

















































Теги: военная техника руководство по ремонту
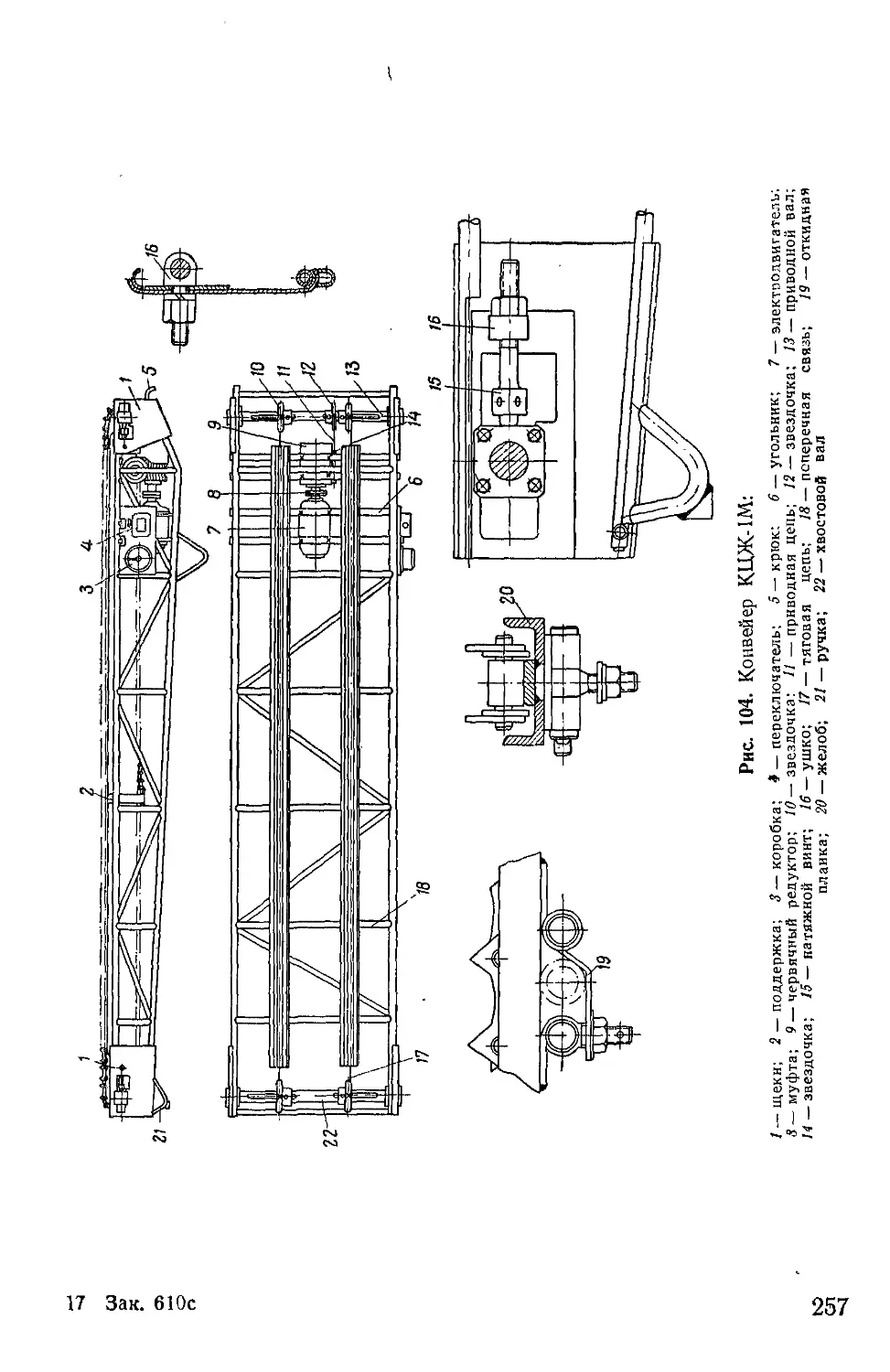
Год: 1959



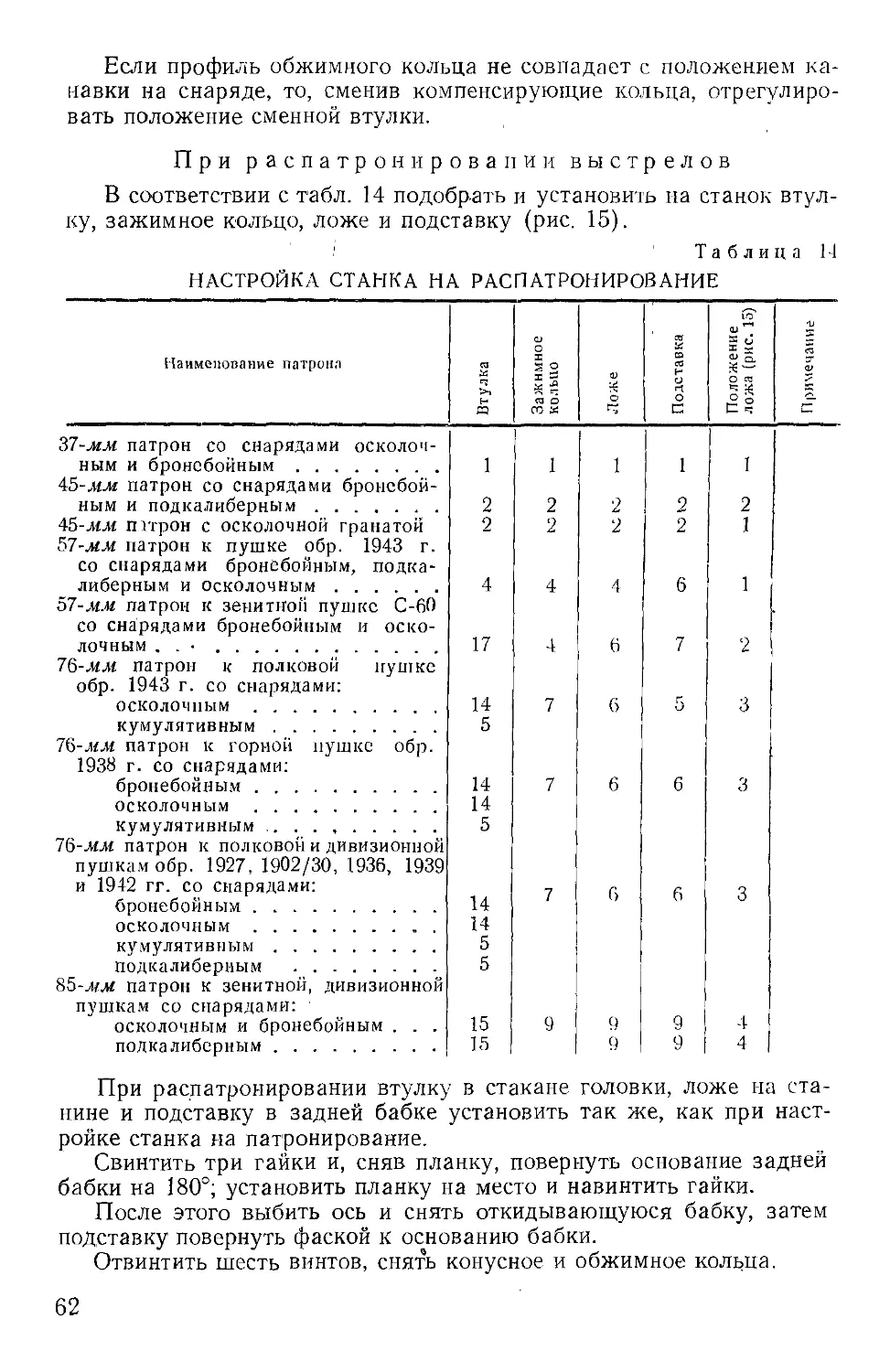
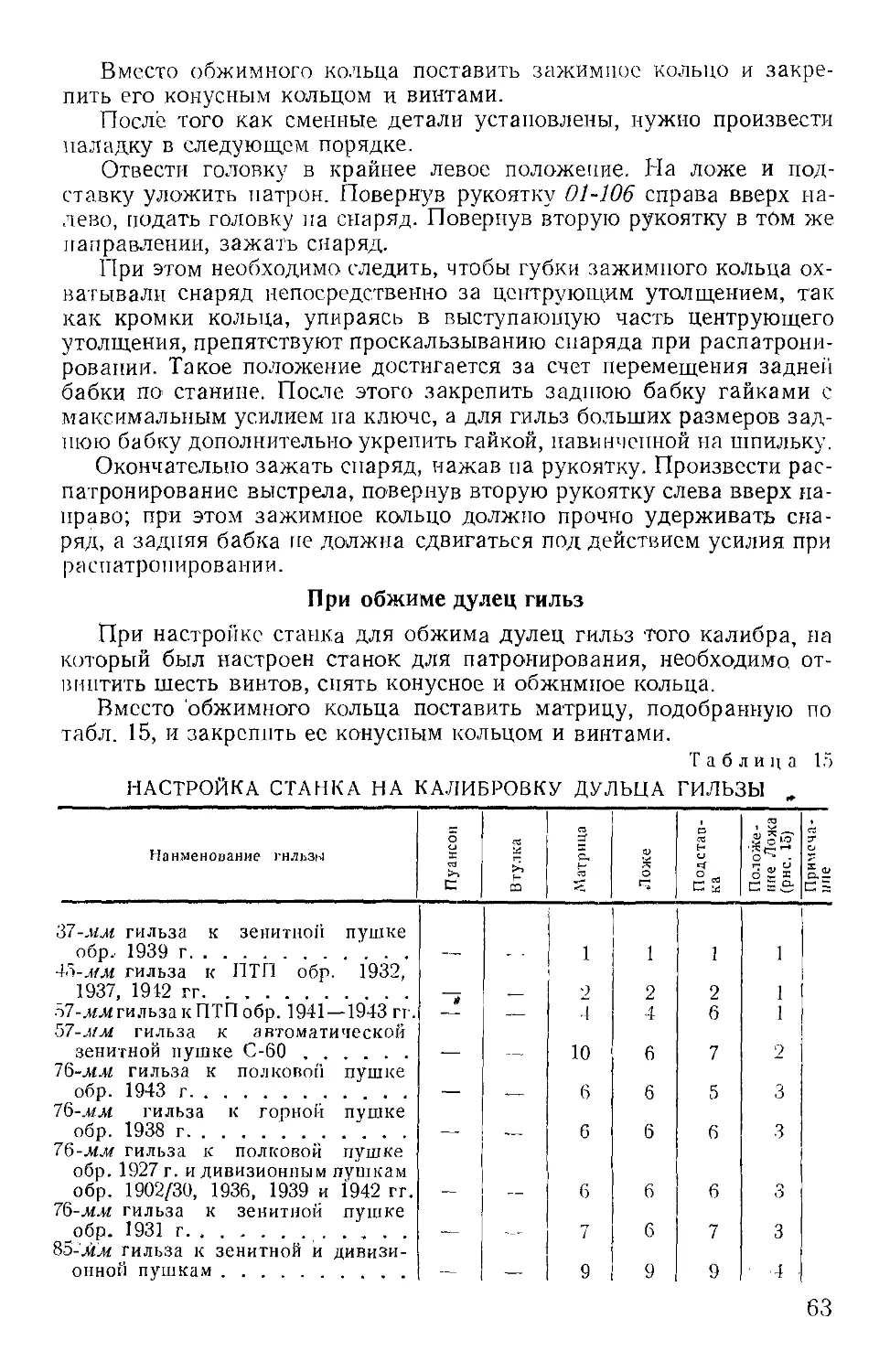
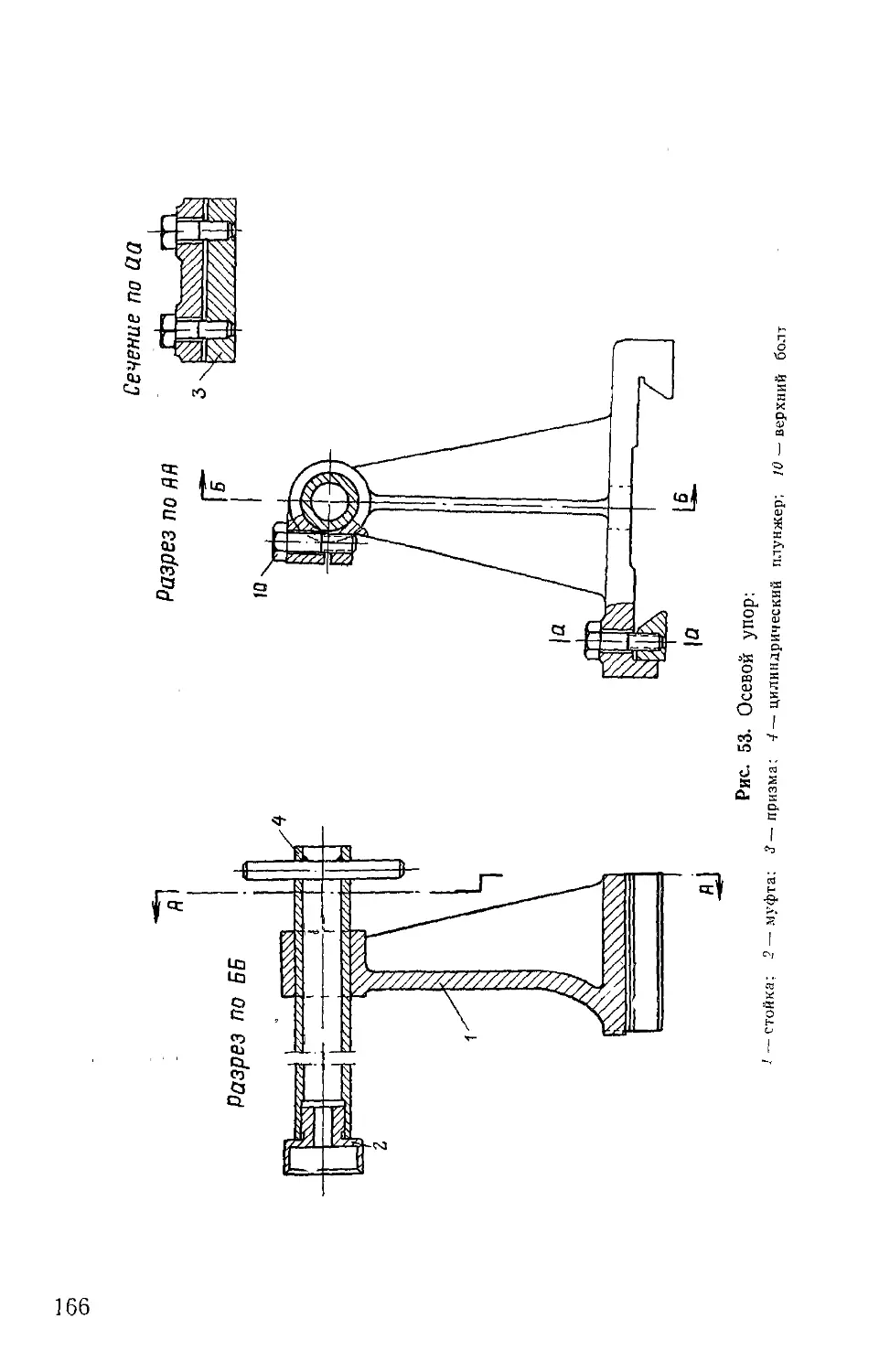
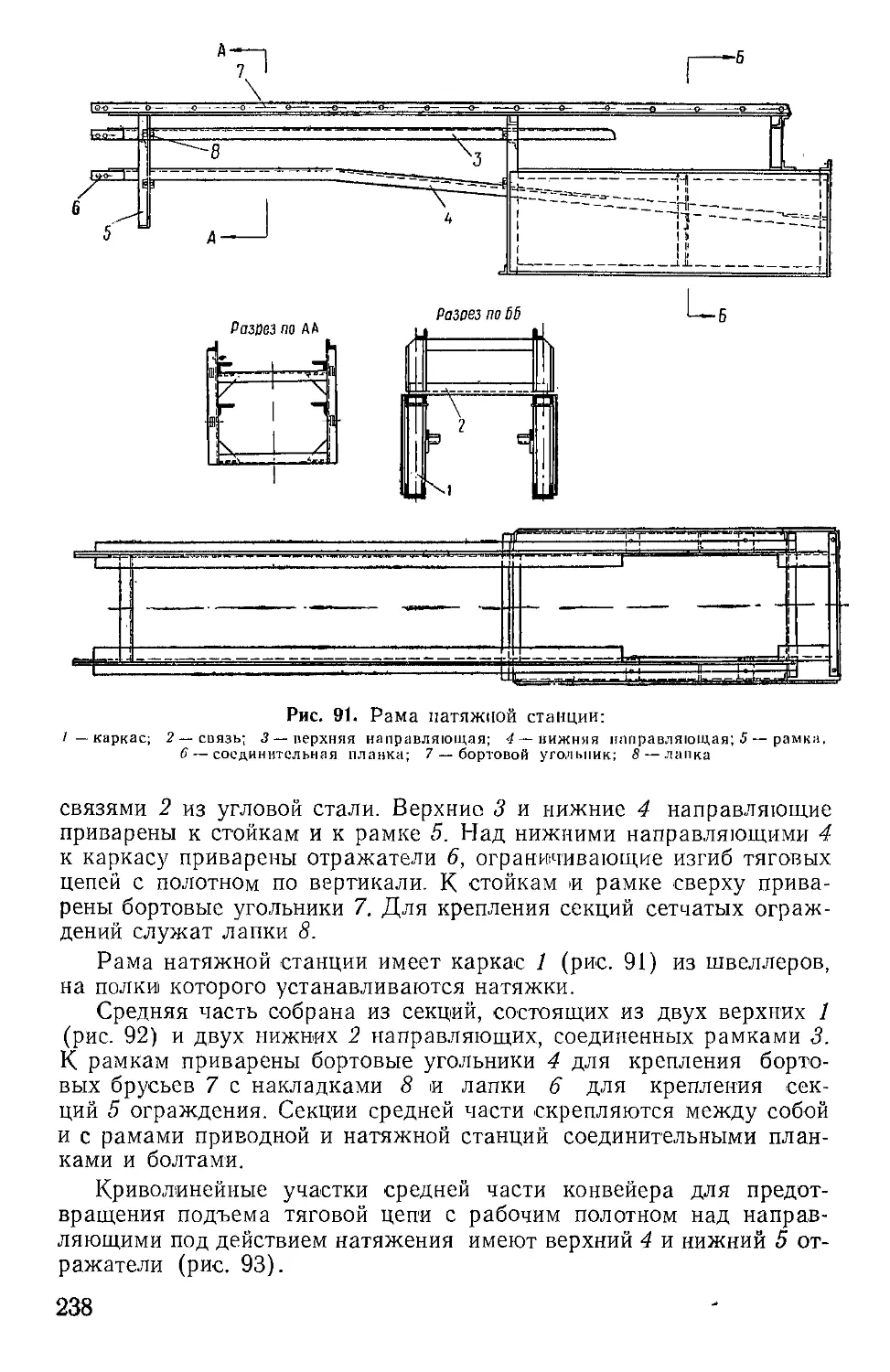
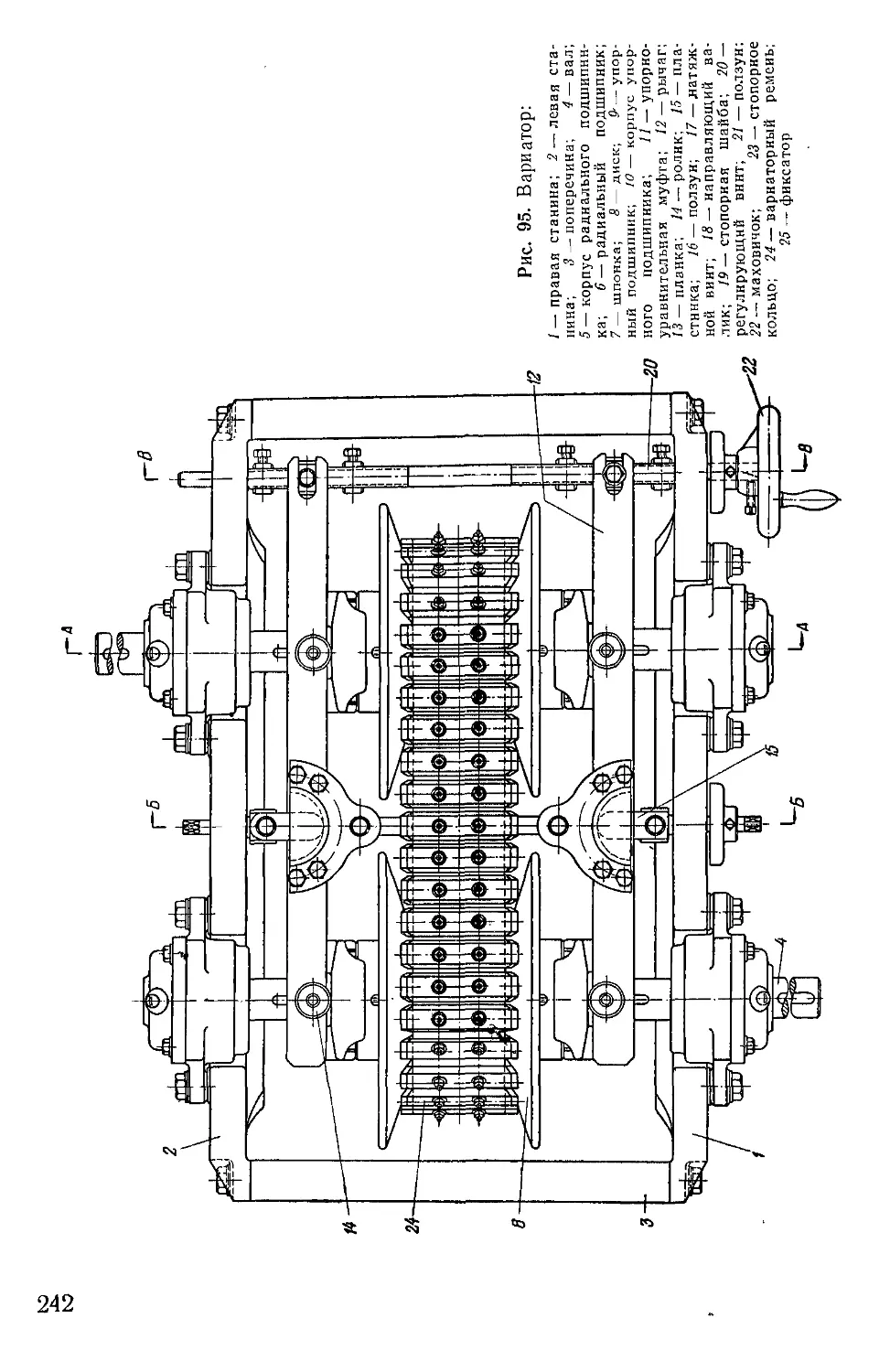
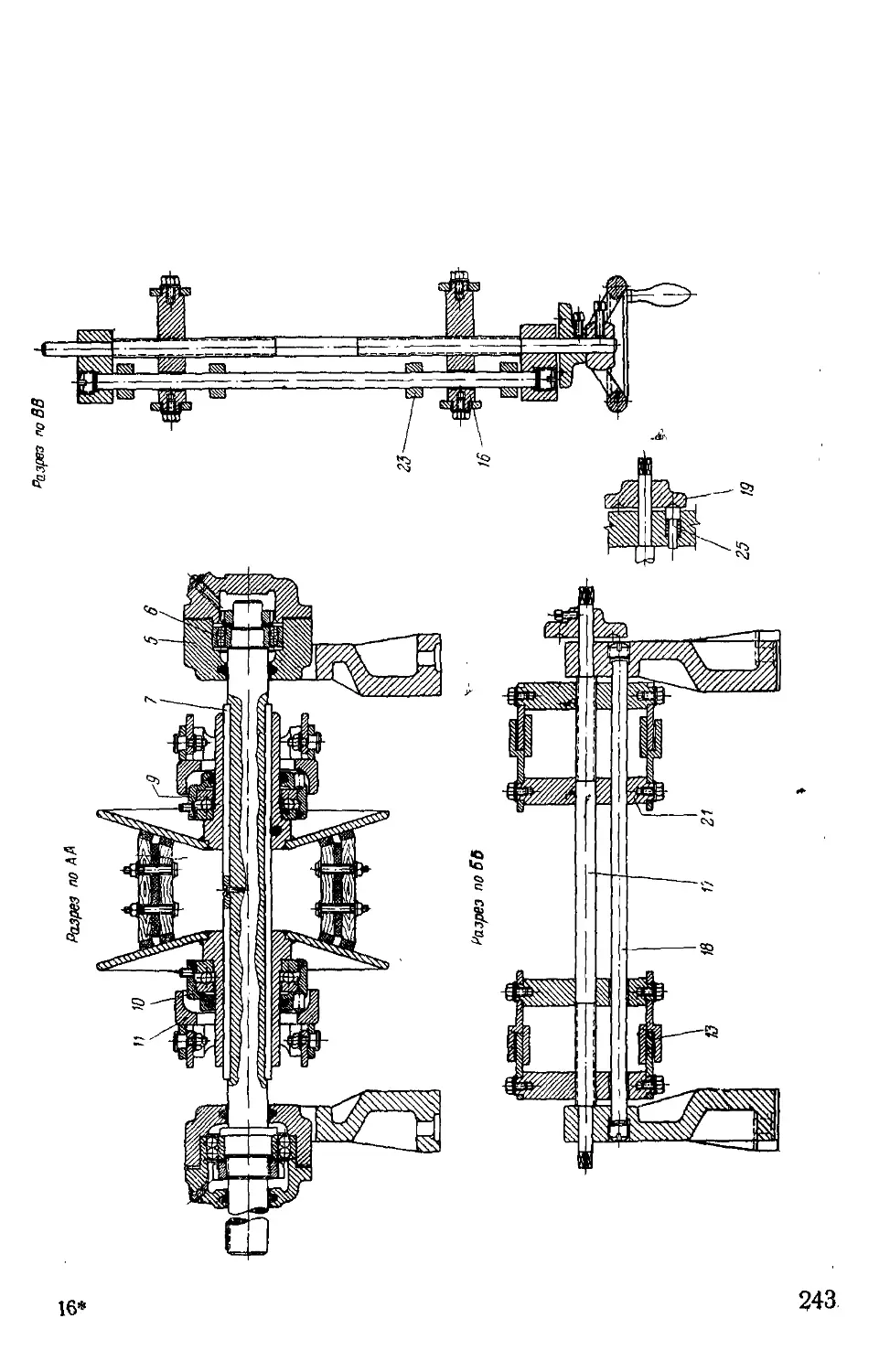
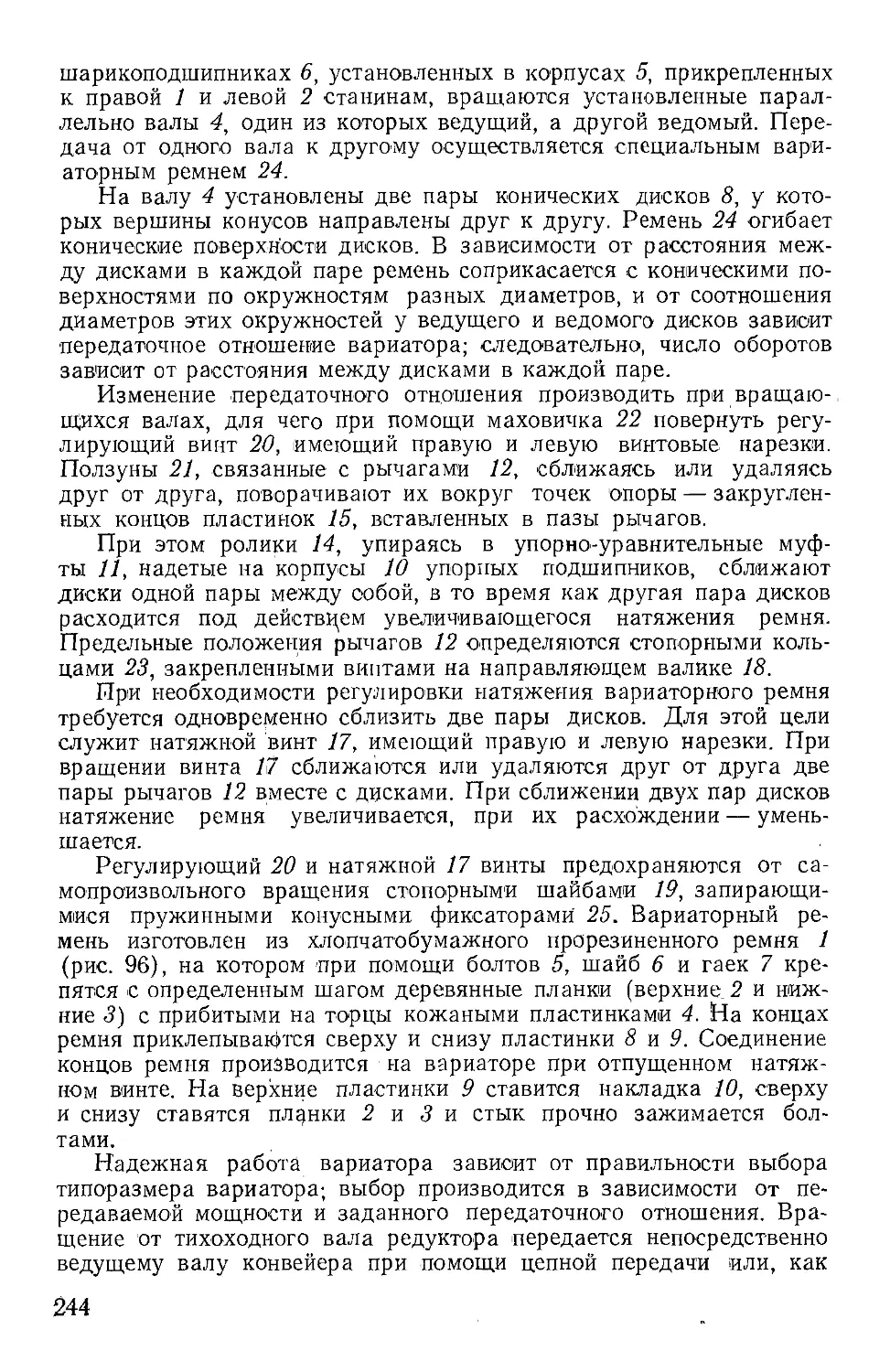
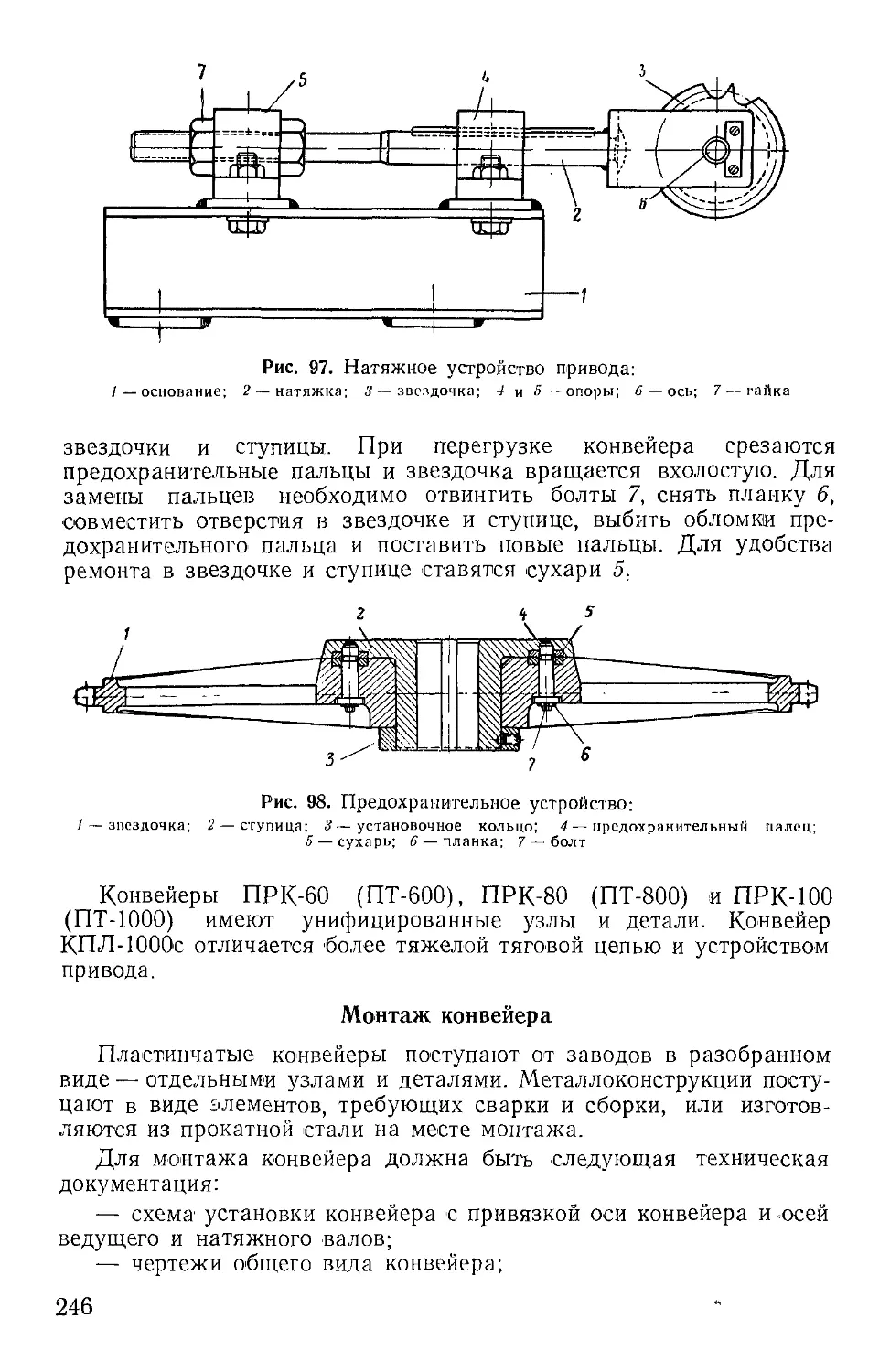
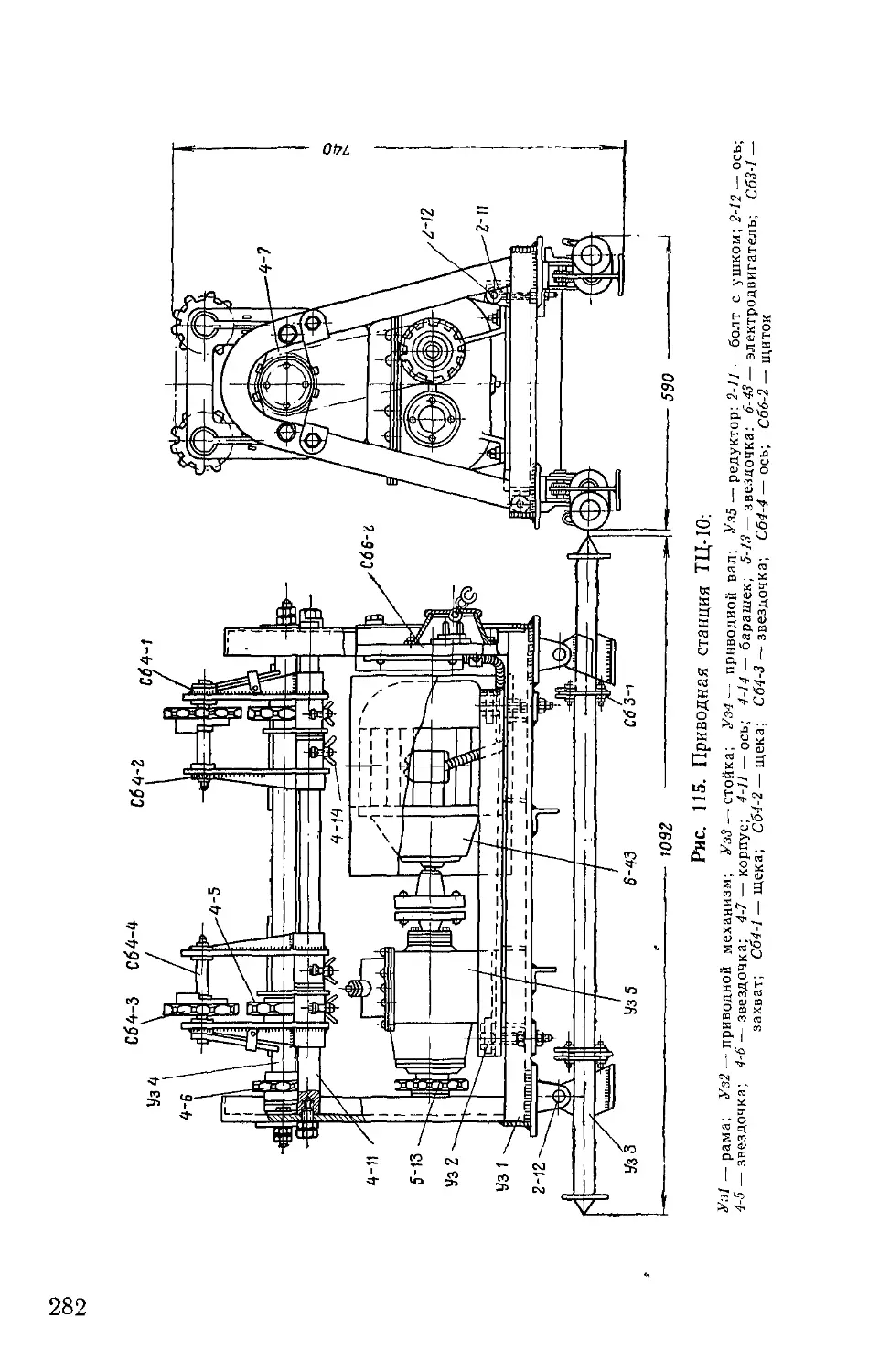
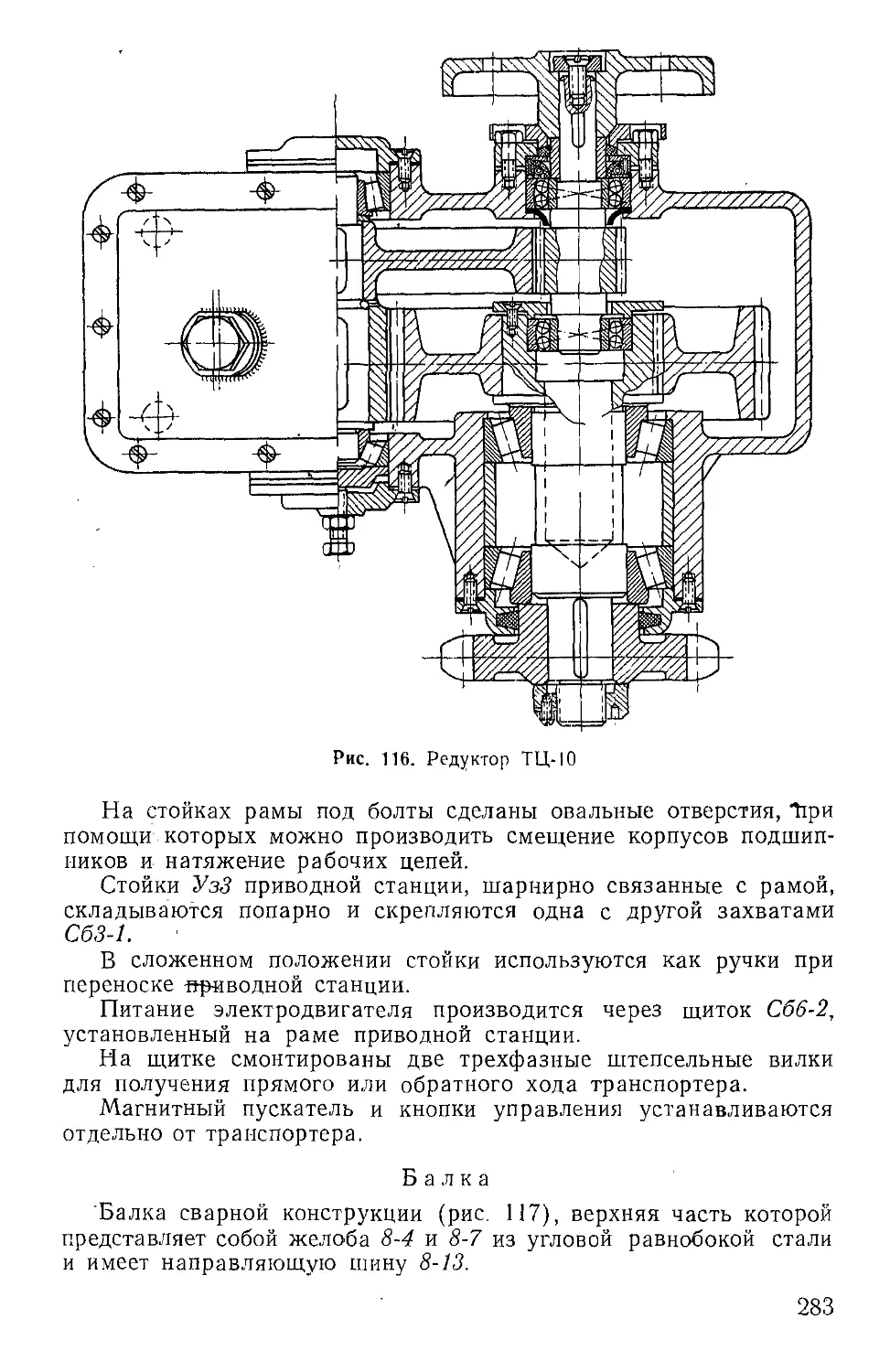
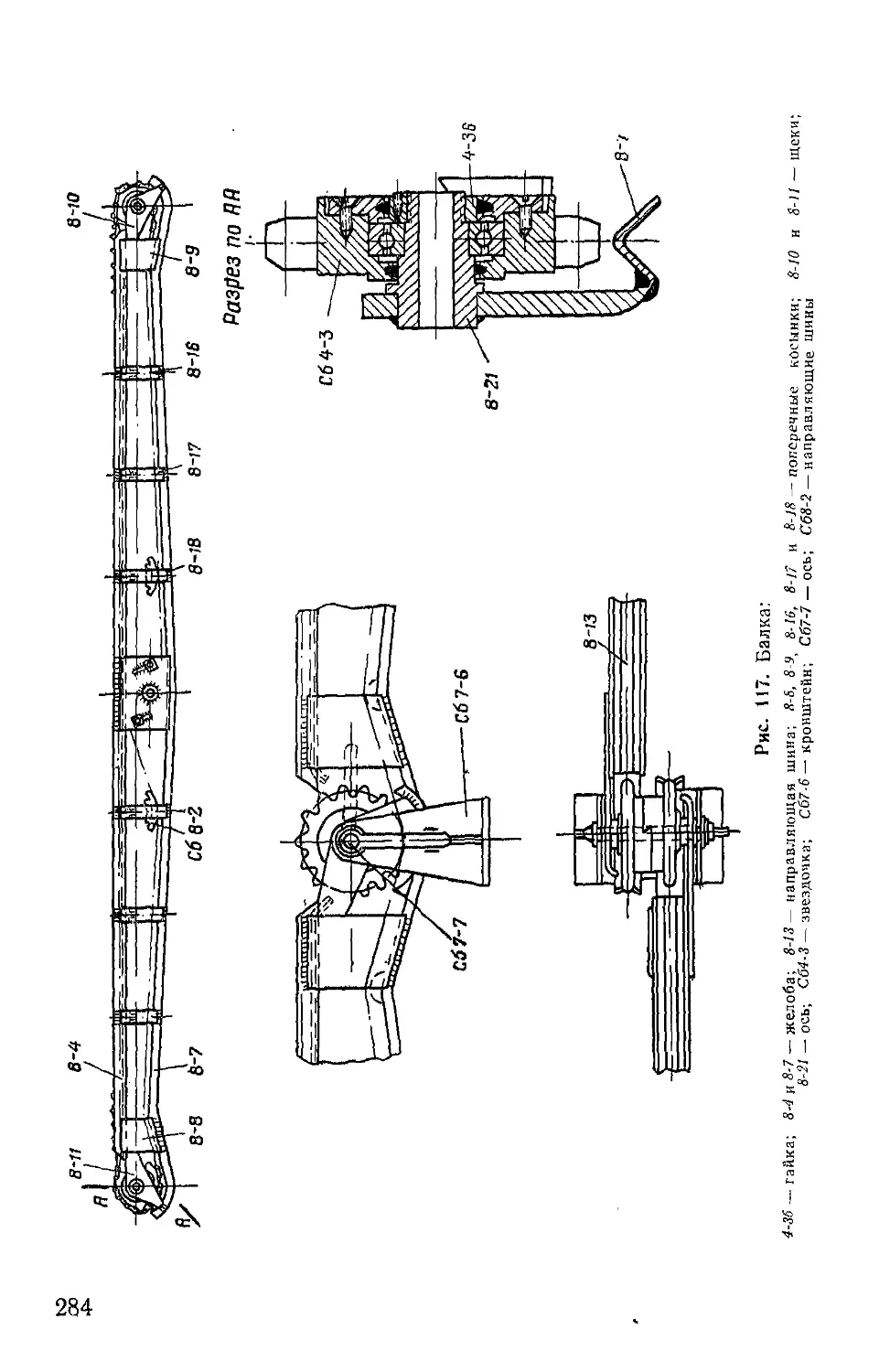
Текст
м НИСТЕРСТВО ОБОРОНЫ СОЮЗА ССР
i ________________,______ _______
Экз. № 906
РУКОВОДСТВО
по
ИАЛЬНОМУ СТАНОЧНОМУ
И ТРАНСПОРТНОМУ
ОБОРУДОВАНИЮ,
МЕНЯЕМОМУ ПРИ РАБОТЕ
С БОЕПРИПАСАМИ
В ВОЙСКАХ
.ВОЕННОЕ ...ИЗДАТЕЛЬСТВО
МИНИСТЕРСТВА ОБОРОНЫ СОЮЗА ССР
JMOCKBA—1959
1
Перед пользованием Руководством внести следующие исправления
Страница Строка Напечатано Должно быть
228 15 сверху непрерывном неравномерном
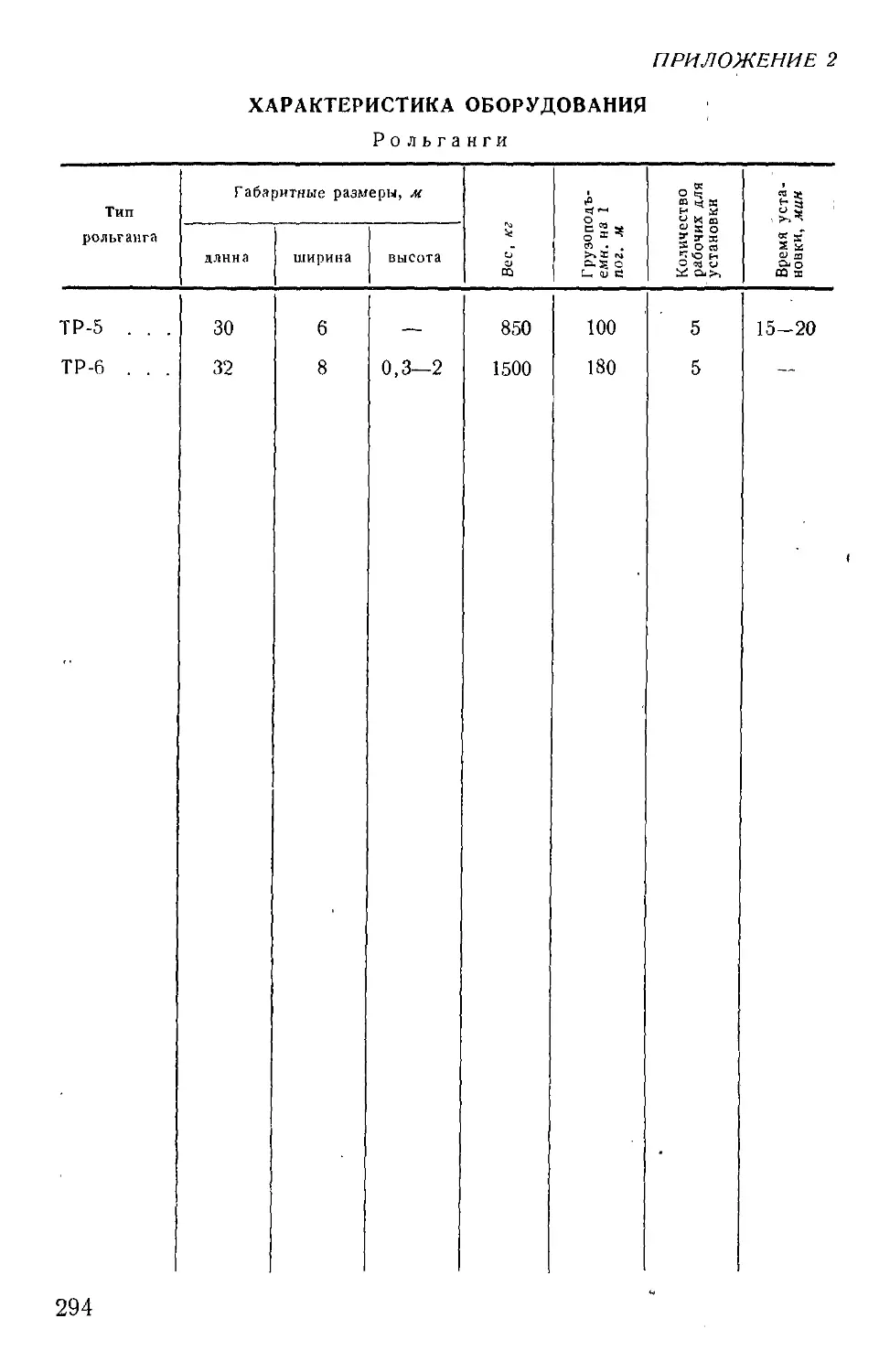
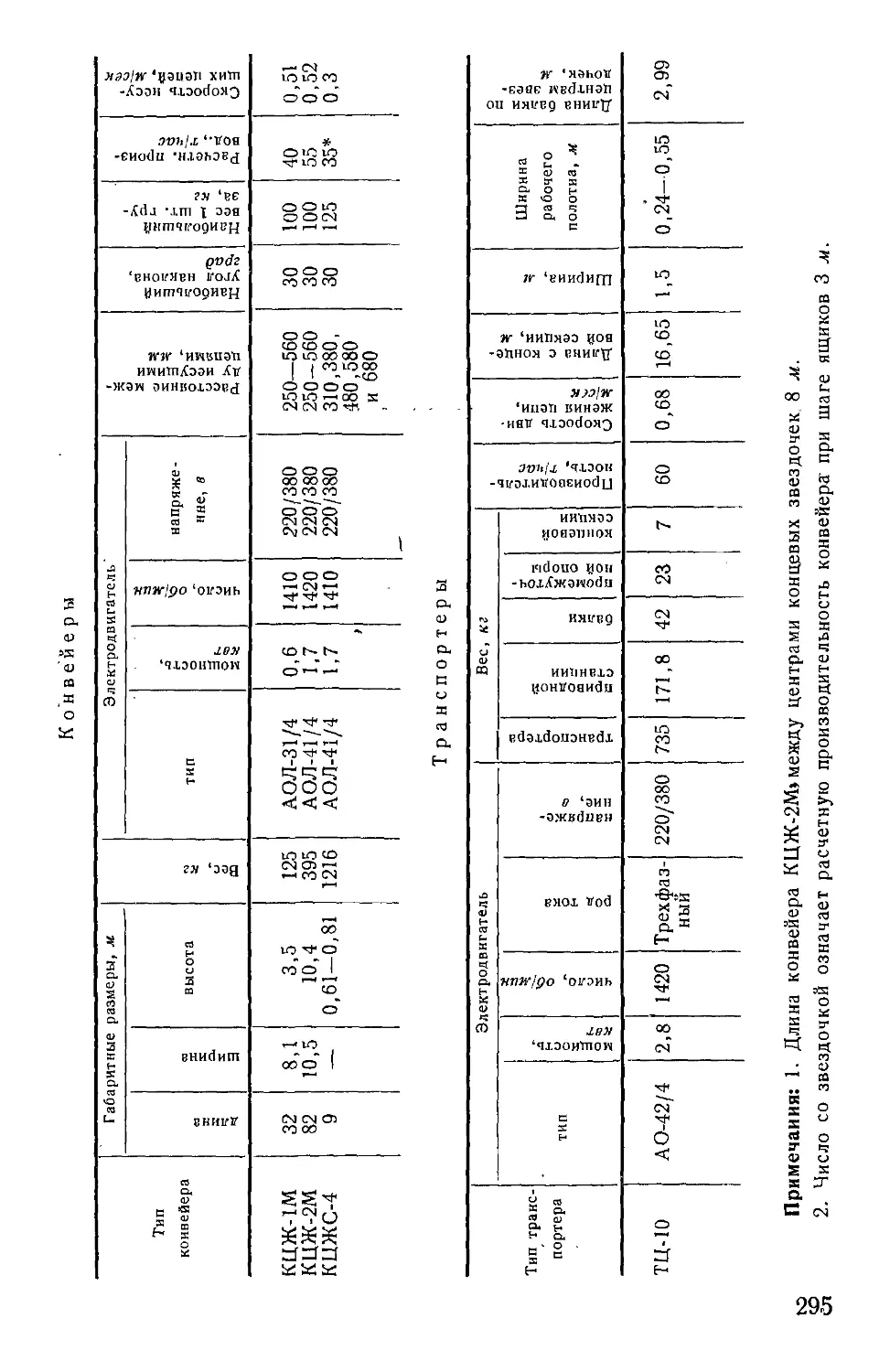
294 Таблица, ТР—5 ширина 6 м ширина 0,6 м
294 Таблица, ТР—6 ширина 8 м ширина 0,8 м
295 Таблица, КЦЖ — 1М длина 32 м; шири- на 8,1 м; высо- та 3,5 м длина 3,2 м; ширина 0,81 ж; высота 1,04 м
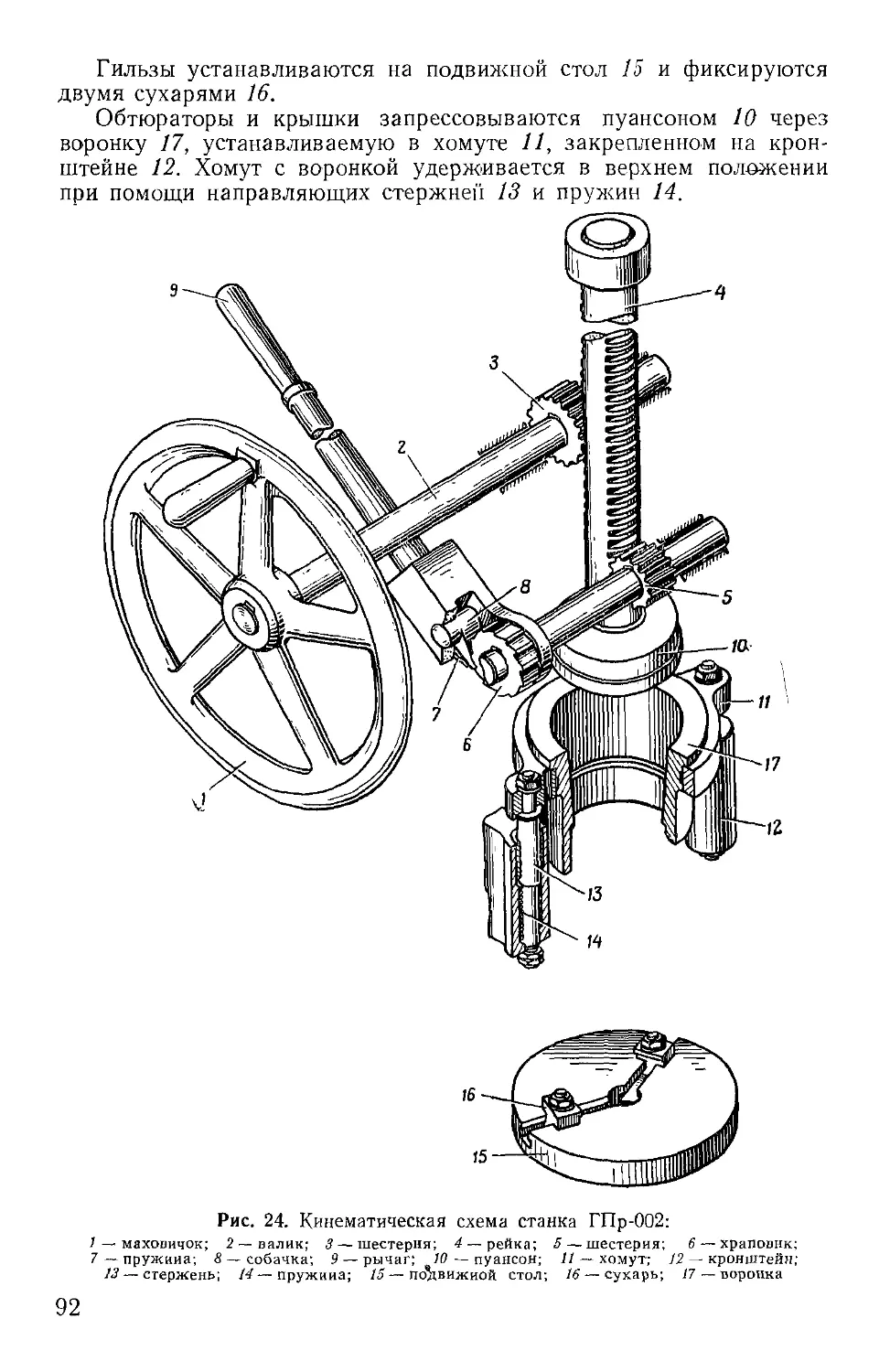
295 Таблица, КЦЖ —2М длина 82 м\ шири- на 10,5 ж; вы- сота 10,4 м длина 8,2 лг, ширина 1,05 лг; высота 1,04 м
Зак. 610с
В книге пронумеровано 300 страниц.
Кроме того', в книге имеются две вклейки на двух листах, вклеенных между
стр. 158—169 (рис. 47) и стр. 230—231 (рис. 85).
2
ВВЕДЕНИЕ
В настоящем Руководстве дано описание устройства, эксплуата-
ции, ухода и монтажа специального станочного и транспортного
оборудования, применяемого при работах с боеприпасами в войсках.
Руководство состоит из трех частей.
Часть I. Специальное оборудование для ремонта артиллерийских
выстрелов, и их элементов.
Часть II. Специальное оборудование для сборки и ремонта реак-
тивных снарядов и их элементов.
Часть III. Специальное транспортное и погрузочно-разгрузочное
оборудование.
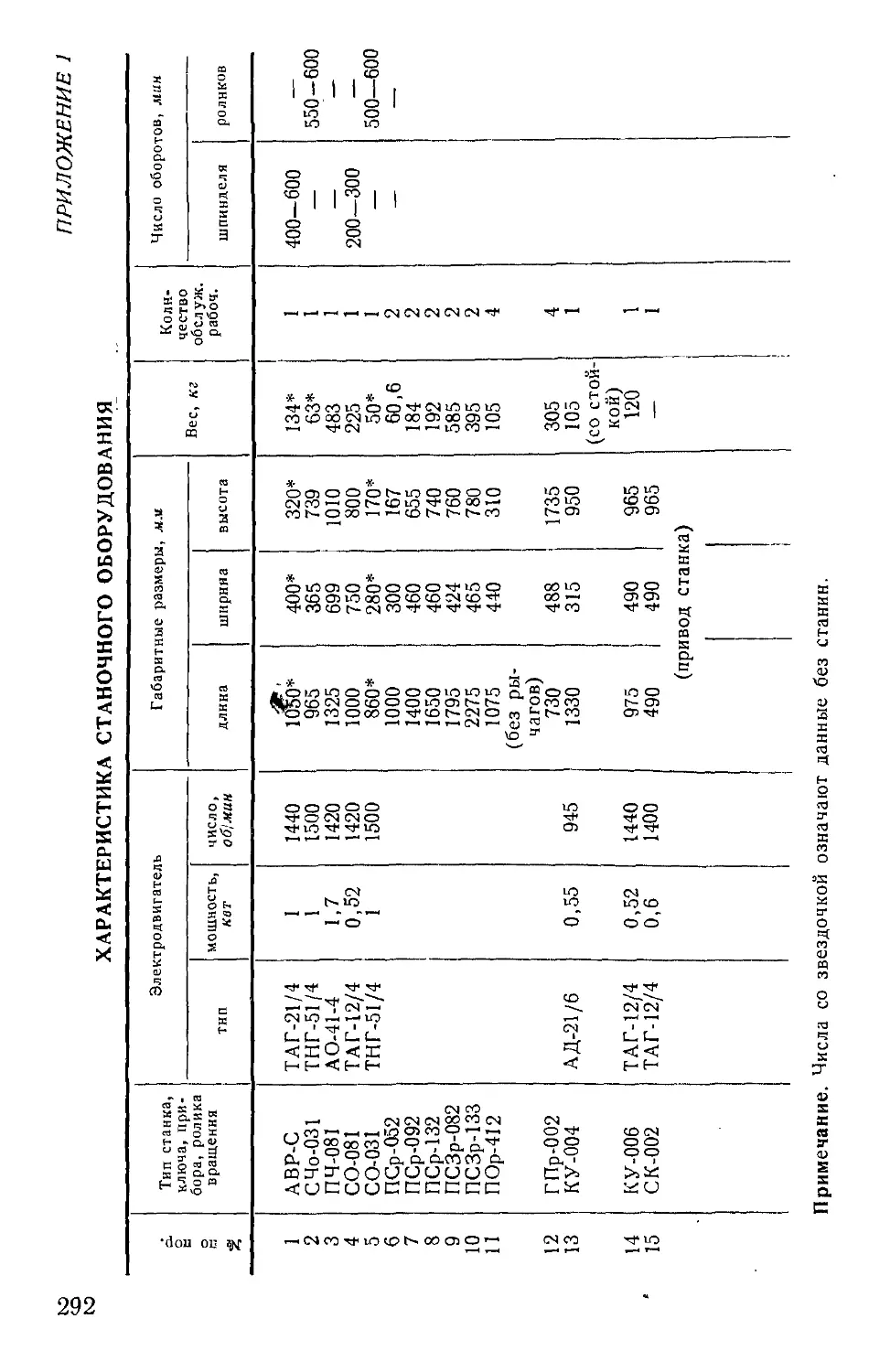
В конце Руководства даны приложения 1 и 2, в которых приве-
дены характеристики оборудования.
1* Зак. (510с
ЧАСТЬ ПЕРВАЯ
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА
АРТИЛЛЕРИЙСКИХ ВЫСТРЕЛОВ
И ИХ ЭЛЕМЕНТОВ
' 777777777^ '' ★★ .^777-7, ......Г
ОБЩИЕ СВЕДЕНИЯ
Ремон! артиллерийских выстрелов и их элементов представляет
собой совокупность технологических операций, после выполнения
которых артиллерийские выстрелы и их элементы приводятся в со-
стояние, пригодное для боевого использования или длительного хра-
пения. На окружных базах и складах в процессе ремонта выстрелов
и их элементов выполняются следующие операции:
1. Очистка наружной поверхности и очка снарядов от коррозии.
2. Окраска (лакировка) снарядов.
3. Очистка выстрелов от коррозии без разделки их на элементы.
4. Метчикование очка снарядов.
5. Устранение негерметичности зарядов раздельного гильзового
заряжания.
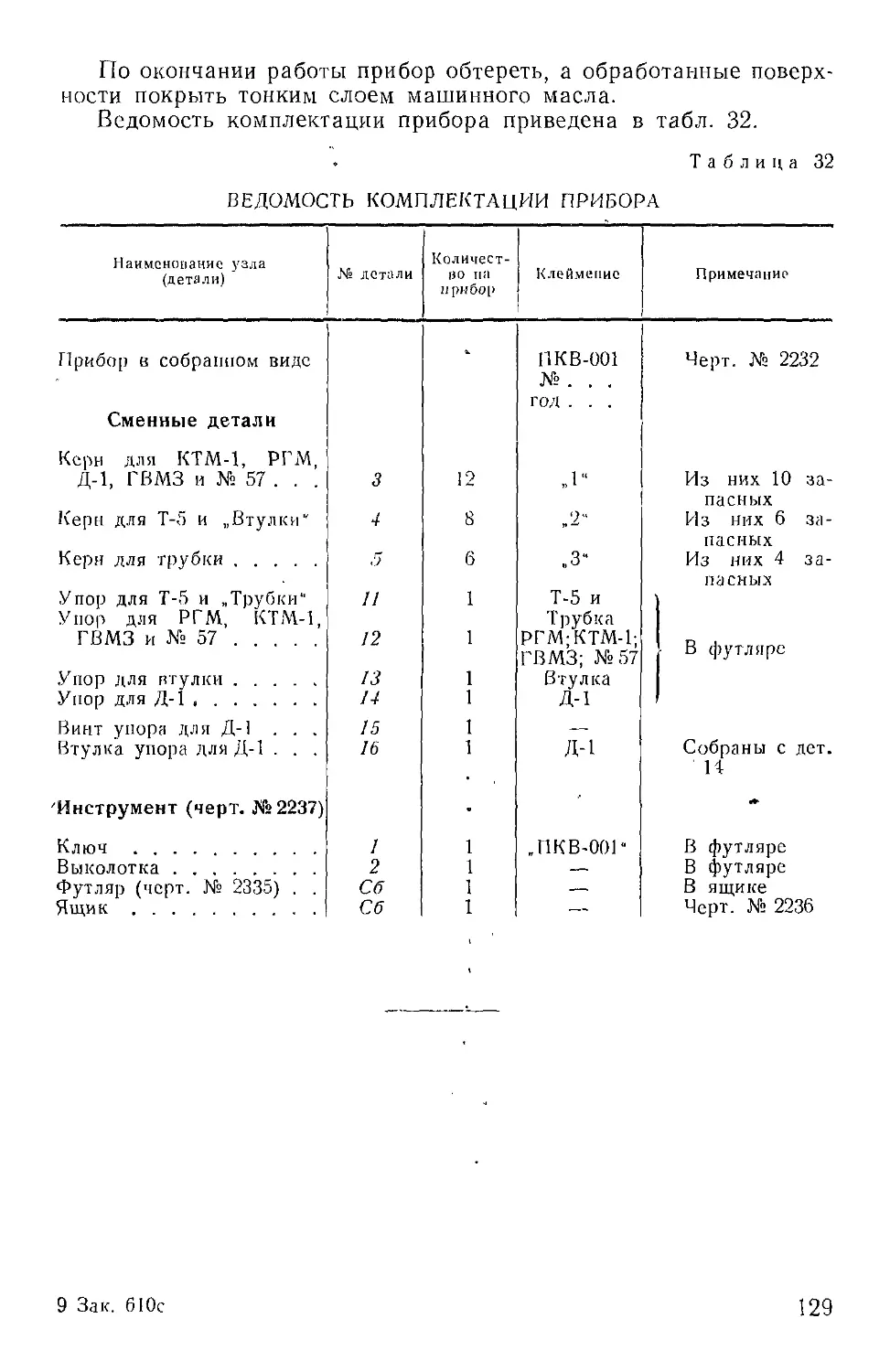
6. Проверка герметичности укупорки.
Ниже дано описание специального оборудования, предназначен-
ного для выполнения указанных операций.
б
ГЛАВА ПЕРВАЯ
станки для чистки СНАРЯДОВ
Снаряды, у которых на наружной поверхности или в резьбовой
части очка имеется .коррозия, подвергаются очистке. Перед очист-
кой снаряда необходимо удалить с наружной поверхности старую
предохранительную смазку.
Наружную поверхность, включая центрующее утолщение и
ведущий поясок, не окончательно снаряженных снарядов (кроме спе-
циальных и кумулятивных) очищать, вращая снаряд, металличе-
скими щетками, кардолентой, песком или толченым кирпичом.
Наружную поверхность специальных и кумулятивных не оконча-
тельно снаряженных снарядов очищать, не вращая снаряда, при
помощи тех же средств.
Наружную поверхность. бронебойных окончательно снаряжен-
ных снарядов, без трассеров, можно очищать теми же средствами,
но при числе оборотов снаряда, не превышающем 600 об/мин.
Перед очисткой необходимо закрыть очко снаряда шпинделем
станка или холостой втулкой.
При очистке наружной поверхности не допускать сильного на-
грева корпуса снаряда, так как нагрев может вызвать оплавление
взрывчатого вещества.
Резьбовую часть очка снарядов (за исключением кумулятив-
ных) очищать, вращая снаряд, при помощи щеток из кардоленты
или специальных ершей из стальной проволоки толщиной не бо-
лее 0,5 мм.
Резьбовую часть очка кумулятивных снарядов очищать только
чистой ветошью, пропитанной скипидаром или уайт-спиритом.
При очистке«очка снаряда срез взрывчатого вещества закрывать
картонным или латунным кружком с войлочной или кожаной про-
кладкой, при этом внутрь снаряда не должны попадать какие-
либо частицы или жидкость.
Снаряды, у которых коррозия в очке распространяется под
взрывчатое вещество, необходимо отбраковывать и очистку их не
производить.
6
Для очистки наружной поверхности снаряда на окружных скла-
дах и базах применяют станки АВР-С и СЧо-031.
Для очистки резьбовой части очка 100—152-лш снарядов приме-
няется станок СЧо-031.
Ниже дано описание станков АВР-С и СЧо-031.
СТАНОК АВР-С
Назначение и устройство станка
Станок предназначен для очистки наружной поверхности
37—152-мм снарядов, а также 82- и 120-мм мин.
Станок осуществляет только вращение снаряда, очистка же про-
изводится вручную.
Реверсирование шпинделя осуществляется переключением ру-
коятки.
Габаритные размеры станка со станиной даны на рис. 1.
