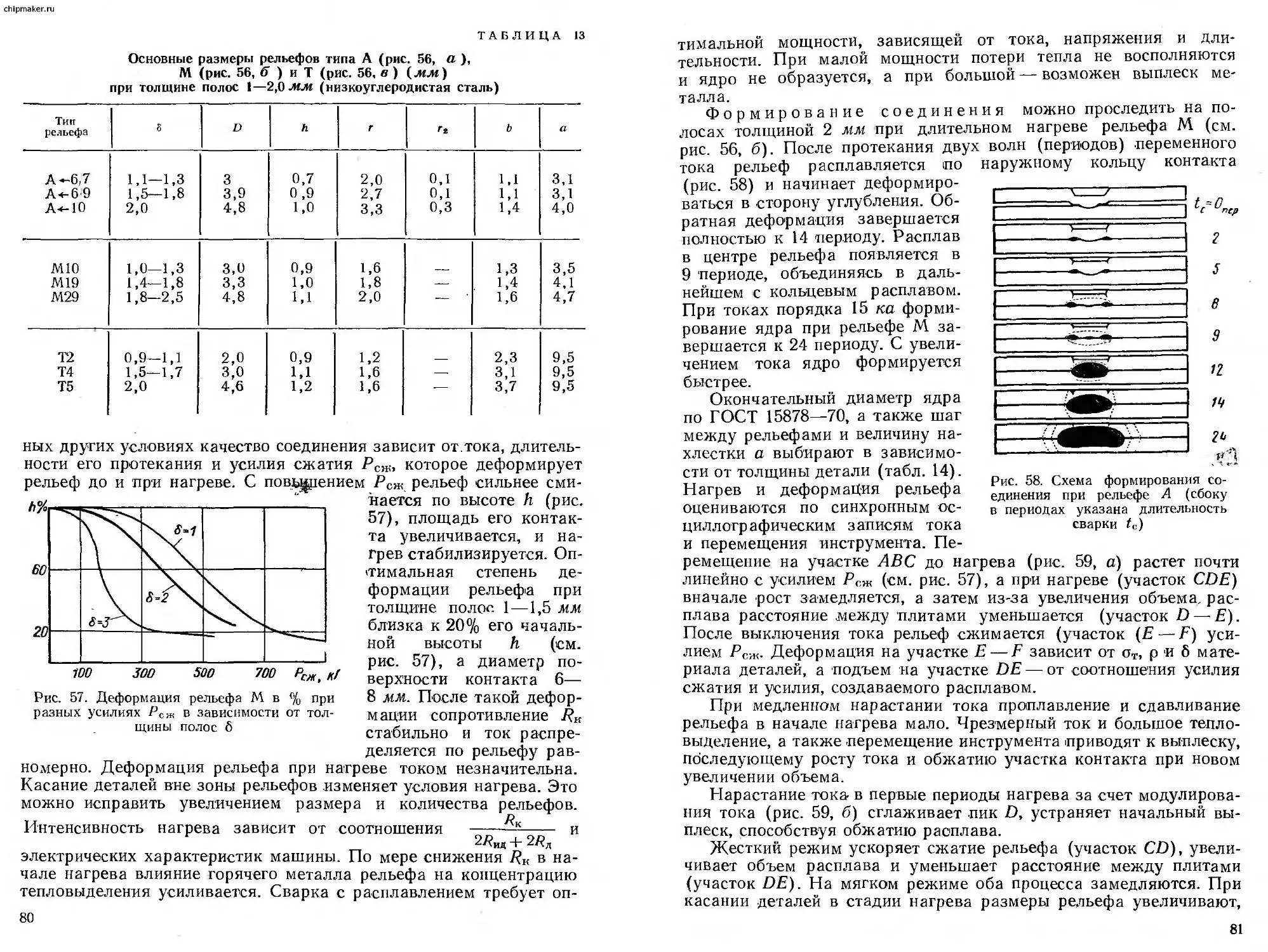
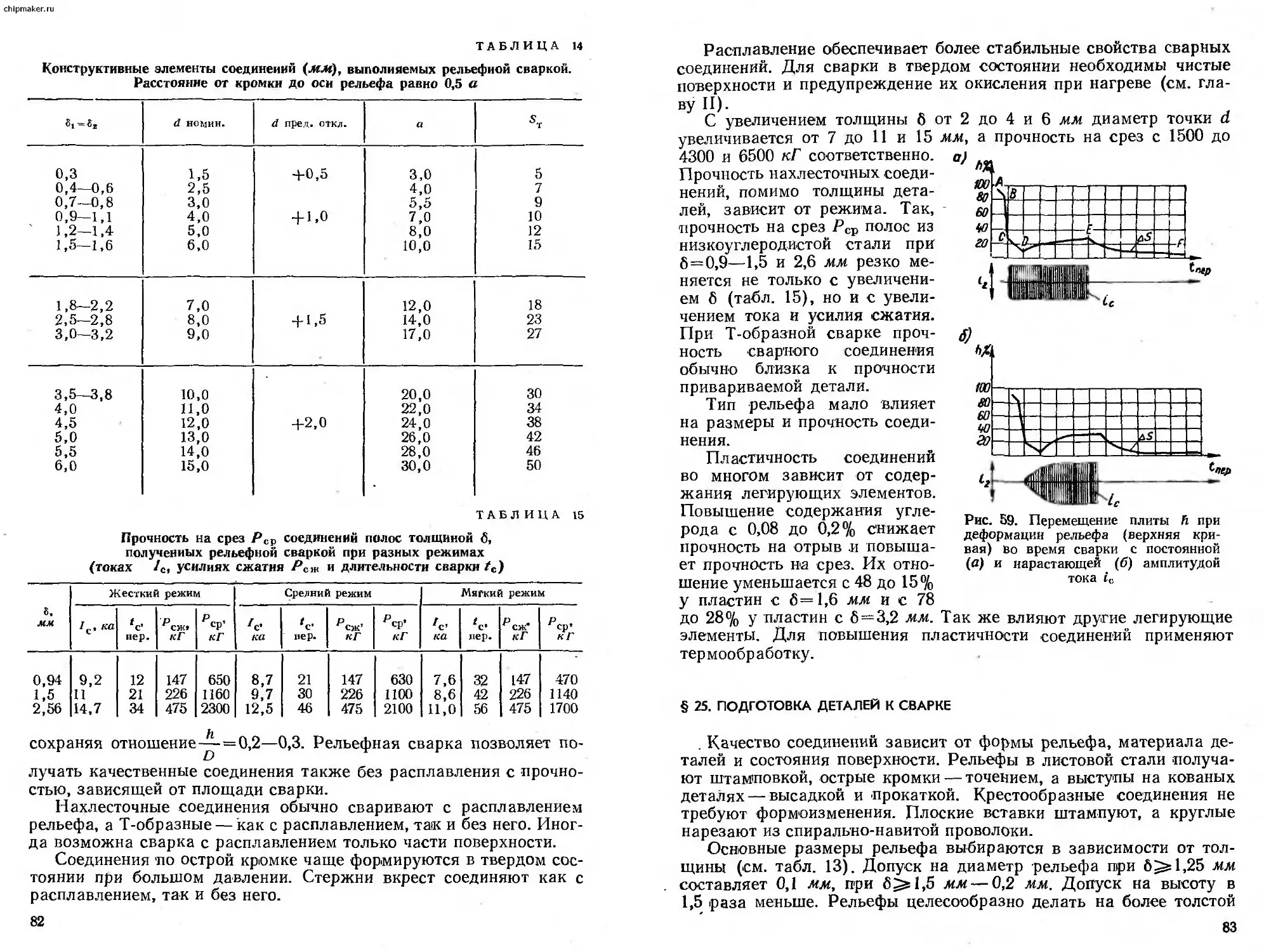
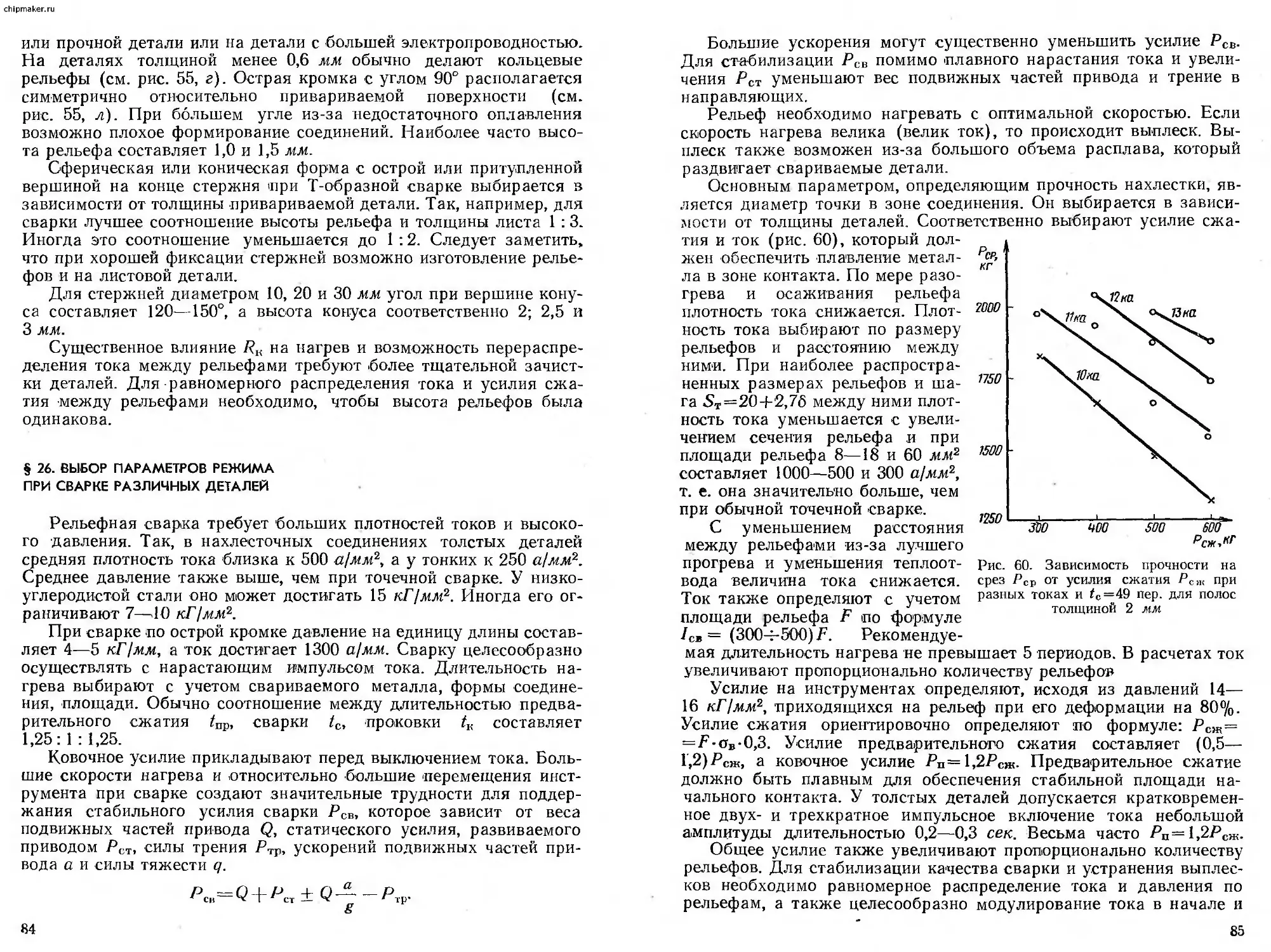

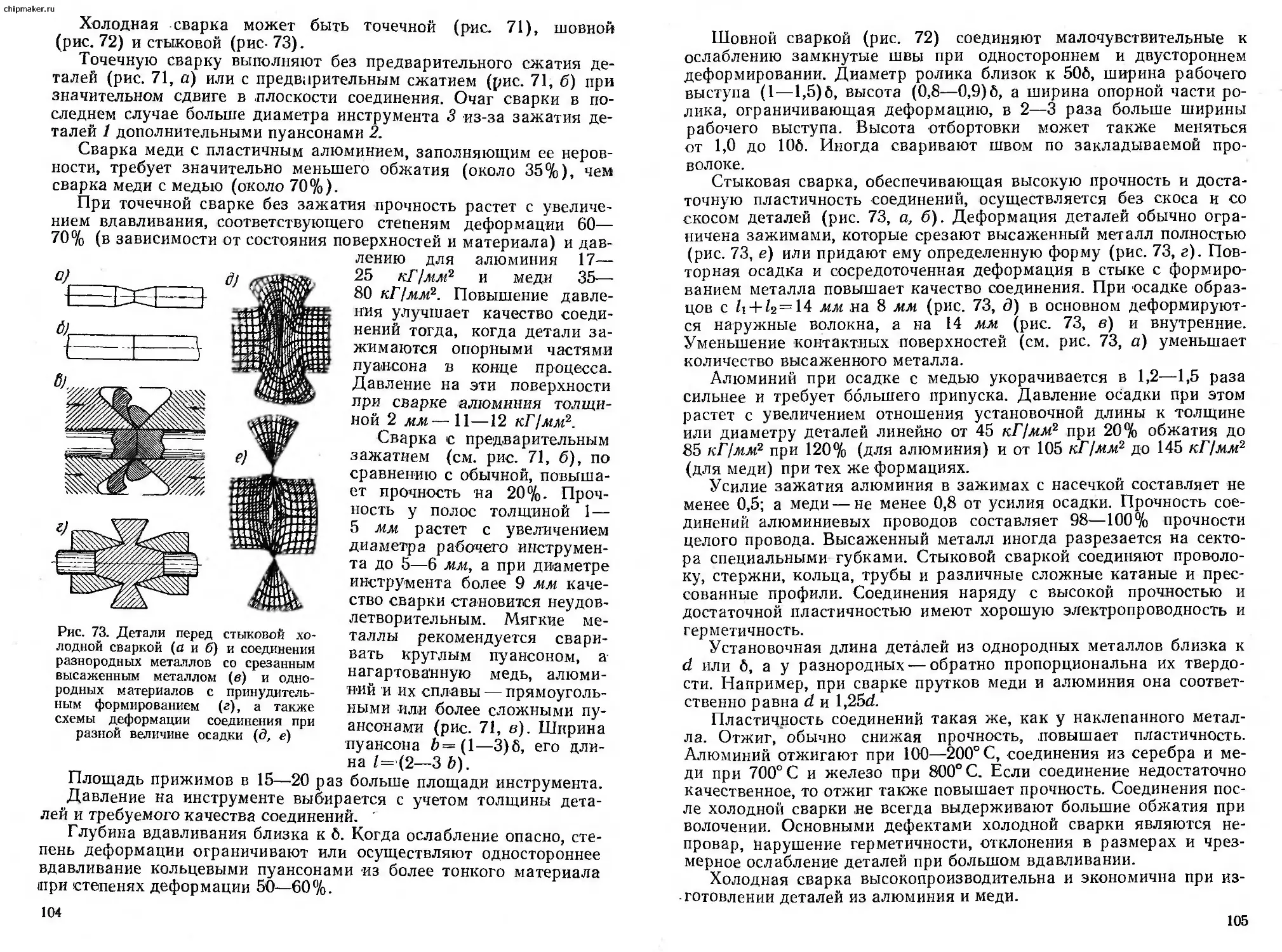
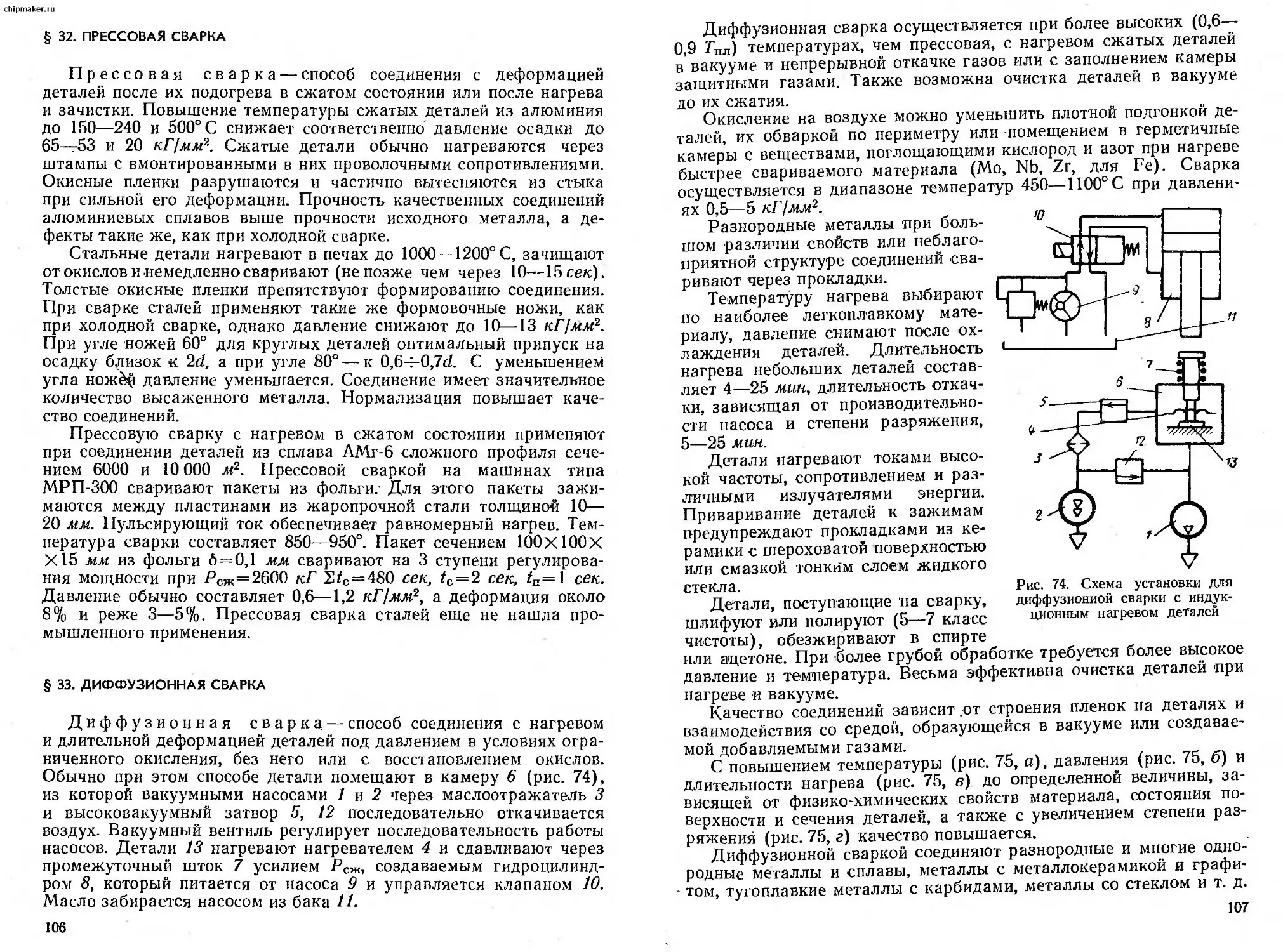
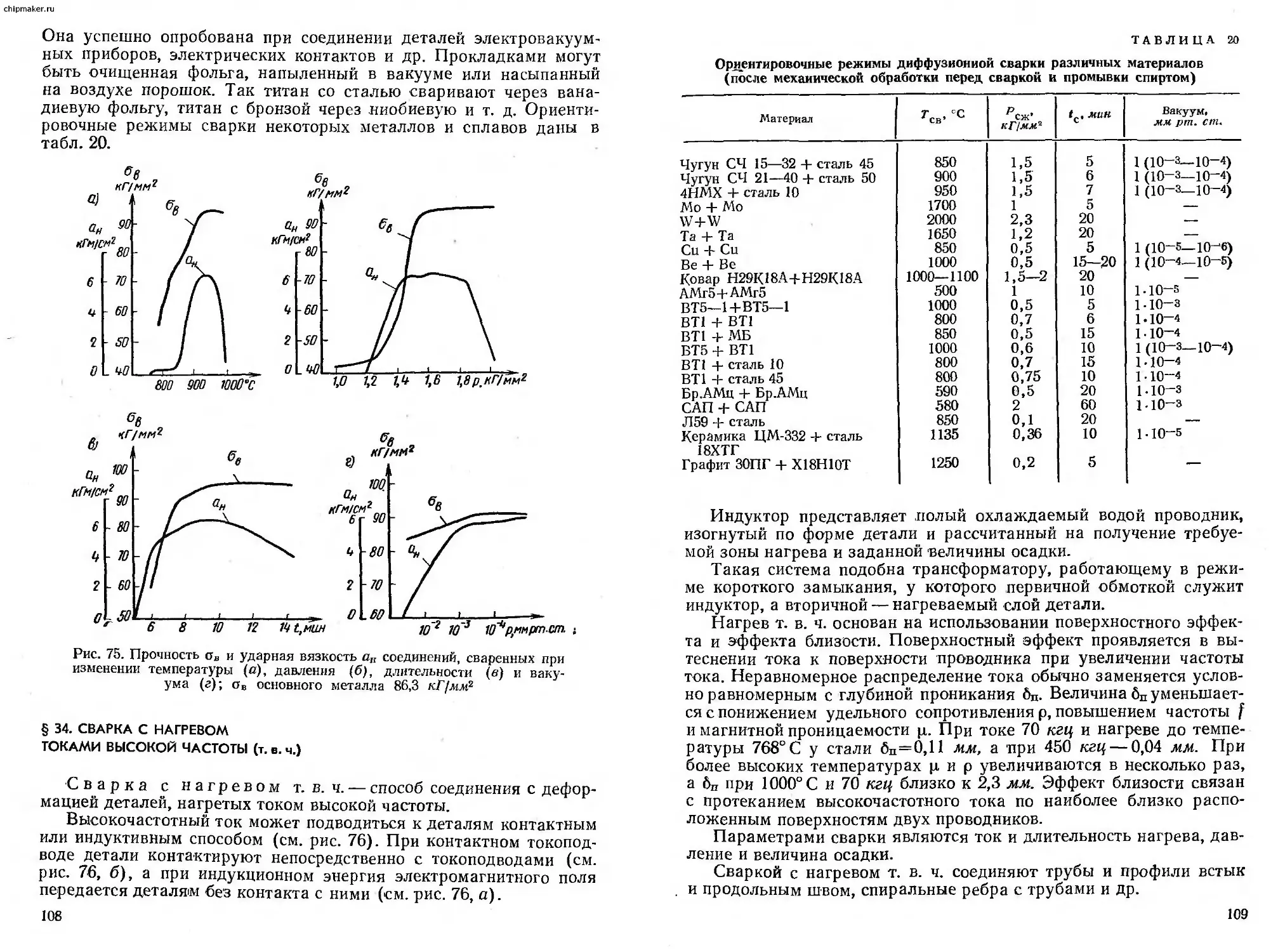
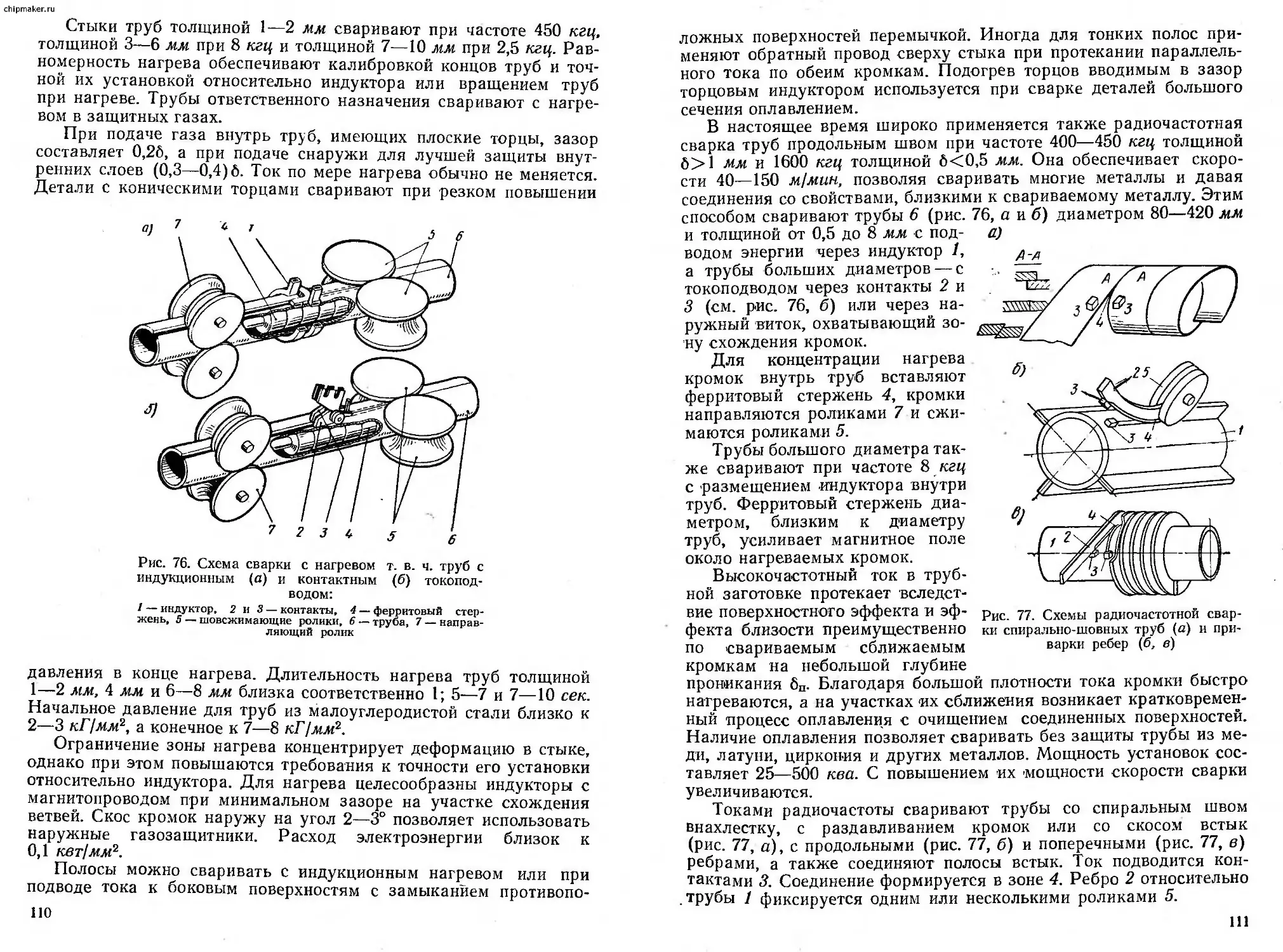


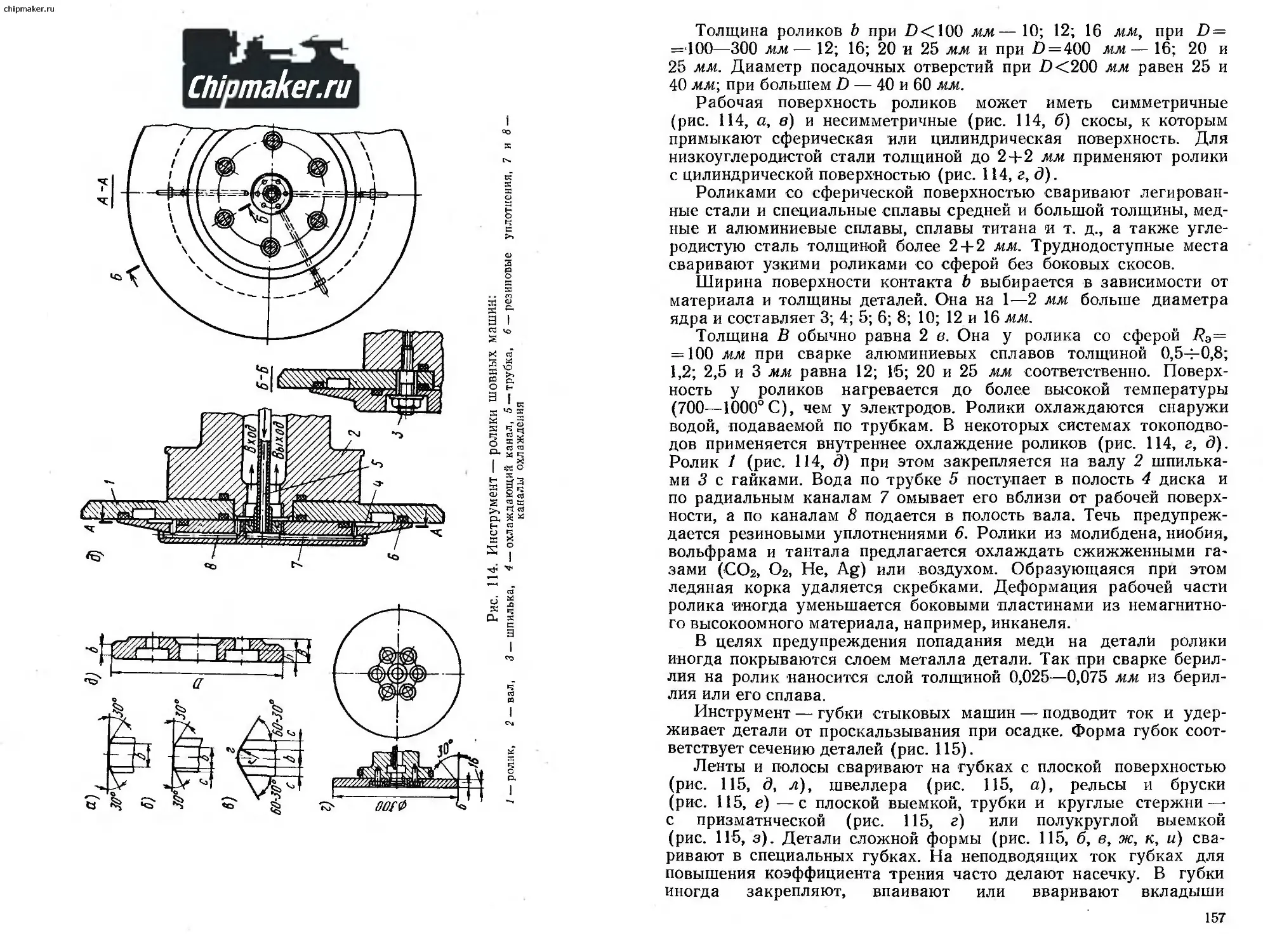
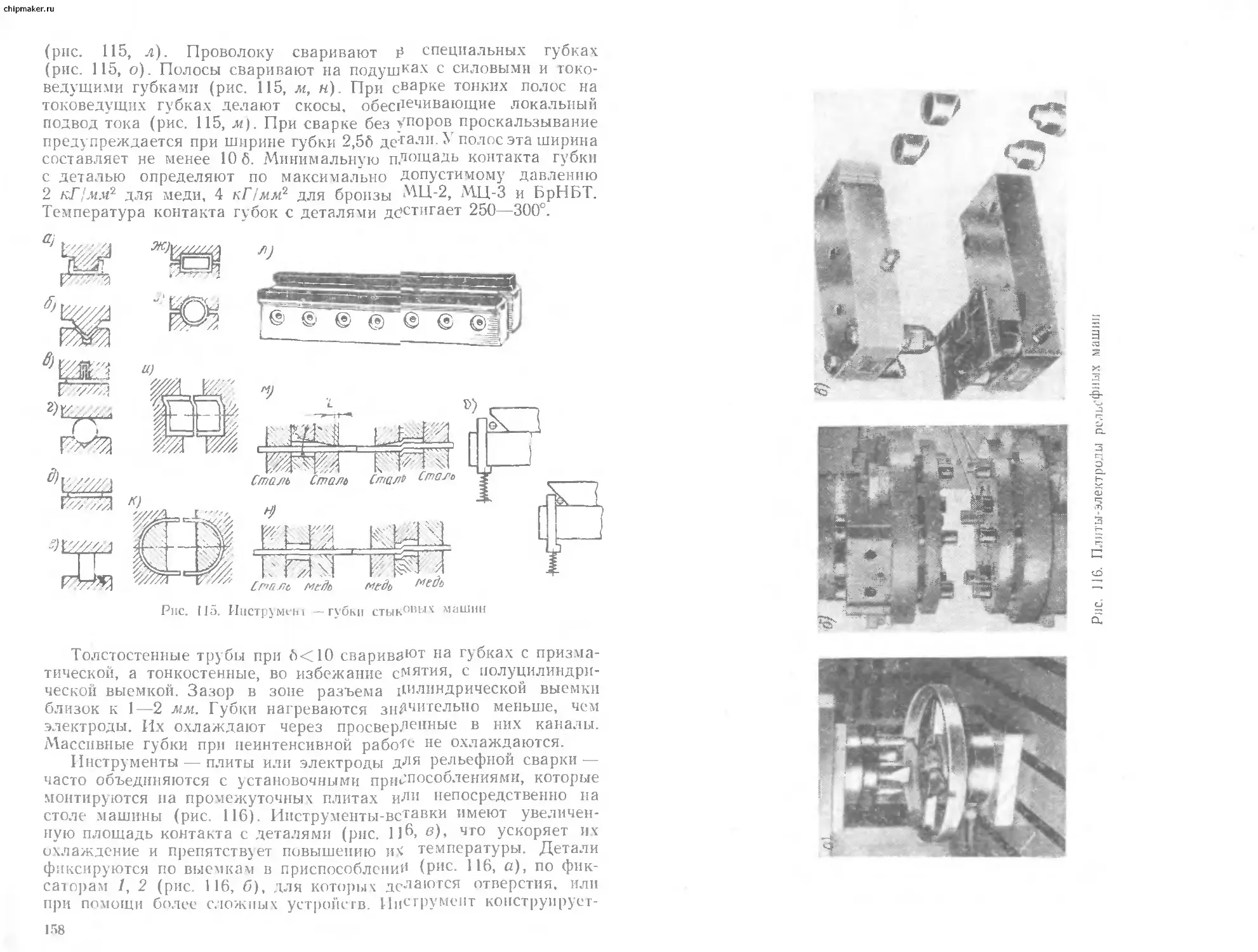
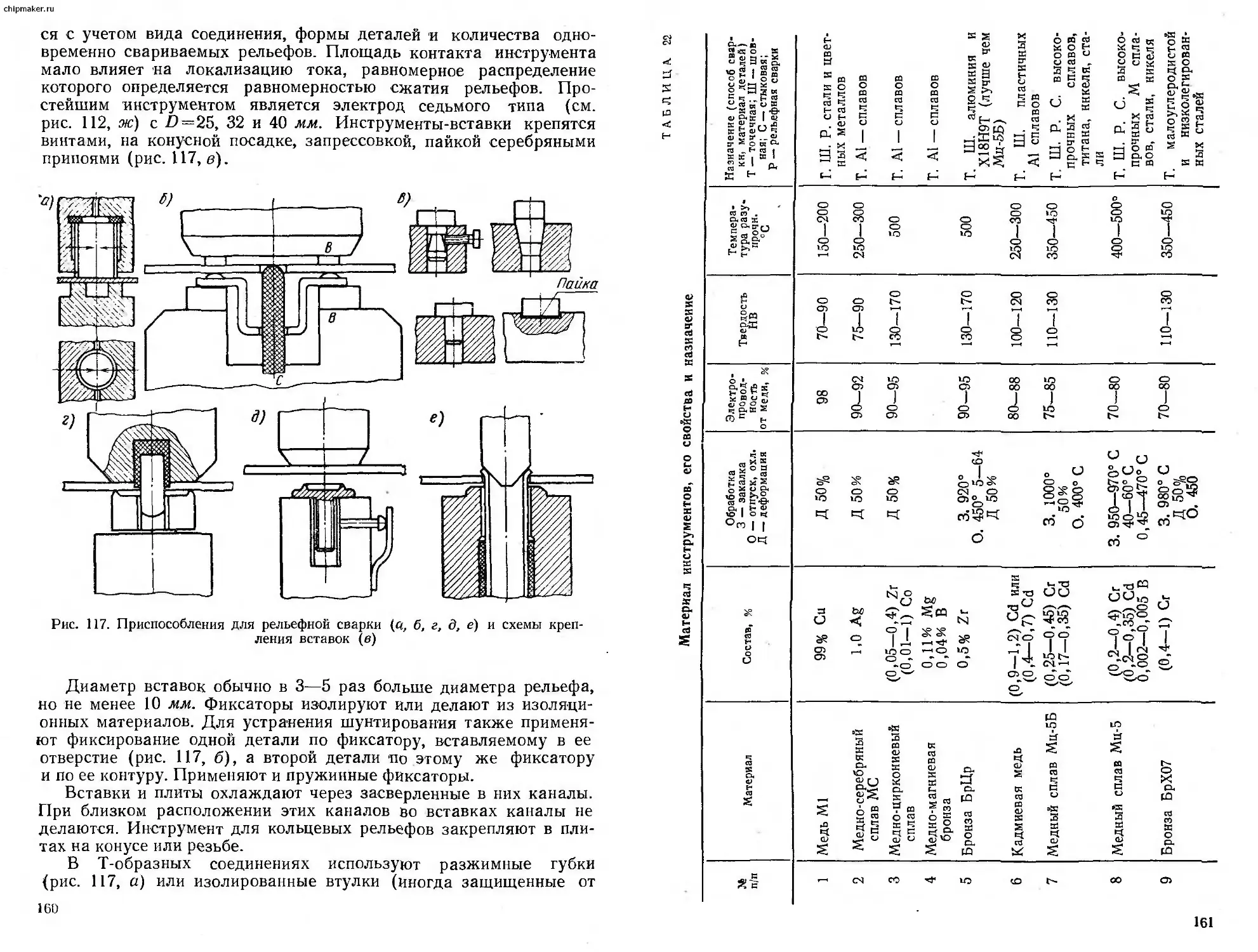

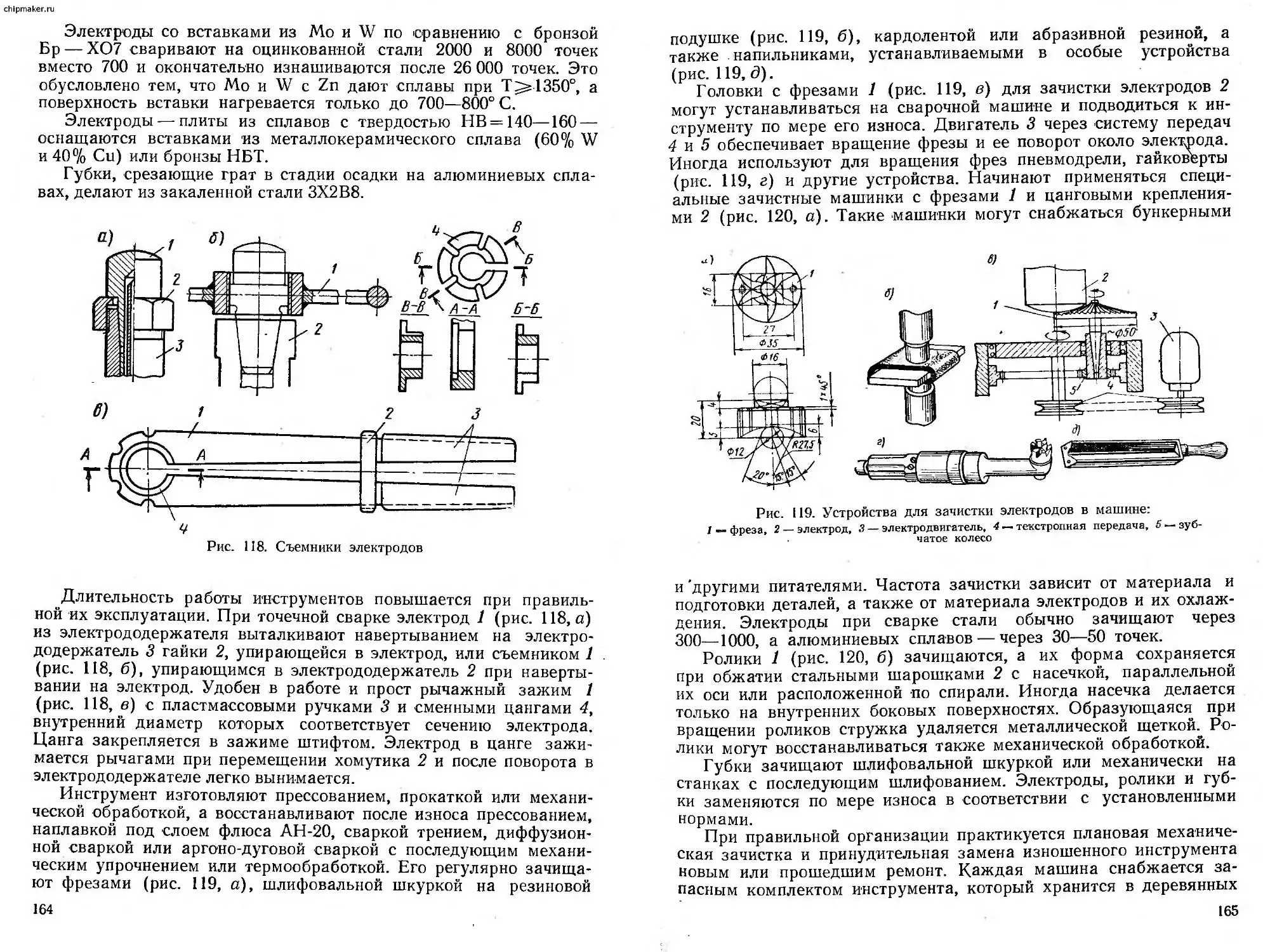






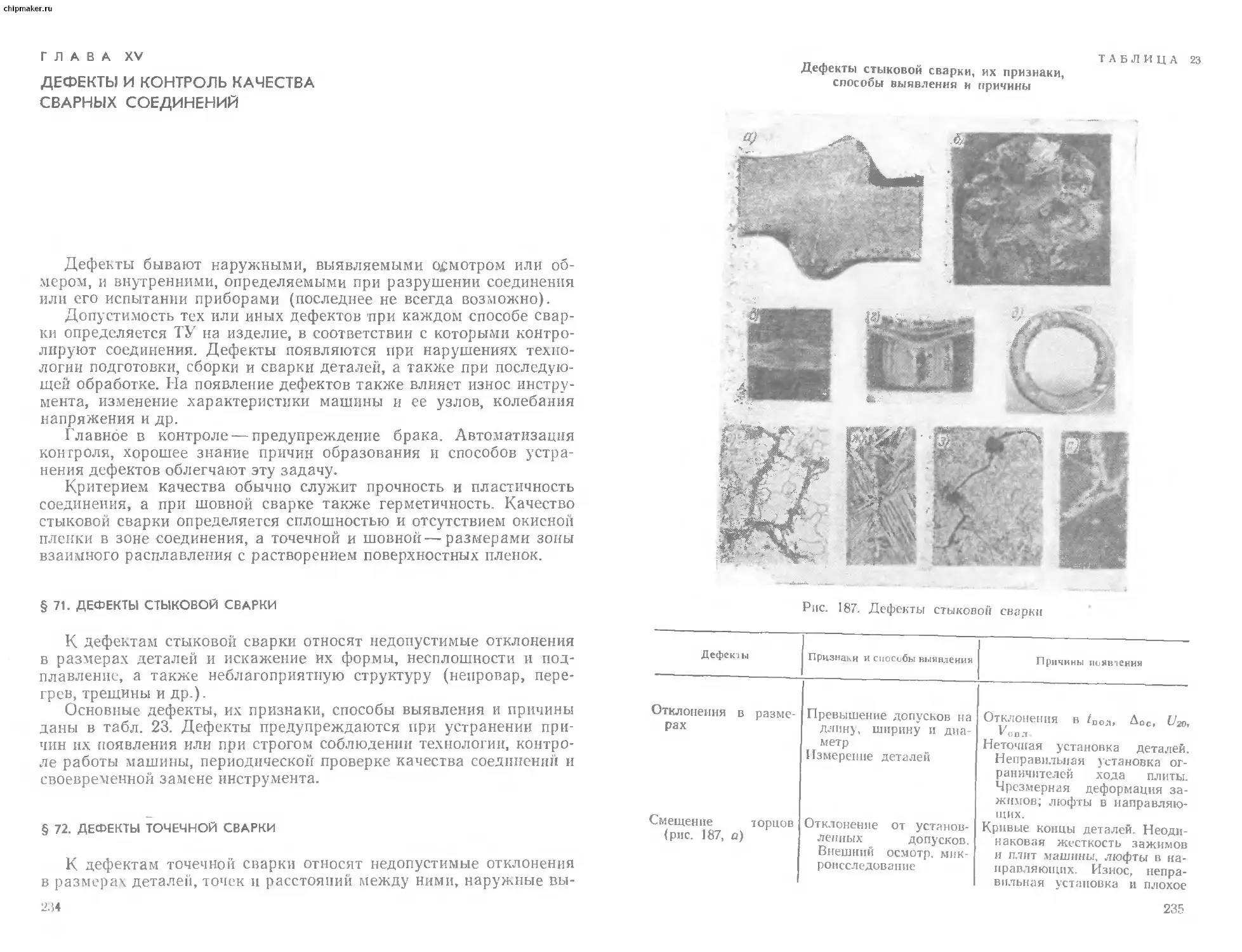
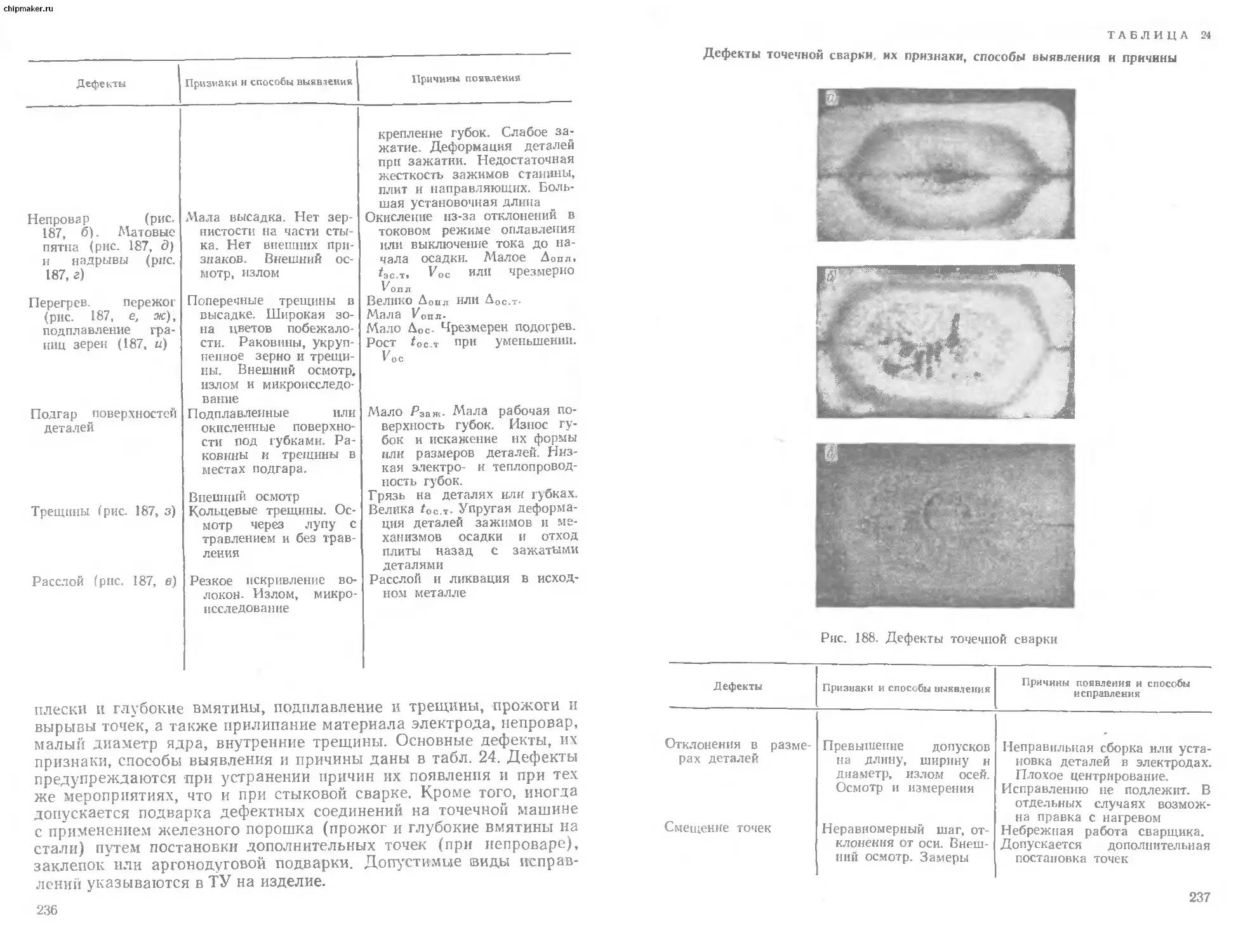
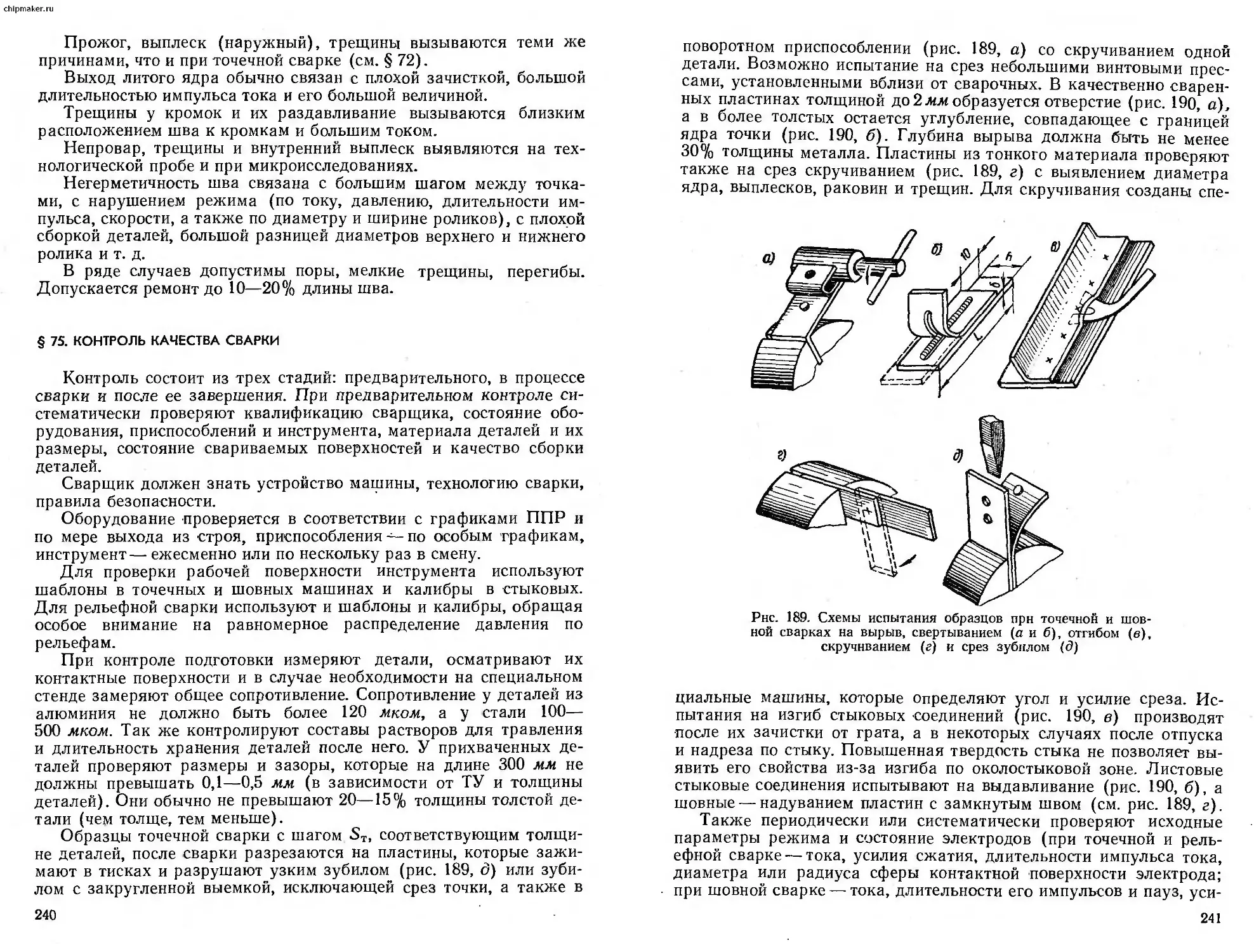
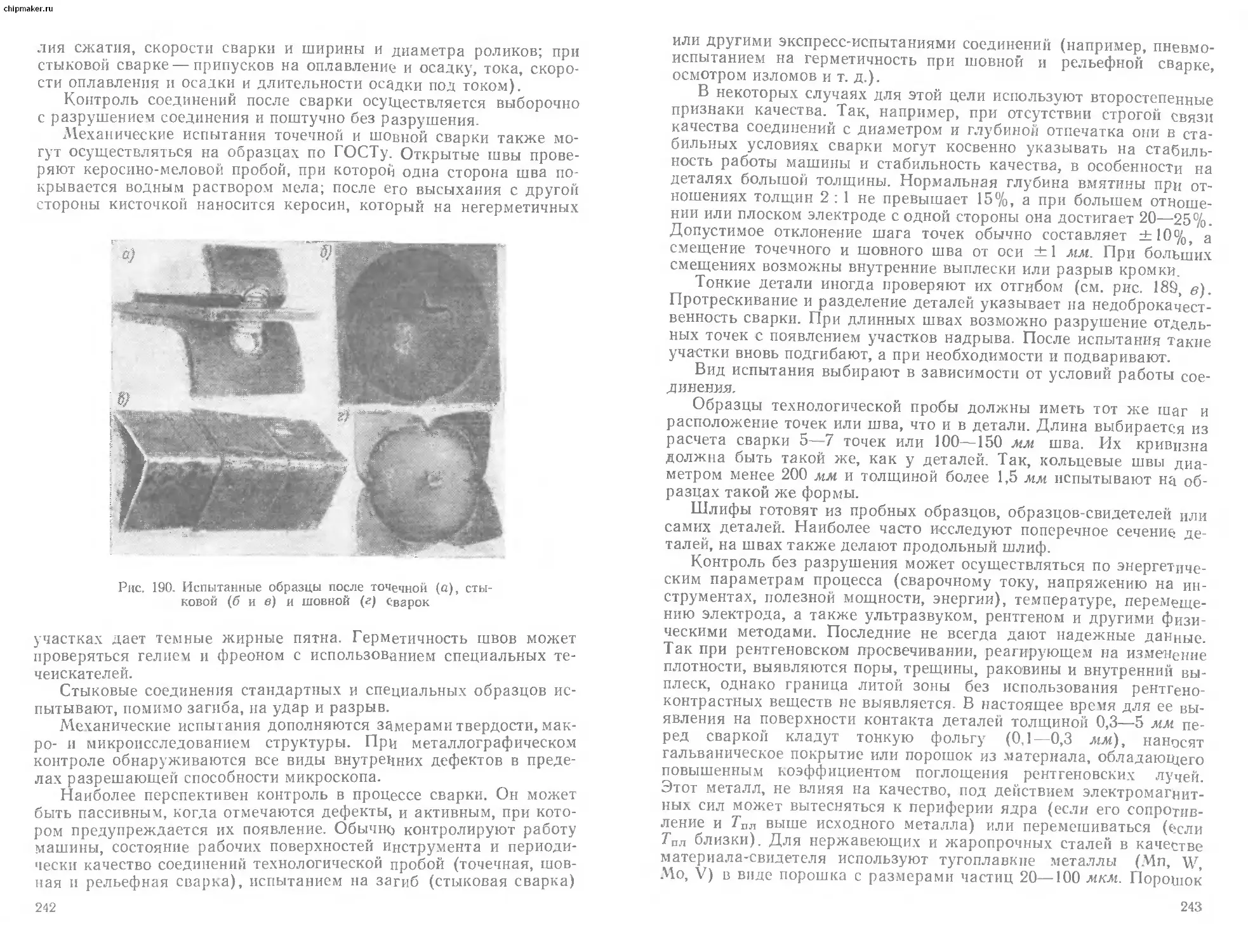
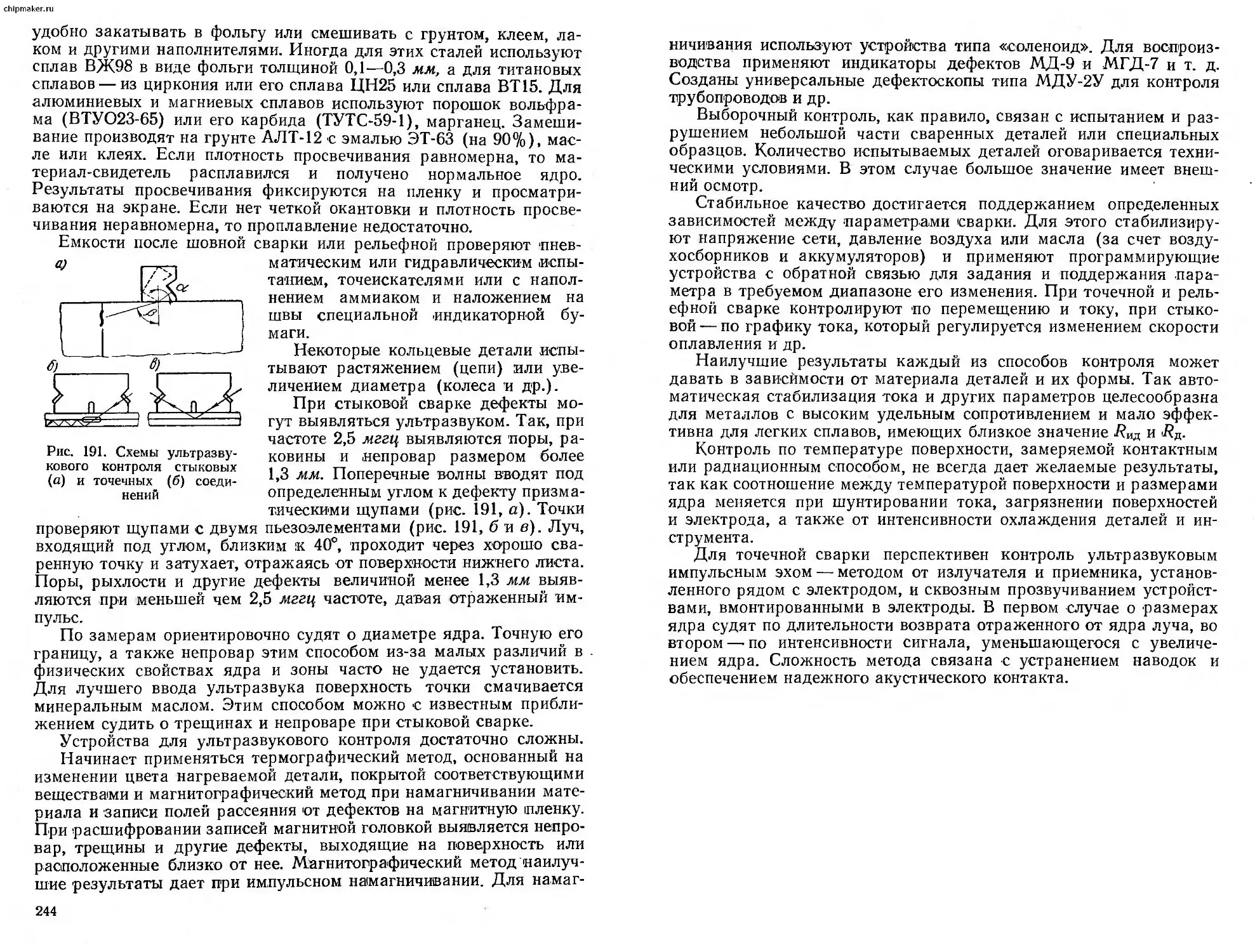




Текст
Chipmaker.ru
Н.С. КАБАНОВ
Сварка на контактных
машинах
chipmaker.ru
Н. С. КАБАНОВ
Chipmaker.ru
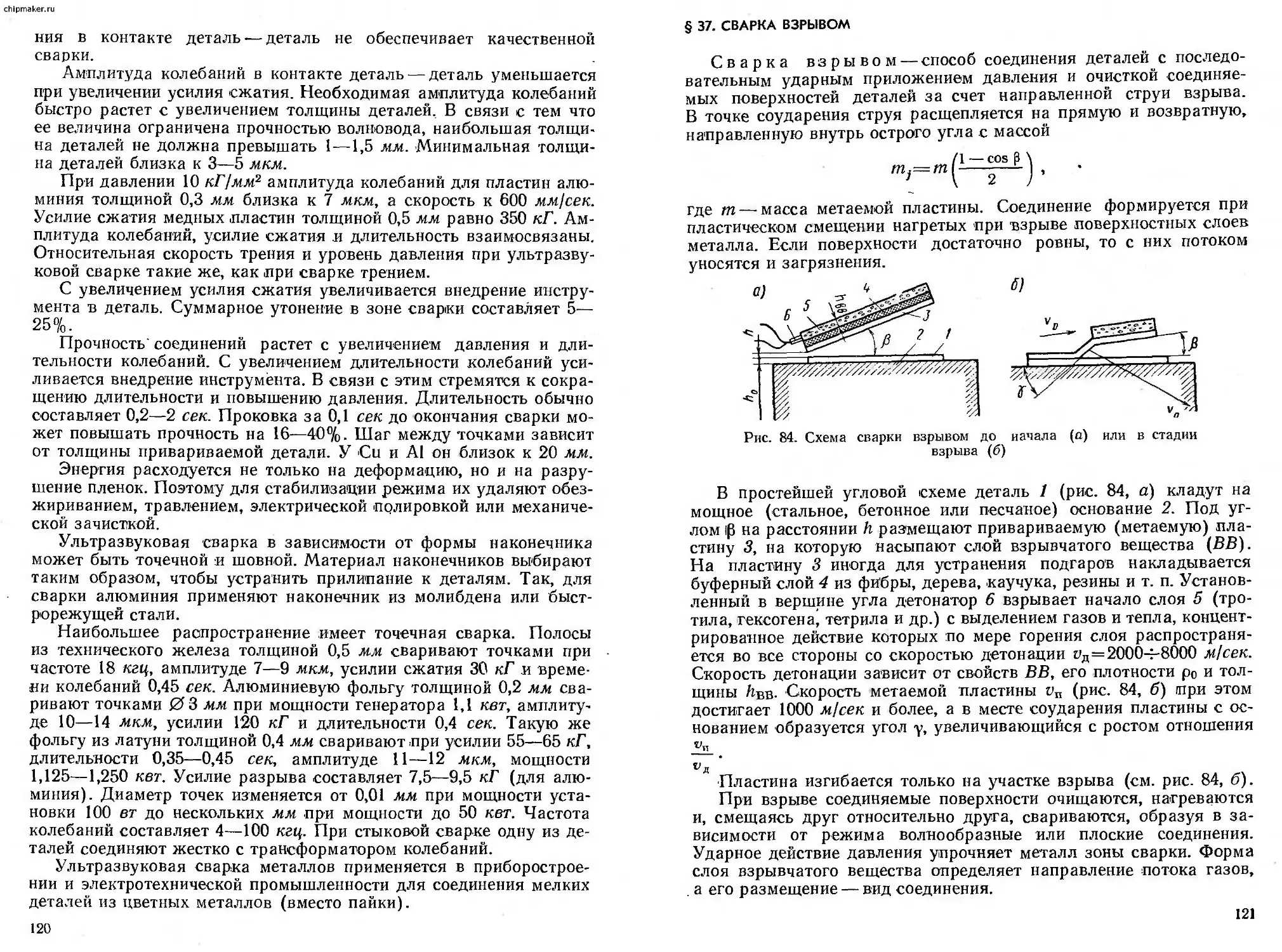
СВАРКА
НА КОНТАКТНЫХ
МАШИНАХ
ИЗДАНИЕ 2-е,
ПЕРЕРАБОТАННОЕ И ДОПОЛНЕННОЕ
Одобрено Ученым советом Государствен-
ного комитета Совета Министров Ск_СР по
профессионально-техническому образова-
нию в качестве учебника для профессио-
нально-технических учебных заведение
МОСКВА «ВЫСШАЯ ШКОЛА» 1973
chipmaker, ru
6П4.3
K12
Кабанов H. С.
К12 Сварка на контактных машинах. Учебник
для профес.-техн. учебн. заведений. Изд. 2-е,
перераб. и доп. М., «Высш, школа», 1973.
255 с. с илл.
В книге изложена технология контактной сварки и описано
типовое оборудование, инструменты и приспособления, приме-
няемые при стыковой, точечной, рельефной и шовной сварке;
рассмотрены вопросы механизации и автоматизации, контроля
качества и техники безопасности при этих способах сварки и
даны краткие сведения о холодной, прессовой, диффузионной
и ультразвуковой сварке, а также сварке треиием и с нагревом
. т. в. ч.
Во втором издании большее внимание уделено рельефной
сварке, кратко описано новое сварочное оборудование, приведе-
ны технологические рекомендации по сварке различных деталей.
3126—275 6П4.3
К ------------- 78—73
001(01)—73
Отзывы и замечания просим направлять по адресу:
Москва, К-51, Неглинная ул., 29) 14, издательство «Выс-
шая школа».
I
© издательство «Высшая школа», 1973
ВВЕДЕНИЕ
Развитие промышленности и рост производительности труда
неразрывно связаны с комплексной механизацией и автоматизацией
технологических процессов. К ним относят и высокопроизводитель-
ную легко автоматизируемую контактную сварку, которая обеспечи-
вает высокое качество и повышенную работоспособность многих
сварных конструкций.
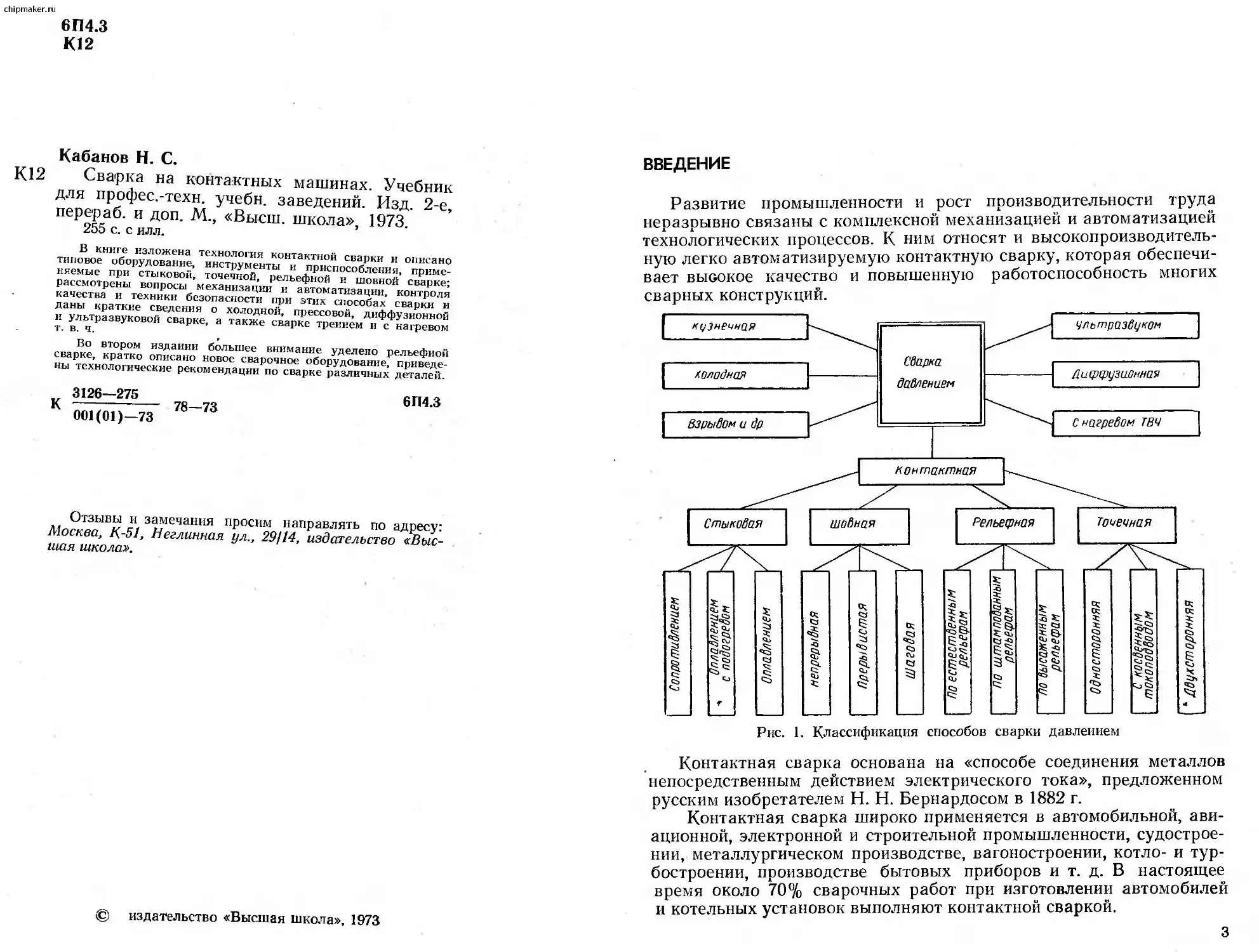
Рис. 1. Классификация способов сварки давлением
Контактная сварка основана на «способе соединения металлов
непосредственным действием электрического тока», предложенном
русским изобретателем Н. Н. Бернардосом в 1882 г.
Контактная сварка широко применяется в автомобильной, ави-
ационной, электронной и строительной промышленности, судострое-
нии, металлургическом производстве, вагоностроении, котло- и тур-
бостроении, производстве бытовых приборов и т. д. В настоящее
время около 70% сварочных работ при изготовлении автомобилей
и котельных установок выполняют контактной сваркой.
3
chipmaker.ru
Контактная сварка осуществляется с местным нагревом деталей
электрическим током и их пластической деформацией на участках
нагрева. Местный нагрев достигается за счет повышенного сопро-
тивления электрическому току на участках контакта между свари-
ваемыми деталями. Это сопротивление называется контактным, а
сварка, при которой оно служит для концентрированного местного
нагрева, — контактной.
Контактная сварка — разновидность сварки давлением (рис. 1).
Способы сварки давлением отличаются друг от друга источника-
ми нагрева, степенями деформации металла в зоне соединения, тем-
пературой и длительностью нагрева. Так, холодная сварка выпол-
няется при комнатной температуре с большой деформацией
соединяемых концов деталей. Сварка трением и ультразвуковая
происходят за счет тепла, выделяемого при трении сдавленных сое-
диняемых поверхностей. Высокочастотную сварку осуществляют с
нагревом при небольшом давлении. Широкое внедрение в народное
хозяйство контактной сварки и родственных ей процессов, а также
расширение областей их применения требует непрерывного пополне-
ния нашей промышленности сварщиками с квалификацией не ниже
2—3-го разрядов, знающими технологию этих процессов и свароч-
ное оборудование. Сварщиков такой квалификации готовят в широ-
кой сети профессионально-технических училищ нашей страны.
При пользовании учебником следует иметь в виду, что согласно
ГОСТ 9867—61 в СССР с 1 января 1963 г. введена новая Между-
народная система единиц СИ.
ГЛАВА I
КРАТКИЕ СВЕДЕНИЯ
О МЕТОДАХ КОНТАКТНОЙ СВАРКИ
И ОБОРУДОВАНИИ
Контактная сварка — способ неразъемного соединения деталей с
их нагревом электрическим током и сдавливанием (деформацией)
в зоне контактирования.
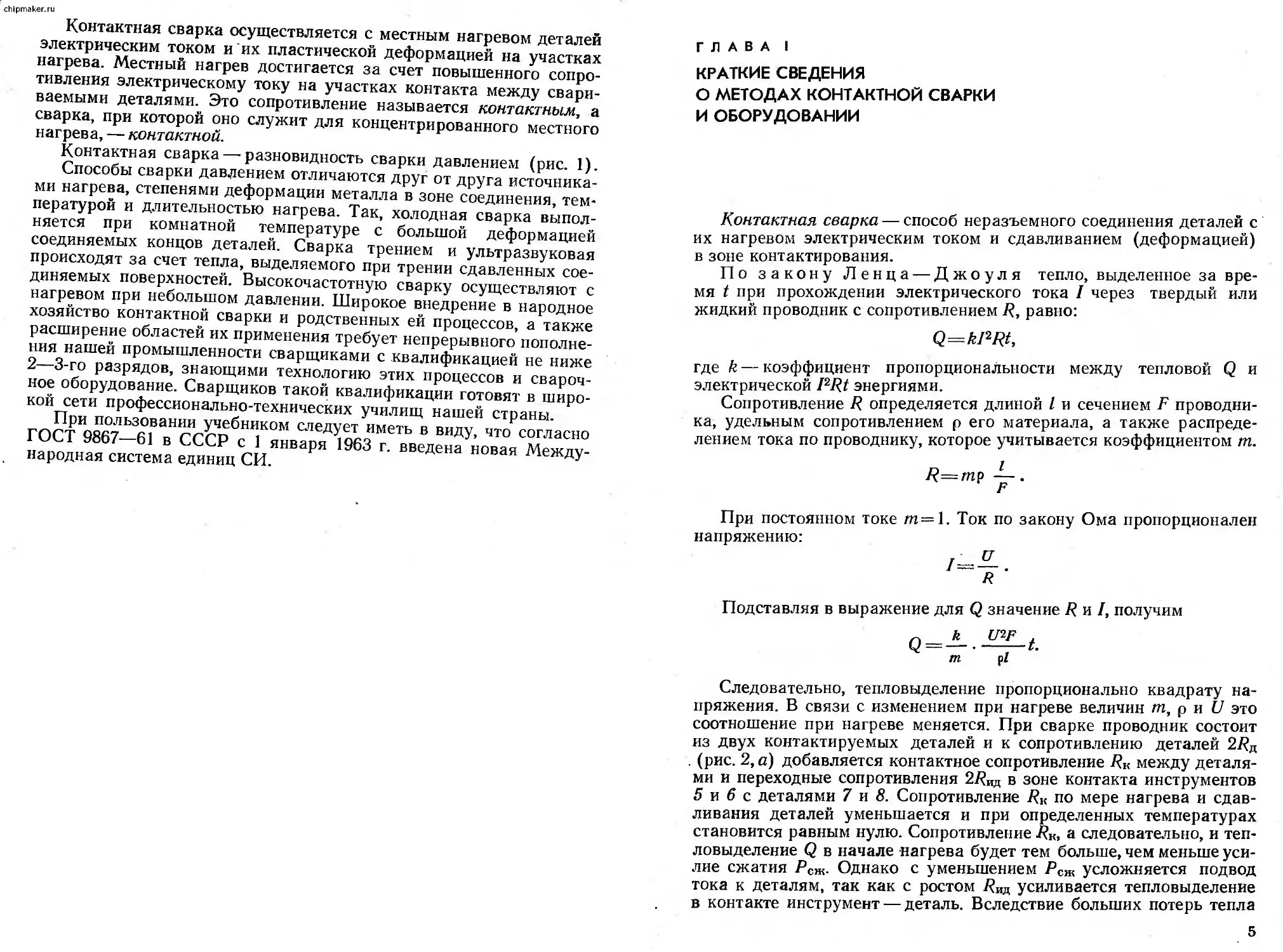
По закону Ленца — Джоуля тепло, выделенное за вре-
мя t при прохождении электрического тока I через твердый или
жидкий проводник с сопротивлением R, равно:
Q = kI2Rt,
где k — коэффициент пропорциональности между тепловой Q и
электрической I2Rt энергиями.
Сопротивление R определяется длиной I и сечением F проводни-
ка, удельным сопротивлением р его материала, а также распреде-
лением тока по проводнику, которое учитывается коэффициентом tn.
п 1
R=mP — .
При постоянном токе т=1. Ток по закону Ома пропорционален
напряжению:
Подставляя в выражение для Q значение 7? и I, получим
m pl
Следовательно, тепловыделение пропорционально квадрату на-
пряжения. В связи с изменением при нагреве величин т, р и U это
соотношение при нагреве меняется. При сварке проводник состоит
из двух контактируемых деталей и к сопротивлению деталей 27?д
. (рис. 2, а) добавляется контактное сопротивление RK между деталя-
ми и переходные сопротивления 2/?ид в зоне контакта инструментов
5 и 6 с деталями 7 и 8. Сопротивление RK по мере нагрева и сдав-
ливания деталей уменьшается и при определенных температурах
становится равным нулю. Сопротивление /?к, а следовательно, и теп-
ловыделение Q в начале нагрева будет тем больше, чем меньше уси-
лие сжатия Рсж. Однако с уменьшением Рсж усложняется подвод
тока к деталям, так как с ростом Rnp, усиливается тепловыделение
в контакте инструмент — деталь. Вследствие больших потерь тепла
5
chipmaker.ru
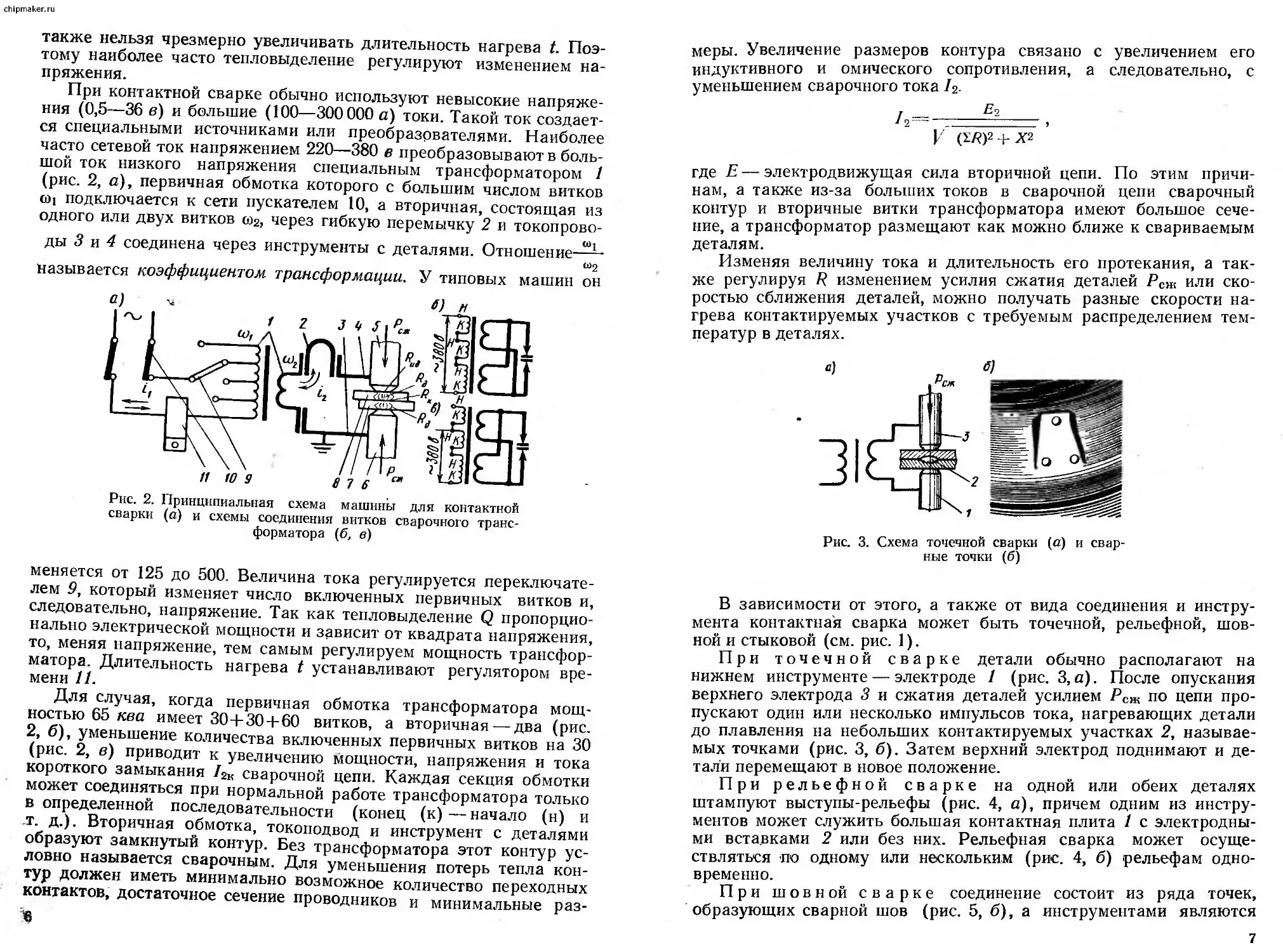
также нельзя чрезмерно увеличивать длительность нагрева t. Поэ-
тому наиболее часто тепловыделение регулируют изменением на-
пряжения.
