,4 | 53,3 | 20,2 j 38,9 | 58,3 1 77,1 26,2 | 50,2 75,6 | 100.4] 32,0
300 | 16,6 1 31,5 | 47,3 f 62.5 [ 23,8 | 45,9 ( 68,9 91,3 31,0 ( 59,4 j 89,6 | 119,2| 37,9
С т р о г а н и е уст у
. =s 5 \ Ш и Рина канавки
t" 10 | 15 20 |
Г Л у бина канавки
42 6 | 10 I 16 | 8 | 12 | 16 | 24 1 8 12 | 16 24 [ 30 [ 8
500 | 2,1 | 3,0 | 3,8 | 2,1 | 2,5 | 3,4 | 4,3 1 2,5 3,4 | 4,3 5,1 1 6,4 3,4
750 j 2,5 | 3,4 | 4,3 | 2,5 | 3,0 | 3,8 | 5,1 1 3,0 4,3 [ 5,1 6,8 | 7,7 4,3
,1_000| 3,0 | 3,8 j 5,5 | 3,0 | 3,8 | 4,7 | 6,8 3,8 | 5,1 | 6,4 8,9 | 10,6 [ 5,1
1250 ( 3,4 | 4,3 | 6,4 [ 3,4 | 4,3 | 5,5 | 7,7 1 4,3 6,0 | 7,7 10,2 | 12,7 | 6,0
1500 | 3,8 | 5,1 | 7,7 | 3,8 1 5,1 | 6,4 j 9,4 5,1 6,8 | 8,9 12,3 | 15,3 1 6,8
2000 i 4,3 j 6,4 | 9,4 | 4,7 | 6,4 | 8,1 | 11,1 1 6,0 8,5 | 11,1 16,2 ! 19,6 i 7,7
2500 | 5,1 | 7,7 | 11,9 | 5,5 | 7,7 | 10,2 | 13,6 1 7,2 10,2 | 13,6 19,6 j 24,0 ! 9,4
as tu £ Один получке ГОВОЙ Г до 2 глубиной^резанняу/ в мм ных плоек ojc т е]й ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ ОХЛАЖДЕНИЯ вечного) в минутах см. карту'132
Один грубый н один полу-чнстовой t 4- t' до 6
Два грубых и один полу- £чистовой 2/ + Г до 1 0
Один грубый t до 4
Один получистовой Г до 2
Один Грубый и одни полу-ч истовой t + /' до 6
Два грубых и один получистовой 2i + Г до 10
Один грубый t до 4
Один получистовой f до 2
Один грубый и один получистовой t + i’ до 6
Два грубых и один получистовой 2t + V до 10
КАРТА 125 П родильно-строгальные работы
Один грубый t до 4
Один получистовой V до 2
Один грубый и один получистовой t + t' до G
Два грубых и одни получистовой 2/ + Г до 10
ОБРАБОТКА СЕРОГО ЧУГУНА Ив = 180-200 СТАЛИ Р9 БЕЗ Штучное время (без уста Режимы резания см.
* Строгание горизонталь
55 И Количество проходов с
ЙЗ « <5 < < с‘ *S 1 J 4 о =К j |—< < О «
з 3 ч X ? “ 3 . 3 £ * ? - 3 £ ч 1П х Ч 2
ю о 3 о 3 § о 'о > о с >. ю § «э зЗ >о
X а. о® й ое ас s о с и: 2" §>= 3Cl= ° к )з: ч а
23 F S о 5- о =i > • о г г о г о ч 5? о £“ с о t _ о < „ о “« u .. ccq<n ““«^£-^03^ _ и u д см м х м а х а *
О ин о 4 ин то Ю ин >ДИ тс г а г >ДИ то + 1 ин о 4 ин то Х° ин ди то г а г Ди то 4- t НК 0 J ин то хо ин >ди то t' d 1 ДИ +* J НН о 4
чч Ч~ еС к+п =._ Чч Е£ Ч че ч'-г+вс^^ ц ц
св О. О U iri. Охя'ч.Чгтсч О— Orri. U х Чх то О*.
X Длина строга
3 500 ) 750 | 1000
50 4,4 | 7,3 1 11,0 | 13,7 1 5,1 ) 9,2 | 13,й| 17,4| 6,2 | 11,0 | 16,7} 21,4, 7,2
75 5,1 | 9,2 | 13,8 | 17,4 1 6,6 | 12,0 | 18,1| 23,2| 8,1 J 14,6 | 22,2, 28,в| 9,6
100 6,1 | 11,0 16,6 | 21,2 | 8,0 | 14,8 | 22,з| 28,в| 10,1 | 18,3 | 27,э| 36,5, 12,1
125 7,4 | 13,2 | 19,8 ( 25,7 | 9,8 | 17,9 | 26.9, 35,3| 12,4 | 22,3 1 33,9 44,91 14,9
150 8,4 | 15,0 | 22,6 | 29,5 | 11-2 1 20,7 | 31,1} 40,э} 14,3 | 25,9 | 39,4| 52,з| 17,3
175 9,3 16,9 | 25,4 | 33,2 | 12,7 | 23,5 | 35,4| 46,7} 16,3 | 29,6 | 45,7| 60,о! 19,8
200 10,3 18,7 | 28,2 | 37,0 | 14,1 1 26,3 | 39,б| 52,3| 18,3 33,3 | 50,8 67,7* 22,3
250 12,3 22,4 33,9 | 44,7 | 17,0 1 31,9 | 48,1| 63,7 22,3 | 30,7 | 62,21 83,1| 27,2
300 14,2 26,1 | 39,5 52,2 | 19,9 1 37,5 | 56,б| 75,1 26,2 | 48,0 | 73,4^ 98,2! 32,2
350 16,2 29,8 | 45,2 | 59,9 1 22,8 43,1 | 65,1| 86,5 40,1 | 55,4 84,7} 113,4| 37,1
400 18,1 33,5 | 50,8 1 67,5 | 25,7 | 48,7 1 73,б| 97,э| 34,1 1 62,7 96,о} 128,?| 42,1
500 22,0 | 40,9 | 62,1 ) 82,7 | 31,5 ) 59,9 1 90,б| 120,7| 42,0 1 77,4 | Н8,б| 159,2} 52,0
600 25,9 ! 48,3 | 73,4 | 98,3 1 37,3 1 71,1 | 107,б| 143,й| 49,9 | 92,1 | 141,2| 189,7} 61,9
Строгание верти
30 3,8 | 6,4 | 9,7 | 12,0 | 4,7 | 7,8 | 12,0 | 15,2 | 5,5 | 9,2 | 14,2 | 18,г| 6,4
50 4,9 | 8,2 | 12,6 | 16,0 | 6,4 1 10,6 | 16,5 | 21,4 | 7,8 | 12,9 ] 20,2 ] 26,5| 9.2
75 6,3 | 10,5 | 16,3 | 21,1 \ 8,4 | 14,1 | 22,0 | 28,9 | 10,5 | 17,5 | 27,5 | 36,5) 12,6
100 7,6 j 12,8 [ 19,9 | 26,0 | 10,5 | 17,6 | 27,6 | 36,6 | 13,3 | 22,1 | Я.9 | 46,7| 16,1
125 9,3 | 15,4 | 23,9 | 31,8 j 12,9 | 21,4 | 33,5 | 45.0 | 16,4 | 27,0 | 42,6 i 57,6] 19,9
150 | 10,6 | 17,7 | 27,5 | 36,7 | 15,0 | 24,9 | 39,1 | 52,7 | 19,2 | 31,7 | 50,1 Г 68,9| 23,3
175 12.0 | 20.0 | 31,2 1 42,8 j 17,0 | 28,4 | 44,6 | 60,2 | 21,9 | 36,3 | 57,1 | 79,9| 26,9
200 13,3 | 22.3 | 34,6 | 46,7 | 19,1 | 31,9 1 50,2 | 68,9 1 24,7 | 40,9 | 64,8 | 88, Ц 30,3
250 16,0 1 26,9 | 42,1 | 56,7 | 23,3 | 38,9 | 61,4 | 83,3 [ 30,3 | 50,2 | 79,7 | 108,6] 37,3
300 18,7 1 31,5 j 49,4 1 66,7 | 27,4 | 45,9 ] 72,5 | 98,5 ] 35,8 | 59,4 | 94,4 ] 123,8( 44,2
Строгание уст у
о * Ширина канавки
10 | 15 20 ]
® S X S Глубина канавки
ч “ 6 | 10 | 16 j 8 | 12 | J6 | 24 | 8 | 12 16 24 30 j 8 |
500 2,5 | 3,5 1 4,5 I 2,5 | 3,0 1 4,0 | 5,0 | 3,0 1 4,0 I 5,0 | 6,0 | 7,5 1 4,0
750 3,0] 4,0] 5,0] 3,0] 3,5 ] 4,5] 6,0] 3,5] 5,0] 6,0] 8,0] 9,0] 5,0
1000 | 3,5 | 4,5 | 6,5 | 3,5 ] 4,5 | 5,5 | 8,0 | 4,5 ] 6,0 | 7,5 ] 10,5 ] 12,5 | 6,0
1250 | 4,0| 5,0| 7.5 1 4,0 | 5,0 | 6,5 | 9,0 | 5,0 | 7,0 | 9,0 | 12,0 | 15,0 [ 7.0
1500 1 4,5 | 6,0 ] 9,0 | 4,5 | 6,0 | 7,5 | 11,0 | 6,0 | 8,0 | 10,5 [ 14,5 i 18,0 ] 8,0
2000 5,0 | 7.5 ! 11,0 | 5,5 | 7.5 1 9,5 1 13,0 ] 7,0 [ 10,0 ] 13,0 | 19,0 I 23,0 | 9,0
2500 6,0 | 9,0 . 14,0 I 6,5 1 9,0 1 12,0 1 16,0 > 8,5 1 12,0 1 16,0 1 23,0 1 28,0 11,0
242
50,2 40,9 36, з| 31, б| О_ I 22,1| 17,5| |6‘31 | 35 Один полу-чист овой f ДО 2 глуби
76, б| 62,4| 55, з| 48,1| 41,1| ОО оо 26, б| 19,6 1 150 в мм Один грубый и один получистовой t + Г до 6 •х О W
102,4} 00 Ц> 73,7| о 54, б| 44,з| 34,7, 25,3 Два грубых и один получистовой 2Z + 1' до 10 шил t в
32,0 26,1| ND ОО 2о, г| 17,2| ОО 11,4| 1 8,4 Один грубый t до 4 ; мм
59, б| 48,4| 42,9| 37,4| 31,8| 26, о| 20,4| pi Один получистовой Г до 2
«5 О ОО 65, г| 56,8| 48, г| 39,5( 31,0 1 22,5 500 Один грубый и один получистовой t + t' до 6
121,1| |Г86 86, б| 75, з| оо 52,1| о 1 29,2| Два грубых и один получистовой 2/ + Г до 10
41,7 ОО оо _сО_ 30, о| 26, о| 22,1| 18,21 ОО о Один грубый t до 4
ОС о 63,2| 55,9> 48, б| 33,4( 26, о! 18,7 Один получистовой Г до 2
00 96,3 00 сл 73,7| 62,4| 50,8j 39, б| I 28,з] 2000 Один грубый н один получистовой t i до 6
сл 00 <£> ND 00 сл оо 00 о 82,8| 67,3| 52,1( 37,о| Два грубых и один получистовой 2t + t' до 10
СЛ О 41,3| 36, б| 31, б| 26,7| 21 ,э| "о 12,2 Один грубый t до 4
«5 СТ1 СЛ 78,1( 00 00 59, б| сл о о 00 31, б| ND ND N? Один получистовой Г до 2
146,7| 118,6 о "сл о ы |6* 19 47,8| 33,8, О О Один грубый и один получистовой t -( t' до 6
0*961 158,2 139,3 120,3 101,3 82,1 63,1 44,3 Два грубых и один получистовой 2/ + Г до 10
>!
Ч
ОБРАБОТКА СЕРОГО ЧУГУНА Нв=20$±220
стали рэ ьез
Штучное время (без Режимы резания
ч м Строгание горизонталь
Количество проходов с
ц « Ж J L J « «5 J J -к « Ж J J _ «
грубы 1 полу вой 2 грубы н полу !ОЙ (+1 рубых н полу вой 2/-о 18 грубы 5 по лу- ной 2 грубы н полу вой t + о 10 рубых н полу вой 2К о 18 грубы полу-вой 2 грубы н полу вой /-j. о 10 рубых н полу вой по 1 £ грубы
о = w S О о =5БО и о о а ч - = оч = о о х-рч^хс^ х
“О х *7 цг x5s-~r7jJT, 1 х о s ь й х 5- ч я х О s и Ч 1 л (Ч я Й Г + ® S
<s О-*. O=i. О = =? + гЗх® + О». O-i. О х х х 5 м О'.
Б, Дли на строга
3 500 | 750 | 1000 | |
50 4,4 | 7,9 | 11,8 | 14,7 | 5,1 | 9,9 j 14,5 | 18,1 | 6,2 | 12,2 | 17,9 | 22,6 | 7,2
75 5,1 10,0 | 14,6 | 18,2 | 6,6 | 13,1 | 19,2 | 24,3 | 8,1 | 16,5 | 24,1 [ 30,7 | 9,6
100 6,1 12,1 | 17,7 | 22,3 | 8,0 | 16,2 | 23,7 j 30,2 | 10,1 | 20,8 j 30,4 | 39,0 | 12,1
125 7,4 | 14,5 | 21,1 ) 27,1 9,8 | 19,7 | 28,7 | 37,1 [ 12,4 | 25,4 I 37,0 | 48,0 1 14,9
150 8,4 | 16,6 | 24,2 | 31,2 | 11,2 | 22,8 | 33,2 | 43,0 1 14,3 | 29,7 | 43,2 | 56,1 | 17,3
175 1 9,3 | 18,8 | 27,3 | 35,2 | 12,7 | 26,0 ) 37,9 49,2 | 16,3 1 34,0 1 49,5 | 64,4 | 19.8
200 10,3 | 20,9 | 30,4 | 39,3 | 14,1 | 29,1 [ 42,4 55,1 | 18,3 | 38,3 | 55,8 | 72,7 | 22,3
250 12,3 | 25,1 , 36,6 | 47,5 | 17,0 | 35,4 | 51,6 67,2 | 22,3 | 46,9 | 68,4 | 89,3 | 27,2
300 14,2 | 29,4 | 42,8 | 55,6 | 19,9 | 41,7 | 60,8 79,2 | 26,2 | 55,5 | 80,9 [105,7 1 32,2
350 16,2 | 33,6 | 49,0 | 63,8 | 22,8 | 48,0 | 70,0 91,4 | 30,1 | 64,1 | 93,4 |122,1 | 37,1
400 18,1 | 37,9 | 55,2 | 71,9 [ 25,7 | 54,4 | 79,3 [103,6 | 34,1 | 72,8 106,1 |l38,8 I 42,1
500 22,0 | 46,4 | 67,6 | 88,2 | 31,5 | 66,9 j 97,6 127,7 | 42,0 | 89,9 |131,1 |171,7 52,0
600 25,9 | 54,9 | 80,0 |Ю4,5 | 37,3 1*79,5 [116,0 151,9 | 49,9 |106,9 |156,0 |204,5 | 61,9
Строгание вертикаль
30 | 3,8 | 6,4 | 9,7 | 12,0 | 4,7 | 7,8 | 12,0 | 15,2 | 5,5 | 9,2 | 14,2 ) 18,2 | 6,4
50 | 4,9 | 8,2 | 12,6 , 16,0 | 6,4 I 10,6 | 16,5 | 21,4 | 7,8 ] 12,9 | 20,2 | 26,5 | 9,2
75 | 6,3 | 10,5 | 16,3 | 21,1 | 8,4 | 14,1 | 22,0 | 28,9 | 10,5 | 17,5 | 27,5 | 36,5 | 12,6
100 | 7,6 | 12,8 | 19,9 | 26,0 [ 10,5 | 17,6 | 27,6 | 36,6 j 13,3 I 22,1 | 34,9 ] 46,7 I 16,1
125 | 9,3 | 15,4 | 23,9 | 31,8 | 12,9 | 21,4 [ 33,5 | 45,0 I 16,4 ( 27,0 | 42,6 | 57,6 | 19,9
150 | 10,6 | 17,7 | 27,5J 36,7 j 15,0 1 24,9 | 39,1 | 52,7 | 19,2 | 31,7 1 50,1 | 68,9 | 23,3
175 | 12,0 | 20,0 [ 31,2 | 42,8 | 17,0 | 28,4 | 44,6 | 60,2 | 21,9 | 36,3 | 57,4 [ 79,9 | 26,9
200 | 13,3 | 22,3 | 34,8 | 46,7 I 19,1 | 31,9 | 50,2 । 68,9 | 24,7 | 40,9 [ 64,8 j 88,1 ] 30,3
250 I .16,0 | 26,9 | 48,1 ( 56,7 | 23,3 | 38,9 | 61,4 i 83,3 | 30,3 j 50,2 | 79,7 |108,6 | 37,3 300 | 18,7 | 31,5 | 49,4 | 66,7 1 27,4 | 45,9 | 72,5 | 98,5 | 35,8 ] 59,4 j 94,4 |128,8 | 44,2
Строгание уст у
о Ч Ш и р и н а к а и а в к и
10 1 1 15 1 20
= S Г л у б в и а к а н а б х п
Й2 6 1 10 i 16 1 « 12 16 24 8 1 12 [ 10 24 30 8
: 500 2,9 | 4,2 | 5,4 2,9 | 3,7 | 4,8 | 6,0 | 3,7 I 4,8 | 6,0 7,2 | 8,9 4,8
‘750 3,5 ( 4,7 | 6,0 3,7 | 4,3 | 5,4 | 7,2 | 4,3 I 6,0 f 7,2 9,6 | 10,8 6,0
1000 4,2 | 5,3 | 7,8 4,3 ! 5,4 | 6,6 | 9,6 | 5,4 [ 7,2 I 8,9 | 12,6 | 14,9 | 7,2
1250 4,7 | 5,9 | 8,9 4,8 | 6,0 | 7,8 | 10,8 | 6,0 ] 8,3 | Ю.8 | 14,3 | 18,0 8,3
J500 5,3 j 7,1 ) 10,8 5,4 1 7,2 j 8,9 j 13,2 j 7,2 | 9,6 | 12,6 J 17,4 j 21,5 | 9,5
2000 5,9 1 8,8 ; 13,2 6,6 | 8,9 | Н,4 I 15,51 | 8,3 | 12.0 | 15,5 | 22,8 ] 27,5 | 10,8
2500 7.1 1 10,6 | 16,9 7,8 | 10,8 | 14,3 | 19,2 | 10,3 | 14,3 I 19,2 | 27,5 [ 33,6 | 13.2
ND
Сл
(уступа) в мм I я о а я ?! (и £ № й О Я ных плоскостей | 1250 | 1500 | 2000 [ 2500 Н 11 Я В мм ’ 1 глубиной резания t в мм ных плоскостей ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ ОХЛАЖДЕНИЯ установочного) в минутах см. карту 132
| 18,0| 22,8 l 32,5 | 39.5 14,9| 18,6 | ND | 10,8| 13,2 | 16,9 | 21,5| 10,3| 13,2 | 16,8 | 20,3| 24,0| 11,4 | 15,5 j 19,2| 27,5| 36,0 | — | 1 8,9, 10,8 | 14,9 | 18,0| 8,3| 12,0 | 14,3 | 16,8; 20,3| 9,6 | 13,2 | 15,5| 22,8! 30,0 | — ю 00 ю I б,о| 91 1 81 1 (уступа) в мм | 72,9 61,41 97,9 | 49,9[ 79,4 [108,3 | 35,9 44,2| 70,3 | 95,8 |. 31,7| 52,5] 83,6 1113,6 | 41,5| 68,7[109,4 1149,2 | 5 38,4| 60,9 | 82,8 | 27,5| 45,6| 72,3 1 98,1 | 35,9| 59,4| 94,5 [128,7 | 44.2| 73,6|117,0 32,7 51,8 | 70,3 | 23,4| 38,7[ 61 г3 26,6[ 42,2 [ 56,8 | 19,2 20,9[ 33,0 ' 15,1| 23,8 | 10,б| 16,4 | 21,3 | 7,5 131,71192,8 |253,3 | 73,з| 152,2,224,7 |296,3 | 96,7^07,2,305,1 |400,1 1118.8,258,2,376,2 |493,3 110,3,161,5 ,212,1 | 61,5,127,б|188,3 ,218,1 | 81 ,о| 175,2,255,4 ,334.7 | 99,5,216,2,314,9,412,7 89,2,130,4 |[71,1 78,4 114,7 | 67.9 57,2, 83,6 ,109.4 | 32,о| 66,о| 97,2 46,5| 68,0 | 88,9 | 26,1, 53,7, 79,0 |103,4 | 33,э| 72,7,105,8 1138,0 | 41,з| 89,3,129,5 1169,1 41.2, 60.2 ) 35,9, 52,4 30,5, 44.6 ! 58,1 24,9 19,6 | 14,2 Один полу, чистовой Г До 2
Н,9 | 7,2 1116,3 [159,1 99,3 36,5 : 28,7 | 20,9 | 26,6 Один грубый и один получистовой i + Г до 10
| 26,3 | 32,51 14,3| 19,2 20,3 | 25,2'1 12,01 15,5 | 19,2 | 24,0| 27,5 1 12,0 | 9*6 | 24 | 30 133,8 | 44,3| 1 44,1 31,5 | 10,9| 150,4 | 43,8| 90,7,133,7 130,1 1 37,9 78,6 | 23,1 47,5, 69,8 68.3 | 20,2, ,47,1 | 14,3 1 36,8 Два грубых и одни получистовой 2/ + Г до 18
1е‘я 12,0| I 52,5| 87,0|138,‘7 ]189,5 | 69,5 114,2| 182,9 0*91 49,7, 17,2| 11,4 1 8,4! 16,2, 23,8 | 30,5 Один грубый t до 8
16.9| 22,8 | 7,2| 9,6 | о О 1 30 ! 40 l3‘£Z 1 59.4| 94,5 128,7 [ 31,5| 1 24,6| 17,7| 27,8 | 37,0 | 15,9| 22,3! 37,4 | 51,6 | 16,4 12,2| 18,9 | 103,2,152.1 | ОС 41,з| 60.7 35,1 ! 28,6 |кгг 1 Один получистовой Г до 2
8*2 СЛ а> 49,9 1 67,4 | 8‘яе! сл сл 51,5 | 67,0 | 1 42.1 | 33,0 Оди н грубы й и один получит говой t + t' до 10
30,0 i 36,0| 43,2! 19,2 | 27,5 | 34,8 25,2 | 30,0( 36,Oj 16,3 | 22,8 | 28,7 10,8 | 13,2! 16,8 8,9 1 20 | 25 [ 30 |159,3 | , 83,0 [ 1 52,1 | 24,7 | 9,2, 14,9 | Гоог СЛ ОС ,151,7 1 127,5 | 41,7, 89,7 91,2 | 30,0, 64,0 79,2 | 1 54.7 | Два грубых и один получистовой 21 + Г до 18
Ю,8| 13,2| 58,3| 96,2| 1 47,1! 77,8| 30,4| 50,2| 24,8| 40,7| 19,2| 31,5| ст> сл оо № сл СЛ сл СЛ ю W 1 49,6 26,0 22,1 46,9, 68,2 18,2 ы 0 Один грубый t до 8
о , 55,5 38,1! 1 29,5 1 21,0 Один получас говой Г до 2
13.2 | 18,0 | 22,8| 32,5| 42,0| — | 7,8 | 10,8 | 12,6 6,6 | 10 | 15 | 20 30 | 40 153,7 1210,3 | 124,1 1169,5 | 58,1 79,8 |Ю8,5 | 37,3 64,7 | 87,8 | 30,3 49,9 | 23,3 | 30,8 | 10,9 00 о 1155,5 130,6 |170,6 93,2 । 1 80,7 55,5 1 43,0 1 30,6 ; Один грубый и один получистовой t + i' до 10
8,3 | [250,7 | 86,0| 1 42,7’227,91312,2 | 67,4 [ ' 1'695 236,2 | 70,5,152,2 ,203,4 | 60,7,131,2 121,5 36,5 о сл о 00 00 72.0 1 55,6 39,3 Два грубых п один получнстовой 2t + У ДО 18
10,3 ND а> о ОС 23,3 1 80,1 0‘ IS 31,6 26,7 1 21,9 о 12,2 Один грубый t до 8
1,2| 85,2.135,6 КАРТА 127 шродольно-строгаль-ные работы
50,4| 66,0| — 1 40,8[ 54,0 | — 16,8] 24,01 - j 13,2! 18,о! 96,7| 62,О[ 98,5 | | 50.0[ 79,6 [108,2 | | 38,5 61,0| 27,0] 42,6 | 57,3 | 17,8| 27,9 ! 37,1 GO ND 1 78,4,114,1 *00 о 00 со 1 57,2, 83,1 | 1 46,3| |z'se | ND СЛ Один получистовой Г до 2
о ND с2 ,221,9 1 *0S2j 1 * 161| о 1 67,4, | 6*19 . 36,5 Один грубый И один полу чист, i+t'доп;
1 261,1 | 210,4 | 185,1 | 159.5 | 134,1 | 82,6 | СО СО ND S ND О Ю 148,9 2*881 108,1 87,6 67,2 о Два грубых и один получистовой 2/ -Г V до 18
со 8 500 о СР 350 300 250 003 175 | 150 | 125 I 100 СЛ о Ширина строгания В в мм
СО ОО ND сл ‘33 | IX1 ф^ ND ^2 cO 00 сл Один грубый
оо сл 00 СО о — ND 00 о ь- t ДО 8
54, сл 1 38, 1 33, ND с© ND СЛ ND О 00 5> 4^ ND о -ч Один получистовой
«5 а> Ф» с© 00 СЛ о <О Сл i' до 2
«5 •N- оо оо ND ND __ Одни грубый
ND Сл 00 1—-* ф^ о OO ND И 0ДПЕ1 полу-
4ь — ОС сг> СЛ ОО N> -Ч о СЛ .61 — 'сл чистовой t+t' до 10
ND о ОС сл CO oo ND ND . . Два грубых
ст> Ch ND o О i—-* и один полу-
•* чистовой
оо ND — о о со СЛ о 00 cO — ND it+t' до 18
сл сл ф. оо 00 ОО ОО ND Ю ND ND О 00 СЛ OO — 00 Один грубый
16‘ ср м -Ч W — CD b> "Ч t до 8
79. 1 66, 1 54, 1 48, ф. 1 35, 29, 1 26, 22, 1 19, 5» ‘ei | ю Один получистовой
сл со кФ» о о 00 ND с© Г до 2
1134 GO ю 00 п | 70 | 59 | 48 ОО GO oo ND ND СЛ ND 3> сл Один грубый и один полу-
W 4 л «• ♦ » ЧИСТОВОЙ
|—1 CD W Ch оо Ю СЛ 00 СЛ t+t’ до 10
00 СЛ 1—к сО 00 СЛ oo ND ND Два грубых
00 00 GO ND о ND фь СЛ 00 и один полу-
— ND СО сл о Ф- "J 4b Ю ОО чи.товой 2/+Г до 18 о
ОО о ND сл о ф* оо 00 оо ND ND сг> ND ОО ND 4^ 00 Один грубый
«5 о 1—^1 ND ОО ОО ОО фь ю t fk<3 s о
*1
*901 &9, 1 72, 1 64, 55, 46, оо 00 34, 29, 25, ‘03 ND Один получистовой № d
«5 ю 00 — сл с© СО о 'Nl Ф» 00 СЛ ND V до 2 S
00 о сл |122 о 1 92 ос 1 63, 1 56, 49, 1 42, 34, *Z3 CD ООО Д л Один грубый и один получистовой t+t' до 1 0 Кол о
о — I— СО ф^ 00 сл OO о Ф* CD S J5
393 113| о СП ND Ю |Ю9 □0 00 00 cr> 00 сл ОС 4b oo о ND О Два грубых и 0Д₽гн полу- О d u>
•л ** * "• С чистовой о
Сл 00 W 'Nl ф» oo о о O> ч 2t + f до 18 d я
О СП о> сл оо «Г> с*> ND 0D ND ND 5> oo О о Один грубый й о fa
о Г"3 г*э о СП GO ю ND СЛ 'co "cO ND ъ> i до 8 о te fa
[а
ОБРАБОТКА СЕРОГО ЧУГУНА Нв--220-240
СТАЛИ Р9 БЕЗ Штучное время (без Режимы резания
ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ ОХЛАЖДЕНИЯ /7 рода льно-строгальные работы
установочного) в к см. карту 132 1инутах КАРТА 128
ных плоское' гей
глуЛцНО(5 резании i в мм
>5; :3 / О IX
i ° - г бы чу-(Ты ОЛ) . 0 ых олу 18 бы •у-оы оду 0 > ых П ТТ V ' « 3 ’9 г? бы олу до1 ых У- 1 Я
по. вой 2 П> У [Н п вой до рус п п вой до ГР1 8 ПОТ вой 2 1Т) н п вой до ^уб и п вой ДО гр> 3 псы вой 2 ip у и п вой до рус н и ВОЙ по грс пот вой 2 гр у н И 1-Г РУб пол вой до
т О fi * ® Ф м X С 4 = а о <-> и s о ‘-ас, а- т с „ - а о а ок -- = о л а «ч.
Оди чист f д Оди И 0/1 чист Два и од чист 2/+I 5=. 1ч°ё+ и si тs с'-°ис О- O=-Os=/qsa.S О- | О “г. О а <а =Й S 5 Л я 2 J 4 [-t° t а = О к я о я- сч
н и я в мм
1250 1500 | 2000 ] 2500
14,21 23,3 1 31.4 11.4! 16.2^ 26,8 36.5 1 14.з! 21,о| 34,5 1 47.1 1 17.11 25.1 41,4 1 56,8
19,6 32,3 | 44,0 15,8 22,4, 37,4 | 51,5 | 20,2, 29,5 48,9 | 67,4 | 24,4, 35,7 59,3 | 82,0
24,9| 41,3 1 56,7 20,2, 28,6 48,0 | 66,5 | 26,1| 38,1 63,4 1 87,8 | 31,7, 46,3 77,2 1107,2
30,5| 50,6 | 70,1 24,б| 35,1| 58,9 | 81,8 | 32,о| 46,9 78,1 [108,4 | 39,о| 57,2 95,4,132,7
35,9| 59,6 | 82,7 29,1| 41,з1 69,6 | 97,0 1 37,э| 55,5 92,6 [128,8 | 46,3, 67,в|113,3 1157,9
41,г| 68,6 | 95,4 33,б| 47.,5 80,2 |112,0 ] 43,в| 64,0 107,0 1149,1 | 53,5| 78,4,131,1 [182,9
46,5, 77,6 |108,1 37,9| 53,7, 90,8 |127,0 | 49,7| 72,7(121,6 |168,6 | 60,9, 89,01149,1 1208,3
57,2| 95,7 1133,6 46,8, 66,0'112,0 1157,1 | 61,5! 89,7(150,4 ,210,2 1 75,5,110,2,184,9 ,258,7
67,9,113,7 ,158,9 55,6, 78,41133,2’1187,1 | 73,3,106,7,179,2 250,8 | 90,0,131,2,220,4 |з08,7
78,4,131,6 184,2 64,5, 90,7,154,4 [217,2 | 85.11123,71208.0 [291.4 1104,5|152,2!255,9 |з58,7
89,1|149,6 1209,5 73,3,103,2,175,7 ,247,3 | 97,0,141,0,237,2 ,332,5 1119,5'173,7 292,4,410,2
110,3 185,5 |260,1 91,0,127,6,217,8 |ЗО7,1 1120,5,175,2,294,9 413,7 [ 148,5*216,2'збЗ,9 ,510,7
131,7:221,6 ,310.9 108,5'152.2'259,9 |366,7 ,144,0’209,2(352,4 ,494,7 |177,5,258,21434,9,610,7
вых плоскост е й
11,6, 18,2 | 23,8 8,4, 13,1 20,7 | 27,4 | 10,4, 16,7, 26,3 | 35,0 | 10,2, 19,8, 29,2| 37,7
16,91 26,8 | 35, 7 12,4| 19,3| 30,9 | 41,6 | 15,61 25.3| 40,1 | 54,0 | 18,71 30,5 48,4 | 65,4
23,6| 37,6 | 50,6 17,31 27,0( 43,5 | 59,1 1 22.2| 36,01 57,4 | 77,9 | 26,8| 43,7 69,7( 94,8
30,2| 48,3 | 65,4 22,2| 34,7[ 56.1 | 76,6 | 28,7| 46,7| 74,6 |101,6 | 34,9| 57,0 91,1 124,3
37,2 60,2 | 82,6 27,1| 42,7| 69,0 | 94,4 | 35,3| 57,7| 92,6 1126,2 | 43,0| 70,7412,9 1154,2
43,9| 70.2 | 95.9 32,1| 50,4! 81,7 (112,1 | 41,81 68,5| 109,5 1149 6 | 51.11 83 9!134,2 1183.6
50,5[ 80,9- 110,7 1 37.0( 58,2| 94,4 1129,7 | 48,3| 79,2(126,7 1173.3 1 59.21 97,2(155,6 |213,1
57,1 91,6 1125,5 I 41,9| 65,8 106,9 1147,1 | 54,9( 89,8(143,9 (197,1 I 67,3410,8(177,3 242,9
70 4(1 13,1 1155,2 ( 51.8| 81,2432,2 (182,3 1 68,0| 111,2| 178.4 1244 ,7 ( 83,5 137,2,219 9 [3( 1,7
83,7(134,6 |184,9 | 61,6| 96,7(157,5 1217,4 | 8О,О|132.2|211,4 1289,7 | 99,7| 163,2f262,1 |360,1
п о в в к а н а в о К
(уступа) в мм
25 ! 30 I 40 1
(уступа) в мм
12 | 16 24 30 | 10 I 15 I 20 I 25 30 I 10 | 5 20 | 30 40 [ —
7,о| 8 4 ! 11.2 14.о( 7.0, 9,1 | 10,5 | 12,б| 15.4, 7.7, 9.8 1 11,9, 15.4 21,0| —
8,-4; IU.5 1 14,0 16,81 8,4! 11,2 | 12,6 ( 15,41 19,61 9,1 | 15 ’.6 | 14,71 19,61 28 01 —
Ю.5( 12,6 1 17,5 21,0) 9,8 14,0 | 16,8 | 19,6[ 23,8! 11,2 1 If >,4 | 18,21 26,6| 35,0 | , —
12,6| 15.4 | 19,6 25,2; 11,9| 15,4 | 19,6 | 23,8! 28,0| 13.3 | 1£ ,2 ( 22,4| 32,2| 42,0 ( —
14,01 17,5 | 23,8 29,41 14,0( 18,2 | 22,4 | 28,01 32,2| 15,4 1 21,0 | 26,6] 37,8 49,01 —
17,5| 21,7 | 30,8 37,9| 16,81 22,4 | 29,4 | 35,0; 42,01 18,9 1 26.6 | 33,6! 47,6( 63,0 | —
21 ,<)( 26,6 [ 37,9 1 46,2| 19,6! 26,6 | 35, 0 | 42,01 50,41 22,4 1 32.2 | 40,7| 58,8 77.0( —
248
2500 i i 1500 1250 | 1000 | 750 | 500 Длина строгания L в ai-м 300 250 ! 33,8 | 35,2 | 68,2 200 175 | OS! 125 100 СЛ СЛ о GO О 600 500 400 350 300 250 003 175 150 125 100 СЛ сл о Ш 1рииа строгания В в мм
9,6 | 14,4 I 22,4 8,0 1 12,0 1 7,2 | 9,6 6,4 5,6 | 4,8 j о Q> ° Q> о | 40.0 ! 41,4 I 27,5 | 28,9 | 55,6 24,4 | 21,3 | 22,7 1 43,2 | 18,1 | 19,5 | 36,8 14,7 | 16,1 | 30,3 | 11,6 [ 13.0 1 24,1 | 8,5 | 9,9 [ 17,9 I 24,9 1 11,6 | 6,0 I 7,4 | 12,9 | 73,3 | 63,3 1135,8 | 61,5 | 53,4 |114,1 | 49,7 | 43,5 | 92,4 | 43,8 | 38,6 | 81,6 I 37,9 | 33,6 | 70,7 32,0 I 28,7 | 59,9 26,1 j 23,7 | 49,0 23,2 | 21,2 | 43,6 20,2 | 18,8 | 38,2 17,3 I 16,3 | 32,8 O‘H 1 IM । H>6 1 21,6 00 | 500 Один грубый t до 8
i 8,0 1 12,0 | 7,2 | 10,4 | CD 5,6 | 25,8 | 13,5 | 27,0 1 8,6 Один получистовой Г до 2
1 17.6 i I 14,4 8,0 I 4,8 | 5,6 | 7,2 1 4,0 | | 80,6 I 49,4 | I 16,2 Один грубый и один полу-чистовой f+f' до 10
| 10,4 8,8 | 1 7.2 . 6,4 1 8,0 I 5,6 | 7,2 | to 1119,2 |100,6 i 81,7 72,4 ( 1 63,1 i 30,7 1 53,5 1 26,0 1 43,5 [ 21,0 [ 34,2 I 16,3 1 17,4 | 7,8 |207,6 1174,1 I 90,5 140,6 | 73,0 |123,9 64,1 1107,1 90,4 ! 73,6 65,3 : 56,9 i | 48,6 1 39,5 I 31.2 1 22,8 Два грубых и один полу-чистовой 2t+t' до 18
I 14,4 to 1 9'6 1 4.8 | 1 59,0 1 49,5 1 40,1 1 |108,0 1 55,3 46,5 | 1 37,7 33,3 28,9 19,8 1 15,4 | 1 11,0 | Один грубый t ДО 8
19,2 | 15,2 12,0 | 10,4 | 8.8 | 7,2 j 6,4 | сл о [ 50,9 41,5 36,8 I Г SC 1 | 27,4 1 22,4 I 17,7 1 13,0 1 9,2 1 93,9 i 78,9 | 63,9 1 56,4 48,9 1 fr'1" 33,9 30,2 26,4 22,7 18,6 1 8<И Один получистовой V до 2
25,6 ) 20,8 1 17,6 ! fr'H 12,8 [ 9*6 8,0 м 118,6 9*66 1 00 О ОС 71,4 । 1 62,0 1 52,6 1 42,9 | 33,5 I 24,1 1 16,5 ND О 1168,6 1136,1 «5 103,4 87,1 1 i 70,8 ' 62,7 cn Сл 1 46,4 37,9 29,7 21,6 0 Один грубый и одни получистовой / + Г до 1 0 СП 13 > ет
| 13,6 3*U 1 1 9*6 1 1 0‘8 7,2 | 1 5,6 | 1 4,8 | CG 1176.2 147,7 1119,5 105,4 [ 1 91,3 1 77,2 1 62,4 1 48,3 | 34,2 1 22,8 GO О |257,7 ND g |182,4 [157*,3 132,2 g 94,6 82,8 1 69,8 56,2 1 9'» 31,2 | Два грубых и один получистовой 2t±t' до 18 О о >
[ 19,2 о 8*31 H,2 9,6 | 8,0 । 6,4 1 77,5 | 65,0 | 52,5 GO о о | 33,8 | 27,2 1 21,0 Z*H 1 i 9,7 Стр о |120,5 1 97.0 | 85,0 73,3 1 61,5 | 1 Z*6fr GO 00 37,9 | 1 32,0 , 25,8 | 19,9 | 0 Один грубый t до 8 СЕРОГ трог
i 25,6 | 20,8 8*91 1 1 14,4 | 1 0*31 9*6 1 1 8,0 о Г л у КЗ Ш и О | 78,9 | 66,4 сл оэ СО Л {'‘И | 1 35,2 I 28,6 1 22,4 1 16,1 1 О to 1.123,9 О GO «5 | 83,9 ! 73,9 1 63,9 53,9 1 43,9 | 1 38,9 33,9 | 28,9 23,6 18,6 ’ 13,6 Один получистовой Г до 2 0 ЧУГ и апис
1 36,8 1 44,8 1 17.6 | 30,4 | 36,8 | 14,4 1 23,2 3*61 16,8 i 20,0 | 9,6 I 12,8 | 14,4 | 8,6 | 9,6 | 12,0 j 6,4 1 24 30 1 8 Л &i л ЕЮ 7! — о s е а в я в н и d рогаиие уст; 1155,6 1231,7 | 96,5 j130,6 |194,2 j 80,7 [105,6 |156,7 [ 65,2 93,2 1 80.6 1119,2 | 49,5 [ 68,2 [100,6 [ 41,6 | 55,3 [ 81,0 j 33,5 | 42,9 [ 62,4 [ 25,7 | 30,3 I 43,5 i 17,8 | 20,3 | 28,5 | 11,6 не вертикаль 1267,1 [409,7 [179,5 1 |233,6 |з52,7 1149,9 1180,1 [275,7 120,5 |158,1 |241.7 [105,5 136,4 [208,3 | 91,0 114,6 |174,7 | 76,3 92,8 81,9 о 0 48,9 38,0 I*Z3 300 j Длина строга Один грубый и одни получистовой /+/' до 1 0 'УНА Н 6-24С4-260 СТАЛИ Р9 БЕЗ Штучное время (без Режимы резания горизонталь Количество проходов с
f 28,8 j 12,8 I 24,0 j 11,2 ОС ОС 1141,1 1124,3 107,5 [ 46,8 «5 0 1 73,2 1 56,4 1 39,6 Два грубых и один получистовой 2^-1-/' до 18
[ 57,3 1 61,5 | 54,2 39,4 31,7 24,3 1 16,9 Один грубый t до 8
35,2 28,6 22,3 16,1 ZE Один получистовой t' до 2 глуби। ZC Е устан см. к О 52 X я
> X )я tn Я Я X) о
I 73,8 I 59,8 1 46,1 I 32,5 1250 & s: Один грубый н одни получистовой до 10 той рез<з ПЛОТ овочно арту 1 тэ s: ГП
|1П,8 : | 90,0 1 68,9 1 47,9 | Два грубых и одни получистовой 2/+/' до 18 я о го) В й 32 Я О 3
Cb 38,0 1 29,1 1 20,2 Один грубый t ДО 8 в мм е Й s я си C3-J
I 41 ,8 w о от СЛ i8,g| Один получистовой V до 2 X Е т
1 87,9 1 71,2 55,8 1 38,3 | 1500 Одни грубый п один получистовой t + t1 до 10 о тэ m X
1133,1 сл 93,2 56,8 | Два грубых jr один получистовой 2Г+Г до 18 ч Е m я
S‘ 19 | Z‘6fr 37,9' 26,1| Один грубый t до 8
1 54,2 1 43,9, 1 33,91 23 ,9 Один получистовой Г до 2
92,8 о | 49,2 000- Один грубый н один получистовой 1 + 1' до 10
174 о 107 w Два грубых г! один полу-
GO Ю CP чистовой 2/-f-/' до 18
1 75,3 : 60,8 & w CO Один грубый i до 8 Тэ ъ Qj О О' £ о л
9’99 | w co 00 00 Один получистовой Г до 2 2 Та тэ а о
о Z'£0f 86,8 | 59,7 I Сл О О Одни грубый и один полу-чист- / + Г до1 ’А 129 S S 5 тэ Q
214,6 162,8 co 89,7 Два грубых и одни получистовой 1t-\-t' до 1 8 с>
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ ИНСТРУМЕНТОМ ИЗ БЫСТРО
Обрабатываемый материал Строгание горизонтальных плоскостей )
Глубина резания t в мм Подача S в мм на 1 двойной ход Допусти-мая скорость ре-занял инструментом D м/мин Длина строгания L в мм
150 250 350 500* G50
Скорость резания V MjMUH и число двойных ходов п в минуту
° п ° п и п
Углеродистая конструкционная сталь кг [мм'2 50—60 4 0,67 37,0 16,7 58,5 1 1 1 26,8(58,5)25,9|41,8 24,7(29,3 22,о(2О,9
60—70 4 0,67 28,4 16,7 58,5 19,2 41,8|l8,2 29,3 17,7 20,9 15,7 14,9
70—80 4 0,67 22,0 16,7 58,5|l3,4 29,3113,0 20,9 12,6 14,9 15,7 14,9
80—90 4 0,67 17,8 11,9 41,8 13,4(29,3 13,0 20,9 12,6 14,9 11,0 10,5
50—60 2 0,33 73,0 16,7 58,5 26,8(58,5 36,2^58,5 49,4 58,5 44,о|41.8
60—70 2 0,33 55,0 16,7 58,5 26,8(58,5^36,2 1 58.5 35,з(41,8 30,8|29,3
70—80 ' 2 0,33 43,0 16,7 1 58,5|25,9)41,8 24,7 29,3 30,8)29,3
80—90 2 0,33 34,8 16,7 58,5(26,8^58,5 25,9(41,8 24,7 29,3 22,0(20,9
1 Серый чугун Н & ‘ 140—160 6 0,67 31,7 16,7 1 | 58,5 19,2(41,8 । 1 1 18,2:29,3 17,6:20,9 1 । । 22,о(20,9
160—180 6 0,67 25,4 16,7 58,5(19,2 41,8 1 1 I 18,2 29,3)17,6.20,9 15,7 14,9
180—200 6 0,67' 21,0 16,7 1 58,5 13,4 29,3 13,0 i 20,912,6 14,9 11,0 Ю,5,
200—220 6 0,67 17,8 11,9 41,8 13,4 29,3 13,о!2О,9 1 12,6)14,9 11 ,о)1О,5
220—240 6 0,67 15,1 11,9 41,8 9,6 20,9 9,2 14,9 8,9 10,5 11,о(1О,5
240—260 6 0,67 13,2 8,35 29,3 9,6 20,9 9,2 14,9 8,9 1О,5|11,о(1О,5
140—160 2 0,33 46,8 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 ЗО.З^Э.З 1
160—180 2 0,33 37,5 16,7 58,5'26,8 1 58,5)25,9 41,8 24,7 29,3 22,0)20,9
180—200 2 0,33 31,0 16,7 58,5|19,2(41, з|]8,2(29,3 17,7(20,9(22,0(20,9
200—220 2 0,33 26,4 16,7 58,5 19,2|41,8 18,2|29,3 17,7(20,9 15,7 11,9
220—240 2 0,33 22,3 16,7 58,sjl3,4)29,3 13,0 20,9 12,6 14,9 15,7 14,9
240—260 2 0,33 19,5 16,7 58,5 13,4 29,3 13,0 20,9 12,6 14,9 11,0 10,5
УСТАНОВОЧНОГО) ВРЕМЯ» НА СТРОГАЛЬНЫЕ РАБОТЫ П оперечно-строгальные работы
РЕЖУЩЕЙ СТАЛИ МАРКИ Р9 КАРТА 130
Строгание вертикальных плоскостей
Глубина резания t в мм Подача s в мм на 1 ДВОЙНОЙ ход Допустимая скорость резания инструментом v м /мин Длина строгания L в мм
150 | 250 J 350 | 500 | 650
Скорость резания v м]мин н число двойных ходов п в минуту
о и | р I п и | и | v | n | о | п
4 0,33 57,5 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 29,3
4 0,33 43,8 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 30,8 29,3
4 0,33 34,0 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 22,0 20,9
4~ 0,33 27,5 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
2 0,2 96,0 16,7 58,5 26,8 58,5 36,2 58,5 49,4 58,5 61,5 58,5
2 0,2 73,0 16,7 58,5 26,8 58,5 36,2 58,5 49,4 58,5 44,0 41,8
2 0,2 57,0 16,7 58,5 26,8 58,5 36.2 58,5 35,3 41,8 30,8 29,3
2 0,2 46,0 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 30,8 29,3
6 0,33 45,3 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 30,8 29,3
6 0,33 36,0 16,7 58,5 26,8 58,5 18,2 29,3 24,7 29,3 22,0 20,9
6 0,33 30,0 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 22,0 20,9
6 0,33 25,5 16,7 58,5 13,4 29,3 13,0 20,9 17,7 20,9 15,7 14,9
6 0,33 21,6 11,9 41,8 13,4 29,3 13,0 20,9 17,7 20,9 15,7 14,9
6 0,33 18,9 8,35 29,3 9,6 20,9 9,2 14,9 12,6 14,9 11,0 10,5
2 0,2 54,3 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 29,3
2 0,2 43,5 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 30,8 29,3
2 0,2 36,0 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 22,0 20,9
2 0,2 30,6 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 22,0 20,9
2 0,2 25,9 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
2 0,2 22,7 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ ИНСТРУМЕНТОМ ИЗ БЫСТРО
Строгание горизонтальных плоскостей
И Длина строгания L В ЛЛ1
Обрабатываемый материал S Подача s в мм на 1 ДВОЙНОЙ ход Допустимая скорость резания инструментом 150 | 250 1 350 | 500 j 650 Скорость резания v м/мин и число двойных ходов п в минуту 1
a f v mImuh V п ° о п V п 1 ° 1 "
60—70 4 0,67 22,7 16,7 58,5 19,2 41,8|l8,2|29,3 17,7 20,9|22,0'20,9
и “ ® 5 о 70—80 4 0,67 17,6 16,7 58,5 13,4 29,3 18,2 29,3 17,7 20,9 15,7)14,9
S § 80—90 4 0,67 14,3 11,9 41,8 13,4 29,3 13,0^20,9 12,6 14,9 11,0110,5
" га ± и £ з га г; 90—100 4 0,67 11,7 11,9 41,8 9,6 20,9 9,2 14,9 8,9 10,5 11,0 10,5
ктрумеггт щообрабгг кг) мм2 100—110 4 0,67 9,7 8,35?29,3 1 9,6 20,9 9,2(14,9 1 8,9 10,5 И,0)10,5
60—70 2 0,33 44,3 16,7 58,5|26,8 58,5|36,2^58,5 35,3 41,8 44,0 41,8
1Я ш тру^ % 70—80 2 0,33 34,4 16,7 58,5'26,8 58,5 36,2 58,5 35,3 1 । 41,8!30,8!29,3 '1 'I
эдистг энная 80—90 2 0,33 28,0 16,7 58,5 26,8 58,5 25,9 41,8 24,7'29,з[22,0 20,9
Q. К £ И 5 м >> а 90—100 2 0,33 22,8 16,7 58,5 26,8 58,5 18,2 29,3 17,7 20,9 22,0 20,9
100—ПО 2 0,33 18,9 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
60—70 4 0,67 15,6 16,7 58,5 13,4 29,3 13,0 20,9 12,6 14,9 15,7|14,9
70—80 4 0,67 13,2 11,9 41,8 13,4 29,3 13,0 20,9 12,6 14,9 н,о 10,5
80-90 4 0,67 11,2 11,9 41,8 9,6^20,9 9,2 14,9 8,9 10,5 11,0 10,5
са 90—100 4 0,67 9,7 8,35 29,3 9,6120,9 9,2 14,9 8,9 10,5 1 11,0|10,5
и га 100—110 4 0,33 13,2 11,9 41,8 13,4'29,3 13,0 20,9 12,6 14,9 11,0 10,5
110—120 4 0,33 10,2 8,35 29,3 9,6 20,9 9,2 14,9 8, д[ю, 5,11,0 10,5
2 60—70 2 0,33 30,5 16,7 1 58,5126,8 1 58, б! 25,9 1 II' 41,8!24,7 29,3130,8:29,3 1 । !
И J 70—80 2 0,33 25,8 16,7 58,5^26, в| 58,5 '25, э[ 41,8^24,7^29,3^22,0( 20,9
знтал! 80—90 2 0,33 21,9 16,7 58,5 19,2 41,8 18,2 29, з| 17,7'20,9|22, о(20,9
S 90—100 2 0,33 18,9 16,7 58,5 19,2 41,8 18,2^9,s!l7 7^20,9 । 1 । 1 1 15,7'14,9
100—110 2 I 0,33 16,8 16,7 58,5 ! 1 13,4|29,313,0 20,9|17,7|20,д[15>7 14,9
110-120 2 0,33 | 12,9 П,9 41,8[ 13,4|29,3 13,0 20,9|12,б[14,9 11,0 10,5
УСТАНОВОЧНОГО) ВРЕМЯ» НА СТРОГАЛЬНЫЕ РАБОТЫ Поперечно-строгальные работы
РЕЖУЩЕЙ СТАЛИ МАРКИ Р9 КАРТА 131
Строгание вертикальных плоскостей
3 к Длина строгания L в мм
я СП ф Подача s Допустимая ско- 150 250 350 500 650
& 2 S =? Ю 5J в мм на I двойной ход рость резания инструментом Скорость резания v м]мин и число двойных ходов п в минуту
— Гл; t в v mImuh V п 1 ° п ° 1 п 1 о п V п
4 0,33 35,0 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 29,3
4 0,33 27,2 16,7 58,5 26,8 58,8 25,9 41,8 24,7 29,3 22,0 20,9
4 0,33 22,1 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 22,0 20,9
4 0,33 18,0 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
4 0,33 15,0 11,9 41,8 13,4 29,3 13,0 20,9 ' 12,6 14,9 15,7 14,9
2 0,2 58,7 16,7 58,5 26,8 58,5 36,2 58,5 | 49,4 58,5 44,0 41,8
2 0,2 45,6 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 44,0 41,8
2 0,2 37,0 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 1 | 29,3
2 0,2 30,2 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 30,8 29,3
2 0,2 25,0 16,7 | 58,5 19,2 41,8 25,9 41,8 24,7 29,3 22,0 20,9
4 0,33 24,1 16,7 58,5 19,2 41,8 18,2 29,3 24,7 29,3 22,0 20,9
4 0,33 20,4 16,7 58,5 19,2 41,8 18,2 29,3 17,7 20,9 15,7 14,9
4 0,33 17,3 16,7 58,5 13,4 29,3 13,0 20,9 17,7 20,9 15,7 14,9
4 0,33 15,0 11,9 41,8 13,4 29,3 13,0 20,9 12,6 14,9 15,7 14,9
4 0,33 13,2 11,9 41,8 13,4 29,3 13,0 20,9 12,6 14,9 11,0 10,5
4 0,33 10,2 8,35 29,3 9,6 20,9 9,2 14,9 8,9 10,5 11,0 10,5
2 0,2 40,5 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 29,3
2 0,2 34,2 16,7 58,5 26,8 58,5 36,2 58,5 35,3 41,8 30,8 29,3
о 0,2 29,0 1 1 1 16,7 58,5 26,8 58,5 25,9 41,8 24,7 29,3 22,0 20,9
2 j 0,2 25,0 16,7 58,5 19,2 1 41,8 | 25,9 41,8 24,7 29,3 22,0 20,9
2 | 0,2 1 1 22,2 16,7 58,5 19,2 41,8 18,2 j 29,3 17,7 20,9 22,0 1 20,9
, 1 “ 1 0,2 17,1 16,7 58,5 13,4 j 29,3 [ 13,0 20,9 17,7 20,9 1 15,7 j 14,9
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ ИНСТРУМЕНТОМ из БЫСТРО
Обрабатываемый материал Строгание горизонтальных плоскостей
Глубина резания t В мм Подача s в мм на 1 двойной ход Скорость резания Р MjMUH Длина строгания L в мм
500 750 1000 1250 1500 2000 2500
Число двойных ходов п в минуту
Углеродистая конструкционная сталь ab KgfMM2 50— 60 8 1,5 15 21,2 14,1 Ю,6 8,5 7,1 5,3 4,2
60— 70 8 1,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
70— 80 6 1,0 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
80— 90 6 1,0 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
50— 60 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
60— 70 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
70— 80 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
80— 90 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
Серый чугун Нв 140—160 8 1,5 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
160—180 8 1,5 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
180—200 8 1,5 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
200—220 8 1,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
220—240 8 1,0 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
240—260 8 0,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
140—160 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
160-180 2 0,5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
180—200 2 0,5 24 28,7 19,1 14,3 И,4 9,5 7,1 5,7
200—220 2 0,5 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
220-240 2 0,5 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
240—260 2 0,5 15 21 ,2 14,1 | Ю,6 8,5 7,1 5,3 4,2
УСТАНОВОЧНОГО) ВРЕМЯ» НА СТРОГАЛЬНЫЕ РАБОТЫ РЕЖУЩЕЙ СТАЛИ МАРКИ Р9
Л родольно-строгальные, работы
КАРТА 132
Строгание вертикальных плоскостей
Глубина резания 1 в ММ Подача s в мм на 1 ДВОЙНОЙ ход Скорость резания V м/мин Длина строгания L в жл
500 750 1000 1250 1500 2000 | 2500
Число двойных ходов я в минуту
8 0,9 24 1 | 28,7 19,1 14,3 11,4 9,5 7,1 5,7
8 0,9 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
6 0,9 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
6 0,9 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
2 0,4 24 28,7 19,1 14,3 П,4 9,5 7,1 5,7
2 0,4 24 28,7 19,1 14,3 П,4 9,5 5,7
2 0,4 24 28,7 19,1 14,3 И,4 9,5 7,1 5,7
2 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
8 0,9 24 28,7 19,1 14,3 П,4 9,5 7,1 5,7
8 0,9 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
8 0,9 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
8 0,9 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
8 0,9 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
8 0,4 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
2 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
2 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
2 0,4 24 28,7 19,1 14,3 И,4 9,5 7,1 5,7
2 0,4 24 28,7 । 19,1 14,3 | 11,4 9,5 | 7,1 I 5,7
2 0,4 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
2 0,4 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» НА СТРОГАЛЬНЫЕ РАБОТЫ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ МАРКИ Р9
П родольно-строгалъные работы
КАРТА 133
Обрабатываемый
материал
** 1
Й а*
~ о ф 3
И я
«о л
П «
у Ч о р й
4“ и С и ? с £ ° ими 1ОИЭ
Строгание горизонтальных плоскостей
Длина строгания L в мм
500 750 1000 1250 1500 । 2000 2500
Число двойных ходов п в минуту
Строгание вертикальных плоскостей
«Я rt Ф S Ч a s в мм (ВОЙНОЙ । :ть реза- । м[мин 1 Длина строгания L в мм
500 750 1000 1200 1500 2000 2500
Глуби ния t Подач на I р ход Скоро, ния V Число двойных ходов п в минуту
4 0,4 24 28,7 19,! 14,3 И,4 9,5 7,1 5,7
Углеродистая инструментальная и конструкционная труднообрабатываемая сталь <тй кг/мм2
60— 70
0,5
28,7
4
24
5,7
19,1
7,1
14,3
11,4 9,5
70— 80 4 0,5 19 24,9 16,6 12,5 10,0 ' 8,3 6,2 5,0 4 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
80— 90 4 0,5 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2 4 0,4 19 24,9 16.6 12,5 10,0 8,3 6,2 5,0
90—100 4 0,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6 4 0,4 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2
100—110 4 0,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6 4 0,4 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6
60- 70 0,5 24 28,7 19,1 14,3 Н,4 9,5 7,1 5,7 2 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
70— 80 2 0.5 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7 2 0,4 24 28,7 19,1 14,3 11,4 9,5 7,1 5,7
80— 90 2 0,5 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0 2 0,4- 24 28,7 19,1 14,3 Н,4 9,5 7,1 5,7
90—JO0 2 0,5 15 21,2 14,1 10,6 8,5 7,1 5,3 4,2 2 0,4 19 24,9 16,6 12,5 10,0 8,3 6,2 5,0
100—1 Ю 2 0,5 12 18,0 12,0 9,0 7,2 6,0 4,5 3,6 2 0,4 15 21,2 14,1 10,0 8,5 7,1 5,3 4,2
IV. ДОЛБЕЖНЫЕ РАБОТЫ
НОРМИРОВАНИЕ ДОЛБЕЖНЫХ РАБОТ
1. При разработке нормативов данного раздела приняты следующие условия:
а) нормативы рассчитаны на типовой долбежный станок, имеющий nmIn = = 20 дв. ходов/мин., nmax — 57 дв. ходов/мин. и -5,2 кет;
б) для режущей части резцов принята инструментальная быстрорежущая сталь Р9;
в) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резания приняты в соответствии с данными НИБТН Министерства станкостроения СССР — «Режимами резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.;
г) режимы резания (глубина резания, подача н число двойных ходов) для расчета машинного времени приняты в соответствии с кинематическими данными, эффективной мощностью станка и допустимыми ограничивающими условиями.
2. Для расчета норм времени на долбежные работы приведены:
а) нормативы подготовительно-заключительного времени (карта 134);
б) нормативы вспомогательного времени на установку и снятие детали (карта 135);
в) нормативы штучного (без установочного) времени на долбежные работы по обработке контурных деталей и шпоночных пазов в зависимости от азмеров обработки и материала деталей (карты 136 н 137).
3. Пример пользования нормативами для расчёта нормы штучного времени.
Определить норму штучного времени на долбление шпоночного паза длиной I — 30 мм, шириной 6 = 10 мм и глубиной h — 4 мм цилиндрической шестерни (фиг. 5).
Заготовка —сталь 45, = 75 кг/мм2, D =* 150 мм,
I = 30 мм; диаметр отверстия 35 мм; вес 3 кг, партия 2 шт.
Порядок расчёта нормы штучного времени
А. Определяют технологический маршрут обработки детали.
1. Установить деталь на столе и снять.
2. Долбить шпоночный паз.
Б. Рассчитывают по нормативам время выполнения отдельных технологиченких переходов.
1. Установить деталь на столе и снять (пункт 1 технологического маршрута). Согласно карте 135 время установки детали весом 3 кг на столе с креплением болтами и планками с простой выверкой равно 2 мин. (берется по позиции 1 для веса детали до 5 кг),
2. Долбить шпоночный паз (пункт 2 технологического маршрута).
Согласно карте 137 штучное (без установочного) время долбления в отверстии диаметром 35 мм паза длиной 30 мм (по карте 50 мм) и шириной 10 мм в детали из стали 45 аь = 75 ка/лии8 равно 2,7 мин,
17 Справочник. Зак. 952 257
Таблица 5
НОРМИРОВОЧНАЯ КАРТА №.........НА ДОЛБЕЖНУЮ ОБРАБОТКУ
,\а по пор. I . I Подготови-тельно-заклю’ читальное время в мин. Завод We Машиностроительный Цех № Ремонтномеханический Изделие
№ Наименование
Количество штук Деталь
ги 1 на 1 изделие в партии № наименование
d 4^ 1 0 7 Ше цилин err ерня шческая
Заготовка Станок
035 015 Q - “Т f
Материал Ст. 45 'Ь = 75 Размер 0 150*30 Вес в кг 3 Наименование Долбежный Модел11 —группа
На им£ пер чюваяне еходов Приспособление Иягтру-мент Размер об работки в мм Вспомогательное время в мин. Основное (технологическое) или штучное (без установочного) время в мин.
на уста- | новку де-тал и | № с пр а- ! вочмой карты на перС’ ход или проход № справочной карты Расчёт № карты Итого
1 До шпо паз и 7 лбить и очный 7=30 3=10 Болты, планки Резец Р9 50 1 2,0 125 1 _! i 1 2,7 137 4,7
Штучное время в мин. на 1 деталь 4,7
Состав ил | Дата J Проверил | Дата | Утвердил | Дата | Особые замечания
II >1 II
В. Рассчитывают норму штучного времени tMm ~ 2 + 2,7 = 4,7 мин.
Для расчета нормы штучного времени рекомендуется пользоваться специальной нормировочной картой (табл. 5).