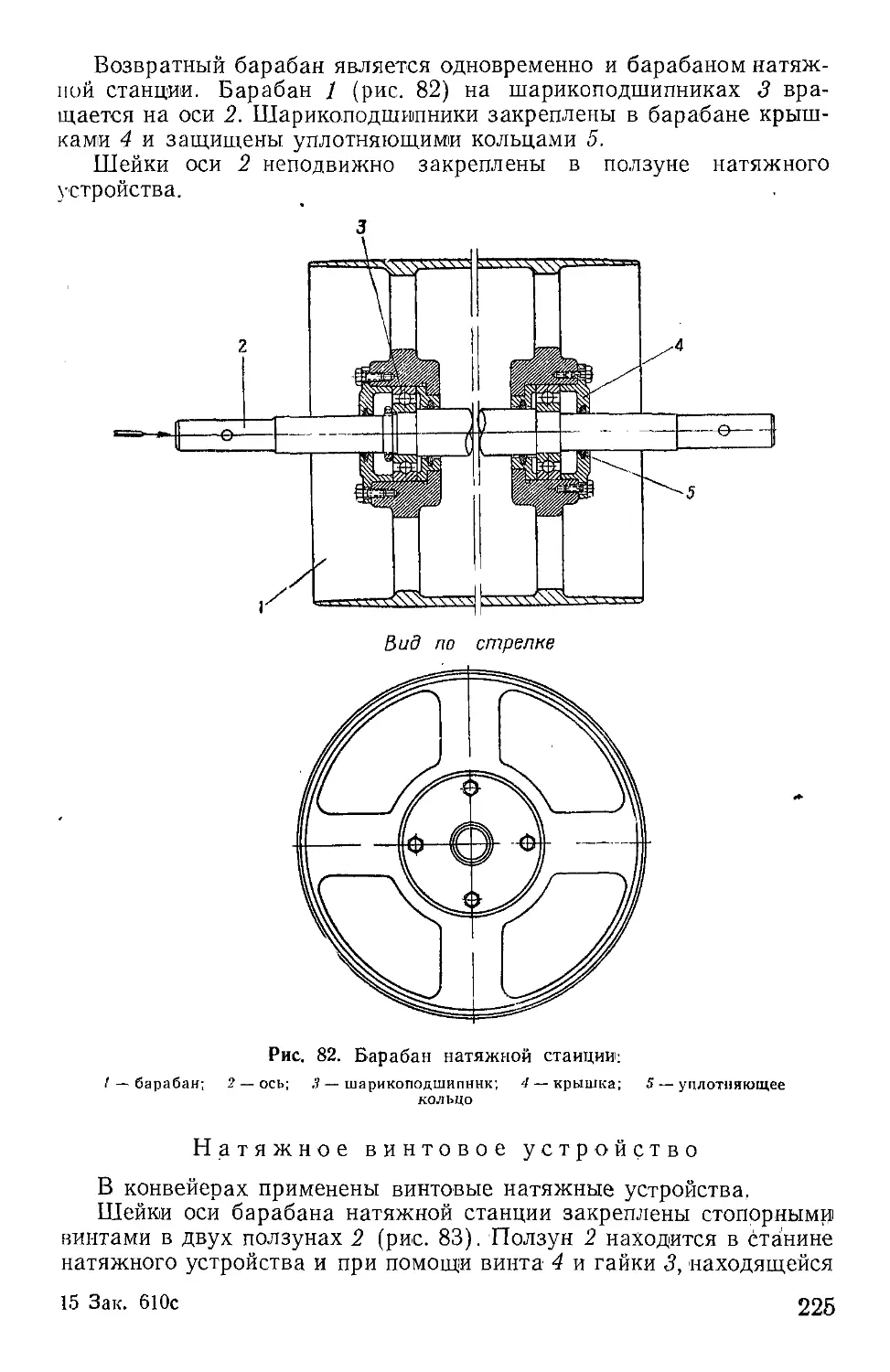
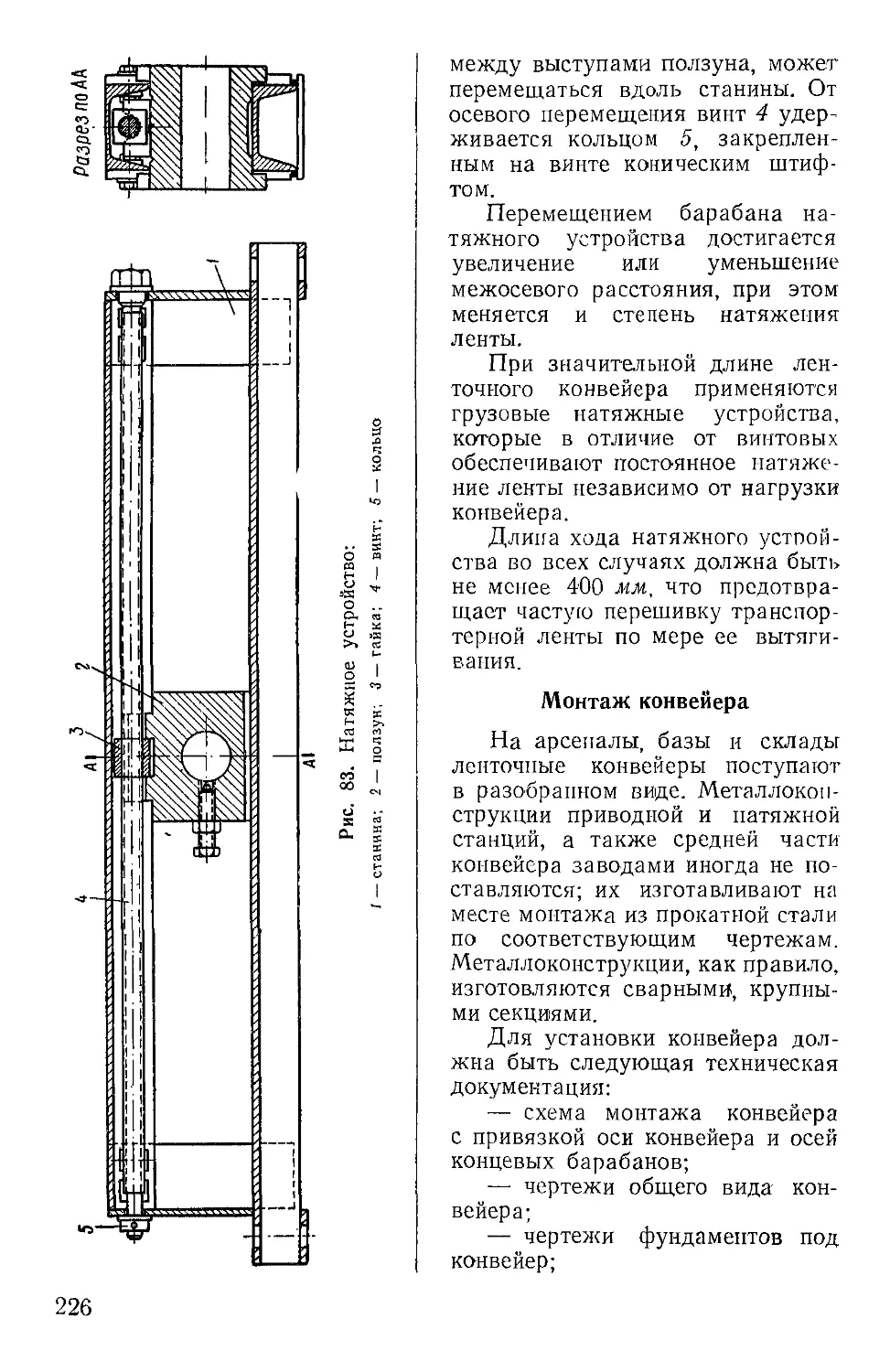
Станок состоит из плиты 7 (рис. 1), закрепленной на станине,
реверсивной бабки 2, поддерживающих роликов 3 и приспособле-
ния 4 для очистки наружной поверхности снаряда.
Устройство реверсивной бабки показано на рис. 2.
Вращение от электродвигателя приемному шкиву 1 (рис. 2) пе-
редается при помощи плоского ремня. На валу приемного шкива
свободно вращаются на шарикоподшипниках два корпуса 2 муфты,
на которых закреплены шестерни 3 и 4 со спиральными зубьями.
На этом же валу на шпонке посажены две втулки 5.
На каждую втулку надеты фрикционные диски 6 и 7. Диски 6
внешними выступами входят в пазы корпуса муфты, а диски 7 па-
зами находят на шпонки, закрепленные на втулках 5. На каждую
втулку надето нажимное кольцо 8 и навинчена гайка 9, положение
которой относительно нажимного кольца фиксируется затвором 10.
Между гайками расположена муфта И, которая через вилку 12 при
помощи рукоятки 13 перемещается влево и вправо. При переме-
щении муфта своим внутренним конусом отклоняет собачки 14. Со-
бачки через нажимное кольцо прижимают друг к другу диски б и 7,
в результате возникшего между дисками трения происходит пере-
дача вращения шестерне 3 или 4. При перемещении муфты влево
включается шестерня 3, которая через шестер-ню 15 приводит во вра-
щение шпиндель 16. При перемещении муфты враво включается
шестерня 4, от которой через паразитную шестерню 17 и шестер-
ню 18 приводится во вращение шпиндель в обратном направлении.
При среднем положении муфты шпиндель стоит неподвижно. Таким
образом, в результате переключения муфты достигается реверси-
рование вращения шпинделя.
Регулировка крутящего момента, передаваемого фрикционной
муфтой, достигается за счет свинчивания или навинчивания гаек 9
на втулки 5. После регулировки положение гаек фиксируют затво-
рами.
7
QO
Рис. 1. Станок АВР-С (общий вид):
/ плита; 2 — реверсивная бабка; 3 поддерживающие ролики; 4 — приспособление для очистки наружной поверхности
Рис. 2. Реверсивная бабка станка АВР-С:
1— приемный шкив; 2 — корпус муфты; 3 и 4 шестерни; 5 — втулка; 6 и 7 — фрикционные диски; 8 — нажимное
кольцо; 9 — гайка; Ю—затвор; Л — муфта; 12 — вилка; /3 — рукоятка; 14 — собачка; 15 — шестерня;’ 16 — шпиндель;
17 — паразитная шестерня; 18 — шестерня
Для закрепления снарядов, имеющих очко под головной взрыва-
тель, на резьбовую часть шпинделя навинчивается и закрепляется
винтом отбойный патрон, имеющий следующее устройство.
Разрез по пп
Рис. 3. Отбойный патрон:
/ — втулка; 2 — шпиндель; J —отбойник; 4—кольцо;
5 — шпилька
На втулку 1 (рис. 3) надет шпиндель 2 с резьбой, соответству-
ющей резьбе очка снаряда. На шпиндель надет отбойник 3, который
упирается в торговую часть снаряда. Во втулке и шпинделе имеются
окна, расположенные перпендикулярно оси шпинделя. Через окна
пропущена шпилька 5, удерживаемая от выпадения кольцом 4.
10
При установке снаряда на станок резьбовой наконечник отбой-
ного патрона при правом вращении ввинчивается в очко снаряда до
упора в отбойник.
При реверсировании шпинделя шпилька 5, поворачиваясь в про-
резях патрона, за счет косого окна в отбойнике несколько отводит
отбойник от снаряда, в результате чего шпиндель' легко вывинчи-
вается из очка снаряда.
Для закрепления бронебойных снарядов на резьбовую часть
шпинделя навинчивается и закрепляется кулачковый патрон, имею-
щий следующее устройство.
В корпус ввинчены три установочных винта, Которые должны
быть отрегулированы так, чтобы при их зажатии ось снаряда совпа-
дала с осью патрона. Поэтому при снятии снаряда со станка должен
освобождаться только один винт.
Опорой для обрабатываемого снаряда служат поддерживающие
ролики, имеющие следующее устройство.
На плите 2 (рис. 4), имеющей направляющие пазы, расположены
два ползуна 1, в которых на оси 6 свободно вращаются ролики 4.
Для исключения попадания грязи на рабочую поверхность осей
с обеих сторон ролика установлены прижимные кольца 5 с уплотне-
ниями. Смазка подается от колпачковой масленки через отверстие,
просверленное в оси. Положение поддерживающих роликов относи-
тельно шпинделя определяется длиной снаряда. Ползуны устанав-
ливаются в зависимости от диаметра снаряда и закрепляются бол-
тами 17.
Плита поддерживающих роликов сменная: при очистке 45—
100-лш снарядов применяется плита толщиной 38 мм, при очистке
122—152-ЛЛ1 снарядов — толщиной 23 мм.
Очистка снарядов производится при помощи приспособления,
которое состоит из двух стоек, соединенных штангой. На штанге
свободно перемещается ушко, соединенное с рычагом, на котором
укреплена металлическая щетка.
К станку АВР-С применяется и другое приспособление, изобра-
женное на рис. 5.
Это приспособленце при помощи стойки 39 с направляющей ра-
мой и основания 20 стойки крепится болтами к станине станка. Под-
вижная часть приспособления вместе со щеткой 40 перемещается
вдоль оси станка при помощи четырех роликов 5, перекатываю-
щихся по направляющим рамы. Щетка 40 может поворачиваться
вокруг стержня 21, чем обеспечивается перпендикулярное положе-
ние щетки к поверхности снаряда. Поджатие щетки к снаряду про-
изводится при помощи рукоятки 16 и рычага 17; наличие плеча
между осью ролика 19 и осью рычага 17 обеспечивает достаточное
поджатие щетки к снаряду при незначительном приложении усилия
к рукоятке 16. При снятии усилия с рукоятки щетка 40 отводится от
поверхности снаряда пружиной 11, в результате этого облегчается
перемещение приспособления вдоль оси снаряда, осуществляемое
вручную.
11
Iff
Рис. 4. Поддерживающие ролики:
/—ползун; 2 —плита; 4 — ролик-, 5—прижимное кольцо: 6 — ось; )7 — болт
Рис, 5. Приспособление для очистки снарядов:
5 — ролик; 11 — пружина; /6— рукоятка; 17 — рычаг; 19 — ролик; 20 — основание стойки;
21 — стержень; 23 — прижимная ручка- 27 — балансир; 30 — кронштейн; 32 — скоба крон-
штейна; 35—ось кронштейна; 39— стойка с направляющей рамой; 40— щетка
' ' ' ' ' • i
1 Установка станка ч
Станок установить на индивидуальную или групповую станину,
которую закрепить1 на полу или фундаменте.
На столе станины закрепить болтам^ плиту и приспособление
для очистки наружной поверхности. Электродвигатель установить на
станине'или на салазках, укрепленных Непосредственно на полу.
Настройка и регулировка станка
При ^настройке и регулировке станка выполнить следующие ра-
боты.
Установка Патрона
". Подобрать патрон по табл. 1, навинтить его на шпиндель и за-
крепить установочным винтом.
При установка отбойного патрона резьба 'на шпинделе должна
соответствовать резьбе очка обрабатываемого снаряда.
13
Установка поддерживающих роликов
Поддерживающие ролики переместить вдоль паза плиты и за-
крепить так, чтобы они располагались ближе к ведущему пояску со
стороны головной части снаряда.
При работе, с кулачковым патроном ролики расположить под
специальным кольцевым выступом (ролики служат дополнитель-
ной опорой для патрона).
После установки роликов переместить ползуны и закрепить их
так, чтобы осевая линия снаряда, навинченного на отбойный патрон
и положенного на ролики, совпадала с осевой линией шпинделя
и при работе снаряд вращался без биения. Такое же требование
к установке ползунов предъявляется и при работе с кулачковыми
патронами.
Установка приспособления для очистки
Переместить по штанге приспособления для очистки упорное
кольцо и закрепить его так, чтобы кольцо создавало удобную опору
для рычага при очистке донной части снаряда.
Таблица 1
НАСТРОЙКА СТАНКА
Калибр и тип снаряда Выполняемая операция Патрон
тип индекс
37-мм осколочный 37-, 45-, 57-мм бронебой- ные Чистка наружной верхности То же по- Резьбовой Кулачковый 0-804-0 0-808-0
45-, 57-, 76-, 85-, 122- И 152-лгл/ с очком,, под головной взрыватель 76-и 85-л«л« зенитные гра- наты » Резьбовой п 0-703-0 0-805-0
76-лзг бронебойный 85-мм бронебойный 152-мм бронебойный « Чистка наружной по- верхности запоясковой части и наружной по- верхности головной части То же Резьбовой 0-806-0 0-807-0
120-мм мина Чистка наружной верхности по- Цанговый 0-832-0
Правила работы на станке
, Церед пуском станка проверить крепление патрона и прддержи-
вающих роликов; затем, включив электродвигатель, перевести руко-
ятку реверсивной бабки в среднее положение,- прц этом шпиндель
не должен вращаться. , '
14
Уложить снаряд на поддерживающие ролики, подвести его оч-
ком к патрону и включить правое вращение шпинделя, повернув ру-
коятку. При этом шпиндель после ввинчивания в очко снаряда до
отказа будет вращать снаряд.
При работе с кулачковым патроном (при неподвижном шпин-
деле) рабочий вставляет снаряд, в кулачковый патрон, закрепляет
его болтом и включает шпиндель,
Вращающийся снаряд смочить уайт-спиритом.
Подвести щетку и очистить боковую поверхность снаряда. Затем
отвести рычаг до упора в кольцо, повернуть щетку на 90° и очистить
донную часть снаряда. ........
После окончания очистки рычаг установить на опрру и снаряд
насухо обтереть.
Реверсировать шпиндель, переключив рукоятку. Шпиндель при
обратном вращении вывинчивается из очка снаряда. После этого,
придерживая снаряд за головную часть, снять его со станка.
При работе с кулачковым патроном остановить шпиндель, пере-
ведя рукоятку в нейтральное положение, освободить один винт и
снять снаряд.
После окончания работы электродвигатель выключить.
При работе на1 станке необходимо строго выполнять требования
техники безопасности.
При сильной вибрации (биении) снаряда немедленно остановить
станок и отрегулировать поддерживающие ролики.
Уход за станком
4*
При эксплуатации станка необходимо следить за состоянием ме-
ханизмов реверсивной бабки, патронов и поддерживающих роликов.
Смазывать станок в следующем порядке:
1. В корпус реверсивной бабки заливать масло по мере необхо-
димости, проверяя уровень масла по маслоуказателю.
Сменять масло не реже чем через 3—4 месяца работы станка.
2. Крышки масленок на осях поддерживающих роликов повора-
чивать на один оборот 3—4 раза в смену. Заполнять масленки све-
жим солидолом по мере необходимости.
3. Детали отбойных патронов и штангу приспособления для
очистки смазывать машинным маслом по мере необходимости.
В перерывах между сменами, после окончания работы и в про-
цессе работы периодически убирать и обтирать станок, особенно
поддерживающие ролики и патрон.
Втулки поддерживающих роликов заменять, не ожидая их из-
носа.
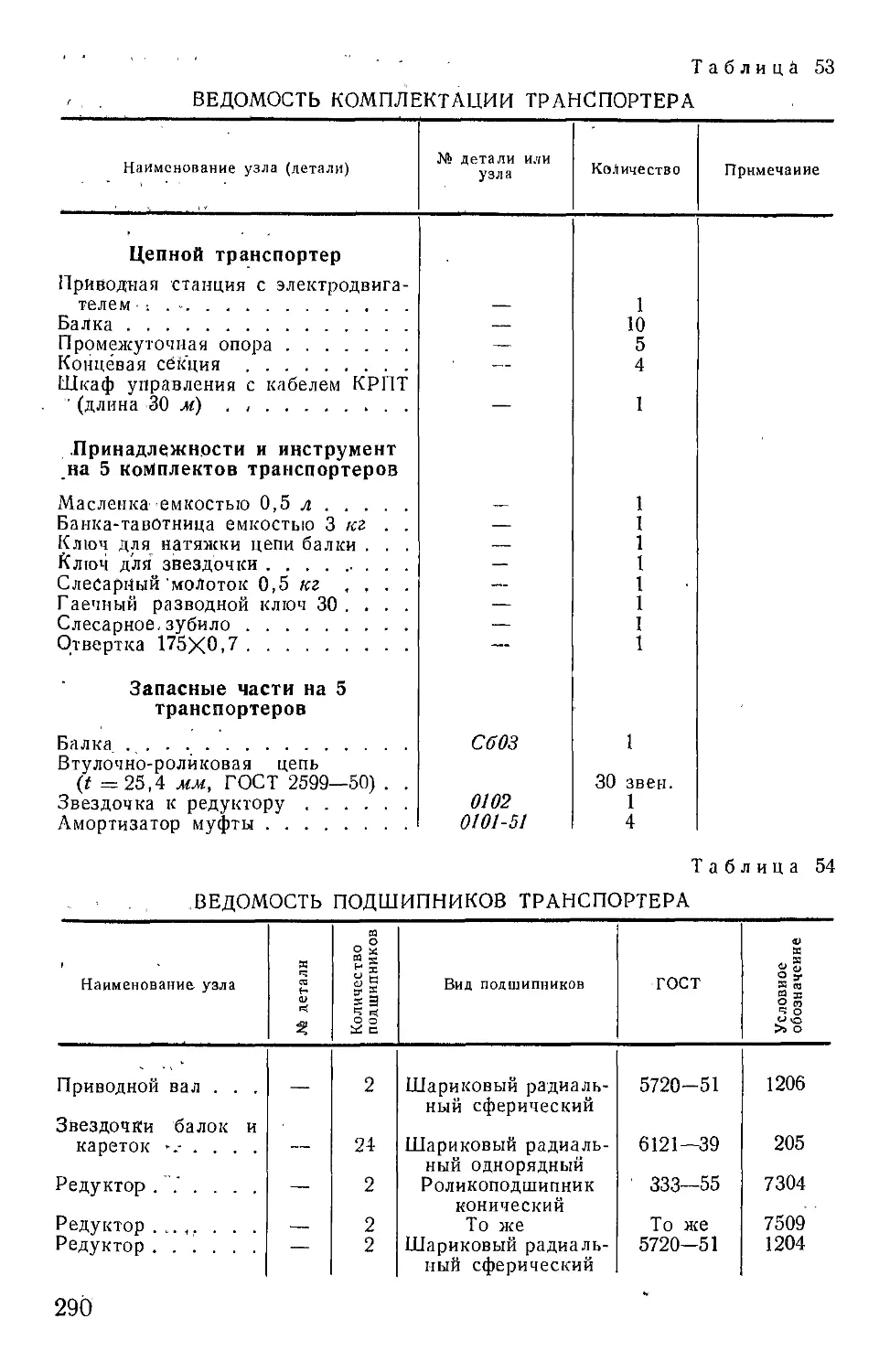
Ведомости комплектации, шарикоподшипников и шестерен стан-
ка приведены в табл. 2.
ц
Таблица 2
ВЕДОМОСТИ СТАНКА
Наименование
узла (детали)
Примечание
Комплектация
Реверсивная бабка . . . .
Плита .................
Поддерживающие ролики
Приспособление для чистки
наружной поверхности
Электродвигатель ТАГ-21/4
Пусковая кнопка КУ-1112
Магнитный пускатель
17-222 ..............
Прорезиненный ремень
(длина 5000 мм, ширина
40 мм).................
Шарикоподшипники
Реверсивная бабка ....
Шестерни
Реверсивная бабка (ше-
стерни винтовые) . . . .
0-800-0
0-959-0
0-957-0
0-993-0
206
7506
0-800Н-6
0-800Н-24
0-800Н-26
0-800Н-28
0-800Н-54
1
1
1
1
1
1
1
1 2,5
1 2,5
1 2,5
1 2,5
1 2,5
32
40
40
Маркировка „АВР-С"
Шарикоподшипник ра-
диальный (ГОСТ
6121—39)
Роликовый ПОДШИПНИК
(ОСТ 333—55)
Левая спираль 17°45'
Правая спираль 17°45'
Левая спираль 17°45/
Правая спираль 17°45'
Левая спираль 17°45'
СТАНОК СЧо-031
Назначение и устройство станка
Станок предназначен для очистки резьбовой части очка 100-,
107г, 122- и 152-лш снарядов, а также 120-ло« мин; при этом станок
осуществляет только вращение снаряда, очистка же производится
вручную.
На чугунной плите 1 (рис. 6) в подшипниках 2 вращаются два
вала 3 и 4 с роликами 5. На валу 3 установлены холостой 6 и рабо-
чий 7 шкивы.
Подшипники вала 3 закреплены на плите неподвижно, а подшип-
ники вала 4 могут перемещаться в поперечном по отношению к пли-
те направлении, в результате чего устанавливать валы можно в за-
висимости от калибра снарядов. • -
16
Ролики в свою очередь могут перемещаться вдоль валов и уста-
навливаться в зависимости от калибра и типа снаряда.
Между валами на плите установлена роликовая поддержка, ко-
торая состоит из стойки 8, обоймы 9 и двух роликов 10, свободно
вращающихся на осях, закрепленных на обойме. Стойка 8 переме-
щается вдоль продольного паза плиты и закрепляемся двумя бол-
тами. На вертикальной части стойки имеются два продольных паза,
дающих возможность регулировать установку обоймы с роликами
по высоте и ширине плиты.
Кроме того, между валами на плите установлен упор, имеющий
стойку 11, в которой на оси 12 свободно вращается упорный диск 13.
Рис. 6. Станок СЧо-031 (общий вид):
1 — плита; 2 — подшипник; 3 и 4 — валы; 5 ~ ролик; 6 — холостой шкив; 7 — рабочий шкив;
8 — стойка; Р —обойма; 10— ролик; // — стойка; 12 — ось; 13— упорный диск; 14 — рычаг;
15 — валик; 16— сбрасыватель; 17 —верхняя тяга; 18 — стяжная муфта; 19—иижияя тяга;
20—рычаг; 21— пружина; 22— электродвигатель; 23 — контрпривод; 24— рычаг; 25 — ва-
лик; 26 — вилка
2 Зак. 610с
17
Стойка 11 также перемещается вдоль продольного паза плиты и
закрепляется двумя болтами.
Для дополнительной регулировки ось опорного' диска выдви-
гается из стойки и закрепляется болтом.
Положение роликовой поддержки, упора и расстояние между
ними определяются калибром и типом снаряда.
На валу 4 между роликами имеется рычаг 14, на одном конце
которого укреплен валик 15 со сбрасывателем 16.
Положение валика и сбрасывателя определяется калибром и ти-
пом снаряда. Другой конец рычага соединен с верхней тягой 17, ко-
торая через стяжную муфту 18 соединена с нижней тягой 19. Тяга
связана с рычагом 20, на конце которого имеется педаль для ноги.
Рычаг под действием пружины 21 удерживается в верхнем поло-
жении.
При монтаже плиту станка укреплять на сварной станине.
В нижней части станины устанавливать электродвигатель 22 и
контрпривод 23. От электродвигателя к контрприводу и от контр-
привода к валу станка передача осуществляется плоскими ремнями.
На столе станины устанавливать устройство для перевода ремня
с холостого шкива на рабочий и обратно.
Устройство состоит из рычага 24, конец которого закрепляется на
плите, и валика 25, вращающегося в двух подшипниках. На конце
валика укреплена переводная вилка 26.
Кроме того, на плите устанавливаются направляющие угольники
для накатывания снарядов на ролики.
Установка станка
Станок установить на станину, которую закрепить на полу или
на фундаменте. На столе станины закрепить болтами плиту. Элек-
тродвигатель установить на станине или на салазках, укрепленных
непосредственно на полу.
Настройка и регулировка станка
Настройка станка заключается в установке валов по ширине
плиты и установке роликов по ее длине. Ролики по длине снаряда
установить так, чтобы одна пара роликов располагалась на запоя-
сковой части снаряда, а другая — на оживальной. По ширине валы
установить так, чтобы осевая линия снаряда была горизонтальна
и проходила близко от осевой линии упора. После этого установить
и отрегулировать роликовую поддержку, ролики которой устано-
вить под конец оживальной части снаряда. Затем подвинуть упор
до соприкосновения упорного диска с донной частью снаряда и за-
крепить упор.
Проверив правильность вращения и устойчивость снаряда на' ро-
ликах, установить сбрасыватели так, чтобы снаряд устойчиво ле-
жал на них, а при нажатии ногой на педаль скатывался бы на
направляющие угольники.
18
Направляющие угольники должны быть расставлены между ро*
ликами.
Направление вращения снаряда на роликах должно быть таким,
чтобы крючок при чистке резьбы выходил по резьбе из очка.
Правила работы на станке
Порядок работы на станке по очистке очка снарядов следующий.
Перевести ремень с холостого шкива на рабочий.
Накатить снаряд по направляющим угольникам на ролики и
установить так, чтобы донной частью он упирался в упорный диск,
а головной частью лежал на роликовой поддержке.
Смочить резьбу очка уайт-спиритом, а затем очистить ее крюч-
ком из цветного металла и хлопчатобумажной ветошью.
Крючок вводить в последнюю нитку резьбы и по резьбе выво-
дить из очка. После окончания очистки и протирки резьбы, нажав
ногой на педаль рычага, снять снаряд с роликов и по направляю-
щим угольникам скатить со станка.
Установку снарядов на ролики и снятие с роликов можно произ-
водить, не выключая станок.
После окончания работы перевести ремень с рабочего шкива на
холостой.
Уход за станком
При работе на станке необходимо следить за смазкой шеек ва-
лов; для этого масленки подшипников поворачивать на пол-оборота
два раза в смену. Так же смазывать конец вала, на котором вра-
щается холостой шкив.
Ось упорного диска и оси роликов поддержки смазывать машин-
ным маслом два раза в смену. Остальные шарнирные соединения
и перемещающиеся детали смазывать машинным маслом по мере
необходимости.
Ведомость комплектации станка приведена в табл. 3.
Таблица 3
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количество на станок Марки- ровка Примечание
Станок в собранном виде .... Электродвигатель ТНГ-51/4 . . . 1 0-628-0
Кнопочный пост КУВ-6012 . . . — 1 —
Магнитный пускатель П-222 . . — 1 —.
Ремень прорезиненный (ширина 40 мм, длина 5000 мм) .... — 1 —
2*
19
' ★★ ......... . ........‘ - --
ГЛАВА ВТОРАЯ
СТАНОК для ЧИСТКИ ПАТРОНОВ
Малый ремонт артиллерийских выстрелов производить без раз-
делки их на элементы. Если снаряд или гильза патрона имеют кор-
розию, то патрон подвергать очистке.,
Перед очисткой патроны привести в не окончательно снаряжен-
ный вид; с поверхности снарядов и гильз удалить старую предохра-
нительную смазку.
Очищать патроны стальной щеткой разрешается только на стан-
ках с водяным охлаждением в строгом соответствии со специаль-
ной инструкцией.
Капсюльные втулки, имеющие коррозию, очищать, не вывинчи-
вая их из гильзы, наждачной пылью, набранной на слегка смочен-
ную в скипидаре или уайт-спирите ветошь. При очистке капсюльных
втулок непосредственно на станках руководствоваться специальной
инструкцией.
При очистке не допускать падения патрона и ударов по нему.
Не допускать при очистке сильного нагрева снарядов, особенно
гильз и капсюльных втулок.
Так как работу производят с патронами, имеющими пороховой
заряд и средства воспламенения, то очистка патронов является
взрывоопасной операцией и должна выполняться в специальном по-
мещении с соблюдением всех правил безопасности.
При очистке патронов от коррозии применяется станок ПЧ-081
с водяным охлаждением и блокирующим устройством, краткое опи-
сание которого приводится ниже.
СТАНОК ПЧ-081
Станок предназначен для очистки патронов круглой металличе-
ской щеткой.
Станок механический, горизонтальный, односторонний, с вра-
щающейся металлической щеткой и водяным охлаждением. Охлаж-
даются щетка и патрон в месте очистки.
on
Рабочий инструмент станка — круглая металлическая щетка
с наружным диаметром 250 мм. Щетка может быть изготовлена
цельной с максимальной шириной 60 мм или наборной, изготовляе-
мой по ТУ № 132—54 (число оборотов щетки в минуту 1420).
Привод станка осуществляется от индивидуального электродви-
гателя, установленного на станке.
Пуск и остановка электродвигателя осуществляются от кнопоч-
ного поста КУВ 6012-А и электромагнитного пускателя П-222.
Укладка, съем и подача патронов во время чистки производятся
вручную.
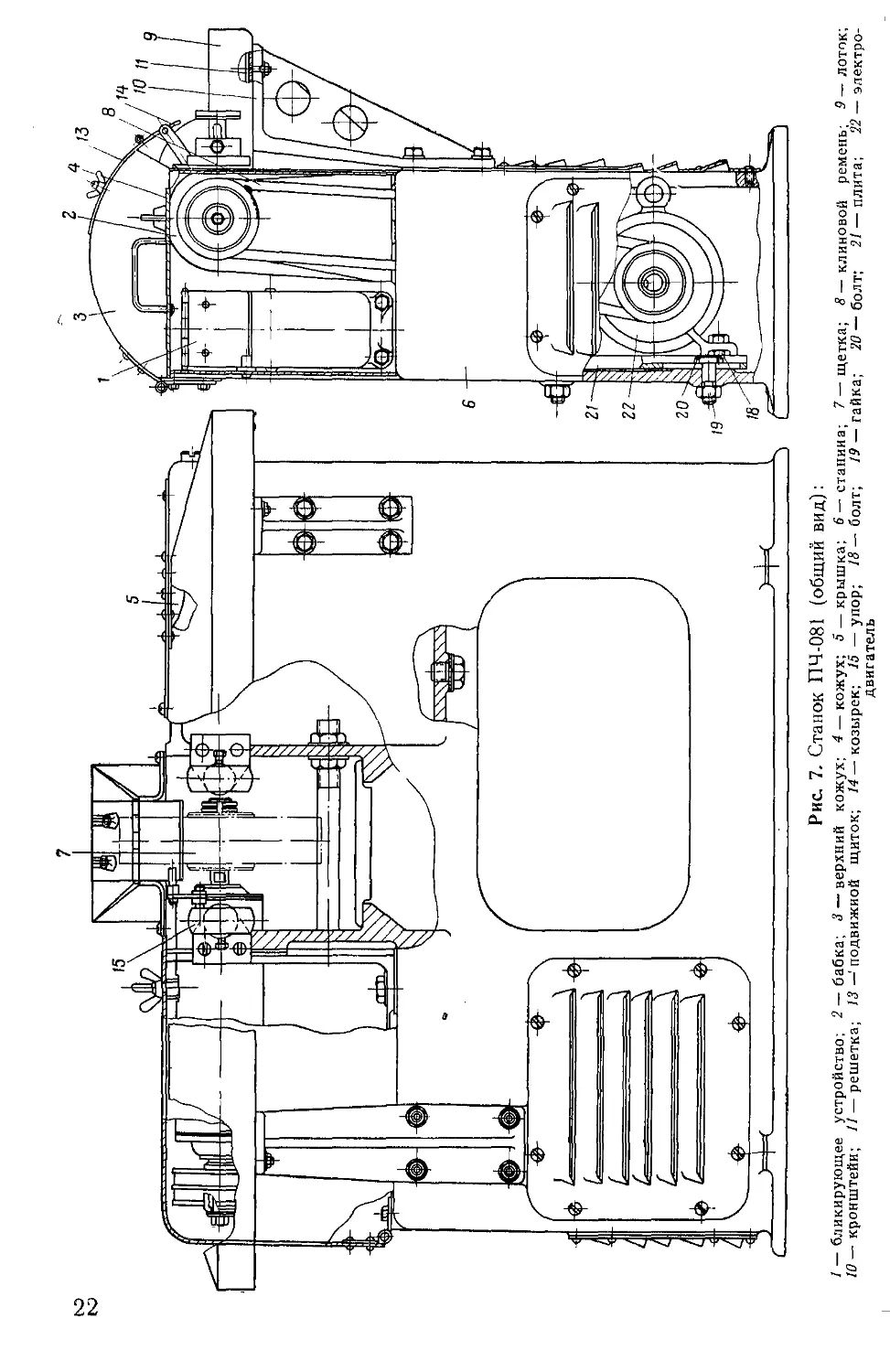
Станок состоит из блокирующего устройства / (рис. 7), бабки 2.
верхнего кожуха 3, кожуха 4, крышки 5, станины 6, щетки 7 и
привода.
На станине 6 при помощи болтов 20 и гаек 19 крепится плита 21
с электродвигателем 22, закрепленным на плите при помощи бол-
тов 18. От электродвигателя при помощи клинового ремня 8 враще-
ние передается валу бабки 2, на котором закреплена металлическая
щетка.
Вода для охлаждения щетки подается из бака по трубе в корпус
блокирующего устройства, а оттуда по трубе в кожух щетки.
Взаимодействие и работа механизмов станка происходят следу-
ющим образом.
Вода в баке, корпусе блокирующего устройства и кожухе щетки
находится на одном уровне. Чтобы исключить очистку патронов
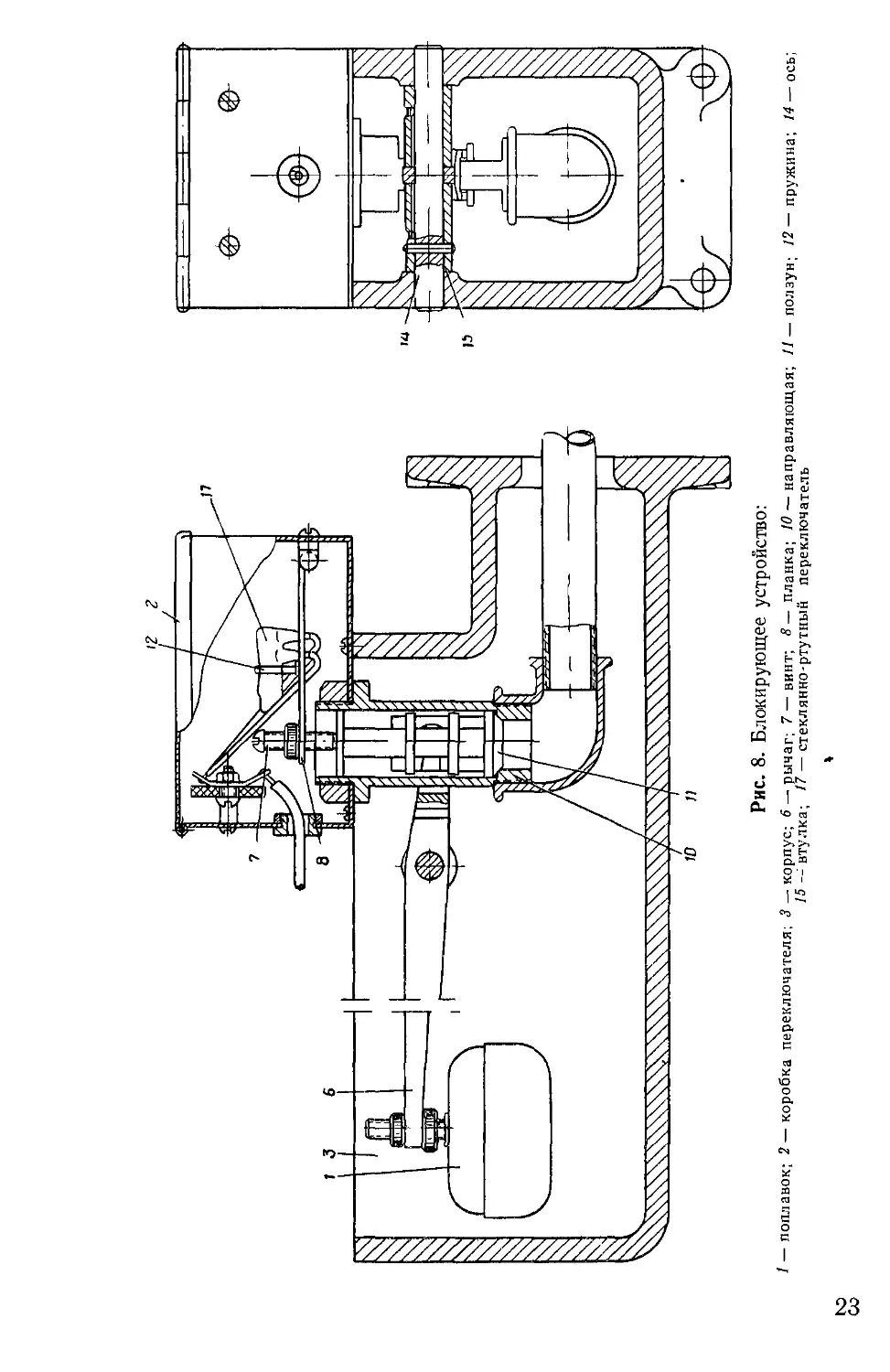
без охлаждения, в станке имеется блокирующее устройство, которое
состоит из корпуса 3 (рис. 8), поплавкового устройства и переклю-
чателя. В корпусе блокирующего устройства при помощи оси 14 и
втулок 15 крепится шарнирно рычаг 6, на котором с одной стороны
закреплен при помощи гаек поплавок 1, с другой стороны рычаг 6
своей вилкой входит в выточку на ползуне 11.
В коробке 2 переключателя шарнирно закреплена планка 8, на
которой при помощи пружин 12 и винтов укреплен стеклянно-ртут-
ный переключатель 17. Планка опирается через винт 7 на верхний
срез ползуна И.
При понижении уровня воды поплавок, опускаясь, через рычаг 6
поднимает ползун 11, открывает доступ воде и обеспечивает ее по-
полнение. По достижении установленного уровня поплавок через
рычаг 6 закрывает трубу ползуном 11.
При понижении уровня воды ниже минимального уров-
ня, т. е. когда количество подаваемой воды становится недостаточ-
ным для охлаждения обрабатываемой поверхности, ползун 11 подни-
мает один конец планки со стеклянно-ртутным переключателем 17,
который, наклоняясь, выключает электродвигатель станка. Таким
образом, при уровне воды в баке ниже минимального уровня пуск
электродвигателя и работа на станке невозможны.
Для обеспечения охлаждения места очистки на патроне на верх-
нем кожухе 3 (рис. 7) имеется подвижной щиток 13 с козырьком 14.
Козырек направляет поток воды в место соприкосновения щетки
с патроном.
Рис. 1. Станок ПЧ-081 (общий вид):
1 — бликирующее устройство; 2— бабка; <? —верхний кожух; 4 — кожух; 5 — крышка; станина; 7 — щетка; 8— клиновой ремень; 9 — лоток;
10 — кронштейн; // — решетка; 13 — подвижной щиток; 14— козырек; 15 — упор; 18— болт; 19 — гайка; 20 — болт; 21 — плита; 22 — электро-
двигатель
iz г
Рис. 8. Блокирующее устройство:
/ — поплавок; 2—коробка переключателя; <? —корпус; 6 — рычаг; 7 — винт; 8 — планка; 10 — направляющая; //—ползун; /2—пружина; 14— ось;
15 — втулка; 17 — стеклянно-ртутный переключатель
CQ
В требуемом положении козырек фиксируется рычагом, закреп-
ленным на одном из упоров 15; упоры исключают возможность ра-
боты на станке, когда уровень воды в баке нормальный, а подача
воды на патрон недостаточна вследствие предельного износа щетки.
Упоры устанавливать так, чтобы при износе щетки до определенного
диаметра патрон уперся в планки упора; при этом соприкосновение
патройа со щеткой прекратится и очистка станет невозможной.
Установка станка
Станок устанавливается в потоке и закрепляется на полу или
фундаменте.
В целях безопасности при работе станок должен быть надежно
заземлен.
Настройка и регулировка станка
Перед пуском станка при установке металлической щетки про-
изводится тщательная настройка блокирующего устройства, при
этом уровень воды должен обеспечивать погружение ворса новой
щетки на 25—30 мм, чтобы при предельно допустимом износе щетки
по длине ворса в 20 мм было обеспечено его смачивание.
Регулировка уровня воды осуществляется путем изменения вы-
соты крепления поплавка 1 (рис. 8) в рычаге 6 и изменения высоты
опоры планки 8 при помощи винта 7.
Стеклянно-ртутный переключатель регулировать так, чтобы при
уменьшении погружения ворса в воду до 25 мм станок автоматиче-
ски выключался.
При переходе с одного калибра на другой необходимо отрегу-
лировать положение щитка 13 (рис. 7) по высоте, передвигая его
вверх или вниз (настраивать по диаметру гильзу у фланца), козы-
рек установить при помощи упоров 15 в такое положение, в котором
вода, стекая с козырька, попадала бы в место соприкосновения
щетки с патроном.
При переходе к очистке патронов калибра 37 и 45 мм, кроме того,
необходимо уложить на решетку лотка деревянную подкладку.
Правила работы на станке
К работе на станке разрешаете^ приступать только после его
настройки.
Перед началом работы проверить, есть ли вода в системе охлаж-
дения станка; при необходимости заполнить водой бак через во-
ронку в крышке.
Открыть кожух 4 и проверить работу блокирующего устройства;
у рычага 6 (рис. 8) и планки 8 не должно быть заеданий.
Включить электродвигатель и проверить на холостом ходу ме-
таллическую щетку—щетка не должна иметь заметного биения и
должна смачиваться водой.
24
Перед подачей патронов на очистку вместо взрывателя в очко
снаряда необходимо ввинтить специальную стальную пробку. Стык
капсюльной втулки с корпусом гильзы и стальной пробки с корпу-
сом снаряда, а также стык снаряда с гильзой промазать смаз-
кой ПП-95/5.
На донную часть гильзы надеть металлическую предохранитель-
ную скобу, надежно закрывающую капсюльную втулку. Очищать
патроны без проведения указанной подготовки запрещается.
Порядок работы на станке следующий.
Включить электродвигатель станка (щетка должна вращаться);
патрон, подлежащий очистке, уложить на поддон станка и плавно
ввести в соприкосновение со щеткой. Очистку производить при не-
прерывном вращении патрона и продольном перемещении его вруч-
ную, слегка нажимая патроном на щетку.
Сильный нажим патрона на щетку ухудшает качество очистки,
снижает производительность, сокращает срок службы щетки и спо-
собствует нагреву поверхности патрона.
Очищать, нажимая патроном на щетку одним и тем же местом,
и держать его продолжительное время в соприкосновении со щет-
кой без вращения запрещается.
При очистке рабочий должен следить, чтобы к месту соприкосно-
вения патрона со щеткой обильно поступала вода, охлаждающая
обрабатываемую поверхность.
При недостаточной подаче или при прекращении подачи воды
прекратить работу па станке и вызвать руководителя работ.
Для очистки на станке зафланцевой кольцевой выточки нормаль-
ную щетку заменить специальной узкой щеткой, ширина и профиль
которой должны соответствовать ширине и профилю зафланцевой
выточки у гильзы.
Очистку зафланцевой выточки производить до или после очистки
боковой поверхности. Подготовку патронов и работу на станке про-
изводить так же, как и при очистке боковой поверхности, выполняя
те же условия безопасности работы.
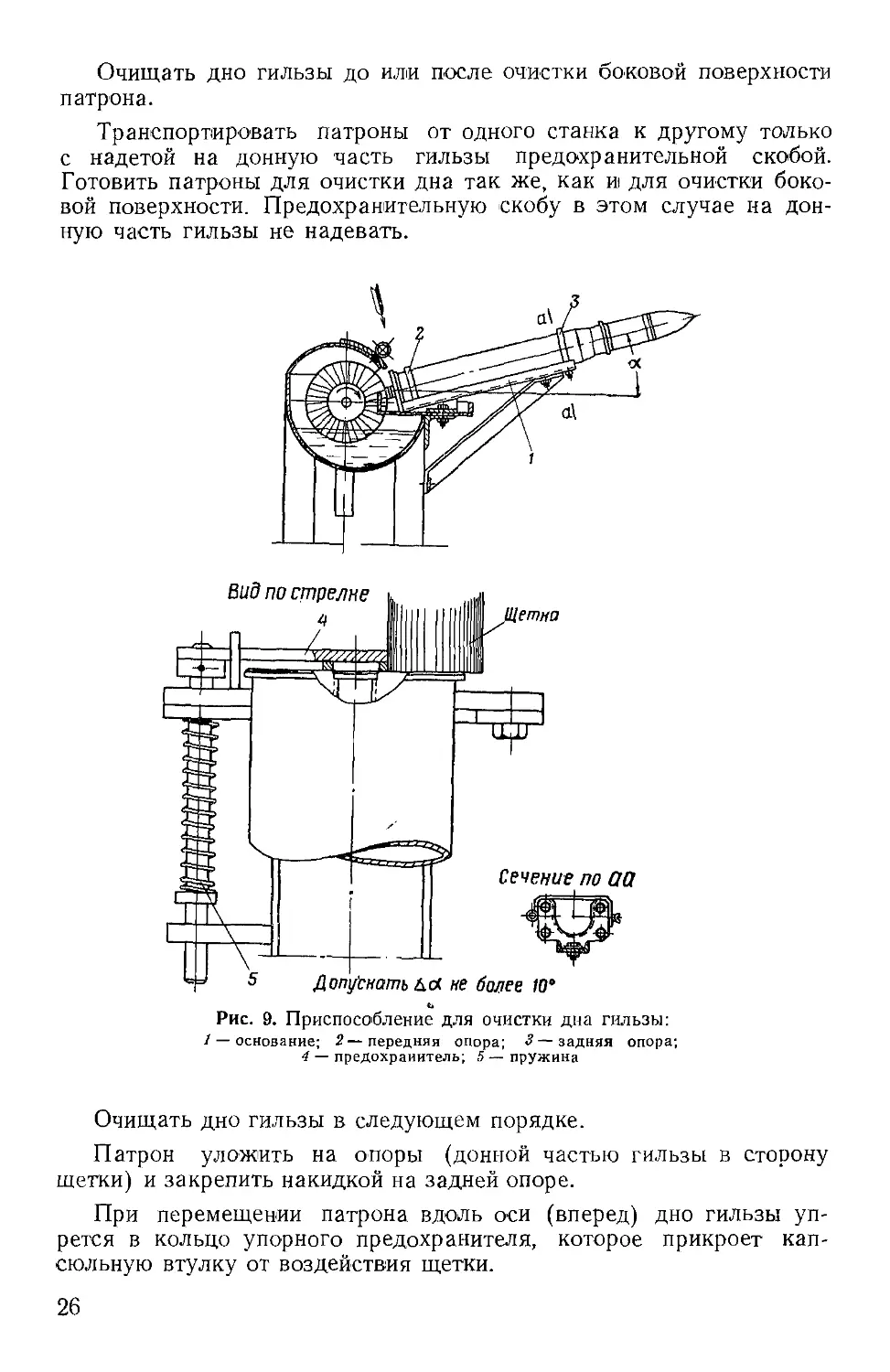
Для очистки дна гильзы должно быть изготовлено и установ-
лено на станке приспособление, устройство которого показано на
рис. 9.
Приспособление имеет основание 1, которое крепится к поддону
и станине станка. На основании установлены передняя 2 и задняя 3
опоры, в которых укрепляют сменные вкладыши в зависимости от
калибра обрабатываемых гильз.
Переднюю опору 2 располагать как можно ближе к щетке, а на
задней опоре должна быть накидка, не дающая выстрелу опроки-
нуться при очистке дна.
Со стороны щетки установлен предохранитель 4, опорное кольцо
которого должно быть расположено точно по оси гильзы.
Наружный диаметр опорного кольца должен быть на 10 мм
больше диаметра капсюльной втулки, а внутренний диаметр соот-
ветствовать ему. Под воздействием пружины 5 опорное кольцо
предохранителя поджимается к передней опоре.
25
Очищать дно гильзы до или после очистки боковой поверхности
патрона.
Транспортировать патроны от одного станка к другому только
с надетой на донную часть гильзы предохранительной скобой.
Готовить патроны для очистки дна так же, как и для очистки боко-
вой поверхности. Предохранительную скобу в этом случае на дон-
ную часть гильзы не надевать.
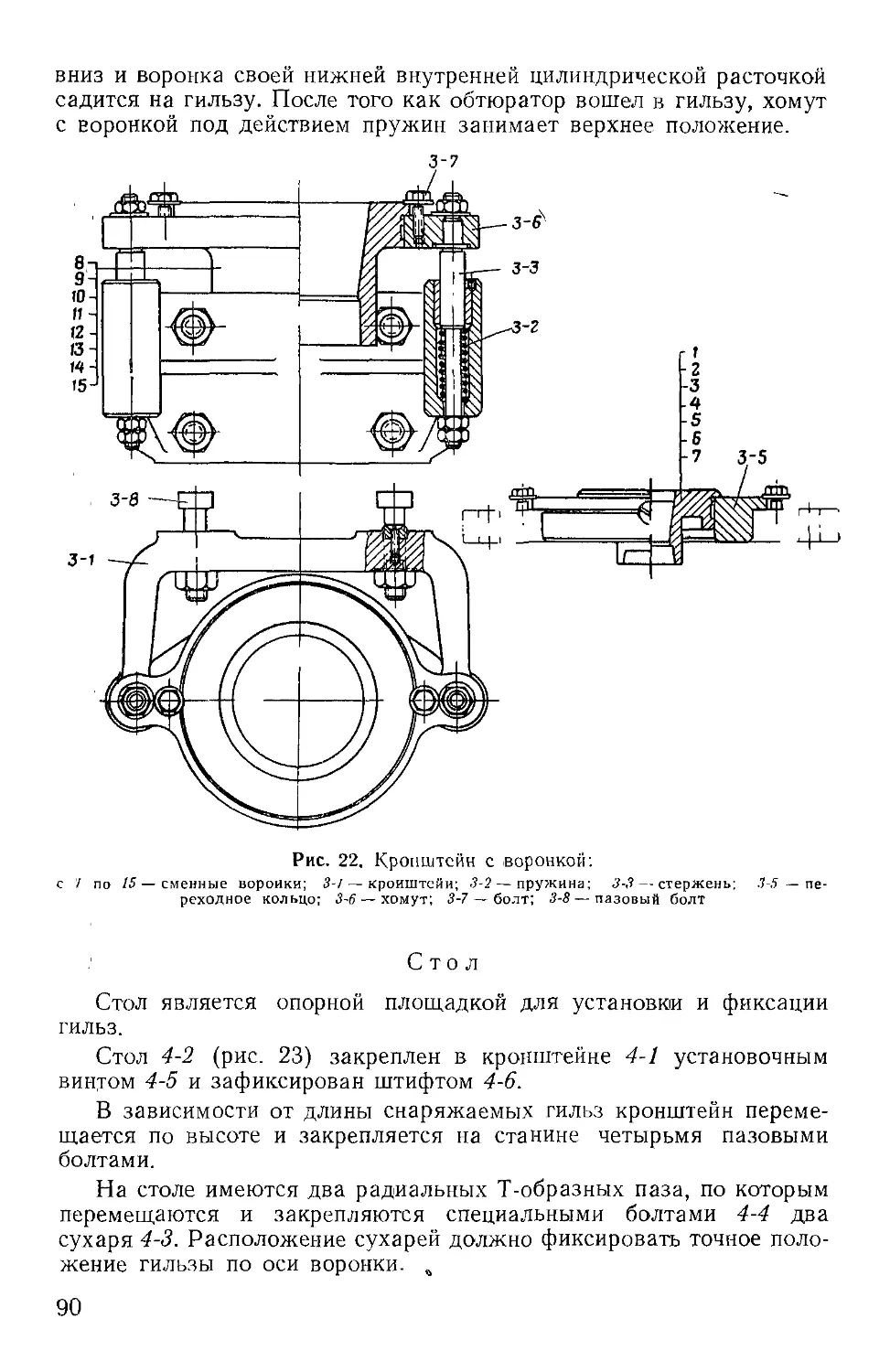
Рис. 9. Приспособление для очистки дна гильзы:
/ — основание; 2—передняя опора; 3— задняя опора;
4 — предохранитель; 5 — пружина
Очищать дно гильзы в следующем порядке.
Патрон уложить на опоры (донной частью гильзы в сторону
щетки) и закрепить накидкой на задней опоре.
При перемещении патрона вдоль оси (вперед) дно гильзы уп-
рется в кольцо упорного предохранителя, которое прикроет кап-
сюльную втулку от воздействия щетки.
26
При дальнейшем продвижении патрона донная часть гильзы
постепенно вводится в соприкосновение со щеткой. Слегка нажимая
на щетку и непрерывно вращая патрон, очистить дно гильзы.
При очистке дна гильзы выполнять те же условия безопасности
работы, что и при очистке боковой поверхности патронов.
После окончания очистки патрон вывести из соприкосновения
со щеткой, отвести в крайнее заднее положение и только после этого
освободить накидку и снять патрон.
При очистке патронов на станке остаются неочищенными кап-
сюльная втулка и часть дна гильзы (прикрытая кольцом упорного
предохранителя), очистка которых должна производиться только
вручную.
При работе на станке запрещается:
1. Работать без щитка с козырьком и упоров или при их неис-
правности.
2. Работать без водяного охлаждения или при неисправном бло-
кирующем устройстве.
3. Держать на рабочем месте патронов больше, чем это уста-
новлено технологическим процессом.
4. Производить непрерывную длительную чистку патрона в од-
ном месте во избежание местного перегрева.
5. Работать без защитных ограждений электродвигателя и вала.
Уход за станком
Для обеспечения нормальной работы станка тщательно смазы-
вать все его механизмы.
Подшипники вала металлической щетки набивать солидолом Л
не реже одного раза в три месяца.
Шарнирные соединения планки 8 (рис. 8) и рычага 6 смазывать
машинным маслом Л один раз в смену до начала работы.
Шарнирные соединения кожухов и крышек станка смазывать
машинным маслом Л не реже одного раза в десять дней.
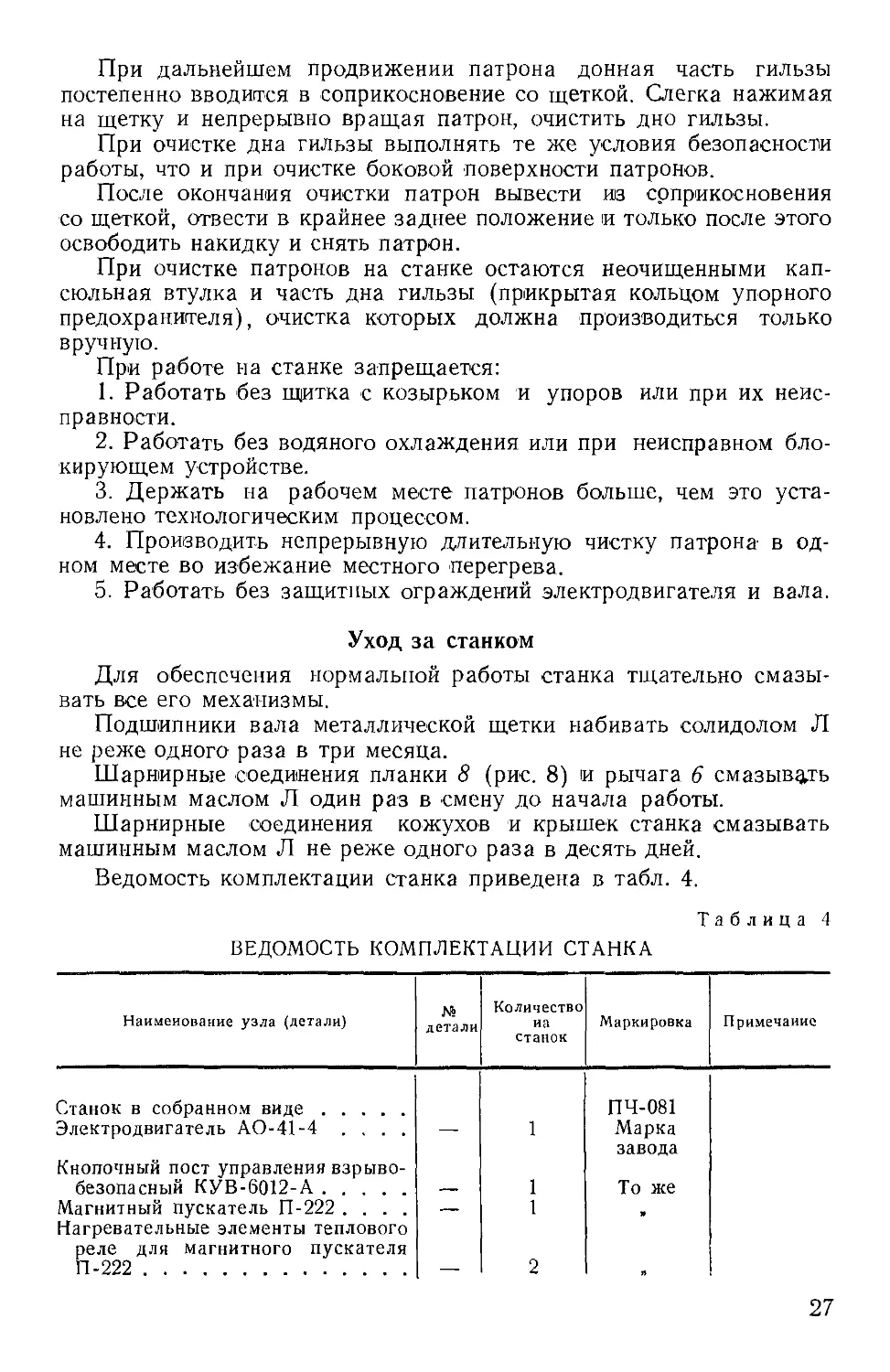
Ведомость комплектации станка приведена в табл. 4.
Таблица 4
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количество иа станок Маркировка Примечание
ПЧ-081
1 Марка
завода
1 То же
1
Станок в собранном виде..........
Электродвигатель АО-41-4 . . . .
Кнопочный пост управления взрыво-
безопасный КУВ-6012-А...........
Магнитный пускатель П-222 . . . .
Нагревательные элементы теплового
реле для магнитного пускателя
П-222 ...........................
2
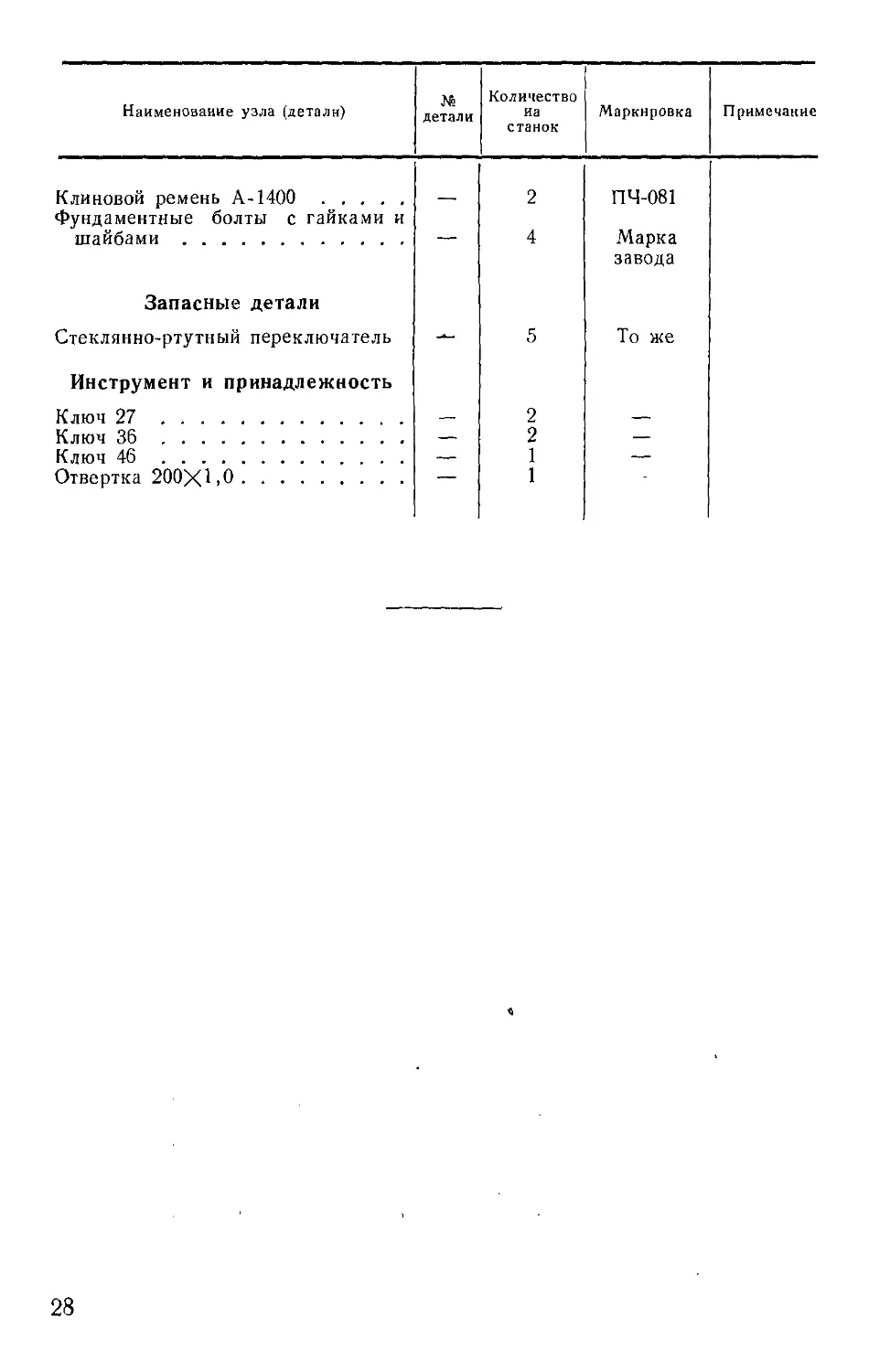
27
Наименование узла (детали) № детали Количество иа станок Маркировка Примечание
Клиновой ремень А-1400 2 ПЧ-081
Фундаментные болты с гайками и
шайбами — 4 Марка завода
Запасные детали
Стеклянно-ртутный переключатель 5 То же
Инструмент и принадлежность
Ключ 27 — 2 —
Ключ 36 — 2 —
Ключ 46 — 1 —
Отвертка 200X110 — 1
28
ГЛАВА ТРЕТЬЯ
СТАНКИ ДЛЯ ОКРАСКИ СНАРЯДОВ
Для предохранения от коррозии снаряды после ремонта необхо-
димо окрашивать, лакировать или покрывать предохранительной
смазкой.
При нанесении антикоррозийного покрытия на снаряды необхо-
димо соблюдать следующие технологические требования:
1. Перед нанесением антикоррозийного покрытия тщательно очи-
щенная поверхность снаряда должна быть обезжирена раствори-
телем. На обезжиренной поверхности не должно оставаться пыли и
ворса от ветоши.
Кроме того, перед нанесением покрытия температура снарядов
должна быть равна температуре помещения, но не ниже +8° С.
2. Снаряды до АЬ-мм калибра включительно покрывать по всей
поверхности (включая центрующее утолщение и ведущий поясок}
лаком или нитроэмалью ДМС-А.
Снаряды больше 45-.M.W калибра окрашивать масляной краской;
при этом не окрашивать центрующие утолщения и ведущие по-
яски у всех снарядов и запоясковую часть у снарядов патронного
Заряжания (за исключением 100-лл снарядов, у которых окрашивать
и запоясковую часть).
Слой краски не должен доходить до центрующих утолщений
па 2—4 мм.
Центрующие утолщения и ведущие пояски всех снарядов,-
а также запоясковые части снарядов патронного заряжания (за
исключением 100-лгл« снарядов, у которых запоясковая часть окра-
шивается масляной краской) лакировать нитроэмалью ДМС-А или
лаком. Слой лака или нитроэмали должен покрывать края центрую-
щих утолщений и ведущих поясков не менее чем на 6—8 мм.
3. Окрашивать и лакировать снаряды два раза.
Первое окрашивание (грунтовку) производить при помощи жест-
кой кисти, втирая краску в окрашиваемую поверхность. Слой краски
должен быть тонким, ровным и плотным; подтеков и просветов не
должно быть. -
29
Загрунтованную поверхность перед вторым окрашиванием необ-
ходимо просушить. Пленка краски после высыхания не должна мор-
щиться, пузыриться, отставать (отслаиваться) от поверхности. Ра-
ботать с загрунтованными снарядами и минами разрешается только
в перчатках.
Второе окрашивание производить при помощи кисти, изготовлен-
ной из щетины (барсучьего или хорькового волоса), или при помощи
распылителя. Краску наносить ровным слоем, без просветов и под-
теков.
Для окраски снарядов применяются станки двух типов:
1. Вертикальные станки СО-081 для окраски 37—85-лш снарядов.
2. Горизонтальные станки СО-031 для окраски 100—152-лш сна-
рядов.
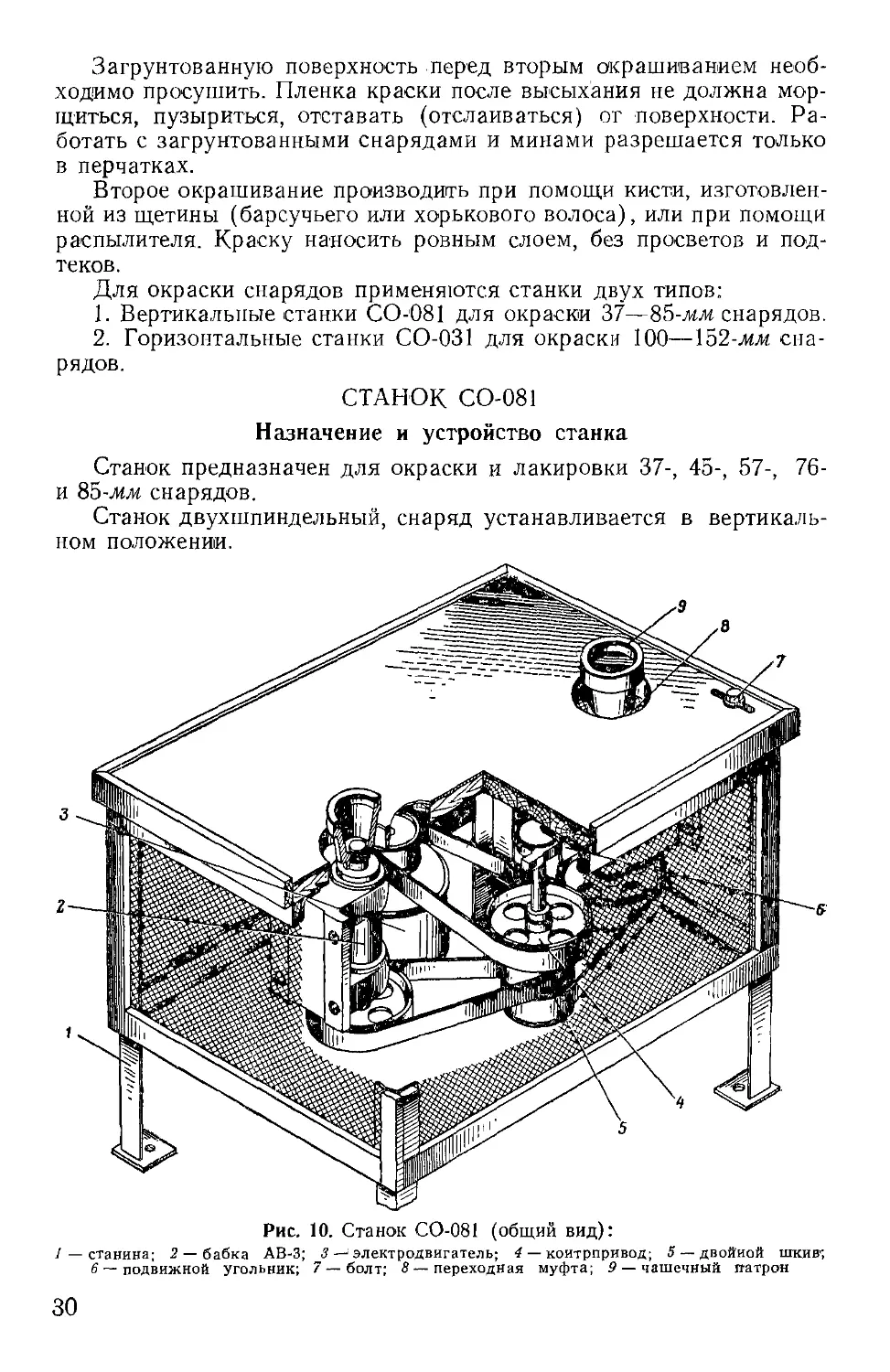
СТАНОК СО-081
Назначение и устройство станка
Станок предназначен для окраски и лакировки 37-, 45-, 57-, 76-
и 85-лш снарядов.
Станок двухшпиндельный, снаряд устанавливается в вертикаль-
ном положении.
Рис. 10. Станок СО-081 (общий вид):
/ — станина; 2 — бабка АВ-3; 3 — электродвигатель; 4 — контрпривод; 5 — двойной шкив1;
6 — подвижной угольник; 7 — болт; 8— переходная муфта; 9 — чашечный патрон
30
Станок состоит из сварной станины 1 (рис. 10), боковые стенки
которой закрыты сетками, а на верхней части укреплен деревян-
ный стол с небольшими бортами.
На внутренней части боковых стенок станины в вертикальном
положении укреплены бабки 2 (АВ-3), у которых резьбовая часть
шпинделя направлена вверх, через отверстие в столе.
На задней стенке станины укреплен электродвигатель 3, от ко-
торого вращение плоским ремнем передается валу контрпривода 4,
от вала привода через двойной шкив 5 плоскими ремнями приво-
дятся во вращение шпиндели бабок АВ-3.
Для натяжения ремней подшипники вала контрпривода уста-
новлены на подвижных угольниках 6, которые можно перемещать
по пазам, имеющимся в станине, и закреплять болтами 7.
На шпиндель одной из бабок АВ-3 навинчена переходная муфта 8,
при помощи которой выравнивается положение резьбовой части
шпинделей.
На резьбовой конец шпинделя и переходной муфты навинчи-
вают сменные чашечные патроны 9 для установки снарядов.
Установка станка
Станок устанавливать па полу или на легком фундаменте и за-
креплять четырьмя болтами. .
Расстояние между фундаментными болтами должно быть: по
длине станка — 866 мм, по ширине станка — 608 мм.
В стайке установлены два радиальных сферических подшипника
№ 1304 (ГОСТ 6266—39) и четыре конических роликоподшипника
№ 9-7506 (ГОСТ 333-55).
Настройка и регулировка станка
Для настройки станка необходимо установить на шпинделях
чашечные патроны, соответствующие калибру окрашиваемых сна-
рядов. Чашечные патроны навинтить на шпиндель и закрепить вин-
тами.
Для натяжения ремней нужно ослабить болты 7 верхнего и ниж-
него угольников и после перемещения контрпривода до требуемого
натяжения надежно закрепить угольники болтами.
Правила работы на станке
Окраску снаряда на станке производить в следующем порядке.
Пустить станок, установить снаряд запоясковой частью во вра-
щающийся чашечный патрон. Грунтовку или окраску снаряда про-
изводить малярной кистью вручную. Краску рекомендуется нано-
сить, начиная с головной части снаряда, прижимая кисть к поверх-
ности вращающегося снаряда.
После окраски снаряд снять со станка при помощи пробки, ввин-
чиваемой в очко снаряда.
31
Уход за станком
При работе на станке следить, не нагреваются ли подшипники
контрпривода, так как при перемещении угольников возможен пе-
рекос.
Шарикоподшипники бабок АВ-3 и вала контрпривода заполнять
свежим солидолом через 3—4 месяца работы станка.
Ведомость комплектации станка приведена в табл. 51
Таблица 5
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали)
№ Количество
детали иа станок
Маркировка
Примечание
Станок в собранном виде .........
Электродвигатель ТАГ-21/4 . . . .
Пусковая кнопка КУВ-2............
Магнитный пускатель ПМ-0 . . . .
Прорезиненные ремни:
ширина 40 мм, длина 1250 мм
ширина 40 мм, длина 1350 мм
Патрон (согласно таблице настрой-
ки станка) ......................
СТАНОК СО-031
Назначение и устройство станка
Станок предназначен для окраски 100-, 122- и 152-лш снарядов.
Станок осуществляет только вращение снаряда (в горизонталь-
ном положении), окраска же производится вручную.
Устройство станка для окраски аналогично устройству станка
СЧо-031, описанного в первой главе настоящего Руководства. Ста-
нок имеет те же ролики вращения, но без роликовой поддержки и
рычажно-педального устройства.
Упор 9 (рис. 11) на этом станке устанавливать со стороны го-
ловной части снаряда. ”
Установка станка
Станок установить на станину, которую закрепить на полу или
легком фундаменте.
Электродвигатель и контрпривод установить на станине.
Настройка и регулировка станка
Для настройки станка необходимо установить валы по ширине
плиты, а ролики — по длине снаряда. Ролики по длине снаряда уста-
навливают так, чтобы одна пара роликов располагалась против
32
центрующего утолщения, а другая пара •— против ведущего пояска
или другого центрующего утолщения. По ширине плиты валы уста-
навливать так, чтобы осевая линия снаряда была расположена гори-
зонтально и близко проходила от осевой линии упора. Упор передвш
Рис. 11. Станок СО-031 (общий вид):
1 — электродвигатель; 2 — контрпривод; 3 — холостой шкив; 4 — рабочий шкив; 5 н 6 —
валы; 7 — подшипники; 8 — ролйк; 9— упор; 10— рычаг; 11— валик; /2— вилка;
/3 — направляющие угольники;1 14 — пЛита; 15 — станина
нуть до соприкосновения диска со срезом очка снаряда и в этом
положении закрепить. Расстояние между угольниками должно быть
равно расстоянию между роликами. Угольники должны распола-
гаться против роликов.
Снаряд должен вращаться по направлению движения часовой
стрелки, если смотреть со стороны упора.
3 Зак. 610с
33
Правила работы на станке
Порядок работы на станке при грунтовке и окраске снарядов
следующий.
Снаряд по направляющим угольникам накатить на ролики и
установить так, чтобы очком снаряд упирался в упорный диск,
а центрующее утолщение располагалось над роликом.