При контактной сварке обычно используют невысокие напряже-
ния (0,5—36 в) и большие (100—300 000 а) токи. Такой ток создает-
ся специальными источниками или преобразователями. Наиболее
часто сетевой ток напряжением 220—380 в преобразовывают в боль-
шой ток низкого напряжения специальным трансформатором 1
(рис. 2, а), первичная обмотка которого с большим числом витков
g»i подключается к сети пускателем 10, а вторичная, состоящая из
одного или двух витков ©2, через гибкую перемычку 2 и токопрово-
ды 3 и 4 соединена через инструменты с деталями. Отношение-^-
<i>2
называется коэффициентом трансформации. У типовых машин он
Рис. 2. Принципиальная схема машины для контактной
сварки (о) и схемы соединения витков сварочного транс-
форматора (б, в)
меняется от 125 до 500. Величина тока регулируется переключате-
лем 9, который изменяет число включенных первичных витков и,
следовательно, напряжение. Так как тепловыделение Q пропорцио-
нально электрической мощности и зависит от квадрата напряжения,
то, меняя напряжение, тем самым регулируем мощность трансфор-
матора. Длительность нагрева t устанавливают регулятором вре-
мени //.
Для случая, когда первичная обмотка трансформатора мощ-
ностью 65 ква имеет 30+30+60 витков, а вторичная-—два (рис.
2, б), уменьшение количества включенных первичных витков на 30
(рис. 2, в) приводит к увеличению мощности, напряжения и тока
короткого замыкания 12к сварочной цепи. Каждая секция обмотки
может соединяться при нормальной работе трансформатора только
в определенной последовательности (конец (к) — начало (н) и
-Т. д.). Вторичная обмотка, токоподвод и инструмент с деталями
образуют замкнутый контур. Без трансформатора этот контур ус-
ловно называется сварочным. Для уменьшения потерь тепла кон-
тур должен иметь минимально возможное количество переходных
контактов, достаточное сечение проводников и минимальные раз-
меры. Увеличение размеров контура связано с увеличением его
индуктивного и омического сопротивления, а следовательно, с
уменьшением сварочного тока Ц.
г
1 2- ' I
V (S/?)2+X2
где Е — электродвижущая сила вторичной цепи. По этим причи-
нам, а также из-за больших токов в сварочной цепи сварочный
контур и вторичные витки трансформатора имеют большое сече-
ние, а трансформатор размещают как можно ближе к свариваемым
деталям.
Изменяя величину тока и длительность его протекания, а так-
же регулируя R изменением усилия сжатия деталей РСж или ско-
ростью сближения деталей, можно получать разные скорости на-
грева контактируемых участков с требуемым распределением тем-
ператур в деталях.
Рис. 3. Схема точечной сварки (а) и свар-
ные точки (б)
В зависимости от этого, а также от вида соединения и инстру-
мента контактная сварка может быть точечной, рельефной, шов-
ной и стыковой (см. рис. 1).
При точечной сварке детали обычно располагают на
нижнем инструменте — электроде 1 (рис. 3,а). После опускания
верхнего электрода 3 и сжатия деталей усилием РСж по цепи про-
пускают один или несколько импульсов тока, нагревающих детали
до плавления на небольших контактируемых участках 2, называе-
мых точками (рис. 3, б). Затем верхний электрод поднимают и де-
тали перемещают в новое положение.
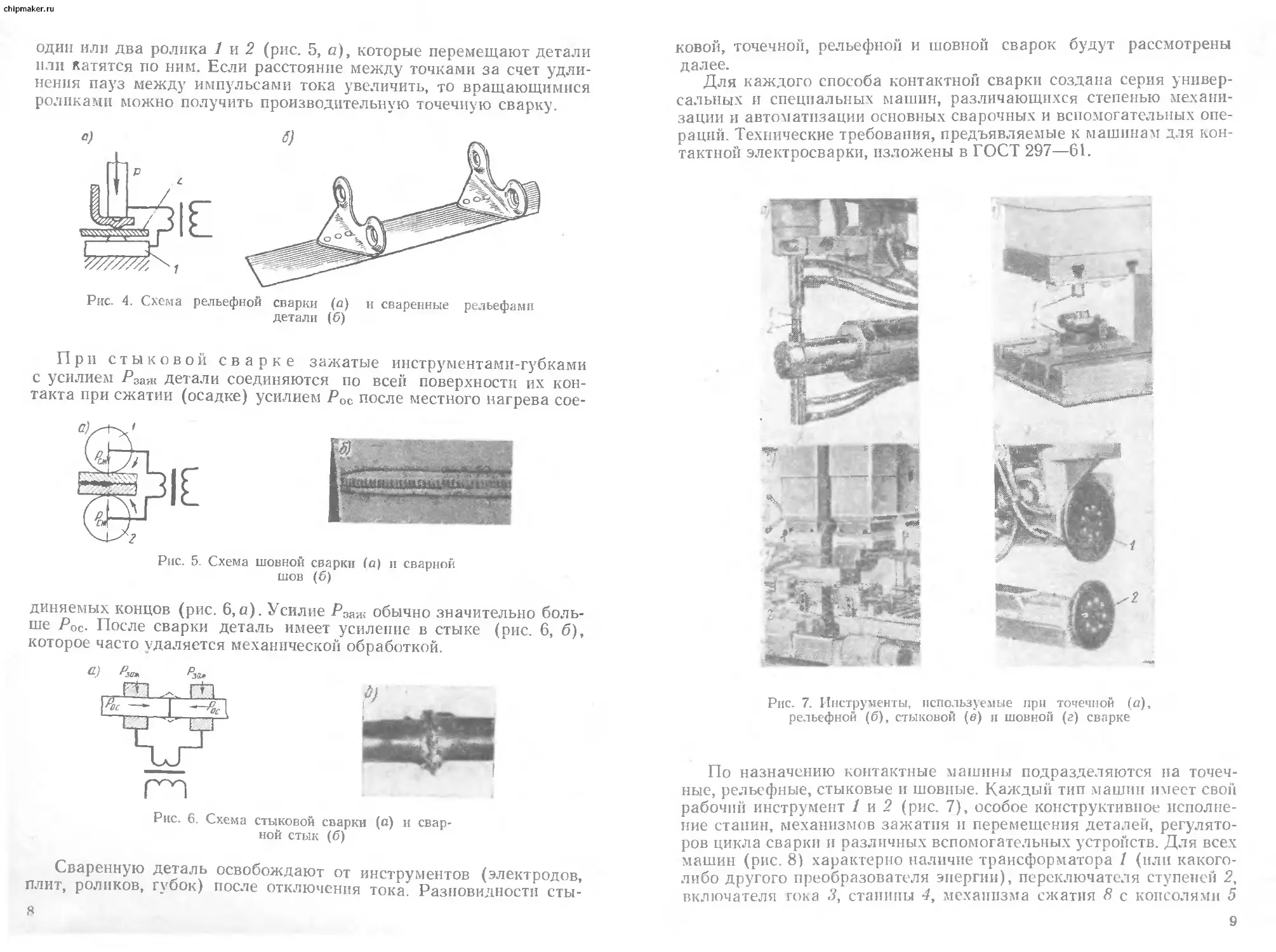
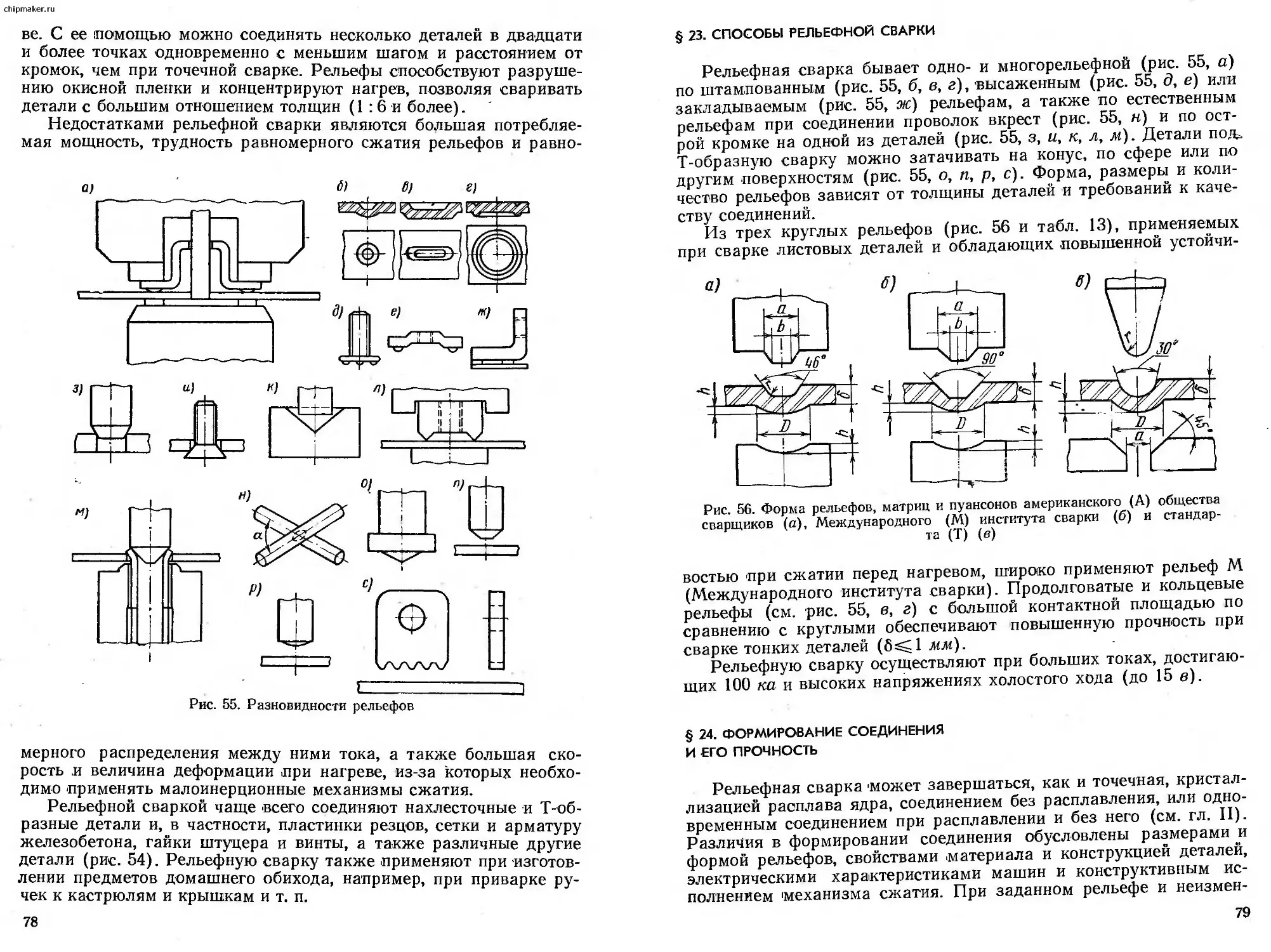
При рельефной сварке на одной или обеих деталях
штампуют выступы-рельефы (рис. 4, а), причем одним из инстру-
ментов может служить большая контактная плита 1 с электродны-
ми вставками 2 или без них. Рельефная сварка может осуще-
ствляться по одному или нескольким (рис. 4, б) рельефам одно-
временно.
При шовной сварке соединение состоит из ряда точек,
образующих сварной шов (рис. 5, б), а инструментами являются
7
один или два ролика 1 и 2 (рис. 5, а), которые перемещают детали
или катятся по ним. Если расстояние между точками за счет удли-
нения пауз между импульсами тока увеличить, то вращающимися
роликами можно получить производительную точечную сварку.
Рис. 4. Схема рельефной сварки (о) и сваренные рельефами
детали (б)
При стыковой сварке зажатые инструментами-губками
с усилием Рзаж детали соединяются по всей поверхности их кон-
такта при сжатии (осадке) усилием Рос после местного нагрева сое-
Рис. 5. Схема шовной сварки (с) и сварной
шов (б)
диняемых концов (рис. 6,а). Усилие Р3аж обычно значительно боль-
ше Рос- После сварки деталь имеет усиление в стыке (рис. 6, б),
которое часто удаляется механической обработкой.
Рис. 6. Схема стыковой сварки (а) и свар-
ной стык (б)
Сваренную деталь освобождают от инструментов (электродов,
плит, роликов, губок) после отключения тока. Разновидности сты-
8
ковой, точечной, рельефной и шовной сварок будут рассмотрены
далее.
Для каждого способа контактной сварки создана серия универ-
сальных и специальных машин, различающихся степенью механи-
зации и автоматизации основных сварочных и вспомогательных опе-
раций. Технические требования, предъявляемые к машина»! для кон-
тактной электросварки, изложены в ГОСТ 297—61.
Рис. 7. Инструменты, пспользсе.мые при точечной (а),
рельефной (б), стыковой (в) и шовной (г) сварке
По назначению контактные машины подразделяются на точеч-
ные, рельефные, стыковые и шовные. Каждый тип машин имеет своп
рабочий инструмент 1 и 2 (рис. 7), особое конструктивное исполне-
ние станин, механизмов зажатия и перемещения деталей, регулято-
ров цикла сварки и различных вспомогательных устройств. Для всех
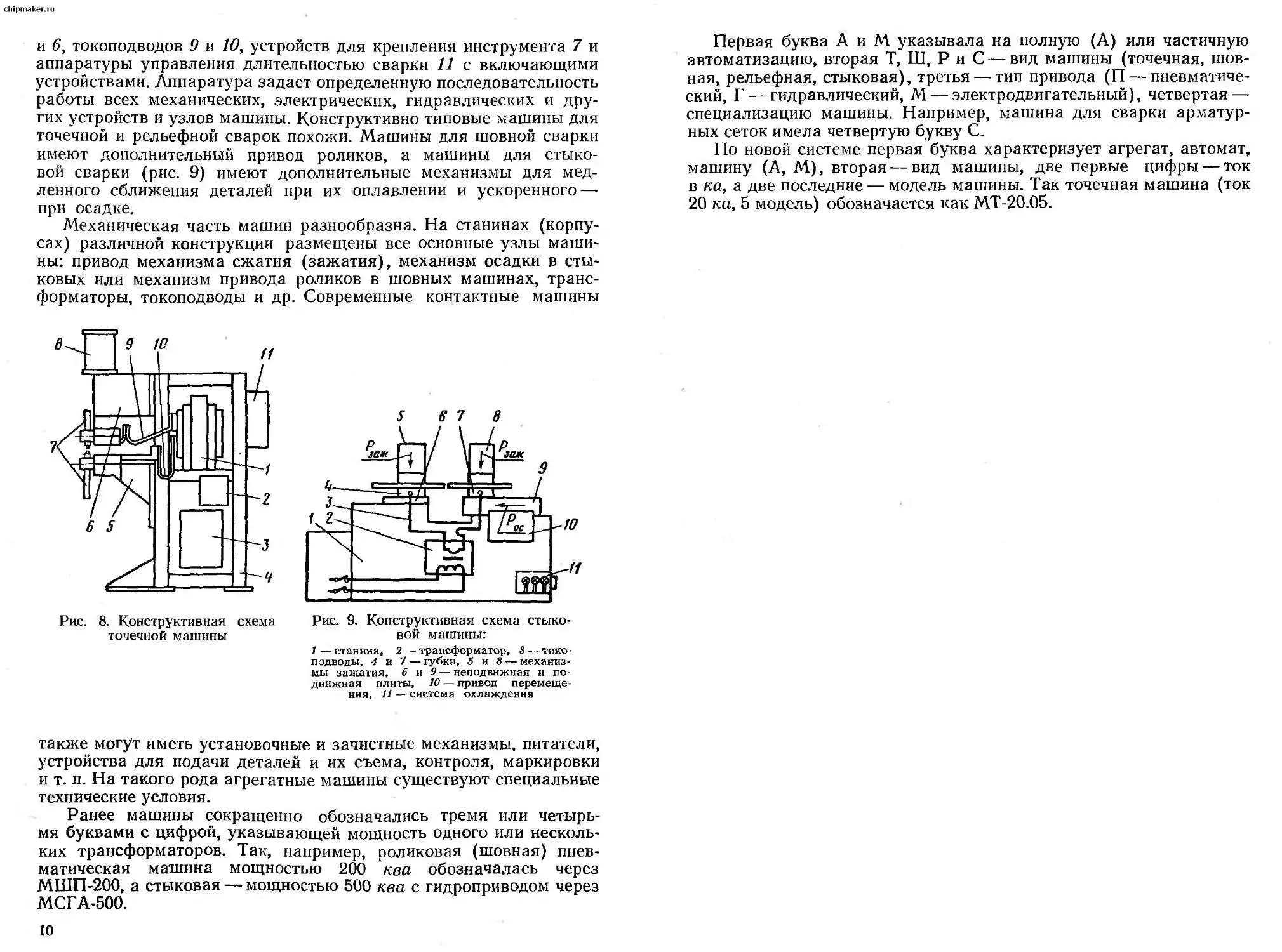
машин (рис. 8) характерно наличие трансформатора 1 (или какого-
либо другого преобразователя энергии), переключателя ступеней 2,
включателя гока станины 4, механизма сжатия 8 с консолями 5
9
chipmaker.ru
и 6, токоподводов 9 и 10, устройств для крепления инструмента 7 и
аппаратуры управления длительностью сварки 11 с включающими
устройствами. Аппаратура задает определенную последовательность
работы всех механических, электрических, гидравлических и дру-
гих устройств и узлов машины. Конструктивно типовые машины для
точечной и рельефной сварок похожи. Машины для шовной сварки
имеют дополнительный привод роликов, а машины для стыко-
вой сварки (рис. 9) имеют дополнительные механизмы для мед-
ленного сближения деталей при их оплавлении и ускоренного —
при осадке.
Механическая часть машин разнообразна. На станинах (корпу-
сах) различной конструкции размещены все основные узлы маши-
ны: привод механизма сжатия (зажатия), механизм осадки в сты-
ковых или механизм привода роликов в шовных машинах, транс-
форматоры, токоподводы и др. Современные контактные машины
Рис. 8. Конструктивная схема
точечной машины
Рис. 9. Конструктивная схема стыко-
вой машины:
1 — станина, 2 — трансформатор, 3 —токо-
подводы, 4 и 7 — губки, 5 и 8 — механиз-
мы зажатия, 6 и 9—неподвижная и по-
движная плиты, 10 — привод перемеще-
ния, 11 — система охлаждения
также могут иметь установочные и зачистные механизмы, питатели,
устройства для подачи деталей и их съема, контроля, маркировки
и т. п. На такого рода агрегатные машины существуют специальные
технические условия.
Ранее машины сокращенно обозначались тремя или четырь-
мя буквами с цифрой, указывающей мощность одного или несколь-
ких трансформаторов. Так, например, роликовая (шовная) пнев-
матическая машина мощностью 200 "кеа обозначалась через
МШП-200, а стыковая — мощностью 500 ква с гидроприводом через
МСГА-500.
10
Первая буква А и М указывала на полную (А) или частичную
автоматизацию, вторая Т, Ш, Р и С — вид машины (точечная, шов-
ная, рельефная, стыковая), третья — тип привода (П — пневматиче-
ский, Г — гидравлический, М — электродвигательный), четвертая —
специализацию машины. Например, машина для сварки арматур-
ных сеток имела четвертую букву С.
По новой системе первая буква характеризует агрегат, автомат,
машину (А, М), вторая — вид машины, две первые цифры — ток
в ка, а две последние — модель машины. Так точечная машина (ток
20 ка, 5 модель) обозначается как МТ-20.05.
ГЛАВА II
ОСНОВЫ КОНТАКТНОЙ СВАРКИ
Контактная сварка осуществляется без расплавления и с рас-
плавлением металла. После расплавления металл кристаллизуется
под давлением в зоне соединения (точечная сварка) или частично
вытесняется (стыковая сварка). Для сварки однородных материа-
лов типично образование таких же межатомных связей, как и в це-
лом материале. При сварке разнородных материалов, вид межатом-
ных связей зависит от строения материала в зоне соединения (сплав,
химическое соединение и др.).
§ 1. ФОРМИРОВАНИЕ СОЕДИНЕНИЯ
В ТВЕРДОМ СОСТОЯНИИ
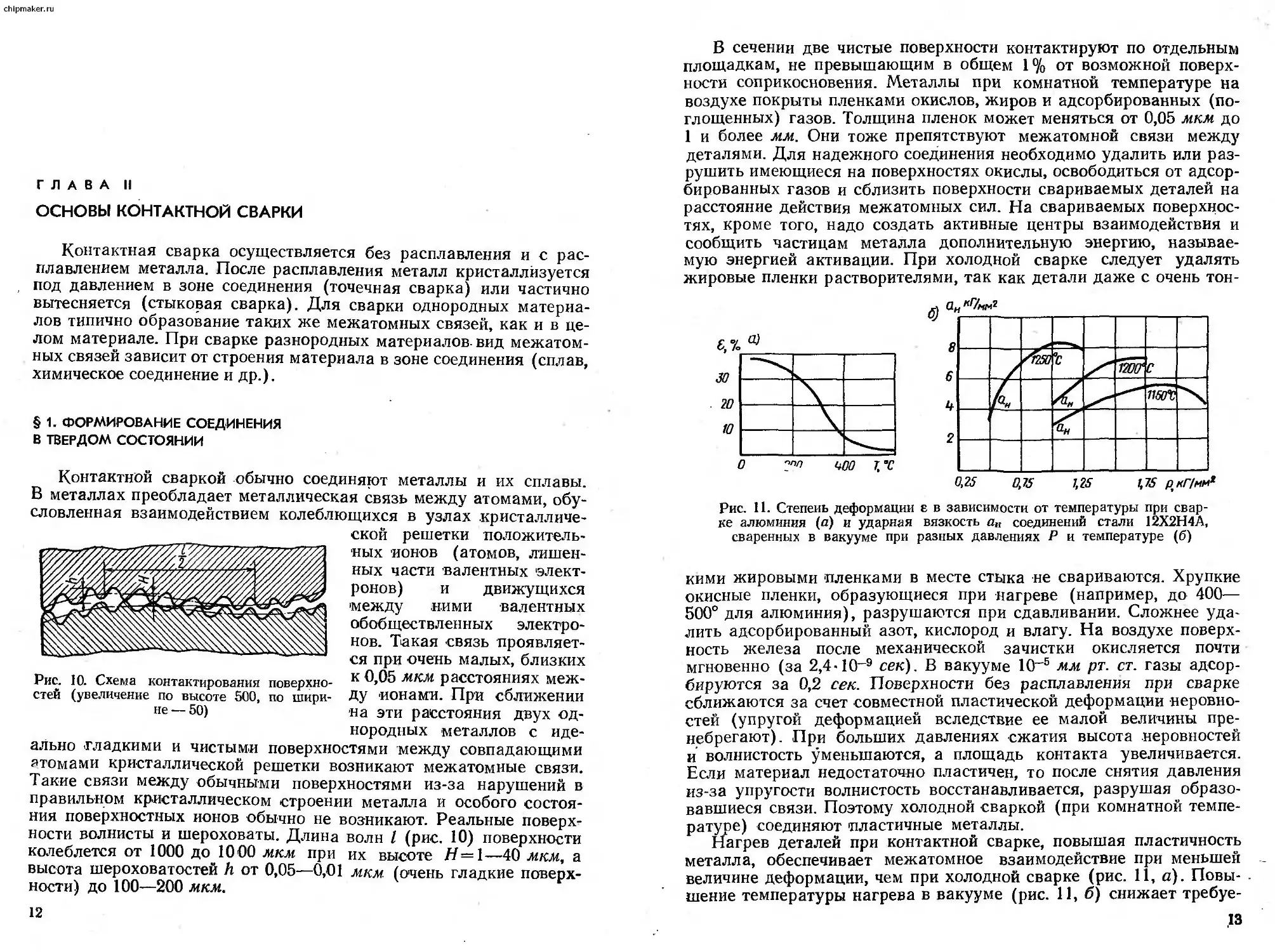
Рис. 10. Схема контактирования поверхно-
стей (увеличение по высоте 500, по шири-
не — 50)
Контактной сваркой обычно соединяют металлы и их сплавы.
В металлах преобладает металлическая связь между атомами, обу-
словленная взаимодействием колеблющихся в узлах кристалличе-
ской решетки положитель-
ных ионов (атомов, лишен-
ных части валентных элект-
ронов) и движущихся
между ними валентных
обобществленных электро-
нов. Такая связь проявляет-
ся при очень малых, близких
к 0,05 мкм расстояниях меж-
ду ионами. При сближении
на эти расстояния двух од-
нородных металлов с иде-
ально гладкими и чистыми поверхностями между совпадающими
атомами кристаллической решетки возникают межатомные связи.
Такие связи между обычными поверхностями из-за нарушений в
правильном кристаллическом строении металла и особого состоя-
ния поверхностных ионов обычно не возникают. Реальные поверх-
ности волнисты и шероховаты. Длина волн I (рис. 10) поверхности
колеблется от 1000 до 1000 мкм при их высоте Я = 1—40 мкм, а
высота шероховатостей h от 0,05—0,01 мкм. (очень гладкие поверх-
ности) до 100—200 мкм.
12
В сечении две чистые поверхности контактируют по отдельным
площадкам, не превышающим в общем 1 % от возможной поверх-
ности соприкосновения. Металлы при комнатной температуре на
воздухе покрыты пленками окислов, жиров и адсорбированных (по-
глощенных) газов. Толщина пленок может меняться от 0,05 мкм до
1 и более мм. Они тоже препятствуют межатомной связи между
деталями. Для надежного соединения необходимо удалить или раз-
рушить имеющиеся на поверхностях окислы, освободиться от адсор-
бированных газов и сблизить поверхности свариваемых деталей на
расстояние действия межатомных сил. На свариваемых поверхнос-
тях, кроме того, надо создать активные центры взаимодействия и
сообщить частицам металла дополнительную энергию, называе-
мую энергией активации. При холодной сварке следует удалять
жировые пленки растворителями, так как детали даже с очень тон-
Рис. 11. Степень деформации е в зависимости от температуры при свар-
ке алюминия (а) и ударная вязкость а„ соединений стали 12Х2Н4А,
сваренных в вакууме при разных давлениях Р и температуре (б)
кими жировыми пленками в месте стыка не свариваются. Хрупкие
окисные пленки, образующиеся при нагреве (например, до 400—
500° для алюминия), разрушаются при сдавливании. Сложнее уда-
лить адсорбированный азот, кислород и влагу. На воздухе поверх-
ность железа после механической зачистки окисляется почти
мгновенно (за 2,4-10-9 сек). В вакууме 10-5 мм рт. ст. газы адсор-
бируются за 0,2 сек. Поверхности без расплавления при сварке
сближаются за счет совместной пластической деформации неровно-
стей (упругой деформацией вследствие ее малой величины пре-
небрегают). При больших давлениях сжатия высота неровностей
и волнистость уменьшаются, а площадь контакта увеличивается.
Если материал недостаточно пластичен, то после снятия давления
из-за упругости волнистость восстанавливается, разрушая образо-
вавшиеся связи. Поэтому холодной сваркой (при комнатной темпе-
ратуре) соединяют пластичные металлы.
Нагрев деталей при контактной сварке, повышая пластичность
металла, обеспечивает межатомное взаимодействие при меньшей
величине деформации, чем при холодной сварке (рис. 11, а). Повы-
шение температуры нагрева в вакууме (рис. И, б) снижает требуе-
13
chipmaker.ru
мое давление сжатия. При нагреве в воздухе большинство металлов
интенсивно окисляется с образованием толстых окисных пленок,
затрудняющих межатомное взаимодействие. Хрупкие пленки обыч-
но дробятся при сварке и вытесняются из зоны соединения. Плас-
тичные легкоплавкие пленки удалить труднее. Поэтому без рас-
плавления сваривают небольшие детали, у которых пленки могут
быть вытеснены из зоны соединения, восстановлены или раздробле-
ны. Детали большого сечения сваривают в условиях, исключающих
интенсивное окисление (защитные среды и др.) или облегчающих
удаление пленок окислов и адсорбированных газов.
Защитными средами служат вакуум, нейтральные (аргон, ге-
лий) или активные (азот) газы, а также газы-восстановители (во-
дород, углеводороды, окись углерода) или смеси газов (водород4-
-г-окись углерода, водород+ азот). Окисление можно также умень-
шить нанесением на свариваемые поверхности материалов, дающих
летучие окисные соединения (углерод и др.), или нагревом деталей
в камерах с более активными к кислороду и азоту материалами
(Mo, Nb, Zr — для стали). С повышением температуры повышается
подвижность ионов, легче деформируются неровности и, как след-
ствие, облегчается формирование соединения. Пластическая дефор-
мация, сообщающая поверхностным частицам дополнительную
энергию, действует так же, как и нагрев. Поэтому температура и
давление являются важнейшими параметрами, соотношение между
которыми определяется длительностью их действия.
При длительных процессах возможно снижение температуры и
давления. Температуру, давление и длительность устанавливают в
зависимости от способа сварки, свойств материала и активности
среды. Для большинства металлов в условиях, исключающих окис-
ление, одинаковая прочность соединения достигается как при пони-
женном давлении и средней температуре (0,7—0,8) Тил с длитель-
ным нагревом, так и при повышенном давлении с кратковременным
нагревом до высокой температуры (0,8—1)Тпл. Снятие давления до
окончания формирования соединения ухудшает его качество. Дли-
тельность нагрева особенно важна при малом давлении, когда за-
полнение неровностей между поверхностями с образованием общих
зерен в большой мере зависит от ползучести материала. Длитель-
ный нагрев при повышенных температурах с ростом зерен и окисле-
нием или оплавлением их границ часто ухудшает качество соеди-
нений.
Требуемая в зоне соединения деформация обычно оценивает-
ся отношением конечной площади соединения FK к исходному
сечению Fo
Это отношение характеризует среднюю степень деформации в
стыке и интенсивность очистки от пленок поверхностей. Увеличе-
ние степени деформации в стыке достигается специальными схемами
осадки. Повышение класса чистоты поверхностей и уменьшение
14
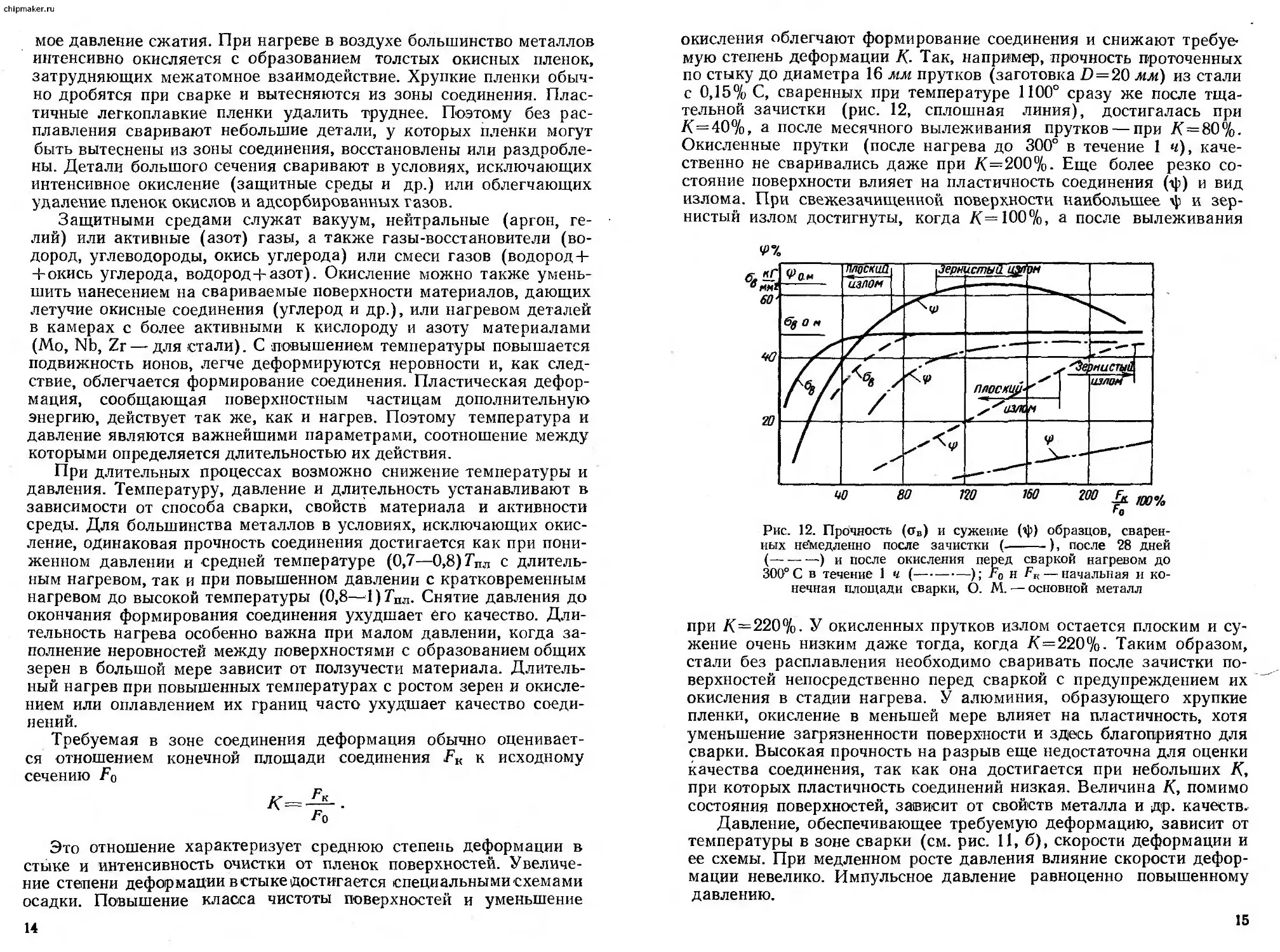
окисления облегчают формирование соединения и снижают требуе-
мую степень деформации К. Так, например, прочность проточенных
по стыку до диаметра 16 мм прутков (заготовка 2)=20 мм) из стали
с 0,15% С, сваренных при температуре 1100° сразу же после тща-
тельной зачистки (рис. 12, сплошная линия), достигалась при
/<=40%, а после месячного вылеживания прутков — при /<=80%.
Окисленные прутки (после нагрева до 300° в течение 1 ч), каче-
ственно не сваривались даже при /<=200%. Еще более резко со-
стояние поверхности влияет на пластичность соединения (ф) и вид
излома. При свежезачищенной поверхности наибольшее ф и зер-
нистый излом достигнуты, когда /<=100%, а после вылеживания
Рис. 12. Прочность (ов) и сужение (ф>) образцов, сварен-
ных немедленно после зачистки (-------), после 28 дней
(------) и после окисления перед сваркой нагревом до
300° С в течение 1 ч (------); До н FK — начальная и ко-
нечная площади сварки, О. М. — основной металл
при /<=220%. У окисленных прутков излом остается плоским и су-
жение очень низким даже тогда, когда /<=220%. Таким образом,
стали без расплавления необходимо сваривать после зачистки по-
верхностей непосредственно перед сваркой с предупреждением их
окисления в стадии нагрева. У алюминия, образующего хрупкие
пленки, окисление в меньшей мере влияет на пластичность, хотя
уменьшение загрязненности поверхности и здесь благоприятно для
сварки. Высокая прочность на разрыв еще недостаточна для оценки
качества соединения, так как она достигается при небольших /С,
при которых пластичность соединений низкая. Величина К, помимо
состояния поверхностей, зависит от свойств металла и др. качеств.
Давление, обеспечивающее требуемую деформацию, зависит от
температуры в зоне сварки (см. рис. 11, б), скорости деформации и
ее схемы. При медленном росте давления влияние скорости дефор-
мации невелико. Импульсное давление равноценно повышенному
давлению.
15
chipmaker.ru
Формирование соединения при высокой температуре и медлен-
ных деформациях сопровождается ползучестью и закрытием пор
между поверхностями за счет диффузии по границам зерен. Чем чи-
ще и ровнее поверхности, а также чем больше степень деформации,
тем быстрее устраняются поры и тем меньше влияние диффузион-
ных процессов на формирование соединения.
§ 2. ФОРМИРОВАНИЕ СОЕДИНЕНИЯ
ПРИ НАЛИЧИИ РАСПЛАВА
Соединение при точечной и шовной сварке формируется при
кристаллизации расплава под давлением в изолированном от возду-
ха небольшом объеме (ядре). При стыковой сварке оплавлением и
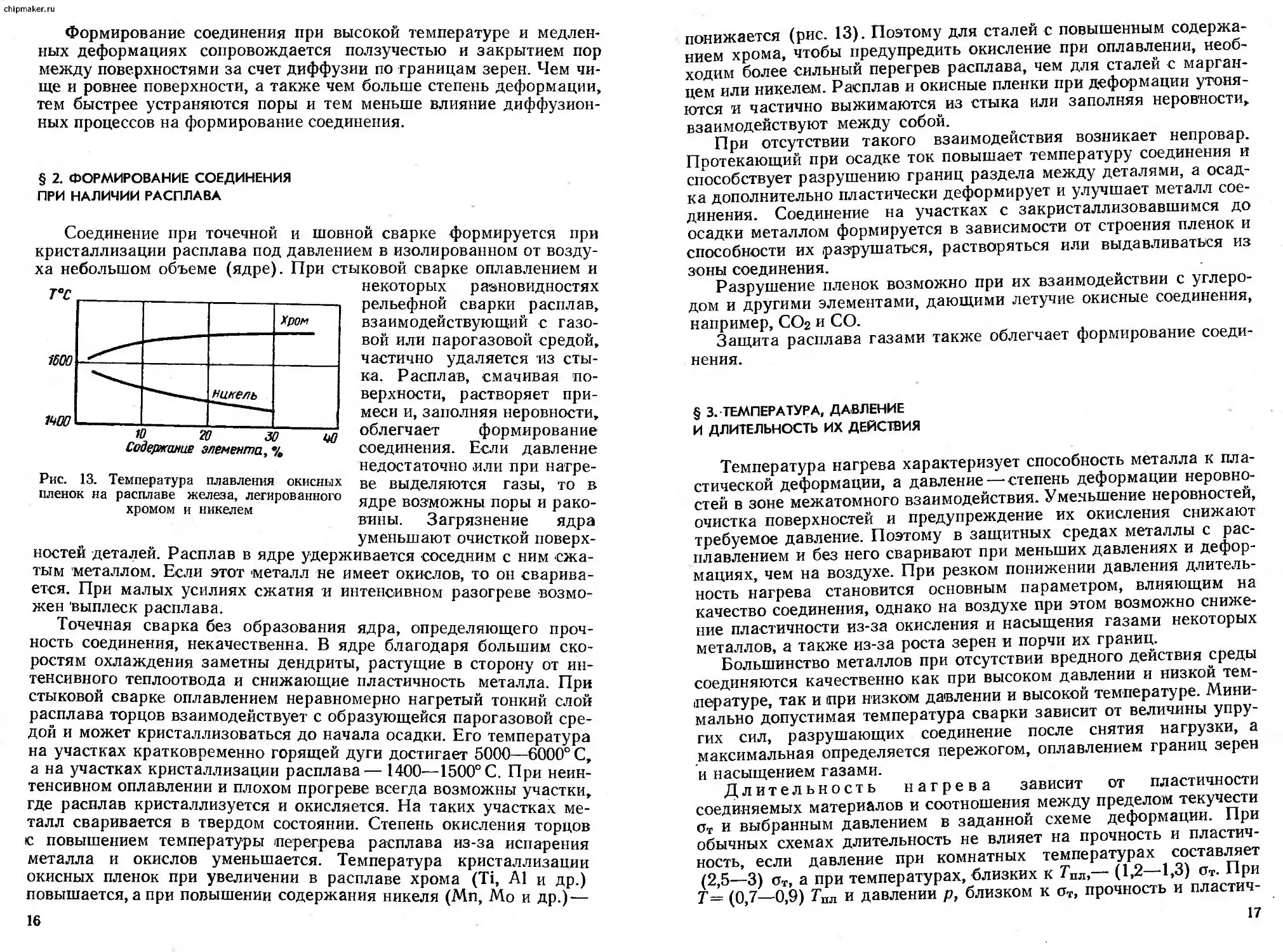
Рис. 13. Температура плавления окисных
пленок на расплаве железа, легированного
хромом и никелем
некоторых разновидностях
рельефной сварки расплав,
взаимодействующий с газо-
вой или парогазовой средой,
частично удаляется из сты-
ка. Расплав, смачивая по-
верхности, растворяет при-
меси и, заполняя неровности,
облегчает формирование
соединения. Если давление
недостаточно или при нагре-
ве выделяются газы, то в
ядре возможны поры и рако-
вины. Загрязнение ядра
уменьшают очисткой поверх-
ностей деталей. Расплав в ядре удерживается соседним с ним сжа-
тым металлом. Если этот металл не имеет окислов, то он сварива-
ется. При малых усилиях сжатия и интенсивном разогреве возмо-
жен ‘выплеск расплава.
Точечная сварка без образования ядра, определяющего проч-
ность соединения, некачественна. В ядре благодаря большим ско-
ростям охлаждения заметны дендриты, растущие в сторону от ин-
тенсивного теплоотвода и снижающие пластичность металла. При
стыковой сварке оплавлением неравномерно нагретый тонкий слой
расплава торцов взаимодействует с образующейся парогазовой сре-
дой и может кристаллизоваться до начала осадки. Его температура
на участках кратковременно горящей дуги достигает 5000—6000° С,
а на участках кристаллизации расплава — 1400—1500° С. При неин-
тенсивном оплавлении и плохом прогреве всегда возможны участки,
где расплав кристаллизуется и окисляется. На таких участках ме-
талл сваривается в твердом состоянии. Степень окисления торцов
с повышением температуры 1перегрева расплава из-за испарения
металла и окислов уменьшается. Температура кристаллизации
окисных пленок при увеличении в расплаве хрома (Ti, Al и др.)
повышается, а при повышении содержания никеля (Мп, Мо и др.) —
16
понижается (рис. 13). Поэтому для сталей с повышенным содержа-
нием хрома, чтобы предупредить окисление при оплавлении, необ-
ходим более сильный перегрев расплава, чем для сталей с марган-
цем или никелем. Расплав и окисные пленки при деформации утоня-
ются и частично выжимаются из стыка или заполняя неровности,
взаимодействуют между собой.
При отсутствии такого взаимодействия возникает непровар.
Протекающий при осадке ток повышает температуру соединения и
способствует разрушению границ раздела между деталями, а осад-
ка дополнительно пластически деформирует и улучшает металл сое-
динения. Соединение на участках с закристаллизовавшимся до
осадки металлом формируется в зависимости от строения пленок и
способности их .разрушаться, растворяться или выдавливаться из
зоны соединения.
Разрушение пленок возможно при их взаимодействии с углеро-
дом и другими элементами, дающими летучие окисные соединения,
например, СОг и СО.
Защита расплава газами также облегчает формирование соеди-
нения.
§ 3. ТЕМПЕРАТУРА, ДАВЛЕНИЕ
И ДЛИТЕЛЬНОСТЬ ИХ ДЕЙСТВИЯ
Температура нагрева характеризует способность металла к пла-
стической деформации, а давление — степень деформации неровно-
стей в зоне межатомного взаимодействия. Уменьшение неровностей,
очистка поверхностей и предупреждение их окисления снижают
требуемое давление. Поэтому в защитных средах металлы с рас-
плавлением и без него сваривают при меньших давлениях и дефор-
мациях, чем на воздухе. При резком понижении давления длитель-
ность нагрева становится основным параметром, влияющим на
качество соединения, однако на воздухе при этом возможно сниже-
ние пластичности из-за окисления и насыщения газами некоторых
металлов, а также из-за роста зерен и порчи их границ.
Большинство металлов при отсутствии вредного действия среды
соединяются качественно как при высоком давлении и низкой тем-
пературе, так и при низком давлении и высокой температуре. Мини-
мально допустимая температура сварки зависит от величины упру-
гих сил, разрушающих соединение после снятия нагрузки, а
максимальная определяется пережогом, оплавлением границ зерен
и насыщением газами.
Длительность нагрева зависит от пластичности
соединяемых материалов и соотношения между пределом текучести
от и выбранным давлением в заданной схеме деформации. При
обычных схемах длительность не влияет на прочность и пластич-
ность, если давление при комнатных температурах составляет
(2,5—3) от, а при температурах, близких к Тал,— (1,2—1,3) от. При
Т = (0,7—0,9) Гпл и давлении р, близком к от, прочность и пластич-
17
chipmaker.ru
кость достигаются в результате ползучести при длительном нагреве
под давлением. Расплав ускоряет формирование соединения.
При длительном нагреве загрязнения могут диффундировать в
соседние слои металла. При неблагоприятном действии среды дли-
тельность нагрева уменьшают. Преждевременное снятие давления
при точечной сварке сопровождается кристаллизацией с образова-
нием пор, а при стыковой сварке — надрывами. Давление снимают
после завершения кристаллизации расплава и охлаждения до тем-
ператур, при которых упругие напряжения не в состоянии разру-
шить соединение. В последнем случае полезен дополнительный
нагрев. Повышение температуры и давления увеличивает деформа-
цию соединения и ускоряет его формирование. Давление, темпера-
тура и длительность их действия существенно влияют на структуру
соединения. При большом давлении усиливается дробление зерен, а
при малом возможны поры. Для их устранения при точечной сварке
толстых деталей применяется дополнительная деформация сварного
соединения — проковка.
Давление выбирают с учетом требуемой скорости деформации и
дополнительных усилий, затрачиваемых на деформацию деталей при
их сжатии в точечной машине из-за плохой сборки или на деформа-
цию колец при их оплавлении в стыковой машине. Режим сварки
обычно задается длительностью нагрева. Длительность охлажде-
ния, необходимая для формирования соединения, невелика.
§ 4. ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ
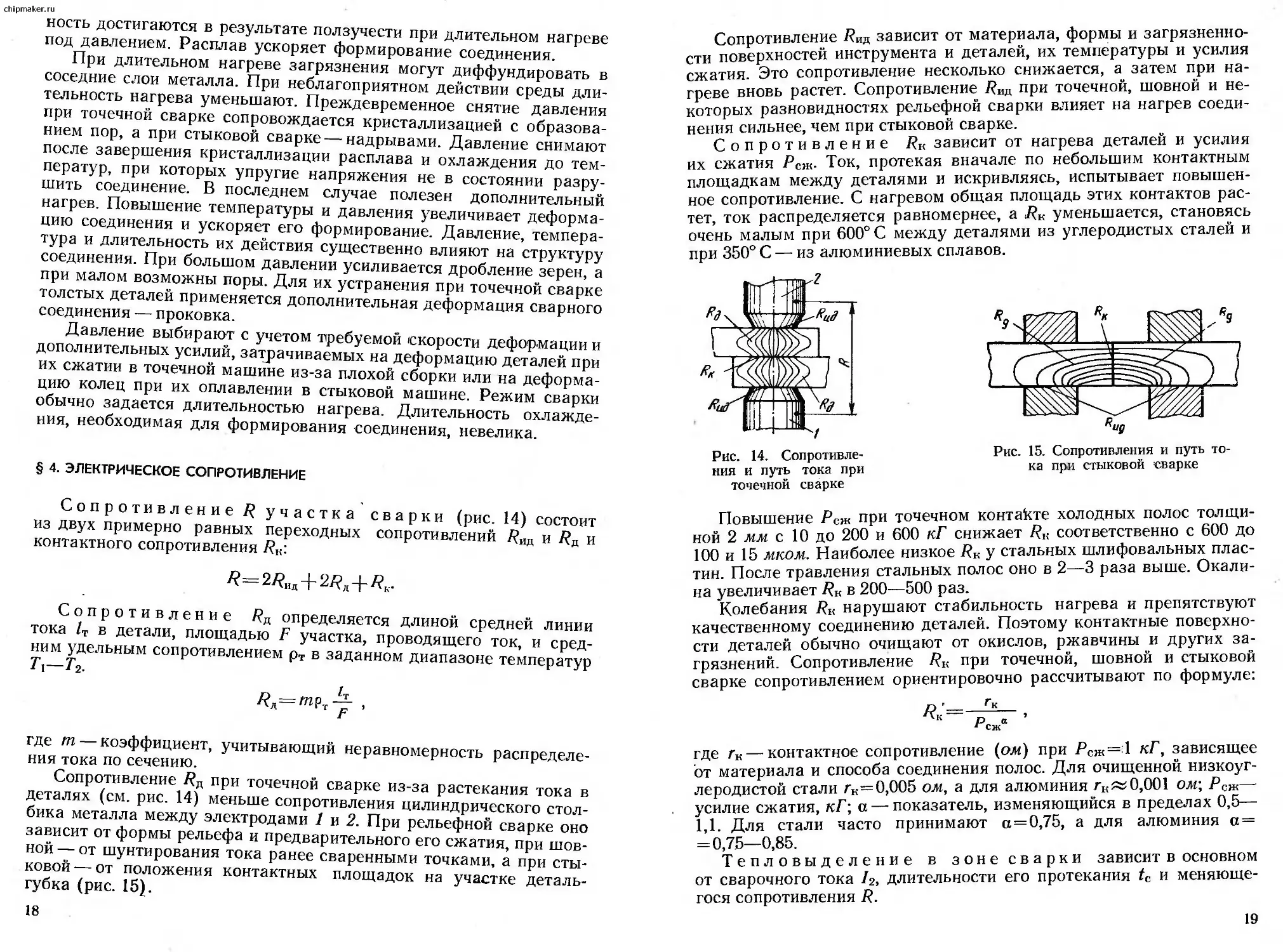
Сопротивление участка сварки (рис. 14) состоит
из двух примерно равных переходных сопротивлений /?Ид и /?д и
контактного сопротивления RK:
I /?=2/?ид + 2/?д + 7?к.
Сопротивление /?д определяется длиной средней линии
тока 1Т в детали, площадью F участка, проводящего ток, и сред-
ним удельным сопротивлением рт в заданном диапазоне температур
Тх-Т2.
Ял=™рт-^- ,
г
I
где m — коэффициент, учитывающий неравномерность распределе-
ния тока по сечению.
Сопротивление Дд при точечной сварке из-за растекания тока в
деталях (см. рис. 14) меньше сопротивления цилиндрического стол-
бика металла между электродами 1 и 2. При рельефной сварке оно
зависит от формы рельефа и предварительного его сжатия, при шов-
ной— от шунтирования тока ранее сваренными точками, а при сты-
ковой— от положения контактных площадок на участке деталь-
губка (рис. 15).
18
Сопротивление Rkr зависит от материала, формы и загрязненно-
сти поверхностей инструмента и деталей, их температуры и усилия
сжатия. Это сопротивление несколько снижается, а затем при на-
греве вновь растет. Сопротивление Дид при точечной, шовной и не-
которых разновидностях рельефной сварки влияет на нагрев соеди-
нения сильнее, чем при стыковой сварке.
Сопротивление RK зависит от нагрева деталей и усилия
их сжатия Рсгк- Ток, протекая вначале по небольшим контактным
площадкам между деталями и искривляясь, испытывает повышен-
ное сопротивление. С нагревом общая площадь этих контактов рас-
тет, ток распределяется равномернее, a R„ уменьшается, становясь
очень малым при 600° С между деталями из углеродистых сталей и
при 350° С — из алюминиевых сплавов.
Рис. 14. Сопротивле-
ния и путь тока при
точечной сварке
Рис. 15. Сопротивления и путь то-
ка при стыковой сварке
Повышение Рст при точечном контакте холодных полос толщи-
ной 2 мм с 10 до 200 и 600 кГ снижает /?к соответственно с 600 до
100 и 15 мком. Наиболее низкое RK у стальных шлифовальных плас-
тин. После травления стальных полос оно в 2—3 раза выше. Окали-
на увеличивает RK в 200—500 раз.
Колебания RK нарушают стабильность нагрева и препятствуют
качественному соединению деталей. Поэтому контактные поверхно-
сти деталей обычно очищают от окислов, ржавчины и других за-
грязнений. Сопротивление RK при точечной, шовной и стыковой
сварке сопротивлением ориентировочно рассчитывают по формуле:
где гк — контактное сопротивление (ом) при 7>СН(=:1 кГ, зависящее
от материала и способа соединения полос. Для очищенной низкоуг-
леродистой стали Гк=0,005 ом, а для алюминия гк~ 0,001 ом-, Рст—
усилие сжатия, кГ-, а — показатель, изменяющийся в пределах 0,5—
1,1. Для стали часто принимают а=0,75, а для алюминия а=
= 0,75—0,85.
Тепловыделение в зоне сварки зависит в основном
от сварочного тока /2, длительности его протекания tc и меняюще-
гося сопротивления R.
19
chipmaker.ru
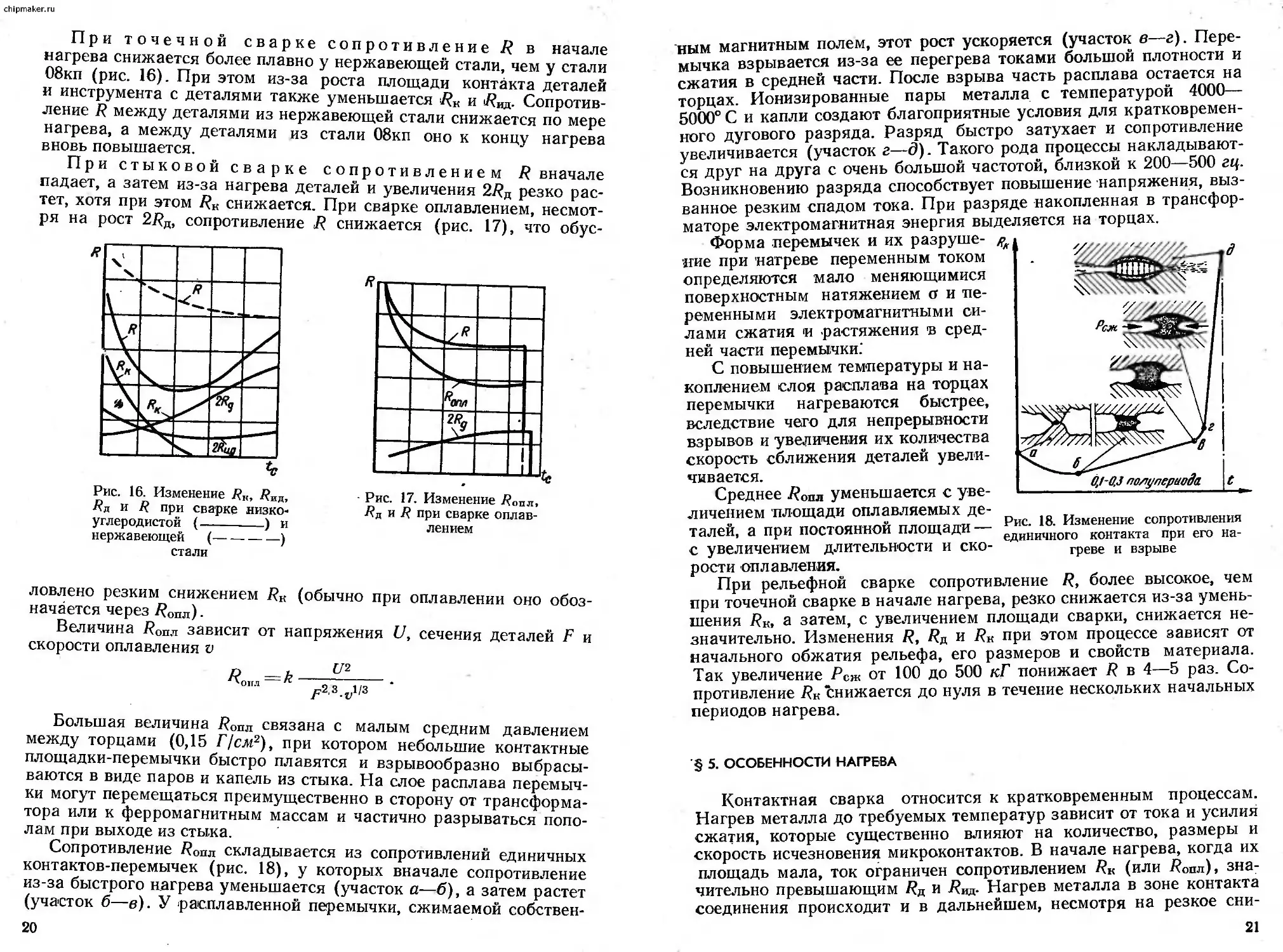
При точечной сварке сопротивление У? в начале
нагрева снижается более плавно у нержавеющей стали, чем у стали
08кп (рис. 16). При этом из-за роста площади контакта деталей
и инструмента с деталями также уменьшается RK и |/?вд. Сопротив-
ление R между деталями из нержавеющей стали снижается по мере
нагрева, а между деталями из стали 08кп оно к концу нагрева
вновь повышается.
При стыковой сварке сопротивлением R вначале
падает, а затем из-за нагрева деталей и увеличения 2/?д резко рас-
тет, хотя при этом /?к снижается. При сварке оплавлением, несмот-
ря на рост 27?д, сопротивление 7?
снижается (рис. 17), что обус-
и R при сварке низко-
углеродистой (--------) и
нержавеющей (-----------)
стали
7?д и R при сварке оплав-
лением
ловлено резким снижением RK (обычно при оплавлении оно обоз-
начается через /?опл) •
Величина /?Опл зависит от напряжения U, сечения деталей F и
скорости оплавления v
Большая величина /?0Пл связана с малым средним давлением
между торцами (0,15 Г/см2), при котором небольшие контактные
площадки-перемычки быстро плавятся и взрывообразно выбрасы-
ваются в виде паров и капель из стыка. На слое расплава перемыч-
ки могут перемещаться преимущественно в сторону от трансформа-
тора или к ферромагнитным массам и частично разрываться попо-
лам при выходе из стыка.
Сопротивление 7?Опл складывается из сопротивлений единичных
контактов-перемычек (рис. 18), у которых вначале сопротивление
из-за быстрого нагрева уменьшается (участок а—б), а затем растет
(участок б—в). У расплавленной перемычки, сжимаемой собствен-
20
ным магнитным полем, этот рост ускоряется (участок в—г). Пере-
мычка взрывается из-за ее перегрева токами большой плотности и
сжатия в средней части. После взрыва часть расплава остается на
торцах. Ионизированные пары металла с температурой 4000—
5000° С и капли создают благоприятные условия для кратковремен-
ного дугового разряда. Разряд быстро затухает и сопротивление
увеличивается (участок г—д). Такого рода процессы накладывают-
ся друг на друга с очень большой частотой, близкой к 200—500 гц.
Возникновению разряда способствует повышение напряжения, выз-
ванное резким спадом тока. При разряде накопленная в трансфор-
маторе электромагнитная энергия выделяется на торцах.
Форма перемычек и их разруше-
ние при нагреве переменным током
определяются мало меняющимися
поверхностным натяжением о и пе-
ременными электромагнитными си-
лами сжатия и растяжения в сред-
ней части перемычки.’
С повышением температуры и на-
коплением слоя расплава на торцах
перемычки нагреваются быстрее,
вследствие чего для непрерывности
взрывов и увеличения их количества
скорость сближения деталей увели-
чивается.
Среднее /?<)Пл уменьшается с уве-
Рис. 18. Изменение сопротивления
единичного контакта при его на-
греве и взрыве
личением площади оплавляемых де-
талей, а при постоянной площади —
с увеличением длительности и ско-
роста оплавления.
При рельефной сварке сопротивление R, более высокое, чем
при точечной сварке в начале нагрева, резко снижается из-за умень-
шения RK, а затем, с увеличением площади сварки, снижается не-
значительно. Изменения /?, Rr и Rk при этом процессе зависят от
начального обжатия рельефа, его размеров и свойств материала.
Так увеличение РС]К от 100 до 500 кГ понижает R в 4—5 раз. Со-
противление RK снижается до нуля в течение нескольких начальных
периодов нагрева.
§ 5. ОСОБЕННОСТИ НАГРЕВА
Контактная сварка относится к кратковременным процессам.
Нагрев металла до требуемых температур зависит от тока и усилия
сжатия, которые существенно влияют на количество, размеры и
скорость исчезновения микроконтактов. В начале нагрева, когда их
площадь мала, ток ограничен сопротивлением (или й?Опл), зна-
чительно превышающим Ra и 7?вд. Нагрев металла в зоне контакта
соединения происходит и в дальнейшем, несмотря на резкое сни-
21
chipmaker.ru
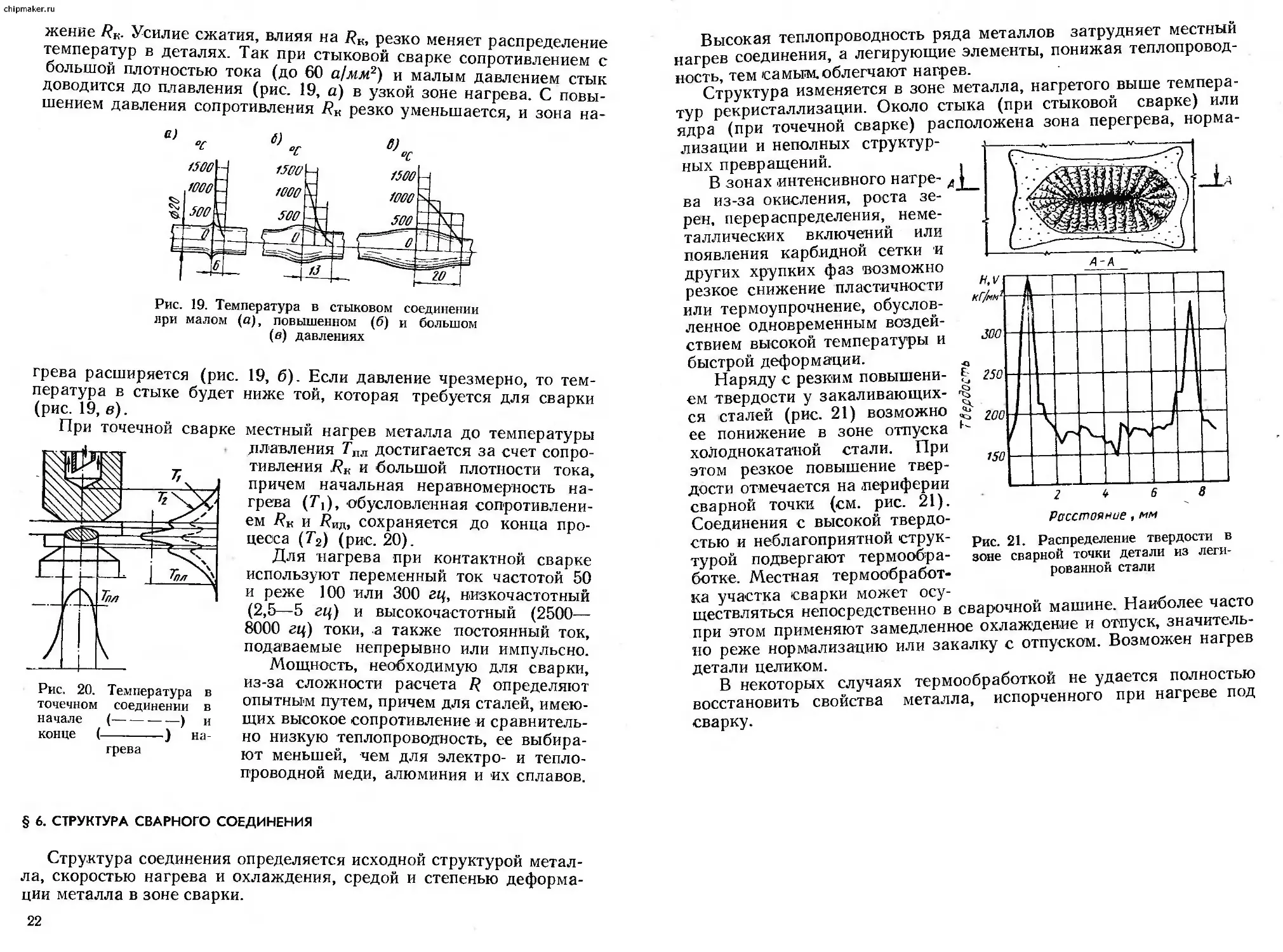
жение RK. Усилие сжатия, влияя на RK, резко меняет распределение
температур в деталях. Так при стыковой сварке сопротивлением с
большой плотностью тока (до 60 а!мм2) и малым давлением стык
доводится до плавления (рис. 19, а) в узкой зоне нагрева. С повы-
шением давления сопротивления RK резко уменьшается, и зона на-
Рис. 19. Температура в стыковом соединении
лри малом (а), повышенном (б) и большом
(в) давлениях
грева расширяется (рис. 19, б). Если давление чрезмерно, то тем-
пература в стыке будет ниже той, которая требуется для сварки
(рис. 19, в).
При точечной сварке
Рис. 20. Температура в
точечном соединении в
начале (—--------—) и
конце (----------) на-
грева
местный нагрев металла до температуры
.плавления Тпл достигается за счет сопро-
тивления и большой плотности тока,
причем начальная неравномерность на-
грева (Т}), обусловленная сопротивлени-
ем RK и Яид, сохраняется до конца про-
цесса (Т2) (рис. 20).
Для нагрева при контактной сварке
используют переменный ток частотой 50
и реже 100 или 300 гц, низкочастотный
(2,5—5 гц) и высокочастотный (2500—
8000 гц) токи, а также постоянный ток,
подаваемые непрерывно или импульсно.
Мощность, необходимую для сварки,
из-за сложности расчета R определяют
опытным путем, причем для сталей, имею-
щих высокое сопротивление и сравнитель-
но низкую теплопроводность, ее выбира-
ют меньшей, чем для электро- и тепло-
проводной меди, алюминия и их сплавов.
§ 6. СТРУКТУРА СВАРНОГО СОЕДИНЕНИЯ
Структура соединения определяется исходной структурой метал-
ла, скоростью нагрева и охлаждения, средой и степенью деформа-
ции металла в зоне сварки.
22
8
2 « 6
Расстояние, мм
Рис. 21. Распределение твердости в
зоне сварной точки детали из леги-
рованной стали
Высокая теплопроводность ряда металлов затрудняет местный
нагрев соединения, а легирующие элементы, понижая теплопровод-
ность, тем самым, облегчают нагрев.
Структура изменяется в зоне металла, нагретого выше темпера-
тур рекристаллизации. Около стыка (при стыковой сварке) или
ядра (при точечной сварке) расположена зона перегрева, норма-
лизации и неполных структур-
ных превращений.
В зонах интенсивного нагре-
ва из-за окисления, роста зе-
рен, перераспределения, неме-
таллических включений или
появления карбидной сетки и
других хрупких фаз возможно
резкое снижение пластичности
или термоупрочнение, обуслов-
ленное одновременным воздей-
ствием высокой температуры и
быстрой деформации.
Наряду с резким повышени-
ем твердости у закаливающих-
ся сталей (рис. 21) возможно
ее понижение в зоне отпуска
холоднокатаной стали. При
этом резкое повышение твер-
дости отмечается на периферии
сварной точки (см. рис. 21).
Соединения с высокой твердо-
стью и неблагоприятной струк-
турой подвергают термообра-
ботке. Местная термообработ-
ка участка сварки может осу-
ществляться непосредственно в
при этом применяют замедленное охлаждение и отпуск, значитель-
но реже нормализацию или закалку с отпуском. Возможен нагрев
детали целиком.
В некоторых случаях термообработкой не удается полностью
восстановить свойства металла, испорченного при нагреве под
сварку.
сварочной машине. Наиболее часто
ГЛАВА III
ТЕХНОЛОГИЯ
СТЫКОВОЙ СВАРКИ
Chipmaker.ru
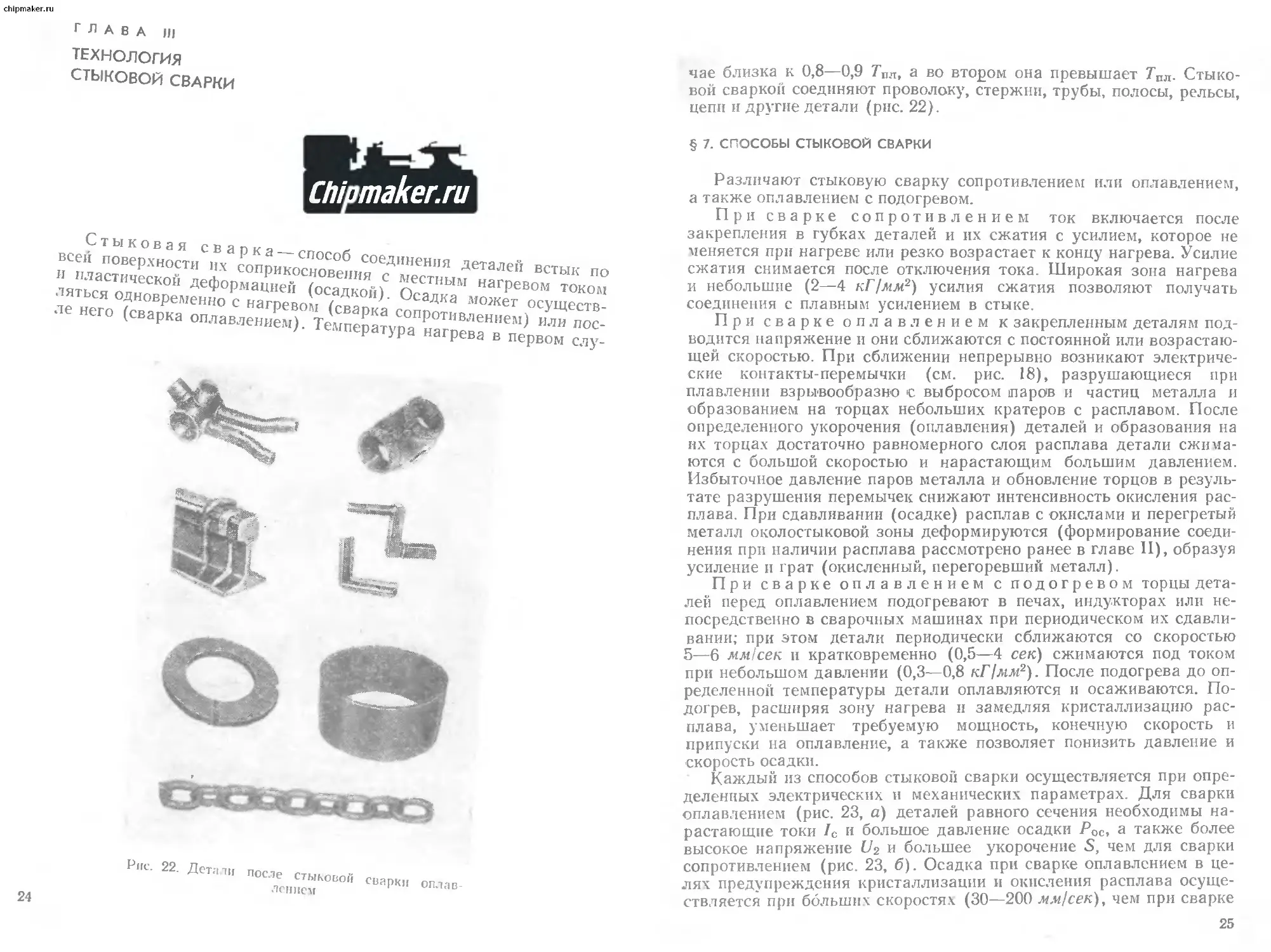
Стыковая св арка —способ соединения деталей встык по
всей поверхности их соприкосновения с местным нагревом током
и пластической деформацией (осадкой). Осадка может осуществ-
ляться одновременно с нагревом (сварка сопротивлением) или пос-
ле него (сварка оплавлением). Температура нагрева в первом слу-
Рис. 22. Детали после стыковой сварки оплав-
лением
24
чае близка к 0,8—0,9 Т^л, а во втором она превышает Тпл. Стыко-
вой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы,
цепи и другие детали (рис. 22).
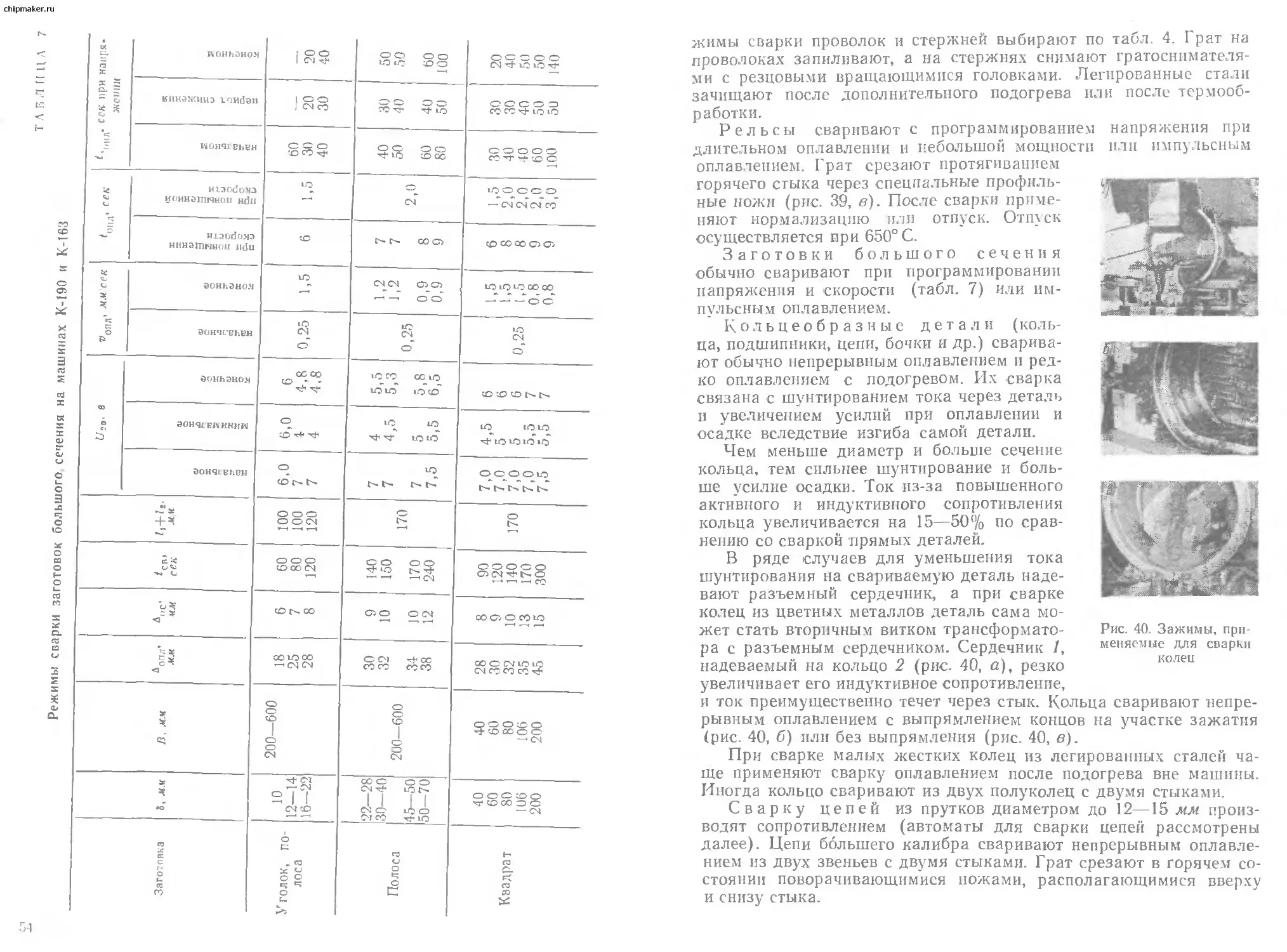
§ 7. СПОСОБЫ СТЫКОВОЙ СВАРКИ
Различают стыковую сварку сопротивлением или оплавлением,
а также оплавлением с подогревом.
При сварке сопротивлением ток включается после
закрепления в губках деталей и их сжатия с усилием, которое не
меняется при нагреве или резко возрастает к концу нагрева. Усилие
сжатия снимается посте отключения тока. Широкая зона нагрева
и небольшие (2—4 кГ/мм2) усилия сжатия позволяют получать
соединения с плавным усилением в стыке.