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Долбежные работы
КАРТА 134
№ позиции Способ установки детали Количество болтов Время в минутах
I На столе с креплением болтами с планками 2 7
4 8
.2
3 На угольнике с креплением болтами с планками 4 11
4 6 2
5 | На призмах с креплением болтами с планками 8
6 ( В патроне 7
7 На центрирующей оправке 6
Добавлять в случаях:
8 Установки дополнительного разцедержателя на долбяке 2
9 | Поворота ползуна на угол 1
10 Установки подставки у стола станка з
р ntn__
е
е
необработанt тая обработанная необработан- ная обработанная
сложный средней сложности простой сложный средней сложности простой
СО 1 т СО 1 Т 1 1 со 1 СО 1 со >—•
1 СЛ nd 1 СЛ 1 to J 1 ND Сл 1 to СЛ 1 to 1 СЛ ND
4х СЛ со со to ND сг со — ND
to о о СП СО -4] а> 4^ 4^> о о
СЛ СЛ СО 4х to СО СО 4^ СО to to
О СО 4^> О -ч] 'to 00 01 01 'to о со
сл -4 СО СО со 4ь. 00 to to
СО О СО О to 00 о 00 00 СЛ со
а> 00 Jx СЛ Со 4х СЛ to СО
о Ъ1 со 00 СЛ 4^ to о 'со 'to
№ — -4 00 СЛ а> 00 а> СЛ
W о to СЛ СО о 00 о 00 4^> ND
»— со 00 СО а> 00 СО 00 СЛ 01
о о о сл 00 о СО со СО а> - ’о
to СЛ СО о -ч> СО 00 о 00 СО СЛ 01
"о о СЛ 00 'to 00 01 СО 00 00 00
ф- ч о to 00 о о to СО — 01 —
00 сл о о ^4 СЛ to о СЛ ND СП 00
№ позиций ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТ И СНЯТИЕ ДЕТАЛИ
Эскиз установки
Состояние установочной поверхности
Характер выверки
Количество деталей в партии
г
обработка углеродистой стали и чугуна долблением по
СТАЛИ
Штучное (без установоч
Длина долбления заготовки по , контуру в м.и Характер обработки и количество проходов с глубиной резания / в мм Сталь
75
Д л и и а
50 100 | 150 200 :
25 Один грубый t ДО 4 Один получистовой V до 1 Один грубый и один получистовой до 5 ... - Два грубых и один получистовой 2t-\-t' до 9 ... . 2,10 3,50 5,40 7,40 1 2,70; 3,70 6,10 8,70 2,92 3,92 6,40 9,30 3,70 4,13 7,30 10,90
50 Один грубый t до 4 Один получистовой t' до 1 Один грубый и один получисточой ДО 5 ... . Два грубых и один получистовой 2t+t' до 9 ... . 3,02 5,83 8,64 11,50 4,03 6,05 9,75 13,70 4,24 6,25 10,10 14,20 5,60 6,47 11,50 17,00
75 Один грубый t до 4 Один получистовой t' до 1 Один грубый и один получистовой | до 5 . . - - Два грубых и один получистовой 2t-\~tr до 9 ... . 3,95 8,15 11,90 15,80 5,35 8,37 13,40 18,60 5,56 8,60 13,70 19,10 7,50 8,80 14,87 22,30
100 Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой до 5 ... . Два грубых и один получистовой 2t-\-t' до 9 .... 4,87 10,50 15,20 20,00 6,68 10,70 17,10 23,60 6,90 10,90 17,40 24,20 9,37 11,10 20,00 29,20
150 Один грубый t до 4 Один получистовой Г до 1 Один грубый и один получистовой до 5 ... . Два грубых и один получистовой 2б-Р' до 9 ... . 6,95 15,40 22,00 28,80 9,55 15,60 24,70 34,10 9,75 15,80 25,00 34,60 13,35 16,00 28,70 41,90
200 Один грубый t до 4 . Один получистовой t' до 1 Один грубый и один получистовой t + t" ДО 5 ... . Два грубых и один получистовой 2t-^tt до 9 ... . 8,80 20,00 28,50 37,20 12,20 20,20 32,00 44,10 12,40 20,40 32,40 44,70 17,20 20,50 37,20 54,30
250 Один грубый t до 4 Один получистовой t' до 1 Один грубый и один получистовой до 5 ... . Два грубых и один получистовой 2t-\-t' до 9 ... . 10,60 24,70 35,00 45,50 14,80 24,90 39,30 54,00 15,10 25,30 39,60 54,60 21,00 25,40 45,70 66,60
300 Один грубый if до 4 Один получистовой t' до 1 Один грубый и один получистовой t-f-t' до 5 . . . . Д;,.а грубых и один получистовой 26-J-6' до 9 . . . . 12,70 29,60 41,80 54,40 17,70 29,80 47,30 64,90 17,90 30,00 47,30 65,10 24,90 30,20 54,40 79,20
400 Один грубый t до 4 Один получистовой Г До 1 Один грубый и один получистовой jf-j"/’ ДО 5 ... . Два грубых и один получистовой 2/-Н' Д° 9 . . . . 16,40 38,90 55, ОС 71,30 23,00 39,10 61,60 84,50 23,20 39,30 62,00 85,10 32,5С 39,50 71,50 104,00
КОНТУРУ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ МАРКИ Р9 него) время в мин. Долбежные работы
КАРТА 136
sb кг!мм> Чугун Нв
110 190 ] 260
Хода долбяиа L в мм
50 1 00 150 2 00 50 100 150 200 50 100 150 200
2,10 2,70 3,70 3,82 1,63 2,05 2,64 3,12 1,84 2,43 2,92
3,50 3,70 3,92 4,13 2,71 2,92 3,78 4,00 2,71 3,57 4,75 6,20
5,40 6,10 7,20 7,50 4,14 4,65 6,00 6,60 4,37 5,70 7,25 —
7,40 8,70 10,80 11,20 5,70 6,60 8,50 9,60 6,10 8,00 10,10 —
3,02 4,03 5,60 7,10 2,10 2,70 3,50 4,45 2,50 3,28 4 25
5,83 6,05 6,25 6,47 4,25 4,50 6,00 6,20 4,25 5,80 7,90 10,60
8,64 9,75 11,50 13,10 6,10 6,90 9,10 10,10 6,60 8,80 11,80 —
11,50 13,70 17,00 20,10 8,10 9,50 12,50 14,40 9,00 12,00 16,00 —
3,95 5,35 7,50 9,20 2,55 3,37 4,40 5,80 3,16 4,20 5,56
8,15 8,37 8,60 8,80 5,80 6,10 8,20 8,50 5,80 8,00 11,00 15,00
11,90 13,40 15,70 17,50, 8,10 9,20 12,20 13,80 8,80 11,90 16,10 —
15,70 18,60 23,10 26,60 10,50 12,50 16,50 19,50 11,80 16,00 21,50
4,87 6,68 9,37 11,70 3,02 4,00 6,40 7,10 3,80 5,15 6,90
10,50 10,70 10,90 11,10 6,80 7,10 10,10 10,60 6,80 10,10 14,00 19,50
15,20 17,10 19,90 22,30 9,60 10,80 16,10 17,20 10,40 15,00 20,50 —
20,00 23,60 29,10 33,90 12,50 14,70 22,40 24,20 14,10 20,00 27,30
6,95 9,55 13,35 16,90 4,15 5,55 7,50 10,00 5,35 7,25| 9,75 —
15,40 15,60 15,80 16,00 10,70 10,90 15,00 15,20 10,70 14,80 21,00 28,50
22,00 24,70 28,80 32,40 14,50 16,00 22,00 24,60 15,70 21,60 30,20 —
28,80 34,10 42,00 49,20 18,50 21,40 29,40 34,50 20,90 28,70 39,80 —
8,80 12,20 17,20 21,90 5,10 6,90 9,40 12,60 6,70 9,15 12,40
20,00 20,20 20,40 20,50 13,70 14,00 19,40 19,60 13,70 19,20 27,00 37,30
28,50 32,00 37,20 41,90 18,50 20,50 28,30 31,60 20,10 28,00 38,90 —
37,20 44,10 54,30 63,70 23,50 27,30 37,60 44,10 26,70 37,00 51,20 —
10,60 14,80 21,00 26,90 6,00 8,20 11,20 15,30 8,00 11,00 15,00
24,70 24,90 25,30 25,40 16,80 17,00 23,70 24,00 16,80 23,50 33,40 46,00
35,00 39,30 45,90 51,80 22,50 24,80 34,40 38,70 24,50 34,10 47,90 —-
45,50 54,00 66,80 78,60 28,40 32,90 45,50 53,90 32,40 45,00 62,80 —
12,70 17,70 24,90 32,10 7,15 8,70 13,30 18,10 9,50 13,10 17,90
29,60 29,80 30 00 30,20 20,00 20,30 28,40 28,70 20,00 28,20 39,80 55,00
41,80 47,30 54,30 61,40 26,70 28,50 41,10 46,10 29,10 40 80 57,10
54,40 64,90 79,10 93,40 33,70 37,10 54,30 64,10 38,50 43,80 74,90 -
16,40 23,00 32,60 42,10 9,00 12,40 17,20 23,40 12,20 17,00 23,10
38,90 39,10 39,30 39,50 26,40 26,60 37,20 37,40 26,40 37,00 52,50 67,50
55,00 61,60 71,20 80,60 35,00 38,50 53,80 60,10 38,20 53,50 75,00 —*
71,30 84,50 103,70 122,60 43,90 50,80 70,90 83,40 50,30 70,40 98,00 —
ДОЛБЛЕНИЕ ПАЗОВ ИНСТРУМЕНТОМ Штучное (без установоч
Углеродистая сталь [ Хроми
и Диаметр
обрабатываемого 2Q | 35 j. 48 | 75 | 85 | 100 j 120 | 140 | 170 j 20 | 35 ] 48
материала | Ш и Р и и а ш п
ю 6 | 10 | 14 ( 20 j 24 | 28 | 32 | 36 [ 40 [ 6 | 10 | 14
Сталь Серый 2 Глубина шпо
кг) мм1 чу1Уи//н ч ' I | I 1 I 1 I | ’ / I
Ч 3,20| 4,50 5,40 7,60 9,00| 1 0,40| 1 1 , 7 0|1 2,80| 1 3,7 0 3,20 4,50/ 5, 40|
50 2,13 2,27 2,32 2,55 2,63 2,70 5,10 5,30 7,70 2,12 2,27 2,31
100 2,13 2,27 2,32 2,55 3,26 3,36 5,10 6,50 7,70 2,34 2,50 2,5Е
50—60 140—160 150 2,66 2,80 2,85 3,66 3,80 4,85 7,40 7,60 9,30 2,56 2,70 3,22
200 2,66 2,80, 3,33 3,66 4,70 6,10 7,40 9,40(1,00 2,77, 3,37 3,44
1 1 501 2,20 2,40 2,50 2,70 2,80 3,50 5,30 5,50| 8,00 2,24 2,38 2,42
100 | 2,20 2,40 2,50 3,30 3,40 4,50 6,60 6,90 9,80 2,45 2,60 3,16
60—70 160-180 150 2 80 3,40 3,50 3 80 4 £0 6i40 7>60 9i80llj50 2[б6 3,30 3,37
200 3,20 3,40 3,50 4,70 6,20 9,00 9,50 12,30 14,30 3,33 4,25 4,35
I 1 1 1 1 1 1 1 1 1 1 50 2,30 2,70 2,70 3,00 3,60 4,00 6,00 7,20 8,90 2,37 2,50 2,54
100 2,50 3,40 3,40 3,70 4,70 5,20 7,50 9,40 11,20 2,60 3,30 3,35
70—80 180—200 150 3,50 3 90 4,60 5,30 9< [0 10,60 13,00 16,00 3,30 4,35 4,40 №
200 4,30 5,00 5,70 7,90 10,40 11,30 15,70 17,0023,60 4,25 4,55 5,75
50 2,80 3,00 3,30 3,90 4,60 5,40 8,10 9,30 12,10 2,54 2,67 2,70
100 3,50 3,70 4,10 5,30 6,40 7,20 10,30 14,00 16,00 3,35 3,53 4,50
80-90 200—220, 150 4 00 5,20 6,00 7,40 8,70 10,30 14,70 18,00 23,30 4,40, 4,66 5,95
200 5,00 6,60 7,80 11,00113,20 16,10 18,9021,50)28,60 5,72 6,10 10,50
50 — — — — — — — — — 2,78 2,90 3,60
100 — — — — — — — — — 3,70 4,30 4,90
90—100 ! 220-240 150 „ _ _ _ — _ _ _ — ! 4,90 5,70 6,50
200 — — — — — — — — — 6,40 9,00 12,00 1
1 1 50 — — — — — — — — — 3,92 4,05 5,15
100— — — — — — — i — — 5>30 5,45 7,00
100—110 240-260 ]50 ________ _ _ 7jo 7,3011,00
200 — — — — — — — 1— — — - -
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Долбежные работы
того) время в минутах КАРТА 137
тая сталь | Ч у г у н серый
отверстия в мм
1 75 | 85 j 100 | 120 | 140 | 170 | 20 | 35 | 48 75 | 85 | 100 | 120 | 140 | 170
ночного п « з а в л л
1 20 | 24 | 28 | 32 j 36 ) 40 | 6 [ 10 14 | 20 | 24 j 28 j 32 | 36 | 40
ночного паза в мм
1 7,60 | 9,00 10.4о|11,70 12,80 13,70 3.2о[ 4,50 5,4о| 7,60 9 ,00|10,40 11,70 12,80 13,70
1 1 2,55 2,63 2,70 4,86 5,10 5,30 2,00 2,10 2,15 2,36 2,44 2,52 4,50 4,80 4,90
2,76 3,47 4,50 5,28 5,50 7,00 2,20 2,30 2,36 2,57 2,65 3,32 4,90 5,20 5,30
3,55 4,56 6,00 6,77 7,10 9,10 2,40 2,50 3,00 3,30 3,42 3,53 6,30 6,60 7,00
4,60 6,00 6,20 8,55 9,2012,00 2,60.3,10) 3,20 4,25 4,40 4,60 7,40 1 8,50 8,80
2,65 3,20 3,50 5,00 5,30 6,40 2,05 2,18 2,23 2,44 2,54 2,60 4,70 4,90 5,10
3,50 5,55 6,10 6,60 7,0011,10 2,26 2,40 2,44 3,20 3,33 3,42 5,60 6,40 6,70
4,60 6,45 7,15 8,00 9,20 14,90 2,47 3,03 3,10 3,40 4,40 4,50 6,50 6,80 8,80
6,10 7,85 8,70 10,40 12,20 15,30j 3,05! 3,25 4,00 4,40 4,60 5,90 8,40 8,80 9,20 i
2,80 3,60 4,75 5,30 5,60 7,20 2,12 2,27 2,30 2,54 ! 2,63 2,70 4,80 5,10 5,30
3,70 4,85 6,45 7,00 7,40 9,70 2,34 2,95 3,00 3,33 3,46 4,50 6,30 6,70 6,90
4,90 6,45 8,80 9,30 9,80 12,90 2,97 3,16 3,92 4,40 4,55 6,00 8,30 8,80 9,10
6,40 10,00 И,50 12,20 12,80 17,20 3,77 4,03 5,10 5,70 6,00 6,20 10,80 11,40 12,00
3.70 4,95 5,10 6,40 7,40 9,90 2,23 2,38 2,42 2,65 2,74 3,50 5,10 5,30 5,50
5,00 6,70 9,00 9,50 10,00 13,40 2,90 3,10 3,20 4,40 4,60 4,75 7,60 8,80 9,20
6,65 10,00 11,50 12,60 13,30! 18,00 3,10 4,05 4,15 4,65 6,10 6,30 8,90 9,30 12,20
12,00 16,00 18,30 22.50 24,00 31,00 4,00 5 25 5,4о 6,05 ' 1 1 6,30 10,80 11,50 12,10 12,60
1 4,00l 5,30 7,15 7,60 8,00 10,60 2,40 2,50 2,60 3,50 1 3,60 3,70 6,1С 7,00 7,20
6,00! 9,00 9,80 10,90 12,00 18,00 3,10 3,30 4,20 4,65 4,90 5,40 8,85 9,30 9,80
11,40 12,20 13,90 17,00 23,00 25,00 4,05 4,30 5,50 6,20 6,45 6,70 11.7С 12,40 12,90
18,00’ 21,00 24,00 30,00 36,00) 41,00 5,25 5,60. 5,80 11,00 11,40 11,60 16,8С 17,40 22,00
! 1 ! 1 I 1 1 5,75' 7,601 7,75j 11,00| 12,00l 15,00 2,55’ 2,70 3,35 3,70 3,80 3,90 7,ОС 7,40 7,60
7,75 12,00 14,00' 14,50 16,00 22,00 3,35 3,55 4,50 5,00 5,20 6,90 9,5С 10,00 10,40
15,00 18,00 22,00 25,00 30,00 36,00! 4,40 4,70 5,95 6,70 10,60 10,90 12,6С 13,40 18,00
— — — — — — | 5,60 6,10 11,50 12,20 1 17,00 18,30 23,0( 24,00 26,00
V. СВЕРЛИЛЬНЫЕ РАБОТЫ
НОРМИРОВАНИЕ РАБОТ НА СВЕРЛИЛЬНЫХ СТАНКАХ
. При разраборке нормативов данного раздела приняты следующие условия: а) нормативы рассчитаны на типовые сверлильные станки для диаметра сверления по стали до 15 мм с числом оборотов nmax = 1200 об/мин и = 2,2 кет; для диаметра сверления до 25 мм с — 730 об/мин и N9 ~ 2,2 кет и для диаметра сверления более 25 мм с птах = 466 об/мин и Ne ~ 5,2 кет;
б) для режущей части инструмента принята инструментальная быстрорежущая сталь Р9;
в) обработка производится с охлаждением;
г) геометрические параметры режущей части и инструмента, .стойкость и режимы резания приняты в соответствии с данными НИБТН Министерства станкостроения СССР — «Режимы резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.;
д) режимы резания (глубина резания, подача и число оборотов) приняты в соответствии с кинематическими данными и эффективной мощностью типовых станков и допустимыми ограничивающими условиями.
2. Для расчета норм времени на сверлильные работы приведены:
а) нормативы подготовительно-заключительного времени (карта 138);
б) нормативы вспомогательного времени на установку и снятие детали (карты 139 и 140);
в) нормативы штучного (без установочного) времени для нормирования работ по обработке (сверление, рассверливание, зенкерование, развертывание и т. п.) отверстий на сверлильных станках (карты (141 — 143).
3. Пример пользования нормативами для расчета нормы штучного времени. Определить норму штучного времени на сверление отверстия в прижимной планке (фиг. 6).
Материал детали—сталь 45, аь = 75 кг/мм2; вес 6,5 кг; количество деталей в партии 3,
Порядок расчета нормы штучного времени
А. Определяют технологический маршрут обработки детали.
1. Установить деталь в тиски и снять.
2. Сверлить отверстие D ~ 20 мм.
Б. Рассчитывают по нормативам время выполнения отдельных переходов. 1. Установить деталь в тиски и сиять (пункт 1 технологического маршрута). Согласно карте 139 время установки детали весом 6,5 кг иа столе в тисках на обработанную поверхность без выверки равно 0.7 мин. (берется по позиции 3 для веса детали до 10 ка).
2. Сверлить отверстие 5 = 20 мм (пункт 2 технологического маршрута).
Согласно карте 141 штучное (без установочного) время сверления сквозного отверстия D = 20 мм при L = I + I «= 60 + 8 — 68 м в материале из стали оь = 75 ка/лып2 равно 1,2 мин. (взято для длины сверление L до 75 мм).
В. Рассчитывают норму штучного времени
1шт ~ ° 7 + Е2 — 1,9 мин.
Приведенный расчет удобнее выполнить при помощи специальной нормировочной карты (табл. 6), 264
НОРМИРОВОЧНАЯ КАРТА №.........НА СВЕРЛИЛЬНУЮ ОБРАБОТКУ
Таблица 6
Подготовив тельно-заклю* чительное время в мин. Завод № Цех № Изделие
Ns Наименование
[Машиностроительный Ремонтномеханический
Количество штук Деталь
*на I изделие в партии № Наименование
1 3 09 П рижимная планка
Заготовка Станок
Материал Размер Вес в кг Наименование Модель — группа
Сталь45 ofc = 75 кг/мм* 70x80x150 6,5 Вертикально-сверлильный
по пор.
Наименование переходов Прис по* соблеине Режущий инструмент Размер обработки в -им Вспомогательное время в мин. Основное (технологическое) или штучное (без установочного) время в мин.
па установку детали Ns справочной карты на переход или проход № справочной карты Расчет Ns карты Итого
Сверлить отверстие Р—20 на /=60 Тиски Сверло Р9 D—20 мм 68 0,7 139 — — 1,2 141 1,9
Штучное время в мин, на 1 деталь .... 1,9
Составил Дата Проверил Дата Проверил Дата Особые замечания
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИ
НА СВЕРЛИЛЬ
Вертикально-сверлильные станки
А . Время на подготовку станка к работе, ознакомление с чертежом и инструкцией, осмотр материала (заготовки), подбор и раскладку инструмента
№ позиции | Количество инструментов, участвующих в обработке Группа станков
I п III IV
Наибольший диаметр сверления
8 20 35 65
Количество переходов в операции
1—10 11—20 21—30 1-10 11—20 21—30 1-10 11—20 21-30 1—10 11-20 21-30
Время в минутах
1 1-3 3 4 5 3 4 5 3 4 5 5 6 7
2 4—6 4 5 6 4 5 7 4 5 7 6 7 9
3 7—Ю — 6 7 — 6 8 — 6 8 — 8 10
Б. Добавлять в случаях
4
Перемещения шпиндельной бабки в вертикальном направлении
2
5
Установки тисок на столе с креплением
2
6
Установки роликовой подставки
3
ТЕЛЬНОЕ ВРЕМЯ ПРИ РАБОТЕ НЫХ СТАНКАХ Сверлильные работы
КАРТА 138
Радиально-сверлильные станки А. Время на подготовку станка к работе, ознакомление с чертежом и инструкцией, осмотр материала (заготовки), подбор и раскладку инструмента
№ позиции Количество инструментов, участвующих в обработке Группа станков
I п in IV
Наибольший диаметр сверления
8 20 35 65
Количество переходов в операции
1—10 11—20 21—30 1-10 И—20 21—30 1-10 И—20 21—ЗЭ 1-10 11—20 21—30
Время в минутах
1 1—3 4 5 6 4 5 6 4 5 6 6 7 8
2 4—6 5 6 7 5 6 7 5 6 7 7 8 9
3 7—10 — 7 8 — 8 9 8 9 — 10 11
Б. Добавлять в случаях
4 Установки дополнительного стола 3
5 Поворота стола на угол 2
6 Поворота шпиндельной головки на угол 2
7 Установки тисок на столе с креплением 2
8 Установки роликовой подставки 4
9 Подготовки ямы
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Сверлильные работы
КАРТА 139
j № позиций | Эскиз установки Состояние установочной поверхности X арактер выверки Способ вы нерки Количество деталей в партии Вес детали в кг до
1 3 5 10| 18| 30 50| 80 | ! 20
а Время в м ииутах
Вручную Краном
1 2 В самоцентрирующем патроне — — Без выверки 1—3 0,3 0,4 0,5 0,6 — — — —" —
— — 4—10 0,3 0,4 0,4 0,5 — — — —
3 4 5 6 7 8 9 На столе в тисках 1 Обработанная — Без выверки 1—3 0,4^0,5 0,6 0,7 0,9 — — —" —
4—10 0,4 0,4 0,5 0,6 0,8 — — — —
Простая Рейсмусом по обработанной поверхн. 1—3 0,6 0,8 1.0 1,2 1,4 — — — —
4-10 0,5 0,7 0,8 1,0 1,2 — — —
\V_I 1 J Необработанная , Средней 1 сл ожно- сти Рейсмусом по разметке в одной плоек. 1—3 1 O.gjl, ijl ,5 1,9 2,4 ’— — 1 —
4—Ю 0,7|0,9 1 1,3|1,6 2,0 — — — —
Передвинуть тиски с деталью для сверления поел, отверст. — 0,1 0,1 0,1 0,2 0,2 — —" — —
10 Сбоку стола на весу Обработанная Простая Рейсмусом по обработ. новерхн. или по разметке 1—3 — — — 3,5 4,2 6,7 8,0 9,3
11 12 Р В» 4—10 — — 3,0 3,6 5,7 6,6 7.8
Необработанная Средней сложности 8,8 10,0 11,5
С Рейсмусом по разметке в двух плоскостях .-3 —- 5,0 6,3
13 □ 4—10 — — — — 4,2 5,3 7,5 8,5 9,8
14 15 На столе, установлен- ® ном под углом О w Простая Рейсмусом по разм етке в одной плоскости 1—3 1,8 2,^2,6 3,1 5,6 6,7 7,8
J. ! С 1 4J £ со ® о 4—10 — — 1,5 1,8 2,2 2,6 4,7 5,6 6,6
16 17 "Ни 6 (т- Я ™ Средней сложности 1 Рейсмусам И ИГЛОЙ, укреплен ной на Шпинделе по размет ке в двух направлениях 1-3 — — 1 2,5|3,1 3,7 4,5 8,0 9,5 11,0
Heo6j тан! 4—10 — — 2,1 2,6 3,1 3,8 6,7 8,0 9,3
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Сверлильные работы
КАРТА 140
Эскиз установки
Вес детали в кг
1 | 3 | 5 | 10| 18| 30| 50 | 80 | 120
Время а минутах
Вручную Краном
На столе или на плите с накладным кондукторам или по одной размеченной детали
4
На столе или плите без крепления
8 На столе или плите с креплением болтами с планками
11
12 Сбоку стола к опоре или к угольнику
— — i 1 Количество одновременно об-кэ рабатываемых деталей 2—10 — — 2,0 2,3 2,6 3,0 6,0 6,8 7,8
3 — '— 2,6 3,о 3,5 4,0 7,5 9,0 п,о
4 — — 3,0 3,6 4,2 4,8, 9,0 11,0 13,0
5 — — 3,4 4,0 4,7 5,5 10,0 12,0 15,0
— Без выверки 1—3 0,2 0,2 0,3 0,4 0,5 0,6 2,5 3,0 3,2
— — 4—10 0,2 0,2 0,3 0,4 0,4 0,5 2,0 2,5 3,0
— — — 0,1 0,1 0,1 0,2 0,2 0,2 — — —
Обработанная 1 Без выверки 1-3 — '— 0,9 1,1 1,5 2,0 3,5 4,0 4,6
4—10 — — 0,8 0,9 1,2 1,6 з,о 3,5 4,0
Необработанная Простая По разметке угольником или рейсмусом в одной плоскости 1-3 1,6 1,9 2,3 2,8 5,0 6,0 7,0
4-10 — — 1,3 1,6 1,9 2,3 4,2 5,0 5,8
Обработанная 1 Без выверки 1-3 — — 1,3 1,6 1,9 2,3 4,0 4,7 5,2
4—10 1,1 1 1,3 । I 1,6 1,9 3,6 4,2 4,6
Необработанная Средней сложности По разметке рейсмусом в двух направлениях 1—3 — 2,2^,6 3,2 4,0 6,4 7,4 8,4
4— 1С — 1 1,82,2 । । 2,7 3,4 5,4 6,2 7,0
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ ИНСТРУМЕНТОМ
Штучное (без установочного)
Обрабатываемый материал: углеродистая сталь кг] мм* Длина обработки L в мм до Сверление Рассверливание с диаметра Зенке
15 | 20 ! 15 ! 2о{ 30, 20| 30l 2ol 3ft
Диаметр отверстия в мм до диаметра Диаметр
6 ю| 15 20 25 30 35 30 [ 40 | 50 . 60 20 30 40 1
60—70 20 0,4 0,3 0,3 0.3 0,4 0,4 0,4 0,3 0 , з| 0.4 о,4(0,3 0.4 0.4 0,5 0,5 0,3 0,4 0.4
50 0,8 0.7 0.6 0,6 0,7 | 0.7 0,8 1 0Ф5 0.5 0,7 0.б|о, 6 0,8 0,7 I1-0 |о, 9 0.4|о , б|о, 7
75 — 1 ,1 1 .0 1,0 1,0 '° 1,1 0,8 0.7 1,0 0.9 0,8 1,1 1,0 1 ,4 1 .2 0,5 0.7 0,9
100 — 1 ,6 1 ,4 1 ,4 1 ,з 1 ,3 1 ,5 1 , 0 0,9 1,3 1,2 1,1 1,4 1 ,2 1 ,7 1,5 0,6 0,9 1,1
125 — — 2,2 2,0 1 .9 2.1 2,2 1 ,3 1,1 1,7 1 .4 1 ,з 1 .6 1,4 2,2 1 ,8 0,7 1,1 1 .4
150 — — 2,8 2,6 2,4 2,6 2.6 1 .5 1,3 2.1 1 ,8 1 .6 2,1 1 ,8 2.5 2,2 0.8 1 ,2 1,7
200 — — — 4.4 3,7 3,9 4,0 2, 1 i.8 2,8 2,5 2,2 2,9 2.5 3,8 3,3 1.5 2,1
250 — — — — 5,5 5.4 5.6 — — 3.7 3,2 2,8 3,9 3,5 5,1 4.3 — — 2.6
300 — — — — — 7,6 8,5 — — 5,1 4,5 3,9 5, 1 4.3 6,4 5,4 - 3,1
70—80 20 0,5 0,4 0.4 0.4 0,5 [ 0,5 0,5 0.4 0.4 0.5 0.5 '0,4 0, s|o. 5 0,6 0.б|о.3 0,4)0,5
50 1 .0 0,8 0,7 0,7 0.8 0,9 1,0 0,6 0.5 0.9 0.3 |0,7 1 , о)о,9 |1,2 |1,1 0,5 |о, 6 0,9
75 — 1.3 1.2 1 ,2 1 .2 1,2 1.3 О,9[о,8 1,2 1.1 1 .0 1,3 1.7 |1.7 1,5[о,б[о,9 1.1
100 — 2,0 |‘.7 1,7 1 ,6 1 ,6 1 ,8 1.3 1,1 1 ,6 |1.9 I1'3 ,1.7 ,1.5 2,2 1 . э|о, 7 |1.| 1.4
125 — - 2,7 2,5 2.3 2,6 2,7|1 ,6 1 ,3(2,1 1.9 1.6 7.1 1,8 2,8(2, з[о,9 1.4 1,8
150 — - З.б^З.2 3,0 3.2 3,2 1.9 1.9 2,б|г, з 2 , о| 2,7|2 , з|з, 2 2.8 1 ,о|1,6 2,1
200 j - 5,5 4.6 4,9 5,о|2,7|2,2|з,б)з,2 2, в|з. ?|з, 2 4,9)4,2, 2,0 2,7
250 - 6,9 6,8 7,0 — 4,8 4,2|з.б[б . о|4,5 6 .б|б,5 3,3
300 - — 9,5 10.5! - 6, б|б ,8 5 . о|б .6 5,б)в ,з|т,0 — 3,9
80-90 20 0,6 0.5 0.5 0.5 0,7 0,7 0,7 0,4 0,4 0,5 0,5 0,5 0.6 0,6 0.7 0.6 0,4 0,5 0.7
50 1 ,2 1 ,0 0,9 0.9 1.0 1,2 1 ,4 0,7 0,6 1 .0 0,9 0,8 1 .2 1 ,о 1 . 4 1.2 0,6 0,9 1.2
75 — 1 ,7 1 ,5 1 ,5 1 .5 1,5 1,8 1 . 0 0,9 1 ,4 1 .2 1 , 1 1 .5 1 .4 1 >9 1 , 7 0,8 1 ,2 1,4
100 — 2.6 2.2 2/2 2.0 2,0 2,5 1,3 1,3 1,8 1,6 1 ’5, 2,0 1,8 2,5 2,0 0,9 •’I 1 Л
125 — — 3,4 3.2 2,9 з,з 3.7 1 ,8 1 .6 2,4 2.1 1 ,9 2.5 2,2 3.1 2,8 1,2 1 .8 2,3
150 ( — — 4,5 4,1 3,8 4, || 4,4 2,2 1 ,9(з,0 2.6 2,3 3,3 2,8 3,7 3,2р , 3 2, 1 2,7
200 | — — — 7,0 5,8 6 ,г| 6,9 з. 1 2.7 4,1 3,6 3,2 4,5 4,0 5.6 4,9 — 2,6 3.5
250 | — — | 8,8 8 ,б| 9,7 — — 1 5,5 4,8 4.2 6,3 5,5 7,5(б, 6 — — ( 4,3
300 | -1 — " 1 — 12,о| 14,5 — [ — 1 7,б|б ,6 5,8 8,1 6,9 9,5|з , з[ — -1 5,0
Примечание. Режимы резания для сверления, рассверливания, зеккероваиия н раз
27U
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 с ОХЛАЖДЕНИЕМ время в минутах Сверлильные работы
КАРТА 141
1 рованне Развертывание Расточка отверстий резцом Зенкование выточек
отверстия в мм Длина обработки в мм Диаметр обработки в мм
50 60 70 20 30 40 50 60 70 20 30 40 50 60 70 20 30 40 50 60 70
0,5 0.6 0,7 0,4 0,5 0,6 0.7 0,9 1.0 3,6 4,0 4,4 5.2 5,6 6,0 3 0,3 0,4 0,5 0,6 0,7 0.8
0,8 0,9 1,1 0,6 0,8 1,0 I .2 1 ,5 1 ,8 5,6 6,2 6,8 7,4 8.0 8,5 5 0,7 0,8 0,9 '» I , 1 1 ,2
1 . 1 1 ,3 1 .6 0,8 ! , 1 1 .5 1 .6 2,2 2,5 — — 9,6 10,4 11,2 12,0 10 1 ,0 1,1 1 .3 1 .5 1 ,7 I .8
1 ,4 1 . 7 2.0 0,9 1 ,4 1 ,8 2,0 2.8 3.2 — — 1 1 ,8 12,8 13,6 14,6 20 1 ,9 2,1 2,3 2,5 2,8 3,1
1,7 2,1 2,4 — 1,8 2,3 2,7 3,5 3,9 — — — — 16,8 17,6 30 — 3 . 1 3,5 3,8 4,2 4,6
2,0 2,5 2,9 2,0 2,7 3,0 3.9 4, 1 — — 4— — 25,0 21 ,2 50 — — 4,8 5,3 5.7 6,2
2,6 3,3 3,9 — — 3.7 4,0 5,2 6,0 — — — — — 28,0 -
3.2 4.0 4,8 — — 5.0 6,4 7.3 — — - — — — — — — -- - —
3.7 4,8 5,7 — — — 6.0 7,6 8.7 — - - — — — — — — —
0,5 0.6 0,7 0.4 0, о 0,7 0,8 1 , 1 1,2 4,5 5, С 5.5 6,5 7.0 7.5 3 0,3 о. 4(0,5]о,б 0,7 0,8
1,0 1.2 1.4 0 ,б|о. 9 (.2 1.3 1,8 2.1 7,0^7,8 8,5 9,2 10, 1 0,5 5 0.7 0.8^0,9 1,0 1.1 1,2
1,4 1,7(2,0 0,8 1 ,з 1.6 1 ,9 2,6 3,0 12,0 1з. о| 14, ojlS.O 10 1.1| 1,3| 1.5| 1.7| 1 ,8
1.8 2.1 2,5 1.1 1, s|2, о|г, з 3,2 3,7 - - 1 4.в| 16,о| 17,0 18,3 20 1.9)2.1 2,з|2.5|г,8|з, 1
2,1 2,7 3.1 2,0(2,6 3,0 4,0 4.7 - - 21 ,о|22,О 30 j — 3.1| 3 , б[з . s( 4.2| 4,6
2.5 3,2 3,7 - 2,3 3,0 3.4 4.7 5,3 - __ -1 _ 25,0(26,5' 50 | — — 4,8|5,3|5 , т|б , 2
3,3 4.2 4.9 4.0 4.6 6,0 7,0 - - - 35,0 - J — - -1 -
4,1 5,1 6.1 — 5.7 7,4 8.6 - - - -1 - — - — —
4 ,в|б , 1 7.2 - - - 6,8 8,9 10, 1 - - - — — - — - —
I о 1 0,8 0,9 0.5 0,6 0,8 I ,0 1 ,3 1 ,5 5,6 6,3 6,9 8, 1 8,8 9,5 3 0,3 0,4 0,5 0,6 0,7 0.8
1 .3 1.6 1,8 0.7 1 ,0 1,3 Ь6 2,2 2.7 8,7 9,7 10,5 11,4 12,7 13,0 5 0.7 0,8 0,9 1 ,0 1 . 1 1 ,2
1 .8 2.2 2.6 1.0 1 ,4 1 .8 2,3 3,2 3.7 - — 15,0 16,2 17,6 19,0 1 0 •о 1.1 1,3 1,5 1,7 1 .8
2.3 2.7 3.2 1 ,2 1 ,8 2,3 2,9 3,9 4,7 - — 18,5 20,(j 21 ,5 23,0 20 1 ,9 2,1 2,3 2,5 2,8 3,1
2,7 3,5 4,0 — 2,3 3,0 3,7 4,9 5,7 — — — - 26,5 28,0 30 - 3,1 3,5 3,8 4,2 4,6
3,2 4,1 4.8 - 2.7 3.4 4.2 5.6 6.7 -- — - — 32,0 33,0 50 - - 4,8 5.3 5,7 6,2
4,2 5Л 6,3 — - 4,6 5,7 7,3 8.7 - - - - 44,0 — — — - — —
5.3 6.6 7.9 — - — 7, ! 9,1 10,8 — — — — — — — — — — - - —
6,2 7.8 9,3 - — 8,5 10,8 ill ,8 — — — — — — — — —
вертывания отверстий приведены в карте 144.
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ БЫСТРО ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Штучное (без установоч
Обрабатываемый .материал: инструментальная быстрорежущая сталь - Ь кг/мм* ди Длина обработки L в леи до Сверление Рассверливания с диаметра Зенде
15| 2С | 15 | 20 j 30 | 20 | 30 | 20 | 30
Диаметр отверстия в мм до диаметра
6 ю| 1б| 20 | 25 30 35 30 40 50 60 2( )| 3( 4 3
75 2о|о,б 0,б|о, 5 j 0,5 0,6 0,6 | 0,6 0,7 (о,6 1,0 0,9 0,7 ( 0,0 ( 0,8 ( 1 Д 1,1 (0.4(0,; 0,1
50 1 .5 1, ijl ,0 1,0 1 , 1.3 1,3 i д 11.1 2 , 1.8 1 ,5 | 2,0 1,8 2,7 | 2.2^0,0 (о.
75 1,9(1,6 1,7 1,7 1 ,7 1,8 1,7 11 >5 3,0 2,7 2,1 ( 2,8 2,5 ( зд ( з.з(оД (1 д 1Д
100 — 2,9(2,5 2,5 2,3 2,4 2,6 2,2 (г.О 4,0 1 3.6 2,8 ( 3,8 3.4 | 5,1 4,2 1,1 2Д
1 25 — |з,8 3,6 3,3 3,5 | 3,7(2,8(2,5 4,9 4,4 3,4 | 4.7 4,1 | 6,3 5,3 1,3 1,6 2,7 1
150 __ 1- 5,5 за 4,4 4,4 4,4 з,з(з,о 5,9 | 5,3 | 4,0 5,5 4,9 7,5 6,3 1.5 1 ,9 3,2
200 - — | — 8,1 6.0 7,2 7,5 4,3 3,8 7,8 | 7,0 5,2 7.4 6,3 10,0 8.4 — 2,5 4.2
250 — — 10.2 10,0 10,4 — — 9,7 8,6 6,5 9,3 8, 1 12,4 10,4 — 5,2
300 — — - 14.2 16,0 — 11 ,5 10,4 7,7 10,9 9,7 14,9 12,4 — - 6,1
95 20 । 0,7 0.G 0,6 0,6 0,7 0,7 0,3(0,8 0,7 1.2 1,1 0,8 1.2 М 1 ,6 1.3 О.5(о.б|о,7
50 ‘•7 1.5 1.3 1,3 1.4 1 ,6 1.7 1 ,6 1.4 2,6 2,3 1 ,8 2,7 2,3 3,4 2,8 0,7 1.1 1,5
75 — 2.4 2,0 2.2 2,2 2,3 2,4 2.1 1.9 3,8 3,4 2,5 3,8 4.8 4,0 1 ,о 1,5(2,!
100 — 3,7 3.2 3,2 3.1 за! 3,5 2,8 2,5 5,0 4,5 3,4 5,0 4,5 6,4 5,3 1 .3 1 ,7 2,7
125 — 4,8 4,6 4.4 * 4,5 4,6 3,5 3,1 6,1 5.5 4.1 6,3 5.5 7.9 6.61 1 ,6 2,0 3,3
I 5о| — — 7,0 6, о] 5.7 5.8 5.8 4.1 3,7 7.4 6,6 4,9 7.4 6,6 9,4 7,8' 1,8 2,3 3,9
2Оо| — — 10,5 9,7 10 > 0 10,0 5.4 4.8 9,7 8,7 6,3 9.9 8,7 12,4 10,3 — 3,0 5Д
25о[ — — “1 — 13,0 13.4 13,6 — — 12,1 ю.э] 8,1 I 2, з( 10,8 15,5 12,9 — — 6,3
зоо[ — — — — 18,2 20,4 — — 14,4 12,9 9.7 14, б! 12,9 18,6 15,5 — — 7,5
115 20 • 0,8 0,7 0,7' 0,7 0,8 0,8 0,э!о, 9 0,8 1.4 1 ,3 1,0 1 л 1.3 I >9 1.5 0,6 0.7 0,8
50 2,0 1 ,8 1,5 1 >5 1 >6 1 .8 2,0 1 ,9 1 ,6 3,0 2,7 2,1| 3,2 2,?| 4,0 з,з 0.8 1 .3 1.7
75 — 2,8 2.4 2,6 2,7 2,7| 2,8 2.5 2,2 4,5 4,0 3, 1 4.5 4 ,о| 5.6 4,7 1 ,2 1,8 2,5
100 4.3 3,8 3,8 3,6 3,э] 4.1 3,3 2,9 5,9 5,3 3.81 5,9 5, з| 7.5 б,г| 1 ,5|2.0 ЗД
125 -1 5,6 5,4 5.1 5 ,з1 5.4 4,1 3,6 7.1| 6.3 4,9! 7.41 б,з| 9,2 7.7 1 .9(2.3 3.9
150| -1 — 8,2 7,0 6,7 6.9 6,9 4,8 4.3 8,7 7,7 5,8 8.7 7.7| И ,0 9Д 2, 1[ 2,7 4,6
200 - - 12,1, 11,4 11,?) 11,7, 6, з|5.б|11 ,4 10,2 7,7| 11,6 10,2] 14,5 12,о) / 3,5 6,0
250 - - 15.2 15.7 15,9 - - 14,2 1 2 ,б] 9.6 14,4 1 2 ,б| 18,1 1 5,1| -1 _ ) 7.4
300 — — - 21 . з(24,0 - 16.8 1S.1 1 1.4 17.1 15.1| 2 1 ,в| 18,1| -1-1 8,й
РЕЖУЩЕЙ СТАЛИ ИНСТРУМЕНТОМ Р9 С ОХЛАЖДЕНИЕМ ного) Время в мин. Сверлильные работы
КАРТА 141а
рование Развертывание Расточка отверстий резцом Зенкование выточек
Диаметр отверстия в мм Длина обра- | ботки в мм Диаметр обработки в мм
'50 60 70 20 30 40 50 60 70 20 30 40 50 60 70 20 30 40 50 60 70
0,7 0.8 0,9 0,б|о,7 1.0 1.1 1 .3 1.5 5,3 5,8 6,5 7 ,7 8,3 , 8,8 3 0,4^0,5 0,6 0,7 0.9 1 .0
1,5 1.8 2,2 0,8 1,1 1 »6 1.8 2,0 2,6 8,3 9,2 10,0 11 ,8 1 1 .7 12,3 5 0,9 1,0 1,1 1.3 1 ,4 1 ,5
2,2 2,6 3,1 1,1 I ,7 2,3 2,6 3, 1 3,8 — — 14,1 15,3 16,5 17,6 10 1 ,3 1 ,4 I .6 1,9 2,2 2,3
2,7 3.4 4,0 1,4 2,2 3,1 3,4 4,1 5.0 — •— 17,3 18,8 20.0 21 ,5 20 2,4 2,6 2,9 3.1 3,5 3,9
3,3 4,2 5,0 — 2.8 3,9 4,3 5.2 6.2 — — — — 24,6 25,8 30 — 3.9 4,4 4,8 5,3 5.8
4,0 5,0 5.9 — 3.3 4,7 5,0 6.1 7,4 — — — — 29,3 31 ,2 50 — — 6,0 6,6 7,2 7,8
5,2 6,5 7,7 — — 6,3 6,? 8,1 9,9 — - — — 41,0 — — — — — — —
6,4 8.1 9,6 — — — 8,7 10,2 12,3 —
7.6 9,6 1 I ,5 — — — 10,3 12,2 15,0 —
0,8 1.0 1,1 0,7 0,9 1 ,з 1.4 1 ,6 1 ,8 6,6 7,3 8, 1 9,6 10,3 11,0 3 0,5 0,6 0,8 0,9 1 .1 1 >3
1 ,8 2,2 2.7 1,1 1 ,4 2,0 2,2 2,5 3,2 10,3 1 1 ,5 12,5 13,5 14,7 15,4 5 Ы 1 ,з 1.4 1 >6 1 ,7 1 ,9
2,7 3,2 3,8 1 ,4 2.2 3.0 3.2 3,9 4,7 — — 17,6 19,1 20,6 22,0 10 1 ,6 1 ,7 2,0 2,4 2,7 2,8
3,3 4.1 4.9 I ,9 2,8 3,9 4,2 5,1 6,2 — — 21 ,7 23,5 25.0 26,9 20 3,0 3,3 3,6 3,9 4,4 4,9
4,0 5,1 6,1 — 3,6 5,0 5,4 6,5 7,7 — — — 30,8 32,3 30 4.9 5,5^6,0 6,6 7.2
4,9 6,1 7,2 — 4,3 6,0 6,3 7,6 9,1 — — — — 36,7 39,0 50 — — 7.5 8,3 9,0 9,7
6,3 7,9 9,4 — — 8,0 8,6 10,1 12,2 — — — — 51,4 — — — — — — —
7,8 9,9 12,8 - - - 10,8 12,7 15,3 —
9,3 И ,7 14,0 — — — 12,9 15,2 18,2 —
0,9 1,1 1,3 0,8 1 , 1 1 , 4 | 1 ,6 1 ,8 2,2 8,3 9. 1 10,2 12,0 1 2,9 13,8 3 0,6 0.7 0,9 1.1 1 .3 1 .5
2,1 2,6 3,1 1,2 1 ,6 2,3 2,7 3,0 3,6 12,9 14,4 15.6 16,9 18,4 19,3 5 1 ,3 1,5 1,6 1 ,9 2,0 2,2
3,2 3,7 4,4 1 ,7 2.5 3.5 1 3.9 4,6 5.4 — 22,0 23,э|25,8 27,5 10 I .9 2,0 2 . 3 2,8 3.2 3,3
3,5 ( 4,8 5,7 2.2 3,з|4,6 5,1 1 6,С 7,1 ( - — (27,2(29.4(31,3 |з2,4|20 13,5 (з, 9(4. S (4,б| 5,1 | 5,7
4.7 | 6,С 1 7,1 — 4,2(5Д | б.е | 7.6 9,0 1 - — | — | — |38.5 (40,4|з0 — (б ,?|б ,4 |7,С ( 7 .7 (8,4
5,7 1 7>* [ 8,4 5 . о|б , £ I 7,7| 9,о|10,7 1 - — 1 - | — 145.9 |48,8 |so 1 ~ 1- (8,8 |9,7(105|11,3
7,4 9, | э. г| 11, с — — (э . з| 1 0,5] 1 2 , о|1 4,2 1 - i - 1 - 1 -1 - |e«.s| — I — I — I — I — I -| -
|11,б| 15,С — -1- |13,1 |14.9|17,7| - | - | - | - | - | -
1 0 ,э( 1 2,5| 1 6.4 — — j — 115,7(17 ,£ ,21,3 1 - 1 -1-1 -1 - 1-I-I-PI-I-I-I-
Справочник. Зак. 952
273
ОБРАБОТКА серого чугуна инструментом
Штучное (без установоч
Обрабатываемый материал: серый чугун Нп । ——-—- Длина обработки L в мм I до Сверление Рассверливание с диаметра Зенке
15 | 20 1 *5 j 20 I 30 | 20 30 | 21 1 30
Диаметр отверстия в мм до диаметра . Д и а
6 I 10 ( 15 | 20 125 | 30 | 35 30 40 | 50 | 60 20 j 30 1 4С 1
160—180 20 0,4( о,зо| 0,3( 0,30 0,3( 0,3( 0,4С 0,3, 0,35 0,44 0,4С 0,3. 0,4С 0,4С 0,51 0,40 0,25 0,3с О.ЗС
50 0,65 0,5С j 0,5( 0,50 0,5С 0,6Е 0,65 0,5С )| 0,4С 0,6С >| 0,6С 0,5( 0,75 0,7( 0,85 0,75 0,4С 0.4С >0,4,
75 — 0,90 0,80 0,80 0,80 j 0,80 0,90 0,75 0,70 0,85 0,75 0,75 1,00 0,85 1,20 1,00 0,45 0,5С 0,55
100 — 1,25 1,15 1,15 1,15 | 1.15 1,15 0,90 0,85 1,20 1,10 1,00 1,25 1,10 1,50 1,35 0,56 |0,60 0,71
125 — — 1,8С 1,70 1,60 1,60 1,90 1,20 1,00 1,50 1,35 1,25 1,50 1,40 1,80 1,60 0,60 0,70 0,80
150 — — 2,10 2,10 j 2,00 2,00 2,40 1,40 1,25 1,85 1,70 1,50 1,90 1,50 2,20 1,85 0,70 0,80 0,90
200 — — — 3,70 2,90 3,10 3,50 2,ОС 1,7С 2,5С 2,40 2,2С 2,70 2,30 3,20 2,80 — 1,00 1,20
250 — — | — 4,30 | 4,30 4,90 1 3,41 3,00 2.8 >1 3,80 3,20 4,30 3,70 — — 1,40
300 — — j — — I 6.0С 6,90 — 4,60 4,20 3,80 j 4,80 [ 4,00 5,40 4,90 — — 1,70
180—200 20 0,50 0,40 0,40 j 0,40 0,40 0,40 0,50 0,40 0,40 0.50 j 0,50 0,40 0,50 0,50 0,60 0,50 0,30 0,35 0,35
50 0,80 [ 0,60 0,50 | 0,60 0,60 0,80 0,80 0,60 0,50 0,70 0,70 0,60 0,90 0,80 1,00 0,90 0,45 0,50 0,55
75 — 1,10 1,00 1,00 1,00 1,00 1,10 0,90 0,80 1,00 0,90 0,90 1,20 1,00 1,40 1,20 0,55 0,60 0,70
100 — 1,50 1,40 1,40 1,40 1,40 1,40 1,10 1,00 1,40 1,30 1,20 1,50 1,30 1,80 1,60 0,65 0,75 0,85
125 — — 2,20 2,10 2,00 2,00 2,30 1,40 1,20 1,80 1,60 1,50 1,80 1,70 2,10 1,90 0,75 0,90 1,00
150 — — 2,60 2,50 2,50 2,50 2,90 1,70 1,50 2,20 2,00 1,80 2,30 1,80 2,60 2,20 0,85 1,00 1,20
200 - 4,50 3,50 3,80 4,30 2,40 2,00 3,10 2,80 2,60 3,20 2,70 3,80 3,30 — 1,30 1,50
250 — — — — 5,30 5,30 6,00 — — 4,00 3,60 3,30 4,50 3,80 5,10 4,40 — — 1,80
300 — — — — — 7,40 8,40 — — 5,50 5,00 4,50 5,70 4,80 6,40 5,80 — — 2,10
200-220 20 0,60 0,50 0,50 0,50 0,50 0,50 0,60 0,50 0,50 0,80 0,60 0,50 0,60 0,60 0,70 0,60 0,40 0,45 0,45
50 1,00 О,75| 0,75 0,75 0,75 1,00 1,00 0,70 0,60 0,80 0,80 0,70 I,10 0,95 1,20 1.10 0,60 0,65 0,70
75 — 1,35 1,25 l,2sj 1,25 1,25 1,35 1,10 0,95 1,20 1,10 1,10 1,40 1,20 1,70 1,4й|о ,70 0,80 jo ,90
100 — 1,80 1,70 1,70 1,70 1,70 1,70 1,30 1,20 1,70 1,50 1,40 1,80 1,50 2,10 1,90 0,80 1 ,oo|i ,10
125 — — 2,70 2,60 2,50 2,50 2,90 1,70 1,40 2,10 1,90 1,80 2,10 2,00 2,50 2,30 1,00 1,20 1,30
150 -- — 3,20 3,20 3,10 3,10 3,бо| 2,0 1,80 2,50 2,40 2,10 2,70 2,20 3,10 2,60 1,10 1,30 1.50
200 — — — 5,6 | 4,40 4,70 5 >4 2,90 2,40 3,70 3,30 3,10 3,80 3,20 4,50 3,90 — 1,70 ,90
250 — — — — | б,бо| 6,60 7,50 — — 4,80 4,30 3,90 5,40 4,50 6,00 5,20 — ’,36
300 — — — -i-l 9,2 0,40 — "1 6,5 6,0 5,4 6,8 5,70 7,60 5,90 — ,70
Примечание. Режимы резания для сверления, рассверливания, зенкерования и разверты
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 ного) время в минутах Сверлильные работы
КА РТА 142
рОЕЙНИЗ Развертывание | Расточка отверстий I резцом Зенкование выточек
метр отверстия в мм Длина обрз-ботки Н ММ Диаметр обработки в мм
| 50| 6( 74 24 3( 4о| 5 ) 6 ) 7 ) 2 3 3( 40 | 50 60 70 20 30 | 40 | 50 60 70
0,3, 0,3= ОД 0/ 0,. 0,1 0,1 0,' 0,1 2,2( 2,84 3,24 3,6С 3,9( 4,34 3 0,2С 0,34 0,3< ОД 0,54 0,60
0,5( ) 0,54 0,64 0,- 0,- 0/ 1,( 1,2 1/ 3,24 3,84 4,4( 4,ЗС 5,24 5,©С ! 5 ОД 0,54 0,64 0,74 0,74 0,80
0,65 0,74 0,84 0,' 1,4 1,1 1/ 1 Л 2,4 — — 5,64 6,84 7.2С 8,04 10 0,60 0,7С 0,8: 0,94 1 .ОС 1,10
0,8о|о,9С 1,04 0.6 1,5 1.6 1,7 2,2 2,5 — 7,20 8,50 9,00 9,60 20 | 0,90 1,0С 1,20 1,40 1,50 1 ,60
0,94 1,10 1,20 — 1,6 2,С 2,2 2,8 3,1 — — — — 10.40 11,60 30 — 1,70 1,8С | 2,00 2,20 2,40
1,10 1,Зо|1,4О — 1,8 2,3 2,6 3,2 3,5 — — — — 12,80 14,00 50 — — 2,70 | 3,10 3,30 3,60
1,40 1,60 j 1,80 — — 3,2 3,5 4,1 4.7 — — — — 4— 17,60 — - — — — —
1,80 г.оф.зо — — — 4,4 5,1 5,6 — -
2,10 2,4о|з,70 — — 5,2 6,0 6,7 — ! ” — — — — — — — —
0,40 0,40 0,45 0.4 0,5 0,7 0,7 0,8 0.9 2,8о|з,5О 4,00 4,50 4,90 5,30 3 0,20 0,30 0,30 0,40 0,50 0,60
0,60 0,70 0,75 0,6 °,8 1,1 1,2 1,4 1,5 4,00 4,80 5,50 6,00 6,50 7,00 5 0,50 0,60 0,70 0,80 0,80 0,90
0,30 0,90 1,00 0,8 к: 1,5 1,6 2,0 2,2 7,00 8,50 9, Oof 10,00 10 0,70 0,80 1,00 1,10 1,20 1,30
1,00 1,10 1,30 1,0 1,4 ПЛ 2,0 2,4 2,8 — - 9,00 10,50 11,00 12,00 20 1,10 1,20 1,40 1,60 1,70 1,80
1,20 1,40 1,50 — 1,8 2,3 2,6 3,1 3,4 — — — — 13,00 14,50 30 — 2,00 2,10 2,30 2,60 2,30
1,40 1,60 — 2,1 2.7 3,0 3,5 3,9 — — — — 16,00 17,5о| 50 — — 3,20 3,60 3,90 4,20
1,80 2,00 2,30! — — 3,7 4,0 4,6 5,2 — — — — 22 ,Оо| — — — — — —
2,20 2,50^2,90 — — — 5,0 5,6 6,4 — — — — ‘—р — — - — — —
2,60 3,0о)з,40 1 “1 — 6,0 6,7 7.7 — — — — — 1 “I — — - — — —
1 0,50 0,50 0,60 0,5 0,6 0,7 0,8 1.0 1,1 3,60 4,5 5,20 5,80 6,40 6,90 3 0,25 0,40 0,40 0,50 0,65 0,80
1,80 D,90 1,00 0,7 0,9 1,2 1,4 1,6 1,8 5,20 5,20 7,10 7,80 8,50 9,10 5 0,70 0,80 0,90 1,00 1,оо| 1,20
1,00 1,20 1,30 0,9 I,3 1,7 1,9 2,3 1 2,6 — — 9,10 11,00 11,70 13,00 10 0,90 1,00 1,30 1,40 1,60 1,70
,30 ,40 1,70 1,4 1,6 2,0 2,3 2,9 3,2 — — 11.60 13,60 14,20 15,50 20 1,40 1,60 1,80 2,10 2,20 2,40
1,50 ,80 1,90 - 2,0 2,7 3,0 3,6 4,0 — — — — 16,70 18,80 30 — 2,60 2,70 3,00 3,40 3,60
,80 2,10 2,30 — 2,3 3,1 3,5 4,2 4,7 — — — 20,70 22,70 ,50 — — 4,20 4,70 5,10 5,50
2,30 ,60 1,00 — 4,2 4,7 5,4 6,1 — — — — — 28,50 -- " 1 — — — — —
2,80 ,20 ,70 — — — 5,8 6,7 7,5 — — — — — 4— — — 1 — — — — —
?,3of 3,90, 1,4о| — — f 6,9 8,0 8,9 — — | — — - — — _ j — — — — —
вания приведен ы в карте 145.
ОБРАБОТКА КОВКОГО ЧУГУНА ИНСТРУМЕНТОМ ИЗ
Штучное (без установоч
Обрабатывав-] мы й материал: ковкий чугун Нв Длина обработки L в мм ДО Сверление Рассверливание с диаметра Зенке
15 | 20 | 15 [ 20 | 30 ( 20 | 30 | 20 |3,
Диаметр Отверстия в мм до диаметра Дна
6 10 15 20 ( 25 30 35 30 40 | 50 60 20 30 40 1
НО 20 0,4 0,30 0,30 0,30 0,30 0,30 0,35 0,30 0,29 0,38 0,34^ 0,32 0,41 0,39 O,49jo,45 0,2б)о,3о|о,31
50 0,7 0,45 0,45 0,45 0,45 0,50 0,60 0,51 0,48 0,64 0,59 0,56 О,7б|о,7С 0,90 0,82 0,35 0,40 0,43
•75 — 0.60 0,55 0,55 0,55 0,60 0,75| 0,68 0,64,0,90 1 0,80 0,76 1,05 0,94 1,32 1,22 0,43 0,45 0,52
100 — 1,00 0,80 0,85 0,85 0,90 1,00 0,96 0,90 1,10 1,00 0,98 1,36 1,24 1,7о)1,56 0,50 0,56 0,65
125 — 1,15 1,10 1,25 1,25 1,23 1,16 1,06 1,36 1,20 1,12 1,65 1,53 2,04 1 1,85 0,55 I 0,70 р,78
150 — 1,60 1,50 1,65 1,65 1,70 1,52 1,40 1,82 1,70 1,48 1,95 1,78 2,50 2,3о)о,65 0,75)0,90
200 — — — 2,50 2,60 2,70 2.80 2,24 2,16 2,6, 2,40 2,16 2,96 2,72 3,84 3,48 — 0,98 1,12
250 —‘ — — 4,00 4,00 4,00 — — 3,56 3,20 2,88 4,16 3,76 4,8о)4,ЗО — — 1,35
300 - - — 4,70 4,50 — — 4,90 4,40 3,90 5,30 I 4,80] 6,20 5,70 — — 1,55
150 20 0,45 0,30 0,30 0,32 0,32 0,35 0,40 0,38 0,36 0,47 0,42 0,40 0,51 0,48 0,61 )о,56 0,2б|о,3о|о,30
50 0,80 0,50 0,50 0,50 0,50 0,55 0,70 0,64 0,60 0,80 0,74 0,70 0,95 0,83 1,16 1,03 0,4о|о,45 0,48
75 — 0,80 0,65 0,65 0,65 0,70 0,95 0,85 0,80 1,10 1,00 0,95 1,31 1,17 1,65 1,52 0,48 0,52 0,60
100 — 1,35 1,00 I,10 1,10 1,10 1,30 1,20 1,10 1,38 1,27 1,15 1,70 1,55 2,12 1,95 0,56 0,65 0,75
125 — — 1,40 1,30 1,55 1,55 1,55 1,45 1,32 1,70 1,50 1,40 2,06 1,87 2,55 2,33 0,65 0,80 0,90
150 — 2,00 1,90 2,10 2,10 2,20 1,90 1,76 2,28 2,12 1,85 2,44^,23 1 3,15^2,86 0,75 О,9о)1,05
200 - — — 3,20 3,20 3,30 3,40 2,80 2,70 3,35 3,00 2,70 3,70 3,40 4,8о|4,35 - 1 ,ю|1,30
250 — — — — 5,00 5,00 4,50 — — 4,45 4,00 3,60 5,20 4,70 6,00 5,40 — - 1,55
300 — — — - 6,10 5,80 — — 6,10 5,50 4,90 б,бо!б,оо 7,80 7,10 — — 1,80
190 20 0,55 -0,35 0,37 0,40 0,40 0,45 0,50 0,51 0,49 0,64 0,57 0,54 0,69 0,65 0,83 0,76 0,30 0,37 0,37
50 1,00 0,85 0,70 0,70 0,70 0,80 0,85 0,87 0,81 1,07 1,00 0,95 1,28 1,18 1,57 1,46 0,50 0,55 0,60
75 1,10 1,10 1,10 1,10 1,20 1,20 I.15 1,08 1,50 1,35 1,28 1,77]1,58 2,23 2,05 0,60 0,65 0,75
100 — 2,00 1,90 1,90 1,70 1,70 1,70 1,62 1,50 1,86 1,70 1,55 2,30 2,10 2,87 2,64 0,7 0,80 0,95
125 — — 2.50 2,20 2,30 2,30 2,30 1 ,96 1,78 2,30 2,02 1,90 2,80 2,52 3,45 3,15 0,80 1,00 1,15
150 — — 3,50 3,30 3,10 3,30 3,30 2,57 2,Зв! 3,08 2,86 2,50 з ,зо|з,оо 4,25 3,86 0,95 1,15 1,30
200 — — 5,20 5,00 5,10 5,30 3,80 3,65 4,50 4,05 3,65 5,00 4,60 6,50 5 ДО - 1,35 1.60
250 — — 7,50 7,20 7,50 — 6,00 5,40 4,90 7,00 6,40 8,10 7,30 - — 1,95
300 — — — — — 10,50 11,10 — — 8,20 7,40 6,60 8, 0 8,10 10,50 9,60 — — 2,25
П римечание. Режимы резания для сверления, рассверливания, зеикерования и разверти
БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 С ОХЛАЖДЕНИЕМ ного) время в минутах Сверлильные работы
КАРТА 143
рование Развертывание 1 Расточка отверстий | резцом Зенкование выточек
метр отверстия Дли иг обработки в мм Диаметр обработки в мм
| 50 60 | 70 20 | 30 | 40 50 60 70 20 30 40 | 50 | 60 70 20 30 40 50 60 70
0,3. 0,3. 0,41 0,4 0,4 0,4 0,4 0,5 0,5 1,8( 2,ЗС 2,6С 2,9( 3,1с 3,5С 3 0,20 0,25 0,25 0.35 0.38 0.43
0,4Е 0,51 0,5Е 0.4 0,5 0,6 0;6 0,7 0,8 2,54 )3,С( 3,5( 3,8( 4,2С 4,5( ’1 s 0,38 0,43 0,50 0,60 0,60 0,70
0,61 0,7С 0,78 0,5 0,7 0,9 0,9 1,1 1,2 - — 4,50 5,50 5,8С 6,40 1 10 0,50 0,60 0,72 0,80 0,90 1,00
0.78 0,87 1,00 0,5 0,8 1,0 1,1 I,4 1,5 — — 5,80 6,80 7,20 | 7,80 20 0.80 0,90 1,00 1,20 1,30 1,38
0,00 1,05 1.12 — 1,1 1,3 1,4 1,7 1,8 — — — -- 8,30 9,30 30 — 1,50 1,60 1,70 2,00 2,20
1,05 1,20 1,35 — I,2 1,5 1.6 1,9 2,1 — — — — 10,30 11,20 50 — — 2,40 2,70 2,90 3,20
1,35 1,50 1,75 1 — 2,1 2,2 2,6 ^2.8 — — — — — 14,0( — — 1 — — — —
1,65 1,90 2,20 — —' 2,8 3,1 3,4
1,95 2,25 2,60 — — — 3,3 3,7 4,0 — — — — - — - — Г” — — — —
0,35 0,35 0,40 0,4 0,4 0,5 0,5 0,6 0,7 2,20 2,80 3,20 3,03 3,90 4,30 3 0,20 0,30 0,30 0,40 0,45 0,50
0,52 0,60 0,65 0,5 0,6 0,8 0,8 1,0 1,1 3,20 3,80 4,40 4,80 5,20 5,60 5 0,45 0,50 0,60 0,70 0,70 0,80
0,70 0,80 0,90 0,6 0,9 1.2 1,3 1,5 1,7 — — 5,60 6,80 7,20 8,00 10 0,60 0,70 0,85 0,95 1,05 1,15
I,OTi 1,15 0,7 1,1 1,4 1,5 1,5 1 — — 7,20 5,5ft 9,00 3,70 20 0,3‘ 1,05 1,20 1,40 1,50
1,05 1,20 1,30 — 1,4 1,8 2,0 2,3 2,6 - - — — — 10,40 11,60 30 —• 1,75 1,85 2,00 2,30 2,50
1,20 1,40 1,55 — 1,6 2,0 2,1 2,6 2,9 — — — - 12,80 14,00 50 — — 2,80 3,10 3,40 3,70
1,55 1,75 2,00 — —' 2,8 з,о 3.4 3,8 — — — 17,50 — - — — — — —
1,90 2,16 2,50 — — — 3,7 4,3 4,8 —' — —
2,2 ’! 2,60 3,00 — — — 4,5 5,0 5,6 — —
0,43 0,43 0,50 0,4 0,5 0,6 0,7 0,9 0,9 2,80 3,50 4,00 4,50 4,90 5,30 3 0,20 0,30 0,30 0,40 0,50 0,60
0,65 0,75 0,80 0,6 0,8 1,0 1,1 1 ,4 1,5 4,00 4,80 5,50 6,00 6.50 7,00 5 0,50 0,60 0,70 0,80 0,80 0,90
С ,90 1,00 1,10 0,8 1,1 1,5 1,6 2,0 2,2 — i 7,00 8,50 9,00 10,00 10 0,70 0,80 1 ,оо 1,10 1,20 1,30
1,12 1,25 1,45 1,0 1,4 1,8 2,0 2,5 2,7 — — 9,00 10,50 11,00 12,00 20 1,Ю 1,20 1,40 1,60 1,70 1,80
1,30 1,50 1,65| 1,8 2,3 2,6 3,2 3,4 - — — — 13,00 14,50 30 2,00 2,10 2,30 2,60 2,80
1,50 1,75 1,9з| — 2,° 2,6 2,9 3,6 4,2 — — — — 16,00 17 ,50 50 — — 3,20 3,60 3,90 4,20
1,95 2,20 2,50 — — 3,6 3,9 4,8 5,1 — — — — — 22,00 — — — — — — —
2,40 2,7о|з ,10 — — — 4,8 7,9 6,3 — — 1 1
2,80 3,25 3,80 1 — — — 5,7 7,0 7,5 — -1 — - — — — — — — — —
вапия приведены в карге 146.
РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» ПРИ ОБРАБОТКЕ УГЛЕРОДИСТОЙ СТАЛИ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 С ОХЛАЖДЕНИЕМ Сверлильные работы
КАРТА 144
Обрабатываемый материал: О Р е ж и м Ы р е з а II и я при с в е р лен ИИ о Т Б С Р с г и й
Д и а м е гр от вере т и я в мм
углеродистая О 3 5 5? 6 1 0 15 20 25 30 35
сталь •
аь в кг/мм1 я к R S ч® V п S и п S V п 3 с? ’ п 5 V п S и п S V п
20 0,12 22,6 1200 0,20 25,2 804 0,30 23,8 506 0,35 22,3 355 0,40 22,3 284 0,45 21,0 223 0,50 20,5 186
50 0,09 22,6 1200 0,16 18,9 602 0,27 20,2 430 0,35 22,3 355 0,40 22,3 284 0,45 21,0 223 0,50 20,5 186
75 — -—' — 0,15 15,1 481 0,24 17,9 381 0,30 19,0 302 0,36 22,3 284 0,45 21,0 223 0,50 20,5 186
60—70 100 — — — 0,15 12,6 402 0,24 16,7 355 0,30 16,7 266 0,36 19,0 242 0,40 21,0 223 0,50 20,5 186
125 — — — «—» — — 0,22 14,3 304 0,27 15,6 248 0,36 16,7 213 0,40 17,8 189 0,45 17,4 158
150 —’ —‘ — ‘— — — 0,22 11,9 253 0,26 13,4 213 0,31 15,6 199 0,40 15,8 168 0,45 15,4 140
200 — — — — — — — — — 0,26 11,1 177 0,30 13,4 171 0,34 14,7 156 0,40 14,3 130
. 250 — — —’ — —» — — — —— — ’— — 0,30 11,1 141 0,34 12,6 134 0,37 12,3 112
300 — — — — — — — — 1— — — —» — — — 0,34 10,5 111 0,37 10,3 94
20 0,10 22,6 1200 0,15 26,8 855 0,23 24,3 517 0,28 22,5 358 0,32 22,5 287 0,36 21,0 223 0,40 20,5 186
50 0,07 22,6 1200 0,13 20,1 640 0,21 20,7 440 0,28 22,5 358 0,32 22,5 287 0,36 21,0 223 0,40 20,5 186
75 — —► — 0,12 16,1 513 0,21 18,2 387 0,25 19,1 304 0,29 22,5 287 0,36 21,0 223 0,40 20,5 186
100 — — — 0,11 13,4 427 0,19 17,0 362 0,25 16,4 261 0,29 19,1 243 0,32 21,0 223 0,40 20,5 186
70—80 125 — — * —’—“ — * ~ 0,18 14,6 310 0,22 15,7 250 0,29 16,4 209 0,32 17,8 189 0,36 17,4 158
150 " — — —» — — 0,18 12,1 257 0,21 13,5 215 0,25 15,7 212 0,32 15,8 168 0,36 15,4 140
200 — — — — — — — — — — 0,21 11,2 178 0,24 13,5 172 0,27 14,7 156 0,32 14,3 130
250 — — — — — —- — — '— — — — 0,24 11,2 142 0,27 12,6 134 0,30 12,3 112
300 — — — — — — — — — — — — — — — 0,27 10,5 111 0,30 10,3 94
20 0,08 22,6 1200 0,12 28,4 905 0,17 25,2 535 0,20 23,3 371 0,22 23,3 297 0,25 22,5 239 0,27 22,5 205
50 0,06 22,6 1200 0,10 21,3 678 0,16 21,4 455 0,20 23,3 371 0,22 23,3 297 0,25 22,5 239 0,27 22,5 205
75 — — — 0,09 17,0 542 0,16 18,9 402 0,18 19,8 315 0,20 23,3 297 0,25 22,5 239 0,27 22,5 205
80-90 100 — *— — 0,09 14,2 452 0,14 17,6 374 0,18 17,5 279 0,20 19,8 252 0,22 22,5 239 0,27 22,5 205
125 _ — — — — — 0,13 15,1 321 0,16 16,3 260 0,20 17,5 223 0,22 19,1 203 0,24 19,1 174
150 — -— — -— — 0,13 12,6 268 0,15 14,0 223 0,17 16,3 208 0,22 16,9 180 0,24 16,9 154
200 '— — — '—- — — —- — —— 0,15 11,6 185 0,16 14,0 178 0,19 15,7 167 0,22. 15,7 143
250 — — — — — — — — — — 0,16 11,6 148 0,19 13,5 143 0,20 13,5 123
300 — — — — — — —’ — — — 0,19 И,2 119 0,20 1 । ,2 102
279
Обрабатываемый материал: углероди-стая сталь в кг[мм* Режимы резания при рассверливании отверстий с диаметра
15 [ 20 | 15 | 20 | 30 | 20 j 30 | 20 | 30
до диаметра
30 • 40 50 60
S п S и п 5 v 5 Л п S С? п $ ° п s j V | П 5 ° п S V п
60—70 0,6 22,7 241 0,7 22,9 243 0,6 19,8 157 0,7 19,2 153 0,7 22,1 176 0,7 18,0 114 0,8 18,0 114 0,8 15,1 80 0,8 16,5 88
70-80 0,5 22,0 234 0,6 21,5 229 0,5 19,3 154 0,6 18,2 145 0,6 20,8 166 0,6 16,8 107 0,7 17,1 109 0,7 14,4 77 0,7 15,5 82
80—90 0,4 21 ,9 232 0,5 21,5 229 0,4 19,3 154 0,5 18,2 145 0,5 20,8 166 0,5 16,8 107 0,6 16,5 105 0,6 14,0 74 0,6 15,0 80
Режимы резания при зенкероваиии отверстий
Диаметр отверстия в мм •
20 30 40 50 60 70
S 1 п S « V п V п S ° S . п
60—70 0,5 27,5 438 0,6 24,0 256 0,7 16,1 128 0,8 14,0 90 0,8 14,0 75 0,9 И,2 51
70—80 0,5 24,2 386 0,6 21,1 224 0,7 14,1 112 0,8 12,3 78 0,8 12,3 66 0,9 9,9 45
80—90 0,5 21,8 347 0,6 19,0 202 0,7 12,7 101 0,8 П,1 70 0,8 11,1 59 0,9 8,9 41
Режимы резания при развертывании отверстия
Диаметр отверстия в мм
20 30 40 50 60 70
v п 5 ° п и п 5 и п S V п 5 V п
60—70 1,0 10,3 164 1,3 8,2 87 1,6 6,3 50 1,9 5,8 37 2,2 4,5 24 2,5 3,9 18
70—80 0,9 9,9 158 1,2 7,6 81 1,5 5,9 47 1,8 5,2 33 | 2,0 4,2 22 2,2 [ 3,8 17
80—90 0,8 9,5 151 1,0 7,6 ' 81 1,3 5,8 46 1,4 5,2 33 1 1.6 4,2 22 1,7 3,8 17
кэ о РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» ПРИ ОБРАБОТКЕ СЕРОГО ЧУГУНА ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Сверлильные работы
КАРТА Г45
Обрабатываемый материал: серый чугун Длина обработки в мм Режимы резания при сверлении отверстий
Диаметр отверстия в мм
6 1 0 15 20 25 30 35
$ V n S' V n 5 0 n 5 V It s V n s п s V п
160—180 20 50 75 100 125 150 200 250 300 О о 1 1 1 1 II 1 CD О CM CM I 1 | 1 1 1 1 СМ СМ 1200 1200 oo о о I 1 1 1 1 to to to co to to А- о СП ТГ LQ О to CD О С<Г 1 1 1 1 1 N— 825 618 493 411 0,42 0,37 0,32 0,31 0,31 0,31 24,1 20,5 18,1 16,8 14,5 12,0 512 436 385 357 308 255 0,55 0,55 0,49 0,49 0,44 0,41 0,41 22,4 22,4 10,0 16,8 15,7 13,4 11,2 357 357 303 268 250 213 178 0,65 0,65 0,65 0,58 0,58 0,52 0,48 0,48 21,9 21,9 21,9 18,6 16,4 15,3 13,1 11,0 279 279 279 237 209 195 167 140 0,75 0,75 0,75 0,67 0,67 0,60 0,56 0,56 0,56 20,9 20,9 20,9 17,8 17,8 15,7 14,6 12,5 10,5 222 222 222 189 189 167 155 133 112 0,80 0,80 0,80 0,80 0,64 0,64 0,60 0,60 0,60 20,5 20,5 20,5 20,5 17,4 15,3 14,3 12,3 10,3 186 186 186 186 158 139 130 112 94
180—200 20 50 75 100 125 150 200 250 300 0,13 0,10 to to 1 1 1 1 1 1 1 CD CD 1200 1200 0,22 0,17 0,16 0,16 30,1 22,6 18,0 15,0 960 720 573 478 0,30 0,27 0,24 0,24 0,22 0,22 24,8 22,1 18,6 17,3 14,9 12,4 527 470 395 368 316 264 0,34 0,34 0,30 0,27 0,27 0,25 0,25 23,4 23,4 19,9 17,5 16,4 14,0 11,7 373 373 317 279 261 223 186 0,38 0,38 0,38 0,30 0,30 0,28 0,28 0,28 23,4 23,4 23,4 19,9 17,5 16,4 14,0 И.7 298 298 298 254 223 209 178 149 0,42 0,42 0,42 0,38 0,38 0,33 0,31 0,31 0,31 22,5 22,5 22,5 19,1 19,1 16,9 15,7 13,5 11,3 239 239 239 203 203 180 167 144 120 0,46 0,46 0,46 0,46 0,41 0,41 0,36 0,34 0,34 22,5 22,5 22,5 22,5 19,1 16,9 15,7 13,5 11,3 239 239 239 239 203 180 167 144 120
200—220 20 50 75 100 125 150 200 250 300 0,10 0,07 , to to II 1 1 || 1’^ CD CD 1200 1200 0,15 0,13 0,12 0,11 30,1 22,6 18,0 15,0 960 720 573 478 0,20 0,18 0,18 0,16 0,15 0,15 28,2 24,0 21,2 19,7 16,9 14,1 600 510 450 418 359 300 0,24 0,24 0,22 0,22 0,19 0,19 0,18 25,6 25,6 21,8 19,2 17,9 15,4 12,8 408 408 347 306 285 245 204 0,26 0,26 0,26 0,23 0,23 0,21 0,19 0,19 25,6 25,6 25,6 21,8 19,2 17,9 15,4 12,8 326 326 326 278 245 228 196 163 0,30 0,30 0,30 0,27 0,27 0,24 0,24 0,22 0,22 24,1 24,1 24,1 20,5 20,5 18,1 16,9 14,5 12,1 256 256 256 218 218 192 180 154 129 0,33 0,33 0,33 0,33 0,30 0,30 0,26 0,25 0,25 22,5 22,5 22,5 22,5 19,1 16,9 15,7 13,5 11,3 205 205 205 205 174 154 143 123 103
Обрабатываемый материал: серы й чугун Нд Режимы резания при рассверливании отверстий с диаметра
15 | 20 15 20 | 30 | 20 30 | 20 . 30
додиаметра
30 40 50 60
S ° п | 3 V л 5 1 v V | Л | S | V 1 п S ° п S ° " ’ 1 п s V п
160—180 | 0,80 23,0 244 | 0,80 24,0 255 0,80 ! 21,2 169 0,80 22,0 175 1,0 21,6 172)0,90 19.9 127 1,2 18,5 118 1,0 19,0 101 !,2 18,0 96
180—200 | 0,55 23,4 248 0,55 24,4 259 0,65 21,2 169 0,65 21,7 173 0,80 20,8 166 0,70 19,2 122 0,90 18,1 115 0,8 18,0 96 1,0 16,9 90
200—220 0,35 25,1 267 0,35 26,4 280 0,40 22,3 178 0,50 21,7 173 0,55 20,8 16б[о,45 20,6 131 0,70 18,1 115 0,5 18,0 96 0.8 16,7 89
Режимы резания при зенкеровании отверстий
Диаметр отверстия в мм
20 30 40 50 60 70
5 р 1 ” 3 и п 5 ° 5 v п 5 S 1 v п
160-180 0,60 26,2 418 0,80 23,6 251 1,00 19,0 152 1.20 17,8 113 1,40 17,0 90 1,60 15,5 70
180—200 0,60 25,5 406 0,80 | 20,7 220 1,00 16,6 132 1.20 | 15,7 100 1,40 14,9 80 1,60 13,6 62
200—220 0,60 23,0 366 0,80 18,6 198 1,00 15,0 120 1,20 | 14,1 90 1,40 13,4 71 1,60 12,4 56
режимы резания при развертывании отверстий
Диаметр отверстия в мм
20 . 30 40 50 60 70
5 * 1 п 5 ° п 5 ’ п s 1 ° л 5 п 5 1 ° п
160-180 1 1,20 | 10,0 | 150 1,40 8,9 95 1,80 6,8 54 2,00 | 6,8 43 2,20 6,0 32 2,50 | 5,5 25
180-200 1,00 9,6 | 153 1,30 8,1 86 | 1,60 6,2 50 1,80 6,2 40 2,10 5,4 29 2,20 | 5,2 24
200—220 | 0,90 9,1 145 1,20 7,6 81 1,50 5,8 46 1,60 5,8 37 1,80 5,2 28 2,00 | 4,9 22
qd ND РЕЖИМЫ РЕЗАНИЯ, ПРИНЯТЫЕ ПРИ РАСЧЕТЕ КАРТ «ШТУЧНОЕ (БЕЗ УСТАНОВОЧНОГО) ВРЕМЯ» ПРИ ОБРАБОТКЕ КОВКОГО ЧУГУНА ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Сверлильные работы КАРТА 146
Обрабат ы-ваемы Й материал; ковкий чугун Длина обработки В ММ Режимы резания при сверлении отверстий ______
Диаметр отверстия в мм
6 10 15 20 25 30 35
5 0 n s v 1 n s n s tl H 5 V n ° п s и п
100 20 50 75 100 125 150 200 250 300 о © 1 1 1 ! II 1 — со ND ND 1 1 1 1 1 1 1 Cl Cl 1200 1200 о о oo 1 1 1 1 1 ND ND GD GO CO C0 © OO CO CO Cl co ю o' co" 1 I 1 | 1 CO CN 04 — 1078 805 647 538 0,50 0,45 0,40 0,40 0,38 0,38 33,5 28,5 25,1 23,4 20,1 16,8 712 605 533 497 427 357 0,60 0,60 0,54 0,48 0,48 0,45 0,45 32,0 32,0 27,2 24,0 22,4 19,2 16,0 510 510 433 382 356 306 255 0,70 0,70 0,63 0,63 0,56 0,56 0,53 0,53 31,6 31,6 31,6 26,9 23,7 22,1 19,0 15,8 403 403 403 342 302 282 242 201 0,80 0,80 0,80 0,72 0,72 0,64 0,64 0,60 0,60 30,6 30,6 30,6 26,0 26,0 23,0 21,4 18,4 15,3 325 325 325 276 276 244 227 196 163 0,85 0,85 0,85 0,85 0,77 0,77 0,68 . 0,64 0,64 30,0 30,0 30,0 30,0 25,5 22,5 21,0 18,0 15,0 273 273 273 273 232 204 191 164 136
150 20 50 75 100 125 150 200 250 300 0,13 0,10 ND ND 1111111?°^ Cl Cl 1200 1200 0,26 0,21 0,19 0,19 36,8 27,6 22,1 18,4 1170 880 705 586 0,32 0,29 0,25 0,25 0,24 0,24 35,4 30,0 26,6 24,8 21,2 17,7 752 638 565 527 450 376 0,39 0,39 0,35 0,31 0,31 0,29 0,29 33,0 33,0 28,0 24,8 23,1 19,8 16,5 525 525 445 395 368 315 263 0,44 0,44 0,39 0,39 0,35 0,35 0,33 0,33 32,8 32,8 32,8 27,9 24,6 23,0 19,7 16,4 418 418 418 355 314 293 251 209 0,50 0,50 0,50 0,45 0,45 0,40 0,40 0,37 0,37 32,0 32,0 32,0 27,2 27,2 24,0 22,4 19,2 16,0 340 340 340 289 289 255 238 204 170 0,55 0,55 0,55 0,55 0,50 0,50 0,45 0,41 0,41 31,0 31,0 31,0 31,0 26,4 23,2 21,7 18,6 15,5 282 282 282 282 240 211 197 169 141
190 20 50 75 100 125 150 200 250 300 0,11 0,08 , ND ND 1 1 1 1 1 1 1 Cl ci 1200 1200 0,20 0,16 0,15 0,15 37,7 28,2 22,6 18,8 1200 898 720 600 0,26 0,24 0,22 0,22 0,20 0,20 35,4 30,0 26,6 24,8 21,2 17,7 752 638 565 527 450 376 0,30 0,30 0,27 0,24 0,24 0,23 0,23 34,0 34,0 28,9 25,5 23,8 20,4 17,0 542 542 460 407 379 325 271 0,34 0,34 0,31 0,31 0,27 0,27 0,25 0,25 32,8 32,8 32,8 27,9 24,6 23,0 19,7 16,4 418 418 418 355 314 293 251 209 0,40 0,40 0,40 0,36 0,36 0,32 0,32 0,30 0,32 30,3 30,3 30,3 25,8 25,8 22,7 21,2 18,2 15,1 322 322 322 274 274 241 225 193 160 0,45 0,45 0,45 0,45 0,41 0,41 0,36 0,34 0,34 30,3 30,3 30,3 30,3 25,8 22,7 21,2 18,2 15,1 275 275 275 275 235 206 193 165 137
233
l
Обрабат ы-ваемый материал: ковкий чугун Н g Режи мы р с э а п и я при рассверливании отверстий с диаметра
15 [ 20. 15 20 | 30 20 30 20 30
До диаметра
30 40 50 60
£ V п в У п V п п | $ V п 3 1 и п S V п 5 V п 3 У п
110 0,80 43,8 466 0,80 43,8 466 0,80 41,8 334 0,80 43,2 344 |1,00 42,3 338 0,90 38,8 247 1,20 36,0 229 1,00 37,0 197 1,20 35,1 187
150 0,55 34,7 368 0,55 36,2 385 0,65 31,5 251 0,65 32,4| 258. 0,80 30,8 246 0,70 28,6 182 0,90 27,0 172 0,80 26,5 141 1,00 25,1 133
190 0,35 30,3 322 0,35 1 32,0| 340 0,40 27,0 215 0,50 26,4| 211 0,65 25,2 201 0,45 25,0 159 0,70 21,8 139 0,50 23,0 122 0,80 20,2 107
Режимы резания при зенкеровании отверстий
Диаметр отверстия в мм
20 30 40 50 60 70
V п s | v п 5 в п 3 V S I 0 п 5 1. ° п
110 0,60 45,8 730 0,80 40,1 426 1,00 37,2 297 1,20 34,8 222 1,40 33,2 176 ! 1,60 30,0 136
150 0,60 38,4 610 0,80 26,8 285 1,00 24,8 198 1,20 23,2 148 1,40 22,1 108 1,60 20,2 92
190 0,60 28,2 448 0,80 19,6 208 1,00 18,1 144 1,20 17,0 108 1,40 16,2 66 1,60 14,8 67
Режимы резания при развертывании отверстий
Диаметр отверстия в мм
20 30 40 50 60 70
S V 1 " 3 V п S о п S V п S V п 3 1 ° п
НО 1,20 19,6 312 1,40 17,5 186 1,80 13,2 105 2,00 13,2 84 2,20 11,6 62 2,50 10,7 49
150 1,00 14,4 229 1,30 12,0 128 1,60 9,3 74 1,80 9,2 59 2,10 8,0 43 2,20 7,7 35
190 0,90 11,2 | 178 1,20 8,9 95 1,50 7,1 57 1,60 7,3 1 47 1,80 | 6.3 33 2,00 1 5.9 27
VI. ФРЕЗЕРНЫЕ РАБОТЫ
НОРМИРОВАНИЕ ФРЕЗЕРНЫХ РАБОТ
1. При разработке нормативов данного раздела приняты следующие условия:
а) нормативы рассчитаны для фрезерных станков трех основных групп: первой с пониженной жесткостью и мощностью 2,3 кет, второй с средней жесткостью и мощностью 3,7 кет и третьей — жесткой с мощностью 8,2 кет;
б) для режущей части фрез принята инструментальная быстрорежущая сталь Р9;
в) диаметр фрезы и ширина фрезерования для каждого типа фрез и каждой группы оборудования установлены наиболее рациональные и практически применяемые на производстве;
г) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резания приняты в соответствии с даннылш НИБТН Министерства станкостроения СССР «Режимы резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.;
д) режимы резания (глубина резания, подача и число оборотов) для рас-
чета машинного времени приняты в соответствии с кинематическими данными и эффективной мощностью станка и допустимыми ограничивающими условиями.
2. Для расчета нормы времени на фрезерную работу в справочнике при-
ведены :
а) нормативы подготовительно-заключительного времени (карта 147);
б) нормативы вспомогательного времени на установку и снятие детали (карты 148 и 149);
. в) нормативы штучного (без установочного) времени па различные технологические переходы, 'выполняемые на каждой группе оборудования цилиндри-
Фиг. 7.
ческими, торцевыми, дисковыми и другими фрезами (карты 150—185).
3. Пример пользования нормативами для расчета нормы штучного времени.
Определить норму штучного времени иа фрезерование основания и верхней плоскости и паза направляющей плиты (фиг. 7). Заготовка: серый чугун Яв = 190, размером I X b х h ~ 350 х 200 х 162 мм, весом 60 кг.
Работа выполняется на горизонтально-фрезерном станке средней жесткости; партия — три детали.
Порядок расчета нормы штучного времени
А. Определяют технологический маршрут обработки детали.
1. Установить деталь на столе с креплением болтами с планками и сиять.
2. Фрезеровать основание плиты в размер 154 мм.
3. Установить деталь на столе с креплением болтами с планками и сиять.
4. Фрезеровать верхнюю плоскость в размер h = 150 мм.
5. Фрезеровать паз в размер I х b х h == 350 х 15 х 15 мм.
Б. Рассчитывают по нормативам время выполнения отдельных переходов.
1. Установить деталь на столе с креплением болтами с планками и снять (пункты 1 и 3 технологического маршрута).
Согласно карте 148 время установки и снятия детали весом 60 кг с креплением детали на столе планками и двумя болтами будет равно:
а) при установке на необработанную поверхность с выверкой средней сложности 9,5 мин. (позиция 15)*,
б) при установке на обработанную поверхность с простой выверкой 7 мин. (позиция 13).
2. Фрезеровать основание плиты в размер h = 154 мм (пункт 2 технологического маршрута).
Согласно карте 174 для станка средней жесткости при обработке цилиндрической фрезой D = 90 мм в один грубый и один получистовой проход на / = = 350 мм (по карте до 400 мм) время равно 12,98 мин. для ширины фрезерования В = 70 мм, а для ширины В=200 мм время будет в 3 раза более, т. е. равно 12,98-3 = 35,94 мин.
3. Фрезеровать верхнюю плоскость в размере ft = 150 мм (пункт 4 технологического маршрута).
Так как обработка выполняется той же фрезой на ту же длину и с одинаковой чистотой и точностью обработки, что и при обработке основания плиты, то согласно карте 174 для ширины обработки В=70 мм время равно 12,98 мин., а для ширины фрезерования В = 130 мм время будет равно 12,98-2=25,96 лшн.
4. Фрезеровать паз размером / х b х h = 350 х 15 х 15 льн (пункт 5 технологического маршрута).
Согласно карте 174 время фрезерования иа станке средней жесткости дисковой фрезой паза (канавки) размером I X b х ft = 350 х 15 х 15 (по карте 400 х 12 х 15) равно 4,27 мин.
В. Рассчитывают норму штучного времени.
Норма штучного времени равна сумме времени выполнения отдельных переходов
+ 7,0 + 38,94 + 25,96 + 4,27 = 85,67 мин. а
Приведенный выше расчет нормы штучного времени проще выполнить при помощи специальной нормировочной карты (табл. 7).
го s?
НОРМИРОВОЧНАЯ КАРТА №.......НА ФРЕЗЕРНУЮ ОБРАБОТКУ
Таблица 7
Подготовите льно-заключительное время z в мин. Завод Цех И а д е л и е
т1 Машиностроительный ремонтно-механический № | Наименование
\7?4 Количество штук Деталь
К 1^1 J t
на 1 изделие в партии № Наименование
W4 £
1 35Q L мп J 1 3 01 9 Направляющая плита
_L — Заготовка Станок
А1атериал Размер в мм Вес в кг модель-" Наимеяование группа
1
Серый чугун Н £-=190 350у200у162 60 Горизонтально-фрезерный Средней жесткости
№ по пор. Наименование переходов Приспособление Инструмент Размер обработки в мм Вспомогательное время в мин. Основное (технологическое) или штучное (без установочного) время в мин.
на установку детали № справочной карты на пере- № спра- ход или вочной проход карты Расчет № карты Итого
1 Фрезеровка основания плиты в размере h —154 на /=350 Болты С планками Цилиндрическая фреза Р9 0 90 375 9,5 148 — 38,94 174 48,44
2 Фрезеровка верхней плоскости плиты в размере Л=150 на /=350 То же То же 375 7,0 148 — — 25,96 174 32,96
3 Фрезеровка паза в размере 350Х15Х 15 Дисковая фреза Р9 0 90 5=15 386 — — — — 4,27 174 4,27
Штучное время в мин. на 1 деталь 85,67
Составил Дата Проверил Дата Утвердил Дата Особые замечания
1
КАРТА 147
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ
А. Время, зависящее от способа установки деталей
№ позиции Способ установки детали Количество болтов Группа станков I j 11 | Ш Длина стола в мм до 1000 | 1500 | 2000 Время в мин.
1 На столе с креплением болтами с планками 2 1 4 5 | 6
2 4 1 6 7 1 8
3 В тисках с креплением тисков на столе 1 5 6 7
4 U л В центрах с делительной головкой 9 10 1 11
5 В делительной головке с 3-кулачковым патроном 7 8 9
6 В делительной головке с 3-кулачковым патроном с поджатием центром задней бабки 9 10 И
7 На угольнике с креплением болтами с планками 2 8 9 10
8 4 9 10 12
Б. Время на ознакомление с чертежом и инструкцией, осмотр материала (заготовки), осмотр и раскладку инструмента и подбор подкладок
Количество фрез, участвующих в обработке Количество переходов в операции
1—2 I 3-5 6-7 1 8-10
Время в мин.
9 1-2 2 з —
10 3—4 з 4 5 6
И 5-6 - 5 6 7
В. Добавлять в случаях
12 Поворота делительной головки на угол 2 2 2
13 1 Смены делительного диска 2 2 2
14 Установки вертикальной шпиндельной головки 8 9 10
15 Установки поворотного стола 5 | 6 8
16 Установки шарнирного валика для автоматического поворота круглого стола 2 | 3 4
17 Установки копира 7 8 10
18 Поворота стола на угол 1 1 1 1
19 Поворота шпиндельной головки на угол 1 1 2
20 Подготовки станка для фрезерования спиралей (смена шестерен, поворот стола, установление фрезы по отношению оси детали) 5 6 7
21 | Установки двух стоек, придерживающих рукав 1 2 2 2
22 । Установки дополнительной подвески 2 1 2 2
23 Установки фрезы на оправку с креплением клином или гайкой 2 2 2
24 Установки фрез на оправку с постановкой промежуточных колец и проверкой размеров Групповые фрезы 2 группы до 3 фрез 3 3 1 3
25 » 6 » 4 4 1 5
26 3 группы до 3 фрез 4 1 4 | 5
27 » 6 » 5 1 5 1 6
28 Индивидуальные фрезы 1 фрезы 2 1 2 | 2 -
29 2 фрез 3 1 3 1 з
30 3 » 4 | 4 | 4
31 4 » 5|516
32 5 » 6 | 7 1 8
Оо Оо
Фрезерные работы
КАРТА 148
№ позиций
Эскиз установки
’ 1
В тисках
2
Л
7
8
9
10
На призмах с крепле. нием болтами с план' ками
И
12
с
13
14
15
16
На столе с креплением болтами планками
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
Состояние установочной поверхности Характер выверки Способ выверки Количество деталей в партии Вес детали в кг до
1 1 3 1 5 10 J8 30 50 80 120 200 300
Время в мин.
Вручную | Краном
Обработанная — Без выверки 1—3 0,5 0,6 0,8 1,0 1,2 - - - - —
4—Ю| 0,4 0,5 0,7 0,9 1.0 - - - - —'
Простая Рейсмусом по обработанной поверхности 1-3 0,7 0,9 1,2 1,4 1,7 - - — —
4—10| 0,6 0,8 1,0 1,2 1,4 - - - - —
Необработанная Средней сложно- сти Рейсмусом по разметке 1-3 1.0 1.3 1,7 2,2 2,8 - - —
4—10 0,8 1,1 1,5 1.9 2,4 - — —
Обработанная — Без выверки 1—3 1,2 1,4 1,7 2,0 2,3 2,6 4,8 5,3 6,0 6,7 7,5
4—10 1,0 1,2 1,5 1,8 2,0 2,2 4,0 4,5 5,1 5.6 6,3
Простая Рейсмусом по разметке 1—3 1,5 1,8 2,2 2,6 3,0 3,5 5,5 6,0 6,5 7,3 8,3
4—10 1,3 1,6 1,8 2,2 2,5 з,о 4,6 5,1 5,5 6,2 7,0
Обработанная — Без выверки 1—3 1,1 1,3 1,5 1,8 2,1 2,5 4,5 5,0 5.6 6,2 7,0
4—10( 0,9 1.1 1,3 1,5 1,8 2,1 3,8 4,2 4,7 5.2 5,9
Простая Иглой по разметке или фрезой по обработанной поверхности ° СО | 1 J. 1,6 1,4 1,9 1,6 2,3 1,9 2,8 2,3 _3,3_ 2,8 4,0 3,2 6,0 5,1 7,0 5,9 8,0 6,8 9,4 8,0 11,0 9,5
НеобраСк, I Средней тайная | сти Рейсмусом по разметке i-з; 2,4 2,9 3,4 4,0 •4,7 5,5. 8,0 9,5 11,0 12,4 14,0
4—10 2,0 2,4 2,8 | 3,3 3,9 4,6 6,7 1 8,0 9,3 11,0 12,0
0,7
0,5
Примечание. Время на установку и снятие детали учитывает крепление детали двумя болтами. В случаях крепления детали дополнительными болтами к табличному времени на каждый болт следует добавлять
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ
И СНЯТИЕ ДЕТАЛИ
КАРТА 149
1 № позиций Эскиз установки тво в Вес детали в кг до
1 | 3 | 5 f 10 [ 18 | 30
Время в мин.
1 2 3 1—3 0,7 0,9 1,1 1,4 1,8 2,2
Но о - U \о° 1 Г'1' • i i j : j 1 hr //Oo no\l 4—10 0,6 0,8 0,9 1,2 1,5 1,9
4—10 0,4 0,5 0,6 0,8 1,0 1,2
4 В центрах на оправке с делительной головкой 1—3 1,2 1,6 2,0 2,6 3,2 4,0
5 4—10 1,0 1,3 1,7 2,1 2,7 3,3
6 2—10 0,1 0,2 0,3 0,3 — —
7 В самоцентрирующем патроне с делительной головкой с поджатием центром задней бабки 1—3 0,6 0,7 0,9 1,1 1,3 —
8 4—10 0,5 0,6 0,8 0,9 1,1 —
9 В самоцентрирующем патроне с делительной головкой с поддержкой домкратом или люнетом 1—3 0,6 0,7 0,9 1,0 1,2 —
1( (р QOV 0/ ST 4—10 0,5 0,6 0,8 0,9 1,0 —
11 12 В самоцентрирующем патроне с делительной головкой с поджатием центром задней бабки и поддержкой домкратом или люнетом 1—3 0,8 0,9 1,1 1,3 1,5 —
ц|у£о q OU I | oof k""'*'**’ о о/ jj I— о / 1 41 к ! i •Я ! 1 1 I 4-10 1 i 1 0,7 0,8 । 0.9 1,1 1,3 —
13 В самоцентрирующем патроне 1—3 0,5 0,6 0,7 0,8 1,0
14 4—10 0,4 0,5 0,6 0,7 0,8 —
19 Справочник. Зак. 952
239
29В
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ = 55 кг!мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 150
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резанин t в мм до * Два грубых 2/ Один получистовой с глубиной I резания Г до 1 л-и * Один грубый ц один получистовой t+t' * Два грубых и один получи-! стовой 2t+t' Один грубый с глубиной резан ня t в мм до * Два грубых 2/ Один получистовой с глубиной резаиия f'до 1 мм • Один грубый и один получистовой t+t' * Два грубых и один получистовой 2i+f
3 5 8 3 5 8
Пониженной л.есткости Jэ=2,3 ай/п 50 D = 50 В = 40 1,34 1,62 —_ 2,64 2,15 3,35 4t47 D = 90 В =70 1 ,27 1,50 2,45 2,07 3,15 4,20
100 1,73 2,29 — 3,70 2,62 4,49 6,0 1,59 2,05 — 3,32 2,46 4,09 5,46
150 2,43 3,27 — 5,28 3,41 1 6,05 8,37 2,22 2,91 4,71 3,17 5,45 7,50
200 2,82 3,94 — 6,34 3,98 7,29 10,01 2,54 3,46 — 5,58 3,66 6,49 8,93
300 3,60 4,28 — 8,46 5,24 9,89 13,38 3,18 4,56 7,32 4,76 8,69 11,76
400 4,38 6,62 --- 10,58 6,49 12,48 16,76 3,82 5,66 9,06 5,85 10,88 14,60
500 5,16 7,96 — 12,7 7,43 14,76 19,82 4,46 6,76 10,80 6,63 12,76 17,12
600 5,94 9,30 14,82 8,37 17,04 22,88 5,10 7,86 — 12,54 7,41 14,64 19,64
700 6,72 10,64 -- 16,94 9,31 19,32 25,94 5,74 8,96 — 14,28 8,19 16,52 22,16
Средней жесткости =3,7 кет 50 D — 90 В =70 1,52 1,70 2,10 3,19 2,48 4,04 5,34 /?=150 В = 100 1,42 1,62 1,98 2,97 2,36 3,20 5,0
100 1,86 2,22 3,02 4,45 2,92 5,40 7,15 1,66 2,06 2,78 4,01 2,68 4,92 6,47
150 2,41 2,95 4,15 6,13 3,57 7,19 9,38 2,11 2,71 3,79 5,47 3,21 6,47 8,36
200 2,75 3,47 5,07 7,39 4,П 8,65 11,18 2,35 3,15 4,59 6,51 3,63 7,69 9,82
300 3,43 4,51 6,91 9,91 5,11 11,49 14,69 2,83 4,03 6,19 8,59 4,39 10,03 12,65
400 4,11 5,55 8,75 12,43 6,20 14,42 18,31 3,31 4,91 '7,79 10,67 5,24 12,50 15,59
500 4,79 6,59 10,59 14,95 7,18 17,24 21,82 3,79 5,79 9,39 12,75 5,98 14,84 18,42
600 5,90 8,06 12,86 18,33 8,28 20,60 26,29 4,70 7,10 11,42 15,69 6,84 17,72 22,21
700 6,58 9,10 14,70 20,85 9,58 23,75 30,01 5,18 8,96 13,02 17,77 7,90 20,39 25,25
Жесткие Vs —8,2 кет 50 D=150 В = 100 1,60 1,80 2,98 2,65 3,92 5,31 в=зоо В=200 1,48 1,64 1,85 2,91 2,57 3,89 5,16
- 100 150 — 1,92 2,32 3,82 3,05 4,84 6,55 1,68 ' 2,0 2,42 3,68 2,89 4,78 6,25
— 2,67 3,27 5,52 3,67 6,40 8,85 2,31 2,79 3,42 5,31 3,43 6,31 8,40
200 — 2,99 3,79 6,36 4,17 7,43 10,24 2,51 3,15 3,99 6,08 3,85 7,31 9,61
300 — 3,63 4,83 8,04 5,08 9,37 12,79 2,91 3,87 5,13 7,62 4,60 9,19 11,89
400 — 4,27 5,87 9,72 6,2 11,54 15,60 1 3,31 4,59 6,27 9,16 5,56 11,30 14,40
500 — 4,91 6,91 11,40 7,31 13,69 18,39 3,71 5,31 7,41 10,70 6,51 13,39 16,89
600 - 6,19 8,61 14,36 8,44 16,49 22,37 4,75 6,67 9,19 13,52 7,48 16,13 20,57
700 — 6,83 9,63 16,04 9,67 18,77 25,18 5,15 7,39 10,33 15,06 8,55 18,35 23,08
* Примечание. При нескольких проходах приняты следующие глубины резании t в мм:
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+t’ до Два грубых и одни получистовой 2t + t' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 14
to ID to ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ j.;--55 кг} мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 150 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезеровании в мм Ширина канавки Длина фрезерования в мм Ширина шлица
S 12 15 1 1 2 3 —
Глубина канавки Глубина шлица
5 10 1 0 15 10 15 — 3 5 3 5 3 5 — —
Пониженной жесткости М =2,3лв/п 50 1,21 1,25 1,37 1,53 1,53 1,84 — — 25 1,56 1,57 1,55 1,56 1,56 1,57 — — —
100 1.36 1.45 1.68 2.0 2.0 2,63 .—
150 1,84 1,97 2,32 2,80 2,80 2,74 — - 50 1 ,62 1 ,64 1,60 1,62 1,62 1,64 —
200 1,99 2,17 2,63 3,27 3,27 4,53 - -
100 1,74 1,78 1,70 1,74 1,74 1,78 — — —
300 2,30 2,57 | 3,26 4,22 4,22 6,11 — ——
_ 400 500 2,61 2,97 3,89 5,17 5,17 7,69 — —
150 2,07 2,13 2,01 2,07 2,07 2,13 — — —
2,92 3,37 1 4,52 6,12 6,12 9,27 —
600 3,23 3,77 | 5,15 7,07 7,07 10,85 — —
200 2,19 2,27 2,11 2,19 2,19 2,27 -— —
700 3,54 4,17 | 5,78 8,02 8,02 12,43 — —
Средней жесткости N э =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 | 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки 1.5 3 1 5 1 —
10 J 15 1 10 15 20 — Глубина шлица
50 1,71 | 1,74 1 1,74 1,86 1,98 - 6 10 6 10 6 1 Ю — — —
100 1,91 | 1,98 | 1,98 2,22 | 2,46 | — — —“
25 1,61 1,62 1,62 1,64 1,61 1,62 — — —
150 2,33 I 2,43 I 2,43 2,79 3,15 — — —
29 3
Средней жесткости V, =3,7 кет 200 2,53 2,67 2,67 3,15 3,63 — — 50 1,71 1,74 2,74 1,78 Г 1,71 1,74 — —
300 2,94 3,15 3,15 3,87 4,59 — — —— 100 1,91 1,98 j 1,98 2,06 1,91 1 1,98 — — —
400 3,35 3,63 3,63 4,59 5,55 —
150 2,33 2,43 2,43 2,55 2,33 2,43 — —
500 3,76 4,11 4,11 5,31 6,51 —
600 4,6 5,02 ;5,02 6,46 7,90 —
200 2,53 2,67 2,67 2,83 2,53 2,67 — "— —
700 5,01 5,50 5,50 7,18 8,86 — —
✓ Ширина канавк» Фрезы отрезные
16 24 32
Глубина канзвкн Длина фрезерования в мм Ширина р е з а до
15 20 15 20 30 15 20 30 1 2 3
Жесткие N9 =8,2 кет 50 2,06 2,22 , 2,06 2,18 2,22 2,06 2,18 2,27
Глубина реза
100 2,30 2,62 2,30 2,54 2,62 2,30 2,54 2,71 6 J0 10 15 20 10 15 20 30
150 2,87 3,45 2,87 3,33 3,45 2,87 3,33 3,59 25 1,62 1,65 1,62 1,64 1,67 1,64 1,67 1,68 1,70
200 3,21 3,85 3,21 3,69 3,85 3,21 3,69 4,03 50 1,74 1,80 1,74 1,78 1,83 1,78 1,83 1,86 1,90
300 3,69 4,65 3,69 4,41 4,65 3,69 4,41 4,92
100 1,98 2,10 1,98 2,06 2,15 2,06 2,15 2,22 2,30
400 4,17 5,45 4,17 5,13 5,45 4,17 5,13 5,81
500 4,65 6,25 4,65 5,85 6,25 4,65 5,85 6,70 150 2,43 2,61 2,43 | 2,55 2,69 2,55 2,69 2,79 2,91
600 5,71 7,69 5,77 7,21 7,69 5,77 7,21 8,23
200 2,67 2.91 2,67 2,83 3,01 2,83 3,01 3,15 3,31
700 6,25 8,49 6,25 7,93 8,49 6,25 7,93 9,12
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ ^ = 65 кг!мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 151
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В а мм Количество проходов Диаметр фрезы D и ширина обработ ни В в jh-k Количество проходов
Один грубый с глубиной резания / в jmjk до * Два грубых I2' Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t + t' • Два грубых и один получистовой 2t+t' 1 Один грубый с глубиной резания t в мм до • Два грубых 2i Один получистовой с глубиной резания Г до 1 мм * Один грубый и одни получистовой t+t' * Два грубых и один получистовой 2t+f
3 5 8 3 5 8
Пониженной жесткости N э =2,3 кет 50 D — 50 В =40 1,41 1,74 — 2,83 2,24 3,56 4,75 7J = 90 В = 70 1,32 1,60 -- 2,60 2,14 3,32 4,42
100 1,87 2,53 — 4,08 2,80 4,91 6,56 1,69 2,25 — 3,62 2,60 4,43 6,90
150 1,64 2,63 — 5,85 3,68 6,68 9,21 2,37 3,21 — 5,16 3,38 5,96 8,16
200 3,10 4,42 — 7,10 4,38 8,13 11,13 2,74 3,86 — 6,18 3,94 7,17 9,81
300 4,02 6,0 9,60 5,78 11,15 15,06 3,48 5,16 — 8,22 5,18 9,71 13,08
400 4,94 7,58 — 12,10 7,21 14,16 19,0 4,22 6,46 — 10,26 7,41 12,24 16,36
500 5,86 9,16 — 14,60 8,33 16,86 22,62 4,96 7,76 •— 12,30 7,33 14,46 19,32
600 6,78 10,74 — 17,10 9,45 19,56 26,24 5,70 9,06 — 14,34 8,25 16,68 22,28
700 7,70 12,32 — 19,60 10,57 22,26 29,86 6,44 10,36 — 16,38 9,17 18,90 25,24
Средней жесткости Na —3,7 квт 50 D = 90 В =70 1,57 1,79 2,27 3,41 2,56 4,29 5,64 D=150 В=100 1,46 1,70 2,12 3,15 2,42 3,40 4,24
100 1,96 2,40 3,36 4,89 3,08 5,90 7,75 1,74 2,22 3,06 4,37 2,80 5,32 6,95
150 2,56 3,22 4,66 6,79 2,81 | 7,94 10,28 2,23 ' 2,95 4,21 6,01 3,39 7,07 9,08
200 * 2,95 3,83 5,85 8,27 4,43 | 9,65 12,38 2,41 3,47 I 5,15 7,23 3,87 8,49 10,78
300 3,73 5,05 7,93 11,23 5,59 I 12,97 16,49 3,07 4,51 I 7,03 9,67 4,75 11,23 14,09
400 4,51 6,27 10,11 14,19 6,84 | 16,42 20,71 3,63 5,55 I 8,91 12,11 5,72 14,10 17,51
500 5,29 7,49 12,29 17,15 7,98 I 19,74 24,82 4,19 6,59 I 10,79 14,55 6,58 16,84 20,82
600 6,50 9,14 14,90 20,97 9,24 | 23,60 29,89 5,18 8,06 | 13,10 17,85 7,56 20,12 25,09
700 7,28 10,36 17,08 23,93 10,70 | 27,25 34,21 5,74 10,10 | 14,98 20,29 8,74 23,19 28,61
Жесткие N'3 =8,2 квт 50 D = 150 В = 100 — 1,66 1,89 3,13 2,72 1 4,08 5,53 D=300 В=200 1,52 1,70 1 1,94 3,09 2,63 4,04 5.35
100 -— 2,04 2,50 4,12 3,19 1 5,16 6,99 1,76 2,12 1 2,60 3,94 3,01 5,08 6,63
150 - | 2,85 3,54 5,97 3,88 1 6,88 9,51 2,43 2,97 I 3,69 5,70 3,61 6,76 8,97
200 - 1 3,23 4,15 | 6,96 1 4,45 1 8,07 11,09 2,67 3,39 1 4,35 6,60 4,09 7,91 | 10,37
300 — 1 3,99 1 5,37 | 8,94 5,50 | 10,33 1 14,12 3,15 4,23 1 5,67 8,40 4,96 10,09 13,03
400 - 1 4,75 6,59 | 10,92 6,76 1 12,82 17,36 3,63 1 5,07 1 6,99 10,20 6,04 12,50 15,92
500 — | 5,51 1 7,90 | 12,90 | 8,01 | 15,29 | 20,59 4,11 1 5,91 1 8,31 । 12,0 1 7,11 1 14,89 18,79
600 — I 6,91 | 9,67 | 16,16 | 9,28 | 18,41 | 25,01 5,23 1 7,39 | 10,27 i 15,08 | 8,20 | 17,93 | 22,85
700 — | 7,67 | 10,89 | 18,14 | 10.65 | 21,01 | 28,26 5,71 | 8,23 | 11,59 | 16,88 | 9,39 I 20,45 | 25,74
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм: истовой 2/4-/' до
Характеристика'жесткости станков Два грубых 2t до Один грубый и один получнстовой t+t' до Два грубых и один получ
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 14
ст> ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ ^ = 65 *г/лл« ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 151 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Групп! станков Длина фрезерования в мм Ширина канавки Длина фрезерования в ММ Ширина шлица
8 1 2 16 — 1 2 3 —
Гл'убина канавки Глубина шлица
5 10 I 0 15 10 15 — 3 5 3 5 3 5 — — —
Пониженной жесткости V, =2,3 кет 50 1,24 1,29 1,42 1,61 1,61 1,98 — — 25 1,57 1,59 1,56 1,57 1,57 1,59 — — —
100 1,42 1,52 1,79 2,16 2,16 2,90 -
150 1,93 2,08 2,48 3,04 3,04 4,15 - — 50 1 ,64 1,67 1,62 1,64 1,64 1,67 — — —
200 2,11 2,31 2,85 3,59 3,59 5,07 - -
300 2,48 2,78 3,59 4,70 4,70 6,92 - - 100 1,78 1,83 1,74 1,78 1,78 1,83 — — —
400 2,85 3,25 4,33 5,81 5,81 8,77 - -
150 2,13 2,21 2,07 2,13 2,13 2,21 — — —
500 3,22 3,72 5,07 6,92 6,92 110,62 - -
600 3,59 4,19 5,81 8,03 8,03 12,47 - -
200 2,27 2,37 2,19 2,27 2,27 2,37 — — —
700 3,96 4,66 6,55 9,14 9,14 14,32 -
Средней жесткости у, =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 Длина фрезерования в мм Ширина шлица
Глубина к'а и а в к и
1 ,5 3 | 5 |
10 15 10 16 20 - -
Глубина шлица
50
1,74 1,78 | 1,78 1,93 2,06 — - 6 10 6 10 6 1 0 - - —
100 1,98 2,06 2,06 2,35 2,62 —
— — 25 1,62 1 ,64 1,64 1,67 1,62 1,64 —
150 2,43 2,55 .2,557 2,99 3,39 — —
Средней жид кости Л^э —3.8 кет 200 2,67 2,83 2,83 3,41 3,95 — — — 50 1,74 1,78 1,78 1,83 1,74 1,78 — — —
300 3,15 3,39 3,39 4,26 5,07 —- — - 100 1,98 2,06 2,06 2,16 1,98 2,06 —’ — ’ —
400 3,63 3,95 3,95 5,11 6,19 — — —
150 2,43 2,55 2,55 2,70 2,43 2,55
500 4,11 4,51 4,51 5,96 7,31 — — —
600 5,02 5,50 5,50 7,24 8,86 * — —
200 2,67 2,83 2,83 3,03 2,67 2,83 — — —
700 5,50 6,06 6,06 8,09 9,98 --- — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3 .
Жесткие =8,2 кет 50 2,10 2,29 2,10 2,25 2,29 2,10 2,25 2,34
Глубина резадо
100 2,38 2,76 2,38 2,67 2,76 2,38 2,67 2,86 6 10 10 15 20 10 15 20 30
150 3,09 3,66 3,09 3,53 3,66 3,09 3,53 3,81 25 1 ,64 1,68 1,64 1,67 1,69 1 ,67 1,69 1,72 1,74
200 3,37 4,13 3,37 3,95 4,13 3,37 3,95 4,33 50 1,78 1,85 1,78 1,83 1,88 1,83 1,88 1,93 1,97
300 3,93 5,07 3,93 4,80 5,07 3,93 4,80 ’ 5,37
100 2,06 2,20 2,06 2,16 2,26 2,16 2,26 2,35 2,44
400 4,49 6,01 4,49 5,65 6,01 4,49 5,65 6,41
500 5,05 6,95 5,05 6,50 6,95 5,05 6,50 7,45 150 2,55 2,76 2,55 2,70 2,85 2,70 2,85 2,99 3,12
600 6,25 8,53 6,25 7,99 8,53 6,25 7,99 9,13
200 2,83 3,11 2,83 3,03 3,23 3,03 3,23 3,41 3,59
700 6,81 9,47 6,81 8,84 9,47 6,81 8,84 10,17
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ сь = 75 кг[мм2 ИНСТРУМЕНТОЛ! ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 152
Группа станков Длина фрезерования в лслг Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы Z? и ширина обработки В в мм Количество проходов Диаметр фрезы D й ширина обработки В в мм Количество проходов
Один грубый с глубиной-резания t в мм до • Два грубых I2' Одни получистовой с глубиной резания t' до I мм * Один грубый и один получистовой t + t'’ • Два грубых и один получистовой 2t+t' Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t+t' ♦ Два грубых и один получистовой 2t+t'
3 5 8 3 5 8
Пониженной жесткости =2,3 квт 50 D = 50 В =40 1 ,47 1,89 — 3,05 2,31 3,78 5,04 Е> = 90 В = 70 1,37 1,68 — 2,73 2,21 3,47 4,62
100 2,0 2,73 — 4,41 2,94 5,25 7,04 1,79 2,42 — 3,57 2,73 4,73 6,3
150 2,84 4,0 — 6,4 3,89 7,25 9,98 2,52 3,47 5,57 3,57 6,4 8,82
200 3,36 4,83 —, 7,77 4,62 8,82 12,07 2,94 4,2 — 6,72 4,2 7,77 10,6
300 4,41 6,62 — 10,6 6,2 12,21 16,6 3.78 5,46 — 9,03 5,57 10,6 14,28
400 5,46 8,4 — 13,44 7,77 15,52 20,9 4,62 7.14 — 11,34 6,93 13,44 17,95
500 6,51 10,19 16,28 9,03 18,58 25,0 5,46 8,61 — 13,65 7,98 15,96 21,32
600 7,56 11,97 —- 19,11 10,29 21,63 29.08 6,5 10,03 —~ 15,96 9,03 18,48 24,67
700 8,61 13,75 — 21 ,95 11,55 24,68 33,18 7,14 11,55 — 18,27 10,03 i 21,0 28,04
Средней жесткости jV5 =3,7 кет 50 D = 90 В = 70 1,61 1,82 2,46 3,63 2,68 4,6 6,0 0=150 В=100 1,5 1,82 2,24 3,31 2,46 4,18 5,46
100 2,09 2,57 3,64 5,35 3,21 6,3 8,01 1,82 2,35 3,31 4,71 2,89 5,67 7,28
150 2,78 3,53 5,14 7,49 3,53 8,66 11,23 2,35 3,21 4,6 6,52 3,53 7.6 9,73
200 3,21 4,18 6,32 9,1 4,71 10,5 13,48 2.68 3,75 5,67 7,92 4,02 9,2 11,67
300 4,18 5,55 8,77 12,48 5,96 14,2 18,19 3,31 4,92 7,81 10,7 5,23 12,3 15,4
400 5,02 6,95 11,23 15,84 7,39 18,09 22,9 3,96 6.1 9,94 13,48 6,1 15,51 19,26
500 6,0 8,35 13,7 19,26 8,66 21,8 27,6 4,6 7,28 12,09 16,26 7,06 18,62 23,0
600 7,38 10,16 16,55 23,54 10,05 26,1 33,27 5,67 7,8 16,66 19,9 8,13 22,25 27,72
700 8,0 11,55 19,05 26,85 11,67 30,16 38,1 6,32 10,07 16,78 22,68 9,4 25,68 31,67
Жесткие Л/5 =8,2 кет 50 D=I50 В = 100 - 1,71 2,04 3,31 2,78 4,28 5,77 0=300 В=200 1,61 1,71 2,03 3,21 2,68 4,17 5,35
100 - 1,93 2,65 4,38 3,31 5,45 7,39 1,82 2,25 2,78 4,17 3,1 5,35 6,95
150 — 3,0 3,85 6,42 4,07 7,39 10,17 2,57 3,01 3,96 6,1 3,75 7,17 9,52
200 — 3,42 4,39 7,49 4,7 8,66 11,87 2,78 3,63 4,71 7,06 4,28 8,45 11.02
300 - 4,28 5,88 9,73 6,32 11,23 15,30 3,39 4,6 6,2 9,09 5,24 10,91 14,02
400 5,14 7,28 11,98 7,28 14,0 18,93 3,85 5,56 7,7 11,13 6,42 13,59 17,12
500 6,0 8,66 14,23 8,66 16,8 22,57 4,39 6,53 9,2 13,16 7,6 16,26 20,43
600 — 7,49 10.7 17,76 10,05 20,23 27,4 5,56 8,13 11,34 16,48 8,77 19,58 24,82
700 — 8,35 12,1 20,03 11,56 23,1 31,03 6.1 9.1 12,84 18,5 10,07 22,36 28,03
299
• Примечание. При нескольких проходах приняты следующие глубины резания t в мм-
Характеристика жесткости станков Два грубых 2t до Один грубый и один получистовой t+t' до Два грубых и один получистовой 2f + f' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
300
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ = 75 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 152 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длина фрезерован ня в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 — 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — 3 5 3 5 3 5 '— — —
Пониженной жесткости N э =2,3 кет 50 1,26 1,31 | 1,47 1,68| 1,6в| 2,1 — 25 1 ,55 1,56 L53 1,55 1,55 1,56 — — —
100 1,47 1,58 | 1,89 2,31 2,31| 3,15 —
150 2,0 2,15 2,63 3,26 3,2б| 4,52 — — 50 1,63 1,66 1,61 1,63 1,63 1,66 — —
200 2,2 2,42 | 3,05 3,89 3,89 5,57] — —-
100 1,78 1,84 1,73 1,78 1,78 1,84 — — —
300 2,63 2,94 | 3,89 5,15 5,15 7,67| — —-
400 3,05 3,47 4,73 6,4 6,4 9,77| —
150 2,15 2,23 2,08 2,15 2,15 2,23 — —
500 3,47 3,99 1 5,56 7,67 7,67 11,86 -
600 3,89 4,52 | 6,4 8,93 8,93| 13,96
200 2,31 2,41 2,2 2,31 2,31 2,41 — —
700 4,3 5,04 | 7,25 10,17 10,17 16,07| — —*
Средней жесткости N3 =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 | 18 Длин фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 1 5 —
10 20 — -
15 | Ю 15 Глубина шлица
50 1,76 1,82 1,82 1,98 2,14 — 6 10 f 6 ю 6 10 — —
100 2,03 2,14 | 2,14 2,46 2,78 — 1 — — 25 1 ,64 1,66 | 1,66 1,69 1,64 1,66 - —
150 2,52 2,68 2,68 3,15 3,64 “ | — —
Средней жесткости Л'5 =3,7 кет 200 2,78 з,о 3,0. 3,64 4,28 — — — 50 1,77 1,82 1,82 1,87 1,77 1,82 — — —
300 3,31 3,64 3,64 4,6 5,56 — — — 100 2,04 2,14 2,14 2,25 2,04 2,14 —
400 3,85 4,28 4,28 5,56 6,85 — — —
150 2,52 2,67 2,67 2,84 2,52 2,67 — — —
500 4,39 4,92 4,92 6,53 8,13 — — - -
600 5,35 6,0 6,0 7,92 9,84 — — —
200 2,79 3,0 3,0 3,21 2,79 3,0 — —
700 5,89 6,63 6,63 8,88 11,13 — — —
Ширина канавки ’ 1 Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм 1 61 Ширина реза
15 20 15 20 30 15 20 30 2 3
Жесткие ,V3 =8,2 кет 50 2,14 2,35 2,14 2,3 2,35 2,14 2,3 2,4
Глуби пареза до
100 2,46 2,89 2,46 2,78 2,89 2,46 2,78 3,0 10 Ю 15 20 1 0 15 20 30
150 3,21 3,85 3,21 3,69 3,85 3,21 3,69 4,0 25 1,66 I 1,70 1,66 1,69 1,71 1,69 1,71 1,75 1,77
200 3,53 4,39 3,53 4,17 4,39 3,53 4,17 4,54 50 1,82 2,14 | 2,67 1,91 1,82 1,87 1,93 1,87 1,93 1,98 2,03
300 4,17 5,46 4,17 5,14 5,46 4,17 5,14 5,78
100 2,30 2,14 2,25 2,36 2,25 2,36 2,47 2,57
400 4,62 6,53 4,62 6,09 6,53 4,62 6,09 6,96
500 5,46 7,6 5,46 7,06 7,6 5,46 7,06 8,13 150 2,92 2,67 2,84 3,0 2,84 3,0 3,16 3,32
600 6,74 9,31 6,74 8,67 9,31 6,74 8,67 9,95
200 3,0 ||| 3,32 | 3,0 3,21 3,42 3,21 3,42 3,64 3,85
700 7,38 10,38 7,38 9,63 10,38 7,38 9,63 11,13
co й ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ «*=85 кг1мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 153
Группа станков Длина фреэеро-ваняя в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и шири на обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в ма Количество проходов
Один грубый с глубиной резания t в мм до • Два грубых 2t — Один получнстовой с глубиной резания t' до 1 мм * Один грубый и один получистовой t+i' * Два грубых и один получистовой 2t+t‘ Один грубый с глубиной резания t в мм до 1 1 * Два грубых 2/ Один получисю-вой с глубиной резания /' до 1 мм * Один грубый и один получистовой t +/' • Два грубых и один получистовой 2t+f'
3 5 8 3 5 8
Пониженной жесткости =2,3 квт 50 L) = 50 В = 40 1,53 1,94 — 3,15 2,38 3,90 5,21 D = 90 В = 70 1 ,41 1,76 — 2,85 2,26 3,60 4,79
100 2,11 2,93 — 4,72 3,08 5,59 7,48 1,87 2,57 — 4,12 2,84 4,99 6,64
150 3,0 4,23 — 6,81 4,10 7,70 10,59 2,64 3,69 — 5,91 3,74 6,80 9,27
200 3,58 5,22 — 8,38 4,90 9,49 12,97 3,10 4,50 — 7,18 4,42 8,29 11,29
S00 4,74 7,20 — 11,52 6,61 13,19 17,82 4,02 6,12 — 9,72 5,90 11,39 15,30
400 5,90 9,18 — 14,66 8,33 16,88 22,68 4,94 7,74 — 12,26 7,39 14,48 19,32
500 7,06 11,16 — 17,80 9,73 20,26 27,22 5,86 9,36' — 14,80 8,53 17,26 23,02
600 8,22 13,14 — 20,94 11,13 23,64 31,76 6,78 10,98 — 17,34 9,69 20,04 26,72
700 9,38 15 J2 24,08 12,53 27,02 36,30 7,70 12,60 — 19,88 10,85 22,82 30,42
Средней жесткости ;V3 =3,7 кет 50 D = 90 В = 70 1,67 1,95 2,54 3,78 2,69 4,69 6,14 D = 150 В = 100 1,53 1,83 2,35 3,45 2,52 3,73 5,64
100 2,16 2,72 3,90 5,63 3,34 6,70 8,75 1,88 2,48 3,52 4,97 3,0 5,98 7,75
150 2,86 3,70 5,47 7,90 4,20 9,14 11,78 2,44 3,34 4,90 6,91 3,69 8,06 10,28
200 3,35 4,47 6,83 9,75 4,95 11,25 14,38 2,79 3,99 6,07 8,43 4.27 9,81 12,38
300 4,33 6,01 9,55 13,45 6,37 15,37 19,49 3,49 5,29 8,41 11,47 5,35 13,21 16,49
400 5,31 7,55 12,27 17,15 7,88 19,62 24,71 4,19 6,59 10,75 14.51 6,52 16,74 20,71
500 6,29 9,09 14,99 20,85 9,28 23,74 29,82 4,89 7,89 13,09 17,55 7,58 20,14 24.82
G00 7,70 11.06 18,14 25,41 10,80 28,40 35,89 6,02 9,62 15,86 21,45 8,76 24,08 29,89
700 8,68 12,60 20,86 29,11 12,52 32,85 41,21 6,72 10,92 18,20 | 24,49 10,14 27,81 34,21
Жесткие =8,2 кет 50 D = 150 В = 100 Д,76 2,04 3,38 2,84 4,35 5,90 D = 300 В = 200 1,57 | 1,81 2,11 | 3,26 2,73 4,31 5,67
100 — 2,24 2,80 4,62 3,43 5,70 7,73 1,86 2,34 2,94 4,38 3.21 5,62 7,27
150 — 3,15 3,99 6,72 4,24 7,69 10,62 2,58 3,30 4,20 । 6,36 3,91 7,57 9,93
200 3,63 4,75 7,96 4,93 9,15 12,57 16,33 2,87 3,83 5,03 7,48 4,49 8,99 11,65
300 — 4,59 6,27 10,44 6,22 11,95 3,45 4,89 6,69 9,72 5,56 11,71 14,95
400 5,55 7,79 12,92 7,72 14,98 20,32 4,03 5,95 8,35 11,96 6,84 14,66 18,48
500 6,51 9,31 15,40 9,21 17,99 24,29 4,61 7,01 10,01 14,20 8,11 17,59 21,99
600 — 8,11 11,47 19,16 10,72 21,65 29,45 5,83 8,71 12,31 17,72 9,40 21,17 26,69
700 - 9,07 12,99 21,64 12,33 24,79 33,44 6,41 9,77 | 13,97 19,96 10,79 24.23 30,22
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
303
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t + t' до Два грубых и один получистовой 2/-Н'ДО
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 1 >3 9 14
304
ОБРАБОТКА УГЛЕРОДИСТОЙ СТАЛИ '6=85 л.г/лсч2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Фрезерные работы
Штучное время (без установочного) в минутах КАРТА 153 (продолжение)
Фрезы прорезные шлицевые с мелким зубом
Фрезерование дисковыми фрезами
Группа станков Длина фрезерования в мм Ширина канавки
8 12 16 1
Глубина канавки
5 10 10 15 1 10 15 - -
Пониженной жесткости Кэ =2,3 кет 50 1,28 1,34 1,51 1 1.75 1 1,75 | 2,21 | — 1 —
100 1,51 | 1,63 | 1,97 ) 2,44 | 2,44 | 3,36 | — ) —
150 2,06 | 2,24 | 2,75 | 3,46 | 3,46 | 4,84 | — 1 ~
200 2,29 1 2,53 | 3,21 1 4,15 | 4,15 | 5,99 1 — | ~
300 2,75 | 3,II | 4,13 1 5,54 | 5,54 | 8,30 I — 1 —
400 3,21 | 3,69 | 5,05 | 6,93 | 6,93 |lO,6I | — 1 ~
500 3,67 ) 4,27 5,97 | 8,32 I 8,32 |l2,92 I — 1 —
600 4,13 | 4,85 6,89 | 9,71 | 9,71 |15,23 | — | —
700 4,59 | 5,43 7,81 |ll,10 |11,10 |17,54 | - | —
1 т Ширина канавки
Средней жесткости V, =3,7 кет 14 18 1 - .
Глубина канавки
10 j 15 | Ю I 15 | 20 I - I — | -
50 | 1,80 ) 1,85 | 1,85 | 2,03 1 2,21 1 — | — 1 —
100 150 2,09 | 2,20 2,60 j 2,76 2,20 | 2,56 | 2,91 | — | — 1 —_ 2,76 | 3,30 | 3,83 1 — j - | 1 1 1 1 J
Дли на фрезерования в мм 1 Ширина шлиц 2 | 3 а
Глубина шлица
1 3 | 5 13 5 3 5 — 1 — —
25 1,59 1,61 1,58 1,59 1,59 1,61 — —
50 1,68 1,71 1,65 1,68 1,68 1,71 — — —
100 1,85 1,91 1,80 1,85 1,85 1,91 — — —
150 2,24 2,33 2,16 2,24 2,24 2,33 — —
200 2,41 2,53 2,31 2,41 2,41 2,53 — — —
Фрезы прорезные с крупным зубом
Длина фрезерования в мм Ширина шлица
1,5 | 8 5 1
Глубина шлица
6 10 6 1 0 6 10 — — - -
25 1,65 1,68 1,68 1,71 1,65 1,68 — — —
20 Справочник. Зак. 952
Средней жесткости д/э =3,7 кет 200 2,89 3,11 3,11 3,83 4,53 — — — 50 1,80 1 ,85 1,85 1,92 1,80 1,85 — — —
300 3,48 3,81 3,81 4,89 5,94 — — 100 2,09 2,20 2,20 2,33 2,09 2,20 — — —
400 4,07 4,51 4,51 5,95 7,35 — —
150 2,60 —
500 4,66 5,21 5,21 7,01 8,76 — — — 2,76 2,76 2,96 2,60 2,76 — —
600 5,68 6,34 6,34 8,50 10,60 — — —
200 2,89 3,11 3,11 3,37 2,89 3,11 — — —
700 6,27 7,04 7,04 9,56 12,01 — —
Ширина канавки Фрсзь^отрезгыа
16 24 32
Глубина канавки Длина фрезеро* вания в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие М9 =8,2 кет 50 2,17 2,41 2,17 2,35 2,41 2,17 2,35 2,47
Глубина реза до
100 2,52 3,0 2,52 2,88 3,0 2,52 2,88 3,12 6 ю 10 15 20 10 15 20 30
150 3,30 4,02 3,30 3,84 4,02 3,30 3,84 4,20 25 1.68 1,72 I 1,68 1,71 1,74 1.71 1,74 1.77 1,80
200 3,65 4,61 3,65 4,37 4,61 3,65 4,37 4,85 50 1,85 1,94 1,85 1,92 1,98 1,92 1,98 2,04 2,09
300 4,35 5,79 4,35 5,43 5,79 4,35 5,43 6,15
100 2,20 2,38 2,20 2,33 2,45 2,33 2,45 2,56 2,68
400 5,05 6,97 5,05 6,49 6,97 5,05 6,49 7,45
500 5,75 8,15 5,75 7,55 8,15 5,75 7,55 8,75 150 2,76 3,03 2,76 2,96 3,14 2,96 3,14 3,31 3,48
600 7,09 9,97 7,09 9,25 9,97 7,09 9,25 10,69
200 3,11 3,47 3,11 3,37 3,61 3,37 3,61 3,83 4,07
700 7,79 11,15 7,79 10,31 11,15 7,79 10,31 11,99
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ ^=50-60 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 154
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до • Два грубых 2 t Один получистовой с глубиной резания 1’ до 1 мм * Один грубый и один получистовой t+i‘ • Два грубых и один получистовой 2t -|-Г Один грубый с глубиной резания t в мм • Два грубых 1 2Г Один получистовой с глубиной резания t' д > ) Мм * Один грубый и один получистовой / + * Два грубых и один получи- ! стовой 2t+f
4 6 8 3 5 8
Пониженной жесткости Л/э =2,3 квт 50 D =50 В = 40 1,34 1,62 2,64 2,15 3,35 4,47 D - 90 В = 70 1,27 1,50 2,45 2,07 3,15 4,20
100 1,73 2,29 — 3,70 2,62 4,49 6,0 1,59 2,05 — 3,32 2,46 4,09 5,46
150 2,43 3,27 —' 5,28 3,41 6,05 8,37 2,22 2,91 — 4,71 3,17 5,45 7,50
200 2,82 3,94 — 6,34 3,98 7,29 10,01 2,54 3,46 — 5,58 3,66 6,49 8,93
300 3,60 4,28 — 8,46 5,24 9,89 13,38 3,18 4,56 — 7,32 4,76 8,69 11,76
400 4,38 6,62 - 10,58 6,49 12,48 16,76 3,82 5,66 — 9,06 5,85 10,88 14,60
500 5,16 7,96 — 12,7 7,43 14,76 19,82 4,46 6,76 10,80 6,63 12,76 17,12
600 5,94 9,30 — 14,82 8,37 17,04 22,88 5,10 7,86 — 12,54 7,41 14,64 19,64
700 6,72 10,64 — 16,94 9,31 19,32 25,94 5,74 8,96 — 14,28 8,19 16,52 22,16
Средней жесткости =3,7 кет 50 £>=90 В = 70 1,52 1,70 2,10 3,19 2,48 4,04 5,34 £> = 150 В = 100 1,42 1,62 1,98 2,97 2,36 3,20 5,0
100 1,86 2,22 3,02 4,45 2,92 5,40 7,15 1,66 2,06 2,78 4,01 2,68 4,92 6,47
150 2,41 2,95 4,15 6,13 3,57 7,19 9,38 2,11 2,71 3,79 5,47 3,21 6,47 8,36
200 2,75 3,47 5,07 7,39 4,11 8,65 11,18 2,35 3,15 | 4,59 6,51 3,63 7,69 9,82
300 3,43 4,51 6,91 9,91 5,11 11,49 14,69 2,83 4,03 6,19 8,59 4,39 [ 10,03 12,65
400 4.П 5,55 8,75 12,43 6,20 14,42 18,31 3,31 4,91 7,79 10,67 5,24 12,50 15,59
500 _ 600 4,79 6,59 10,59 14,95 7,18 17,24 21,82 __3,79 4,70 5,79 | 9,39 12,75 5,98 | 14,84 18,42
5,90 8,06 12,86 18,33 8,28 20,60 26,29 7,10 11,42 15,69 6,84 17,72 22,21
700 6,58 9,10 14,70 20,85 9,58 23,75 30,01 5,18 7,96 13,02 17,77 7,90 20,39 25,25
Жесткие Л/э =8,2 Квт 50 D = 150 В = 100 . — 1 1,60 1,80 2,98 2,65 3,92 5,31 D = 300 В = 200 1,48 1,64 1 1,85 2,91 2,57 3,89 5,16
100 — | 1,92 2,32 3,82 3,05 4,84 6,55 1,68 2,0 2,42 3,68 2,89 4,78 | 6,25
150 ~ | 2,67 3,27 5,52 1 3,67 6,40 8,85 2,31 2,79 3,42 5,31 3,43 6,31 ) 8,40
200 — | 2,99 3,79 1 6,36 4,17 7,43 10,24 2,51 3,15 1 3,99 6,08 3,85 7,31 9,61
300 — | 3,63 4,83 | 8,04 | 5,08 9,37 12,79 2,91 3,87 5,13 7,62 4,60 9,19 11,89
400 — | 4,27 1 5,87 1 9,72 6,2 11,54 15,60 3,31 4,59 6,27 9,16 5,56 I 11,30 14,40
500 — 1 4,91 6,91 11,40 7,31 13,69 18,39 3,71 5,31 | 7,41 10,70 6,51 I 13,39 16,89
600 — 6,19 8,61 14,36 8,44 16,49 22,37 4,75 6,67 I 9,19 13,52 1 7,48 | 16,13 20,57
700 — 6,83 9,63 16,04 9,67 18,77 25,18 5,15 7,39 1 10,33 15,06 8,55 18,35 23,08
* П р’и м е ч а н и е. При нескольких проходах приняты следующие глубины резания t в мм-.
Характеристика жесткости станков Два грубых 2t до Один грубый и один получистовой t i Г до Два грубых и один получистовой до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
«0 S ОБРАБОТКА ХРОМИСТОЙ СТАЛИ Ой=50^60 кг 1мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Фрезерные работы
Штучное время (без установочного) в минутах КАРТА 154 (продолжение)
Фрезы прорезные шлицевые с мелким зубом
Фрезерование дисковыми фрезами
JBL
...