Перевести ремень с холостого шкива на рабочий; при этом сна-
ряд должен вращаться.
Грунтовку или окраску производить кистью вручную.
Поверхность окрашивать в соответствии с требованиями техни-
ческих условий.
После окончания окраски ремень перевести на холостой шкив;
при остановке роликов ручным или механическим приспособлением
снять снаряд со станка.
Уход за станком
При работе на станке следить за состоянием смазки шеек валов.
Для этого масленки подшипников подвинчивать на пол-оборота два
раза в смену.
Так же смазывать конец вала, на котором вращается холостой
шкив.
Масленки по мере необходимости заполнять свежим солидолом.
Ось упорного диска смазывать машинным маслом два раза
в смену.
Ведомость комплектации станка приведена в табл. 6.
Таблица 6
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количество на станок Маркировка Примечание
Станок в собранном виде Электродвигатель ТНГ-51/4 1 0-696-0
Кнопочный пост КУВ-6012 1
Магнитный пускатель П-222 1
Ремень прорезиненный (ширина 40 мм, длина 5000 мм) — 1 —*•
34
ГЛАВА ЧЕТВЕРТАЯ
СТАНКИ ДЛЯ ПАТРОНИРОВАНИЯ ВЫСТРЕЛОВ
Операция патронирования выстрелов заключается в соединении
снаряда с гильзой, которое выполняется путем запрессовки запоя-
сковой части снаряда в дульце гильзы.
При соединении снаряда с гильзой необходимо выполнять следу-
ющие требования:
1. Соединение снаряда с гильзой должно быть прочным. Про-
дольное и вращательное движение снаряда в гильзе не допускается.
2. Снаряд должен быть запрессован до упора среза дульца гиль-
зы в ведущий поясок снаряда (смятие дульца и пережим не допу-
скаются).
Круговой или односторонний отход среза дульца от ведущего
пояска снаряда допускается в пределах, предусмотренных соответ-
ствующими сборочными чертежами.
3. Собранный выстрел должен входить в поверочную камору до
упора фланцем гильзы в срез каморы от усилия одной руки без
толчка.
Операция патронирования выстрелов является взрывоопасной,
так как гильзы поступают с пороховым зарядом, а 45-лш гильзы
к пушкам обр. 1932/34 и 1942 гг. — с запальной трубкой. Кроме того,
при запрессовке запоясковой части снаряда в гильзу воздух, выходя
через очко гильзы, выдувает пороховую пыль из заряда и воспла-
менителя, которая оседает на детали задней бабки станка. Поэтому
на станках для патронирования выстрелов может применяться
только взрывобезопасная электроаппаратура, монтаж которой
должен быть выполнен строго по установленным нормам.
Патронирование является одной из наиболее трудоемких и ве-
дущих операций при сборке артиллерийских выстрелов патронного
заряжания. От правильности и прочности соединения снаряда
с гильзой в значительной степени зависит качество собранных вы-
стрелов.
Для исправления брака при сборке выстрелов на потоке, а также
для сборки и ремонта выстрелов на пунктах работ и в цехах, не
3*
35
имеющих силовой электрической сети, применяются для патрониро-
вания выстрелов следующие ручные станки: ПСр-051 и ПСр-052
для 37- и 45-жж снарядов; ПСр-091 и ПСр-092 для 57- и 76-жж сна-
рядов; ПСр-131 и ПСр-132 для 85- и 100-жж снарядов.
Эти станки имеют сменные детали для распатронирования выст-
релов и обжима дулец гильз.
Ниже дано описание станков ПСр-052, ПСр-092 и ПСр-132 как
наиболее распространенных на окружных складах и базах.
СТАНОК ПСр-052
Назначение и устройство станка
Станок предназначен для патронирования и распатронирования
выстрелов, а также для обжима дулец 37- и 45-жж гильз при рабо-
тах по испрарлецйю брака и при разделке выстрелов на пунктах
работ.
По конструкции станок представляет собой горизонтальный руч-
ной пресс с кривошипно-шатунным механизмом (ход ползу-
на 120 жж).
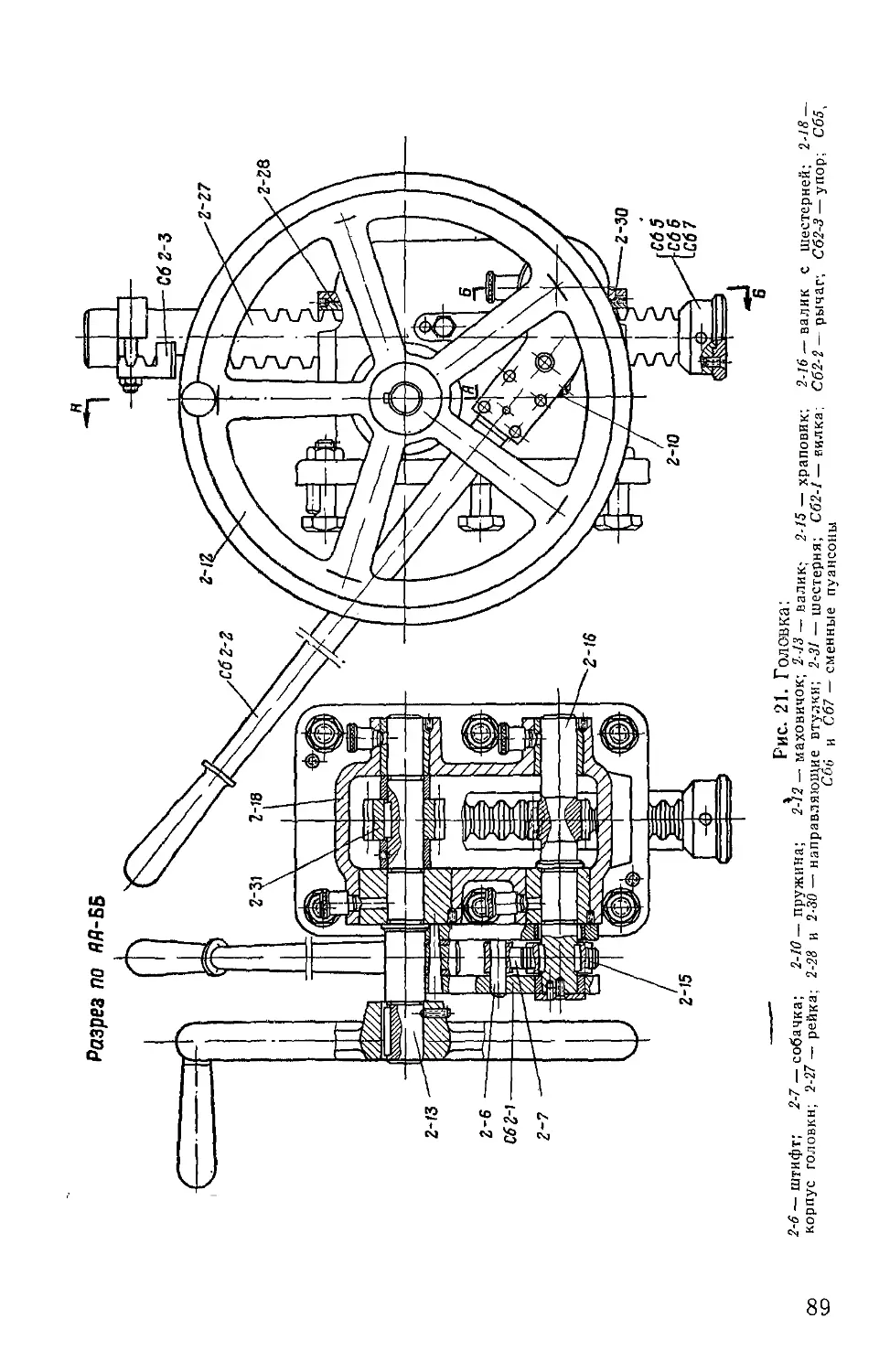
На станине 1 (рис. 12) в направляющих движется ползун С62,
приводимый в движение от рычага 18 кривошипом С61 и шату-
ном 13. На ползуне имеется ложе, на которое кладется 45-жж гиль-
за. Для 37-жж гильзы на ползуне устанавливают съемную на-
кладку 32 и вкладыш 33.
К станине станка болтами прикреплено ложе с тисками. В кор-
пусе 38 имеется ложе для укладки 45-жж снарядов. Для укладки
37-жж снарядов в ложе устанавливаются и закрепляются винтами
сменные вкладыши 54 или 55. В поперечном пазу корпуса поме-
щены сменные губки 43 и 48 для 45-жж снарядов и губки 52 и 53
для 37-жж снарядов. Для 45-жж подкалиберного снаряда вместо
губок устанавливают упорную скобу.
Губки и упорная скоба служат для закрепления снаряда при
распатронировании.
Правая- губка поворачивается на валике 47, а левая — на экс-
центриковом валике 39.
На конце эксцентрикового валика закреплена рукоятка 41, при
повороте которой левая губка сдвигается к центру и происходит
зажим снаряда.
. В приливе станины станка помещена гайка 2, в которую ввин-
чен упорный винт 23. На одном конце винта закреплен маховик 27,
на другой -конец навинчиваются сменные пуансоны 30 или 31 для
упора головной части- снаряда при патронировании.
При помощи винта регулируется положение пуансона. В уста-
новленном положении винт закрепляется гайкой СбЗ.
Для обжима-'дулец гильз в корпус ложа устанавливаются смен-
ные матрицы 57 для 37-жж гильз и 44 для 45-жж гильз. Матрица
шарнирно закреплена на конце ' эксцентрикового валика 39 и при
выполнений на станке других операций откидывается в сторону.
36-
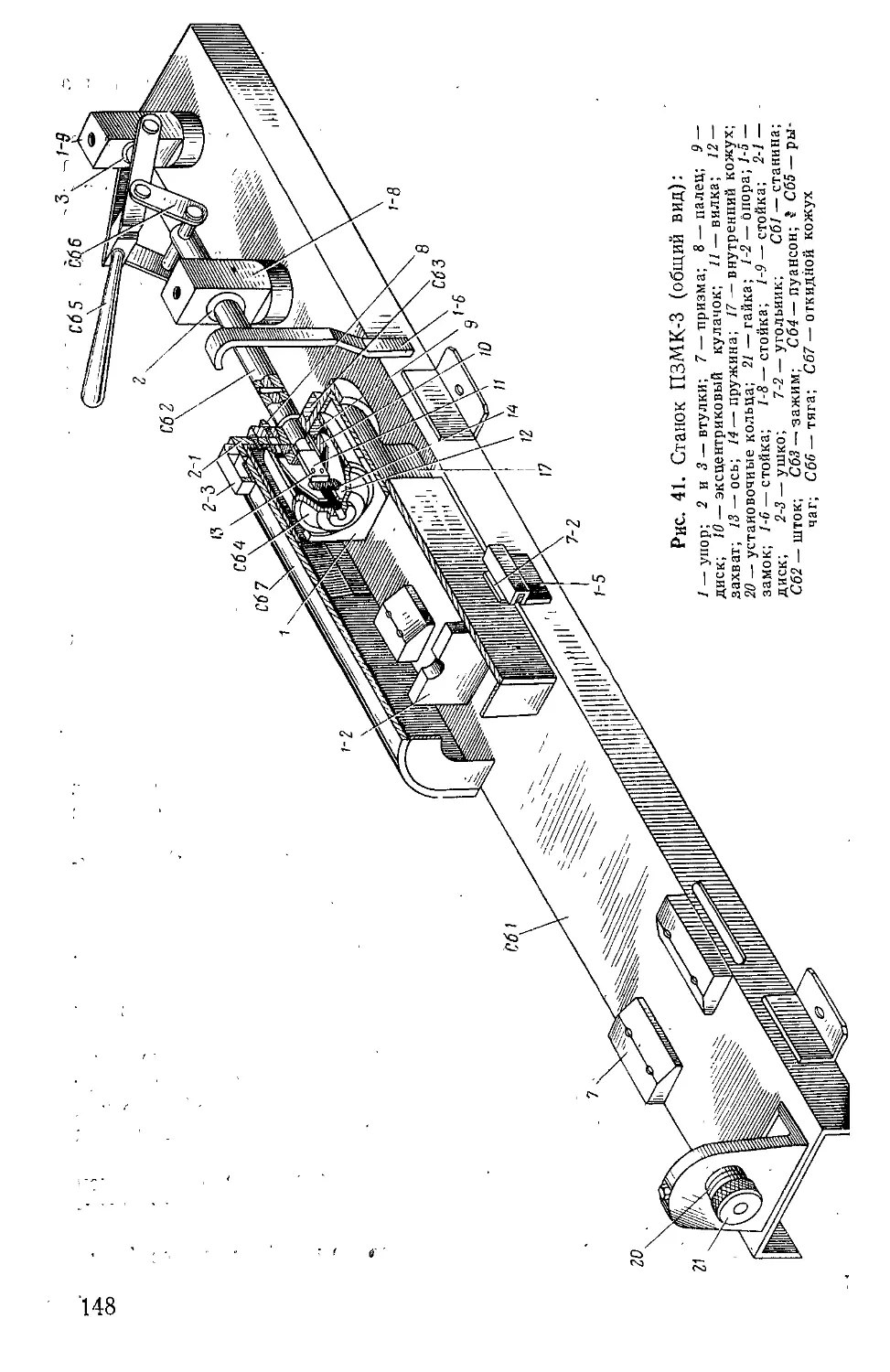
Сб1
знзо
053
38
43,52
Рис. 12. Станок ПСр-052. (общий вид):
1 — станина; 2 — ганка; 13 — шатун; 18 — рычаг; 23 — упорный
винт; 27— маховик; 30 н 31 — сменные пуансоны; 32 — съемная
накладка; 33—вкладыш: 38— корпус; 39 — эксцентриковый валик;
41— рукоятка; 43—сменная губка; 44—сменная матрица;
47 — валик; 48— сменная губка; 52 и 53—сменные губки; 54 и
55 — сменные вкладыши; 57— сменная матрица; С61 — кривошип;
С62 — ползун; (763—гайка '
Настройка и регулировка станка
В зависимости от выполняемой операции, калибра и типа обра-
батываемых выстрелов производится настройка станка, которая
сводится к следующему.
При патронировании выстрелов
В соответствии с табл. 7 подобрать и установить на станок сле-
дующие сменные детали: пуансон, накладку, вкладыш ползуна и
вкладыш ложа.
Отрегулировать винтом положение пуансона так, чтобы достига-
лось полное патронирование выстрела до упора дульца гильзы в ве-
дущий поясок снаряда.
После регулировки винт закрепить гайкой.
При распатронировании выстрелов
В соответствии с табл. 7 подобрать и установить на станок сле-
дующие сменные детали: накладку, вкладыш ползуна, вкладыш
ложа и губки.
При распатронировании 45-лш выстрелов с подкалиберным сна-
рядом установить в тисках упорную скобу.
При обжиме дулец гильз
В соответствии с табл. 7 подобрать и установить матрицу.
Матрицу закрепить установочным кольцом и накинуть на конец
валика 47.
Правила работы на станке
Работа на станке, закрепленном на деревянной скамье, произ-
водится в следующем порядке.
При патронировании выстрелов
Первый рабочий отводит ползун в крайнее заднее положение,
повернув рычаг влево; в это время второй рабочий кладет в ложе
снаряд.
Первый рабочий, положив гильзу на ползун, поворотом рычага
вправо до упора производит патронирование и отводит рукоятку
влево; в это время второй рабочий снимает готовый патрон со
станка.
Гильзу на ползун укладывать так, чтобы фланец поместился
в выточку на ползуне, а снаряд головной частью вошел в пуансон.
При распатронировании выстрелов
Первый рабочий подводит ползун к ложу, повернув рычаг вправо.
Второй рабочий кладет патрон на ползун и ложе так, чтобы
фланец гильзы поместился в выточке на ползуне, а снаряд
38
Сменные детали 37--К-К
с осколочно-трасси- рующим снарядом
Пуансон 37-45 бр 30-37-45 бр. ПСр-052
Пуансон 45 оск —
Накладка 32-37
ПСр-052
Вкладыш 33-37
ПСр-052
Губка 37-j/j/ (левая) .... 52-37 лев.
ПСр-052
Губка 37-мм (правая) .... 53-37 прав.
ПСр-052
Губка 45-л/.и (левая) .... —
00 С© - - -
НАСТРОЙКА СТАНКА
Таблица 7
патрон 45-мм патрон
с бронебойным снарядом с осколочным снарядом с бронебойным снарядом с подкалиберным снарядом
30-37-45бр. 30-37-45 бр.
ПСр-052 ПСр-052
37-45 оск. 37-45 оск.
ПСр-052 ПСР-052
32-37
ПСр-052
33-37
ПСр-052
52-37 лев.
ПСр-052
53-37 прав.
ПСр-052
43-45 лев. 43-45 лев. 43-45 лев.
ПСр-052 ПСр-052 ПСр-052
♦
о
Сменные детали Zl-мм патрон
с осколочнО’трассн- рующнм снарядом с бронебойным снарядом
Губка 45-мм (правая) .... —
Вкладыш 37 бр 54-37 бр.
ПСр-052
Вкладыш 37 оск 55-37 оск.
ПСр-052
Матрица 37 57-37 57-37
ПСр-052 ПСр-052
Матрица 45 — —
Упорная скоба — —
45-лси патрон
с ОСКОЛОЧНЫМ - снарядом - с бронебойным - снарядом с-подкалиберным - снарядом ’
48-45 прав. 48-45 прав. 48-45 прав.
ПСр-052 ПСр-052 ПСр-052
— —
__ — —
— — —
44-45 44-45 •44-45
ПСр-052 ПСр-052 ПСр-052 58-45 подк. ПСр-052
поместился в ложе. При этом губки должны находиться между веду-
щим пояском и центрующим утолщением снаряда. Повернув рукоят-
ку эксцентрикового валика, этот Же рабочий зажимает снаряд в ти-
сках. !
Первый рабочий производит распатронирование, повернув рычаг
влево, снимает гильзу и возвращает ползун в исходное положение.
Второй рабочий раскрывает тиски и снимает снаряд-
При распатронировании 37-лш патронов с осколочно-трассирую-
щей гранатой фланец гильзы укладывать во вторую проточку
вкладыша.
При распатронировании 45-мм патронов с подкалиберными сна-
рядами в прорезь па ложе установить упорную скобу, которая вхо-
дит в выточку снаряда и удерживает его от смещения.
При обжиме дулец рильз
Первый рабочий отводит ползун в крайнее заднее положение,
повернув рычаг влево.
Второй рабочий укладывает гильзу на ползун.
Первый рабочий производит обжим дульца гильзы, повернув ры-
чаг вправо, и отводит ползун в исходное положение.
Второй рабочий снимает обжатую гильзу и укладывает сле-
дующую J
Уход за станком
Перед началом работы смазывать машинным маслом направляв
ющие ползуна, вал и палец кривошипа, ось шатуна и валики за-
жимных губок. Винт смазывать по мере необходимости.
После окончания работы станок протереть и все неокрашенные
части покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 8.
Таблица 8
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количе- ство на станок Маркировка Примечание
Станок в собранном виде Сменные детали Пуансон Пуансон 30 31 1 1 ПСр-052 30-37-45 бр. ПСр-052 31-45 оск. ПСр-052
Накладка 32 1 32-37 ПСр-052
41
Наименование узла (детали) № детали Количе- ство на станок Маркировка Примечание
Вкладыш 33 1 33-37
ПСр-052 52-37 лев.
Губка (левая) 52 1
ПСр-052 53-37 прав.
Губка (правая) 53 1
ПСр-052 43-45 лев.
Губка (левая)
43 1
ПСр-052
Губка (правая) 48 1 48-45 прав.
ПСр-052
Вкладыш 54 1 54-37 бр.
55 ПСр-052 55-37 оск.
Вкладыш 1
ПСр-052
Матрица 57 1 57-37
ПСр-052
Матрица 44 1 44-45
ПСр-052
Упорная скоба 58 1 58-45 подк.
ПСр-052
СТАНОК ПСр-092
Назначение и устройство станка
Станок предназначен для патронирования и распатронирования
выстрелов, а также для обжима дулец 57- и 76-лл гильз при рабо-
тах по исправлению брака на потоке и при работах по разделке
выстрелов на пунктах работ.
По конструкции станок представляет собой горизонтальный руч-
ной пресс с кривошипно-шатунным механизмом (ход ползуна
110 мм).
Станина 1 (рис. 13) укреплена на чугунных ножках 2. По на-
правляющим станины перемещается ползун СбЗ, приводимый
в движение от рукоятки 33 кривошипом С61 и шатуном С62.
В корпусе 11 ползуна имеется ложе, на которое кладется 76-лш
снаряд; для 57-жж снаряда на ложе укладывается сменный вкла-
дыш 18- •
Снаряд головной частью упирается в сменные пуансоны 15, 16
или 17, которые навинчиваются на винт 13.
42
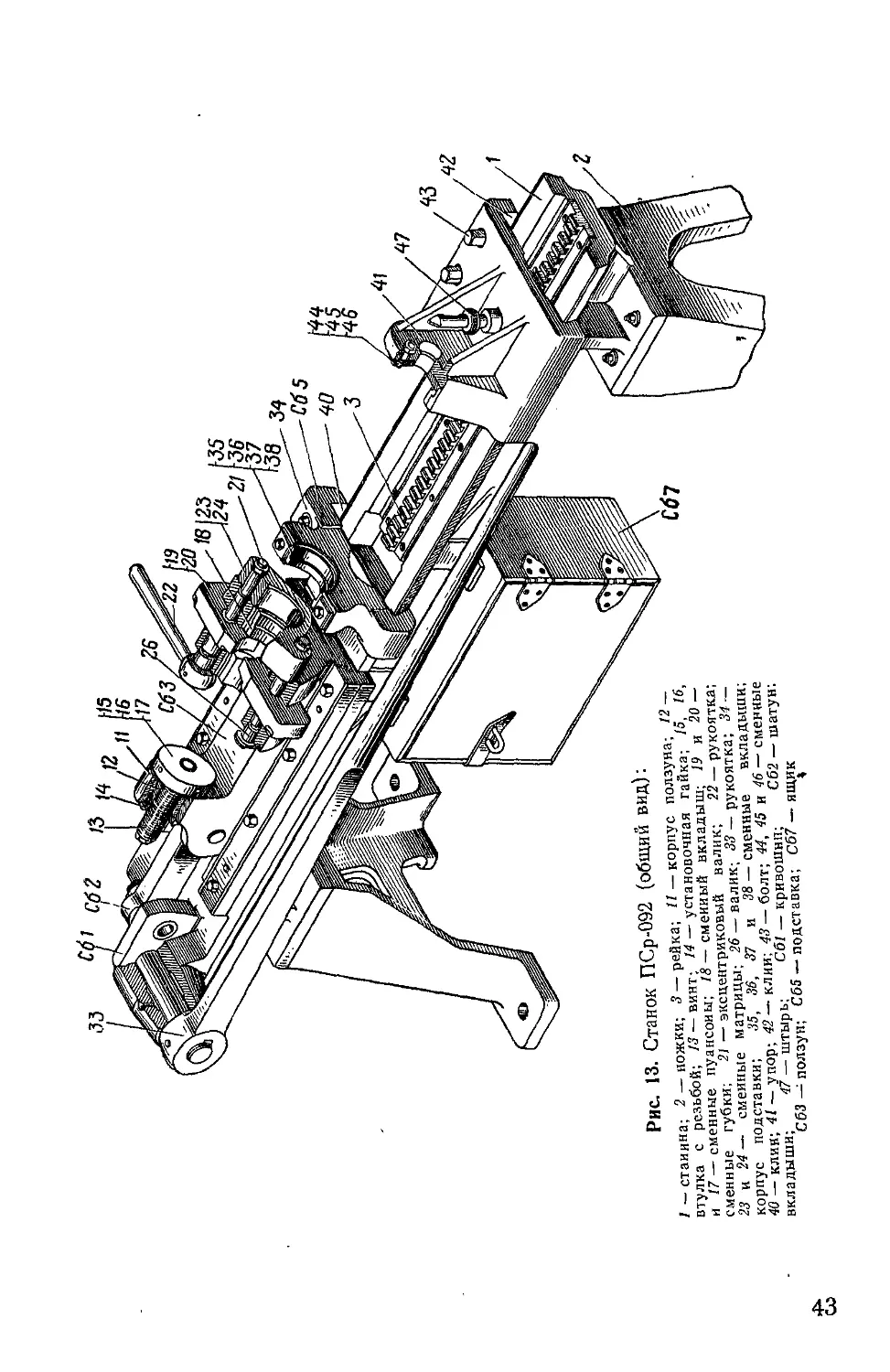
I — станина; 2 — ножки; 3 — рейка; // — корпус ползуна; 12 —
втулка с резьбой; /□ — винт; 14 — установочная гайка; /о, 16,
и 17— сменные пуансоны; 18 — сменный вкладыш; 19 и 20—
сменные губки; 21— эксцентриковый валик; 22—рукоятка;
23 и 24 — сменные матрицы; 26 — валик; 33 — рукоятка; 34—
корпус подставки; 35, 36, 37 и 38 — сменные вкладыши;
40 — клин; 41 — упор; 42 — клии; 43 — болт; 44, 45 и 46 — сменные
вкладыши; 47— штырь; Сб/— кривошип; С62 — шатун:
СбЗ — ползун; С65 — подставка; С67 — ящик
co
Н9
КО „
^®|23 1ХС
^124 f35
^^21 f36
B-^\Z<37
47
34
-Св 5
40
-3
43
42
/44
i45
4в
1
С67
г
Винт 13 ввинчен во втулку 12 с резьбой, закрепленную в корпусе
ползуна. Регулировку положения пуансона производят винтом;
винт закрепляется установочной гайкой 14. При износе зажимных
губок необходимо, ослабив винт, повернуть валик, сократив при
этом межцентровое расстояние между губками. В нужном положе-
нии валик вновь закрепить винтом.
Для распатронирования выстрелов с подкалиберными снарядами
зажимные губки повернуть вокруг валиков на 180° так, чтобы уд-
линенным концом они были обращены внутрь ползуна. С правой и
левой стороны ложа установлены сменные губки 19 и 20. Одна губ-
ка находится на валике 26, а другая — на эксцентриковом вали-
ке 21. На конце эксцентрикового валика закреплена рукоятка 22,
при повороте которой губка сдвигается к центру; при этом проис-
ходит зажим снаряда.
При патронировании выстрелов губки устанавливаются верти-
кально.
Для обжима дулец гильз на торцовой плоскости корпуса пол-
зуна устанавливаются сменные матрицы 23 и 24. Матрица шар-
нирно закреплена на конце эксцентрикового валика 21 и при выпол-
нении на станке других операций откидывается в сторону.
В средней части станины установлена подставка С65, служа-
щая для поддержки дульца гильзы. На корпусе 34 подставки уста-
навливаются и закрепляются двумя болтами сменные вкладыши 35,
36, 37 или 38. В нижней части корпуса подставки простроганы на-
правляющие в виде ласточкина хвоста. Подставка в зависимости
от длины гильзы перемещается по станине и закрепляется кли-
ном 40, который затягивается болтом.
В задней части станины установлен литой чугунный упор 41,
в проточку которого вкладываются и закрепляются болтом смен-
ные вкладыши 44, 45 или 46; вкладыши служат опорой для
фланца гильзы.
В нижней части упора имеются направляющие в виде ласточкина
хвоста. Упор в зависимости от длины гильзы перемещается по ста-
нине и закрепляется клином 42, который затягивается тремя бол-
тами 43.
Для предохранения от продольного смещения упор удержи-
вается штырем 47, конец которого входит между зубьями рейки 3,
укрепленной на станине.
Под станиной укреплен металлический ящик С67, предназначенный
для хранения сменных деталей и инструмента для настройки станка.
Настройка и регулировка станка
В зависимости от выполняемой операции, калибра и типа обра-
батываемых выстрелов производят настройку станка, которая сво-
дится к следующему.
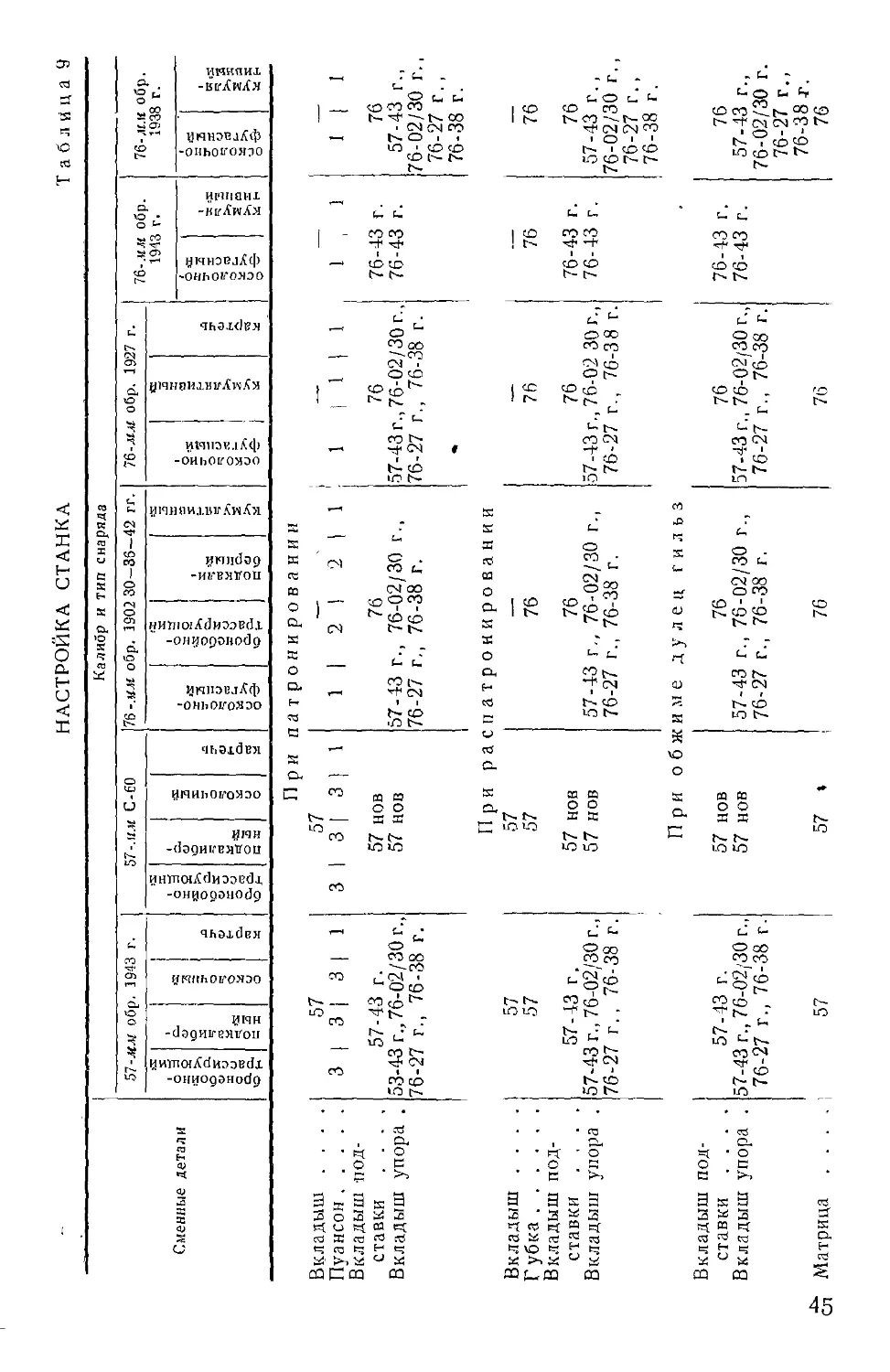
При патронировании выстрелов
В соответствии с табл. 9 подобрать и установить на станок пуан-
сон, вкладыши ползуна, подставки и упор.
44
НАСТРОЙКА СТАНКА
Таблица 9
Сменные детали Калибр и тип снаряда
51-мм обр. 1343 г. 5/-ЯМ С-60 76-.ня обр. 1902 30—36—42 гг. 76-мм обр. 1927 г. 76-мм обр. 1943 г. 76-мм обр. 1938 г.
бронебойно- 1 трассирующий подкалибер- ный ! осколочный картечь бронебойно- грассирующнй подкалибер- ный осколочный картечь осколочно- фугасный бронебойно- трассирующий подкали- бериый кумулятивный осколочно- фугасный кумулятивный картечь
осколочно- фугасный кумуля- тивный осколочно- фугасный кумуля- тивный I
При патронировании
Вкладыш .... 57 57 — —
Пуансон 3 з 3 1 3 з з 1 1 2 2 1 1 1 1 1 1 1 1 1
Вкладыш под-
ставки . . . , 57-43 г. 57 нов 76 76 76-43 г. 76
Вкладыш упора . 53-43 г., 76-02/30 г.. 57 нов 57-43 г., 76-02/30 г 57-43 г., 76-02/30 г„ 76-4 3 г. 57-43 г.,
76-27 г., 76-3 3 г. 76-27 г., 76-38 г. 76-27 г., 76-38 г. 76-02/30 г.,
76-27 г. ,
* 76-38 г.
П р и распатроиирован и и
Вкладыш .... 57 57 —
Губка 57 57 76 76 76 76
Вкладыш под-
ставки .... 57-43 г. 57 нов 76 76 76-43 г. 76
Вкладыш упора . 57-43 г., 76-02/30 г., 57 нов 57-43 г., 76-02/30 Г., 57-43 г., 76-02 30 г., 76-43 г. 57-43 г.,
76-27 г., 76-38 г. 76-27 г., 76- 38 г. 76-27 г., 76-38 г. 76-02/30 г.,
76-27 г. ,
76-38 г.
П р и обжиме дулец гильз
Вкладыш под-
ставки .... 57-43 г. 57 нов 76 76 76 -4. г. 7(
Вкладыш упора . 57-43 г.. 76-02/30 г., 57 нов 57-43 г., 76-02/30 I'-, 57-43 г., 76-02/30 г., 76-43 г. 57-43 г.,
76-27 г., 76-38 г. 76-27 г., 76 38 г. 76-27 г., 76-38 г. 76-02/30 г.
76-27 г.,
76-38 г.
ёл Матрица .... 5 7 5' 7 ♦ 76 76 76
Зажимные губки ползуна привести в вертикальное положение
и зажать их в этом положении упорами. В таком положении губки
не участвуют в работе станка. При этом рукоятка эксцентрикового
валика должна быть опущена вниз до упора.
При патронировании 57-мм выстрелов вкладыш на ползуне за-
крепить двумя болтами.
Навинтить на конец винта пуансон и установить его так, чтобы
снаряд, положенный на вкладыш, своей головной частью упирался
в пуансон, а ведущий поясок выступал на 0,5 мм за торец вкла-
дыша.
На упор положить вкладыш и закрепить его болтом.
На подставку положить вкладыш и закрепить его двумя бол-
тами.
Упор и подставку установить по длине станины так, чтобы
гильза, положенная фланцем на вкладыш упора, а дульцем на под-
ставку, при крайнем заднем положении ползуна имела незначи-
тельный зазор по отношению к снаряду. Ползун и подставку закре-
пить затяжными болтами.
После настройки путем опытного патронирования проверить,
полностью ли запоясковая часть запрессовывается в дульце гильзы
при доведении кривошипа до упора. В случае неполного соединения
снаряда с гильзой дополнительно отрегулировать положение пуан-
сона.
В процессе патронирования вкладыш подставки не должен под-
нимать гильзу и нарушать соосность снаряда с гильзой.
При распатронировании выстрелов
В соответствии с табл. 9 подобрать и установить на станок вкла-
дыши ползуна, подставки, упора и губки.
Закрепить вкладыши ползуна, подставки и упора, как указано
выше.
Поставить зажимные губки в наклонное положение, после чего
винты ввинтить настолько, чтобы губки опирались на выступающие
концы упоров и фиксировались пружинами в наклонном поло-
жении.
При крайнем переднем положении ползуна положить гильзу
патрона фланцем на вкладыш упора, а снаряд в ложе на ползуне и
переместить упор в такое положение, при котором зажимные губки
охватывали бы снаряд непосредственно за центрующим утолще-
нием. При этом исключается проскальзывание снаряда в зажим-
ных губках. В установленном положении упор окончательно закре-
пить на станине, затянув три болта.
При повороте вверх рукоятки, насаженной на эксцентриковый,
валик, губки должны прочно зажимать снаряд.
В этом случае губки входят в выточку подкалиберного снаряда
и удерживают его от продольного смещения.
46
При обжиме дулец гильз
Для обжима дулец гильз упор и подставку установить так же,
как и при настройке станка на распатронирование.
В соответствии с табл. 9 выбрать матрицу, установить ее на
конце валика и закрепить установочным кольцом и коническим
штифтом.
После настройки необходимо проверить, на какой длине об-
жимается дульце. Если обжим производится не полностью, произ-
вести дополнительную настройку станка, переместив упор в нужное
положение.
Правила работы на станке
Работа на станке, закрепленном на полу или фундаменте, произ-
водится в следующем порядке.
При патронировании выстрелов
Первый рабочий отводит ползун в крайнее заднее положение, по-
вернув рукоятку влево.
Второй рабочий кладет снаряд на ложе ползуна и упирает его
головной частью в пуансон.
В это время первый рабочий укладывает гильзу на вкладыш
упора и на подставку так, чтобы фланец вошел в выточку вкладыша
упора, а затем поворотом рукоятки вправо до упора производит
патронирование.
После этого второй рабочий снимает патрон со станка, а первый
рабочий отводит ползун в исходное положение.
При распатронировании выстрелов
Первый рабочий подводит ползун к подставке, повернув руко-
ятку вправо.
Второй рабочий кладет патрон так, чтобы фланец гильзы вошел
в выточку вкладыша упора, а снаряд — между губками ползуна.
Поворотом рукоятки эксцентрикового валика этот же рабочий за-
жимает снаряд в ползуне.
Первый рабочий производит распатронирование выстрела, по-
вернув рукоятку влево, а затем снимает гильзу и возвращает пол-
зун в исходное положение.
Второй рабочий раскрывает тиски и снимает снаряд.
При обжиме дулец гильз
Первый рабочий отводит ползун в крайнее заднее положение,
повернув рукоятку влево.
Второй рабочий укладывает гильзу в упор на подставку.
Первый рабочий производит обжим дульца гильзы, повернув
рукоятку вправо, и отводит ползун в исходное положение.
Второй рабочий снимает обжатую гильзу и укладывает следу-
ющую.
47
Уход за станком
Перед началом работы смазывать машинным маслом направ-
ляющие ползуна, вал и палец кривошипа, ось шатуна и валики за-
жимных губок.
Винт и направляющие станины смазывать по мере необходи-
мости.
После окончания работы станок протереть и все неокрашенные
части покрыть тонким слоем машинного масла.
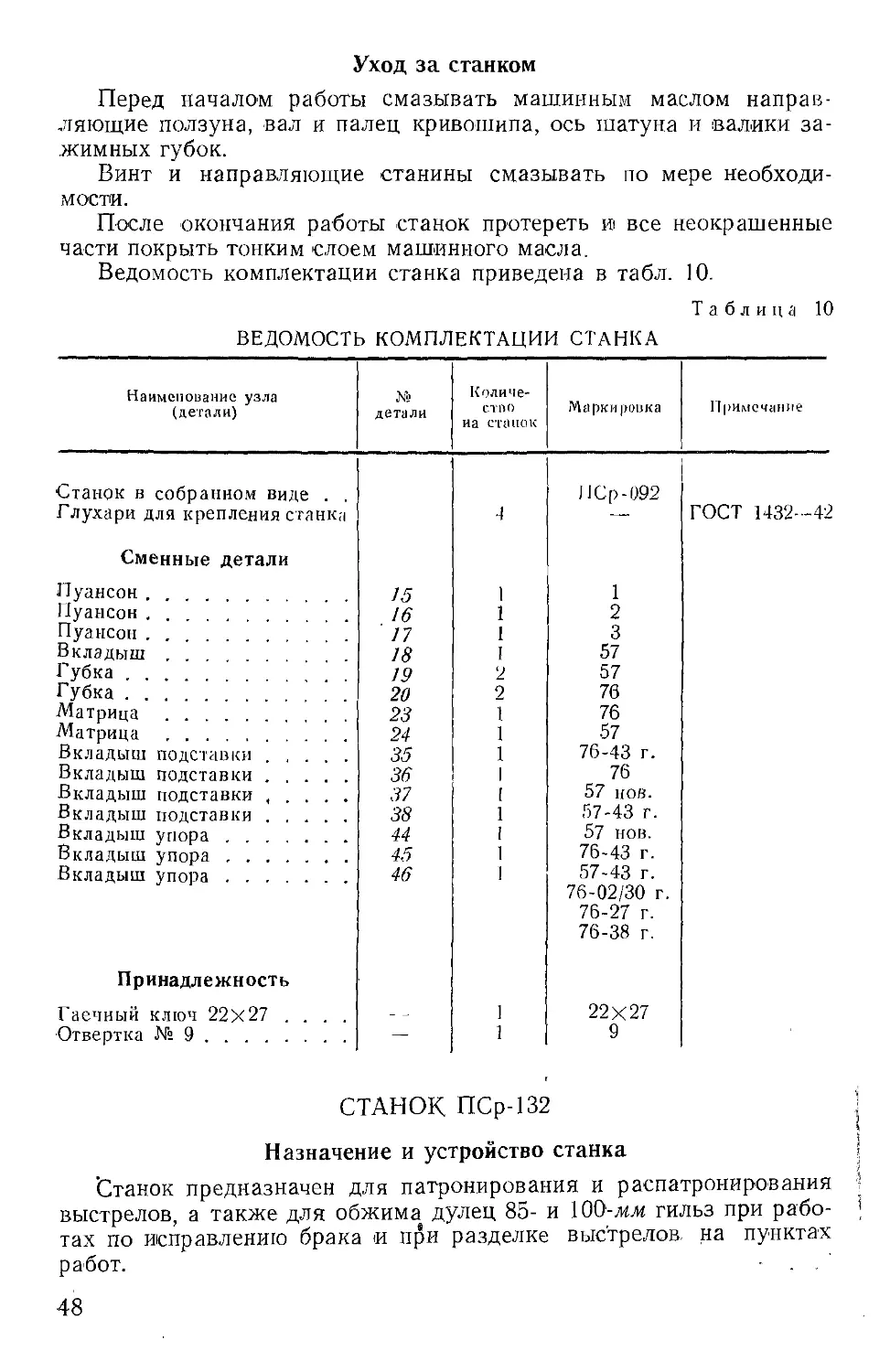
Ведомость комплектации станка приведена в табл. 10.
Таблица 10
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количе- ство иа станок Маркировка Примечание
Станок в собранном виде . . ПСр-092
Глухари для крепления станка 4 — ГОСТ 1432 -42
Сменные детали
Пуансон .... 15 1 1
Пуансон . . 16 1 2
Пуансон . ' 17 1 3
Вкладыш ... 18 I 57
Губка . . . 19 2 57
Губка . . . 20 2 76
Матрица 23 1 76
Матрица 24 1 57
Вкладыш подставки , . 35 1 76-43 г.
Вкладыш подставки 36 1 76
Вкладыш подставки , ... 37 ( 57 нов.
Вкладыш подставки 38 1 57-43 г.
Вкладыш упора 44 1 57 нов.
Вкладыш упора 45 1 76-43 г.
Вкладыш упора 46 1 57-43 г.
76-02/30 г.
76-27 г.
76-38 г.
Принадлежность
Гаечный ключ 22x27 . . . — 1 22x27
Отвертка № 9 — 1 9
СТАНОК ПСр-132
Назначение и устройство станка
’Станок предназначен для патронирования и распатронирования
выстрелов, а также для обжима дулец 85- и 100-лш гильз при рабо-
тах по исправлению брака и при разделке выстрелов, на пунктах
работ. • . . '
48
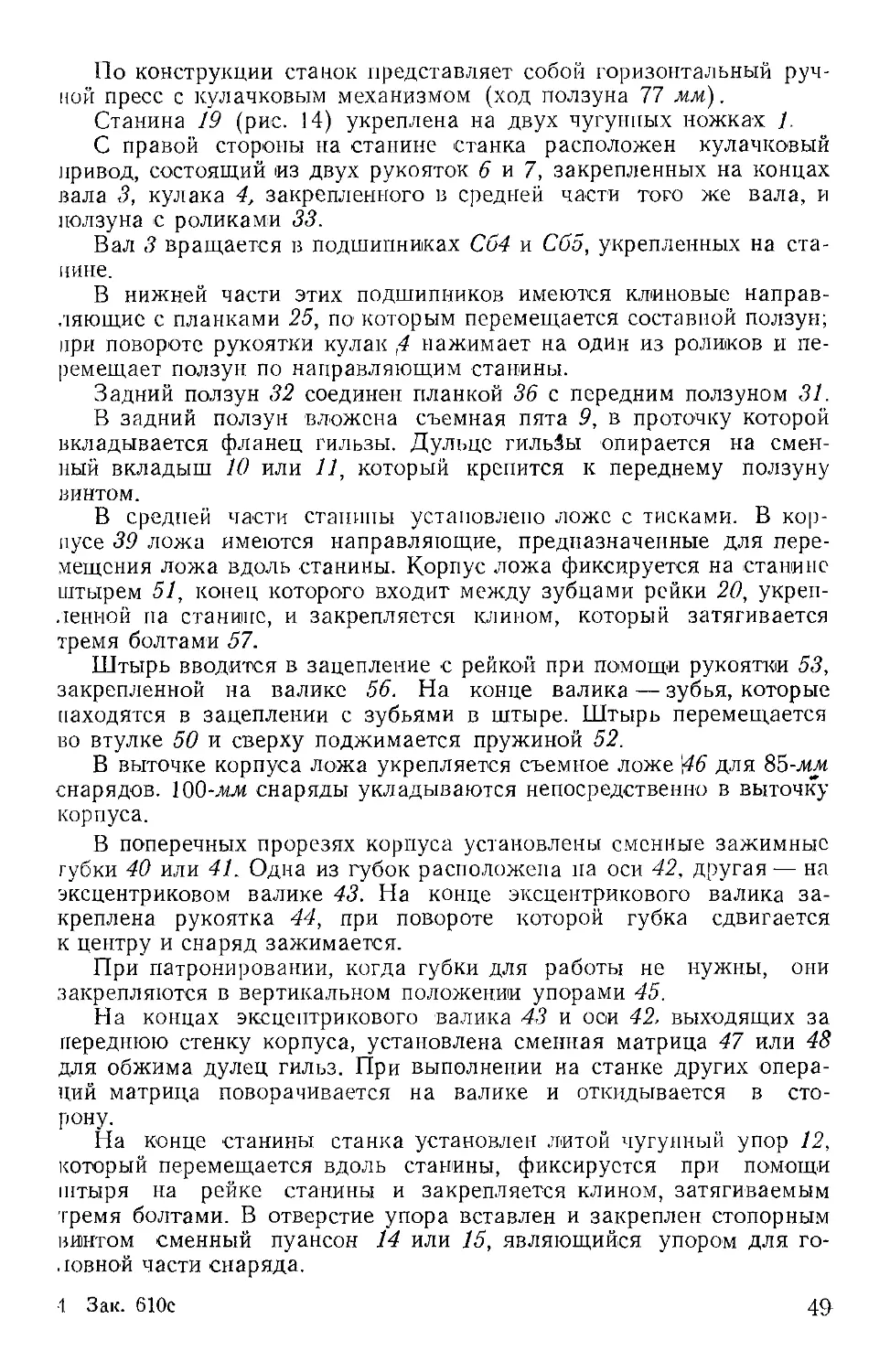
По конструкции станок представляет собой горизонтальный руч-
ной пресс с кулачковым механизмом (ход ползуна 77 мм).
Станина 19 (рис. 14) укреплена на двух чугунных ножках 1.
С правой стороны на станине станка расположен кулачковый
привод, состоящий из двух рукояток 6 и 7, закрепленных на концах
вала 3, кулака 4, закрепленного в средней части того же вала, и
ползуна с роликами 33.
Вал 3 вращается в подшипниках Сб4 и С65, укрепленных на ста-
нине.
В нижней части этих подшипников имеются клиновые направ-
ляющие с планками 25, по которым перемещается составной ползун;
при повороте рукоятки кулак ,4 нажимает на один из роликов и пе-
ремещает ползун по направляющим станины.
Задний ползун 32 соединен планкой 36 с передним ползуном 31.
В задний ползун вложена съемная пята 9, в проточку которой
вкладывается фланец гильзы. Дульце гильЗы опирается на смен-
ный вкладыш 10 или 77, который крепится к переднему ползуну
винтом.
В средней части станины установлено ложе с тисками. В кор-
пусе 39 ложа имеются направляющие, предназначенные для пере-
мещения ложа вдоль станины. Корпус ложа фиксируется на станине
штырем 51, конец которого входит между зубцами рейки 20, укреп-
ленной па станине, и закрепляется клином, который затягивается
тремя болтами 57.
Штырь вводится в зацепление с рейкой при помощи рукоятки 53,
закрепленной на валике 56. На конце валика — зубья, которые
находятся в зацеплении с зубьями в штыре. Штырь перемещается
во втулке 50 и сверху поджимается пружиной 52.
В выточке корпуса ложа укрепляется съемное ложе \16 для 85-лш
снарядов. ЮО-лш снаряды укладываются непосредственно в выточку
корпуса.
В поперечных прорезях корпуса установлены сменные зажимные
губки 40 или 41. Одна из губок расположена па оси 42, другая — на
эксцентриковом валике 43. На конце эксцентрикового валика за-
креплена рукоятка 44, при повороте которой губка сдвигается
к центру и снаряд зажимается.
При патронировании, когда губки для работы не нужны, они
закрепляются в вертикальном положении упорами 45.
На концах эксцентрикового валика 43 и оси 42, выходящих за
переднюю стенку корпуса, установлена сменная матрица 47 или 48
для обжима дулец гильз. При выполнении на станке других опера-
ций матрица поворачивается на валике и откидывается в сто-
рону.
На конце станины станка установлен литой чугунный упор 12,
который перемещается вдоль станины, фиксируется при помощи
штыря на рейке станины и закрепляется клином, затягиваемым
тремя болтами. В отверстие упора вставлен и закреплен стопорным
винтом сменный пуансон 14 или 15, являющийся упором для го-
ловной части снаряда.
1 Зак. 610с 49
Си
О
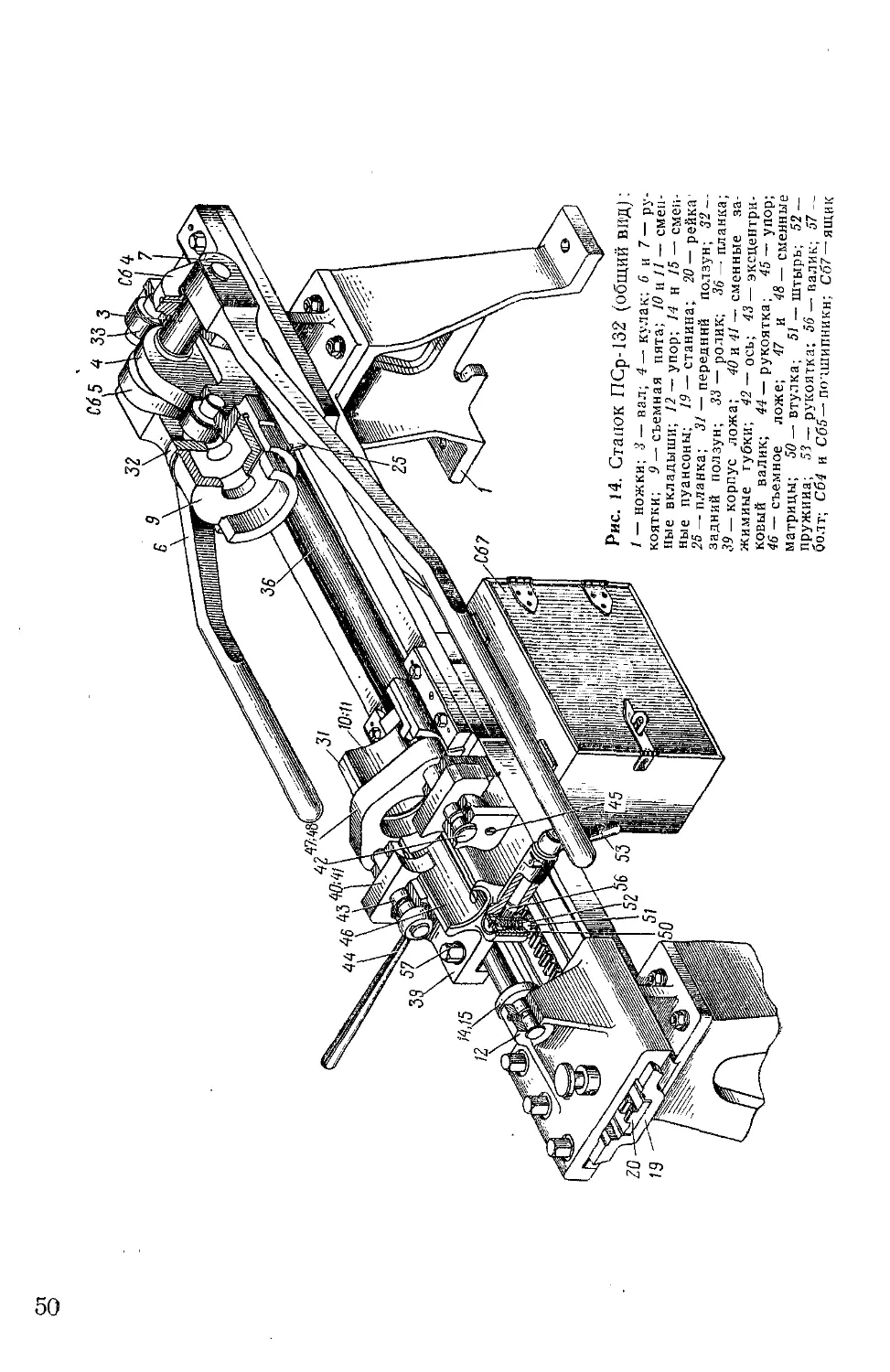
Рис. 14. Станок ПСр-132 (общий вид):
1 — ножки: 3 — вал; 4— кулак; 6 и 7— ру-
коятки; 9 —съемная пята; /Он//—-смен-
ные вкладыши; 12 — упор; 14 н 15 —- смен-
ные пуансоны; /9 —станина; 20— рейка
25 — планка; 31 — передний ползун; 3'2 —
задний ползун; 33 — ролик; 36 — планка;
39— корпус ложа; 40 и 41 — сменные за-
жимные губки; 42— ось; 43 — эксцентри-
ковый валик; 44— рукоятка; 45 — упор;
46 — съемное ложе; 47 и 48—сменные
матрицы; 50—втулка; 51 — штырь; 52 —
пружина; 53 — рукоятка; 56 — валик; 57--
болт; Сб4 и Сб5—подшипники; Сб7 — ящик
Под станиной расположен ящик С67, предназначенный для хра-
нения комплекта сменных деталей и инструмента для наладки
станка.
Настройка и регулировка станка
В зависимости от выполняемой операции, калибра и типа обраба-
тываемых выстрелов производится настройка станка, которая сво-
дится к следующему.
При патронировании выстрелов
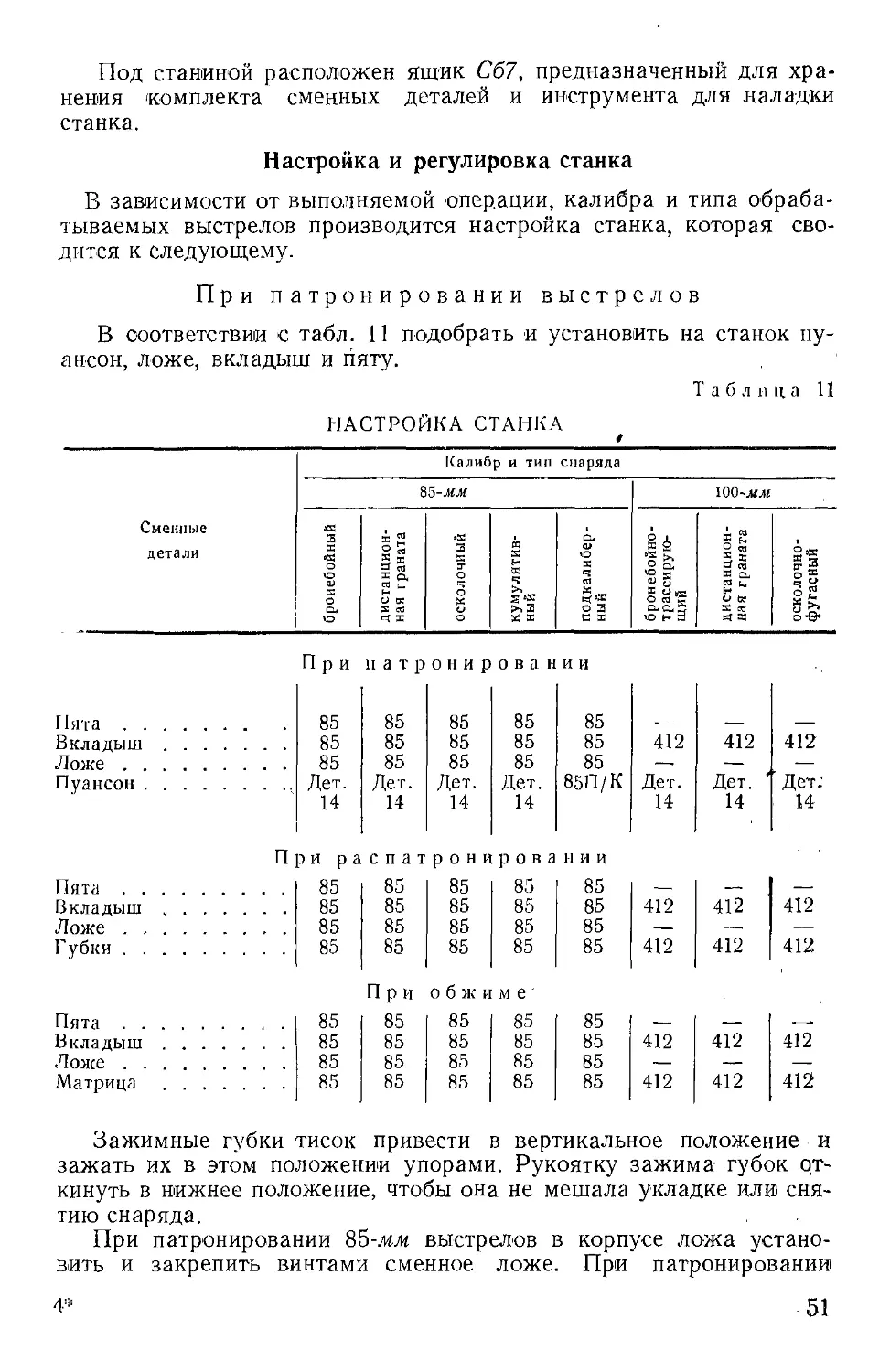
В соответствии с табл. 11 подобрать и установить на станок пу-
ансон, ложе, вкладыш и пяту.
Табл и на 11
НАСТРОЙКА СТАНКА
Калибр и тип снаряда
85-ли< ТОО-дмг
Сменные «S
детали 3 X IS х 2 2 « х •S 3 S s S S' ю S S £ О а, ® 2 2 ® з
ХО UJ » а о ч ч и § X СХ Я ь. о = ч 2
S о и W о X S *3 о 2 ® Q.Q® Ч к о 2 х
ю х о X х С X О Н Н И о -9*
При п а т р О Н и р о в а и И И
Пята 85 85 85 85 85 .
Вкладыш 85 85 85 85 85 412 412 412
Ложе 85 85 85 85 85 —. — —
Пуансон , Дет. Дет. Дет. Дет. 85П/К Дет. Дет. Дет:
14 14 14 14 14 14 14
П ? и р а спат р О н И р о в а н и и
Пята 85 85 85 85 85 — — —
Вкладыш 85 85 85 85 85 412 412 412
Ложе 85 85 85 85 85 — —— —
Губки 85 85 85 85 85 412 412 412
П р и 0 б ж т м е'
Пята 85 85 85 85 85 .— — .—.
Вкладыш 85 85 85 85 85 412 412 412
Ложе 85 85 85 85 85 — — —
Матрица 85 85 85 85 85 412 412 412
Зажимные губки тисок привести в вертикальное положение и
зажать их в этом положении упорами. Рукоятку зажима губок от-
кинуть в нижнее положение, чтобы она не мешала укладке или сня-
тию снаряда.
При патронировании 85-Л4Л выстрелов в корпусе ложа устано-
вить и закрепить винтами сменное ложе. При патронировании
51
ЮО-.м.и выстрелов ложе спять и снаряд уложить непосредственно
в корпус.
Пуансон установить в отверстие упора и закрепить установоч-
ным винтом.
> . При патронировании 85-лш выстрелов на выточку заднего пол-
зуна положить пяту для упора фланца гильзы. При патронирова-
нии 100-лш выстрелов пяту снять и фланец гильзы уложить не-
посредственно в выточку заднего ползуна.
В выточку переднего ползуна установить и закрепить винтом
сменный вкладыш.
Для определения положения корпуса ложа и упора на станине
станка пользоваться собранным выстрелом.
Ползун с положенным на него выстрелом установить в крайнее
переднее положение.
Передвигая по направляющим станины корпус ложа, подводить
его под снаряд выстрела до тех пор, пока торцовая стенка корпусе!
ложа не сравняется со срезом дульца выстрела. В таком положении
корпус ложа закрепить на станине.
После этого по направляющим станины передвигать упор до тех
пор, пока пуансон не упрется в головную часть снаряда. В таком
положении упор закрепить на станине станка. Ползун отвести
в крайнее заднее положение.
После пробного патронирования проверить качество соединения
снаряда с гильзой.
При р а с п а т р о н и р о в а н и и в ы с т р е л о в
В соответствии с табл. Ц подобрать и установить па станок
ложе, вкладыш, пяту и губки. При распатронировании выстрелов
установка ложа, вкладыша в переднем ползуне и пяты в заднем
ползуне производится так же, как при настройке станка на патрони-
рование.
Установить зажимные губки в наклонном положении и ввинтить
упоры, крепящие губки, до отказа. Губки, опираясь своей хвосто-
вой (частью на выступающий конец упоров, принимают наклонное
положение.
Поворачивая рычаг, установить ползун в крайнее переднее по-
ложение.
Патрон положить фланцем гильзы в выточку на ползуне, а сна-
рядом — на ложе. При этом зажимные губки под действием веса
патрона займут горизонтальное положение.
Передвигая корпус ложа по направляющим станины, установить
его в таком положении, чтобы губки охватывали снаряд непосред-
ственно за центрующим утолщением. При этом исключается
проскальзывание снаряда в зажимных губках.
В таком положении корпус ложа закрепить на станине тремя
болтами.
Повернув рукоятку, надетую на эксцентриковый валик, прочно
зажать снаряд губками.
52
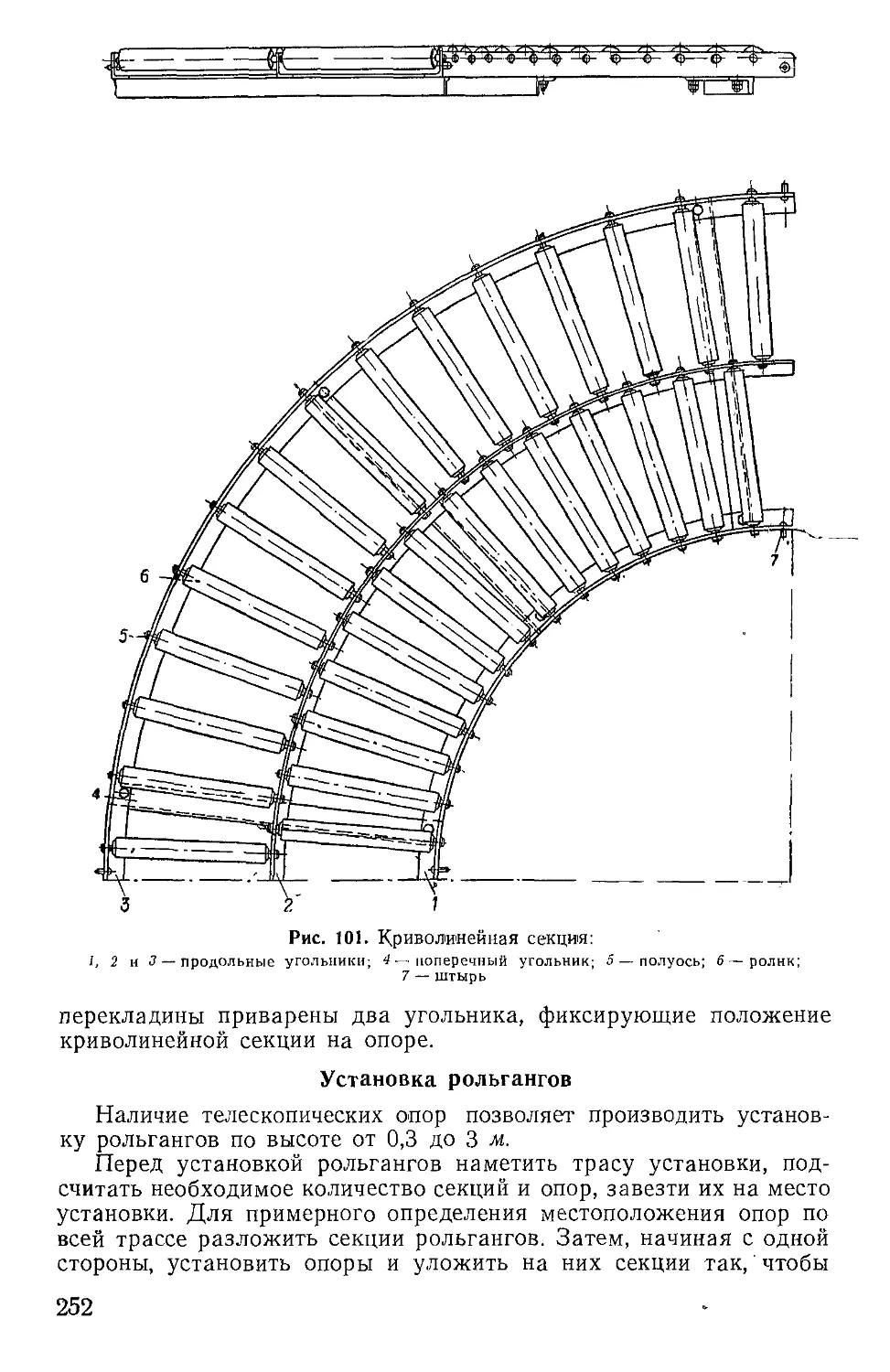
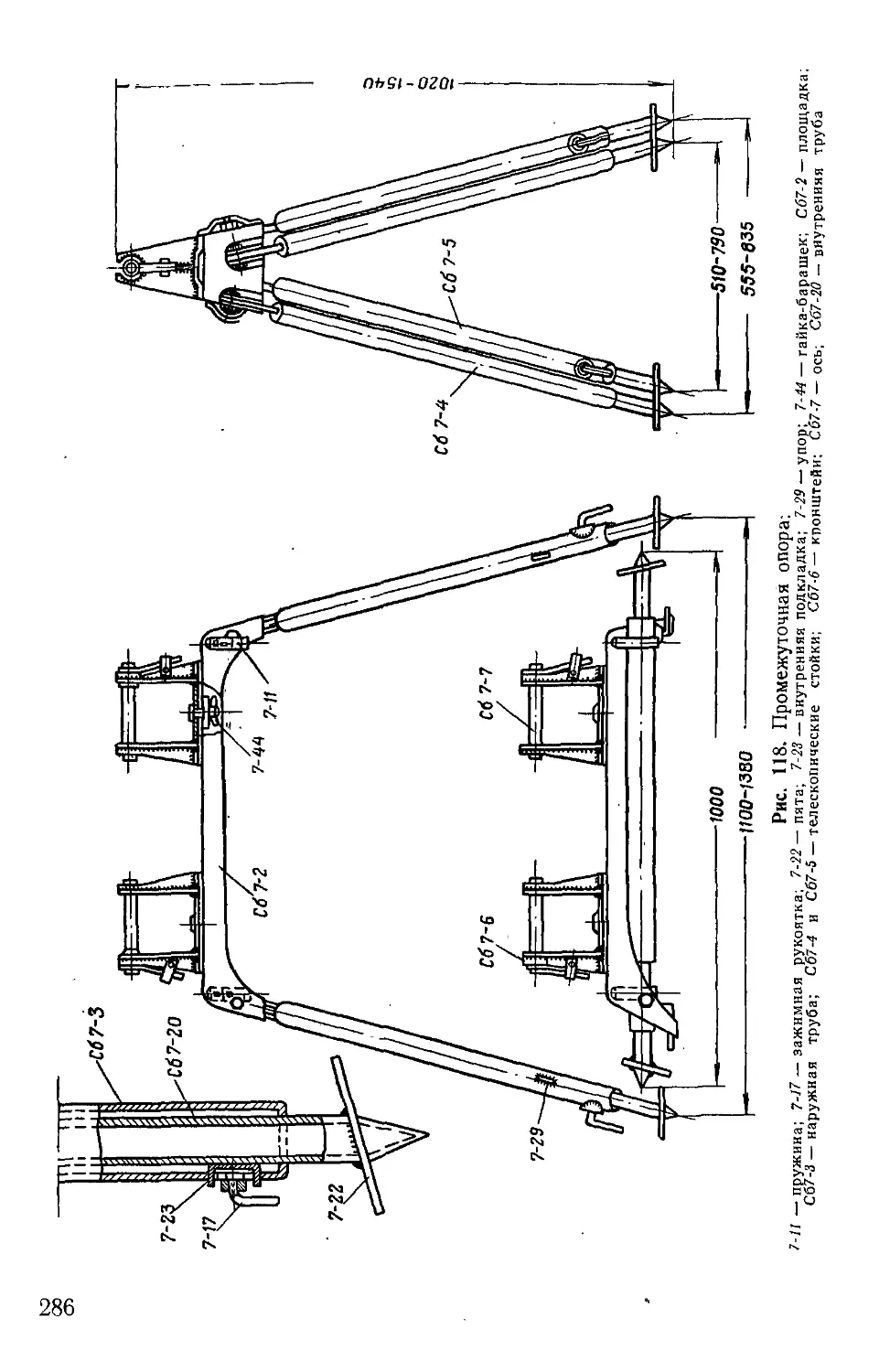
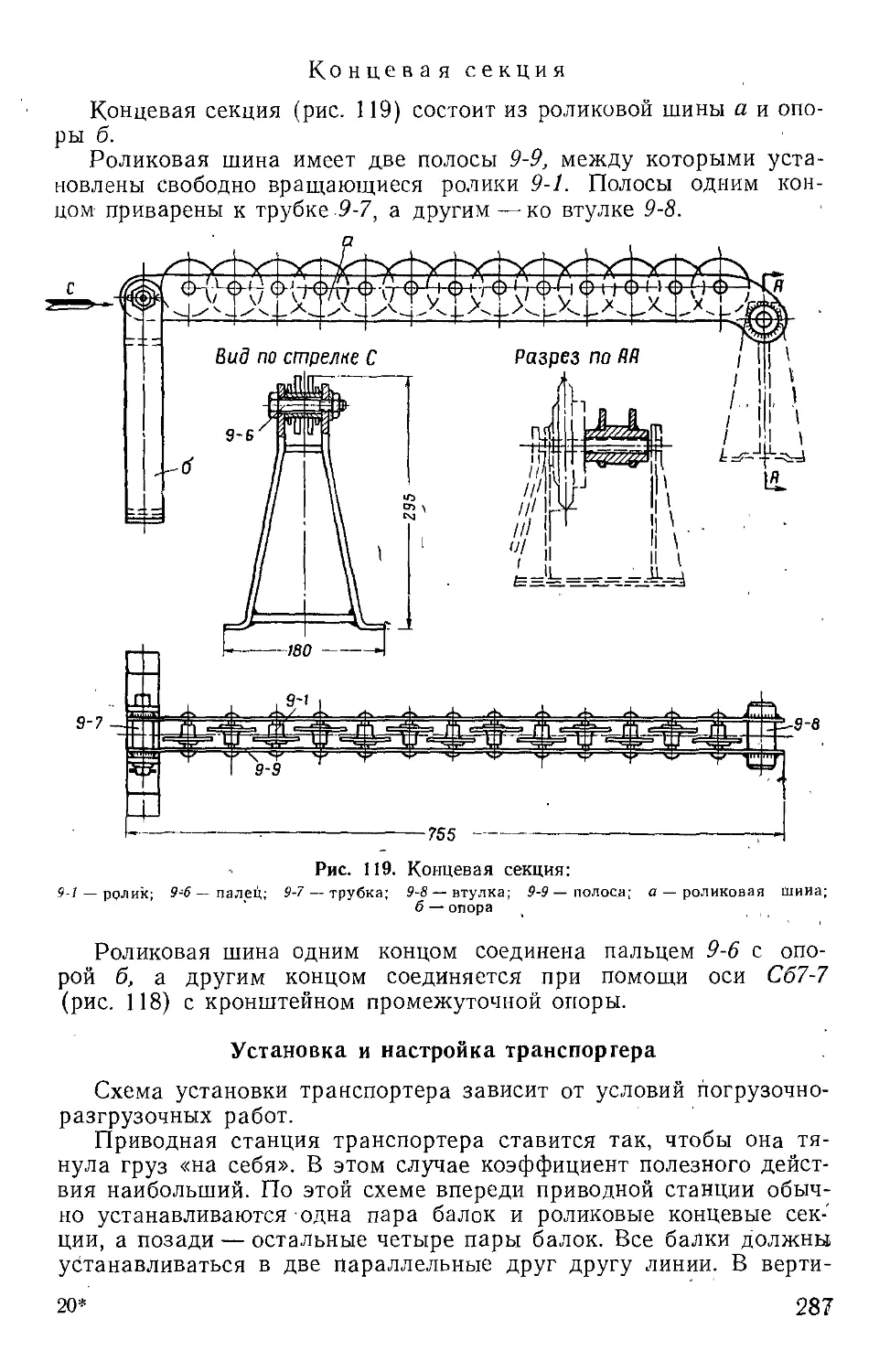
При износе зажимных губок необходимо, ослабив винт, повер-
нуть эксцентриковый валик, сократив при этом межцентровое
расстояние между губками. В нужном положении валик вновь за-
крепить винтом.