При сварке оплавлением к закрепленным деталям под-
возится напряжение и они сближаются с постоянной или возрастаю-
щей скоростью. При сближении непрерывно возникают электриче-
ские контакты-перемычки (см. рис. 18), разрушающиеся при
плавлении взрывообразно с выбросом паров и частиц металла и
образованием на торцах небольших кратеров с расплавом. После
определенного укорочения (оплавления) деталей и образования на
их торцах достаточно равномерного слоя расплава детали сжима-
ются с большой скоростью и нарастающим большим давлением.
Избыточное давление паров металла и обновление торцов в резуль-
тате разрушения перемычек снижают интенсивность окисления рас-
плава. При сдавливании (осадке) расплав с окислами и перегретый
металл околостыковой зоны деформируются (формирование соеди-
нения при наличии расплава рассмотрено ранее в главе II), образуя
усиление и грат (окисленный, перегоревший металл).
При сварке оплавлением с подогревом торцы дета-
лей перед оплавлением подогревают в печах, индукторах или не-
посредственно в сварочных машинах при периодическом их сдавли-
вании; при этом детали периодически сближаются со скоростью
5—6 мм/сек и кратковременно (0,5—4 сек) сжимаются под током
при небольшом давлении (0,3—0,8 кГ/мм2). После подогрева до оп-
ределенной температуры детали оплавляются и осаживаются. По-
догрев, расширяя зону нагрева и замедляя кристаллизацию рас-
плава, уменьшает требуемую мощность, конечную скорость и
припуски на оплавление, а также позволяет понизить давление и
скорость осадки.
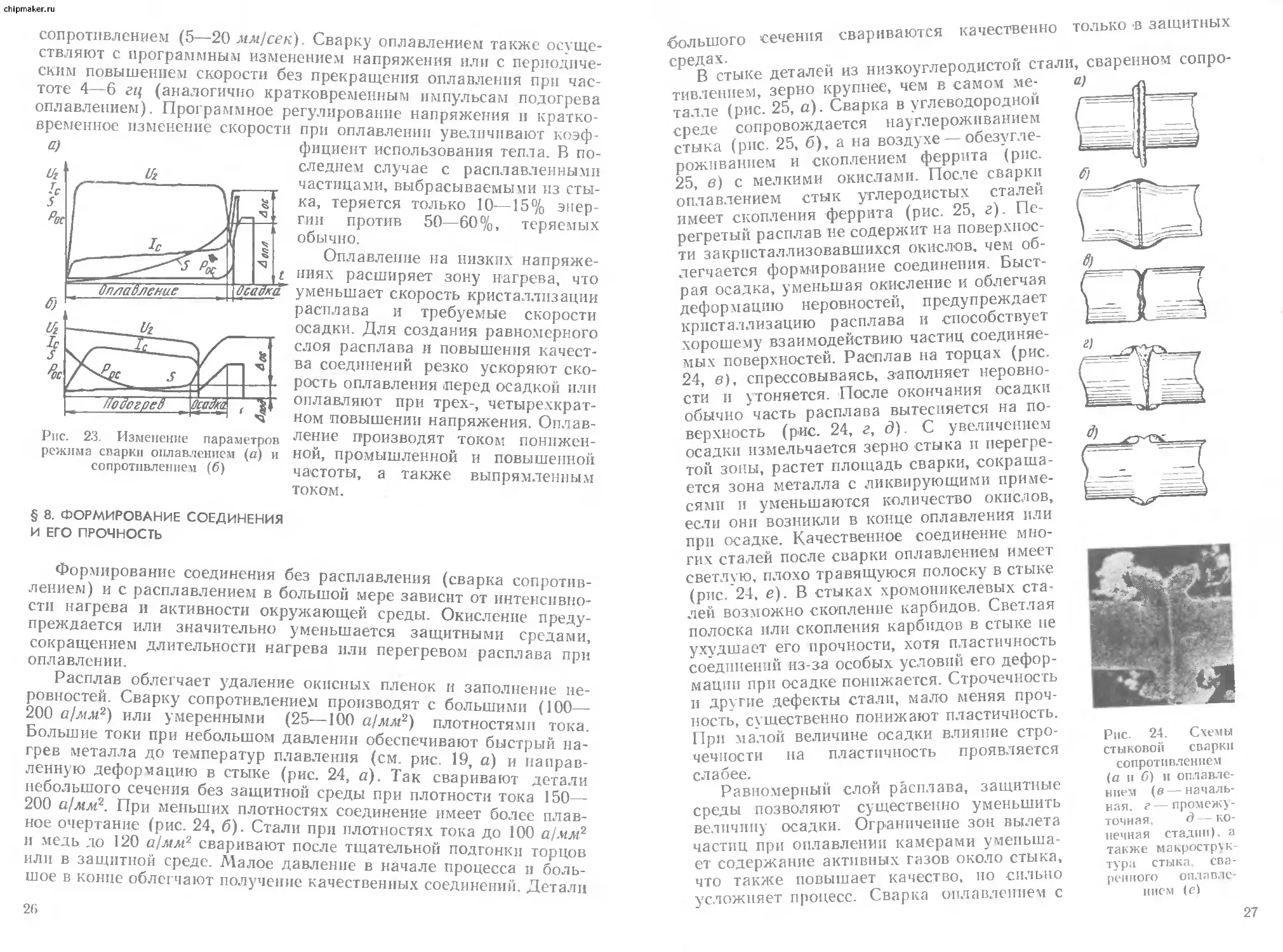
Каждый из способов стыковой сварки осуществляется при опре-
деленных электрических и механических параметрах. Для сварки
оплавлением (рис. 23, а) деталей равного сечения необходимы на-
растающие токи /с и большое давление осадки Рос, а также более
высокое напряжение Uz и большее укорочение S, чем для сварки
сопротивлением (рис. 23, б). Осадка при сварке оплавлением в це-
лях предупреждения кристаллизации и окисления расплава осуще-
ствляется при больших скоростях (30—200 мм/сек), чем при сварке
25
сопротивлением (5—20 мм/сек). Сварку оплавлением также осуще-
ствляют с программным изменением напряжения или с периодиче-
ским повышением скорости без прекращения оплавления при час-
тоте 4—6 гц (аналогично кратковременным импульсам подогрева
оплавлением). Программное регулирование напряжения и кратко-
временное изменение скорости при оплавлении увеличивают коэф-
фициент использования тепла. В по-
следнем случае с расплавленными
частицами, выбрасываемыми из сты-
ка, теряется только 10—15% энер-
гии против 50—60%, теряемых
обычно.
Оплавление на низких напряже-
ниях расширяет зону нагрева, что
уменьшает скорость кристаллизации
расплава и требуемые скорости
осадки. Для создания равномерного
слоя расплава и повышения качест-
ва соединений резко ускоряют ско-
рость оплавления перед осадкой или
оплавляют при трех-, четырехкрат-
ном повышении напряжения. Оплав-
Рис. 23. Изменение параметров ление производят током понижен-
режима сварки оплавлением (а) и НОЙ, промышленной И повышенной
сопротивлением (6) частоты, а также выпрямленным
током.
§ 8. ФОРМИРОВАНИЕ СОЕДИНЕНИЯ
И ЕГО ПРОЧНОСТЬ
Формирование соединения без расплавления (сварка сопротив-
лением) и с расплавлением в большой мере зависит от интенсивно-
сти нагрева и активности окружающей среды. Окисление преду-
преждается или значительно уменьшается защитными средами,
сокращением длительности нагрева или перегревом расплава при
оплавлении.
Расплав облегчает удаление окисных пленок и заполнение не-
ровностей. Сварку сопротивлением производят с большими (100—
200 а/мм2) или умеренными (25—100 а/мм2) плотностями тока.
Большие токи при небольшом давлении обеспечивают быстрый на-
грев металла до температур плавления (см. рис. 19, а) и направ-
ленную деформацию в стыке (рис. 24, а). Так сваривают детали
небольшого сечения без защитной среды при плотности тока 150—
200 а/мм2. При меньших плотностях соединение имеет более плав-
ное очертание (рис. 24, б). Стали при плотностях тока до 100 а/мм2
и медь до 120 а/мм2 сваривают после тщательной подгонки торцов
или в защитной среде. Малое давление в начале процесса и боль-
шое в конце облегчают получение качественных соединений. Детали
26
большого сечения свариваются качественно только в защитных
средах.
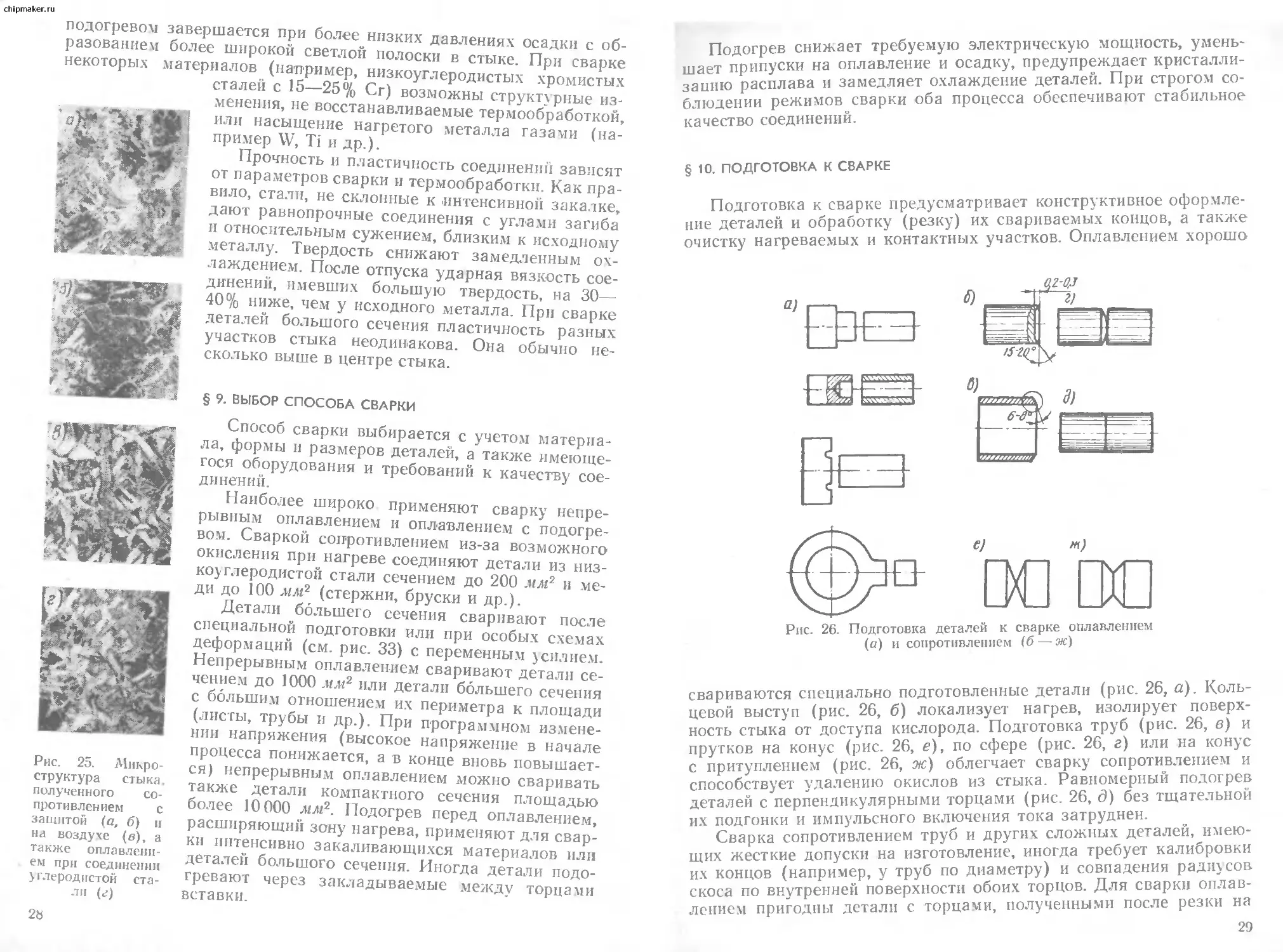
В стыке деталей из низкоуглеродистой стали, сваренном сопро-
тивлением, зерно крупнее, чем в самом .ме-
талле (рис. 25, а). Сварка в углеводородной
среде сопровождается науглероживанием
стыка (рис. 25, б), а на воздухе — обезугле-
роживанием и скоплением феррита (рис.
25, в) с мелкими окислами. После сварки
оплавлением стык углеродистых сталей
имеет скопления феррита (рис. 25, г). Пе-
регретый расплав не содержит на поверхнос-
ти закристаллизовавшихся окислов, чем об-
легчается формирование соединения. Быст-
рая осадка, уменьшая окисление и облегчая
деформацию неровностей, предупреждает
кристаллизацию расплава и способствует
хорошему взаимодействию частиц соединяе-
мых поверхностей. Расплав на торцах (рис.
24, s), спрессовываясь, заполняет неровно-
сти и утоняется. После окончания осадки
обычно часть расплава вытесняется на по-
верхность (рис. 24, г, д). С увеличением
осадки измельчается зерно стыка и перегре-
той зоны, растет площадь сварки, сокраща-
ется зона металла с ликвирующими приме-
сями и уменьшаются количество окислов,
если они возникли в конце оплавления или
при осадке. Качественное соединение мно-
гих сталей после сварки оплавлением имеет
светлую, плохо травящуюся полоску в стыке
(рис. 24, е). В стыках хромоникелевых ста-
лей возможно скопление карбидов. Светлая
полоска или скопления карбидов в стыке не
ухудшает его прочности, хотя пластичность
соединений из-за особых условий его дефор-
мации при осадке понижается. Строчечность
и другие дефекты стали, мало меняя проч-
ность, существенно понижают пластичность.
При малой величине осадки влияние стро-
чечное™ на пластичность проявляется
слабее.
Равномерный слой расплава, защитные
среды позволяют существенно уменьшить
величину осадки. Ограничение зон вылета
частиц при оплавлении камерами уменьша-
ет содержание активных газов около стыка,
что также повышает качество, но сильно
усложняет процесс. Сварка оплавлением с
Рис. 24. Схемы
стыковой сварки
сопротивлением
(а и б) и оплавле-
нием (в — началь-
ная. г — промежу-
точная, д - ко-
нечная стадии), а
также макрострхк-
тура стыка сва-
ренного оплавле-
нием (е)
27
chipmaker.ru
подогревом завершается при более низких давлениях осадки с об-
разованием более широкой светлой полоски в стыке. При сварке
некоторых материалов (например, низкоуглеродистых хромистых
сталей с 15—25% Сг) возможны структурные из-
менения, не восстанавливаемые термообработкой,
или насыщение нагретого металла газами (на-
пример W, Ti и др.).
Прочность и пластичность соединений зависят
от параметров сварки и термообработки. Как пра-
вило, стали, не склонные к интенсивной закалке,
дают равнопрочные соединения с углами загиба
и относительным сужением, близким к исходному
металлу. Твердость снижают замедленным ох-
лаждением. После отпуска ударная вязкость сое-
динений, имевших большую твердость, на 30—
40% ниже, чем у исходного металла. При сварке
деталей большого сечения пластичность разных
участков стыка неодинакова. Она обычно не-
сколько выше в центре стыка.
§ 9. ВЫБОР СПОСОБА СВАРКИ
Рис. 25. Л1икро-
структура стыка,
полученного со-
противлением с
зашитой (а, б) и
на воздухе (в), а
также оплавлени-
ем при соединении
углеродистой ста-
ли (г)
Способ сварки выбирается с учетом материа-
ла, формы и размеров деталей, а также имеюще-
гося оборудования и требований к качеству сое-
динений.
Наиболее широко применяют сварку непре-
рывным оплавлением и оплавлением с подогре-
вом. Сваркой сопротивлением из-за возможного
окисления при нагреве соединяют детали из низ-
коуглеродистой стали сечением до 200 мм2 и ме-
ди до 100 мм2 (стержни, бруски и др.).
Детали большего сечения сваривают после
специальной подготовки или при особых схемах
деформаций (см. рис. 33) с переменным усилием.
Непрерывным оплавлением сваривают детали се-
чением до 1000 мм2 или детали большего сечения
с большим отношением их периметра к площади
(листы, трубы и др.). При программном измене-
нии напряжения (высокое напряжение в начале
процесса понижается, а в конце вновь повышает-
ся) непрерывным оплавлением можно сваривать
также детали компактного сечения площадью
более 10 000 лш2. Подогрев перед оплавлением,
расширяющий зону нагрева, применяют для свар-
ки интенсивно закаливающихся материалов или
деталей большого сечения. Иногда детали подо-
гревают через закладываемые между торцами
вставки.
2ъ
Подогрев снижает требуемую электрическую мощность, умень-
шает припуски на оплавление и осадку, предупреждает кристалли-
зацию расплава и замедляет охлаждение деталей. При строгом со-
блюдении режимов сварки оба процесса обеспечивают стабильное
качество соединений.
§ 10. ПОДГОТОВКА К СВАРКЕ
Подготовка к сварке предусматривает конструктивное оформле-
ние деталей и обработку (резку) их свариваемых концов, а также
очистку нагреваемых и контактных участков. Оплавлением хорошо
Рис. 26. Подготовка деталей к сварке оплавлением
(а) и сопротивлением (б —ж)
свариваются специально подготовленные детали (рис. 26, а). Коль-
цевой выступ (рис. 26, б) локализует нагрев, изолирует поверх-
ность стыка от доступа кислорода. Подготовка труб (рис. 26, в) и
прутков на конус (рис. 26, е), по сфере (рис. 26, г) или на конус
с притуплением (рис. 26, ж) облегчает сварку сопротивлением и
способствует удалению окислов из стыка. Равномерный подогрев
деталей с перпендикулярными торцами (рис. 26, д) без тщательной
их подгонки и импульсного включения тока затруднен.
Сварка сопротивлением труб и других сложных деталей, имею-
щих жесткие допуски на изготовление, иногда требует калибровки
их концов (например, у труб по диаметру) и совпадения радиусов
скоса по внутренней поверхности обоих торцов. Для сварки оплав-
лением пригодны детали с торцами, полученными после резки на
29
прессе, ножницах, механической пиле, токарных и строгальных
станках, а также после газовой и электрической резки с очисткой
от шлака. Различие в диаметрах не должно превышать 15%. а по
толщине 10%. Максимальный зазор между торцами свариваемых
соприкасающихся деталей не должен превышать 15% от припуска
на оплавление. Если зазор больше, то на такую же величину уве-
личивают припуск на оплавление. Уменьшение сечения деталей за-
точкой облегчает возбуждение оплавления.
Зачистка повышает стабильность нагрева. При плохой зачистке
сопротивление Рид и потери мощности растут, а сварочный ток
уменьшается, что снижает качество соединений, кроме того, появ-
ляются пригары, увеличивающие износ губок, портящие детали и
нарушающие их центрирование.
Зачистка в ряде производств автоматизирована. Ржавчину и
окалину удаляют травлением, металлической дробью, пневмозуби-
лами с плоскими зубьями, нагревом ацетилено-кислородным пла-
менем, механически щетками или резанием. Мелкие детали очи-
щают в галтовочных барабанах. Начинает применяться газовое
травление и газопламенная очистка (для деталей толщиной более
6 мм).
Если очистка деталей затруднена или невозможна, то применя-
ют большие усилия зажатия, при которых окисные пленки частично
разрушаются. Без зачистки деталей обычно наблюдается повышен-
ный износ губок.
I
§ 11. СВАРКА СОПРОТИВЛЕНИЕМ
Режим сварки сопротивлением определяется уста-
новочной длиной деталей, величиной тока и длительностью его про-
текания, а также усилием сжатия и средой, в которой осущест-
вляется нагрев. Установочной длиной деталей называют суммар-
ную длину деталей между губками. Длительность сварки связана
с плотностью тока. Чрезмерная плотность тока при малом усилии
сжатия вызывает выплеск и ухудшает качество соединения из-за
резкого сокращения зоны нагрева. Чаще всего проволоку из угле-
родистой стали сваривают при плотности тока /, зависящей от дли-
тельности сварки /с
| у^(1215)4--° у-120 .
Длительность нагрева проволоки из цветных металлов обычно
в два-три раза больше, чем у стали. Давление при сварке низко-
углеродистой стали близко к 2—4 кГ]мм2, а при сварке цветных
металлов — к 0,3—1,5 кГ/мм2.
Потери металла на подогрев при большой плотности тока для
низкоуглеродистой стали составляют (0,5—l,0)d, алюминия и ла-
туни (1—2)d и меди (1,5—2,5)Д Величина осадки в 1,5—1,7 раза
30
меньше этих потерь. Для сталей с большим электрическим сопро-
тивлением давление осадки иногда увеличивают до 5 кГ{мм2.
Специальная подготовка торцов (см. рис. 26,6,
е, ж) позволяет уменьшить зону нагрева. Плоские торцы на прово-
локе обрезают специальными спаренными ножами.
Удельная мощность машин — 0,3—2 ква/мм2. При равномерном
нагреве наиболее эффективен контроль сварки по температуре (на-
пример, фотопирометром). Контроль по укорочению деталей менее
точен. Если укорочение мало, то при преждевременном выключении
тока появляются окислы и непровары. Чрезмерное укорочение де-
талей и большое количество высаженного металла вызывает пере-
грев. Оптимальное укорочение деталей сечением 25—100 мм2 и
500-4-1000 мм2 равно соответственно 0,8—1 мм, 1,5—1,8 мм и 2-4-
-4-2,5 мм. Для закаливающихся сталей укорочение увеличивают на
15—30%, а сварные соединения отпускают после их ускоренного
охлаждения или подвергают изотермической закалке в машине или
специальных нагревательных устройствах. Осадочное давление из-
меняется от 1 до 5 кГ/мм2. Для низкоуглеродистой стали оно равно
1—2 кГ/мм2. Наиболее качественные соединения получают с нагре-
вом при малом (0,5—1 кГ/мм2) и осадкой с большим (10—
15 кГ/мм2) давлениями.
От установочной длины зависит ширина и устойчи-
вость деталей, а также интенсивность их нагрева и охлаждения.
Ее выбирают по сечению деталей F.
/1 + /2— 1,2 (углеродистые стали);
Л+4= 1Л V F (легированные стали).
Более теплопроводный из разнородных материалов сваривается
при большей установочной длине. Правильность выбора 1\ + 1% в
этом случае оценивается по равномерности нагрева. У цветных ме-
таллов /1 + 4 увеличивают, раздвигая токоведущие губки, а соос-
ность обеспечивают промежуточными изолированными вставками,
которые уменьшают зону деформируемого металла около стыка.
При такой схеме медные витки сваривают со срезанием грата
ножами, при начальном давлении 0,3—0,8 кГ)мм2 и конечном —
35—45 кГ/мм'2. Плотность тока составляет 110—180 а/мм2, а укоро-
чение (2,0—3)6, из которого на подогрев расходуется (0,5—0,6)6,
а на нагрев под током—(1,4—2,4)6. Витки сечением 1,8X1,2 и
4,5X 12,5 мм2 при подогреве укорачивают на 2 и 4,2 мм, а при осад-
ке — на 3,2 мм и 6,4 мм соответственно.
Детали сечением более 300 мм2 сваривают в защитных газах.
Трубы диаметром 32x4 мм из стали 20 и ряда хромистых сталей
сваривают в смесях азота с водородом, очищенных от кислорода и
влаги при скосе кромок 6°, усилии подогрева 650 кГ и осадке
4000 кГ, длительности 4 сек и токе 11—12 ка. Средняя удельная
мощность близка к 0,1 kbtImm2. Трубы на участках нагрева тща-
тельно зачищают от окислов, ржавчины и грязи; газ подают в ка-
31
| chipmaker.ru
меры через фильтры, исключающие интенсивное омывание нагре-
того металла.
Сварка сопротивлением непрерывно совершенствуется. Для
уменьшения окисления поверхностей в зоне сварки их покрывают
медью или никелем, используют флюсовые подушки, угольный по-
рошок, электролит, прокладки и др. (например, при сварке титана
с медью прокладки из ванадия).
§ 12. СВАРКА НЕПРЕРЫВНЫМ ОПЛАВЛЕНИЕМ
И ОПЛАВЛЕНИЕМ С ПОДОГРЕВОМ
Режим стыковой сварки о п л а в л е и и е м определяет-
ся уСТаНОВОЧНОЙ ДЛИНОЙ Л + /2, ПрИПуСКОМ ДОпл И СКОРОСТЬЮ Оопл
оплавления, величиной осадки ДОс и ее-скоростью оОс, а также дли-
тельностью осадки под током toc/r, током оплавления /0Пл и осадки
/ос или напряжением. Подогрев задают температурой Тп, длитель-
ностью импульсов и пауз, а также их количеством.
Скорость оплавления выбирается в зависимости от
мощности. Если скорость очень мала, то оплавление неустойчиво и
слой расплава на части поверхности может кристаллизоваться.
Увеличение длительности оплавления расширяет зону нагрева,
вследствие чего скорость кристаллизации расплава уменьшается.
При чрезмерно большой скорости оплавление прекращается.
Саморегулирование допускает устойчивое оплавление при за-
данном напряжении в определенном диапазоне скоростей, расши-
ряющемся с увеличением жесткости внешней характеристики ма-
шины. Периодическое кратковременное повышение скорости в этом
диапазоне не прерывает оплавления, а ускоряет прогрев за счет
кратковременных больших импульсов тока (совмещение оплавле-
ния с подогревом).
Приближенно скорость оплавления с повышением температуры
нагрева деталей повышается пропорционально используемой мощ-
ности:
0,24/2/?
V—--------------мм /сек,
ycF(To — Tn)
где с — удельная теплоемкость, кал/г-град-, То, Тн — средняя тем-
пература деталей в момент оплавления и в начале процесса (То—
~ 2000° С); /2-7? — мощность, преобразованная в тепло; F— пло-
щадь оплавляемых деталей, мм2-, у — удельный вес, Г/см2.
Сварку оплавлением наиболее часто проводят при перемещении
плиты машины S (мм) в зависимости от времени t (сек) по гра-
фику
S=V,
где п= 1,54-3.
Иногда п по мере оплавления деталей увеличивается.
Коэффициент k0, зависящий от теплофизических свойств метал-
ла, мощности машины и сечения деталей, обычно изменяется в пре-
32
делах 0,4—1,5. Он выбирается, исходя из припуска и конечных ско-
ростей оплавления. У деталей большого сечения при программном
регулировании напряжения величина ko значительно ниже.
Наиболее часто оплавляют при S=kot2', максимальное переме-
щение S соответствует Допл-
С увеличением ko при неизменном Д0Пл зона нагрева умень-
шается.
Обычно ток отключают в стадии осадки. Увеличение длительно-
сти его протекания на деталях большого сечения повышает каче-
ство соединений, а на деталях малого сечения приводит к перегре-
ву или даже пережогу.
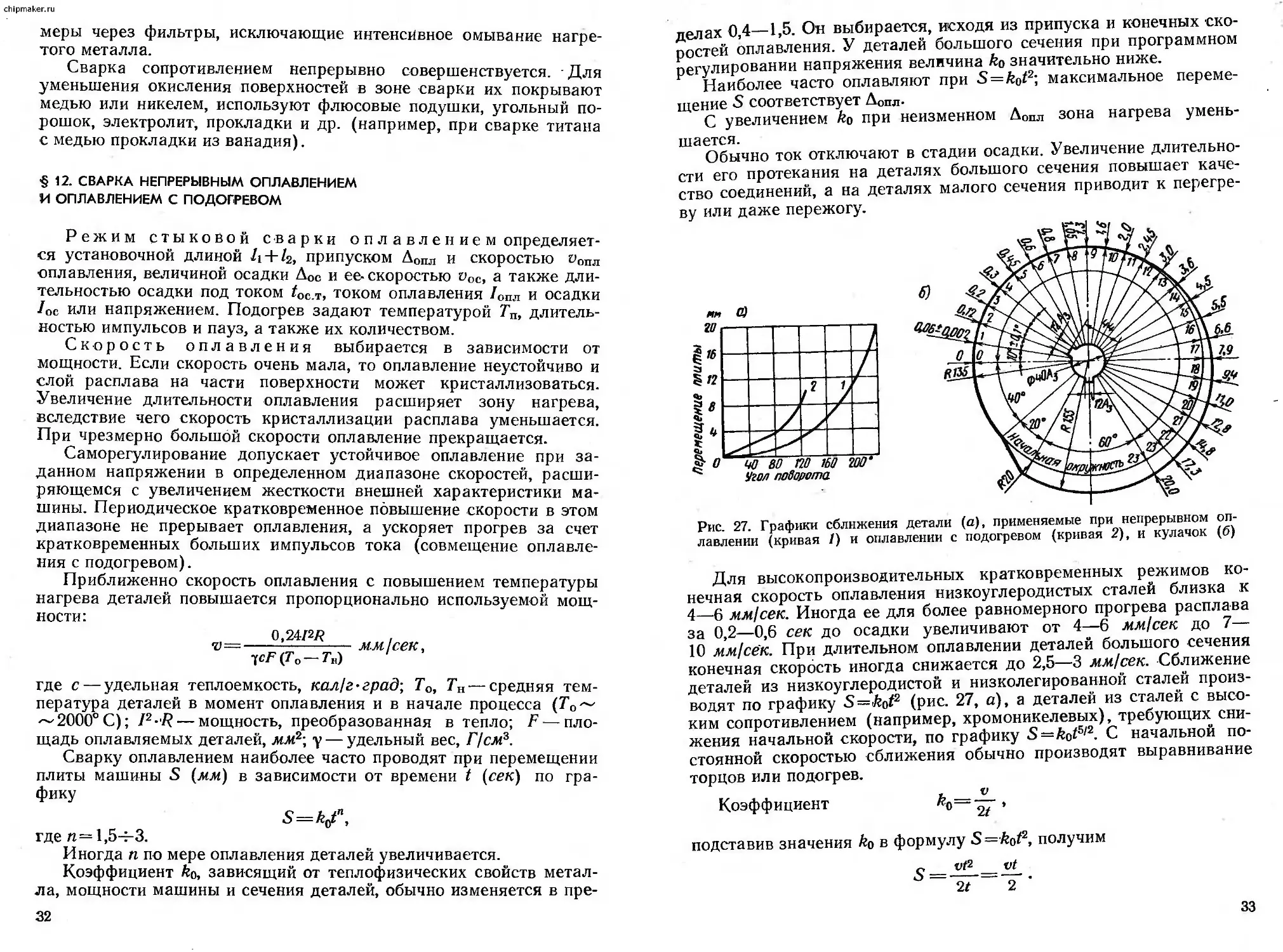
Рис. 27. Графики сближения детали (а), применяемые при непрерывном оп-
лавлении (кривая /) и оплавлении с подогревом (кривая 2), и кулачок (6)
Для высокопроизводительных кратковременных режимов ко-
нечная скорость оплавления низкоуглеродистых сталей близка к
4—6 м.м)сек. Иногда ее для более равномерного прогрева расплава
за 0,2—0,6 сек до осадки увеличивают от 4—6 мм/сек до 7—
10 мм!сёк. При длительном оплавлении деталей большого сечения
конечная скорость иногда снижается до 2,5—3 мм/сек. Сближение
деталей из низкоуглеродистой и низколегированной сталей произ-
водят по графику S=kot2 (рис. 27, а), а деталей из сталей с высо-
ким сопротивлением (например, хромоникелевых), требующих сни-
жения начальной скорости, по графику S=fto<5/2. С начальной по-
стоянной скоростью сближения обычно производят выравнивание
торцов или подогрев.
Коэффициент '
подставив значения k0 в формулу S—kot2, получим
vfl _ vt
2t ~ 2
33
chipmaker.ru
Если конечная скорость цк=4 мм!сек, 5=ДОПЛ = 9 мм,
t =
V
2-9 . с , v
—=4,5 сек, a kn=—=
4 0 21
4
2-4,9
4
9
Скорость г?Опл часто регулируется за счет профиля кулачка, ко-
торый строят по графику сближения (рис. 27, б) и изготавливают
с точностью 0,002—0,01 мм.
С увеличением г?опл до определенной величины количество пе-
ремычек увеличивается, вследствие чего создается более равномер-
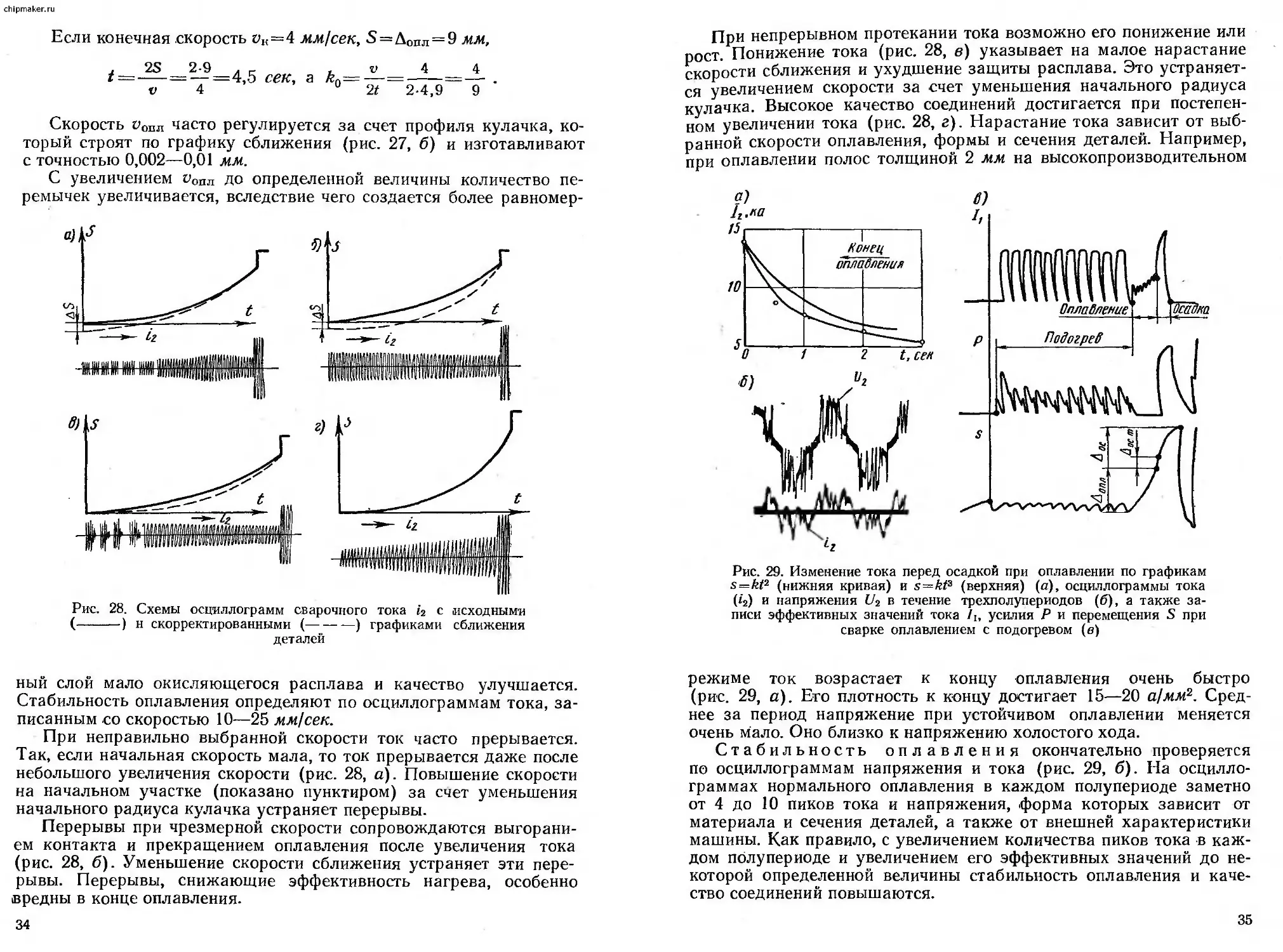
Рис. 28. Схемы осциллограмм сварочного тока i2 с исходными
(-----) н скорректированными (-----—) графиками сближения
деталей
ный слой мало окисляющегося расплава и качество улучшается.
Стабильность оплавления определяют по осциллограммам тока, за-
писанным со скоростью 10—25 мм)сек.
При неправильно выбранной скорости ток часто прерывается.
Так, если начальная скорость мала, то ток прерывается даже после
небольшого увеличения скорости (рис. 28, а). Повышение скорости
на начальном участке (показано пунктиром) за счет уменьшения
начального радиуса кулачка устраняет перерывы.
Перерывы при чрезмерной скорости сопровождаются выгорани-
ем контакта и прекращением оплавления после увеличения тока
(рис. 28, б). Уменьшение скорости сближения устраняет эти пере-
рывы. Перерывы, снижающие эффективность нагрева, особенно
вредны в конце оплавления.
34
При непрерывном протекании тока возможно его понижение или
рост. Понижение тока (рис. 28, в) указывает на малое нарастание
скорости сближения и ухудшение защиты расплава. Это устраняет-
ся увеличением скорости за счет уменьшения начального радиуса
кулачка. Высокое качество соединений достигается при постепен-
ном увеличении тока (рис. 28, г). Нарастание тока зависит от выб-
ранной скорости оплавления, формы и сечения деталей. Например,
при оплавлении полос толщиной 2 мм на высокопроизводительном
Рис. 29. Изменение тока перед осадкой при оплавлении по графикам
s=kfi (нижняя кривая) и s=kt~ (верхняя) (а), осциллограммы тока
(<2) и напряжения 1/2 в течение трехполупериодов (б), а также за-
писи эффективных значений тока Ц, усилия Р и перемещения S при
сварке оплавлением с подогревом (в)
режиме ток возрастает к концу оплавления очень быстро
(рис. 29, а). Его плотность к концу достигает 15—20 а/мм2. Сред-
нее за период напряжение при устойчивом оплавлении меняется
очень мало. Оно близко к напряжению холостого хода.
Стабильность оплавления окончательно проверяется
по осциллограммам напряжения и тока (рис. 29, б). На осцилло-
граммах нормального оплавления в каждом полупериоде заметно
от 4 до 10 пиков тока и напряжения, форма которых зависит от
материала и сечения деталей, а также от внешней характеристики
машины. Как правило, с увеличением количества пиков тока в каж-
дом пблупериоде и увеличением его эффективных значений до не-
которой определенной величины стабильность оплавления и каче-
ство соединений повышаются.
35
chipmaker.ru
Одновременная запись перемещения и эффективных значений
тока от датчиков на самопишущие двух- или трехканальные прибо-
ры позволяет оценить по эталонам равномерность хода машины и
стабильность оплавления, а также определить припуски и скорости
при оплавлении и осадке. По таким записям возможен также кон-
троль качества сварки и изготовления профиля кулачка. Наиболее
полные данные о процессе сварки даст одновременная запись пе-
ремещения, тока и развиваемого при осадке давления (рис. 29, в).
Для каждой машины в зависимости от ее характеристики, фор-
мы и площади деталей, а также от режима сварки существует свой
минимальный и максимальный ток.
Оплавляют обычно при минимально возможном для данной ско-
рости напряжении, которое обеспечивает требуемую плотность тока
и хороший прогрев при малых припусках на оплавление. Про-
граммное снижение этого напряжения еще более улучшает прогрев,
повышает плотность тока и удлиняет существование перемычек,
способствуя более спокойному их разрушению и получению мень-
ших неровностей на торцах. В конце оплавления для лучшей под-
готовки торцов к осадке напряжение и скорость сближения вновь
увеличивают. Толщина слоя расплава увеличивается, а зона нагре-
ва сокращается при оплавлении с повышенным напряжением
(20—25 в). В этом случае качественное соединение формируется
при малой величине осадки.
Интенсивное искрообразование при оплавлении, окисление ме-
талла и испарение окислов существенно изменяют состав газовой
среды около свариваемых торцов. Так из-за выгорания углерода
среда около торцов деталей из углеродистой стали содержит толь-
ко 0,3—1% кислорода и 0,5—2% СО и СОг- При неинтенсивном
оплавлении (на оборудовании с недостаточной мощностью) металл
от окисления защищен недостаточно, поэтому в таких случаях при-
меняют специальные защитные среды.
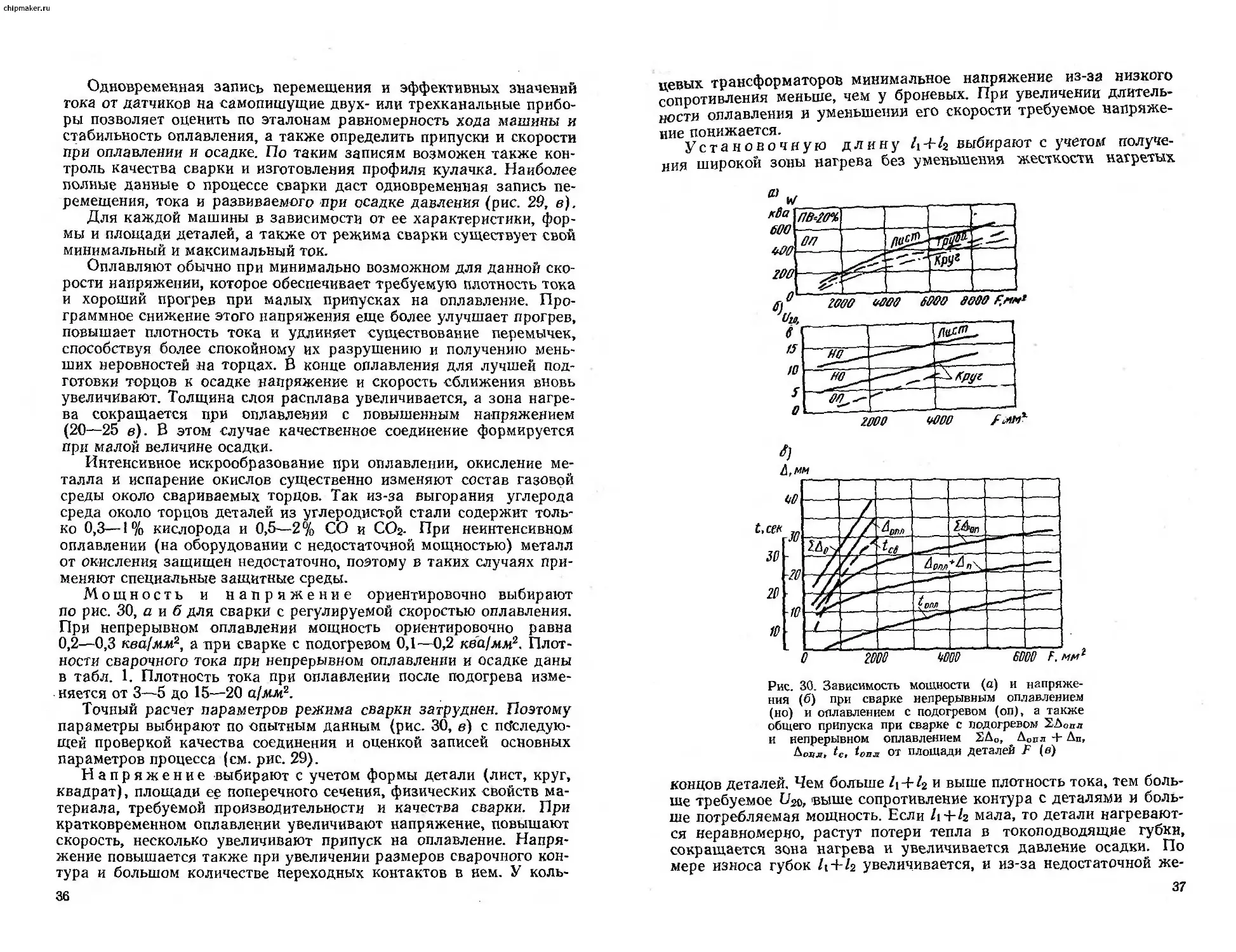
Мощность и напряжение ориентировочно выбирают
по рис. 30, а и б для сварки с регулируемой скоростью оплавления.
При непрерывном оплавлении мощность ориентировочно равна
0,2—0,3 ква/мм2, а при сварке с подогревом 0,1—0,2 ква/мм2. Плот-
ности сварочного тока при непрерывном оплавлении и осадке даны
в табл. 1. Плотность тока при оплавлении после подогрева изме-
няется от 3—5 до 15—20 а/мм2.
Точный расчет параметров режима сварки затруднен. Поэтому
параметры выбирают по опытным данным (рис. 30, в) с псГследую-
щей проверкой качества соединения и оценкой записей основных
параметров процесса (см. рис. 29).
Напряжение выбирают с учетом формы детали (лист, круг,
квадрат), площади ее поперечного сечения, физических свойств ма-
териала, требуемой производительности и качества сварки. При
кратковременном оплавлении увеличивают напряжение, повышают
скорость, несколько увеличивают припуск на оплавление. Напря-
жение повышается также при увеличении размеров сварочного кон-
тура и большом количестве переходных контактов в нем. У коль-
36
цевых трансформаторов минимальное напряжение из-за низкого
сопротивления меньше, чем у броневых. При увеличении длитель-
ности оплавления и уменьшении его скорости требуемое напряже-
ние понижается.
Установочную длину выбирают с учетом получе-
ния широкой зоны нагрева без уменьшения жесткости нагретых
Рис. 30. Зависимость мощности (а) и напряже-
ния (б) при сварке непрерывным оплавлением
(но) и оплавлением с подогревом (оп), а также
общего припуска при сварке с подогревом 2Л0пл
и непрерывном оплавлением 2ДО, Допл + Дп,
Долл, tc, tenji от площади деталей F (в)
концов деталей. Чем больше Zi-f-Z2 и выше плотность тока, тем боль-
ше требуемое П2о, выше сопротивление контура с деталями и боль-
ше потребляемая мощность. Если Zi + /2 мала, то детали нагревают-
ся неравномерно, растут потери тепла в токоподводящие губки,
сокращается зона нагрева и увеличивается давление осадки. По
мере износа губок Zt+/2 увеличивается, и из-за недостаточной же-
37
chipmaker.ru
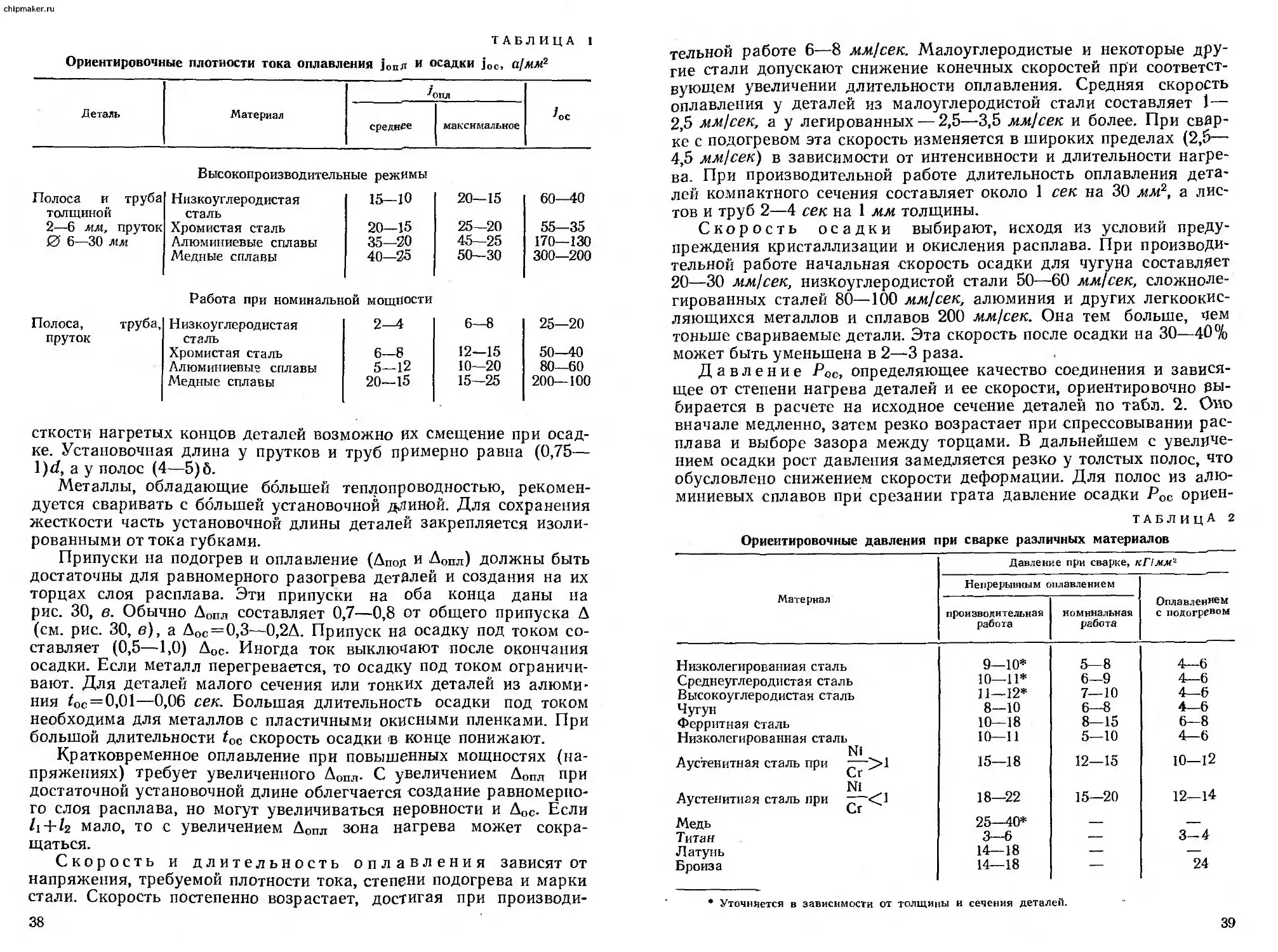
ТАБЛИЦА 1
Ориентировочные плотности тока оплавления ]опл и осадки joc, а/жж2
Деталь Материал Л)ПД 4с
среднее максимальное
Высокопроизводительные режимы
Полоса и труба Низкоуглеродистая 15—10 20—15 60—40
толщиной сталь
2—6 мм, пруток Хромистая сталь 20—15 25—20 55—35
0 6—30 мм Алюминиевые сплавы 35—20 45—25 170—130
Медные сплавы 40—25 50—30 300—200
Работа при номинальной мощности
Полоса, труба. Н изкоуглеродистая 2—4 6—8 25—20
пруток сталь Хромистая сталь 6—8 12—15 50-40
Алюминиевые сплавы 5—12 10—20 80—60
Медные сплавы 20—15 15—25 200—100
сткости нагретых концов деталей возможно нх смещение при осад-
ке. Установочная длина у прутков и труб примерно равна (0,75—
\)d, а у полос (4—5)6.
Металлы, обладающие большей теплопроводностью, рекомен-
дуется сваривать с большей установочной длиной. Для сохранения
жесткости часть установочной длины деталей закрепляется изоли-
рованными от тока губками.
Припуски на подогрев и оплавление (Дпод и ДОпл) должны быть
достаточны для равномерного разогрева деталей и создания на их
торцах слоя расплава. Эти припуски на оба конца даны на
рис. 30, в. Обычно ДОпл составляет 0,7—0,8 от общего припуска Д
(см. рис. 30, в), а Дос = 0,3—0,2Д. Припуск на осадку под током со-
ставляет (0,5—1,0) ДОс- Иногда ток выключают после окончания
осадки. Если металл перегревается, то осадку под током ограничи-
вают. Для деталей малого сечения или тонких деталей из алюми-
ния /ос=0.01—0,06 сек. Большая длительность осадки под током
необходима для металлов с пластичными окисными пленками. При
большой длительности toc скорость осадки в конце понижают.
Кратковременное оплавление при повышенных мощностях (на-
пряжениях) требует увеличенного ДОпл- С увеличением ДОПл при
достаточной установочной длине облегчается создание равномерно-
го слоя расплава, но могут увеличиваться неровности и ДоС. Если
li+lz мало, то с увеличением Д0Пл зона нагрева может сокра-
щаться.
Скорость и длительность оплавления зависят от
напряжения, требуемой плотности тока, степени подогрева и марки
стали. Скорость постепенно возрастает, достигая при производи-
38
тельной работе 6—8 мм/сек. Малоуглеродистые и некоторые дру-
гие стали допускают снижение конечных скоростей при соответст-
вующем увеличении длительности оплавления. Средняя скорость
оплавления у деталей из малоуглеродистой стали составляет 1—
2,5 мм]сек, а у легированных — 2,5—3,5 мм]сек и более. При свар-
ке с подогревом эта скорость изменяется в широких пределах (2,5—
4,5 мм]сек) в зависимости от интенсивности и длительности нагре-
ва. При производительной работе длительность оплавления дета-
лей компактного сечения составляет около 1 сек на 30 мм2, а лис-
тов и труб 2—4 сек на 1 мм толщины.
Скорость осадки выбирают, исходя из условий преду-
преждения кристаллизации и окисления расплава. При производи-
тельной работе начальная скорость осадки для чугуна составляет
20—30 мм]сек, низкоуглеродистой стали 50—60 мм]сек, сложноле-
гированных сталей 80—100 мм]сек, алюминия и других легкоокис-
ляющихся металлов и сплавов 200 мм]сек. Она тем больше, чем
тоньше свариваемые детали. Эта скорость после осадки на 30—40%
может быть уменьшена в 2—3 раза.
Давление Рос, определяющее качество соединения и завися-
щее от степени нагрева деталей и ее скорости, ориентировочно ₽ы-
бирается в расчете на исходное сечение деталей по табл. 2. Оно
вначале медленно, затем резко возрастает при спрессовывании рас-
плава и выборе зазора между торцами. В дальнейшем с увеличе-
нием осадки рост давления замедляется резко у толстых полос, что
обусловлено снижением скорости деформации. Для полос из алю-
миниевых сплавов при срезании грата давление осадки Рос ориен-
ТАБЛИцА 2
Ориентировочные давления при сварке различных материалов
Материал Давление при сварке, кПмм*
Непрерывным оплавлением Оплавлением с подогревом
прои зводи тельная работа номинальная работа
Низколегированная сталь 9—10* 5—8 4—6
Среднеуглеродистая сталь 10—11* 6—9 4—6
Высокоуглеродистая сталь 11—12* 7—10 4—6
Чугун 8—10 6—8 4—6
Ферритная Сталь 10—18 8—15 6—8
Низколегированная сталь 10—11 5—10 4—6
Ni Аустенитная сталь при ^7—>1 15—18 12—15 10—12
Ni Аустенитная сталь при ^~<1 18—22 15—20 12—14
Медь 25—40* — —
Титан 3—6 — 3-4
Латунь 14—18 — —
Бронза 14—18 — 24
• Уточняется в зависимости от толщины и сечения деталей.
39
тировочно выбирают в зависимости от толщины б и предела теку-
чести сплава во,2
Лс=(¥+1 Ь2-
Если расстояние между ножами губок Дк уменьшается, то давле-
ние осадки при надрезе грата увеличивается по сравнению с дав-
лением при свободной деформации РОг' в зависимости от Лк
Величина осадки выбирается с учетом материала, площади дета-
лей и ширины зоны нагрева. Она растет с повышением интенсив-
ности окисления и кристаллизации металла торцов, а также с уве-
личением пути, по которому могут быть удалены образовавшиеся
загрязнения. Чрезмерная величина осадки снижает пластичность
соединения. Величины Дос и рос в основном определяются прочно-
стью и пластичностью металла в зоне деформации, а также схемой
деформации. Структуру соединения иногда улучшают повторной
осадкой. Усилие осадки определяется как произведение сечения
свариваемых деталей на рекомендуемое давление. Оно растет с
увеличением скорости осадки.
Усилие зажатия Р3аж, зависящее от усилия осадки Рос,
материала деталей и электродов, устанавливают по коэффициенту
трения между деталями и губками ft и fa или коэффициенту зажа-
тия Азан(.
р Рос • Ь Рзаж
/1 + /2 Рос
Коэффициенты зависят от состояния поверхности и материала
электродов. Ориентировочно &заж равен 1,5—2 (для труб и прутков
из углеродистой стали) и 2,2—3 (из хромоникелевой стали), и, со-
ответственно, 2,3—3,2 для нетравленого и 2,7—3,5 для листового
проката после травления. При сварке полос из алюминия и его
сплавов в свободной схеме деформации &заж=2,7, при надрезании
грата (Дк=2) — 1,7. Насечка на губках снижает k3am до 0,8—1.
Способ стыковой сварки выбирают в зависимости от
материала и сечения деталей. Листы и полосы сваривают непрерыв-
ным оплавлением; прерывистый подогрев ширрких полос не дает
равномерного нагрева. Узкие полосы толщиной более 3 мм нагре-
ваются по ширине равномернее. Полосы и другие детали с неболь-
шой начальной площадью контакта начинают оплавляться спокой-
но, а детали компактного сечения требуют для этого уменьшения
начальной площади контакта. Чрезмерное увеличение начальной
скорости часто приводит к прерывистому выбросу расплавленных
частиц или к полному прекращению оплавления. Непрерывное
оплавление обеспечивает стабильные свойства соединений. Для де-
талей сечением более 2000 лои2 часто применяют индукционный
40
подогрев или подогрев в машине за счет коротких замыканий де-
талей. Температура подогрева для стальных деталей небольшого
сечения близка к 700—900°, а большого сечения — к 1100—1200° С.
Длительность подогрева растет с увеличением площади сечения и
уменьшением мощности машины. Для деталей сечением 500 лп<2
число импульсов подогрева при мощности 150 ква равно 4—6 об-
щей длительностью 6 сек, а для деталей сечением 15 000 мм2 при
мощности 600—700 ква число импульсов доходит до 100 общей дли-
тельностью 150 сек. Индукционный подогрев более кратковреме-
нен. От подогрева к оплавлению переходят при определенной ско-
рости сближения деталей или температуре. Индукционный нагрев
позволяет уменьшить величину осадки.
Весьма эффективно для подогрева деталей оплавление с крат-
ковременным изменением скорости. В этом случае частота колеба-
ний составляет 1—4 гц, ток протекает непрерывно, его эффектив-
ные значения возрастают почти в 2 раза, уменьшаются потери ме-
талла и припуск на оплавление (в 2ч-2,5 раза).
§ 13. СВАРКА ОПЛАВЛЕНИЕМ
РАЗЛИЧНЫХ МАТЕРИАЛОВ
Сварные соединения низкоуглеродистых сталей по прочности и
пластичности близки к исходному металлу. Пластичность соедине-
ний из средне- и высокоуглеродистых сталей повышают подогре-
вом и замедленным охлаждением или последующей термообработ-
кой. Подогрев, замедляя охлаждение, снижает твердость соедине-
ний, однако из-за интенсивного отвода тепла эти стали, даже при
относительно широкой зоне нагрева, закаливаются.
Чрезмерный перегрев углеродистых сталей и быстрое охлаж-
дение приводят к образованию крупноигольчатой ферритной (вид-
маиштетовой) структуры (см. рис. 25, а) и рыхлостей в околосты-
ковой зоне. Крупноигольчатая структура устраняется нормализа-
цией. Строчечные в прокате включения при осадке поворачиваются
в стыке, что снижает его ударную вязкость. Термообработка в этом
случае не всегда эффективна. С увеличением содержания углерода
снижается температура плавления и расширяется интервал твердо-
жидкого состояния, что может служить причиной околостыковой
пористости и ликвации элементов. Прочность (рис. 31, а) и твер-
дость (рис. 31, б) исходного металла и соединений растут, а их
пластичность 6 и ударная вязкость аа снижаются, при этом твер-
дость в околостыковой зоне резко увеличивается, а в стыке пони-
жается. Твердость в стыке повышают увеличением Рос и уменьше-
нием толщины ферритной полоски, появление которой связывают
с выгоранием углерода, ликвацией элементов и деформацией
деталей.
В высокоуглеродистых сталях после охлаждения
стык имеет структуру мартенсита с остаточным аустенитом. Твер-
дость соединений снижают замедленным охлаждением, отпуском
41
chipmaker.ru
после охлаждения деталей или изотермическим отпуском сразу пос-
ле сварки.
Углеродистые стали хорошо свариваются оплавлением
и сопротивлением. При сварке оплавлением область оптимальных
режимов сужается с уменьшением содержания углерода, поэтому
трудно сваривается чистое железо. С увеличением содержания уг-
лерода допустимые скорости оплавления и осадки снижаются, по-
этому чугун относится к легко свариваемым оплавлением материа-
лам, хотя при его сварке необходимы подогрев и последующая
термообработка.
Рис. 31. Зависимость прочности (Тв и относительного
удлинения б (о), а также ударной вязкости а„ и
твердости HV (б) соединений (-------) и исходного
металла (-------) от содержания углерода С %
Хромистые стали свариваются труднее углеродистых при
большем в 1,5—2 припуске на оплавление и увеличенных конечных
скоростях (8—10 мм!сек). Низкоуглеродистые стали с 15—25% Сг
после нагрева выше 1000° С становятся хрупкими. Связанный ти-
таном и другими карбидообразующими элементами углерод не
участвует в раскислении расплава. Свариваемость хромистых ста-
лей улучшается при наличии свободного углерода или его соеди-
нений, распадающихся при высокой температуре. Строчечное рас-
положение феррита, как и строчечность в углеродистой стали, сни-
жает пластичность соединений. С увеличением количества феррита
свариваемость ухудшается. Хромистые стали сваривают при повы-
шенной величине осадки, близкой к (2ч-1,7) 6 (при б=4ч-6 мм), и
припуске на оплавление, равном (Зч-4)б. Скорость осадки дости-
гает 80—120 мм} сек. Повышенную твердость соединений после
сварки понижают термообработкой.
42
Никелевые стали свариваются легче хромистых. Никель
снижает критическую скорость охлаждения и усиливает закали-
ваемость. Чистые никелевые стали при нагреве склонны к росту зе-
рен и снижению пластичности. Стали с 3,5% N1 закаливаются на
воздухе, а при 8% становятся мартенситными. При сварке никеле-
вых сталей уменьшают начальные скорости оплавления, увеличи-
вают давление и длительность осадки под током. После сварки
обычно требуется высокий отпуск. Медленное охлаждение может
сопровождаться отпускной хрупкостью. Никелевые стали целесооб-
разно сваривать после нормализации, приводящей к измельчению
зерна и растворению карбидов.
Кремневые стали, содержащие до 2% Si, свариваются
удовлетворительно. При более высоком содержании кремния они
свариваются хуже из-за образования крупных зерен и окисления.
Марганцовистые стали, содержащие до 2,5% Мп, свари-
ваются, как углеродистые. Интенсивная закалка соединений (при
2,5% Мп твердость стыка 225HV) устраняется последующей тер-
мообработкой. Сложнолегированные стали свариваются с больши-
ми припусками на оплавление и осадку и с большими их скоро-
стями. Качество их сварки и условия формирования соединений
зависят от структуры, склонности к окислению и вида образующих-
ся окисных пленок.
Однофазные хромоникелевые стали свариваются
легче двухфазных. После сварки последних обычно требуется от-
пуск, а иногда аустенизация. Хром образует кристаллизующиеся
на расплаве, тугоплавкие, трудно удаляемые при осадке окислы.
С увеличением в стали никеля и уменьшением хрома растет ее
жидкотекучесть и снижается температура плавления окислов на
Ni
расплаве (см. рис. 13). Поэтому с ростом отношения —— в стали
свариваемость улучшается. Большое влияние на свариваемость
также оказывает свободный углерод и другие легирующие эле-
менты.
Медленный прогрев хромоникелевой стали из-за ее низкой теп-
лопроводности компенсируется повышенным тепловыделением в де-
талях. Высокая прочность и быстрое образование прочных окисных
пленок при нагреве требуют больших скоростей оплавления с пере-
гревом расплава и ускоренной осадки с повышенными давлениями.
В стыках некоторых хромоникелевых сталей при осадке наблю-
дается скопление труднорастворимых карбидов (например, карби-
да титана), снижающих ударную вязкость. В сталях с ниобием и
бором возможно резкое снижение пластичности околостыковой зо-
ны. Термообработка с нагревом в губках машины до 1050—1150° С
и выдержкой 3 мин восстанавливает пластичность таких соеди-
нений.
Механические свойства соединений (рис. 32) при одинаковом
нагреве деталей повышаются с увеличением давления осадки до
определенной величины (рис. 32, а). При большом давлении или
большой осадке волокна искривляются, температура в стыке сни-
43
chipmaker.ru
жается и пластичность соединений уменьшается (рис. 32, б). Необ-
ходимые усилия и скорость осадки зависят от химического состава
Ni л
и, в первую очередь, от отношения——в стали. При отношении
Ni
1 минимальная скорость осадки близка к 70 мм!сек, а при
<Z 1 превышает 90 мм]сек.
V»r
Большие давления необходимы для удаления при осадке пла-
вающих на расплаве закристаллизовавшихся окислов или их дроб-
ления. Хромоникелевые стали сваривают оплавлением и оплавле-
нием с подогревом. Недостаточный их разогрев затрудняет дефор-
Рис. 32. Зависимость угла изгиба а, ударной вязкости он и предела прочности
ов от давления осадки Рос (о); припуска на оплавлении Допл (б); величины
осадки Дос (6) и от длительности осадки под током Гос.т (г) для полос тол-
щиной 5 мм из стали 1Х18Н10Т
мацию, а перегрев при заданной величине осадки не позволяет
получить требуемую степень деформации в стыке.
С увеличением припуска на оплавление (при одинаковой вели-
чине осадки) до 15 мм ударная вязкость ан и угол изгиба а соеди-
нений (рис. 32, в) повышаются. Повышение средней скорости оп-
лавления с 1,6 до 4 мм]сек (из-за уменьшения окисления) повы-
шает ан. При чрезмерной средней скорости ухудшается прогрев и
ударная вязкость снижается. Конечные скорости оплавления обыч-
но на 60—80% выше ее средних значений и в случае, когда S=
—ko-t3!2, близки к 7—9 мм/сек.
44
Чрезмерная осадка под током из-за перегрева также резко сни-
жает угол изгиба и ударную вязкость соединений (рис. 32, г).
Свойства сварных соединений хромоникелевых сталей при опти-
мальном режиме близки к аналогичным свойствам исходного ме-
талла. Соединения двухфазных хромоникелевых сталей могут иметь
очень высокую твердость, которую не всегда удается понизить
кратковременным отпуском. Так, например, соединения полос из
стали 4X13, имеющей в исходном состоянии структуру мартенсита,
требуют длительного электроотпуска (до 30 мин).
Алюминий и его сплавы сваривают оплавлением при
обычных и специальных схемах деформации с кратковременным
нагревом и большими скоростями осадки. Параметры режимов вы-
бирают в зависимости от состояния сплава и требований к качест-
ву соединений.
Упрочненные сплавы в целях сохранения их свойств сваривают
кратковременно при больших конеч-
ных скоростях оплавления, дости- а) . С)
гающих 12—20 мм/сек. Неупрочнен-
ные сплавы 'можно сваривать дли-
тельно при меньших конечных ско- WlKjW
ростях оплавления. Детали большо-
го сечения из высокопрочных Рис. 33. Схемы сварки со срезани-
сплавов из-за медленного снижения ем. гРата <а) и принудительным
их прочности при нагреве до 200- Ф°РмиР°в™ соединения (б)
300° С сваривают при достаточно
длительном оплавлении или с подогревом при плотности тока 5—
7 а/лш2 длительностью 30—40 сек.
Сварка со срезанием грата ножами (рис. 33, а) или с принуди-
тельным формированием (рис. 33, б) обеспечивает благоприятную
структуру соединения при повышенном давлении. Формирующие
губки устраняют расслоение и рыхлости, наблюдаемые при обыч-
ных схемах осадки, и оказывают благоприятное влияние на каче-
ство. В состоянии отжига большинство алюминиевых сплавов сва-
риваются хорошо. Начальные значения твердости определяются
исходным состоянием сплава, а ширина зон — величиной теплового
режима сварки.
Упрочняемые нагартовкой в холодном состоянии и неупрочняе-
мые при термической обработке сплавы типа АД, АМц, АМг удов-
летворительно свариваются в отожженом и нагартованном состоя-
нии. Отожженные сплавы (Д16, В92 и др.), упрочняемые термиче-
ской обработкой после сварки, имеют повышенную прочность и
твердость. Для восстановления их свойств часто необходим отжиг.
Упрочненные сплавы этой группы свариваются с кратковременным
нагревом и принудительным формированием соединения. После
сварки обычно применяют общую термическую обработку с закал-
кой и упрочнением. Наиболее трудно свариваются сплавы, упроч-
ненные термической обработкой с последующей нагартовкой.
С уменьшением толщины свариваемых деталей повышается дав-
ление осадки и ее скорость (см. стр. 40). Это обусловлено тем, что
45
chipmaker.ru
при сварке со срезанием грата величина давления зависит не толь-
ко от конечного расстояния и площади, но и от длины среза.
Давление тем выше, чем медленнее разупрочняется околостыковая
зона.
Медь и ее сплавы соединяются хуже алюминиевых из-за
более высокой теплопроводности и температуры плавления. Оплав-
ление осуществляется по графику 5=ЛО/3/2 при конечной скорости
20 мм/сек и средней — 8 мм!сек. Оплавление протекает бурно с ду-
гообразованием и сильным звуковым эффектом. Осадка осущест-
вляется со скоростью 200 мм!сек при давлении 40—95 кГ!мм2.
Удельная мощность на прутках небольшого сечения достигает
2,5 ква!мм2. Наиболее часто медь сваривают сопротивлением. В на-
стоящее время широко распространена холодная сварка меди (см.
главу VII).
Значительно легче сваривается латунь и бронза. Для их
сварки требуются большие конечные скорости оплавления и осад-
ки. Прогрев осуществляется при небольшой постоянной скорости
(0,7—1 мм!сек), которая постепенно повышается до 2 мм!сек, а
затем резко возрастает до 15 мм/сек. Скорость осадки близка к
300 мм)сек, а давление /?ОС~25 кГ/мм2. Для снижения твердости
применяют термообработку.
Стыковая сварка циркония, тантала, ниобия
из-за высокой температуры плавления и активного взаимодействия
с кислородом, азотом и частично водородом сопровождается раст-
ворением этих газов в металле и интенсивным горением расплав-
ляемых частиц с появлением большого количества окислов в виде
хлопьев и дыма. Эти металлы обычно сваривают стыковой сваркой
в защитных камерах с нейтральным газом при отсосе образующих-
ся окислов. При кратковременном нагреве ниобий и молибден мож-
но сваривать без защиты. Свариваемость редких металлов зависит
от способа их получения. Легко свариваются спеченные в вакууме,
деформированные, отожженные мелкозернистые металлы.
Титан сваривают в камерах с аргоном по режимам, установ-
ленным для стали, но с увеличенным припуском на оплавление.
Многие сплавы титана после сварки подвергают термообработке.
Молибден в виде спеченных штабиков удовлетворительно
сваривается непрерывным оплавлением на воздухе с большими
ускорениями при оплавлении. Хорошие результаты дает также
сварка в горящем водороде. Крупные зерна околостыковой зоны,
сообщающие хрупкость соединению, должны быть раздроблены
при осадке, поэтому величина осадки на 40—70% больше, чем у
стали. Скорость осадки также должна быть более высокой.
§ 14. ТЕРМИЧЕСКАЯ ОБРАБОТКА
И ЗАЧИСТКА ГРАТА
Сварные соединения, отличающиеся по структуре от исходного
металла, подвергают высокому отпуску, нормализации с отпуском,
аустенизации (хромоникелевые стали) или отжигу (заготовки ин-
46
Рис. 34. Твердость соединений с различным со-
держанием хрома в стали после:
1 — сварки, 2 — отпуска, 3 —• отжига
струмента). Выдержка при обработке соединений обычно в 1,7—2
раза длительнее, чем для исходного металла.
Местная термообработка в сварочной машине, свя-
занная с появлением зон отпуска, осуществляется после завершения
структурных превращений при еще нагретом стыке, который кон-
центрирует нагрев при пропускании тока. Стали в состоянии улуч-
шения (после закалки и отпуска) сваривают по возможности быст-
ро с последующим местным отпуском соединения. Режим термооб-
работки соединений уточ-
няется на основе замеров
твердости и исследования
микроструктуры.
Отпуск легированной
и нормализация низкоуг-
леродистой стали делают
их структуру более равно-
весной и снижают твер-
дость. Снижение твердос-
ти в зоне сварки зависит
от состава стали и проис-
ходит более резко после отжига, чем после отпуска (рис. 34).
Грат зачищается вручную или механически
различными устройствами-гратоснимателями сразу после сварки,
после охлаждения соединения или после его термообработки. Спо-
соб съема грата выбирают с учетом вида производства, требуемой
производительности и конструктивных особенностей детали. Эти
способы рассмотрены далее.
§ 15. КРАТКАЯ ТЕХНОЛОГИЯ СВАРКИ
НЕКОТОРЫХ ДЕТАЛЕЙ
Параметры режима сварки уточняются в зависимости от вида
детали, ее назначения и требований к качеству.
Так, стыки и околостыковая зона термоупрочненной арматуры
железобетона должны иметь высокую прочность после сварки.
В стыках проволоки для волочения необходима такая же пластич-
ность, как у исходного металла. Стыковые соединения полос, иду-
щих на изготовление спиральных труб, должны иметь высокую
прочность, а соединения таких же полос при прокате — высокую
пластичность.
Поэтому в каждом конкретном случае парамет-
ры режима корректируют. Пластичность соединений по-
вышают программированием напряжения при оплавлении, умень-
шением осадки или последующим подогревом, а прочность —
увеличением давления осадки, сокращением длительности свар-
ки и др.
Режимы корректируют и в зависимости от исходной структуры
(строчечность, повышенная твердость и т. д.), подготовки торцов
47
(после точения припуск на оплавление меньше, чем после рубки),
внешней характеристики машины и др. Поэтому рекомендуемые
ориентировочные режимы (табл. 3 и 4) уточняют с учетом требо-
ваний к деталям и имеющегося оборудования.
Ориентировочные припуски при сварке оплавлением полос и деталей
С большим периметром из углеродистой стали
(по данным Международного института сварки),мм
6 А Дк допл ДиС А, 2 д+\ 'оил- сек
2
1 11,0 6,0 5,0 4,4 1,6 3,0 5,5 1,75
1,5 15,0 8,0 7,0 5,8 2,2 4,0 7,5 2,25
2,0 20,5 11,0 9,5 8,0 3,0 5,5 10,25 4,0
2,5 24,5 13,0 11,5 9,4 3,6 6,5 12,25 5,0
3 29,0 15,5 13,5 11,2 4,3 7,75 14,5 6,25
3,5 33,5 18,0 15,5 13,2 4,8 9,0 16,75 7,75
4 38,0 20,0 18,0 14,7 5.3 10,0 19,0 9,0
4,5 42,0 22,0 20,0 16,2 5,8 11,0 21,0 10,5
5 45,0 23,0 22,0 16,7 6,3 11,5 22,5 12,0
6 50,0 25,0 25,0 18,0 7,0 12,5 25,0 16,0
7 55,0 28,0 27,0 20,5 7,5 14,0 27,5 20,0
8 60,0 30,0 30,0 22,0 8,0 15,0 30,0 25,0
9 63,0 31,0 32,0 22,5 8,5 15,5 31,5 30,0
10 66,0 32,0 34,0 23,0 9,0 16,0 33,0 34,0
12 72,0 35,0 37,0 25,0 10,0 17,5 36,0 42,0
14 77,0 37,0 40,0 26,5 10,5 18,5 38,5 50,0
16 82,0 39,0 43,0 28,0 11,0 19,5 41,0 60,0
18 85,0 40,0 45,0 28,5 11,5 20,0 42,0 70,0
20 89,0 42,0 47,0 30,2 11,8 21,0 44,5 80,0
25 95,0 45,0 50,0 32,5 12,5 22,5 47,5 110,0
ТАБЛИЦА 4
Ориентировочные припуски на сварку оплавлением круглых
и компактных деталей из углеродистой стали
(по данным Международного института сварки)
7, мм F, мм1 Д+ДКт мм А 4-Д Опл~ ос» ММ А , ММ К А ом л» мм Дос» мм А мм Ширина губок, мм ^опл » сек
4 12,6 7,0 3,0 4,0 2,0 1,0 1.5 3,5 10 1,25
5 19,6 8,5 3,5 5,0 2,5 1,0 1,75 4,25 10 1,5
6 28,3 10,2 4,2 6,0 3,0 1,2 2,1 5,1 10 1,8
8 50,3 13,6 5,6 8,0 4,0 1.6 2,8 6,8 10 2,5
10 78,6 17,0 7,0 10,0 5,0 2,0 3,5 8,5 10 3,25
12 113,0 20,4 8,4 12,0 6,0 2,4 4,2 10,2 10 4,0
15 177,0 25,5 10,5 15,0 7,5 3,0 5,25 12,75 12 6,0
20 314,0 33,5 13,5 20,0 10,0 3,5 6,75 16,75 15 9,0
25 691,0 41,5 16,5 25,0 12,5 4,0 8,25 20,75 20 13,0
30 707,0 49,5 19,5 30,0 15,0 4,5 9,75 24,75 20 19,0
35 962,0 57,5 22,5 35,0 17,5 5,0 11,25 28,75 20 28,0
40 1256,0 65,5 25,5 40,0 20,0 5,5 12,75 32,75 25 40,0
45 1590,0 73,5 28,5 45,0 22,5 6,0 14,25 36,75 30 60,0
50 1964,0 81,5 31,5 50,0 25,0 6.5 15,75 40,75 30 90,0
48
Трубы сваривают с сохранением проходного отверстия.
Сварка сопротивлением в защитной среде (рис. 35, а) при калиб-
ровке концов труб обеспечивает это требование.
Рис. 35. Труба, сваренная сопротивлением (с)
и оплавлением (б), а также фланец (в), прива-
ренный оплавлением
При сварке оплавлением грат в прямых трубах (рис. 35, б) из
углеродистой и низколегированной сталей удаляют продувкой сты-
ка нейтральными газами при оплавлении или кислородно-воздуш-
ной смесью после осадки. У прива-
ренных фланцев (рис. 35, в) возмож-
на проточка грата на токарных
станках.
В трубах из высоколегированных
сталей горячий грат удаляют про-
тяжками, состоящими из серии
кольцевых резцов, или дорнами
(рис. 36, а) со смещенными режущи-
ми кромками, которые позволяют
уменьшить усилие резания и разде-
ляют грат. Протяжку с изолирован-
ными ножами вставляют в трубу
за стыком на расстоянии 100—
200 мм, а дорн — на расстоянии 1—
3 м. Дорн при сварке фланцев мо-
жет находиться вне трубы.
