


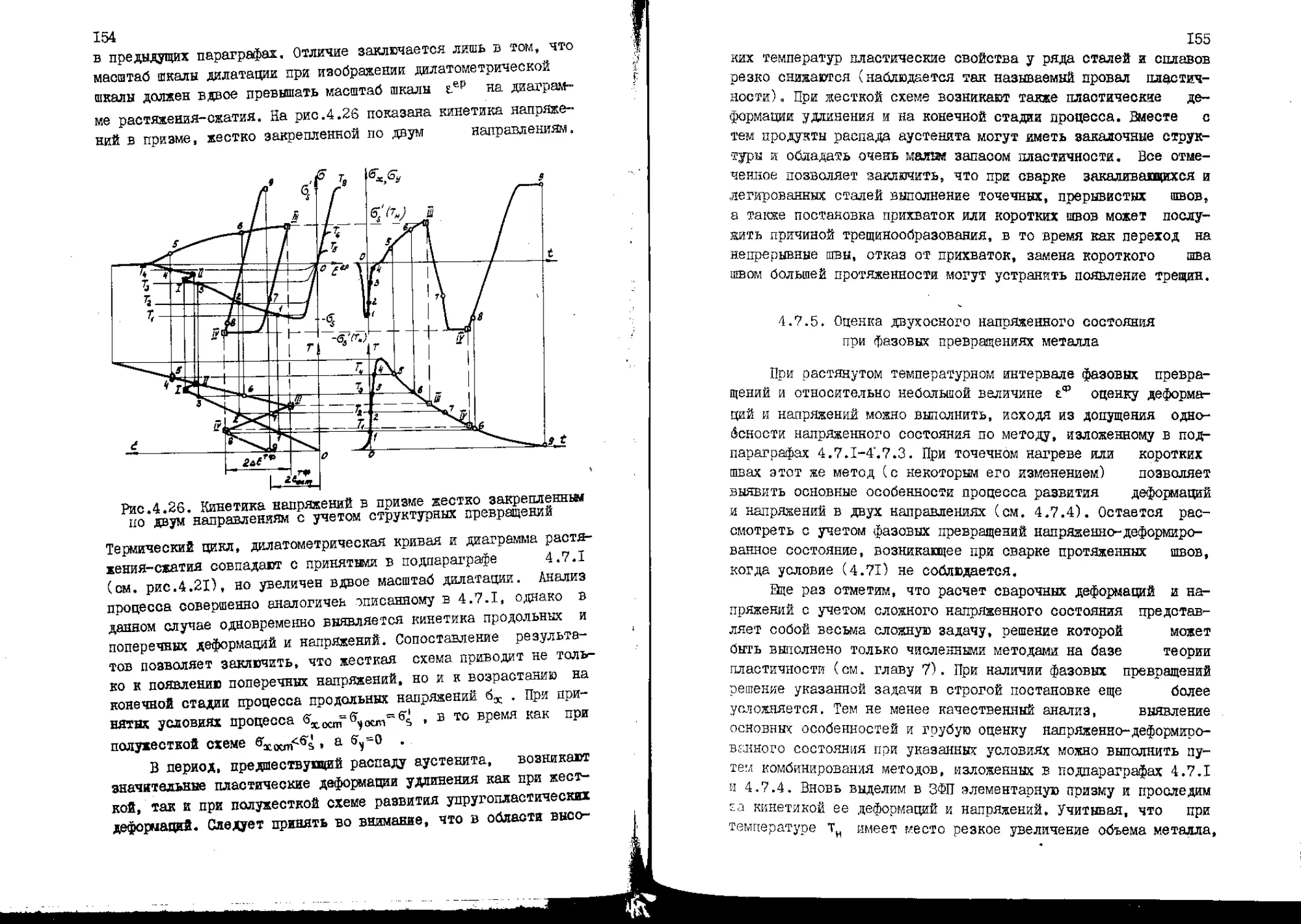
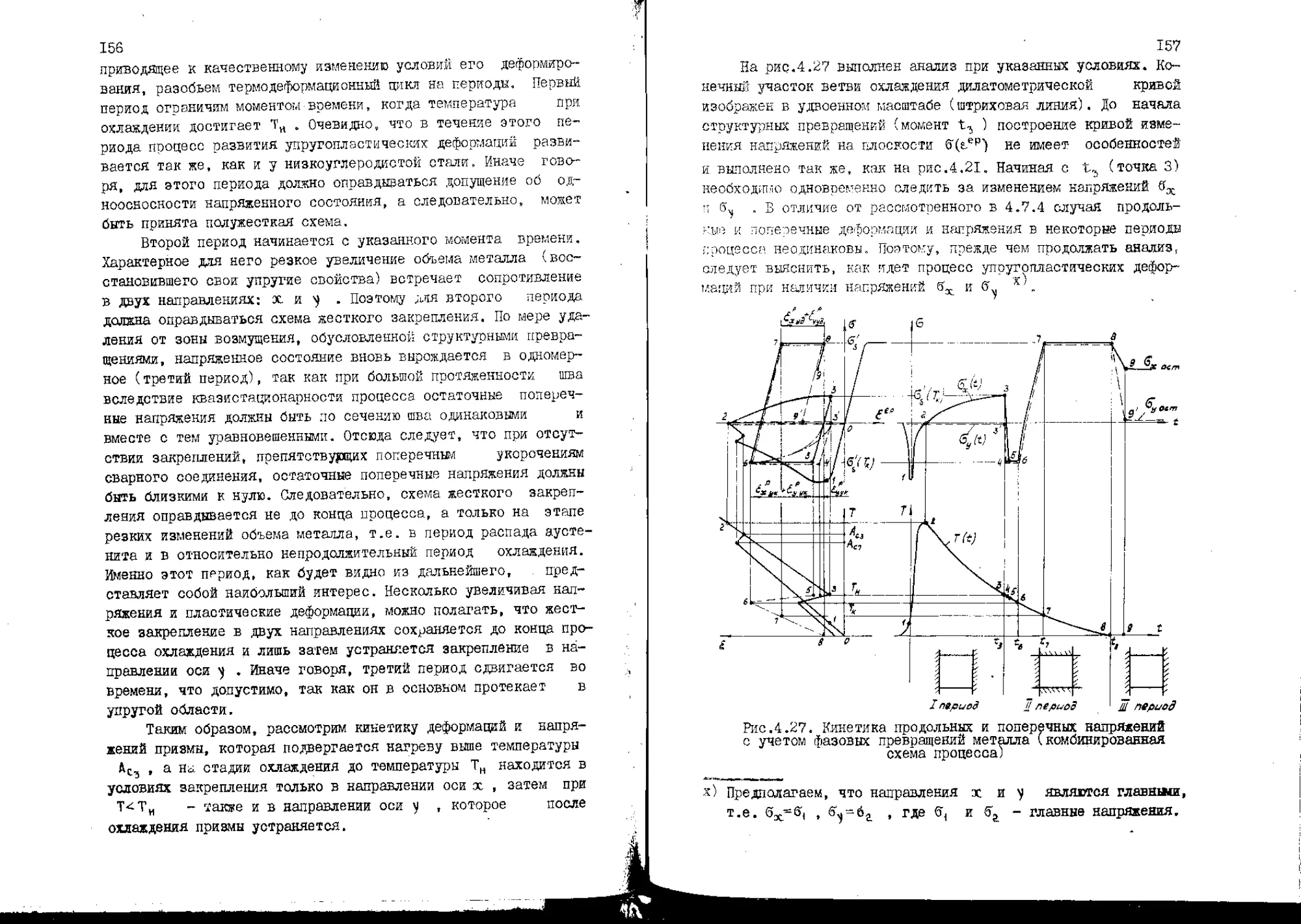
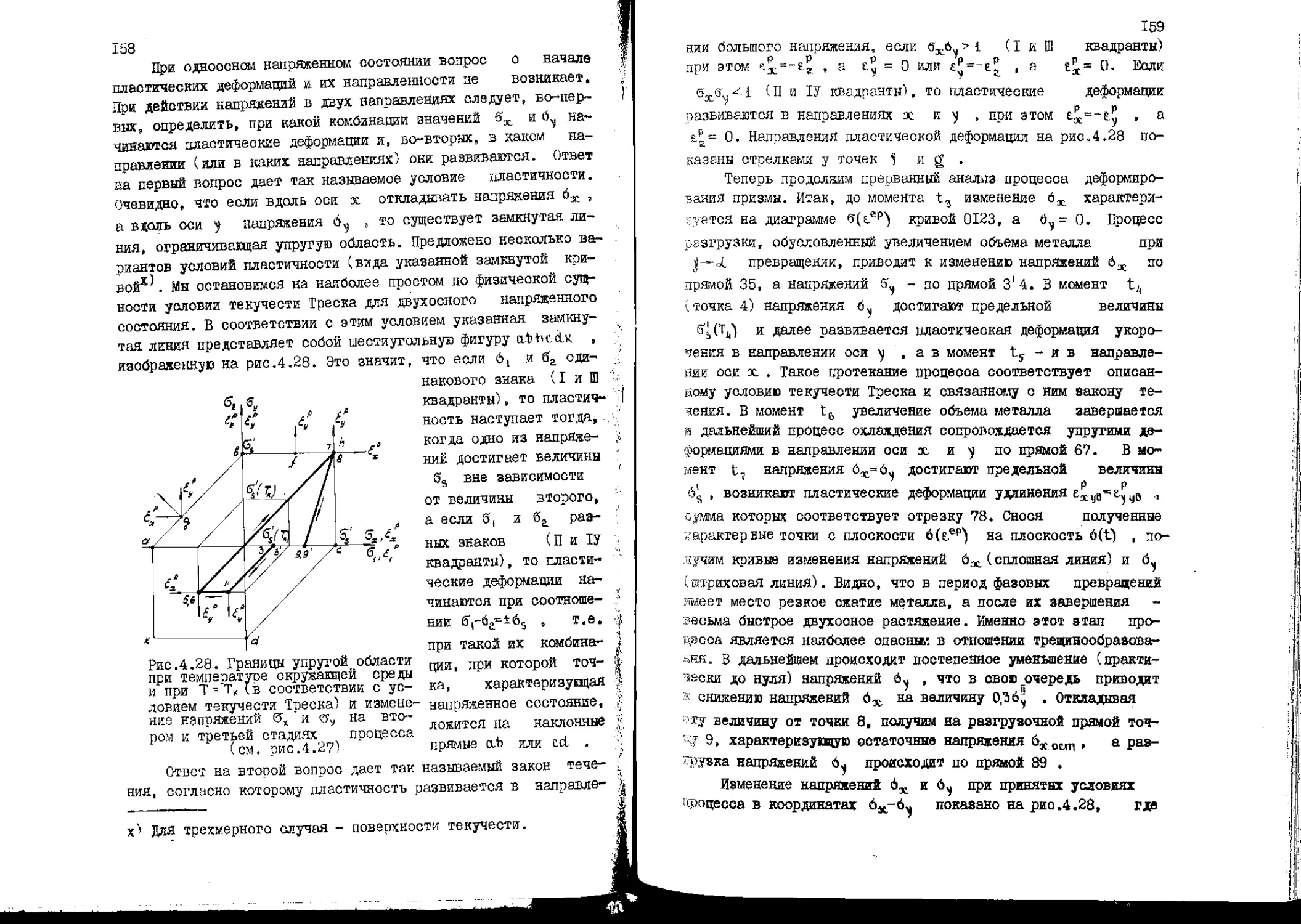











Текст
ЛЕНИНГРАДСКИЙ ОРДЕНА ЛЕНИНА КОРАБЛЕСТРОИТЕЛЕЙ ИНСТИТУТ
К.МХАТОВСКИЙ, В .А. КАР ХИН
|W
ТЕОРИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И HAHPf
Учебное пособие
Ленинград
зд|
I960
В настоящем пособии изложены основы теории сва-
рочных деформаций и напряжений, учебное пособие со-
стоит из трех частей: "Термомеханические процессы
при сварке", "Сварочные деформации элементов кон-
струкций", "Прочность сварных соединений корпусных
конструкций*'
Пособие предназначено для студентов специально-
стей 0411 (металлургия и технология сварочного про-
изводства) и 0504 (технология и оборудование сва-
рочного производства) Ленинградского кораблестрои-
тельного института, а также других кораблестрои-
тельных и машиностроительных вузов. Оно может быть
полезнмл для аспирантов, научных и инженерно-техни-
ческих работников.
ГАТОВСКИЙ
Клементий Маркович
КАЮТ
Виктор Акимович
ТЕОРИЯ СВАРОЧНЫХ ДЕЗОРМАШЙ И НАЛРЯйБНИЙ
Учебное пособие
© [-Ьд.ЛКИ
I
Ответственный редактор д-р техн.наук,проф. В.Л.Руссо
Литературный редактор Л.Н.Пенькова
Тип.ЛКИ. Зак.Р-130. . Тир.250. УЧ.-ИЗД.Л.14 (5,4,5).
М-27449. 31.12.1980. Цена 65 коп.
3
ПРЕДИСЛОВИЕ
Настоящее учебное пособие отвечает программе курса "Тео-
сварочных деформаций и напряжений", который предусмотрен
:и1Я
Г1АЯ
студентов, обучи
М1Г/1
хся по специальностям 0411 (металлур-
и технология сварочного производства) и 0504 (технология
а оборудование сварочного производства), учебное пособие на-
писано на основе лекций, читаемых одним из авторов на ко-
раблестроительном факультете Ленинградского кораблестрои-
тельного института, другим - на физико-металлургическом фа-
культете Ленинградского политехнического института им.М.И.
Калинина. В настоящее время отсутствуют учебники или учебные
пособия, отвечающие программе указанного курса. Изданные в
разное время монографии по теории сварочных деформаций и
напряжений либо устарели, либо по объему и уровню изложения
не отвечают требованиям, предъявляемым к учебникам и учебным
пособиям. Создавшееся положение не случайно и обусловлено
большими трудностями, возникающими при попытке изложить в
доступной для студентов форме теорию сложных термомеханиче-
ских процессов при сварке. Именно этому методологическому
аспекту проблемы авторы уделили большое внимание. Они стре-
мились изложить современное состояние теории сварных дефор-
маций и напряжений для студентов, имеющих общетехничеокую
подготовку в объеме третьих курсов кораблестроительных и ма-
шиностроительных вузов страны. Поэтому основное внимание в
учебном пособии уделено изложению физической сущности термо-
механических процессов при сварке элементов конструкций.
Подробно рассмотрены инженерные методы определения сварочных
деформаций и напряжений и приведены методики расчета общих
и местных деформаций металлоконструкций, предназначенные для
ручного счета. Вместе с тем показана возможность применения
ЭВМ для изучения кинетики термопластических процессов, воз-
4
пикающих при сварочном нагреве, и приведена некоторые ре-
зультаты, полученные на базе использования теории термо-
пластичности.
Значительное место уделено прикладным вопросам: выбору
оптимального варианта последовательности сборки и сварки
металлоконструкций, способам уменьшения и устранения общи*
и местных сварочных деформаций, оценке влияния фазовых пре-
вращений металла, а также тех или иных условий сварки на
остаточные деформации и напряжения. Кратко изложены вопросы
прочности сварных соединений и влияния сварочных напряжений
на работоспособность сварных конструкций.
Учебное пособие написано с широким использованием ре-
зультатов новейших исследований в рассматриваемой области,
в том числе и собственных работ авторов. В частности, в
учебном пособии переработаны, расширены и получили дальней-
шее развитие соответствухщие разделы учебника "Сварка судо-
вых конструкций” [I] .
Авторы стремились, кроме основных положений, дать но-
вый материал, появляющийся в процессе быстрого развития тео-
рии сварочных деформаций и напряжений. Поэтому некоторые
вопросы излажены в пособии несколько шире, чем в программе
’по этому курсу. Более углубленное изучение отдельных вопро-
сов предназначено для студентов, выполняющих курсовые и дип-
ломные работы исследовательского плана, а также учебно-ис-
следовательскую работу (УИРС), предусмотренную учебный пла-
ном при завершении обучения в институте (на у курсе).
Главы I, 2, 6, 9 написаны проф. К.М.Гатовским, главы
3, 7, 8 - доц. В.А.Кархиным, а главы 4, 5, 10 написаны
авторами совместно.
В данном пособии приняты следующие основные обозначе-
ния;
а - коэффициент температуропроводности, м^/с;
В - ширина, м;
b - коэффициент температуроотдачи, I/K;
bs , Ьф - полуширина зоны пластических деформаций, фа-
зовых превращений, м;
С - Тфивизна продольной оси балки, 1/м;
ср - объемная теплоемкость, Дж/См3-К);
Е - модуль продольной упругости, Па;
F, Fs - площадь поперечного сечения, зоны пластиче-
5
ских деформаций, ьГ;
f - стрелка прогиба, м;
Q = Е /2( 1 + ~ модуль сдвига, Па;
I - момент инерции, гЛ;
К= О~г.^/Е “ коэффициент объемного сжатия, 1/Па;
Кт,К5,К6,Кф~ коэффициенты, учитывающие влияние
теплоотдачи, т
[ины, начальных
напряжений,
>1||Н
фазовых превращений на объем продольного уко-
рочения;
к - ‘катет углового шва, м;
кТ1кэ- теоретический и эффективный коэффициенты кон-
центрации напряжений;
L - дайна, м;
М - момент, Н’м;
N - продольная сила, Н;
Р - сосредоточенная сила, Н;
Рус- усадочная сила, Н;
Q. - количество теплоты, Дж; перерезывающая си-
ла, Н;
- тепловая мощность, Вт; распределенная нагруз-
ка, Н/м;
плотность теплового потока в направлении осей
х , у , г , Вт/м2;
tyn- погонная энергия нагрева, Дж/м;
г - характеристика цикла нагружения металла; ра-
диус инерции, м;
5 - поверхность, м2; площадь эпюры;
s - толщина, м;
темпеРатУР£ разупрочнения металла, начала и
конца фазового превращения, К;
tc - время сварки, с;
V - объем, м2;
у - погонный объем укорочения (удлинения), м2;
trc - скорость сварки, м/с;
XfY,Z- центральная ось балки, главные центральные
оси сечения балки (общая система координат);
х^,^- местная система координат, связанная со швом;
«А, - коэффициент линейного температурного расшире-
ния, I/K;
6
ot/cp - коэффициент линейного теплового расширения,
№/Дж;
olT - коэффициент поверхностей теплоотдачи,
ВтАьЛк);
р,рт- функция влияния теплоотдачи на температуру и
максимальную температуру;
p=6H/6s - относительные начальные напряжения; угловая
деформация сварного соединения, рад;
- угловые деформации;
&V - объем укорочения (удлинения), м3;
ь - линейные деформации;
ts - деформация, соответствующая пределу текуче-
сти;
X - коэффициент теплопроводности, Вт/(м-Ю;
коэффициенты продольного и поперечного укоро-
чений сварного соединения;
9 - коэффициент поперечной деформации;
б - нормальные напряжения, Па;
б5,бь,бг- предел текучести, прочности,усталости, Па;
г - касательные напряжения, Па;
- угол поворота сечения, рад;
ip - функция состояния материала.
Верхние индексы:
е,р,с ,Т,Ф указывают составляющую величины, обусловлен-
ную упругостью, пластичностью, ползучестью,
температурой, фазовыми превращениями.
Нижние индексы;
х,у,st, г, в указывают направление величины относительно
осей;
с,0,ш - координаты центра тяжести соответственно пла-
стической зоны, сечения балки и шва;
н,ос.т,пп- начальные, остаточные и в момент максимально-
го нагрева значения величины.
7
Глава I . ОБЩИЕ СВЕДЕНИЯ О СВАРОЧНЫХ ДЕФОЕМАЦИЯХ
И НАПРЯЖЕНИЯХ
§1.1. Теория сварочных деформаций и напряжений
и ее значение
Неравномерный высокотемпературный нагрев элементов кон-
струкций при сварке вызывает появление в них деформаций и
напряжений. По мере распространения теплоты и выравнивания
температуры происходит непрерывное изменение деформаций и
напряжений в различных точках свариваемых деталей, т.е. из-
менение полей этих величин. В отличие от температурного поля,
которое исчезает после полного остывания конструкции, поле
напряжений не исчезает, так как процесс его образования при
сварке необратим. Поэтому после полного остывания в свар-
ной конструкции имеются остаточные деформации и напряжения.
Поучение процесса образования сварочных деформаций и напря-
жений имеет существенное значение для решения ряда проблем,
в том числе:
I) для оценки вероятности появления трещин в процессе
изготовления конструкции, т.е. для решения вопросов, связан-
ных с проблемой технологической прочности;
2) для .определения поля остаточных напряжений с целью
учета их при оценке работоспособности конструкции, т.е. для
решения вопросов, связанных с проблемой эксплуатационной
прочности;
3) для решения вопросов, связанных с проблемой точности
изготовления сварных конструкций.
Указанные проблемы требуют различных подходов к исследо-
ванию процесса возникновения сварочных деформаций и напряже-
ний. Анализ явлений в высокотемпературной области, окружаю-
щей источник теплоты необходим для решения вопросов, свя-
8 fl
занных с первой из указанных проблем. Она требует наиболее Я
общей и сложной постановки исследования. При рассмотрении Я
сварочного нагрева изделия с целью определения поля остаток- fl
ных деформаций и напряжений допускаются существенные упроще- Я
ния в отношении схематизации источника нагрева и идеализации
свойств металла. Еще большее упрощение расчетных схем допу-
скает формулировка задач, выдвигаемых проблемой точности J
изготовления сварных конструкций. Например, можно не прини- !
мать во внимание особенности напряженного состояния элемента
у начала и конца шва, если протяженность его достаточно ве-
лика. Кроме того, требования к точности решения задач,выдви-
гаемых третьей проблемой, как правило, более низкие. В на-
стоящем учебном пособии формулировка задач соответствует тре- ;
бованиям главным образом последней из указанных проблем.
Такое решение обосновывается не только методологическими со-
ображениями, но и тем обстоятельством, что проблема точности
изготовления сварных судовых конструкций в настоящее время i
имеет наибольшее прикладное значение. ;
Остаточные деформации существенно затрудняют процесс из-
готовления сварной конструкции и ухудшают ее качество, а в
ряде случаев появляется необходимость устранения возникших
деформаций. Между тем правильное построение технологического i
процесса сборки и сварки, выбор рациональных режимов сварки,
применение обратных выгибов и т.п., как правило, позволяют ;
избежать недопустимых деформаций. Искажение формы и размеров
конструкций в ряде случаев отрицательно сказывается на ее ~-
эксплуатационных качествах. Так, например, искривление ко-
лонны приводит к появлению дополнительных напряжений изгиба,
а выпучивание листов перекрытия понижает их устойчивость.
Отмеченное позволяет судить о том, какое важное значение при
проектировании и изготовлении сварных конструкций имеют воп-
росы расчетного определения сварочных деформаций, оценка
их влияния на работоспособность конструкции, а также разра-
ботка мероприятий но повышению точности изготовления свар-
ных конструкций.
Указанный комплекс вопросов привлек внимание исследова-
телей уже в 20-е годы, т.е. с начала широкого применения
сварки для изготовления сварных конструкций. В 30-е годы '
трудами советских ученых (В.П.Вологдин, Г.А.Николаев, Н.О.
Окерблом, Е.О.Патон) быяи заложены основы теории сварочных ;
9
деформаций и напряжений. В последующие годы теория получила
широкое развитие. Были решены многие теоретические и практи-
ческие вопросы, созданы научные школы. В настоящее время
теория сварочных деформаций и напряжений развивается как
один из прикладных разделов теории температурных напряжений
й использует те же допущения и идеализации. Тем не менее
сложная картина температурного поля, высокий уровень и боль-
аме градиенты температуры, необходимость учета изменений
свойств металла в широком диапазоне температуры и другие
факторы определяют специфику задач, возникающих при рассмот-
рении сварочного нагрева и обусловливают особые способы и
приемы их решения. Сформировалось два направления; одно со-
вершенствует приближенные инженерные методы, предназначенные
главным образом для решения вопросов точности изготовления
сварных конструкций; другое разрабатывает бо^ее строгие ре-
шения на базе теории термопластичности с использованием
ЭВМ и последних достижений вычислительной математики для
всестороннего изучения термомеханических процессов с целью
оценки технологической и эксплуатационной прочности сварных
конструкций [4] .
§ 1.2. Классификация сварочных деформаций и напряжений
Напряжения, возникающие при сварке, относятся к собст-
веняш напряжениям. Поэтому, прежде чем дать классификацию
сварочных напряжений, необходимо рассмотреть классификацию
собственных напряжений и выяснить их отличительные признаки.
Собственней напряжениями называются напряжения, существую-
щие в конструкции при отсутствии внешних нагрузок. Обычно
гти напряжения возникают в деталях и конструкциях в процессе
ад изготовления. Например, собственные напряжения появляются
в прокатных элементах в результате неравномерного остывания
участков различной толщины, а также при резании, шлифовании,
гибке и различных других способах металлообработки. Кроме
того, собственные напряжения образуются в заклепочных и бол-
товых соединениях: в стержне заклепки или болта возникает
растяжение, а в прилегающей зоне листов - сжатие.
х) Другие названия этих напряжений - внутренние, начальные,
остаточные.
Собственные напряжения делят на макро- и микронапряжения.
Их отличие состоит в величине градиента. Если в пределах раз-
мера зерна металла напряжения изменяются незначительно, то
они могут быть отнесены к числу макронапряжений или напряже-
ний первого рода. Эти напряжения имеют определенную ориента-
цию и уравновешиваются в пределах части или всей конструк-
ции в целом. Для таких напряжений вполне допустимо представ-
ление об изотропном материале.
Микронапряжения или напряжения второго рода претерпевают
резкие изменения в пределах зерна. Они связаны с анизотро-
пией кристаллов.
При оценке влияния собственных напряжений на прочность и
деформации деталей и конструкций учитывается действие макро-
скопических напряжений. Обычные напряжения от внешних нагру-
зок относятся к макронапряжениям. Сварочные напряжения также
относятся к собственным макронапряжениям.
Собственные макронапряжения бывает одноосными (в эле-
ментах стержневого типа), двуосными (в пластинах и оболочках)
и трехосными (в телах трех измерений).
Так как собственные напряжения имеется в теле при отсут-
ствии действия внешней нагрузки, то они должны быть взаимно
уравновешены. Следовательно, независимо от характера распре-
деления, собственные напряжения в пределах любого сечения,
полностью пересекающего все тело, всегда уравновешены по
сумме сил и по сумме моментов сил, в частности в любой плос-
кости, перпендикулярной к оси х , соблюдаются равенства
^6xdF = O , UxK.dF = O , (I.I)
F Г F
где 6Х - нормальные напряжения в точке с координатами у ,
z. в рассматриваемом сечении площадью F , а координатные
оси у и г расположены в плоскости этого сечения.
Собственные напряжения двузначны. Растягивающие усилия
уравновешивается сжимающими усилиями. Уравновешенность на-
пряжений по любому сечению является основной особенностью
собственных (в том числе и сварочных) напряжений. Помимо
указанной классификации собственных напряжений, которая рас-
пространяется на сварочные напряжения, последние (т.е. сва-
рочные) могут быть дополнительно классифицированы по еле-
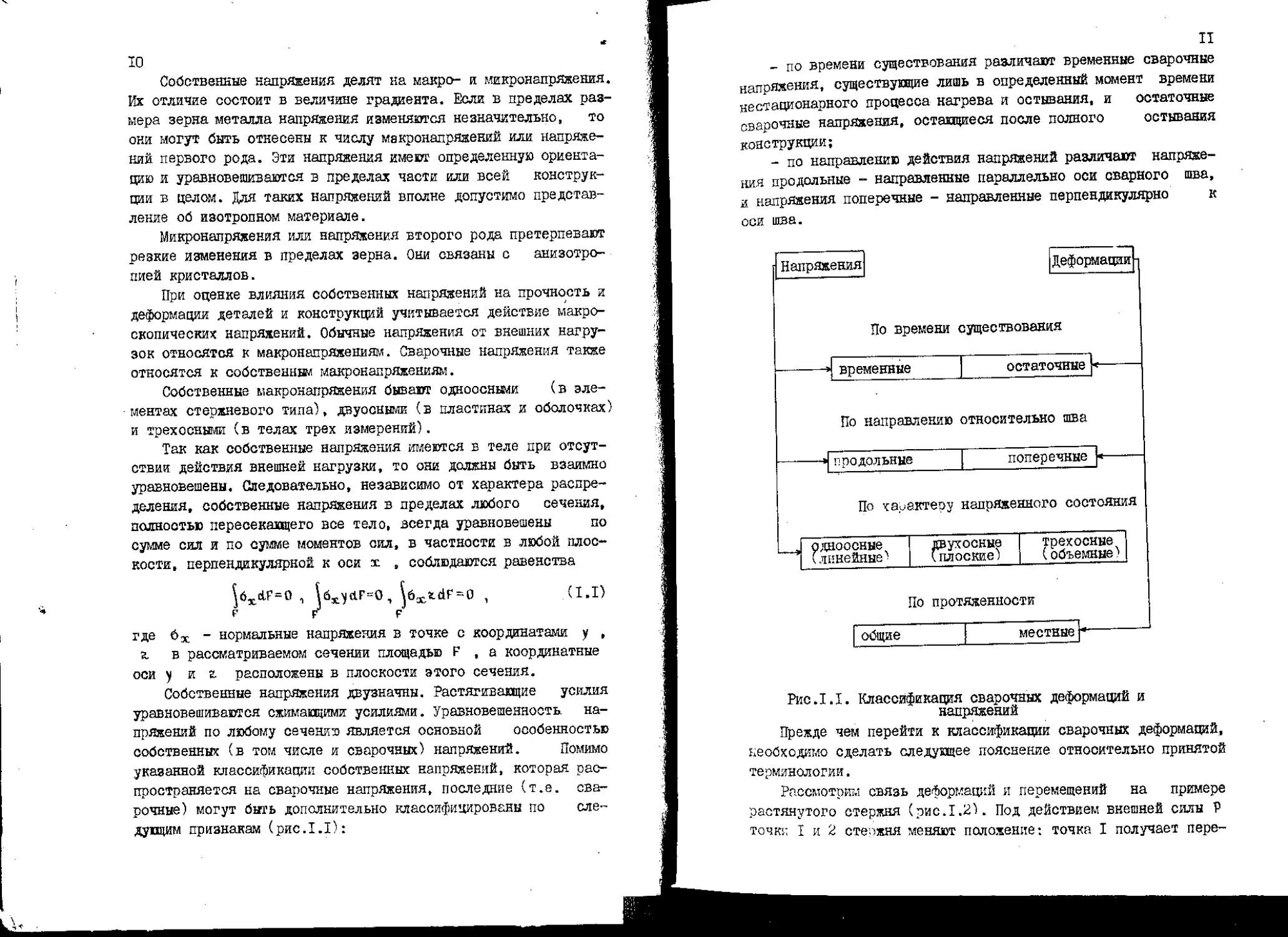
дущим признакам (рис.1.1):
II
- по времени существования различают временные сварочные
напряжения, существующие лишь в определенный момент времени
нестационарного процесса нагрева и остывания, и остаточные
сварочные напряжения, остающиеся после полного остывания
конструкции;
- по направлению действия напряжений различают напряже-
ния продольные - направленные параллельно оси сварного шва,
и напряжения поперечные - направленные перпендикулярно к
оси шва.
Рис.1.1. Классификация сварочных деформаций и
напряжений
Прежде чем перейти к классификации сварочных деформаций,
необходимо сделать следующее пояснение относительно принятой
терминологии.
Рассмотрим связь деформаций и перемещений на примере
растянутого стержня (рис.1.21. Под действием внешней силы Р
точки I и 2 стержня меняют положение: точка I получает пере-
12
мещение uXj относительно неподвижной точки 0, а точка 2 -
И- . При атом длина отрезка к увеличивается на ЛК . От-
2.
Рис.1.2. Деформации
стержня под действи-
ем внешней силы
ношение приращения длины отрезка
ДК к его начальной длине L на-
зывается деформацией
„ ЛК =
L к v
и в рассматриваемом случае она по-
стоянна по длине L . В общем слу-
чае
AL .. Ацх_ Эцд.
L-0 L Лх*0 йх ох
(1.2)
Видно, что перемещения имеют размерность длины, а деформации
безразмерна.
В теории сварочных деформаций часто не делают разграни-
чений между этими понятиями и под деформациями понимают как
собственно деформации, так и перемещения, включая прогибы и
углы поворота.
Как и напряжения, сварочные деформации могут быть вре-
менными и остаточн’ми, а по направлению действия - продоль-
ными (параллельными оси шва) и поперечными (перпендикулярны-
ми к оси шва). В свою очередь временные и остаточные деформан
ции можно разбить на две группы в зависимости от того, на
какую часть конструкции они распространяются:
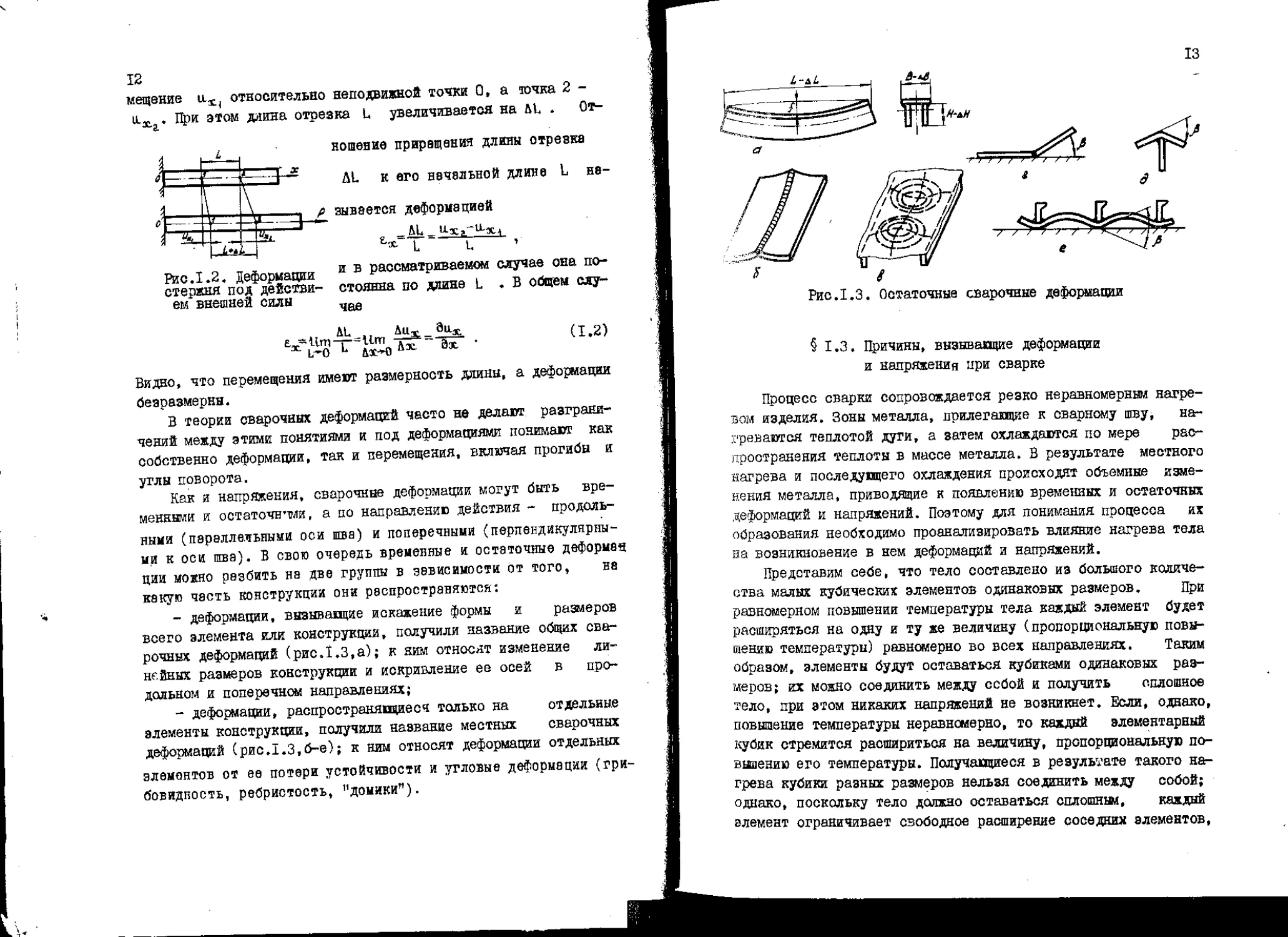
- деформации, вызывающие искажение формы и размеров
всего элемента или конструкции, получили название общих сва-
рочных деформаций (рис.1.3,а); к ним относят изменение ли-
нейных размеров конструкции и искривление ее осей в про-
дольном и поперечном направлениях;
- деформации, распространяйте с я только на отдельные
элементы конструкции, получили название местных сварочных
деформаций (рис.1.3,б-е); к ним относят деформации отдельных
элементов от ее потери устойчивости и угловые деформации (гри-
бовидность, ребристость, "домики”).
13
Рио.1.3, Остаточные сварочные деформации
§1.3. Причины, вызывающие деформации
и напряжения при сварке
Процесс сварки сопровождается резко неравномерным нагре-
вом изделия. Зоны металла, прилегающие к сварному шву, на-
греваются теплотой дуги, а затем охлаждаются по мере рас-
пространения теплоты в массе металла. В результате местного
нагрева и последующего охлаждения происходят объемные изме-
нения металла, приводящие я появлению временных и остаточных
деформаций и напряжений. Поэтому для понимания процесса их
образования необходимо проанализировать влияние нагрева тела
на возникновение в нем деформаций и напряжений.
Представим себе, что тело составлено из большого количе-
ства малых кубических элементов одинаковых размеров. При
равномерном повышении температуры тела каждый элемент будет
расширяться на одну и ту же величину (пропорциональную повы-
шению температуры) равномерно во всех направлениях. Таким
образом, элементы будут оставаться кубиками одинаковых раз-
меров; их можно соединить между собой и получить сплошное
тело, при этом никаких напряжений не возникнет. Если, однако,
повышение температуры неравномерно, то каждый элементарный
кубик стремится расшириться на величину, пропорциональную по-
вышению его температуры. Получающиеся в результате такого на-
грева кубики разных размеров нельзя соединить между собой;
однако, поскольку тело должно оставаться сплошным, каждый
элемент ограничивает свободное расширение соседних элементов,
14
что сопровождается возникновением напряжений. Степень огра-
ничения свободного температурного расширения может быть не-
одинакова не только у различных кубиков, но и у данного ку-
бика в различных направлениях. В связи с этим неодинаково
изменяется длина ребер кубика и искажаются его углы. Другими
словами, возникает сложное напряженное состояние как выде-
ленного кубика, так и тела в целом. Если работа материала
кубика проходит в упругой области, то после полного остыва-
ния он стремится восстановить свои размеры. Это стремление
будет реализовано, когда соседние кубики также восстанавли-
вают свои размеры, т.е. если при нагреве материал тела во
всем своем объеме работал упруго. В этом случае после полно-
го остывания в теле отсутствуют остаточные напряжения, а
форма и размеры тела становятся такими же, как и до нагрева.
Если же в процессе нагрева возникнет пластическая дефор-
мация металла кубика, то после остывания он стремится изме-
нить свои размеры на величину возникшей при нагреве пласти-
ческой деформации, которая может быть неодинакова не только
у различных кубиков, но и у данного кубика по разным направ-
лениям. Получающиеся в результате пластической деформации
кубиков элементы разных размеров также не могут быть соеди-
нены без принудительного искажения своих размеров и формы
вследствие взаимного влияния. В итоге возникают остаточные
деформации и напряжения.
Аналогичное состояние металла гложет быть результатом его
фазовых (структурных) изменений. Если при определенной (кри-
тической) температуре происходят фазовые превращения метал-
ла, связанные с изменением его объема, то те кубики, которые
находятся в области, нагреваемой выше критической температу-
ры, изменяют свой объем, в то время как кубики вне указанной
области его сохраняют.
Таким образом, неравномерный нагрев тела, неоднородная
(неодинаковая по объему тела) пластическая деформация и ме-
стные фазовые превращения металла вызывают неодинаковые из-
менения и в связи с этим являются причинами появления напря-
жений.
В общем случае неравномерность распределения температуры
в реальных конструкциях при сварке такова, что возникает
трехосное напряженное состояние. Иначе говоря, кубики вблизи
источника теплоты нагреваются неодинаково по всем трем на-
15
правлениям и имеют различную степень ограничения тепловому
расширению в этих направлениях. Однако в большинстве случаев
одни составляющие напряжений настолько незначительны по
сравнению с другими, что ими можно пренебречь и следует рас-
сматривать возникающее напряженное состояние как одномерное
или двумерное.
а 5 i г
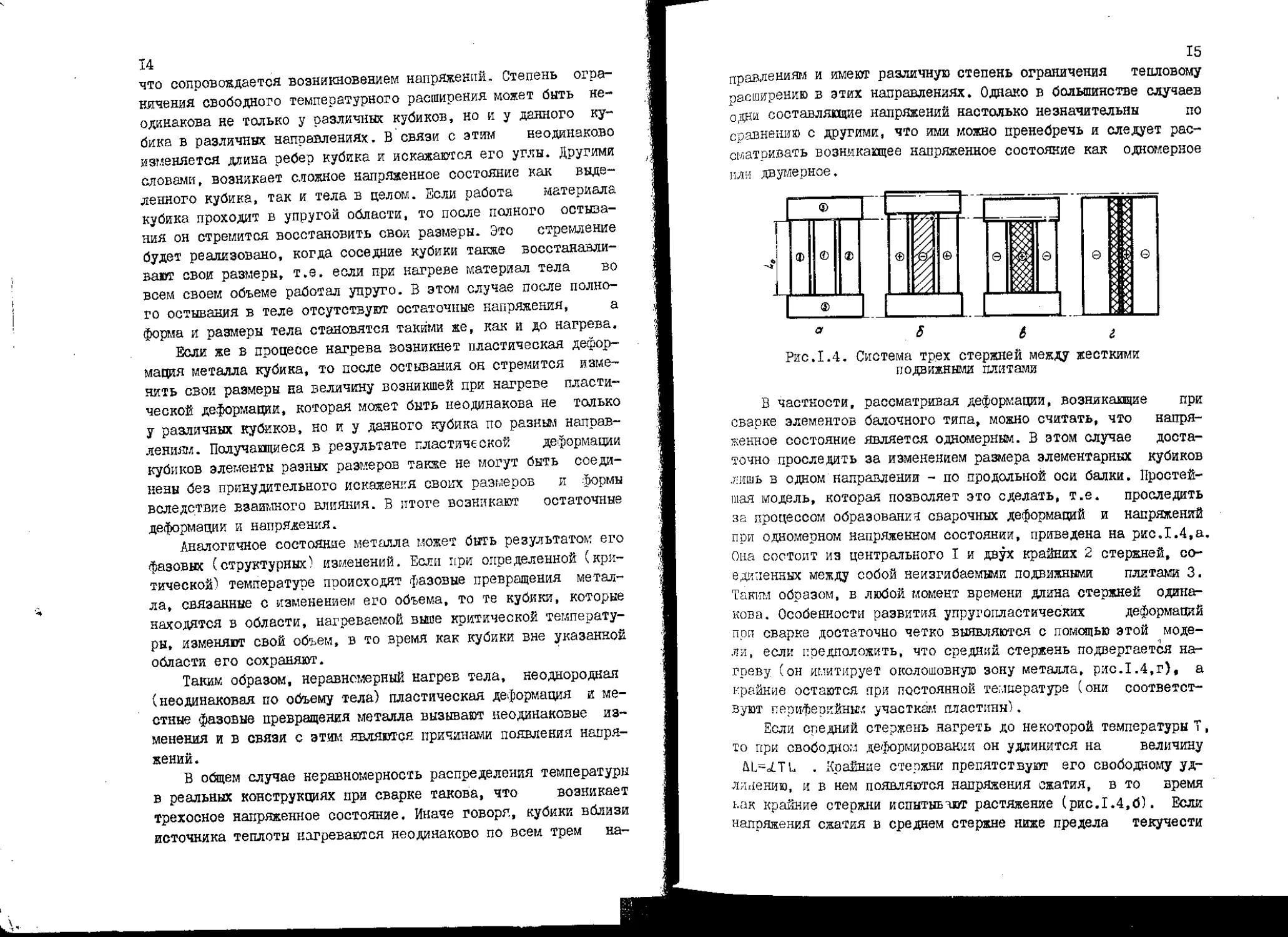
Рис. 1.4. Система трех стержней между жесткими
подвижными плитами
В частности, рассматривая деформации, возникающие при
сварке элементов балочного типа, можно считать, что напря-
женное состояние является одномерным. В этом случае доста-
точно проследить за изменением размера элементарных кубиков
лишь в одном направлении - по продольной оси балки. Простей-
шая модель, которая позволяет это сделать, т.е. проследить
за процессом образования сварочных деформаций и напряжений
при одномерном напряженном состоянии, приведена на рис.1.4,а.
Она состоит из центрального I и двух крайних 2 стержней, со-
единенных между собой неизгибаемыми подвижными плитами 3.
Таким образом, в любой момент времени длина стержней одина-
кова. Особенности развития упругопластических деформаций
при сварке достаточно четко выявляются с помощью этой моде-
ли, если предположить, что средний стержень подвергается на-
греву (он имитирует околошовную зону металла, рис.1.4,г), а
крайние остаются при постоянной температуре (они соответст-
вуют периферийным участкам пластины).
Если средний стержень нагреть до некоторой температуры Т,
то при свободном деформировании он удлинится на величину
AL-oLTL . Крайние стержни препятствуют его свободному уд-
линению, и в нем появляются напряжения -сжатия, в то время
как крайние стержни испытывают растяжение (рис.1.4,б). Если
напряжения сжатия в среднем стержне ниже предела текучести
16
металла, то процесс деформирования протекает упруго и после
остывания среднего стержня все стержни восстановят свое на-
чальную длину, а остаточных напряжений не возникнет. Однако
при более высоком нагреве среднего стержня напряжения в нем
достигают предела текучести и возникают пластические дефор-
мации укорочения. Поскольку пластические деформации необра-
тимы, то при остывании средний стержень стремится уменьшить
свою длину на величину пластической деформации укорочения,
имевшей место в момент максимального нагреве. Крайние стерж-
ни препятствуют укорочению среднего стержня. Поэтому в них
после остывания среднего стержня возникают напряжения сжатия,
в то время как в среднем стержне - напряжения растяжения
(рис.1.4,в). Последние могут достигать предела текучести ме-
талла, а остывание среднего стержня - сопровождаться пласти-
ческой деформацией удлинения.
лава 2 . ЗАНОЙ
Ста
ПРИ НАГРЕВЕ И НАГРУЗКЕ
§ 2.1. Изменение свойств металлов при нагреве
Процесс сварки связан с высокотемпературным местный
нагревом. В определенных зонах температура достигает таких
значений, при которых существенно изменяются теплофизические
и механические свойства металла. Для количественной оценки
возникапцих при сварке деформаций и напряжений необходимо
располагать опытными данными о характере изменения указан-
ных свойств металла в большом диапазоне температуры.
Из теплофизических характеристик металла с этой точки
зрения важными являются те, которые определяют объемные из-
менения металла при нагреве, К ним относятся коэффициент ли-
нейного температурного расширения d и объемная теплоем-
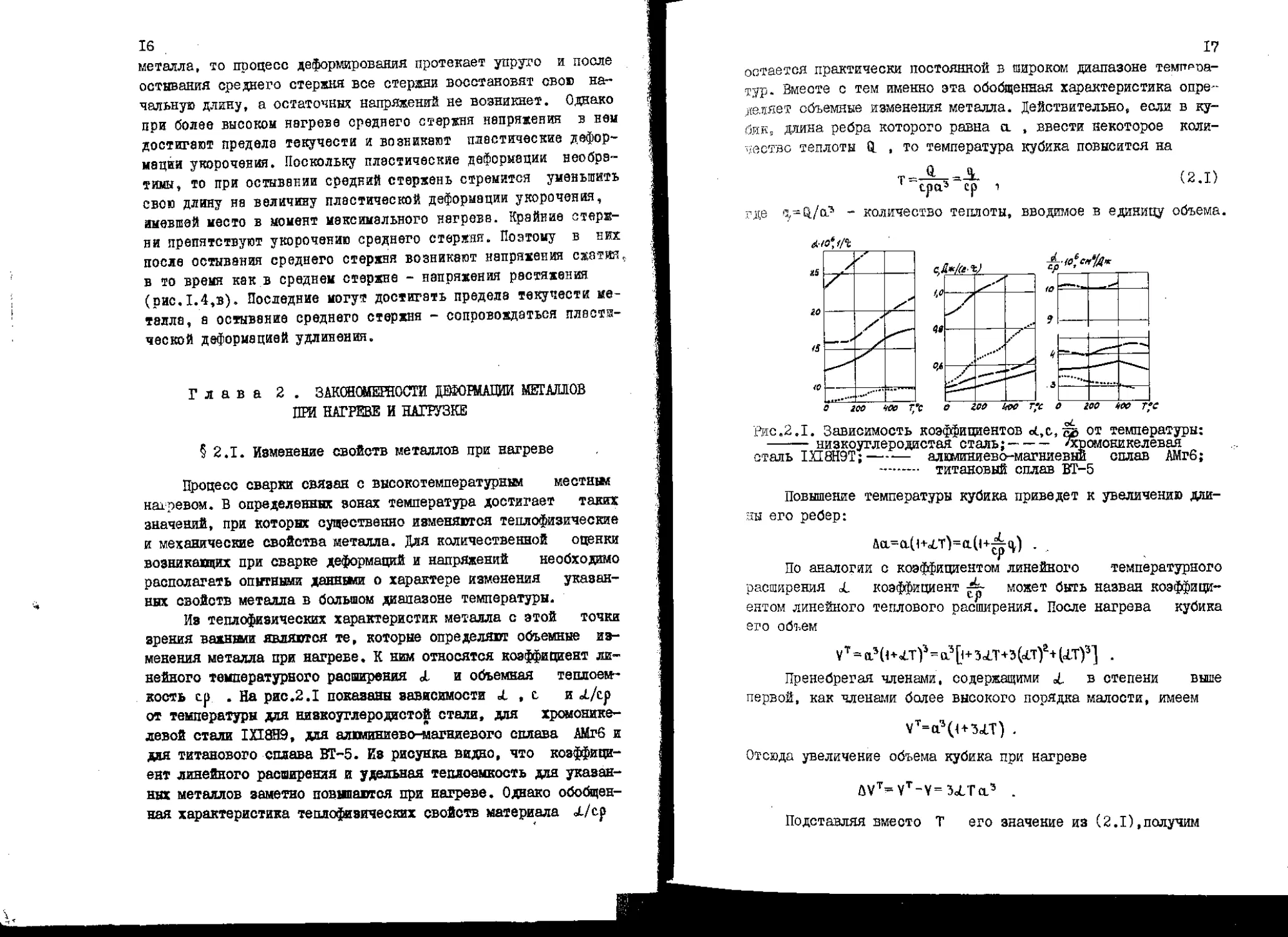
кость с.р . На ряс.2.1 показаны зависимости d , с и d/cp
от температуры для нивкоуглеродиетой стали, для хромонике-
левой стали IXI8H9, для алдминиево-магниевого сплава АМгб и
для титанового сплава ВТ-5. Из рисунка видно, что коэффици-
ент линейного расширения и удельная теплоемкость для указан-
ных металлов заметно иовыпаюгся при нагреве. Однако обобщен-
ная характеристика теплофизических свойств материала d/cp
17
остается практически постоянной в широком диапазоне темппоа-
тур. Вместе с тем именно эта обобщенная характеристика опре-
деляет объемные изменения металла. Действительно, если в ку-
бик s длина ребра которого равна а , ввести некоторое коли-
чество теплоты Q , то температура кубика повысится на
^<1 ,5
сро? ср 1
(2.1)
где - количество теплоты, вводимое в единицу объема.
о ко w т*с о ZQ& toe тр о zoo т*е
Рис.2.1. Зависимость коэффициентов <Z,o,ci5 от температуры:
-------низкоуглеродистая сталь;------Хромоникелевая
сталь IXI8H9T;------алюминиево-магниевый сплав АМгб;
..... титановый сплав ВТ-5
Повышение температуры кубика приведет к увеличению дли-
ны его ребер:
Аа=а(1+гт)=а(|+^) ,
По аналогии с коэффициентом линейного температурного
расширения d коэффициент может быть назван коэффици-
ентом линейного теплового расширения. После нагрева кубика
его объем
Ут=ц5(1+гт)3=о'5[|+3ДТ+3И)г+ (<ГГ)3] .
Пренебрегая членами, содержащими Jl. в степени выше
первой, как членами более высокого порядка малости, имеем
Ут=(?(4 + Зс1Т) .
Отсюда увеличение объема кубика при нагреве
йУт^Ут-У=З^Тй? .
Подставляя вместо Т его значение из (2.1),получим
18
ДУт = 3^ааэ .
ср т
Следовательно, относительное изменение объема кубика
М'ГЛ (? 9>
(2.2)
Таким образом, объемное изменение кубика при нагреве
пропорционально количеству вводимой в кубик теплоты, а коэф-
фициентом пропорциональности является обобщенная характери-
стика теплофизических свойств металла J,/(c.p) . Малая чувстви-
тельность этой обобщенной характеристики к изменению темпе-
ратуры (см. рис.2.1) значительно упрощает рассмотрение задач
по определению сварочных деформаций и напряжений, так как
исключает необходимость учитывать изменение теплофизических
характеристик металла при нагреве.
Для учета изменения механических свойств металла при
Нагреве необходимо располагать семейством кривых растяжения-
сжатия метал та, каждая из которых получена при определенной
температуре испытания образца. Испытания должны охватывать
весь диапазон температуры, при котором металл обладает упру-
0 wo wo soo г/с
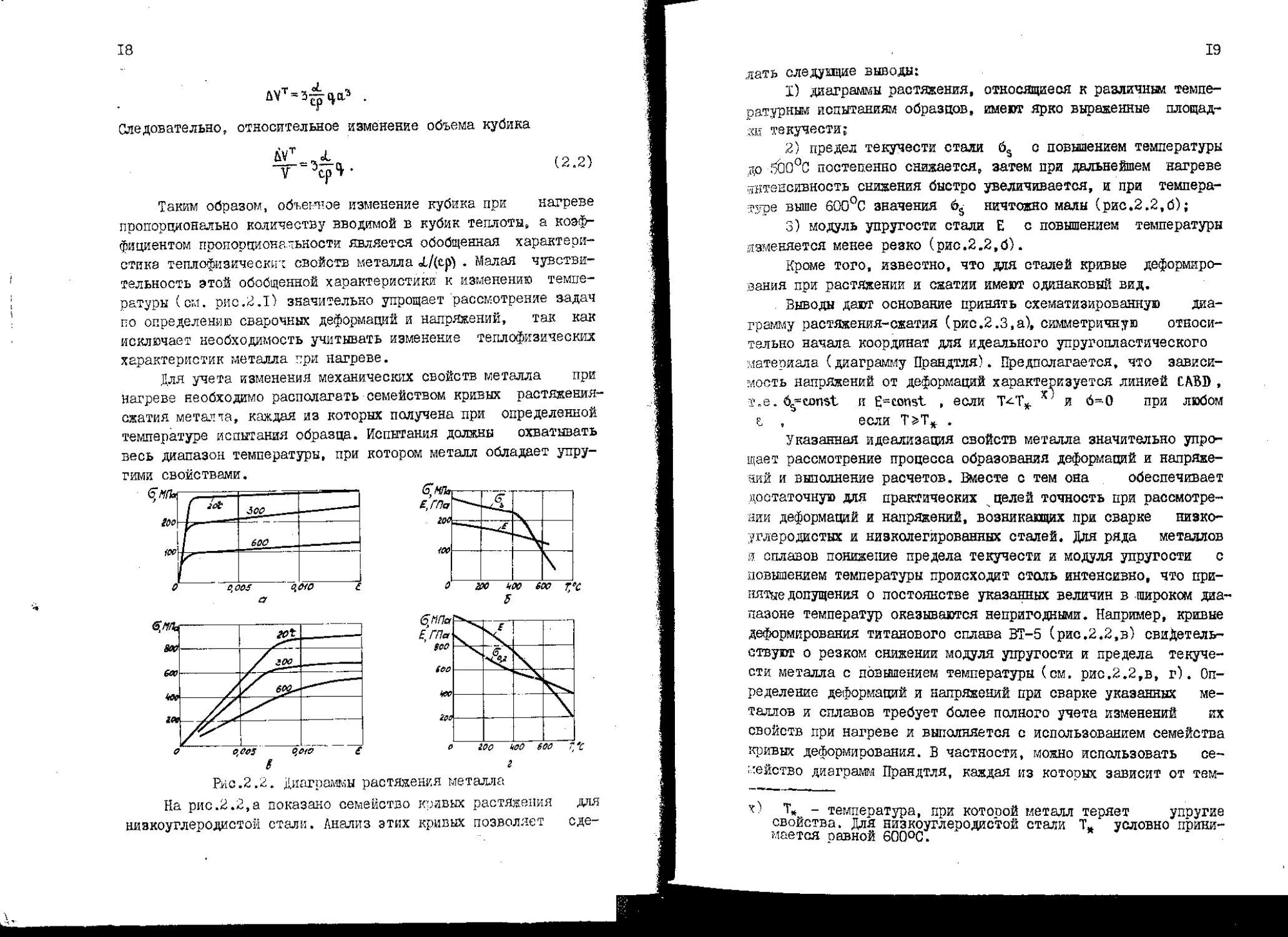
Рис.2.2. Диаграммы растяжения металла
На рис.2.2,а показано семейство кривых растяжения для
низкоуглеродистой стали. Анализ этих кривых позволяет еде-
19
лать следущие выводы:
I) диаграммы растяжения, относящиеся к различным темпе-
ратурным испытаниям образцов, имеют ярко выраженные площад-
ки текучести;
2) предел текучести стали б3 с повышением температуры
до 500°C постепенно снижается, затем при дальнейшем нагреве
интенсивность снижения быстро увеличивается, и при темпера-
туре выше 600°С значения 6S ничтожно малы (рис.2.2,б);
3) модуль упругости стали Е с повышением температуры
изменяется менее резко (рис.2.2,б).
Кроме того, известно, что для сталей кривые деформиро-
вания при растяжении и сжатии имеют одинаковый вид.
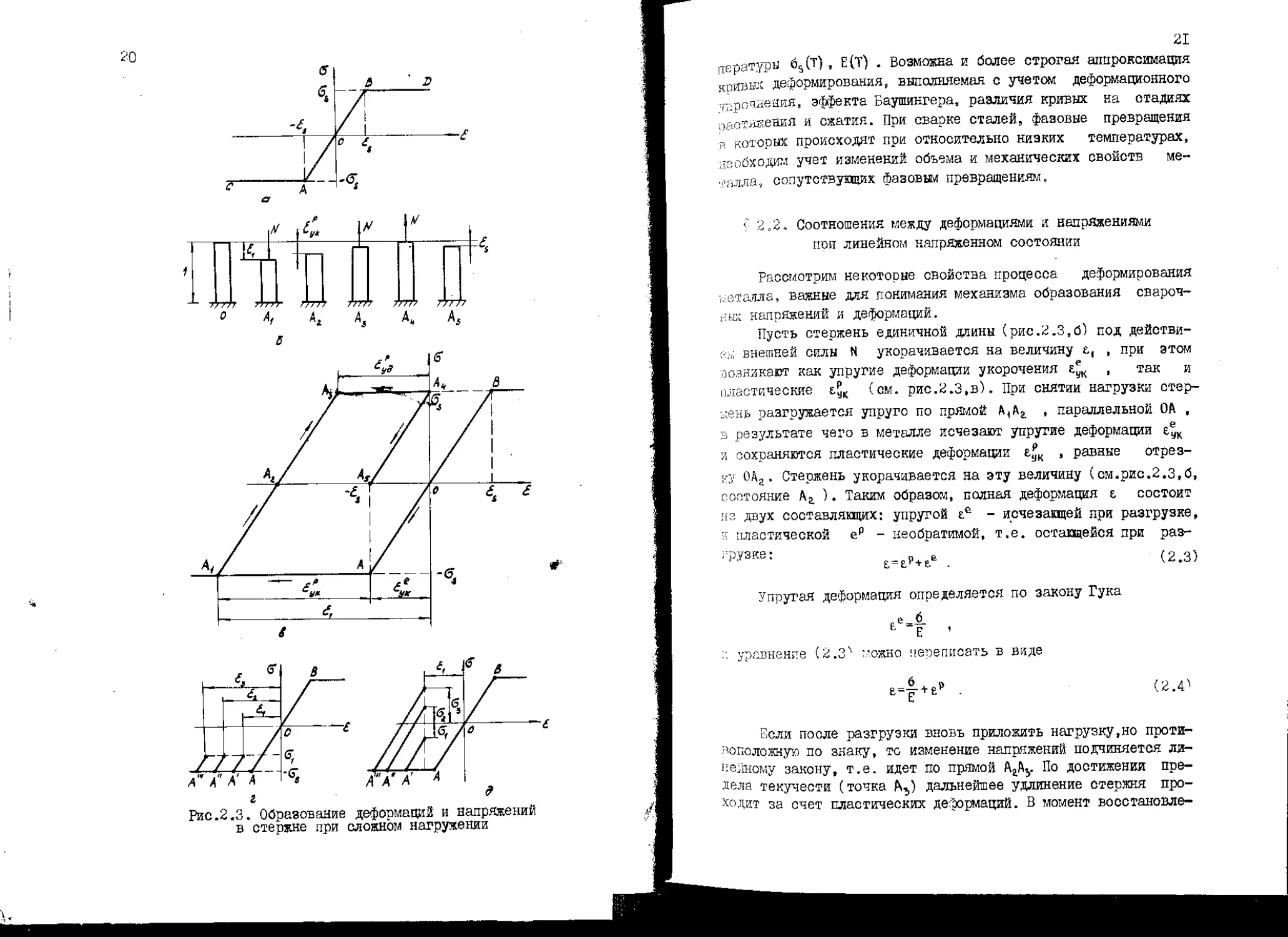
Выводы дают основание принять схематизированную диа-
грамму растяжения-сжатия (рис.2.3,а), симметричную относи-
тельно начала координат для идеального упругопластического
материала (диаграмму Прандтля). Предполагается, что зависи-
мость напряжений от деформаций характеризуется линией CABD ,
т.е. 6 = const и E=const , если и 6=0 при любом
& , если Т>Т# .
Указанная идеализация свойств металла значительно упро-
щает рассмотрение процесса образования деформаций и напряже-
ний и выполнение расчетов. Вместе с тем она обеспечивает
достаточную для практических целей точность при рассмотре-
нии деформаций и напряжений, возникающих при сварке низко-
углеродистых и низколегированных сталей. Для ряда металлов
и сплавов понижение предела текучести и модуля упругости с
повышением температуры происходит столь интенсивно, что при-
нятые допущения о постоянстве указанных величин в широком диа-
пазоне температур оказываются непригодными. Например, кривые
деформирования титанового сплава ВТ-5 (рис.2.2,в) свидетель-
ствуют о резком снижении модуля упругости и предела текуче-
сти металла с повышением температуры (см. рис.2.2,в, г). Оп-
ределение деформаций и напряжений при сварке указанных ме-
таллов и сплавов требует более полного учета изменений их
свойств при нагреве и выполняется с использованием семейства
кривых деформирования. В частности, можно использовать се-
мейство диаграмм Прандтля, каждая из которых зависит от тем-
Т* - температура, при которой металл теряет упругие
свойства. Для низкоуглеоодистой стали условно прини-
мается оавной 600°С.
20
21
пературы 6s(t) , Е(Т) . Возможна и более строгая аппроксимация
кривых деформирования, выполняемая с улетал деформационного
;~;.рочиеетя, эффекта Баушингера, различия кривых на стадиях
паотякения и сжатия. При сварке сталей, фазовые превращения
•р. которых происходят при относительно низких температурах,
необходим учет изменений объема и механических свойств ме-
талла, сопутствующих фазовый превращениям.
< 2 „2. Соотношения между деформациями и напряжениями
пои линейном напряженном состоянии
Рассмотрим некоторые свойства процесса деформирования
глеталла, важные для понимания механизма образования свароч-
:-ж напряжений и деформаций.
Пусть стержень единичной длины (рис.2.3,6) под действи-
внешней силы N укорачивается на величину е, , при этом
возникают как упругие деформации укорочения ЕуК , так и
пластические е.рк (см. рис.2.3,в). При снятии нагрузки стер-
лень разгружается упруго по прямой А,Аг , параллельной ОА ,
в результате чего в металле исчезают упругие деформации £уК
и сохраняются пластические деформации е£к , равные отрез-
ку 0Дг. Стержень укорачивается на эту величину (см.рис.2.3,б,
состояние ). Таким образом, полная деформация е. состоит
из двух составляющих: упругой - исчезающей при разгрузке,
и пластической ер - необратимой, т.е. остающейся при раз-
да- Е=£,Р+еЛ (2.3)
Упругая деформация определяется по закону Гука
уравнение (2.З' можно переписать в виде
е=-|- + е₽
(2.4''
Если после разгрузки вновь приложить нагрузку,но проти-
воположную по знаку, то изменение напряжений подчиняется ли-
нейному закону, т.е. идет по прямой АаАу По достижении пре-
дела текучести (точка ft,,) дальнейшее удлинение стержня про-
ходит за счет пластических деформаций. В момент восстановле-
22
ния длины стержня (точка Ац) пластические деформации удлине-
ния £уД равны отрезку А^ , а растягивающие напряжения дос-
тигают предела текучести (з5 . При этом суммарная пластиче-
ская деформация равна '
£р = £УК + £нд ~АА1" A-jAjj— ОАу— ~£д .
Сумму пластических деформаций на любом этапе нагружения
можно определить, разгружая стержень. Например, остаточные
пластические деформации в металле в состоянии А^ равны
остаточным полным деформациям после разгрузки по прямой
(состояние А5 ). Несмотря на то что стержень восстановил
свою начальную длину (полная деформация стержня в состоянии
A/j равна нулю), в нем имеются упругие деформации удлинения
te=E.s , пластические деформации укорочения £p=~£s , растяги-
вающие напряжения 6=6S . Если при начальном сжатии образца
пластические деформации укорочения малы (|ерк|< es ), то по-
вторных пластических деформаций £рд не возникает, а рас-
тягивающие напряжения меньше 6S . Важно отметить, что при
работе металла в упругой области имеет место однозначная за-
висимость между напряжениями и полными деформациями, опреде-
ляемая законом Гука ( 6= Ее ), в то время как при работе в
упругопластической - многозначная. Так, одно и то же значе-
ние напряжений 6j может достигаться при различных полных
деформациях £ ( на рис.2.3,г), а при одной и той
же величине е, могут быть различные значения напряжений
(6j,6£,65 на рис.2.3,д). Это обстоятельство усложняет реше-
ние упругопластических задач, так как требует изучения исто-
рии деформирования рассматриваемого тела. Из рис.2.3,г, д
видно, что для определения напряжений в данный момент про-
цесса деформирования образца необходимо знать не только
полную его деформацию в рассматриваемый момент, но и полную
деформацию в момент начала разгрузки, т.е. характеризуемую
точками А1, А", А"1.
При учете деформационного упрочнения полная деформация
также состоит из упругой и пластической частей в соответст-
вии с формулой (2.4). Однако стадия разгрузки с последующей
нагрузкой противоположного знака протекает для различных ме-
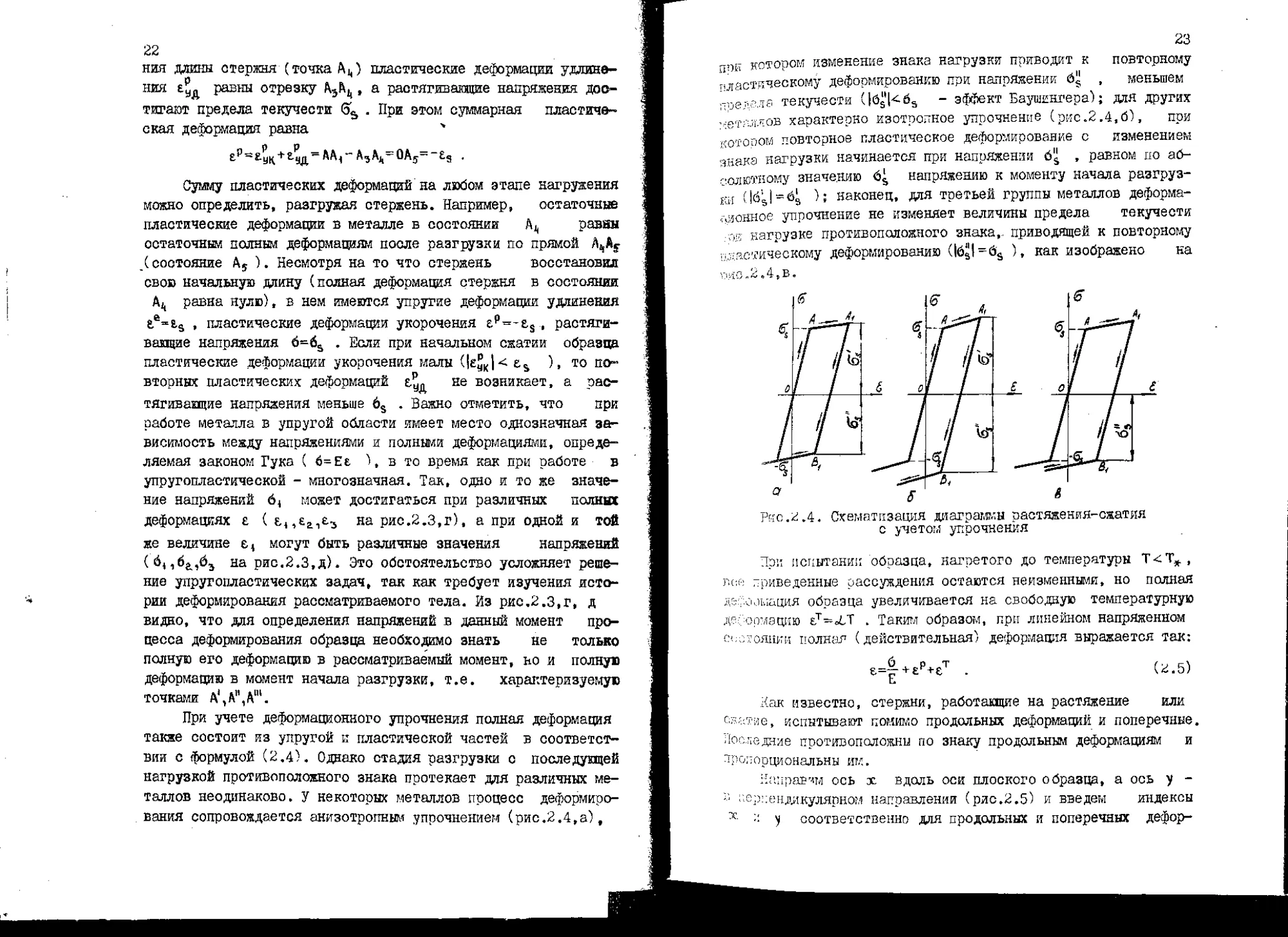
таллов неодинаково. У некоторых металлов процесс деформиро-
вания сопровождается анизотропным упрочнением (рис.2.4,а).
23
котором изменение знака нагрузки приводит к повторному
таастическому деформированию при напряжении б$ , меньшем
желала текучести (|6s'|<6s - эффект Баушингера); для других
^тялдов характерно изотропное упрочнение (рис.2.4,6'), при
потопом повторное пластическое деформирование с изменением
знака нагрузки начинается при напряжении , равном но аб-
солютному значению б^ напряжению к моменту начала разгруз-
ки (1<ч1 =бд ); наконец, для третьей группы металлов деформа-
ционное упрочнение не изменяет величины предела текучести
нагрузке противоположного знака,, приводящей к повторному
пластическому деформированию (l6sl=6s ), как изображено на
лис.2.4,в.
Рис.2.4. Схематизация диаграммы растяжения-сжатия
с учетом упрочнения
При испытании образца, нагретого до температуры Т<Т*_,
псе приведенные рассуждения остаются неизменными, но полная
дсрооыация образца увеличивается на свободную температурную
ж ордацкю еГ-оРТ . Таким образом, при линейном напряженном
с молнии полная (действительная) деформация выражается так:
6 р
£= +£р+£
L
(2.5)
Как известно, стержни, работающие на растяжение или
сжатие, испытывают помимо продольных деформаций и поперечные.
Последние противоположны по знаку продольным деформациям и
пропорциональны им.
йаправ'чл ось х вдоль оси плоского образца, а ось у -
-ерхендикулярном направлении (рис.2.5) и введем индексы
х - у соответственно для продольных и поперечных дефор-
26
Предположим, что вследствие какой-то причины (например, на-
грева' призма стремится удлиниться на величину ЛЬ1 . Объемом
удлинения призмы будем называть произведение площади основа-
ния призмы на абсолютное удлинение, которое она стремится
приобрести:
AV^FAL* . (2.9)
Если призма стремится укоротиться, то получим объем уко-
рочения, который также определяется по формуле (2.9), но со
знаком минус. Стремление призмы удлиниться (укоротиться)
может быть реализовано полностью, частично или совсем не
реализовано (рис.2.6,а?-в). Иначе говоря, фактическое измене-
ние длины призмы ЛЬ в общем случае не равно AL’ . Размер-
ность объема удлинения (укорочения) выражается в кубических
сантиметрах. На рисунке штриховкой показаны объемы удлинения
призмы в направлении х . Так как абсолютное удлинение (уко-
рочение) равно AL'=e.‘xL , где £х - относительное удлинение
(укорочение), которое стремятся приобрести волокна призмы,
то объем удлинения (укорочения) может быть определен по
формуле
av^=fl4=v4 , (2.Ю)
где V=FL - исходный объем рассматриваемой призмы, см\
Итак, объем удлинения (укорочения) равен произведению
площади основания призмы на абсолютное удлинение, которое
она стремится приобрести, или, что то же самое, равен произ-
ведению начального объема призмы на относительное удлинение
(укорочение) продольных волокон, которые они приобрели бы
при условии свободного деформирования. Если отнести исходную
длину призмы к единице длины, то получим так называемый по-
гонный объем удлинения или укорочения, т.е. объем, приходя-
щийся на единицу длины (рис.2.6,г). Обозначая его , мож-
но записать
vl = Fe‘ . (2.II)
JX JU
размерность объема удлинения (укорочения), приходящего-
ся на единицу длины, выражается в квадратных сантиметрах.
Если в пределах площади F деформации неодинаковы
(рис.Ь.6,д), т.е. продольные волокна стремятся 'удлиниться
(укоротиться) на разную величину Е.'х(у,х) , то
27
лтТ/Д aLiF . (2.12)
F
В частном случае, когда t'x изменяются лишь в одном
направлении, оставаясь неизменными в другом (£х=£хМ »
рис.2.6,е);
‘°i*aVx,ty • (2.13)
в
Очевидно, что если vL на длине L не изменяется, то
Л*
bV^V^L
(2.14)
В противном случае
4Vx=Jvi(ix. (2.15)
L
или, подставляя вместо vx его значение из (2.12), получим
AVx'j4(tV - (2.16)
V
Таким образом, объем удлинения (укорочения) - интеграль-
ная характеристика деформаций одного направления31' в услови-
ях свободного деформирования.
В частном случае, когда стремление призмы изменить свою
длину обусловлено нагревом и (или) пластической деформацией,
имеем
4=4р=^+4 (2-17)
Следовательно, можно записать
Д¥х+bVx И vIP=vx+ vx (2.18)
и аналогично для направлений у иг. Здесь Av£=\exiv
объем удлинения (укорочения) вследствие пластической дефор-
мации; ДeTcLV - объем удлинения (укорочения) вслед-
ствие нагрева (охлаждения).
Объем удлинения (укорочения) нельзя смешивать о общим
изменением объема, Так, например, при нагреве кубика с реб-
—- .III ЦП I L I - ' . I ,
x) Одного из главных направлений деформаций.
28
ром а. общее увеличение его объема равно &VT=a3,3eT (см.
§ 2.1), в то время как объем удлинения в любом из направле-
ний в три раза меньше (рис.2.6,ж):
= . (2.19)
В качестве другого примера, иллюстрирующего разницу в
понятиях общего изменения объема и объема удлинения (укоро-
чения), рассмотрим перераспределение объема металла при
пластической деформации призмы LBs . Ее объемы удлинения
(укорочения) в каждом из направлений определяются произведе-
нием начального объема призмы на соответствующую пластиче-
скую деформацию (рис.2.6,з), т.е.
&vJ=Ve.J •; AVP = VeP i (2.20)
а общий объем призмы не изменяется (в соответствии с законом
сохранения объема металла при пластической деформации)
AVp=Av£ + AVj+AV* =0 . (2.21)
Отсюда следует, что если в результате пластической де-
формации в двух направлениях возникают объемы удлинения, то
в третьем - объем укорочения, и наоборот, если в одном на-
правлении &v£=0 , то ДУу=~Д)/£ (такое перераспределе-
ние объема возможно в условиях плоского напряженного состоя-
ния) . Предположим, что в направлении размера L призма от-
несена к единице длины (следовательно, ее начальный объем
V0=Bs=F ), а в направлении размера s пластические де-
формации не изменяются (рис.2.6,е). Тогда перераспределение
ее объема характеризуется погонныии объемами удлинения и
укорочения, равными
тгр=з^£^.1у • = sjep dy •, . (2.22)
ь в-в
Интегралы в этих выражениях определяют площади эпюр пласти-
ческих деформаций по ширине призмы. Обозначая их соответст-
венно S^. , Sy , можно записать
vx = s5x i vP = sSy ; vp=sSp . (2.23)
Аналогично, при указанном условии погонные объемы удли-
нения, возникающие в результате нагрева, можно выразить так;
29
17^=vJ = V^SST ,
(2.24)
где ST - площадь эпюры температурных деформаций (так как
l7=e.x= e,L = aL = XT , то Sx=s!.=3^ST).
Сварной шов может иметь направление вдоль и поперек оси
балки. Если шов параллелен оси балки, то ее деформации зави-
сят от изменения объема металла в направлении оси шва - от
объема продольного удлинения (укорочения1 сварного соедине-
ния. Если же шов перпендикулярен к оси балки, то ее деформа-
ции зависят от изменения объема металла в направлении, пер-
пендикулярном к.оси шва - от объема поперечного укорочения
сварного соединения. Прежде чем определить указанные объемы
при тех или иных условиях сварки, получим общие расчетные
формулы для оценки параметров изгиба балки, обусловленного
объемными изменениями металла.
§2.4. Напряжения, деформация и перемещения в балках,
обусловленные объемными изменениями металла
Выше было отмечено, что появление временных и остаточ-
ных деформаций и напряжений при сварке связано с объемными
изменениями металла. Определим количественные зависимости
между величиной и распределением объемных изменений в метал-
ле, с одной стороны, и величиной и характером распределе-
ния деформаций, напряжений и перемещений в балочной конст-
рукции - с другой. Рассмотрим балку таврового сечения с пря-
молинейной осью и в центре тяжести ее левого торца поместим
начало системы XYZ , направив ось X вдоль ее длины,
оси Y и Z - вдоль главных осей поперечного сечения**'
(рис.2.7,а). Выделим двумя бесконечно близкими сечениями,
х) Здесь под изменением объема понимается его увеличение
или уменьшение в направлении оси балки х , т.е. обуслов-
ленное стремление продольных волокон балки изменить свою
длину, и рассматриваются напряжения и деформации вдоль
этой оси.
хх) Будем различать местные системы координат хуг , связан-
ные со швами, в которых ось х направлена вдоль оси
шва, и общую систему координат XYZ, , связанную как ука-
зано, с балочной конструкцией.
30
перпендикулярными к оси X , участок балки dx , отнесем его
к единице длины и изобразим в увеличенном виде (рис.2.7,б).