При распатронировании выстрелов с подкалиберНыми снаря-
дами зажимные губки повернуть вокруг валиков тгаНЗО9/-чтобы об-
ратной стороной губки были обращены внутрь ползуна.
В этом случае губки входят в выточку на подкалиберном сна-
ряде и удерживают его от продольного смещения.
При обжиме дулец гильз
Для обжима дулец гильз пяту в заднем ползуне и вкладыш в пе-
реднем ползуне установить так же, как и при настройке станка па
патронирование. ,
В соответствии с табл. 1] выбрать матрицу, установить ее на
конце валика и закрепить установочным кольцом и коническим
штифтом.
После настройки проверить, на какой длине обжимается дульце.
Если обжим производится не полностью, дополнительно отрегули-
ровать станок, перемещая ложе в нужное положение.
Правила работы на станке
Работа на станке, закрепленном на полу или фундаменте, про-
изводится в следующем порядке.
При патронировании выстрелов
Первый рабочий отводит ползун в крайнее заднее положение,
повернув длинный рычаг слева направо.
Второй рабочий кладет снаряд на ложе и упирает его головной
частью в пуансон.
Первый рабочий кладет гильзу на ползун, затем оба рабочих
совместными усилиями (каждый за свой рычаг) производят патро-
нирование выстрела и, повернув рычаги обратно, снимают патрон
со станка.
При распатронировании выстрелов
Рабочие укладывают патрон на станок.
Второй рабочий зажимает снаряд, повернув рукоятку тисок,
а затем оба рабочих совместными усилиями (каждый за свой рычаг)
производят распатронирование выстрела.
Первый рабочий снимает гильзу и перемещает ползун в исход-
ное положение.
Второй рабочий, повернув рукоятку, освобождает снаряд и сни-
мает его со станка.
Выше описан порядок работы при патронировании и распатрони-
ровании выстрелов калибра 100 мм. Работы по патронированию и
распатронированию выстрелов калибра 85 мм производятся в том же
порядке, что и на станке ПСр-092.
53
При обжиме дулец гильз
Первый рабочий отводит ползун в крайнее заднее положение.
Второй рабочий укладывает гильзу на ползун.
Первый рабочий (если необходимо', то при участии второго ра-
бочего) производит обжим дульца, повернув рычаг справа налево,
и отводит ползун в исходное положение.
Второй рабочий снимает обжатую гильзу и укладывает следу-
ющую.
Уход за станком
Перед началом работы смазывать машинным маслом направ-
ляющие ползуна, подшипники вала, профиль кулака, оси роликов
ползуна и валики губок. Направляющие станины, втулку штыря
и валик подъема штыря смазывать по мере необходимости.
После окончания работы станок протереть и все неокрашенные
части покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. (2.
Таблиц а 12
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (летали) № детали Количество на станок Клеймо Примечание
Станок ПСр-132 в собранном виде Сменные детали ПСр-132
Пята 9 1 85
Вкладыш 10 1 85
Вкладыш 11 1 412'
Пуансон 15 1 85П/К
Пуансон 14 1 412
Губка 40 2 85
Губка 41 2 412
Ложе 46 1 85
Матрица 47 1 85
Матрица Специальный инструмент 48 1 412
Гаечный ключ 22x37 .... — 1 —.
Отвертка № 9 — 1 —
51
ГЛАВА ПЯТАЯ
СТАНКИ ДЛЯ ПАТРОНИРОВАНИЯ И ОБЖИМА ВЫСТРЕЛОВ
По прочности крепления и особенно по сохранению и многократ-
ному использованию гильз лучшие результаты дает метод кольцевой
обжимки дулец гильз специальными цангами по профилю канавки
на запоясковой части снаряда. Технологически и конструктивно опе-
рации обжима совмещены с операцией патронирования выстрелов.
При обжиме выстрелов цангами (кулачками) должны быть вы-
полнены следующие требования: не должно образовываться резких
перемычек на гильзе в стыках между обжимными цангами (кулачка-
ми); цанги (кулачки) в сжатом состоянии должны образовывать пра-
вильную окружность.
Для выполнения операции патронирования и обжима имеются
ручные станки ПСЗр-081/ ПСЗр-082, ПСЗр-131, ПСЗр-132
и ПСЗр-133 *.
СТАНОК ПСЗр-082
Назначение и устройство станка
Станок предназначен для патронирования и обжима 3745-, 57-,
76- и 85-.МЛ4 выстрелов.
Кроме того, станок имеет приспособления для распатронирования
указанных выстрелов и для обжима (калибровки) дулец гильз
к этим же выстрелам.
По конструкции станок представляет собой горизонтальный руч-
ной пресс с кривошипно-шатунным механизмом (ход ползуна
130 мм).
Усилие патронирования (при нагрузке на конце рычага 25 кг) при
положении ползуна: в середине хода — 148 кг, в конце рабочего хода
(5 мм до крайнего положения) — 417 кг.
* На базах и складах применяются станки ПСЗр-082 и ПСЗр-133, которые
являются наиболее совершенными для выполнения указанных операций.
55
Усилие обжима по всему периметру гильзы (при нагрузке на кон-
це рычага 25 кг) 11 943 кг.
Станок состоит из станины, головки, задней бабки и ложа.
Станина 01-1 (рис. 15) с тумбами служит основанием и направля-
ющей для остальных узлов.
По направляющим станины при помощи рукоятки 01-106, закреп-
ленной на кривошипе 01-105, перемещается головка С601-6.
При повороте рукоятки кривошип, вращаясь во втулке кронш-
тейна, закрепленного на станине, через шатун 01-\108 перемещает го-
ловку.
В головке в зависимости от калибра выстрелов и характера вы-
полняемой операции устанавливаются сменные детали. Головка
имеет следующее устройство.
В центральной расточке ползуна неподвижно установлен и за-
креплен гайкой стакан 01-26, во внутренней полости которого поме-
щается сменная втулка / и сменный пуансон 2; наружная поверхность
стакана является направляющей для подвижной втулки 01-23, к ко-
торой прикреплено конусное 01-65 и обжимное 3 кольца.
Сменный пуансон клином 01-51 закреплен в пяте 01-30 и переме-
щается совместно с пей относительно ползуна и втулки вперед под
действием головки шатуна и обратно под действием пружины 01-31.
Такое перемещение в пределах 10 мм необходимо, при патронирова-
нии для компенсации отклонений размера от ведущего пояска до
упора пуансона.
Рукоятка 01-\113, надетая на эксцентриковый валик 01-112, пред-
назначена для обжима выстрелов при патронировании и зажатия
снаряда при распатронировании. При повороте рукоятки тяги
С601-17, надетые на эксцентриковые шейки валика, перемещают под-
вижную втулку 01-23. При этом кольцо 01-65, внутренним конусом
воздействуя на кулачки сменного кольца, перемещает их в радиаль-
ном направлении к центру.
Кулачки, имеющие специальный профиль, прогибают стенки дуль-
ца гильзы и вдавливают их в проточку, имеющуюся на снаряде.
При обратном повороте рукоятки подвижная втулка вместе
с кольцом возвращается в исходное положение, кулачки обжимного
кольца под действием пружин, находящихся в кольце, расходятся п
занимают исходное положение.
Для зажима снаряда при распатронировании вместо обжимного
кольца устанавливается сменное зажимное кольцо- 4, кулачки кото-
рого имеют гладкую поверхность.
При обжиме дулец гильз вместо колец, состоящих из кулачков,
устанавливаются сменные матрицы 5.
В правой части станины расположена задняя бабка, которая слу-
жит опорой для гильзы у фланца и упором при патронировании, рас-
патронировании выстрелов и обжиме дулец гильз.
Основание 01-81 задней бабки, имеющее с одной стороны направ-
ляющий паз в форме ласточкина хвоста, а с другой стороны планку,
можно переставлять по направляющей станины и закреплять в тре-
буемом месте четырьмя гайками.
56
Сб 01-17
Рис. 15. Станок ПСЗр-082 (общий вид):
/—сменная втулка; 2— сменный пуансон; 3 — об-
жимное кольцо; 4—сменное зажимное кольцо;
5—сменная матрица; 6 — сменная подставка; / —
сменное ложе; 01-1 — станина; 01-23 — подвижная
втулка; 01-26 — стакан; 01-30 пята; 01-31 — пружи-
на; 01'51 — клин; 01-52 — компенсирующее кольцо;
01-65— конусное кольцо; 01-81 — основание задней
бабки; 01-82 — откидывающаяся бабка; 01-83 — пята;
01-84 — пружина; 01-87 — фланец; 01-97 — винт;
01-105 — кривошип; 01'106 — рукоятка; 01-108 — шатун;
01-112— эксцентриковый валик; 01-113— рукоятка:
С601-6— головка; С6О1-17 — тяга
втулка при патронировании выстрелов
При распатронировании выстрелов
Рис. 16. Схема настройки стайка
На передней плоскости основания задней бабки закреплена смен-
ная подставка 6, на которую укладывается гильза своей зафланцевой
частью.
В основании задней бабки на оси шарнирно закреплена откиды-
вающаяся бабка 01-82, в которой находится пята 01-83, предназна-
ченная для упора гильзы.
Для компенсации отклонений в размере гильзы по длине, а также
для создания усилия патронирования в зависимости от калибра вы-
стрелов пята поджимается пружиной 01-84, усилие которой регули-
руется винтом 01-97, закрепленным во фланце 01-87.
При распатронировании выстрелов откидная бабка снимается
и основание задней бабки поворачивается на 180°, при этом фланец
гильзы действует не на болты подставки 6, а на упор, в плоскость ос-
нования.
Для более падежного удержания задней бабки от сползания ее
следует дополнительно прикрепить шпилькой и гайкой к кронштейну,
укрепленному на торце станины. Между головкой и задней бабкой
на станине укреплено сменное ложе 7, предназначенное для опоры
дульной части гильзы.
Настройка и регулировка станка
Настройку станка производить в зависимости от выполняемой
операции, калибра и типа обрабатываемых выстрелов (рис. 16).
При патронировании выстрелов
В соответствии с табл. 13 подобрать пуансон, втулку, обжимное
кольцо, ложе и подставку (рис. 15). -
Снять со станка ненужные сменные детали, для чего:
— отвинтить четыре винта и спять со станины ложе; ;
— отвинтить шесть винтов и спять конусное кольцо 01-65 вместе
с обжимным кольцом;
— ослабить стопорный винт и вынуть сменную втулку и компен-
сирующее кольцо 01-52;
— выбить клин 01-51 и специальным ключом вынуть пуансон;
— отвинтить четыре болта и снять сменную подставку на задней
бабке.
Установить новые сменные детали, для чего:
— поставить подставку и закрепить ее четырьмя болтами;
— вставить пуансон и забить клин;
— вставить компенсирующие кольца и втулку; втулку закрепить
установочным винтом;
— установить обжимное и конусное кольца; конусное кольцо за-
крепить шестью винтами;
,— установить и закрепить четырьмя болтами ложе.
Настроить станок, для чего:
— отвести головку в крайнее левое положение;
— уложить гильзу на ложе и подставку и регулировкой клиньев
задней бабки выверить совпадение ее оси с осью головки;
59
Таблиц а 13
НАСТРОЙКА СТАНКА НА ПАТРОНИРОВАНИЕ
Калибр Индекс снаряда Клеймение деталей
| пуансон втулка о 5 о £ а £ п о О £ 4) О Ч подставка ; 1 положе- ние ложа (рнс. 15) Примечание
53-ОР-167 1 1 1 1 1
31-мм обр. 1939 г. 53-Бр-167 53-Бр-167П 1 1 1 1 1 1
53-Бр-240 2 2 2 2 2
53-Бр-240П 11 2 2 2 2
45 -мм 53-О-210А 3 2 .3 2 2 1
53-Бр-240СП Па 2 2 2 2
53-О-271У 4 4 4/5 4 1 ’
53-Бр-271 53-ПБр-271 5 4 4/5 4 6
57-мм обр. 1943 г. 53-Бр-271П 12 12 4 4 6 1
53-Бр-271К 16 4 4 4 6
53-Бр-271Н 12а 12 4/5 4 6
53-Бр-271М 18 12 5 4 6
53-Бр-281 53-Бр-281СП 18 17 10 6 7
57-мм С-60 53-ОР-281 19 17 11 6 7 2
76-л/л/ обр. 1942 г. 53-ОФ-350 53-0-350А 53-Бр-350А 53-Бр-350Б 53-БП-350М 53-БП-354 0 6 6 6 14 13в 14а 14 14 14 14 5 14 6 6 6 6 6 6 6 6 6 6 6 6 6 6 3
60
Калибр Индекс снаряда Клеймение деталей
пуансон втулка обжимное кольцо ложе подставка । положе- i ние ложа | (рис. 15) Примечание
53-Д-350 6 14 6 6
53-Д-350А 6 14 — 6 6
76-.мл/ обр. 1942 г. 53-3-350 53-Бр-354 7 22 5 14 7 6 6 6 6
53-Бр-354Н 23 11 7 6 6
53-Бр-354П 13 13 6 6 6
53-Бр-354 17 16 6 6 6
53-ОФ-350 6 14 6 5
76-.«л/ обр. 1943 г. 53-О-350А 6 14 6 5 3
53-БП-350М 13в 5 — 6 5
53-БП-.354 14а 14 — 6 5
53-ОФ-350 6 14 6 7
53-О-350А 6 14 — 6 7
53-Бр-350А 6 14 6 6 7
7Ь-мм обр. 1938 г. 53-Бр-350Б 53-БП-350М 14 13в 14 5 6 6 6 7 7 3
53-3-350 7 5 .— 6 7
53-Д-350 6 14 -—, 6 7
53-Д-350А 6 14 - - 6 7
76-.ил/ обр. 1931 г. 53-О-361Д 7 5 6 6 7
53-Бр-361 14 5 6 6 7
53-0-365 9 15 9’ 9 9
53-О-365К 9 15 9 9 9
53-ОФ-367 9 15 9 9 9
53-Бр-Зб5 10 15 9 9 9 4
53-Бр-367 21 15 8 9 9
Н5-ММ 53-Бр-365К 14 15 9 9 9
53-ПБР-367 14 15 9 9 9
53-Бр-365П 15 15 9 9 9
53-Бр-367П 2СГ 3 8 9 9
53-О-365Ж 9 15 9 9 9
53-Д-367 9 15 9 9 9
— отрегулировать положение канавки на снаряде Относительно
рабочего профиля обжимного кольца при помощи набора компенси-
рующих колец; проверку производить пробным обжатием гильз.
Настроенный станок следует опробовать, проверяя при этом ка-
чество патронирования и обжима выстрела.
Недожимы или пережимы при патронировании регулировать вин-
том пружины задней бабки.
61
Если профиль обжимного кольца не совпадает с. положением ка-
навки на снаряде, то, сменив компенсирующие кольца, отрегулиро-
вать положение сменной втулки.
При распатро пировали и выстрелов
В соответствии с табл. 14 подобрать и установить на станок втул-
ку, зажимное кольцо, ложе и подставку (рис. 15).
' Т а б I и ц а 14
НАСТРОЙКА СТАНКА НА РАСПАТРОНИРОВАНИЕ
Наименование патрона
37-жж патрон со снарядами осколоч-
ным и бронебойным.................
45-жж патрон со снарядами бронебой-
ным и подкалиберным ..............
45-жж пггрон с осколочной гранатой
57-жж патрон к пушке обр. 1943 г.
со снарядами бронебойным, подка-
либерным и осколочным...........
57-жж патрон к зенитной пушке С-60
со снарядами бронебойным и оско-
лочным . . ......................
76-жж патрон к полковой пушке
обр. 1943 г. со снарядами:
осколочным...................
кумулятивным ................
76-жж патрон к горной пушке обр.
1938 г. со снарядами:
бронебойным......................
осколочным...................
кумулятивным . . . , ........
76-жж патрон к полковой и дивизионной
пушкам обр. 1927, 1902/30, 1936, 1939
и 1942 гг. со снарядами:
бронебойным.......................
осколочным...................
кумулятивным.................
подкалиберным ...............
85-жж патрон к зенитной, дивизионной
пушкам со снарядами:
осколочным и бронебойным . . .
подкалиберным ...............
1
2
2
4
4
7
7
7
9
1
2
2
4
6
6
6
6
9
9
1
2
2
6
7
5
6
1
2
1
1
2
3
9 4
9 4
При распатронировании втулку в стакане головки, ложе на ста-
нине и подставку в задней бабке установить так же, как при наст-
ройке станка на патронирование.
Свинтить три гайки и, сняв планку, повернуть основание задней
бабки на 180°; установить планку на место и навинтить гайки.
После этого выбить ось и снять откидывающуюся бабку, затем
подставку повернуть фаской к основанию бабки.
Отвинтить шесть винтов, снять конусное и обжимное кольца.
62
Вместо обжимного кольца поставить зажимное кольцо и закре-
пить его конусным кольцом и винтами.
После того как сменные детали установлены, нужно произвести
наладку в следующем порядке.
Отвести головку в крайнее левое положение. На ложе и под-
ставку уложить патрон. Повернув рукоятку 01-106 справа вверх на-
лево, подать головку па снаряд. Повернув вторую рукоятку в том же
направлении, зажать снаряд.
При этом необходимо, следить, чтобы губки зажимного кольца ох-
ватывали снаряд непосредственно за центрующим утолщением, так
как кромки кольца, упираясь в выступающую часть центрующего
утолщения, препятствуют проскальзыванию снаряда при распатрони-
ровапин. Такое положение достигается за счет перемещения задней
бабки по станине. После этого закрепить заднюю бабку гайками с
максимальным усилием па ключе, а для гильз больших размеров зад-
нюю бабку дополнительно укрепить гайкой, навинченной на шпильку.
Окончательно зажать снаряд, нажав па рукоятку. Произвести рас-
патронирование выстрела, повернув вторую рукоятку слева вверх на-
право; при этом зажимное кольцо должно прочно удерживать сна-
ряд, а задняя бабка не должна сдвигаться под действием усилия при
распатропировании.
При обжиме дулец гильз
При настройке станка для обжима дулец гильз того калибра, на
который был настроен станок для патронирования, необходимо от-
винтить шесть винтов, спять конусное и обжимное кольца.
Вместо 'обжимного кольца поставить матрицу, подобранную по
табл. 15, и закрепить ее конусным кольцом и винтами.
Таблица 15
НАСТРОЙКА СТАНКА НА КАЛИБРОВКУ ДУЛЬЦА ГИЛЬЗЫ „
Наименование гильзы Пуансон Втулка Матрица 1 | Ложе | Подстав- 1 ка 1 Положе- 1 ние Ложа , (рис, 15) Примеча- | пне 1
3,7-мм гильза к зенитной пушке обр.. 1939 г 45-лли гильза к ПТП обр. 1932, — - - 1 1 1 1
1937, 1942 гг 9 2 2 1
о7-.мл/гильза к ПТП обр. 1941—1943 гг. 57-мм гильза к автоматической — — 4 4 6 1
зенитной пушке С-60 76-жл гильза к полковой пушке — — 10 6 7 2
обр. 1943 г — — 6 6 5 3
76-.пл/ гильза к горной пушке обр. 1938 г 76-жз/ гильза к полковой пушке - - — 6 6 6 3
обр. 1927 г. и дивизионным пушкам обр. 1902/30, 1936, 1939 и 1942 гг. .— — 6 6 6 3
76-.И.Ч гильза к зенитной пушке
обр. 1931 г 85-_и.и гильза к зенитной и дивизи- — — 7 6 7 3
онной пушкам — — 9 9 9 4
63
Произвести наладку деталей, для чего:
— отвести головку в крайнее левое положение;
— на ложе и подставку уложить гильзу и, повернув рукоятку,
подать головку на -гильзу; при этом необходимо следить, чтобы мат-
рица обжала дульце гильзы на требуемую длину; если длина обжима
дульца недостаточна, то, перемещая заднюю бабку, добиться необхо-
димой длины обжима дульца.
Правила работы на станке
Первый рабочий становится с передней стороны станка так, что-
бы головка станка была слева от него. Второй рабочий становится
С задней стороны станка так, чтобы головка станка была справа от
пего.
Работа на станке, закрепленном на фундаменте, производится
в следующем порядке.
При патронировании выстрелов
Первый рабочий вкладывает снаряд в головку станка и досылает
его до упора. Затем на ложе и подставку задней бабки осторожно ук-
ладывает гильзу и устанавливает на место опору бабки.
По знаку первого рабочего второй рабочий, поворачивая рукоятку
в сторону задней бабки, производит патронирование, пока головка
станка не пройдет крайнее переднее положение, и в этом положении
некоторое время держит рукоятку на упоре.
В это время первый рабочий, поворачивая рукоятку, производит
обжим дульца по канавке снаряда и отводит рукоятку в исходное по-
ложение, т. е. кладет на упор.
Второй рабочий, поворачивая рукоятку в обратном направлении,
отводит головку станка в крайнее заднее положение, после чего от-
кидывает бабку, извлекает готовый патрон из головки станка и сни-
мает его со станка.
Производительность станка в большой степени зависит от подго-
товки рабочего места, поэтому необходимо, чтобы элементы подава-
лись как можно ближе к станку, а готовые патроны относились от
станка подсобными рабочими.
При патронировании без обжима дульца рукоятка 01-1\13 сни-
мается, в остальном работа производится так же, как описано выше.
При распатронировании выстрелов
Первый рабочий берет патрон и снарядом вкладывает в головку
станка, а гильзой укладывает на подставку и досылает патрон до
упора; затем зажимает снаряд, повернув рукоятку.
По знаку первого рабочего второй рабочий поворотом рукоятки
отводит головку станка в крайнее заднее положение; при этом про-
исходит распатронирование выстрела.
Первый рабочий обратным движением рукоятки освобождает
снаряд и снимает со станка снаряд и гильзу.
Второй рабочий возвращает головку станка в исходное положе-
ние, повернув рукоятку. *
64
При обжиме дулец гильз
Первый рабочий осторожно кладет гильзу на подставку и ложе.
По знаку первого рабочего второй рабочий производит обжим
дульца, повернув рукоятку в сторону задней бабки, после чего от-
водит рукоятку в исходное положение.
Первый рабочий снимает готовую гильзу со станка и укладывает
другую гильзу.
Уход за станком
Перед началом работы и через каждые 2—3 часа непрерывной
работы смазывать машинным маслом:
— коренную и кривошипную шейки коленчатого вала;
— цапфы эксцентрикового вала;
— отверстие ползуна;
— отверстие под подвижную пяту;
— направляющие станины;
— стакан головки станка;
— пяту задней бабки.
После окончания работы станок обтереть и все неокрашенные ча-
сти покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 16.
Таблица 16
ВЕДОМОСТЬ
КОМПЛЕКТАЦИИ СТАНКА ПСЗр-082
Наименование узда (детали) № детали Количество на станок Клеймо Примечание
Станок в собранном виде Фундаментные болты с гай- ПСЗр-082
ками и шайбами — 8 —
Шайбы Сменные детали 01-135 8 —
Пуансон 01-32 1 „1“
Пуансон C601-I3 1 „2“
Пуансон С601-14 1 ,3“
Пуансон С601-15 1 »4“
Пуансон 01-33 1 »5“
Пуансон 01-34 1 ,6“
Пуансон 01-35 1 „7“
Пуансон 01-37 1 .,9“
Пуансон 01-38 1 ,10“
Пуансон 01-170 1 ,11“
Пуансон 01 -170а 1 ,11а“
Пуансон 01-172 1 ,12“
Пуансон 01-172а 1 ,12а“
Пуансон 01-174 1 ,13“
5 Зак. 610с
65
Наименование узла (детали) № детали Количество на станок Клеймо Примечание
Пуансон 01-175а 1 . „13в"
Пуансон 01-175 1 „14“
Пуансон 01-175а 1 „14а“
Пуансон 01-177 1 „15“
Пуансон (черт. Ks 2—010180) — 1 „16"
Пуансон 01-202 1 „17“ .
Пуансон 01-203 1 „18“
Пуансон 01-204 1 „19“
Пуансон 01-208 1 „20“
Пуансон 01-209 1 „21“
Пуансон 01-210 1 „22“
Пуансон 01-211 1 „23“
Втулка 01-53 1 „1“
Втулка 01-54 1 „2“
Втулка . . 01-55 1 ,4“
Втулка 01-56 1 .5“
Втулка 01-171 1 „12“
Втулка 01-173 1 „13“
Втулка 01-176 1 „14“
Втулка . 01-178 1 „15“
Втулка 01-212 1 „11“
Втулка 01-213 1 „3“
Втулка 01-205 1 „16“
Втулка 01-206 1 „17“
Обжимное кольцо С601-7 1 „1“
Обжимное кольцо С601-9 1 „2“
Обжимное кольцо C60I-8 1 „3“
Обжимное кольцо С601-10 1 „4“
Обжимное кольцо С601-11 1 „6“
Обжимное кольцо С601-12 1 „9“
Обжимное кольцо С601-35 1 „10“
Обжимное кольцо C60I-36 1 „11“
Обжимное кольцо С601-37 1 „5“
Обжимное кольцо C60I-38 1 „7“
Обжимное кольцо ...... С601-39 1 „8“
Ложе 01-168 1 „1“
Ложе 01-115 1 „2“
Ложе 01-116 1 „4“
Ложе С601-29 1 „6“
Ложе С601-30 1 „9“
Подставка .... 01-91 1 „1“
Подставка 01-92 1 „2“
Подставка 01-93 1 „5“
Подставка 01-94 1 „6“
Подставка 01-95 1 „7“
Подставка . 01-96 1 „9“
Зажимное кольцо С602-1 1 1“
Зажимное кольцо С602-2 1 „2“
Зажимное кольцо С602-4 1 „4“
Зажимное кольцо С602-7 1 7“
Зажимное кольцо ...... С602-9 1 „9“
Матрица 03-1 1 „1“
Матрица 03-2 1 „2“
66
Наименование узла (детали) № детали Количество иа станок Клеймо Примечание
Матрица 03-3 1 »4“
Матрица 03-4 1 .6“
Матрица 03-5 1 7“
Матрица 03-6 1 „9“
Матрица 03-7 1 ,10“
Специальный инструмент
Ключ к пуансонам 01-80 1 —
Ключ №12 01-180 1 —
Гаечный ключ двухстор. 14X17 01-159 1 —
Гаечный ключ двухстор. 22X27 01-160 1 —
Отвертка 9 С601-24 1 —.
Футляр для колец и матриц С601-18 34 —
Бородок для настройки втулок 01-191 1 —
Клк1ч для отвинчивания втулок С601-34 1 —
Запасные части
Обжимное кольцо С601-7 1 ,1“
Обжимное кольцо С601-8 1 ,3“
Обжимное кольцо С601-9 1 „2-
Обжимное кольцо C60I-10 1 „4“
Обжимное кольцо С601-П 1 „6“
Обжимное кольцо ...... С601-12 1 ,9“
Обжимное кольцо С601-35 1 ,10“
Обжимное кольцо С601-36 1 „11“
Обжимное кольцо С601-37 1 „5“
Обжимное кольцо С601-38 1 „7“
Обжимное кольцо С601-39 1 „8“
Пружина к ползуну 01-31 1
Пружина обжима колец . . . 01-58а 22 1 Снабжены
Пружина пуансона 01-42 1 — бирками с
Пружина задней бабки . . . 01-84 1 ] номерами деталей
. CTAH0K ПСЗр-133
Назначение и устройство станка
Станок предназначен для патронирования и обжима 85- и 1ОО-Л4Л4
выстрелов.
Кроме того, станок имеет приспособления для распатронирования
указанных выстрелов и обжима (калибровки) дулец гильз к этим же
выстрелам.
По конструкции станок представляет собой горизонтальный руч-
ной пресс с шатунно-кривошипным и храповым механизмами (ход
ползуна 50 мм).
67
Усилие на Ползуне (при усилии на рычаге 15 кг):
— при удалении ползуна от крайнего положения на 8 мм —
3500—27000 кг;
— при удалении ползуна на 5 мм —• 5000—40 000 кг;
— в крайнем положении ползуна— 13 000—100 000 кг.
Станок состоит из станины, коленчатого вала с храповым меха-
низмом, ползуна, бабки и подставки.
Станина 1-14 (рис. 17) имеет тумбу и ножку. На станине, в левой
ее части, установлены два подшипника 2-1 и 2-21, в которых помещен
коленчатый вал 2-5.
На одном конце коленчатого вала укреплена рукоятка 9. На дру-
гом конце находится храповой механизм.
При повороте рукоятки 9 через коленчатый вал и шатун 2-9 пол-
зуну сообщается возвратно-поступательное движение.
При движении ползуна вперед усилие передается через сфериче-
скую поверхность головки шатуна пяте 3-2, находящейся в корпусе
ползуна.
68
При движении ползуна назад усилие передается через проушину
головки шатуна эксцентриковому валу 3-19, находящемуся в корпусе
ползуна.
Ползун перемещается по направляющим, имеющимся в станине.
Храповой механизм предназначен для создания на небольшом
участке пути ползуна значительно больших усилий, чем те, которые
могут быть получены от рукоятки, закрепленной непосредственно на
коленчатом валу. Это требуется при распатронировании выстрелов на
участке смещения снаряда на ширину обжимной канавки. В неко-
торых случаях храповой механизм может быть использован при па-
тронировании выстрелов и обжиме дулец гильз.
Храповой механизм имеет следующее устройство.
На квадратный конец коленчатого вала надет храповик 6-5, на
ступицу которого надеты щеки 6-1 и 6-2. Щеки соединены болтами
и представляют собой рычаг, нижний конец которого шатуном 6-12
соединен с коленчатым валом 6-18.
На другом конце коленчатого вала 6-18 укреплена вспомогатель-
ная рукоятка 8.
В верхней части щек укреплена ось с собачкой 6-7; собачка под-
жимается пружиной к храповику.
Работа храпового механизма происходит следующим образом.
При движении рукоятки 8 движутся (колеблются) щеки 6-1 и 6-2.
При движении рукоятки в одну сторону зуб собачки входит в паз
храповика и поворачивает его вместе с коленчатым валом па угол,
соответствующий углу качания щеки.
При обратном движении рукоятки зуб собачки проскакивает по
зубьям храповика. При следующем движении рукоятки коленчатый
вал поворачивается на такой же угол. Так сообщается движение пол-
зуну на необходимом участке пути.
В храповой механизм станка последнего выпуска введена запи-
рающая собачка 6-24, исключающая обратное движение ползуна при
холостом ходе основной собачки.
Ползун является основным рабочим узлом станка, в котором раз-
мещается рабочий инструмент, необходимый для выполнения техно-
логической операции.
Ползун имеет следующее устройство.
В ползун 3-1 гайкой закреплен стакан 3-4, во внутренней полости
которого помещены сменная втулка 1 и сменный пуансон 2. Наруж-
ная поверхность стакана является направляющей для подвижной
втулки 3-8, имеющей конусное кольцо 3-10 и сменное обжимное
кольцо 3.
За счет резьбового соединения между стаканом и сменной втул-
кой втулка регулируется в продольном направлении. Сменный пуай-
сон клином 3-3 закреплен в пяте 3-2 и совместно с ней перемещается
относительно ползуна и втулки: вперед — под действием головки ша-
туна и обратно — под действием пружины 3-7. Такое перемещение
в пределах 15 мм необходимо при патронировании для компенсации
отклонений размера от ведущего пояска до места, в которое упи-
рается пуансон.
69
В ползуне находится эксцентриковый вал 3-19, на конце которого
укреплена рукоятка 10. При повороте рукоятки тяги 3-13, соединен-
ные с эксцентриковыми шейками вала, перемещают подвижную
втулку 3-8. При этом кольцо 3-10 своим внутренним конусом дейст-
вует на кулачки сменного обжимного кольца, перемещая их в ради-
альном направлении к центру.
Кулачки, имеющие специальный профиль, прогибают стенки
гильзы и вдавливают их в проточку на запоясковой части
снаряда.
При обратном повороте рукоятки подвижная втулка вместе
с кольцом возвращается в исходное положение и кулачки обжимного
кольца под действием пружин, вставленных в кольцо, расходятся
И также занимают исходное положение.
. При распатронировании выстрелов для зажима снаряда вместо
обжимного кольца устанавливается сменное зажимное кольцо 4,
а при обжиме дулец гильз устанавливается сменный калибр 5, со-
стоящий из внешнего и внутреннего колец.
, В верхней части втулки 3-8 имеется резервуар, который запол-
няется маслом для смазывания поверхности трения между втулкой
и стаканом.
В правой части станины расположена бабка, которая предназна-
чена для поддержания гильзы у фланца и упора при патронирова-
нии или распатронировании выстрелов, а также для обжима дулец
гильз.
т с нижней стороны к корпусу 4-\1 бабки с двух сторон прикреплены
прокладки и планки, которые служат для направления при переме-
щении бабки и для закрепления ее на станине.
На передней плоскости бабки четырьмя болтами закреплена смен-
ная подставка 6, на которую укладывается гильза зафланцевой
частью.
В корпусе бабки шарнирно закреплена откидывающаяся опора
4-2 со втулкой 4-5, которая служит упором для гильзы.
Для компенсации отклонений размера гильзы по длине, а также
для создания усилия патронирования в зависимости от калибра вы-
стрелов втулка 4-5 поджимается пружиной 4-6, усилие которой регу-
лируется винтом 4-11, закрепленным в крышке 4-9. Для удержания
бабки от перемещения служит шпилька 4-24, которая закрепляется
в проушине станины гайками.
На станине, между ползуном и бабкой, двумя винтами закреплена
подставка 8-1. На подставке устанавливается сменное ложе 7, кото-
рое регулируется в вертикальной и горизонтальной плоскостях че-
тырьмя винтами 8-4 и закрепляется болтом.
Настройка и регулировка станка
> Настройку станка производить в зависимости от выполняемой
операции, калибра и типа обрабатываемых выстрелов.
70
При патронировании выстрелов
В соответствии с табл. 17 подобрать пуансон, втулку, обжимное
кольцо, ложе и подставку.
Снять со станка все сменные детали, не соответствующие патро-
нируемому выстрелу.
Установить на станок новые сменные детали (рис. 18) и произ-
вести регулировку в следующем порядке:
— • ввинтить в пуансон специальный ключ, вставить пуансон в ста-
кан и закрепить клином;
— вывинтить ключ из пуансона;
— ввинтить во внутреннюю резьбу стакана сменную втулку;
— установить обжимное кольцо; для этого необходимо кулачки
обжимного кольца со вставленными между ними пружинами уло-
жить на столе винтами вверх, расположив их по порядку номеров;
затем закрыть кулачки обжимного кольца конусным кольцом и на-
ложить на обжимное кольцо приспособление так, чтобы выступаю-
щие винты вошли в отверстия приспособления; повернув приспосо-
бление, зажать кулачки обжимного кольца в конусном кольце; в та-
ком виде вставить сборку во втулку и закрепить тремя болтами; за-
тем приспособление снять;
— вставить в ползун гранату до упора ведущим пояском во
втулку и проверить, совпадает ли профиль обжимного кольца с об-
жимной канавкой на гранате; проверку производить на нескольких
гранатах; если обжимная канавка не совпадает с профилем об-
жимного кольца, то, ввинчивая втулку ключом-бородком, установить
точное положение втулки, после этого закрепить ее винтом;
— предварительно установленное конусное кольцо должно
выступать из втулки на 5 мм; окончательно отрегулировать
кольцо при пробной обжимке выстрелов за счет поджатия кольца
винтами;
— установить на бабку подставку и закрепить ее;
— установить в подставку ложе и закрепить его;
— установить бабку в требуемое положение, ослабив нижние
болты и отвинтив гайки от проушин станины; передвинуть бабку так,
чтобы кромка гильзы, положенной на подставку и ложе, была на
уровне среза сменной втулки;
— отрегулировать точное йоложение подставки, смещая ее за
счет перемещения клиньев на бабке, а также точное положение ло-
жа, регулируя его за счет винтов, добиваясь такого положения, чтобы
зазор между гильзой и обжимным кольцом был равномерным, а дно
гильзы плотно прилегало к опорной втулке бабки; закрепить под-
ставку и ложе;
— пробным патронированием проверить правильность установки
бабки.
Окончательно отрегулировать бабку, свинчивая гайки по шпиль-
ке, после чего бабку прочно закрепить нижними болтами и гайками
на шпильке.
71
настройка
Индекс гранаты д
Сменные детали 53-Бр-365 53-Бр-365П 53-Бр-365К 53-0-365
Пуансон 53-Бр-365 53-Бр-365П 53-Бр-365К 53-0-365
ПСЗр-133 ПСЗр-133 ПСЗр -133 ПСЗр-133
Втулка 85 85 85 85
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
Обжимное кольцо S5 53-Бр-365 53-Бр-365К 85 53-Бр-365П 53-О-365К 53-0-365 85 53-Бр-365 53-Бр-365К 85 53-Бр-365П 53-О-365К 53-0-365
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
Зажимное кольцо 85 53-0-365 53-О-365К 53-Бр-365 ПСЗр-133 85 53-Бр-365П ПСЗр-133 85 53-Бр-365К ПСЗр-133 85 53-0-365 53-О-365К 53-Бр-365 ПСЗр-133
Калибр для обжи- 85 85 85 85
ма дульца ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
Подставка 85 85 85 85
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
Ложе 85 85 85 85
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
Сменные детали Индекс гранаты для
ДГ-014 ф. 13 53-Бр-412 |
Пуансон ДГ-014, Ф-13 ПСЗр-133 ДГ-014, Ф-13 ПСЗр-133 53-Бр-412 ПСЗр-133
Втулка 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133
Обжимное кольцо 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133
Зажимное кольцо 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133
Калибр для обжи- 412 412 412
ма дульца ПСЗр-133 ПСЗр-133 ПСЗр-133
Подставка 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133
Ложе 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133
72
СТАНКА
Таблица 17
К-мм выстрела
53-О-365К 53-Бр-367 53-Бр-367П 53-ОФ-372 53-Бр-372 53-БК-367
53-О-365К 53-Бр-367 53-Бр-367П 53-ОФ-372 53-Б р-372 53-Б К-367
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133- ПСЗр-133
85 85 53-Бр-367П 53-ОФ-372 53-ОФ-372 53-БК-367
ПСЗр-133 ПСЗр-133 НСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
85 53-Бр-365П 53-0-365К 53-0-365 85 53-Бр-367 53-Бр-367П 85 53-Бр-367 53-Бр-367П 53-ОФ-372 53-Бр-372 85 53-Вр-365 53-Бр-365К
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
85 53-0-365 53-О-365К 53-Бр-365 85 53-0-365 53-0-365 К 53-Бр-365 85 53-0-365 53-О-365К 53-Бр-365 85 53-0-365 53-0-365 К 53-Бр-365 85 53-0-365 53-О-365К 53-Б р-365 85 53-0-365 53-О-365К 53-Бр-365
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
85 85 85 372 372 85
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
85 85 85 412 412 85
ПСЗр-133 . ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
85 85 85 53-ОФ-372 53-ОФ-372 85
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
„412“ выстрела
| 53-Бр-412Б 53-ОФ-412 Д-412 53-0-415
53-Бр-412Б ПСЗр-133 53-ОФ-412 53-ОФ-412 53-0-415
ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗрг133 ПСЗр-133 ПСЗр-133 ПСЗр-133
412 412 412 412
ПСЗр-133 ПСЗр-133 ПСЗр-133 ПСЗр-133
73
При патронировании
При распатронировании
При обжиме дулей, гильз
- Рис. 18. Схема настройки станка
При распатронировании выстрелов
При настройке станка на распатронирование тех же выстрелов,
на которые станок был настроен для патронирования, необходимо:
— снять обжимное кольцо и вместо него в том же порядке, как
указано выше, установить зажимное кольцо;
— сместить бабку назад, положить на подставку и ложе патрон,
подать ползун в крайнее переднее положение и, поворачивая рукоят-
ку зажима, проверить, чтобы обжимное кольцо захватывало снаряд
непосредственно за центрующим утолщением; если этого нет, то до-
полнительная регулировка достигается за счет перемещения бабки;
после этого бабку прочно закрепить;
— зажать снаряд, повернув рукоятку 10 (рис. 17); затем распат-
ронировать выстрел, повернув рукоятку 9 или покачивая рукоятку 8.
Необходимо следить, чтобы зажимное кольцо прочно удерживало
снаряд, а бабка не сдвигалась под усилием распатронирования.
При обжиме дулец гильз
При настройке станка на обжим дулец гильз того калибра, на ко-
торый был настроен станок на патронирование, необходимо:
— снять обжимное и конусное кольца и вместо них установить
в ползун калибр для обжима дульца с внешним и внутренним коль-
цами, после чего закрепить его болтами;
— на ложе и подставку уложить гильзу; поворотом рукоятки по-
дать ползун в крайнее переднее положение, при этом следить, чтобы
калибр обжимал дульце на требуемую длину; если длина обжима
дульца не достаточна, то за счет перемещения бабки дополнительно
изменить ее.
В случае больших усилий на рукоятке 9 при патронировании вы-
стрелов и обжиме дулец гильз разрешается пользоваться рукоят-
кой 8, для этого:
— 1 щеки храпового механизма отсоединить от шатуна 6-12, снять
их с коленчатого вала и установить обратной стороной;
— снять собачку 6-24 с оси и установить ее зубом вверх;
— переставить рукоятку 8 на квадратном конце коленчатого
вала в обратную сторону.
Правила работы на станке
Первый рабочий становится с передней стороны станка, у руко-
ятки \10. Второй рабочий становится с задней стороны станка, у ру-
коятки 9.
Работа на станке, закрепленном на фундаменте, производится
в следующем порядке.
. При патронировании выстрелов
Первый рабочий вкладывает снаряд в ползун и досылает его до
упора. Затем на ложе и подставку бабки осторожно укладывает
гильзу и устанавливает на место опору бабки.
75
Второй рабочий производит патронирование, повернув рукоятку 9
в сторону бабки.
Затем первый рабочий производит обжим дульца по канавке сна-
ряда, повернув рукоятку 10, после чего отводит рукоятку в исходное
положение.
Второй рабочий отводит ползун в крайнее заднее положение, по-
вернув рукоятку 9 в обратном направлении, после чего откидывает
опору бабки, извлекает готовый выстрел из ползуна и снимает/его со
станка.
При распатронировании выстрелов
Первый рабочий, взяв патрон, вкладывает снаряд в ползун, а
гильзу укладывает на подставку и досылает патрон до упора. Затем
зажимает снаряд, повернув рукоятку 10.
После этого второй рабочий производит распатронирование вы-
стрела, покачивая рукоятку 8, пока снаряд не сместится на ширину
обжимной канавки. После того как усилие распатроиировапия умень-
шится, тот же рабочий отводит ползун в крайнее заднее положение,
повернув рукоятку 9.
Первый рабочий обратным движением рукоятки 10 освобождает
снаряд и снимает со станка снаряд и гильзу.
Второй рабочий возвращает ползун в исходное положение, повер-
нув рукоятку 9.
При обжиме дулец гильз
Первый рабочий, взяв гильзу, осторожно кладет ее в подставку
и ложе.
Второй рабочий производит обжим дульца, повернув рукоятку 9
в сторону бабки, после чего отводит рукоятку в исходное положение.
Первый рабочий снимает готовую гильзу со станка и на ее место
устанавливает другую.
Уход за станком
Перед началом работы и через каждые 2—3 часа непрерывной ра-
боты смазывать машинным маслом:
— шейки коленчатого вала храпового механизма;
— направляющие станины, по которым перемещается ползун;
— опорную часть пяты;
— шейки эксцентрикового вала 3-19-,
— упорную втулку бабки;
— ступицы храповика и оси собачек.
Шарикоподшипники основного коленчатого вала заполнять све-
жим солидолом через 6 месяцев работы.
Резервуар для масла в ползуне заполнять машинным маслом по
мере расходования.
Крышку колпачковой масленки на головке шатуна подвинчивать
два раза в смену по пол-обороъа.
76
Шарнирные соединения и места перемещения деталей смазывать
машинным маслом по мере необходимости.
После окончания работы станок обтереть и все неокрашенные ча-
сти покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 18.
Таблица 18
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА ‘
Наименование узла (детали) № детали Количе- ство на станок Маркировка Примечание
Станок в собранном виде Рукоятка Футляр для обжимных и зажимных колец Болт фундаментный с шайбами и гайками 7 С65 1 11 6 ПСЗр-133 Съемная
Сменные детали Пуансон 3-25 1 412 ДГ-014, Ф-13 ПСЗр-133 На станке
Пуансон 3-26 1 53-Бр-412
ПСЗр-133
Пуансон 3-27А 1 53-0-415
ПСЗр-133
Пуансон 3-28 1 Д-412,53-ОФ-412 ПСЗр-133
Пуансон 3-29 1 53-О-365К
ПСЗр-133
Пуансон 3-30 А 1 53-0-365
ПСЗр-133
Пуансон 3-31 1 53-Бр-365П
ПСЗр-133
Пуансон 3-32 1 53-Бр-365К
ПСЗр-133
Пуансон 3-33 1 53-Бр-412Б
ПСЗр-133
Пуансон 3-34 1 53-Б р-365
ПСЗр-133
Пуансон 3-71 1 53-Бр-367
ПСЗр-133
Пуансон 3-72 1 53-Бр-367П
ПСЗр-133
77
Наименование узла (детали) № детали Количе- ство на станок Маркировка Примечание
Пуансон 3-75 1 53-ОФ-372
ПСЗр-133
Пуансон 3-81 1 ___53-БК-367
ПСЗр-133
Пуансон 3-82 1 53-Бр-372
ПСЗр-133
Пружина 3-38 88 — В кольцах
Втулка 3-39 1 412
ПСЗр-133
Втулка 3-40 1 85
ПСЗр-133
Втулка 3-73 1 53-Бр-367П
ПСЗр-133
Втулка 3-74 1 53-ОФ-372
ПСЗр-133
Втулка 3-80 1 53-БК-367
ПСЗр-133
„85“53-Бр-365П,
Обжимное кольцо . . . 3-43 1 53-О-365К, 53-0-365
ПСЗр-133
„85“53-Бр-365,
Обжимное кольцо . . . 3-44 1 53-Бр-365К
ПСЗр-133
„85“53-Бр-367
Обжимное кольцо . . . 3-70 1 53-Бр-367П
ПСЗр-133
Обжимное кольцо . . . 3-77 1 53-ОФ-372
ПСЗр-133
Обжимное кольцо . . . 3-78 1 53-ОФ-372
ПСЗр-133
Обжимное кольцо . . . 3-79 1 412
ПСЗр-133
Обжимное кольцо . . . 3-83 1 „85“53-Бр-372
ПСЗр-133
„85-53-0-365,
53-О-365К,
53-Бр-Зб5
Зажимное кольцо . . . 3-45 1 ПСЗр-133
78
Наименование узла (детали) № детали Количе- ство на станок Маркировка Примечание
,85“53-Бр-365Г1
Зажимное кольцо . . . 3-46 3-47 1
ll(J3p-133 „85“53-Бр-365К
Зажимное кольцо . . .
1
ПСЗр-133
Зажимное кольцо . . . 3-48 1 412
ПСЗр-133
Калибр для дулец гильз С б3-1 1 412
ПСЗр-133
Калибр для дулец гильз СбЗ-2 1 85
ПСЗр-133
Калибр для дулец гильз Д-48 СбЗ-5 372
1 ПСЗр-133
Подставка 4-13 1 412 На станке-
ПСЗр-133
Подставка 4-14 1 85
ПСЗр-133
Ложе 8-2 1 412 На станке
ПСЗр-133
Ложе 8-3 1 85
ПСЗр-133
Ложе 3-76 1 53-ОФ-372
ПСЗр-133
Запасные детали
Кольцо 3-10 1
Клин 3-3 1
Пружина 3-38 14
Специальный инструмент
Ключ к пуансонам . . 10 1
Ключ 14X17 11 1
Ключ 22X27 12 1
Ключ 32X36 13 1
Ключ-бородок Приспособление для 14 1
установки обжимных колец С67 1
Ключ 9X11 10а 1
Ключ для детали 3-5 150-169 1
79
ГЛАВА ШЕСТАЯ
СТАНОК ДЛЯ ОБЖИМА ДУЛЕЦ ГИЛЬЗ 100-лл ВЫСТРЕЛОВ
100-лог снаряд соединяется с гильзой на сравнительно неболь-
шой площади по двум ведущим пояскам.
Необходимо правильно укладывать выстрелы в ящики и бережно
обращаться с ними.
При небрежном обращении со 100-лог выстрелами происходит
расшатывание отдельных снарядов в гильзах, сопровождающееся
увеличением диаметра дульца гильзы до размеров, превышающих
диаметр каморы орудия в соответствующем сечении. Это препят-
ствует вхождению выстрелов в камору орудия.
На прочность соединения 100-лш снаряда с гильзой серьезное
влияние оказывает способ укладки выстрелов в штатную укупорку.
Укладывать выстрелы на две опоры: одну располагать по центру
тяжести снаряда, другую— по центру тяжести гильзы с зарядом.
При таком способе укладки исключается действие изгибающих мо-
ментов и нарушение соединения снаряда с гильзой.
Для выявления нарушения сопряжения снаряда с гильзой име-
ются скоба и контркалибр к ней, а для исправления дефектов — спе-
циальный ручной станок ПОр-412 для обжима дулец гильз.
СТАНОК ПОр-412
Назначение и устройство станка
Станок ПОр-412 предназначен для обжима дулец гильз при ре-
монте 100-лш выстрелов, имеющих раздутие дулец гильз, не входя-
щих в поверочную камору.
Станок ручной рычажного типа.
Сжатие обжимного кольца по диаметру 6 мм при повороте экс-
центрикового вала на 180°.
Производительность станка в час 250—300 шт.
Станок ПОр-412 состоит из сварной станины С61 (рис. 19), крон-
штейна С62, укрепленного на станине, и корпуса СбЗ, укрепленного
на кронштейне. ’
80
6 Зак. 610с
00
7R ZO ZZ
19 г\ X \
Рис. 19. Станок ПОр-412
s' < С64
< 10
C6Z
(общий вид):
1 — втулка; 2 — гайка; 3 — втулка; 5 — гайка; *6 — винт;
7 — обжимное кольцо; Р—рычаг; 10 — ось; // — эксцентри-
ковый вал; 14 — серьга; /5 — ось; 18 — опора; 19—шайба;
20 — пята; 2/ —планка; 22— винт; 23—рукоятка; 25 — ось;
26 — упор; Сб1 — станина; Сб2 — кронштейн; СбЗ — корпус;
Сб4 — рычаг; С65 — рычаг
В корпус ввинчена втулка 1, предназначенная для установки го-
ловной части патрона против обжимного кольца 7; кольцо установ-
лено на торце корпуса при помощи гайки 5, ввинченной во втулку 3
на корпусе.
Для поддержания другого конца патрона (у фланца гильзы) пред-
назначена опора 18, укрепленная на станине. \
Обжимное кольцо состоит из восьми отдельных секторов. Между
секторами помещены пружины, под действием которых секторы по-
стоянно прижаты коническими поверхностями к конусу гайки, а тор-
цами к корпусу.
Сжатие секторов обжимного кольца производится путем переме-
щения втулки 3 с гайкой 5 по корпусу в сторону кронштейна С62 по-
средством рычагов 9, находящихся на оси 10, укрепленной в станине.
Головки рычагов 9 помещаются в пазах втулки 3, а нижние концы
их соединены осью 15 с серьгами 14, закрепленными на шейках экс-
центрикового вала 14, смонтированного в станине на бронзовых
втулках.
На концах эксцентрикового вала посажены рычаги С64 п С65,
при помощи которых производится его поворачивание.
При расжатом положении секторов обжимного кольца рычаги
С64 и С65 направлены в -сторону кронштейна С62.
При повороте рычагов С64 и С65 и эксцентрикового вала на 180°
в сторону опоры 18 происходит поворачивание рычагов 9, перемеще-
ние втулки 3 по корпусу в сторону кронштейна па 12 мм и сжатие
обжимного кольца па 6 мм по диаметру.
При повороте рычагов С64 и С65 в сторону кронштейна втулка 3
перемещается в обратном направлении и происходит расжатие об-
жимного кольца.
Для поджатия среза дульца гильзы к ведущему пояску гранаты
во время обжима на станке предусмотрен откидной зажим со сто-
роны фланца гильзы.
Этот зажим может применяться в том случае, если при обжиме
дульце гильзы отходит от ведущего пояска.
Откидной зажим состоит из планки 21, винта 22 с пятой 20 и ру-
кояткой 23.
Планка при помощи ребра, оси 25 и шайбы 19 устанавливается
на поперечном швеллере станины.
Планка 21 имеет возможность поворачиваться на оси 25. В ра-
бочем положении планка прижимается к упору 26, укрепленному на
станине. В нерабочем положении планка отводится в сторону и упи-
рается в край продольного швеллера.
Установка станка
Станок устанавливается на деревянной раме высотой 250—300 мм
и крепится к ней болтами и гайками.
Для удобства работы на станке рама со стороны откидного за-
жима имеет деревянную подставку с направляющими брусками.
82
Настройка и регулировка станка
Перед началом работы производится установка в станок обжим-
ного кольца (если оно не было вставлено ранее). Для этого осво-
бождается винт, крепящий кольцо на оси 15. Ось 15 выдвигается
в отверстие в станине, после чего вывинчивается гайка 5.
Секторы обжимного кольца вместе с пружинами укрепляются
при помощи винтов на сепараторе, образуя замкнутое кольцо, кото-
рое в таком виде вставляется в гайку 5, а последняя ввинчивается
во втулку 3. Сепаратор снимается с кольца, а винты ввинчиваются
в секторы (во избежание потери). Ось 15 вставляется на свое место
и закрепляется кольцом.
После этого производится регулировка втулки 1, опорный торец
которой должен быть установлен па расстоянии 41,5 + 0,5 мм от
внешнего торца обжимного кольца. Для этого втулка 1 ввинчивается
в корпус или вывинчивается из него на требуемую величину, после
чего втулка крепится гайкой 2 и производится регулировка обжим-
ного кольца. Для этого обжимное кольцо приводится в сжатое
состояние путем поворота рычагов С64 и С65 в сторону опоры. Ввин-
чивая или вывинчивая гайки 5, между секторами обжимного кольца
установить зазор не менее 1 мм.
Обжимное кольцо приводится в расжатое состояние, откидной
зажим отводится в нерабочее положение до упора планки 21 в край
швеллера.
Подлежащий обжиму патрон осторожно вставляется гранатой
во втулку 1 до упора ведущего пояска в фаску па торце втулки.
При этом гильза выстрела должна лежать на опоре. Произво-
дится пробный обжим, после которого выстрелы выдвигаются ' из
втулки и проверяется степень обжатия путем замера дульца гильзы
специальной скобой.
При недостаточной степени обжатия гайка 5 ввинчивается во
втулку 3 и производится повторный обжим.
После достижения требуемой степени обжатия гайка 5 закреп-
ляется винтами 6.
При необходимости пользоваться откидным зажимом; его необ-
ходимо после установки патрона в станок ставить в рабочее поло-
жение до соприкосновения планки 21 с упором 26.
Поворотом рукоятки 23 пята 20 вводится в соприкосновение
с дном гильзы, после чего рукоятка дополнительно поворачивается
на ’Л оборота для создания определенного усилия зажима.
Правила работы на станке
Первый рабочий, работая рычагом С64, производит обжим и рас-
жатие обжимного кольца, а в случае необходимости осевого поджа-
тия выстрела работает с откидным зажимом.
Второй рабочий вдвигает в станок выстрел, уложенный на дере-
вянную подставку и опору 18, до упора ведущего пояска гранаты
в фаску втулки 1; помогает при помощи второго рычага С65 произ-
6*
83
водить обжим в конце хода (когда усилие достигает наибольшей
величины) и выдвигает выстрел из станка, укладывая его на дере-
вянную подставку и опору 18.
Двое рабочих подносят выстрелы, укладывают их на деревян-
ную подставку и опору и относят готовые выстрелы к месту укладки.
Укладывать выстрел на подставку фланцем, а на опору /^дуль-
цем гильзы осторожно без броска и только после того, как предыду-
щий выстрел вынут из станка и снят с подставки. Не допускать
каких-либо ударов по капсюльной втулке.
При установке выстрела в станок не допускать резких толчков
и ударов ведущего пояска о втулку.
Запрещается работать с откидным зажимом без пяты 20 или
с пятой без выемки под капсюльную втулку.
Уход за станком
Все трущиеся поверхности станка должны периодически смазы-
ваться машинным маслом.
Шейки эксцентрикового вала смазываются путем заливки масла
через отверстия в станине и серьгах.
Втулка корпуса СбЗ смазывается в передней части через отвер-
стие во втулке 5, закрываемое винтом.
Смазывание конической поверхности и опорного торца обжимного
кольца производится заливкой масла в зазоры между секторами
перед регулировкой. После работы нерабочие поверхности цротереть
сухой и чистой ветошью.
84
ГЛАВА СЕДЬМАЯ
СТАНОК ДЛЯ ЗАПРЕССОВКИ ОБТЮРАТОРОВ,
НОРМАЛЬНЫХ И УСИЛЕННЫХ КРЫШЕК В ГИЛЬЗЫ
Для сохранения заряда в гильзе в том объеме, который оказался
в результате утряски, в гильзы патронного заряжания вставляется
обтюраторная система. Обтюраторная система состоит из картон-
ного кружка, цилиндрика и обтюратора, а в гильзы раздельного за-
ряжания запрессовываются нормальная и усиленная крышки.
В гильзах раздельного заряжания нормальная и усиленная
крышки при соответствующей заливке их герметизирующим соста-
вом служат также средством герметизации заряда.
В гильзы патронного заряжания обтюраторную систему вставлять
в следующем порядке.
Кружок укладывать бортиками вверх копцентрично окружности
дульца гильзы и проталкивать в гильзу до упора в заряд деревян-
ной скалкой. Если разность диаметра кружка и дульца гильзы
значительна, то кружок в гильзу вставлять через воронку.
Кружок должен полностью закрывать заряд и упираться борти-
ками в стенки гильзы по всей окружности. Перекос кружка не до-
пускается.
Цилиндрик устанавливать на кружок концентрично дульцу
гильзы. Высота цилиндрика должна быть примерно равна разности
между величиной максимальной утряски заряда и длиной запояско-
вой части снаряда.
Обтюратор вкладывать в воронку бортиками вниз, проталкивая
пуансоном через воронку, и запрессовывать в гильзу до упора
в цилиндрик.
При запрессовке обтюратора допускается:
— смятие цилиндрика по высоте до 3 мм-
— наличие отпечатка пуансона на поверхности обтюратора;
— перекос обтюратора до 5 мм.
Не допускаются смятие, задиры и вырывы краев обтюратора.
85
В гильзы раздельного заряжания крышки запрессовывать раз-
дельно; сначала запрессовывать нормальную крышку, затем уси-
ленную.
Нормальную крышку вложить в воронку, бортиками вниз, про-
талкивая пуансоном через воронку, и запрессовывать в гильзу на
глубину, при которой обеспечивается плотное поджатие заряда.^
Усиленную крышку запрессовывать также до плотного поджатия
бортиками к нормальной крышке.
При запрессовке крышек допускается:
— • отпечаток пуансона на крышках;
— перекос усиленной крышки до 5 мм; при этом высокая сто-
рона должна быть не выше глубины посадки, установленной чер-
тежом.
Не допускаются смятие, задиры и вырывы краев крышек.
Операция запрессовки обтюраторной системы является взрыво-
опасной. Взрывоопасность повышается еще тем, что при запрессовке
обтюратора или крышек воздух, выходя через очко гильзы, выду-
вает из заряда и воспламенителя пороховую пыль, которая
осаждается на деталях станка.
Поэтому на станках при запрессовке обтюраторной системы
может применяться только взрывобезопасная электроаппаратура,
монтаж которой должен выполняться строго по установленным
нормам.
Рабочая часть пуансонов должна быть изготовлена из цветного
металла.
Для запрессовки обтюраторов в гильзы патронного заряжания
имеются специальные станки ГП-022, ГП-023, ГП-024, ГП-025
и ГП-081.
Для запрессовки нормальных и усиленных крышек в гильзы
раздельного заряжания применяются станки ГП-035, ГП-036
и ГП-037.
Кроме того, на базах и арсеналах применяются универсальные
станки ГПр-001 и ГПр-002 с ручным приводом для запрессовки
обтюраторов в гильзы патронного заряжания и запрессовки нор-
мальных и усиленных крышек в гильзы раздельного заряжания.
Станки предназначены для работы на пунктах и в цехах, не имею-
щих силовой электрической сети, а также вспомогательного оборудо-
вания для исправления брака и сборки небольших партий выстрелов.
Ниже приводится описание станка ГПр-002 как наиболее рас-
пространенного на окружных складах и базах.
СТАНОК ГПр-002
Назначение и устройство станка
Станок предназначен для запрессовки обтюраторов в 37-, 45-,
57-, 76-, 85- и 100-лш гильзы, а также для запрессовки нормальных
и усиленных крышек в 107-, 122- и 152-лл гильзы всех систем.
По конструкции станок является вертикальным реечным прессом
с ручным приводом.
86
Расчетное усилие на пуансоне 1500 кг.
Рабочий ход пуансона 294 мм.
Перемещение кронштейна стола и воронки 742 мм.
1735
Привод станка осуществляется с помощью маховичка или ры-
чага с храповым устройством.
Станок ГПр-002 состоит из станины I (рис. 20), головки 2, крон-
штейна <3 с воронкой и стола 4.
87
Станина
Станина представляет собой литую вертикальную полую колонку
с основанием для прикрепления к фундаменту.
На передней стенке станины имеются направляющие пазы для
установки и закрепления стола и кронштейна с воронкой.
В верхней части станины имеется обработанная площадка для
монтажа головки.
Головка
Механизм головки служит для сообщения возвратно-поступатель-
ного движения пуансону.
В корпусе 2-18 головки (рис. 21) помещаются валик 2-13 с ше-
стерней 2-31 и валик 2-16 с шестерней. На конце валика 2-13 укреп-
лен маховичок 2-12, а на конце валика 2-16 с шестерней — ры-
чаг С62-2 с храповым механизмом. Рейка 2-27 находится
в зацеплении одновременно с шестерней валика 2-16 и с шестер-
ней 2-31 и перемещается в вертикальном направлении по направ-
ляющим втулкам 2-28 и 2-30.
Храповой механизм устроен следующим образом: на конец ва-
лика 2-16 с шестерней надета вилка рычага, в которой штифтом 2-6
закреплена собачка 2-7. Между щечками вилки па валик падет хра-
повик 2-15, закрепленный двумя шпонками.
Конец собачки поджат к храповику пружиной 2-10. При опуска-
нии рычага собачка своим концом упирается в зуб храповика и
поворачивает валик 2-16 с шестерней. При подъеме рычага собачка
проскакивает по зубьям храповика.
В нижний конец рейки 2-27 ввинчивается сменный пуансон С65,
или Сбб, или С67.
Для ограничения нижнего положения пуансона на верхнем конце
рейки укреплен упор С62-3.
Кронштейн с воронкой
Кронштейн служит для установки и закрепления сменных
воронок.
Кронштейн 3-1 (рис. 22) может быть перемещен по пазам ста-
нины и закреплен на требуемой высоте, в зависимости от длины
гильзы, четырьмя пазовыми болтами 3-8.
Кронштейн имеет два отверстия, в которые вставлены направ-
ляющие стержни 3-3 и пружины 3-2.
Снизу стержни закреплены гайками. На верхнем конце направ-
ляющих стержней закреплен хомут 3-6, в котором при помощи двух
болтов 3-7 закрепляются переходное кольцо 3-5 или сменные
воронки.
Усилием пружин 3-2 хомут со вставленной в него воронкой удер-
живается в крайнем верхнем положении. При прохождении обтюра-
тора или крышки через воронку от усилия пуансона хомут опускается
88
00
н
- е % Рис. 21. Головка:
2-6— штифт; 2-7— собачка; 2-10 — пружина; 2-12 — маховичок; 2-13 — валик* 2-15 — храповик-
корпус головки; 2-27 — рейка; 2-28 и 2-30 — направляющие втулки; 2-31 — шестерня; С62-! — вилка
Сбб и С67 — сменные пуансоны
2-16 — валик с шестерней;
С62-2 — рычаг; С62-3 — упор;
2-18 —
С65.
вниз и воронка своей нижней внутренней цилиндрической расточкой
садится на гильзу. После того как обтюратор вошел в гильзу, хомут
с воронкой под действием пружин занимает верхнее положение.
3-7
Рис. 22. Кронштейн с воронкой:
с I по 15 — сменные воронки; 3-1 — кронштейн; 3-2 — пружина; 3-3 — стержень; 3-5 — пе-
реходное кольцо; 3-6— хомут; 3-7 — болт; 3-8—пазовый болт
Стол
Стол является опорной площадкой для установки и фиксации
гильз.
Стол 4-2 (рис. 23) закреплен в кронштейне 4-1 установочным
винтом 4-5 и зафиксирован штифтом 4-6.
В зависимости от длины снаряжаемых гильз кронштейн переме-
щается по высоте и закрепляется на станине четырьмя пазовыми
болтами.
На столе имеются два радиальных Т-образных паза, по которым
перемещаются и закрепляются специальными болтами 4-4 два
сухаря 4-3. Расположение сухарей должно фиксировать точное поло-
жение гильзы по оси воронки. „
90
Кинематика станка
Рабочие механизмы станка приводятся в движение вручную.Шри
вращении маховичка 1 (рис. 24), надетого на валик 2, вращается
шестерня 3, которая, находясь в зацеплении с рейкой 4, сообщает
ей поступательное движение. При вращении маховичка вправо рейка
опускается, при вращении влево — поднимается.
Кроме того, поступательное движение рейке можно сообщать
рычагом 9. В этом случае при нажатии на рычаг 9 движение через
храповой механизм, состоящий из храповика 6, собачки 8 и пру-
жины 7, передается валику с шестерней 5, через которую сообщается
поступательное движение рейки 4 (вниз). Рычагом 9 пользоваться
в том случае, если усилие запрессовки от маховичка является недо-
статочным.
91
Гильзы устанавливаются на подвижной стол 15 и фиксируются
двумя сухарями 16.
Обтюраторы и крышки запрессовываются пуансоном 10 через
воронку 17, устанавливаемую в хомуте 11, закрепленном на крон-
штейне 12. Хомут с воронкой удерживается в верхнем положении
при помощи направляющих стержней 13 и пружин 14.
Рис. 24. Кинематическая схема станка ГПр-002:
1 — маховичок; 2 —валик; 3— шестерня; 4 — рейка; 5 — шестерня; 6 — храповик;
7 — пружина; <8 — собачка; 9 — рычаг; 10— пуансон; // — хомут; 12 — кронштейн;
13— стержень; 14—пружина; 15—подвижной стол; 16— сухарь; 17 — воронка
92
Настройка и регулировка станка
При подготовке станка для снаряжения гильз станок необходимо
настроить и отрегулировать.
В комплекс настройки станка входят следующие работы.
Установка сменных деталей
В соответствии с табл. 19 подобрать по калибру снаряжаемых
гильз и установить на станок воронку и пуансон с соответствующей
накладкой.
Таблица 19
НАСТРОЙКА СТАНКА
Калибр и тип гильзы Сменные детали и Ха клейма
воронка пуансои накладка пуансона переходное кольцо
37-жж 1939 г .... 1 1 1 1
45-жж 1932/34—1942 гг. 2 1 2 1
57-мм 1943 г 3 1 3 1
57-мм С-60 ... 4 1 3 1
76-жж 1902/30 и 1927 гг 5 2 4 1
85-жж 1939 г 6 2 5 1
100-жж 1944 г 7 2 6 1
107-жж 1910/30 г 8 3 7 —
107-жж 1938 г 9 3 7 —.
122-жж 1931/37г 10 3 8 —
122-жж 1910/30 г И 3 8 —
122-жж 1938 г 12 3 8 —
152-жж 1909/30 г 13 3 9 —
152-жж 1938 г 13 3 9 —
152-жж 1937 г 14 3 9 —
130-жж М-46 15 3 8
Воронка должна быть прочно закреплена в хомуте кронштейна,
а пуансон — в нижнем конце рейки.
При установке воронок для 37—100-жж гильз в хомут предвари-
тельно установить переходное кольцо, в котором закрепить воронку.
Установка кронштейна по высоте
Кронштейн установить по высоте так, чтобы между поднятым
пуансоном и воронкой было достаточно места для свободной за-
кладки обтюраторов и крышек в воронку. После . этого надежно
затянуть болты, крепящие кронштейн к станине (рис. 22).
Так же производится точная регулировка на глубину запрессовки.
Установка стола по высоте
< Стол установить по высоте так, чтобы гильза, установленная на
стол, свободно подходила под воронку, а воронка при запрессовке
плотно находила на срез дульца гильзы (рис. 23).
После этого надежно затянуть болты, крепящие кронштейн стола
к станине.
93
Регулировка сухарей на столе
Сухари 4-3 установить на столе так, чтобы гильза, установленная
на стол до упора в сухари, точно центровалась по воронке.
Для проверки опустить воронки на гильзу. В установленном- по-
ложении сухари закрепить болтами 4-4.
Установка упора
Упор Сб‘2-3 (рис. 21) установить на рейке так, чтобы, при ниж-
нем положении пуансона обтюратор или крышка запрессовывались
до упора и слегка прижимались к пороховому заряду или цилинд-
рику. Более точная регулировка достигается за счет регулировки ио
высоте стола.
Правила работы на станке
Для наиболее эффективного использования станка работа на нем
должна быть организована по схеме, изображенной на рис. 25.
Гильзы
Обтюраторы
Гильзы со вставлен-
ным обтюратором
Рис. 25. Схема организации рабочего места
Рис. 26. Установочный чер-
теж станка
Первый рабочий устанавливает
гильзы на стол и фиксирует их по
центру.
Второй рабочий укладывает обтюра-
торы или крышки в воронку.
Третий рабочий запрессовывает об-
тюраторы (крышки), вращая махови-
чок за рукоятку. Если при этом усилие
для запрессовки окажется недостаточ-
ным, то дальнейшую запрессовку произ-
водить при помощи рычага, сообщая
ему колебательное движение. После за-
прессовки этот же рабочий, вращая ма-
ховик в обратную сторону, производит
подъем рейки с пуансоном.
Четвертый рабочий снимает гильзы
со вставленными обтюраторами со сто-
ла станка.
Для работы станок установить на
фундамент или непосредственно на пол
и закрепить четырьмя фундаментными
болт’ами (рис. 26).
94
Выверку станка уровнем производить по плоскости стола.
Перед пуском станка механизмы очистить от предохранительной
смазки и тщательно смазать.
Уход за станком
При эксплуатации станка необходимо следить за состоянием
механизмов, регулярно смазывать станок и содержать его в чистоте.
Смазывание станка производить в следующем порядке.
Подшипники валиков головки смазывать через колпачковые
масленки, которые заполнять свежим солидолом по мере необходи-
мости. Смазывание производить два раза в смену навинчиванием
крышки на '/2—3А оборота.
Рейку, направляющие стержни и вилку рычага смазывать машин-
ным маслом два раза в смену.
Направляющие пазы стапипы и стола смазывать тонким слоем
машинного масла по мере необходимости.
В обеденный перерыв и после окончания смены стол станка тща-
тельно очищать от пороховой пыли.
Ведомости комплектации и шестерен станка приведены в табл. 20
и 21.
Таблиц а 20
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали Количест- во на ста- нок Мнркировка Примеча- ние
Станок в собранном виде „ГПр-002"
Сменные детали
Воронка 1 1 „1“
Воронка 2 1 „2“
Воронка 3 1 „3“ 1
Воронка 4 1 „4“
Воронка 5 1 „5“
Воронка 6 1 „6“
Воронка 7 1 „7“
Воронка 8 1 .8“
Воронка 9 1 „9“ |
Воронка 10 1 „10“ /
Воронка 11 1 „11“'
Воронка • . . 12 1 „12“
Воронка 13 1 „13“
Воронка .... 14 1 „14“
Воронка 15 1 „15“
Пуансон „37“, „45“, „57“ С65 1
Пуансон „76“, „85“, „412“ Сбб 1 —
Пуансон ,107“, „122“, „482“, „152“ . . . С67 1 —
Накладка пуансона „37“ 5-2 1 1“ На С65
Накладка пуансона „45“ 5-3 1 „2“
Накладка пуансона „57“ 5-4 1 „3“
95
Наименование узла (детали) № детали Количест- во на ста- нок Маркировка Примеча- ние
Накладка пуансона „76“ 6-2 1 .4“ На Сбб
Накладка пуансона „85“ 6-3 1 „5“
Накладка пуансона „412“ 6-4 1 „6“
Накладка пуансона „107“ 7-2 1 „7“ На Сб7
Накладка пуансона „482“ 7-3 1 „8“
Накладка пуансона „152“ 7-4 1 „9“
Переходное кольцо 3-5 1 „1“
Специнструмент
Ключ торцовый под гайку М16 С61 1 —
Ключ стержневой для пуансонов 1 1 —
Ключ 14X17 — 1 14X17
Отвертка 250X1,4 — 1 —
Запасные детали
Пружина 2-10 1 —
Пружина 3-2 2 —
Втулка 3-4 2 —
Таблица 21
Ведомость шестерен Станка
Наименование узла Тип шестерни № детали Количество на станок Модуль Число зубьев Примеча- ние
Головка Сб2 | Цилиндрическая 2-16 1 4 и
Цилиндрическая 2-31 1 4 16
96
— . - —........-.★★ ......,-------
ГЛАВА ВОСЬМАЯ
СТАНОК И МЕХАНИЧЕСКИЙ КЛЮЧ ДЛЯ ВВИНЧИВАНИЯ
КАПСЮЛЬНЫХ ВТУЛОК, ХОЛОСТЫХ ПРОБОК,
ВЗРЫВАТЕЛЕЙ И ТРАССЕРНЫХ ГАЕК
При сборке и ремонте артиллерийских выстрелов патронного и
раздельного заряжания, а также при ремонте снарядов произво-
дить следующие операции:
— ввинчивание капсюльных втулок в очко гильзы;
— ввинчивание холостых пробок в очко снаряда и вывинчива-
ние их;
— навинчивание трассерных гаек на корпус и свинчивание их;
— ввинчивание в очко снарядов взрывателей и дистанционных
трубок.