Начало и длительность продувки
кислородно-воздушной смесью для
предупреждения вымывания метал-
ла стыка строго регламентируют. рис 3g Дорны и снаряды, прпме-
Из-за скопления грата в гибах гну- няемые при зачистке грата внутри
тые трубы зачищают снарядами труб
(рис 36, б).
Продувка нейтральными газами или смесью азота с водородом
при оплавлении не только уменьшает количество грата, но и защи-
щает торцы от окисления, обеспечивая качественную сварку при
малой величине осадки. В трубах большого диаметра для сбора
грата применяют различного рода вставки. Наружный грат уда-
49
chipmaker.ru
<
а
S
и
<
Режимы сварки труб непрерывным оплавлением на машине ЦСТ-200М
(/.+/2=60ч-70 мм)
О О OOiOlOOiOO COCOCOCOCOCO^Co'co' lO О 00^ О О ю tQ со со” со
<г c^to о с е?. о о U5 из "Г «О U31О из из со со L J 1 1 1 1 1 J ^.° ю ю ° to СО xf 'ф to ’Ф OtQ Ю1О 1 1 ю о ^”tO оо юю to
Ч) R С •** os см oq см со со ю to 16 17 оо tF СО СО
Ч) 4 R О оосо ююсоеч »-• ^-7ю*о ь- 1'11 С1’1ООЧ. !>• СМ ~ со со см - - - -СМ lOGO O> 00 О о О to —< Ю»О со о о ь. «-^оо со
3 R 1 С < см см см см |||| ЮЮ T—r—< см 1 ююю 1 >—< т—< 1—< г—t
со оооооооос ’TtTtT’TtT77tTt tOtOtOtOiOtOtOtOt СО(О(О(О(О(ОФ(О(, T о o 6,5—7,0 6,5—7,0 о о о о to to to to CO co co о
8, мм OOOlOOiOOOiO co co COCO”* 10*0 О Оюю со со со
d мм tOOOCMCMCMCMCMOOCM CMCMCOCOCOOOCOCO^t 32 42 to см оо см СМ СОСО
Сталь о CM 12X1 МФ 1Х18Н12Т
ляют специальными клещами или срезают разъемными закладны-
ми кольцами, сдвигаемыми вдоль трубы. Для труб большого диа-
метра часто применяют токарную обработку грата вращающимися
или стационарными головками. Для уменьшения грата в трубах
полезен индукционный подогрев перед оплавлением.
Некоторые режимы сварки труб даны в табл. 5.
Полосы в непрерывных агрегатах изготовления труб и сложных
профилей сваривают на плоских губках с односторонним токопод-
водом. Для тонких полос используют принудительное формирова-
ние или спрессовывание грата, а для толстых (1 мм и выше) обыч-
ные схемы. Цветные металлы осаживают с одновременным среза-
нием грата, а черные с его надрезанием. Листовые детали сложной
осадки (Дос) и напряжение холостого хода
(С20) при сварке полос из малоуглеродистой
стали различной толщины и ширины В
формы сваривают на фасонных губках. Тонкие полосы в целях
стабилизации токоподвода сваривают на губках со скосом. Верх-
ние губки делают из того же материала, что и нижние, или из ста-
ли с омеднением или хромированием их поверхности, обращенной
к стыку.
Полосы на участке контакта с губками зачищают редко. Поло-
сы с горячекатаной окалиной требуют повышенного усилия зажа-
тия. Для деталей используется травление или дробеструйная за-
чистка.
Качество соединений и режимы сварки зависят от точности об-
резки полос и их установки в губках. Оплавление тонких полос
происходит легче, причем из-за малых размеров перемычек повы-
шенной плотности тока и тонкого расплава конечные скорости
оплавления должны быть выше. Повышение напряжения холостого
хода с увеличением ширины полос (рис. 37) обеспечивает требуе-
мую плотность тока. При этом также увеличиваются суммарные
припуски на оплавление и осадку. Полосы также сваривают при
ускорении перед осадкой или с применением высокого (20—28 в)
напряжения, обеспечивающего равномерный слой расплава при уз-
кой зоне нагрева. Малое конечное расстояние Дк, составляющее
(2,5—3,5)6, усиливает теплоотвод в губки. Давление осадки растет
50
51
r.ru
с уменьшением толщины полос (рис. 38). При высокопроизводи-
тельном режиме оно близко к 10—12 кГ]мм2, а при номинальном к
8—10 кГ)мм2.
Установочная длина из-за малой жесткости полос выбирается
минимально возможной
+ ^2 — Допл 4" Дос+ Дк-
При точной автоматической установке припуски на оплавление и
осадку для полос шириной 400—2000 выбираются одинаковыми
(по ширине 400 мм). Если установка неточна, то часть припуска
Рис. 38. Зависимость усилия осадки
Рос от ее величины Дос для полос
из низкоуглеродистой стали толщи-
ной 2,4 и 6 мм при сварке на номи-
нальном (---------) и высокопроиз-
водительном (-----) режимах
используется на выравнивание
торцов при начальной постоянной
скорости оплавления, что стаби-
лизирует тепловое состояние по-
лос по ширине. Длительность оп-
лавления увеличивается с пони-
жением теплопроводности мате-
риала. Так, полосы из хромони-
келевых сталей оплавляют в
1,5—2 раза дольше, чем полосы
из малоуглеродистых сталей.
Минимальная величина осад-
ки составляет (0,8—2,5)6. Режи-
мы сварки полос толщиной 0,3—
0,8 жл из низкуглеридистой стали
(табл. 6) предусматривают свар-
ку на губках-ножах для подреза
грата или на губках из бронзы
НБТ, спрессовывающих грат. Тон-
кие полосы из-за сложности цент-
рирования и малой жесткости при
свободной схеме деформации сва-
рить очень трудно. Для их сварки рекомендуется применять посто-
янный ток.
Для съема грата используют резцовые и плужковые гратосни-
матели. Грат резцовым гратоснимателем снимается вдоль стыка
резцами 1 и 2 (рис. 39, а) в горячем состоянии в машине или вне
ее. Плужковый гратосниматель снимает грат при протаскивании
стыка между ножами 1 и 2 (рис. 39, б). Стыки полос из алюминия
зачищаются губками, которые снабжены стальными вставками или
целиком делаются из стали ЗХ2В8. Грат на легированных сталях
также удаляют шлифованием. Закаливающиеся стали после свар-
ки подвергают термической обработке. Узкие полосы термообраба-
тывают в машине. Для широких полос используют проходные пе-
чи или индукционный нагрев.
Качество зачистки на встроенном гратоснимателе зависит от
температуры металла, скорости резания и геометрии резцов. Для
полос из низкоуглеродистых сталей при зачистке на гратоснима-
телях наиболее пригодны резцы с пластинами из сплава Т5К10 и
52
ТАБЛИЦА 6
Режимы сварки полос из низкоуглеродистой стали
S, мм Допл. мм 4ос. foc в периодах мм мм сек
0,3 2 1.5 1—1,5 (0,1)0,3 6
0,5 2,5 1.8 1,5—2 (0,1)0,5 6
0,8 5 2,0 2—3 4 5,5
1,0 6 2,5 3—4 4 5,5
1,5 7 2,8 4—6 6 5,0
2,0 9 3,0 6—8 8 5,0
Примечания:
1. z>oc мм!сек.
2. С72о повышается на 15% по сравнению с данными на рис. 37.
3. В скобках даны значения Д.к при сварке со стальными губками.
4. При сварке полос 6=1,54-2 мм возможно повышение С/20 в 2,5—3 раза при сокраще-
нии на 20—30% и t ос,тдо 2—3 периодов.
Рис. 39. Резцовый (а) и плужковый гратосниматель (б), а также
резцы для съема грата с рельсов (е)
Т7К12, а на встроенных — из сплава ВК8 шириной 3—4 мм перед-
ним углом 10° и задним — 5°. Снятие фаски шириной 3—4 мм на
передней грани повышает стойкость резцов. Скорость резания со-
ставляет 15—20 м!мин. Температура грата снижается с уменьше-
нием толщины полос и их ширины. Грат зачищают заподлицо с
полосой или с уточнением на (0,05—0,1)6.
Проволоку диаметром до 5—8 мм сваривают сопротивлени-
ем. Для проволоки и прутков большого диаметра используют
оплавление с подогревом. При сварке проволок особое значение
имеет их центрирование; допускаемое смещение осей не должно
превышать (0,05—0,07)d. Очень тонкую проволоку сваривают в
специальных зажимах с центрированием в прямой угол. В некото-
рых случаях для лучшего центрирования при большом расстоянии
между токоподводящими губками используют центрирующие изо-
лированные от тока вставки. Установочная длина проволок с d<
<8 мм из стали составляет l,4d, а у алюминия 3d и меди 4d. Ре-
53
chipmaker.ru
Режимы сварки заготовок большого сечения на машинах К-190 и К-163
жимы сварки проволок и стержней выбирают по табл. 4. Грат па
проволоках запиливают, а на стержнях снимают гратоснпмателя-
ми с резцовыми вращающимися головками. Легированные стали
зачищают после дополнительного подогрева пли после термооб-
работки.
Рельсы сваривают с программированием напряжения при
длительном оплавлении и небольшой мощности пли импульсным
оплавлением. Грат срезают протягиванием
горячего стыка через специальные профиль-
ные ножи (рис. 39, в). После сварки приме-
няют нормализацию или отпуск. Отпуск
осуществляется при 650° С.
Заготовки большого сечения
обычно сваривают при программировании
напряжения и скорости (табл. 7) или им-
пульсным оплавлением.
Кольцеобразные детали (коль-
ца, подшипники, цепи, бочки и др.) сварива-
ют обычно непрерывным оплавлением и ред-
ко оплавлением с подогревом. Их сварка
связана с шунтированием тока через деталь
и увеличением усилий при оплавлении и
осадке вследствие изгиба самой детали.
Чем меньше диаметр и больше сечение
кольца, тем сильнее шунтирование и боль-
ше усилие осадки. Ток из-за повышенного
активного и индуктивного сопротивления
кольца увеличивается на 15—50% по срав-
нению со сваркой прямых деталей.
В ряде случаев для уменьшения тока
шунтирования на свариваемую деталь наде-
вают разъемный сердечник, а при сварке
Рис. 40. Зажимы, при-
меняемые для сварки
колеи
колец из цветных металлов деталь сама мо-
жет стать вторичным витком трансформато-
ра с разъемным сердечником. Сердечник 1,
надеваемый на кольцо 2 (рис. 40, а), резко
увеличивает его индуктивное сопротивление,
и ток преимущественно течет через стык. Кольца сваривают непре-
рывным оплавлением с выпрямлением концов на участке зажатия
(рис. 40, б) или без выпрямления (рис. 40, в).
При сварке малых жестких колец из легированных сталей ча-
ще применяют сварку оплавлением после подогрева вне машины.
Иногда кольцо сваривают из двух полуколец с двумя стыками.
Сварку цепей из прутков диаметром до 12—15 мм произ-
водят сопротивлением (автоматы для сварки цепей рассмотрены
далее). Цепи большего калибра сваривают непрерывным оплавле-
нием из двух звеньев с двумя стыками. Грат срезают в горячем со-
стоянии поворачивающимися ножами, располагающимися вверху
и снизу стыка.
ГЛАВА IV
ТЕХНОЛОГИЯ
ТОЧЕЧНОЙ СВАРКИ
Точечная сварка — способ соединения с расплавлением то-
ком сжатого участка между деталями и образованием ядра с пе-
ремешанным и закристаллизовавшимся металлом.
Точечной сваркой соединяют листовые конструкции (рис. 41)
из однородных и разнородных черных и цветных металлов.
Рис. 41. Детали после точечной сварки
§ 16. СПОСОБЫ ТОЧЕЧНОЙ СВАРКИ
Точечная сварка подразделяется на одно- (рис. 42, а) и
многоточечную (рис. 42, б), с односторонним (рис. 42, б, в), двусто-
ронним (рис. 42, а, г) и косвенным (рис. 42, д) подводом тока. При
одноточечной сварке детали (см. рис. 42, а) сваривают в каждой
56
точке после их перемещения или перемещения электрода, а при
многоточечной в нескольких точках одновременно.
Качество точки иногда стабилизируют предварительным сжати-
ем деталей изолированными от электродов стальными прижимами.
Рис. 42. Схемы точечной сварки
При одностороннем токоподводе электроды расположены со сторо-
ны одной детали, при двустороннем — с обеих сторон, а при кос-
венном — один из электродов удален от места сварки.
Рис. 43. Графики токов, применяемые при точечной сварке
Точечную сварку производят одним или несколькими импульса-
ми тока, соответственно подразделяя ее на одноимпульсную и мно-
гоимпульсную. Закаливающиеся стали могут термически обрабаты-
ваться в сварочной машине при пропускании через электроды до-
полнительного тока, меньшего, чем сварочный.
57
chipmaker.ru
Энергия сети для точечной с в а р к и преобразуется
трансформаторами, преобразователями частоты, выпрямителями и
другими устройствами. Трансформатор обеспечивает синусоидаль-
ный ток (рис. 43, кривая а), который в целях устранения выплес-
ков при большом Дк регулируется по амплитуде (кривая б). Более
сложные кривые тока получаются при работе на конденсаторных
(кривая в) и низкочастотных машинах (кривая г), а также при
выпрямлении тока в сварочной цепи.
§ 17. ФОРМИРОВАНИЕ ЯДРА
И ЕГО ПРОЧНОСТЬ
Ядро формируется под давлением при преимуще-
ственном тепловыделении в зоне контакта и интенсивном теплоот-
воде в электроды и холодные слои металла.
Участки контакта вначале нагреваются током неравномерно
(рис. 44, а), а затем ток перераспределяется между горячим и хо-
лодным металлом и нагрев выравнивается (рис. 44, б). Преимуще-
ственное тепловыделение в зоне контакта сохраняется, несмотря на
уменьшение Дк (см. рис. 16), и между деталями появляется рас-
плавленное ядро (рис. 44, в), которое растет в объеме, перемеши-
вается и выравнивается по составу электромагнитным полем, соз-
даваемым током (рис. 44, г). Оно удерживается пояском соседнего
сжатого металла, который при хорошей зачистке сваривается в
твердом состоянии. Если усилие сжатия мало, то возможен выплеск
или выдавливание расплава между деталями.
Расплав кристаллизуется под давлением при столбчатой струк-
туре, направленной в сторону наибольшего теплоотвода. Рядом с
ядром 3 (рис. 44, д) в зоне термического влияния 2 появляется зо-
на 1, обедненная углеродом.
Ядро нагревается и охлаждается с большой скоростью (1000—
10000° С/сек). Если усилие сжатия недостаточно, то при охлажде-
нии в ядре возможны усадочные раковины, а иногда трещины. Они
чаще встречаются в сплавах с широким температурным интерва-
лом кристаллизации, а также в хромоникелевых сталях с повышен-
ным содержанием серы и углерода. Раковины и трещины устра-
няются дополнительной проковкой электродами в конце кристалли-
зации. Для снижения усилия проковки детали подогревают
пониженным током, замедляющим их охлаждение. Нормально сва-
ренная точка имеет плотное ядро. Детали под электродами нагре-
ваются до 500—700° С. Сопротивление Дид, влияющее на этот на-
грев, для сталей принимается равным 0,5Дк. У полос травленного в
ортофосфорной кислоте алюминия Д„д почти в 10 раз меньше Дк-
Тепловыделение уменьшается при интенсивном охлаждении элект-
родов. Теплоотвод, усиливается также с повышением теплопровод-
ности и увеличением отношения контактной поверхности электрода
к толщине деталей.
58
Целая пластина толщиной 26 по сравнению с двумя пластинами
толщиной 6+6 нагревается от Поверхностей электрод-деталь
(рис. 44, е) без тепловыделения на /?t(. Ядро в середине такой плас-
Рис. 44. Температуры в стадии нагрева
и макроструктура точки (д), а также
СТИНЫ
и формирования ядра точки
температуры при нагреве
(е, ж)
(а, б, в, г)
целой пла-
тины образуется при большом токе и медленном нагреве
(рис. 44, ж). На жестком режиме верхние и нижние тепловые цент-
ры смыкаются быстрее, чем объединяется середина. Если один
электрод приварить (/?Ид=0), то тепло распространяется от друго-
го. электрода, у которого /?ид=/=0; при длительном нагреве в этом
случае ядро смещается к середине. Следовательно, формирование
59
chipmaker.ru
ядра в большой мере зависит от сопротивления А?к, на котором в
начальной стадии выделяется до 80% тепла, н длительности на-
грева. При медленном нагреве /?к резко уменьшается, что понижает
тепловыделение в контакте и усиливает тепловыделение в соседних
участках. Такое перераспределение тепла у деталей равной толщи-
ны обеспечивает практически одинаковое ядро как при мягком
(длительном), так и при жестком (кратковременном) режиме.
Формирование ядра при медленном нагреве
Рис. 45. Распреде-
ление тока при
сварке деталей:
а — большой толщи-
ны электродом со
сферической поверх-
ностью, б — малой
толщины электродом
с плоской поверхно-
стью
существенно зависит от давления.
С его увеличением тепловыделение уменьшается,
а теплоотвод растет, что уменьшает ядро. Чем
длительнее сварка, тем сильнее это влияние. Н а
жестких режимах теплоотвод в л и fl-
ет меньше.
Распределение тока и нагрев деталей зависят
от толщины и контактной поверхности электрода.
При сферической поверхности электрода боль-
шая часть тока протекает через центральные уча-
стки контакта (рис. 45, а), а при плоской — на
периферии. У деталей малой толщины вследствие
этого в начале нагрева можно получить кольцо
расплава (рис. 45, б).
При сварке тонкой детали с более толстой яд-
ро смещается в толстую деталь (рис. 46, а) тем
сильнее, чем мягче режим сварки. При 4—5-крат-
ном различии толщин ядро без особого регулиро-
вания теплоотвода или применения особо жест-
ких режимов вообще не касается тонкой детали.
Форма и размеры ядра при сварке на жестких
режимах зависят от плотности тока в контакте,
меняющейся с изменением толщины деталей и
контактной поверхности электрода.
При сварке на мягком режиме электродами разного диаметра
ядро смещается в
сторону электрода меньшего диаметра
Рис. 46. Формирование точки при сварке деталей:
а — разной толщины одинаковыми электродами, б — одинаковой тол-
щины разными электродами, в — толстой в середине и двух тонких
снаружи одинаковыми электродами
60
(рис. 46, б); у трех деталей ядро вначале образуется на площадках
их контакта, а затем оба ядра сливаются (рис. 46, в).
Легкие сплавы импульсом постоянного тока свариваются со
смещением ядра в деталь, подключенную к положительному полюсу
источника. Причина такого смещения рассмотрена в специальной
литературе.
Плавление ядра начинается при определенной минимальной
плотности тока (для стали ~70—80 а[мм2). Оно сопровождается
ростом /?д и увеличением расстояния между электродами, по изме-
нению которого судят о качестве соединений. Запись этого расстоя-
ния, различная для каждого металла и толщины деталей, свиде-
тельствует об интенсивности нагрева, моментах появления ядра и
его размерах, а также об износе электродов.
Для получения ядра большого диаметра ток в конце нагрева
целесообразно увеличить. На практике ток регулируют только при
сварке цветных металлов и сплавов.
Низкоуглеродистые стали обычно сваривают при плот-
ности тока 80—150 а]мм2 (мягкий режим) или 200—500 а!мм2 (же-
сткий режим); у хромоникилевых сталей типа 1Х18Н9Т плотность
тока на 30—40% больше, а у алюминия она достигает 2000 а/мм2.
Начальное давление создает надежный электрический контакт и
спокойный нагрев, а большие плотности тока — быстрое плавление.
Одинаковая подготовка деталей, постоянный график давления и
нагрев стабилизируют сопротивление. Для низкоуглеродистой ста-
ли рекомендуется давление 7 кГ/мм2 при da^8 мм и 10 кГ/мм2
при da>8 мм. У наклепанной стали давление увеличивают до 9—
13 кГ1мм2, а у некоторых легированных сталей до 18—25 кГ1мм2.
При сварке алюминия и его сплавов давление близко к 12—
20 кГ/мм2.
Качество сварной точки, оцениваемое ее размерами, структурой
металла и его свойствами, зависит от нагрева, охлаждения и де-
формации металла в зоне соединения.
Прочность точки определяется диаметром ядра d, который для
иизкоуглеродистой и низколегированных сталей должен соответст-
вовать значениям, указанным в табл. 8. Для деталей неодинаковой
толщины диаметр выбирают по тонкой детали с увеличением на
5—25%. Шаг также несколько увеличивают. Так при — >2 мини-
81
мальный шаг sT увеличивается на 15—20%. Глубина проплавления
более тонкой детали не должна быть менее 25—30% ее толщины.
Высота ядра h обычно составляет 30—80% от 26. Допуск на d
задается в сторону его увеличения.
Минимальный шаг sT и допускаемая нахлестка а у деталей
из нержавеющих сталей соответственно на 15 и 25% меньше, а у
деталей из алюминия и электропроводных сплавов на 25 и 35%
больше.
Ядро при сварке электродами со сферической поверхностью уве-
личивается в зависимости от длительности нагрева, а при плоской
оно заметно растет только в начале нагрева. л
61
chipmaker.ru
ТАБЛИЦА 8
Конструктивные элементы соединений (мм),
выполняемых точечной сваркой (ГОСТ 15878—70)
8,=8* d а 1 Минимальное \ с (при шах- матном рас- положении точек)
Номин. Пред, откл.
0,3 2,5 6 3,0 8 8
0,4—0,6 3,0 8 4,0 10 8
0,7—0,8 3,5 +1,0 10 5,0 13 11
0,9—1,1 4,0 12 6,0 14 12
1,2—1,4 5,0 13 6,5 15 13
1,5—1,6 6,0 14 7,0 18 15
1,8-2,2 7,0 16 8,0 24 20
2,5—2,8 8,0 + 1,5 18 9,0 30 25
3,0—3,2 9,0 20 10,0 36 30
3,5—3,8 10,0 23 11,5 40 34
4,0 11,0 26 13,0 45 38
4,5 12,0 +2,0 30 15,0 50 43
5,0 13,0 34 17,0 55 47
5,5 14,0 38 19,0 60 52
6,0 15,0 42 21,0 65 55
При небольшом усилии сжатия Рсж деталей диаметр ядра не-
стабилен и может быть значительно меньше d3. Увеличение Рсж
без изменения тока и длительности нагрева приводит к уменьше-
нию диаметра ядра. С увеличением тока или длительности его про-
текания ядро растет и стабильность качества сварки повышается.
Положение и форма ядра меняются в зависимости от б и ре-
жима сварки. Ядро обычно смещается в толстую деталь (см. рис.
46, а). В этом случае прочность определяется не диаметром ядра,
а максимальным сечением ядра в тонкой детали.
Прочность соединения зависит от материала и толщи-
ны деталей (табл. 9), а также от количества точек и их располо-
жения.
ТАБЛИЦА 9
Ориентировочная разрушающая нагрузка для точечных соединений
из разных материалов толщиной б
5, мм Разрушающая нагрузка для материалов, кГ
Сталь 10 1Х18Н9 ДМг Д16АгТ
0,5+0,5 160 240 50 70
1,0+1,0 400 650 140 160
2,0+2,0 1100 1800 380 420
3,0-3,0 1800 2600 600 700
4,0+4,0 2700 4000 850 1200
62
Номинальное расстояние между точками выбирают с учетом
тока шунтирования /ш (рис. 47), который увеличивается с умень-
шением sT, увеличением б и уменьшением удельного сопротивле-
ния р. Ток также может шунтироваться через заусенцы деталей
приспособления, заземленные узлы машины при их контакте с де-
талью и при очень плотной сборке деталей. Если /ш мало, то его
влияние па прочность ничтожно. Стабильность сварочного тока 1С,
а следовательно, и прочности точек низкоуглеродистой стали в
допустимых пределах достигается при 5Т= (3,5—4,5)rf.
Нахлестку и шаг иногда корректируют с учетом отклонений в
положении точек, качества сборки и выбранного режима.
Качество ответственных деталей оценивают
по отношению прочности соединения при ис-
пытании на отрыв к прочности на срез. Это
отношение у стали 08КП в зависимости от ре-
жима изменяется от 0,6 до 0,98. Оно уменьша-
ется с уменьшением толщины и увеличением
в стали элементов, повышающих ее твердость
при быстром охлаждении.
Статическая прочность соедине-
ний, определяем'ая диаметром ядра и структу-
рой соседней с ним зоны металла, зависит от
состава материала и условий его нагрева, ох-
лаждения и деформации, а также от способа испытания, количества
и положения точек. Эта прочность достаточно высока. При соеди-
нении из трех деталей допускается сквозное проплавление средней
детали.
Длительная прочность при переменных нагрузках в меньшей ме-
ре зависит от размеров ядра и в большей — от металла его перифе-
рийной зоны, где имеются концентраторы напряжений. Она весьма
низка и уменьшается с увеличением толщины материала. Так, при
ST=2d три точки по ширине полосы, имеющей симметричные с
обеих сторон накладки, выдерживают при 6=1 и 2 мм соответствен-
но усилие 11 и 9 кГ]мм2, а без накладок только 4 и 5 кГ!мм2. Дли-
тельная прочность соединений, сваренных на жестком режиме, вы-
ше, чем после сварки на мягком режиме.
Прочность зависит от тока, длительности его протекания, уси-
лия сжатия, состояния поверхности, геометрии электродов и дета-
лей, а также от структуры и геометрии соединения (размеры, вмя-
тины и др.).
Рис 47. Схема шунти-
рования тока при то-
чечной сварке
§ 18. ПОДГОТОВКА К СВАРКЕ
И ПРАВКА СВАРНЫХ ДЕТАЛЕЙ
Детали перед сваркой зачищают в зоне протекания тока, пра-
вят, подгоняют и собирают в приспособлении или прихватывают.
Грязь, ржавчина, жиры, окисные пленки и различные покрытия на
деталях меняют и /?к, нарушая стабильность нагрева и ухуд-
63
chipmaker.ru
шая формирование точки. Для очистки от масел детали из низко-
легированных сталей обезжиривают ацетоном, бензином или рас-
творителями типа Na2PO4 (50 e)+NaOH (40 a)+Na2CO3 (25 г)
при 60—70° С и промывают в горячей (70—80° С) и холодной
воде.
Обезжиренные детали обрабатывают войлочными или вулкани-
товыми кругами с абразивом, щетками, абразивным полотном или
травят в растворах H2SO4 (ПО лл)+ЫаС1 (10 г) 4-присадка КС-1
(1 г) при 50—60° С с нейтрализацией в водном растворе NaOH или
КОН (низколегированные стали) или в Н2$О4 (130 мл) при 40—
50°С и HNO3 (75 jh4)+H2SO4 (100 мл) при 15—25°С с промывкой
в воде (медные сплавы). Алюминий травят в щелочных растворах
с промывкой (5—10 мин), пассивированием при 30°С (2—10 мин),
повторной промывкой (3—5 мин) и сушкой при 45° С. Толстые
окисные пленки могут удаляться прокаткой роликами с косозубой
насечкой, накерниванием участков сварки, нагревом ацетилено-кис-
лородным пламенем или штамповкой рельефа. Для стали начинают
применять очистку чугунной и стальной дробью или резаной про-
волокой, а также вакуум-дробную обработку.
В массовом производстве обычно используют травление, а в мел-
косерийном и при повторной сварке дефектных участков — зачист-
ку щепками шпг наждачной бумагой.
При сварке загрязненного металла усиливается износ электро-
дов и наблюдаются выплески, подплавление поверхности и трещи-
ны в ядре. Качество очистки оценивается по внешнему виду
и по замерам ДИд и на специальном стенде при том же усилии
сжатия и тех же электродах, что и при свирке. Замеры произво-
дят микроом'метром типа М-246 или двойным мостом с точностью
±2 мком.
Детали зачищают целиком или на участке нахлестки. После ме-
ханической зачистки с поверхностей удаляют пыль, абразивы и
окислы.
Легированные стали с равномерным металлическим блеском или
матовым оттенком сваривают без контроля
Подготовленные поверхности пассивируют и зачищают от зау-
сенцев пыли и других загрязнений. Интенсивно корродирующие де-
тали внутри нахлестки покрывают электропроводным лаком УБГ-1
или клеем холодного отвердения КС-600 и Другими составами. Их
контакт с электродами недопустим. Превышение технологически
допустимой длительности вылеживания перед сваркой приводит к
выплескам и прожогам.
У ответственных деталей перед сваркой 'Подготавливают исход-
ную структуру металла. Так, например, для предупреждения появ-
ления крупных участков мартенсита закаливающиеся стали целе-
сообразно термически обрабатывать для получения мелкозернистой
структуры.
Сваренные детали- правят вручную на прессах или
при местном подогреве. Прессование давлением, превышающим
предел текучести металла, устраняет зазоры около точек.
64
Местный подогрев устраняет выпуклости. Правка ударом дета-
лей из закаливающихся материалов не рекомендуется, так как по
зоне их соединения возможны надрывы.
§ 19. ВЫБОР РЕЖИМА СВАРКИ
Параметры режима сварки устанавливают по техно-
логической карте, таблицам оциентировочных режимов (табл. 10)
с учетом толщины, материала и
имеющегося оборудования .и
приспособлений или по номо-
граммам (см. рис. 48).
Режим задается током 1С,
длительностью его протекания
tc, усилием сжатия Рст, разме-
рами рабочей поверхности
электрода d3 и или диамет-'
ром точки d. Ток и усилие мо-
гут задаваться по определенной
программе. Режим меняется
при колебаниях напряжения
сети, шунтировании, смятии и
износе электродов, изменении
состояния поверхности деталей.
Поэтому параметры режима
стабилизируют или автомати-
чески регулируют, а диаметр
контактной поверхности элект-
родов d3 восстанавливают по
мере его увеличения. При вы-
боре режима учитывают требо-
вания к пластичности и проч-
ности соединений. При выбран-
состояния поверхности деталей,
ном d3 уточняют усилие сжатия, ток и длительность его протеканий.
Наиболее часто требуемые размеры ядра d получают при выбран-
ном соотношении тока и давления, изменяя длительность и контро-
лируя качество по технологической пробе. Многие материалы, -и в
частности углеродистая сталь, свариваются в широком диапазоне
токов и усилий сжатия на мягких (М), средних (С) и жестких (}К)
режимах при соответствующей длительности (рис. 48). Ориентиро-
вочные режимы можно выбрать по номограмме. Так для деталей
толщиной 2 мм диаметр d может изменяться в зависимости от ре-
жима от 5 до 11 мм. Выберем d=9 мм (точка А и Б) для жесткого
режима (Ж, точка В), продлевая линию от точки В к Г, получим
/с=6—7 периодов, далее от Д к Е получим /с = 18 ка и в точке 3
получим Рс>к=800 кГ. Прочность точки на срез (точка К) при этом
составит 2000 кГ.
65
chipmaker.ru
Соотношение между усилием сжатия, током и длительностью
зависит от материала. У материалов с широким интервалом пла-
стичности (низкоуглеродистые стали) допустим больший диапазон
токов и давлений, чем у цветных металлов с узким интервалом
пластичности.
Часть усилия необходима для деформации детали до сварки.
Это усилие предварительного сжатия повышается с увеличением
предела текучести и толщины материала, а также с увеличением
зазоров и уменьшением шага между точками.
Нормальное ядро получают как при большом токе и малой дли-
тельности его протекания (жесткий режим), так и при малом токе
и большой длительности (мягкий режим).
Высокопроизводительные жесткие режимы
сварки, уменьшающие деформацию деталей и повышающие ра-
ботоспособность соединений при знакопеременных нагрузках, тре-
буют меньшего расхода энергии, но более тщательной подготовки
деталей и их сборки.
В автомобилестроении для низкоуглеродистой стали применяют
режимы (см. табл. 10), осуществляемые при плотности тока 200—
500 а!мм2 и давлениях 6,5—11,5 кГ!мм2.
ТАБЛИЦА 10
Ориентировочные режимы точечной сварки низкоуглеродистой
холоднокатаной стали
Жесткий режим Средний режим Мягкий режим
В, мм d3, мм р сж» кГ 1е ка <с, сек сж» я7\ /с. ка 'с, сек Р сж» кГ /с, ка 'с, сек
0,6+0,6 4 125 7 0,1 100 6 0,1 100 5,5 0,2
0,8+0,8 4,5 180 9 0,12 125 8,5 0,12 125 7 0,3
1 + 1 5 225 10,5 0,16 150 9,5 0,2 150 7,5 0,4
1,2+1,2 6 300 11,5 0,2 180 10 0,24 180 8 0,44
1,5+1,5 6,5 350 13 0,24 250 10,5 0,3 250 8,5 0,5
1,8* 1,8 7 .—- .— 300 11,5 0,4 300 9,5 0,54
2+2 7,5 — — — 350 12,5 0,44 350 10,5 0,6
2,5+2,5 8 — — — 350 13,5 0,5 350 11,5 Р.8
Интенсивно закаливающиеся материалы сваривают на мягких
или жестких режимах с термообработкой (табл. 11), а теплопровод-
ные только на жестких.
Закалочные структуры в ядре и соседней с ним зоне создают
большие внутренние напряжения, которые у деталей толщиной бо-
лее 2 мм могут дать трещины, раковины и поры. Мягкие режимы
увеличивают коробление деталей.
Образование закалочных структур предупрежда-
ют повторным нагревом током меньшей величины (0,7—0,9)/с, за-
медляющим охлаждение в области высоких температур быстрого
распада аустенита. Пауза между импульсами тока при этом выби-
рается с учетом скорости охлаждения и С-образной кривой распада
аустенита. При термообработке после завершения мартенситного
66
ТАБЛИЦА П
Ориентировочные режимы точечной сварки отожженной стали
марок ЗОХГСА, 40ХНМА и 45 с последующей термической обработкой
в электродах машины
8, мм мм Рсж, кГ 1-Й импульс <п. сек 2-й импулЪс
/с, ка сек 1е ка <с, сеК
0,8+0,8 4—5 60 5 0,5 0,24 2,5 0,5
1,0+1,0 5—6 80 6 0,6 0,20 3 0,6
1,24-1,2 6—7 100 7 0,8 0,24 3,5 0,8
1,5+1,5 6—7 140 8 1,0 0,30 4 1,0
2,04-2,0 7—9 200 9 1,4 0,4 4,5 1,4
2,5+2,5 8—10 300 10 1,6 0,46 5 1,6
3,0+3,0 9—10 400 12 2,0 0,5 6 2,0
превращения пауза более длительная, равная (1,1—1,4) гс. Дли-
тельность термообработки при этом составляет (1,5—1,8) £с.
Внутренние трещи,
преждают увеличением Рсж.
и плавным снижением тока.
Усилие проковки Рк= (2 +
+ 2,5)Рсж, а ее длитель-
ность — (1,1 +1,2) tc, причем
давление проковки снижают
через (0,3—0.4) tc. Усилие
сжатия у мизколэгирован-
ных сталей повышают на
15—20% (из-за большей
прочности), а ток плавно
увеличивают с одновремен-
ным увеличением tc на 20—
30%.
Оптимальные размеры
точки связаны с расчетной
прочностью соединения.
Близкое расположение точек
у кромок деталей увеличи-
вает их деформацию, а ма-
лые давления ведут к вы-
плескам и низкой прочности.
Режимы сварки
Рис. 49. Зависимость прочности на срез Рср
от напряжения сети U (а), усилия сжатия
Рсж (6), диаметра электрода da (в) и шага
между точками ST (г) при сварке полос
толщиной 1 мм (кривая 1) и 2 мм (кри-
вая 2)
уточняют испытанием
соединений на отрыв и срез или технологической пробой. При этом
изменением одного параметра при неизменных других уточняют
его оптимальную величину. Прочность точек у полос толщиной 1
и 2 мм существенно зависит от напряжения сети, усилия сжатия,
диаметра электрода и других параметров (рис. 49).
67
chipmaker.ru
С повышением напряжения сети (рис. 49, а) и увеличением ша-
га между точками (рис. 49, г) прочность точки и проплавление
растут, а с увеличением усилия (рис. 49, б) свыше оптимальной
величины и диаметра электрода (рис. 49, в) уменьшаются. Про-
плавление и диаметр ядра точки растут также с увеличением сва-
рочного тока и длительности сварки. Для каждого режима важны
графики изменения тока и давления в зависимости от времени t.
Рис. 50. Графики тока и давления при точечной свар-
ке: /с—сварочный ток, /п — ток проковки, Рсж —
усилие сжатия, Рп — усилие проковки, to—длитель-
ность сварки, Гп — длительность паузьК «м — макси-
мальный ток сварки, Гд — длительность спада тока
Простейший график рассчитан на сварку низкоуглеродистой
стали толщиной до 5 мм (рис. 50, а). Многоимпульсный ток при-
меняют для уменьшения износа электродов при сварке деталей
толщиной более 5 мм (рис. 50, б), а двухнмпульсный (рис. 50, е)
при термообработке соединений в машине. Материалы, требующие
большого ковочного усилия, сваривают при изменении тока и уси-
лия по графику (рис. 50, г). На низкочастотных машинах при свар-
ке сталей (рис. 50, д) и алюминиевых сплавов (рис. 50, ж), а также
на конденсаторных машинах при сварке алюминиевых сплавов
(рис. 50, е) ток и усилие изменяются более сложно.
Выплеск, типичный для быстрого нагрева, предупреждают
уменьшением тока или повышением начального РС1К, а глубокие
вмятины — приложением ковочного усилия Рп после выключения
€8
тока. При сварке без Рп вмятины увеличиваются с ростом тока,
причем наиболее заметно у мягких материалов. Максимальная
прочность достигается при вмятине (0,05—0,1)6 и диаметре ядра
d=(l—l,4)dB.
Режим сварки в зависимости от конструкции деталей и требуе-
мой прочности уточняют по технологической пробе, результатам ис-
пытаний на срез и отрыв и по металлографическим исследованиям
с замерами твердости.
Для деталей большой толщины из закаливающихся сталей пла-
стичность оценивают отношением усилия отрыва к усилию среза.
Режим окончательно проверяют на готовой детали. В ряде случаев
соединения подвергают испытаниям на коррозию, длительную проч--
ность, ударные нагрузки и др.
§ 20. СВАРКА РАЗЛИЧНЫХ МАТЕРИАЛОВ
Низкоуглеродистые стали сваривают на мягких й
жестких режимах при плотности тока 80—160 а!мм2 и 200—-
400 а/мм2, диаметре dB=26+2,5 мм и Рсж= (100+200)6 (в машина^
без автоматического привода обычно ниже). Детали толщиной
до 5 мм сваривают при изменении тока и усилия по графику, по-
казанному на рис. 50, а, а более толстые детали по графику нй
рис. 50, б, д с увеличенным Рп.
При большей толщине свариваемых деталей для устранения
пор, раковин и трещин применяют повторный нагрев, совмещенный
с термообработкой. Нагрев начинают до окончания кристаллизаций
и ведут до неполного расплавления. Давление повышают до 18—
20 кГ1мм2. Ковочное усилие при толщине деталей 20, 40 и 60 мМ
равно 6,14 и 25 Т соответственно. Очистка обязательна. Строитель-
ные конструкции толщиной более 5 мм сваривают при б=(3—7)6
на низкочастотных машинах с <с>к=2—3 сек, fK=3—5 сек и запаз-
дыванием пржовки на 0,8 сек. Вторые точки сваривают с увеличе-
нием тока на 10—15%.
Стали с покрытиями, резко меняющими 7?к и /?ид, сва-
ривают на специальных режимах. При наличии окалины выплески
из-за большого /?к и /?ид предупреждают резким повышением Рсж
в начале нагрева, уменьшением тока или импульсным подогревом,
делающим окалину электропроводной. Меняющиеся с изменением
содержания углерода и других элементов свойства окалины суще-
ственно влияют на режим. Из-за окалины ядро часто имеет непра-
вильную форму. Окалина разрушаясь, впрессовывается в электро-
ды, понижая их стойкость в 5—6 раз по сравнению со сваркой очи-
щенного металла.
Детали толщиной более 2 мм с окалиной обычно сваривают по
единичным рельефам, стабилизирующим сопротивление Д;, или
после дробления окалины накатными роликами. Также известна
сварка горячекатаной стали по тонкому слою грунта, содержащего
ферротитан или мел. Вместо пульсирующего тока при сварке по
69
chipmaker.ru
окалине более целесообразен одноимпульсный мягкий режим при
использовании сферических электродов, способствующих вытесне-
нию нагретой окалины.
Детали с окислами синего цвета сваривают без
зачистки. Жесткий режим может привести к внутреннему вы-
плеску, который на тонких деталях не меняет статической проч-
ности.
Низкоэлектропроводные покрытия вызывают бы-
строе изменение размеров и формы электродов. При низких темпе-
ратурах плавления (Al, Zn) диаметр контактной поверхности элект-
рода увеличивают, поэтому оцинкованную и луженую сталь сва-
ривают при повышенных на 25—50% токах и большей длительности
сварки, чем детали без покрытия. При нагреве цинк размягчается
и выдавливается. Ядро образуется в конечной стадии нагрева. Уве-
личение усилия ускоряет удаление цинка и олова. Качество зави-
сит от толщины покрытия и состояния поверхности, а также от
формы и системы охлаждения электродов. Лучшие результаты по-
лучены на электродах со впаянными вставками молибдена, леги-
рованного 0,05% Ti и 0,08% Zr, имеющими усеченный конус с углом
20—30°. Диаметр ядра близок к (4—5)6. Электроды интенсивно
охлаждаются. Можно применять электроды из хромистой бронзы
или медно-циркониевого сплава с da=(4—5)6 и углом 20—30°.
В среднем ток при сварке деталей, покрытых цинком, в 1,4—1,6 ра-
за больше, чем при сварке чистых деталей. С увеличением 6 от 0,5
до 1,8 мм da увеличивается от 16 до 25 мм.
Для сохранения покрытия длительность нагрева сокращают, ток
увеличивают, а электроды интенсивно охлаждаются водой и задер-
живаются на детали после окончания нагрева.
Детали из стали с фосфатным покрытием под
покраску толщиной до 5—7 мк можно сваривать без очистки, а де-
тали с большей толщиной — только после дробеструйной подготов-
ки, облегчающей разрушение покрытия при сдавливании. Сварку
осуществляют электродами со сферической поверхностью радиусом
50—75 мм на обычных режимах.
Стальные полосы с односторонним пластмас-
совым покрытием сваривают при кратковременном (не бо-
лее 0,005 сек) импульсном нагреве и интенсивном охлаждении
электродов и полос водой. Полосы с двусторонним покрытием сва-
ривают после (местной зачистки.
Углеродистые и низколегированные стали, име-
ющие высокое /?к, для устранения закалочных структур и преду-
преждения трещин сваривают при повышенном усилии сжатия с
термообработкой в электродах машины. Ток термообработки мень-
ше сварочного включается после охлаждения точки до 200—300° С
и нагревает ее до температуры отпуска. Замедленное охлаждение
при более высоких температурах также снижает твердость и повы-
шает пластичность. После термообработки увеличивается отноше-
ние усилия отрыва к усилию среза. Режимы сварки некоторых ста-
лей даны в табл. И.
Хромоникелевые стали типа 1Х18Н9 сваривают на же-
стких режимах с длительностью вдвое меньшей, чем низкоуглеро-
дистые стали. При малой длительности и быстром охлаждении (в
интервале 810—426° С) предупреждается выпадение карбидов и по-
нижение прочности стали. Давление при сварке этих сталей повы-
шается до 16 кГ)мм2, сварочный ток из-за низкой тепло- и электро-
проводности понижается на 30—40% • Сталь типа Х23Н28 сварива-
ется при более мягком режиме, но при больших давлениях (до
20 кГ/мм2), что предупреждает образование трещин.
При сварке титана применяют электроды со сферической поверх-
ностью, а ток иа 5—10% больше, чем при сварке стали 1Х18Н9 и
при одинаковом усилии сжатия. Взаимодействие титана с азотом,
кислородом и водородом при сварке на жестких режимах незначи-
тельно. Оптимальная пластичность достигается при мелкозернис-
той исходной структуре.
Алюминиевые и медные сплавы из-за высокой теп-
ло- и электропроводности сваривают обычно при больших токах
(50—80 ка для полос толщиной 2+2 мм) хорошо охлаждаемыми
электродами со сферической поверхностью, уменьшающей началь-
ное сопротивление ₽и.д. При этом температура контактной поверх-
ности электродов, достигающая 500°, несколько снижается с увели-
чением 6. Алюминиевые сплавы толщиной до 4 мм можно свари-
вать за один импульс на низкочастотных машинах типа МТИП. Для
более толстых деталей усадочные рыхлости, раковины и поры пре-
дупреждаются дополнительным импульсом тока, замедляющим
охлаждение точки. Чем прочнее сплав, тем труднее он сваривается
и тем большее усилие предварительного сжатия необходимо.
Плакированные сплавы, имеющие более тугоплавкую
плакировку, сваривают на жестком режиме. Иногда плакировку
удаляют. Чрезмерные токи дают выплеск. С увеличением давления
проплавление уменьшается. Преждевременное включение ковочно-
го усилия (ранее, чем за 0,11 сек) равноценно сварке с повышенным
давлением, что не только уменьшает d, но и может привести к не-
провару. Поздняя проковка не устраняет поры и способствует об-
разованию трещин. При большом ковочном усилии детали свари-
ваются в широком интервале длительностей нагрева.
Медные сплавы типа латуней и бронз сваривают-
ся в более широком диапазоне режимов, чем медь. На машинах
переменного тока обычно используют более мягкие режимы, чем на
низкочастотных машинах или машинах с выпрямленным током.
При сварке алюминиевых и черных сплавов очень важны хорошая
зачистка и точное соблюдение режима.
Сварка многих сплавов алюминия и меди, содержащих 80% Си
или А1, осуществляется с большим трудом. Чистый алюминий и
медь сваривают иногда с прокладкой между электродами и дета-
лями полосок нержавеющей стали толщиной 0,1—0,2 мм. Без про-
кладок алюминий и медь привариваются к электродам. Такие про-
кладки допускают сварку алюминия на обычных машинах неболь-
шой мощности.
70
71
chipmaker.ru
Алюминий небольшой толщины можно также сваривать моду-
лированным током. Контактное сопротивление у полос из алюми-
ниевых сплавов после травления их поверхности не играет сущест-
венной роли в тепловыделении. Соединения алюминия, сваренные
без специальной очистки поверхности, различаются по прочности.
Сплавы алюминия сваривают при нарастании тока за определен-
ное время (см. рис. 50, е и ж) со скоростью 150—180 копеек. При
меньших скоростях ухудшается структура ядра точки, расширяется
зона нагрева, увеличиваются вмятины и усиливается налипание ма-
териала электродов на свариваемые детали и металла деталей на
электроды.
В зоне отжига около сварной точки термически упрочненных
сплавов типа Д16 происходит разупрочнение металла и рост зерна.
Сварные точки алюминиевых сплавов недостаточно пластичны.
Соединения медных сплавов формируются аналогич-
но алюминиевым. В качестве электродного материала в этом слу-
чае применяют молибден и вольфрам.
Клеесварные алюминиевые конструкции, обес-
печивающие в 1,5 раза большую прочность на срез, чем обычные,
сваривают по нанесенному слою жидкого клея на основе эпоксид-
ных смол (например ЭПЦ) с предварительным обжатием деталей.
Если прослойки клея не удалены, то возможны трещины, вклю-
чения по окружности ядра, прожоги и др. После сварки рекоменду-
ется горячее или холодное отвердение клея (в зависимости от его
состава).
§ 21. СВАРКА ДЕТАЛЕЙ НЕОДИНАКОВОЙ ТОЛЩИНЫ
И РАЗНОРОДНЫХ МЕТАЛЛОВ
Детали с отношением толщин не более 1:3
сваривают по режимам сварки тонких деталей.
Очень тонкие детали (6^0,25 мм) приваривают на особо жестких
режимах при £с<'0,01 сек. Поле токов и площадь контактов при
этом меняются мало, а теплоотвод незначителен. Ядро образуется
на участках максимальной плотности тока по краям электрода (см.
рис. 45, б). Электроды из БрНБТ в этом случае из-за перегрева
поверхности не используют. Лучшие результаты получают на элек-
тродах из БрМС, БрХ07 и БрМц5Б со сферической поверхностью
радиусом 10—15 мм при 6=0,15—0,4 мм и d=25 мм при 6=0,5—
0,6 мм. Тепловыделение в контакте усиливается с увеличением плот-
ности тока. Рельефы на тонкой (рис. 51, а) или лучше на толстой
детали (рис. 51, б) сосредоточивают нагрев в зоне контакта де-
талей.
Жесткие режимы, способствующие тепловыделению на контак-
те, легко задать на конденсаторных машинах при одном импульсе.
Такой же импульс можно получить и на машине переменного тока.
Поэтому при /с=0,01 сек оба способа одинаково приемлемы. С уве-
личением 6 от 0,2 до 0,5 мм требуемый ‘импульс реализовать на
72
Рис, 51. Схемы сварки деталей не-
одинаковой толщины
машинах переменного тока невозможно из-за изменения длительно-
сти и чрезмерной скорости нарастания тока. Импульсы низкоча-
стотных машин и машин постоянного тока при соответствующем
регулировании тока и усилия сжатия предпочтительнее. Модулиро-
вание тока (см. рис. 43, кривая б) не устраняет резкого нарастания
тока, и сварка при равном тепловом воздействии сопровождается
выплеском. Для его устранения применяют мягкие режимы, при
которых, однако, из-за теплоотвода ядро смещается в толстую де-
таль без расплавления тонкой. Положение ядра регулируют экра-
нами-прокладками (рис. 51, в) подбором электропроводности ма-
териала электродов их диаметра d3 и массы. С увеличением массы
и d3 ускоряется охлаждение контактируемой детали. Ядро смещают
установкой массивных электродов
большого диаметра с большим d3 со
стороны толстой детали и милого
диаметра — со стороны тонкой. При
уменьшении dB возможны выплески,
глубокие вмятины и уменьшение яд-
ра (рис. 51, г). Со стороны тонкой
детали у алюминиевых сплавов ста-
вят электрод из менее электропро-
водного материала (например, из
сплава Мц-5б), чем со стороны тол-
стой детали (например, медь). При
сварке стали для устранения вмя-
тин со стороны тонкой детали также
применяют молибденовые или воль-
фрамовые электроды большого диа-
метра, а со стороны толстой — медные малого диаметра (см.
рис. 46, б). Тонкие (0,15—0,25 мм) прокладки (экраны) из стали
1Х18Н9 или другого низкотеплопроводного металла (см. рис. 51, в)
концентрируют нагрев и уменьшают теплоотвод в электрод, спо-
собствуя смещению ядра в тонкую деталь.
Прокладка от детали легче отделяется, если она и деталь тща-
тельно зачищены. Прокладки и электроды с низкой теплопроводно-
стью из-за повышенного сопротивления требуют мягких режимов.
Форма и размеры электрода у толстой детали почти не влияют на
проплавление тонкой детали, однако с увеличением dg требуется
больший ток, чем при сварке электродами одинакового диаметра.
Две тонкие детали с промежуточной толстой сваривают так же, как
две детали, но при большем на 5—10% токе. Две толстые детали
с тонкой сваривают в два этапа, вначале тонкую с толстой, а затем
двойную с толстой.
Если вмятина со стороны тонкой детали недопустима, то ее
сдавливают электродом с молибденовой пластиной, а со стороны
толстой детали — электродом со сферой.
Разнородные металлы при большом различии в темпе-
ратурах их плавления требуют специальных приемов сварки (боль-
шой ток, малая его длительность, низкое давление, использование
73
chipmaker.ru
покрытий, прокладок и т. д.). На обычных точечных машинах
алюминий со сталью сваривают, например, после покрытия стали
серебром или медью. При одинаковой толщине ядро смещается в
металл с меньшей тепло- и электропроводностью и более низкой
температурой плавления. Так, из-за смещения ядра в сталь
1X18TI9T проплавление низкоуглеродистой стали может оказаться
малым. Для выравнивания нагрева толщину детали из стали
1Х18Н9Т уменьшают или понижают теплоотвод в иизкоуглероди-
стую сталь теми же способами, что и при приварке тонкой детали
к толстой. Режимы выбирают по более электропроводному мате-
риалу. Металл ядра может отличаться по составу от свариваемых
металлов.
Сварка разнородных металлов часто сопровождается выплеска-
ми (из-за высокой плотности тока, инерции подвижных частей ма-
шины и большого начального /?к), которые устраняются постепен-
ным нарастанием сварочного тока или подогревом деталей вне ма-
шины.
Для сварки разнородных металлов целесообразны жесткие ре-
жимы.
§ 22. ОДНОСТОРОННЯЯ СВАРКА
Односторонняя сварка (рис. 52) из-за значительного шунтиро-
вания тока требует особых режимов. При ней из-за перегрева при-
вариваемой детали и смещения ядра возможны значительные вмя-
тины и повышенный износ электродов.
Рис. 52. Схемы односторонней (а, в, г) сварки и сварки с замкну-
тыми нижними электродами (б)
Для деталей равной толщины и при отношении толщин меньше
1:3 применяют токоведущие подкладки (рис. 52, а) или замкнутые
электроды (рис. 52, б), обеспечивающие протекание основного тока
через участки контакта деталей. Ток шунтирования и ток нижней
детали в этом случае невелик. При значительном различии в тол-
щинах тонкую деталь к толстой можно приваривать без подкладки
(рис. 52, в). Также возможна одноточечная сварка со вспомогатель-
ным электродом (рис. 52, а).
Наибольшая толщина привариваемой детали при шаге
30—35 мм не превышает 1 мм, а при шаге 50 мм— 1,5 мм. Специ-
альными приемами можно добиться качественного соединения и
74
при большей толщине (шаг 50 мм). Более толстые детали обычно
приваривают двусторонней двухточечной сваркой (см. рис. 42, г),
обеспечивающей минимальные токи шунтирования.
Токи шунтирования /ш растут с увеличением толщины де-
талей и уменьшением шага (рис. 53, а, б).
Рис. 53. Зависимость отношения /щДн.п от толщины пластины 6 из низкоуглеро-
дистой стали при ST — 50 мм и разной ширине в (с), а также отношения 1ШЩ
от ST для пластин из стали Х18Н9Т толщиной 1,5+1,5 мм (б — кривая /) и тол-
щиной 2+1 мм (кривая 2), а также стали ЗОХГСА толщиной 1,5+1,5 мм
(кривая 3)
Плотность тока достигает 400—420 а/мм2, а усилие сжатия в
1,1—1,3 раза больше, чем при обычной сварке. Соответственно уд-
линяется и нагрев. Так, для приварки полос толщиной 0,9 мм с ша-
гом 50 мм ток составляет 15—16 ка, /с=0,2 сек и Рсж=270—320 кГ.
Стабильное качество обычно обеспечивается сваркой на более
мягких режимах (табл. 12).
ТАБЛИЦА 12
Режимы односторонней точечной сварки
Радиус сферы электрода 75мм, tc = 19 пер.,
Рср — усилие среза
S, мм /с, ка рсж- кГ б?э, мм ₽ср- кГ
0,8 12,3 180 4,8—5 480—520
1 13,2 200 5,5—6 610—630
1,2 15,4 250 7,0—7,5 820—840
75
chipmaker.ru
Сварку на медной подкладке при шаге 65 мм ос\ще-
ствляют при большем па 10% токе, большей на 25% длительности
и меньшем на 50% усилии, чем при обычном режиме.
С увеличением тока растет шунтирование, усиливается нагрев
электродов и деталей, усиливается их деформация. С увеличением
и Рст л шага уменьшается отношение—(см. рис. 53, о).
•ни*
При нагреве ядро смещается и поворачивается к соседнему
электроду тем сильнее, чем больше шунтирующий ток. Для получе-
ния одинаковых точек важно стабильное и поддержание Д, с
точностью ±5 мм.
ГЛАВАМ
ТЕХНОЛОГИЯ
рельефной сварки
Chipmaker.ru
Рельефная сварка — способ соединения деталей с элект-
ронагревом и деформацией по одному или нескольким естествен-
ным или специально подготовленным рельефам (выступам). Релье-
фы иногда заменяют тонкими чечевичными, цилиндрическими или
кольцевыми вставками.
Рельефная сварка прозводительна, удобна для автоматизации
и экономически выгодна в массовом и крупносерийном производст-
Рпс. 54. Jlcb'i.ni. сваренные рельефной сваркой
77
chipmaker.ru
ве. С ее помощью можно соединять несколько деталей в двадцати
и более точках одновременно с меньшим шагом и расстоянием от
кромок, чем при точечной сварке. Рельефы способствуют разруше-
нию окисной пленки и концентрируют нагрев, позволяя сваривать
детали с большим отношением толщин (1 :6 и более).
Недостатками рельефной сварки являются большая потребляе-
мая мощность, трудность равномерного сжатия рельефов и равно-
Рис. 55. Разновидности рельефов
мерного распределения между ними тока, а также большая ско-
рость и величина деформации при нагреве, из-за которых необхо-
димо применять малоинерционные механизмы сжатия.
Рельефной сваркой чаще всего соединяют нахлесточные и Т-об-
разные детали и, в частности, пластинки резцов, сетки и арматуру
железобетона, гайки штуцера и винты, а также различные другие
детали (рис. 54). Рельефную сварку также применяют при изготов-
лении предметов домашнего обихода, например, при приварке ру-
чек к кастрюлям и крышкам и т. п.
78
§ 23. СПОСОБЫ РЕЛЬЕФНОЙ СВАРКИ
Рельефная сварка бывает одно- и многорельефной (рис. 55, а)
по штампованным (рис. 55, б, в, г), высаженным (рис. 55, д, е) или
закладываемым (рис. 55, ж) рельефам, а также по естественным
рельефам при соединении проволок вкрест (рис. 55, н) и по ост-
рой кромке на одной из деталей (рис. 55, з, и, к, л, м). Детали под.
Т-образную сварку можно затачивать на конус, по сфере или по
другим поверхностям (рис. 55, о, п, р, с). Форма, размеры и коли-
чество рельефов зависят от толщины деталей и требований к каче-
ству соединений.
Из трех круглых рельефов (рис. 56 и табл. 13), применяемых
при сварке листовых деталей и обладающих повышенной устойчи-
Рис. 56. Форма рельефов, матриц и пуансонов американского (А) общества
сварщиков (а), Международного (М) института сварки (б) и стандар-
та (Т) (в)
востью при сжатии перед нагревом, широко применяют рельеф М
(Международного института сварки). Продолговатые и кольцевые
рельефы (см. рис. 55, в, г) с большой контактной площадью по
сравнению с круглыми обеспечивают повышенную прочность при
сварке тонких деталей (6^1 мм).
Рельефную сварку осуществляют при больших токах, достигаю-
щих 100 ка и высоких напряжениях холостого хода (до 15 в).
§ 24. ФОРМИРОВАНИЕ СОЕДИНЕНИЯ
И ЕГО ПРОЧНОСТЬ
Рельефная сварка 'может завершаться, как и точечная, кристал-
лизацией расплава ядра, соединением без расплавления, или одно-
временным соединением при расплавлении и без него (см. гл. II).
Различия в формировании соединения обусловлены размерами и
формой рельефов, свойствами .материала и конструкцией деталей,
электрическими характеристиками машин и конструктивным ис-
полнением 'механизма сжатия. При заданном рельефе и неизмен-
79
chipmaker.ru
ТАБЛИЦА 13
Основные размеры рельефов типа А (рис. 56, а ),
М (рис. 56, б ) и Т (рис. 56, в ) (мм)
при толщине полос 1—2,0 мм (низкоуглеродистая сталь)
Тип рельефа 5 D h Г rt ь а
А-6,7 1,1—1,3 3 0,7 2,0 0,1 1,1 3,1
А «-69 1,5—1,8 3,9 0,9 2,7 0,1 1,1 3,1
А—10 2,0 4,8 1,0 3,3 0,3 1,4 4,0
мю 1,0—1,3 3,0 0,9 1,6 1,3 3,5
М19 1,4—1,8 3,3 1,0 1,8 — 1,4 4,1
М29 1,8—2,5 4,8 1,1 2,0 — 1,6 4,7
Т2 0,9—1,1 2,0 0,9 1,2 2,3 9,5
Т4 1,5—1,7 3,0 1,1 1,6 — 3,1 9,5
Т5 2,0 4,6 1,2 1,6 — 3,7 9,5
соединения зависит от.тока, длитель-
качество
ных других условиях
ности его протекания и усилия сжатия Рск, которое деформирует
рельеф до и при нагреве. С повь^пением РСж рельеф сильнее сми-
нается по высоте h (рис.
57), площадь его контак-
та увеличивается, и на-
грев стабилизируется. Оп-
тимальная степень де-
формации рельефа при
толщине полос 1—1,5 мм
близка к 20% его началь-
ной высоты h (см.
рис. 57), а диаметр по-
верхности контакта 6—
8 мм. После такой дефор-
мации сопротивление Дк
стабильно и ток распре-
% при
от тол-
Рис. 57. Деформация рельефа М в
разных усилиях Рсж в зависимости
щины полос б
деляется по рельефу рав-
номерно. Деформация рельефа при нагреве током незначительна.
Касание деталей вне зоны рельефов изменяет условия нагрева. Это
можно исправить увеличением размера и количества рельефов.
Интенсивность нагрева зависит от соотношения ---------—----- и
27?ид + 2/?л
электрических характеристик машины. По мере снижения Рк в на-
чале нагрева влияние горячего металла рельефа на концентрацию
тепловыделения усиливается. Сварка с расплавлением требует оп-
80
тимальной мощности, зависящей от тока, напряжения и дли-
тельности. При малой мощности потери тепла не восполняются
и ядро не образуется, а при большой — возможен выплеск ме-
талла.
Формирование соединения можно проследить на по-
лосах толщиной 2 мм при длительном нагреве рельефа М (см.
рис. 56, б). После протекания двух волн (периодов) переменного
тока рельеф расплавляется по наружному кольцу контакта
(рис. 58) и начинает деформиро-
ваться в сторону углубления. Об-
ратная деформация завершается
полностью к 14 периоду. Расплав
в центре рельефа появляется в
9 периоде, объединяясь в даль-
нейшем с кольцевым расплавом.
При токах порядка 15 ка форми-
рование ядра при рельефе М за-
вершается к 24 периоду. С увели-
чением тока ядро формируется
быстрее.
Окончательный диаметр ядра
по ГОСТ 15878—70, а также шаг
между рельефами и величину на-
хлестки а выбирают в зависимо-
сти от толщины детали (табл. 14).
Нагрев и деформация рельефа
оцениваются по синхронным ос-
циллографическим записям тока
и перемещения инструмента. Пе-
Рис. 58. Схема формирования со-
единения при рельефе А (сбоку
в периодах указана длительность
сварки tc)
ремещение на участке АВС до нагрева (рис. 59, а) растет почти
линейно с усилием Рсж (см. рис. 57), а при нагреве (участок CDE)
вначале рост замедляется, а затем из-за увеличения объема, рас-
плава расстояние между плитами уменьшается (участок D — Е).
После выключения тока рельеф сжимается (участок (Е — F) уси-
лием Рсж- Деформация на участке Е — F зависит от от, р и б мате-
риала деталей, а подъем на участке DE — от соотношения усилия
сжатия и усилия, создаваемого расплавом.
При медленном нарастании тока проплавление и сдавливание
рельефа в начале нагрева мало. Чрезмерный ток и большое тепло-
выделение, а также перемещение инструмента приводят к выплеску,
последующему росту тока и обжатию участка контакта при новом
увеличении объема.
Нарастание тока в первые периоды нагрева за счет модулирова-
ния тока (рис. 59, б) сглаживает пик D, устраняет начальный вы-
плеск, способствуя обжатию расплава.
Жесткий режим ускоряет сжатие рельефа (участок CD), увели-
чивает объем расплава и уменьшает расстояние между плитами
(участок DE). На мягком режиме оба процесса замедляются. При
касании деталей в стадии нагрева размеры рельефа увеличивают,
81
chipmaker.ru
ТАБЛИЦА 14
Конструктивные элементы соединении (мм), выполняемых рельефной сваркой.
Расстояние от кромки до оси рельефа равно 0,5 а
d НОМИН. d пред. откл. а
0,3 1,5 +0,5 3,0 5
0,4—0,6 2,5 4,0 7
0,7—0,8 3,0 5,5 9
0,9—1,1 4,0 + 1,0 7,0 10
1,2—1,4 5,0 8,0 12
1,5—1,6 6,0 10,0 15
1,8—2,2 7,0 12,0 18
2,5—2,8 8,0 + 1,5 14,0 23
3,0—3,2 9,0 17,0 27
3,5—3,8 10,0 20,0 30
4,0 11,0 22,0 34
4,5 12,0 +2,0 24,0 38
5,0 13,0 26,0 42
5,5 14,0 28,0 46
6,0 15,0 30,0 50
ТАБЛИЦА 15
Прочность на срез jPcp соединений полос толщиной 6,
полученных рельефной сваркой при разных режимах
(токах /с> усилиях сжатия РСж и длительности сварки /с)
6. мм Жесткий режим Средний режим Мягкий режим
/с. ка 'с- пер. р сж» кГ Рср’ кГ ^С* ка *С’ пер. р еж’ кГ Рср’ кГ 'с' ка 'с- пер. рсяС кГ Рср’ кГ
0,94 9,2 12 147 650 8,7 21 147 630 7,6 32 147 470
1,5 11 21 226 1160 9,7 30 226 1100 8,6 42 226 1140
2,56 14,7 34 475 2300 12,5 46 475 2100 11,0 56 475 1700
сохраняя отношение —= 0,2—0,3. Рельефная сварка позволяет по-
лучать качественные соединения также без расплавления с прочно-
стью, зависящей от площади сварки.
Нахлесточные соединения обычно сваривают с расплавлением
рельефа, а Т-образные — как с расплавлением, так и без него. Иног-
да возможна сварка с расплавлением только части поверхности.
Соединения по острой кромке чаще формируются в твердом сос-
тоянии при большом давлении. Стержни вкрест соединяют как с
расплавлением, так и без него.
82
Расплавление обеспечивает более стабильные свойства сварных
соединений. Для сварки в твердом состоянии необходимы чистые
поверхности и предупреждение их окисления при нагреве (см. гла-
ву II).
С увеличением толщины 6 от 2 до 4 и 6 мм диаметр точки а
увеличивается от 7 до 11 и 15 мм, а прочность на срез с 1500 до
(а) и нарастающей (б) амплитудой
тока ic
4300 и 6500 кГ соответственно.
Прочность нахлесточных соеди-
нений, помимо толщины дета-
лей, зависит от режима. Так,
прочность на срез РСр полос из
низкоуглеродистой стали при
6=0,9—1,5 и 2,6 мм резко ме-
няется не только с увеличени-
ем 6 (табл. 15), но и с увели-
чением тока и усилия сжатия.
При Т-образной сварке проч-
ность сварного соединения
обычно близка к прочности
привариваемой детали.
Тип рельефа мало влияет
на размеры и прочность соеди-
нения.
Пластичность соединений
во многом зависит от содер-
жания легирующих элементов.
Повышение содержания угле-
рода с 0,08 до 0,2% снижает
прочность на отрыв и повыша-
ет прочность на срез. Их отно-
шение уменьшается с 48 до 15%
у пластин с 6=1,6 мм и с 78
до 28% у пластин с 6 = 3,2 мм. Так же влияют другие легирующие
элементы. Для повышения пластичности соединений применяют
термообработку.
§ 25. ПОДГОТОВКА ДЕТАЛЕЙ К СВАРКЕ
. Качество соединений зависит от формы рельефа, материала де-
талей и состояния поверхности. Рельефы в листовой стали получа-
ют штамповкой, острые кромки — точением, а выступы на кованых
деталях — высадкой и прокаткой. Крестообразные соединения не
требуют формоизменения. Плоские вставки штампуют, а круглые
нарезают из спирально-навитой проволоки.
Основные размеры рельефа выбираются в зависимости от тол-
щины (см. табл. 13). Допуск на диаметр рельефа при 6^1,25 мм
составляет 0,1 мм, при 1,5 мм — 0,2 мм. Допуск на высоту в
1,5 раза меньше. Рельефы целесообразно делать на более толстой
83
chipmaker.ru
или прочной детали или на детали с большей электропроводностью.
На деталях толщиной менее 0,6 мм обычно делают кольцевые
рельефы (см. рис. 55, г). Острая кромка с углом 90° располагается
симметрично относительно привариваемой поверхности (см.
рис. 55, л). При большем угле из-за недостаточного оплавления
возможно плохое формирование соединений. Наиболее часто высо-
та рельефа составляет 1,0 и 1,5 мм.
Сферическая или коническая форма с острой или притупленной
вершиной на конце стержня при Т-образной сварке выбирается в
зависимости от толщины привариваемой детали. Так, например, для
сварки лучшее соотношение высоты рельефа и толщины листа 1 :3.
Иногда это соотношение уменьшается до 1:2. Следует заметить,
что при хорошей фиксации стержней возможно изготовление релье-
фов и на листовой детали.
Для стержней диаметром 10, 20 и 30 мм угол при вершине кону-
са составляет 120—150°, а высота конуса соответственно 2; 2,5 и
3 мм.
Существенное влияние /?к на нагрев и возможность перераспре-
деления тока между рельефами требуют более тщательной зачист-
ки деталей. Для равномерного распределения тока и усилия сжа-
тия между рельефами необходимо, чтобы высота рельефов была
одинакова.
§ 26. ВЫБОР ПАРАМЕТРОВ РЕЖИМА
ПРИ СВАРКЕ РАЗЛИЧНЫХ ДЕТАЛЕЙ
Рельефная сварка требует больших плотностей токов и высоко-
го давления. Так, в нахлесточных соединениях толстых деталей
средняя плотность тока близка к 500 а/мм2, а у тонких к 250 а/мм2.
Среднее давление также выше, чем при точечной сварке. У низко-
углеродистой стали оно может достигать 15 кГ/мм2. Иногда его ог-
раничивают 7—.10 кГ]мм2.
При сварке по острой кромке давление на единицу длины состав-
ляет 4—5 кГ!мм, а ток достигает 1300 а!мм. Сварку целесообразно
осуществлять с нарастающим импульсом тока. Длительность на-
грева выбирают с учетом свариваемого металла, формы соедине-
ния, площади. Обычно соотношение между длительностью предва-
рительного сжатия /пр, сварки tc, проковки tK составляет
1,25: 1 : 1,25.
Ковочное усилие прикладывают перед выключением тока. Боль-
шие скорости нагрева и относительно большие перемещения инст-
румента при сварке создают значительные трудности для поддер-
жания стабильного усилия сварки Рсв, которое зависит от веса
подвижных частей привода Q, статического усилия, развиваемого
приводом Рст, силы трения Ртр, ускорений подвижных частей при-
вода а и силы тяжести q.
PCH=Q-YP„±Q-^-P^.
84
Большие ускорения могут существенно уменьшить усилие Рсв.
Для стабилизации Рсв помимо плавного нарастания тока и увели-
чения Рст уменьшают вес подвижных частей привода и трение в
направляющих.
Рельеф необходимо нагревать с оптимальной скоростью. Если
скорость нагрева велика (велик ток), то происходит выплеск. Вы-
плеск также возможен из-за большого обьема расплава, который
раздвигает свариваемые детали.
Основным параметром, определяющим прочность нахлестки, яв-
ляется диаметр точки в зоне соединения. Он выбирается в зависи-
мости от толщины деталей. Соответственно выбирают усилие сжа-
тия и ток (рис. 60), который дол-
жен обеспечить плавление метал-
ла в зоне контакта. По мере разо-
грева и осаживания рельефа
плотность тока снижается. Плот-
ность тока выбирают по размеру
рельефов и расстоянию между
ними. При наиболее распростра-
ненных размерах рельефов и ша-
га ST=20+2,76 между ними плот-
ность тока уменьшается с увели-
чением сечения рельефа и при
площади рельефа 8—18 и 60 мм2
составляет 1000—500 и 300 а/мм2,
т. е. она значительно больше, чем
при обычной точечной сварке.
С уменьшением расстояния
между рельефами из-за лучшего
прогрева и уменьшения теплоот-
вода величина тока снижается.
Ток также определяют с учетом
площади рельефа F по формуле
/„= (3004-500) Л Рекомендуе-
мся,
кг
7000
1750
1500 -
1250 ----1-------1--------1-------ч*.
300 400 500 600
рсж-,кг
Рис. 60. Зависимость прочности на
срез РСр от усилия сжатия Рсж при
разных токах и Zc=49 пер. для полос
толщиной 2 мм
мая длительность нагрева не превышает 5 периодов. В расчетах ток
увеличивают пропорционально количеству рельефов
Усилие на инструментах определяют, исходя из давлений 14—
16 кГ/мм2, приходящихся на рельеф при его деформации на 80%.
Усилие сжатия ориентировочно определяют по формуле: Pcw=
= Е-ов-0,3. Усилие предварительного сжатия составляет (0,5—
1,2)Лян, а ковочное усилие Рц= 1,2/сж. Предварительное сжатие
должно быть плавным для обеспечения стабильной площади на-
чального контакта. У толстых деталей допускается кратковремен-
ное двух- и трехкратное импульсное включение тока небольшой
амплитуды длительностью 0,2—0,3 сек. Весьма часто /Зц= 1,2Рсн:.
Общее усилие также увеличивают пропорционально количеству
рельефов. Для стабилизации качества сварки и устранения выплес-
ков необходимо равномерное распределение тока и давления по
рельефам, а также целесообразно модулирование тока в начале и
85
chipmaker.ru
конце нагрева. Непараллельность перемещения инструмента при
сжатии не должна превышать 0,2 мм.
Рельефная сварка нахлесточных соединений обычно осуществля-
ется на мягких режимах, при которых прочность снижается незна-
чительно, а ток резко уменьшается.
Рельефной сваркой обычно соединяют низкоуглеродистые и ле-
гированные стали и реже цветные металлы и сплавы. В автомат-
ных сталях возможно появление трещин, а в кипящих — расслоение.
Хорошо свариваются низкоуглеродистые и хромоникелевые стали,
значительно хуже — ферритные низкоуглеродистые.
Легированные стали закаливаются более интенсивно, чем при
точечной сварке. При эквиваленте по углероду большем 0,4 необхо-
Рис. 61. Соединения после Т-образной
сварки оплавлением с выступом (с)
и без него (б)
же должен быть облегченным, а
должен иметь высокую твердость
дима термическая обработка.
При рельефной сварке неуп-
рочненных алюминиевых спла-
вов вместо круглых легко сми-
наемых выступов делают спе-
циальные выступы сложной
формы. Упрочненные сплавы с
рельефами без лунок с обрат-
ной стороны при плавно нара-
стающем токе свариваются
значительно лучше. Привод
электродов вэтом случае так-
инструмент со стороны деталей
(НВ>100 кГ/мм2). Успешно сва-
ривается монель-металл, некоторые латуни и бронзы, а также все
эти материалы со сталью. Опыт промышленного применения
рельефной сварки непрерывно обогащается, расширяются сорта-
мент материалов и виды изделий, соединяемых с помощью этого
вида сварки.
Т-образную сварку стержней и труб, заточенных на угол 90° (см.
рис. 55, л), с полосами наиболее часто осуществляют в твердом
состоянии. Острый угол обычно притупляют. Высокая прочность
Т-образных соединений при сварке стержней и листов достигается
при кольцевом выступе (см. рис. 55, г). При Т-образной сварке
оплавлением на пластине делают выступ высотой 1,56 (где 6— тол-
щина или диаметр привариваемого стержня). Если высота меньше,
то по периметру стержня возможны подрезы. При сварке стержня
без выступа (рис. 61, б) ширину шва в (рис. 61, а) принимают рав-
ной (1,24-1,4)6, а при сварке двух пластин втавр—(1,5—1,8)6.
Глубина проплавления h не должна превышать 0,56, если толщина
пластины в 1,3—1,4 раза больше толщины стержня. При большем
отношении толщин глубина проплавления из-за увеличения радиу-
са уменьшается. Т-образную сварку для лучшего прогрева жела-
тельно осуществлять с повышенным напряжением. При — = 1 ско-
рость осадки близка к 70 мм)сек, а при—= 2 — к 45 мм!сек. Конеч-
86
ная скорость оплавления достигает 16 мм/сек, а с подогревом
пластинки до 400° С скорость снижается до 4 мм/сек. Установочная
длина близка к 3d, а Аос на 20—30% больше, чем при обычной
сварке. Давление осадки для сталей 35ГС и 25Г2С близко к 12—
15 кГ/мм2.
Рельефную сварку пересекающихся стержней чаще всего при-
меняют для металлов с достаточной .прочностью.
Из-за сложности охлаждения стержни чаще сваривают на жест-
ких режимах с последующим отпуском. Это справедливо и для
нагартованных прутков. Соотношение между током и длительностью
зависит от минимального диаметра стержня Ic2tc=adb, где а и h
опытные коэффициенты. Для сварки особо мягких металлов требу-
ются приводы, обеспечивающие постоянный контакт проволок при
их нагреве. Вкрест сваривают проволоку из углеродистой и нержа-
веющей стали, алюминиевых сплавов, никеля, молибдена, вольфра-
ма. Сварку осуществляют плоскими (d<20 мм) и призматическими
(d>20 мм) инструментами.
Прочность соединений арматуры зависит от качества металла,
состояния поверхности и режима. Очищенная дробью, в барабане
или травлением сталь сваривается хорошо.
Сварка стержней возможна как на мягких, так и на жестких
режимах. При увеличении отношения величины внедрения (осадки)
I'д
Аос к диаметру</==-—— от 0,15 до 0,3 и 0,5 количество вводимого
d
тепла увеличивается в 2,25 и 3,7 раза, по сравнению со сваркой при
-^=0,15, а прочность при 0,3 ниже, чем при 0,5, всего на 5—6%.
С увеличением диаметра глубина внедрения (в процентах)
уменьшается.
Усилие среза пропорционально площади сечения проволоки Р
и ее прочности ов
По нормам усилие среза в соединениях стержней соответствует
а=0,3—0,7. Для стали Ст. 3 а= 1.
Параметры сварки стержней с d<25 мм также можно рассчи-
тать ориентировочно, исходя из равенств:
/с=(600- 800) d, а;
Рсж=(35 —50)d, кГ;
Ц7с=(35—7)d, ква.
87
chipmaker.ru
Все параметры увеличивают пропорционально количеству одно-
временно свариваемых соединений. Режимы корректируются в за-
висимости от состава и состояния стержней.