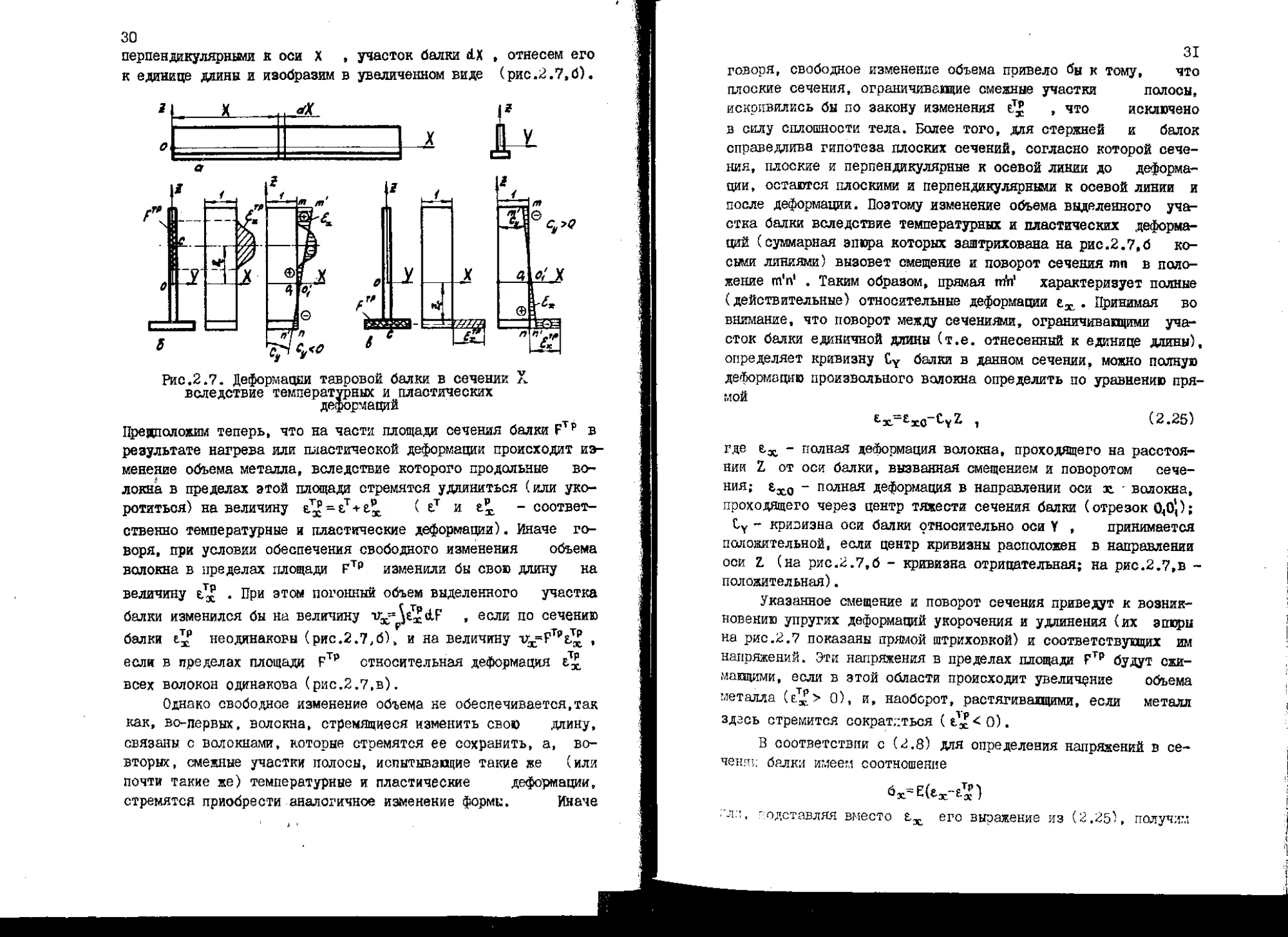
Рис.2.7. Деформации тавровой балки в сечении X.
вследствие температурных и пластических
деформаций
Предположим теперь, что на части площади сечения балки FTp в
результате нагрева или пластической деформации происходит из-
менение объема металла, вследствие которого продольные во-
локна в пределах этой площади стремятся удлиниться (или уко-
ротиться) на величину е.^р = ст+г.х ( е.т и ~ соответ-
ственно температурные и пластические деформации). Иначе го-
воря, при условии обеспечения свободного изменения объема
волокна в пределах площади Гтр изменили бы свою длину на
величину . При этом погонный объем выделенного участка
балки изменился бы на величину , если по сечению
балки неодинаковы (рис.2.7,6). и на величину ‘асжРТ,Ьх »
если в пределах площади Рт₽ относительная деформация етх
всех волокон одинакова (рис.2.7,в).
Однако свободное изменение объема не обеспечивается,так
как, во-первых, волокна, стремящиеся изменить свою длину,
связаны с волокнами, которые стремятся ее сохранить, а, во-
вторых, смежные участки полосы, испытывающие такие же (или
почти такие же) температурные и пластические деформации,
стремятся приобрести аналогичное изменение формы. Иначе
31
говоря, свободное изменение объема привело бы к тому, что
плоские сечения, ограничивапцие смежные участки полосы,
искривились бы по закону изменения , что исключено
в силу сплошности тела. Белее того, для стержней и балок
справедлива гипотеза плоских сечений, согласно которой сече-
ния, плоские и перпендикулярные к осевой линии до деформа-
ции, остаются плоскими и перпендикулярными к осевой линии и
после деформации. Поэтому изменение объема выделенного уча-
стка балки вследствие температурных и пластических деформа-
ций (суммарная эпюра которых заштрихована на рис.2.7,б ко-
сыми линиями) вызовет смещение и поворот сечения тп в поло-
жение гл'с' . Таким образом, прямая tn'n' характеризует полные
(действительные) относительные деформации ех . Принимая во
внимание, что поворот между сечениями, ограничивающими уча-
сток балки единичной длины (т.е. отнесенный к единице длины),
определяет кривизну CY балки в данном сечении, можно полную
деформацию произвольного волокна определить по уравнению пря-
мой
ех=£хС-Су2 т (2.25)
где е,х - полная деформация волокна, проходящего на расстоя-
нии Z от оси балки, вызванная смещением и поворотом сече-
ния; £х0 - полная деформация в направлении оси х. - волокна,
проходящего через центр тяжести сечения балки (отрезок 0ч0*();
CY - кривизна оси балки относительно оси Y , принимается
положительной, если центр кривизны расположен в направлении
оси L (на рис.2.7,б - кривизна отрицательная; на рис.2.7,в -
положительная).
Указанное смещение и поворот сечения приведут к возник-
новению упругих деформаций укорочения и удлинения (их эпюры
на рис.2.7 показаны прямой штриховкой) и соответствующих им
напряжений. Эти напряжения в пределах площади Гт₽ будут сжи-
мающими, если в этой области происходит увеличение объема
металла (е.х> 0), и, наоборот, растягивающими, если металл
здесь стремится сократиться (< 0).
В соответствии с (2.8) для определения напряжений в се-
чении балки имеем соотношение
бх=Е(ех Е-х)
'"л.', подставляя вместо его выражение из (2.25), получим
32
^х“^(е’ХО~^У^~£Х ) •
(2.26)
Так как выделенный участок балки должен находиться в
равновесии, то сумма внутренних сил и сумма моментов внут-
ренних сил должны быть равны нул^, т.е. должны быть соблю-
дены условия равновесия (1,1):
JffxdF , JdxZdF=O .
Подставляя выражение (2.26) в (I.I), получим два сов-
местных уравнения относительно двух неизвестных величин СхоА’
exqJe cLF - Cy^EZdF=je ex ,
Kx0\EZd.F-tY\EZadLF=\E^Zd.F ,
(2.27)
где интегрирование распространяется на всю площадь попереч-
ного сечения F .
В общем случае модуль упругости зависит от температуры
и изменяется по сечению балки. Однако, как было отмечено в
§ 2Д, изменением модуля упругости можно пренебречь и при-
нимать его постоянным. Тогда входящие в уравнения (2.2?) ин-
тегралы становятся равными
Uf=F 1 \Z4F-O , \z4P=IY n kVcLF=i4P
г Г Р F
и искомые величины определяются непосре втвенно по формулам
,vTP „тТР
F -Vx г =-2^7 (2 28)
Ехо F * *"Y ‘ а
где - координата центра тяжести объема vxp ;
bxZcLF
г‘=Я^-
(2.29)
Формулы (2.28) устанавливают количественные зависимости
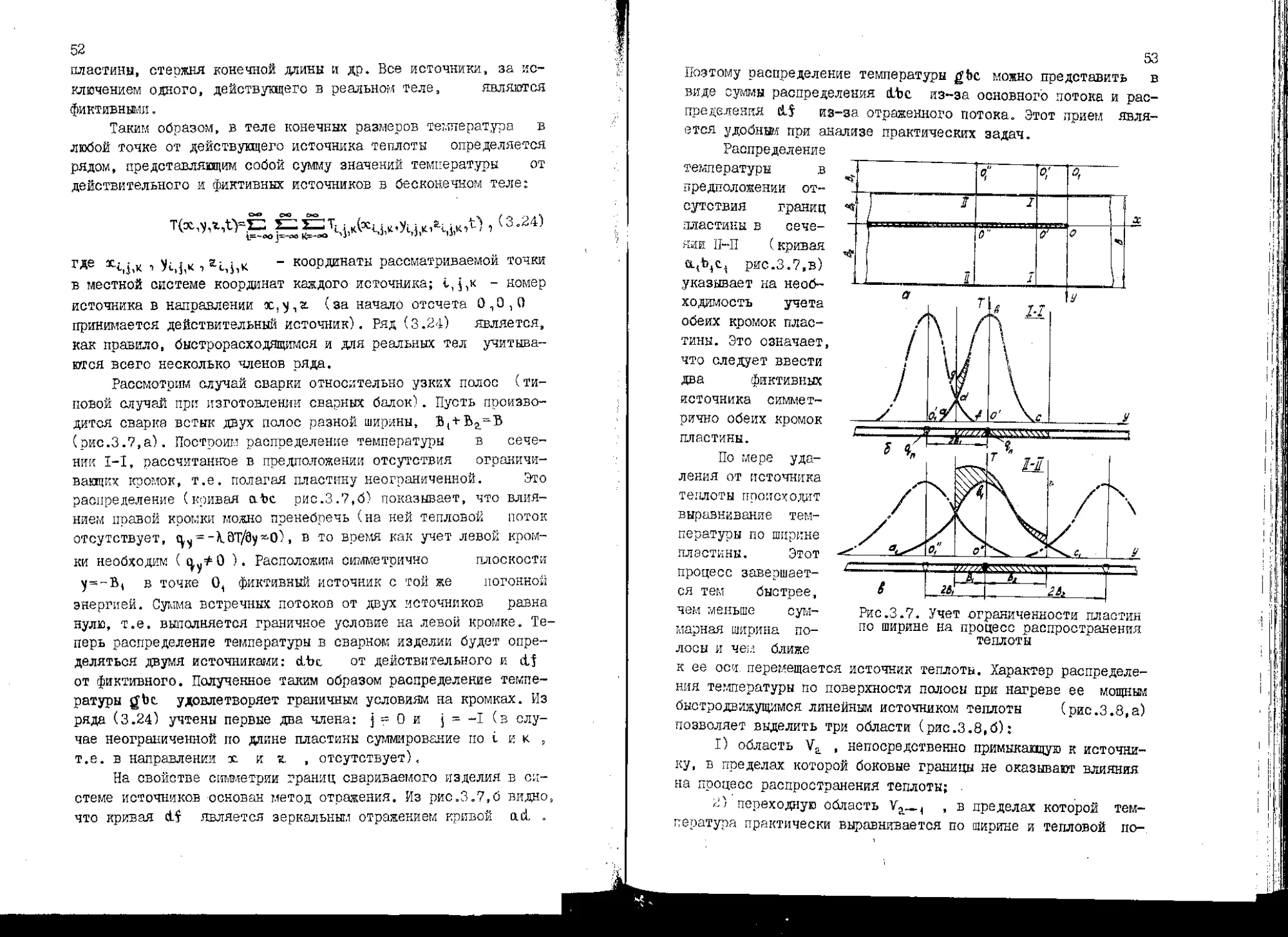
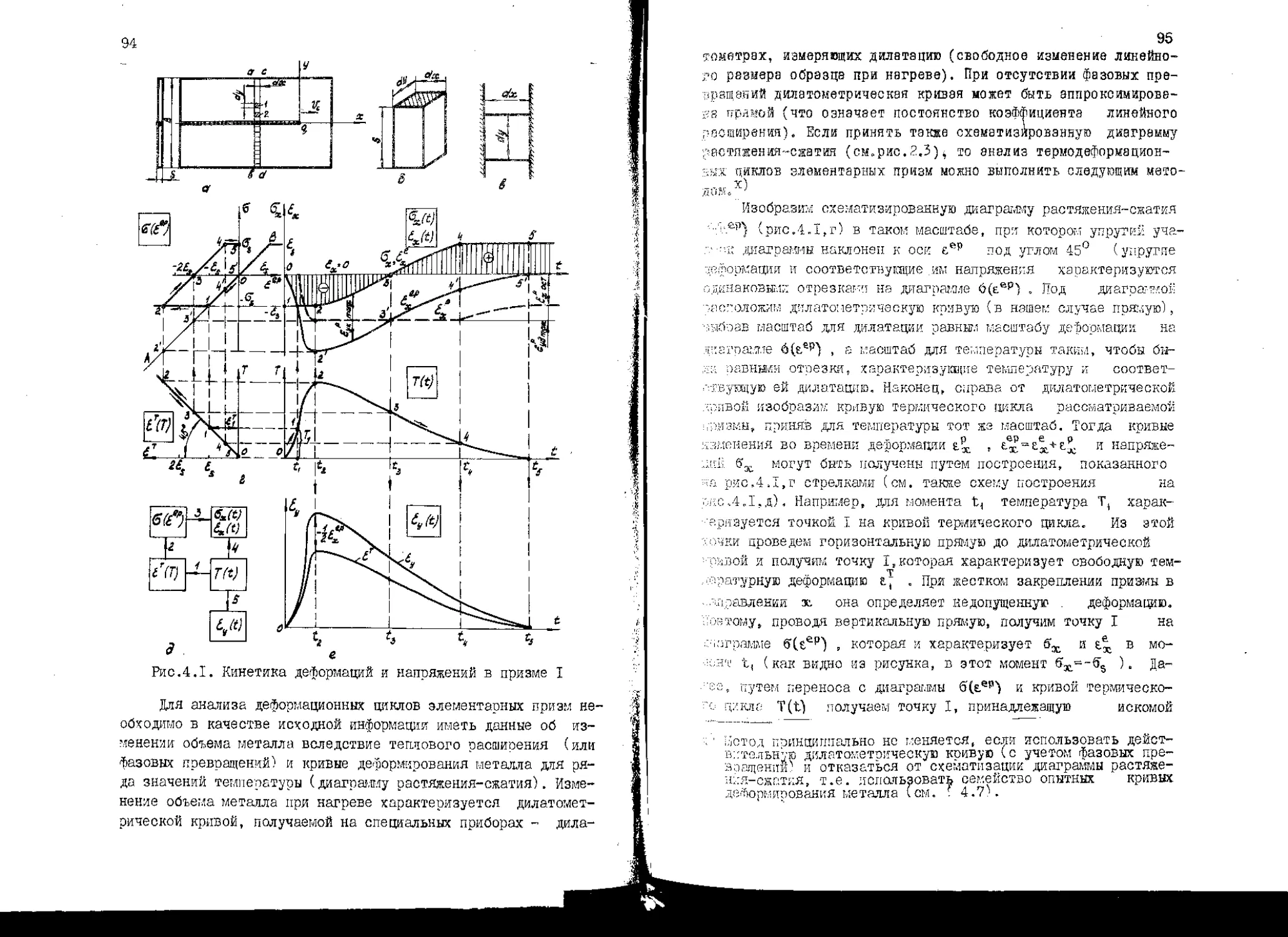
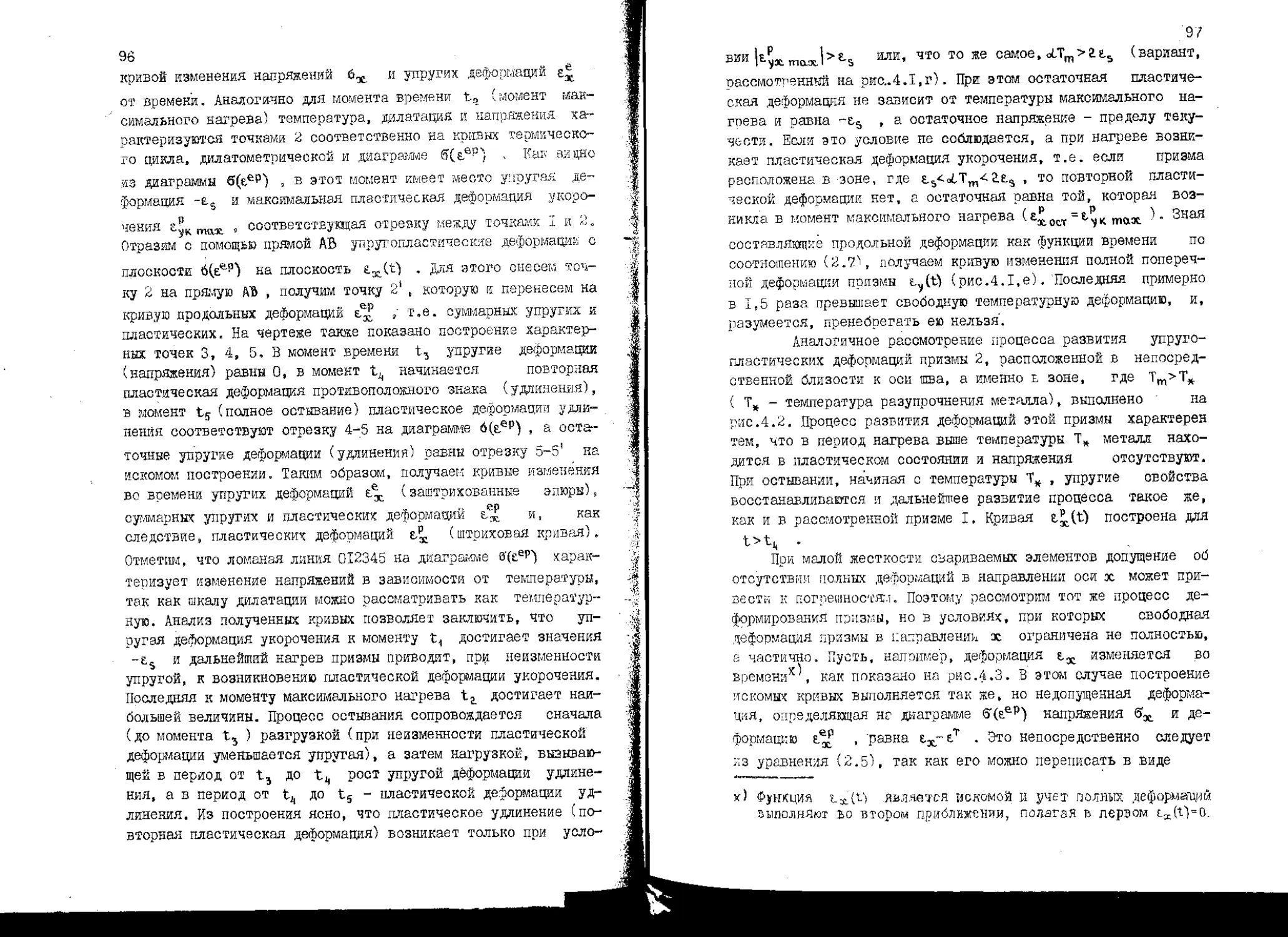
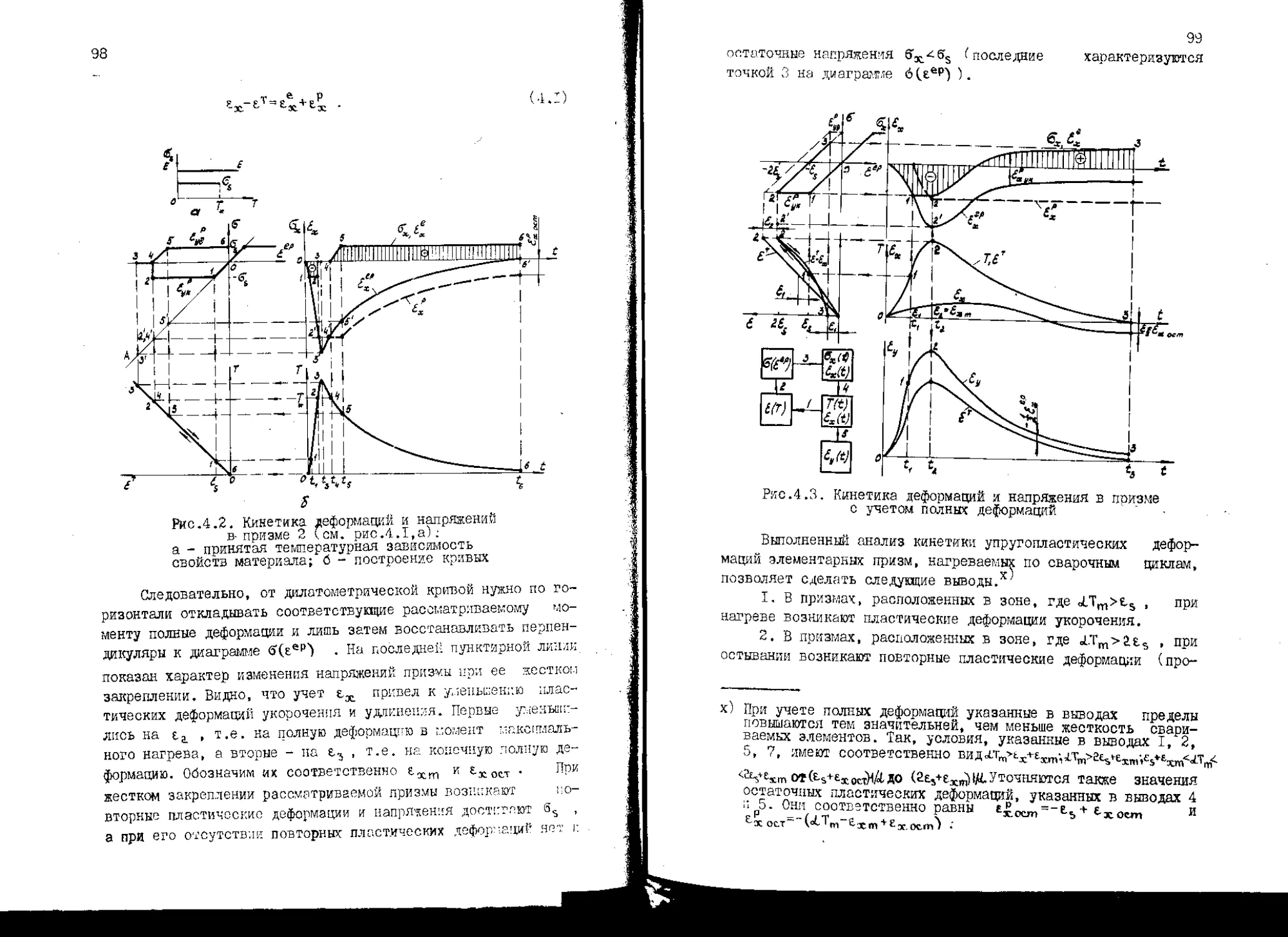
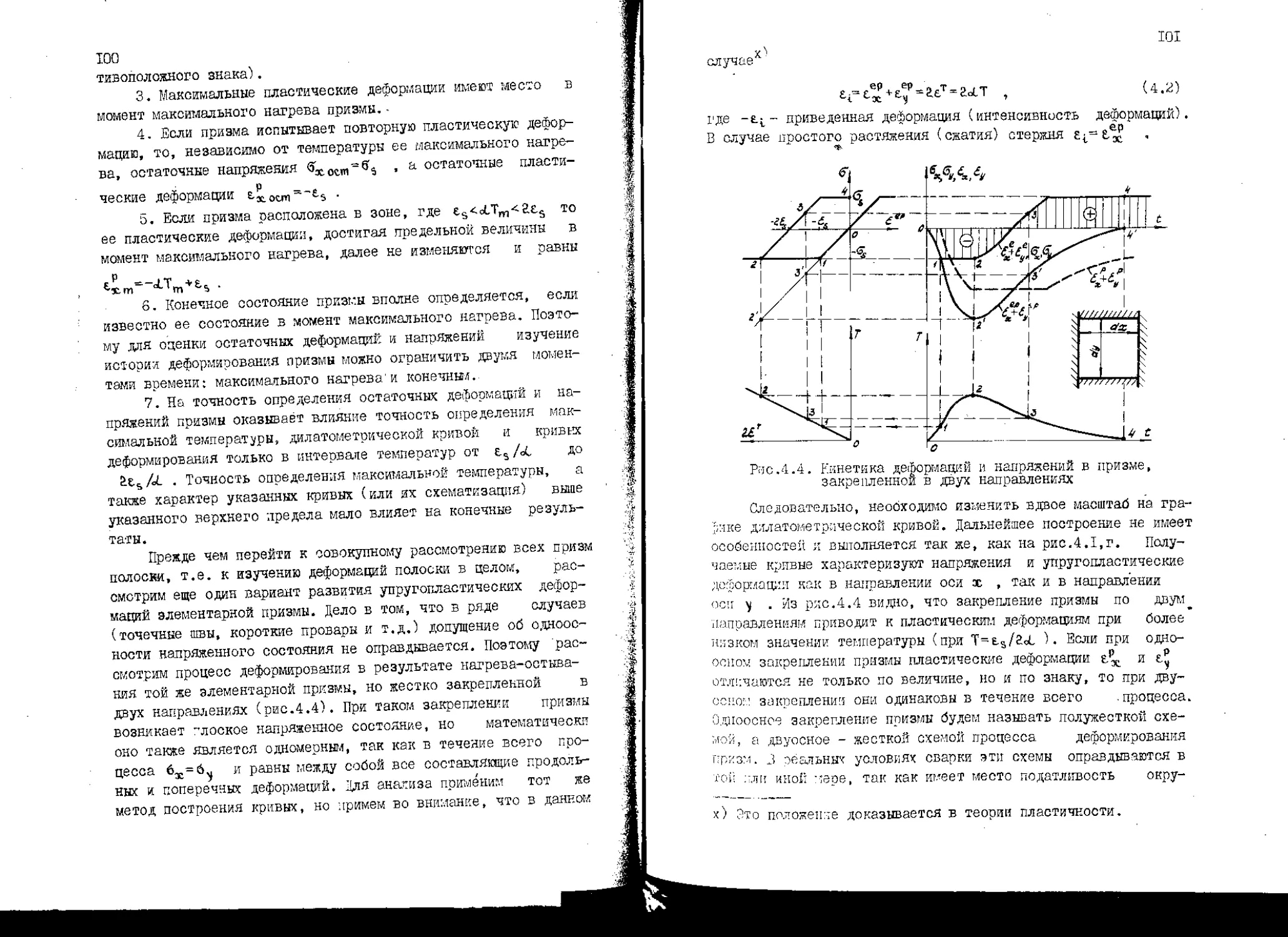
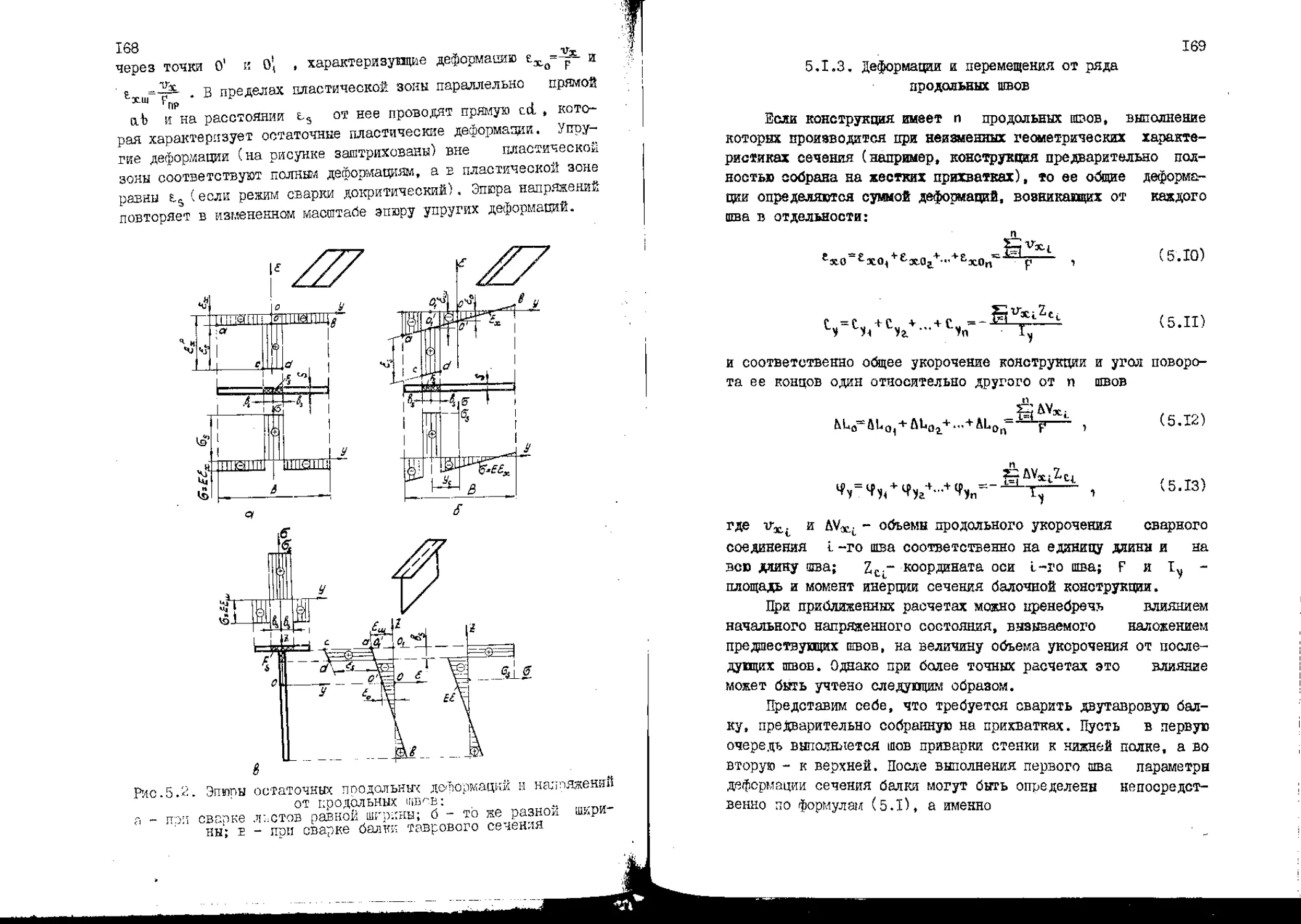
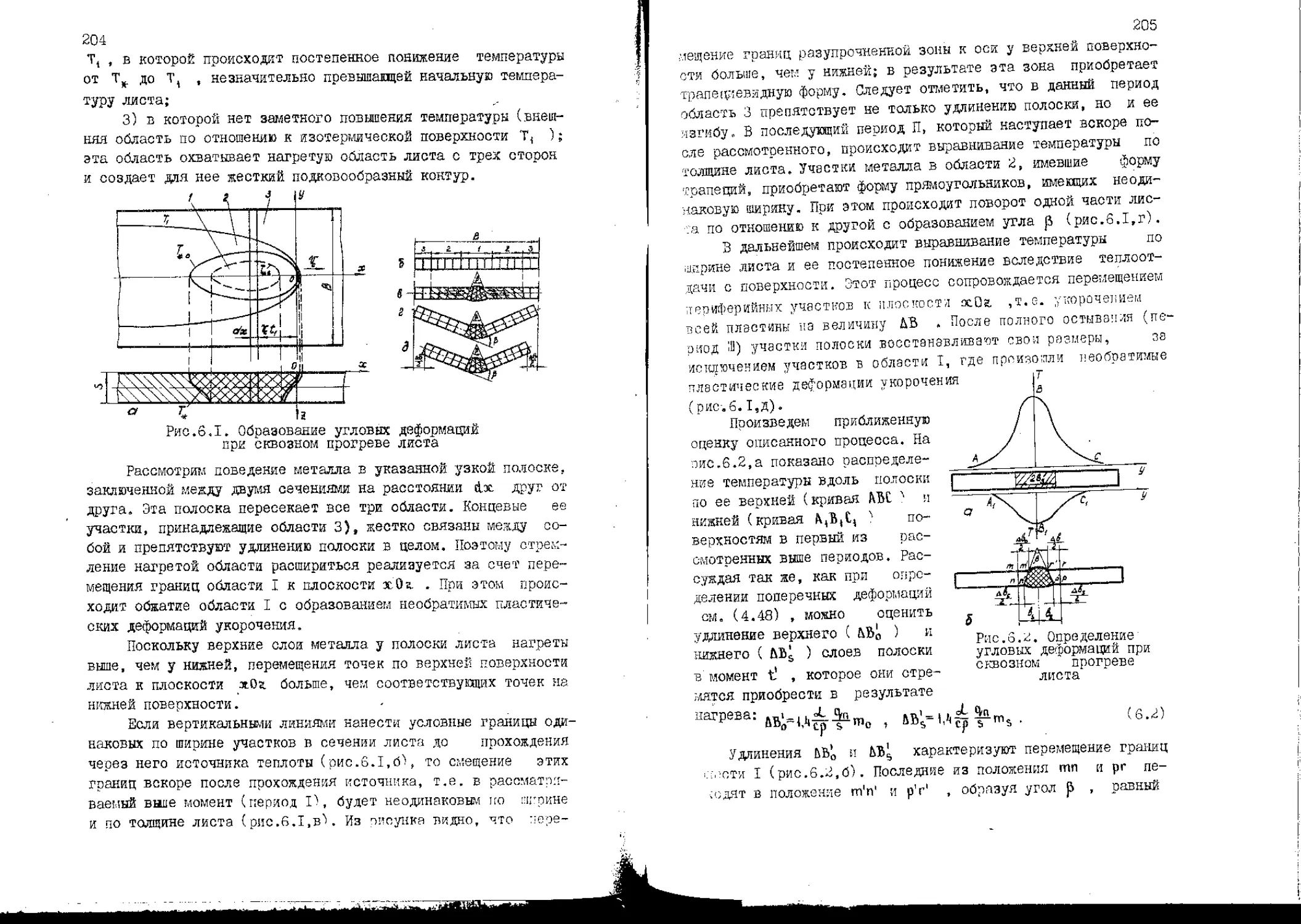
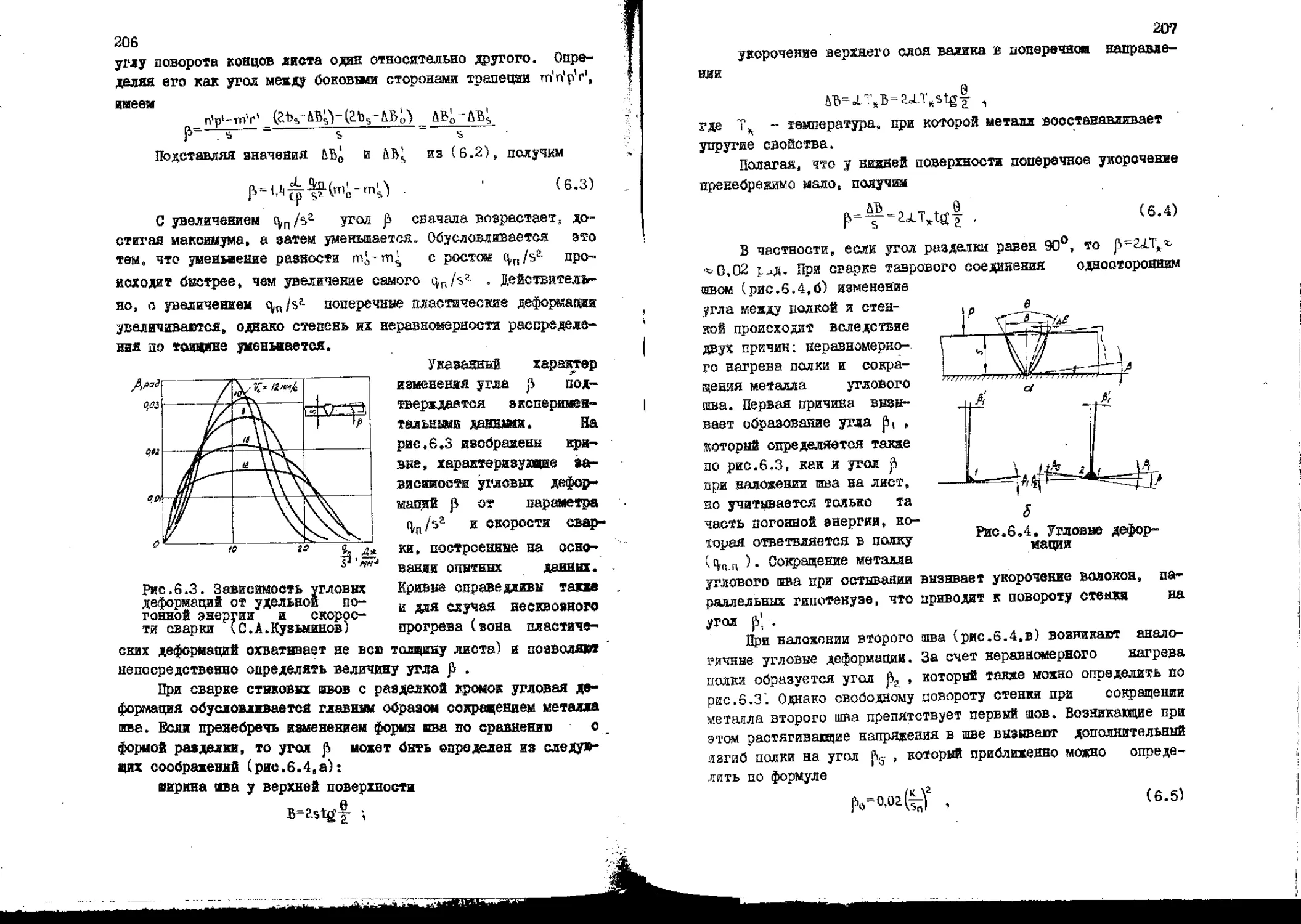
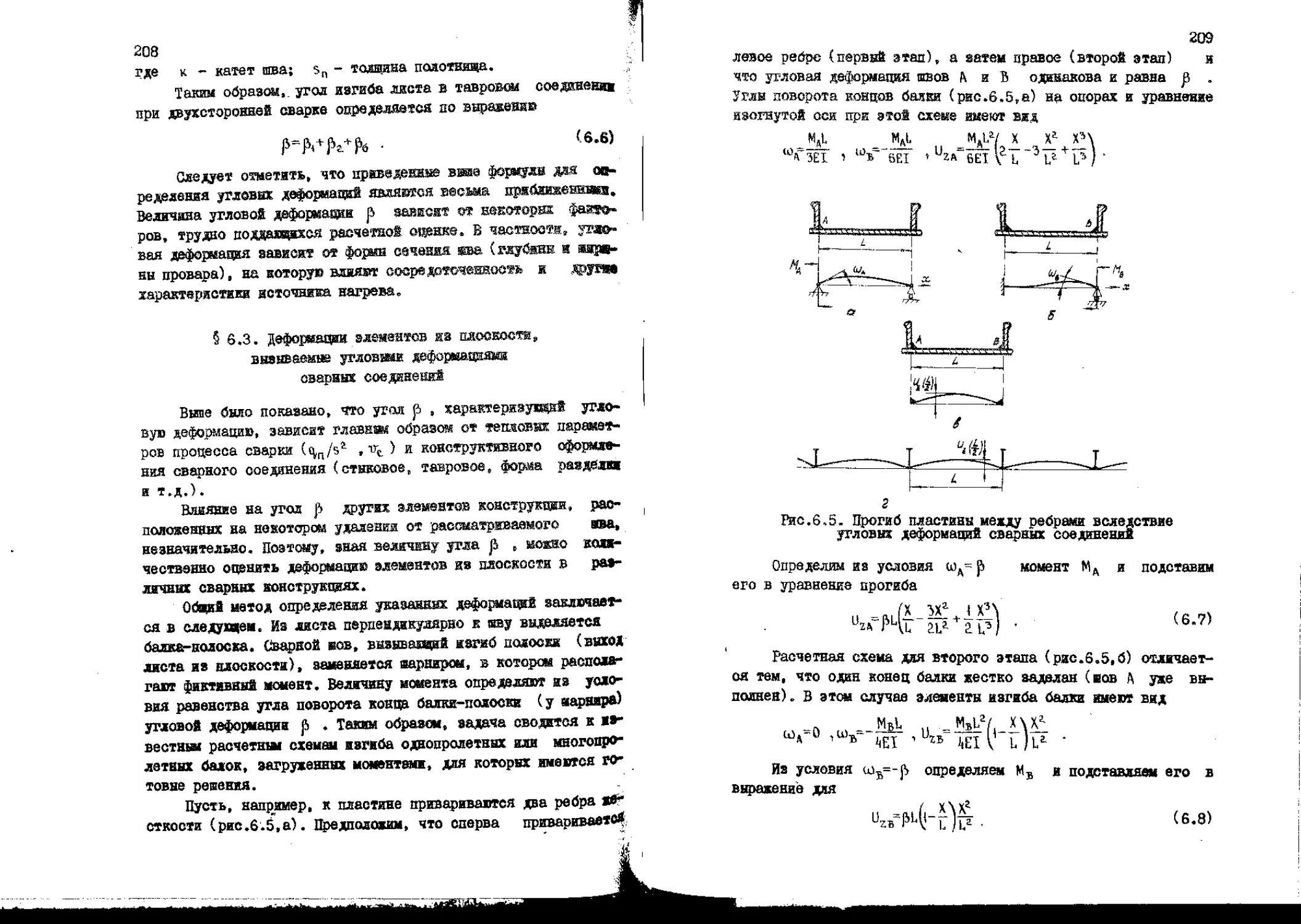
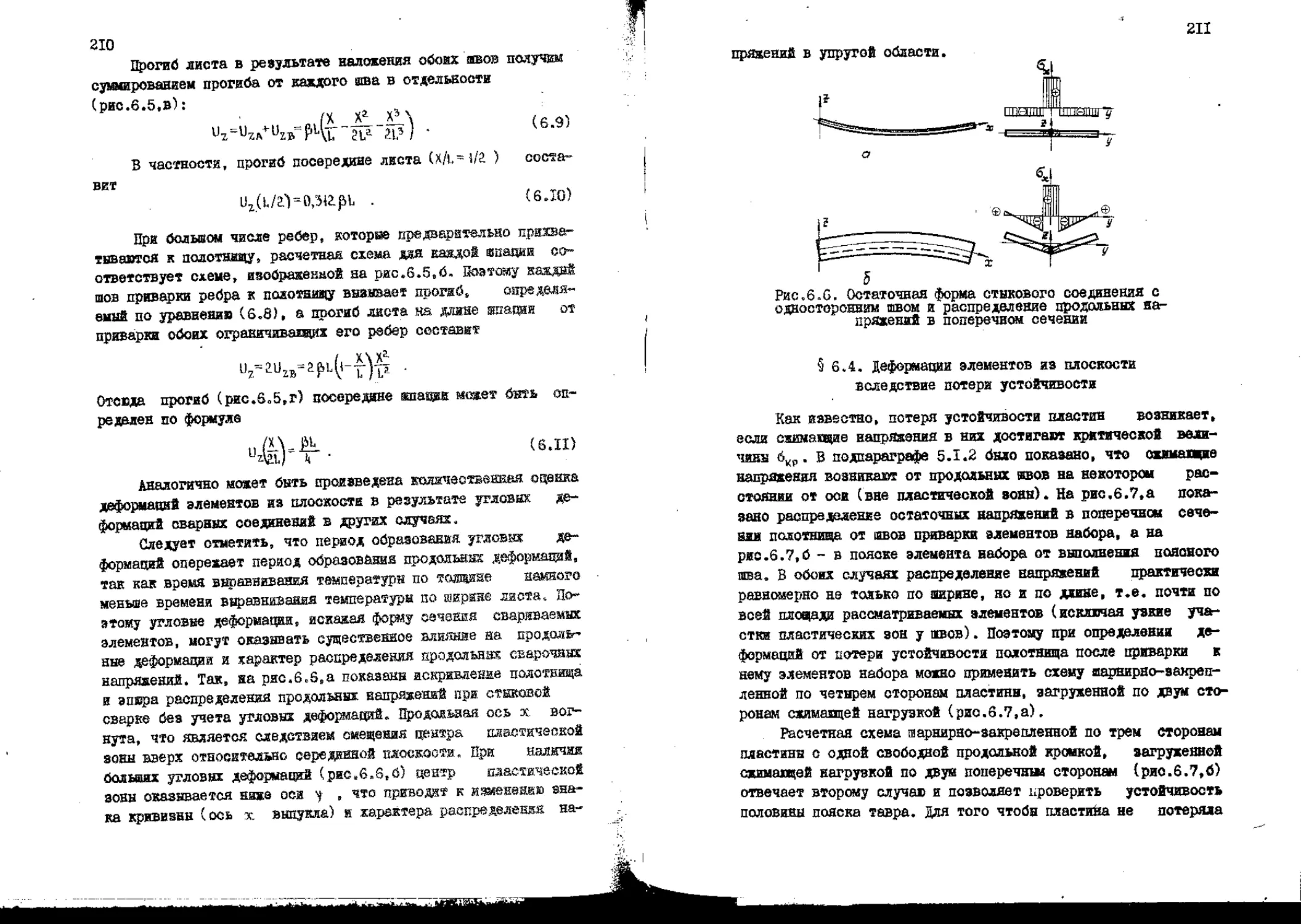
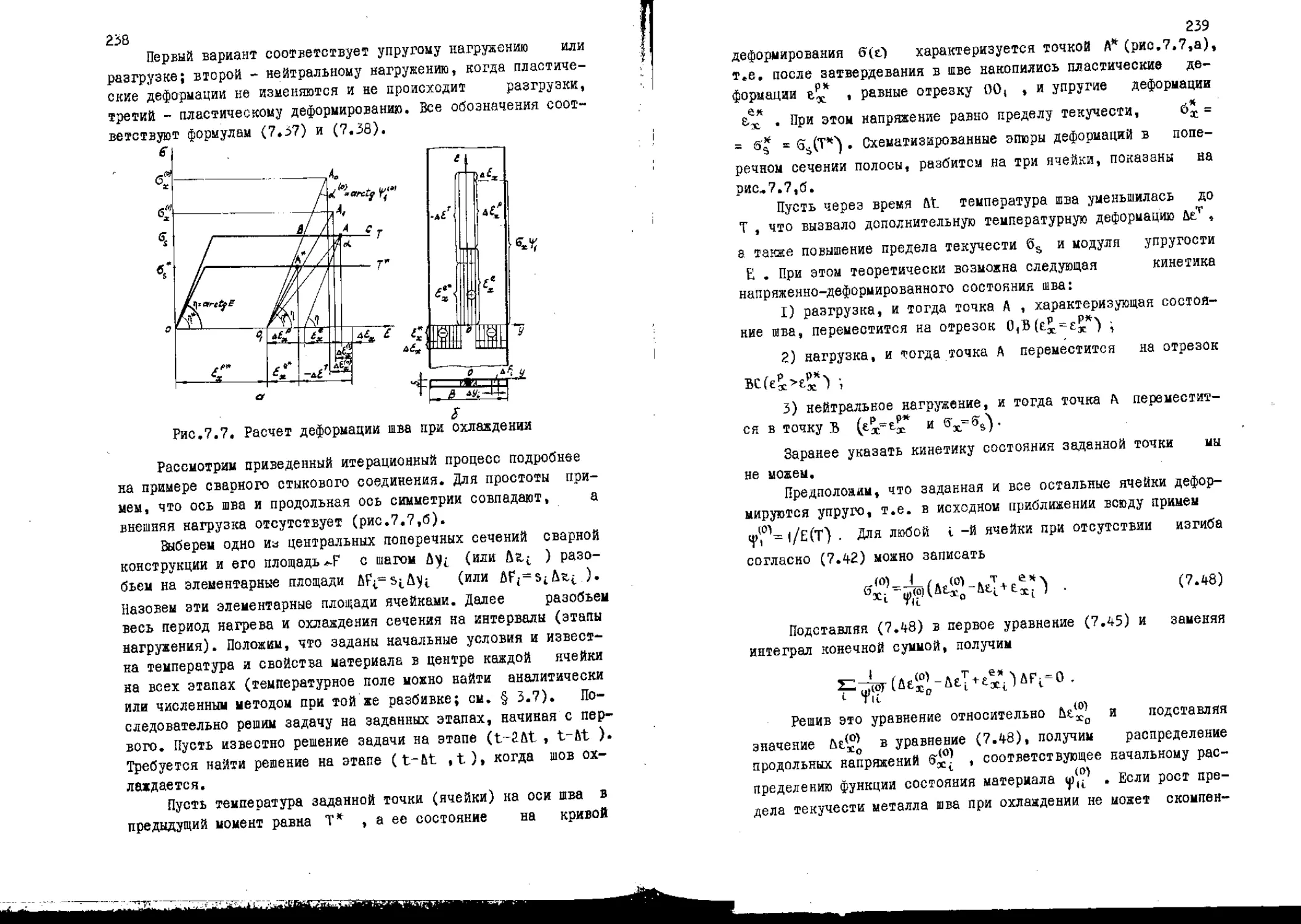
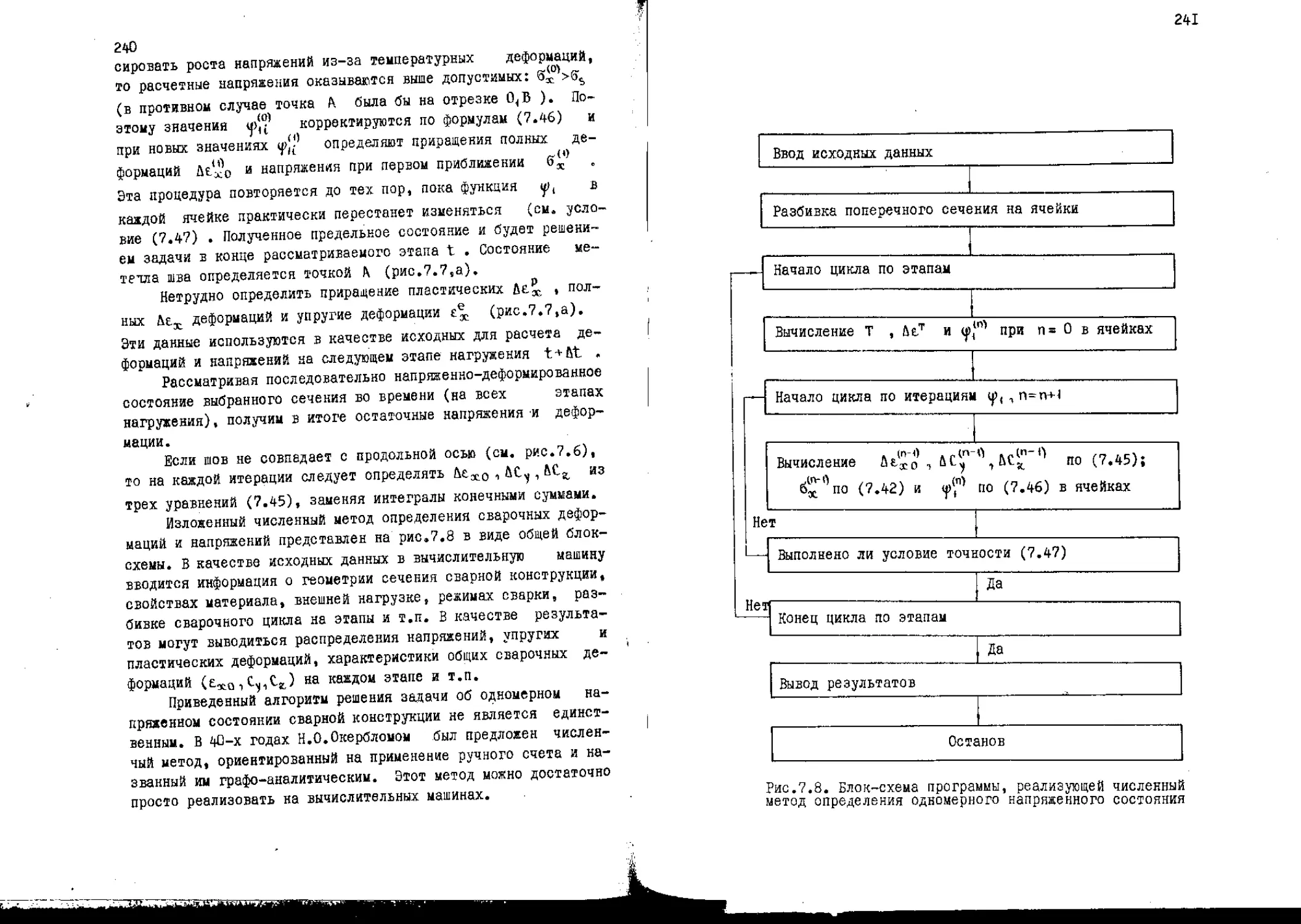
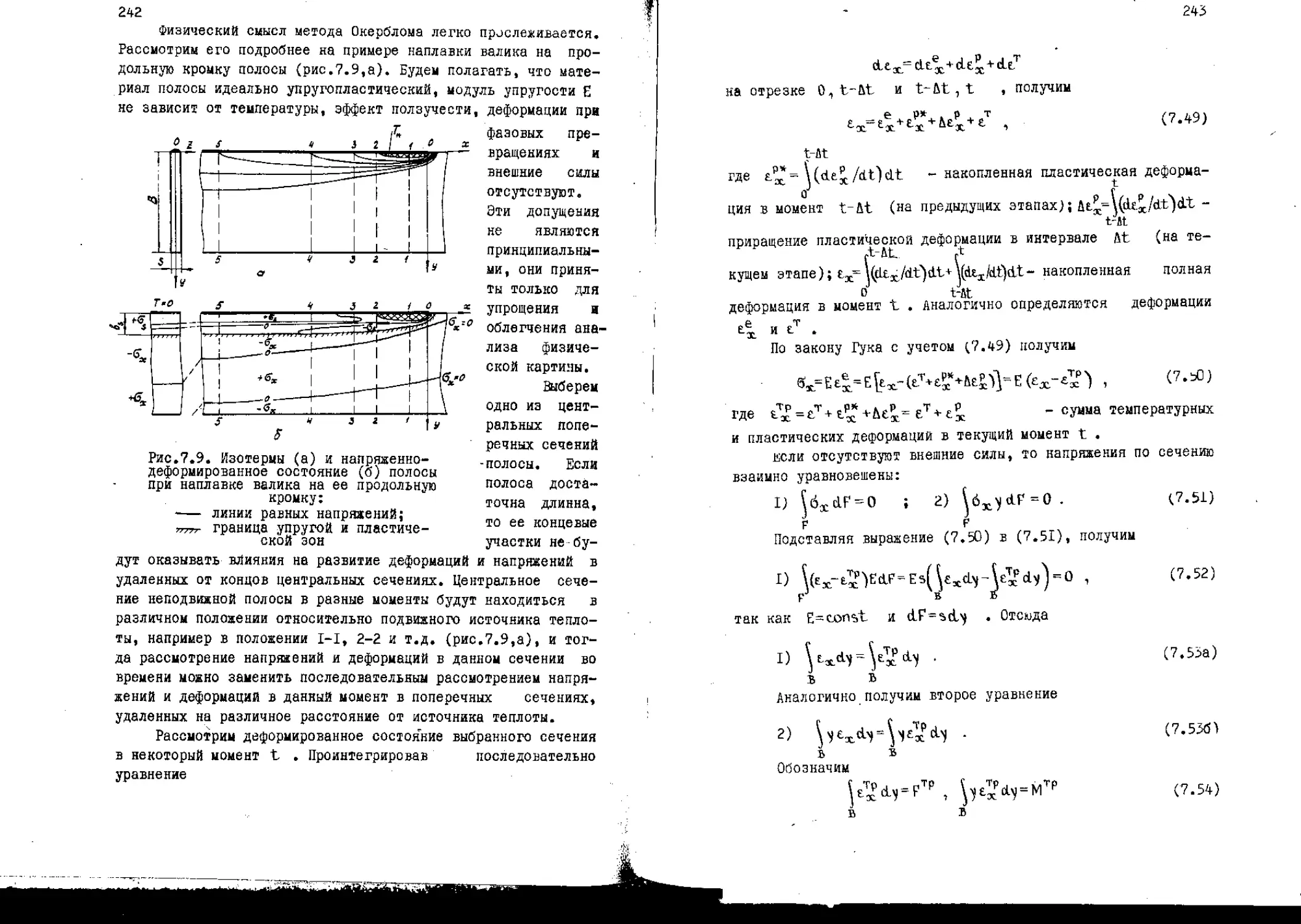
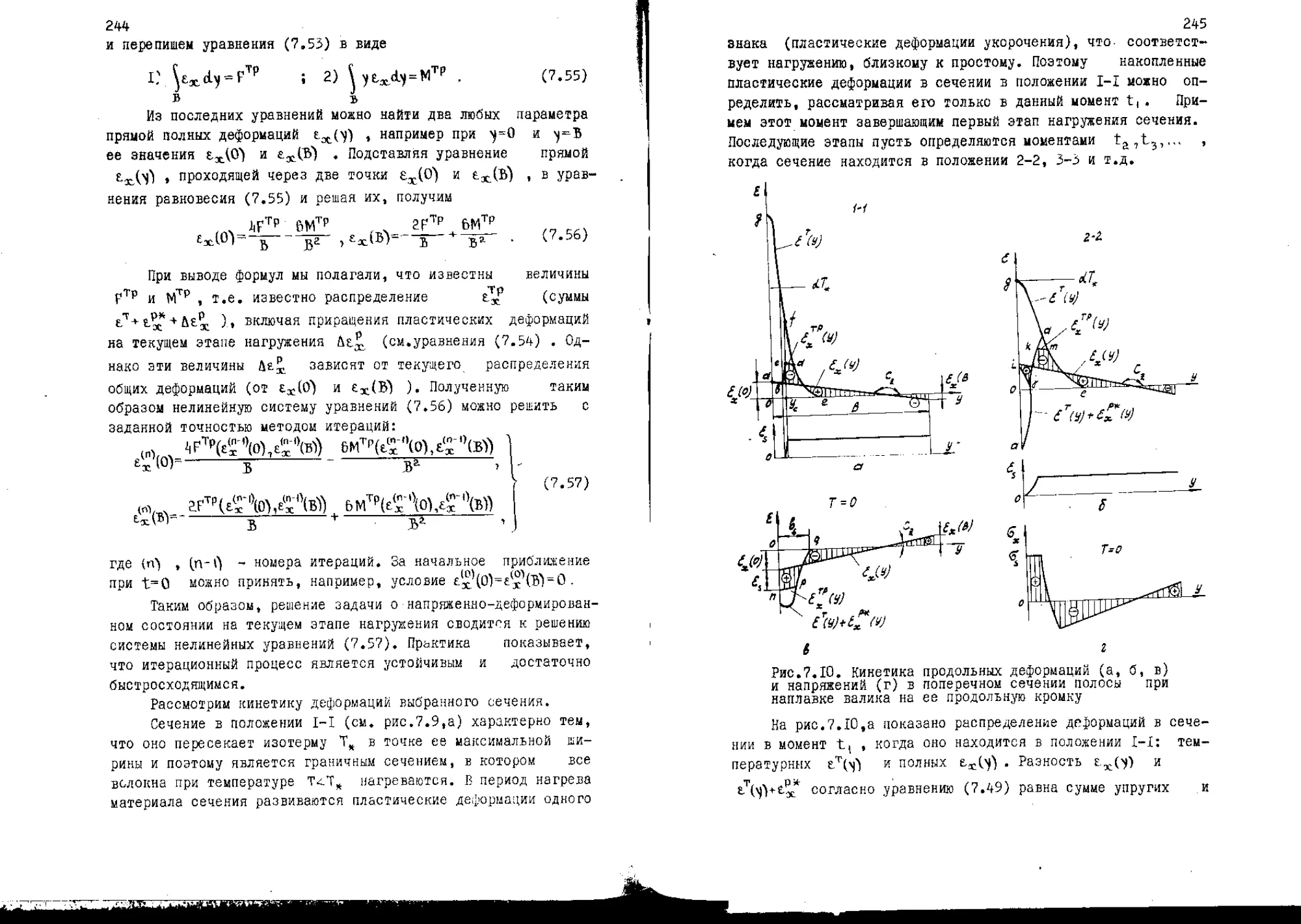
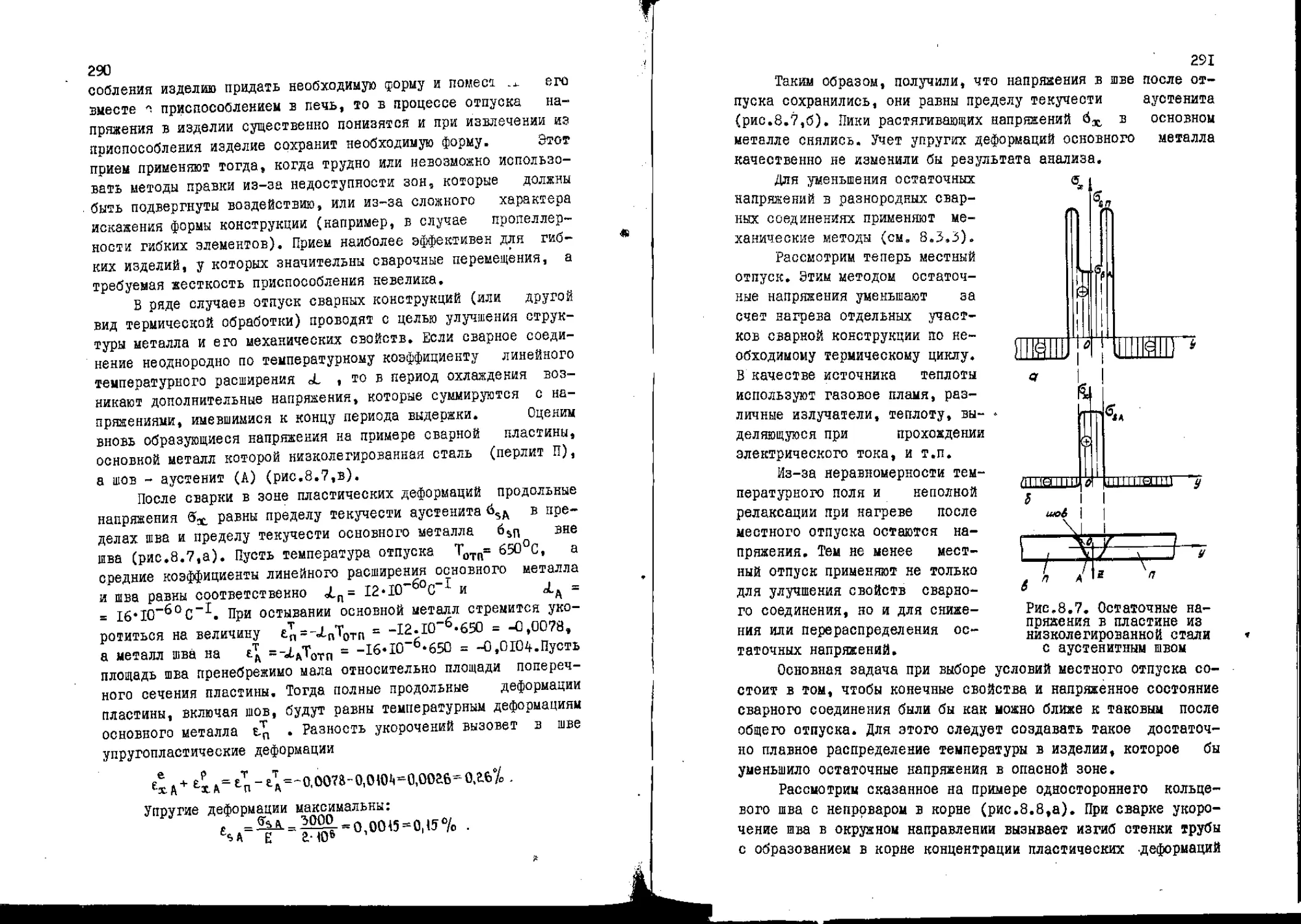
между изменением объема, приходящимся на единицу длины балки
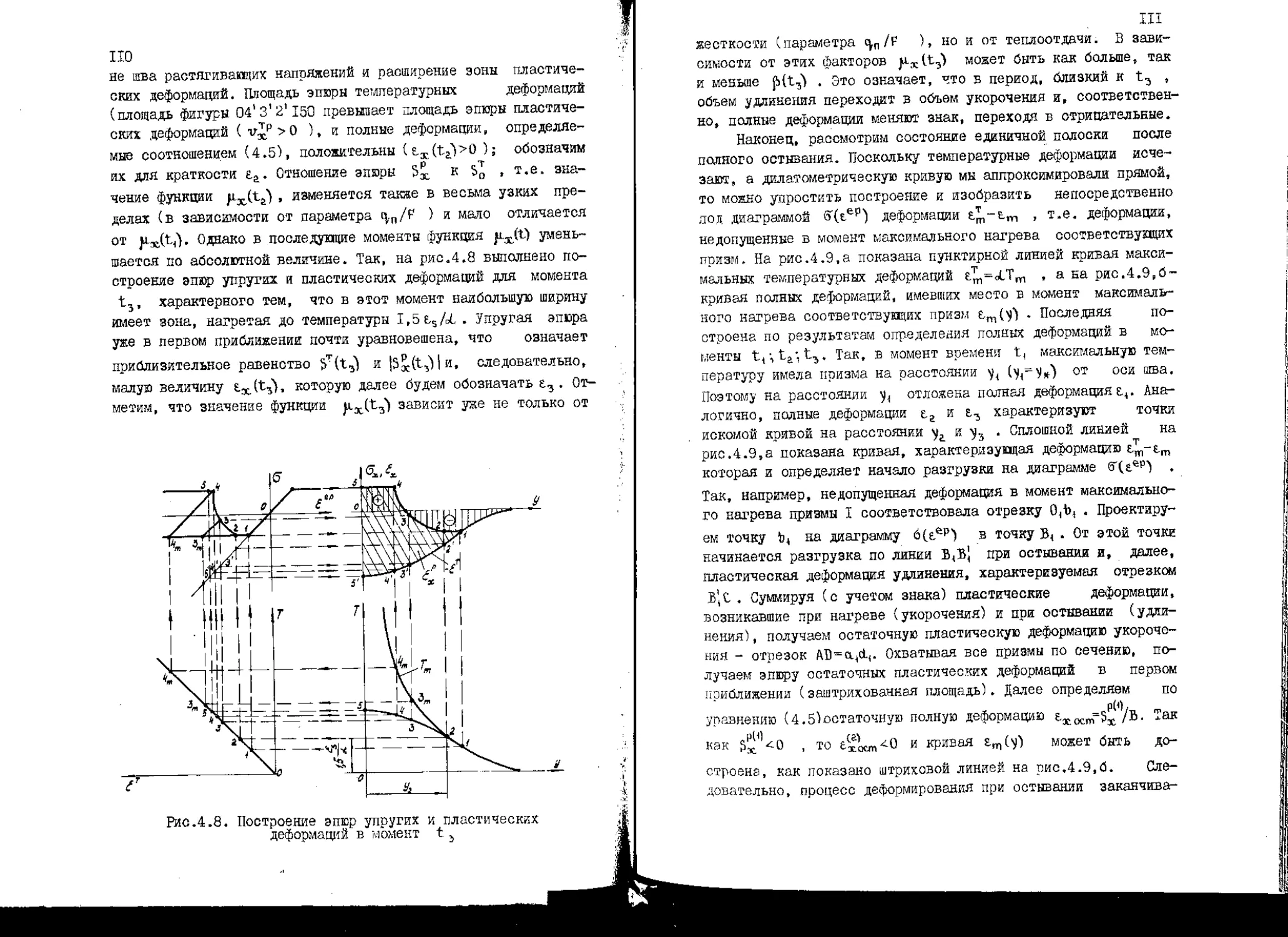
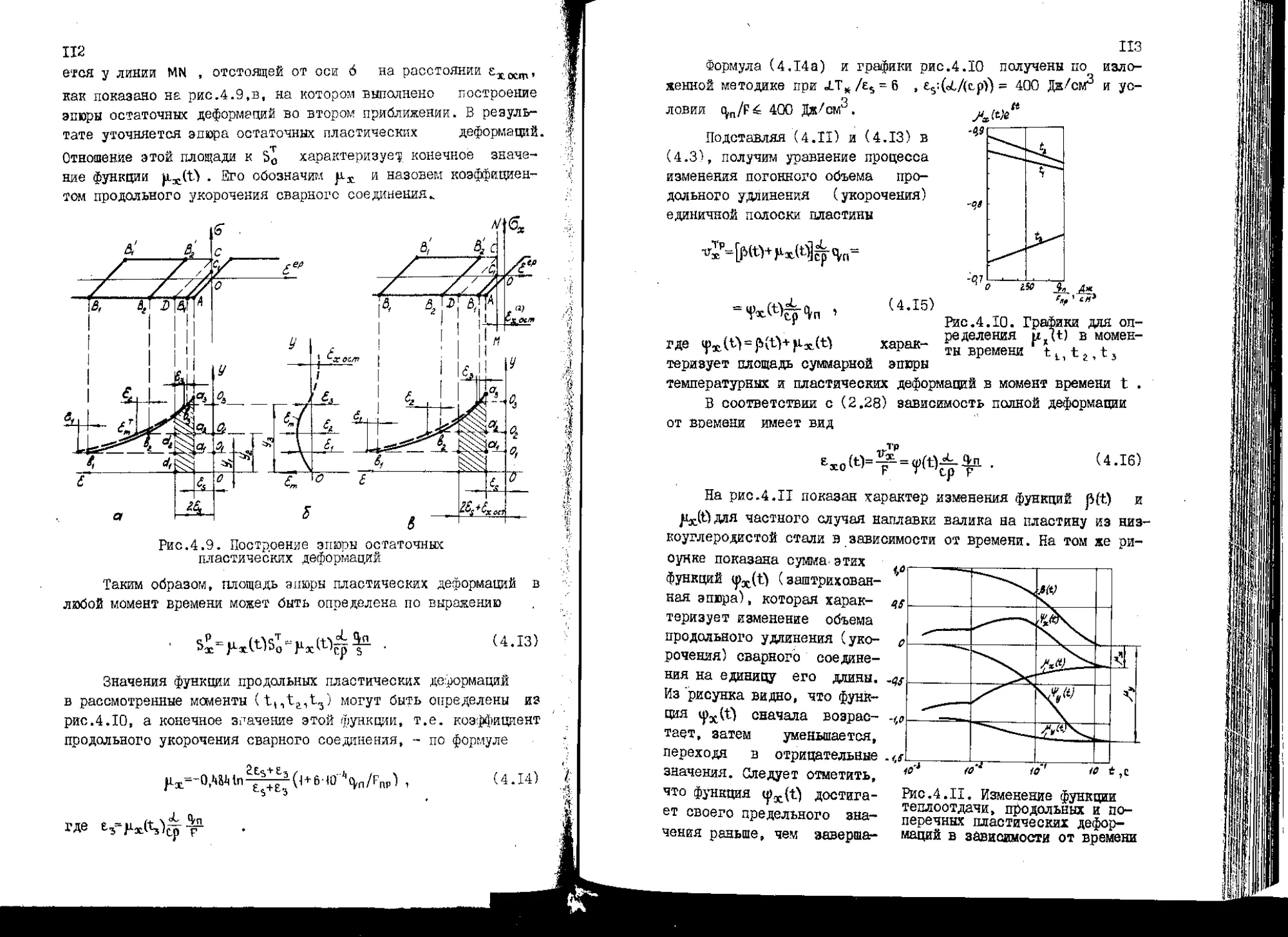
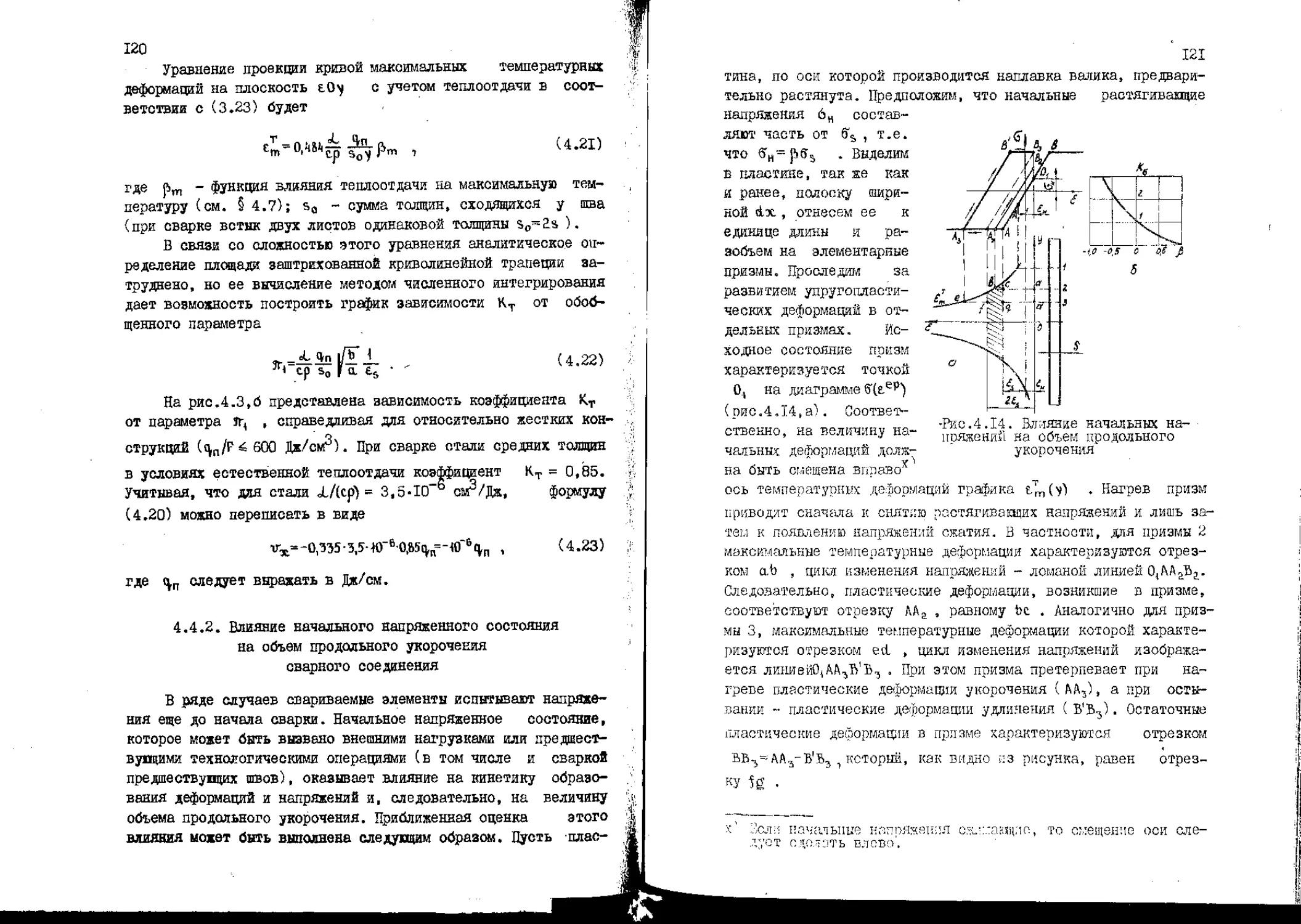
(погонным объемом удлинения или укорочения), и параметрами
х) Полагаем, что рассматриваемая балка свободна от внешних
нагрузок и является статически определимой.
деформации сечения £x0,CY . Зная последние, можно определить
полную деформацию и напряжение в произвольной точке сечения.
Так, подставляя {2.28> в (2.251 и (2.26), получим соответ-
ственно
(2.30)
где гу=- радиус инерции сечения балки.
Зависимости (2.28) можно представить в форме, аналогич-
ной той, которая дается в курсе "Сопротивление материалов"
для балок, подвергаемых внецентренному сжатию или растяже-
нию. действительно, умножая числители и знаменатели правых
частей Формул (2.28) на модуль упругости, получим
Нтр __HTpZc
(2.32)
где .
Величина NTp характеризует величину усилия, которое,
будучи приложено в центре тяжести объема ихр , вызывает те
же параметры деформации сечения, что и изменение объема ме-
талла. приходящееся на единицу длины балки. Такое написание
фодаул для определения характерных деформаций сечения балки
позволяет свести определение деформаций балочных конструк-
ций, обусловленных объемными изменениями металла, к решению
задач об изгибе бруса.
Для определения перемещений точек оси балки имеем изве-
стные из сопротивления материалов дифференциальные зависимо-
сти
cLlcx clau-z. ~
сСзе ~£х0 1 1 (2.33)
где ц.х, и.х - продольные и поперечные перемещения точек
оси балки. Первая из них (1.2) была получена ранее, вторая
непосредственно вытекает из выражения для кривизны. Действи-
тельно, кривизна tY и радиус кривизны р изогнутой линии
а^х) определяются через ее производные по формуле
34
а в реальных балках и’г «-I .
Интегрируя первое уравнение (2.33) от 0 до L , находим
изменение длины балки по ее центральной оси
L
b^U-xl^Uatod-X (2.34)
oJ
Подставляя значение е0 из (2.28) к учитывая (2.15),
имеем
1 ? Тр
_ 1 ( Тр . „ДУх
Д^о~ р j vx d-x р ,
о
ь
где AVxP = \irxp tlx
о
ное удлинением (укорочением) ее продольных волокон вслед-
ствие температурных и пластических деформаций.
Проинтегрировав второе уравнение (2.33) в пределах от
- изменение объема балки, обусловлен-
О до X , находим угол поворота сечения
. cLa^ fX
Ч’уМ" ух - ]СуС1х+Ц1у(01) .
О
(2.36)
Интегрируя уравнение (2.36) еще раз от 0 до X , полу-
чим уравнение изогнутой продольной оси
х х
Цг(Х)=ЦСуЛхЛх+Х<£у(0)+и.,ДО) . (2.37)
о о
Постоянные интегрирования tfY(O) и ыг(0) характеризуют
угол поворота и поперечное перемещение оси балки в нулевом
сечении ( X = 0).
В общем случае объемные изменения металла распределяют-
ся по длине балки неравномерно; могут быть переменными и ха-
рактеристики поперечного сечения F(X) , Iy(X) , Zt(X) . Поэто-
му закон изменения параметров деформации ех0 и Су по длине
балки иногда сложен,и тогда уравнения (2.34), (2.36), (2.37)
интегрируют численно. При этом кривизну tY(X) представляют
в виде фиктивной распределенной нагрузйи с^(Х) на фиктивной
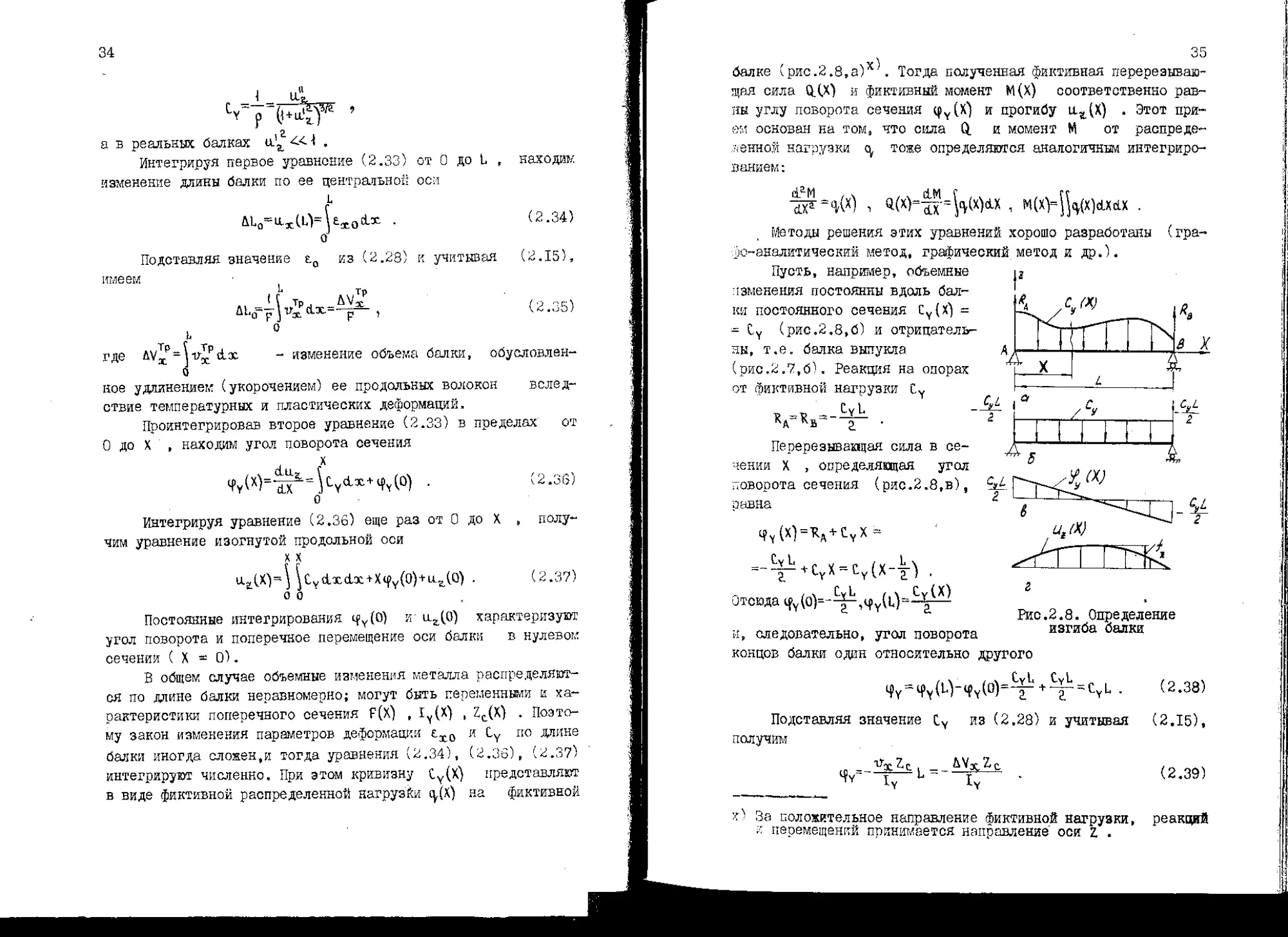
35
балке (рис.2.8,а)х\ Тогда полученная фиктивная перерезываю-
щая сила QXX) и фиктивный момент М(Х) соответственно рав-
ны углу поворота сечения и прогибу иг(Х) . Этот при-
ем основан на том, что сила Q. и момент М от распреде-
ленной нагрузки тоже определяются аналогичным интегриро-
ванием :
, Q(X)“-=^(x)d.X , M(X>j^(X)d.Xt£X .
Методы решения этих уравнений хорошо разработаны (гра-
фо-аналитический метод, графический метод и др.).