При выполнении указанных операций надо соблюдать следую-
щие требования:
1. Капсюльные втулки ввинчивать в очко гильзы на лаке № 67,
который наносить на всю наружную резьбу капсюльной втулки;
ввинчивать их до отказа со скоростью 250—300 об/мин. Втулка не
должна отвинчиваться от усилия руки.
При выполнении операции не ударять по капсюльной втулке и
не допускать соскакивания ключа со шлицов капсюльной втулки.
2. Холостые пробки ввинчивать в очко снаряда на снарядной
смазке, которую наносить на всю резьбу холостой пробки; ввинчи-
вать (вывинчивать) их до отказа, не повреждая шЛицев, со ско-
ростью не более 500 об/мин. /
3. Трассерные гайки навинчивать на лаке или суриковой за-
мазке, которые наносить на резьбу донного взрывателя и трас-
серной гайки.
Навинчивать гайки до отказа со скоростью не более 500 об/мин-,
при этом гайки не должны отвинчиваться от усилия двух пальцев
руки.
При выполнении этой операции нельзя допускать перекосов по
резьбе, ударов по трассеру, никаких механических воздействий на
7 Зак. 610с
97
трассирующий состав, а также применять усилия, которые могут
привести к срыву резьбы гайки или смещению взрывателя.
4. Взрыватели и дистанционные трубки ввинчивать до отказа
(с затяжкой) независимо от способа крепления; при этом взры-
ватели и трубки не должны отвинчиваться от усилия руки без при-
менения ключа (взрыватели ввинчивать со скоростью не более
500 об]мин).
При выполнении операции не ударять по взрывателю ключом,
а также не завинчивать взрыватели и трубки с упором на предо-
хранительный колпак.
Операции по ввинчиванию капсюльных втулок, взрывателей
и дистанционных трубок, а также по навинчиванию трассерных
гаек являются взрывоопасными и требуют большой осторожности
при их выполнении.
Для выполнения указанных операций имеются специальные ме-
ханические ключи КУ-001, КУ-002, КУ-003, КУ-004 и станки КУ-005
и КУ-006.
Механический ключ КУ-001 предназначен для ввинчивания кап-
сюльных втулок, холостых пробок и взрывателей (вращение рабо-
чему инструменту передается телескопическим валиком с двумя
шарнирами).
Механический ключ КУ-002 также предназначен для ввинчива-
ния капсюльных втулок, холостых пробок и взрывателей (враще-
ние рабочему инструменту передается при помощи гибкого валика
диаметром 10, 12,5 и 15 мм). I
Механический ключ КУ-003 по конструкции аналогичен ключу
КУ-001.
Механический ключ КУ-004 имеет усиленные шарнирные соеди-
нения телескопического валика и кулачковое включение рукоятки.
Для выполнения тех же технологических операций, но с уче-
том трех скоростей, позволяющих использовать станок с большим
экономическим эффектом, имеются станки КУ-005 и КУ-006.
Одновременно с отработкой станка отрабатывался и сменный
рабочий инструмент. Наиболее установившимся рабочим инстру-
ментом к станкам КУ-005 и КУ-006 является:
— ключ для ввинчивания капсюльных втулок;
— ключ для ввинчивания и вывинчивания холостых втулок;
— ключ для навинчивания и свинчивания трассерных гаек;
— ключ для ввинчивания взрывателей и дистанционных трубок.
Ниже приводятся описания механического ключа КУ-004 и
станка КУ-006 как наиболее распространенных на базах, арсена-
лах и окружных складах.
СТАНОК КУ-006
Назначение и устройство станка
Станок предназначен для ввинчивания в очко гильзы капсюль-
ных втулок, ввинчивания в снаряды холостых пробок, взрывателей,
дистанционных трубок и навинчивания трассерных гаек.
98
Станок может быть использован для вывинчивания холостых
пробок, свинчивания трассерных гаек, а также для других вспомо-
гательных операций.
Максимальный крутящий момент на головке ключа 100 кгсм.
Рабочий инструмент станка имеет три скорости: 250 об/мин,
400 об/мин, 600 об/мин.
Максимальная длина телескопического валика 660 мм, мини-
мальная — 410 мм.
Максимальное удлинение телескопического валика 250 мм.
Максимальный угол отклонения в шарнирах телескопического
валика 45°.
Привод станка осуществляется от индивидуального электродви-
гателя, установленного на станке.
Станок состоит из станины с приводом телескопического валика
с головкой и сменных ключей.
Станина станка представляет собой полую стойку 1 (рис. 27),
задняя стенка которой закрывается крышкой 48. На боковой стен-
ке нижней части станины расположена плита, на которой укреплен
электродвигатель 22.
При регулировке нажатия клиновых ремней плита за счет про-
дольных пазов перемещается в вертикальном направлении и за-
крепляется двумя болтами.
Со шкива 23 электродвигателя при помощи клинового ремня 51
вращение передается на контрпривод.
Контрпривод состоит из оси 40, закрепленной в сухаре 44, пере-
мещающемся вдоль окна станины. На оси на двух шарикоподшип-
никах смонтирован трехступенчатый шкив 71. На ступице шкива 71
закреплен шкив 72, принимающий вращение от электродвигателя.
От контрпривода через второй клиновой ремень 51 вращение пе-
редается трехступенчатому шкиву 14.
Шкив 14 свободно посажен на шпинделе 3, смонтированном
в станине на двух шарикоподшипниках.
Вращение со шкива передается шпинделю через фрикцион, ко-
торый состоит из тормозной ленты 16, укрепленной на торцовой
части шкива, диска фрикциона 17 и пружины 18, которая через
упорную втулку сжимается двумя гайками 20.
В зависимости от степени сжатия пружины изменяется крутя-
щий момент, передаваемый фрикционом.
Фрикцион служит предохранительным устройством при пере-
грузке станка. Кроме того, он предназначен для того, чтобы в мо-
мент ввинчивания элемента до упора происходила остановка ра-
бочего инструмента.
Для регулировки фрикциона в крышке станины имеется окно,
закрытое съемным колпачком 52.
Чтобы обеспечить выполнение технологических операций, не
снимая элементов с движущегося транспортера, в конструкцию
станка введен телескопический валик с двумя шарнирами. Каж-
дый шарнир состоит из двух вилок 54, сухаря 55, четырех осей 56
99
у*
51-
Рис. 27. Станок КУ-000 (общий вид):
1 — стойка; 3 — шпиндель; 14 — трехступенчатый шкив; 16 — тормозная лента; 17 — фрик-
цион; 18 — пружина; 20 — гайка; 22 — электродвигатель; 23— шкив электродвигателя;
40 — ось; 44 — сухарь; 48 — крышка; 51 — клиновой ремень; 52 — колпачок; 54 — вилка;
55— сухарь; 56 — ось; 57— винт; 59— конус; 61— трубка; 65— валик; 66— шпонка; 67—
муфта; 71 — трехступенчатый шкив; 72 — шкив; 73 — державка; 74 — кольцо; 75 — шайба;
76— кулачковый валик; 77 — пружина; 78 — гайка; 79— направляющая втулка; 80 — ключ;
81 -vr- пружина; 82 — кольцо
100
и стопорного винта 57, который предохраняет оси от самопроиз-
вольного отвинчивания. Для ограничения угла поворота телеско-
пического валика, а также для предотвращения попадания на него-
одежды на вилку надет предохранительный конус 59.
Одна вилка 54 соединена со шпинделем соединительным вали-
ком, который заштифтован в шпинделе и вилке. Шарнир с труб-
кой 61 соединен также через соединительный валик, заштифтован-
ный в вилке шарнира и трубке. На конце трубки’б/ имеется отвер-
стие, в которое после того, как в трубку вставлен валик 65, закла-
дывается шпонка 66, удерживающаяся от выпадения муфтой 67.
Конец валика соединен с вилкой шарнира.
Вторая вилка шарнира через кулачковый валик 76 соединена
с головкой, которая имеет следующее устройство.
В текстолитовую державку 73, имеющую расточку, вставлен
кулачковый валик 76, который получает вращение от телескопи-
ческого валика. При работе торец валика опирается на стальную
шайбу 75.
На передний конец державки надето стальное кольцо 74,
на которое навинчивается гайка 78, удерживающая ключ от выпа-
дения.
Чтобы в момент подвода головки к ввинчиваемому элементу
ключ не вращался, в державке имеется кулачковое сцепление, со-
стоящее из валика 76 с пазом и ключа с гребнем.
Пружиной 77 ключ всегда выведен из зацепления с кулачко-
вым валиком, и только при нажатии рукой на головку пружина
сжимается и происходит сцепление валика с ключом.
Станок КУ-006 комплектуется различными сменными ключами
и щетками. Ключи отличаются один от другого конструктивно, а
также размерами и формой наконечника.
Ключ 80 на одном конце имеет гребень, который входит^в паз
кулачкового валика, на другом конце — рабочую часть, сменяемую
в зависимости от выполняемой операции. Ключ вращается в на-
правляющей втулке 79, на конце которой имеется направляющий
конус, дающий возможность быстро сцентрировать ключ с ввинчи-
ваемым элементом. Это особенно важно при ввинчивании капсюль-
ных втулок и холостых пробок.
У ключей для ввинчивания взрывателей и трассерных гаек на-
правляющая втулка такого конуса не имеет. Между направляющей
втулкой и кольцом 82 на ключе находится пружина 81, которая
служит для того, чтобы рабочая часть ключа была всегда утоп-
лена в направляющем конусе втулки.
При надвигании направляющей втулки на ввинчиваемый элемент
ключ входит в зацепление с кулачковым валиком. По мере ввинчи-
вания направляющая втулка, сжимая пружину, уходит в дер-
жавку.
При окончании ввинчивания фрикцион пробуксовывает. После
того как державка отведена, пружина выводит ключ из зацепления
с кулачковым валиком и вращение его прекращается.
101
Установка станка
Станок установить рядом с производственным потоком на таком
расстоянии, при котором обеспечивалась бы нормальная работа
на фронте 800 мм по длине транспортера или рабочего стола.
Станок закрепить четырьмя болтами на специальном фунда-
менте глубиной не более 300 мм или на полу.
Настройка и регулировка станка
В зависимости от выполняемой технологической операции про-
изводится настройка станка, которая заключается в установке
сменного инструмента, в изменении числа оборотов и направления
вращения и в регулировке фрикциона.
Установка сменного инструмента
Подобранный в соответствии с выполняемой операцией сменный
инструмент установить на станок в следующем порядке:
— вынуть из державки старый инструмент, установив паз гай-
ки против паза державки;
— поставить новый инструмент и закрепить его гайкой до упо-
ра в торец державки.
Изменение числа оборотов
Изменение числа оборотов шпинделя производится за счет пе-
рестановки клинового ремня в соответствующие канавки ступенча-
тых шкивов.
При различных положениях клинового ремня получается раз-
личное число оборотов: при установке ремня на шкиве шпинделя
в канавку по большему диаметру — 250 об/мин, среднему диамет-
ру— 400 об/мин, меньшему диаметру — 600 об/мин.
Для перестановки клинового ремня нужно отвинтить четыре
болта, крепящих крышку, и снять ее со станка. Ослабить гайки
Хэолтов, крепящих плиту, и припод'йять электродвигатель с плитой,
после чего закрепить плиту в таком положении гайками. Затем,
ослабив гайку, закрепляющую сухарь, приподнять контрпривод и
перевести ремень в нужную канавку шкива.
Опустив контрпривод и придав клиновому ремню соответст-
вующее натяжение, закрепить контрпривод, затянув гайку сухаря.
Ослабив гайки болтов, крепящих плиту, опустить электродви-
гатель до необходимого натяжения клинового ремня и в этом по-
ложении закрепить плиту электродвигателя.
В таком же порядке производится натяжение клиновых ремней
при их вытяжке.
Изменение направления вращения
Для изменения направления вращения телескопического валика
переключить фазы электродвигателя, сняв для этого верхнюю
крышку станины.
102
Регулировка фрикциона
Фрикцион должен быть отрегулирован на передачу максималь-
ного крутящего момента, необходимого для выполнения техноло-
гической операции. Для регулировки фрикциона необходимо, от-
кинув колпачок на крышке станка, кольцевым ключом (свинчивая
или навинчивая установочные гайки) отрегулировать сжатие
пружины, при котором достигается необходимый крутящий момент
на ключе.
Чрезмерная затяжка фрикциона приводит к срыву ключа или
к поломке шлицев втулок и быстрому износу кулачкового соеди-
нения.
Поэтому рекомендуется допускать незначительное пробуксовы-
вание фрикциона, что проверяется практическим выполнением
операции.
После регулировки установочные гайки законтрить.
Правила работы на станке
Взять головку ключа в руки, после чего поворотом рукоятки
пакетного выключателя на 90° произвести пуск станка.
Рабочий становится около транспортера или стола, берет го-
ловку в правую руку так, чтобы станок находился сзади справа,
а телескопический валик проходил около правого бедра.
Патроны или снаряды подаются транспортером или вручную
с предварительно ввинченными элементами.
Работающий, удерживая левой рукой снаряд или выстрел от
проворачивания, правой рукой ввинчивает элемент.
При работе с 37- и 45-льи выстрелами головку можно закрепить
непосредственно на станке без телескопического валика: удержи-
вая снаряд или патрон в руках, ввинтить головку.
После окончания работы выключить электродвигатель станка,
повернув головку пакетного выключателя. До полной остановки
электродвигателя головку ключа из рук не выпускать.
Уход за станком
При эксплуатации станка необходимо следить за состоянием
тормозной ленты фрикциона, шарниров и кулачкового валика.
Для обеспечения нормальной работы станка необходимо:
— шарикоподшипники шпинделя и контрпривода заполнять
свежим солидолом не реже чем через шесть месяцев работы станка;
— шарниры телескопического валика смазывать солидолом не
реже одного раза в неделю;
— телескопический валик смазывать машинным маслом ежеднев-
но перед началом смены;
— у кулачкового валика и ключа не реже двух — трех раз
в, месяц заполнять солидолом проточки в державке и направляю-
щей втулке.
_После окончания работы станок обтереть и все неокрашенные
части покрыть тонким слоем машинного масла.
103
Ведомости комплектации и шарикоподшипников станка приве-
дены в табл. 22 и 23.
Таблица 22
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) № детали о ° 5* СП S X 5 * И X Маркировка (клеймение) Я? чертежа
Станок в собранном виде Электродвигатель ТАГ 12/4 .... 1 КУ-006 2309
Пакетный выключатель ВПЗ-10 . . Клиновой ремень А-1000 (ГОСТ 1
1284-45) Головка ключа на станок КУ-006 2 2333
с телескопическим валиком . . . Сб 1
Головка ключа на станок КУ-006
без телескопического валика . . . Сб 1 2323
Укупорочный ящик Сб 1 2310
Инструмент
Односторонний ключ 28-32 для круг- 1
лых гаек
Гаечный односторонний ключ 24 . . 1
Гаечный односторонний ключ 30. . 1
Запасные детали
Прокладка фрикциона 4 1
Пружина 10 1
Вилка 33 4
Сухарь 45 2
Ось 44 16
Сменный рабочий инструмент
Ключ для РГМ-2, РГМ-6 и ГВМЗ-1 Ключ для КТМ-1, КТМ-1-У, КТМ-2, Сб 1 „РГМ, ГВМЗ-1" 2337
КТМЗ, КТМЗ-1-У, КТМЗ-1 и МГН Сб 1 „КТМ, МГН" 2325
Ключ для МГ-8, МГ-8Н и МГ-37 . . Сб 1 „МГ-37" 2329
Ключ для М-1 Ключ для М-2, М-3, М-4, М-5, М-50, Сб 1 „М-1" 2324
МГ-57, МП-82 и В-229 Сб 1 „М-2, М-50, МГ-57, МП-82, В-229" 2329
Ключ для М-6 Сб 1 „М-6" 3166
Ключ для БМ и ГК Ключ под трубки Т-5, Т-6, Т-11, Сб 1 „БМ, ГК" 3167
ТЗ-УГ и ОМ-82 Сб 1 Т-5, ОМ-82 2322
Ключ для ГВМЗ-7, Д-1 и Д-1-У . . Сб 1 ГВМЗ-7, Д-1 2334
Ключ для ВМ-30 и ВМ-45 Сб 1 ВМ-30, ВМ-45 3157
Ключ для ГКН и ГКВ Ключ для капсюльных втулок В-022, Сб 1 ГКН, ГКВ 3158
В-026 и В-027 Сб 1 В-022, В-026, В-027 2336
Ключ для капсюльной втулки В-011 Сб 1 „В-011" 2332
Ключ для заглушки пиросвечи М-13 Ключ для холостой втулки диамет- Сб 1 „М-13 свеча" 2338
ром 63 мм - Сб 1 „ХВ-63" 2331
104
№ детали Количест- во на ста- нок Маркировка (клеймение) № чертежа
Наименование узла (детали)
Ключ для холостой втулки диамет- ром 40 мм Сб 1 „ХВ-40" 2330
Ключ для трассерной гайки МД-5 Сб 1 „МД-5“ 2335
Ключ для трассерных гаек к МД-7 и МД-8 Сб 1 „МД-7, МД-8“ 2328
Щетка для чистки трубки стабили- затора 107-, 120- и 160-.И.И мин Сб 1 107, 120, 160 мм 727
Щетки для чистки трубки стабили- затора 50- и 82-.«.и мин Сб 1 50, 82 мм 726
Ключ для взрывателей АД, АД-2 и АД-Н Сб 1 АД, АД-2, АД-Н 718
Таблица 23
ВЕДОМОСТЬ ШАРИКОПОДШИПНИКОВ СТАНКА
Наименование узла № детали Количест- во подшип- ников Тип подшипника ост Номер под- шипника
Шпиндель (контрпри- вод) 8 4. Радиальный одно- рядный 6121—39 205
МЕХАНИЧЕСКИЙ КЛЮЧ КУ-004
Назначение и устройство ключа
Механический ключ предназначен для ввинчивания в очко
гильзы капсюльных втулок, ввинчивания (вывинчивания) холо-
стых пробок, взрывателей и навинчивания (свинчивания) трассер-
ных гаек.
Максимальный крутящий момент на головке ключа 100 кгсм.
' Число оборотов ключа в минуту 250.
Вылет головки ключа от оси стойки: максимальный — 1040 мм,
минимальный — 890 мм.
Максимальное удлинение телескопического валика 250 мм.
Максимальный угол отклонения в шарнирах телескопического
валика 45°.
Механический ключ состоит из стойки с электродвигателем, ре-
дуктора, телескопического валика с державкой и сменных головок
с ключами.
Электродвигатель 61 (рис. 28) установлен на специальной чу-
гунной стойке, на которой в герметизированной чугунной коробке
находится пакетный выключатель.
105
Рис. 28. Механический ключ КУ-004 (общий вид):
/ — корпус редуктора; 2 — крышка; 3— ведомая шестерня; 9 — пробка; // — диск фрик-
циона; /2 —подвижной диск фрикциона; 13— стакан; 1'5—вилка; 16 — предохранительный
конус; 17 — цилиндрик; 18— винт; 22— труба; 23 — валик; 24 — шпонка; 25 — кольцо;
26 — кулачковый валик; 29— шайба; <30 — текстолитовая ручка; 33 — стальное кольцо; 34 —
пружина; -36 — ведущая шестерня редуктора; <35 — предохранительный конус; 39 — гайка;
42 — пружина; 44 — кольцо; 52 — ось; 61 — электродвигатель; 73 — стопорный винт; 2-1 — ключ;
2-2 — втулка; 2-3 — установочное кольцо; 2-4 — пружина
о
106
На крышке электродвигателя помещается корпус 1 редуктора,
плотно закрытый крышкой 2. Корпус редуктора образует масля-
ную ванну.
' Ведущая шестерня 36 редуктора надета непосредственно на вал
электродвигателя и передает вращение ведомой шестерне 3, за-
крепленной на оси 52, которая смонтирована в корпусе и крышке
редуктора на двух шарикоподшипниках. Масло в редуктор зали-
вать через отверстие в крышке, которое закрывать пробкой 9, а вы-
ливать через нижнее отверстие в корпусе.
Для того чтобы в конечный момент ввинчивания капсюльной
втулки или другого элемента происходила остановка рабочего ин-
струмента, в конструкцию механического ключа введен дисковый
фрикцион, описание устройства которого приведено ниже.
На выведенный из редуктора конец оси 52 надет и закреплен
штифтом диск 11 фрикциона и свободно надет подвижной диск 12
фрикциона. Подвижной диск фрикциона прижимается к неподвиж-
ному пружиной 34, а для увеличения коэффициента трения между
дисками к подвижному диску прикреплена прокладка из тормоз-
ной' ленты.
Усилие, развиваемое пружиной, регулируется двумя круглыми
гайками, навинченными на конец оси. К подвижному диску при-
креплен стакан 13, который служит для передачи движения от
диска телескопическому валику.
Стакан имеет сверху окно, через которое при помощи специаль-
ного ключа регулируется фрикцион. Окно закрывается коль-
цом 44.
Для обеспечения работы ключом в разных плоскостях и на
разном расстоянии в конструкцию введен телескопический валик
с двумя шарнирами.
Каждый шарнир состоит из двух вилок 15, цилиндрика /7,„че-
тырех винтов 18 и стопорного винта 73, который предохраняет вин-
ты 18 от самопроизвольного отвинчивания.
Для ограничения угла поворота телескопического валика, а
также для предотвращения попадания на него одежды на вали-
ки 15 надеты предохранительные конусы 16 и 38. Стакан 13 с шар-
ниром, а также шарниры с трубкой 22 соединены соединительными
валиками, заштифтованными в соединяемых деталях.
На конце трубы 22 имеется отверстие под шпонку, в которое,
после того как в трубку вставлен валик 23, закладывается шпон-
ка 24, удерживающаяся от выпадения кольцом 25. Конец валика
соединен с вилкой шарнира. Вторая вилка шарнира через кулачко-
вый валик 26 соединена с державкой.
Конструктивно державка выполнена следующим образом. •
В текстолитовую ручку 30, имеющую расточку, вставлен кулач-
ковый валик 26, который соединен с вилкой шарнира. Валик 26
имеет возможность вращаться, упираясь в шайбу 29.
На передний конец державки надето стальное кольцо 33,
на которое навинчивается гайка 39, удерживающая ключ от вы-
падения.
107
Чтобы в момент подвода державки к ввинчиваемому элементу
ключ не вращался, в державке сделано кулачковое сцепление,
состоящее из валика 26 с пазом и ключа 2-1 с гребнем.
Пружиной 42 ключ всегда выводится из зацепления с кулачко-
вым валиком и только при нажатии рукой на державку пружина
сжимается и происходит сцепление валика с ключом.
Ключ 2-1 вращается во втулке 2-2, на конце которой имеется
направляющий конус, дающий возможность быстро сцентрировать
ключ со шлицами ввинчиваемого элемента. На ключе между на-
правляющей втулкой и установочным кольцом 2-3 имеется пружи-
на 2-4, которая служит для того, чтобы ключ был всегда утоплен
в направляющем конусе втулки.
При надвигании направляющей втулки на изделие ключ входит
в зацепление с кулачковым валиком. По мере завинчивания на-
правляющая втулка, сжимая пружину, уходит в державку. При
окончании завинчивания фрикцион пробуксовывает.
После того как державка отведена, пружина 42 выводит ключ
из зацепления с кулачковым валиком и вращение его прекра-
щается.
Установка механического ключа
Стойку механического ключа установить рядом с производст-
венным потоком на таком расстоянии, чтобы можно было обес-
печить необходимый фронт работы по длине потока, но не ближе
чем на расстоянии минимального вылета державки.
Стойку закрепить болтами на специально заложенном фунда-
менте глубиной не более 300 мм или на полу.
Настройка и регулировка ключа
В зависимости от выполняемой операции в державке механиче-
ского ключа устанавливается соответствующая сменная головка.
Подобрать в соответствии с табл. 24 головку и установить ее
в следующем порядке:
— вынуть из державки старую головку, установив паз гайки
против паза державки;
— поставить новую головку и закрепить ее пайкой до упора
в торец державки, после чего установить направление вращения
рабочего инструмента.
Изменение направления вращения рабочего инструмента осу-
ществляется переключением фаз у электродвигателя.
Основной задачей регулировки является регулировка фрикцио-
на на максимальный крутящий момент, необходимый для выпол-
нения технологической операции.
Для регулировки фрикциона надо ослабить винт и сдвинуть
кольцо, закрывающее окно стакана. Специальным ключом, свин-
чивая или навинчивая гайки, отрегулировать силу давления пру-
жины, изменяя тем самыдо величину передаваемого крутящего мо-
мента. ,
108
Чрезмерная затяжка фрикциона приводит к срыву ключа и бы-
строму износу кулачкового соединения. Поэтому рекомендуется
допускать незначительное пробуксовывание фрикциона при макси-
мальном крутящем моменте на ключе, что проверяется практиче-
ским выполнением операции.
После окончания регулировки затянуть гайки и закрыть окно
стакана.
Таблица 24
НАСТРОЙКА МЕХАНИЧЕСКОГО КЛЮЧА
Технологическая операция Номер при- меняемой головки Направле- ние враще- ния рабоче- го инстру- мента Примечание
Ввинчивание капсюльных втулок В-022 Ввинчивание капсюльных втулок В-011 Ввинчивание холостых пробок . . . Вывинчивание холостых пробок . . Свинчивание трассерных гаек . . . Навинчивание трассерных гаек . . 2 2 1 5 или или 4 4 3 3 Правое Правое Правое 1 Левое ) Правое Левое Головка 2 или 3 применяется в зави- симости от размера холостой пробки
Правила работы на ключе
Взять державку ключа в руки и, повернув рукоятку пакетного
выключателя на 90°, произвести пуск механического ключа.
Рабочий, проверив правильность работы механизмов при раз-
личных положениях державки, приступает к работе. *
Элементы, подлежащие обработке, подаются к месту работы
механического ключа транспортером или вручную. Гильзы раз-
дельного заряжания или патроны подаются с предварительно ввин-
ченными в очко капсюльными втулками. Снаряды к выстрелам
раздельного заряжания или патроны подаются с предварительно
ввинченными взрывателями или холостыми пробками. Бронебойно-
трассирующие снаряды подаются с предварительно навинченными
трассерными гайками.
Рабочий, левой рукой удерживая на транспортере или столе
элемент от проворачивания, правой рукой подводит рабочий ин-
струмент к элементу и производит технологическую операцию.
Рабочий инструмент удерживается до полного довинчивания
элемента (до пробуксовки фрикциона), после чего подводится
к следующему элементу.
Не рекомендуется прерывать операцию ввинчивания капсюль-
ных втулок, так как при частично ввинченной втулке значительно
труднее ввести рожки ключа в шлицы капсюльной втулки.
При работе не допускать перегибов в шарнирах более 45°.
109
После окончания работы выключить электродвигатель механи-
ческого ключа, повернув головку пакетного выключателя. До пол-
ной остановки электродвигателя державку ключа из рук не выпу-
скать.
Уход за механическим ключом
При работе механическим ключом необходимо тщательно сле-
дить за состоянием механизмов ключа, особенно за текстолитовой
шестерней редуктора, тормозной лентой фрикциона, шарнирами и
кулачковым валиком.
Для обеспечения нормальной работы ключа машинное масло
в редуктор заливать (через отверстие в крышке) до уровня кон-
трольного отверстия. Заливать масло выше контрольного отвер-
стия запрещается, так как масло может попасть в электродвига-
тель.
Сменять масло в редукторе через 3—4 месяца работы ключа.
Шарниры не реже одного раза в неделю смазывать солидолом
и следить, чтобы они не работали без смазки.
Телескопический валик смазывать машинным маслом ежеднев-
но перед началом смены.
Для смазывания ключа внутреннюю проточку направляющей
втулки один — два раза в месяц заполнять солидолом; для этого
снять с ключа кольцо и направляющую втулку.
Для смазывания кулачкового валика внутреннюю проточку
державки три — четыре раза в месяц заполнять солидолом; для
этого свинтить втулку с рукоятки, отделить шарнир от валика и
вынуть кулачковый валик.
Для смазывания оси под подвижным диском фрикциона снять
стакан с подвижного диска и отверстие диска заполнить солидо-
лом. Смазывание производить не реже одного раза в неделю.
Шариковые подшипники редуктора заполнять солидолом через
шесть месяцев работы.
После окончания работы ключ обтереть и все неокрашенные
части покрыть тонким слоем машинного масла.
Ведомости комплектации шарикоподшипников, шестерен и пру-
жин механического ключа приведены в табл. 25—28.
Таблица 25
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ МЕХАНИЧЕСКОГО КЛЮЧА
Наименование узла (детали) № детали Количест- во на ключ Клеймение Примечание
Механический ключ в собранном виде Электродвигатель АД-21/6 в 1 КУ—004 Xs... Марка завода
НО
Наименование узла (детали) № детали Количест- во на ключ Клеймение Примечание
Пакетный трехполюснын выключа- тель ПКЗ-25 в герметизированной 1'4 коробке . Стойка для установки электродви- А2-17020 1 То же
гателя А2-16977 1
Сменные детали
Головка для ввинчивания КВ-022. . Головка для ввинчивания холостых АЗ-12053 1 № 1 В собранном виде
пробок АЗ-12059 1 № 2 То же
Головка для вывинчивания холостых АЗ-12058 1 № 3 ff
пробок Головка для навинчивания трассеров АЗ-20185 1 № 4
Головка для ввинчивания КВ-011 . . A3-20313 1 № 5 *
Специальный инструмент
и принадлежности
Ключ для регулировки фрикциона . 1-40 1
Гаечный ключ (двусторонний) . . . Фундаментные болты с ганками и — 1
шайбами Ящик для сменных головок и инет- — 3
румента — 1
Запасные части
Шестерня 36 1 36
Пружина 34 2
Виит 18 8
Вилка 15 4 15
Цилиндрик • .... 17 2 17
Винт 72 2
Кулачковый валик 26 2
Пружина 42 2
Ключ к головке № 1 2-1 1
Пружина столовками № 1, 2, 3, 4 и 5 2-4 5
Таблица 26
ВЕДОМОСТЬ ШАРИКОПОДШИПНИКОВ
МЕХАНИЧЕСКОГО КЛЮЧА
Наименование узла № детали Количество подшипников Характер подшипников ост Условное обозначение
Редуктор . . . 60 2 Радиальный одно- рядный .... 6121—39 203
111
Таблица 27
ВЕДОМОСТЬ ШЕСТЕРЕН МЕХАНИЧЕСКОГО КЛЮЧА
Наименование узла Шестерня № детали Количество иа ключ Модуль Число зубьев Примечание
Спиральная 3 1 2,5 56 ' Угол накло-
Редуктор 36 1 2,5 15 на спирали 15°
Таблица 28
ВЕДОМОСТЬ ПРУЖИН МЕХАНИЧЕСКОГО КЛЮЧА
Наименование узла Пружина № детали Количест- во на ключ Марка стали Диаметр проволоки, мм Длина в разверну- том виде, мм Примеча- ние
Фрикцион Спиральная 34 1 65 Г 4 377
Державка 42 1 65Г 1,3 356
Сменные головки . . 2-4 5 65Г 1 268
112
ГЛАВА ДЕВЯТАЯ
СТАНОК И ПРИБОР ДЛЯ КЕРНЕНИЯ ВЗРЫВАТЕЛЕЙ
И ТРУБОК В АРТИЛЛЕРИЙСКИХ ВЫСТРЕЛАХ
Головные взрыватели после их ввинчивания дополнительно за-
креплять в снарядах кернением. Дистанционные взрыватели и
трубки закреплять в снарядах прижимными винтами, если они пре-
дусмотрены чертежами и исправны. Если прижимных винтов нет,
то взрыватели и трубки закреплять кернением.
При кернении взрывателей и дистанционных трубок должны
выполняться следующие требования:
— кернение производить в месте стыка снаряда со взрывате-
лем; головные взрыватели ударного действия кернить в четырех
равноудаленных точках, а дистанционные взрыватели и трубки —
в двух диаметрально противоположных точках; *
— отпечатки кернов должны быть расположены симметрич-
но линии стыка; диаметр и глубина отпечатка должны быть
2—3 мм;
— кернение производить методом давления на ручных или меха-
нических стайках;
— при кернении не допускать ударов по снаряду, взрывателю
и по капсюльной втулке, а также случаев падения выстрелов.
Так как операция кернения производится с окончательно сна-
ряженными выстрелами или снарядами, она является особо взры-
воопасной и должна выполняться в отдельных, специально подго-
товленных кабинах, с соблюдением всех мер предосторожности.
Для привода механических станков должна применяться толь-
ко взрывобезопасная электроаппаратура.
Для выполнения операции кернения имеются специальные руч-
ные станки СКр-002 и СКр-003, приборы ПДВ-1, ПДВ-4, ПКВ-У,
ПКВ-001 и механический станок СК-002.
Станки СКр-002 и СКр-003 применяются для кернения взрыва-
телей 37—152-лл выстрелов.
8 Зак. 610с
ИЗ
Для выполнения работ по кернению механических трубок
——— со втулками ВДМ изготовлены ручные приборы ПКВ-1,
а для кернения головных взрывателей в войсковых условиях
имеется прибор ПКВ-4. На основе этих приборов изготовлен уни-
версальный прибор ПКВ-У для кернения механических трубок
ZfZS
——— , втулок ВДМ и взрывателей, за исключением дистанцион-
ных взрывателей Т-5.
При изготовлении приборов ПКВ-001 в номенклатуре обраба-
тываемых элементов включен дистанционный взрыватель Т-5, для
чего потребовалось увеличить шаг винтов, подающих керны, и
длину рукоятки прибора.
Станок СК-002 применяется для кернения взрывателей непо-
средственно на потоке.
Ниже приводится описание станка СК-002 и прибора ПКВ-001.
СТАНОК СК-002
Назначение и устройство станка
Станок предназначен для кернения взрывателей КТМ-1, РГМ,
МГ-57 и дистанционных взрывателей Д-1, Т-5, а также втулок ВДМ
ZtZS
с механическими трубками ———, ввинченных в снаряды 37-, 45-,
57-, 76-, 85-, 100-, 122-, 152-лж калибров и выше.
Кернение осуществляется непосредственно на транспортере.
Приборы для кернения — рычажного (винтового) типа.
Кернение производится методом давления в стык и в замок,
в двух диаметрально расположенных точках.
Приборы работают на двух скоростях телескопического вали-
ка — 250 и 400 об/мин.
В качестве привода приборов взят станок КУ-006 (без ключе-
вой головки и телескопического валика).
Расчетное усилие кернения на два керна 2000 кг.
Ход кернов: у прибора С61—3 и 7 мм, у прибора С62—5,5 мм.
Ориентировочная производительность станка (при кернении
в двух точках): при 250 об/мин — 800 шт. в час, при 400 об/мин —
1200 шт. в час.
Привод станка осуществляется от индивидуального электродви-
гателя, установленного на станке КУ-006.
Станок состоит из привода 1 (рис. 29), телескопического вали-
ка 2, прибора 3 для кернения взрывателей КТМ, РГМ, МГ-57 и
Д-1 (С61), прибора 4 для кернения дистанционных взрывателей
Т-5 и втулок ВДМ (С62) и уравновешивающего устройства 5.
В качестве привода станка принят станок КУ-006, описание ко-
торого дано выше. Телескопический валик станка КУ-006 заменен
новым телескопическим валиком, который отличается тем, что
имеет три телескопических зв&на, за счет чего фронт работы станка
114
увеличен до 1000 мм. Телескопический валик имеет устройство для
быстрого присоединения его к прибору и отсоединения от него.
В комплект станка входят два прибора, отличающихся по уст-
ройству лишь тем, что в одном из них для кернения дистанционных
Рис. 29. Станок СК-002 (общий вид):
1 — привод; 2— телескопический валик; 3 и 4 — приборы для кернения; 5 —уравно-
вешивающее устройство
взрывателей Т-5 и втулок ВДМ сделан удлиненный корпус, а кер-
нодержатели имеют увеличенные плечи.
Для облегчения работы прибор подвешивается на систему
уравновешивающего устройства, которая состоит из прочного
шнура, двух блоков и противовеса.
8*
115
Прибор для кернения взрывателей КТМ, РГМ, МГ-57
и дистанционных взрывателей Д-1 (С61)
Сменные керны 37 или 72 (рис. 30) закрепляются в сменных
кернодержателях 43 или 66 упорными винтами 40 или 68, воспри-
нимающими усилие кернения, и прижимными винтами 36, удержи-
вающими керны от выпадения.
Кернодержатели помещаются в корпусе 3 и могут поворачи-
ваться на осях 42, укрепленных в корпусе, за счет чего осущест-
вляется кернение.
Кернодержатели поворачиваются рычагами 44, головки кото-
рых входят в гнезда на кернодержателях, а основания опираются
на кольца 26. Кольца осью 27 соединены с шатуном 28, который
подпятником 29 соединен с подвижным ползуном 6.
Ползун помещается в трубе 4, ввинченной в корпус 3.
Движение ползуна вперед осуществляется при помощи двух
раскрывающихся полугаек 24 и непрерывно вращающегося вин-
та 31, а назад — при помощи пружины 22.
Концы полугаек шарнирно закреплены в подпятнике 30.
Полугайки удерживаются в сцеплении с винтом замыкателя-
ми 12. Задние концы замыкателей помещаются в пазах втулки 25
и свободно соединяются с ней осями 62, а передние концы ушка-
ми 7 и осями 18 и 20 соединены с регуляторами 8-, от выпадения
оси крепятся планкой.
Регуляторы осями 17, установочными винтами 11 и винтами 9
укреплены па рукоятке 5, которая может перемещаться по трубе 4.
|Винт 31, вращаясь в бронзовой втулке 25, венчиком упирается
в упорный шарикоподшипник 16 и упорную гайку 15, навинченную
на задний конец трубы.
На переднюю часть корпуса навинчена сменная центрующая
втулка 63 (64, 65 или 75), ограничивающая вхождение взрывате-
лей в корпус настолько, чтобы керны располагались по обе стороны
стыка взрывателя с гранатой (при кернении в замок) или над сты-
ком (при кернении в стык).
Центрующую втулку можно регулировать и закреплять стопор-
ной пластинкой.
Для предотвращения проворачивания ползуна и рукоятки слу-
жат шпонки 51.
Для предотвращения проворачивания прибора в руке при кер-
нении служит опора 1, на конце которой закреплена вилка 56 с ро-
ликом 58. Опора прикреплена к корпусу снизу двумя болтами. При
кернении ролик опирается на стол или на борт транспортера.
Для обеспечения беспрепятственного снятия прибора со взры-
вателя после кернения в передней части корпуса помещен вытал-
кивающий механизм, состоящий из центрующей втулки (32 или 69),
сменного стакана (33 или 71), шпильки и пружины 34.
Выталкивающий механизм свободно перемещается в корпусе
и удерживается от выпадения винтом, конец которого заходит
в паз стакана.
116
Рис. 30. Прибор для кернения взрывателей (С61):
7 —опора; 3 — корпус; 4— труба: 5— рукоятка; 6 — ползун;
7—ушки; 8— регулятор; 9— вннт; 11— установочный винт;
72—замыкатель; 15 — упорная гайка; 16— упорный шарико-
подшипник; 17 — ось; 18 н 20— оси; 22 н 23 — пружины; 24 —
полугайка; 25— втулка; 26— кольцо; 27 — ось; 28— шатун;
29 — подпятник; 30 — подпятник; 31 — винт; 32 — центрующая
втулка; 33—сменный стакан; 34—пружина; 36— прижимной
винт; 37 — сменный керн; 38 — стакан; 39 — пружина; 40 —
упорный вннт; 42 — ось; 43— сменный кернодержатель; 44 —
рычаг; 51 — шпонка; 56—вилка; 58—ролик; 62—ось; 63, 64
и 65 — сменные центрующие втулки; 66— сменкый кернодержа-
тель; 68 — упорный винт; 69 — центрующая втулка; 71 — смен-
ный стакан; 72— сменный керн; 73—пружина; 75— сменная
центрующая втулка
Для беспрепятственного снятия прибора с дистанционного
взрывателя Д-1 вместо выталкивающего механизма применяется
тормоз, состоящий из планки и хомутика. Хомутик при помощи
накладки крепится к корпусу, а планка свободно проходит в про-
резях, имеющихся на бортах рукоятки.
При работе рукоятка 5 усилием руки сдвигается до отказа впе-
ред и удерживается в таком положении до окончания операции.
При этом укрепленные на рукоятке регуляторы 8 поворачивают
соединенные с ними ушки 7', которые сжимают раскрытые до этого
пружиной 23 полугайки 24, сцепляя их с вращающимся винтом 31.
Полугайки, войдя в сцепление с винтом, получают поступатель-
ное движение вперед, при этом они перемещают ползун 6 с шату-
ном 28 и кольцами 26, сжимая пружину 22 ползуна.
Двигающиеся вперед кольца, нажимая на скользящие по ним
основания рычагов 44, вращают их вокруг центров головок, увели-
чивая расстояние между ними. При этом кернодержатели 43 или 66
поворачиваются вокруг своей оси, передние концы с кернами при-
ближаются к взрывателю и производят кернение.
Одновременно с этим кольца перемещают стакан 33 или 71,
сжимают пружину 34 и прижимают выталкивающий механизм
к корпусу взрывателя.
Полная глубина кернения происходит в момент перехода цен-'
тра колец и оснований рычагов через линию, соединяющую центры
головок рычагов. При дальнейшем движении ползуна и колец рас-
стояние между головками рычагов уменьшается и концы кернодер-
жателей с кернами под действием пружин 39 расходятся на вели-
чину, необходимую для свободного снятия прибора со взрывателя.
В этот момент задние срезы полугаек доходят до передних сре-
зов замыкателей и, ничем не удерживаясь, раскрываются под дей-
ствием пружины 23. При этом полугайки выходят из зацепления
с винтом и движение ползуна прекращается — происходит автома-
тическое выключение прибора.
Под действием пружины 22 полугайки задними срезами упи-
раются в передние срезы замыкателей.
В этом положении прибор под действием пружины 34 снимается
со взрывателя на величину хода выталкивателя. Пружина 34
(более жесткая, чем пружина 73) не дает возможности пружине 73
разжаться первой. При дальнейшем снятии прибора со взрывателя
пружина 73 сдвигает рукоятку назад до упорной гайки.
Регуляторы при помощи ушков разжимают замыкатели за пре-
делы полугаек. Ползун, лишенный опоры, под действием пружины
смещается в первоначальное положение, увлекая за собой шатун
с кольцами. При этом рычаги поворачиваются и приводят в пер-
воначальное положение кернодержатели.
Таким образом, при снятии прибора со взрывателя после кер-
нения детали прибора автоматически переключаются в исходное
положение.
Хвостовая часть винта закрепляется в телескопическом валике,
от которого винт получает непрерывное вращение.
118
Установка привода станка
Привод станка установить на легком фундаменте или прикре-
пить к полу фундаментными болтами или глухарями.
Привод расположить от транспортера на расстоянии, при кото-
ром обеспечивается наибольший фронт работы.
Расстояние между фундаментными болтами привода должно
быть 440X440 мм.
Настройка и регулировка станка
При кернении взрывателей КТМ, РГМ, МГ-57 и Д-1 на телеско-
пическом валике укрепляется прибор С61 (рис. 30). Соответствен-
но на конце шнура уравновешивающего устройства подвешивается
противовес, имеющий маркировку «1а».
При работе по кернению дистанционных взрывателей Т-5 и
втулок ВДМ на телескопическом валике укрепляется прибор С62.
Соответственно на конце шнура уравновешивающего устройства
подвешивается противовес, имеющий маркировку «1а» и «6».
При настройке прибора С61 необходимо установить кернодер-
жатели, керны, центрующую втулку в корпусе и центрующую
втулку выталкивателя со стаканом.
При настройке прибора С62 необходимо установить только цен-
трующую втулку и тормоз (табл. 29).
Таблица 29
НАСТРОЙКА СТАНКА
Сменные детали Маркировка
ктм РГМ МГ-57 Д-1 Т-5 ВДМ
Прибор для кернения Сб/ С61 С61 Сб! С62 С62
Противовес 1а 1а 1а 1а 1а и 6 1а и 6
Кернодержатели 1-38 1-38 1-38 1-57 Не меняется
Керны 1-32 1-32 1-32 1-63 1-63 1-63
Центрующая втулка 1-55 1-54 1-67 1-56 2-3 2-4
Центрующая втулка 1-60 1-29 1-60 — — —
Стакан 1-62 1-30 1-62 — — —
Тормозная планка — — — 1-44 — —
Хомутик — — — 1-43 — —
Примечание. Центрующая втулка и стакан хранятся в собранном ви-
де с пружиной и штифтом в следующем сочетании: дет. 1-60 и 1-62; дет. 1-29
и 1-30.
Установка кернодерж ателей
Смену кернодержателей производить только при настройке при-
бора для кернения дистанционных взрывателей Д-1. Для смены
кернодержателей необходимо вынуть оси 42 и снять кернодержа-
тели с рычагом 44. Вынуть из кернодержателей стаканы 38 с пру-
119
жинами 39 и вставить их в устанавливаемый кернодержатель. Но-
вые кернодержатели надеть на рычаги, ввести в корпус и вставить
оси.
Установка кернов
В кернодержатели для дистанционных взрывателей Д-1 устано-
вить керны 72, по одному в кернодержатель.
В кернодержатели для взрывателей КТМ, РГМ и МГ-57 вста-
вить керны 37, по два в кернодержатель.
В случае необходимости кернения взрывателей КТМ, РГМ и
МГ-57 в стык необходимо вместо одного из кернов в каждый кер-
нодержатель установить вкладыш, имеющий сечение керна.
Керны закрепить в кернодержателях винтами 36.
Установка центрующей втулки
и выталкивающего устройства
Для смены центрующей втулки и выталкивающего устройства
необходимо отвинтить винты и снять планку. После этого свинтить
с корпуса центрующую втулку и вынуть из корпуса выталкивающее
устройство, которое состоит из стакана, пружины, шпильки и цен-
трующей втулки.
Вставить в собранном виде новое выталкивающее устройство,
навинтить . па корпус новую центрующую втулку и закрепить
ее планкой на винтах.
При подготовке прибора к работе необходимо отрегулировать
центрующую втулку, керны и фрикцион.
Регулировка центрующей втулки
Центрующая втулка должна занимать такое положение, что-
бы при вставленном до отказа во втулку взрывателе острия кернов
располагались точно против стыка взрывателя и снаряда (при кер-
нении в стык) или симметрично стыку (при кернении в замок).
Если острия кернов располагаются не симметрично или смеще-
ны относительно стыка, необходимо снять стопорную планку и
установить втулку в нужном положении. После этого втулку снова
закрепить планкой так, чтобы зуб планки попал в прорезь на цен-
трующей втулке.
При установке втулки под дистанционный взрыватель Т-5 и
втулки ВДМ осевая линия кернов должна проходить на расстоянии
1,5—2 мм от стыка в сторону снаряда.
Регулировка кернов
Керны должны быть отрегулированы так, чтобы обеспечивалась
необходимая глубина кернения. Для регулировки кернов необхо-
димо освободить прижимные винты и контргайки упорных винтов.
После этого упорные винты повернуть на необходимую величину и
закрепить контргайками; керны закрепить прижимными винтами.
120
В свободном положении керны не должны доходить до поверх-
ности взрывателя, причем зазор этот должен быть одинаковым
с обеих сторон.
Керны должны быть правильно заточены под углом 60—70°.
Регулировка фрикциона
Фрикцион привода должен быть отрегулирован на крутящий
момент, необходимый для кернения. Сильно затягивать фрикцион
не рекомендуется, так как в этом случае он не будет служить пре-
дохранительным устройством при перегрузке станка.
Для регулировки необходимо отодвинуть колпачок на крышке
станка и установочными гайками отрегулировать натяжение пру-
жины.
Правила работы на станке
Перед началом работы станок проверить вхолостую и много-
кратным включением механизмов прибора до автоматического вы-
ключения. Исправность станка определяется свободным включе-
нием, выключением и переключением прибора.
Рабочий становится лицом к транспортеру так, чтобы телеско-
пический валик и прибор приходились справа.
Пуск и остановка станка производятся пакетным пуска-
телем.
При работе на станке прибор взять правой рукой за рукоятку
и надеть центрующей втулкой па ввинченный в гранату взрыва-
тель. При этом граната придерживается левой рукой. Рукоятка
сдвигается до отказа вперед и удерживается в таком положении;
при этом прибор включается, производит кернение, а затем автома-
тически выключается. После этого прибор снимается со взрывателя
и автоматически переключается.
В процессе кернения прибор должен опираться опорным роли-
ком на борт транспортера. Осевая линия прибора должна поддер-
живаться на высоте осевой линии гранат.
Надевать прибор на взрыватель следует осторожно, не уда-
ряя по взрывателю; рукоятку сдвигать вперед, слегка нажимая
на нее.
Снимать прибор со взрывателя можно только после автомати-
ческого выключения прибора.
При заедании и рывках, а также при чрезмерном нагревании
прибора или электродвигателя необходимо немедленно прекратить
работу и остановить станок.
При работе на станке необходимо соблюдать меры предосто-
рожности: полы одежды рабочего должны быть застегнуты, а ру-
кава завязаны во избежание захватывания их телескопическим ва-
ликом.
Ввиду опасности операции работа по кернению требует посто-
янного внимания и тщательного выполнения всех требований ин-
струкции и настоящих правил работы на этом станке.
121
Уход за станком
При эксплуатации станка тщательно следить за состоянием ме-
ханизмов и особенно приборов, регулярно смазывать станок и со-
держать его в чистоте.
Для обеспечения нормальной работы станка необходимо:
— шарикоподшипники контрпривода и шпинделя заполнять
свежим солидолом через 3—4 месяца работы;
— трущиеся части и шарнирные соединения телескопического
валика и приборов смазывать машинным маслом один раз в смену
перед началом работы;
— винты приборов тщательно смазывать через 2—2,5 часа.
Для смазывания винта рекомендуется применять касторовое
масло как наиболее вязкое. Если касторового масла нет, то винт
смазывать машинным маслом. Смазывание винта производить че-
рез окна рукоятки.
Ведомость комплектации станка приведена в табл. 30.
Таблица 30
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали)
Марки-
ровка
Примечание
Привод станка в собранном виде . .
Электродвигатель ТАГ-12/4 . . . .
Пакетный пускатель ПК .........
Клиновой ремень А-1000 ........
Болты фундаментные с гайками
и шайбами..................). .
Телескопический валик ......
Прибор для кернения..........
Прибор для кернения ...........
Противовес.....................
Противовес ........... . . . .
Шнур крученый..................
Блок...........................
Карабин .......................
Сменные детали
Кернодержатель.................
Кернодержатель . . . . '.......
Керны .........................
Керны .........................
Центрующая втулка..............
Центрующая втулка..............
Центрующая втулка..............
Центрующая втулка..............
Центрующая втулка .............
Центрующая втулка..............
— 1 Марка
завода
— 1 —
— 2 —
4
СбЗ 1 —
Сб! 1 —
С 62 1 —
1а 1 —
6 1 —
— 1 —
С64 2 —
— 3 — ГОСТ 2809—45
1-38 2 1-38 На приборе С61
1-57 ' 2 1-57
1-32 4 1-32 На приборе
1-63 4 1-63 Два в кернодер-
жателе 1-57', два
на приборе С62
1-55 1 1-55
1-54 1 1-54 На приборе C6I
1-67 1 1-67
1-56 1 1-56
2-3 1 2-3 На приборе С62
2-4 1 2-4
122
Наименование узла (летали) Лй детали Количест- во на ста- нок Марки- ровка Примечание
Центрующая втулка........... . .
Штифт (цилиндрический) 4гХ31 . .
Пружина ........................
Стакан..........................
Центрующая втулка...............
Штифт (цилиндрический) 4гХ31 . .
Пружина ........................
Стакан .........................
1-60
1-31
1-62
1-29
1-31
1-30
1
1
1
1
1
1
1
1
1-60
1-62
1-29
1-30
В собранном
виде
В собранном ви-
де на приборе С61
Специнструмент
Ключ специальный .........• . .
Отвертка специальная ..........
Выколотка ............. . . . .
Ключ 14X17...........•.........
Ключ 22X27 ....................
Ключ 32 .......................
Ключ 34x36 ....................
Запасные детали
Полугайки.............. . . .
Керны ........................
Керны .......................
Втулка ......................
Пружина .....................
Пружина..............• . . . .
Пружина .....................
Пружина .....................
Пружина .....................
Пружина .....................
3 1
4 1
5 1
— 1
— 1
— 1
— 1
1-21 4
1-32 20
1-64 2
1-34
1-31
2-5
1-32
1-63
2
1
2
ПРИБОР ПКВ-001
Назначение и устройство прибора
Прибор предназначен для кернения взрывателей КТМ-1, РГМ,
ГВМЗ, МГ-57, Д-1 и Т-5, ввинченных в артиллерийские выстрелы
37-, 45-, 57-, 76-, 85-, 100-, 122- и 152-мм калибров.
Прибор также предназначен для кернения механических тру-
бок ——> ввинчиваемых во втулку ВДМ, а также втулок ВДМ
с механическими трубками, ввинченными в артиллерийские вы-
стрелы.
Прибор ручной, рычажно-винтового типа, предназначается для
использования главным образом в войсках.
Прибор производит кернение методом давления в стык одно-
временно в двух диаметрально расположенных точках.
Нормальное усилие на рукоятке 5—8 кг.
Ход кернов при повороте рукоятки на 250° 4,15 мм (суммарный
ход двух кернов 8,3 мм). '
123
1-1 9 7
Рис. 31. Прибор ПКВ-001 (общий вид):
1—левый винт; 2 — правый виит; «? —вкладыш; 4— планка;
5 — стяжка; 6— ручка; 7 — установочный винт; 8 — винт; 9—
болт; 10 — втулка упора; 11, 12, 13 и /4 —сменные упоры; 17 —
болт; 22 и 23 — каленые втулки; /-/ — втулка; /-2 — пластинка;
1-3 — стойка
Производительность прибора в час: при кернении в двух точ-
ках— 300—350 шт., при кернении в четырех точках— 150—200 шт.
Корпус прибора, в котором смонтированы все детали, состоит из
стойки/-.? (рис. 31); к стойке приварены пластинка 1-2 и втулка 1-1.
С боковой стороны втулка имеет два диаметрально расположен-
ных отверстия, в которые запрессованы каленые втулки 22 и 23,
одна из которых имеет левую внутреннюю резьбу, другая — пра-
вую.
Винты (левый 1 и правый 2), ввинченные во втулки, имеют
сквозные отверстия, в которые вставляются сменные керны. Концы
винтов имеют шестигранник, при помощи которого винты соединены
с вкладышами 3. Вкладыш в свою очередь имеет наружный вось-
мигранник. При помощи наружного восьмигранника и установоч-
ных винтов 7 вкладыши соединены с рукояткой прибора.
124
Рукоятка состоит из двух планок 4, скрепленных в двух местах
стяжками 5. На конечную стяжку надета деревянная ручка 6.
В переднюю часть корпуса прибора во втулку 1-1 в зависи-
мости от типа взрывателей (трубок) ввинчиваются сменные упоры
11, 13 и 14, закрепляющиеся болтом 9.
Упор 12 для дистанционного взрывателя Д-1 закрепляется че-
рез втулку 1Q упора винтом 8.
Для настройки прибора на различные типы взрывателей (тру-
бок) и для наблюдения за ходом кернения в верхней части втулки
сделаны два окна. Прибор закрепляется на рабочем столе при по-
мощи шести болтов 17.
При перемещении рукоятки из нижнего положения в верхнее
винты 1 и 2, ввинчиваясь во втулки, сближают керны и, наоборот,
при перемещении рукоятки из верхнего в нижнее положение вы-
винчиваются из втулок и разводят керны.
Винты имеют резьбу с шагом 6 мм, поэтому при перемещении
рукоятки из нижнего положения в верхнее (па 250°) каждый винт
с керном переместится в осевом направлении на 4,15 мм.
Настройка и регулировка прибора
Настройка прибора складывается из установки соответствую-
щих упоров и кернов, а также из их регулировки. Настраивать при-
бор в следующем порядке:
1. Согласно табл. 31 подготовить требуемые для данного типа
взрывателей (трубок) упоры и керны.
2. Ослабить болт 9 на 1—2 оборота и вывинтить установленный
в приборе упор.
3. Через отверстие в винтах 1 и 2, слегка ударяя выколоткой,
выбить установленные в них керны; при этом во избежание полом-
'ки керна против него установить деревянную прокладку. *
4. Вставить в винты подготовленные керны и, слегка ударяя
молотком через мягкую прокладку, плотно посадить их по конусу.
Перед установкой конусную часть кернов покрыть тонким
слоем машинного масла.
5. Ввинтить во втулку 1-1 подготовленный упор или втулку 10
упора для Д-1.
Таблица 31
НАСТРОЙКА ПРИБОРА
Наименование узла (детали) Клеймение сменных деталей
упор втулка упора керны
КТМ-1 „КТМ", „РГМ", „ГВМЗ", № 57 — „р
№57 То же — „р
РГМ — „р
гвмз — „р
д-1 „Д-Р „Д-Р „р
Т-5 „Т-5", „Трубка" То же — „2“
Трубка — „3“
Втулка „Втулка" — -2“
125
6. Отрегулировать положение упора относительно втулки так,
чтобы осевая линия кернов приходилась точно по стыку взрыва-
теля (трубки) со снарядом. Регулировку производить ввинчива-
нием упоров по резьбе. Для дистанционных взрывателей Т-5 и вту-
лок ВДМ осевая линия кернов должна проходить на расстоянии
1,5—2 мм от стыка в сторону снаряда.
После правильной установки упора закрепить его болтом 9.
Регулировать упор необходимо не менее чем по трем взрыва-
телям, установив керны в среднее положение (из трех).
Упор под дистанционный взрыватель Д-1 крепить через втул-
ку 10 упора, поэтому после регулировки втулки ослабить винт 8
упора и повернуть упор так, чтобы отверстие его удлиненной сто-
роной было расположено по вертикальной оси вверх. В этом поло-
жении упор 12 закрепить винтом 8.
При регулировке упора под механическую трубку керны дол-
жны приходиться точно против стыка трубки со втулкой ВДМ.
7. Отрегулировать выход кернов и их симметричное располо-
жение относительно осевой линии упора.
При нижнем, исходном, положении рукоятки оба керна дол-
жны одновременно соприкасаться или иметь зазор не более 0,5 мм
с линией стыка взрывателя (трубки) и снаряда, доведенного до
упора и правильно расположенного относительно его осевой линии.
Керны регулировать в следующем порядке:
— ослабить установочные винты 7;
— вынуть вкладыш 3 из планки 4, не снимая с винтов 1 и 2;
— повернув вкладыш влево или вправо на '/в, 2/в или 3/в обо-
рота (в зависимости от того, на какую величину необходимо по-
дать керны),-установить их в правильное положение; если при этом
необходимая точность регулировки не достигнута, то вкладыши
снять с шестигранника винтов и повернуть на ’/е оборота;
— соединить вкладыш с планками рукоятки и закрепить их
установочными винтами 7.
Правила работы на приборе
Прибор при кернении выстрелов малых калибров обслужи-
вается одним рабочим, а при кернении выстрелов больших калиб-
ров двумя рабочими.
Перед тем как приступить к работе, рабочие должны быть под-
робно проинструктированы о правилах выполнения операции и
пользования прибором.
Кернение выстрелов (снарядов) производить в следующем по-
рядке:
— уложить выстрел с ввинченным в него взрывателем (труб-
кой) на рабочую позицию против прибора;
— подать выстрел до соприкосновения взрывателя (трубки)
с упором; при подаче вперед выстрелов с дистанционным взрыва-
телем Д-1 головка снаряда Должна быть поднята так, чтобы взры-
126
ватель прошел выше кернов в верхней части упора; после того как
выступающая часть взрывателя прошла линию кернов, головную
часть снаряда опустить и довести до упора;
— прижать выстрел к упору и повернуть рукоятку из нижнего
положения в верхнее настолько, чтобы получился надлежащий
отпечаток кернов; при этом рабочий через окна, имеющиеся во
втулке корпуса, должен следить, чтобы кернение происходило непо-
средственно в стык между взрывателем (трубкой) и снарядом;
7.t7.S
— при кернении механических трубок ------- с втулкой ВДМ
30
места кернения не должны приходиться против лунок на корпусе
втулки ВДМ;
— перевести рукоятку из верхнего положения в нижнее (ис-
ходное) ;
— если требуется произвести кернение взрывателя в четырех
точках, то выстрел повернуть на 90° и произвести повторное керне-
ние; после этого перевести рукоятку в исходное положение;
— снять с упора закерненный выстрел и уложить на него дру-
гой.
Выстрелы с дистанционным взрывателем Д-1 вынимать из при-
бора в порядке, обратном порядку установки, т. е. сначала под-
нять головку, а затем вынуть выстрел так, чтобы взрыватель про-
шел выше кернов.
При работе на приборе укладывать и снимать выстрелы осто-
рожно, не допуская резких толчков и ударов взрывателем (труб-
кой) о детали прибора.
Для установки прибора изготовить прочный деревянный рабо-
чий стол, ширина которого должна быть выбрана в зависимости
от длины выстрелов, подлежащих кернению (рис. 32).
Прибор установить на край стола и прикрепить к верхней крыш-
ке четырьмя болтами и к боковой обвязке — двумя болтами.
Гайки прочно затянуть.
На крышке стола сделать четыре поперечных паза, через ко-
торые при помощи болтов на столе установить перемещающиеся
призмы. За счет регулировки призм выстрел на рабочей позиции
имеет соосное положение с прибором.
По наклонным плоскостям призм выстрелы накатываются на
рабочую позицию.
Уход за прибором
Для обеспечения нормальной работы прибора должны выпол-
няться следующие условия.
Перед началом работы рабочие винты прибора смазать машин-
ным маслом и протереть прибор от излишней смазки.
При работе на приборе наблюдать, чтобы керны имели нор-
мальную заточку. Притупившиеся керны должны быть сняты и за-
точены. Работа с кернами, имеющими отломы на рабочей части
или неправильную заточку, не разрешается.
127
Сечение по аа
Рис. 32. Установочный чертеж прибора
128
По окончании работы прибор обтереть, а обработанные поверх-
ности покрыть тонким слоем машинного масла.
Ведомость комплектации прибора приведена в табл. 32.
. Таблица 32
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ ПРИБОРА
Наименование узла (детали) № детали Количест- во па ирибор Клеймение Примечание
Прибор в собранном виде »• ПКВ-001 Черт. № 2232
№...
гол . . .
Сменные детали
Керн для КТМ-1, РГМ,
Д-1, ГВМЗ и № 57 . . . 3 12 „1“ Из них 10 за-
пасных
Керн для Т-5 и „Втулки'" 4 8 Л" Из них 6 за-
пасных
Керн для трубки 6 .,3" Из них 4 за-
пасных
Упор для Т-5 и „Трубки" 11 1 Т-5 и
Упор для РГМ, КТМ-1, Трубка
ГВМЗ и № 57 12 1 РГМ; КТМ-1;
ГВМЗ; К» 57 В футляре
Упор для втулки 13 1 Втулка
Упор для Д-1 . 14 1 Д-1
Винт упора для Д-1 . . . 15 1
Втулка упора для Д-1 . . . 16 1 Д-1 Собраны с дет.
14
Инструмент (черт. №2237) •
Ключ 1 1 „ПКВ-001" В футляре
Выколотка 2 1 — В футляре
Футляр (черт. № 2335) . . Сб 1 — В ящике
Ящик Сб 1 — Черт. № 2236
9 Зак. 610с
129
ГЛАВА ДЕСЯТАЯ
ПРИБОРЫ ДЛЯ ПРОВЕРКИ УКУПОРКИ
НА ГЕРМЕТИЧНОСТЬ
Металлические короба, предназначенные для хранения и пере-
возки бездымных порохов, капсюльных втулок, взрывателей, вин-
товочных и пиротехнических патронов, периодически, как при хра-
нении в них указанных элементов, так и при ремонте, подвергать
испытанию на герметичность.
К испытанию коробов на герметичность предъявляются следу-
ющие требования:
1. Короб должен выдержать испытание па герметичность в те-
чение 30 сек при избыточном давлении воздуха в коробе 65 мм
ртутного столба. Короба, не выдержавшие этого испытания,
считаются негерметичными.
2. При испытаний короб должен быть герметически закрыт
крышкой с резиновой прокладкой (резиновым кольцом). Воздух
подают через крышку.
3. При испытании на герметичность металлической укупорки
для винтовочных патронов, капсюльных втулок, взрывателей и дру-
гих элементов воздух накачивать через отверстие, проколотое
в укупорке специальным керном.
Для проверки укупорки на герметичность применяются приборы
УПГ и УПГ-2 системы Алексеева.
Ниже дано описание прибора УПГ-2, получившего наибольшее
распространение на базах и в войсках.
ПРИБОР УПГ-2
Назначение и устройство прибора
Прибор предназначается для проверки на герметичность метал-
лической укупорки изготовления Лысьвинского завода и укупорки
иностранного образца, а также металлической укупорки для кап-
сюльных втулок, взрывателей, винтовочных патронов и пиропатронов.
130
Прибор состоит из ручного насоса двойного действия крана
с тройником, двух шлангов, футляра, приспособления для испыта-
ния на герметичность укупорки Лысьвинского завода, приспособле-
ния для испытания на герметичность пороховой укупорки иностран-
ного образца, и приспособления для испытания на герметичность
укупорки под взрыватели (капсюльные втулки,, пиропатроны, вин-
товочные патроны).
Насос имеет следующее устройство.
Цилиндр 1 (рис. 33) насоса помещен в трубу 2. Объем, образо-
вавшийся между цилиндром и трубой, служит ресивером. На
крышке 3 и поддоне 4 укреплено по два клапана, один из которых
является всасывающим 5, другой — нагнетательным 6.
Нагнетательные клапаны соединены .трубками 7 с трубой 2.
В крышке насоса через сальник проходит шток 8, на конце кото-
рого укреплен поршень 9 с двумя манжетами.
При помощи рукоятки 10 поршню вручную сообщается воз-
вратно-поступательное движение. При опускании поршня воздух,
находящийся в цилиндре, через нагнетательный клапан и нижнюю
трубку 7 нагнетается в ресивер, а при подъеме поршня воздух,
находящийся в верхней части цилиндра, нагнетается в ресивер
через верхнюю трубку 7,
К трубе 2 привинчен кран 11. В корпус крана запрессована
втулка, по внутреннему конусу которой притерта и плотно прижи-
мается пружиной конусная пробка.
Кран имеет систему отверстий, соединяющих между собой реси-
вер, тройник, манометр и выпускное отверстие.
К крану присоединен тройник 12 с двумя пробковыми крана-
ми 13, которые соединяются с резиновыми шлангами. На концах
шлангов имеются наконечники для закрепления .сменных приспо-
соблений для испытания укупорки на герметичность.
При рабочем положении крана воздух из ресивера поступает
в укупорку и одновременно воздействует на манометр.
Насос находится на раме 14 и сверху закрывается деревянным
футляром 15.
Приспособление для испытания
на герметичность укупорки
Лысьвинского завода
Приспособление представляет собой обыкновенную крышку ко-
роба пороховой укупорки Лысьвинского завода с зажимом, приспо-
собленным для испытания укупорки.
На верхней крышке 11-8 (рис. 34) четырьмя заклепками укреп-
лена втулка 11-6, на которую навинчена гайка 11-5. Гайка, нажи-
мая на заплечики патрубка 11-4, прижимает его к нижней крышке
11-9, а последнюю к коробу.
1 Номинальное давление воздуха 65—75 мм рт. ст., усилия на рукоятке 3—5 кг,
ход поршня прибора 250—300 мм, диаметр поршня 57 мм, расчетная производи-
тельность за один двойной ход 0,0013 .и3.
9*
131
Рис. 33. Прибор УПГ-2 (общий вид):
/ — цилиндр насоса; 2 — труба; 3 — крышка; 4 — поддон; 5 — всасывающий кла-
пан; 6 — нагнетательный клапан; 7 — трубка; 8 — шток; 5 — поршень; 10 — ру-
коятка; // — кран; 12 — тройник; 13 — пробковый кран; 14 — рама; /5—футляр
Рис. 34. Приспособление для испытания на герметичность укупорки Лысьвип-
ского завода:
11-3 гайка; //-'/ — патрубок; 11-5- гайка; 11-G втулка; 11-8 -- верхняя крышка;
11-9—-нижняя крышка; 11-10 и 11-11— прокладки
Резиновые прокладки 11-10 и 11-11 обеспечивают герметическое
соединение крышки с коробом и патрубка с крышкой. На верхнем
конце патрубка расположена гайка 11-3, при помощи которой при:
способлепие закрепляется на шланге.
Приспособление для испытания
на герметичность пороховой укупорки
, иностранного образца *
В приспособлении использованы крышка и зажим от пороховой
укупорки иностранного образца. Вместо центрального стержня за-
жима на этой крышке поставлен патрубок 12-4 (рис. 35).
Рис. 35. Приспособление для испытания на герметич-
ность пороховой укупорки иностранного образца:
12-3 — гайка; 12-4 — патрубок; 12-5 — барашек; 12-6 — кресто-
вина; С612-1 — крышка
133
На патрубок надет барашек 12-5, который наружной резьбой
ввинчивается в крестовину 12-6, а нижним торцом упирается
в крышку С612-1, прижимая ее к коробу.
На верхнем конце патрубка расположена гайка 12-3, при помо-
щи которой приспособление закрепляется на шланге.
Приспособление для испытания
на герметичность укупорки
под взрыватели, капсюльные втулки,
пиропатроны и винтовочные патроны
Приспособление представляет собой рычажный зажим с кер-
ном 13-2 (рис. 36) для прокалывания укупорки и с ползуном 13-4,
обеспечивающим прохождение воздуха из шланга прибора, через
прйколотое отверстие во внутренний объем укупорки. Ползун пе-
ремещается по направляющей 13-6 в зависимости от габаритов
укупорки и закрепляется винтом 13-8, За счет ввинчивания и вы-
винчивания втулки 13-3 регулируется величина выхода острия кер-
на. Прорези во втулке служат для прохода воздуха в укупорку.
Рычажный зажим состоит из рычага 13-7, двух тяг 13-10 и двух
подвесок 13-11. В нижние отверстия подвесок вставлена ось, в ко-
торую ввинчен регулировочный винт 13-13, имеющий на конце
фасонную шайбу 13-15. ,
Винтом 13-13 достигается дополнительная регулировка при-
способления по габаритам укупорки.
При подъеме рычага в верхнее положение расстояние между
острием керна и опорной плоскостью шайбы увеличивается.
В этом положении приспособление устанавливается на испы-
тываемую укупррку.
При опускании рычага до среднего положения (положение
мертвой точки) расстояние между керном и шайбой сокращается
и происходит прокалывание укупорки.
При дальнейшем движении рычага вниз тяги проходят мертвую
точку и вследствие силы упругости резинового кольца 13-1 острие
керна выходит на некоторую величину из проколотого отверстия,
обеспечивая возможность поступления воздуха в укупорку.
Подготовка прибора к работе
Перед началом испытания укупорки на герметичность прибор
следует привести в рабочее положение, для чего необходимо:
— установить прибор горизонтально на ровной площадке,
открыть замки и снять футляр;
— накачать в ресивер прибора воздух и, поворачивая пробки
кранов, продуть их; продуть также выпускное отверстие крана ма-
нометра;
— присоединить и закрепить ключом шланги к тройнику;
— продуть шланги, поочередно перекрывая краны;
— присоединить приспособления к шлангам и продуть их воз-
духом; ®
134
13-13 13-11 13-15
Рис. 36. Приспособление для испытания на герметичность укупорки под взрыватели, капсюльные втулки, пиропатроны и
* винтовочные патроны:
13-1 — резиновое кольцо: (3-2 — керн; 13-3 — втулка; 13-4— ползун; 13-6 — направляющая; 13-7— рычаг; 13-8— винт; 13-10 — тяга; 13-И —
подвеска; 13-13 — регулировочный винт; 13-15 — фасонная шайба;
— пропустить в шланги воздух, закрывая поочередно выход-
ные отверстия в приспособлениях.
По манометр}' определить герметичность соединений тройника,
шланга и приспособления. Если показания манометра уменьша-
ются, то в каком-то соединении происходит утечка воздуха. В этом
случае необходимо ключом подтянуть резьбовые соединения или
сменить прокладки.
Испытание укупорки
Работа по испытанию укупорки на герметичность проводится
двумя рабочими.
Первый рабочий работает на насосе, второй присоединяет при-
способление со шлангом к испытываемой укупорке и снимает его
с укупорки после испытания.
Первый рабочий, став ногами на резиновые накладки рамы
прибора и открыв все краны, накачивает воздух в испытываемую
укупорку до тех пор, пока стрелка манометра не поднимется
к красной черте (красная черта на циферблате соответствует дав-
лению 65 мм рт. ст.). Затем он закрывает кран тройника соответ-
ствующего шланга и по секундомеру замеряет время выдержки
укупорки под давлением.
После 30 сек выдержки проверяется давление в коробе по ма-
нометру; если давление в коробе упало ниже красной черты и
продолжает падать до нуля, то укупорка пегермстична.
Для определения в укупорке места просачивания воздуха необ-
ходимо смочить все швы укупорки мыльной эмульсией, которая
в случае негерметичности будет пениться; это место отметить
мелом.