При сварке стержней вкрест неодинакового диаметра режимы
обычно выбираются исходя из минимального диаметра с учетом
особенностей теплоотвода и образующихся площадей контакта
(табл. 16).
ТАБЛИЦА 16
Ориентировочные режимы сварки стержней
диаметром (I вкрест и усилие среза соединения Рср
d. МЖ 3 4.5 7,5 9 10,5 12,5 20
Рсж, КР 120 250 380 630 900 1300 1540 1800
*с. пер 10 16 23 32 40 50 60 70
/с, ка 3.1 6,2 8.5 11,3 16,0 20,8 25,8 35
Рр,., кГ 510 ИЗО 1800 2600 3690 5400 6700 8000
ГЛАВА VI
ТЕХНОЛОГИЯ
ШОВНОЙ СВАРКИ
Шовная сварка — способ соединения с последовательным
расплавлением током небольших сжатых участков деталей, обра-
зующих шов. Следовательно, она по природе близка к точечной
сварке. При перекрытии точек образуется прочноплотный шов, а
без перекрытия — прочный шов или ряд точек.
Рис. 62. Детали, сваренные шовной сваркой
Шовной сваркой соединяют различные изделия и в частности
бензобаки, ведра, трубы, бочки (рис. 62), сильфоны и другие, пре-
имущественно листовые детали из холоднокатаной стали толщиной
до 3—4 мм, горячекатаной стали и латуни — до 1,5—2 мм, алюми-
ниевых сплавов—до 5 мм и титана — до 3 мм.
§ 27. СПОСОБЫ ШОВНОЙ СВАРКИ
Ток при шовной сварке включается после сжатия деталей роли-
ками, которые могут вращаться непрерывно (непрерывная сварка)
или периодически (шаговая сварка). При непрерывном вращении
роликов ток на участке контакта деталей может включаться им-
пульсами через длительные паузы (рис. 63, и); при этом образует-
ся ряд точек. Сокращение пауз может привести к совпадению гра-
89
chipmaker.ru
ниц соседних точек и образованию сплошного шва (рис. 63, 6), а
при уменьшении скорости к перекрытию точек (рис. 63, в). Для
определенной скорости и мощности машины возможна сварка де-
талей небольшой толщины (менее 0,5 мм) переменным током без
пауз (рис. 63, г), у более толстых деталей кристаллизация распла-
ва под роликами не завершается, и сварка переменным током при
его непрерывном протекании и постоянной амплитуде становится
невозможной. Изменение амплитуды тока (рис. 63, д) при непре-
рывной сварке позволяет сваривать детали толщиной 1—2 мм. Наи-
Рис. 63. Схемы шовной сварки при разных
паузах между импульсами тока
большие скорости достигаются при сварке постоянным током или
при нагреве кромок радиочастотным током и сдавливании.
Скорость сварки деталей толщиной 0,2 мм при частоте тока
50 гц и непрерывном его протекании достигает 5 м/мин. Она мо-
жет быть повышена еще более при частоте тока 100—500 гц. С уве-
личением б усиливается износ и смятие роликов, возможны вы-
плески и поджоги деталей. Прерывание тока и увеличение жестко-
сти режима устраняют эти явления. Поэтому детали толще 0,5 мм
обычно сваривают импульсами тока при непрерывном вращении
роликов. Скорость сварки деталей ответственного назначения тол-
щиной 0,5 мм близка к 1,2 м/мин, а толщиной 2,5 мм к 0,5 м/мин.
Ориентировочно длительность паузы tn определяют с учетом усилия
сжатия РСЯ(, радиуса ролика Ра, его ширины Ь, скорости сварки
vc и длительности сварного импульса tc по уравнению:
90
ta=0,02864
P сж^э
b
vc
tc сек.
При сварке легких сплавов применяют шаговое перемещение
деталей и включение тока в моменты остановки роликов. Это повы-
шает ток на 10—15%, ускоряет охлаждение и кристаллизацию рас-
плава под давлением, обеспечивая более глубокий провар без пе-
регрева наружной поверхности. Детали для повышения стойкости
роликов перемещают с малым, а сваривают с большим усилием
РС1К. Скорость вращения роликов при выключенном токе нарастает
до максимальной величины и снижается до нуля.
Рис. 64. Различные приемы шовной сварки
Труднодоступные для ролика криволинейные швы часто сва-
ривают точечной сваркой с перекрытием точек.
Шовную сварку выполняют по отбортовке (рис. 64, а), внахле-
стку (рис. 64, б), с накладками (рис. 64, в), а также с использо-
ванием одного, двух или четырех роликов при их размещении
вдоль (рис. 64, г) и поперек (рис. 64, д) токоподводов, а также при
перпендикулярном размещении роликов (рис. 64, е). Парное раз-
мещение роликов может быть с одной (рис. 64, ж, з, и) или двух
(рис. 64, к) сторон свариваемой детали. Также возможна после
точной установки и надежного закрепления деталей шовная свар-
ка с раздавливанием кромок (рис. 64, л) по скосу на обеих деталях
(рис. 64, м), получаемому механической обработкой, или раздав-
91
chipmaker.ru
лпванием кромок вхолодную перед сваркой. Тонкие детали, имею-
щие защитное покрытие, сваривают при пропускании между дета-
лями и роликами круглой медной проволоки (рис. 64, н).
§ 28. ФОРМИРОВАНИЕ СОЕДИНЕНИЯ
Шов в отличие от точки образуется при значительном шунти-
ровании тока ранее сваренным участком и сильном разогреве сва-
риваемых кромок.
Прочноплотный шов
Рис. 65. Схемы формиро-
вания шва при сварке
стали (а) и алюминия
(б), а также кольцевого
шва стальных деталей
малого диаметра (в)
сталей представляет собой ряд почти сим-
метрично перекрывающихся точек (рис.
65, а). Симметрия обусловлена импульс-
ным включением тока и небольшим шун-
тированием через соседнюю горячую точ-
ку, имеющую высокое электрическое со-
противление. У алюминия соседняя сва-
ренная точка охлаждается быстрее, и
шунтирование тока усиливается (рис.
65, б), поэтому ток распределяется нерав-
номерно и точки несимметричны, в осо-
бенности при большой скорости сварки.
Шунтирование обычно компенсирует-
ся увеличением тока на 20—30% по срав-
нению с точечной сваркой. Без этого уве-
личения возможен непровар, а при слиш-
ком большом токе — подплавление по-
верхности и налипание металла на роли-
ки. При шовной сварке деталей одинако-
вой толщины на мягких режимах для
симметричного расположения зоны рас-
плавления необходимы равные площади
контактирования верхнего и нижнего ро-
лика. Если диаметр детали мал, то пло-
щадь контактирования наружного роли-
ка (рис. 65, в) меньше, чем у внутреннего,
и ядро из-за интенсивного охлаждения
смещается в наружнюю деталь. Уменьше-
ние диаметра внутреннего ролика или
уменьшение его толщины выравнивает
нагрев. Чем жестче режим, тем меньше
смещается ядро в толстую деталь. Необ-
ходимое при таком режиме высокое Рст трудно обеспечить из-за не-
достаточной мощности привода имеющихся машин.
При сварке металлов с разными свойствами на обычных режи-
мах расплав смещается в деталь с меньшей теплопроводностью.
Если кольцевая деталь с меньшей теплопроводностью находится
над теплопроводной и детали свариваются одинаковыми ролика-
ми, то проплавление теплопроводной детали будет несколько боль-
92
ше. Уменьшая диаметр верхнего ролика, можно обеспечить равно-
мерное проплавление. Если снаружи имеется более теплопровод-
ная деталь, то при одинаковых роликах она вовсе не
проплавляется.
При кольцевых швах тонкая деталь снаружи проплавляется
лучше. Если ее поместить внутрь, то диаметр нижнего ролика сле-
дует уменьшить. Л1енее теплопроводная, тонкая деталь снаружи
прогревается лучше, чем внутри. В толстой, более теплопроводной,
детали расплав при одинаковых роликах не образуется, а при ма-
лом ролике внутри и большом снаружи проплавление выравни-
вается. Трудности сварки кольце-
вых швов растут с увеличением
разности толщин деталей и умень-
шением их диаметра.
Плоские детали неравной тол-
щины сваривают при тех же ре-
жимах, что и для точечной сварки
(см. главу IV).
Диаметр ядра d, шаг ST и ве-
личину нахлестки а (табл. 17)
выбирают в зависимости от тол-
щины деталей. При сварке ленты
с листом нахлестку увеличивают
на 25%, а расстояние а на 20%.
Рис. 66. Схема образования двойной
литой зоны на тонком металле
Конструктивные элементы соединений,
'выполняемых роликовой сваркой ( мм )
ТАБЛИЦА 17
+ ^2 dt мм Предельное откло- нение d, мм а
0,3 2,5 6 3,0
0,4—0,6 3,5 7 3,5
0,7—0,8 4,0 + 1,0 10 5,0
0,9—1,1 4,5 12 6,0
1.2—1,4 5,0 13 6,5
1,5—1,6 6,0 14 7,0
1,8—2,2 7,0 15 7,5
2,5—2,8 7,5 + 1,5 18 9,0
3,0 8,0 20 10,0
При этом минимальный диаметр ядра у сталей разной толщины
увеличивают до 25%.
Импульс тока длительностью 0,02 сек на деталях толщиной
0,1—0,08 мм дает двойную литую зону (рис. 66). Вначале обра-
зуется большое ядро, которое кристаллизуется при спаде тока в
первом полупериоде, второе (меньшее) в зависимости от скорости
сварки образуется внутри первого или перекрывает его-
При скорости 0,2—0,4 м/мин. вторая зона образуется почти кон-
центрично первой. С увеличением скорости до 0,5—1,2 м/мин ядро
93
chipmaker.ru
смещается в направлении, противоположном движению роликов.
Вторая зона уменьшается из-за роста контактной площади и умень-
шения Рк. Стабильное качество соединения соответствует d = (5—
7)6. Наибольшая прочность на отрыв достигается при шаге меж-
ду точками 0,5 мм, а на срез при шаге, равном 2d. Швы охлаж-
даются медленнее, и их структура более благоприятна, чем при
точечной сварке, хотя все же возможен перегрев и поры. По микро-
структуре шва, сваренного при больших скоростях, не всегда мож-
но судить о его герметичности.
§ 29. ПОДГОТОВКА К СВАРКЕ
Детали к шовной сварке готовят так же, как и для точечной
сварки. При плохой очистке деталей увеличивается ток шунтиро-
вания, и качество соединения ухудшается.
Скос на деталях получают резкой абразивными кругами, гильо-
тинными ножницами или продавливанием роликом или штампом.
Для уменьшения коробления деталей перед сваркой их прихва-
тывают по оси шва точками с шагом 50—100 мм, а прихватки за-
чищают металлической щеткой; глубокие вмятины из-за возмож-
ных при сварке шва прожогов не допускаются.
Небольшие детали или детали, свариваемые в приспособлениях,
не прихватываются. Очень плотная сборка усиливает шунтирова-
ние тока, а сборка с большими зазорами ведет к набеганию метал-
ла и нарушению герметичности соединения, в особенности на коль-
цевых деталях. Кольцевые детали следует равномерно прихваты-
вать по периметру шва-
Величина нахлестки выбирается в зависимости от толщины де-
талей (см. табл. 17). Нахлестка при однорядном шве у низкоугле-
родистой и нержавеющей сталей примерно в 2 раза меньше нор-
мального шага между точками; для алюминиевых сплавов нахле-
стка больше шага на 3—6 мм.
§ 30. РЕЖИМЫ СВАРКИ
И РАЗЛИЧНЫЕ ВИДЫ ШВОВ
Режимы сварки устанавливают по технологической карте, ори-
ентировочным данным (табл. 18) или номограммам (рис. 67) с
учетом имеющегося оборудования, толщины и свойств металла, а
также вида соединения, требований к его качеству и возможности
контроля.
Режим зависит от тока и усилия сжатия роликов, их диаметра
и профиля рабочей части, скорости сварки или шага между точка-
ми. По номограмме для скорости сварки 4 м!мин деталей толщи-
ной 1 мм необходим ток 19—20 ка и усилие сжатия 530—540 кГ
(см. рис. 67 — пунктирная линия). Кривая А ограничивает рабочую
область сварки. При шаговой сварке и сварке отдельными точками
94
ТАБЛИЦА 18
Ориентировочные режимы шовной сварки деталей из стали
и жаропрочных сплавов
Материал, сталь 6, мм d, мм Рсж, кГ <с, сек 'п, сек I, ка «Н], MIMUH
Отожженная 0,54-0,5 3,5 100—200 0,04 0,04 8—10 1,0—1,0
Холоднокатаная 1,04-1,0 4,5 300—500 0,08 0,12 12—15 1,0—1,5
Низкоуглеродистая 1,54-1,5 6,0 400—600 0,10 0,14 14—18 0,6—1,0
2,04-2,0 7,0 500—700 0,14 0,16 16—20 0,5—0,6
3,04-3,0 8,0 750—900 0,18 0,18 20—24 0,5—0,6
ЗОХГСА 1,04-1,0 6,0 300—600 0,14 0,10 10—12 0,5—0,7
1,54-1,5 7,0 400—700 0,18 0,12 15—17 0,5—0,6
2,04-2,0 8,0 500—800 0,20 0,20 17—20 0,5—0,6
1Х18Н9Т, ВНС2 0,54-0,5 4,0 300—350 0,06* 0,12 4,5—7 0,6—1,3
ЭП-55, ХН75Г, ЭН-402 1,04-1,0 6 500—650 0,06* 0,12* 9—11 0,5—0,8
ХН78Г н др. 2,04-2,0 8 1000—1200 0,12* 0,24* 11—16 0,3—0,6
3,04-3,0 10 1300—1600 0,2* 0,6* 14—18 0,2-0,4
* Возможно увеличение иа I -=-3 периода.
указывают длительность протекания тока и продолжительность
пауз. Усилие сжатия растет с увеличением толщины и. прочности
металла, стойкости материала роликов и мощности, используемой
при сварке.
Скорость сварки лимитируется мощностью машины, свойства-
ми металла и условиями его кристаллизации-
Выбранный режим проверяют технологической пробой или ком-
плексом испытаний, предусмотренных ТУ на деталь. Если этих тре-
бований нет, то следует руководствоваться рекомендациями по
сварке деталей со сходными свойствами металлов.
Обычно критерием качества сварного шва является герметич-
ность. Недопустимы глубокие вмятины, брызги, приваривание ма-
териала роликов, наружные трещины, выплески и другие поверх-
ностные дефекты. Иногда возможны поры, мелкие трещины и пере-
гибы. Глубина вмятин обычно не должна превышать 10% двойной
толщины, а перекрытие должно составлять 10—20%.
Наиболее целесообразны высокопроизводительные режимы с
большими скоростями, зависящими от условий кристаллизации ме-
талла ядра.
При неподвижном ролике диаметром D длина его контакта В
с деталью увеличивается пропорционально коэффициенту k, зави-
сящему от усилия сжатия Рст.
B = 2£AkD-10-2 мм.
При максимальном токе /с и других оптимальных параметрах ре-
жима длина ядра /я почти не зависит от скорости ..сварки (рис.
68, а).
l*=k2B ~ const,
95
chipmaker.ru
где k2— коэффициент, пропорциональный расстоянию между точ-
ками.
С уменьшением коэффициента k2 ток, во избежание подплавления,
уменьшают, что при увеличении шунтирования уменьшает длину
Максимальный ток зависит от скорости сварки (табл. 19)- С уве-
личением скорости диапазон допустимых токов уменьшается
(рис. 68, б).
Шаг между точками увеличивается с увеличением длительности
протекания тока tc и скорости ис (рис. 68, в)
I — 'll
Длина ядра и длительность пауз (или расстояние между ядра-
ми) зависят от б, цс, /с и 4- При скорости vc=5 м/мин и 4=2 пе-
96
риода длина ядра /я растет интенсивнее с увеличением толщины
(рис. 68, г). При малой толщине, длительности паузы 5—6 перио-
дов и расстоянии между точками 7—8 мм рост ядра прекращается
очень быстро.
Уменьшение длительности пауз между импульсами тока при
прочих равных условиях сопровождается уменьшением длины ядра,
что обусловлено изменением условий шунтирования и сопротивле-
1с
ха
Рис. 68. Зависимость длины ядра точки /я при шовной сварке
от скорости vc при разных tc, ST и /с (а) и от длительности
пауз fn при разной толщине полос 6 (г), а также шага ST от
длительности импульса тока tc при разных vc (в) и сварочно-
го тока /с от скорости vc (б) для рабочей области
Ток, требуемый для сварки, зависит от скорости сварки (см.
рис. 68, б). При чрезмерных токах наблюдается перегрев или пере-
жог, при малых — непровар. Зона пережога определяется теплом,
выделенным на поверхности шва, т. е. током, сопротивлением /?ид,
размерами детали, профилем и диаметром ролика, а также отво-
дом тепла в ролики и детали.
Допустимое расстояние от края детали увеличивается с умень-
шением ширины шва и увеличением тока. Это расстояние сущест-
венно влияет на формирование шва, что обусловлено изменением
тепловых условий.
97
chipmaker.ru
ТАБЛИЦА 19
Режимы шовной сварки низкоуглеродистой мягкой стали
внахлестку переменным током непрерывного
и импульсного действия плотным швом
(при контроле плотности испытанием каждой детали)
в. ММ 0,8 1,25 2,0
tc, пер.
<п, пер.
г>ш, м/мин
/, ка
2 I
1,8 2,6
12 14
1
I
3,7
14
На машинах МШП-100 и МШП-150 большие скорости сварки
возможны при продольном рельефе (см. рис. 64, к) с радиусом 2,5
и 2,7 мм (для полос толщиной 1 и 1,2 лш), высотой выступа и впа-
дины 0,6 мм, шириной рельефа 3,25 и 3,5 мм и скруглениях около
I мм. Скорость сварки 4—4,5 м/мин достигается при токах 14,1 и
14,6 ка, усилиях 470 и 530 кГ при толщине полос 1 и 1,2 мм. Дли-
тельность импульса сварки составляет 1 период, пауз 0,5 периода.
Ширина контактной поверхности ролика 8 и 10 мм.
С увеличением скоростей усиливается влияние на качество свар-
ного соединения способа выплавки, прокатки и термообработки де-
талей.
Ориентировочные режимы сварки (см. табл. 18 и табл. 19) ре-
комендуются для деталей с отношением толщин не более 1:3 из
одинакового материала- Параметры режима выбирают по тонкой
детали и корректируют в зависимости от требований ТУ.
Параметры режима обычно задаются для неупрочненных ме-
таллов. После наклепа или термического упрочнения металлов уве-
личивается Тсн;, 1С и tc.
Стабильность режима проверяют на деталях или на пробах с
такими же швами при изменениях РСж, 1с, tc, обеспечивающих до-
пустимые отклонения в размерах расплава. При этом параметры
режима, записываемые на самопишущих приборах, обычно срав-
98
нивают с эталонными. После сварки детали подвергают осмотру
на выявление вмятин, наружных и внешних выплесков и других
дефектов. При появлении дефектов сварка прекращается до уста-
новления и устранения их причин.
Шов выполняют за один проход. Замкнутые или прерванные
щвы перекрывают 5—8 точками при большем на 15—20% токе, а
места пересечения продольных и поперечных швов иногда допол-
нительно скашивают.
Короткие детали сваривают непрерывно, а длинные (для умень-
шения деформации)—от их середины к краям. Величина дефор-
мации при шовной сварке в несколько раз больше, чем при точеч-
ной. Обкатка шва роликами вхолостую почти полностью устраняет
сварочные напряжения.
Шов должен образовываться при движении ролика по середине
нахлестки. Для этого детали устанавливают в приспособлении или
непрерывно уточняют их положение относительно ролика. Совпаде-
ние начала и конца на кольцевых швах достигается при парал-
лельности осей роликов и деталей-
Шаг точек в герметично-прочных швах у сталей обычно близок
к 2—2,56, а у алюминиевых сплавов к 36. Он увеличивается с уве-
личением скорости и длительности импульсов тока tc и уменьшает-
ся с уменьшением пауз Шаг может существенно увеличиваться
в зависимости от требований к качеству и условий контроля де-
талей.
Длительность tc обычно кратна периоду переменного тока
(0,02 сек).
Закаливающиеся низколегированные стали сваривают на отно-
сительно жестких режимах при повышенном на 15—20% й’сж с по-
следующей печной термообработкой. Появление трещин преду-
преждается снижением скоростей сварки и уменьшением шага. На
конце шва для устранения трещин ток за 5—7 периодов снижают.
Свинцовые, цинковые и оловянистые покрытия деталей трудно очи-
щаются после сварки от роликов. Для устранения этого и повыше-
ния скорости от б до 14 м)мин для черной жести толщиной 0,6 мм и
белой толщиной 0,5 лсм.используется отожженная медная или ла-
тунная проволока диаметром 1,5 мм, которая непрерывно переме-
щается в пазах ролика (см. рис. 64, н). На одной из деталей иногда
делают гофр по диаметру проволоки.
Встык с двумя (см. рис- 64, ..е) или одной теплоизолирующей
накладкой сваривают полосы из низкоуглеродистой и нержавею-
щей стали, а также из титановых сплавов. Медь и алюминий этим
способом не сваривают. При одной накладке соединение менее
прочное, без усиления с противоположной стороны. Толщина на-
кладки 6а и ее ширина 6И из одинакового с деталями или плохо-
теплопроводного (1Х18Н9) материала зависят от 6 детален. Так,
при 6^1 мм 6н=0,56, а при 6^1 мм 6н=0,36. Ширину 6Н>6 мм
выбирают исходя из 2,56— 1,6 мм. У легированных сталей и спла-
вов толщину накладки иногда уменьшают до 0,2—0,5 мм (в зави-
симости от 6). Горячеоцинкованные детали сваривают также через
99
chipmaker.ru
фольгу из хромистой стали. Зазоры между торцами деталей не
должны превышать 0,26. Детали перед сваркой жестко закрепляют
в приспособлении.
Проплавлением соединяемых кромок и тепловым расширением
металла при его сжатии роликами зазоры между торцами завари-
ваются. Иногда применяют проковку. Усилие сжатия и проковки
для полос из низкоуглеродистой стали при 6^1,5 мм составляет
соответственно 225 и 500 кГ, а для 6 = 3,2 мм — 680 и 1270 кГ. На-
кладка подается роликами из бухты симметрично оси стыка- Шири-
на роликов с цилиндрической поверхностью на 1—2 мм больше ши-
рины накладки.
Накладки и фольга также устраняют выплески при сварке
кольцевых деталей с большим различием толщин и деталей с от-
верстиями.
Скос кромок фрезерованием, резанием или строганием на тол-
стых деталях позволяет получать качественные соединения без на-
кладок.
Иногда вместо накладок используют .порошок металла, засы-
паемый в зону сварки. Также опробована сварка с закладкой в
зазор между деталями проволоки из материала деталей.
При соединении полос успешно применяется раздавливание кро-
мок роликами, которое позволяет экономить металл и создает ус-
ловия для автоматизации процесса. Для поддержания стабильной
нахлестки используют обрезку в специальных приспособлениях.
При толщине металла 1 мм нахлестка составляет 2—-4 мм, а ско-
рость сварки 10 м!мин. Литое ядро в этом случае отсутствует.
Нахлестка при сварке полос 6 = 0,1—0,2 мм составляет 1,5 мм,
усилие сжатия 200 кГ, ток 6—7 ка. Для устранения деформации
соединения ролики должны в этом случае перемещаться синхрон-
но. Нахлестка у более толстых деталей составляет 0,8—1,56.
ГЛАВА VII
ТЕХНОЛОГИЯ ДРУГИХ СПОСОБОВ
СВАРКИ ДАВЛЕНИЕМ
К применяемым в промышленности -способам сварки давлением
относят также холодную, прессовую, диффузионную, ультразвуко-
вую, трением, с нагревом т. в ч., взрывом и др. (см. рис. 1).
§ 31. ХОЛОДНАЯ СВАРКА
Холодная сварка — способ соединения с пластической де-
формацией деталей без специального нагрева. Для соединения
деталей на воздухе при этом способе необходима большая, а в глу-
боком вакууме незначительная деформация. С увеличением степе-
ни деформации пластичность металла (в частности, алюминия) па-
дает, а прочность и пластичность его соединений повышаются
(рис. 69). Холодной сваркой можно соединять медь, свинец, сереб-
ро, железо с алюминием, никелем и медью, медь со сталью
1Х18Н9Т, серебро с медью и его сплавами, алюминий с никелем,
цинком, оловом, кадмием, цирконий со сталями и алюминием, а
также чувствительные к перегреву молибден, титан и упрочненные
алюминиевые сплавы между собой. Из-за наклепа и упругих на-
пряжений холодной сваркой трудно сваривается железо, ниобий, а
также сплавы ВТ1 и АМгб.
Перед сваркой детали тщательно очищают от жировых и окис-
ных пленок, препятствующих межатомному взаимодействию соеди-
няемых поверхностей. Поверхности от окислов очищают щетками
из нержавеющей или другой легированной проволоки диаметром
0,1 мм при окружной скорости до 90 м/сек, обезжиривают каусти-
ческой содой, дающей хрупкую, растрескивающую при высыхании
пленку.
Алюминий иногда травят в 5—10%-ном растворе NaOH, а медь
в 40%-ном растворе HNO3. Для очистки алюминия также применя-
ют прокаливание с выжиганием жировых пленок при температуре
350—400°. Образующиеся при этом окисные пленки разрушаются
при деформации. Торцы перед стыковой сваркой обрабатывают то-
чением, строганием, опиливанием или обрезанием концов ножница-
ми или специальными кусачками. Чем пластичнее металлы, ровнее
•и чище их поверхности, тем качественнее они свариваются. Для
101
chipmaker.ru
свариваемости также благоприятно никелирование и хромирова-
ние- Детали желательно сваривать сразу после зачистки. Хранение
деталей в средах с поглотителями влаги удлиняет время между за-
чисткой и сваркой.
Режим холодной сварки задается давлением (усилием
сжатия) и степенью деформации. Он также зависит от схемы де-
формации и способа приложения давления (статического, вибра-
ционного). В ряде случаев задается многократная осадка, способ-
ствующая очистке стыка от окислов.
Давление после определенной деформации соединения и упроч-
нения изменяется мало, достигая при каждом способе деформации
наибольшей величины (рис. 70), превышающей прочность исходно-
Рис. 69. Прочность ов и сужение ф для
исходного алюминия (-------—) и его
сварных соединений (--------) при раз-
личных степенях деформации е
Рис. 70. Прочность соединений
из разных материалов в зави-
симости от степени деформа-
ции
го металла (кривая 4). Прочность соединений сваренных с вращени-
ем деталей при одинаковой степени деформации выше, чем при
простом сжатии (кривая 5). Соединение твердых материалов с
очень твердой пленкой формируется в более узком диапазоне де-
формаций (кривая 1), чем соединение металлов с мягкой пленкой
(кривая 3). Мягкие металлы с мягкой пленкой имеют первый
горизонтальный участок (кривая 2) и второй, который появляет-
ся при больших степенях деформации и увеличении площади
контакта.
Критические деформации соответствуют точкам а, б и в. При
близкой твердости пленки и металла первая на выступах неровно-
стей утоняется и смещается в глубь канавок. Более прочная пленка
растрескивается и ее обломки собираются в углублениях. Ударная
нагрузка почти не меняет условий деформации.
102
Минимальное давление р при сварке олова близко к 9 кГ/мм2,
отожженного алюминия к 16 кГ/мм2, твердого алюминия к
20 кГ]мм2, меди к 28 кГ1мм2, армко-железа к 75 кГ1мм2 и стали
1Х18Н9 к 200 кГ/мм2- С . повышением давления прочность повы-
шается. В производственных условиях алюминий сваривают при
26 кГ/мм2, а армко-железо при 130 кГ/мм2. Давление р ориентиро-
вочно выбирают по формуле:
р=— =3з.
где F— контактная площадь; сгт — предел текучести.
С повышением температуры давление р уменьшается. Двукрат-
ная осадка повышает качество соединений.
Вибронагружение с частотой 700—1500 ударов в минуту сни-
жает это давление при точечной сварке алюминия Д1 и его сплавов
АМгЗ и АМгб на 24—26% и обеспечивает равномерную по объему
деформацию. Импульсное повышение давления ускоряет формиро-
Рис. 71. Схемы точечной
(а и б) сварки и формы пуан-
сонов (в)
вание соединения, уменьшая требуемую степень деформации на
Ю-15%.
Разнородные материалы или материалы с большим
модулем упругости часто сваривают через прокладки из пластич-
ного металла. Так при сварке мягкого железа через прокладки из
алюминия, олова и меди прочность соединений составляет соответ-
ственно 10—20, 4—8 и 14—16 кГ/мм2. В качестве прокладок также
используют проволоку.
Алюминий и медь лучше сваривать в отожженном со-
стоянии. Литые металлы и сплавы обычно плохо свариваются хо-
лодной сваркой.
103
Холодная сварка может быть точечной (рис. 71), шовной
(рис. 72) и стыковой (рис- 73).
Точечную сварку выполняют без предварительного сжатия де-
талей (рис. 71, а) или с предварительным сжатием (рис. 71, б) при
значительном сдвиге в плоскости соединения. Очаг сварки в по-
следнем случае больше диаметра инструмента 3 из-за зажатия де-
талей 1 дополнительными пуансонами 2.
Сварка меди с пластичным алюминием, заполняющим ее неров-
ности, требует значительно меньшего обжатия (около 35%), чем
сварка меди с медью (около 70%).
При точечной сварке без зажатия прочность растет с увеличе-
нием вдавливания, соответствующего степеням деформации 60—
70% (в зависимости от состояния поверхностей и материала) и дав-
лению для алюминия 17—
25 кГ/мм2 и меди 35—
80 кГ1мм2. Повышение давле-
ния улучшает качество соеди-
нений тогда, когда детали за-
жимаются опорными частями
пуансона в конце процесса.
Давление на эти поверхности
при сварке алюминия толщи-
ной 2 мм—11—12 кГ!мм2.
Сварка с предварительным
зажатием (см. рис. 71, б), по
сравнению с обычной, повыша-
ет прочность на 20%. Проч-
ность у полос толщиной 1—
5 мм растет с увеличением
диаметра рабочего инструмен-
та до 5—6 мм, а при диаметре
инструмента более 9 мм каче-
ство сварки становится неудов-
летворительным. Мягкие ме-
таллы рекомендуется свари-
вать круглым пуансоном, а
нагартованную медь, алюми-
ний и их сплавы — прямоуголь-
ными или более сложными пу-
ансонами (рис. 71, в). Ширина
пуансона Ь=(1—3)6, его дли-
на /=(2—3 b).
Рис. 73. Детали перед стыковой хо-
лодной сваркой (а и б) и соединения
разнородных металлов со срезанным
высаженным металлом (в) и одно-
родных материалов с принудитель-
ным формированием (г), а также
схемы деформации соединения при
разной величине осадки (д, е)
Площадь прижимов в 15—20 раз больше площади инструмента.
Давление на инструменте выбирается с учетом толщины дета-
лей и требуемого качества соединений. '
Глубина вдавливания близка к 6. Когда ослабление опасно, сте-
пень деформации ограничивают или осуществляют одностороннее
вдавливание кольцевыми пуансонами из более тонкого материала
при степенях деформации 50—60%.
104
Шовной сваркой (рис. 72) соединяют малочувствительные к
ослаблению замкнутые швы при одностороннем и двустороннем
деформировании. Диаметр ролика близок к 506, ширина рабочего
выступа (1—1,5)6, высота (0,8—0,9)6, а ширина опорной части ро-
лика, ограничивающая деформацию, в 2—3 раза больше ширины
рабочего выступа. Высота отбортовки может также меняться
от 1,0 до 106. Иногда сваривают швом по закладываемой про-
волоке.
Стыковая сварка, обеспечивающая высокую прочность и доста-
точную пластичность соединений, осуществляется без скоса и со
скосом деталей (рис. 73, а, б). Деформация деталей обычно огра-
ничена зажимами, которые срезают высаженный металл полностью
(рис. 73, е) или придают ему определенную форму (рис. 73, г). Пов-
торная осадка и сосредоточенная деформация в стыке с формиро-
ванием металла повышает качество соединения. При осадке образ-
цов с Zi + Z2=14 мм на 8 мм (рис. 73, д) в основном деформируют-
ся наружные волокна, а на 14 мм (рис. 73, в) и внутренние.
Уменьшение контактных поверхностей (см. рис. 73, а) уменьшает
количество высаженного металла.
Алюминий при осадке с медью укорачивается в 1,2—1,5 раза
сильнее и требует большего припуска. Давление осадки при этом
растет с увеличением отношения установочной длины к толщине
или диаметру деталей линейно от 45 кГ/мм2 при 20% обжатия до
85 кГ/мм2 при 120% (для алюминия) и от 105 кГ1мм2 до 145 кГ1мм2
(для меди) при тех же формациях.
Усилие зажатия алюминия в зажимах с насечкой составляет не
менее 0,5; а меди — не менее 0,8 от усилия осадки. Прочность сое-
динений алюминиевых проводов составляет 98—100% прочности
целого провода. Высаженный металл иногда разрезается на секто-
ра специальными губками. Стыковой сваркой соединяют проволо-
ку, стержни, кольца, трубы и различные сложные катаные и прес-
сованные профили. Соединения наряду с высокой прочностью и
достаточной пластичностью имеют хорошую электропроводность и
герметичность.
Установочная длина деталей из однородных металлов близка к
d или 6, а у разнородных — обратно пропорциональна их твердо-
сти. Например, при сварке прутков меди и алюминия она соответ-
ственно равна d и 1,25с/.
Пластичность соединений такая же, как у наклепанного метал-
ла. Отжиг, обычно снижая прочность, повышает пластичность.
Алюминий отжигают при 100—200° С, соединения из серебра и ме-
ди при 700° С и железо при 800° С. Если соединение недостаточно
качественное, то отжиг также повышает прочность. Соединения пос-
ле холодной сварки .не всегда выдерживают большие обжатия при
волочении. Основными дефектами холодной сварки являются не-
провар, нарушение герметичности, отклонения в размерах и чрез-
мерное ослабление деталей при большом вдавливании.
Холодная сварка высокопроизводительна и экономична при из-
готовлении деталей из алюминия и меди.
105
chipmaker, ru
§ 32. ПРЕССОВАЯ СВАРКА
Прессовая сварка — способ соединения с деформацией
деталей после их подогрева в сжатом состоянии или после нагрева
и зачистки. Повышение температуры сжатых деталей из алюминия
до 150—240 и 500° С снижает соответственно давление осадки до
65—53 и 20 кГ/мм2. Сжатые детали обычно нагреваются через
штампы с вмонтированными в них проволочными сопротивлениями.
Окисные пленки разрушаются и частично вытесняются из стыка
при сильной его деформации. Прочность качественных соединений
алюминиевых сплавов выше прочности исходного металла, а де-
фекты такие же, как при холодной сварке.
Стальные детали нагревают в печах до 1000—1200° С, зачищают
от окислов и немедленно сваривают (не позже чем через 10—15сек).
Толстые окисные пленки препятствуют формированию соединения.
При сварке сталей применяют такие же формовочные ножи, как
при холодной сварке, однако давление снижают до 10—13 кГ]мм2.
При угле ножей 60° для круглых деталей оптимальный припуск на
осадку близок к 2d, а при угле 80° — к 0,6-=-0,7d. С уменьшением
угла ножёц давление уменьшается. Соединение имеет значительное
количество высаженного металла. Нормализация повышает каче-
ство соединений.
Прессовую сварку с нагревом в сжатом состоянии применяют
при соединении деталей из сплава АМг-6 сложного профиля сече-
нием 6000 и 10 000 м2. Прессовой сваркой на машинах типа
МРП-300 сваривают пакеты из фольги,- Для этого пакеты зажи-
маются между пластинами из жаропрочной стали толщиной 10—
20 мм. Пульсирующий ток обеспечивает равномерный нагрев. Тем-
пература сварки составляет 850—950°. Пакет сечением 100Х100Х
Х15 мм из фольги 6=0,1 мм сваривают на 3 ступени регулирова-
ния мощности при РСж = 2600 кГ 2/с = 480 сек, tc = 2 сек, /п=1 сек.
Давление обычно составляет 0,6—1,2 кГ/мм2, а деформация около
8% и реже 3—5%. Прессовая сварка сталей еще не нашла про-
мышленного применения.
§ 33. ДИФФУЗИОННАЯ СВАРКА
Диффузионная сварка — способ соединения с нагревом
и длительной деформацией деталей под давлением в условиях огра-
ниченного окисления, без него или с восстановлением окислов.
Обычно при этом способе детали помещают в камеру 6 (рис. 74),
из которой вакуумными насосами 1 и 2 через маслоотражатель 3
и высоковакуумный затвор 5, 12 последовательно откачивается
воздух. Вакуумный вентиль регулирует последовательность работы
насосов. Детали 13 нагревают нагревателем 4 и сдавливают через
промежуточный шток 7 усилием РСж, создаваемым гидроцилинд-
ром 8, который питается от насоса 9 и управляется клапаном 10.
Масло забирается насосом из бака 11.
106
Диффузионная сварка осуществляется при более высоких (0,6—
0,9 Гпл) температурах, чем прессовая, с нагревом сжатых деталей
в вакууме и непрерывной откачке газов или с заполнением камеры
защитными газами. Также возможна очистка деталей в вакууме
до их сжатия.
Окисление на воздухе можно уменьшить плотной подгонкой де-
талей, их обваркой по периметру или -помещением в герметичные
камеры с веществами, поглощающими кислород и азот при нагреве
быстрее свариваемого материала (Mo, Nb, Zr, для Fe). Сварка
осуществляется в диапазоне температур 450—1100° С при давлени-
ях 0,5—5 кГ/мл2.
Разнородные металлы при боль-
шом различии свойств или неблаго-
приятной структуре соединений сва-
ривают через прокладки.
Температуру нагрева выбирают
по наиболее легкоплавкому мате-
риалу, давление снимают после ох-
лаждения деталей. Длительность
нагрева небольших деталей состав-
ляет 4—25 мин, длительность откач-
ки, зависящая от производительно-
сти насоса и степени разряжения,
5—25 мин.
Детали нагревают токами высо-
кой частоты, сопротивлением и раз-
личными излучателями энергии.
Приваривание деталей к зажимам
предупреждают прокладками из ке-
рамики с шероховатой поверхностью
или смазкой тонким слоем жидкого
стекла.
Детали, поступающие на сварку,
шлифуют или полируют (5—7 класс
чистоты), обезжиривают в спирте
или ацетоне. При более грубой обработке требуется более высокое
давление и температура. Весьма эффективна очистка деталей при
нагреве и вакууме.
Качество соединений зависит.от строения пленок на деталях и
взаимодействия со средой, образующейся в вакууме или создавае-
мой добавляемыми газами.
С повышением температуры (рис. 75, а), давления (рис. 75, б) и
длительности нагрева (рис. 75, в) до определенной величины, за-
висящей от физико-химических свойств материала, состояния по-
верхности и сечения деталей, а также с увеличением степени раз-
ряжения (рис. 75, г) качество повышается.
Диффузионной сваркой соединяют разнородные и многие одно-
родные металлы и сплавы, металлы с металлокерамикой и графи-
том, тугоплавкие металлы с карбидами, металлы со стеклом и т. д.
107
r. ru
Она успешно опробована при соединении деталей электровакуум-
ных приборов, электрических контактов и др. Прокладками могут
быть очищенная фольга, напыленный в вакууме или насыпанный
на воздухе порошок. Так титан со сталью сваривают через вана-
диевую фольгу, титан с бронзой через ниобиевую и т. д. Ориенти-
ровочные режимы сварки некоторых металлов и сплавов даны в
табл. 20.
Рис. 75. Прочность ав и ударная вязкость ап соединений, сваренных при
изменении температуры (а), давления (б), длительности (в) и ваку-
ума (г); оо основного металла 86,3 кГрил2
§ 34. СВАРКА С НАГРЕВОМ
ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ (т. в. ч.)
Сварка с нагревом т. в. ч. — способ соединения с дефор-
мацией деталей, нагретых током высокой частоты.
Высокочастотный ток может подводиться к деталям контактным
или индуктивным способом (см. рис. 76). При контактном токопод-
воде детали контактируют непосредственно с токоподводами (см.
рис. 76, б), а при индукционном энергия электромагнитного поля
передается деталям без контакта с ними (см. рис. 76, а).
108
ТАБЛИЦА 20
Ориентировочные режимы диффузионной сварки различных материалов
(после механической обработки перед сваркой и промывки спиртом)
Материал г »сс св* р . Сж’ к Г 1мм2 4 , мин Вакуум. мм рт. ст.
Чугун СЧ 15—32 + сталь 45 850 1,5 5 1 (10-3—10-4)
Чугун СЧ 21—40 + сталь 50 900 1,5 6 1 (10-3—10-4)
4НМХ + сталь 10 950 1,5 7 1 (10-3—10-4)
Мо + Мо 1700 1 5 —
W+W 2000 2,3 20 —
Та + Та 1650 1,2 20 —
Си + Си 850 0,5 5 1 (10-5—10-6)
Be + Be 1000 0,5 15—20 1 (10—4—10—S>
Ковар Н29К18А+Н29К18А 1000—1100 1,5—2 20 —
АМг5+АМг5 500 1 10 1-10-5
ВТ5—1+ВТ5—1 1000 0,5 5 1-10-3
ВТ1 + ВТ1 800 0,7 6 1-10-4
ВТ1 + МБ 850 0,5 15 I 10-4
ВТ5 + ВТ1 1000 0,6 10 1 (10-3—10-4)
ВТ1 + сталь 10 800 0,7 15 1-10-4
ВТ1 + сталь 45 800 0,75 10 1 • 10-4
Бр.АМц + Бр.АМц 590 0,5 20 1 -10-3
САП + САП 580 2 60 1 Ю-з
Л59 + сталь 850 0,1 20 —
Керамика ЦМ-332 + сталь 18ХТГ 1135 0,36 10 1 10-5
Графит ЗОПГ + Х18Н10Т 1250 0,2 5 —
Индуктор представляет полый охлаждаемый водой проводник,
изогнутый по форме детали и рассчитанный на получение требуе-
мой зоны нагрева и заданной величины осадки.
Такая система подобна трансформатору, работающему в режи-
ме короткого замыкания, у которого первичной обмоткой служит
индуктор, а вторичной — нагреваемый слой детали.
Нагрев т. в. ч. основан на использовании поверхностного эффек-
та и эффекта близости. Поверхностный эффект проявляется в вы-
теснении тока к поверхности проводника при увеличении частоты
тока. Неравномерное распределение тока обычно заменяется услов-
но равномерным с глубиной проникания бп. Величина бп уменьшает-
ся с понижением удельного сопротивления р, повышением частоты f
и магнитной проницаемости ц. При токе 70 кгц и нагреве до темпе-
ратуры 768° С у стали 6п=0,11 мм, а при 450 кгц — 0,04 мм. При
более высоких температурах ц и р увеличиваются в несколько раз,
а при 1000° С и 70 кгц близко к 2,3 мм. Эффект близости связан
с протеканием высокочастотного тока по наиболее близко распо-
ложенным поверхностям двух проводников.
Параметрами сварки являются ток и длительность нагрева, дав-
ление и величина осадки.
Сваркой с нагревом т. в. ч. соединяют трубы и профили встык
и продольным швом, спиральные ребра с трубами и др.
109
<er. ru
Стыки труб толщиной 1—2 мм сваривают при частоте 450 кгц,
толщиной 3—6 мм при 8 кгц и толщиной 7—10 мм при 2,5 кгц. Рав-
номерность нагрева обеспечивают калибровкой концов труб и точ-
ной их установкой относительно индуктора или вращением труб
при нагреве. Трубы ответственного назначения сваривают с нагре-
вом в защитных газах.
При подаче газа внутрь труб, имеющих плоские торцы, зазор
составляет 0,26, а при подаче снаружи для лучшей защиты внут-
ренних слоев (0,3—0,4)6. Ток по мере нагрева обычно не меняется.
Детали с коническими торцами сваривают при резком повышении
Рис. 76. Схема сварки с нагревом т. в. ч. труб с
индукционным (а) и контактным (б) токопод-
водом:
1 — индуктор, 2 и 3 — контакты, 4 — ферритовый стер-
жень, 5 — шовсжимающие ролики, 6 — труба, 7 — направ-
ляющий ролик
давления в конце нагрева. Длительность нагрева труб толщиной
1—2 мм, 4 мм и 6—8 мм близка соответственно 1; 5—7 и 7—10 сек.
Начальное давление для труб из малоуглеродистой стали близко к
2—3 кГ)мм2, а конечное к 7—8 кГ)мм2.
Ограничение зоны нагрева концентрирует деформацию в стыке,
однако при этом повышаются требования к точности его установки
относительно индуктора. Для нагрева целесообразны индукторы с
магнитопроводом при минимальном зазоре на участке схождения
ветвей. Скос кромок наружу на угол 2—3° позволяет использовать
наружные газозащитники. Расход электроэнергии близок к
0,1 кет! мм2.
Полосы можно сваривать с индукционным нагревом или при
подводе тока к боковым поверхностям с замыканием противопо-
110
ложных поверхностей перемычкой. Иногда для тонких полос при-
меняют обратный провод сверху стыка при протекании параллель-
ного тока по обеим кромкам. Подогрев торцов вводимым в зазор
торцовым индуктором используется при сварке деталей большого
сечения оплавлением.
В настоящее время широко применяется также радиочастотная
сварка труб продольным швом при частоте 400—450 кгц толщиной
6>1 мм и 1600 кгц толщиной 6<0,5 мм. Она обеспечивает скоро-
сти 40—150 mImuh, позволяя сваривать многие металлы и давая
соединения со свойствами, близкими к свариваемому металлу. Этим
способом сваривают трубы 6 (рис. 76, а и б) диаметром 80—420 мм
а)
и толщиной от 0,5 до о мм с под-
водом энергии через индуктор /,
а трубы больших диаметров — с
токоподводом через контакты 2 и
3 (см. рис. 76, б) или через на-
ружный виток, охватывающий зо-
ну схождения кромок.
Для концентрации нагрева
кромок внутрь труб вставляют
ферритовый стержень 4, кромки
направляются роликами 7 и сжи-
маются роликами 5.
Трубы большого диаметра так-
же сваривают при частоте 8 кгц
с размещением индуктора внутри
труб. Ферритовый стержень диа-
метром, близким к диаметру
труб, усиливает магнитное поле
около нагреваемых кромок.
Высокочастотный ток в труб-
ной заготовке протекает вследст-
вие поверхностного эффекта и эф-
фекта близости преимущественно
по свариваемым сближаемым
кромкам на небольшой глубине
А-а
Рис. 77. Схемы радиочастотной свар-
ки спирально-шовных труб (а) и при-
варки ребер (б, в)
проникания бп. Благодаря большой плотности тока кромки быстро
нагреваются, а на участках их сближения возникает кратковремен-
ный процесс оплавления с очищением соединенных поверхностей.
Наличие оплавления позволяет сваривать без защиты трубы из ме-
ди, латуни, циркония и других металлов. Мощность установок сос-
тавляет 25—500 ква. С повышением их мощности скорости сварки
увеличиваются.
Токами радиочастоты сваривают трубы со спиральным швом
внахлестку, с раздавливанием кромок или со скосом встык
(рис. 77, а), с продольными (рис. 77, 6) и поперечными (рис. 77, в)
ребрами, а также соединяют полосы встык. Ток подводится кон-
тактами 3. Соединение формируется в зоне 4. Ребро 2 относительно
трубы 1 фиксируется одним или несколькими роликами 5.
111
chipmaker.ru
Два ребра сечением 4,7X6,3 мм вдоль бойлера сваривают со
скоростью 15 м]мин при частоте тока 450 кгц, его величине 5000 а
и мощности 140 кет. Освоена сварка ребер сечением 0,6X6 мм с
трубами диаметром 25—100 мм по спирали. Также сваривают
квадратные, прямоугольные и другие замкнутые и открытые про-
фили из различных металлов, часто со специальной формовкой
отдельных элементов. Сварку толстостенных деталей с тонкими реб-
рами иногда приходится осуществлять с дополнительным подогре-
вом труб от тех же источников. Тонкие ребра на трубах малого диа-
метра получают при приварке U-образных профилей, полученных
из тонких полос формовкой. Возможности сварки т. в. ч. еще полно-
стью не использованы из-за несовершенства источников нагрева,
их недостаточно устойчивой работы, а также из-за малого практи-
ческого опыта.
.Радиочастотная сварка осуществляется при малой зоне нагре-
ва, близкой к 0,2—0,4 мм, и требует более тщательной подготовки
деталей.
К основным дефектам сварки т. в. ч. относится непровар, сме-
щение кромок, прожоги.
§ 35. СВАРКА ТРЕНИЕМ
Сварка трением — способ соединения с деформацией дета-
лей при их нагреве трением. Тепло выделяется от вращения одной
(рис. 78, а) или обеих деталей, вставки .между ними (рис. 78, б)
или при возвратно-поступательном перемещении деталей в плоско-
сти трения. Поверхность трения может быть плоской, конической
(рис. 78, е), цилиндрической (рис. 78, г) или более сложной формы.
Детали прижимаются с постоянным (рис. 79, Л) или возрастаю-
щим (Б и В) давлением. Малое давление облегчает начало вра-
щения крупных деталей. Оно может составлять 1—2 кГ/мм2. Мак-
симальное давление достигает 20 кГ)мм2 и более. Сварка завер-
шается осадкой и быстрым прекращением вращения. Деформацию
менее прочного материала ограничивают вставкой или втулкой (см.
рис. 78, в).
Трением сваривают с постепенным преобразованием механиче-
ской энергии в тепло (обычная сварка трением) или с накоплением
ее в маховике машины и последующей отдачей полностью или час-
тично (инерционная сварка) деталям.
При обычной сварке трением двигатель 1 (рис. 80, а) через си-
стему передач 2 вращает деталь 6 с зажимом 5 с постоянной и
реже регулируемой скоростью. Вторая деталь 7 с зажимом 8 при-
жата к детали 6 механизмом осадки 9. Вращение прекращается
торможением или отключением двигателя. Также возможно отклю-
чение системы от привода электромагнитной муфтой, остановкой
двигателя, изменением направления тока в двух его фазах и др.
Инерционная сварка начинается с разгона одного или несколь-
ких маховиков 4 (рис. 80, б), соединенных с приводом через элек-
112
тромагнитную муфту 3. При накоплении в маховиках определенной
энергии муфта отключается, детали сжимаются механизмом 9 и
начинается интенсивное тепловыделение. Накопленную энергию
можно изменять за счет массы маховика и более точно — ограни-
чением числа оборотов при медленном разгоне.
Обычная сварка трением харак-
теризуется скоростью вращения
(или числом оборотов п), давлени-
ем сжатия (РСж) при нагреве и дав-
лением Рос осадки (проковки). Па-
раметрами инерционной сварки слу-
жат энергия сварки (начальное и
конечное число оборотов), давление
сжатия при нагреве и давление
осадки (если она применяется). При
обоих процессах качество соедине-
ний зависит от нагрева соединяемых
поверхностей. Инерционная сварка
отличается от обычной большей ско-
ростью введения энергии. При ней
энергия маховика с деталью, про-
порциональная моменту инерции и
квадрату угловой скорости, рассеи-
вается в стыке кратковременно при
Рис. 78. Схемы сварки трением с
вращением детали (а) или вкла-
дыша (6), с принудительным фор-
мированием соединения (в), с рас-
пором труб клином (г)
Рис. 79. Графики давле-
ния, применяемые при
сварке трением
поджатии с одинаковым давлением (рис. 81). При этом число обо-
ротов п резко снижается, а температура растет в узкой зоне. При
обычной сварке пик крутящего момента отмечается в начале свар-
ки, а при инерционной с ограничением числа оборотов — в конце
(ом. рис. 81), когда он более полезен, в особенности, при проковке.
Если число оборотов не ограничивать, то начинается глубинный из-
нос, момент уменьшается и качество соединений ухудшается. По-
113
chipmaker.ru
этому в конце процесса привод при некотором по отключают.
Иногда при этом давление повышают, осуществляя проковку.
Скорость тепловыделения при обоих способах зависит от ско-
рости и расстояния нагреваемой части поверхности от оси враще-
ния, а также от коэффициента трения.
Рис. 80. Схема обычной (а) и инерционной сварки (б)
Мкр
Рис. 81. Изменение числа оборотов л, усилия сжа-
тия Ргж п крутящего момента Л111Р при обычной
(-------) и инерционной (--------) сварке тре-
нием с отдачей части накопленной энергии
Коэффициент трения обратно пропорционален квадрату скоро-
сти при обычной сварке и квадрату произведения числа оборотов
на расстояние от оси вращения при инерционной сварке.
При повышении температуры нагрева или линейной скорости
коэффициент трения вначале растет, а затем уменьшается. Он
уменьшается также при понижении давления и утолщении окисных
пленок.
114
Начало нагрева характеризуется высоким коэффициентом тре-
ния (/=0,25) и пиком крутящего момента (см. рис. 81). В этой ста-
дии при нагреве до 1004-120° С преобладает сухое трение (/=0,14-
4-0,12), и момент снижается. В дальнейшем образуются и разру-
шаются очаги схватывания, что сопровождается ростом момента
до максимума и нагревом поверхности до 900—1100°С; при дости-
жении требуемой температуры момент и требуемая мощность сни-
жаются. С повышением скорости вращения длительность первых
двух стадий у меньшается, а третьей —- растет. При малых скоро-
стях преобладает вырывание, а при скоростях выше 3 м]сек — по-
лирование. Полирование облегчает сварку. С увеличением скоро-
сти вращения от 1 м!сек до 7 м/сек благодаря полированию вели-
чина осадки уменьшается от 14 до 1 мм.
При сварке наиболее высокое давление соз-
дается в центре образца. На его периферии тем-
пература из-за больших скоростей выше, что об-
легчает пластическое течение металла.
Тепловыделение в начальной стадии трепня
неравномерно: оно постепенно от середины к пе-
риферии увеличивается, а затем на некотором
расстоянии от наружной поверхности вновь
уменьшается.
В дальнейшем по мере притирания поверхно-
Рис.
структура
автоматной
(режим
Рп=5 кГ/мл?,
Рос = 15 кГ/л!Л2.
tc =5 сек)
82. Макро-
стыка
стали
сварки
стей температура выравнивается; в центре из-за
роста давления усиливается тепловыделение, а
на участках интенсивного нагрева из-за износа
температура несколько понижается. При инерци-
онной сварке это выравнивание облегчается. По-
вышение энергии маховика в 7 раз до 4,5Х
X 10~3 вт/см2 снижает энергию нагрева в 7 раз, а
длительность—от 25 до 0,5 сек. Основное тепловыделение идет за
счет среза ммкровыступов, разрыва атомных связей и вырыва ча-
стиц поверхности. На деформацию выступов и выдавливание пла-
стичного металла расходуется около 2—5% всей энергии.
При обычной сварке усредненная установившаяся температура
в момент сварки низкоуглеродистой стали близка к 1200°. С уве-
личением давления из-за вытеснения более горячего металла она
может понижаться до 900° С, а с его уменьшением повышаться до
1350е С. У алюминия температура сварки близка к 550°С, у стали
с титаном к 1200° С, т. е. температура зависит от прочности мате-
риала и практически не зависит от скорости вращения. Типовая
макроструктура соединения при сварке трением показана на
рис. 82.
Длительность нагрева определяется давлением и числом оборо-
тов. С повышением скорости среднее значение длительности и тре-
буемая мощность снижаются. Скорость выбирают с учетом мате-
риала и других параметров режима. У нагретых торцов при малых
скоростях происходит вырыв, а при больших — полирование, умень-
шающее расход энергии и несколько повышающее температуру.
115
chipmaker.ru
Скорость вращения при обычной сварке трением мало влияет
на прочность соединений. Число оборотов п у черных металлов вы-
бирают, исходя из соотношения n-d = 30 000, у меди n-d=(4-l-
4-4,5)-10000 и титана n-d= (84-Ю) • 10000. Минимальная линей-
ная скорость вращения у стали близка к 1 м/сек. С ее повышением
до 3 м/сек снижается длительность нагрева и уменьшается осадка.
Однако при этом требуется более точная обработка деталей. Обыч-
ная сварка менее чувствительна к загрязнениям и точности обра-
ботки торцов, чем инерционная.
При инерционной сварке устранение перекосов торцов, грязи и
большой шероховатости связано с затратами энергии и изменением
режима нагрева.
Как правило, тонкие пленки быстро разрушаются и выносятся
из стыка. Перекос торцов при обычной сварке до 5—7°, заусенцы и
неровности практически не влияют на качество соединений.
Детали из твердых и плохо деформируемых металлов обраба-
тывают с более жесткими допусками (перекос не более 1°). Тща-
тельная обработка и отсутствие перекоса торцов относительно оси
вращения особенно важны .при Т-образной сварке и сварке дета-
лей большого сечения (для уменьшения вибрации в начале на-
грева).
Малая деформация при нагреве вызывает кольцевой наружный
непровар, который при большом давлении осадки удаляется в вы-
саженный металл.
Низкое давление при нагреве снижает мощность привода, а
высокое при осадке повышает качество. Давление нагрева обычно
составляет 1—8 кГ/мм2 (в зависимости от материала). Оно умень-
шается с 10 кГ/мм2 до 3 кГ/мм2 при увеличении скорости от 400
до 1200 мм/сек. Понижение давления у прутков диаметром 20 мм
при скорости вращения 1000 об/мин с 4 кГ/мм2 до 1 кГ/мм2 увели-
чивает длительность нагрева с 1,5 до 8 сек. Давление повышают в
момент прекращения нагрева при высокой температуре стыка. Оно
в 2, и редко, в 3—4 раза выше давления при нагреве. Ориентиро-
вочно у цветных металлов оно составляет 2—4 кГ/мм2, у низкоугле-
родистой стали 10—20 кГ/мм2 и у сложнолегированных сталей 15—
25 кГ/мм2.
Постоянное давление при обычной сварке применяют редко.
Минимальная величина укорочения при нагреве, зависящая от
скорости вращения, для прутков диаметром 20—40 и 60 мм равна
2—1 и 0,4 мм, а максимальная 3—2 и 1 мм соответственно.
Трением сваривают круглые детали или круглые детали с плос-
кими. Для исключения вибраций и уменьшения шума требуется
тщательная соосная установка деталей.
При сварке деталей из стали Р18 с деталями из стали 45 (или
другой легкодеформируемой стали) последние помещают с зазо-
ром 0,5—1 мм по диаметру в твердую матрицу (см. рис. 78). Конец
матрицы имеет скос под углом 15—20° на глубине 4—5 мм для за-
полнения деформируемым металлом. Применение таких матриц
улучшает формирование соединения и уменьшает грат при одновре-
116
менном сокращении припуска на сварку. Скорость вращения при
этом для прутков диаметром 10—14 мм составляет 1,5—2,5 м/сек,
начальное давление 8—10 и конечное 20 кГ/мм2. Детали неодина-
кового сечения под сварку трением подготавливают на конус или
с неглубокой проточкой.
Легированные закаливающиеся стали сваривают при узкой зо-
не нагрева и максимальной осадке с последующим отпуском или от-
жигом для снижения твердости соединений; грат удаляют после от-
жига.
При инерционной сварке резко уменьшается расход энергии, хо-
тя удельная мощность значительно выше (23—174 вт/мм2), чем при
обычной (12—47 вт/мм2). Число оборотов изменяется от 1600 до
5200, давление до торможения 2—10 кГ]мм2, а при торможении за
0,2—0,5 сек оно повышается иногда до 25 кГ/мм2.
При сварке стержня диаметром 25 мм число оборотов состав-
ляет 2000—3000, маховик имеет вес 36 кГ, усилие сжатия 5,6—
8,4 кГ/мм2, длительность 0,6—0,8 сек. Скосы торцов и предвари-
тельный нагрев током ускоряют процесс сварки и повышают равно-
мерность нагрева. Среднее значение крутящего момента определя-
ют по формуле:
Мкр= 145Р0,538• D /_Д_Г1>2° кГм,
кр \iooo/
где Р— давление, кГ/мм2, D — диаметр детали, мм, п — число обо-
ротов, об/мин.
Детали большого сечения из углеродистой стали имеют более
крупное зерно в зоне соединения, чем исходный материал. Пере-
грев возможен и в менее теплопроводном материале при его сварке
с теплопроводным.
К дефектам сварки трением относят несоосность, внутренний и
наружный кольцевой непровары, трещины и пониженную прочность
пли пластичность.
Несоосность и кривизна вызываются износом зажимных
устройств, плохой их центровкой, недостаточной жесткостью станка
и большой установочной длиной. Кольцевой внутренний непровар
образуется в результате загрязнения поверхности и нарушений теп-
лового режима, а наружный непровар — из-за больших начальных
давлений, малой скорости вращения и разной пластичности метал-
ла деталей. Трещины возникают при быстром охлаждении или
окислении нагреваемых поверхностей. Недостаточная прочность и
пластичность обусловлены перегревом металла стыка и наличием
в нем окислов. Строчечные включения исходного металла распола-
гаются после осадки вдоль стыка и выходят на поверхность детали,
что резко понижает ударную вязкость соединений.
Сварка трением применяется при изготовлении или ремонте ре-
жущего инструмента (фрез, сверл и т. п.), соединении проволоки и
стержней, приварке круглых стержней к листовым деталям, флан-
цев к трубам большого диаметра и т. д. Ориентировочные режимы
сварки трением приведены в табл. 21. Качество соединений контро-
117
chipmaker.ru
ТАБЛИЦА 21
Ориентировочные режимы сварки трением
детален диаметром D из разных материалов
Материал D, мм л, об {мин р * н кПМм* р * ОС к Г 1мм* А о с’ мм t, сек
Ст. 3 + Ст. 3 20 1500 5 5 5 5
Ст. 3 + Ст. 3 40 1000 10 10 12 20
Ст. 5 + Ст. 5 16 1500 5 5 5 4,5
Сталь 20 + сталь 20 10 3000 4 4 3 3
Сталь 45 + сталь 45 10 3000 4. 4 5 4,5
4X13 + 4X13 10 1500 12 12 3—4 3
20Х + 20Х 12 3000 4 4 4 4
12ХНА + I2XHA 12 3000 4 4 4 3,5
Сталь Р9 + сталь 45 18 1500 11 И 4 12
Сталь Р18 + сталь 45 13 1500 13 13 6 6
Л62 + Л62 16 3000 3,3 3,3 6—7 3
ЛНЦ-58-2 + сталь 20 30 1500 2,5 2,5 6—8 8
38ХМЮА + 38ХМЮА 10 1500 10 10 4 2
30ХГСА + ЗОХГСА 10 1500 10 10 4 2
Х18Н9Т + сталь 45 20 3000 8 8 7 3
Х12 + сталь 45 20 3000 8 8 20 4
АД1 + АД1 40 760 3 3 30 10
Бр.АМц 9—2 + сталь 20 20 1500 . 2,5 2,5 6—8 8—9
Медь + АД1 40 760 ю 10 20 13
Д16 +Д16 40 920 3,5 15 20 30
Медь + медь 8 1350 2—3 10—20 — 10—20
• Ри и Рос — давления нагрева и осадки.
лируют по длительности нагрева, величине и усилию осадки и реже
по температуре.
§ 36. УЛЬТРАЗВУКОВАЯ СВАРКА
Ультразвуковая сварка — разновидность сварки трени-
ем, при которой нагретые в результате знакопеременных ультра-
звуковых механических колебаний детали в зоне контакта соеди-
няются при малой деформации.
Электрические колебания тока ультразвуковой частоты при этом
процессе вызывают упругое удлинение .и укорочение сердечника
магнитострикционного вибратора 1 (рис. 83, а). Они усиливаются
в 3—4 раза трансформатором продольных упругих колебаний 2,
соединенным с рабочим инструментом 3. Трансформатор и инстру-
мент образуют волновод. От волновода колебания наконечником 4
передаются деталям 5, которые располагаются на массивной пли-
те — наковальне 6.
118
Максимальная амплитуда механических колебаний (20—60 мгц)
ограничена усталостной прочностью волновода.
Основными параметрами ультразвуковой сварки являются: уси-
лия сжатия, длительность колебаний, их амплитуда и частота. Уси-
лие сжатия обеспечивает передачу упругих колебаний от наконеч-
ника к деталям. Оно может создаваться моментом М, приложенным
к волноводу, или грузом Р (рис. 83, б), освобождающим волновод
от момента М.
Усилие сжатия для свариваемых металлов зависит от состояния
их поверхности, механических свойств и толщины деталей. С уве-
личением усилия сжатия улучшается механическая связь не только
между инструментом и ближайшей к нему деталью, но и между
деталями и дальней деталью с наковальней, что может препятство-
вать пластической деформации в зоне контакта. Уменьшение ампли-
туды колебаний по мере удаления от наконечника к наковальне
также зависит от материала деталей и формы инструмента. Относи-
тельное смещение на всех участках контакта связано со значитель-
ными потерями энергии.
Рис. 83. Схемы ультразвуковой сварки инструментом, совершающим
продольные (а) и изгибные (б) колебания
Перемещение, в частности, сопровождается внедрением инстру-
мента-в деталь. В зоне сварки при этом неровности сглаживаются,
окисные пленки разрушаются и даже врастают в металл. По мере
нагрева растет площадь узлов схватывания и общая площадь сое-
динения. Величина деформации не превышает 5—10%.
Тепловыделение в контакте наконечник — деталь и между дета-
лями обусловлено трением.
Максимальная температура при сварке молибдена близка к
1400°, а у меди и алюминия она соответствует температурам крас-
ного и белого каления. Средняя температура сварки деталей из алю-
миния близка к 300—350° С, меди к 400—450° С и титана к 500—
600° С. Свинец сваривается этим способом плохо.
Стабильные свойства соединений получаются при быстром до-
стижении максимума температуры в зоне контакта наконечник —
деталь и стабилизации температуры в контакте деталь — деталь.
Тепловыделение только в контакте инструмент — деталь без тре-
119
chipmaker.ru
ния в контакте деталь.— деталь не обеспечивает качественной
сварки.
Амплитуда колебаний в контакте деталь — деталь уменьшается
при увеличении усилия сжатия. Необходимая амплитуда колебаний
быстро растет с увеличением толщины деталей, В связи с тем что
ее величина ограничена прочностью волновода, наибольшая толщи-
на деталей не должна превышать 1—1,5 мм. Минимальная толщи-
на деталей близка к 3—5 мкм.
При давлении 10 кГ/мм2 амплитуда колебаний для пластин алю-
миния толщиной 0,3 мм близка к 7 мкм, а скорость к 600 мм/сек.
Усилие сжатия медных пластин толщиной 0,5 мм равно 350 кГ. Ам-
плитуда колебаний, усилие сжатия и длительность взаимосвязаны.
Относительная скорость трения и уровень давления при ультразву-
ковой сварке такие же, как при сварке трением.
С увеличением усилия сжатия увеличивается внедрение инстру-
мента в деталь. Суммарное утонение в зоне сварки составляет 5-—
25%.
Прочность' соединений растет с увеличением давления и дли-
тельности колебаний. С увеличением длительности колебаний уси-
ливается внедрение инструмента. В связи с этим стремятся к сокра-
щению длительности и повышению давления. Длительность обычно
составляет 0,2—2 сек. Проковка за 0,1 сек до окончания сварки мо-
жет повышать прочность на 16—40%. Шаг между точками зависит
от толщины привариваемой детали. У Си и А1 он близок к 20 мм.
Энергия расходуется не только на деформацию, но и на разру-
шение пленок. Поэтому для стабилизации режима их удаляют обез-
жириванием, травлением, электрической полировкой или механиче-
ской зачисткой.
Ультразвуковая сварка в зависимости от формы наконечника
может быть точечной и шовной. Материал наконечников выбирают
таким образом, чтобы устранить прилипание к деталям. Так, для
сварки алюминия применяют наконечник из молибдена или быст-
рорежущей стали.
Наибольшее распространение имеет точечная сварка. Полосы
из технического железа толщиной 0,5 мм сваривают точками при
частоте 18 кгц, амплитуде 7—9 мкм, усилии сжатия 30 кГ и време-
ни колебаний 0,45 сек. Алюминиевую фольгу толщиной 0,2 мм сва-
ривают точками 0 3 мм при мощности генератора 1,1 кет, амплиту-
де 10—14 мкм, усилии 120 кГ и длительности 0,4 сек. Такую же
фольгу из латуни толщиной 0,4 мм сваривают при усилии 55—65 кГ,
длительности 0,35—0,45 сек, амплитуде И—12 мкм, мощности
1,125—1,250 кет. Усилие разрыва составляет 7,5—9,5 кГ (для алю-
миния). Диаметр точек изменяется от 0,01 мм при мощности уста-
новки 100 вт до нескольких мм при мощности до 50 квт. Частота
колебаний составляет 4—100 кгц. При стыковой сварке одну из де-
талей соединяют жестко с трансформатором колебаний.
Ультразвуковая сварка металлов применяется в приборострое-
нии и электротехнической промышленности для соединения мелких
деталей из цветных металлов (вместо пайки).
120
§ 37. СВАРКА ВЗРЫВОМ
Сварка взрывом — способ соединения деталей с последо-
вательным ударным приложением давления и очисткой соединяе-
мых поверхностей деталей за счет направленной струи взрыва.
В точке соударения струя расщепляется на прямую и возвратную,
направленную внутрь острого угла с массой
где т — масса метаемой пластины. Соединение формируется при
пластическом смещении нагретых при взрыве поверхностных слоев
металла. Если поверхности достаточно ровны, то с них потоком
уносятся и загрязнения.
Рис. 84. Схема сварки взрывом до начала (а) или в стадии
взрыва (б)
В простейшей угловой схеме деталь / (рис. 84, а) кладут на
мощное (стальное, бетонное или песчаное) основание 2. Под уг-
лом р на расстоянии h размещают привариваемую (метаемую) пла-
стину 3, на которую насыпают слой взрывчатого вещества (ВВ).
На пластину 3 иногда для устранения подгаров накладывается
буферный слой 4 из фибры, дерева, каучука, резины и т. п. Установ-
ленный в вершине угла детонатор 6 взрывает начало слоя 5 (тро-
тила, гексогена, тетрила и др.) с выделением газов и тепла, концент-
рированное действие которых по мере горения слоя распространя-
ется во все стороны со скоростью детонации г'д=20004-8000 м/сек.
Скорость детонации зависит от свойств ВВ, его плотности р0 и тол-
щины Лев- Скорость метаемой пластины оп (рис. 84, б) гири этом
достигает 1000 м/сек и более, а в месте соударения пластины с ос-
нованием образуется угол у, увеличивающийся с ростом отношения
Пластина изгибается только на участке взрыва (см. рис. 84, б).
При взрыве соединяемые поверхности очищаются, нагреваются
и, смещаясь друг относительно друга, свариваются, образуя в за-
висимости от режима волнообразные или плоские соединения.
Ударное действие давления упрочняет металл зоны сварки. Форма
слоя взрывчатого вещества определяет направление потока газов,
а его размещение — вид соединения.
121
chipmaker.ru
Режим сварки взрывом задается скоростью 1>д, зазором h и от-
ношением
Ро'^ВВ д
РмЛм
где р0 и рм — плотность ВВ и метаемой пластины, Лвв и /iM— тол-
щина слоя ВВ и метаемой пластины.
Скорость v„ в зависимости от ВВ и его плотности изменяется
от 3000 до 7000 м/сек, а давление в зоне сварки достигает
150 000 кГ/см2. Наиболее часто используют ВВ, обеспечивающие
скорость vд=4000—4500 м/сек. Скорость vn повышается с увеличе-
нием ho и ь'д (с ростом давления продуктов детонации). Она для
данного ВВ и h почти пропорциональна отношению А и зазору h.
Величина h не должна быть менее 2—3 мм. При чрезмерном h
сварка не происходит. С увеличением 6М для обеспечения заданной
скорости необходимо увеличивать Лвв и h. В практически приме-
няемом диапазоне отношений Л = 0,6—4,2, а он= (0,16—0,25)од. При
скорости пн<500—700 м/сек сталь сваривается плохо. При /г=0,
пя=0 и любом Авв сварка не происходит. Чрезмерная величина /гвв
вызывает трещины. Оптимальная скорость оп зависит от сваривае-
мого металла и увеличивается с повышением его твердости. При
малых и больших значениях £ сварка затруднена. С повышением
твердости свариваемость материала улучшается.
Если 'метаемая пластина отогнута на длине 100—150 мм под уг-
лом 2°, то при параллельном зазоре 6—8 мм детали на остальных
участках свариваются более стабильно, чем при угловой схеме.
Взрывом соединяют различные комбинации металлов. Основным
условием сварки является возможность деформирования хотя бы
одного из металлов при комнатной температуре.
Области применения сварки взрывом непрерывно расширяются.
Ее применяют при изготовлении биметаллических листов, соедине-
ний труб, приварке болтов, соединений разнородных материалов,
дающих в обычных условиях хрупкие прослойки, и др.
ГЛАВА VIII
ОБЩИЕ УЗЛЫ КОНТАКТНЫХ МАШИН
И ИНСТРУМЕНТ
Контактные машины для точечной, шовной, стыковой и рельеф-
ной сварки имеют много близких по конструкции электрических и
механических узлов, которые целесообразно изучить предвари-
тельно.
§ 38. КЛАССИФИКАЦИЯ МАШИН
И ТРЕБОВАНИЯ К НИМ
Контактные машины по принципу действия могут быть неавто-
матическими, полуавтоматическими и автоматическими, по специа-
лизации— универсальными и специальными; по приводу — с ры-
чажным, пружинным, механическим, электромеханическим, пневма-
тическим, пневмогидравлическим или гидравлическим приводом;
по способу питания — однофазные или трехфазные, переменного
или постоянного тока, низкочастотные и с накоплением энергии; по
способу установки — стационарными и передвижными.
На контактной машине, работающей автоматически, подача, за-
крепление и сварка деталей, а также съем готового изделия произ-
водятся без участия человека; на полуавтоматической — установка
и перемещение деталей осуществляются вручную; на неавтомати-
ческой машине обычно автоматизировано только включение и вы-
ключение тока.
Область применения машины соответствующего типа определя-
ется энергетическими возможностями предприятия, конструкцией
свариваемых деталей, требованиями к качеству и видом произ-
водства.
Универсальные машины применяются для сварки различных, а
специальные — для сварки однотипных деталей.
В массовом производстве целесообразны специализированные
автоматически работающие машины, а в мелкосерийном и индиви-
дуальном производствах — универсальные с устройствами для бы-
строй их переналадки.
Большинство машин устанавливается стационарно; переносны-
ми и передвижными являются лишь некоторые специализированные
машины.
Контактная машина должна обеспечивать стабильное качество
соединений и требуемую производительность при простоте обслу-
123
chipmaker.ru
живания и надежной работе. Стабильность качества, производи-
тельность и надежность работы машины зависят от изготовления,
сборки узлов и совершенства ее конструкции. Надежность, особен-
но важная в массовом производстве, зависит от гарантийного сро-
ка работы по ГОСТу или ТУ, долговечности (до первого капиталь-
ного ремонта), количества капитальных ремонтов, коэффициента
технического использования, регулярности замены деталей и др.
§ 39. ПРЕОБРАЗОВАТЕЛИ ТОКА
И ПЕРЕКЛЮЧАТЕЛИ МОЩНОСТИ
Простейшим преобразователем тока контактных машин явля-
ется трансформатор. Он может иметь стержневой (в виде
рамки), броневой (из двух спаренных рамок) или кольцевой сер-
дечник. Наиболее распространены трансформаторы броневого типа,
Рис. 85. Трансформатор броневого (а) и кольцевого типа (г и <?),
а также первичная обмотка стержневого (б) и сечение обмоток
броневого трансформатора (в):
/ — сердечник, 2 и 3 — первичная и вторичная обмотки, 4 — выводы, 5 —
трубка для охлаждения, 6 — плита, 1 — рамка, 8 — болт, 9 — губки
на центральном стержне сердечника которых (рис. 85, а) располо-
жены первичная и вторичная обмотки. Сердечник для уменьшения
потерь энергии набирается из полос электротехнической стали тол-
щиной 0,3—0,5 мм, изолированных друг от друга бумагой или ла-
ком. Собранные полосы для уменьшения потерь стягивают болта-
ми 8, изолированными от полос и рамок. Иногда применяется
стержневой сердечник из намотанных и склеенных полос толщиной
0,3—0,35 мм с вытянутыми вдоль прокатки зернами и направлен-
ными магнитными свойствами. Обмотки на таком сердечнике уста-
навливаются после его разрезки в склеенном виде.
Первичная обмотка трансформаторов подключается к сети. Она
может иметь от 10 до 440 витков сечением 1—600 мм2, намотанных
в однорядные цилиндрические (рис. 85, б) или многорядные диско-
вые (рис. 85, в) катушки, которые в машинах средней и большой
124
мощности для уменьшения рассеяния магнитного потока помещают
между медными секциями вторичного витка 3, сваренного с плита-
ми 6 (см. рис. 85, а). Секции сечением «И» и «П», улучшающим
•охлаждение укладываемых в них катушек, могут отливаться из
алюминия. Катушки имеют 'выводы 4 для регулирования мощности.
Дисковые катушки наматываются из медной покрытой изоляцией
прямоугольной полосы с прокладыванием тонкого (0,3 мм) пресс-
шпана. Катушки пропитывают лаком и изолируют от сердечника и
вторичной обмотки гетинаксом или пресс-шпаном. Для повышения
жесткости обмоток и улучшения их изоляции они заливаются эпок-
сидными компаундами или смолами. Это затрудняет ремонт транс-
форматоров.
Цилиндрические катушки, изготавливаемые из более тонкой и
более широкой медной полосы, используют в стержневых трансфор-
маторах маломощных машин. Секции медного витка охлаждаются
водой, протекающей по припаянным или приваренным трубкам 5
(ом. рис. 85, а). Обмотки для лучшего охлаждения и защиты от
металлических частиц также заливают теплопроводной кварц-би-
тумной массой. Вторичная обмотка трансформатора соединяется
токоподводами с контактными плитами.
В контурных трансформаторах (в частности, кольцевых)
(рис. 85, г, д) сердечник 1, набранный из полос, имеет кольцо (для
труб) или прямоугольную рамку (для полос) с размещенными по-
очередно первичными 2 и вторичными 3 витками. Последние соеди-
нены с губками 9, прижимаемыми к детали по всему ее периметру.