Пусть, например, объемные
изменения постоянны вдоль бал-
ки постоянного сечения CY(X) =
- tY (рис.2.8,б) и отрицатель-
ны, т.е. балка выпукла
(рис.2.7,б). Реакция на опорах
от фиктивной нагрузки CY
Перерезывающая сила в се-
чении X , определяющая угол
поворота сечения (рис.2.8,в),
о авиа
•и
if Y (х) кд+ CY X ~
-^кгх-Мх-т) .
s . Cyl ,,ч Cv(X)
отсюда ifY(°r а—
Рис.2.8. Определение
изгиба балки
и, следовательно, угол поворота
концов балки один относительно другого
ipY = q>Y(L1)-4>Y(0)=-^ + ^ = CYL . (2.33)
Подставляя значение Су из (2.28) и учитывая
получим
(2.15),
(2.39)
Чу=’
ЬУх^с
Iv
и) За положительное направление Фиктивной нагрузки, реакций
и перемещений принимается направление' оси Z .
36
Изгибающий момент в сечении X , определяющий прогиб в
этом сечении (рис.2.8,г), равен
яа(Х)=КАХ + СуХу =^(X-L) .
Отсюда максимальный прогиб в среднем сечении балки (стрелка
прогиба''
¥ =Lt (~V"C “(2Л0)
*\2j VyS &
Здесь знаки угла поворота и поперечные перемещения приняты
согласно известный правилам сопротивления материалов для пе-
ререзывающей силы и изгибающего момента.
Аналогично можно получить формулы для определения про-
гибов балки для случаев, когда объемные изменения охватывают
лишь ее часть или переменны по длине.
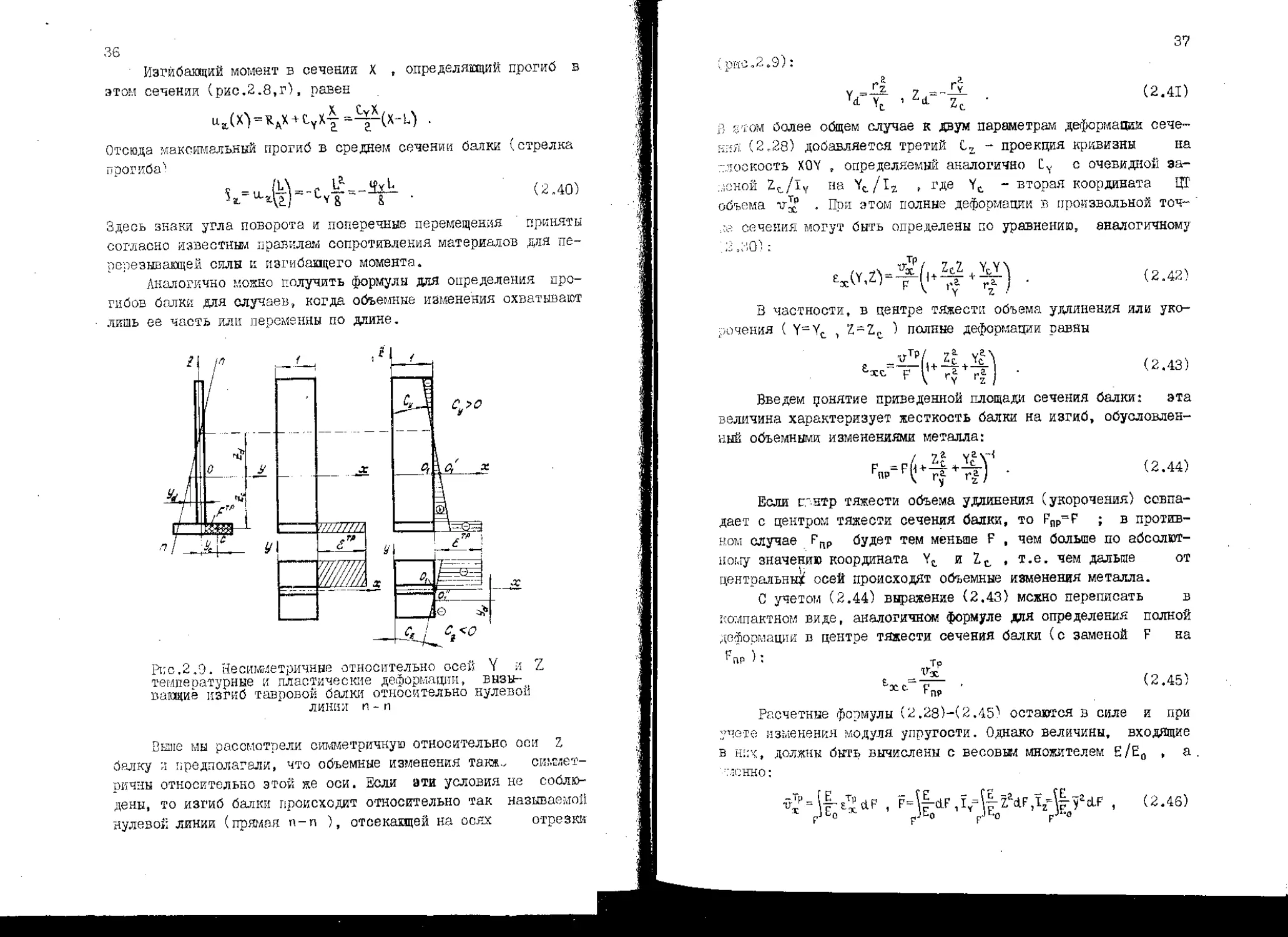
Рис.2.9. Несимметричные относительно осей Y и Z
темпеоатурные к пластические деформации, вызы-
вающие изгиб тавровой балки относительно нулевой
линии п-п
Сыне мы рассмотрели симметричную относительно оси Z
бачку и предполагали, что объемные изменения такж- симмет-
ричны относительно этой же оси. Если эти условия не соблю-
дены, то изгиб балки происходит относительно так называемой
нулевой линии (прямая п-л ), отсекаицей на осях отрезки
37
;рнс.2 с.9):
7
<*¥(. 1 zc
(2.41)
В йгом более общем случае к двум параметрам деформации сече-
ния (2.28) добавляется третий - проекция кривизны на
-.носкость XOV , определяемый аналогично Lv с очевидной за-
меной Zc/ly на Vt/l2 , где Yt - вторая координата Щ1
объема vj . При этом полные деформации в произвольной тон-
не сечения могут быть определены по уравнению, аналогичному
2 2-10'1 ;
^,^(,.5^ . (2.42)
В частности, в центре тяжести объема удлинения или уко-
рочения ( Y^YC > полные деформации равны
^уТр/ 7s- у^Х
• (2.43)
F Гу Г£ I
Введем цонятие приведенной площади сечения балки: эта
величина характеризует жесткость балки на изгиб, обусловлен-
ный объемными изменениями металла:
/ 7 а у г. уЧ
F^FfpTl^) • (2-44)
Если г.'нтр тяжести объема удлинения (укорочения) совпа-
дает с центром тяжести сечения балки, то Fnp=F ; в против-
ном случае ГПР будет тем меньше F , чем больше по абсолют-
ному значению координата Yt и Zt , т.е. чем дальше от
центральны^ осей происходят объемные изменения металла.
С учетом (2.44) выражение (2.43) мсжно переписать в
компактном виде, аналогичном формуле для определения полной
деформации в центре тяжести сечения балки (с заменой F на
Fnp ): т
' (2.45)
гпр
Расчетные формулы (2.28)-(2.451 остаются в силе и при
учете изменения модуля упругости. Однако величины, входящие
в них, должны быть вычислены с весовым множителем Е/Ео , а .
ъкнно:
v?=U^x*F , , <2.46)
PJto ’ pjt-o pj^o pJLO
38
где v~p - обобщенный погонный объем удлинения (укорочения),
01/ ; Р Ду , I, - обобщенная площадь и моменты инерции сечения
— — 4
относительно главных обобщенных осей сечения балки ¥ Z см ;
Ео - значение модуля упругости при нормальной температуре.
Обобщенные главные оси сечения балки Y и t находятся
из условий
U-YiF=O, U-Z±F=O ,V|-YZcLF=O f (2.4?)
JEO \)Е0
а координаты центра тяжести обобщенного объема по формулам
vliV" > (2-48'
При вычислении интегралов, фигурирующих в формулах
(2.46), следует разбить площадь сечения балки на элементы,
определить температуру центра тяжести этого элемента (и. в
зависимости от нее - модуль упругости) и заменить интегралы
соответствующими суммами.
Учет изменения модуля может привести к существенным по-
правкам при рассмотрении деформаций балки малой жесткости 'л
высоких уровнях нагрева и при применении металлов с модуле?’
упругости, резко падающим с повышением температуры. Посколь-
ку весовые множители входят в подынтегральные выражения как
числителя, так и знаменателя основных расчетных формул (2.28),
то его учет обычно приводит к незначительным поправкам, а
влияние может быть отнесено ко вторичным эффектам.
Расчетные формулы, полученные в настоящем параграфе,
являются общими в том смысле, что связывают объемные измене-
ния металла с напряжениями, деформациями и перемещениям;: ба-
лочной конструкции независимо от причины, вынынаицей эти из-
менения. Их можно применить не только для определения дефор-
маций, напряжений и перемещений, возникающих при сварке, но
и при других технологических процессах, связанных с объемны-
ми изменениями металла. Действительно, при выводе указанных
формул не делалось никаких ограничений в отношении характера
распределения объемных изменений металла в балке. Поэтому
они справедливы для определения как временных, так и оста-
точных сварочных деформаций и перемещений балочных конетрук-
39
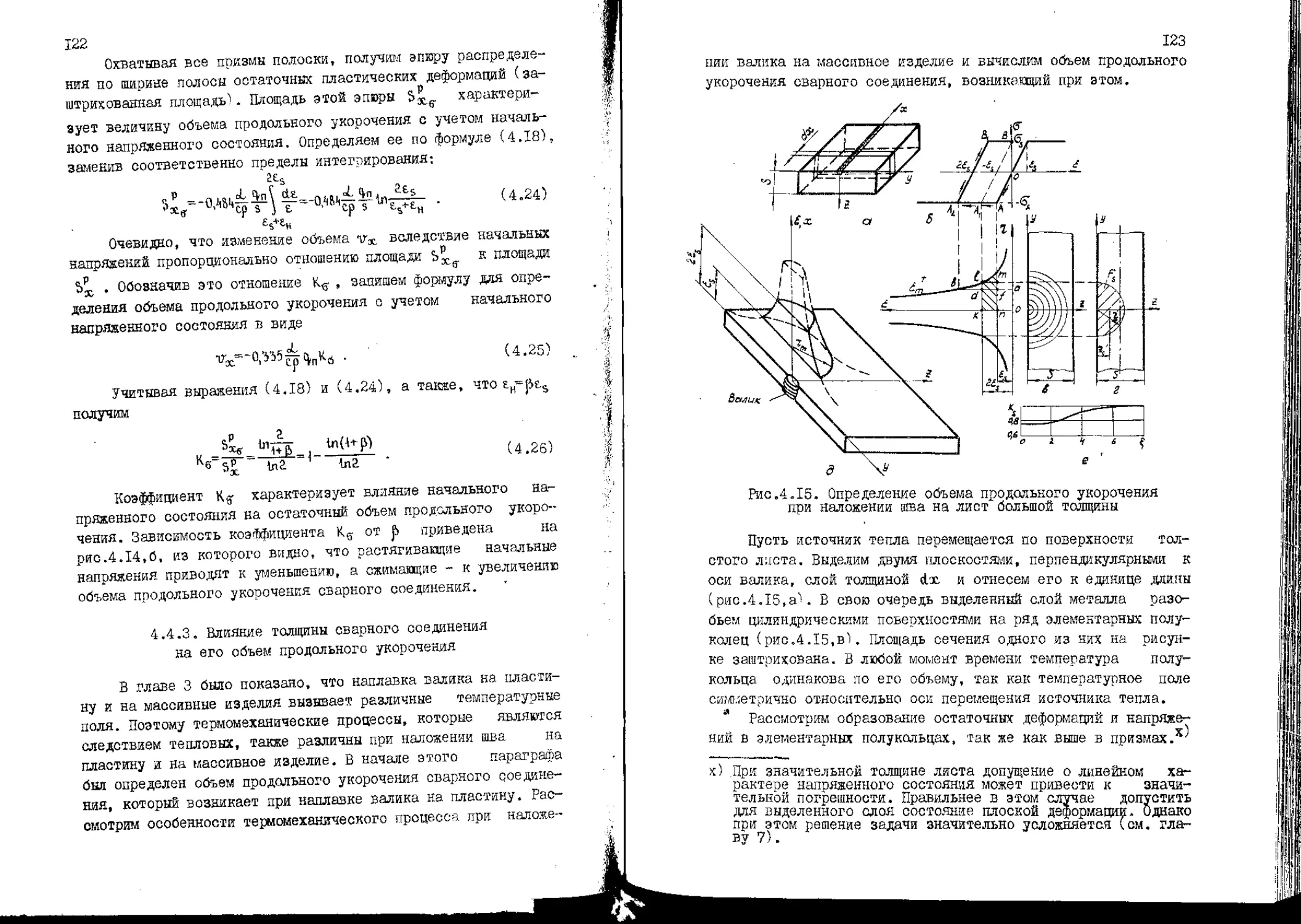
х)
от продольных и поперечных швов., Температурные и плас-
тические деформации, возникапцие в процессе сварочного на-
грева к последующего остывания, непрерывно изменяются. Оче-
видно., что после полного остывания температурные деформации
становятся равными нулю, а пластические завершай свои изме-
нения, превращаясь в остаточные. Следовательно, для расчета
□статочных напряжений следует найти лишь распределение по
сечению полосы остаточных пластических деформаций. Решению
□той задачи, т.е. определению остаточных пластических дефор-
лфтй, мы уделим основное внимание. Оно затрудняется двумя
обстоятельствами;
Р определение остаточных пластических деформаций тре-
□vct изучения истопим их развития (см. $ 2.2);
2*) пластические деформации ех зависят от полных де-
формаций £х (см. уравнение (2.6)) , в то время как для опре-
деления последних необходимо знать распределение пластиче-
ских деформаций.
Первое затруднение преодолевается обычно путем посте-
пенного (пошагового) рассмотрения процесса, т.е. путем изу-
чения упругопластических деформаций в сечении в отдельные
последовательные моменты времени. Для преодоления затрудне-
ния, обусловленного взаимосвязью между полными и пластиче-
скими деформациями, используют на каждом шаге по времени ме-
тода последовательных приближений. Однако такой путь решения
задачи является весьма трудоемким, и потому он годится толь-
ко при использовании ЭВМ (см. гл.7). Учет ряда особенностей
процесса развития упругопластических деформаций при сварке
позволил разработать более простые методы решения указанной
задачи, которые излагаются в 4-й главе.
Следует, однако, отметить, что в районе резкого изменения
объемных изменений ко длине балки (начало и конец ппо-
дольного шва, район поперечного шва, зона вблизи свароч-
ной дуг:’' ее сечения искривляются и полученное решение,
основанное не гипотезе плоских сечений, дает погрешно-
сти .
40
Глава 3. ТЕПЛОВЫЕ ПРОЦЕССЫ ПРИ СВАРКЕ
§ 3.1. Принципы расчета тепловых процессов при сварке
Теория сварочных деформаций и напряжений примыкает к
теории температурных напряжений. В число исходных данных для
расчета температурных напряжений непре?ленно входит нестацио-
нарное температурное поле. Поэтому в настоящей главе приве-
дены некоторые зависимости теории теплопроводности ирг
сварке, знание которых необходимо для определения текущих
свойств металла сварных соединений и расчета температурных
деформаций и напряжений.
Большинство способов сварки металлических конструкций
основано на локальном нагреве металла до плавления (электри-
ческая дуговая, газовая, электрошлаковая, плазменная, элек-
тронно-лучевая и другие способы сварки). При этом источники
нагрева (электрическая дуга, газовое пламя, шлаковая ванна,
плазменная струя, электронный луч и др.) характеризуются
высокой концентрацией энергии и относительно малой протяжен-
ностью. Поэтому вопросы теплопроводности излагаются примени-
тельно к таким специфическим источникам теплоты.
Задача теории теплопроводности считается полной, если
задан закон теплопереноса, начальное распределение темпера-
туры и условия теплообмена на границе нагреваемого тела.
Уравнение теплопереноса устанавливает связь между ско-
ростью изменения температуры в любой точке тела с распреде-
лением температуры в ее окрестности и в дифференциальной фор-
ме имеет вид
аТяЭ_Лаг\ .Ik ЛА 5В
[Ц 0х\ох)+ v )+ Эг\/ Эа )
(3.1)
где ср - объемная теплоемкость; А - коэффициент теплопро-
водности .
Если принять, что коэффициент А не зависит от темпе-
ратуры и координат (тело однородно), уравнение (3.1) можно
записать в виде
ЭТ_А/Э*Т ЭгТ ЭгТ\ г
at ср\а^ + 0хй+Эгг ) = aV Т
(3.2)
где V2- - оператор Лапласа; о.= К/с.р - коэффициент темпера-
туропроводности .
41
Линейное уравнение (3.2) является основным в теории теп-
лопроводности. В этой главе будут приведены решения уравне-
ния (3.2), отвечающие некоторым частным условиям сварки раз-
личных деталей и изделий.
К граничным условиям задачи относятся условия теплооб-
мена на границе тела. Если источник теплоты (сварочная дута)
находится на большом расстоянии от границ тела, то принима-
ется, что тело имеет бесконечные размеры и температура на
его границе постоянна и эавна начальной. Если размер тела
ограничен, то граница в сварочных задачах принимается, как
-савпло, адиабатической, т.е. принимается, что тепловой по-
ток через границу отсутствует;
^п=~^"Эп=^ 1 (3.3)
здесь йт/8п - градиент по нормали к поверхности.
Все многообразие нагреваемых при сварке тел обычно сво-
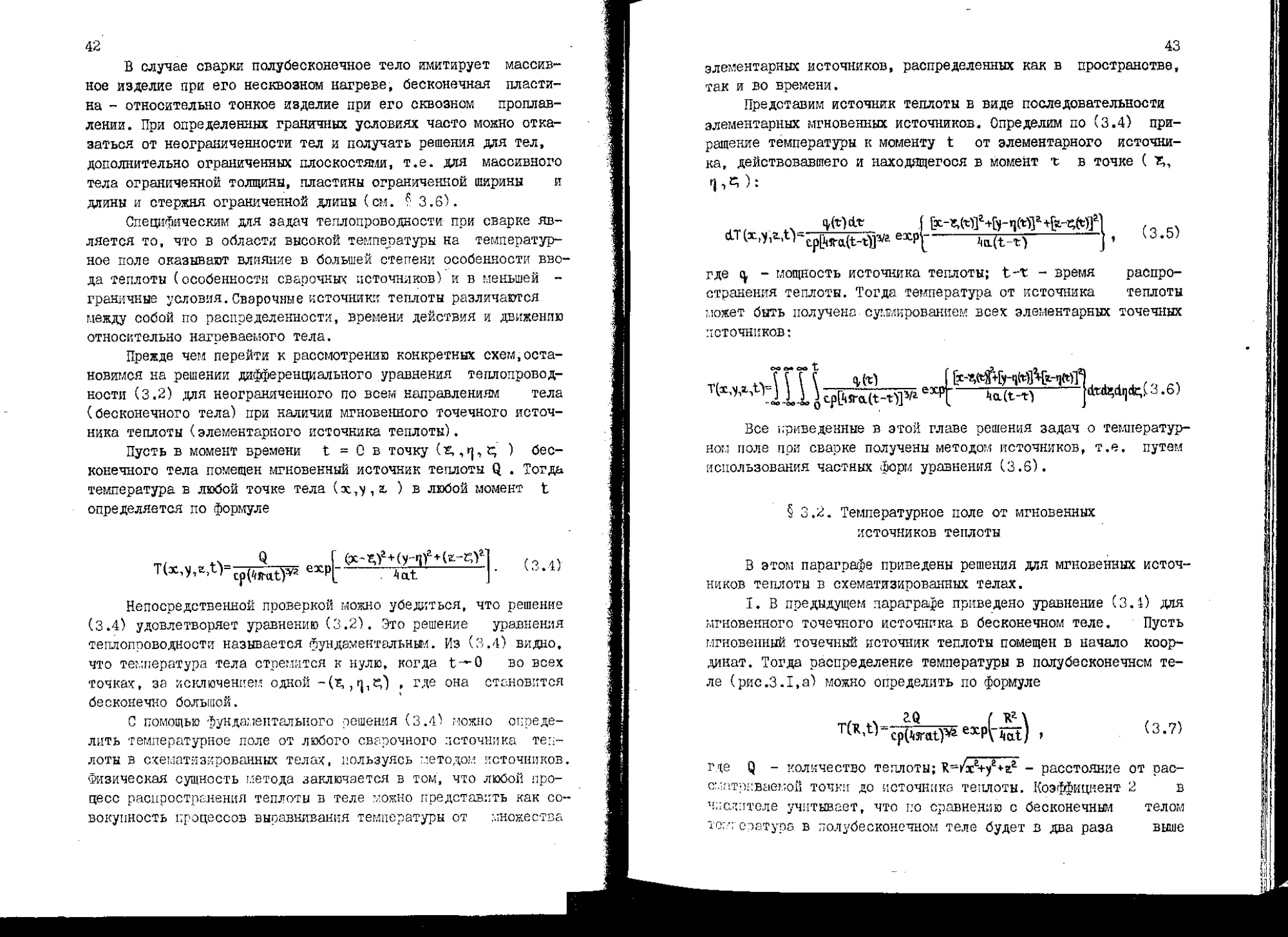
дят к одной из следующих трех схем:
I) полубеоконечное тело, занимающее область г>0
(рис,3.1,а); распределение температуры неравномерно по всем
направлениям;
2) бесконечная пластина - тело, ограниченное двумя плос-
костями; г. = 0 и (рис.3.1.,б); распределение темпера-
туры по х и у неравномерно и не меняется (равномерно) по
г (толщине);
3) бесконечный стержень - тело, распределение темпера-
туры в котором неравномерно только по осн х (рпс.3.1.,в).
Расчетные формы тел
42
В случае сварки полубесконечное тело имитирует массив-
ное изделие при его несквозном нагреве, бесконечная пласти-
на - относительно тонкое изделие при его сквозном проплав-
лении. При определенных граничных условиях часто можно отка-
заться от неограниченности тел и получать решения для тел,
дополнительно ограниченных плоскостями, т.е. для массивного
тела ограниченной толщины, пластины ограниченной ширины и
длины и стержня ограниченной длины (см. ? 3.6).
Специфическим для задач теплопроводности при сварке яв-
ляется то, что в области высокой температуры на температур-
ное поле оказывают влияние в большей степени особенности вво-
да теплоты (особенности сварочных источников) и в меньшей -
граничные условия. Сварочные источники теплоты различаются
между собой по распределенности, времени действия и движению
относительно нагреваемого тела.
Прежде чем перейти к рассмотрению конкретных схем,оста-
новимся на решении дифференциального уравнения теплопровод-
ности (3.2) для неограниченного по всем направлениям тела
(бесконечного тела) при наличии мгновенного точечного источ-
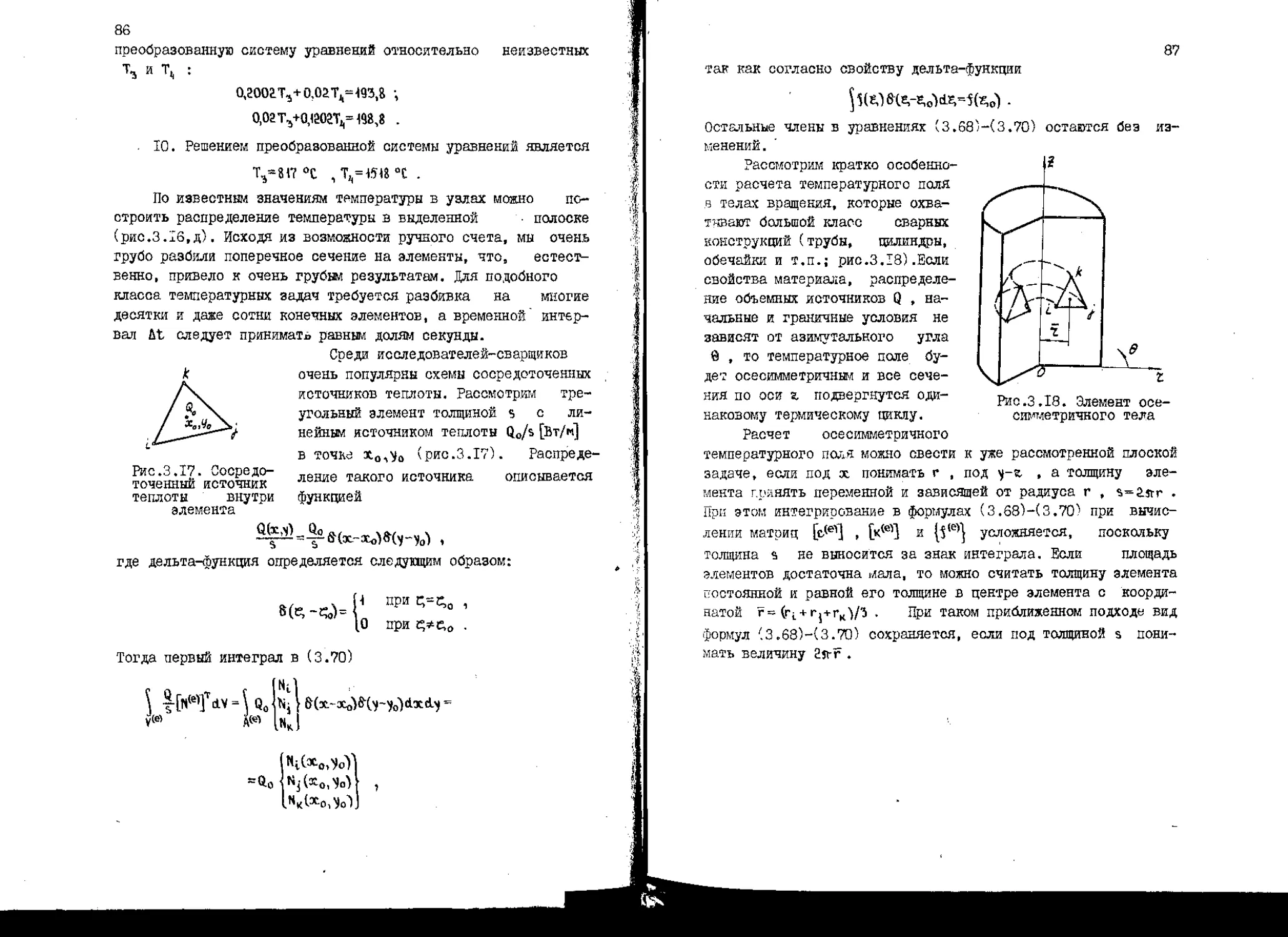
ника теплоты (элементарного источника теплоты).
Пусть в момент времени t = 0 в точку (ж,, rj, г; ) бес-
конечного тела помещен мгновенный источник теплоты Q . Тогда
температура в любой точке тела (х,у, ю ) в любой момент t
определяется по формуле
ехрг—-----------------]•
Непосредственной проверкой можно убедиться, что решение
(3.4) удовлетворяет уравнению (3.2). Это решение уравнения
теплопроводности называется фундаментальным. Из (3.4) видно,
что температура тела стремится к нулю, когда t^O во всех
точках, за исключение!' одной - (в,, ц, с;') , где она становится
бесконечно большой.
С помощью фундаментального решения (3.4) можно опреде-
лить температурное поле от любого сварочного источника теп-
лоты в схематизированных телах, пользуясь методом источников.
Физическая сущность метода заключается в том, что любой про-
цесс распространения теплоты в теле можно представить как со-
вокупность процессов выравнивания температуры от множества
43
элементарных источников, распределенных как в пространстве,
так и во времени.
Представим источник теплоты в виде последовательности
элементарных мгновенных источников. Определим по (3.4) при-
ращение температуры к моменту t от элементарного источни-
ка, действовавшего и находящегося в момент г в точке ( Т,,
dT (х ,у ,a,t)=expjr
где - мощность источника теплоты; t-t - время распро-
странения теплоты. Тогда температура от источника теплоты
может быть получена суммированием всех элементарных точечных
источников:
-----iia(t-T) 3.6)
Все приведенные в этой главе решения задач о температур-
ном поле при сварке получены методом источников, т.е. путем
использования частных форм уравнения (3.6).
§3.3 . Температурное поле от мгновенных
источников теплоты
В этом параграфе приведены решения для мгновенных источ-
ников теплоты в схематизированных телах.
I. В предыдущем параграфе приведено уравнение (3.4) для
мгновенного точечного источника в бесконечном теле. Пусть
мгновенный точечный источник теплоты помещен в начало коор-
динат. Тогда распределение температуры в полубесконечнсм те-
ле (рис.3.1,а) можно определить по формуле
2.Q ( Кг \
еХР\-^CLt) ’
(3.7)
где Q - количество теплоты; К=/ха+/+гг - расстояние от рас-
сматриваемой точки до источника теплоты. Коэффициент 2 в
числителе учитывает, что но сравнению с бесконечный телом
тс;.-;-еэ ат ура в пол у бесконечном теле будет в два раза выше
44
(плоскость г = 0 принимается адиабатической). Из формулы
видно, что изотермические поверхности (T=const) являются по-
лусферами (К= const ) с центром в точечном источнике.
2. Если в бесконечную пластину (рис.3.1,б) по оси г в
момент t = 0 приложен линейный мгновенный источник Q , рав-
номерно распределенный по толщине з , то температурное поле
с учетом поверхностной теплоотдачи описывается уравнением
т^'||з41ехК ,idt^t') ’
(3.8)
где г=/хг+уг - расстояние от рассматриваемой точки до источ-
. 2J.T
ника теплоты; ‘ - коэффициент температуроотдачи плас-
тины; Хт- коэффициент поверхностной теплоотдачи. Изотерми-
чесими поверхностями являются поверхности круглых цилиндров.
3. Если в сечение х= 0 бесконечного стержня (рис.3.1,в)
в момент t = 0 приложен мгновенный плоский источник Q , рав-
номерно распределенный по сечению стержня F , то распро-
страненная теплота в стержне с поверхностной теплоотдачей
описывается формулой
Т (X1V)" ехр( Acct“ bt) ’ С 3 *9}
где - коэффициент температуроотдачи стержня; р -
периметр поперечного сечения стержня.
§ 3.3. Температурное поле от подвижных
источников теплоты
Подвижные источники теплоты можно представить в виде по-
следовательности элементарных мгновенных источников, смещен-
ных в пространстве и во времени.
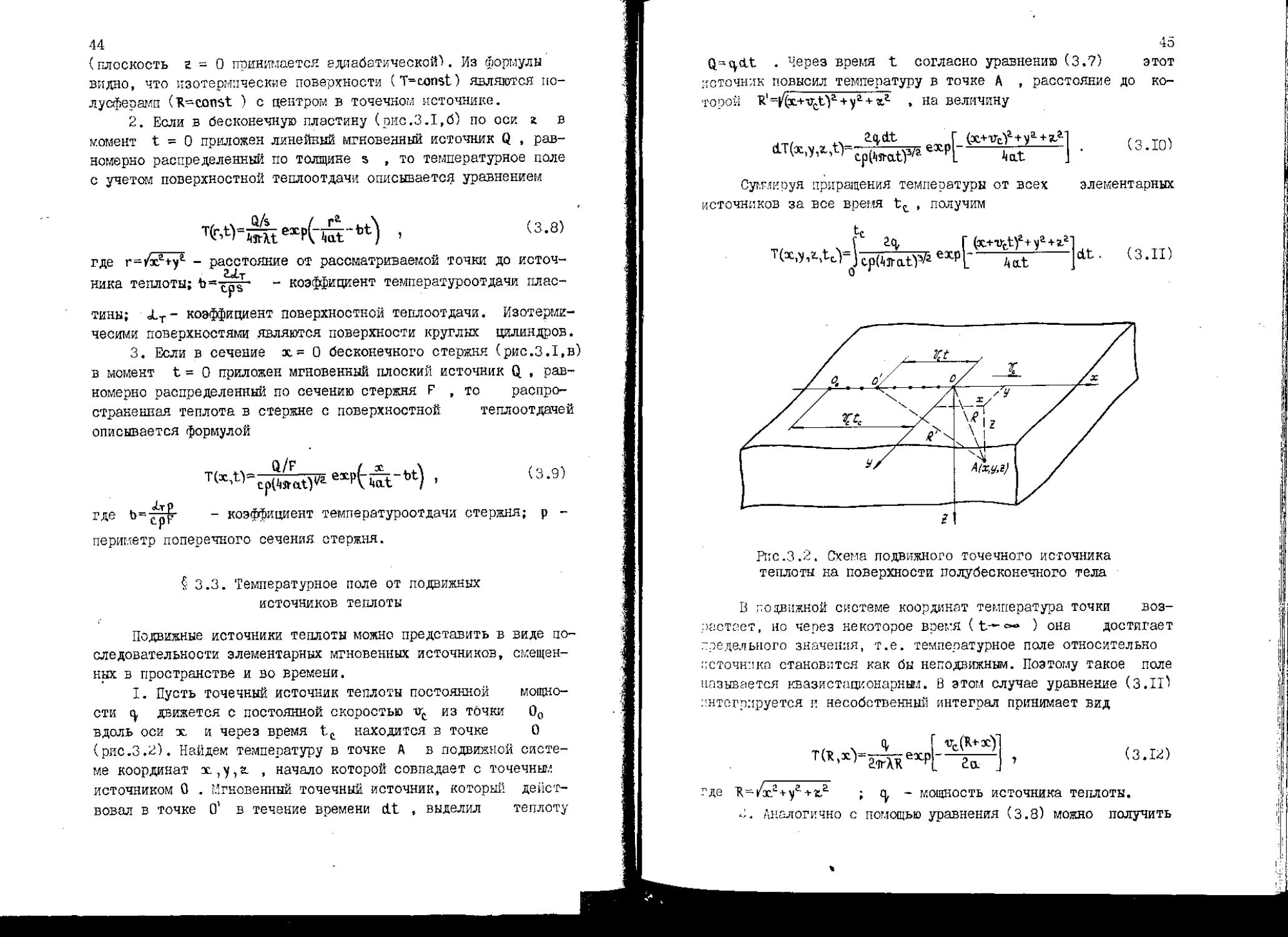
I. Пусть точечный источник теплоты постоянной мощно-
сти движется с постоянной скоростью irt из тбчки 0о
вдоль оси х и через время tt находится в точке О
(рис.3.2). Найдем температуру в точке А в подвижной систе-
ме координат , начало которой совпадает с точечным
источником 0 . Мгновенный точечный источник, который дейст-
вовал в точке О' в течение времени cLt , выделил теплоту
45
Q=t^cLt . Через время t согласно уравнению (3.7) этот
источник повысил температуру в точке А , расстояние до ко-
торой Я1 =^(x+vtt’)a' + у а + гЛ , на величину
2.0, dt
4T(x,y,x,t>tp(W(it)3/aexp;
(х-У'Ус)г + ^а- + ^
Jicit
(ЗЛО)
Суммируя приращения температуры от всех элементарных
источников за все время tt , получим
tt
Г ч
T(X,V j cp(Ajnxtp/a
Г (х+тгД^+^+а?
ехр-----т~7------
Г1 До±
dt
(З.П)
Рис .3.2. Схема подвижного точечного источника
теплоты на поверхности полубесконечного тела
В подвижной системе координат температура точки воз-
растает, но через некоторое время (t— °° ) она достигает
предельного значения, т.е. температурное поле относительно
источника становится как бы неподвижным. Поэтому такое поле
называется квазистационарныл. В этом случае уравнение (3.11)
интегрируется и несобственный интеграл принимает вид
ч Ч-
Ш,*) £(]rXRexpr
(ЗЛ2)
где Х^/хг+уг+г? ; q, - мощность источника теплоты.
2. Аналогично с помощью уравнения (3.8) можно получить
46
уравнение квазистационарного температурного поля для случая
подвижного линейного источника теплоты в бесконечной пласти-
не
, . <l/s ( Ч-х\ ( rvc\
T(^x^-£5rXexpV"aa')KoV’Ta‘) i
(3.13)
где г=/ха+уг ; Ко - функция Бесселя второго рода нулевого
порядка от мнимного аргумента; Х=У4+4аЪ/1Га - коэффициент, учи-
тывающий влияние поверхностной теплоотдачи.
3. Для случая нагрева бесконечного стержня подвижным -
источником теплоты квазистационарное температурное поле опи-
сывается уравнением
(3.14)
q,/F f v.x \
T^>VttpTE; ехр(^- д,а 55Г*>) •
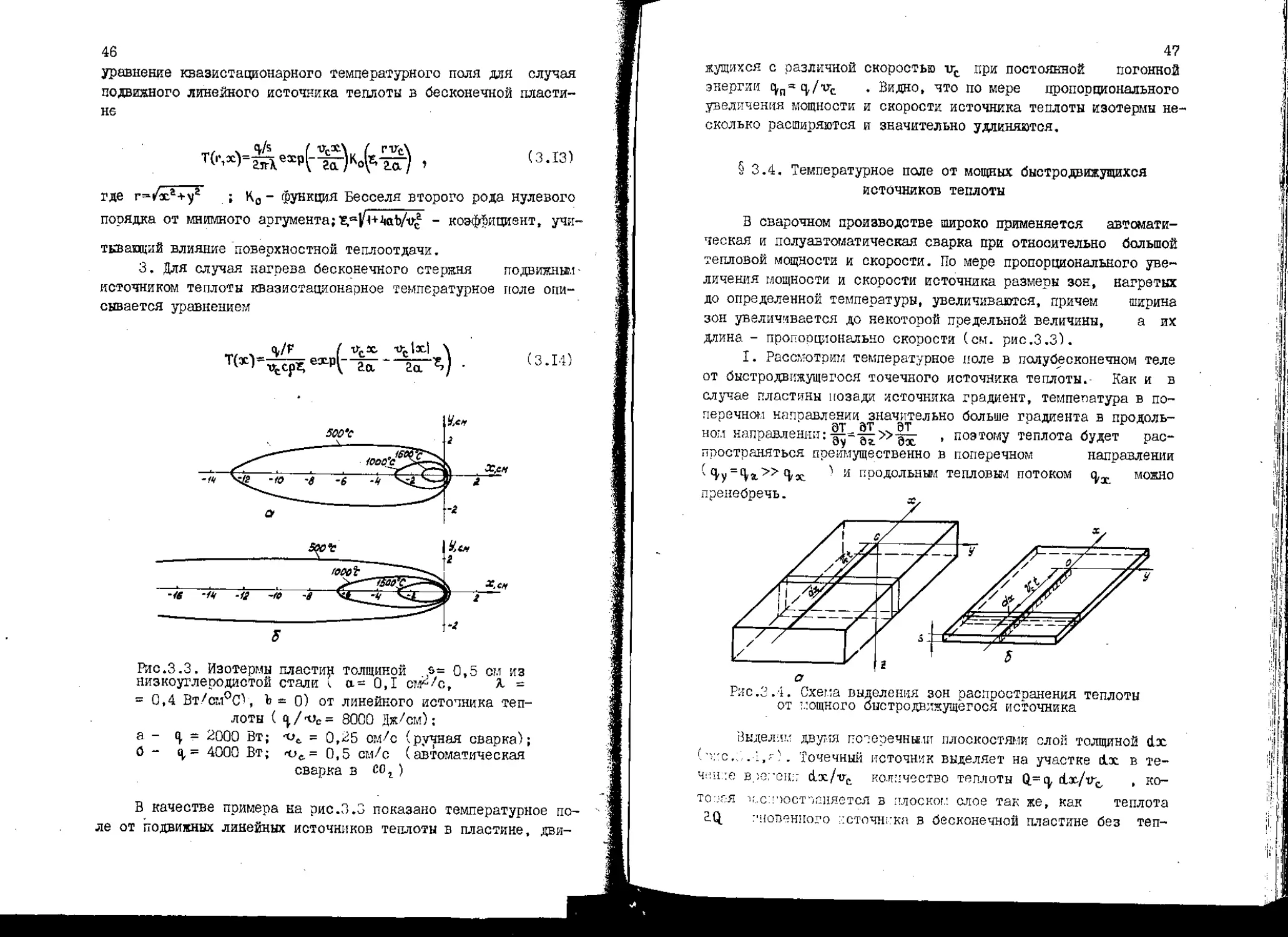
Рис.3.3. Изотермы пластид толщиной *= 0,5 см из
низ ко углеродистой стали < а= 0,1 см^/с, X =
= 0,4 Вт/стл°С) , Ъ = 0) от линейного истопника теп-
лоты ( 3, / tic = 8000 Дж/см);
а - q = 2000 Вт; <i>t. = 0,25 см/с (ручная сварка);
б - ц, = 4000 Вт; <>«.= 0,5 см/с (автоматическая
сварка в )
В качестве примера на рис.3.3 показано температурное по-
ле от подвижных линейных источников теплоты в пластине, дви-
47
жущихся с различной скоростью vt при постоянной погонной
энергии % = ср/vc . Видно, что по мере пропорционального
увеличения мощности и скорости источника теплоты изотермы не-
сколько расширяются и значительно удлиняются.
§3.4 . Температурное поле от мощных быстро движущихся
источников теплоты
В сварочном производстве широко применяется автомати-
ческая и полуавтоматическая сварка при относительно большой
тепловой мощности и скорости. По мере пропорционального уве-
личения мощности и скорости источника размеры зон, нагретых
до определенной температуры, увеличиваются, причем ширина
зон увеличивается до некоторой предельной величины, а их
длина - пропорционально скорости (см. рис.3.3).
I. Рассмотрим температурное иоле в палубеоконечном теле
от быстродвижущегося точечного источника теплоты.- Как и в
случае пластины позади источника градиент, температура в по-
перечном направлении значительно больше градиента в продоль-
ном направлении:, поэтому теплота будет рас-
пространяться преимущественно в поперечном направлении
( Цгу = ^х>> ) и продольным тепловым потоком cj,x можно
а
Рис.3.4. Схема выделения зон распространения теплоты
от '.'ощного быстро движущегося источника
Выделим двумя поперечными плоскостями слой толщиной dx
(''/с. . I,;- . Точечный источник выделяет на участке dx в те-
чение времени dx/vp. количество теплоты Q.= q, dx/tr^ , ко-
торая и.си’юстпе.ияетсл в плоском слое так же, как теплота
2.Q. унопенпого источника в бесконечной пластине без теп-
48
лоотдачи ( to = Q). Подставляя 2(1=3.^Ax/vt в (3.8), по-
лучим
JWI
T(r’t'>4FXte4*^') ’ <3,15!
где t - время, отсчитываемое с момента, когда источник теп-
лоты пересек рассматриваемую плоскость с точкой, удаленной
от оси х на расстояние г=/уа+гг .
2. Аналогично распространение теплоты в бесконечной пла-
стине при действии мощного быстро движущегося линейного ис-
точника приводится к случаю распространения теплоты в бес-
конечном стержне сечением зАх . Действительно, источник
на длине Ах выделяет теплоту Q=^Ax/vc , которая рас-
пространяется в стержне сечением Р=зАх (рис.3.4,б). Под-
ставляя значения Q и Г в (3.9), получим
’ (3-IS)
где b- ?.4T/(cps) .
3. Уравнение распространения теплоты в стержне от быст-
ро движущегося плоского источника получим, подставляя в
(3.14)x-vtt и тт^оо :
T(t)=-^exp(-tt) . (3.17)
г
Аля расчета сварочных деформаций и напряжений формулами
(3.15)-(3.17) можно пользоваться не только в случае автома-
тической и полуавтоматической сварки, но и в случае ручной
сварки, если температуре, ооводность металла относительно
велика (показателем являемся отношение vc/o. ).
Если начальная темпе;, я тура То отлична о 1 нуля, то в
формулах (3.7)-(5,Т7) к пр, вой части необходимо добавить То.
49
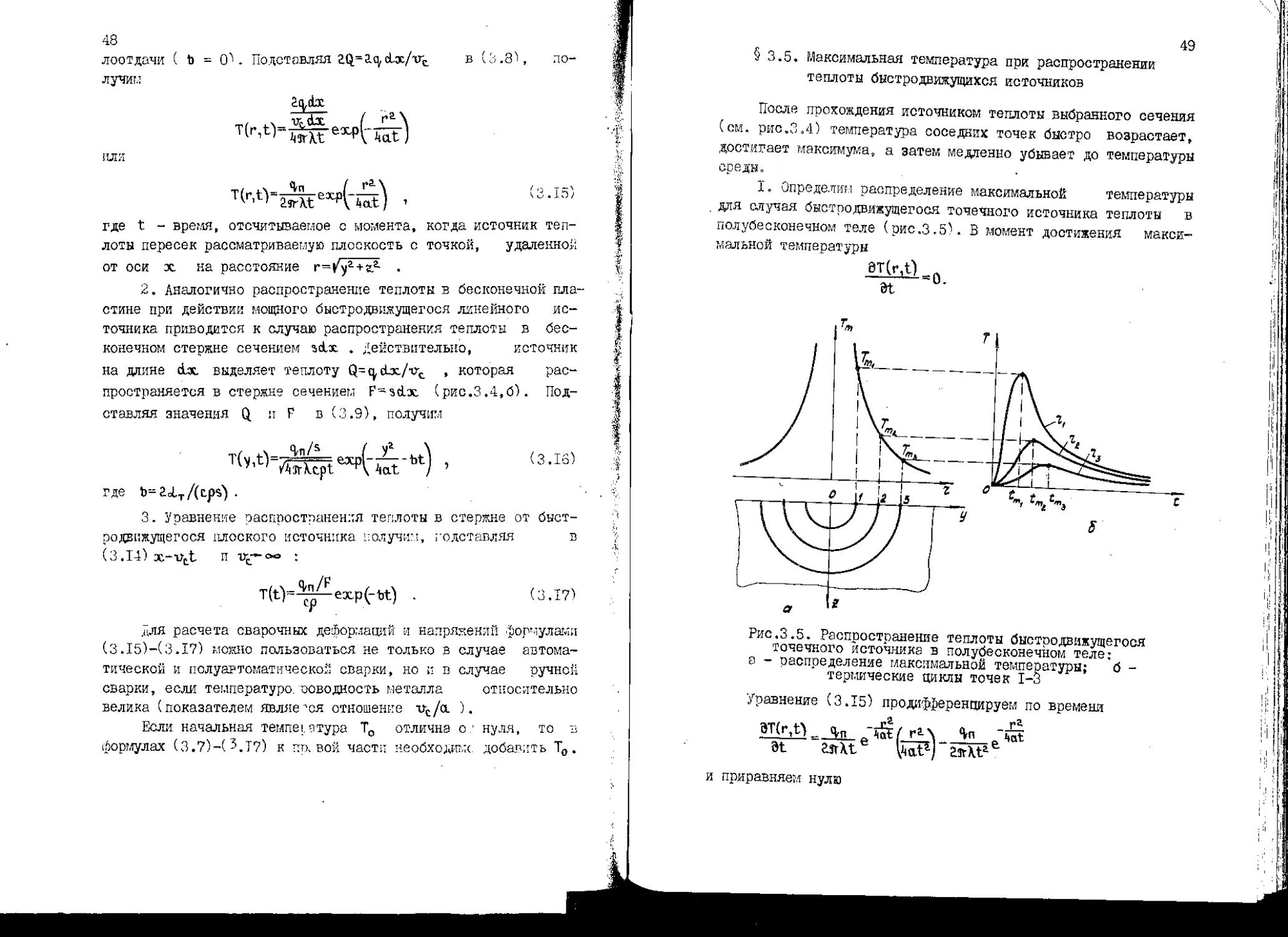
§ 3.5. Максимальная температура при распространении
теплоты быстродвижущихся источников
После прохождения источником теплоты выбранного сечения
(см. рис.3.4) тег'.шература соседних точек быстро возрастает,
достигает максимума, а затем медленно убывает до температуры
средн.
1. Определим распределение максимальной температуры
для случая быстродвижущегося точечного источника теплоты в
полубеоконечном теле (рис .3.5). В момент достижения макси-
мальной температуры
8T(r,t)_
at
а ’г
Рис.3.5. Распространение теплоты быстродвикущегося
точечного источника в полубеоконечном теле:
а - распределение максимальной температуры; б -
термические циклы точек 1-3
Уравнение (3.15) продифференцируем по времени
,.г г*
ЭТ(г,П JVn_ ( га. \ _ %п
St гт да5)
и приравняем нулю
50
г3-
tyn ^а± ( рг _ Д=
VfClt /
(3.18)
Корни уравнения tm = 0 и 1т--^ не представляют ин-
тереса, найдем третий корень:
р2. 2,
т—т---(=0 или tm=-:-------- (3.19)
‘ttttn, 111 Jjo.
Подставляя tm в (3.15), получим уравнение распределения
максимальной температуры
т (.-Л- -.ОрбЦп
1 frec.pra “Срга
(3.20)
Видно, что в оядпсльном направлении максимальная темпе-
патуэа уменьшается по гиперболическому закону \/гг~ ,'а изо-
термические поверхности являются поверхностями круглых ци-
линдров с осями, совпадающими с продольной осью (см.рис.3.5).
2, Аналогично модно найти из (3.16) время наступления я
распределение максимальной температуры для случая быстро-
движущегося линейного источника теплоты в бесконечной плас-
тине. Без.учета теплоотдачи
т (.ид (,
‘«Д’/ fire cps2.y ср2.у
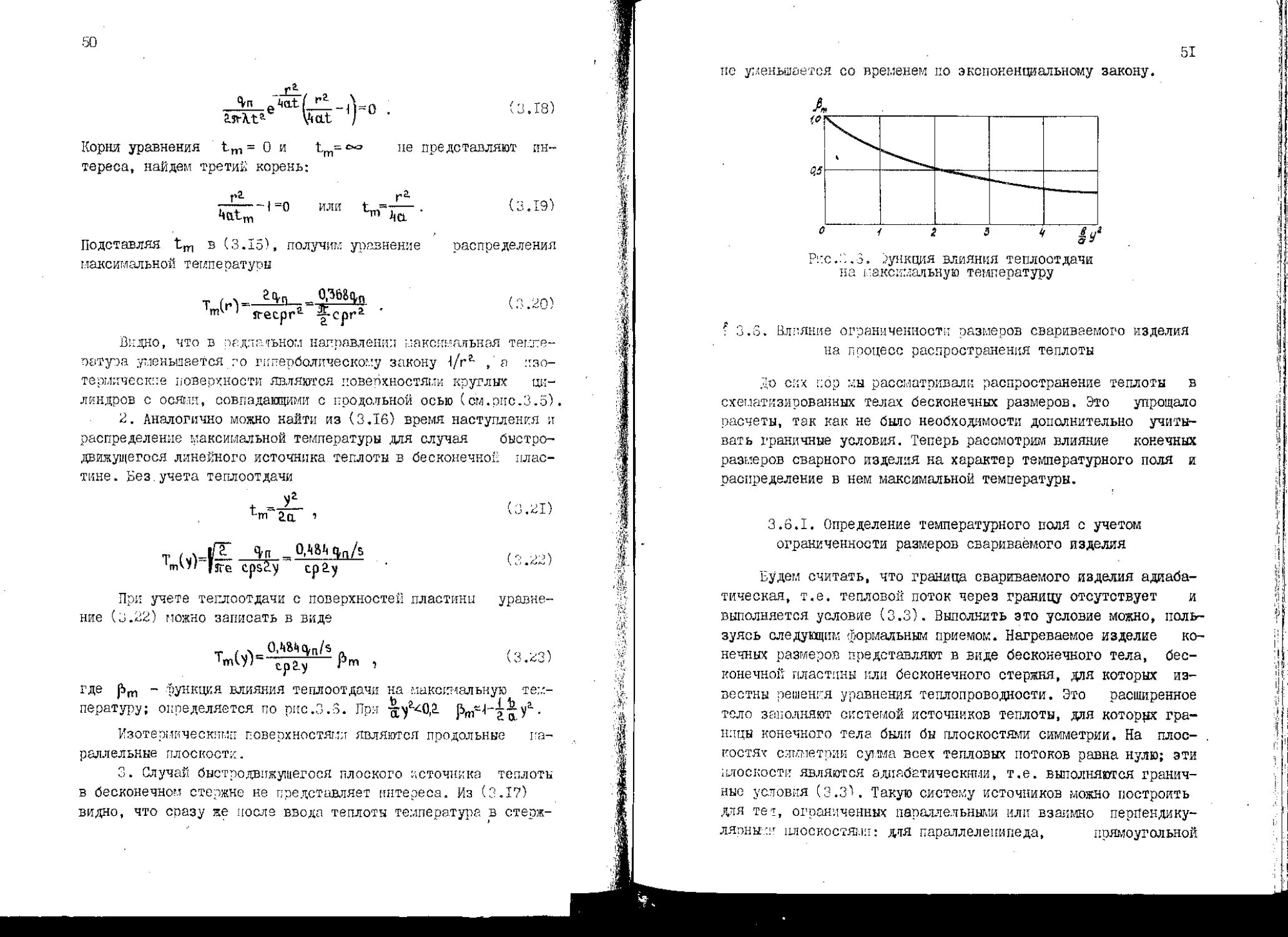
Яри учете теплоотдачи с поверхностей пластины уравне-
ние (з.22) можно записать в виде
где - функция влияния теплоотдачи на максимальную тем-
пературу; определяется по рис.3.8. При У1 •
Изотермическими поверхностями являются продольные па-
раллельные плоскости.
3. Случай быстродвижущегося плоского источника теплоты
в бесконечном стержне не представляет интереса. Из (3.17)
видно, что сразу же после ввода теплоты температура в стерж-
51
не уменьшается co временем по экспоненциальному закону.
V &
функция влияния теплоотдачи
на максимальную температуру
3.S. Влияние ограниченности размеров свариваемого изделия
на процесс распространения теплоты
До сих пор мы рассматривали распространение теплоты в
схематизированных телах бесконечных размеров. Это упрощало
расчеты, так как не было необходимости дополнительно учиты-
вать граничные условия. Теперь рассмотрим влияние конечных
размеров сварного изделия на характер температурного поля и
распределение в нем максимальной температуры,
г
3.6.1. Определение температурного поля с учетом
ограниченности размеров свариваемого изделия
Будем считать, что граница свариваемого изделия адиаба-
тическая, т.е. тепловой поток через границу отсутствует и
выполняется условие (3.3). Выполнить это условие можно, поль-
зуясь следующим формальным приемом. Нагреваемое изделие ко-
нечных разгиеров представляют в виде бесконечного тела, бес-
конечной пластины или бесконечного стержня, для которых из-
вестны решения уравнения теплопроводности. Это расширенное
тело заполняют системой источников теплоты, для которых гра-
ницы конечного тела были бы плоскостями симметрии. На плос-
костях спитетпии сумма всех тепловых потоков равна нулю; эти
плоскости являются адиабатическими, т.е. выполняются гранич-
ные условия (З.З'К Такую систему источников можно построить
для те?, ограниченных параллельными или взаимно перпендику-
лярными плоскостями: дчя параллелепипеда, прямоугольной
пластины, стержня конечной длины и др. Все источники, за ис-
ключением одного, действующего в реальном теле, являются
фиктивными.
Таким образом, в теле конечных размеров температура в
любой точке от действующего источника теплоты определяется
рядом, представляющим собой сумму значений температуры от
действительного и фиктивных источников в бесконечном теле:
• 5— 2—i 1 к(х< j i i (3.24)
|=~oo j=-oo )C=-00 'J’
где xif^K -i “ координаты рассматриваемой точки
в местной системе координат каждого источника; I,$,к - номер
источника в направлении х^х (за начало отсчета 0,0,0
принимается действительный источник). Ряд (3.24) является,
как правило, быстрорасходящимся и для реальных тел учитыва-
ются всего несколько членов ряда.
Рассмотрим случай сварки относительно узких полос (ти-
повой случай при изготовлении сварных балок). Пусть произво-
дится сварка встык двух полос разной ширины, В{ + Ьг=Б
(рис.3.7,а). Построим распределение температуры в сече-
нии I-I, рассчитанное в предположении отсутствия ограничи-
вающих кромок, т.е. полагая пластину неограниченной. Это
распределение (кривая о.-be рис.3.7,б) показывает, что влия-
нием правой кромки можно пренебречь (на ней тепловой поток
отсутствует, с^ = -\ЭТ/0у~О), в то время как учет левой кром-
ки необходим ( )• Расположим симметрично плоскости
в точке 0^ фиктивный источник с той же погонной
энергией. Сумма встречных потоков от двух источников равна
нулю, т.е. выполняется граничное условие на левой кромке. Те-
перь распределение температуры в сварном изделии будет опре-
деляться двумя источниками: cLbc от действительного и dj
от фиктивного. Полученное таким образом распределение темпе-
ратуры gbc удовлетворяет граничным условиям на кромках. Из
ряда (3.24) учтены первые два члена: j = 0 и j = -I (в слу-
чае неограниченной по длине пластины суммирование по I и к ,
т.е. в направлении х и х , отсутствует).
На свойстве симметрии границ свариваемого изделия в си-
стеме источников основан метод отражения. Из рис.3.7,6 видно,
что кривая d$ является зеркальным отражением кривой ad ,
Поэтому распределение температуры gbc можно представить в
виде суммы распределения it?с из-за основного потока и рас-
пределения ЙЛ из-за отраженного потока. Этот прием явля-
ется удобный при анализе практических задач.
Распределение
температуры в
предположении от-
сутствия границ
пластины в сече-
нии П-П (кривая
рис.3.7,в)
указывает на необ-
ходимость учета
обеих кромок плас-
тины. Это означает,
что следует ввести
два фиктивных
источника симмет-
рично обеих кромок
пластины.
По мере уда-
ления от источника
теплоты происходит
выравнивание тем-
пературы по ширине
пластины. Этот
процесс завершает-
ся тем быстрее,
чем меньше сум-
марная ширина по-
лосы и чем ближе
Рис.3.7. Учет ограниченности пластин
по ширине на процесс распространения
теплоты
к ее оси перемещается источник теплоты. Характер распределе-
ния температуры по поверхности полосы при нагреве ее мощным
быстродвижущимся линейным источником теплоты (рис.3.8,а)
позволяет выделить три области (рис.3.8,б):
I) область , непосредственно примыкающую к источни-
ку, в пределах которой боковые границы не оказывают влияния
на процесс распространения теплоты;
и) переходную область V2—i в пределах которой тем-
пература практически выравнивается по ширине и тепловой по-
1
ток из двумерного переходит в одномерный;
Рис.3.8. Основные и переходные
области распространения теплоты
ввести Фиктивные источники на оси
3) область ,
в пределах которой
температура, одинако-
вая по ширине полосы,
постепенно понижает-
ся вследствие тепло-
отдачи в окружающую
среду.
Рассмотрим те-
перь случай наплавки
валика на неограни-
ченный по длине и ши-
рине лист большой
толщины. Этому случаю
соответствует расчет-
ная схема плоского
слоя, по поверхности
которого перемещается
точечный источник теп-
лоты (рис.3.8,в).
Адиабатические усло-
вия на поверхностях
г,- О л выполня-
ются ( 0), если
так, чтобы эти поверх-
ности были, плоскостями симметрия. Тогда температура в плос-
ком слое определится аналогично уравнению (3.24':
(3.2а)
К=-«х>
Характер температурного поля в плоском слое позволяет
также выделить три области (рис.3.8,г):
I') область Уъ вблизи источника, в пределах которой
температура не отличается от распределения в иолубесконечном
теле;
2) переходную область V-y-д > в пределах которой проис-
ходит постепенное выравнивание температуры по толщине плос-
кого слоя;
3) область , в которой теплота распространяется как
55
в неограниченной пластине от линейного источника теплоты.
Обобщим результаты и рассмотрим общий случай распро-
странения теплоты в теле с учетом ограниченности его разме-
х) _
ров по толщине и ширине. При распространении теплоты от
подвижного точечного источника в полосе значительной толщины
'плоском слое ограниченной ширины), можно выделить три основ-,
ные области - V3 ,Va,V4 и две переходные - и •
характеристики которых были даны вше. В зависимости от раз-
меров сечения полосы и положения оси перемещения источника
теплоты указанные области могут иметь различную протяжен-
ность. Более того, иногда некоторые из этих областей вырож-
даются. Однако нет необходимости предварительно решать воп-
рос, к какой области относится та пли другая точка полосы.
Зля любой ее точки расчет температуры выполняют но уравнению
(а)
т= т&КвТа 1 (б) (3.26)
^ПЦтьТ< , (в)
где Ks,ms - коэффициенты, учитывающие ограниченность из-
делия го толщине, определяются по рис.3.9; квтв - коэффи-
циенты, учитывающие ограниченность изделия по ширине, опре-
делятся по рис.3.10, где приведены их значения для оси шва;
Тъ- рассчитывается по уравнению (3.12) или (3.15); Тг - по
уравнению (3.13) или (3.16); Tt - по уравнению (3.14) или
(3.17). Коэффициенты определяют, по какому варианту - (а), ’
(б) или (в) уравнения (3.26) - следует выполнять расчет. Тал,
например, если при определении коэффициента, учитывающего раз-
мер изделия по толщине (по рис.3.9) по условиям задачи попа-
дают в правую область, т.е. получат значения коэффициента
ms , а при определении коэффициента, учитывающего ограни-
ченность изделия по ширине (по рис.3.10), - в левую, т.е.
получают значения коэсффициента кв , то температуру рассчи-
тывают по уравнению (3.26) (б). Таким образом, влияние'
ограниченности размеров изделия по толщине и ширине на про-
:< Батовский И.*]. Особенности распространения тепла в плите
от подвижного источнике. - физика и химия обработки гла-
тепиапов, 1937, ” 5, с.2?-3о; Отеделение температуры и
ско>ости охлаждения металла шва.'- Автоматическая сварка,
196-3, 5, с. 1—5.
56
цесс распространения теплоты при сварке характеризуется про-
изведением коэффициентов или ms на кв или тъ в сме-
шанной по индексу комбинации. Из уравнения (3,26) видно, что
оно, как частные случаи, описывает процессы распространения
теплоты в гюлубеоконечном теле ( i<s=KB= i ) в неограниченной
пластине ( к3=1 ) и стержне (тй=тэ=О, а также в
плоском слое (к5>1 , кв=< или та*4 ,тв = 1 ) и ограниченной
по ширине пластине (ms=4 , кй>4 или ), Аналиэ
изменения коэффициентов к и m позволяет заключить, что
при значениях г = /зс5+у* -£0,25vcs2/o. и g.^0,5s процесс рас-
пространения теплоты идет как в полубесконечном теле (об-
ласть V3 ), при значениях r>OJi -1/сзг/о. ~ как в неограни-
ченной пластине (область V£ ), а при значениях ix]>0/jvcft?/a, -
Рис.3.9. Коэффициенты к5,тв, учитывающие влияние
ограниченности изделия по толщине на температуру
57
Удобство изложенной методики оценки температуры заклю-
чается не только в том, что не нужно заранее устанавливать,
к .какому типу тела (или области V ) относится в данный
момент свариваемое изделие, но и в том, что автоматически
производится одновременный учет конечных размеров тела как
по толщине, так и по ширине.
Пример, На стальную полосу сечением B-s =
100x20 мм наплавляют валик на расстоянии 30 мм от кромки.
Мощность источника теплоты 8330 Вт. Рассчитать темпера-
туру оси шва через 5, 10, 15, 20, 40, 60, 80 и 100 с после
прохождения через нее источника ( Х = 0,417 Вт/см°С , otT =
- 0,0033 Вт/см2оС).
71дя оси шва у = 0 и а, = 0. Поэтому /х/+ у?- = -х=
и, следовательно, о./хг+уг/(тг^)=o.t/sa •, г/s =0 .
Искомые значения температуры, а также определяющие их
вспомогательные величины приведены в табл.3.1, из которой
ясна также последовательность выполняемых операций. .
Таблица 3.1
„Л Расчет термического цикла металла шва
Опреде- ляемые t , с Приме- ТТОГТГТЛ
величи- ны ЧсШНУ
0,125 0,25 0,375 0,5 1,0 1,5 2,0 2,5
1,0 1,036 — — CV4 — Из рис.3.9
ms — — 1,05 1,017 1,0 1,0 1,0 1,0 И
с±/Вг 0,005 0,01 0,015 0,02 0,04 0,06 0,08 0,1
1,0 1,0 1,0 1,01 1,11 1,22 — — Из рис.3.10
ПАВ — — — —• — 1,33 1,27 п
1272 660 *** Т3 по (3.15)
— 479 401 304 266 — Та по (3.16)
T=msmBT1 —- — — — 240 234 по (3.17)
График термического цикла металла шва, построенный по
результатам расчета, приведен на рис.3.11.
Рис,ЗЛ.1, К
расчета тегллзратуры
металла шва
59
3.3,2. Определение максимальной температуря с учетам
ограниченности размеров свариваемого изделия
Важное значение имеет оценка влияния ограниченности раз-
меров изделия на распределение максимальной температуры.
Рассмотрение этого вопроса, выполнемнсе так же. как и в
§ 3.5, но с учетом отраженных источников теплоты, позволило
выявить особенности распределения максимальной температуры в
изделиях ограниченных размеров.
При сварке листов одинаковой ширины В( + В| (рис.3.12,а)
отраженные от кромок тепловые патоки не оказывают влияния на
распределение максимальной температуры в области, прилегаю-
щей к оси перемещения источника теплоты, охватывающей полу-
расстояние от оси до кромок. Вне этой области максимальная
температура практически постояшш, так как она достигается к
моменту выравнивания температуры по ширине пластины. Таким
образом, в зоне от -В,/2 В(/2 уравнение максимальной
температуры даеет вид
где - функция влияния теплоотдачи на максимальную
температуру (определяется по графику ргс.З.о). Вне этой зоны
максимальная температура помет быть определена по вырамоишт
где множитель в виде дообк хаоактсоизует выравненную по се-
' /11 Ra\ 'I
ченпю температуру Оез учета те^^оотдачп, а учч^-
jvse-T ее снижение чследствчо те г:;: о отдачи к моменту вырач^ч i
Т7’г(Г 1
:--xJX 4
При сварке листов разной ширины Ь(+Вг (рис.З .К, б) вар- !)
тина принципиально не меняется. Рока, в пределах которо;: па !i
максимальную температуру по огознпяют влияния сятя:сяннс .(
.о-J; оные потоки, охваты пет расстояние от- В(/2 до Вг/с. . Пак- h
жильная температура в ежой зоне определяется ио уравнению ф
а вне этой зоны жиж и еппава от нее - по выражению f
й .33), в которой; функция влияния теплоотдачи додана быть !
/L Tl^\ f i-» Т<^\ t
'. аята оавной соответственно Pmv^T1) и рт\а"^/ * ' il'l
!в
is
I •
ill.
iii.
60
Исключение составляет случай приварки узкой полосы к широко-
му листу (рис .3 .12, в) , когда Ь<4Вг/г. Распределение макси-
мальной температуры в узкой полосе при этом не отличается от
рассмотренного выше случая. Но на распределение максимальной
температуры в широком листе оказывает сначала влияние тепло-
вой поток, отраженный от внешней кромки узкой полосы, а лишь
затем - тепловой поток, отраженный от внешней кромки широко-
го листа. Поэтому в широком листе можно выделить три участка;
I. Участок от 0 до В( , где на максимальную темпера-
туру не оказывают влияния ограничивающие кромки и она может
быть определена по уравнению (3.27).
2. Участок от В, до^В^+В^/г. , в пределах которого на
максимальную температуру оказывает влияние тепловой поток,
отраженный от внешней кромки узкой полосы. Максимальная тем-
пература на этом участке должна быть определена от суммарно-
го действия основного и фиктивного источников теплоты с ко-
ординатами ( 0,-гв,). Суммарное их действие в этой достаточ-
но удаленной от источников области эквивалентно действию ис-
точника двойной мощности, перемещающегося по внешней кроиие
узкой полосы, т.е, между ними. Поэтому уравнение макскмаль-
ной температуры на этом участке можно записать в виде
= ft >
™ C.p2.(B<+y) ,
(3.29)
3. Участок от (B5+Bj)/2 до Ъа , в пределах которого макси-
мальная температура постоянна и определяется по (3.28) с за-
меной на В(+Ьг.
Распределение максимальной температуры ио поперечному
сечению плоского слоя характеризуется поверхностью, изобра-
женной на рис.3.12,г. Эта поверхность в районе шва представ-
ляет собой полуповерхность вращения, по мере удаления от оси
шва она переходит в цилиндрическую поверхность. Максимальная
температура на нижней поверхности плоского слоя толщиною s
вдвое больше, чем максимальная температура на глубине s в
полубе с конечном теле при нагреве едим и тем же источником
теплоты. Она характеризуется точкой А на рис.3.12,г я может
быть определена по уравнению (3.20), в котором r=s и вве-
ден множитель 2.
61
§ 3.7. Численные метода расчета тепловых процессов
Метод источников позволяет получать аналитическое реше-
ние только при линейной постановке задачи (3.2) и при простой
геометрической форме нагреваемого изделия. С учетом темпера-
турной зависимости свойств металла К и ip „ сложной геомет-
рической формы свариваемого изделия и других факторов задача
монет быть решена только численными методам?!. В отличие от
аналитических методов, приводящих к общему решению задачи,
численные методы позволяют решать отдельные задачи.
В настоящее время в сварочной практике получают распро-
странение численные методы, ориентированные на использование
мощной вычислительной техники, прежде всего метод конечных
разностей и метод конечных элементов. Физический подход к
решению нестационарной температурной! задачи этими методами
общий: весь период нагрева и охлаждения разбивается на от-
дельные этапы и последовательно прослеживается температура в
отдельных дискретных зонах изделия. Рассмотрим эти численные
методы.
3.7.1. Метод конечных разностей^
Метод конечных разностей или, как его еще называют, ме-
тод сеток рассмотрим сперва на примере линейного распростра-
нения теплоты в стержне, один конец которого поддерживается
при температуре окружающей среды, а остальная поверхность
теплоизолирована (ряс.3.13). Этот случай имеет место, напри-
мер, при контактной сварке двух стержней, концы которых же-
стко зажаты в охлаждаемых медных зажимах.
Линейное оаспределение теплоты при .постоянных теилофи-
зичесних свойствах материала стержня описывается уравнением,
аналогичны,: (3.2):
0Т _ ЭгТ
at аэх^
(3.30)
Пусть в начальный момент t - 0 введена те;лота по из-
вестному закону или, что то же самое, задано начальное рас-
х) иолее подробно см. Калиткин Н.Н.: Численные методы. - М.:
Наука, 1978, глава XI.
62
пределение температуры
Т(х,0)=То(х)
(З.ЗГ
Пусть температура правого торца (x=L ) постоянна,
левый торец ( х = 0) теплоизолирован:
T(L,t>0 , 8T(Ott)/ax=0
Можно отметить, что сформули-
рованная задача (3.30)-(3.32)реша-
ется аналитически изложенным мето-
дом источников. Для этого началь-
ное распределение температуры Т0(х)
следует представить з виде элемен-
тарных мгновенных источников теп-
лоты
cLQ(x) = с.рТ0(х) F dx
и просуммировать температуру от
них, пользуясь формулой (3.9), с
учетом краевых условий (3.32)
Рис/.:.13. Распределение
температуры в моменты
t, " t к в Степане
t rL - Tote)
(x-^+JinLy
^оЛ
(x+r+^niy
Acct
([х-ц+^п+г)!.]2) ([х+ц+^п+а')£]г''
- ^P[-—— t’^r —
Но рис.3.13,а приведены гладкие кр;геые, описывающие пас-
пределенке температуры в стержне в последовательные моменты
Ц-i i: tK .
Ретим теперь ту же .задачу методом конечных разности/.
Метод основан на замене производных их приближенны.',.: зга-
ниями, выраженными через разности значений в отдельны:; точ-
ках - узлах сетки в отдельные моменты времен/; (р/с.2.т' .6''.
дН'уреренциальное уравнение (З/'О) в результате таких п’м.об-
разований затеняется эквивалентны.™ состяо..:-т/лт-п в ео!/--:/-..л
63
РАЗНОСТЯХ.
Разобьем весь период нагрева и охлаждения на отдельные
этапы, Пусть для простоты шаг сетки Ах постоянен, а вре-
меннсгй промежуток между этапами к-( и к равен At , т.е.
At = tK-tK_1 . Тогда для узла х=1Ах в момент t=tKH
получим разностные отношения
, эт/ЭхЧт^-гТц^улх , (з.зз)
та не производная слева от узла
ЭТ/Эх«(Г<„кч-Т1ч#чУЛх ,
1/ах ах\Эх)*йх1 Чх йх J
(Дх)1
Здеоь индексы указывают номера узлов сетки и моменты времени.
Производные по х отнесены к предыдущему этапу, т.е. к мо-
менту tK_v .
Подставляя выражения (3.33) в (3.30) и решая относитель-
но T\tK , получим
Tl.K=Ti,M+^(r«.K-r2T^,-W,) • (3.341
Аналогично могут быть получены формулы и в случае нели-
нейной задачи, когда теплофизические свойства сварного со-
единения А и ср непостоянны.
Граничные условия (3.32) в конечных разностях выражают-
ся просто. Температура на правом торце на всех этапах прини-
?.кэется равной нулю: TH K4=T(L,t)=O . На левом конце сетки вво-
дится дополнительный узел (узел 1 = 0 на рис.3.13,б), кото-
рый позволяет задавать нулевое значение производной путей
выполнения условия Тй к. (=Т1 K_j для всех к .
?з::им образом, температуру в любом узле t в текущий
сопен/ TL к можно найти ио формуле (3.34), зная температу-
ру 'й лько в атом и в двух соседних узлах в предыдущий мо-
пн;. Зачиная агента t-At , когда к - I ;; TiK_(=To(LAx)
1'.-.no’.io (3.31\ х.аодссс построения решения можно продел-
.ть лак угодно да.петго, если интервал времени At удовлет-
64
воряет условию устойчивости решения 7
ML /X
(АхУ " 2. “
<3.35)
Физический смысл этого условия заключается в том, что яри
малом интервале времени at на температуру в узле оказывают
влияние только соседние узлы.
Рис.3.14. Пример построения сетки и
разбивки на элементы поперечного се-
чения стыкового соединения (а) и мо-
делирование температурного поля (б)
на левой половине сечения симметричного
показана двумерная сетка с шагом йх и
Принципиально
так же могут быть по-
лучены формулы для
расчета двумерного
и трехмерного темпе-
ратурного поля в
сварном соединении
любой формы с учетом
температурной зави-
симости теплофизи-
ческих свойств ме-
талла неоднородного
сварного соединения,
граничных условий
другого рода, допол-
нительных источников
и стоков теплоты и
других факторов. На-
пример, на рис.3.14,а
стыкового соединения
Лу . Формулу для
расчета температуры в узле i, j в текущий момент к можно
получить аналогично формуле (3.34), 'введя дополнительную вто-
рую производную по у :
тШ^+(Дх)г(Т1"<«1>к"4 гтМ,к~<
(3.36)
х) Ол.: Калиткин Н.Н. Численные методы. - М.: Наука,
с о 3 73 *
1978
65
Условие устойчивости при Дх=йу имеет вид
(ДхУ'1' '
(3.37)
Таким образом в любой момент поверхность Т(х,у) ап-
проксимируется совокупнос/ью точек T^j (рис.3.14,б).
Здесь была изложена так называемая явная схема. Ее ос-
новное достоинство - простота; недостаток - ограничение на
интервал времени М согласно уравнению устойчивости (3.35)
и (3.37). Можно использовать тайке неявную схему, которая
всегда устойчива, и интервал времени принимать большим. При
неявной схеме производные по координатам х и у в (3.1)
или (3.2) следует вычислять по значениям температуры в узлах
а в текущий момент к .
Например, для одномерного случая аналогично (3.33) можно
записать
Эха* (Лх)1
(3.38)
в результате чего получим основное уравнение для узла i :
Отсюда
(3.39)
Составим уравнение типа (3.39) для каждого из NH уз-
лов, температура которых в момент к неизвестна. В резуль-
тате получим систему линейных уравнений, которую удобно за-
писать в матричной форме
(3.40)
где матрица [А] , вектор - столбец температуры
[т]к и вектор - столбец свободных членов {в}
в узлах
имеют вид
< столвеи
*
-I
t строка
(3.41)
66
► I строка
i строка
TW,K
T’ti-i.K.
Легко убедиться, что непосредственна/ переумножением
i -В строки матрица [Л] на столбец получается одно
уравнение (3.39). Видно, что матрица [Л] симметричная, лен-
точная, только на трех диагоналях элементы матрицы отличны
от нуля. Поэтому решение системы с помощью вычислительных
машин, например, методом Гаусса (для систем, структура кото-
рых аналогична системе (3.41), он называется также прогон-
кой) не представляет принципиальной сложности, даже если
сетка имеет тысячи узлов.
Точность численного решения тем выше, чем меньше интер-
валы Ах , Ду и At , т.е. чем точнее аппроксимируется
уравнение теплопроводности. Рекомендуется принимать мини-
мальные значения Ах и Ду в области высоких градиентов
температурного поля (вблизи шва), a At в период высокой
скорости изменения температуры.
Как следует из изложенного, основное достоинство метода
конечных разностей - простота. Основным недостатком метода
является следуицее:
I) плохая аппроксимация криволинейной области прямо-
угольной сеткой;
2) необходимость равномерного шага сетки, в противном
случае очень усложняется расчетная схема.
3.7.2. Метод конечных элементов3^
Несмотря на то что метод конечных элементов развивается
всего лишь немногим более 20 лет, он нашел широкое примене-
ние при решении сложных задач в разнообразных областях науки
х) Более подробно см. [9], главы 3, 5, 8, 10, П .
элементов
достаточно
ГГ
67
б техники, в том числе в аварочннх науках. Метод конечных
элементов лишен основных недостатков метода конечных разно-
стей, хотя он намного сложнее и требует более мсцных вычис-
лительных машин.
Выбор метода реяенкя температурной задачи диктуется в
основном методом решения более сложной механической задачи
теории сварочных деформаций и напряжений. В главе 7 для ре-
шения механической задачи принят метод конечных
хал более перспективный. Поэтому целесообразно
подробно рассмотреть реиение температурной задачи методом ко-
нечных элементов.
Основная идея метода состоит в том, что любую непрерыв-
ную функцию (температура, пересечение и т.д.) можно аппрок-
симировать кусочно-непрерывной функциями, опредвлеянши на
конечном числе подобластей, называемых элементами.
Проиллюстрируем основную идею на примере распределения
температуры в стержне (см. рис.3.13). Разобьем стержень на
отдельные элементе 4,г,ограниченнее двумя со-
седними узлами 4,2.,...Д, 1,...(рис.3.13,в). В пределах любого
е-го элемента распределение температуре будем аппроксимиро-
вать прямой линией, причем точки и Tj однозначно опре-
деляют эту прямую линию, т.е. в любой момент t=tK_4 Функ-
ция Т(х) будет представлять собой кусочно-линейную функцию.
В двумерном случае тело разбивается на плоские конечные
элементы в форме треугольника, которые связаны между собой
тремя узлами (правая половина рис.3.14,а). Распределение тем-
пературы в пределах элемента изображается теперь плоскостью
(рис.3.14,б). Таким образом, в любой момент поверхность Т(х,у)
будет аппроксимироваться совокупностью кусочно-плоских по-
верхностей. Естественно, для лучшей аппроксимации поверхно-
сти Т(х,^) в области высоких градиентов (вблизи шва) необхо-
димо принимать плотность элементов наибольшей (наименьшие
размеры элементов).
При построении дискретной модели двумерной области мож-
но принять четырехугольники, а объемного тела - тетраэдры и
параллелепипеды. Однако далее будем пользоваться только
простейшими элементами: одномерной элементами о двумя узла-
ми и треугольной с тремя узлами, показанной на рис.3.13,в
и 3.14,а. Эти элементы просты в теоретическом отношении, и
ими можно дискретизировать любое одномерное и двумерное тело.
68
Вернемся к примеру одномерного температурного поля в
стержне (см. рис.3.13). В общем случае распределение темпе-
ратуры rex') мн не внаем, неизвестны значения температуры в
умах ТьТг,...,Т«.Др... . Нада задача - найти их, причем так,
чтобы последовательность значений Т(1Тгл... была бы наилучшим
образом приближена к кривой Т(х) , которая удовлетворяет
одномерному уравнению теплопроводности. Это наилучшее при-
ближение можно обеспечить, варьируя вое значения температу-
ры в узлах так, чтобы минимизировать некоторый функционал1 ,
который однозначно связан с дифференциальна! уравнением
теплопроводности.
Таким образом, последовательность определения темпера-
турного поля методом конечных элементов следующая:
I) сформулировать задачу теплопроводности, т.е. опреде-
лить уравнение теплопроводности, начальные и граничные усло-
вия;
2) подобрать функционал, ..который обладает тем свойством,
что функция, цри которой он становится минимальнш, удовлет-
воряет как исходному дифференциальному уравнению теплопро-
водности, так и граничит условное;
3) разбить исследуемую область на злементы (дискретизи-
ровать область) и выбрать функции, аппроксимирующие искомое
температурное поле в пределах каждого элемента;
4) выразить функционал через значения температуры в уз-
лах элементов;
5) продифференцировать функционал по каждому нежжвеот-
ному значению температуры в узлах к производные приравнять
нулю;
6) решить полученную систему уравнений относительно не-
известных значений температуры в узлах.
Основная часть параграфа и будет посвяцена всем этапам
решения этой вариационной задачи.