При испытании на герметичность металлической укупорки для
винтовочных патронор, капсюльных втулок и взрывателей воздух
накачивать в испытываемую укупорку через прокол, сделанный
керном приспособления.
В этом случае испытание укупорки на герметичность проводится
в следующем порядке.
После прокола укупорки рабочий накачивает насосом воздух
до давления 65 мм рт. ст., т. е. до красной черты, после чего пере-
крывает кран и выключает насос.
Укупорка остается соединенной только с манометром.
Давление воздуха в укупорке не должно изменяться в тече-
ние 30 сек.
Если давление по манометру падает, то укупорка негерметична.
После испытания прокол запаять.
Уход за прибором
При эксплуатации прибора следить, чтобы! кожаные манжеты
поршня и сальникового уплотнения не высыхали. Периодически
следует пропитывать их касторовым маслом.
Всасывающие и нагнетательные клапаны необходимо периоди-
чески вывинчивать и очищать от пыли и загрязнения.
136
Особенно тщательно необходимо следить за состоянием основ-
ного крана и кранов тройника; они должны быть плотно притерты
и не давать утечки воздуха.
Переносить и хранить прибор только в футляре. Сменные и за-
пасные детали прибора хранить в специальном ящике.
Ведомость комплектации прибора приведена в табл. 33.
Таблиц а 33
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ ПРИБОРА
Наименование узла (детали) Количе- ство № детали Марки- ровка Приме- чание
Прибор в собранном виде с воздуш- ным манометром Т-103 в деревянном футляре Ящик для ЗИП I С614 „УПГ-2“
Сменный инструмент Приспособление для испытания на гер- метичность пороховой укупорки Лысь- випского завода 2 СбП
Приспособление для испытания па гер- метичность пороховой укупорки ино- странного образца 2 С612
Приспособление для испытания на гер- метичность укупорки взрывателей, капсюльных втулок, винтовочных па- тронов и пиропатронов 1 С613
Шланг диаметром 16X3000 мм со шту- цером 2 С69 *
Запасные детали Воздушный манометр Т-103 (20—260 мм рт. ст.) завода „Красногвардеец" Шланг прорезиненный внутренний (диа- метр 16 мм, длина 3000 мм) .... 1 1 9-1
Манжет для поршня 4 2-10
Манжет сальника 3 2-5
Прокладка клапана 8 3-9
Фланелевая салфетка 200x 200 .... 1
Прокладка 10 11-1
Прокладка 10 I2-I
Резиновое кольцо 10 13-1
Керн 10 13-2
Принадлежность Ключ 22X27 1
Ключ 11 1 —
Отвертка 200X1 1 —
137
ГЛАВА ОДИННАДЦАТАЯ
ПАРАФИНОПЛАВКА ДЛЯ РАСПЛАВЛЕНИЯ СМАЗОК
Кроме красок и лаков, применяемых для защиты боеприпасов от
коррозии, используют пушечную смазку и смазку ПП-95/5.
Нанесение смазки на неокрашенные и незалакированные сна-
ряды и Мины производить опусканием их в расплавленную смазку
при 80—90° С (смазку расплавлять в парафиноплавке).
В цехе или на пункте работ устанавливать парафиноплавку для
предварительного расплавления смазки до 80—90° С; кроме того, на
рабочем месте должна быть установлена расходная парафиноплавка,
предназначенная для поддержания температуры состава в процессе
работы.
Расплавлять смазку в расходной парафиноплавке запрещается;
в нее загружается состав, предварительно разогретый. Парафино-
плавки бывают паровые и электрические. Ниже дано описание элек-
трической парафиноплавки П-25.
ПАРАФИНОПЛАВКА П-25
Назначение и устройство парафиноплавки
Парафиноплавка П-25 предназначена для расплавления пушеч-
ной смазки, смазки ПП-95/5 и парафина.
Питание электроэнергией производится от сети переменного тока
напряжением 220/380 в.
Емкость бака: для смазки 25 л, для воды 25 л.
Потребный расход электроэнергии: для расплавления 4-*-15 а,
для подогрева 4—5 а.
Рабочая температура воды 90—100° С.
Парафиноплавка состоит из цилиндра 1-4 (рис. 37), кожуха 1-44,
цилиндра 1-8 и электронагревательного элемента С62.
Цилиндр 1-8 служит резервуаром для смазки, цилиндр 1-4 для
воды и размещения электронагревательного элемента С62, ко-
жух 1-44 предохраняет парафиноплавку от повреждения и служит
138
изолятором тепла от цилиндра 1-4 в окружающую среду, образуя
с последним воздушное пространство, являющееся изолятором.
Электронагревательный элемент С62, состоящий из набора латун-
ных пластин 2-5, изолированных между собой эбонитовыми втул-
ками, питается переменным электрическим током от внешней сети.
Рис. 37. Парафиноплавка П-25:
1-4 — цилиндр; 1-5 — фланец; 1-8— цилиндр; 1-12 —
трубка; 1-13 — резиновая прокладка; 1-14— болт;
1-24 — карман; 1-25 — гайка-барашек; 1-26 — шпилька;
1-27— резиновая прокладка; 1-28 — эбонитовая про-
кладка; 1-29 — гайка; 1-30 — болт; 1-42— крышка:
1-44 — кожух; 1-50 — трубка: 2-5 — латунная пласти-
на; С62 — электронагревательный элемент
Электропровод смонтирован на эбонитовых прокладках 1-28,
укрепленных при помощи болтов 1-30 и гаек 1-29 на стенке ци-
линдра 1-4. Электронагревательный элемент нагревает воду, которая
отдает тепло находящемуся в ней цилиндру 1-8, и расплавляет
смазку до требуемой температуры.
Вода заливается в карман 1-24 и через трубу 1-50 поступает
в цилиндр 1-4.
139
Сливать воду через трубку 1-12, закрываемую болтом 1-14 с рези-
новой прокладкой 1-13.
Для исключения попадания на рабочее место паров воды при
нагреве свыше 100° С пар отводится через трубку наружу; при по-
мощи шпилек 1-26 и гаек-барашков 1-25 через резиновую про-
кладку 1-27 обеспечивается плотное поджатие фланца 1-5 ци-
линдра 1-4 к крышке 1-42 кожуха 1-44.
Установка парафиноплавки
Парафипоплавка для разогрева смазки устанавливается в изоли-
рованном помещении. Расходные парафиноплавки устанавливаются
на рабочем месте и крепятся к полу при помощи болтов.
Правила работы на парафиноплавке
Перед началом работы убедиться в наличии достаточного коли-
чества воды в парафиноплавке и надлежащего заземления.
После загрузки парафипоплавки смазкой включить электроподо-
грев, регулируя температуру нагрева. Строго следить за тем, чтобы
вместе со смазкой в парафиноплавку нс попадали элементы выстре-
лов и посторонние предметы.
Запрещается производить нагрев смазки свыше 95° С. Темпера-
тура смазки должна контролироваться термометром, находящимся
в смазке, а результаты замера через каждый час работы должны
фиксироваться в журнале учета температур.
Работать у парафиноплавок разрешается только в калошах во
избежание поражения током.
Запрещается:
— производить заполнение парафиноплавки или набирать из
нее смазку при включенном электроподогреве;
— работать без сетки для удаления случайно упавших боепри-
пасов.
Уход за парафиноплавкой
Не реже двух раз в неделю парафиноплавку следует полностью
освобождать от смазки и вычищать.
В нерабочее время воду из парафиноплавки удалять, чтобы
исключить преждевременную порчу ее от коррозии. Постоянно сле-
дить за состоянием электропроводки и электронагревательных эле-
ментов.
14Q
ГЛАВА ДВЕНАДЦАТАЯ
СТАНКИ ДЛЯ ЗАПРЕССОВКИ (ИЗВЛЕЧЕНИЯ)
ОСНОВНЫХ ЗАРЯДОВ В ТРУБКИ СТАБИЛИЗАТОРОВ МИН
При сборке минометных выстрелов и приведении их в оконча-
тельно снаряженный вид в трубки стабилизаторов запрессовывается
основной заряд. При ремонте минометных выстрелов основной заряд
удаляется из трубок стабилизаторов. Для вставки основных зарядов
в трубки стабилизаторов 82-, 107-, 120- и 160-А1Ж/. мин применяются
ручные станки МПр-511, МПЭр-521, ПЗМК-1, ПЗМК-2 и ПЗМК-3.
На этих же станках можно производить и извлечение основных
зарядов из мин, так как па каждом станке, за исключением станка
МПр-511, имеется экстрактор.
Ниже дается описание станков ПЗМК-1, ПЗМК-2 и ПЗМК-З,
наиболее распространенных на базах и в войсках. «
, СТАНОК ПЗМК-1
Назначение и устройство станка
Станок предназначен для запрессовки основного заряда при
•сборке минометных выстрелов и извлечения основного заряда при
разделке или ремонте 82-мм минометных выстрелов.
По конструкции станок является упрощенным (ручным) рычаж-
ным приспособлением (ход штока 147 мм).
Установка и съем мин производятся вручную.
Станок состоит из станины 1 (рис. 38), штока 7, пуансона 5
с экстрактирующим приспособлением, рычага 8 с двумя тягами 9
для передвижения штока, кожуха 3, закрывающего хвостовую часть
мины во время запрессовки или извлечения основного заряда.
На станине станка имеются призма 2 для центрования головной
части мины и упор 10 с плиткой 11 для удержания мины от продоль-
ного перемещения при запрессовке основного заряда; на станине
привинчены опора 4 для центрования хвостовой части мины и упор 6
141
Рис. 38. Станок ПЗМК-I (общий
вид):
2 —станина; 2 — призма; 3 — кожух; 4 —
опора; 5—пуансон; 6 — упор; 7—шток;
5—рычаг; 9—тяга; /i?—упор; 11 —
плитка; 12— цанга; 13 — гайка; 14 —
винт; 15— державка; 16—втулка; 17 —
гайка; 18 — зажим; 19 — палец; 20—
шпонка; 21 — штифт; 22 — лапа; 23 — стойка
для удержания ее от осевого перемещения при извлечении основного
заряда.
Экстрактирующее приспособление состоит из державки 15 со
шпонкой 20, гайки 17, втулки 16, гайки 13 с винтом 14, цанги 12 и
зажима 18, соединенного с гайкой 17 пальцем 19.
Державка вставляется хвостовой частью в отверстие штока и кре-
пится штифтом 21.
Величина сжатия цанги регулируется навинчиванием гайки 13
на втулку 16. После регулировки гайка фиксируется винтом 14.
Настройка и регулировка станка
Расположение призмы 2, опоры 4 и отверстий в стойках 23 обес-
печивает соосность установленной на станке мины и шпинделя.
При запрессовке основного заряда на гайку 17 навинчивается
пуансон 5, а при извлечении пуансон 5 отвинчивается и устанавли-
вается экстрактирующее приспособление.
Надежное извлечение основного заряда из стабилизатора обес-
печивается регулировкой величины сжатия цанги. Регулировка
производится навинчиванием гайки 13 на втулку 16. После регули-
ровки гайка фиксируется винтом 14.
Правила работы на станке
При запрессовке основного заряда
Мина с предварительно вставленным от руки основным зарядом
накатывается на станок так, чтобы центрующим утолщением она
легла на призму 2, а трубкой стабилизатора в выемку опоры 4.
Движением рычага от себя рабочий подает шток вперед, кожух
закрывает хвостовую часть мины, пуансон давит на фланец основ-
ного заряда и запрессовывает его до упора фланцем в трубку стаби-
лизатора мины.
После этого шток с кожухом отводится назад, готовая мина
скатывается со станка, на ее место накатывается следующая мина,
и операция повторяется.
При извлечении основного заряда
Для работы на станке по извлечению основного заряда пуансон 5
свинчивается с гайки 17 и снимается со станка.
Мина с основным зарядом накатывается на станок, как было ука-
зано выше.
Зажим 18 должен быть повернут вправо, цанга 12 должна быть
разжата.
Шток подается вперед до упора переднего торца цанги и торца
трубки стабилизатора мины.
Зажим и соединенная с ним гайка поворачиваются влево, втул-
ка 16 с гайкой 13 вдвигаются в гайку 17 и сжимают цангу, губки
которой захватывают фланец основного заряда.
При таком положении зажима шток подается назад до отказа и
основной заряд извлекается из мины.
143
Мина скатывается со станка, зажим поворачивается вправо, при
этом заряд поддерживается рукой и вынимается из разжатой цанги.
На станок накатывается следующая мина, и операция повторяется.
Для работы станок закрепляется на столе, как указано на рис. 39.
На столе 3 укрепляются направляющие рейки 5 для прокатыва-
ния мины и ограничительные планки 7, определяющие положение
мины в осевом направлении.
При запрессовке основного заряда первый рабочий производит
накатывание мин с предварительно вставленным основным зарядом
на станок, второй — запрессовку основного заряда, после чего пер-
вый рабочий скатывает мину со станка.
При извлечении основного заряда первый рабочий производит
накатывание мины на станок и скатывание ее со станка, второй -
извлечение основного заряда из приспособления.
При работе соблюдать следующие требования техники безопас-
ности:
- -- нс допускать работу на станке без предохранительного
кожуха;
— следить за чистотой отверстия под капсюль в пуансоне и не
допускать его засорения;
- запрессовку основного заряда производить только при пра-
вильной центровке мины и правильном положении предварительно
вставленного основного заряда;
- - при запрессовке нс допускать деформации гильзы основного
заряда; в случае заедания запрессовку прекратить;
- не допускать падения основного заряда при вынимании его
из приспособления;
— не скапливать у рабочего места мин и зарядов больше нормы,
установленной технологическим процессом;
— при работе на станке не допускать накалывания капсюля
основного заряда или ударов по нему.
Уход за станком
При эксплуатации станка необходимо следить за состоянием ме-
ханизмов, регулярно смазывать станок и содержать его в чистоте.
После окончания работы станок протереть и все обработанные части
станка покрыть тонким слоем машинного масла. Места смазки,
имеющие смазочные отверстия, заполнять машинным маслом два
раза в смену.
СТАНОК ПЗМК-2
Назначение и устройство станка
Станок предназначен для запрессовки основного заряда при
сборке минометных выстрелов и извлечения основного заряда при
разделке или ремонте 107- и 120-лш минометных выстрелов.
По конструкции станок является упрощенным, ручным, с рычаж-
ным приспособлением (ход1 штока 163 мм).
144
10 Зак. 610с
Сечение по QQ
Рис. 39. Установка станка ПЗМК-1:
/ — станок; 2 — винт для дерева; 3 — стол; 4 —
брус; 5—рейка; б —гвоздь; / — ограничитель-
ная планка; 5—брус; гвоздь
Рис. 40. Станок ПЗМК-2 (общий вид):
) — станина; 2 — призма; 3 — кожух; 4 — опора; 5—пуансон; 6 — упор; 7 —шток; 8 — рычаг; Р-^тяга;
10— цанга; 11— гайка; 12 — виит; 13 — державка; /4—втулка; /5 —гайка; 16 — зажим; 17 — палец; /8 — шпон-
ка; /9—штифт; 20—угольник; 21 — замок; 22 — лапа
Установка и съем выстрела производятся вручную.
Конструктивно станок ПЗМК-2 (рис. 40) отличается от станка
ПЗМК-1 следующим:
— на станке ПЗМК-2 осевые усилия при вставке основного за-
ряда воспринимаются опорой 4 (рис. 40) через перья стабилизатора
мины; на станке ПЗМК-1 осевые усилия при вставке основного за^
ряда воспринимаются упором 10 (рис. 38), которого на станке
ПЗМК-2 нет;
— вместо постоянной призмы 2, установленной на станке
ПЗМК-1, на станке ПЗМК-2 устанавливается призма 2, имеющая
форму уголков с разной толщиной полок.
При настройке станка для работы со 107-мм минами опорой под
центрующее утолщение мины служат толстые полки призмы. При
настройке станка для работы со 120-мм минами опорой под центрую-
щее утолщение мины служат тонкие полки призмы.
Призма 2 крепится к станине 1 станка при помощи болта и гайки
в определенном месте в зависимости от калибра мины.
Настройка и регулировка станка
Настройка и регулировка станка ПЗМК-2 проводится аналогично
настройке и регулировке станка ПЗМК-1-
Кроме того, при настройке станка ПЗМК-2 установка призмы
производится в зависимости от калибра минометного выстрела.
Правила работы па станках ПЗМК-2 и ПЗМК-1 и уход за ними
аналогичны.
СТАНОК пзмк-з
Назначение и устройство станка
Станок ПЗМК-З предназначен для запрессовки основного заряда
при сборке минометных выстрелов и извлечения основного заряда
при разделке и ремонте 160-л/л/ минометных выстрелов.
По конструкции станок является упрощенным (ручным) рычаж-
ным приспособлением (ход штока 160 мм).
Установка и съем выстрела производятся вручную.
Производительность станка в час 500—600 шт.
Основанием станка служит станина С61 (рис. 41), изготовленная
из швеллера № 16.
К швеллеру приварены стойки 1-8 и 1-9 с запрессованными в них
втулками 2 и 3.
Стойки служат направляющими для штока С62, на конце кото-
рого приварен диск 2-1 с ушком 2-3. На ступицу диска надет
зажим СбЗ. На переднем конце штока крепится приспособление для
извлечения основного заряда. Оно может быть выполнено в двух
вариантах.
В первом варианте зажим при помощи пальца 8 соединен
с диском 9, в который вставлен и закреплен двумя штифтами эксцен-
триковый кулачок 10.
В отверстие штока вставлена и закреплена штифтом вилка 11, на
10*’ 147
оо
Рис. 41. Станок ПЗМК-З (общий вид):
/ — упор; 2 и <3 —втулки; 7 — призма; 8 — палец; 9 —
диск; 10—эксцентриковый кулачок; //— вилка; 12 —
захват; /5 —ось; 14—пружина; /7 — внутренний кожух;
20 — установочные кольца; 21— гайка; 1-2 — опора; 1-5 —
замок; 1-6 — стойка; 1-8— стойка; 1-9 — стойка; 2-1—
диск; 2-3 — ушко; 7-2 — угольник; С61 — станина;
С62 — шток; СбЗ — зажим; С64— пуансон; £ С65 — ры-
чаг; Сбб — тяга; С67 — откидной кожух
конце которой на осях 13 смонтированы два захвата 72. Передние
концы захватов разжимаются пружиной 14, а задние прижимаются
к наружной поверхности эксцентрикового кулачка.
Диск 9 имеет резьбу, на которую навинчивается пуансон С64.
К внутренней Части диска 2-1 крепится кожух 17, а снаружи шар^
нирно крепится откидной кожух С67 с роликом, являющийся предо*
хранительным устройством на случай воспламенения заряда.
Движение штоку сообщается от рычага С65, нижний конец кото-
рого шарнирно закреплен на стойке 1-9. В средней части рычаг прй
помощи двух тяг Сбб соединен со штоком.
Для центрования мины в станке на станине укреплены болтаМй
две прйзмы 7 и опора 1-2; для удержания мины при запрессовке
заряда служит латунный упор, укрепленный на станине упора при
помощи пальца, гайки 21 и установочных колец 20; для удержания
мины при извлечении заряда служит упор 1.
Второй вариант приспособления станка ПЗМК-З одинаков с при-
способлением станка ПЗМК-1.
Настройка и регулировка станков ПЗМК-З и ПЗМК-1 анало-
гичны.
Правила работы на станке
При запрессовке заряда
Мина с предварительно вставленным от руки зарядом накаты-
вается на станок так, чтобы она центрующим утолщением легла на
призмы, а трубкой стабилизатора — в выемку опоры. Движением
рычага от себя подать шток вперед (откидной кожух опустится вниз
и своими угольниками 7-2 зайдет в замки 1-5 станины); пуансон
надавит на фланец заряда и запрессует его до упора фланцем
в трубку стабилизатора. *
После этого шток отвести назад, откидной кожух откроется и
мина скатится со станка, на ее место уложить следующую мину,
и операция повторяется.
При извлечении заряда
Для работы на станке по извлечению заряда пуансон С64 свин-
тить с диска или гайки и снять со станка.
Мину с зарядом уложить на станок так, чтобы она центрующим
утолщением легла на призмы, а трубкой стабилизатора — в выемку
опоры.
Движением рычага от себя шток подать вперед до упора захва-
тов в трубку стабилизатора; одновременно с этим закроется кожух.
После этого, удерживая шток в таком положении, повернуть
зажим на себя, при этом задние концы захватов под действием ку-
лачка расходятся, а передние захватывают фланец гильзы заряда.
При таком положении зажима шток подать назад до упора ру-
коятки зажима в стойку 1-6. Затем зажим повернуть в исходное
положение, освободить заряд, а шток отвести дальше до отказа; при
этом откидной кожух автоматически откроется.
149
После этого скатить мину со станка (заряд из трубки стабилиза-
тора вынуть вручную), накатить на станок следующую мину, и опе-
рация повторяется.
Для работы станок закрепить на столе, имеющем направляющие
рейки для накатывания мин на станок и скатывания со станка. Для
придания мине правильного положения в осевом направлении на
столе имеются ограничительные планки (рис. 39).
Первый рабочий, накатывая мину с зарядом на станок, придер-
живает ее за головную часть; второй рабочий помогает накатывать
мину и, придерживая ее за стабилизатор, производит запрессовку
или извлечение заряда.
После запрессовки заряда или извлечения мина таким же поряд-
ком скатывается и поступает на следующую операцию.
При работе соблюдать следующие требования техники безопас-
ности:
— запрещается работать на станке без предохранительного ко-
жуха; следить, чтобы кожух заходил в замки;
— запрессовывать заряд только при правильной центровке мины
и правильном положении предварительно вставленного заряда;
— не допускать при запрессовке деформации гильзы заряда;
в случае заедания запрессовку прекратить;
— не скапливать у рабочего места мин и зарядов больше нормы,
установленной техпроцессом;
— перед запрессовкой заряда и во время работы на станке отвер-
стие в пуансоне и торец не должны быть загрязнены; в случае загряз-
нения торец и отверстие необходимо тщательно очистить.
Уход за станком
При эксплуатации станка следить за состоянием механизмов,
регулярно сказывать станок и содержать его в чистоте. После окон-
чания работы станок обтереть и обработанные части станка покрыть
тонким слоем машинного масла. Места смазывания, имеющие смазоч-
ные отверстия, заполнять машинным маслом два раза в смену.
150
ЧАСТЬ ВТОРАЯ
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ СБОРКИ
И РЕМОНТА РЕАКТИВНЫХ СНАРЯДОВ
И ИХ ЭЛЕМЕНТОВ
.. ...s== ★★. ... ’ ==
ОБЩИЕ СВЕДЕНИЯ
Для содержания реактивных боеприпасов в состоянии, пригод-
ном для их боевого использования и длительного хранения, произво-
дятся следующие работы:
— разборка реактивных снарядов на элементы;
— сортировка элементов и составление сборных партий;
— ремонт элементов;
— ремонт собранных снарядов.
После разборки элементы боеприпасов сортировать: подлежащие
ремонту ремонтировать, а негодные или запрещенные изъять.
Элементы, полученные при разборке снарядов мелких заводских
партий, сортировать по маркам, годам изготовления или снаряже-
ния, роду снаряжения и сводить в сборные складские партии.
Ремонту подвергаются реактивные снаряды и их элементы, тре-
бующие:
— полного удаления и замены антикоррозийного покрытия или
частичного исправления его;
— удаления продуктов коррозии;
,— исправления резьбы очка под взрыватель;
— исправления среза взрывчатого вещества и детонатора;
— выправления погнутых крыльев стабилизатора, удаления
забоин и заусенцев на соединительных резьбах и штифтах;
— нанесения новой маркировки или исправления ранее нане-
сенной;
— герметизации ракетных частей, замены холостых пробок или
картонных тарелей;
— герметизации очка под взрыватель и ряда других работ.
Указанные работы, помимо центральных баз, проводятся на
окружных базах и складах.
Реактивные боеприпасы отличаются от боеприпасов ствольной
артиллерии значительным весом, размерами и сложностью формы,
что обусловливает специфичность применяемого для сборки и ре-
монта оборудования. В последующих главах настоящего Руководства
дано описание специального оборудования, предназначенного для
выполнения ремонтных и сборочных работ.
151
ГЛАВА ТРИНАДЦАТАЯ
СТАНКИ ДЛЯ РАЗВИНЧИВАНИЯ РЕАКТИВНЫХ СНАРЯДОВ
Развинчивание реактивных снарядов производится на централь-
ных и окружных базах и складах в специально оборудованных цехах
или на пунктах работ.
Развинчиванию подвергаются лишь снаряды III категории (под-
лежащие полному ремонту).
Перед развинчиванием необходимо вывинтить: стопорный винт,
крепящий головную и ракетную часть у снарядов М-13, М-13УК,
М-13ДД, М-31 и М-31 УК; заднюю камеру с промежуточным соплом
у снарядов М-13ДД; крышку-сопло с камерой у снарядов М-8. У сна-
рядов М-8 стабилизатор отвинчивается на станке РВ-402. Развинчи-
вание снарядов М-13, М-13УК, М-13ДД, М-31 и М-31УК произво-
дится на станке РВ-412.
Ниже дано описание станков РВ-402 и РВ-412.
СТАНОК РВ-402
Назначение и устройство станка
Станок предназначен для отвинчивания стабилизатора реактив-
ного снаряда М-8.
Соединение снаряда с патроном, находящимся на шпинделе
станка, производится вручную, так же как и фиксация его специаль-
ным зажимным устройством.
Производительность станка в час 120 шт.
Число оборотов шпинделя в минуту 62.
Крутящий момент, необходимый для отвинчивания стабилиза-
тора, 2000 кгем.
Высота центра снаряда 1000 мм.
На металлическом сварном каркасе смонтированы привод,, шпин-
дельная бабка 2 (рис. 42), коробка 3 клеммника, ограждение 4,
зажим 5, электрооборудование 6.
152
Рис. 43. Привод станка:
/ — сварной каркас; 2 — ролик; 5 — угольник; 8 — ведущая звездочка; 10 — полумуфта (электродвигатель); /2 —руко-
ятка управления; 13 — ось; 14 — полумуфта; 15 — втулка; 19 — вилка; 21 — сухарь; 25 — полу муфт а (редуктора); 48— на-
правляющая шпонка; 51 — червячный редуктор
Привод
Привод станка смонтирован на сварном каркасе 1 (рис. 43).
В него включены редуктор 51 с упорной муфтой, состоящей из полу-
муфты (электродвигателя) 10 и полумуфты (редуктора) 25, ведущая
звездочка 8 цепной передачи, кулачковая муфта и рукоятка 12
управления. Червячный редуктор типа Р-5 соединен посредством
упругой муфты с электродвигателем. На вал червяка редуктора 51
посажена свободно звездочка 8, у которой одна сторона ступицы
выполнена в виде четырехкулачковой муфты. С тем же валом при
помощи направляющей шпонки 48 соединена втулка 15, являющаяся
второй половиной кулачковой муфты.
Включение кулачковой муфты производится поворотом рукоят-
ки 12, жестко укрепленной на одной оси 13 с вилкой 19. При пово-
роте рукоятки 12, а следовательно вилки 19, сухари 21, входящие
в паз втулки 15, производят перемещение последней вдоль оси вала,
необходимое для включения муфты. Ролик 2, который крепится
к каркасу на специальных угольниках 5, служит для натяжения при-
водной цепи.
Шпиндель приводится во вращение через цепную передачу и
кулачковую муфту от индивидуального электродвигателя (рис. 44).
Шпиндельная бабка
Опорами для шпинделя 5 (рис. 45) служат две втулки И и 12,
находящиеся в корпусе 2 шпиндельной бабки. На переднем конце
шпинделя 5 крепится специальный патрон для отвинчивания стаби-
лизатора. Вращение от привода передается на звездочку 1, соеди-
ненную со шпинделем скользящей шпонкой 8. На заднем конце
шпинделя укреплен маховичок 6, при помощи которого производится
перемещение шпинделя вдоль оси (подача шпинделя с патроном
к снаряду) и поворот шпинделя вручную.
Зажим
Зажим снаряда производится тремя колодками 13 (рис. 46),
укрепленными на клешнях 9 и имеющими накладки из алюминия
или феррадо. Регулирование этих колодок производится винтами 11
и 12, а окончательная фиксация — болтами 24. Клешни 9 свободно
посажены на неподвижном валике 2. Опорами для валика 2 служат
литые кронштейны 1, которые крепятся к сварному каркасу станка.
Второй конец каждой клешни 9, представляющей собой рычаг пер-
вого рода, соединен парой серег 17 с одним из плеч рычага 18, сидя-
щим на валике 3. Причем, если серьга, соединяющая клешню, кото-
рая поджимает снаряд с одной стороны, проходит под ступицей
рычага 18, то серьги, соединяющие две другие клешни, проходят над
его ступицей. Такое расположение серег 17 обеспечивает раскрытие
зажима при движении рычага 18 вокруг своей оси. Закрывание и
открывание зажима производится при помощи рукоятки 10, выве-
денной на фасадную часть станка.
155
/
Шпиндель
Патрон
Ведомая звездочка (Z=J3)
Роликовая цепь
Ведущая звездочка (Z=19)
1 — звездочка;
156
Рис. 45. Шпиндельная бабка:
2 — корпус; 5 — шпиндель; 6 — маховичок; 8 — скользящая шпонка; 11 —
втулка; 12 — втулка
Рис. 46. Зажим:
/ — кронштейн; 2— валик; <?— валик; 9—клешня; /9—рукоятка; // — винт; /2 — винт;
13 — колодка; /7 — серьга; 18— рычаг; 24 — болт
Рукоятка 10 имеет два рычага: один короткий для быстрого пред-
варительного поджима снаряда и второй длинный для окончатель-
ного силового зажима. При повороте рукоятки 10, а следовательно,
валика 3 и рычага 18, серьги 17 и клешни 9 займут положения, пока-
занные на рис. 46. При таком положении клешней снаряд освобо-
ждается и получает возможность свободного перекатывания по
направляющим станка. Закрытие зажима производится до упора
серег 17 в ступицу рычага 18, ось плеч рычага 18 переходит горизон-
тальную осевую линию на угол, равный 3—6°, чем обеспечивается
надежность работы зажима.
Установка станка
Станок устанавливается в потоке ремонта головных частей реак-
тивных снарядов, станина закрепляется на полу помещения четырьмя
фундаментными болтами.
Настройка и регулировка станка
Нормальное отвинчивание стабилизатора снаряда обеспечивается
при совпадении оси снаряда с осью шпинделя и патрона, что обес-
печивается направляющими угольниками станка, а также при усло-
вии качественного закрепления снаряда колодками зажима. Регу-
лирование колодок производится винтами 11 и 12, а окончательная
фиксация болтами 24.
Правила работы на станке
Реактивный снаряд М-8 уложить на направляющие и накатить
к зажиму. Поворотом рукоятки за короткий рычаг колодки клешней
довести до соприкосновения со снарядом и лишь после этого пово-
ротом рукоятки за длинный рычаг произвести окончательный зажим
снаряда. Затем при помощи маховика подвести к снаряду шпиндель
с сидящим на нем патроном, включить муфту сцепления привода
и произвести отвинчивание стабилизатора. После того как стабили-
затор отвинчен, муфту сцепления выключить, отвести шпиндель
с патроном, освободить стабилизатор из патрона, а снаряд — из за-
жима, скатить снаряд по направляющим и подать его на следующую
операцию.
Уход за станком
При эксплуатации станка следить за состоянием механизмов при-
вода, шпиндельной бабки, зажима и электрооборудования. Станок
регулярно смазывать и содержать его в чистоте.
Смазывать станок в следующем порядке:
— заливать в корпус редуктора машинное масло по мере необхо-
димости; сменять масло не реже чем через 3—4 месяца работы;
— заполнять смазочные отверстия машинным маслом два раза
в смену;
— масленки должны быть всегда заполнены смазкой и должны
периодически подвинчиваться.
158
Вклейка 1 к книге «Руководство по специаль-
ному станочному и транспортному оборудованию,
применяемому при работе с боеприпасами в вой-
сках».
QIZI
Рис. 47. Станок РВ-412 (общий вид):
/--станина: 2 — направляющая; 3 — каретка; -/ — зажим камеры; 5—зажим головной части снаряда М-31; 7 — осевой упор; 8 — рукоятка фрикционной муфты; 9 — муфта
включения станка; 10—механизм перемещения каретки; 11— рукоятка зажима камеры; 12— кожух цепной передачи; 13 и 14— направляющие; 19 — направляющая; 20—
тележка; 23— кожух; 25—фундаментный болт; 29— ключ к зажимам; 31— зажим головной части снаряда М-13; 32- ремень привода; 33— цепь
Зак. 610с
После окончания работы станок обтереть и все неокрашенные
части покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 34.
Таблица 34
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла Количе- ство № чертежа Марки- ровка Примеча- ние
Станок в собранном виде Электродвигатель ТАГ-12/4 .... 1 0-962-0 „РВ-402" Марка
Кнопочный пост КУВ-6012 1 завода То же
Магнитный пускатель ПМ-0 .... 1 —
СТАНОК РВ-412
Назначение и устройство станка
Станок предназначен для развинчивания реактивных снарядов
М-31, М-13, М-13УК и М-13ДД на головную и ракетную части.
Производительность станка в час 60—70 снарядов при работе со
снарядами М-31 и М-13УК и 30—35 снарядов при работе со снаря-
дами М-13ДД.
Скорость вращения планшайбы 60 об/мин.
Наибольший крутящий момент, отнесенный к оси зажима,
3000 кгсм.
Станок состоит из станины 1 (рис. 47), привода, зажима 4 ка-
меры, зажимов 5 и 31 головной части, каретки 3, механизма "10
перемещения каретки, осевого упора 7, тележки 20, направляю-
щих 13, 14 и других деталей в зависимости от типа развинчиваемых
снарядов.
В станке предусмотрена возможность вывода органов управления
на обе стороны станка.
Станина
Узлы станка монтируются на сборной станине 1, комбинирован-
ной из угольников и чугунных литых рам. Станина крепится к полу
помещения при помощи четырех фундаментных болтов.
П р и в о у
Вращение продольного вала станка производится от электро-
двигателя через клиноременную и цепную передачи станка и посред-
ством фрикционной муфты может быть остановлено. По условиям
техники безопасности принят взрывобезопасный электродвигатель
(ТАГ-31/4), устанавливаемый на раме станка (рис. 48).
159
Передача вращения от электродвигателя на шкив фрикционной
муфты включения станка осуществляется тремя клиновыми ремнями.
В целях обеспечения устойчивого и наибольшего момента в на-
чальный период развинчивания снаряда обод маховика выполнен
массивным. Последовательность передачи вращения от электродви-
гателя на продольный вал станка и основные данные передач при-
ведены на схеме привода.
Зажим камеры
Крепление ракетной части снаряда на станке осуществляется
горизонтальным рычажным зажимом (рис. 46). Способ крепления
зажима такой же, как на станке РВ-402. Зажим по своей конструк-
ции легко позволяет производить перекатку снаряда по направляю-
щим при загрузке и разгрузке станка, не меняя направления движе-
ния снаряда. Управление зажимом осуществляется путем вращения
рукоятки И зажима^ (рис. 47).
Каретка
Каретка станка, выполненная в форме массивного угольника,
в нижней своей части скользит по призматической направляющей
станка. Верхняя часть каретки представляет собой обойму 11
(рис. 49), поддерживающую цапфу вращающейся кольцевой план-
шайбы 2. Во избежание излишнего трения при вращении соединение
планшайбы 2 с обоймой 11 каретки выполнено в виде специального
160
Io
11 Зак. 610c
Сечение no б б
I
о
to
Рис. 50. Механизм перемещения каретки:
/—кронштейн; 2 —рукоятка; 3 —втулка; 4 — ручка: 5 —вал; 6 — шестерня; 7 — стопорное кольцо
Рись 51. Зажим для снаряда М-31:
/ — кольцо; 2 — рычаг; -3 —траверза: /—резиновый вкладыш: 5 —стяжка; 6 — болт; 7 —втулка; // — эксцентрик,
15 — гайка; 20 — штифт
подшипника. На боковой поверхности каретки закреплен неподвиж-
ный упор 13, ограничивающий перемещение каретки при ее набега-
нии на снаряд. Этот упор входит в соприкосновение с другим регу-
лируемым упором, принадлежащим продольным призматическим
направляющим станка.
Механизм перемещения каретки
Перемещение каретки вдоль оси станка осуществляется посред-
ством реечного зацепления, состоящего из рейки 15, закрепленной!
на корпусе каретки, и механизма перемещения каретки (рис. 50).
Зажим
Вращающийся зажим станка монтируется при помощи двух
шпилек на кольцеобразной планшайбе каретки и является сменным
узлом, сменяемым в зависимости от обрабатываемого снаряда.
Рис. 52. Зажим для снаряда М-13:
/--левый рычаг; 2— правый рычаг; 3 — скоба; 4 — накладка;
5 —планшайба; 7 — эксцентрик; 3—вилка; 9— регулировочный
болт; 12 и 13 — сухари; 14 — прокладка
164
Зажимы как для снаряда М-31, так и для снарядов М-13УК и
М-13ДД имеют неразмыкаемую кольцеобразную форму. Зажим
представляет собой рычажную систему, запирающуюся (при нали-
чии снаряда) при повороте эксцентрикового валика.
Поворот эксцентрикового валика осуществляется специальным
ключом. Для лучшего центрования головной .части с ракетной
в снаряде М-31, при развинчивании его, в зажиме установлены рези-
новые вкладыши 4 (рис. 51). В зажиме для снарядов М-13УК и
М-13ДД поставлены металлические сухари /2 и 13 (рис. 52).
Осевойупор
Осевой упор служит для выталкивания головной части снаряда
М-31 из зажима после развинчивания снаряда. Осевой упор посажен
на призматическую направляющую станка и может быть закреплен
в любом свободном месте направляющей. Верхняя часть упора под-
держивает цилиндрический плунжер 4 (рис. 53), заканчивающийся
муфтой 2, являющейся упором. Положение плунжера 4 фиксируется
верхним болтом 10, стягивающим хомутик. Проталкивание снаряда
осуществляется движением каретки в сторону осевого упора. Надоб-
ность в осевом упоре при развинчивании снарядов М-13УК и
М-13ДД отпадает, так как головная часть их значительно легче го-
ловной части снаряда М-31.
Настройка и регулировка станка
При растройкс станка необходимо проверить соответствие зажи-
мов стайка для ракетной и головной частей снаряда. Горизонтальный
рычажный зажим, зажимающий камеру снаряда, должен быть обес-
печен соответствующими вкладышами и колодками.
Обеспечив зажим ракетной части соответствующими вклады-
шами, необходимо при помощи регулировочных винтов 11, 12 и
болта 24 (рис. 46) достичь требуемых для зажима ракетной части
усилий. Зажим следует отрегулировать так, чтобы он мог противо-
стоять наибольшему моменту развинчивания снаряда, равному
3000 кгем. Этому моменту соответствует наибольшее усилие на ру-
коятку зажима (в пределах 13—15 кг).
Зажимы, захватывающие головную часть снаряда, должны быть
также отрегулированы. Регулировка зажимов для головной части
снарядов М-31 и М-13 производится при изготовлении станка, и на-
добность в ней при настройке станка отпадает.
В случае необходимости регулировка зажима для снаряда М-31
(рис. 51) производится или за счет толщины резиновых вклады-
шей 4 (грубая регулировка), или за счет поворота эксцентричной
втулки 7 (тонкая регулировка), при этс®Г'поворот втулки 7 дости-
гается вращением головки болта 6, снабженного штифтом 20, захва-
тывающим при вращении втулку. При этом гайку 15 болта следует
затянуть до отказа.
Регулировка зажима для снаряда М-13 (рис. 52) производится
за счет глубины свинчивания регулировочного болта 9 с вилкой 8.
165
о
СП
Для регулировки в зажиме предусмотрены прокладки 14 из жести,
подкладываемые под сухари зажима. При нормальной регулировке
зажимов усилие на рукоятку ключа в момент затягивания снаряда
зажимом должно быть 7—8 кг. Положение каретки станка в момент
стягивания зажимом головной части снаряда должно фиксироваться
упорами каретки и направляющей в соответствии с размерами, ука-
занными на рис. 54. Для этого подвижной упор, скользящий вдоль
паза направляющей станка, стопорить болтом в требуемом положе-
нии. Направляющие угольники 13-17 должны быть поставлены и
закреплены болтами на верхних угольниках рамы в соответствии
с их назначением и размерами (рис. 54). То же относится и к допол-
нительным деталям 7, 18 и 24.
Механизмы управления станка должны быть расположены со
стороны рабочего места станочника. С той же стороны должен быть
поставлен путь для разгрузочной тележки и должна быть поставлена
сама тележка для разгрузки развинченных снарядов.
В табл. 35 приводится перечень сменных узлов, деталей и их
индексов, применяемых при наладке, на различные снаряды.
Табл и ц и 35
НАСТРОЙКА СТАНКА
Снаряд Колодка зажима камеры Зажим для голов- ной части Левый направляю- щий уголь- ник Правый направляю- щий уголь- ник Специаль- ные упоры К рон- ШТСЙ1! ДЛЯ приема
М-31 4-947-3 3-823-0 14-947-0 13-947-0 7-947-0 0-947-24
М-13УК 4-947-4 22-947-0 17-947-0 15-947-0 18-947-0
М-13ДД 4-947-4 22-947-0 16-917-0 15-947-0 0-823-26 18-947-0
Правила работы на станке
При развинчивании снаряда М-31
1. Подкатить снаряд по направляющим угольникам к зажиму,
при этом какой-либо из штуцеров крестовины ракетной части должен
касаться фиксирующего кронштейна переднего угольника.
2. Закрепить ракетную часть снаряда зажимом камеры, вращая
рукоятку зажима.
3. Подвести каретку станка с зажимом до упора, вращая ру-
коятку механизма перемещения каретки.
4. Закрепить головку снаряда зажимом каретки, поворачивая
ключом эксцентриковые валики. ,
5. Пустить станок вращением рукоятки включения фрикционной
муфты. Отвинтить головную часть снаряда.
6. Освободить от горизонтального зажима ракетную часть сна-
ряда и, накатив ее на приемную тележку, освободить от нее станок.
7. Отодвинуть каретку с головной частью снаряда до соприкос-
новения с осевым упором и освободить ее от зажима.
167
О)
00
4
Настройка для снаряда М-31
п 5 Минимальное переме-
.-суп щение наретни~45д.
1
минимальное переме
Настроит для^снаряда М-13ДД
Положение снаряда
при отвинчивании
части
/8
Рис. 54. Настройка станка:
Сечение по ЯЯ
'/ — зажим камеры; 5—зажим для снаряда М-31; 7 — осевой упор; с 13 по 17 — направляющие угольники
приемный щит; 28 ~ упорная Планка; 31 — зажим для снаряда .М-13
18— приемный кронштейн;
8. Столкнуть снаряд на приемный щит, установленный на каретке
станка, перемещая каретку дальше в сторону осевого упора.
9. Перекатить головную часть снаряда со щита каретки на раз-
грузочную тележку и освободить станок от снаряда.
При развинчивании снаряда М-13УК
1. Подкатить снаряд по направляющим угольникам к зажиму,
причем направляющий штифт ракетной части, расположенный
вблизи хвостовой части, должен касаться боковой поверхности уголь-
ника (рис. 54).
2. Зажать ракетную часть снаряда зажимом.
3. Подвести каретку станка с зажимом до упора влево.
4. Зажать цилиндрический пояс донной части головки зажимом
каретки, поворачивая эксцентриковый валик.
5. Включить фрикционную муфту станка и, произведя развинчи-
вание, выключить муфту.
6. Освободить от зажима головную часть снаряда и снять ее
с кронштейна каретки на разгрузочную тележку.
7. Откатить тележку с головкой со станка и отодвинуть каретку
станка в крайнее правое положение.
8. Освободить ракетную часть снаряда от зажима и, накатив па
тележку, убрать со станка.
При развинчивании снаряда М- 13ДД
(отвинчивание головки в передней ракетной
части)
1. Подкатить снаряд по направляющим угольникам к зажиму,
при этом конический срез промежуточного сопла ракетной части
должен касаться фиксирующей поверхности флажка откидного
фиксатора (рис. 54).
2. Зажать переднюю ракетную часть снаряда зажимом.
3. Подвести каретку станка с зажимом до упора влево.
4. Зажать головную часть снаряда, повернув эксцентриковый
валик ключом.
5. Включить фрикционную муфту станка и, произведя развин-
чивание, выключить муфту.
6. Освободить от зажима головную часть снаряда и снять ее
с кронштейна на разгрузочную тележку.
7. Откатить тележку с головной частью снаряда со станка и пере-
местить каретку станка в крайнее правое положение.
8. Освободить ракетную часть снаряда от зажима и передвинуть
ее вдоль оси до касания переднего штифта камеры с упорной план-
кой 28 (рис. 54).
9. Закрепить заднюю ракетную часть снаряда зажимом камеры.
10. Подвести каретку станка с зажимом до упора влево.
11. Закрепить цилиндрический пояс соединительной втулкой сна-
ряда зажимом каретки.
170
12. Включить фрикционную муфту и, произведя развинчивание,
выключить муфту.
J3. Освободить от зажима переднюю ракетную часть снаряда и
снять ее на разгрузочную тележку.
14. Откатить тележку с передней ракетной частью снаряда от
станка и отодвинуть каретку станка в крайнее правое положение.
15. Освободить заднюю ракетную часть снаряда от зажима и,
накатив па тележку, убрать со станка.
Для станка с левой наладкой каретку станка отодвигать в край-
нее левое положение.
Уход за станком
При эксплуатации станка тщательно следить за состоянием меха-
низмов, регулярно смазывать станок и содержать его в чистоте.
Смазывать станок в следующем порядке:
1. Заполнять смазочные отверстия машинным маслом два раза
в смену.
2. Масленки должны быть всегда заполнены смазкой и периоди-
чески подвинчиваться.
3. Винтовые колеса зажима камеры должны быть смазаны густой
смазкой. Запрещается оставлять ключ на валиках зажимов головной
части снаряда, так как при оставлении ключа возможна поломка
станка. Необходимо проверить натяжение клиновых ремней; сильно
натягивать ремни не следует.
Не скатывать снаряд со станка, не подкатив тележку для его
съема.
В перерывах между сменами, после окончания работы и в про-
цессе работы периодически убирать и обтирать станок от грязи и
влаги.
Ведомость комплектации станка приведена в табл. 36.
Табл и ц а 36
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали)
Количество
в ком-
плекте
Маркировка
Примечание
Станок в собранном виде . .
Электродвигатель ТАГ-31/4
Пусковая кнопка КУВ-6012
Магнитный пускатель ПМ-0
Нагревательный элемент ПМ-0
Клеммник на 10 клемм . . .
Клиновой ремень А-1625 . . .
Цепь ВР 20/2000 длиной
1460 мм...................
Колодка зажима снаряда М-31
1
1
1
1
1
3
1
3
0-947-0 „РВ-412"
4-947-3
На станке
На станке
Прилагается
Прилагается
На станке
171
Наименование узла (детали) Количест- во в ком- плекте № чертежа Маркировка Примечание
Колодка зажима снарядов
М-13УК и М-13ДД .... 3 4-947-4
Зажим для снаряда М-31 . . 1 3-823-0
Зажим для снарядов М-13УК
и М-13ДД 1 22-947-0
Фундаментные болты с гайка-
мп и шайбами 1 0-823-24 Прилагаются
Инструмент
Ключ к зажимам 1 0-823-19
Торцовый шестигранный ключ
14 1 0-947-30
Ключ 17 1 -—
Ключ 22 1 —
Отвертка 9 1 -
Отвертка 15 1 -
172
ГЛАВА ЧЕТЫРНАДЦАТАЯ
СТАНОК ДЛЯ ЧИСТКИ ГОЛОВНЫХ ЧАСТЕЙ
РЕАКТИВНЫХ СНАРЯДОВ И РОЛИКИ ВРАЩЕНИЯ
Перед очисткой головных частей реактивных снарядов от корро-
зии с них необходимо удалить смазку.
Смазку разрешается удалять на механических станках металли-
ческими скребками (ножами). Для облегчения удаления смазки раз-
решается головные части снарядов, снаряженные тротилом, обогре-
вать до 40° С, а снаряженные аммотолом — до 30° С или опускать
их на 5 сек. в горячее масло или жидкую пушечную смазку при
90—100° С.
Окончательное удаление смазки производить при помощи древес-
ных опилок или ветоши, смоченной уайт-спиритом.
Во всех случаях чистки очко головной части должно быть „за-
крыто шпинделем станка или холостой пробкой. После очистки на
обработанной режущим инструментом поверхности головных частей
снарядов не должно быть коррозии и старого антикоррозийного
покрытия; поверхность должна иметь металлический блеск. На
необработанных или оксидированных поверхностях также не должно
быть коррозии, но они могут не иметь металлического блеска и на
них допускаются окалина и темные пятна.
Очистка головных частей снарядов от коррозии производится па
механическом станке АВР-С, описание которого дано в первой главе
настоящего Руководства, или станке-полуавтомате РЧ-432.
Резьбу и зарезьбовую часть очка под взрыватель чистить щет-
ками из кардоленты или специальным ершом из стальной проволоки,
диаметр которой должен быть не более 0,5 мм. Срез взрывчатого
вещества и детонатора при этом необходимсГзакрывать картонным
(латунным, войлочным, кожаным или резиновым) кружком. Резьбу
очка под взрыватель АМ-А у головной части снаряда М-8 металли-
ческими щетками и ершами не чистить, а протирать от загрязне-
ний чистой ветошью, смоченной уайт-спиритом (скипидаром),
173
не допуская попадания растворителя на срез детонатора. Очистка
очка головной части снарядов производится на станках РЧо-431 и
РЧо-432.
Ниже дается описание станков РЧ-432, РЧо-431 и РЧо-432.
СТАНОК РЧ-432
Назначение и устройство станка
Станок предназначен для очистки от коррозии н окраски наруж-
ной поверхности головных частей снарядов М-13 и М-31, наружной
поверхности снаряда М-8, а также корпусов 120- и 160-лш мин и
122- и 152-мм снарядов.
По конструкции станок является горизонтальным, полуавтома-
тического действия, с дисковой быстро вращающейся щеткой.
Максимальное перемещение фартука 1250 мм.
Скорость перемещения фартука по направляющей скалке 16,5
и 32,5 мм!сек.
Число оборотов снаряда в минуту 102—200.
Число оборотов ходового валика в минуту 94 и 184.
Характеристика дисковой щетки: диаметр 300 мм, ширина -
60 мм, число оборотов в минуту— 1400.
Усилие щетки па снаряд 20—40 кг.
Пусковая аппаратура: кнопочная станция (КСВ-31)—2 шт.,
магнитный пускатель (П-222) — 1 шт., магнитный пускатель
(П-322) — 1 шт.
Передача привода клипоремеппая: А-2240 3 шт., Б-1600 -
I шт., А-1250 — 2 шт., А-1400 — 4 шт.
Высота центра станка от плоскости станины 170 мм.
Высота центра станка от пола 985 мм.
Станок состоит из станины 1 (рис. 55), передней бабки 2, задней
бабки 3, суппорта 4, фартука 5, опорных роликов 6 и направляю-
щих 7.
На передней стойке и тумбе расположена станина, на которой
установлены: с левой стороны — передняя бабка, осуществляющая
вращение снаряда, в средней части — опорные ролики и направ-
ляющие угольники, с правой стороны — задняя бабка, в которой
закрепляется торцовая щетка для очистки снарядов с донными по-
верхностями (головная часть снаряда М-13 и 122- и 152-л/.и снаря-
дов) или центрующая пробка для очистки головной части снаряда
М-31. Центрующая пробка заходит в отверстие очка головной части
и поддерживает ее в горизонтальном положении.
Сзади станка в двух кронштейнах укрепляется скалка, в нижней
части которой располагается зубчатая рейка.
Скалка служит направляющей для перемещения суппорта и фар-
тука. На качающемся суппорте установлены дисковая щетка и
электродвигатель, от которого щетка приводится во врашение.
Перемещение фартука, а вместе с ним и суппорта осуществляется
при помощи ходового валика.
174
О1
2500
Рис. 55. Станок РЧ-432 (общин вид);
/-станина; ’> - передняя бабка; 3 - задняя бабка; 4-суппорт; 5 - фартук; 6 - опорные ролики; 7 - направляющие
Электродвигатель привода передней бабки и ходового винта по-
мещен в передней стойке.
Взаимодействие механизмов станка показано на кинематической
схеме. От электродвигателя 1 (рис. 56), находящегося на качаю-
щейся плите в передней стойке, через контрпривод 2, клиноременную
передачу 3 приводится во вращение приемный шкив 4 передней
бабки 5. От ведущего вала передней бабки вращение передается
шпинделю, на конце которого закрепляется отбойный резьбовой
патрон 8. В зависимости от того, включается в передней бабке пря-
мая передача или передача через паразитную шестерню, шпинделю
сообщается правое или левое вращение. Это необходимо при работе
с отбойным резьбовым патроном для установки и снятия головной
части снаряда.
Реверсирование шпинделя осуществляется переключением диско-
вой фрикционной муфты 9 при помощи рукоятки 10. На валу контр-
привода 2 укреплен шкив 11, от которого через клиноременную
передачу 12 приводится во вращение шкив 6, свободно посаженный
на ходовой валик 7. Вращение от шкива 6 передается ходовому
валику 7 через шариковую перегрузочную муфту 13. При перегрузке
в механизме подачи суппорта шарики выскакивают из своих гнезд
н шкив 6 вращается вхолостую. Ходовой валик 7 проходит через
корпус 14 фартука. Фартук вместе с суппортом подвешен на
скалке 15.
Фартук является одним из основных узлов станка. При помощи
фартука осуществляется продольная подача суппорта и реверсиро-
вание его хода как автоматически, так и вручную. Автоматическое
реверсирование хода суппорта осуществляется при помощи меха-
низма переключения, смонтированного на валу 16. Автоматическое
переключение движения суппорта происходит следующим образом.
На ходовой валик 7, проходящий через корпус фартука, на сколь-
зящей шпонке посажена двухсторонняя кулачковая муфта 17, кото-
рая последовательно соединяет ходовой валик с двумя шестерен-
чатыми передачами 18, 19 и 20, 21, 22, передающими червяку 23
фартука вращение в разные стороны, так как в одну из передач
включена паразитная шестерня 22. При помощи червячной пары 23
и 24 движение передается реечной шестерне 25, находящейся в за-
цеплении с рейкой скалки 15, благодаря чему осуществляется дви-
жение, суппорта и фартука в обе стороны. Управляющий кулачковой
муфтой 17 рычаг 26 перемещается между двумя упорами 27 и 28,
жестко скрепленными с валом 16, расстояние между которыми
меньше хода суппорта. }
Рычаг 26, дойдя до одного из упоров, передвигается вместе с ним,
перемещая одновременно в ту же сторону вал 16 и стакан 30, сжав
одну из пружин 31. После того как усилие сжатой пружины достиг-
нет величины, достаточной для вывода шарика, фиксирующего
рычаг 26, из лунки, происходит перекидка этого рычага во второе
крайнее положение, причем муфта 17 соединяется с шестерней 20
обратного хода, в результате чего суппорт начинает двигаться
в противоположном направлении. Такое реверсирование хода суп-
176
Рис. 56. Кинематическая схема:
/--электродвигатель; 2 — контрпривод; 3 — клиноремениая передача; '/—приемный шкив;
5 — передняя бабка; 6 — шкив; 7 — ходовой валик; 3 — патрвн^Р — фрикционная муфта;
10 — рукоятка; // — шкив; /2 — клиноременная передача; /3— перегрузочная муфта; /4—
корпус фартука; /5 —скалка; 16 — вал; 17 — кулачковая муфта; с 18 по 2/— шестерни;
22 — паразитная шестерня; 23 —червяк; 24 — червячная шестерня; 25 —реечная шестерня;
26 — рычаг; 27 —упор; 28 — упор; 29 — упор; 30 — стакан; 31 — пружина; 32 — рукоятка;
33 и 34 — винтовые шестерни; 35— упор: 36 — рукоятка; 37 — электродвигатель; 38— клино-
ременная передача; 39 — дисковая щетка; 40 — маховик; -// — рукоятка; 42 — задняя бабка;
: • 43 — ролик копира-
12 Зак. 610с
177
порта продолжается до тех пор, пока рукоятка 32 не будет переве-
дена из положения «Пуск» в положение «Стоп». При этом винтовые
шестерни 33 и 34 повернут вал 16 на 90°, благодаря чему с пути
рычага 26 убирается упор 21 и вместо него ставится упор 29, вслед-
ствие этого ход рычага увеличивается примерно на 200 мм.
Кроме того, при повороте вала 16 упор 35 ставится в такое поло-
жение, при котором выступ упора оказывается против упорного
винта, жестко закрепленного в станине. Рычаг 26, дойдя до упора 29,
будет остановлен, так как вал 16 не сможет больше перемещаться
в осевом направлении; следовательно, после расцепления муфты
суппорта с шестеренкой перемещения муфты через мертвое положе-
ние не произойдет и суппорт, сделав ход больше па 200 мм, отойдет
от снаряда и остановится, чем будет обеспечена беспрепятственная
установка и съем снаряда со станка. Переключение и остановка
суппорта на промежуточных участках пути могут осуществляться
переключением рукоятки 36.
Иа качающейся плите суппорта установлен электродвигатель 37,
от которого через клиноременную передачу 38 приводится во вра-
щение дисковая щетка 39. Щетка под действием веса суппорта на-
жимает па поверхность снаряда и при движении суппорта переме-
щается по профилю снаряда. Усилие нажима щетки па снаряд
регулируется тягой, закрепленной одним концом па суппорте, а дру-
гим — па фартуке.
Для исключения подпрыгивания щетки к заднему концу суппорта
прикреплена тяга, которая связана с гидравлическим амортиза-
тором, укрепленным на фартуке.
Настройка и регулировка станка
При очистке головных частей снарядов М-31
1. Навинтить отбойный патрон на шпиндель передней бабки и
застопорить его.
2. Установить направляющие станины по длине станка так,
чтобы расстояние от линии центров правой пары болтов крепления
передней бабки до линии центров болтов крепления левой направ-
ляющей было равно 177 мм (рис. 57), а расстояние между левой
и правой направляющими — 402 мм (табл. 37).
Рис. 57. Схема настройки станка
178
Таблица 37
НАСТРОЙКА СТАНКА
(рис. 57)
Тип снаряда (мины) Сменные детали а ь с d
патрон чашка пат- рона торцовая щетка (вра- щающийся центр)
М-8 Отбойный 29-981-0 — — 390 255 500 —
М-13 Отбойный 13-942-0 — 27-981-0 300 330 480 675
М-31 Отбойный 12-981-0 — 6-981-0 402 177 460 675
( 122 ... . Снаряды 1 Отбойный 13-942-0 — 27-981-0 325 287 490 690
1 152 ... . То же — 27-981-0 375 375 630 830
М|/1г1г / 120 ... . 222 200 563 —
МИНЫ s — — 425 257 810 —
3. Отрегулировать высоту направляющих по снаряду (при на-
винченном па патрон снаряде) при помощи подвинчивания болтов
крепления так, чтобы между каждой направляющей и поверхностью
снаряда был зазор около 5 мм.
4. Установить ролики вращения на станине так, чтобы расстоя-
ние от центра правых болтов крепления передней бабки до оси бол-
тов крепления роликов было равно 460 мм.
5. Установить на задней бабке конус, ввинтив его в центр ста-
кана бабки до отказа.
6. Установить заднюю бабку на станине так, чтобы при повер-
нутой влево до отказа рукоятке ее конус входил в очко голорки
снаряда М-31 до отказа, при этом расстояние от центров правых
болтов крепления передней бабки до центров левых (первой пары)
болтов крепления задней бабки должно быть равно 675 мм.
7. Установить положение убирающегося упора продольного
перемещения фартука. Для этого подвести суппорт со щеткой к дну
снаряда (положение щетки в конце хода слева направо) и закрепить
убирающийся упор 27 (рис. 56) там, где его будет касаться рычаг 26
(при перемещении рычага слева направо).
8. Установить положение неподвижного конечного правого
упора 29. Для этого при положении щетки, которое она займет по
окончании чистки, закрепить неподвижный упор на валу 16 там, где
его будет касаться рычаг 26.
9. Установить положение неподвижного начального (левого)
упора 28. Для этого при положении щетки в месте соединения сна-
ряда с патроном передней бабки закрепить .упор на валу 16 там, где
его будет касаться рычаг 26 (при условии перемещения фартука
справа налево).
10. Установить копир на тыловой стороне станины так, чтобы
ролик подъема фартука при положении останова щетки по
12*
179
окончании чистки находился в правом конце горизонтальной плоско-
сти клина копира.
При очистке головных частей снарядов М-13
L Навинтить' отбойный патрон на шпиндель передней бабки и
застопорить его.
2. Установить поддерживающие ролики по длине станины стайка
так, чтобы расстояние от центра правых болтов крепления передней
бабкц До центральной оси роликов было равно 480 мм.
3. Отрегулировать расстояние между роликами по снаряду так,
чтобрт оба ролика плотно прилегали к поверхности снаряда и были
расположены симметрично относительно его осн.
4. Установить направляющие станины по длине стайка так, чтобы
расстояние от линии центров правой пары болтов крепления перед-
ней бабки до линии центров болтов крепления левой направляющей
было! равно 330 мм, расстояние между левой и правой направляю-
щими должно быть равно 300 мм.
5. , Отрегулировать > высоту направляющих по снаряду (при на-
винченном па патрон снаряде) при помощи подвинчивания болтов
крепления так, чтобы зазор между каждой направляющей и поверх-
ностью снаряда был около 5 мм.
6. Установить па задней бабке торцовую щетку.
7. Установить заднюю бабку на станине так, чтобы при повер-
нутой влево до отказа рукоятке ее торцовая щетка с достаточным
усилием поджималась к дну снаряда, при этом расстояние от центра
правых болтов крепления передней бабки до центра левых болтов
крепления задней бабки должно быть равно 675 мм.
8. Установить положение убирающегося упора 27 продольного
перемещения фартука. Для этого при положении щетки в правом
крайнем положении при чистке закрепить убирающийся упор 27 па
валу 16 там, где его будет касаться рычаг 26 (при перемещении
рычага слева направо).
9. Установить положение неподвижного конечного упора 29. Для
этого при положении щетки, какое она займет по окончании чистки,
закрепить неподвижный упор 29 на валу 16 там, где его будет
касаться рычаг 26.
10. Установить положение неподвижного начального (левого)
упора 28. Для этого при положении щетки в месте соединения сна-
ряда с патроном передней бабки закрепить упор 28 па валу 16 там,
где его будет касаться рычаг 26 (при условии перемещения фартука
справа налево).
11. Установить копир на тыловой стороне станины так, чтобы
ролик подъема фартука при положении останова щетки по оконча-
нии чистки находился в правом конце горизонтальной плоскости
клина копира.
Примечание. Настройка станка на снаряд М-8, 122- и 152-лмг снаряды
и 120- и 160-лл мины производится аналогично настройке на снаряд М-13, с той
лишь разницей, что изменяется расстояние от передней бабки до направляющих
ц поддерживающих роликов. Кроме того, при очистке снаряда М-8 и 120-и 160-лш
мин не применяется задняя бабка станка.
180
Правила работы на станке
При очистке головок снарядов М-31
1. Головку снаряда на тележке подать к направляющим станка.
2, Включить электродвигатель вращения снаряда и продольного
перемещения щетки (суппорта), нажав кнопку «-Пуск 1».
3. Повернуть рукоятку реверса передней бабки влево и ввинтить
головку резьбой дна в резьбу патрона до отказа.
4. В очко головки ввести подачей влево рукоятки зажима задней
бабки центрующую пробку до отказа.
5. Включить электродвигатель вращения основной щетки, нажав
кнопку «Пуск 2».
6. Открыть крап подачи охлаждающей жидкости.
7. Повернуть рукоятку останова суппорта влево до отказа —
суппорт начинает перемещаться справа палево, затем обратно; щетка
должна чистить наружную поверхность снаряда.
Рабочий должен следить за поверхностью снаряда во время
чистки. При наличии особо загрязненных мест на поверхности сна-
ряда щетку перемещать на коротких участках. Это достигается
поворотом рукоятки ручного переключения хода суппорта попере-
менно влево и вправо. При среднем положении рукоятки суппорт
останавливается и чистка производится только в пределах ширины
щетки.
8. По окончании чистки, при последнем ходе суппорта слева
направо, повернуть рукоятку останова суппорта вправо до отказа.
9. Выключить по окончании работы электродвигатель вращения
щетки, нажав кнопку «Выключение 2».
10. Обтереть снаряд ветошью, смоченной уайт-спиритом.
11. Подав рукоятку задней бабки вправо, вывести центрующую
пробку из очка снаряда.
12. Повернуть рукоятку реверса передней бабки вправо; снаряд
при этом получает обратное вращение, свинчиваясь с патрона.
13. Выключить по окончании работы электродвигатель вращения
снаряда нажатием кнопки «Выключение 1».
14. Скатить снаряд с роликов по направляющим на тележку.
Примечание. Пуск электродвигателя вращения снаряда и продольного
перемещения суппорта производить только в начале работы станка (в начале
смены), выключение его производить по окончании работы станка (в конце смены).
При очистке головок снарядов М-13 и 122- и 152-лш
снарядов
1. Подать на тележке головку снаряда М-13 к направляющим
станка и накатить его на поддерживающие ролики.
2. Включить электродвигатель вращения снаряда и продольного
перемещения щетки (суппорта), нажав кнопку «Пуск I».
3. Повернуть рукоятку реверса передней бабки влево и навин-
тить головку резьбой очка на резьбу патрона до отказа.
18:1
4. Подвести к дну головки снаряда торцовую щетку, подав руко-
ятку зажима задней бабки влево.
5. Включить электродвигатель вращения основной щетки, нажав
кнопку «Пуск 2».
6. Открыть крап подачи жидкости на снаряд и к щетке.
7. Повернуть рукоятку останова суппорта влево до отказа; при
этом суппорт переместится справа палево и обратно; основная щет-
ка будет чистить боковую поверхность снаряда, торцовая — дно.
Рабочий должен следить за поверхностью снаряда во время чистки.
При наличии особо загрязненных участков на поверхности снаряда
щетку перемещать па коротких участках. Эго достигается поворотом
рукоятки ручного переключения хода суппорта попеременно влево
и вправо.
При среднем положении рукоятки суппорт останавливается и
чистка снаряда производится только в пределах ширины щетки.
8. По окончании чистки снаряда при последнем ходе суппорта
слева направо повернуть рукоятку останова суппорта вправо до
отказа.
9. Выключить по окончании работы электродвигатель вращения
щетки, нажав кнопку «Выключение 2».
10. Отвести торцовую щетку от дна снаряда, подав рукоятку
задней бабки вправо.
11. Обтереть снаряд ветошью, смоченной уайт-спиритом.
12. Повернуть рукоятку реверса передней бабки вправо; снаряд
при этом получает обратное вращение и свинчивается с патрона.
13. Выключить по окончании работы электродвигатель вращения
снаряда, нажав кнопку «Выключение 1».
14. Скатить снаряд с поддерживающих роликов по направляю-
щим па тележку.
Примечание. Пуск электродвигателя вращения снаряда и продольного
перемещения суппорта производить только в начале работы станка (в начале
смены), выключение его производить по окончании работы станка (в конце смены).
При чистке 120- и 160-.ил мин
1. Установить мину на направляющие угольники и поддержива-
ющие ролики станка.
2. Включить электродвигатель вращения мины и продольного
перемещения щетки (суппорта), нажав кнопку «Пуск 1».
3. Повернуть рукоятку реверса передней бабки влево и навин-
тить мину резьбой очка па резьбу патрона до отказа.
4. Включить в начале работы электродвигатель вращения щетки,
нажав кнопку «Пуск 2».
5. Открыть кран подачи воды.
6. Повернуть рукоятку останова суппорта влево до отказа, суп-
порт при этом двигается справа налево и обратно, щетка будет
чистить поверхность мины. Рабочий должен следить за поверх-
ностью мины во время чистки. При наличии особо загрязненных
участков на поверхности мины щетку перемещать на коротких
182
участках. Это достигается поворотом рукоятки ручного переключе-
ния хода суппорта попеременно влево и вправо.
При среднем положении рукоятки суппорт останавливается и
чистка производится только в пределах ширины щетки.
7. По окончании чистки, при последнем ходе суппорта слева
направо, повернуть рукоятку останова суппорта вправо до отказа.
8. Выключить электродвигатель вращения щетки, нажав кнопку
«Выключение 2».
9. Обтереть мину ветошью, смоченной уайт-спиритом.
10. Повернуть рукоятку реверса передней бабки вправо, мина
при этом получает обратное вращение и свинчивается с патрона.
11. Выключить электродвигатель вращения мины, нажав кнопку
«Выключение 1».
12. Скатить мину со станка.
Примечание. Пуск электродвигателя вращения мины и продольного пе-
ремещения суппорта производить только в начале работы станка (в начале
смены), выключение его производить по окончании работы станка (в конце смены).
Уход за станком
При эксплуатации станка тщательно следить за состоянием ме-
ханизмов, регулярно смазывать станок и содержать его в чистоте.
Смазывание станка производить в следующем порядке:
1. Червячные пары и конические шестерни шпиндельной бабки,
каретки и механизма переключения должны быть всегда смазаны.
2. Крышки масленок на осях опорных и поддерживающих роли-
ков поворачивать па один оборот 3- -4 раза в смену. Заполнять ма-
сленки свежим солидолом по мере необходимости.
3. Смазочные отверстия заполнять машинным маслом два раза
в смену.
4. После окончания работы станок обтереть от грязи и воды и все
'неокрашенные части покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 38-
Таблица 38
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) . Количе- ство в' комплекте № чертежа Марки- ровка Примечание
Станок в собранном виде .... Электродвигатель „Урал" Р-42-4 Электродвигатель АД-36/6 .... Кнопочная станция КСВ-31 . . . Магнитный пускатель П-221 . . . Магнитный пускатель П-322 . . . Нагревательный элемент к маг- нитному пускателю П-222 (2,71—2,9 а) 1 1 2 1 1 1 0-5117-0 „РЧ-432" ) Прилагается J к станку
183
Наименование узла (детали) Количество в ком- плекте № чертеж.т Марки- ровка Примечание
Нагревательный элемент к маг-
ннтному пускателю П-322
(10,71-11,7 а) 2 Прилагается
Клиновые ремни: к станку
А-2240 3
Б-1600 1
А-1250 2
А-1100 4
Электронасос Фундаментные болты с гайками л 1 П-22-А
шайбами 8
Сменные и запасные детали
Резьбовой отбойный патрон для резьбы 2 М 130ХЗЕ Отбойный патрон М 36,22X10 пи- 2 12-981-0 36,22X10
ток па 1' Резьбовой отбойный патрон для 2 13-912-0 29-981-0
резьбы 3 М.х 76X2 Е 2
Копир „М-160" 1 Пи-981-0
Копир „М-13" 1 14-5117-0
Копир „М-120" Копир „122“ 1 1 16И-981-0 15-5117-0 Прилагают- ся
Копир „152“ 1 16-5117-0
Копир „М-31“ 1 17-5117-0
Копир „М-8" 1 17-981-0
Опорные ролики 1 7-981-0
Опорные ролики Ролики вращения для снаряда 1 21-981-0 23-981-0
М-31 Торцовая щетка 9 для снаряда 1
26-981-0
М-13 3
Торцовая щетка 3 3 27и-981-0
Основная щетка 3 8-912-0 Одна уставов-
лена на ста- нок
Кольцо основной щетки с пуч- 8-942-3
ками 40
Пружина суппорта 1 4-981-23
Пружина 1 2-981-35
Клин 1 2-981-36
Пружина 2 5-981-65
Диск 1 5-981-4 Прилагают-
Пружина 2 6-981-5 ся
Упор 1 1-5117-20
Упор 1 1-5117-21
Упор 1 1-5117-22
Упор 1 1-5117-23
Пружина 2 11-981-10
Пружина 2 1-5117-27
184
Наименование узла (детали) Количе- ство в комплекте № чертежа Марки- ровка Примечание
Комплект ключей, необходимых
при наладке станка:
ключ 17X22.............
ключ 32x36 ............
ключ 27 ...............
Торцовый ключ 10 для квадрат-
ной головки ................
Радиусный ключ для круглых
шлицованных гаек 3-1 — 36 и
40-42 ......................
Отвертка 7..................
Ключ для съема отбойных пат-
ронов для диаметра 70 мм . .
Съемник щетки ..............
РОЛИКИ ВРАЩЕНИЯ РЧо-432
Назначение и устройство роликов вращения
Ролики вращения предназначены для чистки резьбы очка, об-
тирки резьбы очка и гнезда под взрыватель и обтирки наружной по-
верхности.
Производительность на различных операциях в час 60 шт.
Ролики вращения РЧо-432 состоят из плиты 3 (рис. 58), двух
пар текстолитовых роликов 5, роликовой опоры 1, заднего упора 2,
сбрасывателя 10 и педального механизма. *
Каждый из текстолитовых роликов 5 закреплен на втулке 37, ко-
торая при помощи скользящей шпонки 21 соединяется с валом 4
или 13. Вал 4 является ведущим, вал 13 — ведомым. Как первый,
так и второй валы крепятся на плите 3 каждый при помощи пары
подшипников: вал 4 при помощи подшипников 8, вал 13 при помощи
подшипников 9. Подшипники ведущего вала закреплены на плите
неподвижно. На конце этого вала находится рабочий 31 и холо-
стой 32 шкивы. Посредством этих шкивов ведущий вал получает от
привода вращательное движение. Подшипники ведомого вала 13 за-
крепляются в поперечных пазах плиты, что дает возможность регу-
лировать расстояние между валами. Для головных частей снарядов
М-8 и М-13 это расстояние должно быть равным 155 мм, а для го-
ловной части снаряда М-31 — 185 мм.