Такой трансформатор, обеспечивая равномерный подвод тока к де-
талям, резко уменьшает сварочный контур и потребляемую мощ-
ность. В машинах для сварки широких полос также используют по
нескольку параллельно работающих трансформаторов.
Трансформатор включается кратковременно через небольшие
промежутки времени. Его мощность определяется допустимым пере-
гревом с учетом охлаждения во время пауз между сварками. Ре-
жим повторно-кратковременной работы учитывается коэффициен-
том повторного включения ПВ, определяемым за 5 мин и представ-
ляющим отношение общей длительности протекания тока tc к сумме
tc и пауз ta:
ПВ% —------------100.
Трансформатор характеризуется номинальной мощностью при
заданном коэффициенте ПВ или номинальным сварочным током
Лан ка и напряжением холостого хода Нго в вольтах (при отсутст-
вии нагрузки трансформатора). Трансформатор ТК — 4508 маши-
ны МПТ-200 при коэффициенте ПВ 20% имеет номинальную мощ-
ность 200 ква. Первые две цифры указывают его номинальный
ток в килоамперах.
Ток 7гн достигается при нормальном, указанном в паспорте ма-
шины напряжении сети, заданном коэффициенте ПВ%, номиналь-
. ной ступени регулирования мощности (обычно предпоследней),
125
chipmaker.ru
определенном сварочном контуре и системе охлаждения, а также
при предусмотренных паспортом сечениях свариваемых деталей.
При недостаточном охлаждении возможен перегрев обмоток
трансформатора, а при чрезмерном — их отпотевание, ухудшение
изоляции и пробой. Поэтому расход воды должен согласовываться
с тепловой нагрузкой трансформатора. Допустимая эквивалентная
плотность тока при естественном охлаждении составляет 1.5—
1,7 а!мм2, а при водяном — в первичной обмотке 3 а/мм2 и 5 а!мм2
во вторичной. При работе без охлаждения необходимо уменьшить
коэффициент ПВ на номинальной ступени или ток в У0,24 раза. На
первых ступенях допустимый коэффициент ПВ% увеличивают в
1,3—1,5 раза. Трансформатор кратковременно может дать ток /,.р,
боЛЬШИЙ /2н-
Обычно значение коэффициента ПВ трансформатора распро-
страняют на машину. При этом допустимая длительность включе-
ния игнитронов (с учетом их коэффициента ПВ) должна соответст-
вовать коэффициенту ПВ машины.
У стыковых машин коэффициент ПВ составляет 5—50%, У то-
чечных— 1,2—32% и у шовных —32—80%. Наиболее часто у ма-
шин для точечной, стыковой и рельефной сварок коэффициент ПВ
близок к 20%, У шовных — к 50% и у трубосварочных к 100%. Чем
больше расчетный коэффициент ПВ, тем больший кратковременный
ток допускается, исходя из условий нагрева изоляции.
Коэффициент ПВ наряду с 'мощностью характеризует техноло-
гические возможности машины. По ГОСТ 297—61 он может быть
равным 1; 2; 2; 5; 8; 12,5; 20; 32; 50; 80 и 100%.
Длительный режим при одном и том же напряжении без пауз
на охлаждение требует мощность а режим при коэффициен-
те ПВ
откуда
Лл=4₽Кпв
или
\гд.1=^Упв.
Длительная мощность 1Гдл определяется охлаждением машины
без перегрева при сварке, а кратковременная в режиме при коэф-
фициенте ПВ. Максимальная величина Й7кр зависит от конструкции
и параметров электрических цепей. Оптимальная производитель-
ном ,
ность достигается при определенном отношении——, близком при
й^кр
коэффициенте ПВ 20, 40, 60 и 100% соответственно к 2,3; 1,6; 1,3
и 1.
Номинальная мощность машины при сварке с номинальным
первичным напряжением £7Н и током /и на расчетной ступени равна:
П7 ^н /н
н 1000 ’
ква.
126
Максимальная мощность зависит от сопротивления сварочной
цепи, напряжения и других электрических параметров.
Однофазная нагрузка при импульсном включении трансформа-
тора с низким коэффициентом мощности (cos<p) нагружает сеть
неравномерно и ухудшает работу других потребителей энергии,
cos ф повышают введением емкости или дополнительного перемен-
ного сопротивления, компенсирующего индуктивность. Более совер-
шенны преобразователи с равномерной загрузкой фаз при питании
сварочного контура выпрямленным током, током низкой частоты
(5—10 гц) или от накопителей энергии (конденсаторов, электромаг-
Рис. 86. Электрическая силовая
схема трехфазного сварочного
трансформатора
нитных или механических уст-
ройств) .
В машинах с выпрямлением тока
сварочные полупроводники ПС (рис.
86) управляются полупроводниками
ПУ, включающими и выключающи-
ми ток с первичной стороны трех-
фазного трансформатора. Импульсы
этого тока iB (рис. 87) получают,
подавая в первичную цепь полувол-
ны трехфазного напряжения одной
полярности. Большая индуктивность
контура сглаживает пульсации вы-
прямленного тока. Такого рода система питания при большом сва-
рочном контуре существенно снижает потребляемую из сети мощ-
ность. Так, для примерно одинаковых условий сварки машина с
Рис. 87. Осциллограмма выпрямленного iB и первичных фазных iKi, iB2, »из
токов
выпрямленным током потребляет 480 ква, однофазная машина —
2750 ква, а низкочастотная (4,5 гц) — 1000 ква. Эта система ис-
пользована в мощных точечных машинах МТВ-63, МТВ-80, шовных
МШВ-16 и МШВ-63, а также в рельефных МРВ-63, МРВ-40 и
МРВ-80. В низкочастотном преобразователе частота преобразуется
поочередной подачей на сварочный трансформатор импульсов вы-
прямленного напряжения противоположной полярности.
Напряжение одной полярности достигается при одновременном
включении выпрямителя В с игнитронами И1 и ИЗ (рис. 88), а об-
ратной полярности с игнитронами И2 и И4.
Длительность протекания тока ib каждом полупериоде низкой
частоты определяется временем работы выпрямителя, а частота —
частотой включения игнитронов.
127
chipmaker.ru
В машинах для сварки легких сплавов одним импульсом произ-
водительностью до 50 точек в минуту вместо игнитронов применяют
механические контакторы, включаемые без сварочного тока элект-
ромагнитным или пневматическим приводом. Так же используют
схемы преобразования с трансформатором (рис. 89), в которых иг-
нитроны И1, ИЗ и И5 выклю-
чаются со смещением в 120° и
пропускают поочередно ток че-
рез первичные обмотки транс-
форматора ТС так, чтобы маг-
нитный поток складывался.
Если включить игнитроны
И2, И4 и И6, то к обмоткам
прикладывается напряжение
обратной полярности ,и в сва-
Рис. 88. Схема преобразователя частоты рочном контуре индуцируется
с игнитронным инвертором ток обратного направления.
Трехфазный выпрямитель,
обеспечивая равномерную загрузку фаз, снижает при малом индук-
тивном и активном сопротивлении контура потребляемую мощность.
Рис. 89. Схема силовой части преобразователя частоты с
трехфазно-однофазным трансформатором
В контактных машинах также применяются электрические,
электромагнитные и электромеханические накопители энергии, ко-
торые длительно накапливая ее, большими порциями быстро отда-
ют ее в сварочную цепь. В электрических накопителях для этого
используют батареи конденсаторов, заряжаемых через выпрями-
тель В (рис. 90, а).
Энергия N, накапливаемая в конденсаторах, зависит от их ем-
кости С и подведенного напряжения U
N=C-^.
2
128
Она обычно отдается в сварочный контур через трансформатор
ТС (см. рис. 90, а), .первичная обмотка которого включается через
регулируемое сопротивление и управляемый диод-тиристор или иг-
нитрон или какой-либо другой переключатель после сжатия дета-
лей электродами.
Энергию N и форму кривой тока регулируют изменением С и U
и коэффициента трансформации . Индуктивное X и актив-
Ш2
ное R сопротивления обычно не регулируют. С увеличением С и U
растет максимальный ток и увеличивается длительность полувол-
ны разряда (рис. 90, е й б), а с повышением п (рис. 90, в), X
(рис. 90, а) и R (рис. 90, д) ток уменьшается, а его длительность
растет.
Рис. 90. Электрическая схема конденсаторной машины (а) и графики
токов при больших и малых: напряжениях зарядки (б), коэффициентах
трансформации п (в), индуктивных X (г) и активных R (д) сопротив-
лениях, а также емкостных С (е):
В — выпрямитель, /?3р—’Зарядные сопротивления, С — рабочая емкость, ПР — пе-
реключатель разряда, Р — реле, ТС — трансформатор сварочный
Непосредственный разряд конденсаторов на детали без транс-
форматора кратковремен. Он необходим для сварки мелких де-
талей.
Напряжение, ограничиваемое из условий безопасности, при на-
коплении небольшой энергии (0,1—0,2 кет-сек) не превышает
1000 в. Если оно выше, то применяют промежуточные трансформа-
торы, понижающие напряжение на сварочном трансформаторе.
Машины с энергией до 1 кет-сек питаются от однофазной сети,
а более мощные —типа МТК.-75 энергией до 22 кет-сек — от трех-
фазного зарядного трансформатора через выпрямители при стаби-
лизации напряжения зарядки. В первых, используют бумажно-
масляные конденсаторы ИМ-3-100 на напряжение 3000 в, а во вто-
рых— низковольтные (400 в) типа К-50-И-1 с высоким обратным
напряжением.
Сетевой трансформатор для питания контактных машин обычно
выбирается по среднеквадратичной расчетной мощности или току
с учетом минимально допустимого падения напряжения 5%. Его
целесообразно включать на постоянную работу. При этом толчки
129
chipmaker.ru
тока не должны превышать тройной номинальный ток. Иногда ис-
пользуют системы управления, исключающие одновременное вклю-
чение нескольких машин.
Мощность машин регулируется переключателями ступеней и
другими устройствами. Переключатель подключается к секциям
первичной обмотки трансформатора и к сети (рис. 91, а). У.мень-
Рис. 91. Схемы регулирования
мощности трансформатора пере-
ключателем (а) и автотрансфор-
матором в его первичной (б) пи-
тающей цепи (в)
шение числа витков первичной
обмотки при замыкании контак-
тов 1—2 или 2—1 ножами № 1,
2 и 3 увеличивает ток и мощность
(см. рис. 2).
Мощность также регулируют
автотрансформатором сети 380 в
(рис. 91, б) или в мощных маши-
нах — дистанционно, непосредст-
венно в сети 6000—10 000 в (рис.
91, в).
Переключатели ступеней мо-
гут быть штепсельными (в маши-
нах с первичным током до 250 а),
барабанными (в машинах с пер-
вичным током до 600 а) и пла-
стинчатыми при малом токе; по-
следние применяются очень
редко.
В штепсельном переключателе
медный нож 1 (рис. 92, а), закреп-
ленный в текстолитовой ручке 2,
соединяет изолированные друг от
друга подпружиненные контакт-
ные пластины 3.
В барабанном переключателе
(рис. 92, б) при повороте рукоят-
ки 4 (между ограничителем 7)
скользящие контакты 3 с по-
мощью пружин прижимаются к медной панели 6 текстолитового
барабана 5. Каждый барабан имеет два положения. Для получе-
ния 4, 8, и 16 ступеней регулирования мощности необходимо соот-
ветственно 2, 3 и 4 барабана. Схема четырехбарабанного переклю-
чателя дана на рис. 92, в.
§ 40. СВАРОЧНЫЙ КОНТУР
Сварочный контур состоит из инструментов (губок, электродов,
роликов), устройств для их крепления (электрододержателей, ва-
лов, башмаков и др.) и токоподводов — обычно медных проводни-
ков большого сечения, которые на изгибаемых участках или цели-
ком набираются из медной фольги или из гибких тросиков. Эти
проводники, рассчитываемые на нагрев с учетом ПВ, не должны
130
окисляться в местах контакта, менять свое сопротивление или пре-
пятствовать сварке деталей заданной конфигурации.
Сопротивление контактов вторичного контура зависит от каче-
ства и площади их поверхности, давления и качества сборки. Низ-
кое сопротивление имеют шлифованные и посеребренные контакты.
Лужение и смазка вазелином повышают его, хотя при длительной
работе луженые контакты окисляются медленнее, чем медные.
Рис. 92. Ножевой (а) и барабанный (б) переключатели ступеней, а также
схема четырехбарабаииого переключателя (в):
— нож, 2— ручка, 3— контактные пластины, 4 — рукоятка, 5 — барабан, 6—медная па-
ноль, 7 — ограничитель
131
chipmaker.ru
Размеры контура и сопротивление его контактов и проводников
определяют внешнюю (технологическую) характеристику машин
(рис. 93, а) или, иначе, зависимости сварочного тока от вторичного
напряжения /г=/(^г) на всех ступенях регулирования трансфор-
матора. Эти зависимости определяют включением трансформатора
с разомкнутым сварочным контуром (/2=0, {/2=^20) и при его за-
Рис. 93. Внешняя (технологическая) характеристика кон-
тактной машины (а) и ее зависимость от величины свароч-
ного контура (бив): UZ — полезная мощность при нагруз-
ке J2R2
мыкании медным проводником большого сечения (/2=/max для низ-
кого напряжения) проводниками более высокого сопротивления,
чем медь (прямые I2R1 и ЛДг). Для заданного тока hA и сопротив-
ления Ri (требуемая мощность заштрихована) характеристики по-
зволяют выбирать требуемую ступень напряжения холостого хода
U20 (в рассматриваемом случае ступень с U23 для точки В).
Внешняя характеристика позволяет оценить полезную и теряе-
мую при данной нагрузке напрасно мощность. Полезная мощность,
расходуемая на нагрев деталей, определяется протекающим через
них током, их активным 7?д и контактным RK сопротивлением. Она
132
соответствует площади прямоугольника U2aAI2aO (см. рис. 93, а).
Трансформатор обеспечивает мощность в соответствии с прямо-
угольником U^BI^O- при этом теряемая в контуре мощность бу-
дет соответствовать прямоугольнику U2ZCBU22. При осадке (сты-
ковая сварка) с нагрузкой 12R2 полезная и теряемая мощности со-
ответствуют прямоугольникам U2DDI2DO и U^DEUJ, т. е. потери
при осадке больше, чем при оплавлении. Потери растут с увеличе-
нием площади сварочного контура и вводимых в него магнитных
масс (индуктивное сопротивление), а также с увеличением длины
и уменьшением сечения токоподводов (активное сопротивление).
Поверхностный эффект (преимущественное протекание тока в
поверхностных слоях проводника), вихревые токи, эффект близости,
обусловленный чрезмерным сближением токоподводов, а также
неправильное заземление сварочного контура увеличивает эти по-
тери. Сопротивления X и R контура не очень велики (20—
150 мком), однако при низком U2 и большом 12 они существенно
ограничивают ток, увеличивая потери, снижая cos<p до 0,5—0,6. Так,
при t4o = 3 в и увеличении контура точечной машины в два раза ток
уменьшается с 14 ка (рис. 93, б) до 10 ка (рис. 93, в) с одновремен-
ным уменьшением полезной мощности W.
В контурах отдельных машин теряется до 20—40% мощности.
Уменьшение контура и числа переходных контактов в нем снижает
эти потери. Потери также уменьшают подключением с первичной
стороны конденсаторов. Их параллельное включение до прерыва-
теля связано с постоянным потреблением энергии, а после — с ис-
кажением при зарядке и разрядке формы импульса сварочного то-
ка. Поэтому конденсаторы лучше включать последовательно, хотя
при этом требуется перемотка сварочного трансформатора или ис-
пользование согласующего трансформатора. Загрузка сети при по-
следовательном включении существенно уменьшается.
§ 41. СТАНИНА И ПРИВОД
Станина (или корпус) делается сварной, а иногда для умень-
шения потерь энергии от магнитных потоков рассеяния литой из
немагнитного чугуна или сплавов алюминия. Жесткость станины,
воспринимающей усилие сжатия деталей, должна быть достаточной
для устранения недопустимого смещения электродов или роликов,
неравномерного сжатия рельефов или искривления стыкуемых де-
талей. Конструкции станин весьма разнообразны (см. главу VIII—
Привод у точечных и рельефных машин перемещает электроды
или плиты и сжимает детали, у шовных — вращает ролики и сжи-
мает ими детали, а у стыковых — вначале медленно сближает, « за-
тем быстро сдавливает зажатые в губках детали.
Ручной, ножной, пружинный, грузовой и электромагнитный при-
воды обычно применяют в маломощных машинах, пневматический
и пневмогидравлический — в машинах средней мощности и гидрав-
133
chipmaker.ru
лический — в мощных машинах. В массовом производстве широко
применяется пневматический привод.
Ручной или ножной привод повсеместно заменяется механизи-
рованным. Его иногда применяют при подогреве, оплавлении и
осадке в стыковых машинах мощностью до 75 ква. Система рыча-
гов (рис. 94, а) увеличивает усилие в стыке. Перемещение плиты 3
длинным рычагом 1 вручную через рычаг 2 контролируется по шка-
ле 7, на которой отмечается укорочение деталей при подогреве,
оплавлении и осадке.
Рис. 94. Рычажный (а) и пружинный (б) привод:
1 — рычаг, 2— серьга, 3 — подвижная плита, 4 — пружина, 5 — за-
щелка, 6 — винт натяга пружины, 7 — диск со шкалой, 8 — экс-
центрик
Пружинный привод создает давление после освобождения сжа-
той пружины, а грузовой — после подъема груза. Рычагом 1
(рис. 94, б) с эксцентриком 8 подвижная плита 3 отводится в ис-
ходное положение и пружина 4 сжимается до фиксированного за-
щелкой 5 положения. После закрепления деталей защелка осво-
бождает пружину, и она начинает давить на подвижную станину и
детали. Усилие сжатия регулируется винтом 6.
В электромагнитном приводе усилие сжатия создается электро-
магнитом при включении его катушки в питающую сеть или цепь
сварочного тока.
В последнем случае часто создается предварительное давление,
которое при протекании тока и увеличении площади сварки возра-
стает пропорционально току.
134
Электромеханический привод (рис. 95) имеет электродвигатель 9
с регулируемым или нерегулируемым числом оборотов и систему
зубчатых и червячных передач. Ползун 1 перемещает подвижную
плиту от кулачка 3 через опорный ролик 2. Кулачок вращается че-
рез текстропную передачу с вариатором 10, сменные шестерни и
червячную передачу 5.
Рис. 95. Электродвигательный привод:
1 — ползун. 2 — ролик, 3 — кулачок, 4 — редуктор. 5 —
червяк, 6 — шкив, 7 — маховик регулировочного вин-
та, 8 — ремень, 9 — электродвигатель, 10 — вариатор
Ролик в шовных машинах приводится во вращение через зубча-
тые и червячные передачи или непосредственно от специального
электродвигателя.
В пневматическом приводе основной
частью является поршневой цилиндр со
штоком и поршнем.
В быстродействующем, не требующем
смазки диафрагменном приводе (рис. 96)
замкнутая камера 1 разделена на две по-
лости эластичной диафрагмой 2 из плот-
ной тканевой резины или синтетического
каучука. Края диафрагмы зажимаются
крышкой в корпусе, а ее средняя часть
опирается на шток 3 с диском. 4. Сжатый
Рис. 96. Диафрагменный
привод
135
chipmaker.ru
воздух, поступая в левую полость корпуса, смещает диафрагму со
штоком вправо. Возврат штока в исходное положение осуществля-
ется пружиной 5 или воздухом, подаваемым в полость 1.
Диафрагмы >в десятки раз долговечнее манжет поршня, а сам
привод дешевле и проще в изготовлении. Его недостаток в '.малом
ходе, не превышающем 20—30 мм, и больших габаритах при созда-
нии повышенных усилий.
В пневмогидравлическом приводе (рис. 97) воздух, поступаю-
щий в пневмоцилиндр 6, воздействует через шток 7 на жидкость 5,
котопая через поршень 4 ускоренно опускает плиту 2. После пред-
варительного зажатия деталей
Рис. 97. Пневмогидравлический при-
вод
сжатый воздух (4—6 кГ1см2), по-
ступающий в полость А преобра-
зователя давления /, поршнем 9
через шток 8 перекрывает по-
лость В и создает высокое давле-
ние жидкости в полости Б. Этим
давлением через поршень 4 сдав-
Рис. 98. Гидравлический привод
ливаются детали. Плита 2 возвращается в исходное положение
пружиной 3. Скорости перемещения регулируются золотниками или
дросселями, а усилие зажатия — воздушными редукторами. Этот
привод нашел применение в передвижных и переносных машинах
для точечной сварки и в стыковых машинах средней мощности.
В гидравлическом приводе (рис. 98) цилиндры обычно работа-
ют при высоких давлениях жидкости (150—200 атм) и имеют зна-
чительно меньшие размеры, чем в пневматическом приводе. Давле-
ние масла или другой жидкости, подаваемой в систему насосом 1
из бака 2, регулируется разгрузочным клапаном 3. Масло к рабо-
чим органам подается через управляемый клапан 4. Аккумулятор 6,
обеспечивая большие кратковременные расходы жидкости, позво-
ляет получить повышенные скорости перемещения рабочих частей
машины (например, при осадке). Масло из полости Б цилиндра 5
при движении плиты вправо сливается в бак 2. Гидравлический
привод при качественном изготовлении гидроаппаратуры весьма на-
136
дежен в работе и быстроходен. Этот привод, соответствующим об-
разом приспособленный, 'применяется в мощных стыковых, точеч-
ных и шовных машинах, а также в прессах для рельефной сварки.
§ 42. АППАРАТУРА УПРАВЛЕНИЯ
Работой электрических, 'механических, пневматических и гидрав-
лических устройств машины управляет электрическая, пневматиче-
ская и гидравлическая аппаратура. Аппаратура включает и вы-
ключает устройства машины в требуемой последовательности, иног-
да контролируя или регулируя важнейшие параметры процесса.
Электрическая схема машины имеет
силовую цепь, через которую передается
электрическая мощность, и цепи управле-
ния. Так, машина МТП-75 в силовой цепи
имеет сварочный трансформатор ТС
(рис. 99), игнитронный контактор КП,
включающий и выключающий ток, а в це-
пи управления (блок управления БУ) —
электронное реле времени РВЭ-7 и пре-
рыватель игнитронный ПИТ-50, работаю-
щие раздельно. Помимо этого в электро-
схеме машины могут быть фильтры для
устранения радиопомех, а также другие
устройства, стабилизирующие ее работу.
В простейшем случае трансформатор или
какой-либо другой преобразователь энер-
гии силовой цепи подключается электро-
магнитным контактором (рис. 100). При
Рис. 99. Блочная схема то-
чечной машины
нажатии кнопки 1 (рис. 100, а) замыкается цепь катушки 3, кото-
рая притягивает якорь контактора 2 (рис. 100, б), через контакты 4
которого подается напряжение сети к первичной обмотке трансфор-
матора 5 (см. рис. 100, а) с переключателем ступеней 6. Трансфор-
матор таким контактором включается в любой момент волны пере-
менного тока (несинхронно) с различной величиной тока намагни-
чивания (трансформатор работает в неустановившемся режиме),
а)
Рис. 100. Контактор (а) и схема его подсоединения (б)
137
chipmaker.ru
что меняет режим сварки и создает дополнительную тепловую на-
грузку на трансформатор. Длительность протекания тока из-за об-
разования дуги (при выключении), горящей в зависимости от на-
пряжения и электромагнитной энепгии, накопленной в трансформа-
торе, нестабильна. Игнитронные контакторы более совершенны.
Они включают ток также несинхронно, но выключают его без дуго-
образования при спаде тока до нуля.
Игнитроны являются управляемыми газоразрядными ртутными
приборами, в стальном корпусе которых пропускают большие токи
Рис. 101. Схемы игнитрона:
а: 1 — анод, 2 — катод, 3 и 5 — изоляционные вставки, 4 — зажигатель; б: 1 —
анод, 2 — катод, 3 — управляемый электрод, 4 — изоляционная втулка, 5 — вывод,'
6, 7, 8 и 9 — элемент р-п-р-п проводимости, 10 — крышка, 11 — чашечка
одного направления при горении дуги между анодом 1 (рис. 101, а)
и ртутным катодом 2.
Игнитрон проводит ток при подаче напряжения выше 15—20 в
в цепь зажигателя перед каждым периодом горения основной дуги.
Основная дуга зажигается через 0,001 сек после возбуждения
вспомогательной (дежурной) дуги между зажигателем и ртутным
катодом; зажигатель — полупроводник 4 (карбид бора, карборунд
и др.) —не смачивается ртутью и при достаточном положительном
относительно катода потенциале возбуждает вспомогательную ду-
гу, от которой загорается основная между катодом и анодом. Гра-
фитовые аноды и зажигатель изолированы от корпуса вставками 3
и 5. Длительность работы игнитрона ограничена стойкостью зажи-
гателя, который после перегрева может смачиваться ртутью, вслед-
ствие чего дуга не возбуждается. Для надежной работы игнитрон
охлаждают водой.
138
Ток в цепи зажигателя в одном направлении пропускается вен-
тилем (тиратроном или тиристором). Импульс напряжения на за-
жигатель подается в зависимости от напряжения на аноде игнитро-
на (зависимое зажигание) или от особого источника — обычно не-
большого пикового трансформатора (независимое зажигание).
В схеме зависимого зажигания положительное напряжение по-
дается в цепь зажигателя с анода игнитрона 1 через тиратрон 2
пли тиристор, управляемый блоком 3 (рис. 102, а). Основная дуга
игнитрона шунтирует дугу зажигателя и дугу тиратрона.
При независимом поджигании обычно применяется батарея
конденсаторов 4, которая заряжается от питающего трансформа-
тора 5 и разряжается через тиратрон 2 (рис. 102, б), управляемый
блоком 3. Эта схема допускает поджигание при анодных напряже-
Рис. 102. Схема независимого (а) и зависимого (б) поджигания игнитронов
ниях и& и углах зажигания, близких к 0° и 180°. Смещение момента
зажигания изменяет действующее значение тока независимо от иа.
Ток в момент образования (катодного пятна называется током
зажигания, а напряжение — напряжением зажигания. Управляе-
мый фазорегулятором вентиль (например, тиратрон) зажигает иг-
нитрон в определенный момент с заданным углом регулирования а.
При напряжении на игнитроне, меньшем необходимого для горения
тиратрона, последний гаснет автоматически. Для нормальной рабо-
ты игнитрона при его ПВ необходимо, чтобы средний анодный ток
/с₽ был бы связан с его амплитудным значением 1т и длительностя-
ми усреднения импульса tn
г _
ср~ nt •
В паспорте игнитрона указывается 'максимальный ток, напря-
жение зажигания и длительность усреднения (при его работе по
зависимой схеме зажигания). Эта длительность соответствует мак-
симальному времени усреднения пульсирующего тока, при котором
давление пара ртути не выше допустимого. Это время определяется
размерами игнитронов и анодным напряжением.
Если основная дуга в игнитроне не возбуждается, то через за-
жигатели течет большой ток, разрушая их. Зажигатели от перегруз-
ки защищаются плавким предохранителем.
139
chipmaker, ru
Игнитроны в машинах малой и средней мощности заменяют
тиристорами — четырехслойными полупроводниковыми управляе-
мыми приборами типа ВКДУ-150 и ВКДУ-320, Т-320, Т-600, имею-
щими анод на основании 1 (см. рис. 101, б) и гибкий вывод катода.
Тиристор имеет электрод 3, изоляционную втулку 4 и вывод 5 от
управляющей молибденовой пластины 6, которая вместе со спаян-
ными пластинами 7, 8 и 9 составляет элемент р-п-р-п проводимости.
Элемент закрыт металлостеклянной крышкой 10 и спаян или сварен
с чашечкой 11, соединенной с выводом 2. Тиристор ВКДУ-150 по
объему равен двум спичечным коробкам (без ребер охлаждения,
составляющих по объему 8—10 коробок), а близкий по мощности
игнитрон в 80—100 раз больше. Тиристор может включаться при
подаче низкого напряжения (1—6 в) и протекании небольшого тока
80—300 ма (у игнитрона 10—30 а). Он расходует небольшую мощ-
ность и постоянно готов к работе от —40 до 50° С. Длительность
его импульсной работы при сварке и допустимые сварочные токи
зависят от частоты и диапазона колебаний температур на участках
соединения элементов. Мощные выключатели создаются на основе
параллельного соединения мощных тиристоров типа Т600 по специ-
альным схемам.
При параллельной работе для выравнивания тока каждой пары
тиристоров используются уравнительные реакторы с двумя витка-
ми и индуктивностью не ниже 0,05 ман, включаемые последователь-
но с тиристорами (см. рис. 104, б).
Тиристоры со специальными схемами управления могут исклю-
чить резкое намагничивание сварочного трансформатора при его
включении. Игнитроны и тиристоры в стыковых машинах работают
при параллельно включенной нагрузке. Игнитроны постепенно за-
меняются тиристорами, как более экономичными и стойкими в ра-
боте.
Игнитронный контактор КИА состоит из игнитронов И1 и И2,
которые включены встречно-параллельно (анод с катодом и катод
с анодом параллельно) и последовательно с первичной обмоткой
трансформатора (см. рис. 103, а). Поджигатели игнитронов вклю-
чены через селеновые выпрямители В1-В4, плавкие предохранители
ПР: контакты гидрореле РГ и регулятор времени РВ. Контакт РГ
замыкается только при достаточной струе воды, протекающей через
игнитроны.
Ток in (показан стрелкой) при замыкании реле Р и полярности,
при которой на анод игнитрона И2 попадает положительный полу-
период питающей сети (игнитрон будет пропускать ток), потечет от
первого подведенного провода Л1 через В4, контакты Р и РГ, предо-
хранитель ПР, В1, поджигатель игнитрона И1 в направлении второ-
го провода Л2. Игнитрон загорится, и в первичной обмотке свароч-
ного трансформатора потечет ток ic, который прекратится в конце
полупериода. При изменении полярности тока игнитрон И1 погас-
нет и ток потечет от Л2 через В2, ПР, ПГ, Р, ВЗ в направлении Л1,
вследствие чего загорится игнитрон И2. Контактор КТС (тиристор-
ный синхронный контактор) имеет полупроводниковую схему уп-
140
равления, обеспечивающую синхронное включение с любой постоян-
ной или переменной продолжительностью цикла. Контактор управ-
ляется регулятором РВЭ-7 или другим
устройством. Кратковременные в
несколько электрических граду-
сов управляющие импульсы тока
с крутым передним фронтом
сдвинуты относительно друг друга
на 180°. Их ток близок к 0,5 а, а
амплитудное напряжение к 10 в
(применительно к тиристору
ВКДУ-150 и Т-150).
Питание трансформатора ТП
(рис. 103, б) через эмиттер-базу
триода Т1 в положительном полу-
периоде напряжения приводит к
зарядке конденсатора С1, а в от-
рицательном к его разрядке через
резистор R1. Время разрядки оп-
ределяется величиной резистора
/?1. Ток зарядки, протекающий
через эмиттер-базу триода Т1, от-
пирает триод, и конденсатор СЗ
разряжается на первичную обмот-
ку трансформатора ТП1, во вто-
ричной обмотке которого возни-
кает импульс напряжения, отпи-
рающий тиристор. Так же работа-
ет правое .плечо схемы.
Конденсатор С1, разряжаясь
по одинаковой кривой, обеспечи-
вает синхронное включение сва-
рочного тока. Тиристоры пооче-
редно включаются до размыка-
ния нормально открытого контак-
та РВЭ-7, который прекратит ра-
боту последнего открытого тири-
стора при нулевом значении тока.
Тиристоры от перенапряжения
защищены цепочкой С5 — R6. Во-
дяное охлаждение тиристоров по-
программирующим
Рис. 103. Силовая цепь с игнитрон-
ным (а) и тиристорным (б) кон-
тактором: а — И1 и И2 — игни-
троны, ТС сварочный трансфор-
матор, б — Т1 и Т2 — тиристоры,
ТС — сварочный трансформатор
экономят электроэнергию и во-
вышает допустимый номинальный
ток на 30%.
Тиристорные контакторы обес-
печивают синхронность включения,
ДУ> улучшая одновременно качество сварки.
Контакторы КИА и тиристорные контакторы встраивают в ста-
ционарные точечные, шовные, стыковые и рельефные, а также в
подвесные машины. Игнитроны перед пуском в эксплуатацию тре-
141
нируют и подбирают попарно по сопротивлению участка зажига-
тель — катод с учетом тока зажигания и напряжения. Если сопро-
тивления различны, то появляется постоянная составляющая тока
в трансформаторе, перемагничивающая его сердечник. Это явление
наблюдается также при неравномерном числе положительных и от-
рицательных полупериодов переменного тока.
Недостатки КИА связаны с несинхронным включением тока,
большим износом игнитронов из-за перегрузки зажигателей, невоз-
можностью плавного регулирования тока и отсутствием системы
корректировки симметричной работы в каждом полупериоде. Вме-
сто КИА можно применять прерыватель игнитронный асинхронный
ПИА, который имеет систему для плавной регулировки тока и кор-
ретирующее устройство для симметричной работы ламп. Для
синхронного включения тока, плавной его регулировки, кор-
ректировки симметричной работы и стабилизации напряжения со-
зданы еще более совершенные схемы управления типа ПИТ для
точечной сварки и ПИШ для шовной сварки деталей ответственного
назначения. Ремонт и обслуживание таких управляющих устройств
осуществляются высококвалифицированными электриками. Описа-
ние работы схем прилагается к паспорту машины. Прерыватель
ПИШ в отличие от ПИТ имеет дополнительное устройство для пе-
риодического прерывания тока. Тиристорные контакторы имеют
такие же принципиальные схемы управления, как и игнитронные.
Различия связаны с особенностями работы тиристоров, которые мо-
гут включаться при небольших напряжениях и токах и расходуют
малую энергию для управления. Их недостаток связан с высокой
чувствительностью к пикам тока и перенапряжениям, что требует
быстродействующей защиты. При встроенном в прерыватель ПИТ
или ПИШ тиристорном контакторе (рис. 104, а) для защиты тири-
сторов использован быстродействующий предохранитель ПНБ-3, а
для согласования небольшого сопротивления управляющих перехо-
дов тиристоров с большим сопротивлением анодной лампы связи
Л6 перемотанные трансформаторы ТР5 и ТР6. Включение вторич-
ных обмоток ТР5 и ТР6 во входные цепи тиристоров исключает блок
поджига тиристоров. Класс тиристора не ниже 6. Расход воды
2 л/мин. При коммутирующем токе 200, 400 и 800 а в шовных ма-
шинах с ПВ50% используют соответственно вентили ВКДУ-150,
ВКДВ-200 и 2ВКДВ-200, соединенные параллельно (рис. 104, б),
а в точечных машинах при ПВ20% и токах 500 и 800 а по два па-
раллельно соединенных вентиля ВКДУВ-150 и ВКДУВ-200.
Прерыватели ПИТ (прерыватель игнитронный точечный) точно
дозирует ток, пропуская только один его импульс длительностью
от 1 до 19 периодов '(чеРез один период) синхронно с напряжением
сети. Он стабилизирует напряжение сети, позволяет получать ток
с переменной амплитудой и имеет узлы повышения четкости зажи-
гания игнитронов и формирования пульсирующей сварки.
Продолжительность импульса регулируется двумя переключа-
телями, расположенными на общей панели внутри шкафа. Один из
них имеет шкалу, градуированную в периодах; второй, находящий-
142
ся под первым, изменяет длительность импульса сразу на 10 перио-
дов. Продолжительность пропускания тока в пределах каждого пе-
риода меняется фазорегулирующим реостатом с надписью
«Нагрев». Постоянная составляющая, о наличии которой свиде-
тельствует отклонение от нуля стрелки миллиамперметра, установ-
ленного на передней стенке шкафа управления, связана с резким
возрастанием тока в момент включения трансформатора; она устра-
няется поворотом ручки потенциометра с надписью «Корректор».
Корректировка требуется после замены игнитронов. Ручкой коррек-
тора (потенциометра) стрелка индикатора устанавливается в нуле-
вом среднем положении при работе машины.
Рис. 104. Силовая цепь с тиристорным прерывателем
ПИТ-50 после замены игнитронов (а) и схема парал-
лельного соединения тиристоров (6): ТС — сварочный
трансформатор, Ti и Т2 — тиристоры ВКДУВ-150,
П— предохранители ПНБ-3-200, Д1 и Д2 — дио-
ды Д226, R37 и R38— 20 ом, 10 вт, 7? 39 —51 ом,
25 вт, С19— 0,01 мкф, 250 в и С17 — МБГ4 1 мкф,
750 в
После пуска охлаждающей воды и закрытия дверцы загорается
зеленая лампа. Контроль охлаждения осуществляется гидрокноп-
кой, через которую вода из сети по резиновому шлангу поступает
в нижний штуцер правого бачка с игнитроном. Далее вода через
верхний штуцер попадает в нижний штуцер левого бачка и далее
через верхний штуцер на слив. Подача воды в бачки сверху недо-
пустима, так как бачок полностью не заполняется и возможна пор-
ча игнитронов. Гидрокнопка отключает контактор при недостаточ-
ной для данного игнитрона подаче воды. Нажатием кнопки включа-
ется пускатель.
Тиратроны типа ТГ-15/2000 требуют предварительного подогре-
ва в течение 5 мин. По истечении этого времени, обеспечиваемого
автоматически, с помощью термореле загорается красная лампоч-
ка, указывающая на готовность машины к сварке.
Прерыватель ПИШ (прерыватель игнитронный шовный) слу-
жит для синхронного включения и выключения первичной обмотки
сварочного трансформатора, а также для установления длительно-
143
chipmaker.ru
сти импульсов протекания тока и пауз при шовной сварке. Силовая
и пусковая часть прерывателей ПИШ и ПИТ одинаковы. Преры-
ватель ПИШ отличается от ПИТ тем, что в нем, кроме управляю-
щих импульсов, задаются паузы, т. е. он одновременно выполняет
роль регулятора времени.
Прерыватели ПИШ создают равные импульсы тока, разделен-
ные одинаковыми паузами. Длительность импульса тока и паузы
изменяется кратко периоду от 1 до 19 (0,02—0,38 сек).
В настоящее время разработаны схемы игнитронных контакто-
ров с принудительным гашением, в которых к катоду игнитрона
(или другого управляемого вентиля) прикладывается положитель-
ный потенциал относительно анода, вызывающий отключение игни-
трона. В этом случае возможно сокращение длительности сварки в
диапазоне одного полупериода.
Системы управления машин могут работать по жесткой про-
грамме с автоматической компенсацией, автоматическим регулиро-
ванием и в комбинации этих программ. Наиболее распространена
жесткая программа задания параметров. Обычно регулируют ток,
напряжение, мощность, длительность, давление или усилие сжатия,
а для шовной сварки скорость.
При жесткой программе параметры поддерживаются в задан-
ном диапазоне независимо от колебаний напряжения и усилия
сжатия У?щ, и др. В системах с автоматической компенсацией
отклонения в программе параметров компенсируются соответст-
вующим их регулированием. Автоматическое регулирование пре-
дусматривает программное изменение одного или нескольких па-
раметров.
В системах с жесткой программой наиболее широко использу-
ются различные реле времени, отсчитывающие и регулирующие
длительность отдельных операций. В электронном реле переменно-
го тока (рис. 105) катушка электромагнитного реле Р подключена
к анодной цепи лампы Л. В цепь лампы Л параллельно включены
конденсатор С и сопротивление R через потенциометр R1. При
включенной кнопке К и положительном полупериоде напряжения
ток от. потенциометра R1 потечет через сопротивление R, сетку,
катод лампы и сопротивление R2 к точке А трансформатора. Па-'
дение напряжения на R, регулируемое потенциометром R1, за три-
четыре полупериода заряжает конденсатор С. Одновременно с за-
мыканием кнопки К замыкается анодная цепь лампы, и конденса-
тор начинает разряжаться на сопротивление R.
Реле срабатывает при определенной величине анодного тока,
отключая или подключая соответствующее устройство. Напряже-
ние зарядки конденсатора и время срабатывания реле определя-
ются напряжением, которое регулируется потенциометром R1.
Чем выше напряжение зарядки конденсатора и его емкость, а
также чем больше разрядное сопротивление, тем больше выдерж-
ка. По этой схеме с четырьмя элементарными электронными реле,
которые собраны на двух двойных диодах 6Н8С, работает регуля-
тор типа РВЭ-7А-2 (рис. 105, б), обеспечивающий три диапазона
144
плавного регулирования длительности от 0,04—1,35 сек и один от
0,3—6,75 сек (для сварки).
На ящике с панелью регулятора размещены регулировочные
элементы. Регулятор в точечных и рельефных машинах управляет
последовательно длительностями сжатия электродов с деталями,
их сваркой, проковкой и паузой. В конце сжатия включается ток,
в конце сварки он выключается; при проковке поддерживается
высокое давление, приложенное к деталям после сварки, а при
паузе электроды освобождают детали.
Рис. 105. Схема электронного реле переменного тока
Включение регулятора сопровождается зарядкой через R11,
сеточную цепь левой половины лампы 6Н8С и сопротивление R13
конденсатора СП так, что к сетке лампы прикладывается отрица-
тельный потенциал. Таким же образом заряжаются С21, С31
При этом срабатывает Р6 и замыкается анодная цепь левой
половины лампы. Конденсатор СИ разряжается на сопротивление
R12 и срабатывает через некоторое время реле Р1. Выдержка
«сжатие» устанавливается потенциометром R11. Далее срабатыва-
ет Р7, включающее контактор, и т. д.
Регулятор начинает работать при замыкании реле Р5 от педали.
В схеме реле Pl, Р2, РЗ и Р4 задают определенную последователь-
ность работы. При нажатой педали машина работает автоматиче-
ски с повторяющимся циклом сварки. Реле Р6 и Р7 являются вы-
ходными реле, управляющими электропневматическим клапаном и
145
chipmaker.ru
позволяет изменять
Рис. 106. Обычная (а) и измененная
подобная (б) контактная схема с ло-
гической бесконтактной схемой тако-
го же назначения (в), а также экви-
валентная бесконтактная схема (г)
и схема транзисторного ключа (д):
R — ограничительное сопротивление,
В — катушка реле, гт — переменное
сопротивление транзистора, Гост—
сопротивление насыщения (0,1—
10 ом), Un + UCM — напряжения пи
тания и смещения, /?См и 7?св—со-
противления смещения и связи,
Т — транзистор
контактором. Длительности «сжатия», «сварки», «проковки» и
«паузы» регулируются соответственно сопротивлениями Rl, R2,
R3 и R4.
Более точный отсчет длительности возможен в цифровых уст-
ройствах (по частоте тока) типа регулятора РВД-200, работающе-
го на полупроводниках с декатронными счетчиками. Регулятор
гь предварительного сжатия от
0,02 до 0,1 сек и следующих опе-
раций в диапазоне 0,02-4-3,96 сек,
допуская с помощью перфокарт,
вставляемых в цифровое управ-
ляющее устройство, быстрое из-
менение режима. Он рассчитан
на машины с синхронным контак-
тором на игнитронах или тиристо-
рах и снабжен фазовращателем,
модулятором и стабилизатором
напряжения. Электроклапан
включается бесконтактным полу-
проводниковым реле. При нали-
чии соответствующих датчиков
такие системы могут предупреж-
дать появление брака (на, основе
анализа хода изменения пара-
метров) .
Полупроводники в последнее
время также широко применяют-
ся .в схемах управления машина-
ми. Так, транзисторные элементы
«Т» системы бесконтактных эле-
ментов «Логика» могут надежно
работать при температурах от
—40 до +50° С при большой
влажности без ухода в течение
5 лет при 50 000 включений в ми-
нуту. В обычных контактных схе-
мах (рис. 106, а) управляющий
контакт и катушка управляемого
реле включены последовательно. Такую же схему можно построить
при параллельном включении управляющего контакта (рис. 106,6),
который необходимо сделать размыкающим. Сопротивление R ог-
раничивает ток через управляющий контакт и исключает короткое
замыкание по управляющей цепи. Принципы действия потенциаль-
ных логических транзисторных схем аналогичны. При этом анало-
гом управляющего контакта служит переход эмиттер — коллектор
транзистора. Для четкой работы реле В (рис. 106, в) необходимо,
чтобы весь ток, протекающий по сопротивлению R, ответвлялся по
цепи коллектор — эмиттер (сопротивление цепи близко к 0) или
проходил через катушку В (транзистор закрыт).
146
Транзистор может иметь два предельных состояния: насыще-
ния и отсечки. В первом состоянии он открыт, и его сопротивление
может составлять от долей до единиц ома (у контакта сопротивле-
ние равно нулю), во втором — он закрыт, и его сопротивление со-
ставляет от десятков килоом до нескольких мегом. Это состояние
зависит от тока цепи база — эмиттер. Если в транзисторе р-п-р
база положительна по отношению к эмиттеру, то он находится в
состоянии отсечки (ток базы близок к 0), а если база отрицатель-
на, то он находится в области насыщения (ток большой). Проме-
жуточное состояние между отсечкой и насыщением называется
активной зоной работы транзистора. Следовательно, переход кол-
лектор — эмиттер можно представить как переменное сопротив-
ление (рис. 106, г). Реальная схема (рис. 106, д) обеспечивает оба
состояния транзистора. Схема имеет два источника питания, один
из которых положителен по отношению к общей (нулевой) точке
+ ПСМ (напряжение смещения), а второй отрицателен Ua (напря-
жение питания). Первый служит для отсечки, а второй для насы-
щения транзистора и включения различных исполнительных эле-
ментов. Входной сигнал подается между выводом «вход» и нуле-
вой шиной, выходной снимается между «выходом» и нулевой
шиной.
Существующие логические элементы позволяют построить прак-
тически любую прерывную схему. Так, например, после включения
схемы может работать цепочка R — С, как в реле времени. На
этом принципе работает регулятор РЦС-403 (взамен РВЭ). Ошиб-
ка отсчета при этом даже при нагреве элементов не превышает
±5%. В этой системе строится отсчет времени также по числу пе-
риодов тока. При разработке систем синхронизации, фазовраща-
телей и других в прерывателях типа ПИТ и ПИШ лампы будут
заменены на более надежные устройства с элементами «Логика»
или специальными элементами, создаваемыми с учетом особенно-
стей контактной сварки.
Также начинают применяться целые интегральные ячейки
(платы) и функциональные узлы или модули. Последние в миниа-
тюрном исполнении (микромодули) могут иметь до 20 элементов
на 1 см3. Одновременное совмещение транзисторов, сопротивле-
ний, конденсаторов и диодов, выполняющих определенную функ-
цию, упрощает разработку схем сварочных мащин.
Электрические узлы стыковых, точечных и других машин будут
рассмотрены далее (см. главу IX—XII).
Пневматическая аппаратура управления состоит из клапанов,
редукторов, лубрикаторов и др.
Клапаны КПЭМ (рис. 107) обеспечивают впуск воздуха в
пневмоцилиндры и его выпуск. Их маркируют по диаметру проход-
ного отверстия. Клапаны КПЭМ-'Ю и КПЭМ-15 имеют диаметр ГО
и 15 мм, а КПЭМ-19 и КПЭМ-25 по два отверстия диаметром 19
и 22 мм.
В клапане КПЭМ при включении электромагнита 2 якорь 4
втягивается, пружина 1 через стержень перестает давить на ша-
147
chipmaker.ru
рик 6, и он под действием воздуха отходит от закрываемого им
отверстия. Сжатый воздух из сети начинает поступать через реси-
вер 3 в канал 5 и полости 10 и 16. Под давлением воздуха мембра-
на 11 прогибается, и верхняя тарелка клапана 12 прижимается к
седлу, а нижняя отходит от седла. При прогибе мембраны 15 верх-
няя тарелка закрывает отверстие, а нижняя открывает. В по-
лость 14 сжатый воздух под более низким давлением направляет-
ся из ресивера 3 через редуктор 7 и трубу 8; при рабочем положе-
нии тарельчатых клапанов воздух проходит в верхнюю полость
цилиндра 13 сварочной машины, а из нижней полости выходит в
атмосферу.
При отключении электромагнита шарик 6 через стержень пру-
жиной 1 возвращается назад и сжатый воздух из полостей 10 и 16
выходит в атмосферу. Мембраны И и 15 под действием пружины
возвращаются в исходное положение, сжатый воздух из полости 14
направляется в нижнюю полость рабочего цилиндра 13, и поршень
машины возвращается в исходное положение, а воздух по трубе
направляется через полость 9 в атмосферу. Для нормальной рабо-
ты клапана необходимо, чтобы рабочее давление воздуха, посту-
пающего в полость 14, было меньше давления воздуха, управляю-
щего тарельчатыми клапанами; поэтому в схему введен редук-
тор 7. Двухтарельчатые клапаны 12 и 17 соединены тягами с мемб-
ранами 11 и 15. Для уменьшения шума в выхлопные отверстия
клапанов на резьбе закрепляются глушители аэродинамического
шума.
Лубрикаторы (рис. 108) служат для смазки клапанов,
поршней и цилиндров пневматических систем. Они различаются по
расходу воздуха: для лубрикаторов ЛП-8, ЛП-10, ЛП-15, ЛП-19
расход составляет соответственно 2; 2,2; 4,5 и 6,5 л!сек, а макси-
мальное рабочее давление 6 кГ/см2. Лубрикатор соединяется кор-
пусом 4 с воздухоподводом перед узлом, подлежащим смазке.
Масло из резервуара 1 по трубе 2 засасывается воздухом с по-
мощью инжектора и уносится в подлежащие смазке системы. Ко-
личество распыляемого масла регулируется винтом 6. Для наблю-
дения за регулировкой служит прозрачная трубка 5. Лубрикатор
крепится на кольцах 3; заливка масла производится через отвер-
стие, закрываемое сверху пробкой.
Воздушные редукторы ВР (рис. 109) служат для регулирова-
ния давления воздуха от 1 до 6 кПсм2. В редукторе при сжатии
пружины 2 винтом 1 эластичная мембрана выгибается внутрь кор-
пуса и отодвигает от сопла 5 через хомутик 8 клапан 6. Сжатый
воздух проходит через канал 4 и сопло 5 и, выходя из канала 7,
поступает в пневматическую сеть машины. С повышением давле-
ния в сети возрастает также давление в камере редуктора. Под
этим давлением мембрана 3 выгибается в обратную сторону. Ког-
да давление пружины и сжатого воздуха, действующего на мем-
брану, уравновесятся, резиновый клапан 6 перекроет сопло 5 и
установится определенная подача воздуха в пневмосистему. С по-
149
chipmaker.ru
вышением давления в сети машины мембрана вернется в исходное
положение, и клапан 6 прекратит подачу воздуха.
Дросселирующие пневматические клапаны КПД служат для
свободного пропуска воздуха в одном направлении и замедленно-
го в другом. В дросселе (рис. НО) воздух свободно проходит в
направлении А через канал 1 и выходит через канал 5. В этом
случае шарик 7, закрывающий канал 5, не оказывает большого
сопротивления прохождению воздуха, так как усилие его прижа-
тия пружиной 6 мало. При подаче воздуха в обратном направле-
нии шарик перекроет проход и воздух пойдет через канал 2. Меняя
регулировочным винтом 3 степень открытия отверстия 4, можно
Рис. 111. Двухпозиционный золотник с гидравлическим управлением (а)
и его схема (б):
а: 1— корпус, 2—золотник, 3 — электромагнит, 4— пилот, 5 — пружина, 6z 1 и 2 по-
ложения золотника, 3 и 4 — положения пилота
регулировать скорость прохода воздуха в обратном направлении
через канал 5 в канал 1.
Двухходовые клапаны КПД-7 позволяют поочередно подавать
и выпускать воздух из обеих полостей -пневмоцилиндра вручную
поворотом рукоятки.
Спускной клапан СК-1 служит для выпуска воздуха из ресиве-
ров и других устройств.
Гидравлическая аппаратура состоит из золотников, регулято-
ров давления, обратных и дросселирующих клапанов и др.
Золотники используют в автоматических машинах для пуска,
остановки и возврата гидравлических цилиндров. Золотник пред-
ставляет стальной корпус 1 (рис. 111, а), в расточке которого мо-
жет двигаться собственно золотник 2 по закаленной, тщательно
отшлифованной стали. Перемещаемый электромагнитом или ка-
ким-либо другим механизмом -золотник может перекрывать или От-
151
chipmaker.ru
крывать отверстия А и Б, ведущие к полостям цилиндра, или от-
верстия В и Г, ведущие соответственно к насосу и баку. Через от-
верстие Е сбрасываются утечки масла. Электромагнит 3 при вклю-
чении толкает пилот 4, который, опускаясь, дает проход для масла
от отверстия Д. Золотник сжимает пружину 5. Отключение маг-
нита сопровождается подъемом пилота собственной пружиной,
прекращением пуска масла и его стоком через отверстие Е. Пру-
жина 5 смещает золотник влево. Золотник расположен в корпусе
с небольшими зазорами (4—6 мк). Для уменьшения утечки необ-
ходима определенная длина сопряжения I и перекрытия Плав-
ность обеспечивается медленным открытием подающего отверстия
за счет скосов на золотнике, пазов и др. Золотник останавливается
в одном из двух положений 1 и 2 (рис. 111, б). Левому положению
золотника соответствует поле 1, правому — поле 2. Стрелки ука-
зывают направление движения жидкостей. Пилоту в левом поло-
жении соответствует поле 3, при котором масло отводится от торца
золотника, а подвод масла отключен. При включенном магните
поле 4 соответствует подаче масла к торцу золотника.
§ 43. ИНСТРУМЕНТЫ
(ЭЛЕКТРОДЫ, ПЛИТЫ, РОЛИКИ И ГУБКИ)
Инструменты сжимают детали, подводят к ним ток и отводят
часть тепла из зоны нагрева. При рельефной и стыковой сварке их
иногда совмещают с установочными устройствами.
Стойкость инструмента зависит от его конструкции, системы
охлаждения, режима сварки и материала.
Инструмент — электрод—при точечной сварке имеет цилин-
дрическую форму диаметром D, которая со стороны крепления
обычно переходит в усеченный конус с уклоном 1:10 (£>^25 мм)
и 1 :5 (£>^32 мм), а с рабочей стороны плоскую большую
(рис. 112, а, б) или малую (рис. 112, в), сферическую (рис. 112,г),
плоскую смещенную (рис. 112, д) или наклонную смещенную
(рис. 112, е) контактные поверхности.
Рабочий конец электрода может быть коническим (рис. 112, в)
с малой площадью контакта или цилиндрическим с увеличенной
(рис. 112, ж). Типовые прямые электроды изготовляют по
ГОСТ 14111—69 из хромистой бронзы БрХ, бронзы БрНБТ и мед-
нокадмиевого сплава МК-
Стандартный диаметр электрода £>=|12, 16, 20, 25, 32 и 40 мм,
а длина £ = 35, 45, 55, 70, 90 и НО мм связана с D. Она при D =
= 12, 16, 20, 25, 32 и 40 мм изменяется в диапазоне 364-70, 364-90,
554-110, 704-110 и 904-120 мм соответственно. Расстояние охлаж-
дающего отверстия до поверхности контакта при £>=12, 20, 25, 32
и 40 мм составляет 12, 15, 21, 22 и 25 мм, его диаметр <£>=6, 10, 12,
15, 13, 22 мм, а радиус сферы /?э=25, 50, 100, 150 мм соответствен-
но. При больших расстояниях до поверхности контакта усиливается
износ, а при малых — сокращается срок службы. Контактные и
152
посадочные поверхности обрабатываются под V7, остальные под
V4. Каждый тип электрода имеет общий для точечных (0821) и
специальный, в зависимости от D, L и типа, номер. Электроды с
лыской «под ключ» имеют четную, а без лысок нечетную специаль-
ную нумерацию.
В соответствии с этим электроды первого типа с 0=12 мм,
Л = 36 мм и лыской обозначаются 0821-0002 ГОСТ 14111—69. Этот
номер, знак завода-изготовителя и материал наносятся на электрод
вблизи от конуса на его цилиндрической части.
Рис. 112. Инструмент — электроды (а — л) и (н — о) точечных машин
и электрододержатель (л<):
1 — электрод, 2 -- электрододержатель, 3 — трубка. 4 — головка, 5, 6 — штуцеры
На электродах первого типа (см. рис. 112, а) сваривают черные
и цветные металлы при прямом ходе машины, второго типа (см.
рис. 112, б)—низкоуглеродистую и легированную сталь токами
менее 16 ка; третьего типа (см. рис. 112, в) —детали в ограничен-
но доступных местах; четвертого типа (см. рис. 112, г) —стальные
детали толще 3 мм; пятого типа (см. рис. 112, д) — низкоуглеро-
дистую и легированную стали токами до 25 ка вблизи отбортовок;
шестого типа (см. рис. 112, е) —детали в подвесных машинах с
радиальным ходом и седьмого типа — арматуру. Наряду с прямы-
ми известны различные криволинейные электроды, применение
которых ограничено. Обычно сваривают на электродах с плоской
рабочей площадкой. Электроды с большей, чем по ГОСТ, сферой
применяют для сварки цветных металлов. Радиус сферы электро-
153
chipmaker.ru
дов для алюминиевых сплавов толщиной 0,5—1,0 мм составляет
/?э=254-462+25д. На практике обычно выбирают меньшие значе-
ния 7?в, так как по мере работы радиус увеличивается. Электроды
со сферической поверхностью предупреждают поверхностные вы-
плески металла и дают небольшую вмятину, форма которой без
проковки или без охлаждения в сжатом состоянии сильно отли-
чается в центре от формы электрода. Диаметр отпечатка da при
этом <4=4 4-24-3 Кб.
При сварке алюминиевых, сплавов на машинах типа МТИП
форма электрода из кадмиевой бронзы сохраняется 35—40 сварок,
а из сплава Мц5Б—100 сварок. После 150—200 сварок сплав из
кадмиевой бронзы и 300—400 сварок (сплав Мц5Б) профиль отпе-
чатка с d3=25 мм и 7?э=100 мм становится параболическим, а че-
рез 1500—2500 сварок плоскоконическим.
Электроды могут быть составными. Так, например, луженую
сталь сваривают медным электродом со вставкой из молибдена
или вольфрама (рис. 112, з). Вставки из спеченных сплавов впрес-
совываются, впаиваются серебряными припоями или закрепляют-
ся на резьбе. Предложены также латунные и стальные электроды
с напрессованной (рис. 112, и) оболочкой из меди или медные
электроды .со стальной втулкой, уменьшающей деформацию. Име-
ются электроды с наконечниками, закрепляемыми гайкой
(рис. 112, к). Для самоустановки поверхность контакта составных
электродов может поворачиваться на сфере (рис. 112, л). При
точечной сварке электрод 1 (рис. 112, м) закрепляется в электро-
додержателе 2 и охлаждается водой, поступающей через штуцер 6
по трубке 3 к корпусу электроде держателя и далее к штуцеру 5.
Конец трубки ввернут в головку 4, соединенную резьбой с корпу-
сом . электрододержателя, который изготавливается из латуни и
других медных сплавов.
Формы электрододержателей весьма различны и определяются
конструкцией изделия и машины (см. рис. 143).
Электроды при сварке низкоуглеродистой и аустенитной стали
могут дополнительно охлаждаться снаружи при прохождении во-
ды через каналы на боковых и контактных поверхностях
(рис. 112, н). Двойное охлаждение без выхода воды на деталь
(рис. 112, о) применяют при сварке легких сплавов и закаливаю-
щихся материалов. Износ электрода в большой мере зависит от
диаметра-его цилиндрической части и угла конуса.
Диаметр da при сварке сталей большой толщины ориентировоч-
но выбирают по толщине металла б: d3=26+2,5 мм и принимают
равным 4, 6, 8 и 10 мм (у первого, третьего и пятого типа).
С уменьшением толщины до 0,5—1 мм отношение диаметра элект-
рода к толщине увеличивается до 0,5—1, а при толщине 0,1 мм до
20. В связи с этим диаметр ядра, несколько больший диаметра эле-
ктрода для бериллиевой бронзы толщиной 0,15 мм, составляет
0,8 мм, а для никеля толщиной 0,1—0,2 мм =264--(0,34-0,4).
Давление на контактной поверхности электрода при мм и
сварке низкоуглеродистой стали близко к 7 кГ[мм2, а при d3>8 мм
'154
к 10 кГ)ммг. У деталей из жаропрочных сплавов оно достигает
20—25 кГ/мм2.
Температура этой поверхности Т,, определяется режимом и
темпом сварки, а также материалом деталей и электродов. Макси-
мальная Тк при точечной сварке низкоуглеродистой стали близка к
600—650° С, а нержавеющей — к 700—800° С. Площадь контакта
электрода из-за нагрева и приложенного давления постепенно уве-
личивается в диаметре. Температура поверхности перед следующей
сваркой может снижаться на 400—500е С, что при многократных
колебаниях вызывает термическую усталость материала и образо-
вание трещин.
Температура поверхности контакта с увеличением темпа от 30
до 100 и 200 сварок в минуту растет от 40 до 130 и 280° С для низ-
коуглеродистои стали толщиной
14-1 aim. и электродах БрХ (при
7,95 ка, 0,1 сек и 330 кГ) и от 430
до 520 и 720° С для нержавеющей
стали. Эта температура устанав-
ливается через 20—40 сварок.
Темп также ускоряет рост диамет-
ра до предельной величины 20%.
Так, при 100 сварках в минуту на
это требуется 20 мин, при 30 свар-
ках до 200 мин и при 200 только
5 мин. Стойкость зависит от тем-
пературы Тк, давления сжатия и
материала, электродов. Ее опре-
деляют для сталей по увеличению
диаметра контактной поверхнос-
ти электрода на 20% или по об-
щему увеличению за 10000 точек.
На легких сплавах стойкость луч-
Рис. 113. Зависимость стойко-
сти (количество сварок п) от
температуры контактной по-
верхности электродов из
Си — Сг — Zr сплава (1), брон-
зы БрНБТ (2) п БрХ (.3)
ше определять по количеству сва-
рок до первой зачистки. При высокой Тк стойкость исчисляется
800—900 точками, при 400—300° С — 10000 точками (рис. 113). По
ГОСТу электрод из меднокадмиевого сплава при твердости
95 кГ)мм2 и 80% электропроводности меди должен выдерживать до
первой переточки 300 точек, а до износа 10000 точек, сплав
БрНБТ — 5000 и 35 000 точек, а бронза БрХ -— 4000 и 2500 точек
соответственно. Стойкость электродов из бронзы БрНБТ, Си —
Сг — Zr и БрХ при сварке на мягком режиме и температуре кон-
тактной поверхности 670° С значительно ниже, чем на жестком ре-
жиме и температуре поверхности 400°. Она соответственно равна
400—300 и 170 сварок против 4000—10 000 и 2000 сварок.
Инструмент — ролики при шовной сварке (рис. 114), заготовки
для них и крепежные отверстия нормализованы. Их радиус сферы
(рис. 114, в) равен 25, 40, 60, 100—160 и 200 мм (у углеродистой
стали 100—160 мм, у нержавеющей при увеличении 6 от 0,3 до
3 мм от 25 до 200 мм).
155
Chipmaker.ru
Рис. 114. Инструмент — ролики шовных машин:
ролик 2-вал, 3- шпилька, 4 - охлаждающий канал, 5 —трубка, S-резиновые уплотнения,
1 каналы охлаждения
Толщина роликов b при Z)<100 мм— 10; 12; 16 мм, при D =
= 100—300 мм— 12; 16; 20 и 25 мм и при .0 = 400 мм— 16; 20 и
25 мм. Диаметр посадочных отверстий при О <200 мм равен 25 и
40 мм; при большем О — 40 и 60 мм.
Рабочая поверхность роликов может иметь симметричные
(рис. 114, а, в) и несимметричные (рис. 114, б) скосы, к которым
примыкают сферическая или цилиндрическая поверхность. Для
низкоуглеродистой стали толщиной до 2+2 мм применяют ролики
с цилиндрической поверхностью (рис. 114, г, б).
Роликами со сферической поверхностью сваривают легирован-
ные стали и специальные сплавы средней и большой толщины, мед-
ные и алюминиевые сплавы, сплавы титана и т. д., а также угле-
родистую сталь толщиной более 2 + 2 мм. Труднодоступные места
сваривают узкими роликами со сферой без боковых скосов.
Ширина поверхности контакта Ь выбирается в зависимости от
материала и толщины деталей. Она на 1—2 мм больше диаметра
ядра и составляет 3; 4; 5; 6; 8; 10; 12 и 16 мм.
Толщина В обычно равна 2 в. Она у ролика со сферой /?э=
= 100 мм при сварке алюминиевых сплавов толщиной 0,5+0,8;
1,2; 2,5 и 3 мм равна 12; 15; 20 и 25 мм соответственно. Поверх-
ность у роликов нагревается до более высокой температуры
(700—1000°С), чем у электродов. Ролики охлаждаются снаружи
водой, подаваемой по трубкам. В некоторых системах токоподво-
дов применяется внутреннее охлаждение роликов (рис. 114, г, д).
Ролик 1 (рис. 114, д) при этом закрепляется на валу 2 шпилька-
ми 3 с гайками. Вода по трубке 5 поступает в полость 4 диска и
по радиальным каналам 7 омывает его вблизи от рабочей поверх-
ности, а по каналам 8 подается в полость вала. Течь предупреж-
дается резиновыми уплотнениями 6. Ролики из молибдена, ниобия,
вольфрама и тантала предлагается охлаждать сжижженными га-
зами (СО2, О2, Не, Ag) или воздухом. Образующаяся при этом
ледяная корка удаляется скребками. Деформация рабочей части
ролика иногда уменьшается боковыми пластинами из немагнитно-
го высокоомного материала, например, инканеля.
В целях предупреждения попадания меди на детали ролики
иногда покрываются слоем металла детали. Так при сварке берил-
лия на ролик наносится слой толщиной 0,025—0,075 мм из берил-
лия или его сплава.
Инструмент — губки стыковых машин — подводит ток и удер-
живает детали от проскальзывания при осадке. Форма губок соот-
ветствует сечению деталей (рис. 115).
Ленты и полосы сваривают на губках с плоской поверхностью
(рис. 115, д, л), швеллера (рис. 115, а), рельсы и бруски
(рис. 115, е) —с плоской выемкой, трубки и круглые стержни—
с призматической (рис. 115, г) или полукруглой выемкой
(рис. 115, з). Детали сложной формы (рис. 115, б, в, ж, к, и) сва-
ривают в специальных губках. На неподводящих ток губках для
повышения коэффициента трения часто делают насечку. В губки
иногда закрепляют, впаивают или вваривают вкладыши
157
chipmaker.ru
(рис. 115, л). Проволоку сваривают £ специальных губках
(рис. 115, о). Полосы сваривают на подушках с силовыми и токо-
ведущими губками (рис. 115, м, н). При сварке тонких полос на
токоведущих губках делают скосы. обесточивающие локальный
подвод тока (рис. 115, м). При сварке без упоров проскальзывание
предупреждается при ширине губки 2,56 детали.У полос эта ширина
составляет не менее 10 6. Минимальную площадь контакта губки
с деталью определяют по максимально допустимому давлению
2 кГ!мм2 для меди, 4 кГ!мм? для бронзы МН-2, МЦ-3 и ЬрНБТ.
Температура контакта губок с деталями достигает 250—300°.
Рис. 115. Инструмент — губки СТЫКОВЫК МИШИН
Толстостенные трубы при 6< 10 сваривают ва губках с призма-
тической, а тонкостенные, во избежание сМятия, с полуцилиндри-
ческой выемкой. Зазор в зоне разъема цилиндрической выемки
близок к 1—2 мм. Губки нагреваются значительно меньше, чем
электроды. Их охлаждают через просверленные в них каналы.
Массивные губки при неинтенсивной работе не охлаждаются.
Инструменты — плиты или электроды для рельефной сварки —
часто объединяются с установочными приспособлениями, которые
монтируются на промежуточных плитах иЛ» непосредственно на
столе машины (рис. 116). Инструменты-вставки имеют увеличен-
ную площадь контакта с деталями (рис. 116, в), чго ускоряет их
охлаждение и препятствует повышению их температуры. Детали
фиксируются по выемкам в приспособлений (рис. 116, а), по фик-
саторам 1, 2 (рис. 1 16, б), для которых делаются отверстия, или
при помощи более сложных устройств. Инструмент конструирует-
158
Рис. 116. Плиты-электроды рельсФ1,ых машин
chipmaker.ru
ся с учетом вида соединения, формы деталей и количества одно-
временно свариваемых рельефов. Площадь контакта инструмента
мало влияет на локализацию тока, равномерное распределение
которого определяется равномерностью сжатия рельефов. Про-
стейшим инструментом является электрод седьмого типа (см.
рис. 112, ж) с D=25, 32 и 40 мм. Инструменты-вставки крепятся
винтами, на конусной посадке, запрессовкой, пайкой серебряными
припоями (рис. 117, в).
Т A R Л М П
Рис. 117. Приспособления для рельефной сварки («, б, г, д, е) и схемы креп-
ления вставок (в)
Диаметр вставок обычно в 3—5 раз больше диаметра рельефа,
но не менее 10 мм. Фиксаторы изолируют или делают из изоляци-
онных материалов. Для устранения шунтирования также применя-
ют фиксирование одной детали по фиксатору, вставляемому в ее
отверстие (рис. 117, б), а второй детали по этому же фиксатору
и по ее контуру. Применяют и пружинные фиксаторы.
Вставки и плиты охлаждают через засверленные в них каналы.
При близком расположении этих каналов во вставках каналы не
делаются. Инструмент для кольцевых рельефов закрепляют в пли-
тах на конусе или резьбе.
В Т-образных соединениях используют разжимные губки
(рис. 117, а) или изолированные втулки (иногда защищенные ог
160
Материал инструментов, его свойства и назначение
161
chipmaker, ru
1№
износа металлическими втулками), в которые вставляется детали
(рис. 117, г, д, е), сжимаемая верхним инструментом.
Наиболее разнообразны инструменты для многорельефной
сварки.
Инструменты изготавливают из электропроводного, жаропроч-
ного и окалиностойкого не свариваемого с деталями материала.
Большая плотность тока на контактных поверхностях вызывает
нагрев инструмента, его окисление и деформацию, а при длитель-
ной работе — подплавление и налипание металла инструмента на
детали и металла деталей на инструмент. Поэтому инструмент
интенсивно охлаждают и периодически чистят или обрабатывают.
Губки, помимо нагрева и окисления, быстро истираются. Перегрев,
большие усилия зажатия, смещение инструмента при нагреве уси-
ливают его износ.
Стойкость инструмента, помимо охлаждения, зависит от его
конструкции и материала, который выбирается с учетом способа
сварки, вида производства и материала деталей.
На стойкость инструмента в большой мере влияет способность
его материала сопротивляться пластической деформации и разуп-
рочняться. Для инструмента также важна его электропроводность,
жаропрочность и стойкость против теплосмен.
Чистая медь электро- и теплопроводна, но нежаропрочна. На-
гартованная медь из-за низкой температуры рекристаллизации
(150—200°) также применяется редко. Чаще используют различные
сплавы меди с добавками легирующих элементов (табл. 22). Ле-
гирование меди кадмием, хромом, бериллием, алюминием, цинком,
цирконием и магнием, мало снижающими электропроводность, по-
вышает ее твердость в нагретом состоянии, а железо, никель и
кремний вводят в медь для упрочнения. Электропроводность спла-
вов оценивается в % по сравнению с проводимостью чистой отож-
женной меди, имеющей 0,017241 .
м
Для точечной и шовной сварки легких металлов необходим ин-
струмент с высокой электропроводностью (более 80%), а для не-
ржавеющих и жаропрочных сплавов — с высокой жаростойкостью
(твердость НВ 150 и более). Промежуточное положение занимают
инструменты для сварки углеродистых и низколегированных ста-
лей. Электропроводными являются сплавы с кадмием (0,9—1,2%),
магнием (0,1—0,9%) и с добавками бора (0,02%) или серебра
(0.1%). Жаропрочные сплавы целесообразно сваривать инструмен-
том из бронзы БрНБТ твердостью до НВ 200, но низкой (50%)
электропроводностью. Для углеродистых и низколегированных ста-
лей допустимо снижение электропроводности до 70—75% и твер-
дости до НВ 100—150. Для тубок наиболее пригодна бронза
БрНБТ. Сплавы по сравнению с чистой медью в 3—6 раз более
стойки, а их расход в 6—В раз меньше. Так на губках из меди до
их износа сваривают до 8500 стыков, а из сплава Мц-2—
103 000 стыков; при этом расход на 1000 стыков уменьшается с
135,6 до 16,3 г.
163
er.ru
Электроды со вставками из Мо и W по сравнению с бронзой
Бр — ХО7 сваривают на оцинкованной стали 2000 и 8000 точек
вместо 700 и окончательно изнашиваются после 26 000 точек. Это
обусловлено тем, что Мо и W с Zn дают сплавы при Т^1350°, а
поверхность вставки нагревается только до 700—800° С.
Электроды — плиты из сплавов с твердостью НВ = 140—160 —
оснащаются вставками из металлокерамического сплава (60% W
и 40% Си) или бронзы НБТ.
Губки, срезающие грат в стадии осадки на алюминиевых спла-
вах, делают из закаленной стали ЗХ2В8.
Длительность работы инструментов повышается при правиль-
ной их эксплуатации. При точечной сварке электрод 1 (рис. 118, а)
из электрододержателя выталкивают навертыванием на электро-
додержатель 3 гайки 2, упирающейся в электрод, или съемником 1
(рис. 118, б), упирающимся в электрододержатель 2 при наверты-
вании на электрод. Удобен в работе и прост рычажный зажим /
(рис. 118, в) с пластмассовыми ручками 3 и сменными цангами 4,
внутренний диаметр которых соответствует сечению электрода.
Цанга закрепляется в зажиме штифтом. Электрод в цанге зажи-
мается рычагами при перемещении хомутика 2 и после поворота в
электрододержателе легко вынимается.
Инструмент изготовляют прессованием, прокаткой или механи-
ческой обработкой, а восстанавливают после износа прессованием,
наплавкой под слоем флюса АН-20, сваркой трением, диффузион-
ной сваркой или аргоно-дуговой сваркой с последующим механи-
ческим упрочнением или термообработкой. Его регулярно зачища-
ют фрезами (рис. 119, а), шлифовальной шкуркой на резиновой
164
подушке (рис. 119, б), кардолентой или абразивной резиной, а
также напильниками, устанавливаемыми в особые устройства
(рис. 119, д).
Головки с фрезами 1 (рис. 119, в) для зачистки электродов 2
могут устанавливаться на сварочной машине и подводиться к ин-
струменту по мере его износа. Двигатель 3 через систему передач
4 и 5 обеспечивает вращение фрезы и ее поворот около электрода.
Иногда используют для вращения фрез пневмодрели, гайковбрты
(рис. 119, г) и другие устройства. Начинают применяться специ-
альные зачистные машинки с фрезами 1 и цанговыми крепления-
ми 2 (рис. 120, а). Такие машинки могут снабжаться бункерными
Рис. 119. Устройства для зачистки электродов в машине:
1 — фреза, 2 — электрод, 3 — электродвигатель, 4 —-• текстропная передача, 5 — зуб-
чатое колесо
и 'другими питателями. Частота зачистки зависит от материала и
подготовки деталей, а также от материала электродов и их охлаж-
дения. Электроды при сварке стали обычно зачищают через
300—1000, а алюминиевых сплавов — через 30—50 точек.
Ролики 1 (рис. 120, б) зачищаются, а их форма сохраняется
при обжатии стальными шарошками 2 с насечкой, параллельной
их оси или расположенной по спирали. Иногда насечка делается
только на внутренних боковых поверхностях. Образующаяся при
вращении роликов стружка удаляется металлической щеткой. Ро-
лики могут восстанавливаться также механической обработкой.
Губки зачищают шлифовальной шкуркой или механически на
станках с последующим шлифованием. Электроды, ролики и губ-
ки заменяются по мере износа в соответствии с установленными
нормами.
При правильной организации практикуется плановая механиче-
ская зачистка и принудительная замена изношенного инструмента
новым или прошедшим ремонт. Каждая машина снабжается за-
пасным комплектом инструмента, который хранится в деревянных
165
chipmaker, rn
Рис. 120. Устройство для зачистки инструмента вне машины фрезой
(а) и роликов в машине шарошкой (6)
футлярах. На стыковых машинах, например, достаточно одного-
двух комплектов запасных губок, а на точечных — не менее четы-
рех-пяти пар электродов. Работа на изношенном инструменте во
избежание ухудшения качества соединений не допускается.
ГЛАВА IX
МАШИНЫ ДЛЯ СТЫКОВОЙ СВАРКИ
Стыковая машина имеет станину 1 (см. рис. 9), трансформа-
тор 2 (или другой преобразователь энергии), токопроводы 3, губ-
ки 4 и 7, неподвижную 6 и подвижную 9 плиты с механизмами
зажатия 5 и 8, привод перемещения 10, систему охлаждения 11,
включатель 12 и другие электрические узлы. В ‘машину могут
встраиваться подающие, установочные, гратоснимающие и другие
устройства.
§ 44. СТАНИНЫ И ПЛИТЫ
Станины машины, воспринимающие большие усилия осадки и
зажатия, должны обеспечивать без заметных деформаций соосное
сближение деталей и удобное обслуживание при работе и ремонте.
На плитах машин закрепляются зажимы. У машин с прямолиней-
ным ходом (см. рис. 9) неподвижная плита с неподвижным зажи-
мом изолирована от станины, а подвижная с зажимом размещена
на двух или одной направляющей. Плиты машин обычно горизон-
тальны. Вертикальные или наклонные плиты иногда используют
при сварке труб и стержней. Совпадение плоскостей плит дости-
гается их совместной обработкой после сборки. В некоторых ма-
шинах плиты регулируются по высоте клиньями или винтами. На-
правляющие могут оснащаться роликовыми или шариковыми под-
шипниками.
В машинах с радиальным ходом подвижный стол сближается
с неподвижным по дуге большого радиуса, близкой к прямой (см.
рис. 133). Смещение плит по вертикали и горизонтали и взаимный
поворот достигаются клиньями, изменяющими положение каждой
оси вращения с изолированными подшипниками.