Важнш моментом метода конечных элементов является по-
х) Если числам х ставятся в соответствие числа у , то эяг-
дана функция - у»5(х); если функциям ? ставятся в соот-
ветствие числа X , то задам функдаонал, например, в слу-
чае функции двух переменннх
69
строение интерполяционны! функций, которие в пределах каждо-
го элемента аппроксимируют искомое температурное поле, В ка-
честве такой
возьмем полином первой степени. Выразим
его черев значения в узловых точках.
Дея одномерного элемента (см. рис.3.13,в) функция Т име-
ет вид
Т ~вСд“'" .
(3.42)
Коэффициента и о1г определяются о помочью условий в уз-
ловых точках L и j :
Т=Тг при ot=xt i
T=Tj ПрИ X=Xj .
Подстановкаэткх условий в формулу (3.42) приводит к системе
уравнений
решая которую получим
^а.
(3.43)
ГДе .
Подставляя значения и в уравнение (3.42), имеем
+ Itllk х
I t
или в другом виде
Xj-X^ X-Xi ...
т“ л—Ti* —~Tj . (3.44)
Это уравнение вапиием в матричном виде
T=NiTt*M1TrMlT] , (3.45)
где №=[NtN|] - матричная строка; функции Nt (N, назы-
ваются функциями форме
функций формы характерно то, что они равны единице
то
в узле, номер которого совпадает с нижним индексом фу
обращается в нудь во всех других узлах.
Аналогично определим интерполяционную функцию в форме
(3.45) дхя двумерного элемента. Пронумеруем увлн претив ча-
совой стрелки в последовательности (см. рис.3.14).
Уравнение плоскости имеет вид
T=J.4+J-aX+ol^ . (3.46)
В углах
Т=Т€ при х=хьу“уг ,
Т = Т^ При X=Xj ,
Т = ТК при Х’Хк,у=уК1.
Эти узловые условия приводят к системе уравнений
решение которой дает
°^г.~ _^K)Ti+(yK-^i)Tj ,
^-5=,^д[(хк“х|^+(х1_хк)^ +(хрх$утJ ,
где А - площадь треугольника i j к
(3.47)
она связана с опреде-
лителем системы соотношением
гд=
4 х<
< хк 1к
Подставляя (3.47) в (3.46) и приводя полученный резуль-
тат к форме (3.45), получим
(3.48)
где три функции формы имеют вид
I
J , ' .
NraA^i+bix+cil*J
^к~ £д(а,к+^кх+ Ч?))
<Чв^Ук'®кУ| »
^Kj-Цк ,
5t=xK-Xj ;
ьгУ*сУ<. ,
tl=xrxK ;
V*trxi^ ’
4s)rJ| 5
C^XpXi ,
(3.49)
Сформулируем двумерную задачу теплопроводности в диффе-
ренциальной форме с более полня» учетом условий сварки, чем
делали до сих пор.
Нестационарное уравнение теплопроводности имеет вид
зт__э_л ату _э_Л эт\ п
cPat Эх\ х9х/ э^\ у Эу) ’
(3.50)
где Хх, Ц - коэффициенты теплопроводности в направлениях х
ну ; й ~ удельная мощность источника (стока) теплоты
йнутри тела (Вт/м3); ср , , 0. могут быть функциями X ,
у nt, т.е. тело может быть разнородным и его свойства
’шзисят от температуря, уравнение применимо как к изотропии»
( \Х=Ц ), так и к анизотропна» ( ) телам.
Начальное условие ( t ® 0)
Т(х,^0>То(х,у) . (3.51)
Граничные условия:
а) на части граничной поверхности S( выполняется усло-
вия
^E^°’lf4<v'MT'T“)=o1 <3’52)
б) на части граничной поверхности Sa заданы значения
температуры
Т=Т_ : (3.53)
ж> *
объединение и &г образуют полную границу $ . Здесь 1Х,
Ц - направляющий косинусы вектора нормали к поверхности;
- удельная плотность теплового потока на поверхности S<
(положительна, если теплота вводится), Вт/м2; dLT— коэффя- I
циент теплообмена; Т«, - температура окружающей средн. Если fl-
на границе S< обе величины и <ZT равны нулю, то равен- |
ство (3.52) сводится к условию .!
» (3.54) I
что отражает отсутствие теплопереноса через границу . В |
случае изотропного тела последнее условие можно записать в 1
виде I
1^=0 , (3.55) |
где п - нормаль к поверхности. !
С практической точки зрения задача (3.50)-(3.53)являет- !
ся достаточно полной для описания тепловых процессов при )
сварке. Например, с помощью объемного источника Q. можно J
моделировать ввод теплоты через наплавляемый металл, выде-
ляпцуюся теплоту при прохождении электрического тока, скры-
тую теплоту плавления и кристаллизации и т.п. При рассмотре-
нии половины симметричного сечения стыкового соединения (ем.
рис.3.14,а) граничным условием (3.52) можно описать тепло-
отдачу ( ц, = 0, <4Т> G) на поверхности BCDE и OF и теп-
лоизоляцию ( ц, = О, <LT= 0) границы ОАВ . На достаточно уда-
ленной от шва АВ С. А условной границе EF можно задать усло-
вие (3.53), рассчитав температуру по аналитическим формулам,
например по формуле (3.16); исходные величины 0, ,(^ Дт.Т^,
Тв и поверхность могут изменяться в процессе сварочного
нагревр и охлаждения. Хотя свариваемое изделие, как правило,
считается изотропным, далее будем коэффициенты и Ц
различать, с тем чтобы сохранить единство формы записи реше-
ния задач теории теплопроводности и теории термопластично-
сти.
Уравнение (3.50) вместе с краевыми условиями (3.51)-
(3.53) однозначно определяет задачу. Оно служит отправной
точкой для решения задачи методой конечных разностей. Метод
конечных элементов основан на вариационном подходе. В вариа-
ционном исчислении устанавливается, что решение уравнения
(3.50) с граничными условиями (3.52), (3.53) эквивалентно
73
х)
отысканию минимума функционала
Х(т)^1^4^г-т(в-ср^]« +
^т*1«Ц'(т-'Т-Т «LS
Все параметры уравнения (3.50) и граничные
(3.56)
условия
(3.52) содержатся в (3.56). Начальные (3.51) и граничные ус-
ловия (3.53Л учтем позже.
Такое распределение температуры Т , при котором функ-
ционал Х(Т) становится минимальный, является решением исход-
ной задачи. Минимизируем его, используя множество аппрокси-
мирующих функций, каждая из которых определена на отдельном
элементе и выражена через значение в узлах (Т^ . Так как уз-
ловые значения определяют величину функционала, то минимиза-
ция и должна быть проведена по этим значениям. С этой целью
разобьем интегралы (3.56) по отдельным элементам и в преде-
лах каждого элемента распределение температуры выразим
через ее значения в узлах [Т} ;
x-£jx(e) , (3.57)
где Е - общее число элементов, a Xte1- вклад каждого эле-
мента в X :
Q«*-
ЭТ(е)
-сР‘ ]а.у
(3.58)
Здесь верхний индекс (е ) указывает на принадлежность вели-
чины данному элементу е . Видно, что свойства элементов по
Хх, , ср , <ХТ могут отличаться, т.е. свариваемое тело
может быть разнородным. Далее для удобствалаписи индекс (е)
у этих коэффициентов, а также у Q и q, будем опускать.
Запишем уравнение (3.58) в матричной форме. Для этого
введем матрицу
0 1
L J 10 Ц]
(3.59)
х) См., например: Зенкевич С. Метод конечных элементов в тех-
нике. - М.: Мир, 1975, с.538-539; или [9], с.376-379.
и вектор градиентов в элементе
(3.60)
Подставляя (3.49) в (3.60), имеем
0nJ
Эх
ЭК**
(3.61)
где матрица [в<еЧ получается дафференцира. анием функций фор-
мы (3.49)
_.1_ bj, bj
.2A[ct cj cj
(3.62)
Теперь интегралы (3.58) с учетом (3.43), (3.59) и(3.60)
можно записать в матричной форме
х.(еМ qM(t]4v+
а1ттДнсе1'Щс15+\ ^тТ1с15 , (3.63)
5<Ф
тая как согласно матроной алгебре
- 1’МИ пн
и так как [NM] является только функцией координат и не за-
висит от времени:
Верхний индекс Т означает транспонирование матрицы,
т.е. операцию, когда отрока матрицы образует столбец, а стол-
бец - строку.
Итак, функционал выразили через температуру в узлах. Ми-
нимизация функционала X по температуре в узлах приводит к
75
уравнению
Эк]
эх _ 9Т< 8 Е Е
ад' Wi “ОДЙ1 -£ ай
J ..
(3.64)
ак5&)
Найдем частные производные —г- , продифференцировав
выражение (3.63';: *
тег' = ) [в‘е,г[iWk \ QMVv*
°V I vfe)
Л - (<>№♦
\у“ /от'
+ \0LT[N(e!1]T[Nte;1](T,|d.S-\ ХтТэв^У^+О (3.65)
5(e) . J 5(e)
так как в соответствии с правилами дифференцирования матрич-
ных
произведений
► (3.66)
где
адНВД)-ф]М ,
[М] - матрица или произведение матриц, не зависящих от
Сумму интегралов (3.65) запишем в более- удобной матрич-
ной форме
, <3.67)
где [с(е,>]=^ cp[N№VlT[Nte)]d.Y - матрица теплоемкости;
[к<«]- V[г‘Чт[1и][ь1Я^5. is -
матрица теплопроводности элемента; \ Q[N(e)]TdV +
+ \ d-5 * \ =1ТТДИ(6Ч cL5 - вектор тепловой нагрузки. Вычис-
5<е)
лим все эти матрицы для треугольного элемента:
76
4
4
a
4
a
4
NiNi
*<A
Mi
Mi
Mj
л.х
0
4.
bibj btbK
Vi bjtij bjbK
Mk tpl
Nj«K kw-it
Wd
0
A,J U IS
b< b* d.V+
cj tx.
ClC-i
(3.68)
.Mi Mj ЬкЬк
aoiTA
42
L4
4 +
a.
[0
0
0
Лкс1
Г2
AA
LO
CiCj
cici
Scj Sck.
O'
0
0.
a
о
J
Cj.CK
Чск
Ml
«Л
W<
Mj
Vi
Wj
Mx
"Л
Wk
dS
J-Tut l*xi,s
6
о о
a 4
4 a
4
о
a
0
0
0
oLTjK Ljx$
6
vW
a
4
2
4
1
4
a
о
4
4
3»
Здесь V=As - объем треугольного элемента. Нижние индексы у
L , <V , otT указывают стороны треугольника, к которым эти
величины относятся; ц и J.T без индексов относятся к лице-
вал поверхностям треугольника (2 при olT сохраняется, если
теплоотдача обеих поверхностей одинакова, в противном случае
а«1т следует заменить суммой коэффициентов по обеим по-
верхностям. При выводе формул (3.68)-(3.70) пользовались
следухщими значениями интегралов (см. 3.5.2 и 8.3 в [9]):
при 1=ш ,
при t*m ;
г | А
* I <г
77
fki
L4 [o
при l=i
при t*i
или t=j t
или i
!L<<
H- при t=i или t=j и m=t или m=i ,
D
О При ЬЧ и l*j или m*L и m*j
ULd.A=4
J L 3
A
tblj
*
.0
при любом t ;
при t=i или V-j ,
при !>i и t*j ;
Подставив выражение (3.67) в (3.64), получим оконча-
тельную систему дифференциальных уравнений относительно тем-
пература в узловых точках всей системы конечных элементов
Н +[к"ЗД - {j «}) - о
o[Vj \ Ot v Ji * I J/
или
(3.71)
(3.72)
где
[ФЕИ •, M=i[Kc<4 ; (3.73)
Слагаемые уравнения (3.72) имеют размерность мощности,
Чтобы получить значения (Т) во времени, необходимо ре-
шить линейное дифференциальное уравнение (3.72). Существуют
различные методы решения, мы выберем наиболее простой - ме-
тод конечных разностей (см. 3.7.1).
Рассмотрим уравнение (3.72) в средней точке 1к_уг вре-
менного интервала ( t,K„4, tK ) продолжительностью At , Анало-
гично выражению (3.33) получим
(9{т}\ ДПДтК,
\9t /к_^ At
(3.74)
Подставляя выражения (3.74) в дифференциальное уравне-
ние (3.72), получим
-М*М-( <3.751
ИЛИ
[й](т)к={Н , <3.76)
где >
га=мфн ;
W* W'
Полученное уравнение является основным. Считая темпера-
туру 'в узлах в предыдущий момент известной, по этому
уравнению можно получить температуру в узлах в текущий мо-
мент tK . На первом этапе, к=1 , учитываются начальные усло-
вия (3.51). При этом в качестве температуры на предыдущем
этапе, к-1=0 , принимается температура в узлах [т] соглас-
но закону Т0(х,у) .
До сих пор мн не учитывали одно из граничных условий
задачи - условие (3.53). Учтем заданные значения температуры
в граничных узлах на этом этапе решения задачи, преобра-
зуя матрицу [к] и вектор {р} в уравнении (3.76k Напри-
мер, если температура в узле с номером п задана Тп=& , то
строка п в [к] Дт} , и столбец п в [к] вычеркива-
ются, а от каждого элемента Fm столбца свободных членов
{Н отнимается произведение Kmn*o. (m= I, 2,...), где
Kmn- элемент матрицы [R] . После такого преобразования
матрица [к] остается симметричной и ленточного типа. Окон-
чательно сформированная система уравнений (3.76) может быть
решена любым известным методом, например методом Гаусса. Эту
79
систему необходимо решать на каждом этапе прослеживания по
времени.
Таким образомF мы рассмотрели все этапы решения плоской
температурной задачи методом конечных элементов при сварке.
Общая блок-схема программы» составленной на основе изложен-
ного алгоритма, показана на рис.3.15. После обилия формул и
математических выкладок лучше всего рассмотреть все этапы
решения задачи на простом примере, который имитирует условия
сварки.
Пример . Пусть сваривается пластина толщиной 10 мл
(рис.3.16,а'’. Материал пластины однороден, коэффициент теп-
лопроводности ХЭЕ= Ц = К = 0,0Д Вт/мм-°С, объемная тепло-
емкость ср - 0,0048 Дж 41м3-°C. Выделим из центральной зоны
пластины поперечную полоску площадью 20x10 мм* и толщиной
I мм (рис.3.16, б'-. Пусть в верхней половине полоски, которая
имитирует выполняемый односторонний сварной шов и на рисун-
ке заштрихована, действует объемный источник теплоты мощно-
стью Q = 6 Вт^мм3. Будем считать, что передняя и задняя
поверхности полоски теплоизолированы ( =1Т = 0), на верхней и
нижней поверхности происходит теплоотдача в окружапцую среду
с коэффициентом 6*10~5 Вт/мм2-0!?, а на боковой поверх-
ности задана температура, которая изменяется по закону (3.9),
что имитирует идеальную стыковку выделенной полоски по боко-
вой поверхности с остальной частью пластины. Дополнительные
поверхностные источники по всей поверхности отсутствуют
( ц, = 0). Начальная температура То= 0°С. Температура окру-
жающей среды = 0°C. Требуется определить температурное
поле в полоске через I с после начала действия источника теп-
лоты.
Пронумеруем последовательно все операции согласно нуме-
рации блоков на рис.3.15.
I. В условии задачи сформулированы исходные данные
(геометрия тела, свойства материала, режим нагрева, началь-
ные и граничные условия'1.
2. Разбиваем тела по элементам. Так как тело и темпера^-
туоное поле симметричны относительно плоскости х= 0, рас-
смотрим только правую половину, приняв плоскость х = 0 за
адиабатическую границу ( dT= 0). Для простоты расчета ра-
зобьзм эту половину только на два треугольных элемента с
четырьмя узлами, но так, чтобы разность между номерами узлов
Рис.3.15. Блок-схема программы, реализующей
метод конечных элементов
4»
81
элемента была минимальной (рис.3.16,в). Толщина элементов
sw= = I мм, площадь А01 = А(У|= 50 мм2, объем V(,)=
= VU1= 50 мм3 4 5. Узлы каждого элемента пронумеруем в направ-
лении против часовой стрелки буквами i , j , к , причем первый
узел i может быть Выбран произвольно (рис.3.16,г).
Рис.3.16. Пример расчета температуры при сварке пластины
3. Весь заданный период нагрева представим в виде толь-
ко одного интервала, ДХ = I с.
4. Последовательно для элементов I и 2 вычислим все
матрицы.
5. Вычислим матрицу теплоемкости для элемента I по
(3.68):
г 1
। г
0,0046-50
42
I 0,04
< = о,ог
<] [о,о г
о,ог о,ог
0,04 0,02
0,02 0,04
R *
Здесь систему нумерации узлов i,j ,к можно понимать как ме-
стную систему.
Матрица теплопроводности [к01] при условии и
о1'Т1к = ^тк.с=0 согласно формуле (3.69) равна
>41
к9?
*11
Ki?
Ь;Ьк+е<с/
Mi+cici ъЛ+с1ек
4(^j+tKCj ^K^K+CX('K.
a i o'
i 2 о
0 0 0.
+
(3.78)
Константы to ис вычисляются по формулам (3.49) й для
элемента I (рис.3.16,г) равны
к=угук«0~10«.-10 i
0-0=0 ’
С;=Ти-ЗС;= 10'10=0 1
v A J •
ci=xrxK=0-10=-10 ;
CK=Xj-Xi=10-0 = 30 .
(3.79)
Подстановка полученных числовых значений to и с и да-
ны нижней стороны треугольника l,tj в (3.79) дает
100+0 юо-о -о+о ‘ 2 1 0
-100-0 100+100 0-100 610 -Ю-1 & 1 2 0 =
1-п-о 0-100 0+100j 0 0 0
0,02 -0,02 0 0,0002 0,0001 о' 0,0202 -0,0199 0
* -0,02 0,01» -0,02 + 0,0001 0,0002 0 *-м -0,0199 0.0W -0,02
0 -0,02 0,02 L о 0 0 0 0,02 0,02 чф
Видно, что матрица симметричная.
Вектор тепловой нагрузки в моменты к-1 = 0 и к= I для
элемента I определим по формуле (3.70):
так как для элемента I Q = 0, = 0 и Т«= 0.
Аналогично опоеделим все матрицы для элемента
г * „ ГО.ОА 0,02 0,021
0,02 0,02 0,04
0 , bj 10 , bK 10 , Ct “10 , Cj 0 , CK 10 , LjK—10 ,
И1_0,0У1
J A'
0+100
0“0
0-100
6
oooo
о г i
о 4 г
o-o -o-ioo'
100+0 -100+0
-100+0 100+400
о,ог о -о,ог
о о.огог -о,от
-о,о?_ -о,от о,оао?
*
так как Q= const.
6. Составим глобальные матрица для системы элементов
М » М , {F) , суммируя соответствующие матрицы элемента
[си], [к«*], . Рассмотрим эту процедуру подробно при
Л;ПЖ~
и количествам
уэ-
вычислении ft] .
Размер матрицы [С]
определяется о
лов:
tn
М- C^ Су,
Сц Чъ
См
Каждый элемент Стл матоицы ft]
ветствующих элементов матриц [С<е)] согласно (3.73). В рас-
является суммой соот-
сматриваемом случае мы знаем матрицы [сиП и [си] в системе
нумерации узлов . Включение и [cu1t] в [с] в гло-
бальной системе нумерации узлов можно осуществить с помощью
соотношений i=3, j = I, к = 2 дан элемента I и i = 3,
1= 2, к= 4 для элемента 2 (см. рис.3.16,г). Таким образом,
получим
И=Е[е<«]-&10]<<=1в]=
С“1
^+0 $+0 cg+O 0 + 0
ф" с(4)+?9 cS+cjf 0+С
сц+° о+<£
0+0 O+cJ]
0,04+0 0,02+0 0,02+0 0 0,04 0,02 0,02 0 '
0,02+0 0,04+0,04 0,02+0,02 0+0,02 0,02 0,05 0,04 0,02
0,02+0 0,02+0,02 0,04+0,04 0+0,02 0,0? 0,04 0,05 0,02
0 0+0,02 0 + 0,02 0+0,04 0 0,02 0,02 0,04.
Видно, что матрица [С] симметричная и ленточная, вне
ленты шириной 5 диагоналей элементы матрицы равны нулю. Ши-
рина ленты определяется максимальной разностью номеров узлов
элемента.
Аналогично включим матрицы и в глобальные
матрицы, в результате чего получим
0,0402+0 -0,02 + 0 -0,0199+0 0+0
[к]=£и=
-0,02+0
-0,0199+0
0+0
0,02+0,0202
0+0
0-0,0199
0 + 0 0-0,0199
0,0202+0,02 0-0,02
0-0,02 0 + 0,0402
0,0402 -0,02 -0,0199 0
-0,02 0,0402 0 -0,0199
0,0499 0 0,0402 -0,02
0 -0,0199 -0,02 0,0402
1
ИгЧ
8. С помощью вычисленных матриц [£j , [К] , и
по формулам (3.77) окончательно сформируем систему уравнений
(3.76):
(3.80)
85
где [к]= 'о,о4оа -0,02 '0,0199 -0,02 -0,0199 0 -0,0199 -0,02 4 0,04 0,02 Q02 0 ' 0,02 ЦОЙ 0,04’0,02 —
0,0402 0 0 0,0402
Q02. 0,04 Q08 0,02
0 * -0,0199 -0,02 0,0402 . 0 0,02 0.02 0,04
о,12ог о,оа о.огол о '
0,02 о,гоог о,о& 0,0201
0,0201 0,08 0,2002 0,02 1
, 0 0,0201 0,02 0,1202
(01
И" о
Ю)
о 1
100
ноо
hoo
100
100
100
200
200
.200
Заметим, что матрица [R]
является симметричной, лен-
точной и положительно определенной. Положительная определен-
ность означает, что все коэффициенты, ст
Гт;
е на главной диа-
гонали, положительны. Перечисленные свойства матрицы делают
ее идеальной при использовании вычислительной техники; реше-
ние такой системы уравнений существует, и оно единственно.
9. Приведем систему уравнений (3.80) относительно неиз-
вестных Т, , Тг, Tv Т, в развернутой виде:
0,12021) + 0,02Тг +Ц0201Т3 =0 ,
0,021) + 0,?002Т? + 0,08 T.s + 0,0201^=200,
0,0201Tt + 0,OST2 + 0,2002ТЭ + 0,021) =200,
0,0201Тг+0,02Т3 + 0,12021) =200.
В действительности по условию задачи температура в уз-
лах I и 2 задана. По уравнению (3.9) она равна 61°С при Q =
= 2x300 Дж и р = 2 мм. Преобразуем систему уравнений с уче-
том этих граничных условий. Для этого в систему (3.81) под-
ставляем Т, = 61 и Та= 61, вычеркиваем первое и второе
уравнения, исключаем первый и второй столбцы оставшихся урав-
нений, перенося их в правую часть системы. В итоге получим
86
преобразованную систему уравнений относительно неизвестных
и Т, :
о,гоогт3+о,о21\=т,& ,
0,02^+0,1202^= Ш,8 .
. 10. Решением преобразованной системы уравнений является
Т„=817 °C , Т„=И<8 °C .
По известным значениям температуры в узлах можно по-
строить распределение температуры в выделенной полоске
(рис.3.16,д). Исходя из возможности ручного счета, мы очень
грубо разбили поперечное сечение на элементы, что, естест-
венно, привело к очень грубый результатам. Для подобного
класса температурных задач требуется разбивка на многие
десятки и даже сотни конечных элементов, а временной’ интер-
вал fit следует принимать равным долям секунды.
Среди исследователей-сварщиков
очень популярны схемы сосредоточенных
источников теплоты. Рассмотрим тре-
угольный элемент толщиной s с ли-
нейным источником теплоты Qo/s [Вт/м]
в точке х0лу0 (рис.3.17k Распреде-
ление такого источника описывается
функцией
где дельта-функция определяется следующим образом:
Рис.3.17. Сосредо-
точенный источник
теплоты внутри
элемента
В(е; -г^)=
при $=г;0 ,
при С^С.0 .
Тогда первый интеграл в (3.70)
уФ
Nil
Ч
&(х- =
= Q0
.МхоЛоТ
87
сварных
цилиндры,
так как согласно свойству дельта-функции
Остальные члены в уравнениях (3.68'-(3.70) остаются без
менений.
Рассмотрим кратко особенно-
сти расчета температурного поля
в телах вращения, которые охва-
тывают большой класс
конструкций (трубы,
обечайки и т.п.; рис.3.18).Если
свойства материала, распределе-
ние объемных источников Q , на-
чальные и граничные условия не
зависят от азимутального угла
0 , то температурное доле бу-
дет осесимметричным и все сече-
ния по оси z подвергнутся оди-
наковому термическому циклу.
Расчет осесимметричного
температурного поля можно свести
задаче, если под х понимать г ,
мента принять переменной и зависящей от радиуса г , s=2.jtr .
При этом интегрирование в формулах (3,68)-(3.70) при вычис-
лении матриц [с(е1] , [к(е1] и усложняется,
толщина е не выносится за знак интеграла. Если
элементов достаточна мала, то можно считать толщину элемента
постоянной и равной его толщине в центре элемента с коорди-
натой г = (г\ + rj+Гц)/^ • При таком приближенном подходе вид
формул (3.68)-(3.70) сохраняется, если под толщиной s пони-
мать величину 2srr .
из-
Рис.3.18. Элемент осе-
симметричного тела
к
под
уже рассмотренной плоской
, а толщину эле-
поскольку
площадь
88
Глава 4 . ТЕРМОМЕХАНИЧЕСКИЕ ПРОЦЕССЫ ПРИ СВАРКЕ
§ 4.1. Основные допущения, принимаемые в инженерных методах
определения сварочных деформаций и напряжений
Процесс образования сварочных деформаций и напряжений
характеризуется упругопластическим поведением металла, не-
стационарны®! температурными условиями, высоким уровнем тем-
пературы при резко неравномерном ее распределении. В ряде
случаев еще не представляется возможным достаточно полно от-
разить термомеханические процессы, происходящие в металле
при сварке. Поэтому возникает необходимость разработки при-
ближенных расчетных методов определения сварочных деформаций
и напряжений. Эти методы должны быть просты и обеспечивать в
то же время необходимую для практических целей точность.
Удовлетворить одновременно требованиям простоты и точности
можно путем выбора эффективных расчетных схем, которые
должны учитывать только основные, определяющие факторы ж
пренебрегать второстепенными особенностями процесса. Именно
в этом направлении развиваются инженерные методы теории сва-
рочных деформаций и напряжений. Образование временных и
остаточных деформаций и напряжений при сварке связано с объ-
емными изменениями металла. По мере распространения теплоты
и выравнивания температуры происходит непрерывное изменение
и перераспределение объема металла. Изменение объема металла
обусловлено его расширением при нагреве и фазовыми превраще-
ниями , а перераспределение объема металла является резуль-
татом пластических деформаций и охватывает область, приле-
гающую к шву. Пластические деформации в продольном и попе-
речном по отношению к оси шва направлениях зависят главней
образом от тепловых характеристик процесса сварки и свойств
металла и в значительно меньшей степени от характеристик же-
сткости свариваемых элементов. Поэтому перераспределение
объема металла в районе сварных соединений практически оди-
наково как в сложных конструкциях, так и в простейших эле-
ментах. Это обстоятельство позволяет задачу определения
х) Фазовые превращения, происходящие при высоких температу-
рах, когда металл находится в состоянии полного разупроч-
нения, практически не отражаются на процессе образования
деформаций и напряжений.
сварочных деформаций и напряжений расчленить на две части.
В первой.из них определяют остаточные пластические деформа-
ции, обусловливающие перераспределение объема металла в
районе сварного соединения (термомеханическая задача). Во
второй части определяют деформации конструкции в целом,
вследствие перераспределения объема металла в районе сварных
соединений (деформационная задача).
Определение остаточных пластических деформаций в районе
сварных соединений выполняется на базе рассмотрения термоме-
панических процессов, вызываемых сварочным нагревом. Эта
часть задачи весьма специфична. Рассмотрение ее для различ-
ных условий сварки - основное содержание теории сварочных
деформаций и напряжений. Вторая часть задачи не является спе-
цифической. Аналогичные задачи рассматриваются в теории
остаточных напряжений, вызываемых другими технологическими
процессами, а также в теории температурных напряжений. Реше-
ние их может быть выполнено методами сопротивления материа-
лов прикладной теории упругости. Расчленение задачи о сва-
рочных дефоомациях и напряжениях на указанные две части яв-
ляется одной из основных идей ее приближенного решения. Дело
в том, что при решении термомеханической задачи основное зна-
чение имеет характер распределения температуры, деформаций и
напряжений в относительно узкой области, расположенной за
источником теплоты и прилегающей к оси его перемещения. Опи-
сание процесса распространения теплоты в этой области может
быть существенно упрощено принятием схем мощных быстродаи-
жущихся источников теплоты, а распределение деформаций и на-
пряжений - принятием допущения об одномерности напряженного
состояния. Важно еще раз отметить, что решение термомехани-
ческих задач получают на простейших элементах, сосредоточи-
вая свое внимание на указанной вьаве области и используя
условия подобия процесса развития пластических деформаций.
При решении термомеханической задачи удается также уп-
ростить изучение истории процесса образования деформаций и
напряжений. Как показано в § 2.2, для определения напряжений
в данный момент упругопластического деформирования элемента
достаточно знать его полную деформацию, если он испытывает
нагружение, а если идет процесс разгрузки, то, кроме того,
необходимо знать деформацию элемента в момент начала раз-
грузки. Для области, прилегающей к оси шва и подвергаемой
90
высокому нагреву, это положение означает, что до момента мак-
симального нагрева идет процесс нагрузки, а с момента охлаж-
дения начинается процесс разгрузки. Следовательно, для оцен-
ки остаточных пластических деформаций изучение истории про-
цесса можно ограничить рассмотрением упругопластического
деформирования того или иного элемента в момент его макси-
мального нагрева и после полного остывания.
Остаточные пластические деформации при сварке, как от-
мечалось, зависят главным образом от свойств металла и теп-
ловых характеристик процесса. Что касается свойств металла,
то возможная их идеализация обсуждалась в § 2,1; тепловые же
характеристики процесса зависят от мощности источника тепла,
толщины свариваемых элементов, теплоотдачи с поверхности.Кро-
ме того, на процесс образования пластических деформаций ока-
зывают влияние характеристики жесткости элемента и наличие в
нем начальных напряжений. Таким образом, на величину и ха-
рактер распределения пластических деформаций оказывает влия-
ние целый ряд факторов. Одновременный учет их вызывает опре-
деленные затруднения, вместе с тем расчеты указывают на их
незначительное взаимное влияние. Поэтому в инженерных мето-
дах делается допущение о малом взаимном влиянии указанных
факторов на остаточные пластические деформации. Это допуще-
ние дает возможность рассматривать влияние того или иного
фактора изолированно от других, а лишь затем оценивать их
суммарное действие. Основное достоинство такого подхода
простота и наглядность решения, позволяющего довести до ана-
литического выражения искомые зависимости.
Кратко резшируем сделанные замечания об основных упро-
щениях и допущениях, принимаемых в инженерных методах опре-
деления сварочных деформаций и напряжений:
I. Задача в целом расчленяется на две части - термоме-
ханическу® и деформационную.
2. Цель термомеханической задачи - оценить перераспре-
деление объема металла в районе сварного соединения вслед-
ствие пластических деформаций металла.
3. Цель деформационной задачи - определение перемещений,
деформаций и напряжений конструкции в целом, возникающих в
результате перераспределения объемов металла в районах
сварных соединений.
4. Решение термомеханических задач выполняется на про-
91
стейших элементах при следующих допущениях:
а' предполагается одномерность напряженного состояния
и используется гипотеза плоских сечений;
б) упрощается изучение истории процесса деформирования,
а именно предполагается, что процесс нагрева сопровождает-
ся нагрузкой, а охлаждения - разгрузкой металла (с возможной
последующей нагрузкой противоположного знака);
в) принимается диаграмма растяжения-сжатия для идеаль-
ного упругопластического материала и упрощенная зависимость
механических свойств от температуря;
г) используются схемы мощных быстродвижущихся источни-
ков теплоты;
д) влияние ряда факторов (теплоотдача, толщина, конеч-
ная жесткость, начальное напряженное состояние) рассматри-
вается изолированно, т.е. делается допущение об их малом
взаимном влиянии.
Отметим, что принципиальным является допущение об одно-
мерности напряженного состояния. Что касается остальных до-
пущений, то они не являются обязательными и можно, оставаясь
в рамках инженерных методов, получить решения без тех или
иных перечисленных допущений, что приводит, естественно, к
усложнению аналитических решений или к необходимости исполь-
зования численных методов. В частности, допущение 4в, спра-
ведливое для низкоуглеродистых и низколегированных, сталей,
оказывается неприемлемым пои рассмотрении деформаций и на-
пряжений при сварке некоторых сплавов и закаливающихся ста-
лей. Поэтому анализ термомеханических процессов при сварке
этих сталей и сплавов выполняется в § 4.7 без допущения 4в.
В отношении основного допущения об одномерности напря-
женного состояния в высокотемпературной области, расположен-
ной позади источника, необходимо сделать следующие замеча-
ния.
При сварке листовых конструкций на некотором удалении *
от источника теплоты изотермические поверхности вытягиваются
и градиенты температур вдоль оси шва становятся значительно
меньше, чем поперек.Поэтому, если исключить из рассмотрения
область впереди источника теплоты, которая не оказывает за-
метного влияния на дальнейший процесс образования деформа-
ций и напряжений, то можно пренебречь изменениями температу-
ры вдоль оси шва. Это в свою очередь позволяет считать зада-
92
чу одномерной и пренебречь напряжениями тху и бу по срав-
нению с напряжениями 6Х , действующими по направлению осе
шва. Допущение об одномерном характере напряженного состоя-
ния в указанной .области оправдывается такие наличием зоны,
нагретой выше Тх , в пределах которой напряжения отсутству-
ют. Эта зона, ограниченная изотермой Тк , вытянута вдоль оси
шва и разделяет пластину в районе высокого нагрева на две
части, между которыми нет силового взаимодействия.
Погрешности от принятия допущения одномерности напря-
женного состояния тем меньше, чем выпе скорость сварки и ни-
же коэффищгент температуропроводности металла, т.е. чем в
большей степени вытягиваются изотермические поверхности,Если
предположить одновременность наложения шва по всей длине пла-
стины (или его выполнение со скоростью irc—и пренебречь
концевыми эффектами, охватывающими относительно небольшие-
области у концов шва (порядка ширины пластической зоны), то
допущение об одномерности напряженного состояли отгравдывает-
ся полностью,
Некоторые дополнительные соображения о справедливости
сделанных допущений при одних условиях сварки я ограниченной
пригодности гфи других будут приведены при рассмотрении кон-
кретных примеров сварки простейших элементов.
§4.2. Кинетика деформаций и напряжений элементарных призм
при нагреве по сварочным термическим циклам
Под кинетикой деформаций и напряжений при сварке поп-
ют процесс их развития в течение всего периода яагпева и
остывания детали. Исследование кинетики сварочных деформаций
и напряжений - проблема большой сложности, в решения возни-
кащих при ее рассмотрении задач (в строгой постановке'' мо-
гут быть выполнены, как отмечалось, только численными .мето-
дами. Вместе о тем физическая сущность процесса развития
упругопластических деформаций при сварке достаточно четко
выявляется при его рассмотрении в рамках принятых в \ 4.1
допущений.
При анализе температурного поля обычно строят кривые,
характеризующие изменение температуры в данной точке с те-
чением времени, т,е. рассматривают термические цикла точек,
расположенных на разном расстоянии от оси шва. При анализе
93
термо^еханическяк процессов важно проследить за изменением
ъ уно шинных: точках деформаций и напряжений.^ Пусть произво-
дится сварка встык двух листов (наплавка валика на лист) на
зажима, при котором неравномерностью нагрева по толщине мог-
но пренебречь (рис.4„1,а). Выделил вдали от торцов двумя се-
ненивди ccb и e,cL полоску шириной и разделим ее про-
дольными сечениями на ряд элементов, каждый из которых будет
представлять собой элементарную призму с основанием ссжйу и
“усатой s (рис.4.1,0). Поскольку объем призм мал, можно
считать, что в процессе нагрева и остывания температура каж-
дой призмы одинакова по объему и изменяется во времени кая
температура ее центра тяжести. При обычной жесткости свари-
ваемых элементов полные деформации вдоль оси ж , обусловли-
вающие фактическое изменение размера Ох , значительно меньше
температурных деформацийЛх' Поэтому в первом приближении
полнкли деформациями е.^ можно пренебречь п полагать, что
размер d.x не изменяется (сечения а*о и c.ti. не смещаются.),
т.е. что призмы находятся в условиях, жесткого закрепления в
направлении оси ж. (рис.4Л,в). При этом в процессе нагрева
я последующего остывания в призмах возникают и изменяются
продольные напряжения бх . В соответствии с допущением об
одномерности напряженного состояния будем полагать, что на-
пряжения 6^-0 , а следовательно, по направлению оси де-
формации призм протекают свободно. Итак, в продольном на-
н.ювлонии т но ех"’0 , а в поперечном направлении на-
.л;орот5 бу-0 и 6г=0 , но и £г^0 , где еХ1ц и -
Minus ’действительные) деформации, определяемые по уровне-
процесс образован?!я детюома’р^й ?: наггпяжений при сверке,
тик же как'и процесс оаспоостпанения'теплоты, ямяется
/Вг.зистапдтонаоным, т.е. низменным, если его рассматри-
вать в подвижной системе координат, связанной с источни-
ком теплоты, Поэтому во всех'сечениях, перпендикулярных к
шву, протекают одинаковые, но сдвинутые во времени термо-
7 ;е панические процессы и, следовательно, достаточно рас-
омотэеть лишь одно сечение в течение всего процесса На-
гаева и остывания, т.е. проследить за развитием деформа-
ций. я напряжений в точках, расположенных на разном рас-
стоянии от оси шва.
йто положение справедливо для призм, расположенных в
районе шва, но именно этот район япедставляет наибольший
пнтеоес,
•и
94
Рис.4.I. Кинетика деформаций и напряжений в призме I
Для анализа деформационных циклов элементарных призм не-
обходимо в качестве исходной информации иметь данные об из-
менении объема металла вследствие теплового расширения (или
Фазовых превращений) и кривые деформирования металла для ря-
да значений температуры (диаграмму растяжения-сжатия). Изме-
нение объема металла при нагреве характеризуется дилатомет-
рической кривой, получаемой на специальных приборах - дила-
95
тометрах, измеряющих дилатацию (свободное изменение линейно-
го размера образца при нагреве). При отсутствии фазовых пре-
тфзщаний дилатометрическая кривая может быть аппроксимирова-
ла прямой (что означает постоянство коэффициента линейного
ресгаирения). Если принять танке схематизированную диаграмму
растя меняя-с жат ин (см.рис.2.3)то анализ термодеформацион-
н-гч. циклов элементарных призм можно выполнить следующим мето-
Изобрази;Л схематизированную диаграмму растяжения-сжатия
(рисЛЛ.г) в таком масштабе, при котором упругий уча-
."ч: диаграммы наклонен к оси £ер под углом 45° (упругие
^Формации и соответствущие .ж напряжения характеризуются
одинаковым;: отрезками на диаграмме 6(е.е₽) . Под диагра’чмой
~ас:’оложим дилатометрическую кривую (в нашем случае прямую),
тчбоав масштаб для дилатации равным масштабу деформации на
:г;агоамме 6й£р) , а масштаб для температуры таким, чтобы бы-
ли равными отрезки, характеризущие температуру и соответ-
ствующую ей дилатацию. Наконец, справа от дилатометрической
.гривой изобразим кривую термического цикла рассматриваемой
призмы, приняв для температуры тот же масштаб. Тогда кривые
изменения во времени деформации = и напряже-
ний 6'х могут бить получены путем построения, показанного
па рчс.4Л,г стрелками (см. также схему построения на
пнсЛД.д), Например, для момента t1 температура Т, харак-
аризуется точкой I на кривой термического цикла. Из этой
о.учки проведем горизонтальную прямую до дилатометрической
сивой и получим точку 1,которая характеризует свободную тем-
т
' узкую деформацию e.t . При жестком закреплении призмы в
• ..правлении х она определяет недопущенную . деформацию,
гочтому, проводя вертикальную прямую, получим точку I на
программе 5(£ер) , которая и характеризует бх и е.х в мо-
мн'1.1 t( (как видно из рисунка, в этот момент , да-
мму путем переноса с диаграммы 6(£еП и кривой термическо-
го цикла T(t) получаем точку I, принадлежащую искомой
:1 метод принципиально нс меняется, если использовать дейст-
вительную дилатометоическую коивую \с учетом фазовых пре-
вращений'1 и отказаться от схематизации диаграммы растяже-
ния-сжатия, т.е. попользовать семейство опытных кривых
де^ормиоования металла (см. . 4.7 k
96
кривой изменения напряжений и упругих деформаций
от времени. Аналогично для момента времени to (гломент мак-
симального нагрева) температура, дилатация и напряжения ха-
рактеризуются точками 2 соответственно на кривых термическо-
го цикла, дилатометрической и диаграмме ff(s.6p) , Как видно
из диаграммы б(ьер) , в этот момент имеет место упругая де-
формация -£s и максимальная пластическая деформация укоро-
чения тпх 5 соответствующая отрезку между точками I к 2,
Отразим с помощью прямой АВ упругопластические деформации с
плоскости на плоскость . Для этого снесем точ-
ку 2 на прямую АЪ , получим точку 2* , которую п перенесем на
кривую продольных деформаций е^Р , т.е. суммарных упругих и
пластических. На чертеже также показано построение характер-
ных точек 3, 4, 5, В момент времени Ц упругие деформации
(напряжения) равны 0, в момент -Ц начинается повторная
пластическая деформация противоположного знака (удлинения),
в момент t5 (полное остывание) пластическое деформации удли-
нения соответствуют отрезку 4-5 на диаграмме 6(кер) , а оста-
точные упругие деформации (удлинения) равны отрезку 5-5' на
искомом построении. Таким образом, получаем кривые изменения
во времени упругих деформаций ех (заштрихованные эпюры),
суммарных упругих и пластических деформации и, как
следствие, пластических деформаций (штриховая кривая).
Отметим, что ломаная линия 012345 на диаграмме о'(£еР) харак-
теризует изменение напряжений в зависимости от температуры,
так как шкалу дилатации можно рассматривать как температур-
ную. Анализ полученных кривых позволяет заключить, что уп-
ругая деформация укорочения к моменту ti достигает значения
-es и дальнейший нагрев призмы приводят, при неизменности
упругой, к возникновению пластической деформации укорочения.
Последняя к моменту максимального нагрева ta достигает наи-
большей величины. Процесс остывания сопровождается сначала
(до момента t5 ) разгрузкой (при неизменности пластической
деформации уменьшается упругая), а затем нагрузкой, вызываю-
щей в период от t3 до рост упругой деформации удлине-
ния, а в период от Ц до t5 - пластической деформации уд-
линения. Из построения ясно, что пластическое удлинение (по-
вторная пластическая деформация) возникает только при уело-
97
вии Ie.P !>U или, что то же самое, <£Т„>гд. (вариант,
пассмотренный на рис..4.1,г). При этом остаточная пластиче-
ская деформация не зависит от температуры максимального на-
гпева и равна -es , а остаточное напряжение - пределу теку-
чести. Если это условие не соблюдается, а при нагреве возни-
кает пластическая деформация укорочения, т.е. если призма
расположена в зоне, где ts<otTm<2,e.s , то повторной пласти-
ческой деформации нет, а остаточная равна той, которая воз-
никла в момент максимального нагрева 1£Хос.т=Цк max -* • Зная
составляющие продольной деформации как функции времени по
соотношению (2.7\ получаем кривую изменения полной попереч-
ной деформации призмы o^(t) (рис.4.1,е). Последняя примерно
в 1,5 раза превышает свободную температурную деформацию, и,
разумеется, пренебрегать ею нельзя.
Аналогичное рассмотрение процесса развития упруго-
пластических деформаций призмы 2, расположенной в непосред-
ственной близости к оси шва, а именно в зоне, где Тт>Т*
( Тх - температура разупрочнения металла), выполнено ' на
рис.4.2. Процесс развития деформаций этой призмы характерен
тем, что в период нагрева выше температуры Т* металл нахо-
дится в пластическом состоянии и напряжения отсутствуют.
При остывании, начиная с температуры Тч , упругие свойства
восстанавливаются и дальнейшее развитие процесса такое же,
как и в рассмотренной призме I, Кривая построена для
t>4 *
Пои малой жесткости свариваемых элементов допущение об
отсутствии полных деформаций в направлении оси х может при-
вести к погрешностям. Поэтому рассмотрим тот же процесс де-
формирования призмы, но в условиях, при которых свободная
деформация призмы в направлении х ограничена не полностью,
s частично. Пусть, например, деформация ьх изменяется во
времених\ как показано на рис.4.3. В этом случае построение
искомых кривых выполняется так же, но недопущенная деформа-
ция, определяющая нг диаграмме 3"(£ер) напряжения (зх и де-
формацию , равна £х~£т . Это непосредственно следует
из уравнения (2.5), так как его можно переписать в виде
*." . — —
х) Функция ьх(Й Является искомой в учет полных деформаций
выполняют во втором приближении, полагая в первом Lx(t)-o.
98
«ер
5
Рис.4.2. Кинетика деформаций и напряжений
в-призме 2 (см. рис.4.1,а):
а - принятая температурная зависимость
свойств материала; б - построение кривых
Следовательно, от дилатометрической кривой нужно по го-
ризонтали откладывать соответствущие рассматриваемому мо-
менту полные деформации и лишь затем восстанавливать перпен-
дикуляры к диаграмме <э(гер') . На последней пунктирной липли
показан характер изменения напряжений призмы при ее жестком
закреплении. Видно, что учет привел к уменьшению плас-
тических деформаций укорочения и удлинения. Первые уменьши-
лись на e.l , т.е. на полную деформацию в момент максималь-
ного нагрева, а вторые - на , т.е. на коночную полную де-
формацию. Обозначим их соответственно ехт и £Х0СЛ . При
жестком закреплении рассматриваемой призмы возникают по-
вторные пластические деформации и напряжения достигают 5S ,
а при его отсутствии повторных пластических дефор?наций .чет к
остаточные напряжения С последние
точкой 3 на диаграмме 6(ееП ).
99
характеризуются
Ряс.4.3. Кинетика деформаций и напряжения в призме
с учетом полных деформаций
Выполненный анализ кинетики упругопластических дефор-
маций элементарных призм, нагреваемых по сварочным циклам,
позволяет сделать следующие выводы.
I. В призмах, расположенных в зоне, где <J.Trn>e.s , при
нагреве возникают пластические деформации укорочения.
2. В призмах, расположенных в зоне, где d..Tm>2£s , при
остывании возникают повторные пластические дефоргдации (про-
х) При учете полных деформаций указанные в выводах пределы
повышаются тем значительней, чем меньше жесткость свари-
ваемых элементов. Так, условия, указанные в выводах I, 2,
5, 7, имеют соответственно вид^тт>Ех+Ехт-,дтт>еч^хт-,^ехт<2Тт<
<гЧ+£хт от fes+€x 0С^Д до (2е4+ £-х^ 1/4. Уточаяются также значения
остаточных пластических деформаций, указанных в выводах 4
и 5. Они соответственно равны txocm='4+ exocm и
^х ост~ G4.Tm ^х<п + ^х.ос.П’Л *
100
тивоположного знака).
3. Максимальные пластические деформации имеют место в
момент максимального нагрева призмы. -
4. Если призма испытывает повторную пластическую дефор-
мацию, то, независимо от температуры ее максимального нагре-
ва, остаточные напряжения • а остаточные пласти-
X р
ческие деформации E.XOw~"e5
5. Если призма расположена в зоне, где es<oLTm<£cs то
ее пластические деформации, достигая предельной величины в
момент максимального нагрева, далее не изменяются и равны
6. Конечное состояние призмы вполне определяется, если
известно ее состояние в момент максимального нагрева. Поэто-
му для оценки остаточных деформаций и напряжений изучение
истории деформирования призмы можно ограничить двумя момен-
тами времени: максимального нагрева1и конечный.
7. На точность определения остаточных деформаций и на-
пряжений призмы оказывает влияние точность определения мак-
симальной температуры, дилатометрической кривой и кривых
деформирования только в интервале температур от /<< до
. Точность определения максимальной температуры, а
также характер указанных кривых (или их схематизация) выше
указанного верхнего предела мало влияет на конечные резуль-
таты.
Прежде чем перейти к совокупному рассмотрению всех призм
полоски, т.е. к изучению деформаций полоски в целом, рас-
смотрим еще один вариант развития упругопластических дефор-
маций элементарной призмы. Дело в том, что в ряде случаев
(точечные швы, короткие провары и т.д.) допущение об одноос-
ности напряженного состояния не оправдывается. Поэтому рас-
смотрим процесс деформирования в результате нагрева-остыва-
ния той же элементарной призмы, но жестко закрепленной в
двух направлениях (рис.4.4). При таком закреплении призмы
возникает "лоское напряженное состояние, но математически
оно также является одномерным, так как в течение всего про-
цесса 6Х=6^ и равны между собой вое составляющие продоль-
ных и поперечных деформаций. Для анализа примени.'1.’ тот же
метод построения кривых, но примем во внимание, что в данном
101
x','1
случае '
£гс^+£^=ге'г=го1т , (4.у)
где —е^ — приведенная деформация (интенсивность деформаций).
В случае простого растяжения (сжатия) стержня £^=е,^
Следовательно, необходимо изменить вдвое масштаб на гра-
дине дилатометрической кривой. Дальнейшее построение не имеет
особенностей и выполняется так же, как на рис.4.1,г. Полу-
чаемые кривые характеризуют напряжения и упругопластические
де/рормацил как в направлении оси х , так и в направлении
оси у . Из рис.4.4 видно, что закрепление призмы по двум
направлениям приводит к пластическим деформациям при более
низком значении температуры (при T=es/2oL ). Если при одно-
осном закреплении призмы пластические деформации е^, и Ц
отличаются не только по величине, но и по знаку, то при дву-
соном закреплении они одинаковы в течение всего .процесса.
Одноосное закрепление призмы будем называть лолужесткой схе-
мой, а двуосное - жесткой схемой процесса деформирования
т;р?.з?-1. 3 реальных условиях сварки эти схемы оправдываются в
той :лн иной -'ере, так как имеет место податливость окру-
х) Ото положение доказывается в теории пластичности.
№
жающего металла в обоих направлениях, т.е. возникают полные
'.действительные) деформации £.х и . При схеме одноосного
закрепления призмы влияние податливости оценивается учетом
полных деформаций (при допущении гипотезы плоских сече-
ний) , при схеме двуосного закрепления такой учет может быть
выполнен методами теории термопластичности. Однако влияние
податливости как при одноосной, так и русской схемах на ве-
личину остаточных пластических деформаций незначительно, так
как температурные деформации в области высоких температур
значительно превышают полные деформации. А именно в этой
области формируются пластические деформации. Следует также
отметить, что при обычных условиях сварки податливость в
процессе нагрева уменьшает пластические деформации укороче-
ния, в то время как при остывании ее. учет приводит к умень-
шению пластических деформаций удлинения. Поэтому ее суммар-
ный эффект весьма незначителен (за исключением некоторых
особых случаев). Пренебрежение податливостью при оценке пла-
стических деформаций, т.е. при решении термомеханической за-
дачи, не исключает, а, наоборот, предполагает ее учет при
решении деформационной задачи. В частности, при рассмотрении
деформаций и напряжений в балках по формулам главы 2. Можно
также использовать результаты решения термомеханической за-
дачи для последующего решения деформационной задачи методами
теории упругости.
Возвратимся вновь к полоске шириной dx , выделенной из
пластины вдали от торцов (см. рис.4.1,а). Отнесем ее размер
dx к единице длины, т.е. получим так называемую единичную
полоску.
Изменение объема единичной полоски в направлении оси х
в результате температурных и (или) пластических деформаций
назовем погонным объемом продольного удлинения (укорочения)
сварного соединения и обозначим тгхр , а его конечное значе-
ние vx .
Аналогично, изменение объема единичной полоски в на-
правлении оси у в результате температурных и (или) пласти-
ческих деформаций назовем погонным объемом поперечного уко-
х) Здесь не имеются в виду деформации в направлении оси у
при одноосной схеме, т.е. при закреплении в направлении
оси х . Они одного порядка (и даже больше) температурных
и пренебрегать ими нельзя.
103
роченля сварного соединения и обозначим иу , а его ко-
нечное значение - тг^ .
3 соответствии с.(4.22) и (4.23) можно записать
S ^P = s\^p£t^-в(5т^Ц) ? (4.3)
ъ ъ
’’де ST - ^ощадь эпюаы температурных деформаций по сечению
пластины; Sx ‘л - - площади эпюр соответственно продоль-
ных и поперечных пластических деформаций.
Определение конечных значений указанных объемов, т.е.
величин Т7Х и Vy , составляют основную задачу настоящей
главы. Но прежде чем приступить к ее выполнению, рассмотрим
кинетику образования продольных и поперечных деформаций. Оче-
видно, что она протекает одновременно. Однако исходя из ме-
тодических соображений, рассмотрим сначала вре’ленные к оста-
точные продольные, а затем- поперечные деформации и соот-
ветствующие им объемные изменения металла.
Отметим также, что изучение процесса деформирования еди-
ничной полоски не всегда сводится к простому суммированию
процессов деформирования составляющих ее элементарных призм,
рассмотренных изолированно. Возникает необходимость учиты-
вать их взаимное влияние и обеспечивать основные принципы
механики сплошных сред - соблюдение условий сплошности и
равновесия.
§4.3. Кинетика образования продольных сварочных
деформаций и напряжений
В настоящем параграфе проследим за изменением во време-
ни погонного об'-сна продольного удлинения (укорочения) свар-
ного соединения и одновременно- за изменением характера рас-
- оеделения г.р о дол ьнйе напряжений и всех составляющих дефор-
’ оций. Иначе говоря, продолжил изучение процесса деформиро-
полоски шириной dx (см. рис.4.1,а). Если в § 4.2 мм
'оосматривали элементарные призмы, выделенные из этой полос-
ке, изолированно друг от друга, то теперь рассмотрим процесс
кх деформирования в совокупности, т.е. всей полоски в целом,
енозь отнесем размер полоски dx к единице длины и, прини-
;'я во внимание (4.3), изучим в некоторые последовательные
моменты времени распределение температурных и пластических
104
деформаций, а также определим площади их эпюр.
Начнем с момента t, , характерного тем,
мент ширина зоны разупрочнения 2 у* достигает
Следовательно, процесс остывания охватывал до
только указанную зону, где Т>Т* , и изучение
требовалось, разгрузка в упругопластической зоне еще не
челась. В соответствии с (3.21) t|=у*/(2а),а у*
непосредственно и^ уравнения (3.23) ( рт=1 )
^0,Шдп/з
'» гл1Т
ЧТО Б ЭТОТ МО—
максимума,
этого момента
предыстории не
на-
определяется
(4Л)
На рис.4.5,а выполнено построение эпюр упругих и пласти-
ческих деформаций в указанный момент времени в первом, а на
рис.4.6 во втором приближениях по методу, изложенному в
§4.2. Построение выполнено в соответствии со схемой
рис.4.5,б. Кривая термического цикла заменена кривой распре-
деления температуры по полусечению пластины. В первом при-
ближении предполагается отсутствие полных деформаций (
и при построении используется условие £ер=-гт . На всех гра-
фиках имеет место однозначное соответствие точек, обозначен-
ных одинаковыми цифрами. Так, на графике Т(у) точка 2 ха-
рактеризует температуру на расстоянии у* от оси валика; на
графике ет(Т) - температурную (недопущенную) деформацию;
ня диаграмме <э(ре!Г) - напряжение, а отрезок 1-2 и равный
ему отрезок 2-2' - пластическую деформацию и, наконец, на
искомых графиках бхИ) и " напряжение и упругую де-
формацию, а отрезок 2-21 - пластическую деформацию. Эгнры
пластических деформаций помечены косой штриховкой, а эпюра ’
упругих деформаций - вертикальной. Видно, что последняя не
уравновешена (упругих деформаций удлинения вообще нет). По-
этому возникают полные деформации , которые в соответ-
ствии с (2,28) и (4.3) могут быть определены по формуле
, (4.5)
_ р(0
Здесь - площадь эпюры продольных пластических деформэ- •
ций в первом приближении; 5Т - площадь эпюры температурных ‘
деформаций (площадь фигуры 032140); ширина пластины» )
Второе приближение (см. рис,4.6) выполняется аналогично,
но дилатометрическая прямая смещается параллельно себе на (
105
106
. Тогда, ее новое положение характеризует недопущенную
деформацию £T_£tx =_£ер й определяет соответствующие точки
на диаграмме бЧе.ер). В результате уточняется площадь эпюры
пластических деформаций. Из построения ясно, что
ЙЧМч’ , (4-6’
где 2ур - ширина пластической зоны в рассматриваемый момент
(в последующих приближениях принимается постоянной).
Подставляя (4.5) в выражение (4.6), получим уточненное
значение площади пластических деформаций в виде
Таким образом, отпадает необходимость выполнять второе
приближение, так как по (4.7) уточняются результаты первого
приближения. Более того, поскольку для 5Т и 5^ можно по-
лучить аналитические выражения, вообще отпадает необходи-
мость графических построений и решение можно представить в
аналитическом виде. В самом деле, площадь эпюры температур-
ных деформаций по определению
5Т=^Л1у^Тс1л) . (4.8)
в * в
Величину интеграла в этом выражении определим исходя из сле-
дующих соображений. В единичную полоску пластины при про-
хождении через нее дуги вводится количество теплоты %=q,/fcrc\
Объем этой полоски равен Ба . Следовательно, средняя темпе-
ратура полоски от введения в нее с^п равна
С течением времени средняя температура полоски понижа-
ется за счет теплоотдачи с поверхности. Учет теплоотдачи с
поверхности производится введением множителя (см.главу 3).
Поэтому средняя температура полоски с учетом теплоотдачи рав-
на
' sJ*ne-bt
ср cpBs
(4.9)
С другой стороны, средняя температура полоски выражает-
ся по формуле
107
Vp в
. в
Отсюда, учитывая (4.9)» получим
\TdV=TcpB=^n/(cps5)ebt
(4,10)
Подставляя (4.10) в уравнение (4.8), окончательно име-
(4.II)
где p(t')=ebt - функция теплоотдачи; изменяется от I (при
1=0) до 0 (при t—е“> ); характеризует уменьшение площади
эпюры температурных деформаций вследствие теплоотдачи в мо-
мент времени t .
Обозначим через 5о выражение
О с.р S
(4.12)
Величина характеризует площадь эпюры температурных
деформаций без учета теплоотдачи. Тогда функцию p(f) можно
рассматривать как отношение площадей эпюр температурных де-
формаций с учетом и без учета теплоотдачи
5Т
Итак, площадь эпюры температурных деформаций может быть
определена в любой момент по аналитической зависимости (4.II).
Она пропорциональна погонной энергии нагрева и обобщенной
характеристике свойств металла и изменяется во време-
ни по экспоненциальному закону. При обычных условиях сварки
мало (множитель ebt~l ) и, следовательно:
Площадь эпюры продольных пластических деформаций Sp со-
ставляет часть площади . Обозначим отношение указанных
площадей через jxx(t>5x /$£ и назовем функцией продольных
пластических деформаций. Очевидно, что с течением времени
„ р т
площадь $х изменяется, в то время как неизменна. По-
108
этому функция jix(t) характеризует изменение во времени пло-
щади эпюры продольных пластических деформаций. Так как
5x^0 , a Sq>0 , то эта функция отрицательна, . в
рассматриваемый момент времени (как и в последующие) площадь
эпюры пластических деформаций также может быть определена
аналитически (известны уравнения, ограничивающую эту пло-
щадь), но, поскольку наша основная задача - изучить физиче-
скую сущность процесса и выявить его особенности, мы снача-
ла продолжим качественный анализ и лишь затем приведем ко-
нечные результаты по вычислению функции /Ax(t) . Из рис.4.6
видно, что $р составляет значительную часть площади ST .
Действительно, анализ показывает, что отношение этих площа-
дей, т.е. значение |Lx(tj) изменяется в весьма узких пре-
делах: от -0,87 при Ц,п/Р 4 40 Дж/см3 до -0,85 при q,n /Р =
= 400 Дж/см3. Следовательно, в этот момент времени v£p>0, а
ju,x(t^ практически не зависит от жесткости (при tyn/F4 400
Дж/см3). Зная £>т и , по формуле (4.5) определяем полные
деформации в момент t{ , которые доя краткости обозначим
(Е-Г£«(Й|» •
Перейдем теперь к следующему моменту ta , характерному
тем, что ширина зоны 2 уа , нагретой до температуры Тх/г. »
достигает максимума ( \'?=?.у* . ta=At4). В этот момент часть
сечения полосы (при ) остывает, а другая ее часть (при
) нагревается. Поэтому на рис.4.7 изобразим не только
распределение температуры в рассматриваемый момент, но и
кривую максимальной температуры для охлаждаемой области.
Тогда, полагая в первом приближении ьх = 0* непосредственно
получим аналогичным построением кривые распределения упругих
и пластических деформаций. Например, для призмы, 1 удаленной
от оси шва на расстояние , температура в момент ее мак-
симального нагрева характеризуется точкой \ , а в рассмат-
риваемый момент она понизилась и соответствует точке 3
(рис.4.7,г). Проводя горизонтальные линии от указанных точек
до дилатометрической прямой, получим на ней соответствующие
точки 3m и 3. Проводим от них вертикальные линии к диа-
грамме <э (еер') и, принимая во внимание, что с момента осты-
вания начинается процесс разгрузки по линии 3m- 3, получаем
109
на диаграмме цикл изменения напряжений и упругопластичесвих
деформаций для этой призмы, характеризуемой ломаной линией
ОИтЗ . Точка 3 определяет ее напряжения и уцругоплаотиче-
ские деформации в рассматриваемый момент. Видно, что на ста-
дии остывания изменяются только упругие деформации С обратная
пластина еще не началась). Поэтому пластические деформации
призмы соответствуют отрезку между точками I - Зги й равному
ему отрезку 3 - 3' . Перенося его на искомый график, получаем
значения пластических деформаций, а проектируя точку 3 - зна-
чения упругих деформаций. На рис.4.7 площади пластических и
упругих деформаций показаны соответственно косой и прямой
штриховкой.
Рис.4.7. Построение эпюр упругих и пластических
деформаций в момент tz:
а - диаграмма <э(еер); б - эпюры деформаций и на-
пряжений; в - дилатометрическая кривая; г - рас-
пределение Т и TmQX в момент 1г
Характерным для этого момента времени является возник-
новение в зоне шва растягивающих напряжений и расширение зо-
ио
не шва растягивающих напряжений и расширение эоны пластиче-
ских деформаций. Площадь эпюры температурных деформаций
(площадь фигуры 04’3'2'150 превышает площадь эпюры пластиче-
ских деформаций ( vxp>0 ), и полные деформации, определяе-
мые соотношением (4.5), положительны (ex(tn?)>0 ); обозначим
их для краткости еа. Отношение эпюры 5Х к Sq , т.е. зна-
чение функции рхС1г) > изменяется также в весьма узких пре-
делах (в зависимости от параметра ^П/Р ) и мал0 отличается
от jnx(Q« Однако в последующие моменты функция умень-
шается по абсолютной величине. Так, на рис.4.8 выполнено по-
строение эпюр упругих и пластических деформаций для момента
t3, характерного тем, что в этот момент наибольшую ширину
имеет зона, нагретая до температуры 1,5 ц At . Упругая эпюра
уже в первом приближении почти уравновешена, что означает
приблизительное равенство и | и, следовательно,
малую величину £.Х(Ц), которую далее будем обозначать £3 . От-
метим, что значение функции зависит уже не только от
Рис.4.8. Построение эпюр упругих и пластических
деформаций в момент t 5
in
жесткости (.параметра <^n/F ), но и от теплоотдачи. В зави-
симости от этих факторов может быть как больше, так
и меньше . Это означает, что в период, близкий к Ц ,
объем удлинения переходит в объем укорочения и, соответствен-
но, полные деформации меняют знак, переходя в отрицательные.
Наконец, рассмотрим состояние единичной полоски после
полного остывания. Поскольку температурные деформации исче-
зают, а дилатометрическую кривую мн аппроксимировали прямой,
то можно упростить построение и изобразить непосредственно
под диаграммой <э(дер') деформации , т.е. деформации,
недопущенные в момент максимального нагрева соответствующих
призм. На рис.4.9,а показана пунктирной линией кривая макси-
мальных температурных деформаций е.^1=0СТгп , а на рис.4.9,6-
кривая полных деформаций, имевших место в момент максималь-
ного нагрева соответствующих призм - Последняя по-
строена по результатам определения полных деформаций в мо-
менты •, ta, Ц. Так, в момент времени t, максимальную тем-
пературу имела призма на расстоянии от оси шва.
Поэтому на расстоянии отложена полная деформация^. Ана-
логично, полные деформации £.г и характеризуют точки
искомой кривой на расстоянии уг и . Сплошной линией на
рис.4.9,а показана кривая, характериэуицая деформацию £^-£т
которая и определяет начало разгрузки на диаграмме б'(дер’) .
Так, например, недопущенная деформация в момент максимально-
го нагрева призмы I соответствовала отрезку 0^ . Проектиру-
ем точку на диаграмму 6(е,ер') в точку . От этой точки
начинается разгрузка по линии при остывании и, далее,
пластическая деформация удлинения, характеризуемая отрезком
В,С . Суммируя (с учетом знака) пластические деформации,
возникавшие при нагреве (укорочения) и при остывании (удли-
нения) , получаем остаточную пластическую деформацию укороче-
ния - отрезок Охватывая все призмы по сечению, по-
лучаем эпюру остаточных пластических деформаций в первом
приближении (заштрихованная площадь). Далее определяем по
р(1),
уравнению (4.5)остаточную полную деформацию aTncm=5v /В. Так
как fix1*10 . то S-xocm^O и кривая £т(у) может быть до-
строена, как показано штриховой линией на рис.4.9,б. Сле-
довательно, процесс деформирования при остывании закаячива-
П2
ется у линии ММ , отстоящей от оси 6 на расстоянии ехоыр,
как показано на рис.4.9,в, на котором выполнено построение
эпюры остаточных деформаций во втором приближении. В реэульг-
тате уточняется эпюра остаточных пластических деформаций.
Отношение этой площади к So характеризует конечное значе-
ние функции . Его обозначим |лх и назовем коэффициен-
том продольного укорочения сварного соединения^
Рис.4.9. Построение эпюры остаточных
пластических деформаций
Таким образом, площадь эпюры пластических деформаций в
любой момент времени может быть определена по выражению
Значения функции продольных пластических деформаций
в рассмотренные моменты (t^t^t^) могут быть определены из
рис.4.10, а конечное значение этой функции, т.е. коэффициент
продольного укорочения сварного соединения, - по формуле
fx=-0.W in(Н 6 10'41 q,n/Fnp) , (4.14)
где
из
Формула (4,14а) и графики рис.4.10 получены по изло-
женной методике при «LTk/es = 6 , £5:(ot/(cp)) = 400 Дж/см^ и ус-
ловии %/F£ 400 Дк/см^.
Подставляя (4.II) и (4.13) в
(4-3), получим уравнение процесса
изменения погонного объема про-
дольного удлинения (укорочения)
единичной полоски пластины
4’xCt')^ tyn ’ (4.15
где ipx(t) = p»(t)+^x(t) харак-
теризует площадь суммарной эпюры
Рис.4.10. Графики для оп-
ределения |ЛХ (t) в момен-
ты времени t tit г,13
температурных и пластических деформаций в момент времени t .
В соответствии с (2.28) зависимость полной деформации
от воемени имеет вид
Тр
(4.16)
На рис.4.II показан характер изменения функций p(t) и
/1х(€)для частного случая наплавки валика на пластину из низ-
коуглеродистой стали в зависимости от времени. На том же ри-
сунке показана сумма'этих
функций <px(t) (заштрихован-
ная эпюра), которая харак-
теризует изменение объема
продольного удлинения (уко-
рочения) сварного соедине-
ния на единицу его длины.
Из рисунка видно, что функ-
ция <px(t) сначала возрас-
тает, затем уменьшается,
переходя в отрицательные
значения. Следует отметить,
что функция (рх{£) достига-
ет своего предельного зна-
чения раньше, чем заверша-
йте.4.П. Изменение функции
теплоотдачи, продольных и по-
перечных пластических дефор-
маций в зависимости от времени
114
ется процесс остывания пластины, и что при!—<px(t)=|bx,
так как p(t)~O.
Таким образом, в процессе сварки и последукщего остыва-
ния объем продольного удлинения (укорочения) непрерывно иэ- ®
меняется. После завершения этих изменений он приобретает
конечное значение - объем продольного укорочения сварного
соединения vx х, который пропорционален площади эпюры
остаточных пластических деформаций Sx (vx^5x.0C!j Определе-
ние объема продольного укорочения сварного соединения явля-
ется одной из основных задач теории сварочных деформаций и
напряжений. Приближенное определение его величины, при неко-
торых условиях сварки, выполнено в следующем параграфе без
рассмотрения кинетики процесса. Но прежде чем перейти к этой
задаче, необходимо обобщить полученные результаты, опреде-
лить границы их применимости и сделать выводы по анализу ки-
нетики образования продольных деформаций и напряжений при
сварке.
Выше нами рассматривались деформации и напряжения при
наплавке валика по оси пластины (сварке встык полос равных
ширин). Однако полученное решение легко распространяется на
случаи сварки полос разной ширины и балок произвольных сече-
ний. Действительно, принимая во внимание, что зона пластиче-
ских деформаций охватывает незначительную часть площади се-
чения свариваемых элементов и что центр тяжести объема удли-
нения (укорочения) сварного соединения совпадает с осью
-
шва ,, можно осреднить полные деформации в зоне пластики и
принимать их равными полная деформациям на оси шва ех ш . Тог-
да, в соответствии с (2.45) и (4.15), можно записать, что
&Хшв'У“‘°х₽/,:'пР ’
т.е. £.хш определяется по зависимости, аналогичной (4.16)
для полной деформации по центральной оси ^xo(t) , но с заме-
ной F на ГПр . Знание полных деформаций в двух точках, а
именно на оси шва и в центре тяжести сечения, достаточно для
х) Некоторые авторы называют эту величину суммой оставшихся
после сварки пластических деформаций укорочения и обозна-
чают
хх) При несоблюдении этих условий решение требует уточнения.
115
расчета кривизны* Отметим теперь ограничения полученного ре-
шения.
I. Средняя температура нагрева сечения должна быть
меньше ц/< (докритический режим). В частности, для низко-
углеродистой стали ТСр -= 1СЮ°С, что обеспечивается при
q,n/F й 400 Дж/см3. В противном случае процесс выравнивания
температуры заканчивается раньше, чем ширина зоны пластики
достигает наибольшей величины. Поэтому в данном случае тре-
буется определение температуры с учетом отражения теплового
потока от продольных кромок, а также более строгая оценка
влияния полных деформаций (они одного порядка с максимальны-
ми температурными деформациями у границы пластической во-
ны) .
2. Центр тяжести объема удлинения (укорочения) должен
совпадать с осью шва или незначительно смещаться от нее. Ина-
че принятое усреднение полных деформаций в пределах эоны
пластических деформаций приводит к существенным погрешностям.
3. Ширина зоны пластических деформаций в каждом из со-
единяемых элементов должна быть меньше его полуширины. Иначе
также необходим учет влияния на распределение температуры от-
раженных источников тепла (см. § 4.7). При сварке элементов
судовых конструкций эти ограничения обычно не накладываются
и приведенная методика может быть применена без уточнения. В
противном случае требуется учет указанных дополнительных
факторов.
Выполненный анализ кинетики сварочных деформаций и на-
пряжений позволяет сделать следующие выводы.
I. Погонный объем продольного удлинения (укорочения), а
следовательно, и параметры деформации сечения &0,Су?Сг в
процессе сварки и последукщего остывания непрерывно изменя-
ются по общему закону и одновременно изменяю, знак. Все ука-
занные величины пропорциональны погонной энергии нагрева и
обойденной характеристике теплофизических свойств металла
2. Конечное значение погонного объема укорочения свар-
ного соединения зависит от величины полной деформации в мо-
х) При закритических режимах коэффициент продольного укоро-
чения уменьшается с увеличением .
116
мент достижения пластической зоной наибольшей ширины. Полная
деформация -в указанный момент может принимать как положи-
тельные, так и отрицательные значения в зависимости от жест-
кости и теплоотдачи. Поэтому учет конечной жесткости может
приводить и к уменьшению, и к увеличению vx , однако при
<^П/Р 400 Дж/см^ (докритический режим) поправки незначи-
тельны и ими можно пренебречь.
3. В зоне шва (повторных пластических деформаций) оста-
точные пластические деформации укорочения превышают по абсо-
на величину £xu=/Fxi Зд/
лютному значению ц
§ 4.4. Определение объема продольного укорочения
сварного соединения
Определим сначала остаточные пластические деформации,
возникавшие при наплавке валика на пластину (сварке встык
двух листов) в предположении неограниченной их жесткости и
без учета теплоотдачи.
В § 4.2 показано, что призмы, расположенные в районе
шва, стремятся после полного остывания уменьшить размер dx ,
а следовательно, и объем в направлении х . Поэтому единич-
ная полоска, из которой были выделены элементарные призмы,
также стремится после остывания уменьшить свой объем в на-
правлении оси шва. Указанное изменение объема единичной по-
лоски представляет собой объем продольного укорочения свар-
ного соединения, приходящийся на единицу дайны шва. Как уже
отмечалось, для определения остаточного изменения объема лю-
бой элементарной призмы достаточно рассмотреть ее состояние
в момент максимального нагрева.
Зафиксируем состояние всех призм, входящих в единичную
полоску пластины, в момент их максимального нагрева. С этой
целью под диаграммой растяжения-сжатия металла изобразим кри-
вую распределения максимальных температурных деформаций
(рис.4.12). Зная максимальную температурную деформацию лю-
бой призма, по диаграмме б(Е.е₽^ можно определить величину
упругих и пластических деформаций этой призмы как в момент
максимального нагрева, так и после полного остывания. Напри-
мер, для призмы 2 максимальные температурные деформации ха-
рактеризуются отрезком ab , а цикл изменения напряжений
Рис.4.12. Определение
остаточных пластических
деформаций в зоне свар-
ного соединения при
неограниченной жестко-
сти свариваемых листов
остывания отрезком В-В1 ,
117
ломаной линией ОЛА^ . Из рисунка видно, что в процессе на-
грева возникают пластические деформации укорочения, характе-
ризуемые отрезком ААг, которые
не изменяются в процессе осты-
вания. Поэтому после полного
остывания пластические дефор-
мации в призме 2 соответствуют
отрезку Ъс , равному ААг. Ана-
логично для призмы 3 макси-
мальные температурные деформа-
ции характеризуются отрезкой
eel , а цикл изменения напря-
жений - ломаной линией ОАА^В^В1
В момент максимального нагрева
пластические деформации укоро-
чения в призме 3 характеризу-
ются отрезком АА^=Н . В отли-
чие от призмы ?, растягивающие
напряжения в призме 3 в про-
цессе остывания достигают пре-
дела текучести. Поэтому про-
цесс остывания призмы 3 свя-
зан с повторным пластическим
деформированием металла, при
котором возникают пластические
деформации удлинения. Послед-
ние характеризуются после полис
равным отрезкам АЪА’ и gd . Остаточные пластические дефор-
мации равны ~ls и характеризуются отрезком АА1 . В приз-
ме 1 в момент максимального нагрева напряжения меньше преде-
ла текучести (точка ), поэтому пластические деформации не
возникают, а упругие деформации после полного остывания ис-
чезают (точка 0). Охватывая все призмы по сечению пластины,
получим эпюру, характеризующую распределение остаточных
пластических деформаций (заштриховано). Площадь указанной
эпюры
24
» (4.17)
В Ч
где - абсциссы точек кривой = , а знак минус учи-
тывает,что е.^. отрицательны.
118
В главе 3 было показано, что если нагрев пластины про-
изводится линейный источником теплоты, то максимальная тем-
пература точки, расположенной на расстоянии ут от оси на-
грева, выражается формулой (без учета теплоотдачи)
Отсюда максимальные температурные деформации
fT=jT =ОАМ-^~—
и, следовательно:
Подставляя значения г.^т в выражение (4.17), получим
2£s
. (4.18)
v LU о '"‘Г*
S
Таким образом, объем продольного укорочения сварного со-
единения равен*J
vx=s'’x=~^^ep9'«~Fx ср Чв • (4.19)
£
Следовательно, при сделанных допущениях конечное значе-
ние функции р-х(4)> т.е. коэффициент продольного укорочения
сварного соединения jax= -0,335. Формула (4.19) устанавли-
вает связь между остаточным изменением объема металла вдоль
оси шва, с одной стороны, и параметрами режима сварки, а
также теплофизическими свойствами металла - с другой. Весьма
существенна! является то обстоятельство, что в формулу не
входят геометрические характеристики сечения пластины. Сле-
дует также отметить, что влияние свойств металла определяет-
ся только одной обобщенной характеристикой ^/(ср) , а тепло-
вое воздействие дуги - погонной энергией сварки % . Выпол-
ненное вычисление остаточного объема продольного укорочения
является приближенным, так как мы пренебрегали полнили де-
формациями в процессе нагрева и остывания полосы и не учиты-
х) Формула и ее вывод впервые приведены в работе: Гатовский
К.М. Определение деформаций элементов, свариваемых в же-
стком закреплении. - Труды ПДИИРФ, 1954, выл. ЮТ.
119
вали теплоотдачу с поверхности.
В подавляющем большинстве случаев указанные упрощения
расчета, так же как и принятые допущения в отношении свойств
металла (§ 2.1), являются вполне оправданней. Поэтому фор-
мула (4.19) дает достаточную для практических целей точ-
ность. Однако в некоторых случаях, указанных ниже, требуется
большее ее уточнение.
4.4.1. Влияние теплоотдачи на объем продольного
укорочения сварного соединения
При аварке конструкций из листов малых толщин может ока-
заться существенным влияние теплоотдачи. Произведем оценку
ее влияния на величину объема продольного укорочения сварно-
го соединения. Вше было показано, что этот объем пропор-
ционален площади криволинейной трапеции, образованной прямы-
ми e=cs и £=a.es и проекцией кривой максимальных тепловых
деформаций на плоскость е,0у . При учете теплоотдачи эта
кривая смещается вниз (рис.4.13,а) и соответственно уменьши
ется площадь криволинейной трапеции. Заштрихованная площадь
характеризует величину объема продольного укорочения с уче-
том теплоотдачи, а площадь фигуры mnpg - без учета ее.
Очевидно, что уменьшение объема vx вследствие теплоотдачи
пропорционально отношению указанных площадей. Обозначив это
отношение Кт , можно записать формулу для определения объема
продольного укорочения с учетом теплоотдачи в виде
vx=-0,535^nKT . . (4.20)
Рис.4.13. Влияние теплоотдачи на объем продольного укорочения
120
Уравнение проекции кривой максимальных температурных
деформаций на плоскость £.0^ с учетом теплоотдачи в соот-
ветствии с (3.23) будет
ет ~ °>1,811 ср Р™ т
(4.21)
где рт - функция влияния теплоотдачи на максимальную тем-
пературу (см. § 4.7); s0 - сумма толщин, сходящихся у шва
(при сварке встык двух листов одинаковой толщины $0= 2 s ).
В связи со сложностью этого уравнения аналитическое оп-
ределение площади заштрихованной криволинейной трапеции за-
труднено, но ее вычисление методом численного интегрирования
дает возможность построить график зависимости Кт от обоб-
щенного параметра
г =А ял |/1 _L
’ч Ср s0 1 а ь, •
(4.22)
На рис.4.3,6 представлена зависимость коэффициента Кт
от параметра , справедливая для относительно жестких кон-
струкций (^п/Р< 600 Дж/см3). При сварке
стали средних т
«ни
в условиях естественной теплоотдачи коэффициент Кт = 0,85.
Учитывая, что для стали «L/tcp) = 3,5*10“° см3/Дж, формулу
(4.20) можно переписать в виде
Vx= -0,335 3,5- Ю"6 0,&5^ =-4(Г6 % , (4.23)
где следует выражать в Дж/см.
4.4.2. Влияние начального напряженного состояния
на объем продольного укорочения
сварного соединения
В ряде случаев свариваемые элементы испытывают напряже-
ния еще до начала сварки. Начальное напряженное состояние,
которое может быть вызвано внешними нагрузками или предшест-
вующими технологическими операциями (в том числе и сваркой
предшествущих швов), оказывает влияние на кинетику образо-
вания деформаций и напряжений и, следовательно, на величину
объема продольного укорочения. Приближенная оценка этого
влияния может быть выполнена следующим образом. Пусть плас-
121
тина, по оси которой производится наплавка валика, предвари-
тельно растянута. Предположим, что начальные растягивавшие
напряжения 6Н состав-
ляют1 часть от , т.е.
что 5н=р55 . Выделим
в пластине, так же как
и ранее, полоску шири-
ной dx , отнесем ее к
единице длины и ра-
зобьем на элементарные
призмы. Проследил за
развитием упругопласти-
ческих деформаций в от-
дельных призмах. Ис-
ходное состояние призм
характеризуется точкой
0| на диаграмме 6'(е.ер')
(рис.4.14,а). Соответ-
ственно, на величину на-
чальных деформаций долж-
на быть смещена вправо*
пояжений на объем продольного
укорочения
ось температурных деформаций графика (у) . Нагрев призм
приводит сначала к снятию растягивавших напряжений и лишь за-
тем; к появлению напряжений сжатия. В частности, для призмы 2
максимальные температурные деформации характеризуются отрез-
ком ab , цикл изменения напряжений - ломаной линией 04АА2Т>г.