Вдоль плиты имеется продольный паз, в котором закрепляются
задний упор 2 и передняя роликовая опора 1. Задний упор служит
для предохранения снаряда от продольного смещения во время
производства операции, передняя роликовая опора — для предо-
хранения снаряда от опрокидывания. Продольный паз в плите дает
возможность устанавливать задний упор и переднюю роликовую
185
и
Рис. 58. Ролики вращения РЧо-432 (общий вид):
/ — роликовая опора; 2— задний упор; 3—плита; 4— ведущий вал; 5—ролики; 6 — ры-
чаг; 3 и 9— подшипники; 10 — сбрасыватель; 13— ведомый вал; 21— скользящая шпонка;
23— пружина; 31 — рабочий шкив; 32—холостой шкив; 37— втулка
опору в осевом направлении в зависимости от обрабатываемой но-
менклатуры.
Для съема снаряда с роликов служит сбрасыватель 10, соеди-
ненный с педальным механизмом. Рычаг 6 сбрасывателя посажен
на ведомом валу 13, на котором он может свободно поворачиваться.
После сбрасывания снаряда в свое первоначальное положение ры-
чаг возвращается под действием пружины 23.
Настройка и регулировка станка
Настройка роликов вращения на различные калибры реактивных
снарядов сводится к регулированию:
— расстояния между роликами по оси валов;
186
— расстояния между валами;
— положения передних опорных роликов;
— положения заднего упора.
Настройка станка па снаряды М-1 ЗУК и М-13 ДД
Установить:
— задние текстолитовые ролики по пазам валов в переднее по-
ложение так, чтобы расстояние между роликами по оси валов было
равно 165 мм (рис. 59);
— роликовую опору так, чтобы расстояние обоймы от заднего
горца переднего подшипника было равно 100 мм; обойму при по-
мощи болтов закрепить в подшипнике так, чтобы ролики опоры под-
держивали головную часть снаряда, свободно лежащего на тексто-
литовых роликах;
— задний упор по пазу станины к заднему ролику так, чтобы
расстояние между роликами и упорным диском бы.ло равно 80 мм;
— расстояние между осями валов для снарядов М-13УК и
М-13ДД 155 мм, что достигается за счет передвижения подшипни-
ков ведомого вала по поперечным пазам плиты.
Н а с т р о й к а станка па снаряд ы М-8
Установить:
— расстояние между роликами по оси валов 300 мм;
— расстояние обоймы от заднего торца переднего подшип-
ника 55 мм; ролики опоры при этом должны поддерживать голов-
ную часть снаряда, свободно лежащую па текстолитовых роликах;
— расстояние между роликами и упорным диском заднего
упора 72 мм;
— расстояние между осями валов 155 мм.
Настройка станка на снаряды М-31
Установить:
— расстояние между роликами по оси валов 300 мм;
— обойму роликовой опоры в крайнее нижнее положение, под-
шипник роликовой опоры продвинуть в заднее положение так, чтобы
опора не мешала выполнению операции;
— расстояние между задним роликом и упорным диском зад-
него упора 105 мм;
— расстояние между осями валов 185 мм.
- Для всех упомянутых снарядов расстояние переднего текстоли-
тового ролика от переднего подшипника должно быть равно 45 мм.
Правила работы на станке
Работу на роликах вращения по очистке очка снарядов произ-
водить в следующем порядке.
Перевести ремень с холостого шкива на рабочий при помощи пе-
реводки.
187
Рис. 59. Схема наладки роликов вращения
Накатить снаряд по направляющим угольникам на ролики и
установить так, чтобы донной частью он упирался в упорный диск,
а головной частью лежал на опорных роликах. Смочить резьбу очка
снаряда уайт-спиритом, а затем очистить стальной торцовой щеткой
и хлопчатобумажной ветошью. Щетку вводить в последнюю нитку
резьбы и по резьбе выводить из очка. После окончания очистки и
протирки резьбы, нажав ногой па педаль рычага, снять снаряд со
станка. Установку снарядов на ролики и снятие с роликов можно
производить на ходу станка. После окончания работы перевести
ремень с рабочего шкива на холостой.
Ролики вращения установить на станину, которую закрепить на
полу или на фундаменте. Электродвигатель установить на станине.
Уход за станком
При работе па роликах вращения необходимо следить за смазкой
шеек валов, для этого масленки подшипников поворачивать па поЛ-
оборота два раза в смену. Так же смазывать конец вала, на кото-
ром вращается холостой шкив.
Ось упорного диска и пальцы роликов опоры смазывать машин-
ным маслом два раза в смену. Остальные шарнирные соединения и
перемещающиеся детали смазывать машинным маслом по мере не-
обходимости.
Ведомость комплектации роликов вращения приведена в
табл. 39.
Таблиц а 39
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ РОЛИКОВ ВРАЩЕНИЯ
Наименование узла (детали) Количс- сгво в комплекте № чертежа Маркировка Примеча- ние
Станок в собранном виде Электродвигатель ТНГ-51 1 „РНо-132“
Кнопочный пост КУВ-6012 1 —
Магнитный пускатель П-221 .... 1 —
Прорезиненный ремень (ширина 40 мм, длина 2,6 л) 1 —
РОЛИКИ ВРАЩЕНИЯ РЧо-431
Назначение и устройство роликов вращения
Ролики вращения предназначены для чистки резьбы очка, об-
1ирки резьбы очка и гнезда под взрыватель, обтирки наружной по-
верхности.
Производительность на различных операциях в час 60 шт.
189
Устройство роликов вращения РЧо-431 аналогично устройству
роликов вращения РЧо-432 (рис. 58), за исключением следующего:
на валу контрпривода установлены три шкива, из которых один при
помощи ременной передачи принимает движение от электродвига-
теля, два других передают движение на два ведущих вала роликов
вращения, т. е. на два станка.
Настройка роликов вращения РЧо-431, правила работы на роли-
ках и уход за ними аналогичны роликам вращения РЧо-432.
Ведомость комплектации роликов вращения приведена в табл. 40.
Таблица 40
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ РОЛИКОВ ВРАЩЕНИЯ
Наименование узла (детали) Количе- ство в комплекте № чертежа Маркировка Приме- чи ние
Станок в собранном виде 0-873-0 „РЧо-431 “
Электродвигатель ТАГ-21/4 .... 1
Кнопочный пост КУВ-6012 1 —
Магнитный пускатель П-221 .... Прорезиненный ремень (ширина 1 —
40 мм, длина 5 .и) 1 —
190
ГЛАВА ПЯТНАДЦАТАЯ
СТАНОК ДЛЯ ОКРАСКИ ГОЛОВНЫХ ЧАСТЕЙ
РЕАКТИВНЫХ СНАРЯДОВ
Для предохранения от коррозии реактивные снаряды после ре-
монта покрывать предохранительными смазками или окрашивать.
Перед окраской или смазыванием наружная поверхность голов-
ной части снаряда должна быть тщательно вычищена и обезжирена.
Сначала наружную поверхность обтереть чистой ветошью, смочен-
ной уайт-спиритом, а затем чистой сухой ветошью, после чего в та-
ком же порядке повторить эту операцию. Прикасаться голыми ру-
ками к обезжиренной поверхности запрещается, обезжиривание
производить только в чистых миткалевых перчатках.
Перед окраской или смазыванием головные части снарядов
должны иметь температуру воздуха помещения или нагреты до тем-
пературы не ниже +8° С. Грунтовка, как правило, производится
краской серо-голубого цвета, разведенной натуральной олифбй до
малярной консистенции.
Окраску производить краской серо-дикого цвета, также разве-
денной натуральной олифой. Грунтовку производить жесткими круг-
лыми кистями, втирая краску в окрашиваемую поверхность, или при
помощи распылителя. Загрунтованную поверхность перед окраской
просушить. Для окраски применять кисти из мягкого волоса. Слой
краски должен быть сплошным, ровным, без просветов и подтеков.
Пузырчатость, загрязнение и отслаивание краски не допускаются.
Окраску головных частей производить на станках или вручную.
Ниже дано описание станка РОг-431.
СТАНОК РОг-431
Назначение и устройство станка
Станок предназначен для окраски поверхности головных частей
реактивных снарядов М-8, М-13УК, М-13ДД и М-31.
• Производительность станка в час по снарядам М-8, М-13 и М-31
соответственно равна 130, 108 и 65 шт.
191
Число оборотов шпинделя в минут}' 145.
Станок состоит из станины 1 (рис. 60), вала 2, муфты 9 включе-
ния и контрпривода.
Станина 1 сварная, из углового железа, к верхней раме ее кре-
пится при помощи болтов деревянная столешница 41, покрытая ли-
стовым железом 32. Боковые стороны станины закрыты металличе-
ской сеткой 75.
9 4
Рис. 60. Станок РОг-431 (общий вид):
/ — станина; 2 — вал; 3 — шпиндель; 9— муфта включения; 10— шкив; 12— упорный под-
шипник; 14— вал: 16 — вилка; 24 — подшипник; 25 —пал; 27, 28 и 29 — шкивы; —ли-
стовое железо; 39 — валик; 4/— столешница; 44— конус; 65—скользящая шпонка; 71 —
радиальный шарикоподшипник; 75 — сетка (ограждение); 79 — электродвигатель
В столешнице имеются два отверстия, через которые проходят
два рабочих вала 2.
Вал 2 вращается в радиальных шарикоподшипниках 71, опорой
его служит упорный подшипник 12. Сверху на валу закреплен патрон
(шпиндель) 3, предназначенный для крепления на нем снаряда. На
валу свободно посажен шкив 10, передающий вращение валу (через
муфту 9 включения) от электродвигателя 79 через контрпривод.
Кулачковая муфта 9 осуществляет включение вращения вала 2.
Она закреплена непосредственно на валу и соединена с ним при
1192)
помощи скользящей шпонки 65, вследствие чего муфта может пере-
мещаться вверх (выключая вращение вала) и вниз (включая вра-
щение вала).
Это перемещение муфты осуществляется при помощи рычага
с фиксатором. Валик 39 этого рычага соединен с вилкой 16, захва-
тывающей муфту. При повороте рычага вправо вилка поднимает
муфту вверх, штифт-фиксатор входит в отверстие в станине, удер-
живая тем самым муфту в верхнем положении. Вал при этом не ра-
ботает (шкив вращается вхолостую).
Контрпривод закреплен в вертикальном положении на раме ста-
нины при помощи двух подшипников 24\ он состоит из вала 25, двух
радиальных шарикоподшипников 71, двух шкивов 27 и 28.
Электродвигатель 79 установлен внутри станины и закреплен на
стойках. При окраске головных частей снаряда М-8 снаряд уста-
навливается стабилизатором непосредственно на патрон станка. При
окраске головных частей снарядов М-13 и М-31 их головная часть
устанавливается на патрон станка при помощи стакана, навинчивае-
мого на резьбу головной части.
Стакан представляет собой цилиндр, имеющий две резьбы,
(с двух концов), одна ив которых предназначена для ввинчивания
в нее головки снаряда М-13, другая — для снаряда М-31. В зави-
симости от типа снаряда стакан надевается на патрон то одним, то
другим концом.
Настройка и регулировка станка
Настройка станка заключается в установке на шпиндель ко-
нуса 44, соответствующего калибру окрашиваемых головных частей
реактивных снарядов. Конус надевать на шпиндель и закреплять
винтами.
Правила работы на станке
Работу на станке по окраске головных частей реактивных снаря-
дов производить в следующем порядке.
Пустить станок, нажав на пусковую кнопку, и выключить муфту
включения, повернув рычаг вправо (вверх).
Установить головную часть снаряда на патрон станка.
Включить муфту, для этого рычаг повернуть влево (вниз) до
отказа.
Произвести окраску головной части реактивного снаряда. По
окончании окраски выключить муфту и остановить вращение вала.
Снять снаряд со станка.
Примечание. Головные части снарядов устанавливать и снимать со
станка при помощи специальной пробки, ввинчиваемой в резьбу очка.
2. Окраску головных частей снарядов М-13 и М-31 производить
па станке с навинченными на резьбу стаканами.
3. После окраски головной части снаряда подсобный рабочий
снимает окрашенный снаряд и устанавливает следующий на окраску.
4. Станок устанавливать на полу или на фундаменте и закреплять
четырьмя болтами.
13 Зак. 610с
193
Уход за станком
При работе на станке необходимо следить, .не нагреваются ли
подшипники рабочих валов и контрпривода.
Подшипники рабочих валов и контрпривода заполнять свежим
солидолом через 0 месяца работы станка.
Ведомость комплектации станка приведена в табл. 41.
Таблица 41
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) Количе- ство в комплекте № чертежа Маркировка Примеча- ние
Станок в собранном виде Электродвигатель ТАГ-12/4 .... 1 0-900-0 „ РОг-431 “
Кнопочный пост КУВ-6012 . . . 1
Магнитный пускатель П-221 .... Ремень (ширина 40 мм, длина 1
1550 мм) Ремень (ширина 40 мм, длина 1
1450 мм.) 2
194
ГЛАВА ШЕСТНАДЦАТАЯ
СТАНКИ ДЛЯ СВИНЧИВАНИЯ ГОЛОВНЫХ И РАКЕТНЫХ
ЧАСТЕЙ РЕАКТИВНЫХ СНАРЯДОВ
В настоящее время для свинчивания головной части с ракетных
снарядов М-13 и М-31 применяются механический станок РС-412 и
ручной станок РСр-411, а для свинчивания стабилизатора с ракет-
ной частью снарядов М-8 применяется станок РСВр-402. Станок
РСВр-402 может быть использован также для отделения стабилиза-
тора от ракетной части.
Устройство станка РСВр-402 аналогично устройству станка
РВ-402, по станок РСВр-402 имеет ручной привод. Ниже дастся
описание станков РС-412 и РСр-411, получивших применение. на
базах и складах.
СТАНОК РС-412
Назначение и устройство станка
Станок предназначен для свинчивания головной и ракетной ча-
стей снарядов М-13 и М-31 в потоке сборки.
Число оборотов шпинделя в минуту 87.
Максимальный ход шпинделя 190 мм.
Максимальный момент свинчивания 600 кгем.
Производительность станка в час снарядов М-13 и М-31 соответ-
ственно 108 и 65 шт.
Высота оси шпинделя станка от плоскости станины 210' мм, от
пола — 985 мм.
Станок состоит из станины 1 (рис. 61), передней бабки 2, опор-
ной плиты 3, зажима 4,_ рукоятки. 5 включения, опорной рамки 6,
ограждения 8, патрона И и приспособления для настройки.
13*
195
<0
С>
Рис. 61. Станок РС-412 (общий вид):
/ — станина; 2 — передняя бабка; 3 —опорная плита; 4 —зажим; 5 — рукоятка включения; 6 —опорная рамка; 7—передняя тумба; 8 — ограж-
дение; 9— электрооборудование; /0 —корпус клеммника; // — патрон; /2—стойка
Станина
Станина сварная, коробчатого сечения. Она опирается двумя
строгаными платинами на чугунные тумбы, в одной из которых на
качающейся плите установлен электродвигатель привода станка.
Узлы станка располагаются на обработанных плитах, .приваренных
к верхней плоскости станины.
Перед няя бабка
При помощи -передней бабки производится вращение рабочего
инструмента (отбойного патрона) в обе стороны и подача его вдоль
оси станка, причем вращение шпинделя производится от электро-
двигателя, а подача — вручную; кроме того, в узле передней бабки
смонтирован механизм, осуществляющий закрывание и открывание
зажима. , ,
От электродвигателя движение через клиноременную передачу
и червячную пару 78 и 28 (рис. 62) передается конической шестер-
не 46, жестко закрепленной на валике 44. С шестерней 46 соеди-
нены шестерни 65 и 25, свободно сидящие на валу 14 и вращаю-
щиеся в разных направлениях. Последовательное соединение этих
шестерен с валом 14 производится при помощи кулачковой муф-
ты 68, которая сидит на скользящей шпонке и при повороте руко-
ятки перемещается вдоль вала рычагом. Вращение, соответствую-
щее рабочему ходу шпинделя, передается валу 14 от шестерни 25
через перегрузочную муфту, прерывающую движение шпинделя в том
случае, если момент на нем превышает заданный. Ведомые диски
-перегрузочной муфты связаны жестко с втулкой 19, на торце кото-
рой нарезаны зубцы второй половины кулачковой муфты.
Таким образом, при соединении зубцов муфты 68 с зубцами
втулки 19 происходит передача движения от шестерни 25 ваду 14
через диски перегрузочной муфты. В случае перегрузки, когда
потребное окружное усилие превышает то, которое создается пружи-
ной перегрузочной муфты, происходит проскальзывание дисков
муфты относительно муфты друг друга.
Движение, соответствующее обратному ходу шпинделя, вал 14
получает от шестерни 65, на торце которой также имеются зубцы,
входящие в зацепление с муфтой 68, при перемещении рукоятки
в направлении, указанном стрелкой на корпусе передней бабки.
Вал 14 соединен парой цилиндрических зубчатых шестерен 13
и 7 со втулкой 61, в которой шпиндель 9 закреплен при помощи
скользящей шпонки, позволяющей осуществлять продольное пере-
мещение вала. Движение шпинделю вдоль оси передается от руко-
ятки через реечную шестерню 81 и рейку 10, в которой шпиндель
имеет возможность проворачиваться во втулках.
Включение и выключение клещевидного зажима производится
поворотом валика 5 (рис. 65). В станке осуществлен механический
привод зажима для уменьшения времени цикла и облегчения ра-
боты оператора.
197
Рис. 62. Кинематическая схема:
/—корпус бабки; 2— электродвигатель; 3 — коническая шестерня; 4 — шестерня; 5— кли-
новая передача; 7—цилиндрическая шестерня; 9 — шпиндель; 10 — рейка; // — патрон;
13—цилиндрическая шестерня; 14 — вал; 15— перегрузочная муфта; 19 — втулка; 25—
шестерня; 28— червяк; 39— зубчатая муфта; 44 — валик; 46— коническая шестерня; 59 —
шестерня; 61— втулка; 63— шестерня; 65— шестерня; 68—кулачковая муфта; 78— чер-
вячная шестерня; 81 — реечная шестерня; 90 — валик
198
Движение от втулки 61 (рис. 62) шпинделя через шестерни 59,
63 и 4 передается конической шестерне 3, сидящей свободно на
валике 90.
Соединение шестерни 3 с валиком 90 происходит посредством
зубчатой муфты 39, которая имеет возможность передвигаться по
валику 90 на скользящих шпонках.
Перемещение этой муфты производится рукояткой 5 включения
(рис. 61), укрепленной на фасадной стороне станка.
Рабочий должен придерживать рукоятку включения до тех пор,
пока усилие на ней не превзойдет допустимого (15 кг); это усилие
соответствует зажатию снаряда с определенным (расчетным) мо-
ментом, после чего происходит выключение привода зажима вслед-
ствие отхода муфты 39 (рис. 62) от шестерни 3.
Опорная рамка
При наладке станка на снаряд М.-13 на станине устанавливается
опорная рамка; на рамке закреплены текстолитовые ролики 4
(рис. 63), которые служат опорой для цилиндрической части го-
ловки, и планка 3, имеющая V-образный вырез; на планку головка
ложится оживальной частью.
Опорная плита
При наладке станка на снаряд М-31 опорная рамка снимается
и вместо нее ставится опорная плита. Головная часть снаряда ло-
жится на ролики 8 (рис. 64), свободно вращающиеся на оси 5, за-
крепленной в плите 1.
Под действием тяжести головки плита несколько проседает,
поворачиваясь вокруг оси 14, сжимая пружину 4.
Регулировка пружины 4 производится гайкой 10.
Зажим
Зажим конструктивно оформлен по типу ножниц; закрытие и
раскрытие зажима происходит при повороте валика 5 на 180°
(рис. 65).
Фиксация снаряда осуществляется колодками 9 и 10, облицо-
ванными алюминием и закрепленными на рычагах 11. Рычаги 11
свободно качаются на оси 12, опирающейся на подшипники крон-
штейнов 1. Каждый из рычагов И соединен парой серег 24 с одним
из рычагов 22 и 23, жестко закрепленных на валике 5. При повороте
валика 5 рычаги с колодками освобождают снаряд и сами распо-
лагаются ниже плоскости катания снаряда.
Крепление колодок на рычагах зажима, осуществленное при
помощи одного стяжного шарнирного болта 13 и двух распорных
винтов 14 и 15, допускает регулировку их положения в определен-
ных пределах и быструю смену при переналадке.
Для управления зажимом вручную (при наладке станка) ва-
лик' 5 выведен в конец станка и заканчивается квадратом, на кото-
рый в случае необходимости может надеваться рукоятка 6.
199
to
о
Разрез по яя
---------------------------------!
Рис. 63. Опосная оамка:
ч Рис. 64. Опорная плита:
7 — верхняя плита; 2 - иижняя плита; 3 — втулка; пружина; 5—ось; « — распорная втулка; / — направ-
ляющая' 8 —ролик; 9 —тяга; /0—гайка; 12 — установочное кольцо; 13 — палец; 14 — ось; /«—кронштейн,
19 — шпонка; 31 — шплинт
о
14
Рис. 65. Зажим:
/-кронштейн; 5-валик; 6 - рукоятка; 9н 10- колодки; //-рычаг; 12 - ось; 13 - стяжной болт; 14 и 15 -винты- 22 и 23 - ры
чаги; 24 — серьга
Патрон
Отбойный резьбовой патрон служит для передачи вращения сна-
ряда от шпинделя передней бабки.
Обойма 1 (рис. 66) патрона резьбой и стопором крепится на
шпинделе передней бабки. Крестовину4, взаимно-перпендикулярные
выступы которой входят в обойму 1 и втулку 5, дает возможность
осуществлять плавание патрона относительно шпинделя передней
' Рис. 66. Патрон:
/ — обойма; 2 и 3 — гайки; 4— крестовина; 5 — втулка; 6 — шпиндель; /0—-штифт;
12 — отбойник; 13 — пружинное кольцо; 16 — винт
бабки. Штифт 10 свободно соединяет втулку 5 со шпинделем 6 и
отбойником 12. Шпиндель заканчивается резьбовым концом, на ко-
торый навинчивается снаряд. Отбойник 12 выполняет роль контр-
гайки.
При вращении патрона втулка 5 ведет штифтом 10 шпиндель 6
и отбойник 12.
Когда вращение происходит в сторону навинчивания, отбой-
ник 12 вследствие инерции собственной массы и благодаря наличию
в нем косого поперечного паза устанавливается штифтом 10 в край-
нее правое положение. Рабочий подводит снаряд к вращающемуся
патрону и направляет резьбу очка. Вошедший в очко патрон на-
винчивает и законтривает снаряд. При дальнейшем вращении шпин-
деля происходит свинчивание головной и .ракетной частей снаряда.
Когда свинчивание окончено, нужно снять снаряд с патрона.
Для этого шпинделю передней бабки дается обратный ход.
203
В первый момент обратного вращения патрона шпиндель пово-
рачивается в прежнем направлении на угол, определяющийся по-
перечным пазом шпинделя; происходит расконгривание отбойника,
и при дальнейшем вращении шпинделя снаряд сходит с его
резьбы.
Для полной гарантии расконтривания на втулке 5 предусмотрен
поперечный паз, благодаря которому происходит удар втулкой 5 по
штифту 10, а штифтом — по отбойнику 12. Этот удар способствует
расконтриванию и свинчиванию снаряда с патрона.
Приспособление для настройки
Приспособление предназначено для обеспечения соосности за-
жима и шпинделя. Оно состоит из двух пар сменных призм 4 и 5
(рис. 67), одна из которых используется при настройке станка на
снаряд М-13, а другая — при настройке на снаряд М-31. На каж-
дом станке взаиморасположение призм и передней бабки выве-
ряется; при этом после того как корпус передней бабки закреплен
на станке, в него вместо шпинделя вставляется специальная оправ-
ка 1. На противоположный конец оправки надевается одна из
труб 2 или 3, по которой регулируется положение призм 4 или 5.
После регулировки призмы штифтуются с таким расчетом, чтобы их
можно было легко снять со штифтов.
При настройке станка на какой-либо снаряд соответствующие
призмы ставятся на штифты и закрепляются на станке болтами.
Затем на призмы укладывается одна из труб 2 или 3 и зажим
(рис. 65) регулируется так, чтобы при закрытии клещей не происхо-
дило перекоса трубы, лежащей на призмах, или приподнимания ее
с призм.
Установка станка
Станок устанавливается в потоке сборки снарядов.
Станина крепится к фундаменту при помощи болтов.
Настройка и регулировка станка
При настройке и регулировке станка необходимо:
1. Навинтить патрон на шпиндель передней бабки.
2. Произвести смену колодок 9 (рис. 65) для снаряда М-13 и 10
для снаряда М-31 на рычагах зажима; для этого поставить на
штифты и закрепить болтами на станине пару призм 4 (рис. 67) для
снаряда М-13 и 5 для снаряда М-31. На призмы уложить одну из
труб 2 для снаряда М-13 и 3 для снаряда М-31. Подвинчивая руч-
ным ключом колодки, отрегулировать зажим так, чтобы при закры-
тии клещей зажима не происходило перекоса трубы, лежащей на
призмах, или приподнимания ее с призм.
3. Установить опорную рамку на станке (при наладке станка на
снаряд М-13).
204
Сл
Рис. 67. Приспособление для настройки станка:
/ — оправка; 2 и 3 — трубы; 4 н 5 — сменные призмы; 7 — болт: 8 — штифт
»
4. Установить на станке направляющую для ракетной части
снаряда (при наладке станка на снаряд М-31).
5. Установить направляющую планку по высоте снаряда (при
наладке станка на снаряд М-31).
Правила работы на станке
1. Включить электродвигатель станка (в начале работы смены).
2. Отвести шпиндель передней бабки в крайнее левое положение,
певернув рукоятку подачи шпинделя влево.
3. Повернуть влево рукоятку вращения шпинделя (в начале ра-
боты станка).
4. Открыть зажим рукояткой включения зажима.
5. Накатить головную часть снарйда на опорную плиту (для сна-
ряда М-31) или на опорную рамку (для снаряда М-13); ракетную
часть накатить в зажим.
6. Закрыть зажим, повернув рукоятку включения зажима
влево.
7. Включить рабочий ход шпинделя передней бабки, повернув
рукоятку вращения шпинделя вправо.
8. Подвести шпиндель к снаряду; для этого рукоятку подачи
шпинделя постепенно подавать вправо. При этом патрон ввинчи-
вается в резьбу снаряда и одновременно происходит свинчивание
головной части с ракетной. Резьба головной части предварительно
вводится в цилиндрическую проточку ракетной части. Остановка
шпинделя по окончании свинчивания происходит автоматически,
в момент срабатывания перегрузочной муфты.
9. Включить обратное вращение шпинделя передней бабки, по-
вернув рукоятку вращения шпинделя влево.
10. Открыть зажим, повернув рукоятку включения зажима
вправо.
11. Скатить снаряд со станка.
12. Выключить электродвигатель Станка (по окончании смены).
Уход за станком
При эксплуатации станка тщательно следить за состоянием ме-
ханизмов, регулярно смазывать станок и содержать его в чистоте.
Смазывание станка производить в следующем порядке:
— заполнять смазочные отверстия машинным маслом два раза
в смену;
— колпачковые масленки должны быть всегда заполнены смаз-
кой и периодически подвинчиваться;
— червячные пары, конические и цилиндрические шестерни*
шпиндельной бабки должны быть всегда смазаны;
. — после окончания работы станки протереть и все неокрашен-
ные части покрыть тонким слоем машинного масла.
Ведомость комплектации станка приведена в табл. 42.
206
Таблица 42
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ СТАНКА
Наименование узла (детали) Количе- ство в комплекте № чертежа Марки- ровка Примечание
Станок свинчивания в собран-
ном виде 0-5115-0 „РС-412"
Электродвигатель ТАГ-21/4 Пусковая кнопка КУВ-6012 1 — На станке
на 380 в 1
Магнитный пускатель П-222 на 380 в Нагревательный элемент к маг- 1 Прилагаются
нитному пускателю П-222 1
Клеммник на 10 клемм . . . Клиновый ремень А-1800 . . . 1 2 10-5013-0 „ КН-1010" На станке
Патрон 3 7-5013-0 Один на станке,
два прилагают- ся
Колодка зажима снаряда М-31 4 4-5115-9 „4-9“ Прилагается
Колодка зажима' снаряда М-13 4 4-5115-10 „4—10“ На Станке
Опорная рамка г 1 6-5115-0 Прилагается
Направляющая 1 1-5115-3 На станке
Фундаментные болты с гайка-
ми и шайбами 6 Прилагаются
Запасные детали
Диск 2 2-5115-22
Диск 1 2-5115-24
Пружина ... 2 1-5013-18 Прилагаются
Пружина 1 3-5115-4
Пружина 1 2-5115-20
Специальный инструмент
Узел настройки станка . . . 1 14-5115-0 Прилагается
Ключ 27 1
Ключ 22 1
Ключ 17 1
Ключ 14 Односторонний ключ 38—42 1
для круглых гаек 1
То же, 68—72 1
Отвертка 9 Отвертка 15 1 1
СТАНОК РСр-411
Назначение и устройство станка
Станок ручной, предназначен для свинчивания головной части
с ракетной в снарядах М-13, М-13ДД и М-31.
Наибольший (расчетный) крутящий момент при свинчивании —
600 кгсм.
207
Производительность станка в час 50 шт.
Станок состоит из станины 1 (рис. 68), зажима 2, каретки 3, бо-
ковой направляющей 4, шпинделя 5 и патрона 6.
Станина
Станина представляет собой металлическую конструкцию на
которой монтируются все другие узлы станка.
Каркас станины сварной, состоящий из углового железа.
К станине крепятся две плиты. На верхнюю плиту монтируется
шпиндель, на нижнюю плиту — каретка и боковые направляющие.
Кроме того, на нижней плите установлен регулируемый упор для
фиксирования крайнего положения каретки в осевом направлении
и прикреплены направляющие для подачи ракетной части к за-
жиму.
Зажим
Зажим предназначается для закрепления ракетной части снаряда
на станке. Устройство зажима аналогично устройству зажима стан-
ка РС-412.
Каретка
Каретка предназначена для укладки на ней головных частей сна-
рядов и средней ракетной части снаряда М-13ДД; она состоит из
корпуса / (рис. 69), на котором установлены в стойках 14 две пары
Рис. 69. Каретка:
/ — корпус; 2 — стакан; 3 — упорный винт; 4—винт; 5—скалка; 6 — стакан; 6 — пружина;
9 — ось; 12 — пружина; /4 — стойка; 17— ролнк; 28 — шарикоподшипник
14 Зак. 610с
209
роликов 17. На эти ролики укладывается головная часть. При ра-
боте со снарядами М-13 под роликовые стойки 14 подкладываются
деревянные подкладки.
Корпус каретки устанавливается на две пары шарикоподшип-
ников 28, по которым он может передвигаться вдоль оси станка.
Каждая пара шарикоподшипников соединена с осью 9, кото-
рая неподвижно соединена со скалкой 5, опирающейся на пру-
жину 7.
Вес каретки с головной частью снаряда воспринимается двумя
пружинами 7. Усилие пружины регулируется при помощи стакана 6
и упорного винта 3. Усилие предварительного сжатия пружины
должно быть больше веса каретки, чтобы обеспечить постоянное
верхнее положение каретки, что фиксируется упором винта 4 в верх-
нюю часть продольного выреза стакана 2. Пружина регулируется
так, чтобы под влиянием веса снаряда каретка опустилась бы па
10 мм, при этом осевые линии двух соединяемых частей снаряда
должны находиться на одной прямой линии.
Под влиянием пружины 12 каретка прижимается к упору, уста-
новленному на станине. При свинчивании снаряда каретка вместе
с головной частью отходит от упора и пружина растягивается.
После снятия снаряда каретка под действием этой пружины воз-
вращается в свое первоначальное положение до соприкосновения
с упором.
Боковая направляющая
Боковая направляющая предохраняет каретку от бокового пере-
мещения. Направляющие устанавливаются по обе стороны каретки
и служат для направления движения каретки в осевом направ-
лении.
Направляющая состоит из сварного кронштейна 1 (рис. 70),
к которому прикрепляется плита 2 с сухарями 4 для шариков 11.
Шарики располагаются в два горизонтальных ряда. Наружная
крышка 3 предохраняет шарики от выпадания. Направляющая уста-
навливается на плите станины с зазором между шариками и ка-
реткой, равным 0,5—1 мм. Для регулировки направляющих в попе-
речном направлении в плите станины предусмотрены продольные
пазы.
Шпиндель
Шпиндель состоит из подшипника 1 (рис. 71) и собственно
шпинделя 2. На одном конце шпинделя крепится маховик 7 с руч-
кой 8, на другом — патроны. Шпиндель в подшипнике помещается
с зазором, дающим возможность компенсировать эксцентричность
установки снарядов относительно шпинделя. Внутри полого шпин-
деля проходит штанга 3, на конце которой нарезана резьба по
резьбе очка снаряда. На другой конец штанги надевается рукоятка 4
с накаткой.
910
*
Рис. 70. Боковая направляющая:
/ — кронштейн; 2 — плита; 3— наружная крышка; 4— сухарь; // — шарики
Перед свинчиванием головной части снаряда с ракетной резьбо-
вой конец штанги ввинчивается предварительно в очко головки, при-
жимая головку снаряда к патрону. После этого при помощи махо-
вика вращается шпиндель с патроном. Происходит свинчивание сна-
ряда с одновременным перемещением головной части со шпинделем
и кареткой вдоль оси.
Рис. 71. Шпиндель:
/—корпус; 2— сткан; 3 — упорный винт; — винт; 5 — скалка; 6 — стакан; 7— пружина;
7 — маховик; 8 — ручка
Если для окончательного довинчивания потребуется больший
крутящий момент, чем от статического усилия рабочего, то имеется
возможность создания динамического усилия.
Для этого маховик 7 отвинчивается по трапецеидальной резьбе
несколько назад, а затем с увеличенной скоростью подается вперед
и ударом в буртик шпинделя 2 создает динамический крутящий
момент.
Патрон для снаря да М-13ДД
Патрон предназначен для свинчивания двух ракетных частей
снаряда М-13ДД.
:212
При ввинчивании в резьбу ракетной части снаряда отбойник 2
(рис. 72) за счет своего продольного выреза получает поступатель-
ное движение навстречу ракетной части до соприкосновения с ее
торцовой поверхностью; происходит законтривание резьбы. После
свинчивания ракетных частей их необходимо снова развинтит^ для
осмотра отпечатка. Чтобы сохранить образовавшееся трение между
торцовыми поверхностями отбойника 2 и ракетной части и не до-
пустить отход отбойника при обратном вращении патрона, нёобХо-
димо контргайку 5 вручную довинтить до упора с отбойником. .После
этого патрон вращается в обратную сторону, снаряд развинчи-
вается, а затем окончательно свинчивается. При вывинчивании
патрона необходимо предварительно отвинтить контргайку, чтобы
дать возможность отбойнику 2 отойти от соприкосновения с ракет-
ной частью и этим расконтрить резьбу.
Патрон для с нарядаМ-13
Необходимое усилие для свинчивания образуется за счет трения
между конусной частью головки снаряда и внутренней поверхностью
патрона. Резьбовой конец штанги шпинделя, ввинчиваясь в головку,
втягивает ее в патрон, создавая необходимую силу трения (рис. 73).
213
Рис. 73. Патрон для снаряда МПЗ:
1 -- корпус патрона; 2 — винт
Патрон для снаряда М-31
Захват
Для более
шпинделя
головки происходит выступающими губками патрона,
жесткого соединения патрона с головкой служит штанга
(рис. 74).
Рис. 74. Патрон для снаряда М-31:
I — корпус патрона: 2 — винт
Установка станка
Станок устанавливается в потоке сборки снарядов. Станина
станка крепится к полу или фундаменту при помощи фундаментных
болтов.
Настройка и регулировка станка
Настройка станка заключается в том, что зажимное устройство
должно крепко захватывать ракетную часть снаряда и держать ее
параллельно оси станка. Для этого необходимо колодки рычагов
отрегулировать прижимными винтами. Сменные колодки применя-
ются в завиоимостии от диаметра снаряда.
Рукоятка надевается на квадратный конец валика так, чтобы
при окончательном поджатии зажима она находилась в горизон-
тальном положении и направление усилия рабочего на ручку при
этом было снизу вверх. Повернуть рукоятку на угол 180°, причем
длинная часть рукоятки из горизонтального положения должна
(движением вниз) занять снова горизонтальное положение
214
по другую сторону валика. Для обеспечения жесткого захвата
ракетной части и предупреждения возможности отхода колодок за-
жима в процессе работы центры рычагов в момент окончания за-
жима ракетной части должны пройти мертвое положение на
6—7 мм и тем самым запереть зажим.
Каретка для головной части снарядов тоже должна иметь, соот-
ветствующую настройку.
При работе со снарядом М-13 под стойки для роликов подложить
деревянные подкладки, чтобы обеспечить совпадение осевых линий
соединяемых частей снаряда. Пружины должны быть отрегулиро-
ваны так, чтобы усилие предварительного сжатия обеих пружин
превышало вес каретки с закрепленными на ней деталями. Под вли-
янием веса положенного на нее снаряда каретка должна опуститься
на 10 мм; при этом должно быть совмещение осевых линий соеди-
няемых частей снаряда.
Шпиндель устанавливается на станине в зависимости от калибра
снаряда: если свинчивается снаряд М-31, шпиндель должен быть
установлен ближе к каретке, если же свинчивается снаряд М-13,
шпиндель устанавливается на конце станины.
Правила работы на станке
Для работы на станке необходимо:
1. По направляющим накатить ракетную часть снаряда к за-
жиму.
2. Зажать ракетную часть снаряда, повернув рычаг зажима на
180° и затянуть его.
3. Накатить по направляющим головную часть снаряда на ка-
ретку.
4. Соединить головную часть снаряда с патроном шпинделя при
помощи маховика шпинделя.
5. Подвинуть каретку с головной частью к ракетной части сна-
ряда.
6. Свинтить головную часть снаряда с ракетной.
7. Освободить снардд от патрона.
8. Раскрыть зажим.
9. Перекатить снаряд по направляющим со станка в поток.
Уход за станком
При эксплуатации станка следить за состоянием его механизмов.
Смазывать станок в следующем порядке:
— валики зажимов и цилиндрических шестерен смазывать ма-
шинным маслом через отверстия в кронштейнах;
— крышки масленок на осях опорных роликов поворачивать на
один оборот два раза в смену;
— заполнять масленки свежим солидолом по мере необходи-
мости;
— детали отбойных патронов и штангу шпинделя смазывать
машинным маслом по мере необходимости.
В перерывах между сменами, после окончания работы и при
работе периодически убирать и обтирать станок.
215
ЧАСТЬ ТРЕТЬЯ
СПЕЦИАЛЬНОЕ ТРАНСПОРТНОЕ
И ПОГРУЗОЧНО-РАЗГРУЗОЧНОЕ ОБОРУДОВАНИЕ
--- ч - - :--- :: - -- .4 . ч:
ОБЩИЕ СВЕДЕНИЯ
При работах с боеприпасами па складах и в полевых условиях
возникает необходимость в транспортировке больших количеств
выстрелов и их элементов как в упаковке (в ящиках), так и без
нее, Для этой цели служат приводные и бесприводные транспортные
устройства.
К приводным устройствам относятся цепные, ленточные и пла-
стинчатые конвейеры; цепи и лепты приводятся в движение при по-
мощи электродвигателя. Конвейеры применяются как передвижные
(КЦЖ-1М, КЦЖ-2М, КЦЖС-4, ТЦ-10), так и стационарные
(ЛТ-650, ЛТ-800, ПТ-600, ПТ-800).
Передвижные ценные конвейеры в основном применяются в по-
левых условиях для перемещения ящичных грузов. Стационарные
ленточные и пластинчатые конвейеры применяются на складах и ба-
зах для внутрицеховой (межцеховой) транспортировки выстрелов
и их элементов, а также при работе с ними (сборке и ремонте).
К неприводным транспортным устройствам, применяемым для
перемещения боеприпасов, относятся переносные рольганги (роли-
ковые транспортеры); груз передвигается под действием усилий ра
бочего или под действием собственной тяжести. Рольганги приме-
няются при погрузочно-разгрузочных работах с боеприпасами,
а также На временных пунктах работ (контрольно-технический
осмотр, переукупоривание и т. д.).
216
ГЛАВА СЕМНАДЦАТАЯ
СТАЦИОНАРНЫЕ ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Ленточный конвейер является транспортирующей машиной не-
прерывного действия, несущим и одновременно тяговым элементом
которой служит гибкая замкнутая лента. „
В снаряжатсльно-сборочпом производстве ленточные конвейеры
(ленточные транспортеры) используются как внутрицеховой транс-
порт на потоках подготовки и сборки зарядов, на потоках подго-
товки и ремонта снарядов, взрывателей и капсюльных втулок, а так-
же на потоках ремонта стреляных артиллерийских гильз и укупор-
ки. Кроме того, ленточные конвейеры применяются и как межце-
ховой транспорт.
В настоящее время ленточные стационарные конвейеры общего
назначения с тканевой прорезиненной лентой стандартизованы.
Основной частью всякого ленточного конвейера является лента,
натянутая на два барабана, один из которых является ведущим,
а другой — возвратным или натяжным. Между барабанами верхняя
и нижняя ветви ленты поддерживаются опорными роликами или не-
подвижным настилом. Обычно верхняя ветвь является рабочей,
а нижняя — холостой; иногда нижняя ветвь используется как ра-
бочая.
Для ленточных конвейеров применяются текстильные ленты сле-
дующих видов: хлопчатобумажные, из верблюжьей шерсти, пень-
ковые и прорезиненные.
В снаряжательно-сборочном производстве применяются только
тканевые прорезиненные ленты разных типоразмеров.
Наибольшее применение имеют ленты А-2.
Ленты всех типов с резиновой обкладкой должны быть стойкими
по отношению к смазочным маслам. При работе конвейеров в не-
отапливаемых помещениях или вне помещений целесообразно при-
менение лент специального назначения, снабженных резиновыми
обкладками из морозостойкой резины, не теряющей эластичных
свойств при температуре —45° С.
217
218
Рис. 75. Общий вид ленточного конвейера:
1 — транспортерная лента; 2 — рама приводной станции; 3—приводной барабан; 4 — рама 5—электродвигатель; привода;
6 — редуктор; 7—цепь; 8—рама натяжной станции; 9—возвратный барабан; /0 — натяжное устройство:// — средняя часть;
/2 — роликоопора; 13 — настил
Ленточные конвейеры классифицируются по ширине применяе-
мых лент. Наибольшее применение на арсеналах, базах и складах
находят ленточные конвейеры, имеющие ленты шириной 400, 650,
800 и 1000 мм.
Длина установленных на арсеналах и базах ленточных конвейе-
ров в отдельных случаях достигает 100 м и более.
Скорость движения ленты конвейера выбирается из условий
требуемой производительности или по технологическим требованиям
п обычно бывает в пределах 2—16 м/мин.
Ниже приведено устройство узлов ленточных стационарных
конвейеров (ЛТ-400, ЛТ-650, ЛТ-800), наиболее широко применя-
емых в снаряжательно-сборочном производстве.
Устройство конвейера
Конвейер состоит из приводной и натяжной станций, средней
части и замкнутой транспортерной ленты. Приводная станция со-
стоит из металлической или деревянной рамы 2 (рис. 75), на кото-
рой установлен приводной барабан 3, и привода с рамой 4, на ко-
торой установлены электродвигатель 5 и редуктор 6; от редуктора
вращение передается приводному барабану цепью 7 или другой
передачей.
Рис. 76. Профили трассы ленточных конвейеров:
I — горизонтальный; 2 — наклонный; 3 — наклонно-горизонтальный;
4 — горизонтально-наклонный
Натяжная станция имеет деревянную или металлическую раму 8,
на которой установлены возвратный или натяжной барабан 9 и на-
тяжные устройства 10.
Замкнутая транспортерная Лента 1 надета на ведущий и воз-
вратный барабаны (лента опирается на среднюю часть 11 конвей-
ера, состоящую из деревянной или металлической рамы с установ-
ленными на ней роликоопорами 12 и настилом 13).
219
Приводная станция устанавливается так, чтобы приводной ба-
рабан тянул нагруженную ветвь ленты «на себя». Привод в случае
Необходимости может быть снабжен вариатором, позволяющим
производить бесступенчатое регулирование скорости движения
ленты.
Ленточные конвейеры, применяемые на арсеналах и базах,
обычно горизонтальные, но могут быть конвейеры и с более сложной
трассой (рис. 76) — с подъемами и спусками.
Привод
Привод состоит из сварной рамы и установленных иа раме элек-
тродвигателя 3 (рис. 77) с салазками 4 и редуктора 2. Вращение от
электродвигателя 3 передается при помощи шкивов 5 и б редукто-
ру 2, а через втулочно-роликовую цепь от звездочки 7 редуктора —
звездочке барабана приводной станции. Скорость конвейера регу-
лируется сменными шкивами 5 и 6.
Рис. 77. Привод;
] — рама привода; 2 —редуктор; 3 — электродвигатель; 4 — салазки; 5 — шкив
электродвигателя; 6 — шкив редуктора; 7 — звездочка
220
Электродвигатель
Электродвигатель, установленный на салазках, допускает воз-
можность регулировки натяжения клиновых ремней. Управление
(пуск и остановка) конвейера осуществляется включением или
выключением электродвигателя при помощи магнитного пускателя
и кнопок управления. Для удобства обслуживания кнопки управ-
ления иногда устанавливаются на обоих концах конвейера.
Выбор электродвигателя определяется потребляемой мощностью
конвейера и условиями его работы. Обычно устанавливаются элек-
тродвигатели единой серии, а в необходимых случаях — взрывобе-
зопасные электродвигатели серии ТАГ.
Редуктор
Редуктор состоит из корпуса 1 (рис. 78) с крышкой 2 и двухсту-
пенчатой цилиндрической шестеренчатой передачи, уменьшающей
число оборотов тихоходного вала 4 (по сравнению с быстроходным
налом 5). Корпус / одновременно является масляной ванной для
шестерен. Смазывание шестерен и подшипников качения осущест-
вляется разбрызгиванием; подшипники скольжения тихоходного
вала смазываются солидолом при помощи колпачковых масленок 9.
Уровень масла в корпусе редуктора проверяется маслоуказателем 8-
Цепная передача
Вращение от редуктора передается при помощи цепной передачи
приводному барабану. Для передачи употребляются приводные
пластинчатые, втулочные и втулочно-роликовые цепи. Ведущая
звездочка установлена на тихоходном валу редуктора, а ведомая
звездочка — на конце вала приводного барабана.
Приводной барабан
Устройство приводного барабана диаметром 400 мм для ленты
шириной 650 мм показано на рис. 79.
Вал 1 барабана (рис. 79) смонтирован на шарикоподшипниках 4,
корпусы 3 которых прикреплены болтами к раме приводной станции.
Барабан укреплен на валу на двух шпонках и застопорен винтом.
На конце вала на шпонке имеется звездочка 5. Для смазывания
подшипников служат колпачковые масленки 6.
При значительных нагрузках конвейера применяют барабаны,
футерованные резиной, что значительно увеличивает сцепление
ленты с поверхностью барабана.
Средняя часть
Средняя часть конвейера состоит из отдельных секций, соединен-
ных между собой болтами или сваркой. На верхней части рамы
221
Рис. 78. Редуктор цилиндрический двухступенчатый:
/ — корпус редуктора; 2 —крышка корпуса; 3 — быстроходный вал;
4 — тихоходный вал; 5 — промежуточный вал; 6 — подшипники каче-
ния; 7 — подшипники скольжения; 8 — маслоуказагель; 9— колпачко-
вая масленка
222
2 1
Рис. 79. Приводной барабан:
/ — вал барабана; 2 — барабан; 3 — корпус подшипника; -/ — шарикоподшипник; 5 — зве.1-
дочка; 6—колпачковая масленка
223
укреплен деревянный настил. На продольные угольники 1 (рис. 80)
рамы уложены поперечные брусья 2 с шагом около одного метра.
На них нашит дощатый настил 3 толщиной 25—30 мм и установлены
борты 4. Поверхность настила должна быть тщательно выстрогана
Рис. 80. Крепление настила:
/—продольный угольник рамы конвейера; 2 — поперечный брус; 3 — настил; 4 — борт
п не должна иметь выступающих шляпок гвоздей, так как по на-
стилу движется верхняя рабочая ветвь ленты. Борты для защиты
ст износа иногда покрываются листовым железом или другим изно-
состойким материалом.
2 3
Рис. 81. Ролик:
/ — ось; 2 — труба; 3 — вкладыш; -/—шарикоподшипник, 5 — крышка; 6 — уплотняющее
кольцо; 7 — кронштейн
Для поддержки нижней ветви ленты установлены на кронштей-
нах роликовые опоры. Поддерживающий ролик состоит из трубы 2
(рис. 81) с запрессованными в нее шарикоподшипниками (диаметр
трубы может быть 76, 89, 108 и 159 мм).
224
Возвратный барабан является одновременно и барабаном натяж-
ной станции. Барабан 1 (рис. 82) на шарикоподшипниках 3 вра-
щается на оси 2. Шарикоподшипники закреплены в барабане крыш-
ками 4 и защищены уплотняющими кольцами 5.
Шейки оси 2 неподвижно закреплены в ползуне натяжного
устройства.
Рис. 82. Барабан натяжной станции:
/ — барабан; 2 — ось; —шарикоподшипник; 4 — крышка; 5 — уплотняющее
кольцо
Натяжное винтовое устройство
В конвейерах применены винтовые натяжные устройства,
Шейки оси барабана натяжной станции закреплены стопорными
винтами в двух ползунах 2 (рис. 83). Ползун 2 находится в станине
натяжного устройства и при помощи винта 4 и гайки 3, находящейся
15 Зак. 610с
225
Разрез поАА
между выступами ползуна, может
перемещаться вдоль станины. От
осевого перемещения винт 4 удер-
живается кольцом 5, закреплен-
ным на винте коническим штиф-
том.
Перемещением барабана на-
тяжного устройства достигается
увеличение или уменьшение
межосевого расстояния, при этом
меняется и степень натяжения
ленты.
При значительной длине лен-
точного конвейера применяются
грузовые натяжные устройства,
которые в отличие от винтовых
обеспечивают постоянное натяже-
ние ленты независимо от нагрузки
конвейера.
Длина хода натяжного устрой-
ства во всех случаях должна быть
не менее 400 мм, что предотвра-
щает частую перешивку транспор-
терной ленты по мере ее вытяги-
вания.
Монтаж конвейера
На арсеналы, базы и склады
ленточные конвейеры поступают
в разобранном виде. Металлокон-
струкции приводной и натяжной
станций, а также средней части
конвейера заводами иногда не по-
ставляются; их изготавливают на
месте монтажа из прокатной стали
по соответствующим чертежам.
Металлоконструкции, как правило,
изготовляются сварными, крупны-
ми секциями.
Для установки конвейера дол-
жна быть следующая техническая
документация:
— схема монтажа конвейера
с привязкой оси конвейера и осей
концевых барабанов;
— чертежи общего вида кон-
вейера;
— чертежи фундаментов под
конвейер;
226
— рабочие чертежи металлоконструкций.
По схеме монтажа конвейера производится разметка осей, а по
чертежу фундаментов — разметка и изготовление фундаментов.
Порядок работы при монтаже:
1. Установить на фундаменты приводную и натяжную станции,
выверить их установку относительно продольной оси конвейера,
проверить параллельность осей барабанов и высоту установки бара-
банов, после чего установить и залить фундаментные болты.
2. Смонтировать секции металлоконструкций средней части,
скрепить их между собой и с рамами станций болтовыми или свар-
ными соединениями. После выверки прямолинейности и горизон-
тальности собранной конструкции установить и залить фундамент-
ные болты средней части.
3. Установить роликовые опоры и выверить горизонтальность
осей роликов. При необходимости изготовить настил для рабочей
ветви ленты конвейера. Рекомендуется заготовить детали настила
заранее, а на месте монтажа произвести его сборку.
4. Установить привод. При монтаже привода тщательно выверить
положение, звездочки редуктора, плоскость симметрии которой
должна совпадать с плоскостью симметрии звездочки вала привод-
ного барабана. Для экономии производственной площади на арсе-
налах и базах приводы конвейеров рекомендуется помещать ниже
уровня пола — в приямке, закрывающемся плотной крышкой
(рис. 75).
5. Сшить ленту после окончания монтажа, затем отрегулировать
конвейер и окрасить металлоконструкции.
Сшивка ленты
Ленту, смотанную в рулон, подвесить на ось, установленную, на
козлах у одного из концевых барабанов, и протащить сначала по
нижним поддерживающим роликам, затем, обогнув барабаны, вы-
вести концы ленты на настил. Барабан натяжной станции перед
сшивкой ленты должен находиться в ближайшем к приводной стан-
ции положении. От правильности сшивки ленты зависит нормальная
работа конвейера в течение длительного времени, поэтому сшивать
ленту 'Следует как можно тщательнее.
Существует несколько способов соединения концов лент,
а именно:
— сшивка внахлестку сыромятными ушивальниками;
— склейка холодным способом с последующей прошивкой сы-
ромятными ушивальниками;
— соединение металлическими заклепками;
— склеивание горячим способом — с вулканизацией стыка.
Последний метод применяется для соединения лент при большой
длине конвейера (свыше 100 м), оборудованного грузовыми натяж-
ными устройствами.
• Независимо от способа соединения ленты стык должен отвечать
следующим требованиям:
15*
227
— лента на участке соединения не должна иметь утолщений;
— длина стыка должна быть не меньше ширины ленты;
— .соединение должно быть прочным.
Для стягивания концов ленты перед соединением применяются
струбцины и таль или специальное винтовое приспособление
{рис. 84).
' После стягивания оба конца ленты по длине стыка разметить на
равные участки и концы ленты расслоить и разрезать косыми усту-
пами по числу прокладок. Длина уступа должна быть 150—175. мм.
’ Стык делать так, чтобы конец ленты со стороны натяжного ба-
рабана был сверху, тогда возможность задира кромки ленты о на-
стил и дополнительное сопротивление при заходе ленты на барабаны
исключены.
Рис. 84. Сшивка ленты
После сшивки ленты конвейер отрегулировать (на ходу). При
непрерывном натяжении лепты по ширине лента сбегает с концевых
барабанов в ту или другую сторону; в этом случае натяжение ленты
rfo ширине можно' отрегулировать винтовыми натяжными устрой-
ствами. При правильно сшитой ленте это не представляет затруд-
нений. При невозможности регулировки из-за1 полного использова-
йия хода натяЖнбго устройства ленту перешить; при этом барабан
натяжной станции возвратить в исходное положение.
‘ После монтажа проверить работу привода. Редуктор должен ра-
ботать бесшумно, приводная цепь должна свободно набегать и сбе-
гать со звездочек, а поддерживающие ролики должны свободно вра-
щаться на осях.
Эксплуатация и ремонт конвейера
Ленточный конвейер, правильно смонтированный, работает дли-
тельное время надежно и устойчиво. Лента при движении не должна
задевать за металлоконструкции, подвергаться механическим по-
вреждениям от ударов и должна вовремя натягиваться.
.. При одностороннем вытягивании ленты от постоянной, ассиме-
тричной относительно продольной оси ленты нагрузки ее следует
цёриодически^цри. церешивке) перевертывать.
При большой нагрузке конвейера и .пробуксовке ленты приме-
228'
няют футерованные резиной приводные барабаны. Для этой целй
может быть использована транспортная лента, прикрепляемая бол-
тами с потайными головками к поверхности барабана. Транспортер-
ную ленту следует периодически чистить и промывать горячей водой.
Поверхность барабанов и поддерживающих роликов периодически
очищать от грязи. Поверхность настила периодически проверять, из-
ношенные доски настила заменять новыми.
При транспортировке снарядов нельзя допускать скопления их
у приводной станции, так как, упираясь в стол, они ослабляют стык
.тенты.
Гарантированный заводом срок службы ленты при хорошем
уходе за ней может быть значительно увеличен.
Запасные транспортерные ленты хранить при температуре от
минус 5° до плюс 30° С; при этом они должны быть защищены от не-
посредственного воздействия солнечных лучей и атмосферных
осадков.
Ремонт ленточных конвейеров производить по графику планово-
предупредителыюго ремонта. Наблюдение за работой конвейера и
смазывание его должно быть поручено определенному лицу.
Смазывание конвейера производить согласно табл. 43.
Таблица 43
РЕЖИМ СМАЗЫВАНИЯ КОНВЕЙЕРА
Место смазывания Система смазывания Смазка Режим смазывания
Шестерня редуктора Подшипники тихоходно- го вала редуктора Шарикоподшипники ба- рабанов и роликовых опор Масляная ванна Колпачковая масленка Ручная набивка Машинное масло Л Солидол Л Солидол Л Замена смазки один раз в 6 месяцев* Один раз в смену по- ворот крышки масленки па 1 оборот s Один раз в 3 месяца ,4
229
I
Плас
портиру
которогс
из пласг
При
один ти
ками (Г
На i
стадион
пример
600 мм.
На иг'
еры ПТ
Тяго
«втулочн.
Цепи за
ведущий
Тяго.
К крон!
ное дви
Коне
пых гру.
Плас
монте б<
— пс
— с(
— yi
— Р<
Кром
ПОртИрО! ___г_____ .... .г ~ г . ..гпропустит—~
совых площадок в цехи, для транспортировки готовой продукции из
цехов на площадки >и т. п.
230
По конструкции пластинчатые конвейеры сложнее и тяжелее
ленточных, но более жесткие, что позволяет транспортировать более
тяжелые штучные грузы. Кроме того, пластинчатые конвейеры поз-
воляют ориентировать относительно оси конвейера транспортируе-
мые снаряды и выполнять технологические операции без съема
снарядов с конвейера. Устанавливаемая скорость конвейера в соче-
тании с расположением снарядов друг от друга на фиксированном
расстоянии создает заданный ритм работы потока. Длина конвейеров,
применяемых на арсеналах и базах, 10—120 м и больше. Конвей-
еры устанавливаются строго прямолинейно и могут иметь подъемы
и спуски в вертикальной плоскости с углом наклона не более 45°.
Это позволяет пропускать пластинчатые конвейеры через подзем-
ные галереи.
Устройство конвейера
Пластинчатый стационарный конвейер состоит из двух тяговых
цепей 1 (рис. 85), соединенных между собой и движущихся по на-
правляющим 6 средней части конвейера; полотна (настила) 2, со-
стоящего из пластин, прикрепленных к звеньям цепи /; приводной
станции, состоящей из рамы, па которой смонтирован ведущий вал 3
со звездочками, и привода 7, связанного с валом цепной (или дру-
гой) передачей 8\ натяжной станции, имеющей раму, на которой
смонтированы вал 4 натяжной станции со звездочками и натяжные
устройства 5, и ограждений.
Ниже приведено устройство узлов пластинчатых стационарных
конвейеров ПТ-600, ПТ-800 и ПТ-1000.
Тяговые цепи
Тяговые пластинчатые цепи стандартизованы.
Для пластинчатых конвейеров применяются пластинчатые вту-
лочно-катковые цепи с гребнями на катках (ПВКГ).
Для пластинчатых конвейеров, смонтированных на арсеналах и
•базах, применяется пластинчатая втулочно-катковая цепь с греб-
нями на катках с шагом 250 и 320 мм.
Цепь состоит из двух внутренних пластин 2 (рис. 86), соединен-
ных втулками 5, и катков 6. Втулки 5 имеют на обоих концах
лыски, не дающие втулкам проворачиваться в отверстиях внутрен-
них пластин. Через внешние пластины 1, охватывающие внутренние
пластины, и втулки 5 пропускаются шейки валов 3, соединяющих
две цепи, и валик 4. Таким оразом, две цепи оказываются парал-
лельно соединенными между собой при помощи валов через два
шага цепи. Детали цепи в шарнире запираются: с одной стороны
утолщением вала 3 или головкой валика 4, а с другой стороны —
ригелями 7, надвинутыми своими прорезями на лыски валов и вали-
ков. Ригеля закрепляются на внешних пластинах болтами 8 с гай-
ками. На всех пластинах цепи, обращенных внутрь, имеются крон-
штейны 9 для крепления пластин.
231
Вклейка 2 к книге «Руководство по специаль-
ному ^ганочному и транспортному оборудованию,
применяемому при работе с боеприпасами в вой-
сках»;
w
ьэ
Рис. 86. Пластинчатая тяговая цепь:
I- внешняя пластина; 2 - внутренняя пластина; 3 — вал; 4 — валнк; 5 — втулка; 6 - каток; 7 - ригель; 8 - бот
с гайкой; 9 — кронштейн; /0—шариковая масленка
Для смазывания цепи служат шариковые масленки 10, запрес-
сованные в концы валов Л и валиков 4, имеющих осевые и попереч-
ные отверстия. Втулка 5 также имеет поперечные отверстия. Смаз-
ка проходит в зазор между шейкой вала 3 или валиком 4 и втул-
кой 5, попадая через поперечное отверстие во втулке 5 в полость
катка 6 и в зазор между катком и втулкой 5.
Полотно
Полотно (настил) конвейера образуется металлическими пла-
стинами, прикрепленными к кронштейнам тяговой цепи.
Металлические пластины 1 (рис. 87) обычно гофрированные,,
штампованные из листовой стали, прикреплены к кронштейнам це-
пей болтами и гайками. Квадратная шайба под головкой болта пре-
дохраняет соединение от отвинчивания. Деревянные пластины 2
также прикреплены к кронштейнам болтами и гайками. Для пре-
дотвращения отвинчивания гаек ставится общая стопорная пла-
стинка 3, углы которой отгибаются на грани гаек.
Деревянные пластины 2 изготовлены из твердых пород дерева.
Древесина должна быть сухой и не иметь пороков; толщина пла-
стин должна быть не меньше 40 мм. Для предотвращения пластин
от растрескивания на нижнюю часть пластины стдвятся шпонки 4,
а' в торцы забиваются на глубину до 25 мм полоски 5 из тонкой ли-
стовой стали. Ширина пластин делается несколько меньше шага
цепи, так как на некоторых участках трассы конвейера при пере-
гибах цепи края пластин сближаются и, если нет зазора между
ними, может происходить распор пластий. Длина пластин опреде-
ляет ширину полотна. Номинальная ширина полотна может быть
400, 500, 650, 800, 1000, 1200, 1400 и 1600 мм.
Боеприпасы укладываются на пластины, к которым болтами
прикрепляются накладки 6. Форма и число накладок на пластине
зависят от вида боеприпасов. Рекомендуется деревянные пластины
и накладки проваривать в петролатуме и защищать рабочие поверх-
ности металлической лентой 7.
Скорость движения полотна конвейера обычно бывает в преде-
лах 3—35 м!мин.
Ведущий вал
Тяговая цепь с полотном огибает звездочки 2 (рис. 88) ведущего
вала 1, вращающегося в подшипниках 4. Звездочки крепятся на
валу клиновыми врезными шпонками.
Шаг звездочек равен шагу цепей. Для звездочек тяговых це-
пей предусматриваются числа зубьев: 5, 6, 7 и 8; число зубьев, имею-
щее наибольшее применение, равно 6.
Подшипники ведущего вала имеют плоскость разъема, располо-
женную под углом к подошве корпуса, что создает более выгодное
условие работы подшипника, так как вал в этом случае при-
жимается к сплошной поверхности нижнего вкладыша. Ведущий вал
233‘
Рис. 87. Пластины:
/ — металлическая пластина; 2 — деревянная пластина; 3— стопорная пластинка; 4 — шпонка; 5 — металлическая полос
ка; накладка; 7 — металлическая лента
Правая опора дана
в разрезе по ВОВ
Рис. 88. Ведущий вал:
/ — ведущий вал; 2 — звездочки тяговой
цепи; <? —звездочка приводной цепи; 4 —
подшипники; 5 — колпачковая масленка
в сборе устанавливается на раме приводной станции, подшипники
вала крепятся к раме болтами. Смазывание подшипников произво-
дится масленками 5.
Число оборотов ведущего вала выбирается в зависимости от
необходимой скорости движения полотна.
Натяжное устройство
Для натягивания тяговой цепи служит натяжное устройство.
Вал 1 (рис. 89) натяжной станции со звездочками 2 тяговой цепи
вращается в буксах 7 подшипников 6 натяжек.
Рис. 89. Натяжное устройство:
/ — вал натяжной станции; 2— звездочка; 3—шпонка; 4 — станина; 5 — крышка станины;
6 — подшипник; 7 — букса; 8 — специальная гайка; 9 — винт; 10 — гайка; I/ — болт*. —
колпачковая масленка
Для натягивания тяговой цепи вал 1 натяжной станции вместе
с подшипниками 6 смещается вдоль оси конвейера при помощи вин-
тов 9. Винт 9 проходит через специальную гайку 8, вложенную
в прямоугольное отверстие станины. На конце винта навинчена и
заштифтована гайка 10, входящая в паз подшипника 6. При вра-
236
щении винта 9 гайка 8 упирается в станину 4, а конец винта 9 с гай-
кой 8 упирается в подшипник 6, перемещая его по рамке, образуе-
мой станиной 4 и крышкой 5 станины. Смещению конца винта 9
с гайкой 8 из паза подшипника препятствует болт 11, вставленный
поперек паза. Натяжки устанавливаются так, чтобы усилие натя-
жения сжимало винт 9.
Для смазки свободно вращающихся в буксах подшипников на-
тяжного устройства шеек вала 1 служат колпачковые масленки 12
(по 2 штуки на каждом подшипнике). Нарушение режима смазки
натяжек приводит к задиру букс 7 и поломке крышек 5 станины.
Натяжение тяговой цепи производится при монтаже конвейера или
при его эксплуатации для компенсации изменения длины цепей (от
вытягивания и изменения температуры).
Металлоконструкции приводной и натяжной
станций и средней части
Металлоконструкции пластинчатых конвейеров поставляются
заводами крупными секциями или элементами, требующими сварки,
или полностью изготовляются на месте монтажа. Рама приводной
станции имеет каркас 1 (рис. 90), на полках которого устанавлива-
ются подшипники ведущего вала. Стойки каркаса соединены
Рис. 90. Рама приводной станции:
/ — каркас; 2 — связь; 3 — верхняя направляющая; 4 — нижняя направляю-
щая; 5 —рамка; 6 — отражатель; 7 — бортовой угольник; 8—лапка
237
Рис. 91. Рама натяжной станции:
/ — каркас; 2—связь; 3— верхняя направляющая; 4 —нижняя направляющая; 5—рамка,
6 — соединительная планка; 7 — бортовой угольник; 8 — лапка
связями 2 из угловой стали. Верхние 3 и нижние 4 направляющие
приварены к стойкам и к рамке 5. Над нижними направляющими 4
к каркасу приварены отражатели 6, ограничивающие изгиб тяговых
цепей с полотном по вертикали. К стойкам и рамке сверху прива-
рены бортовые угольники 7. Для крепления секций сетчатых ограж-
дений служат лапки 8.
Рама натяжной станции имеет каркас 1 (рис. 91) из швеллеров,
на полки которого устанавливаются натяжки.
Средняя часть собрана из секций, состоящих из двух верхних 1
(рис. 92) и двух нижних 2 направляющих, соединенных рамками 3.
К рамкам приварены бортовые угольники 4 для крепления борто-
вых брусьев 7 с накладками 8 и лапки 6 для крепления сек-
ций 5 ограждения. Секции средней части скрепляются между собой
и с рамами приводной и натяжной станций соединительными план-
ками и болтами.
Криволинейные участки средней части конвейера для предот-
вращения подъема тяговой цепи с рабочим полотном над направ-
ляющими под действием натяжения имеют верхний 4 и нижний 5 от-
ражатели (рис. 93).
238
Рис. 92. Средняя часть:
/ — верхняя направляющая; 2 — нижняя направляющая;
3~ рамка; 4 — бортовой угольник; 5 — секция огражде-
ния; £ —лапки; 7 — бортовой брус; 8 — накладка; 9 —
соединительная планка
239
240
Рис. 93. Криволинейная секция:
/ — верхняя направляющая; 2 — ннжняя направляющая; 3— рамка; 4—верхний отражатель; 5 — нижний отражатель
Металлоконструкции конвейера крепятся к фундаментам (пере-
крытиям) болтами, для которых у всех опорных плоскостей метал-
локонструкций должны быть отверстия.
Привод конвейера
Привод конвейера устанавливается, как правило, в приямке
у рамы приводной станции либо в подвале hi, как исключение, на
уровне пола рядом с рамой приводной станции. На раме 1 привода
(рис. 94) болтами крепятся электродвигатель 2 на салазках 3, ва-
риатор 6 и редуктор 8.
тора
Электродвигатель, вариатор и редуктор выбираются в зависи-
мости от потребляемой конвейером мощности и условий работы.
Вращение от электродвигателя передается клиноременной пере-
дачей вариатору, предназначенному для бесступенчатой регули-
ровки скорости конвейера, и через эластичную муфту 7 редуктору 8,
на тихоходном валу которого посажена звездочка 9, связанная при-
водной цепью со звездочкой приводного вала.
Вариатор позволяет изменять число оборотов ведомого вала по
отношению к ведущему в 6—14 раз. В зависимости от передаваемой
мощности и передаточного числа вариаторы имеют несколько типо-
размеров. Преимуществом установки вариатора в приводе конвей-
ера является возможность плавной, бесступенчатой регулировки
скорости конвейера без его остановки, что позволяет устанавливать
необходимый ритм работы потока.
Ленточный вариатор состоит из корпуса, собранного из пра-
вой 1 (рис. 95) и левой 2 станин и поперечин 3. На радиальных
16 Зак. 610с
241
Рис. 95. Вариатор:
/—правая станина; 2 — левая ста-
нина; 3 — поперечина; 4 — вал;
5—корпус радиального подшипни-
ка; радиальный подшипник;
7—шпонка; 8— диск; Р'—упор-
ный подшипник; 10 — корпус упор-
ного подшипника; // — упорно-
уравнительная муфта; 12— рычаг;
13— планка; 14 — ролик; 15 — пла-
стинка; 16 — ползун; 17 — латяж-
ной винт; 18 — направляющий ва-
лик; 19 — стопорная шайба; 20 —
регулирующий винт; 21 — ползун;
22 — маховичок; 23 — стопорное
кольцо; 24 — вариаторный ремеиь;
25 — фиксатор
Разрез по
Разрез no 33
ХМШ/Лт
шарикоподшипниках 6, установленных в корпусах 5, прикрепленных
к правой 1 и левой 2 станинам, вращаются установленные парал-
лельно валы 4, один из которых ведущий, а другой ведомый. Пере-
дача от одного вала к другому осуществляется специальным вари-
аторным ремнем 24.
На валу 4 установлены две пары конических дисков S, у кото-
рых вершины конусов направлены друг к другу. Ремень 24 огибает
конические поверхности дисков. В зависимости от расстояния меж-
ду дисками в каждой паре ремень соприкасается с коническими по-
верхностями по окружностям разных диаметров, и от соотношения
диаметров этих окружностей у ведущего и ведомого дисков зависит
передаточное отношение вариатора; следовательно, число оборотов
зависит от расстояния между дисками в каждой паре.
Изменение передаточного отношения производить при вращаю-
щихся валах, для чего при помощи маховичка 22 повернуть регу-
лирующий винт 20, имеющий правую и левую винтовые нарезки.
Ползуны 21, связанные с рычагами 12, сближаясь или удаляясь
друг от друга, поворачивают их вокруг точек опоры — закруглен-
ных концов пластинок 15, вставленных в пазы рычагов.
При этом ролики 14, упираясь в упорно-уравнительные муф-
ты 11, надетые на корпусы 10 упорных подшипников, сближают
диски одной пары между собой, в то время как другая пара дисков
расходится под действием увеличивающегося натяжения ремня.
Предельные положения рычагов 12 определяются стопорными коль-
цами 23, закрепленными винтами на направляющем валике 18.
При необходимости регулировки натяжения вариаторного ремня
требуется одновременно сблизить две пары дисков. Для этой цели
служит натяжной винт 17, имеющий правую и левую нарезки. При
вращении винта /7 сближаются или удаляются друг от друга две
пары рычагов 12 вместе с дисками. При сближении двух пар дисков
натяжение ремня увеличивается, при их расхождении — умень-
шается.
Регулирующий 20 и натяжной 17 винты предохраняются от са-
мопроизвольного вращения стопорными шайбами 19, запирающи-
мися пружинными конусными фиксаторами' 25. Вариаторный ре-
мень изготовлен из хлопчатобумажного прорезиненного ремня 1
(рис. 96), на котором при помощи болтов 5, шайб 6 и гаек 7 кре-
пятся с определенным шагом деревянные планки (верхние. 2 и ниж-
ние 3) с прибитыми на торцы кожаными пластинками 4. На концах
ремня приклепывается сверху и снизу пластинки 8 и 9. Соединение
концов ремня производится на вариаторе при отпущенном натяж-
ном винте. На верхние пластинки 9 ставится накладка 10, сверху
и снизу ставятся плрнки 2 и 3 и стык прочно зажимается бол-
тами.
Надежная работа вариатора зависит от правильности выбора
типоразмера вариатора; выбор производится в зависимости от пе-
редаваемой мощности и заданного передаточного отношения. Вра-
щение от тихоходного вала редуктора передается непосредственно
ведущему валу конвейера при помощи цепной передачи или, как
244
это имеет место в пластинчатом конвейере КПЛ-1000, промежуточ-
ному валу, который при помощи шестерен передает вращение ве-
дущему валу.
Для цепной передачи применяются пластинчатые втулочно-ро-
ликовые цепи. Для натягивания приводной цепи устанавливается
на ее холостой ветви натяжное устройство, состоящее'из основания 1
Рис. 96. Вариаторный ремень:
1 — ремень; 2 — верхняя планка; 3 — нижняя планка;
4 —кожаная пластинка; 5 — болт; 6 — шайба; 7 — гай-
ка; 8 — нижняя пластинка; 9 — верхняя пластинка; 10 —
накладка
(рис. 97), на котором болтами крепятся опоры 4 и 5; через опоры
проходит натяжка 2 с вилкой. В вилке на оси 6 вращается звез-
дочка 3. Регулировка натяжения цепи производится перемещением
натяжки 2 гайками 7.