§ 45. ЗАЖИМЫ
Зажимы конструируют с учетом формы деталей, требуемой
точк-ости и быстроты их установки с обеспечением надежного за-
крепления деталей и подвода к ним тока. Иногда зажимы исполь-
167
chipmaker.ru
Рис. 121. Пневмогидравлический (о) и гидравлический (б) зажим:
1 — гидроцилиидр, 2 — пневмоцнлиндр опускания и подъема, <3—пневмо-
цилиндр дожатия
Рис. 122. Быстро.!'йшпющие пневмо-
рычажныс зажимы с юризоита.и>ным
(о) и рахиальиым (б) ходом:
/ —пнивмици.тпн i >. и. к. 5 - рычаг, 4 -
зуются для зачистки грата, установки в них приспособлений с
предварительно собранными короткими деталями и др.
В большинстве зажимов верхние губки перемещаются верти-
.ально (рис. 121) и реже горизонтально (рис. 122, а) или по дуге,
перпендикулярной оси детали (рис. 122, б). Совпадение нижних и
верхних губок часто достигается их раздельным в каждом зажиме
(рис. 123, а) регулированием по высоте и ширине клиньями.
Концы деталей относительно зажимов выставляют по убираю-
щимся перед сваркой ножам, штырям, фиксаторам или указатель-
ным стрелкам. Для установки также применяют перемещающиеся
Р" 123. Устройство для регулирования зажимов по высоте и ширине (а) п за-
жим современной машины (б):
- токоподво тящая губка, 2 — силовая губка, 3 — выталкиватель, 4 — изолированный ролик,
5 — конечный выключатель давления, 6— защитные планки
под зажим тележки (см. рис. 133), в которых детали центрируют-
ся, закрепляются и обрезаются перед установкой.
Зажимы оснащаются в ряде случаев не только токоподводящн-
ми 1, но и силовыми 2 губками (рис. 123, б), выталкивателями 3 и
4. маркировщиками 5 и другими устройствами.
Машины малой мощности обычно имеют эксцентриковый, вин-
товой или пневматический приводы, а средней мощности — пнев-
морычажпый или пневмогидравлический, описанный ранее (см.
рис. 97 и рис. 121, а). В пневморычажном зажиме усилие от пнев-
моцилиндра / (см. рис. 122, а) через шток 2 и рычаг 3, вращаю-
щийся вокруг оси О, передается к губке 4. Величина усилия зави-
сит от соотношения плеч рычага и давления воздуха.
169
chipmaker, ru
§ 46. ПРИВОД
В мощных машинах применяют гидравлический привод.
Привод обеспечивает возвратно-поступательное перемещение
деталей при подогреве, их ускоренное сближение при оплавлении
(или определенную деформацию при сварке сопротивлением), а
также повышенные скорости при осадке и пониженные — при сре-
зании усиления и грата.
Машины для сварки сопротивлением обычно имеют пружинный
(см. рис. 94, а), а для сварки оплавлением — единый электродви-
гательный, пневматический или гидравлический приводы или раз-
дельный электродвигательный при оплавлении и пневматический,
пневмогидравлический и гидравлический приводы при осадке.
Рис. 124. Схемы регулирования скорости оплавления при дроссели-
ровании на сливе (а) и при обратной связи • золотника с подвижной
плитой (б и «):
i — подвижная плита (станина), 2 — упор подвижный, 3 —шток золотника,
4 — дроссель или золотник, 5 — рабочий цилиндр, 6 — редуктор, 7 — рычаг зо-
лотника, 8 — кулачок, 9 — кланам осадки
В электродвигательном приводе (см. рис. 95) поступательное
движение возможно также через винт подвижного стола и гайку,
вращаемую приводом. Осадка в этом случае достигается резким
увеличением числа оборотов винта вторым скоростным двигателем.
Пневматический привод (см. рис. 96) применяют для осадки.
Еще большую скорость получают при 'наличии давления в обоих
полостях пневмоцилиндра и быстром соединении большим отвер-
стием его нерабочей полости с атмосферой.
В гидравлическом приводе (см. рис. 98) скорость перемещения
изменяют поворотом дросселя 4 (рис. 124, а), установленного на
сливе, из нерабочей полости 5 цилиндра. Проходное отверстие
дросселя открывают через шток 3 упором 2 подвижной станины
или копиром. Отклонения в скоростях перемещения из-за измене-
ния вязкости масла увязывают с допустимой областью саморегу-
лирования оплавления для данного материала. При осадке для
резкого увеличения скорости включается аккумулятор (см. рис. 98)
или подсоединяется клапаном 9 параллельная дросселю сливная
труба.
171
Рис. 125. Схема пневмогидравличе-
‘ской осадки:
/, 2—-клапаны, 3 и 4 —ресиверы, 5 п 6 —
пневматические цилиндры, 7 и Я —масля-
ные бачки, 9 и 10 — цилиндры, 11 и 12 —
направляющие станины
когда перемещения
сопротивление пере-
станины велико, без
связи возможны
125) и подачи воздуха из ресиве-
Для оплавления более пригодны системы с обратной связью
по перемещению, в которых масло в рабочий цилиндр подается
через золотниковое устройство 4 (рис.'124, б) в зависимости от
перемещения станины. Золотник управляется кулачком 8 через
рычаг 7, связанный с подвижной станиной 1 и штоком золотника 3
или винтом редуктора 2 (рис. 124, в) неподвижной станины; при
этом одноступенчатый редуктор вращается, управляемый мало-
мощным двигателем. При управлении кулачком скорость задается
его профилем и оборотами его привода, а маломощным двигате-
лем — регулированием числа его оборотов автоматическими систе-
мами. Открываемые приводом отверстия золотника при наличии
обратной связи закрываются при последующем перемещении ста-
нины, если нет дальнейшего
смещения золотника. Посте-
пенное увеличение отверстий
обеспечивает требуемое нара-
стание скорости. В начале оп-
лавления,
малы, а
мещению
обратной
толчки. При ее наличии они
появляются, если сразу откры-
вается большое проходное от-
верстие, быстро закрываемое
при перемещении станины.
Если электродвигательный
привод оплавления совмещен
с пневмогидравлической осад-
кой, то она начинается со сра-
батывания клапанов 1 и 2 (рис.
ров 3 -и 4 в пневматические цилиндры 5 и 6, штоки которых пере-
крывают отверстия масляных бачков 7 и 8. Этим создается высокое
давление в цилиндрах 9 и /б,перемещающих направляющие //и 12.
Такая система с дросселированием масла на сливе используется
также для оплавления. Подвижные плиты возвращаются в исход-
ное положение пружиной, пневматическими или гидравлическими
цилиндрами или электродвигателем.
Привод при срезании усиления и грата часто работает после
повторного зажатия деталей или непосредственно в стадии осадки
(срезание грата губками машины). При повторном зажатии между
зажимами вводятся разъемные режущие инструменты, упирающие-
ся в подвижный зажим или перемещающиеся по периметру стыка.
§ 47. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
Электрическую схему машины подразделяют на «иловые цепи
м цепи управления. К силовым цепям (рис. 126, а) относят цепь
питания с контактором КЛ или другим включателем — переключа-
171
тель ступеней ПС, один или несколько сварочных трансформаторов
ТС или других преобразователей тока и сварочный контур КС. На-
ряду с механическими контакторами также используют игнитрон-
ные и тиристорные контакторы (см. рис. 103). Последние для устой-
чивой работы обычно включают на небольшую постоянную нагруз-
ку, обеспечивающую их работу при перерывах тока в сварочной
цепи.
Каждая машина в зависимости от назначения имеет свой мини-
мальный сварочный контур с 6—10 переходными контактами и гиб-
кую перемычку А на участке присоединения к подвижному зажиму
(рис. 127, а, б). Цепи управления для безопасности включены на
напряжение до 36 в.
В большинстве машин задается жесткий график перемещения
деталей независимо от колебаний напряжения сети и их сечения.
Благодаря саморегулируемости оплавления эти системы работают
172
устойчиво, хотя некоторые материалы при этом свариваются недо-
статочно качественно. Системы обратной связи по напряжению,
току или мощности при их воздействии на скорость перемещения
стабилизируют качество соединений. Весьма перспективны системы
с программированием плотности тока или потребляемой энергии.
Отключение тока при осадке по пути конечными выключателями
не всегда стабильно. Точность повышается при отсчете на участке
сближения при осадке. Момент включения осадки наиболее часто
определяется по оплавлению деталей на заданную величину. Иног-
да для этой цели используют реле времени и импульс, полученный
от фотоеопротивления при достижении заданной температуры на
Рис. 127. Сварочный контур машины МСМУ (а) и К-255Л (б)
определенном расстоянии от торцов или в определенной зоне на-
грева деталей. Для отключения тока используют также два встреч-
но меняющихся напряжения от преобразованного в напряжение то-
ка и сварочного напряжения. В момент замыкания торцов ток резко
возрастает и повышается сравнимое напряжение, а сварочное на-
пряжение резко падает. Такая система позволяет работать без пе-
рестройки в широком диапазоне напряжений холостого хода.
Цепи управления большинства машин рассчитаны на сварку не-
прерывным оплавлением. В простейшей схеме (см. рис. 126, а) де-
тали зажимаются после включения реле А и Б, которые замыкают
цепи электропневматических клапанов ЭПК-1 и ЭПК-2, управляю-
щих цилиндрами зажатия. Разжатие возможно при выключении
кнопки С, разрывающей цепи реле А и В. Оплавление начинается
от кнопки «сварка» после срабатывания реле В, которое включает
контактор ДЛ и цепь пускателя ПД электродвигателя Д. После
оплавления на заданную величину выключатель ВТ отключает ре-
,ле В, а затем контактор ДЛ и машина обесточивается. Конечные
выключатели ВЗ и ВД отключают кнопки зажимов и двигатель.
.Двигатель может управляться также выключателем ВД.
173
chipmaker, ru
Возвратно-поступательное перемещение при подогреве осущест-
вляется от реле напряжения (рис. 126, б) (или от токового реле).
Подсоединенное к губкам реле U при зазоре между деталями вклю-
чено на напряжение холостого хода и своим контактом И\
(рис. 126, в) замыкает катушку пускателя А. Двигатель, сближая
детали, замыкает их, и из-за понижения напряжения контакт
отключается, а контакт 1/2 включается, давая импульс в цепь уп-
равления контактора Б на обратный ход двигателя и разъединение
деталей. Напряжение на реле регулируется в зависимости от сту-
пени мощности трансформатора. При оплавлении оно близко к на-
пряжению холостого хода и реверс прекращается.
Длительность подогрева ограничивается по реле времени или
при соответствии нагрева заданной начальной скорости оплавления.
Выдержку при замыкании также регулируют по реле времени или
счетчиками импульсов. Иногда подогрев задается принудительно
механической или электрической системой. Более совершенно ог-
раничение подогрева по температуре деталей.
В машинах для сварки сопротивлением процесс регулируют по
длительности (счетчики импульсов), укорочению деталей при осад-
ке (конечные 'Выключатели, датчики перемещения) или по темпера-
туре нагрева (фотопирометры, термореле и т. д.). Последний спо-
соб наиболее перспективен, так как позволяет автоматически ком-
пенсировать отклонения в параметрах процесса.
Схемы управления обеспечивают строгую последовательность
работы всех узлов машины с помощью различных контактных и
бесконтактных устройств. В схемах также, предусмотрены блокиров-
ки, исключающие поломку узлов машины при отклонениях от за-
данной последовательности в их работе. Так, при автоматическом
цикле работы запрещается включение сварочного трансформатора
без зажатия деталей, сближение зажимов без включения трансфор-
матора и др.
В схемах современных машин иногда предусмотрена стабили-
зация оплавления по току или мощности. Основные узлы схем (ТС,
РНТ, РВЭ, ДН, КЛ и др.), характеристики и назначение цепей уп-
равления («левый зажим», «правый зажим», «сварка»), а также их
описание обычно даются в паспорте на машину; там же указыва-
ются основные неисправности электрических устройств и способы
их устранения.
§ 48. ТИПОВЫЕ МАШИНЫ
Машина МСМУ-150 (рис. 128) предназначена для сварки дета-
лей из низкоуглеродистой стали сечением до 1000 мм2— непрерыв-
ным оплавлением и до 2000 мм2 — оплавлением с подогревом, осу-
ществляемым вручную с помощью рычага 13.
Электродвигательный привод (см. рис. 95), пневматические за-
жимы (см. рис. 122, б) и электрическая схема машины (см.
рис. 126, а) рассмотрены ранее. Воздух к зажимам поступает из
174
сети через редуктор с манометром 5, лубрикатор 6 и электромаг-
нитные клапаны ЭПК. Скорость сближения регулируется стальным
кулачком, сменными шестернями 3 и текстропной передачей /.
На передней стенке машины размещены переключатель ступе-
ней 7 (см. рис. 128), маховик регулирования неподвижного зажима
по высоте 8, кнопки управления подвижным и неподвижным зажи-
мами 9 и 10, кнопка сварки // и тумблер включения двигателя 12.
Машина обеспечивает небольшие скорости осадки (до 30—
40 мм!сек). Вследствие этого ее часто модернизируют, снабжая
пневматическим или гидравлическим приводом осадки.
Рис. 128. Машина МСМУ-150:
/— клнно-текстропная передача, 2 — двигатель, 3 — сменные
зубчатые колеса, 4 —подвижный зажим, 5 — редуктор с мано-
метром, 6 — лубрикатор, 7 — переключатель ступеней, 8 — махо-
вик, 9, 10, П — кнопки, 12 — тумблер двигателя, 13 — рычаг
Машина МС-1604 (рис. 129) предназначена для сварки оплавле-
нием и оплавлением с подогревом деталей из черных и цветных ме-
таллов сечением до 300 и 1500 мм2 соответственно. Зажимы машины
пневматические, а привод оплавления и осадки пневматический с
гидротормозом. Длительность импульсов подогрева, осадки под
током и без тока задается электронным регулятором. Подогрев
осуществляется автоматически посредством электронного реле на-
пряжения. Стальные верхние и нижние медные губки регулируются
горизонтально. Правая нижняя медная губка может регулировать-
ся в вертикальной плоскости. Электроаппаратура с игнитронным
контактором размещены в отдельном шкафу. Усилие осадки до-
стигает 5 т, скорость оплавления регулируется от 0,15 до 20 мм/сек,
а скорость осадки составляет 250 мм!сек.
175
chipmaker.ru
Машины МС-1202 и МС-1602, рассчитанные на сварку деталей
из малоуглеродистой стали сечением 300 и 600 мм2, имеют ручной
рычажный привод (см. рис. 94, а).
Машина МСЛ-300 (рис. 130) предназначена для сварки непре-
рывным оплавлением полос из стали и цветных металлов толщиной
1,5—6 мм и шириной до 300 мм. Длительность оборота кулачка,
перемещающего подвижную плиту при оплавлении и связанного с
редуктором, регулируется изменением числа оборотов двигателя
постоянного тока. На передней стенке машины справа размещен
переключатель ступеней /, а слева - - пульт управления 2. С левой
Рис. 129. Машина МС-1605:
1 — зажимы, 3 — привод, 3 — шкаф управления
стороны размешены пневмогидравлические цилиндры осадки 8 и 9
с ресиверами 7 и 6, а в середине — зажимы 3 и 4. Цилиндры 5
служат, как и в машине МСМУ-150, для возврата подвижной пли-
ты в начальное положение. Пневматические клапаны управления
размещены на задней стенке машины. Привод зажимов (см. рис. 97)
и осадки пневмогидравлический (см. рис. 125).
Машина имеет барабанный переключатель, специальный двух-
разрывный контактор и генератор с цепями управления двигателем.
Трансформатор размещен внизу сбоку под губками машины. Для
удобства в машину встраивается специальный нож — установоч-
ная линейка, в которую при установке упираются концы полос.
Машина снабжена центрирующими роликами для установки по-
лос по ширине и комплектуется гратоснимателем плужкового
типа.
Машина МС-2501 (рис. 131) предназначена для сварки полос из
низкоуглеродистых сталей толщиной 0,8—3,5 мм и шириной 30—
176
250 мм- Она имеет рычажные пневмозажимы 5 и 6, электродвига-
тельный привод 3 при оплавлении и пневматическую осадку. Рядом
с машиной установлен гратосниматель 7 с пневматическими зажи-
мами 8 и подвижная каретка с резцами. Контактор, пневмоаппара-
тура, трансформатор и переключатель ступеней размещены внутри
машины. Сбоку помещен шкаф управления 9.
Машина МСГУ-500 (рис. 132) предназначена для сварки оп-
лавлением и оплавлением с подогревом деталей из углеродистой и
низколегированной стали сечением до 8000 .ил2. Зажимы машины
Рис. 130. Машина МСЛ-300:
/ переключатель ступеней, 2— пульт управления, 3 и 4 ижнмы, 5 —
цилиндр возврата, 6 и 7 — ресиверы, 8 и Р— цилиндры исадки
"невмогидравлические (см. рис. 121, а). Привод оплавления и осад-
ки гидравлический с дросселированием на сливе (см. рис. 124, а).
Машины МС-201 и МС-202 предназначены для сварки проволо-
ки из углеродистой стали диаметром 0,5—3 мм и 1,6—6 мм с термо-
обработкой в машине. Машины имеют пружинный привод (см.
рис. 94, б), обеспечивающий 2 диапазона регулирования усилия
осадки для каждой машины от 0,1 до 1,6 и от 0,2 до 3,2 кГ, а также
от 1,0 до 5,6 и от 1 до 10 кГ. Ножи допускают обрезку концов про-
волоки диаметром до 3 мм. Осветительное устройство и увеличи-
тельная линза облегчают точную установку проволоки. Направляю-
щие оснащены шариковыми подшипниками.
177
chipmaker.ru
Рис. 131. Машина МС-2501:
/—пульт управления, 2— переключатель ступеней, 3 — электропривод, 4— цилиндр
возврата, 5 и 6 — зажимы, 7 — гратосниматель, 8 — зажим гратоснимателя, 9 — шкаф
управления
Рис. 132. Машина МСГУ-500:
I и 2 - зажимы, 3 — гидропривод
§ 49. СПЕЦИАЛИЗИРОВАННЫЕ МАШИНЫ
Специализированные машины применяют для сварки полос,
труб, рельсов, колец и других деталей.
Машины Л500 и Л300 (рис. 133) предназначены для сварки по-
лос в трубосварочных и профилегибочных агрегатах с автоматизи-
рованной их установкой и зачисткой соединений встроенным грато-
снимателем. Концы полос обрезаются ножницами 2 после их уста-
новки центрователем и зажатия в передающем устройстве 1 и 3
(рис. 133, а и б). После обрезки полосы передаются в зажимы.
Подвижный стол машины 5 при оплавлении сближается, вращаясь
в подшипниках (рис. 133, в), которые могут регулироваться по
высоте и длине клиньями. Машина имеет гидравлический привод
с обратной связью (см. рис. 124, б) и гидравлические зажимы,
Рис. 133. Схема механизированной машины, подобной МС-1601:
/ н 3 — передающие устройства, 2—ножницы и цеитрователь, 4— гратосниматель, 5 — по-
движная станина
встроенный гидравлический гратосниматель 4 резцового типа, сре-
зающий грат в горячем состоянии (рис. 133, г) сразу после сварки,
и устройство для быстрой перестройки режима. Губки зажимов на-
дежно защищены от износа при движении полосы через машину.
Более мощные машины для сварки полос шириной до 1550 мм
(1700А) и 2350 мм (2500) также являются полностью гидравличе-
скими. Первая из них имеет радиальный ход, вторая — горизон-
тальный. Зажатие полос в этих машинах осуществляется тремя и
пятью цилиндрами, равномерно распределенными по ширине полос.
Машины снабжены механизированными установочными устройст-
вами, выставляющими концы полос относительно губок по устано-
вочному ножу, который опускается между зажимами перед сваркой.
Машины снабжены отдельно стоящими гратоснимателями резцо-
вого или плужкового типа. В последних типах машин для сварки
широких полос предусмотрены встроенные ножницы, установочные
механизмы с гратоснимателями (см. рис. 133).
Машина К-355 (рис. 134) предназначена для сварки рельсов
Р50, Р65 и Р75 непосредственно в пути. Машина подвесная, неболь-
17»
chipmaker.ru
шого веса, маневренная. Она сваривает непрерывным оплавлением
детали сечением до 1000 мм2 при малой удельной мощности. Ско-
рость осадки составляет 20 мм/сек, а скорость оплавления регули-
руется от 0,15 до 2 мм)сек. Машина имеет две колонны 1 и 2 со
встроенными гидроцилпндрами зажатия, один из которых переме-
щается при оплавлении по штокам 4 и управляется небольшим
гидроприводом (см. рис. 124, в). Положение деталей корректирует-
ся в зажатом состоянии по вертикали и горизонтали. Осадка осу-
ществляется мощным приводом. Узел зажатия деталей выполнен
в виде клещей. Процесс сварки в машине полностью автоматизи-
рован. В машине предусмотрено программирование напряжения.
Сварочный контур машины подобен показанному на рис. 127, б.
Рис. 134. Рельсосварочная машина К-355:
/ — неподвижный и 2—-подвижный зажимы, 3 — пульт
управления, 4 — шток
Для сварки рельсов в пути применяют специальные рельсосвароч-
ные поезда МРСМ с устройствами для перемещения подвешенной
машины, источником питания электроэнергией, насосной станцией
и другими устройствами.
Машина ЦСТ-200 (рис. 135) предназначена для сварки оплавле-
нием с подогревом труб из перлитных и аустенитных сталей. Ма-
шина имеет механический привод при оплавлении и пневматическую
осадку. Скорость оплавления регулируется изменением числа обо-
ротов двигателя при соответствующем выборе профиля кулачка.
Машина снабжена зажимами с вертикальным разъемом, обес-
печивающим сварку змеевиков из гнутых труб с малым радиусом
гиба.
Положение губок в пневмозажпма.х регулируется вертикально
на неподвижной, а горизонтально па подвижной плите. В машине
МС-2001 того же назначения имеются рычажные пневматические
зажимы с разъемом в горизонтальной плоскости.
180
Оплавление и осадка осуществляются кулачковым приводом от
двигателя постоянного тока с изменением числа его оборотов от
агрегата с электромагнитным усилителем.
Также имеется целый ряд отечественных машин специального
исполнения, таких, как автоматы для сварки цепей (машина
ЛСГЦ-150, МСЦ-200 и др.), колес (МСО-1000 и МСО-500), колец
(МСГК-500, К-393 и К-393М), проволоки (П-64-18, П-84-22), тон-
ких полос (Л-120Б) и др.
Рис. 135. Машина для сварки труб ЦСТ-200:
1, 2 —зажимы, 3 — пульт управления, 4 —аппаратный шкаф
§ 50. НАСТРОЙКА
Настройка машин начинается с точной установки губок по шаб-
лону или калибрам с проверкой смещения деталей в стыке после
сварки и искривления их осей. Смещение небольших или тонких де-
талей проверяют по микрошлифам.
Машины настраивают по технологической карте или по реко-
мендуемым параметрам режима, которые уточняют на основе ре-
зультатов механических испытаний и металлографических исследо-
ваний с учетом требований ТУ. Критерием качества часто служит
угол загиба образцов без усиления пли с ослаблением стыка. За-
каливающиеся при сварке соединения испытывают после отпуска.
При испытаниях образцов с надрезом или проточкой по стыку вы-
являются непровар, рыхлости и другие дефекты. В ряде случаев
проверяется ударная вязкость соединений.
Напряжение холостого хода устанавливают по схеме переклю-
чателя ступеней или таблицам, имеющимся на машине, и проверя-
ют вольтметром. Величина тока при оплавлении и осадке и пере-
мещение часто записываются самопишущими приборами. По этим
записям или замерам проверяют припуски на оплавление, величину
осадки, длительность осадки под током, скорости оплавления и
осадки. При проверке работы механизмов перемещения один из
ложей переключателя ступеней вынимают.
181
Параметры корректируют в соответствии с их влиянием на ка-
чество соединения. Так, профиль кулачка уточняется на основе ос-
циллографирования тока напряжения и тока на самопишущих при-
борах (см. рис. 29). Припуск на оплавление используется эффек-
тивно тогда, когда ток в течение оплавления протекает непрерывно
и изменяется по определенному закону, обусловленному графиком
перемещения. В машинах с кулачковым управлением полный цикл
сварки обычно рассчитывают на один оборот кулачка. При построе-
нии профиля кулачка его начальную окружность (см. рис. 27) и
график путь — время (с учетом возврата плиты и передаточного
отношения между кулачком и плитой) делят на равное число частей
(например, 36). Ординаты графика наносятся на соответствующие
радиусы-векторы начальной окружности, при соединении концов
которых получается требуемый профиль. Наиболее точно кулачок
обрабатывается на координатно-фрезерных станках с делительны-
ми головками. .
При плохо изготовленном кулачке или неправильно выбранных
его оборотах на осциллограммах наблюдаются перерывы в проте-
кании тока. Лучшее качество сварки достигается при оплавлении
с нарастанием тока.
Длительность осадки под током контролируется по осцилло-
граммам тока. Осадка под током определяется по его резкому уве-
личению в конце процесса. Нормальное оплавление сопровождает-
ся интенсивным и равномерным выбросом мелких расплавленных
частиц металла на достаточно большое расстояние от стыка. Каче-
ство соединений и режим контролируют по эталонным записям то-
ка, перемещения плиты и давления осадки. По этим записям так-
же судят о стабильности работы машины и косвенно о качестве
соединений.
Плавное изменение тока с его ростом к концу оплавления сви-
детельствует о хорошей настройке машины. Окончательная про-
верка режима осуществляется испытанием готового изделия по тех-
ническим условиям на его изготовление. Дефекты сварки устраня-
ют в соответствии с рекомендациями, приведенными в табл. 23.
ГЛАВА X
МАШИНЫ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
Точечная машина имеет станину 1 (рис. 136), трансформатор 2
(или другой преобразователь энергии), силовые консоли 3 и 4, то-
копроводы 5, электрододержатели 6 с электродами 7, механизм
сжатия 8 с пневмо- или гидроаппаратурой 9, аппаратуру управле-
ния 10 и систему охлаждения.
В специализированные маши-
ны также встраивают подаю-
щие и поворотные устройства.
Электрододержатели ма-
шин могут перемещаться 'пря-
молинейно, по вертикали (рис.
137, в), горизонтали (рис.
137, в), радиально (рис. 137,6)
и в других направлениях (см.
рис. 159). Серийные- машины
обычно имеют прямолинейный
•и радиальный ход электродо-
держателя.
Рис. 136. Схема точечной машины:
1 — станина, 2 — трансформатор, 3, 4 — консо-
ли, 5 — токоподводы, 6 — электроде держатель,
7 —< электрод, 8 — механизм сжатия,. 9 — пнев-
моаппаратура. 10 — шкаф управления
§ 51. СТАНИНЫ И ПРИВОД
МЕХАНИЗМА СЖАТИЯ
Большинство станин точеч-
ных машин сварные. Их сило-
вые консоли служат для крепления механизма сжатия и токопро-
водов с электрододержателями (см. рис. 136). В машинах малой
мощности консолями могут быть токопроводы. Одна из консолей
или обе одновременно могут перемещаться по высоте или в гори-
зонтальном направлении. Опорные стойки некоторых станин слу-
жат одновременно воздухосборниками.
Привод механизма сжатия выбирается по усилию сжатия и
электрической мощности. При малой мощности и небольших усили-
ях обычно применяется грузовой и педально-пружинный привод
(рис. 138, а). Педальный привод имеет радиальный (см.
рис. 138, а) и прямолинейный (рис. 138, 6) ход. Электрод переме-
щается при нажатии на педаль 1 через систему рычагов с буферной
183
chipmaker.ru
Рис 137. Точечные машины с вертикальным (а), радиальным (й| го-
ризонтальным (в) перемещением
Рис. 138. Схемы грузового (а) и педально-пружин
ною (б) принтов
пружиной 2. Усилие сжатия до 300 кГ регулируется натягом пружи-
ны 2 гайкой 3.
В пневмогидравлическом приводе (рис. 139) переносных машин
воздух, попадающий в полость преобразователя давления 3, опус-
кает" поршень 2 со штоком, который перекрывает плунжером 6 по-
им масла из накопителя 4 и создает в гибком маслостойком рука-
п верхней полости цилиндра 1 большое давление. Система воз-
вращается назад пружинами 5 и 7. В многоточечных машинах
часто применяю! гидравлический привод. При больших расстоя-
ниях между точками целесообразнее применять пневмопривод.
В наиоолее распространенном пневматическом приводе
(рис. 140) воздух из сети через кран 17 и редуктор 15 поступает в
пустотелые колонны станины 16 7/23
(воздухосборник). При работе
средняя полость 4 рабочего ци-
линдра трубопроводом 10 соеди-
няется с электромагнитным кла-
паном 13 и с воздухосборником,
а при обратном ходе — с атмос-
ферой. Давление в воздухосбор-
нике должно быть ниже давления
сети не менее чем на 0,7 ат. Ско-
рость заполнения цилиндра через
втулку 9 регулируют дросселями
6 и 12. Электромагнитным клапа-
Рис. 139. Схема пневмогидравли
ческого привода:
1 — гидроцилиндр, 2 — поршень, 3 —
преобразователь давления, 4 — нако-
питель, 5. 7 — пружина, 6 — плунжер
пом 13 управляет регулятор цикла сварки. Клапан смазывается
через лубрикатор 14. В цилиндре имеются два поршня. Ход вспо-
могательного поршня 5 ограничивается гайкой 8 и контргайкой 7;
он служит упором для рабочего поршня 3, который связан штоком /
с верхним токопроводом. Движением рабочего поршня управляет
клапан 13, а требуемое усилие сжатия устанавливается редукто-
ром 15. Верхней камерой вспомогательного поршня управляет
крап 18.
Воздух, подаваемый по трубопроводу 10 в среднюю полость,
опускает шток 1 и электрод, а при подаче в нижнюю полость 2 по
трубопроводу 11 — поднимает. При подъеме верхнего электрода в
моменты установки и съема деталей воздух выпускается из верх-
ней полости и подается в нижнюю; оба поршня поднимаются до
упора в верхнюю крышку цилиндра.
Если на приводе установлена малоинерционная диафрагменная
приставка, то перед зажатием деталей в ее верхнюю полость пода-
ется из воздухосборника воздух. При сжатии деталей давление в
верхней полости уравновешивается усилием сжатия, и диафрагма
занимает среднее положение.
Последовательная установка нескольких таких приставок
(рис. 141) с подачей в них воздуха разного давления позволяет при
малой инерции привода получать определенную программу давле-
ний (см. рис. 50). Постоянство давления на электродах в этом слу-
чае обеспечивается соединением наддиафрагменпых камер приво-
185
1 chipmaker.ru
-Рис. 140. Пневматический прнвод:
I — шток, 2. 4—нижняя и средняя полости цилиндра, 3 и 5 нижний и верхний поршень
6 и 12 дроссели, 7 — контргайка, 8 — гайка, S — втулка, Юн /у _ трубопроводы, 13 — элект-
ромагнитный клапан, 14 — лубрикатор, 15 — редуктор,-16 — Е^дугосбориик, 17 ’ 18 — край
Рис. 141. Многодиафрагменный при1)ОД
да 1, 2 и 3 (см. рис. 141) с воздухосборниками 7, 8, 3, имеющими
независимую регулировку давления редукторами 4, 5, 6 и 10. Шток
привода поднимается и опускается при впуске и выпуске воздуха
из поддиафрагменной камеры 1. Большее давление воздуха в под-
диафрагменной камере, чем в наддиафрагменной, при подъеме ус-
танавливается редуктором 10. Воздух для подъема впускается
через включаемый электропневматический клапан 11 и дроссель /2,
а выпускается вначале через дроссель и отключенный клапан /7,
а после безударного соприкосновения с деталью в обход дросселя
через клапан 13. При подъеме и опускании штока поддиафрагмен-
ные камеры приводов 2 и 3 клапанами 14 и 15 соединены со своими
воздухосборниками, их диафрагмы уравновешены и не препятству-
ют перемещению штока. Выпуская клапанами 14 и 15 и выхлопны-
ми клапанами 16 и 17 воздух из поддиафрагменных полостей, со-
здают соответствующую программу давления. Выбор системы при-
вода обусловлен требуемым для данного материала режимом
сварки.
Пневматический и гидравлический приводы создают стабильно
программируемое усилие сжатия, которое не меняется при износе
электродов. Стабильность давления в пружинном приводе достига-
ется только при большой длине пружины.
§ 52. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
Простейшая электросхема точечной машины (рис. 142) состоит
из трансформатора ТС со сварочным контуром КС, переключателя
ступеней ПС, контактора К, регулятора или счетчика времени РВ
с цепями управления механизмами ЦУ (сжатия и др.). Мощные
трансформаторы многоточечных машин из-за увеличения реактив-
Рис. 142. Принципиальная электрическая схема машины типа МТП
1в7
кого сопротивления и потерь могут оказаться менее выгодными,
чем несколько трансформаторов такой же суммарной мощности.
Вместо трансформатора могут использоваться преобразователи
низкой частоты (см. рис. 89), схемы с выпрямлением на стороне
низкого напряжения (см. рис. 86) и различные накопители энергии,
например, конденсаторы (см. рис. 90). Переключатели ступеней,
контакторы, регуляторы и счетчики времени рассмотрены в гла-
ве VIII.
Наиболее стабильно в точечных машинах малой и средней мощ-
ности работают тиристорные контакторы, а в мощных — игнитрон-
ные (из-за отсутствия мощных тиристоров).
В сварочном контуре со стороны механизма привода встраива-
ется из фольги или многожильных проводов гибкая перемычка
(см. рис. 136). Большой контур существенно повышает потребляе-
Рис. 143. Схемы (а — з) расположения электрододержатёлей
мую мощность, в особенности при частоте 50 гц. В низкочастотных
машинах и машинах постоянного тока влияние контура проявляет-
ся слабее и он может быть значительно больше.
Участки токоподводов, в которые вставляются электрододержа-
тели, у машин малой и средней мощности часто делают из круглой
меди или бронзы, а со стороны трансформатора в виде сплошных
или набираемых из медной фольги шин. Токопроводы могут пере-
мещаться или вращаться в опорах. Положение электрододержате-
лей регулируется по высоте с помощью торцовых или боковых съем-
ных головок, притягиваемых болтами. Для надежности и долговеч-
ности крепления болты ввертываются в шпильки из немагнитного
материала, запрессованные в отверстия токоподвода.
188
В машинах малой мощности электрод может вставляться непо-
средственно в токоподвод. Верхняя и нижняя силовая консоли, на
которых крепятся медные шины, часто делаются из стали. Крепле-
ние электрододсржателей и их форма определяются конструкцией
деталей (рис. 143, а — з). При односторонней сварке используют
подкладные шины по форме деталей.
Контур подвесных машин может иметь биффилярный
(рис. 144, а) или 2 встречных стянутых текстолитовыми планками
гибких кабеля (рис. 144, б). Концы гибких, охлаждаемых через
резинотканевый рукав 2 кабелей обжимаются и заделываются в на-
конечники 1 и 3.
В биффилярном кабеле вокруг резинового стержня / (см.
рис. 144, а) внутри резиновой трубки 3 располагаются три медных
проводника 4 одного направления, а снаружи три обратных провод-
ника 2. Все проводники пропущены через резиновый шланг 5 с во-
дой. Концы проводников припаиваются к медным наконечникам.
Встречное попарное расположение проводников резко уменьшает
Рис. 144. Схема биффилярного (а) и простого (б) кабеля
индуктивность, однако активное сопротивление из-за больших плот-
ностей тока (до 100 а/мм2), которые допускаются с целью повыше-
ния гибкости кабеля и уменьшения его сечения, достаточно велико
и падение напряжения в кабеле достигает 10—12 в.
Биффилярный кабель более жесток, чем одинарный; его приме-
няют редко, хотя при изготовлении из тонких медных проводников
он удобнее в работе.
Большинство машин работает по жесткой программе с поддер-
жанием тока, усилия сжатия и длительности их действия в задан-
ном интервале. В совершенных машинах применены схемы управ-
ления с непрерывным измерением и записями расширения ядра по
величине деформации консолей (см. рис. 186) и сварочного тока
соответствующими датчиками. Непрерывное сравнение записей
этих величин с эталонными используется для корректировки про-
цесса в желаемом направлении. Существуют и другие схемы авто-
матической компенсации отклонений общего сопротивления, мощ-
ности, тока и др. Эти схемы рассматриваются в специальной лите-
ратуре. Регулирование по одному из этих параметров не всегда
дает желаемый результат.
189
§ 53. ТИПОВЫЕ МАШИНЫ
Машина МТ-601 * предназначена для точечной сварки деталей
из низкоуглеродистой стали толщиной 0,2—2 мм. Машина имеет
радиальный ход верхнего электрода и пневматический привод дав-
ления с плавной регулировкой усилия сжатия. В машине преду-
смотрена возможность установки педального привода (см. рис. 138).
Верхний электрододержатель, регулируемый по высоте, зажимает
детали, и при дальнейшем перемещении педали включается кон-
Рнс. 145. Точечная машина МТ-1605 с пря-
молинейным ходом:
1 и 2 — электрододержатели, 3, 4 — консоли, 5 —
механизм сжатия, 6 — трансформатор, 7 —пере-
ключатель ступеней, 8 — аппаратура управления
тактор. Машина снабжена двухполюсным электромагнитным кон-
тактором.
Максимальное усилие сжатия 200 кГ, пределы регулирования
напряжения 1,5—2,5 в. Регулятор времени на электронной лампе
(см. рис. 105, а) обеспечивает плавное регулирование длительнос-
ти сварки и пауз.
Машина МТ-602 такого же исполнения имеет взамен электро-
магнитного контактора асинхронный прерыватель на тиристорах
(см. рис. 103, б).
Машина МТ-1605 (рис. 145) предназначена для точечной свар-
ки деталей из углеродистой стали толщиной до 5 + 5 мм, а при ком-
плектовании синхронным бесконтактным регулятором деталей из
* Взамен машины ДТП-10.
190
нержавеющей стали толщиной до 1,2+1,2 мм и алюминиевых спла-
вов толщиной до 0,8+ 0,8 мм. Максимальное усилие сжатия 650 кГ,
пределы регулирования напряжения 3—6 в.
Машина имеет прямолинейный ход от пневмопривода с двумя
поршнями (см. рис. 140), игнитронный контактор (см. рис.. 103, а)
и снабжается бесконтактным регулятором цикла сварки типа
РСЦС-5.
В пневмосистеме предусмотрены большие проходные отверстия,
установлен скоростной электропневматический клапан КПЭД-15,
Рис. 146. Машина 1609 с радиаль-
ным ходом
Рис. 147. Точечная машина
МТ-4001
облегченный ползун и цилиндр с диафрагменньцм приводом. Это
позволяет получать на машине до 500 точек в минуту.
Машина МТ-1609 (рис. 146) отличается от ранее описанной ра-
диальным ходом верхнего электрода, меньшим темпом работы (до
150 точек в мин). Она предназначена для сварки низкоуглеродис-
той стали толщиной 0,5—2,5 мм на жестком режиме и до 5,0 +
+ 5,0 мм на мягком.
Машина МТ-4001 (рис. 147) предназначена для точечной свар-
ки деталей из низкоуглеродистой стали толщиной от 3,5+ 3,5 мм
до 12 + 12 мм. Трансформатор, переключатель ступеней и игнитрон-
ный контактор встроены в корпус. Регуляторы времени типов
191
РВЭ-7 и РВЭ-8, блок аппаратуры для питания клапана и фильтр
для сжатого воздуха помещены в нише задней рамы. Привод пнев-
матический (см. рис. 140). В воздухопроводах средней и нижней
камер для безударной работы установлены дросселирующие кла-
паны.
Машина МТПТ-600 (рис. 148) предназначена для точечной
сварки деталей из алюминиевых сплавов толщиной от 1,5+1,5 мм
до 4,0 + 4,0 мм. Она имеет диафрагменный привод 1 (см. рис. 141),
размещенный на длинной консоли 2 (рис. 148). Нижняя консоль 3
Рис. 148. Машина Л1ТПТ-600:
/—механизм сжатия, 2 и 3—консоли, 4 — шкаф управления,
5 — электрододержатель, 6 — электродвигатель
машины неподвижна. Большой трансформатор размещен сзади в
корпусе машины. Машина снабжается шкафом 4 с выпрямителем
и аппаратурой управления, имеющей многодиапазонный регулятор
времени. Токоподводы машины размещены в стальных консолях.
Машина типа МТПТ-600 снабжена электродвигателем 6 допол-
нительного хода, позволяющим устанавливать до сварки верхний
электрод 5 в требуемое положение.
Выпрямитель собран по трехфазной мостовой схеме (см. рис. 89).
Машина сваривает при различных графиках давления импульсами
тока различной длительности и амплитуды. Плавное нарастание
импульса тока облегчает формирование точки у легких сплавов.
Для сталей используют несколько импульсов, подаваемых один за
другим.
192
Машина ТКМ-7 (рис. 149) предназначена для точечной сварки
деталей толщиной до 0,5—0,7 мм к такому же или более толстому
металлу. Разряд накопленной энергии 0,3 кет-сек в этой машине
на изделие осуществляется через трансформатор (см. рис. 90).
Электрододержатель 6
перемещается линейно
под действием грузового
рычажного механизма 5.
Нижний токоподвод
неподвижен, а верхний пе-
ремещается от педали 2,
подтянутой кверху пру-
жиной 1. При нажатии
пружины и смещении тя-
ги и рычага 6 электроды
зажимают детали, а ме-
ханический выключатель,
размещенный сзади, под-
ключает конденсаторы к
трансформатору. Рабочий
стол 9 сменный. Емкость
регулируется штепсель-
ным переключателем 7,
коэффициент трансформа-
ции меняется переключа-
телем 8, а усилие сжа-
тия —смещением груза 5
по штанге. Вся аппарату-
ра управления с транс-
форматором и конденса-
торами размещены свер-
ху в корпусе машины. На
ее переднем щите также
находятся выключатель
машины 3 с сигнальной
лампой 4.
Машина ТКМ-75 (рис.
150) предназначена для
точечной конденсаторной
сварки алюминиевых
сплавов толщиной 0,3 + 0,3 мм
саемая энергия в низковольтных (до 400 в) конденсаторах K50-II-1
достигает 22 кет-сек.
Рис. 149. Точечная конденсаторная
машина ТКМ-7:
1—пружина, 2— Педлль, - выключатель,
4 — сигнальная лампа, 5 rpys 6 — рычаг,
7переключатель ен.п. гп. 4 — п« . ич«
чат< ть на при/к г-г-. 9—с юл
до 2,5 + 2,5 .им. Максимальная запа-
Каждая отдельная сварка осуществляется импульсом унипо-
лярного тока, получаемым при разряде рабочей батареи па первич-
ную обмотку трансформатора. Батарея заряжается от силового
выпрямителя, зарядный трансформатор которого находится в ма-
шине. Игнитроны выпрямителя разметены в шкафу управления
III КУ 166, а рабочая батарея конденсаторов п конденсаторном
chipmaker.ru
шкафу ШК-22-2. Здесь же находится дополнительная батарея
МБГВ. Конструкция привода такая же, как в машине МТПТ-600.
Машина позволяет создавать сложные циклы сварки с большим
(250—2000 кГ) и малым (100—400 кГ) сварочными усилиями и
усилием проковки сверх сварочного (200—2000 кГ) Максималь-
ный импульс тока достигает 80 ка.
Также изготавливаются машины МТК-1201 (энергия 0,24 квтХ
Хсек), МТК-5-3 (энергия 2,7 квт-сек), МТК-6301 (9,8+166,6 квтХ
сек).
Рис. 1а0. Точечная конденсаторная машина ТКМ-75:
/ — механизм сжатия. 2 — привод дополнительного хода, 3, 4 — консоли. 5, 6 — элект-
рододержатели. 7, 8— шкафы с конденсаторами и аппаратурой управления
Машина МТПП-75 (рис. 151) подвесная, предназначенная для
точечной сварки деталей из низкоуглеродистой стали и арматур-
ных конструкций.
В машине трансформатор 2 и сварочный инструмент располага-
ются на подвеске 1. Клещи подвешиваются на тросе и уравновеши-
ваются трансформатором 2 на подвеске /, перемещаемой по моно-
рельсу. Ток регулируется регулятором времени 7 через игнитрон-
ный контактор 6. Подвесная машина с пневмогидравлическим
приводом типа ЛТТПГ-150-2 имеет близкое конструктивное испол-
нение всех узлов, кроме пневмогидравлических клещей (см.
рис. 139, о) и трансформатора большей мощности. В передвижных
машинах трансформатор и инструмент размещаются на тележке.
Подвесные машины могут иметь пистолеты или устройства, в
которых один кабель соединяется со свариваемым изделием через
194
медную шину. К этой шине детали поджимаются вручную
(рис. 152, я) или пистолетом (рис. 152, б). Такие пистолеты ис-
пользуют для сварки деталей малой толщины (не более 1 мм) во
всех пространственных положениях. Ток включается при создании
44/7
Рис 151. Подвесная машина МТПП-75:
/ — подвесное устройство, 2— сварочный трансформатор, 3— аппаратура пневматической
системы, 4— система охлаждения, 5 — токоведущне кабели, 6 — сварочный контактор, 7 —
электронный регулятор времени
Рис. 152. Устройство для ручной сварки (а} и сварки рас-
порным пистолетом (6)
необходимого давления от пружины через контакт. Конструкции
пистолетов и клещей создаются с учетом размеров и формы дета-
лей. Они могут иметь радиальный и прямолинейный ход. В послед-
нее время их выполняют совместно со сварочным трансформатором.
В клещах К-165, К265М и других (рис. 153) с радиальным ходом
встроен пневматический диафрагменный привод 3, в котором дав-
ил
chipmaker.ru
ление от мембраны передается на рычаг 4 через пружину 5. Ниж-
ний электрод качается вокруг оси 7. Ток к нему подводится шиной
6. Верхний электрод закреплен жестко с корпусом через хобот.
Пусковая кнопка / размещена на рукоятке 2. Клещи уравновеши-
ваются пружинным балансиром в разных положениях по высоте.
Они могут поворачиваться на кольцевой подвеске вокруг своей оси.
Рис. 153. Малогабаритные клещи К-165 со встроенным трансформа-
тором:
/—пусковая кнопка, 2—рукоятка, 3— диафрагменный привод, 4— рычаг, 5 —
пружина, 6 — шина, 7 — ось
Их обычно соединяют через промежуточный трансформатор, сни-
жающий напряжение до 62—72 в. Он подвешивается так же, как
сварочный в машине МТПП-75 (см. рис. 151). Для выключения то-
Рщ 154. Установка ,пя о г. и :<
point ; сварки К 264
ка используют игнитронные или ти-
ристорные контакторы.
Для односторонней сварки ли-
стовых конструкций толщиной до
1,24-3,5 мм применяют установку
К-264 (рис. 154) с ручным пистоле-
том, в который встроен сварочный
трансформатор. Установка снабже-
на шкафом управления и пружин-
ным балансиром. Электроды кача-
ются на опоре, равномерно прижи-
маясь к детали.
§ 54. СПЕЦИАЛЬНЫЕ МАШИНЫ
Специальные машины бывают
миогоэлектродными пли обычными
со специальными поворотными сто-
лами, устройствами для подачи и
механизмами вращения деталей.
'Дпогоэлектродпые машины вы-
06
полняются с последовательным зажатием электродов через гидро-
распределитель Г (рис. 155, а) и подачей тока токораспределите-
. ieM Т. с одновременным зажатием электродов при после-
довательном включении трансформатора в сварочной цепи
токораспределителем Т (рис.
155, б) или с одновременным или
групповым включением несколь-
ких трансформаторов с первичной
стороны (рис. 155, в). Последние
многотрансформаторные машины
находят наибольшее применение
в промышленности. В них часто
применяют трансформаторы с
витками, позволяющими свари-
вать одновременно 8 точек. Ис-
пользование стандартных транс-
форматоров и электродных частей
в таких машинах создает благо-
приятные условия для быстрой
переналадки на различные изде-
лия. В настоящее время много-
трансформаторные машины изго-
тавливаются в виде сварочных
прессов, в которых трансформато-
ры и электродная часть распола-
гаются на верхней траверсе, а на
нижней подвижной траверсе или
столе монтируется кондуктор для
сборки и сварки изделия (рис.
156).
В прессах рамной четырехсто-
ечной конструкции удается соз-
дать быстросъемные верхние и
нижние сварочные устройства.
В ряде случаев предусматривают-
ся рамы с передвижными писто-
Рис. 155. Схемы многоэлектродных
машнн с последовательным зажа
тием электродов (а), с распреде-
лением тока на вторичной сторо-
не (б) и многотрансформатор-
вых (в)
летами прямолинейного хода с
пневматическими или гидравли-
ческими цилиндрами двойного
или одинарного действия и с воз-
вратной пружиной. В первом слу-
чае шаг между точками не менее
100 мм, а во втором он уменьшается до 40 мм. Расположенные на
штоке 2 (рис. 157, а) поршни 1 и 4 перемещаются в цилиндре 3.
Сжатый воздух подается через одно из открытых отверстий 7 или
10 при открытом отверстии 11. Плавное перемещение обеспечивает-
ся поступлением воздуха сначала в камеру над верхним поршнем,
а затем под нижним. При обратном ходе воздух через отверстие 11
подается в камеру под верхним поршнем. Пистолет закрепляется
197
chipmaker, ru
на хвостовике 8 гайкой 9. Хвостовик 6 используется для крепления
электрододержателя 12. Лыски 5 препятствуют вращению штока.
При диаметре цилиндра 76 мм и давлении около 5 кГ!ммй пистолет
развивает усилие до 370 кГ.
Гидравлический пистолет с возвратной пружиной 4 (рис. 157,6)
имеет шток 6 и электрододержатель 1, которые изолированы от кор-
пуса 3 втулкой 2 и текстолитовым поршнем 7. Втулка 5 изолирует
возвратную пружину. Крышка уплотнена медным кольцом 10. Ра-
бочая часть обработана хонингованием с допуском 0,015 мм. Рабо-
Жидкисть 9 10 И !2 13
Рис. 156. Схема пресса для многоточечной сварки:
1 — станина, 2 — подъемный стол, 3 — нижняя часть сменного
штампа, 4 — верхняя часть сменного штампа, 5 электроды,
6 — гидропривод электродов, 7 — болты крепления верхней
части штампа, 8 — неподвижный контакт, 9— подвижный
контакт, 10 — гидропривод подвижного контакта, 11 — сва-
рочный трансформатор, 12 — буферные гидроцилиндры, 13 —
штоки буферных гндроцилнндров, 14 — гидропривод подъем-
ного стола
чее давление 65 ати. Манжета 8 из маслостойкой резины фиксиро-
вана конической пружиной 9. Шток в поршне закреплен штифтом
11, отверстия закрыты пластмассовыми заглушками 12. Пистолет
закрепляется на вилке 13. В последнее время в гидравлических пи-
столетах из-за их повышенной инерции предусматривают пружин-
ные компенсаторы.
Многотрансформаторные многоэлектродные машины непрерыв-
но совершенствуются. Одна из машин, применяемая в автомобиль-
ной промышленности с автоматической подачей деталей, показана
на рис. 158. Такие машины могут иметь до 80 трансформаторов,
280 электрододержателей, до 300 клапанов и других устройств в од-
ном агрегате. Для них важна максимальная надежность, взаимо-
198
заменяемость, возможность перехода на ручной режим, дублирова-
ние трудноремонтируемой аппаратуры, сигнализация об аварийных
отказах и механизация зачистки или замены инструмента.
Многоэлектродные машины также применяются при сварке
круглых деталей (рис. 159). Машины снабжены различными вспо-
Рис. 157. Пневматический (а) и гидравлический (б)
пистолеты для многоточечной сварки:
а: / и 4 — поршень, 2 — шток, 3 — цилиндр. 5 — лыски,
6 и 8 — хвостовики, 7, 10 н 11 — отверстия, 9 — гайка, 12 —
электрододержатель; б: 1 — электрододержатель. 2 н 5 —
втулки, 3 — корпус. 4 и 9 — пружины, 6 — шток, 7 — тексто-
литовый поршень, в — манжета, 10 — уплотнительное коль-
цо, 11 — штнфт, 12 — заглушка, 13 — вилка
могательными устройствами (рис. 160), позволяющими сваривать
кольцевые детали типа обода колеса с фланцем, обода колеса с
диском и т. п.
Машины с поворотными столами (рис. 161) применяются при
совмещении операций сборки и сварки. В такого рода машинах
наряду с ручной сборкой широко применяются различного рода пи-
татели.
199
Рис. 158. Специальная многоточечная
машина непрерывного действия
Рис. 159. Точечная машина, приспо-
собленная для сварки кольцевых де-
талей
Рис. 1G0. Точечная машина для сварки кольцевых теталсн
Сварочные установки с движущимися столами, на которых за-
крепляются детали, широко применяются при сварке большого ко-
личества точек на одноточечных машинах.
Сварочные установки с порталами и движущимися поступа-
тельно столами применяются для сварки длинных"деталей (пола ва-
гона и др.). Поперечное перемещение головок сокращает их коли-
чество и потреб тяемую мощность.
§ 55. НАСТРОЙКА
Настройка машины на
заданный режим осуще-
ствляется после ее подго-
товки к сварке (проверки
механических узлов и их
смазки, удаления магнит-
ных материалов от сва-
рочного контура, провер-
ки электрических узлов
и др ) и опробования по
требуемому циклу без
включения сварочного то-
ка (вынуты ножи пере-
ключателя ступеней или
отключена силовая элект-
рическая часть машины).
Сначала, в зависимости
от конструкции детали,
определяется положение
нижней и верхней консо-
ли с токоподводами и по-
ложение электрододержа-
теля. Далее, после осво-
Рис. 161. Двухточечная машина односторонней
сварки с поворотным столом
бождепия гаек, поворачиваются и перемещаются нижние круглые
токоподводы, в которых закреплены электрододержатели или элек-
троды. В машинах с двойным ходом находится также оптимальное
положение верхнего поршня цилиндра. Затем по величине сжатия
пружины, давлению воздуха в пневмосистеме или масла в гидро-
системе устанавливается требуемое усилие сжатия. Усилие прове-
ряется динамометром или по отпечаткам на более мягком мате-
риале, чем медь, служащем эталоном. Машины для пересчета этих
давлений в усилие сжатия снабжаются соответствующими таблица-
ми. Далее, если это предусмотрено конструкцией машины, регули-
руются скорости перемещения ее основных узлов. Например, в
пневматических машинах дросселями регулируют скорости подачи
и выпуска воздуха из рабочего цилиндра. Вслед за настройкой ме-
ханизмов машины регулируются электрические параметры процес-
са и длительность отдельных операций цикла (сжатия, нагрева
201
chipmaker.ru
и т. д.). Перед включением тока обязательно проверяется включе-
ние системы водяного охлаждения.
Требуемый ток ориентировочно устанавливается по внешним ха-
рактеристикам машины, имеющимся в ее паспорте. При выборе тре-
буемой ступени мощности ток, указанный в технологической карте
или взятый по таблице ориентировочных режимов, увеличивают на
15—20%. Полученный ток будет близок к току короткого замыка-
ния той ступени, на которой должна осуществляться сварка. Ток
может контролироваться также приборами или по осциллограммам.
Диаметр электрода проверяют по отпечатку на толстом картоне или
по шаблону с отверстиями.
Далее по реле времени, счетчику импульсов или прерывателю
ПИТ устанавливается длительность отдельных стадий процесса и
производится сварка технологической пробы; при пробной сварке
устраняется упругое смещение электродов друг относительно друга
путем подрегулирования положения токопроводов или консолей.
На основе испытания пробы и данных о влиянии параметров свар-
ки на качество соединений осуществляется корректировка режима.
Наиболее часто регулируют длительность нагрева, реже напря-
жение и давление. На выбранном режиме детали свариваются и
испытываются в соответствии с требованиями ТУ. Корректировка
параметров режима проводится в соответствии с их влиянием на ка-
чество (см. гл. IV), а дефекты устраняются в соответствии с реко-
мендациями (гл. XV).
При настройке весьма полезны записи основных параметров
процесса. Периодическая проверка таких записей позволяет су-
дить о стабильности работы машины.’
ГЛАВА XI
МАШИНЫ ДЛЯ РЕЛЬЕФНОЙ СВАРКИ
Рельефные машины по конструкции близки к точечным. Для
них из-за больших перемещений инструмента при сварке необхо-
дим малоинерционный привод сжатия, обеспечивающий строго
параллельное сближение плит с электродами. В связи с этим в
рельефных машинах целесообразен диафрагменный привод (см.
рис. 141). При применении пневмоцилиндров (см. рис. 140) направ-
ляющие рекомендуется оснащать роликами.
Сварочный контур и схемы управления точечных и рельефных
машин также достаточно близки.
Машины для рельефной сварки с контактными плитами (см.
рис. 162) и взаимно перпендикулярными в них пазами называются
прессами. Прессы большой мощности часто снабжаются устрой-
ствами для модуляции тока или его пульсации по определенной
программе. Равномерное распределение тока при рельефной свар-
ке часто достигается за счет использования нескольких трансфор-
маторов или контурного трансформатора, вторичные витки кото-
рого распределяются по периметру свариваемой детали. Наряду с
переменным также применяют'выпрямленный ток.
§ 56. ТИПОВЫЕ И СПЕЦИАЛЬНЫЕ МАШИНЫ
Машина МРП-400 (рис. 162) предназначена для рельефной и
точечной сварки деталей из низкоуглеродистой стали. Точечной
сваркой можно соединять детали толщиной 8 + 8 мм. Машина име-
ет электрододержатели и контактные плиты. Нижняя консоль мо-
жет перемещаться вместе с электродом и фиксируется гайками.
Пневматический привод (см. рис. 140) развивает усилие 3300 кГ.
Машина снабжается игнитронным контактором КИА, реле РВЭ-7
и электронным регулятором РВЭ-8, позволяющими получать
пульсационную сварку. Также имеются машины МРП-300,
МРТ-2507 (взамен МРП-200), МР-1607 (взамен МРП-150).
Машина МРВ-63 (рис. 163) предназначена для рельефной свар-
ки крупногабаритных деталей из низкоуглеродистой и легирован-
ной стали, титана и других металлов. Сварка осуществляется
импульсами выпрямленного тока (см. рис. 87). Максимальный ток
63 ка, усилие сжатия 5 Т. Выпрямительные блоки, трансформатор
203
и токоподводы выпрямителя
Рис. 162. Рельефная машина МРП-400
Рис. 163. Рельефная машина МРВ-63
располагаются снаружи узко-
го корпуса коробчатого сече-
ния. Привод пневмогидравли-
ческий.
Машина АТМС 14X75—7
предназначена для рельефной
сварки плоских арматурных
сеток шириной 3800 мм из про-
дольных и поперечных прутков
диаметром 3—12 и 3—10 мм
соответственно. Машина имеет
прямолинейный ход электрода
с 18 пневмоцилиндрами и 18
сварочными трансформатора-
ми, подключенными к 36 элек-
тродам. Подвод тока односто-
ронний. Трансформаторы вклю-
чаются игнитронными контак-
торами КИА, установленными
в шкафу управления. Возмож-
но одновременное или последо-
вательное групповое включе-
ние. Сетка во время пауз меж-
ду сварками перемещается на
заданный шаг пневматическим
механизмом. Продольные про-
волоки подаются из бухт не-
прерывно, а поперечные за-
данной длины — вручную в
подающие ролики механизма
подачи.
Электрическая схема и
пневмопривод обеспечивают
подачу поперечных стержней в
зазор между электродами,
фиксацию поперечного стерж-
ня относительно продольного,
сварку, подъем электродов и
перемещение сетки на шаг.
Длительность сварки регули-
руется реле РВЭ.
Машина АТМС 14-75-9 име-
ет 12 трансформаторов и 24
электрода. Машина МТМК-ЗХ
X100-2 предназначена для
сварки каркасов, а машина
МТМС-10Х35 — арматурных
сеток (20 электродов).
204
Машина дтя сварки круглых каркасов (рис. 164) является спе-
циальной, используемой при изготовлении ар татары для железобе-
тонных труб и пустотелых сваи.
Продольные проволоки диаметром 5—13 мм в этой машине
сматываются с катушек 1 и приводными роликами правильного
устройства через трубки подаются к направляющему калибру 2,
который может перестраиваться на диаметр 350—2200 мм (в за-
висимости от типа машины). Ролики сварочной головки, вращаясь
вокруг на кольцевом устройстве 3. приваривают роликом налаты-
васмую с отдельных катушек по спирали проволоку диаметром
5—9 мм. Скорость изготовления каркаса, в зависимости от шага и
диаметра проволок, изменяется от 0,3 до 3 м/мин. Устройство поз-
воляет менять диаметр каркаса в процессе его изготовления. Коли-
чество продольных проволок может составлять 12—18.
Установка управляется бесконтактными элементами.
Рис. 164. Машина для изготовления цилиндриче-
ских каркасов переменного и постоянного диамет-
ра из проволок:
/ и 3 — катушки с проволокой, 2 — направляющий ка-
либр, 4 — пульт управления
Машина ГМК-6-300 предназначена для многоточечной сварки
обода колеса автомобиля с его диском в 12 точках. Электрододер-
жатели расположены четырьмя группами по периметру диска.
Обод с запрессованным диском укладывается на приемный стол,
который автоматически перемещается к электродам сварочных,
шарнирно прикрепленных к плите клещей, и осуществляется свар-
ка 6 точек. Затеем каретка возвращается в исходное положение,
столик поворачивается с колесом и свариваются остальные 6 то-
чек. Усилие 2000 кГ создается двухпоршневыми пневмоцилиндра-
ми, встроенными в к теши. Мощность трансформаторов 6x300 ква.
ГЛАВА XII
МАШИНЫ ДЛЯ ШОВНОЙ СВАРКИ
Шовная машина, в отличие от точечной, снабжена механизмом
привода роликов и особым токоподводом. Она имеет станину 6
(рис. 165) с силовыми консолями 7 и 12, трансформатор 1 (или
другой преобразователь энергии), переключатель ступеней 2, то-
коподводы 9 и 10, ролики 8 и 11 с роликодержателями, механизм
сжатия 13, механизм привода роликов 3 (в данном случае с дви-
гателем 5 и натяжным устройством 4), контактор (не показан) и
различную электрическую, пневматическую и другую аппаратуру
управления, размещаемую в отдельном шкафу или непосредствен-
но на машине.
§ 57. СТАНИНЫ, ЗАЖИМНЫЕ УСТРОЙСТВА
И ПРИВОД РОЛИКОВ
Станины и механизмы сжатия точечных и шовных машин похо-
жи. Из-за меньшего, чем при точечной сварке количества ходов
ролика, механизм сжатия проще. Он имеет обычно однопоршне-
вой цилиндр, верхняя полость которого в пневмоприводе соединена
с рабочим воздухосборником, а нижняя через электропневматиче-
ский клапан — с сетевым воздухосборником большего давления.
При включении клапана поршень со штоком ролика поднимается,
несколько сжимая воздух в рабочем воздухосборнике, а при вы-
ключении воздух через дроссель и клапан выходит из нижней по-
лости и ролик сжимает детали с заданным усилием. Пневмогид-
равлический привод аналогичен рассмотренным (см. рис. 97,
139, в), а в гидравлическом для дожатия деталей часто применя-
ют гидроусилитель, сжимающий масло в предварительно перекры-
ваемой гидросистеме.
В шовных машинах приводным часто бывает один ролик. Его
скорость регулируется сменными шестернями, клино- или текст-
ропной передачей, изменением числа оборотов двигателя.
В машинах большой мощности ролики вращаются двигателем
через систему передач, карданный вал 1 (рис. 166), две пары ко-
нических з\ бчатых колес 2, 3 и 5, 6 и вал ролика 4.
206
chipmaker.ru
Рис. 167. Привод роликов через систему шесте-
рен с редуктором:
1 — электродвигатель, 2 — ролик
Рис. 168. Привод роликов
шарошками:
1 — ролик, 2 — шарошка, 3 —
' ползун, 4 — пружина, 5 — гайка,
б, 7 — червячная пара, 8 — ко-
лодка, 9 — вал ролика
Вместо карданного вала возможен непосредственный привод от
двигателя через систему передач в сварочной головке (рис. 167).
Для устранения проскальзывания роликов, ухудшающего ка-
чество при сварке тяжелых деталей, используются специальные
приспособления, облегчающие их поворот, или оба ролика делают-
ся приводными.
Синхронизация их линейных скоростей обеспечивается приво-
дом через стальные, насеченные шарошки (рис. 168), которые,
сцепляясь с роликами, обеспечивают стабильную скорость незави-
симо от износа роликов при одновременной зачистке и формирова-
нии их рабочей части. Шарошки 2 (рис. 168) прижимаются к ро-
лику 1 пружиной 4, воздействующей на ползун 3. Они вращаются
Рис. 169. Схема шовно-шагового механизма:
1 —• ролики, 2 — возвратная пружина, 3 — храповики, 4 —
пневмоцилнндр шаговой подачи, 5 — гидроцилиндр механиз-
ма сжатия роликов, 6 упоры для регулирования шага
подачи
от червячной пары 6 и 7, связанной с электродвигателем. Ток к
валу ролика 9 поступает через колсдку 8.
В машинах небольшой мощности для продольной и поперечной
сварки двигатель размещается вблизи от ролика, а скорость регу-
лируется ступенчато сменными шестернями или плавно электриче-
скими системами. Шаговое перемещение роликов 1 (рис. 169)
Достигается храповыми механизмами 3, приводимыми в действие
пневмоцилиндрами шаговой подачи 4 и возвратной пружиной 2.
Шаг подачи регулируется упорами 6. Ролики сжимаются гидрав-
лическим цилиндром 5. Ролик может поворачиваться храповиком
через промежуточные сменные шестерни, используемые для регу-
лирования шага. Начинает применяться гидравлический шаговый
привод.
209
chipmaker.ru
§ 58. ЭЛЕКТРИЧЕСКИЕ СХЕМЫ
Вал 1 может соединяться
Рис. 170. Подвод тока к роликам че-
рез нагруженный контакт:
1 — вал, 2, 3— ролики, 4 — втулка, 5 —
корпус
Большие токи к роликам передаются через трущиеся в токопро-
водящей графито-касторовой смазке пары материалов,- Токопод-
воды интенсивно охлаждают.
Ток к охлаждаемому водой валу 1 (рис. 170, а) подводится
через игольчатые ролики 3 из твердой бронзы, вращающиеся в то-
коподводящей втулке. Запрессованная в корпусе 5 втулка соедине-
на шиной с трансформатором и заполнена электропроводной смаз-
кой.
юсредственно со втулкой — под-
шипником 4 (рис. 170, б). Втулка
разгружается при разделении то-
коподвода и силового подшип-
ника.
Иногда применяют контакт
через ртуть или другую электро-
проводную жидкость, помещен-
ную в герметичную камеру (при
отдельном силовом подшипнике).
Плотность тока достигает
0,6 ajмм2, а ток 6000 а.
Ток к валу может подводиться
от нижней половины колодки 7
(рис. 171), стянутой болтами 5 с
верхней половиной 6. Давление в
таком контакте регулируется пру-
жинами 3. Усилие на ролик вос-
принимается шарикоподшипника-
ми 1 и 4. Подшипники 1 укрепле-
ны в обойме 2 и катятся по
немагнитному кольцу 8. Возможно использование охлаждаемых
водой угольных щеток.
Электрическая схема шовных машин имеет также устройство
для подключения двигателя привода и периодического включения
и выключения первичного тока (рис. 172). В простейших машинах
ток во время сварки не выключается (непрерывная сварка).
Импульсы тока получают перерывателем ПИШ или декатрон-
ными счетчиками.
Машины обычно управляются педальной кнопкой (в машинах
МШП — кнопкой КП4) (см. рис. 172). При ее нажатии срабаты-
вает реле А, и клапан ЭПК-1 выпускает воздух из нижней камеры
пневматического цилиндра, вследствие чего ролик прижимает
деталь. Затем через реле Б и пускатель П включается двигатель.
Одновременно срабатывают реле В и Г, включающие игнитронный
контактор, и клапан ЭПК-2, подающий воздух в нижнюю камеру
цилиндра для уравновешивания подвижных частей механизма
сжатия. Третье нажатие на кнопку приводит к выключению тока и
остановке привода. После срабатывания ЭПК-1 ролик поднимает-
210
Рис. 171. Подвод тока к роликам с разгрузкой
контакта:
1- 4~ шарикоподшипники, 2 — обойма, 3 — пружина,
5 болт, 6, 1 — колодки, 8 — немагнитное кольцо
Рис. 172. Электрическая схема машины типа МШП
sr.ru
ся. В случае необходимости прерыватели ПИШ оснащаются спе-
циальными устройствами для модулирования тока.
§ 59. ТИПОВЫЕ МАШИНЫ
.Машина МШ-1001 (рис. 173) предназначена для продольной
и поперечной шовной сварки деталей из низкоуглеродистой стали
толщиной до 1,2+1,2 мм. Машина имеет пневматический привод с
радиальным ходом ролика. Универсальная поворотная головка со
встроенным бесступенчатым приводом вращения ПСМ-0,17 обеспе-
чивает продольную и поперечную сварку. Трансформатор вклю-
чается электромагнитным контактором.
.Машина МШ-2001 (рис 174) предназначена для продольной и
поперечной шовной сварки деталей низкоуглеродистой и легирован-
ной стали толщиной от 0,5+0,5 мм до 1,8+1,8 мм. Машина снаб-
жена синхронным игнитронным прерывателем, смонтированным на
правой двери машины. Корпус выполнен совместно с верхней кон-
солью. Призматическое направляющее устройство закреплено на
консолях и имеет регулировку для выбора зазора. Привод сжатия
пневматический. Верхняя головка имеет карданный бесступенча-
тый привод ПМС с центробежным регулятором скорости.
Машина МШП-200-5 (см. рис. 165) предназначена для попереч-
ной сварки низкоуглеродистой и легированной стали толщиной до
2,5+2,5 мм. Ролики приводятся через карданный вал. Машина
снабжается синхронным игнитронным прерывателем типа
ПИШ-100-4.
Машина МШП 200-6 предназначена для продольной сварки.
Существует целый ряд других универсальных машин.
§ 60. СПЕЦИАЛЬНЫЕ МАШИНЫ
Машина МШЛ 150 предназначена для шовной сварки с ма-
лой нахлесткой или раздавливанием концов полос толщиной от
0,1+0,1 до 1 + 1 мм и шириной 500—1050 мм со скоростью
4—10 mImuh. Машина обеспечивает центрирование полос, зажатие
и обрезку их концов встроенными ножницами, протягивание под
сварочный ролик, центрирование начала полосы, зажатие обоих
концов, сварку и возврат всех механизмов в исходное положение
с подачей команды на дальнейшее движение полосы. Машина снаб-
жена игнитронным прерывателем ППШ-100-41 и шкафом управле-
ния ШУ-189.
Машина МШВ-6301 предназначена для продольной и попереч-
ной сварки деталей из легких сплавов, латуни, титана, сталей и
других металлов толщиной 0,5+0,5 до 2,5+2,5 мм. Она может ис-
пользоваться и для точечной сварки (комплектуется электрододер-
жателями). Машина имеет как непрерывное, так и шаговое пере-
мещение с 3 диапазонами скоростей (0,2 — 1; 0,56—2,82 и
212
Chipmaker.ru
.ru
1,6—8 м/мин или от 10 до 250 шагов в минуту при длине шага
11—100 ли1) за счет смены шестерен редуктора. Скорость в каж-
дом диапазоне регулиРУется плавно в пределах 1: 5. Привод дав-
ления пневматическ111"1 малоинерционный (по подшипникам каче-
ния в направляющ^) с Двумя диапазонами давлений (проковка
с повышенными уси.чиями)- Силовая цепь такая же, как у машины
МТВ-63.
Сварочное усилие передается через промежуточное пружинное
устройство. Выпрямленный номинальный ток при ПВ-32% 63 ка.
Машина
шовной сварки дет£1лей из жаропрочных и нержавеющих сталей
толщиной 2 + 2 мм (вылет 1200 мм) и 3 + 3 мм (вылет 800 мм).
В первом случае номи-
Рис. 175. Полуавтомат тля сварки тары из
жес™
нальный ток при ПВ-50%
25 ка, во втором при
ПВ-32% 32 ка.
Радиальный ход сжа-
тия верхнего ролика пнев-
матический, привод роли-
ков от двигателя постоян-
ного тока с плавным ре-
гулированием скорости от
0,5 до 2 м/мин. Нижняя
консоль перемещается по
вертикали. Машина по-
ставляется с ПИШ-200-4
и сменной нижней токове-
дущей частью. Такого ро-
да машины могут осна-
щаться встроенными ро-
ликовыми ножницами, об-
резаюшими наложенные
внахлестку полосы, кото-
рые в дальнейшем свари-
ваются с минималь110*1 нахлесткой или раздавливанием кромок.
Раздавливание ос\тйествляется стальными роликами до сварки.
Машина МШПЕг*50'13 предназначена для поперечной шовной
сварки деталей из низкоуглеродистой стали толщиной до 2 + 2 мм
с покрытиями. ПрИ80Д пневматический вертикального действия.
Оси роликов наклойенЬ1 на 6° к вертикали. Привод роликов через
шарошки. Машина снабжается прерывателем ПИШ-100-4; ее но-
минальный ток при ПВ-50% 20 ка. Она имеет два диапазона ско-
ростей от 0,65 до 2,33 лЧмин и 1,27—4,6 м/мин.
Машина для сваРки через медную проволоку фирмы Soudronic
(рис. 175) предназйачена для сварки жестяной тары, покрытой
оловом, цинком и др- Она имеет специальный подающий механизм
тля проволоки. СкоРость достигает 10 м!мин. Машина снабжена
регулятором тока, устраняющим перегрев начала шва, и стабили-
затором напряжений-
214
Машина для сварки радиаторов с д£Умя спаренными головка-
ми (рис. 176) обеспечивает поджатие I1 последующую прокатку
кромок, высокие скорости сварки (до 5 м/мин) и полную автома-
тизацию всех операций со строгим подд^Ржанием параметров про-
цесса при помощи электрических устройств-
Клещи различных конструкций предназначены для сварки
крупных нетранспортабельных деталей и лля прихватки. Они нме-
Рис. 176. Спаренная шовная машина с обжимными ролпкяч.г
ют обычно радиальный ход и пневматическ1111 11ЛВ пневмогидравли-
ческий привод механизма сжатия и механ*,ческии привод роликов.
Конструкции роликов и механизмов привода меняются в
зависимости от формы деталей и вида производства. Поэтому
вместо специальных машин используют типовые с различными
приспособлениями, служащими часто и Для установки деталей
(рис. 177).
Патрубки приваривают свободно вра1йа1ошимся на горизон-
тальной оси роликом 1 (рис. 177, а), который, поворачиваясь
вместе с оправкой 3 вокруг вертикальной оси> приваривает де-
таль 4. Сварку также производят при вра1цепии Детали 4 между
215
chipmaker.ru
роликами 1 и 2 (рис. 177, б). В некоторых случаях ролик соверша-
ет и более сложные движения (рис. 177, в). Также возможно при-
нудительное (рис. 177, г) перемещение деталей около вращающих-
ся ротиков. Так, собранный точечной сваркой или в кондукторе
бензобак 4 автомобиля после закрепления на тележке 6 сваривает-
Рис. 177. Приспособления для шовной сварки:
/. -— |Ю.тнки, J — справка, 4 — деталь. 5 — поворотное устройство. 6—тележка
ся роликами 1, 2 поджимных устройств. Шарнирно соединенная с
корпусом машины плита приспособления движется пантографом
по замкнутой кривой, соответствующей форме бензобака. Положе-
Рис 178, Шовная машина с сборочним
। риспособденш м.
ние бензобака по высоте ре-
гулируется устройством 5,
связанным с плитой.
Вместо пантографа для
сварки бензобаков также
применяются поворотные
устройства и параллельное
перемещение роликов (см.
рис. 176), причем расстоя-
ние между роликами регули-
руется автоматически. При
параллельных швах детали
перемещаются поступатель-
но, а на закруглениях пово-
рачиваются около оси.
Иногда для сложных де-
талей изготавливаются ма-
шины со специальной осна-
сткой (рис. 178).
Для уменьшения инер-
ции подвижных частей типо-
вые машины часто снабжа-
ются диафрагменным приво-
дом или грузовыми устрой-
ствами при сварке силь-
фонов.
21ft
§ 61. НАСТРОЙКА
Настройка шовных машин осуществляется в том же порядке,
что и точечных. Особое внимание при настройке уделяется центри-
рованию контактируемых поверхностей роликов и их соосной уста-
новке. Далее проверяется последовательность выполнения опера-
ций при нажатии педали. Наряд) с обеспечением качества всегда
требуется формирование нормального шва. Нормальный шов име-
ет равномерные отпечатки от ролика без заметного подплавления
и глубоких вмятин. Режим сварки уточняется по технологической
пробе с последующим испытанием сваренной детали. Обычно кор-
ректируют скорость сварки и длительность протекания тока и пауз.
Макро- и микроисследования применяют при контроле ответствен-
ных соединений. Наиболее часто проверка на герметичность про-
водится на специальных образцах с круглым швом (см. рис. 190)
или самих деталях при их испытании давлением воздуха.
Для хорошей сварки необходимо надежное охлаждение роли-
ков, поддержание их требуемой формы и точная установка в ма-
шине относительно деталей. В ряде случаев изменение ширины
роликов приходится компенсировать соответствующим изменением
скорости или длительности пауз. Корректировка параметров режи-
ма проводится в соответствии с их влиянием на качество (см.
гл. VI), а дефекты устраняются в соответствии с рекомендация-
ми гл. XV.
chipmaker.ru
ГЛАВА XIII
МАШИНЫ ДЛЯ ДРУГИХ СПОСОБОВ
СВАРКИ ДАВЛЕНИЕМ
В данном разделе рассмотрены только некоторые типовые ма-
шины, необходимые для общего ознакомления с соответствующим
способом сварки.
§ 62. МАШИНЫ ДЛЯ ХОЛОДНОЙ СВАРКИ
Провода из алюминия диаметром 1,7—3,5 мм и меди диамет-
ром до 4 мм сваривают клещами КС-6 с рычажно-винтовым зажи-
мом и шарнирно откидывающейся верхней частью; зажатие про-
исходит при повороте ручки зажима на пол-оборота. Клещи снаб-
жены комплектами губок для сварки проводов диаметром 1,7—2,2;
2—2—2,7; 2,7—3,2; 3,2—3,6 мм.