Следовательно, пластические деформации, возникшие в призме,
соответствуют отрезку ЛАа , равному be . Аналогично для приз-
мы 3, максимальные температурные деформации которой характе-
ризуются отрезком ecL , цикл изменения напряжений изобража-
ется линие^АА^Ъ'Бэ . При этом призма претерпевает при на-
греве пластические деформации укорочения ( АА3), а при осты-
вании - пластические деформации удлинения ( В'К). Остаточные
пластические деформации в призме характеризуются отрезком
ЬВ5-АА^В!Ъ3 который, как видно рисунка, равен отрез-
ку 5g .
х' 2сли начальные напряненля с^олаэдис, то смещение оси сле-
дуст сделать влево'.
122
Охватывая все призмы полоски, получим эпюру распределе-
ния по ширине полосы остаточных пластических деформаций (за-
штрихованная площадь). Площадь этой эпюры 5^ характери-
зует величину объема продольного укорочения с учетом началь-
ного напряженного состояния. Определяем ее по формуле (4.18),
заменив соответственно пределы интегрирования:
2£s
• (4°24)
Л. gf Ьм О J Cr LU О
£s*Ai
Очевидно, что изменение объема vx вследствие начальных
напряжений пропорционально отношению площади к площади
. Обозначив это отношение , запишем формулу для опре-
деления объема продольного укорочения с учетом начального
напряженного состояния в виде
’ (4.25)
Учитывая выражения (4,13) и (4.24k а также, что
получим
Кб 5^ 1л2 1 W
(4.26)
Коэффициент К д' характеризует влияние начального на-
пряженного состояния на остаточный объем продольного укоро-
чения. Зависимость коэффициента от приведена на
рис.4.14,б, из которого видно, что растягивающие начальные
напряжения приводят к уменьшению, а сжимающие - к увеличению
объема продольного укорочения сварного соединения.
4.4.3. Влияние толщины сварного соединения
на его объем продольного укорочения
В главе 3 было показано, что наплавка валика на пласти-
ну и на массивные изделия вызывает различные те?лпературные
поля. Поэтому термомеханические процессы, которые являются
следствием тепловых, также различны при наложении шва на
пластину и на массивное изделие. В начале этого параграфа
был определен объем продольного укорочения сварного соедине-
ния, который возникает при наплавке валика на пластину. Рас-
смотрим особенности термомеханическоро процесса при наложе-
123
ш валика на массивное изделие и вычислим объем продольного
укорочения сварного соединения, возникающий при этом.
Рис.4.15. Определение объема продольного укорочения
при наложении шва на лист большой толщины
Пусть источник тепла перемещается по поверхности тол-
стого листа. Выделим двумя плоскостями, перпендикулярными к
оси валика, слой толщиной dx и отнесем его к единице длины
(рис.4.15,. В свою очередь выделенный слой металла разо-
бьем цилиндрическими поверхностями на ряд элементарных полу-
колец (рис .4.15, в 1. Площадь сечения одного из них на рисун-
ке заштрихована. В любой момент времени температура полу-
кольца одинакова по его объему, так как температурное поле
симметрично относительно оси перемещения источника тепла.
а Рассмотрим образование остаточных деформаций и напряже-
ний в элементарных полукольцах, так же как выше в призмах.
к) При значительной толщине листа допущение о линейном ха-
рактере напряженного состояния может привести к значи-
тельной погрешности. Правильнее в этом случае допустить
для выделенного слоя состояние плоской деформации. Однако
при этом решение задачи значительно усложняется Сем. гла-
ву 7).
124
На рис.4.15,б под диаграммой растяжения-сжатия металла изо-
бражена образующая поверхности максимальных температурных
деформаций • Зная максимальную температурную деформа-
цию произвольного полукольца, можно по диаграмме оп-
ределить величину остаточных пластических деформаций этого
полукольца. Так, например, для заштрихованного на рис.4.15,в
полукольца максимальные температурные деформации характери-
зуются отрезком ctb , а цикл изменения напряжений - ломаной
линией ОЛА^В . Пластические деформации укорочения при на-
греве соответствуют отрезку ААа , а пластические деформации
удлинения при остывании - отрезку В,В . Остаточные пластиче-
ские деформации характеризуются отрезком да, (AA(= ААг,~В<В') и
равны ~ц . Аналогичное рассмотрение всех полуколец позволя-
ет установить остаточные пластические деформации металла в
районе шва. Их распределение в зависимости от расстояния до
оси шва характеризуется заштрихованной площадью Ktmn
(рис.4.15,б), а распределение по поперечному сечению показа-
но на рис.4.15,д. Объем укорочения в рассматриваемом случае
может быть определен по формуле
V " \ (V 2> Ад m , (4.27)
Ч
где г,т1 - ординаты кривой е.^ .
В главе 3 было показано, что если нагрев тела произво-
дится точечным источником теплоты, то максимальная темпера-
тура точки, расположенной на расстоянии rm от оси нагрева,
выражается формулой
т <*п
m Jt/г ср 7^ •
Отсюда максимальные температурные деформации
т „ ^0,366 =4.
E-m “E-'tn jr/a. ср 7^
(4.28)
и, следовательно;
С _ П ЧС.О
^Strm 0,3b& tp .
Подставляя значение в выражение (4.27), полу-
чим г&5
Чг-оМф U’29'
г £
125
Таким образом, объем продольного укорочения сварного со-
единения при наплавке валика на массивное изделие меньше,
чем при наплавке того же валика на пластину. Коэффициент jix.
р этом случае равен -0,255.
С достаточной для практики точностью площадь зоны, в
пределах которой возникают пластические деформации, может
быть определена из условия (рис.4.15,г)
где
- площадь зоны пластических деформаций,
площадь полукруга с радиусом ; откуда
Гг = ^11 = -А, Ви
Ч И п E,s u’1Dc:tjJ Е6
Центр тяжести зоны пластических деформаций Fs смещает-
ся от осп шва на расстояние (см. рис.4.15,г)
(4.30)
При наплавке валика на толстый лист в переходной обла-
сти (см. § 3.7) поверхность максимальной температуры
имеет сложный характер. Она постепенно переходит из поверх-
ности вращения (в области Уэ ) в цилиндрическую поверхность
(в области ). Аналогичный характер имеет поверхность мак-
симальных температурных деформаций. В зависимости от пара-
метра переходная область Уэ_г характеризуется раз-
личным уровнем температуры. Если переходная область V,„, рас-
J W
положена выше температуры 2£5/об , то объем укорочения опре-
деляется по уравнению (4.19); если указанная область распо-
ложена ниже ц/z , то объем укорочения определяется по урав-
нению (4.29). Наконец, если область У^„г находится в ин-
тервале температур от £b/=t до 2es/=l , то объем укорочения
принимает промежуточные значения. Изменение объема укороче-
ния в зависимости от параметра
Ср SaE.b
характеризует-
ся коэффициентом Ks (рис.4.15,е). При значениях $д<,5 К$-
= 0,255/0555 = о,76 ; при значениях > 6,5 коэффициент Ks= I.
Таки -I
образом, объем укорочения сварного соединения с учетом
126
толщины свариваемых элементов может быть определен по форму-
ле
'Пх-_0ф55-^p-q,nK5 . (4.31)
При одновременном учете влияния теплоотдачи, начального
напряженного состояния и толщины листа формула для определе-
ния объема продольного укорочения сварного соединения будет
irx=-0,335KTK6Ks^% . (4.32)
Коэффициент продольного укорочения сварного соединения,
таким образом, принимает вид
ja,x«-01<335KtKiJK5 . (4.33)
Раздельный учет факторов, оказывающих влияние на вели-
чину объема продольного укорочения сварного соединения, су-
щественно упрощает задачу его определения.
4.4.4. Влияние изменения механических свойств при нагреве
на объем продольного укорочения сварного соединения
Схематизированная диаграмма растяжения-сжатия, приня-
тая в предыдущих пунктах при определении объема продольного
укорочения, справедлива, как отмечалось, для низкоуглероди-
стой стали. Она базируется на допущении о постоянстве преде-
ла текучести и модуля упругости в широком диапазоне темпера-
туры. Однако для большинства металлов и сплавов понижение
предела текучести и модуля упругости с повышением температу-
ры происходит столь интенсивно, что указанное допущение ста-
новится неприемлема. Вместе с тем начальный период дефор-
мирования, протекащий при сравнительно невысокой температу-
ре, может сопровождаться упрочнением металла. Поэтому боль-
шое практическое значение имеет определение объема продоль-
ного укорочения сварного соединения непосредственно до опыт-
ным кривым без их схематизации.
Предположим, что изменение напряжений в закрепленном
стержне при его нагреве до различных значений температуры и
последуицем остывании характеризуется кривыми, изображенными
на рис.4.16,а. Так, изменение напряжений при нагреве стержня
до температуры Тт и последующем остывании до нуля характе-
ризуется ломаной линией ОЛВС( , а при нагреве до Тж и выше -
127
кривыми OADC . Расположил под этой диаграммой кривую макси-
мальных температурных деформаций (рис.4.16,б). Пусть макси-
мальная температурная деформация в призме шириной dy и от-
стоящей от оси шва на расстоянии у равна otTm (отрезок ab).
Тогда цикл изменения напряжений при нагреве и остывании ха-
рактеризуется кривой OABCV Остаточные напряжения в этой
призме соответствуют отрезку ОС^ . Отложим его справа на
плоскости (рис,4.16,в). Рассматривая все призмы, по-
лучим распределение остаточных напряжений в сечении (заштри-
хованная фигура). Площадь этой фигуры характеризует также
остаточные пластические деформации укорочения, так как они
равны:
Следовательно, объем продольного укорочения
Рис.4.16. Определение
объема продольного уко-
рочения по опытным кри-
вым деформирования ме-
талла
Располагая опытными кривыми (рис.4.16,а), можно прибли-
женно определить объем продольного укорочения сварного со-
единения для любого металла. Если кривые изменения напряже-
ний в закрепленном стержне при его нагреве и остывании от-
сутствуют, то можно воспользоваться семейством кривых де-
формирования металла, каждая из которых соответствует опре-
128
деленной температуре (см. рис.2.2).
§ 4.5. Кинетика образования поперечных
сварочных деформаций
Рассмотрение кинетики образования поперечных деформаций
при наплавке валика на пластину (сварка встык двух листов)
выполним также при допущении одномерности напряженного со-
стояния. Такой подход требует пояснения. Дело в ток. что
одномерность напряженного состояния, как указывалось, оправ-
дывается при одновременном наложении сварногю шва по всей
длине пластины и пренебрежении концевыми агентами. Но в
атом случае рассмотрение поперечных деформаций теряет инте-
рес, так как они связаны непосредственно с продольными (ко-
эффициентом Пуассона) и не соответствуют наблюдаемым в дей-
ствительности. Поэтому схема одновременного наложения шва
для определения поперечных деформаций является непригодной.
Их рассмотрение требует учета особенностей температурного
поля, возникающего в пластине от движущегося источника тепло-
ты, т.е. учета неодаовременности выполнения шва.
Итак, при рассмотрении продольных деформаций мы пред-
полагали справедливой схему одновременного наложения шва, а
при рассмотрении поперечных - от этой схемы вынуждены отка-
заться и выдвинуть дополнительное предположение относительно
характера перемещений точек пластины, используя, однако, при
этом результаты определения продольных деформаций. Какое
же дополнительное допущение о характере перемещений точек
пластины при наплавке на нее валика можно выдвинуть? Для от-
вета на этот вопрос вновь возвратимся к анализу упругопла-
стических деформаций полоски шириною dx , выделенной ' в
х) Такой искусственный и внешне противоречивый подход харак-
терен вообще для методов сопротивления материалов. В ка-
честве примера можно указать, что при выводе формулы для
нормальных напряжений при изгибе балок предполагают чис-
тым изгиб и получают известную формулу 6=(М/1)^, используя
которую выводят (формулу Журавского для касательных напря-
жений, действующих в том же сечении (x«Q$/(ib)). Формальное
противоречие здесь заключается в том, что применяя закон
плоских сечений в поперечном сечении балки, предполагают,
что касательных напряжений нет, а полученный при этом
предположении результат используют для определения каса-
тельных напряжении, признавая их существование.
количественную оценку.
Рис.4.17. Образование по-
перечных сварочных дефор-
маций
129
пластине сечениями, перпендикулярными к шву (рис.4.17,в);
причем этот анализ разобьем на две части: сначала выявим
физическую сущность процесса развития поперечных деформаций,
т.е. ограничим анализ качественной стороной, а лишь затем
произведем его приближенную
Расчленим сечение по-
лоски в исходном состоянии,
т.е. до начала сварки, на
одинаковые участки
(рис.4.17,б) и проследим
за изменением размеров
этих участков вскоре после
пересечения дугой рассмат-
риваемой полоски (в момент
t=t, ) и после полного
остывания пластины. В мо-
мент времени t4 рассматри-
ваемая полоска пересекает
максимальную ширину изо-
термн Т\ (рис.4.17,а).
Будем различать в
пластине три области:
I) нагретую выше Т*
(ограниченную изотермой
Т* ), в пределах которой
металл находится в пласти-
ческом состоянии разупроч-
нения (на рис.4.17,а за-
штрихована в клетку);
2) в пределах которой ;
температуры от Т* до Т4 , незначительно отличающейся от
начальной температуры пластины (косая штриховка);
3) в которой нет заметного повышения температуры (внеш-
няя область по отношению к изотерме Т4 ); эта область схваты-
вает нагретую область с трех сторон и создает для нее жест-
кий подковообразный-контур.
В момент времени t1 выделенная полоска пересекает все
три области. Ее средние участки, принадлежащие области I и 2,
вследствие теплового расширения стремятся увеличить свою ши-
рину. Однако увеличение длины полоски исключено, так как ее
постепенное понижение
130
концевые участки принадлежат области 3 и жестко связаны меж-
ду собой. Вместе с тем центральный участок полоски, принад-
лежащий области I, находится в пластическом состоянии и прак-
тически не оказывает сопротивления сжимающему усилию. По-
этому стремление полоски удлиниться реализуется путем пере-
мещения нагретых участков металла к ее середине. При этом
концевые сечения полоски (слева от сечения к-к и справа от
сечения t-t ) не смещаются, а сечения нагретой зоны переме-
щаются к центральной оси. В частности, сечения m-m и и-п
ограничивапцие в полоске область I, перемещаются в положе-
ние ml~m‘ и п'—п' (рис.4.17,б, в). Происходит обжатие цент-
ральных участков полоски на величину ЛК с образованием
пластических деформаций укорочения в направлении оси у и
увеличение их толщины (перераспределение объема металла в
районе сварного соединения). Иначе говоря, участки, принад-
лежащие области 2, увеличивают свою ширину ч одновременно
уменьшается ширина участков, принадлежащих области I (при
неизменной общей ширине пластины). Затем при охлаждении по-
степенно восстанавливается исходная ширина участков, за ис-
ключением средних, в которых возникли необратимые пластиче-
ские деформации. В результате периферийные участки металла
перемещаются к оси (рис.4.17,г), ибо область 3 при заверше-
нии наплавки исчезает и ничто не препятствует уменьшению ши-
рины пластины (предполагается, что наплавка шва виполняется
по всей длине пластины). Таким образом, выполненный качест-
венный анализ процесса позволяет сформулировать дополнитель-
ное допущение* о характере перемещения точек пластины, а
именно предположить, что увеличение ширины пластины (длины
выделенной полоски? исключено, в то время как ее уменьшение
протекает свободно.
Учитывая это дополнительное допущение, перейдем к при-
ближенной количественной оценке поперечных деформаций. Рас-
смотрим напряженно-деформированное состояние выделенной по-
лоски в момент времени . При одномерном напряженном со-
стоянии в соответствии с (2.7) поперечные деформации опреде-
ляются по выражению
х) Основное допущение - одномерность напряженного состояния
в зоне, расположенной за дугой, и сохранение плоских се-
чений, ограничивающих выделенную полоску.
131
, (4.34)
где е.у - полная (действительная) деформация в направлении
оси .
Следовательно, произвольный участок выделенной полоски
dy стремится изменить свою длину на величину E^dy , а вся
полоска - удлиниться на величину ^dy . Однако принимая
во внимание дополнительное допущение о неизменности длины по-
лоски, мы можем утверждать, что в зоне разупрочнения (в об-
ласти I) в результате ее обжатия возникнут пластинескйе де-
формации укорочения, суммарная величина которых ( ЛЬ1 )
должна быть равна недопущенному удлинению полоски с обратным
знаком. Назовем указанные пластические деформации укороче-
ния в зоне разупрочнения деформациями обжатия, обозначим их
е* и запишем сформулированное утверждение
Отсюда, принимая во внимание (4.34), имеем
&U, = O,5^(Ly+O,5Vx(t^-^T’(t1)^ , (4,35)
В Ъ в
где первый член правой части равен нулю в силу уравновешен-
ности напряжений 5Х по сечению пластины; второй и третий
представляют собой соответственно половину площади эпюры
продольных пластических деформаций и полную площадь эпюры
температурных деформаций в момент времени .
В § 4.3 было показано, что площади эпюр температурных и
пластических деформаций в момент времени t| с достаточной
точностью могут быть принятыми равными соответственно
• (4.36)
Подставляя (4.36) в выражение (4.35), получим
№’=-O,5(0.85...0,&7)^ io.. (4.37)
132
Таким образом, в момент времени суммарная величина
поперечных деформаций обжатия определена, хотя не раскрыт за-
кон их распределения. Для расчета поперечного укорочения
пластины, как будет видно из дальнейшего, можно ограничиться
полученным результатом. Однако для лучшего понимания физиче-
ской сущности явления следует оценить величину поперечных
деформаций обжатия. Принимая во внимание нормальный закон
распределения температурных деформаций, естественно предпо-
ложить, что поперечные деформации обжатия распределяются
также по закону Гаусса:
, (4.38)
где Ц|(0) - максимальная величина поперечных деформаций
обжатия на оси шва (при у = 0); к - коэффициент сосредото-
ченности эпюры поперечных деформаций обжатия.
Для определения указанных двух параметров имеем два
условия;
I. В соответствии с (4.37) площадь эпюры поперечных1
деформаций обжатия
V'tp's0' •
Подставляя вместо е* его выражение из (4.38)
внимание, что
е 7 йу = /зг/к
-44)
получаем
Ц (О)=~ М tW(о1/(с.р))• q,n / S .
и принимая во
(4.39)
2. Область распространения поперечных деформаций обжа-
тия ограничена ±у*. . Полагая, что на указанных границах по-
перечные деформации обжатия составляют 5% от их максимальной
величины (на оси шва), можно записать
£
0,05 4(0) ,
откуда
1п20 3
к= "7* =’чг
(4.40)
133
Подставляя (4.40) в выражение (4.39) и учитывая (3.24),
окончательно получаем
е.*(0)=-51?о1Тх .
(4.41)
Отсюда видно, что максимальные поперечные деформации обжатия
не зависят от мощности источника нагрева и при сварке мало-
углеродистых сталей ( Л = I25*I0“6 1/°С; 600°С) дости-
гают 4% на оси шва.
Таким образом, распределение поперечных деформаций об-
жатия (4.38) с учетом (4.40) и (4.41) можно переписать в ви-
де
. (4.42)
Дальнейшее развитие поперечных деформаций (при t>t< )
обусловлено изменением продольных деформаций и изменением
температуры вследствие ее выравнивания и постепенного пони-
жения из-за теплоотдачи с поверхности. При этом, как отме-
чалось, происходит уже свободное (нестесненное) в поперечном
направлении изменение размера произвольного участка полоски
cLy
Для иллюстрации выполненного анализа развития продель-
ных и поперечных деформаций проследим за изменением контура
элемента clxdy , выделенного в области I (элемент I) и в об-
ласти 2 (элемент 2). Для сокращения записи отнесем ребра
элемента к их длине, т.е. будем рассматривать квадрат 1x1,
и, следовательно, изменения размеров сторон квадрата равны
соответствукщим относительная деформациям.
На рис.4.18,а показаны составляющие продольных и попе-
речных деформаций элемента I в момент . Тонкой сплошной
линией обозначен контур элемента в исходном состоянии, штрих-
пунктирной - при условии свободного теплового расширения,
штриховой - при условии ограничения деформации в направлении
оси х и свободной деформации в направлении оси у , т.е.
без дополнительного допущения, и жирной линией - действитель-
ный контур в указанный момент времени (заштрихован). Так
х) При сварке „шотов больших габаритов, вследствие неодно-
временности развития поперечных деформаций на стадии осты-
вания возникают поперечные растягивапцие напряжения и
листы испытывают плоское напряженное состояние.
деформации укорочения (? , t,J= згЕх+е^
Рис.4.18, Составляющие продольных и по-
перечных деформаций 1-го и 2-го элемен-
тов в моменты времени и
134
как температура элемента больше Т* , то упругие деформации
отсутствуют, В обоих направлениях имеют место пластические
< 0 ), в то время
как полные (дей-
ствительные) де-
формации - разных
знаков ( tx>0,
) . 'Измене-
ние контура эле-
мента I псзле пол-
ного остывания
показано на
рис.4.18,б. Лини-
ей с точками
обозначен контур
элемента в момент
1( , штрихпуня-
тирной - при ус-
ловии свободного
теплового сокраще-
ния элемента, ' а
жирной - его дей-
ствительный контур (заштрихован), Здесь уже полные деформа-
ции в обоих направлениях меньше нуля, причем по абсолютной
величине е^»ех. Аналогично на рис.4,18,в, г показано из-
менение контура элемента 2, в момент t, и после полного
остывания. В отличие от элемента I, в элементе 2 не возника-
ет поперечных деформаций обжатия и процесс развития в
нем упругопластических деформаций не имеет особенностей (по-
перечные деформации обусловлены продольньми и нагревом). Сле-
дует лишь отметить, что дня определения контура элемента по-
сле полного остывания (и вообще на стадии остывания) необ-
ходимо иметь данные о контуре элемента в момент его макси-
мального нагрева (изображен линией с крестиками).
Поперечные деформации обжатия е* можно рассматривать
как дополнительные (начальные) пластические деформации. По-
этому поперечная деформация произвольного элемента cly при
t>t, может быть определена по уравнению (2.8) с дополни-
тельным членом е* , т.е.
135
+ > (4.43)
соответственно изменяется длина выделенной полоски, т.е.
ширина пластины
A6(t);“-^y£iv-O,5^~-dy-O,5^fiy +^TcLy+k*. (4.44)
Ъ 5’ в В В
Первый член правой части уравнения (4:44) равен нулю,
так как напряжения бх по сечению уравновешены. Второй
член - в соответствии с (4.13)
0,5^^r0,5^^t(t) . (4.45)
Третий член выражения (4.44) характеризует изменение длины
полоски вследствие нагрева и с учетом (4.II)
пррЮ (4.46)
Последний член выражения 14.44) был определен вше (4.37).
Подставляя в уравнение (4.44) выражения для его слага-
емых (4.45)-(4.37), окончательно получим
. (4-47>
где
F/t) = -[M+0,5jix(t)] . (л.48)
Функцию p.^(t) будем называть функцией поперечных
пластических деформаций, а ее конечное значение (при t*«>)-
коэффициентом поперечного укорочения сварного соединения
( ). Обычно время сварки незначительно по сравнению с по-
следующим периодом остывания. Поэтому изменение функций p(t)
и по длине пластины также незначительно и ее ширина
постепенно уменьшается почти равномерно по всей длине.
Следовательно, пслоска шириною dx при t>ty беспре-
пятственно изменяет свою длину, а значит, и объем в направ-
лении оси у :
1 Vy=АВ six =ф tynix [p(t)+jLy (t)]
136
или, относя к единице длины:
ср W/1)
(4.49)
Уравнение (4.49) описывает процесс изменения объема
единичной полоски пластины в направлении, перпендикулярном к
оси шва. Первый член этого уравнения характеризует объем
удлинения единичной полоски в направлении оси у вследствие
иагпева v? (t) . Он равен объему удлинения единичной по-
7
лоски от нагрева в направлении оси х . Равенство указанных
объемов является следствием независимости свободных темпе-
ратурных деформаций от направления. Второй член уравнения
(4.49) характеризует объем укорочения единичной полосой в
направлении оси у вследствие пластических деформаций
Наибольший практический интерес представляет остаточное
изменение объема единичной полоски, т.е. изменение ее объема
после полного остывания. Остаточное изменение объема еди-
ничной полоски в направлении, перпендикулярном к оси шва,
получило название объема поперечного укорочения сварного со-
единения. Его величина для случая наложения валика на плас-
тину может быть определена непосредственно из уравнения
(4.49). Полагая t~-=^ , имеем pftyo, и, следователь-
но:
1 (4.50)
где jjty в соответствии с (4.48) и с учетом того, что при
. p.x(t)=fix , определяется по формуле
. (4.51)
Принимая коэффициент продольного укорочения сварного
соединения цх= -0,335Кт = -0,3, получим коэффициент по-
перечного укорочения -1,25. Конечное изменение ширины
листов, т.е. их укорочение в направлении, перпендикулярной к
оси шва, как следует из формулы (4.47), равно
<4-62’
При сварке таврового соединения тепло от дуги развет-
вляется в соединяемые элементы пропорционально их толщине.
137
Поэтому поперечное укорочение пояска таврового соединения
обусловливается не всей погонной энергией нагрева, а только
той ее частью, которая вводится в рассматриваемый элемент
(поясок).
Сравнивая формулы (4.19) и (4,50), определяпцие объемы
продольного и поперечного укорочения сварного соединения,
легко обнаружить их сходство. Действительно, объемы про-
дольного и поперечного укорочения сварного соединения про-
порциональны погонной энергии нагрева и обобщенному пара-
метру 4./Up) , характеризующему способность металла изменять
объем при нагреве. Однако коэффициенты ц.х и , как пра-
вило, существенно отличны один от другого.
§ 4.6. Определение объемов укорочения
при некоторых особых способах
и условиях сварки
В предыдущих параграфах определение объемов продольного
и поперечного укорочения сварного соединения выполнено в
предположении полужесткой схемы деформирования элементарных
призм, составляпцих единичный слой металла, перпендикулярный
к шву. Указанная схема оправдывается при длинных непрерыв-
ных швах, когда термомеханический процесс является квазиста-
ционарнил, а пластическая зона распространяется на всю тол-
щину свариваемого изделия.
При некоторых способах и условиях сварки-эти требования
не выполняются и реальный условиям процесса в большей степе-
ни соответствует жесткая схема деформирования элементарных
призм (см. § 4.2). Рассмотрим некоторые из этих способов и
условий сварки.
4.6.1. Нагрев листа неподвижный источником нагрева
или короткими швами
Предположим, что производится нагрев листа неподвижный
линейныл источником, действующим.относительно короткое время
(постановка сварной точки без давления). Такой источник мож-
но рассматривать как мгновенный линейный источник теплоты
величиной Q . Процесс распространения теплоты от мгновенно-
го линейного источника в пластине описывается уравнением
138
(3.8), которое при пренебрежении теплоотдачей имеет вид
г.г
~ Q/5 — е 4 at
cpOiSKit)
(4.53)
С течением времени осесимметричное температурное поле,
образуемое указанным источником, выравнивается: в центре пят-
на нагрева температура снижается, а на заданном расстоянии
г сначала возрастает, а затем падает. Определим максималь-
ную температуру на расстоянии г . С этой целью приравняв?’
производную от температуры по времени нулю:
ВТ П \
at ) ° ‘ .
рй.
Отсюда время наступления максимальной теглиеоатуры .
Подставляя это значение tm в уравнение (4.53), получи?.:
уравнение максимальной температуры в виде
т =J__LA Д_
'm 5te ср s *
следовательно, максимальные температурные деформации изменя-
ются по закону
т=.1М *
£m ?ге ер &
(4.54)
Рис.4.19. Эпюры остаточных
напряжений и пластических
деформаций при нагсеве плас-
тины* кратковременным не-
подвижны..: источником теп-
лоты (точечный шов, корот-
кие швы'’
Изобразим под диаграммой
<з(еер) кривую удвоенных мак-
симальных температурных де-
формаций, построенную по
уравнению (4.54) (рис.4.19).
При этом условии соблюдается
соотношение (4.2), справедли-
вое для жесткой схемы дефор-
мирования металла при нагпе-
ве. Выполняя теперь построе-
ния, аналогичные тем, которые
приводились в ( 4.4, можно
получить эпюру остаточных
пластических деформации ;:о
радиальному сечению пятна на-
грева (ока показана косой штриховкой) :• эпюру
напряжений (прямая штриховка'. Зон?; :;листиныг
остаточных
огэакпченгмя
139
изотермой Т=ц/2Ч, стремится уменьшить свой диаметр (а сле-
довательно, и площадь'! и увеличить соответственно толщину.
Иначе говоря, объем металла, ограниченный указанной изотер-
;юй, стремится перераспределиться. Пластические деформации
на произвольном расстоянии г имеют одно и то же значение
в любом направлении, в том числе в направлениях х и у . По-
этому объемы укорочения в любом направлении также одинаковы,
т.е.
Так как по толщине распределение пластических деформа-
ций укорочения не меняется, то
£e.s
bVx+bV^=-s^ЛтДсСе. . (4.55)
Ц
Зависимость от найдем по уравнению (4.45):
• (4.56)
Подставляя (4.56' в (4.55'!, получаем
ли + AV =-Л э О-/5 d-U&m)-
, ftVx+iV^ S j 2. tp £
£s
Распределим полученный объем укорочения на две одинако-
вые составлявшие в направлении х и у :
&V„=bV4 = -0,255—d . (4.57)
Таким образом, объем укорочения пятна нагрева (сварной
точки), одинаковый в любом направлении, пропорционален коли-
честву вводимой теплоты и обобщенной характеристике металла
<4/(ср), а коэффициенты jix= - -0,255. Полученное решение
легко распространяется для оценки объема укорочения, возни-
кающего при выполнении короткого шва. Действительно, темпе-
ратурное поле при коротком шве (прихватки, короткие провари)
можно рассматривать как образованное неподвижный источ-
Типичное распределение
140
киком теплоты*), приложении* в середине шва мощностью Q =
= с^Цц ( 11Ш - длина шва). Поэтому для короткого участка
шва объем укорочения можно считать одинаковом в обоих на-
правлениях и определять также по формуле (4.57), ио с заме-
ной Q на :
&Vx-AVf-0,a55^nLB . (4.58)
С увеличением длины шва погрешность приведенного реше-
ния возрастает, так кал в середине шва возникают деформации
обжатия и существенно возрастают поперечные пластические
деформации, а напряженное состояние вырождается в одномерное,
остаточных напряжений ffx и
по продольному и поперечному се-
чениям пластины с наплавленным
валиком (что равноценно случаю
заварки трещины в листе), вызы-
ваемое описанным перераспреде-
нием объема металла в районе шва,
показано на рис.4.20. Видно, что
в зоне середины шва , а
у концов провара они одного
порядка и характеризуются боль-
шими градиентами, особенно ву ,
значения которых из положитель-
ных переходят в отрицательные.
Определим теперь объем продольного и поперечного укорочения,
образуемый точечными и прерывистыми (с короткими проварами)
швами на длине U . Пусть шаг между центрами точек (прова-
ров) будет t . Тогда,принимая во внимание, что количество
точек (проваров) определяется отношением L/t , получаем в
соответствии с (4.57) и (4.58):
для точечных швов
Рис.4.20. Эпюры продоль-
ных и поперечных
напряжений при наплавке
короткого валика на
пластину
Wx=&v,-o,a55i ,
(4.59)
х) В соответствии с принципом местного влияния температурное
поле мало зависит от характера распределения источника
теплоты в период его последействия.
141
для прерывистых швов (с короткими проварами)
. (4.60)
Таким образом, при рассмотренных способах сварки умень-
шается объем продольного укорочения не только за счет умень-
шения его фактической длины (на Ьш/t ), но и за счет умень-
шения jax . Но особенно существенно уменьшение объема попе-
речного укорочения. Коэффициент ju.^ снижается в несколько
раз. Соответственно снижаются деформации, обусловленные по-
перечным укорочением сварного соединения.
Приведенный анализ позволяет объяснить и обосновать це-
лесообразность выполнения сварных швов участками вразброс
или так называемым обратноступенчатым методом. Эффективность
снижения деформаций при этом будет тем выше, чем короче уча-
стки, выполняемые вразброс, и с чем большими временными ин-
тервалами выполняются смежные участки шва (т.е. чем ниже
температура металла от предыдущих проваров в районе выполне-
ния последующего).
иу/:« и
§4.7. Учет фазовых превращений металла при оценке
сварочных деформаций и напряжений
4.7.1. Влияние фазовых превращений
на кинетику напряжений
Влияние фазовых (структурных) превращений на временные
и остаточные напряжения и деформации при сварке некоторых
марок сталей настолько значительно, что их оценка без учета
структурных превращений приводит к большим ошибкам. Это
влияние обусловлено изменением объема и свойств металла при
превращениях. На рис.4.21,в показан типовой характер дилато-
метрической кривой легированной стали. Видно, что кривая
имеет два излома: на стадии нагрева в интервале температуры
ПРИ превращении перлита в аустенит (прИаЬ-j пре-
вращении) и на стадии охлаждения в интервале температуры
Тн--Тк при превращении (распаде) аустенита в мартенсит
или другие продукты распада (при превращении). Первое
превращение происходит при высокой температуре, когда металл
находится в разупрочненном состоянии и незначительно изменя-
142
ет кинетику напряжений; второе, мартенситное превращение, мо-
жет происходить при относительно низкой температуре, когда
механические свойства металла в значительной мере уже вос-
становлены. Оно сопряжено с увеличением объема металла и,
как будет видно из дальнейшего, весьма существенно изменяет
кинетику деформаций и напряжений. Весьма важное значение
имеет то обстоятельство, что изменение структуры влечет за
собой изменение теплофизических и механических свойств ме-
талла. Так, коэффициент линейного расширения аустенита боль-
ше, чем первичной и конечной структуры стали -st , а прочно-
стные характеристики после первого превращения падают, но
после второго возрастают по сравнению с таковыми до превра-
щений. Поэтому для оценку кинетики сварочных напряжений не-
обходимо иметь помимо дилатометрической кривой два семейства
кривых деформирования: одно для структуры металла до превра-
щений, другое - после превращений. Иначе говоря, необходимо
иметь зависимости от Е.ер , полученные при различной
Рис.4.21. Определение продольных напряжений с учетом
фазовых превращений металла
143
температуре испытания образцов (Т0,Т(,Та ...) как на стадии
нагрева, так и на стадии охлаждения после нагрева выпе тем-
пературы Ае х . На рис.4.21,а приведены указанные два семей-
ства кривых деформирования. Для исходной структуры металла
кривые изображены в области сжатия, а для структуры после
превращений - в области растяжения и приняты обозначения
^(Тн^ 7 6^(ТК) , б'5 - сопротивление пластической деформации
металла после превращений при температуре соответственно Ти,
Тк и температуре окружающей среды; й£ТФ-Еф~ос| (ТН~ТК)
суммарная дилатация, обусловленная фазовыми изменениями ме-
талла и охлаждением от температуры начала Тн и конца Тк
распада аустенита.
Анализ развития упругопластических деформаций и напря-
жений выполним по методу, изложенному в § 4.2. Выделим в
зоне структурных превращений элементарную призму и изобразим
ее термический цикл (рис.4.21,г). Отметим на температурной
шкале те значения То Д, для которых имеются кривые
деформирования металла; проведем через эти отметки горизон-
тальные прямые до пересечения с кривой термического цикла и
с дилатометрической кривой и занумеруем точки пересечения
этих прямых с указанными кривыми в порядке возрастания t
При этом процесс нагрева характеризуется точками 1-4 (черные
кружки), а процесс остывания точками 5-9 (белые кружки).
Квадратами отмечены точки структурных превращений при нагре-
ве и (обозначены римскими цифрами I и П) и при
остывании Тн Тк (обозначены Ш и ТУ). В первом приближении
пренебрегаем полными деформациями, т.е. полагаем, что длина
призмы не меняется (ех= 0)* Тогда изменение напряжений в
призме получим следующим образом. Через точки, помеченные на
дилатометрической кривой нагрева, проводим вертикальные пря-
мые до соответствующих кривых деформирования на диаграмме
(э (e.eps). Соединяя полученные точки плавной кривой, получим
х'| Обычно кривые деформирования аппроксимируют диаграммой
идеального упрутопластического материала, для построения
которой используют релаксометрическую кривую - зависи-
мость 6"S(T) , полученную на специальных установках (ре-
лаксометрах) при испытании образца в условиях, имитирую-
щих термодеформационный сварочный цикл (см.: Прохоров Н.Н.
Физические процессы в металла:: при сварке, т.п. - М.: Ме-
тахлуо?:;я, 197-111.
144
изменение напряжений в период нагрева (штриховая линия). Ве-
рил остывания сопровождается постепенный ростом напряжений
по кривой 5-6-Ш до момента начала превращений при остывании.
Эта кривая характеризует изменение предела текучести металла,
претерпевшего структурные превращения (переохлажденного
аустенита) при восстановлении им упругих свойств, и постро-
ена путем соответствующего сдвига влево кривых деформировав
ния грои температуре Т1( и Т9 . Поскольку превращения при
остывании сопровождаются увеличением объема, дилатометриче-
ская кривая имеет излом, что ведет к резкому снижению напря-
жений по прямой Ш-7, параллельной упругому участку кривой
деформирования, пока не достигается предел текучести продук-
тов распада или не завершаются превращения. В первом случае
возникают пластические деформации укорочения до момента кон-
ца превращений и дальнейшее охлаждение вызывает рост напря-
жений по прямой 1У-9 (случай изображен на рис.4.21,а). Если
превращения завершаются раньше, чем достигается предел теку-
чести продуктов распада, то изменение напряжений на конеч-
ном этапе охлаждения происходит по той же прямой (прямые
Ш-7-1У и 1У-8-9 совпадают).
Таким образом газовые превращения при остывании приве-
ли к резкому изменению напряжений в период распада аустенита
и в период последующего остывания.
Проектируя полученные на диаграмме 6(еер) точки 1-9 яа
вертикальные прямые, проходящие через соответствугацие отметки
времени, получим в первом приближении искомую зависимость
, изображенную на рис.4.21,б. Видно, что напряжения
сжатия весьма быстро достигают максимума и уменьшаются по
абсолютной величине вследствие понижения 6"s при нагреве.
При охлаждении напряжения монотонно возрастают до , начала
превращений (точка Ш), затем кривая меняет характер, образуя
впадину ЯЫУ-9» Остаточные напряжения характеризуются точкой
9 и в рассмотренном случае значительно ниже б5 . Однако оста-
точные напряжения в воне фазовых превращений могут изменять-
ся в широких пределах: от отрицательных значений до предела
текучести продуктов распада . Их величина зависит от
температуры начала и конца распада аустенита, дилатации гф ,
обусловленной фазовыми превращениями, и от значений коэффи-
циентов температурного расширения <1 и dJ ♦ Указанные ха-
рактеристики изменяются в большом диапазоне в зависимости
145
не только от химического состава стали, но и от параметров
термодеформационного цикла. Кроме того, существенную поправ-
ку может дать второе приближение, т.е. учет конечной жест-
кости свариваемых элементов (полных деформаций tx ). Рас-
смотрим этот вопрос подробнее.
4.7.2. Остаточные напряжения при учете
фазовых превращений
На рис.4,22 показаны возможные варианты изменения на-
пряжений в зоне фазовых превращений (на стадии охлаждения)
и приведены соответствующие им типы эпюр остаточных напряже-
ний по сечению свариваемых элементов. Характер изменения
напряжений вне зоны фазовых превращений, т.е. в области, на-
греваемой ниже , подобен ранее рассмотренному случаю
развития упругопластических деформаций у ниэкоуглеродистой
стали (см. ? 4.2). В зоне фазовых превращений (ЗФП) остаточ-
ные напряжения в первом приближении характеризуются точкой
"а", а во втором - точкой "а1 ". Видно, что в условиях, соот-
ветствующих I и Ш вариантам (рис.4.22,а, в), конечный этап
охлаждения протекает в упругой области, когда точки "а" и
"а1 " лежат на упругой ветви кривой деформирования. При этик
остаточные напряжения в ЗФП весьма сильно зависят от жестко-
сти свариваемых элементов. Учет полных деформаций ехост (ко-
нечной жесткости) изменяют на величину Е£.хосгп. При ус-
ловиях, соответствующих П и 1У вариантам (рис.4.22,б, г),ко-
нечный этап охлаждения сопровождается вновь пластическими де-
формациями удлинения. В этих случаях остаточные напряжения
в ЗФП достигают величины 6^ и не зависят от жесткости сва-
риваемых элементов. Эпюры остаточных напряжений имеют резкий
перепад значений у границ ЗФП, причем может иметь место как
резкое снижение напряжений, так и, наоборот, резкое их воз-
растание. установим условия, определяющие характер изменения
напряжений в ЗФП и оценим их остаточные значения.
Из рис.4.22 видно, что если
ЕЛ&ТФ>^(Тн)+й;(Т^ , (4.61)
то при распаде аустенита возникают пластические деформации
укорочения (рис.4.22,а, б). При этом возможны два варианта
146
протекания конечного этапа процесса. При условии
E=LTK<6’(TJ + 6' (4.62)
конечный этап охлаждения протекает в упругой области
(рис.4.22,а) и остаточные напряжения равны
^xocm“E^K~64(TRVE£xocm ? (4.63)
а при несоблюдении условия (4.62) конечный этап охлаждения
сопровождается пластическими деформациями удлинения й ^хоет
= 6'| (рис.4.22,б). Аналогичные два варианта могут иметь
место и при обратном неравенстве (4.61), когда изменение
напряжений при распаде аустенита протекает в упругой области.
Рис.4.22; Изменение напряжений в зоне фазовых
превращений на стадии остывания и эпюры оста-
точных напряжений
Тогда конечный этап процесса при условии
Еъ1Тк4^+ЕД£ТФ~6з(Ти)
(4.64)
147
протекает упруго (рис.4.22,в) и
0Сгп » (4.65)
а при несоблюдении условия (4.64) - сопровождается пластиче-
ской деформацией удлинения и остаточные напряжения достигают
(рйс.4.22,г). Все величины, входящие в выражения (4.61-
4.65), могут быть получены непосредственно из опытных кривых
(дилато- и релаксометрической), за исключением exowt . Одна-
ко в первом приближении полными деформациями пренебрегают и,
принимая s xocm= 0, получают величину остаточных напряжений
в ЗФП б'хкт * Уточнение остаточных напряжений в ЗФП выпол-
няют после определения е.Х0(,гп что в свою очередь требует
оценки объема продольного укорочения сварного соединения с
учетом фазовых превращений металла (см. 4.7.3). Следует от-
метить, что параметры режима сварки лишь косвенно влияют на
величину остаточных напряжений в ЗФП. Действительно, в рас-
четные формулы (4.61)-(4.65) не входят с|п и irt , но они
влияют на характер дилатометрической кривой и на свойства ме-
талла после превращений, т.е. на значения ТН,ТК, ДгГФ ,
^(Тк) , и на величину полных деформаций exottn.
4.7.3. Определение объема продольного укорочения
сварного соединения с учетом фазовых превращений
Для оценки объема продольного укорочения сварного со-
единения с учетом Фазовых превращений металла выполним сле-
дующее построение. Изобразим кривые максимальных температур
по сечению пластины (рис.4.23,д), дилатометрическую кривую
(рис.4.23,г) и диаграмму растяжения-сжатия (рис.4.23,а). На »
рисунке показана лишь одна ветвь кривой деформирования для
исходной структуры металла. Для четкости рисунка остальные
кривые деформирования (и для исходной структуры металла, и
для стуктуры металла после превращений) опущены. Предполага-
ется, что они имеют вид, изображенный на рис.4.21,а. Отме-
тим, что масштаб шкал на диаграмме 6(гер) принят таким, что
напряжения и соответствуицие им упругие деформации характе-
ризуются одинаковыми отрезками. Рассмотрим изменение дефор-
маций и напряжений в призме I, расположенной в ЗФП ( у=у< ),
и в призме 2, расположенной вне этой зоны ( ). Прене-
148
брегая полными деформациями по методу, изложенному в § 4.2,
получим в первом приближении (рис.4.23,б) дилатацию, напря-
жения, упругие и пластические деформации призм I и 2 в мо-
мент максимального нагрева (отмеченн соответственно Ь, и К )
и после полного охлаждения (отмечены буквами о, t и ).
Видно, что в первом приближении конечное состояние призмы I
характеризуется на плоскости &(£ер) точкой сц , а ее пол-
ная деформация
с — 4-с Р +с ф “Л
ЬХ4 еост 1 и *
где - упругая составляющая полной деформации (деформа-
ция удлинения); соответствует отрезку с1е, = а1е1 ; -
пластическая составляющая полной деформации (деформация уко-
. .ш
рочения); соответствует отрезку ос^чсц ; “ составля-
ющая полной деформации, обусловленная фазовыми превращениями
(деформация удлинения); соответствует отрезку oe<=olt .
Рис.4.23. Построение эпюры остаточных деформаций
и напряжений с учетом фазовых превращений металла
149
Конечное состояние призмы 2 характеризуется точкой аг,
а ее полная деформация
Чг 6-ха+£ха~0 ->
где е.^а - упругая составлявшая полной деформации (деформа-
ция удлинения); соответствует отрезку оса=оаг ; - пласти-
ческая составлякщая полной деформации (деформация укороче-
ния); соответствует отрезку осг=оо,г.
Следует отметить, что построение эпюр остаточных напря-
жений, упругих и пластических деформаций для призмы 2, как и
для других призм, вне зоны структурных превращений не имеет
особенностей и выполняется так же, как было описано в под-
параграфах 4.4.4. Снося указанные отрезки на плоскость
и (рис.4.23,б, слева и справа) и охватывая все призмы
по сечению пластины, получим в первом приближении соответ-
ственно эпюры остаточных напряжений, упругих (прямая штри-
ховка) и суммарных пластических и фазовых (косая штри-
ховка) деформаций. Определим последнюю из указанных эпюр
Ьф СТО
d-y+ 2Uxd-y ; (4.66)
о Ьф
здесь Ьф - полуширина ЗФП.
С достаточной точностью можно принять в пределах
ЗФП одинаковыми. Тогда выражение (4.66) перепишем в виде
, <4.67)
Ifj J- •* г
где 5^=-O,W5 qj- - эпюра остаточных
деформаций при отсутствии фазовых превращений
Ширина ЗФП в соответствии с (3.24) равна
Подставляя (4.68) в (4.67) и заменяя ц
- на /Е . получаем
пластических
(см. 4.4.1).
(4.68)
на es/Е и
я-
°xocm
oLfj Аг .^пЗ
Следовательно, объем продольного укорочения сварного
150
соединения с учетом фазовых превращений
vx ~s^x ~~О1555^р'Чп^ср ? (4.69)
где Кф - коэффициент, учитывающий влияние фазовых превраще-
ний на объем продольного укорочения
ф(0
и ^4- 0 -3g. (, gxocm\ (4.70)
Ч 1 olEAtlln£ °’П0 <У3 )
(принято' At,= 72I°C, Е = 2*Ю5 Н/мм2, (ц следует выра-
зить в Н/мм^).
На рис.4.23,е приведены графики изменения Кф. в зави-
симости от дая значений 5«= 250 и 500 Н/мм2.
U 1*111 з чЭ
Из рисунка видно, что фазовые превращения могут приводить я
к увеличению и к уменьшению объема продольного укорочения
сварного соединения. Если * то кф>^ J 3 нцобо-
ф(Л
рот, при б'хосгп^^з У46"1 Фазовых превращений приводит к
снижению тт£Ф.
Вычислив по уравнению (4.63), определяют значение
(а.) _ Ух
‘'х г
ГПР
и уточняют по формулам (4.63) или (4.65) остаточные напряже-
ния в ЗФП. Эпюры распределения остаточных напряжений, упру-
гих и структурно-пластических деформаций во втором приближе-
нии показаны на рис.4.23,в. Видно, что в ЗФП упругие дефор-
мации значительно уменьшились, в то время как деформации е^”
не изменились; наоборот, в смежной зоне упругие деформации
остались неизменными, равными , а пластические деформации
увеличились по абсолютной величине на !вхост|.
Проверку выполнения условий (4.61), (4.62) и (4.63) и
соответствующее определение остаточных напряжений в ЗФП
удобно производить графически. С этой целью по шкале 5
(рис.4.24) в положительном направлении следует отметить зна-
чения б^(Тн) и 6^ , а в отрицательном - Ц(ТК) . Затем,
откладывая значения ЕЛетф (отрезок Г, Ео1Тк (отрезок 2),
ф . .
Е£хост(отрезок 3), как показано на рисунке стрелками,
можно непосредственно получить значения остаточных напряже-
ний (обозначены кружком с крестиком).
151
Проиллюстрируем изложенную методику.
Пример. Требу-
ется определить с учетом
фазовых превращений оста-
точные напряжения и де-
формации при однопроход-
ной сварке встык двух по-
лос размерами 150x10+
+50x10 на погонной энер-
гии = 12600 Дж/см.
Анализ релаксомет-
рической (рис.4.25,а) и
дилатометрической
(рис.4.25,в) кривых по-
зволяет установить сле-
дующие характеристики
стали: Тн= 400°С, Тк =
« 250°С, 6S * 500 МПа,
700 МПа, <(ТН) =
» 120 МПа, S''(TK> 325 МПа,
<1 = 12,5-ю"6 1/°С, =1' =
a S б з
Рис.4.24. Определение оста-
точных напряжений в зоне
фазовых превращений
= 16-10 6 I/°C, A£Tq3= 0,0035. Кроле того, принимаем Ё =
« 200 ГПа (изменением модуля упругости пренебрегаем) и ср =
= 4 Дж/см3-^.
---- -----— м,с»
8
Рис.4.25. К примеру расчета остаточных деформа
и напряжений с учетом фазовых превращений
Расчет выполняем в следуицем порядке.
I. Определяем, выполняется ли условие (4.61):
152
Ейст<Р=2 105-0,0035 =700 МПа ,
^(Ти)+6,5(Тк)«{аО+325=1А5МПа .
Следовательно, условие (4,61) выполняется, и в процессе
распада аустенита происходит пластическая деформация укоро-
чения.
2. Определяем, выполняется ли условие (4.62):
Ео1Ти= ачо542,5 -10"6-250=625 МПа ,
31(тО+аЧ=325 + ?00=4025 МПа.
Условие (4.62) выполняется, следовательно конечный этап
охлаждения протекает в упругой области, а эпюра остаточных
напряжений имеет вид, соответствующий варианту I (см.
рис.4.22,а).
3. Вычисляем по (4.63) остаточные напряжения в ЗФП в
первом приближении (принимая £Хост= 0)
ff^!ln“E<1LT„-<(TK)=625-325 = '5OO МПа .
4. Определяем по (4.69) объем продольного укорочения
сварного соединения. Коэффициент, учитывающий влияние фазо-
вых превращений, равен
Кф= 1-0,8 <4(1-%^ =
= А-0,840~5-500(ь|^У0,81< ;
V^-0.355^ <^=-0,335 -^Ц^4гбО0-0,^=-Н-КГ3сма .
5. Определяем остаточные деформации
- _Ух _ Л‘)0_5________________nafiy.in-'S
^хосш р ~ 15+4!) 0,367 Ю
6. Уточняем по (4.63) остаточные напряжения в ЗФП )
^xoCm=^tX+E£xO«n=500''i‘i05’0-567J0^=i2a7 МПа • ?
Л. ЧЛ_* Г1 им I 1 -л. > 1 1
Приведенное решение получено при допущении одноосности (
напряженного состояния. Вместе с тем это допущение при нали- Г
чии фазовых превращений металла требует специального анали-
за, Действительно, фазовые превращения обусловливают резкое 4
изменение объема металла в относительно узком интервале тем- '*
ператур ( Тн-Тк ). Поэтому они вызывают местное возмущение |
свободных объемных изменений, а, как было указано в § 2.4 и |
153
4.1, пог’решность одномерного решения зависит от гладкости
объемных изменений металла вдоль оси шва. Чем больше интер-
вал между Тн и Тк и меньше ьф , тем выше степень глад-
кости объемных изменений вдоль шва и тем меньше погрешность
одномерного решения. Это видно из рис .4.25,в, на котором
изображены кривые изменения вдоль оси шва температура (кри-
вая 12345) и структурно-пластических деформаций (кривая
J.21 341 5! ) для рассмотренного примера. Построение последней
кривой выполнено путем отражения при помощи луча ОА
(рис.4.25,6) структурно-пластических деформаций на плоскость
тт
е.(х) „ .Для точек 4 и 5 указанное построение пояснено стрел-
ками: от кривой Т(х> проведены горизонтальные линии до ди-
латометрической кривой (ветвь охлаждения), затем вертикаль-
ные линии до луча ОА и далее горизонтальные линии в обрат-
ном направлении.до искомой кривой стф(х) . При уменьшении
температурного интервала между Тн и Тк и увеличении ьф
проекция участка кривой 2-4 на ось х уменьшается, а на
ось е. увеличивается, что приводит к более резкому измене-
нию характера кривой е-7ф . R качестве оценочного критерия
применимости одноосного решения можно предложить соотношение
&ьг^<Д'(Тн-Т^<1. (4.71)
При невыполнении условия (4.71) допущение об одноосно-
сти-напряженного состояния не оправдывается. В этих случаях,
так же как и при наплавке короткого валика (вне зависимости
от вида дилатометрической кривой), требуется двуосное рас-
смотрение задачи. Приближенные решения для указанных случаев
излагаются в косыедующих параграфах.
4.7.4. Учет Разовых превращений металла
при точечном нагреве и выполнении
коротких швов
Для оценки напряженно-деформированного состояния при
точечном нагреве или выполнении коротких швов, можно, как
отмечалось в § 4.4 применить жесткую схему, т.е. полагать,
что в течение всего термического цикла сх^=0 . Метод
.учета фазовых превращений при этом аналогичен рассмотренному
154
в предыдущих параграфах. Отличие заключается лишь в том, что
масштаб шкалы дилатации при изображении дилатометрической
шкалы должен вдвое превышать масштаб шкалы Е.е₽ на диаграм-
ме растяжения-сжатия. На рис.4.26 показана кинетика напряже-
ний в призме, жестко закрепленной по двум направлениям.
Рис.4.26. Кинетика напряжений в призме жестко закрепленным
по двум направлениям с учетом структурных превращений
Термический цикл, дилатометрическая кривая и диаграмма растя-
жения-сжатия совпадают с принятий! в подпараграфе 4.7.1
(см. рис.4.21), но увеличен вдвое масштаб дилатации. Анализ
процесса совершенно аналогичен описанному в 4.7.1, однако в
данном случае одновременно выявляется кинетика продольных и
поперечных деформаций и напряжений. Сопоставление результа-
тов позволяет заключить, что жесткая схема приводит не толь-
ко к появлению поперечных напряжений, но и к возрастанию на
конечной стадии процесса продольных напряжений . Цри при-
нятых условиях процесса бХоспГбуоств6а » в то вРемя как ПРИ
полужесткой схеме ^xocm^s . а V0 •
В период, предшествуй
iirCi
й распаду аустенита,
возникают
значительные пластические деформации удлинения как при жест-
кой, так и при полужесткой схеме развития упругопластических
деформаций. Следует принять во внимание, что в области высо-
155
них температур пластические свойства у ряда сталей и сплавов
резко снижаются (наблюдается так называемый провал пластич-
ности^ . При жесткой схеме возникают также пластические де-
формации удлинения и на конечной стадии процесса. Вместе с
тем продукты распада аустенита могут иметь закалочные струк-
туры и обладать очень малЕм запасом пластичности. Все отме-
ченное позволяет заключить, что при сварке
ся и
легированных сталей выполнение точечных, прерывистых швов,
а также постановка прихваток или коротких швов может послу-
жить причиной трещинообразования, в то время как переход на
непрерывные швы, отказ от прихваток, замена короткого шва
швом большей протяженности могут устранить появление трещин.
4.7.5. Оценка двухосного напряженного состояния
при фазовых превращениях металла
При растянутом температурном интервале фазовых превра-
щений и относительно небольшой величине оценку деформа-
ций и напряжений можно выполнить, исходя из допущения одно-
бокости напряженного состояния по методу, изложенному в под-
параграфах 4.7.W.7.3. При точечном нагреве или коротких
швах этот же метод (с некоторым его изменением) позволяет
выявить основные особенности процесса развития деформаций
и напряжений в двух направлениях (см. 4.7.4). Остается рас-
смотреть с учетом фазовых превращений напряженно-деформиро-
ванное состояние, возникающее при сварке протяженных швов,
когда условие (4.71) не соблюдается.
Еще раз отметим, что расчет сварочных деформаций и на-
пряжений с учетом сложного напряженного состояния представ-
ляет собой весьма сложную задачу, решение которой может
быть выполнено только численными методами на базе теории
пластичности (см. главу 7). При наличии фазовых превращений
решение указанной задачи в строгой постановке еще более
усложняется. Тем не менее качественный анализ, выявление
основных особенностей и грубую оценку напряженно-деформиро-
ванного состояния при указанных условиях можно выполнить пу-
тем комбинирования методов, изложенных в подпараграфах 4.7.1
и 4.7.4. Вновь выделим в ЗФП элементарную призму и проследим
<.а кинетикой ее деформаций и напряжений. Учитывая, что при
температуре Ти имеет место резкое увеличение объема металла,
156
приводящее к качественному изменению условий его деформиро-
вания, разобьем термедеформационный цикл на периоды. Первый
период ограничил моментом времени, когда температура при.
охлаждении достигает Тн . Очевидно, что в течение этого пе-
риода процесс развития упругопластических деформаций разви-
вается так же, как и у низкоуглеродистой стали. Иначе гово-
ря, для этого периода должно оправдываться допущение об од-
ноосносности напряженного состояния, а следовательно, может
быть принята полужесткая схема.
Второй период начинается с указанного момента времени.
Характерное для него резкое увеличение объема металла (вос-
становившего свои упругие свойства) встречает сопротивление
в двух направлениях: х и . Поэтому для второго периода
должна оправдываться схема жесткого закрепления. По мере уда-
ления от зоны возмущения, обусловленной структурными превра-
щениями, напряженное состояние вновь вырождается в одномер-
ное (третий период), так как при большой протяженности шва
вследствие квазистационарности процесса остаточные попереч-
ные напряжения должны быть по сечению шва одинаковыми и
вместе с тем уравновешенными. Отсюда следует, что при отсут-
ствии закреплений, препятствурцих поперечным укорочениям
сварного соединения, остаточные поперечные напряжения должны
быть близкими к нулю. Следовательно, схема жесткого закреп-
ления оправдывается не до конца процесса, а только на этале
резких изменений объема металла, т.е. в период распада аусте-
нита и в относительно непродолжительный период охлаждения.
Именно этот период, как будет видно из дальнейшего, пред-
ставляет собой наибольший интерес. Несколько увеличивая нап-
ряжения и пластические деформации, можно полагать, что жест-
кое закрепление в двух направлениях сохраняется до конца про-
цесса охлаждения и лишь затем устраняется закрепление в на-
правлении оси . Иначе говоря, третий период сдвигается во
времени, что допустимо, так как он в основном протекает в
упругой области.
Таким образом, рассмотрим кинетику деформаций и напря-
жений призмы, которая подвергается нагреву выше температуры
АСэ , а на стадии охлаждения до температуры Тн находится в
условиях закрепления только в направлении оси х , затем при
Т^ТИ - также и в направлении оси у , которое после
охлаждения призмы устраняется.
157
На рис.4.27 выполнен анализ при указанных условиях. Ко-
нечный участок ветви охлаждения дилатометрической кривой
изображен в удвоенном масштабе (штриховая линия). До начала
структурных превращений (момент t, ) построение кривой изме-
нения напряжений на плоскости 6'(tep) не имеет особенностей
и выполнено так же, как на рис.4.21. Начиная с (точка 3)
необходимо одновременно следить за изменением напряжений бх
и 5^ .В отличие от рассмотренного в 4.7.4 случая продоль-
ные и поперечные деформации и напряжения в некоторые периоды
процесса неодинаковы. Поэтому, прежде чем продолжать анализ,
следует выяснить, как идет процесс упругопластических дефор-
маций при наличии напряжений бх и (э .
Z пеоиенЗ 7 периоЗ период
Рис,4.27. Кинетика продольных и поперечных напряжений
с учетом фазовых превращений металла (комбинированная
схема процесса)
fc'Wr. — Ч И Г м
х) Предполагаем, что направления х и у являются главными,
т.е. 5Х=6) , 6^ = 6а , где и ffg. - главные напряжения.
158
При одноосном напряженном состоянии вопрос о начале
пластических деформаций и их направленности пе возникает.
При действии напряжений в двух направлениях следует, во-пер-
вых, определить, при какой комбинации значений 6^ и б^ на-
чинаются пластические деформации и, во-вторых, в каком на-
правлении (или в каких направлениях) они развиваются. Ответ
на первый вопрос дает так называемое условие пластичности.
Очевидно, что если вдоль оси х откладывать напряжения ,
а вдоль оси у напряжения 6^ , то существует замкнутая ли-
ния, ограничивающая упругую область. Предложено несколько ва-
риантов условий пластичности (вида указанной замкнутой кри-
вой^. Мы остановимся на наиболее простои по физической сущ-
ности условии текучести Треска для двухосного напряженного
состояния. В соответствии с этим условием указанная замкну-
тая линия представляет собой шестиугольную фигуру сьЪЬссСк ,
изображенную на рис.4.28. Это значит,
Рис.4.28. Границы упругой области
при температуре окружапцей среды
и при Т = тх (в соответствии с ус-
ловием текучести Треска) и измене-
ние напряжений (эх и на вто-
ром и третьей стадиях процесса
(см. рис.4.27)
что если 6, и бг оди-
накового знака (I и Ш
квадранты), то пластич-
ность наступает тогда,
когда одно из напряже-
ний достигает величины
6S вне зависимости
от величины второго,
а если и рав-
ных знаков (П и ТУ
квадранты), то пласти-
ческие деформации на-
чинаются при соотноше-
нии 6<-6e=±6s , т.е.
при такой их комбина-
ции, при которой точ-
ка, характеризупцая
напряженное состояние,
ложится на наклонные
прямые цЬ или cd .
Ответ на второй вопрос дает так
называемый закон
тече-
ния, согласно которому пластичность развивается в направле-
х'1 Для трехмерного случая - поверхности текучести.
159
ним большого напряжения, если (I и Ш квадранты)
при этом ₽-х~"£г » а еч = 0 ;у1й £5=~£1 • а Ех = 0* Если
CL.01.^1 (П и 1У квадпанты), то пластические деформации
Jl_. ’Я *
Р D
развиваются в направлениях х и , при этом е.х=~Ц • а
£?. = 0. Направления пластической деформации на рис.4.28 по-
се
казаны стрелками у точек ng.
Теперь продолжим прерванный анализ процесса деформиро-
вания призмы. Итак, до момента t3 изменение 6Х характери-
зуется на диаграмме ff(eep’) кривой 0123, а 6^-0. Процесс
разгрузки, обусловленный увеличением объема металла при
d превращении, приводит к изменению напряжений бх по
прямой 35, а напряжений 6^ - по прямой З1 4. В момент
(точка 4) напряжения 6^ достигают предельной величины
и далее развивается пластическая деформация укоро-
чения в направлении оси , а в момент t5 - и в направле-
нии оси х . Такое протекание процесса соответствует описан-
ному условию текучести Треска и связанному с ним закону те-
чения. В момент tb увеличение объема металла завершается
й дальнейший процесс охлаждения сопровождается упругими де-
формациями в направлении оси х и по прямой 67. В мо-
мент ц напряжения 6Х=6^ достигают предельной величины
i ’ р р
6S , возникают пластические деформации удлинения £ху0-г^у0
сумма которых соответствует отрезку 73. Снося полученные
характер ные точки с плоскости 6(еер) на плоскость 6(t) , по-
лучим кривые изменения напряжений 6^, (сплошная линия) и
(штриховая линия). Видно, что в период фазовых превращений
имеет место резкое сжатие металла, а после их завершения
весьма быстрое двухосное растяжение. Именно этот этап про-
даоса является наиболее опасный в отношении трещинообразова-
ндя. В дальнейшем происходит постепенное уменьшение (практи-
чески до нуля) напряжений 6^ , что в свою очередь приводит
снижению напряжений бх на величину 0,3 б'^ . Откладивая
;ту величину от точки 8, получим на разгрузочной прямой точ-
<7 9, характеризующую остаточные напряжения 6Х0МЛ , а раз-
грузка напряжений 6^ происходит по прямой 89 .
Изменение напряжений 6Х и 6^ при принятых условиях
процесса в координатах 6--6ч показано на рис.4.28, г да
ISO
проведены границы упругой области для температуры Тк и окру-
жающей среды в соответствии с условием текучести Треска. Из-
менение напряжений 6Х и б^ с момента t3 характеризу-
ется жирной линией, на которой цифрами обозначены точки, со-
ответствующие тем же точкам на рис,4.27. Стрелками показаны
ход нагрузки-разгрузки призмы и направления пластических
деформаций. В зависимости от вида дилатометрической кривой и
значений , бЦт^ ,6^, а45 характер процесса может
протекать в различных вариантах. Кинетика напряжений, рас-
смотренная изложенным методом, дает схематизированную карти-
ну. Очевидно, что жесткая и полужесткая схемы оправдываются
лишь частично. Упругая податливость металла смягчает условия
его деформирования, К тому же результату приводит постепен-
ный переход от полужесткой схемы к жесткой и обратно. Поэто-
му реальная картина распределения напряжений 6Х и 6^ отли-
чается от схематизированной, однако последняя отражает ос-
новные особенности процесса и позволяет выявить влияние на
напряженно-деформированное состояние свойств металла и усло-
вий его сварки. Говоря образно, ее можно уподобить карикату-
ре, подчеркивающей и утрирующей наиболее характерные черты.
Прежде чем перейти к выводам,' отметим, что зарождение и раз-
витие трещин в сварных соединениях определяется комплексом
металлургических, технологических и конструкционных факто-
ров. Их сложное совместное влияние создает большие трудно-
сти при оценке тех или иных условий сварки на технологиче-
скую прочность сварного соединения (см. главу 9). Особенно
сложна и вместе с тем актуальна проблема повышения техноло-
'гической прочности сварных соединений легированных и закали-
вающихся сталей, претерпевающих фазовые превращения при от-
носительно низкой температуре. Тем не менее можно утверждать,
что при прочих равных условиях снижение уровня растягивающих
напряжений и смягчение вида напряженного состояния уменьшают
вероятность разрушения сварного соединения. В связи с этим
выполненный анализ кинетики деформаций и напряжений при
сварке металлов, претерпевающих фазовые превращения, позво-
ляет сделать следующие’выводы.
I. Наиболее существенные изменения напряженно-деформи-
рованного состояния в ЗФП происходят на стадии охлаждения.
При нагреве имеет место кратковременный всплеск сжимающих
напряжений и возникают пластические деформации сжагия, кото-
161
рые не опасны с точки зрения трещинообразования.
2. При растянутом температурном интервале \между Тн и Тк
и небольшой величине при выполнении условия (4.71), а
также при высокой температуре превращений (когда упругие
свойства металла еще не восстановлены) оценка кинетики на-
пряжений и деформаций может выполняться при допущении одно-
осности напряженного состояния (по методу, изложенному в
подпараграфах 4.7.1-4.7.3). В противном случае необходимо
учитывать двухосное напряженное состояние и применять метод,
изложенный в 4.4.5. При коротких швах также необходим учет
двухосного напряженного состояния (см. 4.4.4).
3. Пластические деформации удлинения возникают на ста-
дии, предшествующей температуре Тн , т.е. до начала распада
аустенита. Если при этом пластичность металла недостаточна,
то могут возникнуть трещины. Особенно опасна эта стадия про-
цесса при условиях возникновения двухосного напряженного
состояния.
4. При определенных условиях (соответствующих вариантам
П к ТУ в подпараграфе 4.7.1 и I и П1 в 4.7.5; см. рис.4.22)
пластическая деформация удлинения возникает также и на ко-
нечной стадии процесса. Если при этом пластичность продуктов
распада аустенита недостаточна (например, образуются зака-
лочные структуры), то также могут возникнуть трещины. Опаср
кость их образования значительно возрастает при условиях,при-
водящих к двуосному напряженному состоянию (короткие швы,
сварка в жестком контуре, наличие ребер жесткости, препятст-
вующих поперечным деформациям, а также сварка таких марок
сталей и в таких условиях, при которых условие (4.71) не вы-
полняется) .
5. Для металлов, имеющих низкую температуру начала пре-
вращений, пластические деформации удлинения к моменту начала
распада аустенита становятся значительными, что увеличивает
веооятность образования трещин. К этому же результату при-
водит возрастание скорости охлаждения металла шва, так как
последняя понижает температуру распада аустенита.
6. Снижение температуры конца распада аустенита Тк сок-
эгицает растягивающий цикл на конечной стадии процесса, что
может ограничить эту стадию упругой областью. Такой же эф-
фект достигается предварительным подогревом свариваемого из-
делия.
162
7. При наложении коротких швов вероятность хрупкого раз-
рушения возрастает по сравнению с протяженными швами.
Глава 5. РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ В БАЛОЧНЫХ КОНСТРУКЦИЯХ
На базе решения задачи о напряженно-деформированном со-
стоянии балочных конструкций вследствие объемных изменений
металла (глава 2) и оценки этих изменений при сварочном на-
греве (глава 4) получим расчетные зависимости для определе-
ния деформаций, напряжений и перемещений в балочных конст-
рукциях от продольных и поперечных швов. Под продольными
швами в балках будем понимать швы, параллельные ее оси, а
под поперечными - швы, расположенные в плоскостях, перпенди-
кулярных к оси балки.
§ 5.1. Напряжения, деформации и перемещения
в балках от продольных швов
5.I.I. Остаточные деформации и перемещения
от продольных швов
Наибольшее практическое значение тлеет расчетное опре-
деление остаточных сварочных деформаций и перемещений. В
§4.4 был определен объем продольного укорочения сварного
соединения (4.19)
vx“ Р» q} •
В это выражение не входят геометрические характеристики се-
чения, а коэффициент продольного укорочения р.х постоянен
при докритических режимах. Поэтому объем продольного укоро-
чения до этой формуле может быть определен при сварке полос
разной ширины встык и втавр с образованием балки произволь-
ного составного сечения. Следовательно, остаточное изменение
объема участка произвольной балки единичной длины вследствие
наложения продольного шва равно объему продольного укороче-
ния сварного соединения, приходящемуся на единицу длины шва.
Заменяя в формулах (2.28) vxp на irx , получим
163
е _ V-x р г___(Ч Т>
£Х0 Р 1 Ч I 2С 1 CR I Yt 1
У *
где yt и Zt - координаты оси ива.
Аналогично, заменяя в (2.35) и (2.39) AVTp на ,
получим формулы для определения укорочения длины балки и
угла поворота ее концов один относительно другого вследствие
наложения продольного шва
.. __ АУх АУХ „ =. AVx v (с 2)
р 1 у > Ч’а у )
/ Л
где АУХ_ ъхЦш- jAx^p' •
Продольный шов при этом может распространяться как на
всю длину балки, так и на ее часть. Если шов распространяет-
ся на всю длину балки, то ее ось искривляется по дуге окруж-
ности (влиянием концов пренебрегают) и стрелка прогиба посе-
редине длины балки определяется по формуле (2.40). Если же
шов распространяется на часть длины балки, то искривление
оси по дуге окружности охватывает лишь участок шва. Вне это-
го участка ось балки остается прямолинейной. В этом случае
стрелка прогиба посередине участка балки на дане шва может
быть определена также по формуле (2.40), в. которую вместо L
нужно подставить дану участка Ьш . Для оценки стрелки про-
гиба всей балки необходимо учитывать поворот на уголлр пря-
молинейных концов балки. Выражение для стрелки прогиба в
данном сечении балки совпадает с выражением для изгибающего
момента в том же сечении балки, нагруженной фиктивной на-
грузкой, соответствующей кривизне (см. § 2.4). Так, напри-
мер, если сварной шов распространяется на длину . , охва-
тывая среднюю часть балки, то стрелка прогиба посередине ее
даны может быть определена по формуле
> -4 = тг -.ЛМ, - 2
’Ч £ 2 4 \ 2. ) 1| 1
Ьщ
где — - реакция на опоре от фиктивной нагрузки.
В соответствии с (2.42^ деформация в произвольной точке
сечения с координатами Y,Z определяется по выражению
164
[ \ Vx ( Y Z г Z \ / ~ о \
+ . Ь.З)
Г \ гг 'у )
В частности, деформация по оси шва (Y=YC , Z= Zc)
где FnP - приведенная площадь сечения (2.44).
Если шов расположен в одной из главных плоскостей инер-
ции. то Yt= 0 ( ZP= 0) и выражения (5.3) и (5.4) соответст-
венно упрощаются. В частности, при сварке элементов снимет*-
ричного таврового или двутаврового профиля Yt = 0 и йзгяб
возникает только в плоскости стенки. Приведенные формулы мо-
гут быть использованы для определения деформаций и переме-
щений балочных конструкций, вызываемых продольным прерыви-
стым швом. Учет прерывистости шва. производится введением мно-
жителя 1ш/4 , равного отношению длины участка прерывистого
шва 1ш к его шагу (см. § 4.6). Этот множитель вводится в
выражения (5.2) при определении укорочения и углов поворота
балки.
Для определения деформаций и перемещений балочных кон-
струкций от продольных швов иногда применяют так называемый
метод фиктивных сил. Действие продольных пластических дефор-
маций укорочения в зоне сварного соединения представляется
эквивалентный воздействием некоторой внешней сжимающей силы,
называемой усадочной, - Р, . Ее величина определяется про-
изведением остаточного объема продольного укорочения свар-
ного соединения на модуль упругости (ср. с (2.32))
Pvc^E\dL df =EUr - (5.5)
Jf V I JL
F
По существу, это другая форма представления решения задачи
(без принципиального отличия), которая имеет свои преимуще-
стве и недостатки.
Преимущества заключаются в том, что расчетные зависимо-
сти приобретают структуру, обычную для. формул сопротивления
материалов. К недостаткам следует отнести то обстоятельство,
что эта форма пригодна только для оценки деформаций, обус-
ловленных продольными швами. Применение же объемов укорочения
позволяет предложить единую структуру расчетных зависимостей
166
для оценки деформаций как от продольных, так и от поперечных
'лвов. Кроме того, понятие объема укорочения, по нашему мне-
нию, лучше отражает физическую сущность явления и несет в
себе большую информацию, так кал характеризует не только ве-
личину усилия, обусловленного пластическими деформациями
укорочения, но и их распределение.
5.1.2. Приближенное построение эпюр остаточных деформаций
и напряжений от продольного шва
При решении ряда вопросов возникает необходимость знать
величину и распределение остаточных сварочных деформаций и
напряжений. Такая необходимость возникает, в частности, при
проверке устойчивости отдельных элементов сварной конструк-
ции, учете напряженного состояния, вызванного предшествующ!-
ми швами на деформации от последующих швов. Знание остаточ-
ной напряженности свариваемых элементов необходимо также для
оценки их работоспособности. В соответствии с (2.31) оста-
точные напряжения в произвольной точке сечения балки могут
быть определены по формуле
(5.6)
остаточных напряжений
строят упрощенные
следующих соображе-
представляет
Ве-
♦ ИЮ
> fv г,\_р1М| YbY , ZcZ\ г р z„
6X(Y,Z) Е р „а. ) Ее^(У,Д) ,
где тгх - остаточный объем продольного укорочения сварного
соединения; e^(Y,Z) - остаточные продольные пластические
деформации в точке с координатами Y,Z
Не рис.5.1,6 показано распределение
в стыковом соединении. Обычно, одаако,
эпюры остаточных напряжений, исходя из
ний. Эпюра остаточных пластических деформаций
собой площадь криволинейной трапеции АМН (рис.5.1,а),
дичина остаточных пластических деформаций укорочения в пре-
делах зоны повторного пластического деформирования металла
равна |ехш|+ ts , а вне этой зоны резко падает до нуля. По-
этому действительную эпюру остаточных пластических деформа-
ций (площадь ABED ) можно заменить равновеликой площадью
прямоугольника (площадь А'В'С'П* ). Тогда площадь зоны рас-
пространения остаточных пластических деформаций Fb можно
определить из выражения для объема продольного укорочения
сварного соединения. Действительно, с учетом выражения для
166
объема продольного укорочения можно записать
vx-^bxd.F- (Кхш1+1
г
откуда, принимая во внимание, что
lvKl
или подставляя вместо vx и ьхш их значения из (4.32') и
(5.4), окончательно получим
р____________!___________!_________ (5 7)
?пр S РПР РПР 0,355^КтК^
Если площадь поперечного сечения балки значительна, то
|exuil«e.s и левой частью знаменателя можно пренебречь. То-
гда площадь пластической зоны приблизительно определяется
по формуле
Р3=0,У55^-^Ктк6КЛп.
Для кизкоуглеродистой стали и 0.003 см3/Дж)
F^-10 КТК^К5(|,П .
Площадь зоны пластических деформаций при учете струк-
турных превращений также определяется по формулам (5.7) или
(5.8) (вводить коэффициент Кф не следует). При этом нужно
помнить, что в пределах ЗФП фазово-пластические деформации
могут изменяться в широких пределах (см. подпараграф 4.7.3),
а вне этой зоны, т.е.,в пределах Ъф< I у| < t> s , пластические
деформации равны ехост=~(ц+1МУ
Учитывая, что ширина пластической зоны одинакова в каж-
дом из элементов, сходящихся у шва (так как изменение макси-
мальной температуры в нид одинаково), можно записать
.А
Es 1
(5.9)
где zs - сумма толщин свариваемых деталей у шва (рис.5.1,в).
При этом Es равна: s - при наплавке валика на кромку;
- при наложении шва на пластину или сварке встык плас-
тин равных толщин; - при сварке встык элементов раз-
ных толщин; 5р+2лп - при сварке таврового элемента.
167
* iff
д
Рис.5 Л. Определение площади и ширины зоны
пластических деформаций
Зная ширину распространения пластических деформаций,
легко построить эпюры остаточных напряжений. На рис.5.2 пока-
заны упрощенные эпюры остаточных деформаций и напряжений, ко-
торые возникают в поперечном сечении элементов от продольных
швов. Построение эпюр выполняют следующим образом, В опре-
деленном масштабе изображают ширину элемента и ширину плас-
тической зоны в районе шва. Затем проводят линию ab , харак-
теризующую полные деформации. Эту линию удобно проводить
168
через точки О' и 0, , характеризуйте деформацию £5^=-^ и
Е-хш=Т^ * В пределах пластической зоны параллельно прямой
'ПР
ab и на расстоянии ь3 от нее проводят прямую cd , кото-
рая характеризует остаточные пластические деформации. Упру-
гие деформации (на рисунке заштрихованы) вне пластической
зоны соответствуют полным деформациям, а в пластической зоне
равны ц (если режим сварки докритический). Эпюра напряжений
повторяет в измененном масштабе эпюру упругих деформаций.
Рис.б.й. Эпюры остаточных пподольных деформаций и налпяженяй
ОТ ПРОДОЛЬНЫХ bWB:
я - при сварке ластов равной ширины; б - то же разной шири-
ны; в - пои сварке балки таврового сечения
169
5.1.3, Деформации и перемещения от ряда
продольных швов
Если конструкция имеет п продольных швов, выполнение
которых производится при неизменных геометрических характе-
ристиках сечения (например, конструкция предварительно пол-
ностью собрана на жестких прихватках), то ее общие деформа-
ции определяются суммой деформаций, возника
каждого
шва в отдельности:
п
£хо-£хо1+&хаг+"+£хОп&^ р 1 5.10)
(5.II)
и соответственно общее укорочение конструкции и угол поворо-
та ее концов один относительно другого от и швов
Щ“аЬ0,+ ЛЬ0г+...+ Аи(>=1=1-р—~ , (5.12)
ДУХ^^С4,
* Г ч,( + Ч,Л-+ %=- XJ~r;—
(5.13)
где vX(< и AVXl - объемы продольного укорочения сварного
соединения i -го шва соответственно на единицу длины и на
всю длину шва; Zt - координата оси i-го шва; F и Ц -
площадь и момент инерции сечения балочной конструкции.
При приближенных расчетах можно пренебречь влиянием
начального напряженного состояния, вызываемого наложением
предшествующих швов, на величину объема укорочения от после-
дующих швов. Однако при более точных расчетах это влияние
может быть учтено следующим образом.
Представим себе, что требуется сварить двутавровую бал-
ку, предварительно собранную на прихватках. Пусть в первую
очередь выполняется шов приварки стенки к нижней полке, а во
вторую - к верхней. После выполнения первого шва параметры
деформации сечения балки могут быть определены непосредст-
венно по формула/г (5.1), а именно
170
f с
ьхо, р 1 Ху Сч 1
где индекс I указывает, что величина относится к первому шву
или возникла после его наложения. В результате выполнения
первого шва в зоне расположения еще не проваренного второго
шва возникнут упругие деформации растяжения. Обозначим их
вНг и определим по (2.25)
'-if (Zta -
Следовательно, наложение второго шва производится на
растянутые элементы, и объем продольного укорочения от вто-
рого шва должен быть определен по формуле (4.25)
vxae 1
где К>бг " коэффициент, учитывающий влияние напряжений от
первого шва в зоне расположения второго шва; К6^ опреде-
лятся по графику рис.4.14,б в зависимости от параметра р =
= и /е,. . Деформации сечения балки от второго шва могут быть
определены по тем же формулам с заменой на гХг , но
можно и сразу вычислить результирующие параметры деформации
сечения балки от обоих швов по следующим выражениям31 ;
£х0|г. i
Ъ,г. *сг °a !