Группа станков
Средней жесткости =3,7 кет
Пониженной жесткости =2,3 кет
Длина фрезерования в мм Ширина канавки
8 12 16
Глубина канавки
5 10 10 15 10 15 —1 —
50 1,21 1,25 1,37 1,53 1,53 1,84 —’ —
100 1,36 1,45 1,68 2,0 2,0 2,63 — —•
150 200 1,84 1,97 2,32 2,80 2,80 3,74 — —
1,89 2,17 2,63 3,27 3,27 4,53 — ——
300 2,30 2,57 3,26 4,22 4,22 6,11 - -
400 2,61 2,97 3,89 5,17 5,17 7,69 — —
500 2,92 3,37 4,52 6,12 6,12 9,27 — —
600 3,23 3,77 5,15 7,07 7,07 10,85 — "
700 3,54 4,17 5,78 8,02 8,02 12,43 — —
Ширина канавки
14 18
Глубина канавки
Ю 15 | 10 | 15 | 20 | - - 1 -
50 1,71 ' 1,74 | 1,74 1,86 1,98 | — — 1 —
100 1 ,91 1,98 | 1,98 | 2,22 2,46 | — — 1 —
150 2,33 2.43 2.43 2,79 3,15 — 1-
В ММ
25
50
100
150
200
Длина фрезерования
1 Ш и р 2 ина шлиц 3 1
Глубина шлица
3 5 3 5 3 5 — — 1 —
1,56
1,57
1,55
1,56
1,56
1,57
1,62
1,64
1,60
1,62
1,62
1,64
1,74
1,78
1,70
1,74
1,74
1,78
2,07
2,19
2,13
2,27
2,01
2,11
2,07
2,19
2,07
2,13
2,19
2,27
Фрезы прорезные с крупным зубом
Длина фрезерования в мм Ширина шлица
1,5 | 3 5 -
Глубина шлица
6 10 | 6 10 6 10 1 —
25 1,61 1,62| 1,62 1,64 1,61 1,62 — —
Средней жесткости Na =3,7 кегп 200 2,53 2,67 2,67 3,15 3,63 — — 50 1,71 1,74 1,74 1,78 1,71 1,74 — —
300 2,94 3,15 3,15 3,87 4,59 — —- — 100 1,91 1,98 1,98 2,06 1,91 1,98 — — —
400 3,35 3,63 3,63 4,59 5,55 — — —
150 2,33 2,43 2,43 2,55 2,33 2,43 — — —
500 600 3,76 4,11 4,11 5,31 6,51 — — —
4,6 5,02 5,02 6,46 7,90 — —
200 2,53 2,67 2,67 2,83 2,53 2,67 — — —'
700 5,01 5,50 5,50 7,18 8,86 — — —
Ширина канавки Фрезы отрезные
16 24 [ 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 зо 1 2 3
Жесткие N9 =8,2 кет * 50 2,06 2,22 2,06 2,18 2,22 2,06 2,18 2,27
Глубина реза до
100 2,30 2,62 2,30 2,54 2,62 2,30 2,54 2,71 6 1 0 10 15 20 10 15 20 30
150 2,87 3,45 2,87 3,33 3,45 2,87 3,33 3,59 25 1,62 1,65 1,62 1,64 1,67 1,64 1,67 1,68 1,70
200 3,21 3,85 3,21 3,69 3,85 3,21 3,69 4,03 50 1,74 1,80 1,74 1,78 1,83 1,78 1,83 1,86 1,90
300 3,69 4,65 3,69 4,41 4,65 3,69 4,41 4,92
100 1,98 2,10 1,98 2,06 2,15 2,06 2,15 2,22 - 2,30
400 4,17 5,45 4,17 5,13 5,45 4,17 5,13 5,81
500 4,65 6,25 4,65 5,85 6,25 4,65 5,85 6,70 150 2,43 2,61 2,43 2,55 2,69 2,55 2,69 2,79 2,91
600 700 5,77 7,69 5,77 7,21 7,69 5,77 7,21 8,23
.200 2,67 2,91 2,67 2,83 3,01 2,83 3,01 3,15 3,31
6,25 8,49 6,25 7,93 8,49 6,25 7,93 9,12
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ -й=60^70 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ * Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 155
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра-бот ки В В мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резании t в мм до • Два грубых 21 Один получистовой с глубиной резаггиб Г ДО 1 лл * Один грубый и один получистовой t + t' ; * Два грубых I и один получистовой 2t+t' Один грубый с глубиной резанйя i в мм до * Два грубых 2i Один получистовой с глубиной резания Г до j мм * Один грубый и один получистовой t+t' * Два грубых и один получистовой 2t + t‘
3 5 8 3 5 8
Пониженной жесткости Na =2,3 кет 50 D = 50 В = 40 1,45 1,8 — 2,93 2,28 3,66 4,89 D = W В = 70 1,35 1,65 2,68 2,18 3,41 4,54
100 1,95 2,65 — 4,28 2,88 5,11 6,84 1,75 2,35 — 3,78 2,68 4,61 6,14
150 2,76 3,81 — 6,15 3,80’ 6,98 9,63 2,46 3,36 — 5,40 3,5 6,23 8,58
200 3,26 4,66 7,50 4,50 8,53 11,69 2,86 4,06 — 6,50 4,1 7,53 10,29
300 4,26 6,36 — 10,20 6,02 11,75 15,90 3,66 5,46 — 8,70 5,42 10,25 13,80
400 5,26 8,06 — 12,90 7,53 14,96 20,12 4,46 6,86 — 10,90 6,73 12,96 17,32
500 6,26 9,76 — 15,60 8,73 17,86 24,02 5,26 8,26 — 13,10 7,73 15,36 20,52
600 7,26 11,46 — 18,30 9,93 20,76 27,92 6,06 9,66 — 15,30 8,73 17,76 23,72
700 8,26 13,16 21,0 11,13 23,66 31,82 6,86 11,06 — 17,50 9,73 20,16 26,92
Г IS
Средней жесткости :VS =3,7 квт 50 D = 90 В « 70 1,60 1,84 2,35 3,52 2,60 4,41 5,84 D - 150 В = 100 1,48 1,74 2,20 3,25 2,45 4,11 5,37
. 100 2,02 2,50 3,52 5,11 3,16 6,14 8,05 1,78 2,30 3,22 4,57 2,86 5,54 7,21
150 2,65 3,37 4,90 7,12 3,93 8,30 10,78 2,29 3,08 4,39 6,31 3,48 7,40 9,47
200 3,07 4,03 6,07 8,71 4,59 10,13 12,98 2,59 3,63 5,39 | 7,63 3,99 8,93 11,30
300 3,91 5,35 8,41 11,89 5,73 13,69 17,39 3,19 4,75 7,51 | 10,27 4,93 И ,89 14,87
400 4,75 6,67 10,75 15,07 7,16 17,38 _21,91 26,32 3,79 5,87 9,55 | 12,91 5,96 14,98 18,55
500 5,59 7,99 13,09 18,25 8,38 20,94 4,39 6,99 | 11,59 | 15,55 6,88 17,94 22,12
600 6,86 9,74 15,86 22,29 9,72 25,04 31,69 5,42 8,54 | 14,06 | 19,05 7,92 21,44 26,65
700 7,70 11,06 18,2 25,47 | 11,26 28,93 36,31 6,02 9,66 | 16,10 | 21,69 9,16 24,73 30,43
Жесткие М9 =»8,2 квт 1 50 D= 150 В = 100 • - 1,69 1,94 3,21 2,76 4,17 5,65 Р = 300 В -200 1,54 | 1,74 | 2,85 | 3,11 2,66 4,12 5,45
100 2,10 2,60 4,28 3,27 ; 5,34 7,23 1,80 2,20 1 3,56 | 4,08 3,07 5,24 | 6,83
150 - 2,94 3,69 6,21 | 4,0 7,15 9,87 2,49 | 3,09 | 5,13 | 5,91 3,70 7,0 | 9,27
200 - 3,35 4,35 7,28 1 4,61 | 8,43 11,57 2,75 | 3,55 5,84 | 6,88 4,21 | 8,23 | 10,77
300 — 4,17 5,67 9,42 5,74 1 10,87 14,83 3,27 | 4,47 7,26 | 8,82 I 5,14 | 10,57 | 13,63
400 — 4,99 6,99 11,56 7,08 | 13,54 18,32 3,78 | 5,39 8,68 | 10,76 | 6,28 1 13,14 | 16,72
500 - 5,81 8,31 13,70 8,41 | 16,19 | 21,79 4,31 | 6,31 | 10,10 | 12,70 | 7,41 15,69 | 19,79
600 - 1 7,27 | 10,27 17,12 9,76 | 19,49 | 26,45 5,47 | 7,87 | 12,80 | 15,92 | 8,56 18,89 | 24,05
700 - 1 8,09 | 11,59 19,26 11,21 | 22,27 | 29,94 5,99 | 8,79 | 14,22 17,86 | 9,81 21,57 I 27,14
‘Примечав и_е. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получнстовой до Два грубых и один получистовой 2/+Н до
Пониженной жесткости 8 б \ 9
Средней жесткости 1 1 9 12
Жесткие 13 9 1 4
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ ^=60-^70 кг{мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 155 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3. 5 — — —
Пониженной жесткости Na =2,3 кет 50 1,25 1,30 1,45 1,65 1,65 2,05 — -— 25 1,58 1,59 1,57 1,58 £,58 1,59 — — —
100 1.45 1,55 1,85 2,25 2,25 3,05 -
150 1,97 2,12 2.57 3,17 3,17 4,37 - — 50 1,65 1,68 1,63 1,65 1,65 1,68 — — —
200 2,17 2,37 2,97 3,77 3,77 5,37 -
300 2,57 2,87 3,77 4,97 4,97 7,37 - 100 1,80 1,85 1,76 1,80 1,80 1,85 — — —
400 2.97 3,37 4,57 6,17 6,17 9,37 -
150 2,16 2,24 2,10 2,16 2,16 2,24 — — —
500 3,37 3,87 5,37 7,37 7,37 11,37 — -
600 3,77 4,37 6,17 8,57 8.57 |13,37
200 2,31 2,41 2,23 2,31 2,31 2,41 ’— — —
700 4,17 4,87 6,97 9,77 9,77 15,37 -
Средней жесткости К9 =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
М 18
Длина фрезерования в мм Ширина шлица
Глубина канавки
1.5 5 —
10 15 10 1S 20 - — —
Глубина шлица
50 1,76 1,81 1,81 1.96 2,Н —
— — 6 10 6 10 6 10 — - —
100 2.01 2,11 2,11 2,41 2,72 —
25 1,63 1,66 J 1,63 1,66 —
150 2,48 2,63 2,63 3,08 3,54 — — — 1,66 1,68 — —
313
Средней жесткости Na =3,7 кет 200 2,73 2,93 2,93 3,53 4,15 — — — 50 1,76 1,81 1,81 1,86 1,76 1,81 — — —
300 3,24 3,54 3,54 4,44 5,37 — 100 2,01 2,11 2,11 2,21 2,01 2,11 — —
400 3,75 4,15 4,15 5,35 6,59 — — -
150 2,48 2,63 2,63 2,78 2,48 2,63 — — —
500 4,26 4,76 4,76 6,26 7,81 — — —
600 5,20 5,80 5,80 7,60 9,46 — — —
200 2,73 2,93 2,93 3,13 2,73 2,93 — —
700 5,71 6,41 6,41 8,51 10,68 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фреэело-вания в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие Ng =8,2 кет 50 2,13 2,33 2,13 2,28 2,33 2,13 2,28 2,38
Глубина реза до
100 2,43 2,84 2,43 2,73 2,84 2,43 2,73 2,94 6 10 10 15 20 10 15 20 | 30
150 3,17 3,78 3,17 3,62 3,78 3,17 3,62 3,93 25 1,66 1,49 1,66 1,68 1,71 1,68 1,71 1,73 1,76
200 3,47 4,29 3,47 4,07 4,29 3,47 4,07 4,49 50 1,81 1,88 1,81 1,86 1,91 1 1,86 1,91 1,96 2,01
300 4,08 5,31 4,08 4,98 5,31 4,08 4,98 5,61
100 2,11 2,26 2,11 2,21 2,32 2,21 2,32 2,41 2,52
400 4,69 6,33 4,69 5,89 6,33 4,69 5,89 6,73
500 5,30 7,35 5,30 6,80 7,35 5,30 6,80 7,85 150 2,63 2,85 2,63 2,78 2,94 2,78 2,94 3,08 3,24
600 .6,55 9,01 6,55 8,35 9,01 6,55 8,35 9,61
200 2,93 3,23 2,93 3,13 3,35 3,13 3,35 3,53 3,75
700 7,16 10,03 7,16 9,26 10,03 7,16 9,26 10,73
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ ой=70<-80 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 156
Грулпз станков Длина фрезеровании в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы О и ширина обработки В в мм * Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t + t' * Два грубых и один получистовой 2i + t' Один грубый с глубиной резания t в мм до ♦ Два грубыл 2i [ Один получистовой с глубиной резания Г ДО i t мм * Один грубый I и один получи-! стовой t + t' ♦ Два грубых и один получистовой 2/4 t'
3 5 8 3 5 8
Пониженной жесткости jV3 =2,3 кит 1 1 .1*!ДОР '* 50 D-50 В — 40 "W4F" 1,57 2,01 — 3,26 2,42 4,01 5,36 D = 90 В = 70 1,45 1,82 — 2,95 2,30 3,70 4,93
100 2,19 3,07 4,94 3,16 5,81 7,78 1,95 2,69 4,32 2,92 5,19 6,92
150 3,12 4,44 — 7,14 4,22 8,03 11,04 2,76 3,87 —“ 6,21 3,86 7,10 9,69
200 3,74 5,50 — 8,82 5,06 9,93 13,57 3,26 4,74 — 7,58 4,58 8,69 11,85
300 400 4,98 7,62 — 12,18 6,86 13,85 18,72 4,26 6,48 — 10,32 6,14 11,99 16,14
6,22 9,74 — 15,54 8,65 17,76 23,88 5,26 8,22 — 13,06 7,69 15,28 20,44
500 7,46 11,86 ’—- 18,90 10,13 21,36 28,72 6,26 9,96 15,80 8,93 18,26 24,42
600 8,70 13,98 — 22,26 11,61 24,96 33,56 7,26 12,70 — 18,54 10,17 21,24 28,40
700 9,94 16,10 — 25,62 13,09 28,56 38,40 8,26 13,44 — 21,28 11,41 24,22 32,38
Средней жесткости Na =3,7 кет 50 D = 90 В = 70 1,71 2,0 2,64 3,92 2,74 4,84 6,33 D = 150 В = 100 1,56 1,88 2,44 3,57 2,55 3,85 5,79
100 2,24 2,82 4,10 5,91 3,44 7,0 9,13 1,94 2,58 3,70 5,21 3,06 6,22 . 8,05
150 2,98 3,85 5,77 8,32 4,35 9,59 12,35 2,53 3,49 5,17 7,27 3,78 8,42 10,73
200 3,51 4,67 7,23 10,31 5,15 11,85 15,14 2,91 4,19 6,43 8,91 4,39 10,29 12,98
300 4,57 6,31 20,15 14,29 6,67 16,27 20,63 3,67 5,59 8,95 12,19 5,53 13,93 17,39
400 5,63 7,95 13,07 18,27 8,28 20,82 26,23 4,43 6,99 11,47 15,47 6,76 17,70 21,91
500 6,69 9,59 15,99 22,25 9,78 25,24 31,72 5,19 8,39 13,99 18,75 7,88 21,34 26,32
G00 8,18 11,66 19,34 27,09 11,40 30,20 38,17 6,38 10,22 16,94 22,89 9,12 25,52 31,69
700 9,24 13,30 22,26 31,07 13,22 34,95 43,87 7,14 11,62 19,46 26,17 10,56 29,49 36,31
/ Жесткие =8,2 кет 50 D = 150 В = 100 - - 1,79 2,10 3,47 2,88 4,45 6,03 D = 300 В = 200 1,60 1,85 2,17 3,35 2,76 4,40 5,79
100 — 2,30 2,92 4,80 3,51 5,90 7,99 1,92 2,42 3,06 4,56 3,27 5,80 7,51
150 — 3,24 4,17 6,99 4,36 7,99 11 ,01 2,67 3,42 4,38 6,63 4,0 7,84 10,29
200 . — 3,75 4,99 8,32 5,09 9,55 13,09 2,99 3,99 5,27 7,84 4,61 9,35 12,13
300 — 4,77 6,63 10,98 6,46 12,55 17,11 3,63 5,13 7,05 10,26 5,74 12,25 15,67
400 — 5,79 8,27 13,64 8,04 15,78 21,36 4,27 6,27 8,83 12 68 7,08 15,38 19,44
500 — 6,81 9,91 16,30 9,61 18,99 25,59 4,91 7,41 10,61 15,10 8,41 18,49 23,19
600 - 8,47 12,19 20,24 11,20 : 22,85 31,01 6,19 9,19 13,03 18,80 1 9,76 22,25 28,13
700 - 9,49 13,83 22,90 12,89 26,19 35,26 6,83 10,33 14,81 21,22 11,21 25,49 31,90
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
315
Характеристика жесткости станков Два грубых 2/ до Один грубый и одни получистовой t+t' ДО Дна грубых и один получистовой 2i+f до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 14
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ ай=70-?80 кг/ллеа< ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 156 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в лсл« Ширина шлица
8 12 16 1 2 3
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости Na =2,3 кет 50 1 ,30 1,37 1,55 1,80 1,80 2,29 - 1 - 25 1,60 1,61 1,58 1,60 1,60 1,61 — — —
100 1,55 1,68 2,04 2,54 2,54 3,53 —
50 1,69 1,69 “—
150 2,12 2,32 2,86 3,61 3,61 5,09 j 1,72 1,66 1,69 1,72 — —
200 2,37 2,63 3,35 4,35 4,35 6,33 — —
100 1,88 1,94 1,82 1,88 1,88 1,94 — — —
300 2,87 3,26 4,34 5,84 5,84 8,81 - —
400 3,37 3,89 5,33 7,33 7,33 11,29 - —
150 2,28 2,37 2,19 2,28 2,28 2,37 — — —
500 3,87 4,52 6,32 8,82 8,82 13,77 - 1 -
600 4,37 5,15 7,31 10,31 10,31 16,25 - 200 2,47 2,59 2,35 2,47 2,47 2,59 — — —
700 4,87 5,78 8,30 11,80 11,80 18,73 - —
Средней жесткости Ns =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 5 -
1 0 - —
15 10 15 20 Глубина шлица
50 1,82 1,88 1,88 | 2,07 2,26 — 6 10 6 10 6 10 — — —
100 2,14 3,01 —
2,00 — — 25 1 ,66 1,69 1,69 1,73 1,66 1,69 — — —
150 2,67 2,85 2,85 3,41 3,98 — -
{ 2,99 3,23 3,23 3,97 4,73 — — — 50 1,82 1,88 1,88 *1,95 1,82 1,88 — —’ —
Средней жесткости N =3,7 квт 200
300 3,63 3,99 3,99 5,10 6,24 — — 100 2,14 2,26 2,26 2,39 2,14 2,26 — — —
400 4,27 4,75 4,75 6,23 7,75 — — —
150 2,67 2,85 2,85 3,05 2,67 2,85 — —’ —
500 4,91 5,51 5,51 7,36 9,26 — — —
600 5,98 6,70 6,70 8,92 11,20 — — —
200 2,99 3,23 3,23 3,49 2,99 3,23 ’—- — —
700 6,62 7,46 7,46 10,05 12,71 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезеровании в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие V, =8,2 кет 50 2,20 2,45 2,20 2,39 2,45 2,20 2,39 2,52
Глубина реза до
100 2,58 3,08 2,58 2,95 3,08 2,58 2,95 3,21 6 10 10 15 20 10 15 20 30
150 3,39 4,14 3,39 3,95 4,14 3,39 3,95 4,34 25 1,69 1.74 1,69 1,73 1,76 1,73 1,76 1,79 1,82
200. 3,77 4,77 3,77 4,51 4,77 3,77 4,51 5,03 50 1,88 1,97 1,88 1,95 2,21 1,95 2,21 2,07 2,13
300 4,53 6,03 4,53 5,64 6,03 4,53 5,64 6,42
100 2,26 2,44 2,26 2,39 2,52 2,39 2,52 2,63 2,76
400 5,29 7,29 5,29 6,77 7,29 5,29 6,77 8,01
500 6,05 8,55 6,05 7,90 8,55 6,05 7,90 9,20 150 2,85 3,12 2,85 3,05 3,24 3,05 3,24 3,41 3,06
600 7,45 10,45 7,45 9,67 10,45 7,45 9,67 11,23
200 3,23 3,59 3,23 3,49 3,75 3,49 3,75 3,77 4,23
700 8,21 11,71 8,21 10,80 11,71 8,21 10,80 12,62
co
00
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ с,;=80< 90 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 157
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр 5 фрезы D и шири на обра-бот к и В в мм Количество проходов Диаметр фрезы D и ширина обработки В в Количество проходов
Один грубый с глубиной резания t в мм до ... -| „ 1 * Два грубых ! 2/ i .1 Один получистовой с глубиной резания /' до 1 мм 1 • Один грубый и один получистовой t+t' * Два грубых и один получистовой 2/-pf' Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной 1 резания V до 1 1 мм • Один грубый । и одни получи- • стовой t+i' * Два грубых и один получистовой '
3 5 8 3 5 8
Пониженной жесткости Кэ --2,3 кет 50 £>=50 В=40 1,69 2,21 — 3,58 2,57 4,36 5,83 D=90 В =70 1,54 1,99 — 3,21 2,42 3,99 5,31
100 2,43 3,47 — 5,58 3,41 6,51 8,72 2,13 3,03 — 4,84 3,16 5,77 7,68
150 3,48 5,04 — 8,10 4,67 9,08 12,45 3,03 4,38 — 6,99 4,22 7,97 10,89
200 4,22 6,30 — 10,10 5,66 11,33 15,45 3,62 5,42 — 7,62 5,06 9,95 13,37
300 5,70 8,82 — 14,10 7,76 15,95 21,54 4,80 7,50 — 11,88 6,86 13,73 18,42
400 7,18 11,34 — 18,10 9,85 20,56 27,64 5,98 9,58 — 15,14 8,65 17,60 23,48
500 8,66 13,86 — 22,10 11,63 24,86 33,42 7,16 11,66 — 18,40 10,13 21,16 28,22
600 10,14 16,38 — 26,10 13,41 29,16 39,20 8,34 13,74 — 21,39 11,61 24,72 32,96
700 11,62 18.90 — 30,10 15,19 33,46 44,98 • 9,52 15,82 — 24,65 13,09 28,28 37,70
«г
50 £>=90 1,81 2,16 2,92 4,30 2,87 5,25 6,84 £>=150 1,63 2,01 2,69 3,89 2,65 4,80 6,21
100 150 2,44 3,14 4,66 6,67 3,70 7,82 10,15 2,08 2,84 4,20 5,85 3,26 6,92 .8,89
3,28 4,33 6,61 9,46 4,74 10,82 13,88 2,74 3,88 5,92 8,23 4,08 9,47 11,99
Средней 200 3,91 5,31 8,35 11,83 5,67 13,49 17,18 3,19 4,71 7,43 10,19 4,79 11,69 14,66
.Vj =3,7 кет 300 5,17 7,27 11,83 16,57 7,45 18,73 23,69 4,09 6,37 10,45 14,11 6,13 16,03 19,91
400 -В=70 6,43 9,23 15,31 21,31 9,32 24,10 30,31 В = 100 4,99 8,03 13,47 18,03 7,56 20,50 25,27
500 7,69 11,20 18,79 26,05 11,08 29,34 36,82 5,89 9,69 16,49 21,95 8,88 24,84 30,52
600 9,38 13,58 22,70 31,65 12,96 35,12 44,29 7,22 11,78 20,00 26,73 | 10,32 29,72 36,73
700 10,64 15,54 26,18 36,39 15,04 40.60 51,01 8,12 13.44 22,96 30,65 11,96 34,39 42,19
—- 50 1,89 2,26 3,73 3,01 4,74 6,42 1,66 1,96 2,34 3,58 2,86 4,67 6,12
100 £>=150 2,50 3,24 5,32 3,77 6,48 8,77 2,04 2,64 3,40 5,02 3,47 6,34 8,17
150 - 3,54 4,65 7,77 4,75 8,86 12,18 £>=300 2,85 3,75 4,89 7,32 4,30 8,65 11,28
200 4,15 5,63 9,36 5,61 10,71 14,65 3,23 4,43 5,95 8,76 5,01 10,43 13,45
Жесткие 300 - 5,37 7,59 12,54 7,24 14,29 19,45 3,99 6,51 8,07 11,64 6,34 13,87 17,65
=8,2 кет 400 В=100 - 6,59 9,5б| 15,72 9,08 18,10 24,48 В =200 4,75 7,15 10,19 14,52 7,88 17,54 22,08
500 - 7,81 11,51 '18,9 10,91 21,89 29,49 5,51 8,51 .12,31 17,40 9,41 21.19 26,49
600 9,67 14,05 23,36 12,76 26,33 35,69 6,91 10,51 15,07 21,56 10,96 25,49 32,09
700 — 10,89 16,07 26,54 14,71 30,25 40,72 7,67 11,87 17,19 24,44 1 12,61 29,27 36,52
• п Р’н м е ч а н и е, При нескольких проходах приняты следующие глубины резания i в мм:
Характеристика жесткости станков Два грубых 2t до Один грубый и один^полУЧи стовой t+t' до Два грубых и один получистовой 2t + t' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
co 5 Жесткие 1 3 - 9 14
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ -й»80^90 KZjMM* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 157 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезеро* нация в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
s ,0 10 | 15 10 15 — 3 5 3 5 3 5 — — —
Пониженной жесткости IV s =2,3 квт 50 1,35 1,43 1,64 | 1,94 1,94 2,53| — — 25 1,62 1,63 1,60 1,62 1,62 1,63 — — —
100 1,64 1,80 2,23 | 2,83 2,83 4,01 — —
150 2,26 2,50 3,14 | 4,04 4,04 5,81 — 50 1,73 1,76 1,69 1,73 1,73 1,76 —
200 2,55 2,87 3,73 | 4,93 4,93 7,29| — —
100 1,95 2,02 1,88 1,95 1,95 2,02 — — —
300 3,14 3,62 4,91 | 6,71 6,71 10,25| —
400 3,73 4,37 5,09 | 8,49| 8,49| 13,21 1 —
150 2,39 2,49 2,28 2,39 2,39 2,49 — —, —
500 4,32 5,12 7,27 | 10,27| 10,27 16,17| — —
600 3,91 5,87 8,45 | 12,05 12,05 19,13 — —
200 2,61 2,75 2,47 2,61 2,61 2,75 — — —
700 5,50 6,62 9,63 | 13,83| 13,83 22,0э) — —
Средней жесткости V, =3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 5 —
10 _ 1 — —
15 10 | 15 | 20 Глубина шлица
50 1,88 1,95 | 1,95 | 2,18 | 2,41 — — — 6 I Ю | 6 10 6 | 10 — — —
100 2,26 2,40 2,40 [ 2,85 | 3,31 — - — 25 1,69 1,73 1,73 1,77 1,69 1,73 — — —
150 2,85 3,06 3,06 | 3,74 | 4,43 — — —
21 Справочник. Зак. 952
Средней жесткости jV5 =3,7 кет 200 3,23 3,51 3,51 4,41 5,33 — — — 50 1,88 1 ,95 1,95 2,03 1,88 1,95 — — —
300 3,99 4,41 4,41 5,76 7,14 — — — 100 2,26 2,40 2,40 2,56 2,26 2,40 — — —
400 4,75. 5,31 5,31 7,11 8,95 — — —
500 5,51 6,21 6,21 8,46 10,76 — — — 150 2,85 3,06 3,06 3,30 2,85 3,06 — — —
600 6,70 7,54 7,54 10,24 13,0 — — —
200 3,23 3,51 3,51 3.83 3,23 3,51 — — —
700 7,46 8,44 8,44 11,59 14,81 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерО' вания в лии Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие =8,2 кет 50 2,27 2,58 2,27 2,50 2,58 2,27 2,50 2,65
Глубина реза до
100 2,72 3,33 2,72 3,17 3,33 2,72 3,17 3,48 6 10 10 15 20 10 15 20 30
150 3,60 4,52 3,60 4,28 4,52 3,60 4,28 4,74 25 1,73 1,79 1,73 1,77 1,81 1,77 1,81 1,84 1,88
200 4,05 5,27 4,05 4,95 5,27 4,05 4,95 5,57
50 1,95 2,07 1,95 2,03 2,11 2,03 2,П 2,18 2,26
300 4,95 6,78 4,95 6,30 6,78 4,95 6,30 7,23
400 5,85 8,29 5,85 7,65 8,29 5,85 7,65 8,89 100 2,40 2,63 2,40 2,56 2,71 2,56 2,71 2,85 3,01
500 6,75 9,80 6,75 9,0 9,80 6,75 9,0 10,55 150 3,06 3,41 3,06 3,30 3,53 3,30 3,53 3,74 3,98
600 8,29 11,95 8,29 10,99 11,95 8,29 10,99 12,85
200 3,51 3,97 3,51 3,83 4,13 3,83 4,13 4,41 4,73
700 9,19 13,46 9,19 12,34 13,46 9,19 12,34 14,51
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ а6=9(Ж00 кг/лсж’ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
. КАРТА 158
Группа станков Дл ина фрезеро-ва ния н мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки в мм Количество проходов Диаметр фрезы D и ш ирина обработки В в мм Количество проходов
Один грубый с глубиной резания 1 в мм до * Два грубых 2 t Одни получистовой с глубиной резания Г до 1 мм О дни грубый и один получистовой t + t’ * Два грубых н один получистовой 2t + t' Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания /' до 1 мм * Один грубый и один получистовой t+t’ * Два грубых и один получистовой 2t + f
3 5 8 3 5 8
Пониженной жесткости АГ, =2,3 кет 50 D-50 В-40 1 ,94 2,61 — 4,26 2,87 5,09 6,81 8 £ li 11 Cj eq 1,74 2,34 — 3,76 2,67 4,59 6,11
100 2,93 4,33 __ 6,94 4,06 7,97 10,68 2,53 3,73 _ 5,94 3,66 6,97 9,28
150 4,23 6,33 10,14 5,57 11,27 15,37 3,63 5,43 — 8,64 4,97 9,77 13,23
200 5,22 8,02 — 12,82 5,86 14,25 19,37 4,42 6,82 — 10,82 6,06 12,25 16,57
300 7,20 11,40 — 18,18 9,56 20,33 27,42 6,0 9,60 — 15,18 8,36 17,33 23,22
400 9,18 14,78 — 23,54 12,25 26,40 35,48 7,58 12,38 — 19,54 10,65 22,40 29,88
500 11,16 18,16 — 28,9 14,63 32,16 43,22 9,16 15,16 — 23,9 12,63 27,16 36,22
600 13,14 21,54 — 34,26 17,01 37,92 50,96 10,74 17,94 — 28,26 14,61 31,92 42,56
700 15,12 24,92 ww - — 39,62 19,39 43,68 58,70 12,32 20,72 — 32,62 16,59 36,68 48,90
Средней жесткости =3,7 кет 50 />—90 В=70 2,02 2,49 3,52 5,11 3,16 6,14 7,94 0=150 В = 100 1,79 2,29 3,20 4,56 2,85 4,91 7,08
100 2,86 3,80 5,86 8,29 4,28 9,60 12,35 2,40 3,40 5,22 7,19 3,66 8,34 10,63
150 2,91 5,32 8,41 11,89 5,61 13,49 17,18 3,22 4,72 7,45 10,24 4,68 11,60 14,60
200 4.75 6,63 10,75 15,07 6,83 17,05 21,58 3,83 5,83 9,47 12,87 5,59 1 14,53 18,14
300 6,43 9,25 15,43 21,43 9,19 24,07 30,29 5,05 8,05 13,51 18,13 7,33 20,29 25,13
400 8,11 11,87 20,11 27,79 11,64 31,22 39,11 6,27 10,27 17,55 23,39 9,16 26,18 32,23
500 9,79 14,49 24,79 34,15 13,98 38,24 47,82 7,49 12,49 21,59 28,65 10,88 31,94 39,22
600 11,90 17,54 29,90 41,37 16,44 45,80 57,49 9,14 15,14 26, Об' 34,77 12,72 38,24 47,16
700 13,58 20,16 34,58 47,73 19,10 53,15 66,41 10,36 17,36 30,10 40,03 14,76 44,33 54,37
Жесткие /V, =8,2 кет 9 50 £>=150 В = 100 — 2,09 2,59 4,26 3,26 5,32 7,20 0=300 В =200 1,79 2,19 2,70 4,07 3,06 5,23 6,81
100 -— 2,90 3,90 6,38 4,27 7,64 10,33 2,30 3,10 4,12 6,0 3,87 7,46 9,55
150 4,14 5,64 9,36 5,50 10,60 14,55 3,24 4,44 5,97 8,79 4,90 10,33 13,35
200 — 4,95 6,95 | 11,48 6,61 1 13,03 1 17,77 3,75 5,35 7,39 10,72 5,81 12,67 16,21
300 ' 400 — 6,57 8,19 9,57 12,19 15,72 19,96 8,74 11,08 17,77 22,74 24,13 30,72 4,77 5,79 7,17 8,99 10,23 13,07 14,58 18,44 7,54 9,48 17,23 22,02 21,79 27,60
500 —. 9,81 14,81 24,2 13,41 27,69 37,29 6,81 10,81 15,91 22,30 11,41 26,79' 33,39
600 — 12,07 17,07 29,72 15,76 33,29 45,05 8,47 13,27 19,39 27,44 13,36 32,2 40,37
700 - 13,69 20,69 33,96 18,21 38,37 51,64 9,49 15,09 22,23 31 ,30 15,41 37,11 46,18
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм;
Характеристика жесткости станков Два грубых 21 до Один грубый и один получистовой i + l' до Два грубых и один получистовой ‘2t + f до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 1 3 9 14
324
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ ^=904-100 кг/жлс’ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 158 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фреэеро-вания в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 15 1 2 3
Глубина канавки Глубина шлица
5 10 10 15 10 15 —' — 3 5 3 5 3 5 — — —
Пониженной жесткости Af, =2,3 квт 50 1,45 1,55 1,84 2,24 2,24 3,04 — -—ч 25 1,65 1,68 1,63 1,65 1,65 1,68 — — —
100 1 ,84 2,05 2,63 3,43 3,43 5,03 —.
150 2,56 2,87 3,74 4,94 4,94 7,33 50 1.8, 1,85 1,76 1,8 1,8 1,85 — — --
200 2,95, 3,37 4,53 6,13 6,13 9,31 - —.
100 2,1 2,2 2,01 2,1 2,1 2,2 —
300 3,74 4,37 6,11 8,51 8,511 13,28 — —.
400 4,5з| 5,37 7,69 10,89 10,89 17,25 - —.
150 2,61 2,76 2,48 2,61 2,61 2,76 — — —
500 5,32| 6,37 9,27 13,27 13,27 21,22 — —
600 6,11| 7,37 10,85 15,65 15,6б| 25,19 - —>
200 2,91 3,11 2,73 2,91 2,91 3,11 — — —
700 6,90 8,37 12,43 18,ОЗ| 18,03 29,1б| — —
Средней жесткости Ыа ~-3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 18 Длина фрезерования В jUAC Ширина шлица
Глубина канавки 1,5 3 5 -
10 15 10 5 20 - -
Глубина шлица
50
2,01 2,11 2,11 2,41 2,71 - - —- 6 10 6 10 6 10 - —
100 2,52 2,71 2,71 3,32 3,92 — -
25 1 ,75 1,8 1 ,8 1,8 — —
1 .г>( > 3,24 3,63 3,53 4,44 5,34 1 ,85 1 ,75
Средней жесткости N3 =3,7 нет 200 3,75 4,13 4,13 5,35 6,55 — — — 50 2,01 2,11 2,11 2,21 2,01 2,11 — - —
300 4,77 5,34 5,34 7,17 8,97 — — 100 2,52 2,71 2,71 2,92 2,52 2,71 — — —
400 5,79 6,55 6,55 8,99 11,39 - -—
150 3,24 3,53 3,53 3,84 3,24 3,53 — —
500 6,81 7,76 7,76 10,81 13,81 — — —
600 8,26 9,4 9,4 13,06 16,66 — — —
200 3,75 4,13 4,13 4,55 3,75 4,13 — — —
700 9,28 10,61 10,61 14,88 19,08 -—" — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие =8,2 кет 50 2,43 2,83 2,43 2,73 2,83 2,43 2,73 2,94
Глубина реза до
100 3,03 3,84 3,03 3,64 3,84 3,03 3,64 4,06 6 10 10 15 20 10 15 20 30
150 4,07 5,28 4,07 4,98 5,28 4,07 4,98 5,61 25 1,80 1,88 1,80 1,85 1,9 1,85 1.9 1,95 2,0
200 4,67 6,29 4,67 5,89. 6,29 4,67 5,89 6,73 50 2’, 11 2,25 2,11 2,21 2,31 2,21 2,31 2,41 2,51
300 5,88 8,31 5,88 7,71 8,31 5,88 7,71 8,97
100 2,71 3,01 2,71 2,92 3,12 2,92 3,12 3,32 3,52
400 7,09 10,33 7,09 9,53 10,33 7,09 9,53 11,21
500 8,30 12,35 8,30 11,35 12,35 8,30 11,35 13,45 150 3,53 3,97 3,53 3,84 4,14 3,84 4,14 4,44 4,74
600 to,is| 15,01 10,15 13,81 15,01 10,15 13,81 16,33
200 4,13 4,73 4,13 4,55 4,95 4,55 4,95 5,35 5,75
700 11,36 17,03 11,36 15,63 17,03 11,36 15,63 18,57
326
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ с6 = 10(Ж 10 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 159
Г руппа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В В леи Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до 1 ! * Два грубых I 2t 1 Один получистовой с глубиной резания t' до 1 мм 1 * Один грубый и один получи- । стовой t+t' * Два грубых и один получистовой 2t +t* Один грубый с глубиной резания t в мм до ♦ Два грубых 2t Один получ.исто-| вой с глубиной резания t' до 1 мм i * Один грубы й и один получистовой t+t' * Два грубых и один получистовой 2t+t'
3 5 8 3 5 8
Пониженной жесткости N3 —2,3 кет 50 0=50 В=40 2,17 3,04 — 4,89 3,15 5,77 7,72 0=90 В-70 1,93 2,66 — 4,27 2,90 5,14 6,85
100 3,39 5,13 — 8,20 4,62 9,33 12,5 - 2,91 4,37 — 6,96 4,12 8,07 10,76
150 4,92 7,53 12,03 6,41 13,31 18,12 4,20 6,39 * — 10,17 5,66 11,42 15,45
200 6,И 9,62 — 15,34 7,98 16,97 23,01 5,18 8,10 — 12,86 6,98 14,45 19,53
300 8,58 13,80 — 21,96 11,24 24,41 32,88 7,14' 11,52 - 18,24 9,74 20,63 27,66
400 500 11,02 13,46 17,98 — 28,58 14,49 31,84 42,76 9,10 14,94 - 23,62 12,49 26,80 35,80
22,16 - - 35,20 17,43 38,96 52,32 11,06 19,36 — 29,0 14,93 32,66 43,62
600 15,90 26,34 — 41,82 20,37 46,08 61,88 13,02 21,78 - - 34,38 17,37 38,52 51,44
700 18,34 30,52 "— 48,44 23,31 53,20 71,44 14,98 25,20 — 39,76 J 19,81 44,38 59,26
Средней жесткости Уа =3>7 квт 50 Р=90 В = 70 2,22 2,80 4,05 5,84 3,41 6,92 8,92 0=150 В=100 1,93 2,55 3,67 5,17 3,04 5,57 7,88
100 3,26 4,42 6,92 9,75 4,78 11,16 14,31 2,68 3,92 6,16 8,41 4,04 9,66 12,23
150 4,51 6,25 10,0 14,08 6,36 15,83 20,12 3,64 5,50 8,86 12,07 5,25 13,58 17,0
200 5,55 7,87 13,87 17,99 7,83 20,17 25,50 4,39 6,87 11,35 15,31 6,35 17,17 21,34
300 7,63 11,11 18,61 25,81 10,69 28,75 36,17 5,89 9,61 16,33 21,79 8,47 24,25 29,93
400 9,71 14,35 24,35 33,63 13,64 37,46 46,95 7,39 12,35 21,31 28,27 10,68 31,46 38,63
500 11,79 17,59 30,09 41,45 16,48 46,04 57,62 8,89 15,09 26,29 34,75 12,78 38,54 47,22
600 14,30 21,26 36,26 50,13 19,44 55,16 69,25 10,82 18,26 31,70 42,09 15,0 46,16 | 56,77
700 16,38 24,50 42,0 57,95 22,60 64,07 80,13 12,32 21,0 36,68 48,57 17,42 53,57 65,57
Жесткие Nэ =8,2 квт 50 Г=150 В=100 — 2,28 2,90 4,76 3,50 5,87 7,94 0=300 В =200 1,91 2,40 3,03 4,52 3,25 5,75 7,45
100 150 ' 3,28 4,52 7,38 4,75 8,74 | 11,81 2,54 3,52 4,78 6,90 4,25 8,50 10,83
4,71 6,57 10,86 6,22 12,25 16,74 3,60 5,07 6,96 10,14 5,47 11,89 15,27
200 5,71 8,19 13,48 7,57 15,23 20,73 4,23 6,19 8,71 12,52 6,57 14,75 18,77
300 400 500 7,71 11,43 18,72 10,18 21,07 28,57 5,49 8,43 12,21 17,28 8,68 20,35 25,63
,— 9,71 14,67 23,96 13,0 27,14 | 36,64 6,75 10,67 15,71 22,04 11,0 26,18 32,72
—« 11,71 17,91 29,20 15,81 33,19 | 44,69 8,01 12,91 19,21 26,80 13,31 31,99 39,79
600 14,35 21,79 35,72 18,64 39,89 | 53,93 9,91 15,79 23,35 32,84 15,64 38,45 48,05
700 - 16,35 25,03 40,96 21,57 46,07 62,0 11,17 18,03 26,85 37,60 18,07 44,39 55,14
327
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристики жесткости станков Два грубых 2/ до Один грубый и один получистовой t + t' до Два грубых и один получистовой 2i+t' до
Пониженной жесткости 8 6 3
Средней жесткости 11 9 12
Жесткие 13 9 14
8CS
ОБРАБОТКА ХРОМИСТОЙ СТАЛИ стг,= Ю0^110 кг! мм1 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 159 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезеро-ва ния в Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 15 I 1 8
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 — ‘— —
Пониженной жесткости AZa =2,3 кет 50 1,54 1 ,67 2,03 2,52 2,52 3,50 — — 25 1,69 1,72 1,66 1,69 1,69 1,72 — —
100 2,03 1 ,29| 3,01 3.99 3,99 5,95 —
150 2,84 3,2з| 4,31 5,78 5,78 8,72 — — 50 1 ,87 1,93 1,82 1,87 1,87 1,93 — — —
200 3,33 3,85 5,29 7,2б| 7,25 11,17 - - —
100 2,24 2,36 2,13 2,24 2,24 2,36 — — —
300 4,31 5,09 7,25 10,19, 10,19 16,07 — —
400 5,29 6,33 9,21 13,13 13,13 ________ -
zu,y/| — 150 2,82 3,0 2,66 2,82 2,82 3,0 — — —
500 6,27 7,57| 11,17 16,07, 16,07 25,87 - -
600 7.25 8,81 13,13 19,011 19,01 30,77 -
200 3,19 3,43 2,97 3,19 3,19 3,43 — — —
700 8,23 10,05, 15,09| 21,95 21,95 35,67! — -
Средней жесткости _Ve =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 Дли на фрезеро-на ния в мм Ширина шлица
Глубина канавки 1,5 3 s
10 1S 10 15 20
Глубина шлица
50 -
2,13 | 2,25 2,25 2,62 | 2,99 - - 6 10 6 10 6 10 — — —
100 2,76 2,99 2,99 3,74 4,48 — — —
25 1,82 1,88 1,88 1,94 1,82 1,88 — — —
150 3,95 3,95 5,07 6, 18 —
Средней жесткости М9 —3,7 квт 200 4,23 4,69 4,69 6,19 7,67 — —
300 5,49 6,18 6,18 8,43 10,65 — — —
400 6,75 7,67 7,67 10,67 13,63 — — —
500 8,01 9,16 9,16 12,91 16,61
600 9,70 11,08 11,08 15,58 20,02 — —
700 10,96 12,57 12,57 17,92 23,0 — —
Ширина канавки
1S 24 32
Глубина канавки
15 20 15 20 30 1S 20 30
Жесткие N* =8,2 квт 50 2,57 3,07 2,57 2,94 3,07 2,57 2,94 3,19
100 3,31 4,31 3,31 4,06 4,31 3,31 4,06 4,56
150 4,49 5,99 4,49 5,61 5,99 4,49 5,61 6,36
200 5,23 7,23 5,23 6,73 7,23 5,23 6,73 7,73
300 6,72 9,72 6,72 8,97 9,72 6,72 8,97 10,47
400 8,21 12,21 8,21 11,21 12,21 8,21 11,21 13,21
500 9,7 14,70 9,7 13,45 14,70 9,7 13,45 15,95
600 11,83 17,83 11,83 16,33 17,83 11,83 16,33 19,33
700 13,32 20,32 13,32 18,57 20,32 13,32 18,57 22,07
50 2,13 2,25 2,25 2,38 2,13 2,25 — —
100 2,76 2,99 2,99 3,25 2,76 2,99 — — —
150 3,60 3,95 3,95 4,34 3,60 3,95 — — —
200 4,23 4,69 4,69 5,21 4,23 4,69 —
Фрезы отрезные
Длина фрезерования в мм Ширина реза
1 2 3
Глубина реза до
6 10 10 15 20 10 15 20 30
25 1,88 1,97 1,88 1,94 2,0 1,94 2,0 2,06 2,13
50 2,25 2,43 2,25 2,38 2,5 2,38 . 2,5 2,62 2,75
100 2,99 3,36 2,99 3,25 3,5 3,25 3,5 3,74 3,99
150 3,95 4 <5 3,95 4,34 4,71 4,34 4,71 5,07 5,45
200 4,69 5,43 4,69 5,21 5,71 5,21 5,71 6,19 6,69
I ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ а6=6(И70 кг/лси2 Фрезерные работы
nntl rjlHLIli V/П HJ О Di С 1 <Г Щеп VIAVIM ГУ ЬЕО UA ЛА УК Д С П И и Штучное время (без установочного) в минутах КАРТА 1 30
Группа станков дли на фрезерования в Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания /' до 1 мм * Один грубый и один получистовой t+t' * Два грубых и один получистовой 2t+t' Один грубый с глубиной резания t в мм до * Два грубых । 2£ 1 Один получистовой с глубиной резания Г до 1 О ♦ Одни грубый и один получистовой /+/' * Два грубых и один получистовой 2t+t’
3 5 8 3 5 8
3,26 5,38
Пониженной жесткости =2,3 лет 50 100 150 200 зоо —— 400 500 600 700 чш D=50 В=40 1,71 2,25 — 3,64 2,59 4,42 5,91 D = 90 В =70 1,56 2,02 — 2,44 4,04
2,47 3,55 — 5,70 3,50 6,63 8,88 2,17 3,08 — 4,93 3,20 5.86 7,81
3,54 5,16 — 8,28 4,73 9,26 12,69 3,09 4,46 — 7,13 4,28 8,11 11,09
4,30 6,46 —~ 10,34 5,74 11,57 15,77 3,70 5,52 — 8,80 5,14 10,03 13,63
5,82 9,06 14,46 7,88 16,31 22,02 4,92 7,65 — 12,15 6,98 14,0 18,81
7,34 11,66 — 18,58 10,01 21,04 28,28 6,14 9,78 15,50 8,81 17,96 24,0
8,86 14,26 22,70 11,83 25,46 34,22 7,36 11,91 — 18,85 10,33 21,61 28,87
10,38 16,86 — 26,82 13,65 29,88 40,16 8,58 14,04 - 22,20 11,85 25,26 33,74
11,90 Ь—. 19,46 — 30,94 15,47 34,30 46,10 9,80 16,17 —м 25,55 13,37 28,91 38,61
Средней жесткости \^=3,7 квт 50 D=90 В=70 1,83 2,19 2,97 4,37 2,89 5,32 6,93 0=150 В = 100 1,64 2,04 2,73 3,94 2,67 4,86 6,28
100 2,47 3,20 4,76 6,80 3,75 7,97 10,22 2,11 2,89 4,28 5,96 3,29 7,03 8,92
150 3,33 4,42 6,76 9,66 4,81 11,04 14,15 2,78 3,96 6,04 8,39 4,13 9,64 12,20
200 3,97 5,43 8,55 12,09 5,77 13,79 17,54 3,25 4,81 | 7,59 10,41 4,85 11,91 14,94
300 _5,_2 6,5 6 7,45 12,13 16,96 ( 7,60 1 19,18 24,12 4,18 6,52 | 10,69 | 14,44 6,22 16,36 20,22
400 5 9,47 15,71 21,83 | 9,52 1 24,70 | 31,03 5,11 8,23 | 13,79 | 18,47 7,68 20,94 25,83
500 7,84 11,49 19,29 26,70 | 11,33 | 30,09 | 37,72 6,04 9,94 | 16,89 | 22,50 | 9,03 I 25,39 31,22
600 9,56 13,94 23,30 32,43 13,26 | 36,02 | 45,37 7,40 12,08 | 20,42 | 27,39 10,50 30,38 [ 37,57
700 10,85 15,96 26.88- 37,30 15,39 | 41,74 | 52,27 8,33 | 13,79 | 23,52 | 31,42 । 12,19 | 35,16 1 43,17
Жесткие .'V3=8,2 квт 50 D=150 В = 100 1,90 2,29 3,77 3,03 4,79 6,26 0=300 В = 200 1,67 1,98 | 2,37 | 3,62 2,88 4.72 5,96
100 —. 2,53 3,30 5,41 3,80 6,57 8,89 2,06 2,67 3,46 5,10 3,50 6,43 8,28
150 — 3,58 4,74 7,90 4,80 9,0 12,36 2,88 3,80 4,98 7,44 4,35 8,79 11,45
200 — 4,21 5,75 9,54 5,67 10,89 14,89 1 3,27 4,49 6,07 8,92 5,07 10,61 13,67
300 — 5,46 7,77 12,81 7,33 14,56 19,81 4,05 5,88 8,25 11,88 6,43 14,14 17,98
400 — 6,71 9,79 16,08 9,20 18,46 24,96 4,83 7,27 10,43 14,84 8,0 17,90 22.52
500 — 7,96 11,81 19,35 | 11,06 22,34 30,09 5,61 8,66 12,61 17,80 9,56 21,64 27,04
600 - 9,85 14,47 23,90 12,94 26,87 36,41 7,03 10,69 15,53 22,04 11,14 26,03 32,75
700 - 11,10 16,49 27,17 14,92 30,88 41,56 7,81 12,08 17,61 25,0 12,82 29,90 37,29
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+i' до Два грубых и один получистовой 2t + t' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 J2
Жесткие 13 9 14
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ ^=60-70 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 160 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 1 2 3 —
Глубина канавки Глубина шлица
5 1 0 10 15 .0 15 — — 3 5 3 5 3 5 —
Пониженной жесткости 2,3кет 50 1 ,36 1,43 1,66 1,97 1,97 2,58 25 50 1,59 1,61 1,57 1,59 1,59 1,61 — — —
100 1,66 1,82 2,27 2,88 2,88 4,20 - -
150 2,29 2,52 3,20 4,12 4,12 5,95 1,70 1,74 1,67 1,70 1,70 1,74 — — —
200 2,59 2,91 3,81 5,03 5,03 7,47 - -
100 1,93 2,01 1,86 1,93 1,93 2,01 —
300 3,20 3,68 5,03 6,86 6,86 10,52 — —
400 3,81 4,45' 6,25 8,69 8,69 13,57 — - •
150 2,37 2,49 2,27 2,37 2,37 2,49 — — —
500 4,42 5,22 7,47 10,52 10,52 16,62 — —
600 5,03 5,99 8,69 12,35 12,35 19,67 — —
200 2,60 2,76 2,46 2,60 2,60 2; 76 — — —
700 5,64 6,76 9,91 14,18 14,18 22,72 — —
Средней жесткости Л'„=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
1В 18 | Длина фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 5 —
10 15 10 15 20 - - -
Глубина шлица
2,20
50 1,89 1,97 1,97 2,43 - - - 6 10 6 10 « 10 —
100 2,28 2,43 2,43 | 2,89 3,36 — — —
25 1 ,70 1 ,73 1 ,73 1,78 1 ,70 1,73 —
150 2, as 3, 1 1 3,1] 3,80 4,50 — —- — —
Средней жесткости jV3 =3,7 квт 200 3,27 3,57 3,57 4,49 5,43 — — — 50 1,89 1,96 1,96 2,05 1,89 1,96 —' — —
300 4,05 4,50 4,50 5,88 7,29 — — —1 100 2,28 2,43 2,43 2,59 2,28 2,43 — — —
400 4,83 5,43 5,43 7,27 9,15 — — —
150 2,88 3,10 3,10 3,35 2,88 3,10 ‘— — —
500 5,61 6,36 6,36 8,66 11,01
600 6,82 7,72 7,72 10,48 13,30 — — —
200 3,27 3,57 3,57 3,89 3,27 3,57 — - —
700 7,60 8,65 8,65 11,87 15,16 - - — —
* Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 . 15 20 30 15 20 30 1 2 3
Жесткие Nэ —8.2 квт 50 2,29 2,60 2,29 2,52 2,60 2,29 2,52 2,68
Глубина реза до
100 2,75 3,37 2,75 3,21 3,37 2,75 3,21 3,53 5 1 0 10 15 20 10 15 20 30
150 3,65 4,58 3,65 4,34 4,58 3,65 4,34 4,82 25 1,73 1,80, 1,73 1,78 1,81 1,78 1,81 1,85 1,89
200 4,П 5,35 4,11 5,03 5,35 4,11 5,03 5,67 50 1 ,96 2,09 1,96 2,05 2,13 2,05 2,13 2,20 2,28
300 5,04 6,90 5,04 6,42 6,90 5,04 6,42 7,38
100 2,43 2,68 2,43 2,59 2,75 2,59 2,75 2,89 3,05
400 5,97 8,45 5,97 7,81 8,45 5,97 7,81 9,09
500 6,90 10,0 6,90 9,20 10,0 6,90 9,20 10,80 150 200 3,10 3,48 3,10 3,35 3,59 3,35 3,59 3,80 4,04
600 8,47 12,19 8,47 11,23 12,19 8,47 11,23 13,15
3,57 4,07 3,57 3,89 4,21 3,89 4,21 4,49 4,81
700 9,40 .13,74 '9,40 12,62 13,74 9,40 | 12,62 14,86
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ ^ = 70*80 кг!мм\ ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 161
Группа стаиков Длуна фрезерО’ ванпя в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и шири* на обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания 1 в мм до • Два грубых 21 Один получисто* вой с глубиной резания t' до 1 мм * Один грубый и один получистовой t+i’ * Два грубых и один получистовой 2/-И' Один грубый с глубиной резания t в мм до * Два грубых I 2/ I Один получисто- вой с глубиий резания t' до ; 1 мм * Один грубый и один получистовой /+/' * Два грубых и один получистовой 2/-1-Г
3 5 8 3 5 8
» Пониженной жесткости У э =2,3 кет 50 D = 50 В =40 1,82 2,45 — 3,95 2,73 4,76 6,36 D~=70 В = 70 1,65 2,18 — 3,51 2,56 4,32 5,75
1С0 2,70 3,94 — 6,32 3,78 7,30 9,78 2,35 3,40 - - 5,43 3,43 6,41 8,55
150 3,88 5,75 — 9,21 5,15 10,27 14,04 3,36 4,94 — 7,88 4,63 8,94 12,19
200 4,76 7,24 11,58 6,30 12,91 17,57 4,06 6,16 — 9,80 5,60 11,13 15,09
300 6,51 10,23 — 16,32 8,72 18,32 24,72 5,46 8,61 — 13,65 7,67 15,65 21,0
4С0 8,26 13,22 — 21,06 11,13 23,72 31,88 6,86 11,06 — 17,50 9,73 20,16 26,92
500 10,01 16,21 — 25,80 13,23 28,81 38,72 8,26 13,51 21,35 11,48 24,36 32,53
600 11,76 19,20 - - 30,54 15,33 33,90 45,56 9,66 15,96 — 25,20 13,23 28,56 38,12
700 13,51 22,19 35,28 17,43 38,99 52,40 11,06 18,41 — 29,05 14,98 32,76 43,72
335 Средней жесткости =3,7 квт / 50 D = 90 В = 70 1,93 2,34 3,24 4,74 3,02 5,72 7,43 D= 150 В = 100 1,71 2,17 2,96 4,24 2,77 5,19 6,68
100 2,67 3,50 5,30 7,54 4,01 8,77 11,22 2,25 3,15 4,75 6,57 3,48 7,69 9,72
150 3,63 4,87 7,57 10,77 5,20 '12,24 15,65 2,99 4,35 6,74 9,30 4,42 10,63 13,40
200 4,37 6,03 9,63 13,57 6,29 15,39 19,54 3,53 5,33 | 8,53 11,63 5,23 | 13,23 16,54
300 5,86 8,35 13,75 19,18 8,38 21,58 27,12 4,60 7,30 12,10 16,27 6,79 18,34 22,62
400 7,35 ’10,67 17,87 24,79 10,56 27,90 35,03 5,67 9,27 15,67 20,91 8,44 23,58 29,03
500 * 8,84 12,99 21,99 30,40 12,63 34,09 _42,72 51,37 6,74 11,24 19,24 25,55 9,98 28,69 35.22
600 10,76 15,74 18,06 26,54 36,87 14,82 40,82 8,24 13,64 23,24 31,05 11,64 34,34 42,37
700 12,25 30,66 42,48 17,21 47,34 59,27 9,31 15,61 26,81 35,69 13,52 39,78 48,77
Жесткие /Уэ =8,2 квт 50 D = 150 В = 100 — 2,0 2,44 4,02 3,15 5,06 6,63 D =300 В = 200 1,73 2,09 2,53 3,84 2,98 4,98 6,28
100 - 2,72 3,60 5,90 4,04 7,11 9,62 2,18 2,88 3,79 5,55 3,69 6,95 8,92
150 3,87 5,19 8,64 5,16 9,81 13,46 3,06 4,12 5,47 8,11 4,64 9,57 12,41
200 - 4,59 6,35 10,52 6,15 11,97 16,35 3,51 4.91 6,73 9,82 5,45 11,65 14,95
300 — 6,03 8,67 14,29 8,05 16,18 22,0 4,41 6,51 9,24 13,23 7,0 15,70 19,90
400 - 7,47 10,99 18,04 10,16 20,62 27,88 5,31 8,11 10,75 16,64 8,76 19,98 25,08
500 - 8,91 13,31 21,80 12,26 25,04 33,74 6,21 9,71 13,26 20,05 10,51 24,24 30,24
600 - 10,99 16,27 26,84 14,38 30,11 40,79 7,75 11,95 17,51 24,74 12,28 | 29.15 ! 36,59
700 12,43 18,59 | 30,60 | 16,60 34,66 46,67 8,65 | 13,55 | 19,92 28,15 14,15 | 33,54 41,77
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм\
Характеристика жесткости станков Два грубых 2 / до Один грубый и один получистовой до Два грубых и один получистовой 2^ + Г до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 1 2
Жесткие 13 9 14
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ и БЫСТРОРЕЖУЩЕЙ СТАЛИ -70-80 кг [мм* ИНСТРУМЕНТОМ из БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 161 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 : 10 10 15 10 | 15 — - 3 5 3 3 5 — - —
Пониженной жесткости =2,3xem 50 1,41 1,49 1,75 2,11| 2,111 2,81 — 25 1,61 1,63 1,59 1,61 1,61 1,63 — — —
100 1,75 1,94 2,45 3,15| 3,15| 4,6б| - —
150 2,43 2,70 3,47 4,53 4,53, 6,18 — 50 1,74 1,78 1,70 1,74 1,74 1,78 — - — —
200 2,77 3,15 4,17 5,5?] 5,5?| 8,39| —
100 2,0 2,09 1,92 2,0 2,0 2,09 — — —
300 3,47 4,04 5,57 7,67 9,77 7,67, 11,9о| —
400 4,17 4,93 6,97 9,77, 15,41
150 2,48 2,61 2,36 2,48 2,48 2,61 — — —
500 4,87 5,82 8,37 11,87 11,87, 18,92 -
G00 5,57 6,71 9,77 13,97, 13,97 22,43 - -
200 2,74 2,92 2,58 2,74 2,74 2,92 — — —
700 6,27 7,60 11,17 16,07, 16,07 25,94 -
Средней жесткости Na =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 | Длина фрезерования В Мм Ширина шлица
Глубина канавки 1,5 3 5
10 15 10 15 | 20 | - -
Глубина шлица
50 1,95 -
2,04 2,04 2,311 2,57| — 6 10 6 10 6 10 — — —
100 2,40 2,57 2,57 — L —
a, 25 1 ,73 1 ,77 1,77 1 ,82 1,73 1,77 — — - -
150 3,06 3,52 3,52 4,12 4,92| — -
. Зак. 952
Средней жесткости /Уэ =3,7кв/т1 200 3,51 3,85 3,85 4,91 5,99 — — — 50 1,95 2,03 2,03 2,13 1,95 •2,03 — -- —
300 4,41 4,92 4,92 6,51 8,13 — — — 100 2,40 2,57 2,57 2,75 2,40 2,57 — — --
400 5,31 5,99 5,99 8,11 10,27 — —
150 3,06 3,31 3,31 3,59 3,06 3,31 — — —
500 6,21 7,06 7,06 9,71 12,41 — —
600 7,54 8,56 8,56 11,74 14,98 — —
200 3,51 3,85 3,85 4,21 3,51 3,85 — —
700 8,44 9,63 9,63 13,34 17,12 — — —
* Ширина канавки Фрезы отрезные
16 24 32
Глубина к а н а.в к и Длина фрезеро-вания в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие N9 —8,2 квт 50 2,36 2,72 2,36 2,63 2,72 2,36 2,63 2,81
Глубина реза до
100 2,89 3,61 2,89 3,42 3,61 2,89 3,42 3,79 6 10 10 15 20 10 15 20 30
150 3,86 4,94 3,86 4,66 4,94 3,86 4,66 5,21 25 1,79 1,84 1,79 1,82 1,86 1,82 1,86 1,90 1,95
200 4,39 5,83 4,39 5,45 5,83 4,39 5,45 6,19 50 2,03 2,17 2,03 2,13 2,23 2,13 2,23 2,31 2,40
300 5,46 7,62 5,46 7,05 7,62 5,46 7,05 8,16
100 2,57 2,84 2,57 2,75 2,94 2,75 2,94 3,10 3,29
400 6,53 9,41 6,53 8,65 9,41 6,53 8,65 10,13
500 7,60 11,20 7,60 10,25 11,20 7,60 10,25 12,10 150 3,31 3,72 3,31 3,59 3,88 3,59 3,88 4,12 4,40
600 9,31 13,63 9,31 12,49 13,63 9,31 12,49 14,71
200 3,85 4,39 3,85 4,21 4,59 4,21 4,59 4,91 5,29
700 10,38 15,42 |10,38 14,09 15,42 10,38 14,09 16,28
338
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ ^ = 804-90 кг/лл» ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ
Штучное время (без установочного) в минутах
Фрезерные работы
КАРТА 162
Группа станков
длина фрезерования
э мм
Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Количество проходов 1 Количество проходов
Диаметр фрезы D н ширина обработки
В и мм
Один грубый с глубиной резания I в мм
3
- я
±
я Я
Диаметр фрезы D и ширина обработки В в мм
3
5
8
я
50
1,95
2,64
4,27
2,87
5,09
6,82
100
2,94
4,33
6,95
4,06
7,97
10,69
150
4,25
6,33
10,16
5,57 11,27
15,41
200
D «= 50
D =90
5,24
8,02
12,84
6,86
14,25
19,39
Пониженной жесткости V3 =2,3 кет
300
7,23
11,40
18,21
9,56
20,33
27,45
400
В = 40
500
600
7ОО
9,22 14,78
23,58
35,52
12,25
26,40
11,21 18,16 — 28,95 14,63 32,16 43,27
13,20 21,54 34,32 17,01 37,92 51,02
15,19 24,92 — 39,69 19,39 43,68 58,77
В = 70
Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания Г до 1 мм Один грубый и один получистовой t~rt' * Два грубых и один получи-: стовой 2t+£'
3 б 8
1,75 2,34 — 3,77 2,67 4,59 | 1 6,12
2,54 3,73 — 5,95 3,66 6,97 9,29
3,65 5,43 — 8,66 4,97 9,77 13,31
4,44 6,82 — 10,84 6,06 12,25 16,59
6,03 9,60 — 15,21 8,36 17,33 23,25
7,62 12,38 19,58 10,65 22,40 29,92
9,21 15,16 — 23,95 12,63 27,16 36,27
10,80 17,94 — 28,32 14,61 31,92 42,62
12,39 20,72 — | 32,69 16,59 36,68 48,97
Средней жесткост и Ма =3,7 кет 50 D = 90 В = 70 2,02 2,50 3,52 5,11 3,15 6,13 7,93 D = 150 В = 100 1,79 2,30 3,20 4,56 2,85 5,46 7,08
100 2,86 3,81 5,85 8,28 4,27 9,58 12,22 2,39 3,41 5,22 7,18 3,67 8,35 10,52
150 3,91 5,34 8,40 11,88 5,59 13,46 17,15 3,21 4,74 7,45 10,23 4,69 11,61 14,60
200 4,75 6,65 10,73 15,05 6,81 17,01 21,54 3,81 5,85 9,47 12,85 5,61 14,55 18,14
300 6,43 9,28 15,40 21,40 9,16 24,01 30,12 5,02 8,08 13,51 18,10 7,36 20,32 25,02
400 8,11 11,91 20,07 27,75 11,60 31,14 39,03 6,23 10,31 17,55 23,35 9,20 ' 26,22 32,23
500 9,79 14,54 24,74 34,10 13,93 38,14 47,72 7,44 12,54 21,59 28,60 10,93 31,99 39,22
600 11 ,90 17,60 29,84 41,31 16,38 45,68 57,37 9,08 15,20 26,06 34,71 12,78 38,30 47,17
700 | 13,58 20,23 34,51 47,66 19,03 53,01 66,27 10,29 17,43 30,10 39,96 14,83 44,40 54,37
Жест кие ЛГЭ =8,2 кет 1 50 D = 150 В = 100 — 2.09 2,60 4,27 3,26 5,33 6,99 0 = 300 В =200 1,79 2,19 2,70 4,07 3,06 5.23 6,59
100 — 1,90 3,91 6,39 4,27 7,65 10,34 2,30 3,09 4,Н 5,99 3,88 7,46 9,55
150 — 4,14 5,66 9,38 5,50 10,62 14,54 3,24 4,43 5,96 8,78 4,91 10,33 13,35
200 — 4,95 6,97 11,50 6,61 13,05 17,79 3,75 5,33 7,37 10,70 5,83 12,67 16,21
300 —• 6,57 9,60 15,75 8,74 17,80 24,16 4,77 7,14 10,20 14,55 7,57 17,23 21,79
400 — 8,19 12,23 20,0 11,08 22,78 30,76 5,79 8,95 13,03 18,40 9,52 22,02 27,60
500 — 9,81 14,86 24,25 13,41 27,74 37,34 6,81 10,76 15,86 22,25 11,46 26,79 33,39
600 — 12,07 18,13 29,78 15,76 33,35 45,11 8,47 13,21 19,33 27,38 13,42 32,21 40,37
700 13,69 20,76 34,03 18,21 38,44 51,71 ' 9,49 15,02 22,16 31,23 15,48 37,11 46,18
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм-.