Для предохранения механизмов конвейера от поломок при
случайных перегрузках применяется предохранительное устройство
на приводной звездочке 1 (рис. 98).
На ступице 2, закрепленной на ведущем валу (на шпонке), сво-
бодно посажена звездочка 1. Звездочка и ступица соединяются при
помощи двух предохранительных пальцев, вставленных в отверстия
245
Рис. 97. Натяжное устройство привода:
/ — основание; 2 —натяжка; 3 — звездочка; 4 и 5 — опоры; 6 — ось; 7 — гайка
звездочки и ступицы. При перегрузке конвейера срезаются
предохранительные пальцы и звездочка вращается вхолостую. Для
замены пальцев необходимо отвинтить болты 7, снять планку 6,
совместить отверстия в звездочке и ступице, выбить обломки пре-
дохранительного' пальца и поставить новые пальцы. Для удобства
ремонта в звездочке и ступице ставятся сухари 5,
Рис. 98. Предохранительное устройство:
1 — звездочка; 2 — ступица; 3 — установочное кольцо; 4— предохранительный палец;
5— сухарь; 6 — планка; 7 — болт
Конвейеры ПРК-60 (ПТ-600), ПРК-80 (ПТ-800) и ПРК-100
(ПТ-1000) имеют унифицированные узлы и детали. Конвейер
КПЛ-1000с отличается более тяжелой тяговой цепью и устройством
привода.
Монтаж конвейера
Пластинчатые конвейеры поступают от заводов в разобранном
виде — отдельными узлами и деталями. Металлоконструкции посту-
пают в виде элементов, требующих сварки и сборки, или изготов-
ляются из прокатной стали на месте монтажа.
Для монтажа конвейера должна быть следующая техническая
документация:
— схема установки конвейера с привязкой оси конвейера и -осей
ведущего и натяжного валов;
— чертежи общего вида конвейера;
246
— чертежи фундамента и приямков;
— рабочие чертежи металлоконструкций.
- По схеме установки конвейера производится разметка осей и
привязка, по чертежам фундамента готовятся фундаменты с колод-
цами под фундаментные болты.
Порядок работы при монтаже:
— установить металлоконструкции приводной и натяжной стан-
ций на фундамент, выверить высоту относительно отметки пола и
соосность;
— установить фундаментные болты и залить их;
— выверить горизонтальность установки металлоконструкций,
отрегулировать подкладками и затянуть гайки фундаментных
болтов;
— установить секции металлоконструкций средней части, со-
единить их между собой болтами или при помощи электросварки,
выверить их относительно оси конвейера, выверить горизонталь-
ность направляющих в поперечном направлении и прямолинейность
направляющих;
— установить и залить фундаментные болты, подтянуть гайки
фундаментных болтов, окончательно выверить горизонтальность и
прямолинейность направляющих;
— отрихтовать, заварить и зачистить стыки направляющих и
бортовых угольников;
— произвести монтаж ведущего и натяжного валов с подшипни-
ками и натяжками, выверить горизонтальность валов и положение
звездочек тяговой цепи относительно оси конвейера и направ-
ляющих;
— установить привод конвейера, выверить горизонтальность
рамы привода, выверить совпадение плоскостей симметрии привод-
ной звездочки редуктора и звездочки ведущего вала приводной
станции, установить и залить фундаментные болты, подтянуть гайки;
— произвести монтаж тяговых цепей и рабочего полотна;
— приварить отражатели;
— произвести монтаж натяжного устройства приводной цепи;
— отрегулировать конвейер, натянуть цепи, пустить конвейер
при помощи электродвигателя и проверить правильность работы ме-
ханизмов;
— установить ограждения;
— окрасить конвейер.
Требования к монтажу
Надежность работы и долговечность конвейера в значительной
степени зависят от правильности монтажа. Оси валов должны быть
горизонтальны. Направляющие конвейера должны быть строго- пря-
молинейны, параллельны и расположены горизонтально- в попереч-
ном относительно оси конвейера направлении. Допускаемое откло-
нение по ширине колеи должно быть не более ±2 мм. Отклонение
от прямолинейности допускается в пределах 2 мм на 1 пог. м и
247
5 мм на 25 м длины конвейера, но не более 15 мм по всей его
длине.
В местах стыков не должно быть уступов; допускаются зазоры
в стыках не более 3 мм.
Расстояние между направляющими и отражателями делается
больше диаметра катка (по ходовой поверхности) на 10%.
Тяговые цепи и рабочее полотно устанавливаются по окончании
всех строительных работ и уборки помещения. При невозможности
выполнения этого условия необходимо принимать меры к защите
цепей и полотна от грязи и пыли.
Эксплуатация и ремонт конвейера
Ремонт конвейера производится по графику планово-предупре-
дительного ремонта. Наблюдение за работой конвейера и смазыва-
ние его должно быть поручено определенному лицу.
Смазывание конвейера производить в соответствии с табл. 44.
Таблица 44
РЕЖИМ СМАЗЫВАНИЯ КОНВЕЙЕРА
Место смазывания Система смазывания Смазка Режим смазывания
Шестерни редуктора . . Тихоходный вал редук- Масляная ван на Машинное масло Л Доливать по мере не- обходимости. Сменять один раз в 3 месяца
тора Подшипники вариатора Подшипники ведущего вала и натяжек . . . Шарниры тяговых це- пей Шарниры приводной цепи Колпачковые масленки Ручная набивка Колпачковая масленка Пресс- масленка Ручное смазывание . Соли- дол Л Один раз в смеиу (крышку масленки по- ворачивать на 1 оборот) Один раз в месяц Один раз в смену (крышку масленки пово- рачивать на 1 оборот) Набивка шприцем один раз в месяц Один раз в неделю
Примечание. При установке приводов в неотапливаемых помещениях
смазку редукторов в зимних условиях менять на более жидкую (на веретенное
масло 2 и 3).
248
— ................................... - ★★ -----------------------------------------------------Г-..........1
ГЛАВА ДЕВЯТНАДЦАТАЯ
ПЕРЕНОСНЫЕ РОЛЬГАНГИ
Переносные рольганги предназначаются для транспортировки
штучных грузов в горизонтальном направлении вручную или под
действием веса груза (при установке рольганга под небольшим
углом к горизонту).
Переносные рольганги приспособлены для работы в полевых
условиях на разнообразной по рельефу местности в любое время
года.
Переносные рольганги состоят из отдельных секций, представ-
ляющих собой металлические рамы с роликами, установленные на
металлических опорах с шарнирными телескопическими ножками.
Группа секций, собранных в один непрерывный поток рольган-
гов, представляет собой роликовый бесприводной транспортер.
Сборка и разборка такого транспортера в полевых условиях про-
изводятся без применения каких-либо инструментов.
Угол наклона рольганга, обеспечивающий движение груза под
действием собственного веса, колеблется от 2°30' (для груза 80 кг)
до 3°41' (для груза 25 кг). Применение криволинейных секций роль-
гангов с углами поворота 45° и 90° позволяет создать потоки роль-
гангов для транспортирования грузов не только по прямой линии,
но и с поворотами в горизонтальной плоскости.
Ниже дано описание переносных рольгангов ТР-5 и ТР-6.
РОЛЬГАНГ ТР-5
Назначение и устройство рольганга
Рольганг ТР-5 предназначен для транспортировки грузов вруч-
ную или под действием веса груза. Рольганг является легким ро-
ликовым металлическим транспортером переносного типа с опора-
ми на шарнирных ножках телескопического типа.
Прямолинейная секция имеет два неравнобоких металлических
угольника 1 (рис. 99) сечением 60x40X6 мм, стянутых параллель-
249
ьэ
Си
о
Рис. 99.
/ — угольник; 2 — стяжной
болт; 3 —
Общий вид рольганга:
полуось; 4 — ролик; 5 — шайба;
6 — штырь; 7 — упор
но между собой тремя стяжными болтами 2. На каждом из уголь-
ников приварены с шагом 168 мм двенадцать полуосей 3, на кото-
рых вращаются ролики 4. Для предотвращения самопроизволь-
ного отвинчивания гаек стяжных болтов под каждую подклады-
вается прямоугольная шайба 5. Край шайбы загибается на уголь-
ник, а угол шайбы — на грань гайки.
На концах угольников приварены штыри-заклепки 6, выступаю-
щие наружу и предназначенные для фиксации положения прямо-
линейной секции на опорах. Ролик рольганга изготовлен из тру-
Рис. 100. Ролик рольганга:
/ —труба; '2 — корпус; 3 — уплотнительная шайба; 4 — крыш-
ка; 5 — шарикоподшипник
бы 1 (рис. 100). В расточки трубы запрессованы и завальцованы
чугунные корпуса 2 и уплотнительные шайбы 3. В корпуса 2 встав-
лены крышки 4 и шарикоподшипники 5.
Криволинейная секция (рис. 101) имеет три изогнутых по сред-
нему радиусу (1300 мм) продольных угольника 1, 2 и 3, располо-
женных концентрично и связанных между собой тремя попереч-
ными угольниками 4, которые привариваются к угольнику 2. Уголь-
ники 1 и 3 крепятся к угольникам 4 болтами, гайками и контргай-
ками. На полуосях 5 вращаются короткие ролики 6. На концах
угольников 1 и 3 приварены штыри 7 для фиксации положения
криволинейной секции на опорах.
Внутренний ряд имеет тринадцать роликов, наружный — четыр-
надцать роликов.
Телескопические опоры
Устройство больших и малых опор под прямолинейные секции
одинаково. К перекладине, состоящей из угольника 1 (рис. 102),
двух башмаков 2 и двух подошв 3, сваренных между собой, на
шарнирах крепятся телескопические ножки 4.
Выдвижная часть ножки закрепляется на требуемой высоте
зажимным винтом 5. Нижний конец ножек заострен и снабжен
упорной шайбой.
В пазы подошв вставляются штыри секций рольгангов. Опора
под криволинейную секцию не имеет подошв, а на верхней полке
251
1
Рис. 101. Криволинейная секция:
1, 2 и 3 — продольные угольники; 4 — поперечный угольник; 5 — полуось; б—ролик;
7 — штырь
перекладины приварены два угольника, фиксирующие положение
криволинейной секции на опоре.
Установка рольгангов
Наличие телескопических опор позволяет производить установ-
ку рольгангов по высоте от 0,3 до 3 м.
Перед установкой рольгангов наметить трасу установки, под-
считать необходимое количество секций и опор, завезти их на место
установки. Для примерного определения местоположения опор по
всей трассе разложить секции рольгангов. Затем, начиная с одной
стороны, установить опоры и уложить на них секции так, чтобы
252
Рис. 102. Телескопическая опора:
;—угольник; 2—башмак; 3—подошва; 4 — телескопичская ножка; 5 — зажимной винт;
а — ножка ТР-5; б — ножка ТР-6
штыри на концах секций вошли в вертикальные пазы подошв те-
лескопических опор.
После сборки рольгангов выровнять их и создать уклон в сто-
рону движения ящиков 3—4°. Регулировка положения секций по
высоте осуществляется путем выдвигания или развода телескопи-
ческих ножек опор, закрепленных в нужном положении нажимны-
ми винтами. В случае необходимости поворота потока рольгангов
вставляется криволинейная секция, под которую подставляется
специальная опора, предохраняющая криволинейную секцию от
опрокидывания.
При разборке рольгангов снять с опор секции, уложить их
в штабель на подкладки роликами друг к другу, затем убрать
опоры (телескопические ножки при этом приводятся к наименьшим
размерам).
Установка одного комплекта рольганга производится четырьмя
рабочими за 15—20 мин.
253
Работа на рольганге
Работа на рольганге производится с соблюдением правил про-
изводства погрузочно-разгрузочных работ и транспортировки бое-
припасов.
Уход за рольгангом
Секции и опоры осматривать и ремонтировать по графику пла-
ново-предупредительного ремонта. Секции и опоры должны быть
занумерованы и закреплены за определенными лицами.
При работе и при установке нельзя допускать ударов, которые
могут привести к искривлению угольников секций, роликов и теле-
скопических ножек опор.
Смазывание шарикоподшипников рольгангов производить че-
рез каждые 2—3 месяца, для чего раму рольганга необходимо раз-
бирать. Для смазывания шарикоподшипников применяется техни-
ческий вазелин.
Выдвижные трубки ножек должны быть постоянно смазаны
техническим вазелином. Рольганги должны содержаться в чистоте.
При длительном хранении ролики «рольгангов очищать от кор-
розии и смазывать техническим вазелином. Хранить рольганги
нужно в сухом месте на подкладках. При хранении опор в верти-
кальном положении под ножки также должны быть подложены
подкладки.
РОЛЬГАНГ ТР-6
Назначение и устройство рольганга
Рольганг ТР-6 предназначен для транспортировки грузов вруч-
ную или под действием веса груза. Он является легким роликовым
металлическим транспортером с опорами на шарнирных ножках
телескопического типа.
Устройство рольганга ТР-6 такое же, как и рольганга ТР-5.
Рольганг ТР-6 снабжен съемным упором для ящиков (рис. 103).
За счет усиленных угольников (75x50x6) секций рольгангов
увеличена наибольшая допустимая нагрузка — до 360 кг на сек-
цию. Длина роликов (ширина рольганга) равна 800 мм. /
Рис. 103. Упор
254
Сборка рольганга ТР-6, его разборка, работа на нем и уход
аналогичны рольгангу ТР-5.
Ведомость комплектации рольгангов приведена в табл. 45.
Таблица 45
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ РОЛЬГАНГОВ
Наименование узла (детали) № детали Клеймение Количество на комплект Приме- чание
ТР-5
Прямолинейные секции длиной 2 м Криволинейная секция 90° Телескопическая опора высотой 1 м Телескопическая опора высотой 0,5 м Телескопическая опора для криво- линейной секции № ком- плекта 15 1 на два комплекта 8 8 1
Запасные детали
Ролик 600. мм Ролик 287 мм Гайка М20 1 3 шт. на 6 компл. 2 шт.
Инструмент
Гаечный ключ 32 Ключ для вывинчивания опор . . . 1 2
ТР-6
Прямолинейная секция длиной 2 м Прямолинейная секция длиной 1 м Криволинейная секция 45° .... Телескопическая опора длиной 1 м Телескопическая опора длиной 0,5 м Упор для ящиков С61 С69 СбЗ С64 С65 С67 № ком- плекта 15 1 2 ' 8 10 1
Запасные детали
Ролик 800 мм Ролик 385,5 мм Длинная нога Гайка М20 С61-2 С62-4 С64-1 11 2 1 2 5
Инструмент
Гаечный ключ 32 1
255
....... -- ----------------- ★★............................................-------
ГЛАВА ДВАДЦАТАЯ
ЦЕПНЫЕ ЖЕСТКИЕ КОНВЕЙЕРЫ
КОНВЕЙЕР КЦЖ-1М
Назначение и устройство конвейера
Конвейер предназначен для погрузки (разгрузки) штучных гру-
зов в ящиках на железнодорожный и автомобильный транспорт,
а также для перемещения их 'при укладке и разборке штабелей
ящиков с боеприпасами. Тип конвейера — цепной, переносный.
Пусковая аппаратура — барабанный переключатель БП-132,
позволяющий изменять направление движения цепи конвейера ре-
версированием электродвигателя.
Червячный редуктор ЧП-60 с передаточным числом I = 17.
Несущая цепь втулочно-роликовая с усиком (шаг 38,1 мм —
2 шт.) длиной 6390 мм.
Приводная цепь — втулочно-роликовая, шаг 12,7 мм, длина
762 мм.
Конвейер состоит из фермы, привода с редуктором, приводного
и хвостового валов и направляющих для цепей.
Ферма
Ферма представляет собой раму, сваренную из стальных труб.
По концам фермы с каждой стороны приварены щеки 1 (рис. 104),
в которых монтируются корпусы подшипников приводного и хво-
стового валов.
В щеках укреплены ушки 16 натяжного устройства, в которые
ввинчены натяжные винты 15. С передней стороны фермы прива-
рены два крюка 5, которые служат опорами при установке кон-
вейера.
Снизу фермы приварены ручки 21 для переноски и установки
конвейера.
К верхнему поясу фермы приварены угольники 6 для крепле-
ния электродвигателя и редуктора.'
256
Зак. 610с
Рис. 104. Конвейер КЦЖ-1М:
сл
1— щеки; 2— поддержка; 3—коробка; ♦—переключатель: 5—крюк: 6 — угольник; 7—электродвигатель:
8 — муфта; 9 — червячный редуктор; 10 — звездочка; 11 — приводная цепь; 12 — звездочка; 13 — приводной вал;
/4 — звездочка; 15 — натяжной винт; 16 — ушко; 17 — тяговая цепь; 18 — поперечная связь; 19 — откидная
плаика; 20 — желоб; 21 — ручка; 22 — хвостовой вал
Привод
Привод состоит из электродвигателя 7, прикрепленного болтами
к угольникам 6, и червячного редуктора 9. Валы электродвига-
теля и редуктора соединены эластичной муфтой 8. На тихоходном
валу редуктора закреплена звездочка 14, от которой через привод-
ную цепь 11 и звездочку 12 вращение передается приводному ва-
лу 13. Для подключения электродвигателя имеется вилка, поме-
щенная в коробке 3. Питание электродвигателя осуществляется
гибким шланговым кабелем, имеющим на конце штепсельную ро-
зетку>
Пуск и реверсирование электродвигателя (и конвейера) произ-
водится при помощи барабанного переключателя 19 (рис. 106).
Приводной и хвостовой валы
. На приводном 13 (рис. 104) и хвостовом 22 валах имеется по
две звездочки 10, соединенные между собой втулочно-роликовой
тяговой цепью 17 с усиками. Звездочки можно перемещать вдоль
вэлов и закреплять в нужном положепи-и при помощи стопорных
болтов.
В середине приводного вала, на шпонке, при помощи стопор-
ного винта укреплена приводная звездочка 12. При помощи на-
тяжных Винтов 15 можно изменять положение корпусов подшипни-
ков валов и натягивать приводную и тяговую цепи.
Направляющие для цепей
, Верхние рабочие ветви тяговых цепей движутся по желобам 20,
прикрепленным к поперечным связям 18 верхнего, пояса фермы.
Направляющие имеют снизу по две поддержки 2 для нижних вет-
вей тяговых цепей и по две откидные планки 19 для крепления
направляющих к поперечным связям.
Установка и настройка конвейера
Конвейер подносится к месту установки четырьмя рабочими
или подвозится на любом виде транспорта.
Настройку конвейера по длине транспортируемого ящика про-
изводить в следующем порядке:
1. Ослабить стопорные винты звездочек приводного и хвосто-
вого валов, а также крепление направляющих к поперечным свя-
зям фермы.
2. Установить звездочки на валах и соответственно им направ-
ляющие по ширине конвейера так, чтобы цепи приходились между
планками ящика с небольшим зазором между планками и цепью.
При этом соблюдать следующие условия:
— цепи должны быть параллельны по всей длине конвейера
как между собой, так и относительно прогонов фермы конвейера;
— обе цепи должны быть равноудалены от осевой линии кон-
вейера;
258
— цепь должна точно попадать своими роликами на опорные
планки направляющих и боковой поверхностью не касаться же-
лоба;
— ящик должен располагаться ^симметрично ферме так, чтобы
свисание концов ящика было равномерным в обе стороны.
3. Закрепить стопорными винтами звездочки на приводном и
хвостовом валах. Закрепить откидными планками направляющие
при помощи гаек.
4. Если натяжение несущих цепей недостаточно и нижняя ветвь
цепи сильно провисает, то натянуть цепи натяжными приспособ-
лениями, расположенными в хвостовой части конвейера. Перед на-;
тяжением цепи отвинтить контргайки на натяжных винтах точйо
на одинаковое количество оборотов..
Затем, ввинчиванием натяжных винтов в ушко, отжать подшип-
ники хвостового вала вдоль направляющих прорезей щек фермы
до соприкосновения ушка с контргайкой.
При получении достаточного и равномерного натяжения обеих
цепей натяжные винты закрепляются затяжкой контргаек'
Если цепи растянулись настолько, что ход натяжного устрой-
ства не обеспечивает необходимого натяжения, то каждую цепь
следует укоротить на два звена.
После настройки и регулировки натяжения цепей конвейер про-
верить в работе на холостом ходу и с ящиками.
Если при этом ненормальных явлений в работе конвейера нет,
то установить конвейер в рабочее положение в зависимости от
характера работ.
Конвейер может быть использован как самостоятельный агре-
гат или в сочетании с другими средствами механизации погрузоч-
но-разгрузочных работ.
Наиболее характерными случаями применения конвейера
КЦЖ-1М являются:
Погрузка (разгрузка) ящиков на автомашину.
Конвейер крючками, имеющимися на головной части, зацепляется
за открытый борт (задний или боковой) автомашины, а хвостовой
частью опирается на грунт или платформу, с которой производится
погрузка. ... . .
Погрузка (выгрузка) ящиков в железнодорож-.
н. ы.е вагоны. Конвейер крючками, имеющимися на головной
части;' зацепляется за направляющую .полосу для дверей, а хвосто-.
вой частью опирается на грунт или подкладки так, чтобы угол
наклона конвейера к горизонту был не более 30°..
Подъем ящиков для укладки их в шдабеля на
платформах и площадках открытого хранения.
Конвейер крючками зацепляется за подготовленную опору, а хво-
стовой частью опирается на грунт или площадку, с которой произ-
водится подъем ящиков.
Транспортировка ящиков при помощи кон-
вейера в комбинации с ро л ьг а н fa м ц. Конвейер уста-
навливается в разрыве между рольгангам» на подготовленных опо-
17* * 259.
pax так, чтобы он производил подъем ящиков на необходимую вы-
соту для последующего спуска ящиков по рольгангу под действием
их собственного веса. Во всех случаях желательно, чтобы при
сходе с конвейера ящики попадали на рольганг, чем достигается
более надежная работа конвейера.
Работа на конвейере
При подключении конвейера к источнику тока необходимо, что-
бы переключатель был выключен. Подключение производить соеди-
нением электрического шланга с вилкой подключения конвейера
(рис. 105).
Рис. 105. Кабель со штепселем
Пуск конвейера производить при помощи ручки переключа-
теля.
После того как наблюдающий за конвейером убедится, что
вхолостую конвейер работает нормально, произвести загрузку его
ящиками.
Ящики должны укладываться на конвейер двумя рабочими,
без бросков, одновременно на обе несущие цепи конвейера, так
чтобы цепи располагались между поперечными планками ящика.
В процессе работы наблюдающий должен следить, чтобы пере-
мещение ящиков происходило без поперечного смещения.
В случае опасного смещения ящика конвейер должен быть
немедленно остановлен при помощи ручки переключателя.
При работе загруженного конвейера производить его остановку
не рекомендуется. В случае остановки конвейера с ящиками необ-
260'
ходимо перед последующим пуском разгрузить конвейер и толь-
ко после этого производить его пуск.
Пуск конвейера, загруженного ящиками, может привести к пе-
регреву электродвигателя и даже сгоранию его обмотки. За пра-
вильность эксплуатации, своевременное смазывание и ремонт кон-
вейера должно отвечать определенное лицо. Особое внимание при
эксплуатации конвейера должно быть обращено на исправное со-
стояние электродвигателя, барабанного переключателя и электро-
проводки.
Конвейер должен содержаться в чистоте. При длительном хра-
нении все неокрашенные части должны быть тщательно вычищены
и смазаны солидолом.
Смазывание конвейера
1. Шарикоподшипники приводного и хвостового валов необхо-
димо промывать и заполнять свежим солидолом через 2—3 месяца.
2. Заливку редуктора машинным маслом Л производить по
мере расхода масла. Заменять масло через 2—2,5 месяца работы
редуктора.
3. Звездочки, цепи, части направляющих, по которым скользит
цепь, должны тщательно смазываться солидолом один раз в смену.
4. Все обработанные и неокрашенные части конвейера покрыть
смазкой для предохранения от коррозии.
Ведомости комплектации и шарикоподшипников конвейера при-
ведены в табл. 46 и 47.
Таблица 46
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ КОНВЕЙЕРА
Наименование узла (детали) № детали Клейме- ние Количество па конвейер Приме- чание
Электродвигатель АОЛ-31/4 .... 1 На кон-'
Барабанный переключатель БП-132 1 вейере
Червячный редуктор ЧП-60 .... 1
Тяговая втулочно-роликовая цепь с усиком (/ = 38,1 мм, диаметр ро- лика 16 мм, длина 6390 мм) . . 2
Приводная втулочно-роликовая цепь. (/=12,7 мм, длина 762 мм) . . 1
Розетка со штепселем С68 1
Провод марки ПРГ-500Х15 мм2 (длина 2000 мм) 1
Гибкий негерметичный рукав мар- ки РЗ-Ц-Х, (диаметр 11 мм, дли- на 1 л) 1
Инструмент Торцовый ключ (квадратный) 11 С69 1
Ключ 17 1
261
Таблица 47
ВЕДОМОСТЬ ШАРИКОПОДШИПНИКОВ КОНВЕЙЕРА
Наименование узла ’№ детали Количест- во под- шипников Вид подшипников гост Условное обозначе- ние
Приводной и 2-10 4 Радиальный 5720-51 1204
хвостовой валы сферический
Редуктор ЧП-60 4 Роликоподшипни к 333—55 7305
КОНВЕЙЕР КЦЖ-2М
Назначение и устройство конвейера
Конвейер предназначен для погрузки (разгрузки) штучных
грузов в ящичной укупорке на железнодорожный и автомобиль-
ный транспорт, а также для перемещения ящичных грузов при
укладке и разборке штабелей ящиков ,с боеприпасами. Тип кон-
вейера — цепной, переносный.
Пуск конвейера — от барабанного переключателя БП-132.
' Реверсирование направления движения несущей цепи осущест-
вляется барабанным переключателем.
Червячный редуктор ЧП-80 с передаточным числом, равным 12.
Приводная . цепь— втулочно-роликовая, шаг 19,05 мм, дли-
на 0,84 м.
Несущая цепь — втулочно-роликовая с усиком, шаг 38,1 мм,
длина 16,25 м (две ветви).
Конвейер состоит из фермы, привода с редуктором, приводного
и вспомогательного валов, направляющих цепи, колесного хода и
«ограждения. •
Ферма сварена из стальных труб. На концах фермы приварены
листы 1 (рис. 106), в которых монтируются приводной вал 2 и
вспомогательный вал 3. К Листам прикреплены ушки 4 натяжного
устройства, в которые ввинчены упорные винты 5.
С правой и левой стороны передней части фермы шарнирно
укреплены откидные крюки 7, предназначенные для установки
конвейера в рабочее положение. В передней части конвейера
размещена рама 8 для крепления электродвигателя и редук-
тора.
В средней и задней частях фермы имеются две парные оси 9
для крепления к конвейеру колесного хода. В зависимости от усло-
вий перевозки конвейера и установки его для работы колесный ход
может устанавливаться в средней или задней части конвейера.
Для установки ограждений на верхнем поясе фермы к каждой
стойке с обеих сторон приварены трубки 10.....
262
Привод конвейера состоит из электродвигателя 11, укрепленного
вверх лапами на раме 8 в передней части конвейера, и червяч-
ного редуктора 12, укрепленного на той же раме. Валы электродви-
гателя и редуктора соединены между собой эластичной муфтой 17.
На тихоходном валу редуктора укреплена звездочка 14, от которой
через приводную цепь 15 и звездочку 16 вращение передается при-
водному валу 2.
Подключение электродвигателя к электросети осуществляется
гибким шланговым кабелем через вилку 18 подключения.
Пуск и реверсирование электродвигателя производить при помо-
щи барабанного переключателя 19, укрепленного на боковой стен-
ке передней части конвейера.
Приводной и вспомогательный валы на концах имеют шарико-
подшипники, запресованные в корпуса 6.
Корпуса имеют продольные пазы, которыми вставляются в на-
правляющие вырезы, имеющиеся в передней и задней части кон-
вейера. При помощи пазов и натяжных устройств приводной и
вспомогательный валы Могут перемещаться по длине конвейера,
чем достигается параллельность валов и натяжение несущих
цепей.
В средней части приводного вала неподвижно закреплена при-
водная звездочка 16.
На приводном и вспомогательном валах посажены по две звез-
дочки 20, которые по шпонкам могут перемещаться вдоль валов
и закрепляться стопорными болтами в нужном положении в зави-
симости от размера транспортируемых ящиков.
Звездочки соединены между собой втулочно-роликовой цепью
21 с усиком, которая является тяговым элементом конвейера.
Направляющие 25 изготовлены в виде желоба, в средней части
которого приварена полоса 26, являющаяся опорой и направлением
для роликов несущей цепи почти по всей длине конвейера. Для
поддержания нижней, холостой, ветви цепи служат поддержки 22,
приваренные снизу к направляющим цепи.
Направляющие так же, как и звездочки, имеют возможность
перемещаться по ширине конвейера и устанавливаются соответст-
венно положению звездочек и несущей цепи. Для этой цели креп-
ление направляющих к поперечным связям верхнего пояса кон-
вейера осуществлено при помощи откидной планки 23, закрепляе-
мой гайкой 24. Крепление направляющих производится к попереч-
ным трубам верхнего пояса фермы в двух местах.
Колесный ход служит для облегчения перемещения конвейера
с одного места установки на другое.
В зависимости от характера транспортировки колесный ход
устанавливается в средней или задней части конвейера.
Колесный ход состоит из сквозной оси 27, на обоих концах ко-
торой на двух роликоподшипниках посажены ступицы 28, к флан-
цам которых при помощи шпилек крепятся колеса 29.
'263
264
Вид по стрелке В (до ЕЕ)
Разрез по йв (до Б Б)
Разрез по RB
Рис. 106. Конвейер КПЖ-2М:
1 — листы; 2 — приводной вал; 3 — вспомогательный вал; 4 — ушко; •'» — винт; 6 — корпус подшипника; 7 — откидной крюк: Я—рама привода;
9 — осн; 10— трубка; 11 — электродвигатель; 12—редуктор; 13 — ограждение; 14— звездочка; 15 — приводная цепь; 16 — звездочка; 17— муфта;
/£—вилка; 19 — барабанный переключатель; 20 — звездочка; 21— тяговая цепь; 22 — поддержка; 23 — откидная планка; 24— гайка; 25 — на-
правляющая; 26— полоса; 27— ось; 28—ступица; 29 —колесо; 30— раскос; 31 — нижняя половина хомута; 32 — верхняя половина хомута
к оси колесного хода приварены два раскоса 30. К каждому
концу раскоса приварена нижняя 31 половина хомута, на которой
шарнирно закрепляется верхняя 32 половина хомута.
Парные оси конвейера устанавливаются на нижние половины
хомута, закрываются верхними его половинами и затягиваются от-
кидными болтами при помощи гаек.
Ограждение 13 установлено для предотвращения смещения
ящиков относительно цепи и предотвращения падения их с кон-
вейера.
Ограждение состоит из направляющей трубы, продольных свя-
зей и стоек, изготовленных из труб и сваренных между собой.
Концами стоек ограждение вставляется в отрезки труб, приварен-
ных к ферме, и тем самым занимает рабочее положение.
Установка и настройка конвейера
Процесс установки и настройки конвейера состоит из переме-
щения конвейера к месту установки, настройки конвейера по дли-
не ящиков, регулировки натяжения цепей, установки в рабочее по-,
ложение.
Для перемещения конвейера к месту установки на небольшое
расстояние колесный ход установить под среднюю часть конвейера.
В этом случае перемещение конвейера производится 3—4 рабо-
чими вручную.
Для перемещения конвейера к месту установки на большое
расстояние колесный ход установить под заднюю часть кон-
вейера.
Передней частью конвейер установить и закрепить на автомо-
биле, который и транспортирует его к месту установки.
Для установки колесного хода конвейер приподнять.
Колесный ход с откинутыми верхними хомутами на раскосах
подвести под оси фермы. При этом положении конвейер осторожно
опустить до того момента, когда оси войдут в нижние половины
хомутов, после чего хомуты закрыть и до отказа затянуть откид-
ными болтами.
Настройку конвейера по длине транспортируемого ящика про-
изводить в следующем порядке:
1 . Ослабить стопорные болты звездочек на приводном и вспо-
могательном валах (за исключением приводной звездочки), а так-
же крепление направляющих к поперечным связям фермы.
2 . Установить звездочки на всех валах и соответственно им
направляющие по ширине конвейера так, чтобы цепи приходились
между планками ящика с небольшим зазором между планками и
цепью. При этом соблюдаются следующие условия:
— цепи должны быть параллельны на всей длине конвейера
как между собой, так и относительно продольных связей фермы
конвейера;
266
— обе цепи должны быть равно удалены от осевой линии кон-
вейера;
— цепи должны точно попадать своими роликами на опорные
планки направляющих и боковой поверхностью не касаться стенок
направляющих;
— ящик должен располагаться симметрично ферме так, чтобы
свисание концов ящика было одинаковым в обе стороны.
3. Закрепить стопорными 'болтами звездочки на приводном и
вспомогательном валах. Закрепить направляющие откидными
планками при помощи гаек.
4. Установить ограждение в такое положение, которое опреде-
ляется длиной транспортируемых ящиков:
— при длине транспортируемых ящиков до 650 мм концы
стоек ограждений должны быть вставлены в отрезки труб, прива-
ренных к ферме в вертикальном положении;
— при длине транспортируемых ящиков свыше 650 мм (до
850 мм) концы стоек ограждений должны быть вставлены в отрез-
ки, труб, приваренных к ферме под углом 35°;
— при длине транспортируемых ящиков свыше 850 мм концы
стоек ограждений должны быть вставлены в отрезки труб, прива-
ренных к ферме под углом 72°.
В этом положении ограждение уже не- является барьером, пре-
пятствующим смещению ящиков по ширине, так как находится
ниже уровня цепи, а только расширяет опорную площадь по ши-
рине конвейера. Ограждения должны быть выравнены по высоте и
по всей длине конвейера.
Если натяжение несущих цепей недостаточно и нижняя ветвь
цепи сильно провисает, должно быть произведено натяжение^цепей
натяжными приспособлениями, расположенными в задней части
конвейера.
Если цепи растянулись настолько, что ход натяжного устройства
не обеспечивает необходимого натяжения, каждую цепь укоротить
на два звена.
После настройки и регулировки натяжения цепей конвейер про-
верять в работе на холостом .ходу и с ящиками. Если при
этом ненормальных явлений в работе конвейера нет, то устано-
вить конвейер в рабочее положение в зависимости от характера
работ.
Конвейер может быть использован как самостоятельный агре-
гат или в сочетании с другими средствами механизации погрузочно-
разгрузочных работ.
Применение конвейера КЦЖ-2М, работа и смазывание его ана-
логичны конвейеру КЦЖ-1М.
Ведомости комплектации и шарикоподшипников конвейера при-
ведены в табл. 48 и 49. .
267
Таблица 48
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ КОНВЕЙЕРА
Наименование узла (детали) № детали Клейме- ние Коли- чество на конвейер Примечание
Электродвигатель АОЛ-41/4 .... 1 На кон-
Барабанный переключатель БП-132 1 вейере
Червячный редуктор ЧП-80 .... 1
Приводная втулочно-роликовая цепь(/ = 19,05 мм, длина 0,84 м) 1
Несущая втулочно-роликовая цепь с усиком (t = 38,1 мм, диаметр ролика 16 мм, длина 16,25 м) . . 2
Колесный ход С69 1
Розетка со штепселем С613 1
Гибкий негерметичный рукав мар- ки РЗ-Ц-Х (диаметр 11 мм, дли- на 1 м) 1
Провод ПРГ-500Х1,5 мм2 (длина 2 м) 1
Инструмент Торцовый ключ 11 С614 1
Ключ 17 1
Таблица 49
ВЕДОМОСТЬ ПОДШИПНИКОВ КОНВЕЙЕРА
Наименование узла № детали (Количест- во под- шипников Вид ПОДШИПНИКОВ гост Условное обозначе- ние
Приводной и вспомога- тельный валы .... 2-13 4 Радиальный 5720—51 1205
Колесный ход 9-15 2 сферический Ролико- 333—55 7507
То же 9-16 2 ПОДШИПНИКИ » То же 7304
Редуктор ЧП-80 .... — 2 7606
То же — 2 п 7507
КОНВЕЙЕР КЦЖС-4
Назначение и устройство конвейера
Конвейер предназначен для погрузки (разгрузки) штучных гру-
зов в ящичной укупорке на железнодорожный и автомобильный
транспорт, а также для перемещения ящичных грузов при укладке
268
и разборке штабелей ящиков с боеприпасами. Тип конвейера —
цепной, секционный, переносный.
Пусковая аппаратура — барабанный переключатель БП-132.
Червячный редуктор ЧП-80 с передаточным числом 12.
Несущая цепь — втулочно-роликовая с усиком (шаг 38,1), дли-
на для пятиметровой секции — 10,22 м (2 шт.), для двухметровой
секции — 4,66 м (2 шт.).
Приводная цепь—втулочно-роликовая (шаг 19,05), длина 1,58 м.
Габариты секций без опор:
— пятиметровая секция: длина — 5100 мм, ширина— 1000 мм,
высота — 300 мм, вес—181 кг;
. — двухметровая секция: длина — 2400 мм, ширина— 1000 мм,
высота — 300 мм, вес — 139 кг.
Конвейер состоит из пятиметровой (1 шт.) и двухметровой
(2 шт.) секций, приводной станции (1 шт.), колес с полуосями
(2 шт.) и опор (12 шт.).
Секции конвейера
Пяти- и двухметровые секции конвейера отличаются только
длиной. Секция состоит из фермы 1 (рис. 107), сваренной из сталь-
ных труб. По концам фермы приварены щеки 2, в которых с одной
стороны конвейера закреплены подшипники 3 ведущего вала 4,
а с другой стороны в пазы щек вставлены подшипники 5- ведомого
вала 6.
К щекам приварены втулки 7 для вставки опор. К нижним про-
гонам приварены крюки 8, являющиеся опорами при установке
конвейера.
Две тяговые цепи 9 с усиком огибают две пары звездочек 10,
посаженных на ведущем и ведомом валах на шпонках.
Между звездочками тяговой цепи на ведущем валу 4 посажена
приводная звездочка 11. Между звездочкой тяговой цепи и подшип-
ником ведущего вала помещена обойма с двумя цилиндрическими
шестернями 12 и 13\ шестерня 12 посажена на приводном валу на
шпонке, а шестерня 13 является паразитной и вращается на шари-
коподшипнике на пустотелой оси 14. Натягивание тяговых цепей
производится перемещением подшипников ведомого вала при по-
мощи натяжных винтов 15, ввинченных в ушки 16 и упирающихся
в корпуса подшипников ведомого вала. На ведомом валу также
имеется цилиндрическая шестерня 12. На концах щек фермы у при-
водного вала и у корпусов подшипников ведомого вала имеются
проушины для соединения с двумя секциями.
Тяговые цепи верхними рабочими ветвями движутся по жело-
бам 17, прикрепленным к поперечным связям 18 верхнего пояса
фермы при помощи болтов и прижимов. Нижние холостые ветви
тяговых цепей опираются на поддержки 21, приваренные к жело-
бам 17.
269
270
Приводная станция
Привод состоит из
электродвигателя 22 и чер-
вячного редуктора 23,
установленных на раме 24.
Передача вращения от
электродвигателя к редук-
тору осуществляется шки-
вами и тремя клицовыми
ремнями. Для регулировки
натяжения ремней элек-
тродвигатель, установлен-
ный на плите 25, может
перемещаться по круглым
направляющим рамы при-
вода винтом 26. Привод на
раме прикрепляется к лю-
бой секции снизу, при
этом замки 27 рамы при-
вода охватывают нижние
прогоны фермы секции.
Рама привода имеет
опорные чашки 28 для
установки привода на
грунт, а также втулки 29
с фиксаторами, куда мо-
гут вставляться полуоси
колес.
Передача вращенид от
звездочки 30 редуктора
звездочке 11 приводного
вала осуществляется при-
водной цепью. Натяжение
приводной цепи регули-
руется передвижением ра-
мы привода по нижним
прогонам фермы секции.
Устройство редуктора
ЧП-80 приведено на
рис; 108.
Колеса
с полуосями
В комплекте конвейера
имеются два колеса с по-
луосями. Полуоси встав-
ляются во втулки рамы
привода и запираются
271
to
Рис. 108. Редуктор ЧП-80
пружинными фиксаторами. Привод с колесами перевозится за
рукоятку 31 (рис. 107).
Опоры
При необходимости каждая секция конвейера может ставиться
на четыре телескопические опоры 19, прикрепляемые к сектору 20.
Секторы штырями вставляются во втулки 7, приваренные к щекам
фермы.
Трубы опор могут устанавливаться под углом к вертикали, что
придает устойчивость секции в направлении продольной оси кон-
вейера.
Установка и наладка конвейера
Процесс установки и наладки конвейера состоит из перемеще-
ния конвейера к месту установки, наладки конвейера по длине
ящиков, регулировки натяжения цепей и установки в рабочее по-
ложение.
Для перемещения конвейера к месту установки на небольшое
расстояние приводная станция на колесном ходу подводится под
среднюю часть секции. Нижние прогоны секции вставляются в кор-
пус рамы и зажимаются при помощи барашков. Перемещение про-
изводится четырьмя рабочими вручную.
Для перемещения конвейера к месту установки на большое
расстояние секции и приводная станция перевозятся на автома-
шине.
Наладку конвейера по длине транспортируемого ящика произ-
водить в следующем порядке:
1. Ослабить винты звездочек на ведущем и ведомом валах (за
исключением приводной и тяговых звездочек, расположенных со
стороны шестерни).
2. Установить звездочки на валах и направляющих по ширине
конвейера так, чтобы цепи размещались между планками ящика
с небольшим зазором. При этом соблюдаются следующие
условия:
— цепи должны быть параллельны по всей длине конвейера
как между собой, так и относительно продольных связей фермы
конвейера;
— обе цепи должны быть одинаково удалены друг от друга
во всех секциях;
— цепи должны точно попадать своими роликами на опорные
планки направляющих желобов.
3. Звездочки на ведущем и ведомом валах закрепить винтами.
Затянуть гайками накладки крепления направляющего желоба
к поперечным трубам фермы.
Если натяжение несущих цепей недостаточно и нижняя ветвь
цепи сильно провисает, то должно быть произведено натяжение
цеп₽й натяжным приспособлением.
18 Зак. 610с
273
Натяжение цепей достигается вывинчиванием натяжного винта
из серьги. При этом отжимается корпус подшипника ведомого
вала вдоль прорезей натяжной щеки фермы.
Если цепи растянулись настолько, что ход натяжного устрой-
ства не обеспечивает необходимого натяжения, обе цепи укоротить
на два звена.
После наладки и регулировки натяжения цепей конвейер про-
верить в работе на холостом ходу и с ящиками.
Если при этом ненормальных явлений в работе конвейера нет,
то произвести установку конвейера в рабочее положение в зави-
симости от характера работ.
Количество секций конвейера зависит от длины рабочего уча-
стка.
Секции между собой соединяются при помощи двух штырей,
вставляемых в отверстия проушин соответственно правой и левой
щек одной секции и в отверстия проушин правого и левого корпусов
подшипников другой секции.
Передача движения тяговым цепям с одной секции на другую
осуществляется при помощи паразитной шестерни, которая нахо-
дится в зацеплении с ведущей шестерней на ведущем валу. Для за-
цепления паразитной шестерни с ведомой шестерней необходимо сов-
местить отверстие оси паразитной шестерни с отверстием проушины
корпуса натяжного подшипника другой секции и вставить штырь.
В рабочем положении паразитная шестерня откидывается
внутрь фермы и тем же штырем крепится к левой щеке.
Приводная станция может подключаться к любой секции кон-
вейера.
Передача вращения от приводной станции к звездочке привод-
ного вала секции производится цепью. Цепь натягивается переме-
щением приводной станции по нижним прогонам фермы.
Колеса приводной станции легко снимаются. Для снятия1’колеса
необходимо приподнять станцию, оттянуть фиксатор полуоси и
снять колесо с полуосью.
По своей конструкции и характеристике конвейер может быть
использован как самостоятельный агрегат или в сочетании с дру-
гими средствами механизации погрузочно-разгрузочных работ.
Конвейер может применяться для погрузки ящиков в железно-
дорожные вагоны с платформы и с грунта, погрузки ящиков на
автомашины с платформы и с грунта, выгрузки ящиков из желез-
нодорожных вагонов на платформу и на грунт и для разгрузки
ящиков с автомашины на платформу и на грунт.
Установка конвейера зависит от характера местности, грунта
и груза.
Конвейер может быть установлен на опорах и без опор. Если
конвейер устанавливается без опор, то колеса необходимо снимать.
Работа на конвейере КЦЖС-4 и смазывание его аналогичны
работе и смазыванию конвейера КЦЖ-1М.
Ведомости комплектации подшипников и шестерен конвейера
приведены в табл. 50, 51 и 52.
274
Таблица 50
ВЕДОМОСТЬ^ КОМПЛЕКТАЦИИ КОНВЕЙЕРА
Наименование узла (детали) S X <и о о и о S и Примечание
« о> X X Ч *
й £ ° « X х
Секция конвейера (пятиметровая) С61 1
Секция конвейера (двухметровая) С61А 2
Приводная станция С62 1 На привод-
Электродвигатель АОЛ-41/4 .... 1
ной станции
Колесо гусматик ГАЗ-АА-32Х6 . 2
Барабанный переключатель БП-132 1
Редуктор ЧП-80 Ремень А-825 (ГОСТ 1284- 45) . . . 1 3 । lid цриьид* ( ной станции
Опоры (съемные) Кабель со штепселем марки КРИТ, СбЗ 12
ЗХ2,5-)-1Х1,5, длина 30 м ... 1
Инструмент
Гаечные ключи:
ключ 10X12 1
ключ 14X17 1
ключ 22X27 1
Спецключ 1
Отвертка 10 1
Здпасные детали
Шестерня М-4 (z =25) 1-57а 1
Паразитная шестерня М-4 (г =25) 1-55 1
Звездочка (t =19,05, г =22) . . . . 1-56 1
Звездочка (t =19,05, 2=12). . . . Цепь (1 = 19,05, длина 1,58 м) 2-39 1
(ГОСТ 2599-50) 1
Червячное колесо редуктора .... 8012 1
Таблица 51
ВЕДОМОСТЬ ПОДШИПНИКОВ КОНВЕЙЕРА
Наименование узла № детали Количество подшипников Вид подшипников гост Условное обозначение
Ведущий вал .... COI-I4 6 Шариковый радиаль- 5720—51 1508
ный сферический
Ведомый вал .... C61-I5 6 То же 1508
Ведущий вал .... С61-14 3 Шариковый радиаль- 6121-39 205
ный однорядный
Колесо С62-1 2 Роликоподшипник 333—55 7204
конический
Колесо С62-1 2 7206
Редуктор ЧП-80 . . —- 2 7606
Редуктор ЧП-80 . . — 2 7507
19 Зак. 610с
275
Таблица 52
ВЕДОМОСТЬ ШЕСТЕРЕН КОНВЕЙЕРА
Наименование узла Вид шестерни № детали Количество на один ком- плект Модуль Число зубьев
Ведущий вал . . . . Цилиндрический 1-55 3 4 25
Ведущий вал .... 1-57 3 4 25
Ведомый вал .... ’’ 1-57 3 4 25
276
Г Л А В Л ДВАДЦАТЬ ПЕРВАЯ
ЦЕПНОЙ ТРАНСПОРТЕР
Транспортер состоит из отдельных узлов, легко разбираемых и
собираемых.
Тяговым устройством транспортера служит специальная вту-
лочно-роликовая цепь с усиком (рис. 109).
Рис. 109. Тяговая цепь
При помощи цепного транспортера выполняются следующие ра-
боты:
— погрузка ящиков в железнодорожные вагоны или автома-
шины с платформ, из хранилищ и из штабелей, уложенных на
земле;
— разгрузка ящиков из железнодорожных вагонов или из
автомашин на платформы, в хранилища (рис. 110) или в штабеля,
укладываемые на земле (рис. 111);
!9* 277
Рис. ПО. Схема установки ТЦ-10 при разгрузке из вагона в хранилище
Рис. 111. Схема установки ТЦ-10 при разгрузке из вагона на землю
— разгрузка (погрузка) из железнодорожных вагонов, находя-
щихся на железнодорожном полотне с насыпью высотой до 5 м,
или из вагонов, стоящих в выемке (рис. 112).
Цепной транспортер может быть использован также для меж-
цеховой и внутрицеховой транспортировки грузов в ящиках.
Транспортер используется для транспортировки грузов с пре-
дельным весом одного ящика 150 кг. Тип транспортера — цепной,
звеньевой.
278
Рис. 112. Схема разгрузки вагона, стоящего в выемке
ТРАНСПОРТЕР ТЦ-10
Назначение и устройство транспортера
Транспортер предназначен для транспортировки грузов в ящи-
ках по горизонтали или под углом к горизонту до 30° (при погру-
зочно-разгрузочных работах).
Рис. ИЗ. Кинематическая схема ТЦ-10:
А — муфта; Уз5 — редуктор; 4-5, 4-6 и 5-13 — звездочки;
С64-3 — звездочка
279
Вращение от вала электродвигателя (рис. 113) передается че-
рез эластичную муфту А редуктору Уз5, а от редуктора через звез-
дочки 5-13 и 4-6, соединенные приводной цепью, — приводному валу.
От приводного вала через звездочки 4-5 при помощи рабочей
цепи приводятся во вращение две звездочки С64-3, установленные
в каретках приводной станции.
На эти же каретки устанавливаются балки, звездочки которых
при помощи кулачкового зацепления соединяются с рабочими звез-
дочками.
При вращении рабочих звездочек вращаются звездочки балок,
приводя в движение тяговую цепь. Звездочки всех последовательно
установленных балок соединены между собой при помощи кулачко-
вого зацепления, и тяговые цепи всех установленных балок дви-
жутся одновременно.
Транспортер (рис. 114) состоит из приводной станции, балок
(звеньев), промежуточных опор и концевых секций.
Приводная станция
Приводная станция (рис. 115) имеет раму Уз1, с которой при
помощи осей 2-12 соединены четыре стойки УзЗ.
На раме Уз1 при помощи четырех осей 2-12 и двух болтов 2-11
с ушками установлена площадка приводного механизма Уз2, на
которой смонтированы электродвигатель 6-43 и редуктор (рис. 116).
Вал электродвигателя соединен с валом редуктора при помощи
эластичной муфты.
На ведомом валу редуктора установлена звездочка 5-13
(рис. 115). В крышке редуктора имеется отверстие для заливки
масла, а в пижпей части корпуса — отверстие для спуска отрабо-
танного масла. В боковой части корпуса имеется отверстие для кон-
троля уровня масла.
Все три отверстия закрыты резьбовыми пробками. На раме Уз1
установлены две направляющие оси 4-11 и приводной вал Уз4.
На приводном валу имеется одна звездочка 4-6 и две звездоч-
ки 4-5.
Звездочки 4-5 могут свободно перемещаться вдоль вала, а звез-
дочка 4-6 соединена со звездочкой 5-13 приводной цепью.
Натяжение приводной цепи производится за счет опускания
площадки приводного механизма Уз2, которое осуществляется при
помощи болтов 2-11.
На направляющих осях 4-11 установлены две каретки. Каждая
каретка состоит из наружной щеки С64-1, внутренней щеки С64-2,
двух рабочих звездочек С64-3 и двух осей С64-4 с ручками.
Щеки крепятся к направляющим осям барашками 4-14.
Звездочки 4-5, установленные на приводном валу, соединены
с рабочими звездочками С64-3 цепями.
Подшипники приводного вала установлены в корпусах 4-7, а
корпусы укреплены болтами на раме Уз1.
’ 280
ГО
СО
Рис. Н4. Общий вид транспортера ТЦ-10:
/ — приводная станция; 2 —балка; 3 — промежуточная опора; -/ — концевая секция
*
01?1
Рис. 115. Приводная станция ТЦ-10:
Уз/— рама; Уз2 — приводной механизм; УзЗ — стойка; Уз4 — приводной вал; Уз5 — редуктор: 2-11 — болт с ушком; 2-12 — ось;
4-5 — звездочка; 4-6 — звездочка; 4-7 — корпус; 4-11 — ось; 4-14 — барашек; 5-13 — звездочка: 6-43 — электродвигатель' СбЗ-1 —
захват; С64-1 — щека; С64-2 — щека; С64-3 — звездочка; С64-4 — ось; Сбб-2 — щиток
Рис. 116. Редуктор ТЦ-10
На стойках рамы под болты сделаны овальные отверстия, Т1ри
помощи которых можно производить смещение корпусов подшип-
ников и натяжение рабочих цепей.
Стойки УзЗ приводной станции, шарнирно связанные с рамой,
складываются попарно и скрепляются одна с другой захватами
СбЗ-1.
В сложенном положении стойки используются как ручки при
переноске щтиводной станции.
Питание электродвигателя производится через щиток Сбб-2,
установленный на раме приводной станции.
На щитке смонтированы две трехфазные штепсельные вилки
для получения прямого или обратного хода транспортера.
Магнитный пускатель и кнопки управления устанавливаются
отдельно от транспортера.
Балка
Балка сварной конструкции (рис. 117), верхняя часть которой
представляет собой желоба 8-4 и 8-7 из угловой равнобокой стали
и имеет направляющую шину 8-13.
283
Разрез по RR
h
Рис. 117. Балка:
4-36 гайка; 8-4 и 8-7 — желоба; 8-13 — направляющая шина; 8-8, 8-9, 8-16, 8-17 и 8-18 — поперечные косынки- 8-10 и 8-11 — щеки-
— ось; С64-3 — звездочка; С67-6 — кронштейн; С67-7 — ось; С68-2 — направляющие шины
Верхняя и нижняя части балки скреплены между собой попе-
речными косынками 8-8, 8-9, 8-16, 8-17 и 8-18.
На концах балки имеются щеки 8-10 и 8-11, к которым при-
варены оси 8-21. На осях прижимными гайками 4-36 закреплены
подшипники звездочек С64-3.
Внутри балки, между щеками, установлен натяжной механизм
в виде сектора, а между косынками 8-18 установлены направляющие
шины С68-2.
При монтаже транспортера две смежные балки соединить меж-
ду собой при помощи кулачкового зацепления звездочек и оси
С67-7, которую вставить в отверстия звездочек.
После этого балки установить в кронштейны С67-6; при этом
рукоятка должна находиться параллельно основанию кронштейна
(положение рукоятки показано на рис. 117 пунктиром).
После установки брлок в кронштейн рукоятка оси поворачи-
вается вниз на 90° и запирается защелкой.
Промежуточная опора
Промежуточная опора (рис. 118) состоит из площадки С67-2,
которая болтами шарнирно соединена с четырьмя телескопиче-
скими стойками С67-4 и С67-5.
Каждая телескопическая стойка состоит из наружной С67-3 и
внутренней С67-20 труб.
Для предохранения от выпадения внутренней трубы из наруж-
ной верхний конец внутренней трубы и нижний конец наружной
трубы развальцованы.
Нижний конец внутренней трубы выполнен в форме конува и
имеет пяту 7-22.
Для фиксирования площадки С67-2 (на необходимой высоте)
на трубе С67-3 имеются зажимная рукоятка 7-17 и внутренняя под-
кладка 7-23.
При вращении рукоятки ее конец упирается в подкладку, кото-
рая прижимает внутреннюю трубу к наружной трубе, чем и обес-
печивается фиксирование площадки на необходимой высоте.
В сложенном положении стойки опоры фиксируются пружинами
7-11 и упорами 7-29.
На площадке С67-2 установлены два кронштейна С67-6, на ко-
торых при помощи осей С67-7 закрепляются балки. Требуемое рас-
стояние между тяговыми цепями (балками) устанавливать пере-
мещением кронштейнов вдоль площадки, в которой имеются два
продольных паза.
Крепление кронштейнов к площадке производится гайками-ба-
рашками 7-44.
20 Зак. 610с
285
Рис. 118. Промежуточная опора:
7',! ~2?у3жина; 7';7 —зажимная рукоятка; 7-22—пята; 7-23 — внутренняя подкладка; 7-29 — упор; 7-44 — гайка-барашек; С67-2 — площадка
CO/-J — наружная труба; С6/-4 и С67-5 — телескопические стойки; С67-6 — кронштейн; С67-7 — ось; <267-20 _ внутренняя труба
nbSI-OZOt
Концевая секция
Концевая секция (рис. 119) состоит из роликовой шины а и опо-
ры б.
Роликовая шина имеет две полосы 9-9, между которыми уста-
новлены свободно вращающиеся ролики 9-1. Полосы одним кон-
цом- приварены к трубке 9-7, а другим —ко втулке 9-8.
755 ----
Рис. 119. Концевая секция:
9-1 — ррлик; 9-6 — палец; 9-7 — трубка; 9-8 — втулка; Р-9—полоса; а — роликовая шииа;
б — опора
Роликовая шина одним концом соединена пальцем 9-6 с опо-
рой б, а другим концом соединяется при помощи оси С67-7
(рис. 118) с кронштейном промежуточной опоры.
Установка и настройка транспортера
Схема установки транспортера зависит от условий погрузочно-
разгрузочных работ.
Приводная станция транспортера ставится так, чтобы она тя-
нула груз «на себя». В этом случае коэффициент полезного дейст-
вия наибольший. По этой схеме впереди приводной станции обыч-
но устанавливаются одна пара балок и роликовые концевые сек-
ции, а позади — остальные четыре пары балок. Все балки должны
устанавливаться в две параллельные друг другу линии. В верти-
287
20*
калькой плоскости также необходимо стремиться к выравниванию
балок по прямой линии, так как излишние «изломы» уменьшают
к.п. д. и ускоряют износ деталей транспортера. Допускается уста-
новка транспортера с углом наклона к горизонту до 35°.
Сборка транспортера может производиться с любого конца.
Перед сборкой части транспортера раскладываются вдоль выбран-
ной трассы на подкладки.
Вначале установить приводную станцию. При установке ее на
опорах необходимо выровнять станцию, подкапывая грунт под опо-
рами.
Каретки станции установить по ширине на нужную величину
по габариту транспортируемого ящика. После этого установить
последовательно балки и опоры, причем кронштейны опор разво-
дятся по ширине на необходимую величину. После выравнивания
опор по горизонтали и вертикали производятся окончательная ре-
гулировка положения балок по ширине и закрепление барашками
кронштейнов опор и щек кареток приводной станции.
Требования к установке транспортера
По окончании монтажа транспортера следует проверить:
— нет ли боковых перекосов транспортера и все ли балки уста-
новлены строго параллельно одна относительно другой;
— устойчиво ли стоят на стойках приводная станция и проме-
жуточные опоры;
— нет ли излишних «переломов» транспортера по профилю;
— надежно ли закреплены телескопические стойки, каретки и
кронштейны на приводной станции и промежуточных опорах;
— все ли ручки осей па приводной станции и промежуточных
опорах закреплены защелками;
— нормально ли натянуты приводная и тяговые цепи, а также
цепи трех звездочек;
— имеется ли в редукторе масло.
В случае обнаружения того или иного недостатка немедленно
устранить его.
Работа на транспортере
Транспортер обслуживают четверо рабочих: двое подносят и
кладут ящики на транспортер и двое снимают ящики с транспор-
тера (рис. 110—112).
После проверки правильности установки транспортера необхо-
димо проверить, нет ли на транспортере посторонних предметов.
Для пуска транспортера нужно снять крышку у кожуха элек-
трощитка, установленного на приводной станции, и подключить
к соответствующей штепсельной вилке розетку шлангового кабеля,
соединенного с пусковой аппаратурой.
При помощи кнопки «Пуск» включить электродвигатель в ра-
боту и произвести предварительную проверку работы транспортера
на холостом ходу.
288
Если при этом ненормальных явлений в работе транспортера
нет, то загрузить транспортер ящиками.
Ящики должны укладываться на транспортер (без бросков)
одновременно на обе тяговые цепи транспортера так, чтобы свиса-
ние ящиков было одинаковым в обе стороны.
Рабочие, должны следить за тем, чтобы перемещение ящиков
по транспортеру происходило нормально. Во всех случаях ненор-
мальной работы транспортера или при угрозе падения ящика
транспортер должен быть немедленно остановлен.
Должно быть установлено тщательное наблюдение за состоя-
нием электродвигателя, штепсельных вилок, розетки и электро-
проводки.
Для обеспечения правильного хода цепей необходимо периоди-
чески проверять их натяжение и в случае большого провисйния
сбегающих ветвей у цепей необходимо произвести натяжение цепей
в следующем порядке:
— натянуть цепи трех звездочек, для чего, ослабив гайки бол-
тов, которыми корпусы подшипников приводного вала крепятся
к раме, опустить вал на необходимую величину и снова укрепить
его на раме, затянув гайки;)
— натянуть йриводную цепь, для чего, ослабив гайки на двух
болтах с проушинами и опустив площадку приводного механизма
на требуемую величину, закрепить ее, затянув гайки.
При натяжении цепей на балках необходимо ослабить гайку
натяжного механизма, повернуть на нужную величину натяжной
сектор и закрепить его, затянув гайки; при этом насечки квадрат-
ной шайбы и щеки балки должны совпадать.
Транспортер должен содержаться в чистоте. За правильную
эксплуатацию транспортера должно отвечать определенное лицо.
При длительном хранении все части транспортера должны Ъыть
тщательно вычищены, смазаны и уложены в ящики.
Смазывание транспортера
Цепной транспортер работает в основном под открытым небом,
поэтому:
— заливку редуктора машинным маслом Л производить по
мере расхода, замену масла в редукторе производить через 2—
2,5 месяца работы транспортера;
— шарикоподшипники приводного вала и звездочек транспор-
тера заполнять свежим солидолом через два месяца работы транс-
портера;
— все обработанные и неокрашенные части транспортера дол-
жны покрываться смазкой для предохранения их от коррозии;
— звездочки, цепи, ролики должны быть перед началом рабо-
ты тщательно смазаны солидолом.
Ведомости комплектации, подшипников и шестерен транспор-
тера приведены в табл. 53—55.
289
Таблица 53
ВЕДОМОСТЬ КОМПЛЕКТАЦИИ ТРАНСПОРТЕРА
Наименование узла (детали) № детали или узла Количество Примечание
Цепной транспортер Приводная станция с электродвига-
телем ; . - — 1
Балка — 10
Промежуточная опора — 5
Концевая сёкция Шкаф управления с кабелем КРПТ — 4
'(длина 30 м) . , .Принадлежности и инструмент на 5 Комплектов транспортеров 1
Масленка емкостью 0,5 л — 1
Банка-тавОтница емкостью 3 кг . . — 1
Ключ для натяжки цепи балки . . . — 1
Ключ для звездочки . . . — 1
Слесарный молоток 0,5 кг , , . . — 1
Гаечный разводной ключ 30 ... . — 1
Слесарное, зубило — 1
Отвертка 175X0,7 Запасные части на 5 транспортеров 1
Балка .... Втулочно-роликовая цепь своз 1
(< ==25,4 мм, ГОСТ 2599—50) . . 30 звен.
Звездочка к редуктору 0102 1
Амортизатор муфты 0101-51 4
Таблица 54
ВЕДОМОСТЬ ПОДШИПНИКОВ ТРАНСПОРТЕРА
Наименование узла № детали i Количество подшипников Вид подшипников ГОСТ Условное обозначение
Приводной вал . . . Звездочки балок и — 2 Шариковый радиаль- ный сферический 5720-51 1206
кареток — 24 Шариковый радиаль- ный однорядный 6121—39 205
Редуктор — 2 Роликоподшипник конический 333—55 7304
Редуктор — 2 То же То же 7509
Редуктор — 2 Шариковый радиаль- ный сферический 5720-51 1204
290
Таблица 55
I I ' ' 1
ВЕДОМОСТЬ ШЕСТЕРЕН ТРАНСПОРТЕРА ; •
Наименование узла Вид шестерни 1 '№ детали , Количество на комплект Модуль Число зубьев
Редуктор Цилиндрическая с косым зубом 20° 0102-33 1; ' 4 ‘ 39
Редуктор 0102-38 1 2 18
Редуктор 0102-41 1 4 14
Редуктор 0102-42 1 2 88
291
ПРИЛОЖЕНИЕ 1
ХАРАКТЕРИСТИКА СТАНОЧНОГО ОБОРУДОВАНИЯ
О Е О Тип станка, ключа, при- бора, ролика вращения Электродвигатель Габаритные размеры, мм Вес, кг Коли- чество обслуж. рабоч. Число оборотов, мин
тип МОЩНОСТЬ, кет ЧИСЛО, об 1 мин длина ширина высота шпинделя роликов
1 АВР-С ТАГ-21/4 1 1440 400* 320* 134* 1 400-600
2 СЧо-031 ТНГ-51/4 1 1500 965 365 739 63* 1 550-600
3 ПЧ-081 АО-41-4 1,7 1420 1325 699 1010 483 1
4 СО-081 ТАГ-12/4 0,52 1420 1000 750 800 225 1 200-300
5 СО-031 ТНГ-51/4 1 1500 860* 280* 170* 50* 1 500—600
6 ПСр-052 1000 300 167 60,6 2
7 ПСр-092 1400 460 655 184 2
8 ПСр-132 1650 460 740 192 2
9 ПСЗр-082 1795 424 760 585 2
10 ПСЗр-133 2275 465 780 395 2
11 ПОр-412 1075 440 310 105 4
(без ры-
чагов)
12 ГПр-002 730 488 1735 305 4
13 КУ-004 АД-21/6 0,55 945 1330 315 950 105 1
(со стой-
КОЙ)
14 КУ-006 ТАГ-12/4 0,52 1440 975 490 965 120 1
15 СК-002 ТАГ-12/4 0,6 1400 490 490 965 — 1
(прг 1вод стан1 <а) f
Примечание. Числа со звездочкой означают данные без станин.
co
№ по пор. Тип станка, ключа, при- бора, ролика вращения Электродвигатель
тип мощность, кет число, об} мин
16 17 18 19 20 ПКВ-001 П-25 ПЗМК-1 ПЗМК-2 ПЗМК-З
21 РВ-402 ТАГ-22/4 1,6 1440
22 РВ-412 ТАГ-31/4 [ привода 2,7 1420
23 РЧ-432 1 АД-31/6 1 щетки Р-42-4 1,2 5,8 930 1445
24 Р Чо-431 ТАГ-21/4 1 1500
25 Р Чо-432 ТНГ-51 1 1425
26 РОг-431 ТАГ-12/4 0,52 1440
27 РС-412 ТАГ-21/4 1 1440
28 РСр-411 ТАГ-21/4 1 1440
29 УПГ-2
--
Примечание. Числа со звездочкой означают
Габаритные размеры, мм Вес, кг Коли- чество обслуж. рабоч,_ Число оборотов, мин
длина ширина высота шпинделя роликов
240 200 380 11 2
— 520 1000 77 —
820 180 285 22 2
1275 200 295 35 2
1640 280 — 52,2 2
1269 845 1125 322 1
2050 - 1290 1215 825 2
2500 1200 1400 1800 1
700* 320* 300* 85* 1
700* 320* 300* 85* 1
1200 800 940 309 1
2270 600 1250 740 1
2000 750 1200 534 1
- 770 28 2
- - - - -
данные без станин.
ПРИЛОЖЕНИЕ 2
ХАРАКТЕРИСТИКА ОБОРУДОВАНИЯ
Рольганги
Тип рольганга Габаритные размеры, м £ о CQ Груэоподъ- емн. на 1 пог. м Количество рабочих для установки Время уста- новки, мин
длина ширина высота
ТР-5 . . . 30 6 — 850 100 5 15-20
ТР-6 . . . 32 8 0,3—2 1500 180 5
294
Конвейеры
Тип конвейера Габаритные размеры, м Вес, кг Электродвигатель' о s X о = Ч Наибольший угол наклона, град Наибольший вес 1 шт. гру- за, кг Расчетн. произ- вол., т/час Скорость несу- щих цепей, м/сек
длина ширина высота тип МОЩНОСТЬ, кат число, об/мин напряже- ние, в
X и о и у а, ду несущ цепями, л
КЦЖ-1М КЦЖ-2М КЦЖС-4 32 82 9 8,1 10,5 3,5 10,4 0,61-0,81 125 395 1216 АОЛ-31/4 АОЛ-41/4 АОЛ-41/4 0,6 1.7 1,7 1410 1420 1410 220/380 220/380 220/380 250—560 250-560 310,380, 480,580 и 680 30 30 30 100 100 125 40 55 35* 0,51 0,52 0,3
Транспор тер ы
Электродвигатель Вес кг О
Тип транс- портера тип МОЩНОСТЬ, кат число, об/мин род тока напряже- ние, а транспортера приводной станции балки промежуточ- ной опоры концевой секции Производитель ность, т)час Скорость дви- жения цепи, М/ССК Длина с конце вой секции, м Ширина, м Ширина рабочего полотна, м Длина балки г центрам звез- дочек, м
ТЦ-10 А 0-42/4 2,8 1420 Трехфаз- ный 220/380 735 171,8 42 23 7 60 0,68 16,65 1,5 0,24- 0,55 2,99
to
СО
Примечания: 1. Длина конвейера КЦЖ-2М» между центрами концевых звездочек. 8 м.
2. Число со звездочкой означает расчетную производительность конвейера при шаге ящиков 3 м.
★★
ОГЛАВЛЕНИЕ
Стр.
Введение .......................................................... 3
ЧАСТЬ ПЕРВАЯ
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ РЕМОНТА АРТИЛЛЕРИЙСКИХ*
ВЫСТРЕЛОВ И ИХ ЭЛЕМЕНТОВ
Общие сведения.................................................5
Глава первая. Станки для чистки снарядов............................6
Станок АВР-С...................................................7
Станок СЧо-031................................................16
Глава вторая. Станок для чистки патронов...........................20
............................................—
Глава третья. Станки для окраски снарядов..........................29
Станок СО-081.................................................30
Станок С О-031................................................32
Глава четвертая. Станки для патронирования выстрелов .... 35
Станок ПСр-052 .............................................. 36
Станок ПСр-092 .............................................. 42
Станок ПСр-132................................................48
Глава пятая. Станки для патронирования и обжима выстрелов ... 55
Станок ПСЗр-082 ...............................................—
Станок ПСЗр-ГЗЗ...............................................67
Глава шестая. Станок для обжима дулец гильз 100-лл выстрелов . 80
Станок ПОр-412.................................................—
Глава седьмая. Станок для запрессовки обтюраторов, нормальных и
усиленных крышек в гильзы........................................85
Станок ГПр-002 .............................................. 86
Глава восьмая. Станок и механический ключ для ввинчивания кап-
сюльных втулок, холостых пробок, взрывателей и трассерных гаек ... 97
Станок КУ-006 ............................'.................. 98
Механический ключ КУ-004 ..................................... 105
296
Стр.
Глава девятая. Станок и прибор для кернения взрывателей и трубок
в артиллерийских выстрелах .............................. 113
Станок СК-002 ........................................ 114
’ Прибор ПКВ-001........................................123
Глава десятая. Приборы для проверки укупорки на герметичность . . 130
Прибор УПГ-2............................•................—
Глава одиннадцатая. Парафиноплавка дли расплавления смазок . . 138
Парафиноплавка П-25......................................—
Глава двенадцатая. Станки для запрессовки (извлечения) основных
зарядов в трубки стабилизаторов мин ..................... 141
Станок ПЗМК-1............................................—
Станок ПЗМК-2..........................................144
Станок ПЗМК-З..........................................147
ЧАСТЬ вторая
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ ДЛЯ СБОРКИ И РЕМОНТА
РЕАКТИВНЫХ СНАРЯДОВ И ИХ ЭЛЕМЕНТОВ
Общие сведения . . '.................................151
Глава тринадцатая. Станки для развинчивания реактивных снарядов 152
Станок РВ-402 .,.......................................—
Станок РВ-412..........................................159
Глава четырнадцатая. Станок для чистки головных частей раектив-
ных снарядов и ролики вращения............................173
Станок РЧ-432 ........................................ 174
Ролики вращения РЧо-432 .............................. 185
Ролики вращения РЧо-431................................189
. Глава пятнадцатая. Станок для окраски головных частей реактивных
снарядов...................................................191
Станок РОг-431...........................................—
Глава шестнадцатая. Станки для свинчивания головных и ракетных
частей реактивных снарядов................................195
Станок РС-412............................................—
Станок РСр-411..........................................207
ЧАСТЬ ТРЕТЬЯ
СПЕЦИАЛЬНОЕ ТРАНСПОРТНОЕ И ПОГРУЗОЧНО-РАЗГРУЗОЧНОЕ
ОБОРУДОВАНИЕ
Общие сведения.........................................216
Глава семнадцатая. Стационарные ленточные конвейеры .... 217
Глава восемнадцатая. Стационарный пластинчатый конвейер . . 230
Глава девятнадцатая. Переносные рольганги................249
Рольганг ТР-5............................................—
Рольганг ТР-6...........................................254
297
Стр.
Глава двадцатая. Цепные жесткие конвейеры..........................256
Конвейер КЦЖ-1М.................................................—
Конвейер КЦЖ-2М...............................................262
Конвейер КЦЖС-4.............................................. 268
Глава двадцать первая. Цепной транспортер..........................277
Транспортер ТЦ-10.............................................279
Приложения:
1. Характеристика станочного оборудования.................292
2. Характеристика оборудования (рольганги, конвейеры, транспортеры) 294
298
Под наблюдением редактора
инженер-подполковника Денисова И. И.
Технический редактор Мясникова Т. Ф.
Корректор Якушина Т. Г.
рдано в набор 18,11.58.
Подписано к печати 31.3.59.
Формат бумаги 60 X 92 'Де — 18 3Д печ. л.
18,75 усл. печ. л.4-2 вкл. 1/2 печ. л.—0,5 усл. печ. л
Изд. №' 3/6390С. Зак. 610с.
299