(5.15)
В частности, для симметричной двутавровой балки
Zt(/Zt =-< а так как , то суммарная кривизна имеет
тот же знак, что и кривизна от первого шва.. Иначе говоря,
наложение второго шва не устраняет полностью кривизну оси
балки, возникшей после наложения первого шва.
В более общем случае - сварки балки коробчатого сечения,
когда каждый продольный шов вызывает искривление оси балки в
двух плоскостях, ход расчета не меняется, но начальные де-
формации от предшествующих швов в зоне расположения после-
х) Предполагаем, что режимы выполнения обоиу nip re одинаковы.
171
дущего шва определяются с учетам изгиба балки в двух плоско-
стях (см. § 5.4, пример 3).
Если шов накладывается вблизи от ранее выполненного шва
так, что образуемая им пластическая зона частично перекрыва-
ет пластическую зону, возникшую от первого шва, то объем про-
дольного укорочения от второго шва увеличивает объем про-
дольного укорочения от первого шва лишь настолько, насколько
он увеличивает зону пластических деформаций (см. рис.5.1,г).
В этом случае удобно выразить объем продольного укорочения
сварного соединения, включающего оба шва, через объем про-
дольного укорочения первого шва
С5Л6)
Коэффициент перекрытия пластических зон кп , как видно
из рисунка, может быть определен по формуле
К„- % - р5( , (5.W)
где Fs - площадь пластической зоны сварного соединения,
включающего оба шва; Fs - площадь пластической зоны от
первого шва; d. - расстояние между осями швов.
Формулой (5.17) еле .дует пользоваться при условии d.<b^+
+ В противном случае пластические эоны швов не пере-
крываются и определение объемов укорочения производится для
каждого шва отдельно. При выполнении обоих швов на одинако-
вых режимах сварки ( tynj'tyna. ) ^5s1=Jbsa. я ФОРМУЛУ (5.17)
можно переписать в виде
(5-18)
В частности, при сварке таврового соединения двусто-
ронним швом (см. рис.5.1,д) d.=st+K , следовательно;
П-Н—рП
(5.18а)
1
где к - катет шва; ьп , st - толщина полки и стенки тавра.
Пои сварке тавровых соединений средней толщины, приме-
няемых в судостроении, Кп*1,15...1,25.
При определении остаточных деформаций от близко распо-
ложенных швов предполагали, что швы выполняются последова-
172
тельно и каждый последу
bTiJHi
ков накладывается после
полного
остывания предыдущего. При одновременном выполнении указан-
ных швов сварочные деформации значительно увеличиваются.
5.1.4. Временные деформации и перемещения
от продольного шва
В качестве примера определения временных деформаций и
перемещений рассмотрим наложение шва параллельно оси балки
по всей ее длине.
Пусть производится при-
варка стенки к полке тавра,
левый торец которого заделан,
а правый свободен (рис.5.3,а).
Подставляя в формулы
(2.28) вместо vTp значение
продольного объема удлинения
(укорочения) по уравнению
(4.15), получим зависимости
параметров деформаций сечения
от времени
, (5-И)
• !5'23'
Рис.5.3. Определение времен-
ных сварочных деформаций Здесь время t отсчитывается
тавровой балки от момента пересечения дугой
рассматриваемого сечения. Если вести отсчет времени tl от
момента начала сварки, то, учитывая, что
vt ’
уравнения (5.19) и (5.20), можно переписать в виде
ср " чгс') 1 (5.21)
(5.22)
173
где X - координата рассматриваемого сечения балки.
Подставляя (5.21^ и (5.22) соответственно в формулы
(2.35' я (2,37'', получим выражения для определения горизон-
тального и вертикального перемещений точки оси балки в сече-
нии X в произвольный момент времени t’ :
(5.23)
о о
Uz(L,l)-~ёр %(5.24)
Интеграл в уравнении (5.23) равен площади заштрихован-
ной фигуры, которая ограничивается кривой vx=p(t)+ju.x(t)
л двумя ординатами t'-X/vt и f (рис.5.3,6), а интеграл в
уравнении (5.24) - моменту этой площади.
В частности, горизонтальное и вертикальное перемещения
центра тяжести правого торцевого сечения балки выражаются
соответственно
о
I с5-23а)
Ьц]
о о
иг(Ь-Л)~~ёр -т^)ЙЛсЦ 1 (5.24)
L t|
4>x(uW при и-о .
0 изменением времени t1. указанные площади непрерывно
меняются. Так, например, в момент времени t*( удлинение ха-
рактеризуется площадью фигуры I, а прогиб конца тавра - мо-
ментом этой площади относительно сечения "Ц ; в момент вре-
мени соответственно - площадью фигуры 2 и ее моментом
относительно сечения t'a . Охватывая последовательно различ-
ные моменты времени, можно получить зависимость удлинения и
прогибов балки от времени.
На рис.5.3,в кривая I характеризует изменение длины бал-
ки по ее центральной оси, а кривая 2 - прогиб ее конца. Ви-
жм, что белка сначала удлиняется, затем укорачивается, а
конец ее вначале перемещается вверх, затем - вниз. После пол-
ного остывания укорочение балки по центральной оси и прогиб
ее конца характеризуется соответственно отрезками АВ и АС .
'174
Изогнутая ось тавра в различные моменты времени показа-
на на рис.5.4,а. Следует отметить, что принятая схема за-
крепления тавра (жесткое закрепление одного конца) обеспечи-
вает его свободное деформирование; оно обеспечивается также
Рис.5.4. Искривление оси тавровой
балки в различные моменты времени
при положении тавра на
двух опорах. Форма
изогнутой оси тавра
при этом не меняется.
Так, например, если
бы рассмотренный тавр
шарнирно опирался по
концам, то прогибы ха-
рактеризовались бы от-
резками ординат, за-
ключенными между осью
тавра и хордой, соеди-
няпцей ее концы
(рис.5.4,б).
§5.2. Деформации и напряжения в балках
от поперечных швов
В отличие от продольных, поперечные швы вызывают весьма
сосредоточенные по длине балки деформации металла. Длина уча-
стка балки, в пределах которого возникают упругопластические
деформации от поперечного шва, соизмерима с шириной пласти-
ческой зоны (рис.5.5,а).
Такое сосредоточение деформаций приводит к значительной
кривизне оси балки на небольшой ее длине с образованием угла
q и местному укорочению длины этого участка балки на ве-
личину йВо . Поскольку вне этого участка деформации отсутст-
вуют, угол поворота одного конца балки относительно другого
остается равнш <? , так же как и общее укорочение оси балки
&L0 остается равным ЙВ0 . В общем случае центр тяжести
пластической зоны от поперечного шва может быть расположен
х) Свободное деформирование при сварке имеет место, если сва-
риваемый элемент не испытывает воздействия реакций на
опорах или в заделке, т.е, представляет собой статически
определимую балку.
175
эксцентрично относительно обеих главных центральных осей
балки . Такой поперечный шов вызывает изгиб балки в тауг
плоскостях: XOY и XOZ . Укорочение оси балки и утлы пово-
рота ее концов определяют по общим формулам (2.35) и (2.39),
заменяя в них &vlp на ДУЧ :
Л, 7
(5.25)
ж. _&Vu ЛУЧ
йЬ0 р ? Ч*у~ 1 Zt ’•<hT~ i Yc 1
Г **
где ду^ = = - объем поперечного уко-
рочения сварного соединения (см. § 4.5, 4.6); Y
динаты центра
речным швом.
Zc - коор-
тяжести пластической зоны, образованной попе-
Рис.5.5. Эпюры.остаточных напряжений от поперечных швов
176
Если в конструкции имеется m поперечных швов» то,
суммируя укорочения и углы поворота, вызываемые каждым из
них, получим
ГН
SAVy:
ALo=ALO4+&L.0a+...+ALOrn- = р , (5.26)
jS&v.x.
^=lb<+V-+W--------------’ t5-27)
вде AVу. - объем укорочения сварного соединения, обра-
зуемый j -м поперечным швом; Zq - координата центра тяже-
сти пластической зоны от j -го шва.
На объем поперечного укорочения не оказывает влияния
перекрытие пластических зон близкорасположенных швов (в от-
личие от объема продольного укорочения). Поэтому объем попе-
речного укорочения определяется вне зависимости от располо-
жения шва по отношению к ранее выполненным швам. Напряженное
состояние балки в сечениях, проходящих в районе поперечного
шва, весьма сложно и не может быть определено элементарными
методами. Однако приближенную его оценку можно сделать на
основании следующих рассуждений.
При отсутствии препятствий поперечному сокращению ме-
талла в районе шва (например, при наложении его на всю шири-
ну свободного элемента) поперечные напряжения практически
отсутствуют. Но если концы этого элемента жестко закрепить
(рис.5.5,б), то укорочение металла в районе шва вызовет рас-
тягивающие напряжения в элементе от реакций заделки - реак-
тивные напряжения. Так как длина элемента в направлении за-
делки не изменяется (укорочение, которое стремится приобре-
сти элемент, устраняется действием реактивной силы), то от-
носительное удлинение и напряжение в элементе при отсутст-
вии пластических деформаций удлинения определяются соответ-
ственно
р =-— б =-—Е (к 28)
&о В i6o в ь
или, подставляя вместо АВ его значение по формуле (4.52),
получим
₽ = ц й =>и eA1£L (5.29)
Lo sb ’D° Hbcp sB ' u
J
T'/P
рассмотрим теперь напряженное состояние в балке.. воз-
•писающее от поперечного шва. Пусть на полку тавра произво-
дятся наплавка поперечного валика в районе между двумя уча-
стками поясного шва (рис.5.5,в). Расстояние между этими уча-
стками (между сечениями ah и ей ) обозначим через В
Стремление полки укоротиться встречает сопротивление стенки...
при этом в полке возникают растягивающие напряжения бп , а.
стенка изгибается в своей плоскости под действием силы
— б ц V р ..
Таким образом, стремление полки укоротиться на величиг^
® частично реализуется и сечения пЪ и cd занимают по-
ложение ti’V и гМ! . Поэтстлу растягивающие напряжения в
полке будут меньше, чем при жестком закреплении, и могут
быть определены по формуле
№~№Пг,
°п В Ь 1
(5.30)
где МУ - укорочение падки, которое она стремятся приобре-
ста; £ВП - Фактическое укорочение полки, величина которого
пока неизвестна.
Напряжение в стенке тавра определим по формуле изгиба
балки эксцентричной силой, полагая, что ( ht - высо-
та стенки):
б^-уг-Д-г. (d 3-0
5- Х?
Учитывая, что в рассматриваемом случае
Wn Ч" и >
формулу (5.31) местно переписать в виде
с л ГД *4 /
В частности, для верхнего волокна стенки
имеем
ос-*Абпу- ,
f-
относительная деформация этого волокна
,.i _бс.__, 6Vj F(1
'к- .
178 J
Учитывая, что укорочение верхней кромки стенки равно <|
укорочению полки, можно записать
5г
( 5.35) <
1 V Ь Fq У
Подставляя (5.28) и (5.35) в выражение (5.30), полунаем
6n=6o“1'6nyL • ^э.36)
г С '
Отсюда напряжения в полке
6гГ6о 1+1д Т')Еср Йг'Ь •
Ft
Напряжения в верхнем и нижнем волокне стенки
подставляя-(5.37) в формулу (5.32) при Z=~1i/2
, Fn
6t 6° i+Lfn NEt[) la
» ’ 1 rl I
4
>
(5.37)
получим,.
(5.38)
(5.39)
(5.40)
г. .Зв.
б" = А ПГ p °L q,n Qg,
б° щ.£л Hbtp sb г ’
где введены обозначения
.Ь.
___I Pc
i+Ji-En-
ft Ft
Используя формулы (5.37)-(5.39), нетрудно построить
эпюру распределения напряжений по сечению тавра в районе по-
перечного шва (рис.5.5,г). В зависимости от соотношений
площадей сечения элементов тавра эпюры напряжений могут
иметь различный вид. Если Fn/Ft< 0,25, то растягивающее на-
пряжение в полке тавра по абсолютной величине больше сжи-
мающих напряжений в верхнем волокне стенки. При этом в зави-
симости от величины и расстояния В возможны два ва-
рианта; 6n<6s (см. рис.5.5,г) и6^(е(1>£3) (рис.5.5,д). В
последнем случае в полке возникают пластические деформации
растяжения, что приведет к уменьшению абсолютного значения
коэффициента . Если Fn/Ft> 0,25, то, наоборот, напряже-
ния в верхней кромке стенки превосходят по абсолютной вели-
179
чине напряжения в полке. При этом также возможны даа вариан-
та; (рис.5.5,е) и 6q=6s (Eg>Es') (рис.5.5,ж). В
последнем случае верхние слои стенки испытывают пластические
деформации укорочения.
Существенно отметить, что, хотя общее изменение длины
полки на участке В равно изменению длины верхнего волокна
стенки, их относительные деформации не только неодинаковы,
но имеют различный знак. Это значит: если на участке В стен-
ку соединить с полкой, то шов станет испытывать сдвиговые
дсКпмации, а следовательно, сечения будут искривляться. При
?том описанное напряженное состояние искажается (полка и
стенка испытывают пслоское напряженное состояние). Его оцен-
ка, а значит и оценка поперечных пластических деформаций
чрезвычайно усложняются. Очевидно, что наличие стенки (ребр&
жесткости, пересекающего шов) приводит и уменьшению обжатия
разупрочиеиного металла в районе ребра при нагреве и к появ-
лению деформаций удлинения при остывании. Оба фактора умень-
шали.’ объем поперечного укорочения металла. Значительно умень-
шается объем поперечного укорочения также при наложении вали-
ка на толстый лист, так как при этом зона пластических де-
формаций не охватывает всей толщины листа, и перемещение
границ разупрочненной области, т.е. обжатие металла в районе
шва ограничено. Определение объема поперечного укорочения в
этих случаях также производится по формуле (4,50), но при
соответственно меньших значениях коэффициента ju.y . Этот ко-
эффициент зависит от большого числа факторов (удельной по-
гонной энергии, наличия раскреплямцих ребер, скорости свар-
ки, длины шва, теплоотдачи, начальных напряжений и др.), и
его теоретическое определение вызывает значительные трудно-
сти. Лдя приближенного определения коэффициента поперечного
укорочения сварного соединения предложены эмпирические зави-
симости. В частности, можно пользоваться упрощенной формулой
С.Л.Кузьминова
^у=-|Д0,25+0,?5Кпр(0,1+0,, (5.41)
где Кпр - коэффициент, учитывающий степень прогрева сва-
риваемых элементов; определяется по графику (рис.5*6,а) в
зависимости от параметра %/зг ; Кр - коэффициент, учиты-
вающий степень раскрепления сварного соединения пересекак>-
щими его ребрами; определяется по графику (рис.5.6,б) в за-
180
висимости от относительного расстояния между
ребрами, пересекающими сварное соединение, у
приверенннми
(рис.5.6,в) <,
Рис.5.6. Графини С.А.Кузьминова дня определения
коэффициентов КЛР и Кр
Для той же цели, т.е. для приближенного определения
с учетом глубины проплавления и влияния раскрепляющего ребра
жесткостис З.А.Вийонуровни и А.Г.Григорьтацем предложена за-
виоииость
F,-O,15f , (5.42)
где А - коэффициент поперечного укорочения сварного соеди-
нения novi отсутствии ребра жесткости; определяется по графи-
кам рис.5 Л в зависимости от удельной погонной энергии на-
грева а,п Л для ряда значений % ; К - лирика полки
(длина поперечного шва4; ii^Sf+к - при одностороннем поя^-
ном иве ( к - катет ;ива; st - толщина стенки'; о.= $с + 2,к
I'ipx двухстороннее шве со единен ж полоски со стенной..
§ о„3, Методика. определения деформаций и напряжений
в балках от продольных и поперечных иск
У\;иТ).ч'>ая одинаковую структуру формул (5.12). (5.13) и
?'-! i •.-.••••' V : Г' < -.1 ’••- •;-<ч
181
Рис.5,7. Определение коэффициента А , характери-
зующего влияние глубины проплавления на величину
поперечного укорочения сварного соединения (В.А‘.
Винокуров 5 А .Г.Григорьянц);
а - схема сварного соединения с поперечным швом;
б - коэффициент А : I - для случая сварки под
флюсом ( q,n - 10000. о ,22000; 2-4 для случай
сварки в среде (2 - q,R = 14000; 3 - 11000;
4 ~ 8650 Дж/см)
1 / П гл ч
ALg-F S2AVx.+lJbV4. ) ,
(5.43)
i04=-J-(£;bV„.zc +e&v4.zcA .
. ((Jr, ?
( / n m \
г= " ij
Здесь at0 - укорочение центральной оси балочной конструк-
ции от продольных и поперечных швов, см; цц - угла по-
ворота одного конца балки относительно другого соответствен-
но вокруг осей Y и Z , рад; F, I« О/, - площадь и ?ломей:ты
’ 9 /
льоопии сечения балки относительно осей Y f Z , см , см :
А\АЛ - объем продольного укорочения сварного соединения
от t-го продольного шва, см°; AV^ - объем поперечного
укорочения сварного соединения от ; -го поперечного шва, см<;~
''f. ,Zf. - координаты оси i -го продольного шва (центра
тягости пластической зоны I -го шва), см; ,Z?. - коор-
уяялту центра тяжести пластической зоны, абразионной j -м
!! ' j , <:; j <: Ч К L'-lVi Til JS ОМ. С ;£" Гь ~ ") О/ ЦО О Ч\ О Л О П р <) j ;,/j, j' Р ?'У. Г / ’ tifB О В < П! " ’
182
общее пиело поперечных швов.
Зная укорочение по центральной оси балочной конструк-
ции и углы поворота ее оси в обеих плоскостях, можно опре-
делить изменение длины произвольного продольного волокна
балки , _ ,г
щиг-адл2, '°*45
где AL(Y1Z') - изменение длины волокна о координатами У ,2 ,
которое может быть как отрицательным (что указывает на его
укорочение), так и положительным (что указывает на его удли-
нение) .
При значительном числе поперечных швов по длине балки
(более трех) кривизну изогнутой оси, как правило, усредняют,
считая ее постоянной по всей длине балки. Тогда согласно
(2.40) стрелки прогиба посередине длины балки в направлениях
осей У и Z соответственно равны
V & “ % 1 Ъ 8 8
где и Ц1г - суммарные углы поворота концов
конструкции от всех продольных и поперечных шов.
Таким образом, общие деформации конструкции
типа определяют в таком порядке:
(5.46)
балочной
балочного
- геометрические характеристики сечения и координаты
центров тяжести пластических зон от продольных и поперечных
швов;
- объемы продольного и поперечного укорочения сварных
соединений соответственно от продольных и поперечных швов;
- общие сварочные деформации конструкции, т.е.перемеще-
ния ряда точек конструкции.
§ 5.4. Примеры расчета общих сварочных деформаций
балочных конструкций
Расчетные формулы, по которым определяются общие сва-
рочные деформации, содержат геометрические характеристики
сечения конструкции и тепловые характеристики нагрева свари-
ваемых элементов. Эти характеристики целесообразно опреде-
лить в первую очередь и далее рассматривать как исходные
данные к расчету. Для того чтобы не повторять в каждом из
приведенных ниже примеров вычисление указанных характерно-
183
тик, будем считать их заданными, а предварительно приведем
расчетные формулы, по которым они вычислены.
Геометрические характеристики сечения конструкции:
I) площадь сечения конструкции
(5.47)
2) расстояние от оси сравнения, выбираемой произвольно„
до центральной оси конструкции
еЬРкХк
; (5.48)
' ±2 Г.
к=( *
3) момент инерции сечения конструкции
(5.49)
В формулах (5.47)-(5.49) приняты следующие обозначения:
FK - площадь сечения к -го элемента; 2* - расстояние от
оси сравнения до центра тяжести к-го элемента; ZK - рас-
стояние от центральной оси до центра тяжести к-го элемен-
та;
1м - собственный момент инерции
к-го элемента.
Тепловые характеристики нагрева свариваемых элементов;
I) погонная энергия нагрева в зависимости от режимов
сварки
(5.50)
2) погонная энергия нагрева в зависимости от катета уг-
лового шва:
в случае ручной сварки
cj,n=i(OOOOt<s, Дж/см ; (5.51)
где катет шва к в см;
в случае автоматической и полуавтоматической сварки под
флюсом
ц^-ЗООООк? , Дж/см ; (5.52)
в случае полуавтоматической сварки в С0г
184
(^п=гООООкг , Дж/см
3) погонная энергия нагрева в зависимости от площади
наплавки 5
tyn=fj55OOFH п Дж/см , (5*53)
где ?н - площадь наплавки, см^;
4погонная энергия, используемая для нагрева полотнища
(пояска) при приварке угловым швом ребра жесткости
_ /г '- / \
2вл+в? “
Пример I. Определить общие деформации тавра
(рис,5.8,а) от приварки пояска к стенке с двух сторон угло-
выми непрерывными швами, выполняемыми последовательно на по-
гонной энергии:
^П=Ч25О0 £ж/см .
Геометрические характеристики сечения: Р •= 45 см"'.
1у= 4680 см\ ,Zt= -0,8 см. Длина тавра L= 10 м. Матери-
ал ~ СтЗс ( ns= 0,00'125; fixfp ~ -ЬЮ"® см3/Дж).
I, Определяем площадь и ширину пластической зоны от
шва I:
г5.=Т7^ . Г х?’° СУ,а ’
F 1/ р-яЗ-Чп Ь5 "ШО i0
^ьГ&Ггч+Г2,53 с,м-
л
2„ Определяем коэффициент, учптывакций увеличение плас*-
тической эоны от шва 2;
„ Ф.65+Л1 . _
Кп~ ~ ,г3 ‘
3, Определяем объем продольного укорочения сварного со-
единения, приходящийся на единицу длины шва:
Ъ^-НС%Кп=-|<Мг5«) <,гз=-4Д4 Ч0"г сма .
185
4. Определяем характерные деформации сечения тавра:
Рис.5.8. Определение общих сварочных деформаций
конструкций балочного типа (к примерам расчета)
5. Определяем общие деформации тавра:
а) укорочение по центральной оси
AL(T:^l=eXoL=-31J<240'*-W5^-0,3McM ;
186
б) угол поворота одного конца тавра относительно друго-
го
^v=-^^-U = ^b=~3,a^'10*S'10^='3,£2-)0'a рад *,
в) стрелку прогиба тавра
ip4L 3,2г-10"г 103
-----------з------^см
г) изменение даны верхнего волокна тавра ( 21 = 20,2 ом)
AL’“AL0-(pvz,=~o,3ii+3,22-io'a2o)a=ot3i см ;
д'! изменение даны нижнего волокна тавра ( Zd = -10,8 см)
Atll=ftL0-'^vz"=-3,4-io_’ + з,гг-кЛно,б>-о,&9 см.
Пример 2. Определить общие деформации двутавра
(см. рис.5.8,6) от односторонних поясных швов, выполняемых
на погонной энергии tyn= 10000 Дж/см.
Геометрические характеристики сечения двутавра: F =
= 38 см2, Ц= 6170 см\ Длина L= Юм. Материал - СтЗс.
Двутавр предварительно собран на жестких прихватках. Коэффи-
циенты температуропроводности и температуроотдачи принимаем:
п=0,1смг/с , Ь=г ю"5 1/с , <1/ср = 3,5-Ю^смэЙж, е<иу-Ю^ .
I. Определяем коэффициент, учитывающий влияние теплоот-
дачи на объем продольного укорочения, предварительно вычис-
лив параметр:
г _Л < Чп ,/F. з,у-ю-а-ю* «СТ*..
П’ ср tsSs! а Ц’МО-'ьг.б у 0,1
(по графику рис.4.13,б находим Кт= 0,85).
2. Определяем объем продольного укорочения сварного со-
единения от шва I на единицу длины шва
Vx = -0,335 Кт qj- “ 0,335 0,85 • 3,5 Ю“6 • Ю*=-Ю'г сма
и на всю длину шва
fiVx =тгХ)1=-10”г103 = ~10 смэ .
3. Определяем характерные деформации сечения балки пос-
ле выполнения шва I:
IS?
*"
4. Определяем деформацию в районе расположения шва 2,
Вызванную швом I:
tH zc,^-a,ЫНО'М,^зчо^-15= ю"1* .
5. Определяем коэффициент, учитывающий влияние началь-
ного напряженного состояния на объем продольного укорочения,
вычислив предварительно параметр р :
Ен, *0'ц
(из графика на pgco4,I4,6 находим Кб = 0,85k
6. Определяем общие деформации двутавра:
а) укорочение по центральной оси
Л1г4(йУ + &VX )=-^(Ю + Ю-0Л5>-0А9 см
б) угол поворота одного конца балки относительно друго-
го
ЧГ'р(4Ч,Пгм1рср=-^[1-<оУ(-<5)-||><>.«5151--ода’рад;
в) стрелку прогиба балки
w4L 0,003?'Ю3
V"~8“ =-----&----
Искривление оси двутавра в этом примере обусловливаются
влиянием напряженного состояния, возникающего после выполне-
ния шва I на деформации от ива 2.
Пример 3 . Определить общие деформации балки фун-
дамента (см. рис.5.8,в), вызываемые продольными и поперечны-
ми швами.
Геометрические характеристики сечения балки: Р= 60 см^,
1у= 9060 см^, 1г = 752 см^. Длина L = 6 м.. Материал -
СтЗс. .Погонная энергия всех швов ц,п= 14600'Дж/см. Балка
предварительно полностью собрана на жестких прихватках. Влия-
нием начального напряженного состояния пренебрегаем. Коэф-
188
фициент перекрытия пластических зон двухсторонних швов при-
нимаем равным Кп= 1,15. Характеристики швов приведены в
тайл.5.1.
Таблица 5.1
Характеристика сварных швов балки (к рис.5.8,в)
Номер сова по рисунку Количе- ство швов Длина одного шва L ш » СМ Координати центра тяжести пластической зоны
Yq * см 1с, см
I .1 600 0 -12,4
2 I 600 0 -12,4
3 I 600 0 +17,6
4 I 600 0 +17,6
5 12 8 6 -12,9
6 12 27 0 + 2,6
7 12 3 3,5 +18,1
I. Определяем объемы продольного укорочения сварных со-
единений от поясных швов 1-4:
-Jix^<vnKnL^7r«)“6-tt60O4,tf-8D0-K>CM^
TjC. J,4 ’ VW
2. Определяем объемы поперечного укорочения сварных со-
единений от швов 5-7. Учитывая идентичность вычислений дан
каждого поперечного шва, выполняем их в табличной форме
(табл.5.2).
3. Определяем общие деформации балки:
а) укорочение по центральной оси
м10Ц-[£лу +£Ы,.У‘
ГЧ=1 х< j=( Tj I
=^j [2 (- ID)+12I'D,16- 0,76' 0,0it5)] -- 0,5 a w ;
б) угол поворота концов балки в вертикальной плоскости
^=~1^ AVxi2ci+|? j ”
=-д^о Нх~ад+ноу w+wMiyv
+ I2(-O,?6Y2,6+12(-0,01<5)1М]= 0,005^4 род ;
189
Таблица 5.2
Расчет поперечного укорочения сварных соединений
балки (к рис.5.8,в)
Величина Обо- значе- ние . ’ Номера швов
5 6 7
Удельная погон* язя энепгия на* Чгп.я
грева сваривае- мого элемента, ом сЛ ^П+5Р 10,4 10,4 10,4
Коэффициент, учитывапций степень прогрева элемента ^ПР По рис.5.6,а 0,88 0,88 0.88
Параметр, опре- деляиций коэффи- циент Кр для шва 6; для швов 5 и 7 ^=г1ш/ь 16 27 6
Коэффициент, учитыващий степень раскреп- ления сварного соединения Кр По рис.5.6,б 0,22 0,56 0,03
Коэффициент по* перечного укоро- чения сварного соединения h Формула (5.41) -0,54 -0,73 -0,41
Объем поперечно- го укорочения сварного соеди- нения, см-25 Муёр'Ч'п^ш -0,16 -0,76 -0,045
в) угол поворота концов балки в горизонтальной плоско-
сти
= [^НМВУб + »2(-0,№|5)Д5> 0,0178 рад ;
г) максимальные прогибы в вертикальной и горизонтальной
плоскостях
t М ода-ьоо
V » = 5 =-0,Мсм ,
ip,L 0,0(7»-600
V 8 ------8---=-Wcm .
190
§ 5.5. Деформации при сварке секций и корпуса судна
Секции корпуса разнообразны по своим габаритам, соотно-
шению размеров и конфигурации. С точки зрения особенностей
изготовления секции удобно разбить на следующие три типа:
I) плоские с относительно малой высотой набора, напри-
мер переборки палубы, платформы, прямые участки бортов и
т.д., характеризующие небольшой жесткостью;
2) плоские с высоким набором, например секции двойного
или одинарного дна с флорами и стрингерами;
3) объемные с криволинейными очертаниями; к таким сек-
ции относят днищевые с килеватостью,'секции оконечностей,
секции туннеля гребного вала и др.
Количественная оценка общих деформаций секций необходи-
ма не только для выбора оптимального варианта ее изготовле-
ния, но и для решения о назначении специальных мероприятий,
обеспечивающих требуемую точность изготовления конструкций.
Расчет общих деформаций секций сводят к расчету дефор-
маций конструкций балочного типа. С этой целью секции первых
двух типов расчленяют на составляющие балки, а секции третье-
го типа заменяют условной балкой. Расчленение на составляю-
щие балки производят следующим образом.
В рассматриваемом направлении (продольном или попереч-
ном'! выделяют элемент набора с присоединенным пояском об-
шивки. Ширина присоединенного пояска назначается равной рас-
стоянию между набором, если оно меньше 50 толщин полотнищ,
и, наоборот, равной 50s , если имеет место обратное неравен-
ство. В составляющую балку включают также примыкающие к ней
части элементов перекрестного набора на ширине присоединен-
ного пояска. Далее по формулда 5 5.3 определяют общие де-
формации составляющей балки. Если секция расчленяется на
одинаковые составляющие балки, то ее деформации будут таки-
ми же, как и деформации одной составляющей балки. В против-
нем случае определяют деформации нескольких составляющих
балок, которые характеризуют деформацию секций в соответст-
вующих сечениях. При этом предполагается, что деформации
одной составляющей балки не оказывают влияния на деформации
другой. Указанное допущение оправдано для нежестких секций,
для жестких же допущение о независимости деформации состав-
ляющих балок,’ различных по сечению или по условиям выполне-
191
ния процесса сварки, неприемлемо. Приближенное определение
общих деформаций таких секций выполняют введением понятия
об условной балке»
Для определения параметров жесткости условной балки
секцию разбивают также на составляющие белки. Для каждой со-
ставлявшей балки определяют геометрические характеристики
сечения, затем результаты усредняют, получая значение пара-
метров жесткости условной балки. Ее высота, площадь сечения,
момент инерции равны средним арифметическим значениям от
соответствующих величин составлявших балок. Далее определяют
деформации условной балки по формулам § 5.3 и полагают, что
эти деформации характеризуют деформации секции в целом.
Расчет деформаций секций (со-
ставляющих или условных балок';
ведут с учетом изменения парамет-
ров жесткости на отдельных, техно-
логических этапах. Общие деформа-
ции укорочения и изгиба секции
определяют суммированием соответ-
ствующих величин, возникающих на
каждом этапе.
Для того чтобы суммировать
укорочения, полученные по централь-
ным осям секции на отдельных этапах
сварки, необходимо произвести пере-
счет этих укорочений на укорочение
по центральной оси готовой секции
Рис.5.9. Общие де-
Ьормации секции
(рис.5.9,к Этот пересчет производят по Форглуле
AL ^Z0 ,
(5.5о;
где At0 - укорочение секции (балки' iо центральной оси
готовой секции, см; AL - укорочение секции (балки' но цент-
ральной оси на данном этапе, см; Zc расстояние между
нейтральными осями готовой секции и неполностью собранной
секции на данном этапе, см.
Зная общее укорочение по центральной оси готовой секции
г угол поворота ее концов, нетрудно определить смещение лю-
бой ее точки. Например, если секция зафиксирована в средней
части (точка 0), то горизонтальное и вертикальное смещение
ее концевых точек (А и В ) может быть определено по форму-
192
лам (рис,5.9,б)
^хв'~ 1)в=" £ (&Ь0~ tfy2 д') ,
(5.56)
(5.57)
Чи-w^-V
(5.58)
Приближенная оценка общих деформаций корпуса судна так-
же сводится к расчету деформаций балочной конструкции (экви-
валентного бруса). Горизонтальное и вертикальное искривления
корпуса судна, возкика
«((Й
е при его сборке и сварке на стапе-
ле, могут быть произведены аналогично ио формулам
_ 4z,oL * - ^У,о^
ГТ" 1 5г »
(5.59)
гДе <ho Ч угол поворота одной оконечности суд-
на по отношению к другой соответственно вокруг осей 2 и Y ;
П - длина корпуса cyj ; см.
Общий угол поворота оконечностей корпуса судна, возни-
каиций в результате сварки монтажных швов на стапеле, равен
сумме углов поворота, которые образуются по мере формирова-
ния корпуса на различных этапах стапельной сборки и сварки;
каждый из углов характеризуется постоянной жесткостью кон-
ви»
струкции.
В свою очередь, угол поворота одной части конструкции
корпуса по отношению к другой от монтажных швов, выполняемых,
на данном технологическом этапе, может быть определен по
мулам (5.44), в которых входящие в них величины в данном!
случае означают: ,Iz - моменты инерции сечения конст-
рукции (корпуса судна или его части) на данном технологии*
ском этапе относительно осей У и 2 , см; &VXi - объет
продольного укорочения t-го монтажного сварного соединения,
расположенного вдоль судна (пазового шва); - объе?
поперечного укорочения |-го монтажного сварного соединения»
расположенного поперек судна (стыкового шва); Yti,ZcpYtp^tf?
координаты центра тяжести пластической зоны, образуемой со
ответственно I -м пазовал швом и i -м стыковым швом отнс
193
сительно оси, проходящей через центры тяжести поперечных-
сечений конструкций на данном технологическом этапе.
Определение объемов укорочения монтажных швов может
быть выполнено по формулам главы 4. Следует отметить, что
на величину объемов укорочения существенное влияние могут
оказать усилия, возникающие от собственного веса корпуса и
от реакции кильблоков.
§5.6. Пример расчета общих сварочных деформаций
типовой секции
Требуется определить общие деформации бортовой секции
(рис.5.10) в продольном и поперечном направлениях при раз-
дельном методе
сборки и свар-
ки набора. Гео- -
метрические ха-
рактеристики эле-
ментов и тепловые
характеристики |
швов приведены в *
табл.5.3 и 5.4.
Сборку и сварку
секции производят
в следующем по-
Рис.5.10. Схема бортовой секции
Этап I. Сборка и сварка узлов секции:
а) сборка и сварка бортовых стрингеров таврового сече-
ния;
б) сборка полотнища наружной обшивки и сварка его с
даук сторон.
Этап П. Установка и приварка набора главного направле-
ния.
Этап Ш. Установка перекрестного набора и приварка его
к набору главного направления и наружной обшивке.
Заданную секцию можно расчленить на одинаковые состав-
ляющие балки,в продельном и поперечном направлениях. Поэтому
для определения деформаций секции достаточно рассмотреть
деформации одной продольной составляющей балки и одной
поперечной составляющей балки. Однако предварительно необхо-
194
Таблица 5.3
Геометрические характеристики сечений составляпцих балок
димо определить деформации полотнища от сварки пазовых
и
стыковых швов.
Деформации полотнища (этап I)
I. Укорочение полотнища в продольном направлении опре-
деляем по формуле
I / п м \
ftL=^l£:6Vx.+?LAV,.) .
Объем продольного укорочения сварных соединений пазовых
швов (от 1-го и 2-го проходов)
йьв=5НКгЧаоооию=-иИ’.
Здесь ^’п - погонная мощность от 2-го прохода, так как
Объем поперечного укорочения сварного соединения стыке-
195
Таблица 5.4
Наименование шва
Характеристики швов
Эскиз соединения Катет Номер прохода
кДж/см
Пазовые и стыковые
швы
Поясные швы стрин-
гера
Швы приварки
стрингера к наруж-
ной обшивке
Швы приварки шпан-
гоутов к наружной
обшивке
Швы сварки набора
между собой
вого шва (от 1-го и 2-го проходов)
1,2-3,540 *
X (20000 + 23000У600 = - 108 см5 .
Следовательно, М,= ьоо.| ~г~0.32см .
2. Укорочение полотнища в поперечном направлении опре-
деляем по формуле
ЙВ=7-(е AVXi+£ .
Объем продольного укорочения сварного соединения стыко-
вого шва (от 1-го и 2-го проходов)
С&УЛ = р.х^^1ш=-110 6 23000-600=-13,8смэ .
5 * ' Г
196
Объем поперечного укорочения сварных соединений пазовых
швов (от 1-го и 2-го проходов)
П I
g&V4=3p.^(<Vn+^n')t-m=5<-1^10 )х
х(20 000+23000) 4200 = ’650 см1.
Следовательно,
АЬ=
~43,&-650
*гоо-1
= ~О,55 см
Деформации продольной составляпцей балки
I. Деформации стрингера от приварки пояска к стенке
(этап I). Объем продольного укорочения сварного соединения
%Кп1ш=-(10'6 <0000- 1,2- 1200=-1Мсм3 .
Укорочение по центральной оси
см .
г* Ч
Угол поворота концов стрингера один относительно друго-
го
ЛУх-2е _ jM = nft.? ма
— Iy 97М) 0,0 ? *
Стрелка прогиба посередине стрингера
tf4L 0,047-1200
& - g 2,55см ,
Укорочение пояска стрингера
Мп=&1й-^2п =-0,27-0,047-42,3=~0,см ,
где 7.'п= Zp+y1-- 44,7+0,6=42,3 см .
2. Укорочение нижнего пояска балки (полотнища секции)
от приварки шпангоутов (этап П)
| / n m \
&Lf1”Bs(SbVx++^^*i) ‘
Здесь bs = 50 см^ - площадь сечения присоединенного пояска,
ч m
так как п = 0 (продольных соединений нет); 23ЛУу,= 21Д\^ ,
так как m - 21 (число шпангоутов в секции).
197
Объем поперечного укорочения сварного соединения шпан-
гоута к обшивке
Ч'п.п^ш
Погонная энергия нагрева полотнища
Чл.п^Ч'п2sn+sp=1000021+0,7-71,00•
Погонная энергия, отнесенная к квадрату толщины,
г*
tynn/sa = ?M)0 Дж/см3
Коэффициент поперечного укорочения сварного соединения
у. У=“ 1,2.[0,25+0,75 КпрСОЛ+ОЗКр^ “ОД ,
где Кпй= 0,61 определен из графика Сем. рис.5.6,а) для
^п.пЛг= 7400 Дж/см3; Кр= 1,0 определен из графика (см.
рис.5.6,б) для . Следовательно, = -0,84*3,5*10“®х
Х7400-50 = -1,09 см3. Здесь 50 см - длина шва на шири-
не присоединенного пояска.
Таким образом, = 2I(-I,09)/50 = -0,46 см.
3. Деформации от приварки стрингера к полотнищу*)
(этап Ш).
Объем продольного укорочения сварного соединения стрин-
гера к обшивке
bV3c^xfp-^nKl,L(U--4JO-61500D l124200--2tbcM3.
Укорочение по центральной оси продольной составляпцей
балки
&VX -21,6
F ~ ЮЗ,5
х) Швы при сварке набора между собой вызывают укорочение и
изгиб секции в продольной и поперечном направлениях. Одна-
ко при наличии вырезов в наборе одного направления для
прохождения элементов набора другого направления указан-
ные швы накладываются на кромку выреза (см. табл.5.4). В
этом случае укорочения и изгибом набора с вырезами от
этих швов можно пренебречь, а следует учитывать лишь уко-
рочение и изгиб непрерывного набора. Поэтому швы приварки
шпангоутов к стрингеру вызовут в рассматриваемом примере
укорочение и изгиб шпангоутов, а их влиянием на деформа-
ции стрингера пренебрегаем.
198
Угол поворота концов продольной составляющей балки
__
<h" xr
-0,01 рад
54 WO
Стрелка прогиба посередине стрингера
if А 0,04*4200 , к
Укорочение полотнища
&Ln=ftLo’^Zn='O,24’6).044-^3)=“036 tw ,
где
ZnaZc+^L = -rt,9cM .
Удлинение пояска стрингера
ALlR=&Lo-4^Zn=-0,2l+0,04 2&?2 = 0,05en ,
где
Z,n=H-Zt+*^1 = 4iO-4^+-y^=26,2 см .
Деформации поперечной составляющей, балки
I. От приварки шпангоута к обшивке (этап П).
Объем продольного укорочения сварного соединения шпан
гоута к обшивке
AVX= ^пЧи=~нсГб*10000 600=-6,0 см5 .
Укорочение по центральной оси
ДВо-^=^—<М»1см .
Угол поворота концов шпангоута
AVxZc (-6)(-4,2?)_ ппад1пЛП
<f<- —'-------r^— -0,0064 рад .
Стрелка прогиба посередине шпангоута
0,0061*600
V а =—8------------°’1'6 ™ •
Укорочение пояска балки (полотнища секции)
ЛВП= йЪ0- Z п=- 0,084+0,0064 (-1,77)=~ 0,09 см .
199
2. От приварки стрингеров к обшивке и шпангоуту (этап Ш).
Объем поперечного укорочения сварного соединения стрин-
гера к обшивке
ср 4п.пЧи 1
где Ьш = 50 см - дойна шва по ширине присоединенного пояска
поперечной составлящей балки.
Погонная энергия нагрева полотнища
W % 15 000 г£Ь=|0™° *»/«" •
Погонная энергия, отнесенная к квадрату толщины,
10 700 Дж/см5 .
Коэффициент поперечного укорочения сварного соединения
[(0,25+0,75 Кпр(0,1+0,9 КР)]=-0,»1| ,
где Кпр= 0,9 определен из рис,5.6,а для ЧплЛг= 10700 Дж/см3;
Кр= 0,62 определен из рис.5.6,б для j=t/2$=5?,0/21 = 2S,5 .
Получаем AVy=~O,MД5 10'6 10700‘50--1,57см3 .
Объем поперечного укорочения сварного соединения стрин-
гера к шпангоуту
где Ьш = 14 см (высота шпангоута).
Погонная энергия нагрева шпангоута
2'0?
Агп.иГЧ'п 2.Sm+sQ= 20000 2 0,7+0,12700 Лж/см •
Погонная энергия нагрева шпангоута, отнесенная к квад-
рату толщины,
26000 ДжДн’ .
Коэффициент поперечного укорочения сварного соединения
|L^-1,2[0)25+0t75Knp(0J+^Kp)]=-1,(2 ,
где Knp= I определен из рис.5.6,а дляс^А2^ 26000 Дж/см3;
Кр= 0»9 определен из рис*5.6,б для J=—-
Получаем bVv= I,12.3,5-I0"°-I2700-I4 = -0,70 см°.'
Укорочение по центральной оси поперечной составлявшей
балки
где ЬУХ= 0, так как п- 0 (продольник соединений нет);
С
£ Ы, г-3 (-1,57VW(-0,70)= -13,6 см*
-Г56
0,16 см .
Угол поворота концов шпангоута
|_rn... . 23b0^^+2-5tO,TOY5,73
---------m----------“-"=“0,0059 рад ,
где Zt= -1,27-0,5 = -1,77 см; -1,27+7,0 = 5,73 см.
Стрелка прогиба посередине шпангоута
-0,0059 600
Укорочение полотнища по ширине
ЛВп=М»0"^гп="0,16-0,0059 (“1,77)—0,1? см ,
где Zn=2t+s/£=“l,77 см .
Общие деформации секции в продольном и поперечном на-
правлениях, которые равны сумме соответствующих деформаций
на каждом этапе, приведены в табл,5.5.
Таблица 5.5
Общие деформации бортовой секции
Продольное направление Поперечное направле- ние
Этапы Укорочение полотнища Укорочение пояска стрингера Прогиб по- середине длины сек- ции Укорочение полотнища Прогиб по- середине ширины секции
Л1п, см Л1,'п, см см йБп , см W), см
I а ** -0,48 -2,55 — □
I б -0,32 -0,55
П -0,46 — -0,09 0,46
Ш -0,36 0,05 1,50 -0,17 -0,44 .?
ИТОГО -1,14 -0,43 -1,05 -0,81 °*02 i
201
Глава 6. МЕСТНЫЕ СВАРОЧНЫЕ ДЕФОРМАЦИИ
§ 6.1. Разновидности местных деформаций
В отличие от общих сварочных деформаций (изменение ли-
нейных размеров, изгиб и кручение всей конструкции) местные
деформации характеризуют искажение формы отдельных ее эле-
ментов. Общие сварочные деформации возникают в главных плос-
костях инерции конструкции, в то время как местные сварочные
деформации есть деформации из плоскости свариваемых элемен-
тов. При наплавке валика на поверхность листа и сварке лис-
тов встык, а также при сварке тавровых элементов возникают
угловые деформации, характеризуемые углом р . При этом сва-
риваемые элементы выходят из своей плоскости. В частности,
при сварке элементов набора таврового профиля полка изгиба-
ется (см. рис.1,2,д). Этот вид местных деформаций называется
грибовидностью. Очевидно, что искажение полки тавра, т.е.
грибовидность, полностью характеризуется углом Ji . Аналогич-
ные деформации возникают при приварке набора к полотнищу,
которое перегибается под ребрами, образуя так называемую реб-
ристость листа. Однако для характеристики ребристости знание
угла £ является уже недостаточным, необходимо располагать
значением прогиба полотнища между ребрами жесткости.
Угловые деформации вызывают искажение формы отдельных
элементов конструкции в связи с "выходом0 этих элементов из
плоскости.
При сварке конструкций из тонких листов выход последних
из плоскости может происходить также вследствие потери устой-
чивости. Например, в результате приварки набора к полотнищу
в последнем между набором возникают напряжения сжатия, кото-
рые могут превзойти критические напряжения. В этом случае
произойдет потеря устойчивости листов полотнища (см.рис.1.2,в)
и между элементами набора образуются выпучины и впадины
(бухтины). Иногда этот вид деформаций называют короблением.
При сварке тонколистовых конструкций, в частности при сварке
корпусов речных судов, а также надстроек морских судов, де-
формации коробления наиболее значительны по сравнению с дру-
гими видами сварочных деформаций.
202
Вместе с тем такие деформации не только понижают рабо-
тоспособность конструкции, но и ухудшают ее внешний, вид.
Правка тонколистовые конструкций с целью уменьшения их ко-
робления на многих судостроительных заводах является трудо-
емкой и дорогостоящей операцией.
В большинстве случаев деформации из плоскости обуслов-
ливаются сразу обеими причинами, т.е. угловыми деформациями
и потерей устойчивости листов. Однако для простоты расчетов
их рассматривают независимо.
Следует также отметить, что местные деформации влияют
на общие, но это влияние относят ко вторичный эффектам и не
учитывают.
§6.2. Кинетика образования и величина
угловых сварочных деформаций
В результате наложения сварных швов на поверхность лис-
тов последние деформируются не только в своей плоскости, но
и из своей плоскости. При этом деформации имеют характер из-
гиба - лист перегибается по линии наложенного валика. То же
получается в результате сварки двух листов встык с разделкой
и без разделки кромок (см. рис.1.2,г), Деформации этого вида
получили названия угловых и характеризуются углом р . Угло-
вые деформации являются, по существу, разновидностью попе-
речных деформаций. Действительно, они обусловливаются неоди-
наковыми по толщине листа поперечными деформациями. Однако
поскольку процесс их образования имеет существенные особен-
ности, а количественно они оцениваются новым параметром
углом ft , рассмотрение угловых деформаций производится от-
дельно .
Процессы образования угловых деформаций при наложении
валика на лист большой толщины и на пластину различаются.
Это отличие обусловливается той же причиной, что и для про-
дольных и поперечных деформаций, а именно неодинаковым ха-
рактером процесса пластической деформации в зоне разупрочне-
ния при сварке лиатов разных толщин (с обжатием и без обжа-
тия указанной зоны). Поэтому при рассмотрении угловых дефор-
маций также необходимо различать два условия нагрева:
I) зона пластических деформаций охватывает всю толщину
листа ("сквозной прогрев");
203
2) зона пластических деформаций распространяется на
часть толщины листа ("несквоэной прогрев").
Наибольшее практическое значение дня судостроительного
производства имеет случай сквозного прогрева. С него начнем
рассмотрение процесса образования угловых деформаций.
Как было показано в главе 3, перемещение источника теп-
лоты (сварной дуги) по одной из поверхностей листа вызывает
неравномерный нагрев по толщине, что учитывают поправочным
коэффициентом m , который вводится в качестве множителя в
уравнение процесса распространения теплоты в пластине от лп-
нейного источника. Таким образом, температуру точек верхней
и нижней поверхностей листа можно выразить соответственно
T0(x^Y=moT(xty) , T6(x,y>m^T(xny) , <6.1)
где Т(х,у) - температура пластины в точке (х,у ) при на-
греве ее линейным источником теплоты; ni09ms - значения ко-
эффициентов m для поверхностей г = 0 и x=s .
С удалением от источника тепловой поток выравнивается
по толщине и коэффициенты шп0 и ms стремятся к единице.
При этом изотермические поверхности переходят в цилиндриче-
ские.
Учитывая отмеченные особенности температурного поля,
произведен анализ кинетики образования угловых деформаций,
исходя из той же расчетной схемы,, которая была использована
в § 4.5. Этот анализ так же разобьем на две части: сначала
выясним особенности процесса развития поперечных пластиче-
ских деформаций в данном случае, ограничивая задачу качест-
венной стороной, а затем приведем ее приближенное решение.
На рис.6.1,а показаны изотермы температуры разупрочне-
ния Т#о по верхней (сплошная линия) и Т*5 по нижней по-
верхности листа (штриховая линия). Поперечные пластические
деформации обжатия в основном завершаются в пределах зоны
разупрочнения. Поэтому рассмотрим узкую полоску, пересекаю-
щую указанную зону. ч
Так же как при рассмотрении поперечных деформаций, бу-
дем различать в листе три области:
I) ограниченную изотермической поверхностью Тк , в ко-
торой металла находится в состоянии разупрочнения;
2) заключенную между изотермическими поверхностями Т* и
204
Т\ , в которой происходит постепенное понижение температуры
от Т до Т, , незначительно поевшаицей начальную темпера-
туру листа;
3) в которой нет заметного повышения температуры (внеш-
няя область по отношению к изотермической поверхности ;
эта область охватывает нагретую область листа с трех сторон
и создает для нее жесткий подковообразный контур.
Рис.6.1. Образование угловых деформаций
при сквозном прогреве листа
Рассмотрим поведение металла в указанной узкой полоске,
заключенной между двумя сечениями на расстоянии d.x друг от
друга. Эта полоска пересекает все три области. Концевые ее
участки, принадлежащие области 3), жестко связаны между со-
бой и препятствуют удлинению полоски в целом. Поэтому стрем-
ление нагретой области расшириться реализуется за счет пере-
мещения границ области I к плоскости хОи . При этом проис-
ходит обжатие области I с образованием необратимых пластиче-
ских деформаций укорочения.
Поскольку верхние слои металла у полоски листа нагреты
вше, чем у нижней, перемещения точек по верхней поверхности
листа к плоскости хОг. больше, чем соответствующих точек на
нижней поверхности.
Если вертикальными линиями нанести условные границы оди-
наковых по ширине участков в сечении листа до прохождения
через него источника теплоты (рис.6.1,О'!, то смещение этих
границ вскоре после прохождения источника, т.е. в рассматри-
ваемый выие момент (период Р, будет неодинаковым ио ширине
и по толщине листа (рис.6.1,в'». Из оисунка видно, что пере-
205
мещение границ разупрочненной зоны к оси у верхней поверхно-
сти больше, чек у нижней; в результате эта зона приобретает
трапециевидную форму. Следует отметить, что в данный период
область 3 препятствует не только удлинению полоски, но и ее
изгибу. В последующий период П, который наступает вскоре по-
сле рассмотренного, происходит выравнивание температуры по
толщине листа. Участки металла в области 2, имевшие форму
трапеций, приобретают форму прямоугольников, имеющих неоди-
наковую ширину. При этом происходит поворот одной части лис-
та по отношению к другой с образованием угла р (рис.6.1,г).
В дальнейшем происходит выравнивание температуры по
произошли необратимые
т
' з
Рис.6.2. Определение
угловых деформаций при
сквозном прогреве
листа
по-
рас-
Рас-
опрс-
ширине листа и ее постепенное понижение вследствие теплоот-
дачи с поверхности. Этот процесс сопровождается перемещением
периферийных участков к плоскости хОг. ,т.е. укорочением
всей пластины из величину ДВ . После полного остывания (не
риод IB) участки полоски восстанавливают свои размеры, зе
исключением участков в области I, где
пластические деформации укорочения
(рис.6.1,д).
Произведем приближенную
оценку описанного процесса. На
лис.6.2,а показано распределе-
ние температуры вдоль полоски
по ее верхней (кривая АВС ' я
нижней (кривая А1В(С1
верхностям в первый из
смотренных выше периодов,
суждая так же, как при
делении поперечных деформаций
см. (4.48) , можно оценить
удлинение верхнего ( ЬЙа ) и
нижнего ( ДВз ) слоев полоски
в момент t’ , которое они стре-
мятся приобрести в результате
нагрев&: iT]i_ 11 tyn ЦП.1 _ 11 Чп
ЛВд s т ср & •
Удлинения дв’о и характеризуют перемещение границ
?сти I (рис.6.2,б). Последние из положения mn и рг пе-
пелят в положение m'n' и р’г' , образуя угол р , равный
(6.2)
206
углу поворота концов листа один относительно другого. Опре-
деляя его как угол между боковыми сторонами трапеции m'rfp'r1,
имеем
n'p'-m’r1 (2t><
- $ s
Подставляя значения и из (6.2), получим
’ <6.3)
С увеличением tyn /в2 угол р сначала возрастает, до-
стигая максимума, а затем уменьшается. Обусловливается это
тем, что уменьиение разности с ЛР°~
исходит быстрее, чем увеличение самого . Действитель-
но, с увеличением <^п поперечные пластические деформации
увеличиваются, однако степень их неравномерности распределе-
ния по тоищине уменьаается.
Рис.6.3. Зависимость угловых
деформаций от удельной по-
гонной энергии и скорос-
ти аварки (С.А.Кузьминов)
Указанный характер
изменения угла ft под-
тверждается з ясперюен»
тальнмии данными. На
рае,6,3 изображены кри-
вые, характеризующие за-
висимости угловых дефор-
маций ft от параметра
tyn/sa и скорости свар-
ки, построенные на осно-
вании опытных данных, -
Кривые справедливы также .
и для случая несквозного
прогрева (вона пластиче-
ских деформаций охватывает не всю толщину листа) и позволяют '
непосредственно определять величину угла 0 .
При сварке стыковых швов с разделкой кромок угловая де-
формация обусловливается главным образом сокращением металла
ива. Если пренебречь изменением формы щва по сравнению с
формой разделки, то угол р может быть определен из следую-
щих соображений (рис,6.4,а):
иирина «ва у верхней поверхности
B=£stg| •,
20?
укорочение верхнего слоя валика в поперечной направле-
ния
AB=otTjtb=2ot.Tsstg^ ,
где Т* - температура, при которой металл восстанавливает
упругие свойства»
Полагая, что у нижней поверхности поперечное укорочение
пренебрежимо мало, получим
. (6.4)
В частности, если угол разделки равен 90°, то
*>0,02 р-ли При сварке таврового соединения односторонним
швом (рис.6Л,б) изменение
угла между полкой и стен-
кой происходит вследствие
двух причин; неравномерно-
го нагрева полки и сокра-
щения металла углового
игна. Первая причина вызы-
вает образование угла р( ,
который определяется также
по рис.6.3, как и угол р
при наложении шва на лист,
но учитывается только та
часть погонной анергии, ко-
торая ответвляется в полку
(’Vn.n )• Сокращение металла
углового шва при остывании вызывает укорочение волокон, па-
раллельных гипотенузе, что приводит к повороту стенки на
угол р! .
При наложении второго шва (рис.6.4,в) возникают анало-
гичные угловые деформации. За счет неравномерного нагрева
полки образуется угол р? , который также можно определить по
рис.6.3’. Однако свободному повороту стенки при сокращении
металла второго шва препятствует первый шов. Возникающие при
этом растягивающие напряжения в шве вызывают дополнительный
изгиб полки на угол , который приближенно можно опреде-
лить по формуле
<5
Рис.6.4. Угловые дефор~
нация
208
где к - катет шва; sn - толщина полотнища.
Таким образом,, угол изгиба листа в тавровом соединении
при двухсторонней сварке определяется по выражение
Р=ММРб
Следует отметить, что приведенные ваде формулы дая аа-
ре деления угловых: деформаций являются весьма приближениями.
Величина угловой деформации р зависят от ыекоторнж фазтф-
ров, трудно поддающихся расчетной оценке, в частности, угло-
вая деформация зависит от формы сечено ®ва (глубины и экра-
ны провара), на которую влияют сосредоточенное» и Лрути»
характеристики источника нагрева.
§6.3. Деформации элементов из плоскости,
вызываемые угловжк деформациями
сварных соединений
Вине било показано, что угол р , характеризую^ угло-
вую деформацию, зависит главный образом от тепловых парамет-
ров процесса сварки Цп/Чг ») и конструктивного оформле-
ния сварного соединения (стыковое, тавровое, фориа раядолкж
И Т.Д.).
Влияние на угол р
других элементов конструк
inis
9
положенных на некотором удаления от рассматриваемого ава,
незначительно. Поэтому, зная величину угла р , можно коли-
чественно оценить деформацию элементов из плоскости в раз-
личных сварных конструкциях.
Общий метод определения указа
: деформаций заключает-
ся в следующем. Из листа перпендикулярно к яву выделяется
балкамполоска. Сварной вов, визжащий нагиб подоски (выход
листа из плоскости), заменяется гарниром, в котором распола-
гают фиктивный момент. Величину момента определяют из усло-
вия равенства угла поворота конца балки-полоски (у гарнира)
угловой деформации р . Таким образом, задача сводится к из-
вестных расчетный схемам изгиба однопролетных или многопро*
балок, загруженных моментами, для которых имеются го-
товые решения.
Пусть, например, к пластине привариваются два ребра же-
сткости (рис.6.5,а). Предположим, что сперва привариваете^,
209
левое ребре (первый этап), а затем правое (второй этап) и
что угловая деформация швов А и В одинакова и равна J3 .
Угла поворота концов банки (рис.6.5,а) на опорах и уравнение
изогнутой оси при этой схеме имеют вид
= = MftL
WA ЗЕГ 1 10ь SEI
M.l?/ X Хг Х'Л
’ и2А~ёЁТ v L ~3 1Л + 1? )
2
Рио.6,5. Прогиб пластины между ребрами вследствие
угловых деформаций сварных соединении
Определим из условия wA= р момент Мд и подставим
его в уравнение прогиба
' (6-7’
Расчетная схема для второго этапа (рис.6.5,б) отличает-
ся тем, что один конец балки жестко заделан (вов А ухе вы-
полнен) .. В этом случае элементы изгиба балки имеют вид
МВ1
<оА 0
п =МвкЧ-1\^.
1 гь AEI V L ) 1*
Из условия определяем Мв и подставляем его в
выражение для
210
Прогиб листа в результате наложения обоих швов получим
суммированием прогиба от каждого шва в отдельности
(рис.6.5,в):
В частности, прогиб посередине листа (X/l^I/2 ) соста-
вит
иг(L/г)=о,3izpt . (ело)
При большом числе ребер, которые предварительно прихва-
тываются к полотнищу, расчетная схема для каждой шпации со-
ответствует схеме, изображенной на рис.6.5,6. Поэтому каждой
шов приварки ребра к полотнищу вызывает прогиб, определя-
емый по уравнению (6.8), а прогиб листа на длине шпации от
приварка обоих ограккчяващих его ребер составит
Отсюда прогиб (рис.6.5,г) посередине клада может быть оп-
ределен по формуле
<и
(6.П)
Аналогично может быть произведена количественная ©ценна
деформаций элементов из плоскости в результате угловых де-
формаций сварных соединений в других случаях.
Следует отметить, что период образования угловых де-
формаций опережает период образования продольных деформаций,
так как время выравнивания температуры по толщине намного
меньше времени выравнивания температуры по ширине листа. По-
этому угловые деформации, искажая форму сечения свариваемых
элементов, могут оказывать существенное влияние на продоль-
ные деформации и характер распределения продольных сварочных
напряжений. Так, на ряс. 6.6, а. показаны искривление полотнища
и эпюра распределения продольных напряжений при стыковой
сварке без учета угловых деформа
. Продольная ось х
вог-
нута, что является следствием смещения центра гыастической
наличии
больших угловых деформаций (ряс.6.6,б) центр пластической
зоны оказывается ниже оси у , что привода? к изменению зна-
ка кривизны (ось х выпукла) и характера распределения на-
211
пряжений в упругой области.
Рис.6.6. Остаточная форма стыкового соединения с
односторонним швом и распределение продольных на-
пряжений в поперечном сечении
§ 6.4. Деформации элементов из плоскости
вследствие потери устойчивости
Как известно, потеря устойчивости пластин возникает,
если сжимакцие напряжения в них достигавт критической вели-
чины 6КР. В подпараграфе 5.1.2 было показано, что сжимающие
напряжения возникают от продольных швов на некотором рас-
стоянии от оои (вне пластической зоны). На рис,6.7,а пока-
зано распределение остаточных напряжений в поперечном сече-
нии полотнища от швов приварки элементов набора, а на
рис.6.7,б - в пояске элемента набора от выполнения поясного
шва. В обоих случаях распределение напряжений практически
равномерно не только по ширине, но и по джине, т.е. почти по
всей площади рассматриваемых элементов (исключая узкие уча-
стки пластических зон у швов). Поэтому при определении де-
формаций от потери устойчивости полотнища после приварки к
нему элементов набора можно применить схему иарнирно-заирен-
ленной по четырем сторонам пластины, загруженной по двум сто-
ронам сжимапцей нагрузкой (рис.6.7,а).
Расчетная схема шарнирно-закрепленной по трем сторонам
пластины с одной свободной продольной кромкой, загруженной
сжимающей нагрузкой по двум поперечит сторонам (рис.6.7,б)
отвечает второму случаю я позволяет проверить устойчивость
половины пояска тавра. Для того чтобы пластина не потеряла
^8 1
эйжж)! «жэшгшпш вдно оаято!
§
'л!
i
if»
I
$
I
3
214
t=l-ten=tU~E.J .
(6.17)
Задаваясь теперь формой выпучина, можно приближенно
определять ее стрелку прогиба. Так, например, если считать,
что выпучила имеет форму дуги окружности (см. рис.6.7,в), то,
используя известное аз геометрии соотношение
(6.13)
получим
(6.19)
Следует отметить, что выбор формы выпучяны мало влияет
на стрелку ее прогиба. Например, синусоидальная форма приво-
дит к выражения
(6.20)
Учитывая приближенную схему, а также оценочный характер
расчетов местных деформаций, стрелку прогиба выпучины опре-
деляют по формуле
57 0,Ы.|/Ец ‘
(6.21)
Глава 7. ЧИСЛЕННЫЕ МЕТОДЫ ОПРЕДЕЛЕНИЯ СВАРОЧНЫХ
ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
§ 7.1. Математическая модель для оценки кинетики
сварочных деформаций и напряжений
В предыдущих главах были изложены инженерные методы
расчета сварочных деформаций и напряжений, ориентированные
на применение ручного счета. Относительная простота этих
методов достигалась за счет введения существенных упрощений
при описании различных сторон модели; идеализации темпера-
турного поля и температурных деформаций, идеализация дефор-
мируемой средн, идеализация граничных условий, допущение об
215
одаомерноети иапряжекиого состояния и т.п. В зависимости от
целевого назначения расчета выбиралась та ш иная модель,
которая при отражении основных особенностей процесса позво-
ляла произвести его приближенную количественную оценку.
В настоящее время развитие модных вычислительных средств
и численных методов позволяет решать задачу о напряжением и
деформированном состоянии сварной конструкции в более полной
и глубокой постановке с учетом всех физических явлений, про-
* исходящих в материале. Будем рассматривать эту задачу как
температурную задачу механики сплошной среда. Ее математиче-
ское описание включает в себя механическую и фнзическуэ мо-
дели, а также описание граничных условий и возмущающих фак-
торов . Рассмотрим подробнее эти вопросы в той форме, которые
получили распространение в сварочной практике за последнее
десятилетие [4].
'7.1 Л. Зависимость между напряжениями
и упругими деформациями
Из курс? яСопротивление материалов” известно, что на-
пряженное состояние в каждой точке тела характеризуется
шестью компонентами напряжения, нормальна® 6Х ,6у ,6Х и ка-
стальнжи Тхр^х,та (рис.7.1,а). Согласно закону пар-
ности касательных напряжений
(7.1)
^ху гух -Луг. ггу т
Общий случай напряженного состояния модно представить в
виде суммы двух состояний:
I) все нормальные напряжения равны среднему напряжению
(гидростатическому давлению)
.i
^0 6^+6^
(7.2)
2) напряженно равны компонентам девиатора напряжения
.1
&£ п ^у % ч ^2 ^0 1 1 ХЧ 1
(7.3)
9
Как показывают опыты, в первом напряженней
форма элемента (рис.7.1,а) не изменяется, изменяется только
его объем: во втором состоянии, наоборот, изменение объема
равно нулю и искажается только форма элемента. Поэтому при-
216
веденное разложение общего случая напряженного состояния на
два случая напряженного состояния фончески оправдано в да-
лее мы будем пользоваться этим приемом,
8
Рис.7.1. Модели напряженного (а) н
деформированного (б) состояний
Деформированное
состояние определяется
линеёшаяи £х , еь и
углов®® деформациями
tfxy^xz^yz (рис.7.1,6).
Ранее мн пользо-
вались законом Гука,
устанавлаважщим- связь
между упругими деформа-
циями и напряжениями
при одноосном напря-
женном состоянии (см.
§2.2)
£е=^-
t-X, Е
(7.4)
Удлинение элемен-
та в направлении оси х
сопровождается сужени-
ем в поперек
правлениях у ил, определяема компонентами деформаций
& е
и :
у
, 4=^1-^ , (7’5)
У х ь Е*
где - коэффициент поперечной деформации (коэффициент Пуас-
сона) .
При сложном напряженном состоянии изотропного тела
связь между упругими деформациями и напряжениями описывается
обобщенным законом Гука:
х^ Q тху 1
е I с > чл
(7.6)
~
Е
(7*7)
Ураваеаие (7 Л) можно записать в удобной аатрияной фор^
Й£
{твг'ц , <7-8)
** J *. л •
где столбца йглрдазж»
^здн подажквостя Эу1
(б| и уярупа дифетйващй {е61
ЕЕЙ$®£ во
к т^*-
[$Г=
-9
л
V
о
О
4 0 0
4 О О
i й О
О <и4) и
О О 2('Н9)
ООО
Диде® паи понадобятся выражения для лйнз&жс дафор&@.*^
(7.6) а другой форзе. Раэложив oda^fi ехуч&З
нахфзхехшого
ггснентн девиатора напряжения в праввх частях, пожучин
е I •
бо)*Кб0 1
~ 2^ (бу_б0)+ Кбд ।
Ег “ 2^ (0г~бо)+ К60 ,
(7.9)
>
1^2.9
где ^=~ё~ - коэффициент объемного сжатия. С его помощью
определяется связь между средним давлением 60 и средней
упругой линейной деформацией
218
^=Хб0 ,
где £o=v(e-x•
(7.1.0)
7.1.2. Условие возникновения и развития
пластических деформаций
Закон Гужа верен только в начальной стадам нагружения.
Ранее при одномерном напряженкой состоянии да полагали, что
материал перегодит в пластическое состояние при условии до-
стижения максимальных нлпряжеанй ff4 предела текучести 6S ,
6< = 6S(T) (см. § 2.1).
какая комбинация компонент напряжения определяет переход
материала из упругого состояния в пластическое и наоборот. В
настоящее время получили широкое распространение два условия
текучести:
I) условие максимального касательного наиряхенжя (усло-
вие (условие Треска-Сен-Венана)( когда выполняется одно или
два из трех равенств:
|6,-CJ = 6S J6r65h6s , |65-6,h6s , (7.II)
где б4 q 6^,65 - главные нормальные напряжения (зто усло-
вие текучести использовалось ранее в подпараграфе 4.7.5);
2) условие постоянства интенсивности напряжений (усло-
вие Мизеса)
6Г65 , (7.12)
где 6; - интенсивность напряжений, равная
Кбх-^)а+^<6г)гЧ^~6х)г+6(^+т|^тггх) =
=4 . (7.1з)
Уравнение (7.II) описывает поверхность правильной ше-
стигранной призмы, а (7.12) - поверхность кругового цилиндра
с осями, равнснаклонжнЕыи к коорданатннм осям , 6г t б.5
(рис.7.2). Эти поверхности иагыватс-S навру^е-
219
няя (или поверхностями течения). Они отсекают на осях 6},
6г, 63 отрезки дяинн 6Ь .
Рис.7,2. Поверхность нагружения при объемной (а)
е плоском (б) напряженном состоянии
При плоском напряженном состояний ( б3 = 0) уравнения
(7.II) и (7.12) оппсывают след пересечения поверхностей приз-
кш и цилиндра с плоскостью бАбг , который представляет собой
шестиугольник и эллипс (рис.7.2,б).
В общем случае условием Мизеса (7.12) пользоваться удоб-
нее , чем условием Треска-Сен-Венааа (7.II), так как не тре-
буется поиска максимального касательного напряжения путем пе-
ребора напряжений 6( , 6Э . К тому же для основных конст-
рукционннх материалов условие Мизеса более точно отражает
условие перехода в пластическое состояние. Поэтому в даль-
нейшем мн будем пользоваться условием Мизеса. Можно отметить,
что разница между двумя условиями невелика (ряс.7.2,б).
Поверхность нагружения в пространстве напряжений отде-
ляет при данном состоянии материала область пластического
деформирования от области упругого деформирования. Введем
функцию нагружения, определяемую заражением
. (7,14)
Рассмотрим случай нагружения материала при условии
5s(T)=cflibt я б5= 0, т.е. примем, что температура материала
не меняется, а напряженное состояние плоское. Пусть начель*
ное состояние характеризуется точкой 0 (рис.7.3), 0 .
Нагрузим материал по пути ОМ (напряжения б< и бг меняются
непропорционально). в конце нагружения материал перемел в
эго
пластическое состояние (точка М , V- 0). Далее догрузим ма-
териал на 4йи „ где бб.г - векторная сумма d.c, и 1&? , До-
гружение проведай аабо к упругой дефор^ацни
(разгрузке
аслк вектор i6;2 направлен внутрь области ), либо ж
пжастической деформации (нагружения,, если вектор d.6lt на-
правлен наружу). Приращение бб1г , совпадажее с касатель-
ной к поверхности нагружено (нейтральное изменение), криво-
дит только к упругим деформациям. Последний случай
ксжет
гь 'дасто, например, если составетвдге интенсивности sa-
пртеиай б; перераспределяйся, но так, что 6t= const .
Йсйароос^ь нагружения не является фиксированной, опа
опшдояется мгковеннж (текущим) пределом текучести и зази-
сит от текущих температурных условий и всей пражествукЕ^й
истории деформирования. Здесь возникает вопрос, по какому
закону изменяется поверхность нагружения при пласТЕЧескж
деформировано. Подход при определении этого закона, как и
условия возникновения пластических деформаций (7,12)5 бази-
руется на гипотезе "единой кривой". Согласно этой гипотезе
вс.? кр&вне деформирования при различных напряженных состоя-
ниях ужяадявевтоя в одну и ту же ("единую)я кривую в коорж-
натах интенсивность напряжений - интенсивность деформа-
дай , где
ч= V т<Й,+&4 йР =
Чг^Г'г^ЛТМц-е,)* i
(7.15)
Ч ,^-Лз ~ главнее линейнне деформации. Так как вид кривой
6<_(е^ не зависит от характера (мерности) напряженного со-
стояния, то ее можно определить, например, из опытов
простое растяжение. Если теперь объединить результаты опнто^
при различной температуре, то получим единую поверхность не-
изотерыического деформирования б^е^Т) и поверхность не-
изотермического пластического деформирования 6s(etlT) в он-
ределяжчую условия возникновения и развития пластические де-
формаций в зависимости от температуры и степени деформирова-
ния (рис.7.4), Поверхности нагружения в координат.?- 6, 9 б.. ,
65 (ски рис.7,2,а) соответствует адаа точка не поверхности
пластического деформирования 6рб5!.£; ,Т) (лрж изотрошаж уют
221
закоцу
рочнеяин радеуо nosepxHOGsa нагружений к&няето£ eq
(Bssa между кршю«г дафорвироваштя при одаоосном растя-
ssses ‘.э(г?4 s кривой 6Д&О легко найти по формула®
(7.13) и (7.15k ДайстжтельЕО,, пря одаоосно® раптяженж
изотропного ма^еркала б4=б , бг=65=0 и ^=е. 5 ег- е3 =
»{te-3to^ , та^ пак по определенна. Отенда
6^ = 6 , £; = Е"£о=£-«о=£-уКб . (7Л&
разгрузка
Следует отметить, что, вводе единую поверхность пласти-
ческого деформирования 61/cs(ttlT') , мы предполагали
справедливость модели изотропного упрочнения (см. § 2.2), со-
гласно которой поверхность нагружения равномерно (изотропно)
расширяется. Эксперименты подтверждают справедливость моде-"
тическая деформация развивается преимущественно в одном ife
правлении. Например, модель изотропного упрочнения не молж
отразить эффект Баушингера, который заключается в ток, что
предварительная пластическая деформация одного знака ухудаа-
ет сопротивляемость материала пластической деформации обрат-
ного знака. Так. пластическое растяжение стержня приводе® к
заметному снижению предела текучести при последующем сжатии
этого стержня.
Эффект анизотропного упрочнения можно учесть, жестко
смещая поверхность нагружения в направлении деформирования
относительно центра системы координат. Тогда при повторной
нагружении в направлении предыдущей деформации предел теку-
чести возрастет, тан как произошло упрочнение, а в обратном
направлении упадет, так происходит разупрочнение с- (ск,
рис.2.4,а). Следует отметить, что эффект анизотропного упроч-
нения значительно усложняет расчетную схему, а главное, тре-
бует дополнительных исходных экспериментальных данных о по-
ведении материала при соответствующем знакопеременном на-
грулепик. учитывая эти сложности, а такке незначительное
влияние эффекта анизотропного упрочнения при расчете свароч-
ных деформа
И5Г
и напряжений, этим эффектом,
небрегают.
как правило, пре-
7.1.3. Зависимость между пластическими деформациями
и напряжениям
При повнкенной температуре пластические деформации удоб-
но -представить в виде деформаций мгновенной пластичности &р
и деформаций диффузионной пластичности (деформаций пол-
зучести) • Первые происходят практически мгновенно в резуль-
тате сдвиговых процессов, вторые - медленно, для их проявле-
ратура. Поэтому в этой главе эти пластические деформации бу-
ний пластичности в теории пластичности устанавливается как в
форме деформаций - напряжения (деформационная
ности), так и в форме приращение деформаций -
приращение деформаций - приращение напряке
теория пластнч-
напряжения или
(теория тече-
Деформационная теория, или теория малых упругопласти-
ческих деформаций, наиболее проста, однако она справедлива
только в случае простого нагружения. Нагружение называется
простым, если вое компоненты напряжения изменяются пропор-
ционально. Например, если, материал несжимаем ( е0 с 0), ин-
223
тенсивность деформаций г; и напряжений б( связана сте-
пенной зависимостью вида 6t= Ае™ , а внешние силы возра-
стают пропорционально некоторому параметру (времени)f то
нагружение является простни. В общем случае вопрос о том,при
каких условиях реализуется простое нагружение, не решен.
Особенностью сложного нагружения является то, что теку-
щее состояние средн определяется не только текущей нагруз-
кой, но н наем путем нагружения. Например, при одних и тех
же напряжениях, соответствующих точке м (см. рис.7.3), де-
могут быть различии. Так, после, перемещення точки
Елагружения по пути ОМ при отсутствии пластических • дефор-
маций полные деформации в точке М определяются только
упругими деформациями. При движении точки нагружения по пу-
ти ОАМ с образованием пластических деформадай на отрезке
AM полные деформации будут отличаться. Таким образом, пол-
ная деформация в точке М зависит от пути нагружения.
В условиях сварочного нагрева харак?£>рно сложное натру-
женивs так как различна зона сварного изделия одновременно
испвтнвают нагрев и охлаждение, нагрузку я разгрузку. В под-
параграфах 4.7.4 (см. рис.4.26) проводился анализ кинетики
плоского напряженного состояния призм, где было показано,
что компонента напряжения 6^ и 6^ во времени изменяются
существенно непропорционально, т.е. материал подвергается
слокнсжу нагружению. По этой причине деформационная теория
не нашла широкого применения в чиеленннх методах расчета
сварочных деформаций и напряжений.
Теория пластического течения более общая, она использу-
ется почти во всех современна! алгоритмах решения задачи о
слсжнак напряженном состоянии при сварке. Рассмотрим ее под-
робнее.
Теория пластического неизотермического течения базиру-
I. Приращение полной деформации является сумной прира-
щений упругой деформации Ее „ деформации мгновенной пластич-
ности ер , деформации диффузионной пластичности ес и темпе-
ратурной деформации ет :
+ +d.£^ + d.£T
•А- иЧ_ «-Ям -Т
(7.17)
BsseoTs©, Ito ж и,, так как теоокоа s® ве®и- f
®ает ртяйзях д&фо^а^-й» Упругие ^эформажя опредадяютоя ж» |
(7.6) И (7.9). 1
2. Средняя линейная деформация определяется тошератур’
гой я упругой деформациями
&0^еТ+4«ЕТ+К6с ,
(7.18)
4 “ средняя упругая жнейная деформация см. (7ДС) .
Ьрж атом принимаетсяй что за счет плактичесюэй дефоршда
к^менения скидка не происходит., 4L+e^f4=0 * «х+^+е^О .
3. Щжр&дения пластических деформаций (точнее » дефор-’
мгновенной пластичности' прямо пропорциональна
нетям девиатора напряжения;
(йх'сЩбзе-йо) ?
•/у;.........
(±£-7Х ч
где d.A - некоторой бесконечно малнй скалярнкй множителе
А тзаерь установим зависимость между напряжениями в
дефории^Яйй диффузионной пластичности (псязучеотя). Дс ап
дор ма казагаля, что связь кекду напряжениями и деформа^жа
устэяе^йчвавтся мгновенно и она сохраняется, ©ели не нэм&&-
етоя нагрузка (внешние силы, температура и т.п.). Однако н&~
пестное что при относительно високой температуре и вапр&&©-
стоянной. Это явление наливается ползучесты).
Ив опытов на растяжение образцов при постоянном нагру-
жении 6 и температуре Т получают кривые t(t) (рио.7=5)в
по которш устанавлнвапт деформацию ползучести
£C(T)=K(t)-£(O)
(7.20)
й ее скорость
, р (к
р *- =1 I- = I-
dt eLt ’
где &(0) - упругие деформации и деформации мгновенной шт-
тичноотя.
При сварочном нагреве наибольший интерес представляет
так навнважвя пратксвреяяенкая ползучесть. Она праэз^ляет^
225
при относительно высоких напряжениях и температуре, когда
накапливаются значительные деформации за время нескольких
десятков или сотен секунд, что характерно для условий сварки.
Особенность кратковременной ползучести заключается в том,
что упрочнение не проявляется и
скорость ползучести зависит только
от напряжения и температуры и
практически не зависит от предасто-
C(t)
рии деформирования.
При определении зависимости 0\.___________________
между деформациями ползучести и
напряжениями широкое распростране- ^ползучёсти^^
ние получило допущение о пропор-
циональности компонент скорости ползучести компонентам де-
виатора напряжения
£^=ФЪ(бх 6D) ,
(7.21)
или
dlt^hTlxdt ,
где Ф=Ф(б1,Т') ~ функция ползучести; определяется из опы-
тов на одноосное растяжение; Ъ - параметр, учитывающий тот
факт, что ползучесть протекает на фоне только упругой дефор-
мации (h = О, если dxp*0 и li= I, если d.tp = 0).
При сварочном нагреве влияние ползучести на напряженное
состояние не всегда значительно даже в зоне высокой темпера-
туры. Действительно, при сварке характерно активное нагруже-
ние материала, имеющего малое упрочнение при высокой темпе-
ратуре, развитие деформаций мгновенной пластичности происхо-
дит опережающими темпами, поэтому роль релаксационных про-
цессов (уменьшение напряжений) невелика. Но этой причине при
расчетах напряженного состояния соединений, свариваемых без
сопутствующего высокотемпературного подогрева, влиянием пол-
зучести часто пренебрегают.
226
Таким образом, получена уравнения связи между компо-
нентами деформации и напряжения в соответствии о моделью,
основанной на теория неизотермичеокого пластического течения
и условии текучести Мизеса в сочетании с гипотезой кратко-
временной ползучести. С учетам (7.9), (.19), (7.21) уравне-
ния для прирацений полных деформаций (7.17) имеют вад
dxx=d.tx+ dxx + d.E,x +(1£т =
С^г~ + l<M4V%)^(6x-%)Thdt+<UT~
X ^-ч /
[~^^K60A+(6x-6(J')(d.X.+q’iid.tV^T ,
X <-ч /
(7.22)
^Mzx. ^^х+,^^гх+^Угх ^ + ?Л-кх((1Х.+Фр(1Р) ,
где ЛК = 0, если;1) КО или 1=0 , a d.f<0 (разгрузка);
2) 1 = 0 и ±1 « 0 (нейтральное изменение);3^ dA>0 „ если
1= 0 и d.1 > 0 (нагрузка). Условие $>0 не имеет физи-
ческого смысла.