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+t' до Два грубых и один получистовой 2t+t' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
CO о ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ и БЫСТРОРЕЖУЩЕЙ СТАЛИ а* = 80 ? 90 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 162 (продолжение)
Фрезерование дисковыми, фрезами Фрезы тдузуезн tie шлицевые с целины зуба'*
Группа станков Длина фрезерования В мм Ширина канавки Длина фрезерования В мм Ширина шлица
8 12 ,0 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 - —
1 *5 2,24 2,24 3,04, — — 25 1,62 1,65 1,60 1,62 1,62 1,65 -- — —
Пониже жестк< АГ, =2, И| 3,43 3,43 5,02 —
^б| 4,94 4,94 7,3з| - — 50 1,77 1,82 1,73 1,77 1,77 1,82 — — —
55 6,13| 6,13 9,31 — —
100 2,07 2,17 1,98 2,07 2,07 — —
14| 8,51 8,51 13,28 - — 2,17 —
10,89, 10,89 17,25, — -
150 2,58 2,73 2,45 2,58 2,58 2,73 — —
52, 13,27, 13,27 21,22 - -
)1| 15,65, 15,65 25,19 -
200 2,88 3,08 2,70 2,88 2,88 3,08 — — —
_ 700 6,90| 8,37 12,50| 18,0з| 18,03, 29,16, — —
Средней жесткости =3,7 кет Ширина канавки Фрезы прорезные с крупным, зубам
14 1S 1 Длина фрезерования в мм Ширина шлица
Глубина канавки 1 ,5 3 5
10 | 15 10 | 18 | 20 | - | - | -
Глубина шлица
50 2,01| 2,11 2,I1| 2,41| 2,71| — 1 - — б Ю 1» б 10
100 2,52| 2,71| 2,711 3,311 3.921 — — —
25 1 1,76 1,80 1,80 1,86 1,76 — —
150 3,24 3,53 3,53 4,43 | 5,34 1 — — 1,80 —
2? Средней жесткости Мэ =3,7 кет 200 3,75 4,13 4,13 5,33 6,55 — —
300 4,77 5,34 5,34 7,14 8,97 — — —
400 5,79 6,55 6,55 8,95 11,39 — -—
500 6,81 7,76 7,76 10,76 13,81 — — —
600 8,26 9,40 9,40 13,0 16,66 — — —
700 9,28 10,61 10,61 14,81 19,08 — —
Ширина канавки
14 24 32
Глубина канавки
15 20 1S 20 30 16 20 30 '
Жесткие V =8,2 кет 50 2,43 2,83 2,43 2,73 2,83 2,43 2,73 2,94
100 3,03 3,84 3,03 3,63 3,84 3,03 3,63 4,05
150 4,07 5,28 4,07 4,97 5,28 4,07 4,97 5,60
200 4,67 6,29 4,67 5,87 6,29 4,67 5,87 6,71
300 5,88 8,31 5,88 7,68 8,31 5,88 7,68 8,94
400 7,09 10,33 7,09 9,49 10,33 7,09 9,49 11,17
500 8,30 1 12,35 8,30 11,30 12,35 ' 8,30 11,30 13,40
600 10,15 15,01 10,15 13,75 15,01 10,15 13,75 16,27
700 11,36 17,03 | 11,36 15,56 17,03 11,36 15,56 । 18,50
50 2,01 2,11 2,11 2,21 2,01 2,11 — —
100 . 2,52 2,71 2,71 2,92 2,52 2,71 — — —
150 3,24 3,53 3,53 3,84 3,24 3,53 — —
200 3,75 4,13 4,13 4,55 3,75 4,13 — — —
Фрезы отрезные
Длина фрезеро-ВаЕ!НЯ в мм Ширина реза
1 2 3
Глубина реза до
6 10 Ю 15 20 10 15 20 30
25 1,80 1,88 1,80 1,86 1,91 1,86 1,91 1,95 2,01
50 2,11 2,26 2,11 2,21 2,32 2,21 2,32 2,41 2,51
100 2,71 3,01 2,71 2,92 3,13 2,92 3,13 3,31 3,52
150 3,53 3,98 3,53 3,84 4,16 3,84 4,16 4,43 4,74
200 4,13 4,73 4,13 4,55 4,97 4,55 4,97 5,33 5,75
342
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ = 90 4-100 кг[мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 163
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резании t в jhm до ♦ Два грубых 21 Один получнстовой с глубиной резания /' до 1 мм * Один грубый и одни получистовой /4-Г * Два грубых и один получистовой 2t+i' Один грубый с глубиной резания t в мм до • Два грубых 2t Один получистовой с глубиной резания t до I м м * Один грубый и один получнстовой / + /' * Два грубых и один получистовой 2/+/'
3 5 8 3 5 8
Пониженной жесткости =2,3 кат 50 D — 50 В = 40 2,37 3,37 — 5,42 3,38 6,33 8,48 0 = 90 В = 70 2,09 2,93 — 4,70 3,10 5,61 7,48
100 3,79 5,78 9,25 5,08 10,45 14,01 3,23 4,91 7,82 4,52 9,01 12,02
150 5,52 8,51 — 13,61 7,10 14,99 20,39 4,68 7,20 — 11,46 6,26 12,83 17,40
200 6,94 10,92 — 17,44 8,90 19,21 26,03 5,82 9,18 — 14,58 7,78 16,33 22,03
300 9,78 15,75 — 25,11 12,62 27,77 37,41 8,10 13,14 — 20,82 10,94 23,45 31,41
400 12,62 20,58 — 32,78 16,33 36,32 48,80 10,32 17,16 — 27,06 14,09 30,56 40,80
500 15,46 25,41 — 40,45 19,73 44,56 59,87 12,60 21,12 — 33,30 16,93 37,36 49,87
600 18,30 30,24 — 48,12 23,13 52,80 70,94 14,88 25,08 — 39,54 19,77 44,16 58,94
, 700 21,14 35,07 — 55,79 26,53 61,04 82,01 17,16 29,04 — 45,78 22,61 50,96 68,01
343 Средней жесткости Wa=3,7 кет 50 D =90 В = 70 • 2,38 3,06 4,52 6,47 3,63 7,61 9,77 D — 150 В ~ 100 2,05 2,77 4,07 5,69 3,20 6,73 8,56
100 3,58 4,93 7,85 11,0 5,23 12,54 15,90 2,91 4,37 6,96 9,44 4,36 10,78 13,47
150 4,99 7,02 11,40 15,96 7,03 17,90 22,67 3,99 6,17 10,0'6 13,62 5,73 15,26 19,03
200 6,19 8,89 14,73 20,49 8,73 22,93 28,90 4,85 7,77 12,95 17,37 6,99 19,41 24,04
300 8,59 12,64 21,40 29,56 12,04 32,89 41,16 6,58 10,96 18,73 24,88 9,43 27,61 33,87
400 10,99 16,39 28,27 38,63 15,44 42,98 53,75 8,31 14,15 24,51 32,39 II ,96 35,94 44,03
500 13,39 20,14 34,74 47,70 18,73 52,94 66,12 10,04 17,34 30,29 39,90 14,38 44,14 53,97
600 16,22 24,32 41,84 57,63 22,14 63,44 79,45 12,20 20,96 36,50 48,27 16,92 52,88 64,87
700 18,62 28,07 48,51 66,70 25,75 73,73 91,63 13,93 24,15 42,28 55,78 19,66 61,41 75,02
Жесткие У9~8,2 кет 50 D = 150 В = 100 - 2,44 3,16 5,18 3,69 6,32 8,33 О= 300 В =200 2,01 2,58 3,31 4,90 3,41 6,19 7,77
100 - 3,60 5,03 8,21 5,14 9,64 13,03 2,74 3,87 5,33 7,65 4,57 9,37 11,90
150 - 5,19 7,34 12,11 6,80 13,60 18,57 3,90 5,60 7,79 11,27 5,95 13,20 16,88
200 — 6,35 9,21 15,14 8,36 17,03 23,17 4,63 6,89 9,81 14,02 7,21 16,49 20,91
300 - 8,67 12,96 21 ,21 11,35 23,77 32,23 6,09 9,48 13,86 19,53 9,64 22,96 28,84
400 10,99 16,71 27,28 14,56 30,74 41,52 7,55 12,07 17,91 25,04 12,28 29,66 37,0
500 — 13,31 20,46 33,35 17,76 37,69 50,79 9,01 14,66 21,96 30,55 14,91 36,34 45,14
600 — 16,27 24,85 40,70 20,98 45,29 61,25 11,11 17,89 26,65 37,34 17,56 43,67 54,47
700 —— 18,59 28,60 1 46,77 1 24,30 52,37) 7Q.54 12,57 20,48 30,70 42,85 20,31 50,48 62,63
• Примечание. При нескольких проходах приняты следующие глубины реаания t в мм:
Характеристика жесткости станков Два грубых 2t до Один грубый и один получистовой 7-f-t" до Два грубых и один получистовой 2t+i' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
343
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ а* = 90 * 100 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Фрезерные работы}
КАРТА 163 (продолжение)
Штучное время (без установочного) в минутах
Фрезерование дисковыми фрезами
Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длина фрезерования в мм Ширина канавки
8 12 16
Глубина канавки
5 10 10 15 10 15 — —
Пониженной жесткости ,V3=2,3 квт 50 1,62 1,7; 2,19 2,75 2,75 3,89 - -
100 2,18 2,48 3,32 4,45 4,45 6,72 -
150 3,07 3,52 4,7з| 6,47| 6,47 9,88| —
200 3,6з| 4,23 5,91 8,17 8,17 12,71 -
300 4,7б| 5,66 8,18 11,57 11,57 18,38| —
_ 400 5,89 7,09 10,45 14,97 14,97 24,05, — -
500 7,02, 8,52 12,72 18,37| 18,37, 29,72 -
600 8,1б| 9,95 14,99 ,21,77 21,77 '35,39 - 1 -
700 9,28 11,3в| 17,2б1 25,1?) 25, iz| 41,06 -
Средней жесткости Va=3,7 квт Ширина канавки
14 18
Глубина канавки
10 15 10 15 20 — -
50 100 2,23 2,96 2,37| 2,37| 2,80| 3,23| — —
3,23| 3,231 4,091 4,96г — — 1 —
150 3,90 4,31 4,31 5,60 6,90 — 1-
Длина фрезерования в мм
Ширина шлица
2
3
Глубина шлица
3 5 3 5 3 5 — — —
25 1,69 1,72 1,65 1,69 1,69 1,72 — — —
50 1,90 1,97 1,84 1,90 1,90 1,97 — —
100 2,33 2,47 2,20 2,33 2,33 2,47 — — —
150 2,97 3,18 2,78 2,97 2,97 3,18 — — —
200 3,40 3,68 3,14 3,40 3,40 3,68 — — —
Фрезы прорезные с крупным зубом
Длина фрезеро-ва ния в мм Ширпнашлица
1,5 з 5
Глубица шлица
6 10 6 10 6 10
25 1,87 1 ,93 1,93 2,01 1,87 1,93 — —
Средней жесткости ,Va=3,7 кет 200 4,63 5,17 5,17 6,89 8,G3 — — — 50 2,23 2,37 2,37 2,52 2,23 2,37 — — —
300 6,09 6,90 6,90 9,48 12,09 — — — 100 2,96 3,23 3,23 3,53 2,96 3,23 — — - -
400 7,55 8,63 8,63 12,07 15,55 — — —
150 3,90 4,31 4,31 4,76 3,90 4,31 — —
500 9,01 10,36 10,36 14,66 19,01 — — —
600 10,90 12,52 12,52 17,68 22,90 - - —
200 4,63 5,17 5,17 5,77 4,63 5,17 — — —
700 12,36 14,25 14,25 20,27 26,36 -- — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина регя
15 20 15 20 30 15 20 30 Г 2 3
J Жесткие ;V3=8,2 квт 50 2,69 3,27 2,69 3,12 3,27 2,69 3,12 3,42
Глубина реза до
100 3,55 4,71 3,55 4,41 4,71 3,55 4,41 5,01 6 0 10 15 20 10 ,3 20 30
150 4,85 6,59 4,85 6,14 6,59 4,85 6,14 7,04 25 1,93 2,04 1,93 2,01 2,08 2,01 2,08 2,15 2,22
200 5,71 8,03 5,71 7,43 8,03 5,71 7,43 8,63
50 2,37 2,58 2,37 2,52 2,66 2,52 2,66 2,80 2,95
300 7,44 10,92 7,44 10,02 10,92 7,44 10,02 11,82
100 3,23 3,66 3,23 3,53 3,82 3,53 3,82 4,09 4,39
400 9,17 13,81 9,17 12,61 13,81 9,17 12,61 15,01
500 10,90 16,70 ' 10,90 t 15,20 16,70 1 10,90 1 15,20 18,20 150 4,31 4,95 4,31 4,76 5,19 4,76 5,19 5,60 6,05
600 13,27 20,23 13,27 18,43 20,23 13,27 18,43 22,03
200 5,17 6,03 5,17 5,77 6,35 5,77 6,35 6,89 7,49
700 15,0 23,12 15,0 21,02 | 23,12 ' 15,0 1 21,02 25,22
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ zb = 100 -г 110 кг/ии3 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 164
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в л<л< Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2f Один получистовой с глубиной резания i' до 1 ММ — * Один грубый и один получистовой t + t" — * Два грубых и один получистовой 2f-p/' Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания /' до 1 мм * Один грубый и один получистовой t + t‘ ♦ Два грубых и один получистовой 2/+1'
3 5 8 3 5 8
Пониженн jb жесткости Кэ~ 3,7 кет 50 D = 50 В = 40 2,65 3,84 — 6,17 3,71 7,13 9,56 D = 90 В = 70 2,31 3,32 — 5,31 3,38 6,28 8,37
100 4,34 6,73 — 10,75 5,75 12,06 16,18 3,66 5,70 — 9,04 5,07 10,35 13,79
150 6,35 9,93 — 15,86 8,10 17,40 23,64 5,33 8,38 — 13,29 7,09 14,84 20,06
200 8,04 12,82 — 20,44 10,24 22,43 30,37 6,68 10,76 — 17,02 8,88 19,01 25,59
300 11,43 18,60 — 29,61 14,63 32,60 43,92 9,39 15,51 — 24,48 12,59 27,47 36,75
400 14,82 24,38 — 38,78 19,01 42,76 57,48 12,10 20,26 —* 31,94 16,29 35,92 | 47,92
500 18,21 30,16 — 47,95 23,08 52,61 70,72 14,81 25,01 — 39,40 19,68 44,06 58,77
600 21,60 35,94 — 57,12 27,15 62,46 83,96 17,52 29,76 — 46,86 23,07 52,20 69,62
7оо 24,99 41,72 -ЙШ iMk.. 66,29 31 ,22 72,31 97,20 20,23 34,51 54,32 26,46 60,34 80,47
Средней жесткости jV3=3,7 квт 50 D = 90 В ==70 2,61 3,43 5,17 7,35 3,95 8,58 10,97 D = 150 В = 100 2,21 3,09 4,64 6,42 3,43 7,53 9,52
100 4,05 5,67 9,16 12,78 5,85 14,47 18,30 3,25 4,99 8,09 10,91 4,82 12,37 15,40
150 5,69 8,13 13,36 18,62 7,97 20,80 26,27 4,49 7,11 11,76 15,82 6,42 17,65 21,92
200 7,13 10,37 17,35 24,05 9,97 26,79 33,70 5,53 9,01 15,21 20,31 7,91 22,59 27,90
300 10,0 14,86 25,33 34,90 13,90 38,68 | 48,36 7,60 12,82 22,12 29,29 10,81 32,38 39,66
400 12,87 19,35 33,31 45,75 17,92 50,70 j 63,35 9,67 16,63 29,03 | 38,27 | 13,80 1 42,30 | 51.75
500 15,74 23,84 41,29 56,60 21,83 62,59 78,12 11,74 20,44 35,94 | 47,25 16,68 52.09 63,62
600 19,04 28,76 49,70 68,31 25,86 75,02 93,85 14,24 24,68 43,28 57,09 19,68 62,42 76,45
700 21,91 33,25 57,68 79,16 30,09 87,24 |108,83 16.31 28749 50,19 ( 66,07 22,88 72,54 88,53
Жесткие Л^=8,2 квт 50 D = 150 3=100 - 2,67 3,52 | 5,77 | 3,98 i 6,97 9,21 D = 300 В =200 2,15 2,83 3,70 , 5,43 3,64 6,81 8.53
100 —, 4,06 I 5,77 | 9,41 ) 5,71 | 10,95 14,80 3,02 4,38 6,12 | 8,73 5,03 1 10,62 13,44
150 —- 5,88 | 8,44 | 13,90 | 7,66 | 15,56_ 21,22 4,32 | 6,36 | 8,97 | 12,88 | 6,64 | 15,07 | 19,18
200 — 7,27 | 10,69 | 17,54 | 9,49 | 19,65 26,71 5,19 | 8,91 | 11,39 [ 16,18 | 8,13 | 18,99 | 23,99 26,71 | 33,46
300 1 10,05 | 15,18 | 24,81 | 13,06 | 27,70 37,54 6,93 | 11,01 | 16,23 | 22,77 | 11,02 |
400 - [ 12,83 | 19,67 | 32,08 | 16,84 | 35,98 48,60 8,67 | 14,11 | 21,07 | 29,36 1 14,12 | 34,66 | 43.16
500 - 1 15,61 | 24,16 | 39,35 j 20,61 | 44,24 59,64 10,41 | 17,21 | 25,91 | 35,95 | 17,21 | 42,59 | 52,84
600 - 1 19,03 | 29,29 | 47,90 | 24,40 | 53,15 71,87 12,79 | 20,95 | 31,39 | 43,82 | 20,32 | 51,17 | 63,71
700 - 1 21,81 | 33,78 | 55,17 | 28,29 | 61,54 | 82,93 14,53 | 24,05 36,23 1 50,41 | 23,53 | 59,23 | 73,41
* Примечание. При нескольких проходах приняты следующие глубины резания t В мм-
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+t' ДО Два грубых и один получистовой 2t+tr до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 S 12
Жесткие 13 9 14
обработка инструментальной ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ а* = 100 ~ 110 кг/лла ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 164 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования В ММ Ширина шлица
8 12 16 1 2 8 —
Глубина канавки Глубина шлица
5 10 10 15 1 0 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости jVa=-2,3 кет 50 1,73 1,91 2,41 3,09 3,09 4,44 — — 25 1,73 1,77 1,69 1,73 1,73 1,77 — —
100 2,41 2,7б| 3,7б| 5,12 5,12 7,83 — —
150 3,41 3,94| 5,44 7,48 7,48 11,54 — 50 1,99 2,07 1,91 1,99 1,99 2,07 — — —
200 4,09 4,79| 6,79| 9,51 9,51 14,93( -
100 2,50 2,67 2,34 2,50 2,50 2,67 — — —
300 5,451 6,50| 9,50| 13,58 13,58 21,71 — -
400 6,81 8,21 12,21 17,65 17,65| 28,49| — -
150 3,23 3,48 2,99 3,23 3,23 3,48 — — —
500 8,17 9,92| 14,92 21,72 21,72 35,27 -
600 9,53 11,63| 17,6з| 25,79| 25,79| 42,05 — -
200 3,74 4,08 3,42 3,74 3,74 4,08 — — —
700 10,89 13,34| 20,34| 29,86 29,86 48,83| — -
Средней Жесткости Nэ~3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 | 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки С5 3 5 —
10 15 | 10 | 15 ; 2о - — 1 -
Глуби н'а шлица
50 2,37| 2,54| 2,54| 3,05 3,57| - —— 6 10 6 10 6 10 — — —
100 — ——
OjUl)| 25 1,94 2,02 2,02 2,10 1,94 2,02 — — —-
150 4,32 4,82| 4,82| 6,36 7,91 —
Средней жесткости /Уэ=®=3,7 кет 200 5,19 5,85 5,85 7,91 9,97 — —
300 6,93 7,92 7,92 11,01 14,10 —— — —
400 8,67 9,99 9,99 14,11 | 18,23 —
500 10,41 12,06 12,06 17,21 22,36 —• — |
600 12,58 14,56 14,56 20,74 26,92 — —
700 14,32 16,63 16,63 23,84 31,05 — — —
Ширина канавки
16 24 32
Глубина канавки
15 20 15 20 30 15 20 30
Жесткие V9=8,2 кет 50 2,86 3,55 2,86 3,37 3,55 2,86 3,37 3,73
100 3,89 5,28 3,89 4,92 5,28 3,89 4,92 5,63
150 5,36 7,44 5,36 6,90 7,44 5,36 6,90 7,97
200 6,39 9,17 6,39 8,45 9,17 6,39 8,45 9,87
300 8,46 12,63 8,46 11,55 12,63 8,46 11,55 13,68
400 10,53 16,09 10,53 14,65 16,09 10,53 14,65 17,49
500 12,60 19,55 12,60 17,75 19,55 12,60 17,75 21,30
600 15,31 23,65 15,31 21,49 23,65 15,31 21,49 25,75
700 17,38 27,11 17,38 24,59 27,11| 17,38 24,59 29,56
50 2,37 2,54 2,54 2,71 2,37 2,54 — — —
100 3,24 3,57 3,57 3,92 3,24 3,57 — — —
150 4,32 4,82 4,82 5,34 4,32 4,82 — — —
200 5,19 5,85 5,85 6,55 5,19 .5,85 — — —
Фрезы отрезные
Длина фрезеро-вания в мм Ширина реза
1 2 3
Глубина реза до
6 10 10 15 20 10 15 20 20
25 2,02 2,14 2,02 2,10 2,20 2,10 2,20 2,28 2,37
50 2,54 2,79 2,54 2,71 2,89 2,71 2,89 3,05 3,23
100 3,57 4,08 3,57 3,92 4,28 3,92 4,28 4,60 4,96
150 4,82 5,58 4,82 5,34 5,88 5,34 5,88 6,36 6,90
200 5,85 6,87 5,85 6,55 7,27 6,55 7,27 7,81 8,63
05S
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ --=110-120 ИНСТРУМЕНТОМ из быстрорежущей СТАЛИ Р9 без охлаждения Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 164
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра-ботк и В в л л Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания f в мм до * Два грбых 2/ Один получистовой с глубиной резания Г до 1 мм - * Один грубый и один получистовой t+t' ♦ Два грубых и один получистовой 2/+/' Одни грубый с глубиной резания i в мм до * Два грубых 2t Один получистовой с глубиной резания t до 1 мм * Один грубый и один получистовой i+t' * Два грубых в один получистовой It + t'
3 5 8 3 5 8
Пониженной жесткости Д^=2,3 квт 50 D=50 В=40 3,05 4,53 - 7,26 4,20 8,31 11,14 0=90 В=70 2,63 3,89 • 6,20 3,78 7,25 9,66
100 5,15 8,11 12,94 6,72 14,41 19,34 4,31 6,83 — 10,82 5,88 12,29 16,38
150 7,56 12,0 — 19,14 9,56 20,93 28,38 6,30 10,08 — 15,96 8,30 17,75 23,94
200 9,66 15,58 — 24,82 12,18 27,13' 36,69 7,98 13,02 — 20,58 10,50 22,89 30,77
300 13,86 22,74 — 36,18 17,54 39,65 53,40 11,34 19,0 — 29,82 15,02 33,29 44,52
400 18,06 29,90 47,54 22,89 52,16 70,12 14,70 24,78 — 39,06 19,53 43,68 58,28
500 22,26 37,06 — 58,90 27,93 64,36 86,52 18,06 30,66 — 48,30 23,73 53,76 71,72
600 26,46 44,22 — 70,26 32,97 76,56 102,92 21,42 36,54 — 57,54 27,93 63,84 85,16
700 30,66 51,38 — 81,62 38,01 88,76 119,32 24,78 42,42 66,78 32,13 73,92 98,60
Средней жесткости /Уэ=3,7 кет 50 D=90 £=70 2,96 3,96 6,12 8,65 4,40 9,98 12,72 £>=150 £=100 2,46 3,54 5,46 7,49 3,76 8,68 10,92
100 4,74 6,74 11,06 15,37 6,76 17,28 21,80 3,74 5,90 9,74 13,05 5,48 14,68 18,20
150 6,73 9,73 16,21 22,51 9,33 25,01 31,52 5,23 8,47 14,23 19,03 7,41 21,11 26,12
200 8,51 12,51 21,15 29,23 11,79 32,41 40,70 6,51 10,83 18,51 24,59 9,23 27,21 33,50
300 12,07 18,07 31,03 42,67 16,63 47,11 58,86 9,07 15,55 27,07 35,71 12,79 39,31 48,06
400 15,63 23,63 40,91 56,11 21,56 61,94 77,35 11,63 20,27 35,63 46,83 16,44 51,54 62,95
500 19,19 | 29,19 50,79 69,55 26,38 76,64 95,62 14,19 24,99 44,19 57,95 19,98 63,64 77,62
600 23,18 35,18 61,10 83,85 31,32 91,88 114,85 17,18 30,14 53,18 69,93 23,64 76,28 93,25
700 26,74 40,74 70,98 97,29 36,46 [106,91 133,33 19,74 34,86 61,74 81,05 27,50 88,71 108,13
Жесткие /V ,=8,2 кет 50 £>=150 £=100 — 1 3,0 4,06 6,64 4,39 7,92 10,49 £>=300 £=200 2,36 3,20 4,28 6,22 3,97 7,72 9,65
100 4,72 6,84 11,14 6,53 12,84 17,35 3,44 5,12 7,28 10,30 5,69 12,44 15,67
150 — 6,87 10,05 16,50 8,89 18,40 25,05 4,95 7,47 10,71 15,24 7,63 17,80 22,53
200 — | 8,59 12,83 21,0 11,13 23,43 31,81 6,03 8,39 13,71 19,32 9,45 22,63 28,45
300 — | 12,03 18,39 30,0 15,52 33,37 45,19 8,19 13,23 19,71 27,48 13,0 32,17 40,15
400 — | 15,47 23,95 39,0 20,12 43,54 58,80 10,35 17,07 25,71 35,64 16,76 41,94 52,08
500 — | 18,91 29,51 48,0 24,71 53,69 72,39 12,51 20,91 31,71 43,80 20,51 51,69 63,99
600 — | 22,99 35,71 58,28 29,32 64,49 87,17 15,31 25,39 38,35 53,24 24,28 62,09 77,09
700 — | 26,43 41,27 67,28 34,03 74,77 100,78 17,47 29,23 44,35 61,40 28.15 71,97 89,02
* Примечание, При нескольких проходах приняты следующие глубины резания^/ в мм:
Характеристика жесткости станков Два грубых 2 t до Один грубый и один получистовой t+t' до Два Грубых Н один получистовой 2/ + до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие !Э 9 1 4
352
ОБРАБОТКА ИНСТРУМЕНТАЛЬНОЙ ЛЕГИРОВАННОЙ И БЫСТРОРЕЖУЩЕЙ СТАЛИ = 110-- 120 кг [мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 165 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезеро-ва ния В ММ Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 Ю 10 15 10 15 — — 3 5 3 5 3 5 —
Пониженной жесткости Л^=2,3 кет 50 1,89 2,Н 2,73 3,57 3,57 5,25 — — 25 1,79 1,84 1,74 1,79 1,79 1,84 — — —
100 2,73 3,17 4,41 6.09 6.09 9.45 — —
50 2,11 2,21 2,01 2,11 2,11 2,21 — — —
150 3,89 4,55 6,41 8,93 8,93 |13,97 — —
200 4,73 5,61 8,09 11,45 11,45 18,17 —, —
100 2,75 2,95 2,55 2,75 2,75 2,95 — — —
300 5,41 7,73 11,45 16,49 16,49 ,26,57 —
400 8,09 9,85 14,81 21,53 21,53 34,97 —- —
150 3,60 3,90 3,30 3,60 3,60 3,90 — — —
500 9,77 11,97 18,17 26,57 26,57 43,37 — —
600 11,45 14,09 21,53 31,61 |31,61 51,77 —
200 4,24 4,64 3,84 4,24 4,24 4,64 — — —
700 13,13 16,21 24,89 |36,65 36,65 |б0,17 —
Средней жесткости N?=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
М 18 — Длина фреэерО’ вания Б ММ Ширина шлица
Глубина канавки 1,5 3 5
10 IS 10 15 20 - —
Глубина шлица
50 2,58 2,78 2,78 | 3,42 4,06 - - — 6 10 6 10 6 10 —— — —
4,27 4,27 5,34 - —
1UU .1 , оо 0,0^ — 25 2,04 2,14 2,14 2,25 2,04 2,14 — — —
150 4,95 5,55 5,55 7,47 9,39 —* — —
ник. Зак. 952
Средней жесткости Мэ=3,7 кет 2(H) G.C3 G.83 G.83 9,39 11,95 — 59 2,56 2, 78 2,78 3,0 2,58 2,78 — — —
300 8,19 9,39 9,39 13,23 17,07 — — — 100 3,66 4,06 4,06 4,5 3,66 4,06 — — —
400 10,35 11,95 11,95 17,07 22,19 — — -
150 4,95 5,55 5,55 6,21 4,95 5,55 — —
500 12,51 14,51 14,51 20,91 27,31 —
600 15,10 17,50 17,50 25,18 32,86 — — —
200 6,03 6,83 6,83 7,71 6,03 6,83 —
700 17,26 20,06 20,06 29,02 37,98 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 IS 20 30 15 20 30 1 2 3
Жесткие :V3=8>2 кет 50 3,10 3,96 3,10 3,74 3,96 3,10 3,74 4,18
Глубина реза до
100 4,38 6,10 4,38 5,66 6,10 4,38 5,66 6,54 6 10 1 0 15 20 ю 15 20 30
150 6,09 8,67 6,09 8,01 8,67 6,09 8,01 9,33 25 к 2,14 2,30 2,14 2,25 2,36 2,25 2,36 2,46 2,57
200 7,37 10,81 7,37 9,93 10,81 7,37 9,93 11,69 50 2,78 3,10 2,78 3,0 3,22 3,0 3,22 3,42 3,64
300 9,93 15,09 9,93 11,77 15,09 9,93 11,77 16,41
100 4,06 4,70 4,06 4,5 4,94 4,5 4,94 5,34 5,78
400 12,49 19,37 12,49 17,61 19,37 12,49 17,61 21,13
500 15,05 23,65 15,05 21,45 23,65 15,05 21,45 25,85 150 5,55 6,57 5,55 6,21 6,87 6,21 6,87 7,47 8,13
600 18,25 28,57 18,25 25,93 28,57 18,25 25,93 31,21
200 6,83 8,11 6,83 7,71 8,59 7,71 8,59 9,39 10,27
700 20,81 32,85 20,81 29,77 32,85 20,81 29,77 35,93
354
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ = 604-70 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 166
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы * D к ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один ‘Получистовой с глубиной резания tr до 1 мм * Один грубый и один получистовой r-f-Z' А * Двэ'грубых и один получ»' стовой 2t -f-f' Один грубый с глубиной резания t в мм до * Два грубых 2Г 1 Один получистовой с глубиной резания Г до I ММ * Один грубый и один получистовой /+/' * Два грубых и один получнстовой 21+1'
3 5 8 3 5 8
Пониженной жесткости V ~2,3 квт 50 р—50 В=40 1,53 1,93 — 3,14 2,38 3,89 5,20 Д=90 В=70 1,41 1,76 — 2,85 2,26 3,60 4,79
100 2,11 2,91 4,70 3,07 5,56 7,45 1,87 2,57 — 4,12 2,84 4,99 6,64
150 3,0 4,20 — 6,78 4,09 7,66 10,55 2,64 3,69 — 5,91 3,74 6,80 9,33
200 3,58 5,18 — 8,34 4,88 9,43 12,91 3,10 4,50 — 7,18 4,42 8,29 11,29
300 4,74 7,14 — 11,46 6,59 13,10 17,73 4,02 6,12 — 9,72 5,90 11,39 15,30
400 5,90 9,10 —’ 14,58 8,29 16,76 22,56 4,94 7,74 ’— 12,26 7,37 14,48 19,32
500 600 7,66 11,06 17,70 9,68 20,11 27,07 5,86 9,36 14,80 8,53 17,26 23,02
8,22 13,02 — 20,82 11,07 23,46 31,58 6,78 10,98 — 17,34 9,69 20,04 26,72
700 9,38 14,98 — 23,94 12,46 26,81 36,09 7,70 12,60 — 19,88 10,85 22,82 30,42
Средней жесткости А/ э = 3,7 кет 50 Д = 90 В = 70 1 ,67 1,95 2.54 3,78 2,69 4,69 6,14 Д-150 В = 100 1 ,53 1 ,83 2,36 3,46 2,51 4,33 5,64
100 2,16 2,71 3,90 4,63 3,34 6,70 8,64 1,88 2,48 3,53 4,98 2,99 5,98 7,64
150 2,86 3,69 5,47 7,90 4,20 9,14 11,78 2,44 3,34 4,92 6,93 3,67 8,06 10,28
200 3,35 4,45 6,83 9,75 4,95 11,25 14,38 2,79 3,99 6,09 8,45 4,25 9,81 12,38
300 4,33 5,98 9,55 13,45 6,37 15,37 19,38 3,49 5,29 8,44 11,50 5,32 13,21 16,38
400 5,31 7,51 12,27 17,15 7,88 19,62. 24,71 4,19 6,59 10,79 14,55 6,48 16,74 20,71
500 6.29 9,04 14,99 20,85 9,28 23,74 29,82 4,89 7,89 13,14 17,60 7,53 20,14 24,82
600 7,70 11,0 18,14 25,41 10,80 28,40 35,89 6,02 9,62 15,92 21,51 8,70 24,08 29,89
700 8.68 12,53 20,86 29,11 12,52 32,85 41,21 6,72 10,92 18,27 24,56 10,07 27,81 34,21
Жесткие N'э =8,2 кет 50 £>=150 В=Ю0 - 1,76 2,04 3,38 2,84 4,35 5,68 Д=300 В=200 1,58 1,81 2,10 3,26 2,73 4,30 5,45
100 2,23 2,81 4,62 3,43 5,71 7,73 1,86 2,34 2,93 4.38 3,20 5,60 7,26
150 - 3,14 4,0 6,72 4,24 7,70 10,62 2.60 3,30 4,18 6,36 3,90 7,54 9,92
200 — 3,61 4,77 7,96 4,93 9,17 12,57 2,89 3,83 5,01 7,48 4,47 8,95 11,63
300 — 4,56 6,30 10,44 6,22 11,98 16,33 3,48 4.89 6,66 9,72 5,53 11,65 14,92
400 — 5,51 7,83 12,92 7,72 15,02 20,32 4,07 5,95 8,31 П ,96 | 6,80 | 14,58 | 18,44
500 600 — 6,46 9,36 15,40 9,21 18,04 24,29 4,66 7,01 9,96 14,20 8,06 17,49 21,94
— 8,05 11,53 19,16 10,72 21,71 29,45 5,89 8,71 12,25 17,72 9,34 21,05 26,63
700 9,0 13,06 21,64 12,33 24,86 33,44 6,48 9,77 13,90 19,96 10,72 24,09 30,15
• Примечание. При нескольких проходах приняты следующие глубины резания t в мМ:
Характеристика жесткости станков Два грубых t до Один грубый и один получистовой t + t' до Два грубых и один получистовой 2/4-/' до
Пониженной жесткости 8 б 9
Средней жесткости 11 9 12
Ж есткие 13 9
356 ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ = 604-70 кг}мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 166 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Дл ииа фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 15 1 16 I 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 - — -
Пониженной жесткости N3 —2,3 кат 50 1,28 1,34 1,51 1,75 1,75 2,21 —— — 25 1,56 1,57 1,55 1,56 1,56 1,57 — —
100 1,51 1,63 1,97 2,44 2,44 3,36 —
150 2,06 2,24 2,75 3,46 3,46 4,84 — — 50 1,65 1,68 1,62 1,65 1,65 1,68 — — —
200 2,29 2,53 3,21 4,15 I 4,15 5,99 -
300 2,75 3,11 4,13 5,54 5,54 8,30 — ‘ 100 1,82 1,88 1,77 1,82 1,82 1,88 *—* — —
400 3,21 3,69 5,05 6,93 | 6,93 10,61
150 2,21 2,29 2,13 2,21 2,21 2,29 — — —
500 3,67 4,27 5,97 8,32 8,32 12,92 - 1 -
600 4,13 4,85 6,89 9,71 | 9,71 15,23 — 1 —
200 2,38 2,50 2,28 2,38 2,38 2,50 А, — —
700 4,59 5,43 7,81 11,10 |ll ,10 17,54 1 _ — 1
Средней жесткости N3 —3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки 1.5 3 I S I
Ю 15 10 15 | 20 | - — —
Глубина шлица
50 1,80 1,85 1,85 2,03 | 2,21 | — - — 6 1 10 1 6 1 10 1 6 1 10 1 — 1 — —
100 2,09 2,20 2,20 2,56 2,91 | - | - 1
25 1,65 iiii I — -—
150 2,60 2,76 2,76 3,30 3,83 | — — — 1,68 1,68 j 1,71 1,65 1.68 j — j
Средней жесткости =3,7 кет 200 2,89 3,11 3,11 3,83 4,53 — —
300 3,48 3,81 3,81 4,89 5,94 — —
400 4,07 4,51 4,51 5,95 7,35 — —
500 4,66 5,21. 5,21 7,01 8,76 — —
600 5,68 6,34 6,34 8,50 10,60 — . —
700 6,27 7,04 7,04 9,56 12,01 - —-
Ширина канавки
16 24 32
Глубина канавки
15 20 15 20 30 15 20
Жесткие V3 =8,2 кет 50 2,17 2,41 2,17 2,35 2,41 2,17 2,35
100 2,52 3,0 2,52 2,88 3,0 2,52 2,88
150 3,30 4,02 3,30 3,84 4,02 3,30 3,84
200 3,65 4,61 3,65 4,37 4,61 3,65 4,37
300 4,35 5,79 4,35 5,43 5,79 4,35 5,43
400 5,05 6,97 5,05 6,49 6,97 5,05 6,49
500 5,75 8,15 5,75 7,55 8,15 5,75 7,55
600 7,09 9,97 7,09 9,25 9,97 7,09 9,25
700 7,79 11,15 7,79 10,31 11,15 7,79 10,31
—• 50 1,80 1,85 1,85 1 ,92 1,80 1,85 — — —
— 100 2,09 2,20 2,20 2,33 2,09 2,20 — — —
—
150 2,60 2,76 2,76 2,96 2,60 2,76 ’—- — —
—*
1 1
200 2,89 3,11 3,11 3,37 2,89 3,11 — — —
Фрезы отрезные
Длина фрезеро-вания в мм Ширина реза
30 1 2 3
2,47
Глубина реза до
3,12 6 10 10 15 20 10 15 20 30
4,20 25 I ,68 1 ,72 1,68 1,71 1,74 1,71 1,74 1,77 1,80
4,85 50 1,85 1,94 1,85 1,92 1,98 1,92 1,98 2,03 2,09
6,15
100 2,20 2,38 2,20 2,33 2,45 2,33 2,45 2,56 2,68
7,45
8,75 150 2,76 3,03 2,76 2,96 3,14 2,96 3,14 3,30 Э-,48
10,69
200 3,11 3,47 3,11 3,37 3,61 3,37 3,61 3,83 4,07
11,99
ОБРАБОТКА углеродистой ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ труднообрабатываемой СТАЛИ <зь = 704-80 кг/жжа ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без остановочного) в минутах Фрезерные работы
КАРТА 167
Группа станков Длина фрезерования В JCW Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной ; резания Г до 1 1 jUjK 1 * Од ин грубый । и один получи- ; «'товой 1 + Г • Два грубых и оди н получистовой 2/ + Г Один грубый с глубиной резания t в мм до • Два грубых 2 t Один получистовой с глубиной резания 1' до 1 мм • Один грубый и один получистовой t+t' • Два грубых и один получистовой 2t 4- t'
3 5 8 3 • 5 8
Пониженной жесткости AL =2,3 кет 3 г 50 £>=50 5=40 •1,61 2,07 — 3,36 2,47 4,12 5,51 £>=90 5=70 1,48 1,87 — 3,03 2,33 3,78 5,04
100 2,26 3,19 — 5,13 ^3,26^ 6,03 8,07 2,0 2,79 — 4,47 2,99 5,36 7,14
150 3,23 4,62 — 7,43 4,37 8,36 11,48 2,84 4,02 — 6,44 3,96 7,35 10,08
200 3,88 5,74 9,2 5,26 10,37 14,15 3,36 4,94 — 7,88 4,72 9,03 12,29
300 5,19 7,98 — 12,75 7,16 14,51 19,59 4,41 6,78 — 10,86 6,35 12,50 16,80
400 6,50 10,22 — 16,30 9,05 18,64 25,04 5,46 8,62 — 13,66 7,97 15,96 21,32
500 7,81 12,46 — 19,85 10,63 22,46 30,17 6,51 ! Ю,46 —’ 16,55 9,28 19,11 25,52
600 9,12 14,70 — 23,40 12,21 26,28 35,30 7,56 12,30 — 19,44 10,59 22,26 29,72
700 10,43 16,94 — 26,95 13,79 30,10 40,43 8,61 14,14 — 22,33 11,90 25,41 33,92
4,96 6,48 1,58 1,92 2,52 3,67 2,58 4,56 5,92
50 1,74 2,05 2,72 4,03 2,78
Средней жесткости ,V9 =3,7 em 100 £>=90 В =70 2,29 2,92 4,27 6,13 3,52 7,24 9,32 £>=150 £=100 1,98 2,66 3,86 5,41 3,12 6,44 8,20
150 3,06 4,0 6,02 8,65 4,47 9,95 12,80 2,59 3,61 5,41 7,57 3,87 8,75 11,12
200 3 61 4,86 7,57 10,75 5,31 12,33 15,74 _ 2,99 4,35 6,75 9,31 4,51 10,73 13,50
300 4,72 6,61 10,66 14,95 6,91 16; 99 21,42 -3.79 5,83 9,43 12,79 5,71 14,59 18,06
400 5,83 8,35 13,75 19,15 8,60 21,78 27,43 _ 4,59 7,31 12,11* 16,27 г7,0 18.58 22,95
500 6,94 10,09 16,84 23,35 10,18 26,44 33,22 -5,39 8,79 14,79 19.75 8,18 22,44 27,62
600 8,48 12,26 20,36 28,41 11,88 31,64 39,97 6,62 10,70 17,90 24,09 9,48 26,84 33,25
700 9,59 14,0 23,45 32,61 13,78 36,63 45,97 7,42 12,18 20,58 27,57 10,98 31,03 38,13
50 - 1,82 2,15 3,55 2,92 4,54 5,93 1,62 1,88 2,22 3,42 2,79 4,48 5,67
Жесткие V3 =8,2 кет 100 £>=150 в = юо 2,36 3,02 А4,96 3,59‘ 6,08 8,23 £>=300 В =200 1,96 2,48 3,16 4,70 3,33 5,96 7,71
150 3,33 4,32 7,23 | 4,48 8,26 | 11,37 2,73 3,51 4,53 6,84 4,09 8,08 10,59
200 3,87 5,19 8,64 5,25 9,91 13,57 -3,07 4,11 5,47 8,12 4,73 9,67 12,53
300 — 4,95 6,93 11,46 6,70 13,09 17,83 3,75 5,31 7,35 10,68 5,92 12,73 16,27
400 500 6,03 8,67 14,28 8,36 16,50 22,32 -4,43 6,51 9,23 13,24 7,32 16,02 20,24
7,11 10,41 17,10 10,01 19,89 26,79 5,11 7,71 11,11 15,80 8,71 19,29 24,19
Я яч 19 79 21 20 11 68 23,93 32,45 6,43 9,55 13,63 19,64 10,12 23,21 29,33
OUV — 13.45 97,45 36,94 7,И 10,75 15,51 22,20 11,63 26,61 33,30
7ЛЛ Q QI 1 14 КЗ".’ 9.4 09
примечание. При Нескольких проходах приняты следующие глубины резании t в _
Характеристика жесткости станков Два грубых И до Один грубый и одни получистовой /-}-/ до Два грубых и один получистовой 2/+/' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ аА=70-Н80 кг/мм3 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 167 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом 4
Группа станков длина фрезеро-. вания в «л Ширина канавки Длина фрезере-вания В ММ Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 i ,0 10 15 '° 15 ” 1 ~ 3 | 5 3 1 5 1 3 ( 5 J —
Пониженной жесткости N9 =2,3квт 50 1,31 I 1,38 1 1,58 1,84 | 1,84 | 2,37 | — — 25 1,57 I ,59 1,56 1,57 1,57 1,59 — — —
100 1,58 | 1,71 | 2,10 2,63 | 2,63 | 3,68 | — —
150 2,16 | 2,36 | 2,95 | 3,74 | 3,74 5,32 | — — 50 к 1,67 1,70 1,64. 1,67 1,67 1,70 — —
200 2,43 | 2,69 | 3,47 | 4,53 | 4,53 6,63 | —
300 2,96 | 3,35 | 4,52 | 6,11 | 6,11 9,2б1 — * 100 1,87 1,93 1,81 1,87 1,87 1,93 — — —
400 3,49 | 4,01 | 5,57 | 7,69 | 7,69 11,891 — .—
150 2,28 2,37 2,19 2,28 2,28 2,37
500 4,02 | 4,67 | 6,62 | 9,27 1 9,27 14,52| — -
600 4,55 | 5,33 | 7,67 (10,85 (10,85 17,15| - -
200 2,48 2,60 2,36 2,48 2,48 2,60 — — —
700 5,08 | 5,99 | 8,72 Ii2,43 |l2,43 19,7в) -
Средней жесткости /У3 =3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 | 18 | — Длина фрезерования в мм Ширина шлица
Глубина канавки 1 .5 3 1 5 ] —
10 | 15 | 10 | 15 | 20 | - 1 -
Глубина шлнца
/ 50 1,84 | 1,90 ) 1.90 ) 2,10 ) 2,30 | — | — 1 —
R 10 б 1 10 6 10 — —
100 2,18 | 2,30 1 2,30 | 2,70 [ 3,10 | — [ — [ —
25 1 ,67 1,70 1,70 1,74 1 ,67 1,70 J— - - —
150 2,73 ) 2,91 | 2.91 j 3,51 J 4.11 | — | — | —
3 61
Средней жесткости =3,7 квт 200 3,07 3,31 3,31 4,11 4,91 — — —
300 3,75 4,11 4,11 5,31 6,51 — — --
400 4,43 4,91 4,91 6,51 8,11 — — —
500 5,11 5,71 5,71 7,71 9,71 — —
600 6,22 6,94 6,94 9,34 11,74 — — —
700 6,90 7,74 7,74 10,54 13,34 - — —
Ширина канавки
16 24 | 32
Глубина канавки
15 20 15 20 30 15 20 30
Жесткие W =8,2 кет 3 50 2,22 2,49 2,22 2,42 2,49 2,22 2,42 2,56
100 2,62 3,16 2,62 3,02 3,16 2,62 3,02 3,30
150 3,45 4,26 3,45 4,05 4,26 3,45 4,05 4,47
200 3,85 4,93 3,85 4,65 4,93 3,85 4,65 5,21
300 4,65 6,27 4,65 5,85 6,27 4,65 5,85 6,69
400 5,45 7,61 5,45 7,05 7,61 5,45 7,05 8,17
500 6,25 8,95 6,25 8,25 8,95 6,25 8,25 9,65
600 7,69 .10,93 7,69 10,09 10,93 7,69 10,09 11,77
700 8,49 12,27 8,49 11,29 12,27 8,49 11,29 13,25
50 1 ,84 1 ,90 1,90 1,97 1,84 1,90 ' i 1 -1 — —
100 2,18 2,30 2,30 2,44 2,18 2,30 — 1 —
150 2,73 2,91 2,91 3,12 2,73 2,91 — —
200 3,07 3,31 3,31 3,59 3,07 3,31 — — —
Фрезы отрезные
Длина фрезерования в мм Ширина реза
1 2 3
Глубина реза до
6 10 10 15 20 10 15 20 го
25 1,70 1,75 1,70 1,74 1,77 1,74 1.77 1,80 1,84
50 1,90 2,0 1,90 1,97 2,04 1,97 2,04 2,10 2,17
100 2,30 2,50 2,30 2,44 2,58 2,44 2,58 2,70 1,84
150 2,91 3,21 2,91 3,12 3,33 3,12 3,33 3,51 3,72
200 3,31 3,71 3,31 3,59 3,87 3,59 3,87 4,Н 4,39
w о ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ а& = 80-7-90 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 168
Группа станков Длина фрезеро ВЛНИЯ в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра-ботк и В в мм Количество проходов Пиаметр фрезы D и шнрина обработки В В A<Ai Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания /' до 1 AiAi * Один грубый и один получ и-стовой t + Г • Два грубых и один получистовой 2t + i' Один грубый с глубиной резания t в мм до • Два грубых 2t Один получистовой с глубиной резания t' до ! мм * Один грубый и один получистовой i + t' ♦ Два грубых и один получистовой 21
3 5 8 3 5 8
Пониженной жесткости V =2,3 кет 50 £>=50 В =40 1,68 2,20 — 3,56 2,55 4,33 5,79 £>=90 В=70 1,54 1,97 — 3,19 2,41 3,96 5,28
100 2,41 3,44 — 5,53 3,43 6,45 8,64 2,12 2,99 — 4,79 3,14 5,71 7,61
150 3,45 5,0 — 8,03 4,62 8,99 12,33 3,02 4,32 — 6,92 4,19 7,88 10,79
200 4,18 6,24 — 10,0 5,60 11,21 15,29 3,60 5,34 — 8,52 5,02 9,73 13,23
300 5,64 8,73 -- 13,95 7,67 15,77 21,30 4,77 7,38 — 11,73 6,80 13,55 18,21
400 7,10 11,22 — 17,90 9,73 20,32 27,32 5,94 9,42 — 14,94 8,57 17,36 23,20
500 8,56 13,71 — 21,85 11,48 24,56 33,02 7,11 11,46 — 18,15 10,03 20,86 27,87
600 10,02 16,20 — 25,80 13,23 28,80 38,72 8,28 13,50 — 21,36 11,49 24,36 32,54
700 11,48 18,69 — 29,75 14,98 33,04 44,42 9,45 15,54 — 24,57 । 12,95 27,86 37,21
Средней жесткости Ne=3,7 кет 50 Д=90 В =70 1,80 2,15 2,90 4,27 2,86 5,22 6,80 £>=150 В=Ю0 1,63 2,0 2,66 3,86 2,64 4,76 6,17
100 2,42 3,11 4,61 6,60 3,68 7,75 9,95 2,07 2,82 4,15 5,79 3,24 6,85 8,70
150 3,25 4,29 6,54 9,36 4,71 10,72 13,75 2,73 3,85 5,84 8,14 4,05 9,36 11,87
200 3,87 5,25 8,25 11,69 5,63 13,35 17,0 3,17 4,67 7,33 10,07 4,75 11,55 14,50
300 5,11 | 7,18 11,68 16,36 7,39 18,52 23,31 4,06 6,31 10,30 13,93 6,07 15,82 19,56
400 6,35 9,11 15,11 21,03 9,24 23,82 29,95 4,95 7,95 13,27 17,79 7,48 20,22 24,95
500 7,59 11,05 18,54 25,70 10,98 | 28,99 36.37 5,84 9,59 16,24 | 21,65 8,78 | 24,49 30,12
600 9,26 | 13,40 22,40 31,23 12,84 34,70 43,75 7J6 11,66 19,64 26,37 10,20 29,30 56,25
700 10,50 15,33 25,83 35,90 14,90 40,20 50,38 8,05 13,30 22,61 | 30,23 11,82 33,90 41,63
Жесткие iVa=8,2 кет 50 £>=150 5=100 — | 1,88 2,25 3,71 2,99 4,71 6,16 £>=300 В =200 1,66 1,94 2,32 3,56 2,85 4,64 5,87
100 2,48 3,21 5,27 3,74 | 6,42 8,69 2,03 2,61 3,36 | 4,97 3,45 | 6,28 | 8,10
150 3.51 4,61 7,70 4,70 8,77 12,06 2,84 3,70 4,83 | 7,25 4,27 | 8,56 И ,18
200 - 4,11 | 5,57 9,26 5,55 10,59 14,49 3,21 4,37 5,87 | 8,66 4.97 | 10,31 13,31
300 - 5.31 7,50 12,39 7,15 14,11 19,21 3,96 5,70 7,95 11,49 6,28 13,69 17,44
400 — 6,51 9.43 15.52 8,96 17,86 24,16 4.71 7,03 10,03 14,32 7,80 17,30 21,80
500 - | 7,71 11,36 18,65 10,76 21,59 29,09 5,46 8,36 12,11 | 17,15 9,31 20,89 26,14
600 - 9,55 13,93 23,06 12,58 25,97 35,21 6,85 10,33 14,83 | 21,26 10,84 25,13 31,67
700 - 10,75 15,86 26,19 14,50 29,83 40,16 7,60 11,66 16,91 24,09 12,47 28,85 36,0 3
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2t до Один грубый, и один получистовой t+t' до Два грубых и один получистовой 2/4-Z' до
Пониженной жесткости 8 6 9
Спедней жесткости 11 9 12
Жесткие 13 9 14
обработка углеродистой инструментальной И КОНСТРУКЦИОННОЙ труднообрабатываемой СТАЛИ зй=80-?90 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 168 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезере» вания в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 | — . — 3 5 3 5 3 5 — — —
Пониженной жесткости N э =2,3квт 50 1,34 1,42 1,65 1,93| 1,93| 2,51 - 1 - 25 I ,58 1,60 1,57 ‘1,58 1,58 1,60 — — —
100 1,63 1,79 2,22 2,80| 2,801 3,971 — | —
150 2,24 2,48 3,13 4,0 4,0 | 5,75 1 50 1 ,69 1,73 1,66 1,69 1,69 1,73 — — --
200 2,53 2,85 3,71 4,87 4,8?| 7,21 - 1 -
300 3,11 3,59 4,88 6,62 6,62, 10,13 - 1 - 100 1,91 1,98 1,85 1,91 1,91 1,98 — — —
400 3,69 4,33 | 6,05 | 8,37 8,37| 13,05 - 1 -
150 2,34 2,45 2,25 2,34 2,34 2,45 — — —
500 4,27 5,07 1 7,22 , 10,12 10,12| 15,971 — 1 —
600 4,85 5,81 8,39 1 11,87 II,87) 18,89, — | —
200 2,56 2,70 2,44 2,56 2,56 2,70 — — —
700 5,43 6,55 | 9,56 i 13,62 1 13,62] 21,81 1 [
Средней жесткости Na =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
1 4 1 18 1 - Длина фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 5
10 15 10 . 15 20 | - - 1 -
Глубина шлица
50 1,88 । 1,95 1 1.95 1 2, 17 2,39 | — _ j __ 6 1 0 6 ю в I 0 — — —
100 2,25 2,39 2,39 2,83 3,28 j — — ( —
25 1,69 1,72 1,72 1,76 1,69 1 ,72 —
150 2,84 3,05 | 3,05 з-7' 4.33 | - _ । —
Средней жесткости tVg =3,7 кет 200 3,21 3,49 3,49 4,37 5,27 — — —- 50 1,88 1,95 1,95 2,02 1 ,88 1,95 —
300 3,96 4,38 4,38 5,70 7,05 — — 100 2,25 2,39 2,39 2,54 2,25 2,39 "— — —
400 4,71 5,27 ..5,27 7,03 8,83 — —’ —
150 2,84 3,05 3,05 3,27 2,84 3,05 — —
500 5,46 6,16 6,16 8,36 10,61 — —
600 6,64 7,48 7,48 10,12 12,82 — —
200 3,21 3,49 3,49 3,79 3,21 3,49 — — —
700 7,39 8,37 8,37 11,45 14,60 — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие v =8,2 кет 50 2,27 2,57 2,27 2,49 2,57 2,27 2,49 2,64
Глубина реза до
100 2,71 3,31 2,71 3,15 3,31 2,71 3,15 3,46 6 10 10 15 20 ! 0 15 20 30
150 3,59 4,49 3,59 4,25 4,49 3,59 4,25 4,71 25 1,72 1,78 1,72 1,76 1,45 1,76 1 ,45 1,83 1,87
200 4,03 5,23j 4,03 4,91 5,23 4,03 4,91 5,53 50 1,95 2,06 1,95 2,02 2,15 2,02 2,15 2,17 2,25
300 4,92 6,72 4,92 6,24 6,72 4,92 6,24 7,17
100 2,39 2,61 2,39 2,54 2,70 2,54 2,70 2,83 2,99
400 5,81 8,21 5,81 7,57 8,21 5,81 7,57 8,81
500
6,70 9,70 6,70 8,90 9,70 6,70 8,90 10,45 150 3,05 3,38 3,05 3,27 3,51 3,27 3,51 3,71 3,95
600 8,23 11,83 8,23 10,87 11,83 8,23 10,87 12,73
200 3,49 3,93 3,49 3,79 4,11 3,79 4,Н 4,37 4,69
700 9,12 13,32 9,12 12,20 13,32 9,12 12,20 14,37
366
обработка углеродистой инструментальной и конструкционной труднообрабатываемой СТАЛИ 90-J-100 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах
Фрезерные работы
КАРТА 169
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра-ботк и В в мм Количество проходов Диаметр фрезы D и ширина обработки В^в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 21 Один по туч истовой с глубиной резания i' до 1 мм * Один грубый и один получистовой t + t' * Два грубых и один получистовой Один грубый с глубиной резания f в мм до * Два rpvfibix 2/ 1 ] Один получистовой с глубиной резания t' до 1 мм * Один грубый и один получистовой t +t' | * Два грубых и один получистовой 2Л-Г
3 5 8 3 5 8
Пониженной жесткости А/э=2,3 кет 50 0=50 В=40 1,96 2,67 — 4,31 2,89 5,14 6,88 0=90 В=70 1,76 2,36 — 3,80 2,69 4,63 6,17
100 2,97 4,39 — 7,04 4,10 8,07 10,82 2,56 3,77 — 6,01 3,70 7,05 9,39
150 4,29 6,42 — 10,29 5,63 11,52 15,60 3,68 5,49 — 8,75 5,03 9,89 13,46
200 5,30 8,14 — 13,02 6,94 14,45 19,65 4,48 6,90 — 10,96 6,14 12,41 16,79
300 7,32 11,58 — 18,48 9,68 20,63 27,84 6,09 9,72 4— 15,39 8,48 17,57 23,55
400 9,34 15,02 — 23,94 12,41 26,80 36,04 7,70 12,54 — 19,82 10,81 22,72 30,32
500 11,36 18,46 — 29,40 14,83 32,66 43,92 9,31 15,36 — 24,25 12,83 27,56 36,77
600 13,38 21,90 — 33,86 17,25 38,52 51,80 10,92 18,18 — 28,68 14,85 32,40 43,22
700 15,40 25,34 — 40,32 19,67 44,38 49,68 12,53 21,0 — 33,11 16,87 37,24 49,67
367
Средней жесткости ^=3,7 квт 50 D^90 В—70 2,03 2,51 3,55 4,15 3, 18 6,19 8,0 0=150 В=100 1,80 ; 2,31 3,23 4,60 2,87 5,56 7,14
100 2,89 •3,85 5,92 8,38 4,31 9,69 12,36 2,41 3,45 5,29 7,27 3.69 8,44 10,63
150 3,95 5,39 8,50 12,02 5,66 | 13,63 17,36 3,24 4,79 7,55 10,36 4,73 11,75 14,77
200 4,81 6,73 10,87 15,25 6,89 17,23 21,82 3,85 5,93 9,61' 13,03 5,65 14,73 18,36
300 6,52 9,40 15,61 21,70 9,28 24,34 30,54 5,08 8,20 13,72 18,37 7,42 20,59 25,35
400 8,23 12,07 20,35 28,15 11,76 31,58 39,59 6,31 10,47 17,83 23,71 9,28 26,58 32,67
500 9,94 14,74 25,09 34,60 14,13 38,69 | 48,42 7,54 12,74 21,84 29,05 11,03 32,44 39,77
600 12,08 17,84 30,26 41,91 16,62 46,34 ' 58,21 9,20 15,44 26,48 | 34,25 12,90 | 38,84 47,83
700 13,79 20,51 35,0 48,36 19,31 53,78 : 67,25 10,43 17,71 30,59 | 40,59 14,97 | 45,03 55,14
Жесткие Д/э=8,2 квт 50 0=150 В—1С0 — 2,10 2,62 4,30 3,27 1 5,36 , 7,03 0=300 В =200 1,80 2,20 2,72 | 4,10 3,08 | 5,27 6,64
100 — 2,93 3,95 6,46 4,30 1 7,72 10,44 2,32 3,12 , 4,16 | 6,06 3,90 | 7,53 9,64
150 — 4,18 5,72 9,48 5,54 I 10,72 | 14,68 3,27 4,47 i 6,03 | 8,88 4,95 10,44 13,49
200 - 5,01 7,05 11,64 6,67 | 13,19 | 17,99 3,79 5,39 7,47 10,84 5,87 12,81 16,39
зоо - 6,66 9,72 15,96 8,83 | 18,01 | 24,46 4,83 7,23 10,35 | 14,76 7,63 I 17,44 22,06
400 - 8,31 12,39 | 20,28 1 11,20 ) 23,06 | 31,16 5,87 9,07 13,23 18,68 9,60 22,30 27,96
500 9,96 15,06 24,60 13,56 | 28,09 1 37,84 6,91 10,91 16,11 22,60 11,56 27,14 33,84
600 — 12,25 18,37 30,20 15,94 I 33,77 | 45,71 8,59 13,39 19,63 | 27,80 13,54 | 32,63 40,91
700 13,90 21,04 34,52 18,42 | 38,93 52,41 9,63 15,23 22,51 I 31,72 15,62 37,60 46,81
’Примечание. При нескольких проходах привиты следующие глубины резания t и мм:
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой Н Г до Два грубых и один получистовой 2/4С до
Пониженной жесткости 8 6 9
Средней жесткости 1 ! 9 12
Жесткие 1 3 9 14
368
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ Фрезерные работы
СТАЛИ а6=90-гЮ0 кг/лля ИНСТРУМЕНТОМ ИЗ (БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ КАРТА 169 (продолжение)
Штучное время (без установочного) в минутах
Фрезерование дисковыми фрезами
Группа станков Дли на фрезерован ня в мм Ширина канавки
8 12 16 —
Глубина канавки
5 10 10 15 10 ,5
Пониженной жесткости ;УЭ=2,3 кет 50 1,46 1,56 1,8б| 2,26 2,2б| 3,07| — -
100 1,86 2,07 2,66 3,47 3,47 5,08 - -
150 2,09 2,90 3,79 5,0 5,0 7,42 - -
200 2,99 3,41 4,59| 6,21 6,21 9,43 13,46 -
300 3,80 4,43 6,20 8,6з| 8,63 - —
400 4,61 5,45 7,81 11,05^ 11,05 17,49 — —
500 5,42 6,47 9,42 13,47 13,47 21,52 — —
600 6,23 7,49 11,03 15,89| 15,89 25,55 —
700 7,04 8,51 | 12,64 18,31 18,31 29,58 —
•Средней жесткости Уэ=3,7 кет Ширина канавки
14 | 18 |
Глубина канавки
10 15 10 15 20 - -
50 2,02 | 2,12 | 2,12 2,42 ] 2,73 1 — - —
юо 2,54 2,73 | 2,73 | 3,34 | 3,96 - - — —
150 3,27 3,56 4ЛГ 5,40
Фрезы прорезные шлицевые с мелким зубом
Длина фрезерования в мм Ширина шлица
1 2 3 —
Глубина шлица
3 5 3 5 3 3 -
25 1,62 1,65 1,60 1,62 1,62 1,65 — — —
50 1,78 1,83 1,73 1,78 1,78 1,83 —
100 2,08 2,18 1,99 2,08 2,08 2,18 — — 4—
150 2,60 2,75 2,46 2,60 2,60 2,75 — —
200 2,90 3,10 2,72 2,90 2,90 3,10 —- — —
Фрезы прорезные с крупным зубом
Длина фрезерования в мм Ширина шлица
1 ,5 3 | 5 -
Глубина шлица
6 10 6 10 6 Ю - - —
25 1 ,76 1 ,81 1,81 1,86 1,76 1,81 — — —
24 Справочник, Зак. 952
Средней жесткости Л/э=3,7 кет । 200 3,79 4,17 4,17 5,39 6,63 — 50 2,02 2,12 2,12 2,22 2,02 2,12 — — —
300 4,83 5,40 5,40 7,23 9,09 — — -— 100 2,54 2,73 2,73 2,94 2,54 2,73 —
400 5,87 6,63 6,63 9,07 11,55 — — —
150 3,27 3,56 3,56 3,87 3,27 3,56 — — —
500 6,91 7,86 7,86 10,91 14,01 — -
600 8,38 9,52 9,52 13,18 16,90 — —
200 3,79 4,17 4,17 4,59 3,79 4,17 — — —
700 9,42 10,75 10,75 15,02 19,36 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 ' 30 1 2 3
Жесткие #э=8,2 кет 50 2,44 2,85 2,44 2,74 2,85 2,44 2,74 2,96
Глубина реза до
100 3,05 3,87 3,05 3,66 3,87 3,05 3,66 4,09 6 10 10 15 20 1 0 15 20 к 30
150 4,10 5,53 4,10 5,01 5,33 4,10 5,01 5,66 25 1,81 1,88 1,81 1,86 1,91 1,86 1,91 1,96 2,01
200 4,71 6,35 4,71 5,93 6,35 4,71 5,93 6,79
50 2,12 2,27 2,12 2,22 2,33 2,22 2,33 2,42 2,53
300 5,94 8,40 5,94 7,77 8,40 5,94 7,77 9,06
400 7,17 10,45 7,17 9,61 10,45 7,17 9,61 11,33 too 2,73 3,04 2,73 2,94 3,15 2,94 3,15 3,34 3,55
500 8,40 12,50 8,40 11,45 12,50 8,40 11,45 13,60 150 3,56 4,02 3,56 3,87 4,19 3,87 4,19 4,47 4,79
600 10,27 15,19 10,27 13,93 15,19 10,27 13,93 16,51
200 4,17 4,79 4,17 4,59 5,01 4,59 5,01 5,39 5,81
700 11,50 17,24 11,50 15,77 17,24 11,50 15,77 18,78
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ 100 :-110 кг/л/л2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 170
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр Фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и шнрииа обработки В в мм Количество проходов
Один грубый с глубиной резан ия i в мм до • Два грубых it Один получистовой с глубиной резания t' до 1 мм * Один грубый и один получистовой t + t‘ * Два грубых и один получистовой 2t+t' Один грубый с глубиной резания t в мм до 1 । • Два грубых . Один получистовой с глубиной резания Г до 1 мм ♦ Один грубый и один получистовой t+i' * Два грубых | н один получнстовой 2t+t'
3 5 8 3 5 8
Пониженной жесткости jV =2,3 квт 50 D--5Q 8 = 40 2,20 3,08 — 4,96 3,18 5,84 7,82 0=90 8=70 1,95 2,70 — 4,33 2,93 5,21 6,94
100 3,45 5,21 — 8,34 4,68 9,47 12,70 2,95 4,45 — 7,08 4,18 8,21 10,94
150 5,01 7,65 — 12,24 6,50 13,52 18,42 4,26 6,51 — 10,35 5,75 11,63 15,78
200 6,26 9,78 — 45,62 8,10 17,25 23,41 5,26 8,26 — 13,10 7,10 14,73 19,89
300 8,76 14,04 — 22,38 11,42 24,83 33,48 7,26 11,76 — 18,60 9,92 21,05 28,20
400 11,26 18,30 29,14 14,73 32,40 43,56 9,26 15,26 — 24,10 12,73 27,36 36,52
500 13,76 22,56 — 35,90 17,73 39,66 53,32 11,26 18,76 — 29,60 15,23 33,36 44,52
600 16,26 26,82 — 42,66 20,73 46,92 63,08 13,26 23,26 — 35,10 17,73 39,36 52,52
700 18,76 31,08 — 49,42 23,73 54,18 72,84 15,26 25,76 — 40,60 20,23 45,36 60,52
Средней жесткости N3=3,7 кет 50 0=90 В=70 2,24 3,30 2,69 4,12 5,93 3,45 7,03 9,05 0=150 В=100 1,94 2,59 3,73 5,24 3,06 6,25 7,97
100 4,49 7,06 9,93 4,85 11,37 14,45 2,70 3,99 6,27 8,54 4,09 9,82 12,30
150 4,57 6,21 10,21 14,35 6,47 16,15 20,50 3,67 4,61 9,03 12,27 5,32 13,82 17,27
200 5,63 8,01 13,15 18,35 7,97 20,59 26,00 4,43 7,01 11,57 15,67 6,45 17,49 21,70
_ _300_ 7,75 11,32 19,03 26,35 10,90 29,38 36,81 5,95 9,82 16,66 22,18 8,62 24,73 30,36
400 500 9,87 11,99 14,63 24,91 34,35 13,92 38,30 47,95 7,47 12,63 21,75 28,79 10,88 32,10 39,35
17,84 30,79 42,35 16,83 47,09 58,87 8,99 15,44 26,84 35,40 13,03 39,34 48,12
600 700 14,54 21,58 37,10 51,21 19,86 56,42 70,75 10,94 18,68 32,36 42,87 15,30 47,12 57,85 66,83
16,66 24,89 42,98 59,21 23,09 65,54 81,88 12,46 22,49 37,45 49,48 17,77 54,69
Жесткие Л/э=8,2 кет 50 0=150 В=100 — 2,31 2,93 4,82 3,53 5,93 7,81 0=300 В =200 1,92 2,42 3,07 4,57 3,27 5,81 7,30
100 — 3,33 4,59 7,50 4,80 8,86 11,98 2,57 3,56 4,85 7,0 , 4,30 8,62 10,97
150 - 4,79 6,67 11,04 6,30 12,43 17,0 3,64 5,13 7,07 10,29 5,54 12,07 15,48
200 — 5,81 8,33 13,72 7,67 15,47 21,07 4,29 6,27 8,85 12,72 6,67 14,99 19,05
300 — | 7,86 11,64 19,08 | 10,33 21,43 29,08 5,58 8,55 12,42 | 17,58 8,83 20,71 26,05
_ 400 - | 9,91 14,95 24,44 13,20 27,62 37,32 6,87 10,83 15,99 | 22,44 | 11,20 26,66 33,28
500 — I 11,96 | 18,26 29,80 16,06 33,79 45,54 8,16 13,11 19,56 27,30 13,56 32,59 40,49
600 700 - 14,65 22,21 36,44 18,94 40,61 54,95 10,09 16,03 23,77 33,44 15,94 39,17 48,89
— | 16,70 1 25,52 | 41,80 | 21,92 | 46,91 | 63,19 11,38 18,31 27,34 38,30 18,42 45,23 56 ,12
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2t до Один грубый и один получистовой i + l' до Два грубых и один получистовой 2t + t' до
Пониженной жесткости 8 6 9
Сседней жесткости 1 1 9 12
жееткие 13 9 14
ОБРАБОТКА УГЛЕРОДИСТОЙ ИНСТРУМЕНТАЛЬНОЙ И КОНСТРУКЦИОННОЙ ТРУДНООБРАБАТЫВАЕМОЙ СТАЛИ с6=100~И0 кг/лгл3 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА ПО (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа стаиков Длина фрезеро-ва или в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 — 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 1 10 15 — — 3 5 3 5 3 6 — —
Пониженной жесткости Л'э =2»3 кет 50 1,55 1,68 2,05 2,55 2,55 3,55 - — 25 1,66 1,69 1,63 1,66 1,66 1,69 — — —
100 2,05 ! 2.31 3.05 4,05 1 4 05 6 05 1 - —
50 1,85 1,85 — —
150 2,87 3,26 4,37 5,87| 5,87 8,87 1 - — 1,91 1,79 1,85 1,91 —
200 3,37 3,89 5,37 7,37 7,37 11,37, - —
100 2,23 2,35 2,11 2,35 — —
300 4,37 5,15 7,37 10,37 ' 10,37 16,37, - — 2,23 2,23
400 5,37 6,41 9,37 13,37 13,37 21,37 - —
150 2,82 3,0 ! 2,64 2,82 2,82 3,0 — — —
500 6,37 7,67 11,37 16,37, 16,37 26,37 — —
600 7,37 8,93 13,37| 19,37] 19,371 31,37] — 200 3,20 3,44 2,96 3,20 3,20 3,44 —
700 8,37 10,191 15,37’ 22,37, 22,37, 36,37, — —
Средней жесткости АГ э— 3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 | Длина фрезерования в мм Ширина шлица
Глубина канавки 1,5 3 5
10 1 15 10 1
15 20 | | | — Глубина шлица
50 2,15 2,2G ) 2,26 | 2,64 | 3,03 1 — | — 1 — 6 | 10 6 10 6 1 0 — —
100 2,79 | 3,02 1 3,02 | — 1 —
о,/а ] I — । 25 1,82 | 1,88 1,88 1,95 1,82 I ,88 — —
150 3,65 3,90 3,99 5,13 6,29 — — —
Средней жесткости =3,7 квт 200 4,29 4,75 4,75 6,27 7,81 — — 1
300 5,58 6,27 6,27 8,55 10,86 — — —
400 6,87 7,79 7,79 10,83 13,91 — —► —
500 8,16 9,31 9,31 13,11 16,96 — — —
600 9,88 11,26 11,26 15,82 20,44 — —
700 11,17 12,78 12,78 18,10 23,49 — — —
Ширина канавки
, 16 24 32
Глубина к а и а в к л
15 20 15 20 30 15 20 30
Жесткие V =8,2 квт э * 50 2,58 3,10 2,58 2,96 3,10 2,58 2,96 3,23
100 3,34 4,37 3,34 4,10 4,37 3,34 4,10 4,63
150 4,53 6,08 4,53 5,67 6,08 4,53 5,67 6,47
200 5,29 7,35 5,29 6,81 7,35 5,29 6,81 7,87
300 6,81 9,90 6,81 9,09 9,90 6,81 9,09 10,68
400 8,33 12,45 8,33 11,37 12,45 8,33 11,37 13,49
500 9,85 15,0 9,85 13,65 15,0 9,85 13,65 16,30
600 12,01 18,19 12,01 16,57 18,19 12,01 16,57 19,75
700 13,53 20,74 13,53 18,85 20,74 13,53 18,85 22,56
50 2,15 2,26 2,26 2,40 2,15 2,26 — — -
100 2,79 3,02 3,02 3,29 2,79 3,02 — — —
150 3,65 3,99 3,99 4,40 3,65 3,99 — — —
200 4,29 4,75 4,75 5,29 4,29 4,75 — — —
Фрезы отрезные
Длина фрезерования в мм Ширина реза
1 2 3
Глубина реза
6 10 1 0 15 20 1 0 15 20 30
25 1,88 1,98 1,88 1,95 2,01 1,95 2,01 2,07 2,14
50 2,26 2,45 2,26 2,40 2,53 2,40 2,53 2,64 2,78
100 3,02 3,40 3,02 3,29 3,55 3,29 3,55 3,78 4,05
150 3,99 4,56 3,99 4,40 4,79 4,40 4,79 5,13 5,54
200 . 4,75 5,51 4,75 5,29 5,81 5,29 5,81 6,27 6,81
*со ОБРАБОТКА СЕРОГО ЧУГУНА Н =120-140 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 171
Группа станков Дл ина фрезеровав ия В ММ Обработка -цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина fобработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до • Два грубых 2t Один получистовой с глубиной i резания /'до 1 мм * Один грубый и один получистовой t+t1 * Два грубых и один получистовой 2t+t' Один грубый с глубиной резания t в мм до 1 п . * Два грубых 2/ Один получистовой с глубиной резания tr до 1 мм • Один грубый и один получистовой t+t' • Два грубых и один получистовой 2t+t'
3 5 8 3 5 8
Пониженной жесткости Л?э=2,3 лет 50 Ь=50 В=40 1,10 1,20 '— 1,98 1,92 2,70 3,58 0=90 В = 70 1,22 — — 2,12 2,13 2,93 3,93
100 1,25 1,45 2,38 2,16 3,19 4,22 1,49 — — 2,66 2,58 4,19 4,92
150 1,71 2,01 — 3,30 2,72 4, 10 5,70 2,07 - — 3,72 3,35 4,79 6,75
200 1,86 2,26 — 3,70 3,06 4,69 6,45 2,34 — — 4,26 3,90 5,61 7,85
300 2,16 2,76 — 4,50 3,86 5,99 8,04 2,88 — 5,34 5,12 7,37 10,14
400 2,46 3,26 — 5,30 4,65 7,28 9,64 3,42 — — 6,42 6,33 9,12 12,44
500 2,76 3,76 — 6,10 5,13 8,26 10,92 3,96 — — 7,50 7,23 К), 56 14,42
600 3,06 4,26 — 6,90 5,61 9,24 12,20 4,50 — — 8,58 8,13 12,0 16,40
700 3,36 4,76 — 7,70 6,09 10,22 13,48 5,04 - 9,66 । 9,03 13,44 18,30
Средней Жесткости ^э=3,7 кет 50 0=90 В=70 1 ,зз 1,47 1,71 2,61 2,37 3,54 4,65 D = 150 0=100 1,30 1,42 — 2,29 2,31 3,19 4,27
100 1,48 1,76 2,24 3,29 2,70 4,40 5,77 1,42 1,66 — 2,65 2,58 3,70 5,01 6,17
150 1,84 2,26 2,98 4,39 3,24 5,69 7,31 1,75 2,11 — 3,43 3,16 4,64
200 1,99 2,55 3,51 5,07 3,67 6,65 8,42 1,87 2,35 3,79 3,43 5,25 6,90
300 2,29 3,13 4,57 6,43 4,45 8,47 10,55 2,11 2,83 4,51 4,09 6,37 8,27
400 2,59 3,71 5,63 7,79 5,22 10,42 12,79 2,35 3,31 - 5.23 4.84 7,62 9,75
500 2,89 4,29 6,69 9,15 6,08 12,24 14,92
2,59 3,79 - 5,95 5,48 8,74 11,12
600 3,62 5,30 8,18 11,37 6,96 14,60 18,01 3,26 4,70 — 7,53 6,24 10,40 13,45
700 3,92 5,88 9,24 12,73 8,04 16,75 20,35 3,50 5,18 - 8,25 7,20 11,85 15,03
Жесткие \'э=8,2 кет 50 0=150 В=Ю0 — 1,47 1,50 2,55 2,56 3,53 4,79 0=300 0=200 1,40 1,46 - 2,44 2,51 3,44 4,63
100 — | 1,66 1,72 2,96 2,87 4,06 5,51 1,52 1,64 2,74 2,77 3,88 5,19
150 — 2,28 2,37 4,23 3,40 5,23 7,29 2,07 2,25 — 1 3,90 3,25 4,96 6,81
200 —. 2,47 2,59 4,64 3,81 5,87 8,13 2,19 2,43 - 4,20 4,80 3,61 4,24 5,08 5,91 ! 6,49 7,70 8,89* 7,49 8,71 10,16 11,59
300 —. 2,85 3,03 5,46 4,54 7,03 9,67 2,43 2,79 -
400 — | 3,23 3,47 6,28 5,48 8,42 11,44 2,67 3,15 - 5,40
500 —. 3,61 . 3,91 7,10 6,41 9,79 13,19 2,91 3.51 6.0
600 — | 4,63 4,99 9,20 7,36
11,81 16,13 3,79 _4,51 - 1 7,88 6,76 10,73 14,21
700 — | 5,01 5,43 10,02 8,41
13,31 17,90 4,03 4,87 — I 8,48 7.71 12.05 15 66
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм-.