Провода из алюминия сечением 2—30 мм2 и алюминиевые про-
вода с медным сечением 2—20 мм2 могут соединяться на пневма-
тической машине МСХС-5-3 (рис. 179). На коробчатом корпусе
машины 1 (рис. 179, а) закреплены направляющие 2 с неподвиж-
ным 3 и подвижным 4 эксцентриковыми зажимами, сменное уст-
ройство для резки концов проводов 5, рукоятка 8 для управления
осадкой и рукоятка 6 для управления резаком. При среднем поло-
жении рукоятки 8 привод неподвижен; переводом вправо осуще-
ствляется осадка, а влево — возврат. При повороте рукоятки 6
вправо резак подготовлен к резке, а влево — осуществляется рез-
ка. Съемный кожух 9 закрывает подвижные механизмы машины.
Рукояткой 10 по манометру 7 регулируется давление воздуха.
Пневмоцилиндр, размещенный внутри корпуса машины, своим
штоком через систему рычагов 16 перемещает подвижный зажим
по направляющим (рис. 179, 6} С основаниями зажимов шарнирно
соединены рычаги 11 (рис. 179, в). В гнездах оснований 12 и рыча-
гов 11 крепятся винтами сменные губки 13. Зажатие осуществляет-
ся эксцентриком 14 с рукояткой через тяги 15 при упоре эксцентри-
ка в выступ А основания зажимов.
Подвижный нож резака, размещенный в корпусе, соединен со
штоком пневмоцплиндра. Сменная стальная планка устройства 5
имеет отверстия, соответствующие диаметру свариваемого про-
вода
218
Провода из алюминия
а также медные провода
могут свариваться на
сечения 30—200 л/.и2 и меди до 100 мм2,
с алюминиевым сечением 30—120 мм2
полностью гидравлической машине
Рис. 179. Машина для холодной сварки
МСХС-5-3 (а) и ее отдельные узлы (о, в):
/ — корпус, 2— направляющие, 3, 4 — неподвижный
и подвижный зажимы, 5— сменные режущие устрой-
ства, 6 — рукоятка резака, 7 — манометр, 8 — рукоят-
ка осадки, 9— съемный кожух, 10— рукоятка регу-
лирования давления воздуха, 11— рычаги. 12— осно-
вания для крепления губок, 13 — губки, 14 — эксцент-
рик, /5 -тяги, 16—рычаги подвижного зажима
МСХС-20-3. Машина имеет гидравлический резак дчя подготовки
концов проводов и гидропривод для сварки. В ней применена
обычная гидравлическая схема без аккумулятора с трубопровода-
ми к неподвижному и подвижному зажиму, механизму осадки и
резаку. Гидросистема управляется реверсивными золотниками ти-
210
chipmaker.ru
па 4Г-73-44. Кнопочное управление осуществляется с пульта, смон-
тированного на передней стенке машины.
Точечную сварку осуществляют на установках типа УГХС-10,
машинах МХСА-50-3, МХСА-120 и различных гидравлических
прессах, оснащенных соответствующими приспособлениями.
Для шовной сварки используется, главным образом, оборудова-
ние, специализированное на сварку данного изделия.
Машины для прессовой сварки отличаются от мощных машин
для холодной сварки только подогревающим устройством. Для
нагрева могут быть использованы печи сопротивления или непо-
средственно электрический ток.
§ 63. МАШИНЫ ДЛЯ ДИФФУЗИОННОЙ СВАРКИ
Диффузионная установка имеет источник нагрева, привод для
создания давления, вакуумную камеру и систему, создающую
вакуум. В типовой установке вакуум в рабочей камере 6 (см.
рис. 74) создается форвакуумным 1 и паромасляным 2 насосами с
маслоотражателем 3 и высоковакуумным затвором 5, а давление —
гидравлическим цилиндром 8 через промежуточный шток 7. Дета-
ли нагреваются введенным в камеру индуктором. Работающий при
нагреве и сварке насос непрерывно удаляет образующиеся в каме-
ре газы. Для нагрева наряду с током высокой частоты использу-
ются вольфрамовые и графитовые (нагрев до 2500—3000° С), мо-
либденовые и титановые (нагрев до 1360—2360°) или нихромовые
(нагрев до 1000° С) радиационные нагреватели, непосредственное
протекание тока (электрокоитактный нагрев), тлеющий разряд,
инфракрасное излучение и др.
Вакуум получают специальными насосами или поглотителями
Рис. 180 Роторная диффузионная установка С.1(ВУ-2п
99()
газа, например геттерами, более активными к кислороду и азоту
веществами, чем свариваемый металл.
Усилие сжатия может создаваться также пневматическими сис-
темами или за счет различных коэффициентов расширения свари-
ваемых материалов (круглых) или в специальных приспособле-
ниях.
В связи с большой длительностью процесса весьма перспектив-
ны установки роторного типа. Одна пз них СДВУ-25 (рис. 180, а)
имеет высокочастотный генератор (ЛГЗ-10А) 1, восьми позицион-
ную карусель 2 и шкаф с пультом управления 3. В позиции Д
(рис. 180, б) производится загрузка, в следующих трех позици-
ях Б создается низкий, а в позициях В — высокий вакуум и сварка,
в позиции С деталь остывает под давлением. Детали помещают в
камеры 4\ гидроцилиндры сжатия размещены на диске. Стол с
деталями поворачивается шагами, создаваемыми мальтийским
крестом. Роторные установки наиболее перспективны для поточно-
го и массового изготовления деталей.
В настоящее время разработано большое количество разнооб-
разных однопозиционных установок с разными источниками на-
грева.
§ 64. МАШИНЫ ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ
Высокочастотной сваркой при частоте 2,5—8 кгц обычно соеди-
няют детали встык или продольным швом, в частности при частоте
8 кгц сваривают толстостенные трубы, а при частоте 450 и 1600 кгц
трубы небольшого и среднего диаметра с толстой и очень тонкой
(0,2—0,4 ям) стенкой.
Серийные машины для высокочастотной стыковой сварки в на-
шей стране не выпускаются. В опытных машинах детали нагрева-
ют от машинных или ламповых генераторов через индуктор.
Индуктор является полым проводником тока, изготовляемым
но форме деталей и охлаждаемым водой или специальной эмуль-
сией.
Неразъемный индуктор (см. рис. 76, б) может иметь один или
несколько охлаждаемых витков. Ширину индуктора при стыковой
сварке выбирают на 20—30% более требуемой зоны нагрева.
В трубах зона нагрева обычно близка к толщине стенки.
Для сварки наиболее приемлемы разъемные индукторы с маг-
нитопроводом и без него (рис. 181) при надежных посеребренных
контактах в плоскости разъема. Разъемные индукторы могут иметь
гидравлический или пневматический привод. Некоторые установки
для сварки круглых деталей встык (труб и др.) снабжаются вра-
щателями деталей, которые обеспечивают равномерный нагрев
зоны сварки.
Станы для высокочастотной продольной сварки труб и профи-
лей весьма разнообразны. Они представляют непрерывно работаю-
щие линии с комплексом автоматизированных и механизирован-
ных машин и агрегатов. В таком стане при нагреве т. в ч. полоса
221
chipmaker.ru
Рис. 181. Разъемный индуктор для свар-
ки труб:
/ — маги итоп ровод, 2 — поджимаемая часть
индуктора, 3 — плоскость разъема
сваривается из рулонов 1 (рис. 182, а) после правки 2 и зачист-
ки 3, перемотки 4 и стыковой сварки 5, обРезкн кромок 6 и фор-
мовки 7. После продольной сварки на стайс труба зачищается,
термообрабатывается и калибруется в устр011Ствах 5, /0 и 11. Да-
лее труба, разрезается в устройстве 12 на мерные длины.
В одной из установок для такой сварк” ламповый генератор
соединяется с сетью через высоковольтный выпрямитель. Напря-
жение контура уменьшается
понижающим трансформато-
ром, соединенным с трубой
сколрзящими контактами 3
или индуктором (см. рис.
76) Ролики 5 сжимают тру-
бу п<э мере нагрева кромок.
Из-з.а небольшого (1000—
2000 а) т°ка размеры кон-
такт<эв индуктора невелики.
Так, ПРИ токе 2000 а пло-
щади контакта равна 6Х
Xl,5 aim2.
после изготовления 12 000—
18 00^ -и шва. Скорость свар-
ки тРУб при выходной мощ-
ности 60 кет (потребляемая
120 А'вт) из низкоуглероди-
стой стали толщиной 0,75мл/
и 2 5 мм составляет соответ-
стве11Н0 90 и 30 м[мин, алю-
миния и латуни толщиной
0 75- 2,5 и 9,5 мм соответст-
веин0 более 120. 60 и
20 м!мин- Скорость сварки
растет с увеличением мощ-
ност*1 генератора, достигая
200- 300 м/мин. Она огра-
ни ч и в а ется в оз м ож нос тя м и
резк*1 труб на мерные длины.
Стан для спиральной сварки труб внахлестку имеет такую
же подготовительную часть (рис. 182, б).
В рабочей линии трехвалковый стан проталкивает ленту со ско-
ростью до 30 м/мин через щелевые проводки под заданным углом
в формовочное сварочное устройство, втул*<а которого обеспечива-
ет свертывание ленты по спирали в трубу с нахлесткой кромок до
3—5 мм.
К трубе снаружи на расстоянии 40—50 мм °т точки схождения
кромок с усилием 10- 20 кГ поджимаются токоподводящие охлаж-
даемые водой контакты с вольфрамовым11 наконечниками. Ток,
протекающий вследствие эффекта близост*1 11 поверхностного эф-
222
фекта по обращенным друг к другу поверхностям трубы, разогрё’
вает кромки до 1200—1400° С, а внутренний и наружный охлаж'
даемые водой ролики обжимают нагретые участки с усилиеМ
150—250 кГ. Шарнирный токоподвод соединен с восымивитковыМ
трансформатором. Индуктивные потери компенсируются подклк’"
чением батарей конденсаторов. Устройство питается от высокочт1'
стотного (450 кгц) лампового генератора ЛГ-160. Удельный расхоД
Рис. 182. Схема установки для сварки труб продольным швом (а)
и рабочая часть стана радиочастотной сварки труб со спиральным
швом (б):
/—рулоны, 2 —правильная машина, 3 — зачистное устройство, 4 —перемоточ-
ная машина, 5 — стыковая машина, 6 — кромкорезательная машина, / --фор-
мовочный стаи, 8 — трубосварочный стан, 9 — гратосниматель, 10— устройство
для термообработки, // — калибрующее устройство, 12 — обрезное устройство
энергии при толщине ленты 1 мм близок к 0,12—0,18 квт-ч!№-
Сваренная труба разрезается и поступает на отделку. РадиочастОт"
ной сваркой соединяют также элементы двутавровых балок из И0-
лос (или профилей), подаваемых после размотки рулонов и сна‘
риваемых в специальных сварочных клетях, а также различии16
профили.
§ 65. МАШИНЫ ДЛЯ СВАРКИ ТРЕНИЕМ
Машина для сварки трением обычно имеет перемещающие6*1
линейно зажим с механизмом сжатия, вращающийся зажим со
шпинделем, размещенным в передней бабке, и механизм привода,
который, в зависимости от способа передачи энергии, может имсть
двигатель, двигатель с передающим звеном и муфтой или двша'
тель с маховиками и муфтами (см. рис. 81)
«23
chipmaker.ru
Схема с раздельным механизмом привода и сжатия обычно
применяется для сварки коротких деталей (например, инструмен-
та на полуавтомате МФ-327). В машинах последних конструкций
типа МСТ-23, МСТ-35, МСТ-42 и МСТ-51 с мощностью привода 10,
22, 40 и 75 кет, усилием 5, 10, 20 и 40 Т и числом оборотов в мину-
ту 1500, 1000, 750 и 500 соответственно вращение и осевое переме-
щение сообщается одной детали, а вторая неподвижна. Передняя
бабка при этом не только вращается, но и перемещается по оси с
подшипниками шпинделя, которые размещают в стакане, а шпин-
Рис. 183. Машина для сварки трепней.
/ — зажимное устройство, 2— зажим со шпинделем,
3 — пульт управления
дель перемещается встроенным в бабку пневматическим или гид-
равлическим цилиндром. Пневматический привод применяют для
сварки деталей малого сечения, пневмогидравлический для дета-
лей среднего и большего сечения. Мощность машин часто ограни-
чивается надежностью подшипников передней бабки, задний ряд
которых делается радиально-упорным, а передний — радиальным.
Подшипники (шариковые или роликовые) нагружены большими
динамическими нагрузками, вызываемыми в начальной стадии на-
грева неравномерным схватыванием и непараллелыюстыо торцов.
Машины типа МСТ (рис. 183) конструктивно и геометрически
подобны, различаясь только параметрами. Они предназначены
для сварки сплошных круглых деталей диаметром 10—25; 16—36;
22 -50; 32—70 мм, труб диаметром до 32, 39, 52 и 75 мм и диско-
вых деталей диаметром то 110, 180, 180 и 320 мм соответственно
машинами МСТ-23, МСТ-35, МСТ—И п МСТ-51. Усилие при агре-
ве в 2 раза меньше максимального, которое рассчитывается, исходя
из Р=10 кГ/мм2. Удельная мощность при расчетах принята равной
20 вт]мм2.
224
Электроаппаратура управления размещена в отдельном шкафу
(на машине не удается размещать из-за вибрации). Детали вра-
щаются асинхронным двигателем через клиноременную передачу.
Усилие нагрева и проковки, регулируемое в пневмогидравлической
системе плавно редукторами, передается через шпиндель. Машины
имеют двусторонние фрикционные муфты для торможения шпинде-
ля (при 1000 об!мин за 0,5 оборота). Детали закладываются вруч-
ную. Их зажатие в самоцентрирующих зажимах, сварка и освобо-
ждение автоматизированы. За предварительным закреплением де-
талей следует окончательное зажатие усилием, пропорциональным
осевому усилию. Подвижный трехкулачковый зажим с ходом
2—3 мм центрирует с точностью 0,5 мм. Он комплектуется четырь-
мя типоразмерами кулачков. Подвижный зажим имеет пару приз-
матических сменных губок. В машинах возможна различная, в за-
висимости от деталей, модификация зажимов.
В настоящее время созданы машины для обычной сварки тре-
нием инструмента (МФ-327, МСТА-31), шестерен с валом в верти-
кальном положении (СМСГ-7), Т-образных соединений (полуавто-
мат МСТ-6) двух стыков при вращении третьей детали (МС-1001),
толстостенных труб (МСТ-10001) и др.
Машины для инерционной сварки в нашей стране еще не наш-
ли применения. За рубежом для этой цели создана серия малых
и мощных машин со скоростью вращения 500—5500 об]мин, удель-
ной мощностью 4—30 вт!мм2 и максимальным сечением до
5600 мм2.
§ 66. МАШИНЫ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ
Типовая машина МТУ-04-3 (рис. 184, а) для ультразвуковой
сварки меди толщиной 0,005—0,2 мм с другими материалами раз-
ной толщины состоит из акустического узла 1 (механической ко-
лебательной системы), сварочной головки 3, которая укреплена
на столе 4, привода давления 2, аппаратуры управления и источ-
ника питания, которые расположены в шкафу 5, и педали управ-
ления 6. Задняя стенка головки откидная.
Акустический узел 1 (рис. 184, б) имеет магнитострикционный
преобразователь 2, экспоненциальный концентратор 3 (трансфор-
матор) и резонирующий стержень, работающие в режиме изгибаю-
щих колебаний. Узел расположен на подвижной платформе 4 с
направляющими в виде ласточкиного хвоста и закреплен на участ-
ках 5 и 6.
Пневмоцилиндр 8 перемещения платформы, закрытый стен-
кой 7, имеет регулировочную гайку 9, позволяющую сваривать де-
тали сложной формы. Контактное усилие деталям передается
стержнем штока поршня 10, который также является резонансным
элементом. Расстояние между сварочными наконечниками регули-
руется от 0 до 20 мм гайкой 11, а зазор фиксируется накидной
гайкой 12. Источником питания является генератор УЗГ5-1.6.
Мощность машины 0,4 кет.
225
chipmaker.ru
Рис, 184. Машина для ультразвуковой сварки МТУ-04-3
(л) и ее акустический узел (б)
ГЛАВА XIV
МОНТАЖ, ЭКСПЛУАТАЦИЯ
И КОНТРОЛЬ РАБОТЫ МАШИН
Машины монтируются, проверяются и эксплуатируются по оп-
ределенным правилам.
§ 67. МОНТАЖ МАШИН
Большинство контактных машин устанавливается на полу и
лишь некоторые специальные — на фундаментах. Стыковые маши-
ны располагаются не ближе 6, а остальные не ближе 4 метров от
горючих материалов; при этом участки вылета расплавленных
частиц загораживаются щитами. Каждая машина надежно за-
земляется стальной проволокой диаметром не менее 6 мм или ши-
ной толщиной не менее 4 мм и сечением более 48 мм2, а также
снабжается предохранительными вставками и устройствами для
снятия напряжения со всех ее узлов.
Сечение F (мм2) кабеля для подключения машины выбирается
по ее паспорту или ориентировочно по длительному току /д, исходя
из /д=KF, где К =1,75; 2,5 и 4 при ПВ = 100, 50 и 20% соответ-
ственно.
Машина подключается по прилагаемой к ее паспорту схеме
внешних соединений, на которой указываются клеммные панели А
(рис. 185), выводные концы трансформатора ТС, переключателя
ступеней ПС, а также токоподводы к другим устройствам. Так, в
паспорте машины МТП указаны места подсоединения регулятора
РВЭ, контактора КИА, клапана ЭПК, выключателя ПВ, переклю-
чателя ступеней ПС и пусковой кнопки КП.
Иногда эта схема заменяется монтажной. На каждый электри-
ческий узел могут прилагаться к паспорту машины его принципи-
альные и монтажные схемы.
Воздух и вода подводятся трубами указанного в паспорте се-
чения. Для шовных машин с наружным водяным охлаждением в
полу делается смывная яма (из-за разбрызгивания). В целях со-
кращения расхода воды и устранения конденсации влаги на обмот-
ках трансформатора при колебаниях их температуры целесообраз-
но использовать замкнутые охладительные системы с водосборни-
ками и фильтрами, обеспечивающими более низкую температуру
воды для охлаждения инструмента и нормальную для трансфор-
227
chipmaker.ru
маторов. Для воздуха обычно рядом с машиной устанавливается
воздухосборник.
На местах работы сварщика укладываются деревянные решет-
ки или настилы, а над машинами с большим выделением газов и
паров — зонты вытяжной вентиляции.
Рис. 185. Схема внешних соединений машины МТП
§ 68. ПУСК МАШИН
Перед пуском машины необходимо подробно ознакомиться с ее
описанием и инструкцией по эксплуатации, а также произвести
осмотр основных узлов. Лампы вставляются после проверки их при-
борами ИЛ-14 и Л-1-3. Игнитроны подбирают по сопротивлению
участка поджигатель — катод и перед установкой тренируют в со-
ответствии с рекомендациями паспорта. При отсоединенном от изо-
лированной части машины токоподводе проверяется сопротивление
изоляции корпуса машины и трансформатора. Сопротивление шов-
ных машин определяется при вращающихся роликах и усилиях не
менее половины максимального. Далее при незамкнутых роликах
или электродах микрометром М-246, двойным мостом или по мето-
ду вольтметр-амперметр проверяют сопротивление постоянному
току всего контура. Электрическое сопротивление контура машин
МТП-75, МТ-1607, МТП-150-1200, МШШИ-400 близко к 45 мком,
МТП-200, ПТПУ-300, МШП-100 к 28—32 мком, МТПТ-400 и
228
МТК-75 к 26 мком, МСГА-300 к 35 мком, МСМ-150 к 75 мком и
МГПП-75 к 510 и МТПГ-150 к 710 мком. При сопротивлениях, пре-
вышающих норму на 25% у обычных, на 10% У низкочастотных
машин, замерами выявляется окисленный или слабо подтянутый
контакт или контакт с высохшей графито-кастровой смазкой (шов-
ные машины). Смесь из 70—75 частей чистого чешуйчатого графи-
та и 30—35 частей технического касторового масла перед заправ-
кой в подвижный контакт после зачистки тщательно переме-
шивают.
Нормальное сопротивление неподвижного контакта не превыша-
ет 1,5 мком, а подвижного — 3 мком.
При пуске направляющие машины смазывают маслом, а откры-
тые передачи — техническим вазелином или тавотом, заливают в
лубрикатор касторовое или турбинное масло (другое может разру-
шать уплотнения).
Охлаждение проверяют по сливу воды из каждой самостоятель-
ной ветви с просмотром всех соединений на течь. Далее при выну-
тых ножах переключателя ступеней и включенной цепи управле-
ния проверяется работа всех механизмов машины и осуществляет-
ся холостой цикл сварки. При этом шаблонами или по отпечаткам
проверяют развиваемое механизмом усилие, а по плавности хода
судят о работе механизмов подачи. Отсутствие стабильных пока-
заний манометров после зажатия деталей указывает на неплотно-
сти и утечки в системе.
В точечных машинах со вставленными ножами переключателя
после включения пакетного выключателя по сигнальным лампам
на шкафу или пульту управления проверяется наличие воды и
правильная работа гидрореле, а при установке рабочего и устано-
вочного хода одновременно проверяется включение сварочного то-
ка после сжатия деталей.
В стыковых и шовных машинах проверяется работа электродви-
гателя. Скорость перемещения подвижной плиты в стыковой маши-
не проверяют по секундомеру или по записям перемещения плиты.
Одновременная запись перемещения, тока и давления на осцил-
лографе или самопишущих приборах типа Н-320 (см. рис. 29, б)
позволяют судить о скоростях оплавления и осадки, токе, равно-
мерности хода, величине давления и других характеристиках про-
цесса.
Перерывы в протекании тока перед осадкой, отсутствие его
плавного роста к концу оплавления, неплавность хода, малая ско-
рость осадки, малое или чрезмерное усилие осадки, преждевремен-
ное отключение тока — все это свидетельствует о нарушении режи-
ма сварки.
Для плавного отхода плиты назад в пневматических машинах
регулируются дросселирующие клапаны. Затем по технологической
карте устанавливаются требуемые параметры режима и проводит-
ся опытная сварка с последующими технологическими и другими
испытаниями соединений. После завершения работ цепь управле-
ния выключается, снимается напряжение с силовой цепи, прекра-
229
chipmaker.ru
щается подача воды и воздуха. Иногда машина проверяется опы-
том холостого хода и короткого замыкания со снятием внешней ха-
рактеристики (см. рис. 93).
§ 69. ОБСЛУЖИВАНИЕ МАШИН
Обслуживание связано с соблюдением графиков ремонта, под-
держанием чистоты, регулярной смазкой подвижных частей, систе-
матическим наблюдением за инструментом и своевременной его
заменой. Графики малого, среднего и капитального планово-преду-
предительного ремонта (ППР) составляются с учетом конструкции
и условий эксплуатации машины. При малом ППР (через 3 меся-
ца) меняют инструмент, изношенные манжеты, контакты реле, про-
изводят зачистку, смазку и подрегулировку узлов; при среднем
(через 6 месяцев) очищают и ремонтируют пневмогидросистемы,
обильно смазывают узлы, устраняют дефекты, выявленные при
эксплуатации, и др.
При капитальном ремонте (через 2 года) машина разбирается,
проверяются трансформатор, аппаратура управления и контур, за-
меняются изношенные детали, проверяются и регулируются все
механизмы машины. После ремонта машина должна соответство-
вать состоянию ее пуска в нормальную эксплуатацию.
Графики ППР уточняются с учетом загрузки машин, их конст-
рукции и условий эксплуатации. Они обязательны и должны строго
соблюдаться. На каждую машину заводится журнал по ремонту.
Сварщик обязан своевременно сообщить мастеру, механику или
энергетику цеха о наблюдаемых неполадках в работе машины.
В машинах быстро изнашиваются поршневые воздушные ман-
жеты (15—18 месяцев при двухсменной интенсивной работе),
уплотнительные манжеты (9—12 месяцев), поршневые гидравличе-
ские манжеты (6—9 месяцев), электронные и ионные лампы
(1000 ч), игнитроны (1500 ч), клапаны ЭПК (2 000 000 включений).
Инструмент (электроды, губки, ролики) заменяется еще чаще по
установленным для каждого вида работ нормам. В массовом про-
изводстве при принудительной замене эти сроки сокращаются на
20—50%.
Наиболее часто машины выходят из строя из-за неисправностей
электропневматических и гидравлических клапанов, неплотностей
в пневмо- и гидросистемах, а также из-за нарушения контакта в
электрических схемах.
Неисправности клапанов обычно вызывают грязь; манжеты так-
же быстро изнашиваются из-за перекоса. Дефекты устраняются
разборкой и смазкой или заменой дефектных деталей. Неисправно-
сти гидросистем связаны с попаданием в масло грязи и воздуха.
Воздух выпускают через соответствующие пробки при создании
невысокого давления в системе, а грязь удаляют фильтрацией мас-
ла и очисткой труб. Трубы новых гидросистем перед пуском травят
и промывают.
230
Неисправности электрических узлов встречаются наиболее час-
то. Игнитроны не поджигаются из-за несрабатывания гидрокнопки,
выхода из строя выпрямителей или предохранителей или, наконец,
самих игнитронов. Непрерывное их горение связано с порчей под-
жигателей. Типовые неисправности РВЭ-7, прерывателей ПИШ и
ПИТ и других устройств и сроки их проверки обычно указываются
в паспорте. Наиболее надежны бесконтактные системы электропи-
тания.
На переходных контактах контура по мере работы повышается
сопротивление. Их проверяют не реже одного раза в квартал. Если
оно превышает установленные нормы на 25%, то ненадежный кон-
такт зачищается. В трансформаторе проверяется состояние изоля-
ции, крепление катушек и степень нагрева после длительной рабо-
ты. В инструкциях на машину обычно указываются сроки смазки,
проверки уровня масла и др.
Машины, сваривающие ответственные детали, ежегодно пере-
аттестуются с заполнением паспорта и испытанием образцов мини-
мальной и максимальной толщины (или сечения). При длительных
остановках машину консервируют, смазывая корродирующие узлы.
Выявляемую при капитальных ремонтах необходимость модерниза-
ции производят с учетом ее экономической целесообразности. В по-
следнее время игнитроны по возможности заменяют тиристорами,
контактные схемы управления на бесконтактные.
Модернизация из-за больших затрат часто менее целесообраз-
на, чем установка новой высокопроизводительной машины.
§ 70. КОНТРОЛЬ РАБОТЫ МАШИН
Работа машин контролируется по записям или замерам пара-
метров, обеспечивающих требуемое качество соединений. Это обус-
ловлено трудностями контроля соединений без их разрушения.
Параметры контролируют при разработке новых режимов, на-
рушениях в работе узлов машины определенное количество раз
или непрерывно в течение всей работы. Режим изменяется из-за
износа инструмента, повышения сопротивления переходных контак-
тов и других причин. Систематический контроль предупреждает
массовое появление брака. При контроле используют осциллогра-
фы и самопишущие малоинерционные приборы.
Обычно записывают перемещение инструмента, ток и усилие
сжатия (осадки).
Перемещение инструмента преобразуется в сигнал индуктивны-
ми тензометрическими и потенциометрическими датчиками. Оно
при точечной и шовной сварке мало и зависит от прогиба верхней
и нижней консоли, а также от вдавливания электродов в детали.
При рельефной сварке перемещение больше из-за деформации
рельефов. Наибольшее перемещение имеется при стыковой сварке.
Обычно для контроля используют перемещение одного из ин-
струментов.
231
chipmaker.ru
Перемещение электрода 1 (или ролика) (рис. 186) в ползуне 2
относительно верхней консоли 3 фиксируется в заданных пределах
через измерительный стержень 5 датчиком 4. Электромагнит 7,
установленный на ползуне, при включении сварочного тока сцеп-
ляет подвижный электрод 1 со стальной пластиной 6, закрепленной
на стержне 5. После выключения тока стержень 5 вновь не связан
с электродом /. Такая система необходима при шовной сварке, в
которой возможно изменение нулевого уровня из-за эксцентрисите-
та ролика и др. Перемещение контролируют и регулируют электро-
контактными двух- или трехпредельными датчиками завода «Ка-
либр» (например, модели 228 и 229). Настройку датчика осущест-
Рис. 186. Схема уст-
ройства для регистра-
ции перемещения
подвижного электро-
да для сварки
вляют с помощью индикаторной головки с
ценой деления 0,001 мм.
Тензометрические датчики, наклеенные
на балочки равного .момента в стыковых
машинах, позволяют записывать перемеще-
ние подвижной станины. Наводки тока уст-
раняются соответствующим биффилярным
включением датчиков и экранированием.
Усилие может регистрироваться в конце
процесса без учета инерции подвижных ча-
стей гидравлическими месдозами, тензодат-
чиками и различными упругими элемента-
ми, с датчиками, закладываемыми в сило-
вой узел контура.
Датчиками тока могут быть трансформа-
торы, шунты, пояса Роговского и элементы
Холла. В машинах переменного тока вполне
приемлемы трансформаторы тока (лучше
специальной конструкции института элект-
росварки). Измерение и регистрация им-
пульсных токов рассматривается в специаль-
ной литературе.
В настоящее время большинство специализированных машин
комплектуется записывающими устройствами.
При наладке машин также используют амперметр АСТ-2, изме-
ряющий сварочный ток от 4 до 35 ка с точностью ±5%- Он состоит
из кольцевого трансформатора, надеваемого на токоподвод торои-
да, и измерительного устройства. Датчик ДСТ-1 предназначен для
наблюдения и записи формы кривой сварочного тока на магнито-
электрическом или катодном осциллографе.
Прибор АСД-1 в отличие от АСТ-2 измеряет ток при каждом
одиночном импульсе. Прибор АСА-1 измеряет амплитудные значе-
ния сварочного тока на конденсаторных машинах и машинах низ-
кой частоты. Прибор КСТИ непрерывно регистрирует импульсы
сварочного тока, сигнализируя об отклонениях от режима, а прибор
КСТ контролирует сварочный ток при шовной сварке, давая сигнал
об его отклонениях. Гидравлический динамометр ДГС-1 измеряет
усилие до 800 кГ; а ДГС-2 до 3000 кГ. Прибор АКС-3 для контроля
232
усилия сжатия, величины и длительности протекания сварочного
тока применяется на машинах МТИП и МНТП.
Аппарат контроля и сигнализации АКС-1 осуществляет конт-
роль качества точечных соединений непосредственно в процессе
сварки; в режиме активного контроля управляет моментом отклю-
чения тока и включения ковочного усилия. Аппарат отмечает и
ведет общий счет непроваренных точек.
Пружинный динамометр ДПС-1 измеряет усилие от 100 до
500 кГ. Датчики ДД-59 и ДД-60 предназначены для измерения уси-
лия с помощью осциллографа. Электросекундомер ЭС-1 и дека-
тронный счетчик импульсов СИ-1 измеряют длительность импульса
сварочного тока с точностью 0,01 сек. Активное сопротивление кон-
тура машин изп^ряют микрометром М-246 и ПКС-1. Устройство из-
мерительных приборов описано в специальной литературе.
При отработке процесса или настройке новой машины часто
применяют осциллографирование с одновременной записью всех
интересуемых параметров. Бесконтактные системы управления,
счетно-решающие устройства для корректирования процесса, про-
граммирование параметров или использование обратных связей с
их поддержанием в определенном диапазоне повышают стабиль-
ность работы машины и качество соединений.
chipmaker.ru
ГЛАВА XV
ДЕФЕКТЫ И КОНТРОЛЬ КАЧЕСТВА
СВАРНЫХ СОЕДИНЕНИЙ
Дефекты бывают наружными, выявляемыми осмотром или об-
мером, и внутренними, определяемыми при разрушении соединения
или его испытании приборами (последнее не всегда возможно).
Допустимость тех или иных дефектов при каждом способе свар-
ки определяется ТУ на изделие, в соответствии с которыми контро-
лируют соединения. Дефекты появляются при нарушениях техно-
логии подготовки, сборки и сварки деталей, а также при последую-
щей обработке. На появление дефектов также влияет износ инстру-
мента, изменение характеристики машины и ее узлов, колебания
напряжения и др.
Главное в контроле — предупреждение брака. Автоматизация
контроля, хорошее знание причин образования и способов устра-
нения дефектов облегчают эту задачу.
Критерием качества обычно служит прочность и пластичность
соединения, а при шовной сварке также герметичность. Качество
стыковой сварки определяется сплошностью и отсутствием окисной
пленки в зоне соединения, а точечной и шовной—размерами зоны
взаимного расплавления с растворением поверхностных пленок.
§ 71. ДЕФЕКТЫ СТЫКОВОЙ СВАРКИ
К дефектам стыковой сварки относят недопустимые отклонения
в размерах деталей и искажение их формы, несплошности и под-
плавление, а также неблагоприятную структуру (непровар, пере-
грев, трещины и др-)-
Основные дефекты, их признаки, способы выявления и причины
даны в табл. 23. Дефекты предупреждаются при устранении при-
чин их появления или при строгом соблюдении технологии, контро-
ле работы машины, периодической проверке качества соединений и
своевременной замене инструмента.
§ 72. ДЕФЕКТЫ ТОЧЕЧНОЙ СВАРКИ
К дефектам точечной сварки относят недопустимые отклонения
в размерах деталей, точек и расстояний между ними, наружные вы-
234
ТАБЛИЦА 23
Дефекты стыковой сварки, их признаки,
способы выявления и причины
Рис. 187. Дефекты стыковой сварки
Дефекты Признаки и способы выявления Причины появления
Отклонения в разме- рах Смещение торцов (рис. 187, а) Превышение допусков на длину, ширину и диа- метр Измерение деталей Отклонение от установ- ленных допусков. Внешний осмотр, мик- роисследование Отклонения в /под, Дос, U2o, Уолл Неточная установка деталей. Неправильная установка ог- раничителей хода плиты. Чрезмерная деформация за- жимов; люфты в направляю- щих. Кривые концы деталей. Неоди- наковая жесткость зажимов и плит машины, люфты в на- правляющих. Износ, непра- вильная установка и плохое
235
chipmaker.ru
Дефекты
Признаки и способы выяв7ения
Причины появления
Непровар (рис.
187, 6). Матовые
пятна (рис. 187, д)
и надрывы (рис.
187, г)
Перегрев. пережог
(рис. 187, е, ж),
подплавление гра-
ниц зерен (187, и)
Подгар поверхностей
деталей
Трещины (рис. 187, з)
Расслой (рис. 187, в)
Мала высадка. Нет зер-
нистости на части сты-
ка. Нет внешних при-
знаков. Внешний ос-
мотр, излом
Поперечные трещины в
высадке. Широкая зо-
на цветов побежало-
сти. Раковины, укруп-
ненное зерно и трещи-
ны. Внешний осмотр,
излом и микроисследо-
вание
Подплавлеиные или
окисленные поверхно-
сти под губками. Ра-
ковины и трещины в
местах подгара.
Внешний осмотр
Кольцевые трещины. Ос-
мотр через лупу с
травлением и без трав-
ления
Резкое искривление во-
локон. Излом, микро-
исследование
крепление губок. Слабое за-
жатие. Деформация деталей
при зажатии. Недостаточная
жесткость зажимов станины,
плит и направляющих. Боль-
шая установочная длина
Окисление из-за отклонений в
токовом режиме оплавления
или выключение тока до на-
чала осадки. Малое Допл.
(эс.т, Voc или чрезмерно
Гоп л
Велико Допл или Дос.т-
Мала Копл*
Мало Дос- Чрезмерен подогрев.
Рост /ос.т при уменьшении.
Кос
Мало Рзаж- Мала рабочая по-
верхность губок. Износ гу-
бок и искажение нх формы
или размеров детален. Низ-
кая электро- и теплопровод-
ность губок.
Грязь на деталях или губках.
Велика Гос.т. Упругая деформа-
ция деталей зажимов и ме-
ханизмов осадки и отход
плиты назад с зажатыми
деталями
Расслой и ликвация в исход-
ном металле
плески и глубокие вмятины, подплавление и трещины, прожоги и
вырывы точек, а также прилипание материала электрода, непровар,
малый диаметр ядра, внутренние трещины. Основные дефекты, их
признаки, способы выявления и причины даны в табл. 24. Дефекты
предупреждаются при устранении причин их появления и при тех
же мероприятиях, что и при стыковой сварке. Кроме того, иногда
допускается подварка дефектных соединений на точечной машине
с применением железного порошка (прожог и глубокие вмятины на
стали) путем постановки дополнительных точек (при непроваре),
заклепок или аргонодуговой подварки. Допустимые виды исправ-
лений указываются в ТУ на изделие.
236
ТАБЛИЦА 24
Дефекты точечной сварки, их признаки, способы выявления и причины
Рис. 188. Дефекты точечной сварки
Дефекты Признаки и способы выявления Причины появления и способы исправления
Отклонения в разме- рах деталей Смещение точек Превышение допусков на длину, ширину н диаметр, излом осей. Осмотр и измерения Неравномерный шаг, от- клонения от оси. Внеш- ний осмотр. Замеры Неправильная сборка или уста- новка деталей в электродах. Плохое центрирование. Исправлению не подлежит. В отдельных случаях возмож- на правка с нагревом Небрежная работа сварщика. Допускается дополнительная постановка точек
237
' chipmaker.ru
Продолжение табл. 24
Дефекты Признаки и способы выявления Причины появления и способы исправления
Гофры и коробление Неровные поверхности деталей. Внешний ос- мотр Неправильная сборка. Непра- вильный порядок постановки точек, отсутствие прихваток, неправильная центровка электродов, неравномерный нагрев и охлаждение. Правка прокаткой с последующей подваркой
Непровар и малый Отсутствие сварки, схва- Велик da, малы /с, tc.
диаметр ядра (рис. тывание и малый диа- Шунтирование тока из-за ма-
188, а) метр ядра. Внешний осмотр, местный от- гиб, техпроба лого шага и касания токопод- водов. Большие зазоры, про- ковка раньше выключения то- ка. Допускается повторная сварка и постановка двух до- полнительных точек
Наружный выплеск Неровная поверхность точки, сильное окисле- ние в центре. Внешний Грязь на деталях и электродах. Мало Рсж, велик /с. Детали перекошены в электро-
осмотр Дах. Программирование давления. Зачистка поверхности элек- трода и детали
Внутренний выплеск Нарушение режима Повышение давления в конце нагрева Сокращение длительности на-
Чрезмерные вмятины Глубокая вмятина. Внешний осмотр, из- мерение глубины Мал d3, велик /с, tc. Перекос деталей в электродах нли их неправильная установка. Большое усилие проковки. Внутренний выплеск. Допус- кается подварка
Прожог На тонких — игольчатое отверстие, на толстых выплавление металла. Внешний осмотр Неисправное оборудование. Включение тока до сжатия деталей. Большие зазоры, ог- раничение хода электродов, грязь. Допускается постановка закле- пок илн аргонодуговая свар- ка
Трещины, поры, рако- Мал отпечаток, узкая Грязь, наличие в некоторых
вины (рис. 188, б, в) зона нагрева. Рентге- ноконтроль, микроис- следованне случаях масла, мало РСж, поздно подается Рп, боль- шой ток, мало tc (для леги- рованных сталей). Ржавчина также может быть источником пор. Допускается дополнительная постановка точек
238
Продолжение табл, 24
Дефекты Признаки и способы выявления Причины появления и способы исправления
Вырыв Отверстие вместо точки. Внешний осмотр Большой натяг из-за плохой сборки или правки. Прежде- временное снятие давления. Допускается постановка за- клепок нли аргонодуговая подварка
Примечание: При подварке и постановке дополнительных точек применяются специаль-
но разработанные режимы. Допустимость тех или иных дефектов в %, количество исправляе-
мых дефектов в % устанавливаются в зависимости от назначения изделия, материала, ко-
личества годных точек и др.
§ 73. ДЕФЕКТЫ РЕЛЬЕФНОЙ СВАРКИ
Большинство дефектов рельефной сварки по природе близко к
дефектам точечной сварки. В отличие от точечной при рельефной
сварке вмятины со стороны одной детали отсутствуют, а со сторо-
ны второй — представляют следы обратной деформации рельефа.
Непровар при ней чаще бывает местным, в особенности когда сое-
динение формируется одновременно в твердом состоянии и при
наличии расплава. При рельефной сварке одни точки могут форми-
роваться нормально, а другие с выплеском (при перекосах и нерав-
номерном распределении давления). Для Т-образных соединений
типичны те же дефекты, что и для стыковой сварки. В настоящее
время еще нет общепринятых норм о допустимости тех или иных
дефектов при рельефной сварке. При устранении дефектов руковод-
ствуются данными § 24 и § 72 данной главы (в зависимости от спо-
соба рельефной сварки).
§ 74. ДЕФЕКТЫ ШОВНОЙ СВАРКИ
Дефекты шовной сварки, за исключением перегрева поверхно-
сти и более сильного коробления деталей, аналогичны дефектам то-
чечной сварки. Так, продавливание шва близко по природе к глу-
боким вмятинам при точечной сварке. Оно не должно превышать
10% от двойной толщины тонкой детали.
Неравномерность чешуек, вмятины, продавливание, выход ли-
того ядра, прожог, наружные выплеск и трещины выявляются
осмотром через лупу.
«Неравномерные чешуйки» на шве связаны с большой скоро-
стью сварки и перекосом или неправильной заточкой роликов.
Глубокие вмятины возникают при большой длительности им-
пульса тока, малом давлении и большом токе. Хорошая подгонка
и прихватка деталей при равномерном распределении зазоров
предупреждают продавливание и раскрытие кромок при сварке.
239
chipmaker.ru
Прожог, выплеск (наружный), трещины вызываются теми же
причинами, что и при точечной сварке (см. § 72).
Выход литого ядра обычно связан с плохой зачисткой, большой
длительностью импульса тока и его большой величиной.
Трещины у кромок и их раздавливание вызываются близким
расположением шва к кромкам и большим током.
Непровар, трещины и внутренний выплеск выявляются на тех-
нологической пробе и при микроисследованиях.
Негерметичность шва связана с большим шагом между точка-
ми, с нарушением режима (по току, давлению, длительности им-
пульса, скорости, а также по диаметру и ширине роликов), с плохой
сборкой деталей, большой разницей диаметров верхнего и нижнего
ролика и т. д.
В ряде случаев допустимы поры, мелкие трещины, перегибы.
Допускается ремонт до 10—20% длины шва.
§ 75. КОНТРОЛЬ КАЧЕСТВА СВАРКИ
Контроль состоит из трех стадий: предварительного, в процессе
сварки и после ее завершения. При предварительном контроле си-
стематически проверяют квалификацию сварщика, состояние обо-
рудования, приспособлений и инструмента, материала деталей и их
размеры, состояние свариваемых поверхностей и качество сборки
деталей.
Сварщик должен знать устройство машины, технологию сварки,
правила безопасности.
Оборудование проверяется в соответствии с графиками ППР и
по мере выхода из строя, приспособления — по особым графикам,
инструмент—ежесменно или по нескольку раз в смену.
Для проверки рабочей поверхности инструмента используют
шаблоны в точечных и шовных машинах и калибры в стыковых.
Для рельефной сварки используют и шаблоны и калибры, обращая
особое внимание на равномерное распределение давления по
рельефам.
При контроле подготовки измеряют детали, осматривают их
контактные поверхности и в случае необходимости на специальном
стенде замеряют общее сопротивление. Сопротивление у деталей из
алюминия не должно быть более 120 мком, а у стали 100—
500 мком. Так же контролируют составы растворов для травления
и длительность хранения деталей после него. У прихваченных де-
талей проверяют размеры и зазоры, которые на длине 300 мм не
должны превышать 0,1—0,5 мм (в зависимости от ТУ и толщины
деталей). Они обычно не превышают 20—15% толщины толстой де-
тали (чем толще, тем меньше).
Образцы точечной сварки с шагом ST, соответствующим толщи-
не деталей, после сварки разрезаются на пластины, которые зажи-
мают в тисках и разрушают узким зубилом (рис. 189, б) или зуби-
лом с закругленной выемкой, исключающей срез точки, а также в
240
поворотном приспособлении (рис. 189, а) со скручиванием одной
детали. Возможно испытание на срез небольшими винтовыми прес-
сами, установленными вблизи от сварочных. В качественно сварен-
ных пластинах толщиной до 2 мм образуется отверстие (рис. 190, а),
а в более толстых остается углубление, совпадающее с границей
ядра точки (рис. 190, б). Глубина вырыва должна быть не менее
30% толщины металла. Пластины из тонкого материала проверяют
также на срез скручиванием (рис. 189, г) с выявлением диаметра
ядра, выплесков, раковин и трещин. Для скручивания созданы спе-
Рнс. 189. Схемы испытания образцов при точечной и шов-
ной сварках на вырыв, свертыванием (а и б), отгибом (в),
скручиванием (а) и срез зубилом (д)
циальные машины, которые определяют угол и усилие среза. Ис-
пытания на изгиб стыковых соединений (рис. 190, в) производят
после их зачистки от грата, а в некоторых случаях после отпуска
и надреза по стыку. Повышенная твердость стыка не позволяет вы-
явить его свойства из-за изгиба по околостыковой зоне. Листовые
стыковые соединения испытывают на выдавливание (рис. 190, б), а
шовные — надуванием пластин с замкнутым швом (см. рис. 189, г).
Также периодически или систематически проверяют исходные
параметры режима и состояние электродов (при точечной и рель-
ефной сварке — тока, усилия сжатия, длительности импульса тока,
диаметра или радиуса сферы контактной поверхности электрода;
при шовной сварке —• тока, длительности его импульсов и пауз, уси-
241
chipmaker.ru
лия сжатия, скорости сварки и ширины и диаметра роликов; при
стыковой сварке—припусков на оплавление и осадку, тока, скоро-
сти оплавления и осадки и длительности осадки под током).
Контроль соединений после сварки осуществляется выборочно
с разрушением соединения и поштучно без разрушения.
.Механические испытания точечной и шовной сварки также мо-
гут осуществляться на образцах по ГОСТу. Открытые швы прове-
ряют керосино-меловой пробой, при которой одна сторона шва по-
крывается водным раствором мела; после его высыхания с другой
стороны кисточкой наносится керосин, который на негерметичных
Рис. 190. Испытанные образцы после точечной (а), сты-
ковой (бив) и шовной (г) Сварок
участках дает темные жирные пятна. Герметичность швов может
проверяться гелием и фреоном с использованием специальных те-
чеискателей.
Стыковые соединения стандартных и специальных образцов ис-
пытывают, помимо загиба, на удар и разрыв.
Механические испытания дополняются замерами твердости, мак-
ро- и микроисследованием структуры. При металлографическом
контроле обнаруживаются все виды внутренних дефектов в преде-
лах разрешающей способности микроскопа.
Наиболее перспективен контроль в процессе сварки. Он может
быть пассивным, когда отмечаются дефекты, и активным, при кото-
ром предупреждается их появление. Обычно контролируют работу
машины, состояние рабочих поверхностей инструмента и периоди-
чески качество соединений технологической пробой (точечная, шов-
ная и рельефная сварка), испытанием на загиб (стыковая сварка)
242
или другими экспресс-испытаниями соединений (например, пневмо-
испытанием на герметичность при шовной и рельефной сварке,
осмотром изломов и т. д.).
В некоторых случаях для этой цели используют второстепенные
признаки качества. Так, например, при отсутствии строгой связи
качества соединений с диаметром и глубиной отпечатка они в ста-
бильных условиях сварки могут косвенно указывать на стабиль-
ность работы машины и стабильность качества, в особенности на
деталях большой толщины. Нормальная глубина вмятины при от-
ношениях толщин 2 : 1 не превышает 15%, а при большем отноше-
нии или плоском электроде с одной стороны она достигает 20—25%.
Допустимое отклонение шага точек обычно составляет ±10%, а
смещение точечного и шовного шва от оси ± 1 мм. При больших
смещениях возможны внутренние выплески или разрыв кромки.
Тонкие детали иногда проверяют их отгибом (см. рис. 189, в).
Протрескивание и разделение деталей указывает на недоброкачест-
венность сварки. При длинных швах возможно разрушение отдель-
ных точек с появлением участков надрыва. После испытания такие
участки вновь подгибают, а при необходимости и подваривают.
Вид испытания выбирают в зависимости от условий работы сое-
динения.
Образцы технологической пробы должны иметь тот же шаг и
расположение точек или шва, что и в детали. Длина выбирается из
расчета сварки 5—7 точек или 100—150 мм шва. Их кривизна
должна быть такой же, как у деталей. Так, кольцевые швы диа-
метром менее 200 мм и толщиной более 1,5 мм испытывают на об-
разцах такой же формы.
Шлифы готовят из пробных образцов, образцов-свидетелей или
самих деталей. Наиболее часто исследуют поперечное сечение де-
талей, на швах также делают продольный шлиф.
Контроль без разрушения может осуществляться по энергетиче-
ским параметрам процесса (сварочному току, напряжению на ин-
струментах, полезной мощности, энергии), температуре, перемеще-
нию электрода, а также ультразвуком, рентгеном и другими физи-
ческими методами. Последние не всегда дают надежные данные.
Так при рентгеновском просвечивании, реагирующем на изменение
плотности, выявляются поры, трещины, раковины и внутренний вы-
плеск, однако граница литой зоны без использования рентгено-
контрастных веществ не выявляется. В настоящее время для ее вы-
явления на поверхности контакта деталей толщиной 0,3—5 мм пе-
ред сваркой кладут тонкую фольгу (0,1—0,3 мм), наносят
гальваническое покрытие или порошок из материала, обладающего
повышенным коэффициентом поглощения рентгеновских лучей.
Этот металл, не влияя на качество, под действием электромагнит-
ных сил может вытесняться к периферии ядра (если его сопротив-
ление и Тпл выше исходного металла) или перемешиваться (вели
Тпл близки). Для нержавеющих и жаропрочных сталей в качестве
материала-свидетеля используют тугоплавкие металлы (Мп, W,
Мо, V) в виде порошка с размерами частиц 20—100 мкм. Порошок
243
после шовной
Рис. 191. Схемы ультразву-
кового контроля стыковых
(а) и точечных (б) соеци-
нений
chipmaker.ru
удобно закатывать в фольгу или смешивать с грунтом, клеем, ла-
ком и другими наполнителями. Иногда для этих сталей используют
сплав ВЖ98 в виде фольги толщиной 0,1—0,3 мм, а для титановых
сплавов — из циркония или его сплава ЦН25 или сплава ВТ15. Для
алюминиевых и магниевых сплавов используют порошок вольфра-
ма (ВТУ023-65) или его карбида (ТУТС-59-1), марганец. Замеши-
вание производят на грунте АЛТ-12 с эмалью ЭТ-63 (на 90%), мас-
ле или клеях. Если плотность просвечивания равномерна, то ма-
териал-свидетель расплавился и получено нормальное ядро.
Результаты просвечивания фиксируются на пленку и просматри-
ваются на экране. Если нет четкой окантовки и плотность просве-
чивания неравномерна, то проплавление недостаточно.
сварки или рельефной проверяют пнев-
матическим или гидравлическим испы-
танием, точеискателями или с напол-
нением аммиаком и наложением на
швы специальной индикаторной бу-
маги.
Некоторые кольцевые детали испы-
тывают растяжением (цепи) или уве-
личением диаметра (колеса и др.).
При стыковой сварке дефекты мо-
гут выявляться ультразвуком. Так, при
частоте 2,5 мггц выявляются поры, ра-
ковины и непровар размером более
1,3 мм. Поперечные волны вводят под
определенным углом к дефекту призма-
тическими щупами (рис. 191, а). Точки
а пьезоэлементами (рис. 191, бив). Луч,
входящий под углом, близким к 40°, проходит через хорошо сва-
ренную точку и затухает, отражаясь от поверхности нижнего листа.
Поры, рыхлости и другие дефекты величиной менее 1,3 мм выяв-
ляются при меньшей чем 2,5 мггц частоте, давая отраженный им-
пульс.
По замерам ориентировочно судят о диаметре ядра. Точную его
границу, а также непровар этим способом из-за малых различий в
физических свойствах ядра и зоны часто не удается установить.
Для лучшего ввода ультразвука поверхность точки смачивается
минеральным маслом. Этим способом можно с известным прибли-
жением судить о трещинах и непроваре при стыковой сварке.
Устройства для ультразвукового контроля достаточно сложны.
Начинает применяться термографический метод, основанный на
изменении цвета нагреваемой детали, покрытой соответствующими
веществами и магнитографический метод при намагничивании мате-
риала и записи полей рассеяния ют дефектов на магнитную пленку.
При расшифровании записей магнитной головкой выявляется непро-
вар, трещины и другие дефекты, выходящие на поверхность или
расположенные близко от нее. Магнитографический метод наилуч-
шие результаты дает при импульсном намагничивании. Для намаг-
с
244
ничивания используют устройства типа «соленоид». Для воспроиз-
водства применяют индикаторы дефектов МД-9 и МГД-7 и т. д.
Созданы универсальные дефектоскопы типа МДУ-2У для контроля
трубопроводов и др.
Выборочный контроль, как правило, связан с испытанием и раз-
рушением небольшой части сваренных деталей или специальных
образцов. Количество испытываемых деталей оговаривается техни-
ческими условиями. В этом случае большое значение имеет внеш-
ний осмотр.
Стабильное качество достигается поддержанием определенных
зависимостей между параметрами сварки. Для этого стабилизиру-
ют напряжение сети, давление воздуха или масла (за счет возду-
хосборников и аккумуляторов) и применяют программирующие
устройства с обратной связью для задания и поддержания пара-
метра в требуемом диапазоне его изменения. При точечной и рель-
ефной сварке контролируют по перемещению и току, при стыко-
вой— по графику тока, который регулируется изменением скорости
оплавления и др.
Наилучшие результаты каждый из способов контроля может
давать в зависимости от материала деталей и их формы. Так авто-
матическая стабилизация тока и других параметров целесообразна
для металлов с высоким удельным сопротивлением и мало эффек-
тивна для легких сплавов, имеющих близкое значение и 7?д.
Контроль по температуре поверхности, замеряемой контактным
или радиационным способом, не всегда дает желаемые результаты,
так как соотношение между температурой поверхности и размерами
ядра меняется при шунтировании тока, загрязнении поверхностей
и электрода, а также от интенсивности охлаждения деталей и ин-
струмента.
Для точечной сварки перспективен контроль ультразвуковым
импульсным эхом — методом от излучателя и приемника, установ-
ленного рядом с электродом, и сквозным прозвучиванием устройст-
вами, вмонтированными в электроды. В первом случае о размерах
ядра судят по длительности возврата отраженного от ядра луча, во
втором — по интенсивности сигнала, уменьшающегося с увеличе-
нием ядра. Сложность метода связана с устранением наводок и
обеспечением надежного акустического контакта.
chipmaker.ru
ГЛАВА XVI
ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ
В сварочных цехах предупреждение пожаров и взрывов являет-
ся основой повышения безопасности труда. Труд сварщика обычно
связан с появлением расплавленных частиц, которые при наличии
в цехе горючих газов (ацетилена и его заменителей, водорода
и др.) и различных твердых и жидких горючих материалов (мас-
ла, бензина, керосина, обтирочных концов, шлангов и др.) могут
вызывать пожары, а в некоторых случаях взрывы. Взрывы возмож-
ны также из-за небрежного обращения с газовыми баллонами и по
другим причинам.
Поэтому сварщик обязан хорошо знать правила пожарной без-
опасности и уметь вести борьбу с огнем.
§ 76. ГОРЕНИЕ И ВЗРЫВЫ
Горен не — процесс взаимодействия горючего вещества с окис-
лителем (обычно с кислородом воздуха), сопровождающийся выде-
лением тепла и излучением.
С повышением температуры при хорошем притоке воздуха горе-
ние усиливается, а при плохом ослабевает или прекращается.
При определенных концентрациях паров горючих веществ (на-
пример, бензина) или пыли (например, ферромарганца) возможно
самовоспламенение и взрывообразное горение.
Взрывы, сопровождаемые выделением большого количества га-
зов и паров и огромными давлениями на окружающую среду, воз-
можны также при ударах по газовым баллонам, попадании масла
в кислородные магистрали и по другим причинам.
§ 77. ПРИЧИНЫ ПОЖАРОВ В СВАРОЧНЫХ ЦЕХАХ
Пожары в сварочных цехах возникают из-за неправильного об-
ращения с ацетиленовыми магистралями и газосварочной аппара-
турой, при размещении горючих материалов в зоне полета расплав-
ленных частиц (ближе 6 м от стыковых и ближе 4 м от других кон-
тактных машин), неправильного обращения с газовыми баллонами
и неправильной их транспортировки, попадании масла на кислород-
246
ные магистрали, кислородный редуктор, вентиль кислородного бал-
лона или в азотномасленые аккумуляторы, а также из-за непра-
вильного обращения с огнем, неправильного применения легковос-
пламеняющихся материалов (например, бензина или спирта при
промывке деталей) и курения в неположенных местах. Особенно
опасен контакт масла с кислородом, сопровождаемый взрывом,
удары по баллонам, их падение или хранение в горизонтальном
положении, обратные удары в газовых горелках и резаках, близкое
расположение бензобаков от места резки, неисправности маномет-
ров и газосварочной аппаратуры.
Местные пожары также возникают из-за неисправности токо-
подводов при их коротком замыкании, из-за пробоя изоляции сва-
рочных машин, при неисправностях отопления и освещения, запы-
ленности и загазованности помещения, утечках масла и других го-
рючих веществ. Отмечались случаи горения рабочей одежды, не
пропитанной огнестойкими составами или промасленной.
Взрывы отмечались в электродообмазочных отделениях из-за
запыленности, при попадании масла в кислородные магистрали
или на кислородные баллоны, при использовании водорода и обра-
зовании гремучей смеси, при обратных ударах в ацетиленовых ма-
гистралях и при горении захламленных траншей (из-за взрыва ка-
белей, подводящих ток к машинам).
§ 78. ПРЕДУПРЕЖДЕНИЕ ПОЖАРОВ И ВЗРЫВОВ
Пожары предупреждают соблюдением мер пожарной безопас-
ности, разрабатываемых для каждого цеха, участка и машины, и
созданием добровольных пожарных дружин (ДПД), оснащенных
соответствующей пожарной техникой.
Широкое участие рабочих в ДПД, инструктаж рабочих при
поступлении на предприятия о правилах пожарной безопасности и
сдача пожарно-технического минимума на особо пожаро-взрыво-
опасных предприятиях (нефтехимических и др.) существенно
уменьшают возможность возникновения пожара и взрывов.
Каждое предприятие имеет пожарные службы и противопожар-
ные посты с пожарными кранами, рукавами, брандспойтами, огне-
тушителями, ведрами, ящиками с песком, крючками, ломами, лопа-
тами и другим пожарным инвентарем. На предприятиях предусмат-
риваются аварийное пожарное освещение и сигнализация.
Для предупреждения пожаров сварщик обязан:
1. Следить за своевременной установкой защитного загражде-
ния для защиты себя и окружающих от искр и расплавленных
частиц.
2. Работать в спецодежде.
3. Правильно, по инструкции эксплуатировать газосварочную
аппаратуру, магистрали с ацетиленом (или генератор) и газовые
баллоны, не допуская их переноски на руках, установки без креп-
ления, ударов по ним и падений баллонов. В частности, нельзя ра-
247
chipmaker.ru
ботать без затвора, устанавливать ацетиленовый генератор ближе
10 Л! от участка сварки или баллоны с кислородом и горючим газом
ближе 5 At от летящих расплавленных частиц.
§ 79. СРЕДСТВА ДЛЯ ТУШЕНИЯ ПОЖАРОВ
Горение прекращают охлаждением зоны горения или горящих
материалов водой, их разборкой, разбавлением реагирующих при
горении веществ негорючими веществами (углекислым газом, азо-
том, водяным паром), легкоиспаряющимися веществами, а также
изоляцией реагирующих веществ от зоны горения (нанесение не-
горючих веществ), перекрытием проемов помещений, где идет
пожар, и химическим торможением реакции горения (подача огне-
гасительных средств на поверхность горения или рядом с зоной
горения).
Для тушения наиболее часто используется вода и негорючие
газы (углекислый газ и азот), различные пены — дисперсные си-
стемы с углекислым газом, воздухом, жидкостью.
Водой тушат все горящие предметы и материалы за исключе-
нием легковоспламеняющихся и горючих жидкостей (керосина,
бензина, мазута, масла и др.), которые гасят пенными огнетуши-
телями.
§ 80. ПРАВИЛА ПОВЕДЕНИЯ ПРИ ПОЖАРЕ
Ущерб от пожара зависит от оперативности работающих при
его ликвидации. Сварщик должен хорошо знать свои обязанности
в момент возникновения пожара, знать, где находятся средства
тушения и пожарная сигнализация или номер и место телефона.
По телефону немедленно сообщается место горения и что го-
рит, а при наличии сигнализации разбивается защитное стекло и
нажимается до отказа пожарная кнопка.
Сварщик с товарищами при начале пожара использует все
имеющиеся средства. Наиболее эффективно использование огнету-
шителей. Для приведения их в действие необходимо шпилькой про-
чистить отверстие спрыска, взять огнетушитель правой рукой за
верхнюю ручку и поднести к очагу пожара. Затем левой рукой
взяться за нижнюю ручку, опрокинуть огнетушитель крышкой вниз
и ударить кнопкой ударника о твердый предмет. После удара пена
сразу начинает выходить из огнетушителя. Держа огнетушитель на
полусогнутой левой руке направить струю пены так, чтобы твердый
предмет покрывался ею сверху. При горении жидкости струю надо
направлять не на поверхность, а в борт емкости с таким расчетом,
чтобы пена постепенно покрывала поверхность.
Разливающиеся жидкости тушат с края. При струе, направлен-
ной вверх, огнетушитель должен находиться под углом к полу не
менее 15°. При вертикальном положении выход пены прекращается.
ГЛАВА XVII
ТЕХНИКА БЕЗОПАСНОСТИ
И ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ
Chipmaker.ru
Работа на контактных машинах без соблюдения правил опас-
на и для сварщика, и для окружающих. Наибольшую опасность
представляет выброс расплавленных частиц металла, поражение
электрическим током и повреждения движущимися частями машин.
Для защиты от расплавленных частиц и предупреждения ожо-
гов каждому сварщику бесплатно выдаются бесцветные очки за-
крытого типа, рукавицы и хлопчатобумажная огнестойкая или бре-
зентовая куртка, а при стыковой сварке дополнительно шлем. За-
щиту от расплавленных частиц производят также щитками,
шторками и другими устройствами.
При работе с деталями, покрытыми маслом, могут выдавать
фартуки.
Контактная сварка осуществляется при низких (до 36 в) напря-
жениях и при соблюдении правил электробезопасна. Поражение
током высокого напряжения возможно на незаземленной машине
при пробое трансформатора или токоподвода, а также при пере-
ключении напряжения без отключения трансформатора от сети.
Все работы, связанные с напряжением 220 и 380 в, должен про-
водить специалист-электрик. Сварщик эти работы может выпол-
нять только после специального обучения и сдачи испытаний.
Работа на универсальных машинах может привести к повреж-
дению рук механизмами машины. В машинах с механизированной
установкой и съемом деталей такая опасность существует только
при наладке. Для безопасности подвижные узлы машины снабжа-
ют защитными кожухами, окрашенными в особый цвет.
Большинство несчастных случаев связано с утечками воздуха
или масла в системах привода, с подгоранием контактных
устройств, с малоквалифицированным ремонтом и неправильной
эксплуатацией. Поэтому машины эксплуатируют в строгом соот-
ветствии с инструкциями. Нельзя, например, зачищать электроды
и смазывать узлы машины без ее выключения или допускать к ра-
боте посторонних лиц. Для безопасности важна чистота и порядок
на рабочем месте, а также периодическая чистка и смазка машины.
Перед работой в новых условиях каждого сварщика инструкти-
руют по правилам безопасности при приходе, уходе и 'нахождении
на работе, мерам личной безопасности и безопасности окружаю-
249
chipmaker.ru
щих, а также по способам оказания первой помощи и правилам
гигиены.
В сварочном цехе опасны ожоги и поражение током. Ожоги воз-
никают при соприкосновении с горячими сваренными деталями,
при попадании расплавленных частиц, образующихся при дуговой
и контактной сварке, а также при газовой резке. Ток поражает при
соприкосновении с электрооборудованием, распределительными
щитками, арматурой освещения, электропроводами и другими то-
коведущими частями. Также возможны болезни глаз из-за дуги,
являющейся мощным источником света. Для их предупреждения
на дугу нельзя смотреть, проходя мимо работающего электросвар-
щика или прихватчика.
В цехе нельзя подходить с огнем к газовым магистралям, до-
пускать попадания масла на кислородные баллоны и прикасаться
к ним загрязненными маслом руками, находиться или проходить
под грузом или работающими наверху людрми.
Каждый работающий должен строго соблюдать указания преду-
предительных надписей, знаков и плакатов по технике безопасно-
сти, а при несчастных случаях немедленно обращаться за меди-
цинской помощью и одновременно ставитр в известность об этом
администрацию.
§ 81. ПРАВИЛА БЕЗОПАСНОЙ РАБОТЫ
1. Сварщик обязан выполнять только порученную мастером ра-
боту при известных безопасных способах ее выполнения; на новую
работу от мастера необходимо требовать дополнительного инструк-
тажа.
2. Двигаться только по предусмотренным проходам. Проход
между машинами, станками, по сложенному материалу или дета-
лям запрещается.
3. Сварщик не имеет права устранять неисправности в электро-
оборудовании. Эти работы выполняет электрик.
Перед началом работы сварщик:
4. Приводит в порядок рабочую одежДУ, очищает коврик, под-
готавливает защитные устройства.
5. Осматривает рабочее место и приводит его в порядок; про-
веряет исправность машины, ее механизмов и электрических
устройств.
6. Включает аппаратуру управления; включение машины в сеть
электрик-сварщик производит только после специального обучения.
7. Проверяет освещенность, а при недостаточном освещении
подключает местное освещение напряжением 36 в.
8. О замеченных неисправностях оборудования докладывает
мастеру и без его указания к работе не приступает.
Во время работы сварщик:
9. Принимает меры по защите себя и окружающих от расплав-
ленных частиц. Брызги и капли расплавленного металла, попадая
250
на одежду, могут вызывать ожоги; во избежание этого работ? без
спецодежды не допускается.
10. Принимает меры по защите от поражения током. Для этого
необходимо при снятии напряжения систематически очищать транс-
форматор и изоляционные прокладки от пыли и металлических
частиц щеткой, не переключать ступени напряжения без отключе-
ния машины от сети, не исправлять самостоятельно повреждений
в высоковольтной сети. Обдувка трансформатора воздухом запре-
щена.
11. Не допускает к работе на сварочной машине посторонних
лиц.
12. Обязательно выключает машину при перерывах в подаче
энергии, отходе от машины, временном перерыве сварки, неисправ-
ностях в машине, чистке, смазке и уборке машины и рабочего
места.
13. Следит за состоянием инструмента, так как при его загряз-
нении появляются опасные наружные выплески.
14. Не поднимает и не переносит вручную груз весом более
50 кГ для мужчин и более 20 кГ для женщин.
После, окончания, работы, скаршик-.
15. Немедленно выключает машину (см. пункт 6).
16. Приводит в порядок рабочее место, убирает материал, при-
способления и инструмент в специально отведенные для этого мес-
та, чистит и смазывает машину и сдает ее мастеру.
Замена электродов, роликов или губок или их чистка при вклю-
ченном токе и при наличии в системе давления воздуха или масла
не допускается.
Кроме того, на отдельных машинах и агрегатах имеются допол-
нительные инструкции, в которых излагаются особые требования
безопасности, связанные, например, с использованием высоких дав-
лений масла в гидравлических системах, с воздействием магнитных
мощных полей и т. д.
§ 82. ОКАЗАНИЕ ПЕРВОЙ ПОМОЩИ
Первая помощь оказывается немедленно после нечастного слу-
чая. При легких ожогах рана перевязывается стерильным бин-
том, при тяжелых —над пострадавшим делают полог из брезента,
спецодежды и т. п. Пострадавшего при этом нельзя раздевать и
удалять с него приставшие части одежды.
При поражении током необходимо выключить пускатель или
оттащить пострадавшего от проводов, пользуясь неэлектропр<?вод-
ными материалами. В крайнем случае необходимо перерубить, пе-
ререзать или оборвать (по правилам безопасности) провода. Вели
пострадавший находится в сознании, но до этого был в обмороке
или продолжительное время находился под током, ему следует
обеспечить полный покой до прибытия врача. Если быстрый приезд
врача невозможен, то пострадавшего на машине или носилкаК от-
251
chipmaker.ru
правляют в больницу. При отсутствии сознания, но сохранившем-
ся дыхании пострадавшего необходимо уложить, расстегнуть одеж-
ду, создать приток свежего воздуха, давать нюхать нашатырный
спирт, обрызгать водой лицо и растирать, согревая тело, а при ред-
ком и судорожном дыхании прибегнуть к искусственному дыханию.
Искусственное дыхание следует продолжать до прибытия врача
даже при отсутствии явных признаков жизни.
Своевременная помощь товарищу является первейшей обязан-
ностью сварщика.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
F — площадь сварки, мм2
6 — толщина детали, мм
D — диаметр детали, мм
dB — диаметр электрода, мм
Ra — радиус сферы электрода, мм
d—। диаметр точки, мм
/я—длина ядра в шве, мм
d„ — диаметр ядра, мм
b — ширина рабочей поверхно-
сти ролика, ди
St — шаг между точками, мм
а — величина нахлестки, мм
li+h — установочная длина, мм
Дк — конечное расстояние, мм
Дпод —припуск на подогрев, мм
Допл—припуск на оплавление, мм
Дос — величина осадки, мм
Дос.т—величина осадки под током
Д — суммарный припуск, мм
toe л—длительность осадки под
током, сек
tc — длительность сварки, сек
tn — длительность паузы, сек
t-uon. — длительность, сек
tonn — длительность оплавления,
сек
Ре ж — усилие сжатия, кГ
Рос — усилие осадки, кГ
Рэ&ж — усилие зажатия, кГ
Рп — усилие проковки, кГ
р — давление, кГ[мм2
Vonn — скорость оплавления, мм] сек
Voc —скорость осадки, мм/сек
Vn — начальная скорость, мм!сек
vM—конечная скорость, мм]сек
Пер — средняя скорость, мм /сек
Vm—'СКОРОСТЬ ШОВНОЙ СВарКИ,
м!мин
Тп — температура подогрева, °C
Упл—температура плавления, °C
RK — контактное сопротивление,
мком
Rn — сопротивление деталей, мком
Run — сопротивление участка кон-
такта инструмента с дета-
лью, мком
R — активное сопротивление,
мком
X — индуктивное сопротивление,
мком
1с — сварочный ток, ка
j — плотность тока, а/мм2
S — перемещение деталей, мм
t/20 — напряжение холостого хо-
да, в
ЛИТЕРАТУРА
1. Аксельрод Ф. А., Зайцев Г. И., Кочергин К. А., Некра-
сов Б. М. Контактная сварка. Профтехиздат, 1962.
2. Б а р а н о в Н. Б. Холодная сварка пластичных металлов. Л., «Машино-
строение», 1969.
3. Бобринский Ю. Н. Сергеев Н. П. Устройство и наладка кон-
тактных машин. М., «Машиностроение», 1967.
4. Билль В. Н. Сварка металлов трением. Л., «Машиностроение», 1970.
5. Г е л ь м а н А. С. Технология и оборудование контактной сварки. М.,
Машгиз, 1960.
6. Глебов Л. В., Пескарев Н. А., Ф а й г е н б а у м Д. С. Расчет
и конструирование машин контактной сварки. Л., «Энергия», 1968.
7. Гуляев А. П. Технология точечной и рельефной сварки сталей. М.,
«Машиностроение». 1969.
8. Зайчик Б. Д., Орлов П. Л., Чулошников П. Л. Контактная
электросварка легких сплавов. Машгиз, 1968.
9. К а б а н о в Н. С., С л е п а к Э. Ш. Технология стыковой контактной
сварки. М., «Машиностроение», 1970.
10. Казаков Н. Ф. Диффузионная сварка в вакууме. М., «Л1ашинострое-
нне», 1968.
11. Па тон Б. Е., Лебедев В. К. Электрооборудование для контакт-
ной сварки. М., «Машиностроение», 1969.
chipmaker, ru
ОГЛАВЛЕНИЕ
Введение
Стр.
3
Глава I. Краткие сведения о методах контактной сварки и оборудовании 5
Глава II. Основы контактной сварки..................................................................................................12
§ 1. Формирование соединения в твердом состоянии.............................12
§ 2. Формирование соединения при наличии расплава.....................................16
§ 3. Температура, давление и длительность их действия.............................17
§ 4. Электрическое сопротивление.............................18
§ 5. Особенности нагрева.............................21
§ 6. Структура сварного соединения.................................................................. 22
Глава III. Технология стыковой сварки.................................................................................................24
§ 7. Способы стыковой сварки.25
§ 8. Формирование соединения и его прочность.26
§ 9. Выбор способа сварки................................... 28
§ 10. Подготовка к сварке ..29
§ 11. Сварка сопротивлением..30
§ 12. Сварка непрерывным оплавлением и оплавлением с подогревом 32
§ 13. Сварка оплавлением различных материалов..41
§ 14. Термическая обработка и зачистка грата................................................46
§ 15. Краткая технология сварки некоторых деталей......................................47
Глава IV. Технология точечной сварки................................................................................................. 56
§ 16. Способы точечной сварки.....................................................................................................56
§ 17. Формирование ядра и его прочность...........................................................................................58
§ 18. Подготовка к сварке и правка сварных деталей................................................................................63
§ 19. Выбор режима сварки........................................................................................................ 65
§ 20. Сварка различных материалов................................................................................................ 69
§ 21. Сварка деталей неодинаковой толщины и разнородных металлов 72
§ 22. Односторонняя сварка........................................................................................................74
Глава V. Технология рельефной сварки.............................. 77
§ 23. Способы рельефной сварки .................................79
§ 24. Формирование соединения и его прочность...................79
§ 25. Подготовка деталей к сварке...............................83
§ 26. Выбор параметров режима при сварке различных деталей .... 84
Глава VI. Технология шовной сварки....................................89
§ 27. Способы шовной сварки....................................89
§ 28. Формирование соединения..................................92
§ 29. Подготовка к сварке..................................... 94
§ 30. Режимы сварки и различные виды швов......................94
254
Стр.
Глава VII. Технология других способов сварки давлением............101
§ 31. Холодная сварка..........................................101
§ 32. Прессовая сварка.........................................106
§ 33. Диффузионная сварка......................................106
§ 34. Сварка с нагревом токами высокой частоты (т. в. ч.)......108
§ 35. Сварка трением...........................................112
§ 36. Ультразвуковая сварка....................................118
§ 37. Сварка взрывом...........................................121
Глава VIII. Общие узлы контактных машин и инструмент..............123
§ 38. Классификация машин и требования к ним...................123
§ 39. Преобразователи тока и переключатели мощности............124
§ 40. Сварочный контур.........................................130
§ 41. Станина и привод.........................................133
§ 42. Аппаратура управления....................................137
§ 43. Инструменты (электроды, плиты, ролики и губки)...........152
Глава IX. Машины для стыковой сварки..............................167
§ 44. Станины и плиты..........................................167
§ 45. Зажимы................................................. 167
§ 46. Привод.............................................. . . 170
§ 47. Электрические схемы......................................171
§ 48. Типовые машины...........................................174
§ 49. Специализированные машины................................179
§ 50. Настройка................................................181
Глава X. Машины для точечной сварки..............................183
§ 51. Станины и привод механизма сжатия....................... 183
§ 52. Электрические схемы......................................187
§ 53. Типовые машины........................-.................190
§ 54. Специальные машины.......................................196
§ 55. Настройка................................................201
Глава XI. Машины для рельефной сварки.............................203
§ 56. Типовые и специальные машины............................203
Глава XII. Машины для шовной сварки...............................206
§ 57. Станины, зажимные устройства и привод роликов............206
§ 58. Электрические схемы......................................210
§ 59. Типовые машины.......................................... 212
§ 60. Специальные машины.......................................212
§ 61. Настройка............................................... 217
Глава XIII. Машины для других способов сварки давлением......... 218
§ 62. Машины для холодной сварки...............................218
§ 63. Машины для диффузионной сварки...........................220
§ 64. Машины для высокочастотной сварки........................221
§ 65. Машины для сварки трением................................223
§ 66. Машины для ультразвуковой сварки.........................225
Глава XIV7. Монтаж, эксплуатация н контроль работы машии..........227
§ 67. Монтаж машин.............................................227
§ 68. Пуск машин.............................................. 228
§ 69. Обслуживание машин.......................................230
§ 70. Контроль работы машии....................................231
255
chipmaker.ru
Стр.
Глава XV. Дефекты и контроль качества сварных соединений.............234
§ 71. Дефекты стыковой сварки....................................234
§ 72. Дефекты точечной сварки....................................234
§ 73. Дефекты рельефной сварки...................................239
§ 74. Дефекты шовной сварки..................................... 239
§ 75. Контроль качества сварки...................................240
Глава XVI. Противопожарные мероприятия . . . .....................246
§ 76. Горение и взрывы...........................................246
§ 77. Причины пожаров в сварочных цехах..........................246
§ 78. Предупреждение пожаров и взрывов...........................247
§ 79. Средства для тушения пожаров...............................248
§ 80. Правила поведения при пожаре...............................248
Глава XVII. Техника безопасности и оказание первой помощи............249
§ 81. Правила безопасной работы................................ 250
§ 82. Оказание первой помощи.....................................251
Условные обозначения . ......................................: . : : 252
Литература...........................................................253
Кабанов Николай Сергеевич
СВАРКА НА КОНТАКТНЫХ МАШИНАХ
Редактор Л. В. Мясникова. Художественный редактор В. И. Пономаренко. Переплет худож-
ника В. И. Пономаренко. Технический редактор Н. В. Яшукова. Корректор В. М. Чеснокова,
Т-06480. Сдано в набор 16/1—73 г. Подп. к печати 1/VI—73 г. Формат 60X90’/ib
Объем 16 печ. л. Уч.-изд. л. 16,45 Изд. К» М—184 Тираж 40.000 экз. Цена 52 коп.
План выпуска литературы издательства «Высшая школа»
(профтехобразование) на 1973 г. Позиция № 78.
Москва, К-51, Неглннная ул., д. 29/14, издательство «Высшая школа»
Московская типография № 8 «Союзполиграфпрома»
при Государственном комитете Совета Министров СССР,
по делам издательств, полиграфии и книжной торговли.
Хохловский пер., 7. Зак. 2305.