Здесь и далее для простоты ограничился случаем идеально-
го упругопластического тела, 65=б5(т) .
7.1.4. Описание граничных условий
и возмущающих факторов
Уравнения типа (7.22) являются основными при математи-
ческой формулировке рассматриваемой задачи, они устанавлива-
ют связь между деформациями и напряжениями. В свою очередь
компоненты деформации должны удовлетворять условию сплоино-
сти (совместности деформа
а компоненты напряжения
*
уравнениям равновесия. Для полной формулировки задачи необ-
ходимо определить граничные (начальные и краевые) условия и
описать возмущапцие факторы.
Начальные условия включают в себя начальное распределе-
ние деформаций и напряжений во всем свариваемом изделии. При
расчете сварочных деформаций и напряжений, как правило, пе-
х) При идеальной пластичности и Т=const то же условие со-
ответствует нагрузке;
227
ред сваркой задают нулевые деформации и напряжения, хотя, в
случае необходимости, могут быть учтены и досварочные дефор-
мации я напряжения, например от предшествующей механической
обработки, сборки и т.п.
Описание краевых условий заключается в задании усилий
или перемещений на поверхности, ограничивающей свариваемое
изделие, причем во времени краевые условия могут меняться.
Например, при сварке изделие может находиться в- свободном
состоянии, а после охлаждения - подвергаться внешнему сило-
вому воздействию.
Основы™ возмущающим фактором при сварке является не-
равномерное температурное поле и связанные с ням объемные
изменения (температурные и фазовые деформации). В принципе
информация о температурном поле может быть получена аналити-
ческими, численными или экспериментальными методами.
§ 7.2. Методы реализаций математической модели
Решение сформулированной в предыдущем параграфе задачи
сопряжено с .многими математическими трудностями, которые
обусловлены следующими факторами:
I) пространственной многомерностью деформированного со-
стояния при сварке;
2) нестационарностью процесса деформирования, когда ма-
териал подвергается сложному нагружению, что вызывает необ-
ходимость учитывать всю историю нагружения;
3) физической нелинейностью, содержащейся в условиях
текучести и функции ползучести ( cLK и Ф в уравнениях
(7.22)) , и геометрической нелинейностью при наличии больших
деформаций.
В этом параграфе рассмотрим методы реализации матема-
тической модели, обращая основное внимание на преодоление
перечисленных трудностей.
В большинстве случаев локальность нагрева при сварке
такова, что температурная задача является трехмерной и по-
этому следует рассматривать трехмерную задачу термопластич-
ности. Однако современное состояние вычислительной техники
не позволяет достаточно точно решать такие задачи. Это вызы-
вает необходимость идеализировать трехмерную задачу и сво-
дить ее к одномерной или двухмерной задаче. В § 7.3 и 7.4
228
будут рассмотрены алгоритмы решения одномерных и двухмерных
(плоских и осесимметрических) задач.
7.2.1. Учет истории нагружения
При сварке нагрев изделия сменяется охлаждением, причем
в общем случае для различиях зон этот процесс сдвинут по
времени. То, что возмущаящий фактор (температура) оказывает
во времени непропорциональное воздействие на все зонн, вызы-
вает сложное нагружение изделия (о простом и сложном нагру-
жении см. 7.1.3). По этой причине для определения деформа-
ций и напряжений в данный момент необходимо проследить всю
историю деформирования изделия. Для этого весь рассматри-
ваемый период разбивается на достаточно короткие этапы и на
каждом из них находится решение с учетом решения на предыду-
щем этапе.
Рассмотрим некоторый этап нагружения
стью At . Изменение полных деформаций можно найти,
грировав уравнения связи (7.22) на отрезке At :
t
/ЙдГ-бо \ f ZcLX. \ т
j(6x-60)^+£Ph)(tr+at =
продолжительно-
проинте-
>(7.23)
t
м^хЧт")+ЧT x fc+ф h)1L=
t-it
где (бх-б0\р , ..., (i\x)tp - некоторне значения компо-
нент девиатора напряжения на интервале (t-Al.t ), опреде-
ляемые теоремой о среднем интегрального исчисления. С по-
грешностью аппроксимации 0(&€) эти значения можно заме-
нить соответствущкми значениями в момент t , которые будем
обозначать бх-60 ,... ,tw в отличие от аналогичных величин
в момент t-At , которые в дальнейшем обозначим (6x-60'f1...1t*Xi
229
По определении
^-S+K60)--|g-5+K6<r(-|g-£+K60| f
1
^гх\ .. ^гх _ ft а,х\*
Гь”) & Ц )
Подставив (7.24) в (7.23), получим
А£Х ф(^Х ^o)+K6o+E.x 1
Мг.х“^ф ггх+ )кх ?
где
<p=^+ftVA‘Mi ,
4-й£т-(Ц^+кб0Т-8Ет-(4Г ,
х V d\j *
>о _ 7*гх\* = _Л)е X*
^Х \ Q ) WXx)
Здесь функция ф определяет состояние материала, а
ex,..,j£x “ начальные деформации (упругие деформации
дыдущем этапе нагружения).
Подставляя выражение для 60 (7.2) в (7.25),
уравнения, связнващие шесть компонент приращения
ции с компонентами напряжения:
2ip+K К-ц> к-ш 0
Л£х= -\”6х+"з“^ + тЧих ,
. Н“Ц). £ф+К , К-ф. о
5 6*+ з >
bt +^2£6 +^б +е°
A = гХ1 + jlx'J 1
M^t.= + <h*i- 1
(7.24)
(7.25)
(7.26)
на яре-
получим
деформа-
(7.27)
Мах ^*Ргг.х+ iix
230
Залижем уравнения (7.27) в матричной форме
(7.28)
(7,29)
к-у к-у 0 0 0
3 5
к-ф 3 арк 3 3 0 0 0 (7.30)
к-ф Х-ф 0 о 0
[и] = ъ 3 3
0 0 0 0 0
0 0 0 0 2ф 0
0 0 0 0 0
Здесь [В]'* - пластический эквивалент матрицы податливости.
Решая уравнение (7.28) относительно напряжений, т.е.
умножая его слева на матрицу [р] , обратную матрице [D]'* ,
получим
шокт-’П, <7-з1)
где [В] - пластический эквивалент матрицы упругости, назы-
ваемый матрицей состояния:
231
к -
ЗфК 5<рк tyK
С t!? »1 0 о 0
3(|?К 3<рК зфк
!1 Л о о в
[D> 3<рК ЭсрК (7.32)
0 0 0 ~ 0 0
о - Ч3' le^J О О О о
, 1 da- о о о о о - J
№ожио отметать, что при наличии только упругих деформа-
ций ( ф = i/(ac)) и начальных деформаций {t°J в виде темпера-
турных {ет^ из уравнения (7.31) получаются известные урав-
нения теории упругости, связывающие шесть компонент напряже-
ния с шестью компонентами деформации за весь период нагру-
жения:
[б'НШН^П ,
(7.33)
где матрица упругости ВД имеет вид
1 _1_ ООО
1-9 н
9
W 1 47 ООО
И._ЕМ1_ JL н 1 ООО
0 0 0 г(н) 0 0
0 0 0 ° г$°
0 0 0 о о
(7.34)
Такам образом, для случая объемного напряженного состоя-
ния получили уравнение связи между приращениями деформаций и
напряжениями для некоторого произвольного этапа
пред
стельностью
at
в форме (7.31), Решение
нагружения
на текущем
этапе нагружения зависит от начальных деформаций {е0} , а
они известны при последовательном прослеживании, начиная с
момента t= О, когда их значения определяются начальники
232
условиями.
Структура полученных формул такая хе, как и в теории
упругости (ср., например, (7.8) и (7.29), (7.31) и (7.33).
Отличие заключается в том, что имеются дополнительные дефор-
мации {е°1 , а матрица [D] зависит не только от исходных
свойств материала Ей) (формула (7.34)) , но и от текуще-
го состояния материала (функция у ; см. формулу (7.32)) .
Следует отметить, что уравнение связи можно било по-
строить относительно приращений деформаций и приращения на-
пряжений, как это обнчно делается в механике твердого дефор-
мируемого тала. Однако такой подход накладывает дополнитель-
ное ограничение на вид кривой деформирования (такой подход
не приемлем, например, для идеального упругопластического ма-
териала) .
7.2.2. Реализация физической и геометрической
нелинейности
В механике твердого тела такие явления, как пластич-
ность и ползучесть, а также относительно большие перемеще-
ния, приводят к нелинейным задачам, в которых параметры ис-
ходных уравнений и краевые условия зависят от искомых функ-
ций, поэтому их решение в отличие от решения линейных задач
(например, линейных задач теории упругости), в общем случае
не представим в виде суммы частных решений. Именно поэтому
нелинейные задачи решают численно, а не аналитическими мето-
дами.
Физическая нелинейность, т.е. нелинейность связи между
напряжениями и деформациями в уравнении (7.31), содержится в
условиях текучести и ползучести. Действительно, матрица [D]
в этом уравнении зависит от достижения уровня напряжений и
деформаций, как видно из функциональной схемы
Искомым решением нелинейной задачи является решение со-
ответствующей линейной задачи при таком подборе параметра
(который на текущем этапе нагружения является только функци-
ей координат х , , г.), чтобы удовлетворялось соотношение
(7.31). При решении целесообразно использовать метод итера-
ций (метод последовательных приближении)
233
(7.36)
где (n')1(n--T) - номера итераций. Здесь мы пришли к извест-
ному методу переменной жесткости, так как при итерациях под-
» бираем матрицу • В принципе можно было подбирать и
{е0} в уравнении (7.31).
Итерационный процесс (7.36) нашел применение в следую-
щей форме:
I) при упругом нагружении язя разгрузке, когда
Мт) ,
1р(п) = р1р(,’'')+(Нр')у,+(р^-От'|Д^ . (7.37а)
2) если пластические деформации не изменяются и не про-
исходит разгрузка, т.е. если , то
i (7.376)
J) при недопустимом условии S7 >^(7) происходит
пластическая деформация и
; (’-37В)
итерационный процесс заканчивается, когда
Здесь р, - параметры итерационно;процесса, опреде-
ляющие скорость его сходимости и точность получаемых резуль-
татов, O^p^l,0^к^1 , . Под бъ(Т) в данном случае
следует понимать некоторый относительно узкий диапазон зна-
чений предела текучести (6S- Лб$ , 6S+йб^ ), где &6S^<6S .
Подробнее итерационный процесс будет изложен для случая одно-
мерного напряженного состояния (§ 7.3).
Рассмотрим теперь методы реализации геометрической не-
линейности.
Ранее предполагалось, что перемещения и деформации свар-
ной конструкции малы. Практически это означает, что форма
234
конструкции в процессе нагружения не изменяется. Однако на
практике такие допущения не всегда оправданы. Например,
большие угловые деформации при стыковой односторонней сварке
могут существенно изменить форму поперечного сечения, в ре-
зультате чего может измениться прогиб соединения и* и, сле-
довательно, распределение продольных напряжений (см.
рис.6.6). При несквозном проплавлении поперечные деформации
удлинения е.^ на стадии охлаждения в зоне непровара (в зоне
концентрации деформаций) могут достигать десятков процентов,
что также существенно изменит форму этой зоны. Учет измене-
ния геометрии тела в процессе деформирования, т.е. учет гео-
метрической нелинейности, приводит к нелинейной задаче. Гео-
метрическая нелинейность часто может сочетаться с физической.
В принципе это не приводит к дополнительным существенным
трудностям.
Геометрическая нелинейность может быть реализована с
помощью следующего итерационного процесса. В качестве на-
чальной геометрии теле принимается форма соединения на пре-
дыдущем этапе, решается нелинейная задача термопластичности
на текущем этапе нагружения, затем форма тела корректируется
и процесс -повторяется до тех пор, пока геометрия тела не пе-
рестанет изменяться. При этом за геометрию тела следует при-
нимать некоторую ее форму в промежутке t-ftt , t (в середине
этапа или, что удобнее, в конце его). Поскольку для свароч-
ных задач характерна слабая геометрическая нелинейность (ма-
лое изменение геометрии на этапе нагружения), то один из
удобных приемов ее реализации заключается в том, что итера-
ции по геометрии тела и по функции состояния у происходят
одновременно.
При относительно малых приращениях деформации на каждом
этапе нагружения можно принимать, что форма тела на текущем
этапе не изменяется и определяется конечным состоянием на
предыдущем этапе.
Таким образом, на каждом шаге прослеживания за историей
нагружения и каждой итерации по функции состояния и гео-
метрии тела возникает линейная задача, которая соответствует
задаче теории упругости, если под [D] , {йе\ и в урав-
нении (7.31) условно понимать соответственно матрицу упруго-
сти [D] , деформации (Ц и температурные деформации |ет} в
235
уравнении (7.33). Решение полученной линеаризованной задачи
для случая одномерного напряженного состояния не представ-
ляет труда, оно будет рассмотрено в § 7.3. О методе решения
двумерной линеаризованной задачи будет оказано в подпара-
графе 7.4.4.
§ 7.3. Алгоритмы решения задачи об одномерном
напряженном состоянии
В строгой постановке из-за высокой концентрации нагре-
ва и существенной неравномерности температурного поля при
сварке следует рассматривать трехмерную задачу неизотерми-
ческой пластичности. Математическая модель для трехмерной
задачи рассматривалась в § 7.1. Учитывая зависимость в высо-
кой степени затрат средств и времени для получения числовых
результатов от мерности задачи, стараются отыскать пути для
такой идеализации возмущающих факторов и геометрии сварного
изделия, которая позволила бы свести трехмерную задачу к
одномерной или, в крайнем случае, к двумерной. В каждом кон-
кретном случае такой подход определяется целевым назначением
расчета.
В главе 5 был рассмотрен упрощенный алгоритм решения
задачи об одномерном напряженном состоянии в тонкостенных
стержнях - полосах конечной жесткости с продольным сварным
швом. Алгоритм ориентирован на применение ручного счета, по-
этому были приняты существенные упрощения при описании физи-
ческих процессов с целью получения числовых результатов при
разумной затрате времени. Например, принималось, что отсут-
ствует эффект ползучести материала и внешние силы, а ось шва
совпадает с осью симметрии полосы.
Рассмотрим решение одномерной задачи в более общем и в
то же ^ремя формализованном виде, ориентированном на приме-
нении вычислительных машин. Как и ранее, используем балоч-
ные гипотезы, согласно которым:
I) сечения плоские и перпендикулярные к продольной оси
до нагружения остаются таковыми и после нагружения;
2) влиянием поперечных деформаций на напряженное состоя-
ние можно пренебречь (гипотеза о ненадавливании продольных
волокон друг на друга).
Эти гипотезы справедливы для тонкостенных стержней,
раз меньше длины стержня
Рис.7.6. Схема тонкостенного
стержня
236
основная особенность которых заключается в том, что толщина
элементов стержня во много раз меньше габаритных размеров
поперечного сечения, а габаритные размеры сечения во много
накладывают ограничения
и на размер температур-
ного поля, а именно: на-
грев элемента по толщине
должен быть сквозным, а
длина раэукрочненной
эоны (изотермы Т* ) от-
носительно ширины эле-
мента - достаточна вели-
ка, Первое требование
удовлетворяется, если
толщина элемента относительно мала, второе - если скорость и
мощность источника теплоты достаточно велики.
Рассмотрим прямолинейный тонкостенный стержень-балку
произвольного сечения, свободную от закрепления с продольным
швом (рис.7.6). Пусть стержень подвергается внешней нагрузке:
силе Рх и моментам Му и М-, , в общем случае переменны-
ми во времени. Согласно гипотезе плоских сечений уравнение
продольной деформации в приращениях без учета кручения можно
записать аналогично уравнению (2.25)
Д£х ДСуК- ,
(7.39)
где ДСу у M-L - приращения кривизны осевой линии стержня
в плоскостях xOz и х.Оу соответственно.
Основное уравнение, связывающее приращение деформации
ех и напряжения 6Х получаем из первого уравнения (7.27)
при
Де.х=<р16х+Д£т~^') , (7.40)
йш+к 1 2. 2.
где =е'+У й^+'з й<ръ - Решая это уравнение
относительно напряжения 6Х , получим
или с учетом (7.39)
237
1
-ДС^г.-Лет+^^
(7.42)
При отсутствии пластичности и ползучести (^,= 1/Е- const)
уравнение (7.41) принимает привычный вид закона Гука в при-
ращениях
<5x-6x=EU£3c~7U'r)
или
А6Л=ЕЛ£| .
(7.43)
I
(7.44)
Неизвестные величины Де,Хо , ЛСу , АСЕ определяются из
уравнений равновесия при текущем значении линеаризованной
задачи
^«(У^уЛусЬ-7^ , >
(7.45)
где бх(ул) принимается из уравнения (7.42).
Физическая нелинейность в уравнении связи (7.40) реали-
зуется с помощью итерационного процесса (см. 7.2.1). Измене-
ние функции состояния материала на текущей итерации
(п) происходит в зависимости от состояния материала на
предыдущей итерации ( п- 4 ):
I) = р °+() - Р) Ц- + у <Ptn'° h Д t j , ес л и I бх ° I < 6S (Т) ,
г) уГЧГ’,
если Ux <,|“6sCr) i
(7.46)
3)
~(П*0 /mV
если -
Итерационный процесс
заканчивается, когда
дп)
<Г" ,
(pin-0
-4
(7.47)
238
Первый вариант соответствует упругому нагружению или
разгрузке; второй - нейтральному нагружению, когда пластиче-
ские деформации не изменяются и не происходит разгрузки,
третий - пластическому деформированию. Все обозначения соот-
ветствуют формулам (7.37) и (7.38).
Рис.7.7. Расчет деформации шва при охлаждении
Рассмотрим приведенный итерационный процесс подробнее
на примере сварного стыкового соединения. Для простоты при-
мем, что ось шва и продольная ось симметрии совпадают, а
внешняя нагрузка отсутствует (рис.7.7,6).
Выберем одно иа центральных поперечных сечений сварной
конструкции и его площадь ^F с шагом (или ) разо-
бьем на элементарные площади ДР^э^Лу; (или йР;=$£Дг; ).
Назовем эти элементарные площади ячейками. Далее разобьем
весь период нагрева и охлаждения сечения на интервалы (этапы
нагружения). Положим, что заданы начальные условия и извест-
на температура и свойства материала в центре каждой ячейки
на всех этапах (температурное поле можно найти аналитически
или численным методом при той же разбивке; см. § 3.7). По-
следовательно решим задачу на заданных этапах, начиная с пер-
вого. Пусть известно решение задачи на этапе (t-2At , tht ).
Требуется найти решение на этапе (t-ftt , t), когда шов ох-
лаждается.
Пусть температура заданной точки (ячейки) на оси шва в
предыдущий момент равна Т* , а ее состояние на кривой
239
деформирования характеризуется точкой А* (рис,7,7,а),
т.е. после затвердевания в шве накопились пластические де-
формации е^* , равные отрезку 00, , и упругие деформации
. При этом напряжение равно пределу текучести, 6^ =
= б* = 6S(T*'). Схематизированные эпюры деформаций в попе-
речном сечении полосы, разбитом на три ячейки, показаны на
рис-,7.7,6.
Пусть через время At температура шва уменьшилась до
Т , что вызвало дополнительную температурную деформацию Де.т ,
а также повышение предела текучести 6S и модуля упругости
Е . При этом теоретически возможна следующая кинетика
напряженно-деформированного состояния шва:
I) разгрузка, и тогда точка А , характеризующая состоя-
ние шва, переместится на отрезок 0,В(е£. = е£*) j
2) нагрузка, и тогда точка А переместится на отрезок
3) нейтральное нагружение, и тогда точка А переместит-
ся в точку В (сх=£х* и
Заранее указать кинетику состояния заданной точки мы
не можем.
Предположим, что заданная и все остальные ячейки дефор-
мируются упруго, т.е. в исходном приближении всюду примем
|/Е(Т) . Для любой i -й ячейки при отсутствии изгиба
согласно (7.42) можно записать
(7.48)
Подставляя (7.48) в первое уравнение (7.45) и заменяя
интеграл конечной суммой, получим
L Til
Решив это уравнение относительно и подставляя
значение Ае^ в уравнение (7.48), получим распределение
продольных напряжений , соответствующее начальному рас-
пределению функции состояния материала . Если рост пре-
дела текучести металла шва при охлаждении не может скомпен-
240
сировать роста напряжений из-за температурных деформаций,
то расчетные напряжения оказываются выше допустимых:
(в противном случае точка А была бы на отрезке 0<Б ). По-
этому значения «р}”1 корректируются по формулам (7.46) и
при новых значениях определяют приращения полных де-
формаций ДЕхо и напряжения при первом приближении 6^
Эта процедура повторяется до тех пор, пока функция в
каждой ячейке практически перестанет изменяться (см. усло-
вие (7.4?) . Полученное предельное состояние и будет решени-
ем задачи в конце рассматриваемого этапа t . Состояние ме-
тетла шва определяется точкой К (рис.7.7,а).
Нетрудно определить приращение пластических , пол-
ных деформаций и упругие деформации dL (рис.?.?,а).
Эти данные используются в качестве исходных для расчета де-
формаций и напряжений на следующем этапе нагружения t + At. «
Рассматривая последовательно напряженно-деформированное
состояние выбранного сечения во времени (на всех этапах
нагружения), получим в итоге остаточные напряжения и дефор-
мации.
Если шов не совпадает с продольной осью (см. рис.7.6),
то на каждой итерации следует определять Аех0 , АС.^ , АС^ из
трех уравнений (7.45), заменяя интегралы конечными суммами.
Изложенный численный метод определения сварочных дефор-
маций и напряжений представлен на рис.7.8 в виде общей блок-
схемы. В качестве исходных данных в вычислительную машину
вводится информация о геометрии сечения сварной конструкции,
свойствах материала, внешней нагрузке, режимах сварки, раз-
бивке сварочного цикла на этапы и т.п. В качестве результа-
тов могут выводиться распределения напряжений, упругих и
пластических деформаций, характеристики общих сварочных де-
формаций (,Ц,Сг) на каждом этапе и т.п.
Приведенный алгоритм решения задачи об одномерном на-
пряженном состоянии сварной конструкции не является единст-
венным. В 40-х годах Н.О.Окербломом был предложен числен-
ный метод, ориентированный на применение ручного счета и на-
званный им графо-аналитическим. Этот метод можно достаточно
просто реализовать на вычислительных машинах.
241
Рис.7.8. Блок-схема программы, реализующей численный
метод определения одномерного напряженного состояния
Рис.7.9. Изотермы (а) и напряженно-
деформированное состояние (б) полосы
при наплавке валика на ее продольную
кромку:
-— линии равных напряжений;
кт?,- граница упругой и пластиче-
ской зон
дут оказывать влияния на развитие деформаций
242
Физический смысл метода Окерблома легко прослеживается.
Рассмотрим его подробнее на примере наплавки валика на про-
дольную кромку полосы (рис.7.9,а). Будем полагать, что мате-
риал полосы идеально упругопластический, модуль упругости £
, деформации при
фазовых пре-
вращениях и
внешние силы
отсутствуют.
Эти допущения
не являются
принципиальны-
ми, они приня-
ты только для
упрощения и
облегчения ана-
лиза физиче-
ской картины.
Выберем
одно из цент-
ральных попе-
речных сечений
-полосы. Если
полоса доста-
точна длинна,
то ее концевые
участки не-бу-
и напряжений в
удаленных от концов центральных сечениях. Центральное сече-
ние неподвижной полосы в разные моменты будут находиться в
различном положении относительно подвижного источника тепло-
ты, например в положении I-I, 2-2 и т.д. (рис.7.9,а), и тог-
да рассмотрение напряжений и деформаций в данном сечении во
времени можно заменить последовательным рассмотрением напря-
жений и деформаций в данный момент в поперечных сечениях,
удаленных на различное расстояние от источника теплоты.
Рассмотрим деформированное состояние выбранного сечения
в некоторый момент t . Проинтегрировав последовательно
уравнение
243
d г r' cl ex + d e £+d et
на отрезке 0» t~bt и , получим
e p* . P . т
£'X~£X+£-X + *£x + £ *
(7.49)
t-flt
где ep*= \(det /dt)dt - накопленная пластическая деформа-
' 'Л- ’ ’
о г
ция б момент t-at (на предыдущих этапах); AEx=\(dEx/dtjdX -
t'At
приращение пластической деформации в интервале At (на те-
ft- At. Д
кущем этапе); Ex=\(cL£x/dt')d.t+\(d.EI/d.t')d.t- накопленная полная
oJ tit
деформация в момент t . Аналогично определяются деформации
А Т
И С *
По закону Гука с учетом <7.49) получим
5х=Е4=Е[£х-иТ+4*+Л^УЕ<ех-£х) , <7-^
где ET£=ET+E*L*+Ad.= ет + еР - сумма температурных
и пластических деформаций в текущий момент t .
ксли отсутствуют внешние силы» то напряжения по сечению
взаимно уравновешены:
I) - 0 ; 2) 6ху dF = 0 . (7.51)
F р
Подставляя выражение (7.50) в (7.51), получим
I) , (7.52)
Г В Б
так как Е= const и dF=sd^ . Отсюда
I) E^dy = d^ . (7,53а)
ъ ь
Аналогично получим второе уравнение
2) ^yexdy = ^yExP • (7.536)
ь в
Обозначим
U’drP"’, V£x^=MTp
в ъ
(7.54)
244
и перепишем уравнения (7.53) в виде
I? = i 2) Ue,3Cdj = MTp , (7.55)
в
Из последних уравнений модно найти два любых параметра
прямой полных деформаций ех(^) , например при ^=0 и
ее значения Ех(0) и . Подставляя уравнение прямой
£.х(^ * проходящей через две точки £х(0) и е.х(В) , в урав-
нения равновесия (7.55) и решая их, получим
_ 4FTp 6MTp , х 2РТр 6Мтр
Ех{0^ jja } £XW в +
(7.56)
При выводе формул мы полагали, что известны величины
Ртр и Мтр , т.е. известно распределение £ХР (суммы
+ )., включая приращения пластических деформаций
на текущем этапе нагружения Лех (см.уравнения (7.54) . Од-
нако эти величины Двх зависят от текущего распределения
общих деформаций (от ЕХ(О) и )• Полученную таким
образом нелинейную систему уравнений (7.56) можно решить с
заданной точностью методом итераций:
(л1, ч 6Мт1’(й"(0),ех",(в4
4 К»---------J---------------------,
Ext®) 5 + у, г
(7.57)
где (п) , (п-0 - номера итераций. За начальное приближение
при t=0 можно принять, например, условие ех (0)=ех\'В') = 0 .
Таким образом, решение задачи о напряженно-деформирован-
ном состоянии на текущем этапе нагружения сводится к решению
системы нелинейных уравнений (7.57). Практика показывает,
что итерационный процесс является устойчивым и достаточно
быстросходящимся.
Рассмотрим кинетику деформаций выбранного сечения.
Сечение в положении I-I (см. рис.7.9,а) характерно тем,
что оно пересекает изотерму \ в точке ее максимальной ши-
рины и поэтому является граничным сечением, в котором все
волокна при температуре нагреваются. В период нагрева
материала сечения развиваются пластические деформации одного
245
знака (пластические деформации укорочения), что- соответст-
вует нагружению, близкому к простому. Поэтому накопленные
пластические деформации в сечении в положении I-I можно оп-
ределить, рассматривая его только в данный момент tj . При-
мем этот момент завершающим первый этап нагружения сечения.
Последующие этапы пусть определяются моментами ,
когда сечение находится в положении 2-2, 3-3 и т.д.
Рис.7.10. Кинетика продольных деформаций (а, б, в)
и напряжений (г) в поперечном сечении полосы при
наплавке валика на ее продольную кромку
г-2
На рис.7.10,а показано распределение деформаций в сече-
нии в момент t, , когда оно находится в положении 1-Х: тем-
пературных и полных е,х(^ . Разность tx(y) и
согласно уравнению (7.49) равна сумме упругих и
246
приращения пластических деформаций (здесь е^=0,
так как деформации перед наплавкой отсутствовали). Распреде-
ление выделенных из этой суммы упругих деформаций e,x(N) п0~
казано вертикальной штриховкой. Распределение максимально
возможных значений упругих деформаций показано внизу
на рис.?.10,а, оно построено по зависимостям ^(Т) и Т(у) .
В зоне шириной - координата точки s ), где Т>ТЧ
напряжение и упругие деформации отсутствуют из-за высокой
температуры (ts=0 ); в ней имеются только пластические де-
формации. Распределение приращения пластических деформаций
укорочения характеризуется фигурой abccljg . Напри-
мер, в волокне ^с. имеются как пластические деформации уко-
рочения cj , так и упругие деформации укорочения, равные
ц(^с) . Алгебраическая сумма температурных и пластических
деформаций представляет собой кривую ct.bcde , следо-
вательно Гтр равно площади фигуры abcdeOct.
Аналогично определяем деформации сечения в момент ,
когда оно находится в положении 2-2 (рис.7.10,б). Из разно-
сти £.Х(У) и (кривая njKcLme ) выделяем упругие де-
формации» максимально возможные значения которых определяют-
ся кривой д<(ч') , и приращения пластических деформаций fiet
в интервале , которые характеризуются фигурами kcLhik
(деформации укорочения) и tjcct (деформации удлинения). Вид-
но, что зона пластических деформаций расширилась (ут>у& ).
Итак, накопленные пластические деформации укорочения в
сечении в момент характеризуются ijKmdgi , а РТр и Мтр
определяются фигурой ijKmeOi .
Таким образом, по распределению пластических деформаций
в предыдущий момент определяется деформационное состояние в
последующий момент. Распределение остаточных деформаций,
когда Tfy)- 0, показано на рис.7.10,в. Вблизи вплоть
до полного остывания происходят пластические деформации уд-
линения, хотя остаточные пластические деформации - деформа-
ции укорочения. В этой зоне упругие деформации удлинения и
растягивающие напряжения максимальны. На границе пластиче-
ской зоны шириной максимальны упругие деформации укоро-
чения и сжимающие напряжения. Видно, что остаточная кривизна
247
изогнутой продольной оси по знаку обратна кривизне С£ при
нагреве.
По распределению остаточных упругих деформаций в сече-
нии построена эпюра остаточных продольных напряжений бх
(рис.7.10,г). Эпюра напряжений в сечении в рассматриваемые
моменты позволяет построить поле временных напряжений в по-
лосе. На рис.7.9,б приведена граница сжимающих и растягиваю-
щих напряжений (линии 6Х= 0) и граница эон, где напряжения
достигают предела текучести при начальной температуре (ли-
нии бх= + 65 ).
При изложении численного метода Окерблома мы для про-
стоты пользовались допущениями, которые, вообще говоря, не
являются обязательными. Как и в других численных методах,
можно было дополнительно учитывать следующие факторы:
1) упрочнение материала при пластическом деформировании,
для чего в условии развития пластических деформаций мгновен-
ный предел текучести следует определять с учетом накопленных
пластических деформаций, 6S=6S(T,£^.') ;
2) температурную зависимость модуля упругости Е , для
чего в уравнениях равновесия (7.52) при интегрировании учи-
тывать переменность модуля по сечению, Е(у) ;
3) фазовые превращения, для чего под величиной ELT(y)
следует понимать сумму температурных и фазовых деформаций;
4) ползучесть, что учитывается в выражении (7.50) так
же, как и мгновенная пластичность;
5) разнородность свойств металла шва, околошовной зоны
и основного металла, что учитывается при определении текущих
зависимостей 6S(^) и Е(у) ;
6) начальные пластические деформации, вызываемые пред-
шествующей сваркой, прокаткой и т.п., для чего принимать на
первом этапе начальные пластические деформации ех*(у)’ отлич-
ными от нуля;
7) ограничения на продольные деформации (разного рода
закрепления полосы), что учитывается заданием уравнения пол-
ных деформаций ах(у) ;
8) заданную во времени внешнюю нагрузку в виде про-
дольной силы P(t) и изгибающего момента МП) и учиты-
вать их, начиная с уравнения (7.51).
Изложенные алгоритмы численного решения задачи об одно-
мерном напряженном состоянии позволяют проследить за кине-
248
тиной сварочных деформаций и напряжений при последовательном
выполнении продольных швов в стержнях-балках таврового, дву-
таврового, коробчатого и другого сечения. Естественно, тогда
необходимо следить за температурным полем во всем сечении и
учитывать изгиб в двух плоскостях.
Рис.7.И. Схема сечения балки (а), стрелка прогиба
продольной оси на длине 2 м (б) и распределение про-
дольных напряжений б\ (МПа) после выполнения перво-
го (в), второго (г), третьего (д) и четвертого (е)
швов
Сварные балки коробчатого сечения находят широкое рас-
пространение в промышленности. Рассмотрим в качестве примера
балку, собранную из четырех одинаковых полос сечением 10x200
мм (рис.7.II,а). Материал - низкоуглеродистая сталь, модуль
249
упругости Е= 20 ГПа, предел текучести 6S = 280 МПа при
температуре Т = 0°С. Режим сварки *|п= 1540 кДж/м.
Из рис.7,Ю,в-е видно, что значительная жесткость
балки обусловливает высокий уровень продольных напряжений 6^
при выполнении продольных швов. Остаточные напряжения макси-
мальны в эоне последних швов (3-го и 4-го.к При остывании
этих швов происходит продольное укорочение балки с изгибом
вокруг оси, близко проходящей через швы I и 2. Поэтому швы 3
и 4 частично разгружают ранее выполненные швы I и 2. Сложное
взаимное влияние швов приводит к значительной кривизне балки
(рис.7.11,6), хотя швы расположены взаимно симметрично и вы-
полняются на одном и том же режиме.
Можно отметить, что исследованию изгибных деформаций
стержней-балок посвящено довольно много работ, что объясня-
ется важностью проблемы и в то же время относительной про-
стотой расчетной схемы и экспериментальных методик определе-
ния общих деформаций.
§ 7,4. Алгоритм решения задачи о сложном
напряженном состоянии
7.4.1. Плоское напряженное состояние
При сварке относительно тонкой пластины температурное
поле по толщине близко к равномерному, а ширина эоны пласти-
ческих деформаций больше толщины пластины. Тогда напряженное
состояние определяется Только компонентами бх, 6^ и тХу
и называется плоским напряженным состоянием. При этом пред-
полагается, что эти три компоненты не зависят от д. , т.е.
не меняются по толщине, а являются функциями только от х и
У •
Найдем уравнения связи приращения деформаций с напря-
жениями. Подставляя значения 61L=Ty1L=TiLX=0 в уравнения
(7.27), получим
2ф + к J К-Ф о
ЙЕ,Х т" 6Х+ бу + £х
1
(7.58)
250
где
(7.59)
где
Уравнения связи в матричной форме имеют вад
(7.60)
о'
о
0 atp.
Решая уравнение (7.60) относительно напряжений*
умножая его слева на матрицу [В] * получим
т.е.
Где . Г 2у+К у-К
у(<р+ 2к) <|)(<р+ЙК)
Г Л- У~К 2Ф+К
l®j~ у(у+г»о 0
О 0 щр _
Можно отметить* что при наличии только упругих дефор-
маций (у = l/afr ) и начальных деформаций в виде температур-
ных из уравнения (7.61) получается известное уравнение тео-
рии упругости, связывающее напряжение и деформации за весь
период нагружения
251
> <7-62>
где
Г j -а о
ЫД •, ( О .
Io I I» о V-J
Условие тягучееей определяется соотношением предел»
текучести &дТ) а интенсивности напряжений (7.12). При
плоском напряженном состоянии
6г~^-бЛб,+б|<-Зг|~ . (7-63)
Присоединив условия на контуре пластины, формально по-
лучим задачу термоупругости на некотором этапе нагружения
пластины и некотором приближении по ц? « Метод решения этой
задачи будет рассмотрен в подпараграфе 7.4.4.
7,4.2. Плоская деформация
Если сварочный нагрев по толщине изделия неравномерен
или ширина зоны пластических деформаций значительно меньше
толщины изделия, компонента напряжения по толщине может быть
существенной, т.е. возникает объемное напряженное состояние.
Решение такой задачи в точной постановке в настоящее время
связано с очень большими трудностями из-за недостаточного
объема оперативной памяти и быстродействия вычислительных
машин. Поэтому при построении расчетных схем используют ги-
потезу плоской деформации, что позволяет свести объемную за-
дачу к плоской.
С целью единой фор-
мы записи основных
уравнений для случаев
плоского напряженно-
Рис.7.12. Примеры сварных соеди-
нений, напряженное состояние ко-
торых можно рассматривать в рам-
ках плоской деформации
го состояния
деформации в
графе примем
координат,
и плоской
этом пара-
систему
показанную
на рис.7.12.
252
Пусть размер тела, свойства материала и нагрузка (тем-
пература и внешняя нагрузка) не меняются по длине, а конце-
вые сечения ограничены фиксированными абсолютно жесткими
плоскостями, которые препятствуют перемещениям в направле-
нии оси г . Тогда все поперечные сечения находятся в одних
и тех де условиях и три компоненты деформации равны нулю:
£sl D 1 <Ухг. О * /уа. О t (7.6^)
а остальные три компоненты (tx , ) являются функция-
ми х и и не зависят от г . Рассматриваемая деформация
называется плоской.
При сварке требование постоянства нагрузки по длине те-
ла удовлетворяется, если температурное поле (точнее темпера-
турная деформация £т ) по длине не меняется. А это значит,
что сварной шов должен выполняться одновременно по всей дли-
<-» ). Практически влияние скорости сварки vc суще-
сказывается на поле напряжений и деформаций только
и вблизи источника теплоты, а позади источника, где
Эге.т 0гат
значительно меньше + • неравномерное
ственно
впереди
ЭЧТ
распределение aT(?i) оказывает небольшое влияние на напря-
женное состояние. Это значит, что, чем больше -ас (чем мень-
эгТ
ше -t-т ) и чем больше температурный интервал и меньше вели-
чина деформации фазовых превращений, тем меньше погрешность
расчетной схемы, основанной на гипотезе плоской деформации.
Если торцевые сечения в процессе сварки не закреплены,
заданы перемещения или силовые условия на них, то можно ис-
пользовать гипотезу плоских сечений и полные продольные де-
формации в приращениях представить в виде
Де5,(х1у)' ЛогО-ЛС^х-ДСху , (7.65)
где Де£0 - приращение продольной деформации волокна, сов-
падающей с продольной осью й, ; ЛСХ , ЛЦ - приращения кри-
визны продольной оси при изгибе относительно осей х и у
соответственно. Величины , ЛСХ и ДС^ могут быть за-
даны (если заданы перемещения на торцевой поверхности) или
определены из условий равновесия сил в поперечном сечении
253
^г(хл)Лх(1>|=Рг ,
^6s(x,^xd:rdy--friy
(7.66)
где - внешняя продольная сила; МХ,М^ - внешние изги-
бающие моменты относительно осей х и у соответственно.
Найдем уравнение связи приращения деформации с напряже-
нием в форме (7.27) для случая плоской деформации. Дополни-
тельное уравнение (7.65) позволяет формально исключить про-
дольную компоненту напряжения 6г из уравнения связи и
сформулировать плоскую задачу термопластичности. Для этого
из третьего уравнения (7.27) выразим 6^
ц)-к
W ^-4) <7.67)
и подставим в остальные уравнения, в результате чего получим
уравнения связи
А£х 2<у+к 6*+ г^)+к б'/+£'х 1
Мах- ^‘Р1-г.х + Угх 1
то >0 = бе \*
агх Mzxj
В матричной форме уравнения связи имеют вид
(7.68)
(7.69)
где
1
254
<piku)j
Stp+k
n |
£<p+K i
0
[ДГ,=
<p(K-tp)
cL(p+ К
0
Решая уравнение (7.69) относительно яапрядений, получки
ИЧвКИ’И') ’
(7.70)
где г 7
y+g* »-* 0
3(рК 3(рк
ГБ1= V.* У+г* о
L^J ЗфК з»рк и
О 0
При упругом деформировании тела (tp - i/S. G ) и условии
0 последнее уравнение переходит в уравнение теории тер-
моупругости, связывавшее напряжение и деформацию за весь пе-
риод нагрукения:
м-м (H-uoD >
(7.?1)
где
|£ Е(М)
Величина в уравнениях (7.67)-(7.70) определена,
так как уравнение плоскости Дех(х,^) может быть найдено
последовательной подстановкой уравнений (7.67) и (7.65) в
систему трех уравнений (7.66) и решением ее относительно не-
известных , Кх и .
255
Сравнивая плоское напряженное состояние и плоскую де-
формацию, можно отметить, что структура формул (7.69), (7.70)
и (7.60), (7.61) одинакова. Отличие заключается только в
элементах матриц ВД и ВД и дополнительных деформациях
[£°] и . в случае плоской деформации перед вычислени-
ем следует решать дополнительную систему (7.66), а в
условие текучести (7.12) при вычислении интенсивности напря-
жений S'i учитывать компоненту 6^ .
Перечисленные отличия не затрагивают основы алгоритма,
поэтому методы, решения плоских задач, основанные на гипоте-
зах плоского напряженного состояния и плоской деформации,
одинаковы.
7.4.3. Осесимметричное напряженное состояние
Распределение напряжений и деформаций в телах вращения
(осесимметричных телах) представляет большой практический
интерес, так как такие тела охватывают большой класс сварных
конструкций (трубы, обечайки, цилиндры и т.п.; рис.7.13),
Предположим, что при сварочном
нагреве возникает осесимметричное
температурное поле (оно не зависит
от угла 0 ). Это справедливо, если
источник теплоты кольцевой с равно-
мерно распределенной по окружности
тепловой мощностью (например, при
точечной сварке, контактной свар-
ке оплавлением и диффузионной свар-
ке тел вращения) или источник дви-
жется по окружности с достаточно
большой скоростью (например, при
дуговых и лучевых способах сварки
на большой скорости). Предположим
также, что внешняя нагрузка и распре-
Рис.7.13. Примеры
сварных тел враще-
ния:
а - труба с кольце-
вым швом; б - би-
металлический ци-
линдр, выполненный
диффузионной свар-
кой
деление свойств металла также осесимметричны. Тогда вслед-
ствие симметрии напряженно-деформированное состояние в любом
сечении по оси симметрии тела зависит от координат г и к
и не зависит от координаты 0 . Таким образом, осесимметри-
ческая задача в математическом отношении является двумерной
и может быть решена в строгой постановке с помощью совремеи-
256
ных вычислительных средств*
В осесимметрическом случае радиальные деформации ег вы-
зывают деформации в окружном направлении и окружные
(тангенциальные) напряжения 60 * Таким образом, из шести
компонент напряжения ненулевыми являются радиальные 6Г , осе-
вые бг , окружные и касательные ггг напряжения, а
остальные касательные напряжения равны нулю
В этом.состоит отличительная особенность осесимметрического
случая. Деформации и напряжения схематически показаны на
рис,7.14,
Уравнение связи при-
ращения деформации с на-
пряжением легко полу-
чить из соответствующих
уравнений для объемного
напряженного и деформи-
рованного состояний
(7.27)-(7.32), полагая
О, ^й.е= ®
Jre= 0»'
Рис.7*14. Деформации и напря-
жения, определяемые при рас-
чете осесимметричных тел
где
(7.72)
1
2ф+ к
'_у“
к- ф
’з
К-ф
3
ц-ф
3
£ф+К
3
К-ф
3
о
к-ф
3
к-ф
3
2ф-К
3
о
о
о
о
2ф
W ’
о
Решая последнее уравнение относительно напряженийэ
257
по-
лучим
Н-И(1»Ц-И).
(7.73)
где г
цн 2к ф-к <р-к
ЗфК ЗфК ЗфК
Г-, ЬА £*!< <Г£ о
5фК 3ipK 3<рк
ф-к Ф-к Ф*гк п
Зфк ЗфК Зфк 7
ООО gjp _
При упругом деформировании материала (ф = l/г £ ) по-
следнее уравнение переходит в известное уравнение теории тер-
моупругости, связывающее напряжение и деформацию за весь
период нагружения:
где
M-CD1CW-H) -
(7.74)
Интенсивность напряжений, которая определяет условие
текучести (7.12), в осесимметрическом случае выражается сле-
дующим образом:
. (7.75)
Алгоритмы решения осесимметрической задачи и плоских
задач принципиально не отличаются. Все рассмотренные в этом
параграфе задачи о сложном напряженном состоянии решаются в
той же последовательности, как и одномерные, которые рас-
сматривались в § 7.2 (ом. рис.7.8). Принципиальное отличие
между одномерными и двумерными задачами состоит в решении по-
следовательности линейных задач, к которой приводятся пласти-
ческие задачи.
258
7.4.4. Решение линеаризованной задачи методом
конечных элементов^
В предыдущих рубриках приведен алгоритм решения задачи
термопластичности. При этом исходную задачу линеаризовали9
т.е. сводили ее к линейной задаче на каждом шаге прослежива-
ния за историей нагружения и на каждой итерации по функции
состояния tp и геометрии свариваемого тела. .Рассмотрим
теперь численное решение линейной двумерной задачи теории уп-
ругости.
В настоящее время при численном решении задачи теории
упругости наибольшее распространение получили метод конеч-
ных разностей и метод конечных элементов.
Метод конечных разностей уже приводился в подпараграфе
3.7.1 при решении задачи теории теплопроводности. В случае
плоской задачи теории упругости, как и в случае температур-
' ной задачи, метод конечных разностей относительно прост, но
обладает рядом недостатков, основными из которых являются:
I) трудность аппроксимации криволинейной области прямо-
угольной сеткой;
2) равномерность шага сетки, иначе очень усложняется
расчетная схема и теряется основное достоинство метода - про-
стота. Равномерная сетка исключает возможность учета гео-
метрической нелинейности задачи.
Метод конечных элементов лишен этих недостатков, хотя
он сложнее и требует более мощной вычислительной техники,. В
последнее десятилетие численные методы развиваются преиму-
щественно на базе конечных элементов. Поэтому при численном
решении линейной задачи примем метод конечных элементов, сущ-
ность которого изложена в рубрике 3.7.2 при рассмотрении
температурной задачи. Несмотря на принципиальное отличие за-
дач теории упругости и теории теплопроводности, многие прие-
мы реализации метода конечных элементов являются общими,
поэтому мы будем часто пользоваться результатами, полученны-
ми в 3.7.2.
Из двух вариантов метода конечных элементов - метода
сил и метода перемещений - остановимся на последнем, как на
более простом и получившем широкое распространение. Идея
х) Более подробно см. [9], главы 3, 5, 12.
259
метода перемещений заключается в том, что рассматриваемое те^
ло разбивается на элементы с узлами в их вершинах и задача
решается относительно перемещений узлов, которые однозначно
определяют деформированное и напряженное состояние тела в
Рис.7.15. Компоненты перемещения узлов плоского (а)
и осесимметричного (б) треугольного элемента
Перемещение является векторной величиной, его представ-
ляют в виде двух компонент, которые рассматриваются как ска-
лярные величины (рис.7.15). Поскольку это линеаризованная
задача, сформулированная в приращениях деформации, то в даль
нейшем будем пользоваться соответствующими приращениями пе-
ремещений, Рассмотрим сначала плоскую задачу теории упруго-
сти. Распределение горизонтальной и вертикальной Дц,у
компонент приращения перемещений MJ в пределах треуголь-
ного элемента описывается, как и распределение температуры,
уравнением плоскости (см. (3.48)) :
ЙИ-х ^(_диа(„|+М0ие^+НцДиак_| 1
ALL^ = Hi&U2i_+Nj&U£i + ^&U£(i ,
где Nj., Nj , NK - функции формы, идентичные представленным
в формуле (3.49). Нижние индексы у ДО выбраны из условия
что количество узловых перемещений определяется удвоенным
количеством узлов. Последние два уравнения можно записать в
матричном виде
Alix] [Nt 0 Nj О NK О
Л Ну J [о Nt 0 Nj О NK
AUej-i
AUaj
лигк_|
ЛОак .
260
или
[&U.}«[N]{AU| t (7.78)
где [N] - матрица функций формы; [ди] - вектор прираще-
ния узловых перемещений.
По известным перемещениям элемента можно найти его пол-
ную деформацию и напряжение. По определению полных деформа-
ций в теории упругости
Эи-х 0U-v йи»
Эг. > Эу i * ’ (7.79)
Представляя деформации и перемещения в приращениях, с
учетом (7.77) и (3.49) получим
0Дцх ( ,
ЛЦ Оу ~?_*А(b<+ ькди4к] ,
Л(|ху Эу + Эх ~гд (С<^и2*.-4 + с5й%‘-<
+ с.к + Ь j Ли.aJ + Ък Даг/) ,
(7.80)
или в матричной форме
(7.81)
где
Здесь
м-
.Мху
М-Гд о
С.
[В] - матрица градиентов.
О bj о \ 0 ’
ч О tj О Ск .
Ь<, tj bj с* ьк
Напряжения в элементе
[5}
определяются по его деформациям {Де] согласно формуле
(7.61) или (7.71).
Таким образом, если известны перемещения узлов всей
системы элементов, то по приведенным формулам можно найти
поле перемещений, деформаций и напряжений. Можно отметить,
что в пределах треугольного элемента деформации и, следова-
тельно, напряжения постоянны, как видно из формул (7.80). Хо-
тя деформации и терпят разрыв на границах между элементами,
перемещения являются непрерывной функцией, тем самым удов-
261
летворяется критерий сходимости приближенного решения задачи
к точному при уменьшении размеров элементов.
Перемещения узлов, как и значения температуры в узлах,
определим на основе вариационного принципа. Согласно этому
принципу из всех перемещений, удовлетворяющих граничным ус-
ловиям, минимальное значение полной потенциальной энергии
сообщают те перемещения, которые удовлетворяют уравнениям
равновесия. Итак, для определения узловых перемещений следу-
ет составить уравнение для потенциальной энергии, выразить
ее через узловые перемещения, продифференцировать энергию по
каждому узловому перемещению, производные приравнять нулю и
полученную систему уравнений решить относительно узловых пе-
ремещений. Рассмотрим все этапы этой процедуры достаточно
подробно, чтобы можно было довести рассматриваемую задачу до
числа.
Полная потенциальная энергия упругой системы И опреде-
ляется энергией деформаций в теле А и работой, совершаемой
внешними силами W :
H=A-W . (7.82)
Работа W в свою очередь может быть разделена на ра-
боту Wp , совершаемую распределенными внешними силами, ра-
боту Wt , совершаемую сосредоточенными силами, и работу,
совершаемую массовыми силами. При сварке характерны стацио-
нарные условия и массовыми силами (силой тяжести) можно
пренебречь. Тогда
n=A-Wp-Wt . (7.83)
Определим все составляющие потенциальной энергии. Из
курса сопротивления материалов для случаев плоского напряжен-
ного состояния и плоской деформации известна формула
А (£r.6x+£^6^+^x^'tx^')d.V-{е] {б] (IV , (7.84)
V . V
где под [е] понимают деформации за весь процесс деформиро-
вания. Б рассматриваемой линеаризованной задаче мы поэтапно
следим за приращениями деформаций {Де] и начальными деформа-
циями . Примем зе начало отсчета энергию не предыдущем
этапе нагружения, где удовлетворялись все условия задачи.При-
ращение энергии деформации на текущем этапе нагружения опре-
деляется аналогично (7.84)
262
л»^(И-Н)т • <7*85)
V
Эта энергия суммируется по всем элементам, С учетом (7=61) и
(7.81) получим
НН-ИТ)&МХН-НН4’ •
yie>
=S (Й»1тН4бТ’ГМ-й>’=
1 уИ
у(Ф
4^т[в^][в(ег]1йи}+{Е0У^]{е0]у\=£;Г^
*{au}cW-\ {йи}т[ви]тМН^+ \ Н°Г [D(eW]dvl. (?.8б)
уИ у(е) -*
Приращение работы поверхностных сил р , распределен-
ных на поверхности тела $ , определяется следующим образом:
Wp; \(Лиг^рг+ЙНу{йа]Т{Р}d-S , (7.87)
s S
где рх 1 Ру “ компоненты вектора напряжений [pj , парал-
лельных координатным осям х и . Разложим эту работу по
элементам. С учетом (7.78) получим
wp=f: \ {ди}т[м(е1]т|PteV5 (7.88)
е~’
Естественно, вклад в работу Wp может быть только за
счет тех элементов, стороны которых образуют поверхность, на-
ходящуюся под действием сил р . Приращения работы отдель-
ной сосредоточенной силы Р равны произведению этой силы на
длину ее пути, т.е.РШ . Поместив в каждой точке приложения
263
силы узел и обозначив узловые силы через {?} , а узловые
.перемещения через {bU} , работу сосредоточенных сил можно
записать в ваде
. (7.89)
Используя формулы (7.83)s (7.86), (7.88) и (7.89), по-
лучим уравнение для потенциальной энергии, выраженное через
узловые перемещения:
п“'5[Ц
-J НТ[в<'’]Т[ВИ](е.окУ+\ £ Ит[Б|йЦе»иу-
Vй у(е}
\ {<[N(eY|pfeW
5®
-НТ{Р}
(7.90)
Чтобы минимизировать функционал П , продифференцируем
(7.90) по узловым перемещениям {ДО] , пользуясь правилами
дифференцирования матричных произведений (3.66), и резуль-
тат приравняем нули:
Д=51$(Г]Т[1<й][1,й1°14иР
- \ [ВИ]ТМНd.V + o4[nW]T1 lpj=о . (7.91)
у ft) 5<е) J
Это уравнение можно записать в виде
[К]{Ли}={Р] , (7.92)
где
[К]=£[К^] ; (7.93)
е=1
Гк^]-А [B<e>]T[Bte1][Bfe,]dV ; (7.94)
{гНП»НМ+Н ;
(7.95)
264
(7.96)
. (7.9?)
Здесь [К} - глобальная матрица жесткости; [к<е1} - матрица
жесткости элемента; {F} - вектор узловых сил для всего те-
ла* {Ffo} - вектор узловых сил, обусловленных начальными
деформациями в теле; j - вектор сил в узлах элемента,
эквивалентных действию заданных начальных деформаций в эле-
менте; |Рр} - вектор узловых сил, обусловленных поверхност-
ными распределенными нагрузками; - вектор сил в узлах
элемента, к которым приводятся поверхностные силы на сторо-
нах элемента.
Для треугольного элемента после интегрирования в (7.94),
(7.96) и (7.97) получим
[«WWlv ,
(7.98)
(7.99)
*1
О
(7.100)
о
где V -объем элемента, V=%A ; Lq - длина стороны
элемента между узлами i и i .
Как видно из формулы (7.100), на каждой из узлов t hj
приходится по половине каждой компоненты результирующей силы
Pxkj* My kp , поэтому практически проще уже при по-
становке задачи поверхностную нагрузку заменять приложенными
265
в граничных узлах сосредоточенными силами. Если поверхност-
ная нагрузка {р} приложена также к сторонам или к1
треугольного элемента , то в. формуле (7.100) следует
добавить соответствующие слагаемые.
Система уравнений (7.92) разрешима, если заданных узло-
вых перемещений достаточно для того, чтобы фиксировать поло-
жение тела в пространстве как жесткого целого. Минимальное
количество фиксированных узловых перемещений в общем случае
три. Граничные условия по перемещениям учитываются путем
преобразования системы уравнений (7.92) так же, как учитыва-
лись граничные.условия по температуре в задаче теплопровод-
ности (см. 5.7.2). Кстати, сравнивая формулы (7.92)-(7,97) и
формулы (3.67)-(3.76), можно обнаружить много общего. Напри-
мер, объемный интеграл в (7.94) идентичен объемному интегра-
лу матрицы теплопроводности в (3.67), хотя смысл матриц
совершенно различен. Матрица жесткости [К] в
(7.92) симметричная, ленточная и положительно определенная,
как и в температурной задаче матрица теплопроводности [К] .
Рассмотрим теперь особенности решения линеаризованной
осесимметрической задачи, уравнение связи в которой описыва-
ется выражением (7.73). Связь между четырьмя нулевыми компо-
нентами полной деформации и двумя ненулевыми компонентами
приращения перемещений имеет вид
(7.I0I)
Схематично компоненты деформации и напряжения показаны
на рис.7.14, а узловые перемещения - на рис.7.15,б. Здесь
под узлом следует понимать окружность.
Перемещения в пределах элемента аппроксимируются соот-
ношениями, аналогичными (7.77), но функции формы N; ,Nj
выражаются теперь через г иг;
266
Ni 0 Nj О NK О
0 Ni О О NK
AUal
MJgj
ли?к(
ЧЮ(Ц.(7.102)
Ы)гк
Дифференцируя (7.102) согласно формулам (7.I0I),
чим
полу-
(нН*Н‘и) >
(7.103)
0 bi 0 Ч 0
ц 0 Ч 0 0 Ск
0 £ и,// О.ц , , Сц! Г +М г 0
Ч Ч Ч Ц Ьц
Видно, что матрица (TQ является функцией координат г
и е, , поэтому вычисление интегралов, определяющих матрицы
[Kte>] и • тепеРь сложнее, так как их нельзя вынести
за знак интеграла. Если элементы относительно малы, то мат-
рицы [Ktel] и можно определить, приближенно вычис-
лив [В] по значениям г и г в центре тяжести сечения
элемента, т.е. при г=(г\+г^+ r^/Ъ и K.= (xL + ^ + afl)/3
Тогда по формулам (7.94) и (7.96) получим
Черта над указывает на приближенность значения.
В уравнении (7.92) осталось определить вектор ЬрЧ
Рассмотрим сторону между узлами t и j (см. рис.3.15,6).
Опуская промежуточные выкладки, получим
267
О
«i
О
О
о'
Ni
°
Nj р£’ о
О
NK
(ari+r^pg
(art+^Pit
. Ov^lPr
bv^Pt
о
. о
где р,. и pt - компоненты поверхностной нагрузки в на-
правлениях гиг. Если поверхностная нагрузка приложена
такие к сторонам ]к или xi элемента, то следует добавить
соответствующие слагаемые.
Под внешней узловой силой в осесимметричном случае рг
и следует понимать совокупность сил, действующих по всей
длине окружности, образующей узел элемента.
В отличие от плоской задачи, деформации е9 и нормаль-
ные напряжения , (Гв непостоянны в пределах элемента
и зависят от г и г. , как видно из формул (7.105) и (7.73),
Принципиальных же различий в алгоритмах решения плоской и
осесимметрической линеаризованных задач нет.
Пример.
Последовательность
расчета перемеще-
ний, деформаций и
напряжений просле-
дим на простом при-
мере. Дана пласти-
на толщиной I мм,
боковые кромки ко-
торой жестко заде-
ланы в направлени-
ях х и у
(рис.7.16,а). Ма-
териал пластины
однороден, модуль
Юнга Е= 200 гПа,
коэффициент Пуассона
ратурного расширения
Рис.7.16. Пример расчета перемещений
= 0,3, коэффициент линейного темпе-
ре = I0”5 1/°с. Пусть при остывании
268
после сварки в пластине возникают поперечные растягивающие
напряжения рх= 100 МПа (10 кгс/мм2). Выделим у кромки зону
площадью 10x10 мм^. Пусть температура этой зоны превышает
начальную температуру на Ю0°С, свойства материала при этом
не изменяются. Предположим» что до сварки деформации отсут-
ствовали. Требуется определить перемещения, деформации и на-
пряжения в выделенной эоне при условии упругого деформирова-
ния материала и отсутствия эффекта ползучести.
Разобьем выделенную квадратную зону на два треугольных
элемента с четырьмя узлами.так, чтобы разность между номера-
ми была минимальной (рис.7.16,6). Пронумеруем в той же по-
следовательности узловые перемещения. По условию задачи за-
крепим все узлы в направлении у (&Ua= AUj1 = fiU6=AU8=O ) и
узлы 3 и 4 в направлении х (Лиу=йи7=0). В свою очередь
пронумеруем в направлении против часовой стрелки узлы и уз-
ловые перемещения каждого элемента в отдельности (рис.7.16,в).
Для определения узловых перемещений по уравнению (7.92)
необходимо сформировать глобальные матрицы [К] и {F) , для
чего предварительно необходимо вычислить матрицы [ч№\] и
. Найдем последовательно эти матрицы для элементов I
и 2.
Матрица жесткости для элемента I определяется по
(7.98)
[K‘1’]=[B,,T[»wKb”’]v •
Матрица градиентов - по (7.81), а коэффициенты 6 и
е в ней мы определили ранее для такого же элемента см.
(3.79) :
*10
о ю о о о'
о о -ю О 10
*10 -ю 10 10 0.
о
о
-0,4 0 0,1 О О О'
ООО *0,1 О 0,1
. О *0,1 *0,1 0,1 0,1 0.
Матрица упругости [D01] вычисляется по формуле (7.61)
при ц) - 1/2 Ст или по (7.62), так как пластина тонкая и
реализуется случай плоского напряженного состояния. Для
219&0 6593 О
6593 219&O 0 .
О 0 ?692
• »
обоих элементов она одинакова:
1 0,3
03 I
о о
(а.)п 20 000
1 г 4-ОУ
о
о
1-0,3
а
269
Пер емяожим матрицу [в(’Пт
на :
ч* 0 0 "’2198 -659 0
0 ол 0 0 0 0 -03 0 -0.1 0,1 0,1 0,1 £1980 6593 6593 £1980 0 0 0 ' 0 7692 — 0 2198 '659 0 0 659 -2198 0 -769 -769 769 ‘ 769
. 0 0.1 0J S 659 2198 0
Таким образом, матрица жесткости
кан,а<н KU) к (0 2К-1 ДО 1 K2i-1,2K
№ кацич JO кцчаы mW /*•* . Й’аг* Ji) KaH,2j ДО *г(.,гк-1 ДО *ан,21н ДО *г<,ак ДО *ан,ек
f аЪ *Л0 (?FJ «гкг, jo . KaK,£j <гк-< JO . *г;,2к
u (11 каи-ца<ч VU1 xa«,a<ri *анд «(0 -JO кан,ан «1 J k&K„e.j~A J0 кг»н,гк-1 jn ^au.a^i J • * чк-цгк J# Чмчгк
2198 -659 0 -0,1 0 0.1 0 0 0
0 0 -769
2198 659 -769
= 50 “659 -2196 769 0 0 769 659 2198 0 0 0 0 0 - -0,1 -0,1 0.1 0,1 0 QI 0,1 0
Ю990 0 -10990 3297 0 3297
0 3896 3896 -3896 -3896 0
-10990 3896 U89O -7193 -3896 3297
3297 -3896 -7U3 Й89О 3896 -10990
0 -3896 -3896 V 1896 3896 0
-3297 0 3297 -10990 0 10990
Вектор нагрузки элемента {501} обусловлен как началь-
ными деформациями, так и поверхностной нагрузкой. Вклад на-
чальных деформаций [е0} определяется по формуле (7.99)
270
Л
ДО
*2l t°
j ^4 e°
e°
fill
Jax-1 £° I
tin
угк e.°
-2198
0
2198
-659
0
659
-659 0
0 769
659 -769
-2198 769
0 769
2196 0
где {e,0} при отсутствии деформаций до нагружения ({£*]=0^
определяется только температурными деформациями
Е?= oL 8Т = Ю*х100 = 0,001 .
Здесь нумерация узловых перемещений и узловых сил совпадает.
Вклад поверхностной нагрузки определяется аналогично формуле
(7.100)
fci-i р
4(0
Jaj-1 р
V11
Ч р
tin
J2K-| р
4-19
Jak Р
т.е. одна половина результирующей
другая - на к в направлении оси
Аналогично определим матрицу
нагрузки для элемента 2:
силы приходится на узел j ,
X .
жесткости [ки>] и вектор
^71
'w 0 0 “3846 -3846 3846 '
0 10990 -3297 0 329? 10990
0 -3297 10990 0 -10990 329?
.к -3846 0 0 W 3846 -3846 1
"3846 3297 -10990 3846 14840 *7143
_ 3846 -10990 3297 -3846 “7143 14840 _
о
-из
-из
143
Так как поверхностная нагрузка на элемент 2 не прихо-
дится, ТО *
Теперь составим глобальную матрицу [к] и глобальный
вектор узловых сил {р] по формулам (7.93)-(7.97), сум-
мируя соответствующие матрицы элемента [к(6)] , и
Ь(ё)1 X L J
Рр f с У4610*! фактических значений номеров перемещений
272
273
j
II
OMW 06601- i63£
274
н
275
Видно, что матрица [К] симметричная, положительно
определенная, ленточная. Таким образом сформирована система
уравнений относительно узловых перемещений [кЖНП.
Учтем граничные условия AUj=AU&=AU7=AUg=O
(рис„7,16,6)s для чего преобразуем последнее уравнение, как
это делали в подпараграфе 3.7.2, Итак, получим два уравнения
относительно двух неизвестных перемещений:
*Ш0М)г^6Аи3=т ,
Решением этой системы является йЩ= 0,0175 мм и Й1)3 ~
= 0,0175 ул.
По известным перемещениям узлов найдем напряжение и де-
формацию элементов. Для элемента I по формулам (7.81) и
(7.62) получим
-0,1 О 0,1 О 0 0
ООО -0,1 0 0,1
О -0,1 -0,1 -0,1 0,1 о
Н-Ьч -[»М1М=
iMxy J
о
0
0,0175
1 о
0,0175
I 0
0,00175]
0 I
. о I
£«80 0595 0 1 (0,00175-0,001] 1 10]
6595 £ 1920 0 I О -0,0011=1-17]
_ о о ?б9г] [о - о ] [ о J
Данные деформации и напряжения постоянны в пределах
треугольного элемента I. Аналогично можно рассчитать напря-
жения и деформации в элементе 2, для рассматриваемого слу-
чая напряженно-деформированное состояние обоих элементов
одинаково.
Полученные методом конечных элементов значения деформа-
ций и напряжений точно совпадают с теоретическими значениями
по формулам сопротивления материалов
276
<зх=Юкп'/ммг , 6у--'Ч7кгс/мм? 1 , б^О
^0,00175 , t,=0 , ta, = o ;
например, деформация ьх определяется температурной дефор-
мацией в направлении , температурной деформацией
в направлении и растяжением вдоль оси х с уче-
том закрепления по оси у :
гх=е’»Ц 0,00l+0,wj00n 00(75 ,
Полное совпадение получено благодаря тому, что перемещения
изменяются линейно как в модели на основе метода конечных
элементов, так и в модели сопротивления материалов.
Глава 8. МЕТОДЫ УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ
И НАПРЯЖЕНИЙ
Ранее были приведены расчетные методики определения сва-
рочных деформаций и напряжений. Пользуясь ими, можно заранее
оценить отклонения конструкции от проектных размеров при ее
изготовлении, выявить влияние различных факторов на эти от-
клонения и наметить пути уменьшения или предотвращения не-
желательных деформаций.
Прежде всего, следует четко определить из условий рабо-
ты сварной конструкции, какие деформации и напряжения и в
каких элементах конструкции недопустимы. Например, остаточ-
ные сварочные перемещения фундаментной балки в вертикальной
плоскости жестко ограничены, в то время как в горизонталь-
ной плоскости балка может иметь значительный изгиб. В опас-
ных эонах сварной конструкции, работающей при переменных на-
грузках, вредны остаточные растягивающие напряжения, но по-
лезны сжимающие напряжения (см. главу 10). Поэтому оптималь-
ный метод уменьшения сварочных деформаций и напряжений дол-
жен выбираться в каждом конкретном случае с учетом особенно-
стей сварной конструкции.
В основе методов уменьшения деформаций и напряжений ле-
жат следующие принципы, учитывающие физическую сущность тер-
модеформационных процессов, происходящих при сварке:
гт!
I) снижение величины и зоны распространения пластиче-
ских деформаций укорочения путем уменьшения погонной энергии
нагрева, применения искусственного охлаждения, приложения
растягивающих усилий при сварке и т.д.;
2) увеличение пластических деформаций удлинения, ком-
пенсирующих пластические деформации укорочения, при охлажде-
нии шва или после сварки путем термообработки, растяжения,
прокатки, вибрации и т.д.
Кроме того, применяют методы уменьшения сварочных перс -
жщений, в частности компенсацию перемещений путем создания
предварительных перемещений, обратных по знаку сварочным
рациональной последовательности сборки и сварки, рациональ-
ного расположения и выполнения сварных швов и т.д.
В зависимости от того, на каком этапе производства свар-
ной конструкции применяются методы уменьшения сварочных
деформаций и напряжений, они делятся на конструктивные и тех-
нологические. В свою очередь технологические методы уменьше-
ния сварочных деформаций и напряжений можно разделить на ме-
тоды предупреждения и методы устранения. Первые используются
на этапе изготовления конструкции, т.е. во время ее сборки и
сварки, вторые - после сварки.
§ 8.1. Конструктивные методы уменьшения
сварочных деформаций
С целью уменьшения остаточных сварочных деформаций при
проектирования сварных конструкций следует стремиться к
уменьшению количества сварных швов за счет применения про-
катных, гнутых и гофрированных элементов, листов больших
размеров, литых, кованных, штампованных заготовок и т.п.
Известно, что сварочные деформации пропорциональны
объему продольного и поперечного укорочения, который в свою
очередь пропорционален погонной энергии и, следовательно,
сечению шва. Поэтому размеры швов назначают минимальными»
Следует уменьшать также зазоры между свариваемыми кромками,
т.е. повышать точность заготовок.
Стыковые швы назначают с минимальным утолщением, пред-
почитая X -образную V -образной разделке кромок, так как
при этом примерно вдвое уменьшается количество наплавленного
металла (рис.8.1,а) и уменьшаются или совсем исключаются
278
угловые деформации
Угловое ш.вы. тавровых со-
единений следует назначать с
катетом * минимально допустимым
по условию прочности,. Если та-
кой катет получается менте;
чем технологически осуществи-
мый ( - ;',5 мм), то назначают
прерывистой шоп. Если расчет-
ный катет получается больше
6 мм, го целесообразно иаана-
чать двусторонний равнопрочный
шов.
На рис Ж 1,6 показаны два
равнопрочных тавровых соедине-
ния ( ). Сравним и:х до-
Рис.8.1. Варианты вы-
полнения сварных со-
единений
формации. Учитывая, что погонная энергия пропорциональна ало
щади направленного металла, а коэффициент, учитывающий пе-
рекрытие пластических зон - ^^1,2. , получим
VX£ в = _ р Ч/
Vx< ^тр’Ч
Таким образом» продольные деформации от двустороннего
шва таврового соединения составляют лишь 30% деформаций от
равнопрочного одностороннего шва. В два раза меньше и попе-
речные деформации полки
~ $пг 5.к
ьв, ’
где tyn[H , (^ппг - погонная энергия, приходящаяся на полку,
соответственно I и 2 соединения; а - толщина полки.
Проведем сопоставление непрерывного одностороннего шва
с равнопрочным прерывистым (рис.8.1,в). Условие равнопроч-
ности указанных швов можно записать в виде
отношение объемов продольного укорочения -
279
Следовательно, продольные деформации от непрерывного
шва меньше деформаций от равнопрочного прерывистого» Однако
если прерывистый шов имеет тот же катет, что и непрерывный
(швы неравнопрочны)s то он вызывает меньшие деформации.
Отношение значений поперечного укорочения для рассмат-
риваемых вариантов описывается более сложной зависимостью
&& = ______Ля Кф _ М?4 Ьш
В общем случае |р.ч( | > , а если прерывистый шов со-
стоит из относительно коротких участков, то ^у5/^г- 1,г/Ц?_55'~5
(см. § 4.6), Таким образом, при Ф<51ш поперечные деформа-
ции от непрерывного шва больше t чем от равнопрочного преры-
вистого. Анализ усложняется, если учитывать зависимость
от Ещ •
Наконец, следует отметить, что двусторонний прерывистый
шов, выполненный в шахматном порядке, вызывает большие про-
дольные деформации, чем такой же шов, выполненный в цепном
порядке (рис.8Л,г). Поперечные деформации при этом прибли-
зительно одинаковы.
При выборе способа сварки учитывается, что при выпол-
нении шва заданного сечения тепловложение может быть различ-
ным. Из-за большого нагрева газовая сварка вызывает значи-
тельно большие деформации, чем дуговые способы сварки. По
этой же причине из дуговых способов предпочтительнее автома-
тическая и полуавтоматическая сварка, ®це меньший нагрев и,
следовательно, меньшие деформации вызывает контактная точеч-
ная и шовная сварка.
Теперь проанализируем общие остаточные сварочные дефор-
мации в наиболее распространенных конструкциях - балках. В
балках с продольными швами продольное укорочение пропорцио-
нально длине швов. Стрелка прогиба пропорциональна квадрату
длины балки и при длине в несколько метров она на 1-2 поряд-
ка больше продольного укорочения (см. пример I § 5.4).
280
Продольное и поперечное укорочение сварной конструкций
можно компенсировать за счет припуска, назначаемого отдель-
ным деталям. Чтобы избежать остаточные деформации изгиба,
необходимо сварные швы располагать относительно главных осей
инерции так, чтобы они были взаимно уравновешены, т.е. чтобы
выполнялось условие
П m
i=l 4 j=| ’
вытекающее из (5.44). Например, для балки несимметричного'
сечения (рис.8.2) это условие примет вид
(Л
Учитывая, что погонная энергия пропорциональна сечению
шва, т.е. квадрату его катета, получим относительные размеры
катетов швов балки без остаточного изгиба
К4 |/ ZC2 _j/^£ ~ .
Im ’ ‘
При выполнении швов одного катета деформации изгиба
могут быть значительны (см. 8.2.1).
Рис.8.2. Двутавровая сварная
балка несимметричного сечения
Для повышения устой-
чивости элементов тонко-
листовых конструкций, сле-
дует, с одной стороны,
уменьшать сварочные напря-
жения сжатия в них (см.
§ 6.4), а с другой - увеличивать критические напряжения 6КР
(см. формулу (6.14)) . Для этого можно увеличить толщину па-
нели, заключенную между ребрами жесткости, или, что целесо-
образнее, уменьшить ее размеры. Так, если полотнище между
двумя ребрами теряет устойчивость (рис.6.7,а), то лучше
добавить еще продольное ребро между ними, т.е. уменьшить ве-
личину вдвое. Это повысит значение \р в 4 раза, а про-
дольные сварочные напряжения примерно вдвое. Следова-
тельно, полотнище станет более устойчивым. Уменьшение вели-
чины b одновременно снижает ребристость и "домики" в
районе сварных швов (см. § 6.5). Постановка поперечных ребер
жесткости менее эффективна, а в случае, если расстояние
между ребрами приблизительно кратно b , т.е. они совпадают с
281
узловыми линиями, поперечные ребра могут даже уменьшать ус-
тойчивость панели за счет дополнительных сварочных напряже-
ний сжатия.
При проектировании сварных конструкций следует избегать
деталей со свободными кромками, предпочитая балки замкнутого
коробчатого сечения балкам Н-образного сечения. Это особен-
но важно при проектировании конструкций из материалов с низ-
ким значением модуля упругости Е сплавы),
так как от Е зависят критические напряжения.
§ 8.2. Технологические методы предупреждения
сварочных деформаций
Основным технологическим приемом предупреждения общих
сварочных деформаций является выбор последовательности сбор-
ки и сварки конструкции. Технолог, владея расчетным методом
определения сварочных деформаций, может рассмотреть несколь-
ко технологически возможных вариантов и выбрать наиболее оп-
тимальный, обеспечивающий требуемую точность размеров конст-
рукции при минимальной трудоемкости.
Рассмотрим различные технологические варианты изготов-
ления несимметричной двутавровой балки, показанной на рис.8.2.
Пусть балка из стали СтЗ сваривается постоянным катетом 6 мм
при погонной энергии = 10900 Дж/см. В табл.8.1 показан
характер остаточных деформаций изгиба S и продольного
укорочения Ы при различных вариантах сборки и сварки. В
варианте I вся балка предварительно собирается на прихват-
ках, а затем последовательно выполняются швы I и 2. В ва-
риантах 2 и 3 сперва собираются на прихватках одна из полок
и стенка, выполняется первый шов и только затем приваривает-
ся к стенке вторая полка. Из таблицы видно, что наихудшим
оказался вариант 2, при вариантах I и 3 величины стрелки
прогиба сопоставимы, а продольные деформации балок близки
друг к другу.
Если полка балки составная, то ее следует сваривать
вначале и только затем собирать балку и выполнять продоль-
ные швы. Обратный порядок приведет к дополнительным деформа-
циям изгиба балки за счет поперечного укорочения полки от
поперечных швов.
Как уже отмечалось в предыдущем параграфе, из общих
Рисв803, Схема предвари-
тельного обратного изгиба
283
остаточных деформаций наибольшими являются деформации изгиба.
Эффективный способ их уменьшения или полного исключения
метод предварительного обратного изгиба. Идея метода заклю-
чается в том, что свариваемое изделие перед сваркой должно
иметь некоторую начальную кривизну, противоположную по знаку
кривизне, вызываемой сваркой. Начальная кривизна может быть
получена путем вырезки криволинейных деталей или принудитель-
ного изгиба изделия перед сваркой, Вырезка криволинейных
деталей оправдана, когда изготовляется криволинейная балка.
Для получения прямолинейных балок целесообразно применять ее
изгиб перед сваркой. На рис.8,3 на примере тавровой балки по-
казаны различные схемы обратного изгиба.
При раздельном обратном изгибе задается обратный изгиб
всех деталей на величину $раэ (рис ,8,3,8.) и балка собирает-
ся на прихватках в технологической оснастке (рис.8.3,6), по-
сле чего можно выполнять сварку как в оснастке, так и в сво-
бодном состоянии (рис.8,3,д). В последнем случае перед свар-
кой балка несколько выпрямляется до величины $0БР , Если ве-
личина S’06P равна прогибу балки от свафки в этих условиях
tee» t08P=“tcB т’° после сварки балка будет прямой
(рис,8,3,е).
Такого же эффекта можно добиться, создав перед сборкой
деформации удлинения стенки за счет предварительного растя-
жения стенки силой N (рис,8,3,в) или предварительного на-
грева стенки до температуры Те , выше температуры полки Тп
(рис.8.3,г). После сборки на прихватках и снятии внешней на-
грузки N или остывании стенки до температуры Тп балка изо-
гнется на необходимую величину -§Обр (рис,8.3,д).
Следует отметить, что метод предварительного обратного
изгиба позволяет избежать только остаточных деформаций изги-
ба, остальные виды деформаций сохраняются, а остаточные на-
пряжения в эоне пластических деформаций могут достигать пре-
дела текучести.
Для уменьшения остаточных деформаций и напряжений ис-
пользуется также метод предварительного растяжения. Как из-
вестно (см. рубрику 4.4.2), растяжение сварного соединения
при сварке вплоть до его остывания приводит к уменьшению
объема продольного укорочения и, следовательно, к уменьшению
остаточных деформаций. Если шов достаточно удален от центра
тяжести сечения, то энергетически выгодно местное растяжение
I
284
получать изгибом. Так, тавровую балку можно собрать из вы-
прямленных деталей не прихватках и затем изогнуть ее в ос-
настке так, чтобы свариваемые кромки были растянуты до на-
чальных напряжений бн (рис.8.3,6). Остаточные деформации
при такой технологии уменьшаются пропорционально коэффици-
енту • уменьшаются также остаточные напряжения во всем
соединении, включая зону пластических деформаций. Для полно-
го снятия напряжений необходимо выполнить условие 6H=6S ,
что требует для реальных конструкций сложных нагружающих
устройств. По этой причине метод предварительного растяжения
на производстве применяется редко.
Рассмотренный пример о влиянии начального напряженного
состояния на остаточные сварочные деформации и напряжения
позволяет также сделать вывод о влиянии точности заготовок,
постоянстве зазоров в стыках и т.п. Действительно, всякая
случайная принудительная подгонка при сборке вызывает в де-
талях начальные напряжения, в результате чего нарушаются ста-
бильность размеров и формы изделия. Борьба с такими дефор-
мациями, чрезвычайно затруднена вследствие их случайного ха-
рактера. Поэтому все конструктивные и технологические методы
предотвращения сварочных деформаций эффективны только в слу-
чае отсутствия нарушений нормальной технологии сборки.
В ряде случаев для уменьшения деформаций свариваемое
изделие прикрепляют к жесткой технологической оснастке с по-
мощью прихваток и прижимов. Проанализируем, насколько эффек-
тивно увеличение жесткости изделия до жесткости системы из-
делие - оснастка.
В § 4.3 указывалось, что при докритических режимах
объем продольного укорочения тгх практически не зависит otf
жесткости всей конструкции. Следовательно, общие остаточные
деформации свариваемого изделия после освобождения от закреп-
лений будут мало отличаться от деформаций изделия, сварка
которого выполнялась в свободном состоянии. Закрепление мо-
жет дать положительный эффект, когда конструкция (например,
плоскостная секция судна) имеет большое количество попереч-
ных и продольных швов. По мере выполнения швов полотнище
секции испытывает растяжение и последующие швы выполняются
на растянутом металле, что, как указывалось в рубрике 4.4.2,
приводит к снижению объемов укорочения.
При закритических режимах, когда коэффициент продоль-
285
ного укорочений и, следовательно, объем продольного
укорочения vx уменьшается с увеличением цп/Р (см. - 4.-5)»
жесткое закрепление повышает деформации свариваемых изделий.
Эффект крепления изделия к технологической оснастке мо-
нет быть положительным за счет повышенного теплоотвода от из-
делия в массивную оснастку при условии его плотного прижатия
на всем протяжении швов. Интенсивный теплоотвод во время
сварки может быть получен также за счет обдува воздухом или
полива водой. Искусственное охлаждение приводит к уменьшению
объемов продольного и поперечного укорочения, vx и , и,
следовательно, к уменьшению общих сварочных деформаций. Од-
нако односторонний теплоотвод (чаще с обратной поверхности
свариваемого изделия) может привести к более неравномерному
распределению температуры по толщине, что в свою очередь
увеличит угловые деформации (см. § 6.2).