Характеристика жесткости станков Два грубых i до Один грубый и один получистовой / + до Два грубых и один получистовой 2/+/' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 14
ОБРАБОТКА СЕРОГО ЧУГУНА /7в=120—140 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 171 (продолжение)
1 1 Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезеро-ва вин в мм Ширина канавки Длп на фрезерования в мм Ширина шл и ц а
8 12 16 1 2 3 — — —
Глубина канавки Глубина шлица
5 | Ю 10 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости =2,3 кет 50 1,18 | 1,23 1,25 1,30 1,29 1,48 — — 25 1,57 1,59 1,56 1,58 1,57 * 1,59 — —
100 1,31 | 1,41 1,45 1,54 1,53 1,90 — —
50 1,64 1,68 1,61
150 1,76 | 1,91 1,97 2,11 2,09 2,65 — — 1,65 1,63 1,67 — —
200 1 ,89 1 2,09 2,17 2,35 2,33 3,07 — —
100 1,77 1,85 1,72 1,80 1,75 1,84 — — —
300 2,15 | 2,45 2,57 2,84 2,81 3,92 — —
400 2,41 | 2,81 2,97 3,33 3,29 4,77 — —
150 2,12 2,24 2,04 2,16 2,09 2,22
500 2,67 | 3,17 3,37 3,82 3,77 5,62
600 2,93 | 3,53 3,77 4,31 4,25 6,47 — -
200 2,25 2,41 2,15 2,31 2,21 2,39 — — —
700 3,19 | 3,89 4,17 4,80 4,73 7,32 — -
Средней жесткости N3 =3,7 кет Ширна канавки Фрезы прорезные с крупным зубом
18 — Длина фрезерования в мм Ш и р и и н а шлица
Глубина канавки 1 .5 3 5 —
10 | 15 10 .5 20 — 1 - -
Глубина шлица
50 1,67 | 1 ,71 1,68 1,73 1,76 — - 6 !0 6 10 8 10 — — -
100 1,83 | 1 ,91 1,86 1 ,96 2,02 — — —
25 1,63 .1,67 1,63 1,67 1,61 1,64 —
150 2,21 1 2,33 | 2,25 2,40 2,49 — — —
377
Средней жесткости N3 =3,7 квт 200 2,37 2,53 2,43 2,63 2,75 — — - 50 1,75 1,83 1,75 1,83 1,72 1,78 — — —
300 2,70 2,94 2,79 3,09 3,27 — — — 100 1,99 2,15 1,99 2,15 1,93 2,06 — — —
,400 3,03 3,35 3,15 3,55 3,79 — — —
150 2,45 2,69 2,45 2,69 2,36 2,54 — — —
500 3,36 3,76 3,51 4,01 4,31 — —
600 4,12 4,60 4,30 4,90 5,26 — — —
200 2,69 3,01 2,69 3,01 2,57 2,81
700 4,45 5,01 4,66 5,36 5,78 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки >' Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие =8,2 квт 50 1,99 2,07 2,04 2,14 2,36 2,05 2,15 2,37
Глубина реза до
100 2,15 2,31 2,25 2,45 2,90 2,28 2,48 2,91 6 10 10 15 20 10 15 20 30
150 2,76 2,99 2,90 3,20 3,87 2,94 3,24 3,89 25 1,63 1,67 1,65 1,70 1,72 1,69 1,72 1,77 1,83
200 2,91 3,23 3,11 3,51 4,41 3,17 3,57 4,43 50 1,75 1,83 1,80 1,89 1,94 1,87 1,94 2,03 2,15
300 3,24 3,72 3,54 4,14 5,49 3,63 4,23 5,52
100 2,0 2,16 2,10 2,27 2,38 2,23 2,38 2,55 2,80
400 3,57 4,21 3,97 4,77 6,57 4,09 4,79 6,61
500 3,90 4,70 4,40 5,40 7,65 4,55 5,55 7,70 150 2,46 2,70 2,61 2,87 3,03 2,81 3,03 3,29 3,66
600 4,87 5,83 5,47 6,67 9,37 5,65 6,85 9,43
200 2,71 3,03 2,91 3,25 3,47 3,17 3,47 3,81 4,31
700 5,20 6,32 5,90 7,30 10,45 6,11 7,51 10,52
378
ОБРАБОТКА СЕРОГО ЧУГУНА Нв = 140-^160 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ
Штучное время (без установочного) в минутах
Фрезерные работы
КАРТА 172
Обработка торцевыми фрезами
Группа станков Длина фрезерования в мм Диаметр фрезы D и ширина обработки В в мм
50
100
150 D=50
200
Пониженн )й жесткости N э =2,3 кет 300
400 В=40
500
600
700
Обработка цилиндрическими фрезами
Количество проходов
Один грубый с глубиной Резания t в мм до 1 • Два гр\бых 2/ Один получистовой с глубиной резания У до j мм * Один грубый и один получи-чистовой / + • Двавгрубых и один получистовой 2 + /'
3 5 в
1,11 1,24 —- 2,03 1,96 2,78 3,67
1,27 1,53 — 2,48 2,24 3,35 4,40
1,74 2,13 — 3,45 2,84 4,34 5,97
1,90 2,42 — 3,90 3,22 5,01 6,81
2,92 3,0 — 4,80 4,10 6,47 8,58
2,54 3,58 5,70 4,97 7,92 10,36
2,86 4,16 — 6,60 5,53 9,06 11,82
3,18 4,74 — 7,50 6,09 10,20 13,28
3,50 5,32 — 8,40 6,65 11,34 14,74
Д иаметр фрезы
D я ширина обработки В в мм
В =70
Количество проходов
Один грубый с глубиной резания i в мм до * Два грубых 2f Один получистовой с глубиной резания /* до 1 JHM • Один грубый и один получистовой / + • Два грубых и один получистовой 2f + t'
3 - 5 8
1,25 — — 2,18 2,19 3,02 4,05
1,55 — — 2,78 2,70 3,83 5,16
2,16 — 3,9 3,53 5,06 7,11
2,46 — — 4,5 4,14 5,97 8,33
3,06 — — 5,7 5,48 7,91 10,86
3,66 — — 6,9 6,81 9,84 13,40
4,26 — — 8,1 7,83 11,46 -15,62
4,86 — — 9,3 8,85 13,08 17,84
5,46 — — 10,5 9,87 14,70 20,06
Средней жесткости N3=3,7 квт 50 D - 90 В =70 1,35 1,51 1 ,77 2,69 2,41 3,64 4,77 £> = 150 В=Ю0 1,31 1,46 - 2,34 2,34 3,16 4,35
100 1,52 1,84 2,36 3,45 2,78 4,60 6,01 1,44 1,74 — 2,75 2,64 3,84 5,17
150 1,90 2,38 3,16 4,63 3,36 5,99 7,67 1,78 2,23 — 3,58 3,25 4,85 6,41
2С0 2,07 2,71 3,75 5,39 3,83 7,05 8,90 1,91 2,51 — 3,99 3,55 5,53 7,22
_ 300 2,41 3,37 4,93 6,91 4,69 9,07 11,27 2,17 3,07 4,81 4,27 6,79 8,75
400 2,75 4,05 6,11 8,43 5,64 11,22 13,75 2,43 3,63 5,63 5,08 8,18 10,39
500 3,09 | 4,69 7,29 9,95 6,48 13,24 16,12 2,69 4,19 1 - 6,45 5,78 9,44 11,92
600 3,86 | 4,78 8,90 12,33 7,44 15,80 '19,45 3,38 5,18 1 - 8,13 6,6 11,24 14,41
700 4,20 | 6,44 10,08 13,85 8,60 18,15 22,03 3,64 5,74 8,95 7,62 12,83 16,15
Жесткие N3=3,2 квт 50 Г=150 В= 100 — 1 1,49 Г, 53 2,60 2,60 3,60 4,88 D =300 В=200 1,41 1,49 2,48 2,54 3,5 4,70
100 — | 1,70 1,78 3,06 . 2,95 4,20 5,69 1,54 1,70 - 2,82 2,83 4,0 5,33
150 . — | 2,34 2,46 4,38 3,52 5,44 7,56 2,10 2,34 - 4,02 3,34 5,14 7,02
200 — 1 2,55 2,71 4,84 3,97 6,15 8,49 2,23 2,52 - 4,36 3,73 5,75 7,77
300 — | 2,97 3,21 5,76 4,78 7,45 10,21 2,49 2,97 - 5,04 4,42 6,85 9,13
400 — 1 3,39 3,71 6,68 5,80 8,98 12,16 2,75 3,39 - 5,72 5,32 8,18 10,72
500 - 1 3,81 4,21 7,60 6,81 10,49 14,09 3,01 3,81 6,40 6,23 9,49 12,29
600 4,87 5,35 9,80 7,84 12,65 17,21 3,91 4,87 — | 8,36 7,12 11,45 15,05
700 5,29 5,85 10,72 8,97 14,29 19,16 4,17 5,29 - 9,04 8,13 12,89 16,64
•Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станка Два грубых 21 до Один грубый и один получистовой t+i’ до Два грубых и одни получистовой до
Пониженной жесткости 8 б 9
Средней жесткости 1 1 9 12
Жесткие 13 9 1 4
380
ОБРАБОТКА СЕРОГО ЧУГУНА Яв=140-?160 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 172 (продолжение)
Фрезы прорезные шлицевые с мелким зубом
Фрезерование Дисковыми фрезами
Группа станков Длина фрезерования в мм Ширина канавки
8 . 12 16
Глубина канавки
5 10 . 10 15 10 15 — —
Пониженной жесткости Д/ э=2,3 кет 50 1,20 1,25. 1,28 I ,'33 1,32 1,53 -—
100 1,35 1,45 1,51 1,60 1,58 2,01 - 1 -
150 1,82 1,97 2,06 2,20 3,17 2,81 - 1 -
200 1,97 2,17 2,29 2,47 2,43 3,29 - 1 -
300 2,27 2,57 2,75 3,02 2,96 4,25 - 1 -
400 2,57 2,97 3,21 3,57 3,49 5,21 - 1 -
500 2,87 3,37 3,67 4,12 4,02 6,17 - 1 -
600 3,17 3,77 4,13 4,67 j 4,55 7,13 - 1 -
700 3,47 4,17 4,59 5,22 5,08 8,09 - 1 -
Средней жесткости N а~=^ 3,7 кет Ширина канавки
14 1 8 —
Глубина канавки
10 15 10 16 20 -
50 10Q 1,69 1,87 1,73 1,96 1,71 1,91 1,76 2,02 1,79 -— —
2,08 2,58 1 1 —
150 2.27 2,40 2,33 2,49
Длина фрезерования в мм Ширина шлица
1 2 3 —
Глубина шлица
3 5 3 5 3 5 — — —
25 1,58 1,60 1,56 1,58 1,57 1,60 - *— —
50 1,66 1,70 1,63 1,67 1,64 1,69 — — —
100 1,81 1,89 1,75 1,83 1,78 1,88 — — —
150 2,18 2,30 2,09 2,21 2,13 2,28 — — —
200 2,33 2,49 2,21 2,37 2,27 2,47 — — —
Фрезы прорезные с крупным зубом
Длина фрезерования в мм Ширина шлица
1.S 3 5
Глубина шлица
6 10 6 1 0 6 10 — —
25 1 ,64 1,58 1,64 1,68 1,62 1,66, —- —
Средней жесткости JV3=3,7 квт 200 2,45 2,63 2,53 2,75 2,87 — — — 50 1,78 1,66 1,78 1,86 1,75 1,81 ’—- — —
300 2,82 3,09 2,94 3,27 3,45 — — 100 2,05- 1,82 2,05 2,23 1,99 2,12 — — —
400 3,19 3,55 3,35 3,79 4,03 — — —
150 2,54 2,19 2,54 2,80 2,45 2,64 — — —
500 3,56 4,01 3,75 4,31 4,61 — —
600 4,36 4,84 4,60 5,26 5,62 — — —
200 2,81 2,35 2,81 3,17 2,69 2,95 — — —
700 4,73 5,36 5,01 5,78 6,20 - — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезеровали н в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие Л\,=8,2 квт 50 2,01 2,10 2,07 2,17 2,43 2,08 2,19 2,44
Глубина реза до
100 2,19 2,37 2,31 2,53 3,04 2,34 2,57 3,05 6 10 10 15 20 10 15 20 30
150 2,81 3,08 2,99 3,31 4,08 3,03 3,37 4,10 25 1 ,64 1,69 1,67 1,72 1,75 1,71 1,75 1,80 1,87
200 2,99 3,35 3,23 3,67 4,69 3,29 3,75 4,71 50 1,79 1,88 1,84 1,94 2,0 1,92 2,0 2,09 2,23
300 3,36 3,90 3,72 4,38 5,91 3,81 4,50 5,94
400 3,73 4,45 4,21 5,09 7,13 4,33 5,25 7,17 100 2,07 2,25 2,18 2,37 2,49 2,33 2,49 2,68 2,96
500 4,10 5,0 4,70 5,80 8,35 4,85 6,0 8,40 150 2,57 2,84 2,73 3,02 3,20 2,96 3,20 3,48 3,90
600 5,11 6,19 5,83 7,15 10,21 6,01 7,39 10,27
200 2,85 3,21 3,07 3,45 3,69 3,37 3,69 4,07 4,63
700 5,48 6,74 6,32 7,86 11,43 6,45 8,14 11,50
zse
ОБРАБОТКА СЕРОГО ЧУГУНА //в=160-Н80 инструментом ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 173
Группа ^танков Длина фрезеро-ванн я в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и шири на обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания 1 в мм до * Два грубых 2i Один получистовой с глубиной резания /' до 1 мм * Один грубый и один получистовой t +t' * Два грубых и один получистовой 2t+t' Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t+t' * Два грубых и один получистовой 2/+/'
3 5 8 3 5 8
Пониженной жесткости ,V3 —2,3 кет 50 D=50 В=40 1,14 1,27 — 2,09 1,99 2,84 3,76 0=90 В-70 1,29 — — 2,26 2,25 3,12 4,19
100 1,33 1,59 — 2,60 2,30 3,47 4,58 1,63 — — 2,94 2,82 4,03 5,44
150 1 ,83 2,22 — 3,63 2,93 4,52 6,24 2,28 —• — 4,14 3,71 5,36 7,53
200 2,02 2,54 — 4,14 3,34 5,25 7,17 2,62 — — 4,82 4,38 6,37 8,89
300 2,40 3,18 — 5,16 4,28 6,83 9,12 3,30 — — 6,18 5,84 8,51 11,70
400 2,78 3,82 — 6,18 5,21 8,40 11,08 3,98 7,54 7,29 10,64 14,52
500 3,16 4,46 — 7,20 5,83 9,66 12,72 4,66 — — 8,90 8,43 12,46 17,02
G00 3,54 5,10 — 8,22 6,45 10,92 14,36 5,34 10,26 9,57 14,28 19,52
7ОО 3,92 5,74 — 9,24 7,07 12, 18 16,0 6,02 — — 11,62 10,71 16,10 22,02
Средней жесткости \'э=3,7 квт 50 D=90 В =70 1,37 1,54 1,84 2,78 2,45 3,75 4,90 0=150 В=100 1,33 1 ,49 — 2,39 2,39 3,34 1,45
100 1,56 1,90 2,50 3,63 2,86 4,82 6,27
1,48 1,80 — 2,85 2,74 4,0 5,37
150 1,96 ч
2,47 3,37 4,90 3,48 6,32 8,06 1,84 2,32 — 3,73 3,40 5,09 6,71
200_ 2,15 2,83 4,03 5,75 3,99 7,49 9,42 1,99 2,63 — 4,19 3,75 5,85 7,62
300 2,53 3,55 5,35 7,45 4,93 9,73
12,05 2,29 3,25 — 5,11 4,57 7,27 9,35
400 500 600 2,91 4,27 6,67 9,15 5,96 12,10 14,79 2,59 3,87 — 6,03 5,47 8,82 11,19
3,29 4,99 7,99 10,85 6,88 14,34 17,42 2,89 4,49 - 6,95 6,28 10,24 12,92
4,10 6,14 9,74 13,41 7,92 17,12 20,01 3,62 5,54 - 8,73 7,20 12,20 15,61
700 4,48 6,86 11,06 15,11 9,16 19,69 23,85 3,92 6,16 9,65 8,32 13,95 17,55
Жесткие V9=8,2 квт 50 100 150 0=150 В = Ю0 — 1,52 1,56 2,66 2,64 3,67 4,98 0=300 В =200 1,43 1,52 2,53 2,57 3,56 4,78
— 1,76 1,84 3,18 3,03 4,34 5,89 1,58 1,76 2,92 2,89 4,12 5,49
2,43 2,55 4,56 3,63 5,65 7,86 2,16 2,43 4,16 3,43 5,32 7,26
200 300 400 500 600 700 2,67 2,83 5,08 4,13 6,43 8,89 2,31 2,67 — 4,56 3,85 5,99 8,09
— 3,15 3,39 6,12 5,02 7,87 10,81 2,61 3,15 5,34 4,60 7,21 9,61
— 3,63 6,12 9,54
3,95 7,16 12,96 2,91 3.63 6,12 5,56 8,66 11,36
*—' 4,11 7,21
4,51 8,20 11,19 15,09 2,21 4.11 6,90 6,50 10,09 13,09
— 8,32
5,23 5,71 10,52 13,49 18,41 4,15 5,23 — 8,96 7,48 12,17 16,01
— 5,71 9,53 —™ _
6,27 11,56 15,27 20,56 4,45 5,71 — 9,74 8,55 13,73 17,76
Нр и меча ине. При нескольких проходах приняты следующие глубины резания t в мм1
Характеристика жесткости станков Два грубых 2/ до Один грубый И ОДИН получистовой f + f'flo Два грубых и один получнстовой 2i+t' до
Пониженной жесткости 8 б 9
Средней жесткости 11 9 12
'"Кесткне 13 9 14
ОБРАБОТКА СЕРОГО ЧУГУНА Яв=160-?180 инструментом из БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 173 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерован ИЯ В ЛЛ4 Ширина шлица
8 1 12 16 1 2. 3 —
Глубина канавки Глубина шлица
5 10 ' 10 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости Д7Э=2,3 кет 50 1,22 1,28 1,31 1,36 1,35 1 1,59 — — 25 1,59 1,61 1,57 1,60 1,58 1,61 — — —
100 1.38 1.51 1,56 1,67 1,65 2,12 — —
50 1,68 1,72 1,64 1,69 1,66 1,72 — — —
150 1,87 2,06 2,14 2,30 2,27 | 2,98 — —
200 2,03 2,29 2,39 2,61 2,57 | 3,51 | — —
100 1,78 1,88 1,82 1,93 — — —
300 2,36 2,75 2,90 3,23 3,17 4,58 | — — 1,85 1,94
400 500 2,69 3,21 3,41 , 3,85 3,77 | 5,65 | — —
150 2,24 2,37 2,13 2,28 2,19 2,36 — —
3,02 3,67 3,92 ! 4,47 4,37 | 6,72 ) — —‘
600 3,35 4,13 4,43 5,09 4,97 | 7,79 — —
200 2,41 2,59 2,27 2,47 2,35 2,57 — — —
700 3,68 4,59 4,94 5,71 5,57 | 8,86 | — —
Средней жесткости Уэ=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
1 4 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки
1.5 3 6 —
10 15 10 15 20 - -
Глубина шлица
50 1,71 1,76 1,73 | 1,79 1,83 | — j — — 6 10 6 10 6 ю — — —
100 1,92 2,02 1,96 2,08
Z,1D | | — 25 1,6G 1,71 .1,66 1,71 1 ,64 1,68 — —
150 2,34 2,49 2,40 | 2,58 2-го| - 1 - -
25 Справочник. Зак. 952
Средней жесткости ,7^=3 ,7 кет 200 2,55 2,75 2,63 2,87 3,03 — - — 50 I .81 1,91 1,81 1 ,91 1 ,78 1,85 — — —
300 2,97 3,27 3,09 3,45 3,69 — — — 100 2,12 2,32 2,12 2,32 2,05 2,19 — — —
400 3,39 3,79 3,55 4,03 4,25 — — —
150 2,64 2,94 2,64 2,94 2,54 2,75 — — —
500 3,81 4,31 4,01 4,61 5,01 —
600 4,66 5,26 4,90 5,52 6,10 — — —
200 2,95 3,35 2,95 3,35 2,81 3,09 — -— —
700 5,08 5,78 5,36 6,20 6,76 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Дл ина фрезерования в мм Ширина реза
/5 20 15 20 30 15 20 30 1 2 3
Жесткие 2Va=b,2 квт 50 2,03 2,13 2,10 2,13 2,51 2,Н 2,24 2,51
Глубина реза до
100 2,24 2,44 2,37 2,44 3,19 2,40 2,66 3,20 6 10 10 15 20 10 15 20 . 30
150 2,88 3,18 3,08 3,18 4,31 3,12 3,51 4,32 25 1,66 1,71 1,69 1,75 1,78 1,74 1,78 1,84 1,91
200 3,09 3,49 3,35 3,49 4,99 3,41 3,93 5,01 50 1,82 1,92 1,88 1,99 2,06 1,97 2,06 2,17 2,32
300 3,51 4,11 3,90 4,И 6,36 3,99 4,77 6,39
100 2,14 2,34 2,26 2,47 2,61 2,43 2,61 2,83 3,14
400 3,93 4,73 4,45 4,73 7,73 4,57 5,61 7,77
500 4,35 5,35 5,0 5,35 9,10 5,15 6,45 9,15 150 2,67 2,97 2,85 3,17 3,38 3,11 3,38 3,71 4,17
600 5,41 6,61 6,19 6,61 11,11 6,37 7,93 11,17
200 2,99 3,39 3,23 3,65 3,93 3,57 3,93 4,31 4,99
700 5,83 7,23 6,74 7,23 12,48 6,95 8,77 12,55
ОБРАБОТКА СЕРОГО ЧУГУНА Яв=1804-200 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 174
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В В ММ Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ \ Один получистовой с глубиной резания t' до 1 мм * Один грубый и один получистовой 2t + t' * Два грубых и один получистовой 2i+t' Один грубый с глубиной резания i в мг, до • Два грубых 21 Один получистовой с глубиной резания t' до 1 мм • Один грубый и один получистовой t' +(' * Два грубых и один получистовой 2/+/'
3 5 8 3 5 8
Пониженной жесткости ;V3 2,3 квт 50 D =50 В =40 1,15 1,30 — 2,13 2,02 2,90 3,83 D = 90 В = 70 1,32 2,32 2,31 3,21 4,31
100 1,35 1,65 — 2,68 2,36 3,59 4,72 1,69 — — 3,06 2,94 4,21 5,68
150 1,86 2,31 — 3,75 3,02 4,70 6,45 2,37 — — 4,32 3,89 5,63 7,89
200 2,06 2,66 — 4,30 3,46 5,49 7,45 2,74 — — 5,06 4,62 6,73 9,37
300 2,46 3,36 -— 5,40 4,46 7,19 9,54 3,48 — — 6,54 6,20 9,05 12,42
400 2,86 4,06 6,50 5,45 8,88 11,64 4,22 — — 8,02 7,77 11,36 15,48
500 3,26 4,76 - 7,60 6,13 10,26 13,42 4,96 — — 9,50 9,03 13,36 18,22
600 3,66 5,46 — 8,70 6,81 11,64 15,20 5,70 — — 10,98 10,29 15,36 20,96
700 4,06 6,16 — 9,80 7,49 13,02 16,98 6,44 12,46 11,55 17,36 23,70
j 25* 387 Средней жесткости /V =3,7 кет 50 D = 90 В = 70 1,39 1,58 1,91 2,87 2,49 3,86 5,03 D = 150 В = 100 ..34 1,52 — 2,43 2,42 3,40 4,52 -
100 1,60 1,98 2,64 3,81 2,94 5,04 6,53 1,50 1,86 — 2,93 2,80 4,12 5,51
150 2,02 2,59 3,58 5,17 3,60 6,65 8,45 1,87 2,41 — 3,85 3,49 5,27 6,92
200 2,23 2,99 4,31 6,11 4,15 7,93 9,94 2,03 2,75 - 4,35 3,87 6,09 7,90
300 2,65 3,79 5,77 7,99 5,17. 10,39 12,83 2,35 3,43 - 5,35 4,75 । 7,63 9,77
400 3,07 4,59 7,23 9,87 6,28 12,98 15,83 2,67 4,11 — 6,35 5,72 9,30 11,75
500 3,49 5,39 8,69 11,75 7,28 15,44 18,72 2,99 4,79 - 7,35 6,58 10,84 13,62
600 4,34 6,62 10,58 14,49 8,40 18,44 22,57 3,74 5,90 - 9,21 7,56 12,94 16,45
700 4,76 7,42 12,04 16,37 9,72 21,23 25,67 4,06 6,58 10,21 8,74 | 14,79 18,53
Жесткие ;V3=8,2 кет 50 D = 150 В = 100 - 1,54 1,59 2,71 2,68 3,74 4,95 D = 300 В = 200 1,44 1,54 - 2,56 2,61 1 3,62 4,85
100 - 1,80 1,90 3,28 3,11 4,48 5,83 1,60 1,80 - 2.98 3,49 4,56 6,63
150 2,49 2,64 4,71 3,76 5,86 7,77 2,19 2,49 - 4,26 3,55 5,50 7,47
200 - | 2,75 2,95 5,28 4,29 6,71 8,77 2,35 2,75 4,68 4,01 6,23 8,37
300 - 3,27 3,57 6,42 5,26 8,29 10,63 2,67 3,27 - 5,52 4,84 7,57 10,03
400 - 3,79 4,19 7,56 6,44 10,10 12,72 2,99 3,79 6,36 5,88 9,14 11,92
500 4,31 4,81 8,70 7,61 11,89 14,79 3,31 4,31 7,20 6,91 10,73 13,79
600 — 5,47 6,07 11,12 8,80 14,33 18,05 4,27 5,47 - 9,32 7,96 1 12,89 16,85
700 — 5,99 6,69 12,26 10,09 16,25 20,14 4,59 5,99 - 10,16 9,11 14,75 18,64
• Примечание, При нескольких проходах приняты следующие глубины резания t в мм;
Характеристика жесткости станков Два грубых 2t До Один грубый и один получистовой t+t' Д+> Два грубых и один получистовой 2t'+t’ до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
0 ОБРАБОТКА СЕРОГО ЧУГУНА Нв = 180<200 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 174 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длина ф резеро-вания в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 1 2 16 I 2 3
Глубина канавки Глубина шлица
5 10 1 0 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости #э=2,3 кет 50 1,23 1,30 1,33 1,39 1,38 1,64 — —— 25 50 1,60 1,69 1,62 1,74 1,58 1,66 1,61 1,71 1,59 1,68 1,62 1,74 — — —
100 1,41 1,55 1,61 1,73 1,71 2,23 -
150 1,91 2,12 2,21 2,39 2,36 3,14 — —
200 2,09 2,37 2,49 2,73 2,69 3,73 1 —
100 1,88 1,98 1,81 1,91 1,85 1,97 — — —
300 2,45 2,87 3,05 3,41 3,35 | 4,91 - -
400 2,81 3,37 3,61 4,09 3,91 6,09 - -
150 2,28 2,43 2,18 2,33 2,24 2,42 —, — —
500 3,17 3,87 4,17 4,77 4,67 7,27 J—-.
600 3,53 4,37 4,73 5,45 5,33 8,45 - —
200 2,47 2,67 2,33 2,53 2,41 2,65 — — —
700 3,89 4,87 5,29 6,13 5,99 9,63 - —
Средней жесткости Na—3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 t &1-J :
Длина фрезерования в, мм Ширина шлица
10 ,5 10 15 20 1,5 2 5 —
Глубина шлица
50 1 ,73 1,79 1,75 1,82 1,86
— - е 10 6 10 6 10 — — —
100 1, 9G 2,07 2,0 2,14 2.22 — — —
150 2,40 | 2.57 2,46 | 2,67 2,79 | — 25 I , 67 1,73 1.67 I ,73 1,65 1 ,69 — —
Средней жесткости W3=3,7 квт 200 2,63 2,85 2,71 2,99 3,15 — — — 50 1 ,84 1,95 1,84 1,95 1,80 1,88 — — —
300 3,09 3,42 3,21 3,63 3,87 '— — — 100 2,18 2,40 2,18 2,40 2,10 2,26 — — —
400 3,55 3,99 3,71 4,27 4,59 — — —
150 2,73 3,06 2,73 3,06 2,61 2,85 — — —
500 4,01 4,56 4,21 4,91 5,31 — — —
600 4,90 5,56 5,14 5,98 6,46 — — —
200 3,07 3,51 3,07 3,51 2,91 3,23 — — —
700 5,36 6,13 5,64 6,62 7,18 — —
Ширина канавки Фрезы отрезиые
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие W3=8,2 квт 50 2,05 2,16 2,12 2,26 2,57 2,14 2,28 2,58
Глубина реза до
100 2,42 2,70 3,32 2,46 2,74 3,34
2,28 2,50 6 1 0 10 15 20 10 15 20 30
150 2,94 3,27 3,15 3,57 4,50 3,21 3,63 4,53 25 1,68 1,73 1,71 1,77 1,81 1,76 1,81 1,87 1,95
200 3,17 3,61 3,45 4,01 5,25 3,53 4,09 5,29 50 1,85 1,96 1,92 2,04 2,11 2,01 2,11 2,23 2,40
300 3,63 4,29 4,05 4,89 6,75 4,17 5,01 6,81
100 2,20 2,42 2,34 2,57 2,72 2,52 2,72 2,96 3,30
400 4,09 4,97 4,65 5,77 8,25 4,81 5,93 8,33
500 4,55 5,65 5,25 6,65 9,75 5,45 6,85 9,85 150 2,76 3,09 2,97 3,32 3,54 3,24 3,54 3,90 4,41
600 5,65 6,97 6,49 8,17 11,89 6,73 8,41 12,01
200 3,11 3,55 3,39 3,85 4,15 3,75 4,15 4,63 5,31
700 6,11 7,65 7,09 9,05 13,39 7,37 9,33 13,53
ОБРАБОТКА СЕРОГО ЧУГУНА Лв--200-220 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Pg БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 175
Группа станков Длина фрезеро-ванин В мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра-бо гк и В в мм Количество проходов Диаметр фрезы D и Ширина обработки В в мм Количес1во проходов
Один грубый с глубиной резании t в мм до * Два грубых 2 t Один получистовой с глубиной резания 1' до 1 мм * Один гр} бый и один получистовой 1 +/' * Два грубых и один получистовой 2/4-/' Один грубый с глубиной резания t в .илСДо * Два грубых 2/ Один получистовой с глубиной резания V до 1 мм * Один грубый и один получистовой t-i-t' - * Два грубых и один получистовой 2/-р/'
3 5 8 3 5 8
Пониженной жесткости N 5=2,3 кет 50 D^50 В=40 1,17 1,34 — 2,19 2,06 2,98 3,93 D=90 В=70 1,36 — — 2,40 2,38 3,32 4,46
100 1,39 1,73 — 2,80 2,44 3,75 4,92 1,77 — — 3,22 3,08 4,43 5,98
150 1,92 2,42 — 3,93 3,14 4,94 6,75 2,49 — — 4,56 4,10 5,96 8,34
200 2,14 2,82 — 4,54 3,62 5,81 7,85 2,90 •— — 5,38 4,90 7,17 9,97
300 2,58 3,60 — 5,76 4,70 7,67 10,14 3,72 — — 7,02 6,62 9,71 13,32
400 3,02 4,38 — 6,98 5,77 9,52 12,44 4,54 — — 8,66 8,33 12,24 16,68
500 3,46 5,16 •— 8,20 6,53 11,06 14,42 5,36 — — 10,30 9,73 14,46 19,72
600 3,90 5,94 — 9,42 7,29 12,60 16,40 6,18 — — 11,94 11,13 16,68 22,76
700 4,34 6,72 — 10,64 8,05 14,14 18,38 7,0 — — 13,58 / 12,53 18,90 25,80
I6f
50 1,42 1 ,03 1 ,99 2,98 2,54 3,99 5, 19 1 ,36 1,55 2,53 2,46 3,47 4,61
100 1,66 2,08 2,80 4,03 3,04 5,30 6,85 1,54 1,92 — 3,03 2,88 4,26 5,69
150 D = 90 2,11 2,74 3,82 5,50 3,75 7,04 8,93 £>=150 1,93 2,50 — 4,05 3,61 5,48 7,19
Средней 200 2,35 3,19 4,63 6,55 4,35 8,45 10,58 2,П 2,87 — 4,55 4,03 6,37 8,26
жесткости Va=3t7 квт 300 2,83 4,09 6,25 8,65 5,47 11,17 13,79 2,47 3,61 — 5,65 4,99 8,05 10,31
400 В =70 3,31 4,99 7,87 10,75 6,68 14,02 17,11 В=100 2,83 4,35 — 6,75 6,04 9,86 12.47
500 3,79 5,89 9,49 12,85 7,78 16,74 20,32 3,19 5,09 — 7,85 6,98 11,54 14,52
600 4,70 7,22 11,54 15,81 9,0 20,0 24,49 3,98 6,26 — 9,81 8,04 13,76 17,53
700 5,18 8,12 13,16 17,91 10,42 23,05 27,91 4,34 7,0 — 10,91 9,30 15,77 19,79
50 - 1,57 1,63 2,78 2,73 3,83 5,19 1,46 1,57 — 2,61 2,65 3,69 4,94
100 1,86 1,98 3,42 3,21 4,66 6,31 D=300 1,64 1,86 - 3,08 3,05 4,38 5,81
150 £>=150 2,58 2,76 4,92 3,91 6,13 8,49 2,25 2,58 - 4,41 3,67 5,71 7,74
200 - 2,87 3,11 5,56 4,49 7,07 9,73 2,43 2,87 — 4,88 4,17 6,51 8,73
Жесткие Ws=8,2 квт 300 - 3,45 3,81 6,84 5,56 8,83 12,07 2,79 3,45 — 5,82 5,08 7,99 10,57
400 - 4,03 4,51 8,12 6,84 10,82 14,64 В =200 3,15 4,03 —- 6,76 6,20 9,70 12,64
500 В=100 4,61 5,21 9,40 8,11 12,79 17,19 3,51 4,61 — 7,70 7,31 11,39 14,69
600 5,83 6,55 11,96 9,40 15,41 20,93 4,51 5,83 — 9,92 8,44 13,73 17,93
70 - 6,41 7,25 13,24 10,79 17,51 23,50 4,87 6,41 — 10,86 9,67 15,55 20,0
* Приме ч а н и е. При нескольких проходах приняты следующие глубины резания,/ в мм-
Характеристикажесткости станков Два грубых 2/ до Один Грубый и один получистовой t+t' до Два грубых и один получистовой 2/+/' до
Пониженной жесткости 8 6 ‘ 9
Средней жесткости 11 9 12
Жесткие 13 9 1 4
ОБРАБОТКА СЕРОГО ЧУГУНА Н^-2004-220 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 175 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длила фрезерования в мм Ширина канавки Длина фрезерования в лии Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 б — — -
Пониженной жесткости Va=2,3 мт 50 1,25 1,33 1,36 1,43 1,42 1,71 — — 25 1,61 1,64 1,59 1,62 1,60 1,63 — — —
100 1,45 1,61 1,67 1,80 1,78 2,36 — -
150 1,97 2,21 2,30 2,50 2,47 3,34 — 50 1 ,71 1,77 1,67 1,73 1,70 1,76 — - -
200 2,17 2,49 2,61 2,87 2.83 3,99 — —
100 1,89 2,02 — — - -
300 2,57 3,05 3,23 3,62 3,56 5,30 - 1,92 2,03 1,84 1,95
400 2,97 3.61 3,85 4,37 4,29 6,61 - -
150 2,34 2,51 2,22 2,39 2,30 2,49 — — —
500 3,37 4,17 4,47 5,12 5,02 7,92 -
600 3,77 4,73 5,09 5,87 5,75 9,23 — —
200 2,55 2,77 2,39 2,61 2,49 • 2,75 — — —
700 4,17 5,29 _5,71 6,62 6,48 10,54 - -
Средней жесткости Va=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 18 | Длина фрезерования в мм Ширина шлица
Глубина канавки СП СФ I . сл 1
10 15 10
15 | 20 | - - Глубина шлица
50 1,76 1 ,81 1,78 | Д,86 1,90 — - - 6 10 6 1 0 6 I 0 — — —
100 2,01 2,13 2,30 —
25 1 ,69 1 ,53 I , 69 1 ,53 1 ,67 1,71 — — —
150 2,48 206 2,55 2, 78 2,91 • -
Средней жесткости Уэ=3,7 «впг 200 2,73 2,97 2,83 3, 13 3,31 - — - 50 1 ,88 2,0 1,88 2,0 1,84 1,92 — — —
300 3,24 3,60 3,39 3,84 4,11 — — — 100 2,25 2,50 2,25 2,50 2,17 2,34 — — —
400 3,75 4,23 3,95 4,55 4,91 — —
150 2,84 3,21 2,84 3,21 2,72 2,97 ”— "— —
500 4,26 4,86 4,51 5,26 5,71 — — —
G00 5,20 5,92 5,50 6,40 6,94 — — —
200 3,21 3 71 3,21 3,71 3,05 3,39 —
700 5,71 6,55 6,06 7,Н 7,74 — — —
Ширина канавки Фрезы отрезные
16 24 I 32Г
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 3
Жесткие Wa=8,2 квт 50 2,08 2,20 2,16 2,31 2,66 2,18 2,33 2,67
Глубина реза до
100 2,33 2,57 2,49 2,80 3,49 2,53 2,84 3,51 6 10 10 15 20 10 15 20 30
150 3,02 3,38 3,26 3,72 4,76 3,32 3,78 4,79 25 1,70 1,76 1,74 1,80 1,84 1,79 1,84 1,91 2,0
200 3,27 3,75 3,59 4,21 5,59 3,67 ! 4,29 5,63 50 1,89 2,01 1,97 2,10 2,18 2,07 2 .8 2, 1о 2,31 2,50
300 3,78 4,50 4,26 5,19 7,26 4,38 5,31 7,32
100 2,28 2,52 2,43 2,69 2,85 2,63 2,85 3,12 3,50
400 4,29 5,25 4,93 6,17 8,93 5,09 6,33 9,01
500 600 4,80 6,0 5,60 7,15 10,60 5,80 7,35 10,70 150 2,88 3,24 3,11 3,50 3,74 3,41 3,74 4,14 4,71
5,95 7,39 7; 01 8,77 12,91 7,15 9,01 13,03
200 3,27 3,75 3,57 4,09 4,41 3,97 4,41 4,95 5,71
700 6,46 8,14 7,68 9,75 14,58 7,86 10,03 14,72
ОБРАБОТКА СЕРОГО ЧУГУНА Нв= 2204-240 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 176
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в jHm Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до *Два грубых I Один получистовой с глубиной резания Г до 1 мм *Одиц грубый и один получистовой t+t' •Два грубых и один получистовой 2t + t’ Один грубый с глубиной резания t в мм ДО 1 •Два грубых 2t Один получистовой с глубиной резания Г до 1 мм Г •Один грубый । и один получистовой t+t' •Два грубых п один получистовой 2t + V
3 5 8 3 5 а
Пониженной жесткости Na=2,3 кет 50 D = 50 В = 40 1,19 1,37 —• 2,24 2,09 3,04 4,01 D = 90 В = 70 1,39 — — 2,46 2,44 3,41 4,58
100 1,43 1,79 — 2,90 2,50 3,87 5,08 1,83 • — 3,34 3,20 4,61 6,22
150 1.98 2,52 4,08 3,23 5,12 6,99 2,58 — — 4,74 4,28 6,23 8,70
200 2,22 2,94 - - 4,74 3,74 6,05 8,17 3,02 — — 5,62 5,14 7,53 10,45
300 2,70 3,78 6,06 4,88 8,03 10,62 3,90 7,38 6,98 10,25 14,04
400 3,18 4,62 — 7,38 6,01 10,0 13,08 4,78 — — 9,14 8,81 12,96 17,64
500 3,66 5,46 — 8,70 6,83 11,66 15,22 5,66 — — 10,90 10,33 15,36 20,92
600 4,14 6,30 — 10,02 7,65 13,32 17,36 6,54 — — 12,66 11,85 17,76 24,20
700 4,62 7,14 — 11,34 8,47 14,98 19,50 7,42 — — 14,42 13,37 20,16 27,48
Средней жесткости W3=3,7 квт 50 D = 90 В = 70 1,43 1,06 2,06 3,06 2,58 4, 10 5,31 D = 150 В = 100 1,37 1,59 — 2,53 2,49 3,54 4,69
100 150 1,68 2,14 2,94 4,19 3,12 5,52 7,09 1,56 2,0 3,13 2,94 4,40 5,85
2,14 2,83 4,03 5,74 3,87 7,37 9,29 1,96 2,62 — 4,15 3,70 5,69 7,43
200 2,39 3,31 3,91 6,87 4,51 8,89 11,06 2,15 3,03 - 4,75 4,15 6,65 8,58
300 2,89 4,27 6,67 9,13 5,71 11,83 14,51 2,53 3,85 - 5,95 5,17 8,47 10,79
400 3,39 5,23 8,43 11,39 7,0 14,90 18,07 2,91 4,67 - 7,15 6,28 10,42 13,11
500 3,89 6,19 10,19 13,65 8,18 17,84 21,52 3,29 5,49 - 8,35 7,28 12,24 15,32
600 4,82 7,58 12,38 16,77 9,48 21,32 25,93 4,10 6,74 - 10,41 8,40 14,60 18,49
700 ’5,32 8,54 14,14 19,03 10,98 24,59 29,59 4,48 7,56 —• 11,61 9,72 16,75 20,91
Жесткие /Vg—8,2 квт 50 D = 150 В = 100 1,59 1,65 2,82 2,76 3,88 5,26 D = 300 В --- 200 _1,47 1,59 — 2,64 2,68 3,74 5,0
100 — 1,90 2,02 3,50 3,27 4,76 6,45 _1,66 1,90 3,14 3,11 4,48 5,93
150 — 2,64 2,82 5,04 4,0 6,28 8,70 2,28 2,64 4,50 3,76 5,86 7,92
200 — 2,95 3,19 5,72 4,61 7,27 10,01 _2,47 2,95 -— 5,0 4,29 6,71 8,98
300 — 3,57 3,93 7,08 5,74 9,13 12,49 2,85 3,57 —- 6,0 5,26 8,29 10,93
400 — 4,19 4,67 8,44 7,08 | 11,22 | 15,20 3,23 4,19 7,0 6,44 10,10 13,12
500 -— 4,81 5,41 9,80 8,41 13,29 17,89 3,61 4,81 8,0 7,61 11,89 15,29
600 — 6,07 6,79 12,44 9,76 16,01 21,77 4,63 6,07 10,28 8,80 14,33 18,65
700 — 6,69 7,53 13,80 11,21 18,21 24,48 5,01 6,69 — 11,28 10,09 16,25 20,84
* Примечание, При Е1ескольких проходах приняты следующие глубины резания t в мм*. — _ . - - - .
Характеристика жесткости станков Два грубых 2 t до Один грубый и один получистовой до Два грубых и один получистовой 2i±i' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 - 9 14
ОБРАБОТКА СЕРОГО ЧУГУНА =220-7240 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 176 (продолжение)
Фрезерование дисковыми фрезами
Группа станков Длина фрезерования в мм Ширина канавки *
8 12 16
Глубина канавки
5 10 10 15 10 15 — —
Пониженной жесткости Кэ=2,3 кет 50 1,27 1,35 1 ,39 1,46 1,45 1,76 — —
100 1,4? 1,65 1,72 1,87 1,84 2,47 — —
150 2,02 2,27 2,38 2,60 2,56 3,50 -—”
200 2,23 2,57 2,71 3,01 2,95 4,21 — —
300 2,66 3,17 3,38 3,83 3,74 5,63 —
400 3,09 3,77 4,05 4,65 4,53 7,05 —
500 3,52 4,37 4,72 5,47 5,32 8,42 — —
600 3,95 4,97 5,39 6,29 6,11 9,89 "—
700 4,38 5,57 6,06 7,11 6,90 11,31 — —
Средней жесткости JVa=3,7 кет Ширина канавки
И >8
Глубина канавки
10 | 15 10 15 20 | —
50 1,78 1,84 1 ,80 1 ,89 1 ,93 - —
100 2,05 2.18 2,10 2,27 2,36 — — —
150 2,54 2,73 2,61 2,87 3,0
Фрезы прорезные шлицевые с мелким зубом
Длина фрезерования в jhjH Ширина шлица
1 2 3 —
Глубина шлица
3 5 3 5 3 5 — — —
25 1,62 1,65 1,60 1,63 1,61 1,64 — — —
50 1,73 1,79 1,69 1,75 1,71 1,78 — — —
100 1 ,95 2,08 1,87 1,99 1,92 2,06 — — —
150 2,39 2,58 2,27 2,45 2,34 2,54 — — —
200 2,61 2,87 2,45 2,69 2,55 2,83 к — —
Фрезы прорезные с крупным зубом
Длина фрезер» вания в мм Ширина шлица
1,5 | 3 » —
Глубина шлица
6 | 10 6 10 6 10 — — —
25 1 ,71 1 ,77 1 ,71 1,77 1,68 1,73 — — —
Средней жесткости N3=3,7 кет 200 2,81 3,07 2,91 3,25 3,43 — —" — 50 1 ,91 2,04 1,91 2,04 1,86 1,96 — —
300 3,36 3,75 3,51 4,02 4,29 — — 100 2,32 2,58 2,32 2,58 2,22 2,41 — — —
400 3,91 4,43 4,11 4,79 5,15 — — —-
150 2,94 3,33 2,94 3,33 2,79 3,08 — — —
500 4,46 5,11 4,71 5,56 6,01 — —
600 5,44 6,22 5,74 6,76 7,30 — — —
200 3,35 3,87 3,35 3,87 3,15 3,53 —
700 5,99 6,90 6,34 7,53 8,16 —• — —
Ширина канавки Фрезы отрезные
6 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 IS 20 30 1 2 3
Жесткие /V^=8,2 кет 50 2,10 2,23 2,18 2,35 2,72 2,21 2,37 2,73
Глубина реза до
100 2,37 2,64 2,54 2,88 3,62 2,59 2,92 3,64 6 10 1 0 15 20 19 15 20 30
150 3,08 3,48 з,зз 3,84 4,95 3,41 3,90 4,98 25 1,71 1,78 1,76 .,82 1 ,86 1,81 1,87 1,94 2,04
200 3,35 3,89 3,69 4,37 5,85 3,79 4,45 5,89 50 1,92 2,05 2,01 2,14 2,22 2,11 2,23 « 2,38 2,58
300 3,90 4,71 4,41 5,43 7,65 4,56 5,55 7,71
100 2,34 2,60 2,51 2,78 2,94 2,72 2,96 3,25 3,66
400 4,45 5,53 5,13 6,49 9,45 5,33 6,65 9,53
500 5,0 6,35 5,85 7,55 11,25 6,10 7,75 11,35 150 2,97 ; 3,36 3,33 3,63 3,87 3,54 3,90 4,34 4,95
600 6,19 7,81 7,21 9,25 13,69 7,51 ' 9,49 13,81
200 3,39 3,91 3,73 4,27 4,59 4,15 4,63 5,21 6,03
700 6,74 8,73 7,93 10,31 15,49 8,28 10,59 15,63
ОБРАБОТКА СЕРОГО ЧУГУНА Яд =240-260 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 177
Группа станков Длина фрезерования в ям Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы I) и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до *Два грубых 2/ Один пол уч нс го-| вой с глубиной резания i' до 1 мм ♦Одни грубый и один получистовой t+t' ♦Два грубых и один получистовой 2t + t' Один грубый с глубиной резания t в мм до ♦Два грубых 2' Один получисто-| вой с глубиной резания t‘ до 1 мм | *Одии грубый и один получистовой t+t' ♦Два грубых и один получистовой 2/ + /'
3 5 8 3 5 8
Пониженной жесткости К3=2,3 квт 50 0 = 50 В = 40 1,21 1,41 — 2,30 2,13 3,12 4,11 D =90 В = 70 1 ,44 2,56 2,51 3,54 4,75
100 1,47 1,87 — 3,02 2,58 4,03 5,28 1,93 — 3,54 3,34 4,85 6,56
150 2,04 2,64 — 4,26 3,35 5,36 7,29 2,73 — — 5,04 4,49 6,59 9,21
200 2,30 3,10 — 4,98 3,90 6,37 8,57 3,22 —. — 6,02 5,42 8,01 11,13
300 400 2,82 4,02 — 6,42 5,12 8,51 11,22 4,20 — — 7,98 7,40 10,97 15,06
3,34 4,94 — 7,86 6,33 10,64 13,88 5,18 — — 9,94 9,37 13,92 19,0
500 3,86 5,86 — 9,30 7,23 13,46 16,22 6,16 — — 11,90 11,03 16,56 22,62
600 4,38 6,78 — 10,74 8,13 15,28 18,56 7,14 — 13,86 12,69 19,20 26,24
700 4.96 7,70 12,18 9,03 17, 10 20,90 8,12 — — 15,82 14,35 21 ,84 29,86
- - - D- 90 В = 70 1 ,46 1,71 2, 14 3, 17 2,64 4,24 5,48 D = 150 В = 100 1,39 1,63 — 2,59 2,54 3,63 4,80
Средней жесткости д/э=3,7 кет 50
100 1,74 2,24 з.ю 4,41 3,24 5,70 7,43 1,60 2,08 — 3,25 3,04 4,58 6,07
150 2,23 2,98 4,27 6,07 4,05 ?,79 9,80 2,02 2,74 - 4,33 3,85 5,96 7,76
200 2,51 3,51 5,23 7,31 4,75 9,45 11,74 2,23 3,19 - 4,99 4,35 7,01 9,02
зоо 3,07 4,57 7,15 9,79 6,07 12,67 15,53 2,64 4,09 - 6,31 5,47 9,01 11,45
400 3,63 5,63 9,07 12,27 7,48 16,02 19,43 3,07 4,99 - 7,63 6,68 11,14 13,99
500 4,19 6,69 10,99 14,75 8,78. 19,24 23,22 3,49 5,89 - 8,95 7,78 13,14 16,42
600 5,18 8,18 13,34 18,09 10,20 23,0 27,97 4,34 7,22 - 11,13 9,0 15,68 19,81
700 5,74 9,24 15,26 20,57 11,82 26,55 31,97 4,76 8,12 - 12,45 10,42 18,01 22,45
399 Жесткие Уэ=8,2 кет 50 О= 150 В = 100 - 1,63 1,67 2,90 2,82 3,98 5,40 D = 300 В = 200 1,49 1,63 - 2,70 2,72 3,82 5,10
100 1,98 2,10 3,66 3,39 4,96 6,73 1,70 1,98 - 3,26 3,19 4,64 6,13
150 - 2,76 2,94 5,28 4,18 6,58 9,12 2,34 2,76 4,68 3,88 6,10 8,22
200 - 3,11 3,35 6,04 4,85 7,67 10,57 2,55 3,11 - 5,24 4,45 7,03 9,97
300 - 3,81 4,17 7,56 6,10 9,73 13,33 2,97 3,81 6,36 5,50 8,77 11,53
400 - 1 4.51 4,99 | 9,08 7,56 12,02 16,32 3,39 4,51 - 7,48 6,76 10,74 13,92
500 —— 5,21 5,81 10,60 9,01 14,29 19,29 3,81 5,21 - 8,60 8,01 12,69 16,29
600 - 6,55 7,27 | 13,40 10,48 17,21 23,45 4,87 6,55 - 11,0 9,28 15,29 19,85
700 - 1 7,25 8,09 14,92 12,05 19,61 26,44 5,29 7,25 - 13,12 10,65 17,37 22,24
♦ Примечание. При нескольких проходах приняты следующие глубины резания t в мм\
Характеристика жесткости станков Два грубых 2 t до Один грубый и один получистовой f + t’ до Два грубых и один получистовой 2/+/' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14
ОБРАБОТКА СЕРОГО ЧУГУНА //в-240 : 260 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 177 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 I 0 15 — 3 5 3 5 3 5 —
Пониженной жесткости Л?э=2,3 кет 50 1,29 1,38 1,42 1,50 1,49 1,83 — 25 1,63 1,66 1,61 1,64 1,62 1,66 — — —
100 1,52 •1,71 1,79 1,90 1,92 2,61| - -
150 2,08 2,36 2,48 2,72 2,68 3.711 - - 50 1,75 1,82 1,71 1,77 1,73 1,81 — — —
200 2,31 2,69 2,85 3,17 з,н 4,49 —
100 2,0 2,14 1,91 2,04 1,96 2,12 — — —
300 2,78 3,35 3,59 4,07 3,98 6,05 —
400 3,25 4,01 4,33 4,97 4,85 7,61 --
150 2,46 2,67 2,33 2,52 2,40 2,64 — -— —1
500 3,72 4,67 5,07 5,87 5,72 9,17 —•
600 4,19 5,33 5,81 6,77 6,59 10,73 —
200 2,71 2,99 2,53 2,79 2,63 2,95 — — —
700 4,66 5,99 6,55 7,67 7,46 12,29 — —
Средней жесткости Na=^,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 1S - Длина фрезерования в мм Ширина шлица
Глубина канавки 1 ,5 3 5
I 0 15
15 10 20 - Глубина шлица
50 1,81 1,88 1,83 1,92 1 ,98 - — — 6 1 0 6 1 0 б 10 —» — —
100 2, 1 1 У"» а УЧ — —
4 х» ю 1 » мЧ- — Й5 1,73 1 ,80 1,73 1,80 1 .70 1 .80 — — —
150 2,63 а. 84 2,70 2,97 3,4 —
.. Зак. 952 401-
Средней жесткости ^=3,7 кет 200 2,93 3,21 3,03 3,39 3,61 — — — 50 1,95 2,10 1 ,95 | 2, Ю 1 1 ,90 2,0 1 —
300 3,54 3,96 3,69 4,23 4,56 — — — 100 2,40 2,69 2,40 2,69 2,29 2,50 — —
400 4,15 4,71 4,35 5,07 5,51 — 1 —
150 3,06 3,50 3,06 3,50 2,80 3,21 — — —
500 4,76 5,46 5,01 5,91 6,46 — —
600 5,80 6,64 6,10 7,18 7,84 — —
200 3,51 4,09 3,51 4,09 3,29 3,71 — — —
700 6,41 7,39 6,76 8,02 8,79 — —
Ширина канавки Фрезы отрезные
16 24 32
Длина фрезерования в мм Ширина реза до
Глубина канавки
15 20 15 20 30 15 20 30 1 2 3
Жесткие д/э=8,2 кет 50 2,13 2,27 2,22 2,40 2,81 2,24 2,43 2,83
Глубина реза до
100 2,43 2,72 2,61 2,98 3,80 2,66 3,03 3,83 6 10 Ю 15 20 . 10 15 20 30
150 3,17 3,60 3,44 3,99 5,22 3,51 4,07 5,27 25 1,73 1,81 1,78 1,86 1,91 1,84 1,91 1,99 2,10
200 3,47 4,05 3,83 4,57 6,21 3,93 4,67 6,27 50 1,96 2,11 2,06 2,21 2,31 2,18 2,31 2,47 2,69
300 4,08 4,95 4,62 5,73 8,19 4,77 5,88 8,28
100 2,42 2,71 2,61 2,91 3,11 2,85 3,11 3,43 3,88
400 4,69 5,85 5,41 6,89 10,17 5,61 7,09 10,29
500 5,30 6,75 6,20 8,05 12,15 6,45 8,30 12,30 150 3,09 3,53 3,38 3,83 4,13 3,74 4,13 4,61 5,28
600 6,55 8,29 7,63 9,85 14,77 7,93 10,15 14,95
200 3,55 4,13 3,93 4,53 4,93 4,41 4,93 5,57 6,47
700 7,16 9,19 8,42 11,01 16,75 8,77 11,36 16,96
402
ОБРАБОТКА КОВКОГО ЧУГУНА #в = 100-?120 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 178
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Пиаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания 1 в мм до • Два грубых 2t \ _ _ Один получистовой с глубиной резания t' До 1 мм * Один грубый и один получистовой t + i' 1 * Два грубых и один получистовой 2t + t' Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания Г до 1 мм • Один грубый и один получистовой t+i' • Два грубых и один получистовой 2/+f'
3 5 8 3 5 8
Пониженной жесткости ;УЭ=2,3 квт 50 0=50 В=40 1,11 1,12 1,91 1,94 2,64 3,53 0=90 В =70 1,13 1,32 2,15 2,33 1 ,97 3,07 3,98
- 100 1,27 1,29 — 2,24 2,20 3,07 4,12 1,31 1,69 2,72 3,08 2,26 3,93 5,02
150 1,74 1,77 — 3,09 2,78 3,92 5,55 1,80 2,37 3,81 4,35 2,87 5,21 6,90
200 1,90 1,94 — 3,42 3,14 4,45 6,25 1,98 2,74 4,38 5,10 3,26 6,17 8,05
300 2,22 2,28 — 4,08 3,98 5,63 7,74 2,34 3,48 5,52 6,60 4,16 8,21 10,44
400 2,54 2,62 4,64 4,81 6,80 [9,24 2,70 4,22 6,66 8,10 5,05 10,24 12,84
500 2,86 2,96 — 5,40 5,33 7,66 10,42 3,06 4,96 7,80 9,60 5,63 11,96 14,92
600 3,18 3,30 - 6,06 5,85 8,52 11,60 3,42 5,70 8,94 11,10 6,21 13,68 17,0
700 3,50 3,64 — 6,72 6,37 9,38 12,78 3,78 6,44 10,08 12,60 6,79 15,40 19,08
Средней жесткости Л/э=3,7 кет 50 0=90 В=70 1,50 1,55 1,76 2,83 2,49 3,61 4,89 0=150 В=100 1,31 1,49 1,64 2,52 2,33 3,43 4,52
100 1,82 1,92 2,34 3,73 2,74 | 4,54 6,25 1,44 1,80 2,10 з,н 2,62 4,18 5,51
150 2,35 2,50 3,13 5,05 3,30 5,90 8,03 1,78 2,32 1,77 4,12 3,22 5,36 6,92
200 2,67 2,87 3,71 5,95 3,75 6,93 9,38 1,91 2,63 3,23 4,71 3,51 6,21 7,90
300 3,31 3,61 4,87 6,75 5,57 8,89 11,99 2,17 3,25 4,15 5,89 4,21 7,81 9,77
400 3,95 4,35 6,03 9,55 5,48 10,98 14, 71 2,43 3,87 5,07 7,07 5,0 9,54 11,75
500 4,59 5,09 7,19 11,35 6,28 12,94 17,32 2,69 4,49 5,99 8,25 5,68 11,14 13,62
600 5,66 6,26 8,78 14,01 7,20 15,44 20,89 3,38 5,54 7,34 10,29 2,48 13,28 16,45
700 6,30 7,0 9,94 15,81 8,32 17,73 23,71 3,64 6,16 8,26 11,47 7,48 15,21 18,53
Жесткие Л/э—8,2 кет * Прим 50 0=150 В=100 При иееко - 1,44 1,47 2,49 2,58 3,52 4,75 0=300 В =200 t: 1,41 1,48 1,78 2,77 2,66 3,91 5,11
100 1,60 1,66 2,84 2,91 4,04 5,43 1,54 1,68 2,28 3,40 3,07 4,82 6,15
150 — 2,19 2,28 4,05 3,46 5,20 7,17 1,10 2,31 3,21 4,89 3,70 6,37 8,25
200 — 2,35 2,47 4,40 3,89 5,83 7,97 2,23 2,51 3,71 5,52 4,21 7,39 9,41
300 — 2,67 2,85 5,10 4,66 6,97 9,43 2,49 2,91 4,71 6,78 5,14 9,31 11,59
400 — 2,99 3,23 5,80 | 5,54 1 8,34 11,12 2,75 3,31 5,71 8,04 6,28 11,46 14,0
500 — 3,31 3,61 6,50 6,61 9,69 12,79 3,01 3,71 6,71 9,30 7,41 13,50 16,39
600 4,27 4,63 8,48 7,60 11,69 15,65 3,91 4,75 8,35 11,84 8,56 16,37 19,97
700 е ч я н и е. ЯЬКИХ пр 4,59 оходах п 5,01 | 9,18 | 8,69 | 13,17 | 17,34 эиняты следующие глубины резания t в мл 4,17 5,15 9,35 13,10 9,81 18,63 22,38
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+t’ до Два грубых н один получистовой 2t+t' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жест к не 13 9 14
j
ОБРАБОТКА КОВКОГО ЧУГУНА 7/^ = 1004-120 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 178 (продолжение)
Фрезерование Дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезеро- Ва ния в мм Ширина канавки Длина фрезерования в мм Ширина шлиц'а
8 12 .6 1 1 г 1 1 —
Глубина канавки Глубина шлица
5 0 10 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости Wa=2,3 квт 50 1,18 1,21 1,21 1,24 1,25 1,38 — 25 1,55 1,56 1,55 1,56 1,56 1,56 — —
100 1,30 1,36 1,37 1.42 1.44 1,70 —
50 1,62 1,61 1,62 — — —"
150 1,75 1,84 1,85 1,93 1,96 2,35 1,60 1,62 1,60
200 1,87 1,99 2,01 2,11 2,15 2,67 —
too 1,70 1,74 1,70 1,73 1,71 1,74 — — '—
300 2,12 2,30 2,33 2,48 2,54 3,32 — •—
400 2,37 2,61 2,65 2,85 2,93 3,97 -
150 2,01 2,07 2,01 2,06 2,03 2,07 —‘ — —
500 2,62 2,92 2,97 3,22 3,32 4,62 — —
600 2,87 3,23 3,29 3,59 3,71 5,27 - -
200 2,11 2,19 2,11 2,17 2,13 2,19 — —.
700 3,12 3,54 3,61 3,96 4,10 5,92 - -
Средней жесткости .V3=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
М 18 — Длина фрезерования В MJK Ширина шлица
Глубина канавки 1,5 3 5 -
10 15 10 15 20 - - -
Глубина шлица
— -
50 1,63 1,65 1,64 1,64 1,67 - 6 10 6 10 6 ю - -
юи 1 75 1 7Q 1,78 1,78 1 ,84 — — *—
25 1,62 1,64 1,59 1,61 1,59
150 2,09 2. 15 2,13 2, 1 3 2,22 — — — 1,60 - - — - -
Средней жесткости N3=3,7 кет 200 2,21 2,29 2,27 2,27 2,39 — — — 50 1,73 1,77 1,68 1,71 1,67 1,70 — —
300 2,46 2,58 2,55 2,55 2,73 — — — 100 1,96 2,04 1,85 1,92 1,83 1,89 — — —
400 2,71 2,87 2,83 2,83 3,07 — —
500 2,96 3,16 3,11 3,11 3,41 - - — — 150 2,40 2,52 2,24 2,34 2,21 2,30 — — —
600 3,64 3,88 3,82 3,82 4,18 — — —
200 2,63 2,79 2,41 2,55 2,37 2,49 — — —
700 3,89 4,17 4,10 4,10 4,52 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина фреза
15 20 15 20 30 15 20 30 1 2 3
Жесткие Мэ=8,2 кет 50 2,05 2,07 2,03 2,13 2,18 2,04 2,14 2,18
Глубина фреза до
100 2,27 2,31 2,24 2,44 2,53 2,25 2,45 2,54 5 10 10 15 20 10 15 20 30
150 2,93 2,99 2,88 3,18 3,32 2,90 3,20 3,33 25 1,61 1,62 1,60 1,61 1,62 1,61 1,62 1,63 1,65
200 3,15 3,23 3,09 3,49 3,67 3,11 3,51 3,69 50 1,71 1,74 1,70 1,72 1,74 1,71 1,73 1,76 1,79
300 3,60 3,72 3,51 4,11 4,38 3,54 4,14 4,41
. 100 1,92 1,98 1,89 1,94 1,98 1,92 1,95 2,01 2,07
400 4,05 4,21 3,93 4,73 5,09 3,97 4,77 5,13
500 4,50 4,70 4,35 5,35 5,80 4,40 5,40 5,85 150 2,34 2,43 2,30 2,37 2,43 2,34 2,39 2,48 2,57
600 5,59 5,83 5,41 6,61 7,15 5,47 6,67 7,21
200 2,55 2,67 2,49 2,59 2,67 2,55 2,61 2,73 2,85
700 6,04 6,32 5,84 7,23 7,86 5,90 7,30 7,93
ОБРАБОТКА КОВКОГО ЧУГУНА//7J —120—140 инструментом ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ <- Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 179
Группа станков Дли на фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевым фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной реаания 1 в мм до * Два грубых 2/ Один получисто-1 вой с глубиной резания f ДО 1 мм * Один грубый и один получистовой t + t' * Два грубых и один получистовой 2t-H' Один грубый с глубиной реаания t в мм до ♦ Два грубых 2/ Один получистовой с глубиной резания /' до 1 мм * Один грубый и один получистовой t+i' * Два грубых и один получистовой 2t+i'
3 5 8 3 5 8
Пониженной жесткости Л/3—2,3 кет 50 D=50 В=40 1,13 1,15 — 1,96 1,99 2,72 3,63 0=90 В =70 1,15 1,38 2,24 2,44 2,02 3,21 4,14
100 1,31 1,35 — 2,34 2,30 3,23 4,32 1,35 1,81 2,90 3,30 2,36 4,21 5,34
150 1,80 1,86 — 3,24 2,93 4,16 5,85 1,86 2,55 4,08 4,68 3,02 5,63 7,38
200 1,98 2,06 — 3,62 3,34 4,77 6,65 2,06 2,98 4,74 5,54 3,46 6,73 8,69
300 2,34 2,46 — 4,38 4,28 6,11 8,34 2,46 3,84 6,06 7,26 4,46 9,05 11,40
400 2,70 2,86 — 5,14 5,21 7,44 10,04 2,86 4,70 7,38 8,98 5,45 11,36 14,12
500 3,06 3,26 — 5,90 5,83 8,46 11,42 3,26 5,56 8,70 10,70 6,13 13,36 16,52
600 3,42 3,66 — 6,66 6,45 9,48 12,80 3,66 6,42 10,02 12,42 6,81 15,36 18,92
700 3,78 4,06 — 7,42 7,07 10,50 14,18 4,06 7,28 11,34 14,14 7,49 17,36 21 ,32
Средней жесткости W9=3,7 кеш 50 0=90 5=70 1,55 1,60 1,85 2,97 2,44 3,75 5,08 D=150 В=100 1,32 1,53 1,71 2,60 2,38 3,55 4,65
100 1,92 2,02 2,52 4,01 2,84 4,82 6,63 1,46 1,88 2,24 3,27 2,72 4,42 5,77
150 200 2,50 2,65 3,40 5,47 3,45 6,32 8,60 1,81 2,44 2,98 4,36 3,37 5,72 7,31
2,87 3,07 4,07 6,51 3,95 7,49 10,14 1,95 2,79 3,51 5,03 3,71 6,69 8,42
300 3,61 1 3,91 5,41 8,59 4,87 9,73 12,13 2,23 3,49 4,57 6,37 4,51 8,53 | 10,55
400 4,35 | 4,75 , 6,75 10,67 | 5,88 12,10 16,23 2,51 4,19 5,63 7,71 5,40 10,50 | 12,78
500 5,09 5,59 8,09 12,75 | 6,78 14,34 19,22 1,79 4,89 6,69 9,05 6,18 12,34 | 14,92
600 6,26 6,86 9,86 15,69 7,80 17,12 23,17 3,50 6,02 8,18 11,25 7,08 14,72 | 18,01
700 7,0 7,70 11,20 17,77 9,02 19,69 26,37 3,78 6,72 9,24 12,59 8,18 16,89 | 20,35
Жесткие Ns=3,2 кет 50 0 = 150 В = 100 — 1,46 1,50 2,54 2,64 3,61 4,86 D=300 В = 200 1,43 1,51 1,86 2,87 2,72 4,05 | 5*27
100 — 1,64 1,72 2,94 3,03 4,22 5,65 1,58 1,74 2,44 3,60 3,19 5,10 6,47
150 2,25 2,37 4,20 3,64 4,47 7,50 2,16 2,40 3,45 5,19 3,88 6,79 8,73
200 2,43 2,59 4,60 4,13 6,19 8,41 2,31 2,63 4,03 5,92 4,45 7,95 10,05
300 2,79 3,03 5,40 5,02 7,51 10,09 2,61 3,09 5,19 7,38 5,50 10,15 12,55
400 — 3,15 3,47 6,20 6,12 9,06 12,0 2,91 3,55 6,35 8,84 6,76 12,58 15,28
500 — 3,51 3,91 7,0 7,21 10,59 13,89 3,21 4,01 7,51 10,30 8,01 14,99 17,99
600 — 4,51 4,99 9,08 8,32 12,77 16,97 4,15 5,11 9,31 13,04 9,28 18,05 21,89
700 — 4,87 5,43 9,88 9,53 14,43 18,88 4,45 5,57 10,47 14,50 10,65 20,59 24,62
* Примечание, При нескольких проходах приняты следующие глубины резания t в мм;
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой t+i' до Два грубых и один получистовой 2t+t’ до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 1 2
Жесткие 13 9 14
ЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 Фрезерные работы КАРТА 179 (продолжение)
00 ОБРАБОТКА КОВКОГО ЧУГУНА 7/в = 1204-140 инструментом из Б1 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах
Фрезы прорезные шлицевые с мелким зубом
Фрезерование дисковыми фрезами
Ширина шлица
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм
8 12 16 1 2 3 —
Глубина шлица
Глубина канавки
5 10 ю 15 10 15 — — 3 5 3 5 3 5 — — —
— _ 1,57 1,56 1,57 — — —
Пониженной жесткости /Va=2,3 квт 50 1,19 1,23 1,24 | 1,27 1,28 1,43 — 25 50 1,56 1,57 1,56
100 1,33 1,41 1,42 1,48 1,50 1,80 —
1,62 1,64 1,62 1,64 1,62 1,64 — — —
150 1,79 1,91 1,93 2,02 2,05 2,50 - •—
200 1,93 2,09 2,11 | 2,23 2,27 2,87 - —
100 1,73 1,78 1,73 1,77 1,74 1,78 — — —
300 2,21 2,45 | 2,48 | 2,66 2,72 3,62 - _ . ...
400 2,49 2,81 | 2,85 | 3,09 3,17 4,37 - 1 — 150 2,06 2,13 2,06 2,12 2,07 2,13 — — —
500 2,77 3,17 | 3,22 | 3,52 3,62 5,12 1 .—
600 3,05 3,53 | 3,59 | 3,95 4,07 5,87 1 —. 200 2,17 2,27 2,17 2,25 2,19 2,27 — — —
700 3,33 3,89 | 3,96 | 4,38 4,52 6,62 - 1 -
Средней жесткости <V3=3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 j 18 — Длина фрезеро -ван ня в мм Ширина шлица
Глубина канвки 1.6 3 5 —
10 | 15 | 10 | 15 20 | - 1 - 1 - Глубина шлица
50 1,64 | 1 ,67 | 1 ,66 | 1 ,66 1,70 | — | - 1 - 6 10 6 10 6 1 0 _ | - —
100 1,78 | 1.84 | 1,82 | 1,82 | 1,89 | -- | — | —
25 1 ,64 1,66 1,61 1,62 — — —
150 2, 13 | 2,22 | 2, 19 | 2, 19 | 2,зо । 1,62 1,60
409
Средней жесткости /Va=3,7 кет 200 2,27 2,39 2,35 2,35 2,49 — — — 50 1,77 1,81 1,71 1,74 1,69 1,73 — — -
300 2,55 2,73 2,67 2,67 2,88 — — 100 2,03 2,12 1,91 1,98 1,88 1,95 - —
400 2,83 3,07 2,99 2,99 3,27 — — - -
150 2,51 2,64 2,33 2,43 2,28 2,39 - —
500 з.п 3,41 3,31 3,31 3,66 — — —
600 3,82 4,18 4,06 4,06 4,48 - ’—* —
200 2,77 2,95 2,53 2,67 2,47 2,61 — — —
700 4,10 4,52 4,38 4,38 4,87 — —
Ширина к а н а в к и Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 10 15 20 30 15 20 30 1 2 3
Жесткие /Уэ=8,2 кет 50 2,08 2,11 2,06 2,18 2,23 2,07 2,19 2,24
‘Глубина реза до
100 2,34 2,39 2,30 2,53 2,64 2,32 2,55 2,66 G 10 10 15 20 10 15 20 30
150 3,03 3,11 2,97 3,32 3,48 3,0 3,35 3,51 25 1,62 1,64 1,62 1,63 1,64 1,62 1,64 1,65 1,67
200 Пз,29 3,39 3,21 3,67 3,89 3,25 3,71 3,93 50 1,74 1,78 1,73 1,76 1,78 1,74 1,77 1,80 1,84
300 3,81 3,96 3,69 4,38 4,71 3,75 4,44 4,77
100 1,98 2,05 1,95 2,01 2,05 1,98 2,03 2,09 2,16
400 4,33 4,53 4,17 5,09' 5,53 4,25 5,17 5,61
500 4,85 5,Ю 4,65 5,80 6,35 4,75 5,90 6,45 150 2,43 2,54 2,39 2,48 2,54 2,43 2,51 2,60 2,71
600 6,01 6,31 5,77 7,15 7,81 5,89 7,27 7,93
200 2,67 2,81 2,61 2,73 2,81 2,67 2,77 2,89 2,93
700 6,53 6,88 6,25 7,86 8,63 6,39 8,0 8,77
ОБРАБОТКА КОВКОГО ЧУГУНА Нв =140—160 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 180
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до • Два грубых 2t 1 Один получистовой с глубиной резания t' до 1 Л-И * Один грубый и один получистовой t +i' • Два грубых и один получистовой 2i+f Один грубый с глубиной резанин t в мм до *Два грубых 2t Один получистовой с глубиной резания tr ДО 1 лл • Один грубый и один получистовой t+t' • Два грубых и один получистовой 2t + t'
3 5 8 3 5 8
Пониженной жесткости N =2,3 кет з 50 О= 50 В =40 1,15 1,18 — 2,01 2,02 2,78 3,71 D = 90 В = 70 1,18 1,43 2,32 2,55 2,06 3,33 4,29
100 1,35 1,41 — 2,44 2,36 3,35 4,48 1,41 1,91 3,06 3,52 2,44 4,45 5,64
150 1,86 1,95 — 3,39 3,02 4,34 6,09 1,95 2,70 4,32 5,01 3,14 5,99 7,83
200 2,06 2,18 — 3,82 3,46 5,01 6,97 2,18 3,18 5,06 5,98 3,62 7,21 9,29
300 400 2,46 2,64 — 4,68 4,46 6,47 8,82 2,64 4,14 6,54 7,92 4,70 9,77 - 12,30
2,86 3,10 — 5,54 5,45 7,92 10,68 3,10 5,10 8,02 9,86 5,77 12,32 15,32
500 3,26 3,56 6,40 6,13 9,06 12,22 3,56 6,06 9,50 11,80 6,53 14,56 18,02
600 3,66 4,02 — 7,26 6,81 10,20 13,76 4,02 7,02 10,98 13,74 7,29 16,80 20,72
700 4,06 4,48 — 8, 12 7,49 11,34 15,30 4,48 7,98 12,46 15,68 8,05 19,04 23,42
Средней жесткости Л/э=3,7 кет 50 D = 90 В= 70 1,59 1,66 1,93 3,09 2,49 3,88 5,25 £>=150 5 = 100 1,34 1,58 1,78 2,70 2,42 3,66 4,79
100 150 2,0 2,14 2,68 4,25 2,94 5,08 6,97 1,50 1,98 2,38 3,47 2,80 4,64 6,05
2,62 2,83 3,64 5,83 3,60 9,71 9,11 1,87 2,59 3,19 4,66 3,49 6,05 7,73
200 3,03 3,31 4,39 6,99 4,15 5,01 10,82 2,03 2,99 | 3,79 5,43 3,87 7,13 8,98
300 3,85 4,27 5,89 9,31 5,17 10,51 14,15 2,35 3,79 4,99 6,97 4,75 9,19 11,39
400 500 4,67 5,23 7,39 11,63 6,28 13,14 17,59 2,67 4,59 6,19 8,51 5,72 11,38 13,91
5,49 6,19 8,89 13,95 7,28 15,64 20,92 2,99 5,39 7,39 10,05 6,58 13,44 16,32
600 6,74 7,58 10,82 17,13 8,40 18,68 25,21 3,74 6,62 | 9,02 12,45 7,56 16,04 19,69
700 7,56 8,54 12,32 19,45 9,72 21,51 28,75 4,06 7,42 10,22 13,99 8,74 18,43 22,31
Жесткие N ,=8,2 кет э 50 D = 150 В = 100 1,48 1,52 7,58 2,69 3,67 4,94 D = 300 В = 200 1,45 1,54 | 1,93 3,05 2,78 4,18 5,42
100 1,68 1 ,76 3,02 з,п 4,34 5,81 1,62 1,80 | 2,58 3,96 3,31 5,36 6,77
150 — 2.31 2,43 4,32 3,76 5,65 7,74 2,22 2,49 | 3,66 5,73 | 4,06 | 7,18 | 9,18
200 - 2,51 2,67 4,76 4,29 6,43 8,73 2,39 2,75 | 4,31 6,64 | 4,69 8,47 10,65
300 2,91 3,15 5,64 5,26 7,87 10,57 2,73 3,27 | 5,61 8,46 5,86 10,93 13,45
400 3,31 3,63 6,52 6,44 9,54 12,64 3,07 3,79 | 6,91 10,28 7,24 13,62 16,48
500 3,71 4,11 7,40 7,61 11,19 14,69 3,41 4,31 | 8,21 12,10 8,61 16,29 19,49
600 4,75 5,23 9,56 8,80 13,49 17,93 4,39 5,47 | 10,15 15,20 10,0 19,61 23,69
700 5,15 5,71 10,44 10,09 15,27 20,0 4,73 5,99 11,45 17,02 11,49 22,41 26,72
♦ Примечание, При нескольких проходах приняты следующие глубины резания t в лл:
Характеристика жесткости станков Два грубых 2/ до Один грубый и одни получистовой t+t’ до Два грубых и один получистовой 2t+t' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 14 .
ОБРАБОТКА КОВКОГО ЧУГУНА ЯВ=140Ч-160 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 180 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина к а и в к и Длина фрезерования В мм Ширина шлица
в 12 16 1 2 3 —
Глубина канавки Глубина шлица
5 1 0 10 15 10 15 3 5 3 5 3 5 — —
Пониженной жесткости jV5=2,3 квт 50 1,21 1,25 1,26 1,29 1,30 1,47 25 1,57 1,58 1,57 1,58 1,57 1,58 — — —
100 1 37 1 .45 1,47 1,53 1,55 1,89
50 1,64 1,66 — —. —
150 1,85 1,97 2,0 2,09 2,12 2,63 - — 1,63 1,66 1,63 1,65
200 2,03 2,17 2,21 2,33 2,37 3,05 - -
100 1,76 1,81 1,76 1,80 1,77 1,81 — — —
300 2,33 2,57 2,63 2,81 2,87 3,89 - -
400 2,65 2,97 3,05 3,29 4,37 4,73 -
150 2,10 2,20 2,10 2,16 2,12 2,20 — — —
500 2,97 3,37 3,47 3,77 3,87 5,57 -
600 3,29 3,77 3,89 4,25 4,37 6,41 — — 200 2,23 2,33 2,23 2,31 2,25 2,33 — — —
700 3,61 4,17 4,31 4,73 4,87 7,25 - —
Средней жесткости N 3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
И 18
Длина фрезерования в лл Ширина шлица
Глубина канавки
1.5 3 5
10 15 10 15 20 - -
Глубина шлица
1,68 1,72 —
50 1 ,66 1,69 1,68 6 10 6 10 6 10 —
100 1,82 1,88 1,86 1,86 1,94 - — ——
25 1,65 1,68 1,62 1,64 1 ,61 1,63 —
150 2,19 2,28 2,25 2,25 2,37 — — — —
413
Средней жесткости /V =3,7 кет 200 2,35 2,47 2,43 2,43 2,59 । —— — — 50 1,80 1,85 1,73 1,77 1,72 1,75 — — -
300 2,67 2,85 2,79 2,79 3,03 — — 100 2,10 2,20 1,96 2,04 1,93 2,0 — — —
400 2,99 3,23 3,15 3,15 3,47 — — —
150 2,61 2,76 2,40 2,52 2,36 2,46 — — ---
5С0 3,31 3,61 3,51 3,51 3,91 — — —
600 4,06 4,42 4,30 4,30 4,78 — — —
200 2,91 3,11 2,63 2,79 2,57 2,71 —
700 4,38 4,80 4,66 4,66 5,22 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина резадо
15 20 15 20 30 15 20 30 1 2 3
Жесткие /Уэ=8,2 кет 50 2,И 2,14 2,09 2,22 2,28 2,10 2,23 2,29
Глубина реза до
100 2,40 2,46 2,36 2,62 2,74 2,38 2,64 2,76 6 10 10 15 20 10 15 20 30
150 3,12 3,21 3,06 3,45 3,63 3,09 3,48 3,67 25 1,64 1,66 1 ,63 1,65 1,66 1 ,64 1,65 1,67 1,69
200 300 3,41 3,53 3,33 3,85 4,09 3,37 3,89 4,13 50 1,77 1,81 1,75 1,79 1,81 1,77 1,80 1,83 1,87
3,99 4,17 3,87 4,65 5,01 3,93 4,71 5,07
100 2,04 2,12 2,0 2,07 2,12 2,04 2,09 2,16 2,24
400 4,57 4,81 4,41 5,45 5,93 4,49 5,53 6,01
500 5,15 5,45 4,95 6,25 6,85 5,05 6,35 6,95 150 2,52 2,64 2,46 2,57 2,64 2,52 2,60 2,70 2,82
600 6,37 6,73 6,13 7,69 8,41 6,25 7,81 8,5;
200 2,79 2,95 2,71 2,85 2,95 2,79 2,89 3,03 3,19
700 6,95 7,37 6,67 8,49 9,33 6,81 8,63 9,47
ОБРАБОТКА КОВКОГО ЧУГУНА Яв = 160-г 180 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 181
Г руппа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и шиоп-на обработки В В ММ Количество проходов Диаметр фрезы D и ширина обработка В и мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2/ Один получистовой с глубиной резания i' до 1 jt/Л 1 * Один грубый и один получистовой t+t' • Два грубых и один получистовой 2t + t' Один грубый с глубиной резаяия t в мм до ♦ Два грубых 2t Один получистовой с глубиной резания t' до 1 мм • Один грубый и один получистовой t+t' * Два грубых и один получистовой 2t+t'
3 5 8 3 5 8
Пониженной жесткости <УЭ=2,3 кет 50 £>=50 В =40 1,17 1,21 — 2,06 2,06 2,85 3,80 £>=90 В=70 1,21 1,48 2,40 2,66 2,10 3,45 4,44
100 1,39 1,47 "— 2,54 2,44 3,49 4,66 1,47 2,01 3,22 3,74 2,52 4,69 5,94
150 1,92 2,04 — 3,54 3,14 4,55 6,36 2,04 2,85 4,56 5,34 3,26 6,35 8,28
200 2,14 2,30 — 4,02 3,62 5,29 7,33 2,30 3,38 5,38 6,42 3,78 7,69 9,89
300 2,58 2,82 — 4,98 4,70 6,89 9,36 2,82 4,44 6,82 8,58 4,94 10,49 13,2
400 3,02 3,34 — 5,94 5,77 8,48 11,40 3,34 5,50 8,46 10,74 6,09 13,28 16,52
500 3,46 3,86 — 6,90 6,53 9,76 13,12 3,86 6,56 10,10 12,90 6,93 15,76 19,52
600 3,90 4,38 — 7,86 7,29 11,04 14,84 4,38 7,62 11,74 15,06 7,77 18,24 22,22
700 4,34 4,90 — 8,82 8,05 12,32 16,56 4,90 8,68 13,38 17,22 8,61 20,72 25,22
Средней жесткости /Va=3,7 кет. 50 £>=90 В=70 1,36 1,71 2,01 2,94 2,54 4,01 5,15 £>=150 5=100 1,36 1,63 1,84 2,78 2,46 3,76 4,91
100 1,54 2,24 2,84 3,95 3,04 5,34 6,77 1,54 2,08 2,50 3,63 2,88 4,84 6,29
150 1,93 2,98 3,88 5,38 3,75 7,10 8,81 1,93 2,74 3,37 4,90 4,37 6,35 8,09
200 2,11 3,51 4,71 6,39 4,35 8,53 10,42 2,11 3,19 4,03 5,75 4,89 7,53 9,46
300 2,47 4,57 6,37 8,41 5,47 11,29 13,55 2,47 4,09 1 5,35 7,45 4,99 9,79 12,11
400 2,83 5,63 8,03 10,43 6,68 14,18 16,79 2,83 4,99 ‘ 6,67 9,15 6,04 12,18 14,87
500 3,19 6,69 9,69 12,45 7,78 16,94 19,92 3,19 5,89 7,99 10,85 6,98 14,44 17,52
600 700 3,99 8,18 И.78 13,44 | 15,33 9,0 20,24 24,01 3,98 7,22 9,80 13,41 8,04 17,24 21,13
4,34 | 9,24 17,35 10,42 | 23,33 27,35 2,34 8,12 11,06 15,11 9,30 19,83 23,99
Жесткие /V =8,2 кет Э ’ 50 100 £>=150 В=Ю0 — | 1,50 1,55 2,63 2,73 3,75 5,04 £=300 5=200 1 ,47 1,57 2,0 3,05 2,84 4,31 5,57
- 1,72 _1,82 3,12 3,21 4,50 6,01 1,66 1,86 1 2,72 3,96 3,43 5,62 7,07
150 - 2,37 2,52 4,47 3,91 5,89 8,04 2,28 2,58 1 3,87 5,73 4,24 7,57 9,63
200 2,59 2,79 4,96 4,49 6,75 9,13 2,47 2,87 1 4,59 6,64 4,93 8,99 11,25 14,35
300 - 3,03 3,33 5,94 5,56 8,35 11,27 2,85 3,45 1 6,03 8,46 ,6,22 11,71
400 - 3,47 3,87 6,92 6,84 10,18 13,44 3,23 4,03 1 7,47 10,28 7,72 14,66 17.68
500 3,91 4,41 7,90 8,11 11,99 15,69 3.61 4.61 1 R 91 12 10 9,21 17,59 20,99
600 - 4,99
5,59 10,16 9,40 14,45 19,13 4.63 5.83 1 10.99 15,20 10,72 21,17 25,49
700 — 5,43
6,13 11,14 10,79 16,39 21,40 5.01 6.41 1 12.43 17.02 12,33 24,23 28,82
* Примечание, При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2/ до Один грубый и один получистовой до Два грубых и один получистовой 2t+t' до
Пониженной жесткости 8 6 9
Средней жесткости ] 1 9 12
Жест кие 13 9 14
05 ОБРАБОТКА КОВКОГО ЧУГУНА нв = 160 -г 180 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 181 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерования в мм Ширина шлица
8 12 16 — 1 2 3
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 — — —
Пониженной жесткости N5=2,3 кет 50 1,23 1,27 1,29 1,32 1,33 1,52 | - 25 1,58 1,59 1,58 1,59 1,58 1,59 — — —
100 1,41 1,49 1,52 1.58 1.61 1.98 1 - —
50 1,65 1,67 1,65 1,67 — — —
150 1,91 2,03 2,08 2,17 2,21 2,77 | - — 1,65 1,67
200 2,09 2,25 2,31 2,43 2,49 3,23 | - —
100 1,79 1,84 1,79 1,83 — — —
300 2,45 2,69 2,78 2,96 3,05 | 4,16 1 — | — 1,80 1,84
400 2,81 3,13 3,25 | 3,49 3,61 5,09 | - —
150 2,15 2,22 2,15 2,21 2,16 2,22 — —
500 3,17 3,57 3,72 4,02 I 4,17 6,06 | —
600 3,53 4,01 4,19 4,55 | 4,73 | 6,95 | — —
200 2,29 2,39 2,29 2,37 2,31 2,39 — '— —~
700 .3,89 4,45 4,66 5,08 | 5,29 7,88 | — ‘ —
Средней жесткости !ЧЭ=3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
14 | 18 | ~ Длина фрезерования в мм Ширина шлица
Глубина канавки 1.5 3 5 —
10 | 15 | Ю | 15 [ 20 | | | —
Глубина шлица
50 1,68 | 1,71 | 1,70 | 1,70 | 1,75 1 — | — 1 — 6 10 6 10 6 10 - - —
100 1,86 | 1,92 | 1,90 1 1,90 | 1,99 | — 1 — | —
1,70 1,63 1,65 1,62 1,64 — — —
150 2,25 | 2,34 | 2,31 | 2,31 | 2,45 | | | — 25 1,67
(ИК. Зак. 952
Средней жесткости ^э=3,7 кет 200 2,43 2,55 2,51 2,51 2,69 — — — 50 1,84 1,89 1,76 1,80 1,74 1,78 — — —
300 2,79 2,97 2,91 2,91 3,18 — — — 100 2,17 2,28 2,01 2,10 1,98 2,06 — —
400 3,15 3,39 3,31 3,31 3,67 — — —
150 2,72 2,88 2,48 2,61 2,43 2,55 — — —
500 3,51 3,81 3,71 3,71 4,16 — — —
600 4,30 4,66 4,54 4,54 5,08 — — —
200 3,05 3,27 2,73 2,91 2,67 2,83 — — —
700 4,66 5,08 4,94 4,94 5,57 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза до
15 20 15 20 30 IS 20 30 1 2 3
Жесткие V3=8,2 к/. 50 2,14 2,18 2,12 2,27 2,33 2,13 2,28 2,34
Глубина реза
100 2,46 2,53 2,42 2,71 2,84 2,44 2,73 2,86 6 10 10 15 20 10 15 20 30
150 3,21 3,32 3,15 3,59 3,78 3,18 3,62 3,81 25 1,65 1,68 1,64 1,66 1,68 1,65 1,67 1,69 1J1
200 3,53 3,67 3,45 4,03 4,29 3,49 4,07 4,33 50 1,80 1,85 1,78 1,82 1,85 1,80 1,83 1,87 1,91
300 4,17 4,38 4,05 4,92 5,31 4.П 4,98 5,37
100 2,10 2,19 2,06 2,13 2,19 2,10 2,15 2,23 2,32
400 4,81 5,09 4,65 5,81 6,33 4,73 5,89 6,41
500 5,45 5,80 5,25 6,70 7,35 5,35 6,80 7,45 150 2,61 2,75 2,55 2,66 2,75 2,61 2,69 2,81 2,94
600 6,73 6,15 6,49 8,23 9,01 6,61 8,35 9,13
200 2,91 3,09 2,83 2,97 3,09 2,91 3,01 *3,17 3,35
700 7,37 7,86 7,09 9,12 10,03 7,23 9,26 10,17
O:PAlOTKA КОВКОГО ЧУГУНА Яв=180-г 200 инструментом из ЕЫСТРОРЕЖМЦЕЙ стали Р9 ЬЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах <!'pezepkwe работы
КАРТА 182
Группа станков Дл ина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обработки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до 1 i * Два грубых Г Очин получистовой с глубиной резания t до 1 мм * Один грубый и один получистовой t + t' • Два грубых и один получистовой 2/+Z' Один гоубый с глубиной резания t в мм до • Два грубых 2/ Один получистовой с глубиной резания Г до 1 мм • Один грубый и один получистовой t+t' • Два грубых и один получистовой 2t+t'
3 5 8 3 5 8
Пони?’ енной жесткости /V?=2,3 квт 50 S $ II II Q «1 , 0,19 1,23 — 2,10 2,09 2,90 3,87 Р-90 В-70 1,23 1,53 2,47 2,75 2,14 3,56 4,57
100 1,43 1,51 — 2,62 2,50 3,59 4,80 1,51 2,11 3,36 3,92 2,60 4,91 6,20
150 1,98 2,10 — 3,66 3,23 4,70 6,57 2,10 3,0 4,77 5,61 3,38 6,68 8,67
200 2,22 2,38 — 4,18 3,74 5,49 7,61 2,18 3,58 5,66 6,78 3,94 8,13 10,41
300 2,70 2,94 — 5,22 4,88 7,19 9,78 2,94 4,74 7,44 9,12 5,18 11,15 13,98
400 3,18 3,50 — 6,26 6,01 8,88 11,96 3,50 5,90 9,22 11,46 6,41 14,16 17,56
500 3,66 4,06 — 7,30 6,83 10,26 13,82 4,06 7,06 11,0 13,80 7,33 16,86 20,82
600 4,14 4,62 — 8,34 7.65 11,64 15,68 4,62 8,28 12,78 16,14 8,25 19,56 24,08
700 4,72 5, 18 — 9,38 8,47 13,02 17,54 5, 18 9,38 14,56 18,48 9,17 22,26 27,34
50 1,67 1,76 2,08 3,32 2,58 4,12 5,57 1,37 1,64 1,90 2,84 2,50 3,86 5,01
100 0=90 2,16 2,34 2,98 4,71 3,12 5,56 7,61 5=150 1,56 2,14 2,62 3,75 2,96 5,04 6,49
Средней жесткости 150 2,86 3,13 4,09 6,52 3,87 7,43 10,07 1,96 2,83 3,55 5,08 3,73 6,65 8,39
200 3,35 3,71 4,99 7,91 * 4,51 8,97 12,10 2,15 3,31 4,27 5,99 4,19 7,93 9,86
Nc=3,7 кет 300 4,33 4,87 6,79 10,69 5,71 11,95 16,07 2,53 4,27 5,71 7,81 5,23 10,39 12,71
400 5=70 5,31 6,03 8,59 13,47 7,0 15,06 20,15 5=100 2,91 5,23 7,15 9,63 6,36 12,98 15,67
500 6,29 7,19 10,39 16,25 8,18 18,04 24,12 3,29 6,19 8,59 11,45 7,38 15,44 18,52
600 7,70 8,78 12,62 19,89 9,48 21,56 29,05 4,10 7,58 10,46 14,13 8,52 18,44 i 22,33
700 8,68 9,94 14,42 22,67 10,98 24,87 33,23 4,48 8,54 11,90 15,95 9,86 21,23 25739
50 — 1,52 1,57 2,67 2,77 3,81 5,12 1,48 1,59 2,06 3,12 2,89 4,42 5,69
100 0=150 — 1,76 1,86 3,20 а, 29 4,62 6,17 5=300 1,68 1,90 2,84 4,10 3,53 5,84 7*31
150 — 2,43 2,58 4,59 4,03 6,07 8,28 2,31 2,64 4,05 5,94 4,39 7,90 9,99
200 - 2,67 2,87 5,12 4,65 6,99 9,45 2,51 2,95 4,83 6,92 5,13 9,43 11,73
Жесткие N =8,2 кст э * 300 3,15 3,45 6,18 5,80 8,71 11,65 2,91 3,57 6,39 8,88 6,52 12,37 15,07
400 5=100 3,63 4,03 7,24 7,16 10,66 14,08 5=200 3,31 4,19 7,95 10,84 8,12 15,54 18,64
500 — 4,11 4,61 8,30 8,51 12,59 16,49 3,71 4,81 9,51 12,80 9,71 18,69 22,19
600 — 5,23 5,83 10,64 9,88 15,17 20,09 4,75 5,07 11,71 16,04 11,32 22,49 26,93
700 — 5,71 6,41 11,70 11,35 17,23 22,52 5,15 6,69 13,27 18,0 13,03 25,77 30,50
* Приме чание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых 2t до Одни грубый и один получистовой t+t' до Два грубых и один получистовой 2tri' до
Пониженной жесткости 8 6 9
Средней жесткости 11 9 12
Жесткие 13 9 1 4
ОБРАБОТКА КОВКОГО ЧУГУНА //^180 — 200 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы- КАРТА 182 (продолжение)
Фрезерование дисковыми фрезами
Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки
8 12 16 —
Глубина канавки
5 10 10 15 10 15 — —
Пониженной жесткости А/э=2,3 кет 50 1,24 1,29 1,30 1,34 1,35 1,56 -
100 1,43 1,53 1,55 1,63 1,65 2,06 - —
150 1,94 2,09 2,12 2,24 2,27 2,89 - —
200 2,13 2,33 2,37 2,53 2,57 3,39 - —
300 2,51 2,81 2,87 3,11 3,17 4,40 — *—
400 2,89 3,29 3,37 3,69 3,77 5,41 —
500 3,27 3,77 3,87 4,27 4,37 6,42 - —
600 3,65 4,25 4,37 4,85 4,97 7.43 — —
700 4,03 4,73 4,87 5,43 5,57 8,44 - —
Средней жесткости V3-3,7 кет Ширина канавки
1в
Глубина канавки
10 15 10 <5 20
50 1,69 1,73 1,72 1,72 1,77 - —
100 1 ,88 1,95 1,93 1,93 2,03 — — —
150 2,28 2,39 2,36 2,36 2,51
Длина фрезерования в мм Ширина шлица
1 2 3 —
Глубина шлица
3 5 3 5 3 5 — — —
25 1,58 1,60 1,58 1,59 1,58 1,60 — — —
50 1,66 1,69 1,66 1,68 1,66 1,69 — —
100 1,81 1,87 1,81 1,86 1,82 1,87 — — —
150 2,18 2,27 2,18 2,15 2,19 2,27 — — —
200 2,33 2,45 2,33 2,43 2,35 2,45 — — —
Фрезы прорезные с крупным зубом
Длина фрезерован ия в мм Ширина шлица
1,5 3 5
Глубина шлица
6 10 6 ю 6 10
25 1,68 1,71 1,64 1,67 1,63 1,65 — — —
Средней жесткости N3=3,7 кет 200 2,47 2,61 2,57 2,57 2,77 — — — 50 1,86 1,92 1,78 1,83 1,76 1,80 — — —
300 2,85 3,06 3,0 3,0 3,30 — — — 100 2,22 2,34 2,05 2,15 2,02 2,10 — — —
400 3,23 3,51 3,43 3,43 3,83 — — —
150 2,79 2,97 2,54 2,69 2,49 2,61 — — —
500 3,61 3,96 3,86 3,86 4,36 — — —
600 4,42 4,84 4,72 4,72 5,32 •— —
200 3,15 3,39 2,81 3,01 2,75 2,91 — — —
700 4,80 5,29 5,15 5,15 5,85 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 - 2 3
Жесткие /Уэ=8,2 кет 50 100 2,17 2,21 2,15 2,30 2,37 2,16 2,31 2,38
Глубина реза
2,52 2,59 2,47 2,78 2,92 2,49 2,80 2,94 6 10 10 15 20 1 0 15 20 30
150 3,30 3,41 3,23 3,69 2,90 3,26 2,72 3,93 25 1,67 1,69 1,65 1,67 1,69 1,67 1,68 1,70 1,73
2С0 3,65 3,79 3,55 3,17 4,45 3,59 4,21 4,49 50 1,83 1,87 1,80 1,84 1,87 1,83 1,86 1,90 1,98
300 4,35 4,56 4,20 5,13 5,55 4,26 5,13 5,61
100 2,15 2,24 2,10 2,18 2,24 2,15 2,21 2,29 2,39
400 5,05 5,33 4,85 6,09 6,65 4,93 6,17 6,73
500 5,75 6,10 5,50 7,05 7,75 5,70 7,15 7,85 150 2,69 2,88 2,61 2,73 2,88 2,69 2,78 2,90 3,05
600 7,09 7,51 6,79 8,65 9,49 6,91 8,77 9,61
200 3,01 3,19 2,91 3,07 3,19 3,01 3,13 3,29 3,49
700 7,79 8,28 7,44 9,61 10,59 7,58 9,75 10,73
г si-
ОБРАБОТКА ДУРАЛЮМИНА а* = 20---30 нг/лл2; АЛЮМИНИЯ ^=7<16 кг,1 мм- ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖЯЦЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 183
Г[ уппа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка топцевыми фрезами
Диаметр фрезы D и ширина обра ботки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания t' до 1 мм * Один грубый и один получистовой t +t‘ * Два грубых и один получистовой 2t +Г Один грубый с глубиной резания t в мм д.а • Два грубых 2/ Один получистовой с глубиной пезания t' до 1 мм * Один грубый п один получистовой t+t' • Два грубых и один получистовой 2t+t’
3 5 8 3 5 8
Пониженной жесткости /Уэ=2,3 кет 50 Р = 50 В = 40 1,05 1,13 — 1,86 1,81 2,52 3,35 Р = 90 В = 70 1,03 1,10 — 1,81 1,78 2,46 ЗАЯ
100 1,15 1,31 2,14 1,94 2,83 3,76 1.И 1,25 — 2,04 1,88 2,71 3,60
150 1,56 1,80 — 2,94 2,39 3,56 5,01 1,50 1,71 — 2,79 2,30 3,38 ‘ 4,71
200 1,66 1,98 — 3,22 2,62 3,97 . 5,53 1,58 1,86 — 3,02 2,50 3,73 5,21
300 1,86 2,34 — 3,78 3,20 4,91 6,66 1,74 2,16 — 3,48 3,02 4,55 6,18
400 2,06 2,70 — 4,34 3,77 5,84 7,80 1,90 2,46 — 3,94 3,53 5,36 7,16
500 2.26 3.06 — 4,90 4,03 6,46 8,62 2,06 2,76 — 4,40 3.73 5,86 7,82
600 2,46 3,52 — 5,46 4,29 7,08 9,44 2,22 3,06 — 4,86 3,93 6,36 8,48
700 2,66 3,78 — 6,02 4.55 7,70 10,26 2,38 3,36 — 5,32 4,13 6,86 9,14
Средней жесткости /V э = 3,7 квт 50 D = 90 В =70 1,27 1,32 1,43 2,27 2,16 3,05 4,10 Р= 150 В = 100 1 ,24 1,30 1,39 2,20 2,13 2,38 4.0
100 150 1,36 1,46 1,68 2,61 2,28 3,42 4,67 1,30 1,42 1,60 2,47 2,22 3.28 4,47
1,66 1,81 2,14 3,37 2,61 4,22 5,66 1,57 . 1,75 2,02 3.16 2,52 4,01 5,36
200 1,75 1,95 2,39 3,71 2,83 4,69 6,22 1,63 1,87 2,23 3,43 2,71 4,41 5,82
300 1,93 2,23 2,89 4,39 3,19 5,53 7,25 1,75 2,11 2,65 3,97 3,01 5,11 6,65
400 500 2,11 2,41 3,39 5,07 3,64 6,50 8,39 1,87 2,35 3,07 4,51 3,40 5,94 7,59
2,29 2,79 3,89 5,75 3,98 7,34 9,42 1,99 2,59 3,45 5,05 3,68 6,64 8,42
600 2,90 3,50 4,82 7,29 4,44 8,72 11,41 2,54 3,26 4,34 6,45 4,08 7,88 10,21
700 3,10 3,78 5,32 7,97 5,10 9,89 12,65 2,66 3,50 4,76 6,99 4,68 8,91 11,25
50 1 1,37 1,42 2,37 2,36 3,25 4,41 1,33' 1,38 i 1,43 1 2,34 2,34 3,24 4,36
1ь0 £>=150 — I 1,46 1,56 2,60 2,47 3.50 4,75 D = 300 1,38 1,48 1,58 2,54 2,43 3.48 4,65
150 । ! 1 1,98 2,13 3,69 2,80 4,39 6,15 1,86 2,01 2,16 3,60 2,74 4,36 6,0
200 2,07 2,27 3,92 3,01 4,75 6,61 1,91 2,11 2,31 3,80 2,93 4,71 • 6,41
Жесткие Л э=8,2 квт зоо 1 2,25 2,55 4,38 3,34 | 5,35 | 7,39 2,01 2,31 2,61 4,20 3,22 5,29 7,09
400 В = 100 - 1 2,43 2,83 4,84 3,88 6.18 8,40 В =200 2,11 2,51 2,91 4,60 3,72 6,10 8,0
500 I 2,61 3,П 1 5,30 | 4,41 6,99 9,39 2.21 2,71 3,21 5,0 4.21 6,89 8,89
600 — 1 3,43 4,03 7,04 | 4,96 8,45 .11,57 2,95 | 3,55 4,15 6,68 4.72 8,33 10,97
700 1 3,61 4,31 7,50 5,61 9,39 12,58 3,05 I 3,75 4,45 7,08 5,33 9,25 11,88
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
Характеристика жесткости станков Два грубых t до Один грубый и один получистовой / + /' до Два грубых и один ^получистовой 2t + t' до
Пониженной жесткости 8 6 9
''оедней жесткости 11 9 12
четкие 13 * 14
£ ОБРАБОТКА ДУРЛЛЮЛИНА ой = 20-30 кг/лои2; АЛЮМИНИЯ = 7-?16 кг/мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы КАРТА 183 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Г руппа станков Длина фрезерования в мм Ширина канавки Длина фрезеро- Bd ПНЯ в мм Ширина шлица
8 12 16 1 2 5 —
Глубина канавки Глубина шлица
5 10 1 0 15 10 1 15 | — 1 1 — 3 5 3 5 3 5 — — —
Пониженной жесткости Кэ=2,3 кет 50 1,09 1.И 1,14 1,18 1,18 | 1,26 1 - 1 - 25 1,52 1,52 1,52 1,52 1,52 1,52 ’ — — —
100 1,13 1,16 1,22 1,30 1,30 1 1,47 1 - 1 -
150 1,49 1,54 1,63 1,75 1,75 | 2,0 1 - 1 - 50 1,53 1,54 1,53 1,53 1,53 1,54 — — —
200 1,53 1,59 1,71 1,87 1,87 | 2,21 1 1
100 1,56 1,56 1,57 — — —
300 1,61 1,70 1,88 2,12 2,12 | 2,63 1 - 1 - 1 1,56 1,57 1,55
400 1,69 1,81 2.05 2,37 2,37 | 3,05 | — —
150 1 ,80 1,82 1,79 1,80 1,80 1,82 — — —
500 1,77 | 1,92 | 2,22 | 2,62 | 2,62 | 3,47 | — -
6С0 1,85 | 2,03 | 2,39 2,87 | 2,87 | 3,89 | —
200 1,83 1,85 1 ,81 1,83 1,83 — —
700 1,93 | 2,14 | 2,56 | 3,12 | 3,12 1 4,31 - — 1,85
Средней жесткости V^= 3,7 кет Ширина канавки
Фрезы прорезные с крупным зубом
14 | 18 | — Длина фрезерован ня в мм Ширина шлица
Глубина канавки Ю | t5 j 10 | 15 | 20 | — “ 1 - 1,5 j 3 1 5 —
Глубина шлица
50 1 ,56 1 1,57 | 1,57 I 1,60 | 1 ,63 | — — 1 —
6 | 10 6 10 6 10 - -1-1 —
100 1,61 | 1 ,63 | 1,63 | 1,70 | 1,76 | — — 1 —
150 1,88 j 1,91 I 1,91 I 2,01 1 2,1О_| — 25 1,53 1 ,54 1,54 1,54 1,53 1,54 —
Средней жесткости ,V3= 3,7 квт 200 1,93 1,97 1,97 2,11 2,23 — 50 1,56 1,57 1,57 1,58 1,56 1,57 —
300 2,04 2,10 2,10 2,31 2,49 — — — 100 1,61 1,63 1,63 1,65 1,61 1,63 — — —
400 2,15 2,23 2,23 2,51 2,75 — — —
150 1,88 1,91 1,91 1,94 1,88 1,91 — — —
500 2,26 2,36 2,36 2,71 3,01 — — —
600 2,80 2,92 2,92 3,34 3,70 — — —
200 1,93 1,97 1,97 2,01 1,93 1,97 — — —
700 2,91 3,05 3,05 3,54 3,96 — — —
Ширина канавки Фрезы отрезные
16 24 32
Глубина канавки Длина фрезерования в мм Ширина реза до
15 20 15 20 30 15 20 30 1 2 3
Жесткие ;УЭ= 8,2 квт 50 1,89 1,93 1,89 1,92 1,93 1 ,89 1,92 1,94
Глубина реза
100 1 ,95 2.03 1,95 2,02 2,03 1,95 2,02 2,06 6 10 10 15 20 1 0 15 20 30
150 2,45 2,57 2,45 2,55 2,57 2,45 2,55 2,61 35 1,54 1,54 1,54 1,54 1,55 1,54 1,55 1,55 1,56
200 2,51 2.67 2,5! 2,65 2,67 2,51 2,65 2,73 50 1,57 1,58 1,57 1,58 1,59 1,58 1,59 1,60 1,61
*300 2,64 2,88 2,64 2,85 2,88 2,64 2,85 2,97
100 1,63 1,66 1,63 1,65 1,67 1,65 1,67 1,69 1,71
400 2,77 3,09 2,77 3,05 3,09 2,77 3,05 3,21
500 2,90 3,30 2,90 3,25 2,30 2,90 3,25 3,45 150 1,91 1,95 1,91 1,94 1,97 1,94 1,97 2,0 2,03
600 3,67 4,15 3,67 4,09 4,15 3,67 4,09 4,33
200 1,97 2,03 1,97 2,01 2,05 2,01 2,05 2,09 2,13
700 3,80 4,36 3,80 4,29 4,36 3,80 4,29 4,57
4 26
ОБРАЮТКА СИЛУМИНА и ЛИТЕЙНОГО АЛЮМИНИЕВОГО СПЛАВА 3 = 10-20 кг/мм2; ДУРАЛЮМИНА зь=ЗО-г4О кг/мм* И АЛЮМИНИЯ ь—17- 22 кг/мм2 ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 ЬЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 184
Группа СТаЧКОВ Длина фрезеро вания в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и шири* на обра-ботк и В в лм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Один грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t+t' • Два грубых и один получи стовой 2/+/' Один грубый с глубиной резания t в мм до * Два грубых 2Г Одни пол уч ж го-вой с глубиной , резания i‘ до 1 мм • Один грубый и один получи- 1 стовой i+f * Дна грубых и один получистовой 2t+t’
3 5 8 3 5 8
Пониженной жесткости ЛГЭ=2 3 кет 50 D=50 В=40 1,07 1,16 1,91 1,84 2,58 3,43 /7=90 В=70 1,05 1 1,13 1,86 1,80 2,51 3,34
100 1,19 1,37 — 2,24 2,0 2,95 3,92 1,15 1,31 2,14 1,92 2,81 3,74
150 1,62 1,89 — 3,09 2.48 3,74 5,25 1,56 1,80 — 2,94 2,36 3,53 4,92
200 1,74 2,10 3,42 2,74 4,21 5,85 1,66 1,98 — 3,22 2,58 3,93 5,49
300 1,98 2,52 -— 4,08 3,38 5,27 7,14 1,86 2,34 — 3,78 3,14 4,85 6,60
400 2,22 2,94 4,74 4,01 6,32 8,44 2,06 2,70 — 4,34 3,69 5,76 7,72
500 2,46 3,36 — 5,40 4,33 7,06 9,42 2,26 3,06 — 4,90 3,93 6,36 8,52
600 2,70 3,78 — 6,06 4,65 7,80 10,40 2,46 3,42 — 5,46 4,17 6,96 9,32
700 2,94 4 ,20 — 6,72 4,97 8,54 11,38 2,66 3,78 __ 6,02 4,41 7,56 10,12
Средней жесткости Уз =3,7 кет 50 100 D=90 В=70 1,29 1,35 1,48 2,34 2,18 3,12 4,19 0=150 В=100 1,25 1,32 1,43 2,25 2,15 2,44 4,07
1,40 1,52 1,78 2,75 2,32 3,56 4,85 1,32 1,46 1,68 2,57 2,26 3,40 4,61
150 1,72 1,90 2,29 3,58 2,67 4,43 5,93 1,60 1,81 2,14 4,31 2,58 4,19 5.57
200 1,83 2,07 2,59 3,99 2,91 4,97 6,58 1,67 1,95 2,39 3,63 2,79 4,65 6,10
300 2,05 2,41 3,19 4,81 3,31 5,95 | 7,79 1,81 2,23 2,89 4,27 3,13 | 5,47 | 7,07
400 2.27 2,75 3,79 5,63 3,80 | 7,06 | 9,11 1,95 2,51 3,39 4,91 3,56 6,42 8,15
500 2,49 3,09 4,39 6,45 | 4,18 | 8,04 . 10,32 2,09 2,79 3,89 5,55 3,88 7,24 9,12
600 3,14 3,86 5,42 8,13 4,68 9,56 12,49 2,66 3,50 4,82 7,05 4,32 8,60 11,05
700 3,36 4,20 6,02. 8,95 | 5,38 | 10,87 | 13,91 2,80 3,78 5,32 7,69 4,96 9.75 12,23
Жесткие .У'э =8,2ке/и 50 0=150 £3=100 — 1,39 1,45 2,42 | 2,38 । 3,30 I 4,48 0 = 300 В=200 1,34 1,40 1.46 2,38 2,36 3,29 4,42
100 — 1,50 1,62 2,70 2,51 | 3,60 | 4,89 1,40 1,52 1,64 2,62 2,47 3,58 4,77
150 -— 2,04 2,22 3,84 | 2,86 | 4,54 6,36 1,89 2,07 2,25 3,72 2,80 4,51 6,18
200 — 2,15 . 2,39 | 4,12 | 3,09 | 4,95 6,89 1,95 2,19 2.43 3,96 3,01 4,91 6,65
300 — 2,37 2,73 4,68 3,46 5,65 7,81 2,07 2,43 2,79 4,44 3,34 5,59 7,45
400 — 2,59 3,07 5,24 4,04 6,58 1 8,96 2,19 2,67 3,15 4,92 3,88 6,50 8,48
500 — 2,81 3,41 5,80 4,61 7,49 10,09 2,31 | 2,91 3,51 5,40 4,41 7,39 9,49
600 3,67 4,39 7,64 5,20 9,05 | 12,41 3,07 | 3,79 | 4,51 | 7,16 | 4,96 8,93 9,95 11,69 12,72
700 3,89 4,73 8,20 5,89 10,09 | 13,56 3,19 | 4,03 | 4,87 | 7,64 | 5,61
•Примечание. При нескольких проходах приняты следующие глубины резания t в мм:
427
Характеристика жесткости станков Два грубых 2t до Один грубый и один получистовой t+t' до Два грубых и один получистовой 2t+t' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 14
ОБРАБОТКА СИЛУМИНА И ЛИТЕЙНОГО АЛЮМИНИЕВОГО СПЛАВА сй=104-20 кг/лгл2; ДУРАЛЮМИНА гь=30~40 ке^мм* И АЛЮМИНИЯ зй=17-?22 кг1мм* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 без охлаждения Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 184 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерован ня в мм Ширина шлица
8 12 16 — 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — 3 5 3 5 3 5 — — —
Пониженной жесткости ;Vg =2,3 квт 50 1,10 1,12 1,15 1,20 1,20 1,30 -а» .— 25 1,52 1,52 1,52 1,52 1,52 1,52 — — —
100 1,15 1.18 1.25 1.35 1,35 1,55
50
150 1,52 1,57 1,67 1,82 1,82 2,12 - - 1,54 1,54 1,53 1,54 1,54 1,54 —
2С0 1,57 1,63 1,77 1,97 1,97 2,37 - -
100 1,57 1,58 1,56 1,57 1,57 1,58 —
300 1,67 1,76 | 1,97 2,27 | 2,27 | 2,87 | — — — —
400 1,77 1,89 2,17 2,57 | 2,57 3,37 - 1 -
150 1,82 1,83 1,80 1,82 1,82 1,83 — — —
500 1,87 2,02 2,37. 2,87 2,87 3,87 - 1 -
600 1,97 2,15 2,57 3,17 3,17 4,37 — -
200 1,85 1,87 1,83 1,85 1,85 1,87 — — —
700 2,07 2,28 2,77 | 3,47 | 3,47 4,87 | -
Средней жесткости /Уэ =3,7 квт Ширина канавки Фрезы прорезные с крупным зубом
14 18 Длина фрезерования в мм Ширина шлица
Глубина канавки 1 .5 з 5 I -
10 15
10 15 | 20 | - Глубина шлица
50 1 ,57 1,58 1,58 1,62 1,66 — — 6 10 6 1 0 6 1 0 — — —
100 1,63 1,66 1,66 1.74
1,6i — — — 25 1,54 1,54 1,54 1,55 1,54 1,54 — —
150 1,91 1 ,95 1.95 2,07 2, 18
429
Средней жесткости V3 =3,7 кет 200 1,97 2,03 2,03 2,19 2,33 —• — — 50 1,57 1,58 1,58 1,59 1,57 1,58 — — —
300 2,10 2,19 2,19 2,43 2,64 — — — 100 1,63 1,66 1,66 1,68 1,63 £1,66 — — —'
400 2,23 2,35 2,35 2,67 2,95 — — 1
500 2,36 2,51 2,51 2,91 3,26 — — — 150 1,91 1,95 1,95 1,98 1,91 1,95 — — —
600 2,92 3,10 з,ю 3,58 4,0 — — —
20Q 1,97 2,03 2,03 2,07 1,97 2,03 — —
700 3,05 3,26 3,26 3,82 4,31 — —
Ширина канавки Фрезы отрезные
10 24 32
Глубина канавки Длина фрезерования в мм Ширина реза
15 20 15 20 30 15 20 30 1 2 3
Жесткие =8,2 кет 50 1,90 1,95 1,90 1,94 1,95 1,90 1,94 1,97
Глубина реза до
100 1,98 2,07 1,98 2,06 2,07 1,98 2,06 2,Н 6 10 10 15 20 0 15 20 30
150 2,49 2,63 2,49 2,61 2,63 2,49 2,61 2,69 25 1,54 1,55 1,54 1,55 1,55 1,55 1,55 1,56 1,57
200 2,57 2,75 2,57 2,73 2,75 2,57 2,73 2,83 50 1,58 1,60 1,58 1,59 1,60 1,59 1,60 1,62 1,63
300 3,73 з.о 2,73 2,97 3,0 2,73 2,97 3,12
100 1,66 1,69 1,66 1,68 1,70 1,68 1,70 1,73 1,75
400 2,89 3,25 2,89 3,21 3,25 2,89 3,21 3,41
500 3,05 3,50 3,05 3,45 3,50 3,05 3,45 3,70 150 1,95 2,0 1,95 1,98 2,01 1,98 2,01 2,06 2,09
600 3,85 4,39 3,85 4,33 4,39 3,85 4,33 4,63
200 2,03 2,09 2,03 2,07 2,11 2,07 2,И 2,17 2,21
700 4,01 5,64 4,01 4,57 5,64 4,01 4,57 4,92
430
ОБРАБОТКА СИЛУМИНА И ЛИТЕРНОГО АЛЮМИНИЕВОГО СПЛАВА ой=20-?30 '-с/лси2; <7 реберные работы
ДУРАЛЮМИНА 0^=404-50 w/rf ИНСТРУМЕНТОМ ИЗ 1 ЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ —
Штучное время (без установочного) в минутах КАРТА 185
Группа станков Длина фрезерования в мм Обработка цилиндрическими фрезами Обработка торцевыми фрезами
Диаметр фрезы D и ширина обра ' ботки В в мм Количество проходов Диаметр фрезы D и ширина обработки В в мм Количество проходов
Одни грубый с глубиной резания t в мм до * Два грубых 2t Один получистовой с глубиной резания Г до 1 мм * Один грубый и один получистовой t +1' * Два грубых и один получистовой 2t+t' Один грубый с глубиной резания / в мм до • Два грубых 2t Один получистовой с глубиной реза ния 1' до 1 мм • Один грубый и один получистовой t+t’ • Два грубых и один получистовой 2/ +С
3 5 8 3 5
Пониженной жесткости /Уэ =2,3 кет 50 D=50 В =40 1,10 1,22 — 2,0 1,88 2,68 3,56 Г=90 В =70 1,07 1,17 — 1,92 1,83 2,58 3,43
100 1,25 1,49 — 2,42 2,08 3,15 4,18 1,19 1,39 — 2,26 1,98 2,95 3,92
150 1,71 2,07 3,36 2,60 4,04 5,64 1,62 1,92 ‘ — 3,12 2,45 3,74 5,19
200 1,86 2,34 — 3,78 2,90 4,61 7,37 1,74 2,14 ' — 3,46 2,70 4,21 5,85
300 2,16 2,88 — 4,62 3,62 5,87 7,92 1,98 2,58 — 4,14 3,32 5,27 7,14
400 2,46 3,42 — 5,46 4,33 7,12 9,48 2,22 3,02 — 4,82 3,93 6,32 8,44
500 2,76 3,96 — 6,30 4,73 8,06 10,72 2,46 3,46 — 5,50 4,23 7,06 9,42
600 3,06 4,50 7,14 5,13 9,0 11,96 2,70 3,90 — 6,18 4,53 7,80 10,40
700 3,36 5,04 — 7,98 5,53 9,94 13,20 2,94 4,34 — 6,86 4,83 8,54 11,38
A
Средней жесткости э --3,7 квт 50 KJO / =90 В =70 1,32 Г 1,46 1,39 1,60 1,56 1,92 2,45 2,97 2,22 2,40 3,24 3,80 4,34 5,15 0=150 В=100 1,27 ' 1,36 1,36 1,54 1,50 1,82 2,34 2,75 2,18 2,32 2,54 3,60 4,19 4,85
150 1,81 2,02 2,53 3,91 2,79 4,79 6,38 1,66 1,93 2,35 3,58 2,67 4,49 5,93
200 300 1,95 | 2.23 2,91 4,43 3,07 5,45 7,18 1,75 2,11 2,67 3,99 2,91 5,05 6,58
2,23 2,65 3,67 5,47 3,55 6,67 8.69 1,93 2,47 3,31 4,81 3,31 6,07 7,79
41-0 2,51 | 3,07 4,43 6,51 4,12 8,02 10,31 2,Н 2,83 3,95 5,63 3,80 7,22 9,Н
500 2,79 1 3,49 5,19 7,55 4,58 9,24 11,82 2,29 3,19 4,59 6,45 4,18 8,24 10,32
600 3,50 4,34 6,38 9,45 5,16 н,о 14,29 2,90 3,98 5,66 8,13 4,68 9,80 12,49
700 3,38 | 4,76 7,14 10,49 5,94 13,55 16,01 3,08 4,34 6,30 8,95 5,38 11,15 13,91
Жесткие Л'э =8,2 < вт 50 £>=150 в=юо — 1,42 1,49 2,42 2,42 3,38 4,59 0=300 В =200 1,35 1,43 1,51 2,44 2,39 3,37 | 4,51
100 — | 1,56 1,70 2,84 2,59 3,76 4,11 1,42 1,58 1,74 2,74 2,53 3,74 4,95
150 - 1 2,13 2,34 4,05 2,98 4,79 6,69 1,92 2,16 2,40 3,90 2,89 4,75 6,45
200 - 2,27 2,55 4,40 3,25 5,27 7,33 1,99 2,31 2,63 4,20 3,13 5,23 7,01
300 — 1 2,55 2,97 5,10 3,70 6.1,3 8,47 2,13 2,61 | 3,09 4,80 3,52 6,07 7,99
400 2,83 3,39 5,80 4,36 7,22 , 9,84 2,27 2,91 3,55 5,40 4,12 7,14 9,20
500 - 1 3,11 3,81 6,50 5,01 8,29 11,19 2,41 3,21 4,01 6,0 4,71 8,19 10,39
600 — 1 4,03 4,87 8,48 5,68 10,01 13,73 3,19 4,15 5,11 7,88 5,32 9,89 12,77
760 - 1 4,31 5,29 9,18 6,45 П,21 15,10 3,33 4,45 5,57 8,48 6,03 11,07 13,98
* Примечание. При нескольких проходах приняты следующие глубины резания t в мм-.
Характеристика жесткости станков Два грубых 2i до Один грубый и один получистовой t+t' до Два грубых и один получистовой 2t+i' до
Пониженной жесткости 8 6 9
Средней жесткости 1 1 9 12
Жесткие 13 9 1 4
432
ОБРАБОТКА СИЛУМИНА И ЛИТЕЙНОГО АЛЮМИНИЕВОГО СПЛАВА ай=204-30 кг/мм2; ДУРАЛЮМИНА з*=4(Н-50 кг^м* ИНСТРУМЕНТОМ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 БЕЗ ОХЛАЖДЕНИЯ Штучное время (без установочного) в минутах Фрезерные работы
КАРТА 185 (продолжение)
Фрезерование дисковыми фрезами Фрезы прорезные шлицевые с мелким зубом
Группа станков Длина фрезерования в мм Ширина канавки Длина фрезерован ия в лж Ширина шлица
8 12 16 — 1 2 3 —
Глубина канавки Глубина шлица
5 10 10 15 10 15 — — 3 5 3 5 3 5 — —
Пониженной жесткости N? =2,3 кет 50 1,Н 1,14 1,18 1,24 | 1,24 1 ,37 | — '—— 25 1,53 1,53 1,52 1,53 1,53 1,53 — — —
100 1.17 1,22 1,30 1,43 1,43 1,68 ] — —
50 —
150 1,55 1,63 1,75 1,94 1,94 2,32 | - 1,55 1,56 1,54 1,55 1,55 1,56 — —
200 1,61 1 ,71 1,87 2,13 2,13 2,63 1 —
300 1,73 1,88 2,12 2,51 2,51 3,26 | - - 100 1 ,59 1,61 1,58 1,59 1,59 1,61 — — —
400 1 .85 2,05 2,37 2,89 2,89 3,89 -
150 1,85 1 ,88 1,83 1 ,85 1,85 1 ,88 — — —
500 1,97 2,22 2,62 3,27 3,27 4,52 - -
600 2,09 2,39 2,87 3,65 3,65 5,15 - =
200 1,89 1,93 1,87 1,89 1,89 1,93 — — —
700 2,21 2,56 3,12 4,03 4,03 5,78 -
Средней жесткости Ng =3,7 кет Ширина канавки Фрезы прорезные с крупным зубом
U 18 — Длина фрезерования в мм Ширина шлица
Глубина канавки 1.5 | 3 | 5 | —
10 | 15 | 10 | 15 | 20 | — | | -
Глубина шлица
50 1,59 | 1,60 | 1,60 1 |,65 | 1,70 | — | — 1 — 6 | 10 | 6 j 10 | 6 | ю | — | — —
100 1 ,67 | 1,70 1 1,70 | 1 ,80 | 1 ,89 | — | — 1 —
25 1 ,55 1,55 1,55 1 ,56 1,55 1,55 — — —
150 . 1 ,97 | 2,01 1 2,01 | 2,16 2.30 | -
Зак. 952
Средней жесткости =3,7 кет 200 2,05 2,11 2,11 2,31 2,49 —
300 2,22 2,31 2,31 2,61 2,88 —
400 2,39 2,51 2,51 2,91 3,27 —
500 2,56 2,71 2,71 3,21 3,66
600 3,16 -3,34 3,34 3,94 4,48 —
700 3,33 3,54 3,54 4,24 4,87 —
Ширина канавки
16 24
Глубина канавки
15 20 15 20 30 15
Жесткие VC =8,2квт 50 1,92 1,98 1 ,92 1,97 1 ,98 1,92
100 2,02 2,13 2,02 2,12 2,13 2,02
150 2,55 2,72 2,55 2,70 2,72 2,55
200 2,65 2,87 2,65 2,85 2,87 2,65
300 2,85 3,18 2,85 3,15 3,18 2,85
400 3,05 3,49 3,05 3,45 3,49 3,05
500 3,25 3,80 3,25 3,75 3,80 3,25
600 4,09 4,75 4,09 4,69 4,75 4,09
700 4,29 5,06 4,29 4,99 5,06 4,29
— 50 1,59 1,60 1,60 1,62 1,59 1,60 — ' —
— — 100 1,67 1,70 1 ,70 1,73 1,67 1,70 — — —
—' —
150 1 ,97 2,01 2,01 2,06 1 ,97 2,01 — — —
—
— —
200 2,05 2,11 2,11 2,17 2,05 2,11 — — —
— —
Фрезы отрезные
32
Длина фрезерования В мм Шир iTh а реза
20 30 1 * 2 3
1,97 2,0
Глубина реза
2,12 2,18 6 1 0 1 0 1 5 20 10 15 20 30
2,70 2,79 25 1,55 1,56 1,55 I ,56 1,57 1,56 1,57 1,58 1,58
2,85 2,97 50 1 ,60 1,62 1,60 1,61 1,63 1,61 1 ,63 • 1.65 1,66
3,15 3,33
100 1,69 1,74 1,70 1,72 1,76 1,79 1,82
3,45 3,69 1.76 1,72
3,75 4,05 150 2,0 2,07 2,01 2,04 2,10 2,04 2,10 2,15 2,19
4,69 5,05
200 2,09 2,19 2,11 2,15 2,23 2,15 2,23 2,29 2,35
4,99 5,41
VH. ЗУБОРЕЗНЫЕ РАБОТЫ
НОРМИРОВАНИЕ ЗУБОРЕЗНЫХ РАБОТ
1. При разработке нормативов данного раздела приняты следующие условия:
а) материалом режущей части инструмента принята инструментальная быстрорежущая сталь Р9;
б) работа с охлаждением;
в) геометрические параметры режущей части инструмента, стойкость инструмента и режимы резания приняты в соответствии с данными НИБТН Министерства станкостроения СССР «Режимы резания металлов инструментами из быстрорежущей стали», Машгиз, 1950 г.
2. Для расчета нормы времени на зуборезные работы в справочнике при? ведены:
а) нормативы подготовительно-заключительного времени (карта 186);
б) нормативы вспомогательного времени на установку и снятие детали (карта 187);
в) нормативы штучного (без установочного) времени нарезания одного зуба цилиндрических, конических и червячных колес от 2 до 10 модулей из стали,чугуна и бронзы (карта 188).
3. Пример пользования нормативами для определения нормы штучного времени.
Определить норму штучного времени нарезания зубьев цилиндрической шестерни (фиг, 8), модуль 4, число зубьев 52, червячной модульной фрезой.
Заготовка: сталь 45, аь ~ 75 кг/мм2, D = 216 мм, В = 40 мм, вес 8 кг. Режущий инструмент—червячная модульная фреза; партия 1 шт.
Порядок расчета нормы штучного времени
А. Определяют технологический маршрут обработки детали,
1. Установить деталь на оправку и снять.
2. Нарезать зубья шестерни.
Б. Рассчитывают время выполнения отдельных переходов.
1. Установить деталь на оправку и снять (пункт 1 технологического маршрута). Согласно карте 187 вспомогательное время установки и снятия одной детали весом 8 кг на оправку без выверки равно (позиция 1) 2,1 мин.
2. Нарезать зубья шестерни (пункт 2 технологического маршрута).
Согласно^ карте 188 штучное (без установочного) время нарезания модульной^ червячной фрезой одного зуба длиной /-=40 мм, М = 4 мм цилиндрической шестерни из стали 45 равно 0,65 мин. Время нарезания 52 зубьев равно 0,65X52 = 33,8 мин.
В. Рассчитывают норму штучного времени.
Норма штучного времени равна сумме времени выполнения отдельных переходов:
£шт ~ 2,1 + 33,8 = 35,9 мин.
„ Приведенный выше расчет рекомендуется выполнять при помощи специальной нормировочной карты (табл. 8).