Все сказанное свидетельствует о том, что не может быть
универсальных однозначных рекомендаций по предотвращению
сварочных деформаций различных видов. В каждом случае на ба-
зе теории сварочных деформаций следует критически анализи-
ровать возможность применения различных методов уменьшения
сварочных деформаций и применять оптимальный для данной
конкретной конструкции. В частности, наиболее действенным
методом повышения точности изготовления секции является ком-
пенсация ее общих сварочных деформаций соответствующим изме-
нением начальных размеров и созданием обратного выгиба при
сварке. С этой целью корректируют размеры деталей, направ-
ляющих на сборку, а также форму постели, на которой произ-
водят сборку и сварку секций. Указанную корректировку выпол-
няют на основании результатов расчета общих сварочных дефор-
маций секции. Зная величину ожидаемых деформаций, нетрудно
установить, лежат ли отклонения размеров и формы секций в
пределах заданных допусков. Если даже оптимальный вариант
последовательности сборки и сварки секций не обеспечивает
требуемой точности, то необходимо предусмотреть специальные
мероприятия по уменьшению или компенсации возникающих дефор-
маций. Если в состав секции входит продольный и поперечный
наборы, то рекомендуется скачала ставить и приваривать авто-
матом балки того направления, протяженность швов которого
больше (т.е. балки главного направления). Затем между прива-
ренными балками одного направления вставляют элементы набора
286
противоположного направления, приварку которых ведут уже по-
луавтоматами или вручную. Такая последовательность обеспечи-
вает минимальные деформации изгиба в направлении, перпенди-
кулярном к набору главного направления. Действительно, попе-
речное укорочение сварных соединений балок главного направ-
ления с полотнищем вызывает в этом случае укорочение секциип
но не изгиб, так как секция на этом этапе еще не имеет жест-
кости в направлении, перпендикулярном к указанным соедине-
ниям. Описанный'метод получил название раздельного метода
сборки и сварки секций.
Наименьшие деформации корпуса можно получить в том елу-
чае, если при сварке будет обеспечено одновременное укороче-
ние как нижних, так и верхних поясов эквивалентного бруса.
Для этого формирование корпуса следует сначала продвигать не
в длину - к оконечности, а вверх -- к палубе, В связи с этик
применяют пирамидальную схему формирования корпуса, при ко-
торой сначала собирают и сваривают возможно большее число
секций, образующих сечение корпуса в данном районе, либо
блоками с совмещенными стыками, когда сначала собирают и
сваривают все секции, образующие сечение корпуса в данной
районе (отсеке), а потом, после окончания сварки в пределах
каждого из смежных отсеков, сваривают монтажный стык между
ними.
Из вышеизложенного можно сделать ряд заключений, отно-
сящихся к способу формирования корпуса из секций:
- желательно иметь минимум швов, выполняемых при монта-
же и влияющих на прогиб формирующегося корпуса;
- выгоднее вести сварку таким образом, чтобы сваривае-
мые монтажные швы располагались по возможности ближе к цент-
ральным осям сечения корпуса или симметрично относительно
этих осей. Например, сварку платформ и переборок с бортами и
сварку других участков швов посередине высоты корпуса целе-
сообразнее производить после установки и сварки днища и па-
лубы;
- сварку монтажных кольцевых стыков между блоками реко-
мендуется выполнять одновременно несколькими сварщиками по
участкам симметрично относительно диаметральной плоскости и
центральной горизонтальной оси. При этом устраняются пере-
косы и расхождения еще незаверенных участков стыков и умень-
шаются деформации изгиба корпуса.
287
Для предотвращения местных деформаций (угловых деформа-
ций и потери устойчивости) применяются те же приемы, что и
для борьбы с общими деформациями: обратный изгиб и закрепле-
ние.
При односторонней сварке стыкового соединения закрепле-
ние следует располагать как можно ближе ко шву, чтобы увели-
чить пластические деформации удлинения при охлаждении и тем
самым уменьшить угловые
деформации, 'Гак, если без
закрепления свариваемые
листы получили волнистость
(рисо8.4,а)з то при за-
креплении (поджатие к ос-
нованию силой Р ) на рас-
стоянии La от шва угло-
вые деформации уменьшатся,
(рис.8.4,6). /
Если La«L1 , то после
снятия нагрузки Р угло-
вые деформации несколь-
ко увеличатся вследствие упругих деформаций, но
меньше . Прикладывать силу Р на расстоянии
лезно, угловые деформации не уменьшатся; их можно
если стыкуемые листы жестко связать между собой
технологических ребер жесткости, которые после сварки
ются.
Рис,8Лг. Деформация листов
при одностороннем стыковом
шве
останутся
Ц беспо-
уменьшить,
с помощью
удаля-
Более простой и эффективный метод предотвращения угло-
вых деформаций стыкового соединения - обратный изгиб
(рис.8,4,в). Предварительный изгиб листов должен быть таким,
чтобы после сварки угловые деформации отсутствовали.
Метод обратного изгиба можно использовать для уменьше-
ния грибовидности тавровых соединений.
§ 8.3. Технологические методы устранения
сварочных деформаций и напряжений
8.3.1. Отпуск
По объему применения отпуск сварных машиностроительных
конструкций превосходит все остальные методы снижения оста-
288
точных сварочных напряжений. Его основное преимущество - су-
щественное снижение напряжений во всей конструкции.
Отпуском сварных конструкций называют их термическую
обработку после сварки, состоящую из нагрева и выдержки при
температуре не выше Atl . Его можно рассматривать одновре-
менно и как отпуск закаленных участков металла, и как отжиг
для восстановления пластических свойств металла и снижения
остаточных напряжений. Для стальных конструкций применяют
высокий отпуск (400-650°С и выше).
Различают общий от™
Рис.8.5. Термический цикл
при отпуске сварной кон-
струкции:
I - нагрев; 2 - выдержка;
5 - охлаждение
пуск, когда равномерно на-
гревают все изделие, и ме-
стный отпуск, когда нагре-
вают лишь часть конструкции
в зоне сварного соединения.,
Наибольшее распространение
получил общий отпуск. Рас-
смотрим вначале общий от-
пуск, который проводят в
специальных термических печах.
Отпуск состоит из трех этапов: нагрева, выдержки и ох-
лаждения (рис.8.5). Продолжительность нагрева изделия по
всему объему до температуры отпуска Тотл определяется его
размерами, теплофизическими свойствами и характеристиками пе-
чи. Продолжительность выдержки при постоянной температуре
всего изделия Тотп зависит от скорости протекания структур-
ных превращений и необходимой степени снижения остаточных
напряжений. Продолжительность охлаждения определяется ско-
ростью охлаждения, которая влияет на свойства металла, и до-
пустимой степенью неравномерности температурного поля. При
большой разности температуры поверхности Тп и центра изде-
лия (глубинных зон) Тц могут образоваться значительные вре-
менные напряжения, приводящие к дополнительным пластическим
деформациям, а следовательно, и остаточным напряжениям.
На этапе нагрева и выдержки образуются необратимые
пластические деформации и деформации ползучести, что и при-
водит к снижению напряжений. Пластические деформации проис-
ходят в результате протекания сдвиговых процессов, а дефор-
мация ползучести - в результате диффузионных. Сдвиговая
пластическая деформация протекает практически мгновенно при
Рио.8.6. Снижение напряжений
при отпуске сварной конст-
рукции:
289
достижении интенсивности напряжений предела текучести, =
= 6$(Т) . Деформации ползучести протекают медленно, для их
проявления требуется относительно высокая температура и дли-
тельное время.
Снижение остаточных на-
пряжений в основном проис-
ходит в период нагрева за
счет сдвиговых пластических
деформаций (рисS . 6) л Пусть
после сварки остаточные на-
пряжения в пластической зоне
равны пределу текуче-
сти 6$ . Очевидно, что при
нагреве напряжения 6ДТ) бу-
дут снижаться так же, как и
предел текучести б$(Т) , который полностью определяется мар-
кой стали и достигнутой температурой (см. рис.2.2).
Распределение напряжений в сварном соединении после свар-
ки неравномерно, поэтому их снижение происходит с различной
скоростью. На рис.8.6 показано выравнивание растягивающих
напряжений б, и в пластической зоне в процессе нагре-
ва.
В период выдержки происходит релаксация напряжений.
Определяющими являются диффузионные процессы, поэтому напря-
жения снижаются медленно (см. рис.8.6). Выдержка сверх не-
скольких часов неэффективна. При необходимости достигнуть
более существенного понижения напряжений следует повышать
температуру отпуска Тотп. Повышение Тотп на ЬО°С дает эф-
фект, соизмеримый с эффектом, получаемым при продолжитель-
ности выдержки, равным многим десяткам часов. Например, в
стали Ст5 при Тотп= 600°С и времени цикла 4- ч напряжения
снижаются от 0^ до 0,04 6"$ .
На этапе остывания одновременно происходит релаксация
напряжений и рост напряжений за счет увеличения модуля упру-
гости, поэтому напряжения остаются приблизительно постоянны-
ми (см. рис.8.6).
Отпуск используют также для устранения сварочных дефор-
маций. Однако если сварное изделие находилось в свободном
состоянии, то оно после отпуска может и не принять форму до
сварки. Если с помощью достаточно жесткого зажимного приспо-
290
собления изделию придать необходимую форму и помесо. его
вместе приспособлением в печь, то в процессе отпуска на-
пряжения в изделии существенно понизятся и при извлечении из
приспособления изделие сохранит необходимую форму. Этот
прием применяют тогда, когда трудно или невозможно использо-
вать методы правки из-за недоступности зон, которые должны
быть подвергнуты воздействию, или из-за сложного характера
искажения формы конструкции (например, в случае пропеллер-
ност и гибких элементов). Прием наиболее эффективен для гиб-
ких изделий, у которых значительны сварочные перемещения, а
требуемая жесткость приспособления невелика.
В ряде случаев отпуск сварных конструкций (или другой
вид термической обработки) проводят с целью улучшения струк-
туры металла и его механических свойств. Если сварное соеди-
нение неоднородно по температурному коэффициенту линейного
температурного расширения <£ , то в период охлаждения воз-
никают дополнительные напряжения, которые суммируются с на-
пряжениями, имевшимися к концу периода выдержки. Оценим
вновь образующиеся напряжения на примере сварной пластины,
основной металл которой низколегированная сталь (перлит П),
а шов - аустенит (А) (рис.8.7,в).
После сварки в зоне пластических деформаций продольные
напряжения бх равны пределу текучести аустенита 6sA в пре-
делах шва и пределу текучести основного металла вне
шва (рис.8.7,а). Пусть температура отпуска Тотп= 650°С, а
средние коэффициенты линейного расширения основного металла
и шва равны соответственно Zn= 12*Ю"^°С~^ и =
= 16*10"^°С-^. При остывании основной металл стремится уко-
ротиться на величину 4 -^л^отп = -12. Ю"6» 650 = -С ,0078,
а металл шва на Ед =~^дТотп s -16* Ю“6*650 = -О,ОЮ4.Пусть
площадь шва пренебрежимо мала относительно площади попереч-
ного сечения пластины. Тогда полные продольные деформации
пластины, включая шов, будут равны температурным деформациям
основного металла . Разность укорочений вызовет в шве
упругопластические деформации
£ А + 4 а = £ п “ *I=- °, 007» - 0,010 4=0,0026 -- 0,26% .
Упругие деформации максимальны:
291
Таким образом, получили, что напряжения в шве после от-
пуска сохранились, они равны пределу текучести аустенита
(рис.8.7,б). Пики растягивающих напряжений 6Х в основном
металле снялись. Учет упругих деформаций основного металла
качественно не изменили бы результата анализа.
Для уменьшения остаточных
напряжений в разнородных свар-
ных соединениях применяют ме-
ханические методы (см. 8.3,3).
Рассмотрим теперь местный
отпуск. Этим методом остаточ-
ные напряжения уменьшают за
счет нагрева отдельных участ-
ков сварной конструкции по не-
обходимому термическому циклу.
В качестве источника теплоты
используют газовое пламя, раз-
личные излучатели, теплоту, вы-
деляющуюся при прохождении
электрического тока, и т.п.
Из-за неравномерности тем-
пературного поля и неполной
релаксации при нагреве после
местного отпуска остаются на-
пряжения. Тем не менее мест-
ный отпуск применяют не только
для улучшения свойств сварно-
го соединения, но и для сниже-
ния или перераспределения ос-
таточных напряжений.
Основная задача при выборе
стоит в том, чтобы конечные свойства и напряженное состояние
сварного соединения были бы как можно ближе к таковым после
общего отпуска. Для этого следует создавать такое достаточ-
но плавное распределение температуры в изделии, которое бы
уменьшило остаточные напряжения в опасной зоне.
Рассмотрим сказанное на примере одностороннего кольце-
вого шва с непроваром в корне (рис.8.8,а). При сварке укоро-
чение шва в окружном направлении вызывает изгиб стенки трубы
с образованием в корне концентрации пластических деформаций
Рис,8.7. Остаточные на-
пряжения в пластине из
низколегированной стали
с аустенитным швом
условий местного отпуска со-
292
удлинения и остаточных напряжений растяжения. При н. Р е до-
статочно широкой эоны снижаются остаточные напряжения и уст-
раняется наклеп металла шва. Остаточные напряжения будут
возникать в зонах высоких градиентов температуры, удаленных
от концентратора (на рисунке заштриховано).
Рис.8.8. Распределе-
ние температуры при
местном отпуске
Если сварные конструкции
представляют собой жесткий кон-
тур, то следует назначать сим-
метричный нагрев, чтобы снизить
реактивные усилия в сварных со-
единениях. Например, в жестком
замкнутом контуре целесообразно
проводить одновременно нагрев
обоих стыков (рис,8.8,6). Сим-
метричный нагрев следует сохра-
нить, даже если бы один из швов
отсутствовал.
Отметим, что условия мест-
ного отпуска более сложны по
сравнению с общим отпуском, так
как больше параметров регулиро-
вания. Поэтому в каждом кон-
кретном случае, ориентируясь
на теорию сварочных деформаций
и теорию теплопроводности, следует выбирать оптимальные ус-
ловия.
8.5.2. Термическая правка
Метод термической правки получил широкое распростране-
ние при производстве сварных конструкций благодаря простоте
и маневренности. Метод основан на создании с помощь» местно-
го нагрева дополнительных пластических деформаций укорочения
в зонах, имеющих излишнее удлинение, или пластических дефор-
маций удлинения в зонах, имеющих излишнее укорочение зонах
шва). Механизм образования деформации при правке точно та-
кой же, как и при сварке.
В качестве источника теплоты используется главным об-
разом газовое пламя, позволяющее довольно просто регулиро-
вать количество и распределение вводимой теплоты. Сварочная
295
дуга, как более концентрированный источник, используется
при правке конструкций из материалов с высокой теплопровод-
ностью.
Термическим методом правят в основном элементы конст-
рукции, которые потеряли устойчивость из-аа напряжений сжа-
тия, и конструкции балочного и рамного типа, имеющие дефор-
мации изгиба. Рассмотрим правку конструкций этих типов.
При потере устойчивости образуются выпучины (см.
рис.1.2,в), для устранения которых необходимо получить необ-
ратимые деформации укорочения. Деформации укорочения можно
получить так же, как и при сварке: нагревая концентрирован-
ным источником некоторую зону металла до температуры, при
которой он теряет упругие свойства. Эти зоны могут представ-
лять собой полосы I и пятна 2
(рис.8.9,а). Нагрев полосами
более эффективен, чем пятна-
ми. Действительно, при оди-
наковой затраченной энергии
остаточные объемы продольно-
го и поперечного укорочения
iVx и IWy при длинной
зоне значительно больше, чем
при коротких зонах (см. под-
параграф 4.6.1). Полосы сле-
дует располагать с учетом
того, что поперечное укороче-
в различной комбинации
ние значительно больше продольного, (см. главу 4).
Нагрев в форме полосы эффективен, если жесткость листа
вокруг зоны нагрева достаточна, в противном случае расшире-
ние металла в момент нагрева будет сопровождаться дополни-
тельным выпучиванием листа, в результате чего уменьшится
объем укорочения. Полосы при этом следует располагать вблизи
границ листа (ребер жесткости), увеличивать жесткость листа
с помощью дополнительных ограничителей поперечного перемеще-
ния, нагрев вести небольшими пятнами.
Для устранения изгиба балку нужно нагревать с выпуклой
стороны (рис,8.9,б). Укорочение балки после правки вызовет
изгиб, обратный сварочному. Величина изгиба зависит от формы
зоны нагрева, ее ориентации и положения относительно главных
осей. При продольном нагреве используется эффект продольного
Рис.8.10. Схема изменения
деформаций и напряжений при
местном нагоеве
294
укорочения, при поперечном - поперечного (см. рис.8.9,6).
Поперечный нагрев 2 и 3 энергетически выгоднее продольного I.
Действительно, при одной и той же тепловой энергии объем
поперечного укорочения почти в 4 раза больше объема
продольного укорочения &VX4 (§ 4.5), а расстояние его цент-
ра Нг до главной оси Y меньше только приблизительно в 2
раза, . Поэтому угол поворота от поперечной зоны 2
будет почти вдвое больше, чем от продольной зоны I (см.фор-
мулу (5.44)) . Так как Н3>Н£ , то выгоднее нагревать зону
в форме клина. Во всех случаях балку необходимо нагревать
только по одну сторону от продольной оси X .
Если балка после сварки изогнута в двух плоскостях, то
положение центра нагрева в этих плоскостях выбирают с учетом
кривизны балки после сварки и характеристик поперечного се-
чения балки.
Остаточные деформации
и напряжения можно умень-
шить , вызывая пластиче-
ские деформации удлинения
в зоне шва. Растяжение шва
можно вызвать не только
механическим путем, но и
посредством низкотемпера-
турного нагрева полос
вдоль шва вне зоны пласти-
ческих деформаций.
Рассмотрим термиче-
ский метод уменьшения
остаточных деформаций и
напряжений на примере сим-
метричного стыкового со-
единения (рис.8.10,д). Для
случая одномерного напря-
женного состояния схема-
тизированное распределение продольных деформаций после свар-
ки показано на рис.8.10,а. Пусть в пластической зоне напря-
жения и упругие деформации максимальны, и teri^e.s ,
а пластические деформации укорочения описываются кривой
АЪСЛ> . Площадь * ограниченная этой кривой, опреде-
ляет объем продольного укорочения O'x=-sFABt-D . В упругой
295
области (зона 2) упругие деформации равны полным, &ха= ех •
Нагреем до невысокой температуры две продольные полосы
по обе стороны от шва, т.е. создадим дополнительные темпера-
турные деформации ет (рис.8.10,6). Нагрев приводит к обще-
му удлинению соединения ех и к упругим деформациям укоро-
чения в зоне нагрева, где температурные деформации ет боль-
ше полных е.х . В результате общего удлинения соединения в
пластической зоне I образуются новые пластические деформации
удлинения, что приводит к уменьшению пластических деформа-
ций укорочения (кривая АВ'С'Д ).
После остывания соединение вновь укоротится (рис.8.10,в),
но величина продольного укорочения будет меньше, чем перед
нагревом, так как |ттх| = 1‘1Гх1=5Раъсэ В пластиче-
ской зоне уменьшатся упругие деформации удлинения ЕХ1<е^
и, следовательно, растягивающие напряжения Sx^^s
(рис.8.10,г).
Таким образом, местный нагрев приводит к уменьшению ос-
таточных деформаций и напряжений, щели выполняется условие
£-m<e-x+£s (сы* рис.8.10,б), то в зонах нагрева пластиче-
ских деформаций не возникает. В противном случае при нагреве
в них появляются пластические деформации укорочения, а после
остывания - растягивающие напряжения аналогично сварочным де-
формациям и напряжениям. Поэтому необходимо следить как за
площадью нагрева, так и за максимальной температурой. Для
стальных соединений эта температура ниже 200°С.
8.3.3. Механическая правка
Как и в случае термической правки, методы механической
правки основаны на создании дополнительных пластических де-
формаций удлинения в зоне шва. Эти деформации могут быть
получены с помощью растяжения, прокатки, высокоскоростной
проковки, вибрации и другими механическими способами.
Растяжение зоны шва достигается как растяжением всего
соединения, так и его изгибом. В этом случае механизм умень-
шения сварочных деформаций и напряжений за счет образования
новых пластических деформаций удлинения тождествен механизму,
рассмотренному в конце предыдущего параграфа. Более подробно
взаимодействие внешних усилий с полем сварочных напряжений
на всех этапах нагружения сварного соединения будет рассмот-
296
рено в § 10.I.
Прокатка роликами получила распространение при правке
листовых соединений. Принцип устранения деформаций и напря-
жений этим методом прост: с помощью роликов создаются плас-
тические деформации укорочения по толщине (осадка) и, следо-
вательно, пластические деформации увеличения длины и ширины
соединения. Прокатка устраняет главным образом продольные
деформации, пластические деформации в поперечном направлении
при прокатке невелики и не компенсируют поперечное укороче-
ние от сварки.
Рассмотрим прокатку ро-
ликами на примере сварного
стыкового соединения
(рис.8.II,а). Прокатке может
подвергаться шов (рис.8.11,6),
околошовная зона в пределах,
пластической зоны (рис.8.II,в)
или'вся зона пластических де-
формаций. Процесс осущест- -
вляется за один или не-
сколько проходов в зависимо-
сти от ширины роликов и уси-
лия на них, ширины пластиче-
ской зоны, толщины металла,
механических свойств метал-
Рис.8.11. Схематизированные птГгих Лактопов Пл-
эпюры деформаций и напряже- ла и других Факторов. ко
ний при прокатке сварного вторное деформирование од-
стыкового соединения ной и же эоны неэффек-
тивно, деформации возникают в основном при первом проходе,
поэтому многопроходная прокатка предусматривает прежде всего
увеличение ширины прокатываемой зоны.
Так как остаточные пластические деформации укорочения
после сварки невелики (максимальные значения не больше вели-
чины |е.х|+еь ), то в зависимости от цели прокатки обычно
создают пластические деформации удлинения, равные (i-aVc, .
Например, для устранения общих деформаций стремятся, чтобы
сумма объема продольного укорочения от сварки и объема про-
дольного удлинения от прокатки была равна нулю, XHi7x=0 (на
рис. 8. И/рас пре деление деформации от сварки показано восхо-
дящей штриховкой, а от прокатки - нисходящей). Для снятия
297
напряжений в шве или околошовной зоне необходимо в них соз-
дать продольные деформации удлинения, близкие к пластическим
деформациям укорочения от сварки. На рис.8.II,в показан слу-
чай, когда в околошовной зоне пластические деформации удли-
нения от прокатки больше пластических деформаций укорочения
от сварки, что привело к дополнительным сжимающим напряже-
ниям в ней (штриховыми линиями показаны распределения дефор-
маций и напряжений перед прокаткой). Прокатка околошовной
зоны приводит к небольшим пластическим деформациям удлинения
в шве, сохраняет напряжений в нем (если они достигали преде-
ла текучести) или увеличивает их за счет уменьшения полных
деформаций t..A. и значительно уменьшает напряжения в упругой
области сварного соединения.
Следует иметь в виду, что подвергнуть прокатке шов •
весьма трудно. При малых зазорах между стыкуемыми кромками
листов всегда возникает утолщение шва, даже при сварке не-
плавящимся электродом без присадочного материала из-за попе-
речных деформаций (см. рис.4.17,г). Заглаживание утолщения
шва сопровождается пластическими деформациями в несколько
процентов, концентрацией деформаций, неравномерностью накле-
па металла и т.п., что может отрицательно повлиять на рабо-
тоспособность сварного соединения. Поэтому даже для высоко-
пластичных сплавов рекомендуется деформации исправлять толь-
ко путем прокатки основного металла, не затрагивая утолщения
шва. В настоящее время прокатка нашла применение для умень-
шения деформаций и напряжений в стыковых, кольцевых соедине-
ниях из стали, алюминиево-магниевых и других сплавах толщи-
ной до 15 мм.
К прокатке близок другой метод уменьшения сварочных де-
формаций и напряжений - высокоскоростная проковка, или удар-
ное деформирование. С помощью ударного устройства при боль-
шой скорости и частоте производят последовательную осадку
металла по толщине, что сопровождается развитием пластиче-
ских деформаций удлинения и, следовательно, уменьшением ос-
таточных деформаций и напряжений.
Перспективный метод уменьшения сварочных деформаций и
напряжений - механическая вибрация. Сущность метода - воз-
действие на сварную конструкцию переменной нагрузкой, соз-
даваемой с помощью вибратора на частоте, близкой к резонанс-
ной. Единого мнения о механизме процесса снижения напряжений
298
нет. Вероятно, как и при термообработке, процесс обусловлен
двумя причинами; активизацией процесса пластического дефор-
мирования (снижением предела текучести, проявлением эффекта
Баушингера) и активизацией диффузионных процессов.
Основные преимущества метода вибрации - универсальность
и простота оборудования, высокая скорость снятия напряжений
(менее получаса). Он особенно эффективен, когда не может
быть использована термообработка, например, в случае- разно-
родных сварных соединений. Основной недостаток - зависимость
эффективности метода от формы детали. Так, он не применим
для относительно жестких конструкций, у которых собственная
частота выше частоты вибратора, не превышающей нескольких сот
герц.
Рис.8.12. Снижение
остаточных напряже-
ний вибрацией
Степень уменьшения сварочных
напряжений зависит от напряжений,
создаваемых знакопеременной нагруз-
кой. Наибольшее уменьшение напряже-
ний происходит в период выхода виб-
рационной системы изделие — вибратор
в установившийся режим (период I,
рис.8.12,б). Дальнейшее уменьшение
напряжений происходит в следующие
100 циклов, затем скорость снижения
значительно падает (период 2). Сравнивая зависимости 6(N) и
6(t) на рис.8.6, можно убедиться в их подобии.
Эффективным является сочетание двух методов - растяже-
ния и вибрации, когда создается продольная статическая рас-
тягивающая нагрузка N и поперечная переменная нагрузка Р
(рис.8.12,а). Однако в производстве этот комбинированный
метод использовать сложно.
Глава 9 . КРАТКИЕ СВЕДЕНИЯ 0 ПРОЧНОСТИ
СВАРНЫХ СОЕДИНЕНИЙ
§ 9.1. Предварительные замечения
Расчеты прочности сварных соединений и конструкций име-
ют целью оценить запасы их прочности в различных условиях
эксплуатации. Задача прочностного расчета заключается в том,
299
чтобы, зная действующие на конструкцию нагрузки, предска-
зать, обеспечена ли ее эксплуатационная прочность. Предпо-
лагается, что заранее известны свойства металла, определяе-
мые путем испытаний стандартных образцов, характер нагрузки
и условия эксплуатс , ч. Решение этой задачи выполняется пу-
тем сопоставления напряженного состояния, возникающего в
конструкции под действием внешних нагрузок, с опасным напря-
женным состоянием (при заданных условиях эксплуатации), ко-
торое характеризуется так называемыми критериями прочности.
Последние невозможно установить без знания закономерностей
процесса разрушения. Е&есте с тем этот процесс чрезвычайно
сложен; его исследование - комплексная проблема, лежащая на
стыке ряда дисциплин (физики твердого тела, металловедения,
механики сплошной среды). Особенно сложно прогнозировать
разрушение сварных соединений. Разрушение сварных соединений
зависит от многих факторов, некоторые из них до настоящего
времени не изучены или изучены недостаточно. Большое значе-
ние имеет структура металла шва и околошовной зоны, форма и
размер соединения и конструкции в целом, условия эксплуата-
ции (температура, степень агрессивности среды), характер
нагрузок, вид напряженного состояния, наличие микро- и макро-
скопических дефектов.
В зависимости от указанных факторов сварные соединения
и элементы сварных конструкций могут разрушаться хрупко и
вязко. Если перед разрушением металл испытывает, кроме упру-
гой, значительную пластическую деформацию, говорят о вязком
разрушении и о пластичном состоянии металла. Если разрушение
происходит после упругой либо незначительной пластической
деформации (около 3%), говорят о хрупком разрушении и хруп-
ком состоянии металла. Однако величина пластической деформа-
ции перед разрушением не является единственным показателем.
вида разрушения. Вторым признаком служит существенное разли-
чие в затратах энергии на процесс самого разрушения. В слу-
чае вязкого разрушения эта энергия гораздо больше, так как
она расходуется не только на образование поверхностей разры-
ва, но и на пластическую деформацию металла. О характере раз-
рушения можно также судить по виду поверхности самого излома.
При разрыве стали вязкое разрушение характеризуется матовым
волокнистым изломом без металлического блеска. Хрупкий раз-
рыв приводит к образованию гладкой поверхности излома с ха-
300
рактерным кристаллическим видом.'Хрупкое разрушение происхо-
дит, как правило, под действием нормальных напряжений и соп-
ровождается "отрывом" (или "сколом"), вязкое разрушение
под действием касательных напряжений и сопровождается "сре-
зом" (или "разрывом")о
Хрупкость и вязкость не есть неизменные свойства метал-
ла шва или основного металла, а являются состояниями, в ко-
торых они могут находиться. Под влиянием указанных выше фак-
торов металл шва, околошовной зоны или основной металл может
переходить из пластического состояния в хрупкое и наоборот.
Сварные соединения в хрупком состоянии для эксплуатации,
как правило, не пригодны. Они очень чувствительны к концент-
раторам напряжений, плохо сопротивляются ударным нагрузкам.
Сварные соединения, которые находятся в пластичном состоя-
нии, лишены этих недостатков. При достижении предела текуче-
сти в зоне вблизи концентратора напряжений появляется плас-
тическая деформация и дальнейший рост напряжений прекращает-
ся. Пластическая деформация предотвращает образование опас-
ных локальных пиков растягивающих напряжений. При действии
ударных нагрузок пластическая деформация также выполняет
предохранительную роль, так как количество энергии, расхо-
дуемой на пластическую деформацию, во много раз превышает
энергию, расходуемую на хрупкое разрушение. Если локальная
пластическая деформация у основания микротрещины отсутству-
ет, последняя распространяется беспрепятственно; наоборот,
наличие пластической деформации у основания трещины может
остановить ее распространение. Естественно, что сварные со-
единения, характеризующиеся "легким" распространением хруп-
ких трещин, не пригодны для конструкций.
Двойственный характер разрушения металлов обусловливает
необходимость разработки двух расчетных методик оценки проч-
ности сварных соединений и конструкций. Одна методика должна
позволять производить оценку прочности в условиях нахождения
конструкции в пластичном состоянии и предусматривать возмож-
ность вязкого разрушения; другая - позволять оценивать проч-
ность сварных соединений и конструкций, находящихся в хруп-
ком состоянии, и предусматривать возможность хрупкого разру-
шения. Первая из указанных методик давно разработана, много-
кратно экспериментально проверена и широко используется в
инженерной практике. Краткое ее изложение для сварных соеди-
301
нений дано в § 9.2. Что касается методики расчета сварных
соединений и конструкций на вероятность хрупкого разрушения,
то в настоящее время такой надежной методики еще не сущест-
вует.; хотя этой- проблеме уделяется все возрастающее внимание
многих исследовательских коллективов.
Дело в том, что многочисленные аварийные разрушения
крупных сварных конструкций, в том числе широко известные
аварии судов типа "Либерти", носили хрупкий характер и про-
исходили при низком уровне напряжений, т.е. при нагрузках,
значительно ниже допускаемых расчетными нормами (установлен-
ными з предположении пластичного состояния конструкции).
Следовательно, традиционные методы расчета прочности сварных
соединений и конструкций, основанные на предположении о плас-
тическом их состоянии, являются недостаточными. Вместе с тем
попытки создания расчетной методики оценки хрупкой прочности
наталкиваются на большие трудности, которые еще не удалось
преодолеть. Обусловливается это не только тем, что математи-
ческое описание процесса разрушения требует отказа от основ-
ного допущения теорий упругости и пластичности о- сплошности
среды, но и невозможностью расчетным путем оценить размеры,
форму, ориентацию, плотность распределения трещиноподобных
микро- и макроскопических дефектов, образующих несплошности
и определяющих критическое состояние металла в условиях хруп-
кости.
Отсутствие надежной расчетной методики оценки хрупкой
прочности сварных соединений приводит к необходимости оцени-
вать ее косвенным образом, путем специальных испытаний и
различного рода проб. Полученные при этом данные о склонно-
сти к хрупким разрушениям позволяют выбрать основные и сва-
рочные материалы, назначить технологию сварки и конструктив-
ное оформление сварных соединений такими, при которых исклю-
чаются хрупкие состояния сварных конструкций. Краткие сведе-
ния о хрупкой прочности сварных соединений и конструкций при-
ведены в § 9.3.
§ 9.2. Прочность сварных соединений при действии
статических нагрузок
Для расчета прочности сварных швов применяют достаточно
простые и надежные способы, позволяющие с уверенностью су-
302
дить о прочности конструкции в целом. В основе этих способов
лежат весьма упрощенные схемы, при помощи которых находят
условные напряжения, действующие по так называемым опасным
сечениям швов. Эти условные напряжения сравнивают с допу-
скаемыми напряжениями для металла шва. которые определяются
из опытов.
Основным допущением упрощенных схем является предполо-
жение о равномерности распределения напряжений по "опасному
сечению" шва. л действительности в сварных швах имеет песто
сложное напряженное состояние,, а в опасных: сечениях действу-
ют неравномерно распределенные нормальные и касательные на-
пряжения. Строгий расчет напряженного состояния в сварных
швах элементарными методами невозможен, да он и не вызывает-
ся необходимостью, так как допущение о равномерности распре-
деления напряжений дает подтвержденные опытом значения раз-
рушающих усилий. Это на первый взгляд парадоксальное положе-
ние получает свое разъяснение, если встать на точку зрения,
расчета по допускаемым нагрузкам.
Предположим, например, что в определенной зоне сварного
шва напряжения достигли предела текучести металла. При даль-
нейшем возрастании внешней нагрузки эта зона пластически
деформируется при постоянном напряжении. Приращение нагрузки
воспринимается металлов шва вне указанной зоны, где напряже-
ния возрастают. При этом зона пластических деформаций увели-
чивается, пока не распространится на весь сварочный шов. Не-
сущая способность шва в этот момент исчерпывается, а пре-
дельная нагрузка вызывает одинаковые по всему сечению шва
напряжения, равные пределу текучести металла шва. Важно от-
метить, что приведенные рассуждения справедливы только при
условии наличия определенного запаса пластичности металла
шва, т.е. яри условии вязкого разрушения сварного соедине-
ния. Очевидно, что допущение о равномерности распределения
напряжений совершенно неприемлемо для расчета сварных соеди-
нений, находящихся в хрупком состоянии.
Итак, для сварных соединений, находящихся в пластиче-
ском состоянии и подвергаемых статическому нагружению, допу-
щение о равномерном распределении напряжений является вполне
оправданным и приводит к весьма эффективным расчетным схемам.
303
§ 9.3. Хрупкая прочность сварных соединений
Как отмечено в § 9.1, хрупкость и вязкость не есть не-
изменные свойства металлов, а являются состоянием, в котором
металл находится. Так, например, сталь при нормальной темпе-
ратуре и статической нагрузке, вызывающей одноосные растя-
гивающие напряжения; разрушается вязко, но при низкой темпе-
ратуре, ударной нагрузке или при напряженных состояниях,
близких к всестороннему растяжению, - хрупко. Белый чугун
даже при нормальной температуре и одноосном статическом рас™
тяжакяк разрушается хрупко. Таким образом, характер разруше-
ния металлов зависит как от их строения, структуры, химиче-
ского состава и других внутренних факторов, так и от условий
работы конструкции - температуры, скорости нагружения, воз-
никающему виду напряженного состояния, активности среды и
других внешних факторов,
Установим причины перехода металлов из вязкого состоя-
ния в.хрупкое и выявим влияние на этот переход основных фак-
торов.
Разрушение кристаллической решетки металла возможно в
результате преодоления межатомных сил. Разрушающее напряже-
ние, подсчитанное в предположении о том, что решетка являет-
ся идеальной, называется теоретической прочностью. Расчеты
дают для теоретической прочности значения, во много раз пре-
вышающие фактически наблюдаемые. Низкая прочность реальных,
кристаллов объясняется тем, что они всегда имеют дефекты
строения и разрушения начинаются со слабого места, при этом
образуются субмикротрещины; они являются источником кон-
центрации напряжений, поэтому для продвижения трещин доста-
точно сравнительно небольшое среднее напряжение - сопротив-
ление отрыву 60ТР . Аналогично, для того чтобы вызвать
пластическую деформацию реальной решетки путем сдвига по
плоскостям скольжения (плоскостям наибольшей упаковки ато-
мов), нужно преодолеть сопротивление сдвигу (срезу) - тср ,
которое вследствие дефектов в кристаллической решетке также
намного меньше теоретического. При одноосном растяжении гср
достигаются при напряжениях, равных пределу текучести метал-
ла. Поэтому вместо сопротивления сразу часто рассматривают
предел текучести - 6s(ttp=3s/2) .
Итак, металлы имеют две характеристики предельной проч-
пости: сопротивление срезуэ при достижении которого начина-
ется пластическая деформация, обусловленная сдвигами (без
нарушения сплошности) и приводящая при дальнейшем нагружении
к вязкому разрушению, и сопротивление отрыву, при достиже-
нии которого развиваются микротрещины (несплошности) и ме-
таллы разрушаются хрупко, без предварительной пластической
деформации. Если в данных условиях при р'астяжено раньше до-
стигается предел текучести, то металл находится в пластичном
состоянии; наоборотесли раньше достигается сопротивление
отрыву, то состояние металла хрупкое. Указанные характери-
стики 6^ и (Уотр по-разному реагируют на изменение ряда
внешних и внутренних факторов.
Влияние температуры ~ преобладающий фактор, определяю-
щий соотношение между величинами и $)ТР
Явление пере-
ч хода металла при
понижении темпера-
туры из пластиче-
ского состояния а
хрупкое получило
название хладнолом-
кости металлов,
Механическое объяс-
Я ВЛ в4"
дано
нение этого
ния впервые
академиком А.Ф.Иоффе
и развито академи-
ком Н»Н.Давиденко-
вым. Согласно гипо-
тезе Иоффе, крити-
ческая температура
хрупкости определя-
ется точной пере-
Рис.9.1. Влияние ряда факторов сечения двух кри-
на хрупкую прочность вых, изображающих
зависимости сопротивления.отрыву 60ТР , и предела текучести
0's от температуры (рис,9.1,а). Сопротивление отрыву от
температуры не зависит, в то время как предел текучести с
повышением температуры понижается. Из графика видно, что при
Т^Т^р сопротивление отрыву меньше предела текучести и
поэтому металл разрушается хрупко; при Т>ТКР предел теку-
305
чести меньше сопротивления отрыву и поэтому металл сначала
пластически деформируется, а затем разрушается вязко. Раз-
брос значений от ff0TP m;n до 60ТР mux приводит к
тому, что пересечение кривых 0*,{Т) и 6^(7) происходит
не в точке, как указано на рис.9,1,а, а в некоторой области
рассеяния (рис,9„1,6), В результате критическая температура
превращается в критический интервал температур от TKjSiH до
Ткр -& => $ля практической оценки хладноломкости основного ме-
талла и металла сварных соединений прибегают к ударным испы-
таниям образцов. Испытания металла шва и зоны термического
влияния выполняют на образцах типа Менаже с расположением
надреза (в соответствии с целью исследования) либо в литой
зоне (параллельно оси шва), либо в зоне термического влияния
на заданном расстоянии от края шва. Испытания проводят при
различных, последовательно понижающихся температурах. В ре-
зультате получают графики зависимости ударной вязкости о.н
от температуры (см. рис,9.1,6). Переход из пластического со-
стояния в хрупкое проявляется в резком уменьшении энергии,
затрачиваемой на разрушение образца при понижении температу-
ры. Вследствие разброса результатов испытаний переход из
одного состояния в другое происходит также в интервале тем-
ператур от Т^.ъ до ТКРН , который называют критическим
интервалом хрупкости.
С увеличением скорости деформации растет сопротивление
пластической деформации; кривая деформирования при высоких
скоростях испытаний образцов на растяжение проходит выше,чем
при низких, возрастает предел текучести металла (рис,9.1,в).
Из схемы Иоффе (рис.9.1,г) ясно, что с повышением предела те-
кучести критическая температура хрупкости смещается в об-
ласть более высоких значений (от Т*р до Т^р ).
С увеличением в основном металле и в зоне сварного со-
единения внутренних трещиноподобных дефектов (различного
рода непроваров, зон окисления и загрязнения, включений и
других концентраторов напряжений) сопротивление отрыву пони-
жается. К такому же результату приводит увеличение в металле
шва вредных примесей (сера, фосфор, кислород, азот, водород)
и укрупнение зерна, а также его ориентированное положение
при кристаллизации. Снижение сопротивления отрыву от бдТр до
^отр также приводит к смещению критической температуры
306
хрупкости в область более высоких температур (от т' к ТЛ :
Кт* ¥4»*
рис.9.1,д).
С увеличением размеров швов и деталей сопротивление от-
рыву снижается. Обусловливается это тем, что вероятность
опасных дефектов, определяющих сопротивление отрыву, в боль-
ших объемах металла выше, чем в малых. Это явление носит
название ’’масштабный эффект”, вследствие которого сопротив-
ление отрыву зависит от диаметра испытуемых образцов. С уве~
личением диаметра образцов й0ТР падает, а разброс значений
S'otp уменьшается (рис.9.1,е).
Приведенные данные о соотношениях б0Т(, и (схема
Иоффе) получены при испытании образцов на одноосное растяже-
ние. Возникает вопрос, как изменится критическая температура
хрупкости при других напряженных состояниях. Решение этого
вопроса имеет большое значение для сварных конструкций, так
как сварочные напряжения существенно изменяют вид напряжен-
ного состояния. Простейший способ учета напряженного состоя-
ния на двойственный характер разрушения заключается в одно»
временном рассмотрении касательных и нормальных напряжений.
Для касательных напряжений предельной величиной является
сопротивление сдвигу (срезу) - гср , при достижении которо-
го начинается пластическая деформация и далее вязкое разру-
шение; для нормальных напряжений предельная величина - соп-
ротивление отрыву -ботр » при достижении которого происхо-
дит хрупкое разрушение. Следовательно, если при увеличении
нагрузки максимальное касательное напряжение достигнет гср
раньше, чем максимальное нормальное напряжение достигнет ботр5
то начинается пластическая деформация, а при обратном усло-
вии произойдет хрупкое разрушение. Анализ этих условий удоб-
но выполнять с помощью графика (схемы Давиденкова - Фридмана).
На плоскости переменных , ттах проведем "линию отры-
ва” й<=60ТР и'Линию среза” приданной температуре
rmftX(T)=ffs(T)/2 (рис.9.2,а). При пропорциональном нагруже-
нии напряженное состояние на приведенной диаграмме характе-
ризуется лучом.
Если луч, соответствующий данному напряженному состоя-
нию, пересечет линию отрыва, то произойдет хрупкое разруше-
ние, если линию среза - то вязкое. Тангенс угла наклона луча
к оси абсцисс характеризует коэффициент жесткости напряжен-
307
ного состояния
г
W3
Рис.9.2. Влияние напряженного
состояния на хрупкую проч-
ность
опасны в сварных конструкциях со-
^тах/®! -
При всестороннем
растяжении луч прохо-
дит по оси абсцисс
( ^тох” 0) ^-ор А»
при одноосном растя-
жении (tmax=0/£)^-i)
eLp = 0,5; при круче-
нии (ttmx=61 ) о1к= i:
Чем меньше ct , тем
более жесткий вид на-
пряженного состояния,
т.е» тем в большей
степени затруднена
пластическая дефор-
мация. Поэтому особенно
стояния, близкие к всестороннему растяжению. С понижением
температуры возрастают значения тср и линия среза проходит
выше, с повышением - ниже. На рис.9.2,б показаны три линии
среза: для Т=ТКР , и № та>ткр * а также Рас~
смотрены два вида напряженного состояния. Луч 0В указывает,
что при Т] возникает хрупкое разрушение даже при ol> 0,5,
а луч ОС - что хрупкое разрушение имеет место при Та>Ткр,
если tt< 0,5. Следовательно, критическая температура, опре-
деляемая путем испытаний образцов на растяжение (или ударный
изгиб), не характеризует переходную температуру, которая
зависит не только от температуры детали, но и от вида напря-
женного состояния. Особенно резко снижается коэффициент же-
сткости напряженного состояния в зоне концентратора напряже-
ний. Здесь возникает объемное напряженное состояние, при
котором
^тах г »
где и 5, - соответственно максимальные и минимальные
нормальные напряжения.
Следовательно, при сложном напряженном состоянии коэф-
фициент жесткости напряженного состояния
308
_ ^rnaoc.
“ г t
И 4
т.е. снижается от 0,5 при одноосном растяжении ( f>3 = 0)
до 0 при всестороннем растяжении (в^=6'1 ) по линейному за-
кону.
Весьма многообразно влияние процесса сварки на хрупкую
прочность сварных соединений и конструкций. Свойства металла
шва зависят от химического состава образующегося сплава, его
структуры, наличия дефектов. На металл околошовной зоны ока-»
зывает влияние термодеформационный сварочный цикл. Здесь
изменяется структура, протекает значительная пластическая
деформация, идет процесс старения металла, приводящий к из»
менению свойств, возникают остаточные сварочные напряжения.
Сварные швы, как правило, являются концентраторами напряже-
ний. Учет влияния отмеченных факторов в совокупности на хруп-
кую прочность сварных соединений и конструкций чрезвычайно
сложен. Поэтому были предложены методы оценки хрупкой проч-
ности специальных образцов, которые в той или иной мере мо-
делируют узлы сварных конструкций при жестких условиях рабо-
ты и позволяют судить о пригодности выбранных основного и
присадочных материалов и технологии сварки для изготовления
сварных конструкций, эксплуатируемых в условиях, опасных
для хрупких разрушений.
Одним из часто применяемых методов оценки сопротивляе-
мости основного металла и сварного соединения распростране-
нию хрупкой трещины является метод, предложенный Институтом
электросварки им. Е.О.Патона (проба на торможение трещины в
металле сварного соединения). Образец из пластины с ребром,,
состоящим из двух пригнанных одна к другой полос (рис.9.3),
устанавливают в зажимы разрывной машины, охлаждают до опре-
деленной температуры и статически нагружают. После этого по
образцу со стороны, противоположной стыку ребра, наносят
легкий удар. Удар вызывает развитие трещины от места стыка
ребер через шов в основной металл. Опыт повторяют при разных
значениях нагрузки и температуры образцов. Критерием стой-
кости металла против хрупкого разрушения служит величина на-
пряжений, при которых трещина пересекает все сечение образца
(для каждого значения температуры). Аналогичные испытания
проводят и на образцах другой формы и конструкции
KOW.ESSO и др.).
309
(пробы
Рис.9.3. Образец с составным ребром для оценки
хрупкой прочности
§ 9.4. Прочность сварных соединений при действии
переменных нагрузок
При действии переменных напряжений в металлах наблюда-
ются типы разрушенийt напоминающие по внешнему виду хрупкие
разрушения, несмотря на то что металлы находятся в пластич-
ном состоянии, а величина наибольшего напряжения ниже преде-
ла текучести. Эти разрушения характерны тем, что в пластич-
ном металле медленно развивается так называемая усталостная
трещина, при достижении критических размеров которой проис-
ходит внезапный излом без заметной пластической деформации.
По современным представлениям причиной образования усталост-
ных трещин является местная пластическая деформация в от-
дельных слабых зернах металла. Многократное повторение плас-
тических сдвигов в одних и тех же объемах металла приводит к
его "разрыхлению” и образованию трещин. Отличие слабых зерен
от остальных, деформирующихся упруго, заключаются в химиче-
ской и структурной неоднородности металла, приводящей к сни-
жению в .слабых зернах сопротивления сдвигу (ниже среднего
его значения). В сварных деталях вероятность зарождения уста-
лостных трещин возрастает, так как процесс сварки приводит к
структурной и химической неоднородностям металла. Следует
отметить, что возникновение пластических сдвигов в отдельных
зернах при упругой деформации остальных происходит и при ста-
тической нагрузке. Но лишь многократное повторение пластиче-
ских сдвигов в одних и тех же объемах металла приводит к
510
его разрыхлению и появлению в нем трещин усталости, Такии
образом, прочность при переменной нагрузке зависит прежде
Рис.9.4. Схемы переменных
нагружений
всего от характера
изменения нагруз ки,
Поэтому необходимо
четко выявить пара-
метры переменной на-
грузки (рис.9.49аэб)„
Если напряжения ме-
няются периодически^
то за период времен»
'Т1 они проходят ряд
значений и возвраща-
ются к исходной ве-
личине . Последова-
тельная совокуп-
ность всех значений переменных напряжений за один период на-
зывается циклом. В пределах цикла напряжения изменяются от
д0 ^тах ° Б общем случае переменные напряжения
можно рассматривать состоящими из постоянно действующего
среднего напряжения бт и накладываемых напряжений, кото-
рые изменяются по симметричному циклу от-6"v до > . При
этом, очевидно, что
_ . _^max ®пйп
'm г > бу 2 1
где ffv - амплитуда цикла. Степень асимметрии цикла оценива-
ется коэффициентом асимметрии (характеристикой цикла)
r ^mln
^mox ®ni+^v
. Возможные режимы циклического нагружения показаны на
рис.9.4,в, а их параметры приведены в табл.9.1.
Сопротивляемость материалов действию переменных нагру-
зок называется усталостью и оценивается пределом усталости
(выносливости). Эта величина определяется путем проведения
серии экспериментов. Каждый образец испытывается при одной
постоянной амплитуде. Определяемой величиной является число
циклов приложения нагрузки, которое образец выдерживает до
разрушения. Образцы испытываются при последовательно умень-
шающихся амплитудах до таких минимальных амплитуд, при кото-
311
рых образцы начинают выдерживать действие переменных напря-
жений при базовом числе циклов (2»Ю^ - 10?)» Результаты
испытаний представляются в виде кривой усталости (кривой
Вёллера). По оси ординат откладываются максимальные напря-
жения цикла„ по оси абсцисс - число циклов N » при котором
происходит разрушение» Кривая усталости (рис.9.5,а) имеет
горизонтальную асимптоту. Ордината асимптоты и определяет
предел выносливости бг „ При напряжениях 6<S'r усталостно-
го разрушения не происходит» Особенно отчетливо выявляется
предел усталости при построений
яинатах c (рис.9,,5,6) или
экспериментально определяется
предел усталости при симмет-
ричном цикле ( б.., ), а для
оценки предела усталости при
произвольном цикле по извест-
ному значению предела уста-
лости при симметричном цикле
строят диаграммы усталости.
Часто пользуются построением
диаграммы по методу Смита» Ее
построение производится по
значениям 6^ . , 6S
(рис.9.6). Предполагается,
что предел усталости линейно
зависит от среднего напряже-
ния и по мере увеличения бт
диаграммы усталости в коор-
б-(1/N) (рис»9.54в). Обычно
р
Рис.9.5. Кривая вы-
носливости
Таблица 9.1
Режимы циклического нагружения
Наименование цикла б max v m г
Растягивающий цикл >0 0 >0 0
Пульсирующий цикл >0 0 >0 0
Знакопеременный цикл >0 ^0 >0 -1 < r <0
Симметричный цикл >0 <0 0
Знакопеременный цикл >0 <0 <0 - it Г<-1
Пульсирующий цикл 0 <0 <0 0*0
Сжимающий цикл <0 ^0 1 -< Г <
312
возрастает от б_А при (зт = 0 до при (пря-
мая БА ). При этом допустимая амплитуда напряжений (Tv па-
дает. Так как наибольшее значение предела выносливости не
может превосходить предела текучести „ то диаграмма при-
Рис.9.6. Диаграмма уста-
лости в координатах
ответствующую точку шкалы г
ча с прямой АВ
. и
определяет искомый предел усталости.
нимает вад ломаных линийt
ЫЭЕ (характеризует
и ГТЕ (характеризуем
6mifl ). Произвольный
луч ОК образует о осд®
абсцисс угол ot тангеие
которого
. ^тах £
йда ^тах^тШ ^ + 1,
Это отношение позволяв!
построить шкалу г по ли-
нии AN . Для определения
предела усталости при за-
данном г проводят луч
из начала координат в со-
точка пересечения этого лу-
Однако
предел усталости зависит не только от характеристики цикла.
Большое число как внутренних, так и внеш:-!их Факторов оказы-
вают влияние на усталостную прочность основного металла к
сварных соединений.
К внутренним факторам следует отнести:
- химический состав шва и основного металла;
- структуру металла шва и основного металла;
- наличие дефектов;
- степень наклепа вследствие пластической деформации.
К внешним факторам относят:
- температуру металла;
- влияние среды;
- влияние состояния поверхностного слоя;
- влияние концентраторов напряжений;
- вид напряженного состояния, создаваемого внешней на-
грузкой и остаточными напряжениями;
- масштабный эффект.
1&бор сварочных материалов, способа, условий и режимов
о
Рис.9.7. Распределение
напряжении:
а - до надрезанному се-
чению круглого образца;
б - по сечению полосы с
отверстием
313
сварки существенно изменяет внутренние факторы. Оценку их
влияния в совокупности на предел усталости производят на ба-
зе усталостных испытаний соответствующих образцов. Из внеш-
них факторов преобладающее влияние на усталостную прочность
оказывает концентрация напряжений. Это и понятно: усталост-
ное разрушение происходит без заметной пластической деформа-
ции, поэтому напряжения в месте концентрации не выравнивают-
ся. Остановимся на этом вопросе подробнее. Известно, что
вблизи мест резкого изменения поперечного сечения детали (об-
разца) возникает концентрация напряжений. Эффект концентра-
ции напряжений заключается в том, что около выточки, отвер-
стия, полости и т.д. возникают пики напряжений, а напряжен-
ное состояние из одноосного переходит в сложное (двух- или
трехмерное). На рис.9.7 показано
изменение напряжений по надре-
занному сечению круглого образца
и по сечению полосы с круглым
отверстием. Распределение напря-
жений при наличии концентраторов
определяют методами теории упру-
гости или экспериментальными ме-
тодами. Отношение максимальной
величины напряжения у основания
надреза (выреза) к номинальному
(среднему в ослабленном сечении)
называют теоретическим коэффици-
ентом концентрации напряжений
и -
Кт 6q,
Однако знание теоретического
кт еще не позволяет судить об усталостной прочности. Опыты
показывают, что предел усталости при симметричном цикле для
образца с концентратором напряжений ( б* ) меньше предела
усталости гладкого образца ( 6^ ) в кэ раз, причем
li= кт . Величина называется эффективным
коэффициентом концентрации напряжений. Чем ближе кэ к I,
тем лучше работает изделие (рис.9.8). Наименьшие значения
имеют стыковые соединения, наибольшие - с фланговыми швами.
314
В хрупких материалах эффективный коэффициент концентрации
близок к теоретическому, в пластичных он значительно меньше.
Рис.9.8. Эффективные коэффициенты концентрации наг
пряжений в сварных соединениях из низкоуглеродистой
стали
Расчет сварных конструкций и соединений на усталость
отличается от расчета на статическую прочность тем, что до-
пускаемые напряжения основного металла и сварных швов пони-
жаются на коэффициент $ , который определяется по формуле
(а.кэ1Ь)-(акэч Ь) г ~ , (9»1)
где кэ - эффективный коэффициент концентрации напряжений;
г - характеристика цикла; ct,b - коэффициенты, значения
которых зависят от марки стали и назначения конструкции
(а= 0,6...0,8; b = 0,2...0,3). Верхние знаки в формуле
(9.1) следует принимать для случая, когда наибольшие по ве-
личине напряжения растягивающие, нижние - сжимающие.
Таким образом, при расчете прочности сварных соединений
на переменную нагрузку принимают во внимание характеристику
нагрузки (амплитуду цикла - г ) и концентрацию напряжений в
районе сварного соединения (коэффициент - кэ ), т.е. учиты-
вают лишь два, но самых значительных фактора, оказывающих
наибольшее влияние на усталостную прочность. Из анализа фор-
мулы (9,1) можно заключить, что коэффициент у имеет наи-
меньшее значение при г = -I. Если коэффициент , вычис-
ленный по формуле (9.1), получается более I, то, разумеется,
увеличивать допускаемое напряжение не следует. Расчет в этом
случае указывает на то, что переменный характер нагрузки не
снижает прочность соединения.
Глава 10. ВЛИЯНИЕ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
НА РАБОТОСПОСОБНОСТЬ СВАРНЫХ СОЕДИНЕНИЙ И КОНСТРУКЦИЙ
Процесс сварки сопровождается пластическими деформация-
ми металла в районе сварных соединений, в результате которых
в конструкциях и изделиях возникают остаточные сварочные
деформации и напряжения. Поэтому при приложении к сварным
соединениям и конструкциям внешней нагрузки происходит взаи-
модействие (суммирование) сварочных напряжений и напряжений
от внешней нагрузки. В этой связи возникает естественный
вопрос о том, как влияют сварочные деформации и напряжения
на работоспособность сварной конструкции. Под работоспособ-
ностью будем понимать комплекс качеств, обеспечивающих
нормальную в заданных условиях эксплуатации работу изделия
(конструкции). В частности, важное значение имеет выяснение
роли сварочных напряжений на прочность, а также оценка их
влияния на стабильность и точность размеров сварных деталей,
подвергаемых нагрузке или механической обработке. Практиче-
ское значение проблемы взаимодействия сварочных напряжений с
напряжениями от внешней нагрузки очевидно. Известно, что,
применяя методики расчета прочности сварных конструкций и
сооружений, в том числе и расчеты прочности корпуса судна,
предполагают, что в исходном состоянии конструкции остаточ-
ных напряжений нет. По существу, обычные расчеты прочности,
жесткости, устойчивости выполняются не для реальных сварных
конструкций, а для конструкций гипотетических, в которых
предполагается отсутствие остаточных напряжений и изменений
316
свойств металла в районе сварных соединений. В налой мере и
в каких случаях указанное предположение пригодно и дает
удовлетворительные результаты по оценке работоспособности
сварных конструкций и в каких нет? Следует ли применять спе-
циальные методы регулирования сварочных напряжений? В каких
случаях снятие остаточных напряжений необходимо, а в ка-
ких - неоправданно? Ответы на эти и многие другие вопросы
могут быть получены только при всестороннем изучении пробле-
мы взаимодействия сварочных напряжений и напряжений от внеш-
ней нагрузки. Эта проблема многогранна, разветвляется на ряд
направлений, исследований, многие из которых пока далеки от
завершения. Поэтому по ряду вопросов еще нет единой точки
зрения.
Дело в том, что процесс сварки сопровождается не только
возникновением остаточных напряжений, но и существенным
изменением состава, структуры, свойств металла в районе
сварных соединений. Здесь металл имеет сложную предысторию,
т.е. претерпевает термодеформационные циклы. Кроме того,
сам шов, как правило, является концентратором напряжений.
Поэтому в ряде случаев трудно отделить влияние на работоспо-
собность только остаточных напряжений. Результаты экспери-
ментов выявляют суммарное влияние на работоспособность всех
факторов. Тем не менее многие вопросы о влиянии остаточных
сварочных напряжений на работоспособность конструкций до-
вольно ясны и мы переходим к их краткому изложению.
§ 10.I. Влияние сварочных напряжений на прочность
при статической нагрузке
Анализ взаимодействия сварочных напряжений и напряжений
от статической нагрузки ограничим случаем одномерного напря-
женного состояния. Рассмотрим изменение деформаций и напря-
жений в полосе с продольным стыковым швом вследствие прило-
жения растягивающей нагрузки 6ЬН . Для состояния полосы до
приложения нагрузки (состояние I) построим схематизированные
эпюры сварочных напряжений (рис.10.1,6) и деформаций
(рис.ГО.I,в). Эпюры построены справа и снизу от идеализиро-
ванной диаграммы растяжения-сжатия (рис.ГО.I,а), на которой
точка ft характеризует остаточные сварочные деформации и
напряжения в околошовной зоне (в пределах площади ), а
317
точка В - деформаций и напряжения не остальной части сече-
ния полосы. Остаточные пластические деформации в околошов-
ной зоне характеризуются отрезком Оа и равны ~(&$+!еД)
а их эпюра показана на рис.10.1,в косой штриховкой. Из ус-
ловия равновесия
(10.1)
определим напряжения Qz
Здесь 6^ = б'^ - напряжения в зоне пластических деформаций
F% (зона I); - напряжения вне зоны F3 (зона 2);m=Fs/F-
отношение зоны пластических деформаций к площади сечения
всей полосы. S
Рис.10.I. Взаимодействие сварочных напряжений с внешней ста-
тической нагрузкой
318
При действии растягивающей нагрузки 8'ад (состояние П)
напряжения и деформации в зонах I и 2 характеризуются соот-
ветственно точками Л1 и Ъ‘ (рис.10.I,а). Так как напряже-
ния в зоне I уже имели предельную величину , вся нагруз-
ка воспринимается зоной 2. Условия равновесия принимают вид
Отсюда, учитывая, что = , получиы
. _ p-m
01 F-Fs F-P5 >
(10.2)
где .
Внешняя нагрузка вызывает одинаковые по всему сечению
действительные деформации
|=6а_„ J__m _ fi-m
£ Е Чнп Г-m}
которые в зоне 2 являются упругими, а в зоне I - пластиче-
скими деформациями удлинения, Последние уменьшают пластиче-
ские деформации укорочения (отрезок 0ai на рис.10.I,а).
После снятия нагрузки (состояние Ш) напряжения и дефор-
мации в зонах I и 2 уменьшаются на ffBH и характеризуются
соответственно точками А" и В1' . Эпюры их опять самоурав-
новешены. Поэтому условие равновесия принимает вид (10.I),
однако теперь в'г'б^в’ац и, следовательно:
« 1 m * дэп /
Соответственно изменяются при разгрузке действительные
деформации
н
|-т Ч *
Полученные выше результаты подытожены в табл.10,1, где
приведены выражения для напряжений О', и , полных и
пластических деформаций для всех трех состояний полосы. Из-
менение напряжений в зонах I и 2 при приложении и снятии
нагрузки наглядно иллюстрирует диаграмма, изображенная на
рис.10.I,г. Прямая ВС , построенная по уравнению (10.2),ха-
рактеризует изменение напряжений 6Гг при увеличении бън ;
прямая АС указывает на постоянство . При умень-
£/
•Л
319
шенкя внешней нагрузки снижение напряжений и про-
исходит по прямым Д' А” и В'Ъ" , параллельным прямой ОС . Из
диаграммы видно, что при 6’>и=е6'5 напряжения по всему сече-
нию полосы выравниваются и достигают предела текучести. Это
означает, что при наличии сварочных напряжений несущая спо-
собность полосы точно такая же, как и при их отсутствии: она
исчерпывается, когда (jbh достигает предела текучести.
Таблица 10.I
Изменение сварочных деформаций и напряжений при при-
ложении и снятии статической нагрузки
Состояние Напряже-' НИЯ <5\ (зона I) Напряже- ния с<? (эона 2) Полные де- формации а (зона I и 2) Пласти- ческие дефор- _ мации (зона I)
До приложения на- /Т к? Й г /77 е 1-т
грузки (состояние I) f-m 6
При действии (состояние П) ff S к™ 6 4-т s 1-т /-/77
После снятия на- грузки (состояние Ш) 4-т Wl" < /-/77 /-/77
Нагрузка ( = ) вызывает пластические деформации удли-
нения в зоне шва, равные , что составляет для
низколегированных сталей 0,1-0,15$ и примерно на порядок
меньше пластических деформаций удлинения, возникающих в ре-
зультате термического сварочного цикла (с1Т„ = 1%). Запас
Л
же пластичности при линейном напряженном состоянии у низко-
легированных сталей около 20%, Следовательно, как процесс
сварки, так и последующее нагружение внешней нагрузкой при-
водит к пренебрежимо малому уменьшению пластичности металла
в районе шва. Поэтому сварочные напряжения практически ие
оказывают влияния на статическую прочность сварных соедине-
ний, если металл сохраняет способность к пластическому де-
формированию, т.е. находится в вязком состоянии. Расчет
прочности сварных конструкций в данных условиях может вы-
полняться без учета сварочных напряжений. Однако, как указы-
валось в § 9.3, способность к пластическому деформированию
металла существенно снижается при работе в условиях низкой
320
температуры и объемного напряженного состояния,, вызываемого
концентраторами напряжений. В этих условиях возникает опас-
ность хрупкого разрушения и роль сварочных деформаций и на-
пряжений может быть весьма значительной. Методы расчета
хрупкой прочности сварных соединений„ которые в настоящее
время находятся в стадии разработки, предусматривают учея
влияния сварочных напряжений.
§ 10.2. Влияние сварочных напряжений на прочность
при переменной нагрузке
Для оценки влияния остаточных напряжений на усталостную
прочность рассмотрим изменение напряжений в такой же» как кг
ранее» полосе с продольным стыковым швом» но от приложений!
переменной нагрузки. Предположим, что полоса подвергаете®
асимметричной нагрузке, изображенной на рис.10.2 ^слева о®
диаграммы 3-ъ ( <эт=0,2б6 ; ? г ~ -0,2). '0si
диаграмме ff-e этой переменной нагрузке при отсутствии ост®.'
точных напряжений соответствуют колебания напряжений оя
точки С| до точки Сг относительно точки Со . При наличии
сварочных напряжений характеристики нагрузки существенно из-
меняются. Как было показано в предыдущем параграфе, в ре-
зультате сварки стыкового шва в полосе можно выделить две
зоны: околошовную зону I, где напряжения 6'{=6's (характери-
зуются точкой А на диаграмме ff-e. ), и зону 2, где напря-
жения б^-б^т/П-т) (характеризуются точкой В на диа-
грамме ff-E, ). Рассмотрим изменение напряжений в зонах I
и 2 в первый период. За время t< нагрузка возрастет от 0 до
бтах (см. рис.10.2), и цы можем применить результаты, по-’
лученные в предыдущем пункте, если заменим б^и на 6тах .
Следовательно, в зоне I напряжения остаются равными и
характеризуются точкой А< , а в зоне 2 согласно уравнению
(Ю-2)
°тах F^Fs
и характеризуются точкой В, . В течение следующего полупе-
риода нагрузка от б'тах снижается до , переходя че-
рез нуль. Это означает, что сначала происходит разгрузка до
321
нуля., а затем - нагружение противоположного знака. Поскольку
при этом процесс деформирования в обеих зонах является уп-
ругим, изменение напряжений идет по прямой А<Аг для зоны
I и для зоны 2, Уменьшение напряжений соответствует
размаху цикла, т.е, равно 26"v „ Таким образом, в момент
минимума переменной нагрузки
в зон® I:
в зож 2 s
wrnlO 1-игт •
Далее нагрузка меняет знак и ворастет до - Однако
процесс деформирования идет уже в упругой области (размах
нагрузки 26'v равен запасу упругих деформаций в зоне I).
Поэтому периодическое изменение нагрузки от О^х до
вызовет колебание напряжений от А^ до Аа относительно точ-
ки Ао в зоне I и от до относительно ,30 в зоне 2.
Заполненный анализ позволяет заключить, что остаточные
сварочные напряжения изменяют средний уровень переменной
нагрузки 6^ t увеличивая его для растянутой зоны I и умень-
шая для сжатой зоны 2. Амплитуды циклов ffv при этом не ив-
322
меняются. На рис«10.2 справа от диаграммы б'-е. изображены
переменные нагрузки, которые испытывает металл эоны I (поме-
чены штрихом) и зоны 2 (помечены двумя штрихами). Сравнение
параметров исходной переменной нагрузки и нагрузок, изме-
ненных из-за наличия сварочных напряжений и действующих в
зонах I и 2 приведены б табл.10.2. Относительные величины
даны для конкретного примера, рассмотренного на рисДО^,?^
Таблица 10в2
Изменение параметров переменной нагрузки вследствие
наличия сварочных напряжений
Б пластине без остаточных на- пряжений В пластины со стыковым швом
. Зона I Зона 2
^max ^max=
^=0,2^ 6lm=0,75i G^=0,075^s
fry = ОЛ =0,»^
Г = -0,2 Г'=ОА ! rH=-o,6
Для того чтобы оценить указанное изменение переменной на-
грузки ка предел усталости, обратимся к диаграмме усталости
(рис.10.3), построение которой выполнено так же, как и на
рис.9.6, но диаграмма распространена и на область. отрица-
тельных значений 6'т . Из диаграммы видно , что предельные
значения амплитуды цикла 6^ с ростом 6^ уменьшаются. Из
подобия треугольников ОСТ» и NCM имеем
О' §- или б’-о
J3 -D s
где <f=6'-j/6rB^ - коэффициент влияния амплитуды цикла,
зависящий от свойств металлов (для конструкционных сталей
0,4).
Отметим значения и , соответствующие зонам I
и 2, и проведем штриховую прямую VS , характеризующую рабо-
чую амплитуду циклов рассмотренного примера 5^) .
323
Очевидно, что рабочая амплитуда цикла должна быть меньше
предельной 5у<6\, , Для зоны I это условие не соблюдается
( )5 в то время как для зоны 2 выполняется с боль-
шим запасом, чем у полосы без остаточных напряжений. Следо-
вательно 8 растягивающие остаточные напряжения понижают, а
сжимающие повышают усталостную прочность .
Особенно существенно влияние остаточных напряжений при
наличии концентраторов напряжений. Если в зоне концентрации
напряжений возникают остаточные напряжения сжатия, то уста-
лостная прочность повышается. Наоборот, если . в указанной
зоне остаточные напряжения растяжения, то усталостная проч-
ность резко понижается,.
Для повышения уста-
лостной прочности
сварных соединений
разработаны методы,
основанные на созда-
нии в зоне концен-
трации напряжений
сжимающих остаточных
напряжений (путем
местного нагрева,
поверхностного на-
клепа, обжатия смеж-
ных с концентратором
зон металла и др.).
Рис.10.3. Влияние сварочных на-
пряжений на предел усталости
§ 10.3. Влияние сварочных деформаций и напряжений
на жесткость и точность размеров конструкций
В связи с тем что в результате аварки металл в районе
сварного соединения находится в пластическом состоянии и не
может воспринимать внешней растягивающей нагрузки, жест-
кость детали оказывается меньше расчетной, вычисленной в
предположении упругой работы всего сечения. Поэтому дефор-
мации от внешней нагрузки превышают расчетные, вычисленные
без учета сварочных напряжений. В частности, удлинение
324
сварной двутавровой балки в результате первого нагружения
растягивающей силой Н (рис,10.4,а) определяется по формуле
Л1____________-
fll+H™E(F~aFs') ч
а стрелка прогиба этой балки вследствие приложения момента
(рис.10.4,6)
, ML*
5+м SH(lY,-is) 1
где Fs - площадь пластической зоны в районе поясного шва;
Е(Р-&Р^ - продольная жесткость балки с учетом свароч-
ных напряжений; 1у-Ц - момент инерции сечения балки пло-
щадью P-Fs относительно оси У1 ; Y,Y* - центральные оси
сечения балки соответственно площадью F и F~FS .
Рис.10.4. Нагружение свар-
ной балки с остаточными
напряжениями
При снятии нагрузки
сечение балки работает
полностью. Поэтому дефор-
мации при разгрузке меньше,
чем деформации при на-
грузке. Возникающие от
приложения и снятия на-
грузки так называемые вто-
ричные остаточные деформа-
ции обусловлены тем, что
при нагрузке возникают
дополнительные пластические деформации металла в районе
сварного соединения (в пределах площади Fs ). Для рассмот-
ренной двутавровой балки вторичные остаточные деформации
равны:
при приложении и снятии растягивающей силы
А1 .А» - n .
al+n AL-K E(F_£F^ EF EF F-2FS 1
при приложении и снятии изгибающего момента И
MLa М|Л_М|? Iy-IY^TS
М *-м &E(Iyi-I^ Шу 8Е1у Iy,-Is
Если при повторном нагружении сила или момент остаются
меньше приложенных при первичном нагружении, то работа кон-
струкции происходит в упругой области.
325
Вторичные деформации могут быть вызваны не только при-
ложением внешней нагрузки^ но и выполнением механической
обработки. В процессе механической обработки сварных деталей
в результате съема металла происходит перераспределение сва-
рочных напряжений из-за нарушения условий равновесия внут-
ренних сил.
При обработке закрепленных деталей деформирование их и
процессе обработки может не происходить по причине большой
жесткости стола. Однако после освобождения от закреплений
неуравновешенность внутренних усилий вызовет деформации уже
обработанной детали.
Возможно изменение размеров детали с течением времени
вследствие релаксации напряжений. При комнатной температуре
ползучесть обычно незначительна, однако при высокой темпера-
туре она протекает интенсивно и может послужить причиной
отклонения размеров деталей от проектных. Особенно опасны
такие отклонения размеров для движущихся деталей машин и ме-
ханизмов, так как приводят к изменению зазоров, возрастанию
сил трения, заеданию и т.д.
326
I й I S ? А Т У Р Д
I. БМЬЧУК Г.А., ГАТОВСКИЙ К.М.5 КОХ Б,л* Озарка судовые кон-
струкций. - Л.: Судостроонае. 1980,
2. ВИНОКУРОВ В.А. Сварочные дефорыацин я напряжения. - S.s
Уаииностроение, 1968.
3. КУЗЬМИНОВ С. А. Сварочнне деформации судовых корпусных кон-
струкций. -Л.: Судостроение, 1974.
рочннх напряжений и деформаций. - Киев, Наумова дум-
ка, 1976.
5. ОКЕРБЛОМ Н.О. Расчет деформаций металлоконструкций при
сварке. - М.-Л.: Машгиз, 1955.
6. ОКЕРБЛОМ Н.О,, ДЗШНИВВИЧ В.П., БАЙКОВА И.П. Проектирова-
ние технологии изготовления сварных конструкций. -
Л.: Судпромгиз, 1963.
7. ПОСТНОВ В.А. Численные метода в расчетах судовых конст-
рукций. - Л.: Судостроение, 1977.
Метода устранения сварочных деформаций
и
напряжений. - И.: Машиаостроение, 1974.
9. СЕГШИНД Л. Применение методе конечных элементов. - М.:
Мир, 1979.
327
ОГЛАВЛЕНИЕ
Предисловие ........................................ 3
Глава I. Общие сведения о сварочных деформациях и на-
пряжениях ................................... 7
§1.1. Теория сварочных деформаций и напряжений ж ее
значение ........................................... 7
§ 1.2. Классификация сварочных деформаций и напряже-
ний ................................................ 9
§ 1.3. Причины,, вызывающие деформации и напряжения
при сварке ....................................... 13
Глава 2. Закономерности деформации металлов при нагре-
ве и нагрузке ..................................... 16
§ 2.1. Изменение свойств металлов при нагреве ...... 16
§ 2.2. Соотношение между деформации® и аапряженаямы
при линейном напряженном состояния .......... 21
§ 2.3. Объемы удлинения к укорочения .............. 25
§ 2.4. Напряжения, деформации ж перемещения в балках,
обусловленные объемною измененшши металла 29
Глава 3. Тепловые процессы при сварке .............. 40
§ ЗЛ. Принципа расчета тепловых процессов при свар-
ке ............................................ 40
§ 3.2. Температурное поле от мгновенных источников
теплоты ............................................ 43
§ 3.3. Температурное поле от подвижных источников
теплоты ....................................... 44
§ 3.4. Температурное поле от мощных быстродаижущвхся
источников теплоты.................................. 47
§ 3.5. Максимальная температура при распространении
теплоты быстродвихуцихся источников............... 49
§ 3.6. Влияние ограниченности размеров свариваемого
изделия на процессы распространения теплоты 51
328
3.6.1. Определение температурного поля с уче-
том ограниченности размеров оариваамо
Х*0 .ЙЗД&ЛИЙ G в • Щ Фв« Ч « в Q if D й f-O в fl Э <5 о Л О Ов о <1
3*6.2» Определение максимальной температура с
учетом ограшгтеаясютж р&ймерсв сш&ряв&“
ж&делнж особоососсоосоовооорооосзо
§ 3.7. Численные метода расчета талловых процессов ..
3.7.1. Метода конечных разностей вв.вя>,о......
3.7,2. Метод конечных элементов .ппойа
Глава 4. Термомеханические процессы при сварке ; >
§ 4,1. Основные допущения, принимаемые в инженерных
методах определения сварочных деформаций и ча-
пряжешгй ......................
§ 4.2„ Кинетика деформаций и напряжений элементарных
призм при нагреве по сварочным термическим
циклам 92
§4.3. Кинетика образования продольных сварочных де-
формаций и напряжений ......................... 103
§4.4. Определение объема продольного укорочения свар-
ного соединения..................................... П6
4.4.1. Влияние теплоотдачи на объем продольно-
го укорочения сварного соединения............ П9
4.4.2. Влияние начального напряженного состоя-
ния на объем продольного укорочения
сварного соединения........................... 120
44.4.3. Влияние толщины сварного соединения на
его объем продольного укорочения ......... 122
4.4.4. Влияние изменения механических свойств
при нагреве на объем продольного укоро-
. „ чения сварного соединения................... 126
5 4.5. Кинетика образования поперечных сварочных де-
9 4.6. Определение объемов укорочения при некоторых
особых способах и-условиях сварки.................... 137
4.6.1. Нагрев листа неподвижный источником на-
грева или короткими вшами .....................137
§4.7. Учет фазовых превращений металла при оценке
сварочных деформаций и напряжений ............ 141
4.7.1. Влияние фазовых превращений на кинетику
напряжений................................... 141
329
4.7.2. Остаточные напряжения при учете фазо-
вых превращений..............................
4.7.3. Определение объема продольного укоро-
чения сварного соединения с учетом фа-
зовых превращений ..........................
4.7.4. Учет фазовых превращений металла при
точечном нагреве и заполнении коротких
ШВОВ еф®ое*ао**м******«в»е**йе*<**вее
4.7.5. Оценка двухосного напряженного состоя-
ния при фазовых превращениях металла
Глава 5. Расчетное определение сварочных деформаций и
напряжений в балочных конструкциях .........
§5.1. Напряжения, деформации и перемещения в бал-
ках от продольных швов ...........................
5.I.I. Остаточные деформации и перемещения
от продольных ивов ........................
5.1.2. Приближенное построение эпюр остаточ-
ных деформаций и напряжений от про-
дольного шва...............
5.1.3. Деформации и перемещения от ряда про-
дольных швов .............................
[ 5.1.4. Временные деформации и напряжения от
продольного шва.................................
§5.2. Деформации и напряжения в балках от попереч-
ннх швов ...................................
§ 5.3.
§ 5.4.
§ 5.5.
§ 5.6.
Методика определения деформа
»г-г
и перемеще-
ний в балках от продольных и поперечных швов
Примеры расчета общих сварочных деформаций
балочных конструкций .......................
Деформации при сварке секций и корпуса судна
Пример расчета общих сварочных деформаций ти-
повой секции................................
145
147
153
155
162
162
162
165
169
172
174
180
182
190
193
Глава 6. Местные сварочные деформации .................. 201
§ 6.1. Разновидности местных деформаций............... 201
§ 6.2. Кинетика образования и величина угловых сва-
рочных деформаций.................................... 202
§ 6.3. Деформации элементов из плоскости, вызываемые
угловыми деформациями сварных соединений ... 208
§ 6.4. Деформации элементов из плоскости вследствие
потери устойчивости ................................. 211
330
Глава 7.
Численные методы определения сварочных дефор-
Математическая модель для оценки кинетики сва-
рочных деформаций к напряжений ...........
Зависимость между напряжениями я упру-
7.1.2. Условие возникновений и развития плас-
тических деформаций.....................
7.1.3. Зависимость между пластическими дефор-
мациями и напряжениями ...............
7.1.4. Описание граничных условий к возмущаю-
щих факторов ................................
Методы реализации математической модели .....
7.2.1. Учет истории нагружения ..............
7.2.2. Реализация физической и геометрической
нелинейности................................
Алгоритм решения задачи об одномерном напря-
жением сост
Алгоритм решения задачи о сложном напряженном
ИШЕЕ
сост
М'.
е
214
214
215
218
222
226
227
228
232
235
249
7.4.1. Пдоское напряженное состояние ......... 249
7.4.2. Плоская деформация .................. 251
7.4.3. Осесимметричное напряженное состояние 255
7.4.4. Решение линеаризованной задачи методом
Глава 8. Методы уменьшения сварочных деформаций и на-
пряжений ........................................... 278
§ 8.1. Конструктивные метода уменьшения сварочных де-
формаций ..........................................
§ 8.2. Технологические методы предупреждения свароч-
ных деформаций....................................... 28^
§ 8.3. Технологические методы устранения сварочных
деформаций и напряжений ............................. 287
8.3.1. Отпуск............................... 287
8.3.2. Термическая правка.................... >292
8.3.3. Механическая правка................... 295
Глава 9. Краткие сведения о прочности сварных соедине-
ний ......................................... 298
§9.1 . Предварительные замечания ................... 298
331
§9.2 , Прочность сварных ооеданешгй при действа®
статических нагрузок
§9.3 . Хрупкая прочность оварннЕ соединений......
§ 9.4. Прочность сваркж соеданенай прж действии
перемежка нагрушк ..........
Глава 10. Влияние сварок
: деформапкй и напряжений
ка работоспособность сварннх соединений я
Ж
§ 10оТе Влияние сварочнж напряжений на прочность
при статической нагрувк .................
§ 10.2. Влияние сварочн^к напряжений та прочность >
при переменной нагруэве
§ 10.3. Влияние аварочннх; деформаций и напряжений
на жесткость и точность размеров конотрук-
Литература ..
4«fr9e««eaQCA<i<»cf<c»«<ifi'-3'*>*nnio^adbQ6'h«i''C
I
301
303
309
315
316
320
323
326