*
29 Справочник. Зак. 952
Таблица 8
НОРМИРОВОЧНАЯ КАРТА №........НА ЗУБОФРЕЗЕРНУЮ ОБРАБОТКУ
Подготовительно-заключительное время в мин. Завод № Ц е х № И з д е л и е
Машиност роительный ремонтно-механический № | Наименование
Количество штук Деталь
на 1 взделме в партии М | Наименование
1 49 j Шестерня цилиндрическая
Заготовка Станок
/П-* г-52 -«(7*1 Материал Размер Вес в кг Наименование | Модель
Сталь 45 = 75 кг1мм* DxB = 216x40 8 Зубофрезерный |
№ по пор. Наименование переходов Приспособление Инструмент Длина нарезаемо' го зуба Вспомогательное время в мин. Основное(технологическое) или штучное (без уста, новочного) время в мин. Итого
на установку детали № СПра-ВОЧПОЙ карты на переход или проход № справочной карты Расчет № карты
1 Фрезерование Зубьев шестерни М=4, г =52 Оправка Червячная модульная фреза Р9 40 2,1 187 — — 0.65Х Х52= =33,8 188 35,9
2
3
4
Штучное время в мин. на ! деталь 35,9
Составил Дата | Проверил Дата | Утвердил Дата j Особые замечания
. . _ 1 | j
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Зуборезные работы
КАРТА 186
1 № позиции ' Способ установки детали Тип станков
Зубофрезврпые, зубострогальиые и зубодолбежи ые Фрезерные
1 На оправке 20 —
2 На оправке в центрах с делительной головкой — 12
Добавлять в случаях:
3 смены шестерен гитары для нарезания шестерен со спиральным зубом на станках с дифференциалом 2 5
4 на станках без дифференциала 3 6
5 смены шестерен дифференциала 3 3
6 смены фрезерной головки 10 —
7 установки червячной фрезы на оправку 3 2
8 поворота делительной головки ла угол — 2
9 смены делительного диска — 2
10 £ поворота стола на угол — 1
Зуборезные работы
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ
8 #
§1
КАРТА 187
НАРЕЗАНИЕ ЗУБЬЕВ ШЕСТЕРЕН ИНСТРУМЕНТОМ Штучное (без установочного) время
Нарезаемый модуль в мм Нарезание зубьев цилиндрических шестерен с прямым зубом модульной на универсально-фрезерных
Обрабатываемы й
Чугун __ _ I Легированная Углеродистая сталь 45 | сталь 20Х
Длина нарезаемого
20 40 60 80 100 20 40 60 80 100 20 40 60 80 100 |
2 0,6 0,7 0,8 0,9 1,0 0,7 0,8 1,0 1,1 1,2 1,3 1.5 1,9 2,0 2,2
3 1,1 1,3 1,5 1,7 1,9 1,4 1,7 2.0 2,2 2,5 2,6 3,2 3,7 4,1 4,6
4 1,2 1,4 1,7 1,9 2,1 1,6 1,9 2,2 2,5 2,8 3,0 3,5 4,1 4,6 5,2
5 1,3 1,6 1,8 2,9 2,4 1,7 2.1 2,4 2,7 3,2 3,2 3,9 4,5 5,0 5,9
6 1,4 1,7 2,0 2,3 2,6 1,8 2,3 2,6 з,о 3,5 3,4 4,3 4,8 5,6 6,5
7 1,5 2,0 2,3 2,5 2,9 2,0 2.6 3,0 3,3 3,8 3,7 4,8 5,6 6,1 7,1
8 2,2 2,7 3,2 3,8 4,2 2,9 3,6 4,3 5,0 5,6 5,4 6,7' 8,0 9,3 10,4
9 2,4 2,9 3,4 4,0 4,5 3,2 3,8 4,5 5,3 6,0 5,9 7,1 8,4 9,8 11,1
10 2,5 3,1 3,6 4,3 4,8 3,3 4,1 4,8 5,7 6,4 6,1 7,6 8,9 10,5 П,8
Нарезание зубьев цилиндрических шестерен с прямым зубом модульной на зубофрезерных
Обрабатываемы й
Чугун Углеродистая сталь 45 Легированная сталь 20Х
Длина нарезаемого
20 40 60 80 юо : so | 4о ; 60 | 80 100 20 | 40 | 60 80 | 100
2 0,25 0,35 0,45 0,55 0,70 0,30 0,45 0,60 0,70 0,90 0,40 0,55 0,75 0,90 1,10
3 0,30 0,45 0,60 0,75 0,90 0,40 0,60 0,80 1,00 1,20 0,50 0,75 1,00 1,25 1,50
4 0,35 0,50 0,70 0,80 1,00 0,45 «,65 0,90 1,10 1,30 0,55 0,80 1,15 1,40’ 1,60
5 0,40 0,55 0,75 0,90 1,10 0,50 0,70 1,00 1,20 1,40 0,65 0,90 1,25 1,50 1,80
6 0,45 0,60 0,80 1,00 1,20 0,60 0,80 1,10 1,30 1,50 0,75 1,00 1,40 1,60 1,90
7 0,60 0,75 1,00 1,20 1,30 0,75 1,00 1,30 1,50 1,70 0,95 1,25 1,60 1,90 2,10
8 0,90 1,30 1,50 1,90 2,30 1,20 1,70 2,00 2,50 3,00 1,50 2,10 2,50 3,10 3,80
9 1,00 1,40 1,70 2,00 2,40 1,30 1,80 2,20 2,70 3,20 1,65 2,30 2,80 । 3,40 4,00
10 1,10 1,60 2,00 2,30 2,70 1,50 2,10 2,60 3,10 3,60 1,90 2,60 3,30 3,90 4,50
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ Р9 в мин. на 1 зуб Зубонарезные работы
КАРТА 188
дисковой фрезой станках Нарезание зубьев цилиндрических шестерен с прямым зубом на зубодолбежных станках Нарезание зубьев червячных шестерен червячной модульной фрезой на зубофре-зерных станках. Чугун и твердая бронза
материал
Легированная сталь 40Х, 40ХН Сталь Ч угуи
зуба в мм
20 40 60 80 I 100 20 | 40 j 60 | 80 1 20 1 40 60 1 80
0,9 1,1 1,3 1.4 1,6 0,15 0,15 — — 0,15 0,15 — 1 1 - 0,13
1,8 2,2 2,6 2,9 3,3 0,25 0,30 0,40 - 0,25 0,30 0,40 0,15
2,1 2,5 2,9 3,3 3,7 0,35 0,40 0,55 0,65 0,30 0,40 0,50 0,60 0,20
2,2 2,7 3,1 3,5 4,2 0,50 0,60 0,80 0,90 0,40 0,55 0,70 0,80 0,30
2,4 3,0 3,4 3,9 4,6 0,70 0,90 1,10 1,20 0,50 0,65 0,80 1,00 0,40
2,6 3,4 3,9 4,3 5,0 — — — — — — — — 0,60
3,8 4,7 5,6 6,5 7,3 — — — — — — — 0,80
4,2 5,0 6,0 6.9 7,8 — — — — — — — — 1,30
4,3 5,3 6,3 7,4 8,3 — — — —- — — — — 1,70
червячной фрезой станках Нарезание зубьев конических шестерен с прямым зубом на зубострогальных станках
материал
Легированная сталь 40Х, 40ХН Сталь Чугун
зуба в мм
20 40 60 80 100 20 30 40 50 60 80 20 30 40 50 60 80
0,35|0,50!0,70 0,80 1,05 0,50 0,60 0,70 — — — 0,40 0,50 0,60 — — —
0,45'0,70|0,90 1,15 1,40 0,60 0,80 1,00 1.Ю 1,20 — 0,50 0,70 0,80 0,90 1,00 —
0,50 0,75 1,05 1,25 1,50 0,80 1,00 1,20 1,40 1,60 1,80 0,70 0,90 1,00 1,10 1,30 1,50
0,60 0,80 1,15 1,40 1,60 — 1,20 1,40 1,60 1,80 2,10 — 1,00 1,20 1,30 1,50 1,70
0,70 0,90 1,25 1,50 1,70 — 1,40 1,60 1,80 2,20 2,50 — 1,20 1,40 1,50 1,70 2,00
0,90 1,15 1,50 1,70 2,00 — 1,70 2,00 2,20 2,70 3,00 — 1,30 1,50 1,70 2,00 2,40
1,40 2,00 2,30 2,90 3,50 — 2,00 2,40 2,70 3,00 3,30 — 1,50 1,70 2,00 2,40 2,70
1,50)2,10 2,50 3,10 3,70 —
1,70|2,40 3,00 3,60 4,20 —
VIII. ШЛИФОВАЛЬНЫЕ РАБОТЫ
НОРМИРОВАНИЕ РАБОТ НА ШЛИФОВАЛЬНЫХ СТАНКАХ
I. При разработке нормативов данного раздела режим обработки — подача, глубина шлифования, скорость вращения детали и шлифовального круга приняты в соответствии с данными Оргтрансмаша «Режимы резания на шлифовальных станках», 1949 г.
2. Для расчета нормы времени на шлифовальную работу в справочнике
приведены:
а) нормативы подготовительно-заключительного времени (карта 189);
б) нормативы вспомогательного времени на установку н снятие детали (карты 190—194);
в) нормативы штучного (без установочного) времени на шлифование одной
поверхности в зависимости от
Фиг. 9.
ее размеров при круглом внешнем и внутреннем шлифовании и плоском шлифовании периферией круга на станках с прямоугольным столом.
Нормативами предусгиотрено время для чернового, чистового или шлифования за один установ по 2-му классу точности закаленной и незакаленной стали, чугуна и бронзы,
3. Пример пользования нормативами при
расчете нормы штучного времени.
Определить' норму штучного времени на шлифование ступенчатого вала (фиг. 9). Материал — закаленная сталь; вес детали 60 кг; партия 1 шт.
Порядок расчета нормы шт’учного времени
А. Определяют технологический маршрут обработки.
1. Установить деталь в центры н снять.
2. Шлифовать D= 150с на длину / = 180 мм.
3. Шлифовать П = 100с на длину / = 150 мм.
4, Переставить деталь в центрах.
5. Шлифовать П = 150е на длину /=100 мм.
Б. Рассчитывают по нормативам время выполнения отдельных переходов:
1. Установить деталь (переставить) в центры и снять (пункты 1 и 4 технологического маршрута).
Согласно карте 192 время установки в центры и снятия детали весом 60 ка (по карте—до 80 ка) и длиной до 1000 мм (позиция № 1) равно 4,1 мин. Время перестановки детали равно времени установки и снятия. Следовательно, общее время по первому и четвертому пунктам технологического маршрута будет равно 4,1X2=#,2 мин.
2. Шлифовать диаметр 150 мм на длину 180 мм по 2-му классу точности (пункт 2 технологического маршрута).
Согласно карте 195 штучное (без установочного) время равно 18,1 мин,
3. Шлифовать диаметр 100 мм на длину 150 мм (пункт 3 технологического маршрута).
Согласно карте 195 штучное (без установочного) время равно 11,6 мин.
4. Шлифовать диаметр 150 мм на длину 100 мм (пункт 5 технологического маршрута.
Согласно карте 195 штучное (без установочного) время равно 9,5 мин,
В. Рассчитывают норму штучного времени.
Норма штучного времени равна сумме времени выполнения отдельных переходов
^т = 8,2ф- 18,1 + 11,6 + 9,5 = 47,4 мин.
В целях большего упрощения расчет нормы штучного времени рекомендуется выполнять при помощи специальной нормировочной карты (табл. 9).
НОРМИРОВОЧНАЯ КАРТА №.........НА ШЛИФОВАЛЬНУЮ ОБРАБОТКУ
Таблица 9
Подготовительно-за-' ключительное ।время в мин. Завод № Ц е х № Изделие
Машиностроительный Ремонтно-м еханический Nt | Наименование
той Количество штук Деталь
1- J ’//00 1 ’
Ц ат — на I изделие в партии Nt | Наименование
- 150* ' 1 > 129 | Вал ступенчатый
*юо* •*-180—-
Заготовка С т а - и о к
600 Материал Размер Вес в кг Наименование Модель, группа
Сталь закаленная D--J50, 1 = 600 60 Круглошлифовальный
Ns по пор. Наименование переходов Приспособление Инструмент Длина обработки Вспомогательное время в мин. Основное (технологическое) или штучное (без уста, новочиого) время в мин. Итого
на установку детали № справочной карты на переход или проход Ns справочной карты Расчет Ns карты
1 Шлифовать D=I50c на /=180 Центры, хомутик Шлифовальный круг 180 4,1x2-8,2 192 - - — 18,1 195 26,3
2 Шлифовать D=I00c на /=150 — — 150 — — — — 11,6 195 11,6
3 Шлифовать D=150c на /=Ю0 — — 100 — — — — 9,5 195 9,5
Штучное время в мин. на 1 деталь 47,4
Со ставил Дата Проверил Дата Утвердил Дата Особые замечания
1
ПОДГОТОВИТЕЛЬНО-ЗАКЛЮЧИТЕЛЬНОЕ ВРЕМЯ Шлифовальные работы
КАРТА 189
№ позиции 1 Способ установки детали Группа станков
Круглошлифовальные Внутришли-фовальные Плоскошлифовальные
1 В центрах 9 — —
2 В трехкулачковом самоцентрирующем патроне 8 8 —
3 В трех кулачковом самоцентрирующем патроне с поджатием центром задней бабки 9 — —
4 На столе с креплением болтами с планками — 9 6
5 На магнитном столе без крепления детали -- — 4
6 В тисках, установленных на магнитном столе — — 5
Добавлять в случаях:
7 смены кулачков 2 4 —
8 установки люнета 4 — —
9 смены шлифовального круга 6 2 6
10 поворота суппорта шлифовального круга, передней бабки или стола на угол 1 I —
11 установки на столе домкрата или призмы — — 3
12 установки магнитного стола — — 4
13 1 установки угольника на столе с проверкой по детали — 3 —
14 расшлифовки кулачков самоцентрирую-щего патрона — 10 --
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ Шлифовальные работы
И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ПАТРОНЕ КАРТА 190
Вес детали в кг до
30
10
Эскиз установки
•а *" со
Количество деталей в партии
Время в мин.
4—10
1—3
В самоцент-рирующем патроне (на разжим)
0,6
0,7
°,9
1,1
1,6
0,5
0,6
0,8
0,9
1,1
1.3
1,2
1,4
1,8
2,1
2,5
З.С
1.0
1,2
1,5
1,8
2,1
2,5
четырехкулачковом патроне
1—3
5,0
6,0
7,2
8,6
10,2
12,0
4—10
4,0
5,0
6,0
7,2
8,5
10,2
, 1,3
5
6
В
При работе с люнетами на каждый люнет следует добавлять
0,1
0,2
Примечание. При работе в оправке вес детали следует считать вместе с весом оправки.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЦЕНТРАХ И НА ЦЕНТРОВОЙ ОПРАВКЕ
Шлифовальные работы
КАРТА 191
Вес детали в кг до
иивпе OU Эскиз установки . Количество деталей в партии 1 3 5 10 18 | 30
Время в мин.
1 2 Е В центрах 1-3 4—10 0,7 0,7 0,9 0,8 1,2 1,0 1,5 1,3 1,9 1,6 2,4 2.0
'j
3 £ к la г ладкой оправке 1—3 1,0 1,3 1,7 2,0 2,5 з.о
4 4-10 0,9 1,1 1,4 1,7 2,1 2,5
5 6 £ н а он К равке с гайкой 1—3 4—10 1,3 1,1 1,6 1,3 2,0 1,7 2.5 2,1 3,1 2,6 3,5 з.о
При работе с люнетами на каждый люнет следует добавлять 0,1 0,2
Примечание. При работе на центровых оправках вес детали следует считать вместе с весом оправки.
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ В ЦЕНТРАХ И В ПАТРОНЕ
Шлифовальные работы
КАРТА 192
№ позиции Эскиз установки Длина детали в мм Количество деталей в партии Вес в кг до
50 80 120 200
Время в мин.
I В центрах До 1000 1—2 3,8 4,1 4,4 4,7
2 3—5 3,2 3,4 3,7 4,0
-з
3 До 2000 1—2 — 5,2 5,6 6J
4 3—5 — 4,4 4,7 5,1
5 В центра Mi х и люнете т окарного типа До 2000 1—2 6,0 6,6 7,3 8,1
6 3—5 5,1 5,6 6,2 6,9
7 В четырехкулачковом патроне До 1000 1—2 10,0 11,2 12,5 14,2
8 с поджат Е иен центром к задней оаоки 3—5 8,5 9,5 10,6 12,0
9 До 2000 1—2 — 12,5 14,2 16,0
10 3-5 — 11,5 12,0 13,5
1,5
1,9
2,1
При работе с несколькими люнетами на каждый последующий люнет следует добавлять
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА МАГНИТНОМ СТОЛЕ И В ТИСКАХ
Ш лифовальные работы
КАРТА 193
Эскиз установки
На магнитном столе
га м
ь> 3
гжшл.
5
Вес детали в кг до
3 | 5 ( 10 j 18 | 30 | 50 | 80 | 120
s5 =
Время в мин.
Вручную
Краном
1—2
3—5
1—2
3-5
1—2
6
7
Снять деталь для промера
тисках на магнитном столе
0,7
0,6
1,0
0,9
0,4 0,5
0,6 0,7
0,9
2,5
2,9
3,5
0,3
0,4
0,5
0,6
0,8
2,1
2,5
2,9
0,3
0,3
0,4
0,4
0,9 1,0
0,8 0,9
1.2
1,0
1,2
1,0
1,9
о
30 Справочник. Зак. 952
445
446
ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ ПРИ РАБОТЕ НА СТОЛЕ БЕЗ КРЕПЛЕНИЯ И НА СТОЛЕ С КРЕПЛЕНИЕМ БОЛТАМИ И ПЛАНКАМИ Шлифовальные работы.
КАРТА 194
Ng позиции Эскиз установки Состояние установочной поверхности Характер выверки Количество деталей в партии Вес детали в кг до
3 5 10 18 30 50 80 120 200 300 | 500 ] 800 1200
Время в мин.
Вручную Краном
1 2 На столе без крепления 1= ==4 Обработанная — 1—2 — — — *— — — 3.5 4,0 4,6 5,3 6,4 7,0
3—5 — — — — — — 2,9 3,4 3,9 4,5 5,4 5,9
3 Простая 1—2 — — — — — — — 6,0 7,0 8,0 9,1 10,5 12,0
4 3—5 — — — 5,1 5,9 6,8 7,7 8,8 10,0
5 6 7 На столе с креплением болтами с планками F-—"j Обработанная — 1—2 1,3 1,5 1,7 2,0 2,3 3,8 4,4 5,0 5,7 6,5 7,4 8,4 9,5
3-5 IJ 1,2 1,4 1.7 1,9 3,2 3,7 4,2 4,8 5,5 6,2 7,1 8,0
Простая 1—2 2.1 2,5 3,0 3,6 4,2 6,0 7,0 8,2 9,5 11,0 12,5 15,0 17,5
8 9 3-5 1,8 2,1 2,5 3,0 3,5 5,0 5.9 6,8 8,0 9,3 11,5 12,7 14,8
.ЙгН— Цп? . 1 1 ! Необработанная Средней сложности 1—2 2,5 3,0 3,5 4,2 5,0 7,5 8,8 10,5 12,0 14,0 16,0 19,0 22,0
3-5 2.1 2,5 3.0 3.5 4,2 6,3 7,4 8,9 11,2 11,8 13,5 16,0 18,5
10 Сложная 1—2 6,0 7,2 3,5 10,2 12,0 14,0 16,2 19,0 22,0 25,0 ’ 28,5 33,0 38,0
3—5 1 5,0 6,0 7,2 8,5 10,2 11,8 13,7 16,0 18,5 21,0 24,0 27,5 32,0
Примечание. Время на установку’н снятие детали (пп. S—10) учитывает крепление детали двумя болтами. В случаях крепления детали дополнительными болтами к табличггаму времени ла каждый дополнительный болт добавлять 0,5 0,7 1 >2
обработка закаленной стали Шлифовальные работы
Штучное время (без установочного) в минутах КАРТА 195
и г; Наружное круглое шлифование । Внутреннее шлифование
® J « Диаметр шлифования н мм
д.5 * Чз ж 20 | 40 | 60 | 80 | 100 1 150 | 200 | 20 1 40 | 60 | 80 [ 100 150 j 200
Черновое шлифование (обдирка)
50 1,4 | 1,5 | 1,6 | 1,9 1 2,2 | 2,8 1 3,&| 1,6 | 1,9 | 2,2 | 2,4| 2,б| 3,1| 4,0
75 1,5 | 1,6 1 2,0 ] 2,4 | 2,8 | 3,8 j 4,8| — | 2,4 | 2,8 | 3,11 3,5| 4,1| 5,5
100 1,7 ; 1,8 | 2,3 1 2,9 | 3,4 | 4,7 | 6,1, — | 3,1 | 3,6 j 4,0) 4,6) 5,7| 7,6
150 2,5 । 2,4 | 3,2 | 4,1 1 4,1 | 6,9 i 8,7| — | 4,1 | 4,9 | 5,5] 6,4/ 8,1( Н,0
200 “ 1 2,9 ] 3,9 | 5,1 1 6,5 i 8,7 | 11,3; — 1 — | 8,0 ] 8,61 9,3! Ю,8! 14,7
250 - ! 3,7 J 4,7 | 6,2 | 7,9 I 10,6 I 13,8| — I — 1 9,7 | 10,5] 11,4/ 13,3] 18,0
300 - 1 4,6 [ 5,8 | 8,0 j 8,4 1 13,8 | 17,8| — [ — | — | - 1 - 1 - 1 -
350 - 1 5,01 6,8 | 9,1 I 11,0 I 16,0 | 20,61 — ( — | — | - 1 -1 -1 -
_400 - | 5,8 | 7,6 | 10,2 | 12,4 | 18,0 | 23,0] — [ — / — | - 1 - 1 - 1 -
450 -1-1 8,6 | 11,8 | 13,8 | 20,0 | 26,0| — 1 — [ — | -1 -1 -1 -
500 -1-1 ю,з | 13,2 | 16,7 / 23,0 | 29,0| — 1 — | — [ — 1 — 1 — 1 —
600 1-1-1 12,2 | 15,7 I 20,6 j 27,0 | 34,0| — ] — | — | -1 -1 - 1 -
700 - 1 - 1 - 1 20,0 1 24,6 | 34,0 | 42,0] — | — | — ( - 1 - 1 -1 -
800 -1-1 - 1 22,5 | 28,0 | 39,0 ] 48,0| — ] — ] — | -1 -1 -1 “
Чистовое шлифование (по 2-му классу точности)
50 1,8 1 2,3 2,5 | 2,7 | 3,0 | 3,1 3,7| 1,7 1 1,9 I 2,1 | 2,5| 2.8, 3,з| 4,0
75 2,1 1 2,9 j 3,2 | 3,5 | 3,9 ) 4,1 | 4,9| — ] 2,4 | 2,7 | 3,3! 3,7| 4,5] 5,5
100 2,4 | 3,4 | 3,8 | 4,3 | 4,8 | 5,1 | 6,2/ — I 3,1 I 3,6 [ 4,41 5,0[ 6,1| 7,5
150 1 3,6 | 5,0 | 5,6 | 6,3 | 6,8 | 7,4 [ 8,6| - I 4,2 [ 5,1 | 6,2/ 7,1| 9,0[ И,0
200 1 - ! 6,3 | 7,1 ! 8,0 ( 8,7 ( 9,7 [H,2| — ( — [ 8,0 ( 10,0/ 10,6! 12,3[ 14,0
250 1 - 1 7,6 | 8,6 | 9,7 | 11,6 1 11,9 | 13,6| — | — | 9,8 | 12,3] 13,0| 15,2! 17,2
300 ! - 1 10,0 | И,2 | 12,6 | 13,5 ( 15,3 [ 17,5| — | — | — ]
350 1 - 1 11,5 ! 12,8 | 14,5 | 15,5 | 17,5 | 20,0] — j — / — | - 1 ~ ~ 1 ~
_400 1 - 1 13,0 1 14,5 | 16,5 | 17,5 1 20,0 | 23,0] — | — | — | - 1 - 1 - 1 -
450 1-1-1 16,0 | 18,0 J 19,5 J 23,0 ( 25,51 — ( — ] — | - ! - 1 - ] -
_500 1 — 1 — 1 ю,о | 21,5 | 24,0 | 24,5 | 28,0, — | - ] — | —!—!—!—
600 1 — 1 — 1 22,7 | 25,5 | 28,5 | 29,0 | 33,5| — | — | | - 1 - 1 - 1 -
700 1 ~ 1 - 1 - 1 30,0 | 33,0 j 34,0 [ 39,0] — | — | — | - 1 - 1 - 1 -
_800 1 - 1 - 1 — 1 34,0 ‘ 37,0 ) 38,0 | 44,0/ — j — | — | — !—]—[ —
Шлифование по 2-му классу точности (черновое и чистовое шлифование)
50 1 2,9 I 3,5 1 3,9 j 4,4 ] 4,9 I 5,7 j 6,9) 2,8 ] 3,3 | 3,8| 4,41 5,5] 6,6] 8,1
75 | 3,4 ] 4,2 | 4,9 1 5,6 | 6,4 | 7,6 | 9,4/ — | 4,3 | 5,0| 5,9] 7,2[ 8,7/ 11,0
100 f 3,8 I 5,0 j 5,9 I 6,9 | 7,9 | 9,5|!!,9| — | 5>6 [ 6,7| 7,9/ 9,7/11,9/15,2
150 ~5,9~j 7,2 [ 8,5~J~10, t | W ,6 | t4TT| 16,9[ — | 7,8 | 9,2| t j,0/ 13,4| 16,9J 21,8
200 | — | 8,9 j 10,7 I 12,8 j 14,9 I 18,1 ] 21,9] — | — ] 15,3] 18,Of 20,6] 23,8| 29?5
250 I — I 1{,° I 12,9 | 15,6 j 18,2 | 22,2 f 26,9] — — ( 18,8] 22,01 25,0; 29,21 36,0
Оп7Г"I l~t Гл~7 i rx , __ _ , ' . .------.-----!----:-----------5 —----------
350 | — ! 16,2 / 19,2 ( 23,2 ( 26,0 | 33,0 j 40,0] — [ - 1 — 1 -1 - 1 — j —
400 | — 1 18,3 I 21,6 | 26,2 j 29,5 j 38,5 1 45,8] — | - 1 — 1 - 1 - I ~ ! —
450 | — ! — 1 26,0 | 29,5 ) 33,0 | 42,0 ) 51.0) - 1 - - 1 — 1 — 1 — i —
_50Q| — j — ( 29,0 / 34,3 / 40,0 j 47,0 j~56j| ~ | — | — I — | — I — | '
60Q~|~^~ ] „ |~34,5~| 40^~| 48,5 | 5б?0ТбЛ7| ^ } — ] — | —] -
700 / — j — | — | 49,0 /59,0 j 68>0 । g0>0| - । | _ j _ | — Г— j”—
800 | | — i — / 56,0 | 65,0 j 77,0 | 91,0|~~— | - | — j — |
. M e 4 a ”,11 e‘ ^Рн шлифовании no i-.му классу точности табличные данные умножать
ИЯ тти гг^гг'г 1 О * гл •?
ОБРАБОТКА незакаленной стали Штучное время (без установочного) в минутах Шлифовальные работы
КАРТА 196
гг 1 Длина । шлифования в мм Наружное круглое шлифование | Внутреннее шлифование
Диаметр шлифования в мм
20 | 40 | 60 [ 80 | 100 | 150 | 200 | 20 ] 40 [ 60 | 80 | 100 | 150 | 200
Черновое шлифование (обдирка)
50 1,4 | 1,5 | 1,7 | 1,9 | 2,2 | 2,8 | 3,1| 1,б| 1 ,в| 2,3 | 2,5 | 2,8 | 3,2 | 3,9
75 1,5 | 1,6 | 1,9 | 2,2 | 2,6 | 3,4 ] 3,9| — | 2,2 [ 2,6 1 3,0 | 3,2 | 3,7 [ 4,7
100 1,7 | 1,8 | 2,2 | 2,7 | 3,0 | 4,0 | 4,7| — | 2,7 1 3,1 | 3,5 | 4,1 | 4,9 j 6,2
150 2,3 | 2,2 | 2,7 | 3,4 | 3,9 | 5,3 | 6,2] — 1 3,3 | 4,3 | 4,9 | 5,4 | 6,5 | 8,3
200 — ] 2,5 | 3,3 | 4,3 | 4,8 | 6,5 | 7,8| — | — | 5,2 | 6,1 | 6,7 | 8,1 | 10,5
250 — j 2,9 | 3,8 | 4,8 | 5,6 | 7,9 | 9,4| — | — ( 6,4 | 7,4 | 8,2 | 9,9 ’ 12,8
300 — | 3,5 ( 4,7 ] 5,8 f 6,9 | 10,0 f И,0| - f — ( — | | — ( — ( -
350 | — | 3,9 | 5,3 | 6,7 | 7,8 | 11,3 | 12,5| — | — | — | — | — | - | -
400 j — j 4,3 [ 5,9 | 7,4 | 8,7 | 12,7 | 14,0| — | — | | — | — | — | -
450 — | - ] 6,5 | 8,2 | 9,6 | 14,0 | 15,6]
500 “ 1 - 1 7,5 | 9,7 | 11,4 [ 16,5 | 18,4| -| -J -| -| -| -
600 — ] — 1 8,8 | 11,4 | 13,5 | 19,5 | 22,0| - | — | — | - j — J - | -
700 — 1 — 1 - - 1 13,8 | 16,5 | 22,5 | 25,5] — | — | — | — | — | - | -
800 15,6 | 17,7 | 25,5 | 29.0| - | — | — ] - [ — | - ] -
Чистовое шлифование (по 2-му классу точности)
50 1,6 | 2,1 | 2,2 | 2,3 | 2,4 1 2,6 1 2,9, 1,5 | 1,6 | 1,8 | 2.0 | 2,2 2,б| 3,1
75 1,9 | 2,3 | 2,6 | 2,8 | 3,0 | 3,2 | 3,8] — | 1,9 | 2,2 [ 2,6 | 2,8 | 3,4| 4,1
100 2,2 | 2,9 ] 3,0 | 3,3 1 3,7 | 3,9 | 4,7| — ( 2,4 | 2,8 | 3,4 | 3,8 | 4,5| 5,5
150 2,8 | 3,9] 4,2 | 4,7] 5,11 5,6 | 6,4| - 1 3,2 | 3,7 | 4,6 | 5,2 ] 6,5| 7,9
200 — I 4,7 ] 5,3 [ 5,9 | 6,4 | 7,1 | 8,2| — | — | 5,9 | 7,3 | 7,6 | 9,0| 10,2
250 — ] 5,6 | 6,4 ] 7,1 | 7,7 | 8,7 | 10,0| — | — | 7,1 | 9,0 | 9,3 | 11,0| 12,3
300 - 1 6,5 ] 8,3| 9,2|10,0|Ц,1)12,7| — | — | — | — | — | -| -
350 - 1 8,5 | 9,4 | 10,5 [ 11,3 | 12,7 | 14,5| — ] — | — 1 — | — | — | -
400 — | 9,5 ] 10,5 | 11,8 | 12,7 | 14,3 | 16,4| — ] — | — | — | — | — | -
450 — 1 — ] И,5 | 13,0 | 14,0 | 16,0 | 18,3| — | — | — | - | — 1 — 1 -
500 — | — 1 14,0 | 15,5 | 17,2 | 17,6 | 20,0) — | — | — | — | — | -
600 — 1 — | 16,3 | 18,2 | 20,3 | 20,8 | 24,0| — | — | — | - | -1 -| -
700 — | | — | 21,0 | 23,5 | 24,2 ] 17,5| — | — | — | | -| -| -
800 — ] — ] — | 24,0 ] 26,7 | 27,0 ] 31,0] —1 — | - - | — | — | — | -
Шлифование по 2-му классу точности (черновое и чистовое шлифование)
50 2,7 | 3,2 | 3,5 | 3,9 | 4,3 1 5,0 | 5,8] 2,6 | 3,0 | 3,6] 4,0| 5,0| 5,7] 7,0
75 3,1 | 3,6 | 4,2 | 4,7 | 5,4 | 6,3 1 7,4| — 1 3,7 | 4,31 5,1| 6,2| 7,3| 8,9
100 3,6 ] 4,5 | 5,0 | 5,7 ! 6,4 | 7,6 | 9,1| — 1 4,6 | 5,4| 6,3] 7,91 9,5] 11,8
150 | 4,7 | 5,8 | 6,7 | 7,9 | 8,7 | 10,6 1 12,3| — | 6,0 | 7,5] 9.0J 10,5| 13,0| 16.0
200 — ! 7,0] 8,3] 9,8 1 10,9 ] 13,4 1 15.7| — 1 — 1 11,0| 13,1 { 14,9| 17,71 21,4
250 — | 8,3 । 9,9 | 11,7 | 12,9 ! 16,3 1 19,0] — | — | 13,2| 16.0] 18,0| 21,3' 25,6
300 | — | 10,6 | 12,6 । 14,6 | 16,4 | 20,7 | 23.31 — 1 — 1 — 1 — | — | — 1 -
350 [ — | 12,0 | 14.3 | 16,7 1 18,7 | 23,6 | 25,7| — | — | — | — | - 1 — i -
400 1 — | 13,4 ; 16,0 | 18,8 | 21,0 | 26,6 | 28,3] —1 — [ —1 — 1 — | — [ -
450 | | | 17,6 | 21,0 ] 23,3 | 29,6 | 31,6| - | — | — | — | — | — | -
500 | — | — | 21,1 | 24,8 । 28,1 [ 33,7 | 38, if — 1 — 1 — | — | — | - 1 -
600 | — | — | 24,7 | 29,2 | 33,1 | 40,0 ] 45,5| — | — | — | — | — ] — 1 -
700 1 — | — | — | 34,5 | 39,5 | 46,3 ] 52,5| - | — । — | — | — 1 — 1 -
800 | — | - | — | 39,0 | 44,0 | 52,0 | 59,5] — | — | - I — 1 — | — | -
Примечание. При шлифовании по 1 -му классу точности табличные данные умножать на коэффициент 1,2.
ОБРАБОТКА ЧУГУНА И БРОНЗЫ Штучное время (без установочного) в минутах Шлифовальные работы
КАРТ А 197
Наружное круглое шлифование | Внутреннее шлифование
s"s" Диаметр шлифования в .«л
г<а£ 20 | 40 | 60 | 80 I too | 150 | 200 | 20 | 40 | 60 | 80 ) 100 | 150 j 200
Черновое шлифование (обдирка)
50 | 1,3 | 1,4 1 1,6 | 1.8 | 2.1 1 2,6 | 3,11 1,6 ! 1,7 | 2,0 | 2,1 1 2,4 | 2,7 | 3,2
75 | 1,4 | 1,5 | 1,8 | 2,1 | 2,4 | 3,1 | 3,8| — | 2,1 | 2,3 1 2,5 | 2,8 ) 3,2 | 3,9
100) 1,5) 1,7) 2,1) 2,5) 2,8 | 3,7 1 4,5) — | 2,6 | 2,7 | 2.8 | 3,5 | 4.1 1 5,0
150 | 1,7 [ 2,1 | 2.5) 3,2 | 3,6 | 48) 6,0| — ) 3,2) 3.6 | 3,8 | 4,4 | 5,3 | 6,6
200 | — 1 2,4 ; 3,0 | 3.8 | 4,3 । 5,9 | 7,5) - | — | 4,4 [ 4,8 | 5,4 ; 6,5 | 8,2
250 | — 1 2,8) 3.4) 4,5) 5,1 | 7,1 1 9,0, — ] 5,3 1 5.7 ) 6,3 ) 7,7 ) 9,8'
300 [ — | 3,2 | 4,2) 5,4 | 6,2) 8,9 | 10,5) — ) — ( — ) -1-1 - 1 -
350 ) — ) 3,5 | 4,7 ) 6,1 | 7,0 | 10,1 | 12,0| — | — | — | -1-1 — 1 —
400) - ) 3,9 | 5,2 | 6,8) 7,8)11,4 113,5) — | -| — ) -1-1 - 1 —
450 ( — | - | 5,7 | 7,5 | 8,7 | 12,6 | 15.0) — ) — | - | -1-1 - 1 -
500 | | | 6,6 | 8,8 | 10,3 | 14,7 | 17,7| - | - | — | -1-1 — [ —
600 ) - ) — ) 7,6 | 10,4 ) 12,1 ) 17,3 ) 21,0) — ] — j — 1 - 1 -; - 1 -
700 | — | — | - | 12,6 ) 14,7 । 20,0 | 24,0| — | — | — | — 1 — 1 — 1 —
800 | — | — [ — | 14,2 | 16,6 | 22,6 | 27,0| — | — | — | -1-1 - 1 -
Чистовое шлифование (по 2-му классу точности)
50 | 1,5 | 1,8 | 1,9 | 2,0 | 2,2 | 2,4 | 2,8 1,5 | 1,6 | 1,7 1,9 2,1 2.5 3,0
75 | 1,7 | 2,0 | 2,2 | 2,5 | 2 7 | 3,0 j 3,6| - | 1,8 | 2,0 | 2,4 ) 2,7 | 3,21 3,9
100 [ 1,9 ) 2,4 1 2.6 | 2,9 | 3,2 | 3,5 ) 4,4| — | 2,3 | 2,6 | 3,2 ] 3,5 ) 4,2| 5,1
150 ( 2,4 | 3,1 | 3,5 | 4.0 | 4,4 | 4,9 | 5,9) — | 3,0 | 3,4 ! 4,2 | 4,9 | 6,0) 7,3
200 j — 1 3,7 1 4,3 | 5,0 | 5,5 | 6,2 | 7,6| — ( — ) 5,5 | 6,7 1 7,0 | 8,2| 9,4
250 | — | 4,3 1 5,1 ) 6,0 | 6.6 | 7.6 [ 9,2) — | — ( 6,6 | 8,2 | 8,6 | 10,0] 11,3
300 | — | 5,7 ) 6,6 | 7,6 ) 8,4 | 9,6 | 11,7) — ) — | — | - ! - 1 — 1 —
350 | — 1 6,4 | 7,4 ) 8,7 1 9.5 1 11,0 | 13.5| — | — | — | - ) - 1 — ) —
_ 400 — [ 7,1 ) 8,2 | 9,7 | 10,7 | 12,4 ) 15.0) — | — | — | - ! - 1 — 1 —
450 ) — | — | 9,0 ( 10.8 | 11.8 ) 13.7 ) 16,8) — | — | — | -1-1 i _
_500 | | | 10,8 | 12,7 | 14,3 ) 15,5 1 18,5) — | — | | -1-1 -1 -
600 | — I 1 12,5 1 15,0 ! 17,0 | 18,0 ) 22.0) — | — | — | —• 1
_ 700 ] — | — ) — [ J7 2 | 19,5 | 21,0 ) 25,5) — [ — | — | -1-1 1
800 1 — 1 — | -- | 19,5 | 22,0 | 23,3 | 28,5) — | | — | -1 -1 -1 -
Шлифование по 2-му классу точности (черновое и чистовое шлифование)
......50 ) 2,5 | 2,9 | 3,2 | 3,5 | 4,0 ) 4,6 ) 5,6 [ 2,5 | 3,0 | 3,2| 3,51 4,4| 5,1) 6,0
75_ | 2,8 | 3,2 ) 3,7 | 4,3 | 4,9 | 5,8 ) 7,1 ) — | 3,6 | 3,8! 4,4) 5,4) 6,3| 7,6
150 | 3,8 J 4,9 | 5.7 | 6.9 [ 7.6 | 9,4 | 11.6) - 1 5,8 | 6,5) 7.6; 9,1| Н,4| 13,6
200 ] - 1 5,8 | 6,9 ! 8,5 | 9,5 ) 11,9 j 14.8| — 1 - ! 9,8| 11,4| 12,9! 15.2| 18,1
250 | - 1 6.7 | 8,2 | Ю,1 1 11,4 | 14,4 ) 17,9) — 1 — 1 11,61 13,6| 15,51 18,2| 21,6
300 | — 1 8,5 | 10,4 ) 12,6 | 14,2 | 18,1 | 21,8| — 1 — ! — 1 — ) - 1 - 1 -
_350 ) - 1 9,6 ) 11,7 | 14,4 ) 16,1 | 20,7 | 25,1) — 1 - ! — I - ! „ i 1
_400 | — 1 10,6 1 13,0 | 16,1 | 18,1 | 23,4 1 28.1| — 1 — 1 — 1 — 1 - ! - -
_450 £ - 1 — 1 14,3 | 17.9 | 20,1 | 25.9 1 31,4) — 1 _ । — 1 - 1 ~ 1 - 1 -
500 ) — ! - 1 17,0 | 19,2 | 24,2 ) 29,5 | 35,8| — I - 1 -1 - 1 - 1 - 1 -
600 | — 1 - 1 19,7 | 25,0 | 28.6 ) 34,8 | 42,6| — 1 - 1 - 1 - 1 - 1 - 1 -
700 ) - 1 — 1 — 1 29,4 ) 33,8 1 40,4 ) 49,0) — 1 - 1 “ 1 - ) - 1 “ ! -
_800 | - 1 - 1 — ! 33,3 | 38,3 | 45,5 | 55,0| — 1 — 1 — 1 - 1 - 1 “ 1 -
НЙ П р и м е ч коэффициент 1 н не. 1,2- При шлифовании по j-му классу точности табличные данные умножать
ОБРАБОТКА ЗАКАЛЕННОЙ И НЕЗАКАЛЕННОЙ СТАЛИ Штучное время (без установочного) в минутах Ш лифовальные работы.
КАРТА 198
Длина шли-фова Ви я в мм Плоское шлифование периферией
Сталь закаленная j Сталь незакалеинзя
Ширина шлифования в мм
20 [ 40 | 60 ] 80 | 100 | 150 | 200 | 20 | 40 | 60 | 80 | 100 j 150 | 200
Черновое шлифование (обдирка)
50 1,5 | 1,6 | - | - | - | - | - | 1,4 | 1,5 | -| -| -| -
75 | 1,7 | 1,8 | 2,1 | | | | | 1,6| 1,7 1 1,9| — | — 1 -] -
100 | 2,4 j 2,7 1 3,2 j 3,6 1 — | — [ — | 2,0 j 2,2 1 2,6 | 2,9| — | —
150 | 3,2 | 3,7 | 4,5 | 5,1 | 6,8 | — | - | 2,4 | 2,8 I 3,2 | 3,7| 4,9] — | —
200 3,8 [ 4,5 | 5,5 | 6,3 | 8,5 | 11,0 | — | 2,8 ] 3,3 | 3,9 ; 4,5| 6,1| 7,9] —
250 — [ 6,3 | 7,7 | 9,0 [ 10,8 | 14,3 | 19,3| — | 4,6 | 5,5 | 6,4] 7,8| 10,2| 13,9
300 — | 7,3 | 8,9 | 10,5 | 12,6 | 16,7 ] 22,6! — | 5,3 [ 6,4 ] 7,5] 9,1| 11,91 16,4
350 — 1 — | 10,1 ] 11,9 1 14,5 I 19,2 I 26,0| — | — | 7,3 | 8.5] 10,4| 13,7| 18,2
400 — ‘ — I 11,4 | 13,4 | 16,3 | 21,3 | 29,6| — [ — ] 8,1 | 9,5] 11,7| 15,4] 20,5
450 — | | 12,6 | 14,9 | 18,1 | 24,0 | 33,01 — | — i 8,9 | Ю,4| 12,9] 17,1| 22,7
500 — | — | — | 19.1 | 21,8 | 29,0 | 39,0| — | — | | 13,7] 15,7] 20,8| 26,7
600 — | | — 1 22,5 | 25,8 | 34,4 | 46,0] — ] — | — | 16,3| 18,6| 24,8| 31,6
700 — | — 1 — [ — | 30,0 | 40,0 ] 53,0] —1 —1 —1 — 1 21,0| 28,51 36,4
800
Чистовое шлифование (по 2-му классу точности)
50 1,8 | 2,0 | - | - | - | - | — | 1,8 | 2,0 | -| -| -| -
75 | 2,0 | 2,3 ] 2,5 | — 1 — | — | — | 2,0 | 2,3 [ 2,5| ~ | — | — | —
100 | 3,1 | 3,8 | 4,3 | 4,9 | — | — j — | 2,7 | 3,2 | 3,6| 4,1| — | | —
150 | 3,9 | 4,8 | 5,6 | 6,5 | 8,7 | — | — | 3,3 | 4,0 | 4,6] 5,3| 7,4] — | —
200 | 4,7 | 5,7 | 6,9 | 8,0 | 11,0 | 14,3 | — | 3,9 | 4,8 | 5,6| 6,5| 9,2| 12,0| —
250 | — | 6,9 | 8,2 | 9,6 | 13,2 | 17,3 | 25,2| — | 5,6 | 6,6] 7,7] 11,0; 14,4| 21,0
300 | — | 9,5 | 11,5 | 13,5 | 17,2 | 23,0*| 29,7] — | 8,0 | 9,5] 11,2| 14,3| 19,0| 24,2
350 | — ] - | 13,0 | 15,3 | 19,7 ] 26,0 | 34,2| — | — 1 10,81 12,7| 16,6| 23,2| 28,2
400 — ] — | 14,6 | 17,2 ] 22,2 | 29,5 1 39,0; — 1 — [ 12,1] 14,2! 18,6| 26,2| 32,0
450 | — | — | 16,2 | 19,2 ] 24,7 | 33,0 | 43,2| — | — | 13,4| 15,8| 20,8| 29,2] 35,2
500 [ — | — | — | 21,0 | 27,2 ] 36,5 ] 47,7; — | — | — | 21,0| 24,2| 33,7| 44,0
600 | | | | 29,5 | 34,0 | 45,5 | 62,0[ — | — | — | 25,()| 29,0| 40,0| 54,0
700 | | | | 39,0 | 52,5 [ 72,0| — | — | - 1 — | 33,0] 46,5] 61,0
800|-|-[-|-|-|-|-|-]-|-|-]-]-|-
Шлифование по 2-му классу точности (черновое и чистовое шлифование)
50 3,0 ] 3,3 — | | | | — 2,9 3,2 - | - | | - | -
75] 3,4 | 3,9| 4,3| — | — | — | — ] 3,2 ] 3,7| 4,1] — 1 — ( — | -
100 | 5,2 | 6,2 | 7,2 | 8,2 | — | — ] - | 4,4 | 5,1] 5,9] 6,7] — | — | -
150 | 6,8 | 8,2 | 9,8 | 11,3 | 15,2 | — | — | 5,4 | 6,4| 7,5| 8,7| 12,0. — | -
200 | 8,1 | 9,9 | 12,0 | 13,9 | 19,1 | 25,0 | — | 6,4 [ 7,8| 9,2] 10,7! 15,0: 19,5| —
250 | — | 12,9 | 15,5 | 18,3 | 23,6 | 31,5 I 44,2| — | 9,9| 11,8] 13,8; 18,4| 24,3| 34,6
300 | — | 16,5 | 20,0 | 23,6 | 29,5 | 39,2 | 52,0] — | 13,0| 15,6| 18.3] 23.0| 30,5] 40,3
350 | — | — | 22,8 | 26,9 ] 33,9 | 45,0 | 60,0] — ] — | 17,7] 20,9] 26,7| 36,6| 46,0
400 | — | — | 25,6 । 30,3 | 38,0 | 50,5 | 66,0| — ] — | 20,0] 23,4| 30,0| 41,3] 52,0
450 ] ~ ] — 1 28,4 | 33,8 | 42,5 | 56,7 | 76,0] — [ — 1 22,01 26,0| 33,4| 46,0] 57,6
500 | | — 40,0 j 48,5 | 65,0 86,0. — 1 — | — | 34,5| 39,6] 54,0| 70,5
600 | - ] — | — | — j 59,5 | 79,7 [107,0| — | — | — | 41,0| 47,2| 65,0| 85,5
700 [ — ! — | — 68.5 I 91,0 !125,0| — | — 1 — | — | 54,0| 75,0] 97,0
8U0|-|-l-|-|-|-[-|-|-|-|-|-i-|-
Примечание, При шлифовании по 1-му классу точности табличные данные умножать на коэффициент 1,2.
IX. ПРИЛОЖЕНИЯ
ВРЕЗАНИЕ И ПЕРЕБЕГ ИНСТРУМЕНТА
Врезание резца при работе на токарных станках
Величина’врезания и перебега принимается равной:
а) проходные и расточные резцы по табл. 10;
б) резьбовые резцы 2—3 шага резьбы;
в) подрезные резцы 1—2 мм\
г) отрезные и прорезные резцы 2—4 -ч.и.
Таблица 10
Глубина резания t в мм Главный угол в плаке в град. Перебег в мм Глубина резания t в мм Главный угол в плане ср в град. Перебег в мм
30 45 75 30 45 | 75
Врезание в мм Врезание в мм
0,5 1,0 1,5 2,0 2,5 3,0 4,0 5,0 0,9 1,8 2,5 3,0 3,5 5,0 7,0 9,0 0,5 1,0 1,5 2,0 2,5 3,0 4,0 5,0 0,13 0,3 0,4 0,6 0,7 0,8 1,1 1,3 1 1 2 2 2 2 2 2 6,0 7,0 8,0 9,0 10,0 • 11,0 12,0 И 12 13 15 17 19 20 6,0 1,6 7,0 1,9 8,0 2,1 9 0 I 2,4 10,0 2,7 И,0 2,9 12,0 3,2 2 3 3 3 3 3 3
Врезание резца при работе на строгальных станках
Таблица 11
г®
Г лубина резания t в мм Главный угол в .плане <? в град. Сход резца в мм Глубина резания t в мм Главный угол в плане су в град. Сход резца в мм
45 50 45 50
Врезание в мм Врезание В мм
1 2 3 4 5 6 • 7 . 8 " 9 * 1 2 3 4 5 6 7 8 9 1,0 2,0 2,5 3,5 4,0 5,0 6,0 7,0 7,5 2 2 2 2 2 2 2 3 3 10 11 12 13 14 15 16 18 20 10 11 12 13 14 15 16 18 20 8,5 9,5 10,0 11,0 12,0 13,0 13,5 15,0 17,0 3 3 3 3 3 3 3 3 3
Перебег стола при работе на продольнострогальных станках
Длина строгания в мм Перебег стола в мм
До 2000 200
2000—4000 200-325
4000—6000 330—375
6000—10000 390—475
Перебег резца при работе на поперечно-строгальных и долбежных станках
Длина строгания В мм Перебег резца в мм
До 1С0 35
100—200 48
200—300 58
300 и больше 75
Для станков, имеющих торможение при переключении, размер перебега стола снижать на 25%.
Величина врезания сверл
При сверлении в сплошном материале
d а
У= 2'ctg‘2-’
практически при а=И6° #=0,3 d.
На выход сверла при сверлении сквозных отверстий добавлять:
для сверл диаметром до 15 мм.........1 мм
» » » от 15,1 до 30 мм . 2 »
» » » свыше 30,5 мм . . 3 »
При рассверливании
У^Уа—У1>
/ d dA а
Т— 2" jctgT-
Практически при а=116° #=0,3 (d—d2). На выход сверла принимать величины, указанные для сверления.
Величина врезания зенкеров
Диаметр зенкера в мм До 22 23—50 51—100
Величина врезания в мм 3 5 6
Величина врезания разверток
Таблица 12
^4-5 7 4=5°’
Диаметр развертки в мм Врезание и перебег в мм Диаметр развертки в мм Врезание и перебег в мм
при 1 5° при и—5° при 15° при <р=5°
3—4,5 5-6 7—8 9—10 11-16 4,0 4,0 5,0 5,0 5,0 4,0 5,0 6,0 7,0 8,0 17—21 22—32 35—50 52—75 78—100 6,0 7,0 8,0 9,0 10,0 9,0 11,0 12,0 15,0 17,0 •
Для вязких металлов (сталь) рекомендуется угол да=15°, для хрупких металлов (чугун, бронза) ?=5°.
Величина врезания цилиндрических фрез
Перебег в мм 1 1 1 1 1,5 1,5 1 ,5 2 2 2 2 2,5 2,5 2,5 2,5 2,5 2,5 3 3 3 3 3 3 3 3.5 3,5 3,5 4 4 4 | 4 4,5
Диаметр фрезы в мм
Глубина резания в мм 10 12 15 20 25 30 35 I 1 40 45 50 55 60 65 70 75 80 85 90 95 I ooj 105 110 115 120 130 140 150 160 170 180 190 200
Величина врезания у в мм
0,5 1,0 1.5 2,0 3,0 4,0 5,0 6,0 7,0 8,0 9,0 10 И 12 13 14 1э 16 17 18 19 20 21 22 и 1 1 ]] 1 1 11 1 1 1 1 1 1 ) | М СО СО тГ ТГ ТГ LO 2,4 3,4 4,0 4,5 5,2 5,7 5,9 6,0 2,7 3,7 4,5 5,1 6,0 6,6 7,1 7,4 7,5 3,1 4,4 5,2 6,0 7,2 8,0 8.7 9,2 9,5 9,8 3,5 4,9 5,9 6,8 8,2 9,2 10,0 10,7 11,2 П,7 12,0 3,8 5,4 6,6 7,5 9,0 10,2 П,2 12,0 12,7 13,3 13,8 14,2 4,2 5,9 7,3 8,0 9,8 11,2 12,3 13,4 14,0 14,7 15,3 15,8 4,5 6,3 7,6 8,7 10,5 12,0 13.0 14,3 15,0 16,0 16,7 17,3 4,8 6,7 8,1 9,3 11,3 12,9 14,0 15,3 16,3 17,2 18,0 18,7 19,3 5,0 7,0 8,5 9,75 11,8 13,6 15,0 16,3 17,3 18,3 19,2 20,0 20,7 21,3 5,3 7,4 9,0 10,3 12,5 14,3 15,8 17,0 18,3 19,4 20,3 21,2 22,0 22,7 23,4 5,5 7,7 9,4 10,8 13,0 15,0 16,6 18,0 19,0 20,4 21,4 22,3 23,2 24,0 24,7 25,4 5,7 8,0 9,8 11,2 13,6 15,6 17,3 19,0 20,2 21,4 22,5 23,5 24,5 25,2 26,0 26,7 27,4 5,9 8,3 10,2 Н,7 14,2 16,4 18,0 19,5 21,0 22,3 23,4 24,5 25,4 26,4 27,2 28,0 28,7 29,4 6,1 8,6 10,5 12,0 14,7 17,0 18,7 20,4 21,8 23,2 24,4 25,5 26,5 27,5 28,4 29,2 30,0 30,7 31,4 6,3 8,9 10,8 12,5 15,2 17,4 19,4 21,0 22,6 24,0 25,3 26,5 27,6 28,6 29,5 30,4 31,2 32,7 33,4 6,5 9,2 и,2 12,9 15,7 18,0 20,0 21,8 23,4 24,8 26,2 27,4 28,5 29,6 30,6 31,6 32,4 33,0 34,0 34,7 35,4 6,7 9,4 11,5 13,3 16,2 18,6 20,6 22,5 24,0 25,6 27,0 28,3 29,5 30,6 31,6 32,7 33,5 34,5 35,2 36,0 36,7 37,4 6,9 9,7 11,8 13,6 16,6 18,9 21,2 23,2 24,8 26,4 27,9 29,2 30,4 31,6 32,6 33,6 34,6 35,6 36,5 37,2 38,0 38,7 39,4 7,1 10,0 12,3 14,0 17,0 19 6 21,8 23,8 25,5 27,2 28,6 30,0 31,3 32,4 33,6 34,7 35,7 36,7 37,6 38,5 39.2 40,0 40,7 7,2 10,2 12,5 14,4 17,5 20,2 22,5 24,4 26,0 27,9 29,3 30,8 32,2 33,3 34,5 35,7 36,8 37,7 38,6 39,5 40,5 41,2 42,0 7,4 10,5 12,7 14,7 17,9 20,6 22,9 25,0 26,9 28,6 30,2 31,6 33,0 34,2 35,6 36,7 37,8 38,7 39,7 40,7 41,6 42,4 43,2 7,6 10,7 13,3 15,0 18,3 21,2 23,4 25,6 27,5 29,3 30,9 32,4 33.8 35,1 36,4 37,6 38,5 39,8 40,8 41,8 42,6 43,5 44,4 7,7 11,0 13,6 15,4 18,7 21,6 24,0 26,2 28,2 30,0 31,6 33,2 34,6 36,0 37,3 38,5 39,7 40,8 41,9 42,6 43,7 44,7 45,6 8,1 11,4 14,0 16,0 19,5 22,5 25,0 27,3 29,4 31,3 33,0 34,6 36,8 37,7 39,0 40,3 41,6 42,8 43,8 45,0 46,0 47,0 47,8 48,8 8,4 11,8 14,4 16,6 20,3 23,3 26,0 28,4 30,5 31,7 34,4 36,1 37,7 39,2 40,6 42,0 43,3 44,6 45,7 46,9 47,9 49,0 50,0 50,9 8,6 12,2 14,9 17,2 21,0 24,2 26,9 29,4 31,6 33,7 35,6 37,4 39,1 40,7 42,3 43,7 45,0 46,4 47,2 48,8 49,8 51,0 52,1 53,2 9,0 12,6 15,4 17,8 21,7 25,0 27,8 30,4 32,7 34,8 36,8 38,8 40,5 42,1 43,7 45,2 46,6 48,0 49,3 50,6 51,7 52,9 54,0 55,1 9,2 13,0 15,9 18,3 22,4 25,8 28,7 31,4 33,8 36,0 38,1 40,0 41,9 43,5 45,2 46,7 48,3 49,7 51,0 52,3 53,6 54,8 56,0 57,2 9,5 13,4 16,4 18,9 23,0 26,5 29,6 32,3 34,8 37,2 39,2 41,3 43,1 44,9 46,6 48,4 49,8 51,3 52,6 54,0 55,9 56,6 57,8 58,9 9,8 13,7 16,8 19,4 23,7 27,3 30,4 33,2 35,6 37,6 40,4 42,5 44,4 46,2 48,0 49,7 51,3 52,8 54,2 55,6 57,0 58,4 59,5 60,8 10,0 14, 1 17,3 19,9 24,3 28,0 31,2 34,7 36,8 39,2 41,1 43,6 45,6 47,7 49,4 51,1 52,6 54,2 56,7 57,3 58,6 60,0 61,4 62,6
Величина врезания торцевых фрез
Таблица 14
------cn
Р-у/П-В2
2
Диаметр фрезы D в мм
X CU * S О Я г>. Гб -j sSs» 15 20 30 40 50 75 100 125 150 175 200 225 250 27б1 300 325 350
Величина врезан ИЯ и перебега в мм при черновом фрезеровании
10 1,9 1,4 1,0 -
15 — 3,3 2,0 1,5 1,2 1.0 — —-- —- —- — — —
20 — —- 3,8 2,7 2,1 1,4 1,0 1,0
25 — —1 6,8 4,4 3,4 2,2 1,6 1,4 1,1 1.0 —~ — — — <— —
30 — 1 6,8 5,0 3,3 2,3 1,9 1.5 1,2 1,2 — — — — —
40 — — — 10 5,8 4,2 3,5 2,8 2,2 2,0 — — .— —. —
60 —— — — - 15,8 10 7,5 6,8 5,5 4,6 4,0 3,5 — — — —
80 — — *—— -—. — 20 14,5 11,5 9,5 8,2 7,5 6,5 6,0 5,5 — —
100 — -—' — — — — 50 25 19,5 15,5 13,2 Н,5 10,5 9,5 8,5 8,0 7,0
120 —- -—' — — — — — 44,3 30,1 23,7 20 17 15,5 14 12,5 11,5 10,5
140 — — — —. — — — 66,2 34,8 28,5 24,5 21,5 19 17.5 16 15
160 — 51,3 40 33,5 29 25,5 23 21 19,5
180 — — —* — — — — — 56 44,5 38 33,5 30 27 25
200 — 100 60,5 50 43 38 34 3!
220 87 65,5 55 48 42 38,5
240 90 70 60 52 47,5
260 — — —- — — — — — -— .— — 92 75 65 58
280 99 79 70
300 150 99 85
320 —' 132 104
340 — 133
При чистовом фрезеровании величина врезания равна диаметру фрезы; на перебег прибавлять 3 мм для фрез диаметром до 100мм и 5мм для фрез диаметром свыше 100 леи.
Величина врезания дисковых модульных фрез
Таблица 15
Модуль фрезы Диаметр фрезы в мм В ысота зуба в мм I-й проход 2-й проход З-й проход
Глубина резания в мм Врезание в мм Глубина резания в мм Врезание в мм Глубина резания в мм Врезание в мм
1 50 2,17 2,17 10,2 И « А 3 я s —
1,25 50 2,71 2,71 11,3 Э 2-w — —
1,5 55 3,25 3,25 13,0 й" Ч о \О О Щ — '— —
1,75 60 3,99 3,99 15,0 X - м о — -—
2 2,25 60 60 4,33 4,88 4,33 4,88 • 15,5 16,4 к в- 2 и £ о £ — , —
2,5 60 5,42 5,42 18,0 « 2 С С — '— —
3 70 6,50 6,50 20,3 п «К Сц —- .—
3,5 75 7,58 7,58 22,6 d у С & 2 - - Ч ——' ’
4 80 8,67 8,67 24,8 '— —
4.5 85 9,76 9,76 27,1 К Ч — — —
5 6 90 100 10.83 13,00 10,83 13,00 29,2 33,6 С И 5- — — —
7 105 15,20 13,00 34,6 2,20 15,0 '—
8 ИО 17,32 13,00 35,1 4,32 21,4 -— —
10 120 21,67 13,00 37,3 8,67 31,1 —
12 145 26,00 13,00 41,4 13,00 41,4 —
14 160 30,33 13,00 43,7 13,00 43,7 4,33 26,0
16 170 34,67 13,00 45,2 13,00 45,2 8,67 37,4
18 175 39,00 13,00 46,9 13,00 45 9 13,00 45,9
20 185 43,33 16,00 51,0 41,00 48,8 13,33 47,8
Величину перебега—см. табл. 13 величин врезания цилиндрических фрез.
Величина врезания червячных модульных фрез
Таблица 16
Модуль диаметр фрезы в мм Величина врезания в мм Модуль Диаметр фрезы в мм Величина врезания в мм Модуль Диаметр фрезы в мм Величина врезания в мм
1 50 12,2 3 70 24,4 8 120 50,7
1,25 50 13,7 3,5 70 26,1 10 140 60,8
1,5 55 15,6 4 75 28,8 12 150 68,2
1,75 55 16,7 4,5 80 31,4 14 165 76,6
2 55 17,8 5 85 34,0 16 175 83,8
2,25 60 19,7 6 100 39,8 18 200 95,2
2,5 60 20,6 7 ПО 45,5 20 215 103,8
Величину перебега — см, табл. 13 величин врезания цилиндрических фрез. Величина врезания подсчитана по формуле
^=i,20/T(d^T)",
точнее
У=- cos? +1 ’ 5tg<p(/«/2+7), где у — практическая величина врезания в мм\
1,20 — коэффициент, учитывающий угол установки фрезы;
d— диаметр фрезы в м.м\
t — глубина резания в мм (для данного случая равна 2,17 модуля).
Число проходов червячной фрезы при нарезании зубчатых колес
Таблица !7
Материал Модуль, с которого давать 2 прохода Распределение глубины в долях модуля
1-й проход 2-й проход
Сталь хромоникелевая аь =80 кг}мм^ .... 7,0 1,52 0,65
Сталь углеродистая а6 =70—80 кг[мм* .... 7,0 ! '52 0,65
Сталь углеродистая =40—60 кг[мм* . . . . 8,0 1,52 0,65
Чугун Нв до 180 и твердая бронза 9,0 ! ,52 0,65
Бронза средней твердости и латунь 10,0 1,52 0,65
В случае, когда мощность станка ниже потребной мощности, полученной по выбранному режиму обработки, работу нужно производить с увеличенным числом проходов. Для равномерного использования мощности привода глубину резания необходимо распределять так:
I. П р и двух проходах II. При трех проходах
1-й проход .............!,4 модуля 1-й проход..............1,0 модуля
2-й проход ............. 0,766 » 2-й » .............0,7 »
3-й » ............. 0,466 »
Величина врезания и перебега резцов при нарезании конических зубчатых колес на зубострогальных станках
Величина врезания и перебега долбяка при нарезании цилиндрических зубчатых колес на зубодолбежных станках
Таблица 18
Модуль Колеса с прямым зубом Колеса с косым зубом 15° Колеса с косык зубом 23°
До 2 5 5 6
3 5 6 7
4 5 7 8
5 5 8 9
7 5 9 I!
Модуль Величина перебега Е ММ
До 5 10
5—10 15
10—15 20
15—20 25
Величина врезания метчиков и плашек
При нарезании резьбы метчиками и плашками величину врезания считать равной: при нарезке метчиками — трем ниткам нарезаемой резьбы, при нарезке плашками—двум ниткам нарезаемой резьбы.
Длина хода стола в зависимости от ширины круга при круглом шлифовании
II случай
1 случай
Длина хода стола вычисляется по формуле:
при шлифовании на проход L=l—(I—2 т) В мм; при шлифовании в упор L — 1—(!—т) В мм,
где I — длина шлифуемой поверхности в мм;
т—переход круга за пределы шлифуемой круга, принимаемый равным 0,3—0,5;
В — ширина круга в мм.
поверхности детали в долях ширины
Таблица 19
Ширина круга в мм Длина хода стола L в мм Длина хода стола L в мм
I случай на проход II случай в упор I случай на проход II случай в упор
при лп-=0,3 при т = 0,5
20 25 30 40 50 Т ГТ ГТ to — — — 00 QCTitOO 1—14 Z—17,5 Z—2! Z—28 Z—35 1 Z Z Z Z | тип СЛ С> СЛ К? С сл
Длина хода стола в зависимости от длины шлифуемого отверстия и ширины круга при внутреннем шлифовании
Таблица 20
Длина шлифуемого отверстия Ширина круга в мм
20 22 25 30 32 35 40 45 50 60
В ЛЯ Длина хода стола в мм
30 22 22 21 -— - — — —
35 27 27 26 25 — *—1 — — —
40 32 32 31 30 30 29 — — — —
45 37 37 36 35 35 34 33 — — —
50 42 42 41 40 40 39 38 37 — —
55 47 47 46 45 45 44 43 42 41 —
60 52 52 51 50 50 49 48 47 46 44
65 57 57 56 55 55 54 53 52 51 49
70 62 62 6! 60 60 59 58 .57 56 54
75 67 67 66 65 65 64 63 62 61 59
80 — — 71 70 70 69 68 67 66 64
85 — — 75 75 74 73 72 71 69
90 — — 80 80 79 78 77 76 74
95 — — — — 85 84 83 82 81 79
Продолжение
Длина Ширина круга в мм
шлифуемого отверстия 20 22 25 30 32 35 40 45 50 60
в мм Длина хода стола в мм
100 — — 89 88 87 86 84
105 — — — — — 94 93 92 91 89
НО — — — — — — 98 97 96 94
115 — — — — — — 103 102 101 99
120 — —’ — — • - — — 108 107 106 104
130 — — — — — — 118 117 116 114
150 — — — — — — 138 137 136 134
Заключенные в рамки размеры—рекомендуемые ширины кругов для соответствующих длин.
Дополнительные длины на взятие пробных стружек
Таблица 2!
Измерительный инструмент Измеряемый размер в мм Дополнительные длины на взятие пробной стружки в ММ
Линейка 5
PvneTxa /Промер рулетха {промер по диаметру по окружности — 5 10
Кронциркуль . . . . До 250 Свыше 250 3 5
Нутромер — 5
Штангенциркуль . . — 5
Раздвижная штанга До 250 Свыше 250 5 10
Глубиномер . . . . — 5
Микрометр До 25G Свыше 250 5 8
Скоба До 250 Свыше 250 5 8
Пробка — 5
Штихмасс До 1000 До 2000 До 3000 5 10 15
Шаблон — 5
Указанные длины следует прибавлять к расчетной длине обрабатываемой поверхности при взятии одной пробной стружки. При взятии двух пробных стружек указанные в таблице данные следует удваивать.
СОДЕРЖАНИЕ
Стр.
Предисловие ................................................................ 3
Введение ..................................................................... 4
1. Токарные работы......................................................... 7
Нормирование токарных работ ......................................... 7
Карта подготовительно-заключительного времени..........................!б
Карты вспомогательного времени на установку и снятие деталей...........17
Карты основного, вспомогательного и штучного (безустановочного) времени............................................................ 22.
Карты режимов резания, принятых при расчете норм времени................128
II. Резьбонарезные работы.................................................. 152
Нормирование резьбонарезных работ ......................................152
Карты основного, вспомогательного и штучного (безустановочного) времени.......................................................... 154
Карты режимов резания, принятых при расчете норм времени ...............160
111. Строгальные работы .................................................. 172
Нормирование строгальных работ..........................................172
Карта подготовительно-заключительного времени......................... 175
Карта вспомогательного времени на установку и снятие детали ...... 176
Карты основного, вспомогательного и штучного (безустановочного)
времени.............................................................178
Карты режимов резания, принятых при расчете норм времени ...............250
IV. Долбежные работы .................................................. 257
Нормирование долбежных работ............................................257
Карта подготовительно-заключительного времени...........................258
Карта вспомогательного времени на установку и снятие деталей........ 259-
Карты основного, вспомогательного и штучного (безустановочного)
времени ,........................................ ...................260
V. Сверлильные работы ...................................................264
Нормирование работ на сверлильных станках...............................264
Карта подготовительно-заключительного времени...........................266
Карта вспомогательного времени на установку и снятие деталей ..........268
Карты основного, вспомогательного и штучного (безустановочного) времени................................................................275
Карты режимов резания, принятых при расчете'норм времени...............278
VI. Фрезерные работы ......................................................284
Нормирование фрезерных работ..........................................284
Карта подготовительно-заключительного времени.......................287
Карты вспомогательного времени на установку и снятие деталей ........ 288
Карты основного, вспомогательного и штучного (безустановочного) времени .............................................................. 290
VII. Зуборезные работы.................................................,.Л.Л34
Нормирование зуборезных работ........................................ 434
Карта подготовительно-заключительного времени.......................436
Карта вспомогательного времени на установку и снятие деталей ... ... 437
Карты основного, вспомогательного и штучного (безустановочного) времени................................................................438
VIII. Шлифовальные работы ...................................................440
Нормирование работ на шлифовальных станках.............................440
Карта подготовительно-заключительного времени..........................443
Карты вспомогательного времени на установку и снятие деталей .......... 444
Карты основного, вспомогательного и штучного (безустановочного) времени................................................................447
IX. Приложения ............................................................451
Врезание и перебег инструмента ........................................ 451